/































































































Text
:Ре".жущий инструмент
J-
i
~'
'-~
_/
~ОСУДАРСТ ВЕННЫЕ СТАНДАРТЫ
СОЮЗА ССР
Ре ,r<_, ш ••й инструмент
'~ВЕРЛА
И ЦЕН '" Р О ЗОЧНЫЙ ИHCTPYJ\t\EHT
Издание официальное
-·- --- ---- -
ИЗДАТЕЛЬСТВО СТАНДАР_IОВ
МОСКВА 1971 г.
.; -----~ .
УДК 621.9702
ОТ ИЗДАТЕЛЬСТВ;\
1
Сборник «Режуiций инструмент. Свеt(ла и центровоч
ный инструмент» составлен Издательс1·11 ом стандартоIJ
при участии ·всесоюзного научно-иссj~1едовательского
инструментального института (ВНИИ) и с\одержит стан
дарты, утвержденные до 1 августа 1971 г. '
В стандарты внесены все изменения, \ принятые до
указанного срока. Около номер_~ стандарт;~ , в который
внесено изменение, стоит знак ···.
Текущая \ информация
о вновь утвержденных и пересмотренных ) стандартах,
а также о принятых к ним изменениях п )m ликуется в
выпускаемом ежемесячно «Информационном '. указателе
"""Р'°''
.
~,
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Утвержден
СВЕРЛА СПИРАЛЬНЫЕ
Градация диаметров и допуски
по диаметрам
Twist drills. Diameteг гanges
and tolerances
Госу дарственным комитетом стандартов,
приборов СССР 5/V 1964 г. Срок_ введения установлен
гост
885-64*
мер
Взамен
гост 885-60
и измерительных
с 1/1 1965 г.
Несоблюдение стандарта преследуется по закону
1. Градация диаметров должна соответствовать следующему
ряду в мм:
0,25
1, 70
(3 ,35)
6,3
9,5
12,7
0,30
1,75
3,4
6,4
9,6
12,8
0,35
1,80
3,5
6,5
9,7
13
0,40
1,85
3,6
6,6
9,8
13, 1
0,45
1. 90
3,7
6,7
9,9
13,2
0,50
1,95
3,8
6,8
10
13,3
0,55
2,00
3,9
6,9
10,1
13,5
_ О,60
2,05
4,0
7,О
10,2
13,7
0,65
2, 10
4,1
7,1
10,3
13,8
0,70
2' 15
4,2
7,2
10,4
14
0,75
2,20
(4,25)
7,3
10,5
14,25
0,80
2,25
4,3
7,5
10,6
14,5
0,82
2,30
4,4
7,6
10,7
14,75
0,85
2,35
4,5
7,7
10,8
15
15,25
0,90
2,40
4,6
7,8
10,9
(15,4)
0,92
2,45
4,7
7,9
11
15,5
0,95
. )2,50
4,8
8,0
11 '1
15,75
1,00
2,55
4,9
8,1
11,2
16
1,05
2,60
5,0
8,2
11,3
16,25
1,10
2,65
5,1
8,3
11,4
16,5
1,15
2,70
5,2
8,4
11, 5
16,75
1,20
2,75
5,3
8,5
11, 7
17
1,25
2,80
5,4
8,6
11 ,8
17,25
Внесен Всесоюзным научно-исследовательским инструментальным
институтом (ВНИИ)
Издание официальное
Перепечатка воспрещена
3
гост 885-64
Продолжсние
1,30
2,85
5,5
8,7
11'9
(17 ,4)
1,35
2,90
5,6
8,8
12
17,5
1 ,40
2,95
5,7
8,9
12,1
17,75
1,45
3,0
5,8
9,0
12,2
18
1,50
3,1
5,9
9,1
12,3
18,25
1,55
(3, 15)
6,0
9,2
12,4
J8,5
1,60
3,2
6,1
9,3
12,5
18,75
1,65
3,3
6,2
9,4
12,6
19
19,25
(23, 9)
28,75
35'
42
51
(19,4)
24.
29
(35,25)
42,5
(51,5)
19,5
24,25
29,25
35,5
43
52
19 ,75
24,5
29,5
(35,75)
(43,2 5)
53
20
24,75
30
36,0
43,5
54
20 ,25
25
(30,25)
(36,25)
44
55
20,5
25,25
30,5
36,5
44,5
56
20,75
25,5
30,75
37
45
57
(20, 9)
25,75
31
37;5
(45,25)
58
21
26
31,25
38
45,5
90
21,25
26 ,25
31,5
(38, 25)
46
61
21,5
26,5
31,75
38,5
46,5
62
22
26,75
32
39
47
63
22,25
27
(32' 25)
(39' 25)
47,5
65
22,5
27,25
32,5
39,5
48
68
22,75
27,5
33
40
48,5
70
23
27,75
(33,25)
40,5
49
72
23,25
28
33,5
41
49,5
75
23,5
28,25
34
(41,25)
50
78
23,75
28,5
34,5
41>5
50,5
80
Пр и м е ч а н и е. ·Сверла, диаметры которых поставлены в с ко бки,
изго товляются по соглашению с потребителем
2. . Отклонения диаметров сверл должны соответствовать ука"
занным в таблице.
От1<лонения диаметров сверл
то чно го исполнения
общего назначе1-1 ю1
Диаметры сверл
1
1
верхнее
нижнее
верхнее
нижнее
От 0,25 до 0,5
-
-
о
-0 ,01
Св.0,5 ДО О,75
о
-0,009
о
-0,015
Св. 0,75 до 1,0
о
-0,011
о
- 0,020
Св.1,0 ДО3
о
-0,014
о
- 0,025
4
Стр. 2 ГОСТ 885-64
Продо лжен ие
Отк л онении диаметров сверл
точного исполнения
общего назн ачения
Диаметры сверл
1
1
верхнее
нижнее
верхнее
н1rжнее
1
1
Св.3до6
о
-0,018
о
-
0,030
Св.6ДО10
о
- 0,022
о
-0 ,036
Св. !Ода 18
о
- 0,027
о
-
0,043
Св. 18ДО30
о
- 0,033
о
-0 ,052
Св.30ДО50
о
-0,039
о
- 0,062
Св.50до80
о
- 0,046
о
- 0,074 .
П р им е ч а ни е. На сверлах точного исполнения в обозначение и
маркировку добавляется буква " Т"
(Измененная редакция
No 3 1965 г.).
«Информ. указател9 стандартов»
5
j
j
r
1
l
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР'
СВЕРЛА СПИРАЛЬНЫЕ
С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
ДЛИННАЯ СЕРИЯ
Основные размеры
T\vist drills with straight shanks.
Long series. Basic dimensions
гост
886-64*
Взамен
гост 886-60
Утвержден Государственным комитетом стандартов, мер и измерительных
приборов СССР 5/V 1964 г. Срок введения установлен
с 1/1 1965 г.
Несоблюдение стандарта преследуется по закону
1. Основные размеры сверл должны соответствовать указан
ным на чертеже и в таблице.
d
L
1, 95
2,00
2,05
85
2, 10
1
Разме ы шейки не
регламентируютс.11
lo
.мм
l,
11
d
2,55
2,60
55
2,65
2,70
L
95
100
· Внесен
Всесоюзным научно-исследовательским инструментальным
институтом (ВНИИ)
60
65
Издание официальное
Перепечатка воспрещена
6
ГОСТ 886- 64 Стр. 2
м.м
Продолжение
d
L
lo
11
d
L
1
l,
2, 15
2 ,75
2,20
2,80
2,25
90
60
2,85
100
65
2.30
2,90
2,35
2,95
2,40
3,0
-
2,45
95
60
3, 10
105
70
2,5
(3, 15)
3,20
5,8
,
3,30
105
70
5,9
140
90
(3,35)
6,0
3,40
6'1
3,50
115
75
6,2
3,60
6,3
3,70
6,4
'
150
100
3,80
6,5
3, 90
6,6
4,00
120
б,7
4, 10
6,8
4,20
6,9
(4 ,25)
80
7,0
4,3
7,1
155
100
4,4
7,2
4,5
125
7,3
4,6
7,5
4,7
7,6
4,8
7;7
4,9
7,8
'
5,0
130
7,9
165
110
5., 1
85
8,0
5,2
8,l
5,3
8,2
7
ГОСТ 885 -64 Стр. 3
.М Л!
Продолжение
d
L
10
11
d
L
1
!о
.5 ,4
8,3
5,5
8,4
165
110
140
90
5,6
8,5
5,7
8,6
175
il5
8,7
11,5
8.8
11, 7
195
130
8,9
11,8
9,0
11,9
9'1
175
115
12,0
9,2
12, 1
9,3
12 ,2
9,4
12,3
9,5
12,4
9,6
12,5
205
135
9,7
12,6
9,8
12,7
9,9
12,8
10,0
13,О
10, 1
185
120
13, 1
10,2
13,2
10,3
,
13,3
----
10,4
13,5
10,5
13,7
215
140
10,6
13,8
10,7
14,0
10,8
14,25
10,9
14,5
11,0
14,75
220
145
195
130
11 '1
15,0
11,2
15,25
. 11,3
(15,4)
225
150
11,4
15,5
8
ГОСТ 886-64 Стр. 4
.м.м
П родолжеиие
d
L
10
11
d
L
1
l,
15,75
1
18,О
240
155
225
150
16,00
18,25
16,25
18,5
245
160
16,5
235
155
18,75
16,75
19,0
17,0
19,25
17,25
(!9,4)
(17 ,4)
240
155
19,5
255
165
17,5
19,75
-
17,75
20,0
Пример условного обозначения сверладиаметром
10 м.м, исполнения /:
Сверло 10 1 ГОСТ 886 - 64
То :же, исполнения II:
Сверло 10 II ГОСТ 886-64
Пр им е ч а ни е. Для сверл точного исполнения в обозначение после диа
метра сверла вводится буква «Т».
(Измененная редакция - «Информ. указатель стандартов»
No 3 1965 г.).
2. Допу<;ки по диаметрам сверл - по ГОСТ 885-64.
3. Технические требования к сверлам
-
по ГОСТ 2034-64.
4. Размеры центровых отверстий - по ГОСТ 14034-68.
Допускается изготовление сверл диаметром до 6 мм с наруж-
ным центром.
5. Разм·ерJ?I поводков св~рл
-
по ГОСТ 10904 - 64.
Сверла диаметром 3 мм и менее изготовляются без поводка.
6. Сверла могут выполняться как с шейкой, так и без нее.
Замена
ГОСТ 140 34-68 введен взамен ОСТ 3725.
9
l
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВЕРЛА СПИРАЛЬНЫЕ
Технические требования
Twist drШ s. Technical requiremeпt s
гост
2034-64*
в·замен
гост 2034-53
Утвержден Государственным комитетом стандартов, мер
приборов СССР 5/V 1964 r. Срок введения установлен
и измерительных
с 1/1 1965 r.,
п. 15- 1/1 1967 r.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на сверла спиральные
диаметром от 0,25 до 80 мм.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. Сверла должны быть изготовлены из быстрорежущей стали
марок, предус~ютренных ГОСТ 9373-60 и технической документа
цией Министерства черной металлургии СССР, зарегис11рирован
ной в Государственном комитете стандартов, мер и измерительны х
приборов Совета Министров СССР.
В обоснованных случаях допускается изготовление сверл чз ле
гированной стали марки 9ХС по ГОСТ 5950-63.
(Измененная редакция - «Информ. указатель стандартов»
No 7 1970 г.).
2. Сверла из быстроре:жущей стали с коническим хвостовиком
диаметром от 6 J11M и с цилиндрическим хвостовиком диаметром от
8 J11M должны быть изготовлены сварными.
В месте сварки раковины, непровар, поджог,. пережог металла ,
кольцевые трещины и свищи не допускаются.
Примечания:
1. Сверла из светлотянутой шлифованной или полированной стали диаметр0м
до 12 J1,1.1 могут изготовляться цельными.
2. Кроме сварки, допускаются другие методы соединения рабочей части с
хвостовиком, гарантирующие качество соединения не ниже качества сварки._
Внесен Всесоюзным научно-исследовательским инструментальным
институтом (ВНИИ)
.
Издание официальное
Перепечатка воспрещена
10
гост 2034-64
(Измененная редакция - «Информ. указатель стандартов»
No 7 1970 г.).
3. Хвостовики сварных сверл должны быть изготовлены из ста
ли марки 45 по ГОСТ 1050-60 или марки 40Х по rост 4543-61.
4. Рабочая часть сверл должна быть закалена:
а) у цельных сверл - на длине винтовой канавки, уменьшенной
на величину не более 11/ 2 диаметров сверла;
б) у сварных сверл - на длине, уменьшенной на величину не
более 11/ 2 диаметров сверла от сварочного шва, но не менее 2/з дли
ны винтовой канавки.
5. Твердость рабочей части сверл на длине, установленной п. 4,
должна быть:
у сверл из быстроре)1{ущей стали ' диаметром
ДО5МА!.
•
•
HRC 62-64,
св.5,им ....HRC62-65;
у сверл из стали марки 9ХС диаметром
ДО 5 AtAI
HRC 61-63,
св.5АШ••' HRC61-64.
Твердость рабочей части сверл из быстрорежущей стали с со
держанием ванадия 3 % и более и кобальта 5'% и более должна
быть выше на 1-2 единицы HRC.
Пр им е ч ан и е . Сверла из быстрорежущей стали диамет.ром 6 ,нм и выше
могут изготовляться цианированными.
(Измененная редакция - «Информ. указатель стандартов»
No 7 1970 г.).
6. Твердость лапок у сверл с коническим хвостовиком и твер
дость поводка у сверл с цилиндричесrшм хвостовиком должна быть
HRC 30- 45.
7. Шероховатость поверхностей сверл должна быть (по ГОСТ
2789-59):
а) задних поверхностей, поверхностей направляющих ленточек,
а также поверхностей хвостовиков не ниже:
\78 - для сверл точного исполнения,
v 7 - для сверл общего назначения;
б) поверхностей канавок не ниже:
v 8 - для сверл точного исполнения диаметром до 1 мм вкл.
v7 - для сверл точного исполнения диаметром св. 1 мм,
v 6 - для сверл общего назначения.
· 8. Нешлифованные поверхности сверл после термообработки
должны быть обработаны гидрополированием или очищены хими
ческим путем . После химической очистки канавки сверл Диаметром
свыше 10 мм должны быть полированы. ,
П р и м е ч а н и е. Допускается обработка цилиндрических сверл в атмосфере
перегретого водяного пара.
11
гост 2034--64
9. Допускаемые отклонения диаметров сверл, измеренные в на
чале рабочей части, - по ГОСТ 885-64.
10. Допуск общей длины сверл устанавливается равным удвоен
ному, а длины рабочей части равным утроенному допуску 9-го клас
са точности по ОСТ 1010 с симметричным расположением предель
ных отклонений относительно номинальных размеров.
11. Сверла должны иметь на рабочей части только равномер
ную обратную конусность (уменьшение диаметра по направлению
к хвостовику). Обратная конусность на 100 .м.м длины сверл долж
на быть в следующих пределах:
0,03-0,08 ж.м - для сверл с номинальным диаметром до JO .м.м.
0,04-0,10 .мж - для сверл с номинальным диаметром св . 10 до
18 Млt.
0,05 -0,12 мм - для сверл с номинальным диаметром св. 18 .мм.
Примечания:
1. На сверлах с цилиндрическим хвостовиком диаметром до 12 .мм обратная.
конусность может распространяться на всю длину сверла.
2. Сверла диаметром до 1 мм могут быть изготовлены без обратной конусно
сти (прямая конусность не допускается),· диаметром до 0,6 мм - без направляю
щих ленточек.
12. Величина нецентричности сердцевины для сверл точного
исполнения не должна превышать:
0,03 мм - для сверл диаметром до 1 мм;
0,04 л1м - для сверл диаметром св. 1 до 2 жм ;
0,05 мм - для сверл диаметром св. 2 до 3 )1-tм;
0,10 .мм - для сверл диаметром св. 3 до 18 жж;
0,15 мм - для сверл диаметром св. 18 до 30 Л;tж;
0,20 ло1 - для сверл диаметром св. 30 до 50 мм;
0,30 мм - для сверл диаметром св. 50 л-и11.
13. Радиальное биение по ленточкам на всей рабочей части
сверла относительно оси хвостовика не должно превышать указан
ного в табл. 1.
Номинальный
диаметр сверла
От3до10
Св. 10
.М..!!
~ Для сверл с цилиндрическим хвостовиком
Короткой серии
Точного 1 Общего
исполнения назначения
0,04 1
0,06
0,0(_? 1
0,08
Средней ·и длинной
серии
Точного 1 Общего
исполнения назначения
0,06 1--o,_o_s_
0,08
О, 12
Таблица 1
ДJJя сверл: с кони-
ческим хвостовиком
Точного
Общего
исполнении назначения
0,08 1- 0_ ._1 _2_
О, 1.2
О,16
П р и м е ч а н и е. На сверлах диаметром до 3 мм вместо контроля. б.и.ен.ия:
контролировать кривизну . Кривизна не должна - превышать::
О, 03 мм - для сверл короткой серии,
·
0,04 мм - для сверл средней и длинной серий"
12
гост 2034-64
14. Предельные отклонения угла при вершине и заднего угла
не должны превышать ± 3°.
15. Режущие кромки должны быть симметрично · расположены
относительно оси рабоче й части сверла. Осевое биение, проверяе
мое посередине режущих кромок, не должно превышать:
Точное исполнение
0,05 мм - для сверл диаметром до 6 мм,
0,10 мм - для сверл диаметром св. 6 до 10 мм,
0,20 мм -для сверл диаметром св. 10 мм;
Общее назначение
0,12 MJvt - для сверл диаметром до 6 мм,
0,18 мл1 - для сверл диаметром св. 6 до 10 мм,
0,30 Jvt.м - для сверл диаметром св. 1О мм .
16. Размеры поводков и допуски на них- по ГОСТ 10904-64.
17. Допуски конусов Морзе - по ГОСТ 2848-67.,
11. МЕТОДЫ ИСПЫТАНИИ
18. Чтоб ы выявить дефекты сварки, термообработки и заточки,
не поддающиеся контролю визуальным осмотром, сверла должны
быть подвергнуты испытанию в работе на сверлильных станках с
применением патронов и втулок, соответствующих · установленным
для них нормам точности, при следующих условиях:
а) в зависимости от диаметра сверл испытание в работе произ
водится при режимах резания , у~азанных в табл. 2.
нш"1ннальные диаметры
сверл, лt.лt
До1
Св. 1ДО2,
Св. 2ДО 4
Св.4до6
Св.6ДО8
Св. 8ДО10
Св.10ДО13
Св.13до16
Св.16до20
Св.20до25
Св.25до30
Св.30до80
Таблица 2
Подача, лtJ.t/oб
С1<орость реза ния.
лt/л~ин
Количество отверстий
9-11
60
Ручная
19-21
60
30-32
55
0,14-0,18
24-28
55
0,18-0,22
22-24
40
0,22-0,28
30
0,25-0,31
30
0,31-0,37
25
0,35-0,43
19-21
20
0,39-0,47
16
'
0,45-0, 55
13
0,6-0,7
9
13
гост 2034-64
Примечания:
1. Г лу бина сверления пр'инимается равной трем диаметрам св ерла , но не
·лее чем 85 .млt.
2. Свер ление производится в глухих отверстиях.
3. Для удлиненных сверл подачи м огут быть снижены до 20 % п ри соответ
в е нном у в еличении скорости резания.
б) испытание сверл в работе должно производиться по стали
марок 45 или 50 по ГОСТ 1050-60 твердостью НВ 195-232. Мате
риал , на котором производится испытание, должен им ет ь чисто
обработанную поверхность;
в) в качестве охлаждающей - смазывающей жидкости должен
применяться 5% 1-ный (по весу) раствор эмульсола в воде с рас
ходом :
не менее 5 л/мин - для сверл диаметром св. 5 мм.
не менее 2 л/мин - для сверл диаметром до 5 мм .
Сверла диаметром до 1 мм должны смачиваться .
19 . После испытаний сверл в работе на режущих кромках по
следних не должно быть следов выкрашиваний, и они должны
быть пригодны для дальнейшей работы .
20. При контрольных проверках сверл на стойкость нормы
стойкости между переточками и режимы резания сверл должны
соответствовать общемашиностроительным нормативам режимов
резания и времени для технического нормирования работ на свер
лильных станках в условия х серийного производства, разработан
ным ЦБПН при Научно-исследовательском институте тр уд а Госу
дарственного комитета по вопросам труда и заработной платы
Совета Министров СССР.
111. МАРКИРОВКА, УПАКОВКА
21 . На хвостовиках или шейках сверл диаметром 2 л1м и более
должны быть четко нанесены:
а) товарный знак предприятия-изготовителя;
б) диаметр сверла;
в) марка стали;
г) для сверл точного исполнения в . маркировку добавляется
буква «Т».
Примечания:
l. Сверла диаметром от 0"25 до 2 лtм маркировке не подлежат .
2. На сверлах диаметром от 2 до 3 .мм допускается нанесение только диа
метра сверла и марки стали .
(Измененная редакция - «Информ. указатель стандартов»
No 7 1970 г.).
22 . Сверла должны быть подвергнуты консервации согласно
ГОСТ 13168-69. Способ консервации должен об.еспечить сохран
ность сверл в течение одного года при средних условиях хранения.
14
гост 2034-64
Сверла диаметром менее 10 мм завертываются в бумагу по не·
сколько штук.
(Измененная редакция - «Информ. указатель стандартов»
No 7 1970 г.).
23. Сверла одного типа и размера и одной марки стали упа:ко·
вывают в индивидуальную или групповую тару (коробки или пе
налы из картона или дерева).
Допускается упаковка сверл общего назначения в пачки .
. 24. На 1<юкдой коробке или пачке должна быть этикетка, со·
держащая:
а) (Отменен. - «Информ. указатель стандартов» No 7 1970 г.).
б) товарный знак предприятия - изготовителя;
в) наименование предприятия-поставщю<а;
г) обозначение сверл по настоящему стандарrу;
д) марку стали;
е) количество сверл;
ж) номер соответствующего размерного стандарта.
(Измененная редакция - «Информ. указатель стандартов»
No71970г.).
25 . Коробки или пачки со сверлами должны быть плотно упа
кованы в деревянные ящики, выложенные внутри влагонепроницае
мой бумагой, причем должны быть приняты меры для предохране
ния сверл от механических повреждений.
26. Вес ящика брутто не более 50 кг.
27. Каждая поставляемая партия сверл должна сопровождать
ся документом, удостоверяющим их соответствие требованиям
настоящего стандарта.
28. Документ должен содержать:
а) (Отменен. - «Информ. указатель стандартов» No 7 1970 г.) .
б) товарный знак предприятия-изготовителя;
в) обозначение сверл по настоящему стандарту;
r) мар1<у стали;
д) 1<0личество сверл.
(Измененная редакция - «Информ. указатель стандартов»
No 7 1970 г.).
Замена
ГОСТ 2848-67 введен взамен ГОСТ 2848-45.
15
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
•
•
111
СВЕРЛА СПИРАЛЬНЫЕ С КОНИЧЕСКИМ
ХВОСТОВИКОМ УДЛИНЕННЫЕ
Основные размеры
Lengthened t•\v ist dгills with taper shanks.
Basic dimensioпs
,,
гост
2092-64*
Взамен
гост 2092 - 60
Утвержден ГосуДарственным комитетом стандартов, мер и измерительных
приборов СССР 5/V 1964 r. Срок введения установлен
с 1/1 1965 r.
Несоблюдение стандарта преследуется по закону
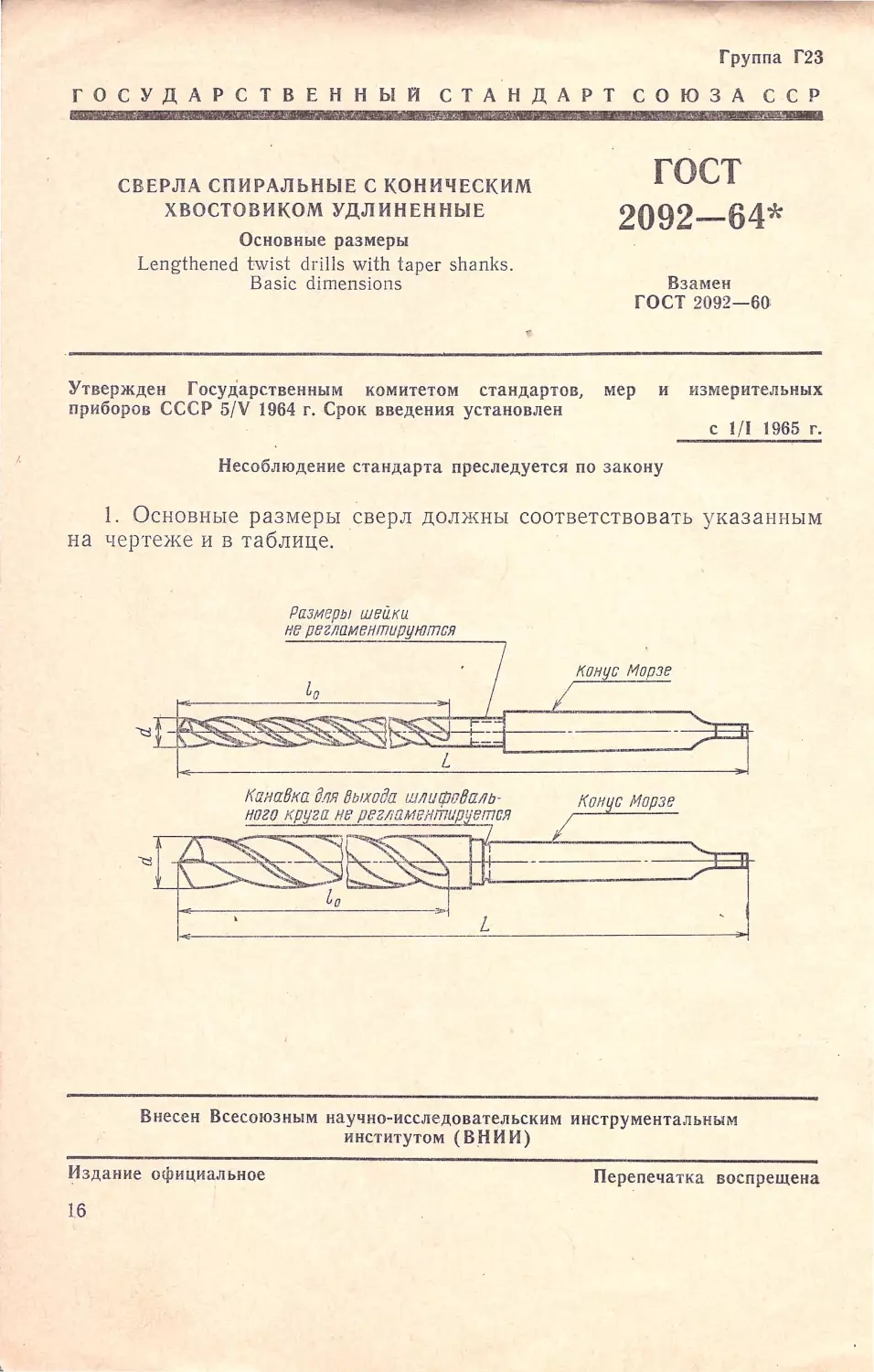
1. Основные размеры сверл должны соответствовать указанным
на чертеже и в таблице.
Размеры шeilкu
не регламентируются
·
/
конус Морзе
~~~l-+___jij-r - - -'- -1-?r=j
Канавка оля 8ыxoila шлuфо8ал~
+~~~ . ::J
~L
~
Внесен Всесоюзным научно-исследовательским инструментальным
институтом (в .ни и)
Издание официальное
Перепечатка воспрещена
16
d
L
6
225
145
6,1
6,2
6,3
6,4
230
150
6,5
6,6
6,7
7,7
7,8
7,9
8
8,1
240
160
8,2
8,3
8,4
8,5
8,6
8,7
8,8
8,9
9,0
245
165
9,1
9,2
9,3
9,4
9,5
9,6
9,7
250
170
9,8
.м.м
Конус 11
Морзе
d
6,8
6,9
7,0
7,1
7,2
"
7,3
7,5
7,6
10,4
10,5
10 ,6
10,7
10,8
10.9
1
11,0
11• 1
---
11,2
11 ,3
11,4
11,5
11'7
11 ,8
11,9
12,0
12,1
12,2
12,3
12,4
12,5
12,6
L
235
240
250
255
260
ГОСТ 2092-64 Стр. 2
z,
155
160
170
'
175
i
180
!
'
Конус
Морзе
1
17
Стр. 3 ГОСТ 2092-64
.мм
Про должени е
d
L
Конус 11
Морзе
d
L
1
Конус
lo
Морзе
9,9
12,7
10,0
12,8
10, 1
250
170
13,0
260
180
1
10,2
13, 1
10,3
1
13,2
13,3
19,25
13,5
(19,4)
13,7
265
185
19,5
320
220
13,8
19 ,75
14,О
20,О
14,25
20,25
14,5
290
190
20,5
14,75
20,75
330
230
15,0
(20, 90)
2·
15,25
21,0
(15,4)
21,25
15,5
295
195
21,5
335
235
..
15,75
22,0
.,.
16,О
32s
-
...
16,25
22,5
<-:~~-
2
~
16,5
22,75
340
300
200
16,75
23,0
240
17 ,0
23,25
360
17,25
23,5
(17 ,4)
23,75
17 ,5
305
205
(23,~
[/
3
17,75
24,0
365
245
18,0
24,25
18,25
310
210
24,5
1
18,5
24,75
18
ГОСТ 2092-64 Стр. 4
мм
d
L
1~~7з~11 d
L
18,75
25,0
365
245
310
210
2
19,О
25,25
375
255
25,5
27 ,75
385
265
25,75
28,0
26,О
375
255
28,25
26,25
28,5
3
26,5
3
28,75
26,75
29
395
275
27,0
385
265
29,25
27,25
29,5
27,5
30,0
Пример условного обозначения сверла диамет-
ром 20 лtм с конусом Морзе 2:
Сверло 20-2 ГОСТ 2092-64
Пр им е ч а ни е. Для сверл точного исполнения в обозначение после щ1амет
ра сверла вводится буква «Т».
(Измененная редакция - «Информ. указ атель стандартов»
No 3 1965 г.).
2. Допуски по диаметрам сверл - по ГОСТ 885-64.
3. Технические требования к сверлам
-
по ГОСТ 203 4-64.
1. Размеры конусов Морзе - по ГОСТ 2847- 67.
5. Сверла могут выполняться как с шейкой, так и без нее .
Замена
ГОСТ 2847-67 введен взамен ГОСТ 2847-45.
19
Группа Г23
ГОСУДАРСТВЕННЫЙ CTAH.l],APT СОЮЗА ССР
СВЕРЛА СПИРАЛЬНЫЕ
С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
КОРОТКАЯ СЕРИЯ
Основные размеры
Twist drills \vith st raight shanks .
Short series. Basic dimensions
гост
4010-64*
Взамен
гост 4010-60
Утвержден Государственным комитетом стандартов, мер
приборов СССР 5/V 1964 r. Срок введения установлен
и измерительных
с 1/1 1965 г.
Несоблюдение стандарта преследуется по закону
1. Основные размеры сверл должны соответствовать указан
ным на чертеже и в т~блице.
Пра8ые
~~
-(_-)/.'У
/1СЩ!!!NС!Щf: J .
'-l~ --3-
_Zo
г
Ле!Jые
L
J:::_=p-~) ~ .
~~г~--=- -
Исшинение Л
-i~
c:..._ ==_ri ···
(Измененная редакция - «Информ.
указатель
стандартов»
No 3 1965 г.):
мм
d
L
lo
11
d
L
] ,00
1,25
32
6
1,30
1,05
·-
32
1,35
1,10
7
i ,40
36
1 '15
1 ,45
1,20
8
1,50
Внесен В сесоюз ным научно-исследов ател ьским инструментальным
.
институтом (ВНИИ)
1,
8
9
Издание официальное
Перепечатка воспрещен а
20
rост 4010-64 Стр. 2
.мм
П родолжепие
d
L
d
L
] ,55
2,95
1
45
1
16
1,60
36
10
3,00
1,65
3, 10
1,70
(3, 15)
1'75
3,20
50
18
1,80
'
11
3,30
1,85
(3,35)
1,90
38
3,40
1,95
3,50
52
20
2,00
12
3,60
-----
2,05
3,70
2,10
3,80
2, 15
3,90
2,20
4,00
55
22
2,25
40
13
4, 10
-
1
2,30
4,20
2,35
(4,2.5)
-
2,40
4,3
2,45
4,4
,-
60
2,50
4,5
\
24
----
2,55
42
14
4,6
2 ,60
4,7
2,65
4.8
2,70
4,9
2,75
5,0
63
26
2,80
45
16
5,l
2,85
5,2
2,90
5,3
21
С тр. 3 ГОСТ 4010-64
мм
Продолжение
d
L
z.
IJ
d
L
1
lo
5,4
8,3
5,5
8,4
80
38
5,6
8,5
5,7
65
28
8,6
5,8
8,7
5,9
8,8
6,0
8,9
6,1
9,0
85
40
6,2
9,1
6,3
9,2
6,4
70
30
9,3
6,5
9,4
6,6
9,5
6,7
9,6
6,8
9,7
'
6,9
9,8
7,0
9,9
7'l
75
34
10,0
7,2
10,1
90
45
7,3
10,2
7,5
10,3
7,6
10,4
7,7
10, 5
7,8
10,6
7,9
80
38
10,7
8,0
10,8
95
48
8,1
10,9
8,2
11,О
22
ГОСТ 4010 - 64 Стр. 4
мм
Про должение
d
L
z,
11·
d
L
11,1
14,75
110
55
]],2
15,0
] 1,3
15,25
11,4
95
4В-
(15,4)
11,5
15,5
115
11,7
15,75
11,8
16,0
60
11 ,9
'
16,25
12,0
16,50
120
12, 1
16,75
12,2
17,0
12,3
17,25
12,4
(17 ,4)
'
12.5
100
50
17,5
· 12,6
17,75
12,7
18,О
125
63
12,8
18,25
13,О
18,5
13, 1
18,75
13,2
19,0
-
13,3
"
19,25
13,5
(19,4)
13,7
105
19,5
13,8
55
19, 75
130
65
14,0
14,25
'20
110
14,5
23
Стр. 5 ГОСТ 4010 - 64
Пример условного обозначения сверла диамет
ром 1О лtм, исполнения 1:
Сверло 10 1 ГОСТ 4010-64
То же, исполнения 11:
Сверло 10 11 ГОСТ 4010-64
То же, левого исполнения/:
Сверло Л 10 1 ГОСТ 4010- 64
То же, левого исполнения 11:
Сверло Л 10 11 ГОСТ 4010 -64
Пр им е чан и е . Для сверл точного исполнения в обозначение после диа
ме тра сверла вводится буква «Т».
(Измененная редакция - «Информ. указатель стандартов»
No 3 1965 г.).
2. Допуски по диаметрам сверл - по ГОСТ 885-64.
3. Технические требования к сверлам - по ГОСТ 2034-64.
4. Размеры центровых отверстий сверл
--
по ГОСТ 14034 -68.
Допускается ИЗГОТОВЛеНие сверл диаметром ДО 6 J1iA1 С наружным
uснтром.
5. Размеры поводков сверл - по ГОСТ 1'0904- 64.
Све рла диаметром 3 мм и ме нее изготовляются без поводка.
Замена
ГОСТ 14034-68 введен взамен ОСТ 3725.
24
Группа Г23
ГОсуДАрСТВЕННЫйСТАНд.АРТСОЮ3АССР
-
ая
ВZ~ТГ &lblitf.121Jk.S *Н ....И
4
СВЕРЛА СПИРАЛЬНЫЕ,
ОСНАЩЕННЫЕ ПЛАСТИНКАМИ
ИЗ ТВЕРДОГО СПЛАВА .
Технические требования
Carblde tipped drills.
Techпical гequiгemeпts
Утверж де н Государственным комитетом стандартов,
приборов СССР 5/ V 1964 r. Срок введения установлен
гост
5756-64
Взамен
гост 5756-51
мер и измерительных
с 1/1 1965 r.
п.21-1/11967r.
Несоблюдение ст андарта преследуется по закону
Настоя щий стандарт распространяется на сверла, оснащенны е
пластин к ами из твердого сплава, диаметром от 5 до 30 мм, пред
назначае м ые для сверления чугуна.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. В качестве режущей части сверл должны применяться пла
стинки и з твердого сплава типа ВК по ГОСТ 3882- 67. Форма и
разм еры пластинок должны соответствовать требованиям ГОСТ
2209-69, а химический состав, физико-механические свойства и
твердость сплава - ГОСТ 4872-65.
2. Дл я изготовления корпусов сверл рекомендуются стали ма
рок: Р 9 п о ГОСТ 9373-60; 9ХС по ГОСТ 5950-63; 40Х и 45Х по
ГОСТ 4543- 61. Стали марок Р9 и 9ХС применяются для корпусов
сверл, ди а м етр которых равен диаметру режущей части. Стали ма
рок 40Х и 45Х применяются для корпусов сверл, диаметр которых
заниж ен п о отношению к диаметру режущей части .
3 . С верл а, корпуса которых изготовлены из стали марки Р9, с
кони чес ким хвостовиком диаметром от 6 мл1 и с цилиндрическим
хвосто вико м диаметром от 8 .мм должны быть сварными.
В м е ст е сварки раковины, непровар, поджог, пережог металла .
кольц евые трещины и свищи не допускаются .
Внесен Всесоюзным научно-ис следовательским инструментальным
институтом (ВНИИ)
Изд а н и~ о фициальное
Перепечатка воспрещена
25
Стр. 2 ГОСТ 5756-64
Примечания:
1. Сверла, корпуса которых изготовлены из светлотянутой шлифованной и
полированной стали диаметром до 12 м.м, могут изготовля;ься цел~ным.и.
2. К:роме сварки, допускаются другие методы соединения раоочеи части
с хвостовиком, гарантирующие качество соединения не ниже качества сварки.
4. Хвостовики сварных сверл должны быть изготовлены из ста
ли марки 45 по ГОСТ 1050- 60 или марки 40Х по ГОСТ 4543-61.
5. Корпуса сверл должны быть закалены:
а) у цельных корпусов сверл - на всей длине канавки, умень
шенной на величину не более 11/2 диаметров сверла;
б) у сварных корпусов сверл - на длине, уменьшенной на ве
.личину не более 11/ 2 диаметров сверла от сварочного шва, но не
менее 2/ 3 длины винтовой канавки.
6. Твердость корпусов сверл на длине, установленной п. 5 насто -
ящего стандарта, должна быть:
HRC 40-50 - корпусов из стали марок 40Х и 45Х,
HRC 56-62 - корпусов из стали марок 9ХС и Р9.
У сверл, изготовленных из стали марки 9ХС, на конце корпуса
.за пластинкой из твердого сплава на участке не более двух длин
пластинок допускается понижение твердости на HRC .10.
7. Твердость лапок у сверл с коническим хвостовиком и твер
Jюсть поводка у сверл с цилиндрическим хвостовиком должна быть
HRC 30-45.
8. Слой припоя должен быть не более 0,1-0,15 1нм.
Разрыв слоя припоя не должен превышать 5 % его общей длины.
9. Для улучшения качества пайки пластинок допускается при-
менять в пазах пластинки прокладки, 1::1зготовленные из пермалоя,
.железа или стальной сетки.
Толщина прокладок в зависимости от диаметра сверла должна
;быть равной 0,1 - 0,15 мм.
10. Шероховатость поверхностей сверл должна быть (по ГОСТ
.2 789-59):
а) передних и задних поверхностей режущей части сверл,
поверхностей направляющих ленточек, а также поверхностей хво
'стовиков - не ниже v 8;
б) поверхностей канавок - не ниже v 7.
11. На режущей части сверла (на пластинке) не должно быть
глубоких или поверхностных трещин (сетки), завалов, выкрошен
.ных мест, а на шлифованных поверхностях также и черновин.
12. Нешлифованные · поверхности сверл после термообработки
должны быть обработаны гидрополированием или очищены хими
·ческим путем.
13. На поверхностях сверл не должно быть следов коррозии и
·остатков припоя (меди и флюса).
14. Допускаемые отклонения диаметров сверл, измеренные в
:начале рабочей части, - по ГОСТ 885-64.
:26
ГОСТ 5756-64 Стр . 3
15. Допуск общей длины сверл устанавливается равным удвоен
но му, а дл ины рабоч ей части равным утроенно му допуску 9-го
класса точности по ОСТ 1010 с си мм етричным расположением пр е
дельны х отклонений относительно номинальны х размеров .
16. Све рла должны иметь на рабочей части (длин е пластин ки)
только р авномерную обратну ю конусность (ум еньшение диам етра
пласт ин ки по на п равл ению к х востовику) в следующих предела х
на длине пластинки:
0, 0 1-0, 03 111.м - при номинальном
0,03-0,05 111м - при номинальном
l0 М111,
диаметре сверл до 5 111м,
диаметре сверл св . 5 до
0,05 - 0,08 мм - при номинальном диаметре сверл св. 10
ДО 30 М~11.
17. На длине не более 5 .мм после конца пл астинки, обращен
ного к хвостовику, не допускаются :
а ) н а· н а правляющи х ленточках корпуса сверла глубокие ка
навки от выхода шлифовального круга или уменьшение диаметра
1<орпуса с ве рла, изм еренного по л енточкам бо л ее чем на 0,2 мм;
б) уме ньшение бо лее чем на 25°/о ' ширины направляющих лен
точ ек по ср авнению с их шириной на пластинке;
в) пр ев ыш е ние пер едн ей поверхности пластинки над повер хно
стью канав ки корпуса более чем на 0,3 мм.
18. Величина нецентр ичности сердцевины для сверл точного
ис п о л нения н е должна п ревышать:
0,10 111м - для диаметра сверла до 18 мм,
0,15 мм - для диаметра сверла св. 18 до 30 мм.
19 . Радиально е биение по ленточкам всей рабочей части свер ла
относитель но оси хвостови к а не должно пр евышать:
то ч 1-1 о е. исполнени е:
0,06 111м - для сверл с цилиндрическим хвостовиком диамет
ром ДО lо Лt;Н,
0,08 м111 - для сверл с цилиндрическим хвостовиком диаметро м
от10жмивыше,
·
0,08 111111.:. _
для сверл с 1<0ническим хвостови ком укороченных
диаметров от 10 мм и выше.
О, 12 мм - для св ерл с коническим хвостовико м нормальных
диаметров от 10 мм и выше;
общее назначение:
0,08 ,им - для сверл с цилиндрическим хвостовиком диаметро м
ДО 10 J11M,
0,12 мл1 - для св ер л с цилинд ричес ким хвостовиком диамет
ром от lО л11н и выше.
0,08 111м - для сверл с коническим хвостовиком укороченных
ди аметров до 10 мл1,
Стр. 4 ГОСТ 5756-64
0,12 мм - для сверл с кон ически м хвостовиком у короченн ых
диаметров от 1О мм и выше,
0,16 .мм - для св ерл 1 с коническим х восто виком нормальн ых
диаметров от 10 жм и выше.
20. Предельное отклонение угла при вершине и заднего уг ла
сверл не должны превышать ± 3°.
2 1. Режущие кромки должны быть симметрично ра спол о же ны
·отн осительно оси рабоч ей части сверла.
Осевое биен ие режущих кромок не должно превышать:
точное исполнение:
0,06 мм - для сверл диам етром от 5 до 1О мм,
U,08 мм - для сверл диаметром св. 10 м.м;
общее назначение:
0,12 мм - для сверл диаметром от 5 до 10 мА~,
0,15 м11~ - для сверл диаметро м св. 10 мм .
22. Раз меры поводков и допуски на них - п о ГОСТ 10904 ~ 64 .
23. .Допуски конусов Морзе - по ГОСТ 2848-45.
11. МЕТОДЫ ИСПЫТАНИЙ
24. Чтобы выявить дефекты сварки, термообработки и заточки ,
не поддающиеся контролю визуальным осмотром, сверла должн ы
быть подвергнуты испытанию в работе на сверлильных станках с
применением патронов и втулок, соответствующих установленным
для ни х нормам точности, при следующих условиях:
а) в зависимости от диаметра сверл . испытание производится
при режимах резания, указанных в таблице,
Но;шнальные диа-1
1Скорость резания, !
:м ... rры сверл . .лt.лс Пqдача, .Лt .1п /об
.м./ .лUlli
не более
8
0,17
40
10
0,20
45
13
0,25
50
16
0,30
50
20
0,38
55
25
0,43
55
30
0,48
55
Количество
отверстий
30
30
25
25
20
20
15
Г лубина сверле
ния, AtM
25
25
30
30
40
45
50
Пр им е ч ан и е. Сверление необходимо производить в глухих отверстиях.
б) испытание сверл в работе должно прои зводи ться по чугуну
твердо стью НВ 160-180 с охлаждением эмульсией.
Материал, на котором производится испытание, должен иметь
чис то обработанную поверхность.
28
ГОСТ 5756-64 Стр. 5
25. После испытаний на режущих кромках сверл не должно
быть следов выкрашиваний, и они должны быть при годны для
дальнейшей работы
26. При контрольных проверках сверл на стойкость нормы
стойкости между переточками и режимы резания св ер л должны
соответствовать общемашиностроительным нормативам ре жимов
реза ния и времени для технического нормирования работ на свер
лильн ых станках в условиях серийного производства , разработан
ным ЦБПН при Научно-исследовательском и нституте труда Госу
дарственного комитета по вопросам труда и заработной платы Со
вета Министров СССР.
111 . МАРКИРОВКА И УПАКОВКА
27 . На хвостовиках или шейках сверл должны быть четко на-
нес ены:
а) товарный знак предпри яти я-поставщика;
б) диаметр сверла;
в) марка твердо го сплава;
г) для сверл точного исполне ния в мар кир овку добавляет
ся буква «Т».
28. Поверхность сверла, подготовленного к упаковке, долж н а
иметь противокоррозионное покрытие.
29. После противокоррозионной обработки ка ждое сверло диа
метром 10 J11JU и более завертывают в бумагу, п редохраняющую
его от сырости, а сверла днаметром менее 10 1vtм завертывают в
бумагу по нескольку штук.
30. Сверла одного типа и размера и одной марки т вердого сп л а
ва упаковывают в индивидуальную или группо вую тар у (коробки
или пеналы из картона или дерева).
Допускается упаковка сверл общего назначен ия в пачки.
31. На каждой коробке или пачке должна быть этикетка, содер
жащая:
а) наименование организации, в. систему которой входит пред-
приятие - поставщик;
б) наименование предприятия-поставщика;
в) обозначение сверл по настоящему стандарту;
г) марку твердого сплава;
д) количество сверл;
е) номер соответствующего размер ного стандарта.
32. Коробки или пачки со сверлами должны быть плотно упа
кованы в деревянные ящики, выложенные внутри влагон епрони
цаемой бумагой, причем должны быть приняты мер ы для предохра
нения от механических повреждений.
33. Вес ящика брутто не более 50 кг.
29
Стр . 6 ГОСТ 5756-64
34. Каждая поставляемая партия сверл должна сопровождать
ся документом, удостоверяющим их соответствие требованиям на
стояще го стандарта.
Документ должен содержать :
а) наименован ие организации, в систему которой входит пред
прият ие - постав щин:;
б) наименование предприятия - поставщика, его местонахожде-
ни е (город или условны й адрес);
в) обозначение сверл по настоящему стандарту;
г) марку твердого сплава;
д) количество штук.
Замена
30
ГОСТ 22 09-69 введен взамен ГОСТ 2209-55.
ГОСТ 3882-67 введен взамен ГОСТ 3882-61.
ГОСТ 4872-65 введен взамен ГОСТ 4872 - 52 .
Группа Г23
i'ОСУДАРСТВЕННЫй СТАНДАРТ СОЮЗА ССР
._,.,..,No -
СВЕРЛА СПИРАЛЬНЫЕ,
ОСНАЩЕННЫЕ ПЛАСТИНКАМИ
ИЗ ТВЕРДОГО ~ПЛАВА
Типы и основные размеры
CarЬide tipped drills. Tipes and
basic dimensions
гост
6647-64*
Взамен
гост 6647- 60
::Утвержден Государственным комитето~1 стандартов, мер и измерительных
приборов СССР 5/V 1964 г. Срок введения установлен
с 1/1 1965 r.
Несоблюдение стандарта преследуется по закону
1. Сверла изготовляются двух типов:
I- с цилиндрическим хвостовиком;
I I - с коническим хвостовиком.
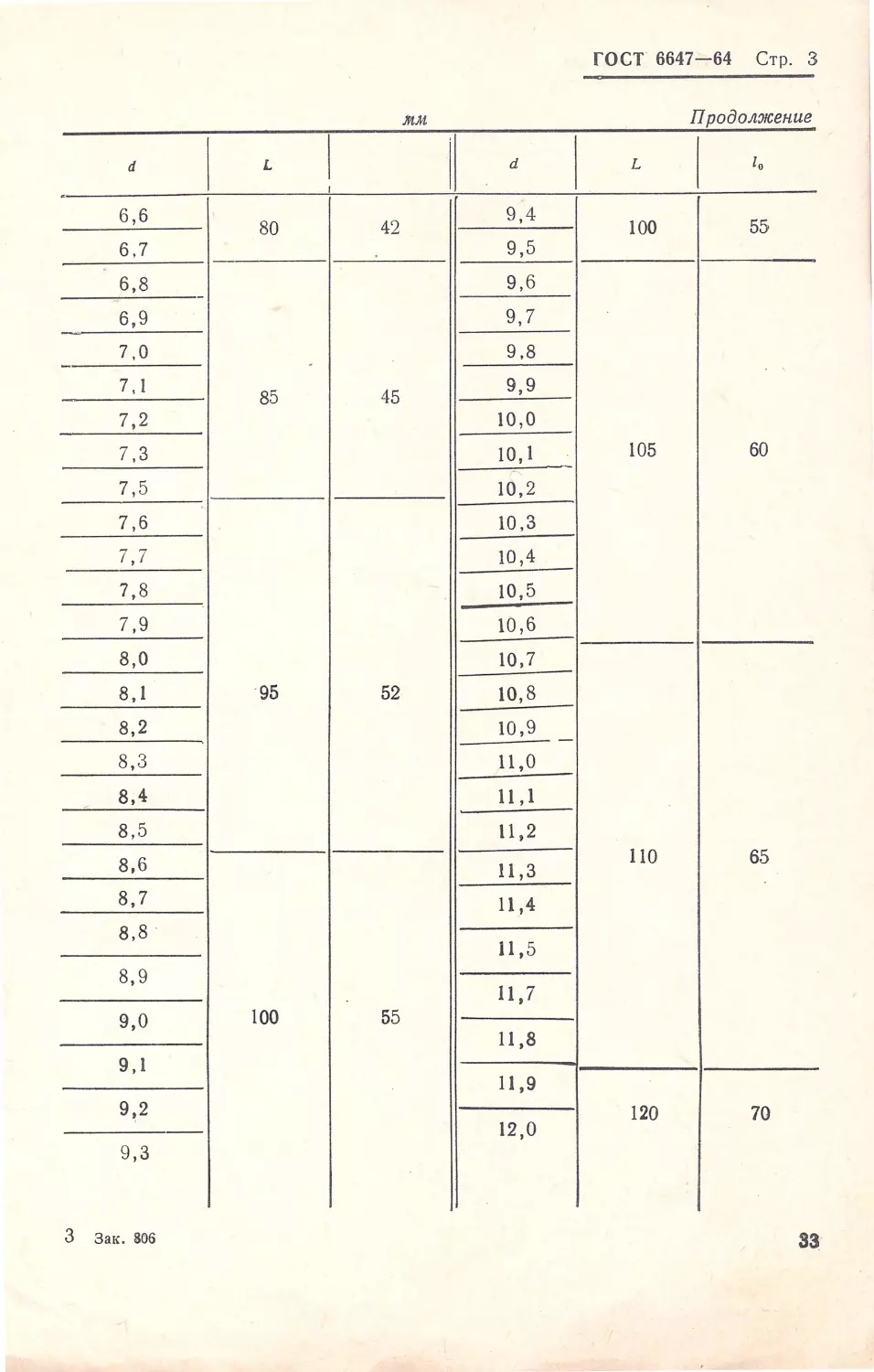
2. Основные размеры сверл с цилиндрическим хвостовиком
должны соответс11в0Еать указанным на черт. 1 и в табл. 1.
l
Черт. 1
Исполнение 1
Рцз11е ы щейю.t не
регламентируmтсл
Исполнение Л
Внесен Всесоюзным научно-исследовательским инструментальным
институтом (ВНИИ)
Издание официальное
Перепечатка воспрещена
31
Стр. 2 ГОСТ 6647- 64
млt
Т аблица
d
L
11
d
L
z.
5,0
1
5,8
5,\
5,9
75
40
70
36
5,2
6,0
5,3
6,1
5,4
6,2
5,5
6,3
80
42
75
40
5,6
6,4
5,7
1
6,5
32
ГОСТ 6647-64 Стр. 3
мм
Продолжение
d
L
11
d
L
1
.
6,6
80
42
9,4
100
55
6,7
9,5
6,8
9,6
-
6,9
9,7
7,0
9,8
7'1
85
45
9,9
7,2
10,0
7,3
10, 1
105
60
7,5
10,2
7,6
10,3
7,7
10,4
7,8
10,5
7,9
10,6
8,0
10,7
8,1
95
52
10,8
8,2
10,9
-
8,3
11,0
8,4
11 '1
8,5
11,2
8,6
11, 3
110
65
8,7
11,4
8,8
11,5
8,9
11,7
9,0
100
55
11,8
9,1
11,9
9~2
120
70
12,0
9,3
3 Зак. 806
зз
Стр. 4 ГОСТ 6647-64
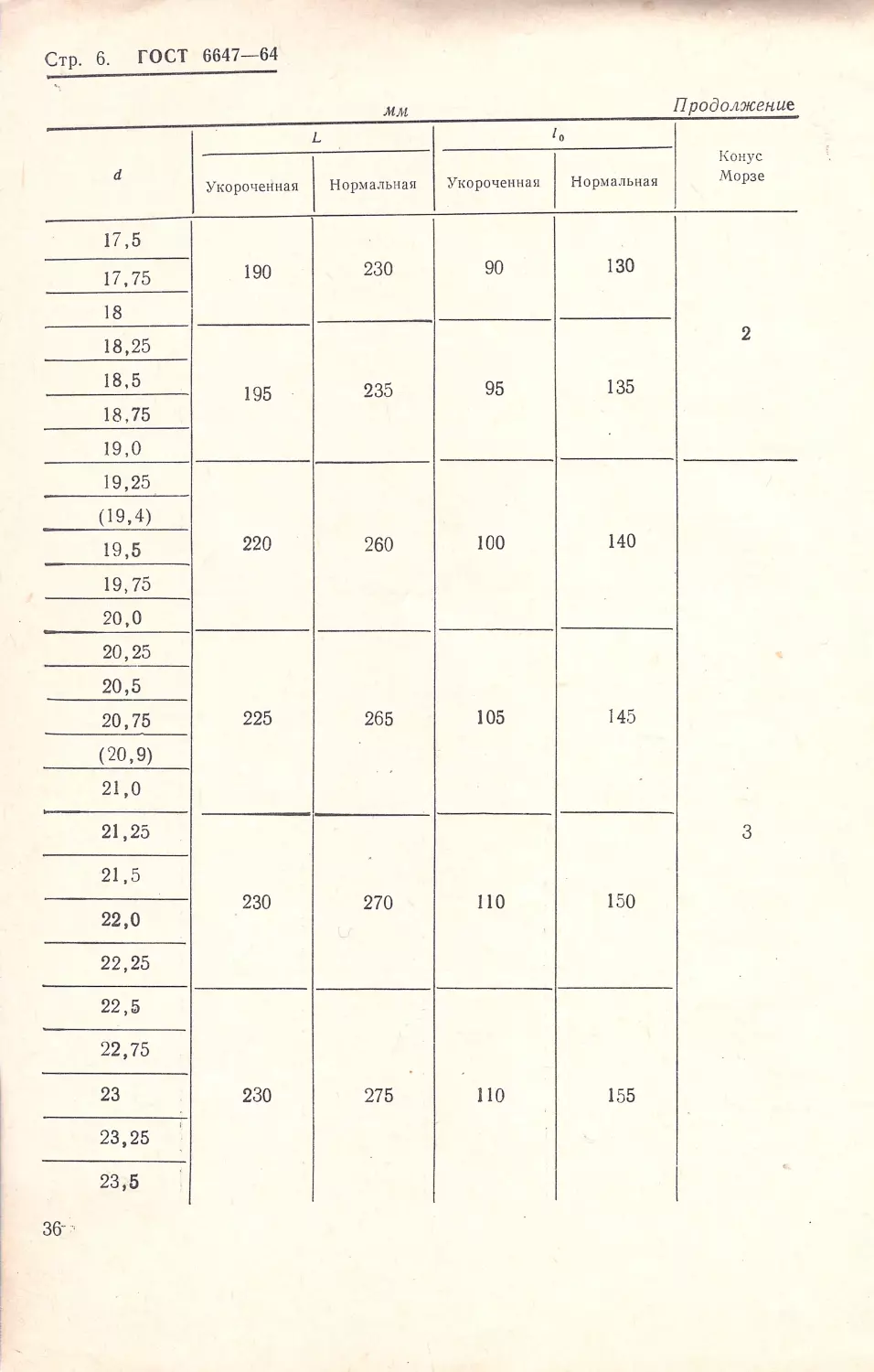
3. Основные размеры сверл с -коническим хв остовик ом долж ны
с оответствовать указанным на черт. 2 и в табл. 2 .
d
10,0
10,2
10,5
10,8
11,0
11,2
11, 5
11,8
12,0
12, 1
12,2
12,з
!2 ,4
12,5
34
Раз11е ы шей к11 не
регламенrп11руютпсл
lo
L
lfOH!JC Морзе
Нонус Мор.?е
ffана8ка. 8ля 8ыхо8а шл11фо!Jаль
ного круга не регламР.•1mируетс,1 '
Черт. 2
Табл иц а'"'
L
l"
Укороченная 1
1
Конус
Нормальная
Укор очен ная
Н о рма.'1 ьная
Морзе
140
170
60
90
1
145
175
65
95
--
---
1
170
200
7р
100
2
.1
1
ГОСТ 6647-64 Стр. 5
мм
Прод олжение
L
z.
d
1
1
Конус
.
Укорочен н ан Нормальнаи Укороченна• Нормальнан
Морзе
12,6
12,7
12,8
200
100
13,О
13, 1
13,2
170
70
13,3
.,
13,5
13,7
210
110
iз:s
14 ,0
14 ,25
14,5
14, 75
175
215
75
115
15,0
z
15,25
(15,4)
15,5
180
220
80
120
15,75
16,0
16,25
16 ,5
185
225
85
125
16,75
,
17,О
17,25
190
(17 ,4)
230
90
130
2*
35
Стр. 6. ГОСТ 6647-64
мм
Продо лже ние
L
1о
d
\ Нормальнаи
1 Нормальная
J<онус
Укороченная
Укороченнан
Морзе
17,5
17,75
190
230
90
130
18
18,25
2
18,5
195
235
95
135
18 ,75
19,0
19,25
(19,4)
19,5
220
260
100
140
19,75
20,0
20,25
20,5
20,75
225
265
105
145
(20,9)
21,О
21,25
3
21,5
230
270
110
150
22,0
22,25
22,5
22,75
23
230
275
110
155
'
23,25
23,5
1
ГОСТ 13647-64 Стр . 7
.M A·L
Продолжение
L
l,
d
Укороченнаи 1
У1<ороче1нн11 1
J{онус
Нормальная
Н ор:\·1 алы-1 а н
Морзе
23,75
(23,9)
24,0
24,25
235
280
115
160
24,5
24,7 5
25
3
25,25
25,5
25,75
235
-
285
115
165
26,0
26,25
26,5
26,75
240
290
27,0
27,25
27,5
120
170
270
320
27,75
28,0
28,25
28,5
4
28 ,75
29,0
275
325
125
175
29,25
29,5
--
30,0
l
:
37
Стр. 8 ГОСТ 6647-64
Пример условного обозначения сверла диамет-
ром 10 л-~м , типа С исполнения/:
Сверло 10 1-1 ГОСТ 6647-64
То же, ти па I, исполнения II:
Сверло 10 1-II ГОСТ 6647-64
То же, типа II уко роченной серии:
Сверло 10-II У ГОСТ 6647-64
То ::>-ке, типа II нормальной серии:
Сверло 10-II ГОСТ 6647-64
Пр им е чан и е . Для сверл точного исполнения в обозначение посл е диа
метра сверла ввод ится буква «Т».
(Измененная редакция - «Информ. указатель станда ртов»
No 3 1965 г.).
4. Допуски по диаметрам сверл - по ГОСТ 885-64.
5. Технические требования к сверлам
-
по ГОСТ 5756-64.
6. Ра з меры центровых отверстий сверл - по ГОСТ 14034-68 .
Допускается изготовление сверл с цилиндрическим хвостовиком
диаметром до 6 мм с наружным центром .
31
7. Сверла могут выполняться как с шейкой, так и без нее.
8. Пластинки твердого сплаэа
-
по ГОСТ 2209-66, форма 14.
9. Размеры поводI< ов сверл - по ГОСТ 10904-64.
10 . Размеры конусов Морзе - по ГОСТ 2847-45.
ГОСТ 2209-бб введен взамен ГОСТ 2209-5[
ГОСТ 14034 -(;)8 введен взамен ОСТ 3725.
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНД А РТ СОЮЗА СС Р
СВЕРЛА СПИРАЛЬНЫЕ МАЛОРАЗМЕРНЫЕ
ДИАМЕТРОМ ОТ 0,1 ДО 1 ЛtМ с УТОЛЩЕННЫМ
ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
S111all spiгal dгills with diameteг fгom
О,1 to 1 mm апd thickened cyliпdгic tails
гост
8034-67*
Взамен
гост 8034-56
1
Утвержд~ н Государственным комитетом стандартов, мер и и з мерительны Х-
приборов при Совете Министров СССР 16 / IX 1967 г. Срок введения устан о влен
с 1/1 1969 r.
Несоблюдение стандарта преследуется по закону
1. ОСНОВНЫq РАЗМЕРЫ
1.1. Основные ра з м еры сверл должны соотв ет ство вать у ка зан
:;.1ым на чертеже и в таблице.
L
MJt
d
Короткн е
Д.'1111-11-! Ые
1- i'i Р"д
1
2-й рид
L
1
11
1,
L
1
l
1
1"
1
наим.
шшм.
0,100
1
0, 105
О,110
0, 115
14
1,0
0,6
14
1,6
1,2
О, 120
О, 125
О, 130
1
-·
.Издание официальное
Переnеча тка воспрещена
39·
Стр. 2 ГОСТ 8034-67
мм
Продолжение
d
Короткие
ДлиннЬrе
1-й ряд
1
2-й ряд
L
1
l
1
lо
L
1
l
1
lo
наим.
наим.
О, 135
О, 140
14
1,0
0,6
14
1,6
1,2
0,145 -- --
-- --
0,150
О, 155
0, 160
0,165
О, 170
16
О, 175
1,2
0,8
16
2,0
1,6
О, 180
О, 185
0,190
0,195
--
0,200
0,205
0,210
18
1,5
1,0
18
2,5
2,0
0,220
0,230
0,240
----
--
0,250
-
0,260
0,270
0,280
18
3,0
2,5
24
6,0
5,0
0,290
0,300
0;310
--
--
0,315
20
4,0
0,320
3,0
26 8,0
6,0
40
ГОСТ 8834 - 67 Стр. 3
мм
Продолжеш~е
d
J<орот«ие
Дли1-1ные
1
1
1
lo
1
1
lo
1-й ряд
2-й рнд
L
l
нанм.
L
l
1
наим.
1
0,330
0,340
0,350
0,360
120
1
0,370
4,0
3,0
26 8,0
6,0
0,380
'
0,390
0,400
0,410
-
-
-
-
0,420
----
0,430
0,440
0.450
0,460
0,470
22
5,0
4,0
30
10
8,0
0,480
0,490
0,500
0,510
0,520
0,530
----
--
0,540
0,550
0,560
0,.580
22
6,0
5,0
30
12
10
0,600
0,615
0,630
Стр. 4 ГОСТ 8034-67
.M.lt
Продо лжен.ие
(/
f{uр о т1ше
Д .11 н11ные
1
1
1
1.
1
1
lo
1-й ряд
1
2-J'.'1 рнд
L
1
наим.
L
l
наим.
0, 650
1
0,670
----- -----
0,700
22
6,0
5,0
30
12
10
0,710
i
0,725
--
0,750
О, 7SO
0.800
-----
О,825
0, 850
0.875
25 8,0
6,0
32
16
12
0,900
)
0,925
. 0,950
0.975
1,00
1
Пр им е чан и е. Сверла по первому ряду диаметров являются предпо
чтительными для прим е нения .
Пр им ер у словно го об означен и я праворежущего
свер ла диаметром cl = 0,500 мм и длиной l = 5,0 м.м:
Св е рло О,5Х5 ГОСТ 8034-67
То же, левореж у щего :
Сверло Л О,5Х5 ГОСТ 8034-67
(Измененная редакция - «Информ.
No7 1970 г.).
указат ел ь
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
стандартов »
2.1 . Спиральные малоразмерные сверла должны изготовляться
в соответствии с требования.ми настоящего стандарта по чертежам ,
утвер :жд енным в у становленном порядке .
42
ГОСТ 8034-67 Стр. 5
2.2 . Сверла должны быть изготовлены из быстрорежущей ста
ли марок, предусмотренных ГОСТ 9373-60 и технической доку
ментацией Министерства черной металлургии СССР, зарегистриро
ванной в Государственном комитете стандартов , мер и измеритель
ных приборов Совета Министров СССР.
(Измененная редакция - «Информ. указатель стандартов»
No 7 1970 г.).
2.3 . Твердость рабочей части сверл дол жна быть:
для сверл диаметром до 0,7 мм- HRC 59-62;
для сверл диаметром св. 0,7 мм - HRC 60-63.
На рабочей части сверл не должно быть' обезуглероженного
слоя.
Твердость рабочей части сверла из быстрорежущей стали с со
держанием ванадия 3% ' и более и кобальта 5% и более должна ·
быть выше на 1-2 единицы HRC.
(Измененная редакция - «Информ. указател ь ст а ндартов »
No 7 1970 г.).
2.4 . Шероховатость поверхностей сверл должна быть по ГОСТ
2789-59:
а) наружной поверхности раб,очей (цилиндрической) части не
ниже класса 8;
б) задних поверхностей на режущей части, поверхностей кана
вок, цилиндрической поверхности хвостовика - не ниже 1<.iiacca 7.
2.5 . На поверхностях сверл не должно быть трещин , заусенцев,
вьшрошенных мест, следов коррозии, а также черновин и поджогов.
2.6 . Сверла должны быть заточены. Завалы и выкрашивания
на главных и вспомогательных кромках не допускаются .
2.7 . Предельные отклонения размеров сверл не дошкны превы-
шать:
диаметров сверл от 0,100 до 0,410 111м - по С ,
свыше 0,410 .~ин - по С2а ГОСТ 3047-66;
диаметра хвостовика - по С3 ОСТ 1013;
общей длины - по 9-му классу точности ОСТ 1010 с симметрич
ным расположением предельных отклонений относительно номи
нального размера;
длины рабочей части - по 8 - му классу точности ОСТ 1010 с
симметричным расположением предельных отклонений относитель
но номинального размера.
2.8 . Обратная конусность на длине рабочей части сверла (умень-
шение диаметра по направлению к хвостовику) должна быть:
для сверл диаметром о.т 0,1 до 0 ,6 мм - до 0,01 11нt;
для сверл диаметром св. 0,6 мм - 0,005~0,О 15 мм .
Изготовление сверл с прямой конусностью не допуска~:тся.
43
Стр. 6 ГОСТ 8034-67
2.9 . Радиальное биение на всей рабочей части сверла по отно
шению к оси хвостовика не должно превышать:
для сверл диаметром до 0,6 мм - 0,02 мм;
для сверл диаметром св. 0,6 мм - 0,03 мм.
3. МЕТОДЫ ИСПЫТАНИИ
3.1. Испытание сверл в работе должно прои зводить ся на свер
лильных станках, удовлетворяющих установленным для этих стан
ков нормам точности.
3.2. Сверла в работе должны испытываться при сверлении об
разца из стали марки 45 или 50 по ГОСТ 1050-60 твердостью
НВ 195-232. Образец должен иметь чисто обработанную поверх
ность (шлифованную) и устанавлив·аться перпендикулярно к оси
шпинделя станка.
3.3 . На образце при ручной подаче должно быть просверлено
30 глухих отверстий на глубину до четырех диаметров сверла пр и.
скорости резания:
для диаметров сверл от 0,1 до 0,25 мм -4- 10 м/м ин;
для диаметров сверл св. 0,25 до 0,4 .мм - 10-15 м/мин;
для диаметров сверл св. 0,4 мм - 15-20 м/мин.
3.4. В качестве охлаждающе-смазывающей жидкости должеw
прим еняться 5-процентный (по весу) раствор эмульсола - по ГОСТ
1975-53 в воде или индустриальные масла (веретенное и машин
ное) - по ГОСТ 1707- 51.
3.5. После испытаний сверл в работе на режущих кромках по
следних не должно быть следов выкрашиваний, и они должны
быть пригодны для дальнейшей работы.
3.6 . При и:онтрольных проверках сверл на стойкость нормы стой
кости между переточками и режимы резания сверл должны соот
ветствовать общемашиностроительным нормативам режимов реза
ния и времени для технического нормирования работ на сверлиль
ных станках в условиях серийного производства, разработанны м
ЦБПН при Научно-исследовательском институте труда Государ
ственного комитета по вопросам труда и заработной платы Совета
Министров СССР.
4. МАРКИРОВКА,УПАКОВК~ТРАНСПОРТИРОВАНИЕ
И ХРАНЕНИЕ
4.1 . Сверла должны быть подв ергнуты консервации согласно
ГОСТ 13168-69. Способ консервации должен обеспечить сохран
ность сверл в течение одного года при .средних условиях хранения.
(Измененная редакция - «Ин форм. указатель стандартов»
No 7 1970 г.).
44
гост 8034-67
4.2. Сверла одного размера должны быть собраны в пачки от
25 до 50 шт. (в зависимости от диаметра сверла). Пачки со свер··
лами должны быть уложе ны в пеналы : пеналы по 4 шт . укладыва
ются в коробки.
(Измененная редакция - «Информ. указатель стандартов»
No 7 1970 г.).
4.3 . На каждом пенале должна быть этикетка или штамп, со-
держащие :
а) товарный знак предприятия-изготовителя ;
б) условное обозначение сверл;
в) марку стали;
г) количество сверл;
д) дату изготовления;
е) номер настоящего стандарта.
4.4 . Этикетка должна быть напечатана на этикеточной бумаге
марки Б по ГОСТ 7625-55 .
4.5 . Заполнение этикеток должно быть выполнено на пишущей
машинке или штампом.
4.6 . В каждую коробку дол:жен быть вложен контрольный та
лон упаковщика, · выполненный типографским способом, содержа
щий :
а) товарный знак предприятия-изготовителя;
б) условное обозначение сверл;
в) мар1<у стали;
г) J<оличество сверл;
д) результаты испытаний;
е) номер настояще го стандарта.
Номер упаковщ ика проставляется штампом.
·4 .7 . Коробки должны быть плотно уложены в дощатые нераз
борные ящики по ГОСТ 2991-69.
4.8 . Ящики должны быть выложены внутри влагонепроницае
мым материалом (рубероид - по ГОСТ 10923-64, кровельный
пергамин----' по ГОСТ 2697-64, битумная или дегтевая упаковоч.;
ная бумага - по ГОСТ 515-56, кровельный толь- по ГОСТ
10999-64, полиэтиленовая пленка - по ГОСТ 10354-63) и пред
охранены от механических повреждений .
4.9 . На внешней поверхности ящика должны быть нанесены
несмываемой краской:
а) товарный знак предприятия-изготовителя;
б) обозначение сверл и их количество;
в) дата у паковки;
г) надпись: «Осторожно - не бросать!»;
д) номер настоящего стандарта.
45
гост 8034-67
4.10. Вес ящика брутто - не более 50 кг.
4.11. (Отменен.
-
«Информ. указатель стандартов» No 7
1970 г.) .
Замена
ГОСТ 2991-69 введен взамен ГОСТ 2991-61.
46
ВНЕСЕН Министерством станкостроительной и инструментальной
промышленности СССР
Ч лен коллегии Берман М. М.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Управлением машинострое
ния Комитета стандартов, мер и измерительных приборов при Сове
те Министров СССР ·
Зам. начальника Управления машиностроения Акинфиев Л. Л.
Начальник отдела Григорьев В. К.
Инженер Седова Е. М.
Отделом инструментов Всесоюзного научно-исследовательского
института по нормализации в машиностроении (ВНИИНМАШ)
И. о. нача ль ник отдела Ремезов Н. С.
Г л . 1<онструк т ор пр оекта Иванова В. П.
Ст. инженер Кудрявцева М. Е.
УТВЕР)l(ДЕН Комитетом стандартов, мер и измерительных прибо~
ров при Совете Министров СССР
Пред седатель научно - технической комиссии зам. председателя Комитета
Дубовиков Б. А.
Члены комиссии - Ремизов Б. А., Темиров Ю. С., Демиденко А. А., Голу
нов А. М.
47.
Группа r.23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВЕРЛА СПИРАЛЬНЫЕ
С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
СРЕДНЯЯ СЕРИЯ
Основные размеры
Twist dгills with stгaigh t shank s.
Middle seгies. Basic dimensions
гост
10902-64*
Взамен
гост 887- 60 и
гост 2090-60
Утвержден Государственным комитетом стандартов, мер и измерительных при
боров СССР 5/ V 1964 r. Срок введения установлен
с J/J 1965 r.
Несоблюдение стандарта преследуется по закону
1. Основные размеры сверл должны соответствовать у 1<азанным
на чертеже и в таблице.
Про8ые
Исполнение r
1- - ----+-~
мм
,.
d
L
1.
1
([
L
z.
0,25
20
3
1
0,70
28
9
0,3
0,75
Внесен Всесоюзным научно - исследовательским инструментальным институтом
(ВНИИ)
Издание официальное
Перепечатка .воспрещена
48
гост 10902-64
мм
Продолжение
d
L
lo
11
d
L
1
1,
0,35
4
0 .80
0,4
20
5
0,82
30
10
0,45
0,85
0,5
22
6
0,90
0,55
0,92
32
11_
0,6
24
7
0,95
0,6.5
26
8
1,00
34
12
1, 05
34
12
2,4
1, 10
2,45
1, 15
36
14
2.50
1, 20
2,55
55
30
1.25
38
16
2.60
1, 30
2,65
1,35
2,7
1,40
2,75
1".45
40
18
2,80
1,50
2,85
60
32
] .55
2,90
1.60
2,95
J ,65
42
20
3,00
1, 70
3, 10
--=---
1. 75
(3,15)
1,80
3,20
65
36
1,85
45
22
3,30
1,90
(3,35)
1,95
3,40
2,00
3,50
2,05
50
24
70
40
3,60
2, 10
3,70
2, 15
3 ,80
2,20
3,90
2,25
52
26
4,0
75
42
2,30
4, 10
2,35
4,20
49
гост 10902-64
MA·l
Продо лж;епие
d
,,
L
10
11
d
L
-
(4.25)
75
42
6,9
4,30
7,0
4,4
7,1
110
70
4,5
80
45
7,2
,,
4,6
7 ,.з
4,7
7,5
----
4,8
7,6
4,9
7.7
-
5.0
85
52
7,8
5,l
7,9
5,2
8.0
115
75
5,3
8,1
5,4
8.2
i
5,5
8,3
5,6
8,4
5,7
95
60
8,5
5,8
8,6
5,9
8.7
6,0
8,8
6,1
8,9
6,2
9,0
125
80
6,3
9,1
----
6,4
100
65
9,2
6,5
9,3
6,6
9,4
6,7
1
9,5
6,8
IIO
70
9,6
135
90
1
50
гост 10902-64
мм
Продолжение -
d
L
lo
11
d,
L
1
z.
9,7
12,5
9,8
12,6
9,9
12,7
10,0
12,8
150
100
10, 1
135
90
13,0
10,2
13, 1
10,3
13,2
----
10,4
13,3
10 ,5
13,5
10 ,6
13,7
160
110
10 ,7
13,8
10,8
14,0
10,9
14,25
11 ,О
14.5
170
115
11,1
14,75
11 ,2
145
95
15,0
11,3
J!'>,25
11 ,4
15,4
11,5
15,5
180
120
11, 7
15 ,75
1
11,8
16,О
11, 9
16,25
12,0
16,5
185
125
12, 1
16,75
12,2
150
100
17,0
12,3
17,25
1
195
1
130
12,4
j
17,4
1
51
гост 10902-64
мм
Продолжение
d
L
11
d
L
z.
17,5
19,0
200
135
17,75
195
130
19,25
18,О
(19.4)
18,25
19,5
205
140
18.5
200
135
19,75
18,75
20,0
Пример условного обозначения сверла диамет-
ром 10 м1н, правого, исполнения/:
Сверло 10 1 ГОСТ 10902-64
То :же, исполнения 11:
Сверло 10 11 ГОСТ 10902-64
То же, левого, исполнения/:
Сверло Л 10 1 ГОСТ 10902-64
То же, левого, исполнения 11:
Сверло Л 10 11 ГОСТ 10902-64
П р им е ч а ни е. Для сверл точного исполнения в обозначение после диа
метра сверла вводится буква «Т».
(Измененная редакция - «Информ. указатель стандартов»
No 31965 г.).
2. Допуски по диаметрам сверл - по ГОСТ 885-64.
3. Технические требования к сверлам - по ГОСТ 2034-64.
4. Размеры центровых отверстий сверл - по ГОСТ 14034-68.
Допускается изготовление сверл диаметром до 6 мм с наруж-
ным центром.
5. Размеры поводков сверл - по ГОСТ 10904-64. Сверла диа
метром 3 мм и менее изготовляются без поводка.
6. СверЛа могут выполняться как с шейкой, так и без нее.
7. Левые сверла изготовляются в диапазоне диаметров от 1 до
20 лtм по сог~ашению с потребителем.
(Измененная редакция - «Информ. указатель стандартов»
No 3 1965 г.).
Замена
ГОСТ 14034 - 68 введен взамен ОСТ 3725.
52
Группа Г2 3
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВЕРЛА СПИРАЛЬНЫЕ
С КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры
T\vis t drills with taper shank s .
Basic dimensions
гост
10903-64*
Взамен
гост 888-60,
гост 8506-60
~'твержден Государственным комитетом стандартов, мер и измерительных
приборов СССР S/V 19114 г. Срок введ~ия установлен
с 1/1 1965 г.
Несоблюдение стандарта преследуется по закону
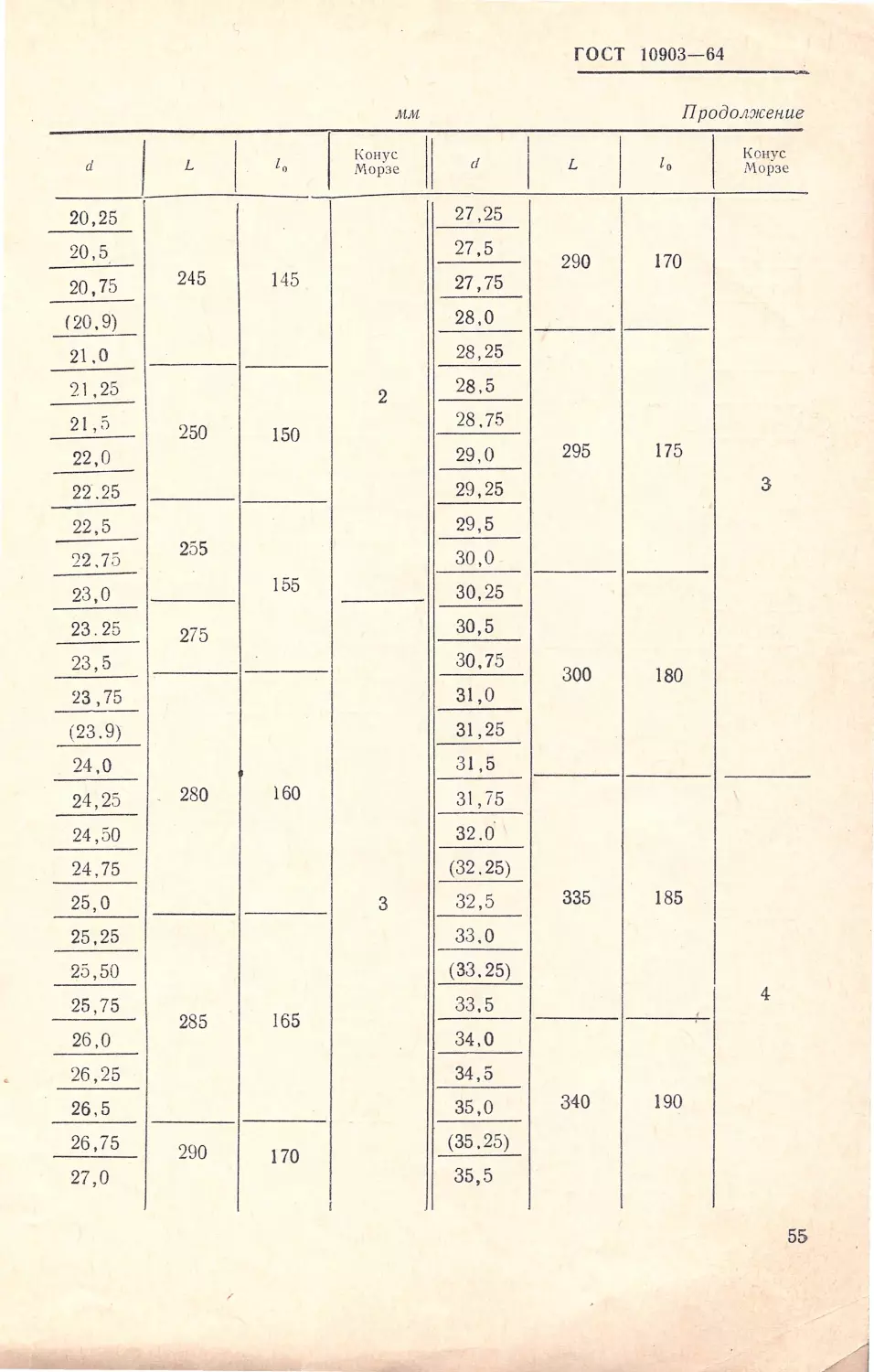
1. Основные размер91 сверл должны соответствовать указанны м
на чертеже и в таблице.
f<.rzнa8.!(a flЛЯ бЫ.ХИОll Ш17Uф0011ЛЬ·
:юга круга не {Jегламенrпи{J 'еmся
Конус !'10fJЗ8
;-------
1ii
-,
Внесен Всесоюзным научно-исследовательским инструментальны м
институтом (ВНИИ)
Издание официальное
Перепечатка воспрещена
53
гост 10903-64
d
L
z.
6
140
60
6,2
145
65
6,5
6,8
7,0
150
70
7,2
7,5
7,8
8,0
155
75
8,2
8,5
8,8
9.0
160
80
9.2
9,5
9,8
10,0
170
90
10,2
10,5
10,8
11,О
11,2
175
95
11'5
11,8
12,О
12,2
12,5
180
100
12,8
13,0
13,2
:.54
.мм
L
Конус
Морзе
1 ~~7з~ 11
d
·~---'-~~~-'-~~-'-~~~
\
13,5
13,8
190
110
14,0
---
1
14,25
14,5
215
115
14,75
15.0
15,25
(15,4)
15,5
220
120
15,75
16,О
16.25
16,5
225
125
16,75
2
17,0
17,25
•
(17 ,4)
17 ,5
230
130
17,75_
18.0
18,25
18.5
235
135
1
18.75
19,0
1
19,25
(i9,4)
19,5
240
140
19. 75
20,0
d
L
l,
20,2 5
20,5
20,75
245
145
_J20.9)_
21.0
21 ,25
21,5
250
150
22,0
22.25
22,5
22,75
255
23,0
155
23.25
275
23,5
23. 75
(23. 9)
24,О
24,25
280
160
24,50
24,75
25,О
25,25
25,50
25,75
285
165
26,О
26,25
26 ,5
26,75
290
170
27,0
1
Конус 11
d
Мо1iзе
27,25
27,5
27,75
28,0
28,25
2
28.5
28,75
29,0
29,25
29,5
30,0
30,25
30,5
30,75
31 ,О
31 ,25
31,5
31'75
32.0
(32 .25)
3
32,5
33.О
(33. 25)
33,5
34,0
34,5
35,0
(35 .25)
35,5
гост 10903-64
L
290
---
295
300
335
340
Продолжение
'·
170
175
180
185
:
190
1
Конус
Морзе
3
4
55
гост 10903-64
с!
L
lo
35,75
36,0
(36, 25)
345
195
36,5
37,0
37,5
38
(38 ,25)
38.5
39
350
200
---
(39.25)
39,5
40,0
40,5
41,0
(41,25)
41,5
355
205
42,0
42,5
---
43,0
(43.25)
43,5
44;0
360
210
44,5
45.0
(45,25)
45,5
46 ,0
365
215
46,5
56
мм
Конус 11
Морзе
d
47,0
1
47,5
48,0
48,5
49,0
49,5
50,0
50,5
51,()
(51 ,5)
52,0
53
54
55
4
56
57
58
60
61
62
63
65
68
70
72
75
78
80
L
365
370
375
410
415
420
425
430
435
440
515
,
l,
215
220
225
230
235
240
245
250
255
260
продОЛЖl!НUе
Конус
Морзе
4
5
6
гост 10903-64
Пример условного обозначения сверладиаметром
20 мм с конусом Морзе 2:
Сверло 20-2 ГОСТ 10903-64
П р им е ч а н и е. Для сверл точного исполнения в условное обозначение пос
ле диаметра сверла вводится буква «Т» .
(Измененная редакция - «Информ . указатель стандартов»
No 3 1965 г.).
2. Допуски по диаметрам сверл
-
по ГОСТ 885-64.
3. Технические требования к сверлам - по ГОСТ 2034-64
4. Размеры конусов Морзе- по ГОСТ 2847-67.
5. Сверла могут выполняться как с шейкой, так и без нее.
6. Сверла диаметром от 14,25 до 15,5 мм допускается изготов
.пять по требованию потребителя с конусом Морзе 1.
(Введен дополнительно - «Информ . указатель стандартов»
No 3 1965 г.).
Замена
ГОСТ 2847-Ы введен взамен ГОСТ 28~7-45.
57
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВЕРЛА СПИРАЛЬНЫЕ
С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ .
РАЗМЕРЫ ПОВОДКОВ
Twist drills \vith stra i ght shanl< s.
Sizes of tangs
гост
10904-64
~твержден Государственным комитетом стандартов, мер и измерительных
приборов СССР 5 / V 1964 г . Срок введения установлен
с1/11965r·
Несоблюдение стандарта преследуется по закону
1. Размеры пово д ков сверл спиральных с цилиндрическим х во
стовиком должны соотвt;тствовать указанным на ч •2 рте;;ке и в таб
лице .
MAt
d
а
ь
От3ДО3,35
1,6
Св. 3,35 до 3,70
1,8
2,2
Св. 3,70 ДО 4,2.'}
2,0
Св. 4,2.'j до 4,70
2,2
2,5
0,2
·св. 4,70 ДО 5,3
2,5
Св. 5,3 ДО 6,0
2,8
3,0
Св. 6,0 ДО 6,7
3,0
Св. 6,7 до 7,5
3,5
3,5
Вf1есен Всесоюзным научно-исследовательс1<Им инструментальным
институтом (в ни и)
Издание официальное
Перепечатка воспрещена
58·
ГОСТ 10904-64 Стр. 2
ПродоЛжение
.мм
d
а
ь
Св. 7,5 до 8,5
4,0
4,0
Св. 8,5 до 9,5
4,5
4,5
Св. 9,5 до 10,6
5,0
5,0
Св. 10,6 ДО 11,8
5,5
5,5
Св . 11,8 до 13,2
6.0
6,0
0,4
Св . 13,2 до 15,0
7,0
7,0
Св . 15,0 до 17,0
8,0
8,0
Св. 17,0 до 19,О
9,0
9,0
Св . 19,0 до 20,0
10,00
10,00
2. Предельные отклонения толщины поводков а - по С5 ОСТ
1015.
3. Смещение поводка т относительно оси не должно Превышать
величин:
0,08 ,11лt - для сверл диаметром от 3 до 13,2 мм,
0,10 мм - для сверл диаметром св. 13,2 до 20 мм.
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВЕРЛА СПИРАЛЬНЫЕ
С КОНИЧЕСКИМ ХВОСТОВИКОМ
ДЛИННЫЕ
Основные размеры
Long twist dri1!'3 with taper shanks.
Basic dimensions
гост
12121-66
Утвержден Комитетом стандартов, мер и измерительных приборов при Совете
Министров СССР 8/Vll 1966 r. Срок введения установлен
с 1/VII 1967 r.
Несоблюдение стандарта преследуется по закону
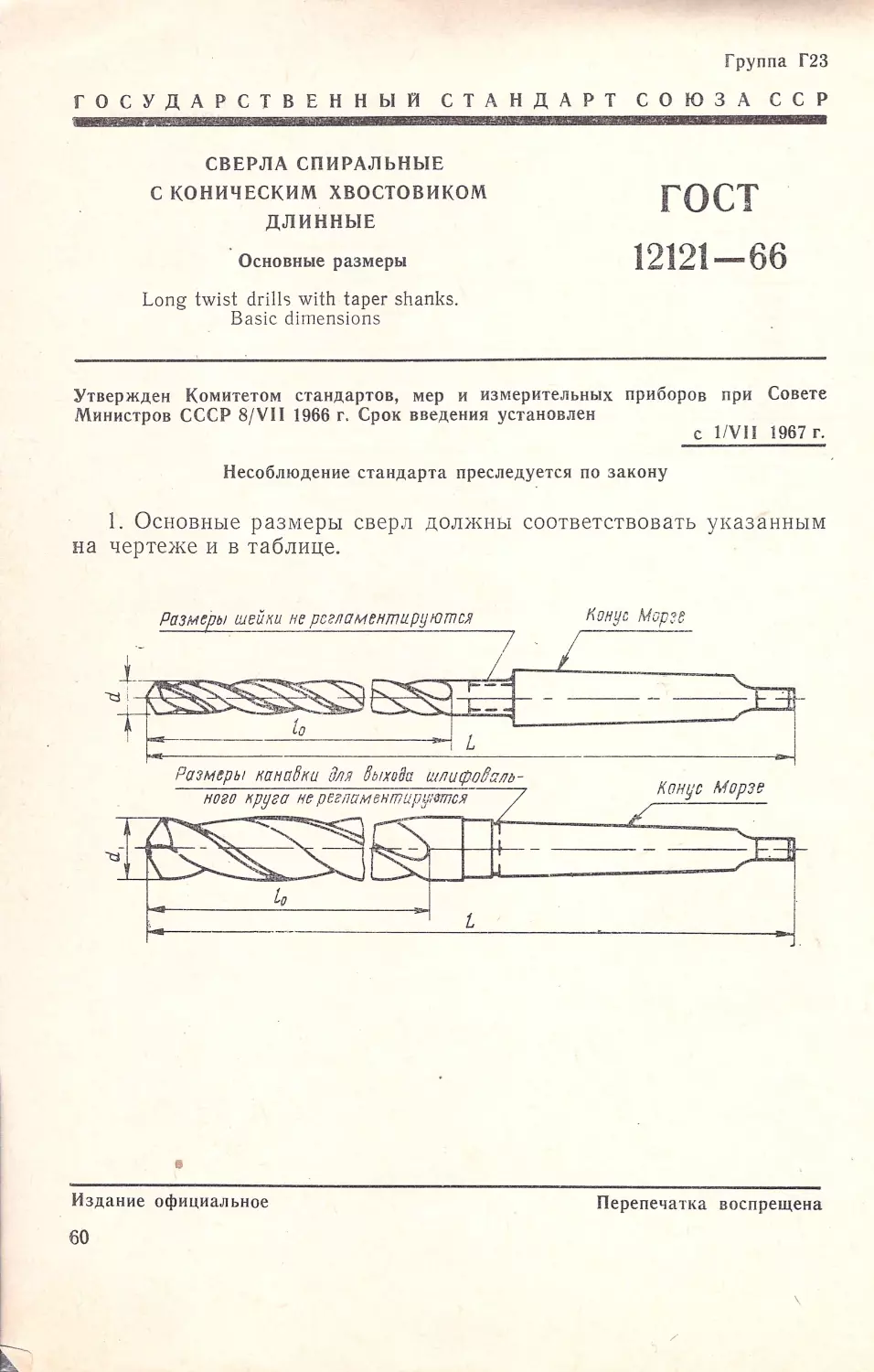
1. Основные размеры сверл должны соответствовать указанным
на чертеже и в таблице.
Размеры шeiJ ,~u не регламентируются
Конус MopJe
![
~~&j ~6L----~
Размцы lia11a!ilfu !Jля !iыxoffa шлиф!!#:шь
ного lif!Jla не рег11ом бнm11ру:итс.11
•
f.онус Морзе
Издание официаль н ое
Перепечатка воспрещена
60
d
6
6,1
6,2
6,3
6,4
6,5
6,6
6,7
6,8
6,9
7,0
7'1
7,2
7,3
7,5
7,6
7,7
7,8
7,9
8,0
8,1
8,2
8,3
8,4
8,5
8,6
8,7
8,8
8,9
9,0
9,1
9,2
9,3
9,4
9;5
9,6
9.7
9,8
9,9
10,0
10, 1
10,2
10,3
10,4
L
160
165
170
180
190
200
80
85
90
100
110
120
Конус
Морз е
1
мм
d
10,5
10 ,6
IU,7
J0,8
10,9
11 ,О
11,1
11,2
11,3
11 ,4
11,5
11,7
11 ,8
11,9
12,0
12, 1
12,2
J2,3
12,4
12,5
12,6
J2,7
12,8
13,0
13,1
13,2
13,3
13, 5
13,7
13,8
14,0
14,25
14,5
14,75
15,0
15,25
(15,4)
15,5
15,75
16 ,0
16,25
16,5
16 ,75
17,0
ГОСТ 12121-66 Стр . 2
L
200
210
220
230
255
260
265
l,
120
130
140
150
155
160
165
Конус
Морзе
1
2
61
Стр. 3 ГОСТ 12121-66
d
L
1
17,25
(17 ,4)
17,5
270
170
17, 75
18,0
18,25
18,5
18,75 275
175
19,О
19,25
(19,4)
19,5
280
180
19,75
20,О
1
20,25
1
20,5
20,75 285
185
(20 ,90)
21,0
21,25
21,5
22,0
290
190
22,25
22,5
22,75 295
195
23
23,25 320
200
23,5
Конус
Морзе
2
3
d
23,75
(23, 9)
24,О
24,25
24,5
24,75
25 ,0
25,25
25,5
25,75
26,0
26 ,25
26,5
26,75
27,0
27,25
27,5
27,75
28,О
28,25
28,5
28,75
29,О
29,25
29,5
30
L
'
i1 325
1
325
---
335
345
350
Продолжение
205
205
215
225
230
1
Кон ус
Морзе
3
П JJ и м е ч а ни е. Сверла , диаметры которых постав лены в скобки, изготов
Ю!:ются по соглашению с потребителем.
Пример условного обозначения сяерла диамет-
ром 20 м:м, с конусом Морзе 2:
Сверло 20-2 ГОСТ 12121 -66
Пр им е чан и е. Для сверл точного исполнения в обозначение вв одится
буква «Т» нGсле диаметра сверла.
i2
ГОСТ 12121-66 Стр. 4
2. Градация диаметров и допуски на диаметры сверл
-
п:_:
гост 885-64.
3. Размеры конусов Морзе - по ГОСТ 2847-67.
4. Сверла могут изготовляться как с шейкой, так и без нее.
5. Технические требования
-
по ГОСТ 2034-64.
Замена
ГОСТ 2847-67 введен взамен ГОСТ 2947--45 .
63
РАЗРАБОТАН Всесоюзным научно-исследовательским инструмен
тальнь1м институтом (ВНИИ)
Директор института Романов К. Ф.
Зам. директора института по научной р·аботе Имшенник К. П.
Руководитель темы канд. техн. наук Ваксман А. В.
Исполнитель Гаврилова Т. В.
НА ОСНОВАНИИ плана работ по государственной стандартизации
в СССР на 1966 г.
ВНЕСЕН Министерством станкостроительной и инструментальной
промышленности
Член Коллегии Берман М. М.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Управлением машинострое
ния Комитета стандартов, мер и измерительных приборпв при Сове
те Министров СССР
И. о. начальника у п равления Костылев Ю. С.
Начальник отдела Григорьев В. 1(.
Ст. инженер Лоrиневская Н. Ф.
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных прибо
ров при Совете Министров СССР
Зам. председателя Комитета Дубовиков Б. А.
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВЕРЛА СПИРАЛЬНЫЕ
С КОРОТКИМ ЦИЛИНДРИЧЕСКИМ
ХВОСТОВИКОМ. ДЛИННАЯ СЕРИЯ
Основные размеры
T\11ist dгills with shoгt stгaight shaпks.
Loпg seгies. Basic dimeпsioпs
гост
12122-66
~·пержден Комитетом стандартов, мер и измерительных приборщ! при Совете
Министров СССР 8/ VII 1966 г. Срок введения у становлен
с 1/1 1968 г.
Несоблюдение етандарта преследуется по закону
1. Основные размеры сверл должны соответствовать ~1казанным
на чертеже и в таблице .
Внесен Министерством станкостроительной и инструментальной промышленности
Издание официальное
Перепечатка воспрещена
5 Зак. 806
65
Стр. 2 ГОСТ 12122-66
м.м
d
L
11
d
L
1,
1,о
1,55
48
25
1,05
1,60
1, 65
60
36
1'1
50
28
1,70
1, 15
1, 75
1
1,20
1,80
1,25
52
30
62
38
1, 85
1,30
1,90
1,35
1,95
1
1
1,40
2,00
1,45
55
32
2,05
65
40
1,50
2, 10
1
\
66
ГОСТ 12122-66 Стр. 3
Продолжение
мм
d
L
1,
11
d
L
lo
2, 15
3,8
2,20
3,9
2,25
4,0
2,30
4,1
90
60
2,35
4,2
2,40
70
45
(4, 25)
2,45
4,3
2,50
i
4,4
2,55
4,5
100
65
2,60
4,6
2,65
4,7
"
2,70
4,8
2,75
4,9
2,80
5,0
2,85
75
48
5,1
105
70
2,90
5,2
2,95
5,3
3,00
-
5,4
3'1
(3, 15)
5,5
5,6
3,2
80
50
5,7
115
80
3,3
5,8
(3,35)
5,9
3,4
6,0
3,5
85
55
6,1
3,6
6,2
125
85
3,7
6,3
5*
67
Стр . 4 ГОСТ 12122-66
Продолжение
ЛIЛ ·L
d
L
lo
11
d
L
6,4
8,0
6,5
125
85
8,1
.6,6 ·
8,2
140
100
6,7
8,3
8,4
6,8
8,5
6,9
7,0
8,6
7'1
130
90
8,7
7,2
8,8
7,3
8,9
7,5
9,0
155
110
9,1
7,6
9,2
7,7
140
100
9,3
7,8
9,4
7,9
9,5
Пр им е чан и е. Сверла, диаметры которых поставлены в скобки, и з готов
ляются по соглашению с потр ебителем.
Пример условного обозначения сверла диамет-
ром 9 мм:
Сверло 9 ГОСТ 12122-66
Пр им е чан и е. Для сверл точного исполнен11я в обозначен не ·вводнтсп
буква «Т» после диаметра сверла.
2. Градация диаметров и допуски на диаметры сверл
-
по ГОСТ
885-64.
3. Размеры центровых отверстий- по ГОСТ 14034-68.
Допускается изготовление сверл диаметром до 6 мм с наруж-
ным центром.
4. Размеры поводков сверл - по ГОСТ 10904-64.
Сверла диаметром до 3 мм изготавливаются без поводков.
5. Технические требования
-
по ГОСТ 2034-64.
Замена
ГОСТ 14034-68 введен взамен ОСТ 3725.
68
РАЗ РАБО\fАН Всесоюзным научно-исследовательским инструмен
тальным институтом (В НИ И).
Директор института Романов К. Ф.
Зам. директора института по научной работе Имшенник К. П.
Рvководитель темы канд. техн. наук Ваксман А. В.
Исполнитель Гаврилова Т. В.
НА ОСНОВАНИИ плана работ по государственной . стандарти
зации СССР .на 1966 r.
ВНЕСЕН Министерством станкостроительной и инструментальной
промышленности.
Член Коллегии Берман М. М.
ПОДГОТОВЛЕН к утверждению Управлением машиностроения
l(омитета стандартов , мер и измерительных приборов при Совете
Министров СССР.
И. о. начальника У п равлении Костылев Ю. С.
Начальник отдела Григорьев В. К.
Ст. инженер Лоrиневская Н. Ф.
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных при
боров при Совете Министров СССР.
Зам. председателя Комитета Дубовиков Б. А.
Гpynna Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
гост
СВЕРЛА ЦЕНТРОВОЧНЫЕ КОМБИНИРОВАННЫЕ 14952-69*
Co111Ьined Centгe Dгi ll s а пd Coнnteгsiпks
Взамен
гост 6694- 53
в части тиnов 1, 11 и 111
2317-0000
Постановлением Комитет-а стандартов, мер и измерительных nриборов пр11
Совете Ми-нистров СССР от 3/ IX 1969 г. No 1024 срок введения установлен
. с l/Vll 1970 r.;
в части шероховатости nередней поверхности -
с 1/1 1972 г.
Несоблюдение стандарта nреследуется по закону
Настоящий стан-дарт распространяется на комбин и рова н ные
центровочные сверла для обработки центровых отверстий по
гост 14034-68 .
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1 . Комбинированные центровочные сверла должны изготов
.'!яться четырех типов:
1 - сверла для центровых отверстий 60° без предохранительно
го конуса;
2 - сверла для центровых отверстий 60° с предохранительным
конусом 120°;
3 - сверла для центровых отверстий 75° без предохранительно
го конуса;
4 - сверла для це нтровых отверстий с дугообразной образую
щей.
Издание официальное
Перепечатка восnрещена
70
Стр. 2 ГОСТ 14952-69
1.2. Основные размеры сверл должны соответствовать указан
ным на черт. 1-4 и в табл. 1-4.
-
Обозна чении
сверл
2317-0001
СОО2
0003
0004
0005
0006
0007
0008
0009
0010
2317-00 11
lприменяемосrьl
-
Тип
Черт .
МЛ{
d
1
(1 ,25)
1,6
2
2,5
3, 15
4
1
5
6,3
8
10
Таблица
D
[_
3, 15
31,5
1,6
4
2
5
35,5
2,5
40
3,1
6,3
45
3,9
8
50
4,8
10
56
6,2
12,5
63
7,8
16
71
9,8
20
80
12,4
25
100
15,7
Пр и м е ч а н и е. Размер, заключенный в скобки, применять не рекомен
ду ется.
Пример у словного обо з нач е ния сверла типа 1,диа
метром d= 1 мм:
Сверло 2317-0001 ГОСТ 14952-69
71
Стр. 3 ГОСТ 14952 - 69
Обозначения
сверл
2317-0012
0013
0014
0015
0016
0017
0018
1 Применяемость \
Тип 2
Черт. 2
мм
d
D
1
6,3
(1,25)
7,1
1,6
8
2
10
-----
2,5
12,5
3, 15
14
4
16
---:iГS- ----
0019
20
---
2317-0020
6,3
25
-~
Таблица 2
L
2
40
1,6
2,4
45
2
3,1
50
2,5
4
56
3,1
5
63
3,9
6,4
71
4,8
7,9
80
6,2
10
90
7,8
12,5
100
9,8
Пр и м е ч а ни е. Размер,' заключенный в скобки, применять не рекомен
дуется.
пример услов1-1оrо обо31-1аче1-1ия сверла типа 2,
диаметром d= 1 мм:
Сверло 2317-0012 ГОСТ 149 52-69
72
Обозначения
сверл
23 17-0021
0022
0023
0024
-
2317-0025
\Применяемость\
1
1
1
Тип 3
Черт. 3
.мм
d
D
0,8
1
3, 15
1,0
-----
1,6
5,0
2,0
6,3
------
2,5
8,0
ГОСТ 14952- 69 Стр. 4
Таблица 3
L
'
20
1,3
--
31,5
1,4
35,5
2,2
40
2,9
45
3,6
Пример условного обозначениясверлатипа3,диа
метром d= 0,8 мм:
Сверло 2317-0021 ГОСТ 14952-69
4 Зак. 806
73
Стр. 5 ГОСТ . 14952-69
Тип 4
Место маркировки
Черт. 4
мм
Обозначеннн
сверл
\ Применнемость \
d
2317-0026
(0,8)
0027
1,0
0028
-
(1,25)
0029
1,6
0030
2,0
00.31
2,5
0032
3,15
0033
4,0
0034
(5 ,О)
0035
6,3
0036
(8,0)
2317-0037
10,0
D
3, 15
3, 15
4,0
5,0
6,3
8,0
10,0
12,5
1.6,О
20,О
25,0
31,5
Таблица 4
L
г
31,5
2,8
2,5
31 ,5
3, 15
3,15
---
-
35,5 .
3,8
4,0
----
----
40
5,0
5,0
45
6,0
6,3
·50
7,5
8,0
56
9,5
10,0
63
12
12,5
71
15
16,О
.
80
19
20,0
------
90
24
25,0
----
100
30
31,5
Пр им е чан и е. Размеры, заключен ные в скобки, применять не рекомен
дуется.
Пример условного обозначения сверла типа 41
диаметром d = 1,0 млс
Сверло 2317-0027 ГОСТ 14952-69
1.3. Конструктивные размеры и геометрические параметры
сверл указаны в приложении к настоящему стандарту.
74
ГОСТ 14952 - 69 Стр. 6
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 . Сверла должны изготовляться в соответствии с требования
ми настоящего стандарта по технической документации, утв.ерж
денной в установленном порядке.
2.2 . Сверла должны быть изготовлены из быстрорежущей стали
марок, предусмотренных ГОСТ 9373 - 60 и технической документа- •
цией Министерства черной металлургии, зарегистрированной в Го
сударственном комитете стандартов, мер и измерительных прибо~
ров Совета Министров СССР.
(Измененная редакция - «Информ. указатель стандартов»
No 7 1970 г.).
2.3 . Твердость рабочей части должна быть у сверл диаметром
до 3,15 мм - HRC 62-64, у сверл диаметром свыше 3,15 лtм
НRС 62-65 .
Твердость рабочей части сверл из быстрорежущей стали с со
держанием ванадия 3% и более и кобальта 5%1 и более должна
быть выше на 1-2 единицы HRC.
(Измененная редэ.1щия - «Информ. указатель стандартов»
No 7 1970 г.).
2.4 . Шероховатость поверхностей сверл должна быть не ниже
классов чистоты по ГОСТ 2789-59 :
7 - передней и задней поверхности сверловочной и зенковочной
части комбинированных сверл, а также поверхности зажимной ци
линдрической части;
б ~ поверхности стружечных канавок .
Пр им е ч а ни е. Допуск ается изготовлять до 1/I 1972 г . центровочные свер. ·
ла с ше р оховатостью передней поверхности 6-го класса.
2.5 . Режущие кромки должны быть острыми. Завалы и выкро
шенные м е ста на режущих кромках не допускаются.
2.6 . Предельные отклонения размеров комбинированных сверл
не должны превышать :
общей длины - по В9 ОСТ 1010;
диам етра сверловочной части :
дл я с в ерл диаметром 0,8 мм
+0,05 мм
для сверл диаметром от 1 до 2,5 мм
для св е рл диаметром свыше 2,5 до 5 мм
для сверл диаметром свыше 5 1им
диаметра зажимной цилиндрической
нкм 1017;
углов конуса 60° и 75°
.
-20'
угла конуса 120°
.
-1°.
+0,10 мм
+0,12 мм
+0,15 мм
части- по СзаОСТ
2.7. Сверла комбинированные должны иметь равномерную об
ратну ю конусность, характеризующуюся разностью диаметров , из-:
меренных в начале . и конце сверловочной части.
4*
75
Стр. 7 ГОСТ 14952 - 69
Обратная конус н ость на 25 мм длины сверловочной части дол
жна быть в пределах 0,05 - 0,10 мм .
2.8 . Биение вспомогательных кромок сверловочной и зенковоч
ной части сверл относительно оси зажимной части, измеренное
перпендикуля р но к этим кромкам, не должно превышать:
для сверл диаметром до 3, 15 мм . . . 0,03 мм
для сверл диаметром свыше 3,15 мм
.
0,04 л~м .
2.9 . Утолщение сердцевины комбинированных cвepJI в направле-
нии к хвостовику на 5 мм длины должно быть:
для сверл диаметром до 3,15 мм
0,40 .мм
для сверл диаметром свыше 3,15 мм
.
0,25 млt.
2.10 . Предельное отклонение половины угла при вершине ком
бинированных сверл не должно превышать ± 1,5°.
2. 11 . Разность ширины перьев на одном сверле не должна
превышать:
·
для' сверл диаметром до 3,15 мм .
.
0,07 лt лt
для сверл диаметром свыше 3,15 л1м
.
0,10
2.12 . Поперечная режущая кромка должна быть
симмет рично относительно оси сверла. Допускаемое
не должно превышать:
для сверл диаметром до 5 мм .
.
0,05 мм
для сверл диаметром свыше 5 мм
.
О, 1О мм.
лнt .
расположена
ее смещение
2.1 3. Нормы стой1юсти при режимах резания и материз "'rах,
указаr-:ных в разд. 3 настоящего ста1-iдарта, дол:жны соответств о
вать у1<аз анным в табл. 5.
Дш1мет р соерловочной части сверла d в .мы
До 1,25
Св. 1,25 до 2
Св. 2,0'
"
5
Св. 5,0
Тип сверла
1.2.3
30
40
80
120
2 .14. Готовая проду кция дошкна быть принята
контролем предприятия-изготовителя. Изготовитель
. рант иров ать
соответствие всех выпус1< аемых сверл
настоящег о стандарта.
3. М.ЕТОДЫ ИСПЫТАНИЙ
Таблиuа 5
1
Тип свер.па
4
40
60
120
200
т ех ническим
должен га
требованиям
3.1. Для выявления дефектов термической обработки н з аточ
rш сверла должны быть подвергнуты испытанию в работ е на стан
ках (центровочных, токарных или сверлильных), соответствующих
76
ГОСТ 14952--69 Стр. S
~~~~~~~~~-·
установленным для них нормам точности, при следующих усло
виях:
а) крепление сверл осуществляе тся при помощи цанг или пат
ронов, обеспечивающих надежную про ч ность зажима и удовлетuо
ряющих в части биения соответствующ и м нормам точности;
б) испытание сверл должно п р овод и ться на образцах из стали
марок 40 1ми 45 по ГОСТ 1050-60, твердостью f-IB 179-197 на
глубину с максимальным диамет р ом 1<0нуса, соответствующим
ГОСТ 14034-68. Заготовки со стороны сверления должны быть
·обработаны;
в) скорость резания при испытании сверл должна быть
-8 -10 м/мин.
П р и м е ч а н и е. Число оборотов определяется по наименьшему диаметру
рабочей части;
г) подача должна иметь величину, указанную в табл, 6.
Таблица 6
Подача в Аl"м/ об длп сверл типов
J-Iоl\шнальны~'i дню.·tетр центрового
отверстнп d в лtJ1t
l,2,3
4
;;_! ,6
0,01
О, 03
2,0
0,02
0,05
2,5; 3,15
0,03
0,07
-
4,0
0,04
0,08
5,0
0,06
)
0,12
---
·
---
0,08
о, 14
G,3-10
д) в качестве охлаждающей жидкости должен применяться
5% ·- 1-1ый (по весу) раствор эмульсола в вод е с расходом не мен е е
5 л/,нин.
3 .2. Каждое центровочное сверло должно обработать ка ж дым
к онцом инструмента 20 отверстий.
3.3 . После испытаний сверл в работе на режу щих кро м ках н е
д олжно быть выкрашиван и й и они должны быть приг одны для
д альнейшей работы.
4. МАРКИРОВКА, УП .~ К О ВКА, ТРАНСПОРТИРОВАНИЕ
И ХРАНЕНИЕ
4.1. На каждом сверле должны быть четко нанесены:
а) товарный знак nред;:rрнятия-изготовителя ;
б ) обознач е ние сверла;
n) номин а льный диаметр св е рла;
77
r
Стр. 9 ГОСТ 14952- 68
г) марка стали .
Пр им е чан и е. На сверлах диаметром !D менее 10 .мм допускается обо
значение не маркировать.
4.2. Каждое сверло должно быть подвергнуто консервации со
гласно ГОСТ 13168-69. Способ консервации должен обеспечить
сохранность сверл в течение одного года при средних условиях
хранения .
Сверла одного размера и одной марки стали должны быть со
браны в чистую полужесткую или жесткую тару из картона, пласт·
массы или дере ва.
(Измененная редакция - «Информ. указатель стандартов»
No 7 1970 г.).
4 .3 . Картонная тара должна быть изготовлена из коробочного
ка ртон а по ГОСТ 7933-56.
Наружные поверхности деревянной тары должны бы:гь покры-
ты лаком или краской.
4.4. На таре должна быть этикетка или штамп с указанием:
а) товарного знака предприятия-изготовитеЛЯi
б) обозначения сверл;
в) количества сверл;
r) марки стали сверл;
д) даты упаковки;
е) номера настоящего стандарта.
4.5. Этикетка должна быть напечатана на этикеточной бумаге
марки Б по ГОСТ 7625-55. Заполнение этикеток должно быть вы
полнено на пишущей машинке или штампом.
4.6. В тару должен быть вложен контрольный талон упаковщи
ка , напечатанный типографским способом . Номер упаковщика
проста вляется штампом.
4.7. Полужесткая тара должна быть плотно уложена в дере
вянные ящики по ГОСТ 2991 -69 .
4.8. Ящики должны быть выложены внутрИ водонепроницае мым
материалом, при этом должны быть приняты меры для предохра
нения их от' механич еских повреждений при транспортировании.
4.9 . В каждый ящик должен быть вложен упаковочный лист со
сведениями, указанными в п. 4.4.
4.10 На внешней поверхности ящика должны быть нанесены
несмываемой краской :
.· а) обозначение сверл;
б) товарный знак предприятия-изготовителя ;
в) количество штук ;
г) дата упаковки .
4.11. Масса ящика брутто - не более 50 кг.·
4.12 . (Отменен - «Информ. указатель стандартов ~ NO ;;
1970 г.).
78
Стр. 10
ПРИЛОЖЕНИЕ к ГОСТ 14952 - 69
Реколtендуе11t0е
КОНСТРУКТИВНЫЕ; РАЗМЕРЫ И ГЕОМЕТРИЧЕСКИЕ
ПАРАМЕТРЫ С ВЕРЛ •
Конструкция и размеры сверл должны соответствовать указан ным на черт.
I-4и в табл. 1-4.
тип 1
\76 остальljое
Черт. 1
Пр им е чан и е. Угол 1аа 0 и радиус r да ны в сечении, перпендикулярном
на клону канавки .
Таблица 1
мм
D
1
1
l
1
lкп,~ 1
d
Номин.\
L
l,
I<t
к,
r
Пред.
\
_
Пред.
""
ОТI< Л.
Номин.\ откл. НоУ."шн. откл. 1
1.
.
1,а 3, 15
31,5
1,6
8 0,20
а,06 о,2а
---
---
- ---
(1, 25) 4
2,0 +О,25 9 0,25 +о.аз 0,07 0,25
--
-а,а48 --
-0,06
а,3
1,6
35,5 2,5
11 а,30
0,09
-15
--
о,за
21
4а
3,1 \+о.за 12 0,40
о' 11
79
·,.:
Стр. 11
Продолжение
мм
1
D
l
к
d
Номин.\
L
1,
.
1 Пред.
н,
к,
r
Пред.
1 Пред. "
отк л.
Номин. откд.
Номин. ошл.
1~1
45
3,9
_1 _5 _/ о,45 +о, 03 0,14 0,40
~~
- 0,058
-- +о,зо
17 . 0,55 -о,о5
0,5
~_._8_
50
4,8
О, 18 0,50
--- - ----- -
4
10
56 6,2
20 0,70
0,22 0,60
--
+О,04 ·-
5 12,5
63
7,8 +О,36 24 0,85 -0,08 0,28 0,80 0,8
-- --
- 0,070
1--
~16
71
9,8
27 1,10
0,35 1,0
--
--
-
-
8
20
80 12,4
~~+О,05~ 1,2
-- --
- 0,084 ----+О,43
--1
о
10
25
100 15, 7
38 170 -О'lОО60 1,6
'
'
.
Тип 2
v б остальное
Черт. 2
П l'J им е чан и е. Угол 100° и радиус r даны в сечении, перпендикулярно м
наклону канавкн.
80
Стр. 12
Таблица 2
мм
D
1
D,
1
l
к
1
d
=
1:с
L
"
l,
~
к,к,r
=
.,; .
1
=
~..;
1
:с
.,; .
"
>1
::i...:
;а
"'"'
:;
~~
:;.
"'"'
"'~
о
"'"'
о
о
о..::::
о
"'"
:r:
t::b
:r:
t:5
:r:
t:: ~
:r:
t::S
.
о
1,0 6,3
2 +0,3
~1~ 100,20
0,06 0,40
-
-
-
-
-
(1,25) 7']
2,4
1
45 2,0 +О,2 5 11 0,25
0,07 0,45
- 0,058
-
+0,4-
-
-
-
0,0910,50
о
1,6 8
3,1
50 2,5
13 0,30
,3
-
-
---
-
--
-
-
_I_
2,0 10
4
56 3,1
16 0,40 + 0,03О, 11 О,ЕО
-0,06
-
·
-
-
·-
-
-
-
-
2,5 12,5
5 +0,6 63 3,9+о,3о 19 0,45
О, 14 0,80
-
1-
-Е
-
-
-
-
-
о
3,15 14 -О,070 6,4
4,8
21 0,55
О, 18 0,90
---- -
--
--
,5
4,0 16
7,9
80 6,2
24 0,70
0,22 1,0
-
+1,0-
-
---
.
-
-
5,0 20
10
90 7,8 +0,36 27 0,85 +0,04 0,28 1,2 о
- 0,08
,8
-
-
---
-
-
-
-
-
-О,084
6,3 25
~
12,5, +1 .5 100 9,8
31 1,10
0,35 1,6
J
1
)
81
Стр. 13
Тип 3
Для d = О,8мм
~1
А-А
d~1,Омм
Напраl!ленuе затыло8анuя
д_-д
Черт. 3
v Б остальное:.
Б-б·
"'~?,
"с
'%о .
~...
/
-
r
"'
П р н м е ч а н и е. Угол 100° и радиус r даны в сеченш;, перпендикулярноМJ
наклону канавки.
Таблиц а 3
мм
D
l
[(
d
;номин.J
L
l,
к,
к,
r
Пред.
\Пред. "
1 Пред.
отнл.
Но:мин. ОТ({Л.
Номин. от кл.
~1__!_J_
+0,02
0,8 3, 15
8 О,15 - 0,04 0,05 0,20 0,2
--
---
-
--
1,0
- 0,048 31,5 1,4 +0,25
0,20
0,06
--
.
--
--
--
1,6 5
35,5 2,2
11 0,30 +о,оз 0,08 0,30 0,3·
-- --
-0 ,06
2,0 6,3
40,О 2,9
14 0,40
О, 10 0,40
-
-
-0 , 058 ---1--
-
2,5 8,0
45,О 3,6 +о,зо 16 о ,45
О,14 0,50 о,:>
82
Стр. 14
Тип 4
v б оста.лыюе".
L
i __,\
I
/
Черт. 4
Пр им е чан и е. Угол 100° и радиус r 1 даны в сечении, перпендикулярном
на клону канавки.
83
Стр. 15
Таблица 4;
мм
D
l
r
к
1
-
L
l,
к,
'°
d
:;:
,.,
:;:
'"'
~,,,;.
1
"
,,,; .
~
~,,,;.
~ "'-'
с.
<!)"
;:;
CJ:::;: •
С):::;:
"
<!) ~
<.)
о
с..~
о
с."'
о
а.,:.:::
о
а..~
:с
t::f-
:с
t::f-
:с
с:::5 1
:с
t::5
(..)
о
о
--
(О ,8)
31 ,5
2,8
-0,251 ' 2,5 - 0,25 0,2 0,22 -0,05 0,05 2' 1
- ---
3, 15
--
-
7-----
1,0
-0,048
3.15
3, 15
0, 28
0,07
2,35>
-
---
-
-
--
-
(! ,25) 4,0
35,5 3,8
8 4,0 -0,30 0,32
3,0
-
- 0,30 ---
__
1о,3
1,6 5,0
40 5,0
9 5,0
0,37 -0 ,06
3,6
---
-
-
--
0, 10
2,0 6,3
45 6,0
11 6,3
0,47
4,6
-·
-
-
-
---
--
-
1-
-
~
2,5 810 -0,058 50 7,5
12 8,0 -0,36 0,56
5' 9'
'
- 0,36
0,5
--о, 16
3, 15 JO,O
56 9.5
14 10,0
0,63
l!i7,3.
-
-
-
---·
-
4,0 12,5
-0,070
63 12
17 12,5
0,80 - 0,08 0,20 9,2
-
- 0,43
-
0,43
(5,0) 16,0
71 15
20 16
0,8 1,0
0,25 11. !}
-
-
-
---
--
--
----
6,3 20,0
80 19
25 20
1.2
0,30 14,7
-0,084 -
-
-
~- - 0,52-
-
-
(8. О) 25,0
90 24 - 0,52 2925
1,5
-0, 10 0,40 18,4
-
1,0
10,0 31,5 - 0,10 100 30
34 31 ,5 -0,62 1,8
0,50 23, 3
1
84
РАЗ РАБОТАН Всесоюзным научно-исследовательским инструмен
тальным институтом (ВНИИ)
Директор Романов К. Ф.
Руководитель темы Пудов В. М .
Исполнитель Завадовская С. И.
ВНЕСЕН Министерством станкостроительной и инструментальной
промышленности
Ч;1сн Ко:1легни Берман М. М.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Управлением станкоинстру
ментальной промышленности и межотраслевых производств Комите
та стандартов, мер и измерительных приборов при Совете Мини
стров СССР
Нача льник Управления Бергман В. П .
Ст. инженер Седова Е. М.
Отделом стандартизации, унификации и агрегатирования станочных
приспособлений, режущего и мерительного инструмента Всесоюзно
го научно - исследовательского института по нормализации в маши
ностроении (ВНИИНМАШ)
Начальник отдела Леонов С. И.
Руководитель темы Ремезов Н. С.
Ст. инженер Израйлович Д. С.
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных прибо
ров при Совете Министров СССР 26 июня 1969 г. (протокол .N'o 95)
Председатель Научно-технической комиссии зам . председателя Комитета
Дубовшюв Б. А.
Член ы комиссии - Бергман В. П., Плис Г. С., Златкович Л. А., Потемкин Г. А.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер
и измерительных приборов при Совете Министров СССР от 3 сен~
тября 1969 г. No 1024
85
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗЕНКОВКИ КОНИЧЕСКИЕ
Taper countersinks
гост
14953-69*
Взамен
ГОСТ 6694-53 в части
типов IV; V; VI и VII;
мн 724- 60; мн 726- 60
2353-0080
2357-0000
Постановлением Комитета стандартов., мер и измерительных пирборов при
Совете Министров СССР от 3/IX 1969 г. No 1025 срок введения установлен
с l/Vll 1970 г.;
в части шероховатости передней поверхности всех типов и шероховатости задней
поверхности типов 5, 6 и 7
с 1/1 1972 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на конические зенковки
для обработки центровых отверстий по ГОСТ 14034-68.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Конические зенковки должны изготовляться семи типов:
1 - зенковки 60° центровочные;
2 - зенковки центровочные для центровых отверстий 60° без
предохранительного конуса;
3 - зенковки центровочные для центровых отверстий 60° с пред
охранительным конусом 120°;
4 - зенковки центровочные для центровых отверстий 75° без
предохранительного конуса;
5 - зенковки 60° с коническим хвостовиком;
6 - зенковки 75° с коническим хвостовиком; ·
7 - зенковки 120° с коническим хвостовиком.
1.2. Основные размеры зенковок должны соответствовать ука
занным на черт. 1-7 и в ,табл . 1-7 .
Издание официальное
Перепечатка воспрещена
86
Обозначения
Применяемость
зенковок
2353-0081
2353-0082
Тип 1
Черт. 1
мм
D
5
8
ГОСТ 14953-69 Стр . 2
Таблица
L
50
10
60
12
Пр им ер у словно го об означен и я зенковки типа 1,
диаметром D = 5 мм:
Обозначения
зенково1<:
2353 -00 83
0084
0085
0086
0087
2353 -0088
Зенковка 2353-0081 ГОСТ 14953- 69
/применяемость!
2
Тип 2
Черт. 2
мм
d
2,5
3, 15
4
5
6,3
L
D
5
6,3
-
8
10
12,5
16
Таблица 2
L
1
45
3
50
3,7
4,7
56
6
63
7,4
71
9,5
Пример условного обозначения зенковкитипа 2,
диаметром D = 5 мм:
Зенковка 2353-0083 ГОСТ 14953-69
87
Стр. 3 ГОСТ 14953 -69
Тип 3
J,
f-oo--------·--·-·-----
Обозначения
зею-:ово1<
2357-0001
0002
0003
0004
0005
0006
0007
0008
0009
2357-0010
) Применяемость 1
Черт. 3
Л!Лt
d
0,8
1
(1,25)
1,6
2
2,5
3, 15
4
5
6,3
D
5
1
6,3
7'1
8
10
12,5
14
-
16
20
25
Таблица
L
1,55
35,5
0,82
2
1,13
2,4
40
1,21
3.1
45
1,52
4
2,2
5
2,6
-- --
50
6,4
3,3
7,9
56
4;2
10
63 -~
. 12,5
71
6,5
Пр им ер у словно го об означен и я зенковки типа 3. ·
диаметром D=5 лtм:
Зенковка 2357-0001 ГОСТ 14953-69
Тип 4
Место мapкupo81ru
L
Черт. 4
8.~
•
ГОСТ 14953-69 Стр. 4
Таблица 4
.мм
3,1
Обозначения
\ Применя:,юсть\
d
D
L
1
зенковок
2353-0089
2,0
6,3
45
·1
2353-0()90
2,5
8,0
50
3,9
Пример .условного обозначения зенковки типа 4,
диаметром D = 6,3 мм:
Зенковка 2353-0089 ГОСТ 14953-69
Тип 5
L
;-----
· --- --··
-----
--
---
Обозначения
зенково к
2353-0001
0002
0003
0004
2353-0005
1 Применяемость 1
Черт. 5
.мм
16 110
--
22
135
--
32 150
- ---
45
175
--
63 210
3
14
-- --
418
- ---
822
----
35
12 --
40
30
--
40
-
-
45
--
55
--
65
Таблица 5
Конус Морзе
по гост 2847-67
1
2
3
4
Пр им ер у словно го об означен и я зенковки типа 5,
диаметром D= 16 ,i,iл1:
Зенковка 2353-0001 ГОСТ 14953- 69
89
Стр . 5 ГОСТ 14953-69
Обозначения
зенков ок
2353-0091
0092
2353-0093
Тип 6
Конус Морзе
L
Черт. 6
Та.блица 6
.мм
Применяемость1Р 1 L 1 do 1 d 1
Ко нус Морзе
по гост 2847-67
32
145
6
22
40
2
------
45
170
8
35
50
3
----
63
200 12
40 .55
4
Пр им ер у слов нот.о об означен и я зенковки типа бi
диаметром D =32 мм :
Зенковка 2353-0091 ГОСТ 14953 - 69
Тип 7
"· Место маркuрQ8кu
Конус Морзе
l
Черт. 7
90
ГОСТ 14953-69 Ст р . 6
Обозначениn
зенковок
2353 -0021
0022
0023
0024
2353-0025
Применяемость!D1L1d,1d1
16
100
4
14
1
-
-
-
-
----
22
125
8
18
-
-
---
-
32
135 12
22
- -·----
45
155
35
--
16 ---
63
190
40
Таблица 7
1
Конус Морзе
по гост 2847-67
20
1
25
--
2
301
35
3
--
40
4
Пр и м ер у словно го об означен и я зенковки типа 7,
диаметром D = 16 мм:
.
Зенковка 2353-0021 ГОСТ 14953-69
1.3 . Конструктивные размеры и геометрические параметры зен
к овок указаны в приложении к настоящему стандарту .
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 . Зенковки должны изготовляться в соответствии с требова~
ниями настоящего стандарта по технической документации, утвер
жденной в установленном порядке.
2.2 . Зенковки долж н ы быть изготовлены из быстрорежущей
стали мар о к, предусмот ренных ГОСТ 9373-60 и технической доку
ментацией Министерства черной металлургии СССР , зарегистри
рованной в Государственном комитете стандар_тов1 мер и измери
тельных приборов Совета Министров СССР.
В обоснованных случаях допускается изготовление зенковок из
инструментальной легирован н ой стали марки 9ХС по ГОСТ
5950~53 .
(Измененная редакция - «Информ . указатель стандартов»
No 7 1970 г.).
2.3 . Зенковки из быстрорежущей стали с коническим х востови
к о м долж н ы изготовляться сварными.
В зоне сварки не допускаются раковины, непровар , поджог ме
талла, кольцевые трещины и свищи .
(Измененная редакция ~ «Информ. указатель стандартов»
No 7 1970 г.).
2.4 . Хво стов и ки сварных зенковок должны изготовляться из ста
ли марки 45 по ГОСТ 1050- 60 или марки 40Х по ГОСТ 4543- 61 .
2.5 . Твердость рабочей части зенковок должна быть :
у зенковок из быстрорежущей стали диаметром до 3,15 мм
НRС 62-64, свыше 3,15 мм и с ко н ическим хвостовиком - HRC
62- 65,
91
Стр. 7 ГОСТ 14953-69
у зенковок из стали мар ки 9ХС - HRC 61-64.
Твердость рабочей части зенковок из быстрорежущей стали с со
держанием ванадия 3% и более и кобальта 5% 1 и более должна
быть выше на 1-2 единицы HRC.
(Измененная редакция - «Информ. указатель стандартов »
No 7 1970 г.).
2.6 . Тв ердость лапок у зеНJ{Овок с коническим хвостовиком
должна быть HRC 30-45.
2.7 . Шероховатость поверхностей зенковок должна быть не
ниже классов чистоты по ГОСТ 2789-59, указанных в табл. 8.
Наименование поверхности
Передняя поверхность
1
Задняя поверхность
Поверхность стружечных канавок
Поверхность зажимной цилиндрической части
Поверхность конического хвостовика
Таблица 8
I<лассы чистоты
для зенково 1< тнлов
1.2,з.4
5,6,7
7
8
7
8
6
6
7
-
-
7
Пр и меч ан и е . Допускается изготовлять до !II 1972 г. конические зенков
ки всех типов с шероховатостью передней поверхности 6-го класса и зенковки
типов 5, 6 и 7 с шероховатостью задней пов ерхности 7-го класса.
2.8 . Режущие кромки должны быть острыми. Завалы и выкро
шенные места на режущих кромках не допускаются.
На задней поверхности зубьев зенковок типов 5-7 допускается
ленточка шириной не более 0,05 мм.
2.9 . Центровые отверстия зенковок типов 5-7 должны быть
обработаны, зачищены и не должны иметь забоин и разработан
ных мест.
2.10 . Предельные отклонения размеров зенковок не должны
превышать:
общей длины - по Bg ОСТ 1010;
диаметра зажимной цилиндрической части
нкм 1017;
углов конуса 60° и 75°
-
20';
угла конуса 120°
.
-1°.
92
.
по Сза ОСТ
ГОСТ 14953-69 Стр. 15
2.11. Биение кромок зенковочной части у зенковок типов 1-4
относительно оси зажимной части, измеренное перпендикулярно к
этим кромкам, не должно превышать:
для зенковок с диаметром d до 3,15 .мм ... 0 ,03 .мм;
для зенковок с диаметром d св. 3,15 лнt ... 0,04 мм.
2.12. Биение режущих кромок зенковок типов 5-7 относительно.
оси хвостовика, измеренное перпендикулярно к этим кромкам, не
должно превышать 0,05 л·ии.
2.13. Нормы стойкости при режимах резания · и материалах ,
указанных в разд. 3 настоящего стандарта, должны соответство
вать:
зенковок типов 1, 2, 3 и 4:
для отверстий диаметром до 2 м,и не менее ,80 отверстий;
для отверстий диаметром св. 2 JИМ не менее 120 отверстий.
зенковок типов 5, 6 и 7:
диаметром D до 32 .мм не менее 120 отверстий;
диаметром D св. 32 мл1 не менее 300 отверстий.
2.14. Готовая продукция должна быть принята техническим
контролем предприятия-изготовителя. Изготовитель должен Гаран
тировать соответствие всех выпускаемых зенковок требованиям
настоящего стандарта.
3. МЕТОДЫ ИСПЫТАНИИ
3.1 . Для выявления дефектов сварки, термической обработки и:
заточки зенковки должны быть подвергнуты испытанию в работе
на станках (центровочных, токарных, сверлильных), соответствую
, щих установленным для них нормам точности, при следующи х ус
ловиях:
а) кр е пление зенковок осуществляется при помощи цанг или
патронов, обеспечивающих надлежащую прочность зажима и
.
удовлетворяющих в части биения соответствующим нормам точ-·
ности;
б) испытание зенковок должно проводиться на образцах из
стали марок 40 или 45 по ГОСТ 1050-60 твердостью НВ 179-197
по предварительно просверленным отверстиям, соответствующим
гост 14034-68;
в) скорость резания при испытании зенковок должна быть
8-10 M/JWU!-l .
Пр им е ч ан и е. Число оборотов определяется по наименьшему диаметру
рабочей части;
г) подача должна иметь величину, указанную в табл. 9.
д) в качестве охлаждающей жидкости должен применяться
5% ·-ный (по весу) раствор эмульсола в воде с расходом не менее
5 Л/MU!-l .
93
Стр. 9 ГОСТ 14953- 69
Номинальны е диаметры центровых
отверстий d в .мл~
<1,6
2,0
2,5; 3, 15
4
5
6,3- 10
>10
Таблица 9
Подача в "1~.мfоб
0,01
0,02
0,03
0,04
0,06
0,08
о' 10
3.2. К:аждая зенковка должна обработать каждым концом ин
струмента 20 отверстий .
3.3. Посде испытаний зенковок в работе на режущих кромках
последних не должно быть выкрашиваний и они должны быть
п ригодны для дальнейшей работы .
4.МАРКИРОВКА,УПАКОВКА,ТРАНСПОРТИРОВАНИЕ
И ХРАНЕНИЕ
4.1 . На каждой зенковке должны быть четко нанесены :
а) товарный знак предприятия-изготовителя;
б) обозначение зенковок;
в) номинальный диаметр d у зенковок типов 2-4 или наруж-
ный диаметр D у зенковок типов 1, 5, 6 и 7;
г) угол конуса зенковок;
д) марка стали режущей части зенковок.
Пр им е чан и е. На зенковках типов 1-4 диаметром D менее 10 мм допус
l{ается обозначение не маркировать.
4.2. К:аждая зенковка должна быть подвергнута консервации
.с огласно ГОСТ 13168-69. Способ консервации должен обеспечи
:вать сохранность зенковок в течение одного года при средних усло
виях хранения.
Зенковки одного размера и одной марки стали должны быть
собраны в пачки и уложены в чистую полужесткую или жесткую
тару из картона, пластмассы ИJШ дерева.
(Измененная редакция - «Информ. указатель стандартов»
No 7 1970 г.).
4.3 . К:артонная тара должна быть изготовлена из коробочного
картона по ГОСТ 7933-56 .
Наружные поверхности деревянной тары должны быть покры
-ты лаком или краской.
:94
ГОСТ 14953-69 Стр. lO
4.4 . На таре должна быть этикетка или штамп с указанием:
а) товарного знака предприятия-изготовителя;
б) обозначения зенковок;
в) марки стали режущей части зенковок;
г) количества зенковок;
д) даты упаковки;
е) номера настоящего стандарта.
4.5. Этикетка должна быть напечатана на этикеточной бумаге
марки Б по ГОСТ 7625-55.
Заполнение этикеток должно быть выполнено на пишущей ма
шинке или штампом.
4.6 . В тару долже н быть вложен контрольный талон упаковщи
ка, напечатанный типографским способом . Номер упаковщика
проставляется штампом.
4.7. Полужесткая тара должна быть плотно уложена в дере
вянные ящики по ГОСТ 2991-69 .
4.8 . Ящики должны быть выложены внутри водонепроницаемым
материалом, при этом долЖны быть приняты меры для предохра
нения их от механических повреждений при транспортировании.
4.9 . В каждый ящик должен быть вложен упаковочный лист
со сведениями, указа нными в п. 4.4.
4.10. На внешней поверхности ящика должны быть нанесены
несмываемой краской:
а) обозначение зенковок;
б) товарный знак предприятия-и зготовителя;
в) количество штук;
г) дата упаковки.
4.11. Масса ящика брутто
-
не более 50 кг.
4.12 . (Отменен.
-
«Информ. указатель стандартов» No 7
1970 г.) .
95
r
Стр. 11
ПРИЛОЖЕНИЕ к ГОСТ 14953-69
Рекомендуе.мое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ И' ГЕОМЕТРИЧЕСКИЕ
ПАРАМЕТРЫ ЗЕНКОВОК
Конструкция и размеры зенковок должны соответствовать указанным на
черт.1-7ивтабл.1-7.
Тип 1
v'J остальное
А-А
zs7
Черт. 1
Таблица 1
.мм
D
L
!
1
Пред.
1
Пред.
1
Пред.
r
к
Номин.
ОТl\Л .
Номин.
отк. 11.
Номин.
откл.
--:- -\=~:~:: 1--:-~-1 =::: !--~-~-[ :~:~ 1--:-I--~-::--
Задний угол на периферии режущей части в плоскости, параллельной оси
зенковки, равен 14-11°.
96
Тип 2
L
А L.-
li-5
Черт. 2
мм
do
1
D
1
d
1
1~
1
1
1
r:j .
..
~~
"'"'
1
Q,::::
о
t:: 1;
:r:
t::Б
1
-0,0481~
2,0
1~
5
~'о
--
--
~ 2,0
- 0,12 6,3
50
-0,058
3, 15 2,6
8
--
4
3,0
10
56
---- ----
5
4,0
1 12,5
63
---- -
0,16 -- -0,070
6,3 5,0
16
71
l
1
3
3,7
4,7
6
Стр. 12
\76 остальное
Jатыло8анuе
поа иглом 10 о
1"
Таблица 2
к
1
1
1
lo
1
1
j{1
""
1
r
-
=::!:...:;
;;;
"~
с
~'-g
:r:
10 0,40
1 о.4 lо.з
----
+о.оз -- -
11 0,45-о,о5о7о5
----
.
.
13 0,55
--------
-
15 0,70
0,8
-- ----
+ О,04 --
7,4 17 0,85
1 0.8
-- --
-О,08 -1
·
9,5 19 1,10
1,2 1
Задний угол на пери ф ерии режущей части -в плоскости, параллельной оси
зенковки, рав ен 14-11 °
97
r
Стр. 13
Тип 3
\l 5 остальное
L
За тылоDание
noil углом 10°
...,,
fj
f
Б-Б
А-А
11
-1~
"':: ·
~%·
Черт. 3
Таблица 3
мм
D
D,
do
/{
1
1
1,
d
=
L
l
N
"
/{1
r
§
.;
.
=
i::i ..:
"
~...:
~~~
OJ"'
:>
OJ~
:>
&~
о
о."'
о
1
с..;:::
о
о
С,~
:r::
с:ь
:r::
с:о
:r::
r"'
:r::
r~
-о
-о
0,8 15
-0,048 1,55 +0,20,6 -О Об lo·82 8 о,15 +0,02
0,2
-0,04
--
-
--
.
-
__
'_35,Б_'_
-- --
- -0,3 --
1 6,3
2
+о,3 о, 7 -0,07
1, 13
0,20
---
--
-----
9--
1,25 7, 1
2,4
1,0
40 1,21
0,25
0,3
-
0,058
+О,4
-
-
1,6 8
3,1
1.35
1,52 11 0,30 +0,03
--
---
45
- 0,06 0,4
210
4
1,5
2.2 13 0,40
----
2 ГО,12---- -
-
--
2,5 12,5
5
+0,6
2,6 15 0,45
0,7
-- --
50
0,5
3,15 14 - 0,070 6,4
2,6 1
3,3 16 0,55
--
-
--
416
7,9
3
56 4,25 18 0,70
0,8
--
-
--
+1,0 -
----
--
--
1о04
520
10
4
63 5,2 19 ~1~0:08 1,0 0,8
-- --
-0,084 ----,- -0,16
- ---
6,3 25
12,5
+1,55
716,5 22 1,10j
1,2i
Задний угол на периферии режущей част и в плоскости, параллельной оси
зенковки, равен 14-11 °.
98
d
iiо
:r:
Б
r
Затыло8анuе
noiJ углом 10 °
do
i::f_;
"'~
о."'
t::ь
'J
D
~
iiо
:r:
Стр. 14
Тип 4
\J Б остальное
L
t1
Черт. 4
Таблица 4
мм
к
L
r
'".
"'"
о.:::::
t::ь
~j~j-0.12/~\-o.oss\~1~1-1_1_/ О,4о J~8·~~1~1Q
2,5 2,0
8,0
50 3,9 12 0,45
'
0,7 0,5
Задm1й угол на периферии режущей части в плоскости, параллельной оси
зенковки, равен 14-11°..
99
Стр. 15
Тип 5
v 5 остальное
L1
Конус Морзе
~1\
L
Число зуоье/J-r.
А-А
no~epн!JmO
Для L.7 ='1
Дл11l=Бu8
~ --п-
w
IJ
~1
~
110,.'i-1 [;... _L_ __
-
' -·--
.
1ш~r~о/,
(J
/
,z:; "~ZJ ~-
Черт. 5
Таблица 5
Разм. еры в А!А!
,,1
1
1
I\он ус N!.орзе
DL
d
d,d,l
l,
1
l,l,ьб
"\jJ
z1No1D1lз
16 _! .! ..0_3 ~_!_:_0-=-..i.O._~-=- 70 0 ,6 900 15°30' 4
_1
_1
12,0631 62
22 1з5_4_~
-=-~45_в85i,o- 16°06'б 217•780
321508221,61,'6455511
8QC 18°23'
75
-- ---- -
-------------
45 175
,35
55 65
105 1.2
--
12 -- 20-- 17 --85° 20°18 '
63 210
40 2,0
'
65 75
130 1,5
1
8 3 23,825 94
\4 31,267 117,5
!. Конус Морзе - по ГОСТ 2847-67.
2. Центровые отверстия
-
по ГОСТ 14034-68 (тип А).
3. Предельные отклонения размеров, не ограниченных допусками: охва ты
ваемых - по В1, прочих
-
± 1/2 В7•
100
Тип 6
Черт. 6
Размеры в
1
1
1
L\d, d
d,
d,.\l
11
l,
l,
1
D
,\!..И
1
1ь
Стр. 16
v 5 остальное
7uсло ,1уоое8-8
А-А
побернуто
ь
6
\jJ
Таблица
!{онус Морзе
No\D11 lз
1'
6
~ 145_6_~_ 1)1_! _:0140 !~____§-~~ 80° 23°40 ' __3._117 , 780/~
45170835
1,6 50 60
105 1,2
3 23,825 94
- ---
---------
10 -----
-----
--
6320012402i215565
113011,5 85° ,26°05' 4 31,267 11 7 ,5
1. Конус Мор зе - по ГОСТ 2847-67.
2. Центровые отверстия
-
по ГОСТ 14034-68 (ти п А) .
3 . Предельны е отк лонения размеров, не ограниченных доп усками: охваты
ваемых.- по В7, прочих- ± 1/2 В7•
JO!
Стр. 17
Тип 7
Для i=Ц
Черт. 7
'V5 остальное
Число зудье8-Z
А-А
по!Jернуто
Дляl=би8
ь
Таблица 7
Размеры в мм
1
Конус Морзе
1
DL
dod
d,
d2
l
1
l,l,ь
б
1jJ
z
_
No1 D,1
,.
l,
161004141,0-2025700,6
36°
4 1 12,065 62
-- ------ ------ --
90°
22125818
1,6 25 35
40°54'
2
---
-
----
---- --
85 1,0 --
6
17,780 75
3213512221,62,03040
75° 38°47'
-
-
-----
-
-
-
---- ---
-
-- --
-
------
-
-
45 155
35
35 45 105 1,2
80°\ 42°55'
3 23,825 94
-- --
16 ---- 2,5 --
8
--
63 190
40 2,0
40 50 130 1,5
4 31,267 117,5
1. Канус Морзе - по ГОСТ 2847- 67.
2. Центровые отверстия - по ГОСТ 14034- 68 (тип А) ,
3. Предельные отклонения размеров, не огран иченных до пусками: охваты
ваемых - по В7, прочих - ± 1/2 В7•
102
РАЗРАБОТАН Всесоюзным научно- исследовательским инструмен
тальным институтом (В НИ И)
Директор института Романов К. Ф.
Руководитель темы Пудов В. М.
Исполнитель Завадовская С. И.
ВНЕСЕН Министерством станкостроительной и инструментальной
промышленности
Член Коллегии Берман М. М.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Управлением станкоинстру
ментальной промышленности и межотраслевых производств Коми
тета стандартов, мер и измерительных приборов при Совете Мини
стров СССР
Начальник отдела Бергман В. П.
Ст. инженер Седова Е. М.
Отделом стандартизации, унификации и агрегатирования станоч
ных приспособлений, режущего и мерительного инструмента Всесо
юзного научно-исследовательского института по нормализации в
машиностроении (ВНИИНМАШ)
Начальник отдела Леонов С. И.
Руководитель темы Ремезов Н. С.
Ст. инженер Израйлович Д. С.
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных прибо
ров при Совете Министров СССР 26 июня 1969 г. (протокол No 95)
Председатель Научно-технической комиссии зам. председателя Комитета
Дубовиков Б. А.
Члены комиссии - Бергман В. П., Плис Г. С., Златкович Л. А., Потемкин Г. А.
ВВЕДЕН В ДЕЙСТВИЕ . Постановлением Комитета стандартов,
мер и измерительных приборов при Совете Министров · СССР
от 3 сентября 1969 г. No 1025
103
104
Перечень стандартов, включенных в сбор_ник, по порядку номеров
Номер стандарта
41' 885- 64
\/ 886-64
V 2034-64
V 2092-64
i(4010- 64
V 5756- 64
\/6647-64
\/'8034-67
V'10902-64
\110903-64
\11 0904-64
\/12121-66
\/1 2122-66
V l4952-69
\1'14953-69
Стр.
3
6
10
16
20
25
31
39
48
.sз
58
60
65
70
86
г
СОДСРЖА!!ИС
ГОСТ 885-64 Сверла спиральнь1е . Гра д ация ди аме тров и допуски по
диаметрам
.
.
.
.
.
.
.
ГОСТ 886-64 Сверла спиральные с ци ш:ндр нч еским х в остов ик ом. Длин-
на я серия. Осн овные раз;·1еры .
ГОСТ 2034-64 Сверла спиральные. Т е хнич еские треб о в ан и я
ГОСТ 2092~64 Сверла спиральные с конич еским хвосто в ико м удлин ен н ые .
Основные размеры .
ГО<;:Т 4010-64 Сверла спиральные с цилиндри чески м хвостовико м . Ко
·ротi{ая серия : Основные размеры .
ГОСТ 5756-64 Сверла спиральные, оснащенн ые п ла стинка м и и з тв е рд о
го сплава. Технические т ребова ния
ГОСТ 6647-64 Свер ,1а спиральные, оснащенны е пласт инками из т в ердого
,
· сплава.
Типы и основные размеры .
.
ГОСТ 80 34...:. . . .57 Сверла спиральные малораз мерные д иаме тр ом от О, 1
до 1,11.•н
с утолщ е нны м цис1и н дричес:шм хво сто в иком
ГОСТ 10902-64 Свер .1а сшrральные с ц и лин дриче ским хв о ст овик о м .
Средняя серия. Осно в ные ра зме ры
ГО.СТ 10903-64 Сверла спиральны е с коническим хвостовиком. Основ ные
размеры ·.
.,
ГОСТ 10904-64 Сверла спиральные с цил и ндрич еск иill хв остов иком . Р аз
меры поводков
ГОСТ 12121:........66 Сверла спиральные с коническим хвостов иком длинные.
Основныеразмеры........
ГОСТ ~12122-66 Сверла спиральные с коротким цилиндрическим хвостови-
.
·
ком. Длинная серия. Осн ов ные разм е р ы
ГОСТ 14952-69 Сверла центровочные ко мб иниро в анные
ГО.СТ 14953-69 Зенковки конические . . . . . .
.
Перече'нь стандартов, вклюЧенных в сборник, по порядку но м еров
Режущ!!Й инструмент
Сверла н центровочныii ннструмс11т
Редактор С . Г. Вильк шю
Технический редактор /-! . П. За.молод чикова
Корректор А . Я. Митрофанова
3
6
10
16
20
25
31
39
48
53
58
60
65
70
83
IU4
·C11.ai!o в набор 25JXI 1970 г. Подп. в печ. l81Vl!I 1971 r . Форм зт riox90'/10 Бум. тип. No Z .6 ,5 п. л.
:
.
5.07 уч. изд. J1. Тир. !U 000 Цена 25 1(0П,
Издательство стандартов. Москва, 1(-1 , ул. Щусева, 4
Калужская типография стандартов, ул. М оско в ск ая, 256, Зак. 806
,
Цена 25 коп.