

































































































































































































































Author: Фадюшин И.Л. Сапронова Н.Д.
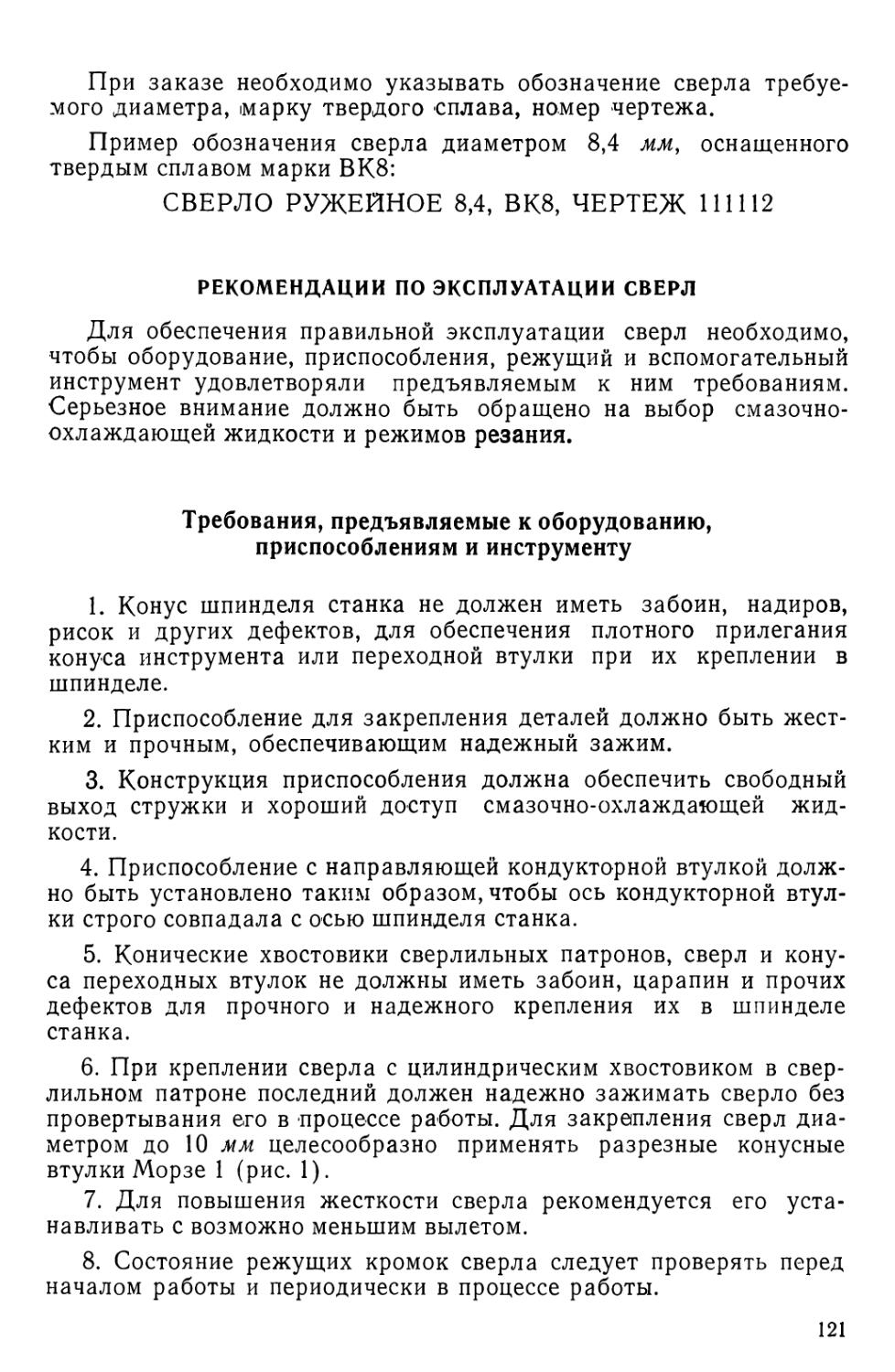
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы металлорежущие станки обработка металлов станки металлорежущий инструмент
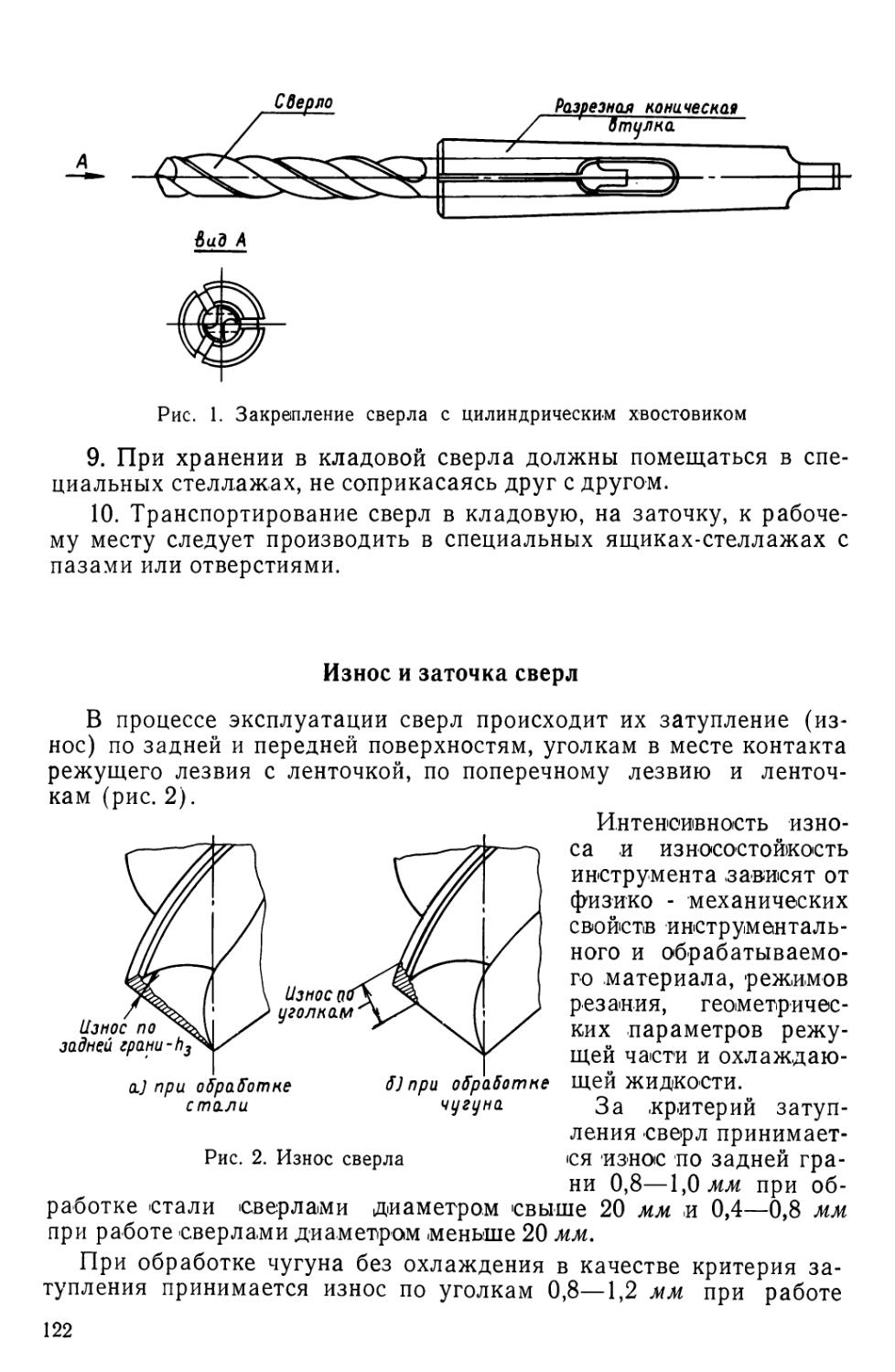
Year: 1976



МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ
И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
ИНСТРУМЕНТАЛЬНЫЙ ИНСТИТУТ (ВНИИ)
металлорежущий инструмент
каталог часть
2
инструмент для обработки отверстий
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ИНФОРМАЦИИ ПО МАШИНОСТРОЕНИЮ
МОСКВА 1976
Зсаа Ьу rriyrifjtz
УДК 621.95.02(085)
Каталог «Металлорежущий инструмент», часть II, составлен сотрудниками Всесоюзного научно-исследовательского инструментального института (ВНИИ) канд. техн, наук ФАДЮШИНЫМ И. Л, (руководитель), инженерами САПРОНОВОЙ Н. Д., БАЛКОВЫМ В. П„ ДВОРЕЦКИМ А. В., КОВЫЛИНЫМ А. В., АКИМОВОЙ Н. Л., ФЕДОРОВЫМ В. Н., МАТВЕЕВЫМ Г. В.
По всем вопросам, изложенным в данной части каталога-справочника, обращаться во ВНИИ (Москва, Е-23, Б. Семенов-скал, 49). .------
ВВЕДЕНИЕ
В каталоге «Металлорежущий инструмент» (помещено описание гостированного и предусмотренного отраслевыми -стандартами инструмента, а также инструмента, изготовляемого централизованно инструментальными заводами по своим чертежам.
В описании инструмента даны конструктивные характеристики, рекомендации по эксплуатации инструмента и другие вспомогательные справочные сведения, в том числе формы заточки режущей части; справочные материалы по выбору шлифовальных кругов и режимов заточки и доводки инструментов; режимы резания; смазочно-охлаждающие жидкости и способы их подвода.
Каталог предназначен для выбора инструмента при разработке технологических процессов и составления заявок и -спецификаций при заказе инструмента, а также может быть использован работниками инструментального хозяйства -при организации хранения, снабжения и учета инструмента и в качестве руководящего материала по эксплуатации инструмента.
Каталог состоит из следующих частей:
Часть I. Резцы и фрезы.
Часть II. Инструмент для обработки отверстий.
Часть III. Резьбообразующий, трубо- и муфтообрабатывающий и зуборезный инструмент.
Часть IV. Протяжной инструмент.
Часть II каталога состоит из трех разделов.
В разделе «Сверла» помещены сверла спиральные с цилиндрическим хвостовиком быстрорежущие; -сверла спиральные с цилиндрическим хвостовиком твердосплавные; сверла спиральные с коническим хвостовиком быстрорежущие; сверла спиральные с коническим хвостовиком твердосплавные; сверла специальные.
В разделе «Зенкеры»-, помещены зенкеры быстрорежущие; зенкеры твердосплавные; зенковки.
В разделе «Развертки» помещены развертки ручные; развертки машинные, быстрорежущие и твердосплавные.
з
ОБЩАЯ ЧАСТЬ
Для обработки отверстий применяются разнообразные виды режущего инструмента.
Самыми распространенными из них являются сверла, зенкеры и развертки.
По назначению и конструктивному оформлению сверла подразделяются на спиральные, центровочные, перовые и специальные для глубокого сверления.
По материалу режущей части сверла подразделяются на быстрорежущие и твердосплавные — монолитные или оснащенные пластинками из твердого сплава.
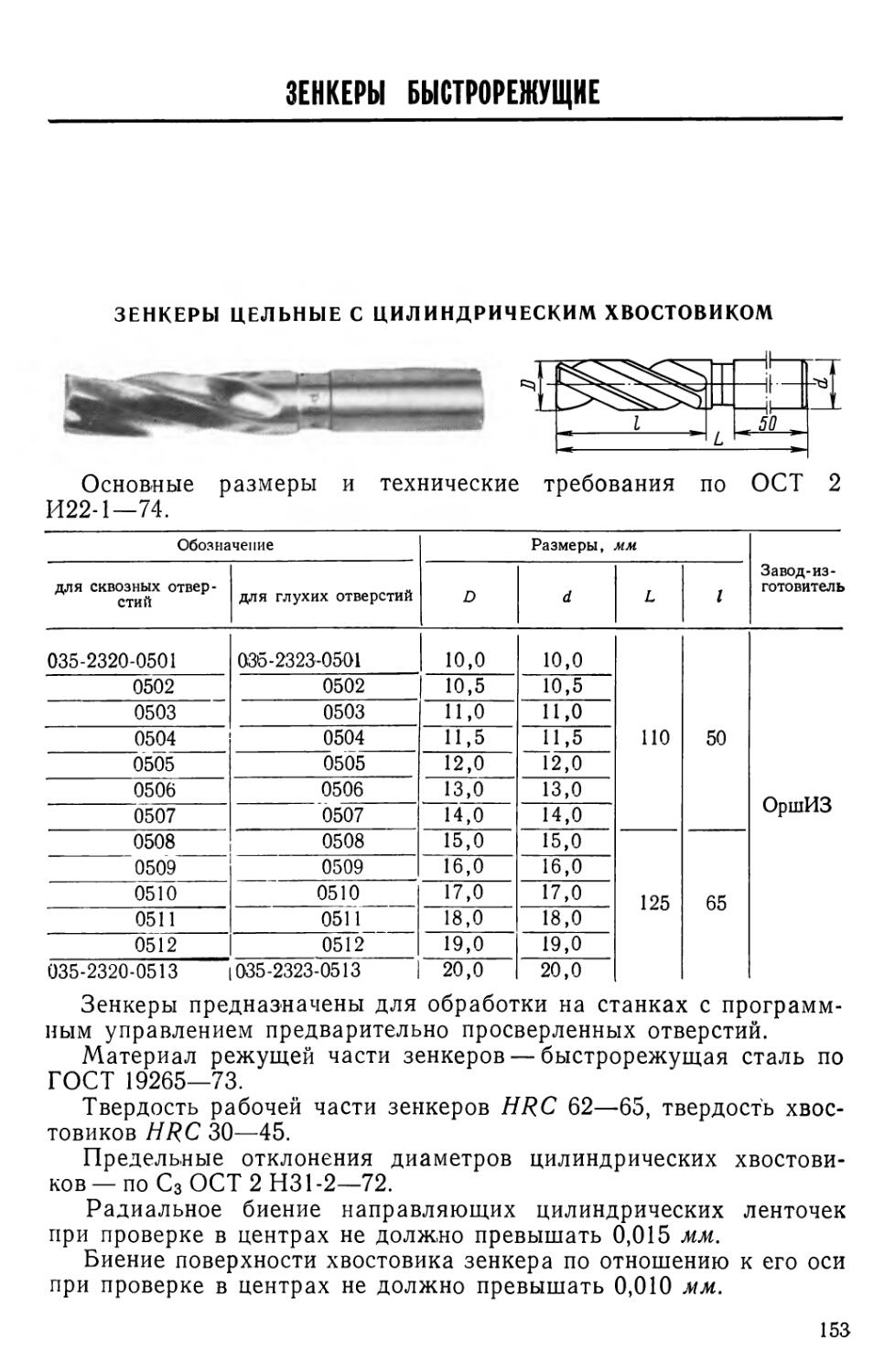
Зенкеры предназначаются для предварительной и окончательной обработки отверстий. Их применяют для обработки отверстий, предварительно просверленных или полученных в результате литья, ковки или штамповки.
Инструментальными заводами изготовляются следующие четыре типа зенкеров:
быстрорежущие с коническим хвостовиком; быстрорежущие насадные цельные; с напаянными пластинками из твердого сплава с коническим хвостовиком; с напаянными пластинками из твердого сплава насадные.
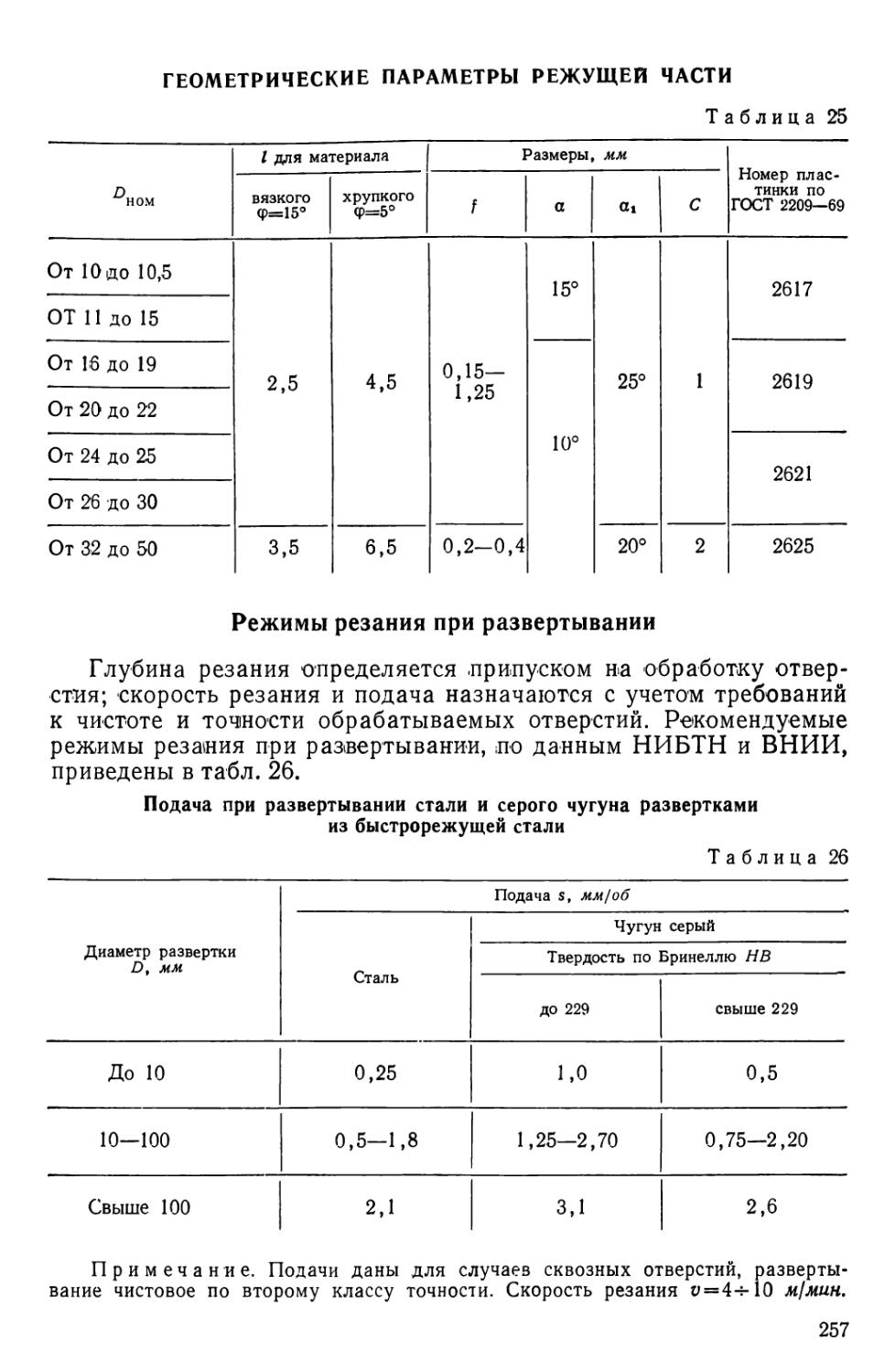
Развертки предназначаются для изготовления точных отверстий и применяются после предварительной обработки отверстий зенкером, расточным резцом или сверлом.
Развертки обеспечивают получение отверстий с широким диапазоном допусков от 4 до 1 класса точности и с различной чистотой обрабатываемой поверхности — от 6 до 8 класса.
Отечественные инструментальные заводы изготовляют 22 типа разверток размерами 1—300 мм.
Сокращенные .обозначения заводов-изготовителей, принятые в тексте
№ п/п Заводы-изготовители Принятое обозначение
1 Московский завод режущих инструментов «Фрезер» «Фрезер»
им. Калинина
2 Сестрорецкий инструментальный завод им. Воскова СИЗВ
3 Томский завод режущих инструментов ТИЗ
4 Оренбургский инструментальный завод ОИЗ
5 Минский инструментальный завод миниз
6 Казанский ремонтно-подшипниковый завод КАЗИЗ
7 Златоустовский им. Ленина машиностроительный завод зиз
8 Вильнюсский завод сверл БЛИЗ
9 Винницкий инструментальный завод ВИЗ
10 Карачаевский инструментальный завод КАИЗ
11 Московский инструментальный завод МИЗ
12 Оршанский инструментальный завод ОршИЗ
13 Фрунзенский завод сверл ФЗС
4
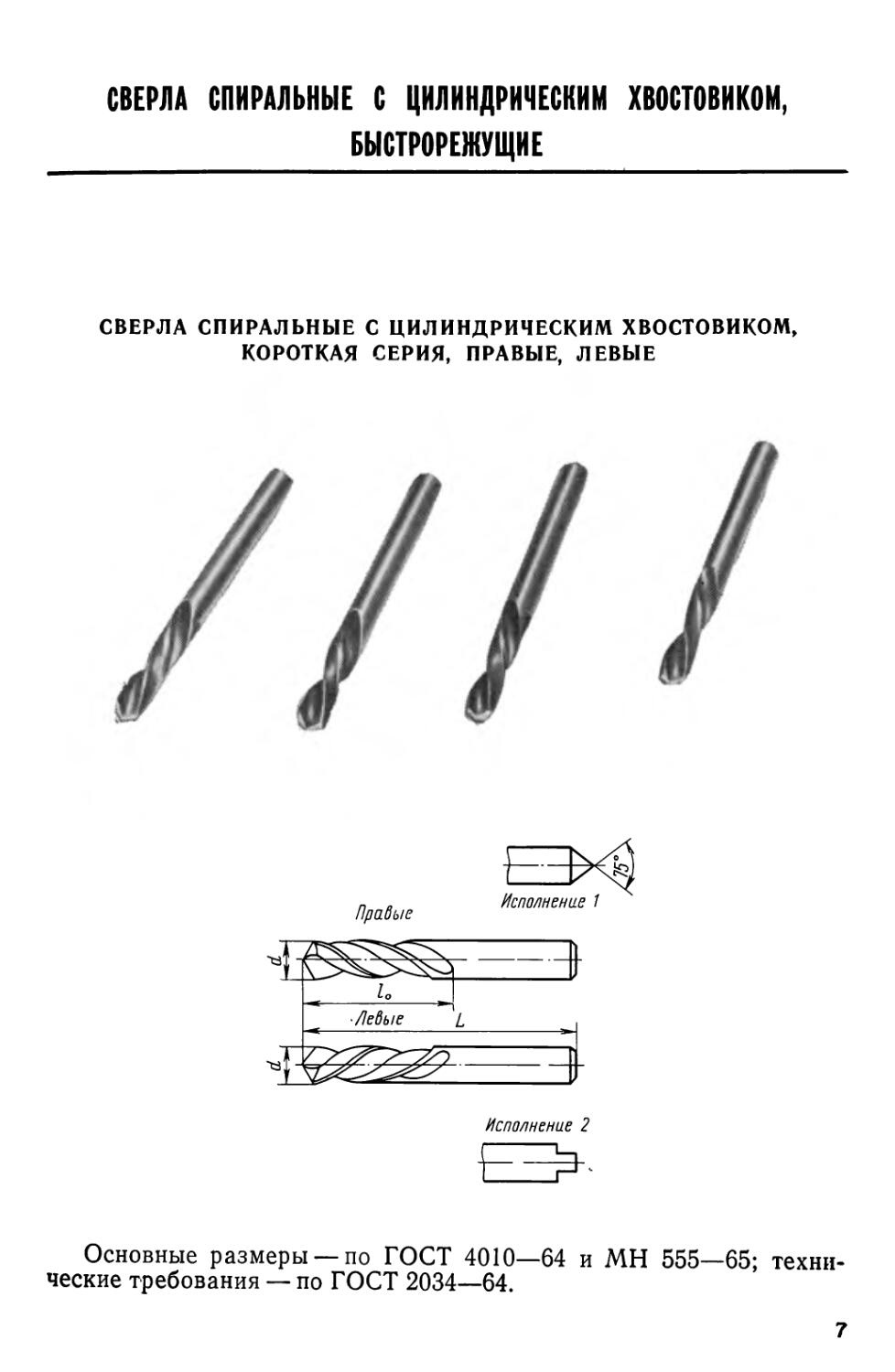
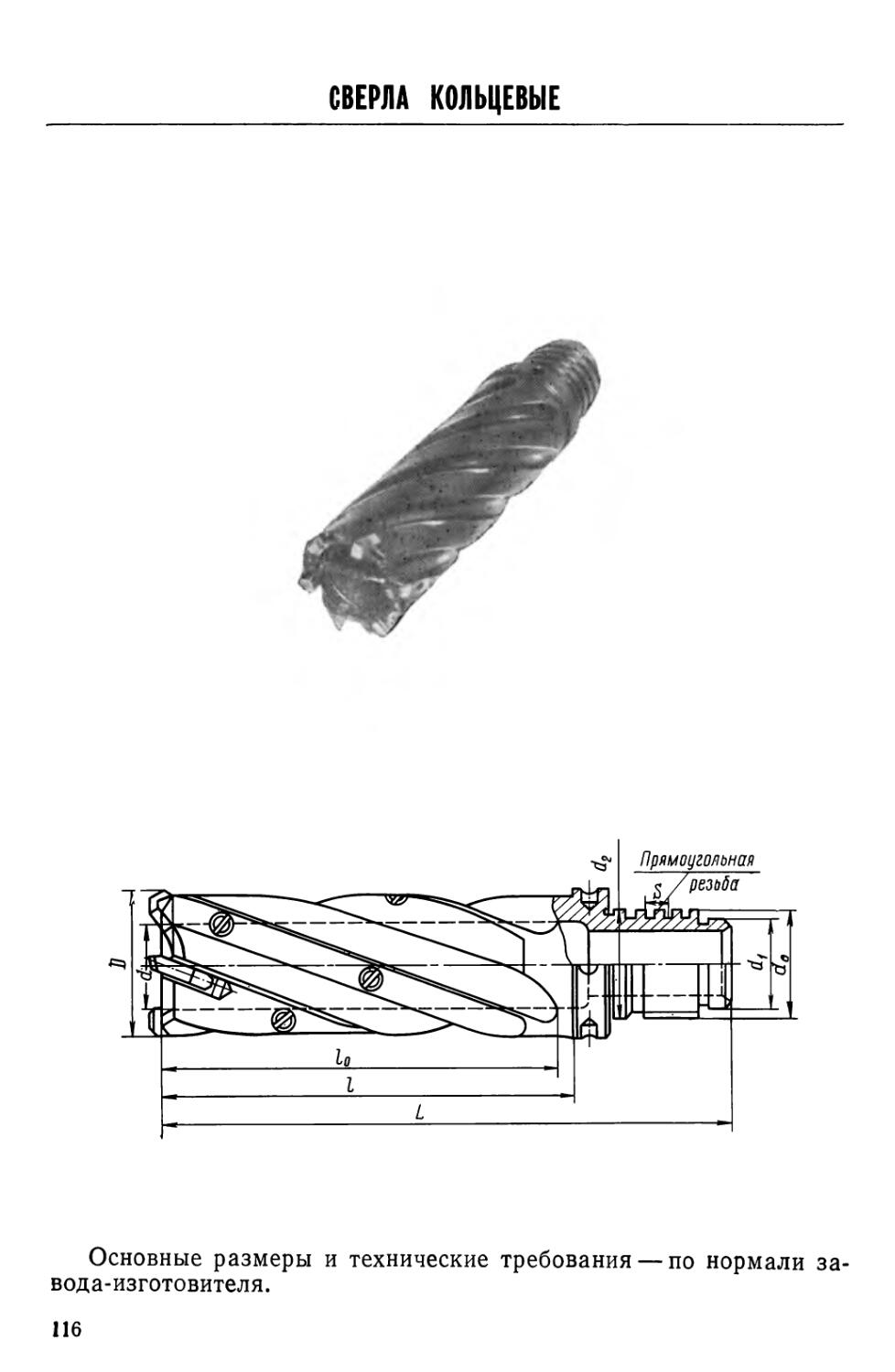
СВЕРЛА СПИРАЛЬНЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ, БЫСТРОРЕЖУЩИЕ
СВЕРЛА СПИРАЛЬНЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ, КОРОТКАЯ СЕРИЯ, ПРАВЫЕ, ЛЕВЫЕ
Исполнение 2
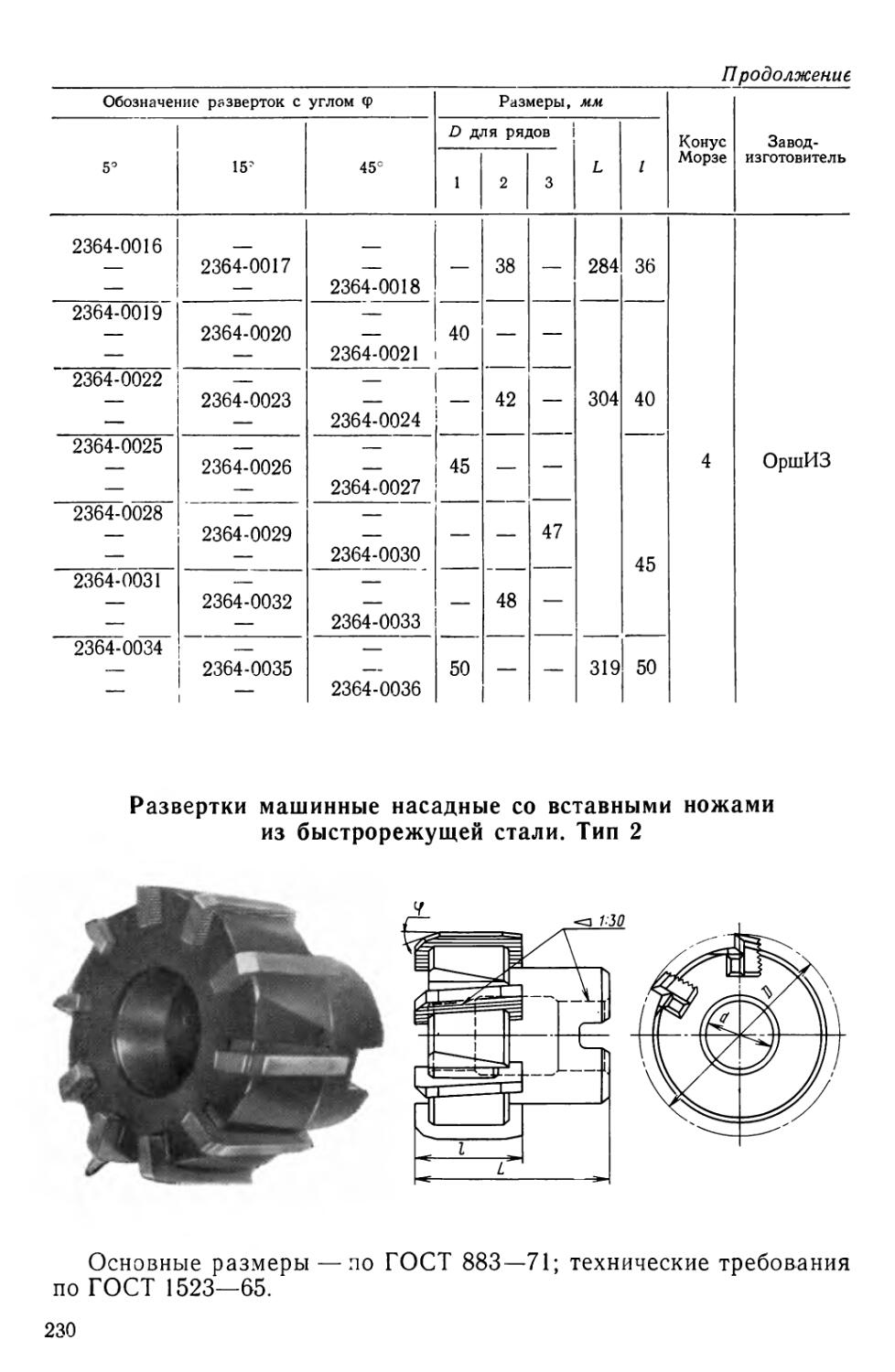
Основные размеры —по ГОСТ 4010—64 и МН 555—65; технические требования — по ГОСТ 2034—64.
7
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L /о
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0631 — 2300-3001 — 1,0 32 6 Правое Левое «Фрезер» ТИЗ, БЛИЗ «Фрезер»
0601 — 3002 — 1,05 32 6 Правое Левое ТИЗ
0632 — 3003 — 1,10 32 7 Правое Левое ТИЗ, БЛИЗ ТИЗ
0602 — 3004 — 1,15 32 7 Правое Левое «Фрезер»
0633 — 3005 — 1,20 32 8 Правое Левое «Фрезер», БЛИЗ «Фрезер»
0634 — 3006 — 1,25 32 8 Правое Левое ТИЗ
0635 — 3007 — 1,30 32 8 Правое Левое ОИЗ
0636 — 3008 — 1,35 36 9 Правое Левое ТИЗ
0637 — 3009 — 1,40 36 9 Правое Левое ТИЗ, КАЗИЗ ТИЗ
0638 — ЗОЮ — 1,45 36 9 Правое Левое ОИЗ
0639 ЗОН — 1,50 36 9 . Правое Левое «Фрезер», КАЗИЗ, ОИЗ ОИЗ
ОьОЗ — 3012 — 1,55 36 10 Правое Левое БЛИЗ
0640 — 3013 — 1,60 36 10 Правое Левое «Фрезер», «Фрезер»
0604 — 3014 — 1,65 36 10 Правое Левое ОИЗ
0641 — 3015 — 1,70 36 10 Правое Левое «Фрезер»
0642 — 3016 — 1,75 38 11 Правое Левое ТИЗ
0643 — 3017 — 1,80 38 11 Правое Левое ТИЗ, ОИЗ
0605 3018 — 1,85 38 11 Правое Левое ОИЗ
2300-0644 — 2300-36Т9 — 1,90 38 11 Правое Левое ОИЗ, КАЗИЗ, ОИЗ
8
Продолжение
Обозначение Размеры, мм Направление резания ’ Завод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0645 — 2300-3020 — 1,95 38 12 Правое Левое ТИЗ
0646 3021 — 2,00 38 12 Правое Левое «Фрезер», КАЗИЗ, ОИЗ «Фрезер»
0647 0648 3022 2,05 38 12 Правое Левое ТИЗ
— 3023 — 2,10 38 12 Правое Левое ТИЗ
0649 — 3024 — 2,15 40 13 Правое Левое «Фрезер» БЛИЗ
0650 — 3025 — 2,20 40 40 13 Правое Левое «Фрезер», ТИЗ БЛИЗ
0606 — 3026 — 2,25 13 Правое Левое «Фрезер» БЛИЗ
0651 3027 — 2,30 40 13 Правое Левое «Фрезер», КАЗИЗ БЛИЗ
0607 — 3028 — 2,35 40 13 Правое Левое ТИЗ
0652 3029 — 2,40 42 14 Правое Левое ТИЗ, КАЗИЗ БЛИЗ
0608 — 3030 — 2,45 42 14 Правое Левое ТИЗ БЛИЗ
0653 — 3031 — 2,50 | 42 14 Правое Левое ТИЗ, КАЗИЗ БЛИЗ
0654 — 3032 2,55 42 14 Правое Левое ТИЗ
0655 — 3033 — 2,60 42 14 Правое Левое ТИЗ
0656 — 3034 — 2,65 42 14 Правое Левое «Фрезер» БЛИЗ
0657 3035 — 2,70 45 16 Правое Левое «Фрезер», ТИЗ БЛИЗ
0609 3036 — 2,75 45 16 Правое Левое ОИЗ
2300-0658 < 2300-3037 — 2,80 45 16 - Правое Левое «Фрезер», ОИЗ ОИЗ
9
П родолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых > d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0610 2300-3038 2,85 45 16 Правое Левое оиз БЛИЗ
0659 3039 — 2,90 45 16 Правое Левое «Фрезер», КАЗИЗ БЛИЗ
0611 — 3040 — 2,95 45 16 Правое Левое «Фрезер» БЛИЗ
0660 3041 — 3,00 45 16 Правое Левое СИЗВ, КАЗИЗ БЛИЗ
0661 2300-2751 3042 2300-3201 3,10 50 18 Правое Левое СИЗВ
0662 2752 3043 3202 (3,15) 50 18 Правое Левое СИЗВ
0663 2753 3044 3203 3,20 50 18 Правое Левое ТИЗ, СИЗВ тиз
0664 2754 3045 3204 3,30 50 18 Правое Левое СИЗВ, КАЗИЗ СИЗВ
0665 2755 3046 — (3,35) 50 18 Правое Левое СИЗВ БЛИЗ
0666 2756 3047 3206 3,40 52 20 Правое Левое СИЗВ, КАЗИЗ БЛИЗ
0667 2757 3048 3207 3,50 52 20 Правое Левое СИЗВ, КАЗИЗ СИЗВ
0668 2758 3049 3208 3,60 52 20 Правое Левое СИЗВ БЛИЗ
0669 2759 3050 3209 3,70 52 20 Правое Левое СИЗВ БЛИЗ
0670 2760 3051 3210 3,80 55 22 Правое Левое СИЗВ БЛИЗ
0671 2761 3052 3211 3,90 55 22 Правое Левое СИЗВ, КАЗИЗ БЛИЗ
0672 2762 3053 3212 4,00 55 22 • Правое Левое СИЗВ, тиз, КАЗИЗ БЛИЗ
2300-0673 2300-2763 3054 2300-3054: 3213 2300-3213 4,10 55 22 Правое Левое ТИЗ БЛИЗ
10
Продолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0674 2300-2764 2300-3055 2300-3214 4,20 55 22 Правое Левое СИЗВ, ТИЗ ТИЗ
2300-0675 2765 3056 3215 (4,25) 55 22 Правое Левое СИЗВ БЛИЗ
0612 2766 3057 3216 4,30 60 24 Правое Левое СИЗВ БЛИЗ
0613 2767 3058 3217 4,40 60 24 Правое Левое ТИЗ
0676 2768 3059 3218 4,50 60 24 Правое Левое ТИЗ, ОИЗ
0677 2769 3060 3219 4,60 60 24 Правое Левое ОИЗ
0614 2770 3061 3220 4,70 60 24 Правое Левое СИЗВ
0678 2771 3062 3221 4,80 63 26 Правое Левое БЛИЗ
0615 2772 3063 3222 4,90 63 26 Правое Левое КАЗИЗ, СИЗВ БЛИЗ
0679 2773 3064 3223 5,00 63 26 Правое Левое «Фрезер», СИЗВ, КАЗИЗ СИЗВ
0680 2774 3065 3224 5,10 63 26 Правое Левое ОИЗ
0681 2775 3066 3225 5,20 63 26 Правое Левое
0616 2776 3067 3226 5,30 63 26 Правое Левое ТИЗ
0617 2777 3068 3?27 5,40 65 28 Правое Левое
0682 2778 3069 __^228 5,50 65 28 Правое Левое «Фрезер» БЛИЗ
0683 2779 3070 3229 5,60 65 28 Правое Левое «Фрезер» БЛИЗ
0684 2780 3071 3230 5,70 65 28 Правое Левое «Фрезер» БЛИЗ
0685 । 2781 3072 ; ' 3231 5,80 65 28 Правое Левое ТИЗ
2300-0618 2300-2782 2300-3073 2^100-3232 5,90 65 28 Правое Левое ОИЗ
П родолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L Zo
Исполнени е 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0686 2300-2783 2300-3074 2300-3233 6,00 65 28 Правое Левое «Фрезер», «Фрезер»
0687 2784 3075 3234 6,10 70 30 Правое Левое ТИЗ
0688 2785 3076 3235 6,20 70 30 Правое Левое ТИЗ, оиз ОИЗ
0689 2786 3077 3236 6,30 70 30 Правое Левое ТИЗ
0619 2787 3078 3237 6,40 70 30 Правое Левое ОИЗ
0690 2788 3079 3238 6,50 70 30 Правое Левое «Фрезер», БЛИЗ
0620 2789 3080 3239 6,60 70 30 Правое Левое ТИЗ
0691 2790 3081 3240 6,70 70 30 Правое Левое «Фрезер» БЛИЗ
0621 2791 3082 3241 6,80 75 34 Правое Левое ТИЗ
0622 2792 3083 3242 6,90 75 34 Правое Левое «Фрезер» БЛИЗ
0692 2793 3084 3243 7,00 75 34 Правое Левое «Фрезер» БЛИЗ
0693 2794 3085 3244 7,10 75 34 Правое Левое ТИЗ БЛИЗ
0694 2795 ,3086 3245 7,20 75 34 Правое Левое «Фрезер» БЛИЗ
0695 2796 3087 3246 А зо 1 75 34 Правое Левое ТИЗ БЛИЗ
0696 2797 3088 3247 7)50 75 34 Правое Левое «Фрезер» БЛИЗ
0697 2798 3089 3248 7,6^) 80 38 Правое Левое «Фрезер» БЛИЗ
0698 2799 3090 3249 7,7С| i_ 80 38 Правое Левое «Фрезер» БЛИЗ
0699 2800 3091 3250 7,80 80 38 Правое Левое «Фрезер» БЛИЗ
2300-0623 2300-2801 2300-3092 2300-3251 7,90 80 38 Правое Левое «Фрезер»
12
Продолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L /о
Исполнение 1 Исполнение 2 Исполнение! Исполнение ‘ 1 2
2300-0700 2300-2802 8,00 80 38 Правое «Фрезер»
2300-3093 2300-3252 Левое БЛИЗ ОИЗ БЛИЗ ОИЗ
0701 2803 8,10 80 38 Правое
3094 3253 Левое
0702 2804 8,20 80 38 Правое
3095 3254 Левое
0703 2805 8,30 80 38 Правое
3096 3255 Левое Правое
0704 2806 8,40 80 38 38
3097 3256 Левое
0705 2807 8,50 80 Правое Левое «Фрезер», ОИЗ
3098 3257
0624 2808 8,60 85 40 Правое «Фрезер»
3099 3258 Левое БЛИЗ
0706 2809 8,70 85 40 Правое ТИЗ БЛИЗ «Фрезер»
3100 3259 Левое
0625 2810 8,80 85 40 Правое
3101 3260 Левое
0707 2811 8,90 85 40 Правое
3102 3261 Левое
0708 2812 9,00 85 40 Правое «Фрезер», ТИЗ
3103 3262 Левое
0626 2813 9,10 85 40 Правое ТИЗ
3104 3263 Левое
0709 2814 9,20 85 40 Правое
3105 3264 Левое
0627 2815 9,30 85 40 Правое «Фрезер»
3106 3265 Левое
0628 2816 9,40 85 40 Правое Левое
3107 3266
0710 2817 9,50 85 40 Правое «Фрезер», ТИЗ
3108 3267 Левое ТИЗ
0711 2818 9,60 90 45 Правое ТИЗ
3109 3268 Левое
0712 2819 1 9,70 90 45 Правое «Фрезер»
3110 । 3269 Левое
0629 । 2820 t 9,80 90 45 Правое ОИЗ
3111 327С Левое
2300-0725 2300-2821 9,90 90 45 Правое ТИЗ
2300-3112 2300-3271 Левое
13
Продолжение
Обозначение Размеры, мм Направление резания Завод-йзгото-витель
правых левых . d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-071с 2300-2822 2300-3113 2300-3272 10,00 90 45 Правое Левое «Фрезер», ТИЗ ТИЗ
0714 2826 , 10,10 90 45 Правое ФЗС
3114 3273 Левое СИЗВ по заказам
071Е 2824 3115 3274 10,20 90 45 Правое Левое СИЗВ,.ФЗС СИЗВ по заказам
0726 2825 3116 3275 10,30 90 45 Правое Левое ФЗС СИЗВ по заказам
0716 2826 3117 3276 10,40 90 45 Правое Левое ФЗС СИЗВ по заказам СИЗВ, ФЗС СИЗВ по заказам
0717 2827 3118 3277 10,50 90 45 Правое Левое
0727 2828 3119 3278 10,60 90 45 Правое Левое СИЗВ СИЗВ по заказам
0718 2829 3120 3279 10,70 95 48 Правое Левое СИЗВ СИЗВ по заказам
0728 2830 3121 3280 10,80 95 48 Правое Левое СИЗВ, ФЗС СИЗВ по заказам
0729 2831 3122 3281 10,90 95 48 Правое Левое ФЗС СИЗВ по заказам
0719 2832 3123 3282 11,00 95 48 Правое Левое СИЗВ СИЗВ по заказам
0730 2833 3124 3283 11,10 95 48 Правое Левое ФЗС СИЗВ по заказам
0720 2834 3125 3284 11,20 95 48 - Правое Левое ФЗС СИЗВ по заказам
2300-0731 : 2300-2835 Г >300-3126$ >300-3285 11,30 95 48 - Правое Левое ФЗС СИЗВ по заказам
14
П родолжение
Обозначение i Размеры, мм Направление резания Завод-изгото витель
правых левых d L /о
Исполнение Исполнение 2 Исполнение 1 Исполнение 2
2300-0732 2300-2836 11,40 95 95 48 Правое ФЗС
2300-3127 2300-3286 Левое сизв пэ заказан
0721 2837 11,50 48 Правое ФЗС
3128 3287 Левое СИЗВ по заказам
0722 2838 11,70 95 48 Правое ФЗС
3129 3288 Левое СИЗВ по заказам
0733 2839 И,80 95 48 50 Правое ФЗС
3130 3289 Левое сизв по заказам
0723 2840 11,90 100 Правое ФЗС
3131 3290 Левое си-ш по заказам
0724 2841 12,00 100 50 Правое Левое СИЗВ, ФЗС СИЗВ по заказам
3132 3291
0734 2842 12,10 100 50 Правое ФЗС
3133 3292 Левое сизв по заказам
0735 2843 12,20 100 50 Правое ФЗС
3134 3293 Левое СИЗВ по заказам
0736 2844 12,30 100 50 Правое ФЗС
3135 3294 Левое СИЗВ по заказам
0737 2845 12,40 100 50 Правое ФЗС
3136 3295 Левое СИЗВ по заказам
0738 2846 12,50 100 50 Правое ФЗС
3137 3296 Левое СИЗВ по заказам
0739 2847 12,60 100 50 Правое СИЗВ
3138 3297 Левое СИЗВ по заказам
0740 2848 12,70 100 50 Правое СИЗВ СИЗВ по заказам
3139 3298 Левое
2300-0741 2300-2849 12,80 100 50 Правое СИЗВ СИЗВ по заказам
2300-3140 2300-3299 Левое
15
Продолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L /о
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0742 2300-2850 13,00 100 50 Правое СИЗВ
2300-3141 2300-3300 Левое СИЗВ по заказам
0743 2851 13,10 100 50 Правое ФЗС
3142 3301 Левое СИЗВ по заказам
0744 2852 13,20 100 50 Правое ФЗС
3143 3302 Левое СИЗВ по заказам
0745 2853 13,30 105 55 Правое ФЗС
3144 3303 Левое СИЗВ по заказам
0746 2854 13,50 105 55 Правое СИЗВ
3145 3304 Левое СИЗВ по заказам
0747 2855 13,50 105 55 Правое
3146 3305 Левое
0748 2856 13,80 105 55 Правое СИЗВ
3147 3306 Левое СИЗВ по заказам
0749 2857 14,00 105 55 Правое СИЗВ, ФЗС
3148 3307 Левое СИЗВ по заказам
0750 2858 14,25 ПО 55 Правое СИЗВ
3149 3308 Левое СИЗВ по заказам
0751 2859 14,50 ПО 55 Правое СИЗВ, ФЗС
3150 3309 Левое СИЗВ по заказам
0752 2860 14,75 ПО 55 Правое ФЗС
3151 3310 Левое СИЗВ по заказам
0753 2861 15,00 ПО 55 Правое СИЗВ
3152 3311 Левое СИЗВ по заказам
0754 2862 15,25 115 60 Правое СИЗВ
3153 3312 Левое СИЗВ по заказам
0755 2863 15,40 115 60 Правое СИЗВ, ФЗС
3154 3313 Левое СИЗВ по заказам
2300-0756 2300-2864 15,50 115 60 Правое СИЗВ
2300-3155 2300-3314 Левое СИЗВ по заказам
16
П родолжение
' 73 Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0757 2300-2865 2300-3156 2300-3315 15,75 115 60 Правое Левое СИЗВ СИЗВ по заказам
0758 2866 3158 3317 16,00 115 60 Правое Левое СИЗВ, ФЗС СИЗВ по заказам
0759 2867 • 3158 3317 16,25 120 60 Правое Левое ФЗС СИЗВ по заказам
0760 2868 3159 3318 16,50 120 60 Правое Левое ФЗС СИЗВ по заказам
0761 2869 3160 3319 16,75 120 60 Правое Левое ФЗС СИЗВ по заказам
0762 2870 3161 3320 17,00 120 60 Правое Левое ФЗС СИЗВ по заказам
0763 2871 3162 3321 17,25 125 63 Правое Левое ФЗС СИЗВ по заказам
0764 2872 3163 3322 (17,40) 125 63 Правое Левое ФЗС СИЗВ по заказам
0765 2873 3164 3323 17,50 125 63 Правое Левое ФЗС СИЗВ по заказам
0766 2874 3165 3324 17,75 125 63 Правое Левое ФЗС СИЗВ по заказам
0767 2875 3166 3325 18,00 125 63 Правое Левое СИЗВ, ФЗС СИЗВ по заказам
0768 2876 3167 3326 18,25 125 63 Правое Левое ФЗС СИЗВ по заказам
0769 2877 3168 3327 18,50 125 63 Правое Левое ФЗС СИЗВ по заказам
2300-0770 2300-2878 2300-3169 2300-3328 18,75 125 63 Правое Левое ФЗС СИЗВ по заказам
17
П родолжение
Обозначение Размеры, мм Направление резания Зайод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0771 2300-2879 19,00 125 63 Правое ФЗС
2300-3170 2300-3329 Левое сизв по заказам
0772 2880 19,25 130 65 Правое ФЗС
3171 3330 Левое СИЗВ по заказам
0773 2881 (19,40) 130 65 Правое ФЗС
3172 3331 Левое СИЗВ по заказам
0774 2882 19,50 130 65 Правое СИЗВ , ФЗС
3173 3332 Левое СИЗВ по заказам
0775 2883 19,75 130 65 Правое СИЗВ
3174 3333 Левое СИЗВ по заказам
2300-0776 2300-2884 20,00 130 65 Правое СИЗВ, ФЗС
2300-3175 2300-3334 Левое сизв по заказам
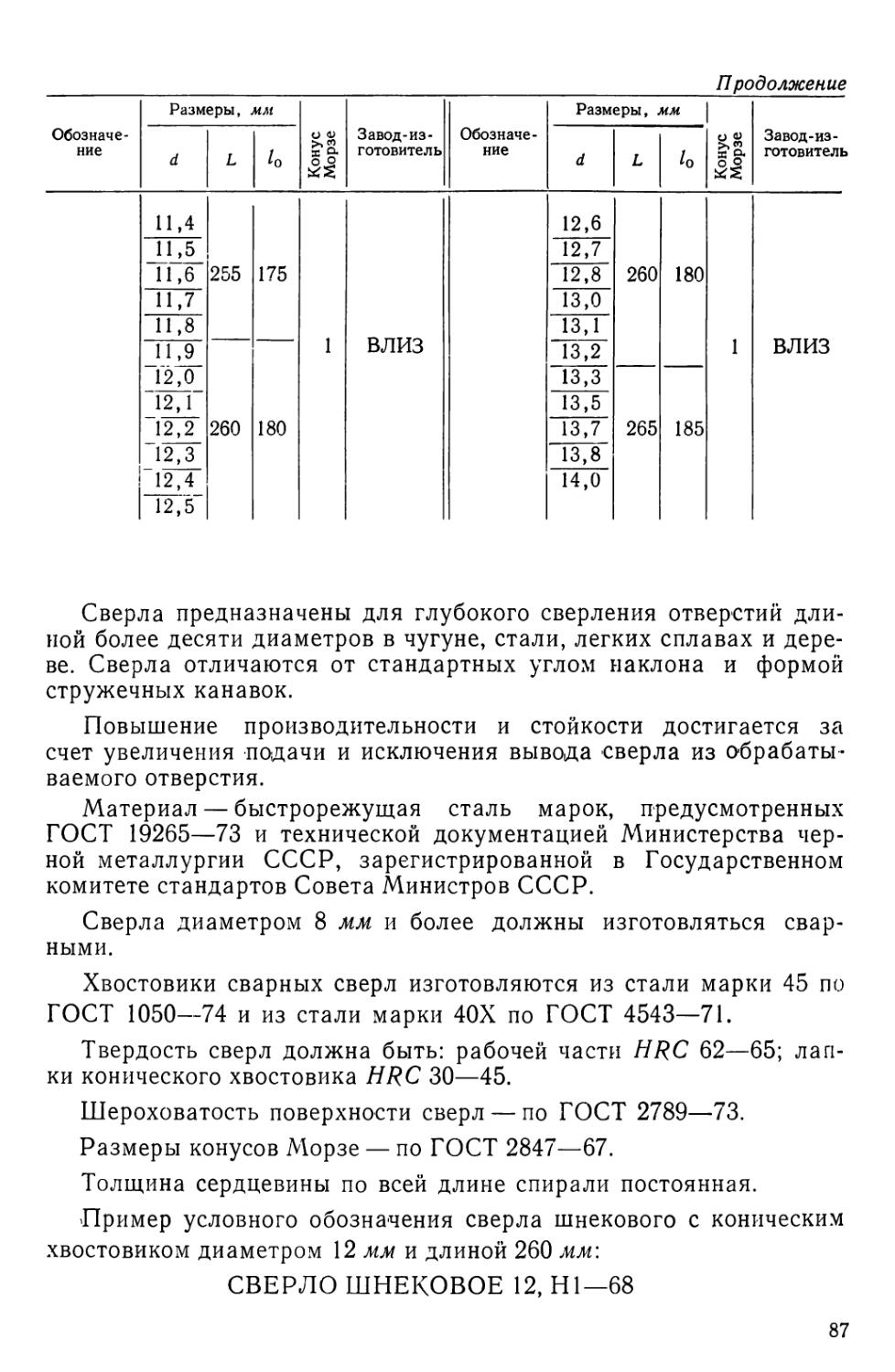
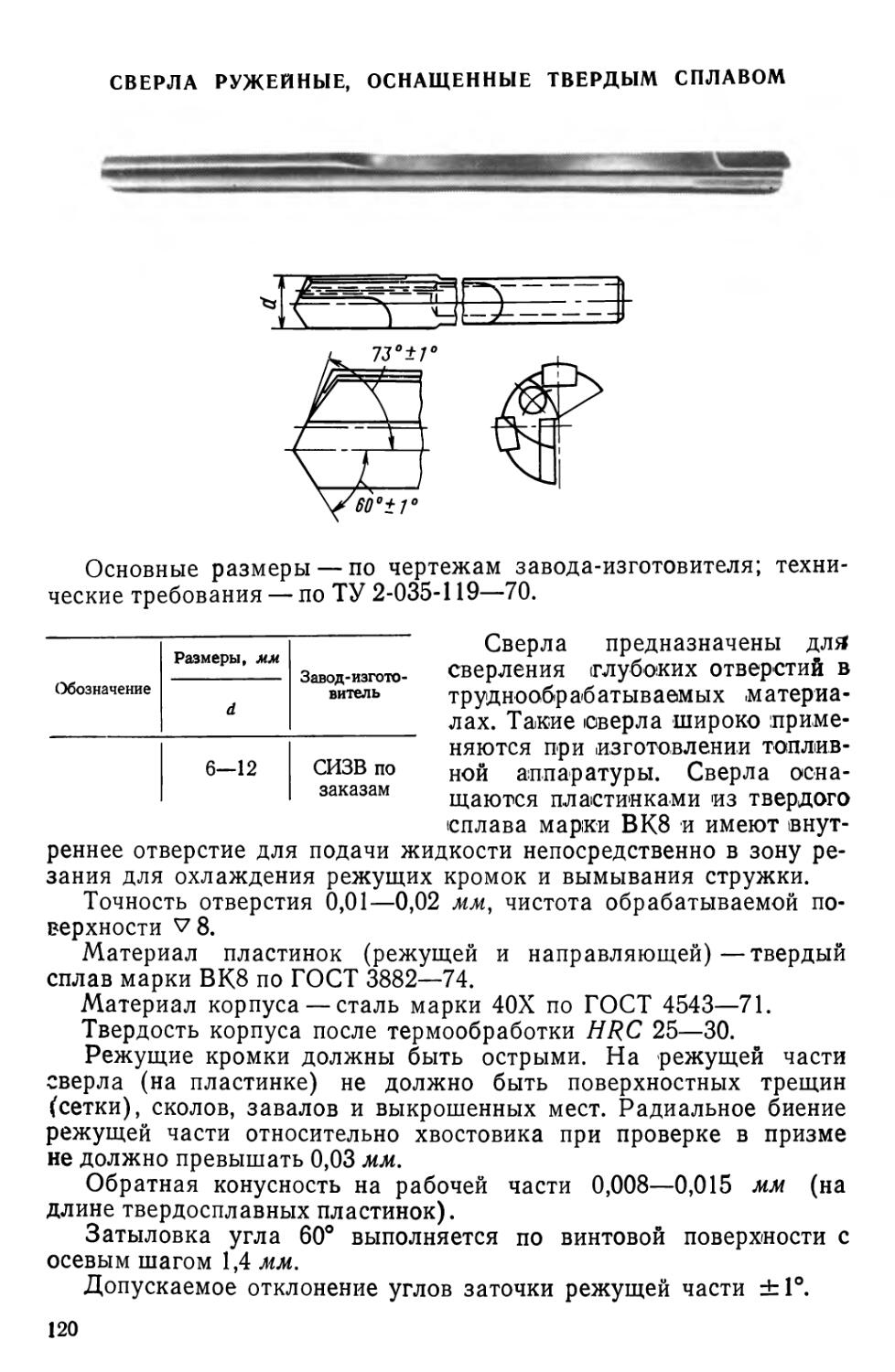
Сверла предназначены для сверления отверстий в конструкционных сталях, чугуне, цветных металлах и других материалах.
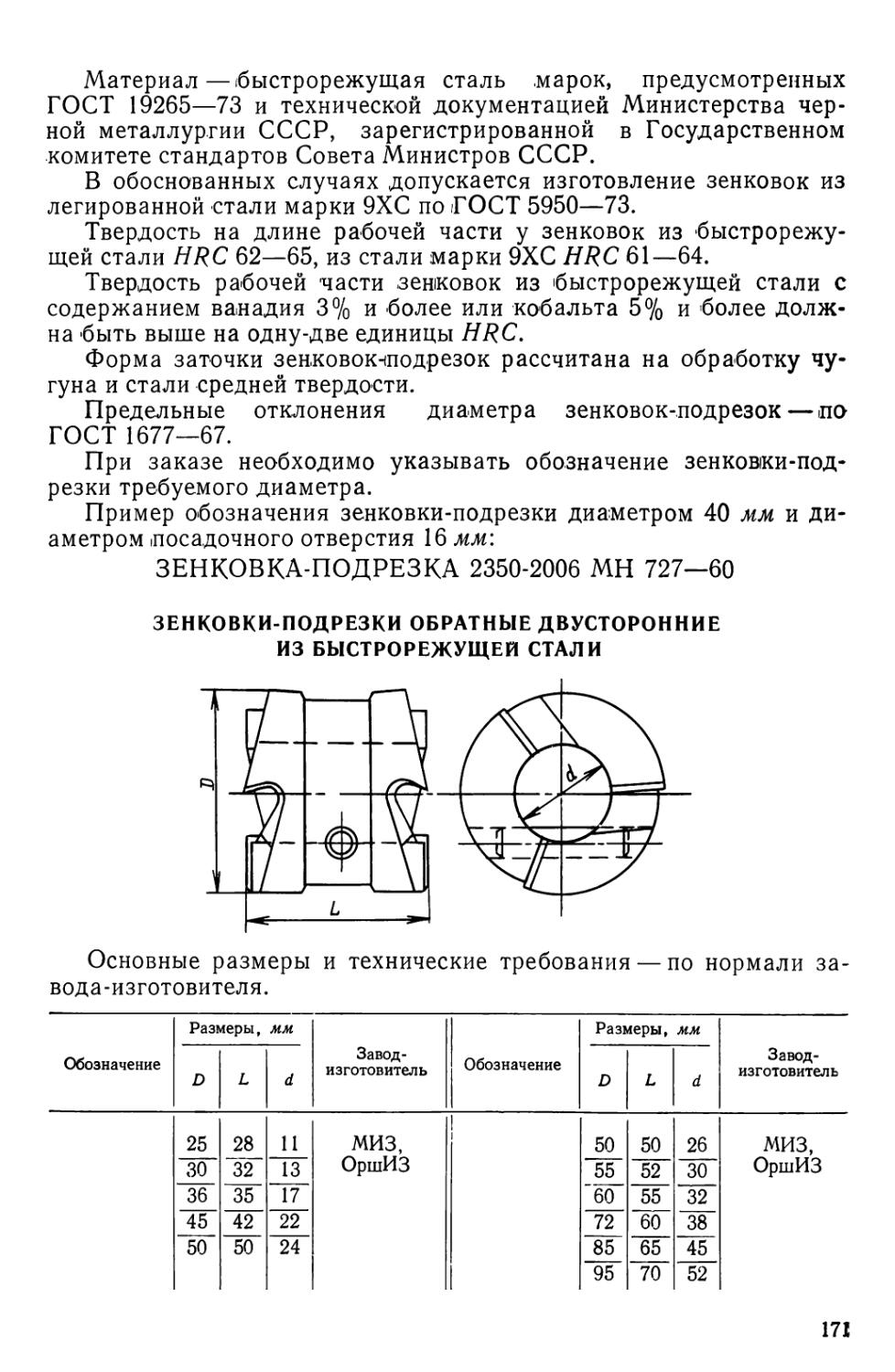
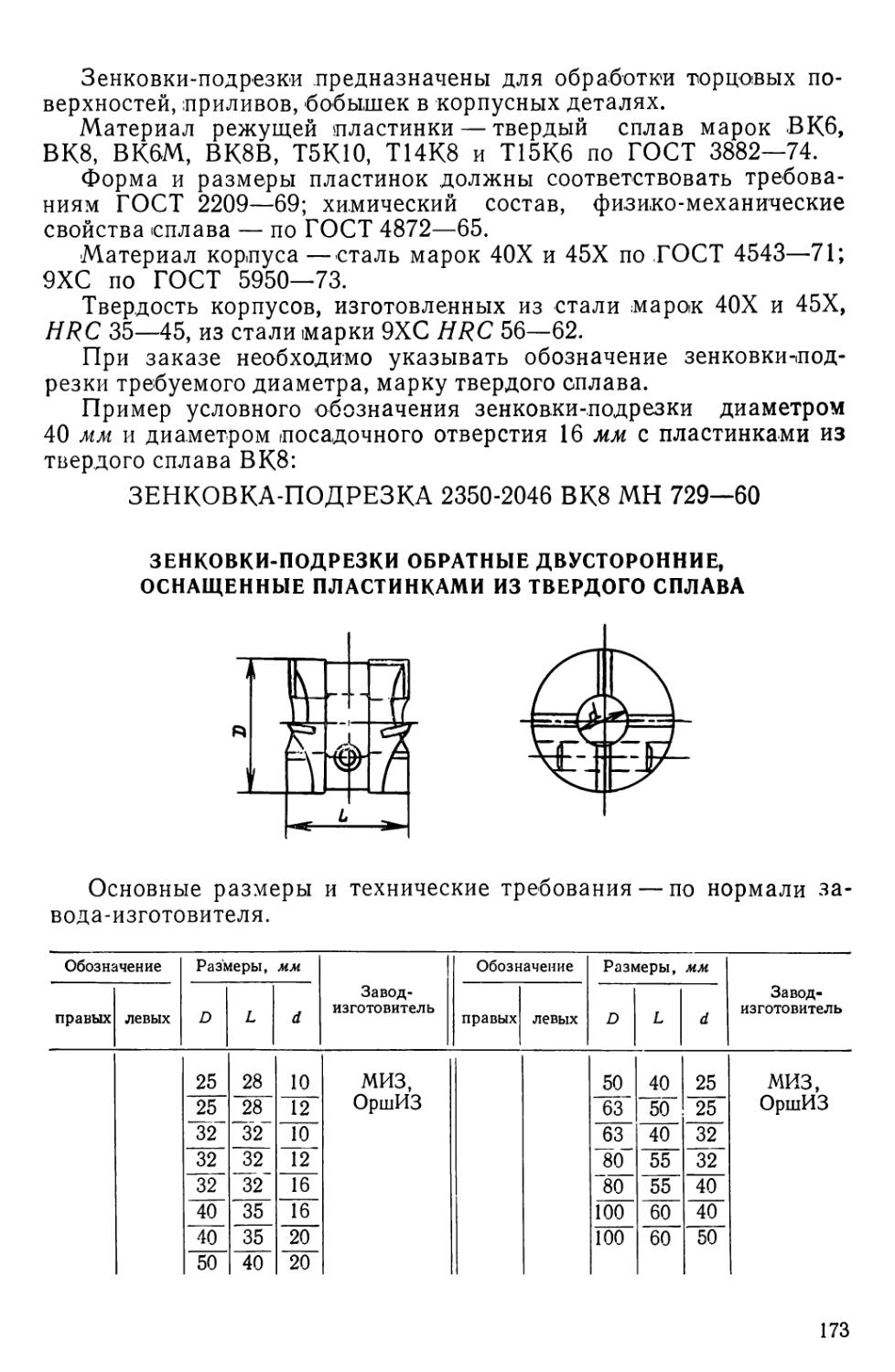
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства чер-<18
ной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
Твердость на длине рабочей части у сверл из быстрорежущей стали диаметром до 5 мм HRC 62—64, свыше 5 мм HRC 62—65; у сверл из стали марки 9ХС диаметром до 5 мм HRC 61—63, свыше 5 мм HRC 61—64.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3%. и более или кобальта 5% и более должна быть выше на одну-две единицы HRC.
Примечание. Сверла из быстрорежущей стали диаметром 6 мм и выше могут изготовляться цианированными.
Сверла диаметром 3 мм и менее изготовляются без поводка; более 8 мм изготовляются сварными.
Шероховатость поверхности сверл — по ГОСТ 2789—73.
Допуски на диаметры сверл — по ГОСТ 885—64.
Размеры центровых отверстий сверл — по ГОСТ 14034—68.
Допускается изготовление сверл диаметром до 6 мм с наружным центром.
Размеры поводков сверл — по ГОСТ 10904—64.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример обозначения сверла диаметром 10 мм, правого, исполнения 1:
СВЕРЛО 10 1 ГОСТ 4010—64
То же, исполнения 2;
СВЕРЛО 10 2 ГОСТ 4010—64
То же, левого исполнения 1:
СВЕРЛО Л 10 1 ГОСТ 4010—64
То же, исполнения 2:
СВЕРЛО Л 10 2 ГОСТ 4010—64
Для сверл точного исполнения в обозначение после диаметра сверла вводится буква «Т».
19
СВЕРЛА СПИРАЛЬНЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ, СРЕДНЯЯ СЕРИЯ, ПРАВЫЕ, ЛЕВЫЕ
Основные размеры —по ГОСТ 10902—64 и МН 5807—65; тех-
нические требования — по ГОСТ 2034—64.
Обозначение Размеры, мм Направление резания Завод-изгото-’t витель
правых левых d L Zo
Исполнение 1 т ... .за Исполнение 2 Исполнение 1 Исполнение 2
2300-0111 0,25 20 3 Правое
0112 0,30 20 3 » «Фрезер»
0113 0114 0,35 0,40 20 4 »
20 5 »
0115 0116 0,45 0,50 20 22 5 » БЛИЗ
6 »
0117 0,55 24 7 »
0118 0,60 24 7 » «Фрезер», БЛИЗ
0119 0120 0,65 0,70 0,76 26 28 8 9 » »
0121 28 10 » «Фрезер»
0122 0,80 30 10 »
0287 0,82 30 10 »
0123 0,85 30 10 » «Фрезер»,
0124 0,90 32 11 »
0288 0,92 32 11 » ТИЗ
0125 0,95 32 11 »
2300-0126 1,00 34 12 » «Фрезер», ТИЗ, БЛИЗ
2300-0542 Левое «Фрезер»
20
Продолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0289 1,05 34 12 Правое ТИЗ
2300-0543 Левое
0127 1,10 36 14 Правое ТИЗ, БЛИЗ
0401 Левое ТИЗ
0290 1,15 36 14 Правое «Фрезер»
0544 Левое
0128 1,20 38 16 Правое «Фрезер», БЛИЗ
0420 Левое «Фрезер»
0129 1,25 38 16 Правое ТИЗ
0403 Левое
0130 1,30 38 16 Правое ОИЗ
0404 Левое
0131 1,35 40 18 Правое ТИЗ
0405 Левое
0132 1,40 40 18 Правое ТИЗ, КАЗИЗ
0406
Левое ТИЗ
0133 1,45 40 18 Правое ОИЗ
0407 Левое
0134 1,50 40 18 Правое «Фрезер», ОИЗ, КАЗИЗ
0408 Левое ОИЗ
0291 1,55 42 20 Правое БЛИЗ
0545 Левое
0135 1,60 42 20 Правое «Фрезер», ОИЗ
0409 Левое «Фрезер»
0292 1,65 42 20 Правое ОИЗ
0546 Левое
0136 1,70 42 20 Правое «Фрезер»
0410 Левое
0137 1,75 45 22 Правое ОПЗ, ТИЗ
0411
Левое ТИЗ
0138 1,80 45 22 Правое ТИЗ, ОИЗ
0412
Левое ОИЗ
0293 Правое
0547
1 , ои zz Левое
2300-0139 1,90 45 22 Правое ОИЗ, КАЗИЗ, ТИЗ
2300-0413 Левое
ОИЗ
21
Продолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L /о
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0140 2300-0414 — 1,95 50 24 Правое Левое ТИЗ
0141 — 0415 — 2,00 50 24 Правое Левое «Фрезер», КАЗИЗ, ОИЗ «Фрезер»
0142 — 0416 — 2,05 50 24 Правое Левое ТИЗ
0143 0417 — 2,10 50 24 Правое Левое Правое Левое
0144 0418 — 2,15 52 26 «Фрезер» БЛИЗ
0145 0419 — 2,20 52 26 Правое Левое «Фрезер», ТИЗ БЛИЗ
0294 — 0548 — 2,25 52 26 Правое Левое «Фрезер» БЛИЗ
0146 — 0420 — 2,30 52 26 Правое Левое «Фрезер», КАЗИЗ БЛИЗ
0295 — 0549 — 2,35 52 26 Правое Левое ТИЗ
0147 — 0421 — 2,40 55 30 Правое Левое ТИЗ, КАЗИЗ БЛИЗ
0296 — 0550 — 2,45 55 30 Правое Левое ТИЗ БЛИЗ
0148 — 0422 2,50 55 30 Правое Левое ТИЗ, КАЗИЗ БЛИЗ
0149 — 0423 — 2,55 55 30 Правое Левое ТИЗ
0510 — 0424 — 2,60 55 30 Правое Левое
0511 — 0425 2,65 55 30 Правое Левое «Фрезер» БЛИЗ
0152 0426 — 2,70 60 32
Правое Левое «Фрезер», ТИЗ
БЛИЗ
0297 — 0551 2,75 60
32 Правое Левое ОИЗ
2300-0153 — 2300-0427 — 2,80 60 32 Правое Левое «Фрезер», ОИЗ ОИЗ
22
Продолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение | Исполнение 1 1 !
2300-0298 2,85 60 32 Правое ОИЗ
2300-0552 Левое БЛИЗ
0154 2,90 60 32 Правое «Фрезер», КАЗИЗ
0428 Левое БЛИЗ
0299 2,95 60 32 Правое «Фрезер»
0553 Левое
БЛИЗ
0155 3,00 60 32 Правое СИЗВ, КАЗИЗ
0429 Левое
БЛИЗ
0156 2300-2401 3,10 65 36 Правое
СИЗВ
0430 2300-2551 Левое
0157 2402 (3,15) 65 36 Правое
0431 2552
Левое
0158 2403 3,20 65 36 Правое ТИЗ, СИЗВ
0432 2553
Левое ТИЗ
0159 2404 3,30 65 36 Правое СИЗВ, КАЗИЗ
0433 2554
Левое СИЗВ
0160 2405 (3,35) 65 36 Правое
0434 2555
Левое БЛИЗ
0161 2406 3,40 70 40 Правое СИЗВ, КАЗИЗ
0435 2556
Левое БЛИЗ
0162 2407 3,50 70 40 Правое СИЗВ, КАЗИЗ
0436 2557
Левое СИЗВ
0163 2408 3,60 70 40 Правое
0437 2558
Левое БЛИЗ
0164 2409 3,70 70 40 42 Правое СИЗВ
0438 2559
Левое БЛИЗ
0165 2410 3,80 75 Правое СИЗВ
0439 2560
Левое БЛИЗ
0166 2411 3,90 75 42
Правое СИЗВ, КАЗИЗ
0440 2561
Левое Правое БЛИЗ
0167 2412 4,00 75 42
СИЗВ, ТИЗ, КАЗИЗ
0441 2562 Левое БЛИЗ
2300-0168 ! 2300-2413 4,10 75 42
Правое ТИЗ
2300-0442 : 2300-2563
Левое
23
П родолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0169 2300-2414 4,20 75 42 Правое СИЗВ, тиз
2300-0443 2300-2564 Левое тиз
0170 2415 (4,25) 75 42 Правое СИЗВ
0444 2565 Левое БЛИЗ
0300 2416 4,30 80 45 Правое СИЗВ
0554 2566 Левое БЛИЗ
0301 2417 4,40 80 45 Правое ТИЗ
0555 2567 Левое
0171 2418 4,50 80 45 Правое тиз, оиз
0445 2568 Левое оиз
0172 2419 0446 4,60 80 45 Правое
2569 Левое Правое Левое Правое Левое Правое
0302 2420 4,70 80 45 СИЗВ
0556 2570
0173 2421 4,80 85 52 БЛИЗ
0447 2571
0303 2422 4,90 85 52 КАЗИЗ, СИЗВ
0557 2572 Левое БЛИЗ
0174 2423 5,00 85 52 Правое «Фрезер», СИЗВ, КАЗИЗ
0448 2573 Левое Правое Левое Правое Левое Правое Левое Правое Левое Правое Левое Правое Левое Правое Левое Правое Левое Правое Левое СИЗВ
0175 2424 5,10 85 52
0449 2574
0176 2425 5,20 85 52 ОИЗ
0450 2575
0304 2426 5,30 85 52
0558 2576
0305 2427 5,40 95 60 ТИЗ
0559 2577
0177 2428 5,50 95 60 «Фрезер»
0451 2578 БЛИЗ
0178 2429 5,60 95 60 «Фрезер»
0452 2579 БЛИЗ
0179 2430 5,70 95 60 «Фрезер»
0453 2580 БЛИЗ
0180 2431 5,80 95 60 ТИЗ
0454 2581
2300-0306 2300-2432 5,90 95 60 ОИЗ
2300-0560 2300-2582
24
Продолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L /о
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0181 2300-2433 6,00 95 60 Правое «Фрезер», ОИЗ
2300-0455 2300-2583 Левое «Фрезер»
0182 2434 6,10 100 65 Правое ТИЗ
0456 2584 Левое
0183 2435 6,20 100 65 Правое ТИЗ, ОИЗ
0457 2585
Левое ОИЗ
0184 2436 6,30 Правое ТИЗ
0458 2586 1 1 II 1
Левое
0307 2437 6,40 100 65 Правое ОИЗ
0561 2587
Левое
0185 2438 6,50
100 65 Правое «Фрезер», ОИЗ
2588
04ЬУ Левое БЛИЗ
0308 2439 65
6,60 100 Правое ТИЗ
0562 2589
Левое
0186 2440
6,70 100 65 Правое «Фрезер»
0460 2590
Левое Правое БЛИЗ
ЛОЛЛ ГМ Л 1 70
иоиу 6,80 по ТИЗ
0563 2591
Левое
0310 2442
6,90 по 70 Правое «Фрезер»
0564 2592
Пр дпр БЛИЗ
0187 2443
7,00 по 70 Правое «Фрезер»
0461 2593
Левое БЛИЗ
0188 2444
7,10 но 70 Правое ТИЗ
0462 2594
Левое БЛИЗ
0189 2445
7,20 по 70 Правое «Фрезер»
0463 2595
Левое БЛИЗ
0190 2446
7,30 по 70 Правое ТИЗ
0464 2596
Левое БЛИЗ
0191 2447
7,50 по । 70 Правое «Фрезер»
0465 2597
Левое БЛИЗ
0192 2448
, 7,60 115 • 75
0466 2598 Правое «Фрезер»
0193 2449 . Левое БЛИЗ
। 7,70 115
0467 2599 Правое «Фрезер»
. Левое БЛИЗ
0194 2450 ।
1 7,80 115 > 75
0468 2600 Правое «Фрезер»
Левое БЛИЗ
2300-0311 2300-2451
7,90 115 > 75
2300-0565 2300-2601 Правое «Фрезер»
Левое
25
Продолжение
Обозначение Размеры, мм Направление резания • Завод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0195 2300-2452 2300-0469 2300-2602 8,00 115 75 Правое Левое «Фрезер» БЛИЗ
0196 2453 0470 2603 8,10 115 75 Правое Левое ОИЗ БЛИЗ
0197 2454 0471 2604 8,20 115 75 Правое Левое ОИЗ
0198 2455 0472 2605 8,30 115 75 Правое Левое ОИЗ
0199 2456 0473 2606 8,40 115 75 Правое Левое ОИЗ
0200 2457 0474 2607 8,50 115 75 Правое Левое «Фрезер», ОИЗ «Фрезер»
0312 2458 0566 2608 8,60 125 80 Правое Левое «Фрезер» БЛИЗ
0201 2459 0475 2609 8,70 125 80 Правое Левое ТИЗ БЛИЗ
0313 2460 0567 2610 8,80 125 80 Правое Левое «Фрезер»
0202 2461 0476 2611 8,90 125 80 Правое Левое
0203 2462 0477 2612 9,00 125 80 Правое Левое «Фрезер», ТИЗ
0314 2463 0568 2613 9,10 125 80 Правое Левое ТИЗ
0315 2465 0569 2615 9,30 125 80 Правое Левое «Фрезер»
0316 2466 0570 2616 9,40 125 80 Правое Левое
0205 2467 0479 2617 9,50 125 80 Правое Левое «Фрезер», ТИЗ ТИЗ
0206 2468 0480 2618 9,60 135 90 Правое Левое ТИЗ
0207 2469 0481 2619 9,70 135 90 Правое Левое «Фрезер»
0317 2470 0571 2620 9,80 135 90 Правое _Левое ОИЗ
2300-0318 \ 2300-2471 2300-0572 $ 2300-2621 9,90 135 90 Правое Левое ТИЗ
26
Продолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0208 2300-2472 10,00 135 90 Правое «Фрезер», ТИЗ
2300-0482 2300-2622 Левое тиз
0209 2473 10,10 135 ПА Правое ФЗС
0483 2623 90 Левое СИЗВ по заказам
0210 2474 10,20 135 ЛА Правое СИЗВ, ФЗС
0484 2624 90 Левое СИЗВ по заказам
0319 2475 10,30 135 Правое ФЗС
0573 2625 90 Левое СИЗВ по заказам
0211 2476 10,40 135 Правое ФЗС
0485 2626 90 Левое СИЗВ по заказам
0212 2477 10,50 135 90 Правое СИЗВ, ФЗС
0486 2627 Левое СИЗВ по заказам
0320 2478 10,60 135 90 Правое СИЗВ
0574 2628 Левое СИЗВ по заказам
0213 2479 10,70 145 Правое СИЗВ
0487 2629 95 Левое СИЗВ по заказам
0321 2480 10,80 145 — Правое СИЗВ, ФЗС
0575 2630 95 Левое СИЗВ по заказам
0322 2481 10,90 145 95 Правое ФЗС
0576 2631 Левое СИЗВ по заказам
0214 _ 2482 11,00 — 95 Правое СИЗВ
0488 2632 145 Левое СИЗВ по заказам
0323 2483 11,10 145 95 Правое ФЗС
0577 2633 Левое СИЗВ по заказам
0215 2484 11,20 145 95 Правое ФЗС
0489 2634 Левое СИЗВ по заказам
2300-0324 2300-2485 11,30 145 95 Правое ФЗС
2300-0578 2300-2635 Левое СИЗВ по заказам
27
Продолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0325 2300-2486 2300-0579 2300-2636 11,40 145 95 Правое Левое ФЗС СИЗВ по заказам
0216 2487 0490 2637 11,50 145 95 Правое Левое ФЗС СИЗВ по заказам
0217 2488 0491 2638 11,70 145 95 Правое Левое ФЗС СИЗВ по заказам
0326 2489 0580 2639 11,80 145 95 Правое Левое ФЗС СИЗВ по заказам
0218 2490 0492 2640 11,90 150 100 Правое Левое ФЗС СИЗВ по заказам
0219 2491 0493 2641 12,00 150 100 Правое Левое СИЗВ, ФЗС СИЗВ по заказам
0327 2492 0581 2642 12,10 150 100 Правое Левое ФЗС СИЗВ по заказам
0328 2493 0582 2643 12,20 150 100 Правое Левое ФЗС СИЗВ по заказам
0329 2494 0583 2644 12,30 150 100 Правое Левое ФЗС СИЗВ по заказам
0330 2495 0584 2645 12,40 150 100 Правое Левое ФЗС СИЗВ по заказам
0220 2496 0494 2646 12,50 150 100 Правое Левое СИЗВ, ФЗС СИЗВ по заказам
0331 2497 0582 2647 12,60 150 100 Правое Левое СИЗВ СИЗВ по заказам
0221 2498 0583 2648 12,70 150 100 Правое Левое СИЗВ
СИЗВ по заказам
2300-0332 2300-2499 2300-0584 2300-2649 12,80 150 100 Правое Левое СИЗВ
СИЗВ по заказам
28
Продолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0222 2300-2500 2300-0494 2300-2650 13,00 150 100 Правое Левое СИЗВ сизв по заказам
0333 2501 0585 2651 13,10 150 100 Правое Левое ФЗС сизв по заказам
0223 2502 0459 2652 13,20 150 100 Правое Левое ФЗС СИЗВ по заказам
0334 2502 0586 2653 13,30 160 ПО Правое Левое ФЗС СИЗВ по заказам
0224 2504 0496 2654 13,50 160 ПО Правое Левое СИЗВ сизв
по заказам
0225 2505 0587 2655 13,70 160 ПО Правое Левое ФЗС
сизв по заказам
0335 2506 0497 2656 13,80 160 ПО Правое Левое ФЗС сизв по заказам
0226 2507 0588 2657 14,00 160 ПО Правое Левое СИЗВ, ФЗС сизв по заказам
0227 2508 0498 2658 14,25 170 115 Правое Левое СИЗВ СИЗВ по заказам
0228 2509 0499 2659 14,50 170 115 Правое Левое СИЗВ, ФЗС сизв по заказам
0336 2510 0589 2660 14,75 170 115 Правое Левое ФЗС СИЗВ по заказам
0230 2511 0500 2661 15,00 170 115 Правое Левое СИЗВ СИЗВ по заказам
0231 2512 0505 2662 15,25 180 120 Правое Левое СИЗВ СИЗВ по заказам
2300-0232 2300-2513 2300-0506 2300-2663 15,40 180 120 Правое Левое СИЗВ, ФЗС СИЗВ по заказам
29
П родолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L Zo
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0233 2300-2514 2300-0507 2300-2664 15,50 180 120 Правое Левое СИЗВ СИЗВ по заказам
0337 2515 0591 2665 15,75 180 120 Правое Левое СИЗВ СИЗВ по заказам
0234 2516 0508 2666 16,00 180 120 Правое Левое СИЗВ, ФЗС СИЗВ по заказам
0235 2517 0509 2667 16,25 185 125 Правое Левое ФЗС СИЗВ по заказам
0236 2518 0510 2668 16,50 185 125 Правое Левое ФЗС СИЗВ по заказам
0338 2519 16,75 185 125 Правое ФЗС
0592 2669 Левое СИЗВ по заказам
0237 2520 0511 2670 17,00 185 125 Правое Левое ФЗС СИЗВ по заказам
0238 2521 0512 2671 17,25 195 130 Правое Левое ФЗС СИЗВ по заказам
0239 '• 2522 0513 2672 17,40 195 130 Правое Левое ФЗС СИЗВ по заказам
0240 2523 0514 2673 17,50 195 130 Правое Левое ФЗС СИЗВ по заказам
0339 2524 0593 2674 17,75 195 130 Правое Левое ФЗС СИЗВ по заказам
0241 2525 0515 2675 18,00 195 ; 1зо Правое 1 —~ Левое СИЗВ, ФЗС СИЗВ по заказам
0212 2526 0516 । 2676 ; 18,25 20С I 13E , Правое ’ Левое ФЗС СИЗВ по заказам
2300-0243 2300-2527 2300-0517 2300-2677 18,50 20С ) 13f , Правое ’ Левое ФЗС СИЗВ по заказам
30
П родолжение
Обозначение Размеры, мм Направление резания Завод-изготовитель
правых левых d L /о
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
2300-0244 2300-2528 2300-0518 2300-2678 18,75 200 135 Правое Левое ФЗС СИЗВ по заказам
0245 2529 0519 2679 19,00 200 135 Правое Левое . ФЗС СИЗВ по заказам
0246 2530 0520 2680 19,25 205 140 Правое Левое ФЗС СИЗВ по заказам
0247 2531 0521 2681 (19,40) 205 140 Правое Левое ФЗС СИЗВ по заказам
0248 2532 0522 2682 19,50 205 140 Правое Левое СИЗВ, ФЗС СИЗВ по заказам
0340 2533 0594 2683 19,75 205 140 Правое Левое СИЗВ СИЗВ по заказам
2300-0249 2300-2534 2300-0523 2300-2684 20,00 205 140 Правое Левое СИЗВ, ФЗС СИЗВ по заказам
Сверла предназначены для сверления отверстий в конструкционных сталях, чугуне, цветных металлах и других материалах.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
Хвостовики сварных сверл должны быть изготовлены из стали марки 45 по ГОСТ 1050—60 или марки 40Х по ГОСТ 4543—71.
Твердость рабочей части сверл на длине, устанавливаемой по ГОСТ 2034—64, должны быть: у сверл из быстрорежущей стали диаметром до 5 мм HRC 62 — 64, свыше 5 мм HRC 62—65; у сверл из стали марки 9ХС диаметром до 5 мм HRC 61—63, свыше 5 мм HRC 61—64.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более или кобальта 5% и более должна быть выше на одну-две единицы HRC.
Примечание. Сверла из быстрорежущей стали диаметром 6 мм и выше могут изготовляться цианированными.
31
Сверла диаметром 3—12 мм выпускаются с увеличенной толщиной сердцевины и поводком по ГОСТ 10904—64.
Твердость поводка должна быть HRC 30—45.
Шероховатость поверхности должна соответствовать ГОСТ 2789—73.
Сверла могут выполняться как с шейкой, так и без нее.
Сверла диаметром от 8 мм изготовляются сварными.
Допуски на диаметры сверл — по ГОСТ 885—64.
Размеры центровых отверстий сверл — по ГОСТ 14034—68.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример обозначения сверла диаметром 10 мм, правого, исполнения 1:
СВЕРЛО 10 1 ГОСТ 10902—64
То же, исполнения 2:
СВЕРЛО 10 2 ГОСТ 10902—64
То же, левого, исполнения 1:
СВЕРЛО Л 10 1 ГОСТ 10902—64
То же, исполнения 2:
СВЕРЛО Л 10 2 ГОСТ 10902—64
Для сверл точного исполнения в обозначение после диаметра сверла вводится буква «Т».
СВЕРЛА СПИРАЛЬНЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ И ВЫШЛИФОВАННЫМ ПРОФИЛЕМ ТОЧНОГО ИСПОЛНЕНИЯ
32
Исполнение z
Основные размеры — по ГОСТ 10902—64; технические требования— по ГОСТ 2034—64 для сверл точного исполнения.
Сверла диаметром 6—12 мм изготовляются со знаком качества, основные размеры и технические требования — по ГОСТ 5.619—70.
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L Zo
0,25 20 3 «Фрезер», СИЗВ, ТИЗ, БЛИЗ
0,30
0,35 4
0,40 5
0,45
0,50 22 6
0,55 24 7
0,60
0,65 26 8
0,70 28 9
0,75
0,80 30 10
0,82
0,85
0,90 32 11
0,92
0,95
1,00 34 12
1,05
1,10 36 14
1,15
1,20 38 16
1,25
1,30
1,35 40 18
1,40
1,45
1,50
33
Продолжение
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L Zo
1,55 42 20 «Фрезер», СИЗВ, ТИЗ, БЛИЗ
1,60
1,65
1,70
1,75 45 22
1,80
1,85 1,90
1,95 50 24
2,00
2,05 2,10
2,15 52 26
2,20 2,25
2,30
2,35
2,40 55 30
2,45
2,50 2,55 2,60
2,65
2,70 60 32
2,75 2,85
2,90 2,95
3,00
3,10 65 36
(3,15)
3,20
3,30
(3,35)
3,40 70 40
3,50
3,60
3,70
3,80 75 42
3,90
4,00
4,10
34
Продолжение
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 | Исполнение 2 | L | Z»
2300-3401 2300-3402 4,20 75 42 «Фрезер», СИЗВ, ТИЗ, БЛИЗ
(4,25)
4,30 80 45
4,40
4,50
4,60
4,70 4,80
85 52
4,90
5,00
5,10
5,20
5,30
5,40 95 60
5,50
5,60
5,70
5,80
5,90
6,00
3403 3404 6,10 100 65
3405 3406 6,20
3407 3409 3408 6,30
3410 6,40
3411 3412 6,50
3413 3414 6,60
3415 3416 6,70
3417 3418 6,80 ПО 70
3419 3420 6,90
3421 3422 7,00
3423 3424 7,10 7,20
3425 3426
3427 3428 7,30
3429 3430 7,50
3431 3432 7,60 115 75
3433 3434 7,70
3435 3436 7,80
3437 3438 7,90
3439 3440 8,00
3441 3442 8,10
3443 3444 8,20
3445 3446 8,30
3447 3448 8,40
2300-3449 2300-3450 8,50
35
Продолжение
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L Zo
2300-3451 2300-3452 8,60 125 80 «Фрезер», СИЗВ, ТИЗ, БЛИЗ
3453 3454 8,70
3455 3456 8,80
3457 3458 8,90
3459 3460 9,00
3461 3462 9,10
3463 3464 9,20
3465 3466 9,30
3467 3468 9,40
3469 3470 9,50
3471 3472 9,60 135 90
3473 3474 9,70 9,80
3475 3476
3477 3478 9,90
3479 3480 10,00
3481 3482 10,10
3483 3484 10,20
3485 3486 10,30
3487 3488 10,40
3489 3490 10,50
3491 3492 10,60
3493 3494 10,70
3495 3496 10,80
3497 3498 10,90
3499 3500 11,00
3501 3502 11,10 145 95
3503 3504 11,20
3505 3506 11,30
3507 3508_ 11,40
3509 3510 11,50
3511 3512 11,70
3513 3514 11,80
3515 3516 11,90 150 100
2300-3517 2300-3518 12,00
Сверла предназначены для сверления отверстий в конструкционных сталях, чугуне, цветных металлах и других материалах.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
36
В обоснованных случаях допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
Твердость на длине рабочей части у сверл из быстрорежущей стали диаметром до 5 мм HRC 62—64, свыше 5 мм HRC 62—65; у сверл из стали марки 9ХС диаметром до 5 мм HRC 61—63, свыше Ъ мм HRCQX—Ы.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более или кобальта 5%, и более должна быть выше на одну-две единицы HRC.
Примечание. Сверла из быстрорежущей стали диаметром 6 мм и выше могут изготовляться цианированными.
Шероховатость поверхностей сверл должна быть по ГОСТ 2789—73.
Допускаемые отклонения диаметров сверл — по ГОСТ 885—64.
Размеры поводков и допуски на них — по ГОСТ 10904—64.
Размеры центровых отверстий сверл — по ГОСТ 14034—68.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример условного обозначения сверла со знаком качества диаметром d=10 мм, исполнения 1:
СВЕРЛО 2300-3479 ГОСТ 5.619—70
То же, исполнения 2:
СВЕРЛО 2300-3480 ГОСТ 5.619—70
СВЕРЛА СПИРАЛЬНЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ, ДЛИННАЯ СЕРИЯ
37
Правые
Размеры шейка -------------
не^егламент^рюгы^^ Исполнение 1
Левые
L
Исполнение 2
Основные размеры — по ГОСТ 886—64 и МН 552—65; технические требования — по ГОСТ 2034—64.
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L /о
2300-2151 2300-2201 1,95 85 55 БЛИЗ
0001 2202 2,00
0002 2203 2,05
0003 2204 2,10
0004 2205 2,15 90 60
0005 2206 2,20
2152 2207 2,25
0006 2208 ' 2,30
2153 2209 2,35
0007 2210 2,40 95 60
2154 2211 2,45
0008 2212 2,50
0009 2213 2,55
0010 2214 2,60
ООН 2215_ 2,65
0012 2216 2,70 100 65
2155 2217 2,75
0013 2218 2,80
2156 2219 2,85
0014 2220 2,90
2157 2221 2,95
0015 2222 3,00
0016 2223 3,10 105 70
0017 2224 (3,15)
0018 2225 3,20
0019 2226 3,30
0020 2227 (3,35)
0021 2228 3,40 115 75
0022 2229 3,50
2300-0023 ' 2300-2230 3,60
38
Продолжение
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L Zo
2300-0024 2300-2231 3,70 115 75 БЛИЗ
0025 2232 3,80 120 80
0026 2233 3,90
0027“ 2234 4,00
0028 2235 4,10
0029 2236 4,20
0030 2237 (4,25)
2158 2238 4,30 125 80
2159 2239 4,40
0031 00’32 2240 4,50
2241 4,60
2160 2242 4,70
0033 2243 4,80 130 85
2161 2244 4,90
0034 2245 5,00
0035 2246 5,10
0036 2247 5,20
2162 2163 2248 5,30
22'49 5,40 140 90
0037 2250 5,50
0038 2251 5,60
0039 2252 5,70
0040 2253 5,80
2164 2254 5,90
0041 2255 6,00
0042 2256 6,10 100
150
0043 2257_ 6,20 6,30
0044 2258
2165 2259_ 6,40
0045 2260 6,50
2166 2261 6,60
0046 2262 6,70 6,80
2167 2168 2263
155 100
2264 6,90
0047 2265 7,00
0048 2266 7,10
0049 2267 7,20
0050 2268 7,30
0051 0052 0053 2300-0054 2269 7,50
2270 7,60 165 ПО
2271 7,70 7,80
2300-2272
39
П родолжение
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L /о
2300-2169 2300-2273 7,90 165 110 БЛИЗ
0055 2274 8,00
0056 2275 8,10
0957 2276 8,20
0058 2277 8,30
0059 2278 8,40
0060 2279 8,50
2170 2280 8,60 175 115
0061 2281 8,70
2117 2282 8,80
0062 2283 8,90
0063 2284 9,00
2172 2285 9,10 9,20
0064 2286
2173 2287 9,30 9,40
2174 2288
0065 2289 9,50
0066 2290 9,60 185 120
0067 2291 9,70
2175 2292 9,80
2176 2293 9,90
0068 2294 10,00 СИЗВ, ФЗС
0069 2295 10,10
0070 2296 10,20
2177 2297_ 10,30
0071 0072 2298 10,40
2299 10,50
2178 2300 10,60
‘ 0073 2301 10,70 195 130
0074 2304 ii,oo
2181 0075 2305 if, 10 ОИЗ, ФЗС
2306 11,20
2182 2307 11,30
2183 0076 2308 11,40
2309 If,50
0077 2310 11,70
2184 2311 11,80
0078 2312 _lf,90 205 135
0079 2313 12,00
0080 2318 12,50 СИЗВ, ФЗС
2l90~ 2321 12,80 СИЗВ
2300-0082 2300-2322 13,00
40
П родолжение
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L Zo
2300-2191 2300-2323 13,10 205 135 ТИЗ
0083 2192 0084 2324 13,20
2325 13,30 215 140
2326 13,50 СИЗВ
0085 2327 13,70 тиз
2193 2328 13,80
0086 2329 14,00
0087 2330 14,25 220 145
0088 2194 2331 14,50 оиз
2332 14,75
0090 2333 15,00 СИЗВ
0091 2334 15,25 225 150
0092 0093 2335 (15,40)
2336 15,50 СИЗВ по заказам, ФЗС по заказам
2195 2337 15,75
0094 2338 16,00
0095 2339 16,25 235 155
0096 2340 16,50
2196 2341_ 16,75
0097 2342 17,00 СИЗВ по заказам
0098 0099 2343 17,25 240
2344 (17,40)
0100 2345_ 17,50
2197 2346 17,75
0101 2347 18,00
0102 2348 18,25 245 160
0103 2349 18,50
0104 2350 18,75
0105 235]__ 19,00
0106 2352 19,25 255 165
0107 2353 (19,40)
0108 2354 19,50
2198 2355 19,75
2300-0109 2300-2356 20,00
Сверла предназначены для сверления отверстий в конструкционных сталях, чугуне, цветных металлах и других материалах.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
41
В обоснованных случаях допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
Твердость на длине рабочей части у сверл из быстрорежущей стали диаметром до 5 мм HRC 62—64, свыше 5 мм HRC 62—65; у сверл из стали марки 9ХС диаметром до 55 мм HRC 61—63, свыше 5 мм HRC 61—64.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более или кобальта 5% и более должна быть выше на одну-две единицы HRC.
Примечание. Сверла из быстрорежущей стали диаметром 6 мм и выше могут изготовляться цианированными.
Сверла изготовляются праворежущими.
Шероховатость поверхностей сверл должна соответствовать ГОСТ 2789—73.
Допуски на диаметры сверл — по ГОСТ 885—64.
Размеры центровых отверстий — по ГОСТ 14034—68.
Допускается изготовление сверл диаметром до 6 мм с наружным центром.
Размеры поводков сверл — по ГОСТ 10904—64.
Сверла диаметром 3 мм и менее изготовляются без поводка.
Сверла могут выполняться как с шейкой, так и без нее.
Сверла диаметром от 8 мм изготовляются сварными.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример обозначения сверла диаметром 10 мм, исполнения Г.
СВЕРЛО 10 1 ГОСТ 886—64
То же, исполнения 2:
СВЕРЛО 10 2 ГОСТ 886—64
Для сверл точного исполнения в обозначение после диаметра сверла вводится буква «Т».
СВЕРЛА СПИРАЛЬНЫЕ С КОРОТКИМ ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ, ДЛИННАЯ СЕРИЯ
42
Основные размеры — по ГОСТ 12122—66; технические требования-по ГОСТ 2034—64
Обозначение Размерь , мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
d L /о d L Zo
1,00 48 25 ТИЗ (3,35) 80 50 БЛИЗ
1,05 3,40 3,50 3,60 3,70 85 55
1,10 50 28
1,15 БЛИЗ
1,20 52 30
3,80 3,90 4,00 4,10 4,20 (4,25) 90 60
1,25 ТИЗ
1,30 БЛИЗ
1,35 1,40 55 32 ТИЗ
1,45 1,50 БЛИЗ
4,30 4,40 4,50 4,60 4,70 100 65
1,55 60 до 36 оо
1,60 1,65 ОИЗ
4,80 4,90 5,00 5,10 5,20 5,30 105 70
1,70 БЛИЗ
1,75 1,80 ТИЗ
1,85 1_,90_ 02 ОО ОИЗ ТИЗ
1,95 2,00 2,05 2,10 65 40 ТИЗ ОИЗ БЛИЗ 5,40 5,50 5,60
2,15 2,20 2,25 2,30 2,35 2,40 2,45 2,50 2,55 2,60 2,65 70 45 БЛИЗ 5,70 5,80 5,90 6,00 115 80
6,10 6,20 6,30 6,40 6,50 6,60 6,70 125 85
2,70 2,75 2,80 2,85 2,90 2,95 3,00 75 48
6,80 6,90 7,00 7,10 7,20 7,30 7,40 130 90
3,10 (3,15) 3,20 3,30 80 50
4Э
П родолжение
Обозначение Размеры, мм Завод-изготовитель Обозначение
d L /о
7,50 7,60
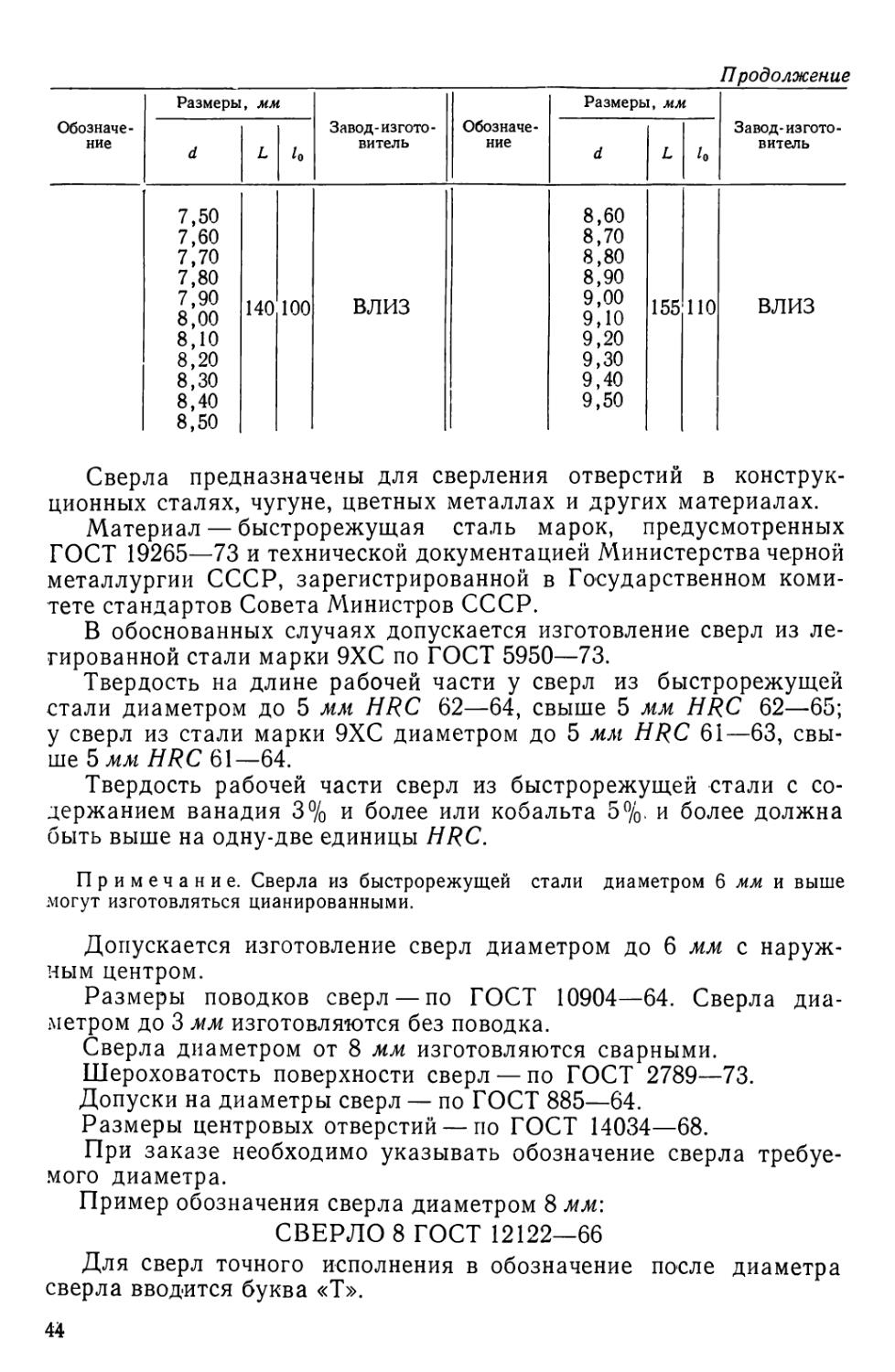
7,70 7,80 7,90 8,00 8,10 8,20 8,30 8,40 8,50
140 100
БЛИЗ
Размеры, мм
d L 10
8,60 8,70
8,80 8,90 9,00 9,10 9,20 9,30 9,40 9,50
155 ПО
Завод-изготовитель
БЛИЗ
Сверла предназначены для сверления отверстий в конструкционных сталях, чугуне, цветных металлах и других материалах.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
Твердость на длине рабочей части у сверл из быстрорежущей стали диаметром до 5 мм HRC 62—64, свыше 5 мм HRC 62—65; у сверл из стали марки 9ХС диаметром до 5 мм HRC 61—63, свыше 5 мм HRC 61—64.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более или кобальта 5%. и более должна быть выше на одну-две единицы HRC.
Примечание. Сверла из быстрорежущей стали диаметром 6 мм и выше могут изготовляться цианированными.
Допускается изготовление сверл диаметром до 6 мм с наружным центром.
Размеры поводков сверл — по ГОСТ 10904—64. Сверла диаметром до 3 мм изготовляются без поводка.
Сверла диаметром от 8 мм изготовляются сварными.
Шероховатость поверхности сверл — по ГОСТ 2789—73.
Допуски на диаметры сверл — по ГОСТ 885—64.
Размеры центровых отверстий — по ГОСТ 14034—68.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример обозначения сверла диаметром 8 мм\
СВЕРЛО 8 ГОСТ 12122—66
Для сверл точного исполнения в обозначение после диаметра сверла вводится буква «Т».
44
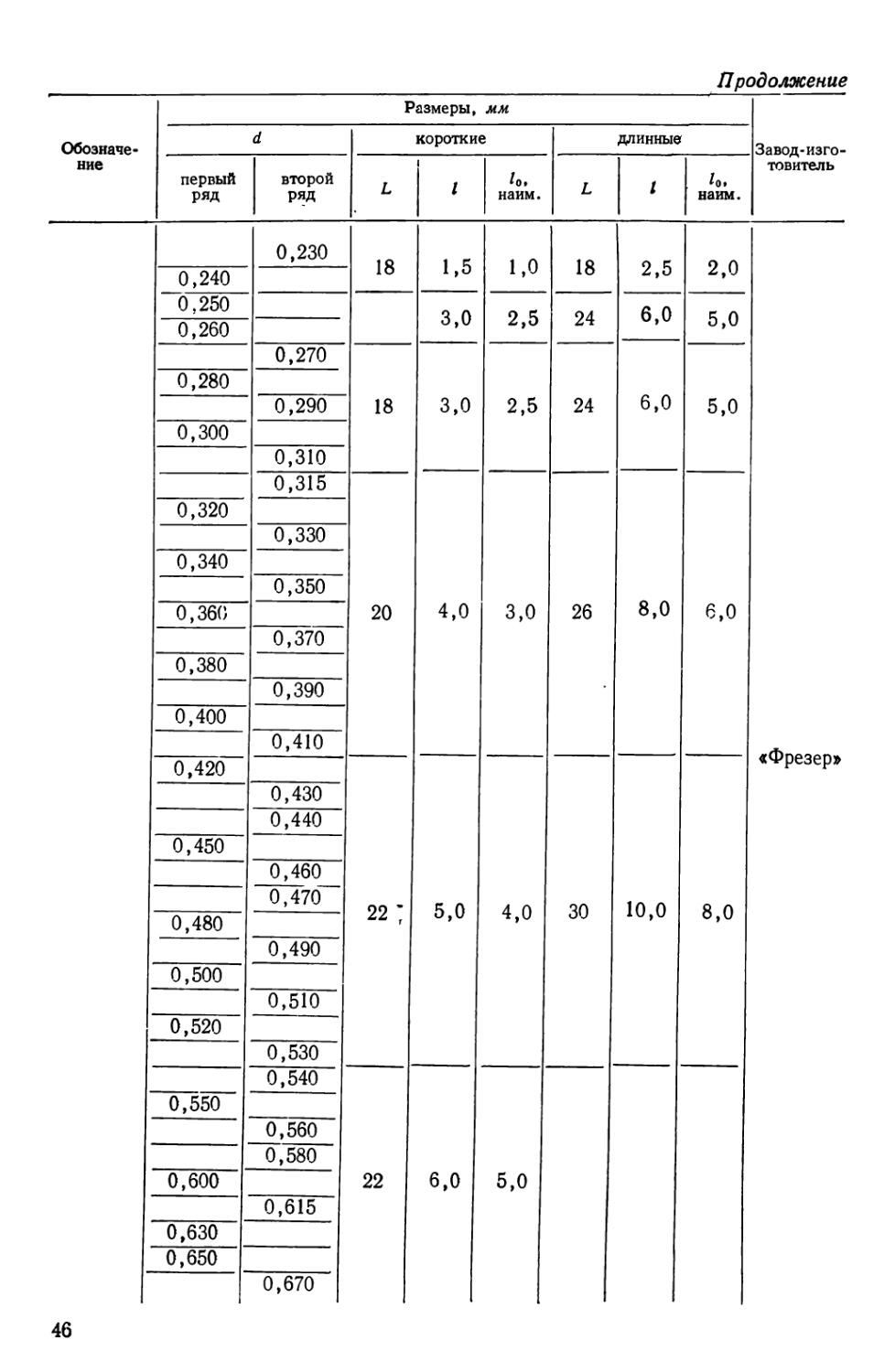
СВЕРЛА СПИРАЛЬНЫЕ МАЛОРАЗМЕРНЫЕ ДИАМЕТРОМ 0,1—1 мм С УТОЛЩЕННЫМ ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры и технические требования — по ГОСТ 8034—67.
Обозначение Размеры, мм Завод-изготовитель
d короткие длинные
первый РЯД второй ряд L 1 ^0 » найм. L / /о, найм.
0,100 14 1,0 0,6 14 16,0 1,2 «Фрезер»
0,105
0,110
0,115
0,120
0,125
0,130
0,135
0,140
0,145
0,150 16 1,2 0,8 16 2,0 1,6
0,155
0,160
0,165
0,170
0,175
0,190
0,195
0,200 18 1,5 1,0 18 2,5 2,0
0,205
0,210
0,220
45
Продолжение
Обозначение Размеры, мм Завод-изготовитель
d короткие длинные
первый ряд второй ряд L 1 /о» найм. L 1 *0, найм.
0,230 18 1,5 1,о 18 2,5 2,0 «Фрезер»
0,240
0,250 3,0 2,5 24 6,0 5,0
0,260
6,0
0,270 18 3,0 2,5 24 5,0
0,280
0,290
0,300
0,310
0,315 20 4,0 3,0 26 8,0 6,0
0,320
0,330
0,340
0,350
0,366
0,370
0,380
0,390
0,400
0,410
0,420 22 ; 5,0 4,0 30 10,0 8,0
0,430
0,440
0,450
0,460
0,470
0,480
0,490
0,500
0,510
0,520
0,530
0,540 22 6,0 5,0
0,550
0,560
0,580
0,600
0,615
0,630
0,650
0,670
46
П родолжеиие
Примечание. Сверла по первому ряду диаметров являются предпочтительными для применения.
Сверла предназначены для сверления отверстий малых диаметров в конструкционных сталях, чугуне, цветных металлах и других материалах.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость рабочей части сверл должна быть: для сверл диаметром до 0,7 мм HRC 59—62, для сверл диаметром свыше 0,7 мм HRC 60—63.
На рабочей части сверл не должно быть обезуглероженного слоя.
Твердость рабочей части сверл из быстрорежущей стали с содержанием кобальта 5%, и более должна быть выше на одну-две единицы HRC.
Шероховатость поверхностей сверл должна быть по ГОСТ 2789—73.
Обратная конусность на длине рабочей части сверла должна быть: для сверл диаметром 0,1—0,6 мм — до 0,01 мм, для сверл диаметром свыше 0,6 мм — 0,005 — 0,015 мм.
47
Радиальное биение на всей рабочей части сверла по отношению к оси хвостовика не должно превышать: для сверл диаметром до 0,6 мм — 0,02 мм, для сверл диаметром свыше 0,6 мм — 0,03 мм.
Пример условного обозначения праворежущего сверла диаметром d = 0,5 мм и длиной 1=5,0 мм:
СВЕРЛО 0,5X 5,0 ГОСТ 8034—67
То же, леворежущего:
СВЕРЛО Л 0,5X5,0 ГОСТ 8034—67
СВЕРЛА СПИРАЛЬНЫЕ КОНИЧЕСКИЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ. КОНУСНОСТЬ 1:50
Исполнение 2
Основные размеры — по ГОСТ 18201—72; технические требования—по ГОСТ 18203—72.
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 D • D. d L l Zi l.
314-СС01 0003 2314-0002 0004 3 3,7 4,3 3,8 4,4 80 115 50 80 35 65 3
0005 0007 0006 0008 4 5,0 5,6 5,1 5,7 100 135 65 95 50 80 4
0009 ООН 0010 0012 5 6,3 7,0 6,4 7,1 125 170 85 120 65 100 5 ОршИЗ ПО заказам
0013 0015 0014 0016 6 7,6 8,4 7,7~ 8,5 145 190 100 140 80 120 6
0017 0019 0018 0020 8 9,9 11,1 10,0 Н,2 170 240 120 180 85 155 10
0021 2314-0023 0022i 2314-0024 10 12,2 14,0 12,4 14,2 200 300 140 230 110 200
Сверла предназначены для сверления отверстий под конические штифты в изделиях из стали и чугуна.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
48
В обоснованных случаях допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
Твердость рабочей части сверл должна быть: HRC 62—65, рабочая часть из быстрорежущей стали с содержанием ванадия 3%, и более или кобальта 5% и более должна быть выше на одну-две единицы HRC.
Твердость поводка у сверл должна быть HRC 30—45. Сверла диаметром 8 мм изготовляются сварными.
Сердцевина должна равномерно утолщаться в направлении к хвостовику на 2—2,2 мм на каждые 100 мм длины.
Радиальное биение рабочей части сверла относительно оси хвостовика не должно превышать 0,08 мм.
Размеры центровых отверстий сверл — по ГОСТ 14034—68. Допускается изготовление сверл диаметром до 6 мм без центровых отверстий.
Размеры поводков сверл — по ГОСТ 10904—64. Смещение поводка относительно оси не должно превышать 0,08 мм.
Конструктивные элементы и геометрические параметры сверл указаны в рекомендуемом приложении ГОСТ 18201—72.
Шероховатость поверхностей сверл — по ГОСТ 2789—73.
Пример условного обозначения конического сверла конусностью 1 :50, диаметром D = 8 мм и длиной L=170 мм, исполнения 1:
СВЕРЛО 2314-0017 ГОСТ 18201—72
То же, исполнения 2:
СВЕРЛО 2314-0018 ГОСТ 18201—72
СВЕРЛА ЦЕНТРОВОЧНЫЕ КОМБИНИРОВАННЫЕ ДЛЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ 60° БЕЗ ПРЕДОХРАНИТЕЛЬНОГО КОНУСА. ТИП 1
4$
Основные 14952—69.
размеры и технические требования — по ГОСТ
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d D L 1
2317-0101 2317-0001 1,0 3,15 31,5 1,6
0102 0002 (1,25) 4,0 31,5 2,0
0103 0003 1,6 5,0 35,5 2,5
0104 0004 2,0 5,0 40,0 3,1
0105 0005 2,5 6,3 45,0 3,9
0106 0006 3,15 8,0 50,0 4,8
0107 0007 4,0 10,0 56,0 6,2
0108 0008 5,0 42,5 63,0 7,8
0109 0009 6,3 16,0 71,0 9,8
0111 0010 8,0 20,0 80,0 12,4
2317-0112 2317-0011 10,0 25,0 100,0 15,7
Сверла предназначены для обработки центровых отверстий по ГОСТ 14034—68.
Материал — быстрорежущие стали различных марок по ГОСТ 19265—73.
По согласованию с потребителем допускается изготовление, сверл из других марок инструментальной быстрорежущей стали по технической документации Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость рабочей части должна быть: у сверл диаметром до 3,15 мм HRC 62—64, у сверл диаметром свыше 3,15 мм HRC 62—65.
Шероховатость поверхностей сверл — по ГОСТ 2789—43 не грубее классов, указанных в таблице:
Наименование- поверхностей Исполнение 1 Исполнение 2
Класс « 1ИСТОТЫ
Задние поверхности сверловочной и зенковочной частей 8 7
Передние поверхности сверловочной части и поверхности стружечных канавок 7 6
Поверхности зажимной цилиндрической части 8 7
Сверла комбинированные должны иметь равномерную обратную конусность.
Обратная конусность на 25 мм длины сверловочной части должна быть в пределах 0,05—0,10 мм.
50
Биение вспомогательных кромок сверловочной и зенковочной частей сверл относительно оси зажимной части, измеренное перпендикулярно к этим кромкам, не должно превышать: для сверл диаметром до 3,15 мм — 0,03 мм, для сверл диаметром свыше 3,15 мм — 0,04 мм.
Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть: для сверл диаметром до 3,15 мм — 0,40 мм, для сверл диаметром свыше 3,15 мм — 0,25 мм.
Предельное отклонение половины угла при вершине комбинированных сверл должно превышать ± 1°30'.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример обозначения сверла типа 1 диаметром d=\ мм, исполнения 1:
СВЕРЛО 2317-0101 ГОСТ 14952—69
То же, исполнения 2:
СВЕРЛО 2317-0001 ГОСТ 14952—69
СВЕРЛА ЦЕНТРОВОЧНЫЕ КОМБИНИРОВАННЫЕ ДЛЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ 60° С ПРЕДОХРАНИТЕЛЬНЫМ КОНУСОМ 120°. ТИП 2
Основные размеры и технические требования — по ГОСТ 14952—69.
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d D £>i L 1
2317-0113 2317-0012 1,0 6,3 2,0 40 1,6
0114 0013 (1,25) 7,1 2,4 45 2,0
0115 0014 1,6 8,0 3,1 50 2,5
0116 0015 2,0 10,0 4,0 56 3,1
0117 0016 2,5 12,5 5,0 63 3,9 LKljD
0118 0017 3,15 14,0 6,4 71 4,8
0119 0018 4,0 16,0 7,9 80 6,2
0121 0019, 5,0 20,0 10,0 90 7,8
2317-0122 2317-0020 6,3 25,0 12,5 100 9,8
51
Сверла предназначены для обработки центровых отверстий по ГОСТ 14034—68.
Материал — быстрорежущие стали различных марок по ГОСТ 19265—73.
По соглашению с потребителем допускается изготовление сверл из других марок инструментальной быстрорежущей стали по технической документации Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость рабочей части должна быть у сверл диаметром до 3,15 мм HRC 62—64, у сверл диаметром свыше 3,15 мм HRC 62—65.
Шероховатость поверхностей сверл — по ГОСТ 2789—73 не грубее классов, указанных в таблице:
Сверла комбинированные должны иметь равномерную обратную конусность.
Обратная конусность на 25 мм длины сверловочной части должна быть в пределах 0,05—0,10 мм.
Биение вспомогательных кромок сверловочной и зенковочной частей сверл относительно оси зажимной части, измеренное перпендикулярно к этим
Наименование поверхностей Исполнение 1 Исполнение 2
Класс п точности
Задние поверхности сверловочной и зенковочной частей 8 7
Передние поверхности сверловочной части и поверхности стружечных канавок 7 6
Поверхности зажимной цилиндрической части 8 7
кромкам, не должно пре-
вышать: для сверл диаметром до 3,15 мм—0,03 мм, для сверл диаметром свыше 3,15 мм—0,04 мм.
Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть: для сверл диаметром до 3,15 мм — 0,40 мм, для сверл диаметром свыше 3,15 мм — 0,25 мм.
Предельное отклонение половины угла при вершине комбинированных сверл не должно превышать ± 1°30'.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример обозначения сверла типа 2 диаметром d=\ мм, исполнения 1:
СВЕРЛО 2317-0113 ГОСТ 14952—69
То же, исполнения 2:
СВЕРЛО 2317-0012 ГОСТ 14952—69
52
СВЕРЛА ЦЕНТРОВОЧНЫЕ КОМБИНИРОВАННЫЕ ДЛЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ. ТИП 4
Основные размеры и технические требования — по ГОСТ 14952—69.
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d D L 1 г
2317-0127 0128 2317-0026 0027 (0,8) 1,0 3,15 31,5 2,8 3,15 2,5 3,15
0129 0028 (1,25) 4,0 35,5 3,8 4,0
0131 0029 1,6 5,0 40,0 5,0 5,0
0132 0030 2,0 6,3 45,0 6,0 6,3
0133 0031 2,5 8,0 50,0 7,5 8,0 СИЗВ
0134 0032 3,15 10,0 56,0 9,5 10,0
0135 0033 4,0 12,5 63,0 12,0 12,5
0136 0034 (5) 16,0 71,0 15,0 16,0
0137 0035 6,3 20,0 80,0 19,0 20,0
0138 0036 (8,0) 25,0 90,0 24,0 25,0
2317-0139 2317-0037 10,0 31,5 100,0 30,0 31,5
Сверла предназначены для обработки центровых отверстий по ГОСТ 14034—68.
Материал — быстрорежущая сталь различных марок по ГОСТ 19265—73.
По соглашению с потребителем допускается изготовление сверл из других марок инструментальной быстрорежущей стали по технической документации Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость рабочей части должна быть у сверл диаметром до 3,15 мм HRC 62—64, у сверл диаметром свыше 3,15 мм HRC 62—65.
53
Шероховатость поверхностей сверл — по ГОСТ 2789—73 не грубее классов, указанных в таблице:
Сверла комбинированные должны иметь равномерную обратную конусность.
Обратная конусность на 25 мм длины сверловочной части должна быть в пределах 0,05—0,10 мм.
Биение вспомогательных кромок сверловочной и зенковочной частей сверл относительно оси зажимной части, измерен-’
Наименование поверхностей Исполнение 1 Исполнение 2
Класс < 1ИСТОТЫ
Задние поверхности сверловочной и зенковочной частей 8 7
Передние поверхности сверловочной части и поверхности стружечных канавок 7 6
Поверхности зажимной цилиндрической части 8 7
ное перпендикулярно к
этим кромкам, не должно
превышать: для сверл диаметром до 3,15 мм—0,03 мм, для сверл диаметром свыше 3,15 мм — 0,04 мм'.
Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть: для сверл диаметром до 3,15 мм — 0,40 мм, для сверл диаметром свыше 3,15 мм — 0,25 мм.
Предельное отклонение половины угла при вершине комбинированных сверл не должно превышать ± 1°30'.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример обозначения сверла типа 4 диаметром d = 2 мм, исполнения 1:
СВЕРЛО 2317-0132 ГОСТ 14952—69
То же, исполнения 2:
СВЕРЛО 2317-0030 ГОСТ 14952—69
54
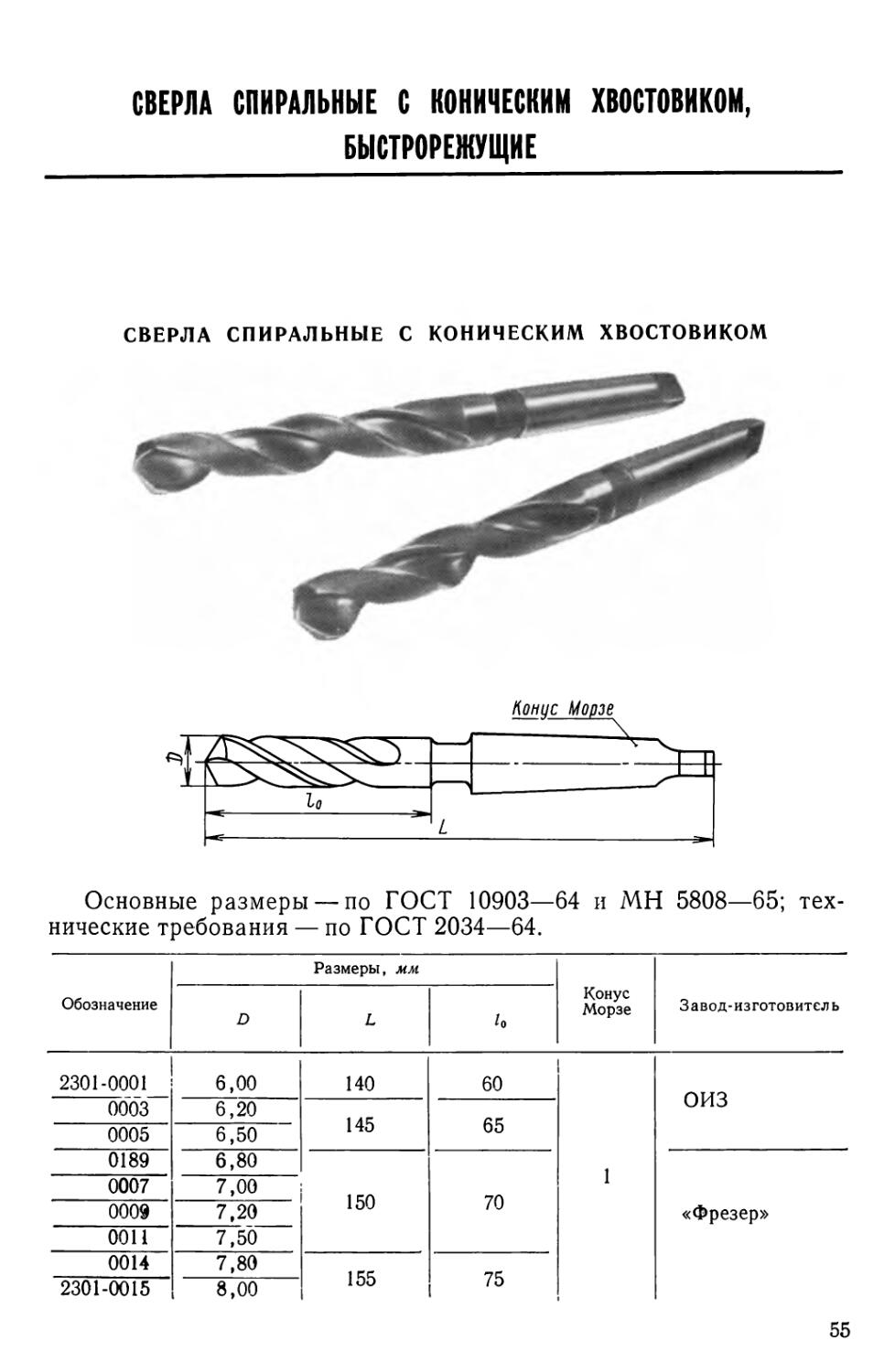
СВЕРЛА СПИРАЛЬНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ, БЫСТРОРЕЖУЩИЕ
СВЕРЛА СПИРАЛЬНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры — по ГОСТ 10903—64 и МН 5808—65; технические требования — по ГОСТ 2034—64.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D L /о
2301-0001 0003 6,00 140 60 1 ОИЗ
6,20 145 65
0005 6,50
0189 6,80 150 70 «Фрезер»
0007 7,00
0009 7,20
ООН 7,50
0014 7,80 155 75
2301-0015 8,00
55
Продолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D L 1
2301-0017 8,20 155 75 1 ОИЗ, ФЗС
0020 8,50
0190 8,80 160 80 ФЗС
0023 9,00
0024 9,20 «Фрезер»
0025 9,50 9,80 ОИЗ «Фрезер» «Фрезер», ФЗС
0191 170 90
0028 10,00
0030 10,20 «Фрезер», СИЗВ
0032 10,50
0192 10,80 11,00 175 95 ФЗС СИЗВ, ФЗС ОИЗ ОИЗ, ФЗС ОИЗ
0034
0035 11,20
0036 11,50
0193 11,80
0039 12,00 180 100 ОИЗ, БЛИЗ, ФЗС
0194 12,20 БЛИЗ, ФЗС ФЗС
0040 12,50
0195
12,80 СИЗВ СИЗВ, ФЗС ТИЗ ТИЗ, СИЗВ
0042_ 13,00
0043 0044 13,20
13,50 190 ПО
0196 13,80 ТИЗ, «Фрезер» «Фрезер», ТИЗ, ФЗС
0046 14,00
0047 14,25 215 115 2 ТИЗ ТИЗ, ОИЗ БЛИЗ, «Фрезер»
0048 14,50 14,75 15,00
0197
0050 «Фрезер», СИЗВ БЛИЗ
0051 15,25 220 120 «Фрезер»
0052 (15,40}
0053 15', 50 «Фрезер», СИЗВ СИЗВ
0198 15,75
0054 16,00
0055 16,25 225 125 ТИЗ
0056 16,50 16,75 17,00
0199
0057
0058 17,25 230 130
0059 (17,40)
2301-0060 17,50
66
Продолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D L ^0
2301-0200 0061 17,75 230 130 2 «Фрезер» «Фрезер», ОИЗ ОИЗ «Фрезер», ОИЗ
18,00
0062 18,25 235 135
0063 18,50
0064 18,75 ТИЗ
0065 19,00
0066 19,25 240 140
0067 (19,40)
0068 19,50
0201 19,75 СИЗВ СИЗВ, БЛИЗ
0069 20,00
0202 20,25 245 145 «Фрезер»
0070 20,50
0071 20,75
0072 (20,90) СИЗВ СИЗВ, ОИЗ, БЛИЗ ОИЗ «Фрезер»
0073 21,00
0074 21,25 250 150
0075 21,50
0076 22,00 «Фрезер», СИЗВ. БЛИЗ
0203 22,25 ОИЗ
0077 22,50 255 155
0078 22,75
0079 23,00 СИЗВ, ОИЗ
0080 _23,25 23,50 275 3 ТИЗ
0081
0204 23,75 280 160
0082 (23,90)
0083 24,00 «Фрезер», ТИЗ
0084 24,25 «Фрезер»
0085 24,50
__ 0086 24,75
0087 25,00 «Фрезер», ОИЗ
0205 25,25 25,50 285 165 ОИЗ
_ 0088
0206 25,75
0089 26,00 ТИЗ, БЛИЗ
0090 26,25 ОИЗ
0092 26,50
0207 26,75 290 170
0094 27,00
2301-0095 27,25 ТИЗ
57
Продолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D L /о
2301-0096 27,50 290 170 3 ТИЗ
0208 27,75
0098 28,00 ТИЗ, БЛИЗ БЛИЗ ТИЗ ОИЗ
0209 28,25 295 175
0099 28,50
0210 28,75
0100 29,00 «Фрезер», ОИЗ
0101 29,25 ОИЗ
0103 29,50
0106 30,00 30,25 30,50 «Фрезер», ТИЗ
0107 0108 300 180 ТИЗ
0211 30,75 БЛИЗ ТИЗ, БЛИЗ
0109 31,00
ОНО 31,25 ТИЗ
0111 31,50
0212 31,75 335 185 4 БЛИЗ СИЗВ, БЛИЗ БЛИЗ* СИЗВ «Фрезер», БЛИЗ
0113 32,00
0213 (32,25)
0115 32,50
0117 33,00
0214 (33,25) ТИЗ
0118 33,50
0119 34,00 340 190 ТИЗ, БЛИЗ ТИЗ «Фрезер», БЛИЗ БЛИЗ «Фрезер» СИЗВ СИЗВ, БЛИЗ СИЗВ ТИЗ ТИЗ, БЛИЗ, «Фрезер» ТИЗ, «Фрезер» СИЗВ, ТИЗ, «Фрезер» БЛИЗ ТИЗ, БЛИЗ «Фрезер» СИЗВ, ТИЗ, БЛИЗ
0120 34,50
0122 35,00
0215 0123 35,25 35,50
0216 0125 0217 35,75 36,00 (36,25) 345 195
0126 0128 36,50
37,00
0130 0132 37,50
38,00 350 200
0218 (38,25)
— 0133 0135 02'19 38,50 39,00
(39,25)
0136 39,50
2301-0137 40,00
58
Продолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D L /о
2301-0139 40,50 355 205 4 БЛИЗ
0141 41,00 СИЗВ, БЛИЗ
0220 (41,25) БЛИЗ
0142 41,50
0144 42,00 . СИЗВ, ТИЗ ТИЗ ТИЗ, БЛИЗ БЛИЗ ТИЗ СИЗВ, ТИЗ СИЗВ СИЗВ, БЛИЗ
0221 42,50
0146 43,00 360 210
0222 (43,25)
0147 43,50
0149 44,00
0150 44,50
0153 45,00
0223 (45,25) 365 215 СИЗВ
0224 45,50
0154 46,00 «Фрезер», ТИЗ
0155 46,50 «Фрезер»
0158 47,00
0159 47,50
0161 48,00 370 220 «Фрезер», ТИЗ
0162 48,50 ТИЗ
0164 49,00
0165 49,50
0166 50,00 «Фрезер», СИЗВ ТИЗ
0167 50,50 375 225 СИЗВ
0168 51,00 410 5
0169 (51,50)
0170 52,00 «Фрезер», СИЗВ
0171 0172— 53,00
. 54,00 415 230
0173 _55,00
0174 56,00
0175 57,00 420 235
0176 58,00
0177 60,00
0178 61,00 425 240 «Фрезер»
0179 62,00
0180 63,00
0181 65,00 430 245 «Фрезер», СИЗВ п-0 заказам
0182_ 68,00 435 250
2301-0183 70,00
59
Продолжение
Обозначение Размеры, мм Конус Морзе 3 а вод- изготовител ь
D L /о
2301-0185 0186 72,00 75,00 440 255 5 «Фрезер», СИЗВ по заказам
0187 2301-0188 78,00 80,00 515 260 6 «Фрезер»
Сверла предназначены для сверления отверстий в конструкционных сталях, чугуне, цветных металлах и других материалах.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
Твердость на длине рабочей части у сверл из быстрорежущей стали HRC 62—65, у сверл из стали марки 9ХС HRC 61—64.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более или кобальта 5% и более должна быть выше на одну-две единицы HRC.
Сверла диаметром 15 мм и выше изготовляются с подточкой поперечной кромки и двойной заточкой. Сверла диаметром до 15 мм изготовляются с нормальной заточкой.
Сверла могут изготовляться как с шейкой, так и без нее.
Сверла диаметром от 14,25 до 15,5 мм допускается изготовлять по требованию потребителя с конусом Морзе 1.
Сверла диаметром от 6 мм изготовляются сварными.
Допуски на диаметры сверл — по ГОСТ 885—64.
Размеры конусов Морзе— по ГОСТ 2847—67.
Допуски конусов Морзе — по ГОСТ 2848—67.
Центровые отверстия — по ГОСТ 14034—68.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример обозначения сверла диаметром 20 мм с конусом Морзе 2:
СВЕРЛО 20-2 ГОСТ 10903—64
Для сверл точного исполнения в обозначение после диаметра сверла вводится буква «Т».
60
СВЕРЛА СПИРАЛЬНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ, УДЛИНЕННЫЕ
Основные размеры — по ГОСТ 2092—64 и МН 558—65; технические требования — по ГОСТ 2034—64.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение Размеры, мм Конус Морзе За вод-изготовитель
d L Zo d L /о
2301-0371 6,00 225 145 2301-0392 8,90
0372 6,10 0393 9,00
0373 6,20 0484 9,10
0373 6,30 0394 9,20_ 245 165
0477 6,40 230 150 0485 9,30
0375 6,50 0486 9,40'
0478 6,60 0395 9,50
0376 6,70 0396 9,60
0479 6,80 0397 9’, 70
0480 6,90 0487 9,80
0377 7,00 0488 9,90
0378 7,10 235 155 0398 10,00
0379 7,20 0399 16,10 250 170
0380 7,30 1 БЛИЗ 0400 10,20 1 БЛИЗ
0381 7,50 0489 10,30
0382 7,60 0401 10,40
0383 7,70 0402 10,50
0384 7,80 0490 10,60_
0481 7,90 0403 10,70
0385 8,00 240 160 0491 10,80 '
0386 8,10 0492 10,90
0387 8,20 0404 11,00
0388 8,30 0493 11,10 255 175
0389 8,40 0405 11,20
0390 8,50 0494 11,30
0482 8,60 0495 11,40
0391 8,70 245 165 0406 11,50
2301-0483 8,80 2301-0407 11,70
61
Продолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение Размеры, мм Конус Морзе Завод-изготовитель
d L Zo d L /о
2301-0496 11,80 255 175 2301-0510 19,75 320 220
0408 11,90 0439 _20,00
0409 12,00 0511 20,25
0497 12,10 0440 20,50 330 230
0498 12,20 0441 20,75
0499 12,30 0443 21,00
0500 12,40 260 180 0444 21,25 2
0410 12,50 0445 21,50 335 235
0501 12,60 0446 _22/)0
0411 12,70 0512 22,25
0502 12,80 0447 22,50 340 240
0412 13,00 0448 0449 22,75
0503 13,10 23,00
0413 13,20 1 0450 _23,25 360 240
0504 13,30 0451 23^50
0414 13,50 0513 23,75
0415 0505 13,70 13,80 265 185 0453 0454 24,00 24,25 365 245
0416 14,00 0455 24,50
0417 14,25 0456 24,75
0418 14,50 290 190 БЛИЗ 0457 25,00 БЛИЗ
0506 14,75 0514 25,25
0420 15,00 0458 25,50
0421 15,25 0515 25,75 375 255
0422 (15,40) 0459 ’26/10
0423 15,50 295 195 0460 26,25
0507 15,75 0462 26,50
0424 16,00 0516 26,75
0425 16,25 0464 _27,00 3
0426 16,50 300 2 0465 27,25 385 265
0508 16,75 200 0466 27,50
0427 17,00 0517 27,75
0428 17,25 0468 28,00
0430 17,50 305 205 0518 28,25
0509 17,75 0469 28,50
0431 18,00 0519 28,75
0432 18,25 0470 29,00 395 275
0433 18,50 310 210 0471 29,25
0434 18,75 0473 29,50
0435 19,00 2301-0476 30,00
0436 19,25 320 | 220
2301-0438 19,50
62
Сверла предназначены для сверления отверстий в конструкционных сталях, чугуне, цветных металлах и других материалах.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
Твердость на длине рабочей части у сверл из быстрорежущей стали HRC 62—65, у сверл из стали марки 9ХС HRC 61—64.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более или кобальта 5% и более должна быть выше на одну-две единицы HRC.
Примечание. Сверла из быстрорежущей стали диаметром 6 мм и выше могут изготовляться цианированными.
Сверла могут быть изготовлены как с шейкой, так и без нее.
Допуски на диаметры сверл — по ГОСТ 885—64.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе — по ГОСТ 2848—67.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример обозначения сверла диаметром 20 мм с конусом Морзе 2:
СВЕРЛО 20-2 ГОСТ 2092—64
Для сверл точного исполнения в обозначение после диаметра сверла вводится буква «Т».
СВЕРЛА СПИРАЛЬНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ, ДЛИННЫЕ
Конус Морзе
63
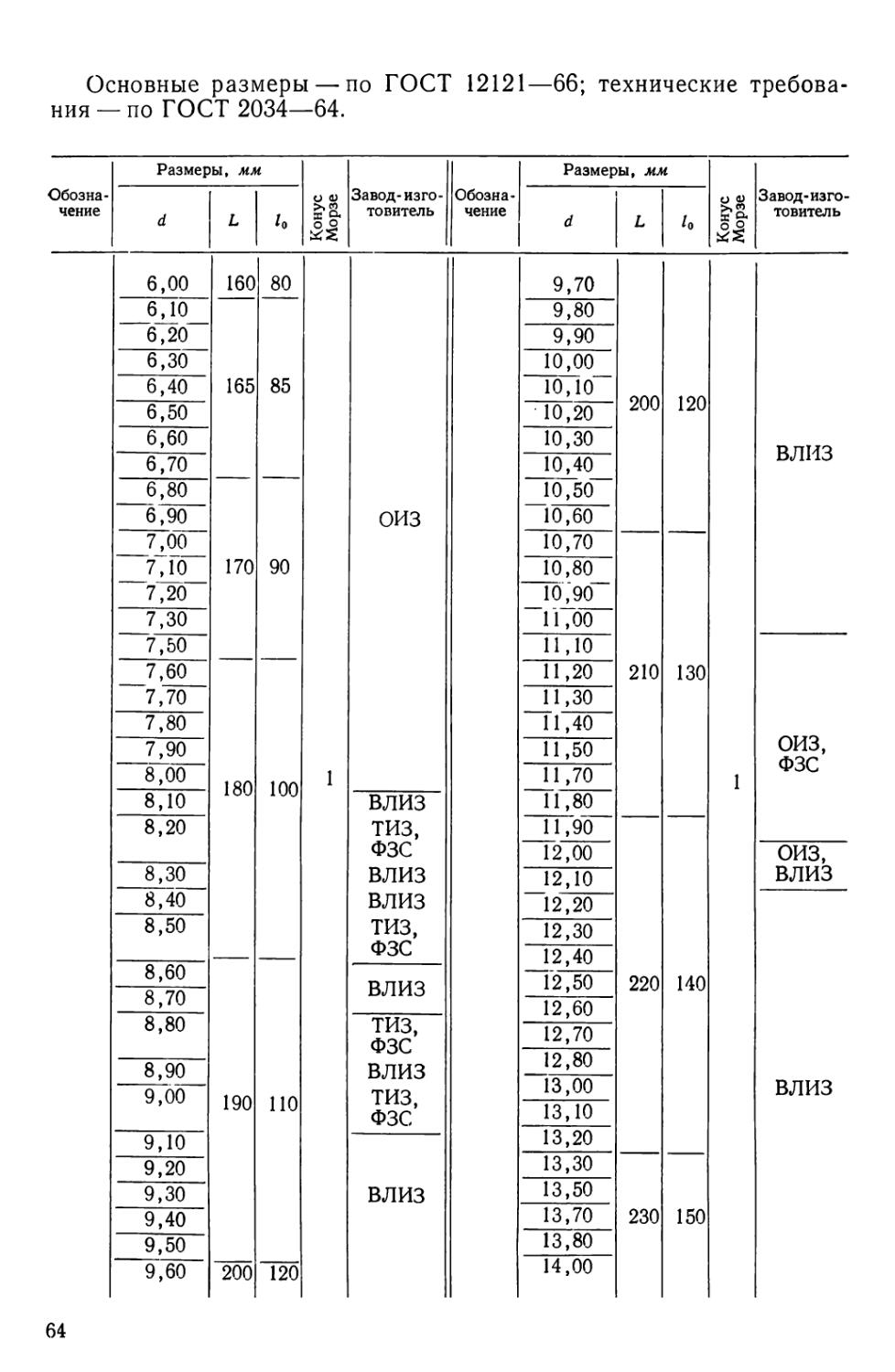
Основные размеры — по ГОСТ 12121—66; технические требования — по ГОСТ 2034—64.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение Размеры, мм Конус Морзе Завод-изготовитель
d L /о d L Zo
6,00 160 80 1 ОИЗ 9,70 200 120 1 БЛИЗ
6,10 165 85 9,80
6,20 9,90
6,30 10,00
6,40 10,10
6,50 10,20
6,60 10,30
6,70 10,40
6,80 170 90 10,50
6,90 10,60
7,00 10,70 210 130
7,10 7,20 10,80 10,'90
7,30 11,00
7,50 11,10 ОИЗ, ФЗС
7,60 180 190 100 11,20
7,70 11,30
7,80 11,40
7,90 11,50
8,00 11,70
8,10 БЛИЗ ТИЗ, ФЗС БЛИЗ БЛИЗ ТИЗ, ФЗС 11,80
8,20 11,90 220 140
12,00 ОИЗ, БЛИЗ
8/30 12,10
8,40
12,20 БЛИЗ
8,50 12,30
12,40
8,60 ПО
БЛИЗ 12,50
8,70
12,60
8,80 ТИЗ, ФЗС БЛИЗ ТИЗ, ФЗС
12,70
12,80
8,90
13,00
9,00
13,10
9,10 БЛИЗ 13,20
9,20 13,30 230 150
9,30 13,50
9,40 13,70
9,50 13,80
9,60 200 120 14,00
64
Продолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение Размеры, мм Конус Морзе Завод-изготовитель
d L Zo d L Zo
14,25 [255 155 2 БЛИЗ 22,00 290 190 2 БЛИЗ
14,50 22,25
14,75 . 22,50 295 195
15,00 22,75
15,25 260 160 23,00
(15,40) 23,25 320 200 3
15,50 23,50
15,75 23,75 325 205
16,00 (23,90)
16,25 265 165 24,00
16,50 24,25 325 205
16,75 24,50
17,00 24,75
17,25 270 170 25,00
(17,40) 25,25 335 215
17,50 25,50
17,75 25,75 26,00
18,00
18,25 275 175 26,25
18,50 26,50
18,75 26,75 345 225
19,00 27,00
19,25 280 180 27,25
(19,40) 27,50
19,50 27,75
19,75 28,00
20,00 28,25_ 28,50 350 230
20,25 285 185
20,50 28,75
20,75 29,00
(20,90) 29,25
21,00 29,50_ 30,00
21,25 290 190
21,50
Сверла предназначены для сверления отверстий в конструкционных сталях, чугуне, цветных металлах и других материалах.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
65
Твердость на длине рабочей части у сверл из быстрорежущей стали HRC 62—65; у сверл из стали марки 9ХС HRC 61—64.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более или кобальта 5% и более должна быть выше на одну-две единицы HRC.
Примечание. Сверла из быстрорежущей стали диаметром 6 мм и выше могут изготовляться цианированными.
Сверла могут быть изготовлены как с шейкой, так и без нее.
Допуски на диаметры сверл — по ГОСТ 885—64.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе — по ГОСТ 2848—67.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример обозначения сверла диаметром до 20 мм с конусом Морзе 2:
СВЕРЛО 20-2 ГОСТ 12121—66
Для сверл точного исполнения в обозначение вводится буква «Т» после диаметра.
СВЕРЛА СПИРАЛЬНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ
ДЛЯ ОБРАБОТКИ ЛЕГКИХ СПЛАВОВ
Основные размеры — по ГОСТ 19546—74; технические требования — по ГОСТ 19548—74.
Размеры, мм
Размеры, мм
Обозначение
Завод-изготовитель
Обозначение
d L 10
Завод-изготовитель
230]-0801 6,00 140 60
0802 0804 6,20 6,40' 145 65
0805 0806 0808 0810 6,50 6,60 6,80 7,00
0812 7,20 150 70
0813 7,40
0815 7750’
0816 7,60 155 75
2301-0818 7,80
ФЗС по заказам 2301-0820 8,00 155 75
0822 '8,20
0823 8,40
0825 8,50
0828 8,80 160 80
0830 0832 9,00
9,20
0835 9,50
0838 9,80 170 90
0840 10,00
0842 10,20
2301-0845 10,50
1 ФЗС по заказам
66
П родолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение Размеры, мм Конус Морзе Завод-изготовитель
d L Zo d L Zo
2301-0846 10,60 170 90 1 ФЗС по заказам 2301-0884 (15,40) 220 120 2 3 ФЗС ПО заказам
0848 10,80 175 95 0885 15,50
0850 11,00 0965 15,75
0851 11,20 0889 16,00
0854 0856 11,50 0966 16,25 225 125
11,80 0893 16,50
0858 12,00 200 100 2 0967 16,75
0859 12,10 0897 17,00
0861 12,20 0968 17,25 230 130
0862 0863 12,50 0901 (17,40) 17,50
12766 0902
0864 0866 12,80 0969 17,75
13,00 0906 18,00 18,25
0867 13,20 0970 255 260 135
0869 0871 0872 13,50 205 ПО 0909 18,50
13,75 0971 18,75
13,80 0913 19,00
0872 0962 14,00 0972 19,25 (19,40) 140
14,25 215 115 0973
0875 14,50 0917 19,50 19,75
0963 0880 14,75 0974
15,00 2301-0920 20,00
2301-0964 15,25 220 120
Сверла предназначены для сверления отверстия в легких сплавах.
Материал — быстрорежущая сталь по ГОСТ 19265—73 и технической документации Министерства черной металлургии, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
По согласованию с потребителем допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
Сверла из быстрорежущей стали с коническим хвостовиком диаметром свыше 7,9 мм изготовляются сварными. Кроме сварки, допускаются другие методы соединения рабочей части с хвостовиком, обеспечивающие соединения не ниже качества сварки. Хвостовики сварных сверл должны быть изготовлены из стали марки 45 по ГОСТ 1050—74 мм, из стали 40Х по ГОСТ 4543—71. Твердость рабочей части сверл из быстрорежущей стали должна быть: диаметром до 5 мм HRC 62—64, свыше 5 мм HRC 62—65; из стали марки 9ХС диаметром до 5 мм HRC 61—64, свыше 5 мм HRC 61—64.
67
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более, кобальта 5% и более должна быть HRC 64—67.
Твердость хвостовика сверл должна быть HRC 36—40.
Шероховатость поверхностей сверл — по ГОСТ 2789—73.
Сердцевина рабочей части сверла должна равномерно утолщаться по всей длине рабочей части в направлении к хвостовику на 0,3—0,5 мм на каждые 100 мм длины.
Размеры конусов Л4орзе — по ГОСТ 2847—67, допуски конусов Л4орзе — по четвертой степени точности ГОСТ 2848—67.
Центровые отверстия — по ГОСТ 14034—68.
Пример условного обозначения сверла диаметром 16 мм\
СВЕРЛО 2301-0889 ГОСТ 19546—74.
Геометрические параметры сверл специального назначения — по ГОСТ 19543—74.
Обозначения этим сверлам следует присваивать по МН 74—59 как специальной оснастке.
СВЕРЛА СПИРАЛЬНЫЕ УДЛИНЕННЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ ДЛЯ ОБРАБОТКИ ЛЕГКИХ СПЛАВОВ
Основные размеры — по ГОСТ 19547—74; технические требования—по ГОСТ 19548—74.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение Размеры, мм Конус Морзе Завод-изготовитель
d L /о d L Zo
2301-1001 6,00 6,10 225 230 145 1 ФЗС по заказам 2301-1010 7,00 235 155 1 ФЗС по заказам
1161
150 1011 7,10
1002 6,20 1012 7,20
1003 6,30 1013 7,30
1004 6,40 1015 7,50
1005 6,50 1016 7,60 240 160
1006 6,60 1017 7,70
1007 6,70 235 155 1018 7,80
1008 6,80 1019 7,90
2301-1009 6,90 2301-1020 8,00
68
Продолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение Размеры, мм Конус Морзе Завод-изготовитель
d L /о d L Zo
2301-1021 8,10 240 160 1 2 ФЗС по заказам 2301-1061 12,40 275 180 2 3 ФЗС по 'заказам
1022 8,20 1062 12,50 12,60
1023 8,30 1164
1024 8,40 1063 12,70
1025 8,50 1064 12,80
1026 8,60 245 250 165 1066 13,00
1027 8,70 1165 13,10
1028 8,80 1067 13,20
1029 8,90 1068 13,30 280 185
1030 1031 9,00 1069 13,50
9,10
1070 13,70
1032 9,20 1071 13,80
1033 9,30 1072 14,00 14,25
1034 1035 9,40 1166 290 190
9,50 1075 14,50
1036 9,60 170
1167 14,75 15,00
1037 9,70 1080
1038 9,80 1168 15,25 295 195
1039 9,90 1084 (15,40)
1040 10,00 1085 15,50
1041 10,10
1069 15,75
1042 10,20 1089 16,00
1043 10,30 1170 16,25 300 200
1044 10,40 1093 16,50
1045 10,50 1171 16,75
1046 10,60 255 175 1097 17,00
[047 10,70 1172 17,25 305 205 210 220
1048 10,80 1101 (17,40)
1049 10,90
1102 17,50
1050 11,00’
1173 17,75 330
1162 1 1 , 10
1106 18,00
1051 11,20
1174 18,25
1052 1053 11,30 11,09 18,50
11,40 1109 18,50
1054 11,50
1175 18,75
1055 11,70
1113 19,00
1056 11,80 1176 19,25 340
1057 1058 11,90 275 180 1177 (19,40)
12,00 1117 19,50
1059 12,10 1178 19,75
1163 12,20 2301-1120 20,00
2301-1060 12,30
69
Сверла предназначены для сверления отверстий в легких сплавах.
Материал — быстрорежущая сталь по ГОСТ 19265—73 и технической документации Министерства черной металлургии СССГ, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
По согласованию с потребителем допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
Сверла из быстрорежущей стали с коническим хвостовиком диаметром больше 7,9 мм должны быть изготовлены сварными. Кроме сварки, допускаются другие методы соединения рабочей части с хвостовиком, обеспечивающие соединения не ниже качества сварки.
Хвостовики сварных сверл должны быть изготовлены из стали марки 45 по ГОСТ !350—74 или из стали марки 40Х по ГОСТ 4543—71.
Твердость рабочей части сверл должна быть: у сверл из быстрорежущей стали диаметром до 5 мм HRC 62—64, свыше 5 мм HRC 62—65; у сверл из стали марки 9ХС HRC 61—64.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более, кобальта 5% и более должна быть HRC 64—67.
Твердость хвостовика сверл должна быть HRC 35—40.
Шероховатость поверхностей сверл — по ГОСТ 2789—73.
Сердцевина рабочей части сверла должна равномерно утолщаться по всей длине рабочей части в направлении к хвостовику на 0,3—0,5 мм на каждые 100 мм длины.
Размеры конусов Морзе — по ГОСТ 2847—67, допуски конусов Морзе — по четвертой степени точности ГОСТ 2848—67.
Центровые отверстия — по ГОСТ 14034—68.
Пример условного обозначения сверла диаметром 16 мм:
СВЕРЛО 2301-1089 ГОСТ 19547—74
Геометрические параметры сверл специального назначения — по ГОСТ 19543—74.
Обозначения этим сверлам следует присваивать по МН 74—59 как специальной оснастке.
СВЕРЛА СПИРАЛЬНЫЕ КОНИЧЕСКИЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ. КОНУСНОСТЬ 1:50
70
Основные размеры — по ГОСТ 18202—72, технические требования по ГОСТ 18203—72.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D £>i d L 1 Zi /о
f 2314-0031 12 15,1 14,6 290 190 155 12 2 ОршИЗ
0032 16,9 16,4 380 280 245
0033 16 20,2 17,2 355 255 210 15
0034 22,2 455 355 310
0035 20 24,8 23,6 385 265 215 20 3
0036 26,8 485 365 315
0037 25 29,4 28,6 460 430 280_ 25 4
0038 31,4 30,6 530 380 320 255
0039 32 36,5 445 _295_ 30
2314-0040 38,5 545 395 325
Сверла предназначены для сверления отверстий под конические штифты в изделиях из стали и чугуна.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Сверла должны изготовляться сварными.
Хвостовики сварных сверл изготовляются из стали марки 45 по ГОСТ 1050—74 или из стали марки 40Х по ГОСТ 4543—71.
Твердость сверл должна быть: рабочей части HRC 62—65, лапки конического хвостовика HRC 30—45.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более, кобальта 5% и более должна быть выше на одну-две единицы HRC.
Шероховатость поверхности сверл — по ГОСТ 2789—73.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допускаемые отклонения величины конусности сверл на длине 100 мм не должны превышать 0,05 мм\ при длине рабочей части до 100 мм — 0,05 мм, от 100 до 200 мм — 0,04 мм , от 200 мм — 0,03 мм.
Центровые отверстия формы А — по ГОСТ 14034—68.
Пример условного обозначения конического сверла конусностью 1 : 50, диаметром 16 мм и длиной 355 мм\
СВЕРЛО 2314-0033 ГОСТ 18202—72
Конструктивные элементы и геометрические параметры сверл указаны в рекомендуемом приложении к ГОСТ 18202—72.
71
СВЕРЛА СПЕЦИАЛЬНЫЕ
СВЕРЛА СПИРАЛЬНЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ С УТОЛЩЕННОЙ СЕРДЦЕВИНОЙ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ОБРАБОТКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ
Основные размеры — по чертежам завода-изготовителя; технические требования — по чертежам завода-изготовителя и ГОСТ 2034—64.
Обозначение Размеры, мм Завод-изготовитель Обоз на-। чение Размеры, мм Завод-изготовитель
d L ^0 d L ^0
0,25 20 6 «Фрезер» по заказам 0,33 22 6 «Фрезер» по заказам
0,30 0,34
0,31 22 0,35
0,32 0,36
72
Продолжение
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
d L /о d L Zo
0,37 22 6 «Фрезер» по заказам 4,70 80 45 «Фрезер» по заказам
0,38 4,80 85 52
0,40 4,90
0,45 5,00
0,50 25 5,10
1,00 40 18 5,20
1,10 5,30
1,15 5,40 95 60
1,20 42 20 5,50
1,25 5,60
1,30 45 22 5,70
1,35 5,80
1,40 48 25 5,90
1,50 6,00
1,60 6,10 100 65
1,70 6,20
1,75 52 28 6,30
1,80 6,40
1,90 55 30 6,50
2,00 6,60
2,05 60 32 6,70
2,10 6,80 ПО 70
2,15 6,90
2,20 7,00
2,25 7,10
2,30 7,20
2,40 65 35 7,30
2,50 7,40
2,60 7,50
2,65 7,60 115 75
2,70 7,70
2,80 7,80
2,90 68 38 7,90
3,00 8,00
4,00 75 42 8,10
4,10 8,20
4,20 8,30
(4,25) 8,40
4,30 80 45 8,50
4,40 8,60 125 80
4,50 8,70
4,60 8,80
73i
П родолжение
Обозначение Размеры, мм Завод-изготовитель Обозна -чение 1 Размеры, мм Завод-изготовитель
d L Zo d L Zo
8,90 125 80 «Фрезер» по заказам 1 9,50 125 80 «Фрезер» по заказам
9,00 9,10 9,60 9,70 135 90
9,20 9,80
9,30 9,90
9,40 10,00
Сверла предназначены для обработки высокопрочных сталей и сплавов.
Сверла имеют повышенную прочность и жесткость по сравнению со стандартными за счет утолщенной сердцевины.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 9373—60 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950—73.
Твердость рабочей части сверл из быстрорежущей стали диаметром до 5 мм HRC 62—64, свыше 5 мм HRC 62—65; у сверл из стали марки 9ХС диаметром до 5 мм HRC 61—63, свыше 5 мм HRCb\—M.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более или кобалцта 5% и более должна быть выше на одну-две единицы HRC.
Примечание. Сверла из быстрорежущей стали диаметром 6 мм и выше могут изготовляться цианированными.
Обратная конусность может распространяться на всю длину сверла.
Радиальное биение по ленточкам на всей рабочей части сверла относительно хвостовика не должно превышать 0,08 мм.
Разница в ширине двух перьев у острия одного сверла должна быть для сверл диаметром 0,25—3 мм — не более 0,04 мм, свыше 3 до 6 мм — не более 0,06 мм, свыше 6 до 10 мм — не более 0,08 мм.
Форма подточки поперечной кромки — по чертежу завода-изготовителя. Сверла диаметром свыше 3 мм изготовляются с поводком по ГОСТ 10904—64.
Размеры центровых отверстий — по ГОСТ 14034—68.
Пример обозначения сверла диаметром 8 мм:
СВЕРЛО 8, ЧЕРТЕЖ ЗАВОДА-ИЗГОТОВИТЕЛЯ
74
СВЕРЛА СПИРАЛЬНЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ ДЛЯ СТАНКОВ С ЧПУ, КОРОТКАЯ СЕРИЯ
Сверла изготовляются в соответствии с ОСТ 2 И20-1—74
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
d L /о d L l0
035.2300.1001 3,00 45 16 035.2300.1034 6,00 65 28
1002 3,10 1035 6,10
1003 3,15 50 18 1036 6,20
1004 3,20 1037 6,30
1005 3,30 1038 6,40 70 30
1006 3,35 1039 6,50
1007 3,40 1040 6,60
1008 3,50 52 20 1041 6,70
1009 3,60 1042 6,80
1010 3,70 1043 6,90
1011 3,80 1044 7,00
1012 3,90_ 1045 7,10 75 34
1013 4,00 55 22 1046 7,20
1014 4,10 1047 7,30
1015 4,20 СИЗВ, БЛИЗ, ОршИЗ 1048 7,50 СИЗВ, БЛИЗ, ОршИЗ
1016 4,25 1049 7,60
1017 4,30 1050 7,70
1018 4,40 1051 7,80
1019 4,50 60 24 1052_ 7,90
1020 4,60 1053_ 8,00 80 38
1021 4,70 1054 8,10
1022 4,80_ 1055 8,20
1023 4,90 1056 8,30
1024 5,00 63” 26 1057 8,40
1025 5,10" 1058 8,50
1026 5,20 1059 8,60
1027 5,30 1060 8,70
1028 5,40 1061 8,80
1029 5,50 1062 8,90 85 40
1030 5,60 65 28 1063 9,00
1031 5,70 1064 9,10
1032 5,80 1065 9,20
035.2300.1033 5,90 035.2300.1066 9,30
75
П родолжение
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
d L Zo d L /о
035.2300.1067 9,40 85 40 СИЗВ, БЛИЗ, ОршИЗ 035.2300.1102 13,10 13,20 100 50 СИЗВ, БЛИЗ, ОршИЗ
‘ Ю68- 9,50 1103
Ю6<Г" 9,60 90 45 1104 13,30 105 55
1070~ 9,70 1105 13,50
’ 1071"“ 9,80 1106 13,70
1072 9,90 1107 13,80
1073 10,00 1108 14,00
1074 10,10 1109 14,25 14,50 ПО
1075 10,20 1110
Ю7б"“ 10,30 1111 14,75
1077 10,40 1112 15,00
1078 10,50 1113 15,25 115 60
1079 10,60 1114 15,40 15,50
1080 10,70 95 48 1115
1081 10,80 1116 15,75 16,00
1082 10,90 1117
1083 11,00 1118 16,25 120
1084 11,10 1119 16,50 16,75 17,00
1085 11,20 1120
1086 11,30 1121
1087 11,40 1122 17,25 17,40 125 63
1088 11,50 1123
1089 f l ,70 1124 17,50
1090 11,80 1125 17,75
1091 11,90 100 50 1126 18,00
1092 12,00 1127 18,25
1093 12,10 1128 18,50 18,75 19,00
1094 12,20 1129
1095 12,30 ИЗО
1096 12,40 1131 19,25 130 65
1097 12,50 1132 19,40 19,50
1098 12,60 12,70 1133
1099 1134 19,75
ПОР 12,80 035.2300.1135 20,00
035.2300.1101 13,00
Сверла предназначены для сверления отверстий в конструкционных сталях, чугуне, цветных металлах и других материалах.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
76
Твердость рабочей части сверл диаметром до 5 мм, должна быть HRC 62—64, свыше 5 мм HRC 62—65.
Радиальное биение по ленточкам на всей длине рабочей части относительно хвостовика не должно превышать:
для сверл диаметром от 6 до 10 мм — 0,06 мм, от 10 до 20 мм — 0,08 мм, от 20 до 30 мм — 0,10 мм.
Размеры центровых отверстий — форма В по ГОСТ 14034—68.
Остальные технические требования — по ГОСТ 2034—64 для сверл точного исполнения.
Шероховатость поверхностей сверл — по ГОСТ 2789—73.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример условного обозначения сверла короткой серии диаметром 10 мм:
СВЕРЛО 035.2300.1073 ОСТ 2 И20-1—74
СВЕРЛА СПИРАЛЬНЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ ДЛЯ СТАНКОВ С ЧПУ, СРЕДНЯЯ СЕРИЯ
Сверла изготовляются в соответствии с ОСТ 2 И20-1—74.
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
d L Zo d L Zo
035.2300.1201 3,00 _60 32 035.2300.1216 4,25 _75 _42
1202 3,10 1217 4,30
1203 3,15 1218 4,40
1204 3,20^ 65 36 1219 4,50 80 45
1205 3,30 1220 4,60
1206 3,35 СИЗВ, 1221 4,70 СИЗВ,
1207 3,40 1222 4,80
БЛИЗ, ОршИЗ БЛИЗ, ОршИЗ
1208 3,50 70 40 1223 4,90
1209 3,60 1224 5,00 85 52
1210 3,70 1225 5,10
1211 3,80 1226 5,20
1212 3,90 1227 5,30
1213 4,00 75 42 1228 5,40
1214 4,10 1229 5,50 95 60
035.2300.1215 4,20 035.2300.1230 5,60
77
Продолжение
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
d L Zo d L Zo
035.2300.1231 5,70] 035.2300.1273 10,00
1232 5,80 95 60 1274 10,10
1233 5,90 1275 10,20
1234 6,00 1276 10,30 135 90
1235 6,10 1277 10,40
1236 6,20 1278 10,50 10,60
1237 6,30 1279
1238 6,40 100 65 1280 10,70
1239 6,50 1281 10,80
1240 6,60 1282 10,90
1241 6,70 1283 11,00
1242 6,80 1284 11,10 145 95
1243 6,90 1285 11,20
1244 7,00 1286 11,30
1245 7,10 ПО 70 1287 11,40
1246 7,20 1288 11,50 11,70
1247 7,30 1289
1248 7,50 1290 11,80
1249 7,60' 1291 11,90
1250 7,70 СИЗВ, БЛИЗ, ОршИЗ 1292__ 12,00 СИЗВ, БЛИЗ,
1251 7~; 80 1293 12,10
1252 7,90 1294 12,20 ОршИЗ
1253 8,00 115 7г 1295 12,30
1254 8,10 75 1296 12,40 150
1255 8,20 1297 12~50 100
1256 8,30 1298 12,60
1257 8,40 1299 12,70
1258 8,50 1300 ' 12,80
1259 8,60 1301 13,00
1260 ~8J0 1302 13,10
1261 8,80 1303 13,20
1262 -8J90 1304 '13; 30
126’3 9,00 125 80 1305 13,50
1264 9,10 1306 13,70 1Ь0 НО
1265 9,20 1307 13,80
1266 9,30 1308 14,00
1267 9,40 1309 14,25
1268 9,50 1310 14,50 170 115
1269 9,60 1’311 14,75
1270 9,70 135 90 1312 15,00
1271 9,80 1313 15,25 180 1 120
035.2300.1272 9,90 035.2300.1314 1 15,40
78
П родолжение
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
d L /о d L
035.2300.1315 15,50 180 120 СИЗВ, БЛИЗ, ОршИЗ 035.2300.1326 18,00 200 135 140 СИЗВ, БЛИЗ, ОршИЗ
1316 15,75 1327 18,25
1317 16,00 1328 18,50
1318 16,25 16,50 185 125 1329 18,75
1319 1330 19,00
1320 16,75 1331 19,25 205
1321 17,00 1332 19,40
1322 17,25 200 135 1333 19,50 19,75
1323 17,40 1334
1324 035.2300.1325 17,50 17,75 035.2300.1335 20,00;
Сверла предназначены для сверления отверстий в конструкционных сталях, чугуне, цветных металлах и других материалах.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость рабочей части сверл диаметром до 5 мм должна быть HRC 62—64, свыше 5 мм HRC 62—65.
Радиальное биение по ленточкам на всей длине рабочей части относительно хвостовика не должно превышать:
для сверл диаметром от 6 до 10 мм — 0,06 мм, свыше 10 до 20 мм — 0,08 мм, свыше 20 до 30 мм — 0,10 мм.
Размеры центровых отверстий — форма В по ГОСТ 14034—68.
Остальные технические требования — по ГОСТ 2034—64 для сверл точного исполнения.
Шероховатость поверхности сверл — по ГОСТ 2789—73.
При заказе необходимо указывать обозначение требуемого диаметра.
Пример условного обозначения сверла средней серии диаметром 10 мм:
СВЕРЛО 035.2300.1273 ОСТ 2 И20-1—74
СВЕРЛА ШНЕКОВЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
♦
Основные размеры — по нормали завода-изготовителя; технические требования — по ТУ 2-035-157—70
Сверла предназначены для глубокого сверления отверстий в
79
Размеры, мм
чугуне, стали, легких сплавах и дереве. Сверла отличаются от стандартных углом наклона и формой стружечных канавок.
Повышение производительности и стойкости достигается за счет увеличения подачи и исключения вывода сверла из обрабатываемого отверстия.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Хвостовики сверл должны изготовляться из стали марки 45 по ГОСТ 1050—74 или из стали марки 40Х по ГОСТ 4543—71.
Твердость сверл должна быть: рабочей части HRC 62—65, хвостовой части HRC 30—45.
Шероховатость поверхности сверл — по ГОСТ 2789—73.
Толщина сердцевины по всей длине спирали постоянная.
Центровые отверстия — по ГОСТ 14034—68. Допускается изготовление сверл диаметром до 6 мм без центровых отверстий.
80
Пример условного обозначения сверла шнекового с цилиндричв' ским хвостовиком диаметром 8 мм и длиной 165 мм:
СВЕРЛО ШНЕКОВОЕ 8, Н2—68
СВЕРЛА СПИРАЛЬНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ ДЛЯ СТАНКОВ С ЧПУ
Конус Морзе
Сверла должны изготовляться в соответствии с ОСТ 2 И20-2—74
-------------------------------- ~ т->____ .... . *9
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение -Размеры, мм Конус Морзе Завод-изготовитель
d L /о d L 4)
035.2301.1001 6,00 140 60 1 СИЗВ, БЛИЗ, ОршИЗ 035.2301.1031 13,50_ 13,80 190 по 115 120 125 2 СИЗВ, БЛИЗ, ОршИЗ
1002 6,20 145 65 1032
1003 6,50 6,80 1033 14,00
1004 150 70 1034 14,25 215
1005 7,00 1035 14,50
1006 7,20 1036 14,75 1ЬР0.
1007 7,50 1037
1008 7,80 155 75 1038 15,25 220 225
1009 8,00 1039 (15,40)
[040 1Ь,50
1010 8,20
1011 8,50 1041 15,75 16,00
1012 8,80 160 80 1042
1013 9,00 1043 16,25
1014 9,20 1044 16,50
1045_ 16,75
1015 9,50
1016 9,80 170 90 1046 17,00
17,25 (17,40) 17,5(Г 17,75 230 235 240 130 135 140
1017 10,00 1047
1018 10,20 1048
1019 10,50 1049
1020 10,80 175 95 1050
1021 11,00 1051 18,00
1022 11,20 1052 18,25
1023 11,50 1053 18,50
1024 11,80 1054 18,75
1025 12,00 180 100 1055 19,00
1026 12,20 1056 19,25
1027 12,50 1057 (19,40)
1028 12,80 1058 19,50
1029 13,00 1059 18,75
035.2301.1030 13,20 035.2301.1060 20,00
81
П родолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение Размеры, мм Конус Морзе Завод-изготовитель
d L d L 1о
035.2301.1061 20,25 245 145 2 СИЗВ, БЛИЗ, ОршИЗ 035.2301.1081 25,00 280 160 3 СИЗВ, БЛИЗ, ОршИЗ
1062 20,50 1082 25,25 285 165
1063 20,75 1083 25,50
1064 (20,90) 1084 25,75
1065 21,00 1085 26,00
1066 21,25 250 150 1086 26,25
1067 21,50 1087 26,50
1068 22,00 1088 26,75 290 170
1069 22,25 1089 27,00
1070 22,50 255 155 1090 27,25 27,50 27,75
1071 22,75 1091
1072 23,00_ 1092
1073 23,25 275 3 1093 28,00
1074 23,50 1094 28,25 295 175
1075 23,75 280 160 1095 28,50
1076 (23,90) 1096 28,75
1077 24,00 1097 29,00
1078— 24,25 1098 29,25
1079 24,50 1099 29,50
035.2301.1060 |24,75 035.2301.1100 30,00
Сверла предназначены для сверления отверстий в конструкционных сталях, чугуне, цветных металлах и других материалах.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость рабочей части сверл диаметром до 5 мм должна быть HRC 62—64, свыше 5 мм HRC 62—65. Остальные технические требования— по ГОСТ 2034—64 для сверл точного исполнения.
Примечание. Сверла могут быть изготовлены цианированными, сварными или обработаны другими химико-термическими методами.
Сверла из светлотянутой шлифованной или полированной стали диаметром до 13,5 мм могут изготовляться цельными.
Шероховатость поверхности сверл — по ГОСТ 2789—73.
Допуски на диаметры сверл — по ГОСТ 885—64.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример условного обозначения сверла диаметром 20 мм:
СВЕРЛО 035.2301.1060 ОСТ 2 И20-2—74.
82
СВЕРЛА СПИРАЛЬНЫЕ С ПРОКАТАННЫМИ ОТВЕРСТИЯМИ для ОХЛАЖДЕНИЯ С КОНИЧЕСКИМ хвостовиком
Основные размеры — по ГОСТ 10903—64 и МН 4537—63; технические требования — по МН 4538—63.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение Размеры, мм Конус Морзе Завод-изготовитель
d L 10 d L ^0
2301-0658 18,0 230 130 2 СИЗВ 2301-0682 24,5 280 160 3 «Фрезер»
0662 19,0 235 135 0684 25,0
0665 0666 19,5 240 140 0686 26,0 285 165
20,0 0695 28,0 290 170
0667 20,5 245 145 0696 28,5 295 175
0670 21,0 0697 29,0
0672 21,5 250 150 0700 29,5
0673 22,0 0703 30,0 31,0
0676 23,0 255 155 0706 300 180
0678 2301-0680 23,5 275 3 «Фрезер» 0708 31,5
24,0 280 160 2301-0710 32,0 335 185 4 СИЗВ
83
Сверла с прокатанными отверстиями для охлаждения предназначены для сверления отверстий, в трубообрабатываемых материалах: закаленных, нержавеющих и жаропрочных сталях, термореактивных пластмассах, керамике и др.
Сверла имеют прокатанные отверстия в перьях, соединяющиеся с центральным отверстием хвостовика.
Крепление сверл производится в специальных патронах, обеспечивающих подвод охлаждающей жидкости к отверстию в хвостовике сверла. Патроны для сверл с конусом Морзе 2, 3 и 4 выпускаются Сестрорецким инструментальным заводом.
Сверла с конусом Морзе 2 крепятся -с помощью переходной втулки в конусном отверстии патрона.
Подача охлаждающей жидкости при давлении не меньше 12 атм в количестве не менее 12 л)мин способствует снижению температуры резания и допускает повышение скорости резания до 40%.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость на длине рабочей части HRC 62—65.
При заказе необходимо указывать обозначение сверла требуемого диаметра. *-
Пример обозначения сверла диаметром 18 мм:
СВЕРЛО С ПРОКАТАННЫМИ ОТВЕРСТИЯМИ ДЛЯ ОХЛАЖДЕНИЯ 18, 2301-0658, МН 4537—63
СВЕРЛА СПИРАЛЬНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ ДЛЯ ОБРАБОТКИ ЧУГУНА
Основные размеры и технические требования — по нормали завода-изготовителя.
84
Размеры, мм Размеры, мм
Обозна- Конус Завод-из- Обозна- Конус Завод-из-
чение d L 10 Морзе готовитель чение d L ^0 Морзе готовитель
14,25 215 115 22,75 255 155 2
14,50 215 115 23,00 255 155
14,75 215 115 23,25 275 155
15,00 215 115 23,50 275 155
15,25 220 120 23,75 280 160
(15,40) 220 120 (23,90) 280 160
15,50 220 120 24,00 280 160
15,75 220 120 24,25 280 160
16,00 220 120 24,50 280 160
16,25 225 125 24,75 280 160
16,50 225 125 25,00 280 160
16,75 225 125 25,25 285 165
17,00 225 125 25,50 285 165
17,25 230 130 25,75 285 165
(17,40) 230 130 26,00 285 165
17,50 230 130 26,25 285 165
17,75 230 130 26,50 285 165
18,00 230 130 26,75 290 170
18,25 235 135 27,00 290 170 СИЗВ
18,50 235 135 2 СИЗВ 27,25 290 170 о ПО
18,75 235 135 по 27,50 290 170 о заказам
19,00 235 135 заказам 27,75 290 170
19,25 235 135 28,00 290 170
(19,40) 240 140 28,25 295 175
19,50 240 140 28,50 295 175
19,75 240 140 28,75 295 175
20,00 240 140 29,00 295 175
20,25 245 145 29,25 295 175
20,50 245 145 29,50 295 175
20,75 245 145 30,00 295 175
(20,90) 245 145 30,25 300 180
21,00 245 145 30,50 300 180
21,25 250 150 30,75 300 180
21,50 22,00 250 250 150 150 31,00 300 180
22,25 250 150 31,25 300 180
22,50 255 155 31,50 300 180
Сверла предназначены для сверления отверстий в чугуне.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в государственном комитете стандартов Совета Министров СССР.
85
Твердость на длине рабочей части HRC 62—65.
Сверла имеют уменьшенный угол наклона винтовой канавки й) = 20° и 2ф = 90°, что обеспечивает повышение стойкости по сравнению со стандартными сверлами на 15—20%.
Сверла изготовляются с подточкой сердцевины и двухплоскостной заточкой.
Сверла могут изготовляться как с шейкой, так и без нее.
Допуски на диаметры сверл — по ГОСТ 885—64.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе — по ГОСТ 2848—67.
Центровые отверстия — по ГОСТ 14034—68.
При заказе необходимо указывать обозначение сверла требуемого диаметра, материал режущей части, нормаль завода-изготовителя.
Пример обозначения сверла для обработки чугуна диаметром 20 мм с конусом Морзе 2:
СВЕРЛО ДЛЯ ОБРАБОТКИ ЧУГУНА 20-2, НОРМАЛЬ ЗАВОДА
СВЕРЛА ШНЕКОВЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры — по нормали завода-изготовителя; технические требования — по ТУ 2-035-158—70.
86
П родолжение
Сверла предназначены для глубокого сверления отверстий длиной более десяти диаметров в чугуне, стали, легких сплавах и дереве. Сверла отличаются от стандартных углом наклона и формой стружечных канавок.
Повышение производительности и стойкости достигается за счет увеличения подачи и исключения вывода сверла из обрабатываемого отверстия.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Сверла диаметром 8 мм и более должны изготовляться сварными.
Хвостовики сварных сверл изготовляются из стали марки 45 по ГОСТ 1050—74 и из стали марки 40Х по ГОСТ 4543—71.
Твердость сверл должна быть: рабочей части HRC 62—65; лапки конического хвостовика HRC 30—45.
Шероховатость поверхности сверл — по ГОСТ 2789—73.
Размеры конусов Морзе — по ГОСТ 2847—67.
Толщина сердцевины по всей длине спирали постоянная.
Пример условного обозначения сверла шнекового с коническим хвостовиком диаметром 12 мм и длиной 260 мм\
СВЕРЛО ШНЕКОВОЕ 12, Н1— 68
87
СВЕРЛА-ЗЕНКЕРЫ КОМБИНИРОВАННЫЕ
Основные размеры по нормали завода-изготовителя; технические требования — по ТУ 2-035-182—71.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D d L D d L
50 21 470 4 60 25 500 5
51 21 470 4 62 25 500 5
52 21 470 4 65 25 500 5
53 25 500 5 «Фрезер» 68 28 580/640 5/6 «Фрезер»
54 25 500 5 70 28 580/640 5/6
55 25 500 5 72 28 580/640 5/6
56 25 500 5 75 28 580/640 5/6
57 25 500 5 78 28 580/640 5/6
58 25 500 5 80 28 580/640 5/6
Сверла-зенкеры предназначены для одновременного сверления и зенкерования отверстий.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость на длине рабочей части HRC 62—65.
При заказе необходимо указывать обозначение сверла-зенкера требуемого диаметра.
Пример обозначения сверла-зенкера диаметром 50 мм\ СВЕРЛО-ЗЕНКЕР КОМБИНИРОВАННОЕ 50, НОРМАЛЬ ЗАВОДА
88
СВЕРЛА ТВЕРДОСПЛАВНЫЕ
СВЕРЛА СПИРАЛЬНЫЕ, ОСНАЩЕННЫЕ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА, С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
Исполнение ?
Основные требования — по ГОСТ 6647—64 и МН 317—65; технические требования — по ГОСТ 5756—64.
89
Обозначение Размеры, мм Завод-изготовитель
Тип А Тип Б
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2 d L 1о
2300-1101 2300-1901 2300-1201 2300-2001 5,0 70 36 СИЗВ
1104 1906 1204 2006 5,5 75 40 «Фрезер»
1108 1911 1208 2011 6,0
1112 1916 1212 2016 6,5 80 42
1114 1921 1214 2021 7,0 85 45 СИЗВ
1118 1925 1218 2025 7,5
1122 1930 1222 2030 8,0 95 52
1127 1935 1227 2035 8,5
ИЗО 1940 1230 2040 8,9 100 55 «Фрезер»
1132 1945 1232 2045 9,5
1135 1950 1235 2050 10,0 105 60
1139 1955 1239 2055 10,5
1141 1960 1241 2060 ! 11,0 ПО 65
1143 1965 1243 2065 11,5
2300-1146 2300-1969 2300-1246 2300-2069 12,0 120 70
Сверла, оснащенные пластинками из твердого сплава, предназначены для сверления чугуна и труднообрабатываемых материалов.
В качестве режущей части сверл применяются пластинки из твердого сплава типа ВК по ГОСТ 3882—67. Форма и размеры пластинок должны соответствовать требованиям ГОСТ 2209—69 (форма 14), а химический состав, физико-механические свойства и твердость сплава — ГОСТ 4872—65.
Для изготовления корпусов сверл рекомендуются следующие марки стали: типа А, цельных — сталь 40Х или 45Х по ГОСТ 4543—71, типа Б, цельных — сталь 9ХС по ГОСТ 5950—73, сварных— сталь Р9 по ГОСТ 19265—73.
Сверла, корпуса которых изготовлены из стали марки Р9, диаметром свыше 8 мм, должны быть сварными.
Хвостовики сварных сверл должны быть изготовлены из стали марки 45 по ГОСТ 1050—74 или марки 40Х по ГОСТ 4543—71.
Твердость корпусов сверл должна быть: HRC 40—50 — корпусов из стали марок 40Х и 45Х; HRC 56—62 — корпусов из стали марок 9ХС и Р9.
У сверл, изготовленных из стали марки 9ХС, на конце корпуса за пластинкой из твердого сплава на участке не более двух длин пластинок допускается понижение твердости на HRC 10.
Твердость поводка должна быть HRC 30—45.
Слой припоя должен быть не более 0,1—0,15 мм.
90
Шероховатость поверхностей сверл должна соответствовать ГОСТ 2789—73.
Допускаемые отклонения диаметров сверл — по ГОСТ 885—64.
Сверла должны иметь на рабочей части (длине пластинки) только равномерную обратную конусность в следующих пределах: 0,01—0,03 мм — при номинальном диаметре сверл до 5 мм; 0,03 — 0,05 мм — при номинальном диаметре сверл свыше 5 до 10 мм\ 0,05—0,08 мм — при номинальном диаметре сверл свыше 10 мм.
Размеры центровых отверстий сверл — по ГОСТ 14034—68. Допускается изготовление сверл диаметром до 6 мм с наружным центром.
Сверла могут выполняться как с шейкой, так и без нее.
Размеры поводков сверл — по ГОСТ 10904—64.
Пример условного обозначения сверла диаметром 10 мм типа А, исполнения 1:
СВЕРЛО 10А-1 ГОСТ 6647-64
То же, исполнения 2:
СВЕРЛО 10А-2 ГОСТ 6647—64
Для сверл точного исполнения в обозначение после диаметра сверла вводится буква «Т».
Пример условного обозначения сверла диаметром 10 мм типа Б, исполнения 1:
СВЕРЛО 10Б-1 ГОСТ 6647—64
То же, исполнения 2:
СВЕРЛО 10Б-2 ГОСТ 6647—64
СВЕРЛА СПИРАЛЬНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ С ЦИЛИНДРИЧЕСКИМ хвостовиком, короткая СЕРИЯ
Основные размеры — по ГОСТ 17274—71; технические требования — по ТУ завода-изготовителя.
91
Обозначение Размеры, мм Завод-изготовитель
правых левых d L 1
2300-3751 2300-3752 1,00 32 6 «Фрезер»
3753 3754 1,05
3755 3756 1,10 7
3757 3758 1,15
3759 3760 1,20 8
3761 3762 1,25
3763 3764 1,30
3765 3766 1,35 36 9
3767 3768 1,40
3769 3770 1,45
3771 3772 1,50
3773 3774 1,55 10
3775 3776 1,60
3777 3778 1,65
3779 3780 1,70
3781 3782 1,75 38 11
3783 3784 1,80
3785 3786 1,85
3787 3788 1,90
3789 3790 1,95 12
3791 3792 2,00
3793 3794 2,05
3795 3796 2,10
3797 3798 2,15 40 13
3799 3800 2,10
3801 3802 2,25
3803 3804 2,30
3805 3806 2,35
3807 3808 2,40 42 14
3809 3810 2,45
3811 3812 2,50
3813 3814 2,55
3815 3816 2,60
3817 3818 2,65
3819 3820 2,70 45 16
3821 3822 2,75
3823 3824 2,80
3825 3826 2,85
3827 3828 2,90
3829 3830 2,95
3831 3832 3,00
2300-3833 2300-3834 3,10 50 18
92
Продолжение
Обозначение Размеры, мм Завод-изготовитель
правых левых d L 1
2300-3835 2300-3836 3,15
3837 3838 3,20 кп 1R
3839 3840 3,30 о и 1 о
3841 3842 3,35
3843 3844 3,40
3845 3846 3,50 20
3847 3848 3,60
3849 3850 3,70
3851 3852 3,80
3853 3854 3,90
3855 3856 4,00 55 22
3857 3858 4,10
3859 3860 4,20
3861 3862 4,25
3863 3864 4,30
3865 3866 4,40
3867 3868 4,50 60 24 «Фрезер»
3869 3870 4,60
3871 3872 4,70
3873 3874 4,80
3875 3876 4,90
3877 3878 5,00 63 26
3879 3880 5,10
3881 3882 5,20
3883 3884 5,30
3885 3886 5,40
3887 3888 5,50
3889 3890 5,60
3891 3892 5,70 65 28
3893 3894 5,80
3895 3896 5,90
3897_ 3898 6,00
3899 3900 6,10
3901 3902 6,20
3903 3904 6,30
3905 3906 6,40 70 30
3907 3908 6,50
3909 3910 6,60
3911 3912 6,70 СИЗВ
3913 3914 6,80
3915 3916 6,90
3917 3918 7,00 75 34
3919 3920 7,10
3921 3922 7,20
2300-3923 2300-3924 7,30
93
Продолжение
Обозначение Размеры, мм Завод-изготовитель
правых левых d L 1
2300-3925 2300-3926 7,40 34 СИЗВ
3927 3928 7,50
3929 3930 7,60 80 38
3931 3932 7,70
3933 3934 7,80
3835 3936 7,90
3937 3938 8,00
3839 3940 8,10
3941 3942 8,20
3943 3944 8,30 85 40
3945 3946 8,40
3947 • 3948 8,50
3949 3950 8,60
3951 3952 8,70
3953 3954 8,80
3955 3956 8,90
3957 3958 9,00
3959 3960 9,10
396£_ 3962 9,20
3963_ 3964 9,30
3965 3966 9,40
3967 3968 9,50
3969 3970 9,60 90 45
3971 3972 9,70
3973 3974 9,80
3975 3976 9,90
3977 3978 10,00
3979 3980 10,10
3981 3982 10jl20
3983 3984 10,30
3985 3986 10,40
3987 3988 10,50
3989 3990 10,60
3991 3992 10,70 95 48
3993 3994 Ю,80
3995 3996 10,90
3997 3998 11,00
3999 4000 11,10
2081 2082 11,20
2083 2084 11,30
2300-2085 2300-2086 11,40
34
П родолжение
Обозначение Размеры, мм Завод-изготовитель
правых левых d L 1
2300-2087 2300-2088 11,50 95 48 СИЗВ
2089 2090 11,60
2091 2092 11,70
2093 2094 11,80
2095 2096 11,90 100 50
2300-2097 2300-2098 12,09
Сверла предназначены для сверления труднообрабатываемых сталей и сплавов.
Рабочая часть цельных твердосплавных спиральных сверл изготовляется из твердого сплава марок ВК6М и ВК8 по ГОСТ 3882— 74. Допускается изготовление спиральных сверл из других марок твердого сплава по ГОСТ 3882—74 или по технической документации Министерства цветной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердосплавные заготовки сверл — по технической документации, утвержденной в установленном порядке.
На поверхности сверл не должно быть выкрашиваний, поверхностных трещин (сетки), заусенцев, черновин на шлифованных поверхностях, следов коррозии.
Шероховатость поверхностей сверл — по ГОСТ 2789—73.
Предельные отклонения диаметром сверл — по ГОСТ 885—64.
Сверла должны иметь на рабочей части только равномерную обратную конусность. Допускается обратная конусность на 100 мм длины сверла 0,1—0,2 мм.
Пример условного обозначения сверла диаметром 5 мм общего назначения, правого, из твердого сплава марки ВК8:
СВЕРЛО 2300-3877 ВК8 ГОСТ 17274—71
То же, точного исполнения:
СВЕРЛО 2300-3877 Т ВК8 ГОСТ 17274—71
Конструкция, размеры и геометрические параметры сверл приведены в рекомендуемом приложении к ГОСТ 17274—71.
95
СВЕРЛА СПИРАЛЬНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ, СРЕДНЯЯ СЕРИЯ
Исполнение 1
Основные размеры — по ГОСТ 17275—71; технические требования — по ТУ завода-изготовителя.
Обозначение | Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L 1 /1
правые левые правые левые исполнение 1 исполнение 2
2309-0001 2309-0002 2309-0301 2309-0302 3,00 55 24 26 22 СИЗВ
0003 0004 0303 0304 3,10
0005 0006 0305 0306 3,15
0007 0Эи9 ООП 0013 0008 0307 0308 3,20
0010 0309 0310 3,30
0012 0311 0312 3,35
0014 0313 0314 3,40 60 28 30 26
0015 0017 0016 0315 0316 3,50
0018 0317 0318 3,60
0019 0020 0319 0320 3,70
0021 0023 0022 0321 0322 3,80 3,90 63 30 32 28
_ 0024 0323 0324
0025 0026 0325 0326 4,00
0027 0028 0327 0328 4,10 4,20
0029 0030 0329 0330
2309-0031 2309-0032 2309-0331 2309-0332 4,25
96
Продолжение
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L 1 h
правые левые правые левые исполнение 1 исполнение 2
2309-0033 2309-0034 2309-0333 2309-0334 4,30
0035 0036 0335 0336 4,40
0037 0038 0337 0338 4,50 65 32 34 30
0039 0040 0339 0340 4,60
0041 0042 0341 0342 4,70
0043 0044 0343 0344 4,80
0045 0046 0345 0346 4,90
0047 0048 0347 0348 5,00 70 36 38 32
0049 0050 0349 0350 5,10
0051 0052 0351 0352 5,20
0053 0054 0353 0354 5,30
0055 0056 0355 0356 5,40
0057 0058 0357 0358 5,50
0059 0060 0359 0360 5,60
0061 0062 0361 0362 5,70 75 40 42 36
0063 0064 . 0363 0364 5,80
0065 0066 0365 0366 5,90
0067 0068 0367 0368 6,00
0069 0070 0369 0370 6,10 СИЗВ
0071 0072 0371 0372 6,20
0073 0074 0373 0374 6,30
0075 0076 0375 0376 6,40 80 42 45 38
0077 0078 0377 0378 6,50'
0079 0080 0379 0380 6,60
0081 0082 0381 0382 6,70_
0083 0084 0383 0384 6,80
0085 0086 0385 0386 6,90
0087 0088 0387 0388 7,00
0089 0090 0389 0390 7,10 85 45 50 42
0091 1 0092 0391 0392 7,20
0093 0094 0393 0394 7,30
0095 0096 0395 0396 7,40
0097 0098 0397 0398 7,50
0099 0100 0399 0400 7,60
0101 0102 0401 0402 7,70
0103 6104 0403 0404 7,80
0105 0106 0405 0406 7,90 95 52 55 48
0107 0108 0407 0408 8,00
0109 । ОНО 0409 0410 8,10
2309-0111| 2309-0112 2309-041’1 2309-0412 | 8,20
97
Продолжение
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L 1 li
правые левые правые левые исполнение 1 исполнение 2
2309-0113 2309-0114 2309-0413 2309-0414 8,30 95 52 55 48 сизв
0115 0117 0116 0415 0416 8,40
0118 0417 0418 8,50
0119 0120 0419 0420 8,60 100 55 60 50
0121 0122 0421 0422 8,70
0123 0124 0423 0424 8,80 8,90
0125 0126 0425 0426
0127 0128 0427 0429 0428 9,00
0129 0130 0430 9,10
0131 0132 0431 0432 9,20
0133 0134 0433 0434 9,30 105 60 65 55
0135 0137 0136 0435 0436 9,40
0138 0437 0438 9,50
0139 0140 0439 0440 9,60
0141 0142 0441 0442 9,70
0143 0144 0443 0444 9,80
0145 0140 0445 0446 9,90
0147 0148 0447 0448 10,00
0149 0150 0449 0450 10,10
0151 0153 0152 0154 0451 0452 10,20
0453 0454 10,30
0155 01561 I 0455 0456 10,40
0157 0158 0457 0458 10,50
0159 0160 0459 0460 10,60 ПО 65 70 60
0161 0162 0461 0462 10,70
0163 0165 0164 0463 0464 10,80
0166 0465 0466 10,90
0167 0169 0168 0467 0468 11,00
0170 0469 0470 11,10
0171 0172 0471 0472 11,20
0173 0174 0473 0474 11,30
0175 0176 0475 0476 11,40
0177 0178 0477 0478 11,50
0179 0181 0183 0185 0180 0479 0480 11,60
01& 0481 0482 11,70
0184 0483 0484 11,80
0186 0485 0486 11,90 120 70 75 65
'2309-0187 2309-0188 2309-0487 2309-0488 12,00
9 8
Сверла предназначены для сверления труднообрабатываемых сталей и сплавов.
Рабочая часть цельных твердосплавных спиральных сверл должна изготовляться из твердого сплава марок ВК6М и ВК8 по ГОСТ 3882—74. Допускается изготовление спиральных сверл и из других марок твердого сплава по ГОСТ 3882—74 или по технической документации Министерства цветной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердосплавные заготовки сверл — по технической документации, утвержденной в установленном порядке.
Материал хвостовиков сверл — сталь марки 45 по ГОСТ 1050— 74 или сталь марки 40Х по ГОСТ 4543—71.
Хвостовики должны быть припаяны сплавом марки Л68 по ГОСТ 15527—70 или сплавом марки ПСр-40 по ГОСТ 19738—74.
На поверхности сверл не должно быть выкрашиваний, поверхностных трещин (сетки), заусенцев, черновин на шлифованных поверхностях, следов коррозии и остатков припоя и флюса.
Шероховатость поверхностей сверл — по ГОСТ 2789—73.
Предельные отклонения диаметров сверл — по ГОСТ 885—64.
Сверла должны иметь на рабочей части только равномерную обратную конусность. Допускается обратная конусность на 100 мм длины сверла 0,1—0,2 мм.
Пример условного обозначения сверла диаметром 6 мм, общего назначения, исполнения 1, правого, из твердого сплава марки ВК8:
СВЕРЛО 2309-0067 ВК8 ГОСТ 17275—71
То же, исполнения 2:
СВЕРЛО 2309-0367 ВК8 ГОСТ 17275—71
Пример условного обозначения сверла диаметром 6 мм, исполнения 1, точного, правого, из твердого сплава марки ВК8:
СВЕРЛО 2309-0067 Т ВК8 ГОСТ 17275—71
То же, исполнения 2:
СВЕРЛО 2309-0367 Т ВК8 ГОСТ 17275—71
Конструкция, размеры и геометрические параметры сверл приведены в рекомендуемом приложении к ГОСТ 17275—71.
99
СВЕРЛА СПИРАЛЬНЫЕ, ОСНАЩЕННЫЕ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА, С КОНИЧЕСКИМ ХВОСТОВИКОМ
Размеры шейки
не регламентируются
L
Конус Морзе
£
Х^Канабка для бы кода шлифовального круга не регламентируется.
Основные размеры — по ГОСТ 6647—64, МН 318—65 и МН 319—65; технические требования — по ГОСТ 5756—64.
Обозначение 1 Размеры, мм Конус Морзе Завод-изготовитель
Нормальная серия Укороченная сери* d L | ^0
Тип А Тип Б Тип А Тип Б Укороченная серия Нормальная серия Укороченная серия Нормальная серия
2301-1228 2301-1378 2301-1528 2301-1678 10,00 140 170 60 90 1 СИЗВ
1230 1380 1530 1680 10,20
1232 1307 1382 1457 1532 1682 10,50
1607 17 57 84f ioTso ПТ, oo 145 175 65 95
1234 1384 1534 16
1235 1384 1535 16 85г 11,50 If, 80
1236 1386 1536 1686
2301-1308 2301-1458 2301-1608 2301-1788
Юо
Продолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
Нормальная серия Укороченная серия d L ^0
Тип А Тип Б Тип А Тип Б Укороченная серия Нормальная серия Укороченная серия Нормальная серия
2301-1239 2301-1389 2301-1539 2301-1689 12,00 170 200 70 100 2 СИЗВ
1309 1459 1609 1759 12,10
1310 1460 1610 1760 12,20
1311 1461 1611 1761 12,30
1312 1240 1462 1612 1762 12,40
1390 1540 1690 12,50
1313 1463 1613 1763 12,60
1241 1391 1541 1691 12,70
1314 1464 1614 1764 12,80
1242 1392 1764 1692 13,00
1315 1465 1615 1765 13,10
1243 1393 1543 1693 13,20
1316 1466 1616 1766 13,30 21Q по
1244 1394 1544 1694 13,50
1245 1395 1545 1695 13,70
1317 1246 1467 1617 1767 13,80
1396 1546 1696 14,00
1247 1397 1547 1697 14,25 175 215 75 115
1248 1398 1548 1698 14,50
1318 1468 1618 1768 14,75
1250 1400 1550 1700 15,00 СИЗВ, «Фрезер»
1251 1401 1551 1701 15,25 180 220 80 120
1252 1402 1552 1702 (15,40)
1253 1403 1553 1703 15,50
• 1319 1469 1619 1769 15,75
1254 1404 1554 1704 16,00
1255 1405 1555 1705 16,25 185 225 85 125
1256 1320 1406 1556 1706 16,50
1470 1620 1770 16,75
1257 1407 1557 1707 17,00 190 230 90 130
1258 1408 1557 1708 17,25
1259 1409 1559 1709 (17,40)
1260 1410 1560 1710 17,50
1321 1471 1621 1771 17,75
1261 1262 1264 1411 1561 1711 18,00
1412 1562 1712 18,25 195 235 95 135
1414 1564 1714 18,75
1265 1415 1565 1715 19,00
2301-1266 2301-1416 2301-1566 2301-1716 '19,25 220 260 100 140 3 СИЗВ «Фрезер»
101
Продолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
Нормальная серия Укороченная серия d L 1 l0
Тип А Тип Б Тип А Тип Б Укороченная серия Нормальная серия Укороченная серия Нормальная серия
2301-1267 2301-1417 2301-1567 2301-1717 (19,40) 220 260 100 140 3 СИЗВ, «Фрезер»
1268 1322 1418 1568 1718 19,50
1472 1622 1772 19,75
1269 1419 1569 1719 20,00
1323 1473 1623 1773 20,25 225 265 105 145
1270 1271 1420 1570 1720 20,50
1421 1571 1721 20,75
1272 1422 1572 1722 (20 90)
1273 1274 1423 1573 1723 21,00
1424 1574 1724 21,25 230 270 110 150
1275 1425 1575 1725 21,50
1276 1426 1576 1726 22,00
1324 1474 1624 1774 22,25
1277 1427 1577 1727 22,50 275 155
1278 1428 1578 1728 22,50
1279 1429 1579 1729 23,00 «Фрезер»
1280 1430 1580 1730 23,25
1281 1431 1581 1731 23,50 235 280 115 160
1325 1475 1625 1775 23,75
1282 1432 1582 1732 23,90
1283 1433 1583 1733 24,00
1284 1285 1434 1584 1734 24,25
1435 1585 1735 24,50
1286 1436 1586 1736 24,75
1287 1437 1587 1737 25,00
285 165
1326 1476 1626 1776 25,25
1288 1438 1588 1738 25,50
1327 1289 1477 1627 1777 25,75
1439 1589 1739 26,00
1290 1440 1590 1740 26,25
1292 1442 1592 1742 26,50
1328 1478 1628 1778 26,75 240 290 120 170 4
1294 1444 1594 1744 27,00
1295 1445 1595 1745 27,25 270 320
1296 1446 1596 1746 27,50
1329 1479 1629 1779 27,75
1298 1448 1598 1748 28,00
1330 1480 1630 1780 28,25 275 325 125 175
2301-1299 2301-1449 2301-1599 2301-1749 28,50
102
Продолжение
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
Нормальная серия Укороченная серия d L ^0
Тип А Тип Б Тип А Тип Б Укороченная серия Нормальная серия Укороченная серия Нормальная серия
2301-1351 1300 2301-1481 2301-1631 2301-1781 28,75 275 325 125 175 4 «Фрезер»
1450 1600 1750 29,00
1301 1451 1601 1751 29,25
1303 1453 1603 1753 29,50
2301-1306 2301-1456 2301-1606 2301-1756 30,00
Сверла предназначены для скоростного сверления и рассверливания отверстий в деталях из чугуна и труднообрабатываемых материалов.
В качестве режущей части сверл применяются пластинки из твердого сплава типа ВК по ГОСТ 3882—74. Форма и размеры пластинок должны соответствовать требованиям ГОСТ 2209—69, а химический состав, физико-механические свойства и твердость сплава — ГОСТ 4872—65.
Для изготовления корпусов сверл рекомендуются стали марок: типа А цельных — 40Х или 45Х по ГОСТ 4543—71, типа Б цельных— 9ХС по ГОСТ 5950—73, сварных — Р9 по ГОСТ 19265—73; стали марок Р9 и 9ХС применяются для корпусов сверл, диаметр которых равен диаметру режущей части. Стали марок 40Х и 45Х применяются для корпусов сверл, диаметр которых занижен по отношению к диаметру режущей части.
Сверла диаметром от 6 мм делаются сварными. В месте сварки раковины, непровар, поджог металла, кольцевые трещины и свищи не допускаются.
Хвостовики сварных сверл должны быть изготовлены из стали марки 45 ио ГОСТ 1050—74 или марки 40Х по ГОСТ 4543—71.
Твердость рабочей части корпуса должна быть HRC 40—50 для корпусов из стали марок 40Х и 45Х, HRC 56—62 для корпусов из стали марок 9ХС и Р9.
У сверл, изготовленных из стали марки 9ХС, на конце корпуса за пластинкой из твердого сплава на участке не более двух длин пластинок допускается понижение твердости на HRC 10.
Твёрдость лапок должна быть HRC 30—45. Шероховатость поверхностей сверл — по ГОСТ 2789—73.
На режущей части сверла (на пластинке) не должно быть глубоких или поверхностных трещин (сетки), завалов, выкрошенных мест, а на шлифованных поверхностях также и черновин.
Допускаемые отклонения диаметров сверл — по ГОСТ 885—64.
103
Сверла должны иметь на рабочей части только равномерную обратную конусность в следующих пределах на длине пластинки: 0,01—0,03 мм — при номинальном диаметре сверл до 5 мм\ 0,03— 0,05 мм — при номинальном диаметре сверл свыше 5 до 10 мм\ 0,05—0,08 мм — при номинальном диаметре сверл свыше 10 до 30 мм.
Размеры центровых отверстий сверл — по ГОСТ 14034—68.
Сверла могут выполняться как с шейкой, так и без нее.
Размеры и допуски конусов Морзе — ino ГОСТ 2847—67, ГОСТ 2848—67.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример условного обозначения сверла диаметром 10 мм укороченной серии:
СВЕРЛО 2301-1528 ГОСТ 6647—64
То же, нормальной серии:
СВЕРЛО 2301-1828 ГОСТ 6647—64
Для сверл точного исполнения в обозначение после диаметра сверла вводится буква «Т».
СВЕРЛА СПИРАЛЬНЫЕ, ОСНАЩЕННЫЕ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА, С ПРОКАТАННЫМИ ОТВЕРСТИЯМИ ДЛЯ ОХЛАЖДЕНИЯ, С КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры — по ГОСТ 6647—64; технические требования— по нормали завода-изготовителя.
104
Обозначение сверл Размеры, мм Конус Морзе Завод-изготовитель Обозначение сверл Размеры, мм Конус Морзе Завод-изготовитель
d L d L ^0
14 210 ПО 22 270 150
15 215 115 23 275 155
16 220 120 2 СИЗВ по 24 280 160 3 СИЗВ по
17 225 125 25
18 230 130 заказам 26 285 165 заказам
19 235 135 27 290 170
20 260 140 3 28 320 4
21 265 145 29 325 175
30
Сверла предназначены для сверления отверстий в труднообрабатываемых материалах (закаленная, нержавеющая и жаропрочная сталь, термореактивные пластмассы, керамика и др.).
Сверла имеют прокатанные отверстия в перьях, соединяющиеся с центральным отверстием хвостовика. Крепление сверл производится в специальных патронах, обеспечивающих подвод охлаждающей жидкости к отверстию в хвостовике сверла.
Патроны для сверл с конусом Морзе 2, 3 и 4 выпускаются Сестрорецким инструментальным заводом.
Сверла с конусом Морзе 2 крепятся с помощью переходной втулки в конусном отверстии патрона.
Подача охлаждающей жидкости при давлении не меньше 12 атм в количестве не менее 12 л]мин способствует снижению температуры резания, позволяет повысить производительность сверления в два раза и увеличить стойкость в несколько раз по сравнению со стандартными сверлами.
Материал пластин — твердый сплав группы ВК по ГОСТ 3882—74, рабочей части — быстрорежущая сталь марки Р9 по ГОСТ 19265—73.
Основные размеры сверл — по МН 318—65.
Шероховатость поверхностей сверл—по ГОСТ 2789—73.
Конструктивные элементы — по МН 316—65.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски на конусы Морзе — по ГОСТ 2848—67.
При заказе необходимо указывать обозначение сверла требуемого диаметра.
Пример обозначения сверла с прокатанными отверстиями для охлаждения диаметром 20 мм, оснащенного твердым сплавом ВК8.
СВЕРЛО С ПРОКАТАННЫМИ ОТВЕРСТИЯМИ
ДЛЯ ОХЛАЖДЕНИЯ 20, ВК8, НОРМАЛЬ ЗАВОДА
105
СВЕРЛА СПИРАЛЬНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ С КОНИЧЕСКИМ хвостовиком
Основные размеры — по ГОСТ 17276—71; технические требования по ТУ завода-изготовителя.
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L Исполнение 1 Исполнение 2
2301-2581 2301-2781 6,0 120 40 42 36 СИЗВ
2582 2782 6,1 42 45 38
2583 2783 6,2
2584 2784 6,3
2585 2785 6,4
2586 2786 6,5
2587 2787 6,6
2588 2788 6,7
2589 2789 6,8 125 45 50 42
2590 2790 6,9
2591 2791 7,0
2592 2792 7,1
2593 2793 7,2
2594 2794 7,3
2595 2795 7,4
2596 2796 7,5
2597 2797 7,6 130 52 55 48
2598 2798 7,7
2599 2799 7,8
2301-2600 2301-2800 7,9
106
Продолжение
Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d L 1 Исполнение 1 Исполнение 2
2301-2601 2602 2301-2801 2802 8,0 8,1 130 52 55 48 50 СИЗВ
2603 2803 8,2
2604 2804 8,3
2606 2806 8,5
2607 2807 8,6 135 55 60
2608 2808 8,7
2609 2809 8,8
2610 2810 8,9
2611 2811 9,0
2612 2812 9,1
2613 2813 9,2 140 60 65 55
2614 2814 9,3
2615 2815 9,4
2616 2816 9,5
2617 2817 9,6
2618 2818 9,7
2619 2819 9,8
2620 2820 9,9
2621 2821 10,0
2622 2822 10,1
2623 2823 10,2
2624 2824 10,3
2625 2825 10,4
2626 2826 10,5
2627 2827 10,6
2628 2828 10,7 145 65 70 60
2629 2829 10,8
2630 2830 10,9
2631 2831 11,0
2632 2832 11,1
2633 2833 11,2
2634 2834 11,3
2635 2835 11,4
2636 2836 11,5
2637 2837 11,6
2638 2838 11,7
2639 2839 11,8
2640 2840 11,9 170 70 75 65
2301-2641 2301-2841 12,0
107
Сверла предназначены для сверления труднообрабатываемых сталей и сплавов.
Рабочая часть цельных твердосплавных спиральных сверл должна изготовляться из твердого сплава марок ВК6М и ВК8 по ГОСТ 3882—74. Допускается изготовление спиральных сверл из других марок твердого сплава по ГОСТ 3882—74 или по технической документации Министерства цветной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердосплавные заготовки сверл — по технической документации, утвержденной в установленном порядке.
Материал хвостовиков — сталь марки 45 по ГОСТ 1050—74 или сталь марки 40Х по ГОСТ 4543—71.
Твердость лапок сверл должна быть HRC 30—45.
Конические хвостовики припаяны сплавом марки Л68 по ГОСТ 15527—70 или сплавом ПСр-40 по ГОСТ 19738—74.
На поверхности сверл не должно быть выкрашиваний, поверхностных трещин (сетки), заусенцев, черновин на шлифованных поверхностях, следов коррозии и остатков пр-ипоя и флюса.
Шероховатость поверхностей сверл — по ГОСТ 2789—73.
Предельные отклонения диаметров сверл — по ГОСТ 885—64.
Сверла должны иметь на рабочей части равномерную обратную конусность; которая на 100 мм длины составляет 0,1—0,2 мм. Пример условного обозначения сверла диаметром 10 мм, общего назначения, исполнения 1, из твердого сплава марки ВК8, с коническим хвостовиком:
СВЕРЛО 2301-2621 ВК8 ГОСТ 17276—71
То же, исполнения 2:
СВЕРЛО 2301-2821 ВК8 ГОСТ 17276—71
Для сверл точного исполнения в обозначение вводится буква «Т» после диаметра сверла.
Конструкция, размеры и геометрические параметры сверл приведены в рекомендуемом приложении к ГОСТ 17276—71.
СВЕРЛА ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ
СВЕРЛА СПИРАЛЬНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ УКОРОЧЕННЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры — по ГОСТ 17273—71; технические требования — по ТУ завода-изготовителя.
Обозначение Размеры, мм Завод-изготовитель
правых левых d L /о
2300-3601 2300-3602 1,50 35 5 4,0 «Фрезер»
3603 3604 1,55
3605 3606 1,60
3607 3608 1,65
3609 3610 1,70
3611 3612 1,75 38 8
2300-3613 2300-3614 1,80
09
Продолжение
Обозначение Размеры, мм Завод-изготовитель
левых правых d L ^0 di
2300-3615 2300-3616 1,85 38 8 4,0 «Фрезер»
3617 3618 1,90
3619 3620 1,95 4,5
3621 3622 2,00
3623 3624 2,05
3625 3626 2,10
3627 3628 2,15
3629 3630 2,20
3631 3632 2,25
3633 3634 2,30
3635 3636 2,35
3637 3638 2,40
3639 3640 2,45
3641 3642 2,50
3643 3644 2,55
3645 3646 2,60 45 10 5,0
3647 3648 2,65
3649 3650 2,70
3651 3653 3652 2,75
3654 2,80
36а5 3656 2,85
3657 3658 2,90
3659 3660 2,95
3661 3662 3,00
3663 3664 3,10 52 12 6,0
3665 3666 3,15
3667 3668 3,20
3669 3670 3,30
3671 3672 3,35
3673 3674 3,40
3675 3676 3,50
3677 3678 3,60
3679 3680 3,70
3681 3682 3,80 56 16 7,0
3683 3684 3,00
3685 3686 4,00
3687 3689 3688 4,10
3690_ 4,20
3691 3692 4,25
3693 3694 4,30
2300-3695 2300-3696 4,40
ПО
П родолжение
Обозначение Размеры, мм Завод-изготовитель
правых левых d L ^0 di
2300-3697 2300-3698 4,50 56 16 7,0 «Фрезер»
3699 3700 4,60
3701 3702 4,70
3703 3704 4,80 60 20 8,0
3705 3706 4,90
3707 3708 5,00
3709 3710 5,10
3711 3712 5,20
3713 3714 5,30
3715 3716 5,40
3717 3718 5,50 9,0
3719 3720 5 60
3721 3722 5,70
3723 3724 5,80
3725 3726 5,90
3727 3728 6,00
3729 3730 6,10 65 25 10,0
3731 3732 6,20
3733 3734 6,30
3735 3736 6,40
2300-3737 2300-3738 6,50
Сверла предназначены для сверления труднообрабатываемых сталей и сплавов.
Рабочая часть цельных твердосплавных спиральных сверл должна изготовляться из твердого оплава марок ВК6М и ВК8 по ГОСТ 3882—74. Допускается изготовление спиральных сверл из других марок твердого сплава по ГОСТ 3882—74 или по технической документации Министерства цветной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердосплавные заготовки сверл — по технической документации, утвержденной в установленном порядке.
Материал хвостовиков — сталь марки 45 по ГОСТ 1050—74 или сталь марки 40Х по ГОСТ 4543—71.
Хвостовики укороченных сверл должны быть припаяны сплавом марки Л68 по ГОСТ 15527—70 или сплавом марки ПСр-40 по ГОСТ 19738—74.
Толщина слоя припоя должна быть не более 0,1 —0,15 мм. Разрыв слоя припоя не должен превышать 5% его общей длины.
1 1
На поверхности сверл не должно быть выкрашиваний, поверхностных трещин (сетки), заусенцев, черновин на шлифованных поверхностях, следов коррозии и остатков припоя и флюса.
Шероховатость поверхностей сверл — по ГОСТ 2789—73.
Предельные отклонения диаметров сверл — по ГОСТ 885—64.
Сверла должны иметь на рабочей части только равномерную обратную конусность, которая на 100 мм длины сверл должна быть 0,1—0,2 мм.
Пример условного обозначения сверла диаметром 6 мм, общего назначения, правого, из твердого сплава марки ВК8:
СВЕРЛО 2300-3727 ВК8 ГОСТ 17273—71
То же, точного исполнения:
СВЕРЛО 2300-3727 Т ВК8 ГОСТ 17273—71
Конструкция, размеры и геометрические параметры сверл приведены в рекомендуемом приложении в ГОСТ 17273—71.
СВЕРЛА СПИРАЛЬНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ С УТОЛЩЕННЫМ ХВОСТОВИКОМ, КОРОТКИЕ И УДЛИНЕННЫЕ
Основные размеры и технические требования — по чертежам завода-изготовителя.
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d 1 1о Исполнение 1 Исполнение 2 d 1 ^О
0,40 5 3 «Фрезер» 0,65 10 8 «Фрезер» «Фрезер», БЛИЗ
0,45 0,70
0,50 0,75
0,50 8 6 0,80
0,55 0,85 12 10
0,60 0,90
112
Продолжение
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
Исполнение 1 Исполнение 2 d 1 ^0 Исполнение 1 Исполнение 2 d 1 10
0,95 12 10 «Фрезер», БЛИЗ 1,50 12 10 БЛИЗ
1,00 1,55
1,05 1,50
1,10 1,65
1,15 1,70
1,20 1,75
1,25 1,80
1,30 БЛИЗ 1,85
1,35 1,90
1,40 1,95
1,45 2,00
Сверла предназначены для сверления отверстий в труднообрабатываемых материалах (закаленная, нержавеющая, жаропрочная сталь, термореактивные пластмассы, керамика и др.).
Материал — твердый сплав марки ВК6М. Допускается изготовлять сверла из твердого сплава других марок по ГОСТ 3882—74.
Химический состав, физико-механические свойства и твердость сплава — по ГОСТ 4872—65.
Обратная конусность (уменьшение диаметра в направлении к хвостовику) допускается в пределах 0,01 мм на длине рабочей части сверла.
Радиальное биение рабочей части относительно хвостовика не должно превышать 0,01 мм.
Предельные отклонения диаметров сверл — по ГОСТ 885—64 точного исполнения.
Шероховатость поверхности сверл — по ГОСТ 2789—73.
По согласованию с потребителем сверла диаметром от 0,4 до 1,2 мм могут быть изготовлены с диаметром хвостовика 1,2; 1,5 мм.
Остальные технические требования — по ТУ 2-035-333—74.
При заказе необходимо указывать обозначение сверла требуемого диаметра, марку твердого сплава, номер чертежа.
Пример обозначения сверла диаметром 0,3 мм из твердого сплава ВК6М:
СВЕРЛО ЦЕЛЬНОЕ ТВЕРДОСПЛАВНОЕ 0,3, ВК6М, ЧЕРТЕЖ 1СК23
ИЗ
СВЕРЛА ЦЕНТРОВОЧНЫЕ ТВЕРДОСПЛАВНЫЕ С ДУГООБРАЗНОЙ РЕЖУЩЕЙ КРОМКОЙ
Основные размеры — по чертежам завода-изготовителя; технические требования — по ТУ 2-035-187—71.
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
d D L 1 г d D L 1 г
2,0 6 45 6,0 6,0 СИЗВ 4,0 12 63 12,0 12,0 СИЗВ
2,5 8 50 8,0 7,5 по 5,0 15 70 15,7 15,0 по
3,0 10 55 9,5 9,0 заказам 6,0 18 80 18,6 18,0 заказам
Сверла предназначены для обработки центровых отверстий. Материал рабочей части — твердый сплав марок ВК8, ВК6, ВК6М иВКЮпо ГОСТ 3882—74.
Материал корпуса — сталь 45 по ГОСТ 1050—74.
Допуск на диаметр сверловочной части 0,12—0,16 мм.
Биение главных и вспомогательных кромок сверловочной части, а также зенковочной части относительно оси зажимной части, измеряемое по нормали к этим кромкам, не должно превышать 0,04 мм. При заказе необходимо указывать обозначение сверла требуемого диаметра, материал режущей части, номер чертежа завода-изготовителя.
Пример обозначения сверла для центрового отверстия диаметром 6 мм, оснащенного твердым сплавом ВК6:
СВЕРЛО ЦЕНТРОВОЧНОЕ 6, В Кб, ЧЕРТЕЖ 111119.
114
СВЕРЛА ЧЕТЫРЕХЛЕНТОЧНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ
Основные размеры — по чертежам завода-изготовителя; технические требования — по ТУ завода-изготовителя.
Материал рабочей части — твердый сплав марок ВК6, ВК8, ВК6М, ВКЮМ и ВК15М по ГОСТ 3882—74.
Материал хвостовика—сталь марки 45 по ГОСТ 1050—47.
Размеры, мм Завод-изготовитель
d
3—10 СИЗВ по заказам
Заготовка сверл должна соответствовать ТУ 453—65 ВНИИТС.
Обратная конусность (уменьшение диаметра в направлении к хвостовику) на длине рабочей части сверл на каждые 10 мм длины 0,02—0,03 мм.
Радиальное биение по ленточкам относительно хвостовика не
должно превышать 0,05 мм.
Осевое биение режущих кромок не должно превышать 0,05 мм. Соединение твердосплавной рабочей части должно быть проч-
ным и надежным.
При заказе необходимо указывать обозначение сверла требуемого диаметра, материал рабочей части, номер чертежа.
Пример обозначения сверла диаметром 4 мм из твердого сплава марки ВК15М с углом 118±2°:
СВЕРЛО 4-118° —ВК15М, ЧЕРТЕЖ 111102
СВЕРЛА КОЛЬЦЕВЫЕ
Основные размеры и технические требования — по нормали завода-изготовителя.
116
Размеры, мм
Обоз-’' качение D d Исполнение d0XS di d2 Завод- изготовитель
1 2 3
L ^0 1 L 1о 1 L ^0 1
80 53 250 140 150 375 265 275 625 515 525 Прямоугольная трех-заходная резьба 105x12 68 76 «Фрезер» по заказам, ОршИЗ по заказам
85 58 250 140 150 375 265 275 625 515 525
90 62 250 140 150 375 265 275 625 515 525
95 67 240 150 160 365 275 285 615 525 535
100 72 240 150 160 365 275 285 615 525 535
105 77 240 150 160 365 275 285 615 525 535
ПО 82 240 150 160 365 275 285 615 525 535
115 87 240 150 160 365 275 285 615 525 535
120 92 240 150 160 365 275 285 615 525 535
125 97 280 165 175 430 315 325 630 515 525 98 106
127 90 — — — 430 315 325 630 515 525
130 102 280 165 175 430 315 325 630 515 535
135 107 270 175 185 420 325 335 620 525 535
140 112 270 175 185 420 325 335 620 525 535
145 117 270 175 185 420 325 335 620 525 535
150 122 270 175 185 420 325 335 620 525 535
155 127 270 175 185 420 325 335 620 525 535 535
160 132 270 175 185 420 325 335 620 525
165 137 — — — — — — 620 525 535
170 142 295 200 210 470 375 385 620 525 535
180 152 295 200 210 470 375 385 620 525 535
190 162 295 200 210 470 375 385 620 525 535
200 172 295 200 210 470 375 385 620 525 535
Сверла предназначены для высверливания в сплошном металле отверстий диаметром 80—200 мм, длиной до 500 мм (при условии сверления с двух сторон глубина сверления может доходить до 950 мм).
Кольцевые сверла широко применяются на заводах тяжелого станкостроения и машиностроения. Используются на расточных, токарных, револьверных и радиально-сверлильных станках, имеющих гидросистему для подачи охлаждающей жидкости через специальный патрон. Кольцевые сверла успешно применяются на станках общего назначения и не требуют их переоборудования. Обработка кольцевыми сверлами позволяет повысить производительность труда до четырех раз.
Чистота поверхности при кольцевом сверлении соответствует третьему-четвертому классам.
Каждое сверло поставляется с десятью комплектами запасных резцов.
Запасные резцы взаимозаменяемые, они поставляются в заточенном виде. Затупившиеся резцы заменяются непосредственно на рабочем месте без снятия сверла со станка.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость на длине рабочей части HRC 62—65.
При заказе необходимо указывать обозначение сверла требуемого диаметра и исполнения.
Пример обозначения сверла диаметром 80 мм, исполнения 1:
СВЕРЛО КОЛЬЦЕВОЕ 80, 1, НОРМАЛЬ ЗАВОДА
ЗАПАСНЫЕ РЕЗЦЫ К КОЛЬЦЕВЫМ СВЕРЛАМ
118
Резец подрезающий
Резец дорезающий
Диаметр сверла, мм
Количество резцов в комплекте
Размеры резцов, мм
Завод-изгото
, , витель:
I Zi a J
80—85
90—125
125—200
18 13,6
20 14,0
20 14,0
«Фрезер»
Запасные резцы к кольцевым сверлам поставляются комплектно.
Комплект состоит из резцов двух типов: подрезающих и дорезающих.
Поочередная установка резцов обеспечивает дробление стружки. Резцы взаимозаменяемые, затачиваются вне корпуса.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость на длине рабочей части HRC 62—65.
При заказе необходимо указывать обозначение резцов.
Пример обозначения запасного резца к кольцевому сверлу диаметром 90 мм:
РЕЗЕЦ ЗАПАСНОЙ К КОЛЬЦЕВОМУ СВЕРЛУ 90, НОРМАЛЬ ЗАВОДА
119
СВЕРЛА РУЖЕЙНЫЕ, ОСНАЩЕННЫЕ ТВЕРДЫМ СПЛАВОМ
Обозначение Размеры, мм d Завод-изготовитель
6—12 СИЗВ по заказам
Основные размеры — по чертежам завода-изготовителя; технические требования — по ТУ 2-035-119—70.
Сверла предназначены для сверления (глубоких отверстий в труднообрабатываемых .материалах. Такие сверла широко применяются при изготовлении топливной аппаратуры. Сверла оснащаются пластинками из твердого сплава марки ВК8 и имеют внут
реннее отверстие для подачи жидкости непосредственно в зону резания для охлаждения режущих кромок и вымывания стружки.
Точность отверстия 0,01—0,02 мм, чистота обрабатываемой поверхности V 8.
Материал пластинок (режущей и направляющей)—твердый сплав марки ВК8 по ГОСТ 3882—74.
Материал корпуса — сталь марки 40Х по ГОСТ 4543—71.
Твердость корпуса после термообработки HRC 25—30.
Режущие кромки должны быть острыми. На режущей части сверла (на пластинке) не должно быть поверхностных трещин (сетки), сколов, завалов и выкрошенных мест. Радиальное биение режущей части относительно хвостовика при проверке в призме не должно превышать 0,03 мм.
Обратная конусность на рабочей части 0,008—0,015 мм (на длине твердосплавных пластинок).
Затыловка угла 60° выполняется по винтовой поверхности с осевым шагом 1,4 мм.
Допускаемое отклонение углов заточки режущей части ±1°.
120
При заказе необходимо указывать обозначение сверла требуемого диаметра, марку твердого сплава, номер чертежа.
Пример обозначения сверла диаметром 8,4 мм, оснащенного твердым сплавом марки ВК8:
СВЕРЛО РУЖЕЙНОЕ 8,4, ВК8, ЧЕРТЕЖ ИН 12
РЕКОМЕНДАЦИИ ПО ЭКСПЛУАТАЦИИ СВЕРЛ
Для обеспечения правильной эксплуатации сверл необходимо, чтобы оборудование, приспособления, режущий и вспомогательный инструмент удовлетворяли предъявляемым к ним требованиям. Серьезное внимание должно быть обращено на выбор смазочноохлаждающей жидкости и режимов резания.
Требования, предъявляемые к оборудованию, приспособлениям и инструменту
1. Конус шпинделя станка не должен иметь забоин, надиров, рисок и других дефектов, для обеспечения плотного прилегания конуса инструмента или переходной втулки при их креплении в шпинделе.
2. Приспособление для закрепления деталей должно быть жестким и прочным, обеспечивающим надежный зажим.
3. Конструкция приспособления должна обеспечить свободный выход стружки и хороший доступ смазочно-охлаждающей жидкости.
4. Приспособление с направляющей кондукторной втулкой должно быть установлено таким образом, чтобы ось кондукторной втулки строго совпадала с осью шпинделя станка.
5. Конические хвостовики сверлильных патронов, сверл и конуса переходных втулок не должны иметь забоин, царапин и прочих дефектов для прочного и надежного крепления их в шпинделе станка.
6. При креплении сверла с цилиндрическим хвостовиком в сверлильном патроне последний должен надежно зажимать сверло без провертывания его в процессе работы. Для закрепления сверл диаметром до 10 мм целесообразно применять разрезные конусные втулки Морзе 1 (рис. 1).
7. Для повышения жесткости сверла рекомендуется его устанавливать с возможно меньшим вылетом.
8. Состояние режущих кромок сверла следует проверять перед началом работы и периодически в процессе работы.
121
Вид Д
Рис. 1. Закрепление сверла с цилиндрическим хвостовиком
9. При хранении в кладовой сверла должны помещаться в специальных стеллажах, не соприкасаясь друг с другом.
10. Транспортирование сверл в кладовую, на заточку, к рабочему месту следует производить в специальных ящиках-стеллажах с пазами или отверстиями.
Износ и заточка сверл
В процессе эксплуатации сверл происходит их затупление (износ) по задней и передней поверхностям, уголкам в месте контакта режущего лезвия с ленточкой, по поперечному лезвию и ленточкам (рис. 2).
Интенсивность изно-
aj при обработке б] при обработке
стали чугуна
са и износостойкость инструмента зависят от физико - механических свойств инструментального и обрабатываемого материала, режимов резания, геометрических параметров режущей части и охлаждающей жидкости.
За критерий затуп-
ления сверл принимает-
Рис. 2. Износ сверла ся износ по задней гра-
ни 0,8—1,0 мм при обработке стали сверлами диаметром свыше 20 мм и 0,4—0,8 мм при работе сверлами диаметром меньше 20 мм.
При обработке чугуна без охлаждения в качестве критерия затупления принимается износ по уголкам 0,8—1,2 мм при работе
122
сверлами диаметром свыше 20 мм и 0,5—0,8 мм при работе сверлами диаметром меньше 20 мм.
Затупленные участки сверл должны быть удалены путем заточки задних поверхностей. Правильная заточка является необходимым условием хорошей работы сверл. Основным требованием, предъявляемым к заточке сверла, является полная идентичность всех режущих элементов обоих лезвий сверла, а именно:
равенство главных углов в плане режущих кромок;
равенство задних углов в соответствующих сечениях обоих лезвий;
равенство длин главных режущих кромок;
симметричное расположение поперечной кромки относительно оси сверла;
отсутствие эксцентричности поперечной кромки.
Заточка спиральных сверл должна производится на специальных станках при относительном движении шлифовального круга и сверла, создаваемом кинематикой станка. Станки для заточки сверл подразделяются на три основные группы в зависимости от формы образующихся задних поверхностей: коническая, винтовая, плоская.
Качество заточки, а следовательно, стойкость сверл и производительность сверления в значительной степени определяются правильностью выбора абразивных средств и режимов обработки.
С целью избежания прижогов в процессе заточки необходимо строго соблюдать режимы обработки и следить за своевременной правкой рабочей поверхности шлифовального круга.
После заточки стандартные сверла должны отвечать следующим техническим требованиям.
1. Шероховатость задних поверхностей для сверл точного исполнения должна быть не ниже V 8, для сверл общего назначения V7.
2. Радиальное биение по ленточкам на всей рабочей части сверла относительно оси хвостовика не должно превышать указанного в табл. 1 для быстрорежущих сверл и в табл. 2 для твердосплавных сверл.
Таблица 1
Номинальный диаметр сверла, мм Для сверл с цилиндрическим хвостовиком Для сверл с коническим хвостовиком
короткой серии средней и длинной серий
точного исполнения общего назначения точного исполнения общего назначения точного исполнения общего назначения
От 3 ДО 10 0,04 0,06 0,06 0,08 0,08 0,12
Свыше 10 1 0,06 0,08 0,08 0,12 0,12 0,16
Примечание. На сверлах диаметром до 3 мм вместо контроля биения контролировать кривизну. Кривизна не должна превышать:
0,03 мм — для сверл короткой серии;
0,04 мм — для сверл средней и длинной серий.
123
Таблица 2
Номинальный диаметр сверла, мм Для сверл с цилиндрическим хвостовиком Для сверл с коническим хвостовиком
укороченных нормальных
точного исполнения общего назначения точного исполнения общего назначения точного исполнения общего назначения
До 10 0,06 0,08 — 0,08 — —
Свыше 10 0,08 0,12 0,08 0,12 0,12 0,16
3. Предельные отклонения угла при вершине и заднего угла не должны превышать ±3°.
4. Режущие кромки должны быть симметрично расположены относительно оси рабочей части сверла. Осевое биение, проверяемое посередине режущих кромок, не должно превышать:
Точное исполнение
Для быстрорежущих сверл: диаметром до 6 мм — 0,05 мм
диаметром свыше 6 до 10 мм — 0,10 мм диаметром свыше 10 мм — 0,20 мм
Для твердосплавных сверл: диаметром 5—10 мм — 0,06 мм
диаметром свыше 10 мм — 0,08 мм
Общее назначение
Для быстрорежущих сверл: диаметром до 6 мм — 0,12 мм
диаметром свыше 6 до 10 мм — 0,18 мм
диаметром свыше 10 мм — 0,30 мм
Для твердосплавных сверл: диаметром 5—10 мм — 0,12 мм
диаметром свыше 10 мм — 0,15 мм
Контроль заточки сверл производится оптическими методами (на инструментальном микроскопе), а также при помощи универсальных измерительных инструментов и шаблонов.
Специальные заточные операции по улучшению геометрии сверл
Спиральное сверло из-за специфических особенностей конструктивного оформления имеет в отдельных точках режущих кромок значения геометрических параметров, которые не являются оптимальными с точки зрения условий резания, а именно:
передний угол по мере приближения к оси сверла уменьшается, и у поперечного лезвия он равен нулю или имеет отрицательное значение;
неблагоприятные углы резания поперечной кромки;
отсутствие заднего угла на ленточке.
124
Для улучшения режущих свойств спиральных сверл применяют различные виды специальных заточек. Из них наибольшее распространение в промышленности получили следующие.
1. Двойная заточка сверл, заключающаяся в образовании второго уменьшенного угла 2фо = 704-75° (рис. 3).
Благодаря этому увеличи-
ваются длина режущих кромок Л-А
и ширина снимаемой стружки и улучшается отвод тепла от режущих кромок.
Двойная заточка благодаря повышению стойкости сверл позволяет увеличить скорость резания на 25—35%. Для ма
Рис. 3. Двойная заточка сверл
Рис. 4. Подточка попеоечной кромки
лых диаметров она эффекта не дает; ее следует применять для сверл диаметром более 10 мм.
Двойная заточка сверл производится на тех же станках, что и заточка задних поверхностей с 2ф=118°, или на униве ально-за-точных станках в специальных приспособлениях.
2. Подточка поперечной режущей кромки сверл значительно облегчает процесс резания и увеличивает стойкость инструмента.
Эта операция ставит целью, с одной стороны, улучшить передний угол у поперечной кромки, а с другой — ее укоротить. Благодаря подточке уменьшается осевое усилие резания и улучшается процесс стружкообразования. Она должна применяться для всех сверл диаметром свыше 8—10 мм.
В промышленности нашли применение несколько видов подточки попеперчной режущей кромки.
На рис. 4 показана одна из рекомендуемых подточек, параметры ее даны в табл. 3.
Подточка поперечной кромки сверл производится или на специальных станках, или с помощью специальных приспособлений на универсально-заточных станках.
125
Таблица 3
Размеры, мм | Размеры, мм
Диаметр сверла Длина подточки 1 Длина поперечной кромки после подточки Диаметр сверла Длина подточки 1 Длина поперечной кромки после подточки
12—15 3 1,5 40—50 9 4,5
15—20 4 2,0 50—60 И 5,5
20—25 5 2,5 60—70 13 6,5
25—30 6 3,0 70—80 15 7,5
30—40 7 3,5
3. Подточка ленточек сверла (рис. 5) применяется для уменьшения трения ленточек в зоне резания об обрабатываемую поверхность.
Ленточка предназначается в основном для направления сверла в процессе работы, однако на длине, равной 0,5 величины подачи, она работает в качестве режущей кромки с задним углом а = 0°. Это приводит к повышению сил трения и температуры при резании и к росту интенсивности износа уголков сверла и самой ленточки.
Для уменьшения вредного влияния ленточки на процесс сверления целесообразно производить подточку ее у режущей части на длине 1,5—4,0 мм под углом а = 6ч-8° с оставлением небольшой фаски f = 0,1-г0,3 мм для сверл диаметром 10—80 мм.
4. Выточка стружкоделительных канавок производится для разделения (дробления) стружки и улучшения ее отвода из канавок.
26
Стружкоделительные канавки (рис. 6) на задней или передней поверхности рабочей части сверла выполняются в шахматном порядке.
Канавки первого типа прорезают шлифовальным .кругом на заточном станке, а второго—фрезеруют на универсально-заточном станке.
Рекомендуемые формы заточки спиральных сверл быстрорежущих и оснащенных пластинками твердого сплава в зависимости от обрабатываемого -материала приведены в табл. 4 и 5.
Рис. 6. Стружкоделительные канавки: а — по передним поверхностям; б — по задним поверхностям
ФОРМЫ ЗАТОЧЕК
Таблица 4
Диаметр сверла, мм Форма заточки Обрабатываемый материал
наименование обозначение эскиз
0,25—12 Обыкновенная (нормальная) Н Сталь, стальное литье, чугун с неснятой коркой.
12,1—80 Обыкновенная с подточкой поперечной кромки нп Стальное литье ов До 50 кгс^мм2 с неснятой коркой
Обыкновенная с подточкой поперечной кромки и ленточки нпл Сталь и стальное литье ов до 50 кгс!мм2 со снятой коркой
127
П родолжение
Диаметр сверла, мм Форма заточки Обрабатываемый материал
наименование обозначение эскиз
ДП
Двойная с подточкой поперечной кромки
Стальное литье ав более 50 кгс[см2 с неснятой коркой, чугун с неснятой коркой
12,1—80 Двойная с под- дпл
точкой поперечной
кромки и ленточки
Сталь и стальное литье ов более 50 кгс!см2 со снятой коркой, чугун со снятой коркой
Двойная с подточкой и срезанным поперечным лезвием
ДП-2
Чугун со снятой коркой
1. Заточка обыкновенная
Нормальная (Н)
128
П родолжение
Размеры режущих элементов (рекомендуемые)
Диаметр сверла d, мм ! Заточка Подточка поперечной кромки Подточка ленточки
угол между режущими кромками задний угол угол наклона поперечной кромки длина подточенной кромки длина подточки длина подточки ширина фаски задний угол
2<р а 1 а 1 hi gi
град мм град
От 0,25 до 12 Свыше 12 до 15 » 15» 20 » 20 » 25 » 25 » 30 » 30 » 40 » 40 » 50 » 50 » 60 » 60 » 70 » 70 » 80 118±2 14—11 50 — — — — —
1,5 2,0 2,5 3,0 3,5 4,0 5,5 6,5 7,5 3 4 5 6 7 9 11 13 15 1,5 2 0,2—0,4 6—8
12—9 55
11—18 3 4
129
Продолжена^
2. Заточка двойная (рекомендуемая)
С подточкой поперечной кромки и ленточки (ДПЛ)
С подточкой и срезан ным поперечным лезвием (ДП-2)
130
П родолжение
Заточка Подточка перемычки Спецпе-ремычки Подточка ленточки
л « длина подточенной поперечной кромки л СП ЕЛ aj S £
Диаметр сверла cl, мм углы между режущими кромками задний угол угол наклон поперечной кромки длина второ кромки длина подточки глубина сре размер подто ки по кромю длина подточки ширина фас задний угол
2ф 2<Р0 а Ф С а 1 h R Zi f и ai
град мм град
Свыше 12 до 15 14—11 1 50 2,5 1,5 3 1,5 2,3 1,5
» 15 » 20 12—9 3,5 2,0 4 1,8 2,9
» 20 » 25 4,5 2,5 5 2,5 3,6 2,0
25 » 30 70±5 5,5 3,0 6 3,3 4,5
» 30 » 40 118+2 55 7,0 3,5 7 3,5 — 0,2— 6-8
» 40 » 50 9,0 4,0 9 3,0 0,4
» 50 » 60 11—8 11,0 5,5 11 4,0 5,3
» 60 » 70 13,0 6,5 13 4,0
» 70 » 80 15,0 7,5 15
Таблица 5
Формы заточек (рекомендуемые) для твердосплавных сверл
Наименование
Эскиз
Назначение
До 12
Нормальная
Нормальная с подточкой поперечной кромки
НП
Для сверления отверстий в сером чугуне
Для сверления отверстий в сером чугуне. Подточка делается с целью уменьшения осевого усилия и лучшего направления сверла
131
Продолжение
Для сверления сквозных отверстий в сером чугуне. Подточка делается с целью уменьшения осевого усилия и лучшего направления сверла
Для сверления отверстий в твердом чугуне и подкаленных сталях
132
П родолжение
Диаметр сверла d, мм Заточка Подточка поперечной кромки Алмазная заточка Диаметр сверла d, мм Заточка Подточка поперечной кромки Алмазная заточка
Длина второй кромки Ь, мм Длина подточенной поперечной кромки а, мм Величина фаски /?. мм Длина второй кромки Ь, мм Длина подточенной поперечной кромки а, мм Величина фаски п, мм
5,00 5,10 5,20 5,30 5,40 5,50 5,60 5,70 5,80 5,90 6,00 6,10 6,20 6,30 6,40 6,50 6,60 6,70 6,80 6,90 7,00 7,10 7,20 7,30 7,40 7,50 7,60 7,70 7,80 7,90 8,00 8,10 8,20 8,30 8,40 8,50 8,60 8,70 8,80 8,90 9,00 9,10 9,20 9,30 9,40 9,50 — 0,60 1,0 9,60 9,70 9,80 9,90 10,00 10,10 10,20 10,30 10,40 10,50 10,60 10,70 10,80 10,90 11,00 11,10 11,20 11,30 11,40 11,50 11,70 11,80 11,90 12,00 12,10 12,20 12,30 12,40 12,50 12,60 12,70 12,80 13,00 13,10 13,20 13,30 13,50 13,70 13,80 14,00 14,25 14,50 14,75 15,00 15,25 15,40 — 0,8 1,5
1,0
2,0
0,64
1,5
1,00
0,72
2,5
0,80
1,20
2,5
133
П родолжение
Диаметр сверла d, мм Заточка Подточка поперечной кромки Алмазная заточка Диаметр сверла d, мм Заточка Подточка поперечной кромки Алмазная заточка
Длина второй кромки мм Длина подточенной поперечной кромки а, мм Величина, фаски п, мм Длина второй кромки Ь, мм Длина подточенной поперечной кромки а, мм Величина фаски п, мм
15,50 15,75 16,00 16,25 16,50 16,75 17,00 17,25 17,40 17,50 17,75 18,00 18,25 18,50 18,75 19,00 19,25 19,40 19,50 19,75 20,00 20,25 20,50 20,75 20,90 21,00 21,25 21,50 22,00 22,25 22,50 3,5 1,20 2,5 22,75 23,00 23,25 23,50 23,75 23,90 24,00 24,25 24,50 24,75 25,00 25,25 25,50 25,75 26,00 26,25 26,50 26,75 27,00 27,25 27,50 27,75 28,00 28,25 28,50 28,7о 29,00 29,25 20,50 30,00 4,5 1,6 2,5
1,2 1,60
1,80
3,0
5,5
1,4
4,5
2,0
1,6
Примечание. Сверла централизованного изготовления затачиваются по формам Н и НА, остальные формы заточек выполняются по заказам.
Выбор смазочно-охлаждающей жидкости и способы ее подвода
При сверлении пластичных материалов рекомендуются следующие марки смазочно-охлаждающей жидкости:
Укринол-1 ТУ 38-101-197—72
МР-1 ТУ 38-101-247—73
РЗ-СОЖ—8 ТУ 38-101 -258—72
ОСМ-3 ТУ 38- 01-101—70
134
Существуют два способа подвода смазочно-охлаждающей жидкости. Первый — методом полива и второй — подача жидкости непосредственно в зону резания через каналы или отверстия в сверле.
Методом полива охлаждающая жидкость подается по стружечным канавкам сверла. Отходящая по канавкам стружка препятствует продвижению жидкости, в результате чего режущих кромок сверла достигает небольшое количество жидкости.
Второй способ обеспечивает надежный подвод охлаждающей жидкости в зону резания, осуществляемый через патрон и отверстия в сверле. К патрону жидкость подается от насоса станка или от специальной установки.
Инструментальными заводами изготовляются быстрорежущие и оснащенные пластинками из твердого сплава сверла с прокатанными отверстиями для охлаждения. Использование этих сверл очень эффективно. Подвод охлаждающей жидкости в зону резания обеспечивает значительно лучший теплоотвод и вымывание стружки по сравнению с методом полива. Подача охлаждающей жидкости в зону резания устраняет пакетирование и защемление стружки в канавках сверла, способствует снижению температуры резания. Все это позволяет работать на повышенных до 40% скоростях резания или увеличенных против нормативных подачах. Стойкость сверл с прокатанными отверстиями при работе на режимах резания, рекомендуемых НИБТН, может быть повышена в несколько раз по сравнению со сверлами, работающими по методу полива охлаждающей жидкости.
Подача охлаждающей жидкости в зону резания производится при давлении не менее 12—15 атм в количестве 10—15 л!мин.
При подаче жидкости методом полива расход жидкости должен быть не менее 6—8 л)мин.
Выбор и назначение режимов резания
При назначении режима резания при сверлении следует исходить из наиболее выгодного сочетания подачи и скорости резания, оказывающих влияние на производительность процесса. Для уменьшения машинного времени следует работать с возможно большей технологически допустимой подачей и соответствующей этой подаче скоростью резания.
Рациональный режим резания должен обеспечивать наиболее полное использование режущих свойств инструмента и эксплуатационных возможностей станка при соблюдении технических условий на изготовление деталей.
В табл. 6—13 приведены рекомендуемые режимы резания при сверлении чугуна и стали по данным НИБТН.
135
Таблица 6
Подачи
Сталь. Сверла спиральные
Предел прочности при растяжении, кгс!мм.г
До 80 80—100 Свыше 100
Диаметр сверла D, мм, до Группа подач
I п IB I п in I 11 Ш
Подача s, лм//об
2 0,08—0,10 0,06—0,07 0,04—0,05 0,06—0,08 0,05—0,06 0,03—0,04 0,04—0,06 0,04—0,05 0,02—0,03
4 0,13—0,18 0,08—0,11 0,06—0,08 0,10—0,14 0,07—0,10 0,05—0,07 0,07—0,10 0,05—0,08 0,03—0,05
6 0,20—0,24 0,12—0,17 0,10—0,12 0,15—0,19 0,10—0,14 0,07—0,09 0,11—0,15 0,08—0,11 0,05—0,07
8 0,25—0,31 0,18—0,22 0,13—0,16 0,20—0,24 0,14—0,17 0,09—0,12 0,16—0,19 0,11—0,14 0,07—0,09
10 0,32—0,37 0,23—0,27 0,16—0,18 0,25—0,28 0,17—0,21 0,11—0,14 0,20—0,23 0,14—0,16 0,09—0,11
13 0,38—0,46 0,28—0,32 0,18—0,24 0,30—0,34 0,21—0,24 0,13—0,16 0,24—0,27 0,16—0,20 0,11—0,13
16 0,48—0,54 0,33—0,38 0,24—0,27 0,35—0,40 0,24—0,28 0,15—0,18 0,28—0,32 0,20—0,23 0,13—0,15
20 0,56—0,64 0,39—0,45 0,28—0,32 0,42—0,48 0,28—0,32 0,17—0,21 0,33—0,38 0,23—0,26 0,15—0,17
25 0,66—0,75 0,46—0,52 0,33—0,37 0,50—0,56 0,32—0,36 0,21—0,24 0,39—0,44 0,26—0,30 0,17—0,20
30 0,77—0,82 0,53—0,58 0,38—0,42 0,57—0,62 0,36—0,40 0,24—0,27 0.45—0,50 0,30—0,34 0,22—0,25
Свыше 30 но 60 0,90—1,00 0,60—0,70 0,50—0,60 0,70—0,80 0,50—0,60 0,30—0,40 0,60—0,70 0,40—0,50 0,30—0,40
_____________________________________________Таблица 7
Поправочные коэффициенты на подачу в зависимости от глубины сверления (для I группы подач)
Глубина сверления в диаметрах сверла 3D 5D 7D 10D
Поправочный коэффициент К is 1,00 0,09 0,80 0,75
Технологические факторы выбора подач
I группа подач. Сверление отверстий в жестких деталях: без допуска или с допуском до пятого класса точности; под последующую обработку несколькими инструментами.
II группа подач. Сверление отверстий в деталях недостаточной жесткости (тонкостенные детали коробчатой формы; тонкие выступающие части детали и т. п.): без допуска или с допуском до пятого класса точности; под последующую обработку несколькими инструментами; сверление для последующего нарезания резьбы метчиками.
III группа подач. Сверление точных отверстий при последующей обработке одним зенкером или одной разверткой. Сверление в деталях малой жесткости и с неустойчивыми опорными поверхностями.
Примечания: 1. Для предупреждения поломки сверл рекомендуется при выходе их из отверстия выключать автоматическую подачу.
2. Сверла диаметром свыше 30 мм рекомендуется применять при рассверливании.
Таблица 8
Подачи
Чугун. Сверла спиральные
я Твердость чугуна по Бринеллю (НВ)
§. <1> д до 200 | свыше 200
аметр с мм, до Группа подач I | II | III j I | II | III
Подача s, мм[о6
2 0,14—0,20 0,10—0,25 0,07—0,10 0,08—0,12 0,06—0,08 0,04—0,06
4 0,24—0,33 0,18—0,23 0,12—0,16 0,13—0,20 0,10—0,15 0,07—0,10
6 0,36—0,47 0,24—0,30 0,18—0,23 0,22-0,28 0,16—0,21 0,11—0,14
8 0,50—0,60 0,34—0,45 0,25—0,30 0,30—0,37 0,22—0,28 0,15—0,18
10 0,63—0,72 0,45—0,55 0,30—0,35 0,38—0,44 0,28—0,33 0,20—0,22
13 0,74—0,88 0,55—0,66 0,36—0,41 0,45—0,54 0,34—0,42 0,23—0.27
16 0,90—1,00 0,67—0,72 0,43—0,46 0,55—0,64 0,42—0,50 0,28—0,32
20 1,00—1,20 0,70—0,82 0,45—0,52 0,66—0,77 0,52—0,58 0,33—0,37
25 1,20—1,50 0,84—0,95 0,55—0,60 0,80—0,90 0,60—0,70 0,38-0,42
30 1,30—1,70 0,90—1,00 0,63—0,68 0,93—1,05 0,70—0,76 0,43—0,48
Свыше 30 до 60 1,40—1,80 1,00—1,10 0,70—0,75 1,10—1,20 0,80—0,90 0,50-0,55
137
Таблица 9
Поправочные коэффициенты на подачу в зависимости от глубины сверления (для I группы подач)
Глубина сверления в диаметрах сверла 3D 5D 7D 10D
Поправочный коэффициент К i 1,00 0,90 0,80 0,75
Технологические факторы выбора подач
I группа подач. Св< рление отверстий в жестких деталях: без допуска или с допуском до пятого класса точности; под последующую обработку несколькими инструментами.
II группа подач. Сверление отверстий в деталях недостаточной жесткости (тонкостенные детали коробчатой формы; тонкие выступающие части детали и т. п.): без допуска или с допуском до пятого класса точности; под последующую обработку несколькими инструментами. Сверление для последующего нарезания резьбы метчиками.
III группа подач. Сверление точных отверстий при последующей обработке одним зенкером или одной разверткой. Сверление в деталях малой жесткости и с неустойчивыми опорными поверхностями.
Примечания: 1. Для предупреждения поломки сверл рекомендуется при выходе их из отверстия выключать автоматическую подачу.
2. Сверла диаметром -свыше 40 мм рекомендуется применять при рассверливании.
138
Таблица 10
[Коэффициенты обрабатываемости по скорости резания, зависящие от марок стали характеристики и механической Сверление и рассверливание
№ п/п Группа стали Марка стали Механические характеристики сталей и коэффициенты обрабатываемости по скорости резания
1 Автоматные А12, А15, А15Г, А20, АЗО, А35 ав, кгс/мм2 — 40—45 46—50 51—56 57—63 64—71 72—79 80—88 — — —
НВ 1Г4— 129 129— 143 146— 160 163— 180 183— 203 205— 226 228— 291 — — —
— 2,18 1,94 1,72 1,53 1,36 1,20 1,07 — — —
2 Хромистые 15Х, 20Х, ЗОХ, 35Х, 40Х, 45Х,50Х ав, кгс/мм2 — — 42—48 49—55 56—62 63—70 71—80 81—91 92— 104 105— 118 119— 136
— Никелевые 25Н, ЗОН НВ — — 120— 137 140— 158 160— 177 180— 200 203— 228 232— 260 263— 298 300— 337 341 — 388
3 Хромоникелевые 20ХН, 40ХН, 45ХН, 50ХН, 12ХН2, 12ХНЗ, ЗОХНЗ, 12ХН4, 20Х20Н4, 20ХНЗА, 37XH3A — — 1,44 1,28 1,13 1,01 0,90 0,80 0,71 0,63 0,56
Углеродистые 08, 10,.15, ав, кгс/мм2. ЗЗ-г-37 38^41 42—48 49—55 56—62 63—70 71—80 81—91 — — —
конструкционные (С< 0,6%) 20, 25, 30, 35, 40, 45, 50, 55, 60, Ст. 0, Ст. 1, Ст. 2, Ст. 3, Ст. 4, Ст. 5. Ст. 6 НВ 52— 103 105— 117 120— 137 160— 158 60— 177 180— 200 203— 228 232— 260 — — —
0,89 1,00 1,12 1,27 1,27 2,12 1,00 0,89 — — —
Коэффициенты обрабатываемости по скорости резания, зависящие от марок стали и кеханглхсксй характеристики
________________Продолжение
Сверление и рассверливаниеJ
№ п/п Группа стали Марка стали Механические характеристики сталей и коэффициенты обрабатываемости по скорости резания
4 Углеродистые, инструментальные и конструкционные труднообрабатываемые (С>0,6%) У8, У8Г, У9, У10, У10Г, У12, У13 ав, кгс/мм2 — — — — — 63—70 71—80 81—91 92— 104 105— 118 —
Ст. 7, 65, 70 НВ — — — — — 180— 200 203— 228 232— 260 263— 298 300— 337 —
Хромоникелевольфрамовые и близкие к ним 18ХНВА, 25ХНВА, 18Х2Н4МА, 18ХНМА, 45ХНМФА, 20ХНФА — — — — — 0,90 0,80 0,71 0,63 0,56 —
5 Марганцовистые 15Г, 20Г, ЗОГ, 40Г, 50Г, 60Г, 65Г, 70Г, 30Г2, 10Г2, 35Г2, 40Г2, 45Г2, 50Г2 ав, кгс/мм2 — — 42—48 49—55 56—62 63—70 71—80 81—91 92— 104 105— 118 119— 136
Хромомолибденовые и близкие к ним 12ХМ.20ХМ, ЗОХМ, 35ХМ, 83ХМЮА, 35ХЮА, ОХМ, 32ХНМ, 40ХНМА НВ
Хромомарганцовистые и. близкие к ним 15ХГ, 20ХГ, 40ХГ, 40Х2Г, 35ХГ2, ЗЗХС, 37ХС, 35СГ, 20ХГС, 25ХГС, ЗОХГС, 35ХГС — —
Инструментальные быстрорежущие нормальной производительности ав, кгс/мм2 — —
НВ — —
— —
>0— 17 МО- 158 160— 177 180— 200 203— 228 232— 260 263— 298 300— 337 341 — 388
,12 1,0 0,89 0,79 0,70 0, 6 0,55 0,49 0,44
— — — 63—70 71—80 81—91 92— 104 105— 118 119— 136
— — — 180— 200 203— 228 232— 260 263— 298 300— 337 341 — 388
— — — 0,68 0,60 0,53 0,47 0,42 0,37
Скорость резания
Стали углеродистые и легированные. С охлаждением
Коэффициент обрабатываемости стали по скорости резания К
0,45 0,50 0,56 0,63 0,71 0,80 0,89 1,00 1,12 1,26 1,41 1,58 1,78 2,00
Диаметр сверла D, мм, До
3,4
6,0 3,4
10,5 6,0 3,4
19,0 10,5 6,0 3,4
34,0 19,0 «« г 10,5 6,0 3,4
60,0 34,0 19,0 10,5 6,0 3,4
60,0 34,0 19,0 10,5 6,0 3,4
60,0 34,0 19,0 10,5 6,0 3,4
60,0 34,0 19,0 10,5 6,0 3,4
60,0 34,0 19,0 10,5 6,0 3,4
60,0 34,0 । 19,0 10,5 6,Ь 34,0 |
60,0 34,0 19,0 10,5 6,0 3,4
60,0 1 34 L ,0 19'0 10,5 6,0 3,4
60 ,0 341,0 1 19,0 10,5 6,0 У
—I 1 60,0 1 34,0 19,0 10,5 jo
1. 60,0 34,0 19,0 10,5
1 60,0 34,0 ib, о
1 5о,о ; 34,0
1 1 50,0
142
Таблица 11
Сверление
Подача s, м,м,!об, №
0,08 0,10 0,12 0,14 0,17 0,20
0,08 0,10 0,12 0,14 0,17 0,20 0,25
0,08 0,10 0,12 0,14 0,17 0,20 0,25 0,32
0,08 0,10 0,12 0,14 0,17 0,20 0,25 0,32 0,40
0,08 0,10 0,12 0,14 0,17 0,20 0,25 0,32 0,40 0,50
0,08 0,10 0,12 0,14 0,17 0,20 0,25 0,32 0,40 0,50 0,63
0,10 0,12 0,14 0,17 0,20 0,25 0,32 0,40 0,50 0,63 0,80
0,12 0,14 0,17 0,20 0,25 0,32 0,40 0,50 0,63 0,80 1,00
0,14 0,17 0,20 0,25 0,32 0,40 0,50 0,63 0,80 1,00 1,25
0,17 0,20 0,25 0,32 0,40 0,50 0,63 0,80 1,00 1,25 1 ;60
0,20 0,25 0,32 0,40 ^0,50 <р,63» 0,80 1,00 1,25 1,60
0,25 0,32 0,40 0,50 0,63 0,80 1,00 1,25 1,60
0,32 0,40 0,50 0,63 0,80 1,00 1,25 1,60
0,40 0,50 0,63 0,80 1,00 1,25 1,60
0,50 0,63 0,80 1,00 1,25 1,60
0,63 0,80 1,00 1,25 1,60
0,80 1,00 1,25 1,60
1,00 1,25 1,60
1,25 1,60
14:
£ Марка стали режущего инструмента Форма заточки Длина отверстия в диаметрах сверла Скорость резания и, м/мин
Сталь быст- Двойная ДП 3D 47,0 42,0 37,5 33,5 30,0 26,5 23,5 21,0 18,8 16,7 14,9
рорежущая
нормальной 4D 40,0 35,5 32,0 28,5 25,0 22,5 20,0 17,9 15,9 14,2 12,7
производитель-
ности 6D 33,0 29,5 26,0 23,5 21,0 18,6 16,5 14,7 13,1 11,7 10,4
8D 28,5 25,0 22,5 20,0 17,9 15,9 14,2 12,7 11,3 10,1 9,0
Нормальная Н 3D 41,0 36 „5 32,5 29,0 26,0 23,0 20,5 18,3 16,3 14,6 13,0
4D 35,0 31,0 27,5 24,5 22,0 19,6 17,5 15,6 13,9 12,4 11,0
6D 28,5 25,5 23,0 20,5 18,1 16,1 14,4 12,8 11,4 10,2 9,1
8D 24,5 22,0 19,6 17,5 15,6 13,9 12,4 11,0 9,8 8,8 7,8
9ХС Нормальная Н 3D 24,5 22,0 19,6 17,5 15,6 13,9 12,4 11,0 9,8 8,8 7,8
4D 21,0 18,6 16,6 14,8 13,2 11,8 10,5 9,3 8,3 7,4 6,6
6D 17,2 15,4 13,7 12,2 10,9 9,7 8,6 7,7 6,9 6,1 5,4
8D 14,8 13,2 11,8 10,5 9,3 8,3 7,4 6,6 5,9 5,3 4,7
У10А, У12А Нормальная Н 3D 20,5 18,3 16,3 14,5 13,0 11,5 10,3 9,2 8,2 7,3 6,5
4D 17,5 15,6 13,9 12,4 11,0 9,8 8,8 7,8 7,0 6,2 5,5
6D 14,3 12,8 11,4 10,1 9,0 8,1 7,2 6,4 5,7 5,1 4,5
/Л V
Принятые средние периоды стойкости сверл Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от
Диаметр сверла D, мм 6—10 11—20 21—30 31—40 41—50 51—60 1. Отношение фактического периода стойкости к нормативному 2. Состояние стали
Период стойкости Т, мин 6 8 15 25 35 45 60 Отношение Тф 0,25 0,50 1,00 2,00 4,00 8,00 Состояние стали Поставка Термообработка
Прокат
Тн холоднотянутый горячекатаный нормализация отпуск улучшение
Коэффициент 1,32 1,15 1,00 0,86 0,76 0,66
Коэффициент Л'с cv 1,10 1,00 0,95 0,90 0,80
05
Скорость резания
Чугун ковкий. С охлаждением
Твердость чугуна по Бринелю (НВ)
НО—120 121—131 1 132—143 144—156 157—170 171-186 свыше 186
Диаметр сверла D, мм, до
3,8
3,8 9,5
3,8 9,5 _24/)
3,8 9,5 24,0 60,0
3,8 9,5 24,0 60,0
3,8 9,5 24,0 60,0
3,8 9,5 24,0 60,0
9,5 24,0 60,0
24,0 60,0
60,0
Таблица 12
Сверление
Подача s, мм /об, до
0,13 0,16 0,20 0,24 0,30
0,16 0,20 0,24 0,30 0,40 0,53 0,70 0,95 1,25
0,20 0,24 0,30 0,40 0,53 0,70 0,95 1,25 1,70 2,20
0,24 0,30 0,40 0,53 0,70 0,95 1,25 1,70
0,30 0,40 0,53 0,70 _0,95 1,25 1,70 2,20
0,40 0,53 0,70 0,95 1,25 1,70 2,20
0,53 0,70 0,95 1,25 1,70 2,20
0,70 0,95 1,25 1,70 2,20
0,95 1,25 1,70 2,20
1,25 1,70 2,20
Марка стали режущего инструмента Форма заточки Длина сверления в диаметрах сверла Скорость резания v9 м/мин
Сталь быстрорежущая Двойная ДП 3D 55,0 49,0 43,5 39,0 34,5 31,0 27,5 24,5
нормальной производи- 4D 53,0 47,0 41,5 37,0 33,0 29,5 26,5 23,5 21,0
тельности 6D 43,5 38,5 34,5 30,5 27,5 24,5 21,5 19,3 17,6
8D 37,0 33,0 29,5 26,5 23,5 21,0 18,6 16,6 14,8
Нормальная Н 3D 52,0 46,5 41,5 37,0 33,0 29,0 26,0 23,0 20,5
4D 44,0 39,5 35,0 31,0 28,0 25,0 22,0 19,7 17,6
6D 36,5 32,5 29,0 26,0 23,0 20,5 18,2 16,3 14,5
8D 31,0 28,0 25,0 22,0 19,7 17,6 15,7 14,0 12,5
3D 31,0 28,0 25,0 22,0 19,7 17,6 15,7 14,0 12,5
9ХС 4D 26,5 23,5 21,0 18,8 16,7 14,9 13,3 11,8 10,5
6D 22,0 19,5 17,4 15,5 13,8 12,3 10,9 9,8 8,7
8D 18,8 16,7 14,9 13,3 11,8 10,5 9,4 8,4 7,5
3D 26,0 23,0 20,5 18,4 16,4 14\б 13,0 11,6 10,4
У10А, У12А 4D 22,0 19,7 17,6 15,6 13,9 12,4 Н,1 9,9 8,8
6D 18,2 16,2 14,5 12,9 11,5 10,2 9,1 8,1 7,2
8D 15,6 13,9 12,4 Н,1 9,9 8,8 7,8 7,0 6,2
Принятые средние периоды стойкости сверл
Диаметр сверла D, мм До 5 6—10 11—20 21—30 31—40 41—50 51—60
Период стойкости Т, мин 12 16 30 50 75 90 120
Поправочные коэффициенты на скорость при измененной стойкости
Отношение фактического периода стойкости к нормативному—— * н 0,25 0,50 1,00 2,00 4,00 8,00
Коэффициент Кт 1,19 1,09 1,00 0,91 0,84 0,79
□о
Скорость резания. Чугун серый
Твердость чугуна по Бринелю (НВ)
140—152 153—166 167—181 | 182—199 | 200—217 | 218—240
Диаметр сверла D, мм, до
| 3,8 о,г
3,8 9,5 о,к
3,8 9,5 24,0 0,1( 0,2(
3,8 9,5 24,0 60,0
3,8 9,5 24,0 60,0 0,2'
3,8 9,5 24,0 60,0 9,5 24,0 60,0 0,3(
24,0 60,0 0,4(
60,0 о,5;
1 0,7(
Марка стали режущего инструмента Форма заточки Длина свер-ленияв диаметрах сверла
Сталь быстрорежущая нормальной производи тельности 1 Двойная ДП 3D 52, 44,
4D
3D 36, 31, 44, 37,
3D
Нормальная Н 3D
4D
3D 31,
8D 26,
Таблица 13
Сверление
Подача s, мм [об, до
0,13 0,16 0,20 0,24 0,30
0,16 0,20 0,24 0,30 0,40 0,53 0,70
0,20 0,24 0,30 0,40 0,53 0,70 0,95 1,25 1,70 2,20
0,24 0,30 0,40 0,53 0,70 0,95 1,25 1,70 2,20
0,30 0,40 0,53 0,70 0,95 1,25 1,70
0,40 0,53 0,70 0,95 1,25 1,70 2,20
0,53 0,70 0,95 1,25 1,70 2,20
0,70 0,95 1,25 1,70 2,20
0,95 1,25 1,70 2,20
Скорость резания и, м/мин
0^ 46,5 41,5 37,0 33,0 29,5 26,0 23,5 21,0 18,6
5 39,5 35,0 31,5 28,0 25,0 22,0 19,8 17,7 15,7
5 32,5 29,0 26,0 23,0 20,5 18,3 16,3 14,6 13,0
5 28,0 25,0 22,0 19,8 17,7 15,7 14,0 12,5 И,1
0 39,0 35,0 31,0 28,0 24,5 22,0 19,6 17,5 15,6
5 33,0 29,5 26,5 23,5 21,0 18,7 16,7 14,9 13,3
0 27,5 24,5 22,0 19,4 17,3 15,4 13,8 12,3 10,9
5 23,5 21,0 18,7 16,7 14,9 13,3 11,8 10,5 9,4
9ХС Нормальная Н 3D 26,5 23,5 21,0 18,7 16,7 14,9 13,3 11,8 10,5 9,4 8,0
4D 22,5 20,0 17,8 15,9 14,1 12,6 11,2 10,0 8,9
60 18,5 16,5 14,7 13,1 11,7 10,4 9,3 8,2 7,4 6,6
8D 15,9 14,1 12,6 11,2 10,0 8,9 8,0 7,1 6,3 5,6
У10А, У12А 3D 22,0 19,6 17,5 15,6 13,9 12,4 11,0 9,8 8,8 7,8
4D 18,7 16,7 14,8 13,2 11,8 10,5 9,4 8,3 7,4 6,6
6D 15,4 13,7 12,2 10,9 9,7- 8,7 7,7 6,9 6,1 5,5
8D 13,2 11,8 10,5 9,4 8,3 7,4 6,6 5,9 5,3 4,7
Принятые средние периоды стойкости сверл
Диаметр сверла D, мм До 5 6—10 11—20 21—30 31—40 41—50 51—60
Период стойкости Т, мин 12 16 30 50 75 90 120
Поправочные коэффициенты на скорость резания при измененной стойкости
Отношение фактического периода стойкости Тф к нормативному —— Т н 0,25 0,50 1,00 2,00 4,00 8,00
Коэффициент КТу 1,19 1,09 1,00 0,91 0,84 0,79
УДК 621.951.17(085)
зенкеры и зенковки
ЗЕНКЕРЫ БЫСТРОРЕЖУЩИЕ
ЗЕНКЕРЫ ЦЕЛЬНЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры и технические требования по ОСТ 2 И22-1 —74.
Обозначение Размеры, мм Завод-изготовитель
для сквозных отверстий для глухих отверстий D d L 1
035-2320-0501 0502 036-2323-0501 10,0 10,0 ПО 50 ОршИЗ
0502 10,5 10,5
0503 0503 11,0 11,0
0504 0504 11,5 11,5
0505 0505 12,0 12,0
0506 0506 13,0 13,0
0507 0507 14,0 14,0
0508 0508 15,0 15,0 125 65
0509 0509 16,0 16,0
0510 0511 0510 0511 17,0 18,0 17,0 18,0
0512 0512 19,0 19,0
035-2320-0513 | [035-2323-0513 20,0 20,0
Зенкеры предназначены для обработки на станках с программным управлением предварительно просверленных отверстий.
Материал режущей части зенкеров — быстрорежущая сталь по ГОСТ 19265—73.
Твердость рабочей части зенкеров HRC 62—65, твердость хвостовиков HRC 30—45.
Предельные отклонения диаметров цилиндрических хвостовиков — по Сз ОСТ 2 НЗ1 -2—72.
Радиальное биение направляющих цилиндрических ленточек при проверке в центрах не должно превышать 0,015 мм.
Биение поверхности хвостовика зенкера по отношению к его оси при проверке в центрах не должно превышать 0,010 мм.
153
Пример условного обозначения зенкера с цилиндрическим хвостовиком 14 мм для сквозных отверстий из стали марки Р9К5:
ЗЕНКЕР 035-2320-0507 Р9К5 ОСТ 2 И22-1—74
Остальные технические требования — по ГОСТ 1677—67.
ЗЕНКЕРЫ ЦЕЛЬНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры — по ГОСТ 12489—71; технические требования—по ГОСТ 1677—67.
Конус Морзе
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
для сквозных отверстий для глухих отверстий D L 1
2320-0001 2323-0001 10,0 160 80 90 1 СИЗВ
0101 0101 170
0102 1 1 0102 10,5 160 80
0103 0103 170 90
0002 0002 11,0 165 85
0104 0104 ! 17b 95
0105 0105 11,5 165 85
0106 0106 175 9ь
0003 0003 12,0 170 90
0107 0107 180 100
0004 0004 13,0 170 90
0108 0108 180 100
0005 0005 14,0 175 '95
0109 0109 190 НО
0006 | 1 0006 15,0 175 ' 95
ОНО оно 215 11b
ООН ООН 16,0 200 100 120 •2
0111 0111 220
0012 0012 17,0 200 100
0112 0112 225 125
0013 0013 18,0 205 j 230 105
2320-0113 2323-0113 130
154
П родолжение
Обозначение Размеры, мм г Конус Морзе Завод-изготовитель
для сквозных отверстий для глухих отверстий D L 1
2320-0014 2323-0014 19,0 205 105 2 СИЗВ
0114 0114 235 135
0015 0015 20,0 210 ПО
0115 0115 240 '140
001'6 0016 21,0 210 но
0116 0116 245 . 145
0017 0017 22,0 220 120
0117 0117 250 150
0021 0021 24,0 240 120 3
0118 0118 280 160
0022 0022 25,0 245 125
0119 0119 280 160
0023 0023 26,0 245 125
0120 0120 285 165
0024 0024 27,0 245 125
0121 0121 290 170
0025 0025 28,0 250 130
0122 0122 290 170
0026 0026 30,0 250 230
0123 0£23 295 175
0027 0027 32,0 285 140 4
0124 0124 335 285 185
0125 0125 34,0 140
0126 0126 _ 340 190
0127 0127 35,0 285 140
012» 0128 340 190
0129 0129 36,0 295 150
0|30 0130 345 _ 195
0131 0131 37,0 295 _J50
0132 __ 0132 345 195
0133 1 0133 38,0 295 150
0134 0134 350 200
0135 0135 40,0 305 160
2320-0136 2323-0136 350 1 200
Зенкеры предназначены для обработки цилиндрических отверстий, полученных после сверления, отливки, ковки и штамповки.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление зенкеров из легированной стали марки 9ХС по ГОСТ 5950—73.
155
Твердость на длине рабочей части у зенкеров из быстрорежущей стали HRC 62—65, у зенкеров из стали марки 9ХС HRC 61—64.
Зенкеры изготовляются двух номеров: зенкер № 1 рекомендуется под черновые развертки, зенкер № 2 — для окончательной обработки отверстий с допусками по А4.
Предельные отклонения диаметров зенкеров — по ГОСТ 1677—67.
Номинальные диаметры зенкеров, мм Зенкер № 1 | Зенкер № 2
Отклонение диаметра, мкм
верхнее | нижнее | верхнее ] | нижнее
От 10 до 18 Свыше 18 до ЗС Свыше 30 до 50 —210 —245 —290 —245 —290 —340 +70 +85 + 100 4-35 +40 +50
Обратная конусность на 100 мм длины не должна превышать 0,04—0,08 мм для диаметров зенкеров до 18 мм\ 0,05—010 мм для диаметров зенкеров свыше 18 мм.
Величина обратной конусности и отклонений по диаметру рабочей части зенкера, работающего через кондукторные втулки, устанавливается по соглашению с заказчиком.
Радиальное биение по ленточкам на всей рабочей части зенкера относительно оси хвостовика, а также биение главных режущих кромок не должны превышать величин, приведенных в таблице.
Размеры, мм
Номинальные диамет- I Биение направляю- I Биение главных ры зенкеров________I щих ленточек | режущих кромок
До 18 0,032 0,040
Свыше 18 до 30 0,040 0,050
Свыше 30 0,050 0,063
Размеры центровых отверстий — по ГОСТ 14034—68.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе — по ГОСТ 2848—67.
При заказе необходимо указывать обозначение зенкера требуемого диаметра.
Пример обозначения зенкера с коническим хвостовиком диаметром 32 мм, № 1 (под черновые развертки) для сквозных отверстий длиной 335 мм из стали марки Р9К5:
ЗЕНКЕР 2320-0124 № 1 Р9К5 ГОСТ 12489—71
Зенкеры коротких длин всех диаметров, кроме диаметров 35 и 37 мм, выпускаются также Оршанским инструментальным заводом в соответствии с ОСТ 2 И22-1—74. В отличие от ГОСТ 1677—67 зенкеры по ОСТ 2 И22-1—74 предназначены для работы на станках с ПУ, имеют конус Морзе по четвертой степени точности (ГОСТ 2848—67) и повышенные требования к шероховатости поверхностей и биению направляющих ленточек.
Пример условного обозначения зенкера № 1 диаметром 14 мм с коническим хвостовиком по ОСТ 2 И22-1—74 для сквозных отверстий из стали марки Р9К5:
ЗЕНКЕР 035-2320-0005 № 1 Р9К5 ОСТ 2 И22-1—73 156
ЗЕНКЕРЫ ЦЕЛЬНЫЕ НАСАДНЫЕ
1:зо
L
Основные размеры и технические требования по ГОСТ
5.653—70; остальные технические требования — по ГОСТ 1677—67.
Обозначение 1 Размеры, 1 D 1 L \ мм d Завод-изготовитель Обозначение Размеры D 1 L , мм 1 d Завод-изготовитель
2320-2351 32 30 13 СИЗВ 2320-2358 42 38 19 СИЗВ
2352 34 2359 45
2353 35 34 16 2360 47 48
2354 36 2361
2355 37 2362 50 42 22
2356 2320-2357 38 40 2320-2363 52
Материал зенкеров — быстрорежущая сталь по ГОСТ
19265—73.
Твердость зенкеров HRC 63—65.
Радиальное биение направляющих цилиндрических ленточек не должно превышать 0,025 мм.
Биение главных режущих кромок, замеренное по нормали к ним, не должно превышать 0,04 мм.
Пример условного обозначения зенкера насадного диаметром 32 мм и длиной 30 мм:
ЗЕНКЕР 2320-2351 ГОСТ 5.653—70
157
ЗЕНКЕРЫ ТВЕРДОСПЛАВНЫЕ
ЗЕНКЕРЫ С КОНИЧЕСКИМ ХВОСТОВИКОМ, ОСНАЩЕННЫЕ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА. ТИП 1
Основные размеры — по ГОСТ 3231—71; технические требова ния — по ГОСТ 12509—67.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D L 1 D L 1
2320-0031 14 — 15 180 85 2 7 СИЗВ 2320-0051 28 262 120 4 СИЗВ
2371 0032 2372 205 180" НО 85 2387 302 160
0052 30 262 120
205 ПО 90 2388 302 160
Л/ 0033 16 185 0053 32 268 125
2373 215 120 2389 312 170
' 0034 2374 20035 17 185 215 90 120 0054 34 268 312 125
2390 170
18 190 220 95 0055 35 268 125
2375 125 2391 312 170
2376 19 190 220 95 2392 36 37 272 Гзо
2377 2378 125 2393 322 180
20 218 100 3 2394 272 130
2379 248 130 2395 322 180
2380 21 218 248" 100 2396 38 272 130
2381 0044 130 ' 2397 322 180
22 222 105 2398 40 282 140
2382 258 140 2399 332 190
0046 2383 0047 J3841 24 222 "258 ; 228 268 105 140' 2400 42 45 282 140
2401 332 190
25 26 По 2402 292 150 200
150 2403 342
0048 228 НО 2404 47 292 150 200
2385 268 228 150 НО ’2405 342
0049 27 2406 48 292 150
2320-2386 268 1 150 2407 342 200
2408 50 305 160
2320-2409) 355 210
158
Зенкеры предназначены для обработки цилиндрических отверстий, полученных после сверления, отливки, ковки и штамповки.
Материал режущей пластинки — твердый сплав марок ВК6, ВК8, ВК6М, ВК8В, Т5КЮ, Т14К8 и Т15К6 по ГОСТ 3882—67.
Форма и размеры пластинок должны соответствовать требованиям ГОСТ 2209—69; химический состав, физико-механические свойства — по ГОСТ 4872—65. Материал корпуса — сталь марок 40Х и 45Х по ГОСТ 4543—71; 9ХС по ГОСТ 5950—73.
Твердость корпусов, изготовленных из стали марок 40Х и 45Х, HRC 35—45, из стали марки 9ХС HRC 56—62.
Зенкеры изготовляются двух номеров: зенкер № 1 рекомендуется под черновые развертки, зенкер № 2 для окончательной обработки отверстий с допусками по А4.
Предельные отклонения диаметра зенкеров — по ГОСТ 12509—67.
Номинальные диаметры, мм Зенкер № 1 | Зенкер № 2
Отклонение диаметра, мкм
верхнее нижнее | верхнее 1 нижнее
От 14 ДО 18х. Свыше 18 до 30 Свыше 30 до 50 -210 —245 —290 —245 —290 —340 +70 +85 -F100 +35 +40 +50
Обратная конусность на длине пластинки не должна превышать 0,05—0,08 мм для диаметров зенкеров 14—30 мм\ 0,08—0,10 мм для диаметров зенкеров свыше 30 мм.
Радиальное биение -направляющих ленточек на всей рабочей части зенкера относительно оси хвостовика не должно превышать 0,032 мм для диаметров зенкеров 14—30 мм\ 0,04 мм для диаметров зенкеров свыше 30 мм.
Биение главных режущих кромок не должно превышать 0,05 мм для диаметров зенкеров 14—30 мм\ 0,063 мм для диаметров зенкеров свыше 30 мм.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе — по ГОСТ 2848—67.
При заказе необходимо указывать обозначение зенкера требуемого диаметра.
Пример обозначения зенкера с коническим хвостовиком диаметром 28 мм, № 1 (под черновые развертки), длиной 262 мм, типа 1, оснащенного твердым сплавом марки ВК8:
ЗЕНКЕР 2320-0051 № 1 ВК8 ГОСТ 3231—71
159
ЗЕНКЕРЫ НАСАДНЫЕ, ОСНАЩЕННЫЕ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА. ТИП 2
Основные размеры — по ГОСТ 3231—71; технические требования— по ГОСТ 12509—67.
Обозначение Размеры, мм 1 Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
D L d D L d
2320-2066 32 40 13 Гз СИЗВ 2320-2053 55 55 22 СИЗВ
2041 34 40 2055 58 60 27
2042 35 45 16 16 2056 60 60 27
2043 36 45 2057 62 60 ?L ОршИЗ, «Фрезер»
2067 37 45 16 2058 63 60 27
2044 38 45 16’ 2059 65 60 27
2045 40 45 16 2060 68 60 60 27
2046 42 45 16 2061 70 27
2048 45 47 50 50“ 19 2062 72 65 32
2049 19 2063 75 65 32
2050 48 50 19 2064 78 65 32
2051 50 55 22 2320-2065 80 65 32
2320-2052 52 55 22
Зенкеры предназначены для обработки цилиндрических отверстий, полученных после сверления, отливки, ковки и штамповки.
Материал режущей пластинки — твердый сплав марок ВК6, ВК8, ВК6М, ВК8В, Т5КЮ, Т14К8 и Т15К6 по ГОСТ 3882—67.
160
Форма и размеры пластинок должны соответствовать требованиям ГОСТ 2209—69; химический состав, физико-механические свойства сплава — по ГОСТ 4872—65.
Материал корпуса — сталь марок 40Х и 45Х по ГОСТ 4543—71; 9ХС по ГОСТ 5950—73.
Твердость корпусов, изготовленных из стали марок 40Х и 45Х, HRC 35—45, из стали марки 9ХС HRC 56—62.
Зенкеры изготовляются двух номеров: зенкер № 1 рекомендуется под черновые развертки; зенкер № 2 для окончательной обработки отверстий с допусками по А4.
Предельные отклонения диаметра зенкеров — по ГОСТ 12509—67.
Номинальные диаметры, мм Зенкер № 1 | Зенкер № 2
Отклонение диаметра, мкм
верхнее 1 нижнее 1 верхнее нижнее
Свыше 30 до 50 —290 —340 + 100 +50
Свыше 50 до 80 —350 —410 + 120 +60
Обратная конусность на длине пластинки должна быть 0,08— 0,10 мм.
Радиальное биение направляющих ленточек относительно оси отверстия не должно превышать 0,040 мм, биение главных режущих кромок 0,063 мм.
Размеры шпоночных пазов — по ГОСТ 9472—70. При заказе необходимо указывать обозначение зенкера требуемого диаметра.
Пример обозначения насадного зенкера диаметром 32 мм, № 1 (под черновые развертки), типа 2, оснащенного твердым сплавом марки ВК8:
ЗЕНКЕР 2320-2066 № 1 ВК8 ГОСТ 3231—71
161
ЗЕНКОВКИ
ЗЕНКОВКИ ЦИЛИНДРИЧЕСКИЕ СО СМЕННОЙ НАПРАВЛЯЮЩЕЙ ЦАПФОЙ и коническим хвостовиком
Основные размеры и технические требования — по ГОСТ 15599—70.
Обозначение Размеры, мм Конус Морзе Направляющие цапфы по ГОСТ 15601—70 Завод-изготовитель
D L 1 d
Диаметр 1 Длина
2350-0101 Il- 125 30 4 1 6,4 30 миз
0102 ls 4,3; 4,5; 4,8; 5,3; 5,5; 5,8; 6,6; 7
0103 14 4 3; 4,5; 4,8; 6,4 6,6; 7; 8,4
0104 15 140 35 6 2 9; 10 45
0106 17 10,5
0107 18 4 5,3; 5,5; 5,8; 8,4 30
0108 6 9; 10; 11; 12 45
0109 19 12,5 45
ОНО 20 4 6,4; 6,7 7; 8,4 30
0111 6 9, 10; 10,5; 11; 12; 13 45
15 50
2350-0112 22 160 40 14,5 45
162
Продолжение
Обозначение Размеры, мм Конус Морзе Направляющие цапфы по ГОСТ 15601—70 Завод-изготовитель
D L 1 d
Диаметр | Длина
2350-0113 24 160 40 10 3 10,5; 11; 12; 12,5; 13 50 МИЗ
15; 17 55
0114 26 6 8,4; 9; 10; 45
0115 10 10 5 11; 12; 12,5; 13; 14,5 50
15; 16,5; 17; 55
0117 28 180 12,5; 13 50
15; 17; 18,5; 19 55
0118 30 14,5 50
16; 16,5; 17; 19; 21 55
0119 32 14,5 50
15; 16,5; 17; 18,5; 19; 21 55
0120 34 220 4 10,5 11; 12 50
16,5; 17; 19; 22; 24 55
0121 36 18,5; 19; 21; 22; 23; 24 55
0122 38 250 18,5; 19; 21; 22 23; 24; 25; 26 55
2350-0123 40 12,5; 13 50
15; 21; 22; 23; 24; 26; 28 55
Зенковки предназначены для обработки опорных поверхностей под крепежные детали по ГОСТ 12876—67.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость на длине рабочей части у зенковок из быстрорежущей стали HRC 62—65.
Твердость на длине рабочей части у зенковок из быстрорежущей стали с содержанием ванадия 3% и более или кобальта 5% и более должна быть выше на одну-две единицы HRC.
Радиальное биение цилиндрических направляющих ленточек относительно оси хвостовика не должно превышать: для зенковок диаметром до 18 мм — 0,04 мм\ свыше 18 мм — 0,05 мм.
163
Торцовое биение режущих кромок относительно оси хвостовика не должно превышать: для зенковок диаметром до 24 мм — 0,025 мм\ свыше 24 мм — 0,04 мм.
Биение поверхности цилиндрического отверстия под направляющую цапфу относительно оси хвостовика не должно превышать 0,032 мм.
Обратная конусность режущей части 0,08—016 мм на 100 мм длины.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе — по ГОСТ 2848—67.
Центровые отверстия типа А — по ГОСТ 14034—68.
При заказе необходимо указывать обозначение зенковки требуемого диаметра.
Пример обозначения зенковки диаметром 15 мм с отверстием под направляющую цапфу диаметром 6 мм из стали марки Р6МЗ: ЗЕНКОВКА 2350-0104 Р6МЗ ГОСТ 15599—70
ЗЕНКОВКИ ЦИЛИНДРИЧЕСКИЕ СО СМЕННОЙ НАПРАВЛЯЮЩЕЙ ЦАПФОЙ И ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры и технические требования по ОСТ 2 И25-2—74.
Обозначение Размеры, мм D | d Завод-из готовител ь
035-2351-0501 15 15 ОршИЗ
0502 17 17
0503 18 18
035-2351-0504 20 20
В сборе с зенковками должны применяться цапфы направляющие по ГОСТ 15601—70 и винты по ГОСТ 1477—64 согласно таблицы.
164
Размеры, мм
Зенковки Цапфы направляющие Винты по ГОСТ 1477—64, класс 3
D di Диаметр Длина Обозначение по ГОСТ 15601—70
15 6 9,0 45 6020-0152 м 4x5-055 М4Х6- -055 М 4x8-055
17 11,0 45 007'6
18 6,6 30 0148
20 6 9,0 11,0 45 0152 Мб X 8—05 э
0076
13,0 6020-0080
Зенковки предназначены для обработки опорных поверхностей под крепежные детали по ГОСТ 12876—67 на станках с программным управлением.
Материал режущей части — быстрорежущая сталь по ГОСТ 19265—73.
Твердость на длине рабочей части HRC 62—65.
Предельные отклонения диаметров цилиндрических хвостовиков— по С3 ОСТ 1013.
Пример условного обозначения зенковки диаметром 18 мм с отверстием под направляющую цапфу диаметром 6 мм из стали марки Р6МЗ:
ЗЕНКОВКА 035-2351-0503 Р6МЗ ОСТ 2 И25-2—74
Остальные технические требования — по ГОСТ 15599—70.
ЗЕНКОВКИ ЦИЛИНДРИЧЕСКИЕ СО СМЕННОЙ НАПРАВЛЯЮЩЕЙ ЦАПФОЙ И КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры и технические требования по ОСТ 2 И25-2—74.
165
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D d L
035-2350-0104 15 6 140 2 МИЗ, ОршИЗ
, 0106 17
0108 18
0111 20
0113 24 10 160 3
0115 26
0117 28 180
0118 30
0119 32
0120 34 220 4
0121 36 10
0122 38 250
035-2350-0123 40
В сборе с зенковками должны применяться цапфы направляющие и винты согласно таблицы.
Размеры, мм
Зенковки Цапфы направляющие по ГОСТ 15601—70 Винты по ГОСТ 1477—64 Зенковки Цапфы направляющие по ГОСТ 15601—70 Винты по ГОСТ 1477—64
D d D d
Обозначение | Обозначение
15 6 6020-0152 М 4x5—055 26 10 1 6020-0084 М 6x8-055
17 0076_ М 4x6—055 0159
18 0148 М 4x8—055 0092
20 0152 0076 0080 М 6x8—055 ”28" 0159 М 8x10-055 М 8x12-055 М 8x14-055 М 8x16-055
30 0092
32 0092_
24 “То” 0084 0174
6020-0159 34 0092
36 0174
38 0179
40 6020-0174 ।
Зенковки предназначены для обработки опорных поверхностей под крепежные детали по ГОСТ 12876—67 на станках с программным управлением.
Материал режущей части—быстрорежущая сталь по ГОСТ 19265—73.
Твердость на длине рабочей части HRC 62—65.
Размеры конусов Морзе — по ГОСТ 2847—67.
166
Допуски конусов Морзе — по четвертой степени точности ГОСТ 2848—67.
Резьба метрическая — по ГОСТ 9150—59. Поле допуска на резьбу — 7Н по ГОСТ 16093—70.
Пример условного обозначения зенковки диаметром 18 мм с отверстием под направляющую цапфу диаметром 6 мм из стали марки Р6МЗ:
ЗЕНКОВКИ 035-2351-0153 Р6МЗ ОСТ 2 И25-2—73
Остальные технические требования — по ГОСТ 15599—70.
ЗЕНКОВКИ ЦИЛИНДРИЧЕСКИЕ НАСАДНЫЕ
Основные размеры и технические требования — по ГОСТ 15599—70.
Обозначение Размеры, мм Направляющие цапфы по ГОСТ 15601—70 Завод-изготовитель
D L d
Диаметр Длина
' Г2350-0144 34 40 10 10,5; 11; 12 95 МИЗ
0201 16 16,5; 17; 19; 22; 24 100
0202 36 18,5; 19; 21; 22; 23; 24
0203 38 18,5; 19; 21; 24; 25; 26
0145 40 10 12,5; 13 15 95
100
0204 16 21; 22; 23; 24; 26; 28
0205 42 23; 24; 25; 26; 28
0146 45 50 13 14,5; 15; 17 НО
0206 16 25; 26; 28; 30 31; 32 ПО
115
0207 48 28; 30 НО
32; 33; 35 115
0208 0209 50 25; 26; 28 НО
52 16,5; 17; 19; 28; 30
31; 32; 33; 35; 37 115
0210 55 22 28; 30 ПО
31; 32; 33; 35; 39; 42 115
0147 60 16 18,5; 19; 21 НО
0211 22 31; 33; 35; 43 115
2350-0148 63 45; 48
167
Зенковки предназначены для обработки опорных поверхностей под крепежные детали по ГОСТ 12876—67.
Материал — быстрорежущая сталь по ГОСТ 19265—73.
Твердость рабочей части HRC 62—65.
Радиальное биение по ленточкам по всей длине рабочей части зенковки относительно оси отверстия не должно превышать для зенковок диаметром 34—50 мм — 0,05 мм, свыше 50 мм — 0,06 мм.
Торцовое биение не должно превышать для зенковок диаметром 34—60 мм — 0,040 мм, диаметром 63 мм — 0,060 мм.
Биение опорного торца 0,025 мм — для зенковок диаметром 34—60 мм\ 0,040 мм — для зенковок диаметром 63 мм.
Размеры и допуски отверстий и шпоночных пазов — по ГОСТ 9472—70.
Остальные технические требования — по ГОСТ 15599—70.
При заказе необходимо указывать обозначение зенковки требуемого диаметра.
Пример условного обозначения зенковки диаметром 34 мм с посадочным отверстием диаметром 16 мм из стали марки Р6МЗ:
ЗЕНКОВКА 2350-0201 Р6МЗ ГОСТ 15599—70
ЗЕНКОВКИ ЦИЛИНДРИЧЕСКИЕ СО СМЕННОЙ НАПРАВЛЯЮЩЕЙ ЦАПФОЙ и хвостовиком ПОД ШТИФТОВОЙ ЗАМОК
Основные размеры по ГОСТ 15599—70.
Обозначение Размеры, мм Направляющие цапфы по ГОСТ 15601—70 За вод-изгото-витель
D L А 1 d
Диаметр 1 Длина
2350-0301 11 60 10 25 4 6,4 70 МИЗ
0302 12 4,3; 4,5; 4,8; 5,3; 5,5; 5,8; 6,6; 7
0303 14 4,3; 4,5; 4,8; 6,4; 6,6; 7; 8,4
0149 15 6 9; 10 75
0306 17 70 । 16 । 35 10,5 85
0307 18 4 5.3; 5,5; 5,8; 8,4 80
0308 2350-0309 6 9; 10; 11; 12,12,5 85
19
168
Продолжение
Обозначение Размеры, мм Направляющие цапфы по ГОСТ 15601-70 Завод -изготовитель
D L 1 d
Диаметр 1 Длина
2350-0310 20 70 16 35 4 6,4; 6,6; 7; 8,4 80 миз
0311 6 9; 10; 10,5; 11; 12; 13 85
15 90
0312 22 14,5 85
0212 24 10 i0,5; 11; 12; 12,5; 13 90
15; 17 95
0213 26 6 8,4; 9; 10 85
0214 10,5; 11; 12; 12,5; 13; 14,5 90
15; 16,5; 17 95
12,5; 13
0215 28 15; 17; 18,5; 19 95
0316 0317 30 90 25 45 10 1_4J НО
15; 16,5; 17; 19; 21 115
32 14,5 ПО
15; 16,5; 17; 18,5; 19; 21 115
0318 34 10,5; 11; 12 ПО
16,5; 17; 19; 22; 24
0319 36 18,5; 19; 21; 22; 23; 24 115
0320 0321 38 18,5; 19; 21; 24; 25; 26
40 12,5; 13 ПО
15; 21; 22; 23; 24; 26; 28 115
0322 42 23; 24; 25; 26; 28
0216 45 ПО 40 55 13 14,5; 15; 17 135
0323 25; 26; 28; 30
16
31 ;_32 140
0324 0325 48 28: 30 135
32; 33; 35 140
50 25; 26; 28 135
0326 52 16,5; 17; 19; 28; 30
31; 32; 33; 35; 37 140
28: 30 135
0327 55 31; 32; 33; 35; 39; 42 140
18,5; 19; 21 135
0328 60 31; 33; 35; 43 140
2350-0217 63 45; 48
Зенковки предназначены для обработки опорных поверхностей под крепежные детали по ГОСТ 12876—67.
Материал — быстрорежущая сталь по ГОСТ 19265—73.
Твердость рабочей части HRC 62—65.
169
Радиальное биение по ленточкам на всей длине рабочей части зенковки относительно оси хвостовика не должно превышать 0,04 мм для диаметров 11—18 мм\ 0,05 мм для диаметров 19— 50 мм; 0,06 мм для диаметров свыше 50 мм.
Торцовое биение режущих кромок не должно превышать 0,025 мм для диаметров 11—24 мм\ 0,040 мм для диаметров 26— 60 мм\ 0,060 мм для диаметра 63 ммк
Размеры хвостовиков под штифтовой замок — по ГОСТ 3009—69.
Остальные технические требования — по ГОСТ 15599—70.
При заказе необходимо указать обозначение зенковки требуемого диаметра.
Пример условного обозначения зенковки диаметром 20 мм с отверстием под направляющую цапфу 4 мм из стали марки Р6МЗ: ЗЕНКОВКА 2350-0310 Р6МЗ ГОСТ 15599—70
ЗЕНКОВКИ-ПОДРЕЗКИ ОБРАТНЫЕ ОДНОСТОРОННИЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Основные размеры — по МН 727—60; технические требования — по ГОСТ 1677—67.
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
D L d D L d
2350-2001 25 i ! 24 10 миз, ОршИЗ 1 2350-2009 50 35 25 МИЗ, ОршИЗ
2002 25 24 12 10" 2010 63 40 25
2003 32 28 2011 63 40 32
2004 32 28 12 2012 80 45 32
2005 32 28 16 2013 80 100 45 40
2006 40 32 16 2014 55 40 50
2007 40 32 20 2350-2015 100 55
2350-2008 50 35 20
Зенковки-подрезки предназначены для обработки торцовых поверхностей, приливов, бобышек в корпусных деталях.
170
Материал —(быстрорежущая сталь .марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление зенковок из легированной стали марки 9ХС по ГОСТ 5950—73.
Твердость на длине рабочей части у зенковок из быстрорежущей стали HRC 62—65, из стали марки 9ХС HRC 61—64.
Твердость рабочей части зенковок из быстрорежущей стали с содержанием ванадия 3% и более или кобальта 5% и более должна быть выше на одну-две единицы HRC.
Форма заточки зенковок-подрезок рассчитана на обработку чугуна и стали средней твердости.
Предельные отклонения диаметра зенковок-подрезок — по ГОСТ 1677—67.
При заказе необходимо указывать обозначение зенковки-подрезки требуемого диаметра.
Пример обозначения зенковки-подрезки диаметром 40 мм и диаметром посадочного отверстия 16 мм:
ЗЕНКОВКА-ПОДРЕЗКА 2350-2006 МН 727—60
ЗЕНКОВКИ-ПОДРЕЗКИ ОБРАТНЫЕ ДВУСТОРОННИЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Основные размеры и технические требования — по нормали завода-изготовителя.
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
D L d D L d
25 28 11 МИЗ, ОршИЗ 50 50 26 МИЗ, ОршИЗ
30 32 13 55 52 30
36 35 17 60 55 32 38
45 42 22 72 60
50 50 24 85 65 45
95 70 52
171
Зенковки-подрезки предназначены для обработки торцовых поверхностей, приливов, бобышек в корпусных деталях.
Твердость HRC 62—65.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление зенковок из легированной стали марки 9ХС по ГОСТ 5950—73.
Твердость по длине рабочей части у зенковок из быстрорежущей стали HRC 62—65, из стали марки 9ХС HRC 61—64.
Твердость рабочей части зенковки из быстрорежущей стали с содержанием ванадия 3% и более или кобальта 5% и более должна быть выше на одну-две единицы HRC.
При заказе необходимо указывать обозначение зенковок-подрезок требуемого диаметра.
Пример обозначения зенковки-подрезки диаметром 45 мм и диаметром посадочного отверстия 22 мм\
ЗЕНКОВКА-ПОДРЕЗКА 45, 22, НОРМАЛЬ ЗАВОДА-ИЗГОТОВИТЕЛЯ
ЗЕНКОВКИ-ПОДРЕЗКИ ОБРАТНЫЕ ОДНОСТОРОННИЕ, ОСНАЩЕННЫЕ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры — по МН 729—60; технические требования— по ГОСТ 12509—67.
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
D L d D L d
2350-2041 25 24 10 МИЗ. ОршИЗ 2350-2049 50 35 40 25 25 32 МИЗ, ОршИЗ
2042 25 24 12 2050 63
2043 32 28 10 2051 63 40
2044 32 28 12 2052 80 45 32
2045 32 28 16 2053 80 45 55 40 40
2046 40 32 16 “20 2054 100
2047 40 32 2350-2055 100 55 50
2350-2048 50 35 20
172
Зенковки-подрезки предназначены для обработки торцовых поверхностей, приливов, бобышек в корпусных деталях.
Материал режущей пластинки — твердый сплав марок В Кб, ВК8, ВК6М, ВК8В, Т5КЮ, Т14К8 и Т15К6 по ГОСТ 3882—74.
Форма и размеры пластинок должны соответствовать требованиям ГОСТ 2209—69; химический состав, физико-механические свойства «сплава — по ГОСТ 4872—65.
Материал корпуса — сталь марок 40Х и 45Х по ГОСТ 4543—71; 9ХС по ГОСТ 5950—73.
Твердость корпусов, изготовленных из стали марок 40Х и 45Х, HRC 35—45, из стали марки 9ХС HRC 56—62.
При заказе необходимо указывать обозначение зенковки-подрезки требуемого диаметра, марку твердого сплава.
Пример условного обозначения зенковки-подрезки диаметром 40 мм и диаметром посадочного отверстия 16 мм с пластинками из твердого сплава ВК8:
ЗЕНКОВКА-ПОДРЕЗКА 2350-2046 ВК8 МН 729—60
ЗЕНКОВКИ-ПОДРЕЗКИ ОБРАТНЫЕ ДВУСТОРОННИЕ, ОСНАЩЕННЫЕ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры и технические требования — по нормали завода-изготовителя.
Обозначение Размеры, мм Завод-изготовитель Обозначение Размеры, мм Завод-изготовитель
правых левых D L d правых левых D L d
25 28 10 МИЗ, ОршИЗ 50 40 25 МИЗ, ОршИЗ
25 32 28 32 12 63 50 25
10 63 40 32
32 32 12 80 55 32
32 32 16 80 55 40
40 35 16 100 60 40
40 35 20 20 100 60 50
50 40
173
Зенковки-подрезки предназначены для обработки торцовых по верхностей, приливов, бобышек в корпусных деталях.
Материал режущей пластинки — твердый -сплав марок ВК8 и Т5К10 по ГОСТ 3882—67.
Форма и размеры пластинок должны соответствовать требованиям ГОСТ 2209—69; химический состав и физико-механические свойства сплава — по ГОСТ 4872—65.
Материал корпуса — сталь марки 40Х по ГОСТ 4543—71.
Твердость корпуса HRC 45—50.
Радиальное биение по ленточкам на всей рабочей части относительно оси отверстия зенковок-подрезок, а также биение главных режущих кромок не должно превышать величин, приведенных в таблице.
Размеры, мм
Номинальные диаметры зенковок Биение направляющих ленточек Биение главных режущих кромок
До 30 0,05 0,06
Свыше 30 0,06 0,08
При заказе необходимо указывать обозначение зенковки-подрезки требуемого диаметра, марку твердого сплава.
Пример условного обозначения зенковки-подрезки диаметром 40 мм и диаметром посадочного отверстия 16 мм с пластинками из твердого сплава ВК8:
ЗЕНКОВКА-ПОДРЕЗКА 40, 16, ВК8, НОРМАЛЬ
ЗАВОДА-ИЗГОТОВИТЕЛЯ
ЗЕНКОВКИ УГЛОВЫЕ 2ф=60° с коническим хвостовиком
174
Основные размеры и технические требования — по ГОСТ 14953—69.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D L d0 d I
2353-0001 16 по 3 14 30 1 ВИЗ
0002 22 135 4 18 40 2 2
0003 32 150 8 22 45
0004 45 175 12 35 55 3
2353-0005 63 210 12 40 65 4
Зенковки предназначены для обработки центровых отверстий по ГОСТ 14034—68.
Материал — быстрорежущие стали различных марок по ГОСТ 19265—73.
По соглашению с потребителем допускается изготовление зенковок из других марок инструментальной быстрорежущей стали по технической документации Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость рабочей части HRC 62—65.
Биение режущих кромок зенковок относительно оси хвостовика, измеренное перпендикулярно к этим кромкам, не должно превышать 0,05 мм.
Предельные отклонения угла конуса — 20'.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе — по ГОСТ 2848—67.
Центровые отверстия — по ГОСТ 14034—68.
При заказе необходимо указывать обозначение зенковки требуемого диаметра.
Пример обозначения зенковки диаметром 16 мм:
ЗЕНКОВКА 2353-0001 ГОСТ 14953—69
175
ЗЕНКОВКИ КОНИЧЕСКИЕ 2ф = 75° С КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры и технические требования—по ГОСТ 14953—69.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D L d0 14 1
2353-0091 32 145 6 22 40 2 ВИЗ
0092 45 170 8 35 50 3
2353-0093 63 200 12 40 55 4
Зенковки предназначены для обработки опорных поверхностей под крепежные детали по ГОСТ 12876—67.
Материал рабочей части — быстрорежущие стали различных марок по ГОСТ 19265—73.
По соглашению с потребителем допускается изготовление зенковок из других марок инструментальной быстрорежущей стали по технической документации Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость рабочей части HRC 62—65.
Биение режущих кромок зенковок относительно оси хвостовика, измеренное перпендикулярно к этим кромкам, не должно превышать 0,05 мм.
Предельные отклонения угла конуса — 20'.
Размеры конусов Морзе— по ГОСТ 2847—67.
Допуски конусов Морзе — по ГОСТ 2848—67.
Центровые отверстия — по ГОСТ 14034—68.
При заказе необходимо указывать обозначение зенковки требуемого диаметра.
Пример условного обозначения зенковки диаметром 32 мм\
ЗЕНКОВКА 2353-0091 ГОСТ 14953—69
176
ЗЕНКОВКИ УГЛОВЫЕ 2ф = 90° С КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры — по МН 725—60; технические требования— по ГОСТ 14953—69.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D L do d l
2352-0011 16 НО 3 14 25 1 ВИЗ
0012 22 130 4 18 30 2
0013 32’ 140 8 22 35 2
2352-0014 45 165 12 35 45 3
Зенковки предназначены для обработки опорных поверхностей под крепежные детали по ГОСТ 12876—67.
Материал — быстрорежущие стали различных марок по ГОСТ 19265—73.
По соглашению -с потребителем допускается изготовление зенковок из других .марок инструментальной быстрорежущей стали по технической документации Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость рабочей части HRC 62—65.
Биение режущих кромок зенковок относительно оси хвостовика, измеренное перпендикулярно к этим кромкам, не должно превышать 0,05 мм.
Предельные отклонения угла конуса — 20'.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе — по ГОСТ 2848—67.
Центровые отверстия— по ГОСТ 14034—68.
При заказе необходимо указывать обозначение зенковки требуемого диаметра.
Пример обозначения зенковки диаметром 16 мм*.
ЗЕНКОВКА 2352-0011 МН 725—60
177
ЗЕНКОВКИ УГЛОВЫЕ 2<р=120° С КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры и технические требования — по ГОСТ 14953—69.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
D L d l
2353-0021 16 100 4 14 20 1 ВИЗ
0022 22 125 8 18 25 2
0023 32 135 12 22 30
0024 45 155 16 35 35 3
2353-0025 63 190 40 40 4
Зенковки предназначены для обработки центровых отверстий по ГОСТ 14034—68.
Материал — быстрорежущие стали различных .марок по ГОСТ 19265—73.
по технической документации Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
По соглашению с потребителем допускается изготовление зенковок из других марок инструментальной быстрорежущей стали
Твердость рабочей части HRC 62—65.
Биение режущих кромок зенковок относительно оси хвостовика, измеренное перпендикулярно к этим кромкам, не должно превышать 0,05 мм.
Предельные отклонения конуса — Г.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе — по ГОСТ 2848—67.
178
Центровые отверстия — по ГОСТ 14034—68.
При заказе необходимо указывать обозначение зенковки требуемого диаметра.
Пример обозначения зенковки диаметром 16 мм:
ЗЕНКОВКА 2353-0021 ГОСТ 14953—69
ЗЕНКОВКИ 60° ЦЕНТРОВОЧНЫЕ
Основные размеры и технические требования по ГОСТ 14953—69. Тип 1.
Обозначение Размеры, мм Завод-изготовитель
D L 1
2353-0081 5 50 10 СИЗВ
2353-0082 8 60 12
Зенковки предназначены для обработки центровочных отверстий по ГОСТ 14034—68.
Материал — быстрорежущая сталь различных марок по ГОСТ 19265—73.
По соглашению с потребителем допускается изготовление зенковок из других марок инструментальной быстрорежущей стали по технической документации Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость рабочей части HRC 62—65.
Предельные отклонения угла конуса — 2(У.
При заказе необходимо указывать обозначение зенковки требуемого диаметра.
Пример обозначения зенковки типа 1 диаметром Ъмм:
ЗЕНКОВКА 2353-0081 ГОСТ 14953—69
ЗЕНКОВКИ ЦЕНТРОВОЧНЫЕ ДЛЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ 60° БЕЗ ПРЕДОХРАНИТЕЛЬНОГО КОНУСА
179
Основные размеры и технические требования — по ГОСТ 14953—69. Тип 2.
Обозначение Размеры, мм Завод-изготовитель
D L 1
2353-0083 5,0 45 3,0 СИЗВ
0084 6,3 50 3,7
0085 8,0 50 4,7
0086 10,0 56 6,0
0087 12,5 63 7,4
2353-0088 16,0 71 9,5
Зенковки предназначены для обработки центровых отверстий по ГОСТ 14034—68.
Материал—быстрорежущие стали различных -марок по ГОСТ 19265—73.
По соглашению с потребителем допускается изготовление зенковок из других марок инструментальной быстрорежущей стали по технической документации Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость ра-бочеЛ части HRC 62—65.
Биение режущих кромок зенковок относительно оси зажимной части, измеренное перпендикулярно к этим кромкам, не должно превышать 0,04 мм.
Предельное отклонение угла конуса — 20'.
При заказе необходимо указывать обозначение зенковки требуемого диаметра.
Пример обозначения зенковки типа 2 диаметром 5 мм\
ЗЕНКОВКА 2353-0083 ГОСТ 14953—69
РЕКОМЕНДАЦИИ ПО ЭКСПЛУАТАЦИИ ЗЕНКЕРОВ
Для правильной эксплуатации зенкеров необходимо обеспечить надлежащий контроль за состоянием оборудования и оснастки.
Требования, предъявляемые при зенкеровании к оборудованию и оснастке, в основном такие же, как и при сверлении (см. раздел «Сверла»: «Требования, предъявляемые к оборудованию, приспособлениям и инструменту»).
Износ и заточка зенкеров
В процессе эксплуатации зенкеры изнашиваются по задней и передней поверхностям и по ленточке (рис. 7).
Лимитирующим износом быстрорежущих зенкеров при обработке стали является износ по ленточке, а при обработке чугуна — износ по задней поверхности.
180
Лимитирующим износом зенкеров, оснащенных твердым сплавом, «при обработке стали является износ по задней поверхности, а при обработке чугуна — износ по ленточке.
износ ленточки h
Ызнос по задней поверхности Из
Рис. 7. Износ зуба зенкера по ленточке и задней поверхности
Этот износ и характеризует критерий затупления зенкера.
В табл. 14 приведены допустимые величины износа зенкеров в зависимости от диаметра инструмента и обрабатываемого материала.
Таблица 14
Диаметр зенкера, мм Материал инструмента Диаметр зенкера, мм Материал инструмента
быстрорежущая сталь твердый сплав быстрорежущая сталь твердый сплав
Обрабатываем 1ЫЙ материал Обрабатывав мый материал
сталь | чугун сталь чугун сталь чугун | сталь 1 чугун
10—15 1,0 0,9 26—30 1,8 1,5 0,5 0,5
16—20 1,3 1,1 0,4 0,4 31—40 2,0 1,7 0,6 0,6
21—25 1,5 1,2 0,4 0,4 41—50 । — — 0,6 0,6
Заточка зенкеров является ответственной операцией; от величин геометрических параметров и качества режущих кромок, формируемых в процессе заточки, зависят точность размеров обрабатываемого отверстия, качество его поверхности и стойкость зенкера.
В табл. 15 приведены рекомендуемые значения геометрических параметров режущей части зенкеров, а на рис. 8—принятые обозначения углов заточки.
181
Заточка затупившихся зенкеров всех типов (быстрорежущих и оснащенных пластинками из твердого сплава) производится по задней поверхности режущей части зубьев до полного исчезновения следов износа с последующей обязательной доводкой.
Рис. 8. Принятые обозначения углов заточки
Таблица 15
Наименование инструмента Обрабатываемый материал Углы заточки, град
Ф а а' 7П <Р1 ф2
Зенкеры из быстрорежущей стали Сталь, чугун 0—3 8 15—20 10 — 45—60
Зенкеры, оснащенные пластинками из твердого сплава Сталь, чугун 0-3 6—8 15 10 30 60
Заточка и доводка зенкеров с углом в плане ф<45° производится в центрах, а зенкеры с углом <р>60° в процессе заточки и доводки базируются по своей рабочей поверхности.
Для выполнения этих операций используются двух- и трехповоротные головки.
Заточку быстрорежущих зенкеров осуществляют электрокорун-довыми кругами Э или ЭБ зернистостью 40—25, твердостью CMi— СМ2. Окружная скорость круга 18—20 м/сек, поперечная подача 0,02—0,05 м/мин.
Зенкеры, оснащенные пластинками из твердого сплава, затачиваются кругами КЗ — карбид кремния зеленый — зернистостью 40—25, твердостью М2—М3.
182
Окружная скорость круга 14—16 м/сек при заточке сплавов типа ВК и 12—14 м/сек при заточке сплавов типа ТК. Поперечная подача 0,02—0,05 м/мин.
Доводка зенкеров по задней грани осуществляется мелкозернистым кругом из КЗ—карбид кремния зеленый — зернистостью 8—6, твердостью М3—СМь Окружная скорость круга 25—30 м/сек. Поперечная подача 0,005—0,010 м/мин.
При заточке и доводке твердосплавных зенкеров алмазными кругами окружная скорость круга 20—30 м/сек, припуск на обработку 0,05—0,2 мм, глубина шлифования 0,01—0,02 мм.
После заточки в зенкерах должны быть проверены следующие параметры: задний угол и угол в плане; длина режущих кромок, биение по режущим кромкам.
Контроль осуществляют с .помощью инструментального микроскопа, универсальных инструментов и шаблонов.
Применение смазочно-охлаждающих жидкостей
При зенкеровании пластичных материалов рекомендуются следующие марки СОЖ:
Укринол-1 ТУ 38-101-197—72
МР-1. ТУ 38-101-247—73
РЗ СОЖ-8 ТУ 38-101-258—72
ОСМ-3 ТУ 38-01-101—70
Количество подаваемой жидкости назначается в зависимости от обрабатываемого материала и условий обработки отверстий (глубина зенкерования, величина снимаемого припуска и др.).
Режимы резания
Выбор режимов резания при зенкеровании заключается в определении глубины резания, подачи и скорости резания.
Глубина резания определяется припуском на обработку.
Подача назначается с учетом требований к чистоте и точности обработки, прочности инструмента и механизма подачи станка и установленной глубины резания.
После выбора глубины резания и подачи, а также предварительного установления коэффициентов обрабатываемости металла назначается скорость резания.
Рекомендуемые режимы резания для зенкерования стали и чугуна по данным НИБТН приведены в табл. 16—22.
183
Таблица 16
Подачи в мм)об при обработке отверстий в заготовках из стали, стального литья и чугуна зенкерами из быстрорежущей стали
Диаметр зенкера D, мм Сталь аВ) кгс/мм2 Чугун
до 80 90-110 свыше ПО НВ<170 НВ>170
15—18 0,4—0,8 0,3—0,6 0,2—0,5 0,60—1,35 0,33—0,80
20—25 0,5—1,0 0,3—0,7 0,3—0,4 0,75—1,70 0,45—1,00
30—35 0,6—1,2 0,4—0,9 0,4—0,7 0,95—2,10 0,58—1,25
40—45 0,7—1,4 0,5—1,1 0,4—0,9 1,15—2,40 0,70—1,45
50—60 0,8—1,6 0,6—1,2 0,5—1,0 1,30—2,10 0,80-1,75
70—80 0,9—2,0 0,7—1,4 0,6—1,2 1,60—3,40 1,00—2,00
Примечание. Подачи даны для случаев обработки отверстий на проход. При обработке глухих отверстий, особенно при одновременной обработке дна отверстия, подачи выбираются в пределах 0,2—0,6 мм!об.
Таблица 17
Скорости резания в м/мин при обработке отверстий в заготовках из углеродистой стали ав =75 кгс!мм2 зенкерами из быстрорежущей стали нормальной производительности с охлаждением
Подача s, мм {об Диаметр зенкера £>, мм
15—20 | 25—35 1 40-50 1 60-80
Припуск на сторону t, мм
0,5 1 0,75 1 1,0-1,25 1,5-2,0
0,2—0,4 44—30 27—22,
0,5—0,7 28—23 24—16 — —
0,7—1,2 22—17 19—13 — —
0,7—0,8 — — 16,0—14,0 —
1,0—1,4 1,6—2,0 — — 13,0—10,5 11,0-9,0
— — 10,0—9,0 8,5-7,5
2,2—2,8 — — 9,0—3,5 7,0—16,5
Примечания: 1. Режимы резания даны для обработки отверстий £1=15-4-20 мм— цельными зенкерами, £1 = 25-4-35 мм — цельными и насадными, £1=40-4-80 мм — насадными зенкерами.
2. При зенкеровании литого или прокованного отверстия с припусками, превышающими табличные до трех раз, значения скорости резания следует умножить на поправочный коэффициент 0,75.
3. Поправочные коэффициенты на измененные условия эксплуатации зенкеров см. в табл. 19.
184
Таблица 18
Скорость резания в м/мин при обработке отверстий в заготовках из серого чугуна НВ 190 зенкерами из быстрорежущей стали нормальной производительности с охлаждением
Подача s, Диаметр зенкера D, мм
15—20 25—35 | 40—50 1 60-80
мм!об Припуск на сторону t, мм
0,5 1 0,5-0,75 1 1,0-1,25 1,5-2,0
0,4—0,6 32-28 — —
0,7—1,0 26—22 — — —
1,2—1,4 21—20 — — —
0,8—1,2 21—20 — — —
1,4—1,6 — 25—22 — —
1,8—2,4 — 18—15 — —
1,2—1,6 — 17,5—15,5 16,5—15,0
1,8—2,2 — 15,0—13,5 16,0—13,0
2,4—*2,8 — — 13,5—12,5 13,5—12,0
3,0—4,0 — — — 12,0—10,5
Примечания: 1. Режимы резания даны при обработке отверстий D = = 15н-20 мм— цельными зенкерами, Z) = 25-e-35 мм — цельными и насадными зенкерами £>=40ч-80 мм — насадными зенкерами.
2. При зенкеровании литого отверстия с припусками, превышающими табличные до трех раз, значение скорости резания следует умножить на поправочный коэффициент 0,75.
3. Поправочные коэффициенты на измененные условия эксплуатации зенкеров см. в табл. 19.
Таблица 19
Поправочные коэффициенты на скорость резания зенкерами для измененных условий эксплуатации
/. В зависимости от обрабатываемого материала
Металлы Пределы прочности ав> кгс/мм* Пределы твердости; НВ Величина коэффициента К.. М.у
Стали углеродистые конст- 30—40 0,84
рукционные 40—50 — 1,03
50—60 — 1,32
70—80 — 1,0
80—90 — 0,9
Стали хромистые 70-80 — 0,85
Стали хромоникелевые 70—80 — 0,90
Чугун серый — 140—160 1,35
— 160—180 1,15
— 180—200 1,0
— 200—220 0,85
— 220—240 0,77
— 240—260 0,69
185
2. В зависимости от состояния стали
Прокат
Термическая обработка
холоднотянутый горячекатаный нормализация отжиг улучшение
Величина коэффициента Кс
1,0 1,1 0,95 0,9 0,8
Таблица 20
Подачи в мм!об при обработке отверстий зенкерами, оснащенными твердым сплавом
Диаметр зенкера D, мм, до Сталь Чугун твердостью НВ
до 200 | свыше 200
Группа подач
I 1 II 1 I II 1 I 1 II
15 0,5—0,6 0,40—0,50 0,7—0,9 0,55—0,60 0,50—0,65 0,40—0,45
20 0,6—0,7 0,45—0,50 0,9—1,1 0,60—0,70 0,60—0,70 0,50—0,55
25 0,7—0,9 0,50—0,60 1,0—1,2 0,75—0,80 0,70—0,80 0,55—0,60
30 0,8—1,0 0,60—0,70 1,1—1,3 0,80—0,90 0,80—0,90 0,60—0,70
35 0,9—1,1 0,65—0,70 1,2—1,5 0,90—1,00 0,90—1,00 0,65—0,75
40 0,9—1,2 0,70—0,75 1,4—1,7 1,00—1,10 1,00—1,20 0,70—0,80
50 1,0—1,3 0,80—0,90 1,6—2,0 1,10—1,30 1,20—1,40 0,85—1,00
60 1,1—1,3 0,85—0,90 1,8—2,2 1,20—1,40 1,20—1,50 0,90—1,10
80 и выше 1,2—1,5 0,90—1,10 2,0—2,4 1,40—1,60 1,40—1,70 1,00—1,20
Примечание. Подачи даны для случаев обработки сквозных отверстий. При зенкеровании глухих отверстий, особенно при одновременной обработке дна отверстия, рекомендуются подачи в пределах 0,3—0,6 мм!об.
Технологические факторы выбора группы подач
I группа. Зенкерование отверстий без допуска или «с допуском до пятого класса точности, зенкерование под последующую обработку несколькими инструментами, зенкерование под нарезание резьбы.
II группа. Зенкерование отверстий при .повышенных требованиях к чистоте поверхности, зенкерование отверстий третьего-четвертого классов точности с малой глубиной резания под последующую калибровку одним инструментом (разверткой, зенкером, резцом).
Подачи даны для работы стандартными зенкерами. При работе специальными зенкерами с повышенными глубинами резания табличные значения подач следует уменьшать на 30—40% .
186
Таблица 21
Скорости резания при обработке отверстий в чугунных заготовках зенкерами, оснащенными пластинками из твердого сплава ВК8
Твердость по Бринсдю НВ Подача s, ш/Цоб, до
138—159 151 — 165 163—181 182-199 200-218 219—240
Глубина резания t, мм, до
0,6 1,3 2,7 6,0 13,0 0,6 1,3 2,7 6,0 13,0 0,6 1,3 2,7 6,0 13,0 0,6 1,3 2,7 6,0 13,0 0,6 1,3 2,7 6,0 13,0 0,6 1,3 2,7 6,0 0,77 0,59 0,46 0,35 1,00 0,77 0,59 0,46 0,35 1,30 1,00 0,77 0,59 0,46 0,35 1,70 1,30 1,00 0,77 0,59 0,46 0,35 2,20 1,70 1,30 1,00 0,77 0,59 0,46 0,35 2,20 1,70 1,30 1,00 0,77 0,59 0,46 0,35 2,20 1,70 1,30 1,00 0,77 0,59 0,46 2,20 1,70 1,30 1,00 0,77 0,59 2,20 1,70 1,30 1,00 0,77 2,2 1,7 1,3 1,0 2,2 1,7 1,3
Диаметр зенкера D= 14ч- 80 mai Скорость резания и, м/мин
175 | 156 1 138 | 123 | 109 1 97 ; 86 | 77 1 68 1 61 54
Принятые средние периоды стойкости
Диаметр зенкера D, мм 1 До 20 | 21—30 | 31—40 | 41—50 | 51—60 | 61—80
Период стойкости Т, мин | 30 I 40 | 50 | 60 | 80 |_ Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от периода стойкости, состояния поверхности заготовки, марки твердого сплава 100
Период стойкости Отношение фактического периода стойкости к нормативному Т$/Тп 0,25 0,5 1,0 2,0 3,0 4,0
Коэффициент Ktv 1,74 1,32 1,0 0,76 0,64 0,57
Состояние поверхности заготовок Поверхность Без корки | Литейная корка
Коэффициент К nv 1,0 | 0,8
Марка твердого qq сплава Марка сплава | | ВК8 I ВК6 1 ВК4
Коэффициент 1 1.0 I 1,2 | 1,3—1,4
Таблица 22
Скорости резания при обработке отверстий в заготовках из сталей конструкционных углеродистой и легированной и стального литья зенкерами, оснащенными пластинками из твердого сплава Т15К6 с охлаждением
Предел прочности при растяжении сгв> кгс/мм* Подача s, мм, [об, до
47—54 55—61 62—70 71-80 81—91 92—104
Твердость по Бринелю НВ
135—1541155—1741175—200*201—22в1 229—260 261—298
Глубина резания мм, J\Q
1,о — — — — — 0,55 0,80 1,20 1,80
1,8 1,0 — — — — 0,38 0,55 0,80 1,20 1,80 — — — — — — —
3,3 1,8 1,0 — — — — 0,38 0,55 0,80 1,20 1,80 — — — — — —
6,0 3,3 1,8 1,о То" — — — 0,38 0,55 0,80 1,20 1,80 — — — — —
10,0 6,0 3,3 1,8 — — — — 0,38 0,55 0,80 1,20 1,80 — — — —
— 10,0 6,0 3,3 1,8 1,0 — — — — 0,38 0,55 0,80 1,20 1,80 — — —
— — 10,0 6,0 3,3 1,8 — — — — — 0,38 0,55 0,80 1,20 1,8 — —
— — — 10,0 6,0 3,3 — — — — — — 0,38 0,55 0,80 1,2 1,8 —
— — — — 10,0 6,0 — — — — — — — 0,38 0,55 0,8 1,2 1,8
Диаметр зенкера D, мм Скорости резания и, м/мин
20 90 80 71 63 56 50 44 39,0 34,5 31 „0 27,0 24,5
30 103 92 81 72 64 57 51 45,0 40,0 35,5 31,5 28,0
40 112 100 89 79 70 62 55 49,5 44,0 39,0 34,5 31,0 33,5
50 122 108 96 86 76 67 60 53,0 47,5 42,0 37,5
60 130 116 103 92 81 72 64 57,0 51,0 J5,0 40,0 35,5 39,5
80 144 128 114 101 90 80 71 63,0 56,0 50,0 44,0
Продолжение
Принятые периоды стойкости (средние)
Диаметр зенкера D, мм До 20 21—30 31—40 41—50 51—60 61—80
Период стойкости Т, мин 30 40 50 60 80 100
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от периода стойкости, состояния поверхности заготовки, марки твердого сплава
Период стойкости Отношение фактического периода стойкости к нормативному Тф/Тп 0,25 0,5 1,0 2,0 3,0 4,0
Коэффициент Кту 1,41 1,19 1,0 0,84 0,78 0,71
Состояние поверхности заготовки Поверхность Без корки Литейная корка
Коэффициент 1,0 0,8
Марки твердого сплава Марка сплава Т15К6 Т5КЮ, Т5К6
Коэффициент 1,о 0,65
Неполадки при эксплуатации зенкеров и меры по их устранению
Неполадки Причина возникновения Меры по устранению
Поломка зенкеров Неправильная заточка Переточить зенкер, обеспечив
или выкрашивание режущих кромок зенкеров (малые или завышенные значения задних углов, неправильный выбор главного угла в плане, большое биение зубьев) получение правильных геометрических параметров режущей части (в соответствии с рекомендациями)
Слишком большая подача Снизить подачу в соответствии с нормативами
Работа затупленным зенкером Переточить зенкер
Слишком большой припуск под зенкерование Производить зенкерование в два прохода
Пакетирование стружки в канавках зенкера Увеличить объем стружечных канавок, ввести дополнительное полирование стружечных канавок. Снабдить передние поверхности стружколоматель-ными канавками
Низкая стойкость зенкеров Работа на завышенных режимах резания (скорость, подача, глубина резания) Установить режимы резания в соответствии с нормативами
Неправильная геометрия режущей части Переточить зенкер
Прижоги на режущих кромках в процессе заточки Переточить зенкер, следить за режимами заточки и охлаждением
Несоответствие марки твердого сплава пластин физико-механическим свойствам обрабатываемого материала Взять новый зенкер, оснащенный пластинками из твердого сплава, соответствующими виду обрабатываемого материала
Недостаточное охлаждение зенкера при обработке пластичных металлов Увеличить подачу охлаждающей жидкости
Увод зенкера в процессе обработки отверстия Несовпадение оси зенкера с осью обрабатываемого отверстия Применять зенкерование через кондукторную втулку или работать зенкером сразу после сверла при неизменном расположении обрабатываемой детали и шпинделя станка
Неправильные размеры отверстий (разбивка отверстий выше допуска четвертого класса точности) Несовпадение оси обрабатываемого отверстия с осью зенкера из-за неправильной установки зенкера Переналадить установку зенкера, допуская несовпадение осей не выше 0,01 мм
190
Продолжение
Непол адки Причина возникновения Меры по устранению
Неудовлетвори- Увод зенкера в процессе обработки отверстия Повышение наростоюб-разования вследствие неправильного назначения скорости резания Работа затупленным Применять зенкерование через кондукторную втулку или работать зенкером сразу после сверла при неизменно-м расположении обрабатываемой детали и шпинделя станка Работать со скоростью резания в зоне минимального наро-стообразования Переточить зенкер
тельная чистота поверхности отверстий зенкером Завышенная величина подачи и припуска под зенкерование Завышенное значение угла в плане Некачественная заточка зенкера (плохая чи- Снизить подачу и припуск под зенкерование в соответствии с рекомендациями Уменьшить значение угла в плане ср до 30° для быстрорежущих зенкеров и 15° для твердосплавных зенкеров Повысить качество отделочных операций
Налипания, надиры стота поверхности направляющих ленточек и режущих кромок) Повышенное наросто-образование Неправильный выбор смазочно-охлаждающей жидкости Недостаточная величи- Работать в зоне скоростей резания с пониженным наро-стообразованием Применять смазочно-охлаждающую жидкость в соответствии с рекомендациями Увеличить величину обратной
на ленточках зубьев на обратной конусности конусности
зенкера (особенно у зенкеров, оснащенных пластинками из твердого сплава) Некачественное шлифование направляющих ленточек Некачественная смазочно-охлаждающая жидкость и недостаточное ее количество Перешлифовать зубья зенкеров в соответствии с рекомендуемой чистотой рабочих поверхностей Применять смазочно-охлаждающую жидкость в соответствии с рекомендациями и в необходимом количестве
19)
РАЗВЕРТКИ РУЧНЫЕ
РАЗВЕРТКИ РУЧНЫЕ ЦИЛИНДРИЧЕСКИЕ
Исполнение 1
Основные размеры — то ГОСТ 7722—70; технические требования — по ГОСТ 1523—65.
Обозначение Размеры, мм Число зубьев Завод-изготовитель
Исполнение 1 Исполнение 2 D для рядов L 1 h z2 d
1 1 2 1 3
2360-0101 1,0 (1,5) 38 18 4 18 2,0 5 ВИЗ
0102 1,1
0103 1,2 41 20 5
0104 1,4
0105 — 1,5 1,6 1,8 4
0106 1,6 44 47 ~21 23 6 20
2360-0107 1,8
195
Продолжение
Обозначение Размеры, мм Число зубьев Завод-изготовитель
Исполнение 1 Исполнение 2 D для рядов L 1 ' d
1 1 2 3
2360-0108 2,0 50 25 7 22 2,0
0109 2,2 54 27 2,2 4
ОНО 2,5 58 29 25 2,5
0111 2,8 8 2,8
0112 2360-0181 3,0 28 3,0
0113 0182 — 3,2 62 31 3,2
0114 0183 — 3,4 62 31 10 3,4
0115 0184 3,5 — 3,5
0116 0185 — 3,6 71 35 3,6
0117 0186 — 3,8 3,8
0118 0187 4,0 4,0
0119 0188 — 4,2 76 38 4,2
0120 0189 4,5 — 4,5
0121 0190 — 4,8 81 _41 11 32 4,8
0122 0191 5,0 — 5,0
0123 0192 — 5,2 87 44 12 36 5,2 6
0124 0193 5,5 — 5,5
0125 0194 6,0 6,0
0126 0195 — 6,3 6,3
0127 0196 — 6,5 93 47 13 40 6,5
0128 0197 7,0 107 54 7,0 виз
0129 0198 — 7,5 15 45 7,5
0130 0199 8,0 8,0
0131 0200 — 8,5 115 58 J5 8,5
0132 0201 9,0 — 124 62 9,0
0133 0202 — 9,5 16 50 9,5
0134 0203 10,0 — 133 66 10,0
0135 0204 — 10,5 10,5
0136 0205 11,0 — 142 71 55 11,0
0137 0206 — 11,5 18 11,5
0138 0207 12,0 — 152 76 60 12,0
0139 0208 — (13,0) 13,0
0140 0209 14,0 — 163 81 65 14,0
0141 0210 — W) 21 15,0
0'142 0211 16,0 — 175 87 70 16,0 8
0143 0212 — (17,0) 17,0
0144 0213 18,0 — 188 93 23 18,0
0145 0214 — (19,0) 80 19,0
0146 0215 20,0 — 201 100 20,0
0147 0216 — (21,0) 26 21,0
0148 0217 22.0 — (23,0) 215 107 Q0 22,0
2360-0149(2360-0218 — — “28 23,0
96
Продолжение
Обозначение Размеры, мм Число зубьев Завод-изготовитель
Исполнение 1 Исполнение 2 D 1 ДЛЯ ря/ 1 2 1,0В 1 3 L 1 Zi 1г d
2360-0150 2360-0219 — (24,0) 231 115 1 28 90 24,0
0151 0220 25,0 — 25,0
0152 0221 — (26,0) — — 26,0 8
0153 0222 — — (27) 31 27,0
0154 0223 28,0 — 247 124 100 28,0
0155 0224 — (30,0) 35 30,0
0156 0225 32,0 — 265 133 ПО 32,0 10
0157 0226 — (34,0) 34,0
0158 0227 — — (35) 284 142 120 35,0
0159 0228 36,0 — 38 36,0
0160 0229 — — (37) 37,0
0161 0230 — (38,0) — 305 152 125 38,0
0162 0231 40,0 — — 42 40,0
0163 0232 — (42,0) — 42,0
0164 0233 — — (44) 44,0 ВИЗ
0165 0234 45,0 — — 326 163 130 45,0
0166 0235 — — (46) 47 46,0
0167 0236 — — 47 47,0 12
0168 0237 — (48,0) — 48,0
0169 0238 50.0 — — 347 174 135 50,0
0170 0239 — (52,0) — 52,0
0171 0240 (55,0) — — 55,0
0172 0241 — — 56 367 184 52 145 56,0
0173 0242 — — (58) 58,0
0174 0243 (60,0) — — 60,0
0175 0244 — — Л62Г 62,0
0176 0245 — 63,0 — 387 194 150 63,0
0177 0246 — — 67 57 67,0
2360-0178 2360-0247 — — 71 406 203 160 71,0
Развертки по ГОСТ 7722—70 предназначены для 'получения точных отверстий. Применяются после предварительной обработки отверстий сверлом, расточным резцом, зенкером.
Материал — легированная сталь по ГОСТ 5950—73. В обоснованных случаях допускается изготовление разверток из быстрорежущей стали марок, предусмотренных ГОСТ 19285—73.
В централизованном порядке развертки должны выпускаться в доведенном виде для обработки отверстий с допусками по А, А2а, А3 и Н; с припуском под доводку—в соответствии с ГОСТ 11174—65 (№ 1—6).
Диаметры и квадраты — по ГОСТ 9523—67.
197
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример обозначения ручной цилиндрической развертки с прямыми канавками диаметром 8 мм для обработки отверстия с предельными отклонениями по А:
РАЗВЕРТКА 2360-0130 А ГОСТ 7722—70
То же, развертки № 2 с 'припуском под доводку:
РАЗВЕРТКА 2360-0130 № 2 ГОСТ 7722—70
То же, черновой развертки:
РАЗВЕРТКА 2360-0130 4 ГОСТ 7722—70
РАЗВЕРТКИ РУЧНЫЕ РАЗЖИМНЫЕ
Основные размеры — по ГОСТ 3509—71; технические требования — по ГОСТ 1523—65.
198
Обозначения разверток Для рядов 1 2 L 1 d Завод-изготовитель
2362-0001 8 — ПО 50 7,7 8,7 9,7 10,7 11,7 12,7 13,7 14,7 15,7 16,7 17,7 18,7 19,7 20,7 8 9 10 И 12 13 14 15 16 17 18 19 20 21 ТИЗ
0002 9 — 125
0003 10 —
0004 11 — 140 60
0005 12 —
0006 — 13
0007 14 — 160 70
0008 — 15
0009 16 —
0010 — 17
ООН 18 — 180 75
0012 — 19
0013 20 — 200 85
2362-0014 — 21
Обозначения разверток Для рядов L 1 di d Завод-изготовитель
1 2
2362-0015 22 220 90 21,7 22
0016 24 23,7 24
0017 25 240 100 24,7 25
0018 26 240 100 25,7 26
0019 27 26,7 27
0020 28 27,7 28
0021 30 260 НО 29,7 30
0022 32 31,7 32 ТИЗ
0023 34 33,7 34
0024 36 35,7 36
0025 38 300 125 37,7 38
0026 40 340 140 39,7 40
0027 42 41,7 42
0028 45 44,7 45
0029 48 380 150 47,7 48
2362-0030 50 49,7 50
Развертки ио ГОСТ 3509—71 предназначены для обработки предварительно просверленных или зенкерованных отверстий с целью придания им высокой чистоты поверхности и точности размеров.
Конструкция разжимных разверток, изготовляемых по ГОСТ 3509—71, позволяет восстанавливать их размер после износа.
На всей длине рабочей части разверток имеется ступенчатое отверстие, в котором между большим и малым отверстиями расположен конический участок. Конусность этого участка для разверток диаметром 8 мм составляет 1:20, для разверток диаметром свыше 8 мм — 1:10.
На этом коническом участке помещается стальной шарик, который поджимается ввинчивающимся с торца упором (винтом).
Ввинчиванием упора и перемещением шарика по коническому отверстию осуществляется разжщ^ие зубьев, вследствие чего диаметр развертки увеличивается. J
Шлифование по диаметру щ^Уочка разверток производятся в собранном виде. .z:.~ J
Величина регулирования по диаметру развертки от номинального размера представлена в таблице.
Размеры, мм
номинальный диаметр развертки
величина регулирования
До 10
Свыше 10 до 20
» 20 » 30
» 30
+0,16 +0,25 + 0,40 +0,50
Материал — инструментальная легированная сталь по ГОСТ 5950—73.
Твердость рабочей части разверток HRC 61—64, квадрата HRC 30—45.
Развертки изготовляют с прямыми канавками, праворежущими; разбивка шага зубьев неравномерная.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример обозначения развертки диаметром 30 мм:
РАЗВЕРТКА РАЗЖИМНАЯ 30 ГОСТ 3509—71
200
РАЗВЕРТКИ РУЧНЫЕ РЕГУЛИРУЕМЫЕ
Основные размеры и технические требования — по чертежам завода-изготовителя (ТУ 2 035-229—71).
Развертки предназначены для обработки предварительно просверленных или зенкерованных отверстий. Они удобны в эксплуатации и широко применяются при ремонтных работах.
Конструкция разверток позволяет обрабатывать отверстия любого диаметра при небольшой номенклатуре разверток.
Регулирование разверток осуществляется за счет осевого перемещения ножей по дну пазов в корпусе, выполненных с уклоном 1:25.
Обозначение D ^напр L а Завод-изготовитель
2361-0016 16,25—17,25 14,89 170 8,0 ВИЗ
0017 17,26—19,00 16,89 170 8,0
0018 19,00—21,00 18,58 180 9,0
0019 21,00—23,00 20,58 195 10,0
0020 23,00—26,00 22,58 215 12,0
0021 26,00—29,50 22,55 240 13,0
0022 29,50—33,50 29,00 270 14,5
2361-0023 33,50—38,00 32,98 310 16,0
201
Опорная поверхность ножей имеет такой же уклон.
Развертки имеют наименьший диаметр при крайнем положении ножей, когда они сдвинуты к переднему торцу корпуса. По мере перемещения ножей к хвостовику диаметр развертки увеличивается. Перемещение осуществляется путем отвинчивания гайки от хвостовика и завинчивания ее на торце. Вместе с гайками перемещаются опорные шайбы.
Наибольшее увеличение диаметра колеблется в пределах 3— 4,5 мм в зависимости от номинального диаметра развертки.
Ножи разверток в передней части по диаметру имеют направляющую.
Диаметр направляющей части должен быть меньше диаметра развертки на величину припуска под обработку отверстия. Направляющая предохраняет развертку от поломки, так как при развертывании отверстия с припуском больше рекомендуемого развертка в отверстие не войдет.
Развертки имеют передний угол <р = 0°, ia задние углы на заборном конусе и калибрующей части — в пределах 6—10°.
После перестановки ножей необходимо перешлифовать и заточить направляющую и рабочую части разверток.
Материал ножей — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73.
Твердость ножей НДС 62—65.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример обозначения развертки диаметром 26,0—29,5 мм:
РАЗВЕРТКА РЕГУЛИРУЕМАЯ 2361-0021, НОРМАЛЬ ЗАВОДА-ИЗГОТОВИТЕЛЯ
РАЗВЕРТКИ КОНИЧЕСКИЕ
РАЗВЕРТКИ КОНИЧЕСКИЕ С КОНИЧЕСКИМ хвостовиком ПОД КОНУСЫ МОРЗЕ
Исполнение 1
Основные размеры — по ГОСТ 10079—71; технические требования — по ГОСТ 10083—62.
Обозначение Для конусов Морзе Размеры, мм
Исполнение 1 Исполнение 2 D Di
1 2 3 4 5
2373-0131 2373-0141 0 9,045 9,878
0132 0142 1 12,065 12,913
0133 0143 2 17,780 18,729
0134 0144 3 23,825 24,879
0135 0145 4 5 31,267 32,462
0136 0146 44,399 45,767
2373-0137 2373-0147 6 63,348 65,069
Продолжение
Размеры, мм Число зубьев Конус Морзе хвостовика Завод-изготовитель
d L / предварительных чистовых
6 7 8 9 10 11 12 13
6,547 140 64 48 5 6 1 ВИЗ
9,571 145 67 50 7
14,733 175 80 61 2
20,010 215 97 76 7 9 3
26,229 240 120 97
37,873 295 150 124 9 11 4
54,380 385 205 172 11 13 5
203
Развертки .по ГОСТ 10079—71 предназначены для обработки отверстий под конусы Морзе.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление машинных разверток из легированной стали марки 9ХС по ГОСТ 5950—73.
Твердость на длине рабочег! части у разверток из -быстрорежущей стали HRC 62—65, у разверток из стали марки 9ХС HRC 61—64.
Развертки изготовляются предварительные и чистовые.
Для предварительных разверток допускается уменьшение диаметров d и D\.
Допускаемые отклонения номинального диаметра рабочей части развертки — по С3 ОСТ 1013.
Допускаемые отклонения разности диаметров развертки на длине 100 мм устанавливаются:
0,05 мм — при длине рабочей части до 100 мм;
0,04 мм — при длине рабочей части свыше 100 до 200 мм;
0,03 мм — при длине рабочей части свыше 200 мм.
Радиальное биение рабочей части при проверке в центрах не должно превышать: 0,02 мм у разверток диаметром до 20 мм; 0,03 мм у разверток диаметром свыше 20 мм.
Размеры конусов Морзе хвостовиков — по ГОСТ 2847—67.
Допуски конусов Морзе хвостовиков .пятой степени точности — по ГОСТ 2848—67.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример обозначения конической развертки с коническим хвостовиком под конус Морзе 3:
РАЗВЕРТКА МОРЗЕ 3 ГОСТ 10079—71
РАЗВЕРТКИ КОНИЧЕСКИЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ ПОД МЕТРИЧЕСКИЕ КОНУСЫ. КОНУСНОСТЬ 1:20
204
Основные размеры — по ГОСТ 10080—71; технические требования по ГОСТ Г0083—62.
Обозначение Для метрических конусов Размеры, мм
Исполнение 1 Исполнение 2 D Ох d
1 2 3 4 5 6
2373-0151 2373-0163 4 4 4,5 2,9
0152 6 6 6,6 4,5
0153 80 80 82,0 70,9
2373-0154 2373-0L64 100 100 102,3 89,3
Продолжение
Размеры, мм Число зубьев Конус Морзе Завод-изготовитель
L 1 ^0 предварительных чистовых
7 8 9 10 11 12 13
105 32 22 5 6 0 ВИЗ по заказам
120 42 30 1
405 222 182 13 14 5
505 260 214 16 6
Развертки по ГОСТ 10080—71 «предназначены для обработки отверстий под метрические конусы.
Материал разверток — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление машинных разверток из легированной стали/по ГОСТ 5950—73.
Твердость на длине рабочей части у разверток из быстрорежущей стали HRC 62—65, у разверток из стали марки 9ХС Я7?С61—64.
Развертки изготовляются предварительные и чистовые.
Для предварительных разверток допускается уменьшение диаметров d и D\.
Допускаемые отклонения номинального диаметра рабочей части развертки — по С3 ОСТ 1013.
Допускаемые отклонения разности диаметров развертки на длине 100 мм устанавливаются:
0,04 мм — при длине рабочей части свыше 100 до 200 мм;
0,03 мм — при длине рабочей части свыше 200 мм.
Радиальное биение рабочей части при проверке в центрах не должно превышать 0,02 мм у разверток диаметром до 20 мм; 0,03 мм у разверток диаметром свыше 20 мм.
205
Размеры конусов Морзе хвостовиков — по ГОСТ 2847—67.
Допуски конусов Морзе хвостовиков пятой степени точности — по ГОСТ 2848—67.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример обозначения конической развертки с коническим хвостовиком под метрический конус 80:
РАЗВЕРТКА МЕТРИЧЕСКАЯ 80 ГОСТ 10080—71
РАЗВЕРТКИ КОНИЧЕСКИЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ. КОНУСНОСТЬ 1:30
Основные размеры — по ГОСТ 10082—71; технические требования — по ГОСТ 10083—62.
206
Обозначение Размеры, мм Число зубьев Конус Морзе Завод-изготовцтелЬ'
Исполнение 1 Исполнение 2 D £>i d L 1 ^0 предварительных чистовых
2373-0081 2373-0101 13 13,6 10,9 160 80 62 5 7 1 ВИЗ
0082 0102 16 16,6 13,6 185 90 72 2
0083 0103 19 19,6 16,2 220 102 84 3
0084 0104 22 22,8 18,9 235 117 93 7 9
0085 0105 27 27,8 23,5 245 129 105
0086 0106 32 32,8 28,2 280 138 114 4
0087 0107 40 41,0 35,8 300 156 126 9 11
0088 0108 50 51,0 45,4 345 168 138 5
0089 0109 60 61,0 54,9 360 184 154 11 13
0090 ОНО 70 71,2 64,8 370 193 157
0091 0111 80 81,2 74,6 380 198 162 13 14
2373-0092 2373-0112 100 101,2 94,0 460 216 180 16 6
Развертки по ГОСТ 10082—71 предназначены для обработки отверстий насадных зенкеров и разверток.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической 'документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление машинных разверток из легированной стали по ГОСТ 5950—73.
Твердость на длине рабочей части у разверток из быстрорежущей стали HRC 62—65, у разверток из стали марки 9ХС HRC61 — 64.
Развертки изготовляются предварительные и чистовые.
Для предварительных разверток допускается уменьшение диаметров d и D\.
Допускаемые отклонения номинального диаметра рабочей части развертки — по С3 ОСТ 1013.
Допускаемые отклонения разности диаметров развертки на длине 100 мм устанавливаются:
0,04 мм— при длине рабочей части свыше 100 до 200 мм\
0,03 мм — при длине рабочей части свыше 200 мм.
Радиальное биение рабочей части при проверке в центрах не должно превышать 0,02 мм у разверток диаметром до 20 мм\ 0,03 мм у разверток диаметром свыше 20 мм.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе пятой степени точности — по ГОСТ 2848—67.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример обозначения конической развертки конусностью 1:30„ диаметром 16 мм\
РАЗВЕРТКА КОНИЧЕСКАЯ 1:30—16 ГОСТ 10082—71
208
РАЗВЕРТКИ КОНИЧЕСКИЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ.
КОНУСНОСТЬ 1:50
Основные размеры — по ГОСТ 10081—71; технические требования — по ГОСТ 10083—62.
Обозначение Размеры, мм Конус Морзе Число зубьев । Завод-изготовитель
Исполнение 1 Исполнение 2 D А d L 1 ^0
*2373-0023 2373-0001 6 7,6 5,9 165 85 5 1 5 ВИЗ
0024 0002 8,4 205 125
0025 0003 8 9,9 7,9 180 100 7
0026 0004 Н,1 240 160
0027 0005 10 12,4 9,9 195 115
0028 0006 14,0 285 205
0029 0021 12 15,1 11,9 260 160 2
0171 0022 16,9 350 250
0172 0009 16 19,8 15,9 315 215
0173 0010 21,8 415 315
0174 ООН 20 24,3 19,9 340 220 3
0175 0012 26,3 440 320
0176 0013 25 29,4 24,8 350 230 10
0177 0014 31,4 450 330
0178 2373-0016 32 36,5 31,8 385 235 4 9
2373-0179 38,5 485 335
Развертки по ГОСТ 10081—71 предназначены для обработки отверстий под конические штифты с конусностью 1:50.
Материал — быстрорежущая «сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной ib Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление машинных разверток из легированной стали марки 9ХС по ГОСТ 5950—73.
209
Твердость рабочей части у разверток из быстрорежущей стали диаметром свыше 6 мм HRC 62—65, у разверток из стали марки 'ЭХС диаметром до 8 мм HRC 61—63, свыше 8 мм HRC 61—64.
Допускаемые отклонения номинального диаметра рабочей части развертки — по С3 ОСТ 1013.
Допускаемые отклонения разности диаметров на длине 100 мм устанавливаются:
0,05 мм — при длине рабочей части до 100 мм\
0,04 мм —при длине рабочей части свыше 100 до 200 мм\
0,03 мм — при длине рабочей части свыше 200 мм.
Радиальное биение рабочей части при проверке в центрах не должно превышать 0,02 мм у разверток диаметром до 20 мм\ 0,03 мм у разверток диаметром свыше 20 мм.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе пятой степени точности — по ГОСТ 2848—67.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример условного обозначения конической развертки конусностью 1:50, диаметром 8 мм и длиной 100 мм, исполнения 1:
РАЗВЕРТКА 2373-0025 ГОСТ 10081—71
РАЗВЕРТКИ КОНИЧЕСКИЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ ПОД КОНУСЫ МОРЗЕ
Основные размеры — по ГОСТ 11182—71; технические требования — по ГОСТ 11178—65.
210
Обозначение Для конусов Морзе; D А d dt L Z Zo Число зубьев Завод-изготовитель
предварительных чисто -вых
2372-0132 0 9,045 9,878 6,547 8,0 95 64 48 5 6 ВИЗ
0133 0134 0135 0136 1 12,065 12,913 9,571 10,0 100 67 50 7
2 17,780 18,729 14,733 14,0 125 80 97 61
3 28,825 24,879 20,010 20?0 150 76 7 9
4 31,267 32,462 26,229 25,0 180 120 97
0137 2372-0138 5 44,399 45,767 37,873 35,5 >5.0 230 150 124 9 “ П—
6 63,348 65,069 54,380 ЗЮ| 205 172 11 13
Развертки по ГОСТ 11182—71 предназначены для обработки отверстий под конусы Морзе.
Материал — легированная сталь по ГОСТ 5950—73.
В обоснованных случаях допускается изготовление разверток из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73* и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость на длине рабочей части у разверток из стали марки 9ХС HRC 61—64, у разверток из быстрорежущей стали HRC 62—65.
Твердость квадрата разверток HRC 30—45.
Развертки должны изготовляться /комплектом (чистовая и предварительная) или раздельно (чистовая или .предварительная).
Для предварительных разверток допускается уменьшение размеров D\, d.
Допускаемые отклонения номинального диаметра D рабочей части развертки — по С3 ОСТ 1013.
Допускаемые отклонения разности диаметров развертки на< длине 100 мм устанавливаются:
0,05 мм — при длине рабочей части до 100 мм\
0,04 мм — при длине рабочей части свыше 100 до 200 мм\
0,03 мм — при длине рабочей части свыше 200 мм.
Радиальное биение рабочей части при проверке в центрах не' должно превышать 0,02 мм у разверток диаметром до 20 мм\ 0,03 мм у разверток диаметром свыше 20 мм.
Размеры квадратов — по ГОСТ 9523—67.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример обозначения конической развертки под конус Морзе 2г
РАЗВЕРТКА МОРЗЕ 2 ГОСТ 11182—71
2111
РАЗВЕРТКИ КОНИЧЕСКИЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ ПОД МЕТРИЧЕСКИЕ КОНУСЫ. КОНУСНОСТЬ 1:20
Основные размеры >по ГОСТ 11183—71; технические требования — по ГОСТ 11178—65.
Обозначение Для метрических конусов Размеры, мм Число зубьев Завод-изготовитель
D Dt d di L l ^0 предварительных чистовых
2372-0141 4 4 4,5 2,9 4 50 32 22 5 6 ВИЗ
0131 6 _6 6,6 4,5 5 65 42 30
0139 80 80 82,0 70,9 56 340 222 182 13 14
2372-0140 100 1001102,3 89,3 71 385 260 214 16
Развертки по ГОСТ 11183—71 предназначены для обработки отверстий под метрические конусы.
Материал — легированная сталь по ГОСТ 5950—73.
Допускается изготовление разверток из быстрорежущей стали марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость на длине рабочей части разверток из стали марки 9ХС HRC 61—64, у разверток из быстрорежущей стали HRC 62—65.
212
Твердость квадрата разверток HRC 30—45.
Развертки должны изготовляться комплектом (чистовая и предварительная) или раздельно (чистовая или предварительная).
Для предварительных разверток допускается уменьшение размеров D\ и d.
Допускаемые отклонения номинального диаметра D рабочей части развертки по С3 ОСТ 1013.
Допускаемые отклонения разности диаметров развертки на длине 100 мм устанавливаются:
0,05 мм — при длине рабочей части до 100 мм\
0,04 мм — при длине рабочей части свыше 100 мм до 200 мм\
0,03 мм — при длине рабочей части свыше 200 мм.
Радиальное биение рабочей части при проверке в центрах не должно превышать 0,02 мм у разверток диаметром до 20 мм\ 0,03 мм у разверток диаметром свыше 20 мм.
Размеры квадратов — по ГОСТ 9523—67.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример обозначения конической развертки под метрический конус 80:
РАЗВЕРТКА МЕТРИЧЕСКАЯ 80 ГОСТ 11183—71
РАЗВЕРТКИ КОНИЧЕСКИЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ. КОНУСНОСТЬ 1:30
(мамиййийавеБ
Основные размеры — по ГОСТ 11184—71; технические требова ния —по ГОСТ 11178—65.
213
Обозначение Размеры, мм Число зубьев Завод-изготовитель
D £>i d di L l Zo предварительных чистовых
2372-0101 13 13,6 10,9 11,2 120 80 65 5 7 ВИЗ
0102 0103 16 16,6 13,6 14,0 130 90 72
19 19,6 16,2 16,0 150 102 84
0104 22 22^8_ 27,8 18,9 20,0 170 117 93 7 9
0105 0106 27 23,5 22,4 25,0 190 129 105
32 32,8 28,2 200 138 114
0Г07 0108 2372-0109 40 41,0 35,8 31,5 225 156 126 9 11
50 51,0 45,4 35,5 250 168 138
60 61,0" 54,9 40,0 270 184 154 11 13
Развертки по ГОСТ 11184—71 предназначены для обработки отверстий насадных зенкеров и разверток.
Материал — легированная сталь ino ГОСТ 5950—73.
В обоснованных -случаях допускается изготовление разверток из быстрорежущей стали .марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость на длине рабочей части у разверток из стали марки 9ХС HRC 61—64, у разверток из быстрорежущей -стали HRC 62—65.
Твердость квадрата разверток HRC 30—45.
Развертки должны изготовляться комплектом (чистовая и предварительная) или раздельно (чистовая или предварительная). Для предварительных разверток допускается уменьшение размеров D\ и d.
Допускаемые отклонения номинального диаметра D рабочей части развертки —по С3 ОСТ 1013.
Допускаемые отклонения разности диаметров развертки на длине 100 мм устанавливаются:
0,05 мм — при длине рабочей части до 100 мм\
0,04 мм — при длине рабочей части свыше 100 до 200 мм.
Радиальное биение рабочей части при проверке в центрах не должно превышать 0,02 мм у разверток диаметром до 20 мм\ 0,03 мм у разверток диаметром свыше 20 мм.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример обозначения конической развертки с конусностью 1:30, диаметром 16 мм\
РАЗВЕРТКА КОНИЧЕСКАЯ 1:30—16 ГОСТ 11184—71
214
РАЗВЕРТКИ ПОД КОНИЧЕСКУЮ РЕЗЬБУ. КОНУСНОСТЬ 1:16
Исполнение 2
6°^2°
Основные размеры — по ГОСТ 6226—71; технические требования —ino ГОСТ 10083—62, ГОСТ 1677—67.
Развертки по ГОСТ 6226—71 предназначены для обработки отверстий под коническую резьбу с конусностью 1:16.
Материал разверток — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной 'металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление машинных разверток из легированной стали по ГОСТ 5950—73.
Развертки изготовляются с прямыми и винтовыми канавками.
Допускаемые отклонения номинального диаметра рабочей части развертки—по С3 ОСТ 1013.
Допускаемые отклонения разности диаметров развертки на длине 100 мм устанавливаются:
0,05 мм — при длине рабочей части до 100 мм\
0,04 мм — при длине рабочей части свыше 100 до 200 мм\
0,03 мм — при длине рабочей части свыше 200 мм.
Радиальное биение рабочей части при проверке в центрах не должно превышать 0,02 мм у разверток диаметром до 20 мм\ 0,03 мм у разверток диаметром свыше 20 мм.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе пятой степени точности — по ГОСТ 2848—67.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример обозначения развертки для отверстий под коническую резьбу 3/4" по ГОСТ 6111—52:
РАЗВЕРТКА К 3/4" ГОСТ 6226—71
То же, для отверстий под трубную коническую резьбу з//' по ГОСТ 6211—69:
РАЗВЕРТКА Ктруб 3/4" ГОСТ 6226—71
215
Обозначение Обозначение размеров резьбы (дюймы) Размеры, мм Число зубьев Конус Морзе Завод-изготовитель
Исполнение 1 Исполнение 2 D d L 1 /о
2373-0031 2373-0041 \О ' 1в 6,389 7,014 5,726 100 20 10 6 0 ВИЗ по заказам
0032 0042 л СО * > £ СХ. 'О 8,766 9,454 8,141 по 22 11 1
0033 0043 « V g /1 11,314 12,127 10,439 115 28 15 8
0034 0044 О а> 3/ tr /8 14,797 15,672 13,859 130 30 16 2
0035 0045 S Я 1 / kJ ^2 18,321 19,191 17,102 135 35 21
0036 0046 % 22,666 24,729 22,447 160 38 6 3
0037 0047 1 29,694 30,882 28,194 170 45 26
0038 0048 I */« 38,451 39,764 36,888 200 48 27 4
0039 0049 1 */2 44,520 45,958 42,957 50
0040 0050 ьба ND 56,558 58,058 54,933 230 52 28 5
0051 0061 СП а х/8 8,567 9,192 7,879 ПО 22 12 6 1
0052 0062 I 11,446 12,196 10,508 115 28 16 8
0053 0063 со я 3/ S /8 14,951 15,701 13,888 130 30 18 2
0054 0064 К S х/2 18,632 19,445 17,351 135 35 22
0055 0065 5 •/. д /4 24,119 24,994 22,713 160 38 24 6 3
0056 0066 Ю 30,293 31,356 28,668 170 45 28
0057 0067 1 38,954 40,079 37,204 200 48 30 4
0058 0068 1 х/2 44,847 45,972 49,972 200 50 32
2373-0059 2373-0069 2 56,659 57,784 54,659 230 52 34 5
РАЗВЕРТКИ КОТЕЛЬНЫЕ МАШИННЫЕ
Основные размеры — по ГОСТ 18121—72.
Обозначение Размеры, мм Конус Морзе Завод-изготовитель
d L I
2363-0961 6,4 155 75 30 1 СИЗВ
0962 (7,4) 160 80 32
0963 8,4 165 80 34
. 0964 11,0 180 100 40
0965 13,0 200 105 42 2
0966 (15,0) 220 125 50
0967 17,0 230 135 54
0968 19,0 260 140 58 3
0969 21,0 270 150 62
0970 23,0 280 160 66
0971 25,0 295 175 72
0972 (28,0) 310 190 78
0973 31,0 325 205 84
0974 (34,0) 365 220 88 4
0975 37,0
2363-0976 (40,0) 375 230 92
Развертки по ГОСТ 18121—72 предназначены для котельных, мостовых и корабельных работ.
Материал — легированная сталь по ГОСТ 5950—73.
Допускается изготовление разверток из быстрорежущей стали марок, .предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
Твердость по длине рабочей части у разверток из стали марки 9ХС HRC 61—64, у разверток из быстрорежущей стали HRC 62—65.
Размеры конусов Морзе — по ГОСТ 2847—67.
Допуски конусов Морзе, пятой степени точности — по ГОСТ 2848—67.
217
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример условного обозначения котельной машинной развертки диаметром 13 мм\
РАЗВЕРТКА 2363-0965 ГОСТ 18121—72.
РАЗВЕРТКИ МАШИННЫЕ
РАЗВЕРТКИ МАШИННЫЕ ЦЕЛЬНЫЕ С ЦИЛИНДРИЧЕСКИМ хвостовиком
Основные размеры — >по ГОСТ 1672—71; технические требования— по ГОСТ 1523—65.
Обозначение разверток с углом ф Размеры, мм Завод-изготовитель
D для рядов d \ L 1 h
5е 15° 1 2
2363-0043 2363-0031 2363-0033 2363-0044 2363-0032 3,0 3,2 3,4 3,0 60 10 22 ВИЗ
— 3,2 3,4
218
П родолжение
Обозначение разверток с углом Ф Размеры, мм Завод-изготовитель
D рядов d L 1 h
5° 15° 1 2
2363-0034 3,4 3,4 60 10
2363-0047 3,5 — 3,5
2363-0048
2363-0035 — — 3,6 3,6
— 2363-0036
2363-0037 — — 3,8 3,8 70 12
2363-0038
2363-0051 — 4,0 — 4,0
— 2363-0052
2363-0039 — — 4,2 4,2
2363-0040
2363-0055 4,5 — 4,5 22
— 2363-0056
2363-0077 — — 4,8 4,8
— 2363-0078
2363-0059 —
— 2363-0060 5,0 — 5,0 80 14
2363-0079 — — 5,2 5,2
— 2363-0080
2363-0081 — 5,5 — 5,5 ВИЗ
— 2363-0082
2363-0063 — 6,0 — 6,0
— 2363-0064
2363-0083 — — 6,3 6,3
— 2363-0084 90
2363-0085 — — 6,5 6,5
— 2363-0086
2363-0067 —
— 2363-0068 7,0 — 7,0 16 25
2363-0087 — 7,5 7,5
— 2363-0088
2363-0071 — 8,0 — 8,0
— 2363-0072 100
2363-0091 — 8,5 8,5
— 2363-0092
2363-0093 — 9,0 — 9,0
— 2363-0094
219
РАЗВЕРТКИ МАШИННЫЕ ЦЕЛЬНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ
Основные размеры — по ГОСТ .1672—71; технические требования—по ГОСТ 1523—65.
Обозначение разверток с углом Ф Размеры, мм Число зубьев Конус Морзе Завод-изготовитель
5° 15° 45° D для рядов L 1
1 2
2363-0104 2363-0189 2363-0351 10 — 140 16 6 1 ВИЗ
2363-0190 2363-0191 2363-0192 2363-0185 2363-0107 2363-0187 2363-0352 2363-0353 2363-0354 77 10,5 8
— 11,5
2363-0193 2363-0111 2363-0355 12 150 18
2363-0194 2363-0115 2363-0356 — 13
220
Продолжение
Обозначение разверток с углом Ф Размеры, мм Число зубьев Конус Морзе Завод-изготовитель
5° 15° 45° D ДЛЯ, рядов L 1
1 2
2363-0195 2363-0119 2363-0357 • 14 160 1 1
2363-0196 2363-0123 2363-0358 15 18
2363-0197 2363-0127 2363-0359 16 170
2363-0198 2363-0131 2363-0360 — 17
2363-0199 2363-0373 2363-0374 18 — 180
2363-0375 2363-0376 2363-0377 19 2
2363-0378 2363-0379 2363-0380 20 190
2363-0381 2363-0382 2363-0383 21 8 ВИЗ
2363-0384 2363-0385 2363-0386 22 — 200
2363-0387 2363-0388 2363-0389 — 24 210 20
2363-0390 2363-0391 2363-0392 25 —
2363-0393 2363-0394 2363-0395 26 220 22 3
2363-0396 2363-0397 2363-0398 27
2363-0399 ' 2363-0650 2363-0651 28 —
2363-0652 2363-0653 2363-0654 — 30 ; 240
2363-0655 2363-0656 2363-0657 32 — 25 10
221
РАЗВЕРТКИ МАШИННЫЕ ЦЕЛЬНЫЕ НАСАДНЫЕ
Основные размеры по ГОСТ 1672—71; технические требования— по ГОСТ 1523—65.
Обозначение разверток с углом Ф Размеры, мм Число зубьев Завод-изготовитель
5° 15° 45° D для рядов d L 1
1 2 3
2363-0239 2363-0240 2363-0241 25 — —
2363-0242 2363-0243 2363-0244 — 26 — 8
2363-0245 2363-0246 2363-0247 — 27 — 13 22
2363-0248 2363-0249 2363-0468 28 — — 30
2363-0469 2363-0470 2363-0471 — 30 — СИЗВ
2363-0472 2363-0473 2363-0474 32 — — 10
2363-0475 2363-0476 2363-0477 — 34 —
2363-0478 2363-0479 2363-0480 — — 35
2363-0481 2363-0482 2363-0483 36 — — 16 1 34 26 12
222
Продолжение-
Обозначение разверток с углом Ф Размеры, мм Число зубьев Завод-изготовитель-
5° 15° 45° D для рядов d L 1
1 2 3
2363-0484 2363-0485 2363-0486 . 37 16 34 26 12 сизв-
2363-0487 2363-0488 2363-0489 — 38 —
2363-0490 2363-0491 2363-0492 40 — —
2363-0493 2363-0494 2363-0495 — 42 — 19 38 28
2363-0496 2363-0497 2363-0498 45 — —
2363-0499 2363-0700 2363-0701 — — 47
2363-0702 2363-0703 2363-0704 — 48 п
2363-0705 2363-0706 2363-0707 50 — — 22 42 30 1
Развертки по ГОСТ 1672—71 предназначены для получения точных отверстий. Применяются после .предварительной обработки отверстий зенкером, расточным резцом или сверлом.
Материал —быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление машинных разверток из легированной стали по ГОСТ 5950—73.
Твердость по длине рабочей части у разверток из быстрорежущей стали HRC 62—65, у разверток из стали марки 9ХС HRC 61—64.
В централизованном порядке развертки должны выпускаться в доведенном виде для обработки отверстий с допусками по А, А2а, Аз и Н; с припуском под доводку — в соответствии с ГОСТ' 11174—65 (№ 1—6).
Допускаемые отклонения на изготовление отверстий и шпоночных пазов — по ГОСТ 9472—70.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
223:
Пример обозначения насадной развертки диаметром 50 мм для отверстия с предельными отклонениями по А и с углом <р = 5°:
РАЗВЕРТКА 2363-0705 А ГОСТ 1672—71
То же, развертки № 2 с припуском под доводку:
РАЗВЕРТКА 2363-0705 № 2 ГОСТ 1672—71
То же, черновой развертки:
РАЗВЕРТКА 2363-0705 Ч ГОСТ 1672—71
РАЗВЕРТКИ МАШИННЫЕ С УДЛИНЕННОЙ РАБОЧЕЙ ЧАСТЬЮ
Конце Морзе
Основные размеры — по ГОСТ 11172—70; технические требования — по ГОСТ 1523—65.
Обозначение разверток с углом <р Размеры, мм Конус Морзе Завод-изготовитель
5° 15° 45° D для рядов L 1
1 2
2363-0741 2363-0523 2363-0742 7,0 — 134 54 1 ВИЗ по заказам
2363-0743 2363-0524 2363-0744 180 95
2363-0745 2363-0525 2363-0746 8,0 — 138 58
2363-0747 2363-0526 2363-0748 185 100
2363-0749 2363-0527 2363-0750 — 8,5 138 58
2363-0751 2363-0528 2363-0752 185 100
2363-0753 2363-0529 2363-0754 9,0 — 142 62
Продолжение
Обозначение разверток с углом Ф Размеры, мм Конус Морзе Завод-изготовитель
5° 15° 45° D для рядов L 1
1 2
2363-0755 2363-0530 2363-0756 9,0 — 190 105 1 ВИЗ по заказам
2363-0757 2363-0531 2363-0758 — 9,5 142 62
2363-0759 2363-0532 2363-0760 190 105
2363-0761 2363-0533 2363-0762 10,0 — 146 66
2363-0763 2363-0534 2363-0764 195 ПО
2363-0765 2363-0535 2363-0766 — 10,5 146 66
2363-0767 2363-0536 2363-0768 195 ПО
2363-0769 2363-0537 2363-0770 11,0 151 71
2363-0771 2363-0538 2363-0772 200 120
2363-0773 2363-0539 2363-0774 — 11,5 151 71
2363-0775 2363-0540 2363-0776 200: 120
2363-0777 2363-0541 2363-0778 12,0 156 76
2363-0779 2363-0542 2363-0780 205 125
2363-0781 2363-0543 2363-0782 (13,0) 156 76
2363-0783 2363-0544 2363-0784 205 125
225.
П родолжение
Обозначение разверток с углом (р Размеры, мм Конус Морзе Завод-изготовитель
5° 15° 45° D для рядов L 1
1 2
2363-0785 2363-0545 2363-0786 14,0 — 161 81 1 ВИЗ по заказам
2363-0787 2363-0546 2363-0788 215 130
2363-0789 2363-0547 2363-0790 — (15,0) 181 81 2
2363-0791 2363-0548 2363-0792 215 130
2363-0793 2363-0549 2363-0794 16,0 — 187 87
2363-0795 2363-0550 2363-0796 240 140
2363-0797 2363-0551 2363-0798 — (17,0) 187 87
2363-0799 2363-0552 2363-0800 240 140
2363-0801 2363-0553 2363-0802 18,0 — 193 93
2363-0803 2363-0554 2363-0804 255 150
2363-0805 2363-0555 2363-0806 — (19,0) 193 93
2363-0807 2363-0556 2363-0808 255 150
2363-0809 2363-0557 2363-0810 20,0 — 200 100
2363-0811 2363-0558 2363-0812 265 160
2363-0813 2363-0559 2363-0814 — (21,0) 200 100
226
П родолжение
Обозначение разверток с углом ф Размеры, мм Конус Морзе Завод-изготовитель
5° 15° 45° D для рядов L 1
1 2
2363-0815 2363-0560 2363-0816 — (21,0) 265 160 2 ВИЗ по заказам
2363-0817 2363-0561 2363-0818 22,0 — 207 107
2363-0819 2363-0562 2363-0820 275 170
2363-0821 2363-0563 2363-0822 — (23,0) 207 107
2363-0823 2363-0564 2363-0824 275 170
2363-0825 2363-0565 2363-0826 — (24,0) 242 115 3
2363-0827 2363-0566 2363-0828 295 170
2363-0829 2363-0567 2363-0830 25 — 242 115
2363-0831 2363-0568 2363-0832 310 180
2363-0833 2363-0569 2363-0834 — (26,0) 242 115
2363-0835 2363-0570 2363-0836 310 180
2363-0837 2363-0571 2363-0838 — (27,0) 251 124
2363-0839 2363-0572 2363-0840 310 180
2363-0841 2363-0573 2363-0842 28 — 251 124
2363-0843 2363-0574 2363-0844 320 190
227
Продолжение
Обозначение разверток с углом Ф Размеры, мм Конус Морзе Завод-изготовитель
5° 15° 45° D для рядов L 1
1 2
2363-0845 2363-0575 2363-0846 — (30,0) 251 124 3 ВИЗ по заказу
2363-0847 2363-0576 2363-0848 320 190
2363-0849 2363-0577 2363-0850 32 — 293 133 4
2363-0851 2363-0578 2363-0852 360 200
2363-0853 2363-0579 1 2363-0854 — (34,0) 302 142
2363-0855 2363-0580 2363-0856 360 200
2363-0857 2363-0581 2363-0858 — (35,0) 302 142
2363-0859 2363-0582 2363-0860 380 210
2363-0861 2363-0583 2363-0862 36 — 302 142
2363-0863 2363-0584 2363-0864 380 210
Развертки по ГОСТ 11172—70 предназначены для получения точных отверстий. Применяются после предварительной обработки отверстий зенкером, расточным резцом или сверлом.
Материал — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление машинных разверток из легированной стали по ГОСТ 5950—73.
Твердость по длине рабочей части у разверток из ’быстрорежущей стали диаметром до 6 мм HRC 61—63, свыше 6 мм HRC 62—65; у разверток из стали марки 9ХС диаметром до 8 мм HRC 62—63, свыше 8 мм HRC 61—64.
228
В централизованном порядке развертки должны выпускаться в доведенном виде для обработки отверстий с допусками по А, А2а, Аз и Н; 'С припуском под доводку—в соответствии с ГОСТ 11174—65 (№ 1—6).
При заказе необходимо указывать обозначение разверток требуемого диаметра.
Пример обозначения развертки диаметром 8 мм для отверстия с предельными отклонениями по А и углом <р = 5°:
РАЗВЕРТКА 2363-07451 ГОСТ 11172—70
То же, развертки № 2 с припуском под доводку:
РАЗВЕРТКА 2363-07452 ГОСТ 11172—70
РАЗВЕРТКИ МАШИННЫЕ СО ВСТАВНЫМИ НОЖАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Развертки машинные со вставными ножами из быстрорежущей стали. Тип 1
Основные размеры — по ГОСТ 883—71; технические требования — по ГОСТ 1523—65.
Обозначение разверток с углом <р Размеры, мм Конус Морзе Завод-изготовитель 1
5° 15° 45° D для рядов L 1
1 3
2364-0001 2364-0002 2364-0003 32 — — 243 32 3 ОршИЗ
2364-0004 2364-0005 2364-0006 — 34 —
2364-0007 2364-0008 2364-0009 — — 35
2364-0010 2364-0011 2364-0012 36 — — 284 36 4
2364-0013 2364-0014 2364-0015 — — 37
229
П родолжение
Развертки машинные насадные со вставными ножами из быстрорежущей стали. Тип 2
Основные размеры — по ГОСТ 883—71; технические требования по ГОСТ 1523—65.
230
Обозначение разверток с углом Ф Размеры, мм Завод-изготовитель
5° 15° 45° D для рядов d 1 ч 1
1 2 3
2364-0101 2364-0102 2364-0103 40 — —
2364-0104 2364-0105 2364-0106 — 42 — 16 49 28
2364-0107 2364-0108 2364-0109 45 — —
2364-0110 2364-0111 2364-0112 — — 47
2364-0113 2364-0114 2364-0115 — 48 —
2364-0116 2364-0117 2364-0118 50 — — 19 54
2364-0119 2364-0120 2364-0121 — 52 —
2364-0122 2364-0123 2364-0124 55 — — 32 «Фрезер», ОршИЗ
2364-0125 2364-0126 2364-0127 — — 58
2364-0128 2364-0129 2364-0130 60 — —
2364-0131 2364-0132 2364-0133 — — 62 22 59
2364-0134 2364-0135 2364-0136 — 63 —
2364-0137 2364-0138 2364-0139 — 65 —
2364-0140 2364-0141 2364-0142 — — 68
2364-0143 2364-0144 2364-0145 70 — — 27 64 36
2364-0146 2364-0147 2364-0148 — — 72
Продолжение
Обозначение разверток с углом Ф Размеры, мм Завод-изготовитель
5° 15° 45° D для рядов d L 1
1 2 3
2364-0149 2364-0150 2364-0151 — 75 — 27 64 36 «Фрезер», ОршИЗ
2364-0152 2364-0153 2364-0154 — — 78 — —
2364-0155 2364-0156 2364-0157 80 — — 32 69
2364-0158 2364-0159 2364-0160 — 85 — 40 74 40
2364-0161 2364-0162 2364-0163 90 — —
2364-0164 2364-0165 2364-0166 — 95 —
2364-0167 2364-0168 2364-0169 100 — —
Ножи запасные к разверткам машинным насадным со вставными ножами из быстрорежущей стали по ГОСТ 883—71.
Тип 2
232
Размеры, мм
Диаметр развертки
L В
Q
62—65
68—80 85
90—100
32,5
36,5
40,5
40,5
10,5
12,5
12,5
16,0
4,66
5,66
5,66
5,66
Заточку ножей производят в собранном виде.
При заказе необходимо указывать обозначение запасных ножей к разверткам требуемого диаметра.
Пример обозначения запасных ножей к развертке насадной со вставными ножами диаметром 52 мм:
НОЖИ ЗАПАСНЫЕ К РАЗВЕРТКЕ НАСАДНОЙ СО ВСТАВНЫМИ НОЖАМИ 52 ГОСТ 883—71
При заказе необходимо руководствоваться специализацией инструментальных заводов.
Развертки по ГОСТ 883—71 предназначены для получения точных отверстий. Применяются после предварительной обработки отверстий зенкером, расточным резцом или сверлом.
Материал ножей — быстрорежущая сталь марок, предусмотренных ГОСТ 19265—73 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Государственном комитете стандартов Совета Министров СССР.
В обоснованных случаях допускается изготовление ножей из легированной -стали марки 9ХС по ГОСТ 5950—73.
Твердость по длине рабочей части разверток из быстрорежущей стали HRC 62—65, у разверток из стали марки 9ХС HRC 61—64.
Материал корпуса — сталь марки 40Х по ГОСТ 4543—71.
Материал клиньев — сталь марки 40Х по ГОСТ 4543—71 или сталь марки 45 по ГОСТ 1050—74.
Твердость ножей HRC 62—65, клиньев HRC 30—40, корпусов HRC 35—40.
В централизованном порядке развертки должны выпускаться в доведенном виде для обработки отверстий с допусками по А, Ага, А3 и Н; с припуском под доводку—в соответствии с ГОСТ 11174—65 (№ 1—6).
Допускаемые отклонения на изготовление отверстий и шпоночных пазов — по ГОСТ 9472—70.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример условного обозначения насадной развертки типа 2 со вставными ножами диаметром 50 мм, углом ф = 5° для отверстия с предельными отклонениями до А:
РАЗВЕРТКА 2364-0116 А ГОСТ 883—71
233
То же, развертки № 2 с припуском под доводку:
РАЗВЕРТКА 2364-0116 № 2 ГОСТ 883—71
То же, черновой развертки:
РАЗВЕРТКА 2364-0116 Ч ГОСТ 883—71
РАЗВЕРТКИ МАШИННЫЕ, ОСНАЩЕННЫЕ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
Развертки машинные, оснащенные пластинками из твердого сплава.
Тип 1
Основные размеры — по ГОСТ 11175—71; технические требования — по ГОСТ 5735—65.
Обозначение разверток с углом Ф Размеры, мм Конус Морзе Число зубьев Завод-изготови -тель
5° 15° 45° D для рядов d L 1
1 2
2363-2072 2363-2073 2363-2051 10,0 — 8 140 16 1 4 СИЗВ
2363-2074 2363-2075 2363-2076 — 10,5
2363-2077 2363-2078 2363-2052 11,0 —
2363-2079 2363-2080 2363-2081 — 11,5
234
Продолжение
Обозначение разверток с углом Ф Размеры, мм Конус Морзе Число зубьев Завод-изготовитель
5° 15° 45° D для рядов d L 1
1 2
2363-2082 2363-2083 2363-2053 12,0 — 9 150
‘ 2363-2084 2363-2085 2363-2054 — 13,0 10 16 1 4
2363-2086 2363-2087 2363-2055 14,0 — 160
2363-2088 2363-2089 2363-2056 — 15,0 11
2363-2090 2363-2091 2363-2057 16,0 — 12 170
2363-2092 2363-2093 2363-2058 — 17,0 13
2363-2094 2363-2095 2363-2059 18,0 — 14 180
2363-2096 2363-2097 2363-2060 — 19,0 15 2 сизв
2363-2098 2363-2099 2363-2061 20,0 — 16 190 18
2363-2150 2363-2151 2363-2062 — 21,0 17 6
2363-2152 2363-2153 2363-2063 22,0 — 200
2363-2154 2363-2155 2363-2065 — 24,0 19 210
2363-2156 2363-2157 2363-2066 25,0 — 20 3
2363-2158 2363-2159 2363-2067 — 26,0 220 22
2363-2160 2363-2161 2363-2068 — 27,0 21
235
Продолжение
Обозначение разверток с углом Ф Размеры, мм Конус Морзе Число зубьев Завод-изготовитель
5° 15° 45° D для рядов d L
1 2
2363-2162 2363-2163 2363-2069 28,0 — 22 240 22 3 6 СИЗВ
2363-2164 2363-2165 2363-2070 — 30,0 23
2363-2166 2363-2167 2363-2071 32,0 —
Развертки машинные насадные, оснащенные пластинками из твердого сплава. Тип 2
Основные размеры — по ГОСТ 11175—71; технические требования — по ГОСТ 5735—65.
Обозначение разверток с углом Ф Размеры, мм Завод-изготовитель
5° 15° 45° D для рядов d L 1
1 2 3
2363-2112 2363-2113 2363-2114 32 13 40 32 СИЗВ
2363-2115 2363-2116 2363-2101 34
2363-2117 2363-2118 2363-2102 35 16 45
236
П родолжение
Обозначение разверток с углом Ф Размеры, мм Завод-изготовитель
5° 15° 45° D для рядов d L 1
1 2 3
2363-2119 2363-2120 2363-2103 36 — — 16 45 32 СИЗВ
2363-2121 2363-2122 2363-2104 37
2363-2123 2363-2124 2363-2105 38
2363-2125 2363-2126 2363-2106 40 — —
2363-2127 2363-2128 2363-2107 42 19 50
2363-2129 2363-2130 2363-2108 45
2363-2131 2363-2132 2363-2109 — — 47
2363-2133 2363-2134 2363-2110 — 48 22 55
2363-2135 2363-2136 2363-2111 50
Развертки по ГОСТ 11175—71 (типов 1 и 2) предназначены для получения точных отверстий.
Применяются после предварительной обработки отверстий зенкером, расточным резцом или сверлом.
Материал режущих пластинок—твердый сплав по ГОСТ 3882—74.
Форма и размеры пластинок должны соответствовать требованиям ГОСТ 2209—69. Химический состав — по ГОСТ 4872—65.
Материал корпуса разверток—сталь марки 40Х по ГОСТ 4543—71.
В централизованном порядке развертки должны выпускаться в доведенном виде для обработки отверстий с допусками по А, А2а, А3 и Н; с припуском под доводку — по ГОСТ 11173—65 (№ 1—6).
Допускаемые отклонения посадочных отверстий и шпоночных пазов — по ГОСТ 9472—70.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
237
Пример обозначения развертки диаметром 45 мм для отверстия с (предельными отклонениями :по А и углом <р = 5°, типа 2, оснащенной пластинками из твердого сплава марки Т15К6.
РАЗВЕРТКА 2363-2129 Т15К6 А ГОСТ 11175—71
То же, развертки № 2 с припуском под доводку:
РАЗВЕРТКА 2363-2129 Т15К6 № 2 11175—71
То же, черновой развертки:
РАЗВЕРТКА 2363-2129 Т15К6 Ч ГОСТ 11175—71
РАЗВЕРТКИ СБОРНЫЕ НАСАДНЫЕ С ПРИВЕРНУТЫМИ НОЖАМИ, ОСНАЩЕННЫМИ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры — по ГОСТ 11176—71; технические требования — по ГОСТ 5735—65.
Обозначение разверток с углом <р Размеры, мм Число ножей 1 Завод-изготовитель
5° 15° 45° J D для рядов d L 1
1 2 3
2364-2052 2364-2053 2364-2054 — 52 — 22 55 25 6 ОршИЗ, «Фрезер» по заказам
2364-2055 2364-2056 2364-2057 55 — — 32
2364-2058 2364-2059 2364-2060 — 58 — 27 60
2364-2061 2364-2062 2364-2063 60 — —
2364-2064 2364-2065 2364-2066 62 — —
238
Продолжение
Обозначение разверток с углом Ф Размеры, мм Число зубьев Завод-изготовитель
5° 15° 45° D для рядов d L 1
1 2 3
2364-2067 2364-2068 2364-2069 63 — — 27 60 32 6 ОршИЗ, «Фрезер» по заказам
2364-2070 2364-2071 2364-2072 65 — —
2364-2073 2364-2074 2364-2007 — — 68 8
2364-2075 2364-2076 2364-2008 70 — —
2364-2077 2364-2078 2364-2079 — — 72 32 65
2364-2080 2364-2081 2364-2082 — 75 —
2364-2083 2364-2084 2364-2011 — — 78
2364-2085 2364-2086 2364-2012 80 — —
2364-2087 2364-2088 2364-2013 — 85 — 40 70
2364-2089 2364-2090 2364-2014 90 — —
2364-2091 2364-2092 2364-2015 — 95 —
2364-2093 2364-2094 2364-2016 100 — — 10
2364-2095 2364-2096 2364-2017 — 105 — 50
2464-2097 2364-2098 2364-2018 но — —
2364-2099 2364-2100 2364-2019 — 115 —
239
Продолжение
Обозначение разверток с углом Ф Размеры, мм Число ножей Завод-изготовитель
5° 15° 45° D для рядов d L 1
1 2 3
2364-2101 2364-2102 2364-2020 — — 120 50 70 32 10 ОршИЗ, «Фрезер» по заказам
2364-2103 2364-2104 2364-2021 125 — — 12 14
2364-2105 2364-2106 2364-2022 — 130 —
2364-2107 2364-2108 2364-2023 — — 135
2364-2109 2364-2110 2364-2024 140 — —
2364-2111 2364-2112 2364-2025 — — 145
2364-2113 2364-2114 2364-2031 — 150 — 60 80 58
2364-2115 2364-2116 2364-2032 — — 155
2364-2117 2364-2118 2364-2033 160 — —
2364-2119 2364-2120 2364-2034 — — 165
2364-2121 2364-2122 2364-2035 — 170 —
2364-2123 2364-2124 2364-2036 — — 175
2364-2125“ 2364-2126 2364-2037 180 — —
2364-2127 2364-2128 2364-2038 — 190 —
2364-2129 2364-2130 2364-2039 200 — — 16
240
П родолжение
Обозначение разверток с углом Ф Размеры, мм Число ножей Завод-изготовитель
5° 15° 45° D для рядов d L 1
1 2 3
2364-2131 2364-2132 2364-2040 — 210 — 60 80 58 16 18 ОршИЗ, «Фрезер» по заказам
2364-2133 2364-2134 2364-2041 — — 215
2364-2135 2364-2136 2364-2042 220 — —
2364-2137 2364-2138 2364-2043 — — 225
2364-2139 2364-2140 2364-2044 — — 230 80 100
2364-2141 2364-2142 2364-2045 — 240 —
2364-2143 2364-2144 2364-2046 250 — —
2364-2145 2364-2146 2364-2047 — 260 —
2364-2147 2364-2148 2364-2048 — — 270
2364-2149 2364-2150 2364-2049 280 — —
2364-2151 2364-2152 2364-2050 — — 290
2364-2153 2364-2154 2364-2051 — 300 —
Развертки по ГОСТ 11176—71 предназначены для получения точных отверстий.
Применяются шосле предварительной обработки отверстий зенкером или расточным резцом.
Материал режущих пластинок — твердый сплав по ГОСТ 3882—74.
Форма и размеры пластинок должны соответствовать требованиям ГОСТ 2209—69. Химический состав, физико-механические свойства и твердость сплава — по ГОСТ 4872—65.
241
Материал .корпуса разверток — сталь марки 40Х по ГОСТ 4543—71.
Материал корпусов ножей —-сталь марки 40Х по ГОСТ 4543—71 или сталь марок У7 и У8 по ГОСТ 1435—74.
Твердость корпусов разверток НДС 35—45.
В централизованном порядке развертки должны выпускаться в доведенном виде для обработки отверстий -с допусками по А, А2а, А3 и Н; с 'припуском .под доводку — по ГОСТ 11173—65 (№ 1—6).
Допускаемые отклонения посадочных отверстий и шпоночных пазов — по ГОСТ 9472—70.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример обозначения развертки с привернутыми ножами диаметром 80 мм для отверстия -с предельными отклонениями по А3 и углом (р= 15°, оснащенной пластинками из твердого сплава марки Т15К6:
РАЗВЕРТКА 2364-2086 Т15К6 А3 ГОСТ 11176—71
То же, развертки № 2 с припуском под доводку:
РАЗВЕРТКА 2364-2086 Т15К6 № 2 ГОСТ 11176—71
РАЗВЕРТКИ МАШИННЫЕ РЕГУЛИРУЕМЫЕ, ОСНАЩЕННЫЕ ТВЕРДЫМ СПЛАВОМ, С КОНИЧЕСКИМ хвостовиком
Основные размеры — чертежи ВНИИ (К2-288-000); технические требования — по ГОСТ 5735—65.
242
Обозначение Размеры, мм Число зубьев Z 1 Число прорезей Zi Конус Морзе
D L 1 м
К2-288-000-00 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 К2-288-000-33 10 11 11,5 12 12,5 13 13,5 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 181,5 114 М4 X 0,5 6 3 1
201,5 139
М6х0,75
2
222,0 150
242,0 163 М8Х1
252,0 176
157 М10Х1 3
262,0 170
282,0 183 М12Х1
302,0 170 8 4 4
М16Х1
183
322,0 195
Развертки предназначены для чистовой обработки отверстий. Развертки обеспечивают регулирование размера (без 1переточки) в пределах 0,05—0,1 мм.
Материал — твердый оплав по ГОСТ 3882—74.
Материал корпуса — сталь марки 45 по ГОСТ 1050—74 или сталь марки 40Х по ГОСТ 4543—71.
Твердость хвостовиков разверток HRC 35—45.
В централизованном порядке развертки должны выпускаться в доведенном виде для обработки отверстий с допусками по классам точности обрабатываемых отверстий 2, 2а, 3, За.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример условного обозначения машинной регулируемой развертки, оснащенной твердым сплавом ВК6, диаметром 12 мм\
РАЗВЕРТКА D = 12ММ, ВК6, ЧЕРТ. ВНИИ К2-288-000-03
243
244
РАЗВЕРТКИ МАШИННЫЕ ЦЕЛЬНЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ ИЗ ТВЕРДОГО СПЛАВА
Развертки машинные цельные с коническим хвостовиком из твердого сплава. Тип 1
Конус Морзе 7
Основные размеры — но ГОСТ 16087—70; технические требования — по ГОСТ 16088—70.
Обозначение разверток с углом Ф D для рядов Размеры, мм Число зубьев Завод-изготовитель
правые левые
5° 15° 45° 5° 1 15° | 45° * 1 1 2 L 1
2363-1621 2363-1622 — 4
2363-1623 — — 2363-1624 — — 6
2363-1625 — — 2363-1626 — — 6,5 4
2363-1627 — — 2363-1628 — 6
— 2363-1629 — — 2363-1630 4
— — 2363-1631 — — 3363-1632 6
2363-1633 — — 2363-1634 — — 4
2363-1635 — — 2363-1636 — — — — 120 18 6 сизв
— 2363-1637 — — 2363-1638 — 4
2363-1639 — — 2363-1640 — 7,0 — 6
2363-1641 — — 2363-1640 4
— — 2363-1643 — — 2363-1642 6
2363-1645 — — 2363-1646 — — 4
2363-1647 — — 2363-1648 — — — 6
— 2363-1649 — — 2363-1650 — — 7,5 4
— 2363-1651 2363-1653 2363-1655 — 2363-1652
2363-1657 2363-1659 2363-1661 2363-1663 2363-1665 2363-1667 2363-1658 2363-1660 2363-1662 2363-1664
2363-1669 2363-1671 2363-1673 2363-1675 2363-1677 2363-1679 2363-1670 2363-1672 2363-1674 2363-1676
2363-1681 2363-1683 2363-1685 2363-1687 2363-1689 2363-1691 2363-1682 2363-1684 2363-1686 2363-1688
2363-1693 2363-1695 2363-1697 2363-1699 2363-1701 2363-1703 2363-1694 2363-1696 2363-1698 2363-1700
2363-1705 2363-1707 ЬО rn 2363-1709 2363-1711 2363-1713 2363-1715 2363-1706 2363-1708 2363-1710 2363-1712
2363-1654 2363-1656
2363-1666 2363-1668 8.0
2363-1678 2363-1680 —
2363-1690 2363-1692 9,0
2363-1702 2363-1704 —
2363-1714 2363-1716 10,0
8,5
120 18
—
— 130 20
9,5
140
6
4
6
4
6
4
6
4
6
4
6 4
6 4
6
4 6 4 6 4 6 СИЗВ
4
6
4
6
4
6
4
6
4
6
4
6
ьэ о
Обозначение разверток с углом Ф
правые левые
5° 15° 45° 5° 15° |
2363-1717 2363-1718
2363-1719 — — 2363-1720 —
— 2363-1721 — — 2363-1722
— 2363-1723 — — 2363-1724
— — 2363-1725 — —
— — 2363-1727 — —
2363-1729 2363-1730
2363-1731 — — 2363-1732 —
— 2363-1733 — — 2363-1734
— 2363-1735 — — 2363-1736
— — 2363-1737 — —
— — 2363-1739 — —
2363-1741 2363-1742
2363-1743 — — 2363-1744 —
— 2363-1745 — — 2363-1746
— 2363-1747 — — 2363-1748
— — 2363-1749 —. —
— — 2363-1751 — —
2363-1753 2363-1754
2363-1755 — — 2363-1756 —
— 2363-1757 — — 2363-1758;
— 2363-1759 — — 2363-1760
— — 2363-1761 — —
2363-1763
Продолжение
— D для рядов Размеры, мм Число зубьев Завод-изготовитель
45° 1 2 L 1
2363-1726 2363-1728 — 10,5 140 22 4 6 4 6 4 6 СИЗВ
2363-1738 2363-1740 11,0 — 4 6 4 6 4 6
2363-1750 2363-1752 — 11,5 4 6 4 6 4 6
2363-1762 2363-1764 12,0 — 150 4 6 4 6 4 6
Развертки машинные цельные с коническим хвостовиком из твердого сплава. Тип 2
Конус Морзв 1
Основные размеры — по ГОСТ 16087—70; технические требования —по ГОСТ 16088—70.
Обозначение разверток с углом Ф D для рядов Размеры, мм Число зубьев Завод-изготовитель
правые левые
50 1 15° | 45° 5° 15° | 45° 1 1 2 L 1 1
2363-1781 2363-1783 2363-1785 2363-1787 2363-1789 2363-1791 2363-1782 2363-1784 2363-1786 2363-1788 2363-1790 2363-1792 — 6,5 120 18 4 6 4 6 4 6 сизв
2363-1793 2363-1795 ю 2363-1797 2363-1799 2363-1801 2363-1803 2363-1794 2363-1796 2363-1798 2363-1800 2363-1802 2363-1804 7,0 — 4 6 4 6 4 6
Обозначение го ловок с углом <р
правые левые
50 1 15° | 45° 50 1 15° |
2363-1805 2363-1806
2363-1807 — — 2363-1808 —
— 2363-1809 — — 2363-1810
— 2363-1811 — — 2363-1812
— — 2363-1813 — —
— — 2363-1815 — —
2363-1817 — 2363-1818
2363-1819 — — 2363-1820 —
— 2363-1821 — — 2363-1822
— 2363-1823 — — 2363-1824
— — 2363-1825 — —
— — 2363-1827 — —
2363-1829 2363-1830
2363-1831 — — 2363-1832 —
— 2363-1833 — — 2363-1834
— 2363-1835 — — 2363-1836
— — 2363-1837 — —
— — 2363-1839 — —
2363-1841 — 2363-1842
2363-1843 — — 2363-1844 —
— 2363-1845 — — 2363-1846
— 2363-1847 — — 2363-1848
— — 2363-1849 — —
— — 2363-1851 — —
2363-1853 — 2363-1854 —
2363-1855 — — 2363-1856 —
— 2363-1857 — — 2363-1858
Продолжение
D для рядов Размеры, мм Число зубьев Завод-изготовитель
45° 1 2 L 1 1
2363-1814 2363-1816 — 7,5 120 18 4 6 4 6 4 6
2363-1826 2363-1828 8,0 — 4 6 4 6 4 6
9363-1838 2363-1840 — 8,5 130 20 4 6 4 6 4 6 СИЗВ
2363-1850 2363-1852 9,0 4 6 4 6 4 6
1 1 1 — 9,5 4 6 4
— 2363-1859 2363-1861 2363-1863 — 2363-1860
2363-1865 2363-1867 2363-1869 2363-1871 2363-1873 2363-1875 2363-1866 2363-1868 2363-1870 2363-1872
2363-1877 2363-1879 2363-1881 2363-1883 2363-1885 2363-1887 2363-1878 2363-1880 2363-1882 2363-1884
2363-1889 2363-1891 2363-1893 2363-1895 2363-1897 2363-1899 2363-1890 2363-1892 2363-1894 2363-1896
2363-1901 2363-1903 2363-1905 2363-1907 2363-1909 2363-1911 2363-1902 2363-1904 2363-1906 2363-1908
2363-1913 2363-1915 to — 2363-1917 2363-1919 2363-1921 2363-1923 2363-1914 2363-1916 2363-1918 2363-1920
2363-1862 2363-1864 — 9,5 130 4 6 4
2363-1874 2363-1876 10,0 — 20 4 6 4 6 4 6
2363-1886 2363-1888 2363-1898 2363-1900 2363-1910 2363-1912 11,0 10,5 11,5 140 22 4 6 4 6 4 6 4 6 4 6 4 6 4 6 4 6 4 6
2363-1922 2363-1924 12,0 — 150 4 6 4 6 4 6
сизв
Развертки по ГОСТ 16087—70 (типы 1 и 2) .предназначены для чистовой обработки отверстий в труднообрабатываемых материалах (закаленная, нержавеющая сталь, жаропрочные сплавы и др.).
Материал — твердый сплав марок ВК6, ВК8, ВК6М и ВК10М по ГОСТ 3882—74. Химический состав, физико-механические свойства и твердость сплава — по ГОСТ 4872—65.
Развертки изготовляются с напаенным хвостовиком. Материал хвостовика — сталь марки 45 по ГОСТ 1050—74 или сталь марки 40Х по ГОСТ 4543—71.
Твердость хвостовика разверток HRC 35—45.
В централизованном порядке развертки должны выпускаться в доведенном виде для обработки отверстий с допусками по классам точности обрабатываемых отверстий 1, 2, 2а, 3, За, 4 с припуском под доводку по ГОСТ 11173—65 (№ 1—6).
Развертки диаметром до 6 мм включительно изготовляются с наружным центром.
Угол заборной части для разверток, изготовляемых в централизованном порядке, устанавливается: ф = 5° — для хрупких материале®, <р = 15° и <р = 45° — для вязких материалов.
При заказе необходимо указывать обозначение развертки требуемого диаметра.
Пример условного обозначения правой развертки, типа 2, диаметром 100 мм для отверстия с предельными отклонениями по А3 с углом <р=15°, числом зубьев 4, из твердого сплава марки ВК6М:
РАЗВЕРТКА 2363-1869 А3 ВК6М ГОСТ 16087—70
То же, развертки № 2, с припуском под доводку:
РАЗВЕРТКА 2363-1869 № 2 ВК6М ГОСТ 16087—70
РАЗВЕРТКИ МАШИННЫЕ С ЦЕЛЬНОЙ ТВЕРДОСПЛАВНОЙ РАБОЧЕЙ ЧАСТЬЮ, ВЫШЛИФОВАННЫМИ СТРУЖЕЧНЫМИ КАНАВКАМИ, И С ЦИЛИНДРИЧЕСКИМ хвостовиком
Основные размеры и технические требования — по ГОСТ 5.1302—72.
250
Обозначение D для рядов Размеры, мм Завод-изготовитель
1 2 d L 1
2363-1131 1143 1155 1167 1179 1191 1203 1215 1227 2363-1239 6 7 8 9 10 6,3 6,5 7,5 8,5 9,5 6 90 18 сизв по заказам
7
8 100 20
9
Развертки по ГОСТ 5.1302—72 предназначены для обработки отверстий с допусками А = С; Н; А2а = С2а в закаленных и труднообрабатываемых материалах.
Указанным разверткам в установленном порядке присвоен государственный Знак качества.
Материал — рабочая часть из твердого сплава марок ВК6, ВК6М или ВК8 по ГОСТ 3882—74; хвостовики из стали марки 45-по ГОСТ 1050—74 или из -стали марки 40Х по ГОСТ 4543—71.
Шероховатость поверхности ленточек по калибрующей части должна быть не грубее 10 класса чистоты по ГОСТ 2789—73.
Пример условного обозначения развертки диаметром 8 мм для отверстия с предельными отклонениями по Н из твердого сплава марки ВК8:
РАЗВЕРТКА 2363-1191 Н ВК8 ГОСТ 5.1302—72
РАЗВЕРТКИ ОДНОЛЕЗВИЙНЫЕ, ОСНАЩЕННЫЕ ТВЕРДЫМ СПЛАВОМ.
Конце Морзе
Основные размеры и технические требования — по чертежу ВНИИ (К2-276-00).
251
Развертки по чертежу ВНИИ (К2-276-00) предназначены для обработки особо точных отверстий в диапазоне диаметров 5—20 мм на станках различных типов (координатно-расточных, токарных и др.) и н>а станках с ЧПУ.
Материал пластинок—твердый сплав марок ВК8, ВК6М и Т15К6 по ГОСТ 3882—74; форма пластинок — по ГОСТ 2209—69; химический состав, физико-механические свойства и твердость сплава — по ГОСТ 4872—65.
Материал корпуса — сталь марки 40Х по ГОСТ 4543—71 (HRC2S—32).
Твердость хвостовика корпуса HRC 40—45.
Развертки диаметром 5—20 мм выполняются с напаянными режущими ножами и направляющими (чертеж ВНИИ К2-276-00) в двух исполнениях: исполнение 1 диаметром 5—20 мм с двумя направляющими, исполнение 2 диаметром 10—20 мм с тремя направляющими.
Развертки обеспечивают обработку отверстий первого-второго классов точности.
Пример условного обозначения однолезвийной развертки, оснащенной твердым сплавом, диаметром 10 мм, твердый сплав ВК8, исполнение 2.
РАЗВЕРТКА ДИАМЕТРОМ 10 мм, ВК8, ЧЕРТ. ВНИИ К2-276-00
252
РЕКОМЕНДАЦИИ ПО ЭКСПЛУАТАЦИИ РАЗВЕРТОК
Износ и заточка разверток
В процессе эксплуатации развертки изнашиваются как по задней и передней поверхностям, так и по ленточкам (рис. 9).
По мере увеличения износа снижаются точность обработанных отверстий, а также чистота поверхности. Поэтому не рекомендуется работать развертками, у которых износ достиг 'предельно допускаемой величины, — их нужно перетачивать.
Ориентировочная величина допустимого износа по задней поверхности для быстрорежущих разверток составляет /г3 = 0,54-
Рис. 9. Износ разверток
4-0,6 мм. Для разверток, оснащенных твердым сплавом, критерием затупления при обработке чугуна является износ ленточек йл = = 0,54-0,8 мм, а при обработке закаленной стали — износ по задней поверхности й3 = 0,34-0,35 мм. Следует также учитывать затупление и износ разверток по диаметру калибрующей части, чтобы развертка не давала размера отверстий меньше нижнего предела допуска на отверстие.
Качественная заточка разверток в сочетании с оптимальными геометрическими параметрами режущей части предопределяет эксплуатационные свойства развертки (точность размеров обрабатываемого отверстия и качество его поверхности), а также ее стойкость.
Различные виды заточки разверток, быстрорежущих и оснащенных твердым сплавом, в зависимости от их назначения приведены в табл.23 и 24.
253
Развертки цилиндрические быстрорежущие. Форма заточки зубьев.
Заточка разверток для сквозных отверстий
Исполнение 1 — заборная часть -с углом в плане <р=15° или <р = 5°.
б-б
5
Исполнение 2 — заборная часть с углом в плане <р = 45°.
Т а б л и ц а 23
^ном 1з С для исполн. fl f град «к» град
Ф=5° Ф=15° 1 2
От 3 до 4 2,0 1,0 — 1,0 0,25—0,45 0,10 10 15
Свыше 4 до 61 0,4—0,6
» 6 » 9 0,5—0,9 0,15 8 10
» 9 » 17 4,5 2,5 1,0 0,8—1,2
» 17 » 24 1,5 1,5 1,0-1,4 0,20
» 24 » 28 1,2—1,6 0,30
» 28 » 34 6,5 3,5 2,0 2,0 1,3—1,8
» 34 » 40 1,5—2,0
» 40 » 45 1,6—2,1 0,35
> 45 » 50 1,8—2,4
Исполнение 3 — заборная часть ступенчатая (кольцевая).
5-6
254
мм
D Di £>2 1 f fi
10 Р—0,2 D— 0,5 2 0,15 0,6—0,9
Свыше 10 до 17 0,20 0,8—1,2
» 17» 24 3 0,20 1,0—1,4
» 24 » 30 0,30 1,2—1,6
» 30 » 34 0,30 1,3—1,8
» 34 » 40 0,30 1,5—2,0
» 40 » 45 0,35 1,6—2,1
» 45 » 50 0,35 1,8—2,4
Развертки с кольцевой заточкой применяются при снятии увеличенного припуска, но при этом требуются пониженные режимы резания.
Заточка разверток цилиндрических быстрорежущих с торцовыми зубьями (для глухих отверстий)
D ном f fi
10 0,15 0,6—0,9
Свыше 10 до 17 0,20 0,8—1,2
» 17 » 24 0,20 1,0—1,4
» 24 » 30 0,30 1,2—1,6
» 30 » 34 0,30 1,3—1,8
» 34 » 40 0,30 1,5-2,0
» 40 > 45 0,35 1,6—2,1
» 45 » 50 0,35 1,8-2,4
Таблица 24
Развертки машинные цельные, оснащенные пластинками из твердого сплава
Форма заточки зубьев
Форма заточки
Эскиз
Область применения
II
III
Развертывание сквозных и глухих отверстий классов точности За, 4 и грубее в вязких и хрупких материалах
Развертывание сквозных отверстий повышенной чистоты и точности (класса 3 и выше) в вязких материалах
Развертывание сквозных отверстий повышенной чистоты и точности (класса 3 и выше) в хрупких материалах
256
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ
Таблица 25
^ном 1 для материала Размеры, мм Номер пластинки по ГОСТ 2209—69
вязкого ф==15° хрупкого ф=5° f а С
От 10 до 10,5 2,5 4,5 0,15— 1,25 15° 25° 1 2617
ОТ 11 до 15
От 16 до 19 10° 2619
От 20 до 22
От 24 до 25 2621
От 26 до 30
От 32 до 50 3,5 6,5 0,2-0,4 20° 2 2625
Режимы резания при развертывании
Глубина резания определяется -припуском на обработку отверстия; скорость резания и подача назначаются с учетом требований к чистоте и точности обрабатываемых отверстий. Рекомендуемые режимы резания при развертывании, по данным НИБТН и ВНИИ, приведены в табл. 26.
Подача при развертывании стали и серого чугуна развертками из быстрорежущей стали
Таблица 26
Диаметр развертки D, мм Подача s, мм!об
Сталь Чугун серый
Твердость по Бринеллю НВ
до 229 свыше 229
До 10 0,25 1,0 0,5
10—100 0,5-1,8 1,25—2,70 0,75—2,20
Свыше 100 2,1 3,1 2,6
Примечание. Подачи даны для случаев сквозных отверстий, развертывание чистовое по второму классу точности. Скорость резания г> = 4ч-10 м)мин.
257
Подачи и скорости резания при развертывании стали и серого чугуна развертками, оснащенными пластинками из твердого сплава
Таблица 27
Обрабатываемый материал Диаметр развертки D, мм
Сталь и чугун серый 10—20 21—40 41—60 Свыше 60
Подача s, мм!об
0,8—1,2 1,о—1,3 1,0-1,5 1,5—2,0
Таблица 28
Обрабатываемый материал Марка инструментального материала Шероховатость поверхности Диаметр развертки D, мм Скорость резания и, MjMUH
Сталь =604-90 кгс]мм2 Т15К6 2,5—1,25 Все размеры 8—16
Чугун серый НВ 170—220 ВК8, ВК6 2,5—1,25 То же 5—12
Для обработки стали и чугуна повышенной твердости режимы резания должны корректироваться в соответствии с нормативами НИБТН.
НЕПОЛАДКИ ПРИ ЭКСПЛУАТАЦИИ РАЗВЕРТОК И МЕРЫ ПО ИХ УСТРАНЕНИЮ
Неполадки Причины возникновения Меры устранения
Поломка разверток Перекос оси развертки Работать с помощью плава-
или выкрашивание режущих кромок по отношению к оси обрабатываемого отверстия ющего патрона
Недостаточная длина Проверить длину сверления
просверленного отверстия под развертку, в результате чего она упирается в дно отверстия под развертку и при необходимости увеличить ее
Развертка при механической подаче упирается в дно просверленного отверстия (в случае обработки глухих отверстий) Отрегулировать механизм выключения подачи
258
Продолжение
Неполадки Причины возникновения Меры устранения
Поломка разверток или выкрашивание режущих кромок Завышенная величина припуска под развертку Производить развертывание в два прохода или снизить припуск в соответствии с рекомендациями
Неправильная заточка разверток (не выдержаны рекомендации по назначению задних и передних углов, угла в плане и др.) Переточить развертку, обеспечив получение правильных геометрических параметров режущей части (в соответствии с рекомендациями)
Забивание стружкой канавок развертки Увеличить объем 'стружечных канавок, ввести дополнительное полирование канавок
Низкая стойкость разверток Работа на завышенных режимах резания (скорость резания, подача) Установить режимы резания в соответствии с нормативами
Повышенное биение зубьев по режущей части развертки Проверить биение зубьев развертки по индикатору Не допускать к эксплуатации развертки с биением зубьев, превышающим допускаемое техническими требованиями
Прижоги на режущих кромках в процессе заточки Переточить развертку, следить за режимами заточки и охлаждением
Недостаточное охлаждение развертки Создать необходимые условия охлаждения
Неудовлетворительная чистота обработанных отверстий Некачественная заточка развертки Грубая предварительная обработка отверстия Повысить качество отделов • ных операций Соблюдать рекомендации по последовательности обработки и распределения припусков
Повышенное наростооб-разование Работать в зоне скоростей резания с пониженным наро-стообразованием
Неправильные режимы резания Снизить величину подачи
Неправильный выбор смазочно-охлаждающей жидкости Применять смазочно-охлаждающую жидкость в соответствии с рекомендациями
Забивание стружкой канавок развертки Увеличить объем стружечных канавок, ввести дополнительное полирование канавок
259
П родолжение
Неполадки Причины возникновения Меры устранения
Неудовлетворительная точность обработанных отверстий Налипание обрабатываемого металла Заедание развертки в отверстии кондукторной втулки Поломка лапки хвостовика Смещение оси развертки относительно оси обрабатываемого отверстия Большая скорость резания при работе без кондуктора Налипание частиц обрабатываемого металла приводит к повышенному разбиванию отверстий Завышенный размер развертки по диаметру Большое биение шпинделя станка или переходных втулок Тонкие стенки обрабатываемой детали Обработка очень вязких сталей и цветных металлов Недостаточная величина заднего угла Несовпадение осей развертки, кондукторной втулки и обрабатываемого отверстия Скопление стружки в канавках из-за мелких размеров их и недостаточной подачи смазочноохлаждающей жидкости Сильное налипание частиц обрабатываемого металла на режущие кромки развертки Крутящий момент передается не конусом, а лапкой Работать с помощью плавающего патрона Снизить скорость резания Применять меры борьбы с налипаниями (цианирование, тонкое хромирование) Довести развертку до нужного размера при помощи чугунного кольца Необходимо следить, чтобы станок и оснастка отвечали предъявляемым к ним требованиям Применять доводку развертки по задним и передним поверхностям. Хромировать или цианировать рабочие поверхности развертки. Применять смазочно-охлаждающие жидкости с повышенным смазочным действием Заточить развертку с необходимым задним углом Добиться совпадения указанных осей Применять необходимое количество смазочно-охлаждающей жидкости и дать правильное направление струи Цианировать или хромировать задние поверхности зубьев развертки Необходимо заменить шпиндельную втулку
СОДЕРЖАНИЕ
СВЕРЛА
Сверла спиральные с цилиндрическим хвостовиком быстрорежущие 7
Сверла спиральные с цилиндрическим хвостовиком, короткая серия, правые, левые (ГОСТ 4010—64; МН 555—6'5)..........................7
Сверла спиральные с цилиндрическим хвостовиком, средняя серия, правые, левые (ГОСТ 10902-164; МН 5807-65)........................ 20>
Сверла спиральные с цилиндрическим хвостовиком и вышлифованным профилем точного исполнения (ГОСТ 10902—64)..................... 32
Сверла спиральные с цилиндрическим хвостовиком, длинная серия (ГОСТ 886—64; МН 552-55).........................................37
Сверла спиральные с коротким цилиндрическим хвостовиком, длинная серия (ГОСТ 121'22—66)...........................................42
Сверла спиральные 'малоразмерные диаметром 0,1—1 мм с утолщенным цилиндрическим хвостовиком (ГОСТ 8034—67)....................... 45
Сверла спиральные конические с цилиндрическим хвостовиком. Конусность
1 : 50 (ГОСТ 18201—72)........................................ 46
Сверла центровочные комбинированные для центровых отверстий 60° без предохранительного конуса. Тип 1 (ГОСТ 14952—69)................ 49
Сверла центровочные комбинированные для центровых отверстий 60° с предохранительным конусом 120°. Тип 2 (ГОСТ 14952—69) . . .51
Сверла центровочные комбинированные для центровых отверстий с дугообразной образующей. Тип 4 (ГОСТ 14952—69) . 56
Сверла спиральные с коническим хвостовиком, быстрорежущие 55
Сверла спиральные с коническим хвостовиком (ГОСТ 10903—64;
МН 5808—65).................................................. 55-
Сверла спиральные с коническим хвостовиком, удлиненные (ГОСТ 2092—64, МН 558—65)............................................. 61
Сверла спиральные с коническим хвостовиком, длинные (ГОСТ Г2121—.66) 63-
Сверла спиральные с коническим хвостовиком для обработки легких сплавов (ГОСТ 19546—74)......................................... 66
Сверла спиральные удлиненные с коническим хвостовиком для обработки легких сплавов (ГОСТ 19547—74).............................. 68-
Сверла спиральные конические с коническим хвостовиком. Конусность 1:50 (ГОСТ 18202-72) . 70
Сверла специальные 72
Сверла спиральные с цилиндрическим хвостовиком с утолщенной сердцевиной из быстрорежущей стали для обработки высокопрочных сталей и сплавов....................................................72
Сверла спиральные с цилиндрическим хвостовиком для станков с ЧПУ, короткая серия (ОСТ 2 И20-1—74) . 75
261
•Сверла спиральные с цилиндрическим хвостовиком для станков с ЧПУ, средняя серия (ОСТ 2 И20-1—74) .... . . 77
Сверла шнековые с цилиндрическим хвостовиком.......................80
Сверла спиральные с коническим хвостовиком для станков с ЧПУ (ОСТ 2 И20-2—74).................................................. 81
Сверла спиральные с прокатанными отверстиями для охлаждения с ко-
ническим хвостовиком (ГОСТ 10903—*64; МН 4537—63) ... 83
Сверла спиральные с коническим хвостовиком для обработки чугуна 84
Сверла шнековые с коническим хвостовиком . . .86
Сверла-зенкеры комбинированные 88
Сверла твердосплавные 89
Сверла спиральные, оснащенные пластинками из твердого сплава, с ци-
линдрическим хвостовиком (ГОСТ 6647—64; МН 317—65) ... 89
Сверла спиральные цельные твердосплавные с цилиндрическим хвостовиком, короткая серия (ГОСТ 17274—71)............................ 91
Сверла спиральные цельные твердосплавные, с цилиндрическим хвостовиком, средняя серия (ГОСТ 1727’5—71)............................ 95
Сверла спиральные, оснащенные пластинками из твердого сплава, с ко-
ническим хвостовиком (ГОСТ 6647—164; МН 318—65; МН 319—65) . 100
Сверла спиральные, оснащенные пластинками из твердого сплава, с прокатанными отверстиями для охлаждения, с коническим хвостовиком
(ГОСТ 6647-64)................................................. 104
Сверла спиральные цельные твердосплавные с коническим хвостовиком |(ГОСТ 17276—71) 106
Сверла цельные твердосплавные 109
Сверла спиральные цельные твердосплавные укороченные с цилиндрическим хвостовиком (ГОСТ 17273—71)................................. 109
Сверла спиральные цельные твердосплавные с утолщенным хвостовиком, короткие и удлиненные............................................112
Сверла центровочные твердосплавные с дугообразной режущей кромкой 114
Сверла четырехленточные цельные твердосплавные .... 115
Сверла кольцевые 116
Запасные резцы к кольцевым сверлам ... 118
Сверла ружейные, оснащенные твердым сплавом . 120
Рекомендации по эксплуатации сверл................................121
Требования, предъявляемые к оборудованию, приспособлениям и инструменту ... '. . 121
Износ и заточка сверл......................................... 122
Специальные заточные операции по улучшению геометрии сверл 124
Выбор смазочно-охлаждающей жидкости и способы ее подвода 134
Выбор и назначение режимов резания . . 135
ЗЕНКЕРЫ И ЗЕНКОВКИ
Зенкеры быстрорежущие . 153
Зенкеры цельные с цилиндрическим хвостовиком (ОСТ 2 И'22-1—74) 153
Зенкеры цельные с коническим хвостовиком (ГОСТ 12489—71) . 154
Зенкеры цельные насадные (ГОСТ 5.653.—70) 157
Зенкеры твердосплавные..............................................158
Зенкеры с коническим хвостовиком, оснащенные пластинками из твердого сплава. Тип 1 (ГОСТ 3231—71) . '............................ 158
Зенкеры насадные, оснащенные пластинками из твердого сплава. Тип 2 (ГОСТ 3-231—71) . . . 160
Зенковки 162
Зенковки цилиндрические со сменной направляющей цапфой и коническим хвостовиком (ГОСТ 15599—70) . . 162
262
Зенковки цилиндрические со сменной направляющей цапфой и цилиндр]].
ческим хвостовиком (ОСТ 2 И25-2—74) . . . . 164
Зенковки цилиндрические со сменной направляющей цапфой и коничес-
ким хвостовиком (ОСТ 2 И25-2—74)................................. 165
Зенковки цилиндрические насадные (ГОСТ 15599—70).................. 167
Зенковки цилиндрические со сменной направляющей цапфой и хвостови-
ком под штифтовой замок (ГОСТ 15599—70) . • • • и- • 168-
Зенковки-подрезки обратные односторонние из быстрорежущей стали
(МН 727—60)...................................................... 170
Зенковки-подрезки обратные двусторонние из быстрорежущей стали . 171
Зенковки-подрезки обратные односторонние, оснащенные пластинками из
твердого сплава (МН 729—60).......................................172
Зенковки-подрезки обратные двусторонние, оснащенные пластинками из твердого сплава....................................................173-
Зенковки угловые '2ф=60° с коническим хвостовиком (ГОСТ 14953—69) 174
Зенковки конические 2ф = 75° с коническим хвостовиком (ГОСТ
14953—»69)........................................................176
Зенковки угловые 2ф = 90° с коническим хвостовиком (МН 725—60) . 177
Зенковки угловые '2ф=120° с коническим хвостовиком (ГОСТ 14953—69) 178
Зенковки 60° центровочные (ГОСТ 14953—69)........................ 179^
Зенковки центровочные для центровых отверстий 60° без предохра-
нительного конуса (ГОСТ 14953—69) . 179*
Рекомендации по эксплуатации зенкеров 180
Износ и заточка зенкеров.............................. . 180*
Применение смазочно-охлаждающих жидкостей . . 183
Режимы резания................................................ 183
Неполадки при эксплуатации зенкеров и меры по их устранению 190-
РАЗВЕРТКИ
Развертки ручные ............ 195-
Развертки ручные цилиндрические (ГОСТ 7722—70) 195-
Развертки ручные разжимные (ГОСТ 3509—71) 198
Развертки ручные регулируемые . 201
Развертки конические 203-
Развертки конические с коническим хвостовиком под конусы Морзе
(ГОСТ 10079—71).................................................. 207
Развертки конические с коническим хвостовиком под метрические кону-
сы. Конусность 1:20 (ГОСТ 10080—71) . . ................. 204
Развертки конические с коническим хвостовиком. Конусность 1:30
(ГОСТ 10082—71).................................................. 204
Развертки конические с коническим хвостовиком. Конусность 1:50
(ГОСТ 10081—71)................................................. 209'
Развертки конические с цилиндрическим хвостовиком под конусы Морзе (ГОСТ 11182—71).....................................................210
Развертки конические с цилиндрическим хвостовиком под метрические
конусы. Конусность 1:20 (ГОСТ 11183—71)...........................212
Развертки конические с цилиндрическим хвостовиком. Конусность 1:30
(ГОСТ 11184—71).................................................. 213
Развертки под коническую резьбу. Конусность 1:16 (ГОСТ 6226—71) 215
Развертки котельные машинные (ГОСТ 18121—72) . 217
Развертки машинные 218
Развертки машинные цельные с цилиндрическим хвостовиком (ГОСТ 1672—71)........................................................... 218
Развертки машинные цельные с коническим хвостовиком (ГОСТ 1672—71) 220
Развертки машинные цельные насадные (ГОСТ 1672—71) .... 222
Развертки машинные с удлиненной рабочей частью (ГОСТ 11172—70) 224
263
Развертки машинные со вставными ножами из быстрорежущей стали ;(ГОСТ 883—71).................................................. 229
Развертки машинные, оснащенные пластинками из твердого сплава (ГОСТ 11175—71)................................................. 234
Развертки сборные насадные с привернутыми ножами, оснащенными пластинками из твердого сплава (ГОСТ 11176—71).................. 238
Развертки машинные регулируемые, оснащенные тверым сплавом с коническим хвостовиком....................................... 242
Развертки машинные цельные с коническим хвостовиком из твердого сплава (ГОСТ 16087—70).......................................... 244
Развертки машинные с цельной твердосплавной рабочей частью, вышлифованными стружечными канавками, и с цилиндрическим хвостовиком (ГОСТ 5.1302—72)................................................ 250
Развертки однолезвийные, оснащенные твердым сплавом . 251
Рекомендации по эксплуатации разверток . . . 253
Износ и заточка разверток............... . 253
Геометрические параметры режущей части Режимы резания при развертывании...............................257
Неполадки при эксплуатации разверток и меры по их устранению 258
© НИИхЧАШ, 1976
Научный редактор Г. Г. Егорова Редактор Н. И. Кирсанова Технические редакторы А. Е. Леонова, Г. Д. Наумова Корректор Т. Л. Сологуб
Т-15947 Сдано в набор 22/VI 1976 г. Подписано в печать 14/Х 1976 г.
•Формат бумаги 60X90716 Печ. лист. 16,5 Уч-изд. л. 15,66
Тираж 5000 экз. Изд. № 748-2 Заказ № 1785 Пена 2 руб. 45 к. (перепл. № 5),
НИИМАШ Москва, 105203, 12 Парковая ул., д. 5 Типография НИИМАШ, г. Щербинка