/































































































































































































































































































































































































































































































































































































































































































































































































Author: Романовский В.П.
Tags: общее машиностроение технология машиностроения машиностроение технологические процессы холодная штамповка
Year: 1971



Text
В. П. РОМАНОВСКИЙ
профессор
ПО ХОЛОДНОЙ ШТАМПОВКЕ
ИЗДАНИЕ ПЯТОЕ,
ДОПОЛНЕННОЕ И ПЕРЕРАБОТАННОЕ
издательство «машиностроение»
ЛЕНИНГРАД 1971
УДК 621. 983(083)
Справочник по холодной штамповке. Рома
нов ск ни В. П. Л., «Машиностроение». 1971 г.
стр. 782. Табл. 293. Библ. 303 назв.
В справочнике в систематизированном виде при-
веден руководящий и справочный материал по основ-
ным вопросам холодной штамповки: технологиче-
ским процессам, штампам и оборудованию. Кроме
того, даны краткие сведения по наиболее приме-
няемым материалам.
Содержание справочника представляет собой
обобщение передового производственного опыта
промышленности Советского Союза и других стран,
работ автора и литературных материалов по холод-
ной штамповке.
В справочнике отражены новейшие достижения
передовых предприятий, а также результаты новых
исследований процессов холодной штамповки.
Справочник предназначен для инженерно-тех-
нических работников — инженеров, технологов,
конструкторов, работающих в области холодной
штамповки, а также для студентов втузов и тех-
никумов.
3—12—3
380—70
Рецензент канд. техн, наук В. Е. Недорезов
ПРЕДИСЛОВИЕ К ПЯТОМУ ИЗДАНИЮ
Развитие машиностроения и металлообработки требует дальнейшего совершен-
ствования технологических процессов и организации производства, а также комп-
лексной механизации и автоматизации производственных процессов.
Процессы холодной штамповки вследствие высокой производительности и эко-
номической эффективности являются наиболее прогрессивными, благодаря чему
они получили широкое применение в различных отраслях промышленности.
Пятое издание справочника значительно переработано и дополнено новыми
материалами, отражающими дальнейшее развитие передовой промышленности Со-
ветского Союза и других стран, а также результатами новых исследований про-
цессов холодной штамповки.
Переработка справочника осуществлена с учетом пожеланий, высказанных в
опубликованных рецензиях и присланных отзывах.
Структура и рубрикация справочника сохранены прежними, так как оин удов-
летворяют пожеланиям читателей в части последовательности изложения материала.
В справочнике по-прежнему основное внимание уделено вопросам технологии
холодной шгамповки, которым посвящено наибольшее количество технических сведе-
ний и справочных материалов.
В пятом издании ряд глав справочника дополнен новыми производственными и
расчетно-технологическими данными: гл. I первого раздела — новыми материала-
ми по чистовой вырубке и зачистной штамповке; гл.II — новыми данными по рас-
чету усилий при гибке; гл. III — результатами исследования начальной стадии
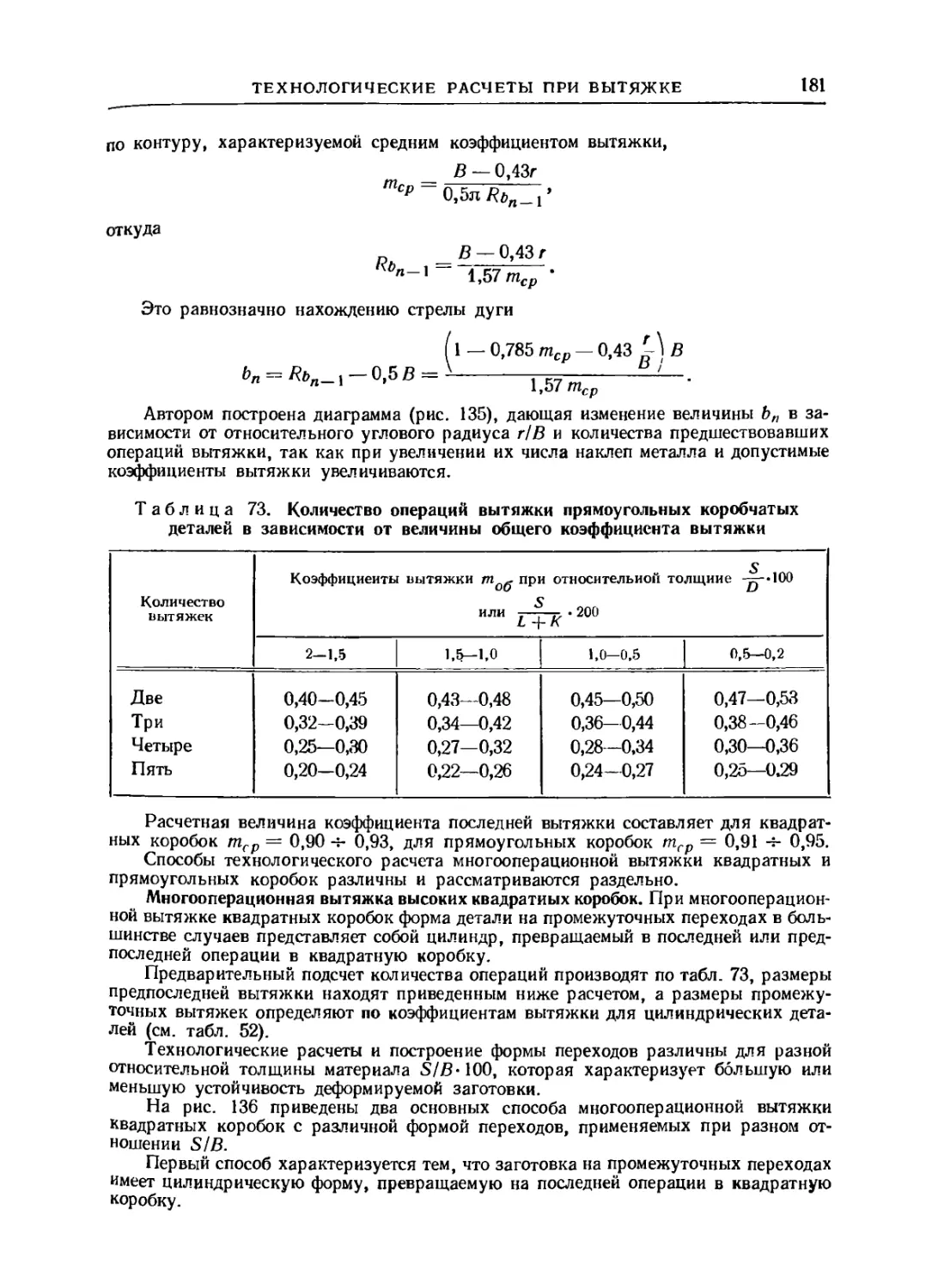
вытяжки, технологическими расчетами вытяжки коробчатых деталей с фланцем,
материалами по вытяжке тугоплавких металлов; гл. IV — расчетными данными про-
цесса местной формовки — вытяжки; гл. VI — высокоэнергетическими способами
штамповки взрывом, гидроэлектрическим разрядом, магнитными импульсами, а
также новыми расчетами заготовок при ротационном выдавливании. Во втором раз-
деле обновлены расчеты экономической эффективности процессов холодной штам-
повки, включая расчеты цеховой себестоимости штампованных деталей. Третий
раздел пополнен типовыми конструкциями штампов, а также методом расчета стой-
кости штампов. В четвертом разделе расширены сведения по научной организа-
ции труда и обслуживанию рабочего места.
Таблицы, содержащие механические свойства металлов, перенесены из первого
в пятый раздел справочника, посвященный механическим и технологическим свой-
ствам листовых металлов.
В пятое издание справочника включены материалы и справочные данные из
ГОСТов, вышедших до 1970 г.
Во введении оставлены краткие сведения по характеристике холодной штампов-
ки, но значительно сокращены классификация и терминология процессов и опера-
ций.
Все отзывы и пожелания по новому изданию справочника будут приняты с бла-
годарностью.
АВТОР
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ
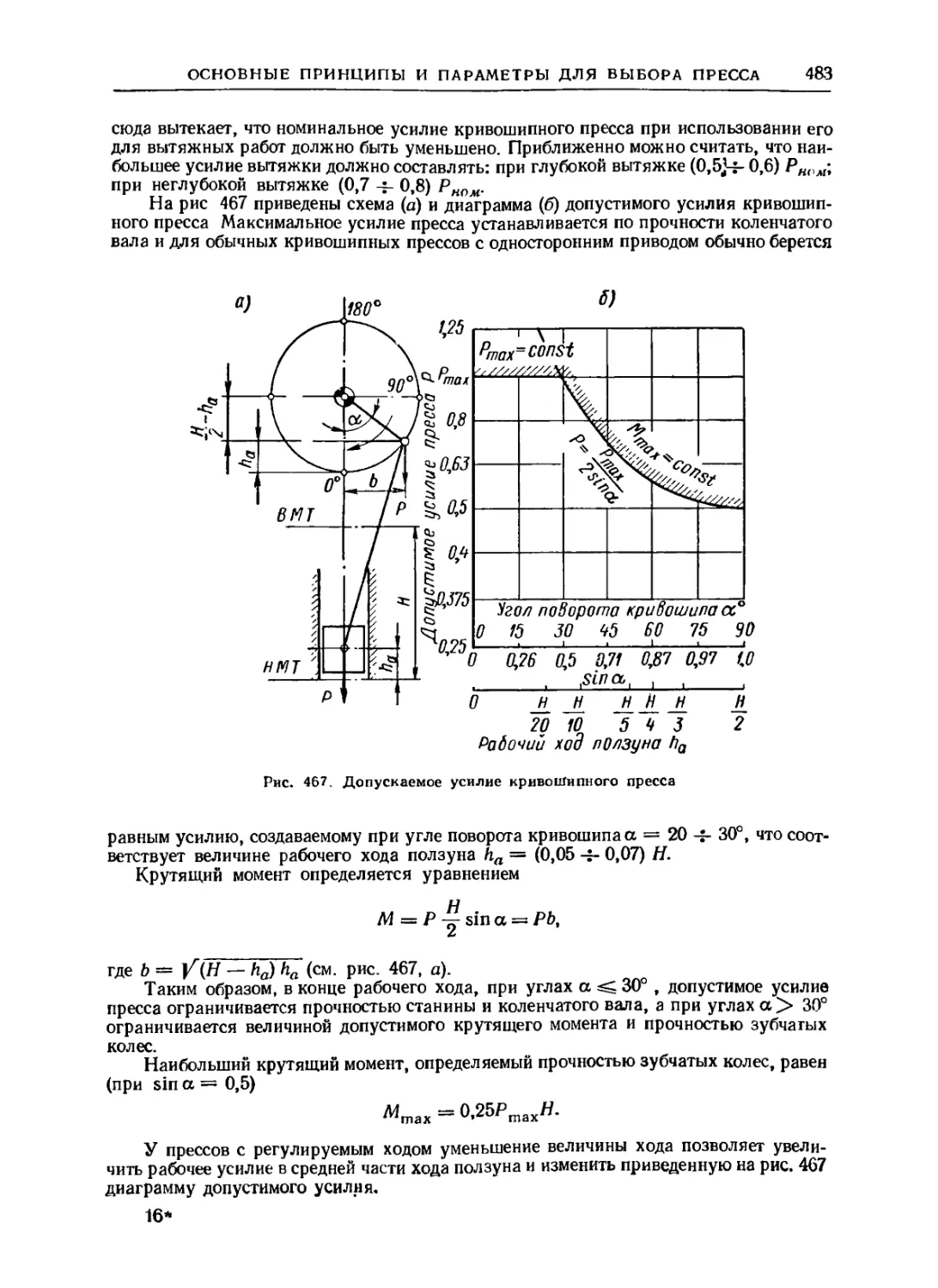
Р — расчетное усилие штамповки (вырубки, вытяжки и т. д.) в кГ;
S —толщина материала в мм;
htl
С = — относительная глубина вдавливания вырубного пуансона;
— толщина материала после деформации (гибки, вытяжки) в мм\
а = — коэффициент утонения материала;
о
р — радиус кривизны нейтрального слоя при гибке в мм\
ря — радиус кривизны слоя, нейтрального по напряжениям, в мм\
А — работа деформирования (вырубки, гибки, выгяжки и т. д.) в кГ*м;
/V — мощность пресса в л. с.;
_М — изгибающий момент в кГ-м;
WnA — момент сопротивления при пластическом изгибе;
В&
W — —g----момент сопротивления прямоугольного сечения;
J момент инерции сечения в мм\
предел текучести при растяжении в кПмм*\
об -г- предел прочности (временное сопротивление разрыву) в кПмдР\
оср.— сопротивление срезу в кПмм*\
аи — сопротивление изгибу в кГ1млР\
6, б5, б10 — относительное удлинение в %;
ф — относительное сужение в %;
в = In ---истинная деформация (в логарифмическом виде);
*о
ег ие^ — деформация крайних волокон при гибке (выражена через полное от-
носительное удлинение);
фЛ и ф^ — деформация крайних волокон при гибке (выражена через относитель-
ное сужение сечения);
Е — модуль упругости при растяжении в кГ/ммА\
G — модуль упругости при кручении в кГ1мл?\
D — диаметр заготовки в мм;
т — коэффициент вытяжки;
iz 1
Л =-----степень вытяжки;
т
Q — усилие прижима при вытяжке в кГ;
q — давление в кГ!млР\
р — коэффициент трения.
Сопоставление принятых в справочнике единиц силы, работы (энергии), мощ-
ности, давления и напряжения с соответствующими единицами в международной сис-
теме (СИ) приведена по ГОСТу 9867—61.
Сила: 1 кГ (килограмм-сила) = 9,81 н (ньютон); 1 Т (тонна-сила) = 1000 кГ =
9810 н.
Работа: 1 /сГ-л«=9,81 дж = 9,81 н*м.
Мощность: 1 квт = 1000 вт~ 1000 дж!сек — 1000 н-м!сек.
Давление (напряжение): 1 кГ/лои2 = 9,8-10е я/ж2« 107 н!м\
ВВЕДЕНИЕ
1. ХАРАКТЕРИСТИКА ХОЛОДНОЙ ШТАМПОВКИ
Холодная штамповка является самостоятельным видом обработки металлов
давлением, объединяющим ряд технологических процессов осуществляемых холод-
ной пластической деформацией при помощи различного типа штампов, непосредст-
венно деформирующих металл и выполняющих требуемую операцию.
Холодная штамповка — один из наиболее прогрессивных технологических ме-
тодов производства; она имеет ряд преимуществ перед другими видами обработки
металлов как в техническом, так и в экономическом отношениях.
В техническом отношении холодная штамповка позволяет:
1) получать детали весьма сложных форм, изготовление которых другими мето-
дами обработки или невозможно или затруднительно;
2) создавать прочные и жесткие, но легкие по весу конструкции деталей при
небольшом расходе материала;
3) получать взаимозаменяемые детали с достаточно высокой точностью размеров,
преимущественно без последующей механической обработки.
В экономическом отношении холодная штамповка обладает сле-
дующими преимуществами:
1) экономным использованием материала и сравнительно небольшими отходами;
2) весьма высокой производительностью оборудования, с применением механи-
зации и автоматизации производственных процессов;
3) низкой стоимостью изготовляемых изделий.
Наибольший эффект от применения холодной штамповки может быть обеспечен
при комплексном решении технических вопросов на всех стадиях подготовки произ-
водства, для чего необходимо:
1) создать рациональные и технологичные конструкции или формы деталей,
допускающие экономичное изготовление их;
2) применять материал, обладающий необходимыми для данной деформации ме-
ханическими и технологическими свойствами;
3) разработать и применять технически правильный и экономически целесооб-
разный технологический процесс штамповки, обеспечивающий получение требуе-
мых деталей и соответствующий масштабу производства;
4) разработать правильную конструкцию штампов, обеспечивающую изготовле-
ние деталей требуемого качества и точности, а также высокую производительность,
стойкость и безопасность в работе;
5) рационально выбрать и использовать тип и мощность пресса;
6) правильно организовать рабочее место в соответствии с характером изделий и
масштабом производства.
Разработка технологических процессов холодной штамповки и проектирование
штампов неразрывно связаны между собой, хотя и могут выполняться разными ли-
цами. Технолог должен хорошо знать конструкцию штампов, а конструктор должен
обладать основными технологическими знаниями по холодной штамповке.
6
ВВЕДЕНИЕ
2. КЛАССИФИКАЦИЯ И ТЕРМИНОЛОГИЯ ОСНОВНЫХ ПРОЦЕССОВ
И ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
Холодная штамповка объединяет большое количество разнообразных операций,
которые могут быть систематизированы и классифицированы по следующим призна-
кам:
1) по характеру и видам деформаций;
2) по отдельным типам операций.
По характеру деформаций холодная штамповка расчленяется на две основные
группы: деформации с разделением материала и пластические деформации.
Первая группа объединяет деформации, которые приводят к местному разъе-
динению материала путем среза и отделения одной его части от другой.
Группа пластических деформаций холодной штамповки разделяется на две
подгруппы:
а) изменение формы гнутых и полых деталей, основанное главным образом на
изменении геометрической формы листовых заготовок;
б) изменение формы объемных деталей посредством перераспределения и задан-
ного перемещения объема металла.
Имеется пять основных видов деформаций холодной штамповки:
1) резка — отделение одной части материала от другой по замкнутому или не-
замкнутому контуру;
2) гибка — превращение плоской заготовки в изогнутую деталь;
3) вытяжка — превращение плоской заготовки в полую деталь любой формы
или дальнейшее изменение ее размеров;
4) формовка — изменение формы детали или заготовки путем местных дефор-
маций различного характера;
5) объемная штамповка — изменение профиля, конфигурации или толщины
заготовки путем перераспределения объема и заданного перемещения массы материа-
ла.
Каждый из основных видов деформаций холодной штамповки подразделяется
на ряд отдельных конкретных операций, характеризуемых особенностью и назна-
чением производимой работы, а также типом штампа.
На рис. 1 приведена классификация и терминология основных процессов и опе-
раций холодной штамповки, иллюстрированная примерами схематического изобра-
жения операций 1.
Штамповка деталей путем выполнения нескольких раздельных операций в боль-
шинстве случаев экономически невыгодна, вследствие чего обычно применяют мето-
ды комбинированной штамповки, одновременно сочетающие две или несколько из
указанных деформаций и отдельных операций. Кроме того, на производстве приме-
няются сбороч но-штамповочные операции, основанные на применении деформаций
гибки, формовки или объемной штамповки.
Комбинированная штамповка представляет собой совмещение в одном штампе
двух или нескольких технологически различных операций штамповки (переходов).
По технологическому признаку комбинированные операции могут быть разде-
лены на три группы:
1) разделительные комбинированные операции, совмещающие различные виды
режущих операций (вырубка, пробивка, отрезка);
2) формоизменяющие комбинированные операции, совмещающие различные ви-
ды операций изменения формы (вытяжка, рельефная формовка, гибка, отбортовка и
пр.);
3) комбинированные операции резки и изменения формы, совмещающие разде-
лительные операции с формоизменяющими, или сочетающие несколько операций
(вырубка — вытяжка, формовка и пробивка).
1 Определения и характеристики операций см. в предыдущих изданиях справочника
11031. Цифры, стоящие в квадратных скобках, указывают номер источника в перечне литера-
туры.
Рис. 1. Классификация основных процессов и операций холодной штамповки
классификация и терминология холодной штамповки
8
ВВЕДЕНИЕ
По способу совмещения операций комбинированная штамповка разделяется на
три группы:
1) совмещенную;
2) последовательную;
3) совмещенно-последовательную.
При совмещенной штамповке одновременно выполняется несколько различных
операций за один ход процесса и за одну установку заготовки в штампе.
Последовательная штамповка объединяет несколько различных операций (пе-
реходов)» осуществляемых последовательно отдельными пуансонами за несколько
ходов пресса при перемещении заготовки между ними; причем за каждый ход пресса
получается готовая деталь.
При совмещенно-последовательной штамповке выполняется несколько различ-
ных операций путем сочетания в одном штампе совмещенной и последовательной штам-
повки.
Так как возможно большое количество различных сочетаний отдельных совме-
щаемых операций, то практически осуществимо большое количество разнообразных
типов комбинированной штамповки и штампов, полностью классифицировать ко-
торые не представляется возможным. Поэтому в дальнейшем будут рассмотрены
лишь наиболее распространенные операции комбинированной штамповки.
Кроме штамповочных операций в холодной штамповке применяются заготови-
тельные, давильно-накатные, вспомогательные, термические и отделочные операции.
К заготовительным операциям относятся: правка листов и полос на листоправиль-
ных машинах и правильных валках, а также резка листов на полосы или штучные
заготовки.
Ряд операций выполняется на давильных, роликовых и накатных станках:
1) выдавливание — раскатка полых изделий;
2) загибка кромок и фальцев;
3) гибка профилированных деталей на универсально-гибочных машинах;
4) гибка цилиндрических и конических деталей на вальцах;
5) фальцовочные работы;
6) гибка бортов;
7) обрезка и закатка бортов и кромок;
8) накатка буртиков, гофрированных труб и соединительной резьбы;
9) правка и выдавливание рельефа;
10) трубогибочные работы и т. д.
Вспомогательными операциями являются: смазка заготовок, фосфатирование,
зачистка заусенцев, виброгалтовка, обкатка в барабане, обезжиривание, травление,
промывка.
К термическим операциям относятся: отжиг заготовок, межоперационный ре-
кристаллизационный отжиг полуфабриката, закалка и отпуск отдельных штампован-
ных деталей, а также закалка дуралюминовых заготовок перед штамповкой.
К отделочным относятся следующие операции: полирование, лакировка, окра-
шивание, оксидирование, металлизация декоративные и противокоррозионные
покрытия (цинкование, меднение, лужение, никелирование, хромирование, кадми-
рование и т. д.).
В большинстве случаев вспомогательные, термические и отделочные операции
механизированы или автоматизированы.
Заготовительные операции обычно выполняются на заготовительных участках,
а отделочные — в специальных помещениях.
3. НАПРАВЛЕНИЕ РАЗВИТИЯ ХОЛОДНОЙ ШТАМПОВКИ
Холодная штамповка широко применяется в машиностроительной, приборо-
строительной и других отраслях промышленности. Наибольшее распространение хо-
лодная штамповка получила в крупносерийном и массовом производстве, где боль-
шие масштабы выпуска позволяют применять технически более совершенные, хотя
и более сложные и дорогие штампы.
НАПРАВЛЕНИЕ РАЗВИТИЯ ХОЛОДНОЙ ШТАМПОВКИ
9
Ряд изделий массового производства и народного потребления изготовляется
десятками и сотнями миллионов штук в год. Наряду с этим в настоящее время хо-
лодная штамповка широко применяется в мелкосерийном и даже единичном произ-
водстве.
Современное развитие холодной штамповки идет по следующим направлениям:
1) расширения области применения холодной штамповки путем замены литых и
кованых деталей штампованными или штампо-сварными, в большинстве случаев не
требующими последующей обработки резанием;
2) широкого распространения холодной штамповки в мелкосерийном производ-
стве благодаря применению упрощенных и универсальных штампов;
3) снижение расхода материала путем создания технологичных форм деталей,
внедрения рационального раскроя, использования отходов, повышения точности
расчета размеров заготовок и т. п.;
4) повышения точности штамповочных деталей (до 3—4-го, а в отдельных слу-
чаях до 2-го класса точности по ГОСТу);
5) увеличения производительности путем механизации и автоматизации про-
цессов штамповки;
6) применения штамповочных методов для сборки;
7) повышения стойкости штампов в крупносерийном и массовом производстве.
Расширение области применения холодной штамповки, с одной стороны, харак-
теризуется значительным увеличением габаритов штампуемых деталей до 10 м и
более, а с другой стороны — резким уменьшением размеров — миниатюризацией
деталей (радиоэлектронной аппаратуры).
Толщина штампуемого материала непрерывно увеличивается; например, в хо-
лодном состоянии производятся вырубка из материала толщиной до 25 мм, пробив-
ка отверстий в материалах толщиной до 35 мм, вытяжка листового металла толщиной
до 20 мм, холодная гибка материала толщиной до 100 мм.
Замена литых и кованых деталей холодноштампованными дает значительные
технико-экономические преимущества (в среднем в %):
Снижение веса деталей От 25 до 50
Уменьшение расхода металла > 30 > 70
Снижение трудоемкости э 50 э 80
Одновременно с этим обычно достигается увеличение прочности и жесткости де-
талей:
1) благодаря более высоким механическим свойствам исходного, в большинстве
случаев холоднокатаного листового металла;
2) в результате упрочнения (наклепа) металла при холодной пластической де-
формации;
3) вследствие более целесообразного распределения металла по сечению штам-
пованного профиля;
4) благодаря применению штамповочных методов увеличения жесткости (штам-
повка ребер жесткости, отбортовка, загибка, закатка кромок и т. п.).
Следовательно, основным прогрессивным конструктивным
показателем, характеризующим эффективность применения холодной штам-
повки, является снижение веса при увеличении прочности и жесткости штампован-
ных из листа деталей по сравнению с литыми, коваными или обработанными из сор-
тового проката.
Основным прогрессивным технологическим факто-
ром дальнейшего развития холодной штамповки является стремление получить
штамповкой полностью законченную деталь, не требующую дальнейшей обработки
резанием.
Прогрессивность тех или иных технологических методов неразрывно связана
с серийностью и конкретными условиями данного производства, а следовательно,
является не столько технологическим, сколько организационно-техническим поня-
тием.
Таблица 1. Характеристика серийности штамповочного производства
Типовые признаки Тип производства
массовое крупносерийное серийное мелкосерийное единичное
Характер производства Непрерывное по- точное производ- ство, автоматиче- ские линии Поточное произ- водство крупными партиями, перена- лаживаемые авто- матизированные линии Поточное произ- водство средними партиями, поточ- ные линии Мелкие партии, групповая штам- повка Единичные изделия или весьма мелкие партии, штамповка по элементам
Типы прессов Специальные прессы и штампо- вочные автоматы Быстроходные ме- ханизированные прессы, штамповоч- ные автоматы Быстроходные прессы, универ- сальные штампо- вочные автоматы и полуавтоматы Универсальные прессы, координат- но-револьверные прессы Универсальные прессы
Типы штампов комбинирован- ные (многоопера- ционные) штампы Комбинированные и простые (раз- дельные) штампы, штампы-автоматы Комбинированные и простые (раздель- ные) штампы, полу- автоматические штампы Простые, универ- сальные и упро- щенные штампы Групповые регули- руемые и простые штампы
Степень меха- низации работ Автоматическая подача полос, листов и штучных заготовок Автоматическая подача полос и штучных заготовок, механизированная подача крупных листов и заготовок Автоматическая и ручная подача полос, полуавтома- тическая "подача штучных заготовок Ручная и механи- зированная подача листов, полос и штучных заготовок Ручная подача листов, полос и штучных заготовок
ВВЕДЕНИЕ
Срок окупае- мости штампов с автоматиче- ской подачей До 1 года 1—2 года
Коэффициент серийности (ко- личество опера- ций, закреп- ленных за прессом) 1-3 3-10
Ориентировоч- ный годовой выпуск (в одну смену) в тыс. шт. для круп- ных деталей для средних деталей для мелких деталей Свыше 300 Свыше 1000 Свыше 5000 20-300 50-1000 100-5000
2—3 года 3—5 лет —
10-30 30-100 —
2—20 До 2 Единицы, десятки
5-50 10—100 До 5 До 10 или сотни штук
НАПРАВЛЕНИЕ РАЗВИТИЯ ХОЛОДНОЙ ШТАМПОВКИ
12
ВВЕДЕНИЕ
Производственно-технологические методы, прогрессивные в мелкосерийном
производстве, в большинстве случаев оказываются непрогрессивными и нецелесо-
образными в условиях крупносерийного и массового производства, и наоборот. Этим
объясняются различие производственных методов и различные пути развития штам-
повки в массовом и мелкосерийном производстве.
В крупносерийном и массовом производстве развитие холодной штамповки ха-
рактеризуется:
1) применением сложных совмещенно-комбинированных штампов;
2) применением многопозиционнон последовательной штамповки в ленте;
3) механизацией и автоматизацией процессов штамповки;
4) созданием быстроходных автоматических прессов и специальных автоматов;
5) совершенствованием н развитием методов, дающих повышенную точность и
производительность и заменяющих обработку металлов резанием (зачистка в штам-
пах, калибровка, объемная штамповка, холодное выдавливание);
6) применением профилирования лент и полос на профилировочных станках или
гибочных прессах;
7) повышением стойкости штампов, что достигается применением износоустой-
чивой стали, твердых сплавов, механических и химико-термических способов упроч-
нения.
В' мелкосерийном и единичном (опытном) производстве холодная штамповка
развивается путем применения групповых методов штамповки с внедрением унифи-
кации и нормализации деталей и с использованием универсальных и дешевых упро-
щенных штампов (пластинчатых, листовых, литых свинцово-цинковых. неметал-
лических), а также путем применения новых технологических методов (штамповки
резиной, гидравлической штамповки, штамповки взрывом, гидроэлектрическим
разрядом, магнитными импульсами, вытяжки с местным подогревом и охлаждением
и др.).
Благодаря высокой производительности листоштамповочных прессов и сравни-
тельно низкой трудоемкости штамповочных работ типовые признаки и само понятие
серийности и массовости в холодноштамповочном производстве несколько иные,
чем при обработке металлов резанием.
Типовые признаки, характеризующие различную серийность штамповочного
производства, приведены в табл. 1.
Высшей формой массового производства является поточно-массовое, в котором
применяется комплексная автоматизация производственных процессов, контроля и
транспортировки деталей между операциями.
РАЗДЕЛ ПЕРВЫЙ
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
ГЛАВА I
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
1. РЕЗКА ЛИСТОВОГО МЕТАЛЛА НОЖНИЦАМИ
Листовые материалы для холодной штамповки в большинстве случаев предва-
рительно разрезают на полосы или заготовки необходимых размеров. Резка полос
является заготовительной операцией и производится на рычажных, гильотинных,
дисковых (роликовых) или вибрационных ножницах, а также на специальных от-
резных штампах.
Процесс резки листового материала ножни-
цами (рис. 2) состоит из трех последовательных
стадий:
1) упругой стадии, когда деформации нахо-
дятся в области упругих деформаций, а напря-
жения в металле не превосходят предела
упругости;
2) пластической стадии, когда деформации
являются остаточными, а напряжения в металле
превышают предел текучести и постепенно воз-
растают, пока не достигнут максимума, соот-
ветствующего сопротивлению Металла срезу
(сдвигу). Наибольшие деформации сдвига на-
правлены по линиям (поверхностям) скольже-
ния, начинающимся у острия режущих кро-
мок ножей. Во время второй стадии ножи
вдавливаются в металл на 0,2—0,5 его толщины
Рис. 2. Схема процесса резания
листа ножницами
в зависимости от твердости и пластичности;
3) стадии скалывания, при которой происходит образование микро- а затем
макротрещин, направленных по поверхностям скольжения и вызывающих отделение
одной части материала от другой.
На срезанной кромке листа четко выделяются две зоны: узкая блестящая по-
лоска, соответствующая пластической стадии, и более широкая матовая зона скалы-
вания. При резке толстого материала получается S-образная форма скола.
Как видно из схемы действующих сил (рис. 2), перерезывающие силы Рх обра-
зуют пару с моментом М = Рга, где а — плечо между точками приложения равно-
действующих, равное примерно (1,5ч-2) г.
Под действием опрокидывающего момента материал стремится повернуться,
заня.ъ наклонное положение и заклиниться между ножами, при этом возникает бо-
ковое распирающее усилие.
Величина бокового распирающего усилия при резке с прижимом составляет
(0,1 -£-0,2)Р,
где Р — наибольшее усилие резания в кГ.
Для предотвращения поворота разрезаемого металла применяют прижимные
Устройства.
Таблица 2 Различные способы резки листовых материалов
Тнп ножниц и схема Рабочие элементы режущих инструментов Основное применение
Гильотинные и рычажные Угол створа: для гильотинных ножниц ф = 2 4- 6°; для рычажных ножниц ф = 7 4- 12е. Угол резания 6 = 75 4- 85е. Задний угол у = 2-г 3°, Для упрощения заточки ножей допу- скается д = 90е и у == 0. Зазор между ножами от 0,05 до 0,2 л<л< Резка листовых материалов на по- лосы или штучные заготовки. Толщи- на разрезаемого материала до 40 мм (в зависимости от типа ножниц)
Дисковые (с параллельными ося- ми) Угол захвата а < 14е. Заход ножей b = (0,2 4- 0,3) S. Размеры ножей (дисков): для толстых материалов (S> 10 мм) D = (25 4- 30) S, h = 50 4- 90 мм; Резка листов на полосы, а также резка круглых (дисковых) заготовок с выходом на край листа. Толщина разрезаемого материала до 30 мм (раз- ные типы ножниц)
для тонких материалов (S < 3 мм) D = (35 4- 40) S, h = 20 4- 25 мм
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Дисковые (с наклонным нижним
иожом)
Угол наклона у = 30 4- 40е.
Размеры ножей (дисков):
для толстых материалов
(S > 10 мм) D = 20S,
h = 50 4- 80 мм\
для тонких материалов
(S < 3 мм) D = 28S,
h — 15 4- 20 мм
Резка полос и круглых дисковых и
кольцевых заготовок. Толщина разре-
заемого материала до 30 мм (разные
типы ножниц)
Дисковые (с наклонными ножами)
Зазор а ^0,25; зазор д^0,35.
Размеры ножей (дисков):
для толстых материалов
(S > 10 мм) D == 12S,
h = 40 4- 60 мм\
для тонких материалов
(S < 5 мм) D = 20S,
h = 10 4- 15 мм
Резка круглых, дисковых кольцевых
и криволинейных заготовок с малым
радиусом, толщиной до 20 лш. Криво-
линейная поверхность задней режущей
грани обеспечивает свободный поворот
материала
Многодисковые (с параллельны-
ми осями)
Угол резания 90е.
Размеры ножей:
D = 40 4- 125S, h = 15 4- 30 мм
Перекрытие:
b = ± 0,55;
зазор а = 0,1 4- 0,2S
Для одновременной резки несколь-
ких полос, а также обрезкн полос и
ленты по ширине. Толщина материала
до 10 мм (разные типы ножниц)
РЕЗКА ЛИСТОВОГО МЕТАЛЛА НОЖНИЦАМИ
Продолжение табл. 2
Тнп ножннп и схема Рабочие элементы режущих инструментов Основное применение
Вибрационнь 1 е Число ходов 2000—25 000 в минуту Ход ножа 2—3 мм Передний угол Р = 6 4- 7°. Угол створа (р = 24-}- 30° Резка криволинейных заготовок по разметке или шаблонам с малым ра- диусом (до г — 15 мм). Толщина ма- териала до 10 мм
1 -Ф- 1 — L,.
г 1
Отрезны е шт й- ампы г у>«0 Передний угол р = 2 4- 3е. Угол створа ф — 0 Резка полос на штучные заготовки
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
4R I / УСИЛИЕ РЕЗАНИЯ ЛИСТОВОГО МЕТАЛЛА НОЖНИЦАМИ 17
Различные способы резки листового металла и типы режущих инструментов при-
ведены в табл. 2.
В цехах металлических конструкций и заготовительных цехах некоторых за-
водов производится резка сортового и профильного проката на специальных пресс-
ножницах усилием до 1600 Т при наибольшем размере сечения @250 мм. Способы
резки профилей и типы применяемого инструмента приведены в специальной литера-
туре.
2. УСИЛИЕ РЕЗАНИЯ ЛИСТОВОГО МЕТАЛЛА НОЖНИЦАМИ
Для определения усилий при резке ножницами рекомендуются формулы, при-
веденные в табл. 3.
Таблица 3. Формулы для определения усилий резания ножницами
Дисковыми ножни
цами
Обозначения:
L — длина реза в мм\
ф — угол створа ножниц в ерад\
Gcd — сопротивление срезу в кГ)мм2, находимое по таблицам, приведенным
в V разделе;
hn — глубина вдавливания ножей к моменту скалывания в мм
а — угол захвата роликовых ножниц в град.
18
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Учитывая наличие изгиба при резке, а также неравномерность толщины мате-
риала и притупление ножей, расчетное усилие обычно увеличивают на 30% и пол-
ное усилие резания принимают равным Рп= 1,3 Р, для чего в формулах вместо
аср может быть принята величина ав 1,3 аер.
В производственных условиях усилие резания гильотинными ножницами обычно
не подсчитывают, так как в паспорте ножниц содержатся указания о предельной тол-
щине и наибольшей длине разрезаемых стальных листов (ов>45 кГ1юР).
з. резка листового металла штампами
Процесс резания штампами при вырубке, пробивке и других операциях анало-
гичен процессу резания ножницами. В данном случае пуансон и матрица являются
как бы ножами замкнутой конфигурации, имеющими сопряженные режущие кромки.
__________________ Последовательность процесса выруб-
Рис. 3. Последовательность процесса вы-
рубки: а — при нормальном зазоре: 6 —
при малом зазоре
ки показана на рис. 3.
Процесс резания штампами также со-
стоит из трех стадий: упругой, пластиче-
ской и скалывания.
В первой стадии происходит упругий
изгиб металла с легким выдавливанием
его в отверстие матрицы. При этом на-
пряжения в металле не превосходят пре-
дела упругости (рис. 3, /).
В пластической стадии происходит
вдавливание пуансона в металл и выдав-
ливание его в отверстие матрицы.
Вдавливание пуансона происходит не
по всей торцовой поверхности, а лишь по
кольцевому (или иной формы в плане)
пояску шириной в. Такое же вдавливание
наблюдается и со стороны матрицы. От-
печатки от локализованного вдавливания
пуансона и матрицы остаются на выруб-
ленной детали и отходе в виде смятой по-
лоски вдоль контура резания.
В результате локализованного вдав-
ливания пуансона и матрицы возникает
круговой изгибающий момент Му образо-
ванный силами резания, условно пред-
ставленными на рис. 3,// равнодействую-
щими нормальных напряжений.
Под действием кругового изгибаю-
щего момента заготовка получает про-
странственный изгиб (выпучивание), при
котором в наружной (выпуклой) стороне
заготовки возникает напряженное состоя-
ние двухосного растяжения, а на внут-
реиней стороне — состояние двухосного
сжатия.
Непосредственно под режущей кром-
кой пуансона создается напряженное сос-
тояние объемного сжатия, а над режущей кромкой матрицы — напряженное состоя-
ние с напряжениями радиального растяжения. Первое более благоприятно для плас-
тического течения металла, а второе — менее благоприятно и способствует возник-
новению микротрещины в зоне резания.
К концу второй стадии напряжения вблизи режущих кромок достигают макси-
мальной величины, соответствующей сопротивлению металла срезу (сдвигу).
РЕЗКА ЛИСТОВОГО МЕТАЛЛА ШТАМПАМИ
19
В третьей стадии процесса вырубки у режущих кромок матрицы образуются ска-
лывающие трещины (рис. 3, ///). После дальнейшего погружения пуансона и исчер-
пания местной пластичности металла скалывающие трещины возникают и у режу-
щих кромок пуансона (рис. 3, IV). Эта последовательность скалывания подтверж-
дается тем, что блестящий поясок, соответствующий пластической стадии резания на
отходе, значительно шире, чем на детали, что до сих пор не находило объяснения.
Скалывающие трещины, направленные по линиям наибольших деформаций сдви-
га (поверхностям скольжения), быстро распространяются на внутренние слои метал-
Рис. 4. Форма среза и глубина наклепан-
ного слоя при вырубке с различным числом
ходов пресса: а — 60 ход/мин; б — 120
ход/мин; в — 330 ход/мин; г — 450 ход/мин
ла и вызывают отделение вырезаемой
детали.
Во время первой и второй стадий
вырубки скорость погружения пуан-
сона уменьшается, а с начала третьей
стадии резко увеличивается. При даль-
нейшем движении пуансон проталки-
вает вырезанную деталь через рабо-
чую шейку матрицы.
Рис. 5. Последовательность процесса
вырубки — пробивки в совмещенных
штампах
В случае нормального зазора между пуансоном и матрицей гг поверхности сдви-
га (линии скольжения), возникающие у режущих кромок пуансона, совпадают с
поверхностями сдвига и трещинами, возникшими у режущих кромок матрицы,
и образуют общую криволинейную поверхность скалывания (рис. 3, а).
При малой величине зазора г2 и большой толщине материала поверхности сдви-
га, идущие от кромок пуансона, не совпадают с поверхностями сдвига, возникшими
у кромок матрицы.
Оставшаяся кольцевая перемычка перерезается при дальнейшем погружении
пуансона с возникновением новых скалывающих трещин, причем на детали обра-
зуются надрыв и двойной срез с протянутым заусенцем (рис. 3, 6). Поверх-
ность отверстия получается сравнительно гладкой, лишь в нижней части обра-
зуется небольшой шероховатый скол. Поэтому, если требуется получить отверстие с
гладкими ровными стенками, следует производить пробивку с малым зазором между
пуансоном и матрицей.
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
При вырубке с малым зазором твердых материалов двойного среза обычно не по-
лучается. В случае очень большого зазора на поверхности образуются рваные зау-
сенцы от затягивания и обрыва металла в зазоре.
После возникновения скалывающих трещин величина изгибающего момента
резко падает, вследствие чего происходит уменьшение кривизны вырубаемой детали,
увеличение ее размеров и распор детали в отверстии матрицы.
Металлографические исследования макро- и микроструктуры вырубленных Де-
талей показывают, что металл в зоне резания претерпевает значительные структур-
ные изменения и наклепывается. Глубина наклепанного слоя зависит от толщины мате-
риала, его свойств и первоначальной структуры, величины зазора и качества режущих
кромок, а также от скорости вырубки.
На рис. 4 показано влияние скорости вырубки на форму среза вырубленной де-
тали и на глубину наклепанного слоя при вырубке тонколистовой стали с числом
ходов пресса 60, 120, 330 и 450 в минуту.
При небольшом числе ходов пресса (60 ход/мин, рис. 4, а) глубина вдавливания
пуансона до момента образования скалывающих трещин составляет 64% толщины
материала. Пластическая стадия процесса вырубки сильно развита, а наклепанная
зона довольно значительна.
При увеличении числа ходов пресса до 120 и 330 ход!мин (рис. 4, б и в) и увели-
чении начальной скорости вырубки глубина вдавливания пуансона уменьшается со-
ответственно от 50 до 27%. Пластическая стадия процесса значительно уменьшается,
в связи с чем уменьшается величина наклепанной зоны металла.
Наконец при быстроходной штамповке с числом ходов пресса 450 ход/мин
(рис.4, г) пластическая стадия и глубина вдавливания пуансона снижается до 14%,
наибольшее развитие получает третья стадия процесса — скалывание. Большая
часть поверхности среза представляет собой сравнительно ровный скол. Глубина
наклепанного слоя невелика.
При проталкивании вырубленных деталей в отверстие матрицы пуансон затя-
гивает часть металла в зазор между матрицей и пуансоном и образует кольцевой зау-
сенец на отходе (на рис. 4 не показан).
УСИЛИЕ РЕЗАНИЯ ПРИ ВЫРУБКЕ И ПРОБИВКЕ
21
При вырубке в совмещенных штампах с прижимом заготовки (рис. 5) величина
изгиба детали уменьшается и меняются схемы напряженного состояния у внутрен-
него пуансона и матрицы. В результате возникают скалывающие трещины сначала
в верхней части (у матрицы и пуансона — рис. 5, а), а затем в нижней — у пуансона-
матрицы (рис. 5, б). Ввиду отсутствия начальной упругой кривизны вырубаемые
в совмещенных штампах детали получаются более точными, а форма более прямоли-
нейной (рис. 5, в).
В ряде случаев встречается необходимость резки в штампах профилированного
материала (рис. 6)1.
Простые профили (рис. 6, а) могут отрезаться односторонней резкой (без отхода).
Сложные профили (рис. 6, б — е) обычно отрезаются двухсторонней резкой (с отходом).
Во избежание искажения профиля при резке он или прижимается к матрице
прижимом, или удерживается между нижней и верхней матрицами (рис. 6, б — е).
В последнем случае профиль не поднимают вверх, а подают по зазору между матри-
цами Ширина отрезаемой перемычки обычно составляет от 1,5 до 2 толщин материала.
На рис. 6, ж показана разрезка тонкостенных труб толщиной до 3 мм и диаметром
до 50 мм остроконечным плоским пуансоном. Для уменьшения смятия трубы в на-
чале врезания пуансона разжимные матрицы обжимают трубу по форме, показанной
на рис. 6, и.
На рис. 6, в изображен профиль конца пуансона1, а на рис. 6, и — положение тру-
бы в матрице перед разрезкой. Ширину пуансона и просвет между матрицами для резки
труб указанного размера берут равными 3—4 мм. Недостатком этого способа
является то, что часть стружки в начале резания заворачивается внутрь и мешает
резанию.
На рис. 6, к приведена видоизмененная форма ножа, благодаря изменению ко-
торой отход от верхней четверти трубы отламывается от нижней четверти и падает
внутрь трубы.
4. УСИЛИЕ РЕЗАНИЯ ПРИ ВЫРУБКЕ И ПРОБИВКЕ
В процессе вырубки — пробивки листового металла возникает сложное неод-
нородное силовое поле, сконцентрированное вблизи режущих кромок пуансона и
матрицы. На рис. 7, а приведена схема сил, действующих на заготовку при вырубке
без прижима.
Пуансон вдавливается в листовую заготовку не по всей торцовой поверхности,
а лишь по кольцевому (или иной формы) пояску шириной в. Такое же вдавливание
происходит и со стороны матрицы. Давление пуансона и матрицы по ширине пояска
распределено неравномерно, как показано на рис. 7, а. Оно может быть заменено рав-
нодействующими удельных усилий Рх и Р2, приходящихся на единицу длины контура.
Таким образом, при вырубке — пробивке возникает пара сил Рх и Р2 с плечом
а, создающих круговой изгибающий момент М. под действием которого заготовка
изгибается и выпучивается. В результате изгиба заготовки возникает давление ме-
талла на наружную поверхность пуансона и распирающее давление на кромки мат-
рицы (на рис. 7, а показаны реактивные удельные усилия Q и Р). Кроме нормальных
сил Рх, Р2, Р и Q на поверхность заготовки действуют касательные усилия р,Рх,
и М-Я» созданные силами трения. Наиболее значительны из них силы р,Р и
p,Q.
Ввиду сложности и неоднородности силового поля при вырубке—пробивке в.
технологических расчетах применяется условная технологическая
величина — сопротивление срезу
р
1 max „ , „
°ср = ~LS~ кГ^мм '
которая объединяет все виды сопротивления вырезаемого металла и автоматически
учитывает упрочнение металла к моменту скола.
1 Резка сортового и профильного проката, производимая на пресс-ножницах, в справоч-
нике не рассматривается.
22
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Сопротивление срезу является условной величиной вследствие того, что усилие
отнесено к полной боковой поверхности детали, что не соответствует действительности
(см. рис. 3).
Правильнее было бы отнести максимальное усилие к оставшейся нлощади по-
верхности заготовки к моменту начала скалывания шириной S — h. Однако глу-
бина вдавливания h не является постоянной величиной для данного металла, так
как зависит и от величины зазора, и от скорости вырубки (см. рис. 4), что затруд-
няет практическое применение этой величины.
Р
Рис. 7. Схема сил, действующих иа заготовку (а) и изменение сопротивления срезу в процессе
вырубки (6) (зазор 10% S, кривая 5 — зазор 4%)
I)
Между сопротивлением срезу оср и пределом прочности при растяжении ов
установлена корреляционная зависимость.
При малой скорости деформации (на испытательной машине)
оср = (0,65 4- 0,75) ов.
При вырубке на кривошипных прессах с числом ходов до 180 в минуту
оср = (0,8 4- 0,86) ов.
Усилие резания и сопротивление срезу при вырубке и пробивке не остаются
постоянными, а изменяются на протяжении рабочего хода. Диаграмма изменения соп-
ротивления срезу в зависимости от погружения в металл представлена на рис. 7, б.
На диаграмме приведены кривые для следующих материалов: 1 — алюминий; 2 —
малоуглеродистая сталь; 3 — сталь с содержанием 0,2—0,3% С; 4 — высокоуглеро-
дистая сталь. Все материалы в отожженном состоянии.
Из диаграммы видно, что сопротивление срезу изменяется в процессе вырубки
аналогично условным напряжениям при испытании на растяжение. Наивысшая точка
каждой кривой соответствует наибольшему сопротивлению срезу, т. е. окончанию
второй стадии процесса вырубки. Перегиб кривой характеризует возникновение ска-
лывающих трещин у матрицы. Конец кривых соответствует совпадению скалывающих
УСИЛИЕ РЕЗАНИЯ ПРИ ВЫРУБКЕ И ПРОБИВКЕ
23
трещин и окончанию третьей стадии процесса. Штриховыми линиями показано па-
дение усилия до нуля.
Одинаковый характер кривых среза и растяжения, наличие тех же трех стадий
деформации (упругой, пластической и разрушения) свидетельствуют об аналогии
между процессами вырубки и растяжения; однако вид напряженного состояния и
характер разрушения в этих процессах различны.
Вдавливание пуансона в материал к моменту скалывания аналогично процессу
образования шейки при растяжении к моменту разрыва образца.
Необходимое для вырубки и пробивки усилие зависит от длины периметра из-
делия или отверстия, толщины и механических свойств материала, величины зазора
и состояния режущих кромок.
Таблица 4. Формулы для определения усиди! вырубки штампами
с параллельными режущими кромками
Конфигурация детали Расчетное усилие вырубки Требуемое усилие пресса
Любая Круглая £ S к II II а. Рп — LSue 4“ Q6 Рп = ndSoe 4“ Qe
Обозначения: L — длина периметра резания в мм\ d — диаметр детали в мм\ Q6— усилие для сжатия буфера, прижима, съемника в кГ
В табл. 4 приведены формулы для расчета усилий резания штампами с параллель-
ными режущими кромками и определения требуемого усилия пресса.
Требуемое усилие пресса берется больше расчетного усилия вырубки и обычно
принимается с поправочным коэффициентом 1,3, учитывающим наличие побочных
явлений при вырезке, неравномерность толщины материала и затупление режущих
кромок. Учитывая, что сср^0,86 св и принимая коэффициент 1,3, требуемое усилие
пресса можем определить по тем же формулам с заменой оср на ofi,
В случае применения пружинного, резинового или пневматического съемника,
прижима или выталкивателя к расчетному усилию вырубки прибавляется усилие на
сжатие буфера.
Сопротивление срезу зависит от механических свойств металла, степени предва-
рительного наклепа, а также от относительной толщины вырубки, величины зазора
и состояния режущих кромок.
При уменьшении отношения размера вырубки к толщине материала (d/S<30)
сопротивление срезу снижается до 20%, например для стали 10—20:
Отношение --
О
° ср в кГ1ММ'2
°ср:°в
30 15 10 7,5 5
35 32 30 29 28
0.87 0,8 0.75 0.72 0.7
Изменение величины зазора в пределах от 10 до 1% на сторону ие оказывает
практического влияния на сопротивление срезу. Увеличение сопротивления срезу
происходит лишь при зазорах порядка 1% S.
В технологических расчетах сопротивление срезу принимается равным аср =
= (0,8 ч- 0,86) ив.
В табл. 5 приведены средние значения сопротивления срезу, применяемые на
практике, а в табл. 6 — величины относительного вдавливания пуансона в материал
до образования скалывающих трещин при вырубке с малой скоростью.
24
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Таблица 5. Сопротивление срезу для различных металлов
Материал Сопротивление срезу аСр в кГ/мм* для материала Материал Сопротивление срезу GCp в кГ/мм2 материала
отожжен- ного накле- панного отожжен- ного накле- панного
Сталь листовая с 0,1 %С > 0,2%С » 0,3%С > 0,4%С « 0,6%С > 0,8%С > 1,0%С Кремнистая сталь Нержавеющая сталь Листовая бронза 25 32 36 45 56 72 80 45 52 36 32 40 48 56 72 90 105 56 56 50 Нейзильбер Латунь Медь Дуралюмин Алюминий Магниевые спла- вы (холодные) Магниевые спла- вы (подогретые до 300Х) Цинк Свинец Олово 32 25 20 22 10 14 5 12 2- 3- 50 38 28 38 15 16 7 20 -3 -4
Так как на практике приходится иметь дело с материалами определенных марок
по ГОСТам, то для удобства практического использования в пятом разделе справоч-
в)
Рис. 8. Различные типы скоса режущих кромок
ника приведены данные по сопротивлению срезу и механическим свойствам для мате-
риалов различных марок по ГОСТам, применяемых в холодной штамповке. Сведения
по сопротивлению срезу при вырубке неметаллических материалов приведены в гл. VII.
УСИЛИЕ РЕЗАНИЯ ПРИ ВЫРУБКЕ И ПРОБИВКЕ
25
Таблица 6. Относительная глубина вдавливания пуансона в материал
г_________________________________Лл
Материал Значения С при толщине материала в мм
до 1 1-2 2-4 | свыше 4
Сталь мягкая Оср ~ 25 4- 35 кГ1мм2; Ов = 30 4- 40 кПмм2 0,75—0,70 0,70-0,65 0,65—0,55 0,5—0,40
Сталь средней твердости оСр = 35 4- 50 кГ 1мм2; ов = 40 4- 55 кГ 1мм2 0,65-0,60 0,60—0,55 0,55-0,48 0,45-0,35
Твердая сталь Оср 13 50 4“ 70 кГ 1ммР; ов = 55 4- 75 кГ 1мм2 0,50—0,45 0,45-0,40 0,40-0,35 0,35-0,20
Алюминий, медь (отож- женные) 0,8-0,75 0,75-0,70 0,70—0,60 0,65-0,50
Примечания:
1. Приведенные в таблице данные относятся к вырубке с малой скоростью при нор-
мальной величине зазоров между пуансоном и матрицей (см. табл. 12).
2. При малых зазорах относительная глубина вдавливания увеличивается.
3. При вырубке с завалом режущих кромок пуансона или матрицы скалывание от-
сутствует и — = 1.
4. При вырубке на быстроходных прессах (400—600 ход/мин} относительная глубина
вдавливания уменьшается от 3 до 5 раз.
Для уменьшения усилий резания при вырубке толстого материала или де-
талей больших размеров применяют штампы со скошенными режущими кромками
пуансонов или матриц. Различные типы скоса режущих кромок приведены на
рис. 8.
При вырубке деталей пуансон должен быть плоским, а скос делается на матрице
(рис. 8, а, б). Деталь получается плоской, а отход изогнутым. Скос должен быть дву-
сторонним и симметричным относительно центра давления штампа.
При пробивке отверстий матрица должна быть плоской, а скос делается на пуан-
соне (рис. 8, в, г, д), вследствие чего деталь остается плоской, а отход изгибается.
Односторонний скос режущих кромок применяется лишь при надрезке с отгиб-
кой (рис. 8, е). В других случаях односторонние скосы делать не рекомендуется.
Обычно применяемые величины двусторонних скосов приведены в табл. 7.
На диаграмме (рис. 9) показано уменьшение требуемых усилий при вырубке в
штампах с различным скосом режущих кромок.
При многопуансонной вырубке или пробивке пуансоны делают разной длины
(рис. 10), вследствие чего усилия не совпадают во времени и не суммируются.
26
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Таблица 7. Обычно применяемые величины скосов
Толщина материала S в мм Скос Н в мм Угол скоса <р в град Среднее усилие резания в % от Pmax
До 3 2S До 5 30—40
3-10 S До 8 60—65
Ступенчатая длина пуансонов применяется не только для уменьшения усилия
вырубки, но главным образом для уменьшения износа и повышения стойкости пуан-
сонов; с этой целью тонкие пуансоны делают более короткими. Величина Н (рис. 8)
для тонких материалов обычно берется равной толщине материала, а для толстых —
половине толщины материала.
Рис. 9. Диаграмма уменьшения уси-
лий при вырубке в штампах со скосом
режущих кромок (Н — величина скоса)
Рис. 10. Ступенчатое расположение
пуансонов
Определение усилий при вырубке в штампах со скошенными режущими кром-
ками производится по формулам, приведенным в табл. 8.
Усилие пресса берется больше расчетного усилия и обычно принимается в соот-
ветствии с указанным на стр. 23. Следовательно, для подбора пресса полное усилие
вырубки может быть определено по формулам табл. 8 с заменой сср на ав и добавлением
усилия на сжатие буфера
Усилие, необходимое для снятия полосы с пуансона, определяется по формуле
Рсн — kCHP,
где Р — полное усилие вырубки в кГ;
kCH — коэффициент, определяемый в зависимости от типа штампа и толщины
материала по табл. 9.
При многопуансонной пробивке усилие съема с пуансонов увеличивается вслед-
ствие образования распора материала, достигающего значительной величины.
Усилие, необходимое для проталкивания детали через матрицу с цилиндричес-
кой шейкой, определяется по формуле
Рпр — ^пр Рп*
где knp — коэффициент, устанавливающий соотношение между Рпр и Р\
п— £-----количество деталей, находящихся в шейке матрицы (h — высота ци-
линдрической шейки в мм, S — толщина вырубаемых деталей в мм),
В случае вырубки с обратным выталкиванием n = 1.
УСИЛИЕ РЕЗАНИЯ ПРИ ВЫРУБКЕ И ПРОБИВКЕ
27
Таблица 8. Приближенные формулы для определения усилий при вырубке
в штампах со скошенными режущими кромками
Тип вырезки Тип скоса по рис. 8 Формулы усилий вырубки
Общий случай вырубки со скосом режущих кромок а б в г д Упрощенная формула Р = LSccpk k — коэффициент для L до 200 мм = S k = 0,44-0,6 При Н = 2S k = 0,2 4- 0,4
Прямоугольная вырубка с двусторонним скосом режущих кромок а б При Н > S Р = 2оср[а + Ь При Н = S Р = 2SoCp (с + 0,5*)
Квадратная вырубка с четы- рехсторонним скосом в = 4S20Cp tg<p
Круглая вырубка с двусто- ронним скосом а б в При H = S Р = QffindSGcp
Надрезка прямоугольной фор- мы с односторонним скосом е При Н > S Р = Socp^а-}- b При Н = S Р = Socp (а 4- Ь)
Обозначения: Н — высота скоса в мм; ср — угол скоса в град; а и b — ширина и длина прямоугольной вырубки в мм; d — диаметр круглой вырубки в мм. Примечание. Уточненные формулы см. [34].
28
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Таблица 9. Величина коэффициента ксн для определения усилия снятия
с пуаисоиа
Толщина материала в мм Коэффициент kCH в зависимости от типа штампа
одиопуансонного вырубного илн пробивного последовательного (пробивка—вырубка) многопуаисоииого пробивного
До 1 0,02-0,06 0,06—0,08 0,10-0,12
1-5 0,06-0,08 0,10-0,12 0,12-0,15
Свыше 5 0,08-0,10 0,12-0,15 0,15-0,20
Коэффициент knp составляет в среднем при вырубке на провал knp~ 0,05 ч- 0,10;
при вырубке с обратным выталкиванием knp — 0,07 0,14; причем наибольшие зна-
чения относятся к более тонким материалам.
В случае обратного выталкивания вырезанной детали усилие выталкивания уве-
личивается вследствие выпучивания детали и распора, создаваемого при выталки-
вании в обратном направлении.
Работа резания при вырубке плоскими кромками определяется по формуле
PS
А 1000 кГ'м’
где Р — полное усилие вырубки в кГ\
Рср
х — коэффициент, определяемый из соотношения х = — (Рср — усреднен-
ное усилие вырубки).
Величина коэффициента х зависит от рода и толщины материала. Его значения
приведены в табл. 10 (при вырубке с небольшим числом ходов пресса).
Для разных материалов (иср = 30 кГ 1мм2 и аср = 60 кГ/мм2) при одной и той
же толщине материала и одном и том же диаметре вырубки усилия вырубки Р во вто-
ром случаев два раза больше, чем в первом. Однако Рср увеличивается только на 30—
40% вследствие уменьшения относительной глубины вдавливания h/S и более ран-
него момента скалывания. Поэтому величина коэффициента х изменяется (умень-
шается) пропорционально относительной глубине вдавливания. Работа резания изме-
няется пропорционально Рср, т. е. в данном случае увеличивается на 30—40%.
Приведенные данные относятся к вырубке с нормальной величиной зазора между
пуансоном и матрицей (см. табл. 12). При малых зазорах величина коэффициента
х значительно увеличивается, а при вырубке на быстроходных прессах умень-
шается.
Из формулы работы резания видно, что усилие вырубки лимитируется предель-
ной величиной работы пресса, иначе электродвигатель будет перегружен по мощности,
что приведет к уменьшению числа оборотов и перегреву обмотки. Поэтому подбор
пресса следует производить не только по усилию, но и по работе резания.
Работа резания при скошенных режущих кромках определяется по формуле
А — х Р S + H кг . м
А~Х1И 1000 1 ’
где Р — усилие резания скошенными кромками в кГ\
Н — высота скоса в мм\
X} — коэффициент, приближенно принимаемый для мягкой стали: при Н = S
0,5 -н 0,6, при Н = 2S х± ж 0,7 4- 0,8.
УСИЛИЕ РЕЗАНИЯ ПРИ ВЫРУБКЕ И ПРОБИВКЕ
29
Таблица 10. Значения коэффициента х = —~
Материал Коэффициент х при толщине материала в мм
До 1 | 1-2 1 2—4 Свыше 4
Сталь мягкая сср = 25 4- 35 кГ 1мм2 0,70—0,65 0,65-0,60 0,6—0,50 0,45-0,35
Сталь средней твердости аср = 35 4- 50 кГ > мм2 0,60-0,55 0,55—0,50 0,50-0,42 0,40-0,30
Твердая сталь сСр = 50 4- 70 кГ 1мм2 0,45-0,40 0,40-0,35 0,35-0,30 0,30—0,15
Алюминий, медь (отожжен- ные) 0,75-0,70 0,70-0,65 0,65—0,55 0,50-0,40
На рис. 11 приведена зависимость усилия и работы резания скошенными кром-
ками от величины скоса [255]. Как видно из рис. 11, а, усилие резания с увеличе-
нием скоса значительно уменьшается, а работа резания, наоборот, увеличивается
(рис. 11,6).
Рис. 11. Зависимость усилия и работы резаиия скошенными кромками
от H/S и z/S
Пример. Определить расчетное усилие вырубки круглой заготовки диаметром
d = 100 мм, толщиной 1 мм из стали 20кп. Найти требуемое усилие пресса, учитывая,
что вырубка происходит с обратным выталкиванием детали и пружинным съемом
отхода с пуансона.
По табл. 289 находим сопротивление срезу для стали 20кп: GcP = 33 кПмл&\
оь — 39 кГ/мм\
30
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Расчетное усилие вырубки (по табл. 4)
Р = ndSocP = 314 • 33 = 10 360 кГ.
Давление нижнего буфера 0,1 Р. Давление сжатия пружин съемника 0,06 Р.
Усилие пресса
Рпр = 1,ЗР + 0,16Р = 1,46Р = 15 125 кГ.
Берем кривошипный пресс усилием 16 Т.
Работа резания при плоских режущих кромках штампа
По табл. 10 х = 0,65, тогда
А = 0,65-15.1 =9,8 кГ • м.
5. ЗАЗОРЫ МЕЖДУ МАТРИЦЕЙ И ПУАНСОНОМ
Зазором называется разность между размерами рабочих частей матрицы и пуан-
сона. Зазоры имеют большое технологическое значение в процессе резания листовых
материалов как в отношении качества изделий и влияния иа стойкость штампов,
так и в отношении расхода энергии. На рис. 3 был приведен процесс вырубки с нор-
мальным (см. рис. 3, а) и слишком малым (рис. 3, б) зазорами, а также показан ха-
рактер получаемой при этом поверхности среза и ее дефектов.
Рис. 12. Образование заусенцев при затуплении режущих кромок
Заусенцы и дефекты поверхности среза получаются также в результате неравно-
мерного распределения зазора по периметру и при большом затуплении режущих
кромок пуансона и матрицы. На рис. 12 изображена схема образования заусенцев в
результате значительного затупления режущих кромок. В случае затупления режу-
щих кромок пуансона заусенцы образуются на вырезаемой детали (рис. 12, а). При
затуплении матрицы заусенцы возникают вокруг пробитого отверстия (рис. 12, б).
Наконец, если затупились и матрица, и пуансон, заусенцы образуются и на детали,
и вокруг отверстия на материале (рис. 12, в).
Необходимо указать, что незначительное притупление режущих кромок (г =
= 0,054- 0,1 мм) в случае вырубки из стали толщиной свыше 1 мм не вызывает появле-
ния заусенцев и повышает стойкость штампа. Так, при чистовой вырубке с зазором
порядка 0,01 мм, а также при зачистке рекомендуется искусственное притупление
режущих кромок. Такое же притупление рекомендуется у режущих кромок пуансона,
работающего в паре с твердосплавной матрицей. При вырубке тонких материалов
притупление режущих кромок недопустимо.
Многообразие производственных условий и различие предъявляемых к деталям
требований по чистоте среза и точности размеров не позволяют установить единую
величину зазора, одинаково пригодную для всех случаев штамповки.
ЗАЗОРЫ МЕЖДУ МАТРИЦЕЙ И ПУАНСОНОМ
31
Таблица 11. Примерные величины односторонних зазоров для разных
случаев штамповки
Область применения Толщина мате- риала в мм Величина односто- роннего зазора в % от $
Обычная вырубка и пробивка стали До 0,2 0,3-3,0 3-10 10-25 0 (без зазора) 3-6 6-10 10-15
Пробивка отверстий с гладкими стенками До 3 3 10 10 25 05 N5 ос ог
Вырубка и пробивка алюминия До 3 3-10 2-4 4-6
Вырубка и пробивка нержавеющей стали 1Х18Н9Ф1 и 1Х18Н9Т До 3 3-10 0,02—0,03 мм 0,04-0,05 мм
Вырубка и пробивка электротехнической стали ЭИ—Э22 и Э31—Э48 — 3-6
Штамповка на быстроходных прессах До 3 6- 10
Вырубка весьма крупных деталей из тонколистового металла До 2 8-10
Чистовая вырубка (с прижимом и попе- речной осадкой) До 8 0,01 мм '
Чистовая вырубка мелких деталей типа гаек из толстого материала Свыше 6 1-2 1
Необходимо различать следующие основные случаи штамповки.
1. Обычная вырубка и пробивка деталей, не требующих чистого среза и допус-
кающих сколы на боковой поверхности. В этом случае применяют нормальные
зазоры.
2. Пробивка отверстий с гладкими стенками (или с незначительным сколом),
производимая при пониженной величине зазоров.
3. Вырубка толстолистовых деталей, допускающих сколы на боковой поверх-
юсти, для которых требуется применение увеличенных зазоров.
4. Вырубка небольших деталей из толстолистового металла (типа гаек) с чистой
Поверхностью среза, осуществляемая при малой величине зазора и заваленных
Режущих кромках матрицы.
5. Вырубка и пробивка мягкого алюминия, обычно не дающего надрывов, про-
изводимая при пониженной величине зазоров.
32
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Таблица 12. Величины начальных зазоров при изготовлении
вырубных и пробивных штампов (зазоры диаметральные или
двусторонние) в мм
| Толщина материала в мм Начальный зазор Толщина материала в мм Начальный зазор
наименьший наибольший наименьший наибольший
0,3 0,02 0,04 6 0,8 1,0
0,5 0,03 0,06 7 1,3
0,8 0,05 0,08 8 1,3 1,6
1,0 0,06 0,10 9 1,5 1,8
1,2 0,08 0,12 10 1,8 2,2
1,5 0,10 0,16 11 2,1 2,5
1,8 0,12 0,20 12 2,4 2,7
2,0 0,14 0,22 13 2,7 3,0
2,2 0,17 0,25 14 3,0 3,4
2,5 0,20 0,28 15 3,3 3,7
2,8 0,22 0,32 16 3,6 4,0
3,0 0,24 0,36 17 3,9 4,4
3,5 0,32 0,46 18 4,2 4,7
4,0 0,40 0,56 19 4,5 5,0
4,5 0,50 0,68 20 4,9 5,4
5 0,6 0,8
Примечания:
I. Наименьшие начальные зазоры являются номинальными. Наибольшие начальные
зазоры учитывают увеличение их за счет допусков на изготовление пуансона и матрицы.
2. При пробивке отверстий с гладкими стенками в материале толщиной до 5 мм
зазоры брать по нижнему пределу, указанному в данной таблице, для более толстых ма-
териалов — согласно табл. II.
3. Для вырубки н пробивки мягкого алюминия толщиной до 5 мм зазоры брать по
нижнему пределу, а для вырубкн н пробивки твердых материалов (Og > 50 кГ/мм?) — по
верхнему пределу, указанному в таблице.
6. Вырубка и пробивка хромоникелевой нержавеющей стали (1Х18Н9), осуще-
ствляемая при пониженной абсолютной величине зазоров.
7. Вырубка и пробивка высоконикелевых сплавов (пермаллой и др.), производи-
мая при нормальной величине зазоров.
8. Вырубка с сильным прижимом материала, в результате которой получают
чистую поверхность среза при малой величине зазора.
9. Вырубка на быстроходных прессах (> 200 ход/мин), для которой необходимо
применение увеличенных зазоров с целью повышения стойкости штампов.
10. Вырубка на маломощном оборудовании, при которой требуются увеличенные
зазоры вследствие значительного пружинения станины и перекоса пуансона.
Примерные величины односторонних зазоров приведены в табл. 11.
Исследованиями установлено, что уменьшение зазора в 10 раз (с 0,1 до 0,01 S
на сторону) мало изменяет сопротивление срезу и величину усилия, но увеличивает
работу резания (до 60%).
Разница в величине зазоров для разных материалов (за исключением алюминия
и высокоуглеродистой стали) сравнительно невелика, к тому же она практически
перекрывается колебаниями допусков на изготовление пуансонов и матриц. По-
ЧИСТОВАЯ ВЫРУБКА, ПРОБИВКА И ОТРЕЗКА
33
этому для практического пользования следует применять величины зазоров без раз-
граничения по роду материала, согласно табл. 12, в которой приведены предельные
величины начальных зазоров, допустимых при изготовлении вырубных и пробивных
штампов. В процессе эксплуатации и износа рабочих частей штампов зазоры увели-
чиваются и становятся больше приведенных в таблице.
При штамповке материалов толщиной менее 0,2 мм практически применяют без-
зазорные штампы. В этом случае рабочий контур незакаленного пуансона получается
прошивкой его через закаленную матрицу. При пробивке мелких отверстий (d <
< 0,5 S) величина зазора берется от 0,01 до 0,015S.
Основные правила направления зазоров.
1. При вырубке наружного контура зазор берется за счет уменьшения размеров
пуансона. Размер матрицы принимается равным наименьшему предельному размеру
детали.
2. При пробивке отверстий зазор образуется за счет увеличения размеров
матрицы. Размер пуансона берется равным наибольшему предельному размеру от-
верстия.
6. ЧИСТОВАЯ вырубка, пробивка и отрезка
Обычная вырубка и пробивка листового материала дают неровную, слегка косую
и шероховатую поверхность среза (см. рис. 3, а).
Шероховатость поверхности блестящего пояска, замеренная профилографом
вдоль контура вырубки, соответствует 7—8-му классам по ГОСТу 2789—59.
Наибольшее практическое значение имеет оценка неровности среза (скола) по
толщине детали, зависящего от толщины материала и величины зазора между пуан-
соном и матрицей. ГОСТ 2789—59 в данном случае неприменим, так как он пред-
назначен для оценки микрогеометрических неровностей, а не для измерения конус-
ности среза. Однако сравнивая конусность среза со значением Rz по ГОСТу 2789—59,
можно дать следующее ориентировочное сопоставление неровности среза при вы-
резке—пробивке с классами чистоты:
Толщина материала в мм . . . До 1 1—2 2—3 3—4 4—5
Класс чистоты . . 5 4 3 2 1
В ряде случаев изготовления штампованных деталей повышенной точности
(4, 3 и 2-го классов) требуется гладкая и перпендикулярная поверхность среза с ше-
роховатостью поверхности до8-го класса поГОСТу 2789—59. В этом случае применяют
различные способы чистовой вырубки и пробивки, имеющие значительные преиму-
щества по сравнению с дорогой малопроизводительной механической обработкой
резанием и дающие гладкую полированную поверхность среза, перпендикулярную
плоскости изделия, при повышенной точности изготовления.
Сущность способов чистовой вырубки заключается в создании высокого давле-
ния на заготовку и изменении схемы напряженного состояния металла в зоне реза-
ния.
В результате весьма высокого давления на заготовку, достигающего величины
Gfl, в зоне резания возникает напряженное состояние объемного сжатия, которое спо-
собствует устойчивости пластической деформации и пластическому течению металла.
Вследствие этого в процессе вырубки скалывающие трещины не возникают, а срез
получается чистым по всей толщине заготовки. Этот способ применяется для изготов-
ления деталей точного приборостроения толщиной от 1,5 до 20 мм. Шероховатость
поверхности среза соответствует 8-му классу по ГОСТу 2789—59.
На рис. 13 приведены различные способы создания высокого давления на заго-
товку при чистовой вырубке и пробивке.
В первом способе (рис. 13, а) давление создается буферами из тарельчатых пру-
жин. Во втором способе (рис. 13, б), применяемом как для чистовой вырубки неболь-
ших деталей, так и для пробивки чистых отверстий, высокое давление прижимной
колодки создается за счет деформации буфера, составленного из кольцевых пружин
(в свободном состоянии между кольцами имеется зазор).
2 Романовский В. П.
34
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Более совершенным является третий способ чистовой вырубки с поперечной
осадкой заготовки (рис. 13, в). В этом способе вместо прижима по большой поверх-
ности заготовки применен метод местного вдавливания прижима, снабженного реб-
Рнс. 13. Различные способы создания высокого давления
при чистой вырубке (а, б, в) и форма клинового ребра (г)
ром, идущим вдоль наружной конфигурации пуансона. При вдавливании ребра
происходит вытеснение металла заготовки к режущим кромкам и создание интенсив-
ного гидростатического давления в зоне резания. Опускающийся вслед за этим
вырубной пуансон вырезает деталь с гладкой и перпендикулярной поверхностью
Таблица 13. Зависимость
высоты клина и расстояния
до его вершины от толщины
материала
Т олщниа материала Высота клина h Расстоя- ние b вер- шины клина от режущей кромки
мм
2 0,6 1,0
4 1,0 1,5
6 1,2 2,0
8 1,8 2,8
10 2,4 3,2
12 3,0 4,0
среза, соответствующей 8—9-му классам шеро-
ховатости поверхности по ГОСТу 2789—59.
Величина одностороннего зазора 0,005—
0,01 мм. Режущие грани матрицы притуплены
или закруглены радиусом г = 0,1 ~ 0,2 мм.
На рис. 13, г показана форма клинового ребра
с общим углом 75°.
Высота клина и расстояние до его вершины
зависят от толщины материала и приведены в
табл. 13.
Для материалов толщиной до 4 мм клино-
вое ребро делается только на прижиме, а для
материалов толщиной свыше 4 мм — с обеих
сторон и на прижиме, и на матрице, причем ре-
комендуется у одного из ребер расстояние b
сместить на 0,2—0,3 мм.
Типы деталей, изготовляемых чистовой
вырубкой, обычно отличаются весьма сложной
формой контура (рис. 14). Изготовлять клино-
вые ребра такой же конфигурации было бы
весьма сложно и не всегда нужно. На рис. 15
приведены способы упрощения контура клино-
вых ребер для деталей различных очертаний.
При этом соблюдается следующее правило: если
Ширина или впадина на детали меньше 3—4 S, то клиновое ребро обходит их; если
ширина паза бльше 4 5,то клиновое ребро входит внутрь паза.
Усилие, требуемое для чистовой вырубки, составляет от 1,5 до 3,0 расчетного
усилия обычной вырубки.
Общее усилие при чистовой вырубке составляет
Р = Рр + Рчд + РПр<
ЧИСТОВАЯ ВЫРУБКА, ПРОБИВКА И ОТРЕЗКА
35
где Рр — усилие, необходимое для разделения материала (вырубки контура детали);
Рвд — усилие, требуемое для вдавливания клинового ребра;
Рпр — усилие прижима (противодавления).
Усилие резания подсчитывается по формулам для обычной вырубки (см. табл. 4).
Высокое гидростатическое давление почти не влияет на сопротивление срезу.
Усилие нижнего прижима (в кГ) определяется по формуле
Рпр — Fq*
где F — площадь детали в мм а;
q — давление, составляю-
щее от 3 до 7 кГ/мм 2»
а при подчеканке по-
верхности от 10 до
15 кГ/мм 2.
Рис. 14. Типы деталей, изготовляемых чистовой
вырубкой
Рис. 15. Способы упрощения кон-
тура клинового ребра
Значительное усилие требуется для вдавливания клинового ребра. Величина
этого усилия может быть определена по экспериментально установленной формуле
[263]
Рвд я» 4ае lh кГ,
где I — длина ребра по вершине в мм;
h — высота ребра в мм.
Приближенные значения этого усилия, выраженные в кГ на 1 пог. мм, приве-
дены в табл. 14.
Таблица 14. Усилие вдавливания клиновидного ребра в кГ/пог. мм
Материал Усилие вдавливания при толщине материала в мм
2 4 6 8 10 12
Алюминий 25 40 60 80 100 120
Дуралюмин 70 120 140 200 270 320
Малоуглеродистая сталь 100 160 200 280 360 420
Низколегированная сталь 150 240 300 400 520 640
Нержавеющая сталь 200 350 400 500 650 840
2*
36
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Суммарная величина работы, затрачиваемой при чистовой вырубке, составляет
Л = Ар + Авд + Апр кГ • му
где Ар — работа резания в кГ - м ;
Авд — работа, затрачиваемая на вдавливание клинового ребра, в кГ • м\
Апр — работа, затрачиваемая на прижим (противодавление), в кГ • м.
Работа резания в данном случае приближенно равна
LS2 (уСр
Ар'"' 1000” кГ'м-
Работа вдавливания клина приближенно равна
. 0,5Рв(?Л__2ав lh*
вдС^ 1000 ~ 1000
кГ ж.
Работа, необходимая для прижима,
А ГЦ $ кГ • м
ЛпР~ 1000
Приближенно суммарная работа, затрачиваемая при чистовой вырубке, в 2—3,5
раза больше работы, затрачиваемой при обычной вырубке.
Чистовая вырубка с вдавливанием клинового ребра и поперечной осадкой заго-
товки производится на гидравлических прессах тройного действия или механических
прессах с гидравлическими устройствами. Эти прессы имеют небольшое число ходов:
пресс усилием 100 Т работает с числом ходов от 18 до бОходЛиин, пресс усилием 400 Т—
от 6 до 22 ход/мин. Скорость резания при чистовой вырубке составляет около 10—
12 мм/сек.
Последовательность работы автоматизированного гидравлического пресса с ниж-
ним ходом и штампа для чистовой вырубки приведена на рис. 16 [263]. Вырубной
пуансон жестко соединен с неподвижной частью пресса (в разрезе виден паз для план-
ки выталкивателя).
На рис. 16,а изображено исходное положение при раскрытом штампе.
На рис. 16,6 показан момент, когда в результате движения нижнего плунжера
вверх, нижняя часть штампа поднята в верхнее рабочее положение. Штамп закрыт,
клиновое ребро вдавлено в материал.
Процесс чистовой вырубки показан на рис. 16,в. Дальнейший подъем ниж-
него плунжера отжимает верхний плунжер, находящийся под меньшим давле-
нием, и обнажает режущие кромки вырубного пуансона, врезающегося в ме-
талл. При этом пробивной пуансон производит встречное резание. Нижиий съем-
ник отжимает внутренний гидравлический шток и опускается вниз.
На рис. 16,г изображен конец процесса резания по наружному и внутреннему
контуру.
На рис. 16,д показано раскрытие штампа и выталкивание детали и отхода на
лицевую поверхность штампа. Деталь обычно сдувается сжатым воздухом или уда-
ляется иным способом.
На рис. 16,е показано полное раскрытие штампа и подача полосы.
Существует несколько разновидностей способа чистовой вырубки, выполняемых
на гидравлических прессах и штампах различной конструкции (штампы с подвижным
или неподвижным пуансоном). Гидравлические прессы для чистовой вырубки выпол-
няются как с верхним, так и нижним ходом.
Схема автоматизированного гидравлического пресса с нижним ходом фирмы
«Essa» (Швейцария) приведена на рис. 17, а. Точность рабочего хода плунжеров
обеспечивается шариковыми направляющими, создающими сопряжение с упругим
натягом.
На рис. 17, б показана схема гидравлического пресса для чистовой вырубки
с верхним ходом. На схеме указаны: 1 — запорный и предохранительный краиы;
2 — насос; 3 — резервуар.
ЧИСТОВАЯ ВЫРУБКА, ПРОБИВКА И ОТРЕЗКА
37
Прессы данного типа снабжены механизмами для автоматической подачи и выпу-
скаются общим усилием от 60 до 630 Т Кроме указанных гидравлических прессов,
получили применение механогЧдравлические прессы фирмы «Feintool» со специаль-
ной кинематикой, создающей плавный ход ползуна, усилием до 250 Т и гидра-
влические до 1400 Т.
Другим способом чистовой вырубки является реверсивная вырубка (со встреч-
ной надрезкой), приведенная на рис. 18.
Рис. 16. Последовательность работы гидравлического пресса с инжним ходом при
чистовой вырубке
Процесс реверсивной чистовой вырубки происходит следующим образом. Сна-
чала (рис. 18, а) верхние рабочие части штампа опускаются вниз и зажимают заго-
товку. Затем (рис. 18, б) нижний пуансон-матрица движется снизу вверх и врезается
в заготовку на 25% толщины материала. После этого (рис. 18, в) верхний пуансон-
матрица движется сверху вниз на величину, равную Л,55, и производит полный
срез по наружному и внутреннему контуру. Остальные части штампа остаются
неподвижными. Движение частей штампа показано на рис. 18 стрелками.
При этом способе чистовой вырубки — пробивки чистота поверхности среза
соответствует 8—9-му классам. Кроме того, деталь получается с острыми, не зава-
ленными кромками и абсолютно плоской.
Для данного способа чистовой вырубки созданы специальные гидравлические
прессы тройного действия. На рис. 18, г изображен штамп для реверсивной чистовой
вырубки — пробивки, применяемый на указанных прессах тройного действия. Как
38
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
видно из рисунка, верхняя и нижняя части штампа полностью симметричны и имеют
одинаковые детали.
В связи'с высокой стоимостью специальных гидравлических прессов примене-
ние их в мелкосерийном производстве или при ограниченном количестве деталей
экономически неэффективно. В этом случае возможно выполнение способа чистовой
вырубки на специально выделенном кривошипном прессе при условии весьма точ-
ного направления рабочих частей штампа и создания требуемого усилия для вдавли-
вания клинового ребра и противодавлении выталкивателя путем применения тарель-
чатых пружин (см. раздел III справочника). Необходимо, чтобы пресс был в хоро-
шем состоянии, работал с небольшим числом ходов и обеспечивал скорость резания
около 10—15 мм!сек.
Известны и другие способы чистовой вырубки и пробивки. К ним относится
способ чистовой вырубки матрицей с завалом и закруглением режущих
кромок (по высоте 0,8—1,0 S, по поверхности 0,1—0,2). В данном случае у завален-
ных кромок матрицы нет резко концентрированных деформаций сдвига и не про-
исходит образования скалывающих трещин. Металл плавно выдавливается в шейку
матрицы. При этом волокна (зерна) металла сильно удлиняются, втягиваются в мат-
ЧИСТОВАЯ ВЫРУБКА, ПРОБИВКА И ОТРЕЗКА
39
рицу, расплющиваются в зазоре и образуют полированную поверхность среза. Отход
же получается с затянутым острым заусенцем.
Этот способ применяется как в случае вырубки из полосы, так и при обрезке на
предварительно вырубленной с небольшими припусками заготовке, например при
чистовой вырубке — обрезке небольших шестерен малого модуля (с одновременной
калибровкой по толщине и чеканкой кромок зубцов).
Достижимая чистота поверхности среза соответствует 8-му классу. Достижимая
точность штампованных деталей — 4—3-й классы. Необходимо учитывать, что деталь
после выхода из матрицы увеличивается в размерах на 0,02—0,05 мм.
Этот способ применим как для цветных металлов, так и для мягкой стали. Зазор
между пуансоном и матрицей делается не более 0,01 мм.
Пуансоном с заваленными режущими кромками производится чистовая про-
бивка отверстий d > 3S как в стали, так и в цветных металлах.
Рис. 18. Реверсивный способ чи-
стовой вырубки и штампы для нее
Для относительно более толстых материалов (d > 3S) применяются пуансоны
с конусной заточкой под углом 120°. Способ действия и характер деформаций ана-
логичны процессу вырубки матрицей с заваленными кромками. В данном случае
волокна (зерна) металла также удлиняются и втягиваются в матрицу, расплющи-
ваются и образуют блестящую поверхность среза. Выпадающий из матрицы отход
имеет затянутые острые заусенцы. Чистота поверхности достигает 8-го класса.
Известен и другой способ чистовой вырубки — вырубка
пуансоном, перекрывающим матричное отверстие. Он применяется главным образом
для деталей из мягких цветных металлов и сплавов. При этом вместо обычной вы-
рубки происходит выдавливание пластичного металла в отверстие матрицы по
способу так называемого прямого выдавливания, причем скалывания не возникает.
Лишь в конце хода, когда происходит сжатие и наклеп металла между режущими
кромками, возникают скалывающие трещины.
Обычно диаметр (размер) пуансона делается больше диаметра (размера) матрицы
на (0,1 4- 0,2) S. При закругленной форме детали припуск пуансона делается равно-
мерным, если же деталь имеет углы и выступы, припуск у наружных углов прини-
мается в два раза больше, т. е. от 0,2 до 0,4S, а у внутренних углов — в два раза
меньше, т. е. от 0,5 до 0,15.
Для получения большей чистоты поверхности среза на режущих кромках
матрицы делается небольшая фаска. В нижнем рабочем положении пуайсон не должен
доходить до поверхности матрицы на 0,1—0,2 мм.
40
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Деталь после выхода из штампа увеличивается в размерах на 0,02—0,05 мм.
Чистота поверхности среза доходит до 8 го класса по ГОСТу.
Данный способ вырубки применяется как при вырезке из полосы, так и при
вырезке из предварительно вырубленной заготовки с соответствующими припусками
по контуру. Это особенно целесообразно при чистовой вырубке деталей сложного
контура (шестеренки, храповички и т. п.), так как при этом увеличивается стой-
кость зубчатого пуансона.
Хорошо зарекомендовал себя способ чистовой пробивки
весьма малых отверстий (d<S). Обычно предельной величиной про-
биваемого отверстия принято считать d = S, а при использовании пуансона с конус-
ной заточкой торца d — 0,8S. Однако это распространяется на случаи обыкновен-
ной пробивки пуансоном, имеющим свободно выступающий рабочий конец.
Недостаточная прочность и устойчивость свободного конца пуансона ограни-
чивают возможность пробивки отверстий диаметром меньше толщины материала.
Поэтому отверстия малых диаметров обычно изготовлялись сверлением.
На отечественных заводах разработан и внедрен оригинальный способ пробивки
отверстий весьма малого диаметра (d = 0,3S), основанный на применении особой
конструкции крепления и способа направления пуансона с предварительным силь-
ным прижимом металла вокруг пробиваемого отверстия.
На рис. 19, а изображена конструкция пуансона \ имеющего непрерывное по
длине направление в процессе рабочего хода, за исключением конца пуансона,
врезавшегося в металл.
В верхней части пуансон имеет постоянное направление между тремя неподвиж-
ными сухарями. В нижней части пуансон направляется по отверстию подвижной
прижимной втулки, имеющей фрезерованные пазы для неподвижных сухарей. При-
жим материала к матрице осуществляется сильными пружинами.
При дальнейшем ходе пресса пуансон выступает из направляющей втулки и
пробивает отверстие малого диаметра.
На рис. 19, б показана другая конструкция направления пробивного пуансона
между тремя калеными штифтами взамен телескопической втулки.
Последовательность процесса пробивки (/—5) приведена на рис. 20. При малой
величине зазора (1 4- 1,5%) S отверстие получается чистым, а отход — с двой-
1 Конструкция Э. Олиньш (завод ВЭФ).
ЧИСТОВАЯ ВЫРУБКА, ПРОБИВКА И ОТРЕЗКА
41
ным или тройным сколом. Характерно, что при значительном внедрении пуансона
выдавливание металла в матрицу весьма невелико.
Аналогичным образом осуществляется постоянное телескопическое направление
Рис. 20. Последовательность процесса пробивки малых отверстий
Штампами такой конструкции пробивают отверстия диаметром от 0,4 лл
в стали, латуни, алюминии, текстолите и гетинаксе толщиной S = (2 4- 3) d,
а также прорезают узкие длинные шлицы и некруглые отверстия при высокой чистоте
поверхности среза.
При этом способе происходит не срез, а выдавливание металла в отверстие
матрицы. В результате сильного прижима материала (q as) в зоне пробивки пред-
варительно возникает объемное напря-
женное состояние сжатия, облегчающее
процесс пластической деформации.
В данное время освоена пробивка
малых отверстий в материалах толщиной
от 1 до 20 мм.
Пуансоны, изготовленные из стали
У8А, показывают стойкость от 10 до
15 тыс. деталей, а из легированной ста-
ли — до 50 тыс. деталей. При этом необ-
ходима высокая точность изготовления и
пригонки рабочих частей штампа, полное
отсутствие перекосов и надежное на-
правление пуансона.
В последнее время разработаны и
освоены новые способы точной чистовой
резки пруткового материала сдвигом с
дифференцированным зажимом, создаю-
щим высокое усилие зажима
Рз • 2,5) Ррез. рис. 21. Телескопическое направление
При резке сдвигом качество поверх- пуансонов некруглой формы
ности среза и точность заготовок полу-
чаются значительно более высокими, чем при обычном способе резки. Этому спо-
собствует возникновение в процессе резки сдвигом осевых распорных усилий, дости-
гающих 20% усилия реза. Так как надежный зажим заготовки исключает возмож-
ность осевого перемещения, то в плоскости реза создаются осевые сжимающие
напряжения, способствующие пластическому течению металла и получению чистого
среза.
Вначале был разработан и освоен способ резки сдвигом на специальном штампе х.
Схема работы штампа показана на рис. 22. Резка происходит двумя парами режу-
* С. Щ. Я ш а е в. Авт. свид. Ks 156032 от 10 февраля 1962 г.
42
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
щих вкладышей 4, перемещающихся под действием клиньев 1 в разные стороны от
оси штампа (верхние и нижние схемы). В положении 1 вкладыши разведены пру-
жинами 5, в'положении 11 ползушки 2 сдвигают рабочие вкладыши и зажимают
заготовку с обеих сторон от плоскости реза (сдвига), в положении III одна пара
вкладышей смещается вправо, а вторая — влево, в результате чего происходит каче-
ственный срез заготовки.
Этот способ применяется для холодной резки сдвигом углеродистых и средне-
легированных сталей диаметром до 6.0 мм при длине заготовок I 1,5£>.
В процессе дальнейшего развития способа резки сдвигом ЭНИКмаш разработал
конструкцию и изготовил специальные ножницы для точной резки усилием
100Т [253]. Преимущество резки на ножницах — меньшее усилие, чем при резке
в штампе.
Рис. 22. Схема резки штампом с дифференцированным зажимом
Способ чистовой резки сдвигом дисковых заготовок от прутков алюминиевых
и других цветных сплавов разработан в Институте технологии машиностроения
Венгрии £. Этот способ обеспечивает безотходное использование пруткового мате-
риала в интервале 0 6—60 мм и дает высококачественные заготовки с поверхностью,
соответствующей 6—8-му классам чистоты по ГОСТу. Сущность этого способа
заключается в предварительном создании напряжений осевого сжатия в прутковом
материале, благодаря чему при беззазорном срезе в зоне резания возникает объем-
ное напряженное состояние сжатия, способствующее чисто пластическому срезу,
без скола и трещин.
На рис. 23, а представлена схема чистовой обработки по указанному способу.
Отрезанная заготовка в нижнем рабочем положении выталкивается выталкивате-
лем 6. Патентованный способ зажима прутка 1 между вкладышами 2 перед отрезкой
создает необходимое осевое давление. Экспериментально освоена чистовая отрезка
заготовок размерами h = 0,2d.
Как показали исследования, осевые сжимающие напряжения достигают вели-
чины о0 > ст5. f
На рис. 23, б показан микрошлиф прутка в последовательных стадиях разрезки.
Способ чистовой отрезки одинаково применим для резки прутков круглого, квадрат-
ного, прямоугольного или профильного сечения, как показано на рис. 23, в.
1 Вереш Ференц и др. Патент № 152686.
ЗАЧИСТНАЯ ШТАМПОВКА
43
Устройство для чистовой отрезки не имеет жесткой связи с ползуном пресса и
может быть установлено на любом кривошипном прессе соответствующей мощности.
Рнс. 23. Схема чистовой отрезки сдвигом
(венгерский патент): а — схема установ-
ки; б — микрошлиф среза; в — образцы
профилей;
/ — пруток; 2 — вкладыш зажима; 3 — не-
подвижный иож; 4 — подвижный нож;
5 — стойка; 6 — выталкиватель
Это устройство выполняется в двух вариантах: для ручной или автоматической
подачи заготовки. В последнем случае устройство снабжается специальным пневма-
тическим механизмом для автоматической подачи.
7. ЗАЧИСТНАЯ ШТАМПОВКА
Зачистная штамповка применяется для чистовой обрезки по контуру предвари-
тельно вырезанных или пробитых деталей с целью удаления шероховатой поверх-
ности среза и получения точных размеров, острых кромок и гладкой поверхности
среза. Этот способ позволяет получать детали небольших размеров с точностью,
соответствующей 2—4-му классам по ГОСТу.
Применяются следующие способы зачистной штамповки:
1) зачистка наружного контура срезанием припуска;
2) зачистка обжимкой в конусной матрице;
3) зачистка отверстий срезанием припуска.
Кроме того, применяют комбинированные способы: вырубку с одновременной
зачисткой в штампах со сдвоенной матрицей, а также пробивку отверстий одно-
временно с зачисткой ступенчатым пуансоном. Достигаемая при зачистке шерохо-
ватость поверхности обычно соответствует 7-му классу по ГОСТу, а при зачистке
деталей из пластичных цветных металлов и сплавов — 8-му классу чистоты. Однако
в большинстве случаев на ^верхней кромке детали образуется небольшой скол,
которого нет при чистовой вырубке.
Зачистка наружного контура срезанием припуска
является наиболее распространенной и широко применяется в производстве часов
и других изделий точной механики, имеющих обычно весьма сложную конфигура-
цию (рис. 24). Получаемая при этом точность соответствует 3 или даже 2-му классу
точности.
Процесс зачистки заключается в срезании небольшой стружки по контуру
детали или отверстия. Зачистка производится в том же направлении, что и вырезка,
44
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
т. е. при зачистке по наружному контуру заготовка укладывается на матрицу
закругленной стороной вниз, а при зачистке отверстий — закругленными кром-
ками вверх, так как при этом сечение стружки к концу процесса становится меньше.
При обратном расположении заготовки в конце зачистки на деталях образуется
скол значительной величины.
Рис. 24. Детали, подвергаемые зачистной штамповке
По технологическим вопросам зачистки существуют различные рекомендации.
Так, в часовой промышленности зачистка производится при повышенной величине
припуска на зачистку, в соответствии с которым производится технологический
расчет размеров вырубаемой заготовки. Это объясняется весьма малыми размерами
деталей и погрешностью при установке заготовки в гнездо фиксатора штампа.
По опыту немецкой промышленности припуск на зачистку может быть взят
меньшей величины [255].
Рис. 25. Последовательность снятия стружки при зачистке с зазором и без него
При зачистке небольших деталей, удаляемых «на провал» через отверстие
матрицы, обычно применяется старый способ зачистки с зазором между пуансоном
и матрицей. Новый способ заключается в зачистке пуансоном, превышающим раз-
меры матрицы. На рис. 25 приведена последовательность снятия стружки по ста-
рому (слева) и новому (справа) способам при одной и той же величине припуска б.
Заготовка взята с равномерным припуском по всей высоте.
По старому способу еще до конца зачистки оставшаяся часть стружки отламы-
вается, образуя скол высотой h на верхнем краю заготовки. По новому способу такого
скола не образуется, так как стружка упирается в торцовую поверхность пуан-
сона. Стружка отделяется полностью от детали давлением следующей заготовки
ЗАЧИСТНАЯ ШТАМПОВКА
45
Рис. 26. Схема зачистки пуансоном боль-
шим матрицы
наплыв от среза расплющенного от-
Рио. 27. Скол стружки при обычной зачистке (а)
н при зачистке на вибрационном прессе (б)
(рис. 26). При этом целесообразно применять заготовки, вырубленные с малым
зазором между пуансоном и матрицей (с двойным срезом), так как они позволяют
более точную фиксацию в зачистном штампе. Преимущества этого способа зачистки
заключаются в том, что пуансон, имеющий
большие размеры, чем матрица, не дохо-
дит до ее поверхности, расплющивая часть
срезанного припуска в тонкую пленку.
Следовательно, в данном случае не тре-
буется точного изготовления и пригонки
пуансона по матрице, что значительно
снижает стоимость зачистного штампа.
В результате перекрытия пуансоном
режущих кромок матрицы в зоне резания
создается напряженное состояние объем-
ного сжатия, благоприятствующее устой-
чивости пластической деформации и тем
самым увеличивающее пластические свой-
ства металла.
Как показывает опыт, при этом спо-
собе зачистки скола у верхнего края де-
тали не образуется, но возникает ровш
хода. Режущие кромки матрицы рекомендуется закруглять или притуплять.
Достижимая точность — 3-й класс по ГОСТу, чистота поверхности — 7—8-й классы.
В случае зачистки более крупных деталей, когда применяется прижим заго-
товки, способ зачистки пуансоном больше матрицы не применим.
При толщине материала до 3—4 мм обычно применяется одна зачистка, а при
повышенных требованиях к чистоте поверхности или более толстых материалах —
две зачистки, так как при неодно-
кратной зачистке в конце процесса
происходит не срез, а скалывание
последнего элемента стружки
(рис. 27, а).
Проведенные исследования по-
казали, что режущие кромки мат-
рицы следует закруглять радиусом
г = 0,1 мм или заваливать на ко-
нус, как у обжимных матриц. Это
повышает чистоту поверхности
зачищаемой детали.
С той же целью необходимо
применять смазку зачищаемых де-
талей. В качестве смазки может
быть рекомендовано масло редук-
торное Б-ЗВ, активизированное
серой.
Более высокое качество зачи-
щаемой поверхности с ничтожным
сколом последнего элемента струж-
ки достигается зачисткой на спе-
циальных вибрационных (репас-
сажных) прессах (рис. 27, б). У этих
прессов во время рабочего хода
ползуна зачистной пуансон от вто-
рого электромотора совершает колебательные толчковые движения, которыми
как бы «сбривает» стружку. Частота колебаний 800—1500 в минуту, амплитуда
каждого колебания от 0,3 до 0,6 мм. На рис. 28 приведена диаграмма пути на-
ружного ползуна и вибрационного движения внутреннего ползуна пресса.
46
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
При этом способе зачистки пуансон не доходит до поверхности матрицы на
0,05—0,1 мм, а зачищаемая деталь проталкивается через матрицу следующей
деталью. Пуансон не пригоняется к матрице, благодаря чему штампы стоят зна-
чительно дешевле. Шероховатость поверхности при вибрационной зачистке дости-
гает 8-го класса по ГОСТу. Таким образом, вибрационная зачистка дает более
высокое качество поверхности, чем две операции обычной зачистки.
Качество зачищаемой поверхности в значительной степени зависит от толщины
срезаемого слоя или припуска на зачистку. Чем меньше толщина срезаемого слоя,
тем выше качество зачистки.
В настоящее время существуют два разных способа определения величины
припуска на зачистку (рис. 29).
Рис. 28. Движение наружного ползу-
на и вибрации внутреннего ползуна
пресса
Рис. 29. Схемы припуска на зачистку
Первый способ основан на лырубке детали с большим зазором•
|д “ (б4- 8%) sj и получении конического скола на боковой поверхности (рис. 29,а).
Кроме подлежащего удалению конического скола дается особый припуск на за-
чистку у/2. В результате суммарный припуск на зачистку (толщина срезаемого
слоя) получается несколько завышенным 0.1S, что приводит к образованию
скола при зачистке.
Второй способ основан на максимальном уменьшении припуска на
зачистку, для чего вырубка производится с малым зазором^ = (2 4- 4%) s|, а боко-
вая поверхность заготовки получается с надрывом и второй зоной резания (рис. 29, б).
Это позволяет более надежно и точно фиксировать заготовки в трафарете; кроме
того, толщина срезаемого слоя уменьшается до - ^0,08 S, что облегчает процесс
зачистки и улучшает качество поверхности.
Каждый из указанных способов может иметь преимущество в различных слу-
чаях в зависимости от размеров детали, типа зачистного штампа и способа подачи
и фиксации заготовки.
При зачистке деталей средних размеров в совмещенных зачистных штампах
с прижимом и надежной фиксацией следует применять малые припуски на зачистку
и малые зазоры при вырубке (рис. 29, б).
При зачистке весьма мелких деталей в штампах с подвижным загрузочным
устройством, не дающим надежной фиксации детали, следует применять увеличен-
ные припуски на зачистку и большие зазоры при вырубке (рис. 29, а).
В табл. 15 приведены формулы для определения размеров рабочих частей выруб-
ных штампов.
В табл. 16 приведены величины двусторонних припусков на зачистку, соответ-
ствующие первому способу (вырубка с увеличенным зазором). Наименьший припуск
ЗАЧИСТНАЯ ШТАМПОВКА
47
применяется при зачистке деталей простой конфигурации, а наибольший — для дета-
лей сложной конфигурации или деталей с острыми выступающими углами. В слу-
чае двухкратной зачистки припуск на вторую зачистку берется наименьший из
указанных в табл. 15.
Таблица 15. Размеры рабочих частей вырубных штампов для деталей,
подвергаемых зачистке различными способами
1-й способ 2-й способ
Размер рабочих частей Вырубка с увеличенным зазором (рис. 29, а) Вырубка с малым зазором (рис. 29, б)
Размер (диаметр) выруб- ной матрицы + 2 + У + 6
Размер (диаметр) выруб- ного пуансона dn = d + y м 1 II -G
Величина одностороннего зазора -^- = 0,06 4-0,08$ ~ = 0,02 4- 0.04S
Припуск на зачистку у = 0,15 4- 0,25 мм (или по табл. 16) —
Суммарный припуск на зачистку 6 =z-|-j/ 2" — см. рис. 30
d — окончательный (чистовой) размер детали (остальные обозначения по
рис. 29).
По данным некоторых заводов, припуск на зачистку выбирается независимо от
толщины материала и составляет для деталей с плавным контуром 0,08—0,12 мм
на сторону, для деталей с малыми закруглениями 0,10—0,13 мм на сторону.
Таблица 16. Двусторонние припуски на зачистку в мм
Латунь, мягкая сталь Сталь средней твердости Твердая сталь
Толщина материала в мм Припуск
наи- меньший наи- больший наи- меньший наи- больший наи- меньший наи- больший
0,5-1,6 0,10 0,15 0,15 0,20 0,15 0,25
1,6-3,0 0,15 0,20 0,20 0,25 0,20 0,30
3,0-4,0 0,20 0,25 0,25 0,30 0,25 0,35
4,0-5,2 0,25 0,30 0,30 0,35 0,30 0,40
На рис. 30 приведена диаграмма для определения одностороннего припуска
на зачистку (толщины срезаемого слоя) 6/2 по второму способу [255].
48
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Количество необходимых обычных зачистных операций зависит от рода, тол-
щины материала и сложности контура (например, для деталей из среднеуглероди-
стых сталей):
Контур детали Число операций при толщине материала: до 3 мм свыше 3 мм
Плавный без острых углов Сложный с острыми углами 1 2 2 3
Однократная зачистка обеспечивает до 50 мм]: следующую точность деталей (размером
Толщина материала в мм До 1 1-3 3-5 Точность в мм 0.01-0.015 0,025—0,03 0.035—0,04
Для деталей больших размеров точность уменьшается.
Зачистные штампы, работающие на провал, применяются главным образом для
зачистки мелких деталей типа часовых. При зачистке более крупных деталей такие
Рис. 30. Диаграмма для определения
толщины срезаемого слоя при зачистке
штампы не дают хороших результатов. В
этом случае применяют зачистные штампы
совмещенного типа с прижимом и прину-
дительным выталкивателем. Фиксация про-
изводится по трафарету или по технологи-
ческим отверстиям. Последний способ фик-
сации дает лучшие результаты.
Точно расположенные отверстия зачи-
щаются одновременно с наружным конту-
ром. Мелкие отверстия (до 6 мм) иногда
пробивается одновременно с зачисткой кон-
тура (рис. 31, а).
В зачистных совмещенных штампах
должен быть предусмотрен просвет для
размещения отходов от зачистки. Для этого
на съемнике устанавливают цилиндрические
дистанционные упоры, создающие просвет
высотой (0,3 4- 0,4) S, — рис. 31, б.
Для выталкивания деталей из зачистной
наружного контура:
/ — мягкий алюминий; 2 — латунь;
3 — твердый алюминий; 4 — сталь
= 40 кГ/мм2)', 5 — сталь (Ов —
50 кГ/мм2)
матрицы требуется значительное усилие, до-
стигающее 20% от усилия вырубки.
Зазор между пуансоном и матрицей
зачистного штампа берется в пределах
0,006—0,01 мм. Высота шейки матрицы
обычно составляет 6—8 мм.
Усилие для зачистки снятием стружки может быть определено по формуле
Р3 = 0,56£оср + Е<2,
где 0,55 — односторонний суммарный припуск в мм\
L — длина периметра зачистки в мм;
ZQ— сумма усилий для проталкивания, сжатия буферов и т. п. в кГ
На рис. 32 приведен способ зачистки в двух матрицах. В верхней матрице
производится первая зачистка (рис. 32, а). В конце хода пуансон производит вто-
рую зачистку в нижней матрице (рис. 32, б). Зазор между пуансоном и верхней
матрицей берется минимально возможным для вхождения и направления пуансона
« 0,01 мм). В нижнюю матрицу пуансон не входит. Вторая зачистка производится
по способу зачистки пуансоном, большим матрицы. Способ двойной зачистки путем
проталкивания столбика деталей не рекомендуется.
ЗАЧИСТНАЯ ШТАМПОВКА
49
В некоторых случаях требуется зачистка не всего контура детали, а лишь неко-
торой его части. Для небольших деталей эта зачистка осуществляется в процессе
комбинированной штамповки в штампах последовательного действия. Для более
крупных деталей, а также в тех случаях, когда последовательная штамповка непри-
менима, необходимо избегать односторонней зачистки, приводящей к смещению
детали и потере точности, и производить одновременную зачистку с противополож-
ной стороны.
Рис. 31. Совмещенные штампы для одновременной зачистки наружного контура
и отверстия
Предложен оригинальный способ вырубки с одновременной зачисткой, осущест-
вляемой на кривошипных прессах за один рабочий ход (рис. 33) [139]. Сначала пуан-
соном 1 вырубается заготовка с припуском на зачистку, которая проталкивается
через сужающееся отверстие матрипы 2, сжимается в радиальном направлении и
перемещается к режущим кромкам зачисткой матрицы 5.
Так как в зоне срезания припуска создается напряженное состояние объемного
сжатия, то скалывающих трещин не возникает, и срез получается чистым. Зазор
между зачистной матрицей и пуансоном берется от 0,005 до 0,01 мм. Величина при-
пуска на обрезку зависит от толщины материала и рекомендуется авторами способа
в пределах:
Толщина материала в мм ..... 1—2,5 2,6—4,0
Односторонний припуск на зачистку в мм 0.4—0,5 0.2—0,3
Угол конуса матрицы в град 2—3 1—2
По качеству поверхности среза этот способ сопоставим с чистовой вырубкой.
Зачистка обжимкой в конусной матрице применяется значительно
реже и главным образом для весьма пластичных металлов. Припуск на обжимку
50
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
в данном случае не превышает 0,04—0,06 мм на сторону. Точность зачистки при
этом способе несколько ниже, чем при срезании припуска. Этот способ зачистки
иногда совмещается с операцией вырубки при вертикальном расположении матриц
(вырубная — сверху, а зачистная — снизу).
Зачистка отверстий, применявшаяся ранее главным образом в часо-
вой промышленности, в настоящее время используется в различных видах точного
приборостроения (счетно-пишущие машины, кассовые аппараты, вычислительные
машины, приборы-автоматы и т. п.).
рис. 32, Последовательная
зачистка в двух матрицах
Пробивка отверстий в совмещенных штампах с последующей зачисткой обеспе-
чивает более высокую точность как размеров отверстий, так и межцентровых рас-
стояний, по сравнению со сверлением в кондукторах.
При зачистке отверстий также существуют два способа определения припуска
на зачистку (рис. 34). Первый основан на пробивке с большим зазором и получении
отверстия с коническим сколом (рис. 34, а), а второй — на пробивке с малым зазо-
ром (рис. 34, б).
Таблица 17. Размеры рабочих частей пробивных штампов
для зачищаемых отверстий
Размеры рабочих частей 1-й способ 2-й способ
Пробивка с увеличенным зазором (рис. 34, а) Пробивка с малым зазором (рис. 34, б)
Размер (диаметр) пробив- ного пуансона dn=do — (2 + У) dn — d0 — 6
Размер (диаметр) пробив- ной матрицы 1 -с° II dM = dn+z
Величина одностороннего зазора = 0,06 4-0,08 А = 0,02 4-0,04
Припуск на зачистку у = 0,15 4- 0,20 мм —
Суммарный припуск на зачистку 6 = г + у -| = 0,05 4-0,085
d0 — окончательный (чистовой) размер отверстия (остальные обозначения
по рис. 34).
ЗАЧИСТНАЯ ШТАМПОВКА
51
В табл. 17 приведены формулы для определения размеров рабочих частей про-
бивных штампов.
В часовой промышленности зачищаются отверстия небольшого диаметра. Так
как в этом случае толщина материала обычно значительно больше диаметра зачи-
Рис. 34. Припуски на
зачистку отверстий
щаемого отверстия, то зачистка отверстий производится пуансоном без сопряжения
с режущими кромками матрицы (рис. 35). Стружка имеет трубчатую форму, состоя-
щую из кольцевых элементов. Диаметр лунки для выхода стружки принимается
равным D > 1 ,5d.
Рис. 35. Зачистка мелких отверстий
Рис. 36. Способ пробивки и зачистки
отверстия
4—
d
Припуск по диаметру на зачистку отверстий после сверления обычно прини-
мают 0,1—0,15 мм, после пробивки 0,15—0,20 мм. В точной механике величина
припуска на зачистку зависит также от допуска на расстояние между отверстиями.
При зачистке отверстий деталь укладывается на матрицу закругленными кром-
ками к пуансону.
52
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИЙ
После зачистки размер отверстия уменьшается вследствие упругой деформации
металла (в зависимости от размеров отверстия): для цветных металлов на
0,005—0,01 мм и для мягкой стали на 0,008—0,015 мм. Это обстоятельство должно
учитываться при изготовлении зачистного пуансона.
Точность зачистки небольших отверстий обычно находится в пределах
0,01—0,02 мм на диаметр.
Зачистка одновременно с пробивкой отверстия применяется при соотношениях
d >3 -5- 4S при толщине материала до 8 мм.
Диаметр пробивного пуансона определяется по диаметру зачистной матрицы
с учетом удвоенной величины зазора по сравнению с обычной.
Таким образом, величина уступа у зачистной кромки делается равной нормаль-
ному зазору для данной толщины материала.
На рис. 36 изображен способ пробивки и зачистки отверстия диаметром 20 мм
в детали толщиной 8 мм. Во избежание деформации детали пробивка с зачисткой
должна производиться с прижимом детали к поверхности матрицы. Вначале проис-
ходит пробивка грубого отверстия (зазор 12,5% S) и удаление отхода, а затем за-
чистка отверстия (зазор 0,01 мм). Конец пуансона конической формы высотой 5 мм
давит на кромки отверстия и создает напряжения радиального сжатия, что исклю-
чает возникновение скалывающих трещин. На рис. 36 показано крайнее нижнее
положение пуансона, при котором зачистные кромки не входят в матрицу.
8. БЕЗМАТРИЧНЫЕ СПОСОБЫ ВЫРЕЗКИ И ПРОБИВКИ
Обычные методы штамповки, широко применяемые в крупносерийном и массо-
вом производстве, недостаточно эффективны и нерациональны в условиях мелко-
серийного и быстропереналаживаемого производства, так как для изготовления кон-
структивно сложных и дорогостоящих штампов требуется длительное время, а про-
изведенные затраты не окупаются.
Необходимость быстрого освоения новых видов изделий требует применения
в указанных условиях новых технологических процессов с использованием дешевой
универсальной или частично универсальной оснастки. К таким процессам относятся
безматричные способы вырезки и пробивки: вырезка резиной, вырезка пластичными
металлами, безматричная пробивка. При этом значительно упрощается конструкция
инструмента и удешевляется его изготовление, так как при применении двух первых
способов требуется лишь один вырезной шаблон, а в последнем способе — только
пробивные пуансоны. Отпадает необходимость изготовления и пригонки вырезных
матриц, роль которых выполняет резина или пластичный металл.
Вырезка резиной
Вырезка резиной применяется главным образом в мелкосерийном производстве
при изготовлении сравнительно крупных деталей из тонких материалов (толщиной
до 2 мм).
В крупносерийном и массовом производстве применяется вырезка резиной
небольших деталей из весьма тонкого материала (фольга толщиной 0,01—0,005 мм).
На рис. 37 изображены способ и последовательность штамповки — вырезки
резиной — на плунжерных гидравлических прессах давлением 85—120 кГ/сл?.
На подштамповой плите установлен вырезной шаблон, представляющий собой сталь-
ную пластину толщиной 6—10 мм, наружный контур которой соответствует контуру
вырезаемой детали. Толстая резиновая пластина, являющаяся своеобразной матри-
цей, заключена в коробку (контейнер), прикрепленную к ползуну пресса и удержи-
вающую резину от выдавливания в стороны. На рис. 37, а изображен начальный
момент, когда на вырезной шаблон уложена заготовка с напуском по краям. При
опускании ползуна пресса резина отгибает свисающие края заготовки и прижимает
их к подштамповой плите (рис. 37, б). При дальнейшем сжатии резина давит на ото-
гнутые края заготовки и обрезает (обрывает) их по наружной кромке шаблона
ВЁЗМАТРИЧНЫЕ СПОСОБЫ ВЫРЕЗКИ И ПРОБИВКИ
53
(рис. 37, в). Этим способом производятся следующие операции: вырезка по наруж-
ному контуру (рис. 38, а), пробивка отверстий (рис. 38, б), совмещенная вырезка
и пробивка (рис. 38, в) и комбинированные операции формовки и обрезки (рис. 38, г).
Вырезка резиной обычно производится на специальных гидравлических плун-
жерных прессах, причем, как правило, применяется групповая резка нескольких
Заготовка—ммннмш
Шаблон -1-
же
Рис. 37. Схема вырезки резиной иа
плунжерных прессах
деталей из одного листа; с этой целью на подштамповую плиту устанавливают не-
сколько вырезных шаблонов для деталей различных конфигураций. Так как шаб-
лоны должны быть установлены с большими промежутками и припусками (25—30 мм),
вырезка резиной неэкономична по расходу материала.
Детали, вырезанные резиной на плунжерных гидравлических прессах,
обычно получаются с нечистыми рваными краями, поэтому применяется после-
дующая зачистка кромок деталей, сложенных пачками, на специальных фрезерных
станках.
Таблица 18. Минимальная величина припусков на обрезку
и промежутков между шаблонами (в мм) для дуралюмина Д16АМ
Толщина материала в мм
0,6 | 0.8 1 ьо 1 1 1-5 | 2,0
Толщина вырезного шаблона в мм
Давление 3 5 5 7 7
резины в кГ/смл 1 j Припуск на 1 обрезку Расстояние между шаб- лонами Припуск на обрезку Расстояние между шаб- лонами f I Припуск на обрезку Расстояние между шаб- лонами Припуск на обрезку . Расстояние между шаб- лонами 1 Припуск на обрезку Расстояние между шаб- лонами
300 12 8.5 13 10,5 15 13 — — — —
400 11 7,5 12 8,5 12 10 19 15 15 —
500 10 6,5 11,5 8,0 11,5 9 17 13 19 —
700 9 5,5 11 7,0 11 8 15 10 16 —
54
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Из-за плохого качества среза и большой величины обрезаемых припусков вырезка
резиной на гидравлических прессах с давлением 85—120 кГ/см2 в последнее время
вытесняется вырезкой на гидростатических прессах, создающих наибольшее давле-
ние до 400—700 кПсм2,
На рис. 39 приведена схема действия гидростатического пресса высокого давле-
ния [113]. В монолитный блок 3 на подвижных столах 2 подаются шаблоны или форм-
блоки 1 с наложенными заготовками. Штамповка производится жидкостью высо-
кого давления, поступающей в резиновый мешок 4, который давит на толстую рези-
новую диафрагму 5. Последняя заполняет все закрытое пространство в корпусе
пресса и создает высокое давление на за-
готовку и инструмент. Так как при этом
применяются вырезные шаблоны меньшей
толщины (2—7 мм), то величина припусков
на обрезку и промежутки между блоками
значительно снижены (табл. 18).
При высоком давлении резины одновре-
менно вырезается как наружный контур,так и
все отверстия, сделанные в вырезном шаблоне.
Рис. 39. Схема действия гидроста-
тического пресса высокого давле-
ния: а и б — начальное и конечное
положения
Рис. 38. Схемы различных операций вы-
резки резиной
Наименьшие размеры вырезаемых круглых отверстий зависят от прочности
материала и давления резины. Их величина приведена в табл. 19.
Благодаря высокому давлению резины (> 300 кГ/см2) качество среза значи-
тельно улучшено и не уступает качеству среза, полученному при вырезке в штампах.
Иногда вырезка и штамповка мелких деталей производится на кривошипных
или фрикционных прессах. В этом случае резину более удобно располагать в ниж-
ней части штампа, а вырезной шаблон прикреплять к пуансону (рис. 40).
Требуемое усилие при вырезке резиной определяется исходя из поверхности
резины и ее давления. Длина контура вырезки или наличие внутренних отверстий
в ней в данном случае существенного значения не имеет, так как усилие сжатия
резины значительно превышает усилие вырезки, которым можно пренебречь.
Затрата большей части энергии на сжатие резины является недостатком дан-
ного процесса.
Требуемое усилие определяется по формуле
P — Fq,
где F — площадь резины в см2;
q — давление резины, необходимое для вырезки, в кПсм*.
БЕЗМАТРИЧНЫЕ СПОСОБЫ ВЫРЕЗКИ И ПРОБИВКИ
55
Таблица 19. Наименьшие размеры отверстий, вырезаемых при
различном давлении резины
Давление резины в кГ1см* Толщина материала в мм
0,6 0.8 | 1 ‘-0 | 1 1'5 1 | 2,0
Толщина вырезного шаблона в мм
3 5 5 7 7
Д16М АМГ-6 Д16М АМГ-6 Д16М АМГ-6 Д16М АМГ-6 Д16М АМГ-6
300 400 500 700 10 8 6 5 13 10 9 6 15 12 9 7 18 15 12 9 18 14 12 9 25 20 16 12 25 20 17 15 35 30 17 15 40 30 25 18 50 50 30 25
Наименьшее давление, необходимое для вырезки деталей из отожженного дур-
алюмина толщиной от 0,6 до 1,2 мм, обычно находится в пределах от 70 до 130 кПсм?.
Давление, развиваемое резиной, зависит от степени сжатия; кроме того, оно
будет различным в зависимости от того, находится ли резина в свободно подвешен-
ном состоянии или заключена в замкнутом контейнере. В первом случае при одном
и том же сжатии резины давление будет значительно ниже, чем для резины, заклю-
ченной в контейнере. Во втором случае резина находится в состоянии всестороннего
сжатия, а давление, производимое резиной, может быть уподоблено гидростатиче-
скому давлению жидкости.
Зависимость давления от степени сжатия (деформации) резины приведена на
рис. 41. Толщина резинового слоя должна быть не менее пяти толщин шаблона.
Из диаграммы, приведенной на рис. 41, видны все преимущества применения
замкнутой резины, так как одно и то же давление достигается уже при небольшой
величине деформации. Это имеет большое значение для увеличения срока службы
резины, так как наилучшие условия и наибольший срок службы резины имеют
место при степени деформации 20—25%; предельная степень сжатия свободной
резины составляет 40—45%.
В процессе штамповки происходят износ и разрушение поверхностного слоя
резины, который периодически срезается на глубину 15—25 мм.
Для вырезных работ применяется резина со следующими механическими свой-
ствами:
Сопротивление разрыву в кГ{см^ 30—36
Относительное удлинение в % . 300—400
Остаточное удлинение в %................................. 15—20
Сжатие под нагрузкой 100 кГ}см2 в % 40—50
Твердость по Шору 80
В авторемонтных цехах для вырубки металлических прокладок и других дета-
лей вместо листовой резины с успехом применяют пластины, вырезанные из изно-
шенных автомобильных покрышек.
Пример. Определить усилие пресса для вырезки резиной нескольких деталей
из дуралюмина толщиной 0,6 мм. Вырезные блоки сгруппированы для контейнера
размером 30х 60 см.
Давление резины для вырезки дуралюмина толщиной 0,6 мм составляет
70 кГ/сл?.
Площадь резины F = 30-60 = 1800 ои2.
Усилие пресса
Р _ Fq = 1800 - 70 = 126 000 кГ = 126 Т.
56
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
О)
В последнее время успешно освоена вырезка небольших деталей с пробивкой
мелких отверстий при помощи полиуретановой подушки, заключенной в толсто-
стенный контейнер [196]. При работе на
гидравлическом прессе 200 Т в полиуре-
тановой подушке создавалось давление до
7000 кПсм*. Этого давления достаточно
для качественной вырезки детали и пробивки
1-1,5
Рис. 40. Схема штампа для вы-
резки резиной мелких деталей
(а) и типы шаблонов (6)
Рис. 41. Зависимость давления от
сжатия резины
отверстий до 1 мм диаметром. В ближайшем будущем следует ожидать широкого
использования полиуретана для рабочих частей штампов.
Вырезка пластичными металлами
Вырезка пластичными металлами является дальнейшим развитием способа
вырезки резиной и применяется для безматричной вырезки небольших тонколистовых
деталей (0,1—0,8 мм). Осуществляется она путем вдавливания вырезным пуансоном
листовой заготовки в пластину из более мягкого пластичного металла. Этот способ
позволяет создать более высокое давление, благодаря чему становится возможной
вырезка более точных деталей сложной конфигурации с узкими шлицами и проре-
зями и мелкими отверстиями. Поверхность среза при этом получается более высо-
кого качества, чем при вырезке резиной, и приближается к поверхности среза, полу-
чаемой в обычных вырубных штампах.
Сущность и последовательность нового способа штамповки показана на рис. 42.
Сначала (рис. 42, а) пуансон 1 прижимает заготовку 2 к пластичной подкладке 3 и
слегка сплющивает ее, вытесняя металл к краям полосы, которые начинают дефор-
мироваться. При дальнейшем вдавливании пуансона (рис. 42, б) металл пластичной
подкладки выпучивается, обжимает заготовку по контуру пуансона и утоньшает ее.
Затем (рис. 42, в) выдавливаемый пуансоном пластичный металл встречает повышен-
БЕЗМАТРИЧНЫЕ СПОСОБЫ ВЫРЕЗКИ И ПРОБИВКИ
57
ное сопротивление продольному перемещению и, вытесняясь вверх, отделяет деталь
от отхода заготовки.
Глубина вдавливания пуансона к моменту вырезки зависит от пластичности
металла подкладки, толщины и механических свойств штампуемого металла, соот-
ношения между толщиной подкладки и размерами пуансона, качества заточки режу-
щих кромок, а также от скорости деформации и рода оборудования (кривошипный,
гидравлический пресс). Например, при вырезке деталей толщиной до 0,5 мм на
алюминиевой подкладке глубина вдавливания составляет 1,5—2S, а при штамповке
на свинцовой подкладке повышается до 2,5—4S. При штамповке на тихоходных
гидравлических прессах величина осадки и глубина вдавливания увеличиваются.
Наибольший технологический эффект достигается в случае применения пуансо-
нов с наружным ребром, которое создает подпор вытесняемому металлу и способ-
ствует его перемещению к режущим кромкам пуансона.
Рис. 42. Последовательность про-
цесса вырезки пластичными метал-
лами
Рис. 43. Последовательность вы-
резки пуансоном с наружным реб-
ром
На рис. 43 приведена последовательность вырезки детали с отверстием пуан-
соном с наружным ребром. Сначала (рис. 43, а) металл интенсивно выдавливается
в отверстие. Затем (рис. 43, б) вырезается отверстие и металл вдавливается в щель,
окружающую контур пуансона. Далее (рис. 43, в) происходит интенсивное затекание
металла в щель и вырезка детали по контуру пуансона.
Вырезанные детали остаются в пластичной полосе, но сравнительно легко уда-
ляются из нее при обратном изгибе искривленной полосы. Отходы от вырезки отвер-
стий в пуансоне удаляются вручную через сквозное отверстие.
Высота подпорного ребра взята несколько меньше высоты пуансона, чтобы
получить сначала мелкие отверстия (d = 1 -г 2 мм) и уменьшить общее усилие.
Если мелких отверстий нет, высоту ребра берут равной высоте пуансона.
Толщина подкладки должна составлять от 3 до 4 толщин штампуемого металла.
Опыты по применению для штамповки подкладок, сложенных из нескольких тон-
ких полос, показали пригодность таких подкладок. Увеличение толщины подкладок
выше 3—4S ощутимого результата не дало.
Рассматриваемый способ штамповки—вырезки неэкономичен из-за большого
расхода пластичного металла. Однако свинцовые пластины можно многократно
использовать (переплавлять и расплющивать), а при применении алюминиевых
сплавов можно использовать отходы и обрезки. В этом случае резко сократятся
непроизводительные потери пластичного металла.
58
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Наиболее универсальными пластичными металлами являются алюминий AM и
сплав АМцМ, отличающиеся высокой пластичностью. Их можно применять во всех
случаях, кроме вырезки из алюминия и твердой стали. Для последней лучше при-
менять сплав АМгМ, дур алюмин Д1М или Д16М.
Полное усилие, необходимое для вырезки деталей, состоит из двух слагаемых:
усилия вырезки деталей по наружному и внутреннему контуру Рв и усилия Рв,
необходимого для осадки пластичной полосы с вытеснением металла в щели и дефор-
мирования отхода полосы,
Рп = Рв + Ро = LS <>в + Qp-
Усилие вырезки детали Рв определяется общеизвестным способом в зависи-
мости от периметра и толщины детали.
Усилие осадки (вдавливания) пластичной полосы Ро зависит от величины
осадки, рода материала и его сопротивления сжатию, величины проекции поверх-
ности детали F и отношения толщины полосы к размерам пуансона.
Приведем средние опытные значения давления осадки (вдавливания) q для
вырезки пластичными металлами:
Материал подкладки q в кГ!мм2
Свинец СЗ, С4 . 10—25
Алюминий AM .........40—60
Сплав АМцМ . 50—80
> АМгМ .......................................... . . 70—100
Дуралюмин Д1М и Д16М . 80—120
Меньшие значения относятся к случаю вырезки деталей толщиной 0,1—0,3 мм,
а большие — к вырезке деталей толщиной 0,6—0,8 мм.
Для вырубкн более толстых деталей целесообразно применять листовые штампы,
так как с увеличением толщины материала условия вырезки пластичным металлом
и качество среза значительно ухудшаются.
При толщине материала меньше 0,1 мм целесообразно применять вырезку
полиуретаном.
Высокое давление при осадке алюминиевых сплавов приводит к тому, что при
вырезке тонколистовых деталей усилие осадки Ро значительно превышает усилие
вырезки Рв, которым в данном случае можно пренебречь.
Недостатком данного процесса является затрата большей части энергии на
деформирование отходов пластичного металла. Однако этот недостаток, так же как
и в случае штамповки резиной, компенсируется простотой и небольшой стоимостью
оснастки, что в мелкосерийном производстве имеет большое значение.
Безматричная пробивка отверстий
К этому виду штамповки относятся частные случаи пробивки отверстий в тру-
бах и других профилях повышенной жесткости. Условие, необходимое для такой
Рис. 44. Безматричная пробивка мелких отверстий в газовых
горелках
пробивки, заключается в том, что жесткость трубы или другого профиля должна
быть больше момента, возникающего при пробивке отверстия, благодаря чему послед-
ний не может вызвать потери устойчивости и смятия заготовки.
БЕЗМАТРИЧНЫЕ СПОСОБЫ ВЫРЕЗКИ И ПРОБИВКИ
59
Характерным примером является пробивка мелких отверстий в трубках газо-
вых плит, применяемая на ряде заводов (рис. 44). Жесткость трубы усиливается
тем, что она зажимается между верхней и нижней обоймой.
Безматричная пробивка протекает успешнее при значительном увеличении
скорости пробивки.
Практическое применение получила пробивка отверстий стальными пуансонами,
движущимися с высокой скоростью за счет сгорания пороха в специальных пере-
носных и стационарных установках.
Прострелочные пробивные работы успешно применяются в строительной и неф-
тяной промышленности. В последней используются заряды-перфораторы для про-
бивки обсадных труб в нефтяных скважинах.
Взрывная пробивка отверстий
Развитие техники связано с расширением области применения высокопрочных
труднодеформируемых листовых металлов и сплавов.
Одним из эффективных методов деформирования таких материалов является
штамповка посредством энергии взрывной волны, в частности гидровзрывная про-
бивка отверстий, применяемая в мелкосерийном и опытном производстве. Сущ-
ность данного способа заключается в
пробивке большого числа отверстий в а) — б)
листовых заготовках и деталях энер-
гией ударной волны, созданной взры-
вом близантного вещества в резер-
вуаре с водой.
Наиболее распространенным взрыв-
чатым веществом, применяемым для
гилровзрывной штамповки, является
тротил (тринитротолуол), создающий
давление подводного взрыва в воде
до 133 000 кПсм\
На рис. 45 приведены некоторые
способы гидровзрывнон пробивки от-
верстий: в съемном контейнере, уста-
новленном на стальной матрице
(рис. 45, а), в разъемной матрице
(рис. 45, б), в бетонированном бассейне
с водой (рис. 45, в).
Во всех случаях должно быть
обеспечено сравнительно плотное при-
легание заготовки к матрице и об-
мазка края заготовки герметизирую-
щей смазкой, предохраняющей от по-
падания воды под заготовку.
Съемные контейнеры (рис. 45, а)
могут быть металлическими (цельными,
сварными или секционными) или
одноразового действия — картонными,
6 5 4 3 2 7
Рис. 45. Способы взрывной пробивки отвер-
стий:
/ — матрица; 2 — заготовка; 3 — заряд Б В;
4 — уплотнение; 5 — опорная плита; 6 — кон-
тейнер; 7 — поропласт
пластмассовыми.
При применении сосредоточенного тротилового заряда можно пробивать отвер-
стия размером d 5S. Возможность получения меньших размеров отверстий лими-
тируется прочностью резервуара для воды (контейнера).
При применении распределенного заряда из детонирующего шнура (ДШ) наи-
меньшие размеры отверстий составляют:
Для АМгбТ
> Х18Н9Т
> ЗОХГСА
d (7 4- 8) 5
(13 4-14)5
60
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Точность пробиваемых небольших отверстий соответствует 7-му классу точ-
ности по ГОСТу, а чистота поверхности 4—5-му классам чистоты.
При выполнении гидровзрывной штамповки должны соблюдаться «Единые
правила безопасности при проведении взрывных работ».
К работе со взрывчатыми веществами могут допускаться только лица, прошед-
шие специальную подготовку.
9. ОБРЕЗКА ПОЛЫХ ДЕТАЛЕЙ
В большинстве случаев полые детали, изготовляемые вытяжкой, подвергаются
последующей обрезке кромок или фланца, для чего предусматривается специаль-
ный припуск на обрезку. Необходимость обрезки объясняется рядом причин: ани-
зотропией холоднокатаного металла и образованием фестонов, неточностью фикса-
ции заготовки на матрице, неравномерностью толщины материала, зазора и смазки
и т. п.
Без обрезки можно вытягивать лишь неглубокие детали с коэффициентом
вытяжки т 0,6; причем достижимая точность соответствует 3—4-му классам при
одновременной вырубке и вытяжке и 4—5-му классам при вытяжке из штучных
заготовок.
ОБРЕЗКА ПОЛЫХ ДЕТАЛЕЙ
61
Таблица 20. Основные способы обрезки кромок в штампах
и области их применения
Способы
обрезки
Эскизы
Точность
обрезкн
по высоте
в мм
Область применения
Обрезка
плоского
фланца
Для деталей с флан-
цем любых размеров при
любой серийности про-
изводства. Для обрезкн
средних и крупных де-
талей применяют верхнее
расположение матрицы
Обрезка
фланца с
последующей
вытяжкой
0,2-0,4
Для небольших дета-
лей из тонкого мате-
риала. Этот способ по-
зволяет производить фи-
гурную обрезку
Обрезка по
частям с
поворотом
заготовки
0,5—0,8
Для небольших и
средних размеров дета-
лей круглой и прямо-
угольной формы в мелко-
серийном производстве.
Кромка среза недоста-
точно ровная
Обрезка сек-
торами клино
вого штампа
0,2-0,4
Для небольших и сред-
них размеров деталей
круглой и прямоуголь-
ной формы в крупносе-
рийном производстве. Хо-
рошее качество среза
Обрезка
в штампе
с планетарно
движущейся
матрицей
0,1-0,2
Для небольших и сред-
них размеров деталей
любой формы в крупно-
серийном м массовом
производстве. Высокое
качество среза
62
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Продолжение табл. 20
Способы
обрезки
Эскизы
Точность
обрезки
по высоте
в мм
Область применения
Обрезка одно-
временно с
первой
вытяжкой
0,1—0,2
Для цилиндрических,
реже для прямоуголь-
ных деталей небольших
размеров. Кромка имеет
завал изнутри наружу
Обрезка одно-
временно с
последней
вытяжкой
0,1—0,2
Для цилиндрических
и прямоугольных дета-
лей небольших и сред-
них размеров. Кромка
имеет тот же дефект, что
и выше
В табл. 20 приведены основные способы обрезки кромок после вытяжки и ука
зана область преимущественного применения каждого способа.
На рис. 46 показан способ обрезки на плоскообрезном штампе при помощи пла-
нетарно движущейся матрицы. Обрезка происходит между режущими кромками
пуансона и матрицы, перемещающейся в горизонтальной плоскости перпендику-
лярно вертикальным стенкам детали (рис. 46, а и 6). В данном случае применена
«плавающая» матрица /, установленная на подвижные профильные кулачки 2,
которые опускаются под действием нажимных стоек; матрица получает горизон-
тальное перемещение от неподвижного профильного кулачка 3. Для обрезки цилин-
дрических деталей применяют три пары профильных кулачков, которые создают
последовательное перемещение матрицы в трех направлениях под углом 120°
Обрезка квадратных коробок производится за четыре движения матрицы
(рис. 46, в), каждое из которых осуществляется от двух пар кулачков (Л, В, С, D —
рис. 46, г). Цифрами /, //, III и IV показана последовательность движения обрез-
ной матрицы (рис. 46, в) и соответствующие им вертикальные положения кулачков
(рис. 46, г). Плоскообрезные штампы позволяют производить профильную обрезку
вертикальных стенок детали.
Для изготовления цилиндрических деталей с выступами и шлицами по краю
г.-ожет быть применен новый способ совмещенной вытяжки и фигурной обрезки [139].
ГЛАВА II
ГИБКА
происходит сильное искажение поперечного
Рис. 47. Схема процесса гибки
почти без искажения поперечного сечения,
направлении противодействует сопротивление
10 ПРОЦЕСС ГИБКИ ЛИСТОВОГО МЕТАЛЛА
Гибка листового металла осуществляется в результате упруго-пластической
деформации, протекающей различно с каждой из сторон изгибаемой заготовки.
Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укора-
чиваются в продольном и растягиваются в поперечном направлении. Наружные
слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются
в поперечном направлении. Между удлиненными и укороченными слоями (волок-
нами) находится нейтральный слой, длина которого равна первоначальной длине
заготовки. При гибке узких полос
сечения, заключающееся в умень-
шении толщины в месте изгиба,
уширении внутри угла с образова-
нием поперечной кривизны и суже-
нии с наружной стороны (рис. 47).
В результате утонения мате-
риала и искажения формы попе-
речного сечения нейтральный слой
в месте изгиба не проходит по се-
редине сечения, а смещается в сто-
рону малого радиуса. При - гибке
широких полос и листов также
происходит утонение материала, но
так как деформации в поперечном
материала большой ширины. Лишь по краям широких полос происходит деформа-
ция, аналогичная поперечной деформации узких полос. Поэтому схемы напря-
женно-деформированного состояния различны в случае изгиба узких и широких
заготовок, так как для первых сравнительно легко осуществима, а для вторых
весьма затруднена поперечная деформация вдоль линии изгиба [223].
В большинстве случаев гибка происходит при большой величине деформаций,
когда в металле кроме продольных растягивающих и сжимающих напряжений обра-
зуются радиальные напряжения сжатия, которые возникают в результате давления
крайних слоев металла на внутренние и достигают наибольшей величины у ней-
трального слоя.
На рис. 48 приведены схемы напряженно-деформированного состояния при
изгибе. При изгибе узких заготовок (рис. 48, а) деформированное состояние —
объемное, так как поперечное сечение образца деформируется во всех трех направ-
лениях. По мере увеличения ширины изгибаемой заготовки поперечная деформация
постепенно уменьшается и становится весьма малой в результате значительного
сопротивления, оказываемого большой шириной заготовки, вследствие чего ее
практически можно принять равной нулю и считать деформацию плоской. Из закона
постоянства объема следует, что в этом случае деформация удлинения в одном
64
ГИБКА
направлении равна по величине деформации укорочения в другом направлении
(рис. 48, 6).
Напряженное состояние во внутренних слоях по толщине заготовки отличается
от напряженного состояния на поверхности добавлением напряжения сжатия os.
На нейтральном слое (о) происходит перемена знака тангенциальных напряжений.
Поэтому можно считать, что на нейтральном слое напряжений действуют лишь
радиальные (на схеме вертикальные) сжимающие напряжения os, достигающие здесь
наибольшего значения. В точках на боковой поверхности полосы (рис. 48, б) напря-
женно-деформированное состояние аналогично состоянию при изгибе узких полос.
С целью упрощения при изгибе широких заготовок деформацией боковых по-
верхностей можно пренебречь и рассматривать деформацию всего сечения как
деформацию сдвига.
Рис. 48. Схемы напряженно-деформированного состояния прн изгибе!
е — деформации; о — напряжения
Следует отличать гибку с малым радиусом закругления при большой степени
пластической деформации от гибки с большим радиусом закругления при неболь-
шой степени пластической деформации.
При гибке с малыми радиусами закруглений напряжения и деформации не
сосредотачиваются под ребром пуансона, а распространяются на значительную
длину заготовки между опорами. В результате этого заготовка получает изгиб по
параболической кривой, с постепенно увеличивающейся кривизной и уменьшением
плеча изгиба.
Последовательность процесса угловой гибки приведена на рис. 49, а. На всем
протяжении процесса гибки заготовка имеет внутреннее закругление, которое больше
радиуса пуансона, причем в процессе гибки происходит постепенное уменьшение
радиуса кривизны и плеча изгиба (4, /2, lk). Заготовка постепенно уменьшающимся
закруглением прилегает в двух точках к стенкам матрицы, а с некоторого момента
оказывается прижатой к пуансону в трех точках. И только в конце хода,
при калибрующем глухом ударе, заготовка прилегает к пуан-
сону. Опытами автора установлено, что полного прилегания заготовки к пуан-
сону и в конце хода не получается; между ними по оси пуансона остается зазор.
На рис. 49, б приведена последовательность процесса двухугловой гибки скобы.
Этот случай гибки значительно отличается от рассмотренного не только тем, что он
требует обязательного применения прижима, но и иной величиной изгибающего
момента, так как в данном случае изгиб происходит с малым расстоянием между
опорами. Большое значение имеет усилие прижима. В левой части верхних схем
показана последовательность гибки при недостаточной силе прижима, в результате
чего деталь получается некачественной — недоштампованной. В правой части схем
ПРОЦЕСС ГИБКИ ЛИСТОВОГО МЕТАЛЛА
65
Рис. 49. Последовательность процесса
гнбкн: а — одноугловая; б — двухугловая
показана последовательность гибки при достаточно большой силе прижима, обес-
печивающей полный загиб полок при плоском дне.
На нижней схеме (рис. 49, б) приведен более надежный способ гибки деталей
средней толщины с глухим калибрующим ударом в нижнем положении. Однако он
требует применения материала с неболь-
шим отклонением по толщине и запаса
мощности пресса, во избежание закли-
нивания в нижней мертвой точке.
На рис. 50 приведены диаграммы
зависимости усилий гибки от глуби-
ны продвижения пуансона h для рас-
смотренных случаев гибки: угловой
(рис. 50, а) и двухугловой (рис. 50, б). По
мере увеличения глубины h можно вы-
делить три участка: / — упругого изги-
ба; II — пластического изгиба и III —
участок калибровки, когда усилие резко
возрастает.
Угловая гибка обычно производится
с калибровкой материала, для чего тре-
буется усилие Ph. Эта величина, равно
как и положение точки на кривой, не
поддается теоретическому расчету и ус-
танавливается экспериментально (см.
ниже).
На рис. 50, б приведены две кривые
изменения усилия: 1 — для двухугловой
гибки скобы с прижимом и калибровкой.
(Снижение усилия в конце пластического
изгиба вызывается небольшим перемеще-
нием вниз загнутой скобы, перед калибрующим ударом.) 2 — для двухугловой
гибки без прижима, но с калибровкой в конце хода. Прямая 3 соответствует уси-
лию прижима, возрастающему по мере сжатия буфера.
Существует большое количество разновидностей способов гибки, выполняемых
на различном оборудовании.
На рис. 51 приведены основные способы гибки в штампах: а — угловая гибка
без прижима; б — угловая гибка несимметричных деталей с прижимом; в — двух-
угловая гибка скоб с прижимом;
г — двухугловая гибка в разных на-
правлениях, осуществляемая разно-
временно; д — гибка — скручивание;
е — торцовая гибка (завивка шар-
нира).
Гибка без прижима применима
лишь для деталей невысокой точности
(7-й класс), так как допускает смеще-
ние заготовки в процессе гибки. Гибка
с прижимом применяется для деталей
повышенной точности (5-й класс), так
как не допускает смещения заготовки
в процессе гибки. Более высокая точ-
ность при гибке (3—4-й классы) до-
стигается за счет применения технологических баз и дополнительной фиксации
заготовки, а также за счет введения дополнительной калибровки.
Наряду с простыми гнутыми деталями типа угольника или скобы на произ-
водстве применяется большое количество сложно изогнутых деталей разнообразной
формы, имеющих отверстия, пазы, отбортовки и т. п. В мелкосерийном производстве
3 Романовский В. П.
Рис. 50. Диаграммы усилия гибки
66
ГИБКА
их изготовляют за несколько отдельных операций на простых штампах. В крупно-
серийном и массовом производстве обычно применяют конструктивно сложные
комбинированные гибочные штампы. Последние подразделяются на штампы после-
довательного и совмещенного типа. Как правило, последовательно-гибочные штампы
более надежны и более стойки в эксплуатации.
Рис. 51. Основные способы гибки в штампах
Кроме способов гибки в штампах, на производстве применяется ряд других
способов гибки листового металла, выполняемых на специальном оборудовании:
1) гибка профилей с растяжением на специальных станках;
2} гибка в валках и роликах;
3) гибка на кромкогибочных станках;
4) правка в многовалковых машинах;
5) профилирование на многороликовых станках.
В большинстве случаев здесь применяется свободный изгиб с большим радиусом
закругления.
11. НЕЙТРАЛЬНЫЙ СЛОЙ
В холодной штамповке в большинстве случаев применяется гибка с малым радиу-
сом закругления, сопровождаемая уменьшением толщины материала и смещением
нейтрального слоя в сторону сжатых волокон, а для узких полос, кроме того, изме-
нением прямоугольной формы поперечного сечения в трапециевидную.
НЕЙТРАЛЬНЫЙ СЛОЙ
67
Радиус кривизны нейтрального слоя при чистом изгибе образца прямоуголь-
ного сечения (рис. 52) находится по следующей формуле [103]:
р = ар = (г +0,5 Sa) ар,
где /? — наружный радиус- изогнутой детали в мм;
г — внутренний радиус гибки в мм;
5i
а = с — коэффициент утонения;
о
п ВCD 1 .
Р = —— коэффициент уширения.
В
Эта формула определяет текущее положение нейтрального слоя и характери-
зует непрерывное смещение его к центру кривизны в процессе изгиба, так как ра-
диус, а следовательно, и положение нейтрального слоя зависят главным образом
от относительного радиуса изгиба r/S и коэффициента утонения а. Коэффициент Р
при В > 2S равен единице.
Рис. 52. Деформация объемного элемента при гнбке:
------------до изгиба; - — после изгиба
Рнс. 53. Положение нейтрального
слоя
Так как при угловой гибке утонение материала различно в разных радиальных
сечениях и достигает наибольшей величины в осевом сечении, то радиус элементар-
ного нейтрального слоя также различен в этих сечениях.
Таким образом, нейтральная линия в месте изгиба является дугой большего
радиуса, касательной к окружности радиуса р, или представляет собой кривую
типа параболы, заключенную между двумя дугами радиусов р и р0 (рис. 53).
Необходимо особо отметить, что нейтральный слой не является
тем или иным физическим слоем, который можно обнаружить визуально
или другим способом, а представляет собой условную криво-
линейную поверхность, проходящую через различные слои заготовки.
Вследствие того, что длину параболической кривой подсчитать трудно, длину
нейтрального слоя в месте изгиба подсчитывают по длине дуги радиуса р (наимень-
шего радиуса кривизны нейтрального слоя в осевом сечении). Получаемое при этом
некоторое уменьшение расчетной длины нейтрального слоя технологически оправ-
дано, так как при гибке в штампах утонение материала не ограничивается закруг-
ленной частью, а распространяется и на примыкающие к закруглению прямолиней-
ные участки заготовки, что несколько увеличивает длину детали. Коэффициент
утонения при гибке зависит от пластичности материала, степени деформации и угла
изгиба.
Вопрос об утонении материала при пластическом изгибе, несмотря на ряд выпол-
ненных работ, еще не получил окончательного решения и требует дальнейших тео-
ретических и экспериментальных исследований. Для практических целей могут
быть использованы коэффициенты утонения, полученные экспериментально путем
замеров образцов из мягкой стали при изгибе их на 90° (рис. 54).
3*
68
гибка
Обычно вместо радиуса нейтрального слоя применяют коэффициент х, опреде-
ляющий расстояние этого слоя от внутреннего радиуса изгиба xS = р — г. В случае
гибки широких заготовок этот коэффициент находится по формуле:
р — г а2 г Z1 .
*= — =2- 5 (1~а>
В табл. 21 приведены проверенные на практике значения коэффициента х для
гибки на 90° широких заготовок из сталей 10—20. Значения коэффициента х отно-
сятся к случаю, когда гибка происходит без растяжения отгибаемых полок, а также
Рис. 54. Величина коэффициента утонения при гибке на 90°
(стали 10—20)
без утонения или заклинивания их между матрицей и пуансоном. В последних слу-
чаях растяжение может быть настолько значительным, что нейтральный слой ста-
новится фиктивным и выходит из пределов толщины материала.
Формула для радиуса кривизны нейтрального слоя справедлива и одинаково
применима для любого угла изгиба, но коэффициенты утонения для разных углов
различны (например, при гибке на 90 и 180°).
Необходимо указать, что обычный изгиб на 180° в холодном состоянии может
быть осуществлен только при г S. Изгиб на 180° с меньшими радиусами или вплоть
до соприкосновения сторон обычно произво-
Таблица 21. Коэффициент л дится путем последующего обжатия предвари-
для гибки на 90° (стали 10—20) тельно загнутой детали. При этом процесс
чистого изгиба нарушается, так как происхо-
дит сильное сплющивание материала в закруг-
лении, в результате чего изменяется и харак-
тер деформаций.
Экспериментально установлено, что в ре-
зультате обжатия изогнутых образцов из мяг-
кой стали до соприкосновения сторон в средней
части заготовки и происходит не утонение, а
утолщение материала.
На рис. 55 представлен график зависимо-
сти коэффициента х, определяющего положе-
ние нейтрального слоя, от отношения r/S для
случая гибки мягкой стали на 90°
При гибке заготовок других сечений (круг,
ромб, трапеция) характер деформации попе-
речного сечения будет иной, коэффициенты
утонения также иные, а следовательно, и поло-
жение нейтрального слоя должно быть иным.
При изгибе круглых прутков диаметром d
вокруг оправки или пуансона радиусом до
г/5 r/S
0,1 0,30 1 9 0,43
0,15 0,32 1,5 0,44
0,2 0,333 1,8 0,45
0,25 0,35 2,0 0,455
0,3 0,36 2,5 0,46
0,4 0,37 3 0,47
0,5 0,38 4 0,476
0,6 0,386 5 0,48
0,7 0,40 7 0,49
0,8 0,408 10 0,50
1,0 0,42
НЕЙТРАЛЬНЫЙ СЛОЙ
69
l,5d поперечное сечение почти не изменяется и практически остается
круглым.
В случае изгиба круглых прутков с меньшим радиусом изгиба (г <1,5 d) круг-
лое сечение заготовки искажается и принимает овальную и даже яйцевидную форму,
обращенную удлиненной стороной внутрь угла загиба (рис. 56). Размеры овала
превышают первоначальный диаметр заготовки.
1__! ; 1 1 □ 1 1 и__________Mill .ini г
0.1 0.15 0.2 0.3 ОЛ 050.6 0.8 1.0 [5 2 3 Ф 5 6 78910s
Рис. 55. Коэффициент х, определяющий положение нейтраль-
ного слоя при гибке иа 90°
Радиус кривизны нейтрального слоя в данном случае приближенно может быть
определен по формуле:
/ d\
р= Ir + ocx-gj аь
где at = — коэффициент утолщения в радиальном направлении (d nd1 — диа-
метр стержня до и после изгиба);
г — радиус изгиба .
9
Рис. 56. Гибка пруткового н проволочного материала: а — искажение сечения
прн изгибе круглого стержня; б — коэффициент х для двухугловой гибки
проволочных деталей
Коэффициент х, определяющий положение нейтрального слоя (расстояние до
внутренней кромки наименьшего радиуса) при изгибе круглых алюминиевых прут-
ков, приведен ниже:
Радиус изгиба
Коэффициент х . .
Ь5 а
d 0,5 а 0.25 а
. 05 d 0,51 d 0.53 d 0.55 d
Таким образом, при гибке круглых прутков радиусом г 1,5 d нейтральный
слой проходит через центр круглого сечения, а при гибке радиусом r<l,5d —
через смещенный вниз центр тяжести искаженного сечения.
На рис. 56, б приведены экспериментальные значения коэффициента х для двух-
угловой гибки проволочных деталей в зависимости от относительного радиуса
изгиба rid.
70
ГИБКА
Гибка полос на ребро мало исследована. Приведенные выше формулы к ней
неприменимы. Однако в качестве первого грубого приближения при изгибе на
ребро с отношением -^^2 можно пользоваться приведенными в табл. 21 значе-
ниями коэффициента х.
Изгиб прокатных профилей производится главным образом на профилегибоч-
ных роликовых машинах или специальных гибочных прессах при больших радиу-
сах кривизны (R >10h). Поэтому в данном случае с достаточной степенью точ-
ности можно считать, что нейтральный слой проходит через центр тяжести сечения
профиля.
При изгибе профилей происходит искажение первоначального сечения профиля
в результате того, что действующие в полках профиля растягивающие и сжимаю-
щие силы 7V и Q дают радиально направленные равнодействующие и Р2, отги-
бающие полки внутрь (рис. 57).
Рис. 57. Схема действия сил при гибке профилей
У других типов профилей полки изгибаются и выворачиваются таким образом,
чю момент сопротивления поперечного сечения уменьшается, благодаря чему сни-
жаются величина изгибающих моментов и усилия гибки.
На рис. 58 показано искажение сечения различных типов профилей при изгибе.
В холодной штамповке широко применяется операция закатки петель шар-
ниров, производимая путем торцового давления пуансона, имеющего полукруглую
выемку (рис. 59, а). При этом имеет место более сложная пластическая деформация,
состоящая из консольного цилиндрического изгиба и несимметричного сжатия от
силы трения. В результате тангенциального сжатия этот случай изгиба прибли-
жается к изгибу со сжатием. Вместо утонения происходит небольшое утолщение и
укорочение заготовки. Нейтральный слой смещается в сторону наружной поверх-
ности (рис. 59, а).
Консольный цилиндрический изгиб осуществим до соотношения R < 3,3S,
ниже которого не происходит потери устойчивости заготовки. Поэтому закатка
шарнирных петель обычно производится при соотношении R = (2 4- 3,2) S. При
большем значении R закатку следует производить с применением оправки диа-
метром, равным внутреннему диаметру петли.
При торцовой закатке плоских заготовок край шарнирной петли остается неза-
кругленным. Для устранения этого заготовка должна иметь предварительно подо-
гнутые кромки с закруглением по радиусу на участке 90°. Иногда подгибка кромок
осуществляется при вырубке заготовки. При этом достаточно иметь закругление на
участке 45—50°.
Радиус кривизны нейтрального слоя в случае торцовой закатки может быть
найден по формуле:
р = R — yS<
НЕЙТРАЛЬНЫЙ СЛОЙ
71
В табл. 22 приведены приближенные значение p/S и у в зависимости от задан-
ного отношения R/S для сталей 10—20.
Рис. 58. Деформация сечения прокатных профилей при изгибе
Для определения размеров заготовки при торцовой закатке шарнирных петель
автором предложены формулы, приведенные в табл. 27.
При последовательной штамповке в лен-
те иногда применяется закатка шарнирных
петель за два или три перехода (рис. 59, б).
Рис. 59. Торцовая гибка шарнирных петель: а — в одну опе-
рацию; б — в две операции
В этом случае первый и второй переходы являются обычной гибкой пуансоном
с радиусом г\ положение нейтрального слоя определяется по табл. 20. Во время
третьего перехода происходит торцовый изгиб вертикального участка длиной /,
72
ГИБКА
к которому применимо сказанное выше. Однако наличие соседних изогнутых участ-
ков искажает результаты гибки.
Рассмотренный выше нейтральный слой является нейтральным слоем дефор-
маций (первоначальной длины) и
Таблица 22. Коэффициенты
p/S и у при относительном
радиусе R/S
R/S 1 0/S
1,6 1,2 0,4
1,8 1,38 0,42
2,0 1,56 0,44
2,2 1,74 0,46
2,4 1,92 0,48
2,6 2,11 0,49
2,8 2,3 0,5
3,0 2,5 ОД
3,2 2,7 0,5
имеет большое практическое значение, так как
точное определение его положения необходимо
для нахождения правильной длины заготовки,
предельно допустимого радиуса изгиба и пр.
От этого слоя необходимо отличать нейтральный
слой напряжений, в котором происходит пере-
мена знака напряжений сжатие — растяжение.
Положение нейтрального слоя напряжений
может быть определено по формуле, получен-
ной из анализа распределения напряжений по
сечению [98],
aS
Рн = у Кг = г |/ 1 + ~ ,
где Рн — радиус кривизны нейтрального слоя
напряжений.
Радиус кривизны нейтрального слоя на-
пряжений меньше радиуса кривизны нейтраль-
ного слоя деформаций, а следовательно, первый
находится ближе к центру кривизны изгиба.
В работах автора показано, что несовпадение
нейтрального слоя напряжений с нейтральным слоем деформаций при изгибе явля-
ется результатом отставания деформаций от напряжений в средних слоях попереч-
ного сечения [103]. Это происходит вследствие непрерывного смещения нейтрального
слоя к центру кривизны, причем часть средних слоев, находившихся в начале
изгиба в сжатой зоне и уже получивших укорочение, «переходит» в растянутую
зону и подвергается растяжению. Отсюда следует вывод, что нейтральный слой
напряжений всегда укорочен по длине, нейтральный же слой деформаций сна-
чала укорочен, а затем вновь растянут до первоначальной длины и всегда нахо-
дится в напряженном состоянии.
12. ВЕЛИЧИНА ДЕФОРМАЦИЙ И МИНИМАЛЬНО ДОПУСТИМЫЕ
РАДИУСЫ ГИБКИ
Минимально допустимые радиусы гибки должны соответствовать пластич-
ности металла и не допускать образования трещин. Следовательно, минимальные
радиусы гибки должны быть установлены по предельно допустимым деформациям
крайних волокон. Величину деформаций крайних волокон при гибке широких заго-
товок можно определять по формулам, учитывающим утонение материала и сме-
щение нейтрального слоя [226].
Для растянутого наружного слоя радиуса /?:
- + а-
S ’ 2
aS
-оН-1
S + 2
Для сжатого наружного слоя радиуса г:
- +-
5'2, , ,
ег=—-----1; ’IV =1
aS
aS
S’ 2
Здесь в — полное относительное удлинение, тождественное наибольшему относи-
тельному удлинению в шейке образца при растяжении;
ВЕЛИЧИНА ДЕФОРМАЦИЙ И ДОПУСТИМЫЕ РАДИУСЫ ГИБКИ
73
ф — относительное сужение поперечного сечения.
На рис. 60 показана диаграмма величины деформации крайних волокон в зави-
симости от отношения r/S для сталей 10—20.
Таблица 23. Деформации наружных растянутых волокон при
гибке на 90° (стали 10—20)
Показатель деформации Относи- тельная ширина полосы B/S Деформации при относительном изгиба r/S радиусе 1
0,1* 0,25* 0,5 1,0 2.0 3,0 4,0
Полное относитель- >3 120 88 61,3 38 21,6 15 11,5
ное удлинение в % 1 111 81 55 33 17 10,2 7
Относительное су- >3 55 47 38 27,6 18 13 10,3
жение поперечного се- чения ф^ в % 1 53 44,6 За,6 25,2 14,5 10 7
Примечание. Отмеченные звездочкой данные приводятся условно, так как
прн изгибе указанной кривизны характер деформации изменяется.
В табл. 23 приведены результаты подсчета по указанным формулам величины
деформации наружных растянутых волокон для сталей 10—20 при гибке на 90°.
Таблица 24. Радиусы гибки
в зависимости от величины
относительного сужения ф
Ф в % । | Радиус гибки г
62 0
55 0,lS
50 0,25
45 0,3S
40 0,43S
35 0,62S
30 0,85S
25 1,15S
20 1.7S
18 2,OS
15 2,5S
10,3 4,OS
8,5 5,OS
4,5 10.0S
Относительное сужение поперечного сечения является более правильной харак-
теристикой пластичности металла, чем относительное удлинение. Для определения
радиуса гибки по величине относительного поперечного сужения для сталей 10—20
составлена табл. 24.
74
ГИБКА
Таблица 25. Минимальные радиусы гибки
В отожженном или норма- лизованном состоянии В наклепанном состоянии
Материалы Расположение линии сгиба
поперек волокон проката вдоль воло- кон проката поперек воло- кон проката вдоль воло- кон проката
Радиусы гибки
Алюминий 0.3S 0,8S
Медь отожженная 0 0,35 1.0S 2,OS
Латунь Л68 0.4S 0,8S
Стали 05, 08кп 0,25 0,5S
Стали 08 —10 Ст. 1, Ст. 2 0 0,45 0,4S 0,8S
Стали 15—20 Ст. 3 0,1 S 0,5S 0,55 l,0S
Стали 25—30 Ст. 4 0.2S 0,65 0,6S 1,2S
Стали 35—40 Ст. 5 0.3S 0,8S 0,85 1,5S
Стали 45—50 Ст. 6 0,55 l,0S 1,05 1,7S
Стали 55—60 Ст. 7 0,7S 1,3S 1,3S 2,OS
Нержавеющая сталь Х18Н9 IS 2S 3S 4S
Дуралюмин мягкий l,0S 1,5S 1,5S 2,5S
Дур алюмин твердый 2,OS 3,05 3.0S 4,OS
Магниевые сплавы: Нагрев до 300° С В холодном состоянии
МА1-М 2S 3S 6S 8S
МА8-М 1,5S 2S 55 6S
ВЕЛИЧИНА ДЕФОРМАЦИЙ И ДОПУСТИМЫЕ РАДИУСЫ ГИБКИ
75
Продолжение табл. 25
Материалы Отожженные нли норма- лизованные Наклепанные
Расположение линии сгиба
поперек волокон проката ВДОЛЬ воло- кон проката поперек волокон проката вдоль воло- кон проката
Радиусы гибки
Титановые сплавы: ВТ1 ВТ5 • Нагрев до ; 1,5S 3S 300 -400° С 2S 4S В холодное 3S 5S 4 СОСТОЯНИИ 4S 6S
Молибденовые сплавы ВМ1 и ВМ2 (S 2 мм) Нагрев до 2S 400—Б00° С | 3S В холодное -I состоянии 5S
Примечания:
I. Минимальные радиусы гибки следует применять лишь в случае абсолютной кон-
структивной необходимости, во всех остальных случаях применять увеличенные радиусы
гибки.
2. При гибке под углом к направлению проката следует брать средине промежуточ-
ные значения в зависимости от угла наклона линии сгиба.
3. В случае гибки узких заготовок, полученных вырубкой нли резкой без отжига,
радиусы гибки нужно брать как для наклепанного металла.
4. При гибке толстых листов (свыше 8—10 мм) рекомендуем применять радиусы
гибки относительно большей величины.
Таблица 26. Наименьшие радиусы при гибке профилей и труб
Т11П профиля Наименьший радиус изгиба Примечание
Прокатные профили: мелкие средние крупные 00 о 1 1 1 ОО СП о S- S- Гибка на трехроликовых маши- нах. При гибке в свободном со- стоянии предельный радиус изгиба значительно больше (25—50Л)
Тонкостенные профили: симметричные несимметричные г 8-ЮЛ 20—25Л Гибка на специальных профиле- гибочных станках
Стальные полосы (кольце- вая гибка на ребро) 3-4Л Верхнее значение для гибки на роликовых машинах
76
ГИБКА
Продолжение табл. 26
Тип профиля Наименьший радиус изгиба Примечание
Стальные трубы: при S = 0,02D > S = 0,05D » S = 0,lD » S=0,15D 4D 3,6D 3D 2D Радиус изгиба по оси трубы. Гибка без наполнения или оправки. При меньших радиусах изгиба гибку следует производить с оправ- кой или наполнением
Обозначения: h — высота профиля; D — диаметр трубы; S — толщина стенки трубы.
Зная ф из испытаний на растяжение, по табл. 24 находим минимальный радиус
гибки.
Полученные из испытаний величины относительного сужения при разрыве
Фтах МОГУТ быть применены для определения наименьшего радиуса гибки п о -
перек волокон проката.
При гибке вдоль направления проката величина предельно допустимых дефор-
маций ф' берется меньшей: ф' ^0,7 фтах.
В табл. 25 для практического пользования приведены приближенные зна-
чения минимально допустимых радиусов гибки для различных материалов
при разном расположении линии сгиба.
Обычно гибке подвергаются заготовки, полученные вырубкой в штампах или
резкой на ножницах. И в том и в другом случае вблизи поверхности среза обра-
зуется зона наклепанного и деформированного металла, твердость которого на
20—30% выше, а пластичность ниже, чем в ненаклепанной зоне. В табл. 25 при-
ведены данные для отожженного и наклепанного состояния.
Как видно из табл. 25, правило расположения линии сгиба поперек волокон
проката следует строго применять лишь в случае гибки с очень малыми радиу-
сами [для мягкой стали г < (0,5 1,0) SJ. При гибке с большими радиусами
закруглений расположение волокон проката безразлично, что в ряде случаев по-
зволяет получить более экономный раскрой материала.
Значительно большую опасность в отношении образования трещин при гибке
представляют заусенцы и их произвольное расположение при изгибе, поэтому заго-
товку следует устанавливать заусенцами внутрь угла изгиба. Большие заусенцы
недопустимы, так как приводят к образованию трещин при любой установке за-
готовки.
Общие технологические правила, относящиеся к заготовкам, подлежащим гибке,
следующие.
1. Вырубку заготовок, подлежащих гибке с малым радиусом, сле-
дует производить при таком расположении на полосе, чтобы линия сгиба прохо-
дила поперек или под углом к направлению волокон проката, иначе возможны
трещины. Если соблюдение этого правила приводит к неэкономному раскрою
материала, следует от него отказаться, применив увеличенные радиусы гибки.
В этом случае направление волокон проката безразлично и не вызывает образо-
вания трещин
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВОК ПРИ ГИБКЕ
77
2. Вырубку заготовок несимметричного контура следует производить в таком
направлении, чтобы при гибке заусенцы были направлены внутрь угла гибки,
а не наружу. В противном случае неизбежно образование трещин.
3. Заготовки желательно подвергать виброгалтовке или обкатывать в барабане
для удаления заусенцев или зачищать другим способом.
При гибке профилей, труб, а также полос на ребро наименьший радиус изгиба
лимитируется не прочностью металла (так как при больших радиусах изгиба дефор-
мации крайних волокон невелики), а потерей устойчивости и деформацией (искаже-
нием) поперечного сечения профиля (рис. 58).
Наименьший радиус при гибке труб зависит от рода материала, относительной
толщины стенки и способа гибки. В табл. 26 приведены наименьшие радиусы гибки
профилей и труб.
13. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВОК ПРИ ГИБКЕ
Определение размеров плоских заготовок, подлежащих гибке, основано на
равенстве длины заготовки длине нейтрального слоя изогнутой детали и сводится
к определению положения и длины нейтрального слоя в зависимости от относитель-
ного радиуса изгиба r/S.
Различают два основных случая определения размеров заготовки:
1) при гибке с закруглением (по радиусу);
2) при гибке под углом без закругления (с калибровкой угла).
В первом случае длина заготовки равна сумме длин прямых участков и длины
нейтрального слоя в изогнутом участке.
Длина нейтрального слоя в изогнутом участке определяется по формуле
1 = Бю (r + xS> = °’017 «Р « + xS>
iov
или при ф = 90°
/ = у (г + xS) = 1,57 (r+xS),
где I — длина нейтрального слоя изогнутого участка;
ф — угол изогнутого участка;
х — коэффициент, определяющий положение нейтрального слоя (см. табл. 21).
Угол изогнутого участка только при ф = 90° равен углу гибки, в остальных
случаях он составляет (рис. 61):
ф 3= 180’ — а,
где а — внутренний угол гибки.
В табл. 27 приведены примеры определения размеров заготовок для наиболее
распространенных случаев гибки по радиусу.
Расположение нейтральной линии (xS) определяется в зависимости от от-
ношения r/S и находится по табл. 21 или по графику, представленному на
рис. 55.
Для упрощения подсчетов и удобства пользования в производственных усло-
виях в табл. 28 приведена вычисленная длина нейтрального слоя угловых закруг-
лений в зависимости от толщины материала и радиуса гибки
тг
1н = % (г "Ь
Приведенные в таблице значения 1Н подсчитаны для гибки под углом 90°.
78
ГИБКА
Таблица 27. Определение размеров заготовки при гибке с
закруглением (по радиусу)
Тнп гибки Эскиз Длина заготовки в мм
Одноугловая Г /Л' г L = 1х121н = = *i +4 +у (/• + *$)
Двухугловая ГП £' J L = /1 4~ 4 + 4 + л (г + *8) — == 4 + 4 + 4 + 2/w
Четырехугловая (за две операции) *1 г ’ll * L t3 —Г L = Zi + 24 + 4 + 4 + + 2ZWi + 2/H2 = = 4 + 24 + 4 + 4 + + л (rt + XpS) + л (r2 + x2S)
Полукруглая (U-образная) л_. \ kJ L = 2/ + 2lH = 21 4- л (r + xS)
Торцовая (закатка) 1 Ct 1_ /! ..L А L — 45лр + 2/? — S p = R — yS
Примечания:
1. Коэффициент х см. по табл. 21, коэффициент у см. по табл. 22
2. Значение 1Н брать по табл. 28.
Таблица 28. Длина нейтрального слоя угловых закруглений 1Н=~ (г xS) в мм
г в мм Толщина материала $ в мм г в мм
0,1 0,2 0,3 0,4 0,5 0.6 0,8 1 1,2 I 1.3 ' 1,5 1 1,6 ' *-8 2 2,5 3 1 3,5 4 5
0,2 0,39 0,45 0,50 0,55 0,60 0,65 0,75 0,83 0.93 0,98 1,08 1.12 1,19 1,26 — — — 0,2
0,3 0,55 0.61 0,67 0,73 0.78 0.83 0,93 1,03 1,13 1,16 1,25 1,31 1,40 1,50 1,70 1.88 — — — 0,3
0.4 0,70 0,77 0,83 0.89 0.95 1,00 1,11 1,21 1,30 1,35 1,46 1,48 1,58 1,67 1,90 2,14 2,36 2.52 — 0,4
0,5 0,86 0,93 1,00 1,06 1,12 1,17 1,28 1,38 1,48 1,54 1,63 1,68 1.78 1,85 2,10 2,30 2.54 2,80 3.14 0,5
0,6 1,02 1,09 1,16 1.22 1,38 1,34 1,45 1,56 1,66 1,71 1,81 1,85 1,95 2,06 2,30 2,50 2,75 3,00 3,46 0,6
0,8 1,33 1.41 1,47 1.54 1,61 1,67 1,78 1,90 2,00 2,06 2,16 2,21 2,31 2,42 2,67 2,92 3,15 3,35 3,80 0.8
1.0 1,65 1,73 1,79 1,86 1,93 1,99 2,11 2,23 2,35 2,40 2,51 2,56 2,68 2,76 3,02 3,26 3,51 3,77 4,20 1,0
1,5 2,43 2,51 2.5S 2,65 2,73 2,79 2.93 3,06 3,17 3,23 3,35 3,41 3,51 3,63 3.89 4,15 4,41 4,65 5,14 1,5
2,0 3,23 3.30 3,37 3,44 3,52 3,59 3,73 3,86 3,99 4,05 4,17 4,22 4,34 4,46 4,74 5,00 5,27 5,53 6,05 2,0
2,5 4,01 4,08 4,16 4,23 4,30 4,37 4,52 4,66 4,79 4,85 4,99 5,05 5,17 5,28 5.58 5,86 6.13 6,40 6,91 2,5
3,0 4,79 4,87 4,95 5,02 5,09 5,16 5,31 5,45 5,59 5,66 5,78 5,85 5,98 6,11 6,39 6,69 6,98 7,26 7,78 3,0
3,5 5,58 5,65 5,73 5,80 5,88 5,95 6,10 6,24 6,3 < 6,45 6,59 6,65 6,73 6,91 7,23 7,51 7,81 8,11 8,64 3,5
4,0 6,36 6,44 6,51 6,60 6,66 6,74 6,88 7,03 7,17 7,24 7,38 7,45 7,59 7,71 8,04 8,34 8,63 8,92 9.48 4,0
4,5 7,15 7,23 7,30 7,38 7,45 7,52 7,67 7,82 7,96 8,03 8,18 8,25 8,38 8,52 8,84 9.17 9,44 9,74 10,34 4,5
5,0 7,93 8,01 8,09 8,16 8,24 8,31 8,46 8,62 8,75 8,82 8,97 9,04 9,18 9,32 9,64 9,97 10,27 10,56 11,15 5,0
6 9.50 9,58 9,66 9,73 9,81 9,90 10,03 10.18 10,32 10,40 10,54 10,61 10,76 10,90 11,25 11,57 11,90 12,23 12,78 6
7 11.07 11,15 11,23 11,31 11,38 11,45 11,61 11,80 11,90 11.97 12,12 12,19 12.33 12,48 12,83 13,18 13,50 13,83 14,45 7
8 12,54 12,72 12,80 12,88 12,95 13,03 13,30 13,33 13,47 13,55 13,69 13,77 13,91 14,06 14,42 14.76 15,11 15,43 16,08 8
9 14,22 14,29 14,37 14,45 14,53 14,60 14,75 14,90 15,05 15,12 15,27 15,34 15,49 15,63 16,00 16,35 16,69 17,05 17,69 9
10 15,79 15,87 15,94 16,03 16,10 16,17 16,32 16,50 16,62 16,69 16,84 16,92 17,09 17,29 17,59 17,93 18,29 18,63 19,28 10
11 17,36 17,44 17,51 17,59 17,67 17,75 17,90 18,04 18,19 18,27 18,41 18.49 18,64 18,78 19.15 19.51 19,86 20,22 20,90 И
12 18,93 19.01 19,09 19,16 19,24 19,33 19.47 19,62 19,77 19,84 19,99 20,06 20,21 20,36 20,72 21,09 21,44 21,80 22,49 12
13 30,50 20,58 20,6G 20.73 20,81 20,89 21,04 21,19 21,34 21,41 21,56 21,63 21,78 21^93 22,30 22,66 23,02 23,38 24,09 13
14 22,07 22,15 22,23 22,31 22,38 22,46 22,61 22,76 22,91 22,99 23,13 23,21 23,35 23,50 23,87 24,26 24,60 24,96 25,67 14
15 23,63 23,70 23,77 23,84 23,90 24,03 24,18 24,33 24,48 24,57 24,70 24,76 24,91 25,06 25,47 25,86 26,18 26,55 27,25 15
Примечание. Приведенные величины 1н подсчитаны для угла 90° при значении . ж по табл. 21 . и округлены до 0,01 мм.
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ЗАГОТОВОК ПРИ ГИБКЕ
со
80
ГИБКА
НИЙ
рам
Рис.
61. Соотношение между
углом изогнутого участка и
углом гибки (ср = 180° — а)
В случае необходимости найти длину нейтрального слоя для другого
угла гибки, найденные из табл. 28 значения следует умножить на отно-
шение ф/90, где ф — требуемый угол гибки в град.
В случае, если размеры гнутых деталей заданы, включая радиусы закругле-
ние. 62), то подсчет длины развертки производится по заданным разме-
с введением поправки, приведенной в предыдущем издании справочника
(табл. 40) [103].
При подсчете длины развертки точных деталей
с двусторонним допуском (d::) расчет производится
по номинальным размерам детали.
Если же размеры детали заданы с односторонним
допуском (рис. 62, а), то для того чтобы деталь не
вышла из поля допуска, необходимо односторонние
допуски пересчитать на двусторонние (рис. 62, б).
Расчет развертки производится по пересчитанным но-
минальным размерам детали на технологические раз-
меры.
Необходимо сделать следующие технологические
указания, без которых невозможно получить точные
гнутые детали.
1. Размеры деталей будут соответствовать расчет-
ным лишь в том случае, если гибка происходит без
растяжения и утонения отгибаемых полок.
2. Двухугловая гибка должна производиться в
штампах с сильным прижимом (см. рис. 49). В про-
тивном случае средний участок, отжимая слабый при-
жим, выгибается и имеет большую длину чем ширина
матрицы. Без калибровки деталь получается некаче-
ственной, а при калибровке происходит осадка выпуклости и утолщение мате-
риала. Вследствие этого деталь получается с более короткими полками, чем
предусматривалось по расчету. При гибке
деталь получается качественной.
с сильным прижимом (0,3—0,5) Ризг
Рис. 62. Схема пересчета односторонних допусков на двусторонние
3. Четырехугловая деталь должна гнуться за две операции или за два пере-
хода последовательного штампа. При одновременной гибке всех четырех углов про-
исходит растяжение верхних полок и деталь получается больших размеров, чем по
расчету, и неправильной формы.
В случае гибки под углом без закругления размеры заготовки находят исходя
из равенства объемов заготовки и изогнутой детали с учетом утонения в месте изгиба.
Длина заготовки определяется как сумма длин прямых участков и прибавки на
образование углов
L — /1 + /2 + • • • (п — 1),
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ
81
Где п — число прямых участков;
4, 4» — длина прямых участков в мм;
k — коэффициент, составляющий 0,38—0,40 при закруглении пуан-
сона радиусом г = 0,055 и 0,45—0,48 при закруглении пуан-
сона радиусом г =0,15; причем меньшие значения отно-
сятся к толщине материала 5 < 1 мм, а большие — к толщине
5 = 3 -- 4 мм.
Пример 1. Определить длину заготовки для двухугловой гибки скобы разме-
рами /1 = 12 = 40 мм, 13 = 30 мм, г — 1 мм и s = 2 мм.
По табл. 28 находим длину нейтрального слоя 1Н = 2,76 мм.
Длина заготовки
L = 2/х + /3 + 21н = 80 + 30 4- 5,52 115,5 мм.
Пример 2. Определить длину заготовки для шарнирной петли (нижняя схема
табл. 27) при R = 3 мм, 5 = 1,5 мм.
Находим радиус нейтрального слоя р = R — yS; по табл. 22 для = 2,0
и у = 0,44
р = 3-0,44- 1,5 = 2,34 мм.
Длина развернутой заготовки
L = 1,5лр + 2R — 5 = 11,0 4-6— 1,5 = 15,5 мм.
14. УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ
Рис. 63. Изменение угла в ре-
зультате пружинения
Гибка, являющаяся процессом пластической деформации, сопровождается
упругой деформацией, определяемой законом Гука. По окончании гибки упругая
деформация устраняется, вследствие чего происходит изменение размеров изделия
по сравнению с размерами, заданными инструментом, называемое упругим пру-
жинением (рис. 63).
Упругое пружинение обычно выражается в
угловом измерении и является той величиной, на
которую следует уменьшить угол гибки, чтобы по-
лучить требуемый угол изогнутой детали. Вели-
чина угла пружинения может быть определена
двумя способами: аналитическим расчетом вели-
чины упругой деформации или опытным путем,
посредством испытаний и замеров.
Величина упругого пружинения различна для
свободной гибки без калибровки материала и для
гибки в упор с калибровкой материала и чекан-
кой угла.
При свободной гибке величина упругого пружинения зависит от упругих свойств
материала, степени деформации при гибке (соотношения г/5), угла гибки и способа
гибки (V- или П-образная).
Ниже приводятся упрощенные формулы для приближенного определения
упругого пружинения при свободной гибке [103]:
для V-образной гибки
tg р = 0,375 4 • :
«о £
82
ГИБКА
для П-образной
где Р — угол пружинения (односторонний);
k — коэффициент, определяющий положение нейтрального слоя в зависимости
от r/S, равный 1 — х;
I — расстояние между опорами — губками матрицы в мм\
— плечо гибки, равное rM + rn + 1,25S, в мм.
Коэффициент х находится по табл. 21.
При гибке с большими радиусами закруглений или при U-образной гибке необ-
ходимо определить не угловое пружинение, а упругое изменение радиуса после
гибки. В данном случае по заданному чертежом отношению определяют величину
остаточной деформации крайних волокон по приближенной формуле
Затем по диаграмме растяжения данного материала находят величину полной
деформации
&п “ -|- &упр
и определяют искомый (уменьшенный) радиус пуансона по формуле
r = 0,5s(——1
\е„
В случае гибки в упор с калибровкой материала и чеканкой угла упругое пру-
но также от настройки пресса и сте-
пени наклепа металла. Из прак-
тики известны примеры, когда
упругое пружинение при гибке в
упор с малым радиусом закругле-
ния пуансона | — < 0,2 4- 0,3 j и че-
канкой угла дает не увеличение,
а уменьшение угла детали. Объяс-
нение этому дает схема процесса
гибки, приведенная на рис. 64, в
частности, последние две стадии —
выпрямление боковых полок и че-
канка угла.
При гибке в упор с чеканкой
угла имеет место взаимопротиво-
положное упругое пружинение:
пружинение закругления угла из-
гиба (положительное пружинение)
и пружинение выпрямляемых пуан-
соном боковых полок (отрицатель-
ное пружинение).
В результате взаимокомпенси-
рующего действия положительного
от величин r/S, 1/S и а возможны три
случая: общий угол пружинения положителен, равен нулю или отрицателен, как
изображено на рис. 64.
Необходимо указать, что при гибке в упор с чеканкой угла даже в одном и том
же штампе может быть получена различная величина упругого
пружинения в зависимости от настройки пресса и положения нижней мерт-
жинение зависит не только от отношения
Нейтральная
пиния после
упругого пру-
жинения
7 >1з
Рис. 64. Различные случаи пружинения при гнб-
ке в упор с малым радиусом (при +е > — угол
пружинения положительный, при 4-е2 — —е2 —
равен нулю, при +е3 < —вз — отрицательный)
tp3
нейтральная
линия б штампе
-%
в зависимости
и
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ
83
следующие
вой точки. Вследствие этого в данном случае наиболее простым способом является
определение угла пружинения опытным путем.
На рис. 65 приведен график для определения углов пружинения при гибке
стальных деталей (сталь 10) в зависимости от относительной деформации изгиба [288].
В основу графика положены
ного слоя):
Р - 1 2Р°Ц
Ро SE ’
S
= Р-^;
s
го — Р« 2 ’
где р — радиус нейтрального слоя
до пружинения;
р0 — то же после пружинения.
Здесь рассмотрен свободный
изгиб без чеканки.
Сопротивление изгибу
М М г, ,
кГ1м^'
Относительная деформация
гиба
из-
S
е~2р‘
Деформация пружинения
ии S S
епР~Е^2р~2^0-
зависимости (по радиусу нейтраль-
Рис. 65. Диаграмма для определения угла пру-
жинений в зависимости от относительной дефор-
мации изгиба
Величина пружинения в данном случае Р = у — у0.
$
По заданному значению е = находят величину у/у0 или ро/р и корректи-
руют угол штампа. Кривая о* дает текущие значения истинного сопротивления
деформации. ""
Экспериментально установлено, что в случае одноугловой гибки на 90° наимень-
шая величина пружинения получается при соотношении г=(1-г 1,5) S. Поэтому
для уменьшения угла пружинения при угловой гибке следует уменьшить радиус
закругления пуансона и усилить чеканку ребра изгиба.
При гибке деталей большого радиуса пружинение достигает значительной вели-
чины. В этом случае пружинение может быть подсчитано по формулам С. К. Абра-
мова.
Радиус закругления гибочного штампа при гибке заготовок прямоугольного
сечения
*0
1 1 Q °s *о
___1__.
1 + з^:
Ео+ ES
величина угла пружинения
у = (180
р
Отсюда видно, что при £ = 2
л
«о + 7=180”,
84
ГИБКА
Рис. 67. Диаграмма для определения радиуса закругления после гибки при
весьма больших радиусах изгиба
УПРУГОЕ ПРУЖИНЕНИЕ ПРИ ГИБКЕ
85
т. е. происходит полное выпрямление изогнутой заготовки. Следовательно, отно-
шение ^=2 является предельным, выше которого изгиба не происходит.
К
Здесь Е — модуль упругости (для стали Е — 2,1 UO4 kIW)',
у — а0 — а — угол пружинения в град (оо — требуемый угол детали после
пружинения; а — угол штампа);
Ro — требуемый радиус закругления (после пружинения);
R — радиус закругления пуансона (штампа).
Рис. 68. Способы компенсации угла пружинения
На рис. 66 приведена диаграмма, построенная по формулам А. Д. Комарова,
для определения угла пружинения у по заданному отношению r(}/S для разных
металлов и сплавов при гибке под углом 90° [195].
Рис. 69. Способы подгибки боковых полок
На рис. 67 приведена диаграмма того же автора для определения отношений
- = - - при весьма больших радиусах изгиба.
г «о
86
ГИБКА
Часто встречающимся случаем гибки является штамповка — гибка резиной
прямолинейных и криволинейных бортов деталей. Для изготовления их точно на
требуемый угол необходимо формблоки поднутрять на величину угла пружинения.
Теория и расчетные таблицы углов пружинения таких деталей из алюминиевых
сплавов приведены в работах [194, 216, 113].
Для приближенных подсчетов угла пружинения у при гибке прямоугольного
борта резиной (при = з) предложена упрощенная формула [113]
\ о /
y = 945^.
Е
Для компенсации угла пружинения при одноугловой гибке угол пуансона
следует уменьшить на величину угла пружинения, а при двухугловой гибке сде-
лать либо поднутрение на пуансоне, равное углу пружинения (рис. 68, а), либо
небольшой радиусный выгиб средней полки (рис. 68, б). В некоторых случаях при-
меняют боковой поджим полок (рис. 68, в) или подчеканку радиусов закруглений
(рис. 68, г). В случае одноугловой гибки с прижимом поднутрение делается на
матрице, а зазор берется равным наименьшей толщине материала.
На рис. 69 показаны два оригинальных способа подгибки боковых полок для
компенсации угла пружинения.
Первый способ (рис. 69, а) основан на применении качающихся полок матрицы /,
поджатых тарельчатыми пружинами 2 и наклоняемых заплечиками пуансона. При
втором способе (рис. 69, б) используются поворотные стержни с калибрующим
вырезом.
15. ИЗГИБ С РАСТЯЖЕНИЕМ
Во многих отраслях промышленности применяются полосовые или профилиро-
ванные детали (рис. 70), изогнутые под весьма большим радиусом (малой кривизны).
Обычной гибкой такие детали получить нельзя, так как при изгибе с большим радиу-
сом деформации поперечного сечения бу-
дут целиком или в значительной мере
упругими, вследствие чего заготовка бу-
дет распружинивать и выпрямляться.
Для изготовления деталей малой кри-
визны применяется изгиб с растяжением
заготовки. При этом растягивающая сила
создает деформации удлинения, по вели-
чине превышающие упругие, благодаря
чему изгиб происходит в области пласти-
ческих (остаточных) деформаций, а де-
таль сохраняет свою форму. Деформации
удлинения, вызванные растяжением заго-
товки, накладываются на разноименные
деформации, получающиеся при изгибе,
и дают измененную схему распределения
деформаций по сечению.
На рис. 71 приведены следующие схе-
мы распределения деформаций по высоте
Рис. 70. Примеры контурной гибки про-
филей
сечения при изгибе с растяжением: схема деформаций удлинения ер при растяжении,
равномерно распределенных по сечению (рис. 71, а)\ схема распределения дефор-
маций удлинения (+) и укорочения (—) от изгиба радиусом R (рис. 71, б); общая
схема распределения деформаций в момент действия приложенных нагрузок
(рис. 71, в), полученная наложением схем, приведенных на рис. 71, а и б; схема, пока-
зывающая уменьшение деформаций в результате снятия упругих деформаций после
прекращения нагрузки (рис. 71, г); окончательная схема распределения остаточных
деформаций удлинения по всему сечению (рис. 71, б}.
ИЗГИБ С РАСТЯЖЕНИЕМ
87
Как видно из рис. 71, д, нейтрального слоя в сечении заготовки нет, так как
все сечение получило удлинение. Нейтральный слой стал фиктивным и переме-
стился наружу на расстояние х от внутренней поверхности изогнутого сечения.
Рис. 71. Схемы распределения деформаций и смещение нейтрального слоя
при изгибе с растяжением (р^ — радиус фиктивного нейтрального слоя)
Из рассмотрения схем распределения деформаций при изгибе с растяжением
можно сделать следующие выводы.
Для того чтобы при малой кривизне изгиба (большом /?) обеспечить пластиче-
скую деформацию по всему сечению, необходимо при растяжении получить удли-
нение
_ , S
еР^ет+^,
где 8Г = 0,002 — величина деформации,
соответствующая пределу теку-
чести.
Допуская ^некоторую приближен-
ность, можно принять
ер^2,5ег^ 0,005.
Следовательно, при изгибе с
растяжением для получения оста-
точных деформаций по всему сечению
достаточно растянуть за-
готовку на 0,5% ее длины. Рис 72- Штамп для гнбки с Р«”яжением-
Однако в этом случае пружинение будет
достигать большого значения, так как упругая деформация по сравнению с остаточ-
ной довольно велика. Поэтому при изгибе профилированного материала обычно при-
меняют значительно большую величину удлинения при растяжении (2—5%), кото-
рая дает большую степень пластической деформации, ббльшую величину наклепа
и меньшую величину упругого пружинения. Это, однако, приводит к значитель-
ному искажению профиля и требует принятия предупредительных мер.
На рис. 72 изображен штамп для гибки плоской заготовки с растяжением.
Устройство и способ действия ясны из чертежа.
На рис. 73 изображена схема изгиба с растяжением на профилегибочных растяж-
ных станках. Заготовка предварительно растягивается до получения удлине-
ния — 1%, в растянутом состоянии изгибается по пуансону, а затем калибруется
дополнительным растяжением.
88
ГИБКА
После изгиба с растяжением пружинение значительно уменьшено, но не исклю-
чено полностью. Величина пружинения после изгиба с растяжением зависит от
величины относительного радиуса изгиба, характера профиля и формы детали.
Рис. 73. Последовательность изгиба с растяжением на профилегибоч-
ном растяжном станке:
/ — растяжение; 2 — нзгнб; 3 —дополнительное растяжение; 4 — раз-
грузка
Так, например, отклонение концевых участков дуралюминовых профилей от кон-
тура пуансона составляет при криволинейных концевых участках 2—5 мм, при
прямолинейных концевых участках — до 10 мм.
16. ИЗГИБАЮЩИЕ МОМЕНТЫ И УСИЛИЯ ГИБКИ
Величина внешнего изгибающего момента при гибке определяется из условия
равновесия его с моментом внутренних сил, а последний слагается из моментов
нормальных напряжений в растягиваемой и сжимаемой зонах.
Для определения моментов внутренних сил необходимо знать распределение
напряжений по поперечному сечению и величину наибольшего напряжения для
данной степени деформации.
В табл. 29 приведены схемы распределения тангенциальных напряжений и фор-
мулы для определения моментов внутренних сил для приближенного подсчета (без
учета смещения нейтрального слоя, утонения и упрочнения материала) и для уточ-
ненного подсчета с учетом этих реальных условий процесса гибки.
Действительные схемы распределения напряжений, построенные методом теории
пластических деформаций с учетом реальных условий гибки, имеют максимум сжи-
мающих напряжений вблизи нейтрального слоя. Это происходит вследствие противо-
положного влияния радиальных сжимающих напряжений на величину тангенциаль-
ных напряжений в сжатой и растянутой зонах сечения, что приводит к разному
характеру деформаций сдвига в этих зонах. В сжатой зоне радиальные напряжения
сжатия противодействуют деформациям сдвига, которые вследствие этого могут быть
осуществлены лишь при большой величине тангенциальных сжимающих напряже-
ний. В растянутой зоне сечения радиальные напряжения, наоборот, способствуют
осуществлению деформаций сдвига, которые происходят при меньшей величине
тангенциальных растягивающих напряжений.
Усилие гибки определяется из равенства внешнего изгибающего момента моменту
внутренних сил. Изгибающие моменты для различных схем гибки следующие:
для одноугловой
М = /=1,8(г + 5);
для полукруглой
М = -^; Z = 2 (г + 1,2 5);
ИЗГИБАЮЩИЕ МОМЕНТЫ И УСИЛИЯ ГИБКИ
89
для двухугловой
2M = Pl; / = г +1,2 5
(где г — радиус гибки в мм; I — плечо в конце гибки в мм).
В табл. 30 приведены формулы усилия гибки для свободного изгиба, для одно-
угловой и двухугловой гибки с прижимом и приближенные формулы для гибки
с калибровкой материала. В последнем случае усилие гибки определяется не столько
процессом изгиба, сколько процессом калибровки, требующим значительного давле-
ния и практически зависящим от регулировки величины хода пресса и от отклоне-
ний материала по толщине.
Таблица 29. Формулы для определения моментов внутренних сил
при гибке
Способ подсчета
Схема напряжений
Момент внутренних сил
в кГ'ММ
Приближенный
М = 1,5Wgs = WnjlGs
Уточненный
М = 1,5№оеп - №Плавп
Обозначения:
W — момент сопротивления (для прямоугольного сечения W = - $-^|;
№пл ~ 1,5 - пластический момент сопротивления для прямоугольного се-
чения;
и 1,8 — коэффициент, характеризующий влияние упрочнения.
Оптимальным плечом для свободного изгиба следует считать
/ = (15 4-20)5,
где I — расстояние между опорами в мм.
Усилие, необходимое для двухугловой гибки, больше усилия одноугловой
гибки заготовки тех же размеров. В данном случае изгиб осуществляется действием
двух изгибающих моментов, что при прочих равных условиях требует удвоенного
усилия. Но и одностороннее усилие при двухугловой гибке больше усилия одно-
угловой (V-образной) гибки, потому что при одной и той же величине изгибающего
момента плечо двухугловой гибки примерно в два раза меньше. Кроме того, к усилию
двухугловой гибки необходимо прибавить усилие прижима, составляющее 0,25—0,3
усилия изгиба. В некоторых случаях целесообразно применять усилие прижима
большей величины (0,5 4- 0,6) Риз.
90
ГИБКА
Таблица 30. Формулы для определения усилий гибки
Способ гибки Схема гибки Усилие гибки в кГ
Одноугловая и полу- n BS2 ,
круглая свободная гибка Р = —р овп — BSoek1
без калибровки
Двухугловая гибка с ж Р = 2BSoek2 -|- РПр
прижимом: _||||||— 2,5BSoek2
без калибровки
с калибровкой Рк^ (3-Ь4) BSoek2
Одноугловая односто- Р = BScek2 -|- РПр
ронняя гибка с прижимом {//// ////// ~ 1 УЪВЪпЛго
(без калибровки)
и
Одноугловая гибка: — _ BS2 г , сав
без калибровки г + 5
с калибровкой ШМж PK = pF
Обозначения:
— усилие прижима в кГ, составляющее (0,25 4- 0,3) Ptl
Рк — усилие калибровки в кГ;
В — ширина полосы (вдоль линии изгиба) в ММ\
1 — расстояние между опорами при свободной гибке в мм\
и = 1,8 — коэффициент, характеризующий влияние упрочнения;
р — давление калибровки (правки) в кГ/мм2 (по табл. 33);
F — площадь калибруемой заготовки (под пуансоном) в мм2\
^ — коэффициент для свободной гибки, находимый по табл. 31;
^2 — коэффициент для двухугловой гибки, приведенный в табл. 32.
ИЗГИБАЮЩИЕ МОМЕНТЫ И УСИЛИЯ ГИБКИ
91
На рис. 74 приведены схемы двухугловой гибки (левой полки). На рис. 74, а
показано начальное положение и эпюра одностороннего изгибающего момента, а на
рис. 74, б — дальнейшая стадия изгиба со схемой сил, действующих на заготовку.
Проектируя силы на вертикальную ось, находим полное усилие двухугловой
гибки с прижимом
Р = 2 (R cos а + pJ? sin а + Q)
В конце гибки а 90°, cos а 0, sin а 1, следовательно, к концу процесса
усилие гибки резко снижается и составляет
Р - 2 (pR + Q),
т. е. состоит из сил трения и усилия прижима, что соответствует характеру кривой
усилия, приведенной на рис. 50, б.
Рис. 74. Схемы двухугловой гибки
Установлено, что в зависимости от геометрических соотношений максимальное
усилие двухуглового изгиба возникает при величине угла а от 45 до 80°. При
дальнейшем увеличении угла а происходит снижение усилия гибки в результате
уменьшения значения cos а и увеличения плеча изгиба (рис. 74, б), вследствие
чего уменьшается величина составляющей R.
В результате исследования установлена более точная величина усилия двух-
угловой гибки (без усилия прижима)
Р = О,ГBS2Ов , cosafcosa + Hsina) =
(rM + rn + S) (1 - sin a) + nS 6 2’
где п — коэффициент увеличения номинального зазора (табл. 34);
k2 - коэффициент (наибольшее значение см. табл. 32).
В табл. 30 приведена формула для определения величины усилия при двух-
угловой гибке с прижимом. Экспериментальная величина коэффициентов для
сталей 08, 10, 20кп, Ст. 3 и других толщиной от 4 до 8 мм в зависимости от со-
отношений rM/S и rn/S приведена в табл. 32.
При несимметричной и криволинейной форме изгиба применяют одноугловую
(одностороннюю) гибку с прижимом, так как простая угловая гибка не обеспечи-
вает точности из-за смещения заготовки. Этот случай приближенно можно рассма-
тривать как половину двухугловой гибки с прижимом. Соответствующее усилие
92
ГИБКА
Таблица 31. Значение коэффициента для свободного изгиба
Материалы Коэффициент в зависимости от отноше- ния 1/S
8 1 10 1 15 20 1 25 I 30
Стали 10—15; латунь, алюминий (мягкий) 0,23 0,18 0,12 0,09 0,073 0,06
Стали 20—25, алюминий наклепанный 0,21 0,17 0,11 0,086 0,070 0,057
Стали 30—40, дуралюмин 0,20 0,16 0,10 0,08 0,065 0,053
Таблица 32. Экспериментальные значения коэффициента для
двухугловой гибки
rM/S Значение коэффициента при rn/S
0.5 | 1 ! 2 | 3 1 1 5
1 0,27 0,21 0,16 0,13 —
2 0,22 0,18 0,14 0,115 0,10
3 0,18 0,15 0,125 0,10 0,08
5 0,14 0,12 0,10 0,09 0,07
Примечание. Применяемые на производстве величины г приведены в
табл. 34.
Таблица 33 Приближенные значения давления правки (калибровки)
р в кГ/мм* (для деталей небольшого размера)
Материал Давление правки при толшине материала в мм
До 1 | | 1-2 2—5 5—10
Алюминий 1-1,5 1,5-2,0 2-3 3-4
Латунь 1,5—2 2—3 3-4 4—6
Стали 10-20 2-3 3—4 4—6 6-8
Стали 25—35 3-4 4-5 5-7 7-10
КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ЭЛЕМЕНТЫ ПРИ ГИБКЕ 93
гибки приведено в табл. 30. Величина коэффициентов k2 при прямолинейном изгибе
та же.
Односторонняя гибка с прижимом применяется также в комбинированных
процессах штамповки.
В табл. 31 приведены значения коэффициента kY для свободного изгиба, а в
табл. 32 — значения k2 для двухуглового изгиба. В табл. 33 даны приближенные
значения давления правки (калибровки).
Пример. Определить усилие одноугловой гибки с калибровкой угла из стали
шириной 30 мм и толщиной 3 мм. Длина полок 30 мм.
Давление калибровки (по табл. 33) р = 5 кГ/мм*\ площадь заготовки под
пуансоном F~ 30X60= 1800 мм\ усилие гибки с калибровкой Рк = pF =
= 9000 кГ = $Т
17. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ЭЛЕМЕНТЫ ПРИ ГИБКЕ
К конструктивно-технологическим элементам относятся: зазоры, радиусы
закруглений матриц, глубина рабочей полости и другие элементы рабочих частей
штампа, от правильного выполнения которых зависят нормальный ход гибки и
качество деталей (рис. 75).
Рис. 75. Конструктивные размеры гибочных штампов:
/ — для угловой гибки; II — для гибки скобы с короткими полками: III —
для гибки скоб с длинными полками
В случае гибки небольших деталей радиус закругления матрицы обычно при-
нимают равным гм — (2 -н 3) S. Радиус закругления в углублении матрицы берется
равным R = (0,6 0,8) - (г -|- S).
В табл. 34 приведены радиусы закруглений гибочных матриц, глубина рабочей
полости матриц и коэффициенты для определения зазора.
Зазор между матрицей и пуансоном при двухугловой гибке составляет:
наименьший
^min ^шах’
наибольший
- — S
4гоах max
4- Sn,
где г — односторонний зазор между матрицей и пуансоном в мм;
*^тах — наибольшая толщина материала (с учетом допуска) в мм;
п — коэффициент, находимый по табл. 34.
Радиусы закруглений гибочной матрицы должны быть одинаковыми с обеих
сторон, в противном случае скольжение заготовки будет различным и деталь полу-
чится несимметричной.
94
ГИБКА
Таблица 34. Конструктивные размеры гибочных штампов
Тнп штампа (рнс. 75) Раз- меры Толщина материала в мм
До 1 I 1—2 2-3 3-4 1 4-5 , 5-6 | 6-7 7-8 1 8-10
7, /7, III 1 I и гм h Н т 3 4 20 3 5 7 30 4 7 11 40 5 9 15 45 6 10 18 55 8 11 22 65 10 12 25 70 15 13 28 80 20 15 32—36 90 25
Длина отгибаемой ПОЛКИ в мм Глубина матрицы k (тнп III, рис. 75)
25-50 50-75 75-100 100-150 150-200 15 20 25 30 40 20 25 30 35 45 25 30 35 40 55 25 30 35 40 55 35 40 50 60 35 40 50 65 40 50 65 40 50 65 60 80
Длина отгибаемой полки в мм Коэффициент п (типы // и III, рис. 75)
До 25 25-50 50-100 100-200 0,10 0,15 0,18 0,20 0,08 0,10 0,15 0,18 0,08 0,10 0,15 0,18 0,07 0,08 0,10 0,12 0,07 0,08 0,10 0,12 0,06 0,07 0,09 0,11 0,06 0,07 0,09 0,11 0,05 0,06 0,08 0,10 0,05 0,06 0,08 0,10
Для гибки П-образных деталей с длинными полками (рис. 75, ///) применяют
неглубокие матрицы ввиду небольшой величины рабочего хода большинства криво-
шипных прессов. Это возможно только в том случае, когда к прямолинейности полок
не предъявляется высоких требований, иначе глубина матрицы I должна быть больше
высоты изгибаемой детали L. При этом требуется большая величина рабочего хода
пресса.
При изготовлении штампов для гибки скоб исполнительные размеры матрицы
и пуансона определяют следующим образом.
Если задан наружный размер скобы LH с допуском ± А, матрица делается
размером LM = LH 4- 6Л, а пуансон пригоняется к матрице с соответствующим
зазором; если задан внутренний размер скобы Le с допуском dz А, пуансон делается
размером Ln = Le — 6rt, а матрица пригоняется к пуансону с требуемым зазором.
Здесь и — допуски на изготовление матрицы и пуансона, обычно соответ-
ствующие Д3 и С3 по ГОСТу.
В ряде случаев для уменьшения величины пружинения гибку производят
с небольшим утонением полок, применяя зазор, равный наименьшей толщине
материала.
Малые радиусы закруглений матрицы (меньше табличных) приводят к боль-
шему утонению материала и образованию вмятин и отпечатков.
При гибке скобы с прижимом рекомендуется применять матрицу со скосом и
закруглением углов.
КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ЭЛЕМЕНТЫ ПРИ ГИБКЕ
95
На рис. 76 приведены способы гибки некоторых типовых деталей. Гибку угол-
ков с разной длиной полок следует производить, как указано на рис. 76, а (на
рис. 76, б показан нерекомендуемый способ гибки). Детали с очень короткой полкой
[й — (2 4- 3) 3j необходимо гнуть в матрице с упором (рис. 76, в) или по способу
завивки края давлением на торец.
Рис. 76. Способы гибки типовых деталей
Детали Z-образного профиля следует гнуть в одну операцию (рис. 76, г и д).
Для гибки деталей швеллерного профиля, особенно с криволинейной осью или
разной ширины, рекомендуется применять штампы клинового типа (рис. 76, е)
с ходом ползушек, равным (2 4- 3) 3.
Детали коробчатого профиля с фланцами при небольшой толщине материала
(до 3 мм) и достаточно больших радиусах закруглений [г >(2~ 3) 3] можно гнуть
в одну операцию (рис. 76, ж). Однако при этом происходит утонение и удлинение
материала. В случае же большей толщины материала или малых радиусов в углах
гибку следует производить в две операции (рис. 76, з), если допустимы неизбежные
при этом погрешности размеров и формы, или в штампах клинового типа (рис. 76, и).
Детали с криволинейной осью (рис, 76, к) можно гнуть на штампах указанного
типа.
96
ГИБКА
Рис. 77. Основные способы гибки разрезных втулок и трубча-
тых деталей
Рис. 78. Изготовление втулки на штампе последовательного
действия
ИЗГИБ ПРОФИЛЕЙ И ТРУБ
97
На рис. 77 изображены основные способы гибки разрезных втулок и труб-
чатых деталей.
На рис. 77, а показан способ гибки втулок в три операции, применение кото-
рого наиболее целесообразно в случае толстого материала. Эта же последователь-
ность переходов применяется и при штамповке втулок на специальных штампах-
автоматах при обратном положении заготовки (поворот на 180°).
На рис. 77, б — д показаны схемы гибки втулок в одну операцию; б — по спо-
собу завивки по желобу вокруг стержневой оправки; в — клиновым штампом;
г — шарнирным штампом; д — кулачковым штампом. Хомутики гнут в одну опе-
рацию на клиновых штампах.
На рис. 78 приведены этапы изготовления втулки на штампе последователь-
ного действия. Заготовка для втулки надрезается на переходе / и не отделяется от
ленты. Переходы 2, 6 — холостые, переход 3 — правочный. Гибка втулки произво-
дится в три перехода (4, 5 и 7). На последней позиции втулка отрезается от ленты.
Этот способ является высокопроизводительным, может выполняться с автоматиче-
ской подачей ленты и дает втулки точного размера. Применяется он для материала
толщиной до 2 мм.
Втулки из более толстого материала также изготовляют на штампе последо-
вательного действия, но при этом заготовка полностью отрезается от полосы на
первом переходе и передается с позиции на позицию при помощи особого уст-
ройства.
18. ИЗГИБ ПРОФИЛЕЙ И ТРУБ
Весьма распространена гибка профилей и толстолистовых заготовок в кольце-
вую или полукольцевую форму. В этих случаях концы заготовок не получают
изгиба требуемого радиуса, они остаются недогнутыми. Для исправления этого
дефекта места стыка разрезных втулок и обечаек подгибают (калибруют) на оправке,
а кольца из профильных заготовок догибают в штампах (рис. 79, а) на специальных
гидравлических прессах. В некоторых случаях неприлегание стыка используется
для сварки без разделки кромок.
При гибке колец и втулок деформации концов заготовки отличаются от дефор-
маций средней части кольца. При приближении очага деформации к свободному
концу заготовки происходит меньшее удлинение (утяжка) наружных растягивае-
мых слоев заготовки со скосом кромок (рис. 79, 6). Во избежание этого дефекта необ-
ходимо применять заготовку со скошенными концами, увеличивая длину заго-
товки L с наружной стороны изгиба и уменьшая с внутренней (рис. 79, в).
Угол скоса зависит от относительного радиуса изгиба (по данным НИАТ):
Относительный радиус изгиба R/h . 5 10 15 20 25 30 35
Угол скоса кромок ₽ в град . 6 5 4 3 1 1 0
На рис. 80 приведены схемы гибки колец из профильной стали на трехвалковой
гибочной машине. В верхней части рисунка изображена гибка кольца из уголкового
профиля полкой наружу (гибка на полку), в нижней — гибка кольца полкой
внутрь (гибка на ребро). Гибка происходит между приводными роликами / и на-
жимным роликом 2. Снизу профиля показаны опорные ролики и поддерживаю-
щие катки.
Наименьший радиус гибки профилей приведен в табл. 26.
На рис. 81 показана гибка профильного проката на горизонтальных гибочно-
правильных прессах.
В этом случае гибка производится путем многократного нажима гибочного
пуансона и перемещения изгибаемого профиля. Для предотвращения деформации
поперечного сечения профиля пуансон или гибочные щеки, или то и другое вместе
снабжены соответствующими вырезами, в которые при гибке входят полки или
спинка профиля.
4 Романовский Б. П.
98
ГИБКА
at
Рис. 79. Деформация концов при гибке кольцевых за-
готовок
Рис. 80. Гибка колец из профильного проката иа трех-
валковой машине
ИЗГИБ ПРОФИЛЕЙ И ТРУБ
99
Рнс 81 Гибка профилей на горизонтальном
прессе
Гибка труб производится на гибочных приспособлениях между двумя роликами
(рис. 82, а), на специальных трубогибочных машинах с неподвижной оправкой лож-
кообразной формы (рис. 82, б) и
в штампах (рис. 82, виг).
На рис. 82, в изображен штамп
с роликами для гибки труб не-
большого диаметра, а на рис.
82, г — штамп с перемещением ги-
бочных щек по копиру. В послед-
нем типе гибка трубки в кольцо
производится за три приема. Вна-
чале подгибается по радиусу один
конец, потом второй, а затем про-
изводится полный загиб кольца.
В процессе гибки поперечное
сечение трубки сильно деформи-
руется. Толщина стенки с наруж-
ной стороны уменьшается, а с
внутренней — увеличивается. При
гибке с наполнителем или оправкой
сечение трубы остается круглым,
но разностенным. При гибке без
наполнителя сечение трубы сплющивается и приобретает овальную форму. При
гибке тонкостенных труб происходит образование складок с внутренней стороны
колена в результате потери устойчивости.
Рис. 82. Способы гибки труб
Иногда встречаются случаи гибки труб прямоугольного сечения при малой
величине радиуса закругления (рис. 83). Такой изгиб осуществляется при помощи
наполнителя в виде пачки тонких стальных полированных пластин толщиной от
0,2 до 1 мм. Пакет пластин шлифуют по внутреннему размеру трубы, вводят в трубу
4*
100
ГИБКА
при помощи двух затяжных лент и расклинивают клиньями толщиной от 0,5
до 3 мм.
Гибку производят на гидравлических или специальных прессах в матрице
с боковыми щеками — ограничителями. После гибки сначала вытаскивают клинья,
а затем пластинки.
В радиотехнической промышленности применяется оригинальный метод гибки
прямоугольных труб с наименьшим радиусом изгиба 100—125 мм. Для этой цели
применяют как штампы, так и специальные гибочные станки [66].
Процесс гибки происходит вследствие одновременной насечки трех стенок трубы
при неравномерном их утонении (рис. 84). Глубина насечки а — 0,2 ч- 0,3 мм.
I
Рис. 83. Способы гибки труб прямоугольного ссчсния: а - в
штампе с глухой матрицей; б — в штампе с шарнирной матри-
цей
Автоматическое перемещение трубы после каждого обжатия осуществляется
на 0,2—1,0 мм. Верхняя стенка деформируется наиболее глубоко и удлиняется.
Боковые стенки деформируются неодинаково по высоте: сверху деформируются,
как и верхняя стенка, а внизу не деформируется, так же как и нижняя стенка
трубы. В результате боковые стенки удлиняются неравномерно и создают изгиб
трубы по требуемому радиусу, так как глубина насечек регулируется.
На рис. 85 приведена схема действия штампа для гибки труб прямоугольного
сечения. На рис. 85, а показана схема гибки по узкой, а на б — по широкой стороне
трубы.
Внутрь трубы вводится оправка, на которой происходит обжатие стенок трубы
без искажения ее сечения. Таким образом, внутренние поверхности трубы остаются
гладкими. Указанным способом гнут преимущественно трубы из алюминиевых пла-
стичных сплавов.
В тех случаях, когда требуется изготовить крутоизогнутые трубчатые уголь-
ники (колена), штамповку осуществляют из заготовки с косыми срезами за две
операции; гибку и формовку в перпендикулярной плоскости. При гибке происходит
ИЗГИБ ПРОФИЛЕЙ И ТРУБ
101
Рис. 85. Схема действия штампа для гибки прямоугольных груб
Рис. 86. Изготовление проволочных деталей завивкой
Рис. 87. Последовательность
изготовления скрепки завив
кой
102
ГИБКА
сплющивание поперечного сечения в овальную форму. В процессе штамповки в фор-
мовочном ручье штампа овал обжимается в круглую форму. Для облегчения про-
цесса формовки толстостенных колен и устранения наклепа, полученного при гибке,
формовку иногда производят в нагретом состоянии. При штамповке тонкостенных
колен (S = 0,07 -г- 0,097)) гибка колен производится с вкладышами ложкообраз-
ной формы, предотвращающими смятие трубы прн изгибе.
В холодной штамиовке часто приходится встречаться с изготовлением деталей
из проволоки. Эти детали изготовляют или обычной гибкой, или завивкой.
На рис. 86, а изображен геликоидальный штамп для изготовления проволочных
деталей завивкой вокруг пуансона. Заготовка, установленная до упора /, захваты-
вается кольцевым уступом пуансона 3 и вдавливается в отверстие приемника (ма-
трицы) 2. Края заготовки скользят по геликоидальному скосу приемника и посте-
пенно огибают пуансон. Угол подъема рабочего ребра штампа обычно берут рав-
ным 45° Для деталей с малым отношением радиуса изгиба к диаметру проволоки
(г 2d) угол подъема увеличивают до 60°
На рис. 86, б изображены проволочные детали, изготовляемые на штампе
указанного типа.
На рис. 87 приведена последовательность изготовления на штамповочном авто-
мате канцелярской скрепки завивкой трубчатыми пуансонами с геликоидальным
скосом.
Завивка на определенный угол достигается тем, что на соответствующей высоте
трубчатого пуансона сделаны вырезы, освобождающие проволоку от дальнейшей
завивки. Весь процесс изготовления, включая отрезку заготовки, осуществляется
за один ход пресса. Штифты /, 2 и 3, вокруг которых происходит завивка, сделаны
утопающими н в нужный момент автоматически убираются.
ГЛАВА Hl
ВЫТЯЖКА
19 ПРОЦЕСС ВЫТЯЖКИ
Вытяжка представляет собой процесс превращения плоской заготовки в полую
деталь любой формы (или дальнейшее изменение ее размеров) и производится на
вытяжных штампах
На рис 88 приведена схема вытяжки цилиндрической детали из плоской заго-
товки и последовательность перемещения металла в процессе вытяжки. Последнее
характеризуется уменьшением наружного диаметра фланца и перемещением эле-
ментов заготовки (7—5) по мере увеличения глубины вытяжки.
Рис 8- Последовательность перемещения металла в процессе вы-
тяжки
В процессе вытяжки кольцевая часть заготовки (D — d) превращается в цилиндр
диаметром d и высотой h. Так как объем металла при вытяжке не изменяется, то
при полной вытяжке цилиндра высота детали h больше ширины кольцевой части b
и составляет:
где /< = — — степень вытяжки.
а
При К = 2 h = 1,5b Следовательно, вытяжка происходит за счет пластической
деформации, сопровождаемой смещением значительного объема металла в высоту.
При большой степени деформации, что соответствует глубокой вытяжке, и при
небольшой толщине материала смещенный объем является причиной образова-
ния гофров и складок При малой степени деформации и при относительно большой
104
ВЫТЯЖКА
толщине материала складкообразования не происходит, так как в этом случае сме-
щенный объем металла невелик, а заготовка устойчива. Для предотвращения обра-
зования складок при вытяжке применяется прижим заготовки складкодержателем.
Вытяжкой изготовляется большое количество полых деталей самой разнообраз-
ной формы, отличающихся друг от друга как очертанием в плане, так и формой
боковых стенок По геометрической форме все полые детали могут быть разделены
на три группы:
1) осесимметричной формы (тела вращения);
2) коробчатой формы;
3) сложной несимметричной формы.
Каждая из групп подразделяется на несколько разновидностей. Например, тела
вращения по форме образующей могут быть цилиндрическими, коническими, криво-
линейными, ступенчатыми, выпукло-вогну-
тыми. Построение технологического процесса
и технологические расчеты для них раз-
личны.
Установлено, что процесс глубокой вы-
тяжки с прижимом начинается не с пласти-
ческой деформации фланца заготовки, а с
предшествующей ей начальной стадии про-
цесса, заключающейся в местной пластиче-
ской деформации кольцевой незажатой части
заготовки [229].
На рис. 89 приведена последователь-
ность процесса глубокой вытяжки с прижи-
мом заготовки: на схемах / показана началь-
ная стадия процесса вытяжки, характеризуе-
мая локальной пластической деформацией
свободного кольцевого участка а при зажа-
том фланце, сохраняющем свои начальные
размеры = Do Эта стадия вытяжки
осуществляется за счет растяжения и уто-
нения кольцевого участка, причем наиболь-
шее утонение возникает на границе этого
участка с плоским дном.
По мере погружения пуансона тянущее
усилие возрастает, а растяжение и утоне-
ние свободного участка заготовки увеличи-
ваются. К концу этой стадии происходит
пластическая деформация донной части за-
готовки. После достижения равновесия ме-
жду тянущим усилием и сопротивлением фланца деформированию начинается
вторая стадия процесса вытяжки, заключающаяся в пластической деформации
фланца и втягивании его в матрицу (см. схемы //на рис. 89). Таким образом, про-
цесс глубокой вытяжки с прижимом состоит из двух технологически различных
стадий: начальной и завершающей. При вытяжке без прижима с малой степенью
деформации начальная стадия практически отсутствует.
В начальной стадии процесса глубокой вытяжки возникает значительное уто-
нение свободного участка, которое в процессе дальнейшей деформации превращается
в опасное сечение. Деформация и упрочнение кольцевого участка в начальной ста-
дии вытяжки положены в основу способа вытяжки с тройным упрочнением опасного
сечения, путем выполнения первой стадии вытяжки в противоположном направле
нии по отношению к окончательной стадии
Таким образом, кольцевая коническая часть заготовки (рис. 89, /) деформи-
руется и упрочняется трижды: сначала растягивается, затем осаживается на пло-
скость и наконец вновь растягивается. В результате становится возможной более
глубокая вытяжка.
ПРОЦЕСС вытяжки
105
На рис. 90 приведена последовательность развития деформации опасного сече-
ния при глубокой вытяжке [231].
На рис. 90, а показана схема, соответствующая концу начальной стадии
вытяжки, когда вблизи окружности радиуса возникает значительное утонение
свободного участка заготовки.
На рис. 90, б приведен частный случай вытяжки при наличии сухого трения
между пуансоном и заготовкой. В результате трения перемещение максимально
утоненного участка тормозится, он остается на
закруглении и не подвергается дальнейшему
утонению. Опасное сечение возникает на ме
нее утоненном участке, благодаря чему это
сечение является более прочным и позволяет
получить более глубокую вытяжку. Указан-
ное явление подтверждается исследованием
Е. И. Исаченкова [38]. Вытяжку «сухим»
пуансоном следует применять лишь при глу-
бокой вытяжке с коэффициентами, близкими
к предельно допустимым (см. ниже). Этот способ
абсолютно недопустим при вытяжке в штампах
с вытяжными ребрами.
На рис. 90, в приведена схема обычной
вытяжки со смазкой при отсутствии трения
между пуансоном и заготовкой. В этом слу-
чае участок а с максимальным начальным уто-
нением перемещается к верхнему краю закруг-
ления пуансона, подвергается дальнейшему
растяжению и приводит к интенсивному обра
зованию опасного сечения. Наибольшее зна-
чение это имеет при вытяжке с предельно до
пустимыми коэффициентами, а также при вы-
тяжке с отношением S/d 100 > 0,5.
Во второй стадии вытяжки имеет место
сложная пластическая деформация, в про-
цессе которой элемент плоской заготовки I
(рис. 91, а) изменяет свои размеры (удлиняется
в радиальном и укорачивается в тангенциаль-
ном направлении) и занимает положение //,
а затем подвергается изгибу н превращается
в элемент боковой поверхности полого изделия.
Рис. 90. Последовательность раз-
вития деформации опасного сечения
при глубокой вытяжке
Условие пластичности деформируемого фланца, определяющее момент перехода
его в пластичное состояние, выражается уравнением (с учетом знаков напряжений)
ог + О/ = 1, 15о5.
Вначале дня элемента заготовки /, находящегося вблизи наружного края фланца
(рис. 91. а), наибольшей по величине является деформация тангенциального сжа-
тия, средней — деформация удлинения в радиальном направлении, а наимень-
шей — утолщение металла.
В результате деформации тангенциального сжатия при вытяжке тонкого мате-
риала легко возникает потеря устойчивости фланца, благодаря чему на нем обра-
зуются гофры. В толстом материале при тех же размерах заготовки и изделия
возникновение гофров затруднено благодаря большей устойчивости фланца заго-
товки.
При перемещении элемента к вытяжному ребру матрицы наибольшей становится
деформация радиального удлинения, так как тангенциальное сжатие постепенно
уменьшается. При переходе элемента через вытяжное ребро матрицы эта деформа-
ция элемента усложняется появлением дополнительной деформации пространствен-
ного изгиба. После этого элемент заготовки переходит в кр и вол и ней но-вертикаль-
106
ВЦТЯЖКА
ную стенку и претерпевает небольшое осевое удлинение вдоль образующей при
утонении материала. Дно изделия подвергается небольшому плоскому удлинению
(1—3%) и утонению (2—5%), которыми в большинстве случаев практически можно
пренебречь.
Произведенные опыты показывают, что деформация цилиндрических стенок
в зазоре и у донного закругления продолжается на протяжении всего рабочего хода
и сопровождается непрерывным уменьшением толщины материала.
На рнс. 91, б приведена схема образования гофров (волн) по краю вытягивае-
мого фланца.
7777777^7777777777777777777777777/^
Gt^ j
а
Рис. 91. Деформация элемента фланца (а) и схема образования гофров (б)
при вытяжке
Под действием напряжений тангенциального сжатия происходит потеря устой-
чивости фланца заготовки и образование волнообразного гофра (этап /). В резуль-
тате ударного приложения нагрузки к заготовке возникший гофр упруго деформи-
рует складкодержатель и его крепление и увеличивает зазор между ним и матрицей.
Дальнейшее действие тангенциального сжатия усиливается вследствие непрерыв-
ного уменьшения наружного диаметра заготовки при вытяжке. Это приводит к сплю-
щиванию гофрированной волны (этап 2), а затем к потере устойчивости плоской
части гофра, которая прогибается в обратную сторону (этап 3). В результате обра-
зуется более мелкий гофр, в котором вместо одной возникли три волны (этап 4).
Процесс гофрообразования продолжается скачкообразно и дальше до тех пор,
пока не образуется вполне устойчивый мелкий гофр. В зависимости от различной
степени устойчивости фланца заготовки, характеризуемой отношением S/Z), а также
, „ D
от различной степени деформации д = — первоначально возникает различное
количество волн по окружности. При достаточно большой относительной толщине
заготовки гофрирования не происходит, так как фланец не теряет устойчивости
в процессе вытяжки.
Наиболее опасным местом детали является зона перехода от дна к стенкам
вследствие возникшего здесь в начальной стадии вытяжки значительного утонения
материала и большой величины растягивающих напряжений.
ПРОЦЕСС ВЫТЯЖКИ
107
При большой степени деформации или в случае образования складок на заго-
товке растягивающие напряжения в опасном сечении превышают его прочность и
приводят к отрыву дна. Условие прочности опасного сечения определяет возмож-
ную степень деформации при вытяжке и выражается зависимостью
атах < °Р = <М1 +
для сталей 08—10 атах 1,2<уе; для стали 1Х18Н9 огпах 1,4ов.
Здесь оп1ах — максимальная величина напряжения в опасном сечении;
gp — истинное сопротивление разрыву.
Основное направление рационального построения или улучшения процесса
вытяжки заключается в создании наиболее благоприятных условий деформирова-
ния металла с целью снижения растягивающих напряжений в опасном сечении:
1) уменьшении напряжений в начальной стадии вытяжки;
2) уменьшении сопротивления плоского фланца деформированию;
3) повышении прочности металла в опасном сечении;
4) снижении тангенциальных напряжений сжатия в деформируемом фланце
или повышении его устойчивости с целью предотвращения образования складок.
В результате выполнения указанных условий достигают увеличения глубины
вытяжки за одну операцию, уменьшения количества операций, улучшения про-
цесса вытяжки деталей сложной формы.
Необходимо указать, что при разных способах вытяжки не все из указанных
выше условий будут одинаково благоприятны.
В технологическом отношении способы вытяжки необходимо различать глав-
ным образом по виду напряженного состояния деформируемой части заготовки.
Геометрическая форма детали является в этом отношении вторичным признаком.
Следует различать три основных способа вытяжки.
1. Вытяжка полых деталей путем превращения плоского фланца в цилиндриче-
скую или коробчатую форму, при создании во фланце плоского напряженного состоя-
ния по схеме сжатие — растяжение (рис. 91). Сюда относится вытяжка цилиндри-
ческих, овальных, коробчатых и других деталей с вертикальными или слегка на-
клонными стенками.
2. Вытяжка сферических, криволинейных деталей и деталей сложной формы
в штампах с вытяжными (тормозными) ребрами. В этом случае под прижимом пре-
обладают растягивающие напряжения и деформации, а в остальной деформируемой
части заготовки возникает напряженное состояние двустороннего растяжения.
3. Вытяжка эластичной матрицей и фрикционная вытяжка, создающие затал-
кивание заготовки, в результате чего резко снижаются растягивающие напряжения
в очаге деформации и облегчается процесс вытяжки.
В первом способе вытяжки наиболее благоприятные условия деформирования
заключаются в максимально возможном уменьшении сопротивления плоского
фланца деформированию. Это достигается путем применения металла пониженной
прочности, отжигом заготовки, нагревом фланца, вытяжкой без прижима, эффек-
тивной смазкой. В результате снижается величина растягивающих напряжений
Я опасном сечении, улучшается условие прочности этого сечения н становится воз-
можной более глубокая вытяжка.
Во втором способе вытяжки в штампах с вытяжными ребрами значительная
часть заготовки сначала находится вне контакта с рабочими частями штампа, на
ней легко образуются гофры и морщины. Для их предотвращения приходится созда-
вать повышенные радиальные растягивающие напряжения и искусственно увели-
чивать сопротивление деформируемого металла путем перетягивания его через
вытяжные (тормозные) ребра. При этом значительно возрастают растягивающие
напряжения в опасном сечении и ухудшается условие его прочности. Для того чтобы
в данном случае создать благоприятные условия деформирования и избежать раз-
рыва, надо обеспечить условие прочности опасного сечения. Это возможно лишь
при применении металла повышенной прочности и упрочняемости при достаточно
высокой пластичности (вязкости).
108
ВЫТЯЖКА
Автором исследован и предложен способ вытяжки из закаленных и отпущен-
ных тонколистовых заготовок малоуглеродистой стали, давший положительные
результаты [105]. Отжиг или нагрев заготовок с целью увеличения пластичности
в данном случае недопустим, так как приводит к понижению их прочности и прежде-
временному разрыву.
Третий способ вытяжки обладает наиболее благоприятными условиями дефор-
мирования, потому что в этом случае прочность опасного сечения позволяет полу-
чить значительную степень деформации (см. ниже, гл. III).
Следовательно, для рассмотренных способов вытяжки необходимо выбирать
металл с различными механическими свойствами или
в различном состоянии: в первом способе вытяжки — повышенной
Рис. 92. Схемы напряжений и деформаций при вытяжке (о — напряже-
ния, б — деформации; индексы у о и Е означают: г — радиальные;
t — тангенциальные; s — осевые)
пластичности при пониженной прочности (стали 08—10 в отожженном или норма-
лизованном состоянии с дрессировкой); во втором способе вытяжки — повышенной
прочности при достаточно высокой пластичности и вязкости (стали 08—10 после спе-
циальной обработки, нержавеющая сталь 1Х18Н9Т); в третьем способе применим
металл без повышенных механических свойств.
На рис. 92 приведены схемы напряженно-деформированного состояния в разных
участках изделия при обычной вытяжке с прижимом (складкодержателем).
Для наглядного представления о характере деформации и возможности опре-
деления ее величины на отдельных участках применяют метод нанесения на заго-
товку прямоугольной или радиально-кольцевой координатной сетки, а затем изу-
чают ее искажение при вытяжке. Измерения искаженной сетки показывают, что
в первой операции вытяжки величина деформаций тангенциального сжатия превос-
ходит величину деформаций радиального растяжения.
На рис. 93 приведено изменение толщины стенок при вытяжке деталей различ-
ной формы.
В случае вытяжки цилиндрических деталей без фланца наибольшее утонение
составляет 10—18%, а утолщение у края 20—30% от толщины материала.
Толщина материала в месте перехода от дна к стенкам уменьшается с увеличе-
нием степени деформации, относительной толщины заготовки S/D, пластичности
металла, количества операций вытяжки и с уменьшением радиусов закругления
пуансона и матрицы.
ПРОЦЕСС ВЫТЯЖКИ
109
Приблизительная толщина края определяется из следующих зависимостей:
для деталей без фланца
для деталей с фланцем
S’~SV Ъ~ф>
где S', S — толщина края детали и заготовки в мм\
D, d, Оф — диаметр заготовки, вытяжки и фланца в мм.
На рис. 94 приведены результаты детального исследования изменения толщины
материала при постепенном увеличении глубины вытяжки 1268]
7654321234567
II1 ।--I'l’ I II I г I I Т
8 6 4 212 4 6 3
8 6 4321234 68
Рис 93. Изменение толщины стенок при вытяжке дета
лей различной формы
На рис. 94, а показано изменение относительной толщины металла в различ-
ных местах (начальных радиусах) заготовки при последовательно увеличивающейся
глубине вытяжки цилиндрической детали с фланцем. Вытяжка производилась из
стальных заготовок диаметром 195 мм толщиной 1 мм пуансоном с плоским дном
диаметром 100 мм без смазки. Из рисунка видно, как постепенно развивается зна-
чительное утонение металла в месте перехода от донного закругления к стенкам
детали, вплоть до разрыва. Утолщение в верхней части вытянутой детали не дости-
гает 10% толщины заготовки.
На рис. 94, б показана последовательность изменения толщины материала при
вытяжке цилиндрической детали с фланцем из стальных заготовок диаметром 210 мм,
но при полусферической форме пуансона диаметром 100 мм и также без смазки.
Характерно, что вначале наибольшее утонение возникает ближе к средней части
сферы (кривая /), затем оно постепенно смещается к верхней части сферы (кривая 4),
однако разрыв происходит ближе к верхнему закруглению детали (кривая 5).
110
ЁЫТЯЖКА
Утолщение фланца также растет по мере увеличения глубины вытяжки, но не так
интенсивно, как при вытяжке деталей без фланца.
На рис. 94, в показано изменение толщины материала для тон же полусфери-
ческой вытяжки, что и в случае, приведенном на рис. 94, б, но с двусторонней смаз-
кой заготовки. Как видно из сопоставления рис. 94, б и в, смазка заготовки значи-
Начальный радиус /? на заготовке мм
Рис. 94. Изменение толщины ме-
талла при постепенном увеличении
глубины вытяжки
тельно изменила процесс вытяжки, облегчив скольжение металла по пуансону.
В результате получена более глубокая вытяжка за счет большего утонения мате-
риала.
Наибольшее утонение и разрыв материала возникают не в вершине, а в сред-
ней части сферы. Утолщение фланца незначительно.
Более показательно исследование изменения координатной сетки в логарифми
ческих деформациях Ч
1 Логарифмическими деформациями принято называть деформации, величина которых
выражена в логарифмической форме. Их преимущество перед относительными деформациями
в том, что оии обладают свойством аддитивности.
ПРОЦЕСС вытяжки
111
Удлинение в радиальном направлении
е- = In —
'о
где г0 — начальный радиус сетки на заготовке;
г — конечный радиус той же сетки после вытяжки.
Сжатие (укорочение) в тангенциальном направлении
Б/ = In = — In —,
d$ а
где d0 и d — начальный и конечный диаметры сетки.
Изменение толщины материала
, S
Б5 = 1П .
°0
При этом вследствие постоянства объема металла существуют зависимости
(с учетом знаков деформаций)
бг — ± е5 = 0
или
г d S
ro d0 so
На рис. 95 приведены кривые изменения величины логарифмических деформа-
ций (ег, 6/ и е5) в разных точках вытянутого цилиндрического изделия 1254]. Эти
кривые показывают, что на участке
донного закругления и несколько
выше, где происходит утонение ма-
териала, деформации радиального
удлинения превышают деформации
тангенциального сжатия. На участ-
ке, где происходит утолщение ма-
териала, деформации тангенциаль-
ного сжатия (укорочения) превы-
шают по величине деформации ра-
диального удлинения.
Как видно из рис. 95, дефор-
мация при вытяжке в действитель-
ности является объемной, а не
плоской, как зачастую принимает-
ся для упрощения математических
выводов при анализе процесса вы-
тяжки. Пренебрегая изменением
толщины материала при вытяжке, Рис 95 ДефОрмации
при цилиндрической вы-
допускаем значительную погреш- тяжке
ность в определении истинной ве-
личины деформаций (до 20—25%).
В табл. 35 приведены основные, наиболее распространенные способы вытяжки
и показана область их применения. Указанные способы применяются как при
вытяжке из штучных заготовок, так и в ленте для изготовления полых деталей
различной формы: цилиндрической, конической, сферической, прямоугольной и
сложной.
В табл. 36 приведены специальные (особые) способы вытяжки, более подробное
описание которых дается ниже.
Таблица 35. Основные способы вытяжки
Способ вытяжки Схема вытяжки Обозначения Область применения
Вытяжка без при- жима заготовки 3 60°^ 1 — вытяжной пуан- сон 2—вытяжная матри- ца 3 — заготовка Неглубокая вытяжка из тонкого материала и глубокая — при сравни- тельно большой толщине материала. Для 1-й вытяжки при S ==(0,01 -4-0,03) D и dx = (0,60 4- 0,80) D. Для 2-й вытяжки при S = (0,01 4- 0,03) D и d2 = (0,78 4- 0,90) dx. Большей величине S соответствует меньшее значение
f-я вь/тямска 2я и последующие вытяжки
Вытяжка с прижи- мом заготовки 2 ч п ~Ldr f 1 й 1 — вытяжной пуан- сон 2 — прижим (складко- держатель) 3 — вытяжная матри- ца Глубокая вытяжка из сравнительно тонкого материала. Для 1-й вытяжки при S = (0,001 4- 0,020) D и dx = (0,45 4- 0,6) D. Для 2-й вытяжки при S = (0,001 4- 0,02) D и
; я бо/тяжяо 2-я и последующие втяжки d2 — (0,70 4- 0,8) dx. Примечание. Для прессов простого действия применяется обрат- ное расположение рабочих частей штампа
Обратная вытяжка (с выворачиванием) гГГЪ а I1 J±) Г 1 — вытяжной пуан- сон 2 — пуансон-матрица 3 — вытяжная матри- ца 4 — выталкиватель Сдвоенная вытяжка, а также вы- тяжка двустенных полых деталей
1 1 । 1
ВЫТЯЖКА
Вырубка и вытяж-
ка комбинированными
штампами
1 — вытяжной пуан- Изготовление полых деталей не-
сон больших и средних размеров на прес-
2 — вырубная матрица сах простого и двойного действия
3—вытяжная матри-
ца
4 — вырубной пуан-
сон
5 — пуансон-матрица
6 — прижим
7 — выбрасыватель
Многопозиционная
вытяжка в ленте
1 — вырубной пуан-
сон
2 — вытяжные пуан-
соны
3 — матрица
4 — выталкиватель
5 — прижим
Изготовление небольших деталей
(d < 100 мм) типа колпачков, кры-
шек, пустотелых заклепок и т. п.
В случае глубоких вытяжек приме-
няется надрезка ленты, а в случае
мелких — штамповка в целой ленте
ПРОЦЕСС вытяжки
Вытяжка с утоне-
нием (протяжка)
1 — протяжной пуан-
сон
2 — протяжное кольцо
(матрица)
3 — фиксатор
Изготовление весьма глубоких изде-
лий (гильз, сильфонов, стаканов
и т. п.) с неодинаковой толщиной сте-
нок и дна
S = (0,2 ч- 0,05) So.
Рекомендуется применение одновре-
менной вытяжки через несколько
матриц
Способ вытяжки
Вытяжка резиновым
пуансоном
2
Таблица 36. Особые способы вытяжки
Схема вытяжки
3
Обозначения
Область применения
1 — матрица
2—резиновый пуан-
сон
3 — обойма
Серийное и мелкосерийное произ-
водство полых деталей из тонкого пла-
стичного металла (алюминий, алюми-
ниевые сплавы, нержавеющая сталь)
толщиной до 1 — 1,5 мм
''///////>:/Лт7
Вытяжка резиновой матрицей а) '/'"У//////А . 1 — пуансон 2 — резиновая матри- ца а — неглубокая вытяжка алюминие- вых и дуралюминовых деталей в мелко- гепийном ппоиаволстве ппи давлении
и
''Г5г^<<Х Cbj 3 — обойма Ut» М ГА * 1 П 4/1VJ 11 L/ Ч/ ГА 1 OxJ 11 Ы ГА Dv AK^Il ГА Г А резины 70—85 кГ1см2\
mwwx'J 4 — прижим б — при высоком давлении резины
fly/: zj 5 — буферные штифты (до 700 кГ1см?) глубокая вытяжка из
WIL els 'ъ. любого материала
—-5
Гидравлическая и резино-гидравлическая вытяжки 4 ,777^^ '^/7/'//fr •2 / if 1 — пуансон 2 — обойма 3—-резиновая диа- фрагма 4 __ резиновый чехол 5 — жидкость Серийное и мелкосерийное произ- водство полых деталей сложной формы из тонкого листового металла (алю- миний, алюминиевые сплавы, нержа- веющая сталь) а — штамповка на гидравлическом прессе; б — штамповка без пресса
ВЫТЯЖКА
Вытяжка—формовка
на падающих молотах
(литыми штампами)
1 — верхний штамп
(пуансон)
2 — фанерные кольца
J — нижний штамп
Серийное и мелкосерийное произ-
водство крупных полых деталей слож-
ной конфигурации из алюминия и
его сплавов толщиной до 3—4 мм и
мягкой стали толщиной до 1,5—2 мм
Вытяжка свинцовой
матрицей
1 — матрица
2 — свинцовая подуш-
ка
3 — контейнер
Серийное и мелкосерийное произ-
водство небольших деталей кониче-
ской, полусферической и криволиней-
ной формы
ПРОЦЕСС вытяжки
Вытяжка — обтяжка
на гидравлических
прессах
1 — обтяжной шаблон
2 — зажимы
3 — плунжер пресса
Вытяжка — формовка путем обтяжки
тонкого листового материала (алюми-
ний, дуралюмин, магниевые сплавы,
нержавеющая сталь, углеродистая
сталь) по металлическим или деревян-
ным пуансонам (шаблонам) в мелко-
серийном производстве при изготов-
лении крупных деталей несложной
конфигурации
Продолжение табл. 36
Способ вытяжки Схема вытяжки Обозначения Область применения
Вытяжка — формов- ка давлением взрыва 1 — контейнер 2 — заряд ВВ 3 — заготовка 4 — штамп (форма) Вытяжка — формовка крупногаба- ритных деталей типа днищ, полусфер, оболочек и т. п., изготовляемых ма- лыми сериями. Весьма эффективна штамповка труднодеформируемых вы- сокопрочных сплавов
Е 1 2 ,3 Л
—
у
3
' Z/ <^771
Вытяжка — формов- ка электрогидравличе- ским разрядом / 2 п 3 ч 1 — обойма 2 — форма 3 — электроды 4 — заготовка 5 — подставка Формовка оболочек, трубчатцх и рельефных деталей в мелкосерийном производстве
В' V
5 з'
Магнитно-импуль- сная формовка 1 — форма 2 — заготовка 3 — индуктор (соле- ноид) 4 — изделие Формовка неглубоких деталей, об- жимка и раздача трубчатых загото- вок и т. п.
— ^3 4
7//////Z7
ВЫТЯЖКА
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
11?
20. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК
ПРИ ВЫТЯЖКЕ
Так как в процессе пластической деформации объем металла остается постоянным,
го основным правилом для определения размеров заготовок при вытяжке является
равенство объемов заготовки и готовой детали.
При вытяжке без утонения стенок изменением толщины материала обычно пре-
небрегают и определение размеров заготовки производят по равенству площади
поверхности заготовки и готовой детали, с припуском на обрезку.
При вытяжке с утонением стенок (протяжке) определение размеров заготовки
производится по равенству объемов заготовки и изделия.
На практике встречаются следующие случаи вытяжки деталей различной кон-
фигурации, требующие разных способов подсчета размеров заготовки:
1) вытяжка круглых деталей (являющихся телами вращения) простой формы;
2) вытяжка круглых деталей сложной формы;
3) вытяжка прямоугольных коробчатых деталей;
4) вытяжка деталей сложной и несимметричной конфигурации;
5) вытяжка с утонением материала.
Размеры заготовок для вытяжки круглых детален
(являющихся телами вращения) простой формы
Рассматриваемый случай относится к вытяжке без утонения материала; следо-
вательно, определение размеров заготовок производится по равенству площадей
поверхности заготовки и готовой детали (с припуском на обрезку).
Для данного случая вытяжки заготовка имеет форму круга, диаметр которого
(в мм) находится по формуле
d= 1,1з Vf = 1,1з Ks?,
где F — площадь поверхности готовой детали в мм2;
2/ — сумма площадей отдельных элементов поверхности детали в мм2.
В табл. 37 приведены формулы для определения поверхностей простой геометри-
ческой формы.
Вместо вычисления диаметра заготовки путем разбивки поверхности детали на
отдельные элементы диаметры заготовок для наиболее распространенных форм вытя-
гиваемых деталей определяются по формулам, приведенным в табл. 38.
В большинстве случаев вытяжка производится с последующей обрезкой неров-
ного края илн фланца детали, для чего при подсчетах размеров заготовки необходимо
предусматривать соответствующий припуск на обрезку. Приведенные в табл. 38
формулы не содержат отдельного припуска, поэтому при пользовании указанными
формулами в случае вытяжки с последующей обрезкой к номинальным размерам по
высоте или радиусу фланца готовой детали необходимо прибавить величину при-
пуска на обрезку и применить это значение в расчетах.
Приведенные в табл. 38 формулы не отражают технологических особенностей
вытяжки и в частности фактического утонения металла. При вытяжке как в началь-
ной, так и конечной стадии (см. рис. 90) в результате утонения материала происхо-
дит увеличение поверхности заготовки, которое не учитывается расчетными форму-
лами и несколько завышает полученный расчетом диаметр заготовки:
Dd = 1,13/^= 1,13 /гД; Dd = DpjApt
где Df) и Dp — действительный и расчетный диаметры заготовки:
F() и Fjj — действительная и расчетная площади поверхности вытянутой детали;
ft
р=------коэффициент увеличения поверхности.
tp
В табл. 39 приведены средние опытные значения коэффициентов увеличения
поверхности заготовки при вытяжке стали 10.
118
ВЫТЯЖКА
Таблица 37. Формулы для определения площади поверхности простых
геометрических форм
№ п/п Форма поверхности Эскиз Площадь поверхности F
1 Круг а Г- 1 Sid2 ~4~
2 Кольцо d2
3 Цилиндр У d sidh
4 Конус С? d rcdl 2
5 Усеченный конус Аг ЧзР ~2 (^2 + ^1)
6 Полушарие чО nd2 2
7 Шаровой сегмент -с ч л /га - Э sidh
8 Шаровой пояс ^5 1 sidh
2Ь —
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ 119
Помимо этого, большинство расчетных формул упрощают геометрическую форму
и не учитывают закругления в углах детали. Естественно, что формулы, не учиты-
вающие радиусов закруглений и растяжения металла в углах (1—4, 13—16 и др.),
также дают несколько завышенные размеры заготовок, поэтому при пользовании
такими формулами припуск на обрезку можно не учитывать или можно уменьшить
его величину.
Так как не учитываемые в расчетах «резервные» коэффициенты увеличения
поверхности деталей примерно равны коэффициентам влияния анизотропии (1,03—
1,05), то расчетные формулы табл. 38 вполне пригодны для вытяжки реального ани-
зотропного металла (даже не учитывая припуска на обрезку). Поэтому предложение
ввести к указанным расчетным формулам поправочные анизотропные коэффициенты,
еще более увеличивающие расчетный диаметр заготовки, является ошибочным и
недопустимым, так как приведет к излишнему расходу металла и затруднит процесс
вытяжки.
Многолетний опыт практического применения расчетных формул с припуском
на обрезку показывает, что они дают отклонение в сторону увеличения размеров
заготовки против минимально необходимых.
120
ВЫТЯЖКА
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
121
122
ВЫТЯЖКА
Продолжение табл. 38
№ п/п Форма детали Диаметр заготовки D
13 обг _ ш' ^3 d2 V Vdt + 2l(d1 + di)
14 Vd!,+2I (rf, + d2) + di - ds
15 ad2r *" -с W V di + 2/ (dt + d2) + 4d2h
16 а V2di
17 а dV2= l,4d
42
18 V di + di
4^' 3
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
123
124
ВЫТЯЖКА
Продолжение табл. 38
№ п/п Форма детали Диаметр заготовки D
25 Д Д э, I Vdl + 4 (Щ + d^}
Примечания: I. В расчетные размеры по высоте или по диаметру фланца должны входить при- пуски и а обрезку (табл. 40 и 41). 2. Формулы, отмеченные звездочкой, выведены автором для полной высоты детали Н.
Для вытяжек, не требующих большой точности определения диаметра заго-
товки, подсчет производится по наружным размерам детали. Получаемая при этом
погрешность несколько увеличивает размер припуска на обрезку, который поэтому
может быть взят меньшей величины.
Таблица 39. Увеличение поверхности заготовок при вытяжке
Способ вытяжки Наибольшее утонение Коэффициент увеличения поверхности 0
при т = 0,6 при т = 0,48
Цилиндрическая вытяжка без при- жима (S/D • 100 > 2) 0 0,98 (уменьш.) 1,0
Цилиндрическая вытяжка с при- жимом (S/D -100<2) 10-15 1,01 1,03
Цилиндрическая вытяжка с широ- ким фланцем 15-20 1,02 1,05
Полусферическая вытяжка с флан- цем 25—30 1,04 1,08
Многооперационная вытяжка дета- лей сложной формы — 1,03 1,06
Примечания:
I. Приведенные данные относятся к вытяжке с обычной смазкой.
2. При малых величинах гм коэффициент 0 несколько увеличивается.
3. Для алюминия и отожженной стали коэффициент 0 увеличивается.
В случае более точной вытяжки (без обрезки), а также при вытяжке небольших
деталей или деталей из материала толщиной свыше 1 мм подсчеты следует произво-
дить по средней линии, принимая расчетный диаметр вытягиваемой детали
d ^нар *$•
где dHap — наружный диаметр детали.
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
125
Процесс реальной выгяжки сопровождается рядом погрешностей, не учитывае-
мых расчетными геометрическими формулами: неравномерность толщины проката,
анизотропия механических свойств, неравномерность зазора и слоя смазки, неравно-
мерность прижима заготовки. В результате этого в подавляющем большинстве
случаев вытянутая деталь получается с неровным краем, подвергаемым последую-
щей обрезке (см. табл. 19), для чего предусматривается специальный припуск.
Таблица 40. Припуски по высоте на обрезку цилиндрических деталей без
фланца (в мм)
Полная высота детали в мм Величина припуска при относительной высоте детали hid
0.5-0.8 05-1.6 1,6—2.5 2,5-4
10 L0 1,2 1,5 2
20 1,2 1,6 2 2,5
50 2 2,5 3,3 4
100 3 3,8 5 6
150 4 5 6,5 8
200 5 6,3 8 10
250 6 7,5 9 11
300 7 8,5 10 12
В табл. 40 приведены рекомендуемые величины припусков на обрезку в зави-
симости от абсолютной и относительной высоты деталей без фланца, а в табл. 41 —
припуски деталей с большим фланцем.
Таблица 41. Припуски на обрезку деталей с широким фланцем (в мм)
Диаметр фланца d, в мм Ф Величина припуска на сторону при относительном диаметре фланца У"
До 1.5 i 1,5-2 [ 2-2.5 2.5-2,8
25 1,6 1,4 1,2 1,0
50 2,5 2,0 1,8 1,6
100 3,5 з,о 2,5 2,2
150 4,3 3,6 3,0 2,5
200 5,0 4,2 3,5 2.7
250 5,5 4,6 3.8 2,8
3(0 6 5 4 3
Неучитываемое увеличение поверхности детали при вытяжке вследствие растя-
жения материала несколько увеличивает фактическую величину припуска на об-
резку.
Размеры заготовок для вытяжки круглых деталей сложной формы
В данном случае определение диаметра заготовки производится на основании
правила Гюльдена-Паппуша, по которому площадь поверхности тела
вращения, образованного кривой произвольной формы при вращении ее
126
ВЫТЯЖКА
вокруг оси, находящейся в той же плоскости, равна произведению
длины образующей на путь ее центра тяжести (длины ок-
ружности, описанной центром тяжести образующей)
F 2nRs L,
где F — площадь поверхности тела вращения в мм2;
L — длина образующей, равная + /2 + ... + /Л в мм;
Rs — расстояние от оси до центра тяжести образующей в мм.
Диаметр заготовки находится по формуле
D = y&LR~s = >/8Г/7,
где LRX = 21г (г— расстояние до центра тяжести элементов образующей).
Применяются два способа определения длины образующей и положения ее цен-
тра тяжести: графический и графо аналитический. Первый способ дает приближен-
ные, а второй — более точные ре-
Рис. 96. Графический способ нахождения разме-
ров заготовки деталей сложной формы
зультаты.
Графический способ нахожде-
ния центра тяжести образующей
приведен на рис. 96.
Образующая разбивается на
отдельные отрезки (прямые или
закругленные), для которых гра-
фически находят центр тяжести от-
резка и проводят линии, парал-
лельные оси.
Сбоку чертежа строят много-
угольник сил, откладывая длину
отрезков (рис. 96, справа) и про-
водя лучи из произвольно взятого
центра О. Затем строят веревочный
многоугольник, проводя прямые,
параллельные лучам (6' || 6; 7' || 7;
8' || 8 и т. д.)_ Пересечение край-
них лучей 6' и 1Г дает положе-
ние центра тяжести S и величи-
ну Rs-
Диаметр заготовки находят
или по приведенной выше формуле,
или графически (рис. 96, справа)
исходя из зависимости
R2 = 2RS L,
где R — радиус заготовки, находимый по длине перпендикуляра в точке В (рис. 96)
до пересечения с полуокружностью, построенной на диаметре, равном
L + 2RS.
Приведем графе-аналитический способ определения размеров заготовки для
деталей сложной формы.
1. Линию контура детали (по средней линии) разбивают на отдельные участки,
преимущественно на прямые отрезки и части окружности. Криволинейные участки
разбивают на небольшие отрезки, близкие к прямой.
2. Центр тяжести каждого участка отмечают точкой. Для прямых отрезков
центр тяжести расположен посередине. Для частей окружности (рис. 97) положение
центра тяжести находится по табл. 42.
Радиус центра тяжести дуги составляет:
для выпуклых закруглений
г = В + Л,
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
127
Таблица 42. Положение центра тяжести отрезка дуги
Центральный угол дуги а в град Расстояние А до вертикальной оси yv Расстояние от центра тяжести дуги до центра закругления х
для углов, примы- кающих к вертикали (рис. 97, а) для углов, примы- кающих к горизон- тали (рис. 97. б)
30 0,256/? 0,955/? 0,988/?
45 0,373/? 0,901/? 0,978/?
60 0,478/? 0,827/? 0,955/?
90 0,637/? 0,637/? 0,90/?
для вогнутых закруглений
г= В — Д,
где В — расстояние от оси до центра закругления (рис. 97).
3. Определяют длину участков образующей: для прямых участков — по чер-
тежу, а для дуг — как для части длины окружности или по таблицам [39].
б)
А У
Рис. 97. Положение
центра тяжести от-
резка дуги
4. Перемножают длину участков I и радиусы центров тяжести г, суммируют и
находят
2 1г = /i i\ + 4 Г2 + ••• + ln гп-
5. По величине суммы находят в табл. 43 искомый диаметр заготовки. Эта таб-
лица подсчитана по формуле: D = } 8tlr.
Пример. Рассчитать диаметр заготовки для детали, приведенной на рис. 98.
Линию контура разбиваем на отдельные участки, вычисляем или берем по
чертежу длины этих участков /х, /2, ... , /12> находим центры тяжести отрезков и
128
ВЫТЯЖКА
Таблица 43. Определение диаметра заготовки по величине SZr
D в мм 2 1г D в мм 2 1г D в мм 2 1г D в мм 2 Z/
20 50 60 450 100 1 250 140 2 450
21 55 61 465 101 1275 141 2 485
22 60,5 62 480,5 102 1 300 142 2 520
23 66 63 496 103 1 326 143 2 556
24 72 64 512 104 1352 144 2 592
25 78 65 528 105 1 378 145 2 628
26 84,5 66 544,5 106 1 404 146 2 664
27 91 67 561 107 1 430 147 2 701
28 98 68 578 108 1 458 148 2 738
29 105 69 595 109 1 485 149 2 775
30 112,5 70 612,5 ПО 1512 150 2812
31 120 71 630,5 111 1540 151 2 850
32 128 72 645,5 112 1568 152 2 888
33 136 73 666 113 1596 153 2 926
34 144,5 74 684,5 114 1 624 154 2 964
35 154 75 703 115 1 653 155 3 003
36 162 76 722 116 1682 156 3 042
37 171 77 741 117 1 711 157 3 081
38 180,5 78 760,5 118 1 740 158 3 120
39 190 79 780 119 1 770 159 3 161
40 200 80 800 120 1 800 160 3 200
41 210 81 820 121 1 830 161 3 240
42 220,5 82 840,5 122 1 860 162 3 280
43 231 83 861 123 1891 163 3 321
44 242 84 882 124 1 922 164 3 362
45 253 85 903 125 1 953 165 3 403
46 264,5 86 924,5 126 1984 166 3 444
47 276 87 946 127 2 016 167 3 486
48 285,5 88 968 128 2048 168 3 528
49 300 89 990 129 2 080 169 3 570
50 312,5 90 1012,5 130 2112 170 3 612
51 325 91 1 035 131 2 145 171 3 655
52 338 92 1 058 132 2 178 172 3 698
53 351 93 1 081 133 2211 173 3 741
54 364,5 94 1 101,5 134 2 244 174 3 784
55 378 95 1 128 135 2 278 175 3 828
56 392 96 1 152 136 2 312 176 3 872
57 406 97 1 176 137 2 346 177 3916
58 420,5 98 1 200 138 2 380 178 3 960
59 435 99 1 225 139 2 415 179 4 005
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
129
Продолжение табл. 43
D в мм 2 1г D в мм 1 р D в мм I 1г D в мм 2 1г
180 4 050 230 6 612 300 11 250 475 28 203
181 4 095 232 6715 305 11 628 480 28 800
182 4 140 234 6 844 310 12012 485 29 403
183 4 186 236 6 962 315 12 403 490 30 012
184 4 232 238 7 080 320 12 800 495 30 628
185 4 278 240 7 200 325 13 203 500 31 250
186 4 324 242 7 320 330 13612 505 31 878
187 4 371 244 7 442 335 14 028 510 32 512
188 4418 246 7 564 340 14 450 515 33 153
189 4 465 248 7 688 345 14 878 520 33 800
190 4512 250 7812 350 15312 525 34 453
191 4 560 252 7 938 355 15 753 530 35 112
192 4 608 254 8064 360 16 200 535 35 778
193 4 656 256 8 192 365 16 653 540 36 450
194 4 704 258 8 320 370 17 112 545 37 128
195 4 753 260 8 450 375 17 578 550 37 812
196 4 802 262 8 580 380 18 050 555 38 503
197 4 851 264 8 712 385 18 528 560 39 200
198 4900 266 8 844 390 19 012 565 39 903
199 4 950 268 8 978 395 19 503 570 40 612
200 5000 270 9 112 400 20000 575 41 328
202 5 100 272 9 248 405 20 503 580 42 050
204 5 202 274 9 384 410 21 012 585 42 778
206 5 304 276 9 522 415 21528 590 43 512
208 5 408 278 9 660 420 22 050 595 44 253
210 5 512 280 9 800 425 22 578 600 45 000
212 5 618 282 9 940 430 23 112 610 46 512
214 5 724 284 10 082 435 23 653 620 48 050
216 5 832 286 10 224 440 24 200 630 49 612
218 5 940 288 10 368 445 24 753 640 51200
220 6 050 290 10 512 450 25 312 650 52 812
222 6 166 292 10 658 455 25 878 660 54 450
224 6 272 294 10 804 460 26 450 670 56112
226 6 384 296 10 952 465 27 028 680 57 800
228 6 485 298 11 100 470 27 612 690 59 512
5 Романовский В. П.
130
ВЫТЯЖКА
определяем расстояние их от оси вращения. Умножаем длины участков на расстоя-
ния центров тяжести до оси Результаты подсчетов сводим в табл. 44. Сумми-
руя, получаем 2/г — 11 710. По табл. 43 находим диаметр заготовки D = 306 мм
Таблица 44. К примеру расчета диаметра заготовки (по рис. 98)
Отрезки 1 1г Отрезки 1 1г
1 10 115 1150 7 15,7 59,6 935
2 15,5 102,5 1609 8 15 56 840
3 20 89 1780 9 21 52,5 1103
4 15,5 78 1225 10 30 33 990
5 10 76 760 11 5,2 16,6 86
6 15,7 72,4 1137 12 14 7 98
11 710
Рассмотренный метод расчета, как и приведенные ранее формулы для опреде-
ления диаметра заготовки, не учитывает утонения материала, так как в большин-
стве случаев вытяжка производится с последующей обрезкой неровных кромок.
В случае вытяжки без обрезки кромок диаметр заготовки подсчитывают более
точно, с учетом утонения материала, и находят по формуле
D = 1,13 У Fa или D -= )z82 Ira,
где а — средний коэффициент утонения (0,90—1,0).
Размеры и конфигурация заготовок для вытяжки
прямоугольных коробчатых деталей [224]
Вытяжка прямоугольных коробчатых деталей является сложным процес-
сом холодной штамповки, так как в данном случае деформация вдоль перимет-
Рис. 99. Деформация координатной сетки
при вытяжке прямоугольных коробчатых
деталей
ра прямоугольной детали переменна.
На рис. 99 показана деформация
прямоугольной координатной сетки, на-
несенной на заготовку. Из рисунка
видно, что боковые стенки не просто от-
гибаются, а претерпевают более сложную
деформацию, состоящую из сжатия (уко-
рочения) вдоль периметра, удлинения в
вертикальном направлении и некоторого
увеличения толщины стенок в верхней
части детали.
Таким образом, распространенное
представление о том, что вытяжка про-
исходит лишь в углах прямоугольной
детали, а прямые стенки просто отги-
баются, является упрощенным и не-
достаточно точным.
В табл. 45 приведены приближенные значения относительной деформации сжа-
тия вдоль периметра, замеренные в двух точках: в середине верхнего края прямой
стенки и по краю углового закругления. Для сопоставления указана величина отно-
сительной деформации при вытяжке цилиндрических деталей той же относительной
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
131
высоты. Величина деформации дана в известных пределах, так как она находится
в зависимости от отношения г/В.
Таблица 45. Приближенные значения относительной деформации сжатия
(в %)
Относительная цысота коробки Относительная деформация при прямо- угольной бы! яжке Относительная де- формация при вы- тяжке цилиндриче- ских деталей
в середине верхнего края стенки (рис. 99, а) по краю углового закругления (рис. 99, б)
н = в 26-30 45-50 55
Н =0£В 15-20 33-38 42
Н = 0,3В 5-8 25-30 32
Таким образом, если для низких прямоугольных коробок (Н = 0,3 В) можно
пренебречь деформацией прямых стенок и с некоторой погрешностью считать, что
они просто отгибаются,то для более высоких коробок (Н > 0,5 В) этой деформацией
пренебрегать нельзя.
Таблица 46. Относительная высота прямоугольных коробок,
вытягиваемых в одну операцию (стали 08—10)
Относительный радиус угловых закруглений г/В Относительная высота Н/В при относительной толщине заготовок S/D • 100
2—1,5 | 1,5-1,0 1,0-0,5 0,5—0,2
0,3 1,2-1,0 1,1 0,95 1,0 - 0,9 0,9-0,85
0,2 1,0-0,9 0,9-0,82 0,85 0,70 0,8- 0,7
0,15 0,9- 0,75 0,8 -0,7 0,75 0,65 0,7-0,6
0,10 0,8- 0,6 0,7 0,55 0.65- 0,5 0,6 0,4э
0,05 0,7 0,5 0,6- 0,45 0,55—0,4 0,5-0,35
0,025 0,5 0,4 0,45 0.35 0,4 0,3 0,35 0,25
Примечания:
1. Кроме относительных величин г/В и S/D возможная высота вытяжкн зависит от
абсолютных размеров прямоугольных коробок. Поэтому большие значения нз приведен-
ных в таблице относятся к коробкам небольших размеров (В < 100 мм), а меньшне —
к крупным коробкам.
2. Для других материалов следует применять поправки в ту или другую сторону
в соответствии с большей или меньшей пластичностью металла. Так, например, для стали
1Х18Н9Т и алюминия поправочный коэффициент приблизительно равен 1,1—1,15. Для
сиалей 20—25 соответствует 0,85—0,9.
В технологическом отношении следует строго отличать вытяжку низких прямо-
угольных коробок, вытягиваемых в одну операцию, от вытяжки высоких коробок,
изготовляемых за несколько последовательных операций. Технологические расчеты
и построение заготовок для них совершенно различны, так как в первом случае
окончательная форма изделия получается путем вытяжки плоской заготовки, а во
втором — заготовки, имеющей полую пространственную форму.
б*
132
ВЫТЯЖКА
Наибольшая относительная высота прямоугольных коробок, вытягиваемых за
одну операцию, зависит от ширины коробки В, относительного радиуса закругления
в углах и у дна r/В и относительной толщины заготовки S/D. Приближенные значе-
ния этой высоты приведены в табл. 46.
Таблица 47. Величина
припуска на обрезку
прямоугольных коробок
Количество операций вытяжки Припуск на обрезку ДН0
1 (0,03 4-0,05) Но
2 (0,04 4- 0,06) Н()
3 (0,05 4- 0,08) Н„
4 (0,06 4-0,10) Нв
В высоту коробки Н входит припуск на
обрезку, величина которого приведена в табл. 47.
Общая высота прямоугольной коробки, при-
нимаемая в технологических расчетах,
/7 = /70 + ЛН0=(1+Д) Но,
где Но — высота коробки по чертежу.
Расчет заготовок для прямоугольных
коробчатых деталей,
вытягиваемых в одну операцию
Существующие методы расчета заготовок
для вытяжки прямоугольных коробок охваты-
вают лишь отдельные частные случаи без чет-
кого указания пределов их применения. Зача-
стую оказывается, что методы расчета, применяемые в одном случае, непри-
годны при вытяжке аналогичных коробок, но с другим соотношением размеров.
Это происходит потому, что способ расчета и построения формы заготовки в значи-
тельной степени зависит от относительной высоты коробки Н/В и относительного
радиуса углового закругления г/В, так как от их соотношения зависит степень вы-
теснения металла из угловых закруглений в боковые стенки коробки и увеличение
их высоты.
В работах автора в зависимости от сочетания указанных параметров коробки
и различной степени вытеснения металла в боковые стенки установлены отдельные
области (рис. 100), которым соответствуют разные способы построения формы заго-
товки [224]. В результате этого были уточнены пределы применения существующих
методов расчета и установлены способы построения заготовок для случаев, ранее
не рассматривавшихся в технической литературе (области 1а и Нс).
Кривые 1 и 2 указывают наибольшую высоту коробок, вытягиваемых в одну
операцию при относительной толщине заготовок:
-100 = 2 и ~ • 100 = 0,6.
Выше этих граничных кривых находится область многооперационной вытяжки
(1а—/с), а ниже — область однооперационной вытяжки. Последняя подразделена
автором на три отдельные области Па\ !!&', II с по степени вытеснения металла из
угловых закруглений в боковые стенки коробки.
К области На относится вытяжка низких коробок с относительно малыми ра-
диусами угловых закруглений, выражаемыми зависимостью Г ^0,17. Эта вы-
£> --------------------------------------------------------- П
тяжка характеризуется незначительным вытеснением металла из угловых закругле-
ний в боковые стенки коробок без изменения их высоты. Построение заготовки в этом
случае производится путем геометрической развертки элементов коробки на пло-
скость.
Область охватывает вытяжку невысоких коробок, но с относительно боль-
г
В —И
шими радиусами'угловых закруглений, определяемыми зависимостью0,17 С
< 0,4. Вытяжка таких коробок характеризуется значительным вытеснением металла
из угловых закруглений в боковые стенки и увеличением высоты последних. Пост-
роение заготовки производится путем геометрической развертки коробки с коррек-
тировкой контура.
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ 133
Область Пс охватывает однооперационную вытяжку относительно высоких ко-
робок с большими радиусами угловых закруглений, выражаемыми зависимостью
г ^-^0,4, и характеризуется весьма большим перемещением металла из угло-
вых закруглений в боковые стенки и значительным увеличением высоты последних.
В большинстве случаев в этой области при вытяжке квадратных коробок практи-
Рис 100. Параметры различных случаев вытяжки прямоуголь-
ных коробчатых деталей
чески возможно применить заготовку круглой формы, а при вытяжке прямоуголь-
ных коробок — заготовку овальной формы с двумя закругленными и двумя прямо-
линейными сторонами.
Заштрихованные на рис. 100 участки представляют собой переходные зоны от
одной области к другой, в пределах которых расположена граница между этими
областями.
При построении формы заготовок для низких коро-
бок с относительно малыми радиусами угловых закру-
глений (область 11а) условно принимают, что вытяжка происходит только в уг-
лах коробки, а прямолинейные участки стенок отгибаются. Конфигурация заготовки
получается путем геометрической развертки элементов прямоугольной коробки на
плоскость основания с вычерчиванием плавного контура в углах развертки (рис. 101).
134
ВЫТЯЖКА
Расчет и построение ведут в следующем порядке [187] (по средней линии).
1. По заданным размерам коробки определяют длину отгибаемой части стенок /,
включая закругление у дна,
I = Н + 0,57 гд.
2. Определяют радиус заготовки в углах R, как для вытяжки четверти цилиндри-
ческого стаканчика диаметром d и высотой Н. При равенстве радиусов углового и
донного закруглений rv = гд = г
R = ^2rH = У<1Н
В случае разных радиусов закруглений в углах и у дна коробки Гу и г$
R = Кгу + 2гу Н - 0,86 гд (Гу + 0,16 гд).
кам.
3. Строят заготовку со ступенчатым переходом от закругления к прямым стен-
4. Отрезки ab делят пополам и проводят касательные к окружности радиуса R.
5. Углы между касательными и прямыми стенками закругляют радиусом R.
При данном построении контура заготовки вытянутые низкие прямоугольные
коробки с малым радиусом углового закругления, как правило, не требуют обрезки,
Рис. 101. Построение контура заго-
товки для низких прямоугольных ко-
робок, вытягиваемых в одну операцию
(область II а рис. 100)
так как избыточный против расчетного ме-
талл в угловом закруглении (+ /) вытес-
няется в боковые стенки и компенсирует
срезанные участки заготовки (— f).
В случае вытяжки коробки с обрезкой
фланца размер развертки I подсчитывается
с учетом припуска на обрезку. При этом
большой точности построения контура заго-
товки не требуется. Можно применять прямо-
угольную заготовку со срезанными углами.
При построении загото-
вок для коробок с относи-
тельно большими радиуса-
ми угловых закруглений
(область 11ь) необходимо учитывать вытес-
нение металла из угловых закруглений в
боковые стенки коробки и некоторое уве-
личение высоты стенок. В этом случае рас-
чет и построение заготовок ведут в сле-
дующей последовательности.
1. Определяют длину развертки прямых
стенок I и радиус заготовки в углах R по
приведенным выше формулам.
2. Строят заготовку со ступенчатым пе
реходом от закругления к прямым стенкам.
3. Определяют увеличенный радиус в углах развертки Rx = xR для компенса-
ции металла, вытесняемого в боковые стенки. Коэффициент х находят по формуле1
х = 0,074 + 0,982
или берут из табл. 48 по относительным размерам коробки.
4. Определяют ширину полоски hb и hai отрезаемой от геометрической развертки
прямых сторон для компенсации металла, перемещаемого из угловых закруглений
(рис. 102).
Нормали AWI. Определение размеров заготовок для вытяжки деталей прямоугольной
формы.
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
135
Таблица 48. Значения коэффициента х
Относительный радиус углового закругления г/В Коэффициент х при относительной высоте коробки Н/В
0,3 0Л 0,5 0,6
0,10 — 1,09 1,12 1,16
0,15 1,05 1,07 1,10 1,12
0,20 1,04 1,06 1,08 1,10
0,25 1,035 1,05 1,06 1,08
0,30 1,03 1,04 1,05 —
Размеры ha и hb определяют из равенства прибавляемой поверхности четверти
кольца и убавляемой поверхности полоски шириной hb и длиной В — 2г (или ha
и А — 2г) и находят по формулам:
и .. Я2 Я2
hb- у в — 2г' У А- 2г'
Коэффициент у находят по номограмме AWF или берут из табл. 49 по относи-
тельным размерам коробки.
Таблица 49. Значения коэффициента у
Относительный радиус углового закругления г/В Коэффициент у при относительной высоте коробки Н/В
0,3 0,4 0,5 0,6
0,10 — 0,15 0,20 0,27
0,15 0,08 0,11 0,17 0,20
0,20 0,06 0,10 0,12 0,17
0,25 0,05 0,08 0,10 0,12
0,30 0,04 0,06 0,08 —
5. Производят корректировку развертки, увеличивая радиус до и уменьшая
высоту на величину ha и hb.
6. По полученным размерам ширины, длины и углового радиуса развертки
строят плавный контур, применяя сопрягаемые дуги окружности радиусов Rb и Ra.
Это построение применимо для прямоугольных коробок с соотношением сторон
до Л В = 1,5 4- 2,0. В случае вытяжки коробок, подвергаемых обрезке, контур
заготовки можно упростить, допуская небольшое увеличение ее размеров.
Для относительно высоких коробок, вытягиваемых
в одну операцию и охватываемых областью //с, форма за-
готовки близка к кругу или закругленному овалу, вследствие чего можно не прибе-
гать к геометрическому построению заготовки, а получить ее размеры расчетным
путем, используя условие равенства поверхностей коробки и заготовки. Для квад-
ратных коробок шириной В и высотой И в случае равенства радиусов углового и
донного закруглений (рис. 103) диаметр заготовки находится по формуле [103]
£>3=1,13 /В2 + 4В (В - 0,43г) - 1,72г (Н + 0,337)?
где Н — высота с припуском на обрезку;
г — радиусы закругления в углах и у дна, принимаемые одинаковыми.
136
'ВЫТЯЖКА
В случае разной величины радиусов закруглений в углах и у дна коробки диа-
метр заготовки определяется по уточненной формуле
D3 = 1,13 VВ* + 4В(Н — 0,43 rd) — 1,72 rv (Н + 0,5 rv) -4гд (0,11 гд — 0,18 г,).
Прямоугольные коробки размерами А X В можно рассматривать как состоя-
щие из двух половинок квадратных коробок шириной В, соединенных промежуточ-
ной частью размером А — В. В этом случае контур заготовки имеет форму овала,
образованного двумя полуокружностями радиуса R и двумя параллельными сторо-
нами (рис. 104). Эта форма контура достаточно точна и наиболее проста для изго-
товления вырубного штампа.
Рнс. 102. Построение формы заготовки для вытяжки невысоких коробок с от-
носительно большими радиусами угловых закруглений (область II рнс. 100):
а — для квадратной; б — для прямоугольной коробки
Применяемая иногда эллиптическая форма заготовки значительно усложняет
и удорожает изготовление вырубного штампа и не дает никаких преимуществ при
вытяжке.
В соответствии с указанным принципом построения заготовки центр окружности
радиуса R& находится на расстоянии В/2 от узкой стороны коробки. Длина овальной
заготовки составляет
L — D3-\-(A — В),
где D3 = 2Rb — диаметр заготовки условной квадратной коробки размером В X В,
находимый по приведенной выше формуле;
А — В — расстояние между центрами.
Ширина овальной заготовки находится из условия равномерного увеличения
высоты коробки со всех сторон по формуле
D3(B-2rd) + [B + 2(H +0t43rd)](A-B)
В большинстве случаев К < L и заготовка имеет форму овала. Радиус закруг-
ления заготовки с узкой стороны овала определяется по формуле R = 0,5 К. Пост-
роение заготовки приведено на рис. 104.
Если разность осей заготовки не превышает 3% для мелких коробок и 5% для
коробок средних размеров, можно брать круглую заготовку диаметром D = L.
В случае малой разности размеров А и В (Д < 1,3 В) и при Н < 0,8 В ширина К
овальной заготовки может быть взята равной 2R[).
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
137
Рис. 104. Размеры и форма заготовки для вы-
сокой прямоугольной коробки с большим ра-
диусом угловых закруглений (область 11с,
рис. 100)
Рис. 103. Форма заготовки для высокой
квадратной коробки с большим относи-
тельным радиусом угловых закругле-
ний (область //с, рис. 100)
Рис. 105. Размеры и форма заготовки для цельно-
щтампованного корыта
138
ВЫТЯЖКА
Примером однооперационной вытяжки прямоугольных изделий с большим
радиусом угловых закруглений (область Нс) является вытяжка на прессе двойного
действия штампованных корыт из оцинкованной стали толщиной 0,7 мм (рис. 105).
п
Параметры вытяжки: - = 0,38; ~ = 0,33; ь = 0,54.
D D D -- П
Расчет заготовок для высоких квадратных и прямоугольных
коробчатых деталей, требующих многооперациоиной вытяжки
Область многооперационной вытяжки (см. рис. 100) может быть подразделена
на два участка /о и /г с разным соотношением относительных высот и радиусов угло-
вых закруглений, влияющих на форму и способ построения заготовки. Участок I&
является переходной зоной между 1а и /с.
Рис. 106. Вытяжка квадратных коробок с калибровкой
угловых радиусов
К области /о относится вытяжка сравнительно невысоких квадратных и пря-
моугольных коробок (И 0,5-f0,6 В), но с малыми радиусами закруглений, которые
трудно или невозможно вытянуть за одну операцию. Вторая операция применяется
с целью уменьшения (калибровки) угловых и донных закруглений.
Так как сравнительно небольшая калибровка радиусов закруглений изменяет
лишь размеры, но не форму коробки, то определение размеров и построение заготовки
можно производить путем геометрической развертки элементов коробки на пло-
скость основания, как для коробок из области IIа (см. рис. 100). Последовательность
расчета и построения приведена выше (см. рис. 101).
Учитывая двукратную вытяжку в углах коробки и некоторое вытеснение ме-
талла в боковые стенки, рекомендуется увеличить радиус развертки R на 10—20%
и при равенстве радиусов углового и донного закруглений определять его по фор-
муле
/? = (1,1-:-1,2)
Радиусы закруглений в углах коробок на первой и второй операциях должны
иметь смещенные центры (рис. 106).
Вторая операция (калибровка) производится вытяжкой без прижима, поэтому
рекомендуется применять небольшой просвет между стенками (Ь = 4 4- 5 S). При
этом, если b = 0,43 (rfJl — г(2)> то высота коробки на первой и второй операциях
остается без изменения. Увеличение высоты на второй операции составляет
АН = Ь — 0,43 (гд1 — гд2),
где Гох и г^2 — радиусы закруглений у дна на первой и второй операциях.
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
139
При многооперационной вытяжке высоких квадратных и прямоугольных коро-
ву
бок с относительной высотой ь-0,65 -5-0,7 (область lCt рис. 100) заготовка имеет
D
форму круга или овала. Размеры заготовок определяют из равенства суммарной
поверхности элементов коробки и плоской заготовки так же, как для коробок, отно-
сящихся к области Пс. Так, например, для квадратных коробок, принимая радиусы
закруглений в углах и у дна одинаковыми, диаметр заготовки находим по формуле
D3 = 1,13 /В2 + 4В (Я — 0,43 г) — 1,72 г (Н + 0,33?)-
В данном случае высота Н берется с припуском на обрезку, выбираемым в пре-
делах от 0,05 Но до 0,1 Но, где Но — высота коробки по чертежу.
При многооперационной вытяжке высоких прямоугольных коробок расчет
заготовки и построение переходов следует производить, рассматривая узкие стороны
прямоугольной коробки как половины квадратной коробки, соединенные одна с дру-
гой переходной частью [224]. В этом случае контур заготовки имеет форму овала,
образованного с узких сторон дугами радиуса Rb, а с широкой — радиуса Rn или
овала, образованного двумя полуокружностями радиуса R = 0,5 К и параллель-
ными сторонами (рис. 107). Последняя форма контура более предпочтительна, так
как она наиболее проста для изготовления вырубного штампа. Определение разме-
ров овальной заготовки — длины L и ширины К — производится по приведенным
ранее формулам (стр. 136).
Радиус закругления большей стороны овала может быть определен по формуле
0,25 (Л2 + №) -£./?*
а К -2Rh
В ряде случаев овальная форма заготовки может быть упрощена. Так, например,
при малой разности размеров Л и В, а также при весьма большой относительной
высоте коробки может быть взята круглая заготовка.
Пример 1. Рассчитать заготовку для вытяжки квадратной коробки размером
45 X 45 X 50 мм (рис. 108, а). Материал — сталь 08, толщина 0,5 мм.
Припуск на обрезку берем равным 0,1 Но = 5 мм. Полная высота коробки
Н — 55 мм, а ее относительная высота - = 1,22 Следовательно, коробка относится
В
к области многооперационной вытяжки (1С по рис. 100), для которой заготовка
имеет форму круга. Диаметр заготовки подсчитываем по формуле
D3 - 1,13 К В2 + 4В (^ - 0,43 г) - 1,72 г (В Т0’33"г) =
= 1,13 /2025 + 180 (55 — 1,3) — 5,16 - 56 = 1,13- 106,7 120 мм
Пример 2. Рассчитать заготовку для вытяжки прямоугольной коробки разме-
ром 45 X 80 X 50 мм (рис. 108, б). Материал — сталь 08, толщина 0,6 мм.
Припуск на обрезку берем равным 0,1, Но — 5 мм. Полная высота коробки
Н = 55 мм. Следовательно, она также относится к области многооперадионной вы-
тяжки (1С по рис. 100). Форма заготовки — закругленный овал.
Расчет заготовки проводим, рассматривая узкие стороны коробки как поло-
винки квадратной коробки размером 45 X 45 мм. Подсчитываем диаметр заготовки
по тон же формуле: D3 — 120 мм. Радиус закругления узкой стороны овала Rb =
— 0,5 D3 = 60 мм.
Длина овальной заготовки
L = D3 + (Л — В) = 120 4- (80 — 45) = 155 мм.
Ширина овальной заготовки
,, D3 (B — 2r) + [В + 2 (Н -0,43 г)] (Л - В)
К= -----------------Д^2Т =
120 (45 - 6) + [45 + 2 (55 - 1,3)J (80 - 45) _
=-------------------80^6 “ 135 мм
Рис. 107. Форма заготовки при
многооперационной вытяжке прямо-
угольных коробчатых деталей
Рис. 10б. К расчету размеров заготовки для коробчатых деталей
ВЫТЯЖКА
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
141
Радиус закругления заготовки R = 0,5 К = 67,5 мм.
Подсчитываем для сравнения радиус закругления большей стороны овала
o,25(g+^-^^igo = 84^
А — z Aft la
Берем овальную заготовку размером 155Х 135 мм.
К
Закругления радиусом R = - - — 67,5 сопрягаются с параллельными кром-
ками длиной 20 мм. Эта заготовка более проста для изготовления вырубного штампа
по сравнению с заготовкой эллиптической формы.
На правой части заготовки нанесен контур эллиптического овала, полученного
сопряжениями радиусов Rb и Ra. Заштрихованные участки показывают практически
ничтожную разницу в размерах заготовки, из-за которой нет смысла идти на услож-
нение контура и удорожание штампа.
Расчет заготовок для прямоугольных коробчатых
деталей с фланцем |230|
Прямоугольные коробки с фланцем в большинстве случаев представляют собой
1Н \
относительно невысокие детали 0,6) при небольшой ширине фланца, пред-
W /
назначенного для соединения с другими деталями. Как правило, эти коробки можно
изготовлять за одну операцию вытяж-
ки, кроме коробок с очень малыми
радиусами угловых или донных за-
круглений, требующих дополнитель-
ной операции калибровки.
При вытяжке прямоугольных ко-
робок с фланцем ввиду значительной
неравномерности деформации вдоль
контура обязательно необходима по-
следующая обрезка неровного фланца.
Это упрощает технологические расчеты
заготовки и построение ее формы, так
как большой точности последних не
требуется. Форму"заготовки в данном
Рис. 109. Схемы к определению длины вы-
прямленной стенки (а) и радиусу углового
закругления (б)
случае можно значительно упростить,
руководствуясь удешевлением выруб-
ного или комбинированного штампа.
Необходимо соблюдать следующие
требования: 1) предотвратить нехватку поверхности металла заготовки; 2) устранить
скопление заведомо лишнего металла в углах, затрудняющего процесс вытяжки.
В основу расчета и построения заготовки кладется известное правило: равенство
площадей поверхности заготовки и коробки (с припуском на обрезку). При этом про-
изводят следующие подсчеты: определение длины выпрямленной стенки; определение
радиуса заготовки RQ в углах коробки.
Длина выпрямленной стенки (рис. 109, а) находится по уравнению
тг тг
= 4 + 4 + -^ го + ~2 гм = 4 + 44
гд + гм
2
п — 4 + 4
Отсюда видно, что вычисления можно упростить, применяя средний радиус
закругления у дна и фланца. Выражая уравнение в размерных параметрах коробки,
получаем
L = ^Z^. + H + 0.14rcp,
где Вф — ширина коробки с фланцами.
142
ВЫТЯЖКА
Радиус заготовки в углах коробки подсчитывается как для вытяжки стакан-
чика с фланцем, приведенного на рис. 109, б,
Ro = VRifi+2 rv (H-0,86rcp).
Построение заготовки производится путем развертки коробки на плоскость
(рис. НО). Вначале вычерчивается контур коробки в плане; потом из центров угло-
вых закруглений О прямыми линиями отделяются угловые участки от прямолиней-
ных; от границы донного закругле-
ния откладывается выпрямленная
длина стенки L\ из центров О про-
водятся дуги окружностей радиу-
сом (рис. ПО, слева). Затем
Рис. 111. Различные способы построения пере-
ходной части в углах заготовок
Рис. ПО. Схема построения заго-
товки
строится сопряжение линий контура, которое может быть как прямолинейным, так
и криволинейным. На рис. НО, справа показано наиболее простое прямолинейное
сопряжение в виде касательной к окружности радиуса /?0.
На узкой стороне прямоугольной коробки происходит более интенсивное, чем
на длинной стороне, вытеснение металла из угловых участков заготовки в боковые
стенки. Вытесняемый металл несколько увеличивает высоту (длину) узкой стенки.
Это перемещение металла учитывается тем, что заготовка в этом месте берется короче
на величину а, примерно равную припуску на обрезку (для мелких коробок 2—3 мм\
для средних 3—5 мм; для крупных 5—8 мм). На длинной стороне коробки такого
среза при расчете не делают.
В заготовке создаются два участка площадью поверхности — отрезаемый и
[2 — прибавляемый к расчетной поверхности. В отличие от низких прямоугольных
коробок без фланца в данном случае необходимо, чтобы > fly т. е., чтобы прибав-
ляемая поверхность заготовки всегда превышала отрезаемую.
Ширина заготовки К
К = B-2rd + 2L = Вф + 2Н—1,72 гср
Длина заготовки соответственно составляет:
N = К + Д-В~2а= А + Вф-В + 2Н— \,12гср — 2а.
В зависимости от различного сочетания геометрических параметров коробки
(ШВ, rvIBy Вф1В) возможны разные способы построения переходной части в углах
заготовок (рис. 111).
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ 143
При небольшой глубине коробки Н и при угловом радиусе rv > 0,6 Н приме
няется сопряжение сторон радиусом, равным половине ширины заготовки (рис. 111,а)
При повышенной глубине коробки и угловом радиусе гу < 0,6 Н применяется сопря-
жение сторон касательной к окружности радиуса (рис. 111, б или г). При
вытяжке крупных коробчатых деталей в штампах с вытяжными ребрами приме-
няется способ построения угловой части заготовки, показанный на рис. 111, в. Углы
заготовки остаются на вытяжных ребрах и не закругляются.
Построение заготовок для вытяжки деталей сложной
и несимметричной пространственной формы
В большинстве случаев для деталей сложной пространственной формы (типа
деталей автомобильного кузова) не предъявляется особых требований к точности раз-
меров заготовок. Поэтому методов точного расчета таких заготовок не существует.
Вначале определяют ориентировочные габаритные размеры заготовки, учиты-
вающие кривизну формы и необходимую величину технологических припусков (для
прижима заготовки). Размеры заготовки коррек-
тируют при испытании вытяжного штампа; откор-
ректированные заготовки служат шаблоном для
изготовления вырубных штампов.
слепка
Рис. 112. Заготовка для панели двери автомо-
1 бнля
На рис. 112 показана наружная панель двери автомобиля и заготовка для нее,
полученная указанным способом. Технологический припуск составляет по 66 мм
на сторону.
В некоторых случаях размеры и форму заготовок для вытяжки деталей сложной
и несимметричной конфигурации находят следующим путем: 1) разбивкой контура
на отдельные элементы; 2) нахождением заготовок н построением разверток для
отдельных элементов; 3) построением плавного контура и уравниванием прибавлен-
ных и отрезанных частей заготовки.
В автомобильной промышленности при проектировании штампов для деталей
кузова весьма сложной пространственной формы применяется метод моделирования.
Пользуясь небольшой (масштаб 1 10) деревянной или гипсовой моделью формы де-
тали кузова, конструктор может точнее установить наиболее деформируемые участки
заготовки и вероятное направление течения металла, наилучшее положение вытяжки
в пространстве, наиболее целесообразную поверхность прижима, необходимость
применения вытяжных ребер, форму и размеры плоской заготовки.
На рис. 113 изображен оригинальный метод построения переходных форм вы-
тяжки деталей весьма сложной конфигурации.
Сущность данного метода заключается в том, что по образцу детали изготовляют
слепок из грубой марли, пропитанной воском (рис. 113, а); толщина слепка 2—3 мм.
144
ВЫТЯЖКА
Таблица 50. Формулы для определения объема и боковой поверхности
геометрических тел
Фигура Эскиз Объем V Боковая поверхность F
Цилиндр г nd2 f nr2h — —h 4 2strh — ndh
1
Полый цилиндр nh (r2 — r?) 2nh(r-\-ri)
k I' 1 1 1 1 1
Усеченный цилиндр г nr (h + hx)
\1 Тхх J
Конус ll- ~ nr2h о лг1 = nr У r2 + h2
—-г
Усеченный конус S'* G * Яй^ + г’ + гг.) о ЭТ/ (r + r,)
Tf \1
-г
Шаровой пояс 1 0 П6Й (За2 + ЗЛ2 4-Л2) 2nrh
_ 4
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ И ФОРМ ЗАГОТОВОК ПРИ ВЫТЯЖКЕ
145
Продолжение табл. 50
После остывания воска слепок вынимают и, руководствуясь характером деформаций,
расправляют, придавая ему менее рельефную и менее глубокую форму для проме-
жуточной вытяжки (рис. 113, б). По расправленной форме слепка изготовляют гип-
совую модель промежуточной матрицы Затем производят дальнейшее расправ-
ление воскового слепка и получают форму для первоначальной вытяжки
(рис. 113, в), по которой отливают гипсовую модель матрицы первой вытяжки.
Размеры заготовок для вытяжки с утонением стенок (протяжки)
Для вытяжки с утонением стенок определение размеров заготовки произ-
водят исходя из равенства объемов материала заготовки и готовой детали с
прибавкой на обрезку.
Чертеж детали разбивается на отдельные объемные участки геометрически
простой формы, объем которых определяется по формулам и затем суммируется.
Толщина заготовки обычно устанавливается по чертежу готовой детали и усло-
виям ее обработки. Диаметр заготовки определяется по следующей формуле:
где V — объем заготовки с учетом отходов при обрезке, равный (1 + a) Va3$; а —
коэффициент, учитывающий отходы при обрезке;
S — толщина заготовки (от 1,0 до 1,2 толщины дна).
Ниже приведена величина отходов при обрезке в процентах от веса или объема
Детали:
Относительная высота детали hjd . До 3 3—10 Свыше 10
Величина отхода при обрезке а в % 8—10 10—12 12—15
Более точные методы расчета заготовок для вытяжки с утонением материала
изложены в специальной литературе. В табл. 50 приведены основные формулы для
°пределения объема простейших геометрических тел.
146
ВЫТЯЖКА
21. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
И ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Степень деформации и коэффициенты вытяжки
В зависимости от соотношения высоты и диаметра вытягиваемой детали, а
также от относительной толщины заготовки вытяжка может быть произведена за
одну или несколько операций. Необходимо, чтобы вытяжка была произведена за
Рис. 114. Сопоставление различных пока
зателей степени деформации при вытяжке
наименьшее количество операций, выпол-
няемых с возможно большей степенью де-
формации (относительное уменьшение
диаметра и увеличение глубины вытяж-
ки), без применения промежуточного от-
жига 1.
Степень деформации Е при вытяжке
цилиндрических деталей может измерять-
ся одним из следующих показателей:
D —d D — d . D
~d~’ ~~D~’ '"J’
..DI d 1
К = , = —; tn = - = --
d tn * D К
боковую цилиндрическую поверхность
висимости от отношения D/d приведены
где Dud — диаметры заготовки и детали
в ММ',
т — коэффициент вытяжки;
К — степень вытяжки — величи-
на, обратная коэффициенту
вытяжки.
Эти показатели находятся в одно-
значной зависимости между собой и дают
правильную характеристику общей сте-
пени деформации лишь при непременном
условии — полной перетяжке фланца в
детали. Их численные значения в за-
на рис. 114.
Наиболее распространенным показателем степени деформации является коэф-
ж d , ~
фициент вытяжки т = —, однако его численная величина находится в обратной
зависимости от степени деформации (чем меньше т, тем больше степень деформации).
Встречается недостаточно правильное толкование смысла коэффициента вы-
тяжки, якобы являющегося простым отношением d/Dy не связанным с шириной пере-
тягиваемого фланца и не характеризующим степень деформации. Ошибочность та-
кого толкования видна из диаграммы (рис. 114), а также из следующего преобразо-
вания:
d
D
= 1
D — d.
D '
К = 2 = И-
D — d
d
Отношения, стоящие в правой части формул, представляют собой относи-
тельную деформацию при вытяжке, зависящую от ширины перетя-
гиваемого фланца.
1 Исключением является вытяжка сильно наклепывающихся сплавов, особенно тех,
у которых процесс холодной деформации сопровождается структурно-фазовыми превращени-
ями и требует применения промежуточного отжига.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
147
В табл. 51 представлена предельная степень
деформации при вытяжке цилиндрических дета-
лей за первую операцию.
Теоретическая величина наибольшей сте-
пени вытяжки К значительно превышает прак-
тически осуществимую степень вытяжки пла-
стичных металлов.
Это объясняется тем, что в первом случае
не учтены реальные условия процесса вытяжки:
напряжения, возникающие в начальной стадии,
трение, а также зависимость предельной сте-
пени деформации от относительной толщины
заготовки.
Величина предельной деформации при вы-
тяжке ограничена тремя основными причи-
нами.
Таблица 51. Предельная сте-
пень деформации при вытяжке
цилиндрических деталей
Показатель степени деформа- ции Степень деформации
теорети- ческая практи- ческая
т 0,368 0,45—0,55
К 2,72 2,22—1,82
1 D ,пт 1,0 0,8—0,6
1. Недостаточная пластичность металла обусловливает повышенное сопротив-
ление плоского фланца деформированию, что приводит к увеличению растягивающих
напряжений в опасном сечении и отрыву дна.
2. Образование складок (гофров) в результате потери устойчивости фланца
заготовки резко увеличивает сопротивление вытяжке и вызывает преждевременный
обрыв заготовки. Наименее устойчивы и наиболее подвержены складкообразованию
заготовки малой относительной толщины.
3. Малая величина радиуса закругления вытяжных кромок матрицы вызывает
наряду с другими причинами значительное увеличение сопротивления втягиванию
плоской заготовки в отверстие матрицы и приводит к увеличению растягивающих
напряжений в опасном сечении и преждевременному отрыву дна.
Каждой степени деформации соответствует определенная величина напряже-
ния, возникающего в опасном сечении, ограничивающего возможность вытяжки и
прн известных условиях приводящего к образованию трещин и отрыву дна.
Условие прочности опасного сечения определяется зависимостью:
атах < % ар — °в (1 +
где стах — наибольшие растягивающие напряжения в опасном сечении;
Ор — истинное сопротивление разрыву;
— равномерное относительное удлинение.
Поэтому наиболее правильным и точным способом определения допустимой сте-
пени деформации и количества операций вытяжки является способ, основанный на
определении действительных напряжений, возникающих при вытяжке и использо-
вании основных законов теории пластичности. Однако ввиду сложности и практи-
ческого неудобства применения этого способа указанные подсчеты производят по
экспериментально установленным коэффициентам вытяжки, которые характеризуют
допустимую величину степени деформации.
Величины применяемых на практике коэффициентов вытяжки большей частью
являются приближенными, так как не учитывают зависимости коэффициентов вы-
тяжки от относительной толщины заготовки, радиуса закругления вытяжных кро-
мок матрицы, скорости вытяжки и т. п. Кроме того, не всегда соблюдается закон по-
добия, вследствие чего коэффициенты вытяжки, полученные в определенных часгных
условиях, неправильно обобщены и рекомендуются для любых случаев.
В холодной штамповке основным условием является необходимость
полного геометрического подобия деталей. Только при
этом условии коэффициенты вытяжки будут выражать сопоставимые дефор-
мации.
Коэффициенты вытяжки деталей без фланца нельзя применять для расчета
вытяжки деталей с широким фланцем и т. п.
148
ВЫТЯЖКА
Вторым обязательным условием является геометрическое подобие деформируе-
мых заготовок, выражаемое отношением S/D. Разным значениям S/D соответствуют
разные величины допустимой степени деформации и коэффициентов вытяжки, обу-
словливаемые различной устойчивостью фланца одних и тех же размеров при разной
толщине материала.
На рис. 115 приведена зависимость коэффициентов первой вытяжки от относи-
тельной толщины заготовки для стали 10 при малых (кривая 1) и увеличенных (кри-
вая 2) радиусах закругления мат-
рицы.
Вследствие указанных зависи-
мостей рекомендуемые для прак-
тического пользования коэффициен-
ты вытяжки обязательно должны
быть разграничены по относитель-
ной толщине материала. Любые ре-
комендации, устанавливающие за-
висимость коэффициентов вытяжки
только от рода материалов, яв-
ляются неправильными и необос-
нованными, так как они не отра-
жают зависимости предельной сте-
пени деформации от относительной
толщины заготовки и оценивают
Рис. 115. Зависимость коэффициентов первой вы- ОДНИМИ И теми Же величинами не-
тяжки ОТ относительной толщины заготовки сопоставимые деформации. Этим,
например, объясняется то обстоя-
тельство, что вытяжка относительно толстых мелких цилиндрических деталей
осуществима при коэффициенте — 0,45, в то время как вытяжка крупных де-
талей из тонкого материала той же марки с трудом получается при коэффициенте
tn1 = 0,60.
Это влияние относительной толщины заготовки на
величину коэффициента вытяжки значительно больше,
чем влияние пластичности того или иного металла, так как для
вытяжки применяются главным образом высокопластичные металлы с небольшим
колебанием пластических свойств (за исключением некоторых специальных сплавов).
Технологические расчеты при вытяжке цилиндрических деталей
без флаица
Технологические расчеты при вытяжке цилиндрических деталей состоят в опре-
делении допустимой степени деформации, нахождении требуемого количества после-
довательных операций вытяжки и подсчете пооперационных размеров деталей.
Допустимая величина степени деформации находится по экспериментально
установленным и практически проверенным коэффициентам вытяжки.
Коэффициенты вытяжки цилиндрических деталей без фланца выражаются отно-
v di „ d2
шениями: для первой вытяжки mY = - £ f для второй вытяжки , для после-
D
дующих вытяжек тп = -f— -. Установив правильную величину коэффициентов вы-
dn-i
тяжки по операциям, находят размеры последующих вытяжек:
D; d2 = m2 d±\ dn = ffin dn_i,
а также количество операций вытяжки.
Величины коэффициентов вытяжки должны быть различными для деталей раз-
личной геометрической формы (прежде всего, для цилиндрических деталей с флан-
цем и без фланца), а также для различной относительной толщины материала, от
которой зависит большая или меньшая степень устойчивости фланца заготовки.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
149
Таблица 52. Коэффициенты вытяжки цилиндрических деталей без фланца
Обозначение коэффициентов вытяжки Значения коэффициентов при относительной толщине заготовки • 100 (в %)
2-1.5 1.5-1,0 1,0-0,5 0,5—0,2 0,2-0,06
т{ 0,46-0,50 0,50—0,53 0,53—0,56 0,56-0,58 0,58-0,60
0,70-0,72 0,72-0,74 0,74-0,76 0,76—0,78 0,78-0,80
т3 0,72—0,74 0,74—0,76 0,76-0,78 0,78—0,80 0,80—0,82
т4 0,74-0,76 0,76-0,78 0,78-0,80 0,80-0,82 0,82-0,84
1ПЬ 0,76-0,78 0,78—0,80 0,80-0,82 0,82-0,84 0,84-0,86
В табл. 52 приведены проверенные многолетней практикой и вновь откорректи-
рованные оптимальные значения коэффициентов вытяжки для цилиндрических де-
талей без фланца (при вытяжке с прижимом) в зависимости от относительной тол-
щины заготовки и относительного радиуса закругления пуансона и матрицы. Мень-
шие значения коэффициентов вытяжки соответствуют повышенной величине радиу-
сов закруглений на первых операциях (г = 8 ч- 15 S), а большие значения — малой
величине (г = 4 ч- 8 S). Приведенные коэффициенты относятся к стали для глубокой
вытяжки (08, ЮГ и 15Г) и мягкой латуни.
В случае вытяжки менее пластичных металлов (стали 20—25, Ст. 2, Ст. 3, дека-
пированная сталь, наклепанные алюминий и латунь и т. п.) коэффициенты вытяжки
следует брать на 1,5—2% больше, а при вытяжке более пластичных металлов (стали
05, 08 ВГ и 10ВГ, алюминий и др.) — на 1,5—2% меньше по сравнению со значе-
ниями, приведенными в табл. 52. В случае применения межоперационного отжига
коэффициенты вытяжки на последующих операциях можно брать на 3—5% меньше.
При вытяжке деталей из нержавеющей стали 1Х18Н9Т необходимо применять
межоперационный отжиг.
При вытяжке на многопозиционных прессах рекомендуется некоторое смягче-
ние коэффициентов вытяжки, что может привести к появлению лишнего перехода,
но не отразится на производительности пресса.
В связи с наблюдающейся тенденцией постепенного улучшения металлургиче-
скими заводами качества листового проката приведенные в табл. 52 коэффициенты
вытяжки могут быть в дальнейшем ужесточены.
Количество последующих операций вытяжки определяется принятыми коэф-
фициентами и может быть найдено по формуле
П ____In dn — In (mi D)
In m2 Inm2
где n — общее количество операций вытяжки;
dn — диаметр готовой детали в мм\
т2 — коэффициент вытяжки на второй и последующих операциях;
тс=^ — суммарный коэффициент вытяжки.
При технологических расчетах процессов зачастую требуемые размеры изделия
не совпадают с рассчитанными по коэффициентам. В этом случае необходимо вырав-
нять деформации по операциям, а коэффициенты вытяжки откорректировать в сто-
рону увеличения.
На рис. 116 приведено сопоставление логарифмических деформаций (см. стр. 111)
при вытяжке цилиндрических ^сталей за три операции [254]. Этот рисунок наглядно
150
ВЫТЯЖКА
поясняет физический смысл миогооперационной вытяжки — введение в очаг дефор-
мации новых недеформированных участков заготовки.
В рассматриваемом примере степень деформации распределена по операциям
не наилучшим образом — недостаточна степень вытяжки на первой операции и
несколько завышена на последующих. Вследствие этого на третьей операции полу-
чено слишком большое утонение в опасном сечении (точка С3) — утонение металла
здесь почти достигает величины деформации в радиальном направлении. Иначе
говоря, удлинение материала на закруглении происходит за счет утонения материала.
В то время как утонение материала в опасных сечениях резко возрастает, утолщение
края вытяжки увеличивается незначительно.
Перемещение точек F указывает на увеличение длины образующей (удлинение
в радиально-осевом направлении), в рассматриваемом примере равное 5,5 мм, что
значительно меньше увеличения высоты вытяжки, составляющей 31 мм.
Последующие операции вытяжки в случае относительно малой толщины мате-
риала < 2^ производятся с прижимом,а в случае относительно большой толщины
/5 \
(^->2) — без прижима заготовки.
Пример. Рассчитать количество операций и размеры переходов для вытяжки
цилиндрической детали наружным диаметром 92 мм и высотой 202 лм из стали 08
толщиной 2 мм.
Расчетный диаметр по средней линии составляет 90 мм.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
151
Находим припуск на обрезку по табл. 39. Для отношения = 2,4величина при-
пуска равна 8 мм. Таким образом, высота детали с припуском на обрезку составляет
h = 210 мм’.
Подсчитываем диаметр заготовки D по формуле (1) табл. 38; для d = 90 мм и
h = 210 мм D 290 мм.
$
Находим относительную толщину заготовки ^*100 = 0,69.
По табл. 52 (третья колонка) находим коэффициенты вытяжки = 0,54; т2 —
= 0,75; т3 = 0,77.
Диаметры переходов по средней линии:
di = 0,54*290 = 157 мм; d2 ~ 0,75-157 = 118 мм;
d3 = 0,77*118= 91 мм; берем d3 = 90 мм (задано);
90
тогда коэффициент последней вытяжки составит: т3 = = 0,76, что по табл. 52
По
допустимо. В тех случаях, когда последняя операция вытяжки получается недогру-
женной, необходимо выравнять степень деформации по операциям и откорректиро-
вать коэффициенты вытяжки в сторону некоторого их увеличения.
Для облегчения процесса вытяжки принимаем на первых двух операциях форму
переходов со скосом у дна (рис. 117), а на
последней операции — форму цилиндра
с требуемым радиусом закругления.
По формуле (15) табл. 38 или по
формулам табл. 55 подсчитываем по-
Рис. 117. К расчету процесса вытяжки Рис. 118. Образование складок при глу-
бокой вытяжке
операционную высоту вытягиваемых деталей: = 108 мм; h2 = 160 мм; h3 =
= 210 мм. Результаты полученных подсчетов являются исходными данными для
проектирования штампов, а также для определения усилия вытяжки и выбора
пресса.
Приведенные в табл. 52 величины коэффициентов первой вытяжки относятся
к способу вытяжки с прижимом-складкодержателем.
Применение складкодержателя вызывается необходимостью предотвращения
образования складок, возникающих в результате потери устойчивости заготовки
при глубокой вытяжке (рис. 118). Однако для процесса вытяжки прижим заготовки
нежелателен, так как он значительно увеличивает вредное сопротивление трения,
а следовательно, растягивающие напряжения в опасном сечении, и ухудшает условия
вытяжки. Кроме того, складкодержатель усложняет конструкцию штампа и удоро-
жает его.
152
ВЫТЯЖКА
Таким образом, необходимость применения прижима-складкодержателя зави-
сит от потери устойчивости заготовки при вытяжке, которая, в свою очередь, зависит
от степени деформации (коэффициента вытяжки), относительной толщины заготовки
и геометрии вытяжной матрицы.
Приближенное условие потери устойчивости заготовки [156]
с
100^4,5(1 —mj).
В ряде случаев вытяжка может быть произведена без прижима.
В табл. 53 приведены приближенные данные, характеризующие возможности
применения вытяжки без складкодержателя.
Таблица 53. Пределы применения вытяжки с прижимом
и без прижима заготовки
Способы вытяжки Относительная толщина А. ioo% Коэффициент вытяжки
/Л1
Вытяжка с прижимом 2-0,05 0,46-0,6 0,70—0,8
Вытяжка без прижима >3-1,0 0,60-0,8 0,78-0,9
При вытяжке без прижима-складкодержателя применяют матрицы конической
или криволинейной формы — по эвольвенте (рис. 119). В последнем случае дости-
жима более высокая степень деформации.
Рис. Н9. Профиль матричного отверстия при вытяжке без прижима: а — конический; б
криволинейный; в — криволинейный с закругленными рисками
В табл. 54 приведены предельно допустимые коэффициенты вытяжки без склад-
кодержателя в матрице конической формы с углом 60’ при различной относительной
толщине заготовки и различном отношении d2ldY.
На последующих операциях вытяжка без прижима применяется значительно
чаще. Этому способствует повышенная жесткость и устойчивость заготовки цилинд-
рической формы, получившей упрочнение на первой операции вытяжки. Точные
пределы вытяжки без прижима на последующих операциях еще не установлены.
Вытяжка без прижима должна найти применение при изготовлении цилиндри-
ческих, конических и даже квадратных изделий без фланца из относительно толстого
металла.
В мелкосерийном производстве может оказаться целесообразным введение до-
полнительной операции вытяжки в случае перехода на вытяжку без прижима и при-
менения простых и дешевых штампов.
Недавно предложен и внедрен способ первой операции вытяжки в штампе с ко-
нической матрицей и прижимом — рис. 120 [207, 252]. В этом случае сначала при-
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
153
жим формует фланец заготовки, а затем вытяжной пуансон производит полную или
частичную вытяжку \ При этом способе снижается усилие вытяжки и величина
напряжений в опасном сечении, благодаря чему за одну операцию возможно произ-
вести вытяжку с коэффициентами tn1 = 0,42 4- 0,46 (вместо обычных 0,52—0,56).
Угол а зависит от относительной толщины заготовки и коэффициента вытяжки.
Таблица 54. Предельная (наименьшая) величина коэффициентов вытяжки
в случае вытяжки без складкодержателя в штампе с конической матрицей
Отношение ^2 di Коэффициенты при относительной толщине заготовки
3.0 | 2,5 2.0 1.5 ' 1.0
0,6 0,50 0,52 0,54 0,56 0,58
0,7 0,58 0,60 0,62 0,64 0,66
0,8 0,66 0,68 0,70 0,72 <. 0,75
d отношение нижнего диаметра конуса матрицы к верхнему
Для повышения устойчивости относительно тонких материалов и уменьшения
угла а рекомендуется применять кроме
плоский прижим (по В. Селлину), предо-
храняющий от образования гофров по
краю заготовки.
При технологических расчетах много-
операционной вытяжки наряду с опреде-
лением количества и последовательности
операций необходимо подсчитать высоту
вытяжки на каждой операции. Эти данные
необходимы для конструирования штампа,
а также для определения величины рабо-
чего хода и закрытой высоты пресса.
В табл. 55 приведены формулы для
подсчета высоты цилиндрических деталей
(глубины вытяжки) на каждой операции,
основанные на принципе равенства площа-
дей поверхности изделий и заготовки [232].
Так как высота вытяжки зависит не только
конического дополнительный кольцевой
Рис. 120. Способ вытяжки с формующим
коническим прижимом (по Платонову н
Яиицкому)
от диаметра заготовки и диаметра детали (коэффициента вытяжки), но также и от
геометрической формы дна, то расчетные формулы установлены для деталей шести
разных типов.
При выводе расчетных формул приняты следующие условия и допущения:
1) для цилиндра с плоским дном принято г = 0;
2) для цилиндра с закруглениями у дна радиусы их взяты равными:
— ^2
2 '
^з
Г2= —9~
и т. д.;
1 Ю. В. Я н и цк и й и М. А. Платонов. Авт. свид. № I4228I от 29 сен-
тября 1901 г.
154
ВЫТЯЖКА
Таблица 55. Формулы для подсчета пооперационной высоты
вытяжки деталей цилиндрической формы [232]
Тип
Форма детали
Операция
вытяжки
Формулы
1 Цилиндр с плоским 1-я II о Кэ сл 1 а. —
дном и мал] закругления а) ым радиусом 2-я h2 = 0,25 (—- d^ \/Th/TZg 7 или h2 = — + 0,25^—— d2\ «г \т2 ]
1 1
п-я hn = 0,25 ( — - dn'\ ИЛИ hn = + 0,25- dn\ n ™n \ mn n)
-—а-—- г
1-я + 0,43 (dj + 0,32rL) di
2 Цилиндр радиусом за] дна б) с большим кругления у 2-я /12 = 0,25 (— + \ 171^2 / + 0,43 (+ + 0,32г2) «2 или при Г1 = Г2 = Г h2 = hl- + 0,25 - d2^ — «2 1 \/«2 / - 0,43 j- (dt - d2)
•и
п-я h" = °^(mmD m d") + \ гп^тъ - -. 77?n ! + 0,43 (d„ + O,32r„) или при rt = rn = r h„ = + 0,25 ( Aa _ d„\ - mn \ rnn n) -0,43 r.-(dn^-dn) un
— 6 t
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
155
Продолжение табл. 55
Тип Форма детали Операция вытяжки Формулы
3 1-я *.=«,»(“ 4+ + 0,57 j- (<4 + 0,86ат)
Цилиндр со скосом У дна (П 2-я й2=о,25(-^-- га 4-0,57-^ (d2 + 0,86o2) «2 или при a1 = cz2 = G /.2га +о,25 (А _га »'<2 \ ''^2 / - 0,57 (d, - d2)
1 1
<3 f п-я ft„ = 0,25f dJ + + 0,57^-(d„ + 0,86a„) an или при at = an = a ft„ = Al+o,25(Ai dn^ — mn ^ ' \ mn - 0,57 " (dn j - d„)' un
га •
4 1-я h.=0,25D ms
Цилиндр ским дном со сфериче- 2-я /12 = 0,25—^— пцт2 или h2= h' m2
£7 1
п-я hn=^ 0,25 1щт2...тп или hn=—n-^ mn —
г/
156
ВЫТЯЖКА
Продолжение табл. 55
Тип
Форма детали
Операция
вытяжки
Формулы
5
1-я
2-я
1-я
6
Цилиндр с широким
фланцем
П-Я
йг = 0,2з(— ----d2\ f-4-S
\mitn2 2) S2 т
hn = 0,25
D
mYm2 -.гпп
-|- 3,4 4г £
([) di,
-------f + 3,44/
тщ а2
или
h, = hi- - 0,86 -i 4- 0,86г»
Ш2 ™2
Л„ = 0,25(------------
или
hn = - 0,86+ 0,86г „
тп тп
Обозначения:
D — диаметр заготовки;
dlt d2, ..., dn — пооперационные диаметры детали;
/*1, г2» , гп — пооперационные радиусы закруглений;
Ci, o2i ••• > ап — пооперационные размеры скосов;
тъ т2» •••» тп~~ пооперационные коэффициенты вытяжки;
5, S2,..., Sn~ толщина заготовки и пооперационные толщины стенок детали;
йф — диаметр фланца.
3) для цилиндра со скосами у дна их катеты приняты равными:
Й1=^А; = а = 45°
(закругления у скосов не учитываем);
4) для цилиндра с широким фланцем радиусы закруглений у дна и фланца
приняты одинаковыми;
5) для всех форм (кроме цилиндра с утоненными стенками) изменение толщины
материала не учитывается, что в большинстве случаев несколько увеличивает факти-
ческую высоту вытяжки против расчетной.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
157
Высота вытяжки h должна включать необходимый припуск на обрезку неровного
края; следовательно, диаметр заготовки D должен быть подсчитан с учетом при-
пуска на обрезку.
При вытяжке деталей, не требующих большой точности размеров, подсчет про-
изводится по наружным размерам детали. В случае более точной вытяжки неболь-
ших деталей, учитывая утонение материала, подсчет производят по внутренним раз-
мерам; при вытяжке материала толщиной свыше 1 мм подсчеты производятся по
средней линии толщины стенок.
Многооперационная вытяжка при г= 0 практически не применяется. Радиус
закругления, близкий к нулю, получается только после операции калибровки.
С некоторой погрешностью формулы, соответствующие типу 1 (табл. 55), можно при-
менять для деталей с малым радиусом закругления у дна. При этом припуск на
обрезку можно не учитывать, так как вследствие принятого допущения (г = 0)
диаметр заготовки получается несколько увеличенным.
Ниже приведены табл. 56, 57 и 58, позволяющие найти высоту первой вытяжки
по заданным диаметру заготовки и коэффициенту вытяжки без каких-либо подсчетов
по формулам. При пользовании формулами коэффициенты вытяжки должны соот-
ветствовать допустимым. Их следует выбирать в зависимости от относительной
толщины заготовки по табл. 52.
Таблица 56. Высота цилиндрических деталей (в мм)
с малым радиусом закругления (табл. 55, эскиз а)
Диаметр заготовки в мм Высота детали на l-й операции при коэффициенте вытяжки mt
0,45 0.48 0,50 0,53 0,55 0,58 0,60
30 13 12 11 10 9,5 9
40 18 16 15 14 13 12
50 22 20 19 17 16 15
60 26 24 22 20 19 18
70 31 28 26 24 22 20 19
80 35 32 30 27 26 23 22
90 40 36 34 30 29 26 24
100 44 40 37 34 32 29 27
120 48 45 40 38 35 32
150 60 55 50 48 44 40
180 72 67 60 58 52 50
200 80 75 68 64 58 55
Следует предостеречь от применения многооперационной вытяжки высоких
цилиндрических (трубчатых) деталей малого диаметра, которые более целесообразно
изготовлять вытяжкой с утонением стенок, так как этот способ требует меньшего
количества операций. В ряде случаев такие детали целесообразно изготовлять мето-
дом холодного выдавливания (прессования, см. гл. V), при котором требуются одна-
две операции.
Реверсивная вытяжка (с выворачиванием). Реверсивная вытяжка представляет
собой в большинстве случаев соединение двух операций вытяжки, выполняемых за
158
ВЫТЯЖКА
один рабочий ход пресса, причем вторая вытяжка происходит в направлении, обрат-
ном первой, и сопровождается выворачиванием заготовки. При этом можно получить
более высокую степень деформации.
Таблица 57. Высота цилиндрических деталей (в мм)
с большим радиусом закругления у дна (табл. 55, эскиз б)
Диаметр заготовки в мм Высота деталей ht на I-й операции при коэффициенте вытяжки mt
0,45 0,48 0,50 0,53 0,55 0,59 0.60
30 14 13 12 11 10,5 10
40 19 17 16 15 14 13
50 23,5 21,5 20,5 17,5 16,5 15,5
60 28 26 24 22 21 20
70 33 30 28 26 24 22 21
80 37 34 32 29 28 25 24
90 42,5 38,5 36,5 32,5 32 29 27
100 47 43 40 37 35 32 30
120 52 49 44 42 39 36
150 65 60 55 53 49 45
180 77 72 65 63 57 55
200 86 81 74 70 64 61
Таблица 58. Высота цилиндрических деталей (в мм) со скосами у дна
(табл. 55, эскиз в)
Диаметр заготовки в мм Высота детали ht на 1-й операции при коэффициенте вытяжки
0,48 0,50 0,53 0,55 ; 0,58 0,60 0.62
120 53 50 45 43 40 37 —
150 66 61 56 52 50 46 —
180 79 74 67 65 59 57 —
200 88 83 76 72 66 63 58
250 ПО 103 95 10 83 78 73
300 132 122 114 108 98 92 86
350 154 144 134 126 116 108 102
400 176 166 1г>2 144 132 123 115
450 198 184 172 162 148 140 130
500 220 205 190 180 165 155 145
550 242 226 210 198 182 172 160
600 264 244 228 216 200 185 173
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
159
Этот способ применяется главным образом для вытяжки деталей крупных или
средних размеров при относительной толщине заготовки — - 100 > 0,25.
На рис. 121 показана последовательность вытяжки с выворачиванием (этапы а,
б, в) на прессе двойного действия крупной детали из стальной заготовки диаметром
965 мм и толщиной 2,5 мм.
На рис. 121, в, справа показано изменение толщины материала по высоте вытяжки,
достигающее в опасных сечениях (точки В и С) — 10%, а у края детали 4 30%.
Рис. 121. Процесс реверсив-
ной вытяжки (с выворачи-
ванием)
Рис. 122. Схема штампа для реверсивной вытяжки
Усилие вытяжки в данном случае составляет 200—250 7. Усилие нижнего при-
жима-выталкивателя 70—100 Т,
Скорость вытяжки v = 100 мм!сек.
На рис. 122 изображена схема штампа для реверсивной вытяжки на прессе
двойного действия. Справа показаны последовательные стадии формоизменения
заготовки (а — е).
Реверсивную вытяжку деталей средних размеров иногда производят одновре-
менно с вырубкой кружка, для чего в конструкцию штампа вводится вырубная мат-
рица, устанавливаемая над вытяжной.
В ряде случаев реверсивная вытяжка применяется и для одной последующей
операции вытяжки, с целью увеличения растягивающих и уменьшения сжимающих
напряжений. Это наиболее целесообразно при вытяжке деталей со сферическим н
коническим дном, а также деталей параболической или криволинейной формы.
Реверсивная вытяжка применяется также для изготовления двустенных полых
деталей.
Для реверсивной вытяжки требуется пресс с большой величиной хода (/i2 > 2/^
по рис. 122).
160
ВЫТЯЖКА
Технологические расчеты при вытяжке цилиндрических деталей
с широким фланцем
Технологические расчеты вытяжки цилиндрических деталей с фланцем имеют
ряд отличительных особенностей.
При вытяжке деталей с широким фланцем следует строго соблюдать основные
правила.
1. В первую операцию вытягивается деталь с заданным по чертежу диаметром
фланца (с прибавлением припуска на обрезку) при допустимых коэффициентах вы-
тяжки.
2. В последующих операциях производится перераспределение металла вытяну-
той цилиндрической части заготовки путем увеличения высоты и уменьшения диа-
метра вытяжки без деформирования фланца, полученного в первой операции, и без
изменения его диаметра (рис. 123, а). Это позволяет уменьшить очаг деформации и
значительно снизить величину напряжений в опасном сечении.
Рис. 123 Последовательность вытяж-
ки детали с широким фланцем (а) и
вытянутая деталь (б)
3. В первой операции в матрицу должно быть втянуто столько металла, сколько
требуется для образования окончательно вытянутой части изделия и металла, об-
ратно посаженного на плоскость фланца в последующих операциях (находится под-
счетом и графическим построением).
При вытяжке деталей с широким фланцем (рис. 123, б) обычный коэффициент
первой вытяжки m = ~ не дает правильного представления об общей степени дефор-
мации, так как эта зависимость сохраняется при любой глубине вытяжки из заго-
товки диаметром D и может быть отнесена к любому промежуточному положению.
При одном и том же диаметре вытягиваемого изделия d н одном и том же диа-
метре заготовки D величина указанного коэффициента вытяжки одинакова как для
детали с фланцем, так и без фланца,в то время как степень деформации при вытяжке
детали с фланцем значительно меньше, чем у детали без фланца. Применять эти коэф-
фициенты для расчета первой вытяжки деталей с фланцем не следует потому, что
оии применимы лишь при условии полной вытяжки фланца в цилиндрическую по-
верхность детали, что не осуществляется при вытяжке деталей с фланцем. В крайнем
случае при их применении необходимо вводить соответствующие поправки.
В технологических расчетах вытяжки деталей с широким фланцем более целе-
сообразно пользоваться такими показателями или коэффициентами, которые пол-
ностью соответствовали бы осуществляемой степени деформации. В качестве такого
показателя автором предложен условный коэффициент первой
вытяжки, представляющий собой отношение диаметра вытянутой части d к диа-
метру той за готовки, котор а я понадобилась бы для изготовления стакана диаметром d
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
161
и высотой h
Диаметр условной заготовки находится изложенными выше методами
(см. табл. 38).
Приближенно (пренебрегая радиусами закруглений) условный коэффициент
вытяжки равен
d
mv = г •
у +
1
а более точно, с учетом радиусов закруглений у фланца и дна,
1
П1у = -----: : - I,
|/ !+<*+<(«+ '- Ij^
где h — высота цилиндрической части детали.
Так как величина возможной степени деформации (или глубина вытяжки) зави-
сит от величины фланца, то и предельно допустимая величина условного коэффи-
циента первой вытяжки зависит от относительной величины фланца d^/d. Кроме того,
как и при вытяжке деталей без фланца, величина коэффициентов вытяжки зависит
от относительной толщины заготовки, определяющей большую или меньшую устой-
чивость фланца.
Таблица 59. Оптимальная величина условных коэффициентов
первой вытяжки деталей с фланцем (для стали 10)
Отношени аф d Условные коэффициенты первой вытяжки т при относительной S ? толщине заготовки --• 100
2-1,5 1,5-1,0 | 1,0—0,5 0,5—0,2 2,0-0,06
До 1,1 0,46-0,50 0,50- 0,53 0,53-0,56 0,56-0,58 0,58-0,60
1,5 0,52-0,56 0,56—0,58 0,58-0,60 0,60-0,62 0,62-0,64
2,0 0,58-0,62 0,62 - 0,64 0,64-0,66 0,66-0,68 0,68 - 0,70
2,5 0,65-0,68 0,68-0,70 0,70-0,73 0,73-0,75 0,75-0,78
2,8 0,70-0,74 0,74—0,78 0,78-0,80 0,80-0,82 0,82-0,85
В табл. 59 приведены оптимальные значения условных коэффициентов первой
вытяжки деталей с фланцем при различной относительной величине фланца в зави-
симости от относительной толщины заготовки.
При диаметре фланца, близком к диаметру вытяжки (d^ ^d), условные коэф-
фициенты вытяжки соответствуют коэффициентам первой вытяжки цилиндрических
деталей без фланца (см. табл. 52). Для промежуточных значений d^/d следует брать
промежуточные величины условных Коэффициентов вытяжки.
Оптимальная величина условных коэффициентов вытяжки позволяет решить
вопрос о возможности вытяжки детали с фланцем в одну или несколько операций.
Если по чертежу готовой детали условный коэффициент вытяжки для цилинд-
рической части находится в указанных в табл. 59 пределах или больше их, то такая
деталь может быть вытянута в одну операцию.
Если же коэффициент вытяжки меньше указанных в таблице для соответствую-
щих значений d^/d и S/D-100, то необходима вытяжка в несколько операций. При
6 Романовский В. П.
162
ВЫТЯЖКА
этом первая операция вытяжки должна быть несколько большего диаметра (dx),
но при том же наружном диаметре фланца dg> с тем, чтобы при меньшем отношении
d(f)/d1 условный коэффициент вытяжки не был меньше приведенных в табл. 59. Вто-
рым условием является равенство полной поверхности детали, вытянутой на первой
операции, площади поверхности плоской заготовки. Из этого условия находится
высота вытяжки.
Наряду с оптимальными значениями условных коэффициентов первой вытяжки
деталей с фланцем приводим приблизительно соответствующие им по степени дефор-
мации значения обычных коэффициентов первой вытяжки ~ с градацией по
относительной величине фланца (табл. 60).
Таблица 60. Наименьшие величины коэффициентов первой вытяжки
для цилиндрических деталей с фланцем
Относительный диаметр фланца Величины коэффициентов при относительной толщине заготовки 4-.00
2-1,5 | 1.5—1,0 1,0- 0.5 0.5 -0.2 0.2-0.06
До 1,1 0,50 0,53 0,55 0,57 0,59
1,3 0,49 0,51 0,53 0,54 0,55
1,5 0,47 0,49 0,50 0,51 0,52
1,8 0,45 0,46 0,47 0.48 0,48
2,0 0,42 0,43 0,44 0,45 0,45
2,2 0,40 0,41 0,42 0,42 0,42
2,5 0,37 0,38 0,38 0,38 0,38
2,8 0,33 0,34 0,34 0,35 0,35
Из сопоставления табл. 59 и 60 видно, что предельно допустимые величины
dt
D
коэффициентов первой вытяжки т1 =
не увеличиваются, а уменьшаются по мере
увеличения размеров фланца. Это не находится в противоречии с физическим смыс-
лом этих коэффициентов вытяжки, так как постепенное уменьшение величины коэф-
фициентов первой вытяжки в табл. 60 отнюдь не означает увеличения степени дефор-
мации, а является результатом увеличения размеров фланца и уменьшения числен-
ной величины отношения d/D. Причины этого были приведены выше.
При первой вытяжке цилиндрических деталей с фланцем степень деформации
может быть выражена также через наибольшую относительную глубину вытяжки
h/d (табл. 61).
Если деталь с заданными отношениями dgjdt r/S и S/D имеет большую относи-
тельную глубину h/d, чем указано в табл. 61, то она не может быть вытянута за одну
операцию. В этом случае необходимо производить первую вытяжку увеличенного
диаметра при одновременном получении требуемого наружного диаметра фланца.
Следовательно, вытяжка должна быть осуществлена при меньшем отношении d^/d,
причем относительная глубина вытяжки не должна превышать указанной в табл. 61
величины.
Дальнейшие операции вытяжки деталей с фланцем заключаются в перетяжке
цилиндрической части в цилиндр меньшего диаметра без изменения наружного
размера фланца (рис. 124). Следовательно, на последующих операциях вытяжка
должна быть произведена на такую глубину, чтобы фланец, полученный в первую
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
163
операцию, не вытягивался., а наружный размер его ие уменьшался. Из этого условия
определяется точная высота вытяжки и радиусы закруглений.
Таблица 61. Приближенные значения относительной глубины
первой вытяжки hjd цилиндрических деталей с фланцем
Относительный диаметр фланца Vd Зиачеиия h/d при относительной толщине заготовки в %
2-1,5 1,5—1,0 1,0-03 | 03-0,2 0,2—0,06
До 1,1 0,90-0,75 0,82—0,60 0,70-0,57 0,62-0,50 0,52—0,45
1,3 0,80—0,65 0,72-0,56 0,60—0,50 0,53—0,45 0,47-0,40
1,5 0,70—0,58 0,63-0,50 0,53-0,45 0,48-0,40 0,42—0,35
1,8 0,58-0,48 0,53-0,42 0,44—0,37 0,39—0,34 0,35-0,29
2,0 0,51-0,42 0,46-0,36 0,38-0,32 0,34—0,29 0,30—0,25
2,2 0,45-0,35 0,40-0,31 0,33-0,27 0,29-0,25 0,26-0,22
2,5 0,35-0,28 0,32-0,25 0,27-0,22 0,23 -0,20 0,21-0,17
2,8 0,27-0,22 0,24-0,19 0,21-0,17 0,18—0,15 0,16-0,13
Примечание. Бблыиие значения соответствуют увеличенным радиусам закругле-
ний (от r=104-12,S для • 100=2-4-1.5 до r = 204-25S для • 100—0,24-0,06). Меньшие
значения соответствуют уменьшенным радиусам закруглений у дна и фланца (г^44-85)
В большинстве случаев последующие операции вытяжки деталей с фланцем
выполняются на штампах с пружинным прижимом или съемником. Последние бла-
гоприятствуют процессу вытяжки, так как со-
здают заталкивающее действие иа заготовку,
уменьшающее величину растягивающих напря-
жений в опасном сечении.
Количество последующих операций опре-
деляется необходимостью перетяжки диаметра
первой вытяжки в требуемый диаметр дета-
ли dn. Технологические расчеты переходов про-
изводятся по коэффициентам вытяжки, не зави-
сящим от размера фланца
Рис. 124. Схема последующей вы-
тяжки детали с широким фланцем
Величина этих коэффициентов может быть
взята равной коэффициентам вытяжки цилиндри-
ческих деталей без фланца (см. табл. 52).
Однако для построения технологических
переходов одного расчетного измерения диа-
метра вытяжки недостаточно.
Условие неизменности наружного размера фланца и недопустимости растяги-
вающих напряжений па последующих операциях требует тщательного подсчета пере-
распределения металла по переходам.
Основой подсчета является постоянство объема или площади поверх-
ности металла заготовки
F=4e + f(f>+ {пл = Л + 1пл = COnSt.
где — площадь поверхности металла, втягиваемого в матрицу на 1-й операции.
6*
164
ВЫТЯЖКА
Эта поверхность в процессе вытяжки постепенно уменьшается и составляет:
на 1-й вытяжке
на 2-й вытяжке
на 3-й вытяжке
на n-й вытяжке
= 1ф'
Здесь (пл — площадь поверхности плоского фланца на первой операции;
fe — площадь поверхности вытянутой части готовой детали;
1ф — площадь поверхности части фланца, втянутого на первой операции
в матрицу для возможности вытяжки увеличенного диаметра d± > dr
равная {ф = F— (f,, +
п — число операций вытяжки.
В случае многооперационной вытяжки деталей с фланцем из относительно
толстых заготовок »100 > 2 j, у которых на последующих операциях вытяжки
происходит небольшая посадка металла и утолщение фланца, расчетное количество
металла, втягиваемого в матрицу на первой операции вытяжки, следует увеличить
на 3—5%.
После установления коэффициентов вытяжки и определения количества опера-
ций находят последовательность изменения диаметров вытяжки, одновременно уста-
навливая постепенно уменьшающиеся радиусы закруглений.
Подсчет равномерного перераспределения металла, производимый на основе
неизменности объема металла, сводится к определению высоты (глубины) вытяжки
на каждом переходе (операции). При этом подсчет поверхности производится по сред-
ней линии толщины заготовки. Поверхность каждого перехода разбивают на эле-
менты, имеющие геометрически простую форму поверхности, и подсчитывают их
площади по формулам, приведенным в табл. 37.
Искомой величиной является высота (глубина) вытяжки, которую находят,
приравнивая сумму площадей элементарных поверхностей площади поверхности
заготовки. Так, для детали диаметром dnt показанной на рис. 124, сумма площадей
составляет
2/л = т [<% - + 2гп)21 + l2n (dn + 2гп) rn - 8г2] + ndn (hn - 2rn) +
тг зт
+ £ |2л (d„ - 2г„) + 8г« ] + -4- (d„ - 2г„)2 = F3ai.
Однако совсем не обязательно производить все эти подсчеты.
Определив диаметры вытяжек и выбрав радиусы закруглений, глубину вытяжки
можИО найти Непосредственно по конечным формулам:
для 1-й вытяжки
*> = -
ДЛЯ n-й ВЫТЯЖКИ
hn = 4d„ + 0,86г„;
где Й1(...» hn — полная высота деталей (от дна до фланца).
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
165
Приравнивая площади поверхности по операциям Flt F2, можно выразить
глубину последующей цилиндрической вытяжки через известную глубину преды-
дущей
йг = J й, - 0,86 Г1^-7Г2<<2
«2 <4
или
йг = ^—®18^+0,86г2,
й т2 2
соответственно (кроме п = 1)
^ = -7--~^,86ГлЛ + 0.86гв,
тп
где т2 и тп — коэффициенты вытяжки
на соответствующих операциях.
0/4/7
Операция 5
Операция 3
М.5
Операция 4
Толщина материала 17.мм
Рис.
125. Пример последовательной вытяжки детали с широким фланцем
Указанные формулы действительны для цилиндрической формы переходов
при условии равенства радиусов закруглений у дна и фланца. В случае разной
166
ВЫТЯЖКА
величины радиусов закруглений расчетные формулы приобретают следующий вид:
h‘ - -<'* + '’> f »14 - »«]
+I '•14 - Н
Сумма площадей элементарных поверхностей может быть подсчитана по схеме,
в которой высота h относится к цилиндрической части, а не к полной высоте вытяжки
(см. табл. 38). Но в этом случае конечные расчет-
Рис. 126. Последовательность
вытяжки детали с наклонным
фланцем
ные формулы для определения h получаются более
сложными.
Если же геометрическая форма вытяжки более
сложная, например полусферическая, коническая,
ступенчатая или иная, подсчет перераспределения
металла производят по геометрическим формулам
элементов поверхности или по правилу Гюльдена
(см. стр. 126).
На рис. 125 приведен пример последователь-
ной вытяжки деталей с широким фланцем без из-
менения его диаметра по операциям. На рис. 126
показана вытяжка деталей с наклонным (косым)
фланцем.
Глубокая вытяжка деталей с небольшим флан-
. h Д
цем — = 1,1 4- 1,4 при 7 > 1 I производится
\ а а /
обычным способом — путем вытяжки на первой
операции цилиндрической заготовки без фланца,
перетяжки ее на последующих операциях с обра-
зованием конического фланца (в результате вытя-
гивания металла из-под конусного прижима) и
правки его на плоскость.
Техиологические расчеты
при последовательной вытяжке в ленте
Технологические расчеты процесса последова-
тельной вытяжки в ленте заключаются в выборе
способа штамповки (однорядная или многорядная,
с надрезкой ленты или в целой ленте), в определении числа вытяжных переходов
и их диаметров, в распределении перетягиваемого металла по отдельным перехо-
дам и подсчете высоты вытяжки по переходам, в распределении по позициям
штампа прочих переходов — калибровки, пробивки, обрезки и т. п.
В результате расчетов получаем технологическую схему последовательной
штамповки, в соответствии с которой разрабатывается конструкция штампа.
Существуют два технологически различных способа последовательной вытяжки
в ленте: вытяжка в целой лейте (а) и вытяжка с надрезкой ленты или вырезкой про-
межутков (рис. 127, 6).
Первый способ применяется при вытяжке мелких деталей из относительно тол-
стого и пластичного материала при малой величине фланца;
S^0,05d; = (1,1 4- 1,2) d.
где с!ф — диаметр фланца;
d — диаметр готовой детали.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
167
Второй способ применяется при вытяжке деталей из относительно тонкого мате-
риала, а также деталей с широким фланцем:
S<0,05d; d^>l,2d.
Первый способ более экономичен по расходу материала, но применяется глав-
ным образом для многорядной вытяжки небольших цилиндрических деталей. Вто-
рой способ дает несколько большую величину отходов, но более универсален и при-
меним для вытяжки деталей цилиндрической, конической, прямоугольной и слож-
ной форм.
су л
' деталь
8 лер. лер. 6 пер. 5 пер У пер.З пер. 2 пер. / пер.
9 пер 8 пер. 7 пер, 6 пер. 5 пер. У пер.3 пер. 2 пер. 1 пер.
Рис. 127. Последовательность вытяжки в ленте
Размеры заготовок при вытяжке в ленте подсчитываются различно для вытяжки
в ленте с надрезами и в целой ленте. И в том и другом способах подсчет размеров
заготовки и перераспределение материала по переходам следует производить весьма
точно по средней толщине детали с учетом всех радиусов закруглений.
При вытяжке с надрезкой ленты размеры заготовок определяют как при вы-
тяжке из штучных заготовок, исходя из равенства площадей поверхности заготовки
и вытягиваемой детали и принимая, что средняя толщина стеной равна толщине
исходной заготовки. В этом случае применяют формулы площадей элементов поверх-
ности (см. табл. 37) или способ подсчета, основанный на правиле Гюльдена
(см. стр. 126).
Приравнивая суммарную площадь поверхности детали поверхности круглой
заготовки, находим ее диаметр по формуле
D = 1,13 = 2,83 УИг.
При вытяжке в целой ленте определяют диаметр условной заготовки, учитывая
коэффициент утонения материала, равный при однорядной вытяжке а = 0,96 -5- 0,98,
а при многорядной вытяжке а — 0,92 ч- 0,95.
Так как при вытяжке в целой ленте первая вытяжка делается несколько боль-
ших размеров, чем требуется для образования готовой детали, то диаметр условной
заготовки берется больше расчетного на 8—10%
Dy 1,2 KW = 3,0УМ.
Па рис. 128 приведены наиболее распространенные типы раскроя и надрезов
ленты.
168
ВЫТЯЖКА
Рассмотрим определение ширины ленты для этих случаев, а также для вытяжки
в целой ленте. Фактический размер заготовки берется больше расчетного на величину
припуска b на кольцевой отход при вырезке
D3 = D + b.
где D3 — фактический диаметр заготовки;
D — расчетный диаметр заготовки в мм\
b — припуск на обрезку в мм.
Величина припуска на обрезку (на диаметр) приведена в табл. 62.
Фактическая ширина кольцевого отхода будет несколько больше расчетной
Рис. 128. Наиболее распространенные типы
раскроя и надрезов ленты
вследствие растяжения материала при
вытяжке.
Ширина ленты для трех типов рас-
кроя, приведенных на рис. 128, опре-
деляется по следующим формулам:
для раскроя с двойным надрезом
(рис. 128, а)
В = -|- 4^;
для раскроя с вырезкой проме-
жутков (рис. 128, б)
В = А -|- 2п2 =
= (1,0 4- 1,05) (D + Ь) + 2^;
для раскроя с вырезкой промежут-
ков и наружной обрезкой (рис. 128, в)
В = D3 = D + 6;
для однорядной вытяжки в целой
ленте
B = Dy + 2n1= 1,1 D + 2nv
Наиболее экономичным по расхо-
ду материалов и наиболее удобным
в производстве является раскрой с вы-
резкой промежутков и наружной обрез-
кой (рис. 128, в).
Шаг подачи для вытяжкн с надрезом ленты Н = D3 + п, а для вытяжки в целой
ленте Н = Ьу.
Величина перемычек при последовательной вытяжке в ленте приведена в табл. 63.
Таблица 62. Величина диаметрального припуска на обрезку b (в мм)
Расчетный диаметр заготовки в мм Припуск при толщине ленты в мм
0,2 0,3 0,5 0,6 0.8 1.0 1.2 1 »-5 2,0 2Л 3,0
До 10 1,2 1.0 1,2 1,5 1,8 2,0 —
10-30 1,2 1,2 1,5 1,8 2,0 2,2 2.5 3,0 — — —
30-60 1,2 1,5 1,8 2,0 2,2 2,5 2,8 3,0 3,5 4 5
Свыше 60 — — 2,0 2,2 2,5 з,о 3,5 4,0 4,5 5 6
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
169
Таблица 63. Величина перемычек при последовательной вытяжке
в ленте (в мм)
Размеры заготовок D3 в мм Перемычки между деталями п Величина боковых перемычек
при вытяжке в це- лой ленте rii при вытяжке с надреза- ми или вырезами л2
До 10 1-1,5 1-1.5 1,5-2
10-30 1,5—2 1,5 -2 2 -2,5
Свыше 30 2 -2,5 2-2,5 2,5—3
В случае применения последовательно-вытяжных штампов с боковыми шаго-
выми ножами ширина ленты соответственно увеличивается на двойную ширину
кромки срезаемой ножом (при одном шаговом ноже — на одну ширину).
Штампы с боковыми шаговыми ножами применяют в основном при ручной
подаче заготовки. При последовательной вытяжке в ленте
шаговые ножи не являются необходимыми, так как получен-
ная на первых переходах в ленте сферическая
выпуклость позволяет центрировать ее по гнез-
дам матриц следующих переходов, пока ленТа
не дойдет до постоянного или автоматического
упора.
Ширина срезаемой кромки должна быть
несколько больше погрешности резки полос или
допусков по ширине ленты. Ширина кромки,
срезаемой шаговым ножом, приведена в табл. 64.
После определения размеров заготовки и
ширины ленты производят расчет числа и диа-
метров вытяжных переходов.
Число вытяжных переходов при последова-
тельной вытяжке в надрезанной ленте опреде-
ляется по допустимой степени деформации,
аналогично вытяжке деталей с фланцем, но с
коррективами, учитывающими повышенную ско-
Таблица 64. Ширина кромки,
срезаемой боковым шаговым
ножом
Толщина материала в мм Ширина срезае- мой кромки в мм
До 0,5 0,6-1,0
0,5-1,2 1,0- 1,5
1,5- 2,5 1,5-2,0
2,5-3,5 2,0-2,5
рость вытяжки при работе на быстроходных прессах. Для определения допусти-
мой величины первой вытяжки можно пользоваться условными коэффициентами
первой вытяжки, предназначенными для расчета вытяжки деталей с фланцем.
Величина условных коэффициентов = первой вытяжки применительно
к последовательной вытяжке в ленте приведена в табл. 65.
Наряду с указанными коэффициентами Приводим соответствующие им по сте-
пени деформации наименьшие величины коэффициентов первой вытяжки тг —
деталей с фланцем (табл. 66).
Уменьшение величины коэффициента первой вытяжки с увеличением диаметра
фланца отнюдь не означает увеличения степени деформации, а является ре-
зультатом увеличения размеров фланца и уменьшения численной величины отно-
шения d/D.
Технологические расчеты первой вытяжки в ленте можно также производить
по допустимой глубине первой вытяжки, приведенной в табл. 67.
При технологических расчетах первой вытяжки в ленте не всегда приходится
пользоваться приведенными выше коэффициентами вытяжки. В ряде случаев доста-
точно руководствоваться следующими указаниями.
170
ВЫТЯЖКА
Таблица 65. Величина
условных коэффициентов
первой вытяжки в ленте
Относи- тельный диаметр фланца Коэффициенты при относи- тельной толщине заготовки 4-»
2-1,5 1,5-1 1-0,5
До 1,1 0,50 0,53 0,55
1,5 0,56 0,58 0,60
2,0 0,62 0,64 0,66
2Д 0,68 0,70 0,73
Таблица 66. Наименьшие
величины коэффициентов первой
вытяжки для цилиндрических
деталей с фланцем
Отно- шение Коэффициенты при относи- тельной толщине заготовки 4-
2-1,5 1,5-1,0 1,0-0,5
1,1 0,51 0,53 0,55
1,5 0,47 0,49 0,50
2,0 0,42 0,43 0,44
2,5 0,37 0,38 0,38
1. Первая вытяжка в надрезанной ленте производится до получения фланца
требуемого размера, который'остается неизменным на последующих переходах.
2. Большая часть поверхности заготовки должна быть втянута в матрицу первой
вытяжки. Плоской часрйо заготовки на первой вытяжке в некоторых случаях может
оставаться лишь припуск на обрезку и соединительные мостики с перемычками.
3. При вытяжке относительно толстых заготовок^ • 100 >2^расчетное коли-
чество металла, втягиваемое в матрицу первой вытяжки, увеличивается на 3—5%.
4. Как правило, при последовательной вытяжке в ленте не следует стремиться
к уменьшению числа вытяжных переходов, так как это не приводит к увеличению
производительности. В большинстве случаев для большей надежности процесса
последовательной штамповки целесообразно смягчить расчетные коэффициенты и
ввести дополнительный вытяжной переход.
Количество последующих переходов вытяжки определяется необходимостью
перетяжки цилиндра диаметром в деталь требуемого диаметра, без изменения
наружного размера фланца. Технологические расчеты этих переходов производятся
по коэффициентам вытяжки, не связанным с размером фланца,
Величина этих коэффициентов приведена в табл. 68.
Таблица 67. Относительная
глубина первой вытяжки (h/dt)
в надрезанной ленте
Отно- шение Vdi Глубина при относительной толщине заготовки
2-1,5 1,5-1,0 1.0-0,5
1,1 0,75 0,65 0,56
1,5 0,58 0,50 0,45
2,0 0,42 0.36 0,32
2,5 0,28 0,25 0,22
Таблица 68. Коэффициенты
последующих вытяжек деталей
с фланцем в надрезанной ленте
Обозна- чения коэффи- циентов Величина коэффициентов при относительной толщине заготовки -р- • 100
2—1.5 1,5-1,0 1,0—0,5
0,73 0,75 0,76
т3 0,75 0,78 0,79
т4 0,78 0,80 0,82
тъ 0,80 0,82 0,84
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
171
Диаметры вытяжек обычно подсчитывают по внутренним размерам переходов,
иначе говоря, по рабочим размерам вытяжных пуансонов, чего нельзя делать при
подсчете перераспределения металла по переходам.
При последовательной вытяжке в целой ленте условия вытяжки ухудшаются,
так как возникает неравномерность деформации в продольном и поперечном направ-
лениях, образование складок у края ленты и увеличение растягивающих напряже-
ний в опасном сечении. Поэтому при последовательной вытяжке в целой ленте степень
деформации по переходам уменьшают, применяя большую величину коэффициентов
вытяжки.
В табл. 69 приведены приближенные значения допустимой глубины первой
вытяжки в целой ленте, а в табл. 70 — приближенные величины коэффициентов
последующих вытяжек в целой ленте.
Таблица 69. Допустимая
относительная глубина h!dv первой
вытяжки в целой ленте
Отно- шение Глубина прн относительной толщине заготовки
Свыше 2,0 ! 2.0-1,0 1,0—0,5
1,3 0,45 0.40 0,35
1,5 0,40 0,36 0,32
2,0 0,35 0,32 030
Таблица 70. Коэффициенты
последующих вытяжек
в целой ленте
Обозна- чения коэффи- циентов Величина коэффициентов при относительной толщине заготовки -^-«100
Свыше 2,о| 2,0-1,0 1,0—0,5
0,80 0,82 0,85
т2 0.82 0,84 0,87
т4 0,85 0,87 0,90
0,87 0,89 0,92
Условие неизменности наружного размера фланца при последовательной вы-
тяжке в ленте требует тщательного подсчета равномерного перераспределения металла
по переходам. Этот подсчет сводится к установлению постепенно уменьшающихся
радиусов закруглений и определению высоты (глубины) вытяжки на каждом пере-
ходе (позиции). Так же, как и при вытяжке деталей с широким фланцем, основой
подсчета является постоянство объема (или площади поверхности) металла заготовки
по переходам.
Площадь поверхности металла, втянутого на первой операции в матрицу, посте-
пенно уменьшается в процессе вытяжки. Поверхность каждого перехода (по средней
линии толщины заготовки) разбивают на элементы, имеющие геометрически простую
форму поверхности. Затем подсчитывают, их площади по формулам, приведенным
в табл. 37. Неизвестной величиной остается высота (глубина) вытяжки, которую
находят, приравнивая сумму площадей элементарных поверхностей площади поверх-
ности заготовки. Схема подсчета остается той же, что и для вытяжки деталей с широ-
ким фланцем (стр. 160). Так же, как и в первом случае, совсем не обязательно про-
изводить эти геометрические пЪдсчеты.
Зная диаметры вытяжек по переходам и выбрав радиусы закруглений, глубину
вытяжки можно найти по конечным формулам:
для 1-й вытяжки
Л1=——^ + 0,S6ri;
для n-й вытяжки
D2 —
—4^ + 0.860,,
а также по другим формулам, приведенным на стр. 166.
Здесь hlt..., hn — полная высота перехода (от дна до фланца).
172
ВЫТЯЖКА
В случае сложной формы переходов (полусферическая, коническая, ступенчатая)
подсчет перераспределения металла производят по правилу Гюльдена (см. стр. 126).
При вытяжке деталей без фланца или с нинтожно малым фланцем отсутствует
поверхность, втягиваемая на первой вытяжке и уменьшаемая на последующих вы-
тяжных переходах. Однако правило последовательной вытяжки в ленте должно
быть сохранено. При этом размеры заготовки увеличиваются на ширину техноло-
гического фланца, который на первой вытяжке втягивается в матрицу, а на операции
обрезки удаляется в отход. Ширина ленты должна быть соответственно увеличена.
Этот же подсчет применяется и в случае вытяжки в целой ленте, так как этим
способом в основном изготовляются детали с весьма малым фланцем.
На первой вытяжке происходит небольшое растяжение металла и увеличение
его поверхности, особенно при вытяжке в целой ленте. Этот излишне набранный
металл расходуется в дальнейшем на утолщение фланца по переходам.
Высота вытяжных переходов зависит от степени уменьшения диаметра вытяжки
и радиусов закруглений по переходам, причем их влияние взаимно противоположно:
уменьшение диаметра увеличивает, а уменьшение радиусов закругления уменьшает
высоту вытяжки (при том же количестве перераспределяемого материала и при усло-
вии неизменяемости диаметра фланца). В случае уменьшения радиуса закругления
пуансона высота вытяжки уменьшается на величину
Aft 0,43 (гг — г2),
где и г2 — больший и меньший радиусы закругления пуансона.
При одновременном уменьшении одинаковых радиусов закругления у дна и
фланца (без изменения диаметра) высота вытяжки уменьшится на величину
АЛ = 0,86 (/1 — г2)
Поэтому при калибровке детали, сопровождаемой резким уменьшением радиусов
закруглений, высота вытяжки заметно уменьшается.
Высота вытяжного перехода при одновременном уменьшении и диаметра и
радиусов закруглений определяется по формулам, приведенным на стр. 165.
При последовательной вытяжке в ленте радиусы закруглений матрицы берут
меньшей величины, чем для обычной вытяжки (табл. 71).
Таблица 71. Радиусы закруглений пуансона и матрицы
при последовательной вытяжке в ленте
Вытяжные переходы Радиусы закруглений прн относительной толщине £ заготовки — 400
Свыше 2,0 | 2,0—1,0 1,0—0,5
Первая вытяжка (3-j-4)S (4 ч-5)5 (5 ч- 6) S
Последующие вытяжки (0,6 ч-0,7) (0,65 ч-0,7) (0,7 ч- 0,8) г„_,
Радиусы закруглений матрицы должны постепенно уменьшаться по переходам.
Иногда при вытяжке мелких деталей применяют одинаковые радиусы закругления
матрицы от второго до последнего вытяжного перехода с добавлением последующей
калибровки. При калибровке практически достижимо уменьшение радиуса закруг-
ления от 2 до 5 раз.
Радиус закругления пуансона в случае вытяжки деталей средних размеров
берется равным, а при вытяжке мелких деталей — несколько больше радиуса
закругления матрицы.
Первая вытяжка в последовательных штампах должна производиться с предва-
рительным прижимом заготовки к матрице, а на последующих вытяжках прижим
необходим лишь в конце хода для правки фланца.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
173
При последовательной вытяжке достаточно жестких деталей целесообразно,
чтобы пружинный съемник производил заталкивание металла в матрицы, а следова-
тельно, уменьшал растягивающие напряжения в опасном сечении. В случае недоста-
точно жестких мнущихся деталей это недопустимо, вследствие чего ход съемника
вниз ограничивают различными способами.
При вытяжке удлиненных деталей весьма малого диаметра на последних пере-
ходах пуансоны иногда не ставят, а вытяжку производят путем вдавливания загото-
вок в матрицу прижимом.
Отладка последовательно-вытяжных штампов производится путем шлифовки
(доводки) диаметра, длины и радиусов закруглений рабочей части пуансонов, а также
закруглений вытяжных матриц.
Рис. 129. Схема последовательной вытяжки колпачка с лепестком
На рис. 129 приведен двухрядный раскрой ленты и технологическая схема штампа
для изготовления колпачка с лепестком. В данном случае применена оригинальная
угловая форма надрезов ленты, облегчающих процесс первой вытяжки.
Пример. Рассчитать заготовку, количество переходов и их размеры для после-
довательной вытяжки детали, показанной на рис. 130, а. Материал — никелевая
лента толщиной 0,2 мм.
Начисляем диаметральный припуск на обрезку фланца — 2 мм. Технологиче-
ский диаметр фланца равен 10 мм.
Для подсчета размеров заготовки разбиваем поверхность детали на шесть гео-
метрически простых поверхностей (Flt F%,..., Fn на рис. 130, б) и подсчитываем пло-
щади их поверхности по средней линии толщины м-а т е р и а л а:
„ лсР 3,14-3,42 _
4 4
Г2 = л dli = 3,14 • 3,4 • 2,1 = 22,43 мМ\
F3 = л (DL — 2Rh) = 3,14 (5,0,0,86 — 2 • 1,1 • 0,77) = 9,8 мМ\
174
ВЫТЯЖКА
где
L 4W = °»86лои; а = 50**;
h = 0,77 лш;
Г4 = л (DL + 2Rh) = 3,14 (2,5 • 1,06 + 2 • 1,2 - 0,91) = 15,16 мм\
где
г xRa .
L = -jgg- = 1,06 мм;
h — 1,2 sin 50° — 0,91 мм;
Fb = n,Dh = 3A4-4,9 -1,8 = 27,70лш2;
Fe = Д (d| — dj) = 0,785 (102 — 5,12) = 58,09 мм*
Общая площадь поверхности ..., Fe = 142,24 мл?. Диаметр заготовки
D = 1,13/143 = 13,52 13,6 мм.
$
Относительная толщина заготовки у 100= 1,5.
Принимаем однорядный раскрой ленты с вырезкой промежутков. Ширина ленты
16 мм.
Рис. 130. К расчету последовательной вытяжкн в ленте
Ввиду очень тонкого легко мнущегося материала заготовки необходимо обеспе-
чить большую надежность процесса последовательной вытяжки в ленте. С этой целью
применяем смягченные (по сравнению с приведенными в таблицах) расчетные коэф-
фициенты вытяжки и определяем наружные диаметры вытяжки.
1-я вытяжка: тх = 0,59; dt = 13,6-0,59= 8 мм;
2-я вытяжка: т2— 0,78; d2 = 8-0,78= 6,2 мм;
3-я вытяжка: т3 = 0,82; d3 = 6,2-0,82 = 5,1 мм;
4-я вытяжка: (ступенчатая)
ги4 = 0,84; d4 = 5,1 -0,84 = 4,3 мм\
Калибровка по диаметру
и радиусам: тБ = 0,84; db = 4,3-0,84= 3,6 мм.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
175
Радиусы закругления пуансона и матрицы на первых трех вытяжках принимаем
равными 7? = 5S= 1 мм, на четвертой ступенчатой вытяжке У? = 0,5 мм, а на ка-
либровке R — 0,1 мм (размер по чертежу). В дальнейших подсчетах применяем ра-
диусы закруглений до средней линии.
Производим расчет перераспределения металла по вытяжным переходам. Диа-
метр фланца до обрезки известен и равен 10 мм. Диаметры переходов вытяжки опре-
делены, радиусы закруглений выбраны. Искомой величиной является высота вытяж-
ных переходов (рис. 131).
Калибровка
3-я бытяжно
Рис. 131. Определение высоты переходов
Подсчет производим по средней линии толщины металла
по формулам, приведенным на стр. 164.
Первая вытяжка (D = 13,6 мм, dr = 7,8 мм, — 1,1 мм)
D2 — dz,
hr = + 0,86/1 = 3,67 мм.
4dj 1 1
Высота по средней линии равна высоте головки пуансона.
Контрольная высота первого перехода вытяжки
hx -]- S = 3,9 мм.
Вторая вытяжка (d^ = 6,0 мм, г2 = 1,1 мм)
D*-d*
h2 = —т-j—— -J- 0,86/2 = 4,5 мм.
4d2
Полная высота второго перехода вытяжки
h% -J- 5 = 4,7 мм.
1-я вытяжка 2-я вытяжка 3-я вытяжка и-я вытяжка Калибровка Пробивка Обрезка
rn^-0,59 m3~0t82 ти-0№ ms=0,86 дна фланца
Ф78 Ф.8А ФЛ7 М?:1 451*0.05
/4 А/ КЗ . /4
Ф19*°>28
12
Рис. 132. Схема раскроя ленты и последовательность переходов
Рис. 133. Последовательная вытяжка в ленте глубоких деталей
ЬЫТЯЖКА
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
177
Третья вытяжка (d3 = 4,9 мм, r3 = 1,1 мм)
ГР “
h3 — ———- + 0,86/3 = 5,3 мм.
44з
Полная высота третьего перехода вытяжки
h3 + S = 5,5 мм.
Четвертая вытяжка (d4 = 4,1 мм, г4 = 0,6 мм, г = 1,1 ил/). Высота
ступенчатой вытяжки по этим формулам не может быть подсчитана. Здесь необходим
подсчет по сумме площадей элементарных геометрических поверхностей одновре-
менно с 1рафическим построением. Полная высота вытяжки равна 5,8 мм.
Рис. 134. Разрез штампа для последовательной вытяжкн
Калибровка (d5 = 3,4 мм, = 0,2 мм). Подсчет производится аналогично
предыдущему. Полная высота вытяжки равна 6,0 мм.
Пробивка дна по внутреннему диаметру у тонкостенных деталей, как
показал опыт, сопровождается некоторым уменьшением высоты, в данном случае
до размера 5,8 мм. Последний переход — обрезка фланца диаметром 8 мм.
На рис. 132 приведена схема построения переходов и раскроя ленты, являю-
щаяся заданием для проектирования штампа.
На рис. 133 приведены примеры последовательной вытяжки ступенчатой детали
с фланцем из стальной ленты. Последовательность штамповки ясна из рисунка.
На рис. 134 показан разрез последовательного штампа для данной детали.
Отличительные особенности конструкции штампа: механизм подъема ленты для ее
подачи, отжимаемый во время рабочего хода вниз особыми пружинящими Толкате-
лями; раздельные прижимы-съемники на каждом вытяжном переходе; вставные
вытяжные матрицы с подпружиненными штифтовыми выталкивателями.
В случае последовательной вытяжки в ленте более толстых и менее точных дета-
лей схема технологических расчетов остается той же, но допустимо округление подсче-
тов высоты вытяжек до 0,5 мм, а для крупных деталей до 1 мм.
178
ВЫТЯЖКА
Технологические расчеты при вытяжке низких прямоугольных
коробчатых деталей
Технологические расчеты при вытяжке низких прямоугольных коробок, вытя-
гиваемых в одну операцию, состоят из следующих этапов:
1) проверка возможности вытяжки коробки в одну операцию;
2) построение контура плоской заготовки и подсчет ее размеров;
3) проверка степени деформации в углах коробки по коэффициентам вытяжки.
Проверка возможности вытяжки коробки в одну операцию производится по
табл. 46 в зависимости от соотношения геометрических параметров коробки (г/В
и S/D).
Построение контура плоской заготовки для прямоугольных коробок было рас-
смотрено выше (стр. 132—137).
Как было установлено автором, способ расчета и построение формы заготовки
определяется большей или меньшей возможностью вытеснения металла из угловых
закруглений в боковые стенки коробки. (На рис. 100 было приведено разграничение
области применения различных случаев вытяжки квадратных и прямоугольных
коробок.) Как показал производственный опыт, несоблюдение указанного различия
способов расчета и области их применения приводит к ошибкам и неудачам.
В зависимости от соотношения р Г следует применять один из трех спосо-
В -------------------------------- П
бов расчета и построения заготовки: при —---— ^0,17 — способ Б. П. Звороно
В — п
<0,4 — способ AWF (рис. 100, Пь)\ при
(рис. 100, На)\ при 0,17 <р----п
В — п
- /7^0,4 —способ автора (рис. 100, //с).
В — п
Первый способ позволяет получить низкие коробки без последующей обрезки
кромок. Необходимые условия для этого — равномерная толщина заготовки, равно-
мерный зазор на всех сторонах штампа, точная фиксация заготовки, равномерная
смазка вытяжных кромок.
При втором способе обычно требуется последующая обрезка кромок, ввиду
значительного вытеснения металла из углов в боковые стенки и увеличения их вы-
соты. В ряде случаев ^до - Г = 0,25^ этот способ может быть заменен первым
способом или вытяжкой упрощенного контура с последующей обрезкой кромок,
а в других случаях (при Г ^0,28) — третьим способом построения. Послед-
\ В — п /
ний способ, как правило, требует последующей обрезки кромок.
Степень деформации проверяется по коэффициентам вытяжки в углах коробки.
Из рассмотрения деформации при вытяжке прямоугольных деталей (см. рис. 99)
видно, что боковые стенки не просто отгибаются, а претерпевают более сложную
деформацию, состоящую из сжатия (укорочения) элементов вдоль периметра и
удлинения в вертикальном направлении, причем эта деформация достигает наиболь-
шей величины в угловых закруглениях.
Участие боковых сторон прямоугольных деталей в деформации вытяжки и пере-
мещении материала приводит к следующим положительным результатам:
1) значительно уменьшается степень деформации в углах закруглений по
сравнению с деформацией при вытяжке цилиндрических деталей тех же размеров;
2) снижаются тангенциальные сжимающие напряжения, повышается устойчи-
вость фланца на изгиб и образование гофров;
3) первая вытяжка прямоугольных коробок производится при значительно
меньшей величине коэффициентов вытяжки в углах по сравнению с вытяжкой ци-
линдрических полых деталей.
Степень смещения металла в боковые стенки зависит от отношения г/В; смеще-
ние металла приводит к повышению общей степени деформации и к снижению коэф-
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
179
фициента угловой вытяжки tn = для прямоугольных коробок до tn = 0,30 -ь 32
вместо tn = 0,50 ~ 0,60 для вытяжки цилиндрических деталей.
Устойчивость фланца и возможность предотвращения складкообразования
зависят главным образом от относительной толщины материала S/D.
В табл. 72 приведены приближенные значения коэффициентов вытяжки для
низких квадратных и прямоугольных коробок, вытягиваемых в одну операцию.
В случае вытяжки менее пластичных металлов (стали 20—25 и т. п.) коэффициенты
вытяжки нужно брать по верхнему пределу, а при вытяжке более пластичных метал-
лов (алюминий, сталь 08ВГ и т. п.) по нижнему пределу. Величина D обозначает
ширину заготовки. Большие значения относятся к вытяжке квадратных коробок,
а меньшие — к вытяжке удлиненных прямоугольных коробок.
Таблица 72. Коэффициенты угловой вытяжки т для низких
квадратных и прямоугольных коробок, вытягиваемых за одну операцию
(сталь 10)
Отношение г/В 3 Коэффициенты прн относительной толщине заготовки -^-*100
2—1 1,0-0,5 ! 1 0,5—0,2 1
0,4 0,40—0,42 0,42—0,45 0,44—0,48
0,3 0,36- 0,38 0,38 -0,40 0,40—9,42
0,2 0,33—0,34 0,34—0,36 0,36—0,38
0,1 0,30 0,32 0,33
0,05 0,29 0,30 0,32
Выбор коэффициента вытяжки по табл. 72 позволит избежать применения
недопустимой степени деформации или выявить необходимость калибровочной опе-
рации.
Технологические расчеты при многооперационной вытяжке
высоких квадратных и прямоугольных коробок [233]
Разработка технологического процесса многооперационной вытяжки высоких
коробчатых деталей состоит из следующих этапов:
I) определение формы и размеров плоской заготовки;
2) предварительный подсчет требуемого количества операций вытяжки и выбор
коэффициентов вытяжки;
3) выбор способа технологического расчета, соответствующего геометрическим
параметрам коробки;
4) расчет формы и размеров вытяжных переходов, начиная с предпоследнего;
5) выявление других операций технологического процесса: обрезка, пробивка,
термообработка и т. п.;
6) определение расчетных усилий по операциям.
Определение формы и размеров плоской заготовки производится по методам и
формулам, приведенным на стр. 139. После этого вычерчивается контур заготовки
и верхняя проекция вытягиваемой коробки, необходимые для дальнейших построе-
ний.
Предварительный подсчет требуемого количества операций вытяжки произво-
дится по общей величине деформации, необходимой для превращения плоской заго-
товки в прямоугольную коробку. Здесь пригоден метод подсчета, аналогичный
методу, применяемому при расчетах многооперационной вытяжки цилиндриче-
ских деталей по коэффициентам вытяжки. Эти коэффициенты представляют собой
180
ВЫТЯЖКА
отношения длины периметров вытянутой детали и заготовки
__ dn л
1 D nD’ п dn_i^ndn^-
Таким образом, предельная величина коэффициентов вытяжки представляет
собой отношение длины периметра наименьшей детали, которую можно вытянуть
за одну операцию, к длине кон гур а заготовки или к длине периметра детали преды-
дущей операции.
При вытяжке прямоугольных коробок вопрос усложняется тем, что геометри-
ческие формы контура заготовки и коробчатой детали разные, следствием чего яв-
ляется неравномерное распределение деформаций по контуру, однако результати-
рующая усредненная деформация та же: длина контура заготовки
уменьшается и становится равной длине периметра
коробки.
Для предварительного определения количества операций вытяжки вполне
допустимы некоторые упрощения подсчетов длины контура. Так, например, при
подсчете длины контура коробчатых деталей в большинстве случаев можно не учи-
тывать радиусы угловых закруглений (за исключением коробок с очень большими
радиусами закруглений), а длину овального контура можно приравнять длине
окружности, диаметр которой равен полусумме осей овада.
Для основных случаев многооперационной вытяжки коробчатых деталей общая
величина деформации выражается следующими коэффициентами:
1) при вытяжке квадратной коробки (В X В) из круглой заготовки диаметром D
2) при вытяжке прямоугольной коробки (Д X В) из круглой заготовки
2(Л + В) |27Л + В.
тоб= ~пЬ ” ,27—2£>~’
3) при вытяжке прямоугольной коробки (Д X В) из овальной заготовки (L и К)
2(А + В) _127А + В
06 0,5л (L + К) ’ L+ К'
Эти коэффициенты при условии учета неравномерности деформации сопоста-
вимы с проверенными многолетней практикой коэффициентами вытяжки цилиндри-
ческих деталей Ч
Только последняя операция вытяжки квадратной коробки из цилиндрической
заготовки, а также прямоугольной коробки из полуфабриката овальной формы
производится при большой величине усредненного коэффициента вытяжки тср =
= 0,90 4- 0,95.
Количество операций, необходимых при многооперационной вытяжке коробча-
тых деталей, может быть определено по табл. 73 в зависимости от величины общего
S S
коэффициента вытяжки tn0(j и относительной толщины заготовки — • 100 или X
X 200. После определения количества операций производят расчет операционных
размеров, начиная с предпоследнего перехода, являющегося наиболее ответственным.
При перетяжке цилиндра на квадрат или овала на прямоугольник степень дефор-
мации неравномерна по периметру изделия. Наименьшая величина деформации —
в углах коробки, а наибольшая — в середине ее сторон. Поэтому приходится произ-
водить расчет п — 1-го перехода (последней вытяжки) по средней степени деформации
1 Приводимый некоторыми авторами способ подсчета условных диаметров по равной
площади поверхности не обоснован, так как длина контура фигур различной геометрической
формы не соответствует площади поверхности. Кроме того, этот способ требует более сложных
подсчетов.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
181
по контуру, характеризуемой средним коэффициентом вытяжки,
_ В — 0,43г
тср~ 0,5л Rbn^’
откуда
В — 0,43г
157m •
7 С//
Это равнозначно нахождению стрелы дуги
(1 —0,785 тср- 0,43 ГЛ В
Ьп = Rbn_ ,-0,55 = \---------^Гт-. .
Автором построена диаграмма (рис. 135), дающая изменение величины Ьп в за-
висимости от относительного углового радиуса r/В и количества предшествовавших
операций вытяжки, так как при увеличении их числа наклеп металла и допустимые
коэффициенты вытяжки увеличиваются.
Таблица 73. Количество операций вытяжки прямоугольных коробчатых
деталей в зависимости от величины общего коэффициента вытяжки
Количество вытяжек Коэффициенты вытяжки то& при относительной толщине -^-*100 с или у—. 200 ъ К
2-1,5 1,5—1,0 1,0—0,5 0,5—0,2
Две 0,40-0,45 0,43—0,48 0,45—0,50 0,47—0,53
Три 0,32-0,39 0,34—0,42 0,36—0,44 0,38-0,46
Четыре 0,25—0,30 0,27—0,32 0,28—0,34 0,30—0,36
Пять 0,20-0,24 0,22—0,26 0,24—0,27 0,25—0.29
Расчетная величина коэффициента последней вытяжки составляет для квадрат-
ных коробок тср = 0,90 4- 0,93, для прямоугольных коробок тгр = 0,91 4- 0,95.
Способы технологического расчета многооперационной вытяжки квадратных и
прямоугольных коробок различны и рассматриваются раздельно.
Многооперационная вытяжка высоких квадратных коробок. При многооперацион-
ной вытяжке квадратных коробок форма детали на промежуточных переходах в боль-
шинстве случаев представляет собой цилиндр, превращаемый в последней или пред-
последней операции в квадратную коробку.
Предварительный подсчет количества операций производят по табл. 73, размеры
предпоследней вытяжки находят приведенным ниже расчетом, а размеры промежу-
точных вытяжек определяют по коэффициентам вытяжки для цилиндрических дета-
лей (см. табл. 52).
Технологические расчеты и построение формы переходов различны для разной
относительной толщины материала S/B-100, которая характеризует большую или
меньшую устойчивость деформируемой заготовки.
На рис. 136 приведены два основных способа многооперационной вытяжки
квадратных коробок с различной формой переходов, применяемых при разном от-
ношении S/B.
Первый способ характеризуется тем, что заготовка на промежуточных переходах
имеет цилиндрическую форму, превращаемую на последней операции в квадратную
коробку.
182
ВЫТЯЖКА
Вследствие технологической трудности и значительной неравномерности дефор-
мации при перетяжке цилиндра на квадрат этот способ применяется для вытяжки
Рис. 135. Зависимость величины Ьп от отношения г/В и числа пред-
шествовавших вытяжек
коробок при относительно большой толщине материала 100^2 ) и относитель-
но небольшом расстоянии между стенками 0S. При большей величине Ьп проис-
ходят потеря устойчивости, складкообразование и обрывы. В случае вытяжки квад-
Рис. 136. Последовательность переходов при многооперационной вы-
тяжке квадратных коробок (при различном отношении S/B):
I — при В 50S; II — при В > 60S
ратных коробок с весьма большими радиусами угловых закруглений (г = 0,2 4- 0,4 В)
можно производить вытяжку и при меньшей относительной толщине, ио при обя-
зательном условии Ьп 10 S.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
183
Второй способ дает облегченную вытяжку на последней операции, так как
п— 1-й или даже п — 2-й переходы имеют форму квадрата с большими угловыми
закруглениями и небольшим просветом между стенками. Этот способ применяется
(S \
- • 100 < 2 1 Для расчета угловых
закруглений вводится расчетный размер Ву < В
_ fr„ + 0,43r
ЬУ ~ 0,207 ~w
Расстояние между стенками на последней операции Ьп берется по диаграмме
(рис. 135) в зависимости от отношения r/Bv и количества операций вытяжки.
f S \
При вытяжке коробок с относительно малой толщиной материала -*100 < 1
\В /
иногда применяется третий способ, характерный тем, что п — 1 ил — 2-й переходы
имеют форму четырехугольника с небольшой вы-
пуклостью сторон. Однако изготовление штампов
при этом способе значительно усложняется и
удорожается. Этот способ здесь не приведен, так
как второй способ может быть применен и в слу-
чае меньшей относительной толщины материала, но
при условии уменьшения Ьп и увеличения коли-
чества операций.
В указанных способах расчет переходов на-
чинается с определения размеров и построения
предпоследнего п — 1-го перехода.
Для уменьшения деформации и облегчения
процесса вытяжки на последней операции пред-
последний переход должен иметь плоское дно по
готовой детали и боковые скосы под углом 45° с
большими радиусами закруглений, как показано
на рис. 137.
Последовательность расчета и применяемые
при многооперационной вытяжке высоких квадрат-
ных коробок формулы сведены в табл. 74. Приве-
денный расчет предназначен для операционной вы-
тяжки на прессах двойного действия или на
кривошипных прессах с буферной подушкой.
Вытяжку коробок па многопозиционных прес-
Рис. 137. Форма дна по пере-
ходам
сах-автоматах следует производить по второму
способу. При этом рекомендуется ввести дополнительный переход, снизить степень
Деформации и уменьшить величины Ьп, Ьп ъ Ьп 2 и т. д.
Многооперациониая вытяжка высоких прямоугольных коробок. При многоопера-
ционной вытяжке прямоугольных коробок могут быть два случая последовательного
изменения формы переходов:
1) заготовка овальная; первая и последующие вытяжки овальные, последняя —
прямоугольная;
2) заготовка круглая; первая вытяжка цилиндрическая, следующие вытяжки
овальные, последняя — прямоугольная.
Первый случай встречается при вытяжке прямоугольных коробок с отношением
сторон Д : В > 1,2, второй — при отношении сторон А В < 1,15, а также при
весьма большой относительной высоте, при которой требуется более трех операций
вытяжки.
В основу построения переходов кладется предложенный автором метод — рас-
чет узкой стороны коробок как половины квадратной коробки. Технологические
расчеты и построение формы переходов различны для разной относительной толщины
заготовки.
184
ВЫТЯЖКА
Таблица 74. Формулы и последовательность расчета
при многооперационной вытяжке высоких квадратных коробок
Определяемые величины Формулы и способы расчета
первый (рис. 136, /) второй (рис. 136, II)
Относительная толщина с -|--100^2; В <505 с • 100 < 2; В > 505 В
Диаметр заготовки при г = Гу = гд
D3 = 1,131' В2 + 4В (Н — 0,43г) — 1,72г (И + 0,33г)
Угловой расчетный раз- мер By<zB — By^aSOS
Расстояние между пе- реходами ^<10S bn < 105
Радиусы п — 1-го пере- хода (предпоследнего) Ч ,=°’5£+'’п ^п_Г^Ву + Ьп
Ширина п— 1-го пере- хода — Вп , = В + 2/>„
Угловой зазор (вклю- чая S) х = Ьп 4- 0,41г — 0,207В х = Ьп + 0,41г — 0,207Ву
Радиусы п — 2-го пе- рехода ч, Rb = — Q,5D3nh ° и 2 т2 3 1 е II е *
Расстояние между пе- реходами bn-i — КУп e КУп л
Ширина п — 2-го пере- хода (при п = 4) - Bn 2 — Bn l -|“ 1
Диаметр п — 2-го пе- рехода (при трех пере- ходах) — Dn-2 = 2[^ + L mn i + 0,707 (B — By)
Высота коробки Н — 1,05 — 1,10//о (//о — высота по чертежу)
Высота п — 1-го пере- хода (предпоследнего) //„_> = 0,88//
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
185
Продолжение табл. 74
Определяемые величины Формулы и способы расчета
первый (рис. 136, 7) | второй (рис. 136, //)
Высота первой вытяжки (и — 2 или п — 3-го пе- реходов) Hi = Hn_s = 0,25 (J - + 0,43 £ (di + 0,32г)
Примечания: 1. Размер Ьп принимается в зависимости от отношения г/В (для первого способа) или rfBy (Для второго способа) и от числа вытяжек (см. рис. 135). 2. Коэффициенты т^, т2, тп принимаются по таблице для вытяжки цилиндриче- ских деталей (см. табл. 52). 3. Допускается уточнение расчетных величин при графическом построении переходов. 4. Приведенные способы вытяжки применимы и в случае большей относительной толщины материала по сравнению с указанной в таблице.
На рис. 138 приведены два основных способа многооперационной вытяжки пря-
моугольных коробок, применяемых при разном отношении S/B.
В первом способе вытяжки заготовка и промежуточные переходы имеют форму
овала, образованного двумя полуокружностями и параллельными сторонами. При
большой относительной высоте коробки или при малой разности размеров сторон
заготовка берется круглой формы. Этот способ применяется лишь при относительно
большой толщине материала • 100 2 j и небольшом расстоянии между стенками
Ьп 10 S. В случае вытяжки прямоугольных коробок с весьма большими радиусами
угловых закруглений (г — 0,2 4- 0,4) этот способ можно применять и при меньшей
относительной толщине, но при условии Ьп <10 S.
Второй способ применяется при меньшей относительной толщине материала
-100 <2^ .Он дает облегченные условия вытяжки на последней операции, так
как п — 1-й, а иногда и п — 2-й переходы имеют форму прямоугольника с большими
угловыми закруглениями. С этой целью вводится расчетный размер By < В. Вели-
чина Ьп берется по диаграмме (рис. 135) в зависимости от отношения rfBy и количе-
ства операций вытяжки.
Размер ап определяется по коэффициенту пропорциональности переходов
L—A ’
где /( и L — размеры овальной заготовки.
Этот способ прост и технологичен при изготовлении штампов.
Иногда применяется третий способ при вытяжке коробок с относительно малой
толщиной материала • 100 < 1 \, характерный тем, что п — 1 и л — 2-й переходы
имеют форму удлиненного четырехугольника с небольшой выпуклостью сторон.
Однако изготовление штампов при этом способе значительно усложняется и удоро-
жается. Этот способ здесь не приведен, так как второй способ может быть применен
и при меньшей относительной толщине материала, но при условии уменьшения Ьп
и увеличения количества операций.
В приведенных способах расчет переходов начинается с определения размеров
и построения предпоследнего п — 1-го перехода. Последовательность расчета и
1 Предложен и внедрен П. И. Каснковым L41J.
186
ВЫТЯЖКА
применяемые при многооперационной вытяжке прямоугольных коробок формулы
сведены в табл. 75. Приведенный расчет предназначен для пооперационной вытяжки
на прессах двойного действия или на кривошипных прессах с буферной подушкой.
Вытяжку коробок на многопозиционных прессах-автоматах рекомендуется
производить по второму способу. При этом следует ввести дополнительный переход,
снизить степень деформации и уменьшить величины bni bn_lt bn 2t ant an^ и т. д.
Рис. 138. Последовательность переходов при миогоопе-
рационной вытяжке прямоугольных коробок (при раз-
личном отношении S/B):
I — при В 50S; II — при В > 50S
Многооперациониая вытяжка деталей овальной конфигурации. В этом случае
заготовка имеет форму круга или уширенного овала и рассчитывается по формулам
для высоких прямоугольных коробок.
Построение контура переходов производится с учетом различного вытеснения
металла на участках контура различной кривизны Эго приводит к условию постоян-
ства степени деформации (коэффициента вытяжки) по всему контуру на данном
переходе.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
187
Таблица 75. Формулы и последовательность расчета
при многооперационной вытяжке высоких прямоугольных коробок
Определяемые величины Формулы и способы расчета
। первый (рис 13 s. 1) 1 второй (рнс. 13S, Ц)
Относительная толщина СО-Со о 'V с 4 100 <2 D
Диаметр условной за- готовки (г = rv — гд)
D3 = 1,13 V В2 4- 4В (// — 0,43г) — 1,72г (Н + 0,33г)
Длина заготовки L = D3 + (А - В)
Ширина заготовки Е> Д П K = D3 + [В + 2 (Я - 0,43г)| ? £ —г /4 ZT
Радиусы заготовки R = 0,-'К R = О,5К
Коэффициент пропор- циональности переходов х -*^-В х,~ L А
Расстояние между пе- реходами bn = ап^ 10S
Угловой расчетный раз- мер Ву С В — BT=»50S
Радиусы п — 1-го пе- рехода Rf,n= 0,5В + ьп Rvn i = °-5B.v + Ь»
Угловой зазор (вклю- чая S) х = ьп+ 0,41г — 0,207В x^bn+ QAXr^^^lBy
Размеры п— 1-го пере- хода = ^Rbn t Ап.. = А + с->Ьп &n i — R + ?an Д«л ~ Д + 2bn
Радиус п — 2-го пере- хода п - Bbn ' ”-2 тп ! R - Ryn Rt -В,'~2 mn Kbn 2
Расстояние между пе- реходами ! е о- в а II II а" я и № 1 1 <— н* bn I = Ryn-2 — Ry an I = xbn 1
Размеры п — 2-го пе- рехода ВП 2 — 2 Д«-2 = Д + 2 (Ьп + &Л-1) Bn 2 — В + 2 (an an j) Л„_2 = A -) 2 (bn + bn t)
Высота коробки И = 1,05— высота по чертежу)
Высота переходов ип Нп
Примечание. См. примечания к табл. 74.
188
ВЫТЯЖКА
Иначе говоря, отношение радиуса кривизны контура n-го перехода к условному
радиусу кривизны (на том же участке) п — 1-го перехода (взятому из того же центра)
должно быть одинаковым по всему контуру (рис. 139).
ИЛИ
£гг__
bn Ran
ГХ = А
г1у Г2у
Новый способ вытяжки квадратных и прямоугольных коробок небольших раз-
меров создан в Тульском политехническом институте х.
Сущность способа заключается в том, что круглая или овальная заготовка
или прямоугольным пуансоном в матрицу
комбинированного профиля. Верхняя
часть отверстия матрицы представляет
собой конус (или конический овал), а ниж-
няя имеет квадратную или прямоугольную
форму.
На рис 140 показана последователь-
ность деформирования заготовки и полу-
чения квадратной коробки за один рабо-
чий ход.
Вытяжка через коническую часть мат-
рицы позволяет избежать резкой неравно-
мерности деформаций по контуру заготов-
ки, после чего перетяжка глубокой кони-
ческой чашки с квадратным или прямо-
угольным дном в коробчатую форму про-
исходит более благоприятно, вследствие
повышенной устойчивости конического
фланца. При этом значительно снижаются
усилие вытяжки и напряжения в опасном
втягивается из-под прижима квадратным
Рис. 139. Последовательность переходов
при многооперациониой вытяжке овальных
коробок
сечении, а следовательно, становится воз-
можной более глубокая вытяжка в одну
операцию.
Необходимо указать на способ вытяж-
ки прямоугольных и более сложной формы
коробчатых деталей с применением подогрева фланца и охлаждения стенок и дна
(см. стр. 246). Преимущество этого способа состоит в возможности весьма глубокой
вытяжки за одну операцию я отказе от многооперационного процесса. Недостатки
Рис. 140. Последовательность деформирования заготовки и получения квадрат-
ной коробки за одни рабочий ход
его следующие: мала производительность, не отработан вопрос о смазке, опробована
вытяжка главным образом лишь алюминиевых и магниевых сплавов, требуюши?
невысокой температуры нагрева.
1 С. А. Валиев, В. Н. Чудин. Предпосылки интенсификации глубокой вытяж
ки коробчатых деталей. Сб. тезисов докладов VI научио-техиической конференции Туль
скоро политехнического ин-та. Тула, 1970 г. (стр. 51—52).
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
189
Технологические расчеты при этом способе вытяжки совершенно иные, нем
приведенные ранее.
Другим способом изготовления тонкостенных прямоугольных коробок небольшой
величины является холодное выдавливание из плоской толстой заготовки, произво-
димое за один ход пресса. Этот способ является более прогрессивным и более произ-
водительным по сравнению с многооперационной вытяжкой. Однако он применим
в основном для алюминия и алюминиевых
сплавов.
Вытяжка прямоугольных коробчатых де-
талей с фланцем [230]. При вытяжке прямо-
угольных коробок с фланцем также имеет
место значительная неравномерность дефор-
мации по контуру коробки: в угловых за-
круглениях наиболее, а на прямых участках
менее интенсивная.
На рис 141 приведены эпюры распреде-
ления напряжений во фланце коробки (в уг-
ловом закруглении и в средней части фланца).
В результате вытеснения металла из угловой
части фланца и некоторого укорочения пря-
мых участков возникают значительные сжи-
мающие напряжения, которые вызывают
потерю устойчивости фланца И образование РиС’ 141. Распределение напряжений
гофров. Поэтому на прямых участках вы- во *ланце коробки
тяжки требуется достаточно надежный при-
жим заготовки (сильнее, чем в углах), а в случае вытяжки удлиненных коробок
рекомендуется применение вытяжных ребер (порогов) на удлиненной стороне. В этом
случае величина растягивающих напряжений увеличивается, а сжимающих —
уменьшается. Кроме того, ребра увеличивают жесткость фланца и препятствуют
образованию гофров.
Выше было указано, что прямоугольные коробки с фланцем обычно из-
готовляют за одну операцию вытяжки и лишь в случае изготовления коробок
с очень малыми радиусами закруглений применяют дополнительную операцию
калибровки.
Таблица 76. Приближенные значения наибольшей относительной высоты
Н/В прямоугольных коробок с фланцем
Материал 3 Относительная толщина заготовки - - • 100 i\
J,5—2,0 1,0—1.5 0,5—1,0 0,2—0,5
Алюминий 0,65—0,70 0,60—0,65 0,55-0,60 0,50—0,55
Стали 10—15 0,60-0,65 0,55—0,60 0,50—0,55 0,45-0,50
Вопрос о предельной высоте вытяжки прямоугольных коробок с фланцем в нас-
тоящее время недостаточно изучен. В табл. 76 приведены приближенные значения
наибольшей относительной высоты коробок с фланцем, основанные на усредненных
производственных данных. По мере накопления производственного опыта эти значе-
ния подлежат уточнению.
При вытяжке прямоугольных коробок с фланцем весьма большое значение имеет
величина радиусов угловых закруглений коробки, так как в случае малых радиусов
резко увеличивается неравномерность деформаций и интенсивность напряжений
в углах, которые в этом случае могут превысить прочность металла и привести к раз-
190
ВЫТЯЖКА
Таблица 77. Оптимальная
величина радиусов угловых
закруглений при вытяжке коробок
с фланцем (для стали 10)
Относи- тельная высота коробки Н/В Относительная величина гу
ГУ/В
0,2 0,12-0,15 0,60—0,75
0,3 0,16—0,20 0,55—0,70
0,4 0,20-0,25 0,50—0,62
0,5 0.25-0,30 0,50-0,60
0,6 0.30 0,33 0,50-0,55
0,7 032-0,35 0,45-0,50
рывам заготовки. Поэтому здесь обычно
применяют увеличенные радиусы угловых
закруглений (табл. 77).
Меньшие значения гу соответствуют
большей относительной толщине заготов-
ки и наоборот. Приведенные величины
не являются предельными, поэтому не-
которое уменьшение радиуса гу допусти-
мо, особенно при вытяжке с тормозными
ребрами. При необходимости значитель-
ного уменьшения угловых радиусов по
сравнению с приведенными (в 2—3 раза)
они могут быть получены путем дополни-
тельной операции калибровки —вытяжки.
Последующие операции вытяжки
прямоугольных коробок с фланцем воз-
можны лишь в весьма ограниченных пре-
делах и не имеют ничего общего с рас-
смотренной ранее многооперационной вы-
тяжкой коробок без фланца. В большин-
стве случаев последующие операции вытяжки прямоугольных коробок с фланцем
не позволяют увеличить высоту коробки и применяются с целью:
1) уменьшения радиуса угловых закруглений при небольшом уменьшении ши-
рины и длины коробки;
2) калибровки (уменьшения) радиусов закруглений у дна и фланца, а чаще
только последнего.
Рис. 142. Схема последующей вытяжки ко-
робки с фланцем
Рис. 143. Схема построения
вытяжного перехода
В данном случае должны соблюдаться следующие требования:
а) точный подсчет перераспределения металла по переходам исходя из условия
постоянства объема металла;
б) недопустимость деформации фланца и неизменность его наружных размеров;
в) возможно большая равномерность перемещения металла на плоскость фланца;
г) сохранение одинаковой высоты во всех частях коробки.
На рис. 142 приведена схема последующей вытяжки коробки с фланцем с целью
уменьшения радиуса угловых закруглений. При этом ширина и длина коробки умень-
шаются на одну и ту же величину
— В2 — А± — Дг»
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
191
а ширина фланца увеличивается с каждой стороны на
j j - В2
l2 — h =---------
2 *
На прямых участках коробки, в случае сохранения тех же радиусов закруглений
тд и ГФ> никакого изменения высоты коробки Н не проис-
ходит (если не считать практически незначительного растяжения металла в закруг-
лениях) — рис. 142,а.
В том случае, если одновременно с перетяжкой будет уменьшаться радиус за-
кругления у дна и фланца (рис. 142,6), высота коробки уменьшится на величину
Д/7 = Я1-//2 = 0,86«р-<'р),
где Гер 2 * а ?ср 2
Но в углах коробки цилиндрическая поверхность большего радиуса превраща-
ется в цилиндрическую поверхность меньшего радиуса, в результате чего здесь созда-
ется избыточный металл, который будет вытеснен в высоту и приведет к браку. Для
устранения указанных дефектов надо уменьшить избыток металла в углах и строить
вытяжной переход, как изображено на рис. 143, приблизив новый контур в углу
к первоначальному. При этом величина деформации углового участка будет значи-
тельно снижена, так как длина дуги ху приблизительно равна длине дуги х'у' Это
равенство будет справедливо при соотношении [230]
Ry __ а
Ry=<Mf
откуда при а = 45° /?' = 0,5 Ry-,
при а = 30° R'v = 0,33 Ry<
Уменьшение радиусов угловых закруглений должно находиться в соответствии
с допустимой величиной деформации контура, приближенно выражаемой значениями
/4 — В2 (0,1 ч- 0,15) при относительных толщинах материала S — (0,015 ч
-Ь 0,03)
Необходимо указать, что последующая вытяжка возможна в основном для не-
больших и средних размеров коробок с фланцем. Для крупных и тем более для несим-
метричных коробок эта вытяжка неприменима (кроме калибровки радиусов у фланца
с целью увеличения полезной плоской части фланца).
При калибровке закругления у фланца общая высота коробки будет уменьшена
на величину
ДН^0,43
что, например, при уменьшении радиуса г$ с 8 до 3 мм приводит к снижению высоты
коробки на 0,43*5 « 2,1 мм. Уменьшение высоты коробки при калибровке закругле-
ния у фланца должно быть учтено на операции вытяжки.
Технология вытяжки деталей, являющихся телами вращения
сложной формы
К телам вращения сложной формы относятся полые детали, имеющие ступенча-
тую, коническую, сферическую или параболическую формы. Вытяжка деталей ука-
занной формы сложнее, чем вытяжка цилиндрических деталей. Особенность вытяжки
этих деталей заключается в том, что значительная часть поверхности деформируемой
заготовки остается неприжатой ни к пуансону, ни к матрице и легко образует выпу-
чивания и гофры. Кроме того, давление пуансона вначале передается только централь-
ной части заготовки, вызывая местное утонение материала.
Возможность образования гофров при вытяжке деталей различной формы харак-
теризуется относительной величиной свободной поверхности заготовки шириной f
(рис. 144). Ординаты кривых / — IV указывают относительную величину поверхности
192
ВЫТЯЖКА
заготовки, находящейся под давлением пуансона, а отрезки выше кривых — величину
свободной поверхности заготовки. Наиболее благоприятны геометрические соотноше-
Рис. 144. Относительная величина прижа-
той и свободной поверхности заготовки прн
вытяжке деталей различной формы
ния и условия вытяжки для деталей ци-
линдрической формы (кривая /), наиме-
нее благоприятны для деталей кониче-
ской формы (кривая IV).
Вытяжка деталей ступенчатой формы.
Ввиду большого разнообразия и слож-
ности деталей ступенчатой формы трудно
установить единый метод для построения
технологических переходов вытяжки.
Прежде всего должен быть решен
вопрос о том, можно ли ступенчатую де-
таль вытянуть в одну операцию (с при-
менением одного или нескольких самостоя-
тельных буферов) или требуется несколь-
ко операций вытяжки. В данном случае
может быть применен следующий прибли-
женный метод. Надо определить коэффи-
циент вытяжки по наименьшей ступени
и сравнить его с допустимым коэффициен-
том по табл. 52. Так, для детали, изо-
браженной на рис. 145,а, находим, что
при толщине заготовки & • 100 = 1,8 до-
пустим коэффициент т = 0,5, а по рас-
чету требуется т = 0,55, т. е. деталь
может быть вытянута за одну операцию.
В случае вытяжки детали ступенчатой формы за несколько операций (рис. 145,6)
их количество и последовательность определяются числом ступеней, если при этом
коэффициенты вытяжки на каждой ступени не выходят из пределов, приведенных
в табл. 52. Технологические расчеты вытяжки таких деталей основаны на строгом
соблюдении правил перераспределения металла, аналогично вытяжке деталей с широ-
ким фланцем.
Рис. 145. Изделие ступенча-
той формы (а) н последова-
тельность вытяжки (6)
При вытяжке деталей ступенчатой формы применяют следующие правила.
1. Контур детали разбивают иа внутренние и наружные элементы. Сначала
производят вытяжку внутренних, а затем наружных элементов. В последнюю опера-
цию штампуется фланец (рис. 146).
2. В ряде случаев сначала вытягивается предварительная конфигурация про-
филя детали, ограниченная прямыми и наклонными участками с большими закругле-
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
193
ниями, а окончательная форма детали (с углами, выпуклостями и т. п.) штампуется
в последнюю операцию.
3. За каждую операцию втягивается в матрицу столько металла, сколько тре-
буется для его дальнейшей деформации в следующей операции. Однако лучше иметь
небольшой избыток металла против расчетного (3—5%), так как при недостатке втя-
нутого металла возможны обрывы.
При вытяжке ступенчатых деталей с широким фланцем должны быть соблюдены
приведенные ранее правила, относящиеся к вытяжке деталей с широким фланцем.
, Операция t Операция 4
Операция 5
Операция 2
Операция 3
Рис. 146. Пример последовательности вытяжки ступенчатой де-
тали
Операция О
Вытяжка деталей сферической, параболической и криволинейной формы. При
вытяжке деталей сферической (полушаровой) формы коэффициент вытяжки постоянен
и для любого диаметра равен т— 0,71.
Несмотря на большую величину этого коэффициента по сравнению с коэффициен-
тами для вытяжки цилиндрических деталей, вытяжка сферических деталей значи-
тельно труднее, так как большая часть поверхности заготовки остается неприжатой
и на ней легко образуются выпучивания и гофры (см. рис. 144). На рис. 147,а изобра-
жена сферическая деталь с большими гофрами, полученными при вытяжке со слабым
прижимом заготовки, а на рис. 147,6 — деталь с гофрами и складками при вытяжке
без вытяжных ребер со слабым прижимом.
Для предотвращения образования складок необходимо применять матрицы
с особыми вытяжными ребрами и создавать надежный прижим, обеспечивающий
растяжение материала при вытяжке.
Применение вытяжных ребер значительно увеличивает растягивающие напряже-
ния в радиальном направлении и уменьшает напряжения и деформацию сжатия
в тангенциальном направлении. Однако в результате этого значительно повышается
сопротивление фланца деформированию и увеличиваются радиальные растягивающие
напряжения в опасном сечении. Отсюда следует, что наиболее благоприятные усло-
вия при вытяжке в штампах с вытяжными ребрами будут достигнуты в случае приме-
нения металла повышенной прочности при достаточно высокой пластичности или
сильно упрочняющегося металла.
7 Романовский В. П.
194
ВЫТЯЖКА
Предварительный отжиг заготовки или преждевременный межоперационный
отжиг могут только ухудшить условия вытяжки в штампах с вытяжными ребрами
вследствие снижения прочностных характеристик металла.
Недостаточная ясность в специфической особенности вытяжки в штампах с вы-
тяжными ребрами нередко является причиной неожиданного брака на производстве,
технологически неоправданных требований к качеству металла и случаев необосно-
ванного забракования годного металла по «невысокой штампуемости».
В то время как коэффициент вытяжки для сферических деталей (полушаровой
формы) постоянен и не определяет возможности вытяжки, относительная толщина
5
заготовки — имеет решающее значение для качества вытяжки. Чем меньше значение
S D
тем скорее возникают складки и тем труднее процесс вытяжки.
и
Рис. 147. Гофры (а) и складки (б) при
сферической вытяжке со слабым при-
жимом
При— 100 >3 вытяжка полусферы может быть произведена без прижима,
100 >0,5 необходима вытяжка с при-
$
При— 100 >3 вытяжка полусферы может быть произведена без прижима,
формовкой в упор в глухом штампе. При -=- 100 > 0,5 необходима вытяжка с при-
S
жимом или вытяжка с выворачиванием. При • 100 < 0,5 применяется матрица с
D
вытяжными ребрами (рис. 148) или вытяжка с выворачиванием.
В посудном производстве существует способ многослойной (в 2—3 слоя) вытяжки
деталей полого-криволинейной конфигурации типа мисок, тарелок, крышек и т. п.
из материала толщиной 0,4—0,45 мм (рис. 149). Помимо трехкратного увеличения
производительности этот способ улучшает качество изделий, так как трехслойная
заготовка обладает большей устойчивостью, и изделия получаются без морщин
и гофров.
Способ многослойной вытяжки может найти применение в машиностроении при
изготовлении деталей, для которых не требуется большой точности размеров, или
там, где посадочные размеры получаются в последующих операциях.
Для штамповки тонкостенных сферических деталей больших размеров вместо
вытяжки в штампах с вытяжными ребрами применяется способ вытяжки без прижима,
но с двойным перегибом заготовки (рис. 150).
Применяемый иногда способ изготовления деталей сферической и параболической
формы путем вытяжки полуфабриката ступенчатой формы с последующей штамповкой
плавного контура не может быть рекомендован вследствие большого количества
дефектов (неравномерность толщины, морщины, неразглаженные следы уступов
и т. п.).
В ряде случаев для устранения дефектов приходится прибегать к доработке
детали на давильных станках.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
195
Более качественные результаты при изготовлении деталей параболической формы
дает метод обратной вытяжки (с выворачиванием), получивший применение при изго-
товлении автомобильных фар и т. п. (рис. 151). В настоящее время этот метод вытесня-
ется гидравлической штамповкой, позволяющей получать эти детали за одну-две
операции.
Вытяжка деталей конической формы. Процесс вытяжки конических деталей
выполняется по-разному, в зависимости от относительной высоты и конусности их
и относительной толщины материала.
Рис. 148. Штамп 'для сфериче-
ской вытяжки в матрице с вы-
тяжными ребрами
Рис. 149. Трехслойная вытяжка
деталей пологой формы
В технологическом отношении конические детали можно разделить на три типа:
h
1) низкие — небольшой относительной высоты = 0,1 4- 0,25 с широким
конусом и пологой образующей, имеющей угол с вертикалью в пределах 50—80°;
h
2) средние — с относительной высотой — 0,3 0,7 средней конусности
и с углом образующей от 25 до 45°;
h
3) высокие — большой относительной высоты — > 0,8 с узким конусом
и крутой образующей, имеющей угол от 10 до 30°.
Вытяжка конических деталей, Так же как и сферических, затруднена тем, что
давление пуансона передается лишь небольшой поверхности в центре заготовки,
вызывая значительное местное утонение, а иногда и обрывы материала. Кроме того,
значительная часть поверхности заготовки остается вне прижима и легче образует
гофры.
Вытяжка низких конических деталей обычно выполняется
за одну операцию, но осложняется тем, что степень деформации заготовки невелика
(за исключением мест, прилегающих к закругленным кромкам пуансона), вследствие
чего вытяжка «распружинивает» и теряет свою форму. Поэтому надо увеличить давле-
ние прижима и создать в деформируемой заготовке значительные растягивающие
напряжения, превышающие предел упругости материала, посредством применения
матрицы с вытяжными ребрами (рис. 152).
На рис. 153 показан другой способ вытяжки неглубоких, но широких конусов
(ламповых рефлекторов), производимой в штампе с коническим прижимом.
Вытяжка такого типа деталей хорошо осуществляется также гидравлической
штамповкой.
7*
196
ВЫТЯЖКА
Рис. 150. Вытяжка с двойным перегибом заготовки: а — схема штампа; б — последователь-
ность деформации (/—4)
Df>380
Рис. 151. Переходы при вытяжке корпуса автомобильной фары
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
197
Вытяжка конических деталей средней глубины
в большинстве случаев производится за одну операцию. Лишь при малой относитель-
ной толщине заготовки, а также при наличии фланца требуются две или три операции
вытяжки.
В случае штамповки деталей из сравни-
5
тельно толстого материала • 100 > 2,5
Рис. 153. Вытяжка широкого ко
нуса в штампе с коническим при-
жимом
Рис. 152. Коническая вытяжка в мат
рице с вытяжными ребрами
с небольшой разницей диаметральных размеров вытяжка может происходить без
прижима, аналогично вытяжке цилиндрических деталей. В данном случае необходима
калибровка детали в конце рабочего хода глухим ударом.
При изготовлении тонкостенных конических деталей со значительной разницей
диаметров дна и верха сначала вытягивают более простую округленную форму с по-
верхностью, равной поверхности готовой дета-
ли, а затем в калибровочном штампе получают
окончательную форму (рис. 154).
Вытяжка высоких кониче
ских деталей происходит за несколько
последовательных операций.
На рис. 155 показаны два различных спо
соба многооперационной вытяжки высоких ко-
нических деталей: а — старый нерекомендуемый
способ вытяжки ступенчатого профиля с после-
дующей калибровкой; б — более целесообразный
Рис. 154. Способ последовательной
вытяжкн тонкостенных конических
деталей
способ постепенного увеличения высоты конуса.
При втором способе сначала вытягивается
полуфабрикат, поверхностью равный или не-
сколько больший поверхности конической детали,
причем размеры борта равны размерам бортов конуса. Затем за каждую последую-
щую операцию вытягивается все увеличивающаяся часть конической поверхности.
Технологические расчеты переходов здесь те же, что и при вытяжке цилиндри-
ческих деталей с фланцем, только фланец в данном случае имеет коническую форму.
Количество операций определяется коэффициентами вытяжки:
Относительная толщина заготовки -— -100 dn-l 0.5 1.0 1.5 2.0
d Коэффициент .вытяжки тп = — 0.85 0.8 0,75 0,7
Здесь dn и d/tl —диаметры текущей и предыдущей вытяжек.
198
ВЫТЯЖКА
Рис. 155. Способы многооперационной аы-
тяжки высоких конических деталей: а —
нерекомендуемый; б — рекомендуемый;
$ — пример конической вытяжки
Рис. 156. Последовательность
вытяжки глубокого конуса
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
199
Наиболее важным является точный расчет перераспределения объема или по-
верхности металла по переходам при неизменных размерах фланца и нижней части
конуса (рис. 156).
Высокие конические детали с небольшой разницей диаметров рекомендуется
изготовлять путем вытяжки усеченного конуса непосредственно из цилиндрической
заготовки с выпуклым дном (рис. 157). Способ прямой вытяжки (рис. 157,а) приме-
няется при более толстом, а способ обратной вытяжки (рис. 157,6) — при более тонком
материале. Соотношение между верхним и нижним диаметрами детали на второй
операции зависит от относительной толщины материала:
5 Относительная толщина заготовки • 100 0,25 0,50 1,0 2,0
Соотношение 0.9 0,85 0,8 0,75
Здесь dY — диаметр первой вытяжки.
При изготовлении конических деталей без дна иногда целесообразнее применить
штамповку из шайбы (с выворачиванием на конус) или при небольшой конусности —
обжимку отрезка трубы.
Технологические расчеты при вытяжке с утоиеиием стенок
(протяжка)
Протяжкой называется изменение размеров полой или сплошной заготовки путем
Уменьшения поперечного сечения — уменьшения диаметра и толщины стенок (про-
тяжка профилей, труб, проволоки, гильз и пр.).
В холодной штамповке протяжка применяется как последующая операция
вытяжки, производимая за счет утонения стенок в штампах с зазором, меньшим тол-
щины металла. При этом происходит как утонение стенок, так и небольшое уменьше-
ние наружного и внутреннего диаметров. Но так как основной деформацией является
200
ВЫТЯЖКА
уменьшение толщины стенок, а не уменьшение внутреннего диаметра, то при техно-
логических расчетах изменением последнего пренебрегают.
При вытяжке с утонением стенок количество операций определяют по допустимой
степени деформации, которая находится по формуле
р FП-1 ?П $п-1 Sn 1 т
Гп-1 ^П-1
где l и Sn — толщина стенки до и после протяжки в мм;
Fn Iй ?п — площадь поперечного сечения до и после данной деформации в мя&\
туТ — коэффициент утонения.
Определение числа операций производится по формуле
1g lg S2
“ 100 •
g 100 — E
При технологических расчетах вытяжки с утонением можно пользоваться коэф-
фициентами вытяжки, которые определяются отношением
Щут —
Средние значения степени деформации и коэффициенты тут при вытяжке с уто-
нением стенок приведены в табл. 78.
Таблица 78. Средние значения степени деформации Е и коэффициенты
утонения /пуТ при вытяжке с утонением стенок в %
Материал Перваи операция Дальнейшие операции
Е тут Е тут
Сталь мягкая 55—60 45-40 35-45 65-55
Сталь средней твердости 35-40 65—60 25-30 75-70
Латунь 60-70 40-30 50-60 50-40
Алюминий 60 -65 40-35 40-50 60 50
При изготовлении тонкостенных гильз целесообразно применять одновременную
протяжку через две (рис. 158) или три матрицы с постепенным утонением стенок.
Суммарная степень деформации при этом получается больше, чем при вытяжке через
одну матрицу (Е = 65 4- 70%) [199].
Процесс вытяжки с утонением через две матрицы может происходить двояко
(рис. 159): последовательно через две матрицы (рис. 159,а) или одновременно в двух
матрицах (рис. 159,6). И тот и другой способы позволяют получить одинаково высокую
степень деформации. Применение того или другого способа зависит от соотношения
между высотой колпачка и расстоянием между матрицами (h на рис. 158,6). На первой
операции протяжки может происходить последовательная протяжка, а на второй или
третьей операции — одновременная протяжка в двух матрицах.
На рис. 159 в верхней части схем приведены графики изменения величины усилия
на протяжении рабочего хода пуансона. Непрерывный график предпочтительнее,
так как в нем отсутствует падение усилия до нуля, сопровождаемое упругой деформа-
цией пресса и штампа.
На рис. 160 приведен пример последовательной вытяжки с утонением тонкостен-
ной стальной гильзы, а на рис. 161 — процесс штамповки трубчатой детали.
Примеры расчета размеров полуфабриката по переходам приведены в специаль-
ной литературе. Там же указана особенность расчета последовательности вытяжек
для получения деталей с заданными механическими свойствами.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
201
Рис. 158. Процесс вытяжки с утонением: а — через одну матрицу;
б — через две матрицы
Усилие
десрормсщии
Рис. 159. Два способа вытяжки с утонением через две матрицы
2W
ВЫТЯЖКА
Вытяжка с утонением высоких деталей малого диаметра имеет ряд достоинств:
1) возможность осуществления более высокой степени деформации, чем при
обычной вытяжке, благодаря чему требуется меньшее количество операций;
Рис. 160. Последовательность вы-
тяжки с утонением стальной гнльзы
2) применение более простых и дешевых
штампов, представляющих собой сменные узлы
пуансона и матрицы;
3) возможность выполнения работы на прес-
сах простого действия при полной автоматиза-
ции производственного процесса.
Недостатком вытяжки с утонением стенок
является многооперационность процесса и не-
обходимость применения промежуточных от-
жигов (рис. 160 и 161).
Этого недостатка не имеет способ совме-
щенной (комбинированной) вытяжки, в кото-
ром одновременно сочетаются два вида дефор-
мации — значительное уменьшение диаметра
вытяжки и уменьшение толщины стенок [14].
В данном случае степень деформации опреде-
ляется одновременным изменением диаметра и
толщины стенки полуфабриката
р dn iSn~i dnSn i
аП-1 * п-1
где т — коэффициент вытяжки цилиндрических
деталей (см. табл. 52).
Благодаря сочетанию двух видов деформа-
ций автору данного способа 1 по ряду деталей
удалось в 2—3 раза сократить количество опе-
раций вытяжки и создать типовой двухопера-
ционный процесс вытяжки, в ряде случаев даже
без промежуточного отжига.
На рис. 162 показаны существующий про-
цесс четырехоперационной вытяжки цилиндри-
ческой детали из стальной заготовки диаметром
60 мм и толщиной 1,5 мм и процесс двухопера-
ционной вытяжки из той же заготовки. Схема
двухоперационной вытяжки приведена на
рис. 163. Этим способом можно изготовлять ци-
линдрические детали высотой h = (2 4- 5) d.
Количество операций вытяжки определяется по суммарным коэффициентам.
Суммарный коэффициент вытяжки (изменения диаметров)
иг = tnYtn2m^ ,
где d — наружный диаметр последней вытяжки;
D — диаметр заготовки;
^1» ^2» — операционные коэффициенты вытяжки по табл. 52.
Суммарный коэффициент утонения
№уТ — ••• — S *
где Sn — толщина стенки последней вытяжки;
So — толщина заготовки (дна);
,п5»т1» ^т2> — — операционные коэффициенты утонения, для стали и латуни рав-
ные 0,5—0,7, для алюминия — 0,6 — 0,75.
Автор — канд. техн, наук С. А. Валиев (Тульский политехнический институт).
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
203
Рис. 161. Пример последовательности штамповки трубчатой детали
•u.ll
•и1
Рис. 162. Четырехоперациониая и двухоперациоииая вытяжки
204
ВЫТЯЖКА
Общий суммарный коэффициент равен
dSn
DS0’
тоб = ттут
Из условия равенства объемов металла заготовки и готовой детали находим
m =
ft S’
myTd d,
где d — диаметр готовой детали;
h — высота детали после обрезки.
Задаваясь допустимыми операционными значениями коэффициентов m и туТ,
можно по суммарной деформации (суммарным коэффициентам) определить количество
необходимых операций совмещенной
вытяжки.
Недавно разработан и внедрен но-
вый метод совмещенной реверсивной
вытяжки с утонением стенки, одно-
временно сочетающий три вида дефор-
dt
d?
И
А
Рис. 163. Схема двухоперационной совме- Рис. 164. Схема совмещенной реверсивной
щенной вытяжки вытяжки
мации: вытяжку, утонение металла и изгиб на вытяжных кромках [5] \ Этим ме-
тодом изготовляются алюминиевые детали диаметром от 100 до 160 мм, высотой от
190 до 275 мм. Вытяжка производится на прессе двойного действия с большими
размерами открытой высоты. Процесс вытяжки идет в следующей последователь-
ности:
1-я операция — вытяжка в штампе с прижимом при зазоре z = S (mj = 0,57 4-
4- 0,62);
2-я операция — совмещенная вытяжка с прижимом и утонением стенки (пг2 —
= 0,75 0,80; /пуТ — 0,9; т0^ -- 0,68 4- 0,72);
3-я операция — совмещенная реверсивная вытяжка с утонением стенки (/п3 =
= 0,80 4- 0,82; туТ = 0,93; тоб = 0,70 4- 0,76).
Последняя операция обеспечивает высокую чистоту наружной и внутренней
поверхностей детали, а также выравненную деформацию по толщине стенки.
Принципиально две первые операции вытяжки можно объединить в одну совме-
щенно-реверсивную операцию, как указано на рис. 164.
В последние годы для штамповки высоких деталей малого диаметра получил при-
менение прогрессивный метод холодного выдавливания, выполняемый за один-два
хода пресса. Иногда он сочетается с операцией протяжки.
Технология вытяжки крупногабаритных деталей сложной формы
Типовыми крупногабаритными деталями, получаемыми методом вытяжки
тонколистового металла, являются так называемые облицовочные детали кабин
и кузовов автомобилей, детали мотоциклов и мотороллеров и т. п. (рис. 165). Эти
1 Автор — канд. техн, наук доц А. А Бебрис и др. (Рижский политехнический
институт).
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
205
детали отличаются сложной и несимметричной пространственной формой;
технологический процесс их изготовления имеет некоторые специфические особен-
ности.
При вытяжке деталей сложной и несимметричной пространственной формы вели-
чина деформации металла различна в разных местах заготовки.
Для того чтобы обеспечить получение детали сложной пространственной формы
из плоской заготовки, необходимо создать разные условия течения металла по контуру
заготовки: на одних участках облегчить перемещение металла из-под прижимного
кольца, а на других участках затормозить
его путем применения вытяжных или тор-
мозных ребер и порогов на матрице или
прижимном кольце. В большинстве слу-
чаев вытяжные штампы для крупных ку-
зовных деталей снабжены одним, а в не-
которых местах двумя и даже тремя ря-
дами вытяжных ребер.
Сильный прижим и торможение заго-
товки увеличивают сопротивление течению
металла из-под прижимного кольца и спо-
собствуют лучшему обтягиванию металла
по форме пуансона и распространению де-
формации по всей площади заготовки. При
этом происходит более полное использо-
вание пластичности металла в результате
деформации средней части заготовки за
счет уменьшения толщины последней.
В начале процесса вытяжки деталей
сложной формы пуансон соприкасается
с заготовкой лишь в отдельных местах,
а большая часть заготовки находится вне
контакта с рабочими частями штампа. Эта
«свободная» поверхность заготовки, под-
вергаясь тангенциальному сжатию, легко
образует гофры и волны при вытяжке.
Тангенциальное сжатие можно уменьшить
путем значительного увеличения растяги-
вающих напряжений.
На рис. 166 показано влияние вытяж-
ных ребер на распределение напряжений
во фланце [240]. Сплошные линии соот-
Рис. 165. Штампованные детали автомо-
бильного кузова: а — крыло автомобиля;
б — внутренняя передняя панель
ветствуют распределению напряжений без
ребер, а штриховые — распределению напряжений в результате натяжения двумя
ребрами. В результате напряжения тангенциального сжатия значительно уменьшены.
Применение вытяжных ребер препятствует возникновению гофров или складок
также вследствие того, что ребро, образованное на фланце заготовки, обладает боль-
шей жесткостью и большей устойчивостью на продольный изгиб.
При вытяжке деталей сложной формы металл фланца обычно не вытягивается
полностью из-под прижимного кольца, а остается до конца вытяжки и в дальнейшем
удаляется обрезкой. Поэтому в данном случае необходимо предусматривать техноло-
гические припуски значительных размеров, что приводит к нежелательному увеличе-
нию расхода металла.
Повышение величины растягивающих напряжений при вытяжке деталей сложной
пространственной формы позволяет значительно уменьшить упругие деформации
после вытяжки и в особенности после обрезки фланца.
Асимметричность и сложность формы деталей и неравномерность деформации
по различным участкам заготовки не позволяют применить для оценки величины
деформации коэффициенты вытяжки цилиндрических деталей.
206
ВЫТЯЖКА
Как правило, вытяжка деталей сложной пространственной формы производится
за одну операцию из-за высоких требований к качеству поверхности и недопустимости
появления на ней следов от предыдущей вытяжки.
Ввиду большого разнообразия формы облицовочных деталей автомобилей и их
непрерывного изменения до настоящего времени не создано единого метода техноло-
гических расчетов. Однако в результате проведенных исследований вытяжки авто-
кузовных деталей [236, 136] и на основании обобщения производственного опыта
[119] созданы соответствующие технологические рекомендации.
С целью типизации процессов штамповки кузовных деталей в ряде стран установ-
лена технологическая классификация деталей сложной пространственной формы,
В США Комитет по штампуемости разработал классификацию деталей по техно-
логической сложности формообразования.
Установлено семь технологических
групп, иллюстрированных приме-
рами деталей. Первая группа — де-
тали, изготовляемые гибкой и от-
бортовкой, вторая — гибкой с не-
глубокой вытяжкой, третья, четвер-
тая и пятая — глубокой вытяжкой
деталей различного параметра, ше-
стая и седьмая — вытяжкой с ин-
тенсивным складкообразованием \
Технологическая сложность
деталей оценивается величиной от-
носительного удлинения в наибо-
лее деформируемом участке заго-
товки. Эта оценка недостаточно
правильна, так как при вытяжке
деталей сложной формы возникает
не одноосное, а двухосное растяже-
ние. Как показал А. Д. Томленов
[240], в этом случае создается повы-
шенная устойчивость пластической
деформации, осуществляемой при
значительном уменьшении толщины
материала. В результате критиче-
Рис. 166. Блияние вытяжных ребер на распреде-
ление напряжений во фланце (по А. Д. Томле-
нову)
ская величина интенсивности деформаций, при которой происходит потеря устой-
чивости, в 2 раза выше, чем при одноосном растяжении.
Несколько иная классификация, основанная на опыте работы отечественных
автомобильных заводов, разработана В. В. Серепьевым [119]. Она содержит 7 групп
и 12 подгрупп автомобильных деталей, отличающихся различной сложностью формы
и особенностями построения вытяжных переходов.
Построение вытяжных переходов для крупных деталей сложной формы произво-
дится в следующей последовательности [119]:
1) определение положения детали в штампе;
2) технологическая корректировка формы детали в вытяжном переходе;
3) определение величины и расположения технологических припусков;
4) определение формы и расположения технологических вырезов — окон;
5) выбор формы прижимной поверхности вытяжного штампа;
6) установление количества и расположения тормозных ребер (порогов);
7) определение способа фиксации вытяжного перехода в обрезном штампе.
Приведем краткие указания по этапам построения вытяжных переходов.
Положение детали в штампе должно быть оптимальным и должно
удовлетворять следующим условиям: беспрепятственный вход пуансона в матрицу;
получение возможно меньшей глубины вытяжки; увеличение площади соприкоснове-
’ Диалогичную классификацию применительно к конкретным деталям автомобилей
советских марок создал Г. Д. Рогоза [2201.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
207
ния пуансона с заготовкой, для чего необходимо, чтобы прижимная поверхность
матрицы соответствовала нижней поверхности пуансона; отсутствие перетягивания
металла через вершину пуансона на другую сторону; равномерное распределение
давления прижимного кольца на матрицу.
На рис. 167 приведем выбор положения детали в штампе для крыла автомобиля.
Поворот оси детали на 15° устранил неравномерность вытягивания заготовки из-под
прижима, создав одинаковые условия перемещения металла.
Рнс. 167. Выбор положения детали в штампе: а — сечеиие крыла; б — исходное
положение в штампе; в — последовательность обтяжки пуансона заготовкой;
г — поворот на 15° крыла в штампе; I—IV положение пуансона в процессе вы-
тяжки
Форма вытяжного перехода должна по возможности полностью
соответствовать форме готовой детали. В случае недостаточно технологичной формы
детали в форме вытяжного перехода должны быть предусмотрены некоторые измене-
ния, улучшающие условия формообразования. С этой целью отдельным участкам
придается положение, наиболее благоприятное для вытяжки, а также производится
смягчение резких переходов формы поверхности путем увеличения радиусов закруг-
ления (если это необходимо).
Величина и расположение технологических при-
пусков зависят от требуемой степени торможения заготовки под прижимом, от
формы и расположения прижимной поверхности, от условий выполнения последую-
щей обрезки.
На рис. 168 приведены различные способы повышения интенсивности торможе-
ния фланца заготовки под прижимом:
увеличение усилия прижима (рис. 168,а);
увеличение ширины фланца (рис. 168,6);
применение вытяжных (тормозных) ребер (рис. 168,в);
применение перетяжных порогов (рис. 168,г).
Первый способ наиболее распространен, но не всегда достигает цели; второй спо-
соб приводит к повышенному расходу металла; третий и четвертый способы наиболее
целесообразны.
Величина технологического припуска зависит от числа вытяжных ребер и при
одном ребре примерно составляет около 30—40 мм па сторону, при двух рядах ре-
бер — около 60—70 мм на сторону, при трех рядах ребер — около 80—100 мм на
208
вытяжка
сторону. Однако величина технологического припуска в значительной степени зави-
сит от положения линии обрезки и возможности размещения режущей секции обрез-
ного штампа. В отдельных случаях чрезмерная сложность формы штампуемой детали
приводит к необходимости значительного увеличения технологического припуска.
Применение технологических вырезов вызывается необ-
ходимостью облегчить образование местных углублений или выступов путем перетя-
гивания металла от середины к краям заготовки. Обычно вырезка окон производится
отновременно с местной вытяжкой после начала формообразования Технологичес-
кие вырезы или надрезы делают в местах заготовки, подлежащих удалению, и распо-
лагают около наиболее напряженных участков деформируемой заготовки.
Рис. 168. Различные способы увеличения интенсивности торможения
фланца заготовки под прижимом
На рис. 169 изображен вытяжной переход панели радиатора с разгружающими
надрезами заготовки в местах будущих окон.
Следует остерегаться образования гофров и разрывов узких оконных проемов,
для чего лучше делать не один, а два или три выреза.
Выбор формы прижимной поверхности вытяжного
штампа позволяет уменьшить глубину вытяжки, снизить величину технологичес-
кого припуска, создать плавный изгиб заготовки при прижиме ее к матрице, облегчить
условия обтяжки заготовки по форме пуансона.
Для правильного решения данного вопроса необходим большой производственный
опыт; рекомендуется применение гипсовых моделей.
Количество и расположение тормозных ребер зави-
сит от степени сложности формы вытягиваемой детали и необходимости создать
участки с повышенной интенсивностью торможения фланца. Назначение и различные
способы торможения были приведены выше (рис. 168).
Применение тормозных ребер при вытяжке деталей сложной формы позволяет
значительно расширить интервал регулировки усилия прижима, в то время как в
штампах без тормозных ребер допустимый интервал регулировки усилия прижима
весьма мал и граничит или с возникновением морщин и складок, или с разрывом.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
209
Форма и размеры тормозных ребер будут рассмотрены ниже.
В последнее время разработаны способы регулирования усилия прижима в
различных местах прижимаемого фланца.
Рис. i69 Вытяжной переход облицовки радиатора с разгружающими надре-
зами
На рис. 170 показано устрой-
ство вытяжного штампа с регули-
руемыми по высоте стойками /, с
шаровыми головками и подпятни-
ками, на которые устанавливается
рамка из многослойной фанеры 2.
Эта рамка является эластичным
прижимом — складкодержателем,
позволяющим изменять усилие при-
жима [257].
На рис. 171, а показана схема
установки регулируемых стоек по
контуру вытяжного пуансона, а на
рис. 171, б — плавное изменение
усилия прижима по фланцу, заме-
ренное мессдозами.
Недостатком жесткого прижи-
ма с тормозными ребрами являет-
ся практически неизменяемая ин-
тенсивность торможения фланца на
всем протяжении рабочего хода.
Однако целесообразно, чтобы к кон-
цу вытяжки торможение фланца
было более интенсивным, чем в на-
чале процесса. С этой целью приме-
няют дополнительные устройства,
позволяющие увеличить торможе-
ние к концу рабочего хода (рис. 172).
Способы фиксации в
Рис. 170. Вытяжной штамп с регулируемыми
прижимными стойками
ытяжных переходов в обрезном
штампе влияют не только на величину технологического припуска, но и
210
ВЫТЯЖКА
на форму вытяжного перехода, которая должна обеспечить надежную фик-
сацию на всех последующих переходах без затрат излишнего времени на установку
и удаление штамповки.
Существуют два способа фиксации вытяжных переходов сложной формы: фикса-
ция по боковым стенкам или рельефным участкам переходов и фиксация по техноло-
гическим отверстиям, пробиваемым или прокалываемым при вытяжке. Первый способ
Рис. 171. Схема установки регулируемых стоек (/—7)
по контуру пуансона (а) и изменение усилия прижима
по фланцу (б)
более удобен и более пригоден при автоматизации штамповки. Второй способ более
точен, но требует большего времени и не удобен при автоматизации процессов.
С целью упрощения разработки формы вытяжных переходов для деталей слож-
ной формы изготовляют гипсовую модель вытяжной матрицы. По модели отрабаты-
вают все перечисленные выше технологические вопросы. После этого выполняется
чертеж вытяжного перехода, на котором проставляют размеры и фиксируют форму
технологических участков гипсовой модели. Этот способ обладает большой нагляд-
ностью и облегчает нахождение правильного решения технологических вопросов.
Рис. 172. Способы увеличения усилия прижима к концу рабочего хода:
а — при помощи клинового устройства; б — при помощи пневматических ци-
линдров; в — крепление опорных стержней
Примеры построения технологических процессов и формы вытяжных переходов
для конкретных автомобильных деталей приведены в специальной литературе.
Заслуживает внимания способ «Jewelform» штамповки и изготовления штампов
из легкоплавкого сплава «джуэлит» с температурой плавления 70°С для деталей авто-
мобильных радиаторов и др.
Помимо опыта, необходимого для разработки технологических процессов вы-
тяжки детален сложной формы, большое значение имеет научный анализ процесса
вытяжки, позволяющий установить величину возникающих напряжений, избежать
технологические расчеты при вытяжке
211
образования разрывов или иных дефектов и правильно выбрать металл с необходимы-
ми механическими свойствами.
Для выбора металла с наилучшими механическими свойствами для вытяжки
заданной детали необходимо исследовать напряжен но-деформирован ное состояние,
возникающее в процессе формообразования.
При вытяжке деталей сложной формы могут возникнуть три вида напряженного
состояния:
1) напряженное состояние, близкое к одноосному растяжению;
2) двухосное растяжение или близкое к нему;
3) растяжение со сжатием.
Напряженное состояние, близкое к одноосному растяжению, оказывается самым
неблагоприятным, поскольку в этих условиях металл выдерживает меньшие крити-
ческие деформации по сравнению с двухосным растяжением. В этом случае о пригод-
ности металла можно судить по результатам испытаний на одноосное растяжение.
При двухосном растяжении по мере вытяжки образуется утонение металла.
Величины критических деформаций, при которых происходит разрыв металла, опре-
деляются по результатам гидростатического испытания на двухосное растяжение.
Как показали исследования, для успешного течения процесса необходимо, чтобы
металл, имея достаточную пластичность, обладал хорошей способностью к упрочне-
нию.
Растяжение со сжатием является более благоприятным. Однако возникновение
сжимающих напряжений приводит к образованию складок. Таким образом, растяже-
ние со сжатием практически не позволяет получать деформации большей величины,
чем при двухосном растяжении.
В Институте машиноведения АН СССР разработана приводимая ниже методика
определения напряженно-деформированного состояния, возникающего при штам-
повке деталей сложной формы (107, 237]. По этой методике по величинам деформаций,
измеренным на деталях с помощью координатной сетки, подсчитывают (или находят
по таблицам) значения интенсивности деформаций и напряжений в опасных местах.
Затем, задаваясь коэффициентом использования пластичности металла, вычисляют
критические значения интенсивности напряжений и деформаций, по которым выби-
рается металл надлежащего качества или проверяется пригодность ранее выбранного
металла.
Расчет напряженно-деформированного состояния ведется следующим способом.
Перед штамповкой на плоскую заготовку методом шелкографии накосится сетка
в виде окружностей диаметром 20 мм. После штамповки окружности принимают
форму эллипсов или окружностей большего диаметра (рис. 173).
Измерив масштабной линейкой оси эллипсов £х и £2» подсчитывают логарифми-
ческие деформации
Ci = In и е2 — In .
i-o £0
По логарифмическим деформациям определяется интенсивность деформаций
2____________________________________________
= — 4-е^ + еЬ
В приведенной формуле величина е3 из условия постоянства объема выражена
через две другие деформации ех и
Напряженно-деформированное состояние характеризуется величиной т *1
* _ -|~ 2е2 _
2ei + е2 Qi ’
где их и и2 — главные нормальные напряжения.
В отличие от коэффициента вытяжки т эта величина в справочнике обозначена через т *,
212
ВЫТЯЖКА
При т * = 0 имеет место одноосное растяжение, при т * = 1 происходит
равномерное двухосное растяжение, при 1 > т * > 0 — неравномерное двухосное
растяжение, при т * = —1 — чистый сдвиг, а при т * <0 — растяжение со сжа-
Рнс. 173. Деформированная сетка после вытяжки
тием. Пользуясь величиной т *, определяют критическую интенсивность деформаций
для данного напряженного состояния по формуле, выведенной из условия потери
устойчивости
®* ~ 2 — т* П’
где п — показатель упрочнения, определяемый по результатам испытаний на одно-
осное или двухосное растяжение.
При одноосном растяжении при т * = О
£| = п; е2 = — 0,5п; е3 = — 0,5п.
При двухосном растяжении при т * — 1
= п; е2= п; е3 = — 2п.
Отсюда следует, что при двухосном растяжении возможная наибольшая крити-
ческая деформация растяжения в 2 раза больше, чем при простом растяжении, а наи-
большая логарифмическая деформация уменьшения толщины в 4 раза больше, чем
при одноосном растяжении.
Для облегчения расчетов составлены вспомогательные таблицы, подсчитанные
на электронно-вычислительной машине [107], по которым, зная величины осей эллип-
сов и Л2, находят соответствующие им логарифмические деформации ех и е.2, интен-
сивность деформаций eF, а также величины т * и е,с без каких-либо вычислений.
Для определения интенсивности напряжений в данной точке ое по измеренным
величинам деформаций необходимо иметь график зависимости ое = oefee) того ме-
талла, из которого штамповалась деталь с нанесенной сеткой. График строится по
результатам гидростатического испытания на друхосное растяжение.
Рассмотрим пример расчета напряженно-деформированного состояния крыла
кузова автомобиля ЗИЛ-164 (рис. 174).
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРИ ВЫТЯЖКЕ
213
Измеряем в четырех местах оси эллипсов, по которым подсчитываем или находим
по вспомогательным таблицам расчетные величины, приведенные в табл. 79. Как
видно из таблицы, наибольшая интенсивность деформаций возникает в зоне А.
Таблица 79. Результаты измерений и подсчетов
Зона деформа- Измеренные осн в мм Расчетные величины
ций (рнс 174) Li 7-2 ео т * 2/lm* 4- (т*)2 2 — т *
А 28,0 20,0 0,329 0,000 0,380 0,500 1,155
Б 28,5 17,5 0,347 -0,134 0,350 0,142 1,009
В 25,0 18,0 0,218 -0,105 0,218 0,023 1,000
Г 23,0 19,5 0,137 -0,025 0,145 0,347 1,064
Задаемся коэффициентом использования пластичности т] = 0,9 и находим крити-
ческую интенсивность деформации
ее _ 0,38
г) ~ 0,90
= 0,42;
е«(2-т*) 0,42
2 У 1 — т* + (т*)2 1,15 -U,d ‘
,п 2/1-m* + (т*Р . ..
(Величина ---т:--~ = 1,15
2 — т*
находится по вспомогательным табли-
Рис. 174. Схема крыла кузова
автомобиля
Рис. 175. Диаграмма зависимости
интенсивности напряжений от ин-
тенсивности деформаций
Из графика = ае (се), построенного по результатам гидростатических испыта-
ний (рис. 175), находим значение ие = 45 кГ/мм2, соответствующее интенсивности
деформаций.
Критическая интенсивность напряжений при т * = 0,5 составит
<зк = = 47 кГ/мяА.
т) 0 90,36
214
ЁЫТЯЖКА
Предел прочности
I п \п / 0 36 \0.36
°в = \2,72ек ) = 47 (2,72-0,42) = 31 кГ1***-
Критические интенсивности напряжений и деформаций при двухосном растяже-
нии (т * = 1)
е" = 2п = 2 • 0,365 = 0,73;
/еДл / 0 73 \о.3б
°;=Чй) =45(-oi) =57.3 кг/^.
Таким образом, для штамповки автомобильного крыла металл должен иметь
следующие механические свойства:
при одноосном растяжении е* > 0,36; ав >31 кГ!мм2\
при двухосном растяжении в' > 0,73; ст" > 57,3 кГ/мм2.
Таким образом, результаты исследования позволяют количественно оценить
существующий технологический процесс, выяснить причины брака при вытяжке,
а также обоснованно классифицировать конструктивные формы облицовочных
деталей.
22. ОПРЕДЕЛЕНИЕ УСИЛИЙ ВЫТЯЖКИ И ПРИЖИМА
Усилие вытяжки изменяется на протяжении рабочего хода пуансона, достигая
максимума при глубине h — 0,4 н- 0,6 /7, где И — полная глубина вытяжки.
На рис. 176 приведены три экспериментальные кривые изменения усилия вы-
тяжки: кривая 1 — для стали 08; кривая 2 — для латуни Л62, кривая 3 — для
алюминия, полученные при одинаковых размерах заготовки и одинаковом коэф-
фициенте вытяжки. На той же диаграмме указано положение теоретического макси-
мума hT = rn -|- rM + S (по Шоф-
ману).
Несовпадение максимума теорети-
ческих кривых с экспериментальными
объясняется тем, что в большинстве
исследовании й до настоящего времени
не учитывалась начальная стадия глу-
бокой вытяжки и возникающие в ней
напряжения [229]. Тем самым предпо-
лагалось, что сразу с момента прило-
жения тянущего усилия начинается
пластическая деформация фланца заго-
товки, чего нет в действительности
(см. рис. 89).
На рис. 177 показано несовпадение
опытной (/) и теоретической (2) кривой
напряжений в опасном сечении. Это
несовпадение почти полностью устра-
няется, если учесть напряжения и де-
формации в начальной стадии. Сум-
марно получим значения
^ггпах г нач'
h^h -\-h
т 1 нач'
Рис. 176. Экспериментальные кривые усилия
вытяжки: / — сталь 08; / — латунь Л62;
3 — алюминий
Установлено, что напряжения в начальной стадии вытяжки с прижимом
имеют наибольшее значение при высокой степени деформации (т1 = 0,53 ч- 0,46).
При вытяжке с пониженной степенью деформации [тх > (0,55 0,6)] начальные
ОПРЕДЕЛЕНИЕ УСИЛИЙ ВЫТЯЖКИ И ПРИЖИМА
215
напряжения достигают небольшой величины, а при вытяжке без прижима практи-
чески равны нулю.
Используя известную формулу Закса — Шофмана и вводя величину дополнитель-
ного напряжения, возникающего в начальной стадии вытяжки, получаем полную
величину максимального напряжения в опасном сечении
атах — (а* “F
(I + + ——---------h <*гдоп>
где вГдоП — дополнительная величина начального напряжения, достигающая наи-
большего значения [231]
а = а*
г доп s
Гп 4 - Гж + 1.25
В п гп
Дополнительные начальные напряжения зависят от геометрических параметров
вытяжки и имеют наибольшие значения при вытяжке с отношением Rn <100 S
и меньшие значения при вытяжке с отношением
Rn> 100 S.
В литературе по обработке металлов давлением
приводятся также несколько иные формулы, получен-
ные различными аналитическими методами [103]. Их
назначение — теоретический анализ процесса вытяжки.
Применять их для практических технологических ра-
счетов довольно затруднительно. Поэтому на практике
получили применение инженерные формулы для опре-
деления усилия вытяжки, которые исходят из бес-
спорного положения, что допустимые напря-
жения в опасном сечении должны
быть меньше разрушающих, а следо-
вательно, наибольшее усилие предельно возможной
вытяжки должно быть несколько меньше усилия, не-
обходимого для разрыва боковых стенок изделия
около дна (в опасном сечении)
P^LSgp,
где L — длина периметра изделия (по Рис (77 Несовпадение экс-
среднему диаметру); перимеитальиой (/) и теоре-
ме = Go (1 + 6«) — разрушающее напряжение в тической (2) кривой напря-
опасном сечении, равное для жений в опасном сечении
стали 101,2 ав.
Фактическая величина напряжений в опасном сечении, а следовательно, и вели-
чина усилия вытяжки зависит от сопротивления металла деформированию, степени
деформации или величины коэффициента вытяжки, относительной толщины заготовки,
относительного радиуса закругления матрицы и пуансона, типа смазки.
Принимая наибольшее допустимое напряжение в опасном сечении ор = 1,1 и0
и используя производственные и экспериментальные данные, автор предложил для
определения усилий вытяжки изделий различной геометрической формы практичес-
кие формулы и коэффициенты к ним, учитывающие зависимость усилия от степени
вытяжки и от относительной толщины заготовки (табл. 80—85).
Определение численной величины давления прижима имеет в основном расчетное
и конструктивное значение для нахождения полного усилия вытяжки, для расчета
величины буфера, пружин и т. д. На практике необходимое давление прижима уста-
навливается по отсутствию складкообразования и разрывов металла.
При вытяжке цилиндрических деталей на прессах двойного действия с жестким
прижимом важна не величина давления, а установление минимально необходимого
1
216
ВЫТЯЖКА
для данной толщины листа зазора между матрицей и прижимом, не защемляющего
заготовку, но препятствующего образованию складок.
Расчетное усилие прижима находится по следующим формулам:
для усилия прижима при вытяжке деталей любой формы (в общем виде)
Q = Fq-
для усилия прижима при первой вытяжке цилиндрических деталей (из плоской
заготовки)
для усилия прижима на последующих вытяжках цилиндрических деталей (из
пустотелых заготовок)
Q= +
Здесь F — площадь заготовки под прижимом в мм2;
q — давление прижима в кПмм2;
dlf ...» — диаметры вытяжки (матрицы) на 1 и л-й операциях в мм;
гм — радиус закругления вытяжной кромки матрицы в мм.
Среднее давление прижима (в кГ!мм2) для разных материалов приведено ниже.
Для стали мягкой:
при S<0,5 мм 0,20—0,30
при S>0,5 мм 0,15—0,25
Для латуни 0,10—0,20
> меди . . . 0,10—0,15
> алюминия 0,06—0,12
Приведенные опытные данные являются приближенными, так как не учитывают
степени вытяжки и относительной толщины заготовки.
Таблица 80. Практические формулы для определения усилий вытяжки
Типы вытягиваемы изделий Операции вытяжки Формулы Таблицы коэффи- циентов
Цилиндрические без фланца 1, 2-я и по- следующие Р =1 jtdlScyokl Р = nd2Saek2 81 82
Цилиндрические с ши- роким фланцем 1-я Р = 83
Конические и сфери- ческие с фланцем 1-я Р = П(1к8авкф 83
ОПРЕДЕЛЕНИЕ УСИЛИЙ ВЫТЯЖКИ И ПРИЖИМА
217
Продолжение табл. 80
Типы вытягиваемых изделий Операции вытяжки Формулы Таблицы коэффи- циентов
Овальные коробки 1, 2-я и по- следующие р = JtdCp]ScjBki Р = jidcp2S<j Bk2 81 82
Низкие прямоуголь- ные коробки (вытяжка в одну операцию) — Р=(2А + 2В — 1,72г) х xSaA 84
Высокие квадратные коробки (многоопера- ционная вытяжка) 1 и 2-я Последняя Как для цилиндрических изделий Р = (4В — 1,72г) Saeke 81 и ,82 85
Высокие прямоуголь- ные коробки (многоопе- рационная вытяжка) 1 и 2-я Последняя Как для овальных коробок Р-(2Л +2В — 1,72г)х 81 и Й2 85
Вытяжка с утонением стенок (цилиндрические детали) 2-я и по- следующие Р = rcdn (Sn_i Sn) х —
Обозначения: Р — усилие вытяжки в кГ; d± и d2— диаметры цилиндрической детали на первой и второй операциях, считая по средней линии (d = dM — S), в мм; dK — меньший диаметр конической детали и 0,5 диаметра сферической детали в мм; dcpl и dcp2— средний диаметр овальных деталей после первой и второй вытяжки в мм; dn — наружный диаметр детали после n-й операции вытяжки в мм; А и В—длина и ширина прямоугольной коробки в мм; г — радиус углового закругления коробки в мм; S — толщина материала в мм; Sn_lt $п — толщина стенки в мм после п—1 и n-й операций вытяжки; — коэффициент, находимый по табл. 81; k2 — » » » » 82; кф — » » » » 83; kH — » » » » 84; kB — » » » » 85; » равный для латуни 1,6—1,8, для стали 1,8—2,25.
218
ВЫТЯЖКА
Таблица 81. Величина коэффициентов Л, для первой вытяжки
цилиндрических деталей из сталей 08—10
Относи- тельная толщина заготовки 4-100 Относи- тельный диаметр заготовки D S Величина kt при коэффициентах первой вытяжки mt
0.45 0.48 0.50 0.52 0,55 0,60 0,65 0.70 0,75
5,0 20 0,95 0,85 0,75 0,65 0,60 0,50 0,43 0,35 0,28
2,0 50 1,10 1,00 0,90 0,80 0,75 0,60 0,50 0,42 0,35
1,2 83 —• 1,10 1,00 0,90 0,80 0,68 0,56 0,47 0,37
0,8 125 — — 1,10 1,00 0,90 0,75 0,60 0,50 0,40
0,5 200 — — — 1,10 1,00 0,82 0,67 0,55 0,45
0,2 500 (Область — — 1,10 0,90 0,75 0,60 0,50
0,1 1000 обрывов) — — 1,10 1 0,90 0,75 0,60
Примечание. При малых радиусах закруглений г == (4 -г 6)5 величина коэффи-
циента kt берется иа 5% больше указанной, а область обрывов несколько увеличивается.
Gr
Коэффициент kt представляет собой отношение kx =------, где с — величина радиаль-
S °
иого напряжения вытяжки в зависимости от т и • 100.
Рис. 178. Номограмма для определения давления
прижима в зависимости от d/S и D/d (для стали 10)
Величина давления прижима, находимая по
параметрами.
Более точная зависимость, учи-
тывающая указанные факторы для
мягкой стали, определяется по фор-
муле
Так, например, при вытяжке с ко-
эффициентом т = 0,6 из заготовки
относительной толщины — • 100 = 2
давление прижима g— 0,05 кГ/мм2,
а при применении конической мат-
рицы вытяжка может быть выпол-
нена и без прижима, т. е. при
q ~ 0 При том же коэффициенте
вытяжки т — 0,6, но при от-
носительной толщине материала
5
— • 100 = 0,3 давление прижима
составляет q — 0,30 кПмм2, а при
5
& 100=0,2 давление увеличи-
вается до q — 0,46 кПмм2.
Значения д, близкие к рассчи-
танным по формуле, дает номо-
грамма, приведенная на рис. 178.
номограмме, определяется теми же
ОПРЕДЕЛЕНИЕ УСИЛИЙ ВЫТЯЖКИ И ПРИЖИМА
219
Полное усилие вытяжки для прессов простого действия
Pn=P+Q,
где Р — расчетное усилие вытяжки;
Q — усилие прижима (буфера).
У крупных вытяжных прессов двойного действия усилие прижима обычно состав-
ляет 0,5—0,6 номинального усилия пресса (на вытяжном ползуне). При применении
пневматических или гидропневматических буферных устройств на прессах про-
стого действия усилие прижима обычно не превышает 25% от номинального усилия
пресса.
Пример. Определить усилие вытяжки и усилие прижима при двухоперационной
вытяжке цилиндрической детали без фланца диаметром ПО мм из заготовки D =
= 250 мм, S = 1 мм; материал — сталь 08.
Относительная толщина заготовки составляет
По табл. 52 находим значения коэффициентов вытяжки: тг = 0,56 и = 0,77.
Диаметр первой вытяжки — m^D ~ 140тити, диаметр второй вытяжки^ = ~
НО мм.
Таблица 82. Величина коэффициентов k2 Для второй вытяжки
цилиндрических деталей из стали 08—10
Относитель- ная толщина заготовки 4-,о° Относитель- ная толщина наибольшей 1-й вытяжки • 100 Величина k2 при коэффициентах второй вытяжки т9
0,7 0,72 0,75 0,78 0.80 0,82 0,85 0,88 0,90
5,0 11 0,85 0,70 0,60 0,50 0,42 0,32 0,28 0,20 0,15
2,0 4 1,Ю 0,90 0,75 0,60 0,52 0,42 0,32 0,25 0,20
1,2 2,5 — 1.10 0,90 0,75 0,62 0,52 0,42 0,30 0,25
0,8 1,5 — — 1,00 0,82 0,70 0,57 0,46 0,35 0,27
0,5 0,9 — — 1,10 0,90 0,76 0,63 0,50 0,40 0,30
0,2 0,3 (Область — 1,00 0,85 0,70 0,56 0,44 0,33
0,1 0,15 обрывов) — 1,10 1,00 0,82 0,68 0,55 0,40
Примечание. При малых радиусах закруглений величина коэффициентов kt
берется на 5% больше указанной, а область обрывов увеличивается.
Коэффициенты для последующих (3, 4, 5-й) вытяжек находятся по этой же таблице
для соответствующих тп и SJD, ио берутся больше или меньше найденного значения:
1) при вытяжке без промежуточных отжигов берется большее (ближайшее иижнее)
значение коэффициента
2) при вытяжке с промежуточными отжигами берется меньшх (ближайшее верхнее)
значение коэффициента kn-
Если первая вытяжка меньше предельно допустимой и получена при повышенных
коэффициентах то при том же значении • 100 относительные толщины . 100
будут меньше приведенных в таблице.
220
ВЫТЯЖКА
Таблица 83. Величина коэффициентов для вытяжки цилиндрических
деталей с широким фланцем из сталей 08—10 (для • 100 = 0,64-2,0)
Отношение ^ф/d Величина кф при коэффициентах 1-й вытяжки mt —
0,35 038 0,40 0,42 0,45 0,50 0,55 0,60 0.65 0,70 0,75
з,о 1,0 0,9 0,83 0,75 0,68 0,56 0,45 0,37 0,30 0,23 0,18
2,8 1,1 1,0 0,90 0,83 0,75 0,62 0,50 0,42 0,34 0,26 0,20
2,5 —• 1,1 1,0 0,9 0,82 0,70 0,56 0,46 0,37 0,30 0,22
2,2 — — 1,1 1,0 0,90 0,77 0,64 0,52 0,42 0,33 0,25
2,0 — — — 1,1 1,0 0,85 0,70 0,58 0,47 0,37 0,28
1,8 — — — — 1,1 0,95 0,80 0,65 0,53 0,43 0,33
1,5 (Область — — — 1,10 0,90 0,75 0,62 0,50 0,40
1,3 обрывов) — — — — 1,0 0,85 0,70 0,56 0,45
Примечание. Эти же коэффициенты могут быть применены для конических и
сферических деталей с фланцем при вытяжке в штампах без вытяжного ребра. При
вытяжке тех же деталей в штампах с вытяжным ребром (буртом) величина коэффициента
увеличивается иа 10—20%, а область обрывов соответственно увеличивается
Т а б л и ц а ^4. Величина коэффициентов kH для вытяжки низких
прямоугольных коробок из плоской заготовки за одну операцию
Относительная высота коробок h/B при относительной толщине £ заготовки • 100 Величина коэффициентов при относитель- ном радиусе угловых закруглений г/В
2-1,5 1,5—1,0 | 1.0- 0,5 0,5-0,2 0,3 0,2 0,15 0,10 0,05
1,2 1,1 1,0 0,9 0,8 — — — —
1,0 0,95 0,9 0,85 0,7 0,8 — — —
0,90 0,85 0,76 0,70 0,6 0,7 0,8 — —
0,75 0,70 0,65 0,60 0,5 0,6 0,7 0,8 —
0,60 0,55 0,50 0,45 0,4 0,5 0,6 0,7 0,8
0,40 0,35 0,30 0,25 0,3 0,4 0,5 0,6 0.7
Примечание. По заданной высоте коробки ht В и относительной толщине заго-
товки по известному относительному радиусу r/В находят в правой части таблицы
коэффициент kH. Относительная высота коробок h/B дана для сталей 0S—15, для других
материалов следует применять поправки в ту или другую сторону в соответствии с боль-
шей или меньшей пластичностью металла.
РАБОТА, МОЩНОСТЬ И СКОРОСТЬ ВЫТЯЖКИ
221
Таблица 8Г+ Величина коэффициентов ke для последней операции
вытяжки высоких квадратных н прямоугольных коробок
из полых цилиндрических и овальных заготовок (стали 08—15)
Относительная толщина заготовки в % Величина коэффициентов прн относительном радиусе угловых закруглений г/В
S/D S/dt S^d2 0,3 0.2 0.15 0,1 0.03
2,0 4,0 5,5 0,40 0,50 0,60 0,70 0,80
1,2 2,5 3,0 0,50 0,60 0,75 0,80 1,0
0,8 1,5 2,0 0,55 0,65 0,80 0,90 1,1
0,5 0,9 1,1 0,60 0,75 0,90 1,0 —
Примечание. Для прямоугольных коробок dt н d2 берутся равными меньшему диаметру овала первой и второй вытяжек. Если первые вытяжки меньше предельно допустимой величины» то значения S/di н S/d2 будут меньше приведенных в таблице. Для других материалов необходимо применять поправки соответственно изменению пластичности металла (увеличить при уменьшении пластичности).
Усилие первой вытяжки (по табл. 81 kr = 1,03)
Pj_ = - 440-34-1 1,03 - 15 500 кГ 16Т.
Усилие второй вытяжки (по табл. 82 k2 = 0,93)
Р2 = nd2Scek2 = 346 34 -1 - 0,93 — 10 800 кГ 1 \Т.
Усилие прижима на первой вытяжке (q см. стр. 217)
Qi = 4 R2 - № + 2rJ2l Я = 0.785 [250» — (140 + 2 10)2] 0,2 = 5800 кГ == 6Т;
следовательно,
Qi = 0.375Р1.
Усилие прижима на второй вытяжке
Q2 = J [di - (d2 + 2гЛ)*1 q = 0,785 [140= -(110 + 2- 5)2] 0,25 =
= 196 - 5 = 980 кГ =« IT,
следовательно,
Q2^O,1P2.
Усилие прижима на второй операции вытяжки в шесть раз меньше, чем на
первой операции, что вполне естественно.
23. РАБОТА, МОЩНОСТЬ И СКОРОСТЬ ВЫТЯЖКИ
На рис. 176 приведена диаграмма, дающая изменение усилия вытяжки на протя-
жении рабочего хода пуансона для разных материалов при одинаковых коэффициен-
тах вытяжки.
Действительная работа вытяжки равна площади, ограниченной кривой диаграм-
мы. Для ее определения следует исходить не из наибольшего усилия Ртах,а из средней
222
ВЫТЯЖКА
величины
р — — СР
где Ph — переменное значение усилия вытяжки для каждой глубины рабочего
хода.
По опытным данным величина коэффициента С составляет обычно от 0,6 до 0,8.
Работа вытяжки определяется по формуле
- _ Pcph __ СРшахЛ
А ~ 1000 “ 1000 кГ ‘
где h — глубина вытяжки в мм.
Найденную величину работы вытяжки суммируют с работой сжатия буфера
и выталкивателя и сравнивают с работой, которую может произвести пресс за один
рабочий ход,
/1 Т
Эта работа слагается из полезной энергии маховика (маховых колес) н небольшой
части энергии, отдаваемой электродвигателем.
Более подробные сведения приведены в разделе втором.
Вопрос о скорости вытяжки еще не получил окончательного решения.
Общее развитие прессостроення в последние годы направлено по пути увеличения
производительности за счет некоторого увеличения числа ходов пресса. Однако рез-
кого увеличения числа ходов прессов не наблюдается.
Исследования Р. В. Пихтовникова экспериментально доказали, что скорость
вытяжки при определенных условиях может быть увеличена в десятки раз.
Получившие за последнее время применение методы вытяжки — формовки под
действием импульсивных нагрузок (давления взрыва, элекгр©гидравлического раз-
ряда, электромагнитного поля и др.) показывают, что скорости формообразования
могут быть значительно увеличены по сравнению с существующими. Однако это не
относится к вытяжке на кривошипных механических прессах и особенно к вытяжке
крупногабаритных деталей сложной формы.
А. Д. Томленов показал, что увеличение скорости вытяжки крупных деталей
сложной формы отрицательно влияет на процесс пластической деформации в резуль-
тате возникновения пластических волн, вызывающих появление сосредоточенных
деформаций и возникновение разрывов [238].
Таблица 86. Приближенная величина линейной скорости
вытяжки в мм/сек
Материал Скорость вытяжки на прессах
простого действия двойного действия
Алюминий 900 500
Алюминиевые сплавы — 150-200
Латунь 1000 500
Медь 750 430
Сталь 300 180-250
Сталь нержавеющая — 100-150
В табл. 86 приведены применяемые на практике средние значения скорости
вытяжки на кривошипных прессах для различных материалов.
Иногда употребляемое понятие средней скорости вытяжки в технологическом
отношении не является характерным*
РАБОТА, МОЩНОСТЬ И СКОРОСТЬ ВЫТЯЖКИ
223
Скорость вытяжки необходимо определять как скорость инструмента (или пол-
зуна пресса) в начале процесса вытяжки. Эта скорость (в мм/сек) зависит от угла
поворота кривошипа к моменту начала вытяжки н определяется следующей формулой:
v^R sin a^0,105n Vh(H — Л),
где Н — величина хода пресса в мм;
h — рабочая часть хода (от начала деформации) в мм;
sin а — hV Н — h (где а — угол поворота кривошипа).
На рис. 179 приведено сравнение скорости и усилия для двух типов прессов:
кривошипного (а) и гидравлического (б). Кривошипный пресс имеет переменную
величину скорости и развиваемого уси-
лия на протяжении рабочего хода,
а гидравлический — практически по-
стоянную. Вследствие этого гидрав-
лические прессы более благоприятны
для вытяжных работ. Этим объясняет-
ся создание и увеличивающееся при-
менение быстроходных гидравлических
вытяжных прессов.
Существующие типы вытяжных
прессов являются главным образом
тихоходными. Скорость к началу вы-
тяжки у большинства действующих
прессов обычно находится в преде-
лах: у крупных вытяжных прессов
при п = 8-г 12 ход!мин от 200
до 350 мм!сек, у небольших криво-
шипных прессов при п — 80 <-
-ь 150 ход!мин до 500—700 мм!сек.
При вытяжке титана и его сплавов
скорость вытяжки берут в 1,5—2 раза
меньше, чем для стали.
От скорости ВЫТЯЖКИ V = ,
-—р —р
Рис. 179. Сравнение усилия н скорости пол-
зуна кривошипного (о) и гидравлического (б)
прессов.
представляющей собой скорость пол-
зуна пресса в начале процесса вытяж-
ки, следует отличать скорость радиального перемещения наружной кромки за-
готовки (или другой точки)
х X 9
где v — скорость ползуна пресса в данный момент.
При х — R
— vnit ~° мм!сек.
л R
Отсюда видно, что даже при v = const скорость деформирования переменна.
На рис. 180 приведена диаграмма, дающая изменение величины хода h и скорости
ползуна пресса (пуансона) v прн глубокой вытяжке с прижимом на кривошипном прес-
се с числом ходов 36 в минуту, при длине хода ползуна 200 мм [248].
Параметры вытяжки: DQ = 200 мм, dn = 50 мм, h = 77 мм, S = 1,2 мм, гм =
= 6 мм, гп~ 4 мм.
На рис. 181 приведена диаграмма величины перемещения SR и скорости переме-
щения (скорости деформирования) наружной кромки заготовки в процессе глубо-
224
ВЫТЯЖКА
кой вытяжки, построенная по формулам В Я Шехтера (с коррективами автора).
Параметры вытяжки те же, что и на рис 180
Рис. 180. Диаграмма изменения
величины хода h и скорости пол-
зуна пресса (пуансона) v при глу-
бокой вытяжке с прижимом (криво-
шипный пресс Н = 200 мм при
п = 36 об/мин)
У^мм/сек п,мм
Время t^cex
Рис. 181. Диаграмма изменения
скорости деформирования на-
ружной кромки заготовки при
глубокой вытяжке на криво-
шипном прессе (Я = 200 мм,
п = 36 сб/мин)
В научных исследованиях процессов
другая величина — скорость относ
Рис. 182. Скорость деформации элементов заго
товки на закруглении матрицы
пластической деформации применяется
ительнойили логарифм и
ческой деформации в
данной точке заготовки
= v
х dx
• vr
при х = R = — =
V 2^o\2 1 /
= r 1!аж-
Па рис. 182 приведено распре-
деление скоростей деформации
кольцевых элементов заготовки на
плоскости и закруглении матрицы
[248]. Штриховой линией показано
распределение скорости деформа-
ции при отсутствии закругления
матрицы.
Приведем упрощенные формулы для определения мощности пресса.
Эффективная (полезная) мощность
Д7 АП
60-75
Л. С.;
г
X2 ’
где п — число ходов в минуту.
РАДИУСЫ ЗАКРУГЛЕНИЙ И ЗАЗОРЫ ПРИ ВЫТЯЖКЕ
225
Мощность на маховике (с учетом к. п. д. пресса)
А7 Лэ , Ап
N — k— — k с.,
П 1)60-75
где т] — к. п. д., равный 06—0,8;
k — коэффициент неравномерности, равный 1,2—1,4.
Мощность мотора
кт N
^ = -^36^’
где т)! — к. п. д. передачи к мотору.
24. РАДИУСЫ ЗАКРУГЛЕНИЙ И ЗАЗОРЫ ПРИ ВЫТЯЖКЕ
Радиусы закруглений
Радиусы закруглений вытяжных кромок матриц оказывают значительное влия-
ние на процесс вытяжки. От них зависит:
1) величина напряжения в вытягиваемом материале и усилие вытяжки;
2) величина допустимого коэффициента вытяжки;
3) образование обрывов или складок.
Вопрос об оптимальной величине радиусов закругления вытяжных кромок мат-
рицы сложнее, чем это зачастую считают. Ранее было указано на наличие двух тех-
нологически различных стадий процесса глу-
бокой вытяжки: начальной и окончательной
(стр. 104). Исследования показали, что вели-
чина закругления кромок матрицы на разных
этапах процесса глубокой вытяжки оказывает
противоположное влияние на вели-
чину растягивающих напряжений в опасном
сечении.
В начальной стадии вытяжки при боль
шой степени деформации радиальные на-
пряжения в свободном участке заготовки
достигают наибольшего значения: а_ =
г н
= а* I/ 1 + р __—'—• Для уменьше-
Г гп
ния указанной величины необходимо умень-
шить величину радиусов закруглений гп и rMt
что позволит снизить напряжения в опасном
сечении. Одна ко во второй стадии вытяжки,
осуществляемой за счет деформации плоского
фланца, увеличение радиуса закругления мат-
рицы, наоборот, благоприятно, потому
что в этом случае несколько уменьшается со- Рнс 183 умеНьшенне ширины
Противление изгибу И главным образом ПО- фланца и усилия прижима при уве-
тому, что увеличение радиуса закругления мат- личении радиуса закругления кро-
рицы уменьшает ширину перетягиваемого флан- мок матРицы
ца и делает его более устойчивым против
образования складок. Благодаря этому требуется меньшее давление прижима q
и общее усилие прижима Qx < Q (рис. 183), что приводит к снижению величины ра-
диального напряжения в опасном сечении, в результате чего становится возможной
более глубокая вытяжка.
Однако чрезмерное увеличение радиуса закругления матрицы может привести
к тому, что плоская часть заготовки слишком райо выйдет из-под прижима, вслед-
ствие чего в ней возникнут гофры и складкн, которые заклиниваются в зазоре и
8 Романовский В. П.
226
ВЫТЯЖКА
приводят к разрыву заготовки. Это особенно опасно при вытяжке деталей из относи-
тельно тонких заготовок. Поэтому величины радиусов закруглений вытяжных
кромок матриц должны быть разделены по степени деформации и относительной тол-
щине заготовки. Радиусы закруглений вытяжных кромок пуансонов следует брать
в 1,5—2 раза меньше радиусов закруглений матрицы.
Рнс. 184. Относительная величина радиусов закруглений
Оптимальная относительная величина радиусов закруглений вытяжных кро-
мок матрицы и пуансонов в зависимости от степени деформации и относительной
толщины вытяжки S/d* 100 приведена в табл. 87 и на рис. 184.
Таблица 87. Оптимальная величина радиусов закруглений вытяжных
кромок матриц и пуансонов при разной степени деформации
§ colts Степень деформации
Большая (т = 0,45 4- 0,52) Малая (tn = 0,56 4- 0,68)
rJs rn's ru/s r'n/S
3 5 3 3 2
2 6 4 4 2,5
1,5 7,5 5 5 3
1,0 9 6 6 4
0,8 10 7 7 4,5
0,5 12 8 8 5
0,25 14 9 10 6
РАДИУСЫ ЗАКРУГЛЕНИЙ И ЗАЗОРЫ ПРИ ВЫТЯЖКЕ
227
Приведенные значения радиусов закруглении могут быть несколько округлены,
однако уменьшать их не рекомендуется. Значения радиусов закруглений при вы-
тяжке с малой степенью деформации взяты меньшей величины, так как это несколько
увеличивает узкий фланец заготовки и противодействует быстрому выходу фланца
из-под прижима и образованию гофров.
Для увеличения радиуса закруг-
ления матрицы В. Е. Недорезов пред-
ложил способ вытяжки с дополнитель-
ным сферическим прижимом, который
удерживает заготовку на закруглении
матрицы (рис. 185), благодаря чему
оказалось возможным увеличить ра-
диусы закруглений в 2—3 раза по
сравнению с обычно применяемыми
и повысить степень вытяжки неболь-
ших деталей до k — 2,5 (т = 0,4) [74].
Преимущества вытяжки с допол-
нительным прижимом и большими
радиусами закругления кромок матри-
цы состоят в следующем: 1) увеличе-
нии степени вытяжки; 2) устранении
складкообразования; 3) меньшем уто-
нении у дна изделия; 4) уменьшении
усилия вытяжки.
Этот способ получил практиче-
ское применение при вытяжке посуды
и деталей из двухслойной кислото-
Рнс. 185. Штамп для вытяжки с дополни-
тельным прижимом:
1 — пуансон; 2 — плоский прижим; 3 — коль-
цевой прижим по радиусу;' 4 — матрица;
5 — резиновое кольцо; 6 — нажимное кольцо
упорной стали.
При вытяжке деталей с широким фланцем опасность образования гофров в кон-
це вытяжки не возникает, так как фланец не выходит из-под прижима. Следовательно,
в данном случае радиусы закруглений могут быть взяты большей величины по сравне-
нию с вытяжкой деталей без фланца. В посудном производстве при вытяжке из-
делий с фланцем успешно применяют радиусы закруглений матрицы от 30 до 40 S.
Таблица 88. Радиусы закруглений вытяжных кромок матрицы
при вытяжке с фланцем и с вытяжными ребрами
Тип вытяжки Радиусы закруглений при относительной толщине £ заготовки —- • 100
2,0—1.0 | 1,0—0,2 0,2—0,06
С фланцем (104- 15)5 (15 20) S (20 4- 30) S
С вытяжными ребрами (4<6)S (6 4-8)5 (84- 10)5
В табл. 88 приведены приближенные значения радиусов закругления вытяжных
кромок матрицы для вытяжки с фланцем и вытяжными ребрами. При мелкой вы-
тяжке без прижима (отбортовке) радиусы закруглений для крупных деталей следует
брать в пределах 2—4 S, а для небольших деталей применять матрицу конического
или эвольвентного профиля.
При вытяжке детали с широким фланцем в одну операцию величина радиуса за-
кругления матрицы берется равной чертежному размеру закругления у фланца. Од-
нако не рекомендуется применять радиусы закруглений меньше 5—8 5.
8*
228
ВЫТЯЖКА
На последующих операциях вытяжки радиусы закруглений пуансона постепенно
уменьшают и принимают равными гп = (0,6-> 0,8) rn_lt причем на первых операциях
дают более сильное уменьшение.
Рнс. 186. Взаимосвязь радиусов закругления пуансона и матрицы
При последовательной вытяжке в ленте коэффициенты вытяжки обычно берут
несколько увеличенными, поэтому радиусы закруглений матрицы могут быть взяты
меньшей величины.
При изготовлении последовательного штампа рекомендуется делать минимально
допустимые радиусы закруглений, чтобы иметь возможность увеличить их при от-
ладке штампа.
При вытяжке в ленте мелких деталей можно применять вытяжку со второй до
последней операции при одной и той же величине радиуса закругления с калибров-
РАДИУСЫ ЗАКРУГЛЕНИЙ И ЗАЗОРЫ ПРИ ВЫТЯЖКЕ
229
кой его на калибровочной операции. При
калибровке практически достижимо умень-
шение радиуса закругления от 2 до 5 раз,
однако он должен быть не менее чем 0,5 S.
На рис. 186 показана взаимосвязь
радиусов закруглений пуансона и мат-
рицы.
Пуансоны и матрицы со скосом при-
меняют обычно для вытяжки цилиндриче-
ских деталей средних и больших размеров,
а с закруглением по радиусу — для отно-
сительно небольших деталей 100 мм),
деталей с широким фланцем и сложной
конфигурации. Радиусы закруглений на
скосах пуансона следует увеличивать и
принимать равными (1,5 ч- 2) RM. Ра-
Таблица 89. Радиусы закруглении
матриц для вытяжки без прижима
колпачков из толстого материала
Толщина материала S в мм Радиусы закругле- ний матрицы первой вытяжки
4-6 (34-4)5
6-10 (1,84-2,5)5
10-15 (1,6 4-1,8)5
15-20 (1,3 4- 1,5) S
следующей операции Rnp рекомендуется
диусы закруглений на скосах прижима (
брать меньшей величины, для того чтобы увеличить натяжение и силу прижима
“ %м п 1)-
Для вытяжки толстых заго-
товок в гильзовом производстве
и аналогичных отраслях приме-
няют значительно меньшие ра-
диусы закруглений матрицы
(табл. 89). Дальнейшие вы-
А-А
Срезать и зачистить
заподлицо с ребром, ста бить с
интервалом 100-150 мм
Рис. 188. Конструкция вытяжных (тормозных) ребер
в кузовных штампах
Рис. 187. Размеры вытяжного реб-
ра матрицы (по нормали AWF)
тяжки производят с утонением материала через конические матрицы, закругления
которых принимают конструктивно.
При вытяжке неглубоких конических, а также полусферических деталей вытяж-
ные кромки матрицы делают в виде выступающего ребра, размеры которого приведе-
ны на рис. 187. Вытяжные ребра предназначены для натяжения металла при вытяжке,
увеличения растягивающих и уменьшения тангенциальных напряжений и предот-
вращения складкообразования. Поэтому в штампах с вытяжными ребрами радиусы
закруглений матрицы не только не увеличивают, но, наоборот, берут небольшой
230
ВЫТЯЖКА
величины — от4до 10S. По нормали A WF радиус закругления вытяжного ребра при-
нимается: г = 0,05 d\^S.
При вытяжке крупногабаритных деталей кузова автомобиля вытяжные (тор-
мозные) ребра обычно ставят на прижиме, а на матрице делают канавки. Наиболее
распространенная конструкция вытяжных ребер приведена на рис. нерекомендуе-
мый профиль — на рис. 189, размеры их — в табл. 90.
Таблица 90. Размеры профиля тормозных ребер (рис. 189) в мм
Назначение А н Б в Rkp h
Для средних штампов 14 6 25-32 25-30 7 125 5
Для крупных штампов 16 7 28-35 28-32 8 150 6
Для тяжелых условий работы 20 8 32-38 32—38 10 150 7
Для уменьшения размеров вытягиваемых заготовок применяют ступенчатые реб-
ра (пороги), которые расположены у вытяжной кромки матрицы и предназначены
главным образом для вытяжки неглубоких деталей, имеющих плавный контур
Рис. 189. Рекомендуемый профиль вытяжных ребер
(рис. 190). Они позволяют уменьшить ширину фланца под прижимом и размер за-
готовки. Первый тип (рис. 190, а) предназначен для неглубокой вытяжки, второй тип
(рис. 190, б) — для глубокой вытяжки, третий тип (рис. 190, в) — для чугунной мат-
рицы без вставных секций.
Количество и расположение тормозных ребер зависят от формы контура, харак-
тера рельефа и глубины вытяжки. Ребра устанавливают в местах заготовки, подвер-
гаемых более легкой деформации, в которых требуется затормозить перемещение
материала и увеличить растягивающие напряжения.
На рис. 191 приведены примеры расположения тормозных ребер для некоторых
типов изделий. Как видно из рисунка, в местах угловых закруглений ребра ие ста-
вят или дают один ряд ребер, в то время как на прямолинейных длинных стенках
устанавливают два или даже три ряда ребер.
Штампы с вытяжными ребрами сложны и дороги в изготовлении, особенно при
криволинейной поверхности прижима. Для серийного производства такие штампы
неэкономичны и неприменимы.
В ГДР вместо штампов с вытяжными ребрами получили применение эластичные
складкодержатели с регулируемым давлением [257]. Складкодержатель (прижим) со-
стоит из нескольких регулируемых стоек, устанавливаемых по контуру вытяжки
РАДИУСЫ ЗАКРУГЛЕНИЙ И ЗАЗОРЫ ПРИ ВЫТЯЖКЕ
231
Рис. 190. П-образные тормозные пороги
Рнс. 191. Примеры расположения вытяжных (тормоз-
ных) ребер (по нормали AWF)
232
ВЫТЯЖКА
и соединенных с эластичной прижимной плитой из 16-миллиметровой фанеры
(см. рис. 170). Регулируя длину каждой стойки, получают требуемое усилие прижима
в отдельных участках контура вытяжки в пределах от 100 до 1000 кГ
Для измерения давления стойки снабжены гидравлическими мессдозами с мано-
метрами.
Зазоры при вытяжке
Зазор между вытяжным пуансоном и матрицей предназначен для уменьшения
треиия между матрицей и материалом. При определении величины зазора нужно учи-
тывать утолщение края заготовки при вытяжке и неравномерность толщины материа-
ла (допуски по толщине). Установить единую величину зазоров, применимых во всех
случаях вытяжки, невозможно, так как вытянутые детали сильно различаются по
габаритам, степени точности и техническим условиям, а также по способу вытяжки
(без режима, с прижимом, с выворачиванием). При вытяжке небольших деталей с
калиброванной толщиной стенок величина зазора должна быть меньше, чем при обыч-
ной вытяжке без калибровки. Кроме того, в первом случае величина зазора по пере-
ходам постепенно уменьшается, а во втором — увеличивается. Малая величина при-
водит к увеличению сопротивления вытяжке, увеличению растягивающих напряже-
ний в опасном сечении и уменьшению степени деформации. Это не относится к вытяж-
ке с утонением стенок, так как в этом случае суммарная степень деформации увели-
чивается за счет утонения материала. В табл. 91 приведены формулы для определения
величины зазора при вытяжке (по данным НИЙТавтопрома, с некоторой коррек-
тировкой), а в табл. 92 — значения прибавки а.
Таблица 91. Величина одностороннего зазора при вытяжке
цилиндрических деталей
Операция вытяжки Величина зазора в зависимости от класса точности штампуемых деталей
4 и 5 7, 8 и 9
Первая вытяжка Промежуточные вытяжки Последняя вытяжка z == S "I- 6 -j- а z = S + 6 + 2a z = S + 6 z = S + б-|-(1,5-т-2)а z = S + б + (2,5 -4- 3) а z — S -}- б 2о
Обозначения: z — односторонний зазор между пуансоном и матрицей в мм; S — номинальная толщина материала в мм; б — положительное (верхнее) отклонение допуска на толщину материала в мм; а — прибавка, находимая по табл. 92. Примечание. Наименьшее значение коэффициента, стоящего в скобках, дано для относительно толстых, а наибольшее — для относительно тонких заготовок 100=14-0,2^
При вытяжке деталей с небольшой конусностью стенок величина зазора берется
в зависимости от требуемой или допустимой степени конусности.
В табл. 93 приведены обобщенные данные по величине зазоров при вытяжке с
прижимом деталей, подвергаемых калибровке.
При вытяжке без прижима (без утонения стенок), учитывая возможность обра-
зования гофров, величину зазора необходимо брать наибольшей из приведенных
в табл. 91 пределов.
РАДИУСЫ ЗАКРУГЛЕНИЙ И ЗАЗОРЫ ПРИ ВЫТЯЖКЕ
233
Таблица 92. Значения прибавки а
Толщина материала S в мм Прибавка а в мм Толщина материала S в мм Прибавка а в мм
0,2 0,05 1,8 0,21
0,5 0,10 2,0 0,22
0,8 0,12 2,5 0,25
1,0 0,15 3,0 0,30
1,2 0,17 4,0 0,35
1,5 0,19 5.0 0,40
При вытяжке с утонением материала односторонний зазор между пуансоном и
матрицей меньше толщины заготовки и соответствует принятой степени деформации
р «Si — 52
Е ’
средние значения которой приведены в табл. 78.
Таблица 93. Односторонние зазоры при вытяжке цилиндрических деталей,
подвергаемых последующей калибровке
Материал Величина зазора
для первой вытяжки для промежу- точных вытяжек для калибровки
Сталь мягкая (1,3 4-1,5)5 (1,24-1,3) 5 1,15
Латунь, алюминий (1,3-?- 1,4)5 (1,154-1,2)5 1,15
Примечание. При вытяжке с калибровкой весьма высоких деталей небольшого
диаметра (d < 30 мм и h/d от 2: 1 до 6 : 1) для уменьшения количества операций реко-
мендуется применять вытяжку с утонением стенок и зазором, меньшим толщины мате-
риала.
При вытяжке прямоугольных деталей зазор между пуансоном и матрицей в уг-
лах дожен быть на 0,1 5 больше зазора на прямых участках (за счет пуансона) вслед-
ствие сильного утолщения материала в углах. Правила направления зазора при
вытяжке следующие.
1. Для всех операций, кроме последней, направление зазора безразлично.
2. Для последней операции:
1) при вытяжке деталей с заданным наружным размером зазор делают за счет
пуансона, принимая
d-м “ ^изд- Hapf dn = d# 2zt
2) при вытяжке деталей с заданным внутренним размером зазор делают за счет
матрицы, принимая
d-n — dusd- ей* dM = dn -|- 2z
Здесь dM и dn — диаметры матрицы и пуансона в мм;
z — величина одностороннего зазора в мм.
234
ВЫТЯЖКА
25. СМАЗКА ПРИ ВЫТЯЖКЕ
Назначение смазки при вытяжке заключается в уменьшении трения между мате-
риалом и инструментом, снижении напряжения в металле и предохранении штампов
и изделий от налипания, задиров и царапин.
Вытяжные штампы в большинстве случаев выходят из строя не по причине их
полного износа, а вследствие образования задиров и царапин и порчи поверхности
штампуемых деталей.
Смазка должна обладать следующими свойствами:
1) создавать прочную незасыхающую пленку, способную выдерживать значи-
тельные давления (кроме вытяжки нержавеющей стали и титановых сплавов);
2) давать хорошее прилипание и равномерное распределение смазывающего
слоя по поверхности;
3) легко удаляться с поверхности деталей;
4) не портить механически и химически поверхность инструмента и деталей;
5) быть химически стойкой и безвредной.
На производстве применяется большое количество смазок различного состава,
которые могут быть разделены на две группы: смазки без наполнителей и смазки с
наполнителями.
Экспериментально установлено, что смазки без наполнителей не дают достаточно
прочной пленки и сравнительно легко выдавливаются.
Наилучшими являются смазки с большим содержанием наполнителей (мела,
талька, графита), снижающие коэффициент трения в 2—3 раза и повышающие стой-
кость штампов в 2—5 раз по сравнению со стойкостью штампов при применении сма-
зок без наполнителей.
Таблица 94. Величина коэффициента трения при вытяжке
со смазкой и без смазки
Условия вытяжки (со смазкой или без смазки) Коэффициенты трения в зависимости от вытягиваемых \ материалов
Сталь 08В Г Алюминий Дуралюмин Д16М Сталь 1Х18Н9Т
Без смазки 0,20—0,25 0,25 0,22 0,30—0,35
Со смазкой (минеральное масло) 0,15 0,15 0,16 0,25
Смазка с наполнителями (мел, графит) 0,08-0,10 0,10 0,08-0,10 0,15
Окисленный петролатум — — — 0,10
В табл. 94 приведена величина коэффициента трения при вытяжке со смазкой
и без смазки.
Теоретические вопросы трения и выбора смазок оптимальной вязкости детально
изложены в работе Е. И. Исаченкова [38].
В табл. 95 приведены рецептуры хорошо зарекомендовавших себя смазок для вы-
тяжки малоуглеродистой стали (по данным ЦНИИТмаша и ЗИЛ); в табл. 96 — спо-
собы смазки, применяемые при вытяжке с утонением малоуглеродистой стали, а так-
же в процессах, происходящих при высоких контактных давлениях; в табл. 97 —
состав смазок для вытяжки цветных металлов и нержавеющей стали.
Вытяжка магниевых и титановых сплавов в горячем состоянии сопровождается
быстрым налипанием частиц сплава на инструмент, что является причиной появле-
ния царапин и задиров на поверхности изделий.
СМАЗКА ПРИ ВЫТЯЖКЕ
235
Таблица §5. Рецептуры смазок для вытяжки малоуглеродистой стали
Состав смазки Содержание в вес. % Примечание
Веретенное масло 40 Применяется при вытяжке авто-
Солидол 40 кузовных деталей.
Тальк П Серу следует вводить в виде из-
Сера 8 мельченного порошка
Спирт 1
Веретенное масло 20 Серу растворить в веретенном
Солидол 40 масле при температуре около 160°C.
Г пжЬит 20 Недостатком смазки является рас-
Сера 7 слоение при длительном хранении
Спирт 1
Вода 12
Веретенное масло 33 Меловая смазка; легко удаляет-
Сульфидированное касто- 1,5 ся; применяется для тяжелых штам-
ровое масло повок
Рыбий жир 1,2
Мел 45
Олеиновая кислота 5,5
Едкий натр 0,7
Вода 13
Веретенное масло 43 Графитная смазка дает наилуч-
Рыбий жир 8 шие результаты, но плохо отмы-
Графит 15 вается от поверхности деталей ввиду
высокой адгезии коллоидного гра-
Олеиновая кислота 8 фита.
Сера 5 Серу следует вводить в виде из-
Зеленое мыло 6 мельченного порошка
Вода 15
Веретенное масло 52,5 Смазка, применяемая на Горь-
Мылонафт 20 ковском автозаводе для сложной
Тальк 25 вытяжки
Гипс 2,5
Веретенное масло 52—54 Смазка ГАЗ для вытяжки круп-
Мылонафт 20 ных кузовных деталей
Тальк 18-20
Гипс 2,5
Древесная мука 5,5
236
ВЫТЯЖКА
Продолжение табл. 95
Состав смазки Содержание в вес. % Примечание
Веретенное масло Солидол Рыбий жир Мел Олеиновая кислота Вода 12 25 12 20,5 5,5 25 Эта смазка несколько хуже при- веденных выше
Зеленое мыло Вода 20 80 Мыло растворять в воде при 60—70° С. Легко растворимая смаз- ка; применяется для легкой вы- тяжки
Эмульсол жидкий Мел Кальцинированная сода Вода 37 45 1,3 16,7 Растворимая смазка; улучшается при добавлении трехпроцентного сульфидированного касторового масла
Таблица 96. Рекомендуемые способы смазки при вытяжке с утонением
и холодном выдавливании стали
Способ смазки Состав Примечание
Контактное омедне- ние Медный купорос 4,5—5 кг Поваренная соль 5 кг Серная кислота 7—8 л Столярный клей 200 г Вода 80—100 л Клей предваритель- но растворяют в горя- чей воде, после чего растворяют остальные компоненты. Омеднен- ные заготовки хранят- ся в горячем мыльном растворе, из которого подаются на вытяжку
Ускоренное фосфа- тирование: 1) в растворе фосфор- нокислых солей с пос- ледующим омылива- нием в густой мыль- ной эмульсии и про- сушиванием Ортофосфор ная кислота 23сиа/л Азотнокислый цинк 72,4 г/л Фосфорнокислый цинк 13,2 г/л Азотнокислый натрий 7,56 г/л Едкий натр 4,5 г/л Азотистокислый натрий 1,0 г/л Последовательность приготовления ванны: 1) растворяют в во- де азотнокислый цинк; 2) растворяют в ор- тофосфорной кислоте фосфорнокислый цинк и выливают в ванну;
СМАЗКА ПРИ ВЫТЯЖКЕ
237
Продолжение табл. 96
Способ смазки Состав Примечание
2) бондеризацией в горячем растворе пре- парата «мажеф» (при 95—98сС) с последую- щим омыливанием или промасливанием в го- рячем веретенном или машинном масле Препарат «мажеф» 30 г/л Окись меди 0,2 г/л 3) растворяют в воде азотнокислый натрий и выливают в ванну; 4) растворяют в воде едкий натр и вылива- ют в ванну, непрерыв- но помешивая; 5) доливают ванну водой до требуемого объема и тщательно перемешивают. Темпе- ратура ванны 24— 40° С, выдержка в ван- не 12—20 мину покры- тие мелкопористое се- рого цвета; перед фос- фатированием заготов- ки тщательно обезжи- ривают, после фосфа- тирования заготовки промывают горячей во- дой и погружают на 2 ч в густую мыльную эмульсию, а затем про- сушивают. Фосфатирование должно производиться непосредственно перед штамповкой, так как фосфатноцинковое по- крытие не выдержива- ет длительного хране- ния. Удаление фосфатно- го покрытия произво- дят промыванием в го- • рячем щелочном рас- творе
Применение графит- но-коллоидной смазки марки ВКГС-0 По ТУ 35ХП 329 -61 Обладает эластично- стью и высокой адге-* зией к металлу Ус- тойчива до 500°С
238
ВЫТЯЖКА
Продолжение табл. 96
Способ смазки Состав Примечание
Применение смазки, содержащей молибде- нит (дисульфид молиб- дена MoS2) с ланолино- вым маслом Эмульсия из 10% молибдени- та; 90% масла Применяется при холодном выдавлива- нии стали. Смазка за- готовок эмульсией производится во вра- щающемся барабане в течение 3—5 мин. При степени деформа- ции до 40% и приме- нении молибденита не требуется фосфатиро- вания заготовок. При деформации от 40 до 80% молибденитовая эмульсия применяется как смазка после фос- фатирования
Таблица 97. Смазочные материалы для вытяжки цветных металлов
и нержавеющей стали
Металл Тип смазки
Алюминий Дуралюмин Медь, латунь и бронза Никель и его сплавы Нержавеющая сталь 2X13 Нержавеющая сталь 1Х18Н9Т Жаропрочная сталь Титан и его сплавы Растительное (соевое) масло, технический вазелин Эмульсия из растительных масел Сурепное масло или мыльно-масляная эмульсия (смесь масла с крепким мыльным раствором) Мыльно-масляная эмульсия Кашеобразная смесь веретенного масла, графита, зеленого мыла и воды Окисленный петролатум (ОП65); хлорви- ниловый лак ХВЛ (ТУ МХП 2497—51) Асфальтовый битум + 50% окисленного петролатума; хлорвиниловый лак XВЛ-21 1. Графитовый коллоидный водный препа- рат марки В-0 или В-1 (ГОСТ 5245—50). Высыхает при 20° С в течение 15—30 сек. 2. Хлорвиниловый лак ХВЛ-21. Пленка высыхает в течение 2—5 мин. 3. Фосфатное покрытие с последующим нанесением пленки сухой смазки (молиди- сульфидграфит) или омеднение
СМАЗКА ПРИ ВЫТЯЖКЕ
239
Таблица 98. Состав жаростойких смазок
Номер смазки Состав смазки
1 Графитовый коллоидный водный препарат марки В-0 или В-1 по ГОСТу 5245—50 (для титановых сплавов)
2 Жаростойкий лак ФГ-9 по ТУ МХП 2273 —53 (для титановых сплавов)
3 40% алюминиевого порошка-ф 60% парафина (в виде брикета)
4 40% талька + 60% парафина (в виде брикета)
5 Порошкообразный коллоидный графит С-1 или С-2 по ГОСТу 5261 —50
6 20% нефтяной сажи + 20% серы -|- 20% воска + 40% вазелина
7 5—10-процентный раствор графита в четырех хлористом углероде
8 65% масла «Вапор» + 35% графита С-1 или С-2
9 65% парафина + 35% технического сала
10 15% воска + 7% стеариновой кислоты + 3% этаноламина + 75% воды
11 Графитно-коллоидная смазка марки ГК-1 по ВТУ 35ХП 684—64; жаростойкость 500 - 700° С
12 Графитно-коллоидная смазка марки ЭЛПВ по ТУ МХП 1147—59; жаростойкость 900—1500° С
Смазки для вытяжки магниевых сплавов должны сохранять свои свойства при
температуре до 300—350° С. Состав жаростойких смазок для вытяжки магниевых
и титановых сплавов приведен в табл. 98.
Смазка № 4 применяется в виде брикетов для натирания заготовок при штампов-
ке резиной. Смазка № 5 применяется как присыпка. Графит должен тщательно уда-
ляться с готовых деталей путем погружения их на 1—3 мин в ванну с водным раство-
ром 15—20-процентной хромовой кислоты и пятипроцентной NaNO3.
Коллоидный графит, входящий в состав ряда смазок, обладает высокими сма-
зочными свойствами благодаря его расщеплению на тончайшие слои (чешуйки) и вы-
сокой адгезии к металлу. Эффект смазок значительно повышается при добавлении
дисульфида молибдена (MoS2).
Смазка полосового и ленточного материала обычно производится пропуском
через вращающиеся войлочные ролики, непрерывно смачиваемые смазкой во время по-
дачи полосы в штамп.
Мелкие штучные заготовки при работе на автоматах с бункерной подачей обычно
не смазываются, так как смазанные заготовки слипаются в бункере и нарушают ра-
боту автомата. Вытяжка без смазки приводит к повышенному износу инструмента,
а также к необходимости уменьшать степень деформации по переходам (увеличивать
коэффициенты вытяжки).
Смазка крупных штучных заготовок обычно производится погружением или вруч-
ную — кистью.
При автоматизации процессов штамповки смазка наносится распылением при
помощи специальных форсунок — пульверизаторов.
Вытяжку цилиндрических деталей с предельно допустимыми коэффициентами
рекомендуется производить без смазки между пуансоном и заготовкой для увеличения
трения между ними и торможения утоненного в начальной стадии участка [231].
Это не относится к вытяжке в штампах с вытяжными ребрами, так как в этом случае
необходимо скольжение растягиваемого металла по поверхности пуансона.
240
ВЫТЯЖКА
/ s
Первую вытяжку цилиндрических деталей из тонкого материала ^при — • 100<;
С 0,2^ рекомендуется производить без смазки заготовок, так как смазка уменьшает
поверхностное трение между фланцем и инструментом и способствует образованию
гофров. Смазывать надлежит лишь вытяжные кромки матрицы для предохранения
их от износа, налипания и задиров. Эта же рекомендация может быть применена при
вытяжке сферических, параболических и конических деталей из тонкого материала,
легко образующего гофры.
При последующих вытяжках надлежит смазывать лишь наружную поверхность
колпачка или рабочее отверстие матрицы.
Смазанный материал или заготовки должны тщательно предохраняться от загряз-
нения, в противном случае неизбежна порча деталей и штампов.
Удаление смазки с отштампованных деталей производится одним из следующих
способов:
1) горячим обезжириванием в щелочных ваннах;
2) электролитическим обезжириванием;
3) растворением жиров бензином или трихлорэтиленом (с принятием мер по
безопасности работы);
4) ультразвуковой очисткой;
5) растворением пленки XВЛ-21 в органических разжижителях Р4 или Р5;
6) растворением пленки ФГ-9 в органических растворителях (толуол, ксилол).
26. НАКЛЕП МЕТАЛЛА И ОТЖИГ ПРИ ВЫТЯЖКЕ
В процессе вытяжки, как и при любой холодной пластической деформации, все
металлы (кроме свинца и олова) подвергаются упрочнению или наклепу, сопровож-
даемому повышением сопротивления деформированию и прочностных характеристик
(НВ, uet us и пр.) и понижением пластичности металла и соответствующих характе-
ристик (б и ф).
Физическая природа упрочнения и сущность процессов разупрочнения — отдыха
и рекристаллизации — изложены в специальной литературе по металловедению.
Степень упрочнения (наклеп) металла в процессе глубокой вытяжки является
сложной и недостаточно изученной зависимостью от ряда факторов:
1) способности металла к упрочнению, характеризуемой величиной равномерного
сужения фв (относительное сужение при растяжении к моменту появления шейки);
2) степени деформации при вытяжке, характеризуемой одним из ее показателей
/„ . D \
I К, /п, /и и т. п. I;
3) силы прижима материала и интенсивности растягивающих напряжений;
4) радиуса закругления вытяжных кромок матрицы и пуансона;
5) величины зазора между пуансоном и матрицей;
6) скорости деформации;
7) типа и способа смазки;
8) процесса старения металла между отдельными операциями.
Большинство из указанных факторов влияет на степень упрочнения металла не-
зависимо от других. Так, например, сильно заниженная величина радиусов закруг-
ления матрицы может привести к предельному упрочнению и обрыву металла при нор-
мальной величине коэффициента вытяжки.
По способности к упрочнению металлы, применяемые для глубокой вытяжки,
можно разделить на две группы:
1) среднеупрочняющиеся с = 0,20 ч- 0,25 (стали 08, 10, 15, латунь, отож-
женный алюминий);
2) сильноупрочняющиеся с фв = 0,25 ч- 0,30 (нержавеющая сталь 1Х18Н9Т,
отожженная медь, аустенитные стали, титановые сплавы)
Слабо и весьма слабоупрочняющиеся металлы для вытяжки не применяются
НАКЛЕП МЕТАЛЛА И ОТЖИГ ПРИ ВЫТЯЖКЕ
241
При правильной разработке технологического процесса металлы первой группы
могут практически применяться для вытяжки деталей простой формы без промежу-
точного (межоперационного) отжига; металлы второй группы обычно подвергаются
отжигу после одной-двух операций вытяжки.
На рис. 192 изображена диаграмма изменения механических свойств алюминия
при глубокой вытяжке цилиндрических деталей диаметром 170 мм и высотой 260 мм
за четыре операции без промежуточ-
ного отжига. Из диаграммы видно, что
наиболее резкое падение пластичности
металла происходит в месте закругле-
ния у дна детали, но пластичность ме-
талла еще не исчерпана, и он допускает
дальнейшую вытяжку без отжига.
В табл. 99 показано количество
операций вытяжки (в среднем), вы-
полняемых без промежуточного отжи-
га при оптимальной величине коэффи-
циентов вытяжки (см. табл. 52) и пра-
вильном сочетании остальных факторов.
Степень деформации на каждой
операции должна быть оптимальной
величины в соответствии с относитель-
Рис. 192. Изменение механических свойств
алюминия при глубокой вытяжке за четыре
операции без промежуточного отжига
ной толщиной заготовки. Уменьшение
степени деформации на каждой опе-
рации позволяет осуществить большую
общую степень деформации и боль-
шее количество операций без применения промежуточного отжига. Так, напри-
мер, при штамповке в ленте, а также на многопозиционных прессах-автоматах произ-
водится 6—8 операций вытяжки без промежуточного отжига. Применение протяжки
через 2—3 матрицы с уменьшением величины утонения на каждой из них приводит
к повышению общей степени деформации.
Радиусы закруглений вытяжных кро-
мок матрицы и пуансона должны быть не
менее приведенных в табл. 87 значений.
Таблица 99. Количество операций
вытяжки, выполняемых без отжига
Материал Количе- ство опе- раций без отжига
Стали 08, 10, 15 3-4
Алюминий 4-5
Латунь Л68 2-4
Медь 1-2
Нержавеющая сталь 1Х18Н9Т 1-2
Магниевые сплавы 1
Титановые сплавы 1
Для уменьшения возникающих в металле
напряжений и снижения степени наклепа
можно значительно увеличить радиусы
закругления кромок матрицы при усло-
вии применения дополнительного сфери-
ческого прижима (см. рис. 185).
Величина зазора также влияет на
степень наклепа металла. Если величина
зазора меньше толщины металла, напри-
мер при вытяжке с утонением, наклеп ме-
талла значительно увеличивается, вслед-
ствие чего необходимо применять отжиг
через одну-две, редко через три операции.
Степень наклепа зависит также от про-
цесса старения, заключающегося в дис-
персионном твердении холодно деформиро-
ванного металла. Так как процесс старения
требует известного времени, необходимо
быстрее передавать заготовки с операции на операцию, пока металл не потерял
своей пластичности. Так, например, при штамповке в ленте и на многопозицион-
ных прессах-автоматах старение не успевает произойти вследствие быстроты пере-
дачи заготовки, что благоприятствует выполнению большого количества операций
без отжига.
242
ВЫТЯЖКА
В случае же работы на склад полуфабрикатов с недельным, а иногда и бол£е
длительным сроком хранения пооперационных заготовок процесс старения приводит
к значительному снижению пластичности и вызывает необходимость применения
межоперационного отжига.
Особенно большое значение процесс старения имеет для дуралюмина, штампуе-
мого или в свежезакаленном, или в отожженном состоянии
Свежезакаленный дуралюмин после закалки имеет структуру твердого раствора,
обладающую повышенной пластичностью. Через некоторое время после закалки
происходит процесс старения, в результате которого дуралюмин упрочняется, а
пластичность его снижается.
В случае штамповки деталей из отожженного дуралюмина после штамповки
обычно производится их закалка, сопровождающаяся короблением и требующая
правки.
Закалка дуралюмина производится после нагрева в селитровой ванне по режиму:
Нагрев дуралюмина в сС . До 495—505
Охлаждение в воде в °C . . . При 30—40
Старение естественное в днях 4—5
> искусственное в ч 4—5
В табл. 100 приведен режим отжига для различных металлов. Высокий отжиг
применяется главным образом для листовых металлов и заготовок, а также в качест-
ве межоперационного отжига наклепанных деталей в тех случаях, когда низкий от-
жиг не дает хороших результатов.
Таблица 100. Режим отжига для различных металлов
Металл Температура нагрева в ° С Время выдержки в мин Охлаждение
Стали 08, 10, 15 760--780 20-40
Ст. 1, Ст. 2 900-920 20-40 На воздухе
Стали 20, 25, 30, Ст. 3, Ст. 4 700 -720 60 Вместе с печью
Сталь ЗОХГСА 650-700 12-18 На воздухе
Нержавеющая сталь 1150-1170 30 Струей воздуха или
1Х18Н9Т 600—650 30 в воде
Медь Ml, М2
Латунь Л62, Л68 650-700 15-30 На воздухе
Никель 750- 850 20
Алюминий А, АМг, АМц 300 - 350 30 С 250° С на воздухе
Дхралюмин Д1, Д6, Д16 350-400 30
В табл. 101 приведена температура низкого (рекристаллизационного) отжига,
успешно применяемого на ряде заводов для снятия наклепа и восстановления плас-
тичности после вытяжки.
Обычно деталь отжигается полностью. При многооперационной вытяжке такой
отжиг нецелесообразен, так как наряду с разупрочнением и восстановлением плас-
тичности сильно наклепанного фланца или края вытяжки разу проч няется и опасное
сечение, прочность которого желательно не тольно не снижать, но даже увеличивать.
Поэтому наиболее целесообразно применять местный отжиг, производимый путем
погружения наклепанной части детали в селитровую или свинцовую ванну или дру-
гими способами: индукционным электронагревом, контактным электронагревом, на-
гревом в электропечах, газовой горелкой и т. п.
НАКЛЕП МЕТАЛЛА И ОТЖИГ ПРИ ВЫТЯЖКЕ
243
Таблица 101. Температура низкого (рекристаллизационного) отжига
Металл Температура нагрева в °C Примечание
Стали 08, 10, 15, 20 Медь Ml, М2 Латунь Л62, Л68 600-650 400-450 500-540 Охлаждение на воздухе
Алюминий А, АМг, АМц Магниевые сплавы MAI, МА8 220-250 260- 350 Выдержка 40—45 мин » 60 мин
Титановый сплав ВТ1 » ъ ВТ5 550-600 650-700 Охлаждение на воздухе
Наиболее совершенным способом местного отжига является индукционный на-
грев токами нормальной (промышленной) частоты. Нагревательная установка пред-
ставляет собой однофазный трансформатор, в котором отжигаемая деталь является
вторичной одновитковой обмоткой. Длительность отжига 20—40 сек. Отжиг фланцев
токами высокой частоты производится за 3—Ьсек и может быть выполнен в общей цепи
производственного потока.
Местный нагрев применяется также для разупрочнения кольцевого фланца за-
готовки или для его нагрева перед вытяжкой (при холодной средней части заготовки),
что позволяет получить большую степень деформации и большую глубину вытяжки.
Во избежание большого окисления деталей рекомендуется производить так назы-
ваемый светлый отжиг в печах с нейтральной или восстановительной средой, не даю-
щей окалины и не требующей травления. При обычном отжиге на поверхности отож-
женных деталей образуется окалина, удаляемая путем травления в различных кисло-
тах, электролитическим травлением или ультразвуковой очисткой.
В табл. 102 приведен состав ванн для травления различных металлов.
Для ускорения процесса травление производят с подогревом ванны до 50—65° С.
С этой же целью, а также для уменьшения расхода кислоты применяют специальные
присадки, которые, кроме того, в несколько раз уменьшают потери металла, устра-
няют травильную хрупкость и делают излишним нагрев деталей для удаления водо-
рода.
Для травления нержавеющей стали в последнее время применяется комбиниро-
ванный щелочно-кислотный способ, заключающийся в предварительном травлении
в расплавленной щелочи (80% едкого натра и 20% селитры) в течение 10—30 мин с
последующим травлением в 18-процентном растворе серной или соляной кислоты в те-
чение 5—20 мин. Этот способ в несколько раз снижает потери металла, расход кис-
лоты и увеличивает производительность.
Электролитическое травление производится в ванне с пятипроцентной серной
кислотой при плотности тока 8—ЮаШ2 и напряжении бе. Детали подключаются
(подвешиваются) к аноду
После травления детали должны быть тщательно промыты для полного удаления
следов кислоты с их поверхности. Обычно промывка производится в следующей по-
следовательности:
1) промывка в проточной холодной воде;
2) нейтрализация в слабом щелочном растворе при температуре 60—80е С;
3) промывка в горячей воде.
В ряде случаев нейтрализация производится в последнюю очередь.
Стальные детали после отжига и травления иногда подвергаются фосфатирова-
нию, после которого на поверхности деталей образуется тонкая пленка фосфорнокис-
лого железа, предохраняющего от коррозии.
244
ВЫТЯЖКА
Таблица 102. Состав ванн для травления
Металл Состав ванны Содержание компонентов Примечание
Сталь малоугле- родистая Серная или соляная кислота Вода 15-20»/ Остальное —
Сталь высоко- углеродистая Серная кислота Вода 10-15% Остальное Предвар ите льное травление
Едкий натр или ед- кое кали 50—100 г/л Окончательное тра- вление
Сталь нержавею- щая Азотная кислота (40° Боме) Соляная кислота (19° Боме) Сульфидированный клей Вода ю% 1-2% 0,1% Остальное Для получения бле- стящей поверхности
Медь и ее сплавы Азотная кислота (6° Боме) Соляная кислота Сажа 200 вес. ч. 1—2 вес. ч. 1—2 вес. ч. Предварительное травление
Азотная кислота (6° Боме) Серная кислота Соляная кислота 75 вес. ч. 100 вес. ч. 1 вес. ч. Блестящее травле- ние
Алюминий и цинк Едкий натр или ед- кое кали Поваренная соль 100 -200 г/л 13 г/л Матовое травление
Соляная кислота 50-100 г/л
В последнее время для очистки небольших деталей после отжига применяется
ультразвук. Существует два следующих способа ультразвуковой очистки:
1) одновременно с травлением в растворе, содержащем 10% серной кислоты,
5% соляной кислоты, 5 г!л поваренной соли и 30 г/л контакта Петрова, при темпе-
ратуре раствора 50—60° С; длительность очистки 5—2 мин (без последующей про-
мывки);
2) после предварительного травления в кислоте с целью удаления шлама; в этом
случае рабочей жидкостью при ультразвуковой очистке является вода.
Второй способ имеет преимущество по сравнению с первым, так как ультразву-
ковая аппаратура работает в нейтральной, а не агрессивной среде.
НАКЛЕП МЕТАЛЛА И ОТЖИГ ПРИ ВЫТЯЖКЕ
245
Для ультразвуковой очистки от жиров, масел, окисных пленок применяют ульт-
развуковые агрегаты УЗА-1 (для мелких деталей) и УЗА-2 (для длинных деталей) с
Рис. 193. Агрегат для ультразвуковой очистки мелких деталей:
/ — преобразователь; 2 — ванна; 3 — пневматический цилиндр для по-
ворота коромысла; 4 — пневматический цилиндр для подъема коро-
мысла
магнитострикционными преобразователями, получающими питание от ультразву-
кового генератора УЗГ-10.
На рис. 193 показано устройство ультразвукового агрегата УЗА-1 с автомати-
ческим циклом работы, предназначенного для очистки мелких деталей. В этом
246
ВЫТЯЖКА
агрегате детали подвергаются последовательно предварительной и окончательной
ультразвуковой очистке, промывке и сушке.
На основании рассмотренного выше можно сделать следующие выводы и ука-
зания.
1. Основным направлением теории и практики глубокой вытяжки является соз-
дание наиболее благоприятных условий деформирования, которые обеспечивают
получение меньшей величины напряжений в опасном сечении, позволяют повысить
возможную степень деформации и уменьшить количество операций без применения
промежуточных отжигов.
2. В практике глубокой вытяжки при применении рекомендуемых коэффициен-
тов (см. табл. 52) для подавляющего большинства деталей требуется не больше 3—4
операций вытяжки, производимых без промежуточных отжигов. Исключением явля-
ются быстронаклепывающиеся металлы и сплавы, требующие применения промежу-
точного отжига после каждой операции вытяжки.
3. Во всех случаях, когда увеличение количества операций не снижает произво-
дительности, на производстве с успехом применяется метод увеличения коэффициен-
тов вытяжки по переходам, при котором не требуется отжига.
4. В сравнительно редких случаях пооперационной вытяжки весьма глубоких
деталей (6—10 операций) следует применять более прогрессивные и более произво-
дительные методы:
1) способ холодного выдавливания за одну операцию для небольших и средних
глубоких пустотелых деталей из алюминия, меди, томпака и цинка;
2) способ холодного выдавливания совместно с протяжкой или вытяжкой с уто-
нением стенок, при которых требуется меньшее количество операций; применяется
для небольших деталей из стали или латуни.
В тех случаях, когда эти методы по каким-либо соображениям не применимы,
решение вопроса о целесообразности применения одного-двух отжигов или увеличе-
ния количества операций зависит от серийности данного производства и должно быть
обосновано экономическими подсчетами и производственными соображениями.
5. Прежде чем применить отжиг или увеличить коэффициенты вытяжки и коли-
чество операций, следует убедиться в том, что все остальные условия деформаций
осуществлены наилучшим образом.
6. Вместо отжига в печах следует применять местный отжиг путем индукцион-
ного нагрева наклепанного фланца или края детали. Индукционный нагрев легко
осуществим в цепи производственного потока.
27. ОСОБЫЕ СПОСОБЫ ВЫТЯЖКИ
Рассмотренные выше основные способы вытяжки широко применяются почти во
всех отраслях промышленности. Однако в ряде случаев серийного и мелкосерийного
производства они недостаточно рациональны и эффективны. Например, не всегда
приемлема многооперационность процесса вытяжки деталей сложной формы, для ко-
торых требуется большое количество штампов. Кроме того, для быстрого освоения
новых типов изделий необходимо создание процессов с применением дешевой универ-
сальной или частично универсальной оснастки.
В результате работ по дальнейшему улучшению и интенсификации процесса
глубокой вытяжки созданы и освоены особые способы вытяжки, вызванные спе-
цифичностью того или иного производства. К ним относятся: 1) вытяжка с местным
подогревом и охлаждением заготовки; 2) вытяжка резиной; 3) гидравлическая вытяж-
ка; 4) вытяжка—формовка на падающих молотах; 5) обтяжка на гидравлических прес-
сах; 6) фрикционная вытяжка: 7) вытяжка — формовка сжатым воздухом и газами.
Вытяжка с местным подогревом и охлаждением заготовки [20]
Сущность вытяжки с местным подогревом и охлаждением заготовки состоит в
том, что с целью увеличения глубины вытяжки повышают пластичность и резко сни-
жают сопротивление деформируемого фланца заготовки путем нагрева его между обо-
греваемыми поверхностями матрицы и прижима (складкодержателя).
ОСОБЫЕ СПОСОБЫ ВЫТЯЖКИ
247
Рис. 194. Схема вытяжки с местным подогре-
вом заготовки и охлаждением дна детали
Металл, втягиваемый в зазор между матрицей и пуансоном, охлаждается за счет
отдачи тепла пуансону, охлаждаемому проточной водой, и упрочняется (рис. 194).
Таким образом, повышается пла-
стичность фланца заготовки при одно-
временном повышении прочности за-
готовки в опасном сечении, что по-
зволяет осуществить за одну опе-
рацию весьма большую степень де-
формации. Этот способ был создан для
вытяжки магниевых сплавов, обладаю-
щих низкой пластичностью в холодном
состоянии, и получил широкое при-
менение в авиационной промышлен-
ности всех стран.
В последние годы вытяжка с по-
догревом заготовки получила при-
менение при штамповке деталей из
титана и титановых сплавов, обладаю-
щих пониженной пластичностью в холодном состоянии и сильным упрочнением,,
сопровождаемым образованием трещин.
Вытяжка магниевых сплавов
Для штамповки применяют две марки магниевых сплавов: МА1 и МА8. Наи-
лучшей температурой для вытяжки магниевых сплавов является: для сплава МА1
320—350° С, а для сплава МА8 — 300—350 ° С.
На рис. 195 приведена диаграмме, показывающая зависимость коэффициента
(степени) вытяжки от температуры нагрева заготовки. Следовательно, при выборе
коэффициента вытяжки необходимо учитывать температуру нагрева заготовки.
Рис. 195. Изменение коэффициента вы-
тяжки магниевых сплавов К при изме-
нении температуры нагрева заготовки
Рис. 196. Штамп с электроподогревом
матрицы и прижима для вытяжки маг-
ниевых сплавов
Вытяжку магниевых сплавов ведут не с предельными, а с несколько смягчен-
ными оптимальными коэффициентами вытяжки, приведенными в табл. 103.
Между первой и второй операциями вытяжки заготовки подвергаются промежу-
точному отжигу при температуре 260—350° С с выдержкой около часа.
Для вытяжки магниевых сплавов применяются штампы с электроподогревом
матрицы и прижимного кольца и с водяным охлаждением пуансона (рис. 196).
Пуансон необходимо охлаждать до температуры 70—100° С, иначе возникает
чрезмерная пластичность и обрывы заготовок.
248
ВЫТЯЖКА
Таблица 103. Оптимальные коэффициенты вытяжки магниевых сплавов
Марка сплава Коэффициенты вытяжки сплавов
в холодном состоянии С нагревом до 330—350° С
Первая вытяжка j Последующие вытяжки
МА1 0,87-0,92 0,45—0,50 0,57—0,67
MAd 0,80—0,85 0,38—0,45 0,54-0,64
Нагрев заготовок производится одним из следующих способов:
1) нагрев от подогретого штампа;
2) нагрев штампа и отдельно заготовки;
3) нагрев только заготовки.
Лучшие результаты получают при первом и втором способах нагрева. При треть-
ем способе нагрев заготовок производится в электропечах, в плитах с газовым или
электрическим обогревом или в масляных ваннах.
Вытяжка алюминиевых и других сплавов
Метод вытяжки с местным подогревом и охлаждением заготовки применяется
для изготовления деталей из алюминия, дуралюмина, латуни и стали 08, причем
экспериментально освоено изготовление ряда деталей различной формы сечения.
При вытяжке с подогревом цилиндрических деталей из дуралюмина экспери-
ментально получены коэффициенты вытяжки т = 0,32, что соответствует отноше-
нию высоты к диаметру = 2,3 [20].
Наиболее эффективно применение вытяжки с подогревом фланца при изготов-
лении глубоких коробчатых деталей квадратной, прямоугольной, а также другой
более сложной формы (треугольной, шестиугольной, овальной, выпукло-вогнутой,
восьмиугольной, узкой сплющенной и т. д.).
За одну операцию вытяжки с подогревом можно получить глубокие квадратные
и прямоугольные коробки, для изготовления которых методом обычной вытяжки
требуется от 3 до 5 операций; для изготовления же деталей сложной формы тре-
буется до 8 и более операций холодной вытяжки.
Предельная относительная высота вытяжки hid и h;a приведена в табл. 104.
Таблица 104. Предельная высота вытяжки с подогревом фланца
Материал Темпера- тура нагрева фланца в °C Предельная высота hfd и h/a 1 для деталей
цилин- дрических квадратных прямоуголь- ных
Алюминий AM 325 1,44 1,5—1,52 1,46-1,6
Алюминиевый сплав АМцМ 325 1,30 1,44—1,46 1,44—1,55
Дуралюмин Д16АМ 325 1,65 1,58-1,82 1,50-1,83
Магниевые сплавы MAI, МА8 375 2,56 2,7—3,0 2,93—3,22
Обозначения: Я — высота; d — диаметр; а — сторона квадрата.
ОСОБЫЕ СПОСОБЫ ВЫТЯЖКИ
249
На рис. 197 показаны высокие детали из алюминиевых сплавов, полученные
вытяжкой с подогревом фланца, а в переднем ряду — детали той же формы, получен-
ные вытяжкой в холодном состоянии.
Рис. 197. Детали из алюминиевых сплавов, полученные вытяжкой с мест-
ным подогревом и охлаждением, рядом с деталями, полученными обычной
вытяжкой (в холодном состоянии)
7
На рис. 198 изображены экспериментально полученные формы заготовок при
вытяжке с подогревом фланца глубоких коробчатых деталей различного сечения.
Таблица 105. Формулы для расчета размеров и построения контура
заготовок глубоких коробчатых деталей, вытягиваемых
с подогревом фланца
Размеры Расчетные формулы Коэффициенты
Радиус в углах раз- вертки Размер развертки по длине коробки Размер развертки по ширине коробки 1 — rju-j4= * + II э|- , "*> , => 1 - __ 31“ 1 ° 1 -- ~ 11 _ оо * + 1г \ьов Ку = 2,8 М-) у \ fl / / г \o.oa Ко = 0,95М-) / rv \°’сз Кь = 1,88^1
Обозначения:
а и b — ширина и длина коробки;
rv — угловой радиус;
т — коэффициент вытяжки в углах;
/гг — приведенная высота детали.
250
ВЫТЯЖКА
Рис. 198. Формы заготовок при вытяжке глубоких ко-
робчатых деталей различного сечения:
1 — заготовка; 2 — сечение деталей
Рис. 199. Построение контура заготовок при вытяжке с подогре-
вом фланца
ОСОБЫЕ СПОСОБЫ ВЫТЯЖКИ
251
Контур заготовок прямоугольных коробчатых деталей (рис. 199, а) рассчиты-
вается по формулам, приведенным в табл. 105.
Указанные формулы справедливы для коробчатых деталей с размерами b =
— (1 -4- 3) а при относительных радиусах в углах
0,50 > Гу- > 0,055; 0,28 > > 0,028
а b
и
hT^h — 0,43/^ = (0,8 4- 1,9) а,
где h — полная высота детали по чертежу;
hT — приведенная высота детали;
rf) — радиус закругления у дна коробки.
Порядок построения контура заготовок:
1) вычерчивают контур детали в плане и строят развертку на плоскость, от-
кладывая отрезки ha и hij\
2) из точки О, расположенной на биссектрисе угла на расстоянии 2Ry от центра
закругления, проводят дугу радиусом Ry\
3) производится сопряжение этой дуги с участками сторон заготовки посред-
ством дуг, радиусы которых равны и hat а центры расположены на сторонах кон-
тура детали.
На рис. 199, б показано построение контура заготовки для детали овальной фор-
мы.
Размеры Ry и hb определяются по формулам, приведенным в табл. 105.
Размер ha находится из уравнения
Ло = 0,37(^ —2.1б\Л
Построение контура приведено на указанном рисунке. Для высоких правиль-
ных многоугольников заготовка имеет форму круга.
Таблица 106. Предел
прочности в опасном сечении при
оптимальных температурах
Материал Предел прочности <ув в кГ/мм2
Алюминий AM 4
АМцМ 6
Дуралюмин Д1АМ 8
» Д16АМ 9
> Д16АТ 18
Магниевый сплав АМ8 7
Малоуглеродистая сталь 20
Латунь Л62 16
Таблица 107. Давление прижима
при вытяжке с подогревом
фланца
Материал q в кГ/ммл
Алюминий AM АМцМ Дуралюмин Д1 и Д16 Магниевый сплав МА8 Малоуглеродистая сталь Латунь Л62 0,02-0,04 0,04-0,06 0,06-0,08 0,03-0,05 0,10-0,15 0,08-0,11
Примечание. Большие значе- ния q для меньшей относительной тол- 5 щины материала & - 100 = 1-^-2 и на- оборот.
Усилие вытяжки и усилие прижима определяются по следующим формулам:
полное усилие пресса
252
ВЫТЯЖКА
усилие вытяжки
Р = LSoe;
усилие прижима
Q = ?q-
Здесь Т — усилие выталкивателя;
L — длина контура детали;
afl — предел прочности опасного сечения при оптимальных температурах;
F — площадь заготовки под прижимом;
q — давление прижима.
Значения afl и q приведены в табл. 106 и 107.
Наиболее эффективно создание переменного, возрастающего в ходе процесса
вытяжки усилия прижима.
Экспериментально установленные диапазоны оптимальных температур нагре-
ва (в °C) фланца заготовки (рис. 200) приведены в табл. 108.
Рис. 200. Изменение наибольшего ко-
эффициента вытяжки различных спла-
вов в зависимости от температуры на-
грева
Рис. 201. Схема штампа для вы-
тяжки с местным подогревом и
охлаждением заготовок (для
гидравлического пресса)
Расход электроэнергии составляет примерно 0,1 квт-ч на 1 кг штампованых
деталей.
В качестве смазки применяется порошкообразный графит с маслом «Вапор»
и хозяйственным мылом.
Вытяжка с подогревом в производственных условиях выполняется на гидравли-
ческих и кривошипных прессах с небольшим числом ходов (15—20 в минуту), так
как нагрев фланца требует известного времени (3—5 сек). Поэтому производитель-
ность самого процесса штамповки при этом способе ниже, чем при обычной вытяжке;
преимущество его заключается в резком сокращении числа операций и штампов.
Наибольшие трудности этот способ встречает при вытяжке стали, для которой
требуется более высокий нагрев, в связи с чем вытяжка стали менее изучена и освое-
на.
На рис. 201 приведена схема штампа для вытяжки с подогревом фланца и
одновременным охлаждением пуансона и вытяжных кромок матрицы. Штамп пред-
назначен для установки на гидравлическом прессе.
В последнее время проведены успешные опыты по вытяжке с местным подогре-
вом на кривошипном прессе 100Т с числом ходов 82 в минуту и наибольшей скоростью
до 420 мм/сек. Опыты показали, что вытяжка с местным подогревом на высоких ско-
ростях (400 —420 мм!сек} дает некоторое улучшение предельного коэффициента вы-
ОСОБЫЕ СПОСОБЫ ВЫТЯЖКИ
тяжки (т — 0,42 + 0,44). Однако наибо-
лее эффективно производить вытяжку при
скорости пуансона, не превышающей
100 мм!сек.
Принцип нагрева очйга деформации
и местного повышения пластичности ме-
талла применен М. Н. Горбуновым для
осадки и обжима труб из дуралюмина
(см. стр. 294).
Вытяжка с применением глубокого
местного охлаждения заготовки
Рассмотренный выше способ вытяж-
Таблица 108. Оптимальные
температуры нагрева фланца
заготовки
Материал Темпера- тура нагрева в °C
Алюминий AM, сплавы АМцМ и Д16АМ Латунь Л62 Стали 08 кп и декапи- рованная 310—340 480-500 550—580
ки основан на повышении температуры .и
пластичности фланца при его нагреве и*
одновременном охлаждении центральной
части заготовки до комнатной температуры. Этот способ получил практическое
применение для вытяжки магниевых, титановых и алюминиевых сплавов, но не
нашел применения для вытяжки стали, для которой необходим высокий нагрев
(свыше 600° С). ч
Дальнейшим развитием\указанного способа является способ вытяжки с приме-
нением глубокого местного охлаждения центральной части заготовки. Этот способ
основан на значительном упрочнении опас-
Рис. 202. Схема вытяжки с глубоким
охлаждением жидким азотом:
/ — пуансон; 2 — впускной патрубок;
3 — матрица; 4 — жидкий азот; 5 —
выпускной патрубок
ного сечения, а затем и боковых стенок вы-
тяжки при резком (глубоком) охлаждении
полого вытяжного пуансона до температуры
порядка от —160 до —170° С. При таком
охлаждении резко возрастают прочностные
характеристики стали (ae; as): у сталей 10—
20 в 1,9—2,1 раза, у стали 1Х18Н9 в
2,3 раза. При этом показатели пластичности
у сталей 10—20 падают, а у нержавеющей
стали остаются практически без изменения.
Снижение пластичности не имеет решающего
значения, так как в местах глубокого ох-
лаждения пластическая деформация уже за-
кончена.
В результате глубокого охлаждения
пуансона в центральной части заготовки
опасное сечение вытягиваемой детали полу-
чает значительное упрочнение и допускает
более высокую степень деформации (глубо-
кую вытяжку). Одновременно с этим зна-
чительно снижается утонение материала в
опасном сечении и получается более равно-
мерная толщина изделия.
Экспериментально получены коэффициенты вытяжки для сталей 10—20 т =
=0,37 -и 0,385, а для нержавеющих сталей 1Х18Н9 и 1Х18Н9Т т = 0,35 4- 0,37.
В качестве хладагента может применяться жидкий азот, имеющий темпе-
ратуру кипения—195° С, или более дешевый жидкий воздух с температурой кипе-
ния — 183° С.
На рис. 202 приведена схема экспериментального штампа для вытяжки с глу-
боким охлаждением. Охладитель впускается в пуансон перед установкой заготовки
через впускной кран, блокированный со штоком пресса и автоматически подающий
нужное количество охладителя из расходного резервуара. Необходимая темпера-
тура пуансона устанавливается через 20—30 сек.
254
ВЫТЯЖКА
Вытяжка резиной
Вытяжка резиной получила широкое применение в серийном и мелкосерийном
производстве для изготовления полых деталей из тонколистового металла. Сущест-
вуют две разновидности этого способа: вытяжка резиновым пуансоном и вытяжка
резиновой матрицей. «
Штампы для вытяжки и формовки резиновым пуансоном весьма просты и де-
шевы, так как их обычно изготовляют из дерева или цинковых сплавов.
Для вытяжки и формовки применяется резина со следующими механическими
свойствами:
Сопротивление разрыву в кГ!см2 50—55
Относительное удлинение в % . 600—700
Остаточное удлинение в % . ... 25—30
Сжатие в % под нагрузкой 100 кГ/см- 50—70
Твердость по Шору 70
Способ вытяжки резиновой матрицей заключается в том, что роль матрицы вы-
полняет резина, заключенная в металлическую обойму и обтягивающая листовую
заготовку по цилиндрическому (нли другой формы) пуансону.
Рис. 203. Различные способы вытяжки резиной
Простейший случай вытяжки резиновой матрицей — неглубокая вытяжка алю-
миниевых и дуралюминовых деталей на гидравлических прессах при небольшом удель-
ном давлении (60—85 кПсм2).
Более новым и более совершенным является способ глубокой вытяжки резино-
вой матрицей при высоком давлении резины.
Существует несколько разновидностей вытяжки резиновой матрицей, в соот-
ветствии. с чем созданы различные типы прессов (рис. 203).
Способ I — вытяжка с неподвижными пуансоном и нижним столом, произво-
димая на обычных гидравлических прессах.
Способ // — вытяжка при неподвижном пуансоне и подвижном регулируемом
прижиме.
Способ /// — вытяжка с подвижным пуансоном и регулируемым прижимом.
Способ / применяется в основном для неглубокой вытяжки — формовки. Для
получения более глубокой вытяжки и уменьшения размеров заготовки в этом слу-
чае используют подвижные приспособления — прижимы со щелевой полостью.
Способы И и ///, выполняемые на специальных гидравлических прессах, позволяют
получить более глубокие вытяжки по сравнению со способом /.
На рис. 204 изображена схема установки для вытяжки резиновой матрицей
(способ // по рис. 203). Особенностью данного устройства является применение гид-
ропневматического буфера, создающего внешнее противодавление. Давление бу-
фера регулируется в течение рабочего хода автоматически регулирующим устрой-
ством, которое снижает давление резины в конце вытяжки до 300—500 кЛсл?. По
этому принципу работают гидравлические прессы ПШВР-1 и ПШВР-3 усилием 1500
и 2800 Т при диаметре штампуемых деталей 440 и 700 мм [113].
ОСОБЫЕ СПОСОБЫ ВЫТЯЖКИ
255
На рис. 205 приведен способ вытяжки резиновой матрицей на последующих
операциях.
Давление резины зависит от коэффициента вытяжки и относительной толщины
заготовки. Для вытяжки деталей из дуралюмина величина давления может быть
взята из табл. 109.
Рис. 204. Схема установки для вытяж-
ки резиновой матрицей:
1 — резина; 2 — пуансон; 3 — гидрав-
лический буфер; 4 — пневматический
цилиндр; 5 — регулировочный клапан
Рис. 205. Способ последующей вытяжки
резиновой матрицей:
/ — резина; 2 — обойма; 3 — прижимное
кольцо; 4 — внутренний прижим; 5 —
пуансон
При вытяжке прямоугольных коробок давление резины достигает для алюминия
350 кПсм2, а для дуралюмина 500 кПсм2.
Требуемое усилие пресса определяется по формуле
P^qP.
где F — площадь резины в см2;
q — давление резины в кПсл?.
Практически освоена замена резины вязкой жидкостью (глицерин, масло)
в резиновом чехле или гидропластом, создающими равномерное гидростатическое
давление при наличии надежных уплотнений.
Преимущества вытяжки резиновой матрицей заключаются в том, что резина в
процессе вытяжки создает сильное гидростатическое давление, которое прижимает
заготовку к пуансону и препятствует ее утонению и осевому растяжению. Одновре-
менно с этим давление резины на закругление у фланца постепенно уменьшает ра-
диус этого закругления и производит заталкивающее действие на заготовку.
Таким образом, при этом способе вытяжки отсутствует сильное утонение у дна
детали, приводящее к его отрыву, и создается более благоприятное напряженно-де-
формированное состояние, позволяющее увеличить степень деформации (глубину
вытяжки).
256
ВЫТЯЖКА
В табл. НО приведены предельные значения коэффициентов вытяжки и глубины
вытягиваемого цилиндра при вытяжке резиной с давлением 400 кГ/ел? и радиусом
закругления вытяжных кромок пуансона rn = 4S.
Таблица 109. Наибольшее давление резины (в кГ/см2) при вытяжке
дуралюмина
Коэффициент вытяжки Давление резины при относительной толщине заготовли & 100
1,3 1.0 0.66 0.4
0,6 260 280 320 360
0,5 280 300 340 380
0,44 300 320 350 400
В табл. 111 приведены наименьшие значения радиуса закругления вытяж-
ного пуансона при вытяжке резиной цилиндрических деталей из различных ма-
териалов.
Таблица НО. Предельные значения коэффициентов вытяжки и глубины
вытягиваемого цилиндра при вытяжке резиной цилиндрических деталей
Материал Предельный коэффициент вытяжки Наибольшая глубина вытяжки Наименьшая толщина заго- товки в % от D Наименьший радиус закругления у фланца
Алюминиевые сплавы 0,45 l,0di 1%, но не 1.5S
А, АМц менее 0,4 мм
Алюминиевые сплавы АМг, Д16, АК8 0,50 0,75dt » 2-35
Сталь 08ВГ 0,50 0,75dx 0,5%, но не менее 0,2 мм 4S
Нержавеющая сталь 1Х18Н9Т 0,65 0,33d, » 85
Обозначения:
D — диаметр заготовки, di — диаметр вытяжки.
Этим же способом вытягиваются конические детали при соотношении меньшего
диаметра dj и большего cfe:
.
d2-^ 1 +0.2S ’
для алюминия
_____*______
d2" 14-0,125 •
ОСОБЫЕ СПОСОБЫ ВЫТЯЖКИ
2о7
Таблица 111. Наименьшая величина радиусов закругления
цилиндрического пуансона при вытяжке резиной
(давление резины 400 к Гем2)
Коэффициент вытяжки Глубина вытяжки Наименьшие радиусы закруглений для материалов
Алюминиевые сплавы Сталь 08В Г Нержавеющая сталь IXI8H9T
А, АМг, АМц Д16, АК8
0,70 0,25^ 15 2S 0,55 25
0,60 0,50^ 2S 3S 15 —
0,50 0,75dj 3S 4S 25 —
0,45 l,0d, 4S — — —
В случае вытяжки резиной деталей квадратной и прямоугольной формы (при
том же давлении) наименьший радиус углового закругления г должен составлять
(В — ширина прямоугольной коробки в мм):
При высоте коробки в мм.
=5 100 . . .
110-125
135-150
Наибольшая высота квадратных и прямоугольных коробок при этом не превы-
шает для стали h — Зг, для алюминия h 3,5г.
Этот способ находится еще в стадии развития, однако его достоинства и пригод-
ность для мелкосерийного производства настолько очевидны, что он должен найти
широкое применение.
Недостатком данного способа яв-
ляется необходимость применения боль-
шого давления и излишняя затрата ра
боты пресса.
В последнее время получили приме
нение вытяжные штампы из полиурета-
новой резины, обладающей весьма высо-
кой износоустойчивостью и большой твер-
достью — до 98 по Шору (Н = 78 по дю
рометру, шкала/)). Полиуретан представ-
ляет собой полимер эфира диизоцианата
и диалкоголя. В СССР он регламенти-
руется ВТУ М216—52. Схема вытяжного
штампа приведена на рис. 206. В поли-
уретановой матрице размером 250 X
X 250 X 70 мм, прикрепляемой к верх-
ней плите, сделано отверстие диаметром,
. 0,25 В
. 0.20 В
. 0,17 В
Рис. 206 Схема вытяжного штампа с по-
лиуретановой матрицей
несколько меньшим диаметра пуансона. Таким образом, матрица производит вы-
тяжку с прижимом заготовки к складкодержателю и цилиндрической поверхности
пуансона.
В - нижней части штампа в качестве буфера применено кольцо из полиуре-
тана.
Конструкция штампа отличается предельной простотой. Большим достоинством
приведенного штампа и способа вытяжки является то, что в этом случае нет излиш-
ней затраты работы пресса на сжатие резины (кроме буфера).
9 Романовский В. П.
258
ВЫТЯЖКА
Гидравлическая вытяжка
Гидравлическая вытяжка полых деталей производится посредством давления
жидкости на деформируемый металл.
Существуют два принципиально различных способа гидравлической вытяжки,
отличающихся друг от друга и по характеру деформаций, и по области приме-
нения:
1) гидравлическая вытяжка, в которой жидкость выполняет роль пуансона,
вдавливая заготовку в полость матрицы;
2) гидравлическая вытяжка, в которой жидкость (в резиновом чехле) служит
матрицей, обтягивающей заготовку вокруг металлического или деревянного
пуансона.
Первый способ гидравлической вытяжки находит применение при вытяжке ко-
нических, сферических, параболических и других подобных деталей, для которых
требуется несколько операций обычной вытяжки.
На рис. 207 изображена последовательность гидравлической вытяжки рефлек-
тора автомобильной фары за один ход пресса простого действия вместо многоопе-
рационной вытяжки обычными вытяжными штампами. Рабочей жидкостью явля-
ется масло, заключенное в резиновый чехол.
На рис. 208, а приведен штамп для гидравлической вытяжки на прессе двойного
действия полусферических деталей, а на рис. 208, б — вариант прижима штампа для
предварительной неглубокой вытяжки заготовки с целью предотвращения сполза-
ния заготовки из-за неравномерного прижима.
Уплотнение рабочей полости создается или посредством специальных кожаных
манжет, или установкой резинового чехла между заготовкой и жидкостью.
Особенности способа гидравлической вытяжки:
1) отсутствие металлического пуансона и необходимости пригонки его к матрице;
2) возможность вытяжки без применения пресса, например в штампе, сжатом
между двумя сболченными плитами;
3) равномерное давление на заготовку и возможность изготовления пустотелых
деталей конической, параболической и сферической формы в одну операцию.
Рабочее давление жидкости создается насосом высокого давления (50—200 ат)
или рабочим ходом механического или гидравлического пресса. В первом случае
гидравлическая вытяжка может производиться без участия пресса.
На рис. 209 изображена схема установки для гидравлической вытяжки крупных
деталей без применения пресса.
ОСОБЫЕ СПОСОБЫ ВЫТЯЖКИ
259
Основными недостатками гидравлической вытяжки являются значительное
утонение в куполе вытяжки или у дна детали, а также неустойчивое равновесие за*
Рис 208 Штамп для гидравлической вытяжки
на прессе двойного действия
готовки в процессе вытяжки и сползание ее набок при нарушении осевой симметрии,
так как между «жидким пуансоном» и заготовкой отсутствует трение. Сползание
заготовки устраняется путем применения специального гидравлического фиксатора,
Рис. 209. Схема установки для гидравлической вытяжки крупных де-
талей без применения пресса:
/ — корпус: 2 — матрица: 3 — крышка; 4 — резиновый чехол; 5 —
клиновые запоры
который, будучи прижат к заготовке, удерживает ее от смещения и препятствует об-
разованию сферического дна, или применением механогидравлического способа штам-
повки.
9*
260
ВЫТЯЖКА
На рис. 210 изображено универсальное приспособление для гидравлической
штамповки на прессе двойного действия 1.
Приспособление состоит из универсального нажимного устройства, прикреп-
ляемого к наружному ползуну 5, и сменной матрицы /, устанавливаемой на столе
пресса в обойме 2. Нажимное устройство состоит из цилиндра 6, нижняя камера ко-
торого наполнена касторовым маслом, подвижного плунжера 7, чашеобразной ре-
зиновой диафрагмы 5 и защитной формующей резиновой прокладки 4. Плунжер,
плотно входящий в цилиндр, приводится в действие упором 9, прикрепленным к внут-
реннему ползуну 10.
Давление, развивающееся в масляной камере, прижимает боковые стенки диаф-
рагмы к стенкам цилиндра и создает надежное уплотнение.
Рис. 210. Универсальное приспособление для гидравлической штамповки иа прессе двойного
действия
Штамповку рекомендуется выполнять за два рабочих хода: сначала, применяя
накладную рамку 11 производить неполную штамповку, а затем, установив на за-
готовку дополнительную накладную резиновую пластину 5, — окончательную штам-
повку. Это увеличивает срок службы защитной резиновой прокладки 4 и всего штампа.
Имеется аналогичное универсальное устройство для гидравлической штамповки
на прессах простого действия.
В зависимости от серийности производства сменные матрицы изготовляют из
чугуна, слоистых пластиков или твердой древесины. Диафрагмы и защитные рези-
новые прокладки делают из натурального каучука твердостью 40—50 по Шору.
Стойкость диафрагм свыше 5000 штамповок, а защитных прокладок — от 1000 до
2000 штамповок.
Требуемое давление при гидравлической вытяжке определяется по формуле
Р — qPnp»
где Рпр — проекция свободной поверхности вытягиваемой детали в мм2;
q— давление жидкости в конечный момент вытяжки в кГ/см1, приближенно
составляющее
5
q = — ав кГ/мм2.
Для вытяжки сферических деталей
с
q = 3,2 -т- св кГ /мм2,
“м
где г — радиус закругления у дна детали в мм;
dM — диаметр матрицы в мм.
* Шведский патент фирмы SAAB.
ОСОБЫЕ СПОСОБЫ ВЫТЯЖКИ
261
Второй способ гидравлической вытяжки, при котором жидкость служит матри-
цей, имеет существенное преимущество перед первым способом, так как в этом случае
высокое гидростатическое давление жидкости создает сильный прижим заготовки
к пуансону, препятствуя ее растяжению и излишнему утонению. Одновременно с
этим давление жидкости на закругление у фланца приводит к постепенному умень-
шению радиуса закругления и производит заталкивание заготовки в матрицу. Бла-
годаря этому создается более благоприятное напряженно-деформированное состоя-
ние, позволяющее значительно увеличить глубину вытяжки.
Рис. 211. Последовательность процесса вытяжки резино-жидкостной матрицей
Теоретические исследования процессов гидравлической вытяжки приведены в
работе [38].
На рис. 211 показана последовательность процесса вытяжки резино-жидкостной
матрицей.
В табл. 112 приведены предельные и рекомендуемые коэффициенты вытяжки
т — — при штамповке эластичной или жидкостной матрицей [38].
По данным американских источников, этот способ гидравлической вытяжки
(гидроформ) применяется для изготовления деталей средних размеров (200—500 мм)
Рис. 212. Схема гидравлической
вытяжки типа «Гидроформ»:
/ — контейнер; 2 — регулировоч-
ный клапан; 3 — резиновая мем-
брана; 4 — изделие; 5 — прижим;
6 — пуансон
из материала толщиной до 10 мм при макси-
мальном давлении жидкости от 700 до 1000 ат.
Число ходов пресса весьма невелико — от двух
до четырех в минуту.
Л' = t мм
Рис. 213* Детали, изготовленные за одну операцию
гидравлической вытяжки
На рис. 212 изображена схема указанного процесса гидравлической вытяжки
на специальном прессе. Жидкость заключена в подвижный резервуар, снабженный
снизу резиновой диафрагмой. Вытяжка происходит при движении пуансона вверх.
Этот способ гидравлической вытяжки аналогичен способу вытяжки резиновой
матрицей (см. рис. 204), но имеет следующие преимущества перед ним:
1) возможность получить за одну операцию более глубокую вытяжку без раз-
рушения резины (рис. 213);
2) возможность создать более высокое давление (до 1000 ати);
3) получить более высокую стойкость резины.
262
ВЫТЯЖКА
Рис. 214. Схема установки для
гидравлической вытяжки
Рис. 216. Схема штампа для
гидромеханической вытяжки:
1 — гидравлический цилиндр;
2 — резиновая мембрана; 3 —
уплотняющее кольцо; 4 — за-
мыкающее кольцо; 5 — защит-
ная мембрана; 6 — прижим;
7 — пуаисои; 8 — матрица
Рнс. 215. Гидравлический
аккумулятор системы Бош:
1 — штуцер; 2 — седло кла-
пана; 3 — клапан; 4 — мас-
ло; 5 — наружный баллон;
6 — газовый баллон
ОСОБЫЕ СПОСОБЫ ВЫТЯЖКИ
263
Недостатком этого способа является
необходимость применения специальных
прессов.
На рис. 214 представлена схема
гидравлического штампа с соответствую-
щей арматурой, разработанного в ГДР
для гидравлической вытяжки в опытном
и мелкосерийном производстве [275]. Эта
установка состоит из резервуара /, на-
полненного маслом, резиновой мембра-
ны 2, кольца <?, прижима 4, пуансона 5 и
гидравлической системы, состоящей из
клапанов 7—10, манометров 6 и аккуму-
ляторов 11, отрегулированных на разное
давление.
Перед рабочим ходом открывают
кратковременно вентиль обратного хо
да 10 и создают давление масла на мем-
брану. Во время рабочего хода масло под
давлением пуансона перетекает через ре-
гулировочный клапан 8 в аккумулятор 11.
Устройство гидравлического аккуму-
лятора системы Бош приведено на
рис. 215. Внутренний газовый баллон заполнен азотом высокого давления. Посту-
пающее во время рабочего хода в аккумулятор масло сжимает газовый баллон
Таблица 112. Предельные и
рекомендуемые коэффициенты
вытяжки при штамповке эластичной
или жидкостной матрицей
Штампуемые материалы Коэффициент d вытяжки т = &
предель- ный рекомен- дуемый
Дуралюмин 0,43 0,46
Медь 0,42 0,45
Алюминий 0,41 0,44
Нержавеющая 0,41 0,43
сталь
Стали 10 и 20 0,42 0,45
и уравнивает давление.
На рис. 216 приведена схема штампа для гидромеханической вытяжки. Вытяжка
производится с противодавлением, а прижим 6 предотвращает образование складок.
Вытяжка на этом штампе позволяет получить в одну операцию цилиндрические и
квадратные полые детали с отношением h/d и h/a, примерно равным 1,5—1,6 (рис.213).
Вытяжка на падающих молотах
Этот способ вытяжки применяется главным образом в мелкосерийном произ-
водстве изделий, имеющих неустойчивую, часто меняющуюся конструкцию, когда
Рис. 217. Вытяжка на листоштамповочных молотах с применением
фанерных рамок: а — изделие; б — схема штампа
применение обычных штампов нецелесообразно вследствие большой стоимости и
длительности их изготовления.
Для штамповки на падающих молотах используются простые литые свинцовоцин-
ковые штампы или штампы из прочных легкоплавких сплавов (АЦ 13-2, ЦАМ53 и др.).
264
ВЫТЯЖКА
Штамповку на падающих молотах магниевых и титановых сплавов ВТ 1 производят в
нагретом состоянии с подогревом штампов. В этом случае матрицы штампов делают
из стали или чугуна и подогревают до 300° С, а цинковые матрицы до 200—220° С.
Таблица 113. Марки и механические свойства резины для штамповки иа
листоштамповочиых молотах
Марка резины по ТУ МХП 815—53р Твердость по Шору Относитель- ное удлине- ние б в % Предел прочности в кГ/см* Примечание
3311 30-40 700 150 Для подушек контей-
1847 35-45 600 160 неров
56 45-60 450 100
3826 65-75 300 80 Для дополнительных
4004 75-90 200 100 накладок
Рис. 218. Схема установки для вы-
тяжки со складкообразованием на
листоштамповочных молотах
На падающих молотах выполняют разно-
образные штамповочные операции: гибку,
вытяжку, формовку, отбортовку.
Процесс вытяжки на падающих молотах
происходит за несколько постепенно усили-
вающихся ударов, причем глубина хода огра-
ничивается или фанерными кольцами, укла-
дываемыми на фланец заготовки и постепенно
снимаемыми (рис. 217), или резиновыми мно-
гослойными накладками, устанавливаемыми
в рабочую полость матрицы.
Штамповка на падающих молотах почти
всегда дает гофры на фланце, а иногда и на
самом изделии, обычно устраняемые ручной
правкой. Крупным недостатком этого спо-
соба является увеличенный расход матери-
ала на края и фланцы, обрезаемые после
штамповки, а также повышенный процент
брака.
В последнее время освоен новый способ
штамповки на падающих молотах — рези-
ной. Штамповка производится резиной, за-
ключенной в контейнер, подвешенный к по-
перечине листоштамповочного молота.
В табл. 113 приведены марки и меха-
нические свойства резины, применяемой
при штамповке на листоштамповочных моло-
тах [38].
Технология штамповки резиной на па-
дающих молотах аналогична штамповке резиной иа гидравлических прессах. Этот
способ позволяет выполнять ряд вытяжных работ в цехах, не имеющих гидра-
влических прессов.
Практический интерес представляет метод реверсивной вытяжки, выполняе-
мый за две операции. В первой операции производится набор металла выпук-
ОСОБЫЕ СПОСОБЫ ВЫТЯЖКИ
265
лостью вверх с образованием обвода по контуру, а во второй операции —
выворачивание выпуклости в обратную сторону.
Недавно разработан и внедрен новый способ вытяжки на листоштамповочных
молотах со складкообразованием [113]. К штоку молота прикрепляется резино-
жидкостная матрица 1 (рис. 218), а на стол устанавливается устройство, состоящее из
жестко закрепленного вытяжного пуансона 2 и прижима 5, опирающегося на пор-
шень <?, находящийся в гидравлическом цилиндре 4. Последний соединен с клапанной
системой и воздушным аккумулятором. В процессе работы прижим периодически
Рис. 219. Схема образования и выпрямления складок (гофров)
опускается вниз и поднимается вверх гидравлическим аккумулятором. Корпус рези-
новой матрицы выдерживает давление до 800 кПсм*.
Перед штамповкой на заготовку устанавливают матрицу-на кладку 6 и произ-
водят серию ударов, которые отгибают фланец заготовки. Вслед за этим происходит
вытяжка со складкообразованием, а затем при резком повышении давления под
поршнем происходит выпрямление складок (рис. 219).
При этом способе достижимы довольно высокие коэффициенты вытяжки (т =
= 0,484-0,5). Кроме цилиндрических деталей этим способом можно изготовлять
детали конической и прямоугольной коробчатой формы.
Обтяжка иа гидравлических прессах
Обтяжка на гидравлических прессах применяется для изготовления крупных
изделий несложной формы путем обтягивания тонколистовой заготовки вокруг
специального обтяжного шаблона (пуансона) Для изготовления обтяжкой деталей
двойной кривизны используют специальные гидравлические прессы.
Существуют следующие способы обтяжки.
1. Простая обтяжка (рис. 220, а), когда плоскую заготовку закрепляют в зажи-
мах А и В, которые затем сближают. Окончательная форма двойной кривизны полу-
чается в результате движения пуансона С вверх.
2. Обтяжка с растяжением (рис. 220, б), в процессе которой края заготовки за-
жимают в плоских или фигурных зажимах и изгибают по поднимающемуся пуансону
с одновременным растяжением, осуществляемым перемещением зажимов в направ-
лении, указанном стрелкой. Растяжение производят с целью получения остаточных
деформаций и достижения точных размеров деталей, имеющих малую продольную
кривизну (большой радиус). Точность деталей по отношению к пуансону состав-
ляет 0,5—0,7 мм при толщине листа 1—2 мм и 1—2 мм при толщине листа 3—5 мм.
3. Раздельная обтяжка (рис. 220, в) заключается в предварительном изгибе за-
готовки с последующей обтяжкой ее по пуансону при перемещении зажимов вниз.
4. Кольцевая обтяжка (рис. 220, г) применяется при изготовлении деталей замк-
нутой формы из свареииой кольцевой заготовки. Формообразование производится
разжимными секционными пуансонами.
Кроме приведенных на рис. 220 схем, существуют обтяжные прессы с вертикаль-
ным расположением линии зажимов и горизонтальным движением пуансона. На
рис. 221 изображены два случая обтяжки деталей: двояковыпуклой и выпукло-
вогнутой кривизны.
Степень деформации при обтяжке определяется коэффициентом обтяжки, пред-
ставляющим собой отношение длины наиболее растянутого участка к первоиачаль-
266
ВЫТЯЖКА
Рис. 220. Способы и разновидности обтяжки
Рис. 221. Обтяжка деталей двояко-
выпуклой (с) и выпукло-вогнутой кри-
визны (б)
Рис. 222. Схема обтяжного пресса с растяже-
нием заготовки
ВЫТЯЖКА ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ
267
ной длине заготовки
Ксб^
L
Для алюминиевых сплавов типа дуралюмина коэффициент обтяжки, получаемый
в одну операцию, составляет Ко6 = 1,03-е-1,08, что равнозначно наибольшему отно-
сительному удлинению 3—8% . При обтяжке в несколько операций суммарный коэф-
фициент обтяжки может быть увеличен до Ко^— 1,12-5-1,14.
Способом обтяжки изготовляют детали из алюминиевых и магниевых сплавов
толщиной до 5 мм или из нержавеющей стали толщиной до 1,5 мм, а также из тита-
новых сплавов. В процессе обтяжки происходит сильное растяжение материала с
утонением до 6%.
Недостатком этого способа являются большие потери металла на припуски для
зажима листа захватами, а также необходимость доработки формы молотками и
киянками.
На рис. 222 изображена схема обтяжного пресса с растяжением материала
В качестве дальнейшего развития данного способа экспериментально опробована
обтяжка с применением вибраций
оправки, осуществляемых особыми
электромеханическими и гидравлг-
ческими вибраторами [113]. Часто-
та вибраций 45—70 гц, амплитуда ко-
лебаний от 0,2 до 0,8 мм.
Вытяжка — формовка
сжатым воздухом и газами
Данный способ применяется для
мелкой вытяжки — формовки радиа-
торных секций из алюминиевого спла-
ва одновременно с пластической свар-
кой перемычек.
Процесс формовки и сварки со-
стоит в следующем. Два зачищенных
с одной стороны листа алюминиевого
сплава толщиной 0,4 мм устанавли
вают на поверхности подогретого до
450° С штампа и сжимают между его
ребрами до половины первоначальной
толщины (в местах соединений), в ре-
зультате чего происходит сварка длин-
ных узких швов. После этого через
специальный ниппель, выступающий
Рис. 223. Устройство для впуска сжатого воз-
духа в штамп
из нижней части штампа, и шайбу с радиальными отверстиями (рис. 223)
впускается сжатый воздух, производящий рельефную формовку изделия изнутри.
Давление сжатого воздуха устанавливается экспериментально.
Аналогичный способ применяется при производстве тонкостенных труб (из
двух полос, свариваемых по краям и раздуваемых изнутри сжатым воздухом), а
также при изготовлении панелей холодильников.
28. ВЫТЯЖКА ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ
Тугоплавкие металлы и сплавы получают все большее применение в технике
благодаря присущим им высоким жароупорным (теплоустойчивым) свойствам. Меха-
нические свойства основных тугоплавких металлов приведены в табл 114.
Наиболее широкое применение в промышленности получили титан и титановые
сплавы.
268
ВЫТЯЖКА
Таблица 114. Механические свойства основных тугоплавких металлов
Металл Темпе- ратура плавле- ния в 'С Предел прочности (в кГ/мм*} при температуре в сС Относительное удли- иеиие 610 в %
20 500 1000
Вольфрам 3410 90—350 125-140 35-52 0—3 (20° С)
Молибден 2625 85—140 25-45 15-20 0,5—4 (20° С)
Тантал 2996 70-100 (наклепанный) 35—45 (отожженный) 25-32 10-14 1—5 (наклепанный) 40 (отожженный)
Ниобий 2415 26-45 (отожженный) 52-100 (наклепанный) 25 20-50 (отожженный) 5-10 (наклепанный)
Цирконий 1855 23—42 (отожженный) — — 30-50 (20° С)
Титан (техничес- кий) 1660 40-75 18-2 — 20-40 (20° С)
Вытяжка титановых сплавов [29]
Для штамповки листовых деталей применяют титановые сплавы марок ВТ 1-1,
ВТ 1-2, ОТ4-1, ОТ4-2, ВТ4, ВТ5-1, ВТ6 и ВТ 14. Первые два сплава представляют
собой технический титан. Сплавы ОТ4, ОТ4-1, ВТ4, ВТ5-1 являются сплавами сред-
ней прочности. Сплавы ОТ4-2, ВТ6 и ВТ 14 являются высокопрочными сплавами по-
ниженной пластичности. Выбор того или иного сплава производится конструктором
по его механическим и технологическим свойствам.
Механические свойства титановых сплавов характеризуются следующими осо-
бенностями (табл. 115):
1) высокий предел текучести, близкий к пределу прочности, следствием чего
является узкая область пластической деформации;
2) пониженная пластичность в холодном состоянии по сравнению с другими ме-
таллами, а следовательно, пониженная щтампуемость;
3) высокая пластичность в нагретом состоянии вследствие изменения струк-
туры;
4) сильное упрочнение при холодной пластической деформации, сопровожда-
емое увеличением прочности (в 1,5—1,8 раза) и уменьшением пластичности;
5) низкие антифрикционные свойства, выражающиеся в интенсивном налипании
титана на рабочие части штампа;
6) чувствительность к скорости деформирования, вследствие чего скорость вы-
тяжки берется в два-три раза меньше, чем для стали;
7) значительная анизотропия и нестабильность свойств листов титановых
сплавов.
Необходимо отметить, что титан и титановые сплавы немагнитны, что может
быть использовано в технологических целях.
В табл. 116 приведено разделение титановых сплавов по штампуемости.
Для получения большей степени деформации и сокращения числа операций, а
также для получения большей точности изделий применяется штамповка в нагретом
состоянии. Характерно, что в США штамповка титана производится только в нагре-
том состоянии.
ВЫТЯЖКА ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ
269
Таблица 115. Механические свойства титановых сплавов
Марка сплава Состояние Предел прочности °, Сопротивле- ние срезу ° ср Относительное удлинение в %
кГ /ЛЛ£2 1 1 ^равн
ВТ1-1 46—60 39-52 25-40 9-10
ВТ 1-2 55-75 47-64 22—35 9-10
ОТ4-1 60-75 52-64 20-35 9-10
ОТ4 Отожженный 70-85 60-73 15-35 7-8
ВТ5-1 75-95 64-80 12-25 7-8
ВТ4 85-100 73-86 12-22 7-8
ОТ4-2 100-120 86-103 9-15 4-5
ВТ6 90-110 77-95 10-15 4—5
ВТ6 Закаленный (с 800 - 840° С) 100-105 86-90 16-18 7-9
ВТ6 Состаренный (при 500° С) 110-115 95-100 14-16 —
ВТ14 Отожженный 90-110 77-95 8—16 4-5
ВТ 14 Закаленный (с 820- 880° С) 95-105 82-90 14-20 9—11
ВТ14 Состаренный (при 500° С) 115-140 100-120 7-12 —
Примечания:
I. Сплавы ВТ1-1, ВТ1-2, ОТ4Л и ОТ4 штампуются в холодном состоянии с меж-
операционным отжигом. Для сокращения количества операций применяют подогрев заго-
товок из BTI-I и ВТ1-2 до 350—400° С, а из ОТ4-1 и ОТ4 — до 500—650° С.
2. Сплавы ВТ4, ВТ5» ВТ 14 требуют частых межоперационных отжигов или подо-
грева до 550—750° С.
3. Высокопрочные сплавы ОТ4-2, ВТ5-1, ВТ6 штампуются с нагревом до 600—750° С.
Оптимальные температуры нагрева (в °C) для штамповки титановых сплавов
приведены в табл. 117.
В зависимости от размера заготовок и вида штамповочной операции применяют
следующие способы нагрева заготовок:
1) в электрических муфельных печах;
2) на нагревательных плитах;
3) контактом от горячего штампа;
4) электросопротивлением;
5) отражательными экранами;
6) газовыми горелками;
7) индукционный.
Наиболее распространенным является нагрев в электрических муфельных пе-
чах с автоматическим регулированием температуры.
Нагрев от нагревательных плит производится при штамповке резиной (вместе
с нагревом формовочных блоков). Контактный нагрев от штампа применяется при
невысокой температуре нагрева и только для тонких заготовок, так как титановые
сплавы обладают низкой теплопроводностью.
Нагрев электросопротивлением применяется для крупных заготовок удлинен-
ной формы, причем нагрев производится на прессе и продолжается даже во время
270
вытяжка
Таблица 116. Штампуемость титановых сплавов
Марки сплавов Штампуемость в холодном состоянии Предельный коэффициент вытяжки ги. Наименьший радиус нагиба Применение
ВТ1 Хорошая 0,50-0,56 (1,5 4-2,0)5 Штамповка деталей слож- ной формы
ВТ 1-2 ОТ4-1 Средняя 0,56—0,62 (2,0 4-2,5)5 Штамповка деталей сред- ней сложности
ОТ4 ВТ 1-4 (закален- ный) Понижен- ная 0,62-0,68 (2,5 4- 3,0) S 1 Штамповка простых де- талей и средней сложности I
ВТ4 ВТ14 (отожжен- ный) Низкая 0,68-0,72 (34-4)5 Штамповка простых де- талей
ОТ4-2 ВТ5-1 ВТ6 Весьма низкая 0,75—0,82 (44-6)5 Штамповка только с на- гревом до 600—750° С
операции (напряжение от 2 до 18 в). Здесь используются высокое электросопротивле-
ние титана и быстрота нагрева при прохождении электрического тока.
Нагрев отражательными экранами применяется редко, так как требует длитель-
ного времени.
Нагрев газовым пламенем является несовершенным и используется лишь при
давильных работах и ручном изготовлении деталей в опытном производстве.
Индукционный нагрев применяется
Таблица 117. Оптимальные
температуры иагрева для штамповки
титановых сплавов
Марки сплава Темпера- тура нагрева в сС
BTl, ВТ2 350-400
ОТ4-1, ОТ4 500-600
ВТ4, ВТ 14 550—700
ОТ4-2, ВТ5-1, ВТ6 600-750
для нагрева длинных полос при горячей
вырубке плоских заготовок. Индуктор
имеет щелевое отверстие для прохода по-
лосы.
Титановые сплавы подвергаются сле-
дующим штамповочным операциям:
1) штамповке и вытяжке обычными
штампами;
2) штамповке резиной на гидравли-
ческих прессах;
3) штамповке на падающих моло-
тах;
4) обтяжке на обтяжных прессах.
При вытяжке титановых сплавов в
зависимости от их температуры может
быть получена предельная степень вы-
ВЫТЯЖКА ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ
271
тяжки, указанная на рис. 224. Однако вытяжку титановых сплавов ведут не с
предельными, а с несколько смягченными коэффициентами вытяжки
Сопротивление деформированию при /= 300ч-400°С составляет от 10
до 25 кПмм1 2 3 4 5 в зависимости от степени деформации.
При горячей вытяжке титановых сплавов штампы должны иметь обогрев матрицы
и прижимного кольца независимо от нагрева заготовок.
Большим затруднением при вытяжке титановых сплавов является налипание
частиц металла на инструмент, вследствие чего допускается небольшая скорость
вытяжки (не более 250 мм!сек) и требуется п
Рис. 224. Предельная степень вытяж-
ки титановых сплавов
штампов при вытяжке в холод-
периодическая полировка штампов.
При вытяжке как в холодном, так и в
подогретом состоянии титановые сплавы по-
лучают наклеп, для снятия которого требует-
ся межоперационный и окончательный отжиг.
Иначе на штампуемых деталях возникают
трещины от действия остаточных напряже-
ний.
Режим межоперационного и окончатель-
ного отжига титановых сплавов приведен в
табл. 118. Охлаждение производится на воз-
духе. Для удаления окислов после отжига
необходимо травление, производимое обра-
боткой в водных растворах щелочей с раз-
личными окислителями и последующим
травлением в растворах кислот
Для вытяжки титановых сплавов обыч-
ные штамповые стали непригодны вследствие
налипания и задиров.
Рекомендуются следующие материалы дл
ном состоянии:
1) графитизированная сталь марок ЭИ366 и ЭИ299;
2) хромоникелевые чугуны СЧ 35—52 и СЧ 32—52;
3) магниевоникелевый чугун марки МН (АМТУ 315—52);
4) алюминиевэжелезистоникелевая бронза марок Бр.АЖН 10-4-4 и
Бр.АЖН 11-6-6;
5) металлокерамические сплавы типа В Кб — ВК8.
Материалы, рекомендуемые для штампов при вытяжке в горячем сос-
тоянии:
1) жаропрочные сплавы типа ЭИ437 и ЭИ617 (стойкость до 900° С);
2) стали 5ХГМ и ЗХ2В8 (стойкость до 300—400е С);
3) металлокерамические сплавы В Кб—ВК8 (стойкость до 700° С).
Широко применяется для вытяжки титановых сплавов штамповка резиной,
производимая на гидравлических прессах, оборудованных контейнером с ре-
зиной.
Штамповка резиной применяется только для сплавов ВТ1-1, ВТ 1-2, ОТ4 и
ОТ4-1 и производится с подогревом заготовки до 300—400° С. Штампы (формовочные
блоки) также подогреваются до температуры 150° С от подштамповой плиты, обогре-
ваемой трубчатыми нагревательными элементами.
Формовка производится накладными пластинами из теплостойкой резины марки
5168 (по ТУ МХП 1166—51 р), обладающей стойкостью 50—60 обжатий при темпе-
ратуре 300е С.
Для предотвращения налипания резины на изделия применяют смазки в виде
брикетов или присыпок (см. табл. 103). С целью повышения стойкости резины между
ней и подогретой титановой заготовкой применяют прокладки из стеклянного волок-
на или асбестового полотна. Удельное давление резины при штамповке деталей из
сплава ВТ1 составляет от 80 до 200 кПсм2 в зависимости от степени сложности формы
детали.
272
ВЫТЯЖКА
Таблица 118. Режим межоперационного и окончательного отжига титановых
сплавов
Марка сплава Межоперационный отжиг для вос- становления пластичности Окончательный отжиг для снятия внутренних напряжений
Температура нагрева в° С Выдержка в мин. (для S = = (0.8 4- 3) Температура нагрева в °C Выдержка в мин [для S = = (0,8 4 3) мм]
ВТ1-1 ВТ 1-2 550-600 10-30 500 20-60
ОТ4 ОТ4-1 ОТ4-2 ВТ4 650- 700 10-30 550-600 20-60
ВТ5-1 ВТ6 ВТ14 750—800 10-30 550-650 20—60
Вытяжка молибдена и молибденовых сплавов
Детали из молибденовых сплавов, в том числе изготовляемые вытяжкой, полу-
чили применение в электронной и электровакуумной технике благодаря высокой
жаропрочности, электропроводности и со-
противлению коррозии.
Тонколистовой молибден изготов-
ляется двумя методами: 1) порошковой
металлургией (молибден МЧ); 2) выплав-
кой в вакууме (сплавы ЦМ-2А и ВМ-1 тех-
нической чистоты). Металлокерамический
молибден МЧ обладает большей пла-
стичностью, чем литой.
Пластичность молибдена и способ-
ность к глубокой вытяжке в значитель-
ной степени определяются металлургиче-
Рис. 225. Штамп для вытяжки молибденовых
деталей с нагревом:
/ — асбоцементная прокладка; 2 — нижняя
плита; 3 — матрица; 4 — нагревательный эле-
мент. 5 — защитный кожух: 6 — прижим;
7 — пружины; 8 — верхняя плита; 9 — на-
правляющая втулка; 10 — направляющая ко-
лонна; // — пуаисон: 12 — трубопровод
скими факторами (содержание примесей, структура, степень предварительной де-
формации и пр.), а также скоростью и температурой деформирования.
Характерно, что при увеличении степени деформации при прокатке повышается
не только прочность, но и пластичность молибдена. После прокатки молибдена не-
обходим отжиг в вакууме (1 • 10 4 мм рт.ст.): для молибдена МЧ — при температуре
ВЫТЯЖКА ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ
273
880—900° С с выдержкой 30—40 мин, для сплавов ЦМ-2А и ВМ-1 — при температуре
1060—1080° С с выдержкой 1,5 ч. При многооперационной вытяжке после третьей и
каждой следующей операции применяется промежуточный отжиг в вакууме.
Установлено, что нагрев молибдена и молибденовых сплавов значительно повы-
шает его штампуемость и пригодность к вытяжке. Поэтому вытяжку молибдена реко-
мендуется производить с нагревом (МЧ до 220—260° С, ЦМ-2А до 250—300° С, а ВМ-1
до 280—350° С).
На рис. 225 приведена конструкция специального штампа со сменными матрица-
ми и пуансонами для вытяжки с нагревом молибденовых деталей. Нагрев осуществля-
ется нагревательным элементом, встроенным в нижнее основание (может быть залит
трубчатый нагревательный элемент). Направляющие колонки охлаждаются проточ-
ной водой, буферные пружины вынесены из зоны нагрева. Нижнее основание штампа
ставится на асбоцементную прокладку и защищено теплоизоляционным кожухом.
Рекомендуется следующая величина радиусов закругления кромок матрицы и пуан-
сона: для первой вытяжки гм = (6ч-8) S, гп=0,9гм. Успешно выполнена вытяжка в
конической матрице как с прижимом, так и без него при утонении mv — 0,864.
Давление прижима q (в кПмм2) для отожженного молибдена составляет:
Для молибдена МЧ . . 0,45—0.60 (при Т — 220 4- 260 сС)
> » ЦМ-2А U,40—0.60 (при Т = 250 — 300 °C)
• > ВМ-1 0.5—0.65 (при T = 280 4- 350 °C)
Оптимальные коэффициенты вытяжки молибдена приведены в табл. 119.
Таблица 119. Оптимальные коэффициенты вытяжки молибдена и его сплавов
(после отжига в вакууме)
Марка молибдена и его сплавов Толщина материала S в JWJM Относительная тол- s щина - • 100 Температура заго- товки в °C Коэффициенты вытяжки
без промежуточного отжига с промежуточным отжигом
гп, тя ги4
МЧ 0,52 0,91 220-260 0,6—0,62 0,75-0,77 —
0,82 1,35 220-260 0,57—0,59 0,73^0,75 0,8—0,82 0,84-0,86 0,86-0,88
ЦМ-2А 0,76 1,26 250-300 0,58—0,6 0,73-0,75 0,8-0,82 0,84-0,86 0,86-0,88
0,81 1,35 280-350 0,6-0,62 0,74-0,76 0,82-0,83 0,84-0,86 —
ВМ-1 0,8 1,34 280-350 0,6-0,62 0,74- 0,76 0,82-0,83 0,84- 0,86 0,87-0,90
При вытяжке применялись водные коллоидно-графитовые смазки типа ВО и BI
по ГОСТу 5245—50. Во время работы пуансон нагревался на 100—140° С ниже тем-
пературы нагрева матрицы.
Вытяжка ниобия н тантала
Ниобий и тантал изготовляются или металлокерамическим способом, или плав-
кой в вакууме, или более новым способом — электронной плавкой в высоком ваку-
уме. Слитки ниобия и тантала, полученные указанным способом, могут быть проката-
274
ВЫТЯЖКА
ны в фольгу без промежуточных отжигов. Это говорит о высокой пластичности дан-
ных металлов.
Тантал и ниобий обладают наиболее высокой коррозионной стойкостью из всей
группы тугоплавких металлов. Ниобий широко используется в электровакуумной
технике: для изготовления анодов, сеток электронных трубок и других деталей.
Кроме того, ниобий применяется в ядерной энергетике и газовых турбинах. Полу-
чили применение ниобиевые сплавы, легированные несколькими элементами, обла-
дающие высокими прочностными характеристиками. Чистый ниобий обладает высо-
кой пластичностью и штампуется в отожженном состоянии без нагрева на обычных
штампах, аналогично малоуглеродистой стали. Однако небольшое загрязнение нио-
бия (С, О2, N2) резко меняет его пластические свойства.
Тантал является хорошим геттером и широко используется при изготовлении
электровакуумных радиоламп. Кроме того, его применяют для изготовления деталей
химической аппаратуры, работающих в агрессивных средах. Тантал сочетает высокие
пластические свойства при низких и прочностные свойства при высоких температурах.
Тантал применяется в тех случаях, когда требуется сочетание жаропрочности и
стойкости при низких температурах, так как он единственный из жаропрочных ме-
таллов, не подвергающийся охрупчиванию при низких температурах. Чистый
тантал, так же как и ниобий, обладает высокой пластичностью в холодном состо-
янии (в отожженном состоянии) и штампуется без нагрева на обычных штампах ана-
логично малоуглеродистой стали.
Штамповка циркония
Чистый цирконий — это пластичный металл, хорошо обрабатываемый в холод-
ном состоянии различными методами, в том числе протяжкой, выдавливанием и
вытяжкой. Чистый цирконий не обладает теплостойкостью и не применяется как
конструкционный материал. Для эгого применяют различные сплавы с танта-
лом (ZrO,5Ta) или ниобием (Оженнит). Механические свойства первого: од —
= 30 кПмм\ б — 40%; второго: ов = 30 кПлщ\ б = 33% в отожженном состоянии.
Вытяжка циркония производится в холодном состоянии с применением отжига
лишь после нескольких операций вытяжки (как для стали). Из-за невысокой
прочности циркония он создает сильное налипание на штампы, вследствие чего
необходимо применять смазки с наполнителями. Благодаря способности циркония
поглощать нейтроны, он получил преимущественное применение в атомных реак-
торах. Цирконий, как и титан, является парамагнитным металлом.
Вольфрам в листовой штамповке применяют сравнительно редко — главным
образом в радиолампах для изготовления электродов, подвесок и других деталей.
Листовой вольфрам штампуют в нагретом состоянии: листы толщиной 0,1—0,2 мм
при 600—800° С, толщиной 2—5 мм при 1100—1200° С Вольфрам вследствие своей
хрупкости не подвергается вытяжке.
Резкое повышение пластичности вольфрама и молибдена происходит при
сплаве их с рением. При содержании рения от 5 до 20% относительное удлинение
вольфрама увеличивается до 15—18%.
ГЛАВА IV
ЛИСТОВАЯ ФОРМОВКА
К группе листовой формовки относятся следующие операции, изменяющие
форму листовой заготовки путем местных деформаций различного характера: 1) рель-
ефная формовка; 2) отбортовка отверстий и наружного контура; 3) растяжка;
4) обжимка; 5) правка.
При выполнении большинства указанных операций происходит местное измене-
ние толщины материала
29. РЕЛЬЕФНАЯ ФОРМОВКА
Рельефная формовка представляет собой изменение формы заготовки, заключаю-
щееся в образовании местных углублений и выпуклостей за счет растяжения мате-
риала. Следовательно, рельефная формовка является частным случаем неглубокой
местной вытяжки, при которой материал подвергается главным образом растяжению.
Рис. 226. Примеры рельефной формовки: а — штамповка ребер жесткости;
б — штамповка выдавок
Типовыми примерами рельефной формовки являются:
1) штамповка ребер жесткости и выдавок (п у клевок) (рис. 226);
2) штамповка рельефных (выпукло-вогнутых) деталей и художественных
украшений;
276
ЛИСТОВАЯ ФОРМОВКА
3) штамповка — формовка детален несимметричной конфигурации открытой
формы.
Исследование процесса местной вытяжки в заготовках большой ширины показало
[221], что этот процесс состоит из двух последовательных стадий (рис 227): дефор-
мации кольцевого участка шириной R2—(рис. 227, а) с пластической деформацией
дна выпуклости (рис. 227, б) и пластической деформации смежного кольцевого
участка шириной R3—R2 (рис. 227, в).
При дальнейшем опускании пуансона происходит растяжение металла в зазоре
между пуансоном и матрицей и образование разрыва, без изменения границы между
пластической и упругой областью.
Установлено, что при больших
размерах заготовки (/?0>ЮЯл<) гРа-
ница между пластической и упругой
областью составляет [221]
7?з — 1,65/?2*
При других отношениях Rq/Rm грани-
ца между упругой и пластической об-
ластью составляет
= х (Rm + г м)»
Пластичес-
кая область
/ \ Упругая
область
Рис. 227. Последовательность процесса мест-
ной вытяжки
где х = находится по диаграмме
А2
[221].
Установлено, что возможная глу-
бина вытяжки достигается в первой
стадии; вторая стадия, осуществляемая
за счет небольшого растяжения и уто-
нения пластического участка, мало
увеличивает глубину вытяжки.
Глубина местной вытяжки опре-
деляется уравнением
Рис. 228. Размеры ребер жесткости
л= (Си + ''п + Z)tga,
где z — величина зазора между пуан-
соном и матрицей;
a — предельно допустимый угол
[229].
Для увеличения глубины местной
вытяжки следует значительно увели-
чить величину зазора (до г —
при малых радиусах закруглений
Большую глубину местной вы-
тяжки можно получить при сфериче-
ской форме вытяжки аналогично выдавливанию лунки по Эриксену за счет утоне-
ния сферического купола. Однако коническая форма выпуклости с угловыми
переходами к плоскому дну обладает большей жесткостью формы.
Весьма распространенной операцией является штамповка ребер жесткости,
широко применяемая в авто-, самолето-, вагоно-, приборостроении, радио-
технике и т. п. В большинстве случаев штамповка ребер жесткости производится
металлическими штампами, лишь в самолетостроении она выполняется на гидравли-
ческих прессах давлением резины или жидкости.
Размеры ребер жесткости, применяемые в приборостроении, приведены на
рис 228 и в табл. 120.
В табл. 121 приведена глубина рифтов, получаемая при штамповке резиной под
давлением 400 кГ/см2 (материал Д16АМ).
РЕЛЬЕФНАЯ ФОРМОВКА
277
В автомобильной промышленности применяют полукруглые, плоские и угловые
ребра жесткости.
Таблица 120. Размеры рифтов (ребер жесткости)
Рекомендуемые размеры Радиус R Высота h Ширина В Переходный радиус г
Нормальные 4S 35 105 2S
Наименьшие 3S 25 75 S
На рис. 229 приведена диаграмма величины удлинения материала при штамповке
ребер жесткости. Кривая 1 соответствует расчетной величине удлинения, а заштри-
хованный участок 2 — действительному удлинению, имеющему несколько меньшее
значение вследствие того, что ра-
стяжению подвергаются также зоны
заготовки, прилегающие к ребру
жесткости.
Усилие (в кГ) для штамповки
ребер жесткости ориентировочно
может быть подсчитано по формуле
Р = LSOyk кГ,
где L — длина ребер жесткости
в мм\
k — коэффициент, зависящий
от ширины и глубины
рифта (k = 0,5-ь 1).
Приближенное усилие (в кГ)
для рельефной штамповки на криво-
шипных прессах небольших дета-
лей (F<20ot2) из тонкого материа-
ла (до 1,5 мм) может быть опреде-
лено по эмпирической формуле
Рис. 229. Удлинение материала при штамповке
ребер жесткости
Р = FS2k,
где F — площадь штампуемого
рельефа в лмс2;
k—коэффициент, составляющий для стали 20—30 кПм^. для латуни
15—20 кГ!мм*.
Таблица 121. Наибольшая глубина рифтов, формуемых (резиной) при
4 = 400 кГ!см2 (материал Д16АМ)
Толщина материала S мм Ширина рифта В в мм
5 10 15 20 25 30
0,5 2,5 5,0 7,5 10 12,5 15
1,0 2,0 4,3 7,4 9 11 15
1,5 1.6 3J 6,3 8 10 15
2,0 1,1 2,6 4,5 7 9,5 14
278
ЛИСТОВАЯ ФОРМОВКА
В судостроительной промышленности изготовляют крупные детали (6000-е-
-е-8000Х 15004-2000 мм) обшивки корпуса из толстолистовой стали, имеющие слож-
ную пространственную кривизну (рис. 230, а). Для их формовки (гибки) используют
гибочные вальцы, гибочные прессы, гидравлические прессы и специальные листоги-
бочные станки. На рис. 230, б показан способ штамповки листа двояковогнутой
Q)
Рис. 230. Формовка крупных листов сложной пространственной кривизны
•кривизны на гидравлическом прессе универсальным штампом со сменными рабочими
часгями и с применением поперечных прокладок. На рис. 230, в показан аналогичный
способ штамповки листа выпукло-вогнутой кривизны.
Штамповка производится путем ряда последовательных нажимов пуансона,
при перемещении листа после каждого нажима в продольном или поперечном
направлении.
30. ОТБОРТОВКА
Отбортовка подразделяется на два основных вида: отбортовку отверстий и от-
бортовку наружного контура. Они различаются характером деформации, схемой
напряженного состояния и производственным назначением.
Отбортовка отверстий представляет собой образование бортов вокруг предва-
рительно пробитых отверстий (иногда без них) или по краю полых деталей, произво-
димое за счет растяжения металла.
Отбортовка наружного контура представляет собой образование невысоких
бортов по наружному криволинейному краю заготовок, производимое за счет рас-
тяжения или сжатия материала.
Отбортовка отверстий
Отбортовка отверстий широко применяется в штамповочном производстве, за-
меняя операции вытяжки с последующей вырубкой дна. Особенно большую эффек-
тивность дает применение отбортовки отверстий при изготовлении деталей с большим
фланцем, когда вытяжка затруднительна и требует нескольких переходов.
Деформация металла при отбортовке характеризуется изменением радиально-
кольцевой сетки, нанесенной на заготовку (рис. 231). При отбортовке отверстий про-
исходит удлинение в тангенциальном направлении и уменьшение толщины матери-
ОТБОРТОВКА
279
величине деформации в радиальном
ала. Расстояния между концентричными окружностями остаются без значительных
изменений.
Геометрические размеры при отбортовке определяют исходя из равенства объ-
емов заготовки и детали. Обычно высота борта бывает задана чертежом детали. В атом
случае диаметр отверстия под отбортовку приближенно подсчитывают как для простой
гибки. Это допустимо благодаря небольв
направлении и наличию значительного
утонения материала.
Диаметр отверстия определяют по
формуле
d = D — 2 (И —0,43г — 0,72S).
Высота борта выражается зависи-
мостью
Я = P~rf + 0,43г + 0,725,
где обозначения соответствуют рис. 231.
Как видно из последней формулы,
высота борта при прочих равных усло-
виях зависит от радиуса закругления.
При большом увеличении радиуса за-
кругления высота борта значительно уве-
личивается. *
Исследования Р. Вилкена [270] по-
казали, что при увеличении зазора между
пуансоном и матрицей до z = (8ч-10)5
происходит естественное увеличение высо-
ты и радиуса закругления борта (рис. 232).
Степень деформации кромки борта при
этом не увеличивается, так как диаметр
отбортовки не меняется. Но вследствие того, что в очаг деформации вовлекается боль-
шое количество металла, деформация борта рассредоточивается, а утонение кромки
несколько уменьшается. Установлено, что при увеличении зазора до z — (8-5- 10)5
усилие отбортовки уменьшается на 30—35%. Следовательно, соответственным об-
разом снижаются и напряжения в отбортовываемых стенках, так как от их величины
зависит сопротивление металла деформированию и усилие отбортовки. •
Таким образом, отбортовку лучше производить при большой величине зазора
между пуансоном и матрицей или при значительно увеличенном радиусе закругле-
ния матрицы. Такая отбортовка, характеризуемая большим радиусом закругления,
но малой величиной цилиндрической части борта, вполне приемлема в тех случаях,
когда она производится с целью увеличения жесткости конструкции при малом ее
весе, как, например, при отбортовке крупных отверстий и окон в авиационных,
транспортных, судостроительных конструкциях, а также при отбортовке люков,
горловин, раструбов и т. п
Отбортовка с малым радиусом закруглений и большой цилиндрической частью
борта должна применяться лишь при отбортовке небольших отверстий под резьбу
или запрессовке осей или когда конструктивно необходимо иметь цилиндрические
отбортованные стенки.
Большое влияние на процесс отбортовки и величину усилия оказывает форма
пуансона
На рис. 233 показаны рабочие диаграммы и последовательность отбортовки при
различной форме очертания рабочей части пуансона (криволинейная — трактриса,
дуга окружности, цилиндр с большими закруглениями, цилиндр с малыми закруг-
лениями).
На рис. 234 приведена диаграмма сопоставления усилия отбортовки малоугле-
родистой стали толщиной 2 мм пуансонами разной формы (/—5). За 100% принято
280
ЛИСТОВАЯ ФОРМОВКА
усилие отбортовки пуансоном 1. Наилучшие результаты получены при отбортовке
криволинейным пуансоном /, наихудшие — при отбортовке цилиндрическим пу-
ансоном 5. Как видно из графика, усилие при отбортовке с большим зазором (г =
—10S) значительно ниже усилия отбортовки с малым зазором (z = S).
Усилие, необходимое для отбортовки цилиндрическим пуансоном, может быть
определено по приближенной формуле
Р— l.\nSas(D — d) кГ,
где D — диаметр отбортовки в мм;
d — диаметр отверстия в мм.
Успешное выполнение отбортовки зависит от чистоты среза деформируемой
кромки. При наличии заусенцев по краю отверстия неизбежно образование трещин
и разрывов.
Степень деформации при отбортовке отверстий определяется отношением диа-
метра отверстия в заготовке к диаметру борта или так называемым коэф-
фициентом отбортовки
Ко - -g- = 1 - 4’.
где d — диаметр отверстия до от-
бортовки;
D — диаметр отбортовки (по
средней линии).
Допустимая величина попереч-
ного сужения при отбортовке вслед-
ствие дефектов края отверстия (за-
усенцы, наклеп и т. п.) значи-
тельно ниже, чем при испытании
на растяжение.
Наименьшая толщина у края
борта составляет:
s, =
Величина коэффициента отбор-
товки зависит:
1) от характера обработки и
состояния кромок отверстий (свер
ление или пробивка, наличие или
отсутствие заусенцев);
2) относительной толщины за-
готовки, выражаемой отношением
S/D-100;
3) рода материала и его ме-
ханических свойств;
Рнс. 232. Увеличение высоты борта при отбор-
товке с зазором: а — схема отбортовки; б — по-
следовательность отбортовки с малым зазором:
в — последовательность отбортовки с большим за-
зором
4) формы рабочей части пуан-
сона.
Экспериментально доказана об-
ратная зависимость предельно до-
пустимой величины коэффициента
отбортовки от относительной тол-
щины заготовки, т. е. чем больше относительная толщина заготовки, тем меньше
величина допустимого коэффициента отбортовки и тем больше возможная степень
деформации. Кроме того, доказана зависимость предельных коэффициентов отбор-
товки от способа изготовления и состояния кромки отбортовываемого отверстия.
Наименьшие коэффициенты получены при отбортовке рассверленных отверстий,
наибольшие — при отбортовке пробитых. Коэффициент отбортовки рассверленных
ОТБОРТОВКА
281
а) б)
Рис. 233. Диаграммы усилия и последовательности отбортовки при различ-
ной форме пуансона; а — криволинейная; б — сферическая; в — цилиндр
с большим закруглением; г — цнлиидр с малым закруглением
282
ЛИСТОВАЯ ФОРМОВКА
отверстий мало отличается от коэффициента отбортовки пробитой и отожженной за-
готовки, так как отжиг устраняет наклеп и повышает пластичность металла. Иногда
для устранения наклепанного слоя зачищают отверстия на зачистных штампах.
Таблица 120. Расчетная величина коэффициентов отбортовки
для малоуглеродистой стали
Способ отбор- товки Способ получения отверстия Величина коэффициента в завнснмостн от отношения d/S
100 50 35 20 15 10 8 6,5 5 3 1
Сфери- ческим пуан- соном Сверление с зачисткой заусенцев 0,70 0,60 0,52 0,45 0,40 0,36 0,33 0,31 0,30 0,25 0,20
Пробивка в штампе 0,75 0,65 0,57 0,52 0,48 0,45 0,44 0,43 0,42 0,42 —
Цилинд- рическим пуансо- ном Сверление с зачисткой заусенцев 0,80 0,70 0,60 0,50 0,45 0,42 0,40 0,37 0,35 0,30 0,25
Пробивка в штампе 0,85 0,75 0,65 0,60 0.55 0,52 0,50 0,50 0,48 0,47 —
В табл. 120 приведены расчетные величины коэффициентов отбортовки для мало-
углеродистой стали в зависимости от условий отбортовки и отношения d/S.
Пробивку отверстий под отбортовку следует производить со стороны, противо-
положной направлению отбортовки, или
Рнс. 234. Сопоставление усилий отбортовки
пуансонами различной формы (d = 63 мм,
Ко = °’5); ®оо — зазор г = S; ... — за-
зор 2= IOS
укладывать заготовку заусенцами
кверху, чтобы грань с заусенцами
оказалась менее растянутой, чем за-
кругленная грань.
Если требуется слишком большая
высота борта, которая не может быть
получена в одну операцию, то в случае
отбортовки небольших отверстий в
штучных заготовках следует применить
отбортовку с утонением стенок (см. ни-
же), а в случае отбортовки крупных
отверстий или при последовательной
вытяжке в ленте — предварительную
вытяжку, пробивку отверстия в дне и
отбортовку (рис. 235).
Расчет размеров h и d произво-
дится по следующим формулам:
й = +0,57г;
d= £> + 1,14л — 2ft.
Отбортовка отверстий широко
применяется при последовательной
штамповке в ленте.
На рис. 236 приведены некоторые случаи применения отбортовки при штамповке
в ленте: способ получения отверстий с завальцованным краем (/ и //), применение
ОТБОРТОВКА
283
Рис. 235. Отбортовка с предварительной
вытяжкой
наружной отбортовки для увеличения высоты вытянутой детали (///), применение
отбортовки отверстий в дне вытянутой детали с целью увеличения ее высоты (/V).
На рис. 237 изображена широко распространенная отбортовка — зенковка
углублений под головки винтов (а) и от-
бортовка под резьбу без предварительной
пробивки отверстия (б).
Аналогичный характер с операцией
отбортовки отверстий, в особенности с
отбортовкой края полых деталей, имеет
операция закатки бортов полых деталей,
производимая для увеличения жесткости
борта и закругления кромки.
В массовом производстве однотипных
изделий, например посуды, закатка бор-
тов производится на специальных зака-
точных станках роликами. В мелкосерий-
ном производстве закатка бортов выпол-
няется на давильных станках. В остальных случаях закатка бортов производится
штампами путем давления на ребро борта и плавной отгибки его по желобу
штампа.
В различных конструкциях встречаются отверстия и вырезы некруглой —
овальной или прямоугольной — формы с бортами по контуру. Чаще всего такие вы-
Рис. 236. Применение отбортовки при по- Рис. 237. Зенковка под головки
следовательной штамповке в ленте винтов (а) и отбортовка под резьбу
без предварительной пробивки от-
верстия (б)
резы делают для облегчения веса (лонжероны и т. п.), а борта — для увеличения жест-
кости конструкции. В этом случае высота борта берется небольшой (4-?-6)S и высоких
требований к его точности не предъявляется.
При построении развертки следует учитывать различный характер деформации
по контуру: изгиб на прямолинейных участках и отбортовка с растяжением и не-
большим уменьшением высоты в углах. Однако вследствие сплошности металла
284
ЛИСТОВАЯ ФОРМОВКА
деформация распространяется на прямолинейные участки борта, металл которых
частично компенсирует деформацию угловых бортов. Поэтому большой разницы в
высоте борта не получается.
Чтобы устранить возможные погрешности, ширину отбортовываемого поля на
угловых загруглениях следует несколько увеличивать по сравнению с шириной
поля на криволинейных участках.
Приближенно:
Ькр= (1,05 Ч- 1,1) Ьпр.
где Ькр и Ьпр — ширина поля на закруглении и на прямолинейных участках.
При отбортовке некруглых отверстий расчет допустимой деформации произво-
дится для участков с наименьшим радиусом закругления.
Рис. 238. Последовательность отбортовки прямоугольной детали за
три операции
Экспериментально установлено [1771, что при отбортовке некруглых
отверстий предельные коэффициенты отбортовки несколько меньше, чем при отбор-
товке круглых отверстий (благодаря разгружающему влиянию соседних участков),
но величина этого уменьшения практически незначительна. Поэтому в данном случае
можно пользоваться коэффициентами отбортовки, установленными для круглых
отверстий.
Большое влияние на величину коэффициента отбортовки оказывает относитель-
ная толщина материала S/r или S/d и еще большее влияние — состояние и ха-
рактер кромки отверстия.
Предельный коэффициент отбортовки отверстий, полученных пробивкой, вслед-
ствие наклепа кромки в 1,5—1,7 раза больше чем фрезерованных. Однако
фрезерование является непроизводительным и нецелесообразным процессом. Поэтому
вместо фрезерования в необходимых случаях рекомендуется применять местный ре-
кристаллизационный отжиг после пробивки.
На рис. 238 приведена последовательность изготовления детали путем вытяжки
с отбортовкой прямоугольной формы. За первую операцию (7) производится прямо-
угольная вытяжка внутренней полости, за вторую (77) — вырезка технологического
отверстия, за третью (777) — вытяжка наружного контура и отбортовка внутреннего
контура.
Вырезка технологических отверстий или применение разгружающих надрезов
часто применяются при вытяжке деталей сложной формы (см. рис. 169). Они позво-
ляют значительно уменьшить перемещение наружного фланца и использовать дефор-
мацию донной части заготовки.
ОТБОРТОВКА
285
Отбортовка с утонением стенок
В различных отраслях промышленности (электро- и радиотехника, приборо-
строение) применяется штамповка деталей, имеющих отверстия с высокими цилинд-
рическими стеиками. В данном случае применяются операции отбортовки с утонением
стенок, так как при простой отбортовке для образования высокого цилиндрического
борта не хватило бы площади заготовки. При этом обычно достигается значительная
экономия металла.
При отбортовке с утонением степень деформации определяется не только коэф-
фициентом отбортовки, но и коэффициентом утонения стенок борта, так как коэф-
фициент отбортовки характеризует степень деформации лишь при отбортовке без
заданного утонения. В этом случае достижима более высокая степень деформации.
Иначе говоря, при одном и том же предельно допустимом коэффициенте отбортовки
в случае отбортовки с утонением материала можно получить значительно большую
высоту борта.
Высота борта при отбортовке с утонением (в мм) может быть определена по фор-
муле [177J:
Я, = Я 4-0,5 hx),
где Н — высота борта без утонения в мм;
z — зазор между цилиндрической частью пуансона и матрицы в мм;
hx — часть высоты борта, не подвергаемая утонению, в мм;
Отбортовка с заданным утонением материала является более целесообразной с
точки зрения «устойчивости» пластической деформации металла и отсутствия разрыва
и трещин, так как в процессе утонения возникает более благоприятное напряженное
состояние с появлением значительных сжимающих напряжений. Это позволяет вести
отбортовку при смягченных «неопасных» коэффициентах отбортовки, а высоту борта
получить за счет максимально допустимого утонения материала.
Зависимость предельной величины утонения от принятого коэффициента отбор-
товки пока не установлена, но произведенные опыты показывают возможность уто-
3
нения за одну операцию до величины = 2 4-2,5
о
Теми же опытами установлено, что усилие, необходимое для отбортовки с уто-
нением, значительно выше, чем при отбортовке без утонения (при том же коэффициен-
те отбортовки), причем усилие увеличивается пропорционально увеличению уто-
нения. Так как при этом в матрице возникает боковое давление большой величины,
то для увеличения прочности матриц рекомендуется запрессовка их в наружную
обойму.
На практике применяются следующие способы отбортовки с утонением
материала:
1) отбортовка мелких отверстий пуансоном с заостренной или сферической фор-
мой конца;
2) отбортовка средних отверстий ступенчатым пуансоном с кольцевыми высту-
пами постепенно увеличивающегося диаметра, причем первая спупень производит
только отбортовку допустимой величины, а последующие кольцевые выступы про-
изводят постепенное утонение и увеличение высоты борта;
3) отбортовка более крупных отверстий за две операции — отбортовку и про-
тяжку (если недостаточна величина хода пресса).
На рис. 239 показана широко распространенная в массовом производстве от-
бортовка мелких отверстий под резьбу, применяемая для увеличения высоты тонкого
материала и резьбовой части.
286
ЛИСТОВАЯ ФОРМОВКА
В данном случае обычно производят сравнительно небольшое утонение стенок
da~d| = 0,65S; S = 1,54SV
Диаметр отверстия в заготовке
do = 0,45dj или Ко = -т2 = 0,45.
“л
Внутренний диаметр отбортовки определяется внутренним диаметром резьбы.
Последний обычно принимают
я
g-----------’
Отбортовка под резьбу возможна лишь для мелких резьб (практически до М5).
Наружный диаметр отбортовки составляет
с?з = d[ -|- 1,3S.
Высота отбортовки определяется объемом отбортовываемого металла и обычно
составляет
h = (2 2,5) S,
Отбортовка под резьбу в тонких материалах (до 2 мм) иногда производится без
предварительной пробивки отверстия, одновременно с отбортовкой (см. рис. 236, /;
237, б).
В некоторых неответственных случаях допускается изготовление рваного борта
путем проколки материала гвоздеобразным пуансоном (см. рис. 236, II). Этот же
способ отбортовки применяется для соединения деталей из тонкого материала (до
0,6 мм) взамен соединения заклепками, а
также для получения отверстий с загнутыми
кромками.
Рис. 239. Отбортовка мелких
отверстий под резьбу
Рис. 240. Отбортовка с утоне-
нием ступенчатым пуансоном:
а — заготовка; б — деталь
Отбортовка ступенчатым пуансоном применяется при штамповке небольших
деталей, имеющих сравнительно высокие цилиндрические борта. На рис. 240 показан
пример отбортовки ступенчатым пуансоном деталей из латуни или алюминия с раз-
мерами, приведенными в табл 123 (103]. В первом случае Ко — 45, во втором случае
5
Ко~ 0,29. Степень утонения стенок составляет в первом случае „ = 2,5, во втором —
ОТБОРТОВКА
287
Рис. 241. Пуансоны для отбортовки с утонением: а — для
D — 26,5 мм\ б — для D = 13,7 мм и d = 4 мм
Рис. 242. Штамп для отбортовки с утонением на прессе двой-
ного действия
288
ЛИСТОВАЯ ФОРМОВКА
= 4,9. Следовательно, в первом случае толщина материала уменьшена в 2,5 раза,
а во втором — почти в 5 раз. В обоих случаях наружные размеры заготовки остаются
без изменения.
Таблица 123. Размеры отбортовки с утонением ступенчатым пуансоном
Деталь предохрани- теля Материал S s. а D О» h
Е-27 Латунь 2 0,8 12 26,5 33 15
Е-14 Алюминий 1,7 0,35 4 13,7 21 15
Диаметр предварительно пробиваемого отверстия определяют исходя из требуе-
мой высоты детали и толщины стенки. По высоте отбортовки данные примеры не
являются пределом и ограничены требуемой высотой детали.
Отбортовка с утонением ступенчатым пуансоном производится на прессах двой-
ного действия с сильным прижимом заготовки и при обильной густой смазке.
Большое утонение стенок возможно лишь при постепенном уменьшении их
толщины за один ход пресса, что достигается применением пуансона с кольцеоб-
разными выступами постепенно увеличивающегося диаметра (рис. 241).
На рис. 242 изображен штамп для отбортовки с утонением ступенчатым пуан-
соном латунной детали (показана на рисунке слева). Штамп предназначен для пресса
двойного действия. Отбортовка с двойной протяжкой производится пуансоном 1
и матрицей 3. Сильный прижим заготовки осуществляется прижимным кольцом 2,
действующим от наружного ползуна, а выталкивание отбортованной детали произ-
водится стержнем 4, работающим от резинового буфера.
Отбортовка наружного контура
Отбортовка наружного контура криволинейных очертаний является распростра-
ненной операцией в автомобильной и авиационной промышленности.
Отбортовка наружного контура выполняется штамповкой на кривошипных
прессах, на гидравлических или фрикционных прессах резиной, на падающих
Рис. 243 Схема посадочного
штампа
молотах в литых штампах, иногда с применением
резины или гибкой на специальных кромкогибочиых и
отбортовочных станках.
Штамповка резиной на гидравлических прессах и
штамповка иа падающих молотах происходят без за-
жима отбортовываемого края, вследствие чего происхо-
дит не вытяжка, а отгибка кромок с образование гоф-
ра. Удаление гофров требует применения специальных
операций «посадки», производимых или ручной довод-
кой, или посадкой на специальных посадочных стан-
ках и штампах (рис. 243).
На рис. 244 изображены различные способы фор-
мовки в резиновых штампах с применением различных
накладок, улучшающих качество отгибаемого борта.
Наружная отбортовка разделяется на отбортовку выпуклого контура и отбор-
товку вогнутого контура (рис. 245).
Отбортовка выпуклого контура по характеру деформаций и по виду напряжен-
ного состояния аналогична неглубокой вытяжке без прижима. Отбортовка вогнутого
контура аналогична отбортовке отверстий. В первом случае в отбортовываемом фланце
возникают сжимающие тангенциальные напряжения, а во втором — растягивающие.
ОТБОРТОВКА
289
Рис 245. Два вида наружной отбортовки: а — вы-
пуклая; о — вогнутая
Рис. 246. Примеры сложной отбортовки, выполняемой на отбортовочных (кромко-
гибочных) стайках
10 Романовский В, П.
290
ЛИСТОВАЯ ФОРМОВКА
Величина деформации характеризуется следующими отношениями (рис. 245):
при отбортовке выпуклого контура Есэк
, при отбортовке вогнутого контура
R + b
b
R-b-
Еудл —
Теоретические основы отбортовки наружного контура приведены в
работе [38].
Часто приходится встречаться с обоими видами отбортовки в одной детали, а
также с отбортовкой по контуру двоякой (выпукло-вогнутой) кривизны.
Рис. 247. Типы отбортовок, выполняемых иа листоштамповочиых мо-
лотах с применением резниы
Рассматривая отбортовку незамкнутого наружного контура как одностороннюю
криволйнейную гибку с прижимом, усилие отбортовки можем найти по формуле
Р = LScek + Рпр \t25LScek,
где k — коэффициент, приближенно равный 0,2—0,3.
На рис. 246 изображены примеры отбортовки, выполняемой на отбортовочных
станках.
На рис. 247 показаны типы отбортовки, выполняемые на лисгоштамповочных
молотах в литых штампах с применением резины.
Для получения точных отбортовываемых деталей, не требующих последующей
ручной доводки, необходимо учесть величину пружинения материала и поднутрить
формблоки на величину угла пружинения. Теоретическое обоснование и эксперимен-
тальные величины углов пружинения при штамповке резиной криволинейных бортов
приведены в работе [194]. Упругое пружинение при гибке резиной прямолинейных
бортов приведено в работе [216].
31. РАСТЯЖКА
Операция растяжки представляет собой расширение пустотелых деталей или
трубчатых заготовок, производимое за счет растяжения материала изнутри в ради-
альном направлении.
На рис. 248 показаны примеры растяжки деталей сферической формы.
Растяжка, как правило, требует применения штампов с разъемной матрицей.
Для растяжки применяют следующие типы штампов: 1) с резиновым пуан-
соном (рис. 249); 2) с жидкостью вместо пуансона (гидравлическая штамповка,
рис. 250); 3) с разжимными секциями, раздвигаемыми клиновой вставкой.
В гидравлическом штампе (рис. 250) рабочая полость имеет горизонтальный
разьем, осуществляемый прижимом, действующим от наружного ползуна. Уплот-
нение осуществляется специальной манжетой. Пуансон работает как плунжер, про-
изводя давление на налитую в заготовку жидкость (масло, вода). Для впуска и выпус-
ка воздуха пуансон снабжен воздушным каналом с шаровым клапаном.
РАСТЯЖКА
291
Штамповка с сыпучими наполнителями (дробь, песок) распространения не полу-
чила.
В штампах с вертикальным разъемом матриц' на прессах двойного действия
иногда применяют гидравлическую штамповку-растяжку. В этом случае пуансон
снабжен резиновым мешком с налцт'ым
в него глицерином.
Общим недостатком описанных
штампов является неудобство и слож-
ность ручного разъема матрицы и
вынимания готовой детали.
Более просты и производительны
штампы аналогичного назначения с ре-
зиновым пуансоном, прикрепленным
к внутреннему ползуну пресса. Такие
штампы применяются для штамповки
бидонов, кофейников и других подоб-
ных изделий. Так как заготовки для
растяжки обычно получены за 2— Рис. 248. Примеры растяжки деталей сфе-
4 операции вытяжки, сопровождаемые рической формы
наклепом металла, то перед растяжкой
их следует отжигать для восстановления пластичности металла. Риски и задиры на
поверхности заготовки, не говоря уже о задавленных складках, неизбежно ведут
к разрыву.
Степень деформации при растяжке может быть выражена коэффициентом рас-
тяжки:
где dp — наибольший диаметр после
растяжки;
d0 — исходный диаметр цилиндри-
ческой заготовки.
Рис. 250. Гидравлический
штамп для растяжки на
прессе двойного действия
Рис. 249. Штамп для растя-
жки с резиновым пуансоном
В качестве предварительных данных могут быть рекомендованы величины коэф-
фициентов растяжки, приведенные в табл. 124.
Степень деформации при растяжке может быть увеличена, если одновременно с
внутренним радиальным давлением производить осевое сжатие заготовки. Местный
нагрев заготовки (очага деформации) значительно увеличивает возможную степень
деформации.
10*
292
ЛИСТОВАЯ ФОРМОВКА
Таблица 124. Приближенная величина коэффициентов растяжки
Материал Коэффициент растяжки при относительной толщине заготовки а.1№
0,45—0,35 0.32—0,28
Без отжига С отжигом Без отжига С отжигом
Сталь 10 1,10 1,20 1,05 1,15
Алюминий 1,20 1,25 1,15 1,20
Для различных видов растяжки алюминиевых трубчатых заготовок эксперимен-
тально установлены следующие предельные коэффициенты растяжки\
Простая растяжка резиной . . 1,2—1,25
Растяжка резиной с осевым сжатием заготовки 1,6—1,7
> с местным нагревом до 200—250 °C................ 2.0—2,1
> края коническим пуансоном с нагревом до 380° С . 3.0
Разновидностью растяжки является широко распространенная операция
высадки буртиков в полых или трубчатых заготовках. Высадка буртиков обычно
производится путем механического давления на торец заготовки.
Рис. 251. Гидравлическая установка для штамповки без пресса:
а — пуансон; б — матрица; в — рабочее положение
Операция растяжки применяется также для изготовления крупногабаритных
деталей, имеющих криволинейное очертание. В этом случае иногда применяется спо-
соб гидравлической штамповки без пресса при помощи специальной гидравлической
установки (рис. 251).
Аналогичными способами могут изготовляться радиально-гофрированные трубы
типа сильфонов.
32. ОБЖИМКА
Обжимка представляет операцию, при которой происходит сужение поперечного
сечения прутков и труб, а также концевой части полых или объемных изделий путем
обжатия материала снаружи и уменьшения диаметра.
В обработке металлов давлением применяется два вида обжимки:
1) обжимка объемно-сплошных и трубчатых сечений, производимая на рота-
ционно-обжимной машине (редуцирование);
ОБЖИМКА
293
2) обжимка полых деталей, производимая вертикальным давлением на меха-
нических прессах.
На рис. 252 изображены детали, обжатые на ротационно-обжимной машине,
работающей посредством давления Ьбжимных бойков со скоростью более 6000 уда-
Рис. 252. Примеры обжимки (редуцирования)
на ротационной машине
Рис. 253. Примеры редуцирования с
образованием внутреннего профиля
ров в минуту для заготовок диаметром от 7 до 17 мм и свыше 11 000 ударов в минуту-
для заготовок диаметром до 7 мм.
Фирмой «Алькетт» созданы машины, выполняющие кроме простого редуцирова
ния стержней и труб внутреннее профилирование и калибровку профильных сече
ний (рис. 253) с высокой чистотой ;
поверхности.
Обжимка полых деталей приме-
няется для изготовления горловин де-
талей типа патронных гильз. Методы
расчета последних приведены в спе-
циальной литературе.
Теоретические и технологические
вопросы процесса обжима приведены
в работах [21, 169].
d
Рис. 255. Предельные значения коэффи
циентов обжнма н растяжки:
/ — обжнм при а = 40°; 2 — обжим при
а = 20°; 3 — растяжка при а = 40е
Рис 254. Схема штампа для об-
жнмкн шейки втулки
На рис. 254 показана схема штампа для обжимки шейки втулок. Штамп
имеет механический зажим раздвижной матрицы.
Обжимка применяется при изготовлении толстостенных конических ступенчатых
деталей из отрезков труб. Обжимка осуществляется путем давления на торец заготов-
ки и заталкивания ее в коническое отверстие матрицы. Предельная деформация при
254
ЛИСТОВАЯ ФОРМОВКА
обжимке труб ограничивается потерей устойчивости заготовки, что имеет место при
£
— 0,025, где d — средний диаметр трубы, aS- толщина стенки.
На рис. 255 приведена диаграмма предельных значений коэффициентов обжима
Коб = и коэффициентов растяжки Кр в зависимости от относительной тол-
щины S/d и угла обжима и растяжки а (для стали 15).
Рис. 256. Штамп для одновре-
менной растяжки и обжнмкн
трубчатой заготовки
тип:
fiwii
Рис. 257. Обжимка, высадка, утолщение,
отбортовка и выворачивание дуралюмнно-
вых труб
Значительный перепад диаметров можно получить, применяя совмещенный в
одной операции процесс растяжки и обжима (рис. 256).
Необходимо указать на оригинальный способ обжимки, высадки, утолщения и
отбортовки дуралюминовых труб в штампах с электроподогревом (рис. 257), создан-
ный М. Н. Горбуновым [20]. В этом случае нагревается до 300—350° С и приобретает
повышенную пластичность лишь очаг деформации, что позволяет осуществить весьма
большую степень деформации без потери устойчивости заготовки, охлаж-
даемой холодильником с циркулирующей холодной водой (рис. 258). Для повы-
шения устойчивости дуралюминевые заготовки предварительно подвергались опе-
рациям закалки и старения.
На рис. 258 приведены схемы штампов для утолщения (а), обжимки (б и в),
отбортовки (г), выворачивания внутрь (б) и выворачивания наружу (е).
Штамповка производится на обычном гидравлическом прессе со скоростью пе-
ремещения траверсы 5—8 см/мин.
33. ПРАВКА
Процессы правки в холодной штамповке имеют двоякое применение: 1) для
выпрямления неровной поверхности или кривизны заготовок и деталей; 2) для при-
дания правильной формы и более точных размеров предварительно согнутым или
вытянутым деталям. Выпрямление кривизны применяется для плоских и профиль-
ных заготовок, а также для прутков, труб и проволоки.
Правка листовых заготовок, а также прутков, труб и проволоки, произво-
димая на специальных правильных машинах и станках, здесь не рассматривается.
Для правки штучных заготовок применяют способы, приведенные в табл. 125.
На рнс. 259 изображен профиль зубьев точечного штампа. Вершины зубьев
слегка притуплены. Зубья вафельного штампа более притуплены и имеют широкую
ПРАВКА
295
Рис. 258. Схемы штампов для обжима, утолщения и т. п. труб с мест-
ным электроподогревом и охлаждением:
1 — нагревательные элементы; 2 — матрица; 3 — холодильник; 4 — за-
готовка
296
ЛИСТОВАЯ ФОРМОВКА
площадку (до 0,5S). Зубья точечного штампа имеют в плане квадратную форму, а
зубья вафельного штампа — квадратную или ромбовидную.
Таблица 125. Основные способы правки штучных заготовок
Способ правки Схема штампа Применение Давление в кГ!шл*
Плоская правка Гладкими штам- пами Для деталей из тонких материалов 8—10
Точечными штампами Для деталей из более толстых материалов, до- пускающих отпечатки на поверхности 8—12
Вафельными штампами Для деталей из более толстых материалов, не допускающих глубоких отпечатков 8—10
Профильная правка Ж Для открытых профи- лей из тонких материа- лов 5—10
Пространственная правка Для уменьшения ра- диусов и для правки формы полых деталей 15-20
Высота зубьев точечного штампа составляет от одной до двух толщин материала,
а вафельного — около одной толщины материала. Шаг зубьев берется примерно рав-
ным толщине материала.
Величина усилия при правке штампами определяется по формуле:
P = qFt
где F — поверхность детали в мл&\
q — давление в кГ/мм2, по табл. 119.
ПРАВКА
297
Рнс. 259. Профиль зубцов точечного
штампа
Рнс. 260. Правка с ка-
либровкой закругления
колпачка
Рис 261 Правка изогнутых деталей с калибровкой полок
Рис. 262 Правка плоских деталей ме-
жду вращающимися валками
Рис. 263. Автомат для правки плоских дета-
лей (шайб)
298
ЛИСТОВАЯ ФОРМОВКА
Правка пространственных форм применяется главным образом для уменьшения
радиусов закругления и выпрямления дна и боковых сторон деталей полученных
путем вытяжки, отбортовки или гибки.
На рис. 260 показан способ изготовления полой детали без закруглений в углах
ва две операции: вытяжка колпачка с выпуклым дном и правка с калибровкой ост-
рых углов детали.
На рис. 261 изображен способ правки изогнутых деталей с калибровкой углов и
получением более точных размеров полок (до 0,3—0,5 мм).
Рис. 264. Шлифовальный станок для снятия заусенцев
с плоских деталей
В мелкосерийном производстве, на располагающем специальными листоправиль-
ными станками, применяется ручная правка для выправления бухтин или продольной
кривизны.
В массовом производстве применяется правка небольших плоских деталей между
двумя вращающимися валками. Правка производится с автоматической подачей за-
готовок и автоматическим стапелированием выправленных деталей (рис. 262).
В некоторых случаях, например при изготовлении трансформаторных пластин
правка между валками применяется с целью обжатия заусенцев по контуру детали.
На заводах массового производства созданы специальные автоматы для правки
плоских деталей (шайб). Рабочими частями автомата (рис. 263) являются вращающий-
ся диск 2 и подпружиненные рихтовочные ролики 3, кинематически связанные зуб-
чатой и ременной передачами. Усилие нажима пружин регулируется и позволяет
править шайбы толщиной до 3 мм. Автомат снабжен вибрационным бункером 1
для подачи шайб на вращающийся диск.
Наряду с требованием прямизны плоских деталей стоит требование отсутствия
ваусенцев. В некоторых случаях это частично достигается при плоской правке де-
талей в устройствах, показанных на рис. 262 и 263. Но в этом случае заусенцы не уда-
ляются, а лишь обжимаются по высоте. При более строгих требованиях в отношении
ПРАВКА
299
Рис. 265. Схема действия вибрационной чаши
недопустимости заусенцев применяют специальные шлифовальные станки для снятия
заусенцев. Один из них показан на рис. 264.
В верхней части станка установлены два вала с насаженными на них резиновым
кругом / и абразивным кругом 2. Кругр вращаются с различной окружной скоростью:
резиновый с числом оборотов 150—
200 об!мину а шлифовальный —
с 5000 обIмин. Резиновый круг
производит поджим зачищаемой
детали к абразивному кругу и
служит тормозом при перемещении
детали вниз. Зазор между кругами
регулируется вращением махович-
ков поперечных салазок.
У абразивного круга помещено
устройство для его правки. Зачи-
щенные детали проваливаются вниз
и по желобу падают в тару.
Крупные листы статора н рото-
ра электрических машин зачищают
на специальных гратозачистных
шлифовальных станках. Однако за-
чистка заусенцев оставляет острые
грани по контуру деталей.
В ряде случаев технические требования к чистоте контура деталей значительно
возросли и не допускают не только заусенцев, но и острых граней. По контуру таких
деталей требуется округление кромок по заданному радиусу.
Для достижения указанного требования создан метод вибрационной обработки
в абразивной среде взамен галтовки во вращающихся барабанах. Сущность этого
Рис. 266. Схема «сухой» внброустановки ВУ-25 конструкции
НИИТмаша
метода заключается в том, что обрабатываемые детали и абразивная среда помещаются
в контейнер, которому сообщается колебательное движение вращением неуравно-
вешенной массы М. (рис. 265). Колебательное (вибрационное) движение контейнера
передается находящимся в нем деталям и наполнителю, которые получают разное
ускорение, а следовательно, относительное перемещение с абразивной обработкой
кромок и поверхности.
300
ЛИСТОВАЯ ФОРМОВКА
В установках для виброобработки осуществляется плоская или объемная виб-
рация, наиболее пригодная для обработки тонколистовых плоских деталей, требую-
щих турбулизации потока.
В результате промышленного применения данного способа установлен оптималь-
ный диапазон амплитуд вибрационного смещения: А = 1-=- 3 мм при диапазоне частот
от 2200 до 3000 кол!мин.
В табл. 126 приведены технологические рекомендации по применению вибраци-
онного удаления заусенцев на штампованных деталях [88].
Существует два способа виброобработки и два типа вибороустановок:
1) с сухим абразивом (ВУ-25 до ВУ-500):
2) с влажным абразивом (ПР377, ПР376А, ПР355А и др.).
Последние не требуют вентиляции и более предпочтительны.
Рис. 267. Схема установки для Рис. 268. Агрегат для вибрационной
вибрационной очистки во влажном очистки
абразиве
На рис. 266 приведена схема «сухой» виброустановки типа ВУ-25, конструкции
НИИТмаша. Установка имеет шесть съемных контейнеров суммарной емкостью 20 л.
Более крупная установка данного типа — ВУ-250 — имеет два контейнера с полезной
загрузкой 250 кг. Виброустановка типа ПР377 и др. получили применение в часовой
промышленности [88]. В качестве абразивной среды применяется электрокорунд
или бой шлифовальных кругов.
На рис. 267 изображена схема американской вибрационной установки. Детали
вместе с абразивной массой и водой загружают в кольцеобразную чашу. Вибрация
создается при вращении центральной стойки чаши благодаря двум эксцентрично
установленным грузам. Один из них создает горизонтальные вибрации и вызывает
перемещение массы по окружности, а второй, нижний груз, создает вертикальные
колебания с частотой от 20 до 40 гц. В результате возникает спиралеобразное прост-
ранственное перемещение абразивной массы и деталей, причем с деталей удаляются
заусенцы и слегка закругляются грани без повреждения плоских или фигурных по-
верхностей, которые приобретают полированный вид.
В качестве абразива применяют мелкие зерна окиси алюминия, иногда с неко-
торыми добавками. Поверхность вибрационной чаши защищена от износа слоем
полиуретана. Емкость ее от 0,1 до 2,0 л/3.
Наряду с указанной машиной созданы более сложные агрегаты (рис. 268), в ко-
торые входят устройства для отсеивания и промывки деталей, очистки абразива от
металлических частиц, насос для кругооборота абразивной массы и др. Указанные
агрегаты предназначены для вибрационной обработки любых, а не только штампо-
ванных деталей.
Таблица 126. Технологические рекомендации по применению вибрационного удаления заусенцев
Наименьшие габаритные размеры деталей в мм Тип вибро- устаиовки Материал детали Величина заусенцев в мм Степень удаления заусенцев Зернистость абразива по ГОСТу 3647-59 Режимы обработки
Частота вибрации в кол/мин Амплитуда вибрации в мм Продолжи- тельность обработки в мин
30 X 30 X 1 ВУ-25 Сталь S < 1 мм До 0,05 » 0,15 0,25 Полностью То же До 3—5 мк 25 25 25 2600 2600 2600 1—1,5 1—1,5 1—1,5 25-40 40—60 60-80
30 X 30 X 3 ВУ-25 Сталь S = = 1 -4- 3 мм До 0,15 » 0,25 » 0,5 Полностью 25 40 40 2400 2400 2400 2 2 3 20—30 30-45 40—60
150 X 80 х 3 ВУ-125 или ВУ-250 Сталь S > 3 мм До 0,8 Св. 0,8 Полностью До 4—8 мк 60 60 2200 2200 2—2,5 2-2,5 50-75 70—90
150 X 80 X 10 ВУ-250 Сталь S > 3 мм До 0,8 Полностью 60 2200 2—2,5 50—60
ПРАВКА
ГЛАВА V
ОБЪЕМНАЯ ШТАМПОВКА
34. ХАРАКТЕРИСТИКА ОПЕРАЦИЙ
К объемной штамповке относится ряд штамповочных операций, основанных на
перераспределении и заданном перемещении объема металла: 1) осадка; 2) объемная
формовка; 3) калибровка; 4) высадка; 5) холодное выдавливание (прессование);
6) чеканка; 7) разметка и клеймение (маркировка).
Применение холодной объемной штамповки совместно с другими штамповочными
операциями позволяет получить законченные детали, не требующие или почти не
требующие дальнейшей механической обработки. Штампованные детали отличаются
повышенной точностью и чистотой поверхности, четким контуром, малыми штампо-
вочными уклонами, а также повышенной прочностью и жесткостью в результате
упрочнения при холодной деформации.
Все перечисленные операции характеризуются общностью вида напряженного
состояния — трехосным сжатием.
В зависимости от степени неравномерности напряженного состояния все методы
объемной штамповки могут быть подразделены на следующие:
1) значительно повышающие пластичность металла при отсутствии поперечной
деформации (чеканка, штамповка в закрытых штампах, холодное выдавливание);
2) повышающие пластичность металла при небольшой величине поперечной
деформации (штамповка в открытых штампах, калибровка);
3) не повышающие пластичность при неограниченной поперечной деформации
(осадка, свободная высадка).
Пластичность штампуемого металла характеризуется величиной допустимой
степени деформации, при которой не происходит разрывов или трещин. Для объемной
штамповки степень деформации определяется соотношениями:
£ = Но — 100%,
“О
или (для холодного выдавливания)
о
где Но и Нк — начальная и конечная высота заготовки и детали;
Fo и Fk — начальное и конечное сечение заготовки и детали.
Для холодного выдавливания цилиндрических деталей последняя формула имеет
вид:
1) при прямом способе выдавливания сплошных стержней
D2-d2 _
h — £)2 “ 1 О2 9
где D — диаметр заготовки;
d — диаметр изделия (отверстия матрицы);
Таблица 127. Сравнительная характеристика способов объемной штамповки
Операция Допустимая степень деформации Давление в кГ/мм* Последую- щая обра- ботка Ч нстота поверх- ности Отклонение размеров в мм
ДЛЯ алюминия ДЛЯ латуни Для стали
Осадка Средняя и низкая 40-70 100-160 120-200 Чистовая V5, V6 По высоте: от + 0,5—0,3 до + 40—0,5
Объемная формовка Средняя и высокая (откры- тая штамповка) Весьма высокая (закрытая штамповка) 60 -80 100-120 100—160 150-200 120-200 200-300 Шлифова- ние Полирова- ние V6 V7 По высоте: от -|- 0,2—0,1 до + 0,5—0,3
Калибровка Средняя (плоская кали- бровка) Высокая (объемная кали- бровка) 60-80 100-120 100-160 150-200 120-200 200-300 — V8 По высоте: от ± 0,05 до ± 0,1
Высадка Средняя и низкая 40-80 100—160 120-200 Чистовая К75, V6 От + 0,5-0,2 до + 1,0—0,5
Холодное выдавливание Весьма высокая: прямым способом обратным способом 40-70 80-120 80-150 180-250 100-180 200-300 — VZ V8 По диаметру 4-й класс точности
Чеканка Весьма высокая 80-120 160-200. 250-300 — V8 По высоте: от ± 0,01 до ± 0,05
Клеймение Средняя 40-80 100-150 150-180 — — —
ХАРАКТЕРИСТИКА ОПЕРАЦИЙ
304
ОБЪЕМНАЯ ШТАМПОВКА
2) при обратном способе выдавливания полых деталей
D2 _ (О2 — d2) _ d8
b ~~ D2 “ D2 9
где d — диаметр пуансона.
В табл. 127 дана сравнительная характеристика методов объемной штамповки.
Требуемое усилие для операции объемной штамповки находится по формуле
Р = qF,
где F — площадь детали (в плане) в мм2;
q — давление в кГ1млР.
В табл. 125 приведены приближенные опытные величины давления для различных
операций объемной штамповки.
Уточненные опытные значения удельного давления приведены ниже, при рас-
смотрении каждой из операций объемной штамповки.
35. ОСАДКА
Осадка является наиболее простой и весьма распространенной операцией объ-
емной штамповки. В сочетании с последующими операциями обрезки и зачистки
осадка применяется для изготовления различных деталей с односторонними и дву-
сторонними выступами (рис. 269).
Рис. 269. Детали с односторонними и двусторонними выступами, изготовляе-
мые холодной объемной штамповкой
Операция осадки может быть выполнена одним из следующих способов: 1) меж-
ду плоскими плитами (рис. 270, а); 2) между плоской и кольцевой плитами
(рис. 270, б); 3) между двумя кольцевыми плитами (рис. 270, в). Каждый из этих спо-
собов имеет различный характер распределения нормальных напряжений, различную
Рис. 270. Основные схемы осадки
степень неравномерности напряженного и деформированного состояний, предельную
степень деформации и величину сопротивления деформации.
Различный характер деформации этих трех схем осадки может быть охаракте-
ризован различным коэффициентом торможения, представляющим собой отношение
ОСАДКА
305
поверхности трения (контакта с инструментом) к поверхности свободного истечения
?тр
п — •
гсв
Чем больше поверхность трения, тем выше коэффициент торможения, а следо-
вательно, тем больше затруднено течение металла и тем больше требуемое усилие.
Коэффициент торможения больше для первой схемы осадки и меньше для третьей.
Осадка между плоскими плитами допускает меньшую степень деформации, чем осад-
ка кольцевыми плитами.
Степень деформации при осадке определяется отношением
£= Но — Ик, 100о/о>
«О
где HQ и Нк — начальная и конечная толщина по рис. 270.
В табл. 128 приведены экспериментальные величины допустимой степени де-
формации при осадке (рис. 270).
Таблица 128. Предельно допустимая степень деформации
при осадке в % |89]
Матер и ал Осадка плоскими плитами (рис. 270, а) Осадка с истечением в полость (рис. 270, б)
Стали 10—15 отожженные 60-70 70-80
Сталь легированная ЗОХГС улучшенная и др. 60-65 65-75
Сталь нержавеющая 1Х18Н9Т закаленная 75-80 80-90
Алюминий АМ1 и медь Al, М2 отожженные 75—80 80—90.
Примечание. Рабочую степень деформации брать меньше предельной.
При осадке цилиндрических заготовок
величина осадки определяется следующими
между плоскими плитами предельная
уравнениями [156]:
НК=НО(\-Е),
где Е — предельно допустимая степень деформации.
Предельной высотой свободно осаживаемой заготовки является
Я0=ЗП0.
В том случае, когда требуется осуществить степень деформации большей вели-
чины чем допустимо для данного материала, следует применить две или несколько
осадок с отжигом для снятия наклепа после каждой операции.
Усилие, необходимое для осадки цилиндрических заготовок между плоскими
плитами, определяется по формуле
Р = qF = 0,789£>«,
где q — давление в кГ1млР\
F — площадь проекции детали в мм2;
D". — конечный диаметр детали в мм.
306
ОБЪЕМНАЯ ШТАМПОВКА
Величина давления зависит от степени осадки и отношения диаметра заготовок
к ее толщине и может быть взята из табл. 129.
Таблица 129. Давление при холодной осадке
цилиндрических заготовок между плоскими плитами
Материал Давление в кГ1м,м? в зависимости от отношения диаметра заготовки к ее толщине
1 1,35 2
Алюминий 10-40
Медь Ml, М2 30-60 — —
Дуралюмин Д1Т 45—70 47-80 50-90
Латунь Л68 60-100 70-110 70-120
Стали 10, 20 55—100 60-110 70-130
Сталь 12ХНЗА 80-130 90-145 100-180
Сталь 30 X ГС А 100-150 105-160 110-170
Сталь 1Х18Н9Т 70 - 190 — —
Примечание. Меньшие значения соответствуют степени осадки 10%, ббльшие —
70%. Для промежуточных степеней осадки следует брать промежуточные значения.
Усилие при осадке кольцевыми плитами при одинаковых размерах заготовки и
равных степенях осадки меньше, чем при осадке между плоскими плитами. С доста-
Рис. 271. Деформации при осадке Рис. 272. Положение нейтрального диаметра d^/do
кольцевых заготовок ПрИ осадке кольцевых образцов
№
точной для практических целей точностью его можно определять по приведенной выше
формуле с введением поправочных коэффициентов: 0,9—при истечении в одну по-
лость и 0,8 — при истечении в две полости.
ОСАДКА
307
Остадкой можно получить детали точностью до 4 (0,5ч-0,3) мм и с чистотой по-
верхности V5—V6-
В случае осадки кольцевых образцов между плоскими плитами часть объема
металла перемещается от центра в радиальном направлении, а часть — к центру.
При этом происходит увеличение наружного и уменьшение внутреннего диаметра
(рис. 271). Следовательно, при осадке кольцевых заготовок существует нейтральная
поверхность (нейтральный диаметр), видимая на заготовке простым глазом и сохра-
няющая свое положение для каждого образца в процессе осадки.
Нейтральный диаметр можно определить по графику (рис. 272). Зная размер
нейтрального диаметра, можно для заданной степени осадки е определить наружный
и внутренний диаметры по формулам
1 — Е
I
Рис. 273. Схема осадки — расплющивания
цилиндрической стержневой заготовки
В случае осадки кольцами (см. рис. 270, бив) часть металла перемещается в
радиальном, а часть в осевом направлении.
При осадке заготовок с отношением >2 происходит интенсивное истечение
металла в отверстия плиток при увеличении общей высоты детали (Н'К^>НО). При
Do
осадке заготовок с отношением ~ < 1,5
«О
полная высота детали всегда меньше, чем
высота заготовки (Н'к < Яо). Кроме того,
интенсивность истечения металла в осевом
направлении зависит от относительной
величины диаметра отверстия d!D0 и сте-
пени деформации.
При осадке детали с односторонним
выступом высота выступа примерно в
1,5 раза больше выступа в случае осадки
в двух кольцах.
Если отверстия в плитах различного
диаметра, то высота каждого выступа
прямо пропорциональна площади попе-
речного сечения. Диаметр заготовки дол-
жен быть в два—четыре раза больше диаметра отверстия, так как при отношении
Dj — 1,2 d вместо осадки получается смятие и зажим наружных слоев заготовки.
Усилие, необходимое для осадки кольцами, находится по формуле
P = 0,785p(D2 —d2),
/ _ d2 \
где р = 1,2 8ф (1 + pg • — ) — давление;
— истинное сопротивление деформированию фланца, соответствующее де-
формации е = — - ..—-;
«О
р — коэффициент трения при осадке; остальные обозначения прежние (см.
рис. 270, в).
При холодной штамповке часто применяется операция осадки цилиндрических
стержневых заготовок с боковой поверхности — расплющивание (рис. 273).
При этом способе легко достижима высокая степень осадки (е = 0,54-0,6),
так как коэффициент торможения в начале деформации равен нулю, а затем
имеет небольшую величину, возрастающую пропорционально увеличению отно-
шения bfh.
308
ОБЪЕМНАЯ ШТАМПОВКА
Размеры осаженного (расплющенного) сечения могут быть определены по форму-
лам:
6=0,78,—- 6=d(l — е),
1 —е’
• Ч- ^2
где Ь = —-—средняя ширина сечения;
d-h
е = —j---степень осадки.
а
Так, например, при е= 0,6 получаем
h = 0,4d; b^2d^Sh.
При изготовлении хирургических инструментов применяется способ осадки —
расплющивания между
Рис. 274. Геометрические
соотношения при расплющи-
вании круглых заготовок
плоскими наклонными или ступенчатыми плитами предва-
рительно профилированных заготовок. Этот способ,
разработанный Б. П. Звороно, позволил значительно
сократить последующие трудоемкие отделочные ра-
боты.
На рис. 274 приведены геометрические соотно-
шения при расплющивании круглых заготовок в за-
висимости от коэффициента осадки h/d
Весьма интересный способ безотходного изготов-
ления состыкованных шайб из проволочной заго-
товки освоен в ЧССР. Эти шайбы отличаются от
обычных тем, что имеют стык в поперечном сечении.
Установлена полная эксплуатационная пригодность
шайб и на них были разработаны специальные стан-
дарты ЧСН 021701 и ЧСН 021721. Преимущества
шайб нового типа заключаются в громадной экономии
материала — 96% использования металла вместо 38%
при вырубке из полосы. Для массового производства
шайб создан специальный автомат ТНР18 («Smeralovy
zavody», Brno).
На рис. 275 показана последовательность ра-
боты автомата. Проволока сматывается с бунта,
правится дисками /, и клещевым подающим устрой-
ством 2 подается в штамп 3, где она свертывается
в спираль. Отдельные витки проволоки последова-
тельно отрезаются и переносятся в обжимной
штамп 4. Расплющенная шайба 5 выбрасывается
выталкивателем. Производительность автомата до
для изготовления шайб является отожженная и калиб-
250 шт/мин. Материалом
рованная проволока прочностью ав<50 кГ/мл?.
36. ОБЪЕМНАЯ ФОРМОВКА
Объемная формовка является дальнейшим развитием осадки и применяется для
изготовления деталей сложной формы в штампах с фигурной полостью.
В настоящее время холодной объемной штамповкой на мощных прессах изготов-
ляется большое количество различных деталей сложной конфигурации для приборов
точной механики, радиотехники и т. п. (рис. 276). Холодной объемной формовкой из-
готовляются значительно более точные детали и с более чистой поверхностью, чем
при обычной горячей штамповке. При этом почти полностью отпадает необходимость
в последующей механической обработке, в результате чего трудоемкость изготов-
ления снижается в несколько раз. Одновременно повышаются прочность и твердость
штампованных деталей в результате наклепа при холодной пластической деформации.
Чистота поверхности соответствует 6—7-му классам.
ОБЪЕМНАЯ ФОРМОВКА
309
Применяются два метода объемной холодной формовки:
I) в открытых штампах — с вытеснением излишка металла в виде заусенцев
(рис. 277, а и б);
2) в закрытых штампах — без образования заусенцев (рис. 277, в).
Рнс. 275. Схема работы автомата для изготовления шайб из проволоки
Рис. 276. Детали, изготовляемые холодной объемной
штамповкой
Рис. 277. Методы холодной объемной формовки в откры-
тых (а, б) и закрытых (а) штампах
Точность открытой формовки соответствует примерно 5—7-му классам по ГОСТу,
а точность формовки в закрытых штампах зависит от допусков по толщине заготовки.
Первый способ подразделяется на штамповку деталей из штучных заготовок и
штамповку «цепочкой» непосредственно в полосе или проволоке. Штамповка «цепоч-
310
ОБЪЕМНАЯ ШТАМПОВКА
кой» применяется для изготовления мелких, но точных деталей взамен малопроизво-
дительного фрезерования, однако этот метод связан с большой потерей металла в
отход (свыше 100% от веса готовых деталей).
При штамповке в закрытых штампах допустимая степень деформации выше, чем
при штамповке в открытых штампах, так как ограничение и противодействие течению
металла в поперечном направлении создают объемное напряженное состояние без
растягивающих напряжений, что повышает пластичность металла.
Форма и размеры заготовок для объемной формовки должны быть выбраны с
учетом наименьшего расхода и наилучшего течения металла при заполнении им ра-
бочей полости штампа.
При штамповке в открытых штампах расчет размеров заготовки производится
по равенству объемов заготовки и детали с заусенцами. Обычно расчет размеров за-
готовки производят по различным сечениям детали, принимая сечение заусенцев
равным 10—15% от сечения детали. Следовательно, сечение заготовки составляет
Fsai = (1.104- 1,15) Fam-
Средняя толщина заусенцев при холодной объемной формовке приведена в
табл. 130.
Таблица 130. Средняя толщина заусенцев (в ММ)
при холодной объемной формовке
Операция Материал
Л*атунь, алюминий Мягкая сталь
Первая формовка Окончательная формовка • 0,5—0,8 0,2—0,4 О UO —Г о > 1 1 Г- оо о о
В случае штамповки в закрытых штампах без образования заусенцев расчет
размеров заготовки производится по равенству объемов заготовки и готовой детали.
Рис. 278. Схема объемной штамповки детали
типа крышки
Рис. 279. Деталь, изготовленная за-
крытой объемной штамповкой (п), и ее
заготовка (б)
Заготовки должны иметь чистую поверхность, для чего они предварительно
подвергаются галтовке в барабанах, пескоструйной очистке или травлению в 10—
15-процентном растворе серной кислоты.
В качестве смазки стальных заготовок перед каждой операцией применяют фос-
фатирование с последующей пропиткой густой мыльной эмульсией и сушкой загото-
вок (см. табл. 95). Фосфатное покрытие резко увеличивает адсорбционную способ-
ОБЪЕМНАЯ ФОРМОВКА
311
ность поверхности заготовок, удерживая смазку в микропорах при весьма высоком
давлении (до 300 кГ/мм?}.
Штампы для холодной объемной формовки делаются весьма массивными для того,
чтобы уменьшить упругую деформацию и обеспечить повышенную точность изделий.
Рис. 280. Способ штамповки деталей из
шариковых заготовок: а — начальное по-
ложение; б — конечное положение
Рис. 281. Изготовление шариков
прокаткой в косых винтовых вал-
ках
На рис. 278 изображена схема объемной штамповки детали типа крышки.
На рис. 279 приведен пример объемной холодной формовки детали автомобиль-
ного спидометра в закрытом штампе на гидравлическом прессе. Заготовкой служит
алюминиевая шайба толщиной 2 мм. Штампованная деталь имеет тонкие высокие
борта, центральное отверстие со втулкой
и зубцами мелкого модуля.
В шарикоподшипниковой промышлен-
ности внедрен способ холодной (а также
горячей) объемной штамповки из загото-
вок сферической формы. Этот способ имеет
следующие преимущества перед штампов-
кой цилиндрических заготовок:
1) облегчено течение металла и до-
стижима большая степень деформации,
так как коэффициент торможения в на-
чале штамповки равен нулю;
2) возможно получение заготовок,
весьма точных по объему и весу;
3) требуется меньшее усилие пресса;
4) получается ббльшая экономия ме-
талла.
Таблица 131. Давление
при холодной объемной формовке
Материал Давление в кГ/мм* в зависимости от способа штамповки
в откры- тых штам- пах в закры- тых штам- пах
Алюминий 60-80 100—Г20
Латунь Л68 100-160 160—200
Стали 16—15 120- 200 200—300
На рис. 280 приведен способ штамповки деталей из шариковых заготовок из
стали ШХ15 на горизонтально-высадочном прессе. Шариковые заготовки получены
прокаткой прутка в станах с косыми винтовыми валками, применяемыми для про-
катки шариков (рис. 281). Прокатка шариков осуществляется без отходов.
Холодная объемная формовка применяется для изготовления деталей не только
из листовых заготовок, но также и из объемных, предварительно обработанных на
станках. Для холодной объемной формовки применяются чеканочные (калибровоч-
ные) прессы или кривошипные двустоечные прессы достаточной мощности.
Требуемое давление может быть определено по формуле
Р — qF,
где F — поверхность детали в мм2\
q — давление, приведенное в табл. 131.
312
ОБЪЕМНАЯ ШТАМПОВКА
37. КАЛИБРОВКА
Операция калибровки предназначена для получения точных размеров и гладкой
поверхности объемных деталей путем сжатия заготовок между плитами калибро-
вочного штампа. В настоящее время калибровка имеет широкое распространение,
заменяя механическую обработку в ряде отраслей промышленности при получении
окончательных размеров, а иногда и формы поковок, изготовленных горячей штам-
повкой.
Холодная калибровка поковок или других заготовок обеспечивает получение
точности до тЬ(0,05-i-0,2) мм и дает чистоту поверхности более высокую, чем при
чистовом шлифовании.
Рис. 282. Примеры плоскостной калибровки (по толщине)
Существуют два вида калибровки: 1) плоскостная, при которой калибруются
только отдельные плоскости и размеры по толщине детали; 2) объемная, при которой
калибруются все поверхности и размеры детали с вытеснением избыточного матери-
ала в заусенец, удаляемый последующей зачисткой или обрезкой. Иногда применяют
комбинированные операции для выполнения сначала объемной, а затем плоскостной
калибровки.
На рис. 282 приведены примеры плоскостной калибровки головок шатунов и
рычагов. Степень осадки при плоскостной калибровке обычно составляет 5-—10%
от первоначальной толщины заготовки.
а)
Рис. 283. Схема плоскостной (о) и объемной (б) калибровки
На рис. 283 изображены схемы плоскостной и объемной калибровки.
Недостатками плоскостной калибровки являются небольшое увеличение линей-
ных размеров и некоторое искажение формы детали как следствие уменьшения тол-
щины заготовки. Кроме того, при калибровке плоскими плитками торцовая поверх-
ность изделия получает слегка выпуклую форму, являющуюся следствием упругой
деформации инструмента.
Точность и качество калибровки зависят от мощности и состояния пресса, ка-
чества и точности изготовления штампа, точности установки и наладки, величины и
колебания припуска на калибровку.
В табл. 132 приведены допуски на размеры по высоте при калибровке. В табл. 133
даны допуски на горизонтальные размеры при плоскостной калибровке |127].
КАЛИБРОВКА
313
Так как сопротивление деформации
в средней части калибруемой поверхно-
сти выше, чем по краям, то толщина де-
тали после калибровки неодинакова, а
именно: больше в середине детали.
Установлено, что образование вы-
пуклости (мениска) на плоскокалибруе-
мой поверхности происходит вследствие
неравномерности распределения напря-
жений и упругой деформации штампа и
изделия, которые увеличиваются по мере
увеличения отношения d/h. Поэтому для
получения совершенно плоской калибро-
вочной поверхности необходимо поверх-
ность калибровочного штампа делать
выпуклой в соответствии с ожидаемой
величиной упругой деформации или,
Таблица 132. Допуски
на размеры по высоте при калибровке
Горизон- тальная проекция поверхности калибровки в см2 Допустимые отклонения при калибровке в мм (+)
обычной точности повышенной точности
До 3 0,10 0,05
3-10 0,15 0,08
10-20 0,20 0,10
20—40 0,25 0,15
наоборот, применить заготовку с вогнутой поверхностью; можно исполь-
зовать оба указанных способа.
Заготовки, подлежащие калибровке, должны иметь более жесткие припуски на
калибровку, чем припуски на механическую обработку при горячей штамповке.
Одновременно требуется меньшее колебание величины припусков, а следовательно,
более строгие допуски, чем при горячей штамповке.
Т а б л и ц а 133. Допуски на горизонтальные размеры
при плоскостной калибровке
Диаметр или ширина детали в мм Отношение толщины детали к диаметру или ширине детали Допустимые отклонения при калибровке в мм
обычной точности повышенной точ- ности
До 0,25 4-1,5 —0,5 +1,0 -0,3
20-40 0,25 0,5 4-1,2 —0,5 +0,8 -03
Свыше 0,5 +0,8 —0,5 4-0,5 —0,3
До 0,25 +2,0 —0,5 +1,2 -0,3
40-75 0,25—0,5 +1,5 —0,5 +1,0 -03
Свыше ОД +1,0 —0,5 +0,8 -03
В табл. 134 и 135 приведены оптимальные значения припусков и допусков на
размеры штампованных деталей, подлежащих калибровке [127].
Заготовки перед калибровкой должны быть тщательно очищены от окалины
травлением, обкаткой в барабанах или очисткой в пескоструйных камерах.
Калибровочный штамп обычно состоит из верхнего и нижнего башмаков, верх-
ней и нижней плит и калибрующих плиток (сухарей).
314
ОБЪЕМНАЯ ШТАМПОВКА
Таблица 134. Припуски и допуски на размеры штампованных деталей
(шестерни, диски, втулки и т. п.), подвергаемых калибровке
Длина детали в мм Толщина до 13 мм Толщина 18—50 мм Толщина 50—120 мм
Припуск на ка- либровку в мм Допуск на раз- мер в мм (+) Припуск на ка- либровку в мм Допуск на раз- мер в мм (+) Припуск иа ка- либровку в мм Допуск на раз- мер а мм (+)
Обычная точность Повы- шенная точность Обычная точность Повы- шенная точность Обычная точность Повы- шенная точность
До 30 0,3 о,1 0,4 — — — — —
30—50 0,4 0,2 0,5 0,5 0,25 0,5 — — —
50-80 0,5 0,25 0,6 0,6 0,3 0,6 0,8 0,4 0,8
80-120 0,6 о,з 0,8 0,8 0,4 0,8 1,0 0,5 1,0
Таблица 135. Припуски и допуски на размеры штампованных деталей
(шатуны, рычаги, кронштейны и т. д.), подвергаемых калибровке
Ддина детали в мм Толщина до 10 мм Толщина 10—30 мм Толщина 30—80 мм
Припуск на ка- либровку в мм Допуск на раз- мер в мм (+) Припуск на ка- либровку в мм Допуск на раз- мер в мм (+) Припуск на ка- либровку в мм Допуск на раз- мер в мм (+)
Обычная точность Повы- шенная точность Обычная точность Повы- шенная точность Обычная точность Повы- шенная точность
До 30 0,3 0,1 0,4 0,4 0,2 0,5 — — —
30-80 0,4 0,2 0,5 0,5 0,25 0,6 0,6 од 0,8
80-120 0,5 0,25 0,6 0,6 0,3 0,8 0,8 0,4 1,0
120 - 180 0,6 0,3 0,8 0,8 0,4 1,0 1,0 0,5 1,2
Таблица 136. Давление при калибровке
Материал Давление в кГ/мм* прн калибровке
плоскостной объемной
Алюминиевые сплавы 100-120 140-170
Стали 10' 15 130-160 180—220
Стали 20—25 180—220 200-250
Стали 35—45 200-250 250-300
Калибрующие плитки изготовляют из сталей У10А, Х12М или 5ХВС с термиче-
ской обработкой до HRC 58—60 и полируют до зеркального блеска. Стойкость кали-
брующих плиток составляет 5000—10 000 деталей до перешлифовки. Производи-
тельность калибровки достигает 1000 деталей в час при ручной подаче.
ХОЛОДНАЯ ВЫСАДКА
315
Требуемое усилие для калибровки может быть определено по формуле
P = qF,
где F — площадь калибруемой поверхности в мм2;
q — давление калибровки по табл. 136.
Калибровка производится на калибровочных (чеканочных) или механических
прессах, создающих большое давление.
38. ХОЛОДНАЯ ВЫСАДКА
Операция высадки предназначена для образования местных утолщений требуе-
мой формы путем перераспределения и перемещения объема металла. Наиболее рас-
пространенным видом холодной высадки является высадка головок болтов, винтов
и заклепок, производимая на специальных холодновысадочных прессах-автоматах.
В настоящее время холодной высадкой изготовляют болты размером до М20 и гайки
размером до М27. Однако на производстве применяется еще много нестандартных
крепежных деталей, изготовляемых на револьверных станках или на токарных авто-
матах. Механическая обработка крепежных деталей малопроизводительна и приводит
к большой потере металла в стружку.
Таблица 137 Формулы для расчета длины заготовки,
идущей на образование головки при высадке винтов, болтов и заклепок
Форма головкн Расчетные формулы
Полукруглая II 5^1^ 1 со| > '
Потайная l = ~(&+dD + <?)
Полупотайная 4h fD2 h2\ b '-^+^+^D‘+dD^'pl
Плоская цилиндриче- ская Ш II
Шестигранная S2 /=1,33~-A d,n
Квадратная S2 dm
Обозначения: h — высота головки в мм; dm — наименьший предельный диаметр заготовки; R — радиус сферы в мм; b — высота конуса в мм; D — диаметр головки после высадки; d — диаметр стержня после высадки; S — размер под ключ в мм.
316
ОБЪЕМНАЯ ШТАМПОВКА
Производительность холодновысадочных автоматов при изготовлении винтов
диаметром до 5 мм достигает 160 тыс. шт. в смену (до 400 шт./мин), а производитель-
ность токарного автомата всего лишь 5—10 тыс. шт. в смену. Кроме того, каждый
высадочный автомат дает экономию от 50 до 100 т металла в год.
Коэффициент использования металла при холодной высадке достигает 95%
вместо 30—40% при обработке резанием. Трудоемкость изготовления болтов на
холодновысадочных автоматах в 200—400 раз меньше, чем на револьверных станках.
Применяется следующий порядок расчета при высадке головок винтов, бол-
тов и заклепок.
1. Определяют длину заготовки, необходимую для образования высаженной
головки. Формулы расчета длины заготовки для наиболее распространенных форм
головок приведены в табл. 137.
2. По отношению l/d определяют необходимое число ударов и тип холодновыса-
дочного пресса-автомата: один удар при /^(2,5-5-2,8)d; два удара при /^(3,5ч-5,5)J;
три удара при /^(6-^8)d.
Количество ударов при высадке зависит также и от соотношения размеров го-
ловки D : h. При большом D и малом h требуется большее число ударов (два вместо
одного и три вместо двух).
3. Определяют тип и форму высадочного инструмента. При небольшом отношении
l/d высадку головки можно производить за один удар плоским бойком или пуансоном
со сферической лункой (табл. 138).
Таблица 138. Относительная длина l/d стержня,
высаживаемого гладким бойком [91]
Диаметр прутка в мм Материал
Сталь 10, латунь Л68 Стали 35 и 40 X
От 3 до 7 1,7 2,0
От 7 до 10,5 2,3 2,5
От 10,5 до 16,5 2,5 2,7
С увеличением пластичности металла относительная длина свободно высаживае-
мого прутка не увеличивается, а уменьшается вследствие меньшей устойчивости
прутка на изгиб. При большей длине высаживаемой заготовки, чем указано в
табл. 138, высадка производится пуансонами с конической полостью или одновре-
менно в конической полости пуансона и матрицы.
Расчет конической полости предварительных пуансонов производят по фор-
мулам, приведенным в табл. 139 (для изделий, не подвергающихся обрезке и допус-
кающих зазор между пуансоном и матрицей, равный 6% от высоты конуса).
Объем металла, требуемый для образования конической высадки, определяют
по формулам, приведенным в табл. [40.
В зависимости от числа ударов, требуемых для высадки, применяют одноударные,
двухударные и трехударные холодновысадочные автоматы. Наиболее распростране-
ны автоматы первого и второго типа. Кроме указанных высадочных автоматов, в
метизном производстве применяют четырехударные гайковысадочные прессы-авто-
маты, используемые также для высадки шестигранных головок болтов без обрезки
граней и для высадки деталей со сложной формой головки.
Высадка за один удар применяется для изготовления винтов с полукруглой го
ловкой и других изделий при небольшой относительной длине высаживаемой заго-
товки, указанной в табл. 137. Обычно высадка производится в цельных матрицах.
Высадка за два удара позволяет получить детали с разнообразной формой голо-
вок при относительной толщине высаживаемой заготовки, равной от 3,5 до 5,5 ди-
аметра. Двухударпые холодновысадочные автоматы применяют для изготовления
болтов с обрезной шестигранной головкой. Обычно их изготовление происходит
ХОЛОДНАЯ ВЫСАДКА
317
последовательно на трех автоматах: высадка цилиндрической головки — на двух-
ударном холодновысадочном автомате, обрезка шестигранника — на специальном
обрезном автомате и накатка резьбы — на накатном автомате.
Таблица 139. Относительные размеры конической полости
высадочных пуансонов для необрезаемых изделий
Диаметр головки Длина высаживае- мого стержня Основание конуса Глубина конической полости
D < 2,5ft /<4rf DK == l,2Jm Як = 0,99^ ит
£>> 2,5ft / > 4d DK — \,3dm V я* = 0,90^ ат
Обозначения: VK — объем металла, идущий на образование конической высадки; dm — верхний диаметр конуса, равный наименьшему предельному размеру заготовки.
Таблица 140. Формулы для расчета объема усеченного конуса
конической высадки
Тип высаживаемой головки Расчетные формулы
Потайная VK = (D2 + dD + d2) 0,26Л — 0,785d2A
Полупотайная VK = 0,39л (D2 4- 1,33л2) 4- 0,26л! X X (D2 4- dD 4- d2) — 0,785бРлг
Полукруглая с цилиндри- ческим пояском VK = 0,785D2c 4- 0,39л (D2 4- l,33n2)
Полукруглая VK = 039Л (D2 4- 1,33ft2)
Цилиндрическая VK = 0,785D2ft
Шестигранная VK = 0,785 (D% - cPy) D = 1,16S; = 0,33ft
Обозначения: D — диаметр головки; d — диаметр прутка; h — высота головки; т — высота конического подголовка; п — высота полукруглой части головки; с — высота цилиндрического пояска головки; S — размер под ключ. t
318
ОБЪЕМНАЯ ШТАМПОВКА
На рис. 284 представлена последовательность изготовления болтов на двухудар-
ном холодновысадочном автомате с цельной (а) и раздвижной (б) матрицей.
В первом случае отрезка заготовки производится отрезным ножом и отрезной
матрицей с переносом отрезанной заготовки на позицию высадки, во втором — отрез-
ка производится раздвижной матрицей, в которой и происходит высадка головки
за два удара. Последняя позиция — выталкивание болта из матрицы.
Высадка на автоматах с цельными матрицами применяется в том случае, если
общая длина высаживаемого стержня меньше десяти диаметров (£<10d), а на авто-
матах с раздвижными матрицами — если общая длина стержня больше десяти диа-
метров (L>10d).
Рнс. 284. Последовательность высадки болтов на двух-
ударном холодновысадочном автомате с цельной (а) н
раздвижной матрицей (б)
В последнее время некоторые заводы освоили новый метод высадки шестигранной
головки болтов на двухударных автоматах без обрезки граней. С торцовой стороны
головки болта выдавливается небольшое цилиндрическое углубление.
Двухударные автоматы применяют также для штамповки из прутка пустотелых
колпачков методом обратного выдавливания.
Высадка за три удара позволяет получить детали с крупными головками, для
которых требуется длина высаживаемой заготовки до 6—8 диаметров. Высадка за
три удара применяется также для изготовления деталей с головками малой высоты,
но большого диаметра, как, например, толкатель клапана (рис. 285).
За первый удар производится осадка по высоте (0,2ч-0,25)/; за второй удар—
еще на (0,3ч-0,4)/; за третий удар головка получает окончательную форму. Высота
осаживаемой заготовки после второго удара обычно равна (0,5ч-0,6)/.
Высадка за четыре удара осуществляется на специальных гайковысадочных стан-
ках, изготовляющих шестигранные гайки с пробивкой отверстия и образованием
наружных и внутренних фасок при производительности 3500—4000 шт. в час. Гайко-
высадочные автоматы применяются также для высадки болтов с шестигранными го-
ловками (без обрезки), что дает значительную экономию металла (рис. 286).
холодная высадка
319
При отсутствии трех- или четырехударных холодновысадочных автоматов при-
меняют повторную высадку на одно- или двухударных автоматах. Перед повторной
высадкой обычно применяют промежуточный отжиг для снятия наклепа и восстанов-
ления пластичности металла.
б)
1-а удор 2-й удар 3-йудар
Рис. 285. Высадка толкателя клапана на трехударном
автомате: а — высаживаемая головка; б— последова-
тельность высадкн
Дальнейшее развитие холодной высадки направлено по пути:
1) расширения номенклатуры высаживаемых изделий по форме и размерам;
2) применения многоударных высадочных автоматов;
3) высадки полых и шлицевых головок болтов и винтов;
4) высадки ступенчатых деталей с редуцированием (обжатием) стержня;
5) развития высадки с местным электронагревом заготовки.
Для холодной высадки рекомендуется применять немного наклепанную малокрем-
нистую кипящую сталь (0,03% Si). Степень деформации при холодной высадке сос-
тавляет 60% для стали 10 и 87% для малокремнистой стали 10 кп.
Рнс. 286. Высадка болтов с шестигранными головками за четыре удара
Приводим некоторые примеры передовых методов высадки.
На рис. 287 показана последовательность высадки на двухударном автомате
винтов с полукруглыми головками, снабженными шлицем. Пуансон с ребром из-
готовляют холодным выдавливанием.
На рис. 288 изображен винт с крестообразным шлицем, наиболее прочный и
удобный для завертывания механической отверткой, изготовленный высадкой на
Двухударных автоматах, и пуансон для высадки такого шлица.
На рис. 289 изображена последовательность высадки болтов размером от М8
ДоМ20 с внутренним шестигранником. Первые две операции делают на двухударном
автомате, а третью — отдельно на автомате повторной высадки.
320
ОБЪЕМНАЯ ШТАМПОВКА
Большой экономический эффект получен при изготовлении холодной высадкой
деталей ступенчатой формы вместо обработки на станках. Высадка таких деталей
производится на трехударных ав-
томатах с разъемными матрицами.
На рис. 290 приведена схема
нового технологического процесса
высадки и выдавливания внутрен-
ней гайки автомобильного колеса.
Штамповка происходит за две опе-
рации: первая операция — отрезка
1~й удар
Рис. 287. Холодная вы-
садка винтов со шлицем
на двухударном автомате
Рис. 288. Винт с крестообразным шлицем, из-
готовляемый высадкой иа двухударном автома-
те, н пуансон для него
и высадка головки на двухударном автомате; вторая — осадка квадрата с выдавлива-
нием и осадкой буртика на кривошипном прессе (200 Т) в двухручьевом штампе.
В холодной штамповке операции высадки применяют также для получения
утолщений и буртиков в стержневых, плоских и полых деталях. Размер заготовок
определяют исходя из равенства объе-
ма металла заготовки и детали. Обыч-
но за одну операцию производится
высадка заготовки следующей длины:
для круглых стержней для
прямоугольных заготовок L<^3S, для
полых и трубчатых деталей Л^(2-г-
Рнс. 289. Последовательность холодной вы-
садки болтов с внутренним шестигранником
4-2,5)S.
В большинстве случаев высадка
утолщений производится в закрытой
полости матрицы, что представляет,
по существу, объемную формовку в
закрытом штампе.
Изготовление нормализованного
крепежа размерами до М20 является
массовым производством и, как пра-
вило, автоматизируется. Наиболее рас-
пространенный способ изготовления болтов на двухударном холодновысадочном
автомате с последующей обрезкой граней на втором станке и накаткой резьбы на
третьем в настоящее время вытесняется более производительным — высадкой шести-
гранной головки на трехударных холодновысадочных автоматах или высадкой
ХОЛОДНАЯ ВЫСАДКА
321
головки с обрезкой граней на том же автомате. Это упрощает создание автомати-
ческих высадочных линий, которые применяются на большинстве метизных заводов.
Рис 290 Последовательность штамповки внутренней гайки
заднего колеса автомобиля
В ряде случаев автоматические линии выполняются комплексными, включая по-
мимо высадки болтов накатку резьбы, галтовку, антикоррозионное покрытие и
расфасовку в ящики.
Рис. 291. Последовательность переходов при различных способах высадки
болтов на многопозиционных высадочных автоматах
Холодновысадочные автоматы, работающие по принципу последовательного вы-
полнения рабочих переходов в одной матрице (без переноса заготовки), стали тор-
мозить дальнейшее увеличение производительности.
В последние годы созданы новые типы многопозиционных высадочных автоматов,
в которых происходит перенос заготовки из одной позиции в другую, при одновре-
11 Романовский В. П.
322
ОБЪЕМНАЯ ШТАМПОВКА
менном деформировании нескольких заготовок на нескольких позициях. Большинст-
во типов таких автоматов имеет приспособление для накатывания резьбы.
В настоящее время работает несколько типов многопозиционных болтовых авто-
матов как иностранных («Болтмейкер», США или «Болтмастер», ФРГ), так и отечест-
венных, выпускаемых Азовским заводом кузнечно-прессовых автоматов, ЗИЛом
и др.
Автоматы типа «Болтмейкер» и отечественные модели А-193 имеют горизонталь-
ное расположение инструментов и выпускают полностью изготовленные болты с
накатанной резьбой. Автоматы типа «Болтмастер» и отечественные типа А-103 имеют
вертикальное расположение инструментов, что дает повышение производительности
до 20%. Для накатки резьбы автоматы «Болтмастер» комплектуются дополнитель-
ными приставками.
Рис. 292. Заготовки с утолщени
Рис. 293. Схема прокатки
заготовок с утолщениями в
клиновых валках (калибрах)
На рис. 291 показана последовательность переходов (0—4) при различных спосо-
бах изготовления болтов на многопозиционных высадочных автоматах (накатка
резьбы не показана). Приведены следующие способы высадки: для болта с длинным
стержнем (а), для коротких болтов (б), для болта с внутренним шестигранником (в),
для болта без фаски (г), для длинного болта с редуцированным стержнем (д), для
высадки головки без обрезки граней (е).
Для изготовления гаек в Советском Союзе применяются пятипозиционные гайко-
высадочные автоматы горизонтального типа моделей А411—А415, изготовляющие
гайки размером от Мб до М24.
В последнее время созданы специальные станки для изготовления заго-
товок с двумя и более утолщениями (рис. 292). Изготовление подобных деталей про-
изводится путем прокатки в клиновых валках (калибрах), как показано на рис. 293
39. ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ПРЕССОВАНИЕ)
Холодное выдавливание или прессование является операцией по изготовлению
полых тонкостенных деталей или деталей меньшего поперечного сечения из толстой
заготовки в результате пластического истечения металла в зазор между пуансоном
и матрицей.
Процесс холодного выдавливания (прессования) заключается в следующем:
заготовка, имеющая объем, равный объему детали с припуском на обрезку, помеща-
ется в гнездо матрицы; давлением пуансона металл приводится в весьма пластичное
состояние и выдавливается в нижнее отверстие матрицы или в кольцевой зазор между
пуансоном и матрицей.
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ПРЕССОВАНИЕ)
323
Метод холодного выдавливания, применявшийся ранее только для изготовления
тюбиков из свинца и олова для красок и парфюмерии, в настоящее время широко
применяется в электро- и радиотехнике для изготовления из цветных металлов и
сплавов ряда полых и трубчатых тонкостенных деталей круглого, квадратного,
прямоугольного и других поперечных сечений с большим отношением высоты к
диаметру. До применения холодного выдавливания изготовление таких деталей тре-
бовало от 5 до 8 операций вытяжки с промежуточным отжигом, замененных теперь
одной операцией.
Применение холодного выдавливания в массовом производстве дает снижение
трудоемкости в 5—10 раз и уменьшение стоимости инструмента в 3 раза.
В настоящее время холодным выдавливанием изготовляют детали из алюминия,
меди, томпака, латуни и цинка (последний с нагревом до 200° С), а также из малоуг-
леродистой стали (меньшей высоты и большей толщины).
Рис. 294. Полые изделия, получен-
ные холодным выдавливанием
Рис. 295. Полые изделия с отростками,
полученные холодным выдавливанием
На рис. 294 изображены цилиндрические и прямоугольные алюминиевые детали
с плоским дном, полученные холодным выдавливанием, на рис. 295 — детали с
отростками и выступами в дне.
Существует три основных способа холодного выдавливания (рис. 296):
1) прямой способ, когда течение металла направлено в сторону рабочего дви-
жения пуансона (рис. 296, а);
2) обратный способ, когда течение металла идет в направлении, обратном ра-
бочему ходу пуансона (рис. 296, б);
3) комбинированный способ, представляющий сочетание прямого и обратного
способов (рис. 296, в).
Кроме указанных основных способов холодного выдавливания в осевом направ-
лении, находят применение способы поперечного и радиального выдавливания, рас-
смотренные ниже.
Прямым способом обычно изготовляют гильзы и трубки небольшого диаметра.
Для изготовления гильз с донышком прямым способом заготовка должна быть
в виде диска или лучше в виде толстостенного колпачка. Оставшийся фланец обре-
зается в том же штампе другим обрезным пуансоном, для чего применяют поворот-
ные или передвижные пуансоны.
Прямой способ холодного выдавливания требует меньшего усилия пресса, так
как обычно осуществляется при меньшей степени деформации, что позволяет работать
с большим числом хрдов пресса (до 90—120 ходов в минуту).
11*
324
ОБЪЕМНАЯ ШТАМПОВКА
Отношение толщины стенок готовой детали к толщине заготовки составляет от
1 : 4 до 1 : 25, что дает степень деформации от 75 до 96%.
В табл. 141 приведены размеры и точность деталей, изготовляемых прямым спо-
собом холодного выдавливания.
Рис. 296. Способы холодного выдавливания: а — прямой, б — обратный, в — ком-
бинированный
Обратный способ холодного выдавливания применяется для изготовления ци-
линдрических и призматических полых изделий диаметром до 120 мм, с толщиной
стенок от 1,5 до 0,08 мм и высотой до 300 мм при отношении высоты к диаметру до
8:1. В табл. 142 даны размеры и точность деталей, изготовляемых обратным спо-
собом холодного выдавливания.
Таблица 141. Размеры деталей, изготовляемых прямым способом
холодного выдавливания
Элементы деталей Размеры в зависимости от материала детали в мм Отклонение
Свинец, олово, циик, алюминий Дур алюмин, медь, латунь в мм (±)
Диаметр (цилин- дрические детали) Сечение (прямо- угольные детали) Толщина стенок Длина детали Толщина фланца От 3 ДО 100 От 2 X 4 до 100 X 80 От 0,05 до 0,1 и больше От 5d до 60d От 0,2- 0,3 до 0,5 От 5 ДО 100 От 3 X 5 до 70 X 80 От 0,3 до 1,0 (медь) От 3d до 40d Равна толшипе стенки и больше От 0,03 до 0,5 От 0,03 до 0,05 От 0,03 до 0,075 От 1 до 5 От 0,1 до 1,0
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ПРЕССОВАНИЕ)
325
Таблица 142. Размеры деталей, изготовляемых обратным способом
холодного выдавливания
Элементы деталей Размеры в зависимости от материала детали в мм Отклонение в мм (±)
Свинец, олово, цинк, алюминий Дуралюмин, медь, латунь
Диаметр (цилин- дрические детали) От 8 до 100—150 От 10 до 50—70 От 0,03 до 0,05
Сечение (прямо- угольные детали) От 5 X 7 до 70 х 80 От 6 X 9 до 20 х 40 От 0,03 до 0,05
Толщина стенок От 0,08 до 0,23 и больше От 0,5 до 1,0 (медь) От 1,0 и больше (латунь) От 0,03 до 0,075
Толщина основания От 0,25-0,3 до 0,5 и больше Равна толщине стенок и больше От 0,10 до 02
Отношение длины детали к циаметру От 3 : 1 до 10:1 (свинец), 8: 1 (алюминий) От 3 • 1 до 5 : 1 От 1 до 3
Характер течения металла при холодном выдавливании обратным способом ис-
следован с помощью делительной сетки, нанесенной на плоскость разъема составной
заготовки (рис. 297), и металлографическим анализом.
В результате анализа искажения делительной сетки (рис. 297, справа) и направ-
ления волокон металла (рис. 297, слева) установлено, что при холодном обратном
выдавливании возникает очаг интенсивной деформации (между сферическими по-
верхностями АБВ и ЕДГ)1 постепенно перемещающийся вниз и охватывающий
326
ОБЪЕМНАЯ ШТАМПОВКА
новые слои заготовки. В расположенных ниже участках ЕДЗ и ГДЖ интенсив-
ность деформаций постепенно уменьшается, а начиная с поверхности ЗДЖ дефор-
мация почти отсутствует. Выдавливаемые вверх стенки по выходе из очага деформации
। практически не деформируются и пере-
Рис. 298. Штамп для холодного выдавли-
вания алюминиевых деталей обратным спо-
собом
мается с него съемником или сдувается
работа производится с автоматической
мешаются вверх вытесняемым снизу ме-
таллом.
Под самым торцом пуансона распо-
ложена слабо деформированная зона (ог-
раниченная сферической поверхностью
АБЕ), возникшая в результате высокого
гидростатического давления и трения о
торцовую поверхность пуансона. Эта зона
заторможенного металла перемещается
вместе с пуансоном в глубь заготовки.
Сопротивление деформированию при
обратном способе холодного выдавлива-
ния обычно выше, чем при прямом спо-
собе, вследствие более высокой степени
деформации; следовательно, требуются
более мощные прессы. С уменьшением тол-
щины стенок требуемое давление увели-
чивается.
Торец пауансона при данном спо-
собе делается с небольшим скосом и не
полируется, а оставляется шероховатым,
чтобы трением задержать наружный
окисленный слой металла. Отштампован-
ная деталь остается на пуансоне и сни-
сжатым воздухом. В большинстве случаев
подачей заготовки.
Рис. 299. Конструкция составной матрицы и пуансона для холодного выдавли-
вания прямоугольных деталей; а и б — матрица; в — пуаисон
Комбинированный способ холодного выдавливания применяется для изготов-
ления деталей более сложной формы, с фигурным дном, имеющих отростки, выступы
и шипы, а также с дном, расположенным внутри гильзы (рис. 295).
На рис. 298 изображен штамп для холодного выдавливания обратным методом.
Штамп имеет следующие особенности: пуансон (быстросменный) закрепляется при
помощи цангового зажима; матрица сделана составной, с горизонтальной плоскостью
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ПРЕССОВАНИЕ)
327
Рис. 300. Штамп для холодного выдавли-
вания с движущейся матрицей и гидрав-
лическим мультипликатором
разъема; съемник сделан подвижным пружинным длЯ удобства съема высоких дета’
лей (без увеличения длины пуансона).
На рис. 299 изображена конструкция составной матрицы и пуансона для обрат-
ного выдавливания прямоугольных изделий из алюминия.
Как показал опыт, цельная матрица (рис. 299, а) имеет недостаточную стойкость
и прочность. У донного закругления происходит сильный износ с образованием под-
нутрения, а вслед затем и трещины. Составная матрица (рис. 299, б) более стойка,
ее более просто изготовить и термически обработать.
На рис. 300 приведен штамп 1, осуществляющий новый способ холодного выдав-
ливания полых тонкостенных деталей путем деформации сплошной заготовки между
двумя пуансонами — неподвижным 1 и ра-
бочим пуансоном 5 с истечением металла в
кольцевой зазор между последним и стен-
ками движущейся матрицы 2. В процессе
выдавливания матрица перемещается в
направлении течения металла со ско-
ростью, превышающей ско-
рость истечения в 1,2 —
1,3 раза. Таким образом, движущаяся
матрица не только не оказывает сопротив-
ления течению металла, но создает поло-
жительно направленные силы трения,
способствующие течению металла заго-
товки.
Штамп снабжен гидравлическим уст-
ройством, создающим рабочий ход поршня
6 и закрепленного в нем пуансона 5. Это
устройство является своеобразным гид-
равлическим мультипликатором, увеличи-
вающим рабочее усилие выдавливания в
14—15 раз по сравнению с усилием пресса.
Для этого усилие ползуна пресса переда-
ется двумя плунжерами 4 жидкости, на-
ходящейся в нижней части обоймы 3.
Давление жидкости действует на по-
верхность поршня 6 и создает рабочее
усилие выдавливания во столько раз большее усилия, передаваемого ползуном
пресса и плунжерами 4, во сколько раз площадь поршня больше торцовой поверх-
ности плунжеров.
Весьма эффективно и целесообразно применение холодного выдавливания длй
изготовления стальных деталей. Холодным выдавливанием можно изготовлять сталь-
ные детали диаметром до 160 мм и длиной до 1500 мм.
На рис. 301 изображены три способа холодного выдавливания стальных дета-
лей: обратный, прямой и комбинированный. Толщина стенок при выдавливании сталь-
ных деталей обычно составляет от 1,5 до 5 мм, а высота колпачка — от полутора до
двух диаметров (за одну операцию).
В табл. 143 приведена допустимая степень деформации при холодном выдавли-
вании стальных деталей.
На рис. 302 и 303 представлена последовательность операций холодного вы-
давливания, протяжки и осадки полых стальных деталей, выполняемых на прессах
давлением от 20 до 200 Т.
После каждой операции с большой степенью деформации (кроме последней)
производится отжиг в защитной атмосфере при температуре 720° С,обкатка в барабане
и фосфатирование заготовок с последующим их омыливанием. Отжигу и фосфати-
рованию подвергаются и исходные заготовки.
Ю. П. Можей ко и Н. К. Розенталь. Авт. свид. № 173107.
328
ОБЪЕМНАЯ ШТАМПОВКА
На рис. 304 изображен штамп для холодного выдавливания небольших стальных
деталей прямым способом. При этом способе выдавливания применяется направляю-
щая втулка для выдавливаемой детали.
Рис. 301. Три способа холодного выдавливания стальных деталей: а — об-
ратный, б — прямой; в — комбинированный
На рис. 305 представлен штамп для обратного выдавливания стальных деталей.
На рис. 306 приведена конструкция пуансона и матрицы для прямого выдавли-
вания стальных деталей. Направляющий пуансон 2 подвижно расположен в выдавли-
вающем трубчатом пуансоне 1. Посадка скользящая. Подвижность пуансона позво-
ляет ему перемещаться вместе с выдавливаемым металлом. Длина пуансона бе-
Таблица 143. Допустимая степень деформации при холодном
выдавливании стальных деталей
Допустимые деформации Способы выдавливания
Обратный Прямой
Значение показателя Числен- ная ве- личина в % Значение показателя Числен- ная ве- личина в %
Степень деформации поперечного сечения Относительное уменьшение толщины стенки полой заготов- ки Относительное уменьшение диаметра полой заготовки * Диаметр заготовки В соответствии с р; в таблице. d2 Е = 100* и* равен наружному дна) ззмерами деталей допу 40-70 метру дета стимы дес £=(l-g)-100 es=-°'—-100 °0 ed = ^=_^. 100 do лн D. формации ниже при1 50-90 50-75 10-28 веденных
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ПРЕССОВАНИЕ)
329
Рис. 302. Последовательность изготовления стальных
деталей холодным выдавливанием и протяжкой
Ф11^
Рис. 303. Последовательность изготовления стальных
деталей с утолщеинямн холодным выдавливанием н
осадкой
330
ОБЪЕМНАЯ ШТАМПОВКА
рется по глубине стаканчика — заготовки или по высоте заготовки с отверстием с
увеличением на 2—3 мм. Рабочая глубина матрицы 3 определяется по высоте за-
Рис. 304. Штамп для холодного
выдавливания стальных деталей
прямым способом
Рис. 305. Штамп для холодного
выдавливания стальных деталей
обратным способом
На рис. 307 приведена конструкция пуансона и матрицы для обратного выдав-
ливания стальных деталей.
Полость шлифована
Рис. 306. Рабочие части штампа для прямого выдавливания стальных деталей:
— выдавливающий пуаисои; 2 — направляющий пуансон; 3 — матрица;
4 — направляющая втулка; 5 — выталкиватель
Рабочая длина пуансона I берется равной 2,5 D. Глубина матрицы h берется по
высоте заготовки +4 мм.
Для выдавливания стальных деталей с двусторонней полостью применяется
способ комбинированного выдавливания. Для холодного выдавливания стальных
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ПРЕССОВАНИЕ)
331
Рмс. 307. Пуансон и матрица для обратного выдавливания стальных
деталей:
1 — пуансон; 2 — матрица
Г
Рнс. 308. Нормализованная кон-
струкция универсального штампа
для комбинированного выдавлива-
ния стальных деталей
ратного выдавливания стальных де-
талей
332
ОБЪЕМНАЯ ШТАМПОВКА
деталей применяют нормализованные штампы и универсальные блоки со сменными
рабочими узлами, что значительно ускоряет и удешевляет изготовление штампов,
делая их рентабельными и при меньшей серийности производства.
Рис. 310. Способы получения стальных деталей
с наружными и внутренними утолщениями
Рис. 312. Способы гидростатического выдавливания (прессования)
Рис. 311. Метод комбинированного вы-
давливания стальных деталей с широ-
ким фланцем: а — первая операция;
б — вторая операция
На рис. 308 приведена нормализованная в ЧССР конструкция универсального
штампа для комбинированного выдавливания стальных деталей. На рис. 309 приве-
дена нормализованная там же конструкция штампа для обратного выдавливания
стальных деталей.
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ПРЕССОВАНИЕ)
333
На рис. 310, а изображен способ высадки наружного утолщения, а на рис. 310, б—
способ получения утолщения с внутренней стороны цилиндрического колпачка.
Этот способ осуществим лишь при небольшой величине утолщения.
Весьма оригинален метод комбинированного выдавливания деталей с широким
фланцем (рис. 311). Съем деталей с нижнего пуансона производится в верхнем его
положении специальным откидным съемником.
029,Ь
Рис. 313. Стальные детали, полученные холодным выдавлива-
нием нз сварных кольцевых заготовок
Предложенный 25 лет назад физиком П. В. Бриджменом принцип гидростати-
ческого выдавливания (прессования) теперь получил практическое применение.
Прессование (проталкивание с обжатием) заготовки производится жидкостью высо-
кого давления, причем жидкость производит давление как на торец, так и на боко-
вую поверхность заготовки, резко снижая трение и повышая возможную степень
деформации.
В настоящее время создано три способа гидростатического прессования:
1) непосредственное гидростатическое прессование жидкостью высокого дав-
ления, создаваемое давлением плунжера (рис. 312, а);
334
ОБЪЕМНАЯ ШТАМПОВКА
2) гидростатическое прессование жидкостью высокого давления с более низким
противодавлением, которое не позволяет искривляться выдавленной детали
(рис. 312, б);
3) механогидростатический способ прессования, когда прессующее усилие соз-
дается не только жидкостью, но и непосредственным давлением плунжера, что осо-
бенно важно при прессовании трубчатых деталей (рис. 312, в).
Рис. 314. Способ радиального выдавливания зубчатых
профилей
Установлено, что напряжение на торце заготовки должно составлять о — 1,12 q,
где q — давление жидкости [186]. Первый способ (рис. 312, а) успешно применяется
для прессования стержней, профилей, труб из алюминиевых, медных сплавов и
малоуглеродистой стали. Второй способ (рис. 312, б) рекомендуется для прессования
хрупких металлов и сплавов: вольфрама, молибдена, среднеуглеродистых сталей и др.
Третий способ (рис. 312, в) рекомендуется для прессования материалов с высоким
Рис. 315. Штамп для радиального выдавливания и спо-
соб установки заготовки
значением сопротивления деформации: титановых сплавов, высокопрочной стали
и др. Этот способ наиболее успешно применяется при изготовлении труб.
За последние годы освоены новые процессы холодной объемной штамповки и
холодного выдавливания стальных деталей. К ним относится способ холодного вы-
давливания стальных деталей с отверстиями из сварных кольцевых заготовок, изго-
товляемых на сварочном автомате.
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ПРЕССОВАНИЕ)
335
На рис. 313, а приведены сварные кольцевые заготовки, а на рис. 313, б —
штампованные детали.
Давление, необходимое для выдавливания стальных деталей из сварных коль-
цевых заготовок, значительно меньше, чем для выдавливания сплошных заготовок, и
составляет от 120 до 150 кГ/мм1. Кольцевые заготовки после гибки и сварки с
удалением грата подвергаются нормализации или низкому отжигу, травлению, фос-
фатированию и смазке. Этот способ дает экономию металла на 80—90% и экономию по
заработной плате в размере 30—40% по сравнению с обработкой резанием.
Способ холодного выдавливания с последующими операциями протягивания при-
меняется для изготовления пустотелых турбинных лопаток из жаропрочной стали.
В Чехословакии создан новый способ радиального выдавливания путем вдав-
ливания особых плашек, перемещаемых от края к центру. На рис. 314 показан способ
радиального выдавливания. Этим способом изготовляют зубья зенкеров и разверток,
различные зубчатые профили взамен малопроизводительного фрезерования (патент
ЧССР, инж. Ф. Конечный).
На рис. 315 приведен штамп для радиального выдавливания (а) и способ уста-
новки заготовки (б).
В ряде случаев успешно применяется способ поперечного или поперечно-
осевого выдавливания ребристых труб и деталей переменного сечения, а также дета-
лей, имеющих отростки или лепестки, расположенные в поперечном направлении.
На рис. 316, а изображен штамп для поперечно-осевого выдавливания заготовок
небольших коллекторов из кольцевых медных заготовок1. В начальной стадии про-
М. А. Краснопольскнй, А. А. Хювенин. Авт. свнд. К® 139706
336
ОБЪЕМНАЯ ШТАМПОВКА
исходит процесс поперечного выдавливания, причем металл перемещается в попереч-
ном направлении к центру и вдавливается в полости профильного пуансона 2. В даль-
нейшем происходит процесс прямого выдавливания профиля в зазор между мат-
рицей 4 и пуансоном 2. На рис.
316, в показано сечение коллектора.
Большой интерес представляет
способ штамповки цилиндрических
колпачков из квадратной или шести-
гранной заготовки, основанный на
процессе холодного выдавливания.
Этот способ позволяет не только
сократить количество операций вы-
тяжки, но и осуществить штампов-
ку без отходов металла, так как
квадратные заготовки штампуются
из полосы сразу по нескольку штук
(3—6) при безотходном раскрое
металла.
Штамповка происходит сле-
дующим образом (рис. 317) Квад-
ратная заготовка поступает по лот-
Рис. 317. Схема штамповки цилиндрических кол- ку В фиксирующее гнездо матрицы,
пачков из квадратной заготовки: а — заготовка; Пуансон сгибает углы заготовок и
б — схема штамповки; е — изделие передвигает ее в верхнюю полость
матрицы. Суженный конец пуансона
формует донышко колпачка, утоняет стенки, выдавливая излишний по толщине ме-
талл во фланец. В то же время края пуансона нажимают на угловые выступы
заготовки, постепенно укорачивая их и вытесняя металл к плоским краям фланца.
Узкий конец пуансона продолжает обжимать стенки, втягивая металл в зазор между
пуансоном и матрицей. Затем коническая часть пуансона прижимает утолщенный
я
Рис. 318. Последовательность деформаций квадратной заготовки и превраще-
ние ее в цилиндрический колпачок
фланец к коническому уступу матрицы и производит прямое выдавливание металла
в зазор между пуансоном и матрицей. В результате получается тонкостенный
колпачок с утолщенным дном и коническим фланцем.
Последовательность деформации квадратной заготовки и превращения ее в
цилиндрический колпачок показана на рис. 318. Эта операция производится на гори-
зонтальном прессе давлением 30 Т.
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ПРЕССОВАНИЕ)
337
В следующей операции производится вытяжка с небольшим утонением матери-
ала, во время которой конический фланец получает цилиндрическую форму. Этим
способом штампуют колпачки из латуни толщиной до 9 мм и из мягкой стали толщи-
ной 2,5—4 мм. Это наиболее экономичный способ получения цилиндрических полых
деталей, так как он дает 100-процентное использование полосового металла.
Несколько менее экономично изготовление колпачков из шестигранных загото-
вок, так как в данном случае при их вырубке остаются боковые отходы полосы. В этом
случае штамповку производят на прессах двойного действия.
В первой операции производится вырубка и вытяжка зубчатых колпачков, во
второй — дальнейшая вытяжка с выдавливанием и выравниванием торца.
На рис. 319 приведены весьма оригинальные и технологически сложные способы
холодного выдавливания, освоенные в ЧССР (п. р. Tesla, Praha). На рис. 319, а
Рис. 319. Примеры сложных деталей, получаемых холодным выдавливанием
приведена схема холодного выдавливания алюминиевой коробки, состоящей из
четырех ячеек. Выдавливание производится на 100-тонном прессе. В качестве смазки
применяется стеарат цинка. На рис. 319, б показана схема выдавливания алюминие-
вой детали сложной формы.
Рабочие части штампа снабжены мелкими фасками. Перемычки в отверстиях пробива-
ются в следующей операции.
Разработан способ применения холодного выдавливания для нанесения баб-
битового слоя на рабочую поверхность вкладышей подшипников скольжения и голо-
вок шатунов взамен центробежной заливки.
На рис. 320 приведена последовательность нанесения баббитового слоя на
вкладыши методом прямого выдавливания (рис. 320, а) и методом обратного выдавли-
вания (рис. 320, б) [251]. К операциям выдавливания следует отнести выдавливание
матриц пресс-форм и штампов на гидравлических прессах. При этом совершенно от-
падает станочная и слесарная обработка фигурной полости штампа.
Наибольший экономический эффект достигается при выдавливании полостей
сложной конфигурации. Снижение трудоемкости изготовления составляет от 50 до
100 ч на одну матрицу небольших размеров.
При холодном выдавливании латунных, а тем более стальных деталей наиболь-
шими затруднениями являются быстрый и сильный нагрев инструмента и недоста-
точная его прочность. Сталь марок У10 и Х12М, применяемая для изготовления мат-
риц и пуансонов при холодном выдавливании алюминия, оказалось непригодной для
выдавливания латуни и стали.
338
ОБЪЕМНАЯ ШТАМПОВКА
В промышленности Чехословакии пуансоны для холодного выдавливания сталь-
ных деталей изготовляют из износоустойчивой хромистой инструментальной стали
с содержанием углерода 1,8—2,1% и хрома 11—13% В США для этой цели применя-
ют специальные марки быстрорежущей стали или ее заменителей, обладающих
после закалки и отпуска большой твер-
достью и высокой красностойкостью (до
600° С).
Рис. 320. Нанесение баббитового слоя
на вкладыши подшипников холодным
выдавливанием: а — прямым способом;
б — обратным способом
Пуансон Конус давления
Рис. 321. Изменение усилия в про-
цессе обратного выдавливания
стали
Заслуживает внимания применение для холодного выдавливания стали матриц,
выполненных в виде сменных сравнительно тонких втулок, имеющих наружный ко-
нус в 1—2°
Увеличение прочности матриц достигается запрессовкой их в промежуточное
стальное кольцо, которое, в свою очередь, впрессовывается в наружную обойму.
В результате этого в матрицах создаются сжимающие напряжения, которые компен-
сируют растягивающие напряжения, возникающие в процессе выдавливания.
На рис. 321 представлена кривая изменения усилия при обратном выдавлива-
нии стали.
Процесс выдавливания может быть разделен на четыре стадии: / — осадка за-
готовки до упора в стенки матрицы; // — уменьшение толщины заготовки при почти
постоянном усилии выдавливания; III — дальнейшее уменьшение толщины заготовки
(дна) до толщины стенки с уменьшением усилия; IV — быстрый рост усилия при
дальнейшем уменьшении толщины заготовки и деформации конуса давления.
В настоящее время имеется ряд формул для определения усилий холодного вы-
давливания. Приводим приближенную формулу Говарда, пересчитанную на метри-
ческие меры:
1,56 ( С In у! + в\,
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ЙРЕССОВАНИЕ)
339
где р — давление выдавливания в кГ 1мм2;
Fo и F — площадь поперечного сечения заготовки и изделия в мм2;
В и С — опытные коэффициенты в кПмм2 (табл. 144).
Усилие выдавливания
P^pFn= l,56f„ (СIn+в),
где Fn — площадь поперечного сечения пуансона в мм2.
Усилие на установившейся стадии обратного выдавливания (рис. 321) можно
определить по другой приближенной формуле [157]
P = qF = FKc<3e In F1. р ,
где F — площадь поперечного сечения заготовки;
Fn — площадь поперечного сечения пуансона;
Кс — коэффициент, имеющий следующие значения: для алюминия Кс — 3,5-?-4,
для меди, латуни и малоуглеродистой стали Кс ~ 2,5-е-3.
Таблица 144. Значения опытных
коэффициентов В и С в КГ1ММ2,
Марка стали Содержание углерода в % в с
10 0,1 22 63
20 0,2 23 71
30 0,3 25 80
Таблица 145. Приближенное зна-
чение давления q в кГмм2 для
холодного выдавливания
Материал Способы холодного выдавливания
Прямой Обратный
Алюминий 40-70 80-120
Медь 60-100 150—200
Латунь Л68 80—150 180-250
Сталь 10—15 100-180 200—300
Приведенные формулы не учитывают всех параметров процесса, влияющих на
требуемое усилие вдавливания (геометрии инструментов, скорости деформирования,
рода .смазки и др.).
На практике требуемое давление пресса подсчитывают по упрощенной формуле
Р — qF.
где q — приближенная величина давления, приведенного в табл. 145.
Сопротивление деформации или давление при холодном выдавливании в значи-
тельной мере зависит от степени деформации.
На рис. 322 приведена зависимость сопротивления деформации от степени де-
формации для различных марок малоуглеродистой стали при прямом выдавливании
(рис. 322, а) и при обратном (рис. 322, б).
Кроме указанной зависимости, сопротивление деформации при выдавливании
зависит от формы торца пуансона, как показано на рис. 323, для обратного выдавли-
вания малоуглеродистой стали (0,1% С) из заготовки диаметром 16 мм и высотой
10 мм.
Кроме того, величина давления q зависит от угла скоса матрицы, как показано на
рис. 324, для прямого выдавливания малоуглеродистой стали (0,1% С) из заготовки
диаметром 9,5 мм при степени деформации 75%.
В существующей литературе иногда даются неправильные указания по выбору
типа пресса для холодного выдавливания, а именно: коленно-рычажного (чека-
ночного) пресса.
340
ОБЪЕМНАЯ ШТАМПОВКА
Чеканочные прессы менее всего пригодны для холодного выдавливания, так
как процесс выдавливания обычно требует рабочего хода (глубины выдавливания) не
менее 5—10 мм для алюминия и 10—20 мм для стали. Это соответствует углу пово-
рота кривошипа к началу выдавливания, равному 40—60° от нижней мертвой точки.
Но у чеканочного пресса, выбранного по номинальному усилию, в этот момент допус-
тимое усилие будет значительно меньше требуемого в начальный период выдавли-
вания. Поэтому, если применяют чеканочные прессы, то выбирают их весьма боль-
шого номинального усилия — пример-
но в восемь — десять раз больше тре-
буемого по расчету.
Кривошипные прессы более при-
годны для холодного выдавливания,
но лишь в случае, если величина ра-
бочего хода (глубина вдавливания
пуансона) не превышает 5 мм. Ре-
комендуется выбирать эти прессы с
номинальным усилием в 1,5—2 раза
больше расчетного.
Наилучшим типом прессов для
холодного выдавливания стальных де-
талей являются специальные криво-
шипные прессы типа LKP для холод-
ного выдавливания, с величиной рабо-
чего хода от 40 до 50 мму при ходе
ползуна от 280 до 315 мм и с наиболь-
шим усилием от 400 до 1000 Т В ФРГ
созданы специальные горизонтальные
прессы-автоматы для холодного выдав-
ливания усилием от 30 до 800 Т, ис-
пользуемые в нашей промышлен-
ности.
В США фирмой «Мау» созданы
прессы для выдавливания с замедлен-
ной рабочей скоростью. В Англии и
частично в США для холодного выдав-
ливания крупных деталей предпочи-
тают применять гидравлические прес-
сы типа Bliss-Pera, хотя они дороже
и менее производительны, чем меха-
нические прессы.
Процесс холодного выдавливания,
производимый на кривошипных или
специальных прессах, характеризуется большой скоростью деформации и сопро-
вождается значительным тепловым эффектом, повышающим пластичность ме-
талла. Скорость истечения металла во столько раз больше скорости прессова-
ния, во сколько раз поперечное сечение детали меньше поперечного сечения
заготовки.
При холодном выдавливании повышение скорости желательно, так как в ре-
зультате теплового эффекта повышается пластичность и снижается сопротивление
деформации. Но это наблюдается лишь до некоторого предела, после которого ощу-
тимого увеличения пластичности не происходит, так как уже достигнута почти пре-
дельная пластичность, а сопротивление деформированию увеличивается примерно
пропорционально квадрату скорости деформации (истечения).
Конструкция и форма деталей должны учитывать специфику процесса холодного
выдавливания и должны быть «технологичны».
Экономическая эффективность процессов холодного выдавливания стальных
деталей зависит от серийности производства. По данным Г. Фельдмана [142], эконо-
Степень деформации Е,%
Рнс. 322. Зависимость сопротивления дефор-
мации (q) от степени деформации Е: а — при
прямом выдавливании стержней; б — при об-
ратном выдавливании колпачка
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ПРЕССОВАНИЕ)
341
мически эффективно применять холодное выдавливание стали при следующей вели-
чине партии деталей:
Вес деталей в кг До 0.02 От 0,02 до 0,5 От ОД до 10 От 10 до 35
Наименьшая величина партии в шт. 10 000 5000 3000 1000
Однако в зависимости от конкретных условий производства эти данные могут
измениться и должны уточняться путем экономических подсчетов
К заготовкам для холодного выдавливания цветных металлов предьявляются
повышенные требования:
1) требуется чистота химического состава и однородность структуры материала
заготовки. Для алюминия рекомендуются марки АО, А1 твердостью до НВ 25;
2) желательна высокая чистота поверхности среза вырезанной заготовки Зау-
сенцы недопустимы.
Рнс. 323. Зависимость сопротивления де Рис 324. Зависимость сопротивления дефор-
формацни от формы торца пуансона мацин от угла скоса матрицы
Для обеспечения первого требования вырубленные заготовки обычно подвергают
отжигу (с травлением, промывкой и сушкой). Для получения чистой поверхности
срезахвырубка производится штампом со снятой фаской на режущих кромках матри-
цы, а также рекомендуется вырезка заготовок пуансоном, размеры которого больше
размеров матрицы. В производстве зарекомендовал себя трехрядный вырезной штамп,
у которого пуансоны на 0,4—0,6 мм больше отверстия матрицы, вследствие чего вы-
резка происходит без захода пуансонов в матрицу. Остающаяся соединительная пе-
ремычка настолько слаба, что отламывается при ручной подаче полосы. При этом
способе чистота поверхности среза соответствует 4-му классу.
Для удаления заусенцев и очистки поверхности заготовки обкатывают в барабане
с древесными опилками, смоченными бензином. После просеивания опилок заготовки
промываются в бензине или бензоле.
Для получения деталей с чистотой поверхности, равной 8-му классу, заготовки
перед штамповкой необходимо равномерно смазывать путем погружения в смазку
особого состава.
Холодное выдавливание алюминиевых парфюмерных тюбиков производится
из шестигранных заготовок, вырубаемых шестирядным штампом при безотходном
раскрое полосы. В данном случае после вырубки заготовки подвергаются отжигу при
520—560е С, травлению в кальцинированной соде, промывке, сушке и обкатке в
барабане с кашалотовым жиром.
Фирма «Нег1ап», выпускающая прессы для холодного выдавливания, для смазки
алюминиевых заготовок применяет цинковую пудру.
342
ОБЪЕМНАЯ ШТАМПОВКА
Толщина заготовки находится по формуле
где V — объем детали с припуском на обрезку;
Fo — площадь заготовки.
Величину припуска на обрезку неровных кромок принимают равной
ДА — (0,5 4- 0,8) )/A ,
где h — высота детали по чертежу, причем наименьшее значение коэффициента
берут для сравнительно низких, а наибольшее — для сравнительно высо-
ких деталей.
Для холодного выдавливания стальных деталей обычно применяют прутковые
заготовки или колпачки, полученные вытяжкой листового металла. Стальные заго-
товки подвергают следующей предварительной подготовке: 1) правка прутков;
2) обдирка поверхности для удаления поверхностных трещин; 3) рубка заготовок на
прессах или отрезка на револьверных станках; 4) отжиг в нейтральной атмосфере при
720° С в течение 3 ч, а затем охлаждение в течение 5—6 ч; 5) удаление окалины обкат-
кой в барабане со стальной крошкой и обезжиривающим раствором; длительность
обкатки 15 мин.
Травление стальных заготовок не допускается во избежание появления водо-
родных трещин.
Решающее значение для холодного выдавливания имеет выбор наилучшего типа
смазки, выдерживающей высокие рабочие давления и не теряющей вязкости при
нагреве.
Жидкие смазки выдерживают удельное давление примерно до 300—500 ат.
При больших давлениях жидкие смазки сравнительно легко выдавливаются. В боль-
шинстве случаев обработки металлов давлением удельное давление на контактной
поверхности значительно больше и при обычной вытяжке примерно равно 10 кПмм2у
при волочении и протяжке 60 кПмм\ при холодном выдавливании алюминия
100 кГ 1мм\ при холодном выдавливании стали до 300 кГ 1мм2. Следовательно, смазка
должна выдерживать удельное давление до 30 000 ат.
Экспериментально установлено, что наилучшей смазкой для стальных заготовок
является фосфатирование поверхности заготовок с последующим пропитыванием
мыльной эмульсией, что значительно снижает величину коэффициента трения.
Фосфатирование стальных заготовок производится в следующей последова-
тельности.
1. Обезжиривание отожженных заготовок и промывка холодной и горячей водой.
2. Фосфатирование в фосфатном растворе. Рекомендуется горячее фосфатиро-
вание при температуре 90° С в течение 5—12 мин. Промывка холодной и горячей
водой.
3. Пропитывание фосфатированной поверхности смесью известковой и мыльной
воды или густой мыльной эмульсией.
4. Сушка заготовок.
5. Промасливание заготовок техническим салом.
В качестве охлаждающей жидкости применяют мыльную воду.
Практически применяются следующие типы смазок при холодном выдавливании:
1) для алюминия — 20-процентный раствор животного жира в бензоле или
смесь цилиндрового масла с воском в пропорции 1 1 (расход 300 г на 15—16 м2)\
кусковой кашалотовый жир;
2) для меди и латуни—животные жиры или графитная смазка в составе: 5 частей
отмученного графита и 2 части машинного масла (при 200° С);
3) для цинка — животные жиры, ланолин и тальк;
4) для стали — фосфатирование поверхности путем погружения заготовок в
кислые фосфатные растворы с последующим пропитыванием мыльной эмуль-
сией.
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ (ПРЕССОВАНИЕ)
343
Заготовки смазываются двумя способами: путем погружения в баки или во вра-
щающиеся барабаны Слой смазки должен быть равномерным. В случае наличия
частично несмазанных мест заготовки неизбежен брак в виде обрывов и перекосов
стенок.
Пример. Определить количество операций и размеры переходов для холодного
выдавливания полой гильзы из малоуглеродистой стали, приведенной на рис. 325.
Проверим возможность выдавливания гильзы за одну операцию.
Так как диаметр исходной заготовки примерно равен верхнему диаметру гиль-
зы £>j =40 мм, находим степень деформации
402 _ 302 + 252 1325 nft4 ООО/
Е = —Г~ ~~----------D*------=--------40*-----7 = 1600 = °’83 - 83 /о’
Такая степень деформации выше допустимой (см. табл. 142). Поэтому необхо-
димо принять двухоперационный процесс: первая операция — обратное выдавлива-
ние стакана с утолщенными стенками, а вторая — прямое выдавливание при умень-
шении толщины стенок до 2,5 мм.
Наружный диаметр стакана примерно равен диаметру заготовки = D,f =
= 40 мм. Внутренний диаметр стакана примерно равен внутреннему диаметру гиль-
зы = d — 25 мм.
Степень деформации при обратном выдавливании стакана
Е — _ 252 _ 625 q од _ пдо/
“ DI ~ ~ 402 1600 “ °’ЗУ “ 39 /о’
что вполне допустимо (см. табл. 142).
Степень деформации при прямом выдавливании гильзы
р _ Fo - Fк _ (402 - 252) - (302 - 25*) _ 700
“ Г 4П2 О £2 '975 /Z/o-
402 — 252
Fo
Деформация относительного уменьшения толщины стенки
_ So — S _ 7,5 — 2,5
— е —
= 0,66 = 66%.
/ ,0
Относительное уменьшение диаметра полой заготовки
10=2*0 =0,25 = 25%.
ея_ Р1-О*
“ Di
344
ОБЪЕМНАЯ ШТАМПОВКА
Все деформации находятся в допустимых пределах (см. табл. 142).
Высоту заготовки и полого стаканчика определим по равенству объема металла
по операциям.
Подсчитываем объем готовой гильзы
V = -J [РЗЙ! 4 (£>?, - </2) Й2 + (D[ - <J2) Л,] -
= 0,785 (9000 4- 22 000 + 7800) = 30 460 мм».
Высота заготовки
у
Н3-=г = 24,3^25 жж.
Высоту полого стаканчика (при hx = 10 жж) найдем из равенства
V = ^(Di-dl)H1+ J dfa,
откуда
/Л = (V — ~ d;hit J (£>? — dl) = 33,4 34 мм.
40. чеканка, клеймение и разметка
Чеканка представляет операцию, при которой происходит образование выпукло-
вогнутого рельефа на поверхности изделий за
счет изменения толщины материала
и заполнения им рельефной поло-
сти штампа.
Наиболее распространенным
и типовым примером является
чеканка монет, орденов, медалей,
а также художественная чеканка,
применяемая в часовом производ-
Рис. 326. Примеры художественной чеканки
изделий
Рис. 327. Схема чеканочного
штампа
стве, производстве столовых приборов и т. п. На рис. 326 приведены примеры
художественной чеканки некоторых изделий.
В большинстве случаев процесс чеканки происходит в закрытых штампах без
вытеснения металла из рабочей полости штампа (рис. 327).
Для художественной чеканки сравнительно крупных изделий (столовые приборы
и т. п.) применяется открытая поверхностная чеканка.
Процесс чеканки хотя и сопровождается небольшим перемещением металла,
но для получения четкого рельефа требует большого давления (см. табл. 125). Усилие,
чеканка. Клеймение и разметка
345
необходимое для чеканки, может быть определено по формуле
P = qF,
где F — площадь проекции детали в мм2;
а— давление в кПмм2.
Опытные величины давления q при чеканке (в кПмм2) приведены ниже.
Чеканка золотых монет 120—150
» серебряных монет 150—180
> никелевых монет 160—180
> тонких латунных циферблатов . 250—300
» столовых приборов из нержавеющей стали 250—300
Давление чеканочного пресса обычно берется больше расчетного во избежание
перегрузки при работе в упор.
Рис. 328. Схема штампов для клеймения и для разметки
Операции клеймения аналогичны операциям чеканки, но имеют более поверх-
ностный характер и требуют несколько меньшего давления. Схема штампа для клей-
мения приведена на рис. 328, а. В массовом производстве для клеймения деталей
применяют специальные маркировочные станки ротационного или рычажного типа.
Операция разметки (кернения) аналогична чеканке и клеймению и производится
специальными керновочными штампами (рис. 328, б). Разметка в штампах приме-
няется для нанесения центров мелких отверстий, подлежащих сверлению при изго-
товлении деталей точной механики, в результате чего отпадает необходимость приме-
нения мелких кондукторов. Точность разметки керновочным штампом составляет
±(0,02—0,03) мм.
Формы и размеры кернов зависят главным образом от материала детали, так
как чем мягче материал, тем меньше угол между режущими кромками сверла. Обычно
угол заострения керна делают на 15—25° меньше угла заточки сверла для предохра-
нения от «увода» сверла.
ГЛАВА VI
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
41. ВЫСОКОЭНЕРГЕТИЧЕСКИЕ (ВЫСОКОСКОРОСТНЫЕ)
МЕТОДЫ ШТАМПОВКИ
Последние годы характеризуются быстрым развитием крупного машиностроения
и космической техники. Изготовление крупногабаритных элементов конструк-
ций размерами от 3 до 8 м потребовало создания новых беспрессовых методов
штамповки, ввиду ограниченных возможностей механических и гидравлических
прессов.
Такими методами являются высокоэнергетические методы формообразования под
действием импульсивных нагрузок, создаваемых действием взрыва бризантных
взрывчатых веществ, газовых смесей, давлением испаряющихся сжиженных газов,
высоковольтным электрическим разрядом в жидкости, мощными импульсами магнит-
ного поля и т. п.
Особенностью высокоэнергетических методов штамповки является высокая
скорость деформирования в соответствии с высокими скоростями преобразования
энергии. Поэтому высокоэнергетические методы штамповки имеют основание имено-
ваться также высокоскоростными методами. Они получили преимущественное при-
менение при изготовлении крупногабаритных деталей типа днищ, полусфер, оболочек
и т. п., изготовляемых малыми сериями, при которых применение крупных прес-
сов и штампов становится технически нецелесообразным и экономически не-
выгодным.
Для характеристики размеров штампуемых деталей и штампов для них приведем
пример из американской практики. Для штамповки секций днищ топливных баков
ракеты «Сатурн» потребовалось изготовить из цинкового сплава штамп размером
5000 X 2800 мм весом 52 т.
В промышленности наибольшее применение получили следующие высокоэнерге-
тические методы штамповки:
1) штамповка давлением ударной волны при взрыве бризантных взрывчатых
веществ в воде или так называемая взрывная штамповка;
2) штамповка действием высоковольтного электрического разряда в жидкости
или электрогидравлическая штамповка;
3) штамповка импульсами магнитного поля высокой напряженности или магнит-
ноимпульсная штамповка.
Другие методы высокоэнергетической штамповки получили ограниченное при-
менение.
Высокоэнергетические методы обработки металлов применяются в самых раз-
нообразных процессах штамповки: вытяжке, листовой формовке, формоизменении
трубчатых заготовок, вырубке и пробивке отверстий, резке труб и проката, объемной
штамповке, калибровке и поверхностном упрочнении металла, прессовании, сварке
разнородных металлов, запрессовке и развальцовке труб, различных сборочных
операциях и т. п.
ВЫСОКОЭНЕРГЕТИЧЕСКИЕ МЕТОДЫ ШТАМПОВКИ
347
Взрывная штамповка [86, 96, 129, 130]
Взрывная штамповка основана на деформации листовой заготовки давлением
ударной волны, образующейся при взрыве бризантных взрывчатых веществ (ВВ).
Время детонации ВВ составляет 20—30 мксек, а время деформации детали исчис-
ляется миллисекундами, т. е. примерно в сто раз больше. Таким образом, давление
взрыва действует на заготовку лишь в начальный момент, после чего металл заго-
товки движется до соприкосновения с матрицей под действием сообщенной ему кине-
тической энергии.
По мере распространения ударной волны ее скорость и создаваемое давление
довольно быстро затухают. Поэтому взрывной штамповкой нельзя сразу получить
глубокую вытяжку, а приходится применять двукратную взрывную штамповку.
Практически зарекомендовал себя способ реверсивной двухоперационной штамповки:
Рнс. 329. Зависимость коэффициента вытяжки от удельного
веса заряда ВВ; а — для Ст. 3 толщиной 1,75 маг, б — для
стали 2X13 толщиной 2 мм
в первой операции штампуется днище с выпуклой вверх средней частью, а во второй
операции после удаления выпуклого вкладыша получается окончательная форма
днища выпуклостью вниз.
На рис. 329 показана зависимость коэффициента вытяжки tn от удельного веса G
заряда ВВ при гидровзрывной штамповке на кольцевой матрице (без формующей
полости) [170].
Область / соответствует недостаточному весу заряда и неполной вытяжке;
область // — полной вытяжке без разрушения; область III относится к чрезмерно
большому весу заряда, при котором происходит разрушение заготовки. Точка А
соответствует предельной величине коэффициента вытяжки за одну операцию.
Взрывная штамповка получила преимущественное применение для обработки
наиболее крупных деталей (от 1,5 до 8 м) при толщине материала свыше 2 мм.
Преимуществом ее является высокая экономическая эффективность в результате
резкого снижения капитальных затрат и сокращения сроков и стоимости подготовки
производства. Другим достоинством является возможность штамповки деталей из
высокопрочных сплавов.
В зависимости от размеров и формы штампуемых деталей взрывная штамповка
осуществляется различными способами: при больших габаритах деталей — штампов-
кой в бассейнах с водой; при штамповке небольших деталей — штамповкой в назем-
ных установках.
На рис. 330 изображена схема установки бассейнового типа, созданная в Чехо-
словакии [280]. Внутри углубленного в землю бассейна установлен формовочный
штамп 5, над которым подвешивается заряд ВВ. После заполнения бассейна водой
производится дистанционный взрыв ВВ при помощи детонатора. Вода из бассейна
спускается через сливную трубу 4.
348
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
На рис. 331 изображена конструкция бассейна, разработанного в Харьковском
авиационном институте [208]. Заглубленный фундамент отделен от стенок бассейна
и обладает повышенной прочностью
На рис. 332 изображена схема установки бассейнового типа, выполненная в виде
сварного металлического бака, устанавливаемого в бетонном колодце.
Для защиты металлического бака от действия ударной волны в данном случае
применена так называемая воздушнопузырьковая защита в виде сплошной завесы
из пузырьков воздуха, идущих через отверстия кольцевой трубы, установленной
на дне бака и соединенной с компрессором.
Полость матрицы снабжена большим количеством отверстий, соединяющих ее
с нижней полостью, присоединяемой к вакуумному насосу Отверстия служат для
удаления ввздуха из рабочей полости матрицы.
На рис. 333 изображена схема съемной наземной установки для взрывной штам-
повки небольших деталей, предназначенная для установки в закрытом помещении.
Рис. 330. Схема установки бассейнового типа для взрывной штамповки:
/ — бассейн; 2 — прндержка; 3 — форма (штамп); 4 — сливная труба
В случае опытного производства за рубежом применяют резервуары разовой
службы, представляющие собой картонный бак или полиэтиленовый мешок, напол-
няемые водой (рис. 334).
Высокая стоимость сооружения крупных бассейнов и недостаточная стойкость
их при штамповке крупногабаритных деталей с зарядом ВВ свыше 3 кг ограничивают
область применения взрывной штамповки в бассейнах. В последнее время за ру-
бежом наблюдается тенденция постепенного отказа от применения бассейнов и за-
мены их наземными бронекамерами.
Взрывная штамповка требует выполнения специальных расчетов: расчета тре
буемой работы деформирования, расчета энергоносителя и расчета оснастки.
Расчет потребной энергии и веса заряда приведены в работах [86 и 70]. Общие
основы для проектирования оснастки для взрывной штамповки изложены в соответ-
ствующей литературе.
Штампы для взрывной штамповки представляют собой матрицу, имеющую рабо-
чую полость соответствующей формы, с отверстиями для удаления воздуха. Для
деталей небольших и средних размеров обычно применяют металлические литые или
сварные матрицы. Для крупногабаритных деталей металлические матрицы тяжелы
и дороги. В этом случае их зачастую делают из дерева или железобетона с облицов-
кой стеклопластиком (на эпоксидной основе) Стоимость железобетонных матриц
для штамповки днищ диаметром 1200 и 1500 мм в 2 раза меньше стоимости металли-
ческих матриц.
Одна из фирм США («Аэроджей Дженерал Корпорейшен») для взрывной штам-
повки деталей диаметром свыше 3300 мм из высокопрочных и жаропрочных сплавов
толщиной до 12,7 мм успешно применила матрицы из льда, изготовленные заморажи
вапием воды жидкой углекислотой Растрескавшаяся после взрыва матрица обли-
вается водой и вновь замораживается. Штамповка производится в воде при темпера-
ВЫСОКОЭНЕРГЕТИЧЕСКИЕ МЕТОДЫ ШТАМПОВКИ
34?
В качестве взрывчатого вещества обычно применяют тротил (тринитротолуол,
тол) по ГОСТу 4117—67, являющийся бризантным взрывчатым веществом нормальной
мощности. Он может применяться в литом, прессованном и насыпном виде. Скорость
детонации тротила 7000 м/сек. Давление подводного взрыва около 133 000 кГ/см2.
Рис. 331. Схема бассейна кон-
струкции Харьковского авиа-
ционного института:
/ — стальная обшивка; 2 — бе-
тонный бассейн; 3 — гидроизо-
ляция; 4 — заглубленный фун-
дамент; 5 — штамп; 6 — за-
ряд ВВ
Скорость формообразования до 100 м/сек, что позволяет штамповать высокопрочные
малодеформируемые сплавы с большей степенью упрочнения и минимальным пружи-
нением.
Форма заряда определяется конфигурацией штампуемой детали. Заряды должны
изготовляться обученным персоналом в специальных помещениях. Тротил довольно
Рис. 332. Установка для взрыв-
ной штамповки с воздушно-
пузырьковой защитой:
/ — штамп; 2 — бак; 3 — за-
ряд ВВ; 4 — заготовка; 5 —
воздушная труба
безопасен в обращении, хорошо переносит транспортировку, от зажигания горит без
взрыва, но полностью и мгновенно взрывается от капсюля детонатора.
Взрывная штамповка применяется также для резки и пробивки металла, клепки
и сварки, поверхностного упрочнения, чеканки, гравировки и объемной штамповки.
Для штамповки взрывом изделий из высокопрочных и жаропрочных сплавов
повышенной хрупкости (титановые, молибденовые сплавы) получила применение
350
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
горячая штамповка взрывом с подогревом заготовки (для титана до 600° С) электро-
нагревом, инфракрасными лампами, в соляной ванне, теплом химической реакции.
Передаточной средой при горячей штамповке взрывом обычно служит песок (рис. 335).
Рис. 333. Съемная установка для
штамповки взрывом небольших де-
талей:
1 — штамп; 2 — заготовка; 3 —
бак; 4 — заряд ВВ
Рнс. 334. Установка с полиэтиленовым
резервуаром (мешком с водой):
/ — полиэтиленовый мешок; 2 — заряд;
3 — матрица; 4 — заготовка; 5 — рама;
6 — основание
В этом случае отпадает необходимость сооружения бассейна и прочих гидротехни-
ческих устройств. Вследствие этого указанный способ может быть применен и при
холодной взрывной штамповке. Для взрывной горячей штамповки небольших деталей
может быть применена и вода, при нижнем расположении резервуара с водой, над
которым устанавливается нагретая заготовка и массивная матрица дном кверху.
Рис. 335. Схема взрывной штамповки в песке:
/ — заряд ВВ; 2 — песок; 3 — бетонная форма
При горячей взрывной штамповке иногда применяется штамповка в раскаленном
до 900—1000 С песке. Однако при этом нельзя допустить самопроизвольного загора-
ния заряда ВВ, необходимо термоизолировать его соответствующими материалами.
w При штамповке тонколистовых .молибденовых сплавов применяется оригиналь-
ный способ нагрева заготовки в собранном штампе с установленным зарядом ВВ
Источником нагрева является пиротехнический состав, нанесенный на поверхность
ВЫСОКОЭНЕРГЕТИЧЕСКИЕ МЕТОДЫ ШТАМПОВКИ
351
заготовки и поджигаемый огнепроводным шнуром непосредственно перед взрывом
заряда ВВ. Нагрев молибденовой заготовки толщиной 1 мм пиротехническим составом
до 360—380° С происходит за 25—30 сек [130].
Энергия взрыва бризантных взрывчатых веществ получила применение для
сварки и плакирования разнородных металлов и сплавов. При сварке взрывом в месте
контакта возникают волны сцепления, создающие высокую прочность соединения.
На рис. 336 показана схема сварки взрывом и волны поверхностного сцепления.
Более толстая пластина устанавливается на массивную опорную плиту. Метаемая
пластина с нанесенным на нее плоским зарядом ВВ располагается под определенным
углом а (2—7°). Детонирование заряда осуществляется при помощи капсюля-детона-
тора. Метаемая пластина получает вертикальное перемещение с большой скоростью,
причем поверхность соударения и сварки постепенно перемещается от вершины угла.
При этом происходит небольшое горизонтальное перемещение вдоль поверхности
неподвижной пластины. В результате этого на поверхности контакта возникает куму-
лятивная струя, состоящая из частиц обоих металлов и образующая волны поверх-
ностного сцепления (рис. 336, бив) [262]. Для получения качественной сварки необ-
ходима тщательная очистка и обезжиривание соединяемых поверхностей. Основы
этого метода разработаны под руководством акад. М. А. Лаврентьева.
Рис. 336. Схема сварки взрывом: а — начальное положение; б — процесс детонации; в —
волны поверхностного сцепления
Установлено, что для сварки взрывом пригодны не все типы ВВ, а лишь неболь-
шой плотности (гексоген, аммонал, нитрогуандин). Для уменьшения бризантного
действия ВВ между метаемой пластиной и зарядом помещается резиновая прокладка.
Расположение свариваемых пластин под углом применяется при сварке взрывом
небольших поверхностей. Сварка взрывом крупных листов осуществляется при их
параллельном расположении с небольшим воздушным зазором. Аналогично произ-
водится взрывная сварка труб.
Высокие давления, развиваемые при взрыве бризантных ВВ, применяются
также для резки и пробивки листового металла и толстых заготовок.
Групповая пробивка отверстий давлением взрыва была приведена в гл. I
(см. стр. 59).
Необходимо указать на другие способы пробивки и резки:
1) пробивка отверстий кумулятивной струей, образующейся при взрыве кумуля-
тивных зарядов бризантных ВВ;
2) резка листового металла с помощью контурных зарядов листовых и шнуровых
зарядов бризантных ВВ, накладываемых на заготовку;
3) резка толстых заготовок и проката с помощью линейных зарядов ВВ, накла-
дываемых вдоль линии реза.
Новым промышленным способом является пробивка и резка толстых заготовок,
при использовании особой кумулятивной формы взрыва, позволяющей получить
очень высокие скорости движения кумулятивной струи — порядка 12—15 км/сек,
т. е. выше второй космической скорости (11,2 км/сек) [87]. Для этого применяются
специальные кумулятивные заряды, имеющие коническую (или двойную обратно
коническую) выемку в заряде ВВ, облицованную металлической оболочкой (рис. 337).
При детонации кумулятивного заряда энергия продуктов детонации концентри-
руется вдоль оси заряда и вызывает сжатие металлической облицовки и образование
352
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Рис. 337. Схема куму-
лятивного заряда:
/ — детонатор; 2 — за-
ряд В В; 3 — корпус;
4 — металлическая обли-
цовка кумулятивной вы-
емки; 5 — деформация
оболочки при взрыве
В В; 6 — кумулятивная
струя
кумулятивной струи колоссальной скорости и весьма высокого давления. Величина
этого давления достигает 3000 кГ/мм2, что во много раз превосходит прочность любого
твердого вещества. В результате действия кумулятивной струи происходит образова-
ние отверстия, а при удлиненной форме кумулятивного заряда — резка проката и
толстых заготовок.
В лабораторных условиях достигнута неслыханно высокая скорость кумуля-
тивной струи — 100 км1сек, т. е. выше диапазона метеорных скоростей (от 11,2 до
73 км!сек) [87].
При работе с кумулятивными зарядами необходимо предохранять кумулятив-
ную струю от действия атмосферного воздуха, в котором она быстро сгорает Защита
может быть создана оболочкой из нейтральных газов
или вакуумированием.
К штамповке взрывом может быть отнесена штам-
повка взрывом (горением) газовых смесей или порохов
В этом случае происходит не детонация, а процесс хими-
ческого сгорания в окислителе, содержащемся в газовой
смеси и порохе. Скорость продуктов горения здесь в
3 раза меньше, чем при детонации ВВ, а время действия
волны давления на заготовку измеряется уже милли-
секундами.
В ряде случаев применение газовых смесей или по-
рохов более целесообразно, чем бризантных ВВ, напри-
мер при формовке тонкостенных деталей из пластичных
металлов.
Воспламеняющиеся смеси газов, как энергоноситель,
имеют следующие преимущества:
1) более однородное давление, которое можно легко
изменять в широком диапазоне;
2) возможность быстрой перезарядки камеры сго-
рания.
Штамповка газовой смесью производится в закрытой
полости штампа, подключаемой к камере сгорания.
Наиболее доступными и экономичными смесями яв-
ляются кислородно-ацетиленовые, кислородно-водородные
и кислородно-метановые, обладающие высокой тепло-
творной способностью. При сжигании в замкнутой ем-
кости смеси воспламеняющихся газов могут протекать
два основных вида реакции:
1) адиабатическое сгорание, когда химическая реакция протекает во всем объеме,
а скорость продуктов горения невелика;
2) газовая детонация, когда реакция протекает со сверхзвуковой скоростью и
распространяется в детонационной форме. Пламя представляет собой узкую (тонкую)
зону, отделяющую участок с закончившейся химической реакцией от участка с несго-
ревшим газом.
На рис. 338, а приведена схема установки для штамповки полых деталей с по-
мощью кислородно-водородной газовой смеси, работающей по первому виду реакции
На рис. 338, б изображена схема установки, работающей на детонационном
режиме химической реакции L. Установка состоит из взрывной камеры с расположен-
ной вверху детонационной трубкой Взрывная камера установлена на контейнере
с матрицей. Газовая смесь зажигается с помощью обыкновенной автомобильной свечи,
подключенной к источнику тока высокого напряжения. Горючий газ и кислород по-
ступают из обычных баллонов через редукторы
В аналогичных случаях для штамповки тонколистовых металлов применяют
штамповку давлением пороховых газов, имеющую те же преимущества, что и штам-
повка газовой смесью. Деформация заготовки осуществляется в герметически закры-
1Б. А. Черепенников. Авт. свид № 148780.
ВЫСОКОЭНЕРГЕТИЧЕСКИЕ МЕТОДЫ ШТАМПОВКИ
353
той камере, в которой происходит расширение пороховых газов. Сгорание пороха
обычно происходит в особой камере сгорания, соединенной с рабочей камерой. В зави-
симости от типа установки штамповка пороховыми газами может осуществляться
или непосредственным давлением газов, или через жидкость.
Получили практическое применение ручные устройства для запрессовки и раз-
вальцовки труб, пробивки отверстий, клепки и других операций, работающих на
пороховых зарядах.
Дрена*
Рис. 338. Схемы газовых установок для штамповки детален: а — способом
сгорания газов: б — способом газовой детонации
В отдельных случаях для штамповки листового металла в качестве энергоноси-
теля используют сжиженные газы. Рабочее давление достигается благодаря быстрому
испарению жидкого газа и переходу его в газообразное состояние.
Наиболее доступным газом является жидкий азот, имеющий температуру кипе-
ния —196° С. При испарении 1 л жидкого азота получается около 690 л газообраз-
ного Скорость испарения можно увеличить, вспрыскивая распыленный жидкий
азот в воду. В данном случае происходит мгновенное испарение азота, вызывающее
ударную волну.
Штамповка элек грогидравлическим разрядом [17, 247]
Наряду с взрывной штамповкой получил применение способ формовки высоко-
вольтным электрическим разрядом в воде. В его основу положен электрогидравли-
ческий эффект, открытый советским изобретателем Л. А. Юткиным [163].
Энергия, необходимая для электрического разряда, накапливается в высоко-
вольтной конденсаторной батарее (35 000—40 000 в). Накопленная энергия (от 30
до 120 кдж) создает между электродами мгновенный разряд длительностью 0/J0004 сек,
вызывающий ударную волну в жидкости, когорая деформирует заготовку.
На рис 339 представлена принципиальная схема электрогидравлической фор-
мовки.
12 Романовский В. П.
364
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Рис. 339. Схема электрогидравли-
ческой формовки:
/ — дерев$Гнная матрица; 2 — за
готовка; 3 — электроды
Электрогидравлическая штамповка имеет ряд преимуществ перед взрывной
штамповкой:
1) лучшая управляемость процессом за счет варьирования количества импуль-
сов и местоположения разрядных контуров;
2) возможность изменения энергии импульса;
3) возможность осуществления многократного разрядного импульса;
4) размещение электрогидравлических установок в производственных помеще-
ниях.
Электрогидравлической штамповкой осуществляются следующие операции:
вытяжка, лйстовая формовка, отбортовка, растяжка полых деталей, пробивка отвер-
стий, развальцовка труб в трубных досках
и т. п.
Штамповка производится различным спо-
собом: или в открытой емкости (рис. 340, а),
или в закрытом объеме (рис. 340, б и в). Более
производительны электрогидравлические уста-
новки с нижним расположением электродов
(рис 340, г) В последней схеме для увеличе-
ния искрового промежутка концы электродов
соединены проволочкой, инициирующей разряд,
что позволяет приблизить зону разряда к заго-
товке и увеличить рабочее давление.
Эти установки позволяют штамповать де-
тали размером до 2000 мм, толщиной до 3 мм.
При штамповке деталей из плоских заго-
товок в качестве отрицательного электрода мо-
жет быть использован заземленный корпус уста-
новки. При штамповке деталей типа оболочек
положительный электрод помещается внутри заготовки, а в качестве отрицательного
электрода также может использоваться корпус установки.
При штамповке крупногабаритных деталей целесообразно применять многокон-
турную схему разряда.
Установки для штамповки высоковольтным электрическим разрядом состоят
из источника питания, включая высоковольтный трансформатор с выпрямительным
устройством, конденсаторной батареи, шарового разрядника и технологической
установки, состоящей из матрицы, прижимного устройства, электродов, вакуум-
насоса.
При разрядке должна строго соблюдаться определенная полярность: острие
(+), плоскость (—). При обратной полярности разряд не сопровождается электро-
гндравлическим эффектом.
В настоящее время применяются различные типы установок для электрогидрав-
лической штамповки,
Из опубликованных за рубежом материалов следует, что применение данного
способа ограничивается штамповкой деталей средних размеров простой конфигура-
ции (до 2500 мм, толщиной 1—3 мм). Некоторые американские фирмы («Дженерал
Электрик» и др.) предпочитают электрогидравлическую штамповку взрывной, как
более производительную и экономичную
Магиитио импульсная штамповка [17, 130, 210, 242|
Магнитно-импульсная штамповка характеризуется тем, что давление на дефор-
мируемую металлическую заготовку создается непосредственным воздействием им-
пульсного магнитного поля, без участия промежуточных твердых, жидких или газо-
образных тел. Это позволяет штамповать детали из полированных и лакированных
заготовок без повреждения поверхности, а также деформировать заготовки, заклю-
ченные в герметическую пластмассовую оболочку.
ВЫСОКОЭНЕРГЕТИЧЕСКИЕ МЕТОДЫ ШТАМПОВКИ
355
Магнитно-импульсная обработка основана на мгновенном разряде электроэнер-
гии, накопленной в конденсаторной батарее, через соответствующий индуктор,
являющийся рабочим органом. При этом в цепи индуктора протекает импульс тока,
а в окружающем индуктор пространстве возникает импульсное магнитное поле высо-
кой напряженности. Это магнитное поле индуцирует вихревые токи противополож-
ного направления в металлической заготовке, помещенной вблизи индуктора.
К вакуумному
насосу
Рис 340. Различные способы электрогидравлическои штамповки
При взаимодействии мощного магнитного поля индуктора с индуцированным
в заготовке током и его магнитным полем возникают электромеханические (пондеро-
моторные) силы взаимодействия, стремящиеся оттолкнуть заготовку от индуктора
и вызывающие ее деформацию. Магнитный импульс длится от 10 до 20 мксек, созда-
вая давление от 3500 кГ/см? до 39000 кПс*?. Так же, как и при штамповке взрывом,
длительность магнитного импульса во много раз меньше времени деформации заго-
товки. Поэтому импульсное магнитное поле непосредственно действует на заготовку
лишь в начальный момент, после чего дальнейшая деформация заготовки происходит
под действием полученного ею запаса кинетической энергии.
Движущаяся заготовка с высокой скоростью (300—400 м/сек) ударяется о мат-
рицу, в результате чего возникают огромные силы соударения, деформирующие
заготовку. Импульсная магнитная штамповка получила довольно большое приме-
нение в промышленности при выполнении различных операций листовой штамповки:
вытяжки, вырубки, пробивки отверстий, отбортовки, развальцовки труб, запрес-
совки штуцеров, обжатия труб и наконечников на гросах, сборки трубчатых деталей
с оправками и т. п. (рис. 341).
12*
356
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Рис. 341. Различные операции, выполняемые магнитно-импульсной штамповкой: а — фор <
мовка, б — пробивка и отбортовка; в — пробивка отверстий; г — сборка с развальцовкой
отбортовкой; и — обжатие кабельных наконечников; е — раздача трубы и сборка с фланцем
Рцс. 342. Типы индукторов: а — двухвитковыи; б — для гофрирова-
ния; е — с йропускаинем импульсного тока через пЛоскую заготовку;
1 — заготовка; 2 — изоляция
ВЫСОКОЭНЕРГЕТИЧЕСКИЕ МЕТОДЫ ШТАМПОВКИ
357
Весьма оригинальной операцией, осуществляемой магнитно-импульсной штам-
повкой, является прессование резьб внугри металлических трубок и тонкостенных
втулок по резьбовому болту или шпильке.
Магнитно-импульсная штамповка имеет ряд преимуществ перед другими высо-
>нергетическими методами: 1) возможность точного дозирования мощности импульс-
ного разряда путем изменения емкости конденсатора (накопителя); 2) повышенная
точность штампуемых деталей; 3) сравнительно высокая производительность про-
цесса; 4) возможность автоматизации и встраивания магнитно-импульсных установок
в производственный процесс; 5) возможность выполнения сборочных операций; 6) воз-
’ ожность деформирования заготовок за несколько разрядных импульсов, причем
первые импульсы служат для разогрева заготовки и повышения ее пластичности.
Основным рабочим органом при магнитно-импульсной штамповке является
индуктор. В условиях единичного (опытного) производства применяют проволочные
индукторы однократного действия, разрушаемые при прохождении импульса тока.
При серийном производстве применяют индукторы многократного действия
(см. схемы на рис. 341).
На рис. 342 приведены некоторые типы индукторов для штамповки плоских
заготовок: двухвитковый индуктор, создающий наибольшее давление в средней
части (рис, 342, а); индуктор для гофрирования (рис. 342, б); индуктор с пропуска-
нием импульсного тока через плоскую заготовку (рис. 342, в). В последнем случае
основное магнитное поле индуктора взаимодействует с импульсным током, протекаю-
щим через заготовку Резкого увеличения рабочего давления можно достичь приме-
нением так называемых концентраторов поля (рис. 341, д).
Расчет индукторов приведен в специальной литературе.
Индукторы многократного действия изготовляют из материалов высокой элек-
тропроводности (медь, бериллиевая бронза и др.) и предохраняют от замыкания
витков и контакта с заготовкой, а также от повреждений при разряде изоляцией из
армированных стеклопластиков на основе эпоксидных смол. Так как индуктор нагре-
вается импульсным током, то в случае большой частоты следования импульсов
индуктор должен иметь систему охлаждения.
На рис. 343, а приведен пример одновременной пробивки 30 отверстий и вырезки
центрального окна в кожухе из листового дуралюмина толщиной I мм, производи-
мых за две операции магнитно-импульсной штамповки [202]. За первую операцию
вырезается центральное отверстие и пробивается 12 отверстий с торца, а за вторую
операцию (со сменой индуктора) — 18 отверстий по окружности.
На рис. 343, б приведен пример мелкой вытяжки без прижима (отбортовка наруж-
ного контора). Формующим штампом является металлическое кольцо /. Индуктор
представляет собой балинитовый корпус 3 с прикрепленной к нему плоской медной
одновитковой спиралью 2. Для изоляции на спираль наклеивалась изоляционная
прокладка.
На рис. 343, в представлен пример отбортовки отверстия. Формующий штамп
представляет собой такое же кольцо с рабочей г _*тью по внутреннему диаметру.
Устройство индуктора аналогично предыдущему, >олько плоская одновитковая спи-
раль имеет меньший размер и монтируется концепгрично внутреннему диаметру кольца.
На рис. 344 приведены результаты экспериментальных и производственных
процессов магнитно-импульсной штамповки. На рнс 344, а представлена зависи-
мость предельного коэффициента вытяжки без прижима m — от относительной
<S и
толщины заготовки & 00 [201].
На рис. 344, б приведена зависимость предельного коэффициента отбортовки
d S
KQ = р от относительной толщины & • 100.
Эксперименты были выполнены на материалах Д16АМ и АМгбМ толщиной от
0,5 до 2 мм.
Установки для деформирования металла импульсным магнитным полем состоят
из следующих устройств (рис. 345): зарядного устройства /» состоящего из повышаю-
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Рис. 343. Примеры освоенных операций штамповки и ин-
дукторы к иим: а — вырезка центрального окна и пробив-
ка 30 отверстий (за две операции с разными индукторами);
б — мелкая вытяжка без прижима (наружная отбортовка);
в — отбортовка отверстия; 1 — матрица (кольцо);
2 — медный индуктор (плоский индуктор одновитковый);
3 — балинитовый корпус
ВЫСОКОЭНЕРГЕТИЧЕСКИЕ МЕТОДЫ ШТАМПОВКИ
359
щего высоковольтного трансформатора Тр и выпрямителя В; коммутирующего или
разрядного устройства 2, представляющего собой трехэлектродный управляемый
разрядник Р с пусковым устройством; емкостного накопителя энергии (конденса-
торной батареи) 5, состоящего из нескольких параллельно включенных конденсато-
ров; технологического блока 4, состоящего из сменного индуктора и рабочего инстру-
мента (матрицы либо оправки).
Рис. 344.
шения
Зависимость предельного коэффициента вытяжки m = & от отно-
100 (а) и зависимость предельной величины коэффициента от-
D S
бортовки К = от отношения 100 (б)
Основной характеристикой магнитно-импульсных установок является макси-
мальная величина накапливаемой энергии в килоджоулях. В настоящее время
созданы установки с запасаемой энергией от 12 до 400 кдж. Наибольшее применение
в СССР получили магнитно-импульсные установки конструкции ЭНИКмаша
(МНУ 20/5-2) и Харьковского поли-
технического института МИУ-20/1
с запасаемой энергией 20 кд ж.
На рис. 346 приведен общий
вид магнитно-импульсной установ-
ки ЭНИКмаша МИУ 20/5-2.
За рубежом для магнитной
штамповки фирмой «Дженерал
Этомикс» созданы специальные ма-
шины «Магнеформ», применяемые
для различных операций: вырубки,
пробивки, формовки, отбортовки,
обжима, опрессовки или раздачи
трубных заготовок, калибровки,
чеканки и неразъемной сборки.
Магнитно-импульсные установ-
ки конструктивно сравнительно
просты. Они не имеют движу-
щихся и трущихся частей, а следовательно, надежны в эксплуатации (за исклю-
чением недостаточной стойкости конденсаторов). В несколько раз снижается
металлоемкость и трудоемкость изготовления оснастки. Вследствие этого магнитно-
импульсная штамповка становится экономически эффективной в мелкосерийном и
даже опытном производстве.
К высокоскоростным методам относится также высокоскоростная объемная
штамповка на пневмомеханических машинах типа Дайнапак, основанных на при-
менении сжатого до 100—150 кПсм2, азота или воздуха
360
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Основным назначением этих машин является точная горячая объемная штам-
повка поковок сложных конфигураций с тонкими стенками и ребрами, которые
Рис. 346. Общий вид магнитно-импульсной установки конструкции
ЭН И К маша МН У 20/5-2
невозможно выполнить обычными способами. Так как эти работы относятся к области
горячей объемной штамповки, то в данном справочнике они не рассматриваются.
42. ПРОФИЛИРОВАНИЕ ЛЕНТОЧНОГО, ПОЛОСОВОГО
И ЛИСТОВОГО МЕТАЛЛА
Профилирование металла технологически родственно операциям гибки, хотя
и не принадлежит к чисто штамповочным операциям, а является обособленным спо-
собом производства. Этим способом изготовляют тонкостенные, легкие по весу,
но жесткие профили весьма сложной конфигурации и большой длины.
Профили небольших размеров из тонкого металла обычно изготовляют путем
профилирования ленты или полосы. Изготовление несложных профилей можно
также производить в штампах, длина которых меньше длины профиля, путем после-
довательной гибки пуансоном и матрицей переменного профиля [103]. Широкие
профили из тонкого листового или полосового металла изготовляют на универсально-
гибочных машинах, а крупные профили из толстою полосового или листового ме-
талла — на специальных листогибочных прессах
Изготовление профилей из ленты или полосы производится на специальных
многороликовых, профилировочных машинах, выполняющих разнообразные профили
открытой, закрытой и полузакрытой конфигурации.
Процесс профилирования на роликовых машинах заключается в постепенном
превращении плоской заготовки в форму требуемого профиля при последовательном
прохождении полосы или ленты через несколько пар вращающихся фигурных роли-
ков. Количество пар роликов, необходимое для изготовления того или иного профиля,
зависит от степени сложности его конфигурации.
ПРОФИЛИРОВАНИЕ ЛЕНТОЧНОГО, ПОЛОСОВОГО И ЛИСТОВОГО МЕТАЛЛА 361
Большинство профйлировочных станков имеет основные и вспомогательные
ролики. Основные ролики расположены горизонтально и служат для выполнения
основной деформации сечения профиля. Вспомогательные (промежуточные) ролики
расположены вертикально и служат для направления профиля между основными
роликами, а также для дополнительных подгибов. На рис. 347 приведен пример после-
довательности изготовления кон- I
Рис. 348. Построение переходов дли изготовле-
ния несимметричного профиля
Рис. 347. Последовательность профи-
лирования: I — VII — рабочие про-
фили роликов; В — верхний ролик;
И — ннжний ролик
На рис. 348 изображено построение переходов для изготовления несимметрич-
ного полузамкнутого профиля из материала толщиной 0,8 мм. Требуемая ширина
полосы определяется путем развертки сечения профиля так же, как в случае гибки,
с учетом смещения нейтрального слоя.
При изготовлении профилей сложной замкнутой конфигурации с малыми радиу-
сами закруглений необходимо учесть растяжение материала и увеличение ширины
ленты, составляющие от 3 до 8% в зависимости от степени сложности профиля. Рас-
четная ширина полосы проверяется и корректируется экспериментальным путем.
Наиболее сложной задачей является построение профилей деформирующих
роликов. Основные принципы построения переходов и методы профилирования
роликов следующие.
1. Профиль роликов должен производить равномерную и наиболее рациональную
деформацию материала при наименьшем количестве переходов.
2. Построение и подсчет вертикальных н горизонтальных размеров про-
филя роликов следует производить от выбранной оси профиля, неизменной
)БРАБОТКИ давлением
362 ОСОБЫЕ ВИДЫ----------------------
кого профиля такой осью является ось сим-
для всех переходов. Для симметри'
метрик. ,ia отдельные участки и подсчитывается длина
3. Сечение профиля разбивается 'участков, находящихся справа или слева от
каждого из них. Суммарная длина ^стоянной для всех переходов (рис. 348).
выбранной оси, должна оставаться Г u каждой паре роликов не должен превышать
4. Угол подгиба стенок профиля От толщины материала: 30—45° при толщине
определенной величины в зависимост1’, 2,5 мм, 20—30е при толщине свыше 2,5 мм.
до 1 мм, 25—35° при толщине от 1 Линяют для первых пар роликов, а меньшие —
Большие значения из указанных при’
влепия профилей различного типа: а — от-
Рис. 349. Последовательность из гот* е — закрытый; г — с наполнителем
крытый; б — полузакрыты»'
галла, полученный в предыдущих проходах,
для последних, учитывая наклеп мГ|ЮрМацИй приведены в специальной литературе
Точные методы расчета допустимых дс'
[27] и*др. >углений профиля в одной паре роликов не
5. Угол поворота концевых зак1
должен превышать 45° >лжен выполняться отдельно от изгиба кон-
6. Загиб вертикальных стенок '
цевых закруглений. его ролика рекомендуется делать на 1,5—2°
7. Углы наклона профиля верх/
больше нижнего. риала при малом внутреннем радиусе изгиба,
8. Для облегчения перегиба мат' и изгиба допускается предварительное выдав-
а также для наметки положения лин 'у стороны профиля. Для этого на соответствую
ливание канавок на ленте с внутренне (0,3 zt 0,4) 5.
щем ролике делаются выступы высоз*
ПРОФИЛИРОВАНИЕ ЛЕНТОЧНОГО, ПОЛОСОВОГО И ЛИСТОВОГО МЕТАЛЛА ЗбЗ
9. Профиль последней пары деформирующих роликов должен учитывать вели-
чину упругой деформации.
10. Для предотвращения осевого смещения ролики рекомендуется делать с бор-
тами, охватывающими борта или выступы сопряженного ролика.
а)
1
Рис. 350. Последовательность профилирования многоребристых
панелей из стальных полос (а) к широкорулоииой ленты (б)
11. Для предотвращения скручивания или искривления изготовляемого про-
филя после выхода из роликов устанавливаются выходные направляющие планки,
выпрямляющие профиль.
Последовательность изготовления различных профилей приведена на рис. 349.
Применение полиуретановых роликов (в паре с металлическими) позволяет
резко уменьшить число переходов.
Применение профилировочных роликовых машин в зависимости от толщины
заготовок указано в тзбл. 146.
364
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Производительность профилировочных роликовых машин различного типа
в зависимости от размеров и степени сложности профиля составляет от 15 до 75 м
профиля в минуту.
Таблица 146. Применение профилировочных роликовых машин
Машины Материал Размеры заготовок в мм Машины Материал Размеры заготовок в мм
Тол- щина Ши- рина Тол- щина Ши- рина
Легкого типа Лента 0,3- 0,8 До 50 Тяжелого типа Полосы До 4,0 До 350
Среднего типа До 2,5 До 150 Весьма тяжелого типа До 10,0 До 1000
Заводом Запорожсталь освоено производство тонкостенных многоребристых
панелей из холоднокатаных стальных полос толщиной 1,2—1,8 мм.
На рис. 350, а и б показана последовательность профилирования некоторых
типов профилей. Цифрами указаны номера клетей профилировочного стана.
Рис. 351. Профилирование полосового материала иа универсальны
бочиых машинах
В США изготовляются многоребристые панели из широкорулонного материала
(алюминий, нержавеющая сталь, оцинкованная или покрытая пластмассовой оболоч-
кой сталь) по методу Куксона [302].
Профилирование производится на специальных многороликовых машинах.
Профилирование начинается со средних рифтов с постепенным увеличением коли-
чества роликов на последующих ступенях деформирования. Ширина профилирован-
ных панелей составляет от 550 до 1200 мм. Длина панелей по требованию (обычно
от 8 до 18 м).
В серийном производстве изготовление широких, но коротких профилей из
тонкого полосового и листового материалов производится на универсальных листо-
гибочных машинах, позволяющих путем применения съемных линеек (шин) различ-
ной формы получать разнообразные как открытые, так и закрытые профили.
ПРОФИЛИРОВАНИЕ ЛЕНТОЧНОГО. ПОЛОСОВОГО И ЛИСТОВОГО МЕТАЛЛА 366
На рис. 351 показано изготовление на универсально-гибочной машине различных
профилей открытого, полузакрытого и закрытого сечений.
Листовая заготовка устанавливается по упору и зажимается между столом и
линейкой прижимной траверзы. Гибка заготовки производится поворотом подвижной
траверзы вверх.
Рис. 352. Примеры изготовления разнообразных про-
филей на листогибочных прессах с помощью перестав-
ных .упоров
В ЧССР выпускаются («Snieralovy zavody», Вгпо) листогибочные машины с про-
граммным управлением ХОМ 2000/6В, имеющие значительно повышенную произво-
дительность. На специальном устройстве заранее устанавливается величина угла
гибки (поворота подвижной траверзы) и автоматического останова на шести круго-
вых шкалах. На горизонтальной шкале устанавливаются величины последователь-
ных перемещений упорной линейки.
При помощи указанных устройств можно изготовлять на автоматическом режиме
профили из шести различных углов и радиусов гибки. Эта же машина по-
зволяет работать и на ручном режиме. Наибольшая длина гибки 2000 мм, толщина
до 6 мм.
Более крупные профили из толстого листового металла изготовляются на спе-
циальных листогибочных прессах. Различные профили и углы загиба на этих прессах
366
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
получаются при помощи сменных рабочих инструментов и переставного упора /
с микрометрической установкой 2 (рис. 352).
В табл. 147 даны различные типы крупных профилей, изготовляемых на специаль-
ных гибочных прессах, и типы применяемого инструмента. Существуют гибочные
прессы с максимальной длиной гибки до 5 м и давлением до 450 Т.
Таблица 147. Типы профилей и инструментов специальных гибочных прессов
Тип профиля Эскиз инструмента Тип профиля Эскиз инструмента
Угловой откры- тый Sis Круп ногофри ро- ваннын (с прижи- мом) 1
Угловой полуза- крытый Криволинейный
Угловой полуза- крытый (с шарнир- ными пуансонами) Криволинейный (с резиновой по- душкой)
। Полукруглый t Открытый спе- циальный
Мелкогофриро- , ванный (без при- ! жима) 1 1 Полузакрытый
43. ГИБКА ПРОФИЛИРОВАННЫХ ЗАГОТОВОК
Для изгиба профилей по требуемому контуру применяется один из следующих
способов:
1) гибка деталей круглого контура в валках или роликах;
2) гибка профильного проката по радиусу на специальных гибочных прессах;
ГИБКА ПРОФИЛИРОВАННЫХ ЗАГОТОВОК
367
3) гибка профильного проката в штампах на горизонтальногибочных машинах
(бульдозерах);
4) гибка тонкостенных профилей по шаблонам и копирам на специальных про-
филегибочных станках.
Рис. 353. Профилегибочный растяжной станок с поворотным столом
Первые три способа применяются главным образом в кузнечных и корпусных
цехах. Четвертый способ применяется в штамповочных и заготовительных цехах
автомобильных и авиационных за-
водов.
В случае изгиба длинных тон-
костенных профилей при малой
кривизне, т. е. большом радиусе,
применяется способ изгиба по шаб-
лонам с одновременным осевым ра-
стяжением профиля, производимым
для устранения упругих деформа-
ций и фиксации малой кривизны
изгиба.
Изгиб осуществляется на спе-
циальных профилегибочных растя-
жных станках. Существует два типа
профилегибочных растяжных стан-
ков: с поворотным столом (рис.
353) и с неподвижным столом и
подвижными зажимами (рис. 354).
В станках первого типа изгибае-
мый тонкостенный профиль одним
концом закрепляется в зажиме шаб-
лона (копира) 3, а вторым кон-
Предбарительное
цом — в пневматическом зажиме
поршневого штока гидравлического
цилиндра /. Изгиб происходит бла-
годаря вращению стола 2 с шаб-
лоном 3, причем изгибаемый про
филь все время находится под ра-
стягивающим действием гидравли-
ческого устройства. Ввиду этого на
изделии не образуется складок, так как вместо сжимающих напряжений во внут-
ренних волокнах возникают растягивающие. Так как стол станка имеет ревер-
сивное вращение, то, применяя переставные шаблоны, можно получить изгиб
профиля по контуру двоякой кривизны.
Рис. 355 Примеры деталей, полученных изгибом
профилированных заготовок
368
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Применение изгиба с одновременным растяжением необходимо при гибке под
большими радиусами закруглений, так как в этом случае относительная деформация
крайних волокон невелика и может находиться даже в пределах упругих деформаций,
Рис. 356. Схема профилегибочного
станка с вращающимся столом и
передвижной планшайбой:
/ — шток; 2 — стол; 3 — прижим;
4 — планшайба; 5 — шпонка; 6 —
заготовка; 7 — матрица
вследствие чего неизбежно упругое пружинение
большой величины. При изгибе же с одновремен-
ным растяжением деформации увеличиваются
(при том же радиусе изгиба) и из упругой области
переходят в пластическую. В связи с этим упру-
гое пружинение имеет минимальную величину.
В некоторых отраслях промышленности
применяют профилегнбочные растяжные станки
второго типа, создающие предварительное растя-
жение во время гибки и калибровочное растя
жение в конце гибки (рис. 354).
Па рис. 355 приведены примеры тонкостен-
ных профильных деталей малой кривизны, полу-
чаемых на указанных профилегибочных станках.
Определение технологических параметров
процесса гибки с растяжением профилирован-
ных заготовок приведено в работах [26, 921.
При изгибе тонкостенных профилированных
заготовок полузамкнутого и замкнутого конту-
ров с большой кривизной изгиба последний про
изводится без растяжения на профилегибочных
станках другого типа. В данном случае приме-
няются три типа профиле гибочных станков:
1) станок эллипсограф с вращающимся
столом и передвижной планшайбой;
2) станок с вращающимся столом и пере-
движной матрицей, снабженной внутренним
зубчатым копиром;
3) станок с подвижным штампом и наружным цепным копиром.
На рис. 356 изображена схема станка первого типа. Станок состоит из круглого
вращающегося стола, планшайбы, перемещаемой особым устройством вдоль паза
Рис. 357 Гибка незамкнутого профиля с заполнителем (а) и рабочие части профилегибочного
стайка с зубчатым копиром (о)
стола, и штока с прижимом на конце, приводимого в действие сжатым воздухом
в пневматическом цилиндре.
Гибочная матрица (шаблон) крепится на планшайбе станка. Планшайба с уста-
новленным шаблоном во время работы станка получает движение, состоящее из
ДАВИЛЬНЫЕ И ДАВИЛЬНО-РАСКАТНЫЕ ПРОЦЕССЫ
369
вращательного движения вместе со столом станка вокруг вертикальной оси и пере-
мещения ее вдоль паза стола. Шаблон устанавливается на планшайбе таким образом,
чтобы изгибаемая заготовка все время была прижата к шаблону примерно с одина-
ковой силой и плавно огибала его.
На рис. 357, а показан способ гибки легкоформирующегося незамкнутого про-
филя с так называемым заполнителем, представляющим собой набор фигурных
шайб /, имеющих форму, соответствующую внутреннему очертанию профиля и со-
единенных между собой посредством гибкого тросика. Постепенно перемещаясь по
изгибаемому профилю 2, заполнитель противодействует его искажению.
На рис. 357, б приведены рабочие части профилегибочного станка второго типа
(ГАЗ-290). Станок имеет вращающийся стол с закрепленным на нем особым копи-
ром /, по пазам которого скользят направляющие пальцы гибочного приспособления
(матрицы), приводимого в движение центральной шестерней станка 2 через зубчатое
зацепление внутреннего контура. Заготовка закрепленная одним конном в зажиме
матрицы, находится под давлением прижима 3, действующего от пневматического
цилиндра, и плавно огибает контур матрицы при ее передвижении. Вращение стола
в данном случае периодически выключается.
44. ДАВИЛЬНЫЕ И ДАВИЛЬНО-РАСКАТНЫЕ ПРОЦЕССЫ
В некоторых случаях холодноштамповочные операции сочетаются с давиль-
ными или накатными операциями, выполняемыми па специальных станках при вра-
щательном движении заготовки (детали), а в ряде случаев и деформирующего инстру-
мента.
К числу таких операций относятся:
1) давильные работы, выполняемые
на давильных станках;
2) давильно-раскатные процессы, вы-
полняемые на раскатных станках (рота-
ционное выдавливание);
3) отбортовочные, фланцезагибочные
и кромкообрезные работы, выполняемые
на специальных вертикальных двухшпин-
дельных отбортовочных станках или спе-
циальных автоматах.
Давильные работы применяются в
мелкосерийном производстве, когда изго-
товление вытяжных штампов экономически
невыгодно и длительно, а также при из-
готовлении пустотелых деталей выпукло-
вогнутой конфигурации и т. п.
На давильных станках выполняют
следующие операции: выдавливание пусто-
телых деталей, являющихся телами вращения; проглаживание поверхностей деталей
после ступенчатой вытяжки конических деталей; выдавливание узких горловин на
цилиндрических заготовках, обрезка и завивка кромок и т. д.
Экспериментально установленные числа оборотов шпинделя давильных станков
приведены в табл. 148.
Поверхность выдавленных деталей обычно носит следы давильника и соответ-
ствует 6—7-му классу чистоты поверхности. Для получения более высокой чистоты
поверхности по окончании выдавливания особым давильником производят прогла-
живание наружной поверхности пли шабером снимают тонкую стружку (0,02—
0,05 мм). Точность выдавленных деталей обычно находится в пределах 0,001—0,002
их диаметра.
Процесс выдавливания на давильных станках более сложен и менее изучен, чем
другие процессы обработки металлов давлением.
Таблица 148. Числа оборотов
шпинделя давильных станков
Металл
Число
оборотов
шпинделя
в минуту
Мягкая сталь
Алюминий
Дуралюмин
Медь
Латунь
400-600
800-1200
500-900
600-800
800-1100
Примечание. Меньшие значе-
ния применяются для металлов толщи-
ной более I мм.
370
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
При выдавливании неглубоких деталей с небольшим отношением Did процесс
выдавливания может быть выполнен непрерывным поворотом давильника и движе-
нием его конца от прижима вдоль образующей патрона (оправки).
При изготовлении глубоких деталей с большим отношением D/d выдавливание
производится путем возвратно-поступательного движения давильника на отдельных
участках заготовки. Для предотвращения образования складок с противоположной
(внутренней) стороны заготовки вводят деревянный или металлический противоупор
или производят разглаживание конического фланца двумя давильниками, помещен-
ными с обеих сторон заготовки.
Выдавливание конических деталей возможно осуществить при предельном
отношении
= 0,2 4- 0,3,
где dmill — наименьший диаметр конуса.
Выдавливание цилиндрических цеталей обычно производят при отношении
0,6 4-0,8 в зависимости от относительной толщины заготовки. Меньшие зна-
чения относятся к толщине заготовки • 100 = 2,5 и большие — к толщине
d
S
г X
а
X 100= 0, 5 (где d — диаметр детали).
Если требуемая деталь не может быть выдавлена за одну операцию, выдавли-
вание производят за несколько последовательных операций па разных оправках, но
Рнс. 358. Выдавливание за несколько
последовательных операций (коэффи-
циент вытяжки тю наибольшему диа-
метру пц = 0,67; т2 = 0,75; т3 = 0,77)
при одном и том же наименьшем диаметре
оправки (рис. 358).
При выдавливании на давильных стан-
ках металл детали значительно сильнее
утоняется и наклепывается, чем при вытяж-
ке на прессах, поэтому детали, выдавливае-’
мые за несколько операций, обычно под-
вергают промежуточному отжигу.
На рис. 359 показана последователь-
ность выдавливания простым давильником
с шаровой головкой, а на рис. 360 — способ
выдавливания детали выпукло-вогнутой кон-
фигурации при помощи составного секцион-
ного патрона. На рис. 361 приведены раз-
личные типы давильных работ.
Наряду с простотой оснастки, уни
нереальностью давильного инструмента и
оборудования процесс выдавливания ха-
рактеризуется невысокой производитель-
ностью и требует большого опыта и затраты
больших физических усилий от рабочего.
Поэтому весьма актуальны работы по автоматизации давильных процессов. В настоя-
щее время оформились два направления автоматизации.
Первое направление заключается в использовании для выдавлива-
ния токарных гидрокопировальных полуавтоматов 1722 и других, копировальная
система которых обеспечивает перемещение давильного ролика по заданной траек-
тории [204].
На рис. 362 показана схема выдавливания конусной детали на токарном полуав-
томате. В данном случае зазор между давильной оправкой и роликом равен толщине
заготовки. При этом способе отсутствуют меры, направленные на предотвращение
потери устойчивости фланца и образования складок; осуществимая степень деформа-
ции здесь невелика: для цилиндрических деталей tnY = 0,7 4- 0,8, а па последующих
операциях тп = 0,78 -ь 0,9. Поэтому при изготовлении глубоких деталей из тонкого
ДАВИЛЬНЫЕ И ДАВИЛЬНО РАСК АТНЫГ ПРОЦЕССЫ 371
материала при этом способе выдавливания требуется многооперационный процесс
и несколько сменных патронов
Второе направление автоматизации заключается в созда-
нии давильного полуавтомата, в котором выполняется ряд переходов, необходимых
и ость выдавливания давиль-
ииком с шаровой головкой
(/—9 — последовательные
положения заготовки)
оправке.
ZI-ZI
для выдавливания глубоких деталей на вращающей-
ся
Рис 360. Выдавливание при помощи состав-
ного патрона
На рис. 363 приведена схема автоматизированного выдавливания тонколистовой
заготовки на давильном полуавтомате.
Рис. 361. Различные виды давильных работ: а — выдавливание по пат-
рону дисковым роликом; б — обрезка фланца и закатка кромок; в — вы-
пуклое выдавливание изнутри по наружному ролику; г — вогнутое выдав-
ливание горловины
Процесс выдавливания состоит из сочетания начальных Д, промежуточных В
и конечных переходов С. В начальных переходах производится закругление кромки
W2
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
фланца для повышения его устойчивости на последующих переходах. Полуавтомат
выполняет два вида промежуточных переходов: нечетные с движением ролика
к фланцу и четные — с движением к оправке. В нечетные переходы увеличивается
Рис. 362. Схема выдавливания конусной детали на токарном полуав-
томате
Рис. 363. Схема автоматизированного
выдавливания тонколистовой заготов-
ки иа полуавтомате
угол а и уменьшается диаметр фланца; в четные уменьшается ширина фланца за счет
посадки его на оправку. На конечных переходах производится проглаживание
поверхности детали давильником и подготовка края фланца к завивке или
к обрезке.
Этот способ позволяет получить весьма
глубокие детали из тонколистового металла
за одну установку.
Недавно создан новый способ ротацион-
ного выдавливания или выдавливания с рас-
каткой роликами крупных полых деталей ко-
нической, параболической и других форм из
толстой плоской заготовки.
Ротационное выдавливание — раскатка
производится в холодном состоянии на
специальных мощных раскатных станках
с гидравлическим приводом перемещения
роликов вдоль образующей. Сущность этого
способа заключается в раскатке роликами
толстой заготовки по вращающейся стальной
оправке без деформации фланца заготовки
и неизменной величине ее диаметра. Это
возможно при условии раскатки и утонения
металла до строго заданной толщины де-
тали, зависящей от угла конуса S = So sin а-
Так, например, для конических деталей с углом при вершине 2а = 30° толщина
стенки должна составлять S = 0,26 So.
На рис. 364, а приведен способ раскатки конической оболочки с одинаковой
толщиной стенок конуса. В этом случае заготовка по всему диаметру берется одина-
S
ковои толщины So = —------. Площади выделенных участков равны.
ДАВИЛЬНЫЕ И ДАВИЛЬНО-РАСКАТНЫЕ ПРОЦЕССЫ
373
На рис. 364, б показана схема раскатки конических оболочек переменной тол-
щины. В данном случае заготовка должна быть переменной толщины SQn, определяе-
мой по той же формуле, но при переменной величине Stl. В последнем случае необхо-
димо подсчитать толщину заготовки для ряда точек по радиусу.
На рис. 364, б в положении II показаны эпюры переменного сечения заготовки:
в верхней части для конической оболочки с утоненной вершиной, в нижней — с утол-
щенной вершиной конуса. Но так как такие сечения заготовки весьма трудно дефор-
мировать раскаткой роликами, то в положении I показаны технологичные формы
заготовок равновеликого сечения (по горизонтали), предварительно подготовленные
выдавливанием или штамповкой.
Рис. 364. Схемы ротационного выдавливания
конусов
На рис. 364, в приведена схема процесса сЮнискен» ротационного выдавливания
конусов из плоской заготовки без конической оправки [242]. Здесь плоская заготовка
закрепляется на вращающемся плоском диске. Обкатной ролик перемещается от
центра к периферии заготовки и производит раскатку с утонением и увеличением
поверхности металла, который выдавливается к центру заготовки, отделяется от
диска и образует деталь конической формы.
На рис. 365 приведены схемы ротационного выдавливания полых деталей других
конфигураций.
На рис. 365, а показана схема раскатки полусферической детали из заготовки
одинаковой толщины. В соответствии с локальным принципом деформирования
металла заготовки при неизменной величине диаметра фланца деталь получит разную
толщину в разных сечениях в зависимости от угла а, определяющего данное се-
чение.
Для того чтобы получить одинаковую толщину стенок детали, необходимо рас-
считать и применить заготовку переменней толщины, как показано на рис. 365, б.
374
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
В ряде случаев, особенно при раскатке глубоких параболических оболочек,
плоская форма заготовки неудобна как для изготовления, так и для деформирования.
В этом случае применяют заготовку, полученную предварительной штамповкой
или обычным выдавливанием, как показано на рис. 365, в.
На рис. 365, г приведена схема раскатки глубокой цилиндрической детали из
предварительно отштампованного стаканчика. В этом случае высота раскатанной
£
детали = /?0 °.
Рис. 365. Схемы ротационного выдавливания полых деталей различных конфигураций
Величина допустимой степени деформации (обжатия) при изготовлении раскат-
кой конусов из малоуглеродистой и нержавеющей стали не должна превышать
70—75%, а при изготовлении тем же способом полушарий — 50%. Однако на прак-
тике при изготовлении конусов предпочитают применять степень деформации в 50%.
Вследствие этого изготовление конусов с малым углом осуществляют за две опера-
ции на оправках с различной конусностью. На рис. 366 приведен пример такого
процесса раскатки конической детали с углом при вершине 29° [193]. Для этого
примера даем следующие подсчеты.
Толщина плоской заготовки
S = So sin а,
S 3 17
откуда So = -----= = 12,7 мм.
sin а 0,25
12 7__з 17
Общая степень деформации составляет е = —— = 0,75 = 75% что
находится на пределе допустимого обжатия. Расчленяем процесс на две операции
со степенью об>цатия в каждой по 50%: = 0,5 So = 6,35 мм\ S2 — 0,5 —
— 3,17 мм.
Для этого необходимо получить на первой операции конус с углом
sin сс = = 0,5; а = 30°,
ДАВИЛЬНЫЕ и давильно-раскатные процессы
375
а на второй операции на другой оправке раскатать на требуемый угол.
Синусоидальная зависимость применима и при выдавливании раскаткой роли-
ками полусферической детали постоянной толщины.
190
Рис. 366. Пример ротационного выдавливания конической де-
тали за две операции
В данном случае полусферу можно представить как совокупность большого коли-
чества конических элементов, у которых угол конусности определяется углом наклона
касательной к каждой точке образую-
щей сферической поверхности. При
этом угол наклона непрерывно увели-
чивается по мере приближения точки
касания к оси детали.
Следовательно, заготовка должна
иметь плавно изменяющуюся толщи-
ну, которую можно вычислить и по-
строить по достаточно большому ко-
личеству точек, координируемых уг-
лом наклона радиуса и касательной а
и проекцией точки касания на диа-
метр основания полусферы (рис. 367).
При раскатке сферических обо-
лочек неизменной толщины подсчеты
сводятся к вычислению для большого
количества точек значений
So — S = xS; г; = R cos а.
since
Рис. 367 Способ и пример расчета сечения
Для упрощения вычислительных заготовки Д.пя изготовления сферической обо-
работ значения коэффициента х вы- ломки
числены с высокой точностью при из-
менении угла а от 0 до 90° с интервалом 10' [310]. Здесь же в табл. 149 приведены
значения х для углов а, взятых с большим интервалом (для 30 точек по радиусу).
На рис. 367 приведен пример расчета и построения заГотсвкн переменной тол-
щины для изготовления сферической оболочки диаметром 1500 мм, толщиной 4 мм.
На этом рисунке показано всего лишь несколько сечений, определяемых углами
376
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
в 15, 30, 45, 60 и 75° Расчетная толщина заготовки для углов до 30° получается
весьма большой и технологически иедеформируемой.
Таблица 149. Величина коэффициента х = для расчета переменной
толщины заготовки при раскатке сферических оболочек
Угол а° Значение х Угол аг Значение х Угол а° Значение х
5 11,468 30 2,000 55 1,220
8 7,184 32 1,887 57 1,192
10 5,760 35 1,174 60 1,155
12 4,810 37 1,661 65 1,103
15 3,864 40 1,556 70 1,064
17 3,420 42 1,494 75 1,035
20 2,924 45 1,414 80 1,015
22 2,669 48 1,356 85 1,004
25 2,366 50 1,305 89 1,0006
27 2,203 52 1,269 90 1,000
В результате плавного изменения толщины заготовки степень обжатия в разных
точках заготовки будет различной. Однако не рекомендуется применять обжатие
больше 50% Следовательно, наибольшая толщина заготовки для данного
примера должна быть равна
S° _ 0,5 - 0,5 ~ 8 ММ'
Это обжатие соответствует точке окружности, радиус которой наклонен к гори-
зонтали под углом а = 30°.
Для раскатки периферийной части полусферы (с соблюдением правила синусов)
фланец обработанной заготовки необходимо отогнуть, как это показано на рис. 367
справа, с тем, чтобы этот изгиб давал равновеликие сечения в точках, находящихся
между углом 30° и горизонталью, и обеспечивал достаточный объем металла для
образования периферийной части полусферы.
Автором предложен метод расчета заготовок для параболических оболочек
постоянной толщины [310]. Переменная толщина заготовки параболической оболочки
находится по формуле
So = S 1/ * +1 = kS,
т г
где р — фокусное расстояние от начала координат (вместо р/2).
Задавшись различными отношениями х/р (0,01; 0,02; 0,03 и т. д. до 11,0) на
счетно-вычислительной машине для 200 точек, можно подсчитать соответствующие
значения коэффициентов k. Ординаты точек параболы могут быть определены теми же
параметрами и подсчитаны по формуле
Величины коэффициентов С также подсчитаны на счетно-вычислительной машине
для большого количества точек. Здесь же в табл. 150 приведены значения коэффи-
циентов К и С для меньшего количества точек.
ДАВИЛЬНЫЕ И ДАВИЛЬНО-РАСКАТНЫЕ ПРОЦЕССЫ
377
Таблица 150. Значения коэффициентов К и С для расчета переменной
толщины заготовки при раскатке параболических оболочек
Отно- шение х/р Коэффициенты Отно- шение х/р Коэффициенты I Отно- 1 шеи не | Коэффициенты
К С К с i К с
0,02 1,0100 0,1414 0,80 1,3416 0,8944 4,0 2,2361 2,000
0,05 1,0247 0,2236 0,83 1,3601 0,9220 4,5 2,3452 2,1213
0,10 1,0488 0,3162 0,90 1,3784 U,9487 5,0 2,4495 2,2360
0,15 1.0724 0,3873 0,95 1,3964- _ 0,9747 5,5 2,5494 2,3452
0,20 1,0954 0,4472 1,0 1,4142 1,000 6,0 2,6457 2,4495
0,25 1,1180 0,5000 1,2 1,4832 1,0954 6,5 2,7386 2,5496
0,30 1,1402 0,5477 1,5 1,5811 1,2247 7,0 2,8284 2,6457
0,35 1,1619 0,5916 1,8 1,6733 1,3416 7,5 2,9155 2,7386
0,40 1,1832 0,6324 2,0 1,7320 1,4142 8,0 3,0000 2,8284
0,45 1,2041 0,6708 2,2 1,7888 1,4832 8,5 3,0822 2,9155
0,30 1,2247 0,7071 2,5 1,8708 1,5811 9,0 3,1623 3,0000
0,55 1,2450 0,7416 2,8 1,9494 1,6733 9,5 3,2404 3,0822
0,60 1,2619 0,7746 3,0 2,000 1,7320 10,0 3,3166 3,1623
0,65 1,2845 0,8062 3,3 2,0736 1,8166 10,5 3,3912 3,2404
0,70 1,3038 0,8366 3,5 2,1213 1,8708 11,0 3,4641 3,3166
0,75 1,3229 0,8660 3,8 2,1909 1,9494 16,0 4,1231 4,0000 (
На рис. 368 показан пример построе-
ния заготовки переменного сечения пара-
болической оболочки (/) 2000 мм, высотой
1000мм, толщиной 20лш с использованием
предложенного метода расчета и коэффи-
циентов К и С. На рис. 368 приве-
дено только шесть сечений заготовки
(для *-=0,1; 0,5; 1,0; 2,0; 3,0; 4,01 из
\ Р
50 точек, данных в табл. 150.
Заготовке для параболических обо-
лочек также может быть придана форма
с предварительно отогнутыми бортами.
Ротационное выдавливание (раскатка)
выполняется на специальных раскатных
станках с гидравлическим перемещением
роликов вдоль образующей. Для раскатки
Рис 368. Способ и пример расчета сече
ния заготовки для параболической обо-
лочки
небольших деталей применяют станки с го
ризонтальным, а для крупных деталей —
с вертикальным шпинделем. В СССР для
этой цели были выпущены станки типа
ТТ-53 и ТТ-76, а для изготовления цилин-
дрических оболочек диаметром до 1 м из
трубчатых заготовок выпускаются станки СРТ-1 п СРТ-0,6 (Машзавод г. Кимры).
Способ раскатки применяется также для изготовления тонкостенных холодно-
катаных труб. Для этой цели ВПИИметмашем созданы специальные станы произ-
водительностью до 250 м и смену.
378
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Работа раскатных станков обычно происходит при следующем режиме:
Удельное давление в кг/мм2
Наибольшая толщина материала в мм ...
Наименьший угол конуса для нержавеющей стали 2а в град
Наибольшая скорость в м/мин
Подача в mmio6
Смазка
250—281)
20
30
300
От 0,012 до 2,0 мм/об
Суспензия коллоидного цнн-
Охлажденис роликов
ка или фосфатирование
заготовки
Водяное
накатные и КРОМКОГИБОЧНЫЕ работы
379
В процессе раскатки конических, параболических и других деталей ролик пере-
мещается к основанию детали, а радиус окружности непрерывно увеличивается,
следовательно, увеличивается и дуга контакта с роликом. Вследствие этого про-
исходит увеличение усилия раскатки при движении ролика от центра к окружности
заготовки.
Способом раскатки изготовляют различные головки, колпаки, обтекатели и
другие детали газовых турбин реактивных самолетов, ракет и т. п. из дуралюмина,
нержавеющей стали и жаропрочных сплавов.
Выдавливание раскаткой роликами позволило упростить технологию изготовле-
ния крупных деталей указанной формы и получить большую экономию дорогих
нержавеющих и жаропрочных сплавов.
Способ раскатки получил применение также для изготовления весьма тонкостен-
ных деталей малого диаметра (2—3 мм) из нержавеющей стали 000Х18Н10, а также
из молибденовых сплавов ЦМ-2А (рис. 369, а).
Рабочим инструментом является регулируемая шариковая раскатная головка
(рис. 369, б). Раскатка выполняется по закаленной хромированной оправке за не-
сколько проходов (обжатий) до получения стенки толщиной ОД zb 0,01 мм. Глубина
обжатия за один проход составляет 0,08 мм [198]. Раскатка производится на обык-
новенных токарных станках, позволяющих получить осевую подачу 0,02 мм /об
при п = 1800 об/мин.
45. НАКАТНЫЕ И КРОМКОГИБОЧНЫЕ РАБОТЫ
К этой группе относятся следующие виды работ:
1) накатные, кромкогибочные и завивочные работы, выполняемые па накатных
станках горизонтального типа (зигмашииах);
2) обрезные операции, выполняемые на специальных обрезных станках;
3) накатка резьбы на полых изделиях, выполняемая на специальных резьбона-
катных станках в ряде случаев в одной поточной линии со штамповочными автома
тами;
4) закаточные работы (соединение двойным швом), выполняемые на специальных
закаточных станках и автоматах.
На рис. 370 изображен один из способов работы на отбортовочном вертикальном
двухшпиндельпом станке, на рис. 371 — отгибка борта крупной детали на специаль-
ной роликовой машине с наклонными роликами.
Накатные и кромкогибочные станки (зигмашины) применяются главным образом
в жестяночном производстве для накатки всевозможных буртиков, уступов, отгибки
кромок и т. п.
На рис. 372 приведен комплект роликов для накатного станка.
На рис. 373 показан способ соединения дна с корпусом посредством закатки
двойного шва на простых накатных станках.
На рис. 374 показаны способы обрезки неровного края вытянутых цилиндри-
ческих деталей на накатных и специальных обрезных станках: на рис. 374, а —
с закреплением разжимной оправкой, на рис. 374, б — с торцовым прижимом обре-
заемой детали.
Накатка (выдавливание) резьбы на полых изделиях получила широкое рас-
пространение как метод соединения штампованных деталей в различных штампован-
ных конструкциях. В настоящее время накатка резьбы на полых изделиях приме-
няется в основном в электротехнической промышленности — для накатки так назы-
ваемой электротехнической резьбы — ив производстве предметов широкого потреб-
ления (резервуаров, крышек, банок и т. п.) —для накатки мелкой соединительной
резьбы.
Первый тип резьбы применяется для диаметров 10,14, 27, 33 и 40 мм и имеет
крупный шаг резьбы: 1,8; 2,8; 3,6; 4,2 и 6,3 мм. Второй тип резьбы применяется
для изделий диаметром до 100 мм из тонкого листового металла (0,24—0,35 мм)
и имеет мелкий шаг резьбы (от 1 до 1,5 мм).
Рис. 370. Отгибка борта на отбортовочном
станке
Рнс. 371. Отгибка борта на роликовой машине
8
Ре 372. Комплект роликов для накатного станка
Рис. 37 Згкатка соединительных швов на на*
катных станках
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
НАКАТНЫЕ И КРОМКОГИБОЧНЫЕ РАБОТЫ
381
Существуют три способа накатки (выдавливания) резьбы на полых изделиях:
1) накатка при помощи патрона и ролика сразу по всей длине резьбы (рис. 375),
2) накатка посредством метчика и накатных роликов (рис. 376);
3) накатка гофрированных труб при помощи шнека и патрона с переменным
шагом винтовой линии (рис 377),
Первый способ приводит к сильному утоне-
нию материала, а потому применяется только
для накатки мелких резьб Диаметр ролика
может быть в 2, 3 или 4 раза больше диаметра
патрона, вследствие чего число оборотов ролика
Рис. 375. Накатка резьбы при
помощи патрона и ролика
Рис. 374. Обрезка края на накатных н обрез-
ных станках
должно быть во столько же раз меньше, а резьба на ролике делается двух-, трех-
нли четырехзаходной, для того чтобы углы наклона винтовой линии остались
одинаковыми. Для облегчения снятия детали патрон делается меньшего диаметра
При втором способе метчик с надетой на него заготовкой имеет два движения —
вращательное и поступательное. Накатка осуществляется постепенно посредством
вдавливания двух накатных роликов (рис. 376). Снятие детали происходит путем
перемены вращения метчика с прямого на обратный ход и заторможения (свинчива-
ния) детали.
Рис. 376 Накатка резьбы при помощи метчика и иакагных роликов
Пр третьему способу накатка происходит при одинаковом числе оборотов шнеча
и патрона с роликами, вращаемых в одну сторону Заготовка при этом не вращается,
а имеет поступательное движение (на рис. 377 слева направо). Заготовка /илх.га
быть накатана полностью, иначе ее нельзя снять со шнека.
Закатка соединительных швов применяется главным образом в жестяночном
производстве и консервной промышленности для соединения двойным швом (в «за-
мок») донышек и крышек с боковыми стенками сосудов, коробок и банок круглой,
прямоу! олькой и овальной формы. На рис. 378 приведены наиболее распростра
пенные типы закатки шва при соединении донышек и крышек.
382
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Рнс 377. Накатка гофрированных труб прн помощи
шнека и патрона с роликами
Рис. 378. Различные способы соединения диа с ободком
накатывания роликами зубчатых колес ма-
и профиль накатного ролика (6)
Рис 379. Схема холодного
лого модуля (а)
накатные и КРОМ ко гибочные работы
383
Методы накатки применяют и для других целей.
Общеизвестна накатка резьбы на болтах и винтах, выполняемая на специаль-
ных резьбонакатных автоматах. Созданы также станки для накатки прямоуголь-
ных крупных резьб и червячных винтов вместо обработки резанием.
Рис. -3S0. Схема холодной накатки длинных резьб
с крупным шагом
На рис. 379 приведена схема хо-
лодного накатывания роликами зубча-
тых колес малого модуля, производи-
мого при помоши приспособления, ус-
танавливаемого на суппорте токарного
станка. Заготовкой служит пруток.
Применяется также пакет плоских за-
готовок, набранных на оправку. На ко-
нец оправки надевается направляющее
зубчатое колесо, осуществляющее де-
ление. Точность накатывания соответ-
ствует 2-му классу, чистота поверхно-
сти — 8—9-му классам по ГОСТу.
Накатные ролики изготовляют из
Рнс. 381. Алюминиевая ребристая труба,
изготовляемая холодной прокаткой
хромованадиевой инструментальной стали
Х12Ф1 и закаливают на твердость HRC 60—61.
Накатывание цилиндрических зубчатых колес производительнее фрезерования
червячными фрезами в 5—10 раз.
На рис. 380 приведена схема поперечно-винтовой холодной накатки длинных
резьб с крупным шагом (до 8 мм). Накатка производится на специальном прокатном
стане ВНИИметмаша производительностью 0,5—0,8 м/мин. Диаметр накатываемой
резьбы от 30 до 150 мм. Число оборотов валков от 12 до 120 об/мин Процесс
накатки полностью автоматизирован.
Накатка крупных резьб дает значительную экономию металла и рабочей силы.
384
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Рис 382 Схема прокатки ребристой трубы на
трехвалковом стане
Рис. 383. Деформация металла и накатной ролик
В последнее время за рубежом
и в СССР созданы станы для попе-
речно-винтовой прокатки ребри-
стых труб для теплообменной аппа-
ратуры из алюминия, меди и биме-
талла (рис. 381). Прокатка произ-
водится на трехвалковых станах с
косыми валками, как показано на
схеме (рис. 382). Накатные ролики
имеют сборную конструкцию и со-
стоят из 10—15 дисков постепенно
увеличивающейся высоты (рис.
383). Для предотвращения смятия
внутрь трубы вводится оправка.
В СССР работает несколько таких
станов, разработанных ВНИИмет-
машем. Они обрабатывают трубы
с диаметром отверстия от 13 до
20 мм, длиной до 5 000 мм. Высота
ребер до 15 мм, шаг ребер от 2
до 5 мм, наименьшая толщина
стенки трубы после накатки 1 —
1,5 мм.
Методы накатки получили
применение для образования мест-
ных утолщений [211], а также для
обработки поверхности деталей ма-
шин с целью повышения чистоты
поверхности, поверхностного уп-
рочнения и увеличения точности
размеров
Для получения точных отвер-
стий малого диаметра с высокой
чистотой поверхности применяют
чистовую обработку отверстий про-
давливанием стальных шариков или
с помощью выглаживающих протя-
жек. Этот способ позволяет полу-
чить отверстия 2-го класса точности
с чистотой поверхности 9 — 10-го
классов по ГОСТу.
46. ХОЛОДНАЯ СВАРКА ДАВЛЕНИЕМ
Холодная сварка давлением применяется для соединения листовых и стержне-
вых деталей из различных цветных металлов и сплавов.
Холодная сварка давлением основана на возникновении кристаллического сцеп-
ления (металлической связи) между двумя соединяемыми листами при их сильной
местной деформации, сопровождаемой течением металла по плоскости раздела.
Местная деформация соединяемых листов заключается в их обжатии (сплющивании)
свыше 60—70% первоначальной суммарной толщины между двумя встречными пу-
ансонами (рис. 384) или вращающимися роликами. В результате местной пласти-
ческой деформации происходит сильное выдавливание металла из-под пуансонов,
разрыв окисных пленок и выход зерен чистого, незагрязненного металла на по-
верхность контакта, трение его по поверхности скольжения и образование молеку-
лярно-кристаллического соединения (схватывания) соединяемых листов.
ХОЛОДНАЯ СВАРКА ДАВЛЕНИЕМ
385
Рассмотрение шлифов под микроскопом показывает, что при обжатии свыше
60% первоначальной толщины соединяемых листов никаких следов стыка не обна-
руживается.
Физическая природа процесса холодной сварки еще недостаточно изучена. Наи-
лучшие результаты Дает применение этого способа для соединения деталей из алю-
миния и алюминиевых сплавов при условии тщательной очистки поверхности
заготовки в месте соединения от малейших следов
жира, смазки и грязи С этой целью применяют
химический и механический способы очистки
поверхности. Наидуищие результаты показал ме-
ханический способ о^Истки от окислов стальными
проволочными кругами при окружной скорости
около 900 мм кек. Шероховатая поверхность пос-
ле крацеваяия увеличивает трение и облегчает
соединение листов.
Способом холодной пластической сварки сое-
диняются различные пластичные металлы: алю-
миний, медь, латунь, никель и др. требующие
различной степени деформации (относитель-
ного уменьшения толщины).
Уменьшение поперечного сечения в месте
сварки компенсируется упрочнением металла
вокруг деформируемой поверхности
Испытание образцов, соединенных холодной
Рис. 384. Схема холодной сварки
давлением
сваркой давлением, показало,
что они хорошо работают на срез, но недостаточно прочны на отрыв, давая
обрыв вокруг «сварной точки».
Рис. 385. Изменение удель
ного давления при вдавли-
вании пуансона в металл
Опыты с высверливанием перемычки в месте вдав-
ливания пуансонов показали, что металл соединяется
не только под пуансоном, но и по кольцевому обо тку
вокруг него.
Давление, необходимое для получения соедине-
ния, зависит от требуемой степени деформации. На
рис. 385 приведено изменение давления в зависимо-
сти от углубления пуансона в металл при холодной
сварке алюминиевых образцов толщиной 10 мм [3]. Из
диаграммы видно, что при обычной степени деформа-
ции (80%) давление для холодной сварки составляет
85 кГ1мм*.
В настоящее время этот способ применяется для
соединения алюминиевых и других деталей точками
взамен точечной электросварки, кольцевым и прямо-
линейным швом взамен пайки или сварки, а также
соединения стержней и проволоки встык и внахлестку
в холодном состоянии.
Применяются круглая и прямоугольная формы вда-
вливаемых пуансонов. Практически зарекомендовал
себя способ холодной сварки вдавливанием цилиндри-
ческих пуансонов с предварительным зажимом мате-
риала вокруг пуансона.
На рис. 386, а изображен специально сконстру-
ированный гидравлический пресс для холодной сварки
вдавливанием круглых пуансонов, в котором использована разность площадей
наружного прижимного и внутреннего рабочего плунжеров, в результате чего
при включении насоса происходит сначала зажим материала, а - затем вдавли-
вание пуансонов.
На рис. 386, б Приведена конструкция буферного приспособления для сварки
давлением на любом прессе.
13 Романовский В. П.
386
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Для увеличения производительности применяется метод холодной сварки сразу
несколькими пуансонами. В ряде случаев применяется сварка при одностороннем
вдавливании пуансонов, но на глубину больше толщины материала. Кроме холод-
ной сварки отдельными точками освоена шовная сварка при помощи вдавливае-
Рис. 386. Гидравлический пресс (с) и
буферное приспособление для холод-
ной сварки давлением (б)
Рис. 387. Кольцевая холодная сварка давлением: а — схема штампа;
б — схема обжатия кромок
5}
мых в металл кольцевых пуансонов или вращающихся роликов. Шовная пластичес-
кая сварка выполняется двумя способами: 1) замкнутым кольцевым швом для герме-
тизации небольших алюминиевых корпусов; 2) продольным швом для соединения
пластин, накладок, полос и т. п.
Сварка замкнутым кольцевым швом производится путем пережима соединяемых
деталей между кольцевыми выступами пуансонов (рис. 387). Весьма важно, чтобы
ХОЛОДНАЯ СВАРКА ДАВЛЕНИЕМ
387
одновременно с вдавливанием выступов происходило общее обжатие толщины мате-
риала, как показано на рис. 387, б. Сварной шов получается полностью герметичным.
Однако происходит деформация крышки и ее выгиб
Рис. 388. Шовная сварка давлением между вращаю-
щимися роликами
Сварка продольным швом производится путем прокатки листов между вращаю
щимися роликами с односторонним сплошным или пунктирным вдавливанием высту-
пов (рис. 388).
Стыковая холодная сварка давлением применяется для соединения алюминиевых
и медных проводов и токоведущих шин. Холодная сварка проводов производится
Рис. 389. Холодная сварка давлением прово- Рис. 390. Стыковая сварка дав-
дов: а — осадкой концов встык; б — вна- лением алюминиевых и медных
хлестку шин
двумя способами: встык с осадкой выступающих концов (длиной, равной диаметру)
на 75—85% и внахлестку (рис. 389). И в том, и другом случае работа производится
при помощи специальных ручных клещей, позволяющих соединять провода диамет-
ром до 5 мм Сварка получается настолько прочной, что этот метод применяется для
соединения концов проволоки при волочении на волочильных станах.
Сварка давлением алюминиевых и медных шин производится в специальном
приспособлении с обрезкой выдавленного грата (рис. 390).
Завод электросварочного оборудования «Электрик» (Ленинград) освоил изго-
товление ряда специальных машин и установок для холодной сварки давлением
1. Пневматическая машина МСХС-5 для стыковой холодной сварки алюминиевых
и мерных проводов сечением до 10 мм2.
13*
388
ОСОБЫЕ ВИДЫ ОБРАБОТКИ ДАВЛЕНИЕМ
2. Гидравлическая машина МСХС-35 для стыковой холодной сварки усилием
35 Т.
3. Пневмогидравлическая машина МХСА-50 для армирования алюминиевых
деталей медью усилием 50 Т.
4. Передвижные пневмогидравлические клещи типа УТХС-5 для холодной
точечной сварки давлением и др.
47. ПРИМЕНЕНИЕ ШТАМПОВКИ ДЛЯ СБОРКИ
Холодная штамповка получила большое применение для сборки различных
деталей. Наиболее широкое распространение штамповочные методы сборки имеют
в электро- и радиотехнике, приборостроении, точной механике и при производстве
изделий широкого потребления. Большинство из них дает прочное неразъемное
соединение (склепка, холодная сварка, сое-
динение «в замок», отбортовка, обжимка, по-
лая высадка). Запрессовка и отгибка шипов и
лапок являются разъемными соединениями.
Рис 391 Способы соединения листо-
вых деталей со стержнями
Рнс. 392. Различные способы соединения
листовых деталей со втулками
Рис. 393. Способы соединения деталей обжимкой
На рис. 391—397 показаны различные способы применения холодной штамповки
для сборки деталей:
1) типовые способы соединения листовых деталей со стержнями и втулками путем
расклепки головки стержня (рис. 391), развальцовки и раскернивания втулки
(рис. 392);
2) соединение путем обжимки штампованных детален (рис. 393);
3) соединение металлических и неметаллических листовых деталей при помощи
пустотелых заклепок (рис. 394);
4) способ соединен ия листовых деталей посредством шипов, проходящих через про-
рези в данной детали, с последующим поворотом шипов на некоторый угол (рис. 395);
ПРИМЕНЕНИЕ ШТАМПОВКИ ДЛЯ СБОРКИ
389
5) соединение деталей путем раскернивания детали (рис. 396, а);
6) соединение путем обжимки обоймы (рис. 396, б).
7) сборка деталей путем отгибки наружного борта (рис. 397);
Рис. 394. Способы соединения пустотелыми
заклепками
Рис. 395. Соединение листовых де-
талей посредством поворачиваемых
шипов
Рис. 396. Соединение путем раскернивания Рис. 397. Сборка загибкой
детали (а) и обжимки обоймы (6) борта
В массовом производстве штамповочные методы сборки в большинстве случаев
выполняются на автоматических или полуавтоматических штампах, а также на
специальных прессах и сборочных автоматах, снабженных вибрационными бункерами
для автоматической подачи штучных заготовок.
ГЛАВА VII
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
48. ОСНОВНЫЕ ВИДЫ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ,
ПРИМЕНЯЕМЫХ В ХОЛОДНОЙ ШТАМПОВКЕ
Развитие машиностроения, радиоэлектроники, приборостроения и вычислитель-
ной техники привело к значительному увеличению применения изделий из листовых
пластмасс и других неметаллических материалов г.
Неметаллические материалы, применяемые в холодной штамповке, могут быть
разделены на две основные группы.
К первой группе относятся бумага, картон, прессшпан, кожа, фетр, войлок,
резина и прорезиненная ткань, хлопчатобумажные и шерстяные ткани и другие
прокладочные материалы.
Ко второй группе относятся следующие конструкционные, электроизоляцион-
ные и теплоизоляционные материалы.
1. Слоистые пластмассы: текстолит, гетинакс, стеклотекстолит, асботекстолит,
фибра, древеснослоистые пластики и др.
2. Блочные пластмассы (на основе эфиров, полистирола и т. п.): органическое
стекло, целлулоид, винипласт, поливинилхлорид, полиэтилен и пр. \
3. Асбестовые ткани и изделия: бумага асбестовая, картон асбестовый, гидроизоД
паронит, асбометаллическое армированное полотно.
4. Слюда и миканиты: слюда листовая (мусковит, флагопит, биотит), миканиты
коллекторный, прокладочный, формовочный и гибкий.
Слоистые пластмассы представляют собой композиции из термореактивных
смол и соответствующего наполнителя: у гетинакса — бумага, у текстолита —
легкая хлопчатобумажная ткань, у стеклотекстолита — бесщелочная стеклоткань,
у асботекстолита — асбестовая ткань, у древеснослоистых пластиков — тонкий
березовый шпон толщиной 0,25—0,55 мм.
Фибра представляет собой прессованную слоистую бумажную массу, обрабо-
танную раствором хлористого цинка с добавкой в некоторых случаях касторового
масла и глицерина (фибра КГФ).
Блочные пластмассы (органическое стекло, винипласт, целлулоид и др.) являются
термопластичными материалами, размягчающимися под действием тепла, и пред-
ставляют собой или продукт полимеризации метилового эфира метакриновой кислоты
(прозрачное органическое стекло), или нитроцеллюлозу, пластифицированную кам-
форой (целлулоид), Или пластифицированный полихлорвинил (винипласт, пла-
стикат).
Асбест представляет собой волокна минералов группы серпантина и амфибола,
обладающих высокими диэлектрическими и теплоизоляционными свойствами.
Слюда — это минерал (водный алюмосиликат щелочных и щелочноземельных
металлов), расщепляющийся на тонкие гибкие пластинки. Наилучшими сортами
слюды являются мусковит и флагопит.
Подробные сведения о природе и свойствах неметаллических материалов приведены
в специальной литературе.
РЕЗКА И ВЫРУБКА ДЕТАЛЕЙ
391
Миканиты представляют собой щипаную слюду, проклеенную особыми лаками
и спрессованную горячим прессованием.
Для изготовления различных деталей из неметаллических материалов и пласт-
масс применяются различные процессы холодной штамповки: вырубка, пробивка,
гибка, вытяжка-формовка и др
49. РЕЗКА И ВЫРУБКА ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ
Рис. 398. Вырезка (просечка) но-
жевыми штампами
Резка слоистых пластмасс и других хрупких материалов должна производиться
па ножницах с параллельными ножами, так как при резке на гильотинных ножницах
в результате изгиба отрезаемой заготовки наклонным ножом на ее поверхности
образуется сеть трещин, называемая елочкой.
Резка листов на полосы должна производиться с надежным прижимом материала,
для чего прижимное устройство должно иметь индивидуальную регулировку Глу-
бина перекрытия режущей кромки ножей не бо-
лее 0,5 мм.
Для резки изоляционных материалов це
лесообразно выделить специальные ножницы
При резке фольгированных пластмасс они дол-
жны быть положены фольгой вниз (к неподвиж-
ному ножу).
Резка слоистых и волокнистых пластиков,
а также винипласта, целлулоида и полиэти-
лена возможна в холодном состоянии толщиной
до 2—2,5 мм, а резка органического стекла —
толщиной до 1,5 мм. При резке материалов
большей толщины, а также в тех случаях, когда
к качеству поверхности среза предъявляются
повышенные требования, целесообразно приме-
нение подогрева материала до соответствующей
температуры.
Из прокладочных неметаллических мате-
риалов — бумаги, картона и т. п., а также
из тонколистовой фибры, текстолита и гетинакса — вырезаются всевозможные
детали и прокладки различной конфигурации.
Вырезка деталей простой конфигурации обычно производится ножевыми штам-
пами-просечками обычной или упрощенной конструкции (рис. 398). Угол заострения
ножей принимается равным: для мягких материалов (бумага, картон, прессшпан,
кожа, фетр, резина, ткани) 15—20°, а для фибры, текстолита, гетинакса 30—35°
Для деталей и прокладок сложной конфигурации применяют ленточно-ножевые
штампы, у которых режущее полотно сделано из ленточной стали, изогнутой по
форме вырезаемой детали (рис. 399). При вырезке бумажных и других тонколистовых
прокладок применяется штамповка пачками (до 50 листов), причем существует два
способа: штамповка насквозь на фибровой или деревянной подкладке и штамповка
половины листов утолщенной пачки, причем вгорая половина листов служит подклад-
кой. На рис 400 изображены типовые асбестовые и бумажные прокладки для блока
автомобиля, вырезаемые ленточно-ножевыми штампами.
Сопротивление срезу различных неметаллических материалов при вырезке
в обычных штампах и просечке ножевыми штампами приведено в табл. 151
и 152.
При вырубке неметаллических материалов обычными штампами применяюг
следующие величины зазоров; для фибры и прессшпана (0,04 zb 0,05) S; для кожи,
фетра и мягкого картона (0,02 zb 0,03) S; для гетинакса и текстолита — по табл. 160.
Вырубка фибровых, текстолитовых и гетинаксовых деталей имеет свои особен-
ности и трудности. Фибра штампуется сравнительно хорошо в равномерно увлаж-
392
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ненном состоянии. Пересушенная фибра дает расслоения. При проектировании
штампов следует учитывать изменение размеров влажной фибры при высыхании.
Тонколистовые фибровые детали простой конфигурации можно вырезать ноже-
выми штампами. Детали сложной конфигурации вырезают в штампах обычного типа
с прижимом.
Наибольшее значение из слоистых пластиков имеют гетинакс и текстолит, полу-
чившие широкое применение в электро-,
Рнс. 399. Ленточно-ножевой штамп
радиотехнике и приборостроении. По
ГОСТу 2718—66 гетинакс подразде-
ляется на две группы: 1) для нормаль-
ной частоты (марки А, Б, В, Вс, Г, Д);
2) для высокой частоты (марки Ав, Бв,
Рис. 400. Асбестовые и бумажные про-
кладки, вырезаемые ленточно-ноже-
выми штампами
FB. Дв)- Текстолит выпускается двух видов: 1) листовой электротехнический
(ГОСТ 2910—67) марок А, Б, В4, Г, СТ; 2) поделочный марок ПТК, ПТ, ПТ-JZ
Таблица 151. Сопротивление срезу неметаллических материалов
при вырезке в штампах
Материал Сопротивле- ние срезу сСр в кГ/jwjw2 Материал Сопротивле- ние срезу (УСр в кГ/мм2
Фибра: Целлулоид 5-6
обыкновенная 12 Органическое стекло 7-9
твердая 17 Гетинакс 8-12
Бумага: Текстолит 9-12
обыкновенная 2-3 Стек лоте кето лит 12-15
твердая 2,5-4,0 Прессшпан 7-8
Картон 3-6 Миканит 10
Эбонит 3 Резина 0,6—1,0
Коща 4-5 Полиэтилен 3-4
Винипласт 6-8
Гетинакс подвергается только вырубке, а текстолит — вырубке и гибке с подо-
гревом. Предельная толщина гетинакса и текстолита для изготовления деталей выруб-
кой ограничена: для гетинакса — 3 мм, а для текстолита — 6,5 мм. Гетинакс и
текстади! относятся к термореактивным слоистым пластикам. Однако термореактив-
РЕЗКА И ВЫРУБКА ДЕТАЛЕЙ
393
ныс смолы практически содержат небольшое количество термопластичных примесей,
вследствие чего гетинакс и текстолит при нагреве становятся менее хрупкими, чем
в холодном состоянии. Поэтому вырубка с подогревом дает лучшую поверхность
среза и меньшее количество дефектов. Но нагрев заготовок усложняет производ-
ственный процесс и снижает производительность, ввиду чего вырубку деталей из
гетинакса и текстолита рекомендуется производить по возможности в холодном состоя-
нии, применяя нагрев лишь в необходимых случаях
Таблица 152. Сопротивление срезу неметаллических материалов
при просечке ножевыми штампами
Материал Сопротивле- ние срезу (Уер в кГ/jwjw2 Материал Сопротивле- ние срезу °ср в кГ]мм*
Бумага (0,25 мм): Кожа дубленая 5
1 лист 16 Целлулоид 5
5 листов 4,5 Березовая фанера 2
10 листов 2,3 Сосновая фанера 1
20 листов 1,4 Текстолит 9
Картон 3 Гетинакс 12
Прессшпан 7 Слюда (0,5 мм) 8
Клингерит 4 Слюда (2 мм) .5
Кожа мягкая 0,7 Резина 0,8
Примечание. При затуплении режущих кромок сопротивление срезу выше
указанных.
Предельная толщина гетинакса и текстолита, штампуемых без подогрева, весьма
ограничена (табл. 153).
Чистота поверхности среза при штамповке гетинакса и текстолита на штампах
обычных типов получается не выше 2—3-го классов по ГОСТу. Если требуется более
высокая чистота поверхности среза (5—6-го классов), следует применять зачистную
штамповку.
Таблица 153. Предельная толщина материала в мм
при штамповке без подогрева
Материал Форма детали Пробивка отверстий
простая сложная
Гетинакс 1.5 1,о 1,5
Текстолит 2,0 1,5 2,0
В радиоэлектронной промышленности применяется способ пробивки чистых
отверстий в гетинаксе без подогрева, основанный на пробивке отверстий меньшего
размера со сколом и одновременной зачистке краев отверстия. На рис. 401 приведена
конструкция пробивного штампа для пробивки и зачистки квадратных отверстий
4,2X4,2 мм.
394
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Вначале предварительный пробивной пуансон /, укрепленный в подпружи-
ненной планке 4, продавливает отверстие размером 2,4X2,4 мм с грубым сколом по
£4
4.2
Рис. 401. Штамп для про
иивки и зачистки квадрат*
иых отверстий (а) и обраба-
тываемая деталь (о)
поверхности среза. Опускающийся вслед за ним труб-
zvу < чатый пуансон 2, укрепленный в головке, обрезает
£ I шероховатый скол и образует квадратное отверстие
Л x .xxJ размером 4,2X 4,2 мм с чистой поверхностью среза.
I Прижим 3 служит для плотного прижима гетинакса
к матрице и снятия его с пуансона
На рис. 402 приведены конструкции ступенчатых
пробивных пуансонов с предварительным продавли-
вающим выступом, применяемые при пробивке хруп-
ких материалов (гетинакс) в холодном состоянии.
Эти конструкции ступенчатых пуансонов могут быть
применены при пробивке отверстий различной формы
Точность вырубленных деталей из гетинакса и
текстолита значительно ниже точности металлических
деталей, особенно при вырубке с подогревом мате-
риала. Примерная точность деталей, штампуемых из
гетинакса и текстолита, приведена в табл 154.
В табл. 155 указан проверенный эксперимен-
тально режим подогрева слоистых пластиков перед
вырубкой. Перегрев материала или увеличение вы-
держки не дают увеличения пластичности, а приво-
дят к появлению пузырчатости на поверхности мате-
риала.
Нагрев заготовок осуществляется одним из сле-
дующих способов: 1) в электрических термостатах,
устанавливаемых около пресса; 2) инфракрасными
лампами; 3) токами высокой частоты; 4) в кипящей
воде (15—30 мин); 5) между двумя нагретыми пли-
тами.
Наиболее прост и дешев подогрев заготовок в
кипящей воде.
Вырубку гетинаксовых и текстолитовых деталей
производят, как правило, в совмещенных штампах
с прижимом заготовки. Прижим уменьшает возможность образования трещин и
улучшает поверхность среза даже без подогрева материала. Вырубка с подогре-
Рис 402. Конструкции ступенчатых пробивных пуансонов
с предварительным продавливающим выступом
вом гетинакса, но без прижима заготовки не обеспечивает получения качествен-
ной поверхности среза.
Усилие прижима при вырубке деталей из гетинакса и текстолита определяется
по формуле
Q = qLS кГ,
РЕЗКА И ВЫРУБКА ДЕТАЛЕЙ
395
где q — давление прижима в кПмм2 (табл. 156);
L — длина периметра вырубки в мм;
S — толщина материала в мм.
Расчет исполнительных размеров матриц и пуансонов приведен в специальной
литературе.
При проектировании штампов следует учитывать усадку гетинакса, составляю-
щую при нагреве до 100е С около 0,2% линейных размеров.
Иногда пробивка мелких отверстий диаметром (0,3 4- 0,5) S производится в за-
жатом состоянии штампом, конструкция которого была приведена на рис. 18.
Штамповку деталей из стеклотекстолита следует производить в комбинирован-
ных штампах с прижимом материала, причег
без зазора. Пробивные пуансоны и мат-
рицы следует увеличивать на 0,03 5, так
как размеры отверстия уменьшаются
после пробивки.
Органическое стекло является термо-
пластичным материалом и штампуется
только в нагретом до 100° С состоянии.
Охлаждение отштампованных деталей
производится погружением их в холод-
ную воду. Штампуемые детали следует
предохранять от поверхностных царапин
и повреждений.
Из слюды вырубается большое коли-
чество плоских слюдяных пластин
(рис. 403) с весьма точными размерами
отверстий и расстояниями между их
осями, достигающими 3-го, а иногда и
2- го класса точности.
уансон должен быть подогнан к матрице
Таблица 154. Точность деталей,
вырубаемых из гетинакса
и текстолита обычными штампами
Толщина материала в мм Класс точности в зависимо- сти от способа штамповки
без подогрева с подогревом
До 1 4-5 5-7
1—2 5-7 7-8
2—3 7-8 8-9
Требуемая точность обеспечивается правильной конструкцией и качественным
изготовлением комбинированных штампов.
На рис. 404, а изображен комбинированный штамп для вырубки и пробивки
слюдяных пластин, показанных на рис. 404, б.
Особенностью конструкции штампов для слюды является предельное уменьше-
ние длины пуансонов при максимальном уменьшении толщины верхней матрицы,
пуансонодержателя и выталкивателя, а также применение дополнительного съема
сжатым воздухом через штуцер в верхней части штампа. Сжатый воздух продувает
зазоры и очищает штамп от слюдяной пыли, повышая его стойкость.
Таблица 155. Режим подогрева слоистых пластиков
Материал Марка Температура подогрева в °C Способ и время подогрева на I мм толщины
Гетинакс Б, Вс> Д 90- -100 В электропечах и тер- мостатах 3 —3,5 мин Инфракрасными лам- пами 1,5—2,2 мин Между двумя горя- чими плитами 1 — 1,5 мин Односторонний нагрев 5—8 мин
X QQ х Л а CQ - X х^ < 110-120
Текстолит Всех марок 80-90
Стеклотекстолит — 70-90
396
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Рис. 403. Слюдяные пластинки с точными размерами отверстий
Рис. 404. Комбинированный штамп для вырезки и пробивки слюдяных пластин
РЕЗКА И ВЫРУБКА ДЕТАЛЕЙ
397
Точность изготовления штампа обес- печивается разметкой и сверлением мат- i рицы и пуансонодержателей на коорди- натно-расточных станках. Фигурные отверстия в матрице по- лучаются путем прошивки сырой матри- цы закаленным пуансоном При вырубке гетинакса и текстолита применяют большую величину перемычек, чем для металла, так как вследствие хрупкости этих материалов малые пере- мычки растрескиваются и выкрашивают- Таблица 156. Давление прижима при вырубке гетинакса и текстолита
Толщина мате- риала в мм Давление прижима в кГ[мм?
До 1 1—2 2-3 0,6 -1,0 1,0-0,5 1.5—2,0
ся, причем их частицу попадают в за- зор между матрицей и пуансоном, вызывая преждевременный износ штампа. В табл. 157 и 158 приведены экспериментально установленные величины перемычек для вырубки деталей из гетинакса и текстолита,
Таблица 157. Величины перемычек при вырубке деталей из гетинакса в мм
Толщина материала в мм Вырубка круглых деталей Вырубка прямоугольных деталей
Перемычки меж- ду деталями Боковые перемычки Перемычки меж- ду деталями Боковые перемычки
До 0,5 1,5 1,5 2,0 2,0
0,5—1 1,5 1,5 2,0 2,0
1,0-1,5 2,0 2,5 2,5 3,0
1,5-2,0 2,5 3,0 3,0 3,5
2,0—2,5 3,0 3,5 3,5 4,0
2,5—3,0 3,5 4,0 4,5 5,0
Примечания: 1. Ширина кромки, обрезаемой шаговым ножом, 2. При вырубке детален с поворотом полосы в 1,5—2 раза. берется равной ширине перемычки, ширина перемычек увеличивается
Зазоры между матрицей и пуансоном при вырубке гетинакса и текстолита берутся
меньшей величины, чем для металла, так. как вследствие хрупкости материала срез
по толщине приобретает характер скола.
В табл. 159 приведены экспериментально проверенные величины зазоров, в пре-
делах которых получается качественная поверхность среза.
Вырубка деталей из слоистых пластиков сопровождается значительным пру-
жинением материала, в результате которого наружные размеры детали получаются
больше размеров матрицы, а размеры отверстий — меньше размеров пуансона.
При вырубке без подогрева величина пружинения равна для гетинакса 4%,
а для текстолита 5% от толщины материала. При вырубке с подогревом гетинакса
и текстолита изменение размеров детали осложняется усадкой размеров деталей
после остывания материала.
При вырубке наружного контура усадка действует в направлении, противо-
положном пружинению. При пробивке отверстий усадка и пружинение направлены
в сторону уменьшения размеров отверстия.
Суммарная величина усадки определяется по формулам:
для вырубки наружного контура
&нар — &L
398
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
для пробивки отверстия
$отв ~ CL + бу,
где а и с — коэффициенты термической усадки размеров;
L — измеряемый размер детали;
— изменение размеров в результате упругого пружинения
Таблица 158. Величины перемычек при вырубке деталей из текстолита в мм
Толщина материала в мм Вырубка круглых деталей Вырубка прямоугольных деталей
Перемычки меж- ду деталями Боковые перемычки Перемычки меж- ду деталями Боковые перемычки
До 0,5 1.3 1,5 1,5 1,5
0,5—1 1,3 1,5 1,5 1,5
1,0—1,5 1,5 1,7 1,5 2,0
1,5-2,0 2,0 2,2 2,0 2,5
2,0-2,5 2,5 3,0 3,0 3,5
2,5-3,0 3,0 3,5 4,0 4,5
Примечания:
1. Ширина кромки, обрезаемой шаговым ножом, берется равной ширине перемычки.
2. Прн вырубке деталей с поворотом полосы ширина перемычек увеличивается
в 1,5—2 раза.
Таблица 159. Двусторонние зазоры при вырубке гетинакса и текстолита
Толщина материала в мм Минимальный двусторонний зазор в мм Максимальный двусторонний зазор в мм в зависимости от размера вырубаемых деталей и пробиваемых отвер- стий в мм
ДО 10 св. 10 до 50 ев. 50 до 120 | св. 120 до 2G0
От 0,5 до 0,6 0,01 0,020 0,030 0,040 0,050
Св. 0,6 до 0,8 0,015 0,030 0,040 0,050 0,060
J* 0,3 » 1,0 0,020 0,035 0,045 0,055 0,065
1,0 > 1,2 0,025 0,040 0,050 0,060 0,070
1,2 » 1,5 0,030 0,045 0,055 0,065 0,075 /
1,5 » 1,8 0,035 0,050 0,060 0,070 0,080 '
1,8 * 2,1 0,040 0,055 0.065 0,075 0,085
2,1 » 2,5 0,045 0,060 0,070 0,080 0,090
2,5 » 3,0 0,050 0,065 0,075 0,085 0,095
П пи м е ч а н и я:
1. На чертежах штампов указывается минимальный двусторонний зазор Макси-
мальный двусторонний зазор является справочным при изготовлении и приемке штампов.
2. Максимальный двусторонний зазор назначается по наибольшему габаритному
размеру вырубки. '
ГИБКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
399
Средние значения этих величин приведены в табл. 160.
Стойкость штампов при вырубке слоистых пластиков невысокая и обычно состав-
ляет от 1500 до 2500 шт. до переточки.
Таблица 160. Коэффициенты усадки размеров деталей (в %)
в зависимости от толщины материала
Материал Толщина материала в мм 6У
1 0,20 0,25 0,03
1,5 0,22 0,30 0,04
Гетинакс 2 0,25 0,35 0,05
2,5 0,27 0,40 0,06
3 0,30 0,50 0,07
2 0,20 0,26 0,08
Текстолит 2,5 0,25 0,30 0,10
3 0,28 0,36 0,12
Как было указано, такие материалы, как текстолит, фибра и гетинакс, при
вырубке не дают чистой поверхности среза. В случае повышенных требований
к чистоте среза деталей из указанных материалов применяется зачистка по наруж-
ному контуру Зачистной штамп в ряде случаев делается ножевой конструкции:
пуансон представляет собой плоскую алюминиевую или медную пластину, а матрица
имеет клиновую (ножевую) форму с углом 35—40°
Для зачистки фибры иногда применяют матрицы с закругленными режущими
кромками с г - (0,1 4- 0,2) S.
50. гибка неметаллических материалов
Гибке подвергаются слоистые пластики за исключением гетинакса и блочные
пластмассы (органическое стекло, целлулоид, винипласт и др.). Из слюдяных мате-
риалов гибке поддаются только формовочный и гибкий миканиты.
Листовая фнбра легко выдерживает изгиб в увлажненном состоянии (до 10%
влажности). В данном случае допустимо местное увлажнение сырой тряпкой за
0,5 ч до гибки.
Для мелких деталей применяется гибка в штампах, а для крупных — на гибоч-
ных машинах для металла.
На рис. 405 приведена схема гибочного штампа для неметаллических материалов.
Тонколистовой текстолит подвергается гибке после нагрева до 150—170° С.
Нагрев лучше производить инфракрасными лучами в течение 1—2 мин. Органи-
ческое стекло подвергается гибке при нагреве от 100 до 150° С и охлаждении на-
ружных слоев на воздухе в течение 10—15 сек.
Гибка деталей из органического стекла обычно производится на металлических,
деревянных, пластмассовых или гипсовых болванах (пуансонах) легким нажимом
руки с прижимом краев заготовки струбцинами, обитыми байкой. Поверхность
болванов тщательно обрабатывается и обтягивается мягкой байкой.
Размеры заготовки и болвана должны быть взяты большими на величину при-
пуска для зажима кромки при гибке или формовке. Детали охлаждаются на болване
до 30—40° С и сохраняют приданную им форму. В случае повторного нагрева изог-
нутой детали в свободном состоянии она выпрямляется.
400
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Винипласт подвергается гибке при нагреве до 160—170° С, а целлулоид —
до 90—100° С.
Формовочный миканит гнется и формуется в подогретом состоянии в нагретых
до 150—170° С штамп-пресс-формах (рис. 406). Деталь держат под давлением в пресс-
неметаллических материалов
Рис. 406. Штамп для детали из фор-
мовочного миканита
Рис. 405. Штамп для гибки
51. ВЫТЯЖКА И ФОРМОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Вытяжкой и формовкой изготовляют большое количество различных деталей,
в основном из термопластичных пластмасс: полиэтилена, полиакрилата, поливинил-
хлорида, органического стекла и др. К таким изделиям относятся корпуса приборов,
футляры, бачки и полусферические детали, фотографические ванночки, детали
холодильников, облицовка радиоприемников и телевизоров, умывальные раковины
и другие объемные изделия сложной конфигурации. Технология их формообразова-
ния основана на оптимальной степени нагрева пластмасс и перевода их в высоко-
пластичное или вязкотекучее состояние.
Технологические процессы формовки-вытяжки выполняются следующими спо-
собами: 1) вакуумной или пневматической формовкой с применением одной только
матрицы или формы; 2) формовкой-вытяжкой в штампах с жестким или эластичным
пуансоном и жесткой матрицей.
Первый способ широко применяется при изготовлении деталей из органического
стекла, винипласта, полиэтилена, целлулоида и др. Второй способ применяется
в основном при изготовлении деталей из слоистых пластмасс и частично органического
стекла.
В табл. 161 приведен режим нагрева листовых пластмасс перед формовкой.
Практика показывает, что даже небольшие отклонения от установленных температур
нагрева приводят к размягчению или структурному изменению материала. Нагрев
листов органического стекла производится в вертикальном положении (в подвешен-
ном состоянии).
На рис. 407 приведены схемы наиболее совершенного способа вакуумной фор-
мовки термопластичных пластмасс на специальных машинах. Процесс вакуумной
формовки состоит из следующих последовательно выполняемых операций:
1) разогрев заготовки до пластичного состояния при помощи экрана с инфра-
красными излучателями;
2) раздувание (вытягивание) разогретого листа сжатым воздухом;
3) формовка вытянутого листа с помощью вакуума в полости матрицы (негатив-
ное формование) или по форме пуансона (позитивное формование);
ВЫТЯЖКА И ФОРМОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
40 i
4) охлаждение и удаление отформованного изделия;
5) . обрезка краев.
Вакуум-формовочные установки снабжены вакуум-насосом и компрессором,
термоэкраном, пультом с приборами управления и специальными пресс-формами.
Они позволяют формовать изделия до 2 м длиной из заготовок толщиной до 3—4 мм.
Таблица 161. Режимы нагрева термопластичных листовых
пластмасс перед формовкой
Пластмассы Температура нагрева в °C Выдержка при данной температуре в мин на 1 мм толщины листа Критическая температура в °C
Органическое стекло (не ориентиро- ванное) Органическое стекло ориентированное: 120 200 1,5- 2 220
СОЛ 125-150 1,5-1,8 175
СТ-1 145-150 1,2--2,0 185
2-55 170-185 1,6-2,5 205
Винипласт 100- 160 1-1,5 170
СН прочный 130-140 — —
Полиэтилен ВД 120-130 2-3 140
Другим промышленно развитым способом является пневматическая формовка
в жестких формах, применяемая для изготовления пластмассовых ванн, умываль-
ников, обрамления для телевизоров и т. п. из более толстых заготовок (до 15—20 мм).
Рис. 407. Схема процесса вакуумной формовки: а — позитивный
метод (/ — раздувание нагретой заготовки и подъем пуансона;
2 — формовка пуансоном; 3 — вакуумная формовка); б — негатив-
ный метод; в — комбинированный метод
Обычно процесс формовки производится в два приема: предварительная фор-
мовка при низком давлении в течение 15—30 сек, окончательная формовка — при
повышенном давлении воздуха. Величина последнего определяется опытным путем
в зависимости от толщины материала и формы изделия.
402
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
На рис. 408, а показана пневматическая форма для формовки крупногабаритных
деталей, а на рис. 408, б — гальванобетонная форма с тонкостенной матрицей,
изготовленной методом гальванопластики по восковой модели [6].
Для формовки глубоких изделий сложной формы получили применение комби-
нированные методы формовки, в которых пневматическая формовка сочетается с меха-
нической формовкой пуансоном. В ряде случаев применяется формовка в упругой
матрице, иногда даже без применения сжатого воздуха.
На рис. 409 приведена форма для комбинированной формовки в упругой матрице.
Форма состоит из пневматической камеры 2, матрицы 1 и пуансона 4. Нагретая пласт-
массовая заготовка зажата кольцом 3. Верхнее кольцо 5 производит обрезку фланца.
О
Рис. 408. Формы для пневматической формовки
Формовка параболического корпуса производится за счет сжатия воздуха при погру-
жении в форму пуансона 4. Если требуется более высокое давление, то через штуцер
подается сжатый воздух от сети.
При вытяжке небольших деталей из органического стекла в мелкосерийном
производстве применяют штампы типа, изображенного на рис. 410. Особенность
данного способа вытяжки заключается в том, что заготовка с припуском на склад-
кодержание устанавливается в матрицу в холодном виде и закрывается (с зазором
до 0,35 S) складкодержателем, а затем нагревается вместе с матрицей в электропечи
до 115—120° С в течение 30—40 мин. |
Вытяжка производится холодным пуансоном, который протягивает деталь
через холодную калибровочную гильзу, устанавливаемую под отверстием матрицы.
Часть детали, вошедшая в калибровочную гильзу, охлаждается, снижает пластич-
ность и не растягивается, а вытяжка происходит за счет фланца, находящегося в на-
гретой матрице. Этим способом вытягивают колпачки высотой h = 3d. Аналогичным
способом производится вытяжка деталей из винипласта с нагревом до 150—160° С.
В мелкосерийном производстве изготовление крупных сферических вытяжек
из органического стекла производят или в вытяжных штампах с нагревом заготовки
до 115—120° С (рис. 411) или путем формовки под вакуумом в особом сосуде с обогре-
вом заготовки инфракрасными лучами (рис. 412).
ВЫТЯЖКА И ФОРМОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
403
Рис. 409. Форма для комбинированной формовки в уп-
ругой матрице
а) й
Рис. 410. Вытяжка колпачков из органиче-
ского стекла; а — схема штампа; б — детали
Рис. 412. Формовка органиче-
ского стекла под вакуумом
Рис 411. Штамповка крупных сфериче
ских изделий из органического стекла
404
ШТАМПОВКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Целлулоид вытягивается с нагревом до 90—100° С в обычных вытяжных штам-
пах с пружинным складкодержателем. Деталь выдерживается под давлением около
1 мин, после чего охлаждается вместе со штампом в холодной воде.
Нагрев заготовок осуществляется различными способами в зависимости от мас-
штаба производства: путем конвекции горячего воздуха в специальных шкафах
облучением инфракрасными лучами в особых установках, между горячими плитам*и
и т. п.
Из слоистых пластиков вытяжке подвергаются лишь фибра, текстолит и стекло-
текстолит
Фибра вытягивается лишь в увлажненном состоянии после вымачивания в воде
в течение нескольких часов из расчета 1,5—2 ч на 1 мм толщины. Перед штамповкой
увлажненная заготовка и штамп посыпаются графитом или тальком, служащими
смазкой. Вытяжка производится в вытяжных штампах с прижимом или на прессах
двойного действия. Отштампованную деталь снимают с пресса, надевают на болван,
имеющий форму и размеры пуансона, и высушивают в сушильной камере при темпе-
ратуре 67—70° С в течение 12 ч, а затем просушивают на открытом воздухе.
Из текстолита и стеклотекстолита можно изготовлять вытяжкой лишь неглубо-
кие цилиндрические, конические и полусферические детали, но только в нагретом
состоянии. Текстолит нагревается до 150—170° С и вытягивается в штампах с прижи-
мом или на прессах двойного действия; стеклотекстолит нагревается до 230° С и вытя-
гивается в прсс: формах.
Из других материалов вытяжке подвергаются картон и кожа. Из картона вытя-
гивают небольшие крышки и пробки, а из кожи — уплотнительные манжеты и
сальники. Кожу вытягивают с нагревом в масле до 200° С, а картон — в нагретых
до 120° С штампах. Коэффициент вытяжки равен примерно 0,4.
РАЗДЕЛ ВТОРОЙ
ОСНОВЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
ГЛАВА I
ТЕХНОЛОГИЧНОСТЬ ШТАМПОВАННЫХ ДЕТАЛЕЙ
1. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ
ШТАМПОВАННЫХ ДЕТАЛЕЙ
Технологические процессы холодной штамповки могут быть наиболее рацио-
нальными лишь при условии создания технологичной конструкции или формы детали,
допускающей наиболее простое и экономичное изготовление. Поэтому технологич-
ность холодноштампованных деталей является наиболее важной предпосылкой про-
грессивности технологических методов и экономичности производства.
Под технологичностью следует понимать такое сочетание конструктивных эле-
ментов, которое обеспечивает наиболее простое и экономичное изготовление деталей
(в условиях данной серийности производства) при соблюдении технических и экс-
плуатационных требований к ним.
Эксплуатационно-технические требования к холодноштампованным деталям
следующие: 1) полное соответствие конструкции назначению и условиям эксплуата-
ции детали; 2) обеспечение требуемой прочности, твердости и жесткости при мини-
мальном весе; 3) обеспечение необходимой точности и взаимозаменяемости; 4) соот-
ветствие специальным физическим, химическим или техническим условиям.
Основными показателями технологичности холодноштампованных деталей
является:
1) наименьший расход материала;
2) наименьшее количество и низкая трудоемкость операций;
3) отсутствие последующей механической обработки;
4) наименьшее количество требуемого оборудования и производственных пло-
щадей;
5) наименьшее количество оснастки при сокращении затрат и сроков подготовки
производства;
6) увеличение производительности отдельных операций и цеха в целом;
7) повышенная стойкость штампов.
Общим результативным показателем технологичности является наименьшая
себестоимость штампуемых деталей.
Так как величина и соотношение элементов себестоимости изделий (материал,
заработная плата, цеховые расходы) зависят от серийности производства, то понятие
технологичности неразрывно связано с серийностью производства. Технологичная
конструкция в условиях мелкосерийного производства может оказаться нетехноло-
гичной в массовом производстве и наоборот.
В большинстве случаев основным критерием технологичности конструкции
является наиболее экономное расходование материала при наименьшем количестве
операций и снижении трудоемкости.
Общая экономичность процессов холодной штамповки не только не снижает,
но еще больше повышает значение экономии металла.
Анализ себестоимости штампованных деталей показывает, что экономия мате-
риала на 10% по эффективности равна увеличению производительности в три раза на
всех операциях.
406
ТЕХНОЛОГИЧНОСТЬ ШТАМПОВАННЫХ ДЕТАЛЕЙ
Экономия материала на 20—25% в большинстве случаев настолько эффективна,
что стоимость сэкономленного материала обычно превышает величину прямой зара-
ботной платы. Поэтому необходимо предостеречь от одностороннего решения произ-
водственно-технологических вопросов в ущерб экономии материала.
Общие технологические требования к конструкции
штампованных деталей
1. Механические свойства листового материала должны соответствовать не
только требованиям прочности и жесткости изделия, но также процессу формоизме-
нения и характеру пластических деформаций.
2. Необходимо учитывать возможность применения для формоизменяющих
операций более пластичного, хотя и менее прочного металла, так как в процессе
холодной штамповки происходит его наклеп, значительно увеличивающий характе-
ристики прочности материала.
3. При расчете на прочность не следует завышать толщину листового металла,
учитывая упрочнение его в процессе холодной деформации и достаточно высокую
жесткость штампованных деталей.
4. Необходимо стремиться к созданию легких и облегченных конструкций
деталей, применяя для увеличения жесткости штамповку ребер жесткости, отбор-
товку, загибку фланцев, закатку кромок и т. п., а также замену тяжелых стандартных
прокатных профилей более легкими — гнутыми или свертными профилями из листо-
вого металла.
5. Конфигурация детали или ее развертки должна обеспечивать наивыгоднейшее
использование листового материала, давая возможность применить малоотходный
или безотходный раскрой. Для получения безотходного раскроя не следует искусст-
венно увеличивать размеры и площадь заготовки.
6. Если отход неизбежен, то желательно придать ему конфигурацию, соответст-
вующую другой детали, или использовать его вторично.
7. Необходимо унифицировать и уменьшить ассортимент применяемых толщин
и марок листового металла.
8. Необходимо соблюдать кратность размеров крупных штучных заготовок
размерам листа, иначе отходы значительно увеличиваются.
9. Следует широко применять технологичные штампо-сварные конструкции
взамен литых, кованых или клепаных изделий.
10. Необходимо стремиться к уменьшению количества отдельных деталей, заме-
няя их цельноштампованными, что обычно приводит к упрощению технологического
процесса и экономии материала. Исключением являются случаи, когда в результате
указанной замены получается деталь настолько сложной конфигурации, что она
требует повышенного расхода материала, является громоздкой или нетехноло
гичной.
11. Следует широко применять штамповочные методы для сборки отдельных
деталей путем расклепки, отбортовки, полой высадки, загибки кромок и лапок,
закатки шва и т. п.
12. Допуски на размеры штампованных деталей должны соответствовать эконо-
мической точности операций холодной штамповки (4—5-й классы). В случае необхо-
димости повышенная точность деталей (2—3-й классы) может быть получена введе-
нием дополнительных операций (зачистка, калибровка, правка).
Основные технологические требования к конструкции
плоских деталей, получаемых вырубкой и пробивкой
1. Необходимо избегать сложных конфигураций с узкими и длинными вырезами
контура или очень узкими прорезями (b 2S).
2. При применении цельных матриц сопряжения в углах внутреннего контура
необходимо выполнять с радиусом закругления г ^0,5 S. В случае применения
составных матриц сопряжение сторон делать без закруглений.
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ
407
3. Сопряжения сторон наружного контура следует выполнять с закруглениями
лишь в случае вырубки детали по всему контуру. Для возможности применения
безотходного раскроя следует, наоборот, допускать сопряжения сторон под прямым
углом.
4. Следует избегать вырубки длинных и узких деталей постоянной ширины при
b 3 S, заменяя вырубку расплющиванием проволочных заготовок.
5. Наименьшие размеры пробиваемых отверстий можно брать по табл. 162.
Таблица 162. Наименьшие размеры пробиваемых отверстий
Материалы Сбычная пробивка свобод- ным пуансоном Пробивка в зажатом состоянии направляемым пуансоном
круглым прямоуголь- ным круглым прямоуголь- ным
Твердая сталь 1,3S 1,05 0,55 0,4S
Мягкая сталь и латунь l,0S 0,7S 0,35S 0,3S
Алюминий 0,8S 0,55 0,3S 0,28S
Текстолит и гетинакс 0,4S 0,355 0,3S 0,25S
6. Наименьшее расстояние от края отверстия до прямолинейного наружного
контура должно быть не менее S для фигурных круглых отверстий и не менее 1,5 S,
если края отверстий параллельны контуру детали.
7. Не следует располагать отверстия в заготовке, подлежащей гибке, близко
к радиусу закругления детали. Наименьшее расстояние от края отверстия до загну-
той полки должно составлять о + 2 S, где г — радиус изгиба.
8. В вытянутых деталях, имеющих отверстия в дне или фланце, пробиваемые
после вытяжки, расстояние с от стенки детали до края отверстия должно быть
с г + 0,5 S, где г — радиус закругления дна или фланца.
9. Наименьшее расстояние между отверстиями при одновременной их пробивке
должно быть равно b = (2 + 3) S.
Основные технологические требования к конструкции
изогнутых деталей
1. Минимально допустимые радиусы гибки следует применять лишь в случае
конструктивной необходимости. В большинстве случаев возможно применить увели-
ченные радиусы гибки г S, а для толстых заготовок еще большие: г > 2S.
2. В случае гибки пластичных металлов (сталь 10, 20) с малым радиусом закруг-
ления (г 0,5 S) линию изгиба желательно располагать поперек волокон проката.
В случае гибки тех же металлов с радиусом г S расположение линии изгиба без-
различно; решающее значение при этом имеет достижение наиболее выгодного рас-
кроя металла.
3. При гибке твердых и малопластичных металлов (бронза, сильно наклепанная
латунь, лента пружинной стали и др.) линию изгиба следует располагать обязательно
поперек волокон проката. Наименьший радиус изгиба берется в пределах от 2 до 4 S.
4. При изгибе заготовки в разных направлениях, а также при изготовлении
правых и левых деталей из одной заготовки радиус закругления одного из перегибов
должен быть увеличен. Гибка должна быть произведена таким образом, чтобы сторона
с заусенцами пришлась на наружную сторону перегиба с увеличенным радиусом.
5. Для увеличения жесткости гнутых деталей и устранения упругого пружине-
ния рекомендуется штамповка ребер жесткости поперек угла изгибу.
408
ТЕХНОЛОГИЧНОСТЬ ШТАМПОВАННЫХ ДЕТАЛЕЙ
6. Если конструкция сборочного узла требует прилегания боковых полок и
основания изогнутой скобы (с внутренней стороны) к другим деталям, вместо гибки
под острым углом рекомендуется делать гибку с поднутренным закруглением в углах.
7. Наименьшая высота отгибаемой полки должна быть h 3 S.
Рис. 413. Расположение линии изгиба
8. При гибке деталей, имеющих широкую и узкую часть, радиус изгиба не
должен захватывать широкую часть, иначе образуются наплывы. Если по конструк-
тивным соображениям линия изгиба проходит в месте сопряжения этих частей, сле-
дует применять вырезы шириной b S. Расположение линии изгиба приведено
на рис. 413.
9. В случае многооперационной гибки необходимо предусматривать технологи-
ческие базы для фиксирования заготовок на операциях.
Основные технологические требования к конструкции
полых деталей, изготовленных вытяжкой и формовкой
1. Необходимо по возможности избегать весьма сложных и несимметричных
форм вытягиваемых деталей, прибегая к ним лишь в случае явной конструктивной
необходи мости.
2. Радиусы закруглений у фланца должны быть по возможности больше, а ра-
диусы закругления у дна могут быть взяты меньшими: г 2^(2 4- 4) S. Сопряжение
стенок с дном без радиуса закругления может быть выполнено путем дополнительной
калибровки или при штамповке весьма толстых заготовок <120 при ^>0,7^.
3. Необходимо избегать глубоких вытяжек с широким фланцем (D > 3d при
h >2d), требующих большого количества операций.
4. Полуоткрытые несимметричные формы полых деталей нужно проектировать
учитывая возможность спаренной вытяжки с последующей разрезкой на две детали.
5. В прямоугольных коробках следует избегать острых углов в плане и у дна
детали, кроме случаев изготовления коробок методом холодного выдавливания.
6. При вытяжке полых деталей сложной конфигурации необходимо предусмат-
ривать те или иные технологические базы для фиксирования заготовок на операциях.
МЕТОДЫ ПОВЫШЕНИЯ ТЕХНОЛОГИЧНОСТИ
409
2. МЕТОДЫ ПОВЫШЕНИЯ ТЕХНОЛОГИЧНОСТИ
ШТАМПУЕМЫХ ДЕТАЛЕЙ И ПУТИ ЭКОНОМИИ МЕТАЛЛА
Создание технологичных форм штампуемых деталей упрощает производственный
процесс и имеет решающее значение для экономии материалов в штамповочном про-
изводстве.
Рис 414. Изменение профиля детали для получения
безотходного раскроя
Рис. 415. Изменение конструкции контактной
пружины с целью экономии материала: а — ста-
рая конструкция; б — новая конструкция
В большинстве случаев конфигурация холодноштампованной детали или ее
заготовки может быть изменена без какого-либо ущерба для конструктивного или
эксплуатационного назначения таким образом, что измененная форма детали позво-
лит значительно снизить расход
материала и применить так назы-
ваемый малоотходный или безот-
ходный раскрой материала.
На рис. 414 приведен пример
изменения конфигурации планки с
тремя отверстиями (при сохранении
всех установочных размеров), в ре-
зультате которого применена безот-
ходная штамповка при двухшаго-
вой подаче, позволяющая получать
по две детали за каждый ход пресса
и дающая экономию материала по
сравнению с прежним способом
примерно на 40%.
В данном случае безотходный
раскрой осуществлен благодаря
тому, что конфигурация детали
образована двумя эквидистантными
кривыми, т. е. кривыми одного и
того же очертания, перемещен-
ными в осевом направлении парал-
лельно своему первоначальному
положению.
Эквидистантная конфигурация деталей значительно упрощает подсчет их поверх-
ности и веса, так как поверхность детали, образованной любыми двумя эквидистант-
ными кривыми и двумя параллельными боковыми линиями, равна произведению
ширины детали на ее длину.
410
ТЕХНОЛОГИЧНОСТЬ ШТАМПОВАННЫХ ДЕТАЛЕЙ
На рис. 415 показана переработка конструкции токоведущей контактной пру-
жины [124]. Старая конструкция имела неудобную конфигурацию развертки и
давала отход в 59%. После анализа конструкции детали оказалось возможным сохра-
нить ее основные элементы (крепежные и контактные отверстия и расстояния между
Рис. 416. Переработка конфигурации
клеммы с целью применения малоот-
ходного раскроя; а — старая кон-
струкция; о — новая конструкция
Рис. 417. Изменение конфигурации дета-
ли с целью повышения технологичности:
а — нетехнологичная конструкция; б —
технологичная конструкция
ними), а вспомогательные или второстепенные переработать с целью изменения
конфигурации и уменьшения расхода материала.
Здесь также применен метод эквидистантных кривых и осуществлена малоот-
ходная двухшаговая штамповка (по две детали за каждый ход). Величина отходов
снизилась с 59 до 7,5%.
Рис. 418. Примеры облегченных (а) и легких (6) гнутых профилей
На рис. 416 и 417 показаны незначительные изменения конфигурации с целью
получения малоотходного раскроя. Экономия металла достигла 35—40%, произво-
дительность увеличена в два раза.
Одним из способов значительной экономии материалов при одновременном сни-
жении веса машин является применение облегченных гнутых профилей взамен
МЕТОДЫ ПОВЫШЕНИЯ ТЕХНОЛОГИЧНОСТИ
411
тяжелого горячекатаного профильного проката. Такие облегченные профили изго-
товляются из полосового или рулонного материала толщиной от 1 до 4 мм холодной
гибкой на гибочных прессах или профилировочных станках и дают экономию металла
от 30 до 75% по сравнению с горячекатаным профильным прокатом.
На рис. 418 приведены примеры облегченных гнутых профилей, применяемых
в сельскохозяйственном и транспортном машиностроении.
Большую экономию Металла и значительное упрощение процесса обработки дает
применение технологичных штампо-сварных деталей взамен литых, кованых или
клепаных конструкций.
Рис. 419. Изготовление детали из двух заготовок
К сложным штампо-сварным конструкциям относятся кузова и кабины автома-
шин, состоящие из штампованных деталей, соединенных посредством шовной и точеч-
ной сварки.
В ЧССР освоен способ соединения двух простых деталей в одну более сложную
конструкцию путем пластической деформации. На рис. 419 приведен пример изго-
товления стальной детали нетехнологичной формы путем расчленения ее на две
заготовки (рис. 419, а), соединяемые методом комбинированного холодного выдав-
ливания с обжатием стержня (рис. 419, б). Обжатие происходит в результате выдав-
ливания квадрата 20x20 мм из полого цилиндра диаметром 24,5 мм.
В ряде случаев для повышения технологичности целесообразна замена кон-
струкции, состоящей из нескольких деталей, одной цельноштампованной деталью.
На рис. 420 приведены примеры замены составных конструкций, изготовляемых
обработкой резанием, цельными, получаемыми холодным выдавливанием. При
переходе с обработки резанием на штамповку необходимо некоторое изменение
конструктивных элементов детали применительно к особенностям штамповки.
412
ТЕХНОЛОГИЧНОСТЬ ШТАМПОВАННЫХ ДЕТАЛЕЙ
На рис. 421 показано изменение отдельных элементов детали, изготовляемой
механической обработкой из прутка (рис. 421, а), при переводе ее изготовления на
холодное выдавливание (рис. 421, б). Основным условием новой формы является
последовательно ступенчатая форма как наружной, так и внутренней поверхности.
При новом способе изготовления резьба 1 накатывается, накатка 2 заменяется насеч-
кой при выдавливании, шестигранник 3 не фрезеруется как раньше, а выдавливается,
и шлиц 4 не прошивается, а тоже выдавливается.
Новым типом легких гнутых конструкций являются слоисто-сотовые конструк-
ции, применяемые при постройке сверхзвуковых самолетов.
Рис. 421. Изменение конструктивных элементов детали
при переводе с обработки резанием на штамповку
Слоисто-сотовые конструкции представляют собой панели, состоящие из сото-
вого наполнителя, изготовленного из гофрированных лент алюминиевой фольги,
тонкой нержавеющей стали или титанового сплава и наружной облицовки из тех же
материалов. Ячейки сот имеют шестигранную, квадратную или синусоидальную
форму.
Удельный вес закрытых сот из нержавеющей стали зависит от размеров ячеек
и толщины исходной ленты и составляет от 0,025 до ОДО (от 25 до 100 кПм6)9 т. е.
в несколько раз меньше удельного веса пробки.
ГЛАВА II
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ХОЛОДНОЙ ШТАМПОВКИ
3. СОДЕРЖАНИЕ И ПОРЯДОК РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Разработка технологических процессов холодной штамповки является основой
всей подготовки производства.
Сравнительная, сложность и длительность подготовки производства, а также
относительно высокая стоимость штампов требуют тщательной разработки техноло-
гических процессов и обоснованного выбора технически рационального и экономи-
чески наиболее эффективного варианта технологического процесса, соответствующего
данному масштабу производства. Даже небольшие последующие изменения техноло-
гических процессов обычно ^приводят к переделке штампов или к проектированию
и изготовлению новых, что’требует значительного времени и обходится довольно
дорого.
В настоящее время еще не создана методика разработки технологических про-
цессов холодной штамповки, поэтому в справочнике приведены лишь общие руково-
дящие указания о содержании, последовательности и основных направлениях раз-
работки этих процессов.
Разработка технологических процессов холодной штамповки состоит из следую-
щих этапов:
1) анализ технологичности формы или конструктивных элементов детали;
2) определение формы и размеров заготовки, а также расхода материала при
наилучшем его использовании;
3) установление наиболее рационального технологического процесса, обеспечи-
вающего изготовление требуемых деталей;
4) установление типа, мощности и габаритов требуемого оборудования;
5) выявление типа и технологической схемы штампа (способ подачи заготовки
и съема детали и т. п.);
6) определение трудоемкости изготовления штампуемых деталей, а также коли-
чества и разряда производственных рабочих и расценки за одну деталь;
7) определение количества оборудования и его загрузки на годовую программу.
При разработке технологических процессов холодной штамповки должны быть
решены следующие технологические вопросы: 1) определение наивыгоднейшего
раскроя материала и наименьших размеров заготовки; 2) установление характера,
количества и последовательности операций; 3) выбор степени сложности (совмещен-
ности) операций; 4) установление количества одновременно штампуемых детален;
5) определение операционных размеров и установление операционных допусков.
Если точные операционные размеры не могут быть получены расчетным методом,
то они даются приближенно, с указанием на необходимость экспериментальной
проверки, после чего технологические процессы корректируются.
Обычно указанные вопросы могут быть решены несколькими вариантами, при-
чем основной задачей технолога является выбор наиболее рационального и эффектив-
414
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ процессов
ного варианта для данного конкретного случая, характеризуемого рядом техниче-
ских и экономических признаков.
Основными техническими признаками, влияющими на выбор варианта техноло-
гического процесса, являются: механические свойства и толщина материала, степень
сложности конфигурации детали и ее габариты, требуемая точность детали, место
расположения отверстий и точность расстояния между их осями и т. д.
Основным экономическим признаком, от которого зависит решение вопроса
экономической целесообразности того или иного варианта, является серийность
производства (массовое, крупно- или мелкосерийное).
4. РАСКРОЙ МАТЕРИАЛА И ВЕЛИЧИНА ПЕРЕМЫЧЕК
Значение раскроя для экономии металла
Экономия металла и уменьшение отходов в холодной штамповке имеют весьма
важное значение, особенно в крупносерийном и массовом производстве, так как при
больших масштабах производства даже незначительная экономия металла на одном
изделии дает в итоге большую экономию.
Экономия металла в холодной штамповке достигается путем:
1) наиболее целесообразного раскроя листов на штучные заготовки или полосы
с наименьшими отходами;
2) наиболее экономного раскроя полос и расположения вырезаемых деталей на
полосе;
3) уменьшения потерь металла на перемычки;
4) применения так называемого безотходного и малоотходного раскроя;
5) повышения точности расчета размеров заготовок и уменьшения припусков на
обрезку;
6) использования отходов для изготовления других деталей;
7) предупреждения брака штампуемых деталей, а также снижения нормы потерь
при отладке и установке штампов и т. п.
Раскрой листового металла
Раскрой листового металла на штучные заготовки и полосы является первой
операцией, связанной с потерями металла в виде обрезков и неиспользуемых отхо-
дов. При раскрое листов необходимо руководствоваться следующими правилами.
1. Резку заготовок производить по тщательно разработанным раскройным кар-
там, учитывающим наиболее полное использование материала.
2. При резке крупных заготовок в серийном производстве применять комбини-
рованный раскрой при наилучшем использовании материала и соблюдении комплект-
ности заготовок.
3. Резку узких полос производить вдоль листа (если не требуется поперечного
раскроя), так как при этом из каждой полосы получается большое количество деталей
и уменьшается количество концевых отходов полосы.
4. Как правило, желательно резать широкие, а не узкие полосы (располагая
соответственно детали на полосе), так как при этом требуется меньшее количество
розов, а также меньшая величина подачи при штамповке; кроме того, обычно умень-
шаются потери на концевые отходы.
5. В массовом производстве крупных деталей заказывать широкорулонную
ленту или специальные мерные листы, кратные двум или более заготовкам.
6. В массовом производстве небольших деталей заменять листовой материал
холоднокатаной лентой.
7. Нарезать заготовки для деталей, подвергаемых гибке, желательно с учетом
направления волокон проката. Это правило зачастую выполняется без соблюдения
необходимого условия об экономном раскрое и нередко приводит к недопустимому
и неоправданному расходу материала. Следует помнить, что такой раскрой не должен
РАСКРОЙ МАТЕРИАЛА И ВЕЛИЧИНА ПЕРЕМЫЧЕК
416
приводить к увеличенному количеству отходов (это условие не распространяется
на твердые и малопластичные материалы). При штамповке пластичных металлов
Рис. 422. Резка штучных заготовок на гильотинных ножницах
правило учета направления волокон распространяется только на случай изгиба
с очень малым радиусом (г 0,5 S) и не распространяется на случаи изгиба с боль-
шими радиусами, которые преобладают в штамповочной практике. Если располо-
жение линии изгиба поперек волокон приводит к плохому использованию материала,
следует увеличить радиус изгиба и тогда соблюдение этого правила необязательно.
8. При резке на ножницах применять специальные устройства (регулируемый
упор), облегчающие настройку и повышающие точность реза.
416
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Кроме резки полос на гильотинных ножницах, производится резка крупных
штучных заготовок прямолинейных очертаний (карточек) прямоугольной, трапе-
цеидальной, ромбовидной и треугольной форм (рис. 422). Указанная резка произ-
водится по заднему (а), переднему (б), дополнительному (г) упорам, а также по их
взаимным комбинациям (в, б, в).
В специализированном массовом производстве, например при изготовлении
консервных банок, применяют специальные ножницы для фигурной резки полос
(рис. 423). Эти ножницы выполняют две операции: обрезают поперечные кромки листа
при помощи дисковых ножей и режут лист на фигурные полосы с помощью вырубного
пуансона и матрицы. Резка фигурных заготовок дает экономию металла от 3 до 6%.
Нарезанные фигурные полосы поступают на штамповочный автомат с автоматической
подачей полос.
Рис 5*24. Форма заготовок, вы-
резаемых по шаблонам на роли-
ковых и вибрационных ножни-
цах
Z листа ни
комплект
5 nucmob на
комплект
Рис. 425. Комбинированный раскрой листов при
соблюдении комплектности
В мелкосерийном производстве листы разрезаются на криволинейные заготовки
по разметке или шаблонам на роликовых или вибрационных ножницах (рис. 424).
В массовом и крупносерийном производстве небольших деталей раскрой листов
на узкие полосы не представляет особых затруднений, так как большое количество
листов режется на полосы одинаковых размеров, и отходы обычно невелики.
Значительно усложняется раскрой плистов в серийном производстве крупнога-
баритных деталей, когда требуется разрезать несколько листов на небольшое коли-
чество разнотипных заготовок. В данном случае должен быть применен метод комби-
нированного раскроя, позволяющий получить наилучшее использование материала
при соблюдении заданной комплектности. Методика расчета и планирования наиболее
рационального комбинированного раскроя листов на различные заготовки при
соблюдении их комплектности впервые разработана советскими учеными [40] и при-
менена на ряде заводов.
На рис. 425 изображен раскрой листов для двух прямоугольных деталей, осу-
ществленный указанным методом, причем деталь 1 требуется в количестве 12 шт.,
а деталь 2 — в количестве 6 шт. на комплект. Отход размером 220X 1000 мм исполь-
зуется для других заказов.
Данный вариант раскроя является наиболее экономным из всех возможных.
Так, например, резка шести листов на деталь 1 будет неприемлемой, так как из остав-
шегося седьмого листа не выкроить шесть деталей 2.
РАСКРОЙ МАТЕРИАЛА И ВЕЛИЧИНА ПЕРЕМЫЧЕК
417
На рис. 426 изображен рациональный метод раскроя листов, в основу которого
положен принцип получения кратности числа штучных заготовок размерам листа,
причем использованы плюсовые отклонения по его длине. На рис. 426 сверху при-
ведены существующие карты раскроя листа для заготовки деталей газовой плиты
(детали 1 и 2) с отходом 14—16%, а снизу — схема безотходного раскроя.
В случае раскроя листов на крупные полосы необходимо производить резку
с учетом кратности длины полосы размерам вырезаемой детали. Это позволяет исполь-
зовать некратный остаток на резку полос для других деталей, а не выкидывать его
вместе е неиспользуемыми концами полос.
Раскрой полосового материала в процессе штамповки
Различные способы раскроя полосового материала по экономичности и величине
технологических отходов могут быть разделены на три вида:
раскрой с отходами, когда вырезка происходит по всему контуру
детали, а перемычка имеет замкнутую форму;
малоотходный раскрой, когда вырезается или отрезается только
часть контура детали, а в отход идет или перемычка между двумя вырезками, или
только боковая перемычка;
безотходный раскрой, когда вырезаемая деталь получается путем
прямолинейной или криволинейной отрезки без образования перемычек. В данном
случае подразумеваются технологические отходы, зависящие от типа раскроя и
способа штамповки данной детали. Отходы от пробивки отверстий или окон, а также
отходы в начале и конце полосы, влияющие на общий коэффициент использования
металла и норму его расхода, зависят исключительно от конструкции детали и не
характеризуют самого способа раскроя. Эти отходы неизбежны и почти неизменны
при любом способе раскроя.
Для экономии металла основное значение имеют технологические отходы, зави-
сящие от способа раскроя и определяющие его экономичность.
Применяемые на практике главнейшие способы раскроя могут быть также
классифицированы по способу расположения вырезаемых деталей на полосе в соот-
ветствии с конфигурацией детали и сведены к основным типам, приведенным в
табл. 163 и 164.
Особый тип раскроя, совмещающий штамповку по нескольку штук за один ход
пресса, с прямым или наклонным расположением вырезок применяется при одно-
рядной по с ледо в ательно - пара л лельи ой штамповке
14 Романовский В. П.
418
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Таблица 163. Основные типы раскроя с отходами (104]
Тил раскроя и эскиз Применение раскроя Способ подачи материала
Г СГ/-К - -L 1рямой ljb 4> j Для деталей простой геометриче- ской формы (прямоугольной, круг- лой, квадратной)
Наклонный в Для деталей Г-образной или другой сложной конфигурации, которые при прямом расположении дают большие отходы металла Ручная или автоматическая подача
Встречный Для деталей Т-, П-, Ш-образной конфигурации, которые при пря- мом и наклонном расположениях дают большие отходы
Комби 1 нированный Для двух различных деталей, одинаковых по толщине и марке металла, в крупносерийном и мас- совом производствах Автоматиче- ская подача
Многорядный Igp] Для деталей небольших разме- ров в крупносерийном и массовом производствах Ручная, чаще
С вырезкой перемычек J1LJ Для мелких и узких деталей (часовые стрелки и подобные де- тали) или для последовательной вытяжки в ленте при крупносе- рийном и массовом производствах автоматиче- ская подача
РАСКРОЙ МАТЕРИАЛА И ВЕЛИЧИНА ПЕРЕМЫЧЕК
419
Таблица 164. Основные типы малоотходных и безотходных раскроев |104]
Тип раскроя и эскиз Применение раскроя Способ подачи материала
Прямой Для деталей прямоугольной или трапецеидальной конфигурации Ручная подача до упора (воз- можно по 2 шт. за один ход пресса)
4 4 9 ; 4 : 4 4 ! ]
Наклонный !и вариант Для деталей Г-обр азной или другой конфигурации, допускаю- щих небольшие дефекты контура
в“воО1 / 1 Юнт
1 Встречный Для деталей Т-, П-, Ш-обр аз- ной конфигурации, допускающих небольшие дефекты контура Ручная или автоматиче- ская подача (по 2 шт. за один ход пресса)
1-Ф i -Ф- -Ф- j ежг-ф- : 1
Комбинированный Для двух различных деталей, взаимовписывающихся по конфи- гурации
1 4» ЫВ LJ I.J ->-0-
Многорядный Для деталей прямоугольной, квадратной или шестигранной конфигурации небольших разме- ров в крупносерийном и массовом производствах Ручная или автоматиче- ская подача (по нескольку штук за один ход пресса)
1
С вырезкой перемычек Для деталей удлиненной формы, изготовляемых из мерной полосы или ленты, без обрезки вдоль длинных сторон Ручная подача до упора
14*
420
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Таблица 165. Интервалы между пуансонами при различной
кратности штамповки
Кратность штамповки Шаг подачи Расстояние между осями пуансонов
вырезных пробивных вырезных и пробивных
Двукратная 2h 3ft 3ft
Трехкратная 3h 2ft 2ft 2h
Четырехкратная 4h 3ft 3ft
Пятикратная 5h 2ft 2ft
Примечание, h— шаг раскроя, равный сумме ширины детали и перемычки.
узких деталей (рис. 427 и 428) [103]. Этот способ состоит в однорядном расположении
по длине полосы нескольких вырезных и пробивных пуансонов с определенными
Z7//67Z/ матрицы
3-й ход 4-й ход
Рис. 427. Однорядная последовательно-параллельная штамповка по две де-
тали одновременно
интервалами между ними (табл. 165) во избежание пропусков в ленте или вторичного
попадания пуансонов в уже пробитые окна.
Цифрами на рис. 427 и 428 указаны последовательность выполнения операций
и положение пуансонов. В начале полосы получается по одной детали без пробитых
отверстий.
РАСКРОЙ МАТЕРИАЛА И ВЕЛИЧИНА ПЕРЕМЫЧЕК
421
На рис. 429 изображена схема последовательно-параллельной штамповки перьев
по 4 шт. за каждый рабочий ход (вместо 2 шт. при обычной двухрядной последова-
60 60
2-й ход
Рис. 428. Однорядная последовательно-параллельная штамповка по три детали
одновременно
60
4-й ход
Шаг раскроя 10,5 Шаг подачи
Рис. 429. Последовательно-параллельная штамповка перьев по 4 шт. за каждый
ход пресса
тельной штамповке). Внедрение этого способа штамповки позволило увеличить про-
изводительность каждого пресса с 95 до 190 тыс. шт. в смену.
Оценку экономичности того или иного типа раскроя следует производить по-
средством коэффициента раскроя
422
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
где /0 — площадь поверхности детали (включая мелкие неиспользуемые отверстия);
пр — количество рядов раскроя;
В — ширина полосы;
h — шаг вырубки (раскроя).
Наиболее экономичным будет раскрой с наибольшим значением Кр или с воз-
можно меньшей величиной Bh (площадь заготовки, приходящаяся на одну деталь).
Рис 430. Зависимость коэффициента использования металла
при многорядной вырубке
В случае одновременной вырезки двух различных деталей вместо площади f0
берется сумма площадей обеих деталей fj + f2 Это относится и к случаю вырезки
двух деталей за счет использования внутреннего отверстия одной из них (пластины
статора и ротора электродвигателей и т. п.).
Однако коэффициент Кр не дает полного представления об общей величине по-
лезного использования металла. Последняя определяется общим коэффициентом ис-
пользования металла При штамповке из полосы или ленгы
К»=/|-100%,
РАСКРОЙ МАТЕРИАЛА И ВЕЛИЧИНА ПЕРЕМЫЧЕК
423
где f — площадь детали без отверстий;
п — количество фактических деталей, получаемых из полосы с учетом неис-
пользуемых концевых отходов;
L — длина полосы или ленты.
Если концевые отходы отсутствуют, то
"-Т “
В случае листовой заготовки или резки листа на полосы для одинаковых деталей
к« = ^-100%.
где т — количество деталей, получаемых из листа, с учетом неиспользуемых кон-
цевых отходов каждой полосы и отходов при резке листа на полосы;
А — длина листа;
С — ширина листа.
Если лист раскраивается на полосы для двух или нескольких различных дета-
лей, то общий коэффициент использования металла определяется следующим обра-
зом:
К — + /2^2 -Ь + frif^n 1ППо/
Ап — - дс 1ии/о-
На рис. 430 приведена зависимость коэффициента использования металла при
многорядной вырубке круглых заготовок и шахматном способе раскроя. Коэффициент
использования металла увеличивается при увеличении числа рядов вырубки и при
уменьшении величины перемычки.
Как видно из рис. 430, значительное увеличение коэффициента использования
металла наблюдается при увеличении числа рядов до 7. Дальнейшее увеличение
числа рядов дает сравнительно небольшую экономию металла.
Величина перемычек выбирается в зависимости от толщины штампуемого ме-
талла, как указано ниже.
Величина перемычек и применение безотходного
и малоотходного раскроя
Экономичность раскроя в значительной степени зависит от правильной величины
перемычек. Основное назначение перемычек — компенсировать погрешности подачи
материала и фиксации его в штампе с тем, чтобы обеспечить полную вырезку детали
по всему контуру и предотвратить получение бракованных деталей. Кроме того,
перемычки должны обладать достаточной прочностью и жесткостью, необходимой для
подачи материала
Следовательно, величина перемычек зависит от следующих факторов: 1) толщины
и твердости материала; 2) размеров и конфигурации деталей; 3) типа раскроя (пря-
мой, встречный и т. п.); 4) способа подачи полосы (с боковым прижимом или без
него); 5) типа упора (неподвижный, подвижный, шаговый нож, ловители)
Уменьшение величины перемычек является весьма эффективным мероприятием,
так как перемычки представляют собой потерю металла в отход Величина этой по-
тери зависит от сложности конфигурации и толщины детали и достигает иногда 40—
50%. Особенно велики потери на перемычки при вырубке толегол истовых деталей,
так как для толстых материалов применяются более широкие перемычки, дающие
увеличение отходов пропорционально увеличению толщины и ширины перемычек.
Уменьшение величины перемычек может быть достигнуто различными способами,
например применением бокового прижима полосы, в результате чего величина боковой
перемычки может быть взята меньшей, или путем точной фиксации ленты ловителями
В табл. 166 приведены проверенные в массовом производстве величины перемычек
для основных случаев вырезки (рис 431).
424
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
При применении клещевой автоматической подачи материала величина перемы-
чек может быть уменьшена на 10—20%, а при работе с крючковой подачей — увели-
чена на 10% по сравнению с данными табл. 166.
Таблица 166. Наименьшая величина перемычек
Толщина материала В ММ Перемычка в мм Толщина материала в мм Перемычка в мм
а и b Q1 И bi а и b uL и Ьг
0,3 1,4 1 2,3 4,0 2,5 3,5
0,5 1,0 1,8 5,0 3,0 4,0
to 1,2 2,0 6,0 3,5 4,5
1,5 1,4 2,2 7,0 4,0 5,0
2,0 1,6 2,5 8,0 4,5 5,5
2,5 1,8 2,8 9,0 5,0 6,0
3,0 2,0 3,0 1 10,0 5,5 6,5
3,5 2,2 3,2
Обозн ачения:
а — перемычка между вырезами для небольших деталей простой конфигура-
ции (рис. 431, /);
— перемычка между вырезами для больших деталей или деталей сложной
конфигурации (рис. 431, //);
b — боковая перемычка при работе с боковым прижимом полосы;
Ьг — то же при работе без бокового прижима.
При многооперационной последовательной вытяжке в ленте величины перемы-
чек берутся несколько большими. Расстояние между надрезами или ширина вырез-
ных перемычек обычно берется 1,5—2,5 мм. Величины боковых перемычек при по-
следовательной вытяжке в ленте приведены в табл. 167.
Рис. 431. Перемычки при вырезке (к табл. 165)
На рис. 432 показаны типы раскроя и надрезов при многооперационной последо-
вательной штамповке (гибке и вытяжке) в ленте.
Указанные в табл. 166 величины перемычек не относятся к штамповке на спе-
циальных автоматах горизонтального типа. На этих автоматах применяется цепо-
чечный способ раскроя (рис. 433), дающий обычно большие отходы материала, что
является существенным недостатком этого метода штамповки.
В табл. 168 указана ширина кромки, срезаемой боковым шаговым ножом. Она
должна быть больше погрешности резки полос или допусков по ширине ленты. Сле-
дует по возможности отказаться от применения бокового шагового ножа как спо-
РАСКРОЙ МАТЕРИАЛА И ВЕЛИЧИНА ПЕРЕМЫЧЕК
425
соба ограничения подачи материала, так как получаемое при этом увеличение про-
изводительности связано с излишней потерей металла.
Таблица 167. Величина боковых Таблица 168. Ширина
перемычек при последовательной вытяжке кромки, срезаемой боковым
в лейте ножом
Размеры заготовок в мм Величина перемычек в мм при вытяжке
в целой ленте с надрезами заготовки
До 10 1-1,5 1,5-2
10-30 1,5-2 2—2,5
Свыше 30 2-2,5 3—3,5
Толщина материала в мм Ширина кромки в мм
До 1 1,5
1,5-2,5 2,0
2,5-3,5 2,5
Рис. 432. Типы раскроя и надрезов при последовательной штамповке в ленте
различных деталей: а — для последовательной гибки; б — для последовательной
вытяжки
Боковые шаговые ножи следует применять в трех случаях:
1) когда они не только являются способом ограничения подачи материала, но
одновременно производят фигурную обрезку бокового контура детали;
2) когда нельзя применить другой тип упора, например в некоторых случаях
малоотходной штамповки;
3) когда боковой нож можно расположить в отходе полосы (рис. 434), так как
в этом случае не требуется увеличения ее ширины. Эта конструкция применима
в случае достаточно жесткого отхода.
В большинстве случаев вместо боковых шаговых ножей могут быть применены
другие типы упоров (автоматический, полуавтоматический или упор в виде боковой
защелки, фиксируемой по угловой зарубке).
При многооперационной последовательной вытяжке в ленте применение боковых
шаговых ножей также не вызывается необходимостью, так как полученная на первых
426
разработка технологических процессов
переходах сферическая выпуклость в ленте позволяет центрировать ее по гнездам
матриц следующих переходов, пока лента не дойдет до постоянного упора.
б)
1-я операция 2-я операция 3-я операция h-я операция
---------г—55 ——55—55 —*-
т
Рис. 433. Цепочечный метод раскроя прн штамповке на специальных штам-
повочных автоматах: а — двухрядный; б — однорядный
боковой прижим
Шаговый
нож
Предваоителоные упоры
Рис. 434. Расположение шагового ножа
в отходе полосы
Наибольшее значение для экономии металла имеет широкое применение безот-
ходного и малоотходного раскроя, или, как принято говорить, безотходной и мало-
отходной штамповки. До недавнего вре-
мени эти способы штамповки применя-
лись главным образом при изготовлении
грубых деталей из сравнительно толстого
материала в дорожном и сельскохозяй-
ственном машиностроении, в вагонострое-
нии, в производстве скобяных изделий
и т. п. Поэтому создалось ошибочное пред-
ставление, что для более точных деталей
или деталей, изготовляемых из более тон-
кого материала, эти способы штамповки
неприменимы.
Опыт передовых заводов Советского
Союза по экономии металла показал, что
способы безотходной и малоотходной
штамповки с успехом применимы в электро- и радиотехнической промышленности,
приборо- и аппаратостроении, где они обеспечивают точность контура в пределах
7-го, а иногда и 5-го класса.
Рис. 435. Пример перехода на безотходную штамповку
На рис. 435 показан пример перехода с обычной штамповки на безотходную при
незначительном изменении конфигурации детали. Полученная экономия материала
РАСКРОЙ МАТЕРИАЛА И ВЕЛИЧИНА ПЕРЕМЫЧЕК
427
Рнс. 436. Изменение схемы малоотход-
ного штампа для устранения дефектов:
а — старый способ; б — новый способ
Рис. 437. Последовательная малоотходная штамповка
квадратных (а) и шестигранных (б) гаек по 6 шт. одно-
временно
---60-----
7/777//77Л
т
Щ777777Л
Ш///777Л
V//////7/7X
1
Рнс 438. Последовательная безотходная штамповка пластин трансформатора
k 4Z? -4- 4Й—1
428
разработка технологических процессов
составляет 29% При этом применена штамповка с двухшаговой подачей, позволяю-
щая получать по две детали за каждый ход пресса; одна из них вырубается на провал,
а вторая отрезается и удаляется по наклонному скосу матрицы.
Недостатком штамповки с двухшаговой подачей является приподнимание отре-
заемой детали, в результате чего получается различный характер поверхности среза
у вырубаемой и отрезаемой детали, так как у отрезаемой детали образуется скос
(рис. 436, а). Поэтому отрезаемая деталь получается по ширине несколько больше
вырубаемой детали. На рис. 436, б изображен способ, устраняющий этот недостаток
путем переноса одной пары пробивных пуансонов на отрезаемую деталь, вследствие
чего она не может приподняться при отрезке.
На рис. 437 приведены схемы малоотходной последовательной штамповки мелких
квадратных и шестигранных гаек по 6 шт. за каждый ход пресса при двухшаговой
подаче, причем четыре гайки вырубаются на провал, а две остаются на поверхности
штампа.
На рис. 438 показана схема последовательной штамповки по 6 шт. Ш-образных
и 6 шт. замыкающих пластин трансформатора за каждый ход пресса. Продольная
разрезка и боковая обрезка производятся подающими роликами, встроенными
в конструкцию штампа.
Определение ширины полосы
Величины боковых перемычек, указанные в табл. 166, являются приближенными,
так как в действительности они зависят не только от способа работы (с боковым при-
жимом или без него), но и от допусков по ширине полосы.
Подсчет номинальной ширины полосы производят исходя из условия сохранения
минимально необходимой боковой перемычки b при различных способах подачи и
различных допусках по ширине полосы.
На рис. 439 изображены схемы к подсчету номинальной ширины полосы для
штамповки с боковым прижимом и без бокового прижима при минусовом направле-
ний допуска по ширине ленты.
Расчетные формулы для определения номинальной ширины полосы и просвета
между направляющими штампами приведены в табл. 169ь
Таблица 169. Формулы дли подсчета номинальной ширины полосы
Способ подачи Номинальная ширина полосы Просвет между направляющими штампа
С боковым при- жимом полосы (рис. 439, а) Без бокового при- жима полосы (рис. 439, б) В = D + 2Ь + Аш B = D+2 (Ь + Дш)+г А = В 4-г = D 4- 26 4- 4-г Л = В4-г = Р4-2(&4-Дш + г)
Обозначения: В — номинальная ширина полосы; А — просвет между направляющими штампа; D — размер вырезаемой детали (поперек полосы); b — наименьшая величина боковой перемычки; 2 — гарантийный зазор между направляющими и наибольшей возможной ши- риной полосы; односторонний (минусовый) допуск на ширину полосы.
РАСКРОЙ МАТЕРИАЛА И ВЕЛИЧИНА ПЕРЕМЫЧЕК
429
При работе с боковым 'прижимом
номинальная ширина полосы получается
меньше, чем при работе без бокового
прижима, на сумму величины гарантий-
ного зазора и допуска на ширину по-
лосы. Для массового производства это
имеет и экономическое значение, так как
дает существенную экономию материала.
При автоматической валковой по-
даче боковые прижимы не применяют-
ся, так как боковое трение вызывает
торможение и проскальзывание ленты,
вследствие чего нарушается подача ма-
териала.
Для материалов толщиной менее
0,3 мм боковые прижимы не приме-
няются.
Основные правила подсчета номи-
нальной ширины полосы:
1) номинальная ширина полосы завис
ний в виде прибавки к ширине;
Таблица 170. Величина
гарантийного зазора при штамповке
без бокового прижима полосы
Ширина полосы в мм Величина зазора в мм в зависимости от типа раскроя
Однорядный Встречный
До 100 Свыше 100 0,5—1,0 1,0-1,5 1,5—2 2—3
Примечание. При однорядном типе раскроя большие значения приме- няются для большей толщины ма- териала.
от величины допуска, включая послед-
Рис. 439. Схемы для подсчета номинальной ширины полосы для штамповки с боковым
прижимом (а) и без бокового прижима (б)
2) при штамповке с боковым прижимом номинальная ширина полосы не зависит
от величины гарантийного зазора г, что позволяет применить ленты или полосы менее
точные по ширине;
Таблица 171. Допуски на ширину стальной иизкоуглеродистой
обрезной ленты холодной прокатки (по ГОСТу 503—67)
Толщина в мм Допуски на ширину ленты (—Д^) в мм
нормальной точности Н шириной повышенной точности ВШ н В шириной
до 100 свыше 100 до 100 свыше 100
0,05-0,5 0,3 0,5 0,15 0,25
0,55-1,0 0,4 0,6 0,3 0,04
Свыше 1,0 0,6 0,8 0,4 0,06
430
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
3) при штамповке без бокового прижима номинальная ширина полосы зависит
от величины зазора z, который должен быть выдержан в возможно меньших пределах,
иначе может произойти выход контура вырезки за край полосы.
В табл. 170 приведены значения отдельных величин, входящих в формулы для
подсчета ширины полосы. В табл. 171 и 172 приведены допуски на стальную ленту
холодной прокатки по ГОСТам 503—67 и 2284—43, а в табл. 173 — допуски на ши-
рину полос, нарезанных на гильотинных ножницах.
Таблица 172. Допуски на ши-
рину обрезной ленты из конструк-
ционной стали (по ГОСТу 2284—43)
Толщина в мм Допуски на ширину ленты (— Д|а) в мм
нормаль- ной точности повышен- ной точности
0,1-0,5 0,3 0,2
0,5-1,0 0,4 0,3
Свыше 1,0 0,6 0,4
Таблица 173. Допуски иа ширину полос,
нарезанных иа гильотинных ножницах
Ширина полосы в мм Допуски в мм (—) в зави- симости от толщины материала в мм
До 1 1-2 2—3 2-5
До 100 0,6 0,8 1,2 2,0
Свыше 100 0,8 1,2 2,0 3,0
Необрезную ленту можно применять в штампах с боковым прижимом или при
заведомо увеличенных боковых перемычках.
Полученные результаты подсчета ширины полосы следует округлять до 0,5
или 1 мм в большую сторону.
Использование отходов и другие методы экономии металла
В борьбе за экономию металла большое значение имеет использование отходов
для изготовления более мелких деталей. Это позволяет отказаться от заказа листо-
вого металла на эти детали и значительно повышает общий коэффициент использова-
ния металла на производстве.
На рис. 440, а, б показано изменение конфигурации зубчатого колеса велоси-
педа ГАЗ. Это позволило использовать отходы от вырезанных окон в качестве заго-
товок для штамповки крышки игольчатого подшипника (рис. 440, в).
На рис. 441 показана схема комбинированного малоотходного раскроя двух
деталей трансформаторной катушки, причем для детали 2 используется отход от
вырезаемого окна детали /.
На рис. 442 приведено использование технологических отходов от диска автомо-
бильного колеса (ГАЗ) для изготовления нескольких деталей (рис. 442). В некоторых
случаях для использования этих отходов была несколько увеличена толщина штам-
пуемых деталей.
Особенно эффективно использование отходов в производстве, имеющем крупно-
габаритные отходы листового металла. Так как отходы иногда получаются деформи-
рованными, то на некоторых заводах их подвергают предварительной правке на спе-
циальных вальцах. Хотя производительность при штамповке отходов снижается,
но стоимость сэкономленного материала покрывает излишние трудовые затраты.
Заслуживает большого внимания опыт ряда заводов по прокатке полосовых
отходов на меньшую толщину. Это позволяет более широко и полноценно использо-
вать отходы и значительно увеличивает коэффициент использования металла.
Нередко в массовом производстве получается излишний расход металла вслед-
ствие применения стандартной ленты завышенной ширины. В том случае, когда стан-
дартная ширина ленты (интервалы 3 и 5 мм) приводит к излишнему расходу металла,
следует заказывать мерную ленту нестандартной ширины.
РАСКРОЙ МАТЕРИАЛА И ВЕЛИЧИНА ПЕРЕМЫЧЕК
431
Рис. 440. Изменение конфигурации ведущей зубчатки вело-
сипеда
Рис. 441 Комбинированный малоотходный раскрой с ис-
пользованием отхода для изготовления другой детали
432
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В автомобильном производстве при изготовлении кузовных (облицовочных)
деталей применяют определенные методы, дающие значительную экономию металла.
Эти методы следующие:
I) изменение формы вытяжки и линии прижима, позволяющее уменьшить глу-
бину вытяжки, а следовательно, и расход металла при сохранении пространственной
формы изделия;
Рис 442. Использование технологических отходов для изготовления других
деталей
2) уменьшение размеров вытягиваемых заготовок путем применения ступенча-
тых вытяжных ребер, расположенных у вытяжной кромки матрицы;
3) уменьшение глубины вытяжки путем максимального приближения линии
обрезки к поверхности прижима, а также путем оставления части борта в плоском
фланце с последующей отбортовкой;
4) использование деформированных отходов, а также материала лопнувших или
забракованных деталей.
5. ОСНОВЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
Приступая к построению процессов штамповки, следует сразу же решить основ-
ные технологические вопросы: установить характер, количество, последовательность
и совмещенность операций холодной штамповки.
Характер операций определяется в основном геометрической формой и конфигу-
рацией штампуемых деталей, состоянием их поверхности (гладкая или рельефная),
наличием вырезов или отверстий и т. п.
Количество и последовательность операций определяются конфигурацией и со-
четанием конструктивных элементов детали, требуемой точностью и необходимостью
соблюдения баз обработки.
Многообразие встречающихся на практике конфигураций и различных сочетаний
конструктивных элементов вместе с разнообразными техническими требованиями и
экономическими предпосылками не позволяет установить типовое решение, примени-
ОСНОВЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
433
мое для любого случая. Поэтому могут быть даны лишь следующие общие принципы
и технологические рекомендации.
1. Как правило, необходимо стремиться к наименьшему количеству операций и
увеличению их производительности. Исключением может быть штамповка в мелко-
серийном производстве в том случае, если уменьшение количества операций приводит
к необходимости изготовления сложных дорогостоящих штампов.
2. При штамповке плоских деталей с большим количеством близко расположен-
ных отверстий целесообразно производить пробивку отверстий рядами; пробивку
большого числа боковых отверстий на вытянутых изделиях группами с автоматиче-
ским поворотом изделия — за несколько ходов пресса, но с применением простых
и стойких штампов; пробивку ряда боковых отверстий в крупных деталях — за одну
операцию клиновым штампом.
3. В ряде случаев последовательность операций зависит от требуемой точности
отдельных элементов изделия. Так, например, при изготовлении изогнутой детали
с отверстиями в случае невысокой точности положения отверстий относительно базы
пробивку их следует производить в плоской заготовке, в случае же высокой точности,
превышающей погрешности при гибке, пробивку отверстий, как правило, следует
производить после гибки.
4. При изготовлении сложно изогнутых деталей замкнутой или полузамкнутой
конфигурации количество операций гибки и их совмещенность зависят от конфигура-
ции детали, требуемой точности и экономической целесообразности применения доро-
гих сложногибочных (клиновых, шарнирных и т. п.) штампов;
5. Количество последовательных операций вытяжки зависит от относительной
глубины детали и определяется общеизвестными методами по оптимальной величине
коэффициентов вытяжки (см. табл. 52).
6 В большинстве случаев после глубокой вытяжки необходимо производить
обрезку края детали так же, как и после холодного выдавливания.
7 При повышенных требованиях к геометрической форме плоских деталей сле-
дует предусматривать их правку в штампах.
8. Для деталей, требующих повышенной чистоты поверхности среза, следует
применять зачистку после вырубки или чистовую вырубку.
9. При изготовлении полых деталей с фланцем, но без дна следует отдать пред-
почтение операции отбортовки перед вытяжкой. В случае высокой стенки борта жела-
тельно применить неглубокую вытяжку с последующей пробивкой и отбортовкой дна
или отбортовку с утонением стенок.
10. При изготовлении полых или гнутых деталей с острым углом вместо закруг-
ления необходимо после вытяжки или гибки применить операцию калибровки.
Наиболее сложным вопросом, возникающим перед технологом при разработке
технологических процессов холодной штамповки, является вопрос о степени
совмещенности операций, т. е. о том, применять ли сложные и доро-
гие комбинированные штампы, выполняющие сразу несколько операций, или при-
менять раздельную пооперационную штамповку простыми и более дешевыми штам-
пами.
При изготовлении очень мелких деталей целесообразно применять комбиниро-
ванные штампы, дающие полностью законченные детали, так как пооперационная
штамповка с установкой заготовок вручную пинцетом недостаточно производительна
и небезопасна. Сложные комбинированные штампы оказываются целесообразными
и в случае штамповки весьма крупных деталей, так как один крупный совмещенный
штамп обходится дешевле, чем два таких же крупных однооперационных штампа;
кроме того, в этом случае уменьшаются складские площади.
В большинстве остальных случаев при соблюдении всех требований технологи-
ческого характера изготовление штампованных деталей может быть осуществлено
различными технологическими способами и вариантами технологического процесса.
Наиболее рациональным вариантом будет тот, который обеспечивает наименьшую
себестоимость деталей и является наивыгоднейшим с экономической точки зрения.
Следовательно, вопросы экономической целесообразности имеют решающее значение
при выборе технологического процесса и типа штампа.
434
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Таблица 174. Преимущества и недостатки штампов совмещенного
и последовательного типов
Показатель Характеристика штампов
совмещенного типа | последовательного типа
Точность штамповки Повышенная и средняя точ- ность (3—5-й классы) Средняя и пониженная точ- ность (5—8-й классы)
Качество вырублен- ных деталей Отсутствие погнутости, луч- ший срез благодаря прижиму материала. Одновременная правка Погнутость (выворачива- ние) небольших деталей, тре- бующая применения опера- ции правки
Наибольшие разме- ры деталей и сред- ний диапазон толщины Свыше 3000 мм при тол- щине до 5 мм (диапазон тол- щин от 0,05 до 6—8 мм) Вытяжные до 250 мм с диа- пазоном толщин от 0,2 до Зуиуи; разделительные и гибоч- ные — до 500 мм, толщиной до 10 мм
Пр ои зв одите л ь ность штамповки Меньшая производитель- ность вследствие выбрасыва- ния деталей на поверхность штампа и необходимости их удаления (ручного или меха- нического) Повышенная производи- тельность благодаря автома- тической передаче заготовки с операции на операцию и ав- томатическому удалению де- талей
Работа на быстро- ходных прессах- автоматах Не рекомендуется вследст- вие возможности расстройст- ва пружинно-буферной систе- мы Возможна работа на быст- роходных прессах с числом ходов 400 в мин и выше
Безопасность работы Небезопасна ввиду введе- ния рук в рабочую зону штампа; требует принятия мер по технике безопасности Более безопасна, так как исключено введение рук в ра- бочую зону штампа
Применение много- рядного способа штамповки Применяется сравнительно редко для изготовления пло- ских, гнутых и полых дета- лей Широко применяется для изготовления плоских, гну- тых и полых деталей неболь- ших размеров
Трудоемкость и стоимость изготов- ления штампов Для вырубки деталей слож- ной конфигурации меньше, чем стоимость последователь- ных штампов Для вырубки деталей про- стой конфигурации меньше, чем стоимость совмещенных штампов
ОСНОВЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
435
На практике иногда возникают затруднения при выборе типа штампа совмещен-
ного или последовательного действия. Оба типа штампов, как и сами способы штам-
повки, имеют достоинства и недостатки, непосредственно отражающиеся на качестве,
точности и стоимости детали. Каждый из этих способов штамповки имеет свою об-
ласть применения и определенные ограничения как технологического, так и эконо-
мического характера.
В табл. 174 приведены характеристики штампов совмещенного и последователь-
ного типов. В табл. 175 даны общие указания по выбору штампа совмещенного или
последовательного типа в крупносерийном и массовом производствах
Таблица 175. Выбор типа комбинированного штампа
Степень точности деталей Размеры деталей в мм
Крупные (300-1000) Средние (50—200) Мелкие (до 50)
Повышенная (3—4-й классы) Совмещен- ный штамп Совмещенный штамп Совмещенный штамп, иногда последователь- ный, с калибровкой
Средняя (5-й класс) То же Совмещенный или последовательный штамп Последов ател ь н ый штамп
Пониженная (7—8-й классы) — Последовательный штамп То же
В массовом производстве мелких деталей, обычно не требующих большой точ-
ности, штампы последовательного типа получили широкое применение, так как они
обеспечивают максимальную производительность производственных процессов. При
этом в целях значительного увеличения производительности и экономии металла ши-
роко применяются многорядные последовательные штампы, имеющие 2, 3, 5, 7, 9
или 11 рядов и выпускающие за каждый ход пресса такое же количество готовых
деталей.
Возможность применения многорядной последовательной штамповки мелких
деталей определяется главным образом масштабами производства и экономиче-
ской целесообразностью. Последняя устанавливается путем нахождения наименьшего
количества деталей, при котором увеличение затрат на многорядные штампы покры-
вается экономией на себестоимости деталей.
Необходимо указать, что при многорядной штамповке стоимость штампов возра-
стает меньше, чем кратность штамповки; так, например, для мелких деталей суще-
ствуют соотношения между стоимостью различных штампов, приведенные в табл. 176.
Таблица 176. Соотношения между средней стоимостью штампов
Тип штампа Форма деталей
простая | сложная
Однорядный 1 1
Трех рядный 1,5-1,7 1,8-2,4
Пятирядный 1,8-2,2 2,5-3,5
436
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Стоимость однорядного штампа условно принята равной 1. Это обстоятельство зна-
чительно увеличивает эффективность применения многорядных последовательных
штампов в крупносерийном производстве.
В результате решения указанных выше технологических вопросов выявляется
технологическая схема штампа, которая должна отражать:
1) тип штампа в соответствии с характером производимых деформаций;
2) количество одновременно выполняемых операций или переходов (совмещен-
ность операций);
3) способ выполнения операций по времени (последовательно или параллель-
но);
4) количество одновременно штампуемых деталей;
5) схему расположения рабочих частей штампа;
6) способ подачи и фиксации материала или заготовки в штампе;
7) способ удаления деталей и отходов.
Технологическая схема штампа является заданием для его конструирования.
6. ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ И ШТАМПЫ,
ПРИМЕНЯЕМЫЕ В МЕЛКОСЕРИЙНОМ ПРОИЗВОДСТВЕ
Холодная штамповка, применявшаяся вначале только в крупносерийном и мас-
совом производствах, в настоящее время получила широкое распространение в мелко-
серийном производстве, в серийном производстве с неустойчивой, часто изменяемой
конструкцией деталей и даже при изготовлении опытных изделий. Это стало возмож-
ным лишь в результате применения универсальных, а также простых и дешевых штам-
пов и внедрения групповых методов производства.
Внедрение холодной штамповки в мелкосерийном производстве взамен малопро-
изводительной ручной обработки приводит к значительному экономическому эф-
фекту, заключающемуся в резком снижении трудоемкости по сравнению с ручной
обработкой деталей (в 5—6 раз), в уменьшении расхода материала, снижении веса
штампуемых деталей, в увеличении производительности и снижении себестоимости
деталей.
Групповые технологические процессы [64] характеризуются обработкой ряда
геометрически родственных деталей на одном и том же оборудовании при применении
одной и той же оснастки и рабочего инструмента, с небольшой подналадкой при-
менительно к изготовлению данной конкретной детали.
Групповая технология предусматривает работу по единому технологическому
процессу, разработанному на группу деталей, объединяемых общими конструктивно-
технологическими признаками.
Применительно к процессам холодной штамповки к групповым технологическим
процессам могут быть отнесены:
1) штамповка на универсальных штампах, предназначенных для изготовлений
различных однотипных деталей разных размеров. При переходе на изготовление дру-
гой детали универсальные штампы требуют несложной регулировки (перемещения)
упора или фиксатора, или поворота рабочих частей штампа;
2) штамповка по элементам на универсальных быстропереналаживаемых штам-
пах;
3) штамповка на координатно-револьверных пробивных прессах;
4) штамповка на универсально-сборных штампах (УСШ);
5) штамповка (совмещенная вырезка — пробивка, гибка, формовка) полиуре-
тановой матрицей.
Универсальные штампы первого типа давно и широко применяются в серийном
и мелкосерийном производствах и предназначены для отрезки, пробивки, надрезки,
обрезки и гибки деталей, различающихся своими размерами. В большинстве случаев
на этих штампах изготовляют детали из полосы, ленты, прутка и профильных заго-
товок. Универсальные штампы этого типа достаточно подробно освещены в литера-
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ШТАМПЫ
437
Рис. 443. Последовательность штамповки
трех деталей по элементам контура
Метод штамповки по элементам, разработанный заслуженным изобретателем
РСФСР В. М. Богдановым [8], заключается в том, что контур штампуемой детали рас-
членяется на простейшие элементы (прямые участки, закругления, пазы, скосы, от-
верстия и т. п.), выполняемые на заго-
товке последовательно при помощи на-
бора различных универсальных штампов,
каждый из которых может штамповать
или один, или группу элементов контура.
Необходима предварительная норма-
лизация элементов геометрических форм
деталей, объединенных в соответствую-
щие группы.
На рис. 443 приведена последова-
тельность штамповки трех различных де-
талей по элементам контура на одних и
тех же универсальных штампах.
На рис. 444 показан пример штампов-
ки детали по элементам контура на уни-
версальных штампах.
Этот метод штамповки нашел широ-
кое применение в опытном и мелкосерий-
ном производствах, когда подлежит изго-
товлению большое количество разнотип-
ных деталей малыми сериями (от несколь-
ких штук до несколько сотен штук). До-
стоинство данного метода штамповки состоит в том, что он заменил полукустарные
и весьма трудоемкие слесарные операции более производительными механизиро-
ванными приемами работы при помощи универсальных штампов.
Ьырубка уступа Обрезка уела по радиусу Скругление конца
Пробивка двух отверстий
Рис. 444. Пример штамповки деталей по элементам контура
Детали
В мелкосерийном производстве штамповка по элементам контура универсаль-
ными штампами позволяет отказаться от изготовления ряда специальных штампов,
что дает большую экономию и значительно сокращает сроки подготовки производ-
ства.
В случае изменения размеров деталей вместо переделки штампов требуется лишь
переналадка универсальных штампов.
438
РАЗРАБОТКА технологических процессов
На основе анализа конструктивных форм деталей приборостроения установлен
следующий набор универсальных штампов:
1) для отрезки и вырезки деталей с прямолинейным контуром;
2) для обрезки деталей по радиусу;
3) для обрезки прямого угла по радиусу;
4) для пробивки отверстий;
5) для прорезки П-образных пазов;
6) штамп со сменными пакетами для обработки различных элементов;
7) штамп со сменными пакетами для пробивки отверстий;
8) гибочный универсальный;
9> для гибки хомутиков.
Штампы имеют направляющие и упоры, передвигаемые посредством микровин-
тов и устанавливаемые в различных положениях относительно рабочих частей по но-
ниусам и шкалам [8].
Особенностью метода В М. Богданова являет-
ся также то, что за каждым из универсальных
штампов закрепляется отдельный настольный пресс
давлением от 4 до 7 Т Таким образом, создается
линия настольных прессов с готовым к работе на-
бором универсальных штампов.
Главным достоинством метода штамповки по
элементам является возможность освоения новых
05,5
деталей без какой-либо технологической подго-
рие. 445. Схема полуавтомати-
ческой штамповки по элементам
(1—8 — последовательность
штамповки)
ской подачи на заданный шаг
товки. Этот метод успешно применяется на ряде
заводов с мелкосерийным производством, Количе-
ство наименований изготовляемых деталей состав-
ляет несколько тысяч.
Для штамповки деталей одного наименования
требуется переналадка 4—12 универсальных штам-
пов или установка сменных рабочих частей.
Дальнейшим развитием метода поэлементной
штамповки В. М Богданова явилась разработка
А М. Румянцевым способа полуавтоматической
штамповки по элементам в полосе мелких деталей
радиоэлектронной промышленности [ 109]. При этом
способе штамповка отверстий или других элемен-
тов происходит в полосе, которая автоматически
передвигается особым устройством на заданный шаг
подачи. По окончании пробивки отверстий в по-
следнем проходе производится отрезка или вырубка
по контуру (рис. 445).
Работа производится на кривошипном прессе
с механизмом регулируемой автоматической подачи
полос путем пробивки отверстий отдельными ря-
дами, со сменой пробивных пуансонов и матриц.
Полуавтоматическая штамповка по элементам в по-
лосе имеет преимущество при изготовлении мелких
деталей, которые неудобно штамповать из штучных
заготовок. Этот метод нашел применение также при
изготовлении гетинаксовых плат с большим количе-
ством круглых и прямоугольных отверстий (до 1000).
Благодаря этому устройству для автоматиче-
осуществлена автоматическая сборка гетинаксовых
пластин с металлическими лепестками и расклепка последних.
К третьему типу групповых процессов холодной штамповки относится штамповка
на координатно-револьверных пробивных прессах деталей типа плат, панелей, шасси
приемников с большим количеством пазов и отверстий разных форм и размеров
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ШТАМПЫ
439
(см. ниже рис. 458, а). Изготовление таких деталей на координатно-револьверных про-
бивных прессах заключается в последовательной штамповке отверстий или других
элементов при помощи набора сменных штампов, устанавливаемых в револьверной
головке пресса. Обрабатываемая заготовка подается на рабочую позицию при помощи
координатного устройства, управляемого вручную или автоматически с применением
программного управления.
Координатно-револьверные прессы позволяют штамповать не только отверстия,
но и наружные элементы листовых деталей: пазы, срезы, закругления, ребра жест-
кости, жалюзи, а также неглубокую отбортовку.
Наибольшее применение в СССР получили координатно-револьверные прессы
с ручным управлением модели ПКР-1 и прессы Видеман типа RA—41, имеющие
18 позиций (гнезд) в револьверной головке. Обычно в этом случае применяют способ
штамповки по шаблону, который отличается от детали тем, что все отверстия пробиты
диаметром 6 мм соответственно диаметру фиксирующего пальца. Центры одинаковых
отверстий детали соединяют на шаблоне цветной линией, что облегчает ручное управ-
ление координатной установкой. После штамповки одинаковых элементов производят
поворот револьверной головки и установку в рабочую зону следующего сменного
штампа. В последнее время все большее применение находят координатно-револьвер-
ные прессы с программным управлением моделей К0126А, К0124/КА0126, К0130
[47]. Эти прессы имеют по 28 позиций в револьверной головке, что значительно рас-
ширяет область их применения.
Новым способом групповой штамповки, получившим применение в мелкосерий-
ном и даже в индивидуальном производстве, является штамповка на универсально-
сборных штампах (УСШ).
Сущность системы универсально-сборных штампов, разработанных Краматор-
ским НИИПТмашем, заключается в том, что разнообразные, главным образом разде-
лительные, штампы собираются из универсальных нормализованных элементов и
узлов [235, 305]. После выполнения требуемой операции универсально-сборный
штамп разбирается на составные элементы, которые используются для монтажа новых
штампов.
В состав комплекта УСШ для вырубки-пробивки входят 1870 деталей (в том числе
1034 шт. крепежных деталей). В мелкосерийном производстве этот комплект обеспе-
чивает сборку 2200 штампов в год.
Для получения требуемой точности сменные элементы УСШ обработаны с высо-
кой степенью точности и чистотой поверхности (10—11-го класса).
На рис. 446 приведены два типа УСШ: штамп для пробивки двух отверстий и
отрезки планки (рис. 446, а) и штамп для пробивки отверстий и фигурной отрезки
детали (446, б).
Применение универсально-сборных штампов значительно снижает металлоем-
кость штамповочной оснастки в условиях мелкосерийного и индивидуального произ-
водств. Это достигается за счет длительного срока службы элементов УСШ. Приме-
нение универсально-сборных штампов для вырубки-пробивки экономически эффек-
тивно при партиях деталей от 10 до 1500 шт.
Снижение стоимости УСШ, а следовательно, и повышение эффективности их
применения может быть достигнуто путем изготовления их на специализированных
предприятиях. Краматорский НИИПТмаш организовал централизованное изготовле-
ние элементов УСШ, их комплектацию и отправку по заявкам заводов-потребителей.
УСШ внедрены на ряде заводов тяжелого машиностроения и дали значительный
экономический эффект.
Кроме универсальных штампов, в серийном и мелкосерийном производствах при-
меняется частично универсальная штамповая оснастка в виде универсальных (груп-
повых) блоков со сменными пакетными или пластинчагыми рабочими штампами. Так
как групповые блоки в данном случае выполняют лишь роль общего штамподержа-
теля, а технологическая операция осуществляется индивидуальным для каждого
случая рабочим штампом, то этот метод штамповки нельзя отнести к числу групповых,
процессов, хотя применение данной оснастки служит той же цели.
440
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Рис. 446. Универ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ШТАМПЫ
441
Закрытая высота 310 мм
4W
сально-сборные штампы
442
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Универсальные блоки устанавливаются на соответствующих прессах и становятся
их принадлежностью. Установка сменных рабочих штампов в универсальные блоки
производится без снятия их с пресса.
Применение универсальных блоков дает значительную экономию металла, иду-
щего иа изготовпение штампов (до 50%), позволяет сократить срок подготовки произ-
Рис. 447. Универсальный блок для крепления сменных пакет-
ных штампов
водства (проектирование и изготовление нормализованных пакетных штампов) при-
мерно в два раза по сравнению с индивидуальными блочными штампами, позволяет
уменьшить на 30—40% площадь складских помещений для хранения штампов, облег-
чает и ускоряет смену пакетных штампов на прессах и повышает загрузку оборудо-
вания. Поэтому применение универсальных блоков со сменными рабочими штампами
целесообразно не только в мелкосерийном, но также и в крупносерийном производ-
стве.
Рцс 448 Типовой пакетный вырубной штамп совме-
щенного действия
В настоящее время получили практическое применение следующие типы универ-
сальных блоков со сменными рабочими штампами:
— универсальные блоки со сменными пакетными штампами;
— блоки со сменными пластинчатыми штампами;
— электромагнитные универсальные блоки со сменными пластинчатыми штам-
пами;
— универсальные блоки со сменными (сборными) пробивными штампами.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ШТАМПЫ
443
Универсальные блоки первого типа проектируются на определенные типоразмеры
прессов. В зависимости от серийности производства за каждым блоком закрепляется
до 100 и более сменных пакетных штампов.
Универсальные блоки рассчитаны на длительную эксплуатацию, обладают доста-
точной прочностью и надежностью.
На рис. 447 показан общий вид универсального блока для установки сменных
пакетных штампов, жрепление которых производится при помощи Г-образных при-
Рис. 449. Универсальные блоки с буферными устройствами:
а — буфер из тарельчатых пружин; б — буфер из пружин кру-
чения
хватов. Данный блок предназначен для установки на прессы, снабженные пневмати-
ческим буферным устройством. Для прессов, не имеющих такого устройства, нижняя
плита блока или делается с провальным отверстием, или снабжается буферным ста-
каном с пружинящими тарельчатыми шайбами.
На рис. 448 приведена типовая конструкция пакетного вырубного штампа сов-
мещенного действия, предназначенного для установки на универсальном блоке
(рис. 447). Такие пакетные штампы изготовляют из нормализованных заготовок
определенной закрытой высоты для каждого универсального блока.
Сменные штампы-пакеты применяют для изготовления различных типов штам-
пов — вырубных, пробивных, совмещенных, вытяжных, гибочных и комбинирован-
444
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
них. Они требуют минимального времени для установки на блоке и обладают высокой
стойкостью.
Для получения равномерного зазора между режущими кромками, а также для
облегчения установки пакетных штампов необходимо сохранение соосности верхней
и нижней частей пакета. Это осуществляется установкой направляющих колонок
(штифтов) и втулок, соединяющих верхнюю и нижнюю плиты пакетного штампа.
На рис. 449 приведены универсальные блоки с буферными устройствами для
вырубных штампов совмещенного действия. Буферные устройства допускают удаление
отходов штамповки вниз, на провал. Проверенные на производстве конструкции уни-
версальных блоков и сменных пакетных штампов приведены в работе [67].
Рис. 450. Универсальный блок для сменных пластинчатых штампов
При штамповке более тонкого материала в мелкосерийном производстве вместо
пакетных штампов применяют более простые и дешевые пластинчатые штампы.
На рис. 450 показана конструкция универсального блока для сменных пластин-
чатых штампов, устанавливаемых на фиксирующие штифты в плитах блока и закреп-
ляемых особыми боковыми захватами, действующими при подтягивании гаек болтов,
проходящих через верхнее и нижнее основания блока.
На рис. 451, а показан один из комплектов пластинчатых штампов с резиновым
съемником.
Пуансон и матрица изготовляются обычно из стали 20 толщиной 10 мм с после-
дующей цементацией и закалкой или из инструментальной стали без закалкн. Обычно
заготовки матрицы и пуансонодержатели, а также установочные размеры блоков нор-
мализуются. Толщина штампуемого материала до 2 мм. Стойкость пластинчатых
штампов зависит от твердости штампуемого материала и сложности вырезаемого кон-
тура и находится в пределах 10 000—40 000 шт. Стоимость их в несколько раз меньше
стоимости штампов обычного типа.
В приборостроении получили применение универсальные блоки с пластинчатыми
штампами, прижимаемыми захватами к точно отшлифованным базовым поверхно-
стям установочных штифтов (рис. 451, б). Этот способ установки менее точен н наде-
жен, чем способ установки пакетных штампов, снабженных направляющими штиф-
тами и втулками (рис. 448).
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ШТАМПЫ
445
Рнс. 451. Детали пластинчатого штампа (а) н универсаль-
ный блок с пластинчатыми штампами (б)
Закрытая Высота
блока 275
Рис. 452. Электромагнитный блок для крепления пластинчатых штампов
446
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Рис. 453. Электромагнитный блок с маг-
нито-механическим креплением штампа
В Советском Союзе успешно применяются универсальные электромагнитные
блоки для штамповки простыми и дешевыми пластинчатыми штампами. В последние
годы электромагнитные блоки получили
довольно большое применение в мелкосе-
рийном производстве как при штамповке
мелких, так и весьма крупных деталей на
прессах усилием от 4 до 200 Т.
На рис. 452 показан электромагнит-
ный блок для крепления пластинчатых
штампов, предназначенный для» пресса
усилием 100 Т. Удельное усилие притя-
жения электромагнитного блока свыше
4 кГ!см\ а общее притяжение — 4200 кГ.
Неотъемлемой принадлежностью элек-
тромагнитного блока является пульт
управления с понижающим трансформа-
тором, селеновым выпрямителем, магнит-
ным пускателем, а также реле тока и на-
пряжения. Питание блоков производится
от сети 380 в через селеновый выпрями-
тель. В каждой плите шесть последова-
тельно соединенных катушек по 420 вит-
ков в каждой (2,8 о; 43,9 в; 138 вт) [23].
Электросхемы пресса и блока должны быть взаимно сблокированы так, чтобы при
отключении электромагнита пресс автоматически выключался.
Электромагнитные блоки данного типа успешно применяются при штамповке
деталей из цветных металлов и сплавов. При штамповке деталей из магнитного ме-
Рис. 454. Листовой вырубной
штамп для электромагнитного
блока
Рис. 455. Сменный пробивной комп-
лект (пуансон и матрица)
талла возникает вредное притяжение заготовки к намагниченной матрице, что за-
трудняет съем деталей и отходов и подачу заготовки.
В процессе совершенствования данного метода штамповки для устранения при
тяжения полосы из магнитного металла (сталь) к матрице создана конструкция блока
с магнито-механическим креплением штампа (рис. 453). При установке матрица окон-
чательно закрепляется при помощи двух механических прихватов, после чего элек-
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ШТАМПЫ
447
тромагнит нижней плиты блока отключается и не препятствует подаче заготовки
[67].
Крепление пуансона остается электромагнитным. Для увеличения универсаль-
ности данного способа штамповки в блок монтируются быстросъемные буферные и
выталкивающие устройства, благодаря которым стало возможным применение
электромагнитных блоков не только для вырубки и пробивки, но и для гибки, вы-
тяжки, отбортовки и комбинированной штамповки.
Конструкции соответствующих пластинчатых штампов различного назначения
приведены в работе [67].
Рис. 456. Способ установки переставных пробивных комплектов на плите
электромагнитного блока
Электромагнитные блоки позволяют применить для штамповки простейшие ли-
стовые штампы, как показано на рис. 454, а также штамповку по элементам с помощью
сменных пробивных комплектов штампов, один из которых приведен на рис. 455.
На рис. 456 показан способ установки переставных пробивных комплектов на
плите электромагнитного блока для пробивки ряда отверстий в заготовке шасси.
Пуансоны и матрицы устанавливаются на плите блока по шаблону, заготовка фик-
сируется по упорам, расположенным в углах заготовки.
За рубежом иногда применяют сменные пробивные штампы с вмонтированными
в пуансонодержатель постоянными магнитами.
Стоимость универсальных электромагнитных блоков примерно в два раза выше,
чем универсальных блоков с механическим креплением штампов.
Универсальные блоки с механическим креплением сборных пробивных штампов
получили применение при штамповке крупногабаритных деталей из толстолистового
металла, например лонжеронов и других деталей (рамы грузовых автомобилей и трак-
торов), а также при пробивке отверстий в прокатных профилях.
К пластинчатым штампам можно также отнести шаблоны, предназначенные для
вырезки резиной на гидравлических прессах крупных деталей из дуралюмина и тон-
колистовой стали. Этот же способ штамповки стал применяться и при штамповке
тонколистовых деталей приборов полиуретаном. Вырезка резиной сопровождается
довольно большими отходами материала, что снижает эффективность этого метода
448
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
штамповки. Кроме того, в отличие от штамповки полиуретаном, этот метод не дает
точной вырубки и в ряде случаев требует последующей обработки контура.
В мелкосерийном производстве получили распространение упрощенные листо-
вые штампы, применяемые для различного рода вырубных и неглубоких фор-
а) б)
Рис. 457. Конструкции листовых «пннцетных» штампов: а — для вырезки и
пробивки; б — для пробивки; в — для отрезки; г — для вырезки; д — для
надрезки и формовки; е — для штамповки ребер жесткости; ж — для ком-
бинированной штамповки
мовочных операций. Детали листовых штампов изготовляют из тонколистовой стали,
толщина которой лишь немного превышает толщину штампуемого металла. Пуансоны
и матрицы листовых штампов делают из стали У8А или ЗОХГСА; для штамповки алю-
миния — без термообработки, а для штамповки стали — с соответствующей терми-
ческой обработкой.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ШТАМПЫ
449
Для штамповки простых или небольших по габариту деталей обычно применяют
листовые штампы «пинцетного» типа (рис. 457), а для штамповки крупногабаритных
или сложного контура деталей — листовые штампы с направляющими штифтами
(рис. 458). На рис. 458 показаны заготовка корпуса шасси из дюралюминия толщиной
1,5 мм и два штампа — один для вырубки контура и пробивки больших отверстий,
а второй — для пробивки более 100 мелких отверстий диаметром от 1,5 мм и выше.
Конструкции и способы изготовления листовых штампов изложены в специальной
литературе [112].
Листовые штампы применяют в большинстве случаев для вырубки цветных ме
таллов толщиной до 3 мм и мягкой стали толщиной до 2 мм. Стойкость штампов при
этом достигает соответственно 1000 и 500 деталей. Однако в последнее время освоены
листовые штампы для штамповки листовой стали толщиной до 8 мм. Освоена также
штамповка листовыми штампами весьма крупных деталей (1000X 2000 мм) из алюми-
ниевых сплавов толщиной до 2 мм и стальных — до 1 мм. Штамповка производится
путем прокатки пакета в двухвалковых вальцах.
Аналогичный метод — штамповка резиновой матрицей посредством прокатки
в вальцах.
В табл. 177 приведена сравнительная характеристика универсальных и частично
универсальных разделительных штампов, применяемых в мелкосерийном произ-
водстве.
Таблица 177. Сравнительная характеристика разделительных штампов,
применяемых в мелкосерийном и серийном производствах
Типы штампов Группа стоимости первого штампа Примерная программа выпуска деталей
Универсальные переналаживаемые штампы для поэлементной штамповки Универсально-сбор ные штампы Штампы с полиуретановой матрицей Листовые пинцетные штампы Листовые штампы с направляющими шпильками Быстросменные пластинчатые штампы к универсальным и электромагнитным блокам Сменные пакетные штампы к универсаль- ным блокам: простого типа последовательного и совмещенного типа Сменные пакетные штампы к универсаль- ным блокам с автоматической подачей * Нижний предел для деталей, требующих 10— Высокая Низкая » Весьма низкая Низкая Средняя Повышенная » 15 операций, верхний 5—10 до 1000* 10-1500 10—20 000 50-500 100-1000 200-3000 1000-20 000 5000-50000 10 000-100 000 — до 5 операций,
Примерный выпуск деталей является ориентировочным. Оптимальный вариант
процесса определяется путем подсчета экономической эффективности применения
сравниваемых вариантов.
При изготовлении объемно-полых деталей, требующих операций вытяжки, фор
мовки и отбортовки, в мелкосерийном производстве применяют дешевые и упрощен
ные штампы следующих типов. 1) для штамповки резиной по простым металлическим
15 Романовский В. II.
45b
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Рйс. 458. Листовое штампы для круппогабарптйых деталей, а —
штампуемая деталь: v — штампы для шЯрубкн и дробинки; ь' — питами
для пробивки мелких отьероий
ТОЧНОСТЬ ШТАМПОВАННЫХ ДЕТАЛЕЙ
451
шаблонам; 2) литые свинцово-цинковые штампы; 3) деревянные и пластмассовые
штампы и шаблоны; 4) полиуретановые штампы; 5) штампы для гидравлической
штамповки. Большинство из них были приведены раньше.
На рис. 459 приведен способ штамповки — вытяжки пластичным металлом (свин-
цом) по металлической матрице, получивший применение в мелкосерийном произ-
водстве. Последовательность процесса штамповки: заготовка уложена на свинцовую
Рис. 459. Способ штамповки — вытяжки
свинцом по металлической матрице
подушку и прижата к ней матрицей
(рис. 459, а); при рабочем ходе свинец
вдавливает заготовку в матрицу (б и в);
при холостом ходе выталкивается из
матрицы (г); свинец в обойме обжи-
мается плоской плитой и готов для
следующей вытяжки (рис. 459, д и е).
Рис. 460. Универсальная гибочная
матрица М из полиуретана
На рис. 460 показана универсальная гибочная матрица для профилегибочных
прессов, изготовленная из полиуретана. Полиуретан, обладая высокой упругостью,
является весьма износоустойчивым материалом. Этот штамп значительно проще и
дешевле других универсальных гибочных штампов.
Для изготовления дешевой неметаллической оснастки в мелкосерийном произ-
водстве (форм-блоки, оправки, пуансоны и т. п.) получили применение и другие ма-
териалы:
— термопластичная композиция на основе этилцеллюлозы — ТЛК-Э;
— песко-клеевая масса ПСК, приготовленная из формовочного песка и клея
ВИАМ Б-3;
— древесно-клеевая масса ДКМ, приготовляемая из древесных опилок и клея
ВИАМ Б-3.
7. ТОЧНОСТЬ ШТАМПОВАННЫХ ДЕТАЛЕЙ
Точность холодноштампованных деталей зависит от большого количества фак-
торов, являющихся причиной образования особых погрешностей. Такими факторами
являются:
1) упругие и пластические свойства материала, определяющие величину упругих
деформаций (упругого пружинения) и вызывающие у гнутых и полых деталей по-
грешности линейных размеров (одновременно с влиянием величины зазора);
15*
452
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
2) неоднородность листового металла по толщине и механическим свойствам
(анизотропия), вызывающая те же погрешности;
3) геометрические размеры деталей (толщина, линейные размеры), с увеличе-
нием которых возрастает абсолютная величина погрешностей штамповки;
4) тип штампа и способ фиксации заготовки, определяющие величину погрешно-
стей от установки заготовки;
5) структура технологического процесса (количество и последовательность опе-
раций, с увёличением числа которых происходит накопление погрешностей);
6) степень деформации при гибке (упруго-пластическая или полностью пласти-
ческая деформация), определяющая величину упругого пружинения и требующая
в ряде случаев применения гибки с растяжением;
7) точность изготовления штампа, от которой зависит начальная (достижимая)
точность штампуемых деталей;
8) износ штампа, зависящий от конструкции и способа направления, а также от
материала и термообработки рабочих частей штампа. Износ штампа определяет конеч-
ную точность деталей.
К этому следует добавить погрешности самого пресса и его настройки, а также
погрешности оператора при подаче и фиксации заготовки.
Сложность аналитического определения суммарной погрешности заключается во
взаимосвязи перечисленных факторов и взаимно компенсирующем влиянии некоторых
погрешностей. Кроме того, абсолютная величина погрешностей в значительной мере
зависит от конкретных производственных условий. Все это усложняет и затрудняет
разработку единой системы допусков для штампованных деталей.
Особая сложность разработки такой системы состоит в том, что естественные тех-
нологические погрешности (отклонения) штампованных деталей направлены главным
образом в сторону увеличения их размеров в результате упругой деформации металла
при вырубке, вытяжке, гибке и объемной штамповке. Отдельные исключения не ме-
няют существа вопроса.
Существующая же система допусков и посадок по ГОСТу 7713—62 создана для
сопряжения деталей, изготовляемых обработкой снятием стружки и основана на
противоположном направлении погрешностей обработки («в тело детали»).
Таким образом, поля допусков по ГОСТу не совпадают с полями технологических
погрешностей штампованных деталей. Однако штампованные детали должны сопря-
гаться без подгонки с механически обработанными деталями машин и приборов и по
сопрягаемым размерам (контурам) должны соответствовать требованиям ГОСТа
7713—62.
Для устранения возникшего противоречия необходимо изменить технологическое
поле допуска и номинальные размеры штампуемой детали таким образом, чтобы от-
штампованная деталь с технологическими погрешностями укладывалась в поле допу-
ска по ГОСТу. Это осуществляется путем подсчета исполнительных размеров рабочих
частей штампов, приведенного в гл. II третьего раздела. Естественно, что для несо-
прягаемых размеров и элементов контура такого пересчета не требуется.
Ниже рассмотрена приближенная величина технологических отклонений пло-
ских, гнутых и полых деталей.
Для холодноштамповочного производства наибольшее значение имеет не пре-
дельно достижимая точность штампуемых деталей, а так называемая экономическая
точность, под которой следует понимать технически осуществимую и экономически
наивыгоднейшую точность выполнения данной операции с учетом предельно допусти-
мого износа штампа. Отсюда следует, что в мелкосерийном производстве аналогичных
Деталей экономическая точность несколько выше, чем в крупносерийном и массовом
производствах, так как вследствие небольшого выпуска общий износ штампа в серий-
ном производстве меньше, а конечная точность выше.
Плоские детали
В табл. 178—180 приведены приближенные значения отклонений размеров пло-
ских штампуемых деталей, установленные применительно к условиям серийного про-
изводства небольших изделий.
ТОЧНОСТЬ ШТАМПОВАННЫХ ДЕТАЛЕЙ
453
Таблица 178. Отклонения наружных размеров плоских деталей
Толщина материала в мм Отклонения в мм в зависимости от типа штампа и размеров детали в мм
Вырубной обычной точности Вырубной повышенной точности
До 10 10-50 50-150 150—300 До Ю 10-50 | 50-150 150-300
0,2-0,5 0,08 0,1 0,14 0,2 0,025 0,03 0,05 0,08
0,5-1 0,12 0,16 0,22 0,3 0,03 0,04 0,06 0,10
1-2 0,18 0,22 0,3 0,5 0,04 0,06 0,08 0,12
2-4 0,24 0,28 0,4 0,7 0,06 0,08 0,10 0,15
4-6 0,3 0,3о 0,5 1,0 0,10 0,12 0,15 0,20
Таблица 179. Отклонения размеров отверстий
Толщина материала в мм Отклонение в мм в зависимости от типа штампа и размеров отверстия в мм
Пробивной обычной точности Пробивной повышенной точности
До 10 10-50 50—150 До Ю 10-50 50—150
0,2-1 0,05 0,08 0,12 0,02 0,04 0,08
1-2 0,06 0,10 0,16 0,03 0,06 0,10
2-4 0,08 0,12 0,20 0,04 0,08 0,12
4—6 0,10 0,15 0,25 0,06 0,10 0,15
Таблица 180. Отклонения на расстояния между центрами отверстий
в плоских деталях
Толщина материала в мм Отклонения в мм (±) в зависимости от типа штампа и расстояния между центрами в мм
Пробивной обычной точности Пробивной повышенной точности
До 50 50-150 1 150-300 До 50 50-150 | 150-300
До 1 0,1 0,15 0,2 0,03 0,05 0,08
1—2 0,12 0,20 0,3 0,04 0,06 0,10
2—4 0,15 0,25 0,35 0,06 0,08 0,12
4-6 0,2 0,30 0,4 0,08 0,10 0,15
Отклонения наружных размеров при вырубке являются следствием упругой
деформации материала и распрямления первоначального прогиба, а также увеличе-
ния рабочих размеров матрицы в результате износа и перешлифовки. Поэтому в боль-
шинстве случаев технологические отклонения наружных размеров детали направ-
лены в сторону увеличения размеров. По тем же причинам отклонения размеров
отверстий направлены в сторону уменьшения размеров отверстия. Это должно учи-
тываться при построении исполнительных размеров матриц и пуансонов.
454
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Таблица 181. Отклонения на смещение отверстий от наружного контура
Размеры деталей в мм Отклонения в мм (+) в зависимости от типа и точности штампа
Совмещенный Последов ател ь- ный с ловителем Последов атель- ный без ловителя Пробивной с фиксацией по контуру
Повы- шенная Обычная Повы- шенная Обычная Повы- шенная Обычная Повы- шенная Обычная
До 30 0,015 0,02 0,05 0,10 0,10 0,20 0,08 0,15
30-100 0,02 0,03 0,10 0,15 0,15 0,30 0,12 0,20
100-200 0,025 0,04 0,12 0,20 0,25 0,40 0,18 0,30
В табл. 181 приведены отклонения на смещение отверстий от наружного контура
Для различных способов штамповки.
Гнутые детали
При штамповке изогнутых деталей их неточность складывается из двух погреш-
ностей: размерных погрешностей, зависящих главным образом от точности фиксации
и устойчивости заготовки в процессе изгиба, и погрешностей формы, зависящих от
упругости материала, отношения r/S и степени наклепа в месте перегиба.
Размерные погрешности изогнутых деталей выражаются главным образом в от-
клонении по высоте загибаемых полок, в отклонениях расстояния между отверстиями
или расстояния от базы до оси отверстия в том случае, когда отверстия пробиты
в плоской заготовке (до гибки). Эти погрешности определяются точностью фиксации
заготовки и ее устойчивостью при изгибе в зависимости от нарушения симметричности
изгиба и способа прижима и могут быть выражены в долях толщины материала
(табл. 182).
Т аблица 182. Отклонения по высоте отгибаемых полок н по расстоянию
от базы до осн отверстий (в случае гибки после пробивки отверстии)
Тип штампа Отклонения (±)
Без прижима (0,3 4- 0,4) S
С пружинным прижимом (0,05 4-0,1) S
С фиксацией кернами (мелкие детали) (0,1 4- 0,15) S
С фиксацией на отверстия (крупные детали) (0,1 -4- 0,20) S
В случае пробивки отверстий после гибки достижима более высокая точность их
расположения, а допуски могут быть взяты по табл. 180 и 181.
С увеличением количества отдельных операций гибки неточность увеличивается
вследствие нарастания погрешностей. Поэтому в случае штамповки деталей повышен-
ной Точности целесообразно уменьшать количество отдельных операций гибки за счет
усложнения конструкции гибочного штампа.
Отклонение от заданной формы или непараллельность сторон зависит от величины
пружинения материала, рассмотренного в гл. 11.
ТОЧНОСТЬ ШТАМПОВАННЫХ ДЕТАЛЕЙ
455
Рис. 461. Способы получения гнутых
деталей повышенной точности
Рис. 462. Шарнирно-гибочные штампы для гибки небольших деталей
с точным расположением отверстий
456
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Для уменьшения величины пружинения в случае П-образной гибки применяют
обратный легкий выгиб средней полки, а в случае угловой и сложной гибки — ка-
либровку с уменьшением радиуса закругления и учетом угла пружинения.
На рис. 461 приведены различные способы, применяемые для получения гнутых
деталей повышенной точности: одновременная отрезка и гибка простых деталей
(рис. 461, а — в), что обеспечивает одинаковый размер полок; калибровка высоты и
ширины полок согнутых деталей (г — ж); гибка скобы с разрезкой ее на две угловые
детали (з); гибка Справка углов и боковых полок при помощи клиньев с обжимом по
пуансону (и) или матрице (к).
При гибке небольших деталей с точным расположением отверстий применяют
шарнирно-гибочные штампы с фиксацией заготовки на отверстия (рис. 462). В исход-
ном положении ось вращения шарнирных матриц должна быть смещена вверх от
поверхности, на которую укладывается заготовка на величину
й = 0,215г + S (1—0,78х),
где г — радиус пуансона;
5 — толщина материала;
х — коэффициент, определяющий положение нейтрального слоя (см.табл. 21).
На штампах указанного типа достижима точность ±0,055.
Полые детали
При вытяжке полых деталей наибольшее значение имеют допуски по наружным
размерам (диаметру и высоте) детали. Отклонения размеров по диаметру вытягивае-
мых деталей зависят в основном от следующих причин:
1) увеличения размеров детали по выходе из штампа вследствие упругих дефор-
маций (пружинения), достигающего наибольшей величины у верхнего края детали;
2) величины зазора между пуансоном и матрицей, определяющего величину ко-
нусности еще в момент вытяжкй;
3) точности изготовления рабочих частей штампа и степени их износа.
Наибольшее значение имеет упругое увеличение размеров у верхнего края детали,
зависящее главным образом от коэффициента вытяжки и относительной толщины за-
готовки S/D (в обратной зависимости).
В табл. 183 приведены приближенные значения отклонений по диаметру цилинд-
рических полых деталей без фланца при обычной точности изготовления штампа.
В случае вытяжки деталей с широким фланцем упругое увеличение размеров значи-
тельно уменьшается, благодаря чему отклонения могут быть взяты меньшими, при-
мерно равными допускам после калибровки.
Таблица 183. Отклонения по диаметру цилиндрических полых деталей
без фланца в % от диаметра
Коэффициент вытяжки т Первая вытяжка при отношении 4-«» Калибровка при отношении 4-,о°
2—1 1-0,3 0.3—0.1 2—1 1—0,3 0.3-0,1
0,8 0,3 0,4 0,5 0,12 0,16 0,2
0,7 0,4 0,5 0,6 0,16 0,2 0,25
0,6 0,5 0,6 0,7 0,2 0,25 0,3
0,5 0,6 0,7 — 0,25 0,3 —
Отклонения по высоте полых деталей зависят от многих причин: глубины вы-
тяжки, степени анизотропии холоднокатаного материала и образования так называе-
ТОЧНОСТЬ ШТАМПОВАННЫХ ДЕТАЛЕЙ
457
мых фестонов, неточности фиксации заготовки, неравномерности толщины материала,
зазора и смазки и т. п.
В табл. 184 приведены приближенные значения отклонений по высоте цилиндри-
ческих деталей без фланца, а в табл. 185 — отклонения цилиндрических деталей
с фланцем.
Таблица 184. Отклонения по высоте цилиндрических детален без флаица
Толщина материала в мм Отклонения (+) в мм в зависимости от высоты детали в мм
До 18 18-30 30-50 50-80 80-120 120-180 180-260
До I 0,5 0»6 0,8 1,0 1,2 1,5 1,8
1-2 0,6 0,8 1,0 1,2 1,5 1,8 2,0
2-4 0,8 1,0 1,2 1,5 1,8 2,0 2,5
4-6 1,0 1,2 1,5 1,8 2,0 2,5 3,0
Таблица 185. Отклонения по высоте цилиндрических деталей с фланцем
Толщина материала в мм Отклонения (±) в мм в зависимости от высоты детали в мм
До 18 18-30 30-50 | 50-80 80-120 120-180 180-200
До 1 0,3 0,4 0,5 0,6 0,8 1,о 1,2
1-2 0,4 0,5 0,6 0,7 0,9 1,2 1,4
2-4 0,5 0,6 0,7 0,8 1,0 1,4 1,6
4-6 0,6 0,7 0,8 0,9 1,2 1,0 1,8
Таблица 186. Отклонения размеров стальных стержневых деталей,
полученных прямым способом холодного выдавливания
L 1 г* — —. Отклонения (±) от диаметра в мм Отклонения от прямолиней- ности
. м м после выдавливания после дополнительной калибровки Длина L в мм Кривизна оси f в мм
Ди; _ L ~ аметр d в
10—20 20-30 30—50 50-80 80-100 0,05 0,07 0,06 0,10 0,12 0,05 0,06 0,08 0,09 До 100 » 200 > 500 > 700 » 1200 0,02—0,15 0,05—0,25 0,10-0,50 0,20-0,50 0,50-2,00
В подавляющем большинстве случаев детали после вытяжки подвергают обрезке,
для чего предусматривается припуск на обрезку (см. гл. III). Без обрезки вытягивают
лишь неглубокие детали с коэффициентом вытяжки т = 0,8 -г- 0,7, причем достижи-
458
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
мая точность соответствует 3—4-му классам в случае одновременной вырезки и вы-
тяжки и 4—5-му — в случае вытяжки из штучной заготовки.
В табл. 186—188 приведены отклонения от номинальных размеров стальных
деталей, изготовляемых холодным выдавливанием (142}. Отклонения размеров стерж-
невых деталей, изготовляемых прямым методом выдавливания, даны в табл. 186.
Таблица 187. Отклонения размеров стальных полых цилиндров,
изготовляемых обратным методом холодного выдавливания
Отклонения (±) от D в мм Отклонения (±) от диаметра d в мм
7777/77
после выдавлива- ния после дополи ительн oi 1 калибровки после выдавлива- ния после дополнительной калибровки
ICO 7///77/
н
Ди :аметр D в мм
До Ю 10—30 30-40 40-50 50-60 60-70 70-80 80-00 90-100 100-120 0,08 0,10 0,12 0,15 0,20 0,22 0,25 0,30 0,35 0,40 0,05 0,06 0,07 0,10 0,12 0,15 0,17 0,20 0,22 0,25 0,10 0,10-0,20 0,15—0,25 0,20—0,25 0,20-0,30 0,20-0,30 0,20-0,35 0,25-0,40 0,30-0,45 0,35—0,50 0,05 0,05-0,10 0,10-0,15 0,10-0,15 0,12-0,20 0,15-0,25 0,15-0,25 0,20-0,30 0,25-0,35 0,30-0,40
Толщина стенки S в мм Отклонения от S в мм Толщина дра в мм Отклонения от h2 в мм
после выдавливания после калибровки после выдавливания после калибровки
До 2 0,10 0,05 До 2 0,15 0,10
2-10 0.15 0,10 2-10 0,20—0,3 0,15
10-15 0,20 0,15 10-15 0,25-0,3 0,20
15-25 0,30—0,4 0,25
< 25-40 0,40-0,5 0,35
(Н \
при £-5^1,2 1,
получаемых обратным методом выдавливания, а в табл. 188 — отклонения размеров
(Н \
при jy 1,2 1, изготовляемых обычно прямым выдавливанием.
При применении дополнительных операций — протяжки, калибровки — точ-
ность размеров может быть значительно повышена. Отклонения по высоте стаканчи-
ков или длине стержней зависят от погрешностей при отрезке заготовок и допускаются
в пределах 2—4 мм для подрезки торца на станке.
ТОЧНОСТЬ ШТАМПОВАННЫХ ДЕТАЛЕЙ
459
Таблица 188. Отклонения размеров стальных деталей типа гильз,
полученных прямым методом холодного выдавливания (-^-^1,21
Отклонения (+) от D в мм Отклонения (±) от диаметра d в мм
-
н после выдавлива- ния после дополнительной калибровки после выдавлива- ния после дополн ительной калибровки
Диаметр D в мм
До 10 10-30 30-40 40-50 50-60 60- 70 70—80 80 -90 90-100 100-120 120-140 о,1 0,02 0,02 0,02 0,025 0,03 0,04 0,04 0,5 0,06 0,08 0,12 0,05 0,05-0,07 0,08-0,10 0,10-0,12 0,12-0,14 0,18-0,20 0,18-0,20 0,20-0,24 0,25-0,30 0,30-0,40 0,40—0,50 0,02 0,02-0,04 0,02—0,04 0,025-0,04 0,03-0,05 0,035—0,05 0,04-0,06 0,05-0,08 0,06-0,09 0,08—0,10 0,10-0,12
0,2 до 0,3
0,3 0,4
Толщина стенки S в мм Отклонения (J ) от S в мм Толщина дна h2 в мм Отклонения от й2 в мм
после выдавливания после калибровки после выдавливания после калибровки
До 0,6 0,6-1,2 1,2-2,0 2,0-3,5 3,5 -6,0 0,05-0,10 0,07-0,10 0,10-0,15 0,12-0,15 0,15-0,20 0,02 0,02 0,025 0,03 0,04 \ До 2 ' 2-10 10-15 15—25 25-40 40—50 50-70 До 0,15 0,20-030 0,25-0,35 0,30-0,40 0,35-0,50 0,40-0,55 0,45-0,60 0,10 0,12 0,15 0,20 0,25 0,30 0,35
При разработке технологических процессов холодной штамповки должны быть
установлены операционные допуски для всех операционных размеров, относящихся
к установочным поверхностям, которые служат для фиксации детали на последующих
операциях, и подвергаемых операционному техническому контролю.
При штамповке в одну операцию операционным допуском является допуск гото-
вой детали (по чертежу). На свободных операционных размерах допуски не простав-
ляются. На ряде заводов в этом случае применяют допуски 7-го класса точности по
системе отверстия. Установление операционных допусков производится в соответ-
ствии с экономической точностью того или иного вида штамповки или с требуемой точ-
ностью детали.
В случае, если экономическая точность штамповки не обеспечивает получения
заданных конструктивных допусков, в технологическом процессе должны быть преду-
смотрены дополнительные операции (калибровка, правка, зачистка и т. п.) или
применены штампы повышенной точности.
460
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
8. ОСНОВЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
ХОЛОДНОШТАМПОВОЧНЫХ РАБОТ
Технической нормой времени называется время, необходимое для выполнения
данной работы при правильной ее организации и наиболее рациональном использо-
вании оборудования, с учетом производственного опыта передовиков и новаторов
производства. При этом имеется в виду изготовление изделий требуемого качества.
Технические нормы времени не являются стабильными и предельными, а изме-
няются вместе с усовершенствованием технологических методов и средств производ-
ства, с повышением организационного уровня производства, ростом технического и
культурного уровня рабочего.
При техническом нормировании определяют:
норму штучного времени Тшт, необходимого для изготовления одной штуки (вы-
полнения одной операции);
норму подготовительно-заключительного времени Тпз на партию деталей, со-
стоящего из времени на ознакомление с заданием, на подготовку рабочего места (без
перестановки штампов), сдачу работы и приведение пресса в порядок.
Норма штучного времени слагается из следующих основных элементов:
^иип = ^0 Лз "t" ^об “1“ torn*
где — основное (технологическое или машинное) время в мин;
tG — вспомогательное время (подача заготовки, удаление деталей и отходов,
включение пресса и т. п.) в мин;
to6 — время на обслуживание рабочего места (чистка, смазка, уборка отходов
и т. п.) в мин\
tOm — время на отдых и естественные надобности в мин.
Сумма основного и вспомогательного времени составляет оперативное время,
т. е. время, непосредственно затрачиваемое на выполнение данной операции
Тол = + ^в-
Сумма времени обслуживания рабочего места и времени на естественные надоб-
ности и отдых составляет дополнительное время
Tfi ~ $об ”Т ^отп’
Таким образом, норма штучного времени определяется формулой
?шт ~ Топ 4" Т$.
Дополнительное время обычно берется в процентном отношении к оперативному
времени и составляет 6% для прессов до 100 Т, 10% для прессов от 100 до 300 Т,
14% для прессов свыше 300 Т.
Следовательно, норма штучного времени мо-
жет быть выражена следующим образом:
Тшт = Топ (1 + К),
где К — отношение дополнительного времени
к оперативному.
Для калькуляции и определения себестои-
мости каждой детали применяют так называе-
мое калькуляционное время, учитывающее под-
готовительно-заключительное время, приходя-
щееся на одну деталь,
Тк = Тшт -|- — Тлэ,
где т — количество деталей.
Основное (машинное) время определяется
в зависимости от числа ходов пресса в минуту п:
Таблица 189. Величина
коэффициента k для определения
машинного времени при работе
одиночными ходами
Тип муфты включения Коэффи- циент k
Однокулачковая 1,5
Двухкулачковая 1,25
Трехкулачковая 1,17
Четырех кулач- 1,12
ковая
Фрикционная 1,02
ОСНОВЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ РАБОТ
461
при автоматической работе пресса
при работе отдельными ходами
где k — коэффициент, учитывающий потерю машинного времени на включение пресса
в зависимости от типа муфты включения (табл. 189).
Состав оперативного времени для различных случаев штамповки зависит от рода
заготовки и способа ее подачи, способа удаления деталей и отходов.
Т а б л и ц а 190. Расчет нормы штучного времени для различных способов
штамповки
Способ штамповки Расчетные формулы
С ручной подачей полосы (ленты) Тшт— + % +^4+^2+^ И 4- Д)
С ручной подачей штучных заго- товок Тшт = (/0 + 4 + ^2 + h + ^4) (1 + Ю
С автоматической подачей ленты Тшт— j (1 +К)
С автоматической подачей штучных заготовок Гшт= (1 +Ю
Обозначения: Zo — основное (технологическое) время; tr — время на прием «взять заготовку и установить ее в штамп»; /2 — время на прием «удалить деталь из штампа»; /3 — время на прием «удалить отход»; /4 — время на включение пресса (Z4 = 0,015 ч- 0,025 мин)\ — время на прием «подать полосу до упора»; Т3 —время на заправку ленты в валки или зажимы и подачу ее в штамп до упора; п — число ходов пресса в мин\ х — количество деталей, штампуемых из полосы или ленты; z — количество одновременно штампуемых деталей; Д — отношение дополнительного времени к оперативному: для прессов до 100 Т К = 0,06; от 100 до 300 Т К = 0,10, для прессов свыше 300 Т К = 0,14. Время на выполнение рабочих приемов брать по нормативам [84]. Примечание. При штамповке с ручной подачей полосы «на провал» или с об- ратной запрессовкой в ленту t2 = 0. В ряде операций время tg отсутствует нли операция перекрывается другими приемами работы. При штамповке по нескольку деталей за один рабочий ход формула соответственно изменяется. При работе «на самоход» с ручной по- дачей полосы время tb совмещается с основным (машинным) временем /о—
В табл. 190 приведен расчет нормы штучного времени для различных способов
штамповки. В случае многооперационной последовательной штамповки в полосовом
462
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
материале (не в ленте) для большей точности следует учесть число предварительных
ходов пресса до получения первой полной детали на каждую полосу.
Таблица 191. Основное время, затрачиваемое на один ход ползуна пресса
Число ходов ползуна пресса Время па одни ход в мин Число ходов ползуна пресса Время на один ход в мин Число ходов ползуна пресса Время на один ход в мин Число ходов ползуна пресса Время на один ход в мин
1 1,00 14 0,071 30 0,033 71-80 0,013
2 0,500 15 0,067 33 0,030 81 — 85 0,012
3 0,333 16 0,063 35 0,029 86—95 0,011
4 0,250 17 0,059 37 0,027 96-110 0,010
5 0,200 18 0,056 40 0,025 111-120 0,009
6 0,167 19 0,053 43 0,023 120-130 0,008
7 0,143 20 0,050 45 0,022 140-150 0,007
8 0,125 21 0,047 48 0,021 160-179 0,006
9 0,110 22 0,046 50 0,020 180-200 0,005
10 0,100 23 0,044 55 0,018 201-250 0,004
11 0,091 24 0,042 60 0,017 251 -300 0,003
12 0,083 25 0,040 65 0,015 300- 400 0,0025
13 0,077 27 0,037 70 0,014 400-500 0,002
В табл. 191 приведено основное время, затрачиваемое на один ход ползуна пресса.
Фактическое время, затрачиваемое на один ход пресса с учетом работы механизма
включения, несколько выше приведенного и зависит от типа муфты включения [84].
Таблица 192. Продолжительность перестановки и наладки крупных штампов
Конструкция штампа Время в мин в зависимости от площади нижней плнты в м2
0.05 0.15 0.25 0.5 0.75 1.2 | 1,5 2.0 j 3.0 I 5.0 | 7.0
Без выталкивателя 18 21 24 27 40 — —
22 28 35 45 53 80 120 160 225 255 290
С планочным вытал* 22 25 27 32 48
кивателем 25 34 40 53 63 — — — — — —
С пружинным или 27 29 32 35 53 — — — — —
резиновым буфером 33 41 52 66 85 113 155 200 265 330 350
С пневматическим 37 42 55 65 76 — — — .— — —
буфером 42 48 62 85 Г08 133 185 230 315 390 410
Примечание. Цифры в числителе относятся к Штампам с хвостовиком, в знаме-
нателе— без хвостовика.
На основе технических норм времени устанавливаются нормы выработки, пред-
ставляющие количество деталей, подлежащих изготовлению на одной операции в час
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТ АЦИЯ
463
или за смену
Время на перестановку штампов в состав нормы времени не входит и учитывается
особо для определения загрузки оборудования.
В табл. 192 приведена продолжительность перестановки и наладки крупных
штампов, а в табл. 193 — время для установки, регулирования и сьема небольших
штампов.
Таблица 193. Время для установки, регулирования и съема небольшого
штампа с направляющими колонками
Содержание работы Усилие пресса в Т Г абариты штампа в мм Время в мин в зави- симости от числа болтав
2 1 4 6
Установка, регулирова- 30 350 х 200 X 100 2,9 3,1 3,7
ние, проба 80 200 X 100 X 50 3,1 3,5 3,5
80 500 х 4<Ю х 50 3,8 4,2 4,7
120 350 X 200 X 100 3,5 3,9 4,3
120 300 х 400 X 200 4,1 4,6 5,0
Г20 750 X 400 X 350 6>5 6,9 7,3
Съем штампа 30 350 х 200 X 100 0,9 1,1 1,3
80 200 X 100 X 50 1,2 1,4 1,8
80 500 X 400 X 50 1,4 1,7 2,1
120 350 X 200 X 100 2,0 2,4 2,7
120 500 х 400 х 200 2,3 2,8 3,2
120 750 X 400 х 350 3,5 4,2 4,5
При техническом нормировании штамповочных работ рекомендуется пользо-
ваться официальными «Общемашиностроительными нормативами времени на холод-
ную штамповку» [84J, а в специфических отраслях (часовая, электровакуумная про-
мышленность) — отраслевыми нормативами. Общемашиностроитсльиые нормативы
содержат нормативы на холодную штамповку и резку листов и полос в массовом,
крупносерийном, серийном и мелкосерийном производствах. Они предназначены для
нормирования самых разнообразных штамповочных операций на прессах с числом
ходов до 500 в мин и давлением до 2500 Т.
9. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Оформление технологических процессов холодной штамповки производится
в виде карт технологических процессов, операционных карт и карточек раскроя ма-
териала. Различные типы осваиваемого производства требуют различной степени де-
тализации технологических процессов и определяют вид технологической документа-
ции.
В массовом и крупносерийном производствах технологическая документация наи-
более детальна и полна. В данном случае обычно составляются карты технологиче-
ских процессов по каждой детали, операционные карты по каждой операции и кар-
точки раскроя материала.
Таблица 194. Примерная форма технологической карты холодной штамповки
Завод Цех Технологическая карта холодной штамповки Лист № Всего листов Изменения в техно- логической карте Деталь №
/Марка матери- ала Размеры заготовки и допуски (толщи- на, ширина, дли- на в мм) Вес детали в кг Вес заготов- ки на одну деталь в кг Вес отходов иа одну деталь в кг % отхо- дов № Дата Подпись Наименование детали
Тип изделия
| Количество дета- лей на одно изделие
Эскиз детали Эскиз раскроя
Количество дета- лей на годовую программу
2
№ операции Наименование операции Операционные эскизы и раз- меры Оборудование Тип штампа, инструмент Норма време- ни на одну деталь в мин Производи- тельность в иип1ч Количество и загрузка обо- рудования Разряд рабо- чих Количество рабочих Расценка в коп. за одну деталь Примечание
Расчетное усилие в Наименова- ние и его характери- стика Инвентар- ный №
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
465
В серийном производстве в случае установившегося объекта производства разра-
батываются карты технологического процесса, а в случае неустановившегося быстро
модернизируемого объекта производства — ведомость технологического маршрута
обработки. Рекомендуется разработка групповой технологии.
В мелкосерийном производстве заполняется только маршрутная ведомость.
В табл. 194 приведена примерная форма технологической карты холодной штам-
повки. Последовательность заполнения явствует из изложенного в настоящей главе.
В мелкосерийном многономенклатурном производстве получила применение
штамповка деталей по элементам с разработкой групповых технологических про-
цессов и группового планирования производства. Групповой технологический
процесс разрабатывается на группу технологически родственных деталей, изго-
товляемых на одном и том же оборудовании универсальными или сменными
штампами.
Для ускорения разработки групповых технологических процессов штамповки
по элементам применяют счетно-перфорационные машины, имеющиеся на боль-
шинстве предприятий.
Вначале составляется или используется разработанная [111] технологическая
классификация штампуемых деталей, в которой цифрами кодируются все сведения
о детали: материал, форма и размеры детали, элементы наружного и внутреннего
контура и т.п.
После простановки технологического шифра на чертеже каждой детали их
передают в вычислительный центр на машинную обработку, состоящую из сле-
дующих этапов [111]:
1) пробивка отверстий, соответствующих номеру чертежа и технологическому
шифру детали, на стандартных 80-колон ных перфокартах перфоратором
ПА 80-2;
2) сортировка перфокарт по возрастающим номерам технологического шифра
на электронной сортировке СЭ 80-3;
3) печатание табуляграммы табулятором ТА 80-1.
Затем технолог, руководствуясь технологическим шифром, разбивает детали
на группы и проставляет соответствующие номера групп в табуляграмме, кото-
рая снова передается в вычислительный центр, где на перфокартах дополнительно
пробивают номера групп, сортируют перфокарты по этим номерам и печатают
новую табуляграмму, являющуюся номенклатурой деталей данной технологичес-
кой группы.
Завершающим этапом разработки групповых технологических процессов
является составление групповых технологических карт, выполняемое технологом
по особым формам технологической документации [111].
ГЛАВА HI
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
РАЗЛИЧНЫХ ВАРИАНТОВ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ХОЛОДНОЙ ШТАМПОВКИ
10. ПОКАЗАТЕЛИ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
При проектировании технологических процессов холодной штамповки технологу
приходится сопоставлять различные технологические варианты и выбирать наиболее
целесообразный из них в техническом и в экономическом отношении. При этом прежде
всего приходится решать вопрос о степени сложности операций, т. е. о применении
технологически концентрированных операций, выполняемых на сложных комбини-
рованных штампах, или о применении раздельной пооперационной штамповки, вы-
полняемой на простых и более дешевых штампах. Кроме того, технолог должен вы-
брать наиболее эффективный тип оснастки: штампы со стандартными блоками, па-
кетные штампы с групповыми универсальными блоками, пластинчатые, листовые или
универсальные штампы.
Обычно технолог не имеет возможности выполнять сложные экономические под-
счеты, требующие применения сравнительно большого нормативного, планово-расчет-
ного материала и данных бухгалтерского учета. Поэтому вполне достаточно, чтобы
при разработке технологических процессов производились лишь приближенные и
упрощенные подсчеты ожидаемой экономической эффективности того или иного ва-
рианта.
Оценка экономической эффективности применения комбинированных процессов
штамповки по сравнению со штамповкой на простых штампах заключается в сопо-
ставлении единовременных капитальных затрат на изготовление более сложных штам-
пов с ожидаемой экономией на текущих затратах производства: производственной
заработной плате, расходе штампуемого материала, расходах на эксплуатацию обо-
рудования и штампов и общецеховых расходах. Сумма единовременных затрат, име-
нуемых дополнительными капиталовложениями, не должна превышать суммы эко-
номии, ожидаемой в течение срока изготовления данного изделия или в течение срока
службы комбинированного штампа. Иначе говоря, величина дополнительных капи
таловложений, отнесенная к одному году работы штампа, не должна превышать
величины условно-годовой экономии, определяемой разностью в себестоимости детале-
операций, умноженной на годовой выпуск штампуемых деталей
Кгдоп^=Эг', Эг — С?) N,
где Эг — величина условно-годовой экономии;
Ct — цеховая себестоимость объединяемых (расчлененных) детале-операций,
С2 — цеховая себестоимость комбинированной детале-операции;
N — годовой выпуск штампуемых деталей.
ПОКАЗАТЕЛИ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
467
В приближенных подсчетах, выполняемых технологом, допустимо условно-годо-
вую экономию вычислять по упрощенной формуле [222]
эг = (эм + э3+эа~ьу,
где Эм — экономия на стоимости материала, расходуемого на одну деталь, опреде-
ляемая по раскрою материала и его стоимости (имеет место в случае рацио-
нализации раскроя, улучшении технологичности детали или применении
многорядной штамповки);
Э3 — экономия на производственной заработной плате на одну штампуемую
деталь или операцию, определяемая разностью расценок по обоим вариан-
там технологического процесса;
Н — установленный (плановый) процент цеховых накладных расходов;
b = 0,3—0,6 — коэффициент, приближенно учитывающий отсутствие экономии
по некоторым статьям цеховых расходов при наличии экономии на произ-
водственной зарплате (при условии, если годовая программа выпуска из-
делий остается без изменения).
Приведенная упрощенная формула уточняет и корректирует так называемый
бухгалтерский метод подсчета себестоимости и вполне пригодна для предварительных
приближенных подсчетов.
Основным показателем экономической эффективности дополнительных капитало-
вложений при сопоставлении различных процессов штамповки является срок
окупаемости затрат, показывающий, за какое время дополнительные
капиталовложения окупят себя за счет экономии от снижения себестоимости:
0 =
К доп
(C.-C^N
Кдоп________
(э„ + эа+э3^ьу'
где О — срок окупаемости затрат в годах или частях года.
В ряде случаев вместо срока окупаемости применяют обратную величину —
коэффициент экономической эффективности
0 Кдоп ’
который характеризует размер годовой экономии, приходящейся на рубль дополни-
тельных капиталовложений.
Необходимо, чтобы срок окупаемости был меньше
срока службы штампа или предполагаемой длительности изготовления
данной детали.
В качестве ориентировочных данных можно принять допустимый срок окупае-
мости затрат на применение комбинированных штампов в следующих пределах: для
массового производства — до 1 года, для крупносерийного производства — 1—2 года,
для мелкосерийного производства — 2—3 года.
Из приведенной формулы видно, что срок окупаемости затрат зависит от заданной
годовой программы N, величины дополнительных затрат Кдоп и суммы полученной
экономии.
Чем больше заданная программа, тем большими могут быть допущены затраты
на штампы, а следовательно, в этом случае могут быть применены конструктивно
более сложные и более дорогие штампы. Наоборот, при небольшой годовой программе
величина дополнительных капитальных затрат должна быть снижена, а следователь-
но, здесь должны быть применены простые и дешевые пакетные или пластинчатые
штампы, устанавливаемые на универсальных блоках, а в ряде случаев — поэлемент-
ная штамповка на универсальных’переналаживаемых штампах.
В общей сумме полученной экономии большое значение имеет экономия на стои-
мости материала. Эта экономия также влияет на срок окупаемости затрат. Экономия
468 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
материала на 10%, легко достижимая при улучшении раскроя, по экономической
эффективности соответствует увеличению производительности в 3—4 раза.
Вопрос о выборе варианта технологического процесса и применения комбини-
рованного штампа встречается в двух случаях: при проектировании нового производ-
ства или при рационализации существующих процессов.
В первом случае дополнительные капитальные затраты представляют собой раз-
ность расходов на комбинированный и простые однооперационные штампы, включая
первоначальную стоимость изготовления и стоимость ремонта за время их использо-
вания,
Кдоп = Р к ^Р о>
где Рк — расходы на комбинированный штамп, включая ремонт;
SP0 — суммарная стоимость соответствующих однооперационных штампов (с ре-
монтом).
Во втором случае дополнительные капитальные затраты состоят только из стои-
мости комбинированного штампа плюс ремонт, так как существующие однооперацион-
ные штампы затрат не требуют и списываются по цене лома
К доп — Рк
где СА — стоимость списываемых штампов по цене лома.
Наименьшее количество деталей, при котором окупаются затраты на комбиниро-
ванные штампы, может быть определено из условия Кг. доп — $г или == 1,
откуда
Д7 = Кг. д°п ~__________^г. доп_____
т1п (С‘-с^эж + эз+э3Аь’
где Nmin — наименьший годичный выпуск деталей в шт.;
Кг, доп — величина годичных капитальных затрат на изготовление и ремонт* ком-
бинированного штампа.
Величина годичных капитальных затрат Кг. доп зависит от ожидаемой длитель-
ности изготовления штампуемого изделия и стойкости штампа.
Если длительность изготовления изделия (детали) не превышает одного года
или если штамп будет полностью изношен за этот срок, то размер годичных затрат
Кг. доп равен полной величине дополнительных капиталовложений на изготовление
и ремонт комбинированного штампа. Если стойкость штампа не обеспечивает выпол-
нения годовой программы, то в сумму годичных капитальных затрат должна быть
включена стоимость штампа с необходимым количеством дублеров.
Если же ожидаемая длительность изготовления данного изделия (детали) состав-
ляет несколько лет, то размер годичных затрат определяется делением величины
дополнительных капитальных затрат на ожидаемый срок изготовления данного из-
делия [кг.доп = , который зависит от стабильности объекта производства и
обычно не превышает 2—3 лет.
В мелкосерийном производстве зачастую приходится решать вопрос о примене-
нии или методов поэлементной штамповки, или штамповки в специальных пакетных
или пластинчатых штампах.
Поэлементная штамповка деталей, выполняемая на универсальных быстроперена-
лаживаемых штампах, характеризуется весьма небольшой величиной затрат на штам-
пы, но повышенной трудоемкостью изготовления и значительной затратой времени на
установку и наладку штампов. Это приводит к увеличению себестоимости детали за
счет повышенной заработной платы штамповщика и особенно наладчика штампов,
а также за счет увеличения расходов на амортизацию прессов и занимаемых ими поме-
щений.
РАСЧЕТ ЦЕХОВОЙ СЕБЕСТОИМОСТИ ШТАМПОВАННЫХ ДЕТАЛЕЙ 469
На рис. 463 приведена номограмма для определения экономически целесообраз-
ных границ применения штамповки по элементам для деталей оптико-механических
приборов небольших размеров [160].
Для пользования номограммой необходимо предварительно установить количе-
ство операций п (переходов) при штамповке данной детали по элементам, а также ори-
ентировочную стоимость специального пакетного или иного штампа.
Рис. 463. Номограмма для определения границ целесообразного применения штам-
повки по элементам
Из точки, соответствующей количеству поэлементных операций, проводят линию
до пересечения с наклонной линией, соответствующей стоимости специального
штампа, и опускают перпендикуляр на нижнюю шкалу. Найденное значение годовой
программы выпуска N соответствует одинаковой себестоимости изготовления детали
тем и другим способом. Меньшие значения относятся к области поэлементной штам-
повки, а большие — к штамповке на специальных штампах. На оси ординат также
обозначена примерная величина себестоимости изготовления одной детали С в ко-
пейках.
Учитывая специфику различных отраслей промышленности, имеющих различ-
ный уровень специализации и организации труда, целесообразно разработать ана-
логичные номограммы для отдельных предприятий или производственных объедине-
ний. При этом в полной мере будут учтены конструктивно технологические особен-
ности изготовляемых деталей, а также дейстзительная стоимость изготовления
штампов.
11. СОСТАВ И РАСЧЕТ ЦЕХОВОЙ СЕБЕСТОИМОСТИ
ШТАМПОВАННЫХ ДЕТАЛЕЙ
Выше было указано, что для определения экономической эффективности того
или иного варианта технологического процесса штамповки необходимо знать или
рассчитать цеховую себестоимость штампованных деталей. При этом следует руковод-
470 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ствоваться действующими положениями по учету и калькулированию себестоимости
продукции машиностроения и металлообработки
Полный расчет себестоимости по всем калькуляционным статьям расходов до-
вольно сложен и трудоемок. В рассматриваемом нами сопоставлении себестоимости
по двум вариантам процесса штамповки допустимо и достаточно определить тех-
нологическую себестоимость штамповки одной детали [160]. При
этом некоторые элементы цеховой себестоимости подсчитываются прямым расчетом,
а другие определяются по нормативам затрат, приходящимся на 1 ч работы пресса.
Технологическая себестоимость одной детале-операции определяется как сумма
затрат:
С = С„ 4- Сзр + си + ^шт + С в. о +
где См — стоимость материала, идущего на 1 деталь, за вычетом стоимости отходов;
С3/? — заработная плата основных рабочих, включая дополнительную и начис-
ления;
Сн — заработная плата установщика штампов, включая дополнительную и
начисления, приходящаяся на I детале-операцию;
Сгит — затраты на амортизацию, ремонт и содержание штампов, приходящиеся
на I детале-операцию;
Сэ, 0 — расходы на амортизацию, эксплуатацию и ремонт оборудования и содер-
жание вспомогательных рабочих, приходящиеся на 1 детале-операцию;
Сц — прочие (косвенные) цеховые расходы (содержание административно-
управленческого и младшего обслуживающего персонала, охрана труда,
амортизация вспомогательных помещений и др.).
Так как (косвенные) цеховые расходы не могут быть рассчитаны прямым методом,
то их следует взять по нормативам или выразить в виде коэффициента к сумме осталь-
ных элементов себестоимости. Тогда технологическая себестоимость может быть вы-
ражена следующей зависимостью:
С — (См + ^зр + Сн + Сшт 4- Сэ. о) k.
В условиях штамповочных цехов приборостроительных заводов при штамповке
на прессах усилием до 50 Т коэффициент k составляет k ~ 1,08 4- 1,1 от суммарных
затрат на производство.
При пользовании нормативами затрат, приходящихся на 1 ч работы кузнечно-
прессового оборудования [164], стоимость штампов и их наладки не входит в состав
нормативов по каждому типу пресса, так как они зависят от конкретного случая
штамповки.' Поэтому в данном случае прочие (косвенные) цеховые расходы могут быть
учтены коэффициентом, отнесенным к заработной плате и эксплуатационным расходам
на оборудование, а себестоимость будет составлять
С — + Сн + Сшт 4- kY (С9 0 4- С3р)-
Стоимость материала, расходуемого на 1 деталь, определяется по
раскрою материала н его стоимости (по ценникам), за вычетом стоимости отходов.
Если в сопоставляемых вариантах экономия материала отсутствует, то подсчета См
можно не производить.
Заработная плата основных рабочих определяется по
трудоемкости данной операции или существующим расценкам. Для нового техноло-
гического процесса Сзр может быть найдена по формуле
Оз/? — TKa.4nkn. w,
где Тк = Тшт 4- Тпз — калькуляционная норма времени на 1 детале-
операцию с долей подготовительно-заключительного времени;
1 Инструкция Госплана СССР, Министерства финансов СССР и ЦСУ СССР по планиро-
ванию, учету и калькулированию себестоимости продукции на предприятиях машинострое-
ния и металлообработки. 1964 г.
РАСЧЕТ ЦЕХОВОЙ СЕБЕСТОИМОСТИ ШТАМПОВАННЫХ ДЕТАЛЕЙ 471
ач — часовая тарифная ставка рабочего соответствующего разряда, при-
нимаемая по действующим тарифным сеткам и ставкам машинострои-
тельных рабочих при 7-часовом рабочем дне;
л ~ 1,15 — коэффициент, учитывающий дополнительную заработную плату и
начисления;
kn н — коэффициент переработки норм, принимаемый в пределах 1,0—1,25.
Заработную плату основных производственных рабочих можно не рассчитывать,
а взять из нормативов затрат, отнесенных к 1 ч работы конкретных типов прессов
[164}, и уменьшить пропорционально фактической норме времени изготовления 1 де-
тале-операции.
Заработная плата установщиков штампов зависит от
суммарных затрат времени на установку штампов и наладку оборудования и тарифной
ставки установщиков штампов.
Доля заработной платы установщика штампов, приходящаяся на 1 детале-опера-
цию, составляет
« дг ,
где ач — часовая тарифная ставка установщика штампов;
Тн — длительность установки и снятия штампа (по ведомственным
нормативам, или аналогии);
р — число партий (повторений) в год;
N — годовая программа выпуска деталей в шт.;
п ~ 1,15 1,16 — коэффициент, учитывающий дополнительную заработную плату
и начисления.
Затраты на амортизацию, ремонт и содержание штампов зависят от типа, размеров
и степени конструктивной сложности штампа, а также от общего срока их эксплуата-
ции и программы выпуска деталей.
Величина этих затрат, приходящаяся на 1 детале-операцию, составляет
______________________________^шт^р л
'-шт — >
где Ршт — стоимость специального штампа;
kp — коэффициент, учитывающий затраты на ремонт и эксплуатацию штампа;
Сл — стоимость металлолома при списании штампа;
JVX — количество деталей, полученных до полного износа штампа или до срока
погашения стоимости штампа (2—3 года).
Наибольшую трудность представляет определение стоимости штампа, так как
при выборе варианта технологического процесса обычно имеется лишь тип, но не за-
конченная конструкция нового штампа (или штампов по обоим сопоставляемым ва-
риантам). Поэтому на практике применяют метод аналогии с типовыми штампами по
заводским или отраслевым ценникам в зависимости от типа, размеров и группы слож-
ности штампа (см. ниже).
Затраты на эксплуатацию универсальных штампов, или универсальных блоков
определяют по следующей формуле:
р Ь _____с
_ гштукр
^шту- ТэкФбкэ
где Ршщу—стоимость универсального штампь или блока;
— время работы штампа до полного износа в годах;
Ф$ — действительный годовой фонд времени работы штампа;
ka — коэффициент загрузки данного штампа за год;
Тк — калькуляционное время изготовления данной детале-операции.
Расходы по содержанию и эксплуатации прессо-
вого оборудования по инструкции Госплана [37] выделяются в самостоя-
тельную статью калькуляции и включают в себя амортизацию оборудования, ценного
472 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Таблица 195. Нормативные данные по цеховой себестоимости I ч работы
некоторых типов прессов (без стоимости штампов)
Тип и модель пресса Балансо- вая стоимость пресса в руб. Часовая зарплата основных рабочих (с начис- лениями) Затраты на обору- дование (аморти- зацию, электро- энергию, помеще- ние) на 1 ч работы Косвен- ные цеховые расходы на 1 ч работы Цеховая себестои- мость 1 ч работы пресса
коп/ч
Однокривошипный, одно- стоечный КПЗ усилием 25 Т 976 52,7 46-52 И 27—36 126-141
Однокривошипный, одно- стоечный К124А усилием 40 Т 3270 52,7-54 72—92 27-36 153-181
Двухстоечный наклоняе- мый К234А усилием 40 Т 2290 52,7—55 71-89 27-36 153-178
Двухстоечный наклоняе- мый КА237 усилием 100 Т 7595 55-56,2 103-126 28-36 187-217
Однокривошипный закры- того типа КА254 усилием 250 Т 15 960 56,2-59,6 240-302 30-36 330-394
Двух кривошипный закры- того типа К365А усилием 500 Т 38 790 56 372 30 462
Четырех кривошипный за- крытого типа К665 усилием 800 Т 175 640 60—64 705-856 29-37 798-953
Однокривошипный двойно- го действия К471 усилием 100 Т 12 500 54,2-57,6 116-143 29-37 203-234
Многопозиционный А821 усилием 20 Т 6050 56,2-60 57—63 30—38 147-157
Многопозиционный А823 усилием 80 Т 29 792 58,2-62 143-164 31-39 236—261
Пресс-автомат с нижним приводом А841 усилием 25 Т 7320 57—61 72-82 31-39 164-178
Пресс-автомат с нижним приводом А845 усилием 100 Т 15 560 61,8-66,2 126-149 32-40 224-251
474 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Таблица 196. Сравнительная планово-расчетная стоимость типовых
штампов в автомобильной промышленности (по данным ЗИЛа)
Типы штампов Стоимость в руб. в зависимости от размера и веса штампов
Неболь- шие (40— 70 кг) Средние (150—200 кг) Крупные (400—500 кг) Весьма крупные (3000-5000 кг)
Вырубные простые 65-80 155-190 330- 400 ' 1900-2300
Вырубные сложной формы 90-110 210-250 400-450 2000 -2500
Отрезные -фасонные 70-90 175—240 420-500 2500-3000
Пробивные простые 50-60 125-150 280-300 1900-2300
Пробивные клиновые 80-100 180-220 430-520 2500 -3000
Совмещенные для вырубки и пробивки 100-120 240-290 450-520 2100-2600
Последовательные для от- 70-85 150-190 350 -400 2000-2500
резки и пробивки
Последовательные для от- резки и гибки 85-100 190-230 430 - 500 2500-3000
Последовательные для многопозиционной вытяжки и формовки 150-190 340-420 660—750 3000-4000
Гибочные с прижимом 70-90 175-210 350-440 2000—2500
Вытяжные простые 65-80 140-180 330-400 1 2000-2600
Вытяжные прямоугольные 80- 95 170-210 400-500 2500 -3300
Вытяжные сложные для, прессов двойного действия — — — 4000-5000
Обрезные штампы (фасон- ные) 130-160 300 -370 580-650 3200-3800
Совмещенные для фасон- ной обрезки и пробивки 1-15—175 340—400 650-750 3500-4000
Совмещенные для вырубки 95-110 180—220 430 -550 2500-3200
и вытяжки
Штампы для калибровки 90-110 220-270 490— 550 3000-3500 ,
Примечания:
I. Размеры штампов оцениваются «суммарной габаритной величиной—суммой полу-
периметра нижней плиты и закрытой высоты штампа, илн по габаритным размерам мат-
рицы (табл. 197).
2. Стоимость штампов промежуточных размеров может быть найдена методом интер-
поляции или по стоимости, отнесенной к 1 кг веса штампа данного типа и размера.
3. Стоимость штампов подсчитана для штампов на стандартных (нормализованных)
блоках с литыми чугунными плитами.
Применение стального проката дает удешевление от 3 до G%, а применение стального
литья — такое же удорожание штампов.
4. Особо крупные штампы весом от 10 до 15 т я стоимостью от 500С до 10 000 руб.
в таблицу не включены.
5. Отпускная заводская стоимость штампов выше приведенной плановой цеховой
стоимости на ®елич«ну общезаводских накладных расходов, коммерческих расходов
* планового процента накоплений. Для приближенных расчетов отпускную стоимость
можно определить умножением приведенных в данной таблице величин на коэффициент,
равный 1,75—1,85.
474 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Таблица 196. Сравнительная планово-расчетная стоимость типовых
штампов в автомобильной промышленности (по данным ЗИЛа)
Стоимость В руб. Е ! и веса зависимости от размера штампов
Типы штампов Неболь- шие (40— 70 кг) Средние (150—200 кг) Крупные (400—500 кг) Весьма крупные (3000-5000 кг)
Вырубные простые Вырубные сложной формы Отрезные фасонные Пробивные простые Пробивные клиновые Совмещенные для вырубки и пробивки Последовательные для от- резки и пробивки Последовательные для от- резки и гибки Последовательные для многопозиционной вытяжки и формовки Гибочные с прижимом Вытяжные простые Вытяжные прямоугольные Вытяжные сложные для, прессов двойного действия Обрезные штампы (фасон- ные) Совмещенные для фасон- ной обрезки и пробивки Совмещенные для вырубки и вытяжки Штампы для калибровки 65-80 90-110 70-90 50-60 80—100 100-120 70-85 85-100 150-190 70-90 65-80 80- 95 130-160 145—175 95-110 90-110 155-190 210-250 175—240 125-150 180-220 240- 290 150-190 190—230 340-420 175-210 140-180 170-210 300 —370 340—400 180-220 220-270 330-400 400-450 420-500 280-300 430-520 450-520 350 -400 430-500 660-750 350- 440 330 - 400 1 400-500 580-650 650-750 430-550 490- 550 1900-2300 2000 -2500 2500-3000 1900-2300 2500 -3000 2100-2600 20р0—2500 2500-3000 3000-4000 2000—2500 2000 -2600 2500-3300 4000—5000 3200-3800 3500-4000 2500—3200 3000—3500 ,
Примечания:
1. Размеры штампов оцениваются «суммарной габаритной величиной—суммой полу-
периметра нижней плиты и закрытой высоты штампа, или по габаритным размерам мат-
рицы (табл. 197).
2. Стоимость штампов промежуточных размеров может быть найдена методом интер-
поляции или по стоимости, отнесенной к 1 кг веса штампа данного типа и размера.
3. Стоимость штампое подсчитана для штампов на стандартных (нормализованных)
блоках с литыми чугунными плитами.
Применение стального проката дает удешевление от 3 до 6%, а применение стального
литья—такое же удорожание штампов.
4. Особо крупные штампы весом от 10 до 15 тп я стоимостью от 5000 до 10 000 руб.
в таблицу не включены.
5. Отпускная заводская стоимость штампов выше приведенной плановой цеховой
стоимости я а величину общезаводских накладных расходов, коммерческих расходов
* планового процента накоплений. Для приближенных расчетов отпускную стоимость
можно определить умножением приведенных в данной таблице величин на коэффициент,
равный 1,75—1,85.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ НОРМАТИВЫ СТОИМОСТИ ШТАМПОВ 475
Таблица 197. Группировка штампов по величине
Обозна- чение группы' Г руппа штампов Приблизи- тельный вес в кг Габаритная величина в мм Размеры матриц в мм
I Мелкие 10-30 250-400 60 X 50 до 120 X 94
II Небольшие 40-70 500-600 140x94 » 200 X 174
III Средние 150-200 900-1000 250 X 174 400 х 300
IV Крупные 400-500 1400-1600 420 X 300 600 X 500
V Весьма крупные 3000 - 5000 4500-5000 Литые или секционные
Примечания: I. Габаритная величина представляет L\-B н закрытой высоты штампа Н. 2. Размеры и вес штампов подсчитаны ных) блоках с .направляющими колонками. собой сумму полупериметра нижней плиты для штампов иа стандартных (нормализован-
4) цеховые расходы приняты в размере 250% от нормированной зарплаты в со-
ответствии с расходами цеха штампов ЗИЛа. В состав цеховых расходов входят топ-
ливо, зарплата ненормированных рабочих, износ инструмента и пр.;
5) в случае существенного изменения тарифных условий или стоимости материа-
лов в приведенные в табл. 196 величины пл а ново-расчетной стоимости штампов следует
внести соответствующие коррективы.
В табл. 198 приведена сравнительная стоимость типовых штампов в радиотехни-
ческой и приборостроительной промышленности. Из сопоставления табл. 196 и 198
видно, что расчетная цеховая стоимость штампов в автомобильной промышленности
несколько выше стоимости аналогичных штампов в радиотехнической и приборострои-
тельной промышленности. Это объясняется различным уровнем организации инстру-
ментального производства в этих отраслях промышленности и различной величиной
цеховых накладных расходов (250% в цехе штампов ЗИЛа и от 75 до 150% в инстру-
ментальных цехах приборостроительных заводов).
В табл. 199 приведена классификация и заводская себестоимость типовых штам-
пов, применяемых в оптико-механическом приборостроении [ 160J Особенностью их
является то, что большинство из них представляют собой точные комбинированные
штампы совмещенного действия.
Для практического пользования при расчетах экономической эффективности
следует применять или данные табл. 196, или табл. 198, смотря по тому, какое про-
изводство ближе к рассматриваемому. Имеются некоторые отрасли промышленности,
для которых приведенные стоимости непригодны, например в посудоштамповочном
производстве применяются более простые и более дешевые чугунные штампы.
В крупносерийном и массовом производствах почти всегда экономически выгодно
применять комбинированные совмещенные или последовательные штампы, а не штам-
повку на нескольких раздельных штампах.
При серийном и мелкосерийном масштабах производств не следует прибегать
к расчленению процесса на отдельные простые операции; целесообразнее применить
более дешевые комбинированные последовательные или совмещенные штампы пакет-
ного типа для установки на универсальных блоках. Это дает большую экономию на
стоимости штампов при высокой производительности процесса штамповки и повышен-
ной точности деталей.
Применение универсальных блоков следует рекомендовать также и в условиях
крупносерийного производства, особенно при средних и крупных габаритах штампуе-
мых деталей (группы III и IV по табл. 197).
В условиях мелкосерийного производства экономически целесообразно и эф-
фективно применять дешевые пластинчатые штампы для электромагнитных блоков или
476 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Таблица 198. Сравнительная планово-расчетная цеховая стоимость
типовых штампов в радиотехнической и приборостроительной
промышленности в руб.
Типы штампов Стоимость в руб. в зависимости от размеров и веса штампов
Мелкие (10—30 кг) Небольшие (40—70 кг) Средние (150—200 кг) Крупные (400—500 кг)
Вырубные простой формы 40—50 60-70 120-160 200-260
Вырубные сложной формы 60-75 80-100 200-260 г 350-420
Вырубные весьма сложной формы 120-150 180-220 350—420 500-570
Пробивные простые 25-30 40-50 90-120 150-200
Пробивные многопуансон- ные (20—100 отверстий) — — 180-450 360-800
Совмещенные вырубные простые 60-75 80-120 180-250 300 -400
Совмещенные сложной формы 150-180 210-260 420-500 600-750
Совмещенные весьма слож- ной формы 240-300 320-400 600—700 800-1000
Совмещенные для вырубки и вытяжки 80-150 160-240 260-320 500-600
Последовательные простой формы 50-60 70—90 160-200 250-300
Последовательные сложной формы 90-110 125-160 300-350 450-550
Последовательные весьма сложной формы 180-250 260-340 440—600 600-900
Последовательные много- позиционные вытяжные и гибочные 100-140 150-180 200-350 —
Гибочные простые с при- жимом 20-30 30-50 60-100 100-200
Гибочные клиновые 90—150 160-260 300-400 420-600
Вытяжные без прижима 20—30 30—40 65-100 110-160
Вытяжные с прижимом 50—70 70-100 120-220 250— 350
Примечания:
1. Приведенная стоимость относится к штампам, смонтированным на стандартных
блоках с направляющими колонками.
2. В основу приведенных данных положены цеииики специализированных заводов,
изготовляющих штампы, с внесением некоторых коррективов н с пересчетом отпускных
каталожных цен на планово-расчетную цеховую стоимость изготовления.
3. Приведенная стоимость штампов соответствует индивидуальному изготовлению.
При изготовлении сериями или с дублерами стоимость штампов может быть снижена на
20-25%.
4. Стоимость пакетных штампов для установки на универсальных блоках составляет
45—50% от стоимости штампов совмещенного и последовательного типов и 50—60% от сто-
имости вырубных штампов.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ НОРМАТИВЫ СТОИМОСТИ ШТАМПОВ 477
Таблица 199. Сравнительная цеховая стоимость типовых штампов,
применяемых в оптико-мехаиическом приборостроении в руб.
Типы штампов Площадь основания в смг Группы сложности детали
I П ш IV
До 300 135 185 195 205
Вырубные на колонках 300 -400 150 200 215 230
400 -600 165 225 235 255
До 300 130 150 160
Пробивные на колонках 300-400 170 180 200 —
400—600 220 240 260 —
До 250 60 65 75
Гибочные на колонках 250-350 — 70 80 85
350-500 — 75 90 95
До 115 50 90
Чеканочные 115-150 65 100 —
150-250 80 120 — —
Вытяжные для прессов двойного действия До 500 500-800 175 195 195 215 230 255 —
Комбинированные сов- До 300 300 -400 130 145 140 155 150 170 170 190
мещенные 400-600 160 170 190 210
Совмещенные для двух деталей До 300 300-400 175 205 190 240 215 250 —
400-600 225 250 265 —
Комбинированные для До 300 300-400 120 135 140 155 155 170 160 175
вырубки и вытяжки 400-600 150 170 185 195
Последовательного дей- До 300 300-400 160 180 200 210 — —
ствия 400- 600 190 240
478 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
листовые (пинцетные) штампы. В этом случае следует по возможности также приме-
нять комбинированные совмещенные или последовательные листовые штампы.
Распространенное представление о весьма высокой стоимости и нецелесообраз-
ности применения совмещенных и последовательных штампов по сравнению с не-
сколькими простыми штампами для тех же деталей в большинстве случаев не под-
тверждается экономическими и производственно-статистическими данными. Кроме
того, стоимость штампов может быть снижена не столько выбором иной технологиче-
ской схемы штампа, сколько применением более простой и дешевой конструкции
штампа.
°О'
Рис. 464. Штампованные детали массового производства
6
Изготовление штампов на крупных и специализированных заводах основано на
солидной технической базе, включающей применение прецезионных координатно-
сверлильных и координатно-расточных станков, пуансонострогальных станков, про-
фильно-шлифовальных с оптическими устройствами и т. п. В случае примитивной
инструментальной базы предприятия изготовление сложных совмещенных и последо-
вательных штампов технически затруднено.
В массовом производстве мелких плоских, гнутых и полых деталей целесообразно
применение многорядной последовательной штамповки. Экономическая эффектив-
ность последней увеличивается за счет улучшения раскроя и экономии металла при
увеличении числа рядов штампуемых деталей. Выбор оптимального числа рядов про-
изводится на основе подсчета экономической эффективности по приведенным выше
формулам.
Общие указания по сравнительной стоимости многорядных штампов приведены
выше, в табл. 176.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ НОРМАТИВЫ СТОИМОСТИ ШТАМПОВ 479
Таблица 200. Фактическая трудоемкость и стоимость
изготовления штампов
Операция Штамп Трудоем- кость изго- товления в нормо-ч Цеховая стоимость штампа в руб. Расценки на штамповку 1000 шт. в коп.
Вырубка, вытяжка н про- бивка (см. рис. 464, а) 1. Вырубки и вытяжки 2. Пробивка отвер- стий 90 60 80 54 25 30
150 134 55
Совмещенный штамп вырубки, вытяжки и пробивки 125 по 25
Разница -25 -24 ; -30
Вырубка, фор- мовка и надрезка (см. рис. 464, б) 1. Вырубной 2. Формовочньгё 3. Надрезной 1 78 113 88 70 ; 100 78 22 63 63
27А 248 1 р. 48 к
Совмещенный штамп 192 168 84
Разница -87 -80 М j
Вырубка и фор- мовка (см. рис. 464, в) 1. Вырубной 2. Формовочный 83 100 74 90 42 36 j
183 164 78 I
Инструмент на гибоч- ный автомат А-912 200 180 7
Разница -Ц7 +16 -71
Вырубка, гибка и формовка (см. рис. 464, г) 1. Вырубной 2. Гибочный 3. Формовочный 130 но 100 115 • 97 1 90 22 63 63
3-ГО 302 1 р. 48 к.
Последовательный штамп 460 403 84
Разница + 120 + 101 -64
480 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Продолжение табл. 200
Операция Штамп Трудоем- кость изго- товления в нормо-ч Цеховая стоимость штампа в руб. Расценки на штамповку 1000 шт. в коп.
Вырубка, фор- мовка и обрезка (см. рис. 464, д) 1. Вырубной 2. Формовочный 3. Обрезной 125 135 105 ПО 120 92 28 33,7 33,7
365 322 95,4
Последовательный штамп 455 396 36*2
Разница +90 +74 —59,2
Ниже приведено сопоставление стоимости штампов различного типа при штампов-
ке мелких плоских деталей в приборостроении:
Простой вырубной Пробивной Совмещенный Последова- тельный Последователь- ный для универ- сального блока С твердосплав- ными рабо- чими частями
1 0,5—0,6 1,4-1,8 1,3-1,6 0,6—0,7 14-16
Стоимость простого вырубного штампа на стандартном блоке с направляющими
колонками принята за единицу. Стоимость штампов взята по ценникам специализи-
рованных заводов, изготовляющих штампы. Как видно, стоимость вырубного и про-
бивного штампов может быть даже выше стоимости совмещенного или последователь-
ного штампов. Пакетные комбинированные штампы для универсального блока при-
мерно в два раза дешевле совмещенных и последовательных штампов на индивидуаль-
ных стандартных блоках. Комбинированные штампы с твердосплавными рабочими
частями примерно в 10 раз дороже обычных штампов аналогичной конструкции.
На рис. 464 приведены некоторые типы штампованных деталей массового про-
изводства, а в табл. 200 — фактическая трудоемкость изготовления штампов, а также
установленные расценки на 1000 штампованных деталей. Из приведенных в табл. 200
данных видно, что применение совмещенных штампов для деталей, показанных на
рис. 464, а и б, экономически эффективно независимо от годовой программы выпуска
(за исключением мелкосерийного производства). В этом случае не требуется никаких
экономических подсчетов.
Укрупнение операций для деталей, приведенных на рис. 464, в, г, д, хотя и за-
висит от серийности производства, но для рассматриваемого случая массового про-
изводства экономически эффективно, так как дает значительное увеличение произ-
водительности и экономию на прямой заработной плате.
Экономическая эффективность является основным, но отнюдь не единственным
критерием при решении вопроса о применении комбинированной штамповки взамен
пооперационной. Например, в случае штамповки мелких деталей целесообразность
применения комбинированных штампов диктуется необходимостью устранения трав-
матизма и повышением безопасности работы на прессах, несмотря на то что экономи-
ческая эффективность при этом отсутствует вследствие небольшой программы вы-
ГЛАВА IV
ВЫБОР ПРЕССОВОГО ОБОРУДОВАНИЯ
13. ОСНОВНЫЕ ПРИНЦИПЫ И ПАРАМЕТРЫ ДЛЯ ВЫБОРА
ПРЕССА
При выборе пресса исходят из следующих соображений:
1) тип пресса и величина хода ползуна должны соответствовать технологической
операции;
2) усилие, создаваемое прессом, должно быть равно или несколько больше уси-
лия, требуемого для штамповки;
3) мощность пресса должна быть достаточной для выполнения работы, необхо-
димой для данной операции;
4) закрытая высота пресса должна соответствовать или быть больше закрытой
высоты штампа;
5) габариты стола и ползуна пресса должны давать возможность установки и
закрепления штампов и подачу заготовок, а отверстие в столе пресса — позволять
свободное проваливание штампуемых деталей (при штамповке «на провал»);
6) число ходов пресса должно обеспечивать достаточно высокую производитель-
ность штамповки;
7) в зависимости от рода работы должно быть предусмотрено наличие специаль-
ных устройств и приспособлений (буфера, выталкиватели, механизмы подачи и т. п.);
8) удобство и безопасность обслуживания пресса должны соответствовать требо-
ваниям техники безопасности.
Таким образом, основными техническими параметрами
для выбора пресса являются усилие, работа, величина хода, закрытая
высота и размеры стола пресса
Следует отличать загрузку пресса по усилию от загрузки по мощности (по работе)
Первая лимитируется прочностью коленчатого вала или зубчатых передач пресса,
а вторая — живой силой маховых масс, мощностью электродвигателя и допустимой
его перегрузкой*
Недостаточно производить выбор пресса только по усилию, так как могут быть
разные случаи перегрузки пресса.
1. Пресс перегружен по допускаемому усилию. В результате происходит де-
формация вала, а затем и поломка пресса. У прессов с С-образной станиной в этом
случае происходит изгиб вала и поломка литой станины у коренных подшипников,
а у одностоечных эксцентриковых прессов — изгиб или поломка пальца.
2. Пресс перегружен одновременно и по усилию, и по мощности, например при
закладке двойной слипшейся заготовки в гибочный или формовочный штамп. В этом
случае обычно происходит заклинивание пресса в нижней точке и поломка механизма
включения.
3. Пресс перегружен по мощности, но не перегружен по допускаемому усилию.
В этом случае происходит затормаживание и резкое падение числа оборотов махо-
вика, вызывающее недопустимое скольжение электромотора, перегрев его обмотки
и порчу изоляции. В результате непродолжительной работы электродвигатель выхо-
дит из строя.
16 Романовский В. П.
482
ВЫБОР ПРЕССОВОГО ОБОРУДОВАНИЯ
Подбор пресса по усилию производят следующим образом. Усилие, необходимое
для выполнения технологической операции, находят по соответствующим формулам,
приведенным в первом разделе. Определяют усилие сжатия буферов и выталкивате-
лей, суммируют с технологическим усилием и сравни-
Рис. 465. Усилие, созда-
ваемое кривошипным
прессом на протяжении
рабочего хода
вают с номинальным усилием пресса:
Pnp^P + Qt-
Так как прессы изготовляют в определенном интер-
вале по номинальному усилию (6,3; 10; 16; 25; 40; 63; 80;
100; 125; 160; 206 и т. д.), то обычно при выборе пресса
расчетное усилие не соответствует точно номинальному
усилию. Поэтому пресс берут несколько большего усилия,
чем требуется по расчету. Применение более сильного
пресса обеспечивает повышенную жесткость и меньшее
пружинение станины, а следовательно, и большую стой-
кость штампов. Некоторый избыток усилия против расчет-
ного предохраняет от поломки при-случайном попадании
более толстой заготовки. Особенно большое значение это
имеет при калибровке, чеканке и объемной штамповке.
Величина усилия, создаваемого кривошипным прес-
сом, переменна на протяжении хода пресса, достигая наи-
большего (номинального) значения в конце рабочего хода.
Обычно каталожные и паспортные данные приво-
дят величину номинального усилия кривошипных прес-
сов, создаваемого при угле а — 20 4- 30°. Это необходимо
учитывать при операциях, требующих большой величины
рабочего хода, так как давление, развиваемое прессом
в начале операции, будет меньше номинального.
На рис. 465 приведено изменение усилия, развивае-
мого кривошипным прессом на протяжении рабочего
хода. На середине хода усилие составляет от 40 до 50%
от номинального. В связи с этим необходимо указать, что номинальное усилие криво-
шипного пресса, установленное в конце рабочего хода, может быть полностью ис-
пользовано для вырубки, пробивки, чеканки и гибки, но не может быть использовано
для глубокой вытяжки. Это явствует из наложения рабочих диаграмм этих операций
Рис. 466. Наложение рабочих операционных диаграмм иа диаграмму
усилия, создаваемого кривошипным прессом
на диаграмму усилия, развиваемого кривошипным прессом иа протяжении рабочего
хода (рис. 466).
На рис 466, а наложена рабочая диаграмма процесса вырубки, на рис. 466, б —
гибки с калибровкой, а на рис. 466, в — вытяжки. В то время как диаграммы процес-
сов вырубки и гибки не выходят за пределы допускаемого прессом усилия, диаграмма
усилия вытяжки выходит за эти пределы и вызывает значительную перегрузку пресса
Такая перегрузка недопустима, так как неизбежно приведет к поломке пресса. От-
ОСНОВНЫЕ ПРИНЦИПЫ И ПАРАМЕТРЫ ДЛЯ ВЫБОРА ПРЕССА
4&3
сюда вытекает, что номинальное усилие кривошипного пресса при использовании его
для вытяжных работ должно быть уменьшено. Приближенно можно считать, что наи-
большее усилие вытяжки должно составлять: при глубокой вытяжке (0»5J-=- 0,6) Рном;
при неглубокой вытяжке (0,7 4- 0,8) Рном.
На рис 467 приведены схема (а) и диаграмма (б) допустимого усилия кривошип-
ного пресса Максимальное усилие пресса устанавливается по прочности коленчатого
вала и для обычных кривошипных прессов с односторонним приводом обычно берется
Рабочий ход ползуна hQ
Рис. 467. Допускаемое усилие кривоихииного пресса
равным усилию, создаваемому при угле поворота кривошипа а = 20 4- 30°, что соот-
ветствует величине рабочего хода ползуна ha = (0,05 4- 0,07) И.
Крутящий момент определяется уравнением
М = Р ~ sin а = Pbt
где b = — ha) ha (см. рис. 467, а).
Таким образом, в конце рабочего хода, при углах а 30° , допустимое усилив
пресса ограничивается прочностью станины и коленчатого вала, а при углах а > 30°
ограничивается величиной допустимого крутящего момента и прочностью зубчатых
колес.
Наибольший крутящий момент, определяемый прочностью зубчатых колес, равен
(при sin а == 0,5)
^max = ^’25PmaxH.
У прессов с регулируемым ходом уменьшение величины хода позволяет увели-
чить рабочее усилие в средней части хода ползуна и изменить приведенную на рис. 467
диаграмму допустимого усилия,
16*
484
ВЫБОР ПРЕССОВОГО ОБОРУДОВАНИЯ
Из уравнения крутящего момента имеем
р. 2Л4
Н sin а*
Чем меньше максимального значения Нтах величина отрегулированного хода Н
при том же крутящем моменте, тем больше величина усилия Р. Но так как величина
О)
0,5
09Ч
§ 03
§
о
и
Регулировка хода nPeccaJff^
Отношение допустимого усилия пресса
к номинальному (при сс =30°) —
Рном
Рис. 468. Диаграмма изменения допустимого усилия пресса с регули-
руемым ходом: а — для прессов с Рном при а = 30°; б — для прес-
сов с рном ПРН а == 20°
усилия не может быть больше допускаемого прочностью коленчатого вала Ртах, то
приведенное выше равенство сохраняется при увеличении значения sin а или при уве-
личении угла а. Следовательно, наибольшее усилие Ртах достигается при большей
величине угла поворота кривошипа.
На рис. 468 приведены диаграммы изменения допустимого усилия пресса с регу-
лируемым ходом: на рис. 468, a — для прессов с номинальным усилием при а = 30°,
а на рис. 468, б — для прессов с номинальным усилием при а = 20е [288].
ОСНОВНЫЕ ПРИНЦИПЫ И ПАРАМЕТРЫ ДЛЯ ВЫБОРА ПРЕССА
485
Чем меньше отношение Н/Нтах, тем выше кривая допустимого усилия в сред-
ней части хода пресса и тем больше угол поворота кривошипа, при котором до-
пускается наибольшее усилие пресса.
При уменьшении величины хода в два раза наибольшее усилие пресса допустимо
на протяжении всего хода ползуна. Это явствует из приведенной выше формулы,
в которой Н = Ятах при угле а — 30° и sin а =0,5. Если величину хода уменьшить
в два раза (Н = 0,5 Нтах), то для сохранения равенства sin а следует увеличить в два
раза и принять его равным 1, что соответствует углу поворота кривошипа а = 90°
Рнс 469. Допустимое усилие кривошипно-коленного (чеканочного) пресса
Отсюда следует, что во всех случаях, когда это допустимо высотой штампуемой де-
тали, необходимо отрегулировать и уменьшить величину
хода пресса.
На рис. 469 приведены схема (а) и диаграмма (б) допустимого усилия кривошипно-
коленного (чеканочного) пресса. Допустимое усилие на ползуне определяется урав-
нением
р Mmax Sin + У) COS 11
~ г sin (т] + e)sin (а — у)
Полезная (используемая) работа чеканочного пресса равна
^пол ~
Кривошипно-коленные (чеканочные) прессы иногда рекомендуют как наилучший
тип пресса для холодного выдавливания благодаря малой скорости ползуна. В дей-
ствительности же оии предназначены для выполнения чеканочных (калибровочных)
операций при малой величине рабочего хода (2—5 мм). Такие прессы ограниченно
пригодны для выдавливания алюминиевых деталей и мало пригодны для холодного
выдавливания стальных деталей, требующих большей величины рабочего хода (глу-
бины вдавливания в заготовку) — до 25 мм.
У чеканочного пресса, выбранного по соответствию требуемого усилия номиналь-
ному усилию пресса, к моменту соприкосновения пуансона с заготовкой допустимое
усилие будет значительно меньше требуемого в начальный момент выдавливания.
486
ВЫБОР ПРЕССОВОГО ОБОРУДОВАНИЯ
Поэтому приходится применять чеканочные прессы весьма большого номинального
усилия — примерно в 8—10 раз больше требуемого по расчету.
Кривошипные прессы более пригодны для холодного выдавливания, но при усло-
вии, что величина рабочего хода (глубина вдавливания пуансона) не превышает 5мм.
Рекомендуется выбирать эти прессы номинальным усилием в 1,5—2 раза больше рас-
четного.
Наилучшим типом прессов для холодного выдавливания стальных деталей яв-
ляются отечественные специальные кривошипные прессы для холодного выдавлива-
ла о л поборота крибошипа
Рис 470. Диаграммы допустимых
усилий прессов различного
лием 600 Т
типа усн-
НИЯ типа КА-044 или типа LKP, выпускаемые чехословацкой промышленностью, с
ходом ползуна от 280 до 315 м, величиной рабочего хода от 40 до 50 мм и наибольшим
усилием от^00 до 1000 Т. В тех случаях, когда постоянная загрузка таких прессов
не может быть обеспечена, рекомендуются универсальные кривошипные прессы с до-
статочно большой величиной хода ползуна и рабочего хода.
На рис. 470 приведены диаграммы допустимых усилий пресса Р и кривые из-
менения скорости ползуна v в зависимости от поворота кривошипа и величины хода
перед нижней мертвой точкой для прессов одинакового номинального усилия 600 Т:
кривошипного (рис. 470, а), чеканочного (рис. 470, б), специального для холодного
выдавливания (рис. 470, в) и гидравлического (рис. 470, г). Заштрихованный участок
А представляет собой запас полезной работы пресса, которая должна быть больше
работы, требуемой для выдавливания.
ОСНОВНЫЕ ПРИНЦИПЫ И ПАРАМЕТРЫ ДЛЯ ВЫБОРА ПРЕССА
487
Как видно из рисунка, наименьшим запасом полезной работы обладают чеканоч-
ные прессы. Специальные прессы для выдавливания имеют большой запас полезной
работы вследствие того, что наибольшее допустимое усилие пресса достигается при
угле поворота кривошипа в 45°. Наибольший запас полезной работы у гидравличе-
ских прессов.
В ФРГ фирма «Герлан» выпускает специальные горизонтальные прессы-автоматы
для холодного выдавливания усилием от 30 до 800 71, используемые в нашей промыш-
ленности.
Фирма «Блисс» (Англия) выпускает новые гидравлические прессы двойного дей-
ствия модели «Рега» усилием от 300 до 1000 7, предназначенные специально для холод-
ного выдавливания.
В Англии и частично в США для холодного выдавливания крупных деталей пред-
почитают применять гидравлические
усилию и мощности, хотя они до-
роже и менее производительны, чем
механические прессы.
При производстве вырубных и
пробивных работ на кривошипных
прессах недостаточно выбора пресса
по номинальному усилию. Нельзя
превышать определенную наиболь-
шую толщину материала, установ-
ленную для данного пресса. Если
пресс, предназначенный для выруб-
ки стали толщиной до 2 мм, приме-
нить (при гом же усилии) для про-
бивки отверстий в материале тол-
щиной 10 мм, то пресс может ока-
заться перегруженным по мощ-
ности.
Номинальное усилие пресса
Рнс. 471. Наложение рабочих диаграмм на диа-
грамму допустимого усилия пресса:
/ — вытяжка; 2 — вырубка и вытяжка; 3 —
гибка с калибровкой
принимается по каталожным или
паспортным данным. При отсутствии паспортных данных или при переделке старых
прессов их усилие может быть определено по прочности коленчатого вала в зависи-
мости от его диаметра. Подбор пресса по усилию для операций вырубки, вытяжки
и гибки не представляет затруднений. Но для совмещенных операций — вырубки
и вытяжки или вырубки, вытяжки и обрезки — возможна перегрузка пресса, так
как вырубной переход выполняется задолго до достижения допустимого усилия
номинальной величины. На рис. 471 приведен такой случай: кривая 2, соответ-
ствующая операции вырубки, выходит за пределы допустимого усилия пресса при
данном повороте угла кривошипа.
При выборе многопозиционного пресса-автомата номинальное усилие пресса
необходимо взять в 1,5—2 раза выше суммарного расчетного усилия, так как опасным
является не превышение номинального усилия в конце хода (у н. м. т.), а выход за
пределы допустимого усилия пресса суммарного усилия вытяжных переходов. На
рис. 472 показано наложение рабочих диаграмм отдельных переходов штамповки на
многопозиционном прессе-автомате и графическое построение кривой суммарного
усилия [284]. Из сопоставления кривых допустимого усилия пресса и суммарного
усилия вытяжки ясна необходимость выбора пресса большего номинального уси-
лия.
После выбора пресса по усилию необходимо проверить пригодность пресса по
мощности (работе).
Работа деформирования определяется по формулам,, приведенным в первом раз-
деле. Найденную величину работы суммируют с работой сжатия буфера и выталки-
вателя и сравнивают с работой, которую может произвести пресс за один рабочий
ход;
Апр
488
ВЫБОР ПРЕССОВОГО ОБОРУДОВАНИЯ
Работа, осуществляемая прессом, слагается из полезной энергии маховика (махо
вых колес) и небольших потерь на трение и упругое пружинение станины пресса.
Энергия, отдаваемая электродвигателем, расходуется в основном на преодоление
вредных сопротивлений и восстановление потерянной скорости маховых масс.
Маховик пресса при резком увеличении рабочего усилия отдает ранее накоплен-
ную энергию на выполнение требуемой деформации, облегчая работу электродвига-
теля. При этом происходит уменьшение угловой скорости вращения маховика (вместе
с валом и приводными шестернями), что может быть предоставлено через соответ-
ствующее уменьшение мгновенного числа оборотов.
Точные энергетические расчеты маховика и электродвигателя приведены в соот-
ветствующей литературе [102]. Ниже приводим приближенные формулы для опреде-
ления полезной энергии маховика (работы, производимой прессом).
Полезная работа пресса, используемая для выполнения технологической опера-
ции, равна потере живой силы при падении числа оборотов и составляет лишь часть
кинетической энергии маховика. При допустимом падении числа оборотов маховых
масс возможная работа пресса (полезная энергия маховика) составляет [288]
Л = кГ'м-
t 1UU
где G — вес маховика в кг;
D — диаметр инерции маховика в м (приближенно наружный диаметр);
«о и — номинальное и минимальное допустимые числа оборотов маховика
в мин.
Число оборотов можно выразить величиной падения числа оборотов в процен-
/100—р\
тах: = (- г J п0 и пользоваться формулой
А =
7100
GD2 КГ -м.
ОСНОВНЫЕ ПРИНЦИПЫ И ПАРАМЕТРЫ ДЛЯ ВЫБОРА ПРЕССА
489
При работе одиночными ходами пресса допустимо уменьшение скорости и числа
оборотов на 20%, тогда
а при непрерывной работе пресса (с автоматической подачей) при допустимом умень-
шении скорости на 10%
A ^GD^LKp.M
Дн~17400 1
Таким образом, величина полезной работы, которую может выполнять пресс при
непрерывном действии, почти в два раза меньше, чем при работе того же пресса
одиночными ходами.
Аналогичные данные из опыта стандартизации прессов в ГДР приведены
в табл. 201.
Т аблица 201. Полезная работа пресса и наибольшая толщина
вырубаемого металла в зависимости от номинального усилия пресса Р в Т
Тип пресса Число ходов пресса Полезная работа в кГ-м (Т >мм) Наибольшая толщина материала в мм
при ОДИНОЧ- НЫХ ходах при непре- рывных ходах при одиноч- ных ходах при непре- рывных ходах
Быстроходный 250 190 Гр 140 0,315 /Я 0,16 /Я о,бз Кр” 0,315 J/P
Нормальный 0,54 |/Р3 0,224 0,9 Р 0,45 j/p
Тихоходный 0,63 |/рз 0,315 /Я 1,25 j/P 0,63 ^Р
Примечание. Термин «быстроходный» применен в качестве Сравнительной
характеристики, так как существуют боле? быстроходные прессы.
Следует иметь в виду, что правильная загрузка пресса по усилию не всегда при-
водит к правильной загрузке по мощности. Так, например, если расчетное усилие
вырубки превышает номинальное усилие пресса, то в таком случае обычно применяют
вырубку штампами со скосом режущих кромок (см. гл. I, первый раздел). Однако
уменьшение усилия сопровождается не уменьшением, а увеличением работы вырубки
(см. рис. 11). Может оказаться, что при правильной загрузке по усилию пресс будет
перегружен по мощности.
Весьма важна проверка соответствия мощности многопозиционного пресса ра-
боте, необходимой для выполнения операций вытяжки. Нередки случаи, когда выбор
многопозиционного пресса только по суммарному усилию приводил к перегрузке по
мощности, вследствие чего пресс оказывался неработоспособным и подвергался пол-
ной переделке с заменой маховика и электродвигателя.
Увеличение кинетической энергии маховика и допустимой работы пресса можно
получить путем увеличения числа оборотов, так как кинетическая энергия маховика
пропорциональна квадрату числа его оборотов
490
ВЫБОР ПРЕССОВОГО ОБОРУДОВАНИЯ
Однако увеличение числа оборотов маховика не должно приводить к недопустимо
высокой скорости на ободе маховика, составляющей 25 м/сек для чугунных и 40 м/сек
для стальных маховиков.
На рис. 473 показано сравнение двух прессов одного и того же номинального уси-
лия (100 7), но различной работоспособности: Дх = 560 кГ-м (кривая 1) и А2 =
= 1600 кГ‘М (кривая 2).
Кривые 1 и 2 дают зависимость между допустимым усилием пресса и вели-
чиной рабочего хода h (положением ползуна перед НМТ) при заданной величине ра-
д
боты Дх и Д2. Кривые построены по зависимости Р = —. На рис. 473 нанесены три
рабочих диаграммы: а — вырубки, б — вытяжки, в — выдавливания. Процесс вы-
рубки усилием 100 Т одинаково осуществим обоими прессами, но процессы вытяжки
§ 0 I I II I 1^1 0 |
“О 10 20 30 40 50 60 70 80 90 100
Допустимое усилие пресса, Тс с
Рис. 473. Сравнение двух прессов номинальным усилием 100 Т. но
различной работоспособности
и выдавливания осуществимы лишь у пресса работоспособностью Д2 = 1600 кГ-м
и неосуществимы у пресса с Дх = 560 кГ -м.
В момент наибольшего усилия выдавливания (h = 37 мм) допустимое усилие
у пресса Дх = 560 кГ-м составляет всего лишь 15 Т в то время как у пресса
А2 = 1600 кГ-м допустимое усилие достигает 44 71, что выше расчетной вели-
чины.
Этот пример соответствует также случаю изменения числа оборотов маховика:
кривая Дх — для пониженного, а кривая А2 — для повышенного числа оборотов.
Данные по величине допустимой работы пресса, к сожалению, не содержатся ни
в ГОСТах, ни в каталогах прессов, что вызывает известные трудности при выборе
пресса.
Следующим параметром, необходимым для выбора пресса, является величина
хода пресса. Ходом пресса называется движение ползуна пресса вниз и вверх,
производимое за один оборот кривошипа. Производительность прессов измеряется
числом ходов в минуту. Величиной хода пресса называется расстояние
между верхним\и нижним положениями ползуна или путь, пройденный ползуном
в одном направлении.
Верхней мертвой точкой (в. м. т.) называется крайнее верхнее
положение кривошипа и шатуна; нижней мертвой точкой (н. м. т.) —
крайнее нижнее (рабочее) положение кривошипа, шатуна, ползуна и штампа.
Выбор пресса по величине хода имеет особое значение для вытяжных и гибочных
работ, требующих большой величины хода пресса. Обычно величина хода пресса для
вытяжки берется в 2,5 раза больше высоты вытягиваемой детали, чтобы обеспечить
удобство установки заготовки и удаления готовой детали.
СПОСОБЫ РЕГУЛИРОВКИ ПРЕССОВ. ЗАКРЫТАЯ ВЫСОТА ПРЕССА 401
На рис. 474 приведены графики движения ползунов прессов двойного и тройного
действия, предназначенных для глубокой вытяжки. Для вырубных работ не требуется
большой величины хода пресса, так как в этом случае достаточно иметь ход пресса на
2—3 мм больше величины просвета между матрицей и съемником.
14. СПОСОБЫ РЕГУЛИРОВКИ ПРЕССОВ.
ЗАКРЫТАЯ ВЫСОТА ПРЕССА
Благодаря универсальности кривошипных прессов малой и средней мощности их
изготовляют с регулируемым по величине ходом. Желательно устанавливать такую
величину хода пресса, чтобы верхняя часть штампа не сходила в в. м. т. с направляю-
щих колонок.
492
ВЫБОР ПРЕССОВОГО ОБОРУДОВАНИЯ
В прессах с постоянной величиной хода шатун надет непосредственно на криво-
шип или колено рабочего вала. Величина хода в данном случае равна двойному
эксцентриситету кривошипа или коленчатого вала.
В прессах с регулируемой величиной хода шатун надет на промежуточную
эксцентриковую втулку, сидящую на эксцентричном кривошипе или колене рабочего
вала (рис. 475).
При вращении рабочего вала вращательное движение эксцентричных частей
превращается в возвратно-поступательное движение ползуна пресса. Регулировка
величины хода ползуна производится поворотом эксцентрика относительно кулачко-
вой муфты на соответствующий угол (на некоторое число зубцов).
Рис. 475. Кривошипио-шатуниый механизм пресса
При расположении эксцентриситетов кривошипа и эксцентрика в одном направ-
лении получаем наибольший эксцентриситет
^тах = Г1 + г2
и наибольшую величину хода
^тах = ^ (/*] + г2),
где гг — радиус эксцентриситета кривошипного вала;
г2 — радиус эксцентриситета эксцентрика.
При расположении эксцентриситетов кривошипа и эксцентрика в диаметрально
противоположном направлении получаем наименьший эксцентриситет
= Г1 г2
и наименьшую величину хода
^min ~ г2^'
СПОСОБЫ РЕГУЛИРОВКИ ПРЕССОВ. ЗАКРЫТАЯ ВЫСОТА ПРЕССА 493
На рис. 476 изображена схема регулирования эксцентриситета и величины хода
кривошипных прессов. Черными точками обозначены различные положения оси
шатуна в в. м. т. при различном повороте эксцентриковой втулки, имеющей обычно
12 зубьев. При наибольшей и наименьшей величине хода пресса в момент его выклю-
Рис. 476. Схема регулирования эксцентриситета и величины хода кривошипных
прессов
чения шатун и ползун останавливаются в в. м. т. (ось шатуна в точках и О2).
При промежуточной величине хода в выключенном положении ось головки шатуна
находится не на одной вертикали с осью кривошипа, а занимает одно из положений,
отмеченных черными точками. Ось стержня шатуна переходит в наклонное положе-
ние, а ось кривошипа в выключенном положении всегда находится в в. м. т. (точка О).
Таблица 202. Определение открытой и закрытой высоты
кривошипных прессов
Определяе- мые параметры Прессы
Кривошипный с постоянным ходом Кривошипный с ре- гулируемым ходом Кривошипный с подъемным столом и регулируемым ходом
Ход Шатун Ход Шатун Ход Шатун Положе- ние стола
Открытая высота пресса Закрытая высота пресса: наибольшая наименьшая Вверх Вниз То же Укоро- чен (ввинчен) Укоро- чен (ввинчен) Удлинен (вывин- чен) Наиболь- ший вверх Наи- меньший вниз Наиболь- ший вниз Укоро- чен (ввинчен) Укоро- чен (ввинчен) Удлинен (вывин- чен) Наиболь- ший вверх Наи- меньший вниз Наи- больший вниз Укоро- чен (ввинчен) Укоро- чен (ввинчен) Удлинен (вывин- чен) Опущен Опущен Поднят
494
ВЫБОР ПРЕССОВОГО ОБОРУДОВАНИЯ
Следовательно, при регулировке эксцентриситета шатун занимает положение
с некоторым углом отставания или опережения относительно оси кривошипа. Обычно
работают с отставанием шатуна, и поворот эксцентрика производят в сторону, обрат-
ную вращению рабочего вала. Ползун в данном случае также не находится в в. м. т.,
он не доходит до нее на величину а — Ь, равную подъему оси шатуна до верхнего
положения при переходе через вертикальную ось.
На рис. 476, справа изображены кривые движения ползуна за один оборот вала
при наибольшей и наименьшей величине хода. Как видно из кривых, при регулировке
величины хода открытая высота пресса уменьшается, а закрытая становится больше
на величину
В
Рис
при
Лдл;
мертвой точки h,MM
477. Диаграмма скорости ползуна
различной величине рабочего хода
.. 1Я прессов с различным числом ходов
и различной величиной хода пресса Н
2
где Н — установленная величина хода.
Закрытая высота пресса является весьма
важной характеристикой для проектирова-
ния и установки штампов. Закрытой
высотой пресса называется расстоя-
ние от подштамповой плиты до ползуна
пресса в нижнем его положении при наиболь-
шей величине хода и наименьшей длине ша-
туна. Регулировка закрытой высоты пресса
или расстояния между столом и ползуном
производится за счет укорочения или удли-
нения шатуна, осуществляемых ввинчива-
нием или вывинчиванием резьбового стерж-
ня, соединяющего головку шатуна с ползу-
ном. В табл. 202 приведены способы опреде-
ления открытой и закрытой высоты криво-
шипных прессов.
Производительность прессов определяется числом ходов в минуту, которое бе-
рется возможно большим и должно соответствовать характеру работы и типу штампа.
Увеличение числа ходов пресса имеет особенно большое значение при автоматической
подаче материала, а также в случае штамповки небольших деталей из полосы или
ленты при ручной подаче материала.
Регулированием числа ходов и величины хода пресса соответственно изменяют
скорость ползуна (скорость резания при вырубке и зачистке).
На рис. 477 приведена диаграмма зависимости скорости ползуна при различной
величине рабочего хода h (расстояние до нижней мертвой точки) для прессов с раз-
личным числом ходов и различной величиной хода пресса Н.
Кривые 1 и 2 соответствуют прессу с величиной хода И — 12 мм при = 20
и п2 = 30 ход/мин\ кривые 3 и 4 — прессу с величиной хода И = 30 мм при = 50
И л4 = 70 ход/мин:, кривые 5 и 6 — прессу с величиной хода И = 50 мм при л5 = 50
и лв = 70 ход/мин. В случае изменения числа ходов с целью получения необходимой
скорости деформирования необходимо учесть изменение допустимой работы пресса,
приведенной на рис. 473.
15. ОСНАЩЕНИЕ ПРЕССОВ ПНЕВМАТИЧЕСКИМИ ПОДУШКАМИ
(БУФЕРАМИ)
Современные кривошипные прессы снабжаются пневматическими, а крупные
прессы — гидпопневматическими подушками (буферами), необходимыми для работы
прижимов, выталкивателей, выбрасывателей и съемников. Существует два типа пнев-
матических буферов: с неподвижным цилиндром и подвижным поршнем, с подвиж-
ным цилиндром и неподвижным поршнем. На рис. 478, а показан первый тип пневма-
тического буфера с неподвижным цилиндром и подвижным поршнем, а на рис. 478, б —
ОСНАЩЕНИЕ ПРЕССОВ ПНЕВМАТИЧЕСКИМИ ПОДУШКАМИ (БУФЕРАМИ) 495
сдвоенная пневматическая подушка с подвижными цилиндрами. Миогопоршиевые
подушки применяют в тех случаях, когда требуется увеличить силу прижима.
Рис 478 Пневматические буфера (подушки) к прессам: а — с подвижным
поршнем; б — сдвоенный с подвижным цилиндром
Рис. 479. Схема присоединения пневматического буфера к сети сжатого воздуха:
/ — цилиндр буфера; 2 — ресивер; 3 — предохранительный клапан; 4 — обратный
клапан; 5 — редукционный клапан; 6 — фильтр; 7 — сетевой вентиль
При выборе типоразмеров пневматического буфера для вытяжки с прижимом
его ход принимают равным половине хода ползуна пресса, а усилие, создаваемое бу-
фером, равным 0,2—0,3 от номинального усилия пресса.
Усилие, развиваемое пневматической подушкой (буфером).
Р = pF кГ,
496
ВЫБОР ПРЕССОВОГО ОБОРУДОВАНИЯ
где р — давление воздуха в а/п;
F — площадь поршня в см2.
На рис. 479 приведена схема присоединения пневматического буфера к сети
сжатого воздуха давлением 5 ат.
Рис. 480. Откидная пневматическая подушка (буфер)
Сжатый воздух из сети проходит вентиль 7, фильтр 6, редукционный клапан 5,
обратный клапан 4 и поступает в резервуар (ресивер) 2, соединенный с цилиндром
пневматической подушки. При рабочем
ходе пресса и поршней пневматической
подушки сжатый воздух вытесняется из
подушки в ресивер. Давление воздуха
в последнем соответственно увеличи-
вается. Редукционный клапан служит
для регулирования и поддержания на
постоянном уровне давления воздуха в
подушке и ресивере.
При модернизации действующего
оборудования в серийном производстве
возникает необходимость сохранить
универсальность пресса и производить
вырубные работы «на провал» через
стол пресса, а пневматическую подушку
применять только на вытяжных ра-
ботах. Для этой цели весьма удобно
применить откидной пневматический
буфер, приведенный на рис. 480. Этот
буфер установлен на шарнирной плите,
легко откидываемой вниз при отвинчи-
вании двух тяг.
На рис. 481 показано крепление
откидного пневматического буфера и
воздушного резервуара (ресивера) к
Рис. 481. Монтаж откидной пневматической станине наклоняемого пресса.
подушки^! ресивера на станине пресса Крупные прессы С большой веЛИЧИ-
, ной усилия обычно снабжают гидро-
пневматическими подушками (рис. 482), так как пневматические подушки в этом случае
достигают громадных размеров [100]. Масло из резервуара 1 по трубе 9 через клапан 4
ОСНАЩЕНИЕ ПРЕССОВ ПНЕВМАТИЧЕСКИМИ ПОДУШКАМИ (ВУФЕРАМИ) 497
наполняет цилиндр 3. При рабочем ходе верхняя плита подушки с поршнем 2 давит
на масло, которое стремится отжать шток 5, закрывающий клапан 4. Возврат всей
системы в исходное положение производится при помощи соленоида 6, управляющего
золотником 8, подающим сжатый воздух над поршнем 7.
При вырубке крупных деталей штампами совмещенного действия прижимы и
сбрасыватели имеют весьма малую величину хода (от 1 до 3 мм). Поэтому подвесные
Рис 482. Гидропневматическая подушка крупного пресса
пневматические подушки здесь не находят применения. Обычно в этом случае
применяют пружины. Но при больших габаритах штампов требуется большое коли-
чество пружин, причем трудно добиться одинакового их натяга. В таких случаях
рекомендуется использовать плоские пневматические буфера х, успешно применяе-
мые на электромеханических заводах.
На рис. 483, а приведены постоянно закрепленные на прессе верхний и нижний
пневматические буфера 1 с плоской воздушной камерой, подключенной к сети сжатого
воздуха непосредственно или через распределительный клапан. С помощью послед-
него сбрасывание деталей можно производить в определенном положении ползуна
пресса. Уплотнение создается резиновой мембраной 2, на которую во время штампов-
ки давят подвижные кольца 3.
На рис. 483, б показаны плоские пневматические буфера с установленным сов-
мещенным штампом для вырубки железа статора.
Конструкции Л. А. Мечева и В. П. Жукова.
498
ВЫБОР ПРЕССОВОГО ОБОРУДОВАНИЯ
Рис. 483. Пневматические буфера с плоской воздушной камерой
Рис. 484 Пружинные и рези-
новые буфера к штампам
6)
ОСНАЩЕНИЕ ПРЕССОВ ПНЕВМАТИЧЕСКИМИ ПОДУШКАМИ (БУФЕРАМИ) 499
Таблица 203. Краткая характеристика буферных устройств
по МН 4954—63 и 4965—63
Тип буфера Усилие в кГ Ход в мм
Пружинный 40—544 15-40
Пружинный (с провальным отверстием) 100-475 15-35
С тарельчатыми пружинами 750-3200 —20
Резиновый 80-1760 14-42
Пневматический с подвижным поршнем 160—2600 50-100
То же сдвоенный 248-4456 50-100
Пневматический с подвижным цилиндром 375-3470 50—100
То же сдвоенный 720-6860 50-100
При отсутствии на предприятии сжатого воздуха приме-
няют пружинные или резиновые буфера, встраиваемые в под-
штамповую плиту или в основание штампа. На рис. 484
приведены конструкции резиновых и пружинных буферов:
пружинный буфер (рис. 484, а), резиновый буфер (рис. 484,6),
упрощенные резиновые буфера к прессу и к штампу (рис. 485).
Рис. 486. Сдвоенный бу«
фер для многопозицион-
ного автоматического
пресса
Рис. 485. Упрощенные резиновые буфера к прессу и штампу
На рис. 486 изображен сдвоенный буфер для многопозиционного автоматического
пресса.
Наружные слабые пружины предназначены для опускания предварительно
вытянутой заготовки с поверхности штампа и посадки на вытяжной прижим. Цен-
тральная сильная пружина служит основным буфером при вытяжке на данной пози-
ции.
Для резиновых буферов необходимо применять резину марки 3853 по МРТУ
38-5-1166—64 или по ГОСТу 7338—65.
Краткая техническая характеристика буферных устройств по МН 4954—63 и
4965—63 приведена в табл. 203.
РАЗДЕЛ ТРЕТИЙ
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ,
ИХ УЗЛОВ И ДЕТАЛЕЙ
ГЛАВА I
ТИПОВЫЕ СХЕМЫ ШТАМПОВ
Штампы для холодной штамповки могуть быть классифицированы по трем приз-
накам: технологическому (по роду и совмещенности операций); конструктивному
(по способу направления); эксплуатационному (по способу подачи заготовок и уда-
ления деталей и отходов).
1. ТЕХНОЛОГИЧЕСКИЕ ТИПЫ ШТАМПОВ
По технологическому признаку штампы разделяются на типовые группы по
роду выполняемых операций в соответствии с их классификацией,
приведенной на рис. 1, и п о совмещенности операций.
По совмещенности операций штампы разделяются на простые (однооперацион-
ные) и комбинированные (многооперационные), выполняющие одновременно не-
сколько операций.
Комбинированные штампы разделяются по характеру совмещения операций
(переходов) во времени иа штампы:
1) последовательного действия, в которых изготовление детали производится за
несколько переходов под различными пуансонами при последовательном переме-
щении заготовки;
2) совмещенного действия, в которых изготовление детали производится за один
ход пресса концентрированно расположенными пуансонами при неизменном поло-
жении заготовки;
3) последовательно-совмещенного действия, в которых изготовление детали
происходит путем сочетания последовательной и совмещенной штамповок.
Применение комбинированных штампов в зависимости от размеров и точности
штампуемых деталей приведено в табл. 174.
В табл. 204 приведены наиболее характерные типы совмещенных комбинирован-
ных штампов, а в табл. 205 — последовательных комбинированных штампов.
Простые (однооперационные) штампы в соответствии с указаниями, приведенными
на стр. 475, следует применять лишь в мелкосерийном производстве или в случае
невозможности объединения операций (чеканка, выдавливание и т. п.).
2. КОНСТРУКТИВНО-ЭКСПЛУАТАЦИОННЫЕ ТИПЫ ШТАМПОВ
По конструктивному признаку штампы разделяются на две
группы: 1) штампы без направления; 2) штампы с направляющими устройствами.
Подразделение по способу направления относится к технологически различ-
ным типам штампов: вырубным, вытяжным, гибочным, а также комбинированным.
Количество отдельных пуансонов может быть различно в зависимости от конструк-
ции и технологии изготовления детали.
Штампы без направляющих более просты в изготовлении и имеют
малый вес и габарит, но неудобны при установке, небезопасны в эксплуатации и об-
ладают невысокой стойкостью. Вырубные штампы без направляющих применяются
только в мелкосерийном и опытном производствах.
КОНСТРУКТИВНО-ЭКСПЛУАТАЦИОННЫЕ ТИПЫ ШТАМПОВ
50;
Таблица 204. Основные типы совмещенных комбинированных штампов
Тип штампа Схема
Для вырубки и пробивки \\\\|
Для обрезки и пробивки 77/
• Для вырубки и чеканки (формовки) ^^/^71
Для отрезки и гибки А
Л ля пробивки и отбортовки
Для вырубки и вытяжки X./'
J
Для вытяжки и пробивки [удз < I 1 RxviLcJ
502
ТИПОВЫЕ СХЕМЫ ШТАМПОВ
Продолжение табл. 204
Тип штампа Схема
Для вытяжки и формовки
Для обрезки и формовки
Для вырубки, вытяжки и пробивки
Для вырубки, вытяжки и формовки
Для вырубки, вытяжки и обрезки й 45 &
Для четырех и более совмещенных операций
Для вырубки и двукратной вытяжки /Н i1,1 II 9/JF| I'1 йЦ 1 < 1 1 fir / 1 fofY - ^55?
КОНСТРУКТИВНО-ЭКСПЛУАТАЦИОННЫЕ ТИПЫ ШТАМПОВ
503
Таблица 205. Основные типы последовательных комбинированных штампов
Тип штампа Схема
Для пробивки и вырубки
HT5_!L_V_sJLI_L3I
H * 2 J
L I V
Для пробивки и отрезки
vssssssssm
т\ч ЬМ 1 >
[ ф }
Для пробивки и разрезки (фигурной от- резки)
(4- +)С+ ♦-) 1
Для пробивки, чеканки н вырубки
ТЛУ/ZA
Для пробивки, надрезки, гибки и отрезки
и
- ч 4 Ft//j
Для обрезки, пробивки, гибки и отрезки
m
Х/Л Х///Л P KZJ
' A 1‘jA I
Для гибки, отрезки и окончательной гибки
~ Ж и
V / / r Zz gS !
504
ТИПОВЫЕ СХЕМЫ ШТАМПОВ
Продолжение табл 205
Тип штампа
Для последовательной вытяжки и вырубки
Для последовательной вытяжки, пробивки и
вырубки
Для пробивки, отбортовки и вырубки
Для последовательной вытяжки, пробивки,
отбортовки и вырубки
Схема
В серийном производстве штампы без направляющих успешно применяются для
простой гибки, вытяжки, чеканки и выдавливания.
Штампы с направляющими более сложны в изготовлении, но
просты и надежны в эксплуатации, удобны при установке, обладают повышенной стой-
костью. Применяются они в серийном, крупносерийном и массовом производстве.
Наибольшее распространение получили штампы с направляющими колонками, ко-
торые в большинстве случаев снабжаются неподвижными или подвижным съем-
ником.
По эксплуатационному признаку, определяемому способами
и приемами работ, штампы различаются: 1) по способу подачи и установки заготовок;
2) по способу удаления деталей; 3) способом удаления отходов.
По способу подачи и установки заготовок различают
штампы с ручноддюдачей и штампы с автоматической подачей, являющейся принад-
лежностью штампа или пресса. Штампы с ручной подачей отличаются один от друго-
го лишь конструкцией применяемого упора или фиксатора, а штампы с автомати-
ческой подачей — по типу подачи ленты или штучных заготовок.
По способу удаления деталей различают штампы:
1) с провалом деталей через отверстие матрицы;
2) с обратной вставкой деталей в ленту и удалением вместе с ней;
3) с обратным выталкиванием деталей на поверхность штампа и ручным удале-
нием;
КОНСТРУКТИВНО ЭКСПЛУАТАЦИОННЫЕ ТИПЫ ШТАМПОВ 505
4) с обратным выталкиванием деталей и автоматическим удалением — сбрасы-
ванием (обратное выталкивание осуществляется от пружин выбрасывателя или
выталкивателя, от буфера или от пресса).
Различия по способу удаления деталей одновременно являются и конструктив-
ными, так как в значительной степени определяют конструкцию штампов.
Способы удаления отходов могут быть различными. Обычно
отход удаляется одним из следующих способов:
1) в виде остатков полосы или ленты;
2) вручную (главным образом у крупных деталей);
3) разрубается на две или три части и сваливается (при обрезке);
4) автоматически удаляется посредством механических, пружинных или пнев-
матических сбрасывателей (главным образом, в массовом производстве).
ГЛАВА II
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
3. ТИПОВЫЕ ДЕТАЛИ ШТАМПОВ
Все детали штампов могут быть разбиты на две основные группы:
1) детали технологического назначения, непосредственно участвующие в выпол-
нении производимой операции и находящиеся во взаимодействии с материалом или
изделием;
2) детали конструктивного характера, имеющие монтажно-сборочное назначе-
ние в конструкции штампов.
Технологические детали штампов разделяются на следующие
группы:
а) рабочие детали, неспосредственно выполняющие требуемую деформацию;
б) фиксирующие детали, служащие для правильной установки материала или
заготовки во время операции;
в) прижимающие и удаляющие детали, выполняющие функции удержания за-
готовки во время операции или съема и удаления изделия после операции.
Конструктивные детали штампов разделяются на следующие груп-
пы:
а) опорные и держащие детали, служащие для монтажа технологических дета
лей и передачи рабочего давления;
б) направляющие детали, служащие для направления движения верхнего штам-
па или пуансона во время работы;
в) крепежные и прочие детали, служащие для крепления отдельных деталей
штампа между собой или закрепления штампа на столе пресса, и т. п.
Отдельную группу составляют детали, служащие для превращения вертикаль-
ного рабочего движения в горизонтальное и для перемещения подвижных пуансонов.
Схема классификации .деталей штампов приведена на рис. 487.
При рассмотрении типовых конструктивных и технологических деталей штам-
пов в дальнейшем использованы машиностроительные нормали (МН), утвержденные
ВНИИНмашем.
В настоящее время нормали машиностроения заменяются ГОСТами, причем
часть нормалей уже заменена общесоюзными стандартами, а другие будут пере-
смотрены в течение ближайших лет.
В справочнике отражены новые ГОСТы на детали штампов, вышедшие в свет
до 1970 г.
4. ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Опорные и держащие детали
Основными узлами штампов являются комплекты верхних и нижних оснований
с направляющими устройствами, так называемые блоки и пакеты.
В справочнике принята следующая терминология.
Рис. 487. Схема классификации деталей штампов
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
§
508
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 206. Типы стандартных и нормализованных блоков и их применение
Тип блока
Эскиз
Применение
С задним располо-
жением направляю-
щих колонок (L =
= 604-500 мм) по
ГОСТу 13125—67 нор-
мальной точности
Для обычной штам-
повки деталей средней
сложности и точности
из полосовых и штуч-
ных заготовок (выруб-
ные, пробивные, гибоч-
ные, вытяжные и ком-
бинированные штампы)
С диагональным
расположением на-
правляющих колонок
(L =_ 604-500 мм) по
ГОСТу 13124—67 по-
вышенной и нормаль-
ной точности
Для штамповки более
точных деталей при ра-
боте из полосы на бы-
строходных прессах (вы-
рубные и последователь-
ные штампы)
С осевым (симмет-
ричным) расположе-
нием направляющих
колонок (L — 604-
4-500 мм) по ГОСТу
13126—67 повышен-
ной и нормальной
точности
Для штамповки мел-
ких точных деталей
главным образом из
штучных заготовок (про-
бивные, гибочные, за-
чистные, вытяжные и
комбинированные штам-
пы)
С угловым распо-
ложением четырех
направляющих коло-
нок (L=4004-1250 мм}
(отраслевая нормаль)
Для штамповки круп-
ных деталей из боль-
ших штучных загото-
вок, а также для мно-
гопозиционных последо-
вательных штампов
Круглые с осе-
вым расположением
направляющих ко-
лонок (D = 200 4-
4-1200 мм) (завод-
ская нормаль)
Для штамповки круг-
лых деталей повышенной
точности из штучных или
полосовых заготовок
(компаундные штампы в
электромашиностроении)
Прецизионные с
осевым расположе-
нием направляющих
колонок (D = 60 4-
4-180 мм) по
ГОСТу 14673-69
\
Для штамповки мел-
ких точных деталей
преимущественно в ча-
совой и радиоэлектрон-
ной промышленности.
Применяются блоки с
шариковыми направля-
ющими
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
509
Тип блока
Прецизионные с
подвижной направ-
ляющей плитой с уг-
ловым расположением
четырех направляю-
щих колонок (завод-
ская нормаль)
Продолжение табл. 206
Примечание
Для последовательной
штамповки точных де-
талей из тонкого мате-
риала. Применяются в
радиоэлектронной про-
мышленности
Прецизионные с
общим направлением
верхней и подвижной
направляющей пли-
ты, с угловым распо-
ложением четырех
направляющих коло-
нок (заводская нор-
/маль)
Для последователь-
ной штамповки точных
деталей из тонкого ма-
териала. Применяется
преимущественно при
штамповке на прессах-
автоматах
Примечание. По ГОСТам 13127—67, 1312S—67 и 13129—67 стандартизованы
блоки штампов с задним, диагональным и осевым расположением направляющих колонок
(аналогично первым трем типам) с плитами из сортового (листового) проката.
Таблица 207. Типы универсальных блоков и их применение
Тип блока
Эскиз
Применение
Для сменных па-
кетов, с задним рас-
положением направ-
ляющих колонок по
МН 1913—61
Для основных типов
разделительных штам-
пов (вырубных, пробив-
ных, отрезных) в серий-
ном и крупносерийном
производствах
510
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Продолжение табл. 207
Тип блока
Эскиз
Применение
Для сменных па-
кетов, с диагональ-
ным расположением
направляющих коло-
нок по МН 1914—61
Для всех типов раз-
делительных штампов,
особенно для совмещен-
ных штампов, в серий-
ном и крупносерийном
производствах
Для сменных плас-
тинчатых штампов
Для установки норма-
лизованных пластинча-
тых штампов в серий-
ном и мелкосерийном
производствах
Для переставных
пробивных блоков и
секций
Для установки пере-
ставных пробивных комп-
лектов при пробивке
отверстий в больших
листах
С электромагнит-
ным креплением
пластинчатых штам-
пов (индивидуальные)
Для вырубных, про-
бивных, последователь-
ных, совмещенных, ги-
бочных, формовочных и
вытяжных пластинча-
тых штампов в мелко-
серийном производстве
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
511
Таблица 208. Типы универсальных блоков для холодного выдавливания
деталей из цветных металлов и сплавов
Тип блока
Применение
Для прямого выдавли-
вания
Круглые
без направ-
ляющих
колонок по
МН 4888 —63
Для обратного выдавли-
вания
Для комбинированного
выдавливания
512
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Тип блока
Эскиз
Исполнение J
Продолжение табл 208
Применение
Для прямого выдавли-
вания тонкостенных дета-
лей
Прямоуголь-
ные с направ-
ляющими
колонками по
МН 4889-63
Для обратного вьщавли-
вания тонкостенных дета-
лей
Для комбинированного
выдавливания тонкостен-
ных деталей
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
513
Т а б л и ц а 209. Комплекты пробивных штампов
Тип комплекта
Эскиз
Применение
Верхний и нижний комп-
лекты штампов для пробив-
ных прессов
Для тяжелых пробив-
ных штамповочных работ
в толстом материале при
пробивке по упорам или
по разметке
Переставные пробивные
С-образные комплекты
Для многопуансонной
пробивки отверстий в
больших листах с установ-
кой по шаблону
Верхний и нижний комп-
лекты переставных пробив-
ных секций (Г-образных)
Для пробивки отверстий
в средней части больших
н широких листов
Переставной пробивной
комплект для электромагнит-
ных блоков
Для пробивки отверстий
в деталях с установкой
по шаблону
17 Романовский В. П.
514
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 210. Пакеты заготовок для вырезных (разделительных) штампов,
предназначенных для нормализованных блоков с направляющими колонками
и для универсальных блоков
Тип пакета
Эскиз
Применение
С направляющим непод-
вижным съемником по
МН 887-60
С неподвижным съемни-
ком по МН 883—60
С верхним прижимом —
съемником по МН 884—60
Для вырубных и последо-
вательных штампов (без бло-
ков)
Для вырубных и последо-
вательных штампов с приме-
нением нормализованиях бло-
ков с направляющими колон-
ками
Для вырубных и последо-
вательных штампов с приме-
нением нормализованных
блоков при штамповке тонко-
листового металла
С верхним расположе-
нием матрицы по
МН 885-60
Для совмещенных штампов
с применением нормализован-
ных блоков с направляющи-
ми колонками
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
515
Продолжение табл. 210
Тип пакета
Эскиз
Применение
Круглые с верхним рас-
положением матрицы по
МН 886—60
Для совмещенных штампов
с применением нормализован-
ных блоков с направляющими
колонками при штамповке
круглых деталей
Сменные с неподвижным
съемником по МН 1917—61
Для вырубных и последо-
вательных штампе» с приме-
нением универсальных бло-
ков
Сменные с верхним
прижимом по МН 1918—61
Для вырубных и последо-
вательных штампов при штам-
повке тонкого материала
с применением универсаль-
ных блоков
Сменные с верхним рас-
положением матрицы по
МН 1919-61
Для штампов совмещенного
действия с применением у ни
версаль ных блоков
17*
1
516
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 211. Пакеты вытяжных штампов для прессов простого действия
Тип пакета Эскиз Применение
Круглые, ТИП I Для первой вытяжки без прижима (на провал). Профиль матрицы строит- ся по трактриссе
Круглые, тип П по МН 4401—63 X////№rf\l 1 Для второй и после- дующих операций вытяж- ки без прижима (на про- вал)
Круглые, тип III по МН 4399-63 twj и ’Ии I Для первой вытяжки с прижимом плоской за- готовки
Круглые, тип IV по МН 4402—63 V Для второй и после- дующих операций вытяж- ки с прижимом
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
517
Продолжение табл. 211
Тип пакета
Эскиз
Применение
Круглые, тип V
по МН 4400—63
Для совмещенной вы-
резки и вытяжки на прес-
сах простого действия
Прямоугольные,
тип VI
по МН 4404—63
Для второй и после-
дующих операций вытяж-
ки коробчатых деталей
без прижима (на провал)
Прямоугольные,
тип VII
по МН 4403—63
Для первой вытяжки
коробчатых деталей с
прижимом плоской заго-
товки
Прямоу гол ь ные,
тип VIII
по МН 4405—63
Для второй и после-
дующих операций вытяж-
ки коробчатых деталей
с прижимом
518
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Блоки — комплекты верхних и нижних оснований штампов, связанных на-
правляющими устройствами (колонки, планки, цилиндры). Блоки подразделяются на
индивидуальные, предназначенные для отдельных штампов, и универсальные или
групповые, предназначенные для установки различных сменных пакетных
штампов.
Пакеты — верхние и нижние комплекты штампов с пуансонодержателями,
заготовками матриц и съемниками обычно без специальных направляющих устройств
или с направлением пуансона по плнте съемника. Пакеты применяются для установ-
ки на стандартных блоках с направляющими колонками, а также в качестве сменных
пакетных штампов на групповых универсальных блоках.
Стандартные блоки штампов с указанием их области применения приведены в
табл. 206. В эту таблицу включены также некоторые типы блоков по заводским нор-
малям.
В табл.207 приведены типы универсальных блоков для сменных пакетных и плас
тинчатых штампов.
Кроме приведенных в табл. 206 и 207 индивидуальных и универсальных блоков
для вырезных (разделительных) штампов, в промышленности применяются блоки
специального типа: блоки для калибровочных штампов (МН 4557—63—МН 4577—
63), блоки для разделительных штампов с шариковыми направляющими (ГОСТ
14673—69).
В табл. 208 приведены типы универсальных блоков для холодного выдавливания
деталей из цветных металлов и сплавов. В табл. 209 — типовые комплекты пробив-
ных штампов, устанавливаемые на универсальных и электромагнитных блоках,
приведенных в табл. 207. В табл. 210 —дщкеты заготовок для вырезных (раздели-
тельных) штампов, предназначенные для нормализованных блоков с направляющи-
ми колонками и для универсальных блоков. В табл. 211 — пакеты вытяжных штам-
пов предназначенных для установки на прессах простого действия.
Пакеты заготовок для гибочных штампов приведены в нормалях машиностроения
МН 4357—63—МН 4373—63. Одни из них предназначены для установки на индиви-
дуальных нормализованных блоках, а другие — для гибочных штампов без направ-
ляющих колонок.
Направляющие детали
В табл. 212 приведены основные типы направляющих колонок как для обычных
нормализованных, так и для прецизионных блоков и штампов, а в табл. 213 — нор-
мализованные типы направляющих втулок с указанием области их применения.
Втулки с шариковыми направляющими, получившие применение в прецизион-
ных штампах с твердосплавными режущими частями для штамповки мелких деталей,
показаны на рис. 488. Особенно целесообразно применение этих втулок на прессах-
автоматах с повышенным числом ходов. Известно, что при повышенных числах хо-
дов пресса условия для достаточно равномерной смазки направляющих частей ухуд-
шаются, в результате чего возникают задиры иа направляющих колонках, работаю-
щих с минимальной величиной зазора. Применение шариковых направляющих
вместо обычных втулок резко снижает коэффициент трения, заменяя трение сколь-
жения трением качения.
Преимущества шариковых направляющих: 1) легкость хода и отсутствие нагре-
вания даже при высоких числах ходов пресса; 2) точность направления, благодаря
работе с натягом, и повышенная стойкость штампов при незначительном износе;
3) надежность в эксплуатации.
В шариковых направляющих обычно применяют подшипниковые шарики диа-
метром 3 мм, 2-го класса точности по ГОСТу 3722—60, с рассортировкой по точности
До z+z 0,001 мм.
На блоки с осевыми колонками и шариковыми направляющими выпущен
ГОСТ 14673—69. Технические условия на шариковые направляющие регламенти-
ГОСГЬ1 14679—69, а на сепаРатоРы Для шариковых направляющих —
Тип направляющих колонок
Гладкие по ГОСТу 13118—67
(1 н 2-го классов точности)
С проточкой (1 и 2-го классов
точности) по ГОСТу 13119—6?
Прецизионные гладкие по
МН 2542-61
Таблица 212. Колонки направляющие
Эскиз
Применение
Для стандартных блоков (см. табл. 206).
Диаметр от 12 до 50 мм. Отклонение по
d соответствует посадке или С
Для стандартных и нормализованных
блоков (табл. 206). Диаметр от 12 до
100 мм. Отклонение по d соответствует
посадке Сг или С
Для прецизионных блоков без направ-
ляющих втулок. Диаметр от 14 до 30 мм.
Направляющая часть колонки пригоняет-
ся по направляющим отверстиям верхних
плит с зазором 0,001—0,003 мм
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
СП
5
Продолжение табл. 212
типовые узлы и детали штампов
Продолжение табл. 212
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Тип направляющих втулок
Гладкие по ГОСТу
13120—67 (1 и 2-го клас-
сов точности)
С буртиком (ступенча-
тые) по ГОСТу 13121—67
(1 и 2-го классов точности)
Таблица 213. Втулки направляющие
Эскиз
Применение
Для стандартных блоков с направляю-
щими колонками (табл. 206). Диаметр
d= 12 4- 50 мм
Для нормализованных блоков с направ-
ляющими колонками (табл. 206). После
запрессовки нужна доводка (хонингова-
ние) отверстия. Диаметр 12 4-100 мм
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Удлиненные (ступенча-
тые) по ГОСТу 13122—67
(1 и 2-го классов точности)
Для штампов, требующих большей ве-
личины рабочего хода. После запрессовки
рабочий диаметр втулки d не уменьшается.
Последующей доводки не требуется. Диа-
метр d = 12 4- 50 мм
Укороченные
Для направляемых подвижных съемни-
ков, а также для пластинчатых штампов
Прецизионные по МН
2544-61
Для прецизионных блоков, применяе-
мых при штамповке мелких точных де-
талей. После запрессовки требуется до-
водка отверстия
Прецизионные для ша-
риковых направляющих
по МН 2545—61
Для прецизионных блоков, применяе-
мых при штамповке точных деталей, осо-
бенно при штамповке на быстроходных
прессах с малым ходом
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Продолжение табл. 213
Тип направляющих втулок Эскиз Применен не
Сепараторы с шарико- выми направляющими по ГОСТу 14678—69 -е Для прецизионных блоков и штампов. Коэффициент трения (качения) в 20 раз меньше коэффициента трения скольжежия. Шарики при качении между втулкой и ко- лонкой создают натяг 0,005—0,007 мм
С фланцем для блоков с шариковым направлени- ем по ГОСТу 14672—-69 (исполнение I) Для блоков разделительных штампов с шариковыми направляющими, в основ- ном при применении твердосплавных вста- вок
С буртиком для блоков с шариковым направле- нием по ГОСТу 14672—69 (исполнение II) Для блоков разделительных штампов с шариковыми направляющими
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
625
Таблица 214. Хвостовики для штампов
Тип хвостовика
Эскиз
Применение
Литой
(заводская
нормаль)
Для небольших штампов с на-
правляющими колонками. Отли-
вается за одно целое с верхней
плитой и обрабатывается
С буртиком
по МН 807-60
-U
УПрЗ
Шлифовать б собранном
биде
С резьбой
по МН 809-60
С резьбой
и буртиком
по МН 807-60
Самоустанавли-
вающийся
(плавающий)
грибковый
(прецизионный)
по МН 2547-61
Для всех типов блочных и пакет-
ных штампов. Обеспечивает наилуч-
шее центрирование (перпендикуляр-
ность оси) штампа
В штампах с направляющими
колонками главным образом для
гибочных, вытяжных и прочих ра
бот Для вырубных штампов сле-
дует применять стопор. Имеет не-
большую погрешность в перпенди-
кулярности к плоскости штампа
То же, что и выше, но погреш-
ность меньше, так как установка
стопорного винта удобнее
В прецизионных штампах с на-
правляющими колонками, работаю-
щих без схода с направляющих,
для мелкой и точной штамповки.
Соединение грибкового хвостовика 1
посредством обоймы 2 и подкладки 3
обеспечивает эластичность соедине-
ния с ползуном пресса и предохра-
няет штамп от влияния погрешно-
стей пресса
526
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Продолжение табл. 214
Тип хвостовика
Эскиз
Применение
С фланцем
по МН 806 -62
В крупных штампах с направ-
ляющими колонками, где хвостовик
служит для центровой установки,
или в штампах, где по конструк-
тивным соображениям нельзя при-
менить хвостовики другого типа
Самоустанавли-
вающийся
со сферическим
вкладышем
по МН 811-60
В прецизионных вырубных, со-
вмещенных и последовательных
штампах, а в особенности в штам-
пах с твердосплавными пуансонами
и матрицами. Давление хвостови-
ка 1 передается через сферический
-вкладыш 2 подпятнику 3. При пе-
рекосе хвостовика центр давления
практически не меняется
При запрессовке цилиндрической втулки (рис. 488, а) ее внутренний диаметр
несколько уменьшается. Поэтому необходима доводка внутреннего диаметра, кото-
рую рекомендуется производить хонингованием.
Рис. 488. Втулки с шариковым направлением
Преимущество шариковых направляющих втулок с фланцем (рис. 488, б) зак-
лючается в том, что в этом случае не требуются точные отверстия для монтажа нап-
равляющих втулок. Направляющие могут быть точно выверены по колонкам и пос-
ле этого закреплены винтами и штифтами. На рис. 488, в показана применяемая за
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
527
Т а блица 215. Соединение деталей штампов винтами
Тип соединения
Эскиз
Назначение
Типы II и Па для
верхней части штампа
Типы 111 и II 1а для
верхней части штампа
Тип IV для нижней
части штампа
Тип I для верхней
части штампа
Для соединения верхней
плиты 1 с пуансонодержате-
лем 3 с прокладкой 2 или
без нее. Резьба в пуансоно-
держателе
a LLlr21
Для соединения большого
и высокого пуансона 4 непо-
средственно С верхней пли-
той 1, Резьба в некаленой
верхней части пуансона. Глу-
хие отверстия по типу 11а
разрешается применять толь-
ко в пуансонах, в которых
недопустим выход отверстий
на рабочую поверхность
пуансона (вытяжные, формо-
вочные, чеканочные и т. д.)
Для соединения пуансоно-
держателя 3 с большим пуан-
соном 4 в комбинированных
и совмещенных штампах.
Резьба в некаленой верхней
части пуансона. Глухие от-
верстия по типу II 1а разре-
шается применять только
в пуансонах, в которых не-
допустим выход отверстия
на рабочую поверхность
пуансона (вытяжные, формо-
вочные, чеканочные и т. п.)
Для соединения всех дета-
лей нижней части штампа:
плиты /, матрицы 2, направ-
ляющих планок 3 и съемни-
ка 4, общим винтом. Резьба
в нижней плите. В неболь-
ших штампах достаточно
только этого соединения.
В крупных штампах, кроме
данного соединения, приме-
няются парные соединения
нижней плиты и матрицы
со съемником
528
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Продолжение табл. 215
Тип соединений
Эскиз
Назначение
Типы V и Va для
нижней части штампа
Для соединения нижней
плиты 1 с большой и высо-
кой матрицей 2. Резьба в
некаленой нижней части мат-
рицы. Глухие отверстия по
типу Va разрешается при-
менять только для вытяж-
ных, формовочных и подоб-
ных матриц, в которых не-
допустим выход отверстия
на рабочую поверхность мат-
рицы
Тип VI для нижней
части штампа
Примечания:
1. Принимать размеры a>\,bd.
2. Рассверловку отверстий диаметром d 2 при-
менять в случае, если с 2d.
Рекомендуемый, но не обя-
зательный вариант соедине-
ния нижней плиты 1 с мат-
рицедержателем 2 и матри-
цедержателя с секциями
составной матрицы 3. При
применении съемника послед-
ний соединяется с данным
узлом общим винтом по ти-
пу I. Аналогичное соедине-
ние может применяться и для
крепления составного пуан-
сона с пуансонодержателем
и верхней плитой
рубежом шариковая направляющая втулка с пылепредохранительными устройст-
вами, которые значительно повышают срок службы направляющих.
В качестве смазки рекомендуется применять чистое машинное масло с добавкой
дисульфида молибдена (M0S2). Тавот недопустим при любой конструкции направляю-
щих втулок.
В табл. 214 приведены наиболее употребительные типы хвостовиков штампов.
Кроме указанных в табл. 214, применяются менее распространенные типы хвосто-
виков, как, например, прикрепляемые клиновой чекой, соединяемые ласточкиным
хвостом и клином для калибровочных штампов, или хвостовики для гибочных штам-
пов упрощенного типа.
Для установки штампов на прессы, имеющие другие размеры отверстия для хвос-
товика, применяются или переходные хвостовики или, что лучше, разрезные (пру-
жинящие) переходные втулки. Применяются также переходные головки для креп-
ления штампов с хвостовиками к прессам, имеющим паз типа «ласточкин хвост».
Крепежные детали штампов
Крепежными деталями штампов являются винты и болты, соединяющие между
собой различные детали штампа, и установочные штифты, служащие для предотвра-
щения взаимного смещения деталей штампа при сборке, а также для противодействия
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
529
Таблица 216. Крепление деталей штампов штифтами
Тип крепления Эскиз Назначение
Типы 1 и 1а для верхней части штампа ip 1 с 0 / 1'1 . Пг > тай ж W 1 й 0 Тип 1 — для крепления верх- ней плиты 1 с пуансонодержа- телем 3 и прокладкой 2, тип 1а — верхней плиты 1 непо- средственно с пуансоном 4. Тип I применяется для пуансо- нов, запрессовываемых в пуан- сонодёржателе, а тип I а — для крупных пуансонов
Тип 11 для верхней части штампа а< й ®жа Для крепления верхней пли- ты 1 с пуансонодержателем 3 и пуансонодержателя 3 с со- ставным пуансоном 4. Раздель- ное крепление позволяет снять для ремонта или перешлифовки целиком пу ансоно держатель вместе с секциями составного пуансона, не нарушая их взаим- ной связи
Типы Ill и Ша для нижней части штампа Л ш (tail Ша i 0 1 Тип III — для крепления ниж- ней плиты 2 с матрицей /, тип Ша — нижней плиты 2 с мат- рицедержателем 3. Применяются в крупных штампах. При при- менении фиксатора или непо- движного съемника последние крепятся с данным узлом от- дельно
Типы IV и IVa для нижней части штампа Фг й; L .УН t Тип IV — для крепления мат- рицы 1 с фиксатором 3, тип IVa — матрицы 1 с направля- ющей планкой 2 и съемником 4. Применяются в крупных штам- пах
530
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Продолжение табл. 216
Тип крепления
Эскиз
Назначение
Тип V для нижней
части штампа
Примечание. Рассверловку отверстия
диаметром d -|- 2 применять в случае, если с 2d
Рекомендуемый, но не обя-
зательный вариант. Для креп-
ления нижней плиты / с мат-
рицедержателем 2 и с секциями
составной матрицы 3. Раздель-
ное крепление позволяет снять
для ремонта или перешлифовки
целиком матрицедержатель вме-
сте с секциями составной мат-
рицы, не нарушая их взаимной
связи. При применении фикса-
тора или съемника последние
прикрепляются к данному узлу
отдельно
Для крепления одним или
двумя штифтами всех деталей
нижней части штампа: плиты /,
матрицы 2, направляющих пла-
нок 3 и съемника 4. Применя-
ется только в цельных матри-
цах. Крепление одним штифтом
производится в небольших штам-
пах пакетного типа, двумя
штифтами — в более крупных
пакетных штампах и штампах
с направляющими колонками.
Раздельное крепление позволяет
при разборке штампа выбить
только один штифт, не разъеди-
няя оставшиеся части штампа
(направляющую плиту 1 и мат-
рицу 2}
боковым срезающим усилиям. Соединительные винты, как правило, применяются
только с цилиндрическими головками для потайного соединения. В штампах рекомен-
дуется применять винты с внутренним шестигранным отверстием, позволяющие силь-
ное затягивание шестигранным ключом. Только в небольших штампах допускается
применение винтов со шлицем, завинчиваемых отверткой.
Винты с шестигранным углублением в головке размерами Мб, М8, М10 и М12
предусмотрены ГОСТом 40188. Для весьма крупных штампов применяются винты с
резьбой до М24. Винты со шлицем предусмотрены общими ОСТами деталей маши-
ностроения и имеются в любых справочниках для конструкторов. В штампах обычно
применяют такие винты размерами от М3 до М10.
Установочные штифты допускаются только цилиндрические. Причем при сое-
динении деталей желательна совместная обработка отверстий (сверление и развер-
тывание) под установочные штифты. В каленых деталях отверстия после закалки до-
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
531
водят или шлифуют. Изготовление глухих отверстий под установочные штифты не
допускается.
В табл. 215 приведены различные способы соединения узлов и деталей штампа
винтами, а в табл. 216 — установочными штифтами.
При изготовлении штампов с составными (сборными) матрицами зачастую раз-
меры их не позволяют применить обычное крепление винтами и штифтами. В таких
случаях с успехом применяются соединения и точная установка сборных пуансо-
б)
Рис. 489. Применение самотвердеющих пластмасс при изготовлении штампов: а — заливка
стиракрилом пуансонодержателя и съемника; б — съемник с залитыми отверстиями;
в — заливка эпоксидным компауидом направляющих колонок и втулок; г — то же в блоке
с шариковыми направляющими
нов и матриц путем заливки их легкоплавким (сурьмяно-свинцово-оловянно-вис-
мутовым) сплавом. Состав сплава:48% Bi ;32% РЬ; 15% Sn; 5% Sb. Температура плав-
ления 95—100° С. Достоинством сплава является то, что он не дает усадки, а при за-
твердении увеличивается в объеме, повышая прочность соединения.
В последнее время в нашей промышленности получили распространение быстро-
твердеющие синтетические материалы —стиракрил и протакрил, применяемые для
заливки пуансонов в пуансонодержателях, а также для заливки направляющих от-
верстий в съемниках.
Стиракрил представляет собой быстротвердеющую пластмассу, составляемую
из порошка (сополимер стирола и метилметакрилата с добавкой катализатора) и
жидкости (мономер метилметакрилата с добавкой 2% диметиламина в качестве ус-
корителя). Выпускается стиракрил заводами зубоврачебных материалов. Протак-
рил имеет аналогичный состав и назначение.
532
ТИПОВЫЕ УЗЛЫ и ДЕТАЛИ П1ТАМПОЁ
Порошок и жидкость в соотношении 2 : 1 или 2 : 1,5 смешивают до густого сме-
танообразного состояния и заливают пуансонодержатель или съемник. Отверстия в
съемнике и пуансоне обезжириваются бензином или ацетоном и затем просуши-
ваются на воздухе в течение 10—15 мин. Часть пуансона, проходящая через съем-
ник, покрывается тонким слоем парафина или силиконового масла. Зазор между
пуансоном и съемником равен нескольким микронам и зависит от толщины слоя пара-
фина. Предварительное затвердевание стиракрила происходит в течение 25—30 мин,
а окончательное — в течение 10—12 ч.
Рис. 490. Способы подготовки поверхностей деталей штампов под заливку
быстротвердеющими пластмассами (а), нормализованные направляющая втул-
ка (6) и направляющая колонка (в)
Стиракрил и протакрил хорошо противостоят износу от трения и сохраняют
плотное направление пуансона в съемнике. При заливке пуансонов в пуансонодер-
жателе смазка пуансона не производится.
На рис. 489, о и б показаны схема заливки стиракрилом пуансонодержателя и
съемника блочного штампа и съемник с залитыми стиракрилом отверстиями; причем
близко расположенные отверстия заливаются в общем окне. Схема заливки колонок
и втулок в плитах и колонок и втулок в блоке с шариковыми направляющими эпок-
сидным компаундом ЭК-340 на основе эпоксидных смол ЭД5 и ЭД6 (см. РТМ 45-—62)
приведены на рис. 489, виг.
о Изготовление съемников с заливкой стиракрилом устраняет несколько опера-
ции разметки, координатного сверления, пригонки и значительно ускоряет изготов-
ление штампов, обеспечивая получение высокой точности сопряжения. Некоторыми
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
533
Таблица 217. Винты штампов, специальные толкатели,
ограничители, пружины
Тип деталей Эскиз Применение
Шлицевые специальные винты с цилиндрической головкой по МН 862—60 £ э В качестве подвижных винтов с утопающей го- ловкой для крепления прижимов, съемников и т. п.
Винты специальные с шестигранным углубле- нием под ключ по МН 863-60 — То же, но в более круп- ных штампах, для боль- шей нагрузки
—"I
— [LJJ
Толкатели нижние и верхние по МН 860—60 Для передачи усилия выталкивания соответст- вующим элементам штам- па
Ограничители закрытой высоты штампа стержне- вые по МН 812—60 — Для обеспечения уста- новки штампа на прессе, а также для предохране- ния режущих штампов от повреждения при хране- нии на стеллажах. Для небольших штампов
Ограничители закрытой высоты штампа втулочные по МН 814-60 -t 1 То же для штампов средней величины. Наде- ваются на направляющие колонки
Ограничители закрытой высоты штампа призмати- ческие по МН 813—60 1 1 1 II 1 1 ч 1 1 1 1 L. 1 I 1 1 _1_ То же для крупных штампов. Прикрепляются винтами к нижней плите
Пружины сжатия по МН 864-60 Ж 5 Для создания упругих сил прижима, выталкива- ния и т. п.
Пружины растяжения по МН 865-60 Для возврата тех или иных элементов в преж- нее положение
534
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 218. Размеры нормализованных пружин сжатия (в мм)
Условный номер пружины Наружный диаметр D Диаметр проволоки d Шаг t Длина пру- жины в сво- бодном со- стоянии н Длина пру жнны при максимальной нагрузке Максималь ная рабочая нагрузка Р в кГ
1 15 1
2 6 0,6 2,5 22 9,5 1,2
3 30 13
4 15 7
5 6 8 0,8 3,2 20 30 9 13 2
7 40 17,5
8 15 7,5
9 10 10 1,0 3,9 25 35 11,5 15,5 3
11 45 20
12 20 11
13 14 10 1,2 3,4 30 40 16 21 5
15 50 26
16 30 15
17 40 19,5
18 19 20 2,0 5,3 50 60 24 28,5 8
20 80 37
21 100 44
22 20 12,5
23 30 18
24 12 1,6 3,8 40 23,5 10
25 50 29
26 60 34,5
27 20 12
28 30 17
I 29 30 16 2,0 5,0 40 50 22 27,5 14
31 60 32
1 32 75 40
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
535
Продолжение табл. 218
Условный номер пружины Наружный диаметр D Диаметр проволоки d Шаг t Длина пру- жины в сво- бодном со- стоянии н Длина пру- жины При максимальной нагрузке Н, Максимальная рабочая нагрузка Р в кГ
33 25 15,5
34 35 20,5
35 36 20 2,5 6,0 45 60 26 34 20
37 80 45
38 100 55,5
39 25 17,5
40 35 24
41 42 20 3,0 5,5 45 60 31 40 33
43 80 53
44 100 65
45 40 27,5
46 50 33,5
47 60 39,5
48 30 4,0 7,5 75 49 40
49 90 58
50 110 70
51 130 83
52 40 29,5
53 50 36,5
54 60 43,5
55 26 4,0 6,5 75 54 48
56 90 65
57 105 75
58 120 85
59 50 35,5
60 60 43,5
61 70 48
62 63 35 5,0 8,6 80 100 54,5 67 70
64 120 80
65 145 96
66 170 112
67 50 38
68 60 45,5
69 70 52,5
70 71 38 6,0 9,4 80 100 60 74 105
72 120 88,5
73 150 НО
74 180 131
536
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Продолжение табл. 218
Условный номер пружины Наружный диаметр D Диаметр проволоки Шаг t Длина пру* жииы в сво- бодном со- стоянии н Длина пру- жины при максимальной нагрузке Максимальная рабочая нагрузка Р в кГ
75 60 45,5
76 70 52
77 80 59
78 79 45 7,0 11,9 100 120 73 87 155
80 140 101
81 165 118,5
82 190 136
83 70 52
84 80 59
85 100 72
86 87 52 8,0 12,8 120 140 86 99,5 195
88 160 113
89 180 126,5
90 200 140 1
91 60 51
92 70 59
93 80 67
94 95 42 8,0 11,0 100 120 83 99 225
96 140 115
97 160 131
98 180 147
99 70 55
100 80 62
101 100 76
102 103 55 9,0 14,5 120 140 91 105 275
104 160 119,5
105 185 137,5
106 210 155
107 70 55,5
108 80 63,0
109 100 77,5
ПО 111 60 10,0 15,8 120 150 92 114 340
112 180 136
113 210 157,5
114 240 179
Типовые конструктивные узлы и детали штампов
537
Продолжение табл. 218
Условный номер пружины Наружный диаметр D Диаметр проволоки d Шаг t Длина пру- жины в сво- бодном со- стоянии Н Длина пру- жииы при максимальной нагрузке Нг Максимальная рабочая нагрузка Р в кГ
115 90 65
116 ПО 79
117 130 92
118 119 80 12,0 21,2 150 180 106 126 450
120 210 146
121 250 173
122 290 200
123 - 80 65
124 100 79,5
125 120 94
126 127 70 12,0 18,5 140 165 109 128 510
128 190 147
129 220 169
130 250 191
131 100 79
132 120 93,5
133 140 108
134 135 85 14,0 22,4 160 190 122 144 670
136 220 166
137 260 195
138 300 223
139 120 94
140 140 108
141 160 122
142 143 100 16,0 26,3 180 210 136 157 820
144 240 179
145 280 207
146 320 235
Примечания: 1. Материал для проволоки диаметром до 3 мм — сталь П-П по ГОСТу 9389—60, для проволоки диаметром свыше 3 мм — сталь 65Г и 60С2. 2. Термообработка: калить, твердость HRC 40—48. 3. Концы пружииы поджать с обеих сторон иа 3/4+1/8 витка и сошлифовать пер- пендикулярно оси; 4. Нормализованные пружины по МН 846—60 обозначаются восьмизначным числом 1086—0000, в котором последние четыре знака отведены порядковому номеру от 0001 до 0146. В таблице приводятся только последние цифры номера без нулей.
538
ТИПОВЫЕ УЗЛЫ и ДЕТАЛИ ШТАМПОВ
заводами вместо стиракрила для тех же целей применяется самотвердеющая пласт
масса АСГ-Т (акрилат самотвердеющий технический).
В Польской народной республике1 разработаны нормализованные элементы сое
динений деталей штампов быстротвердеющими пластмассами на основе эпоксидных,
полиэфирных и полиметакрилатных смол. На рис. 490, а показаны различные способы
подготовки и поверхностей и заливки пуансонов в пуансонодержателе, на рис. 490, б
и в — соответственно направляющая втулка, подлежащая заливке в плиту штампа,
и нормализованная направляющая ко-
лонка [300]. Рифленая поверхность
обеспечивает прочное соединение пла-
стмассового слоя с соединяемой де-
талью.
На рис. 491 приведен нормализо-
ванный блок штампа с направляющей
плитой: слева соединения без направ-
ляющих втулок (с направлением ко-
лонок непосредственно по пластмассе),
справа — с залитыми направляющими
втулками. Второй тип соединения бо-
лее надежен в эксплуатации.
В табл. 217 приведены некоторые
типы специальных винтов, применяе-
мых в штампах, а также ряд других
конструктивных деталей штампов: тол-
катели, ограничители закрытой высо-
ты, пружины.
Пружины
Пружины являются распростра-
ненным элементом конструкции штам-
Рис. 49L Нормализованный блок штампа с
направляющей плитой с применением соедине-
ний быстротвердеющими пластмассами
пов и поэтому их изготовляют как
нормализованные детали. Конструк-
торы штампов вместо расчета пружин
производят подбор их по таблицам.
В табл. 218 приведены данные для подбора пружин наружным диаметром от 6
до 100 мм с максимально допустимой нагрузкой сжатия от 1,2 до 820 кГ [78].
При подборе пружин необходимо учитывать следующие требования:
1) пружины ставятся с предварительным натягом (сжатием), величина которого
зависит от характера работы съемника или прижима;
2) величина предварительного сжатия Fnp определяется по требуемому давле-
нию пружину РПр в исходном положении (рис. 492);
3) пружцва тюсле предварительного поджатия должна обладать величиной сжа-
тия (F — Fnp), обеспечивающей рабочий ход съемника или выталкивателя. Кроме
того, величина сжатия должна иметь некоторый запас на уменьшение высоты
вследствие перешлифовки штампа, а также на случай неточной регулировки
шатуна пресса.
В случае невозможности подобрать нормализованные пружины расчет цилинд-
рических пружин производится по формулам
Р = ^[т]. f = L = (n+ l,5)d+nf.
LcX = (« + >-5) d,
Центральная лаборатория пластической обработки в Познани.
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
539
Рис. 492. График сжатия пружины
где Р — максимально допустимая нагрузка в кГ;
d — диаметр проволоки в мм\
D — средний диаметр пружины в мм\
[т] — допускаемое напряжение кручения в кИмм? ([т] = 50—60 кИмм*);
F — максимально допустимое сжатие всей пружины в мм\
f — полный прогиб одного витка в мм;
L — длина пружины в свободном состоянии в мм\
LC3V — Длина пружины при полном сжатии в мм;
п — число витков пружины;
G — модуль упругости при кручении в кГ/мл? (6= 7500—8000 кГ!мм2).
В нормалях приведены для каждой пружины диаграммы зависимости усилия
пружины Р от величины сжатия F, аналогично диаграммам показанным н? рис. 493.
На рис. 494 приведены раз-
личные способы установки пружин
в штампах.
В штампах для холодной штам
повки получили широкое примене-
ние тарельчатые пружины, позво-
ляющие создавать значительные
нагрузки при малых габаритах.
Размеры наиболее пригодных для
штампов тарельчатых пружин при-
ведены в табл. 219.
На рис. 495 показаны тарельча-
тая пружина (а) и различные спосо-
бы установки их в штампах (б — г).
При последовательно-поп ар ной ус-
тановке (рис. 495, б) пружины
устанавливаются основаниями друг
к другу. Общий прогиб в этом слу-
чае равен сумме прогибов отдель-
ных пружин, а величина усилия
сжатия не суммируется.
При параллельной установке пружины вставляются одна в другую (рис. 495, в).
Общий прогиб равен прогибу собранных пачек, а общее усилие сжатия равно сумме
усилий отдельных пружин, входящих в пачку.
При последовательно-параллельном (рис. 495, г) соединении усилие сжатия
равно сумме усилия числа пружин, установленных параллельно, а прогиб равен сум-
ме прогибов пружин, установленных последовательно.
В табл. 220 приведены формулы расчета для двух типов собранных пружин,
изображенных на рис. 496 Тарельчатые пружины применяются для выталкивате-
лей, съемников, прижимов и буферов (рис. 497).
Недостатком тарельчатых пружин является сравнительно быстрый износ цент-
рального стержня, который следует цементировать и закаливать. Тарельчатые пружи-
ны позволяют создавать совмещенно-комбинированные штампы с подпружиненными
матрицами, благодаря которым за один рабочий ход осуществляется последователь-
но несколько переходов, обычно выполняемых за несколько отдельных операций.
Крупные вырубные и совмещенные комбинированные штампы требуют, особенно
в случае деталей сложной конфигурации, весьма большого количества пружин для
съемников и выталкивателей, что значительно усложняет конструкцию и настройку
штампа, так как весьма трудно обеспечить одинаковый натяг всех пружин.
Вследствие этого некоторые заводы электротехнической промышленности при-
меняют пневматическую систему съема и сбрасывания вырубленных деталей, состоя-
щую из постоянно закрепленных на прессах плоских пневматических подушек, под-
ключенных к сети сжатого воздуха или к распределительному клапану. С помощью
клапана сбрасывание деталей можно производить в определенном положении пол-
зуна пресса.
540
ТИПОВЫЕ УЗЛЫ и ДЕТАЛИ ШТАМПОВ
5 10 15 20 25 30 35 40 45 50 55 58Г^м
Рис. 493. Диаграммы зависимости усилия пружины Р от ве-
личины сжатия F для пружин N 33—66 (см. табл. 213)
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
541
В штампах холодной штамповки в ряде случаев необходимо применять упругие
конструктивные элементы, создающие высокое давление, которое не может быть
осуществлено ни пружинными, ни пневматическими буферными устройствами. В
Таблица 219. Размеры (в мм) наиболее применяемых тарельчатых пружин
по ГОСТу 3057—54 (рис. 495, а)
0-О.вЗ ^+0,52 f +0,4 '/71-0,3 h +°’Ь «0-0,8 Допустимый прогиб O.WmiL'is Максималь- ная нагрузка Р ± 0,2 в кГ
30 15 2 0,6 2,6 0,39 550
32 10 2 0,9 2,9 0,58 610
35 15 1,5 1,0 2,5 0,65 280
40 25 2,5 0,8 3,3 0,52 990
45 25 1,5 1,5 3,0 0,97 320
45 25 3,0 1,0 4,0 0,65 1450
50 20 2,0 1,5 3,5 0,97 460
50 30 3,0 1,0 4,0 0,65 1250
Примечания: 1. Материал пружин: сталь 60С2А или другая аналогичная марка стали; термическая обработка — закалка с отпуском до HRC 46—50. 2. Изготовление пружин путем вытачивания из проката ие допускается. пружинной
этих случаях применяют кольцевые пружины, обладающие наибольшей демпфирую-
щей жесткостью — наибольшей способностью гашения энергии воспринимаемых
ударов. Кольцевые пружины (рис. 498) состоят из стальных термически обработанных
наружных колец /, имеющих конические поверхности с внутренней стороны, и внут-
ренних колец 2, имеющих конические поверхности с наружной стороны. В собранных
Рнс. 494. Способы установки пружин в штампах
пружинах конические поверхности должны опираться друг на друга. С каждого
торца пружины устанавливаются опорные полукольца 3.
Осевое давление, воспринимаемое кольцевой пружиной, создает на соприка-
сающихся конических поверхностях большие усилия, под действием которых на-
ружные кольца растягиваются, а внутренние сжимаются. Вследствие этого коль-
ца вдвигаются друг в друга, а размер h и общая высота пружины уменьшаются (пра-
вая часть рис. 498).
542
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Рис. 495. Тарельчатая пружина (о) и способы ее установки (б — а)
Рнс. 496. Два типа собранных тарельчатых пружин: а — с одиночным
расположением пружин; б — с многослойным расположением пружин
а)
Рис. 497. Применение тарельчатых пружин в штампах: а — для
съемника; б — для сбрасывателя
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
543
На рис. 499 показаны схема действия сил и элементы сечения кольцевой
пружины.
Примерные конструктивные элементы кольцевых пружин:
высота колец b = (0,16-=-0,20)D;
средняя толщина колец а + с = (0,25 4- 0,35) 6;
угол конусности Р == 12 — 15°;
наименьший зазор между кольцами в сжатом состоянии zmin = 1 мм (z — за-
зор между кольцами в ненагруженном состоянии);
шаг пружины (в свободном состоянии) h = 0,5 (b + z)^0,5 (b + №тах), где
№тах — наибольшее допустимое осевое перемещение одной пары конических поверх-
ностей;
наибольшее осевое сжатие всей пружины /тах =л^тах (л — количество сопри-
касающихся конических поверхностей);
высота собранной кольцевой пружины в свободном состоянии (с торцевыми по-
лукольцами) ti = nh = (b + г).
Таблица 220. Формулы для расчета тарельчатых пружин [254]
Расчетные величины Одиночное расположение пружины (рис. 496, а) Многослойное расположение пружин (рис. 496, б)
Допустимая нагрузка Р в кГ (для пружин 0 = 30—50 мм) 10 000tg2gfS2 10 000 tg2 a zfS2
Общее сжатие всей пружины / в мм f = nW nW Z
Высота всей пружины в свободном состоя- нии Н в мм H=>nh W = -^-lft + S(2-l)]
Количество тарель- чатых пружин п Н f п— h ~ W Hz _ fz n ft + S(z—1) W
Конусность тарель- чатых пружин . 2 (h — S) tg«- D_d
Обозначени я: 1Г —допустимое осевое сжатие одного тарельчатого элемента в мм (0,65fm по рис. 495, а); z — количество слоев в пачке.
Из схемы действия сил (рис. 499) видно, что силы нормального давления N соз-
дают большие радиальные усилия R, вызывающие упругую деформацию колец. Пос-
ле снятия нагрузки размеры колец и всей пружины восстанавливаются за счет сил
упругости.
544
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Наибольшее усилие сжатия кольцевой пружины может быть найдено по фор-
муле
^max = 2nF[aUtg(₽ + <p) кГ,
F — половина сечения внутреннего кольца в мм2 (см. рис. 499);
— допустимое напряжение на сжатие, равное 100—110
р — угол конусности;
<р — угол трения (со смазкой <р = 6 — 9°).
Рис. 498. Разрез кольцевой (клиновой) пру-
жины
Рис. 499. Схема действующих сил
и элементы сечения кольцевой пру-
жины
При 12—14°, <р=6—8°, [o]czw=100 кГ!мм2 усилие сжатия составляет
Ртах — (200-S-250) F /сГ
Наибольшее допустимое осевое перемещение одной пары конических поверх-
ностей находится по приближенной формуле
TV7 foie ~F' Гв D d
max ftgfl ^400 tgP’
где E — модуль упругости, равный 20 000 кГ/мм2\
гнигв — радиусы центров тяжести наружного и внутреннего колец.
Расчетное (рабочее) усилие сжатия кольцевой пружины составляет
W
Р = —-—Р
W7 шах»
w max
где W — расчетное (рабочее) перемещение одной пары конических поверхностей.
Кольца изготовляют из пружинно-рессорной стали марки 60С2А и термически
обрабатывают (закалка в масле и отпуск при 400—450° С).
Благодаря компактности и возможности создавать весьма высокие давления
кольцевые пружины применяются в амортизирующих устройствах, предохраняю-
щих от перегрузки прессы, гибочные, калибровочные и чеканочные штампы и штам-
пы для объемной штамповки, работающие на глухом ударе. Эти амортизаторы-пре-
дохранители устраняют опасность поломок или заклинивания пресса в случае пе-
регрузки при плюсовых отклонениях по толщине заготовок и даже при случайном
попадании сдвоенной слипшейся заготовки.
На рис. 500, а приведено амортизирующее предохранительное устройство с
кольцевой пружиной к чеканочному прессу. Предварительный натяг производится
центральным болтом. Предохранительным устройством от перегрузки иногда снаб-
ТИПОВЫЕ КОНСТРУКТИВНЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
545
жаются также отдельные чеканочные и калибровочные штампы, как показано на
рис. 500, б.
Рис. 500. Амортизирующие предохранительные устрой-
ства с кольцевыми пружинами: а — к чеканочному
прессу; б — к чеканочному штампу
Кольцевые пружины, помимо их использования в амортизирующих и предохра-
нительных устройствах, применяются в штампах совмещенного действия с подпру-
жиненными рабочими элементами (наряду с тарельчатыми пружинами). В табл. 221
приведена характеристика некоторых типоразмеров кольцевых пружин.
Таблица 221. Характеристика некоторых типоразмеров
кольцевых (клиновых) пружин
Максималь- ная нагрузка в т Диаметр в мм Шаг пру- жины п в мм Высота колец Ъ в мм Перемещение на 1 элемент в мм
наружный внутренний
5,5 82 72 9 14 1,35
8,5 102 89,5 11 17 1,65
14,2 128 111,6 13,5 21 2,1
22,2 160 140,5 17 26 2,4
32,2 200 173,8 21 32 3,3
52,8 250 218,6 26 40 3,9
18 Романовский В. П.
546
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Во всех случаях применения кольцевые пружины должны находиться в закры-
той полости, наполненной смазкой. Недостаток или отсутствие смазки приведет к
нагреву от трения и быстрому износу колец. Поэтому необходимо через соответст-
вующее отверстие контролировать не только наличие, но и температуру смазки.
Недостатком кольцевых пружин является так же большая сложность изготов-
ления и более высокая стоимость по сравнению с дешевыми тарельчатыми пружинами.
5. ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Рабочие детали штампов
Пуансоны. В холодной штамповке применяется громадное количество пуан-
сонов различного технологического назначения и типа. Значительная часть из них
не является типовой, а зависит от формы и характера штампуемых деталей, например
фасонные вырубные, гибочные, формовочные и пр.
Рис. 501. Типы режущих секций и их крепление в штампах
Здесь рассмотрены типы и конструкции наиболее характерных вырубных и про-
бивных пуансонов. Способы крепления некоторых из них применимы и для крепле-
ния пуансонов, выполняющих другие технологические операции (вытяжку, формов-
ку, гибку).
В табл. 222 приведены наиболее распространенные типы круглых пробивных и
вырубных пуансонов. В табл. 223 — распространенные типы быстросменных пуан-
сонов. В табл. 224 — широко применяемые типы сменных пуансонов для пробивных
работ. В табл. 225 — основные типы профильных вырубных и составных пуансонов.
В табл. 226 — распространенные типы упрощенных штампов. В табл. 227 — основ-
ные типы сварных заготовок для режущих секций составных пуансонов и матриц.
Режущие секции составных штампов и способы их крепления представлены на
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
547
Т а б л и ц а 222. Основные типы круглых пуансонов
Тип пуансона Эскиз Применение
С заплечиком по МН 820—60 7 £ yfy/- Для пробивки отверстий диа- метром до 5 мм при d > S
С заплечиком по МН 861-60 1 и Ч t<L Для пробивки отверстий диа- метром 5—26 мм при d > S. При удельном давлении свыше 10 к Г/мм* необходимо применять прокладку
С заплечиком по МН 823-60 £ 1 _ =,^ шш, i_ at * Для пробивки отверстий и вы- резки деталей диаметром 26—50 мм. При d> 40 мм на торце пуансона следует делать выточку для умень- шения поверхности шлифовки. При удельном давлении свыше 10 кГ /мм? необходимо применять прокладку
С наставкой ///. '?//////%& 4 Для пробивки отверстий и вы- рубки деталей диаметром 50— 250 мм. 0 целью экономии инст- рументальной стали наставка де- лается сменной
<<< 1
Удерживаемый расклепкой головки (не нормализован) ^2 В пакетных штампах, особенно в случае близкого расположения пробивных пуансонов и конструк- тивной невозможности применения пуансонов с буртиком. Обычно изготовляется из стали серебрянки. Необходимо применять прокладку
'ЩГ) _*d
Удерживаемый расклепкой головки (не нормализован) В пакетных штампах с направ- ляющей плитой. Диаметр dx из- готовлять по посадке С или С3. Необходимо применять прокладку
у йг(г)
18*
548
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 223. Основные типы быстросъемиых пуансонов
Тип пуансона
Эскиз
Способ крепления и применение
Тип 1 по МН 825—
60 и МН 826—60
Закрепляется шариком под дей-
ствием пружины. Замену произ-
водят не снимая штампа с пресса
посредством нажатия через отвер-
стие d на шарик. Применяется
при пробивке большого количе-
ства отверстий в материале тол-
щиной до 6 мм. Диаметр рабочей
части от 1,5 до 22 мм
Тип II, заводская
нормаль
Закрепляется в пуансон ©держа-
теле шариком посредством нажим-
ного винта. Замену производят
не снимая штампа с пресса путем
вывинчивания нажимного винта.
Применяется при тяжелых пробив-
ных работах и в крупных штам-
пах
Тип 111 по
МН 827-60
Закрепляется затяжной гайкой.
Применяется для более тяжелых
пробивных работ. Диаметр рабо-
чей части от 5 до 26 мм
Тип IV по
МН 2738- 61
и МН 2740—61
Закрепляется стопорным вин-
том. Применяется для пробивки
квадратных и овальных отвер-
стий
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
549
Т а б л и ц а 224. Сменные пробивные пуансоны
Тип пуансона Эскиз Применение
Тип I, закре пляемый в трубке Трудна з ^Пуансон Г ф Для пробивки отверстий диа- метром 0,8—12 мм в случае тяже- лых условий работы: при про- бивке твердых материалов или ма- лых отверстий диаметром 0,7— 1,3S. При заточке пуансона на конус возможна пробивка отвер- стий диаметром (0Д4-0,6) S. Для замены необходимо разобрать штамп
Тип 11, закре- пляемый штуцером гж. Ezkz /^Стержень '7/./.Д у Штуцер —Пуансон Применяется в тех же случаях, что и пуансон, закрепляемый в трубке, при пробивке отверстий диаметром до 4 мм. Замену пуан- сона производят не снимая штам- па с пресса путем вывинчивания резьбового штуцера
Тип 111, закре- пляемый штуцером р ц! Устройство аналогично типу 11. Применяется в случае тяжелых условий при пробивке отверстий диаметром 4—24 мм в толстом материале
Тип IV с постоянным направлением в подвижной втулке А гй Д Г— ///} Иг -д Для пробивки весьма малых от- верстий d = (0,3—0,5) <S. Шлице- вая направляющая втулка (слу- жащая также прижимом для ма- териала) обеспечивает постоянное направление по всей длине пуан- сона, предохраняя его от продоль- ного изгиба
650
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 225. Основные типы профильных вырубных пуансонов
Тип пуансона Эскиз Применение
С фланцем, врез- ной или прикре- пляемый винтами и штифтами (i! Si! Для вырубки профильных деталей малых и средних размеров. Профиль пуан- сона изготовляется фрезеро- ванием. Крепление произво- дится непосредственно к плите без п у ан сонодержа- теля. Применяется в блоч- ных штампах
Y
Удерживаемый расклепкой Для вырубки профиль- ных деталей малых и сред- них размеров. Профиль пуансона изготовляется строганием и профильным шлифованием. Крепление производится в пуансоно- держателе. Применяется главным образом в пакет- ных штампах
1 i
С наставкой f Для вырубки деталей больших габаритов простой конфигурации с целью эко- номии инструментальной стали
w
Составной секционный м Для вырубки деталей весьма больших габаритов и сложной конфигурации. Пуансон состоит из отдель- ных режущих секций, приг- нанных друг к другу и монтируемых на верхней плите штампа. Крепление секций производится вин- тами и штифтами по рис. 513
Отрезной односторонний Пуансон сострит из одно- сторонней режущей секции (ножа), укрепляемой винта- ми и штифтами и снабжен- ной врезной противоотжим- ной шпонкой (планкой). Применяется в отрезных штампах
ТИПОВЫЕ технологические узлы и детали штампов
551
Таблица 226. Особые типы пуансонов в упрощенных штампах
Тип пуансона
Эскиз
Применение
Просечной
трубчатый
Для просечки (вырезки) про-
кладок из неметаллических
материалов: кожи, резины, бу-
маги, картона и т. п. Матри-
цей служит деревянная или
фибровая плита
Просечной
профильный
ножевой
Для просечки прокладок
больших габаритов и сложной
конфигурации из бумаги, кожи
и прочих неметаллических ма-
териалов. Режущий нож изго-
товляется из ленточной стали
Пластинчатый
штамп
(комплект)
Для вырубки деталей из тон-
ких материалов (до 3 мм) в
мелкосерийном производстве.
Стойкость 5000—10 000 шт. до
перешлифовки
Листовой
(пинцетный)
штамп
Для вырубки, пробивки и
формовки деталей малых и
средних размере® из тонкого
материала в мелкосерийном
производстве. Пуансон прикле^
пан или приварен точечной
электросваркой к полосовой
пружине. Устанавливается на
стол пресса без закрепления
Листовой
штамп
Для вырубки, пробивки
крупных деталей в мелкосе-
рийном производстве, снабжен
направляющими штифтами
552
ТИПОВЫЕ УЗЛЫ и ДЕТАЛИ ШТАМПОВ
Таблица 227. Основные типы сварных заготовок для режущих секций
составных пуансонов и матриц
Типы секций
Эскиз
Прямолинейные сварные
Угловые сварные
Криволинейные (радиальные) выпук-
лые сварные
Криволинейные (радиальные) вогну-
тые сварные
электросварка
Примечание. Вместо сварных секций иногда применяют литые режущие сек-
ции по МН 842—60.
Матрицы. Общим конструктивно-технологическим элементом матриц вырубных
и пробивных штампов является форма рабочего отверстия.
В табл. 228 приведены типы рабочих отверстий вырубных и пробивных матриц
с указанием их применения.
При вырубке и пробивке деталей 5-го класса точности и выше следует применять
прижим заготовки.
В табл. 229 приведены типовые конструкции круглых пробивных матриц,
в табл. 230 — основные типы вырубных матриц.
Для вырубки точных деталей (5-го класса точности и выше) следует применять
штампы с обратным выталкиванием и прижимом заготовки к матрице.
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
553
Таблица 228. Типы рабочих отверстий вырубных и пробивных матриц
Тип рабочего отверстия Схсми Применение
Тип 1, с шейкой 90 а ч —Hi i к -J-J ос U 'г % Для вырубки деталей сложной конфигурации. Высота шейки А и допустимое отклонение А угла а берутся в зависимости от тол- щины материала: при 5 до 0,5 мм h — 3—5 мм, А = 10'; при 5 = 0,5—5 мм h = 5—10 мм, А = 20'; при 5 = 5—10 мм h = 10—15 мм, А = 30'. Угол а от 3 до 5°
Тип II, конусный jL 1 —1— с //. /, Для вырубки небольших дета- лей простой конфигурации. Угол а берется в зависимости от тол- щины материала: при 5 = 0,1—0,5 мм а = 10—15'; при 5 = 0,5- 1 мм а = 15—20': при 5 = 1 — 2 мм а = 20—30'; при 5 = 2—4 мм а = 30—45'; при 5 = 4—6 мм а = 45'—1°. При указанных углах возможна значительная перешлифовка мат- рицы по толщине
Тип 111, призма- тический 90е При вырубке деталей с обрат- ным выталкиванием в штампах совмещенного типа и в случае вырубки крупных деталей
1 : 1 1
Тип IV, с цилиндриче- ским уширением у/7/ ; । ; 'А В круглых вставных матрицах для пробивки отверстий (до 25 мм). Цилиндрическое уширение де- лается для упрощения изготовле- ния матрицы. Высота шейки h и допустимое отклонение А угла а берутся в зависимости от тол- щины материала (см. тип 1)
554
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 229. Типы круглых сменных пробивных матриц
Тип матрицы ЭС1 <из Применение
Тип I, круглая запрессовываемая (по МН 815—60 и МН 816—60) 1 1 1 ±= 1 1 1 —I- 7 Для пробивки мелких отвер- стий, а также вырубки деталей круглой формы диаметром до 40 мм. Закрепляется путем прессовой посадки
Тип 11, круглая с заплечиком (по МН 817-60 и МН 818-60) L iCZ 1-4 к- 1 1 —1— 1 L_ 1 В тех же случаях, что и предыдущий тип матриц. Наи- больший диаметр отверстия 65 мм. Закрепляется путем тугой посадки и удерживается заплечиком
Тип III, круглая быстросменная (с винтом) Г—" Для пробивки отверстий в толстых материалах диаметром до 30 мм. Удерживается в матрицедержателе стальным шариком при завинчивании винта
к Ч 4 J* 3. 'A
-4 & о ж
Тип IV, круглая быстросменная (с пружинкой) V/'. '(йг - 1 f-— «/ц Для пробивки отверстий в материале толщиной до 6 мм, диаметром до 22 мм. Удержи- вается шариком посредством давления пружинки
.1
Тип V, круглая быстросменная для квадратных и оваль- ных отверстий (по МН 2744-61 и МН 2746-61) Для пробивки квадратных и овальных отверстий. Удержи- вается стопорным винтом
Z 1 1 1 t +— а ж i —i 4/Z
h\\x\v3
ТИПОВЫЕ технологические узлы и детали штампов
555
Т а б л и ц а 230. Основные типы вырубных матриц
Тип матриц Эскиз Применение
Круглые ths Для вырубки круглых деталей средних размеров из материала тол- щиной до 10 мм
Прямоугольные цельные *L f i L 1 -f i < И s>- У Для простой, последовательной и совмещенной вырубки или пробивки деталей средних размеров как в па- кетных, так и в блочных штампах. Ширина матрицы В = b + (3 4- 4) Н. Являются наиболее распространен- ным типом матриц
Прямоуголь- ные разрезные 1 .Яг /ЖУ 1 /ЯЧ _ -. г IJpr -Е ф-у -- При вырубке деталей сложных кон- фигураций с целью упрощения изго- товления и доводки рабочего контура матриц. Для деталей мелких и сред- них размеров — при малой ширине их и наличии острых углов; для крупных деталей — в случае возмож- ного коробления целой матрицы при закалке. В первом случае работа происходит с провалом детали, во втором — с обратным выталкиванием на поверхность матрицы
Составные секционные W о О Матрицы состоят из отдельных секций, пригнанных друг к другу и монтируемых на нижней плите штампа. Применяются для вырубки деталей больших габарите® и слож- ных конфигураций с целью упроще- ния изготовления рабочего контура матриц и экономии инструменталь- ной стали. Работа производится с обратным выталкиванием детали. Способы крепления см. рис. 501.
Пластинчатые L Л',4 | | HY7? ’W; j т J Для вырубки деталей (заготовок) в мелкосерийном производстве из ма- териала толщиной до 2,5—3 мм
556
ТИПОВЫЕ УЗЛЫ и ДЕТАЛИ ШТАМПОВ
Таблица 231. Наиболее распространенные типы упоров
Тил упора Эскиз Применение
Постоянный (непо- движный) цилиндри- ческий по МН 849—60 ч— “Г у В вырубных штампах при штамповке толстого материала. Диаметр от 8 до 16 мм
Постоянный грибко- вый (с круглой головкой) по МН 850-60 ы В вырубных и последователь- ных штампах при штамповке из полосы или ленты шириной свыше 20 мм при ручной по- даче материала. Диаметр го- ловки 6 —40 мм
Постоянный (непо- движный) крючко- образный по МН 851-60 1N ; 1 В вырубных и последова- тельных штампах при ручной подаче материала для более крупных деталей. Крючок дол- жен быть предохранен от сво- рачивания во время работы
Постоянный резьбо- вой по МН 852—60 kV4 1 ы Для установки сравнительно крупных заготовок по наруж- ному контуру
Цилиндрический переставной (регулируемый) и £_ । 1 В универсальных отрезных штампах
Утопающий (подвиж- ной), тип I ПО МН 853-60 и МН 854-60 и В вырубных и совмещенных штампах, у которых матрица • расположена в верхней части, а пуансон — в иижней части штампа
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
557
Продолжение табл. 231
Тип упора Эскиз Применение
Утопающий (подвиж- ной) тип 11, пружинный по МН 856—60 В вырубных и совмещенных комбинированных штампах, у которых матрица расположена в верхней части, а пуансон с подвижным съемником — в нижней части штампа
Утопающий (под- вижной) пружинный, тип III по МН 855 -60 Is. В вырубных и последова- тельных штампах для тонкого материала
Подвижной пружин- ный возвратного действия (не нормализован) al? Й1 7. /Подача ^^/jjQnocbi т\^гОбратнсе р}иЖ8ние • ±1- В вырубных штампах при вырубке узких деталей (6—20 мм) толщиной не менее 0,5 мм для коротких и не ме- нее 1 мм для длинных дета- лей, обеспечивая высокую производительность работы. Способ действия: зацепление за перемычки при подаче по- лосы в обратном подтягивании
Временный (предва- рительный) боковой по МН 849-60 В штампах последователь- ного Действия для первоначаль- ной установки полосы под первый переход. Вводится в действие нажатием пальца
в зи
.'иг. '////л
и
Временный (предва- рительный) верхний (не нормализован) Применение и способ дейст- вия те же, что и упора боко- вого, различие лишь в конст- рукции и способе изготовле- ния
в ж ''7/ 4.
558
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Продолжение табл. 231
Тип упора
Эскиз
Применение
Упор бокового шаго-
вого ножа
(один из типов)
В вырубных и последова-
тельных штампах при вырубке
небольших деталей из мате-
риала толщиной 0,3—3 мм в
том случае, когда другие типы
упоров не применимы (напри-
мер, в некоторых случаях без-
отходной штамповки), или
при фигурной обрезке боко-
вого контура. Устанавливается
с одной стороны полосы. Уста-
новка с двух сторон полосы
производится только в случае,
когда боковой нож одновре-
менно производит фигурную
обрезку бокового контура де-
тали
Фиксирующие детали штампов
Способ фиксации заготовки в рабочей зоне штампа является весьма важным
эксплуатационно-производственным фактором, определяющим как производитель-
ность, так и безопасность работы.
Упоры. Конструкция и тип упора имеют большое значение в холодной штампов-
ке, так как ими в значительной степени определяются точность и производительность
штамповки.
В табл. 231 приведены наиболее распространенные типы упоров. Упоры в пос-
ледовательных штампах устанавливаются с шагом большим 0,2—0,3 мм требуемого
шага подачи. Это делается для того,
Рнс. 502. Просвет между матрицей н съем-
ником
чтобы ловитель при точной фиксации не-
много подтянул полосу назад, но не тол-
кая ее вперед, так как этому препят-
ствует постоянный упор.
Ловители. В последовательных штам-
пах для точной фиксации полосы недоста-
точно одного только упора, какой бы кон-
струкции он ни был, так как упоры не
обеспечивают точности и совпадения осей
предварительно пробитого отверстия и
вырезной матрицы (наружного контура). Для получения более точных деталей
необходимо обязательное применение ловителей, устраняющих погрешности подачи
и обеспечивающих соосность внутреннего отверстия и наружного контура с точ-
ностью до ±0,1 мм (для небольших деталей толщиной до 2 мм).
В табл. 233 приведены основные типы ловителей, применяемых в последователь-
ных штампах. Эксцентричность ловителя относительно оси пуансона допускается в
пределах 2-го класса точности.
Определение величины просвета между направляющими планками было изло-
жено в гл. III, раздел второй. В табл. 232 указаны величины просвета между матрицей
и съемником для прохода полосы в зависимости от типа упора (рис. 502).
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
559
Т а б л и ц а 232. Величина просвета между матрицей и съемником
Толщина полосы В МЛ{ Высота упора h в мм Величина просвета Н в мм
со штифтовым упором с боковым шаговым ножом
0,3—0,2 3 6—8 4—6
2,0— 3,0 4 8-10 6-8
3,0-4,0 4 10—12 6—8
4,0—6,0 5 12—15 8-10
6,0-10,0 8 15-25 10-15
Таблица 233. Основные типы ловителей
Тнп ловителя Эскиз Применение
Тип I, цельный Для фиксации ленты по пред-
\ж 1 варительно пробитым отвер-
стиям. Диаметр ловителя 3—
У 10 лш
Тип 11, вставной Для точного центрирования
со штифтом предварительно пробитого отвер-
(по МН 843—60) -1 .'Ъ.Д стия по отношению к контуру
1'4 вырубного пуансона. Применяет-
и ся для отверстий диаметром до
т 12 мм
Тип III, вставной, Назначение то же, что и у
прикрепляемый винтом типа II. Применяется для отвер-
(по МН 844-60) стий диаметром 12—50 мм
Тип IV, накладной, В последовательных штампах
прикрепляемый винта- при фиксации прямоугольных
ми (не нормализован) отверстий, а также для фиксации
/ 1 , lrTrS> деталей в обрезных штампах
560
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 234. Основные типы фиксаторов
Тип
фиксаторов
Эскиз
Тип
фиксаторов
Эскиз
Штифтовые
Составные
планочные
Цельные
открытые
Передвижные
универсальные
Цельные
закрытые
Цельные
полузакрытые
Д
Таблица 235. Направляющие планки и боковые прижимы
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
561
Продолжение табл. 235
Типы планок, прижимов и др. Эскиз Применение
Боковой прижим пружинный по МН 857—60 “Й ! PLJ 1 В последовательных штам- пах для центрированного перемещения полосы или ленты. Величина прижима (колебание ширины полосы) 2—3 лш. Толщина пружин от 0,5 до 1 мм
I8WT- I W! 1 J
Боковой прижим колодочный В последовательных штам- пах для более толстых по- лос и лент. Величина под- жима 5—8 мм. Толщина пружин от 0,5 до 1,5 мм
7
Пуансон центрирующий 1 р \АМ В последовательных штам- пах без бокового прижима ленты (при автоматической валковой подаче)
Е 9, г-НН- i 4Sr w — / 1
Ролики центрирующие Г / \ В последовательных штам- пах без бокового прижима полосы. Трение полосы мень- ше, так как центрирующие ролики имеют свободное вра- щение на оси
Боковой прижим шарнирным роликом В последовательных штам- пах с ручной подачей. Необ- ходимо применение пружин- ного съемника
1 1
г Направлена, чодачи
BWV
Боковой прижим шарнирными клиньями 1 г » В последовательных штам- пах как с ручной, так и с автоматической подачей
562
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Фиксаторы (трафареты). Для точной и быстрой установки штучных за-
готовок (как плоских, так и деформированных) по оси пуансона и матрицы
применяют фиксаторы или трафареты. Основные типы фиксаторов приведены
в табл. 234.
Фиксаторы цельные закрытые и полузакрытые обеспечивают лучшую фиксацию,
но требуют применения устройств для автоматического сбрасывания деталей.
Направляющие планки и боковые прижимы. Значение направляющих планок
и бокового прижима при штамповке из полосы было рассмотрено ранее.
В табл. 235 приведены основные типы направляющих планок и устройств для
бокового прижима к боковой направляющей планке.
Прижимающие и удаляющие детали штампов
Съемники. Способ съема и удаления деталей оказывает большое влияние на произ-
водительность и безопасность работы.
Наиболее производительным способом является удаление деталей из штампа
на провал через отверстие матрицы. К способу съема с обратным выталкиванием
Рис. 503. Клиновые устройства
пробивных штампов
деталей на поверхность штампа следует прибегать в следующих случаях: 1) при
штамповке в упор (гибка, формовка и т. п.); 2) при комбинированной штамповке;
3) при вырубке и пробивке с прижимом заготовки; 4) при крупных размерах штам-
пуемых деталей.
В табл. 236 приведены основные типы съемников и даны рекомендации по их
применению.
Выталкиватели. В табл. 237 приведены основные типы выталкивателей отштампо-
ванных деталей на поверхность штампа. Допускаемое применение способа обратного
выталкивания деталей было указано выше.
Прижимы (складкодержатели). В табл. 238 приведены некоторые типы прижимов-
складкодержателей, применяемых в вытяжных штампах.
Узлы подачи заготовок (загрузочные устройства). В табл. 239 приведены некото-
рые типы устройств для подачи заготовок в рабочую зону, являющиеся частью кон-
струкции штампа и обеспечивающие безопасную работу.
Особенно актуально применение загрузочных устройств при работе с мелкими
штучными заготовками, обычно устанавливаемыми при помощи щипцов и пинцетов.
Сбрасыватели (удалители). К сбрасывателям относятся устройства, служащие
для сбрасывания (удаления) отштампованных деталей с поверхности или из рабочей
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
563
зоны штампа. В табл. 240 приведены основные типы сбрасывателей. Автоматизация
удаления особенно необходима и эффективна при штамповке мелких деталей.
Рнс. 504. Различные способы соединения подвижных деталей
с неподвижными при помощи винтов с утопленной головкой
Клиновые устройства. Для пробивки отверстий в боковых стенках полых или
гнутых изделий применяют клиновые пробивные штампы, позволяющие пробивать
несколько отверстий, или производить пробивку отверстий одновременно с другими
операциями.
На рис. 503 приведены некоторые типы клиновых устройств пробивных штампов.
564
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Рис. 505. Способы удержания подвижных частей при помощи заплечиков в штампах
с буферными устройствами
Рис. 506. Различные способы применении противоотжимиых устройств
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
565
Таблица 236. Основные типы съемников
Тип съемника Эскиз Применение
Жесткий mtwi В мелкосерийном производст-
(неподвиж- ве для грубой вырубки из ма-
ный) откры- la териала толщиной > 3 мм или
тый при пробивке отверстий в круп-
ных деталях. Небезопасен в ра-
боте
W7///X Уу//Л7/Л
Жесткий В штампах с направляющими
(неподвиж- колонками применяется как
ный) закры- съемник, а в пакетных штам-
тый пах — одновременно как направ-
,W»/i v ляющая плита для пуансона.
Безопасен в работе
Подвижной В штампах с направляющими
пружинный колонками: 1) при пробивке
верхний й чх\?\ ХМДдЕ, Э крупных деталей из тонкого ма-
териала с прижимом заготовки;
Y/7/\ 2) в комбинированных совме-
Hi ш щенных штампах. Небезопасен
L..i lx^ в работе ।
Подвижной пружинный или резино- вый нижний я 1 \ 1 / В штампах с направляющими колонками: 1) при вырубке де- талей из тонкого материала (до 0,2 мм)\ 2) при комбинирован- ной вырубке и пробивке как крупных, так и мелких деталей в совмещенных штампах. Вместо пружин можно приме- нять резиновые буфера
Подвижной резиновый верхний В серийном производстве в пробивных главным образом многопуансонных или в откры- тых вырубных штампах для крупных деталей. Надевается на пуансон или штифт и удер- живается сжатием резины. За- щитные шайбы привулканизиро- ваны. Размеры d = 5 ~ 30 мм, L) = 20 4-60 мм. Давление од- ного съемника 200 - 300 кГ 1
1 ^/7
566
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Продолжение табл. 236
Тип съемника Эскиз Применение
Подвижной буферный 8 й S 1 В штампах с направляющими колонками, снабженными ниж- ним буфером, или в штампах, устанавливаемых на прессах с пневматическими буферными устройствами. Технологическое применение аналогично пружин- ному нижнему съемнику
Подвижной отжимаемый /1 V / F 1 В штампах для пробивки от- верстий в полых деталях, а также в штампах для холодного выдав- ливания по обратному методу. Позволяет применить более ко- роткие пуансоны и увеличить рабочую высоту для свободного удаления деталей
Подвижной направляе- мый ф d 1 Ед пр \ Q Служит съемником материала и направляющей плитой для пуансонов. Применяется в штам- пах с нестандартными длинными и тонкими пуансонами, например при пробивке отверстий в высо- ких вытянутых деталях, когда по конструктивным соображе- ниям применить пуансоны в труб- ках не представляется возмож- ным. При очень большой вели- чине хода пресса направление в верхней плите делать не обя- зательно
Присасыва- ющего дей- ствия 1 1 и Для подъема и удержаний Нй весу вырезанной крупной детали со сбрасыванием ее на подвиж- ное удаляющее устройство
Зо
Г \\Х
Секционно- кольцевой пружинящий 1 Для вытяжных штампов при работе на провал для деталей диаметром до 100 мм
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
567
Продолжение табл. 236
Тип съемника Эскиз Применение
Радиально- Для вытяжных штампов при
крючковый 1 работе на провал для деталей
пружинящий диаметром свыше 100 мм, Вместо
1 гЧ потайных цилиндрических пру-
1 п\Ji жин иногда применяют плоские
наружные
Радиально- 1 Для протяжных штампов при
крючковый изготовлении крупных и длин-
самоустанав- ных гильз
ливающийся
(плавающий)
Радиально- Для вытяжных и протяжных
планочный штампов при работе на провал.
Съемные планки поворотно-на-
г А Ф'у/ клоняемого типа
Таблица 237. Основные типы выталкивателей
Тип выталкивателя Эскиз j Применение
Пружинный В вырубных штампах. При
нижний и верхний V, (\ 1 /|__ х, V 1 v . J ? 1 у ll\\ 1 / I 1 вырубке из тонкого материала
с прижимом заготовки, а также
при вырубке крупных деталей
Буферный В комбинированных (совме-
нижний L'X z,^4W{/' л/\ щенных) штампах: для выруб-
ки и пробивки, для вырубки
•rar№S\. и вытяжки и т. п. Обратная
впрессовка в полосу при вы-
рубке используется для удале-
ния деталей из штампа
Буферный нижний В универсальных штампах
(с горизонтальны- P^-J-TTT при невозможности применения
ми буферами) обычных типов буферных уст- ройств. Усилие передается
стальной проволокой или лентой
568
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Продолжение табл. 237
Тип выталкивателя Эскиз Примено
Пневматический верхний и нижний В вырубных и совмещенно- комбинированных штампах средних и крупных размеров при работе на прессах без пнев- матического буфера. Давление воздуха от сети5—ват. Уплот- нение резиновой мембраной. Позволяет упростить конструк- цию штампа
Жесткий, дейст- вующий от вытал- кивателя пресса (верхний) -Tri- 1 г В комбинированных совме- щенных штампах: для выруб- ки и пробивки, для вырубки и вытяжки. При работе на на- клоняемых прессах, а также в тех случаях, когда обратная вставка в полосу нежелательна
; в ж S
Жесткий вытал- киватель-съемник ж Т ( 1! В совмещенных штампах с применением переходных штифтов-тол кателей
1 \ с N К4' H=ttl=
F । z у В Г
Жесткий, ударно- рычажный нижний £oj | В формовочных, гибочных и других штампах, работающих в упор
Отлипатели В вырубных и совмещенных штампах при штамповке тонко- листовых материалов, для сбра- сывания прилипшей детали или отхода. При автоматической работе применение отлипателей обязательно
V г ' 7 1 1 1
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
569
Таблица 238. Типы прижимов (складкодержатслей)
Тип прижима
Эскиз
. Применение
Подвижной
Для вытяжки на прессах про-
стого действия: для крупной вы-
тяжки прижим делается сверху,
для мелкой и повторной средней
вытяжки — снизу от буфера (об-
ратное расположение рабочих
частей)
Жесткий
Для вытяжки на прессах двой-
ного действия. В крупных вытяж-
ных штампах сложной или несим-
метричной конфигурации (типа
кузовных) применяются вытяжные
ребра
Пневматический
плавающий
Для вытяжки круглых изделий
на прессах двойного действия. На-
значение — компенсация колеба-
ний по толщине в разных местах
заготовки
Пол у жесткий
регулируемый
Для вытяжки деталей сложной
формы в плане, требующих разной
величины прижима по контуру
(/ — регулируемые стойки; 2— рам-
ка из многослойной фанеры)
Соединение подвижных деталей штампов с неподвижными может быть осущест-
влено как при помощи винтов с утопленной головкой (рис. 504), так и при помощи
заплечиков (буртиков), скоб и пластинок (рис. 505).
На рис. 506 показаны различные способы применения противоотжимных уст-
ройств при односторонней резке или гибке сравнительно толстого материала (S>2 мм)
или при большей длине рабочей кромки. При штамповке тонкого материала (S<^0,5alw)
вопрос о применении противоотжимов решается в зависимости от поперечных раз-
меров и устойчивости пуансона а также от требуемой точности штампуемых деталей.
570
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 239. Некоторые типы узлов загрузочных устройств
Тип загрузочных устройств Эскиз Применение
Лотки направля- ющие £ 7zzz7z^^^^ Для ручной подачи заго- товок на последующие вы- тяжки и т. п.
i т
♦А 1
\ 1 I
\k ) 1
L 1
Выдвижные загру- зочные устройства и Для ручной подачи мелких штучных заготовок на за- чистные пробивные, высадоч- ные чеканочные и другие операции
Поворотные загру- зочные устройства > г4л -| Для ручной подачи мелких штучных заготовок главным образом в зачистных штампах
Ш t *1
\
Автоматические кли- новые (магазинные) подачи Для автоматической пода- чи небольших плоских штуч- ных заготовок
Автоматическая крючковая подача /^4' Для автоматической пода- чи ленты в штампах, уста- навливаемых на простых кривошипных прессах. При- водится в действие системой рычагов
Г
Автоматическая Крючкове-клиновая подача и L Назначение то же, что крючковой подачи. Приво- дится в действие клином, толкающим подвижную ка- ретку с крючком
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
571
Таблица 2^0. Типы сбрасывателей (удалителей)
Тип сбрасывателя Эскиз Применение
Ручной рычажный В вытяжных, формовочных
пЭ - -л и подобных штампах с об-
ратным выталкиванием дета-
лей на поверхность штампа
Автоматический с j— В пробивных штампах для
пружинной защелкой небольших деталей
Г ж
А 11 \ \Х\] —
Автоматический с В гибочных штампах для
поворотным рычажком П-образной гибки небольших
деталей
Автоматический 1 № В гибочных штампах для
пружинио-клиновый —- П-образной гибки небольших
и средних деталей
Wd-LEp-
Автоматический ко- w му //// *- * nr** 1 В гибочных штампах при
пир ный штамповке деталей замкну-
taSg? той конфигурации
572
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Тип сбрасывателей
Продолжение табл. 240
Применение
Поворотный
ный механизм
Пневматические сду-
вающие сопла
Для удаления деталей, вы-
брасываемых из верхней ча-
сти штампа
Для сдувания с поверхно-
сти штампа небольших, глав-
ным образом полых, деталей
Пневматические
поршневые толкатели
Для удаления крупных и
тяжелых деталей
6. ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ И ЧИСТОТА ОБРАБОТКИ
ДЕТАЛЕЙ ШТАМПОВ
Штампы для холодной штамповки представляют собой сложную конструкцию,
состояющую из большого количества деталей разнообразного технологического и кон-
структивного назначения. Исходя из условий работы и различного характера соп-
ряжения, эти детали требуют различной точности изготовления.
Различные типы сопряжений и требуемая точность изготовления регламенти-
руются Государственными стандартами на допуски и посадки (для размеров до 1 мм;
от 1 до 500 мм; от 500 до 10 000 мм). Их содержание изложено в специальной литера-
туре и справочниках по допускам и посадкам и здесь не приводится.
В данном справочнике приводятся лишь краткие справочные сведения о типе
применяемых сопряжений (посадок) в узлах штампов и о некоторых специфических
вопросах изготовления рабочих частей штампов. В большинстве случаев при изго-
товлении штампов применяются допуски и посадки по системе отверстия.
Наиболее точного изготовления требуют рабочие детали вырубных штампов —
пуансоны и матрицы, а также направляющие колонки и втулки прецизионных штам-
пов. Чистота обработки (шероховатость поверхности) деталей штампов определяется
назначением детали и требованиями, предъявляемыми к ней. В соответствии с этим
для изготовления детали применяются те или иные способы механической обработки.
Шероховатость поверхности оценивается классами чистоты поверхности по
ГОСТу 2798—59. В табл. 241 приведены рекомендуемые классы чистоты поверхности
деталей штампов. В табл. 242 — пример точности обработки (класс точности, тип
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ И ЧИСТОТА ОБРАБОТКИ
573
посадки) и шероховатости поверхности (ГОСТ 2789—59) для основных деталей вы-
рубного штампа.
Таблица 241. Рекомендуемые классы чистоты поверхности деталей
штампов (по ГОСТу 2789-59)
Поверхности деталей штампов Класс чистоты поверхности
Поверхности, не требующие чистой обработки (провальные от- верстия плит штампов) 3
Поверхности деталей, не соприкасающихся с другими деталями, а также поверхность отверстий после сверления или зенкерования 4
Опорные поверхности без особых требований (выступающая часть хвостовика, опорные поверхности винтов и т. п.) 5
Опорные поверхности плит блоков обычной точности, держате- лей пуансонов и матриц, отверстия под врезку, соединение про- фильных пуансонов с пуансонодержателем 6
Поверхности отверстий для посадок по 2-му классу точности, прилегающие поверхности деталей пакета, установочные штифты, упоры, запрессовываемая часть направляющих колонок и втулок и т. п. 7
Подвижная часть направляющих колонок и втулок, изготавли- ваемых по 2-му классу точности, рабочая поверхность большин- ства вырубных и гибочных штампов, поверхности вытяжных пуан- сонов 8
Рабочая поверхность вытяжных матриц и складкодержателей, режущие поверхности вырубных прецизионных штампов, рабочие поверхности штампов для холодного выдавливания, направляющая поверхность колонок и отверстия направляющих втулок, изготов- ляемых по 1-му классу точности 10
Направляющая поверхность колонок прецизионных штампов, в частности с шариковым направлением, рабочие поверхности формообразующих штампов при повышенных требованиях 11
Допуски на изготовление рабочих частей вырубных пуансонов и матриц тесно
связаны с величиной технологического зазора между ними, так как допуски увели-
чивают величину зазора. Независимо от этого, допуски на изготовление находятся
в зависимости от номинальных размеров рабочих частей. На рис. 507 приведены схе-
мы построения допусков на изготовление вырубных и пробивных пуансонов и матриц.
На рис. 507, а изображена схема построения допусков при вырубке наружного кои-
тура с заданным размером D — Д. В данном случае номинальный размер матрицы
берется равным наименьшему предельному размеру изделия DMH0M = D — Д.
На рис. 507. б изображена схема построения допусков при пробивке отверстий
с заданным размером d Ц- Д. В этом случае номинальный размер пуансона берется
равным наибольшему предельному размеру отверстия dn ном = d + Д-
574
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 242. Точность обработки и шероховатость поверхностей
деталей вырубных штампов
Детали штампов Обрабатываемая поверхность Класс точности, тип посад- ки, шероховатость поверх- ности по ГОСТу 2789—59
Отверстие d под втулку А по ОСТу 1012 V7
или Id зерхияя Отверстие Dr под врезку цилиндрического пуаисоно- держателя (пуансона) Аз по ОСТу 1013 V6
I и
Рабочая плоскость С V6, V7 Непараллельнрсть для верхней и нижней плит 0,07 мм на длине 300 мм
1 1
Отверстие d± под винты А6 по ОСТу 1015 V4
1А1
Плита нижняя Диаметр под Врезку круглой матрицы тЦ по ОСТу 1013 V6
т/ХМл Ис ж !В1 Отверстие d2 под штифты выталкивателя Лз по ОСТу 1013 V6
iO 1 1’1 —&2 1
4
(а гы Отверстие da под запрес- совку колонки л по ОСТу 1012 V7
V 1 /
Отверстие под штифты установочные А по ОСТу 1012 V7
щ нуе гифть] устаиов( ЭЧ<г Рабочий диаметр d Г по ОСТу 1012 * V7
Длина 1 по ОСТу 1010 V4
. х >
в
точность изготовления и чистота Обработки
575
Продолжение табл. 242
Детали штампов Обрабатываемая поверхность Класс точности, тип посад- ки, шероховатость поЁерх- иости по ГОСТу 2789—69
Вту ющая лка нап равля- Внутренний диаметр d Лх, л, Л3 по ОСТам 1011, 1012, 1013 V8 (при отклонении размера по чистота поверхно- сти V Ю)
СТ 1 i 7! Ill
Наружный диаметр D Пр по ОСТу 1043 V7
L
Поверхности торцовые /, к, к в, по ОСТу 1010 V4
Диаметр для запрес- совки пР по ОСТу 1043 V7—V8
к ющ .олонка иаправл: ая Я- Диаметр d рабочей части С, X и Х3* по ОСТам 1011, 1012, 1013 V8 (при отклонении размера по Сх чистота поверхно- сти V Ю)
1
Li A
Длина /, 1ъ 1 в, по ОСТу 1010 V4
Штифты вы вающие L T< )C1 1ЛКИ- l ГИ OT 1 Диаметр d по ОСТу 1013 V6
• —4' В зависимс Длина / гоЛ1Дииы материала и необходимой В, по ОСТу 1010 V4 величины зазора
Продолжение табл. 242
Детали штампов Обр абатыв аем ая поверхность Класс точности, тип посад- ки, шероховатость поверх- ности по ГОСТу 2789—59
Ловитель d Хвостовик т по ОСТу 1012 V7
Рабочий диаметр С3 по ОСТу 1013 V7
Матрица цилипдри- Рабочий размер d (изго- товлять с допусками, приве- денными в табл. 244) VS— V10
ческая цельная врез- ная d., Наружный диаметр D Сз по ОСТу 1013 V6
ДТГ Отверстие под винты dj ^Б по ОСТу 1015 V 4
i
' с Г1 D -U4~
Высота матрицы h В; по ОСТу 1010 Низ V7 Верх V8
Матрица цилиндр и- ческ а я цельн а я за- прессовываемая Рабочий размер d (изго- товлять с допусками, приве- денными в табл. 244) V 8—V10
1 Наружный диаметр D т по ОСТу 1012 V7-V8
1 -к
Высота h в, по ОСТу 1010 Низ V7 Верх V®
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ и ЧИСТОТА ОБРАБОТКИ
577
Продолжение табл. 242
Детали штампов Обрабатываемая поверхность Класс точности, тип посад- ки, шероховатость поверх- ности по ГОСТу 2789—59
Пуансон простой Рабочий размер d (изго- товлять с допусками, при- веденными в табл. 244) V8—Х7Ю
Шейка Dy т по ОСТу 1012 V7-V8
Заплечик О2 в7 по ОСТу 1010 V4
j с т 1
-- = 1 Отверстие под ловитель dt А по ОСТу 1012 V6
• Торцовые поверхности Верхняя V 7 Нижняя V 8
Пуансон цилиндри- ческий врезной цель- ный Рабочий размер d (изго- товлять с допусками, приве- денными в табл. 244) V 8—V10
Диаметр под врезку D Сз по ОСТу 1013 V6
/ ГО
<1 Высота h в7 по ОСТу 1010 ?6и V7
Пуансонодержатель цилиндрический Отверстие под пуансон d А по ОСТу 1012 V6-V7
1 Диаметр под врезку D Сз по ОСТу 1013 V6
ттс | kAS'RS <2
"Г . Idf. J
JL Отверстие под винты di и d2 А6 по ОСТу 1015 V з- v 4
Высота h В, по ОСТу 1010 V4-V6
19 Романовский В. П.
578
ТИПОВЫЕ УЗЛЫ и ДЕТАЛИ ШТАМПОВ
Продолжение табл. 242
Детали штампов
D,
d
D
Ф777
D .
Utz'
»1
Прижимы, выталки-
ватели с внутренним
направлением
Прижимы, выталки-
ватели с наружным
направлением
Обрабатываемая поверхность Класс точности, тип посад- ки, шероховатость поверх- ности по ГОСТу 2789—59
Внутренний диаметр d ^3 по ОСТу 1013 \7би V7
Наружный диаметр запле- чика D в7 по ОСТу 1010 V 3—V4
Наружный диаметр Dj д, по ОСТу 1010 V3-V4
Внутренний диаметр d Л7 по ОСТу 1010 V 3—V 4
Наружный диаметр D В, по ОСТу 1010 V 3—V 4
Наружный диаметр Dt Х3 по ОСТу 1013 V6
Исполнительные размеры вырубных матриц и пуансонов определяются по форму
лам, приведенным в табл. 243.
Допуск на износ матрицы и пуансона составляет при вырубке наружного конту-
ра == А — а при пробивке отверстия — 6„зн.п = & — Поэтому при оп-
ределении исполнительных размеров матриц и пуансонов рекомендуется исполь-
зовать полностью величину допуска детали А. Это увеличивает допуски (припуски)
на износ пуансонов и матриц и удлиняет срок службы штампов.
Необходимо обратить внимание и на то, что заданные допуски направлены «в
тело» детали: для наружного конутра D — А; для отверстия d + А, так же как и у
элементов сложного контура (L + А; / — А), что вызвано необходимостью сопряже-
ния этих деталей с другими деталями по допускам и посадкам, установленным ГОСТом
7713—62. Это находится в полном противоречии с физически естественными отклоне-
ниями при штамповке деталей в связи с износом штампа: вырубка наружного контура
дает отклонение-f- А, пробивка отверстия — А («из тела» детали). Поэтому следует от-
казаться от применения на иесопрягаемые размеры допусков по ГОСТу 7713—62, так
как это зачастую приводит к необоснованному забракованию вполне годных деталей.
В табл. 243 приведен также расчет исполнительных размеров для сопрягаемых
элементов деталей сложного контура, размеры которых уменьшаются при вырубке
и увеличиваются при пробивке по мере износа и перешлифовки штампа (рис. 507, в, г).
Допуски на расстояние между осями ие зависят от износа штампа и берутся по
чертежу детали (±).
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ И ЧИСТОТА ОБРАБОТКИ
579
В табл. 244 приведены допуски иа изготовление круглых взаимозаменяемых
и вырубных и пробивных пуансонов и матриц диаметром до 50 мм.
Следует предостеречь от применения таблиц с расчетными величинами допусков
на изготовление пуансонов и матриц во всех случаях, так как требование раздель-
ного изготовления пуансонов и матриц по предельным размерам в некоторых слу-
чаях (особенно для фигурного контура) ие соответствует реальным условиям мелко-
серийного, а тем более индивидуального изготовления штампов.
Рис. 507. Схемы построения допусков иа изготовление вырубных и пробив-
ных пуаисоиов и матриц: а — при вырубке наружного контура; б — при
пробивке отверстия; в — г — соответственно для увеличивающихся (А, В,
С, /) и уменьшающихся (о, b, L) сопрягаемых размеров (--------размеры
до износа; — ------размеры после износа штампа)
Допуски и точность изготовления пуансонов и матриц зависят от типа производ-
ства, серийности и способа изготовления штампов, приведенных в табл. 245. Наиболее
совершенными из перечисленных в табл. 245 способов изготовления является пер-
вый, в особенности с применением профильной шлифовки профилированными и
алмазными кругами.
Одиако в серийном производстве весьма распространен третий способ, основан-
ный на слесарной пригонке пуансона по матрице. Этот способ дает следующее соот-
ношение точности изделия и точности изготовления штампа.
Класс точности детали . 2а За 4 5 7
» > штампа I 2 2а За 4
При изготовлении вырубных и пробивных штампов для несопрягаемых деталей
свободных размеров, для которых не требуется направление допусков обязательно в
«тело» детали, номинальный размер матрицы (пуансона) берется равным номиналь-
ному размеру детали (отверстия) и изготовляется по 4-му классу точности. Необ-
ходимая величина зазора получается путем соответствующей пригонки пуансона
по матрице и наоборот. В ряде случаев вместо слесарной подгонки применяется шли-
фовка.
19*
580
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 243. Формулы для определения исполнительных размеров
рабочих частей вырубных и пробивных штампов______________________
Вид выполняемой работы и характер детали Исполнительные размеры матрицы Исполнительные размеры пуансона
Сопрягаемые де- тали с задан- ным допуском Вырубка наружного контура размером £)—А (рис. 507 а) DM = (D - Д)+ел> D„=(D—Д-г)_в п
Пробивка отверстия размером d + А (рис. 507, б) dJK=(d+A+2)+ej« d„ = (d+A)_e п
Сопрягаемые элементы дета- лей сложного контура Вырубка элементов контура с размерами, уменьшающимися при износе матрицы L + А (рис. 507, в) LM = (L + Д)_6л L„=(L+A-z)_e п
Пробивка элементов контура с размерами, увеличивающимися при износе пуансона 1 — А (рис. 507, г) /л,=(/-Д+2)+вЛ< 1п-=Ц — Д)+в«
Несопрягаемые детали свобод- ных размеров Вырубка наружного контура размером D ^,.св = О+б;' &п.св=(Р z)—&’п
Пробивка отверстия размером d d„.ce=(d+z)+6M dn.ce — d—b'n
Обозначения:
DM и Dn~ исполнительные размеры матрицы и пуансона при вырубке на-
ружного контура с заданным допуском по наружному диамет-
ру (£> - Д);
D — номинальный наружным размер детали;
&м и бд — допуски на изготовление матрицы и пуансона для сопрягаемых
деталей с заданным допуском;
б'г и бп — допуски на изготовление матрицы и пуансона для деталей
свободных размеров (берутся по 4-му классу точности);
z — номинальный (наименьший) зазор между пуансоном и матрицей;
А — допуск детали и отверстия;
dM и dn — исполнительные размеры матрицы и пуансона при пробивке
отверстия с заданным допуском по внутреннему размеру dM-Д;
d—номинальный размер отверстия;
Ольсв и Dn ee — исполнительные размеры матрицы и пуансона при вырубке
деталей свободных размеров;
йц.св и dn.cg исполнительные размеры матрицы и пуансона при пробивке
отверстий свободных размеров;
LM и Ln — исполнительные размеры матрицы и пуансона при вырубке
элемента с уменьшающимися при износе матрицы размерами;
1М и — исполнительные размеры матрицы и пуансона при пробивке
элемента с увеличивающимися размерами при износе пуансона.
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ и ЧИСТОТА ОБРАБОТКИ
581
Таблица 244. Допуски на изготовление круглых взаимозаменяемых
вырубных и пробивных пуансонов и матриц
Толщина материала в мм Наименьший двусторонний начальный зазор г в мм Диаметральные допуски (в мм) на изготовление
матрицы (6л1) пуансона (бп)
0,3 0,02 0,015 0,01
0,5 0,03 0,02 0,01
0,8 0,05 0,02 0,012
1,0 0,06 0,025 0,015
1,5 0,10 0,03 0,02
2,0 0,14 0,04 0,02
2,5 0,20 0,05 0,03
3,0 0,24 0,06 0,03
4,0 0,40 0,08 0,04
5,0 0,60 0,10 0,05
6,0 0,80 0,12 0,06
8,0 1,30 0,16 0,08
10,0 1,80 0,20 0,10
12,0 2,40 0,24 0,12
Примечания:
1. По указанным допускам следует изготовлять раздельно только круглые взаимо-
заменяемые вырубные и пробивные пуансоны и сменные матрицы размером до 50 мм.
2. Для толщин материалов, находящихся между указанными в таблице, необходимо
принимать промежуточные значения.
Допуски на изготовление вытяжных пуансонов и матриц зависят от допусков
на толщину металла и требуемой величины зазора.
Рис 508. Схемы построения допусков на изготовление вытяжных пуан-
сонов н матриц: а — при заданном наружном размере; б — при заданном
внутреннем размере
Схемы построения допусков для вытяжных пуансонов и матриц различны для
случаев, когда задан наружный размер детали (колпачка) с допуском D — А
(рис. 508, а) и когда задан внутренний размер детали (колпачка) с допуском d + А
(рис. 508, б).
582
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 245. Способы изготовления и пригонки рабочих частей
вырубных и пробивных штампов
Способы изготовления и пригонки штампов Применение
Раздельное изготовление пуансонов и матриц по предельным размерам с соблюде- нием начального зазора между ними. Точ- ные размеры рабочих частей получаются шлифованием: а) круглых пуансонов и матриц — на круглошлифовальных и внутри- шлифовальных станках; б) разрезных матриц и пуансонов сложной конфигурации — на оп- тических профилешлифовальных станках, а также на модернизированных плоскошли- фовальных станках профилированными и ал- мазными кругами. 1. При серийном изготовле- нии круглых взаимозаменяемых вырубных и пробивных пуансо- нов и матриц диаметром пре- имущественно до 50 мм, а так- же в массовом и крупносерий- ном производствах. 2. При изготовлении раз- резных матриц и пуансонов сложной конфигурации, в том числе из «пластифицированного» твердого сплава (по технологии ВНИИТСа)
Изготовление рабочей части пуансонов и матриц доводкой (прошивкой) мастер-пуан- соном или мастер-матрицей, изготовленными с учетом необходимого зазора (см. табл. 12) При серийном изготовлении взаимозаменяемых вырубных пуансонов и матриц небольших размеров, но сложной конфигу- рации, в массовом и крупносе- рийном производствах (точная механика)
Слесарная пригонка пуансона по матрице (для вырубных штампов) или матрицы по пуансону (для пробивных штампов) с соблю- дением заданной величины начального зазо- ра (см. табл. 12) При изготовлении вырубных штампов некруглого контура в серийном производстве
Прошивка сырой матрицы закаленным и доведенным пуансоном (для пробивки) или прошивка (обрезка) сырого пуансона закален- ной и доведенной матрицей (для вырубки) При индивидуальном изгото- влении вырубных или пробив- ных штампов сложной конфигу- рации для материалов толщиной до 0,5 мм с расклепкой (под- чеканкой) режущих кромок в случае их износа. Применяет- ся в серийном и мелкосерийном производствах
Изготовление рабочей части пуансонов и матриц электроискровым способом в зака- ленном состоянии с последующей доводкой При изготовлении вырубных пуансонов и матриц сложной конфигурации в крупносерий- ном и серийном производствах, а также при изготовлении цель- ных твердосплавных матриц
ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ И ЧИСТОТА обработки 583
Таблица 246. Формулы для определения исполнительных размеров
рабочих частей вытяжных штампов
Случаи вытяжки Исполнительные размеры матрицы Исполнительные размеры пуансона
Вытяжка деталей с допуском по наружному размеру D — Д Грис. 508, о) Dm=(D-&)+6m D„=(D-A-z)_e Л
Вытяжка деталей с допуском по внутреннему размеру d-j-Д (рис. 508, б) <iM=(d + z)+6M 8°* II |U О» 3
Обозначения: Dm и Dn— исполнительные размеры матрицы и пуансона при вытяжке дета- лей с допуском по наружному размеру; D — номинальный наружный размер детали; 6^ и 6Л — допуски на изготовление матрицы и пуансона; Д — допуск детали (в «тело»); г — номинальный диаметральный зазор между пуансоном и матрицей; и dM — исполнительные размеры пуансона и матрицы при вытяжке дета- лей с допуском по внутреннему размеру; d — номинальный внутренний размер детали.
Таблица 247. Допуски на изготовление вытяжных пуансонов и матриц
для вытяжки иекалиброванной тонколистовой стали
Толщина материала в мм Значения допусков (в мм) в зависимости от номинального диаметра вытяжки
10—50 мм 50 -200 мм 200—250 мм
«А 6п 6* 1 6п
0,25 0,02 0,01 0,03 0,015 0,03 0,015
0,35 0,03 0,02 0,04 0,02 0,04 0,025
0,5 0,04 0,03 0,05 0,03 0,05 0,035
0,6 0,05 0,035 0,06 0,04 0,06 0,04
0,8 0,07 0,04 0,08 0,05 0,08 0,06
1,0 0,08 0,05 0,09 0,06 0,10 0,07
1,2 0,09 0,06 0,10 0,07 0,12 0,08
1,5 0,11 0,07 0,12 0,08 0,14 0,09
2,0 0,13 0,085 0,15 0,10 0,17 0,12
2,5 0,15 0,10 0,18 0,12 0,20 0,14
В первом случае номинальный размер матрицы берется равным наименьшему
предельному размеру детали
DM. ном ~ D Д.
Во втором случае номинальный размер пуансона берется равным номинальному
размеру детали
^л. ном ~
584
ТИПОВЫЕ УЗЛЫ и ДЕТАЛИ ШТАМПОВ
Исполнительные размеры вытяжных пуансонов и матриц определяются по фор-
мулам, приведенным в табл. 246.
В табл. 247 приведены допуски на изготовление вытяжных пуансонов и матриц
для вытяжки некалиброванной тонколистовой стали. Для вытяжки калиброванного
листового металла допуски на изготовление вытяжных пуансонов и матриц берутся
на 20—25% ниже указанных. Как видно из сравнения с табл. 244, допуски на из-
готовление вытяжных пуансонов и матриц в несколько раз больше допусков на из-
готовление вырубных пуансонов и матриц.
Вследствие большого зазора между вытяжным пуансоном и матрицей, а также
простоты конфигурации для большинства вытягиваемых деталей применяется раз-
дельное изготовление круглых вытяжных пуансонов и матриц по предельным раз-
мерам, полученным расчетом.
7. МАТЕРИАЛЫ ДЛЯ ДЕТАЛЕЙ ШТАМПОВ
Рабочие детали штампов (пуансоны и матрицы) подвергаются ударной нагрузке с
сильной концентрацией напряжений на рабочих кромках или на рабочей поверх-
ности. Поэтому к материалу пуансонов и матриц предъявляется требование высокой
или повышенной тердости и износоустойчивости при наличии достаточной вязкости.
К материалу пуансонов и матриц для холодного выдавливания предъявляется также
требование повышенной теплостойкости.
В табл. 248 приведены марки материалов, применяемые для изготовления пуан-
сонов и матриц.
Стали, применяемые для изготовления рабочих частей штампов холодной штам-
повки, делятся на следующие группы:
1) углеродистые инструментальные стали небольшой прокаливаемости (ф до
25 мм): У8А, УЮА, У8, У10;
2) легированные стали повышенной прокаливаемости (ф до 40—50 мм):
X (ХШ15), Х09 (ШХ9), 9Х, 9ХС, 9ХФ, ХВГ, 9ХВГ, ХГСВФ;
3) высокохром истые стали высокой прокаливаемости (ф до 80 мм) и высокой
износоустойчивости, мало деформируемые при закалке: Х12Ф1, Х12Ф, Х12М, Х12,
Х6ВФ и ХГЗСВФ;
4) легированные стали повышенной вязкости (при твердости HRC 56—58) : 4ХС,
6ХС, 4ХВ2С, 5ХВ2С, 6ХВ2С, 5ХВГ.
Углеродистые инструментальные стали после правильно
выполненной термической обработки обладают такой же твердостью и прочностью,
как и многие легированные стали.
Основным недостатком углеродистых инструментальных сталей является их
низкая прокаливаемость, в результате чего в больших сечениях (свыше 20—25 мм)
сохраняется непрокаленная сердцевина с пониженной твердостью. Однако в ряде
случаев при работе штампов со значительными динамическими нагрузками, например
на прессах с большим числом ходов, это свойство углеродистых сталей становится
пол ож ител ьным.
Углеродистые инструментальные стали применяются в основном для изготов-
ления рабочих частей штампов простой формы толщиной или диаметром до 25.юи.
Наиболее пригодны для изготовления штампов стали марок УЮА и У10, имеющие
более высокую прочность, чем другие марки углеродистой инструментальной стали
(о„ = 200 — 230 кПмм2, при HRC 59—60).
Легированные инструментальные стали повышенной
прокаливаемости позволяют изготовлять рабочие части штампов толщиной до 40 мм
(при закалке в воду). Прочность этих сталей после закалки и отпуска на твердость
HRC 59—61 несколько выше, чем у углеродистых сталей и достигает величины о,. =
=250 кГ/мм1.
Высокохромистые стали обладают высокой прокаливаемостью
и закаливаемостью, что позволяет использовать их дня штампов больших сечений и
применять закалку с умеренным охлаждением, что уменьшает деформацию изделия.
Высокохромистые износоустойчивые стали имеют некоторые различия по механичес-
МАТЕРИАЛЫ ДЛЯ ДЕТАЛЕЙ ШТАМПОВ
585
Таблица 248. Материалы, применяемые для изготовления
пуансонов и матриц
Детали штампов Марки сталей и материалов
Рекомендуемые Допускаемые заменители
Пуансоны и матрицы вырубные и пробивные: простой формы сложной формы У10, У10А Х12М, Х12Ф1, Х6ВФ ШХ15 5ХВ2С, 7ХГ2ВФМ
Пуансоны и матрицы гибочные: простой формы сложной формы У8А У10А, Х6ВФ У8, модифицированный чугун МСЧ 32—52 Х12Ф, ШХ15
Пуансоны и матрицы вытяжные и формовочные: простой формы сложной формы У10А, Х12, ВК8, модифицированный чугун МСЧ 32-52 Х6ВФ, специальный термообработан ны й чугун, пластмасса Х12Ф, ВК15, графитизп рованная сталь ЭИ293 или ЭИ366 ХВ5, Х12Ф1, графитизи- рованная сталь ЭИ293 или ЭИ366
Пуансоны и матрицы чеканочные: простой формы сложной формы Х12Ф Х12М Х12Ф1 9ХС, ХВГ, 9ХВГ
Пуансоны для холодно- го выдавливания. алюминия меди и латуни У10А, Х12М Р18 Х12Ф1, 7ХГ2ВФМ 7ХГ2ВФМ
Матрицы для холодно- го выдавливания: алюминия меди и латуни Х12М, Х12Ф1 Х12М, Р18 UIX15, 9ХС, Х6ВФ 7Х12ВФМ, Х12Ф1
Пуансоны дня холодно- го выдавливания стали Р18, Х12М ХГЗСВФМ
Матрицы для холодно- го выдавливания стали Р18, Х12М ХГЗСВФМ
586
ТИПОВЫЕ УЗЛЫ и ДЕТАЛИ ШТАМПОВ
ким свойствам после закалки. Сталь Х12Ф1 несколько пластичнее сталей Х12Ф и
Х12М. Но сталь Х12М имеет несколько более высокую твердость (на одну единицу
по Роквеллу) и большую износоусточивость. Сталь Х12 при высокой твердости об-
ладает несколько меиьшей вязкостью и применяется для штампов простой формы,
которые работают без значительных ударных нагрузок, но от которых требуется по-
вышенная износоустойчивость.
Для изготовления рабочих деталей вытяжных штампов в массовом производст-
ве применяют стали Х12 и Х12Ф1 с азотированием поверхности при твердости наруж-
ного слоя HRC 68—69 и твердости закаленного подслоя HRC 58. Стали этой группы
подвергаются закалке с нагревом до высоких температур (Х12М, Х12Ф, Х12 —
1020—1040° С; Х12Ф1 — 1070—1090° С) и низкому отпуску (150—170° С). Твер-
дость HRC 61—63.
Высокохром истые стали хорошо закаливаются при охлаждении на воздухе,
однако вследствие высокой температуры нагрева происходит значительное обезуг-
лероживание поверхности.
Наряду с достоинствами высокохром истые стали имеют и некоторые недостатки:
1) повышенную карбидную неоднородность, являющуюся зачастую причиной
выкрашивания поверхностей и рабочих кромок;
2) необходимость повышенной температуры закалки (1020—1090° С) и вы-
сокую чувствительность к возможным колебаниям температур закалки.
Приведенная в табл. 248 сталь марки Х6ВФ обладает в два раза большей вяз-
костью, чем сталь Х12Ф1 при почти одинаковой прочности. В ряде случаев сталь
Х6ВФ имеет преимущество перед сталью Х12М [18].
В последнее время в СССР разработаны, исследованы и рекомендуются для про-
мышленного внедрения новые марки малодеформирующихся штамповых сталей,
приведенные в табл. 249.
Таблица 249. Химический состав новых марок малодеформирующихся сталей
Марка стали Содержание элементов в %
С Мп Si Сг W V Мо
ХГЗСВФМ 0,95-1,05 2,8-3,2 0,7-1,0 1,0-1,3 0,7-1,2 0,15-0,25 0,5-0,8
7ХГ2ВФМ (ЭИ472) 0,65-0,75 1,8-2,2 0,4-0,7 1,5-1,8 0,7-1,2 0,15-0,25 0,5-0,8
Прочность на изгиб закаленных до твердости HRC 57 образцов составляет 280—
290 кГ1мм\ По сравнению со сталями марок Х12М и Х12Ф1 эти стали обладают
значительно меньшей карбидной неоднородностью (балл<1) и не требуют высокой
температуры нагрева при закалке. Стойкость их выше стойкости стали Х12Ф1.
Термическая обработка новых марок стали для получения твердости HRC 57—60
следующая:
сталь ХГЗСВФМ — закалка 800—840° С, отпуск 150—250° С;
сталь 7ХГ2ВФМ — закалка 850—860° С, отпуск 150—200° С.
При изготовлении из указанных марок сталей пуансонов и матриц сложной фор-
мы и небольших сечений (30—40 мм) применяется закалка с охлаждением на воздухе,
дающая твердость HRC 59—62. Эти марки стали пока еще не юстированы и .потому
указаны в табл. 254 в рубрике заменителей.
В последнее время с целью повышения твердости и износостойкости пуансонов
и матриц вытяжных и формовочных штампов разработан новый способ азотирования
перед закалкой наряду с азотированием после окончательной термичес-
кой обработки. Предварительному азотированию подвергаются стали Х12М, Х6ВФ
и 7X1АВМ. Азотирование производится при температуре 560—600° С или при 520—
МАТЕРИАЛЫ ДЛЯ ДЕТАЛЕЙ ШТАМПОВ
587
540° С длительностью 8—12 ч [18]. В результате получается более глубокий азоти-
рованный слой, в конечном счете стойкость вытяжных штампов повышается в 1,5—
2 раза.
Таблица 250. Сплавы, применяемые для изготовления матриц
и пуансонов литых штампов
Тип штампа Состав и свойства сплавов
Литые штампы для формовки и гибки дуралюмина и стали (до 2 мм), а в прокатном виде — для вырезки тонкого дуралю- мина и стали (до 0,25 мм) Состав сплава: 93,17% Zn, 4,1% Al, 2,7% Си, 0,03% Mg. Температура плавления 470° С; твердость НВ 100; относительное удлинение б: литого —3%, катаного—30%; ов = 43 кГ1мм? (катаного)
Литые вытяжные и формовоч- ные штампы средних размеров, а также особо ответственные плиты крупных штампов 1. Модифицированный чугун МСЧ 32—52, НВ 230—260. 2. Специальный чугун: 3— 3,5% С, 0,8-1,5% Si, 1,2-1,8% Ni, 0,4— 0,8% Cr, 0,5-1,0% Мп; НВ 220; Ов= 18— 22 кГ/мм2
Литые вытяжные формовочные и гибочные пуансоны и матрицы крупных размеров, повышенной износоустойчивости Специальный чугун: 2,9—3,2% С, 1,0— 1,5% Si, 2,5-4,0% Ni, 0,6—1,0% Сг, 0,5— 1.0% Мп. Термообработка: закалка в масле при 850° С, отпуск при 350° С; НВ 350; огв = 25 кГ/мм2
Литые матрицы для штамповки алюминиевых сплавов на падаю- щих молотах 1. Цинковые сплавы марок Ц1; Ц2; ЦЗ; Ц4. Температура плавления 420° С. Нагрев до 470-490° С. 2. Алюминиево-цинковые сплавы: ЦАМ 53 (4-5% А1, 2-3% Си); ов = 20-24 кГ/мм* НВ НО. Температура плавления 380° С. 3. АЦ 13-2 (7-9% А1, 1,8-2,2% Си), 0^ = 21—27 кГ1мм\ НВ 120. Температура плавления 410°С
Литые пуансоны для штам- повки алюминиевых сплавов на падающих молотах 1. Свинец (с добавкой 10% сурьмы). Тем- пература плавления 326° С. Нагрев до 370— 400° С. 2. Алюминиево-цинковые сплавы ЦАМ 53, АЦ 13—2 и др.
Примечание. В последнее время для штамповки на падающих молотах полу- чили применение пуансоны, изготовленные из термопластичной литейной композиции этнлцеллюлозы ТКЛ-Э или нз древесно-клеевой массы ДКМ.
Графитизированная сталь марок ЭИ293 и ЭИ366 является износоустойчивым
материалом, применяемым для изготовления вытяжных штампов. Эта высокоугле-
родистая и высококремнистая износоустойчивая сталь не дает налипания частиц
металла на инструмент и предотвращает возникновение задиров и царапин на изделии.
Большое содержание углерода и кремния приводит к графитизации стали при тер-
мической обработке. Графитизированная сталь успешно применяется при вытяжке
нержавеющей стали и титановых сплавов. Термическая обработка графитизированной
588
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
стали состоит из графитизирующего отжига и закалки. Твердость стали ЭИ366
HRC 58—62, а стали ЭИ293 — HRC 60—65.
Для изготовления рабочих частей штампов, применяемых при штамповке вы-
сокопрочных и жаропрочных сплавов, а также штампов для холодного выдавли-
вания рекомендуются новые штамповыесталиЭИ958 и ЭИ959 (4Х5В2ФС и 4Х2В5ФМ).
Эти стали обладают высоким пределом прочности (св = 170 + ЮОкГ/мм2), повышен-
ной теплостойкостью и удовлетворительной пластичностью и вязкостью (а„ ~ 3—
4 кГ/см2 при 20° С). Твердость сталей после закалки и высокого отпуска (650е С)
равна HRC 45—48.
Таблица 251. Марки материалов и сталей, применяемые
для изготовления различных деталей штампов
Детали штампа Марка материала Термообработка
Основной Заменитель
Плиты штампов Чугун Стальное литье
литые СЧ 21 —40 или СЧ 22-44 ЗОЛ, 40Л
Плиты штампов Стали 40, 50 Ст. 5 —
стальные
Хвостовики Стали 35, 40 Ст. 4 и Ст. 5 —
Колонки напра- 1. Сталь 20 Ст. 2 1. Цементировать на
вляющие 2. Стали 45, 50 глубину 0,5—1,0 мм, ка- лить до HRC 58—62. 2. Калить до HRC 45—50
Втулки напра- 1. Сталь 20 Ст. 2 1. Цементировать на
вляющие 2. Стали 45, 50 — глубину 0,5—1 мм, ка- лить до HRC 58—62. 2. Калить до HRC 45—50
Втулки для ша- ШХ15 — Калить до HRC 58—62
риковых напра- вляющих
Пуансонодержа- Стали 35, 45 Ст. 3 —
тели
Подкладки под Сталь 45 Ст. 5 Калить до HRC 40—45
пуансон
Съемники Ст. 3 Сталь 25 —
Прижимы, напра- Ст. 3, Калить до HRC 50—54
вляющие планки, стали 40, 45 Ст. 5
выталкиватели
Упоры Сталь 45 — Калить до HRC 40—45
Ловители У8А У7А Калить до HRC 50—54
Штифты У8А Ст. 6 Калить до HRC 45—50
Винты Сталь 45 — Калить головку до HRC 40-45
Пружины 65Г, 60С2 Стальная про- волока П-го класса Калить до HRC 40—48
МАТЕРИАЛЫ ДЛЯ ДЕТАЛЕЙ ШТАМПОВ
589
В мелкосерийном производстве нет надобности стремиться к высокой стойкости
рабочих деталей штампов. Поэтому в некоторых случаях могут быть применены
пуансоны и матрицы, изготовленные из более дешевой стали марки 45 с закалкой
в воде и отпуском при температуре 200 —250е С до HRC 45—50. Хорошим материалом
для изготовления вытяжных матриц являются также алюминиевые бронзы типа
Бр. АЖН 10-4-6, весьма устойчивые против налипания при вытяжке нержавею-
щей стали.
Таблица 252. Механические свойства невулкаиизироваиной резины
по ТУ МХП 815—53р
Группа резины X арактеристика Сопроти- вление разрыву в кГ/см* (не менее) Относи- тельное удлине- ние в % (не менее) Остаточ- ное удли- нение в % (не более) Твердость по Шору (в преде- лах)
I. Для воздуха, Мягкая 30 350 35 35-60
воды и слабых рас- Средней твердости 45 250 35 45-65
творов кислот и ще- лочей Повышенной твердости 45 200 35 60-80
II. Теплостойкие Мягкая 40 300 30 35-60
резины (от - 30° Средней твердости 45 200 30 50-70
до +90° С) Повышенной твердости 50 100 30 65-90
III. Морозостой- Мягкая 35 350 30 30-50
кие резины (от Средней твердости 35 200 30 45-65
-45° до +50° С) Повышенной твердости 50 170 25 60-80
IV. Масло- и бен- Мягкая 50 350 45 30-50
зостойкие резины Средней твердости 50 250 45 45—65
(от -30° до -|-50°С) Твердая 55 180 40 55-85
В табл. 250 приведены сплавы, применяемые для изготовления пуансонов и мат-
риц литых штампов.
В последнее время вытяжные штампы для деталей автомобильных кузовов и
других изделий изготовляют из различного рода пластмасс, которые рассмотрены
ниже.
В табл. 251 даны марки сталей для изготовления других деталей штампов.
Рекомендуемая твердость рабочих деталей штампов после термообработки:
Пуансоны вырубные:
простой формы
сложной формы
Матрицы вырубные:
простой формы
сложной формы
Пуансоны и матрицы:
гибочные .
вытяжные
для холодного выдавливания
HRC
54-56
58-60
56-58
58-60
58-60
60-62
590
ТИПОВЫЕ УЗЛЫ и ДЕТАЛИ ШТАМПОВ
Резина в штампахв качестве рабочего инструмента применяется при
вырезке резиной и при формовке и гибке на гидравлических прессах, а также при
штамповке с резиновыми накладками на падающих молотах. Кроме того, резина при-
меняется в качестве упругого амортизатора — буфера при штамповке на прессах
(для съемников, выталкивателей, прижимов и т. п.).
Для вырезки резиной применяют резину повышенной твердости (по Шору 70),
для формовки — гибки — сорта средней твердости (по Шору 45—64), а для вытяжки
резиновой матрицей — наиболее эластичные сорта резины, допускающие большую
степень деформации. Для штамповки на падающих молотах в зависимости от толщи-
ны и сорта металла применяют твердую резину (при штамповке стали) и резину сред-
ней твердости (при штамповке дуралюмина).
В табл. 252 приведены механические свойства невулканизированной резины
по ТУ МХП 815—53р.
8. ПЛАСТМАССОВЫЕ ШТАМПЫ (32, 46]
Одним из многообещающих направлений в развитии инструментально-штампо-
вого производства является применение пластмасс для изготовления штампов или
их деталей. Преимущества штампов из пластмасс перед металлическими следующие:
1) меньший вес штампа (в 3—4 раза), что особенно эффективно при изготовлении
крупных вытяжных и формовочных штампов;
2) меньшая трудоемкость изготовления (на 20—50%), вследствие устранения
копировально-фрезерных и слесарно-доводочных работ;
3) более простое и более дешевое оборудование;
4) возможность быстрого освоения новых типов изделий.
Пластические массы применяют для изготовления полностью пластмассовых
штампов или их деталей, для облицовки рабочей поверхности пуансонов, матриц
и складкодержателей вытяжных штампов, для крепления пуансонов в пуансонодер-
жателях, колонок и втулок в плитах, а также для заливки направляющих отверстий
в съемниках.
Наибольшее применение пластмассовые штампы получили в автомобильной и
авиационной промышленности при серийном и мелкосерийном типах производства.
Пластмассы, применяемые для изготовления штампов, состоят из следующих
компонентов:
1) искусственной смолы, служащей для связывания всех составных частей;
2) отвердителя — вещества, служащего для отверждения смол путем перевода
их в высокомолекулярное соединение;
3) пластификатора — химического вещества, вводимого для снижения хрупкос-
ти и повышения эластичности после затвердевания;
4) наполнителя (различные инертные твердые вещества), вводимого в компо-
зиции для повышения механических свойств, а также для экономии смолы и удешев-
ления стоимости штампов.
Наибольшее применение для изготовления штампов получили пластмассы на
основе эпоксидных, фенольноформальдегидных и акриловых смел.
Пластмассы на основе эпоксидных смол (эпоксипласты)
Отличительной чертой эпоксипластов являются:
1) высокая механическая прочность, достигающая в зависимости от типа напол-
нителя большой величины (ое = 6 — 25 кГ/мм2)-,
2) малая усадка (от0,1 до 0,2%), что позволяет получать точные рабочие размеры;
3) высокая адгезия (прилипаемость) к металлу, дереву, наполнителям;
4) устойчивость к действию влаги и масел;
5) теплостойкость (от — 20 до + 100° С).
Основой эпокси пластов, применяемых в отечественной промышленности, явля-
ются эпоксидные смолы: ЭД-5, ЭД-6 и Э-40, а также чешские эпоксидные смолы:
эпокси 1200, эпокси 2100 и эпокси 2200.
ПЛАСТМАССОВЫЕ ШТАМПЫ
591
Отверждение жидких эпоксидных смол происходит в результате введения в них
отвердителей, которые вступают в химическое взаимодействие с молекулами эпок-
сидной группы и осуществляют процесс полимеризации. Количество вводимого от-
вердителя должно быть строго определенным.
В зависимости от температуры полимеризации отвердители делятся на две груп-
пы: холодного и горячего отверждения. В отечественной промышленности наиболь-
шее применение получили отвердители холодного отверждения — аминосоединения:
полиэтил енамин, гексаметилендиамин и кубовой остаток последнего. Жизнеспособ-
ность (пригодность к использованию) полиэтиленамина и гексаметилендиамина при
комнатной температуре от 1,5 до 2 ч, а кубового остатка от 2 до Зч. Более высокую
жизнеспособность смеси (6—7 ч) создает применение жидких низкомолекулярных
полиамидных смол, которые одновременно являются и отвердителями и пластифи-
каторами.
В качестве отвердителей горячего отверждения (150е С) применяют малеиновый
или фталиевый ангидриды, причем их вводят в смолу в расплавленном состоянии.
Пластификаторы вводят в смолу для уменьшения хрупкости композиции. Для
эпоксидных смол в качестве пластификатора чаще всего применяются дибутилфталат
и дифенилфталат, являющиеся дешевым материалом.
Наполнители вводятся в композиции с целью повышения механических свойств
и экономии смолы. Различают два типа наполнителей: волокнистые (армирующие)
и порошковые (наполняющие).
Волокнистые наполнители значительно повышают механические свойства эпок-
сипластов (сопротивление растяжению, сжатию, изгибу, удару). Наиболее широко
для этой цели применяется стеклоткань и стекловолокно, рекомендуемые для арми-
рования рабочей поверхности штампов, работающих на удар. Недостаток — низ-
кая стойкость на износ. Поэтому облицовочный слой вытяжных штампов (3—5 мм)
обычно делается из износоусточивого эпоксипласта с железным порошком в качест-
ве наполнителя. Армирование эпоксипластов металлическими волокнами (проволо-
ка, стружка) повышает износоустойчивость и теплостойкость эпоксипластов (150—
170° С).
Порошковые наполнители не вызывают большого увеличения прочности, но
значительно влияют на физические свойства эпоксипластов.
Получили применение металлические (железные, стальные, алюминиевые) и
минеральные (тальк, гипс, маршалит, графит, мел) порошковые наполнители. Же-
лезный порошок значительно увеличивает износоустойчивость эпокси пластов. Стой-
кость вытяжных штампов с такой облицовкой достигает 3000 деталей без ремонта.
Износоустойчивость штампов повышается при введении в качестве наполнителя
графита.
Для наполнительных эпокси пластов, применяемых для изготовления корпусов
штампов, в качестве наполнителей применяют строительные порошкообразные и
зернистые материалы: формовочный песок (по весу в 10 раз больше веса смолы),
керамзит, цемент и др.
В табл. 253 дан состав и назначение различных композиций эпоксипластов, при-
меняемых для изготовления штампов (по данным НИИпластмасс). В табл. 254 при-
ведены физико-механические свойства различных композиций эпоксипластов.
В последнее время некоторые композиции получили промышленное применение
для заливки направляющих колонок и втулок в блоках вырубных штампов с твер-
досплавными рабочими частями.
Необходимо указать на токсичность некоторых компонентов эпоксипластов.
Этим свойством обладают летучие вещества, выделяемые при нагревании эпоксидных
смол; малеиновый и фталиевый ангидриды, применяемые для горячего отверждения;
отвердители холодного отверждения (за исключением низкомолекулярных полиа-
мидов). Токсическое и кожераздражающее действие этих компонентов проявляется
во время приготовления композиций и в процессе изготовления (заливки) штампов.
Твердые эпоксипласты безвредны для работающих.
При изготовлении пластмассовых штампов необходимо строго соблюдать
правила техники безопасности и личной гигиены. Рекомендуетси во время работы
Таблица 253. Состав н назначение различных композиций эпокси пластов, применяемых
для изготовления штампов
Состав в вес. ч.
Обозна- Смола Отверди- Пласти- Наполнитель
чение ком поз и- тель фикатор Назначение
ции ЭД5 ЭД6 Кубовый остаток Дибутил- фтал ат Ж Г м П К Мс Ст Вм Гр
ЭЖ-1 100 20 10-15 200 — — — — Для облицовки
ЭЖ-2 100 20 10-15 200 2-3 3—5 прессовых штампов
эж-з 100 20 15-18 200 75 — — — — — и формоблоков
ЭГ-1 100 20 15-18 — 150 — — — — — — 3-5
ЭМ-1 100 20 15-18 — — 250 — — — — — 3-3
ЭГ-2 100 20 15-25 100 __ 100 — Для облицовки
ЭГ-3 100 20 15-20 150 — — 5 штампов падающих
ЭМ-2 100 20 15—25 — — 150 — — 100 — — — молотов
ЭМ-3 100 20 15—25 — — 250 — — — — 5 —
ЭСт-1 100 20 15—25 — — — — — — 6 — —
ЭП-1 100 20 10-15 1000 Как наполнитель-
ЭП-2 100 20 10-15 500 ный состав (под-
ЭМ-4 100 20 10-20 — — 500 — — — — — слой) прессовых штампов
ЭК-1 100 20 10-15 — — — — 300 — — — —
Обозначения:
Ж — железный порошок; г [ — песок формовочный; Вм — волокнистый материал:
Г — гипс; Мс — металлическая стружка; Гр — графит;
м — м аршалит; Ci г — стеклоткань; к — керамзит.
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
ПЛАСТМАССОВЫЕ ШТАМПЫ
593
Т аб л иц а 254. Физико-мехаиические свойства различных
композиций эпоксипластов
Обозначение композиции Предел прочности в кГ/мм* Ударная вязкость в кГм/см2 Усадка в % Твердость по Брнне- лю Удельный вес в г[см*
прн ста- тическом изгибе при сжатии
ЭЖ-1 8,2 12 5,2 0,04 23 2,1
ЭЖ-2 8,5 10 8,4 0,05 23 1,98
эж-з 8,0 12 7,5 0,09 18 1,99
ЭГ-1 4,0 7 5,3 0,07 16 1,70
ЭМ-1 3,3 8 6,0 0,05 16 1,65
ЭГ-2 5,5 8 6 0,03 14 1,80
ЭГ-3 5,5 7,4 5 0,05 15 1,70
ЭМ-2 6,5 8,4 6 0,04 16 1,65
ЭМ-3 5,5 6,7 5,3 0,03 16 1,60
ЭСт-1 5,5 6,7 29 0,03 11 1,20
ЭП-1 4,0 14 4 0,12 14 1,80
ЭП-2 4,0 8,9 5,6 0,11 18 1,80
ЭМ-4 4,0 6,7 4,6 0,17 13 1,83
ЭК-1 — 4,6 3,1 0,35 — 1,0
пользоваться резиновыми перчатками, а еще лучше — защитными пастами типа
«невидимые перчатки» на основе казеина или метил целлюлозы с глицерином или
пастой Селисского на основе талька, крахмала и желатина [46].
Пластмассы на основе акриловых смол (акрилопасты)
К этой группе пластмасс относятся два вида акрилопластов: АСТ-Т и стиракрил
(протакрил).
АСТ-Т (акрилат самотвердеющий технический) представляет собой зубопро-
тезный материал. В состав пластмассы входят порошок и жидкость в соотношении
2 : 1 и различные наполнители — гипс, стружка оргстекла, стекловата, графит.
Порошок представляет собой полиметилкрилат с добавкой 2% инициатора, а
жидкость — метилметакрилат с добавкой 3% диметиламина (активатора). Время
полного отверждения АСТ-Т 20—25 мин.
Пластмасса АСТ-Т применяется для армирования съемников штампов и для
заливки пуансонов в пуансонодержателях.
Физико-механические свойства пластмассы АСТ-Т
Удельный вес в г 1см3 . . 1,16—1,18
Ударная вязкость в кГм/см2 8—12
Прочность в кГ1мм2:
при изгибе 8—12
прн сжатии 12-16
Твердость по Бринелю в кГ[мм2 13—19
Усадка в % 0.4
Адгезия к металлам . Высокая
594
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Стиракрил представляет собой также быстротвердеющую пластмассу, состоящую
из порошка и жидкости в соотношении 2 : 1 или 2 : 1,5. Порошок — это сополимер
стирола и метилметакрилата с добавкой 1—2% катализатора. Жидкость — мономер
метилметакрилата с добавкой 0,2% диметиламина в качестве ускорителя.
Основные свойства стиракрнла марки ТШ
Удельный вес в г/см^................................ 1,16—1,18
Ударная вязкость в кГм[см* 12—15
Прочность в кГ[мм2'.
прн нзгнбе . 7—8
прн сжатии ...... 9
Твердость по Бринслю в кГ{мм2 12-13
Усадка в % 0,2-0,3
Адгезия к металлам . Высокая
Протакрил имеет аналогичный состав и свойства.
Время отверждения стиракрила больше, чем у АСТ-Т. Предварительно
дение протекает в течение 40—60 мин, а полное — через 12 ч.
Акрилоиласты АСТ-Т и стиракрил ТШ применяют в вырезных штампах для по-
лучения неподвижных соединений: для закрепления колонок или втулок в плитах
блоков, для заливки пуансонов в пуансонодержателях, а также для точного направле-
ния пуансонов в съемнике, для заливки направляющей поверхности втулок и т. п.
Незначительная усадка акрилопластов и малая величина зазоров позволяют по-
лучить подвижные посадки высокой точности без применения доводки, а малый коэф-
фициент трения этих пластмасс по стали — достичь высокой износостойкости напра-
вляемых деталей.
Применение самотвердеющих пластмасс в конструкциях штампов детально из-
ложено в РТМ 45—62.
Пластмассы на основе этилцеллюлозы
Сюда относится термопластичная литейная композиция ТЛК-Э, применяемая
для изготовления гибочных, вытяжных и формовочных штампов для штамповки мяг-
ких цветных сплавов и малоуглеродистой стали толщиной до 2 мм.
Благодаря термопластичности ТЛК-Э можно многократно использовать старую
оснастку, предварительно разбив ее на куски размером до 100 мм. При нагреве до
температуры 200е С пластик ТЛК-Э расплавляется до вязкотекучего состояния,
а при охлаждении до комнатной температуры вновь затвердевает.
Пластмассы иа основе фенольноформальдегидных смол
Обычно для изготовления штампов применяют не чистые смолы, а фенольнофор-
мальдегидный клей ВИАМ Б-3, представляющий собой водный раствор смолы, сме-
шанный с отвердителем, который ускоряет процесс полимеризации.
Получили промышленное применение два типа пластмасс на основе фенольно-
формальдегидных смол: древесно-клеевая масса ДКМ и песко-клеевая масса ПСК-
Древесно-клеевая масса ДКМ применяется главным образом для получения
облицовочного слоя пуансонов в штампах для падающих молотов. Состав ДКМ:
70—75% клея ВИАМ Б-3 и 25—30% сухих древесных опилок.
Штампы из ДКМ в несколько раз дешевле штампов из эпокси пластов. Стойкость
штампов ниже чем эпоксидных, но достаточно высокая и вполне приемлемая для
серийного производства.
Песко-клеевая масса ПСК применяется главным образом для обтяжных пуан-
сонов и доводочных болванов в авиационной промышленности. Состав ПСК: 15%
клея ВИАМ Б-3 и 85% сухого просеянного песка. Эго наиболее дешевая композиция.
Способы и порядок изготовления деталей штампов из пластмасс изложены в спе-
циальной литературе [32, 46].
Рис. 509. Схема изготовления вытяжного штампа: а — отливка сердцевины матрицы; б — нанесение облицовочного
слоя; е — окончательная отливка матрицы; г — отливка прижимного кольца; д — отливка пуансона; е — штамп в
собранном виде
ПЛАСТМАССОВЫЕ ШТАМПЫ
596
ТИПОВЫЕ УЗЛЫ и ДЕТАЛИ ШТАМПОВ
На рис. 509 приведена схема изготовления вытяжного пластмассового штампа
по образцу листовой детали (метод чехословацкого завода «Кароса»).
Применение пластмасс внесло ряд изменений в конструкцию штампов.
На рис. 510 показан пластмассовый вытяжной штамп для изготовления лицевой
кабины грузового автомобиля. Штамп предназначен для пресса двойного действия.
Рис. 510. Пластмассовый вытяжной штамп для изготовления
лицевой кабины автомобиля
Вес штампа 6400 кг. В конструкцию пуансона и прижима введены металлические
пояса для увеличения прочности пескомассового каркаса на разрыв. Облицовка
штампа сделана из эпоксипласта ЭЖ-1.
Отштампованная деталь выталкивается из матрицы двумя пружинными съем-
никами и снимается со штампа механической рукой, смонтированной на прессе.
Применение полиуретана в штампах
Нсвым материалом для изготовления рабочих частей вырезных, гибочных, фор-
мовочных и вытяжных штампов является полиурета н, представляющий со-
бой полимер эфира диизоцианата и диалкоголя.
Полиуретан представляет собой плотный резиноподобный синтетический мате-
риал, обладающий высокой упругостью и износоустойчивостью. В отличие от резины
полиуретан не обладает пористостью (исключая искусственно вспененный пено-
полиуретан), благодаря чему он практически не сжимается и не уменьшается в объеме.
Вследствие несжимаемости полиуретана для его деформирования требуются
значительно более высокие усилия, чем для других эластомеров той же твер-
дости.
Рабочие кривые «усилие сжатия — деформация» аналогичны кривым для струк-
турных пластмасс.
Полиуретан является новым синтетическим материалом, в котором соединяется
ряд ценных свойств: высокая упругость, большое сопротивление удару, .разрыву
и истиранию, а также способность выдерживать большую нагрузку. Кроме того,
полиуретан весьма стоек к воздействию масла, кислорода и нагрева.
В США полиуретан получил широкое применение для формовочных, гибочных
и вытяжных штампов и износостойких накладок, предохраняющих от повреждения
полированные, покрытые лаком, гальванизированные или другие поверхности
отделанных заготовок [213].
ПЛАСТМАССОВЫЕ ШТАМПЫ
597
Наиболее пригодным для рабочих частей штампов оказался полиэфироуретан
получивший название адипрен, свойства которого приведены в табл. 255. Адипрен
не оставляет царапин на поверхности штампуемого материала.
Т а б л и ц а 255. Свойства адипрена
Марка адипрена Твердость по дюро- метру Сопротивле- ние разрыву в кГ/см2 Наибольшее удлинение в % Характеристика и применение
£-100 £-167 Г315 £-420 90А 95А 79Д 80А 316 365 773 182 30 25 5 35 Средняя твердость. Высо- кая износостойкость. Широ- ко применяется Высокая твердость. Дает четкие контуры при малом внедрении Весьма высокая твердость. Применяется для гибочных матриц и вытяжных штампов Пониженная твердость. Применяется для тонкого материала
П р и I ный конус, и е ч а н и е. Шкала нагрузка 100 кГ (си А - алмазный 1. марку L-315). коиус, нагрузка 60 кГ; шкала Д — алмаз-
В табл. 256 приведены механические свойства полиуретана отечественного
производства (ВНИИСК).
Таблица 256. Механические свойства полиуретана
отечественного производства
Марка полиуретана Предел прочности в кГ]см2 Относительное удлинение в % Твердость по Шору (шкала А) Сопротивление раздиру в кГ/см
СКУ-6 400 450 60 30
СКУ-7Л 500—600 500-550 80-85 60
СКУ-8 350 450 90 86
ску-пфл 400—500 400—450 90-95 90—100
Для вырубных, гибочных и формовочных работ наиболее применим полиуре-
тан марки СКУ-7Л, а для буферов — марки СКУ-8. Полиуретан марки СКУ-6
применяется для более легких работ.
Полиуретановые заготовки подвергаются различным видам механической
обработки: резке ленточной пилой и на ножницах, обтачиванию, фрезерованию,
сверлению и нарезанию резьбы. Ниже приводятся схемы типовых штампов с рабо-
чими частями из полиуретановой резины и краткие сведения по их применению.
На рис 511 показан прямоугольный блок из полиуретана, использованный
в стандартном штампе листогибочного пресса, позволяющий гнуть стальные листы
598
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
толщиной до 2,8 мм. Один и тот же полиуретановый блок мождо применять с пуан-
сонами различной формы.
Гибка в полиуретановых штампах дает точные размеры и позволяет гнуть с мень-
шими радиусами закруглений (/? — 1,6 мм при S = 6,4 мм)у а также уменьшает
величину пружинения материала по сравнению с гибкой в обычных штампах, так
как материал заготовки находится под непрерывным давлением. Стойкость поли-
уретановых штампов в зависимости от сложности штамповки составляет 1000—
150 000 деталей. Полиуретановые матрицы необходимо предохранять от поврежде-
ния стружкой или заусенцами.
Сплошные блоки из полиуретана вследствие их несжимаемости не должны
деформироваться больше чем на 1/3 толщины. В тех случаях, когда этого недоста-
точно, между низом полиуретановой матрицы и поверхностью матрицедержателя
предусматривают зазор 2. Наличие зазора снижает напряжение, возникающее
в полиуретане, и дает возможность деформировать металл при меньшем давлении.
Рнс. 511. Прямоугольный блок из полиуретана для гибоч-
ного штампа: 1 — полиуретановый брусок; 2 — канавка
На рис. 512 приведены схемы применения полиуретановых матриц в различных
гибочных штампах.
В штампах, требующих большой глубины вдавливания пуансона, между полиуре-
таном и обоймой предусмотрен зазор, куда закладываются прутки П (рис. 512,6).
Различный диаметр прутков позволяет регулировать величину деформации поли-
уретана и облегчать процесс гибки деталей сложной формы. В штампах, требующих
высоких боковых давлений, это достигается путем применения профильной поли-
уретановой матрицы и закладкой прутков в углах обоймы (рис. 512, в).
Экспериментально установлены следующие условия применения полиуретановых
гибочных матриц. При глубине вдавливания до 8 мм применяется плоская матрица
с зазором между полиуретаном и стенками обоймы, при глубине вдавливания от
8 до 15 мм — матрица с подкладными стержнями в углах обоймы, при глубине
вдавливания свыше 15 мм применяют составные (из брусков) или профилиро-
ванные матрицы.
На рис. 513 показано применение полиуретана в штампах для растяжки взамен
резины (о и б), а также для вытяжки (в, г). Преимущества полиуретановых вытяж-
ных штампов по сравнению с металлическими следующие: возможность вытяжки
полированных или отделанных заготовок без повреждения их поверхности; возмож-
ность штамповки заготовок с большими колебаниями толщины; значительное сниже-
ние стоимости штампов.
и На рис. 513, г показано применение в вытяжном металлическом штампе износо-
стойкой прокладки из полиуретана. Прокладка компенсирует колебание в толщине
заготовки предохраняет от царапин при вытяжке, уменьшает износ штампа и обеспе-
чивает более точную формовку. Зазор между пуансоном и матрицей должен равняться
толщине заготовки плюс 0,8 толщины прокладки.
Матрица может быть изготовлена из мягкой стали или из дерева, так как она
не имеет непосредственного контакта с заготовкой.
ПЛАСТМАССОВЫЕ ШТАМПЫ
599
Рис. 512. Схемы применения полиуретановых матриц
в гибочных штампах: а — для гибки по большому ра-
диусу с формовкой ребер жесткости; б — для гибки, тре-
бующей большой глубины вдавливания пуансона; в — для
гибки, требующей высоких боковых давлений
Рнс 513. Применение полиуретана в штампах для растяжки (а и б) и в вытяжных штам-
пах (в и г)
GOO
ТИПОВЫЕ УЗЛЫ и ДЕТАЛИ ШТАМПОВ
Полиуретан применяется также в качестве буферов в съемниках и прижимах.
Они создают большее по величине и более равномерное давление. Долговечность
их свыше 200 000 циклов.
9. СТОЙКОСТЬ ШТАМПОВ
Стойкость штампов измеряется количеством деталей, отштампованных до пол-
ного износа рабочих частей, определяемого невозможностью их восстановления
и получением размерного брака штампуемых деталей. Однако значительно раньше
этого вида брака возникает брак по низкому качеству штампуемых деталей (заусенцы
при вырубке и пробивке, задиры, риски и царапины при вытяжке, гибке, холодном
выдавливании и т. д.). Этот вид брака сравнительно легко устранить путем перешли-
фовки вырубных и пробивных штампов или зачистки наростов металла на поверх-
ности вытяжных и гибочных штампов и т. д.
Таким образом, следует различать полную (размерную) стойкость штампов
и промежуточную (качественную) стойкость или стойкость между двумя перешли-
фовками или зачистками.
Полная стойкость штампов в большинстве случаев находится в прямой зависи-
мости от качественной стойкости, так как количество допустимых перешлифовок
и зачисток ограничено полным использованием рабочих деталей штампов или выхо-
дом из заданных размеров и получением размерного брака деталей.
Стойкость штампов зависит от следующих факторов: 1) сорта и механических
свойств штампуемого материала; 2) конфигурации детали; 3) толщины материала;
4) конструкции штампа и типа производимой операции; 5) материала и термообра-
ботки рабочих деталей штампа; 6) состояния пресса; 7) способа и типа смазки.
Стойкость штампа является условным понятием, так как различные рабочие
части штампа изнашиваются по-разному. В последнее время выполнен ряд исследо-
ваний по стойкости рабочих частей штампов. Исследования, выполненные в Кра-
маторском НИИПТмаше [236], установили зависимость стойкости пробивных
универсально-сборочных штампов (УСШ) от основных факторов.
Математическая обработка результатов исследований с использованием способа
наименьших квадратов позволила получить расчетную формулу для определения
стойкости пробивных УСШ до перешлифовки
1,66-104 __ 16 600
тыс.
шт.
Указанная формула получена при следующих производственно-технических усло-
виях: штампуемый материал — стали Ст. 3, Ст. 4, Х18Н9Т (ofl = 40 -г- 60 кПмлРУ
толщина материала S = 4 10 мм\ двусторонний зазор z = 12 ч- 18% от S;
материал пуансона и матрицы — сталь Х12М с термообработкой до HRC 56—62.
Критерий износа — образование заусенца высотой 0,2 мм. При изготовлении ра-
бочих частей пробивных штампов из сталей У8А—УЮА стойкость пробивных УСШ
резко падает и составляет от 40 до 60% указанной выше стойкости.
Учитывая, что стойкость пробивных штампов, монтируемых на постоянных
блоках с направляющими колонками, в среднем на 30% выше стойкости УСШ,
стойкость до перешлифовки обычных пробивных штампов при указанных выше техно-
логических условиях можно подсчитать по следующей формуле:
.. 2,15-10*
Ncm.np= 3г--„ ТЫС. ШТ.
V I ° в
Стойкость вырубных штампов несколько выше (на 25—30%) стойкости пробив-
ных штампов вследствие того, что удельная нагрузка на режущих кромках выруб-
ной матрицы ниже, чем на режущих кромках пробивного пуансона. Поэтому стой-
кость вырубных штампов до перешлифовки может быть найдена по приведенной
СТОЙКОСТЬ ШТАМПОВ
601
выше формуле с введением поправочных коэффициентов
.т 2,15-104
Кст-выр^^--- r— KlKi ТЫС. ШТ.,
V s'-y
где Ki — коэффициент сопоставления стойкости круглого вырубного и пробивного
штампов, равный 1,25—1,30;
К2 — коэффициент уменьшения стойкости в зависимости от сложности кон-
тура вырубки, приблизительно равный 0,7—0,9.
Приведенные формулы приближенно применимы и для материалов меньшей
толщины при меньшей величине допустимого заусенца путем введения поправоч-
ного коэффициента, установленного экспериментально. Так, при 5 = 14-3 мм и
предельной высоте заусенца 0,1 мм поправочный коэффициент К ^0,55 4- 0,6;
при 5 = 0,34-1 мм и предельной высоте заусенца 0,05 мм К = 0,3 4-0,35.
Т а б л и ц а 257. Ориентировочная стойкость рабочих частей штампов
до полного износа
Тип штампа Толщина материала в мм Стойкость (в тыс. ударов) в зависимости от материала рабочих частей
Углеродистая сталь (У8А, У10А) Легированная сталь (Х12М, Х12Ф1)
Вырубной (с направ- 0,2-0,5 800-1000 1200-1500
ляющими колонками) 1,0 600-800 800-1100
1,5 500-650 650—900
2,0 400-550 600—800
3,0 350—500 500-650
6,0 250-400 450-550
Пробивной До 4 250—350 450—650
Гибочный простой » 3 900-1100 1400-1700
Гибочный сложный 3 550-700 800—1000
Вытяжной простой » 3 12С01600 1800-2400
Формовочный » 3 350-500 600—800
Чеканочный — 100-150 150-250
Примечание. Наименьшие значения стойкости относятся к штамповке более
твердых материалов (стали 30, 40), а наибольшие — к штамповке более мягких материалов
(стали 10, 20, Ст. 2).
В табл. 257 приведена ориентировочная стойкость рабочих частей штампов
до полного износа, подсчитанная для листовой стали средней твердости при условии,
что вырубные штампы подвергаются 20—25 перешлифовкам. Однако в определенных
отраслях промышленности встречаются значительные отклонения от средних норм
стойкости.
Стойкость вырубных штампов в значительной мере зависит от конструкции
и способа изготовления рабочих частей штампа. С целью упрощения изготовления
вырубных штампов и уменьшения объема слесарных работ, а также с целью устра-
нения дефектов при термической обработке, повышения точности изготовления
602
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
и увеличения стойкости штампов, применяют составные (секционные) матрицы,
обрабатываемые на профилешлифовальных станках.
Значительное повышение стойкости вырубных и вытяжных штампов дости-
гается при использовании твердых сплавов. Применяют два вида твердых сплавов:
литые и спекаемые.
Литые твердые сплавы обладают высокой твердостью (HRC 60—65) и износо-
устойчивостью. Они наплавляются дуговой или газовой сваркой на подготовленные
для наплавки рабочие кромки пуансонов и матриц. Поэтому литые твердые сплавы
применяют главным образом для крупных штампов. Мелкие и средних размеров
вырубные и вытяжные штампы оснащают
Рис. 514. Характеристика свойств твер-
дых сплавов
вставками из спекаемых (металлокерами-
ческих) твердых сплавов.
На рис. 514 изображена диаграмма
с характеристиками прочности, твердости
и удельного веса металлокерамических
твердых сплавов в зависимости от про-
центного содержания карбида вольфрама
и кобальта.
В табл. 258 приведены марки и харак-
теристики твердых сплавов по ВНИИТСу,
применяемых в нашей промышленности
при изготовлении вставок для штампов
холодной штамповки. Наиболее широкое
применение для изготовления твердо-
сплавных вставок получили твердые спла-
вы марок ВК15 м ВК20, обеспечивающие
резкое повышение стойкости вырубных
штампов.
Научно-исследовательским институ-
том твердых сплавов разработана и внед-
рена на часовых заводах новая технология
изготовления вырубных пуансонов и вы-
резных матриц из так называемых «пла-
стифицированных» твердых сплавов, обра-
батываемых после предварительного не-
полного спекания на профилешлифовальных станках и подвергаемых доводке
после окончательного высокотемпературного спекания. Это позволяет отказаться
от сложной и малопроизводительной электроискровой обработки. Штампы с твер-
досплавными вставками применяют в массовом производстве при изготовлении не-
больших деталей типа трансформаторных пластин, роторов и статоров электриче-
ских машин и т. п. из высококремнистой электротехнической стали.
Стойкость вырубных штампов с твердосплавными рабочими частями в 30—50 раз
выше стойкости обычных штампов и достигает 500—1000 тыс. деталей до переточки
при общей стойкости штампа 20—60 млн. деталей. Стоимость небольших твердо-
сплавных вырубных штампов в пять раз превышает стоимость стальных штампов
вследствие высокой трудоемкости изготовления и доводки рабочих частей из твердых
сплавов.
В табл. 259 приведены данные по применению твердых сплавов в вырубных
и пробивных штампах, используемых в электротехнической промышленности, а также
даны средняя стойкость стальных и твердосплавных штампов между перешлифов-
ками.
Штампы с твердосплавными рабочими частями делают более прочными и жест-
кими, применяя массивные блоки с плавающим хвостовиком, четырьмя направляю-
щими колонками и удлиненными втулками.
На рис. 515 изображены различные способы крепления твердосплавных вставок
в вырубных и вытяжных штампах. Кроме механического крепления вставок, при-
меняют запрессовку или припайку сплавом НИАТ-23 (температура плавления 100°С).
СТОЙКОСТЬ ШТАМПОВ
603
Т а б л и ц а 258. Марки и механические характеристики твердых сплавов,
применяемых в штампах холодной штамповки
Марка сплава Химический состав в % Удельный вес в а/см3 Твердость HRA Сопротивле- ние изгибу в кГ1см* Ударная вязкость в кГм1см*
WC Со
ВК8ВК 92 8 14,5 87 171 0,34
ВК12ВК 88 12 14,1 87 191 0,4
ВК15ВК 85 15 13,9 86 216 0,9
ВК12ВС 88 12 14,1 88,5 190 —
ВК15ВС 85 15 13,9 88 200 —
ВК20ВС 80 20 13,5 85,6 230 1,26
ВК15УС 85 15 13,9 87,2 198 0,7
ВК20УС 80 20 13,4 85,4 224 0,76
Примечание. Первые буквы маркировки обозначают состав твердого сплава
(вольфрам и кобальт), цифры указывают процентное содержание кобальта, следующая
за цифрой буква обозначает способ восстановления вольфрама (водородный или углеро-
дистый), последняя буква характеризует зернистость сплава (С—среднезернистый, К—круп-
нозернистый).
Таблица 259. Применение твердых сплавов и стойкость штампов
между перешлифовками (в тыс. шт.)
Тип штампа Штампуемый материал Штампы сред- них габари- тов Крупногаба- ритные штампы Средняя стойкость между перешлифов- ками (в тыс. шт.)
Мат- рица Пуан- сон Мат- рица Пуан- сон стальных штампов твердо- сплавных шта мпов
Марка твердого сплава
Ножевые Электротехни- ческая сталь толщиной ДО 0,5 /4/4 ВК8В ВК8В ВК15 ВК15 30 3000
Пробивные и То же ВК15 ВК15 — — 25 1500
вырубные для прямоугольных пластин Сталь 45 тол- щиной ДО 4 /4/4 ВК20 ВК25 — — 20 1000
Вырубные сложной формы (листы статора, ротора, пласти- Электротехни- ческая сталь толщиной ДО 0,5 /4/4 ВК15 ВК20 ВК20 ВК25 10 500
ны трансфор- маторов) Сталь 45 ВК20 ВК25 ВК25 вкзо 10 400
604
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
Таблица 260. Ориентировочная стойкость быстросменных
пластинчатых штампов
Штампуемый материал Толщина материала в мм Стойкость (в тыс. ударов) в зависимости от вырезаемого контура
Простой Средней сложности Сложный
Алюминий До 1 40 30 20
Латунь 1—2 25 20 15
Мягкая сталь До 1,5 40 30 20
(С <0,2%) 1,5-3 25 20 10
Сталь средней твердости До 1,5 25 20 15
(С = 0,3 4-0,5%) 1,5—3 20 10 5
На рис. 516 показаны различные способы крепления цельных твердосплавных
пуансонов. На рис. 517 — различные способы крепления твердосплавных вставок
в матрицах.
Таблица 261. Ориентировочная стойкость штампов для холодной
объемной штамповки
Вид операции Стойкость (в гыс. ударов) в зависимости от штампуемого материала
Сталь мягкая Латунь Л68, Л62 Медь Алюминий
Калибровка плоская 1000 1300 1600 2500
Чеканка (рельефная) 100 130 170 280
Высадка 80 100 140 180
Объемная формовка: простой конфигурации 100 130 170 280
конфигурации средней сложности 80 100 150 280
сложной конфигурации 50 70 100 150
Примечание. Марки сталей, применяемые для изготовления штампов,
см. в табл. 249.
Твердосплавные вставные матрицы успешно применяются в небольших вытяж-
ных и высадочных штампах, а также в штампах для холодного выдавливания. В этих
случаях они запрессовываются в обойму с большим натягом, что создает остаточные
СТОЙКОСТЬ ШТАМПОВ
605
напряжения обратного знака по отношению к рабочим напряжениям. Стойкость не-
больших вытяжных штампов из твердых сплавов при штамповке тонколистового
материала достигает десятка миллионов деталей без зачистки и исправлений.
В табл. 260 приведена ориентировочная стойкость быстросменных пластин-
чатых штампов, устанавливаемых на универсальных блоках с направляющими
колонками.
Стойкость упрощенных листовых (пинцетных) штампов, изготовленных из
сталей 60 и У7А без термической обработки, составляет: при вырубке цветных метал-
лов 800—1000 шт., при вырубке мягкой стали 400—500 шт.
твердосплавных вставок
В табл. 261 приведены ориентировочные нормы стойкости штампов для холод-
ной объемной штамповки до полного изноЛ. В табл. 262 — ориентировочные нормы
стойкости штампов для холодного выдавливания до полного износа.
Вопрос о повышении «качественной» стойкости штампов имеет значениг не только
для вырубных, но и для вытяжных работ, так как в ряде случаев царапины и задиры
появляются после штамповки 500—1000 деталей, вследствие чего требуется остановка
пресса и зачистка штампа.
С целью повышения износоустойчивости и предотвращения царапин и задиров
при глубокой вытяжке применяют следующие материалы для изготовления рабочих
частей вытяжных штампов:
1) для крупных вытяжных штампов — специальные хромоникелевые чугуны,
приведенные в табл. 250;
2) для вытяжных штампов средних размеров, а также для гибочных, формовоч-
ных и других штампов — графитизированную сталь марок ЭИ293 и ЭИ366 (графито-
вые включения, образующиеся в процессе отжига этой стали, повышают ее анти-
фрикционные свойства и износоустойчивость);
606
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
О) б)
Рис. 516. Способы крепления цельных твердосплавных
пуансонов: а — врезной шпонкой; б — двумя шпонка-
ми; а — заливка сплавом НИАТ-23; г — заплечиками
Рис. 517. Способы крепления твердосплавных вставок
в матрицах: а — буртиком; б — конической пробкой;
а, г, д — винтами; е — заплечиками; ж — клиновым
поджимом; а — заплечиками е утопленной шпонкой
СТОЙКОСТЬ ШТАМПОВ
607
Таблица 262. Ориентировочная стойкость штампов
для холодного выдавливания
Толщина стеики детали в мм Стойкость (в тыс. ударов) в зависимости от способа выдавливания и материала
Прямое выдавливание Обратное и комбинированное выдавливание
Циик и алюминий Медь и дуралюмии Латунь Цинк и алюминий Медь и дуралюмин Латунь
0,5 40 — 30 — —
0,75 60 30 — 50 20 —
1,0 80 45 25 60 35 15
1,5 100 65 45 70 45 25
2,0 120 90 60 80 60 35
Примечание. Марки сталей, применяемые для изготовления пуансонов и мат- риц, см. в табл. 249.
3) для мелких вытяжных матриц — твердые сплавы (ВК8, ВК15), обладающие
большой износоустойчивостью (в десятки раз больше углеродистой стали) и невоспри-
имчивостью к налипанию частиц металла.
Хорошими способами повышения износоустойчивости являются хромирование,
азотирование и силицирование пуансонов и матриц вытяжных, гибочных и других
штампов, а также электроискровой способ упрочнения поверхности вырубных
штампов.
Электролитическое хромирование применяется с целью повышения поверх-
ностной твердости и сопротивления износу пуансонов и матриц.
В ряде случаев применяется размерное хромирование небольших вытяжных
пуансонов и матриц, имеющее целью восстановление их размеров после износа.
Детали штампов, подлежащие хромированию, предварительно термически обраба-
тываются до требуемой твердости и подвергаются окончательной механической
обработке (шлифовка и полировка или электрополировка). Размеры после механи-
ческой обработки должны учитывать толщину наносимого слоя хрома. Толщина
хромового покрытия выбирается в зависимости от условий эксплуатации от 0,01
до 0,06 мм. Хромовое покрытие обычно наносится непосредственно на сталь без
подслоя меди и никеля.
Азотирование вытяжных и гибочных пуансонов и матриц повышает их поверх-
ностную твердость и износоустойчивость. Процесс азотирования заключается в насы-
щении поверхностного слоя стали азотом с образованием нитридов, имеющих весьма
высокую твердость. Поверхностная твердость после азотирования составляет 800—
1150 единиц по Виккерсу. Процесс азотирования протекает успешнее в случае
изготовления штампов из стали марки Х12М.
Азотирование производится в специальных электрических или газовых муфель-
ных печах при температуре 500—600°С в среде диссоциированного аммиака, поступа-
ющего в печь из баллона. Выдержка деталей в печи зависит от требуемой глубины
азотированного слоя (при глубине 0,2—0,3 жж выдержка 42—48 ч). По окончании
процесса азотированные детали медленно охлаждаются вместе с печью. О новом про-
цессе двойного азотирования штампов — до и после термической обработки было
указано выше.
Электроискровой способ упрочнения поверхности штампов основан на исполь-
зовании процесса электрической эрозии металлов, заключающегося в выбросе мате-
608
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ШТАМПОВ
риала электрода под действием электрического разряда, переносе его через искро-
вой промежуток и отложении на упрочняемой поверхности. В результате электро-
искровой обработки происходит изменение структуры, повышение твердости и изно-
соустойчивости поверхностного слоя упрочняемого изделия.
Физическая природа электроискрового упрочнения изучена еще недостаточно
полно. Установлено, что при упрочнении стали твердым сплавом Т15К6 на упрочня-
емой поверхности образуется белый слой, в котором обнаружены карбиды вольфрама,
карбиды титана и нитриды железа. Микротвердость этого слоя в несколько раз выше
микротвердости исходной стали. Толщина слоя находится в пределах 0,05 —0,1 мм.
Недостатками этого способа являются шероховатость и неравномерность по тол-
щине поверхностного слоя, недопустимые для вытяжных штампов. Эти недостатки
устраняются путем доводки, производимой чугунными притирами с 40-процентной
пастой карбида бора.
В качестве наносимого материала (материала электрода) обычно применяются
стандартные пластинки твердого сплава Т15К6 и Т30К4, а также графитовые элект-
роды марок ЭГ2 и ЭГ4 (электрощетки). Процесс упрочнения ведется на разных режи-
мах в зависимости от требуемой толщины слоя и чистоты поверхности.
Для электроискрового упрочнения применяются установки различной конст-
рукции, состоящие из двух частей: питающего устройства, оформленного большей
частью в виде переносного аппарата, и электроискрового вибратора электромагнит-
ного действия, вызывающего вибрации электрода, необходимые для получения
частых разрывов и замыканий цепи разрядного контура.
ГЛАВА III
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ
В холодноштамповочных цехах применяется громадное количество штампов
самых разнообразных типов и конструкций.
Свести все многообразие конструкций штампов к ограниченному количеству
типовых представителей весьма затруднительно.
В классификации операций (рис. 1) и в табл. 204 и 205 приведено подразделение
основных типов однооперационных, совмещенных и последовательных штампов по
технологическим признакам. Однако различие по толщине, габаритам, степени точ-
ности и сложности контура детали приводит к необходимости применять штампы
разных конструкций. Кроме того, как было указано ранее, выбор конструк-
ции штампа в значительной степени предопределяется вопросами экономической
эффективности. Штампы для мелкосерийного производства конструктивно резко
отличаются от штампов крупносерийного и массового производства.
Ниже приведены основные типы штампов, характеризуемые выполняемым
технологическим процессом. Эти штампы предназначены в основном для крупносе-
рийного производства.
Специальные типы штампов (зачистные, гидравлические, резиновые, холодного
выдавливания, пакетные, листовые и др.) рассмотрены в соответствующих разделах
справочника и здесь не приводятся.
10. ТИПОВЫЕ КОНСТРУКЦИИ РАЗДЕЛИТЕЛЬНЫХ ШТАМПОВ
(ПРОСТОГО, ПОСЛЕДОВАТЕЛЬНОГО И СОВМЕЩЕННОГО ДЕЙСТВИЯ)
Тип 1. На рис. 518 показан типовой вырубной штамп для штамповки деталей
различной конфигурации. Основой конструкции штампа является стандартный блок
с направляющими колонками. Заднее расположение направляющих колонок позво-
ляет вести работу с ручной подачей полосы (справа налево). Конструкция штампа
предельно проста. Рабочие детали штампа — пуансон 1 и матрица 3 — непосред-
ственно прикрепляются к верхней и нижней плите. Вырубка происходит с провалом
детали через отверстие в матрице и нижней плите. Для съема отхода с пуансона
на матрице установлен жесткий съемник 2. Пластина 4 служит для поддержания
подаваемой полосы. С целью увеличения производительности штамповки, штамп
снабжен автоматическим качающимся упором 5.
Тип 2. На рис. 519 приведен штамп для вырубки крупных заготовок. Рабочие
детали штампа (пуансон и матрица) сделаны из составных секций 2 и 3. Секции пуан-
сона смонтированы непосредственно на верхней плите, а секции матрицы — на мат-
ричной плите 4. Так как секции работают в условиях одностороннего реза, то для
противодействия их смещению установлены специальные противоотжимы. Съем
отхода с пуансона производится подпружиненным съемником /, а удаление выруб-
ленной детали из верхней части штампа — пружинящим выталкивателем 5. При
этом нижние подпружиненные штифты 6 поднимают заготовку на 10 мм над
поверхностью штампа. Установка штампа на прессе производится по ограничи-
телям хода 7.
20 Романовский В. П.
610
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ
Тип 3. В ряде случаев вырубка детали по всему контуру не обязательна.
На рис. 520, а показан штамп последовательного действия, выполняющий пробивку
отверстий и вырезку фигурной перемычки, оформляющей одновременно конец левой
и начало правой детали (рис. 520, б).
Штамп выполнен на блоке с задним расположением направляющих колонок.
Отрезной и пробивные пуансоны запрессованы в пуансонодержатель /, прикрепляе-
мый к верхней плите штампа. Матрица 3 для облегчения изготовления может быть
выполнена не только целой, но и разрезной. На жестком съемнике 2 установлена
планка для упора.
Рис. 518. Типовой вырубнрй штамп
Тип 4. На рис. 521, а приведен штамп последовательного действия для изготов-
ления пластин с отверстиями (рис. 521, б). За каждый рабочий ход изготовляется
по две пластины. Одна из них проваливается в отверстие матрицы, а вторая отре-
зается и по скосу скользит в соседнее провальное отверстие. Штамп предназначен для
штамповки из ленты на прессе-автомате, снабженном механизмом для автомати-
ческой подачи материала.
Блок штампа с четырьмя направляющими колонками может быть заменен бло-
ком с диагональным расположением колонок. Пробивные круглые пуансоны монти-
руются отдельно от вырезного пуансона в отдельном пуансонодержателе. Сменные
цилиндрические матрицы запрессованы в отдельном матрицедержателе. Детали
и отходы удаляются «на провал», но направляются в различную тару.
Тип 5. На рис. 522, а показан последовательный штамп с твердосплавными
вставками для штамповки пластин трансформатора (рис. 522, б). За каждый ход
пресса вырубается две Ш-образные и две замыкающие пластины.
ТИПОВЫЕ КОНСТРУКЦИИ РАЗДЕЛИТЕЛЬНЫХ ШТАМПОВ
611
12 <5 Ч 5 6
Рис. 519. Вырубной штамп для крупных деталей с секционными пуансоном и мат-
рицей
20*
612
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ
Рис. 520* Последовательно-отрезной штамп (а) и последова-
тельность штамповки (6)
ТИПОВЫЕ КОНСТРУКЦИИ РАЗДЕЛИТЕЛЬНЫХ ШТАМПОВ
613
614
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ
Твердосплавные вставки припаяны сплавом НИАТ-23 (40% Bi; 32% Pb; 15zo Sn;
5% Sb). Для штампа использован блок с четырьмя направляющими колонками, две
из которых имеют обратное направление. Штамп снабжен «плавающим» хвостовиком.
Пуансоны закреплены в пуансонодержателе заливкой стиракрилом. Им же залиты
отверстия в направляющей плите — съемнике. Работа происходит с провалом дета-
лей через отверстие в матрице и нижней плите.
Рис. 522 Последовательный штамп с твердосплавными вставками (о), де-
таль и последовательность штамповки (б)
Тип 6. На рис. 523, а приведена конструкция многопозиционного штампа
последовательного действия для изготовления детали весьма сложной конфигура-
ции. Штамповка происходит последовательно на пяти позициях /—5 (рис.
523, б).
Штамп представляет собой прецизионный блок с четырьмя направляющими
колонками, по которым направляется и верхняя плита, и съемник — направляющая
пуансонов. Направляющие колонки и втулки имеют шариковые направления,
выполненные по 1 му классу точности. Профильные пуансоны подогнаны по про-
фильной матрице и залиты в пуансонодержателе и направляющей стиракрилом.
Под головки пуансонов и матриц подложены стальные закаленные прокладки, вос-
принимающие давление.
Ввиду малой толщины материала и малой величины зазора между режущими
кромками, штамп снабжен самоустанавлнвающимся плавающим хвостовиком,
благодаря чему погрешности пресса не влияюг на работу штампа.
ТИПОВЫЕ КОНСТРУКЦИИ РАЗДЕЛИТЕЛЬНЫХ ШТАМПОВ
615
Рис. 523. Многопозиционный штамп последовательного действия (а), деталь и
* схема последовательности штамповки (б)
Рис 524. Типовая конструкция штампа совмещенного действия для изготовления
кольцевых деталей
616
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ
Рис. 525. Съемный пакетный штамп для вы-
рубки шайб, устанавливаемый на универсаль-
ном блоке
А-А
Рис. 526. Вырубной совмещенный штамп с твердосплавными рабочими части-
ми (о), штампуемая деталь (б) и раскрой полосы (в)
029,8
ТИПОВЫЕ КОНСТРУКЦИИ ФОРМОИЗМЕНЯЮЩИХ ШТАМПОВ
617
Для повышения стойкости штампа пробивные пуансоны и матрицы на позиции 1,
а также фигурные пуансоны и матрицы на позиции 2 рекомендуется изготовлять
из твердого сплава ВК20.
Штамп может работать как при ручной подаче, так н при автоматической подаче
ленты. Готовая деталь и отходы удаляются «на провал», что способствует высокой
производительности штампа.
„Тип 7 На рис. 524 приведена типовая конструкция штампа совмещенного
действия для вырубки крупных шайб, дисков с отверстиями и т. п. Для штампа
использован стандартный блок с направляющими колонками.
В верхней части штампа установлен в пуансонодержателе / центральный
пуансон 2. К пуансонодержателю прикреплена также вырубная матрица 3 посред-
ством обоймы 4, жестко соединенной с верхней плитой штампа. К нижней плите
прикреплена пуансон-матрица 5. Отход полосы снимается с пуансона-матрицы под-
пружиненным съемником 6, а отштампованная деталь выталкивается из верхней
матрицы выталкивателем, действующим в верхнем положении штампа от попере-
чины ползуна пресса.
На рис. 525 показан съемный пакет совмещенного штампа аналогичного назна-
чения, устанавливаемый на универсальных блоках.
Тип 8. На рис. 526, а показан совмещенный штамп с твердосплавными рабо-
чими частями, применяемый в массовом производстве.
Штамп смонтирован на блоке с четырьмя прецизионными направляющими колон-
ками с шариковым направлением. Конструкция штампа обусловливается сложностью
контура детали. Рабочие части штампа: матрица 5, служащая для вырезки наружного
контура; пуансоны /, служащие для пробивки пазов в детали и залитые легкоплавким
сплавом 2 в пуансонодержателе; пуансон-матрица 4, являющаяся пуансоном для
наружного контура и матрицей для пробивки пазов и отверстия. Все рабочие части
изготовлены нз твердого сплава ВК20. Прижим отходов осуществляется сильным
буфером из тарельчатых пружин 5 при помощи толкателей 6. Съем полосы с пуан-
сона-матрицы производится подпружиненным съемником 7. Выталкивание детали
из верхней части штампа осуществляется жестким выталкивателем, действующим
от поперечной планки пресса.
Установка штампа на прессе (по закрытой высоте) производится по ограничи-
телям хода 8.
11. ТИПОВЫЕ КОНСТРУКЦИИ ФОРМОИЗМЕНЯЮЩИХ ШТАМПОВ
(ГИБОЧНЫЕ, ВЫТЯЖНЫЕ И КОМБИНИРОВАННЫЕ)
Тип 9. В качестве простого гибочного штампа приводим конструкцию штампа
для гибки скоб (рис. 527). Штамп снабжен направляющими колонками. Пуансон /
прикреплен к верхней плите. Матрица выполнена в виде двух секций 2, врезанных
в утолщенную нижнюю плиту. Согнутая деталь снимается с пуансона съемником 3.
Гибка производится с прижимом к выталкивателю 4, при глухом калибрующем
ударе. Установка заготовки производится вручную по упорам, что является
существенным недостатком данного штампа. Мелкие скобы и угольники в круп-
носерийном производстве обычно изготовляют на последовательно-гибочных
штампах.
Тип 10. На рис. 528, а приведена конструкция гибочного штампа для гибки
полок (рис. 528, б) в противоположных направлениях. Вначале производится гибка
правой полки пуансоном 2 на прижиме-выталкивателе, подпружиненном нижним
буфером 4, а затем, после сжатия пружины верхнего выталкивателя /, последний
отжимает прижим 3 вниз и производит гибку левой полки. По окончании работы
деталь выталкивается на поверхность штампа.
Фиксация заготовки производится вручную по трафаретам, установленным
на поверхности матрицы, что является недостатком данного штампа.
Тип 11. На рис. 529, а представлен многопозиционный штамп для изготовления
гнутых деталей в массовом производстве на прессе с автоматической подачей.
618
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ
На всех переходах одновременно штампуется две детали. Последовательность
штамповки по переходам (/—13) приведена на рнс. 529, в.
Штамп смонтирован на блоке с четырьмя направляющими колонками. Мат-
рица сделана составной, впрессованной в наружную обойму. На последней пози-
ции деталь нижнего ряда отрезается угловым пуансоном и скатывается по скосу
плиты вниз, а деталь верхнего ряда отрезается от соседней и также скатывается
вниз. Готовые детали сжатым воздухом сдуваются со стола пресса в тару.
Тип 12. На рис. 530 приведена конструкция вытяжного штампа для пресса
двойного действия. К внутреннему ползуну пресса прикрепляется (через промежу-
Рис. 527. Штамп для двухугловой гибки с прижимом (а), деталь из
стали 20, S — 4 мм (б)
точную деталь) вытяжной пуансон /, а к наружному ползуну — прижим 2, прижи-
мающий плоскую заготовку к поверхности вытяжной матрицы 3. Вытянутая деталь
выталкивается из матрицы выталкивателем 4, действующим от буфера. С пуансона
деталь снимается прижимом 2.
При небольших размерах штампуемых деталей вытяжка может производиться
с провалом деталей.
Для данного штампа необходимы предварительно вырубленные (или вырезан-
ные^ на дисковых ножницах) круглые заготовки. В массовом производстве стремятся
обойтись без заготовительной операции и вырубку производят на том же штампе,
используя прижим как вырубной пуансон.
Тип 13. На рис. 531 приведен штамп для последующей вытяжки на кривошип-
ном прессе. Особенностью данного штампа является то, что вытяжной пуансон /
установлен на нижней плите, а вытяжная матрица 2 — на верхней. На пуансоне
ТИПОВЫЕ КОНСТРУКЦИИ ФОРМОИЗМЕНЯЮЩИХ ШТАМПОВ
619
установлено цилиндрическое прижимное кольцо 5, действующее от нижнего буфера.
В исходном положении заготовка надевается на это кольцо (показано штриховой
линией). По окончании вытяжки это же кольцо снимает деталь с пуансона, а верхний
принудительный выталкиватель выбрасывает ее из матрицы.
Рис. 528. Штамп для гибки полок в противопо-
ложном направлении (о) и штампуемая деталь (б)
Тип 14. На рис. 532 показан комбинированный штамп для одновременной
вырезки заготовки и вытяжки кожуха с фланцем. Штамп предназначен для криво-
шипного пресса простого действия.
Вырубная матрица / и вытяжной пуансон 3 врезаны и прикреплены к нижней
плите штампа. Матрица-пуансон 4, служащая вырубным пуансоном и вытяжной
матрицей, прикреплена к верхней плите. Необходимый для вытяжки прижим
создается прижимным кольцом 2, действующим от нижнего буфера.
б)
в
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ
Рис. 529. Многопозиционный
гибочный штамп (а) для пресса
с автоматической подачей ленты,
и [последовательность штампов-
ки (б)
ТИПОВЫЕ КОНСТРУКЦИИ ФОРМОИЗМЕНЯЮЩИХ ШТАМПОВ
«21
Снятие отхода с пуансона-матрицы производится пружинным съемником. Вытал-
кивание детали осуществляется выталкивателем 5 принудительного действия (от
планки пресса).
Большое количество комбинированных штампов совмещенного действия, совме-
щающих вытяжку с различными операциями-, здесь мы не рассматриваем.
Тип 15. На рис. 533 показан вытяжной штамп (первой вытяжки) для многопози-
ционного пресса-автомата с грейферной автоматической подачей.
Особенностью штампов для многопозиционных прессов является необходимость
соблюдения одинаковой высоты и ровной поверхности нижних блоков и штампов,
иначе автоматическая передача заготовок с позиции на позицию не осуществима.
Поэтому все штампы для данного типа прессов имеют стандартные блоки одинаковой
Рис. 530. Вытяжной штамп для пресса двойного действия
высоты и ширины, а также стандартные гнезда и головки верхней части штампов.
Кроме того, для беспрепятственной автоматической передачи заготовок в этих штам-
пах необходимо устойчивое положение полуфабриката на поверхности штампов.
В результате этого все детали вытягиваются дном кверху. При этом форма или выпук-
лость дна никакого влияния на ход процесса не имеют.
Отсюда вытекают особенность конструкции рассматриваемого вытяжного штам-
па: вытяжной пуансон устанавливается в гнезде нижнего блока, а вытяжная мат-
рица — в верхней части штампа.
Как правило, производится вытяжка детали с небольшим фланцем. Коэффици-
енты вытяжки обычно берутся несколько смягченными. Необходимый прижим заго-
товки создается пружинным или пневматическим буфером, действующим на прижим-
ное кольцо. В полость вытяжной матрицы входит подпружиненный прижим — вытал-
киватель, снабженный особым отлипателем.
На последующих позициях вытяжки применяются двойные буфера: один для
фиксации заготовки на утопленный цилиндрический фиксатор-прижим, а второй —
для создания прижима в процессе вытяжки (см. рис. 486).
Тип 16. На рис. 534, а показан многопозиционный последовательный штамп
для вытяжки колпачка. Форма и размеры колпачка (рис. 534, б) не являются
622
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ
Рис. 531. Штамп для
последующей вытяжки на кривошипном прессе
Заготовка Ф200
3 2 1
Рис. 632. Комбинированный штамп для одновременной вырубки и вытяжки
ТИПОВЫЕ КОНСТРУКЦИИ ФОРМОИЗМЕНЯЮЩИХ ШТАМПОВ
623
типовыми, а приведены для ориентации. Последовательность штамповки показана
на рис. 534, в.
Особенность данного штампа заключается в том, что колпачки вытягиваются
дном вверх. Вытяжные пуансоны установлены в нижней части штампа, а вытяжные
Рис. 533 Вытяжной штамп для многопознциониого пресса-автомата
матрицы в верхней. Это облегчает ручную фиксацию ленты на пуансоны. Удаление
готовых деталей производится через трубку в верхней части штампа. Как правило,
такие штампы делаются с четырьмя направляющими колонками.
На рис. 535, а изображен многопозиционный последовательно-вытяжной штамп
для вытяжки мелких деталей (рис. 535, б), работающий с автоматической подачей
ленты. Блок штампа имеет четыре направляющие колонки. Матрица сделана состав-
624
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ
ной и состоит из следующих секций: вырубной /, блока вытяжных матриц 2 и надрез-
ной. Прижим материала во время вытяжки и съем пуансонов осуществляется инди
Рис. 534. Многопозиционный (последовательный) вытяжной штамп (а) для вытяжки кол-
пачка с отверстиями (б) и последовательность штамповки (в)
видуальными съемниками 5. Для осуществления подачи лента поднимается подъем-
ными направляющими линейками 3, опускаемыми при рабочем ходе вниз толкачами 4.
Вырубной пуансон 6, а также пробивной и надрезной пуансоны регулируются по высо-
те (после перешлифовки) посредством резьбовых пробок 7. Высота пуансонов отре-
гулирована таким образом, что вначале происходит вытяжка на вытяжных пози-
циях, а в конце хода производится надрезка, пробивка, вырубка наружного контура
и калибровка фланца. На первой позиции производится надрезка ленты с вырез-
кой промежутков (см. рис. 128, 6).
Рис. 535. Многопозиционный (последовательный) штамп для вытяжки мелких деталей (о), работающий
с автоматической подачей ленты, и деталь (б)
ТИПОВЫЕ КОНСТРУКЦИИ ФОРМОИЗМЕНЯЮЩИХ ШТАМПОВ
сл
ГЛАВА IV
ПРОЕКТИРОВАНИЕ И РАСЧЕТЫ ШТАМПОВ НА ПРОЧНОСТЬ
12. ПОРЯДОК И ЭТАПЫ ПРОЕКТИРОВАНИЯ
Конструкция штампа должна полностью отвечать требованиям технологического
процесса в отношении получения требуемой формы и точности штампуемой детали,
должна обеспечить необходимую производительность и безопасность работы, а также
должна быть технологичной в изготовлении и экономически эффективной для данного
масштаба производства.
Проектирование штампа состоит из следующих этапов:
1) выбор типа штампа и его узлов (подача, удаление и пр.) в соответствии с наме-
ченной технологией изготовления;
2) производство необходимых технологических и конструктивных расчетов;
3) конструирование общего вида (план и разрез) штампа и составление специ-
фикации;
4) деталировка — разработка рабочих чертежей отдельных ненормализован
ных деталей штампа.
Этапы и порядок проектирования несколько отличаются друг от друга в зави-
симости от серийности производства, степени организации подготовки производ-
ства, наличия нормалей, типовых конструкций штампов и т. п.
Наличие разработанных типовых конструкций штампов и их узлов, а также
нормалей деталей штампов значительно ускоряет и облегчает как проектирование,
так и изготовление штампов. В ряде случаев проектирование типовых штампов
может вестись по так называемым слепышам — бланк-чертежам типовых конструк-
ций, изготовленным типографским способом на прозрачной бумаге. Способы ско-
ростного проектирования штампов с использованием бланк-чертежей нормализо-
ванных разделительных штампов изложены в РТМ 26—61.
На некоторых заводах, обладающих высокой степенью организации подго-
товки производства, изготовление штампов производится по чертежам общего вида,
без деталирования их, что значительно сокращает как количество чертежей, так
и сроки проектирования штампов. При этом все необходимые размеры, знаки чистоты
обработки проставляются на чертеже общего вида. Дсталируются лишь отдельные
наиболее сложные или мелкие детали, которые невозможно изобразить на чертеже
общего вида достаточно четко. Этот метод успешно применяется на автомобиль-
ных и других заводах, располагающих мощными инструментально-штамповочными
цехами.
В радиоэлектронной и аналогичных отраслях промышленности, применяющих
мелкие штампы сложной конструкции, рабочие части штампов и некоторые детали
требуют деталировки, так как их невозможно оформить со всеми размерами, допус-
ками и знаками обработки на чертеже общего вида. Однако в любых случаях сле-
дует стремиться к упрощению конструкций, уменьшению объема чертежей и к сокра-
щению срока проектирования штампов.
Проектирование и изготовление^ штампов весьма облегчается при применении
универсальных блоков со сменными пакетными или пластинчатыми штампами (см.
гл. 11 второго раздела).
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ УЗЛОВ И ДЕТАЛЕЙ ШТАМПОВ 627
Общий вид штампа (разрез) обычно выполняется в рабочем положении, пред-
почтительно в натуральную величину (М 1 1). Это обеспечивает наилучшую увязку
всех элементов конструкции. На общем виде должна быть вычерчена штампуемая
деталь со всеми размерами и техническими указаниями, а также раскрой полосы
(ленты).
Рекомендуется вычерчивать две проекции (используя «слепыши» или трафа-
реты блоков) : план нижней и план верхней части штампа.
Общее оформление чертежей должно соответствовать ГОСТу «Чертежи в маши-
ностроении».
13. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ УЗЛОВ
И ДЕТАЛЕЙ ШТАМПОВ
Основное требование к конструкции штампа — полное соответствие технологи-
ческому процессу — может быть выполнено различными конструктивными решени-
ями путем создания конструкций штампов различной степени сложности.
Из ряда возможных конструктивных решений конструктор должен выбрать
наиболее целесообразное не только с технологической стороны, но и с точки зрения
простоты и удобства изготовления, а также ремонта штампа в процессе эксплуата-
ции. Иначе говоря, конструкции деталей и узлов штампов должны быть технологичны
при их изготовлении и эксплуатации. Кроме того, степень конструктивной сложно-
сти и стоимость штампов должны соответствовать масштабу производства (см. гл. II
третьего раздела).
В крупносерийном производстве от конструкций штампов требуется повышен-
ная надежность в работе и высокая стойкость (длительность службы). В серийном
производстве эти требования значительно снижены, а в мелкосерийном — практи-
чески невелики. Это кардинально меняет конструкцию штампа. В крупносерийном
производстве оправданы массивные штампы повышенной металлоемкости, что обес-
печивает надежность и длительность работы. В серийном, а тем более в мелко-
серийном производстве требуется максимальное снижение металлоемкости и
веса штампа, следовательно, должны быть применены другие конструктивные
решения.
Вопросы взаимного соединения и крепления деталей штампов также решаются
по-разному. В крупносерийном производстве довольно распространена врезка рабо-
чих или держащих деталей в плиты, установка врезных шпонок и пр. В штампах
серийного и мелкосерийного производства это нецелесообразно. Вместо врезки или
установки врезных шпонок рекомендуется крепление установочными штифтами.
Если обычные установочные штифты не обеспечивают достаточной прочности при
повышенной нагрузке, рекомендуется применять штифты большего размера.
Различные требования к стойкости штампов вынуждают применять различные
марки материалов для рабочих и вспомогательных деталей штампов. Так, например,
в крупносерийном производстве для рабочих частей вырубных штампов применяют
износостойкие легированные инструментальные стали. В серийном производстве
достаточная стойкость штампов обычно обеспечивается применением углеродистой
инструментальной стали, а в мелкосерийном производстве вполне оправдано при-
менение стали 45 с термической обработкой или иезакаливаемых марок стали. Общее
количество деталей, подвергаемых термической обработке, соответственно умень-
шается.
Таким образом, слепое копирование типовых конструкций безотносительно
к масштабу и особенностям производства не дает положительных результатов.
Ниже приведены примеры конструктивных решений вытяжных штампов из аме-
риканской практики [197].
На рис. 536, а показан вытяжной штамп, предназначенный для мелкосерийного
производства и устанавливаемый на пресс простого действия. Пуаисои прикреплен
непосредственно к верхней плите. Прижимная плита — накладная с затяжкой бол-
тами. Обязательного крепления штампа к ползуну и подштамповой плите не тре-
628
ПРОЕКТИРОВАНИЕ И РАСЧЕТЫ ШТАМПОВ НА ПРОЧНОСТЬ
буется. Рекомендуется изготовлять пуансон из пластмассы, а матрицу и прижим
из цинкового сплава.
На рис. 536, б приведен вытяжной штамп, применяемый в серийном производ-
стве и устанавливаемый на прессах двойного действия. В данном - случае пуансон
Рис. 536. Изменение конструкции вытяж-
ных штампов в зависимости от серийно-
сти производства: а — для мелкосерий-
ного производства; б — для серийного
производства
прикрепляется к внутреннему, а прижим — к наружному ползуну пресса. Штамп
имеет выталкиватель, действующий от буферного устройства. Пуансон, матрицу
и прижим изготовляют из чугуна.
На рис. 537 показан вытяжной штамп, предназначенный для вытяжки деталей
из толстого материала в крупносерийном производстве. В конструкции штампа
Рис. 537 Вытяжной штамп для круп
серийного производства
предусмотрены выталкиватели, надежное
направление прижима с закаленными на-
правляющими, а также возможность
быстрой ликвидации неисправностей
штампа.
Фирма «Шевроле» приводит следую-
щие сведения по стойкости (долговечно-
сти) штампов, изготовленных из разных
материалов:
при изготовлении вытяжного пуан-
сона из пластмассы, а матрицы и при-
жима из цинкового сплава «Кирксайт» —
200—500 деталей;
при изготовлении всех рабочих ча-
стей из цинкового сплава «Кирксайт» —
500—1500 деталей;
при изготовлении пуансона из пласт-
массы с металлическими рабочими частя-
ми, а матрицы и прижима из малоуглеро-
дистой стали — 1500 — 100 000 деталей;
при изготовлении пуансона, матрицы и прижима из малоуглеродистой стали —
100 000—288 000 деталей;
при изготовлении рабочих частей из инструментальной стали — свыше 288 000
деталей.
В серийном производстве получили довольно широкое применение вырубные,
обрезные и комбинированные штампы с ленточными пуансонами или матрицами,
более простые и дешевые в изготовлении.
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ УЗЛОВ И ДЕТАЛЕН ШТАМПОВ
На рис. 538 показана монтажная схема комбинированного штампа с ленточной
матрицей, применяемого в серийном производстве. Режущие элементы 1 вырубной
матрицы представляют собой стальную ленту, запрессованную и закрепленную
в пазах фанерной плиты 2. Вырубная матрица и пуансон 6 монтируются на стальных
плитах 9 и 5, присоединяемых к верхней 3 и нижней 10 плитам штампа. Отверстие
в заготовке 7 пробивается пуансоном 8. Съемники выполнены из полиуретановых
пластинок 4, прикрепляемых к нижней плите 5.
На рис. 539 приведены два типа конструкции обрезного штампа для различной
серийности производства. Для мелкосерийного производства (рис. 539, а) обрезная
матрица изготовляется из стальной ленты, а для серийного производства режуЩИс
части матрицы делаются из закаленной стали (рис. 539, б). Стоимость штампа пер"
вого типа в 1,5—2 раза ниже, чем второго.
Наибольшую сложность изготовления имеют рабочие детали штампов — пуан-
соны и матрицы сложной формы.
Вырубные матрицы требуют наивысшей точности изготовления. С целью упрошу
ния изготовления и уменьшений объема механической обработки пуансоны и матрииМ
крупных вырубных штампов изготовляют из нормализованных секций. Вырубныс
матрицы небольших штампов делают разрезными (составными) для того, чтоб!*1
имелась возможность обработки их внутреннего контура на шлифовальных станках»
без ручной доводки и подгонки.
При проектировании вначале необходимо определить оптимальное располо*
жение плоскостей разъема, а затем — способ крепления к нижней плите.
630
ПРОЕКТИРОВАНИЕ И РАСЧЕТЫ ШТАМПОВ НА ПРОЧНОСТЬ
Рис. 539. Два типа конструкции обрезного штампа! а — для мелко-
серийного производства; б — для серийного производства
б)
Рис. 540. Примеры оптимального расположения линий разъема
составных матриц (а) и схема последовательного штампа (б)
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ УЗЛОВ и деталей штампов 631
На рис. 540 приведены примеры оптимального расположения линий разъема
составных матриц (а) и схема последовательного штампа со вставными разрезными
матрицами (б). Для деталей симметричных
конфигураций желательно делать разъем
таким образом, чтобы одновременно обра-
батывать две части. Это позволяет повы-
сить точность матрицы и снизить трудо-
емкость обработки.
На рис. 541 показана составная мат-
рица (б) для последовательного штампа,
составленная по схеме раскроя (а). Мат-
рица состоит из четырех частей (Д 2, 3
и 4), соединяемых в замок. Это обеспечи-
вает точность сопряжения секций при
креплении их к нижнему основанию
штампа.
На рис. 542 приведена матрица по
следовательного штампа с твердосплав-
ными вставками 1, 5, 4, 5. Консольная
вставка 1 закрепляется прижимной план-
кой 2, а вставки 5, 4 и 5 собираются в
замок и крепятся в обойме на заплечи-
ках.
Способы крепления твердосплавных
матриц и пуансонов были приведены ранее.
Проектирование и изготовление много-
позиционных последовательных штампов
имеет ряд особенностей, рассмотренных
в специальной литературе [106].
Рис. 541. Схема раскроя (а) и составная
матрица для последовательного штампа (б)
Рис. 542. Матрица последовательного штампа с твердо-
сплавными вставками
Особенно отметим необходимость сохранения правильного взаимодействия всех
элементов штампа — пуансонов, матриц, прижимов, съемников и выталкивателей.
632
ПРОЕКТИРОВАНИЕ И РАСЧЕТЫ ШТАМПОВ НА ПРОЧНОСТЬ
Очень часто после перешлифовки штампа правильное взаимодействие всех частей
штампа нарушается. Для устранения этого к комплекту чертежей штампа должна
Рис. 543. Схема взаимного расположения рабочих ча-
стей последовательного штампа
быть приложена схема расположения рабочих частей штампа, в которой должны
быть указаны предельные размеры каждого рабочего элемента от основной базы
Рис. 544. Конструкция узла вырубного и
пробивного пуансонов крупного последова-
тельного штампа
(рис. 543). Так как вырубные и про-
бивные пуансоны последовательных
штампов скорее изнашиваются чем вы-
тяжные, то после перешлифовки высота
вырубных пуансонов уменьшается, в
то время как высота вытяжных пуан-
сонов остается постоянной. Поэтому
в конструкции последовательных штам-
пов должна быть предусмотрена воз-
можность регулировки положения ре-
жущих кромок пуансонов (и матриц)
по высоте.
На рис. 544 показана конструк-
ция узла пробивки и вырубки круп-
ного последовательно-вытяжного штам-
па. Этот узел выполнен в виде само-
стоятельного блока с собственными
направляющими колонками, монтируе-
мого в общую конструкцию последо-
вательного штампа.
Регулировка высоты вырубного
пуансона производится посредством
клина /, отжимающего вниз пуансоно-
держатель 2, связанный с верхней
плитой штампа болтами. Регулировка
высоты пробивных пуансонов 4 про-
изводится резьбовыми пробками 5, а
регулировка высоты матрицы 5 —
пробкой 6.
В последовательных штампах не-
больших размеров регулировка высоты
пуансонов производится путем уста-
новки под головку вытяжного пуансона стальной прокладки, сошлифовываемой на
ту же величину, что и вырубные пуансоны. Таким образом, взаимодействие вы-
рубных и вытяжных пуансонов не нарушается.
ОПРЕДЕЛЕНИЕ ЦЕНТРА ДАВЛЕНИЯ ШТАМПА
633
При изготовлении многопуансонного вытяжного последовательного штампа
практически невозможно обеспечить строгую соосность пуансонов и матриц, даже
при применении координатно-расточного станка. В данном случае для удешевле-
ния штампа применяют самоцентрирующиеся (плавающие) вытяжные пуансоны,
устанавливаемые в отверстия в пуансонодержателе с номинальным зазором 0,1 мм
(допуск отверстия от +0,02 до +0,03 мм, допуск стебля пуансона от —0,02
до —0,03 мм). Благодаря этому допуск на расстояние между осями может быть
взят в пределах от ± 0,03 до ±0,04 мм, что больше допуска на толщину ленты.
Такая точность изготовления доступна любому инструментальному цеху.
14. ОПРЕДЕЛЕНИЕ ЦЕНТРА ДАВЛЕНИЯ ШТАМПА
Для правильной уравновешенной работы штампа необходимо вырезаемый кон-
тур расположить на матрице таким образом, чтобы центр давления совпадал с осью
хвостовика. В противном случае в штампе возникают перекосы, несимметричность
зазора, износ направляющих, быстрое притупление режущих кромок, а затем и по-
ломка штампа. Нахождение центра давления имеет значение главным образом для
сложных вырубных, многопуансонных пробивных и последовательных комбиниро-
ванных штампов. Существует два способа определения центра давления штампа:
графический и аналитический.
Графический способ нахождения центра давления
Графический способ нахождения центра давления показан на рис. 545. На нем
изображена верхняя часть штампа с шестью пуансонами (рис. 545, а). Усилия вырубки
пропорциональны периметрам пуансонов. Из центров тяжести А, В, С, D и Е пуан-
Рис. 545. Графический способ нахождения центра давления штампа
сонов проводятся в произвольном масштабе отрезки Plt Р[, Р2, Р'2 и т. д., величины
которых пропорциональны периметрам пуансонов. Затем строится веревочный
многоугольник (рис. 545, б), для чего параллельно отрезкам Рь Р2, Р3, Р4, Рь и Рб
на одной прямой в масштабе откладываются отрезки далее Р2, и т. д. до Рб.
Выбирается произвольная точка О, с которой соединяются концы отрезков (сил)
Plt Р2 и т. д. Полученные линии (лучи) обозначаются цифрами /, 2 и т. д. Далее под
верхней частью штампа (рис. 545, а) на продолжении отрезка берется произволь-
ная точка А' и через нее проводится линия, параллельная лучу 1. От точки А' до
пересечения с продолжением сил Р2 и Р3 (точка В ) проводится линия параллельно
лучу 2 и т. д. до линии (луча) 6. Точка пересечения лучей 1 и 6 (показано штрихо-
634
ПРОЕКТИРОВАНИЕ И РАСЧЕТЫ ШТАМПОВ НА ПРОЧНОСТЬ
вой линией) дает ось центра давления So. Так как пуансоны расположены несиммет-
рично, аналогично находим ось центра давления в перпендикулярном направлении
(рис. 545, в), для чего, повторив построение веревочного многоугольника, найдем
точку Sj (вторая ось центра давления). Пересечение линий, проходящих через точки
So и дает точку S — центр давления данного штампа.
Аналитический способ нахождения центра давления
Этот способ основан на равенстве момента равнодействующей нескольких
сил сумме моментов этих сил относительно одной и той же оси.
Рис. 546. Схема к аналитическому способу определения положения
центра давления штампа
Направление осей XY берем по сторонам пуансонодержателя, от которых про
изводится его разметка (рис. 546). Ввиду не сим метр ичноств расположения пуан-
сонов (на рисунке заштрихованы) составляем уравнение равенства моментов отно-
сительно обеих осей.
Уравнение моментов относительно оси Y дает
Pta + P2b+ PJ) + P4c+P5d + Pee
Р1 + Р2 + Рз + Р^+ Рь + Рс 9
уравнение моментов относительно оси X дает
_ Р'1С> + ру + рр + P'g> + +
+ к + + + +
где х — искомое расстояние от оси OY др центра тяжести;
у — искомое расстояние от оси ОХ до центра тяжести;
a, bt с, d, е—расстояние от центра тяжести фигуры (пуансона) до оси OY\
а'9 b't с', d', е1, g'— то же, до оси ОХ\
Рц P<z и т. д. — усилия вырубки.
При расчете вместо усилий вырубки (Р^ Pz и т. д.) следует подставлять длину
соответствующего контура.
РАСЧЕТЫ ДЕТАЛЕЙ ШТАМПОВ НА ПРОЧНОСТЬ
635
15. РАСЧЕТЫ ДЕТАЛЕЙ ШТАМПОВ НА ПРОЧНОСТЬ
В производственной практике конструктору штампов, пользующемуся норма-
лями на детали штампов, обычно не приходится производить расчеты на прочность
тех или иных деталей, так как соответствующие расчеты на допустимые напряжения
обычно выполняются при разработке нормалей. В тех случаях, когда требуется раз-
~ „ штампов, можно пользоваться приведенными
Рис. 547. Схема установки нижней плиты штам-
па иа столе пресса (а), распределение удельных
усилий при опоре иа всю поверхность плиты (6) и
в плите с опорным поясом вокруг провального
отверстия (в)
работать специальные конструкции
в табл. 263 формулами упрощенных
и приближенных расчетов нижних
плит на прочность.
Помимо расчета плит на проч-
ность необходимо обеспечить до-
статочную жесткость (устойчивость
на упругий изгиб). Достигается это
путем увеличения толщины плиты.
Однако способа расчета толстых
плит с нагрузкой вдоль контура
отверстия произвольной формы не
существует. Приведенный в табл. 263
способ расчета нижних плит как
балок является весьма приближен-
ным и несовершенным. Поэтому
более приемлем расчет упругих
деформаций штамповых плит с по-
мощью теории тонких плит, лежа-
щих на упруго-податливом осно-
вании, или методом моделирования
[185]. Исследования нижних плит
штампов при установке их на стол
пресса (рис. 547, а) с малым про-
вальным окном и с опорой на
полную нижнюю поверхность пли-
ты, выполненные в ЛИИЖТе, по-
казали возникновение в момент
наибольшей нагрузки значитель-
ного упругого всестороннего изги-
бающего момента М = Рха опро-
кидывающего плиту в провальное
отверстие стола пресса, ввиду боль-
шого исмещения приложения равнодействующих удельных усилий (рис. 547, б).
В результате происходит перекос (угол 0) и упругий изгиб направляющих коло-
нок, вызывающий заедание и ускоренный износ деталей штампа.
На основе указанного исследования, Э. А. Шраером предложен оригинальный
способ уменьшения деформаций плит штампов1 путем уменьшения изгибающих
моментов в результате изменения нижней опорной поверхности плиты и передачи
давления на стол пресса опорными поясами, расположенными у провального отвер-
стия (рис. 547, в). В этом случае плита подвергается сжатию, а изгибающий момент
практически отсутствует (Д4 = 0).
Применение штампов с малыми размерами провальных отверстий на прессах
с большим отверстием в столе недопустимо, так как приводит к ускоренному износу
и поломке штампа. В этом случае рекомендуется применять сменные плиты или плиты
со сменными переходными вкладышами.
Аналогичное решение увеличения стойкости твердосплавных матриц предло-
жено тем же автором [246], так как матрицы наряду с нормальными напряжениями
подвергаются знакопеременному импульсному изгибу.
* Авт. свид. № 260569 от 21/XI 1966 ₽•
636
ПРОЕКТИРОВАНИЕ И РАСЧЕТЫ ШТАМПОВ НА ПРОЧНОСТЬ
Таблица 263. Приближенный расчет нижних плит на прочность
Исходные данные и расчет
Исходные данные:
1) отверстия в плите и отверстие в матрице оди-
наковые;
2) отверстие для провала в столе пресса располо-
жено симметрично относительно осей плиты;
3) матрица накладная, в сопротивлении нагрузке
не участвует; нагрузка передается на нижнюю плиту
В сечении А—А (как для балки, свободно лежа-
щей на двух опорах)
.. IV/ г 1 Pl iv/ (К — с) Н2
Mmax = W [o]w = -o ; W = -----------
£ о
В сечении Б—Б (как для балки на двух опорах
с полузакрепленными концами)
ЛЛ IV/ I 1 3 О/ IV/ Р - Ь) В2
/Иглах = W [o]u = Yg pL0; W =—-------------------
Схема
В сечении В—В:
для прямоугольных отверстий
/Итах = (п — т) = W [о]и;
для круглых отверстий
. . 0,64(7?—г) Р
/VI max =--g[<?]«
Обозначения:
/Иmax—максимальный изгибающий момент в кГ • мм; U7 — момент сопротив-
ления в данном сечении в мм3; I — расстояние от равнодействующей
до стенки отверстия стола пресса в мм; Lo — размер отверстия в столе
пресса по Д— А в мм; т — расстояние между углами отверстия в
плите по сечению В—В в мм; п — расстояние между углами про-
вального отверстия в мм; R — радиус отверстия в столе пресса в мм;
г — радиус отверстия в плите штампа в мм; [ojw — допускаемое на-
пряжение на изгиб кГ)мм2.
РАСЧЕТЫ ДЕТАЛЕЙ ШТАМПОВ НА ПРОЧНОСТЬ
637
Расчет простых матриц на прочность обычно не производят, а определяют их
размеры по эмпирическим формулам и соотношениям.
Ширина вырубной матрицы В находится по формуле
В = b + (3 4- 4) Н,
где b — наибольшая ширина матричного отверстия;
Н — толщина матрицы, выбираемая по табл. 264.
В ряде случаев толщина вырубных матриц определяется не столько прочност-
ными, а сколько эксплуатационными требованиями. Так, например, в практике
электротехнических заводов допускается перешлифовка матрицы в процессе эксплу-
атации на 2/3 ее первоначальной высоты, что значительно увеличивает срок службы
штампов. С другой стороны, стремление снизить расход инструментальной стали
привело к успешному внедрению тонких матриц (до 3 мм), укрепляемых на матрицах-
основаниях.
Таблица 264. Толщина вырубной матрицы
Наибольшая ширина матричного отверстия в в мм Толщина матрицы при толщине вырубаемого материала
до 1 мм 1 ~3 мм 3^6 мм
Дс 50 (0,34-0,4) ь (0,354-0,5) 6 (0,454-0,6) 6
50-100 (0,2 :-0,3) ь (0,224-0,35) 6 (0,304-0,45) 6
100 -200 (0,154-0,2)6 (0,184-0,22) 6 (0,224-0,30) 6
Свыше 200 (0,104-0,15)6 (0,124-0,18)6 (0,154-0,22) 6
В табл. 265 приведены расстояния осей крепежных и штифтовых отверстий
наружного края, а также рабочего контура матрицы. В табл. 266 приведена мини-
мально допустимая толщина стенок пуансон-матриц совмещенных штампов в зави-
симости от толщины штампуемых материалов.
Сильно нагруженные матрицы, а также матрицы со сложным остроугольным
профилем рабочего отверстия, следует рассчитывать на разрыв под действием рас-
пирающей силы, возникающей в результате выдавливания материала в отверстие
матрицы. Можно принять, что наибольшая величина распирающей (отжимающей)
силы составляет около 40% усилия вырубки, действует нормально к режущим
кромкам и распределяется равномерно по длине контура. При расчете необходимо
учитывать также концентрацию напряжений в узких и острых углах матриц (по
аналогии с ударным изгибом надрезанных образцов).
Во избежание резкой концентрации напряжений, а также для удобства изго-
товления, матрицы с узкими и остроугольными рабочими отверстиями рекомендуется
делать составными или секционными. В последнем случае необходимо производить
расчет прочности крепления секционных матриц и пуансонов под действием отжи-
мающей нагрузки [34].
Значительного увеличения прочности сильно нагруженных небольших цилин-
дрических стальных и особенно твердосплавных матриц можно достигнуть за-
прессовкой их в обойму (последняя, в свою очередь, запрессовывается в наружную
обойму). В результате в матрицах возникают сжимающие напряжения большой
величины, противодействующие распирающему усилию и вызываемым им растя-
гивающим напряжением. Следовательно, увеличить прочность можно не только
путем увеличения расчетных размеров или изменения химического состава и
структуры металла, но и механически — созданием заранее рассчитанного
638 ПРОЕКТИРОВАНИЕ И РАСЧЕТЫ ШТАМПОВ НА ПРОЧНОСТЬ
Т а б л и ц а 265. Расположение
крепежных болтов и штифтов
отверстий от чего контура i под головки игранником от в мм 1х отверстий цы в мм
х о Ц М Ьтовь атри'
£ S Ф В CQ S Н к s
ХО Е е ® 2 о и S m а к □ го
ей 5 « ® к го es
со ф «в о Сь-Ч О й (Un.ro -& К ф ' ё£
ч о х°° Ф и о s п £ Э ° к s Е
VO gga И о о о. к £
& S со ГО 6 g 5 р « S О >>С1 О Q. Н « го го о а g £ R СХ W о СО ф S го S О CL Го
п. 0. го S СЬхо К СЬ о
6
3
4
7
4 43
М8 12 9 14 5 8 5
М10 14 11 17 6 9 6
М12 16 13 19 8 И 7
М16 20 16 24 10 12 8
М20 25 20 28 13 15 10
М22 27 22 32 16 16 13
20
20 16
25
25 20
Примечание. В чис-
лителе даны размеры для зака-
ленных, а в знаменателе—для не-
закалениых рабочих деталей
штампа.
Таблица 266. Наименьшая толщина стенок
пуаисон-матриц совмещенных штампов
Толщина штампу- емого материала в мм Толщина стеики в мм Толщина штампу- емого материала в мм Толщина стеики в мм
0,4 1,6 2,8 7,2
0,6 2,0 3,0 7,6
0,8 2,5 3,2 8,0
1,0 3,0 3,4 8,5
1,2 3,5 3,6 9,0
1,4 3,9 3,8 9,5
1,6 4,4 4 10,0
1,8 4,9 4,2 10,5
2,0 5,3 4,4 11,2
2,2 5,8 4,6 11,8
2,4 6,3 4,8 Г2,4
2,6 6,7 5,0 13,0
напряженного состояния. Этот способ может быть
применен к сменным вытяжным, волочильным,
протяжным, обжимным матрицам, а в особен-
ности к матрицам для холодного выдавлива
ния.
На протяжении ряда лет этот способ с ус-
пехом применяется в промышленности при хо-
лодной объемной штамповке и холодном вы-
давливании стальных деталей. В данном слу-
чае применяется многобандажное крепление
тонкостенных матриц, выдерживающих без
разрушения рабочее давление до 250 кГ/мм2,
(25 000 атм) за счет создания в них предва-
рительного напряженного состояния сжатия.
При этом внутреннее кольцо и матрица подвер
гаются значительной пластической деформации.
Это достигается последовательной запрессовкой
в холодном состоянии нескольких конических
бандажей (колец) с большими натягами
(рис. 548). Конусность бандажей 1° 30'. При
штамповке крупных деталей (ф90 мм) приме
няют 3—4 бандажа (кроме матрицы), а при
штамповке мелких — 1—2 бандажа.
РАСЧЕТЫ ДЕТАЛЕЙ ШТАМПОВ НА ПРОЧНОСТЬ
639
Расчет бандажироваиных матриц
Существует несколько различных методов расчета запрессовки бандажей и
величины напряжений, возникающих на поверхностях матрицы и бандажных
колец [285, 287, 295].
Исходными данными для расчета является величина рабочего давления внутри
матрицы р.
На рис. 549 приведены схемы распределения напряжений для простой
цилиндрической матрицы (рис. 549, а), матрицы с одним бандажом (рис. 549, б)
и матрицы с двумя бандажами
(рис. 549, в). _________
В целой матрице в результате "* ^нор
давления металла на стенки возни- I—— ---D3--------—|
каю г радиальные сжимающие на-
пряжения ог и тангенциальные
(окружные) растягивающие напря-
жения Максимум растягива-
ющих напряжений находится на
рабочей поверхности матрицы. При
высоких рабочих давлениях, име-
ющих место при холодном выда-
вливании, тангенциальные растяги-
вающие напряжения достигают зна-
чительной величины и приводят
к разрыву матрицы.
При запрессовке одного банда-
жа (рис.549, б) в матрице возни-
кают предварительные (монтажные)
напряжения огпр и оМр, причем
в матрице, сжатой бандажом, воз-
Рис. 548. Схема трехбандажиого крепления тон-
костенной матрицы
никают тангенциальные напряже-
ния сжатия, максимум которых находится на внутренней рабочей поверхности
матрицы. В рабочем положении (рис. 549, б — снизу) внутреннее давление р, дей-
ствующее на стенки матрицы, приводит к сжатию в радиальном и растяжению
в тангенциальном направлении. Однако предварительное сжимающее напряже-
ние Ofnp противодействует растягивающим напряжениям и создает результирующее
тангенциальное напряжение О/, показанное в правой части этой схемы.
На рис. 549, в показано двухбандажное усиление матрицы: сверху — распре-
деление предварительных радиальных и тангенциальных напряжений о гпр и о/лр
после запрессовки бандажей, снизу — распределение результирующих радиальных
и тангенциальных напряжений ог и о в момент операции выдавливания. Двухбан-
дажное крепление матрицы позволяет значительно увеличить рабочее давление р
без разрушения матрицы.
На рис. 550 приведены графики подсчета величины напряжений и наибольшего
рабочего давления р (в кГ/млг) для цельной (рис. 550, а), однобандажной (рис. 550, б)
и двухбандажной матрицы (рис. 550, в) [287].
Из приведенных в табл. 267 расчетных данных следует, что при применении
цельной матрицы наибольшее рабочее давление не превышает 50% предела теку-
чести о5. Для матриц из закаленной инструментальной стали можно допустить crs =
— 160 кГ/мл?, для твердосплавных матриц предел прочности на изгиб составляет
о„ — 100 :-130 кГ/мм2. При бандажировании допустимое рабочее давление р может
быть увеличено почти в два раза.
Приведенные расчеты показывают, что увеличение числа бандажей не позво-
ляет увеличить допустимое рабочее давление, а, как это видно из рис. 549, приводит
к более равномерному распределению напряжений в бандажных кольцах и позволяет
применить для их изготовления менее прочные стали (о6 = 80 =-50 кГ/мм2).
640 ПРОЕКТИРОВАНИЕ И РАСЧЕТЫ ШТАМПОВ НА ПРОЧНОСТЬ
Рис 549. Схемы распределения напряжений в бандажированныч матрицах
Рис. 550. Подсчет величины и распределении напряжений в бандажи-
роваииых матрицах
РАСЧГТЫ ДЕТАЛЕЙ ШТАМПОВ НА ПРОЧНОСТЬ
641
Наружный бандаж рекомендуется изготовлять из особо вязкой улучшаемой
стали, а промежуточный бандаж — из твердой, но вязкой инструментальной стали
с HRC 54—58. Матрицы следуе! изготовлять из легированной (хромомолибденовой
или другой) штамповой стали с HRC 60—63,
Таблица 267. Расчетные величины
Тип матрицы Отношение внутреннего диаметра к наружному Расчетный предел текучести в кГ(мм* Наиболь- шее рабо- чее дав- ление р в кГ/мм*
। цельной мат- | I пицы 1 внутренней мат- рицы I промежуточного бандажа 1 наружного бандажа матрицы промежуточного бандажа наружного бандажа
Цельная 0,1 — 100 50
Одпобандажная — 0,315 — 0,315 100 — 100 90
Двухбандажная — 0,315 0,50 0,63 100 80 50 90
Величина и распределение напряжений зависят от принятого соотношения
диаметров матрицы и бандажей.
По данным американской практики рекомендуются следующие соотношения
диаметров:
D1 = l,6do; п2= 1,6*4; О3 = 1,6’4; 1,6*4,
где 4 — рабочий диаметр матрицы.
Отечественная практика рекомендует следующие соотношения:
Oi — 1,24» l)2 — 1,64; О3 — 2,2.d0’f DHap = 3d0.
Натяг при запрессовке матрицы в обойму выбирают исходя из того, чтобы тан-
генциальные сжимающие напряжения на внутренней поверхности матрицы при за-
прессовке были примерно равны растягивающим тангенциальным напряжениям,
возникающим во время штамповки (коэффициент натяга а = 1),
Величина натяга зависит от того, в горячем или холодном состоянии произво-
дилось бандажирование. По данным Горьковского автозавода для твердосплавных
вставок рекомендуется величина натяга о — (0,0025 4- 0,003) d1 при нагреве обоймы
до 400° С.
Большей же частью запрессовку бандажей производят в холодном состоянии,
причем величина иатяга при изготовлении бандажей увеличивается от наружного
к внутреннему диаметру и для крупных матриц составляет Д3 = 0,004 О3; Д2 =
= 0,008 О2; Ai = 0,025 (см. рис. 548).
При запрессовке размеры внутренних бандажей уменьшаются и фактические
натяги увеличиваются по сравнению с указанными. Матрица запрессовывается
с наибольшим натягом и ее внутренний диаметр уменьшается. Окончательный рабо-
чий размер матрицы получается после шлифования в запрессованном виде.
Расчет пуансонов
Проверочному расчету на прочность подлежат в основном наиболее нагружен-
ные пробивные пуансоны небольших размеров.
Установлено, что при пробивке отверстий, размеры которых соизмеримы с тол-
щиной металла, удельная нагрузка на режущие кромки пуансона значительно
21 Романовский В. П.
642
ПРОЕКТИРОВАНИЕ И РАСЧЕТЫ ШТАМПОВ НА ПРОЧНОСТЬ
больше, чем на режущие кромки матрицы (при d = 2S — в 1,3—1,35 раза, при
d=S— в 1,8—1,9 раза, при d = 0,5S — в 2,3—2,6 раза).
Сложность расчета на прочность заключается в том, что режущие кромки пуан-
сона, как и матрицы, подвергаются резким циклическим нагрузкам ударно-импульс-
ного характера, одновременно с действием кругового изгибающего момента. В ре-
зультате неизбежен процесс усталостного разрушения режущих кромок, который
еще не имеет метода расчета.
Таблица 268. Приближенные расчеты пуансонов на прочность
Наименование способа расчета Формула
Расчет опорной поверхности головки пуансона на смятие ft, lu, 11 ц о
Расчет пуансона на сжатие в наименьшем се- чении _ р ^-1 1 &СЖ f
Расчет свободной длины пуансонов на продоль- ный изгиб
Обозначения: °см — напряжение снятия опорной поверхности в кГ1мм2; Р — расчетное усилие в кГ; Г—опорная поверхность головки пуансона в лш2 (если осм > 10 кГ/мм2. необходима стальная каленая прокладка; прокладка необходима также тогда, когда головка пуансона упирается в хвостовик); осж — напряжение сжатия в кГ1мм2; f — площадь наименьшего сечения пуансона в мм2; Mow — допускаемое напряжение на сжатие (для обычных пуансонов из за- каленной инструментальной стали [о]сж = 160 кГ1мм2, для направля- емых^пуансонов при пробивке отверстий малого диаметра [о]Сд/6, = / — длина свободной части пуансона в см; Е — модуль упругости в кГ1см2 (2,2 • 10е); J — момент инерции сечеВия в см*; п — коэффициент безопасности (для сырой стали п = 4-5-5, а для зака- ленной п = 24-3).
Зачастую поломки концов пробивных пуансонов малого диаметра являются
следствием недостаточной жесткости пресса и упругой деформации его станины. Для
устранения таких поломок рекомендуем отойти от правила выбора пресса по рас-
четному усилию и выбирать прессы большего номинального усилия, но с более жест-
кой станиной. Прессы с С-образной станиной нежелательны.
Расчет пуансонов на прочность приближенно можно производить по формулам,
приведенным в табл. 268.
В табл. 269 приведены значения наибольших допускаемых напряжений прн
расчете различных деталей штампов.
Т а блица 269. Наибольшие допускаемые напряжения в деталях штампов [341
Наименование деталей штампов Наименование и марка материала Допускаемые напряжения в кГ/см2
растяжения сжатия изгиба среза
Съемники, плиты, матрицедержатели, винты, буферные стержни, пуансонодер- жатели, тяги Ст.2, Ст.З, Сталь 25 1100-1500 1200-1600 1300-1600 1000—1400
Матрицедержатели консольные, тяги, толкатели, фиксаторы, упоры, крестови- ны, поперечины Ст.5 Стали 40—50 1300-1600 1400-1700 1700-1800 1200-1500
Плиты верхние и нижние, кронштейны Стальное литье •ЗОЛ, 40Л — 1100-1500 1200-1500 900-1200
Плиты верхние и нижние, кронштейны Чугуны СЧ 21—40, СЧ 22—44 — 900-1400 350-450 250-350
Штифты, ловители, клинья простой формы Сталь У7А при Я/?С 52—56 — 5500-8000 3600-5000 —
Режущие части простых конфигураций, пуансоны, матрицы, ножи, секции мат- риц, вставки Стали У8А, У10А, Х42М, ШХ15 при HRC 56-60 2500 10 000-16 000 3000-5000 —
Клинья фигурные, упоры, движки, ло- вители, фиксаторы Ст.5, Ст.7 при HRC 50-58 — 3000-4000 2000-2800 —
РАСЧЕТЫ ДЕТАЛЕЙ ШТАМПОВ НА ПРОЧНОСТЬ
644
ПРОЕКТИРОВАНИЕ И РАСЧЕТЫ ШТАМПОВ НА ПРОЧНОСТЬ
Расчет резиновых буферов
К расчету детален штампов относятся также подсчеты, связанные с определением
давления резиновых съемников, выталкивателей, прижимов и буферов. На буферные
устройства, применяемые в штампах и прессах холодной штамповки, разработаны
Относительная деформация сжатия е %
Рнс. 551. Диаграмма для определения напряжений сжатия резины твер-
достью 50 (модуль упругости Е « 30 кГ,'смг>
нормали машиностроения МН 4954—63 — МН 4965—63, содержащие указания
по выбору типа и размера буфера.
Для пружинных буферов нормалью МН 4964—63 установлены пружины сжатия
диаметром от 28 до 80 мм и наибольшим рабочим усилием от 54 до 544 кГ. Резиновые
буфера по нормали МН 4957—63 предусмотрены с наибольшим рабочим усилием
от 125 до 1760 кГ На рис. 551 приведена диаграмма для определения напряжений
сжатия резины твердостью 50, а на рис. 552 — для резины 1вердосгью 60 по твердо-
меру ГМ-2.
РАСЧЕТЫ ДЕТАЛЕЙ ШТАМПОВ НА ПРОЧНОСТЬ
645
Напряжение сжатия на наружной поверхности ^р2^^/см
646
ПРОЕКТИРОВАНИЕ И РАСЧЕТЫ ШТАМПОВ НА ПРОЧНОСТЬ
Усилие резинового буфера определяется по формуле
Р = /Ър,
где F — площадь контактной поверхности кольца в см2.
Обычно задается величина наибольшей нагрузки буфера Р, а площадь контакт-
ной поверхности F находится по приведенной формуле.
16. ЗАКРЫТАЯ ВЫСОТА ШТАМПА И ПРЕССА
Штамп проектируется обычно в его нижнем рабочем положении. В этом поло-
жении наилучшим образом увязывается взаимодействие рабочих, прижимающих и
удаляющих деталей штампа. При этом почти исключается возможность конструк-
тивных ошибок по несогласованности верхней и нижней части штампа, как, напри-
мер, длинные направляющие колонки и короткие пуансоны, вследствие чего штамп
не сможет работать, так как колонки будут выходить за пределы верхней плиты и
упираться в торец ползуна и т. п.
'Подкладная плита
Рис. 553. Рабочее пространство кривошипного пресса и его
размерные характеристики
Высота штампа в нижнем рабочем положении называется закрытой вы-
сотой штампа; она должна быть увязана с закрытой высотой пресса. За-
крытой высотой пресса называется расстояния от плиты до ползуна
пресса в его нижнем положении при максимальном ходе и укороченной длине шатуна.
Закрытая высота пресса указывает на предельную высоту штампа, который
может быть установлен на данном прессе.
Штамп, имеющий закрытую высоту большую, чем закрытая высота пресса,
не может быть установлен на этот пресс, а если он и будет установлен в верхнем
положении ползуна, то при пуске пресса может произойти его поломка.
Для прессов с регулируемым ходом закрытая высота принимается для случая
работы при наибольшей величине хода пресса. При уменьшении величины хода
закрытая высота пресса увеличивается пропорционально отношению —,
где ^niax — наибольшая величина хода пресса.
Основное правило при проектировании штампов:
штампы должны проектироваться на конкретные прессы в соответствии с их техни-
ческой характеристикой или на группу прессов, близких по мощности и аналогич-
ных по технической характеристике.
ЗАКРЫТАЯ ВЫСОТА ШТАМПА И ПРЕССА
647
На рис. 553 показаны основные размеры рабочего пространства кривошипного
пресса и устанавливаемого на нем штампа, необходимые конструктору при проек-
тировании штампов.
Обозначения, принятые на рисунке:
h — ход ползуна;
М — величина регулировки длины шатуна;
Н — наибольшая закрытая высота пресса (расстояние от плиты до пол-
зуна в его нижнем положении при максимальном ходе и наименьшей
длине шатуна);
L — расстояние от стола до направляющих;
R — вылет от оси ползуна до станины;
Л1ХВ1— размеры стола (не показан);
аХ b — размеры отверстия в столе;
АХ В — размеры подкладной плиты;
Нг — толщина подкладной плиты;
D — диаметр отверстия в подкладной плите;
КХ S — размеры нижней площади ползуна;
FX F — размеры квадратного отверстия в ползуне;
/ — глубина квадратного отверстия в ползуне;
N — расстояние от выталкивателя до нижней поверхности ползуна;
с — ход выталкивателя;
Н2 — наименьшая закрытая высота пресса (Н — /И);
Ншт — закрытая высота штампа.
Размер закрытой высоты штампа Ншт (в нижнем рабочем положении) должен
находиться в пределах между наибольшей Н и наименьшей Н2 = Н — М закрытой
высотой пресса. Обычно берут:
Н — 5 мм Ншт Н2 + Ю мм.
Как правило, штампы проектируют ближе к наибольшей закрытой высоте
пресса, учитывая возможность работы при укороченном (свинченном) шатуне,
а также уменьшение высоты штампа вследствие последующих перешлифовок. В слу-
чае, если закрытая высота штампа Ншт будет меньше Й2, необходимо применять
промежуточные подкладные плиты или специальные обработанные бруски.
РАЗДЕЛ ЧЕТВЕРТЫЙ
ПРЕССЫ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
ЛИСТОВЫХ МАТЕРИАЛОВ
ГЛАВА 1
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
1. КЛАССИФИКАЦИЯ ШТАМПОВОЧНЫХ ПРЕССОВ
В холодной штамповке применяются разнообразные типы прессов, предназна-
ченные для различных условий работы
На рис. 554 приведена классификация основных типов штамповочных прессов.
В классификацию не включены штамповочные падающие молоты, имеющие ограни-
ченное применение, а также специальное оборудование (обтяжные прессы, профи-
лировочные, профилегибочные, накатные и другие станки).
По способу приведения в действие прессы разделяются на механические, электро
магнитные, пневматические и гидравлические.
Наиболее распространенными в штамповочном производстве являются привод-
ные механические прессы, которые разделяются на кривошипные и винтовые.
По способу воздействия на штампуемый материал приводные механические и
гидравлические прессы разделяются на прессы простого, двойного и тройного
действия.
Прессы простого действия имеют один движущийся ползун и применяются для
самых разнообразных штамповочных работ (рис. 555, а).
Прессы двойного действия имеют два независимо движущихся ползуна и при-
меняются для вытяжных работ (рис. 555, б).
Прессы тройного действия имеют или два верхних и один нижний ползун, про-
изводящий вытяжку в обратном направлении (рис. 555, в), или два ползуна и двц
жущийся навстречу стол. Первые применяются для сложной глубокой вытяжки
деталей типа автомобильных кузовов, а вторые — для производства сдвоенной
или строенной глубокой вытяжки.
По количеству шатунов кривошипные прессы разделяются на одно-, двух- и
четырехшатунные. Четырехшатунные (четырехточечные) прессы предназначены для
штамповки деталей весьма крупных размеров с целью противодействия возможным
перекосам при эксцентричном приложении нагрузки.
В зависимости от условий работы и вида применяемой заготовки кривошипные
прессы имеют станины различной формы и расположения: вертикальную, горизон-
тальную, наклоняемую, одностоечную и двустоечную.
У одностоечных прессов кривошипно-шатунный механизм расположен на кон-
сольном конце рабочего вала. Поэтому пресс открыт спереди и с боков и может быть
использован как для работы с полосовым материалом, так и со штучными заго-
товками. Эти прессы изготовляют с неподвижным, поворотным или подъемным
столом.
У двустоечных прессов кривошипно-шатунный механизм расположен между
двумя коренными подшипниками.
Кривошипные двустоечные прессы по форме станины разделяются на следую-
щие типы:
1) со свешивающейся С-образной станиной, открытой так же, как у одностоеч-
ных прессов, спереди и сбоков, но, кроме того, позволяющий производить подачу
Механические
Ручные и ножные
| Прессы для холодной штамповки
Электромагнитные
Пневматические
Приводные
I
Трой-
ного
действия
1
Автома-
ты
Рис. 554. Классификация штамповочных прессов
I
1 С одним общим приводом | | С двумя отдельными приводами |
| С нижним приводом | | Многопозиционные | | Универсально-гибочные | 1 X олодновысадочные | | Специальные |
Гидравлические
КЛАССИФИКАЦИЯ ШТАМПОВОЧНЫХ ПРЕССОВ
650
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
заготовок и удаление изделий спереди назад. Такие прессы изготовляют как верти-
кального и горизонтального, так и наклоняемого типа;
2) с закрытой с боков станиной — прессы, предназначенные для работы со
штучными заготовками;
Рис. 555. Схемы штампов к прессам различного типа: а — к
прессу простого действия; б — к прессу двойного действия;
в — к прессу тройного действия
3) с закрытой станиной, имеющей проход в боковых стойках, — прессы, пред-
назначенные для работы с автоматической подачей ленточного материала.
Конструкции различных типов прессов подробно рассматриваются в специаль-
ной литературе.
2. СОВРЕМЕННЫЕ ТИПЫ ПРЕССОВОГО ОБОРУДОВАНИЯ
Непрерывное развитие методов холодной штамповки и расширение области ее
применения основаны на дальнейшем совершенствовании конструкций прессового
оборудования, в том числе увеличении усилия и рабочих габаритов прессов, повы-
шении их производительности, повышении безопасности и улучшении условий
эксплуатации.
Современные конструкции штамповочных прессов характеризуются:
1) увеличением рабочего усилия и размеров прессов: кривошипных одностоеч-
ных до 300 7; кривошипных двустоечных — до 1600 7, шестерне-эксцентриковых —
до 4500 7, чеканочных (калибровочных) — свыше 3000 7, многопозиционных (много-
операционных) прессов — до 4000 7, прессов-автоматов с нижним ходом — до
550 7, прессов двойного и тройного действия — до 2500 7, гидравлических прес-
сов для штамповки резиной — до 6500 7, уникальных гидравлических прессов
для холодной штамповки и глубокой вытяжки листового металла—до 7000 7;
2) увеличением числа ходов крупных прессов до 16—18 вместо 8—10 ходов
в минуту;
СОВРЕМЕННЫЕ ТИПЫ ПРЕССОВОГО ОБОРУДОВАНИЯ
651
3) увеличением быстроходности прессов-автоматов и полуавтоматов; последние
модели штамповочных прессов-автоматов имеют наибольшее число ходов: мелкие
прессы — до 1200—2000 в минуту, крупные прессы — до 260 в минуту;
4) развитием прессов с автоматической подачей заготовок;
5) усовершенствованием способов управления прессом: применение кнопочного
включения взамен рычажного или педального, использование электромеханиче-
ского, электропневматического или электр©гидравлического управления;
6) модернизацией общей конструкции и внешней формы прессов, созданием ста-
нин прямоугольных очертаний.
Благодаря применению централизованной смазки всех движущихся и вращаю-
щихся частей пресса последние размещаются внутри станины.
Рис. 556. Различные типы кривошипных прессов со стандартными узлами
(ГДР): а — с С-образной станиной и неподвижным столом; б — С-образной ста-
ниной и подвижным столом; в — наклоняемый с С-образной станиной; г — дву-
стоечный
Современное конструирование прессов общего назначения основано на выпуске
гаммы прессов, построенной по геометрическому ряду (например, для мелких прес-
сов 10, 16, 25, 40, 63 и 100 Т). При этом в максимальной степени используется уни-
фикация и нормализация отдельных узлов, позволяющая с наименьшими производ-
ственными затратами создать различные типы прессов.
Ниже приводятся примеры из опыта унификации и стандартизации прессов на
прессостроительных заводах ГДР [94].
На рис. 556 представлены четыре типа кривошипных прессов с номинальным
усилием 40 Т. В этих конструкциях используется большое количество общих нор-
мализованных узлов.
На рис. 557 показана возможность превращения прессов указанных типов
в прессы-автоматы или полуавтоматы путем присоединения к ним устройств револь-
верного, валкового и клещевого (цангового) типов для автоматической подачи заго-
товок.
Таким образом, прессостроительные заводы могут осуществлять быструю по-
ставку заказчику любых типов прессов без перестройки технологического процесса.
Стандартизованные прессы имеют ряд конструктивных усовершенствований.
Пресс снабжен двусторонним приводом, что ведет к снижению напряжения в шейке
вала и позволяет уменьшить размеры зубчатых колес, помещенных в закрытой ко-
робке. Вместо ненадежной жесткой муфты включения (кулачковой, с поворотной
шпонкой) применены две многодисковые фрикционные муфты, расположенные
с обеих сторон эксцентрикового вала; они сблокированы с тормозом и включаются
посредством электрогидравлической системы управления (рис. 558). Реверсивный
электродвигатель позволяет легко разгружать пресс в случае заклинивания.
652
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
На рис. 559 приведены два типа стандартных прессов, построенных из унифи-
цированных узлов: кривошипный пресс с револьверной подачей штучных заготовок
(рис. 559, о); кривошипный пресс-автомат наклоняемого типа с валковой подачей
ленты (рис. 559, б).
Рис. 557 Оснащение стандартных прессов устройствами для
автоматической подачи заготовок (Р — револьверная подача:
В — валковая подача: К — клещевая подача)
Слева от прессов находится электрошкаф (пульт управления), в котором раз-
мещены аппараты электрического управления с селекторными переключателями и
электрогидравлическая система управления включением фрикционных муфт и
тормоза. Селекторные переключатели могут быть настроены на различные способы
работы (единичные ходы, непрерывная работа, толчковая подача),, а также на раз-
личные способы включения (одной рукой, двумя руками, педалью).
СОВРЕМЕННЫЕ ТИПЫ ПРЕССОВОГО ОБОРУДОВАНИЯ
653
Рис. 554. Схема привода и фрикционных
муфт стандартных прессов
Рис. 559. Стандартные кривошипные прессы: а — с револьверной подачей загоговок;
б — с валковой подачей заготовок
654
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
Рычаги ручного и педального включения и кнопочные станции смонтированы
на станине пресса. Включение и выключение пресса можно производить при любом
положении ползуна, даже под нагрузкой.
Конструкции крупных кривошипных прессов также подверглись сильному
изменению. Взамен прессов с длинными двухколенчатыми валами создана конструк-
ция тестер не-эксцентриковых прессов, не имеющая коленчатого вала. Вместо него
применены два коротких поперечно расположенных вала с насаженными на них
монолитными шестернями, имеющими крупные эксцентрики, которые приводят
в движение массивные кованые шатуны.
Рис. 560. Четырехточечный шестерне-эксцентриковый пресс (а) и пресс трой-
ного действия усилием 1600 Т (б)
На рис. 560, а показан шестерне-эксцентриковый пресс большой мощности.
Шестерне-эксцентриковый привод размещен в верхней части пресса и находится
в масляной ванне. Пресс имеет так называемую четырехточечную подвеску ползуна,
устраняющую перекос при несимметричной нагрузке. Ползун имеет двойное напра-
вление — ро направляющим призмам на стойках станины и посредством четырех
плунжеров, направляемых втулками.
На рис. 560, б представлен пресс тройного действия для глубокой вытяжки
общим усилием 1600 Т с расстоянием между станинами 4550 мм. В верхней части
пресса расположены наружный ползун с четырехточечной подвеской (для прижима)
и внутренний ползун для вытяжного пуансона, в нижней части (ниже уровня пола)—
привод и ползун встречного движения.
Для повышения числа ходов крупных вытяжных прессов применяют специаль-
ные двухскоростные планетарные или электрические муфты, дающие ускоренное
опускание ползуна до начала вытяжки, замедленную скорость движения в про-
современные типы прессового оборудования
655
цессе вытяжки и ускоренный подъем ползуна. Увеличение скорости холостого хода
в три раза приводит к увеличению производительности в два раза.
Рис. 561. Диаграмма скорости движения ползуна у различ-
ного типа прессов двойного действия (0 — 360° — углы по-
ворота кривошипа)
На рис. 561 приведены диаграммы скорости движения ползуна у различного
типа прессов двойного действия, построенные в координатах путь (ход ползуна) —
время Л
На рис. 561, а показана диаграмма скорости движения ползуна механического
пресса с обычной муфтой сцепления. Скорость опускания и подъема ползуна оди-
наковы. Длительность рабочего цикла 10 сек.
656
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
На рис. 561, б показана диаграмма скорости движения ползуна, имеющего
ускоренный подъем, осуществляемый системой рычагов. Длительность рабочего
цикла 5,4 сек.
На рис. 561, в приведена диаграмма скорости движения ползуна пресса, снаб
женного электрическим или электронным устройством. В этом случае холостая часть
хода ползуна вниз и подъем его вверх происходят с повышенной скоростью, а рабо-
чая часть хода во время деформирования осуществляется с пониженной скоростью,
такой же, как и в случаях, показанных на рис. 561, а и б.
Рис. 562. Четырехкривошипиые прессы с нижиим расположением привода
На рис. 561, г показана диаграмма скорости движения ползуна пресса, снаб-
женного двухскоростной муфтой сцепления. Здесь также холостая часть хода пол-
зуна вниз и подъем его вверх происходят с повышенной скоростью, а рабочая часть
хода — с пониженной. Длительность рабочего цикла уменьшается до 4,7 сек.
Заштрихованным прямоугольником отмечена область вытяжки.
Увеличение скорости холостого хода и уменьшение длительности рабочего
цикла более чем в два раза приводит к такому же увеличению производительности
крупных вытяжных прессов. Это имеет большое значение, так как вытяжные прессы
являются головными прессами на поточных и автоматических штамповочных ли-
ниях. Увеличение производительности вытяжных прессов означает увеличение
производительности всей линии.
Современные конструкции штамповочных прессов имеют ряд усовершенство-
ваний, механизирующих обслуживание пресса и ускоряющих его наладку.
СОВРЕМЕННЫЕ ТИПЫ ПРЕССОВОГО ОБОРУДОВАНИЯ
657
К ним относятся следующие:
1) механизация регулировки закрытой высоты наружного ползуна пресса,
значительно облегчающая регулировку двух- и четырехопорных ползунов;
2) пневматический или гидропневматический предохранитель от перегрузки
наружного ползуна, применяемые главным образом на средних и крупных прессах;
3) отдельный тихоходный привод (1 ход в минуту) для установки и наладки
штампов, применяемый в основном на прессах двойного действия;
4) подвижные тележки с подштамповыми плитами для быстрой смены штампов,
позволяющие производить смену крупных штампов на прессах двойного действия
усилием 450 Т за 5 мин.
В последние годы получили применение крупные четырехкривошипные прессы
с нижним расположением привода.
На рис. 562 показана установка крупных прессов с нижним приводом. В раз-
резе подвального помещения показано устройство несущей конструкции и опор
фундамента, внизу виден ленточный транспортер для уборки отходов.
Преимущества прессов с нижним приводом:
ни зкое расположение центра тяжести, благодаря чему они лучше статически
и динамически сбалансированы;
ус илия штамповки целиком воспринимаются шатунами, работающими только
на растяжение (а не на сжатие и изгиб);
бо льшая длина направляющих, без увеличения высоты пресса;
ум еньшение высоты производственных пролетов;
облегчен доступ для ремонта и обслуживания приводных механизмов.
Недостатком прессов с нижним приводом является необходимость сооружения
глубокого подвального помещения и крупных фундаментов.
Большое развитие получили многопозиционные (ступенчатые) прессы-автоматы
для многооперационной вытяжки.
На рис. 563 показан общий вид восьмипозиционного пресса-автомата А6134
усилием 250 Т, предназначенного для последовательной многооперационной вы-
тяжки разнообразных листовых деталей. Передача заготовок с позиции на позицию
производится грейферными линейками. Пресс снабжен разматывающим устройством
с правильными роликами, устройством для наматывания отходов, нижним пнев-
матическим выталкивателем, ножницами для резки отходов.
В настоящее время наряду с выпускавшимися ранее небольшими многопози-
ционными прессами начали строить прессы давлением от 400 до 4000 Т. Эти прессы
представляют собой полностью автоматизированную штамповочную линию, которая
может быть легко перестроена на производство различных деталей.
Некоторые модели многопозиционных прессов имеют специальные устройства
для штамповки ленты (вырезки кружков) в шахматном порядке.
Крупные многопозиционные прессы в ряде случаев снабжаются револьверными
механизмами для подачи предварительно вырубленных штучных заготовок.
Многооперационные прессы-автоматы небольших размеров получают все боль-
шее применение не только в массовом, но и в мелкосерийном производстве, требую-
щем частой смены штампов. Считается рентабельным применение многопозиционных
прессов для серий в 10 000—20 000 шт. деталей. Для уменьшения времени на пере-
наладку многопозиционные прессы-автоматы снабжают устройствами и приспособ-
лениями для облегчения и ускорения перестановки штампов (рис. 564).
Комплект сменных штампов монтируется на общей сменной плите, установлен-
ной на кронштейнах, расположенных сзади пресса.
Для установки и съема тяжелых штампов на крупных многопозиционных
прессах применяют специально пристраиваемые поворотные механические руки.
На некоторых отечественных заводах многопозиционные прессы с большим
числом рабочих позиций применяют для одновременного изготовления двух разных
деталей, требующих трех-четырех операций каждая. Для этого механизм автомати-
ческой подачи ленты для второй детали пристраивают к средней части пресса.
Подача заготовок с операции на операцию производится общим грейферным меха-
низмом. При этом один из электроламповых заводов применяет оригинальный метод
658
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
вырубки заготовки вразрез ленты с небольшим перекрытием контура вырубки,
устраняющей потерю металла на перемычки и позволяющий легко удалять отходы
ленты. Небольшой срез с трех сторон заготовки высотой 0,5 мм не оказывает ника-
кого влияния на дальнейший процесс многооперационной вытяжки и не мешает
работе грейферного механизма.
Для многооперационной вытяжки мелких деталей на Автоматно-штамповочном
заводе (Ленинград) созданы многооперационные прессы-автоматы с вертикальным
4600
Рис. 563. Общий вид восьми позиционного пресса-автомата А6134
перемещением штучных заготовок. Автоматы представляют собой горизонтальный
эксцентриковый пресс, на ползуне которого установлены шесть или семь пуансонов.
Автоматы снабжены бункерными питателями и вертикальным грейферным меха-
низмом. Общее усилие автомата 3 Tt число ходов — 200 в минуту. На том же заводе
созданы двусторонние горизонтальные прессы-автоматы, не имеющие холостого
хода, а также горизонтальные автоматы с горизонтальным грейферным механизмом
для изготовления штучных пустотелых заклепок.
На автомобильных заводах применяется многооперационная последовательная
штамповка деталей автомобиля из широкой ленты. К таким деталям относятся:
колпаки колес, корпуса фар, тормозные диски, корпуса воздухоочистителей, кар-
СОВРЕМЕННЫЕ ТИПЫ ПРЕССОВОГО ОБОРУДОВАНИЯ
659
теры, кожухи клапанов и т. п. Для их штамповки созданы крупные многопозицион-
ные прессы-автоматы давлением от 400 до 4000 Т сборной конструкции, состоящие
из отдельных секций или блоков (рис. 565, а). Отдельные секции могут быть смон-
тированы в разнообразных комбинациях (рис. 565, б).
Секционная конструкция многопозиционных прессов-автоматов позволяет при-
менить короткие, не зависимые друг от друга ползуны, что предотвращает их
перекосы.
Изображенный на рис. 565, а многопозиционный пресс секционно-блочной кон-
струкции имеет несколько самостоятельных ползунов: II и III по 350 Т каждый,
Рис. 564. Установка комплекта сменных штампов на многопозициониый пресс;
/ — зажимной рычаг; 2 — упоры
IV и V по 150 Т каждый, ползун VI — 600 Т. Общее усилие пресса при одновремен-
ной работе всех ползунов 1600 Т. Число рабочих ходов — 12 в минуту. Ход пол-
зуна — 508 мм. Пресс снабжен автоматической регулировкой ползунов.
Этот пресс имеет 15 рабочих позиций (указаны на рис. 567, а цифрами I—15)
и предназначен для изготовления двух различных деталей — панели стиральной
и корпуса сушильной машины. Первые детали штампуются в течение 4 ч, затем
после десятиминутной переналадки штампуются вторые детали. Производитель-
ность пресса — 700 деталей в час.
Крупные многопозиционные прессы-автоматы в ряде случаев удобнее и компакт-
нее громоздких автоматических линий.
Развитие многооперационной последовательности штамповки привело также
к созданию крупных и мощных прессов-автоматов с нижним приводом.
На рис. 566, а приведен крупный пресс давлением 350 Т с нижним приводом
с числом ходов 24 в минуту и длиной стола выше 4000 мм. Этот пресс применяется
660
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
Рис. 565. Многопозициониый пресс-автомат секционной сборки конструкции фирмы
«Клиринг» (а) и различные варианты соединения секций (6)
СОВРЕМЕННЫЕ ТИПЫ ПРЕССОВОГО ОБОРУДОВАНИЯ
661
для последовательной штамповки корпуса фары глубиной 140 мм из стальной ленты
толщиной 1 мм и шириной 330 мм. Производительность пресса 5300 деталей за
смену.
На рис. 566, б изображен составной последовательный девятиоперационный
штамп для штамповки корпуса фары. Длина штампа — 3800 мм.
Большое значение имеет автоматизация работ при штамповке из нарезанных
полос. Для этой цели применяют прессы с автоматической подачей к валковому
Рис. 566. Автоматический пресс с нижним приводом давлением 350 Т (о)
и многопозиционный штамп для изготовления корпусов фар (6)
механизму нарезанных полос из магазина или из пачки при помощи вакуумных
резиновых присосов или электромагнитных захватов.
Подача полосы в валки осуществляется следующим образом (рис. 567). Автома-
тически включаемый пневматический цилиндр 1 опускает рамку с присосами 3 на
пачку нарезанных полос и вместе с верхней полосой поднимается вверх. Затем авто-
матически включается горизонтальный пневматический цилиндр 2, который подает
цилиндр 1 вместе с присосами и полосой влево, направляя полосу в первую пару
валков. После этого пневматический цилиндр 4 приводит во вращение подающие
валки, а когда передний конец полосы займет положение, соответствующее первой
вырубке, — включает муфту сцепления пресса, который начинает работать автома-
тически. По окончании штамповки полосы муфта сцепления пресса автоматически
662
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
отключается и включаются пневматические цилиндры, подающие в валки новую
полосу.
Указанное устройство позволяет подавать полосы шириной от 40 до 140 мм,
толщиной от 0,5 до 4 мм и длиной от 600 до 1500 мм.
Рис. 567. Пресс с автоматической подачей нарезанных полос (ГАЗ)
Величина шага подачи может изменяться от 5 до 250 мм. Точность подачи зави-
сит от толщины полосы.
Толщина полосы в мм Точность подачи в мм
0,5-1 ± 1
1-1.5 ±0.5
1.5-4 ... ±0.2
На протяжении последних 35 лет был создан ряд моделей сверхбыстроходных
прессов-автоматов, работающих с числом ходов до 1200—2000 в минуту и предна-
значенных главным образом для вырубки небольших деталей. Штамповка с такой
скоростью происходит при одновременном движении штампа вместе с лентой. Штамп
или ползун совершают сложное движение, состоящее из вертикального рабочего
движения и горизонтального перемещения по направлению подачи ленты. После
выхода из движущейся ленты штамп возвращается в исходное положение и начи-
нает новое движение.
На рис. 568 представлена конструкция быстроходного бесшатунного штамповоч-
ного автомата усилием 1 Т и регулируемым числом ходов до 3000 в минуту.Устройство
автомата следующее. В станине 1 установлены два эксцентриковых вала 3 и 6, свя-
СОВРЕМЕННЫЕ ТИПЫ ПРЕССОВОГО ОБОРУДОВАНИЯ
663
занных между собой зубчатой передачей 2. На эксцентриках валов установлены два
ползуна 4 и 5, связанные между собой направляющими колонками как плиты блоч-
ного штампа. К ползунам 4 и 5 прикрепляются верхняя и нижняя части штампа.
Во время работы автомата штампы сохраняют взаимную параллельность и
совершают вращательное движение в соответствии с эксцентриситетом приводных
валов. Вращательное движение эксцентрика превращается в вертикальное и гори-
зонтальное перемещение штамподержателя и штампов.
Рис. 568. Конструкция быстроходного бесша-
туиного штамповочного автомата
Рис. 569. Схема переме-
щения рабочих частей
автомата
На рис. 569 приведена схема перемещений рабочих частей автомата при враще-
нии эксцентриков (позиция /—IV), а на рис. 570 — схема самоподачи материала.
Захват режущими частями ленты начинается в позиции // при угле поворота <р1в
За это время происходит сближение рабочих частей и осуществляется процесс
вырубки (или гибки, или вытяжки).
В среднем положении (позиция III), соответствующем переходу эксцентриков
через н. м. т., процесс деформации заканчивается. При дальнейшем повороте эксцен-
триков происходит удаление рабочих частей штампа друг от друга и съем ленты с
пуансона, который заканчивается при угле поворота <р2 > Ф1 (позиция IV).
Таким образом, за один цикл рабочие части штампа автоматически переместят
ленту на величину шага подачи 5 | S2.
По тому >ке принципу, но конструктивно иначе устроен автомат конструкции
В. А. Лященко, а также быстроходный пресс с плавающим ползуном (рис. 571).
Механизм движения состоит из коромысла, одним концом надетого на кривошип
пресса, а другим шарнирно соединенного с качающейся регулируемой подвеской.
Центральный шарнир коромысла соединен с блоком. Эллиптическое движение
664
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
Рис. 570. Схема самоподачи материала
Рис. 571. Быстроходный пресс с плавающим ползуном
СОВРЕМЕННЫЕ ТИПЫ ПРЕССОВОГО ОБОРУДОВАНИЯ
665
центрального шарнира превращается в вертикальное и горизонтальное возвратно-
поступательное движение рабочего блока.
Эти автоматы выпускаются давлением от 10 до 50 Г, имеют регулируемое число
ходов до 1000 в минуту и работают с шагом (перемещением) ленты от 75 до 200 мм.
Более крупные быстроходные штамповочные автоматы выпускаются давлением
от 40 до 200 Т, но при меньшем числе ходов — от 450 до 200 в минуту. Они пред-
назначены для вырубки и неглубокой вытяжки.
В ряде отраслей промышленности хорошо себя зарекомендовали горизонтально-
гибочные (многоползунковые) автоматы, применяемые для штамповки сложно изо-
гнутых деталей из ленты и проволоки.
Рис. 572. Кинематическая схема многоползункового гибочного автомата
На рис. 572 приведена кинематическая схема гибочного автомата. Вращение
электромотора 1 передается четырем рабочим валам 2, 4, 7 и 5, на которые наса-
жены эксцентрики (кулаки) 3, 5, 6 и 9, приводящие в движение ползунки с гибоч-
ными инструментами. Штамповка выполняется вокруг оправки попеременно дей-
ствующими инструментами.
Кроме основных гибочных кулачков, имеется несколько дополнительных, осу-
ществляющих обрубку контура, пробивку отверстий и отрезку заготовки. Достоин-
ством этих автоматов является предельная простота рабочего инструмента.
К быстроходным штамповочным автоматам относятся автоматы непрерывного
действия с круговым движением штампов В. П. Буша. На рис. 573 приведена кине-
матическая схема этого автомата. Вращение электродвигателя через систему зуб
чатых передач передается двум парам эксцентриков 5 и 3, получающим непрерывное
вращение с числом оборотов 1400 в минуту. Эти эксцентрики приводят в действие
два штампа 7 и 4, работающие так же, как штампы бесшатунного автомата, приве-
денные на рис. 569.
Штамп 7 выполняет операции обрезки контура и пробивки отверстий, штамп 4 —
две гибочные операции.
Автомат имеет три пары роликов: подающие ролики 9 и профилирующие ро-
лики 6 и 3, которые выполняют дополнительные гибочные и формовочные операции.
В конце движения ленты ножи 1 и 2 отрезают готовые детали от соединяющих их
перемычек.
На рис. 574 приведен общий вид штамповочного автомата фирмы «Chappuis»,
предназначенного для массового изготовления небольших деталей, для которых
666
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
требуется большое количество гибочных и вытяжных переходов. Особенностью
автомата является наличие двух самостоятельно действующих шатунов 5, шарнирно
связанных с ползунами 3 и 4. В зависимости от характера процесса штамповки
автомат может работать или с одним, или с обоими ползунами, причем они могут
вступать в работу или одновременно, или последовательно (с отставанием).
Привод автомата состоит из электродвигателя 14, клиноременной передачи 13,
маховика 9 и зубчатого редуктора 8.
Подача ленты производится в вертикальном положении (ребром) при помощи
роликов 7, получающих периодическое вращение от главного вала через шестерню
и зубчатую рейку.
Рис. 573. Кинематическая схема автомата с круговым движением штампов
Автомат имеет электропневматическое блокирующее устройство, выключающее
его после выхода конца ленты или тогда, когда лента не подана на полный шаг
подачи. Это устройство состоит из ключа — контакта 2, регулировочного стержня 6,
электропневматического золотника 10, цилиндра 12, установленного на корпусе /,
и шланга 11 для подвода сжатого воздуха.
Автомат снабжен дополнительными устройствами для нарезания резьбы в про-
битых и отбортованных отверстиях. Выпущены две модели таких автоматов уси-
лием 5 и 20 Т. При последовательном действии ползунов общее усилие автомата
в два раза больше.
Наименьшая толщина ленты 0,1—0,2 мм, наибольшая — 2 и 3 мм\ наибольшая
ширина ленты 55 и 80 мм\ наибольшая величина подачи 70 и 120 мм\ число оборотов
главного вала 80, 100, 120 об/мин.
В автомате используются многопозиционные штампы последовательного дей-
ствия.
Совершенно новым типом оборудования являются роторные штамповочные
машины [45]. Их особенность заключается в том, что обработка детали происходит
не во время остановки движущейся заготовки, а в процессе одновременного непре-
рывного перемещения инструмента и обрабатываемой заготовки.
СОВРЕМЕННЫЕ ТИПЫ ПРЕССОВОГО ОБОРУДОВАНИЯ
667
Рис. 574. Общий вид штамповочного автомата фирмы «Chappuisi
668
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
На рис. 575 представлена схема роторной машины (операционного рабочего
ротора). Она представляет собой вращающийся вокруг оси 1 ротор, в пазах которого
расположено несколько блоков с рабочими инструментами 2, совершающими непре-
рывное вращательное движение по окружности. В процессе этого движения каждый
инструмент при помощи ползунов 5 и 13, взаимодействующих с неподвижными бара-
банными копирами 4 и 12, получает ра-
Рис. 575. Схема роторной машины
бочее движение по заданному закону.
Подача заготовок в рабочий ротор и
удаление изделий из него осуществляются
питающим и снимающим транспортными
роторами 10 и 11, представляющими собой
диски, снабженные захватами и несущи-
ми органами 3 и 9. Транспортные роторы
связаны с валом рабочего ротора 1 зубча-
тыми колесами 8, 7 и 6, причем окружная
скорость транспортных роторов равна
окружной скорости инструментов рабо-
чего ротора.
Операционный цикл изделия в ротор-
ных машинах определяется длиной рабо-
чего участка ротора и его окружной ско-
ростью. Темп роторной машины зависит
от окружной скорости ротора и шага
между изделиями (рабочими инструмен-
тами) в роторе.
Таким образом, особенностью ротор-
ных машин является то, что их про-
изводительность не зави-
сит от длительности опе-
рации.
При большой длительности операции
роторная машина может обеспечить высо-
кую производительность, для чего необ
ходимо предусмотреть в роторе достаточ-
но большое количество рабочих блоков
с инструментами.
Роторные машины позволяют создать
высокопр оизводитсл ьные ’комплексные
автоматические линии с одинаковой про-
изводительностью на самых различ-
ных операциях, которые рассмотрены
ниже.
На рис. 576 приведена развернутая
схема копирных барабанов и движения
рабочих инструментов роторной машины.
Наряду с развитием и модернизацией механических прессов значительно усо-
вершенствованы гидравлические прессы, применяемые для холодной штамповки.
На рис. 577 изображен гидравлический безаккумуляторный пресс для глубокой
вытяжки. Вместо громоздкой насосной и аккумуляторной установки прессы дан-
ного 1ипа имеют приводимый в действие от электромотора радиально-поршневой
насос, расположенный в верхней части пресса.
Рабочей жидкостью является масло, совершающее замкнутую циркуляцию из
бака в рабочий цилиндр и обратно. Радиально-поршневой насос может быть усга-
новлен на автоматическое переключение по заданному циклу при помощи электро-
магнитного устройства и реле времени. Прессы подобного типа изготовляются уси-
лием до 2000 Т и имеют две скорости — меньшую рабочую скорость вытяжки (до
375 мм/сек) и более высокую скорость холостого хода (до 1000 мм/сек).
СОВРЕМЕННЫЕ ТИПЫ ПРЕССОВОГО ОБОРУДОВАНИЯ
669
Таким образом, в отношении скорости и быстроходности эти прессы имеют мало
общего с обычными гидравлическими прессами и достигают скоростей крупных
механических прессов
Безаккумуляторные гидравлические прессы имеют следующие преимущества
перед механическими:
I) постоянство скорости вытяжки на протяжении всего рабочего хода;
2) независимость усилия пресса от положения точки начала вытяжки по отно-
шению к н. м. т. (от угла поворота кривошипа в механических прессах);
Рис, 576. Развернутая схема копирных барабанов и дви-
жения инструментов
3) отсутствие удара в начале рабочего хода (в момент соприкасания с заготовкой);
4) плавность и бесшумность работы;
5) большая простота устройства и эксплуатации пресса.
Благодаря этому гидравлические безаккумуляторные прессы получили боль-
шое применение для глубокой вытяжки.
Гидравлические безаккумуляторные прессы простого действия снабжаются
пневматической, пневмогидравлической, или гидравлической подушкой и приме-
няются для глубокой вытяжки деталей простой и симметричной формы.
Гидравлические прессы двойного действия, снабженные вытяжными подуш-
ками, превращаются в прессы тройного действия и применяются для глубокой
вытяжки более сложных деталей.
670
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
Гидравлические безаккумуляторные прессы в будущем должны иайти еще
большее применение в штамповочном производстве. Недостатком их является боль-
шая высота.
Рис. 577. Гидравлический безакку-
муляторный пресс для глубокой
вытяжки
Рис. 578 Настольный пневматический пресс уси-
лием 1500 кГ:
1 — пневматический цилиндр; 2 — поршень; 3 —
шток; 4 — рычаг; 5 — ползун
Пневматические прессы применяются в штамповочном произ-
водстве главным образом для следующих целей:
1) как настольные прессы для сборочных, запрессовочных и мелких штампо-
вочных работ (рис. 578);
2) как специальные технологические агрегаты, снабженные пневматическими
цилиндрами и предназначенные для выполнения определенных штамповочных опе-
раций.
Такие агрегаты с успехом заменяют сложные дорогие штампы и позволяют
Обойтись без крупных и громоздких прессов.
Современные типы прессового оборудования
о71
Электромагнитные прессы являются новым видом штамповоч-
ного оборудования. Они не имеют привода и кривошипно-шатунного механизма,
а осуществляют рабочий ход ползуна в результате втягивания якоря электромаг-
нита, непосредственно связанного с ползуном пресса.
Якорь электромагнита возвращается в исходное верхнее положение под дей-
ствием пружин.
На рис. 579 приведен общий вид и разрез настольного пресса электромагнитного
действия давлением 500 кГ, предназначенного для вырубных, гибочных и сборочных
операций при изготовлении небольших изделий [122].
Конструкторами этого пресса разработано и внедрено в производство несколько
типов прессов электромагнитного действия давлением до 3000 кГ; одни из них заме-
нили кривошипные прессы, а другие — прессы с ручным приводом. В первом слу-
чае прессы электромагнитного действия дают большую экономию электроэнергии
(в 10—20 раз).
Питание прессов электромагнитного действия осуществляется импульсами
постоянного тока от выпрямителя с релейной системой включения.
В зависимости от характера производимой операции в прессах электромаг-
нитного действия могут применяться различные конструкции электромагнитов
с различной тяговой характеристикой (давление — величина хода).
Электромагниты могут монтироваться непосредственно на штампах без при-
менения каких-либо прессов.
Весьма эффективно применение электромагнитных штампов, предназначенных
для пробивки отверстий в крупных листах и заготовках. В данном случае для про-
бивки большого количества отверстий не требуется применения крупногабаритных
672
основные типы прессов
прессов и опа может производиться на плите с пазами для крепления переставных
пробивных штампов электромагнитного действия.
Для создания высокопроизводительных методов холодной штамповки новаторы
модернизировали старые прессы и повысили их производительность путем внесения
небольших конструктивных изменений и увеличения числа ходов с 120 до 200—400
в минуту при применении автоматической подачи ленты. Увеличение числа ходов
пресса целесообразно лишь при применении автоматической или полуавтоматиче-
ской подачи материала (или штучных заготовок), когда возможно использование
каждого хода пресса.
Детальное описание конструкций прессов, технических и эксплуатационных
характеристик приведено в специальной литературе [47, 102].
3. НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА,
ПЛАНИРОВКА И ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
Высокая производительность труда и прогрессивные методы работы возможны
лишь при наличии научной организации трудового процесса и рабочего места.
К научной организации труда штамповщика относятся:
1) тщательный инструктаж перед работой и наблюдение в процессе работы;
2) правильное разделение труда по обслуживанию пресса и рабочего места;
3) своевременное обеспечение штамповщика необходимыми материалами, полу-
фабрикатами и инструментом;
4) применение у группы прессов или у рабочего места соответствующих подъем-
но-транспортных механизмов;
5) своевременный контроль продукции и предупреждение брака и т. п.
Перед началом работы должен быть произведен подробный инструктаж рабочего
мастером или наладчиком. Одновременно необходимо привести в порядок рабочее
место, очистить пол от отходов, грязи и масла, удалить лишний инструмент со
стола пресса.
Необходимо убедиться соответствуют ли установленные штампы и заготовки
карте технологического процесса.
Рабочий процесс должен быть обеспечен качественными заготовками и необ-
ходимой тарой.
Необходимо строго выполнять правила техники безопасности и охраны труда,
начиная с приведения в порядок рабочей одежды. Штамповщику категорически
запрещается самовольно отключать блокирующие и защитные устройства или огра
ждения, а также самому устранять какие-либо неполадки в работе пресса.
В случае возникновения неполадок в работе пресса необходимо его немедленно
выключить и вызвать наладчика или мастера.
Прекратить работу и вызвать наладчика следует в случае,' если:
1) заготовки не соответствуют требуемым размерам;
2) появился брак или дефекты в штампуемых деталях;
3) произошел случай сдваивания ходов ползуна при работе одиночными ходами:
4) обнаружены неисправности в системе управления и сигнализации;
5) произошло срабатывание предохранительных устройств пресса;
6) замечены любые другие неполадки пресса.
Устранение указанных неполадок производится наладчиком (установщиком
штампов) или механиком по оборудованию.
За исправность пресса и установленного на нем штампа отвечает наладчик.
Установка штампов на прессах и их наладка являются весьма ответственной
частью производственного процесса, от которой зависит качество штампуемых
деталей, надежная безаварийная работа штампов и безопасность работы штам-
повщика.
Необходимо предусмотреть мероприятия по сокращению потерь времени на
переналадку оборудования путем механизации работ по установке штампов и повы-
шению производительности труда наладчиков.
НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА И ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА 673
Необходимым условием для этого является надлежащая организация штампо-
вого хозяйства и транспортирования штампов.
Смена мелких штампов весом до 10 кг обычно не вызывает затруднений и не
требует специальных устройств, кроме простых ручных тележек. Транспортирование
более тяжелых штампов производится при помощи ручных тележек, снабженных
подъемным устройством. Наиболее распространен ручной механический и гидравли-
ческий привод подъемного механизма. Подъемные механизмы тележек должны быть
самотормозящимися, не допускающими опускания платформы вниз.
Для транспортирования и смены штампов весом от 250 кг до 2 т применяются
электропогрузчики ЭП-0,5; ЭП-1; ЭП-2, а также электроштабелеры с выдвижным
вилочным захватом грузоп9дъемностью 0,5—1—2 Т.
- Наиболее крупные штампы транспортируются и устанавливаются при помощи
обычных мостовых кранов, кран-балок и др.
Наиболее крупные прессы снабжаются выдвижными подштамповыми плитами,
позволяющими в несколько раз сократить время перестановки штампов.
Для смены штампов у крупных прессов применяют различные переносные (кра-
ном) механизмы, как, например: приводные рольганги, механизмы с пневмоприводом,
простые рольганги, откидные (поворотные) столы и др.
Способы хранения и технического ухода за штампами зависят от размеров
штампов и серийности производства.
Хорошо зарекомендовала себя система многоярусного хранения штампов с авто-
матическими программно-управляемыми штабелерами [75].
По заявке цеха кладовщик находит в картотеке шифр штампа и набирает его
на пульте, после чего кран отправляется в автоматический поиск.
Горизонтальное и вертикальное движение каретки штабелера совмещены во
времени. Захватные вилки каретки входят в гнездо стеллажа и берут поддон со
штампом. Затем кран проделывает обратный путь и перегружает штампы на тележку
с подъемной платформой, на которой штамп доставляется к прессу.
Надлежащая организация производства и правильное использование цеховых
транспортных средств невозможны без правильно выбранной производственной
тары. Необходимо пользоваться специально разработанной металлической тарой,
рассчитанной для данной продукции и для применяемых транспортных средств.
Пользоваться случайной деревянной тарой не рекомендуется. Металлическая тара
должна быть приспособлена для многоярусного хранения с грузом, для подъема
и перемещения автопогрузчиком, штабелером или краном.
К научной организации рабочего места штамповщика относятся:
1) правильная и наиболее удобная планировка рабочего места, включая спо-
собы и места укладки заготовок, готовых изделий и отходов;
2) необходимая подготовка материалов и полуфабрикатов;
3) обеспечение рабочего места вспомогательным инструментом;
4) содержание в исправности и рабочей готовности пресса и штампа;
5) содержание рабочего места в чистоте и порядке.
Планировка и организация рабочего места зависят от вида и размеров заго-
товки (полоса, лента, лист, штучный полуфабрикат), степени механизации работ и
способа подачи заготовок (ручная, автоматическая), способа удаления деталей (на
провал, с обратным выталкиванием и ручным удалением, с автоматическим удале-
нием— сбрасыванием), типа пресса (вертикальный, наклоняемый, одностоечный,
двустоечный, С-образный, двустоечный закрытый и т. д.), мощности (усилия) пресса
и размеров штампуемых деталей.
В табл. 270 приведены схемы планировки и организации рабочих мест для
основных типов прессов и различных видов заготовок.
Планировка оборудования штамповочных цехов должна предусматривать
соответствующую площадь около пресса для укладки заготовок, готовых дета-
лей и отходов, а также необходимые проходы и проезды для внутрицехового
транспорта.
Общую площадь холодноштамповочного цеха принято подразделять на произ-
водственную и вспомогательную.
22 Романовский В. П.
674
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
Таблица 270. Схемы планировки и организации рабочих мест
для основных типов прессов
Тип пресса Вид заготовки Способ подачи и штамповки Схема рабочего места
Вертикальный од- ностоечный или двустоечный (С-об- разный) Полосы Ручная подача (штамповка на провал) [Л t ,5 m
GJ Q
Ленты Автоматическая подача (штамповка на провал) 1
Штучные заготовки Ручная подача И И 0© 0
Наклоняемый (С-образный) Полосы Ручная подача (штамповка с об- ратным выталки- ванием) И 3 1 Q m
Ленты Автоматическая подача (штамповка с обратным вытал- киванием) ,7 ГЛ 6 Ф 1—1 ф о
Штучные заготовки Ручная подача (штамповка с об- ратным выталки- ванием) Я 1 ©[ a
Дву стоечный одношатунный Полосы Ручная подача (поперечная) Е !Е31
G 0
1 Дву стоечный одношатунный Штучные заготовки (мелкие) Ручная подача (штамповка на провал) 0 'Ll Q 0
Штучные заготовки (крупные) Ручная подача (штамповка с об- ратным выталки- ванием)
f л 1L 1
гл Q
НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА И ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА 675
Продолжение табл. 270
Тип пресса Вид заготовки Способ подачи и штамповки Схема рабочего места
Двустоечный двухшатунный и четырех ш ат у н ны й Листы и круп- ные штучные заготовки Ручная подача (штамповка с об- ратным выталки- ванием) t 1 !"!Г f 71 ®ГГ|[/г!
Листы и круп- ные штучные заготовки Ручная подача (штамповка с об- ратным выталки- ванием) < 1 ' ю ; ы Г—,© ©Г —, 1_"1 г~?П
Листы и круп- ные штучные заготовки Ручная подача (штамповка с об- ратным выталки- ванием) • ю 1 □1 О ' о cLJjQ 1 1 1 1 1 1 1 J
Обозначения:
1 — пресс; 2— стол для заготовок; 3 — ящик для готовых деталей; 4 — ящик
для отходов; 5 — приемный ящик (в столе йресса); 6 — ящик для штучных
заготовок; 7 — катушка с лентой; 8 — катушка с отходом; 9 — стол для гото-
вых деталей; 10 — место для складывания отходов; 11 — место для складыва-
ния заготовок; 12 — место для складывания готовых деталей.
К производственной относится площадь, занимаемая прессами, механизмами, ин-
вентарем, проходами и проездами между прессами, местами для складывания загото-
вок, деталей и отходов. Производственная площадь цеха вместе с проходами и проез-
дами, приходящаяся на один пресс, значительно больше площади основания пресса.
К вспомогательной площади относится площадь, занимаемая складами, железно-
дорожными путями, главными проездами и вспомогательными участками. Вспомо-
гательная площадь примерно составляет в крупных штамповочных цехах 70—80%,
в средних и малых цехах — 30—50% от производственной.
Планировка типовых холодноштамповочных цехов приведена в специализи-
рованных справочниках для проектировщиков, в руководящих материалах проект-
ных организаций и в специальной литературе [75, 167].
При планировке оборудования в цехах холодной штамповки руководствуются
«Нормами технологического проектирования цехов холодной листовой штамповки
машиностроительных заводов», откуда приводим некоторые данные.
В табл. 271 приведены нормы ширины цеховых проходов и проездов. В табл. 272
нормы расстояний между прессами при различном их расположении. В табл. 273
нормы расстояния от прессов до колонн или стен здания.
В цехах холодной штамповки используются следующие подъемно-транспорт-
ные средства:
1) мостовые краны и кран-балки, применяемые для подачи листового металла
в пачках к рабочим местам, для передачи крупных заготовок от пресса к прессу и
транспортировки готовой крупногабаритной продукции;
22*
676
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
Таблица 271. Нормы ширины цеховых проходов и проездов
Вид транспорта Г рузо- подъемность в Т Ширина транспор- 'та в мм Ширина проезда (в мм) при движении транспорта
односто- роннее двусто- роннее
Тележки самоходные аккумуля- 0,25 700 1300 2000
торные 1 800 1500 2300
5 1200 2000 3000
1 950 1800 2600
Автопогрузчики и электропогруз- 3 1200 2500 3500
чики 5 2200 3500 5000
Примечание. В ширину проезда не входят рабочие места у оборудования, обра-
щенные в сторону проезда.
Т а б л и ц а 272. Нормы расстояний между прессами при различном их расположении
Вид расстояния 2® Нормы расстояний (в м) при усилии пресса в Т
се СЧ X Р
п Б £ то О о. До 25 40—100 125-250 315—800 Св 800
а 0,6 0,8 1,0—1,5 1,8—2,0 2,0-3,0
Расстояние между б 1,2 1,5 1,8-2,2 2,5-4,5 3,5-6,0
задними, боковыми и пе- в 1,0 1,2-1,5 1,8-2,2 2,2-3,0 3,0-4,0
редними сторонами прес- сов (эскизы /, 2,3, 4, 5 и 6) г д 2,5-2,8 3,0-4,0 2а+ 3,5—4,5 ширина п 4,0-5,0 ipecca 4^5—6,5
е 1,4-1,7 2,0-2,5 2,5-3,0 3,0—4,5 4,0-5,0
Расстояние между прес- сами и средствами автома- ж 0,8 1.0 1,2 '1,4 1,4
и 0,6 0,6 0,8 1,0 1,0
тизации (эскизы 7, 8 и 9) Р 0,9 1,0 1,3 1,5 1,6
с 1,7 2,5 3,0 4,5 4,5
Расстояние между прес- к — — 3,0-3,5 3,5—4,0 4,0-5,0
сами при установке их в линии на ленточном фун- даменте или в подвале в л — — 1,0-1,2 1,5-2,0 2,0-2,2
м — — 3,5-4,5 4,0—5,0 5,0—7,0
один ряд (эскизы 10, 11, н — — 3,0-3,5 3,5-5,0 4,0—6,0
12) п — — 2,0—2,5 2,5-3,0 3,0-3,5
То же, при установке прессов в два ряда на гп — 2,6—3,0 3,0-4,5 4,0-5,0
одном ленточном фунда- У — 0,4—0,6 0,6-1,0 1,0-1,5
менте или в подвале (эс- кизы 13, 14) ф До 0,5 До 0,5 До 0,5
НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА И ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА 677
Продолжение табл. 272
678
ОСНОВНЫЕ ТИПЫ ПРЕССОВ
Таблица 273. Нормы расстояния от прессов до колонн или стен здания
Эски~з1 — Транспортеры
ц при работе из ленты
Эскиз 2
Расстояние Обозначения расстояния Нормы расстояний (в мм) при усилии пресса в Т
До 25 40—100 125 -250 315-800 Св. 800
а 0,6 0,8-1,2 1,5—2,0 2,2—3,0 3,2-3,5
б 0,6 0,8-1,0 1,4-2,0 2,2-2,5 2,5-3,0
До колонн (эскиз 1) в 1,4 1,7—2,0 2,4— 3,0 3,0-3,5 3,5-4,5
е 0,6 0,8 1,0 1,2 1,4
л 0,7 1,0 1,2 1,5 1,8
д 0,8 1,2-1,4 1,5—2,0 2,2—2,8 3,0-3,5
До стены (эскиз 2) м 0,8 1,0-1,4 1,7-2,2 2,4 -3,2 3,4 - 3,7
н 1,8 2,1 2,8 3,4 4,5
п 0,8 1,0 1,3 1,5 1,7
е 0,5 0,5 0,6 0,8 1,2
До границы проез- ж 0,4 0,4 0,6 0,8 1,0
да (эскиз 3) и 1,0 1,2 L2-1,5 1,5-1,7 2,0 —2,4
к 0,4 0,4 0,5 0,6 0,8
НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА И ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА 679
2) электротельферы, применяемые для обслуживания отдельных прессов и
участков для обслуживания складов штампов и готовой продукции;
3) подвесные конвейеры для транспортировки крупных деталей с производ-
ственных участков на склады и сборку;
4) напольные и подземные транспортеры и рольганги для межоперационной
транспортировки и для уборки отходов;
5) безрельсовый транспорт: электрокары грузоподъемностью до 5000 кГ, авто-
погрузчики аккумуляторные грузоподъемностью до 1500 кГ, автопогрузчики с дви-
гателями внутреннего сгорания грузоподъемностью до 10 000 кГ\
6) ручные тележки с неподвижной и подъемной платформой для перевозки
ящичной тары.
Выбор наиболее пригодных и удобных типов транспортных устройств зависит
от величины грузопотока, веса и размеров заготовок и деталей или штампов, про-
тяженности транспортного маршрута и т. п.
В последнее время на заводах массового производства получили применение
конвейеры толкающего типа с автоматическим адресованием и централизованным
автоматическим управлением. Толкающий конвейер, в отличие от обычного подвес-
ного конвейера, действует автоматически по заранее заданной программе, сорти-
рует грузы и направляет их по различным трассам, перемещает грузы на разных
участках пути с разной скоростью, может накапливать в определенных местах, а затем
направлять грузы на^линию обработки.
Это осуществляется путем автоматического управления путевыми стрелками
при помощи электромагнита или другого устройства.
Большое значение для правильной организации труда и культуры производ-
ства имеет механизация удаления отходов листового и полосового металла. Предва-
рительно должны быть отобраны отходы, годные для вторичного использования.
Наиболее важное значение механизация удаления отходов имеет в металлоем-
ком производстве.
В современных автомобильных штамповочных цехах удаление отходов про-
исходит через люки в полу цеха при помощи ленточных транспортеров, установлен-
ных в подвале цеха. Транспортеры доставляют отходы к гидравлическим пакетиро-
вочным прессам, которые спрессовывают их в плотные пакеты, годные для пере-
плавки в электропечах или в вагранках.
Научная организация труда штамповщика требует рационального освещения
цеха и рабочих мест, от которого зависит производительность труда, утомляемость
рабочих и опасность травматизма.
В цехах холодной штамповки установлены следующие нормы освещен-
ности:
1) по всему помещению на полу должна быть обеспечена горизонтальная осве-
щенность не менее 20 лк при лампах накаливания и не менее 75 лк при люминес-
центных лампах;
2) на рабочей поверхности штампов освещенность не менее 75 лк при лампах
накаливания и не менее 200 лк при люминесцентных лампах.
Местное освещение лампами без арматуры не допускается.
Все остекления окон и фонарей штамповочных цехов должны очищаться не
реже двух раз в год.
Важное значение имеет надлежащая «легкая» для глаз окраска прессового обо-
рудования. Наиболее приемлемой признана окраска прессов в гамму зелено-голу-
бых цветов.
Общее наблюдение за прессами и другим оборудованием и поддержание их
в должном состоянии выполняется цеховым механиком или отделом главного меха-
ника завода.
Правила установки штампов обычно излагаются в специальных инструкциях
и указаниях по установке штампов [95] и здесь не приводятся.
Правила обслуживания пресса должны быть освоены каждым рабочим-штам-
повщиком путем прохождения техминимума или соответствующего инструктажа.
Эти правила изложены в соответствующих инструкциях и брошюрах.
ГЛАВА II
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ХОЛОДНОЙ ШТАМПОВКИ
4. ПУТИ И СПОСОБЫ АВТОМАТИЗАЦИИ
ХОЛОДНОШТАМПОВОЧНОГО ПРОИЗВОДСТВА
Автоматизация холодноштамповочных работ позволяет в несколько раз увели-
чить производительность труда, а также обеспечивает полную безопасность работы
на прессах.
При ручной подаче заготовок и ручном удалении изделий и отходов число ходов
пресса используется лишь на 25—30%, а в ряде случаев и меньше. При полной авто-
матизации работы коэффициент использования числа ходов пресса достигает 100%,
хотя абсолютное число используемых ходов за рабочую смену несколько ниже пре-
дельно возможного из-за потерь времени на перестановку штампов, заправку ленты
и т. п. и составляет от 80 до 95%. Кроме того, автоматизация процесса штамповки
позволяет увеличить номинальное число ходов пресса без его модернизации на
20—30%, а с модернизацией в два-три раза. В случаях, когда полная автоматизация
процессов штамповки затруднительна из-за сложности и длительности внедрения
или экономически невыгодна, следует применять простейшую механизацию вспомо-
гательных работ — подачи заготовок и удаления изделий и отходов.
Автоматизация холодноштамповочного производства осуществляется одним из
следующих способов:
1) автоматизацией штамповки на универсальных кривошипных прессах;
2) штамповкой на универсальных штамповочных автоматах, допускающих
переналадку для изготовления различных изделий;
3) штамповкой на специальных штамповочных автоматах, предназначенных для
изготовления одного определенного изделия;
4) комплексной автоматизацией с применением автоматических или автоматизи-
рованных линий.
Степень возможной автоматизации процессов холодной штамповки зависит
прежде всего от типа и масштаба производства, а также от экономической целесооб-
разности ее применения.
В массовом производстве однотипных деталей обычно осуществляется полная
комплексная автоматизация всех звеньев производственного процесса. При этом
широко используются специальные прессы-автоматы. В массовом производстве
средних и крупных изделий широко применяются автоматические поточные
линии.
В крупносерийном производстве обычно применяют универсальные штамповоч-
ные автоматы, а также автоматизацию штамповки на универсальных кривошипных
прессах. При штамповке крупных деталей из больших и тяжелых листов механи-
зируется подача заготовок и удаление изделий при помощи механических рук,
а также создаются автоматизированные поточные линии.
В серийном и мелкосерийном производстве применяется полная или частичная
автоматизация (механизация) штамповки на универсальных кривошипных прессах.
ПУТИ И СПОСОБЫ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
681
При этом используют универсальные средства механизации, пригодные для любых
или многих деталей серийного производства.
Обычно целесообразность применений той или иной степени механизации бывает
очевидна, но как правило, экономическая целесообразность устанавливается под-
счетом. Однако даже в случае отсутствия ощутимой экономической эффективности
следует отдать предпочтение механизированному изготовлению, так как, кроме
легко учитываемой экономии на прямой заработной плате, механизация процессов
дает трудно учитываемую эффективность от сокращения производственного цикла,
уменьшения задела, ускорения оборачиваемости оборотных средств, уменьшения
складских площадей и т. п.
Особенно большое преимущество механизации и автоматизации штамповочных
процессов заключается в полной безопасности работы, так как отпадают ручные
операции в рабочей зоне штампа.
В случае наиболее опасных работ, как, например, с мелкими штучными заго-
товками, необходимо предусмотреть полную или частичную механизацию (хотя бы
в виде автоматического сбрасывания и удаления деталей) независимо от
экономической целесообразности ее применения.
Автоматизация штамповки на универсальных кри-
вошипных прессах производится двумя способами: применением автома-
тических и полуавтоматических штампов, снабженных механизмами для подачи
заготовок; оснащением кривошипных прессов универсальными механизмами для
подачи заготовок.
Применение автоматических и полуавтоматических штампов позволяет почти
полностью использовать число ходов пресса и увеличить производительность в три-
четыре раза. Иногда ошибочно считают, что штампы с индивидуальным механизмом
подачи менее целесообразны и рентабельны по сравнению со штампами с механиз-
мом подачи, постоянно закрепленным на прессе. Если это справедливо для подачи
широких полос при большой величине шага подачи (свыше 50 мм), то совершенно
неверно в отношении подачи узких полос при малой величине подачи (до 50 мм).
В последнем случае рекомендуется применять механизмы универсальной регу-
лируемой подачи клещевого или крючкового типа, пристраиваемые к любому
штампу.
Другие типы устройств, применяемых в автоматических и полуавтоматических
штампах, приведены ниже.
Для автоматизации работы на обычных кривошипных прессах применяют сле-
дующие типы механизмов автоматической подачи заготовок: для ленточного мате-
риала — валковая, клещевая, клино-роликовая и крючковая; для штучных загото-
вок — магазинная, бункерная подачи и механическая рука.
Штамповка науниверсальных штамповочных авто-
матах получает все большее применение в различных отраслях промышленности.
К числу таких автоматов относятся:
1) вертикальные автоматические прессы с валковой, клещевой и револьверной
подачей заготовок;
2) горизонтальные автоматические прессы с бункерной подачей заготовок;
3) многопозиционные (многооперационные) прессы;
4) прессы-автоматы с нижним приводом;
5) автоматические прессы для штамповки из нарезанных полос (большинство
из них было рассмотрено выше).
Специальные штамповочные автоматы, предназначенные
для изготовления какого-либо определенного изделия, получили применение в мас-
совом производстве изделий как мелких, так и средних размеров. Сюда относятся,
например, специальные автоматы В. П. Буша, применяемые для штамповки мелких
радиотехнических деталей и др.
Правильное решение вопросов механизации и автоматизации холодной штам-
повки может быть получено лишь при условии правильной разработки технологи-
ческих процессов и, в частности, при правильном совмещении операций в одном
штампе.
682
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
Прежде чем разрабатывать устройства для механизации, необходимо макси-
мально совместить отдельные переходы и уменьшить количество операций. Следует
полностью или в максимально возможной степени избавиться от последующих опе-
раций с ручной установкой штучных заготовок. Это возможно при применении
последовательной штамповки с обратной запрессовкой вырубленной детали в ленту
и передачей ее под гибочный (формовочный) пуансон.
Применение таких штампов позволяет устранить вторые операции с ручной
подачей заготовок и снизить трудоемкость изготовления деталей на 40—60%. Этот
способ применим при толщине материала от 0,3 до 1,5 мм.
Необходимо помнить, что применение многооперационных штампов является
наиболее простым и эффективным способом механизации процесса штамповки.
Штампы совмещенного типа позволяют сократить количество операций (с соот-
ветствующими установками заготовок и удалением деталей) и наиболее целесооб-
разны в случае штамповки деталей повышенной точности или большого габарита.
Однако при применении этих штампов задача механизации процесса штамповки
полностью решается только в случае автоматической подачи заготовок и удаления
деталей.
Мпогооперацпонные последовательные штампы являются наиболее совершен-
ными с точки зрения механизации процесса штамповки, так как у них полностью
механизированы межоперационная передача заготовок и удаление готовых деталей.
При применении автоматической подачи ленты многооперационные последо-
вательные штампы представляют собой полный автомат, для которого требуется
лишь установка нового бунта ленты и периодическое наблюдение за износом рабо-
чих частей и качеством деталей.
Последовательная штамповка в ленте при автоматической подаче представляет
собой максимально сконцентрированную автоматическую линию пря-
молинейно-прямоточного типа с жесткой связью. То, что эта автоматическая линия
осуществлена в одном штампе последовательного действия и требует только одного
пресса, является большим преимуществом данной линии.
Весьма эффективно применение многооперационной последовательной штам-
повки в массовом производстве мелких деталей при многорядном способе штамповки.
В данном случае достигаются наиболее высокая производительность и экономное
использование материала.
Способ многооперационной последовательной штамповки мелких деталей имеет
значительное преимущество по сравнению со штамповкой на одлооперационных
прессах-автоматах. Многооперационные последовательные штампы для вытяжки
в ленте обычно не требуют большой точности и выполняются с самоустанавливающи-
мися вытяжными пуансонами, что позволяет изготовлять их сравнительно неболь-
шим предприятиям, не располагающим достаточной инструментальной базой.
Конструкции устройств для автоматизации и механизации штамповочных про-
цессов подробно описаны в обширной специальной литературе по данному вопросу,
ниже приводится лишь краткий обзор основных типовых устройств, а также даются
общие указания по их применению.
Комплексная механизация и автоматизация заго-
товительных и штамповочных процессов получила приме-
нение в массовом и крупносерийном производстве, особенно при изготовлении
металлоемких изделий, создающих большие грузопотоки заготовок, изделий и от-
ходов.
В этих случаях вся подготовка металла выполняется в раскройно-заготовитель-
ных отделениях, в которых производится приемка и контроль поступающего металла,
правка и резка его на полосы, узкие ленты или штучные заготовки, отправка их на
штамповочные прессы.
При больших грузопотоках металла изменяется характер транспортировки.
Периодическая транспортировка заготовок, деталей и отходов становится неприем-
лемой. Вместо нее применяются средства непрерывной транспортировки.
На заводах крупного электромашиностроения даже при серийном выпуске
машин перерабатывается большое количество листов электротехнической стали,
ПУТИ И СПОСОБЫ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
683
вследствие чего требуется автоматизация раскроя металла и механизация началь-
ных операций технологического процесса.
На передовых электромашиностроительных заводах осуществлена механизация
процессов заготовительного цеха, механизирована подача материала к прессам,
а также транспортировка отштампованных деталей и уборка отходов.
В современных прессовых цехах автомобильных заводов принцип автомати-
зации заготовительных работ основан на применении широкорулонной стальной
ленты шириной до 2,3 м, толщиной от 0,8 до 3 мм, с весом рулонов до 15 т. Это позво-
ляет автоматизировать раскройно-заготовительные и штамповочные работы и полу-
чить значительную экономию металла путем более рационального раскроя металла
и устранения отходов по некратности размеров полосы и детали.
Рис. 580. Агрегат для вырубки заготовки из широкой стальной ленты:
1 — подача рулонов; 2 и 3 — разматывающее устройство; 4 — многовал-
ковая правильная машина; 5 — кривошипный пресс; 6 и 7 валковая по-
дача; 8 — резка отходов ленты; 9 — компенсационная петля
В прессовом корпусе ЗИЛа для раскроя широкорулонной ленты установлено
следующее специальное автоматизированное оборудование [219].
1. Агрегат для разрезки широкого рулона на ленты требуемой ширины. Агре-
гат представляет собой многодисковые ножницы, снабженные установками для
размотки исходного рулона и для намотки разрезанных лент.
2. Агрегат для правки и резки рулона на заготовки прямоугольной формы.
3. Агрегат для размотки, правки широкой ленты и вырубки из нее заготовок
любого контура с любым типом раскроя (рис. 580).
Кроме того, предусмотрена механизированная резка на гильотинных ножницах
листового проката на полосы и карточки.
В новом цехе кабин прессового корпуса ЗИЛа установлено 12 автоматических
и автоматизированных линий, из которых 5 линий чисто прессовые, а 7 — сборочные
и отделочные. Большинство прессов оборудуется автоматизирующими работу устрой-
ствами и механизмами.
Полностью автоматизированы внутрицеховой транспорт и удаление отходов,
производимое в нижнем этаже прессового корпуса.
В холодной штамповке механизируют и автоматизируют следующие элементы
производственного процесса:
I) подачу полос, лент и штучных заготовок в процессе штамповки;
2) удаление деталей и отходов из штампа;
3) подсчет и укладку отштампованных деталей;
4) управление процессом штамповки, сортировку и удаление брака или выклю-
чение пресса при появлении брака;
5) межоперационную транспортировку заготовок (передачу их с операции на
операцию);
6) удаление отходов из цеха.
684 МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПоВКЙ
5. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПОДАЧИ
МАТЕРИАЛА И ЗАГОТОВОК
В зависимости от характера материала (заготовки) применяются следующие
виды механизации подачи:
1) для рулонного и полосового материалов — автоматизация подачи
при помощи устройств валкового, клещевого и крючкового типов;
2) для листового материала — обычно механизация подъема и
направления листа, реже — автоматизация подачи при штам-
повке (зигзагового типа);
3) для штучных заготовок — автоматизация подачи при помощи
бункерных устройств и грейферных механизмов, в ряде же случаев — механи-
зация подачи посредством лотковых, револьверных, фрикционных и мага-
зинных механизмов, требующих ручной укладки заготовок в определенном поло-
жении.
Устройства для автоматической подачи рулонного и полосового материала
имеют наибольшее значение, так как при применении комбинированных штампов
последовательного или совмещенного типа они позволяют полностью автоматизиро-
вать процесс штамповки.
Автоматизация подачи ленты осуществляется следующими устройствами:
1) механизмами автоматической подачи ленты, смонтированными на универ-
сальных прессах;
21 механизмами подачи специальных штамповочных автоматов;
3) механизмами подачи ленты, входящими в конструкцию штампа;
4) универсальными съемными механизмами подачи, монтируемыми к любому
штампу.
Наиболее распространены механизмы автоматической подачи, устанавливаемые
на универсальных прессах: валковая, клещевая, клино-роликовая, клино-ножевая,
крючковая. Эти механизмы подачи являются универсальными, допускают регули-
ровку шага подачи и наладку на различную толщину ленты. Обычно прессы снаб-
жаются двусторонней валковой подачей с приводом от эксцентрика, установленного
на валу пресса. Значительно реже применяется односторонняя валковая подача,
используемая как тянущая (при толщине материала от 0,1 до 1 мм) или (при толщине
материала свыше 1 мм) как толкающая подача.
Двусторонняя валковая подача более универсальна и применима в большем
диапазоне толщин материала. Имеется возможность самостоятельного регулирования
углов поворота выходной пары валков, что позволяет учесть некоторое увеличение
длины отходов ленты при вырубке или укорочение при последовательной вытяжке
в ленте.
На рис. 581 приведена схема механизма валковой подачи. Основой привода
является клино-роликовая муфта рабочего и холостого хода. При движении тяги
вверх происходит заклинивание роликов, сцепление с наружной обоймой, поворот
валков и перемещение ленты на величину шага подачи. При движении тяги вниз
ролики соскальзывают, сцепления с наружной обоймой не происходит и валки не
вращаются.
Ввиду возможности скольжения ленты и нарушения точности подачи рекомен-
дуется применение ловителей в штампах.
В табл. 274 приведена техническая характеристика двусторонних валковых по-
дач (по данным ЦБ КМ).
На рис, 582 приведена диаграмма зависимости точности валковой подачи от
величины шага подачи и числа ходов пресса. При большей величине шага подачи
погрешности подачи увеличиваются. В этом случае для возможности применения вал-
ковых подач необходимо уменьшение числа ходов пресса.
Клещевая подача также универсальна по широкому диапазону толщин подавае-
мого материала (до 5 мм) и обладает повышенной точностью. В прессах обычно при-
меняется двусторонняя клещевая подача, схема которой приведена на рис. 583,
хотя иногда применяется и более простая односторонняя толкающая подача.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПОДАЧИ МАТЕРИАЛА
685
Клещевая двусторонняя подача имеет два неподвижных (тормозных) зажима и
два подвижных зажима, захватывающих ленту и подающих ее в рабочую зону
штампа. На верхней схеме рис. 583 показано начало подачи, а на нижней схеме —
начало обратного хода подающих зажимов (кареток).
Рнс. 581. Схема механизма валковой подачи ленты
В современных прессах с автоматической подачей применяют пневматический и
гидравлический привод зажима клещей и перемещения подвижной каретки.
Клещевые подачи не находят применения в быстроходных прессах-автоматах
вследствие развивающихся значительных инерционных сил. Точность клещевой
подачи выше, чем валковой, и составляет от ±0,02 мм (при шаге подачи до 40 мм)
до ±0,08 мм (при шаге подачи до 150 мм).
Таблица 274. Техническая характеристика двусторонних валковых подач
Тип Ширина ленты в мм Наибольшая толщина ленты в мм Шаг подачи в мм Скорость подачи в м{сек Точность подачи в мм Вес в кг
наимень- шая наиболь- шая
10 40 1 10-40 0,1-0,5 0,2 50
ВП-5 20 60 1,5 15—60 0,1-0,5 0,2 80
ВП-9 50 100 2 40-100 0,2—0,5 0,2 120
ВП-12 80 160 3 50-160 0,2-0,4 0,3 150
ВП-15 120 200 3 100—200 0,2-0,4 0,3 170
ВП-17 150 250 4 120—250 0,2-0,4 0,3 200
Клино-роликовая подача является разновидностью клещевой подачи. Она
выполняется как односторонняя толкающая (рис. 584) или тянущая подача.
Механизм подачи состоит из неподвижной (тормозной каретки со стальными
роликами, установленными в конической обойме) и подвижной (подающей) каретки
686
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
Шаг подачи, мм
Рис. 582. Диаграмма зависимости точно-
сти валковой подачи от шага подачи и
числа ходов пресса
с несколькими парами стальных роликов, между которых проходит полоса или лента.
Конструкции и основные размеры клино-роликовых подач приведены в нормалях
машиностроения МН 2787—61 —
МН 2790—61.
В табл. 275 дана техническая харак-
теристика клино-роликовых подач (по
данным ЦБ КМ).
Разновидностью клино-роликовых по-
дач является клино-ножевая подача ленты,
а также прутков и различных профилей.
Этот тип подачи применяется при автома-
тической подаче широких лент толщиной
не менее 0,5 мм.
Механизм подачи состоит из двух ка-
реток — тормозной и подающей, снабжен-
ными подпружиненными поворотными
клиньями — ножами.
На рис. 585 приведена схема клино-
ножевой подачи лепты (вид сверху).
Рис. 585, а соответствует моменту подачи
ленты, когда ножи подающей каретки зак-
линивают ленту с боковых сторон, а под-
пружиненные ножи тормозной каретки
поворачиваются и пропускают ленту.
Рис. 585, б показывает момент возврата
подвижной каретки в исходное положе-
ние. В этом случае ножи тормозной ка-
ретки закусывают ленту и удерживают
ее в неподвижном положении.
Крючковая подача с приводом от ползуна пресса является наиболее простой и
дешевой, но наименее точной, так как перемещает ленту, захватывая крючком за
перемычку.
Рнс. 583. Схема двусторонней клещевой подачи ленты
Крючковая подача может быть только односторонней тянущей подачей. Точ-
ность подачи otz!z0,2 мм (при шаге подачи до 40 мм) доз!г0,5 мм (при шаге подачи
100 мм). Применяется она на прессах с числом ходов до 120 в минуту.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПОДАЧИ МАТЕРИАЛА
687
Для подачи на большую величину при высоком числе ходов пресса (600 в минуту)
создана оригинальная конструкция пневматической автоматической подачи, при-
веденная на рис. 586 [279].
Механизм подачи имеет по два пневматических цилиндра с каждой стороны.
Цилиндры снабжены подвижными каретками с зажимными клеммами А и В, пере-
мещаемыми по отдельным направляющим салазкам.
Рис. 584. Клино-роликовая толкающая подача ленты
В положении / клеммы А зажимают ленту, а пневматические цилиндры переме-
щают ее справа налево. В то же время клеммы В освобождают ленту и пневматиче-
скими цилиндрами перемещаются слева направо (в исходное положение). Таким обра-
зом, исключена потеря времени на обратный ход подающих кареток.
В положении 2 происходит процесс штамповки. В это время производится пере-
ключение давления зажимов с А на В.
Таблица 275. Техническая характеристика клино-роликовых подач
Тип Ширина ленты в мм Наибольшая толщина ленты в мм Шаг подачи в мм Скорость подач н в м/сек Точность подачи в мм Вес в кг
наимень- шая наиболь- шая
КР 25—11 20 60 5 15-60 0,1-0,5 0,08 20
КР 25- 12 50 100 5 40- 100 0,2 0,5 0,10 30
КР 25-13 80 160 5 50- 160 0,2-0,5 0,12 40
В положении 3 лента зажимается клеммами В и второй парой пневматических
цилиндров подается на шаг подачи справа налево. Каретки с клеммами А в это же
время возвращаются в правое исходное положение.
В положении 4 происходит переключение давления зажимов и выполняется
процесс штамповки.
На приведенных круговых схемах показано положение кривошипа к началу
данного цикла и направление вращения вала. Заштрихованный сектор соответствует
процессу штамповки.
Весьма интересен пример автоматической подачи ленты на длину до 4000 мм за
каждый ход пресса с точностью до 0,4 мм, созданный в Англии. Подача происходит
со скоростью 12 м!сек, кроме последних 40 мм подачи, производимых с замедленной
скоростью. Фотоэлемент производит выключение механизма подачи. Длительность
688 МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
импульса соответствует подаче на 0,4 мм. Когда рабочий ход окончен, включается
новый цикл автоматической подачи.
Весьма большое значение имеют индивидуальные механизмы подачи, входящие
в конструкцию штампов или прикрепляемые к штампу и превращающие их в авто-
матические и полуавтоматические штампы. В этом случае штампы могут быть уста-
новлены на простом универсальном кривошипном прессе, не имеющем устройств
для автоматической подачи.
На некоторые типы устройств для автоматической подачи ленточного материала,
встраиваемые в штампы, разработаны нормали машиностроения МН 4938—63 —
МН 4942—63. Они охватывают типы подач: валковые (упрощенные), ролико-клино-
вые, клино-ножевые, а также устройства для очистки ленты.
а)
Подающая каретка Тормозная каретка
Рис. 585. Схема клино-иожевой подачи ленты
Однако вряд ли целесообразно рекомендовать только указанные типы подач,
так как встраиваемые в конструкцию штампов механизмы автоматической подачи
ленты должны быть весьма простой конструкции, малогабаритны и дешевы. Норма-
лизованные типы встраиваемых механизмов подач этим требованиям не отвечают.
Приведем некоторые типы простейших механизмов автоматической подачи ленты,
встраиваемых в штампы.
На рис. 587 приведен простой и компактный механизм автоматической подачи
ленты с качающимся маятником, широко применяемый в массовом производстве
в штампах последовательного типа. К верхней части штампа прикреплена планка 1
с прорезью, в которую входит ролик, сидящий на оси собачки 2, Последняя шарнирно
соединена осью с качающимся маятником 4, имеющим в средней части выемку для
прохождения ленты. Качающийся маятник сидит на нижней оси, укрепленной
планками на нижней плите штампа.
При ходе ползуна вниз собачка поворачивается на своей оси, открывает просвет
для прохода ленты, упирается в упорный регулируемый винт 3, поворачивает маят-
ник 4 в положение, показанное штриховой линией, и выдерживает его в этом поло-
жении во время рабочего хода пресса. Лента удерживается в неподвижном положе-
нии пружинными тормозными колодками 5.
При подъеме ползуна вверх собачка 2 отходит от стопора, прижимает ленту
к криволинейному скосу маятника и поворачивает его вместе с зажатой лентой в
исходное (крайнее левое) положение.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПОДАЧИ МАТЕРИАЛА 689
На рис. 588 приведен простой механизм для автоматической подачи клещевого
типа. Подача ленты осуществляется подвижной кареткой 3t действующей от пружин 4,
сжимаемых клином,5. Собачка 2, заклинивающая ленту во время подачи, заштифто-
вана на поворотной оси, которая натянута пружинкой. Во время перемещения ка-
Направление подачи
Рис. 586. Схема автоматической подачи ленты на боль-
шую величину шага
ретки вправо (в исходное положение) лента удерживается в рабочем положении тор-
мозной собачкой 7, установленной на неподвижной части механизма.
На рис. 589 показано еще более простое и более дешевое устройство клещевого
типа для автоматической подачи ленты, широко применяемое на Пензенском заводе
счетно-аналитических машин.
Механизм подачи состоит только из одной подающей каретки /, действующей от
пружин 5, сжимаемых при давлении верхней части штампа на скос каретки. Закли-
нивание ленты во время толкающей подачи производится собачкой 2. Торможение
ленты во время возвращения каретки в исходное положение производится подпру-
690
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
жиненным пальцем 4 или пружинным фиксатором. Шаг подачи t определяется вели-
чиной скоса боковых полок каретки.
Эти механизмы подачи делаются как односторонними, так и двусторонними.
Стоимость изготовления их составляет от 7 до 10 руб.
На рис. 590 представлено устройство для автоматической подачи ленты клино-
роликового типа. Это устройство принципиально не отличается от предыдущего, за
исключением заклинивающих деталей, которыми являются ролики, находящиеся
в обойме, а также перемены мест
подвижной и неподвижной каре-
ток 2 и 3. Взвод пружины в рабо-
чее положение осуществляется кли-
ном 7, прикрепленным к верхней
части штампа. Практика эксплуа-
тации показала устойчивую работу
данного механизма при шаге по-
дачи до 50 мм.
Рис. 587. Маятниковый механизм по-
дачи лейты, встраиваемый в штамп
Рис. 588. Клещевой механизм для автоматиче-
ской подачи ленты
На рис. 591 приведена схема механизма автоматической подачи ленты, состоя-
щего из жестко связанных между собой и верхней частью штампа двух клиньев 2 и
3, входящих в зацепление с перемычкой ленты и производящих ее перемещение.
Перемещение ленты на шаг подачи Н происходит за два приема по половине шага
попеременно нижним и верхним подающими клиньями. Величина шага подачи равна
Н — В + С. Для того чтобы произошло зацепление клиньев с перемычкой ленты,
необходимо перекрытие клиньями положения перемычки на величину к.
На рис. 591, а показано начало подачи ленты нижним клином 2 при ходе ползуна
пресса вверх. Нижний клин перемещает ленту на половину шага подачи.
На рис. 591,6 изображено положение клиньев в верхней точке при перемене
направления движения ползуна. Теперь в зацепление с перемычкой вступит верхний
клин 3,
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПОДАЧИ МАТЕРИАЛА
691
На рис. 591, в показан конец подачи ленты к моменту начала вырубки пуансо-
ном /.
Этот механизм подачи тянущего типа с успехом применяется при последователь-
ной штамповке плоских деталей. В случае штамповки деталей удлиненной формы
применяют по две пары подающих клиньев, размещаемых ближе к краям ленты.
Надежная работа этого механизма подачи возможна лишь при достаточно жест-
кой и толстой перемычке.
К числу простейших механизмов автоматической подачи ленты, являющихся
узлом штампа, следует отнести крючковые механизмы подачи ленты, успешно при-
меняемые на ряде заводов, произ-
Рис. 590. К-л ино-роликовый механизм подачи
ленты, встраиваемый в штамп
Рис. 589. Клещевой механизм простей-
шего типа, встраиваемый в штамп
Схема конструкции крючкового механизма приведена на рис. 592.
К универсальным съемным механизмам подачи ленты, пристраиваемым к после-
довательно-вырезным штампам, относится универсальное приспособление Б. С. Лит-
виненко с регулируемым шагом подачи.
В табл. 276 приведена техническая характеристика простейших механизмов
автоматической подачи ленты, встраиваемых в конструкцию штампа.
При подаче ленточного материала последний сматывается с рулонов, устанав-
ливаемых в особых рулонницах. Рулонницы для небольших рулонов тонких и узких
лент имеют поворотные катушки. Катушка для наматывания отходов ленты делается
приводной. Для крупных и тяжелых рулонов применяют рулонницы с опорными
катками и принудительным вращением рулона (рис. 593, а) или рулонницы, произ-
водящие разматывание, правку и подачу толстого материала (рис. 593, б).
Установка для разматывания, правки и подачи широкорулонного материала
приведена на рис. 580.
Для механизации подъема и автоматизации подачи листовых заготовок толщи-
ной до 3 мм на крупные прессы применяют так называемые листоукладчики.
692
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
В табл. 277 приведена техническая характеристика листоукладчиков для меха-
нических и гидравлических прессов усилием до 2000 Т (по данным ЦБКМ).
Методы автоматизации подачи заготовок основаны прежде всего на применении
ленточного материала, включая широкорулонную ленту, и на получении с одного
последовательного или совмещенного штампа
полностью законченной детали.
Однако в ряде случаев приходится иметь
дело со штучными заготовками — при изго-
товлении деталей из толстолистовых материа-
лов (свыше 4 мм), из крупных штучных за-
Рнс. 592. Схема крючкового механизма
для подачи ленты
Рнс. 591. Схема механизма для
автоматической подачи ленты
готовок, а также в массовом производстве мелких деталей типа колпачков,
гильз и т. п. В последнем случае заготовки следует рассматривать как сыпучую массу
и применять соответствующие механизмы сортировки, ориентации и подачи (меха-
нические (Или вибрационные бункера и пр.).
При ручной подаче штучных заготовок можно использовать от 30 до 50 ходов
пресса в минуту, при применении магазинной подачи — 60—100, при применении
бункерной подачи до 200—300.
Рис. 593. Рулонницы для тяжелых рулон
Автоматизация подачи штучных заготовок требует применения более сложных
механизмов для каждой из отдельно автоматизируемых операций.
Поэтому более правильный и эффективный путь автоматизации холодной штам-
повки — это полное устранение последующих штамповоч-
ных операций с ручной подачей штучных заготовок,
а не автоматизация подачи этих заготовок.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПОДАЧИ МАТЕРИАЛА
693
Таблица 276. Техническая характеристика простейших механизмов
автоматической подачи ленты, встраиваемых в конструкцию штампа
Тип механизма подачи Шаг подачи в мм Размеры ленты в мм Наибольшее число ходов пресса в минуту Точность шага
полачи в мм
Маятниковый • (рис. 587) До 50 , (0,1-=-0,5) х 60 250 ±0,05 — ±0,1
Клещевой (рис. 588) » 40 До 1,5x100 150 ±0,08 — ±0,12
Клещевой (рис. 589) 40 1,0хЮ0 150 ±0,2 — ±0,3
К л и но-роли ковы й (рис. 590) 50 1,5x100 150 j 0,06- ±0,1
Крючковый (рис. 592) 10-50 (0,3 3)Х юо 150 ±0,15- ±0,3
К механизмам для автоматической подачи штучных заготовок относятся сле-
дующие: 1) револьверные; 2) магазинные (шиберные); 3) бункерные; 4) грейферные;
5) шарнирно-рычажные (механические руки).
Их устройство и применение изложено в РТМ70—63 — РТМ81—63 «Автомати-
зирующие устройства для холодной листовой штамповки штучных заготовок». Здесь
приведем лишь общие сведения и указания.
Таблица 277. Техническая характеристика листоукладчиков
Тип Наибольшие размеры листа в мм Толщина листа в мм Наибольшее перемещение листа в мм Производитель- ность в шт/ч Вес в т
1250x1600 0,8-2 1600 360 1,5
АП-11 1600 x 2500 0,8-3 2500 180 2,5
Револьверные механизмы в подавляющем большинстве случаев являются при-
надлежностью специальных револьверных прессов. Их применение в конструкции
отдельных автоматизированных штампов должно быть ограничено редкими случаями
(зачистная штамповка, сборка, некоторые случаи вытяжки).
Револьверные диски обычно имеют 8 или 10 гнезд по окружности при диаметре
гнезд от 60 до 160 мм.
Периодический поворот револьверного диска осуществляется следующими спо-
собами:
1) механическим (храпового, получервячного, мальтийского, реечного типа);
2) пневматическим;
3) гидравлическим.
Грейферные механизмы являются принадлежностью многопозиционных прессов-
автоматов. В некоторых случаях целесообразно применение специальных много-
позиционных блок-штампов, снабженных грейферными механизмами для перемеще-
ния штучных заготовок, приводимыми в действие пневматическими устройствами.
В этом случае вместо крупного и дорогого многопозиционного пресса может быть
применен более дешевый пресс простого действия.
694
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
Таблица 278 Основные типы полуавтоматических устройств
для подачн штучных заготовок
Тип устройств Эскиз Применение
Револьверное с приводом от пресса 1 7/ = Для подачи плоских, гну- тых, полых и объемных за- готовок с автоматическим питанием из магазина или бункера
Револьверное с клиновым при- водом от штампа ME Л (r^i 2j । । '4 \ Для подачи плоских, гну- тых, полых и объемных за- готовок с ручной укладкой их в гнездо револьверного диска
Движковое (мага- зинное) с клино- вым приводом от штампа F % i 4 IUI Для автоматической по- дачи плоских штучных за- готовок с ручной укладкой их в магазин. Толщина за- готовок преимущественно *>0,5 мм. Безопасно в ра- боте
Движковое (магазинное) с рычажным приводом от штампа 4 1 - Для автоматической пода- чи плоских штучных заго- товок с ручной укладкой их в магазин. Толщина загото- вок преимущественно д> 0,5 мм. Безопасно в ра- боте
' 4- ... ->•
i ( iLJ
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПОДАЧИ МАТЕРИАЛА
695
Продолжение табл. 278
Тип устройств Эскиз Применение
Движковое (магазинное) с приводом от ползуна пресса Для автоматической по- дачи плоских штучных за- готовок с ручной укладкой их в магазин. Толщина за- готовок преимущественно
// £ £
М: О . - 0,5 мм. Безопасно в ра- Л^ТР
г- — VAJ 1 С
Движковое (магазинное) с приводом от вала пресса //ж f Для автоматической по- дачи плоских штучных за- готовок с ручной укладкой их в магазин. Толщина за- готовок преимущественно > 0,5 мм. Безопасно в ра- боте
Ось пресса | Ось диска
Фрикционно- ПИГКГШОР Для подачи круглых, плоских, полых и объемных
ДГ1 1 [ Ш. 1#*% > BijJ заготовок (одинакового се- чения) с ручной укладкой на поверхность вращающе-
Ж • О1' гося диска
696 МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
Продолжение табл. 278
Вакуумное
(с присосом)
Для подачи тонких
(<Г 0,5 мм) плоских загото-
вок небольших габаритов
из магазина или из-под вы-
рубного пуансона. Разреже-
ние и втягивание воздуха
производится поршневым
насосом. Трубка с присосом
совершает вертикальное дви-
жение с поворотом
Конструкции магазинных (шиберных) и бункерных устройств для подачи штуч-
ных заготовок в значительной степени зависят не только от той или иной формы
заготовок, но и от соотношения их размеров (например, диаметра и высоты колпачка).
Основные типы загрузочных устройств для ручной подачи штучных заготовок
(лотковое, поворотное и выдвижное) приведены раньше и здесь не рассматриваются.
В табл. 278 даны основные типы полуавтоматических устройств магазинного
(шиберного), револьверного, фрикционного и вакуумного типа, предназначенные для
механизации подачи штучных заготовок, при использовании которых требуется пред-
варительная укладка заготовок в определенном положении. х
Бункерные загрузочные устройства снабжены бункером, в который навалом
загружаются заготовки. Бункер снабжен тем или иным механизмом для захвата и
ориентации заготовок. Эти механизмы не имеют жесткой кинематической связи с об-
служиваемым прессом.
Бункерные загрузочные устройства состоят из следующих механизмов: бункера,
механизма захвата и ориентации, магазина (накопителя), механизма поштучной
выдачи (отсекателя), питателя.
Конструкции бункерных загрузочных устройств зависят от формы и размеров
заготовок и весьма разнообразны.
Бункерные загрузочные устройства применяют в массовом производстве для
автоматизации подачи небольших заготовок простой геометрической формы.
Средняя производительность механизма захвата и ориентации должна превы-
шать производительность обслуживаемого пресса.
Излишние заготовки или поглощаются магазином-накопителем, или сбрасы-
ваются особым механизмом.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПОДАЧИ МАТЕРИАЛА
697
Таблица 279. Основные типы бункерных устройств для захвата
и ориентации штучных заготовок
Тип бункерные устройств Эскиз Применение
Вибрационное Для автоматической подачи заготовок различной формы и конфигурации: плоских, ци- линдрических, пространствен- но-сложных, симметричных и несимметричных, ориентиро- ванных в нужном положении
С вращающимися тетками или пружинами — / s' / / - * Для автоматической подачи плоских круглых заготовок толщиной свыше 1 мм, диамет- ром до 30—40 мм, а также для полых цилиндрических деталей с фланцем при h^z0,8d. Число оборотов вкладыша со щетками от 10 до 30 об 1 мин. Произво- дительность 100—150 шт/мин
-tn Bl
С вращающимся диском 1 1 ГЖ^ z r Для автоматической подачи невысоких вертикально устой- чивых цилиндрических колпач- ков без фланца (0,8 4- 1,2) d при d < 30 мм] с поворотом их донышком вниз, а также для плоских или стержневых заго- товок. Производительность 60-100 шт/мин
С крючками ‘ — ?z 1 Л "J7 /7 Для автоматической подачи высоких вертикально неустой- чивых цилиндрических колпач- ков без фланца [/i^ (1,2 4-1,5) d при d < 30 мм]
698
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
Продолжение табл 279
Тип бункерных
устройств
Применение
Со стержневым
ловителем
С ДВИЖКОМ
Эскиз
Для автоматической подачи
высоких вертикально неустой-
чивых цилиндрических колпач-
ков без фланца [Л ^(1,2 -г-1,5) d
при d < 30 мм\
Для автоматической подачи
стержневых или трубчатых за-
готовок
Более подробные данные по магазинным и бункерным устройствам приведены
в специальной литературе [58].
В табл. 279 представлены основные типы бункерных устройств для захвата и
ориентации штучных заготовок, засыпаемых в бункер навалом. Эти устройства имеют
особые приспособления для поворота заготовок в одинаково ориентированное поло-
жение.
Указанные бункерные устройства должны быть снабжены механизмами для
отделения каждой заготовки и перемещения ее в рабочую зону штампа.
В последнее время получили широкое применение вибрационные бункера вза-
мен более сложных механических бункеров.
Вибрационный бункер состоит из вибрационного привода и собственно бункера
со спирально расположенным лотком для движущихся деталей (рис. 594) [165].
Привод состоит из электромагнитных вибраторов 6, питаемых от сети перемен-
ного тока через селеновый выпрямитель. Последний пропускает ток только в одном
направлении и как бы срезает нижнюю часть синусоиды переменного тока. Таким
образом электромагнитные вибраторы питаются пульсирующим током.
Я кори электромагнитов совершают 3000 колебаний в минуту (при частоте 50 гц)
с амплитудой, регулируемой в пределах от 0,05 до 1 мм. Я кори 5 электромагнитов
прикреплены к угольникам 5, установленным на рессорах 4 из полосовой или круг-
лой пружинной стали. На верхних угольниках установпен диск 2, являющийся
основанием бункера /.
Сущность действия вибрационного бункера состоит в том, что во время прохо-
ждения в электромагните тока максимальной силы происходит притягивание яко-
рей 5 и резкий поворот бункера в сторону, обратную движению деталей, с небольшим
опусканием основания диска 2 и лотков вниз. Детали под действием сил инерции
продолжают двигаться в прежнюю сторону (направление движения указано стрел-
кой) и, отрываясь от лотков, попадают на новое место вверх по лотку. В результате
таких колебаний и толчков с частотой 3000 в минуту детали непрерывно переме-
щаются вверх по спиральному лотку бункера.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПОДАЧИ МАТЕРИАЛА 699
Рис. 594. Схемы вибрационных бункерэв: а — с тремя вибраторами; б — с одним
вибратором
Рис. 595. Схема грейферной подачи миогопозиционього автоматического пресса
700
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
Ориентация заготовок в нужном положении происходит автоматически вслед-
ствие применения в спиральных лотках вырезов, уступов и т. п.
Все детали, не имеющие нужного положения, под действием собственного веса
падают с лотков вниз.
К числу автоматических подач штучных заготовок относится также грейферная
подача, применяемая иа многооперационных прессах-автоматах. На рис. 595 пока-
заны подающие планки многооперационного пресса, имеющие возвратно-поступатель-
ное движение, с захватами, передающими заготовки последовательно с операции на
операцию, и с устройством для автоблокировки.
6. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ УДАЛЕНИЯ
ДЕТАЛЕЙ И ОТХОДОВ
Автоматизация удаления отштампованных деталей имеет весьма важное значе-
ние для увеличения производительности, а особенно в отношении техники безопас-
ности, так как большинство несчастных случаев в штамповочных цехах происходит
при ручном удалении детален из штампа.
Рис. 596. Управление пневматическим соплом:
а — от кулачка иа валу пресса; б — от рычага,
установленного на ползуне пресса
Поэтому механизация съема и удаления деталей дол-
жна применяться и в случае обычной штамповки без
автоматической подач н.
Наиболее простым способом автоматического удаления деталей является штам-
повка на провал, при которой отштампованные детали или падают в соответствующий
ящик, или набираются в пакет (стапелпруются).
В табл. 236 и 237 приведены различные типы съемников и выталкивателей,
а в табл. 240 — некоторые типы сбрасывателей готовых деталей; пружинный, ры-
чажный, клиновой, поворотный и пневматический.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ УДАЛЕНИЯ ДЕТАЛЕЙ
701
На рис. 596 показан узел управления пневматическим сдувающим соплом,
приводимый в действие кулачком, сидящим на конце кривошипного вала (рис. 596, а),
и шарнирным рычагом, установленным на ползуне пресса (рис. 596, б).
Рис. Б97. Пневматическое устройство для автоматического удаления круп-
ных деталей
Весьма простым и надежным способом удаления деталей с поверхности штампа
является применение прессов наклоняемого типа. Работа на прессах этого типа
наиболее производительна и безопасна.
Весьма важно механизировать удаление крупных и тяжелых деталей на прессах
большой мощности, так как для ручного обслуживания их обычно требуется от двух
до четырех человек.
Рис. 598. Рычажное устройство для автоматического
удаления крупных деталей
На рис. 597 изображено рычажное устройство для автоматического удаления
крупных деталей, падающих из верхней половины штампа на приемную полку,
вводимую при холостом ходе в рабочее пространство штампа и выводимую оттуда при
рабочем ходе ползуна пресса. Для уменьшения трения покрытие приемной полки
делается рифленым.
702
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
На рис. 598 приведено пневматическое устройство для автоматического удаления
крупных и тяжелых деталей. Пневматический цилиндр 1 через систему рычагов 2
поднимает и наклоняет удаляемую деталь 3.
Для удаления из штампа крупных вытяжек типа кузовных деталей автомобилей
широко применяются автоматические устройства, получившие название «механиче-
ская рука». Механические руки бывают двух видов — подвесные качающиеся и
напольные — горизонтальные. Корпус подвесной механической руки (рис. 599)
шарнирно прикреплен к станине пресса. При подъеме наружного ползуна пресса
вверх поднимающаяся вместе с ним планка скользит по ролику и поворачивает
корпус руки вокруг шарнира. Перед этим сжатый воздух поступает в нижний ци-
Рис. 599. Механическая рука для уда-
ления крупных деталей из штампа
линдр, а при повороте — в большой верхний цилиндр. Поршень первого закрывает кле-
щевые зажимы, захватывающие край детали, а поршень второго поднимает зажимное
устройство, что в сочетании с поворотом корпуса механической руки позволяет уда-
лять детали из полости штампа. В крайнем верхнем положении ползуна деталь осво-
бождается и падает на рольганг.
Управление пневматикой — электрическое, при помощи соленоида или элект-
ропневматического клапана. Для безотказного действия механической руки удаляе-
мая деталь должна быть приподнята выталкивателями до требуемого уровня.
Аналогичные устройства широко применяются в автоматических линиях штам-
повки деталей автомобильных кузовов. Кроме подвесных применяются напольные
передвижные механические руки (рис. 600).
На рис. 601 изображены различные типы захватов передвижной механической
руки, применяемые для деталей различной формы.
В последнее время созданы конструкции механических рук горизонтального
действия, прикрепляемые к станине пресса.
При работе на прессах с автоматической подачей ленточного материала отштам-
пованная лента зачастую собирается кучами, мешая обслуживанию прессов и загро-
АВТОМАТИЧЕСКИЕ ШТАМПОВОЧНЫЕ ЛИНИИ
703
мождая проходы. Отходы ленты следует наматывать на катушки, приводимые в дей-
ствие от электродвигателя или от пресса.
Рнс. ь01. Различные типы захватов передвижной механической руки
Отходы широких и толстых лент и полос иногда разрезаются на куски особыми
рассекателями в случае, когда это допустимо и удобно для дальнейшего использо-
вания отходов в производстве.
7. АВТОМАТИЧЕСКИЕ ШТАМПОВОЧНЫЕ ЛИНИИ
И МЕХАНИЗАЦИЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК
Наиболее совершенной формой автоматизации является комплексная автома-
тизация и создание автоматических линий.
В настоящее время успешно работают сотни штамповочных автоматических
линий в различных отраслях промышленности при производстве как мелких, так и
крупных изделий, электроустановочных изделий, радиодеталей, шарнирных пластин-
чатых цепей, шарнирных петель, парфюмерных тюбиков, консервных банок, кре-
пежных деталей, автомобильных рессор, деталей автомобильных кузовов и др.
При создании автоматических штамповочных линий должен быть решен сле-
дующий комплекс вопросов по механизации:
1) подача заготовок и полуфабрикатов в штамп;
2) фиксация заготовки в правильном положении;
3) удаление детали из штампа;
4) транспортировка полуфабриката на следующую операцию;
5) автоматический контроль деталей;
6) автоблокировка, обеспечивающая безаварийную работу всей линии.
704
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
Таблица 280. Различные типы линий штамповочных прессов
Типы линий
Схема и пояснение
Немеханизиро-
ванная
Гптовые детели
Ручное обслуживание каждого пресса. Работа на склад по-
луфабрикатов. Непроизводительный метод работы
Поточная
полу механизи-
рованная
Передача деталей от пресса к прессу производится по лот-
кам или рольгангам. Сокращается длительность производст-
венного цикла
Поточная
механизирован-
ная
Готовые
детали
Прессы оборудованы полуавтоматической револьверной или
дисковой подачей б, позволяющей использовать каждый ход
пресса. Первый пресс снабжен автоматической подачей ленточ-
ного материала а. Остальные прессы загружаются вручную
Полуавтомати-
ческая
поточная
Прессы оборудованы автоматическими магазинными питате-
лями я и стапелнрующими устройствами б. Возможно много-
станочное обслуживание прессов
Автоматическая
поточная
Прессы оборудованы автоматическими бункерными питате-
лями в и транспортерами б. Рабочий обслуживает несколько
линий
АВТОМАТИЧЕСКИЕ ШТАМПОВОЧНЫЕ ЛИНИИ
7G5
Продолжение табл. 280
Типы линий
Комплексная
автомат» ческе я
поточная
Схема и пояснение
Полная автоматизация пролета штамповочного цеха, состоя-
щего из двух или нескольких автоматических линий, обору-
дованных транспортерами б и бункерными питателями в
Роторная
комплексная
автоматическая
Комплексная автоматизация штамповочных, контрольных
термических, отделочных и других операций. Линия состоит
из рабочих а и транспортных б роторов
В зависимости от степени механизации и автоматизации передачи заготовок
с операции на операцию возможно создание поточных, полуавтомати
ческих или полностью автоматических штамповочных
линий.
В табл. 280 приведены различные типы линий штамповочных прессов в зави-
симости от способа передачи заготовок с операции на операцию.
В зависимости от масштаба производства автоматические линии могут быть или
индивидуальные (для одной детали), или чаще — групповые для нескольких деталей,
с переналадкой лнийи.
В массовом производстве однотипных деталей разработаны системы комплексной
автоматизации с программным управлением прессами, вспомогательными механиз-
мами и транспортными устройствами.
Задача, стоящая перед нашей промышленностью, заключается в широком раз-
витии автоматизации производства и переходе от автоматических прессов и машин
к автоматическим линиям и далее — к автоматическим пролетам, цехам и заводам.
Такая автоматизация возможна лишь при комплексном проектировании прессов,
штампов, транспортных механизмов и органов автоматического управления.
Автоматизация холодной штамповки требует тщательной отработки техноло-
гических процессов и предъявляет повышенные требования к однородности листо-
вого металла как по качеству, так и по размерам.
Особо важной проблемой является правильная и надежная фиксация в штампе
автоматически поданной заготовки.
В ряде случаев в конструкцию штампа встраиваются особые утопающие прием-
ники, предназначенные для правильной установки заготовки и снабженные специаль
23 Романовский В. П.
706
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
ними штифтами и электрическими
кнопками, блокирующими включе-
ние пресса при неправильном по-
ложении заготовки.
Автоматические линии, приме-
няемые для штамповки крупных и
средних деталей, делятся на три
типа.
К первому типу относятся ли-
нии с жесткой связью, в которых
транспортирующие устройства жест-
ко соединены между собой, анало-
гично грейферным механизмам в
§ многопозиционных прессах. Оси
*g прессов, устанавливаемых на таких
§ автоматических линиях, должны
g быть расположены строго на одной
w линии, а центры прессов — на оди-
’5 наковом расстоянии или кратном
& размерам детали.
5 Ко второму типу ОТНОСЯТСЯ ЛИ-
’S НИИ с гибкой связью, в которых
§ транспортирующие механизмы, пе-
® редающие детали с пресса иа пресс,
с включаются в работу самими дета-
g лями, в случае если деталь пра-
g вильно ориентирована по отноше-
§ нию к штампу.
К третьему типу относятся
3 комбинированные или смешанные
* линии, в которых между одними
» прессами имеется жесткая, а между
ч другими — гибкая связь.
§ Автоматические линии снаб-
5 жаются автоблокировкой, обеспе-
$ чивающей безаварийную работу
® прессов, транспортных механизмов
s ,и прочих устройств линии.
g На рис. 602 изображена авто-
< матическая линия штамповки нане-
си лей дверей грузового автомобиля
о на Московском автозаводе им.
И. А. Лихачева с гибкой управ-
g ляемой связью.
Листовые заготовки с листо-
укладчика 2 поступают на вытяж-
ной пресс 1. Отштампованные дета-
ли снимаются с пресса качающейся
механической рукой 5, укладываю-
щей деталь (панель) в лоток пнев-
матического толкателя 4, который
передает ее на кантователь 5, по-
ворачивающий деталь на 180°. За-
тем панель при помощи пары ме-
ханических рук 6 захватывается и
подается в обрезной штамп 7 на
прессе 8. Другая пара механиче-
АВТОМАТИЧЕСКИЕ ШТАМПОВОЧНЫЕ ЛИНИИ
707
скнх рук 9 снимает детали с обрезного штампа и укладывает на шаговый транс-
портер 10. Боковые толкатели 11 и 12 сдвигают панель в поперечном направлении
к следующему прессу 13.
Передача панелей на последующие прессы осуществляется аналогичными меха-
низмами, а межоперационная транспортировка — шаговыми транспортерами.
Отходы, не используемые на другие детали, поступают на общий ленточный
транспортер, передающий их к пакетировочному прессу. Цикл работы автоматиче-
Рис. 603. Схема установки для автоматической подачи листовых заготовок на пресс авто-
матической линии
ской линии 10 сек, производительность 342 панели в час. Для тех же целей приме-
няют автоматизированные линии с жесткой связью.
На рис. 603 приведена схема установки для автоматической подачи листовой
заготовки на пресс автоматической линии. По рольгангу 1 пачка листов подается на
гидравлический подъемный стол 2, автоматически поднимаемый вверх при каждом
ходе на толщину листа. Синхронно с движением ползуна гидравлический цилиндр 5
опускает плиту 4 с вакуумными присосами 3, поднимающими верхний лист и сбрасы-
вающими его на периодически вводимую каретку 6 (положение /). Управление воз-
вратно-поступательным движением каретки производится от зубчатой рейки 8,
укрепленной на ползуне пресса через цепную передачу 7. При периодическом перс-
23*
708 МЕХАНИЗАЦИЯ и АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
мешении каретки 6 влево лежащий на ней лист удерживается упорами 10 и штиф-
TUMH каретки 9 и занимает последовательно положения //, ///, IV. В положении //
лист обрызгивается смазкой.
На рис. 604 изображена схема устройства для съема отштампованной детали с вы-
тяжного штампа, перевертывания, транспортировки и загрузки в штамп, установ-
ленный на следующем прессе.
Передаточные механизмы монтируются на тележках и могут быть быстро убраны.
Во время работы механизмы жестко соединяются с прессами.
Указанные механизмы приводятся в действие пневматическими цилиндрами 1—3,
управляемыми конечными выключателями 4—8.
На рис. 605 показана автоматическая линия с жесткой связью для штамповки
дисков колес легковых автомобилей. Линия состоит из четырех фронтально распо-
рке. 604. Автоматическое переворачивание заготовки в процессе транспорти-
ровки и подача на следующую операцию
ложенных прессов (первый усилием 275 Т, а остальные — по 600 Г), через боковые
окна станин которых проходит грейферный механизм. Последний состоит из трех
частей, работающих синхронно от гидравлических цилиндров. Синхронность работы
обеспечивается автоблокировкой.
Для уменьшения инерционных сил линия состоит из 19 рабочих позиций (1—19)
с небольшим расстоянием между ними.
Заготовки укладываются стопкой (100 шт.) в кассету на первой позиции.
В ряде случаев целесообразно вместо громоздких автоматических лрний из
отдельных прессов применить более компактные многопозиционные прессы-автоматы,
приведенные на рис. 565.
Наибольшее развитие автоматические и автоматизированные штамповочные
линии получили в настоящее время в автомобильной промышленности США.
Автоматические поточные линии применяются не только в массовом, но и в се-
рийном производстве для изготовления изделий разных типоразмеров.
Механизация межоперационной транспортировки полуфабрикатов применяется
не только в автоматических линиях, но также в мелкосерийном производстве, напри-
мер при штамповке крупных и тяжелых изделий.
Крупные круглые заготовки типа дисков, ободов, колес и т. п. передаются
с операции на операцию под действием собственного веса по наклонным желобам,
снабженным боковыми направляющими.
При штамповке пустотелых деталей, подвергаемых дальнейшей обработке на
накатных станках, передача заготовок с операции на операцию производится путем
комбинации наклонного лотка (желоба), по которому детали удаляются из пресса,
АВТОМАТИЧЕСКИЕ ШТАМПОВОЧНЫЕ ЛИНИИ
709
с подъемным транспортером с лопатками, подающими детали в бункер или прием-
ный лоток другого пресса или стайка
Заготовки и детали некруглой формы передаются посредством рольгангов,
установленных наклонно и снабженных боковыми направляющими планками.
Межоперационная и межцеховая транспортировка крупных деталей на авто-
тракторных и других заводах производится при помощи подвесных цепных тран-
спортеров, ие занимающих производственной площади цеха, кроме мест подвески
и съема деталей.
В ряде случаев подвесные транспортеры служат средством хранения небольшого
задела полуфабрикатов и готовых деталей, для чего отдельные звенья транспортеров
могут включаться и выключаться по мере надобности.
Рис. 605. Автоматическая линия штамповки дисков колес автомобиля
Более полная комплексная механизация транспортных операций в штамповоч-
ных цехах осуществляется путем применения толкающих подвесных конвейеров
с программным управлением. Их особенностью является автоматическое распреде-
ление (адресование) транспортируемых изделий по различным потребителям (адре-
сам) с комплектной подачей деталей в заданном производственном ритме. Толкающие
конвейеры позволяют также создать подвесные склады деталей с автоматической про-
граммированной загрузкой и разгрузкой.
Толкающий конвейер имеет два подвесных рельсовых пути, расположенных
один под другим. По верхнему пути движутся каретки с тяговой цепью, как у обыч-
ного подвесного конвейера. По второму пути движутся каретки с подвесками для
груза, которые не прикреплены к тяговой цепи, а соединены с ней шарнирно при
помощи толкающих собачек. Собачки под действием механизмов управления могут
включаться или выключаться. В последнем случае каретка с грузом может быть
остановлена или переведена по другому пути.
Для автоматического адресования на грузовую тележку устанавливается соот-
ветствующая адресная перфорированная карта, имеющая металлические изолиро-
ванные контакты. При прохождении тележки мимо считывающего устройства про-
исходит замыкание цепи электрического тока, срабатывание реле и включение эле-
ктромагнитов, управляющих путевыми стрелками, направляющими тележку по тому
или иному пути.
710 МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
Типовые конструкции подвесных толкающих конвейеров созданы Всесоюзным
научно-исследовательским институтом подъемно-транспортного машиностроения [75].
Одним из новых путей развития комплексной автоматизации производственных
процессов является создание автоматических роторных линий. Роторные машины,
входящие в состав линий (см. рис. 575), характеризуются независимостью транспорт-
ного и технологического движения, совершаемых одновременно. Длительность ра-
бочего цикла не зависит от длительности операции, благодаря чему можно обеспе-
чить одинаковую производительность на всех операциях независимо от их длитель-
ности. Это достигается изменением числа рабочих позиций в каждом роторе.
Рис. 606. Схема автоматической роторной линии:
1 — рабочий ротор; 2 — изделие; 3 — ось; 4 — ротор транспортный;
5 — копир
На рис. 606 приведена схема автоматической роторной линии, состоящей из
устройств автоматической загрузки, ротора питания, операционных рабочих роторов,
контрольных и транспортных роторов.
Каждый ротор представляет собой самостоятельную роторную машину, состоя-
щую из привода и блоков с инструментами, приводимых в возвратно-поступательное
вертикальное движение копирами, установленными в верхнем барабане.
В зависимости от сложности технологического процесса автоматические ротор-
ные линии обычно состоят из 8—10 операционных роторов (включая отжиг, травле-
ние и промывку) и такого же количества транспортных роторов.
8. АВТОЛ1АТИЗАЦИЯ СЧЕТА, УКЛАДКИ (СТА ПЕЛ И РОВАН ИЯ)
И ВЗВЕШИВАНИЯ ОТШТАМПОВАННЫХ ДЕТАЛЕЙ
При обычной штамповке на провал, а также и с обратным выталкиванием дета-
лей на поверхность штампа с последующим сбрасыванием их в ящик, детали нахо-
дятся в хаотическом беспорядке, мнут и царапают друг друга, перепутываются с от-
АВТОМАТИЗАЦИЯ УПРАВЛЕНИЯ, БЛОКИРОВКИ И КОНТРОЛЯ
711
на совмещенном штампе. Детали скользят по
ходами и требуют рассортировки, что иногда обходится дороже, чем штамповка.
В ряде случаев (штамповка трансформаторных, статорных, роторных пластин и
других деталей) это совершенно недопустимо.
Для устранения указанных недостатков применяется автоматическая
укладка в пакеты или съемные магазины, помещаемые под штампы. Типы
устройств для укладки зависят от формы, размеров и особенностей штампуе
мых деталей.
На рис. 607 показан способ автоматического стапелирования двух деталей (/ и 2)
различного размера, изготовляемых
направляющим лоткам и падают
на стапелирующие стержни.
Некоторые детали типа транс-
форматорных пластин требуют уда-
ления заусенцев. Подвергать их
обкатке в барабане невозможно.
В этом случае применяют автома-
тическое устройство для обжатия
заусенцев при обкатке между дву-
мя валками с последующим стапе-
лированием.
Более крупные детали из
электротехнической стали подвер-
гаются зачистке заусенцев в ав-
томатах с абразивными (п —
= 4000 об/мин) и резиновыми кру-
гами (п = 80 об/мин).
В некоторых случаях требует-
ся стапелировать детали опреде-
ленными пачками заданного веса.
Для этой цели применяют автома-
тическое взвешивание стапелируе-
мых деталей на специальных авто-
матических весах, устанавливаемых
рядом с прессом.
Счет отштампованных деталей
обычно производится по числу хо-
дов пресса, фиксируемому обычным
Более точно число отштампованных деталей может быть подсчитано приборами
с радиоактивными изотопами.
Наиболее простым способом, применяемым в массовом производстве небольших
деталей, является взвешивание всей партии отштампованных деталей. Исключив вес
тары и разделив общий вес на вес одной детали, находят количество отштампованных
деталей. Разумеется, что взвешиванию подвергаются только годные принятые де-
тали, без брака и отходов.
Рис. 607. Автоматическая рассортировка и ук-
ладка двух деталей разного диаметра
счетчиком, установленным на станине пресса.
9. АВТОМАТИЗАЦИЯ УПРАВЛЕНИЯ, БЛОКИРОВКИ
И КОНТРОЛЯ ПРОЦЕССА ШТАМПОВКИ
Бесперебойная работа прессов с автоматической подачей заготовок и специаль-
ных прессов-автоматов требует предохранения прессов и штампов от поломки в ре-
зультате различных причин путем автоматической остановки при появлении браК*а
деталей, нарушении регулярной подачи заготовок или попадания слипшихся заго-
товок ит. п. Это достигается применением специальных прерывателей, размыкающих
или замыкающих электрические цепи, вследствие чего приводится в действие различ-
ная пусковая аппаратура, управляющая пуском и остановкой электродвигателя
пресса.
712
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
На рис. 608 приведены различные типы прерывателей, применяемые для автома-
тического останова пресса при прекращении или нарушении автоматической подачи
заготовок.
На рис. 608, а показан тип прерывателя, размыкающего электрическую цепь
пускового механизма в случае окончания подачи ленты, так как ролик под действием
пружины опустится; на рис. 608, б показана схема автоматического выключения пре-
рывателя в случае прекращения подачи заготовок, на рис. 608, в — тип прерыватели,
замыкающего электрическую цепь (в обычном состоянии разобщенную диэлектри-
ческой втулкой /) в случае нарушения шага подачи и непопадания ловителя 2 в про-
битое пуансоном отверстие, на рис. 608, г — тип прерыватели /7, размыкающего
электрическую цепь пускового механизма в случае попадания в штамп двух слип-
шихся или сцепившихся заусенцами заготовок.
Рис. 608. Типы прерывателей для автоматического останова пресса
На рис. 609 приведены типовые электрические схемы автоматического останова
прессов в случае нарушения их нормальной работы.
Наиболее простая схема автоматического управления прессом, соответствующая
типу прерывателя по рис. 608, а, показана на рис. 609, а. В случае нарушения нор-
мальной работы пресса прерыватель размыкает цепь и выключает соленоид, удер-
живающий приводную муфту в рабочем положении, вследствие чего пресс автома-
тически останавливается.
Схема автоматического управления, соответствующая типу прерывателя по
рнс. 608, г, показана на рис. 609, 6. При нормальной работе пресса прерыватель
замыкает первичную электрическую цепь, реле держит вторичную цепь замкнутой,
а соленоид удерживает приводную муфту в рабочем положении; при разрыве преры-
вателем первичной цепи реле выключается, вторичная цепь размыкается, а пресс
останавливается.
Схема, в которую входит фотоэлектрическое реле с экраном, воспринимающим
пучок света от лампы, и обычное реле, управляющее соленоидом, связанным с при-
водным механизмом пресса, приведена на рис. 609, в, В случае пересечения пучка
света каким-либо предметом или руками рабочего фотореле размыкает первичную
АВТОМАТИЗАЦИЯ УПРАВЛЕНИЯ, БЛОКИРОВКИ И КОНТРОЛЯ
713
цепь, реле перестает действовать, вторичная цепь размыкается, пресс останавли-
вается и зажигается сигнальная лампа.
На рис. 609, г показана схема разомкнутого типа, отличающаяся тем, что при
нормальной автоматической работе пресса первичная и вторичная цепь разомкнуты.
При замыкании первичной цепи прерывателем (аналогично рис. 608, в) или ручной
кнопкой реле замыкает вторичную цепь, приводит в действие соленоид, выключаю-
щий пресс, и зажигает сигнальную лампу.
В настоящее время создаются основы более высокой формы автоматизации уп
равления процессом штамповки — программное управление работой пресса, вспо
могатсльных механизмов и транспортных устройств при помощи счетно-решающих
машин.
Рис. 609. Типовые электрические схемы автоматического останова прессов
(блокировка): П — прерыватель; Р — реле; С — соленоид; Л — лампа;
К — пусковая кнопка; ФР — фотоэлектрическое реле
Весьма перспективно для контроля и управления процессом штамповки при-
менение радиоактивных изотопов.
В качестве радиоактивного изотопа применяется стронций-90, дающий безвред-
ное P-излучение. Последнее представляет собой поток электронов, движущихся со
скоростью, близкой к скорости света.
При прохождении Р-излучения через толщину листовой ^готовки происходит
значительное изменение интенсивности потока р-л у чей, регистрируемое газоразряд-
ным счетчиком, ток которого усиливается релейным блоком и пр< образуется в
сигнал, подаваемый в электрическую сеть управления пресса или штамповочной
линией.
Разработаны и внедрены различные устройства для контроля и управления про-
цессом штамповки с применением радиоактивных изотопов, которые выполняют
следующие задачи:
1) контроль наличия и правильности положения заготовки;
2) проверку соответствия толщины заготовки заданной;
3) проверку отсутствия слипшихся заготовок;
4) счет отштампованных деталей;
5) синхронизацию работы ряда прессов и обслуживающих механизмов.
На рис. 610 приведены некоторые схемы контрольных устройств с применением
радиоактивных изотопов.
714
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
Рис. 610. Схемы контрольных устройств с применением радиоактивных изотопов
МЕТОДИКА ОПРЕДЕЛЕНИЯ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
715
Контроль толщины штучных заготовок на многопозиционном прессе показан
на рис. 610, а. Заготовки 2 проходят между источником излучения 1 и приемником 5,
преобразующим f-излучение в
электрические импульсы, посту-
пающие на электроннорелейный
блок 4.
По тому же принципу выпол-
нен контроль толщины заготовки
на
°)
2 3
4 5 6
С)
Рис. 611. Типовой излучатель БИ-I: а — кон-
струкция излучателя (/ — корпус; 2 ~ держа-
тель источника; 3 — гайка; 4 — коллиматор;
5 — стопорный виит; 6 — крышка); б — держа-
тель источника с радиоактивным изотопом строи-
ций-90 (/ — корпус держателя; 2 — активное
тело; 3 — колпачок)
листо- и полосоукладчиках.
На рис. 610, б приведена схе-
контроля наличия заготовки
тележке транспортера, на
ма
на в д __г
рис. 610,в—схема контроля пра-
вильности ориентации заготовок, а
на рис. 610, г — схема автоматиче-
ского управления приводом раз-
матывающего устройства, вклю-
чаемого при израсходовании за-
паса ленты и уменьшении петли
провеса.
В указанных устройствах при-
меняется типовой излучатель БИ-1,
выпускаемый серийно отечественной
промышленностью (рис. 611).
В качестве приемника f-из-
лучения используются стандарт-
ные низковольтные газоразрядные
счетчики (Гейгера — Мюллера)
с галогенным заполнением типа
СТС-5.
Электроннорелейный блок ти-
па УРАП-30, выпускаемый серийно,
служит для приема электрических
импульсов, поступающих от газо-
разрядных *приемников при их облучении f-частицами, и представляет собой
однокаскадный усилитель напряжения с электронной лампой 6ЖЗП.
ю. методика определения ЭКОНОМИЧЕСКОЙ
ЭФФЕКТИВНОСТИ АВТОМАТИЗАЦИИ
И МЕХАНИЗАЦИИ ПРОЦЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
Экономическая эффективность автоматизации процессов штамповки определяется
путем сопоставления предполагаемых единовременных затрат на автоматизацию
с ожидаемой экономией на текущих затратах производства: производственной за-
работной плате, расходе штампуемого материала, расходах на эксплуатацию и амор-
тизацию оборудования и штампов, общецеховых накладных расходах.
Сумма дополнительных затрат на автоматизацию процессов штамповки не должна
превышать суммы экономии, ожидаемой в течении срока изготовления данного
изделия.
Подсчет экономической эффективности автоматизации процессов штамповки
применяется в основном в двух случаях.
1. В производственных условиях при проведении так называемой малой авто-
матизации:
при применении специальных механизмов автоматической подачи, предназна-
ченных только для данного изделия;
716
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
при оснащении обычного пресса универсальными механизмами для автоматиче-
ской подачи заготовок (лент» полос, листов, штучных заготовок);
при модернизации устаревшего кривошипного пресса и увеличении его про-
изводительности путем повышения числа ходов или увеличения скорости обратного
хода ползуна пресса.
Механизация удаления отштампованных изделий из штампа специальными или
универсальными механизмами, обычно выполняется в комплексе с другими элемен-
тами автоматизации.
2. При разработке проекта нового производства, выполняемого обычно специаль-
ной проектно-технологической организацией.
В проектных разработках обычно решаются более крупные вопросы:
замена однооперационных прессов многопозиционными прессами-автоматами
или быстрорасходными штамповочными автоматами;
целесообразность разработки конструкции специального штамповочного авто-
мата взамен универсальных прессов;
создание автоматической штамповочной линии.
Иногда эти же задачи решаются и в первом случае, т. е. в существующих произ-
водственных условиях.
Подсчет экономической эффективности автоматизации в первом случае обычно
выполняется технологом, не располагающим большими нормативными и планово-
расчетными материалами. Поэтому здесь вполне допустимо выполнение приближен-
ных предварительных подсчетов ожидаемой экономической эффективности.
Величина дополнительных капиталовложений на автоматизацию К?.доп* отне-
сенная к одному году работы, не должна превышать величины условно-годовой эко-
номии Эг, определяемой разностью себестоимости умноженной на годовой выпуск
деталей, т. е.
Кг. доп
Э? ~ К>
где Cj — себестоимость детале-операции до автоматизации;
С2 — то же после автоматизации;
JV — годовой выпуск деталей.
В приближенных подсчетах, выполняемых технологом, вполне допустимо ус-
ловно-годовую экономию исчислять по упрощенной формуле
Эг = (эм + Э3 + Э3£ b\ N.
Результирующим показателем эффективности капиталовложений при автома-
тизации процессов штамповки является срок окупаемости затрат О,
показывающий, за какое время дополнительные капиталовложения Кдоп окупят
себя за счет экономии от снижения себестоимости:
q _ Кдоп __________________Кдоп__________
^ + Э, + ЭА^.'
Необходимо, чтобы срок окупаемости был меньше срока списания затрат (амор-
тизации).
Иногда вместо срока окупаемости применяют обратную величину — коэффи-
циент экономической эффективности
р_ 1 (Q-СД
Кдоп
который характеризует размер годовой экономии, приходящейся на 1 руб. допол-
нительных капиталовложений.
Нормативные коэффициенты экономической эффективности для различных
отраслей промышленности и различных видов обработки окончательно еще не уста-
МЕТОДИКА ОПРЕДЕЛЕНИЯ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ 717
новлены. Однако в типовой «Методике определения экономической эффективности
внедрения новой техники» (М., изд-во АН СССР, 1962) для машиностроения приве-
дены ориентировочные нормативные коэффициенты Е = 0,33 (при сроке окупае-
мости 3 года) и Е 0,2 (при сроке окупаемости 5 лет).
Для холодноштамповочного производства указанные нормативные коэффици-
енты нуждаются в некотором уточнении по интенсивности использования оборудо-
вания при различном типе производства.
Таблица 281. Допустимые сроки окупаемости затрат (в годах)
Способ автоматизации штамповки Тип производства
Массо- вое Крупно- серийное Мелко- серийное
Применение специальных механизмов подачи как встроенных, так и невстроенных в штамп, предна- значенных только для данного изделия I 1-2 2-3
Модернизация универсального пресса с повыше- нием числа ходов или оснащение его универсаль- ными автоматическими механизмами подач загото- вок и удаления изделия 3-4 4-5 5-6
Применение многопозиционных прессов-автома- тов взамен однооперационных прессов 5—6 6-8 —
Разработка конструкции и изготовление спе- циального штамповочного автомата взамен универ- сальных прессов 2—3 3 -4 —
В табл. 281 приведены уточненные автором допустимые сроки окупаемости
затрат для некоторых основных случаев автоматизации штамповки.
Если в конкретных производственных условиях экономическая целесообраз-
ность автоматизации процесса или модернизации оборудования не вызывает сомне-
ния, то предварительного определения экономической эффективности не производят,
а в случае необходимости после внедрения подсчитывают сумму полученной эконо-
мии.
Более точным методом расчета экономической эффективности является расчет-
ный метод по технологической себестоимости детали, в которую входят следующие
расходы:
1) заработная плата основных производственных рабочих, включая дополни-
тельную и начисления по соцстраху;
2) основная и дополнительная заработная плата наладчика с начислениями по
соцстраху;
3) расходы на амортизацию и ремонт оборудования;
4) расходы на амортизацию и ремонт штампов и приспособлений;
5) расходы на силовую электроэнергию;
6) стоимость материала, за вычетом отходов;
7) общецеховые расходы.
Расчет себестоимости штампованных деталей приведен во втором разделе
справочника. Напомним, что по новой инструкции Госплана расходы по содер-
жанию и эксплуатации оборудования составляют отдельную статью калькуляции и
718 МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
распределяются па изготовляемую продукцию при помощи нормативов, рассчитан-
ных на основе коэффициенто-машино-часов.
Методика подсчета экономии по отдельным видам цеховых расходов примени-
тельно к машиностроительному производству и соответствующие нормативы приве-
дены в работе [164].
Экономия по расходу электроэнергии подсчитывается лишь в тех случаях,
когда в процессе автоматизации или модернизации происходит изменение мощности
электродвигателей, или изменение их количества, или изменение использования
их по мощности, или по времени работы.
Приближенный подсчет расхода электроэнергии может производиться по сле-
дующей формуле:
р___ М HkMketC
~ Л
где Р — стоимость израсходованной электроэнергии в руб.;
Мн — номинальная мощность электродвигателя в кету
kM и ke — коэффициенты использования электродвигателя по мощности и по
времени;
t — время работы электродвигателя за год в ч;
С—себестоимость 1 квт-ч электроэнергии в руб.;
1] — к. п. д. электродвигателя.
По данной формуле производится подсчет для условий работы до и после авто-
матизации. Годовая экономия (или увеличение расхода) определяется как разность
результатов подсчета.
Экономия или увеличение расходов на амортизационных отчислениях подсчи-
тываются по следующей формуле:
а _ ( Са QiaiN
ам / 100 ’
где С и Сх — балансовая стоимость пресса до и после автоматизации (модер-
низации);
а и аг — нормы амортизационных отчислений в зависимости от коэффи-
циента сменности (в %) по единым нормам амортизации;
S/V и S/Vx— суммарное годовое количество деталей (операций), изготовляе-
мых на прессе до и после автоматизации;
N — заданная годовая программа выпуска данных деталей.
Экономия на текущем ремонте и обслуживании пресса подсчитывается по норма-
тивам единой системы ППР или берутся по укрупненным нормативам.
Полная стоимость капитальных затрат на автоматизацию процессов штамповки
или модернизацию определяется различно в разных случаях, так как структура за-
трат неодинакова.
Определение экономической эффективности авто-
матизации путем применения специальных автомати-
зирующих устройств к штампам встречается при применении спе-
циальных автоматизирующих устройств, встроенных в конструкцию штампа или
присоединяемых к штампу, а также при применении универсальных блоков с меха-
низмом автоматической подачи.
Обычно применяют встроенные механизмы подачи крючкового, клинового, маят-
никового, упрощенного клещевого, магазинно-шиберного типа. Встраивать в кон-
струкцию штампов механизмы универсального типа (валковые, крупные клино-
роликовые, револьверные) в большинстве случаев не целесообразно и экономически
не выгодно.
Дополнительные капитальные затраты на автоматизацию в рассматриваемом
случае представляют собой затраты на изготовление нового автоматизированного
штампа со встроенным механизмом автоматической подачи, а для присоединяемых
к штампу съемных механизмов подачи — затраты на изготовление автоматизирую-
щих устройств без стоимости штампа.
МЕТОДИКА ОПРЕДЕЛЕНИЯ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ 719
При применении универсальных блоков с механизмом автоматической подачи
стоимость блока распределяется на устанавливаемые на нем штампы пропорционально
выпуску деталей или времени загруженности пресса данной операцией, что дает
большую эффективность при групповых методах штамповки.
В случае модернизации пресса иоснащенияегоунивер-
сальными механизмами для автоматической подачи заготовок затраты
определяются по сметной стоимости модернизации, состоящей из стоимости проекта
модернизации, стоимости автоматических устройств, затрат на изготовление или
покупку новых деталей, узлов или механизмов, затрат на демонтаж, монтаж, проверку
и испытание пресса.
В данном случае необходимо сопоставить стоимость затрат на модернизацию со
стоимостью нового пресса, так как может оказаться более выгодными вместо модер-
низации старого пресса приобрести новый.
Если модернизация пресса сопровождается капитальным ремонтом и произво-
дится в установленный (плановый) срок, то стоимость последнего не должна входить
в затраты на модернизацию. При этом учитываются только непосредственные затраты
на модернизацию, включая стоимость проектирования.
Т а б л и ц а 282. Ориентировочная стоимость типовых устройств
для автоматизации подачи заготовок и соответствующее увеличение
производительности при их применении
Тип автоматической подачи Ориентиро- вочная стоимость в руб. Во сколько раз увеличи- вается производительность
пресса труда рабочих
Валковая:
двусторонняя 300-500 2-3 4-6
односторонняя 200-300 2-3 4-6
Клещевая:
двусторонняя 200-300 2-2,5 4-5
односторонняя (упрощенная) 50-80 3-4 6-8
Клино-роликовая 150-200 2-3 4-6
Клино-ножевая 100-120 2-3 4-6
Крючковая 20-50 2-2,5 4-5
Револьверная 200-300 3-4 3-4
Шиберная (магазинная) 150 -200 4-5 8-10
Механическая рука:
для подачи мелких изделий 500-800 3-4 6-8
для удаления крупных изделий 1000-1500 — 2-3
Установка для подачи полос 1500-2000 2-3 4-6
Примечание. При изменении типа штампа и уменьшении количества операций
производительность труда рабочего увеличивается еще в несколько раз, в зависимости от
числа сокращенных операций.
В табл. 282 приведена ориентировочная стоимость типовых устройств для авто-
матизации подачи заготовок при индивидуальном их изготовлении, а также указано
соответствующее увеличение производительности при их применении.
720 МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
Вопрос о применении многопозиционного пресса-
автомата взамен однопозиционных прессов может возник-
нуть или при проектировании нового производства, или при автоматизации суще-
ствующих производственных процессов.
В первом случае целесообразность применения многопозиционного пресса-
автомата решается путем сопоставления прейскурантной стоимости многопозицион-
ного пресса и равноценных ему по производительности однооперационных прессов.
Стоимость штампов в сопоставляемых вариантах может быть принята одинаковой.
При полной загрузке пресса дополнительные затраты определяются по следующей
формуле:
Кдоп ~ Са х ~р~
где Са — стоимость многопозиционного пресса-автомата;
SC0 — стоимость комплекта однопозициопных прессов;
х — коэффициент эквивалентности;
Ра — часовая производительность многопозиционного пресса;
Ро — средняя часовая производительность однопозициопных прессов при руч-
ном обслуживании;
х — поправка на снижение производительности вследствие большей длитель-
ности наладки многопозициониого пресса (х = 0,7).
В ряде случаев стоимость многопозиционного пресса может оказаться равной
или даже меньшей стоимости комплекта однооперационных прессов. Тогда целесо-
образность применения многопозиционного пресса очевидна, а дальнейшие подсчеты
отпадают, так как вместо дополнительных затрат получается экономия на капитало-
вложениях при меньшей трудоемкости и себестоимости изготовления деталей на прес-
сах-автоматах.
При недостаточной серийности производства, не позволяющей полностью исполь-
зовать многопозиционный пресс для изготовления одной детали, следует загрузить
его изготовлением других, желательно аналогичных деталей.
Многопозиционные прессы являются универсальными прессами, допускающими
переналадку их с одной детали на другую, для чего современные типы прессов снаб-
жаются специальными столами и подъемными устройствами для ускорения уста-
новки сменных штампов. Благодаря этому считается целесообразным применение
многопозиционных прессов для серий в 10 000—20 000 шт. деталей.
Зачастую по роду производства не находится деталей, для изготовления которых
необходимо семь-восемь операций. В таких случаях некоторые наши заводы приме-
няют восьмипозиционные прессы для одновременного изготовления двух различных де-
талей, для каждой из которых требуется три-четыре операции. При этом механизм
автоматической подачи ленты для второй детали пристраивается к средней части
пресса.
Необходимо отметить, что крупные многопозиционные прессы-автоматы удобнее
и значительно компактнее громоздких автоматических линий, составленных из обыч-
ных прессов.
Несколько по-иному решается вопрос о затратах на применение многопозицион-
ного пресса-автомата взамен существующих однооперационных прессов. Здесь
в сумму капитальных затрат входит балансовая стоимость заменяемых существую-
щих прессов.
Если некоторые из существующих прессов списываются в лом, а другие исполь-
зуются на производстве, то дополнительные капитальные затраты определяются по
формуле
кдоп-са + см + ^с'6-^с;у
где Са — стоимость многопозиционного пресса-автомата;
См — стоимость монтажа и установки автомата;
— балансовая стоимость списываемых прессов (За вычетом стоимости ме-
талла по цене лома);
МЕТОДИКА ОПРЕДЕЛЕНИЯ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ 721
Cq — балансовая стоимость используемых прессов (при использовании их на
других работах).
Иногда на производстве может встретиться обратная задача: использовать суще-
ствующий пресс простого действия, оснастив его специальным многопозиционным
штампом с грейферной подачей, взамен крупных многопозиционных прессов. Это
весьма эффективное решение вопроса.
Подсчет затрат при разработке конструкции и изго-
товлении специального штамповочного автомата вза-
мен действующих универсальных прессов производится ана-
логично рассмотренному. Отличие заключается в том, что в формулы капитальных
затрат должна быть добавлена стоимость проектирования. Соответственно формула
для определения капитальных затрат имеет вид
«доп = Са + См + Спр + '£С'6-£ С'6,
где Спр — стоимость проектирования специального автомата.
Распространено ошибочное мнение, что автоматизация процессов штамповки
эффективна лишь в массовом и крупносерийном производстве. Для уточнения этого
положения необходимо обратить внимание на весьма большое значение экономии
материала и ее влияние на срок окупаемости затрат при автоматизации процессов
холодной штамповки.
Автоматизация серийного и даже мелкосерийного штамповочного производства
вполне возможна, но в большинстве случаев экономически выгодна лишь при одно-
временном получении экономии материала. В этом случае даже небольшое увеличе-
ние производительности (20—50%) окажется экономически эффективным. Если
же при автоматизации серийной штамповки конкретных деталей невозможно полу-
чить экономию материала, то экономическая эффективность автоматизации может
быть обеспечена лишь при значительном снижении капитальных затрат. Например,
при применении универсальных блоков с автоматической подачей заготовок.
Следует предостеречь от разработки излишне сложных и дорогих штампов,
так как усложнение конструкций штампов ухудшает условия эксплуатации и умень-
шает стойкость штампов, а излишне высокая стоимость таких штампов сможет при-
вести к отсутствию экономической эффективности их применения.
Необходимо отметить, что показатели экономической эффективности, хотя и
являются основными, но отнюдь не единственными при решении вопросов целесооб-
разности автоматизации процессов штамповки и модернизации прессового обору-
дования. В ряде случаев социальное и конъюнктурные требования могут иметь ре-
шающее значение даже при отсутствии экономической эффективности. Так, напри-
мер, устранение травматизма и повышение безопасности работ на прессах могут
явиться решающим фактором для полной автоматизации штамповки мелких деталей,
хотя экономическая эффективность при этом и не была бы ощутимой или отсутство-
вала из-за небольшой программы выпуска.
При штамповке крупногабаритных деталей механизация подачи тяжелых заго-
товок и удаления громоздких изделий, помимо увеличения производительности,
преследует другую весьма важную цель социального порядка — облегчение тяже-
лых условий работы штамповщиков.
Конъюнктурными соображениями вызывается модернизация прессов с целью
отказа от приобретения дефицитного или импортного прессового оборудования.
Такова, например, модернизация крупных кривошипных прессов с установкой на
них блок-штампов многопозиционного типа с грейферной подачей, проведенная на
Московском автозаводе им. И. А. Лихачева, давшая значительный экономический
эффект.
Приводим примеры расчета экономической эффективности автоматизации,
взятые из производственной практики.
1. Расчет экономической эффективности изготовления автомата для рих-
товки мелких штампованных деталей типа шайб диаметром до 25 мм, толщиной
до 3 мм.
722
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
Исходные данные
Показатели До внедре- ния После внедрения
Годовая программа в тыс. шт. 3000 3000
Норма времени на 1 шт. в мин 0,025 0,02
Средний разряд работы 1-й 1-й
Часовая тарифная ставка в коп. 0-32 0-32
Начальная балансовая стоимость оборудования в руб. 5855 1850
Остаточная стоимость оборудования в руб. 3513 1850
Фонд времени работы оборудования в ч 1975 1975
Мощность оборудования в кет 9,0 0,6
Расчет новых капитальных вложений (по смете)
Затраты Количество Стоимость единицы в коп. Общая стоимость в руб.
Конструкторско-технологические рабо- ты в нормо-ч Расход материала в кг: 450 70 315
черный прокат 365 10 36,50
цветной прокат 30 70 21
прочие материалы 0,5 20 0,10
покупные материалы — — 71
Заработная плата по изготовлению в нормо-ч 850 47,4 402,9
Накладные расходы (цеховые и обще- заводские расходы) — — 959,4
Начисления на заработную плату кон- структоров — — 44,1
В се г о затрат 1850
Так как в результате внедрения автомата высвобождается действующее обору-
дование остаточной балансовой стоимостью 3513 руб., превышающей сумму новых
вложений •— 1850 руб., то дополнительных капиталовложений не требуется
К доп = Са-ЪСс= 1850 - 3513.
Отсюда экономическая эффективность очевидна. В данном случае подсчиты-
вается лишь фактическая годовая экономия от внедрения автомата, составляющая
740 руб./год.
МЕТОДИКА ОПРЕДЕЛЕНИЯ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ 723
2. Расчет экономической эффективности оборудования прессов пневмосъем-
нымн устройствами (пневмосбрасывателями)
Исходные данные
Показатели Количество
Количество прессов оборудованных п невмооптическими съем- никами 31
Число смен работы оборудования 2
Средний процент выполнения норм в % 125
Средний разряд работы 2-й
Часовая тарифная ставка в коп. 36,2
Повышение производительности труда в % 2
Годовой баланс рабочего времени в ч 2096
Общие затраты (по смете) на изготовление устройств (Кдоп) в руб. 4056
Расчет годовой экономии (укрупненный)
Затраты Сумма годовой экономя
Экономия рабочего времени Экономия на заработной плате Дополнительная зарплата и от- числения (15%) Экономия на накладных расходах (138%) суммарно Сумма амортизационных отчисле- ний (12,1%) 31.2 • 2096 • 1,25 - 0,02 = 3249 нормо-ч 3249-0,362 = 1176 руб. 176 руб. 1870 руб. 490 руб.
Таким образом, условно-годовая экономия от внедрения пневмосъемных
устройств составляет
1176+ 176+ 1870 - 490 = 2732 руб.
Срок окупаемости затрат
2732 =1’79 Г0ДЭ-
РАЗДЕЛ ПЯТЫЙ
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ В ХОЛОДНОЙ
ШТАМПОВКЕ
ГЛАВА I
МЕХАНИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
ЛИСТОВЫХ МАТЕРИАЛОВ
1. МЕХАНИЧЕСКИЕ СВОЙСТВА
И ИСПЫТАНИЯ ЛИСТОВЫХ МЕТАЛЛОВ
Из всех методов определения механических свойств металлов наилучшие резуль-
таты дает испытание на растяжение, которое позволяет определить прочностные
характеристики (предел текучести, предел
(Р '
о
^0
и истинных 2 (с =» -Д-\ напряжений
i ист г I
\ ист/
листовых металлов производится по
новому ГОСТу 11701—66.
Отличительной особенностью этого ГОСТа является метод определения новой
механической характеристики — равномерного относительного
удлинения являющегося весьма важным показателем штампуемости ме-
талла.
прочности и др.), показатели пластич-
ности (относительное удлинение и от-
носительное сужение), а также другие
показатели, приведенные в табл. 283.
Зависимость между напряжением
и деформацией выражается диаграм-
мой условных, а более правильно —
диаграммой истинных напряжений
(рис. 612).
На рис. 613 приведены кривые
деформационного упрочнения различ-
ных металлов и сплавов, дающие за-
висимость между величиной истинных
напряжений и относительной деформа-
цией при растяжении (ф) и сжатии (е).
Испытание на растяжение тонких
листовых металлов значительно труд-
нее испытания круглых образцов. При
испытании тонких плоских образцов
наблюдается иной характер разруше-
ния образца с искажением размеров и
формы шейки по сравнению с круглы-
ми образцами. Из-за искажения формы
шейки затруднен ее обмер и точный
подсчет поперечного сечения. В ре-
зультате получается расхождение ме-
жду результатами испытания круглых
и плоских образцов.
Вследствие указанных особенно-
стей, испытание на растяжение тонко-
МЕХАНИЧЕСКИЕ СВОЙСТВА
725
Таблица 283. Характеристики механических свойств,
определяемые при испытании иа растяжение
Характеристики Обозначение
Предел упругости Р„ о — кГ /ЛШ2 у Г о
Предел текучести (физический) р as = —=А- кГ /мм2 * о
Предел текучести (условный) о02 ~ кГ!мм2
Предел прочности (временное сопроти- вление разрыву) р max гн, „ о« = —— кГ/мм2 ‘о
Истинный предел прочности (критиче- ское напряжение) Р ист р /ММ ист = <*в 0 + бе) кГ/ММ^
Абсолютное удлинение /\1 = 1к — 1о мм i
Относительное удлинение 6 = /к Г-° 100% 'о 65 — при /о = 5d; 610 при 1о = 10 d
Равномерное относительное удлинение (см. ГОСТ 11701—66). Для малоуглеро- дистой стали 6в 0,2, для стали IX18Н9Т 6в ~0,4 t с “ 1ор Up Ofl / *ор ^кр — ^ор
Относительное сужение поперечного сечения i|)= F°fFk 100% ds — d- Ш 100% ао
Связь между равномерным и общим относительным удлинением ^равн — 6&
Истинное удлинение е — 1п Ч) е = In (1 -|-6)
726
СВОЙСТВА ЛИСТОВЫХ МАТЕРИАЛОВ
Продолжение табл. 283
Характеристика Обозначение
Зависимость между 6 и ф с Ф . 6 6 1 -1|> ’ 1+6
Сопротивление срезу (на кривошипных прессах с числом ходов до 200 в минуту) оср = (0,8 Ч- 0,86) ов
Коэффициент анизотропии [192] а = In : In -7 , - 1КО!
Чем больше величина равномерного относительного удлинения осуществи-
мого до образования шейки при растяжении, тем выше (лучше) штампуемость дан-
ного металла.
Помимо равномерного относительного удлинения указанный ГОСТ предусматри-
вает определение величины полного относительного удлинения после разрыва.
Автором установлено, что показатель наибольшей пластичности металла при
растяжении может быть выражен не только через относительное сужение (ф), но
также и через численно равное ему наибольшее относительное
удлинение шейки, отнесенное к окончательной длине
ф = е' .= е при dlo — 0.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
727
Предложен также метод определения этой характеристики для тонколистовых
металлов путем экстраполирования результатов испытания на растяжение [225].
Местная пластическая деформация тонколистовых металлов может быть также
выражена величиной истинного удлинения или сдвига, подсчитанного по методу
накатанных сеток.
Понятие штампуемости металла до сих пор не получило четкого определения
и не имеет установленных оценок и показателей штампуемости. В отдельных ГОСТах
(ГОСТ 9045—59) условия определения штампуемости допускается устанавливать
«соглашениями сторон», что дает возможность произвольных толкований и требо-
ваний.
Иногда оценку вытяжных свойств (штампуемости) листового металла производят
комплексно: по результатам механических испытаний, по структуре и величине
зерна, по дополнительной оценке — отсутствию полос сдвига на поверхности дефор-
мированного образца.
Исследованиями, выполненными Н. П. Колесниковым, установлено, что наилуч-
шей оценкой способности листового металла к пластическому формоизменению
является сочетание трех показателей [192]:
1) величины равномерного относительного удлинения;
2) величины истинного предела прочности (критического напряжения), чис-
ленно равного модулю упрочнения;
3) величины коэффициентов анизотропии а, отражающих различие пластических
свойств в плоскости листа и по его толщине (с пересчетом)
а = In In -^7-
b0 lKbi
где 1р и bG — начальные длины и ширина расчетного участка образца;
1К и — длина и ширина того же участка образца при равномерном удлинении.
Чем больше коэффициенты анизотропии превышают единицу, тем больше спо-
собность металла к деформации в плоскости листа.
Таким образом, все эти показатели определяются при испытании на растяжение
тонколистового металла по ГОСТу 11701—66.
Оценку штампуемости следует производить по наименьшим значениям и а,
полученным при испытании образцов, вырезанных из листа в различных направле-
ниях по отношению к направлению прокатки.
2. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
И ИСПЫТАНИЯ ЛИСТОВЫХ МЕТАЛЛОВ
Технологические испытания предназначены для выявления способности металла
подвергаться деформациям, аналогичным тем, которые металл претерпевает при
его обработке (штамповке).
В табл. 284 приведены основные способы технологических испытаний листового
металла с целью выявления пригодности его для гибочных работ, схемы которых
показаны на рис. 614—616.
Некоторые из этих технологических испытаний включены в ГОСТы.
Признаком годности образца, выдержавшего испытание, является отсутствие
излома, трещин, надрывов и расслоений. Выполненные автором работы показывают,
что можно не только дать качественную оценку пригодности металла, но и вычислить
величину деформации при любом отношении
Для сравнительной оценки пластичности и вытяжных свойств листовых метал-
лов применяются различные способы технологических испытаний, приведенные
в табл. 285 и на рис. 618—620.
728
СВОЙСТВА ЛИСТОВЫХ МАТЕРИАЛОВ
Таблица 284. Способы технологических испытаний листового металла
с целью определения пригодности его для гибочных работ
Способ испытания Сущность испытания и область применения
На загиб по ОСТу 1683 Испытание состоит в загибе образцов вокруг пуансона определенной толщины или до соприкос- новения сторон. Диаметр оправки-пуансона ука- зан в ГОСТе на листовые металлы. Выявляется пригодность металла к пластическим деформациям. Для тонколистовой стали является приемочным испытанием
На перегиб по ГОСТу 1579-63 (рис. 614) Испытание состоит в повторяющихся изгибах полоски листового металла, зажатой в губки ти- сков. Изгиб производится на угол 90° поперемен- но в правую и левую стороны до излома или до числа перегибов, указанного в технических усло- виях. Число перегибов отсчитывается счетчиком. Применяется для тонколистовых металлов при S 2 мм
На чистый изгиб по Вольтеру Испытание основано на изгибе посредством из- гибающих моментов. Прибор Вольтера позволяет установить минимально возможный радиус гибки для листовых материалов разной толщины. Запи- сывающее устройство чертит кривые изгибающего г момента в зависимости от отношения о
На изгиб по Гюту Испытание производится пуансоном с перемен- ным по длине ребра радиусом закругления (до нуля). Применяется для определения допустимого радиуса изгиба. Для испытания материалов раз- личной толщины пуансон смещается в продольном направлении на величину 20S
На изгиб трапециевид- ного образца Изгибается поставленный на ребро в штампе трапециевидный образец. С узкой стороны образец изгибается значительно сильнее и может дать тре- щину
На изгиб угла прибо- ром eFlex» (рис. 615) Прибор устанавливается полкой 1 на лист так, чтобы угловой конец листа вошел в прорезь план- ки 2 (рис. 615, а). Поворотом скобы 3 угол листа загибается на 60° до положения, указанного на рис. 615, б. Упругое смещение пластины 1 отме- чается индикатором 4. Прибор снабжается табли- цами упругих отклонений для различных материа- лов и толщин
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
729
Продолжение табл. 284
Способ испытания Сущность испытания и область применения
На пружинение при гибке по Элеру (рис. 616) Производится изгиб полосы /, установленной в паз повторно-сменного пуансона 2 с заданным г отношением По шкале 3 отсчитывается угол О пружинения при данном отношении С, Приме- о няется для материалов толщиной до 1 мм. Резуль- таты испытания стали 08 приведены на рис. 617.
Наиболее распространенным методом технологического испытания тонких
листовых металлов является испытание на глубину выдавливания сферической
лунки на приборе ПТ Л (по Эриксену), узаконенное ГОСТом 914—56 как основной
а)
Рис. 614 Схема испытания на перегиб (fl) и последовательность переги-
бов (б)
вид испытаний для ряда тонколистовых металлов: жести, декапированной стали,
стальной холоднокатаной ленты, тонколистовой качественной стали и др.
Характеристикой пластичности металла и способности его к вытяжке служит
глубина выдавленной лунки к моменту образования трещины и уменьшение усилия
выдавливания. Одновременно рассматривается форма разрыва и поверхность мате-
риала в вершине сферической лунки.
730
СВОЙСТВА ЛИСТОВЫХ МАТЕРИАЛОВ
Рис. 615. Прибор «Flex» для испытания
на загиб угла
Рис. 616. Прибор для испытания на
пружинение: а — установка образ-
ца; б — поворот пуансона и загиб
образца; в — отсчет угла пружине-
ния
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
731
Рис. 617. Результаты испытания на пружинение
стали 08 толщиной 0,75 мм в зависимости от радиуса
- и угла изгиба
2-й переход
Рис. 618. Схемы испытаний на глубину выдавливания и вытяжку колпачка
Рис. 619. Схема испытания на продавливание полоски
(растяжение с изгибом)
732
СВОЙСТВА ЛИСТОВЫХ МАТЕРИАЛОВ
Таблица 285. Способы технологических испытаний листового металла
для выявления пригодности к глубокой вытяжке
Способ испытан Сущность испытания и область применения
I. Напряженное состояние — двухосное растяжение (при вытяжке
нецилиндрических и несимметричных деталей в штампах
с вытяжными ребрами)
Испытание на глубину выда- вливания сферической лунки на ручном приборе типа ПТ Л (Эриксена) (рис. 618, а) То же, на гидравлическом приборе Олсена (рис. 618, б) В зажатом образце выдавливается лунка пуансоном со сферическим наконечником. Применяется для листовой стали и цветных металлов толщиной S до 2 мм Испытание аналогично предыдущему. Жесткий пуансон приводится в действие поршнем. Может быть использован для ис- пытания непосредственно жидкостью
То же, жидкостью по методу Джовиньо Испытание аналогично предыдущему. Пре- имущества: равномерное гидростатическое давление жидкости и отсутствие трения
Испытание на машине МТЛ-ЮГ (рис. 621) Испытание на выдавливание сферической лунки по ГОСТу 10510—63, аналогично предыдущему. На машине выполняются и другие испытания: на вытяжку цилиндри- ческого колпачка, отбортовку отверстия и т. д. Наиболее совершенная машина
Испытание по методу Инсти- тута машиноведения АН СССР [108] Гидравлическое испытание листовых ме- таллов в условиях динамического нагруже- ния, производимого на вертикальном копре при большой скорости приложения нагрузки
II. Напряженное состояние — растяжение и сжатие (во фланце
плоской заготовки при вытяжке цилиндрических или коробчатых
деталей с вертикальными стенками)
^Испытание на вытяжку ци- линдрического колпачка по АЕГ . (рис. 618, в) [161] То же, ударом с последующей раздачей кромки [161] Испытание моделирует процесс цилиндри- ческой вытяжки и определяет допустимый коэффициент вытяжки Этот способ моделирует вытяжку на па- дающих молотах или фрикционных прессах. Раздача кромки производится на особом приспособлении
Испытание по методу Инсти- тута пластической обработки металлов (ГДР, Цвикау) [108] Испытания производятся на специальном приборе ТЦП, представляющим собой пресс тройного действия. За один рабочий ход прибора производятся следующие операции: 1) вырубка круглого образца и прижим к матрице; 2) вытяжка стаканчика диамет- ром 30 мм\ 3) зажим кромки специальным радиусным прижимом; 4) вытяжка до отры- ва дна стаканчика. Определяется запас прочности металла
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
733
Продолжение табл. 285
Способ испытания Сущность испытания и область применения
Испытание на разбортовку от- верстия по Зибелю и Помпу Производится отбортовка отверстия в за- жатой заготовке цилиндрическим пуансоном. Оценка качества металла производится по глубине выпуклости и по расширению от- верстия
Испытание на продавливание полосы по Зибелю (растяжение с изгибом, рис. 619) Надрезанный образец зажимается прижи- мом 2 с прямоугольным отверстием и про- давливается в прорезь матрицы 1 полукруг- лым пуансоном 3 до разрыва. Определяется глубина выдавливания t и измеряется про- дольное удлинение разорванной полоски. Этот метод моделирует деформацию в опас- ном сечении
Хороший доброкачественный металл должен давать:
1) глубину вытяжки не ниже норм, указанных в соответствующих стандартах
(табл. 286);
2) разрыв колпаика по окружности, в противном случае разрыв указывает
на наличие полосчатой структуры или дефектов прокатки;
Рис. 620. Ручной прибор Эриксена для испытания на
глубину выдавливания сферической лунки
3) чистую гладкую поверхность колпачка. Чистая поверхность характеризует
мелкозернистую структуру металла, шероховатая поверхность — крупнозернистую.
Испытания на выдавливание (вытяжку) сферической лунки стандартизованы
новым ГОСТом 10510—63 и предназначены для листового проката и ленты из черных
н цветных металлов толщиной 0,1—2,0 мм.
734
СВОЙСТВА ЛИСТОВЫХ МАТЕРИАЛОВ
Таблица 286. Глубина выдавливания (в мм)
Наименование материала Глубина выдавливания в зависимости от толщины материала в мм
0.2 0,4 | 0.6 | 0.S 1.0 1.2 , 1.4 1 1.6 1.8 2.0
Латунь для глубокой вы- тяжки 12,8 13,5 13,8 14,2 14,3 14,4 14,5 14,6 14,7 14,7
Латунь обычного каче- ства 11,3 12,2 12,7 13,0 13,3 13,5 13,7 13,8 14,1 14,3
Медь листовая 9,6 10,5 11,1 НД 11,8 12,1 12,3 12,6 12,8 13,0
Стальная лента для глу- бокой вытяжки 8,6 9,5 10,1 10,6 11,0 П,4 11,8 12,1 12,3 12,6
Алюминий листовой 7,6 8,7 9,2 9,5 9,9 10,2 10,7 Н,1 11,2 П,7
Сталь листовая для глу- бокой вытяжки 7,3 8,3 8,9 9,5 10,1 10,6 10,9 11,3 П,7 12,2
Сталь декапированная 6,6 7,8 8,6 9,2 9,7 10,2 10,6 НД П,4 11,8
Жесть белая 6,2 7,5 8,3 8,9 9,5 9,9 10,3 10,8 11,2 11,6
Цинк 5,2 6,5 7,3 7,8 8,1 8,3 8,4 8,5 8,6 8,6
Критерием окончания испытания считается не визуальное установление момента
образования трещины на образце, а момент уменьшения усилия выдавливания.
Допускается использование квадратных, круглых или полосовых образцов.
Обычно испытания производятся на образцах
Таблица 287. Основные шириной 90 мм. Другие образцы применяются
размеры сменных комплектов в случае узкой ленты.
матриц и пуансонов (в мм) Для испытания применяют один из четырех
комплектов матриц, прижимных колец
Ширина образца (ленты) Диаметр матрицы Диаметр пуансона
^90 27 20
50 17 14
^30 11 8
ЭИ5 5 3
сменных
и пуансонов (табл. 287). При применении раз-
личных комплектов матриц и пуансонов полу-
чается различная глубина выдавленных лунок.
Ручной прибор для испытания на глубину
выдавливания изображен на рис. 620. Штурвал,
расположенный справа, служит для прижима
заготовки к вытяжному кольцу и для после-
дующей вытяжки. Образец зажимается наруж-
ным шпинделем, внутри которого помещен вто-
рой резьбовой шпиндель, служащий для вытя-'
гивания лунки. Разъединение и соединение
шпинделей производятся посредством винта.
Штурвал снабжен барабаном с микрометрической шкалой, по которой определяется
глубина лунки h с точностью до 0,01 мм.
С противоположной стороны прибора укреплено зеркальце для наблюдения
за возникновением разрыва образца, после чего должно быть прекращено дальней-
шее выдавливание. Более поздние приборы ПТЛ снабжены силоизмерителем до 6 Т
с индикатором.
Новым, более совершенным устройством является машина для испытания листо-
вого металла МТЛ-10Г, выпускаемая отечественной промышленностью (рис. 621).
Эта машина предназначена для технологических испытаний листового металла
на выдавливание сферической лунки по ГОСТу 10510—63, а также для вытяжки
цилиндрического стаканчика и отбортовки отверстия.
Машина имеет электрогидравлический привод.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
735
Рис. 621. Установка МТЛ-10Г для ис-
пытания на вытяжку сферической лун-
ки и цилиндрического стаканчика
Определение усилий прижима и выдавливания производится по манометрам.
Глубина выдавливания (вытяжки) отсчитывается по индикатору с точностью до 0,1 мм.
Момент разрыва образца фиксируется авто-
матически по падению усилия. На машине
предусмотрена также возможность наблю-
дения за образцом при помощи микро-
скопа.
Наибольшая испытательная нагрузка —
10 Т. Наибольшее усилие прижима — 2 Т
Иногда встречаются указания на недо-
статочную пригодность испытания по Эрик-
сену для оценки вытяжных свойств листо-
вого металла вследствие разницы в харак-
тере деформаций при обычной вытяжке в
штампах и при выдавливании лунки на
приборе Эриксена и аналогичных установ-
ках.
Необходимо внести ясность в этот воп-
рос.
Испытание на выдавливание сферической
лунки происходит при двустороннем растя-
жении и сопровождается сильным утонением
материала в центральной части заготовки.
Аналогичный характер деформации имеем
при вытяжке сферических, параболических,
конических и других деталей, при гидравли-
ческой вытяжке, а также при вытяжке дета-
лей сложной формы в штампах с вытяжными
ребрами. В том и другом случае схемы на-
пряженно-деформированного состояния в
Рис. 622. Сопоставление величины деформаций при испытании на вытяжку
колпачка (е^> — сплошные линии) и на выдавливание лунки
(8д« е', es — штриховые линии)
опасном сечении (месте возможного разрыва) аналогичны. Следовательно, для дан-
ных случаев вытяжки испытание на выдавливание лунки сравнительно хорошо
736
СВОЙСТВА ЛИСТОВЫХ МАТЕРИАЛОВ
моделирует процесс вытяжки и дает достаточно правильную оценку вытяжных
свойств металла.
При обычной вытяжке цилиндрических деталей напряженно-деформированное
состояние металла во фланце характеризуется наличием тангенциального сжатия
и радиального растяжения, причем первое достигает наибольшего значения у края
заготовки, а второе — на вытяжных кромках матрицы. В данном случае более
правильные результаты дает испытание на вытяжку в штампах.
Испытание заключается в пробных вытяжках цилиндрических колпачков
из круглых заготовок, измерении давления и определении предельной степени вы-
тяжки k D/d или т = D/d, при которой происходит разрыв колпачка. Определение
предельного диаметра заготовки и предельной степени вытяжки может быть произ-
ведено путем интерполяции по результатам испытания трех образцов, если предел
прочности металла известен из испытаний на растяжение [161].
На рис. 622 показано сопоставление величин деформаций при испытании на-глу-
бокую втяжку (er, er, es,) и на выдавливание (е^, е^, es) [161].
Из сопоставления видно, что в случае вытяжки цилиндрических изделий, испы-
тание на выдавливание лунки по Эриксену не соответствует характеру деформаций
при вытяжке и не может дать правильной оценки вытяжных свойств металла.
Испытание на вытяжку колпачка может быть выполнено на той же машине
МТЛ-10Г.
3. УКАЗАНИЯ ПО ТЕХНОЛОГИЧЕСКОМУ ПРИМЕНЕНИЮ
ЛИСТОВЫХ МЕТАЛЛОВ
Материал, применяемый для изготовления холодноштампованных деталей,
должен соответствовать не только назначению и условиям работы, но и технологи-
ческим требованиям, вытекающим из характера и степени производимой деформации.
Технологические свойства металла определяются в основном его механическими
свойствами, зависящими, в свою очередь, от химического состава, структуры и вели-
чины зерна, термообработки, степени наклепа.
Для механических и технологических свойств холоднокатаных материалов,
применяемых в холодной штамповке, большое значение имеют степень наклепа
при холодной прокатке и характер термообработки.
Для характеристики технологических свойств материала наибольший интерес
представляют показатели пластичности, выраженные величиной относительного
сужения поперечного сечения при растяжении ф, или, еще лучше, равномерным
относительным удлинением или равномерным относительным сужением фв, а
также соотношением между пределом текучести о\ и пределом прочности ав. Для
большинства металлов чем меньше отношение тем больше величина ф„.
о в
Приведем примерное разделение материалов на различные группы по пластич-
ности и упрочняемости:
1) малопластичные — весьма слабо упрочняющиеся, фе = 0,104-0,15 (средне-
углеродистые стали 35—50, сталь 12ХНМ и др.);
2) среднепластичные — слабоупрочняющиеся, фв = 0,154-0,20 (стали 20—30,
хромоникелевые стали, наклепанный алюминий);
3) пластичные — среднеупрочняющиеся, фя — 0,204-0,25 (малоуглеродистые
стали 08, 10, 15, латунь, отожженный алюминий)^
4) высокопластичные — сильно упрочняющиеся, фе — 0,25 : 0,30 (сталь 1XI8H9T
после закалки, отожженная медь, сплавы пермаллой и ковар, титановые сплавы).
Большое влияние на технологические свойства и штампуемость стали оказывают
структурная форма углерода (вредное влияние структурно свободного цементита),
величина и форма зерен феррита, состояние поверхности (отсутствие полос сдвига
при деформации). Последнее требование весьма существенно для металлов, подвер-
гаемых глубокой вытяжке, так как вследствие склонности к образованию полос
сдвига поверхность изделий получается дефектной, а в случае крупнозернистой
УКАЗАНИЯ ПО ТЕХНОЛОГИЧЕСКОМУ ПРИМЕНЕНИЮ
737
стали имеет вид так называемой «апельсинной корки». Установлено, что полосы
сдвига возникают у отожженной стали, имеющей при растяжении площадку теку-
чести. Полосы сдвига являются следствием того, что при деформировании в пределах
площадки текучести металл не упрочняется, что приводит к местным поверхност-
ным деформациям. Иногда поверхностные полосы сдвига являются результатом
процесса старения при длительном хранении металла после холодной прокатки.
Для автомобильных кузовов получила применение нестареющая (стабилизиро-
ванная) сталь, раскисленная алюминием или титаном.
Для предупреждения поверхностного растрескивания и образования полос
сдвига или «апельсинной корки» тонколистовая сталь подвергается дрессировке
(поверхностному наклепу с обжатием около 2%) путем холодной прокатки листов
на специальных многовалковых станах. Как показывает опыт, предварительная
холодная прокатка листов не только предотвращает появление полос сдвига, но
и повышает вытяжные свойства металла.
Таблица 288. Примеры технологического применения листовой стали
и механические характеристики
' Применение Предел прочности в кГ/мм? (не более) Относитель- ное удлине- ние 610 в % (ие менее) Твердость HRB (ие более) Глубина выдавлива- нии в мм (ие меиее)
Вырубка плоских деталей 65 1-5 84-96 6-7
Вырубка, простая гибка под углом 90° поперек воло- кон с большим радиусом за- кругления г > 2S 50 4-14 75-85 7-8
Неглубокая вытяжка и формовка. Гибка на 180° по- перек волокон или на 90° вдоль волокон с радиусом за- кругления г 0,55 42 13—27 64- 74 8-9
Глубокая вытяжка (допу- стимы линии сдвига) Гибка на 180° во всех направлениях с радиусом закругления г < 0,55 37 24 -36 52—64 9-10
Глубокая вытяжка (с не- значительными линиями сдви- га). Гибка на 180е во всех направлениях с радиусом за- кругления г < 0,55 33 33-45 38-52 10—12
От полос сдвига следует отличать линии скольжения.
В отношении структуры и величины зерна к тонколистовой стали для глубокой
вытяжки предъявляются требования небольшой величины и равномерности зерен
(для стали толщиной до 2 мм — 26—37лоси, и для стали толщиной свыше 3 мм —
24 Романовский В. П.
738
СВОЙСТВА ЛИСТОВЫХ МАТЕРИАЛОВ
37—52 мкм при соотношении осей зерен до 1,4—1,5), отсутствия полосчатой струк-
туры, структурно свободного цементита, неметаллических включений и т. п.
В табл. 288 приведены примеры технологического применения листовой стали
и соответствующие механические характеристики.
Экспериментально установлено, что при вытяжке в штампах с вытяжными
ребрами хорошо штампуемая сталь должна иметь следующие характеристики:
истинный предел прочности ав ист = 424-50 кПмл?\ равномерное относительное
сужение фв = 204-25%.
При рассмотрении процесса вытяжки (раздел первый) была показана необходи-
мость различия технологических способов вытяжки по виду напряженного состояния
деформируемой части заготовки, в связи с чем в разных случаях следует применять
металл с разными механическими свойствами или в различном состоянии.
При вытяжке цилиндрических или коробчатых деталей необходимо максимально
уменьшить сопротивление плоского фланца деформированию, для чего следует
применить отожженный или нормализованный металл пониженной прочности,
а также уменьшить трение между заготовкой, матрицей и складкодержателем.
При вытяжке сферических или сложной формы деталей в штампах с вы-
тяжными ребрами для сохранения прочности опасного сечения при значи-
тельном увеличении растягивающих напряжений следует применять металл повы-
шенной прочности и упрочняемости при достаточно высокой пластичности.
Для малоуглеродисты* сталей 08—10 это может быть достигнуто путем соответ-
ствующей термической обработки заготовок (закалка при 860—900°С, отпуск при
ГЛАВА II
ХАРАКТЕРИСТИКА ЛИСТОВЫХ МАТЕРИАЛОВ
4. ОСНОВНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
В ХОЛОДНОЙ ШТАМПОВКЕ
В холодной штамповке применяются разнообразные как металлические, так
и неметаллические материалы. Наиболее распространенными материалами, обра-
батываемыми холодной штамповкой, являются следующие металлы и их сплавы:
1) сталь различных сортов и марок;
2) медь и ее сплавы (латунь, бронза, мельхиор и др.);
3) алюминий, магний и их сплавы (дуралюмин, алюминиево-магниевые сплавы
и др.);
4) цинк и оцинкованная сталь;
5) никель и никелевые сплавы;
6) титан и его сплавы.
Кроме того, холодной штамповкой обрабатываются следующие менее распро-
страненные металлы и их сплавы:
1) молибден и его сплавы;
2) тантал и его сплавы;
3) специальные никелевые и кобальтовые сплавы (инвар, платинит, ковар и др.);
4) бериллий, цирконий и их сплавы;
5) благородные металлы (золото, серебро).
Неметаллические материалы, применяемые в холодной штамповке, приведены
в гл. VII первого раздела.
Новым листовым материалом, созданным за последние годы, является алюминие
вый или стальной лист с покрытием из цветной пластмассы (полихлорвинил). Покры-
тие толщиной 0,36 мм обладает высокой стойкостью против износа, коррозии, дей-
ствия кислот и масел, а также диэлектрическими свойствами. Сталь с полимерным
покрытием подвергается штамповке в обычных штампах без повреждения по-
крытия.
Номенклатура марок металлов и сплавов, выпускаемый сортамент и технические
условия установлены соответствующими ГОСТами и ведомственными стандартами. 1
Все справочные данные по материалам приведены в обширных специализированных
справочниках и ГОСТах. Здесь приводятся лишь сведения по основным материалам,
применяемым в холодной штамповке.
Наиболее распространенными материалами в холодной штамповке являются
различные сорта листовой и полосовой углеродистой и легированной стали.
По качеству материала листовая и полосовая сталь разделяется на сорта, изго-
товляемые из сталей различных марок:
1) листовая углеродистая сталь — из марок стали обыкновенного качества
по ГОСТу 380—60 (группа А и Б);
2) листовая углеродистая качественная сталь — из марок качественной стали
по ГОСТу 1050—60;
1 ГОСТы, выпущенные до 1966 г., подлежат пересмотру в течение 1971—1975 гг.
24*
740
ХАРАКТЕРИСТИКА ЛИСТОВЫХ МАТЕРИАЛОВ
Таблица 289. Механические свойства листовой стали, применяемой
в холодной штамповке
Наименование стали Марка стали Сопротив- ление срезу в кГ/мм1 Предел прочно- сти о д в кПмм1 Относи- тельное удлине- ние 6 в % (ие менее)
Ст. 1 28- 34 32-40 6б — 610 33-28
Тонколистовая углероди- Ст. 2 29-36 34-42 31-26
стая обыкновенного качества Ст. 3 33-40 38—47 25—21
(ГОСТ 380 -60, группа А; ТУ по ГОСТу 501—58) S = 0,5 -ь Ст. 4 36-45 42-52 23-19
4- 4 мм Ст. 5 43—53 50-62 19-15
Ст. 6 52-62 60—72 14-11
Ст. 7 ^60 ^70 10-8
08кп 25 ^30 . 6Ь 35
08 28 33 33
Юкп 27 32 33
10 29 34 31
Тонколистовая углероди- 15кп 31 36 29
стая качественная конструк- 15 32 38 27
ционная (ГОСТ 1050—60, 20кп 33 39 27
группа I; ТУ по ГОСТу 20 36 42 25
914—56) S — 0,2-4-4 мм 25 39 46 23
30 43 50 21
35 46 54 20
40 49 58 19
45 52 61 16
50 54 64 14
Тонколистовая качественная малоуглеродистая для авто- мобильных кузовов (ГОСТ 9045—59) S = 0,8-М,5 мм 08 кп, 08Фкп, 08Ю ОСВ 22-28 26-33 610 44
СВ 22-29 26-34 42
Листовая низколегирован- ная конструкционная (ГОСТ 15ГС 14ХГС 10ХГ2СН 43 50 61о 18
5058—65) S = 4-МО мм 12ХГН 15ХСНД (СХЛ-1)
ОСНОВНЫЕ МАТЕРИАЛЫ В ХОЛОДНОЙ ШТАМПОВКЕ
741
Продолжение табл. 289
Наименование стали Марка стали Сопротив- ление срезу о Предел прочно- сти 0е Относи- тельное удлине- ние б
в кГ/мм* в кГj мм2 в % (не менее)
Листовая низколегирован- ная конструкционная (ГОСТ 5058—65) S = 4-J-10 мм 10ХСНД (СХЛ-4) 14ХГ2Н 47 54 ^10 16
14ГНД И др.
^10
60Г 47-68 55—80 14
65Г 51—72 60-85 , 12
Тонколистовая легирован- ная конструкционная (ГОСТ 1542—54) S = 0,5<-4 мм 70Г 10Г2А 55-76 34—49 65-90 ’ 40-58 10 22
25ХГСА 42-60 • 50-70 18
ЗОХГСА 45-64 55—75 16
12Г2А 42—55 50-65 18
бь
1X13 34 40 21
в; СЧ к 2X13 43 50 20
д (V 3X13 43 50 15
Я о 4X13 48 56 15
О Х17 43 50 18
Х25Т, Х28 46 54 17
Тонколистовая высоколеги-
рованная коррозионностойкая и жаростойкая (марки — по ГОСТу 5632 - 61; ТУ — по ГОСТу 5582—61) S = 0,84-4 мм ОХ18Н9 1Х18Н9 1Х18Н9Т 46 47 46 54 55 54 45 35 40
сЧ д 2X18Н9 51 60 35
к Х18Н12Б 46 54 40
сЧ W сЧ Х23Н18 47 55 40
СО Х25Н20С2 47 55 35
Х17Н2 94 110 10
2Х13Н4Г9 56 65 40
742
ХАРАКТЕРИСТИКА ЛИСТОВЫХ МАТЕРИАЛОВ
Продолжение табл. 289
Наименование стали Марка стали Сопротив- ление срезу аср в кГ/ ммг Предел прочно- сти в кГ/мм2 Относи- тельное удлине- ние 6 в % (не менее)
Тонколистовая электротех- ническая кремнистая (ГОСТ 802—58) S = 0,24-0,5 лш ЭП, Э12, Э13 Э31-Э32, Э21, Э22, Э41—Э48 Э310—Э380 35 43 55 40 50 65 —
Тонколистовая электротех- ническая низкоуглеродистая типа Армко (ГОСТ 3836—47) S = 0,24-4 мм Э, ЭА, ЭАА 25 30 ^10 40
Примечания:
1. Для сталей, не указанных в таблице, принимать с = 0,8 4 0,86 6^.
2. Для стали, наклепанной в результате предыдущих операций, значения <т и
брать по верхнему пределу.
3. При вырубке и пробивке с отношением d <Z 5S сопротивление срезу брать
по иижнему пределу.
4. Сопротивление срезу является технологической величиной, а не механической
характеристикой (см. раздел первый, стр. 21).
3) листовая низколегированная сталь — из марок стали по ГОСТу 5058—65;
4) листовая легированная конструкционная — из марок легированной стали
по ГОСТу 1542—54;
5) листовые высоколегированные стали и сплавы (нержавеющие, жаростойкие
и жаропрочные) — по ГОСТу 5632—61.
Основными сортами листовой и полосовой стали, применяемыми в холодной
штамповке, являются:
1) сталь тонколистовая углеродистая обыкновенного и повышенного качества
различных марок по ГОСТу 380—60 (ТУ по ГОСТу 501—58);
2) сталь тонколистовая качественная углеродистая конструкционная различных
марой по ГОСТу 1050—60 (ТУ по ГОСТу 914—56);
3) сталь тонколистовая низколегированная различных марок по ГОСТу 5058—65;
4) сталь тонколистовая легированная по ГОСТу 1542—54;
5) сталь тонколистовая конструкционная легированная по ГОСТу 11268—65;
6) стальная низкоуглеродистая лента холодной прокатки по ГОСТам 380—60
и 1050—60 (ТУ по ГОСТу 503—41);
7) сталь декапированная по ГОСТу 1386—47;
8) жесть (белая и черная) по ГОСТам 5343—54 и 1127—57;
$ 9)$лента стальная нержавеющая (хромистая и хромоникелевая) по ГОСТу
10) электротехническая тонколистовая сталь по ГОСТу 802—58;
11) сталь тонколистовая для автомобильных кузовов по ГОСТу 9045—59;
12) сталь рулонная холоднокатаная по ГОСТу 8596—57;
13) лента стальная холоднокатаная из конструкционной стали по ГОСТу
2284—43;
14) лента холоднокатаная из электротехнической стали по ГОСТу 9925—61.
ОСНОВНЫЕ МАТЕРИАЛЫ В ХОЛОДНОЙ ШТАМПОВКЕ
743
Таблица 290. Механические свойства стальной ленты, применяемой
в холодной штамповке
Наименование Марка или обозна- чение стали Сопротив- ление срезу Оср в кГImm* Предел прочно- сти Од в кГ1мм* Относитель- ное удлине- ние дю в %
ОМ 24—34 28-40 30
Лента стальная низко- М 28-40 33-45 20
углеродистая холодной прокатки (ГОСТ 503—67) ПМ 32-44 38-50 10
S — 0,05-2-3,6 мм ПТ 36-48 42—55 4
л Т 50-70 58-80 Не опре- деляется
15 28-43 32—50 22
w 20 28-47 32—55 20
пЗ Д К 25 30-52 35-60 18
* 30-35 35—56 40—65 16
о 40-45 38-60 45—70 15
о 50 -60 38-65 45—75 12
65-70 38-65 45-75 10
Лента стальная холод-
нокатаная из конструк- ционной стали (ГОСТ 2284—69) S = 0,14-3 мм 15 38—65 45—80 3
tK 20 43-73 50-85 2
пЗ Д Д 25 47-77 55-90 2
п3 д о 30-35 56-82 65—95 2
сх пЗ 40 56—86 65-100 2
С-> пЗ “т1 45 60-90 70-105 1,5
50-55 64—95 75-110 1,5
60-70 64-100 75-115 1
Группа прочности
Лента стальная пружин- 1П 104-128 130-160 3
ная термообработанная (ГОСТ 2614-65) S = 2П 128-150 160—190 2,5
= 0,084-1,5 мм ЗП Св. 150 Св. 190 2
744
ХАРАКТЕРИСТИКА ЛИСТОВЫХ МАТЕРИАЛОВ
Продолжение табл. 290
Наименование Марка или обозна- чение стали Сопротив- ление срезу О в кГ/мм1 П редел прочно- сти Ge в кГ1мм.- Относитель- ное удлине- ние Сю в %
У7, У7А, У8, У8А После низкого отжига
56 ^65 ^20
Лента стальная холод- нокатаная из инструмен- тальной и пружинной сталей (ГОСТ 2283—69) S = 0,14-0,3 мм 60Г, 65Г, У9, У9А, У10, У10А, УП, УНА, У12, У12А 65 75 10
У13, У13А, 60С2, 60С2А, 65С2ВА, 50ХФА 77 90 10
Х05, 85ХФ 82 95
Лента холоднокатаная рулонная из электротех- нической стали (ГОСТ 9925-61) S = 0,054-0,2 мм и S = 0,24-0,5 мм Э310—Э380 52 60 —
1X13 (М) 2X13, 3X13 (М) 1Х18Н9 (М) 35 43 46-50 40 50 54—58 21 20 35
Лента холоднокатаная из высоколегированной коррозионностойкой и жа- ростойкой сталей (ГОСТ 4986-54) S = 0,14-2,0 мм ( (ПН) 2Х18Н97 (Н) 1 (ОН) 69 86 100 80 100 115 20 13 8
1Х18Н9Т ) 1Х18Н10Т > (М) 0Х18Н12Б J Х23Н18 46 50 54 58 40 45
Примечания: 1. Для сталей, не указанных в таблице, принимать о — 0,л 4- 0,86ов. 2. Для стали, наклепанной в результате предыдущих операций, значения <т и о брать по верхнему пределу. 3. При вырубке и пробивке с соотношением d<5S сопротивление срезу брать по нижнему пределу. 4. См примечание 4 к табл. 289
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ ЛИСТОВЫХ МЕТАЛЛОВ 745
5. МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ ЛИСТОВЫХ
МЕТАЛЛОВ
Ниже приводятся механические свойства основных сортов листовой стали и
цветных сплавов.
Тонколистовая углеродистая сталь обыкновенного качества (ГОСТ 380—60
и ТУ по ГОСТу 501—58) поставляется или по механическим свойствам (группа А),
или по химическому составу (группа Б).
Тонколистовая сталь обыкновенного и повышенного качества, в соответствии
с техническими требованиями (ГОСТ 501—58), подвергается лишь испытанию на
загиб в холодном состоянии, что явно недостаточно. В настоящее время все тонко-
листовые металлы — листы и ленты толщиной менее 4 мм (как черные, так и цвет-
ные) должны подвергаться испытанию на растяжение по ГОСТу 11701—66 (см. гл. I
раздел пятый).
Сталь тонколистовая качественная конструкционная поставляется по техни-
ческим условиям, установленным ГОСТом 914—56. Помимо разделения на марки
стали (в соответствии с ГОСТом 1050—60) эта сталь по способности к вытяжке раз-
деляется на три сорта: ВГ — для весьма глубокой вытяжки; Г — для глубокой
вытяжки; Н — для нормальной вытяжки.
Способность стали к вытяжке оценивается величиной относительного удлине-
ния и глубиной вытяжки сферической лунки (по Эриксену).
Кроме того, в зависимости от состояния поверхности качественная сталь под-
разделяется на четыре группы: I — с особо высокой отделкой поверхности; II —
с высокой отделкой поверхности; III —с повышенной отделкой поверхности; IV —
с нормальной отделкой поверхности.
Механические свойства листовой и ленточной стали различных марок,
а также основных марок цветных металлов и сплавов приведены в табл. 289—
295.
К механическим характеристикам металла, регламентируемым по ГОСТам
(ов, 6, ф), в таблицах добавлена технологически важная величина — сопротив-
ление срезу (оср), являющаяся технологическим показателем (см. раздел пер-
вый, стр. 21).
Таблица 291, Сопротивление срезу (в кГ1мм2) для стали
в нагретом состоянии
Марка стали Сопротивление срезу о при температуре нагрева в °C
20 500 600 700 800 900
Ст. 1, Ст. 2 36 32 20 11 6 3
Ст. 3, Ст. 4 45 45 24 13 9 6
Ст. 5 53 55 33 16 9 7
Ст. 6 60 58 38 19 9 7
10, 15 36 32 20 11 6 3
20, 25 45 45 24 13 9 6
30, 35 53 55 33 16 9 7
40, 45, 50 60 58 38 19 9 7
746
ХАРАКТЕРИСТИКА ЛИСТОВЫХ МАТЕРИАЛОВ
Таблица 292. Механические свойства листовых и ленточных цветных
металлов и сплавов, применяемых в холодной штамповке
Наименование металла или сплава Марка Состояние Сопро- тивление срезу <Уср в кГ/мм2 Предел прочно- сти G в в кГ/мм2 Относи- тельное удлине- ние 610 в %
Л 68 Л62 ЛС59-1 Мягкая холод- нокатаная 26 26 30 30 30 35 40 35 25
Латунь Л68 Л 62 Полутвердая холодноката- ная 30 33 35 38 25 20
Л68 Л62 ЛС59-1 Твердая холод- нокатаная 34 36 40 40 42 45 15 10 5
Латунь мар- ганцовистая ЛМц58-2 Мягкая Полутвердая Твердая 34 40 52 39 45 60 30 25 3
Бронза оловян- нофосфористая и оловянноцин- ковая Бр. ОФ6,5-0,25 Бр. ОЦ 4-3 Мягкая Твердая Особо твердая 26 48 50 30 55 65 38 5 2
Бронза алю- миниевая Бр. А7 Отожженная Неотожженная 52 56 60 65 10 5
Бронза оло- вянносвинцо- воцинковая Бр. ОЦС4-4-2.5 Мягкая Полутвердая 24 34-43 30 40—50 35 10
Бронза бериллиевая Бр. Б2 Мягкая Т вердая 34—50 55 40—60 65 30 2
Медь Ml, М2 и М3 Мягкая Твердая 18 26 21 30 30 3
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ ЛИСТОВЫХ МЕТАЛЛОВ 747
Продолжение табл. 292
Наименование металла или сплава Марка Состояние Сопро- тивление срезу оср в кГ/мм* Предел прочно- сти в кГ j мм? Относи- тельное удлине- ние 610 в %
Алюминий АД, АД1 АО, А Мягкий Твердый 7 11 7,5- 11 12-15 30-20 9-6
Дуралюмин Д16А-М Д16А-Т Отожженный Закаленный 15-20 27-30 18-25 34-38 12 15
Магниевый МА1 МА8 Холодный 12—14 15-18 17-19 23—24 3—5 14-15
сплав МА1 МА8 Подогретый до 300° С 3-5 5-7 СП Сп СП 1 i оо а> 50-52 58-60
Никель Hl, Н2, НЗ Мягкий Твердый 35 47 40 55 35 2
Нейзильбер МНЦ 15-20 Мягкий Твердый Особо твердый 30 48 56 35 55 65 35 1 1
Мельхиор МН 19 Мягкий Твердый 26 34 30 40 30 3
Цинк Ц1, Ц2, ЦЗ, Ц4 1 । __ । । 12-20 ; 14-23 । 40—36
Свинец Cl, С2, СЗ, С4 1 — 2-з ; 2,5-4 । 1 50-40
Титановые сплавы ВТ1-1 ВТ 1-2 ВТ5 Отожженные 36-48 44—60 64 —68 45—60 55—75 80-85 8 8 ' 1 1 12 я ° л\ л\ л\
Ковар Н30К18 Мягкий | 38-52 1 45- 60 35-50
Пермаллой 1 Н78 Мягкий 1 55 -60 1 65-70 1 30-35
Нихром Х20Н80 Мягкий ; 64- 70 | 75—80 35—45
Ферроникель 1 1 Н-52 1 Мягкий 52—64 60-75 30-35
Примечания: 1. Никель и высокоплавкие сплавы сильно упрочняются в процессе пластической деформации, а также при резке и вырубке. 2. Для материалов, ие указанных в таблице, принимать <г == 0,8 4- 0,860^.
Таблица 293. Механические свойства алюминиевых сплавов при различной температуре нагрева
°т 6 °7 6 °т ав 6 °7 6 о °7 6
Марка сплава в кГ/мм2 в % в кГ/мм2 В % в кГ/мм2 В % в кГ/мм2 в % в кГ/мм2 в % в кГ/мм2 В %
Температура нагрева в °C
24 150 200 1 260 315 370
АО, А 3,5 9,2 45 2,5 5,3 65 2Л 4,2 70 1,4 2,4 85 1,05 1,8 90 0,7 U 95
АМцА-П 12,5 14,8 16 10,6 12,5 17 6,3 9,9 22 3,5 7,4 25 2,1 4,2 40 1,4 2,1 60
АМгА-П 24 27,5 10 19 22,6 16 7,8 17,6 35 5,5 8,5 80 3,15 5,6 100 1,74 3,5 120
Д16А-Т 31 48 22 26,8 32,5 22 14,8 19 25 6,7 10 45 3,15 5,3 70 2,5 3,5 100
АВА-Т 14 24,5 30 16,2 19,0 16 7,0 9,2 30 2,45 3,5 75 1,4 2,1 90 1,1 1,4 100
АВА-Т1 28,2 34 16 17 19,8 20 7,8 10 30 2,5 8,5 65 1,4 2,1 90 1,1 1,4 100
Таблица 294. Механические свойства магниевых сплавов при нагреве
Марка сплава Способ вырезки образца из листа °в в кГ/мм2 б в % в кГ/мм2 б В % в кГ/мм2 6 В % °в В кГ/мм2 6 В % в кГ/мм2 6 в % % в кГ/мм2 б В % °в в кГ/мм2 б В % % В кГ/мм2 б в %
Температура нагрева в °C
20 150 200 220 250 300 350 400
МА1 Вдоль прокатки 21,2 5 15 8 11 15 18 30 6,5 40 5,5 51 4,5 60 2,5 76
Поперек прокатки 23 7,5 16 11 12 17 18 30 6,5 40 5,5 51 4,5 60 2,5 76
МА8 Вдоль прокатки 26,5 12 20 24 16 30 10,5 34 9 40 6,5 58 5 78 3,5 НО
Поперек прокатки 25 15 19 28 15 32 10,5' 34 9 40 6,5 58 5 78 3,5 НО
ХАРАКТЕРИСТИКА ЛИСТОВЫХ МАТЕРИАЛОВ
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ ЛИСТОВЫХ МЕТАЛЛОВ 749
Таблица 295. Механические свойства алюминиевых сплавов
Марка сплава и его состояние Предел прочности св в кГ/мм* Относи- тельное удлине- ние 6 в % Сопротив- ление сРезУ Gcp в кГ/мм2 Марка сплава и его состояние Предел прочности св в кГ/мм2 Относи- тельное удлине- ние 6 в % Сопротив- ление срезу (Уср в кГ/мм2
АО, А 7,5-11,0 30-20 5-7 Д1А-М 16-22 12-18 11-13
АД. АД1 11,0-14,0 9-6 7-9 ДЗА 35-40 15-22 20-22
АМцА-М 10,0-14,5 25-20 6-8 Д4А 40-44 15-18 24-27
АМцА-П 14,5-19,0 12-6 9—10 Д5А 43—48 12-8 28—30
АМцА-Н 20,0-25,0 6-3 10,5-11,5 ДбА 43-48 15-18 25-28
АМгА-М 18-23 24-16 11-12 Д16А-М 20-25 12—18 12-13
АМгА-П 23-28 10-4 14-15 Д16А-Т 43,5-48,0 15-20 27-29
АВА-М 11,0—14/6 25—20 6-8 Д16А-Н 46—50 14-8 28-30
АВА-Т 20-28 24-18 16-18 Алклед Д16М 15,0-21,5 14-20 —
АВА-Т1 30-35 10-8 20-22 Алклед Д16Т 40-44 15-18 26-28
Д1А-Т 38-42 15-20 22-24 Алклед Д16Н 42-46 13-8 28-30
750
ПРИЛОЖЕНИЕ. СПРАВОЧНЫЕ ТАБЛИЦЫ
ПРИЛОЖЕНИЕ
СПРАВОЧНЫЕ ТАБЛИЦЫ
СТЕПЕНИ, КВАДРАТНЫЕ КОРНИ, ДЛИНЫ ОКРУЖНОСТИ,
ПЛОЩАДИ КРУГА
п Vn ЯП ЯП2 4 /л ЯП ЯП2
0 0 0,0000 0,000 0,0000 40 1600 6,3246 125,66 1256,64
1 1 1,0000 3,142 0,7854 41 1681 6,4031 128,81 1320,25
2 4 1,4142 6^83 3,1416 42 1764 6,4807 131,95 1385,44
3 9 1,7321 9,425 7,0686 43 1849 6,5574 135,09 1452,20
4 16 2,0000 12,57 12,566 44 1936 6,6332 138,23 1520,53
5 25 2,2361 15,71 19,635 45 2025 6,7082 141,37 1590,43
6 36 2,4495 18,85 28,274 46 2116 6,7823 144,51 1661,90
7 49 2,6458 21,99 38,485 47 2209 6,8557 147,65 1734,94
8 64 2,8284 25,13 50,266 48 2304 6,9282 150,80 1809,56
9 81 3,0000 28,27 63,617 49 2401 7,0000 153,94 1885,74
10 100 3,1623 31,42 78,540 50 2500 7,0711 157,08 1963,50
11 121 3,3166 34,56 95,033 51 2601 7,1414 160,22 2042,82
12 144 3,4641 37,70 113,10 52 2704 7,2111 163,36 2123,72
13 169 3,6056 40,84 132,73 53 2809 7,2801 166,50 2205,07
14 196 3,7417 43,98 153,94 54 2916 7,3485 169,65 2290,22
15 225 3.8730 47,12 176,72 55 3025 7,4162 172,79 2375,83
16 256 4,0000 50,27 201,06 56 3136 7,4833 175,93 2463,01
17 289 4,Г?31 53.41 226,98 57 3249 7,5498 179,07 2551,76
18 324 4,2426 56,55 254,47 58 3364 7,6158 182,21 2642,08
19 361 4,3589 59,69 283,53 59 3481 7,6811 185,35 2733,97
20 400 4,4721 62,83 314,16 60 3600 7,7460 188,50 2827,43
21 441 4,4826 65,97 346,36 61 3721 7,8102 191,64 2922,47
22 484 4,6904 69,12 380,13 62 3844 7,8740 194,78 3019,07
23 529 4,7958 72,26 415,48 63 3969 7,9373 197,92 3117,25
24 576 4,8990 75,40 452,39 64 4096 8,0000 201,06 3216,99
25 625 5,0000 78,54 490,87 65 4225 8,0623 204,20 3318,31
26 676 5,0990 81,68 530,93 66 4356 8,1240 207,35 3421,19
27 729 5,1962 84,82 572,55 67 4489 8,1854 210,49 3525,65
28 784 5,2915 87,97 615,75 68 4624 8,2462 213,63 3631,68
29 841 5,3852 91,11 660,52 69 4761 8,3066^ 216,77 3739,28
30 900 5,4772 94,25 706,86 70 4900 8,3666 219,91 3848,45
31 961 5,5678 97,39 754,77 71 5041 8,4261 223,06 3959,19
32 1024 5,6569 100,53 804,25 72 5184 8,4853 226,19 4071,50
33 1089 5,7446 103,67 855,30 73 5329 8,5440 229,34 4185,39
34 1156 5,8310 106,81 907,92 74 5476 8,6023 232,48 4300,84
35 1225 5,9161 109,95 962,11 75 5625 8,6603 235,62 4417,86
36 1296 6,0000 113,09 1017,88 76 5776 8,7178 238,76 4536,46
37 1369 6,0828 116,24 1075,21 77 5929 8,7750 241,90 4656,63
38 1444 6,1644 119,38 1134,11 78 6084 8,8318 245,04 4778,36
39 1521 6,2450 122,52 1194,59 79 6241 8,8882 248,19 4901,67
ПРИЛОЖЕНИЕ. СПРАВОЧНЫЕ ТАБЛИЦЫ
751
Продолжение прилож.
Vn Tin Tin2 4 л КЛ Tin ТШ2 4
80 6 400 8,9443 251,33 5026,55 125 15 625 11,1803 392,70 12271,8
81 6 561 9,0000 254,47 5153,00 126 15876 11,2250 395,84 12469,0
82 6 724 9,0554 257,61 5281,02 127 16 129 11,2694 398,98 12667,7
83 6 889 9,1104 260,75 5410,61 128 16 384 11,3137 402,12 12868,0
84 7 056 9,1652 263,89 5541,77 129 16641 11,3578 405,27 13069,8
85 7 225 9,2195 267,04 5674,50 130 16 900 11,4018 408,41 13273,2
«6 7 396 9,2736 270,18 5808,80 131 17161 11,4455 411,55 13478,2
87 7 569 9,3274 273,32 5944,68 132 17 424 11,4891 414,69 13684,8
88 7 744 9,3808 276,46 6082,12 133 17 689 11,5326 417,83 13892,9
89 7 921 9,4340 279,60 6221,14 134 17 956 11,5758 420,97 14102,6
90 8 100 9,4868 282,74 6361,73 135 18 225 11,6190 424,12 14318,9
91 8 281 9,5394 285,88 6503,88 136 18 496 11,6619 427,26 14526,7
92 8 464 9,5917 289,03 6647,61 137 18 769 11,7047 430,40 14741,1
93 8 649 9,6437 292,17 6792,91 138 19 044 11,7473 433,54 14957,1
94 8 836 9,6954 295,31 6939,78 139 19 321 11,7898 436,68 15174,7
95 9 025 9,7468 298,45 7088,22 140 19 600 11,8322 439,82 15393,8
96 9216 9,7980 301,59 7238,23 141 19 881 11,8743 442,86 15614,5
97 9 409 9,8489 304,73 7389,81 142 20 164 11,9164 446,11 15836,8
98 9 604 9,8995 307,88 7542,96 143 20 449 11,9583 449,25 16060,6
99 9 801 9,9499 311,02 7697,69 144 20 736 12,0000 452,39 16286,0
100 10 000 10,0000 314,16 7853,98 145 21025 12,0416 455,53 16513,0
101 10 201 10,0499 317,30 8011,85 146 21 316 12,0830 458,67 16741,5
102 10 404 10,0995 320,44 8171,28 147 21 609 12,1244 461,81 16971,7
103 10609 10,1489 323,58 8332,29 148 21 904 12,1655 464,96 17203,4
104 10816 10,1980 326,73 8494,87 149 22201 12,2066 468,10 17436,6
105 11 025 10,2470 329,87 8659,01 150 22500 12,2474 471,24 17671,5
106 11236 10,2956 333,01 8824,73 151 22 801 12,2882 474,38 17907,9
107 11 449 10,3441 336,15 8992,02 152 23104 12,3288 477,52 18145,8
108 11 664 10,3923 339,29 9160,88 153 23409 12,3693 480,66 18385,4
109 11 881 10,4403 342,43 9331,32 154 23 716 12,4097 483,81 18626,6
110 12 100 10,4881 345,58 9503,32 155 24 025 12,4499 486,95 18869,2
111 12 321 10,5357 348,72 9676,89 156 24336 12,4900 490,09 19113,4
112 12 544 10,5830 351,86 9852,03 157 24 649 12,5300 493,23 19359,3
113 12 769 10,6301 355,00 10028,7 158 24964 12,5698 496,37 19606,7
114 12 996 10,6771 358,14 10207,0 159 25 281 12,6095 499,51 19855,7
115 13225 10,7238 361,28 10386,9 160 25 600 12,6491 502,65 20106,2
116 13 456 10,7703 364,42 10568,3 161 25 921 12,6886 505,80 20358.2
117 13 689 10,8167 367,57 10751,3 162 26244 12,7279 508,94 20612,0
118 13 924 10,8628 370,71 10935,9 163 26 569 12,7671 512,08 20867,2
119 14 161 10,9087 373,85 11122,0 164 26 896 12,8062 515,22 21124,1
120 14 400 10,9545 376,99 11309,7 165 27 225 12,8452 518,36 21382,5
121 14 641 11,0000 380,13 11499,0 166 27 556 12,8841 521,50 21642,4
122 14 884 11,0454 383,27 11689,9 167 27 889 12,9228 524,65 21904,0
123 14 129 11,0905 386,42 11882,3 168 28224 12,9615 527,79 22167,1
124 15 376 11,1355 389,56 12076,3 169 28561 13,0000 530,93 22431,8
752
ПРИЛОЖЕНИЕ. СПРАВОЧНЫЕ ТАБЛИЦЫ
Продолжение при лож.
п /п ян лп2 4 Vn ЯЛ ЯП8 4
170 28 900 13,0384 534,07 22698,0 215 46 225 14,6629 675,44 36305,0
171 29 241 13,0767 537,21 22965,8 216 46656 14,6969 678,58 36643,5
172 29 584 13'1149 540,35 23235,2 217 47 089 14,7309 681,73 36983,6
173 29 929 13,1529 543,50 23506,2 218 47 524 14,7648 684,87 37325,3
174 30 276 13,1909 546,64 23778,7 219 47 961 14,7986 688,01 37668,5
175 30 625 13,2288 549,78 24052,8 220 48 400 14,8324 691,15 38013,3
176 30 976 13^2665 552,92 24328,5 221 48 841 14,8661 694,29 38359,6
177 31 329 13^3041 55б”06 24605,7 222 49 284 14,8997 697,43 38707,6
178 31 684 13,3417 559,20 24884,6 223 49 729 14,9332 700,58 39057,1
179 32 041 13,3791 562,35 25164,9 224 50176 14,9666 703,72 39408,1
180 32 400 13,4164 565,49 25446,9 225 50 625 15,0000 706,86 39760,8
181 32 761 13,4536 568,63 25730,4 226 51 076 15,0333 710,00 40115,0
182 33 124 13,4907 571,77 26015,5 227 51 529 15,0665 713,14 40470,8
183 33 489 13'5277 574,91 26302,2 228 51 984 15,0997 716,28 40828,1
184 33 856 13,5647 578,05 26590,4 229 52 441 15,1327 719,42 41187,1
185 34 225 13,6015 581,19 26880,3 230 52900 15,1658 722,57 41547,6
186 34 596 13'6382 584,34 27171,6 231 53361 15,1987 725,71 41909,6
187 34 969 13,6748 587,48 27464,6 232 53824 15,2315 728,85 42273,3
188 35 344 13,7113 590,62 27759,1 233 54 289 15,2643 731,99 42638.5
189 35 721 13,7477 593,76 28055,2 234 54 756 15,2971 735,13 43005,3
190 36 100 13,7840 596,90 28352,9 235 55 225 15,3297 738,27 43373,6
191 36481 13,8203 600,04 28652,1 236 55696 15,3623 741,42 43743,5
192 36 864 13.8564 603,19 28952,9 237 56 169 15,3948 744,56 44115,0
193 37 249 13,8924 606,33 29255,3 238 56 644 15,4272 747,70 44488,1
194 37 636 13,9284 609,47 29559,2 239 57 121 15,4596 750,84 44862,7
195 38 025 13,9642 612,61 29864,8 240 57 600 15,4919 753,98 45238,9
196 38416 14,0000 615,75 30171,9 241 58 081 15,5242 757,12 45616,7
197 38 809 14,0357 618,89 30480,5 242 58 564 15,5563 760,27 45996,1
198 39204 14,0712 622,04 30790,7 243 59049 15,5885 763,41 46377,0
199 39 601 14,1067 625,18 31102,6 244 59 536 15,6205 766,55 46759,5
200 40 000 14,1421 628,32 31415,9 245 60 025 15,6525 769,69 47143,5
201 40 401 14,1774 631,46 31730,9 246 60 516 15,6844 772,83 47529,2
202 40 804 14,2127 634,60 32047,4 247 61 009 15,7162 775,97 47916,4
203 41 209 14,2478 637,74 32365,5 248 61 504 15,7480 779,11 48305,1
204 41616 14,2829 640,88 32685,1 249 62001 15,7797 782,26 48695,5
205 42 025 14,3178 644,03 33006,4 250 62 500 15,8114 785,40 49087,4
206 42 436 14,3527 647,17 33329,2 251 63 001 15,8430 788,54 49480,9
207 42 849 14,3875 650,31 33653,5 252 63 504 15,8745 791,68 49875,9
208 43 264 14,4222 653,45 33979,9 253 64 009 15,9060 794,82 50272,6
209 43 681 14,4568 656,59 34307,0 254 64 516 15,9374 797,96 50670,7
210 44 100 14,4914 659,73 34636,1 255 65 025 15,9687 801,11 51070,5
211 44 521 14,5258 662,88 34966,7 256 65 536 16,0000 804,25 51471,9
212 44 944 14,5602 666,02 35298,9 257 66049 16,0312 807,39 51874,8
213 45 369 14,5945 669,16 35632,7 258 66564 16,0624 810.53 52279,2
214 45 796 14,6287 672,30 35968.1 259 67 081 16,0935 813,67 52685,3
ПРИЛОЖЕНИЕ. СПРАВОЧНЫЕ ТАБЛИЦЫ
753
Продолжение прилож.
/п лп ЯП2 4 Vn ЯП лп2
260 67 600 16,1245 816,81 53092,9 305 93 025 17,4642 958,19 73061,7
261 68 121 16,1555 819,96 53502,1 306 93636 17,4929 961,33 73541,5
262 68 644 16,1864 823,10 53912,9 307 94 249 17,5214 964,47 74023,0
263 69 169 16,2173 826,24 54325,2 308 94 846 17,5499 967,61 74506,0
264 69 696 16,2481 829,38 54739,1 309 95 481 17,5784 970,75 74990,6
265 70 225 16,1788 832,52 55154,6 310 96 100 17,6068 973,89 75476,8
266 70 756 16,3095 835,66 55571,6 311 96 721 17,6352 977,04 75964,5
267 71 289 16,3401 838.81 55990,2 312 97 344 17,6635 980,18 76453,8
268 71 824 16'3707 841,95 56410,4 313 97 969 17,6918 983,32 76944,7
269 72 361 16'4012 845,09 56832,2 314 98 596 17,7200 986,46 77437,1
270 72 900 16,4317 848,23 57255,5 315 99 225 17,7482 989,60 77931,1
271 73 441 16,4621 851,37 57680,4 316 99 856 17,7764 992,74 78426,7
272 73 984 16,4924 854,51 58106,9 317 100489 17,8045 995,88 78923,9
273 74 529 16,5227 857.65 *58534,9 318 101 124 17,8326 999,03 79422,6
274 75 076 16,5529 860,80 58964,6 319 101 761 17,8606 1002,2 79922,9
275 75 625 16,5831 863,94 59395,7 320 102 400 17,8885 1005,3 80424,8
276 76 176 16,6132 867,08 59828.5 321 103 041 17,9165 1008,5 80928,2
277 76 729 16,6433 870,22 60262,8 322 103 684 17,9444 1011,6 81433,2
278 77 284 16,6733 873,36 60698,7 323 104 329 17,9722 1014,7 81939,8
279 77 841 16,7033 876,50 61136,2 324 104 976 18,0000 1017,9 82448,0
280 78 400 16,7332 879,65 61575,2 325 105 625 18,0278 1021,0 82957,7
281 78 961 16,7631 882,79 62015,8 326 106 276 18,0555 1024,2 83469,0
282 79524 16,7929 885,93 62458.0 327 106929 18,0831 1027,3 83981,8
283 80 089 16,8226 889,07 62901,8 328 107 584 18,1108 1030,4 84496,3
284 80 656 16,8523 892,21 63347,1 329 108 241 18,1384 1033,6 85012,3
285 81 225 16,8819 895,35 63794,0 330 108 900 18,1659 1036,7 85529,9
286 81 796 16,9115 898,50 64242,4 331 109 561 18,1934 1039,9 86049,0
287 82 369 16,9411 901,64 64692,5 332 110 224 18,2209 1043,0 86569,7
288 82944 16,9706 904,78 65144,1 333 110 889 18,2483 1046,2 87092,0
289 83521 17,0000 907,92 65597,2 334 111556 18,2757 1049,3 87615,9
290 84 100 17,0294 911,06 66052,0 335 112 225 18,3030 1052,4 88141,3
291 82681 17,0587 914,20 66508,3 336 112 896 18,3303 1055,6 88668,3
292 85 264 17,0880 917,35 66966,2 337 113569 18,3576 1058,7 89196,9
293 85 849 17,1172 920,49 67425,6 338 114 244 18,3848 1061,9 89727,0
294 86436 17,1464 923,63 67886,7 339 114 921 18,4120 1065,0 90258,8
295 87 025 17,1756 926,77 68349,3 340 115 600 18,4391 1068,1 90792,0
296 87 616 17,2047 929,91 68813,4 341 116 281 18,4662 1071,3 91326,9
297 88209 17,2337 933,05 69279,2 342 116964 18,4932 1074,3 91863,3
298 88 804 17,2627 936,19 69746,5 343 117 649 18,5203 1077,6 92401,3
299 89401 17,2916 939,34 70215,4 344 118 336 18,5472 1080,7 92940,9
300 90000 17,3205 942,48 70685,8 345 119 025 18,5742 1083,8 93482,0
301 90601 17,3494 945,62 71157,9 346 119 716 18,6011 1087,0 94024,7
302 91 204 17,3781 948,76 71631,5 347 120 409 18,6279 1090,1 94569,0
303 91 809 17,4069 951,90 72106,6 348 121 104 18,6548 1093,3 95114,9
304 92 416 17,4356 955,04 72583,4 349 121 801 18,6815 1096,4 95662,3
25 Романовский В. П.
754
ПРИЛОЖЕНИЕ. СПРАВОЧНЫЕ ТАБЛИЦЫ
Продолжение прилож.
Vn лп лп2 4 Кп лп лп2 4
350 122 500 18,7083 1099,6 96211,3 395 156025 19,8746 1240,9 122542
351 123 201 18,7350 1102,7 96761,8 396 156816 19,8997 1244,1 123 163
352 123 904 18,7617 1105,8 97314,0 397 157 609 19,9249 1247,2 123 786
353 124 609 18,7883 1109,0 97867,7 398 158 404 19,9499 1250,4 124 410
354 125 316 18,8149 1112,1 98423,0 399 159 201 19,9750 1253,5 125 036
355 126 025 18,8414 1115,3 98979,8 400 160 000 20,0000 1256,6 125 664
356 126 736 18,8680 1118,4 99538,2 401 160 801 20,0250 1259,8 126 293
357 127 449 18,8944 1121,5 100 098 402 161 604 20,0499 1262,9 126 923
358 128 164 18,9209 1124,7 100 660 403 162 409 20,0749 1266,1 127 556
359 128 881 18.9473 1127,8 101 223 404 163216 20,0998 1269,2 128 190
360 129 600 18,9737 1131,0 101 788 405 164 025 20,1246 1272,3 128825
361 130 321 19,0000 1134,1 102 354 406 164 836 20,1494 1275,5 129462
362 131 044 19,0263 1137,3 102 922 407 165 649 20,1742 1278,6 130 100
363 131 769 19,0526 1140,4 103 491 408 166 464 20,1990 1281,8 130 741
364 132 496 19,0788 1143,5 104 062 409 167 281 20,2237 1284,9 131 382
365 133 225 19,1050 1146,7 104 635 410 168 100 20,2485 1288,1 132 025
366 133956 19,1311 1149,8 105 209 411 168 921 20,2731 1291,2 132 670
367 134 689 19,1572 1153,0 105 785 412 169 744 20,2878 1294,3 133317
368 135 424 19,1833 1156,1 106 362 413 170569 20,3224 1297,5 133965
369 136 161 19,2094 1159,2 106 941 414 171 396 20,3470 1300,6 134 614
370 136900 19,2354 1162,4 107 521 415 172 225 20,3715 1303,8 135265
371 137 641 19,2614 1165,5 108 103 416 173 056 20,3961 1306,9 135918
372 138 384 19,2873 1168,7 108 687 417 173 889 20,4206 1310,9 136572
373 139 129 19,3132 1171,8 109 272 418 174 724 20,4450 1313,2 137228
374 139876 19,3391 1175,0 109 858 419 175 561 20,4695 1316,2 137 885
375 140 625 19,3649 1178,1 110 447 420 176400 20,4939 1319,5 138 544
376 141 376 19,3907 1181,2 111 036 421 177 241 20,5183 1322,6 139 205
377 142 129 19,4165 1184,4 111 628 422 178 084 20,5426 1325,8 139 867
378 142 884 19,4422 1187,5 112 221 423 178 929 20,5670 1328,9 140531
379 143641 19,4679 1190,7 112815 424 179 776 20,5913 1332,0 141 196
380 144 400 19,4936 1193,8 113411 425 180 625 20,6155 1335,2 141 863
381 145 161 19,5192 1196,9 114 009 426 181 476 20,6398 1338,3 142 531
382 145 924 19,5448 1200,1 114 608 427 182 329 20,6640 1341,5 143 201
383 146 689 19,5704 1203,2 115 209 428 183 184 20,6882 1344,6 143872
384 147 456 19,5959 1206,4 115812 429 184 041 20,7123 1347,7 144 545
385 148 225 19,6214 1209,5 116416 430 184 900 20,7364 1350,9 145 220
386 148 996 19,6469 1212,7 117 021 431 185 761 20,7605 1354,0 145 896
387 149769 19,6723 1215,8 117 628 432 186 624 20,7846 1357,2 146 574
388 150 544 19,6977 1218,9 118 237 433 187 489 20,8087 1360,3 147 254
389 151 321 19,7231 1222,1 118 847 434 188 356 20,8327 1363,5 147 934
390 152 100 19,7484 1225,2 119 459 435 189225 20,8567 1366,6 148 617
391 152 881 19,7737 1228,4 120072 436 190096 20,8806 1369,7 149 301
392 153664 19,7990 1231,5 120 687 437 190 969 20,9045 1372,9 149 987
393 154 449 19,8242 1234,6 121 304 438 191 844 20,9284 1376,0 150 674
394 155 236 19,8494 1237,8 121 922 439 192 721 20,9523 1379,2 151 363
ПРИЛОЖЕНИЕ СПРАВОЧНЫЕ ТАБЛИЦЫ
755
Продолжение прилож.
/и лп ЯП2 4 Vn лп лп2 4
440 193 600 20,9762 1382,3 152 053 485 235225 22,0227 1523,7 184 745
441 194 481J 21,0000 1385,4 152 745 486 236 196 22,0454 1526,8 185508
442 195 364 21,0238 1388,6 153 439 487 237 169 22,0681 1530,0 186 272
443 196 249 21,0476 1391,7 154 134 488 238 144 22,0907 1533,1 187 038
444 197 136 21,0713 1394,9 154 830 489 239 121 22,1133 1536,2 187 805
445 198 025 21,0950 1398,0 155 528 490 240 100 22,1359 1539,4 188 574
446 198 916 21,1187 1401,2 156 228 491 241 081 22,1585 1542,5 189345
447 199 809 21,1424 1404,3 156 930 492 242 064 22,1811 1545,7 190117
448 200 704 21,1660 1407,4 157 633 493 243 049 22,2036 1548,8 190890
449 201 601 21,1896 1410,6 158 337 494 244 036 22,2261 1551,9 191 665
450 202 500 21,2132 1413,7 - 159 043 495 245 025 22,2486 1555,1 192 442
451 203 401 21,2368 1416,9 159 751 496 246 016 22,2711 1558,2 193221
452 204 304 21,2603 1420,0 160 460 497 247 009 22,2935 1561,4 194 000
453 205 209 21,2838 1423,1 161 171 498 248 004 22,3159 1Гб4,5 194 782
454 206 116 21,3073 1426,2 161 883 499 249 001 22,3383 1567,7 195 565
455 207 025 21,3307 1429,4 162 597 500 250 000 22,3607 1570,8 196 350
456 207 936 21,3542 1432,6 163313 501 251 001 22,3830 1573,9 197 136
457 208 849 21,3776 1435,7 164 030 502 252 004 22,4053 1577,1 197 923
458 209 764 21,4009 1438,8 164 748 503 253009 22,4277 1580,2 198 713
459 210 681 21,4243 1442,0 165 468 504 254 016 22,4499 1583,4 199504
460 211 600 21,4476 1445,1 166 190 505 255 025 22,4722 1586,5 200 296
461 212 521 21,4709 1448,3 166 914 506 256 036 22,4944 1589,6 201 090
462 213 444 21,4942 1451,4 167 639 507 257 049 22,5167 1592,8 201 886
463 214 369 21,5174 1454,6 168 365 508 258 064 22,5389 1595,9 202 683
464 215 296 21,5407 1457,7 169 063 509 259 081 22,5610 1599,1 203 482
465 216 225 21,5639 1460,8 169 823 510 260 100 22,5832 1602,2 204 282
466 217 156 21,5870 1464,0 170 554 511 261 121 22,6053 1605,4 205 084
467 218 089 21,6102 1467,1 171 287 512 262 144 22,6274 1608,5 205 887
468 219 024 21,6333 1470,3 172 021 513 263 169 22,6495 1611,6 206 692
469 219 961 21,6564 1473,4 172 757 514 264 196 22,6716 1614,8 207 499
470 220 900 21,6795 1476,5 173 494 515 265 225 22,6936 1617,9 208 307
471 221 841 21,7025 1479,7 174 234 516 266 256 22,7156 1621,1 209117
472 222 784 21,7256 1482,8 174 974 517 267 289 22,7376 1624,2 209928
473 223 729 21,7486 1486,0 175 716 518 268 324 22,7596 1627,3 210 741
474 224 676 21,7715 1489,1 176 460 519 269361 22,7816 1630,5 211 556
475 225 625 21,7945 1492,3 177 205 520 270 400 22,8035 1633,6 212 372
476 226 576 21,8174 1495,4 177 952 521 271 441 22,8254 1636,8 213 189
477 227 529 21,8403 1498,5 178 701 522 272 484 22,8473 1639,9 214 008
478 228 484 21,8632 1501,7 179 451 523 273 529 22,8692 1643,1 214 829
479 229 441 21,8861 1504,8 180 203 524 274 576 22,8910 1646,2 215 651
480 230 400 21,9089 1508,0 180 956 525 275 625 22,9129 1649,3 216 475
481 231 361 21,9317 1511,1 181 711 526 276 676 22,9347 1652,5 217301
482 232 324 21,9545 1514,2 182 467 527 277 729 22,9565 1655,6 218 128
483 233 289 21,9773 1517,4 183 225 528 278 784 22,9783 1658,8 218 956
484 234 256 22,0000 1520,5 183 984 529 279 841 23,0000 1661,9 219 787
25*
756
ПРИЛОЖЕНИЕ. СПРАВОЧНЫЕ ТАБЛИЦЫ
Продолжение прилож.
/л лп лп2 "“Г" /л лп лп2 4
530 280 900 23,0217 1665,0 220 618 575 330 625 23,9792 1806,4 259672
531 281 961 23,0434 1668,2 221 452 576 331 776 24,0000 1809,6 260 576
532 283 024 23,0651 1671,3 222 287 577 332 929 24,0208 1812,7 261 482
533 284 089 23,0868 1674,5 223 123 578 334 084 24,0416 1815,8 262 389
534 285 156 23,1084 1677,6 223 961 579 335 241 24,0624 1819,0 263 298
535 286 285 23,1301 1680,8 224 801 580 336400 24,0832 1822,1 264 208
536 287 296 23,1517 1683,9 225 642 581 337 561 24,1039 1825,3 265 120
537 288 369 23,1733 1687,0 226 484 582 338 724 24,1247 1828,4 266 033
538 289 444 23,1948 1690,2 227 329 583 339 889 24,1454 1831,6 266 948
539 290 521 23,2164 1693,3 228 175 584 341 056 24,1661 1834,7 267 865
540 291 600 23,2379 1696,5 229 022 585 342 225 24,1868 1837,8 268 783
541 292 681 23,2594 1699,6 229 871 586 343 396 24,2074 1841,0 269 701
542 293 764 23,2809 1702,7 230 722 587 344 569 24,2281 1844,1 270 624
543 294 849 23,3024 1705,9 231 574 588 345 744 24,2487 1847,3 271 547
544 295 936 23,3238 1709,0 232 428 589 346 921 24,2693 1850,4 272 471
545 297 025 23,3452 1712,2 233 283 590 348 100 24,2899 1853,5 273 397
546 298 116 23,3666 1715,3 234 140 591 349 281 24,3105 1856,7 274 325
547 299 209 23,3880 1718,5 234 998 592 350464 24,3311 1859,8 275 254
548 300 304 23,4094 1721,6 235 858 593 351 649 24,3516 1863,6 276 184
549 301 401 23,4307 1724,7 236 720 594 352 836 24,3721 1866,1 277 117
550 302 500 23,4521 1727,9 237 583 595 354 025 24,3926 1869,2 278 051
551 303601 23,4734 1731,0 238 448 596 355 216 24,4131 1872,4 278 986
552 304 704 23,4947 1734,2 239 314 597 356 409 24,4336 1875,5 279 923
553 305 809 23,5160 1737,3 240 182 598 357 604 24,4540 1878,7 280 862
554 306 916 23,5372 1740,4 241 051 599 358 801 24,4745 1881,8 281 802
555 308 025 23,5584 1743,6 241 922 600 360 000 24,4949 1885,0 282 743
556 309 136 23,5797 1746,7 242 795 601 361 201 24,5153 1888,1 283 687
557 310 249 23,6008 1749,9 243 669 602 362 404 24,5357 1891,2 284 631
558 311 364 23,6220 1753,0 244 545 603 363 609 24,5561 1894,4 285 578
559 312 481 23,6432 1756,2 245 422 604 364 816 24,5764 1897,5 286 526
560 313 600 23,6643 1759,3 246 301 605 366 025 24,5967 1900,7 287 475
561 314 721 23,6854 1762,4 247 181 606 367 236 24,6171 1903,8 288 426
562 315 844 23,7065 1765,6 248 063 607 368 449 24,6374 1906,9 289 379
563 316 969 23,7276 1768,7 248 947 608 369 664 24,6577 1910,1 290 333
564 318 096 23,7487 1771,9 249 882 609 370 881 24,6779 1913,2 291 289
565 319 925 23,7697 1775,0 250 719 610 372 100 24,6982 1916,4 292 247
566 320 356 23,7908 1778,1 251 607 611 373 321 24,7184 1919,5 293 206
567 324 489 23,8118 1781,3 252 497 612 374 544 24,7386 1922,7 294 166
568 322 624 23,8328 1784,4 253 388 613 375 769 24,7588 1925,8 295 128
569 323 761 23,8537 1787,6 254 281 614 376 996 24,7790 1928,9 296 092
570 324 900 23,8747 1790,7 255 176 615 378 225 24,7992 1932,1 297 057
571 326 041 23,8967 1793,9 256072 616 379 456 24,8193 1935,2 298 024
572 327 184 23,9165 1797,0 256 970 617 380 (589 24,8395 1938,4 298 992
573 328 329 23,9374 1800,1 257 869 618 381 924 24,8596 1941,5 299 962
574 329 476 23,9583 1803,3 258 770 619 383 161 24,8797 1944,7 300 934
ПРИЛОЖЕНИЕ. СПРАВОЧНЫЕ ТАБЛИЦЫ
757
Продолжение прилож.
п Vn лп лп2 4 Vn лп лп2
620 384 400 24,8998 1947,8 301 907 665 442 225 25,7876 2089,2 347 323
621 385 641 24,9199 1950,9 302 882 666 443 556 25,8070 2092,3 348 368
622 386884 24,9399 1954,1 303 858 667 444 889 25,8263 2095,4 349 415
623 388 129 24,9600 1957,2 304 836 668 446 224 25,8457 2098,6 350 464
624 389 376 24,9800 1960,4 305 815 669 447 561 25,8650 2101,7 351 514
625 390 625 25,0000 1963,5 306 796 670 448 900 25,8844 2104,9 352 565
626 391 876 25,0200 1966,6 307 779 671 450 241 25,9037 2108*0 353 618
627 393129 25,0400 1969,8 308 763 672 451 584 25,9230 2111,2 354 673
628 394 384 25,0599 1972,9 309 748 673 452 929 25,9422 2114,3 355 730
629 395 641 25,0799 1976,1 31Q736 674 454 276 25,9615 2117,4 356 788
630 396900 25,0998 1979,2 311 725 675 455 625 25,9808 2120,6 357 847
631 398 161 25,1197 1982,3 312 715 676 456 976 26,0000 2123,7 358 908
632 399 424 25,1396 1986,5 313 707 677 458 329 26,0192 2126,9 359 971
633 400689 25,1595 1988,6 314 700 678 459684 26,0384 2130,0 361 035
634 401 956 25,1794 1991,8 315 696 679 461 041 26,0576 2133,1 362 101
635 403 225 25,1992 1994,9 316 692 680 462 400 26,0768 2136,3 363 168
636 404 496 25,2190 1998,1 317 690 681 463 761 26,0960 2139,4 364 237
637 405 769 25,2389 2001,2 318 690 682 465 124 26,1151 2142,6 365 308
638 407 044 25,2587 2004,3 319 692 683 466 489 26,1343 2145,7 366 380
639 408 321 25,2784 2007,5 320 695 684 467 856 26,1534 2148,8 367 453
640 409 600 25,2982 2010,6 321 699 685 469225 26,1725 2152,0 368 528
641 410881 25,3180 2013,8 322 705 686 470 596 26,1916 2155,1 369 605
642 412 164 25,3377 2016,9 323 713 687 471 969 26,2107 2158,3 370 684
643 413 449 25,3574 2020,0 324 722 688 473344 26,2298 2161,4 371 764
644 414 736 25,3772 2023,2 325 733 689 474 721 26,2488 2164,6 372 845
645 416025 25,3969 2026,3 326 745 690 476 100 26,2679 2167,7 373928
646 417316 25,4165 2029,5 327 759 691 477 481 26,2869 2170,8 375 013
647 418 609 25,4362 2032,6 328 775 692 478864 26,3059 2174,0 376 099
648 419904 25,4558 2035,8 329 792 693 480 249 26,3249 2177,1 377 187
649 421 201 25,4755 2038,9 330 810 694 481 636 26,3439 2180,3 378 276
650 422 500 25,4951 2042,0 331 831 695 483025 26,3629 2183,4 379 367
651 423 801 25,5147 2045,2 332 853 696 484 416 26,3818 2186,5 380 459
652 425 104 25,5343 2048,3 333 876 697 485 809 26,4008 2189,7 381 553
653 426409 25,5539 2051,5 334 901 698 487 204 26,4197 2192,8 382 649
654 427 716 25,5734 2054,6 335 927 699 488 601 26,4386 2196,0 383 746
655 429025 25,5930 2057,7 336 955 700 490000 26,4575 2199,1 384 845
656 430 336 25,6125 2060,9 337 985 701 491 401 26,4764 2202,3 385 945
657 431 649 25,6320 2064,0 339 016 702 492 804 26,4953 2205,4 387 047
658 432 964 25,6515 2067,2 340 049 703 494 209 26,5144 2208,5 388 151
659 434 281 25,6710 2070,3 341 084 704 495616 26,5330 2211,7 389 256
660 435600 25,6905 2073,5 342 119 705 497 025 26,5518 2214,8 390 363
661 436 921 25,7099 2076,6 343 157 706 498 436 26.5707 2218,0 391 471
662 438 244 25,7294 2070,7 344 196 707 499 849 26,5895 2221,1 392 580
663 439 569 25,7488 2082,9 345 237 708 501 264 26,6093 2224,2 393 692
664 440 896 25,7682 2086,0 346 279 709 502 681 26,6271 2227,4 394 805
758
ПРИЛОЖЕНИЕ. СПРАВОЧНЫЕ ТАБЛИЦЫ
Продолжение прилож.
Vn лл ЛП* “Т" /л лл ЛП* 4
710 504 100 26,6458 2230,5 395 919 755 570 025 27,4773 2371,9 447 697
711 505 521 26,6646 2233,7 397 035 756 571 536 27,4955 2375,0 448 883
712 506 944 26,6833 2236,8 398 153 757 573049 27,5136 2378,2 450 070
713 508 369 26,7021 2240,0 399 272 758 574 564 27,5318 2381,3 451 262
714 509 796 26,7208 2243,1 400 393 759 576081 27,5500 2384,5 452 453
715 511 225 26,7395 2246,2 401 515 760 577 600 27,5681 2387,6 453646
716 512 656 26,7582 2249,4 402 639 761 579 121 27,5862 2390,8 454 841
717 514 089 26,7769 2252,5 403 765 762 580 644 27,6043 2393,9 456 037
718 515 524 26,7955 2255,7 404 892 763 582 169 27,6225 2397,0 457 234
719 516 961 26,8142 2258,8 406 020 764 583 696 27,6405 2400,2 458 434
720 518 400 26,8328 2261,9 407 150 765 585 225 27,6586 2403,3 459 635
721 519841 26,8514 2265,1 408 282 766 586 756 27,6767 2406,5 460 837
722 521 284 26>701 2268,2 409 415 767 588 289 27,6948 2409,6 462 041
723 522 729 26,8887 2271,4 410550 768 589 824 27,7128 2412,7 463 247
724 524 176 26,9072 2274,5 411 687 769 591 361 27,7308 2415,9 464 457
725 525 625 26,9258 2277,7 412 825 770 592 900 27,7489 2419,0 465 663
726 527 076 26,9444 2280,8 413965 771 594 441 27,7669 2422,2 466 873
727 528 529 26,9629 2283,9 415 106 772 595 964 27,7849 2425,3 468 085
728 529 984 26,9815 2287,1 416 248 773 597 529 27,8029 2428,5 469 298
729 531 441 27,0000 2290,2 417 393 774 599 076 27,8209 2431,6 470 513
730 532 900 27,0185 2293,4 418 539 775 600 625 27,8388 2434,7 471 730
731 534 361 27,0370 2296,5 419 686 776 602 176 27,8568 2437,9 472 948
732 535 824 27,0555 2299,6 420 835 777 603 729 27,8747 2441,0 474 168
733 537 289 27,0740 2302,8 421 986 778 605 284 27,8927 2444,2 475 389
734 538 756 27,0924 2305,9 423 138 779 606 841 27,9106 2447,3 476612
735 540 225 27,1109 2309,1 424 293 780 608 400 27,9285 2455,4 477 836
736 541 696 27,1293 2312,2 425 447 781 609961 27,9464 2453,6 479 062
737 543 169 27,1477 2315,4 426 604 782 611 524 27,9643 2456,7 480 290
738 544 644 27,1662 2318,5 427 762 783 613 089 27,9821 2459,9 481 519
739 546 121 27,1846 2321,6 428 922 784 614 656 28,0000 2463,0 482 750
740 547 600 27,2029 2324,8 430 084 785 616 225 28,0179 2466,2 483982
741 549 081 27,2213 2327,9 431 247 786 617 796 28,0357 2469,3 485 216
742 550 564 27,2397 2331,1 432 412 787 619 369 28,0535 2472,4 486 451
743 552 049 27,2580 2334,2 433 578 788 620 944 28,0713 2475,6 487 688
744 553 536 27,2764 2337,3 434 746 789 622 521 28,0891 2478,7 488 927
745 555 025 27,2947 2340,5 435916 790 624 100 28,1069 2481,9 490 167
746 556 516 27,3130 2343,6 437 087 791 625 681 28,1247 2485,0 491 409
747 558 009 27,3313 2346,8 438 259 792 627 264 28,1425 2488,1 492 652
748 559 504 27,3496 2349,9 439 433 793 628 849 28,1603 2491,3 493 897
749 561 001 27,3679 2353,1 440 609 794 630436 23,1780 2494,4 495 143
750 562 500 27,3861 2356,2 441 786 795 632 025 28,1957 2497,6 496 391
751 564 001 27,4044 2359,3 442 965 796 633 616 28,2135 2500,7 497 641
752 565 504 27,4226 2362,5 444 146 797 635 209 28,2312 2503,8 498 892
753 567 009 27,4408 2365,6 445 328 798 636 804 28,2489 2507,0 500 145
754 568 516 27,4591 2368,8 446511 799 638 401 28,2666 2510,1 501 399
ПРИЛОЖЕНИЕ, СПРАВОЧНЫЕ ТАБЛИЦЫ
759
Продолжение прилож.
Vn ЛП ЛЛ2 ~4~ /л ли | 1 лп* 4
800 640000 28,2843 2513,3 502 655 845 714 025 29,0689 2654,6 560 794
801 641 601 28,3019 2516,4 503 912 846 715716 29,0861 2657,8 562 122
802 643 204 28,3196 2519,6 505 171 847 717409 29,1033 2660,9 563 452
803 644 809 28,3373 2522,7 506 432 848 719 104 29,1204 2664,1 564 783
804 646 416 28,3549 2525,8 507 694 849 720 801 29,1376 2667,2 566 116
805 648 025 28,3725 2529,0 508 958 850 722 500 29,1548 2670,4 567 450
806 649 636 28,3901 2532,1 510 223 851 724 201 29,1719 2673,5 568 786
807 651 249 28,4077 2535,3 511 490 852 725 904 29,1890 2676,6 570 124
808 652 864 28,4253 2538,4 512 758 853 727 609 29,2062 2679,8 57) 463
809 654 481 28,4429 2541,5 514 028 854 729316 29,2233 2682,9 572 803
810 656 100 28,4605 2544,7 515 300 855 731 025 29,2404 2686,1 574 146
811 657 721 28,4781 2547,8 516573 856 732 736 29,2575 2689,2 575 490
812 659 344 28,4956 2551,0 517848 857 734 449 29,2746 2692,3 576835
813 660 969 28,5132 2554,1 519 124 858 736 164 29,2916 2695,3 578 182
814 662 596 28,5307 2557,3 520 402 859 737881 29,3087 2698,6 579 530
815 664 225 28,5482 2560,4 521 681 860 739 600 29,3258 2701,8 580 880
816 665 856 28.5657 2563,5 522 962 861 741 321 29,3428 2704,9 582 232
817 667 489 28,5832 2566,7 524 245 862 743 044 29,3598 2708,1 583 585
818 669 124 28,6007 2569,8 525 529 863 744 769 29,3769 2711,2 584 940
819 670 761 28,6182 2573,0 526 814 864 746 496 29,3939 2714,3 586297
820 672 400 28,6356 2576,1 528 102 865 748 225 29,4109 2717,5 587 655
821 674 041 28,6531 2579,2 529 391 866 749 956 29,4279 2720,6 589 014
822 675 684 28,6705 2582,4 530 681 867 751 689 29,4449 2723,8 590 375
823 677 329 28,6880 2585,5 531 973 868 753 424 29,4618 2726,9 591 738
824 678 976 28,7054 2588,7 533 267 869 755 161 29,4788 2730,0 593 102
825 680 625 28,7228 2591,8 534 562 870 756 900 29,4958 2733,2 594 468
826 682 276 28,7402 2595,0 535 858 871 758 641 29,5127 2736,3 595835
827 683 929 28,7576 2598,1 537 157 872 760 384 29,5296 2739,5 597 204
828 685 584 28,7750 2601,2 538 456 873 762 129 29,5466 2742,6 598 575
829 687 241 23,7924 2604,2 539 758 874 763 876 29,5635 2745,8 599 947
830 688 900 28,8097 2607,5 541 061 875 765 625 29,5804 2748,9 601 320
831 690 561 28,8271 2610,7 542 365 876 767376 29,5973 2752,0 602 696
832 692 224 28,8444 2613,8 543 671 877 769 129 29,6142 2755,2 604 073
833 693 889 28,8617 2616,9 544 979 878 770 884 29,6311 2758,3 605 451
834 695 556 28,8791 2620,1 546 288 879 772 641 29,6479 2761,5 606 831
835 697 225 28,8964 2623,2 547 599 880 774 400 29,6648 2764,6 608 212
836 698 896 28,9137 2626,4 548 912 881 776 161 29,6816 2767,7 609 595
837 700 569 28,9310 2629,5 550 226 882 777 924 29,6985 2770,9 610 980
838 702 244 28,9482 2632,7 551 541 883 779 689 29,7153 2774,0 612 366
839 703 921 28,9655 2635,8 552 858 884 781 456 29,7321 2777,2 613 754
840 705 600 28,9828 2638,9 554 177 885 783 225 29,7489 2780,3 615 143
841 707 281 29,0000 2642,1 555 497 886 784 996 29,7658 2783,5 616534
842 708 964 29,0172 2645,2 556 819 887 786 769 29,7825 2786,6 617 927
843 710 649 29,0345 2648,4 558 142 888 788 544 29,7993 2789,7 619 321
844 712336 29,0517 2651,5 559467 889 790 321 29,8161 2792,9 620717
760
ПРИЛОЖЕНИЕ. СПРАВОЧНЫЕ ТАБЛИЦЫ
Продолжение прилож.
|Л7 лп лп2 ~~4~ /л ЛП лп*_ ~4
890 792 100 29,8329 2796,0 622 114 935 874 225 30,5778 2937,4 686 615
891 793 881 29,8496 2799,2 623513 936 876 096 30,5941 2940,5 688 084
892 795 664 29,8664 2802,3 624 913 937 877 969 30,6105 2943,7 689 555
893 797 449 29,8831 2805,4 626 315 938 879844 30,6268 2946,8 691 028
894 799 236 29,8998 2808,6 627 718 939 881 721 30,6431 2950,0 692 502
895 801 025 29,9166 2811,7 629 124 940 883 600 30,6594 2953,1 693 978
896 802 816 29,9333 2814,9 630530 941 885 481 30,6757 2956,2 695 455
897 804 609 29,9500 2818,0 631 938 942 887 364 30,6920 2959,4 696 934
898 806 404 29,9666 2821,2 633 348 943 889 249 30,7083 2962,5 698 415
899 808 201 29,9833 2824,3 634 760 944 891 136 30,7246 2965,7 699 797
900 810000 30,0000 2827,4 636 173 945 893 025 30,7409 2968.8 701 380
901 811 801 30.0167 2830,6 637 587 946 894 916 30,7571 2971,9 702 865
902 813 604 30,0333 2833,7 639 003 947 896 809 30.7734 2975,1 704 352
903 815 409 30.0500 2836,9 640 421 948 898 704 30,7896 2978,2 705 840
904 817216 30.0666 2840,9 641 840 949 900 601 30,8058 2981,4 707 330
905 819 025 30,0832 2843,1 643 261 950 902500 30,8221 2984,5 708 822
906 820 836 30,0998 2846,3 644 683 951 904 401 30,8383 2987,7 710315
907 822 649 30,1164 2849,4 646 107 952 906 301 30,8545 2990,8 711 809
908 824 464 30,1330 2852,6 647 533 953 908 209 30,8707 2993,9 713 306
909 826 281 30,1496 2855,7 648 960 954 910 116 30,8865 2997,1 714 803
910 828 100 30,1662 2858,8 650 388 955 912 025 30,9031 3000,2 716 303
911 829921 30,1828 2862,0 651 818 956 913 936 30,9192 3003,4 717 804
912 831 744 30,1993 2865,1 653 250 957 915 849 30,9354 3006,5 719 306
913 833 569 30,2159 2868,3 654 684 958 917 764 30,9516 3009,6 720 810
914 835 396 30,2324 2871,4 656118 959 919 681 30,9677 3012,8 722 316
915 837 225 30,2490 2874,6 657 555 960 921 600 30,9839 3016,9 723 823
916 839 056 30,2655 2877,7 658 993 961 923 521 31,0000 3019,1 725 332
917 840 889 30,2820 2880,8 660 433 962 925444 31,0161 3022,2 726 842
918 842 724 30,2985 2884,0 661 874 963 927 369 31,0322 3025,4 728 354
919 844 561 30,3150 2887,1 663 317 964 929 296 31,0483 3028,5 729 867
920 846400 30,3315 2890,3 664 761 965 931 225 31,0644 3031,6 731 382
921 848 241 30,3480 2893,4 666 207 966 933 156 31,0805 3034,8 732 899
922 850 084 30,3645 2896,5 667 654 967 935 089 31,0966 3037,9 734417
923 851 929 30,3809 2899,7 669 103 968 937 024 31,1127 3041,1 735 937
924 853 776 30,3974 2902,8 670554 969 938 961 31,1288 3044,2 737 458
925 855 625 30,4138 2906,0 672 006 970 940 900 31,1448 3047.3 738 981
926 857 476 30,4302 2909,1 673 460 971 942 841 31,1609 3050,5 740 506
927 859 329 30,4467 2912,3 674 915 972 944 784 31,1769 3053,6 742 032
928 861 184 30,4631 2915,4 676 372 973 946 729 31,1929 3056,8 743 559
929 863 041 30,4795 2918,5 677 831 974 948 676 31,2090 3059,9 745 088
930 864 900 30,4959 2921,7 679 291 975 950625 31,2250 3063,1 746 619
931 866 761 30,5123 2924,8 680 752 976 952 576 31,2410 3066,2 748 151
932 868 624 30,5287 2928,0 682 216 977 954 529 31,2570 3069,3 749 685
933 870489 30,5450 2931,1 683 680 978 956 484 31,2730 3072,5 751 221
934 872 356 30.5614 2934,2 685 147 979 958 441 31,2890 3075,6 752 758
ПРИЛОЖЕНИЕ. СПРАВОЧНЫЕ ТАБЛИЦЫ
761
Продолжение прилож.
п /л лп лп2 г— /л лп ял8 4
980 960400 31,3050 3078.8 754 296 990 980 100 31,4643 3110,2 769 769
981 962 361 31,3209 3081,9 755 837 991 982 081 31,4802 3113,3 771 325
982 964 324 31,3369 3085,0 757 378 992 984 064 31,4960 3116,5 772882
983 966 289 31,3528 3088,2 758 922 993 986 049 31,5119 3119,6 774 441
984 968 256 31,3688 3091,3 760466 994 988 036 31,5278 3122,7 776 002
985 970 225 31,3847 3094,5 762 013 995 990 025 31,5436 3125$ 777 564
986 972 196 31,4006 3097,6 763 561 996 992 016 31,5595 3129,0 779 128
987 974 169 31,4166 3100,8 765 111 997 994 009 31,5753 3132,2 780 693
988 976 144 31,4325 3103,9 766 662 998 996 004 31,5911 3135,3 782 260
989 978 121 31,4484 3107,0 768 214 999 1000 1 998 001 1000 000 31,6070 31,6228 3138,5 3141,6 783 828 685400
ЛИТЕРАТУРА
1. Айзенкольб Ф. Листовая сталь для глубокой вытяжки М., Метал-
лургиздат, 1958.
2. АлексеевЮ Н. Вопросы пластического течения металлов. Харьков,
изд-во Харьковского государственного университета, 1958.
3. Баранов И. Б. Холодная сварка пластичных металлов. Изд. III. М.—Л.,
изд-во «Машиностроение», 1969.
4. Барсуков Н. И. Прогрессивный метод обработки металлов давлением.
Киев, изд-во ЦБТИ Мин. черн. металлургии (УССР), 1966.
5. Бебрис А. А. и Гольдберг Д. Н. Технология совмещенной
реверсивной глубокой вытяжки с утонением стенки алюминиевых изделий. Рига,
РПИ, 1968.
6. Бобры нии Б. Н. и Стрельцов К-Н. Штамповка листовых
пластмасс. М.—Л., Машгиз, 1962 (Библиотечка штамповщика. Вып. 8)
7. Б о б р ы н и и Б. Н. Технология штамповки неметаллических материалов.
М., Машгиз, 1962.
8. Богданов В. М. Холодная штамповка деталей по элементам в мелко-
серийном производстве. М., Машгиз, 1963.
9. Болховитинов Н. Ф. Свойства и применение листовой стали для
холодной штамповки. М., Машгиз, 1962.
10. Бриджмен П. Исследования больших пластических деформаций
и разрыва. М., Изд-во иностр, лит., 1955.
11. Бутузов Е. А. Специальные виды штамповки. М., изд-во «Высшая
школа», 1963.
12. Б у ш В. П. Миогооперационные штамповочные автоматы для изготов-
ления сложных деталей. МРТП, 1956.
13. Б я л к о в с к а я В. С. Экономические вопросы механизации и автомати-
зации в кузнечном производстве. М., изд-во «Машиностроение», 1965.
14. В а л и е в С. А. Новые принципы построения технологического про-
цесса глубокой вытяжки.—Глубокая вытяжка листовых материалов. Вып.1,
ЛДНТП, 1963.
15. В а л и е в С. А. и Р е и н е И. П. Технологические расчеты и обосно-
вание рациональных параметров инструмента для глубокой вытяжки. — Глубокая
вытяжка листовых материалов. Вып.1., ЛДНТП, 1963.
16. Веденеев Н. П., Волченков А. И. и НовгородовА. С.
Твердосплавная технологическая оснастка. М. — Л., Машгиз, 1961.
17. Высокоскоростное деформирование металлов. Пер. с англ. М.. изд-во
«Машиностроение», 1966.
18. Геллер Ю. А. Современные штамповые стали для холодного дефор-
мирования. М., НТО Машпрома. 1964.
19. Головин С. М. Накатка резьбы на полых изделиях М., Машгиз,
1940
20. Горбунов М. Н. и Попов О. В Интенсификация процессов
холодной штамповки. МДНТП, 1958.
21. Горбунов М. Н. Штамповка из трубчатых заготовок. М., Машгиз,
1О£П г j f г
ЛИТЕРАТУРА
763
22. Г офм а н О. и 3 а к с Г Введение в теорию пластичности для инже-
неров. М., Машгиз, 1957.
23. Г р а к о в В. И. Штампы с электромагнитным креплением на прессах
Куйбышев. Книжное изд-во, 19ъЗ.
24. Г у с е в А. Н., Липц В. П. Холодиоштамповочное оборудование
и его наладка. М., изд-во «Высшая школа», 1967.
25. Г у с ь к о в А. В., Митькин А. А. и др. Холодная штамповка
выдавливанием. М., Машгиз, 1962.
26. Давыдов В. И Изделия из тонкостенных профилей. М., Машгиз.
1957.
27. Д а в' ы д о в В. И. и Максаков М. П. Производство гнутых
профилей. М., Металлургиздат, 1954.
28. Давыдов Ю. П. и Покровский Г В. Листовая штамповка
легированных сталей и сплавов М., Обороигиз, 1962.
29. Давыдов Ю. П и Покровский Г В. Технология листовой
штамповки титановых сплавов. М., Машгиз, 1963.
30. Д е м и н Е. Н Изготовление матриц пресс-форм холодным выдавлива-
нием. М. — Л., Машгиз, 1950
31. Джонсон В и КудоХ Механика процесса выдавливания металла
М.. изд-во «Металлургия», 1965.
32 ДубасовА А. Оснастка из пластических масс в машиностроении. М.,
Профтехиздат, 1961.
33. Единая система планово-предупредительного ремонта машиностроительных
предприятий. М., изд-во «Машиностроение», 1967.
34. 3 в о р о н о Б П. Расчет и конструирование штампов для холодной
штамповки. М., Машгиз, 1949.
35. Злотников С. Л., Казакевич П. И., Михайлова В. Л.
Техника безопасности в кузнечно-прессовых цехах. М., иЗд-во «Машиностроение»,
1967.
36. Зубцов М. Е. Листовая штамповка. М. — Л., Машгиз, 1967.
37. Инструкция по планированию, учету и калькулированию себестоимости
продукции на предприятиях машиностроения и металлообработки Госплан СССР
и др. М., изд-во «Финансы», 1964.
38. Исаченков Е. И Штамповка резиной и жидкостью. М. Машгиз,
1963.
39. Кальманович 3. М. Современные конструкции холодных штампов
М., Машгиз, 1949.
40. Канторович П. И. и ЗалгаллерВ. А Расчет рациональ-
ного раскроя промышленных материалов. Леинздат, 1951.
41. Касиков П. И. Технологические расчеты вытяжки квадратных и
прямоугольных коробок. — Глубокая вытяжка листовых материалов. Вып<3,
ЛДНТП, 1963.
42. Качество, надежность и долговечность кузнечно-прессовых машин. М.,
ЭНИКмаш, НИИмаш. 1967.
43. Кош к и н Л. Н., К л у сов И. А., Прейс В. Ф. и Фро
л ов и ч Е. Н. Автоматические линии роторного типа. Тула, ЦБТИ, 1961.
44 Кошкин Л. Н. и К л у с о в И. А Роторные машины и автомати-
ческие линии. Вильнюс, Книжное изд-во, 1961.
45. Кошкин Л. Н. и Прейс В. Ф. Автоматические роторные линии
в штамповочном производстве. М. — Л., Машгиз, 1962 (Библиотечка штамповщика
Вып. 2).
46. КрасичковаБ. Г. и ЛеньковС. С Изготовление штампо-
вочной оснастки из пластмасс. М., Машгиз, 1961.
47. Кузнечно-прессовое машиностроение в СССР (сборник). М., ЭНИКмаш,
НИИмаш, 1967.
48. Куклев Л. С. Групповая штамповка деталей. Куйбышев. Книжное
изд-во, 1962.
764
ЛИТЁРАТуГА
49. Кухтаров В. И. Стойкость штампов для холодной листовой штампов-
ки. М., Машгиз, 1958.
50. Кухтаров В И. Холодная штамповка. М.» Машгиз, 1962.
51. Кухтаров В. И. и Кухтаров О. В. Штампы для холодной
листовой штамповки М., Машгиз, 1960.
52 Кухтаров В. И. и К у х т а р о в О. В. Проектирование технологичес-
ких процессов холодной штамповки. М., изд-во «Машиностроение», 1966.
53. Ланской Е. Н. и Банкетов А Н. Элементы расчета деталей
и узлов кривошипных прессов. М., изд-во «Машиностроение», 1966.
54. Л и в а и о в А. А. Прессы дЛя последовательной групповой пробивки
отверстий. М., ЦБТИ, 1959.
55. Л и с и ц ы и В. Д., Будзиловский А. Е. и Филина И. С
Специальные штамповочные автоматы. М. —Л., Машгиз, 1962 (Библиотечка штам-
повщика. Вып 3).
56. Л о с к у т о в В. А. Механизация установки штампов. М., изд-во «Маши-
ностроение», 1966.
57. Л ю б ч е и к о А. А. Горячая штамповка толстолистовых полых изделий
Лениздат, 1967.
58. Малов А. Н. и Прейс В Ф Механизация и автоматизация
штамповочных работ. М., Машгиз, 1955.
59. Малявский С. 3 Техника безопасности в холоднопрессовых цехах
М., Машгиз, 1953.
60. М а р к о в е ц М. П. Диаграммы истинных напряжений и расчет на
прочность. М., Обороигиз, 1949.
61. Медниек Б. Э. и Буш В. П, Многопозиционные штамповочные
автоматы. М. — Л., Машгиз, 1960.
62. М е щ е р и н В. Т. и А р т е с А. Э. Новая техника в штамповочном
производстве. ЛДНТП, 1961.
63. М е щ е р и н В. Т. Листовая штамповка (атлас схем). М., Машгнз,
1958.
64. М и т р о ф а н о в С. П. Научные основы организации группового произ-
водства. М. —Л., Машгиз, 1963.
65. Михайленко Ф. П., Грикке А. X., Демиденко Е. И
Автоматическая холодная штамповка мелких деталей. М., изд-во «Машиностроение»,
1965.
66. М о с и н Ф. В. Технология изготовления деталей из труб. М. — Л.,
Машгиз, 1962.
67. М о с и и Ф. В. Механизация холодной штамповки иа универсальных
переналаживаемых штампах. М. —Л., изд-во «Машиностроение», 1965.
68. М о с и н Ф. В. Механизация в трубогибочном производстве. ЛДНТП,
1958.
69. М о ш н и и Е. Н. Гибка, обтяжка и правка на прессах. М.»
Машгиз, 1959.
70. Н а в а г и и Ю. С. Использование энергии подводного взрыва для листо-
вой штамповки. ЛДНТП, 1961.
71. Навроцкий Г. А. Кузиечно-штамповочные автоматы. М., изд-во
«Машиностроение», 1965.
72. Н а в р о ц к и й Г. А. Прессы-автоматы для холодной штамповки. М.,
Машгиз, 1956.
73. Н а д а и А. Пластичность и разрушение твердых тел. М.» Изд-во иностр,
лит., 1954.
74. Н е д о р е з о в В. Е. Глубокая вытяжка листового металла. М. — Л.,
Машгиз, 1949.
75. Норицын И. А., Шехтер В. Я- и Ровинский Г Н.
Основы проектирования цехов листовой штамповки. М.» изд-во «Машиностроение»,
Литератора
765
76. Нормативу и показатели определения трудоемкости изготовления и
плановой стоимости штампов для холодной листовой штамповки (РТМ). М.,
НИИТавтопром, 1966.
77. Нормали машиностроения МН 878—62 — МН 908—60. Штампы для холод-
ной штамповки. Блоки и пакеты. М., Стандартгиз, 1963.
78. Нормали машиностроения МН 789—60 — МН 4072—62. Штампы для холод-
ной штамповки. Детали и узлы М., Стандартгиз, 1963.
79. Нормали машиностроения МН 1912—61 — МН 1932—61. Штампы для хо-
лодной штамповки. Блоки со сменными пакетами разделительных штампов. М., Стан-
дартгиз, 1962.
80. Нормали машиностроения МН 2534—61 —МН 2548—61. Штампы для
холодной штамповки. Блоки прецизионные Узлы и детали. М., Стаидарт-
гиз, 1962.
81. Нормали машиностроения МН 4357—63 — МН 4373—63. Штампы для холод-
ной штамповки. Пакеты гибочных штампов и детали. М., Стандартгиз, 1963.
82. Нормали машиностроения МН 2738—61 —МН 2749—61. Штампы для хо-
лодной штамповки. Пуансоны и матрицы для квадратных и овальных отверстий.
М. Стандартгиз, 1962
83. Нормаль машиностроения МН 76—59. Инструмент для обработки давле-
нием. Классификация и условные обозначения М., Стандартгиз, 1960.
84. Общемашиностроительные нормативы времени на холодную штамповку.
М., изд-во «Машиностроение», 1964.
85. Олинь Э. и Вациентис А Новые конструкции пробивных
штампов. Рига, Латв, госуд. изд-во., 1959.
86. Пихтовников Р. В. и Завьялова В. И. Штамповка листо-
вого металла взрывом. М., изд-во «Машиностроение», 1964.
87. Покровский Г И. Гидродинамика высоких скоростей. М., изд-во
«Знание», 1966.
88. П о л и то в И. В и Кузнецов Н. А. Использование вибрации для
очистки и отделки поверхности деталей. ЛДНТП, 1966.
89. П о л я к С. М. Холодная объемная штамповка. М. — Л., Машгиз, 1955
(Библиотечка штамповщика. Вып. 6)
90. П о п и л о в Л. Я- Справочник по электрическим и ультразвуковым
методам обработки материалов. М. —Л., Машгиз, 1963.
91. Попов В. А. Холодная высадка металлов М., Машгиз, 1955.
92. П о п о в Е. А. Основы теории листовой штамповки. М., изд-во «Машино-
строение», 1968.
93. Прогрессивная технология глубокой вытяжки (сборник докладов ТПИ)
Тула, Приокское книжное издательство, 1968.
94. П ю ш м а н Г Тенденции развития в области прессового оборудования. —
«Машиностроение за рубежом», 1957, № 9.
95. Рабиновичи. П. и Руд м ан Л. И Наладка прессов и штампов.
М., изд-во «Машиностроение», 1967.
96. Р а д з и в о н ч и к Ф. В. Скоростное пластическое деформирование
металлов. Харьков, 1967
97. Резников А. Г., Головин В. А. Митькин А. Н. Технология
холодной штамповки выдавливанием. М., изд-во «Машиностроение», 1970.
98. Р е н н е И. П. Статьи по пластическому изгибу М., Оборонгиз, 1950
и 1951 (труды Тульского механического института. Вып 4 и 5).
99. Р е н н е И. П и др. Исследования в области обработки металлов
давлением. Тула, Приокское книжное издательство, 1967, 1968, 1969. (Сборник
ТПИ — Технология машиностроения).
100. Ровинский Г Н., Алабин С. В., Филиппов В. В.,
Калачев К. А. и Зыбии В. Г Холодная штамповка в машиностроении.
М., Машгиз, 1954.
101. Ровинский Г. Н. Прессовое оборудование листоштамповочных
цехов М., Машгиз, 1960.
766
ЛИТЕРАТУРА
102. Ровинский Г. Н и ЗлотниковС. Л. Кривошипные листо-
штамповочиые прессы. М., изд-во «Машиностроение», 1969.
103. Романовский В. П. Справочник по холодной штамповке. Изд.4-е
доп и перераб. М. — Л., Машгиз, 1965.
104. Романовский В. П. Миогооперационная последовательная штам-
повка. М. — Л., Машгиз, 1948.
105. Романовский В. П. Повышение штампуемости тонколистовой
малоуглеродистой стали для вытяжки. ЛДНТП, 1964.
106. Романовский В. П. и Дагелайская Н. А. Последо-
вательная штамповка в ленте. М. —Л., Машгиз, 1962 (Библиотечка штамповщика.
Вып. 6).
107 Р у б е н к о в а Л. А. и Казаков Ю. П. Анализ процесса вы-
тяжки деталей сложной формы в условиях производства. М., НТО Машпро-
ма, 1964.
108. Р у бе н ко в а Л. А. и Щеглов Б. А. Механические испытания
листового металла. М., НТО Машпрома, 1963.
109. РудиевЮ. М. и Румянцев А. М Опыт полуавтоматической
штамповки деталей по элементам. М., ЦИТЭИН, 1961.
НО. Руднев Ю М. Штамповка с применением электромагнитных блоков
М. Машгиз, 1960.
Ill Р у д н е в Ю. Разработка групповых технологических процессов холод-
ной штамповки с применением счетно-перфорационных машин. М., НИИМАШ, 1969.
112 Руднев Ю. М. Листовые штампы. М.. изд-во «Машиностроение».
1968.
113. С а п о р о в с к и й С. В., Комаров А. Д. и др. Штамповка
резиной. Куйбышев, Книжное изд-во, 1964.
114. С а п о р о в с к и й С. В., Смеляков Е П., Комаров А. Д.
и др. Новые способы холодной штамповки. Куйбышев, Книжное изд-во, 1969
115. Свобода Б. Производство стальных деталей холодным выдавливанием
Пер. с чешского. М., Профиздат, 1956.
116. Северденко В. П. и Пасечный С. А. Металл для листовой
штамповки Минск, изд-во АН Белорусской ССР, 1961.
117 Сел иван кин С. А. Производство ювелирных изделий М., Гос-
торгиздат, 1952.
118. С е м е и о в А. П. Исследование схватывания металлов при совместном
пластическом деформировании. М., изд-во АН СССР, 1953.
119 Серепьев В. В Опыт построения вытяжных переходов для облицо-
вочных деталей автомобилей. М., Машгиз, 1958.
120. Серепьев В. В Построение вытяжных переходов для деталей слож-
ной формы. М., НТО Машпрома, 1964.
121. Скворцов Г Д. Основы конструирования штампов для холодной
листовой штамповки. М., изд-во «Машиностроение», 1964.
122. Слуцкий М. Е., Яковлев О. Н. и Андреев Рыба
ков Л. И. Электромагнитные штамповочные прессы. М.—Л.. Машгиз, 1955
(Библиотечка штамповщика. Вып. 11).
123. С м и р н о в В. С. и др Поперечная прокатка в машиностроении
М. —Л., Машгиз, 1957.
124. Соболев Ю. М. Конструктивно-технологическая обработка деталей
Пермь, Книжное изд-во, 1952.
125. Сорокин Б. В. Штампы для облицовочных деталей автомобиля.
М., Машгиз, 1961.
126. Сорокин С. Я. Технология листовой штамповки магниевых сплавов,
М., Оборонгиз, 1951.
127. Степанов В. Н. Технология чеканки штампованных деталей и кон-
струкции штампов. М., Оборонгиз, 1954.
128. Сгибнев В. Ф и Дряшин И. Б. О способах расчета усилий
при двухугловой гибке. — «Кузнечио-штамповочное производство», 1969, № 4
ЛИТЕРАТУРА
767
129. Степанов В. Г., Н а в а г и н Ю. С., С и п и л и и П. М. и др.
Гидровзрывиая штамповка элементов судовых конструкций. Л., изд-во «Судострое-
ние», 1966.
130. Степанов В. Г и Шавров И. А. Импульсная металлообра-
ботка в судовом машиностроении, Л., изд-во «Судостроение», 1968.
131. Сторожев М. В. и Попов Е. А. Теория обработки металлов
давлением. М., Машгиз, 1971.
132. С у с л о в Н. И. и др. Неметаллические материалы. Справочник.
Москва — Свердловск, Машгиз, 1962.
133. Суханов Г. И. Применение листогибочных и листоштамповочных
гидравлических прессов. М., Судпромгиз, 1959.
134. Т омаров М. М. Техника безопасности при холодной штамповке
листового металла. М., Оборонгиз, 1962.
135. Томленов А. Д. Элементы механики процессов холодной листовой
штамповки. М., НТО Машпрома, 1963.
136. Томлеиов А. Д. Механика процессов обработки металлов давлением.
М., Машгиз, 1963.
137. Томленов А. Д. Теория ^пластических деформаций металлов. М.,
Машгиз, 1951.
138. Пластическое течение металлов. Сборник статей под ред. А. Д. Томлеиова,
М., изд-во «Наука», 1968.
139. Т о м с е н Э., Янг Ч., К о б а я ш и Ш. Механика пластических
деформаций при обработке металлов. М., изд-во «Машиностроение», 1969.
140. У н к с о в Е. П. Инженерные методы расчета усилий при обработке
металлов давлением. М.» Машгиз, 1955.
141. Фаворский В. Е. Холодная штамповка металлов выдавливанием.
М. — Л., изд-во «Машиностроение», 1966.
142. Фельдман Г. Д. Холодное выдавливание стальных деталей. М.,
Машгиз, 1963.
143. Филиппов В. В., Шехтер В. Я- и Оленев В. И. Меха
низация и автоматизация листовой штамповки. М., Машгиз, 1960.
144. Филиппов В. В. Определение эффективности вариантов техноло-
гического процесса холодной штамповки (сборник). МДНТП, 1968.
145. Филимонов Ю. Ф. и Позняк JL А. Штамповка прессованием.
М., изд-во «Машиностроение», 1964.
146. Фотеев Н. К. Высокостойкие штампы. М., изд-во «Машиностроение»,
1965.
147 Фридмаи Я- Б., Зилова Т. К. и Демина Н. И. Изучение
пластической деформации и разрушения методом накатанных сеток. М., Обороигиз,
1962.
148. Фридман Я. Б. Механические свойства металлов. М., Оборонгиз,
1952.
149. Хилл Р. Математическая теория пластичности. М., Изд-во технико-
теоретической литературы, 1956.
150. Хмара С. М., Марков А. Г и Герасименко К С.
Твердосплавные штампы. Харьков, Книжное изд-во, 1964.
151 Ч у п а х и н В. М. Производство жестяной консервной тары. М., Пище-
промиздат, 1956.
152. Шальнев В. Г Механические прессы. М., Машгиз, 1946.
153. Шальнев В. Г Техника безопасности при холодной обработке метал-
лов давлением. Москва — Киев, Машгиз, 1958
154. Шатунов Б. Н. Производство алюминиевой посуды. М., Метал-
лургиздат, 1956.
155. Шишков Б. И Точная штамповка в приборостроении. Москва —
Свердловск, Машгиз, 1960.
156. Шофман Л А. Теория и расчеты прессов холодной штамповки. М.,
изд-во «Машиностроение», 1964
768
ЛИТЕРАТУРА
157. Ш о ф м а и Л. А. Основы расчета процессов штамповки и прессования.
М., Машгиз, 1961.
158 Штамповка в приборостроении (сборник), МДНТП, 1968.
159. Ш у х о в Ю В. и ЕленевС С. Холодная штамповка. А1., Профтех-
издат, 1963.
160. Экономика холодноштамповочного производства. Под ред. проф. В. П. Ро-
мановского. ЛДНТП, 1967.
161. Элер Г. Листовой металл и его испытание. М., Машгиз, 1958.
162. Элер Г и Кайзер В Вырубные гибочные и вытяжные штампы.
М.—Л., Машгиз, 1961.
163. Ют кин Л. А. . Электрогидравлический эффект. М — Л., Машгиз,
1955. '
164. Методика расчета экономической эффективности новой техники в машино-
строении. Л., изд-во «Машиностроение», 1967 (Научно-исслед. лаборатория промыш-
ленно-экономических исследований при ЛИЭИ им. П. Тольятти).
165. Типовые вибрационные бункеры и ориентирующие устройства. М.»
ВНИТИприбор, 1958.
166. Альбом конструкций универсальных штампов для холодной штамповки
(ВНИИТмаш). М., ЦБТИ, 1958.
167. Кириченко А. И. и Ворона И. Н. Монтаж кузнечнОгпрес-
сового оборудования. М., Машгиз, 1958.
168. Модернизация универсальных кривошипных прессов простого действия
(ЭНИКмаш). Воронеж, ОНТИ, 1960.
169. Аверкиев Ю. А. Закрытые штампы со скользящим подпором для
обжима заготовок — «Кузнечно-штамповочное производство», 1967, № 4.
170. А и т о и е н к о в О. Д. и др. Коэффициент вытяжки при взрывной
штамповке — «Кузнечно-штамповочное производство», 1966, № 5.
171. Антонов В. М. Особый способ вытяжки коробчатых деталей.—
«Кузиечно-штамповочное производство», 1968, № 1.
172. Бакулин С. Б. Пересмотр нормализованной технологической ос-
настки для холодной штамповки. — «Кузнечно-штамповочное прсизводство»,
1968, № 3.
173. Б е б р и с А. П. Определение усилия прижима при вытяжке. Изв.
вузов. Машиностроение, 1963, № 3.
174. Богоявленский К- Н. Точные заготовки для туроинных компрес-
сорных лопаток. „Машиностроитель”, 1968, № 9.
175. Б о н д а р е и к о М. В. Графитно-коллоидные смазки для обработки
металлов давлением — «Кузнечно-штамповочиое производство», 1954, № 10.
176. Б о р и с Б. П. Новый способ холодной штамповки пслых деталей.—
«Вестник машиностроения», 1956, № 3.
177. Бугрова А. А. Определение высоты борта и раскроя при отбортовке
иекруглых отверстий. — «Вестник машиностроения», 1956, № 9.
178 Бульбииа Л. Ф. Штамповка на универсальных горизонтально-
гибочных прессах-автоматах. —«Кузнечно-штамповочное производство», 1963, № 2.
179. В а л и е в С. А. и др. Глубокая вытяжка по комбинированна схеме. —
«Кузнечно-штамповочное производство», 1966, № 2.
180. В е р ш и н и и В. И. Вытяжка цилиндрических дета1ей фланцем.
Изв. вузов. Машиностроение, 1965, № 11.
181. Гаркави Я. Н. О распределении напряжений в матерсале гри вырезке
и пробивке. —Инженерный сборник АН СССР. Т III. Вып. 1, шд-воАН СССР,
1946
182. Горбунов М. Н. и Пашкевич А. Т. Обжив тру5 с осевым
подпором. — «Кузнечно-штамповочное производство», 1965, № 8.
183. Горбунов М. Н. и Глазков В. И. Раздача трубчатых загото-
вок иа коническом пуансоне, — «Кузнечно штамповочное производство», 1968, № 8
184. Дагелайская Н. А. Применение эпоксидных смол при изго-
товлении штампов. — «Машиностроитель», 1968, № 9.
ЛИТЕРАТУРА
769
185. Долгов В. А., Романовский В. П., Мовшович И. Я. Ис-
следование прочности и жесткости плит у УСШ методами моделирования. — «Кузнеч-
но-штамповочное производство», 1971, № 4.
186. Залесский В. И. и Векшин Б. С. Гидромеханическое прес-
сование тонкостенных труб. — «Кузнечно-штамповочное производство», 1967, № 4.
187. Звороно Б. П. Методы расчета заготовок для вытяжки прямоуголь-
ных изделий. — «Вестник машиностроения», 1947, № 6.
188. Ковтуи П. Г. и Рожков О. А. Некоторые факторы, определя-
ющие способность листовой стали к глубокой вытяжке. — «Кузнечно-штамповоч-
ное производство», 1961, № 6.
189. Ковтун П. Г. Подбор материалов для штампов при глубокой вытяжке
деталей из тонких листов. — «Кузнечно-штамповочное производство», 1962, № 5.
190. Звороно П. Б. Чистый пластический изгиб и выпрямление широкой
полосы. — «Кузнечно-штамповочное производство», 1966, № 1.
191. К о л е с н и к о в Н. П. Расчет напряженно-деформированного состо-
яния при вытяжке с учетом влияния анизотропии. — «Кузнечно-штамповочное
производство», 1963, № 9.
192. - Колесников Н. Б. Метод определения способности листового метал-
ла к пластическому формоизменению. — «Кузнечно-штамповочное производство»,
1966, № 5.
193. Коллайнс Л. В. Давильная обработка с утонением стенки. — «Ма-
шиностроение США», 1963, № 2.
194. Комаров А. Д. Определение величины упругой отдачи листовых
металлов при штамповке —гибке резиной криволинейных бортов. — «Кузнечио-
штамповочное производство», 1963, № 5.
195. Комаров А. Д. Упругая отдача листовых металлов при гибке в штам-
пах. — «Кузнечно-штамповочное производство», 1965, № И.
196. Комаров А. Д. и Татко Е. М. Применение полиуретана в штам-
пах. — «Кузиечно-штамповочиое производство», 1969, № 3.
197. Конструирование штампов для различного объема производства. — «Маши-
ностроение США», 1963, № 9.
198. Королев В. Н. и Шофман Л. А. Глубокая вытяжка молибдена
и его сплавов. — «Кузнечно-штамповочное производство», 1967, № 10.
199. Кузнецов В. П. О глубокой вытяжке через две матрицы изделий
из толстолистового металла. — «Кузнечно-штамповочное производство», 1968, № 3.
200. Ланской Е. Н. и Соков В. И. Современные конструкции гид-
роп невм этических подушек прессов. — «Кузнечно-штамповочное производство»,
1968, № 8.
201. Лебедев Г М. и Комаров А. Д. Отбортовка отверстий и наруж-
ного контура заготовок импульсным магнитным полем. — «Кузнечно-штамповочное
производство», 1969, №.
202. Лебедев Г М., Макаров А. А., Комаров А. Д., Л ы-
с е и к о Д. Н. Групповая пробивка отверстий с использованием энергии импульс-
ного магнитного поля. — «Кузнечно-штамповочное производство», 1962, № 8.
203. Мовшович И. Я-, Долгов В. А., Моргуль В. И., Труб-
ч а н и н В. А. Универсально-сборные штампы для вырубки — пробивки. М.,
НИИ Информтяжмаш, 1969.
204. Могильный Н. И. Выдавливание полых деталей иа токарных
гидрокопировальиых автоматах. — «Кузнечно-штамповочное производство», 1967,
№ 11.
205. Несвит С. И., Родов Г. М. и Подрабииник И. М.
Пресс-автомат с плавающим ползуном. — «Кузиечно-штамповочное производство»,
1960, № 2.
206. Овчинникова. Г О выборе кривошипного пресса для вытяжки. —
<Кузнечио-штамповочное производство», 1961, № 1.
207. Платонов М. А. Вытяжка с конусным складкодержателем —
«Кузнсчио-штамповочное производство», 1962, № 3.
770
ЛИТЕРАТУРА
208. Пихтовников Р. В. и Волков А. И. Штамповка листового
металла взрывом. —«Машиностроитель», 1964, № 11.
209. Попов Б. А. Допустимый коэффициент отбортовки. — «Вестинк
машиностроения», 1951, № 3.
210. Попов Е. А., Бочаров Ю. А. и др. Деформирование металла
импульсным магнитным полем. — «Кузнечно-штамповочное производство», 1966,
№ 5 и 6.
211. Попов О. В. и Гвоздев А. В. Получение местных утолщений
на листовых материалах. — «Кузиечно-штамповочиое производство», 1968, № 12.
212. П о п о в О. В. Пробивка отверстий в листрвых деталях взрывчатыми
веществами. — «Кузиечно-штамповочное производство», 1962, № 7.
213. Применение полиуретана в штампах.—«Машиностроение США», 1964.
214. Прудников М. И. V Фейгин А. П. Деформирование импульс-
ными электромагнитными полями (обзор). — «Кузнечно-штамповочное производ-
ство», 1964, № 5.
215. Разумихин М. И. и др. Резка резиной контуров на гидравлических
прессах с высокими удельным давлением резины. — «Кузиечно-штамповочное про-
изводство», 1963, № 11.
216. Разумихин М. И. и Комаров А. Д. Определение упругой
отдачи листовых металлов при штамповке — гибке резиной прямолинейных бор-
тов. — «Кузнечно-штамповочное производство», 1962, № 9.
217. Ременик В. С. Отбортовка коробчатых деталей с широким флан-
цем. — «Кузнечно-штамповочное производство», 1963, № 10.
218. Р е и и е И. П. Усилие, потребное при гибке в V-образных штампах —
«Вестник машиностроения», 1954, № 9.
219. Ровинский Г. Н. Основные направления реконструкции прессо-
вого корпуса автозавода им. И. А. Лихачева. — «Кузиечно-штамповочиое производ-
ство», 1963, № 2.
220. Рогоза Г. Д. Выбор листовой стали и ее рациональное применение
в производстве кузовов. — «Автомобильная промышленность», 1963, № 3.
221. Романовский В. П. Исследование процесса вытяжки в заготов-
ках большой ширины. Тезисы доклада ТПИ, 1968.
222. Романовский В. П. Экономическая эффективность автоматиза-
ции и механизации процессов холодной штамповки — «Вестник машиностроения»,
1962, № 7.
223. Романовский В. П. О пластическом изгибе. — «Заводская лабо-
ратория», 1948, № 12 и 1949, № 12.
224. Романовский В. П. Расчет и построение формы заготовок
при вытяжке квадратных и прямоугольных коробок. — «Машиностроитель»,
225. Романовский В. П. О некоторых характеристиках механических
свойств металла. — «Заводская лаборатория», 1952, № 3.
226. Романовский В. П. Деформации и минимальные радиусы при
пластическом изгибе. — «Вестиик машиностроения», 1949, № 12.
227. Романовский В. П. Технологические расчеты при вытяжке дета-
лей с широким фланцем. — «Вестиик машиностроения», 1954, № 9.
228. Романовский В. П. Современные достижения и направления
развития холодной штамповки. — «Кузиечно-штамповочное производство», 1967,
229. Романовский В. П. Анализ иапряжеино-деформнрованного состо-
яния в начальной стадии процесса глубокой вытяжки. — «Кузнечно-штмповочное
производство», 1967, № 12.
230. Романовский В. П. Вытяжка прямоугольных коробчатых дета-
лей с фланцем. — «Кузнечно-штамповочное производство», 1968, № 8.
231. Р о м а н о в с к и й В. П. Процесс образования и расчет прочности
опасного сечения при глубокой вытяжке. — «Кузнечно-штамповочное производство»,
1968, № 9.
ЛИТЕРАТУРА
771
232. Романовский В П Определение высоты деталей при многоопе-
рационной вытяжке. — «Вестник машиностроения», 1957, № 5.
233. Романовский В П. Технологические расчеты процесса много-
операционной вытяжки высоких квадратных и прямоугольных коробок. — «Вест-
ник машиностроения», 1958, № 12.
234. Романовский В. П. Расчет заготовок переменной толщины для
ротационного выдавливания. — Сб. докладов Тульского политехнического ин-
ститута. Тула, Приокское книжное изд-во, 1968.
235 Романовский В. П., Мовшович И. Я-, Долгов В. А.
Применение универсально-сборных штампов — «Кузнечно-штамповочное производ-
ство», 1969, № 7.
236 Романовский В. П., Мовшович И. Я. и Долгов В А
Исследование стойкости режущих элементов универсально-сборных штампов. —
«Кузнечно-штамповочное производство», 1970, № 6.
237. Рубенкова Л. А., Казаков Ю. П. и Дряшин И. Б.
Выбор листовой стали для штамповки сложных деталей. — «Вестник машинострое-
ния», 1963, № 1. \
238. Томленов А. Д. О скорости вытяжки изделий сложной формы. —
«Кузнечно-штамповочное производство», 1964, № 9?
239. Томленов А. Д. Теория испытания листового металла при высоких
скоростях деформации. — «Кузнечно-штамповочное производство», 1960, № 7.
240. Томленов А. Д. Вопросы теории вытяжки деталей сложной формы. —
«Вестник машиностроения», 1958, № 1.
241. Т о м л е н о в А Д. Пластическое течение в процессах сложной вы-
тяжки листовых металлов — «Кузнечно-штамповочное производство», 1968, № 7.
242. У и к к К. X. Промышленное применение метода электромагнитной
штамповки сильными магнитными полями. — «Машиностроение США» , 1963, № 8.
243. Фрейдлин А. Я. Расчет усилия, необходимого для резки листо-
вой стали на штампах. — «Вестник машиностроения», 1961, № 6.
244. Хмара С. М., Смолянинов В. П. и др. К определению напря-
жений на режущих кромках вырезных твердосплавных матриц. — «Кузнечно-штам-
повочное производство», 1966, № 6.
245. X ы б е м я г и А. И. Совершенствование обработки полостей пресс-
форм и штампов. — «Кузнечно-штамповочное производство», 1968, № 9.
246. Ш р а е р Э. А. Экспериментальное исследование прочности твердо-
сплавных вырубных матриц. — «Кузнечно-штамповочное производство», 1969, № 10.
247. Швингмахер Р. И. Электрогидравлическая штамповка. — «Маши-
ностроение США», 1963, № 1.
248. Шехтер В. Я. Максимальная скорость деформации при глубокой
вытяжке листовых металлов — «Кузнечно-штамповочное производство», 1962, № 12.
249. Щеглов Б. А. Испытание толстолистовых металлов на штампуе-
мость. — «Кузнечно-штамповочное производство», 1964, № 4.
250. Щеглов Б. А. Пластическое формоизменение листовых металлов
с высокими скоростями деформаций. — «Кузнечно-штамповочное производство»,
1969, № 2.
251. Яковенко С. М. Выдавливание антифрикционного слоя на рабочую
поверхность подшипников скольжения. — «Вестник машиностроения», 1962, № 7
252. Яницкий Ю. В. Определение допустимого коэффициента вытяжки
для деталей, штампуемых в штампах с конусным формующим складкодержателем
Куйбышев, Труды КАИ, 1960.
253. Кислый П Е. и Бондаренко С. В. Технологические- пара
метры процесса точной резки прутков сдвигом. — «Кузнечно-штамповочное про
изводство», 1968, № 3.
254. Oehler G., Kaiser F. Schnitt, Stanz und Ziehwerkzeuge. Sprin-
ger Verlag, 1961.
255. T i m me r b e i 1 F. W. Untersuchung des Schneidvorganges bei Blech. —
«Werkstattstechnik und Maschinenbau», 1957, Nr 5, 7.
т
ЛИТЕРАТУРА
256. Sachs G. Principles and Methods of Sheet Metal Fabricating. — New
York, 1951.
257. Gross H Der «unstarre» Faltenhalter. — «Fertigungstechnik», 1956,
Nr 10.
258. A. S. T. E. Die Design Handbook. New York, 1955.
259. P iis ch m an H. — «Maschinenbautechnik», 1957, Nr. 3; 1958, Nr. 4.
260. Keller F. Das Schneiden von Blechen mit Gummi. — «Fertigungs-
technik», 1956. Nr. 3.
261. H i n m a n C. W. Press working of metals. New York, 1950.
262. Babul W. Niektore problemy laczenia wybuchowego. NT J, Warszawa,
1968.
263. G u i d i A. Nachschneiden und Feinschneiden — Carl Hanser Verlag,
1965, Munchen. /
264. Engelhardt W Verfahrengerehte Tiefziehpriifung. — «Fertigungs-
technik», 1958, Nr. 12.
265. H or tig W. Wirtschaftlichkeit von Stufenpressen bei der Fertigung
kleiner Reihen. — «Werkstattstechnik und Maschinenbau», 1957, Nr. 7.
266. R e i c h e 1 H. Uber das Walzdriicken kegelformiger Werkstiicke aus
Aluminium. — «Ferigungstechnik», 1958, Nr. 5, 6.
267. V D. J. Arbeitsblatt, Ziehen uber Wulste. 1954.
268. Swift H. W. The Mechanism ofasimple deepdrawing operation. —«Sheet
Metall Industries», 1954, Oct.
269. Beck R., Schenk H., Gross H. Einziehen Zilindrischer Hohl-
korper.—«Fertigungstechnik», 1958, Nr. 12.
270. Wilken R. Das Biegen von Innenborden mit Stempein — «Werkstatts-
technik und Maschinenbau», 1958, H. 8.
271. P а и к n i n W. Grundlagen des hydraulischen Tiefziehen (Hydroform). —
«Werkstattstechnik und Maschinenbau», 1957, H. 6.
272. Gross H., Beck R., S c h e и к К. H. Epoxydharz als Werstoff fur.
Ziehwerkzeuge. — «Fertigungstechnik», 1958, Nr. 10.
273. Gross H. Kunstharz-Werkzeuge fiir Blechumformung. — «Fertigungs-
technik», 1957, Nr. 8.
274. Keller F. Genauschneidverfahren. — «Fertigungstechnik und Betrieb»,
1963, Nr. 9.
275. Schmoeckel D. Presnestrihani v lisoraci technice. — Strojirenska
Vyroba», 1963, No 4.
276. Montag G. Vom Gewindewalzen zum Querwalzen. — «Fertigungstechnik
und Betrieb», 1962, Nr. 9.
277. О e h 1 e r G. Hydraulische Steuerund der Zilhwulstleisten und des Blechhal-
ters von grossen Zilhwerkzeugen. — «Werkstattstechnik», 1959, Nr. 8.
278. Feldmann H. D Anforderungen an Werkzeugmaschinen zum Flies-
pressen. — «Werkstattstechnik», 1959, Nr. 6.
279. Morgenstern L. K. Erweitrung der Grenzen ul^iversellei Zufiihr-
gerate fiir Band und Streifen. — «Fertigungstechnik und Betrieb», 1962, Nr. 9.
280. P о 1 а се к I. a dr. Teorie a praxe explozivnoho tvareni kovu. — «Strojiren-
ska Vyroba», 1961, Nr. 5.
281. Bosse E. Wirtschaftliche Schnittwerkzeug.—«Fertigungstechnik und
Betrieb», 1959, Nr. 6.
282. К e j v a 1 Z. Mechanizace lisovani dilu karoserie. — «Strojirenska Vyroba»,
1964, Nr. 11.
283. Muller G. Die Explosivumformung — eine moderne Verfahrensgruppe
der Fertigungstechnik. — «MetalIverarbeitung», 1964, Nr. 3.
284. Neuber K-, Martin H. Fertigung auf Stufenumformautomaten
und deren Auslastung. — «Fertigungstechnik und Betrieb»' 1964, Nr. 9.
285. Sieber K. Umformung und Werkzeug. — «Werkstattstechnik», 1959, H. 1.
286. Friedewald H. I. Richtlinien fiir die Kofcistruktion vorgespannter
Fliess und Strangpresswerkzeuge. — «Werkstattstechnik», 19159, H. 1.
ЛИТЕРАТУРА
773
287. SchadlichS. Berechnung und Hersteellunghochbeanspruchter Umform-
matrizen auf der Grundlage der Kegelpresspassung. — «Fertigungstechnik und Betrieb»,
1959, Nr. 9, 11, 12.
288. Schuler L. Handbuch fur die Spanlose Formgebung. Goppingen, 1964.
289. В о e t z V. Praxis der Flieszpressens. Munchen, C. Hanser Verlag, 1965.
290. Marciniak Z. Mechanika procesow tloczenia blach. Warszawa, Nau-
kowo-techn. wydawn. 1961.
291. Romanowski W. Handbuch der Stanzereitechnik. Berlin, VEB
Verlag Technik, 1965 (dritte auf 1 age).
292. Romanowsky W P. Tloczenie na zimno. Poradnik. Warszawa,
WNT 1964 (Wyd. 11)
293. Sachs G. Sheet Metal Fabricating. New York, 1958.
294. S i e b e 1 E., Beisswanger H. Tiefziehen. Munchen, Hanser Verlag,
1955.
295. P а и к n i n W. Spannungsverteilung und Festigkeitsrechnung fur das
kaltfliesspressen. Budapest, VersammL, 1967.
296. Panknin W. Das Tiefziehen runder, quadratischer und ahnlicher
WerkstOcke. — «Techn Rundsahau», 1959, Nr. 39. „
297. Panknin W., Siebel E Ziehverfahren der Blechverarbeitung. —
«Metallkunde», 1955, Nr. 47.
298. Lange K. Neue Erkenntnisse liber das Kaltflieszpressen und Stauchen
Essen, «Industrie — Anzeiger, 1966.
299. Marciniak Z. Wplyw plastycznych wlasnosci materialu na graniczne
odksztalcenie blachy w niektorych procesach tloczenia. Poznan, Obrobka plastyczna,
1968, VII-2.
300. Grz£skowiak I. Elementy i zespoly tlocznikow prowadzene lub
mokowane za pomoca tworzyw sztucznych. Poznan, Obrobka plasticzna, 1968, VII—1
301. Objemove tvareni za studena (Lektoroval Josef Novotny), Brno, 1967.
302. Cookson W. The cookson method at cold rollforming. — «Sheet Metal
Industries», 1966, No 474.
303. Johnson S. The ASEA — SAAB fluid — forming method and equip-
ment. — «Sheet Metal Industries», 1966, No 474.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А /
Автоматизация холодной штамповки 680
Автоматические штамповочные линии
703
Автоматы быстроходные 663
— многопозиционные 657
специальные 665
— штамповочные 661
Алюминиевые сплавы, механические
свойства 748
Б
Блоки штампов, типы 508
Боковой нож, ширина срезаемой кромки
425
— прижим полосы 429
Буфера пневматические, пружинные и
резиновые 494
в
Взрывная пробивка отверстий 59
— формовка-вытяжка 347
Вибрационная галтовка 299
Выдавливание холодное 322
---стальных деталей 328
---из сварных заготовок 333
---, требуемое усилие 398
---, штампы 330
— на давильных станках 369
— с раскаткой роликами 373
Вырубка (вырезка) 18
— , величина перемычек 423
— , зазоры между пуансоном и матрицей
— номинальная ширина полосы 428
— пластичными металлами 56
— , раскрой материала 414
— резиной 52
— , усилие 23
—, — прн скошенных режущих кром-
ках 27
—• — проталкивания 26
— , — снятия с пуансона 26
Высадка холодная 315
-----, расчет заготовок 315
— —, степень деформации 316
Высокоэнергетическая штамповка 346
Вытяжка ЮЗ
— без прижима 152
— , начальная стадия 104
— , опасное сечение 105
— гидравлическая 258
— крупногабаритных деталей 204
— резиной 254
Вытяжка деталей с широким фланцем 160
-----—-------, коэффициенты вытяжки
161
Вытяжка квадратных и прямоугольных
коробок 178
— — — — —, количество операций
179
—--------— —, построение заготовки
130
--------—, построение переходов
182
—, технологические расчеты для ци-
линдрических детален 148
—, — — деталей с широким фланцем
163
—,------последовательной вытяжки в
ленте 166
—, — прямоугольных коробчатых
деталей 178
—, -----при вытяжке с утонением 199
Вытяжка, определение высоты деталей
154
зазоры между пуансоном и матрицей
232
—, определение количества операций
149
— , коэффициенты вытяжки 149
— , припуски на обрезку 125
— , работа и мощность 221
— , радиусы закруглений 225
— , скорость 223
— выворачиванием (реверсивная) 159
— с утонением материала 145
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
775
— сферических и параболических дета-
лей 193
Вытяжка, размеры заготовок для круг-
лых изделий 117
—,------для сложных форм 125
—,------для прямоугольных коробок
130
—, — — для вытяжки в ленте 106
—,------для вытяжки с утонением 145
—,------для коробчатых деталей с
фланцем 141
Вытяжка, требуемое усилие 214
—, давление и усилие прижима 217
— с местным подогревом и охлаждением
заготовки 246
— — — алюминиевых сплавов 248
--------магниевых сплавов 247
--------молибденовых сплавов 272
-------- титановых сплавов 262
----- тантала и ниобия 273
Вытяжные (тормозные) ребра 230
г
Галтовка вибрационная 299
Гибка 63
—, деформация крайних волокон 72
— , длина заготовки 77
— , зазоры 93
— , изгибающие моменты 88
— , коэффициенты утонения 68
— , минимальные радиусы 72
— , нейтральный слой 66
— проволочных деталей 69
— профилей и труб 97
— , пружинение при свободной гибке 81
— , — при гибке с калибровкой 82
— , радиусы закруглений 94
— , —, углы пружинения 84
— усилия 90
Гидравлическая штамповка 258
д
Давильные работы 369
Давильно-раскатные работы 372
Детали и узлы штампов 506
Деформационное упрочнение металлов
726
Диаграмма условных и истинных напря-
жений 724
Допуски и посадки деталей штампов 574
— на изготовление вырезных пуансонов
и матриц 579
— — вытяжных пуансонов и матриц 581
— на размеры штампованных деталей
452
3
Загрузочные устройства, типы 570
Зазоры при вырубке 30
— при вытяжке 232
— при гибке 93
Закрытая высота штампа 646
---пресса 646
Зачистная штамповка 43
и
Импульсная штамповка 346
Испытание технологических свойств ме-
талла 727
к
Калибровка 312
Клеймение 344
Комбинированные штампы, последова-
тельные, типы 503
---совмещенные, типы 501
Колонки направляющие 519
Коэффициенты вытяжки 149
— обжима 293
— отбортовки 282
— утонения при вытяжке 200
---при гибке 68
— утонения при отбортовке 285
Крепежные детали 528
Кумулятивный заряд 352
л
Листовые штампы 448
Ловители, типы 559
м
Магнитно-импульсная штамповка 354
Материалы холодной штамповки 739
-------, технологическое применение
736
Матрицы вырубные, типы 555
— пробивные, типы 554
— , типы рабочих отверстий 553
Машины профилировочные 360
Механизация и автоматизация холодной
штамповки 680
— — — подачи полос и лент 684
----------штучных заготовок 694
— удаления деталей и отходов 700
—------укладки деталей 710
-------управления прессами 711
-------транспортировки заготовок 7Q3
Механическая рука 702
776
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Механические свойства, способы испы-
таний 724
Минимальные радиусы гибки 72
н
Накатные работы 379
Накатка резьбы 381
Наклеп и отжиг при вытяжке 240
Направляющие втулки 522
Направляющие колонки 519
Научная организация труда 672
Неметаллические материалы 390
Нейтральный слой при гибке 66
о
Обжимка 292
—, коэффициент обжима 293
Обрезка, способы 60
Обтяжка 265
Объемная формовка 308
Объемная штамповка 302
---, методы 302
---, требуемое усилие 303
Организация рабочего места 672
Организация и схемы планирования ра-
бочих мест 674
Осадка 304
Отбортовка 278
Отбортовка наружного контура 288
— отверстий 278
— отверстий под резьбу 286
— , диаметр отверстий 279
— , коэффициент 282
— некруглых отверстий 284
Отжиг при вытяжке 240
п
Пакеты штампов, типы 514
Перемычки при вырезке 423
— — вытяжке в ленте 425
Пластмассы для штампов 590
Подушки пневматические 494
— гидропневматические 497
Полиуретан 596
Правка 294
Прессы 648
— , выбор типа 481
—, закрытая высота 646
— , современные типы 650
— автоматы 665
— многопозиционные 658
— гидравлические 669
—, регулирование величины хода 491
—> — закрытой высоты 493
электромагнитного действия 671
Прижимы боковые, типы 561
— складкодержатели, типы 569
Припуски на обрезку при вытяжке 125
— на зачистку 47
— , заготовки для калибровки 314
Пробивка отверстия малого диаметра 40
Просвет между матрицей и съемником
558
Профилегибочные станки 367
Профилирование 360
Пружинение упругое 81
Пружины цилиндрические 534
— тарельчатые 542
— кольцевые 544
Пуансоны быстросменные, типы 548
— , марки сталей 585
— пробивные сменные 549
— , расчет на прочность 641
р
Радиусы гибки минимальные 72
— закруглений при вытяжке 225
Разработка технологических процессов
413
— — —, выбор пресса 481
— — —, основы нормирования 460
— , раскрой материала 414
--------, точность деталей 451
Раскрой листового материала 414
— полосового материала 417
— безотходный и малоотходный 419
— , величина перемычек 424
— , использование отходов 436
---------, определение ширины полосы
428
Растяжка 290
Расчет на прочность деталей штампов
635
--------- пуансонов 641
Регулировка хода пресса 491
— закрытой высоты 493
Резина для вырезки 55
— для формовки и вытяжки 254
— , марки и характеристика 589
Резка ножницами 13
— , усилие резания ножницами 17
— ,----скошенными кромками 27
— ,----штампами 23
Рельефная формовка 275
---ребер жесткости 277
Роторные машины и линии 668
С
Сборка штамповкой, способы 388
Сбрасыватели, типы 571
Сварка давлением 384
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
777
Складкодержатели, типы 569
Скорость вытяжки 223
Смазка при вытяжке 234
—, рецептура 235
Сопротивление срезу 21
-----алюминиевых сплавов 748
-----неметаллических материалов 392
— — цветных металлов 746
------- черных металлов 740
Сплавы для литых штампов 586
Сталь для деталей штампов 588
— для пуансонов и матриц 585
Стиракрил 593
Стойкость штампов 600
Съемники, типы 565
т
Твердость деталей штампов 589
Твердые сплавы для штампов 603
Техническая характеристика пресса 646
Технологические испытания, методы 727
Технологичность штамповочных деталей
405
Типовые штампы (конструкции) 609
Точность при вырубке 453
--------по смещению отверстий 453
— изготовления деталей штампов 572
— , гнутых деталей 454
— полых деталей 456
Травление, кислоты 244
Трафареты (фиксаторы) 560
Тугоплавкие металлы 267
У
Универсально-сборные штампы 439
Упоры типовые 556
Упрочнение при вытяжке 240
Упругое пружинение при гибке 81
Усилие вырубки плоскими кромками 23
•----скошенными кромками 23
— вытяжки 216
— гибки 90
— объемной штамповки 304
— отбортовки 280
— правки 296
— прижима 217
— проталкивания 26
— резания ножницами 17
— снятия с пуансона 26
— холодного выдавливания 339
— чеканки 345
— штамповки ребер жесткости 277
ф
Фиксаторы (трафареты) 560
Формовка листовая 275
— объемная 308
X
Хвостовики штампов, типы 525
Холодная пластическая сварка 384
Холодное выдавливание 322
ц
Цветные металлы и сплавы, сопротивле-
ние срезу 746
Центр давления штампа 633
-----9 —, графический способ определе-
ния 633
— — —, аналитический способ опре-
деления 634
ч
Чеканка 344
Чистовая вырубка и пробивка 33
Чистота поверхности деталей штампов
573
ш
Штамповка в мелкосерийном производ-
стве 436
— по элементам контура 437
Штампуемость металлов 727
Штампы, типы 609
— комбинированные, выбор типа 435
-----последовательные, типы 503
-----совмещенные, типы 501
— неметаллические 590
— твердосплавные 603
Штампы листовые 448
—, расчет на прочность 626
—, соединение деталей винтами 527
—,------штифтами 529
—, стойкость 600
—, точность обработки 572
—, чистота обработки 573
э
Экономическая эффективность различ-
ных вариантов технологических про-
цессов 466
— — автоматизации процессов штам-
повки 715
Электрогидравлическая штамповка 353
Эпоксипласты 590
ОГЛАВЛЕНИЕ
Предисловие к пятому изданию . 3
Принятые обозначения 4
ВВЕДЕНИЕ 5
1. Характеристика холодной штамповки . —
2. Классификация и терминология основных процессов и операций
холодной штамповки 6
3. Направление развития холодной штамповки 8
РАЗДЕЛ ПЕРВЫЙ
ТЕХНОЛОГИЯ ХОЛОДНОЙ ШТАМПОВКИ
ГЛАВА I. Разделительные операции 13
1. Резка листового металла ножницами . —
2. Усилие резания листового металла ножницами 17
3. Резка листового металла штампами 18
4. Усилие резания при вырубке и пробивке 21
5. Зазоры между матрицей и пуансоном . 30
6. Чистовая вырубка, пробивка и отрезка 33
7. Зачистная штамповка . 43
8. Безматричные способы вырезки и пробивки 52
9. Обрезка полых деталей................................... 60
ГЛАВА II. Гибка. 63
10. Процесс гибки листового металла —
11. Нейтральный слой 66
12. Величина деформаций и минимально допустимые радиусы
гибки . 72
13. Определение размеров заготовок при гибке 77
14. Упругое пружинение при гибке 81
15. Изгиб с растяжением 86
16. Изгибающие моменты и усилия гибки 88
17. Конструктивно-технологические элементы при гибке 93
18. Изгиб профилей и труб 97
ГЛАВА III. Вытяжка 103
19. Процесс вытяжки —
ОГЛАВЛЕНИЕ 779
20. Определение размеров и форм заготовок при вытяжке 117
21. Технологические расчёты при вытяжке и построение технологи-
ческого процесса 146
22. Определение усилий вытяжки и прижима 214
23. Работа, мощность и скорость вытяжки 221
24. Радиусы закруглений и зазоры при вытяжке 225
25. Смазка при вытяжке 234
26. Наклеп металла и отжиг при вытяжке . 240
27. Особые способы вытяжки 246
28. Вытяжка тугоплавких металлов и сплавов 267
ГЛАВА IV. Листовая формовка 275
29. Рельефная формовка —
30. Отбортовка . 278
31. Растяжка . 290
32. Обжимка 292
33. Правка 294
ГЛАВА V. Объемная штамповка 302
34. Характеристика операций —
35. Осадка 304
36. Объемная формовка 308
37. Калибровка 312
38. Холодная высадка . . 315
39. Холодное выдавливание (прессование) 322
40. Чеканка, клеймение и разметка 344
ГЛАВА VI. Особые виды обработки давлением 346
41. Высокоэнергетические (высокоскоростные) методы штамповки —
1) Взрывная штамповка 347
2) Штамповка электрогидравлическим разрядом 353
3) Магнитно-импульсная штамповка . 354
42. Профилирование ленточного, полосового и листового металла 360
43. Гибка профилированных заготовок 366
44. Давильные и давильно-раскатные процессы 369
45. Накатные и кромкогибочные работы .. 379
46. Холодная сварка давлением 384
47. Применение штамповки для сборки 388
ГЛАВА VII. Штамповка неметаллических материалов 390
48. Основные виды неметаллических материалов, применяемых
в холодной штамповке —
49. Резка и вырубка деталей из неметаллических материалов 391
50. Гибка неметаллических материалов 399
51. Вытяжка и формовка неметаллических материалов 400
780
ОГЛАВЛЕНИЕ
РАЗДЕЛ ВТОРОЙ
ОСНОВЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ХОЛОДНОЙ ШТАМПОВКИ
ГЛАВА I. Технологичность штампованных деталей . 405
1. Технологические требования к конструкции штампованных
деталей —
2. Методы повышения технологичности штампуемых деталей и
пути экономии металла 409
ГЛАВА II. Разработка технологических процессов холодной штам-
повки . 413
3. Содержание и порядок разработки технологических процессов —
4. Раскрой материала и величина перемычек 414
5. Основы построения технологических процессов холодной
штамповки . 432
6. Технология холодной штамповки и штампы, применяемые в
мелкосерийном производстве . 436
7. Точность штампованных деталей . 451
8. Основы технического нормирования холодноштамповочных
работ 460
9. Технологическая документация 463
ГЛАВА III. Экономическая эффективность различных вариантов
технологических процессов холодной штамповки 466
10. Показатели экономической эффективности —
11. Состав и расчет цеховой себестоимости штампованных деталей 469
12. Технико-экономические нормативы стоимости штампов 473
ГЛАВА IV. Выбор прессового оборудования . 481
13. Основные принципы и параметры для выбора пресса —
14. Способы регулировки прессов. Закрытая высота пресса . . 491
15. Оснащение прессов пневматическими подушками и (буферами) 494
РАЗДЕЛ ТРЕТИЙ
ТИПОВЫЕ КОНСТРУКЦИИ ШТАМПОВ,
ИХ УЗЛОВ И ДЕТАЛЕЙ
ГЛАВА I. Типовые схемы штампов 500
1. Технологические типы штампов —
2. Конструктивно-эксплуатационные типы штампов. —
ГЛАВА II. Типовые узлы н детали штампов 506
3. Типовые детали штампов —
4. Типовые конструктивные узлы п детали штампов —
5. Типовые технологические узлы и детали штампов 546
6. Точность изготовления и чистота обработки деталей штампов 572
7. Материалы для деталей штампов 584
ОГЛАВЛЕНИЕ
781
8. Пластмассовые штампы 590
9. Стойкость штампов 600
ГЛАВА III. Типовые конструкции штампов . 609
10. Типовые конструкции разделительных штампов (простого,
последовательного и совмещенного действия). ... —
II. Типовые конструкции формоизменяющих штампов (гибочные,
вытяжные, комбинированные). 617
ГЛАВА IV. Проектирование и расчеты штампов иа прочность 626
12. Порядок и этапы проектирования —
13. Технологичность конструкции узлов и деталей штампов 627
14. Определение центра давления штампа 633
15. Расчеты деталей штампов на прочность. 635
16. Закрытая высота штампа и пресса 646
РАЗДЕЛ ЧЕТВЕРТЫЙ
ПРЕССЫ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ ЛИСТОВЫХ МАТЕРИАЛОВ
ГЛАВА 1. Основные типы прессов 648
1. Классификация штамповочных прессов —
2. Современные типы прессового оборудования. . . 650
3. Научная организация труда, планировка и обслуживание
ра-бочего места . 672
ГЛАВА II. Механизация и автоматизация процессов холодной
штамповки 680
4. Пути и способы автоматизации холодноштамповочного произ-
водства —
5. Механизация и автоматизация подачи материала и заготовок 684
6. Механизация и автоматизация удаления деталей и отходов 700
7. Автоматические штамповочные линии и механизация транспор-
тировки заготовок . 703
8. Автоматизация счета, укладки стапелирования и взвешивания
отштампованных деталей 710
9- Автоматизация управления, блокировки и контроля процесса
штамповки . 711
10. Методика определения экономической эффективности автомати-
зации и механизации процессов холодной штамповки 715
РАЗДЕЛ ПЯТЫЙ
МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ В ХОЛОДНОЙ ШТАМПОВКЕ
ГЛАВА I. Механические и технологические свойства листовых
материалов 724
1. Механические свойства и испытания листовых металлов —
2. Технологические свойства и испытания листовых металлов 727
3. Указания по технологическому применению листовых металлов 736
7в2 ОГЛАВЛЕНИЕ
ГЛАВА II. Характеристика листовых материалов . . 4. Основные материалы, применяемые в холодной штамповке . . . 5. Механические свойства основных листовых металлов Приложение Литература Предметный указатель 739 745 750 762 774
Виктор Петрович
РОМАНОВСКИЙ
СПРАВОЧНИК
ПО ХОЛОДНОЙ ШТАМПОВКЕ
Редакторы издательства Р. Н. Милеева и Л. И. Вожик
Технический редачтор Л. В. Щетинина
Корректоры 3. С. Романова и 3. П. Смоленцева
Сдано в производство 24/XI 1970 г.
Подписано к печати 11/V 1971 г. М-23509
Формат бумаги 70X108‘/ie. Бумага типографская № I
Печ. л. 49. Уч.-изд. л. 59.
Тираж 40 000 экз. Заказ № 1377. Цена 3 р. 37 к.
Ленинградское отделение издательства «МАШИ-
НОСТРОЕНИЕ», Ленинград Д-65, ул. Дзержин-
ского. 10
Ордена Трудового Красного Знамени Ленинград
ская типография № 1 «Печатный Двор» имени
А. М. Горького Главполиграфпрома Комитета по
печати при Совете Министров СССР, г. Ленинград,
Гатчинская ул., 26.