/



Author: Рейбман А.И.
Tags: средства для покрытий и их технология лакокрасочные материалы химия строительство строительные материалы
Year: 1982




Text
chipmaker.ru
А. И. РЕЙБМАН
Chipmaker.ru
ЗАЩИТНЫЕ
ЛАКОКРАСОЧНЫЕ
ПОКРЫТИЯ
Издание пятое,
переработанное и дополненное
«химия»
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
1982
chipmaker.ru
6П7.7
Р35
УДК 667.63/. 64 : 620.197.6
Chlpmaker.ru
Рейбман А. И.
Защитные лакокрасочные покрытия. — 5-е изд.,
перераб. и доп. — Л.: Химия, 1982 — 320 с., ил.
Рассмотрены вопросы защиты аппаратуры и оборудования от воз-
действия агрессивных сред с помощью лакокрасочных покрытий. Описаны
новые лакокрасочные материалы; приведены составы для травления,
обезжиривания и фосфатирования поверхности стали и цветных металлов
перед окраской. Пятое издание (4-е изд. — 1978 г.) дополнено сведениями
по технологии лакокрасочных покрытий я эффективности их применения;
значительное внимание уделено покрытиям специального назначения,
вопросам временной защиты металлических поверхностей и окраски по
влажному металлу.
Предназначена для широкого круга инженерно-технических работ-
ников химической, нефтехимической и нефтеперерабатывающей промыш-
ленности, занимающихся вопросами защитных покрытий. Она будет по-
лезна и работникам производств нехимнческого профиля.
320 с., 6 рис., 39 табл., список литературы 240 ссылок
Рецензент: докт. техн. наук. В. В. Чеботаревский
Абрам Исаакович Рейбман
ЗАЩИТНЫЕ ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
• Редактор Л, М. Танезер
Техн, редактор Д. Д. Некрасова
Переплет художниками. И. Бородина
Корректор Г, At Ле5'ед%ва
ИБ № 1420 /
Сдано в^иабор 14.04.82. Подписано в печать 31.08.82. М-30772. Формат
бумаги &0X9OVxe* Бумага тип. № 2. Литературная гарнитура.
Высокая печать. Усл. печ. л. 20,0. Усл. кр.-отт. 20,0. Уч.-изд. л. 22,73.
Тираж 20 000 экз. Зак. 133. Цена 1 р. 40 к. Изд. № 2240.
Ордена «Знак Почета» издательство «Химия»,
Ленинградское отделение. 191186, г. Ленинград, Д-186, Невский пр., 28.
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
2803030000—050
Р (050)01—82 50 Ь2
© Издательство «Химия», 1978
© Издательство «Химия», 1982,
с изменениями
Содержание
Предисловие к пятому изданию . . ........................... 6
Глава первая
Общие сведения о коррозии н защите металлов
и неметаллических материалов лакокрасочными покрытиями 7
Основные понятия о коррозии металлов................................. 7
Факторы, определяющие характер н скорость коррозии............... 11
Методы защиты от коррозии .......................................... 12
Устранение причин коррозии ................................... 12
Катодная защита............................................... 14
Применение ингибиторов коррозии .... ........... 15
Пассивация поверхности металлов .............................. 15
Защита лакокрасочными покрытиями.............................. 15
Основные понятия о коррозии н защите бетона ........................ 20
Основные понятия о защите древесины лакокрасочными покрытиями . . 22
Литература ......................................................... 24
Глава вторая
Основные лакокрасочные материалы
Выбор лакокрасочных материалов.................................... 25
Лакокрасочные материалы на основе растительных масел ............. 31
Битумные лакокрасочные материалы ... ..... 32
Алкидные лакокрасочные материалы . ........... . . 33
Алкидностирольиые лакокрасочные материалы ........................ 37
Фенолоформальдегидные лакокрасочные материалы..................... 38
Мочевиноалкндные и меламиноалкндные лакокрасочные материалы ... 41
Эпоксидные лакокрасочные материалы .... . ........... 44
Полиуретановые лакокрасочные материалы ........................... 56
Кремнийоргаинческне лакокрасочные материалы....................... 62
Перхлорвиниловые лакокрасочные материалы ......................... 65
Лакокрасочные материалы на основе полимеров и сополимеров виннл- -
хлорида........................... . . .............. 67
Акриловые лакокрасочные материалы............................ . 72
Лакокрасочные материалы на основе полнвинилбутираля ............ 1 74
Полидивииилацетнленовые лакокрасочные материалы................... 76
Материалы на основе полиолефинов н хлорсульфнроьанного полиэтилена 77
Лакокрасочные материалы на основе полистирола . .............. 78
Лакокрасочные материалы на основе пентапласта ... ........... 7У
Лакокрасочные материалы на основе фторпроизводных этилена ... 81
Лакокрасочные материалы на основе нитрата целлюлозы .............. 83
Лакокрасочные материалы на основе каучуков . . 84
Фуриловые лакокрасочные материалы................................. 87
1* 3
chipmaker.ru
Водоразбавляемые лакокрасочные материалы.............. • • • • 88
Цннкснликатные н этнлснлнкатная краски............................ 94
Литература ............... . . . . .......................... 96
Глава третья
Подготовка поверхности под окраску
Механические способы очистки .............................• . . . . 101
Пескоструйная н гидропескоструйная очистка........... . . 101
Дробеструйная очистка........................................ 102
Очистка механизированным инструментом........................ 105
Химические способы очистки............................ .... 106
Обезжиривание поверхности.................... . . 106
Фосфатирование поверхности ............................... . 113
Травление поверхности металла . . •.......................... 116
Подготовка поверхности цветных металлов под окраску ............... 120
Механохнмическнй способ очистки . ................. 126
Термический способ очнсткн ....................................... 127
Удаление старых лакокрасочных покрытий ............................ 128
Подготовка поверхности под окраску без удаления ржавчины . . . 130
Временная противокоррозиениая защита металлических поверхностей . 135
Литература .................... ... .............. 141
Глава четвертая
Оборудование для нанесения лакокрасочных материалов
Пневматическое распыление........................................ 142
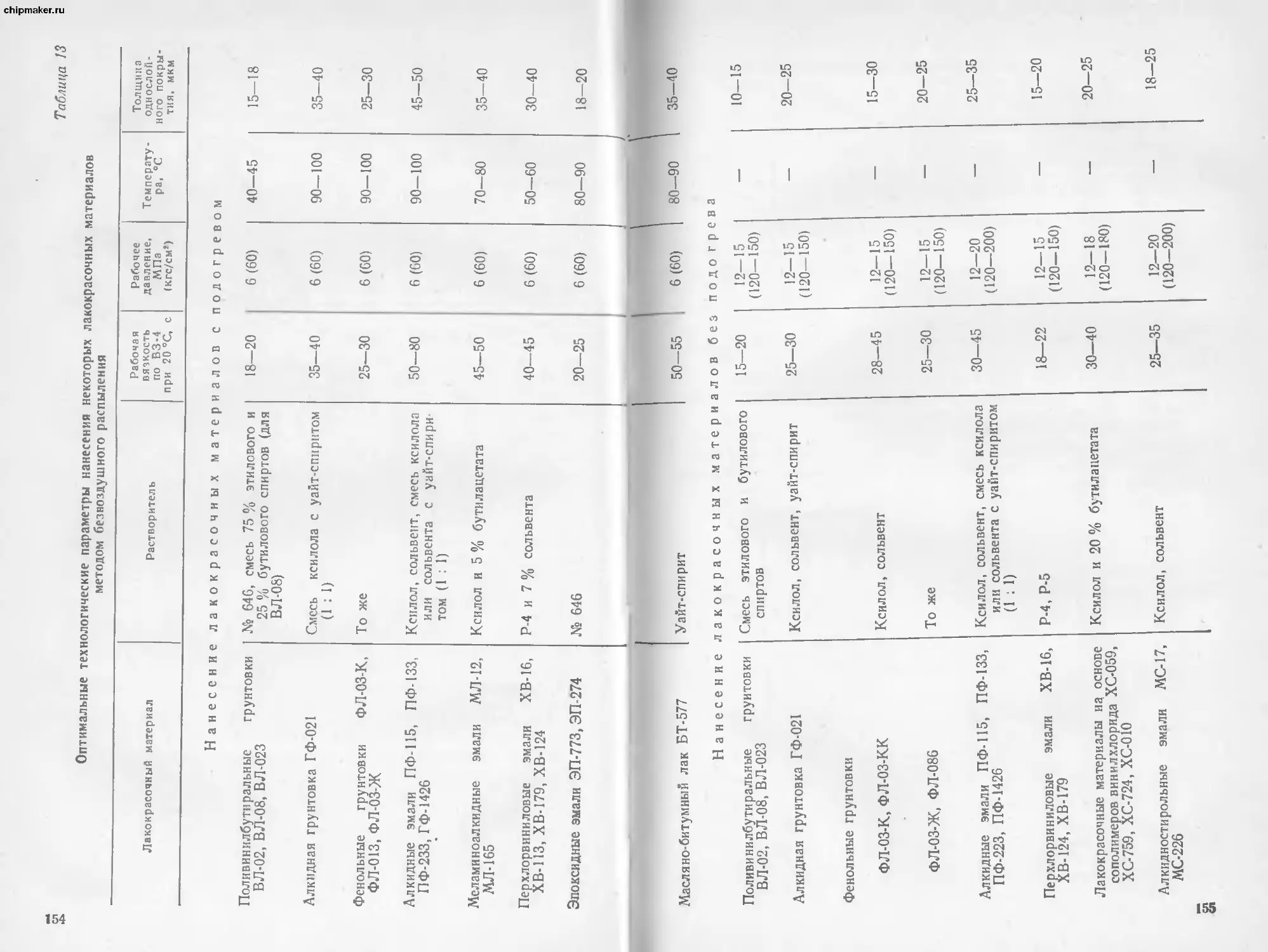
Нанесение лакокрасочных материалов с подогревом .................. 149
Безвоздушное распыление............................................ 150
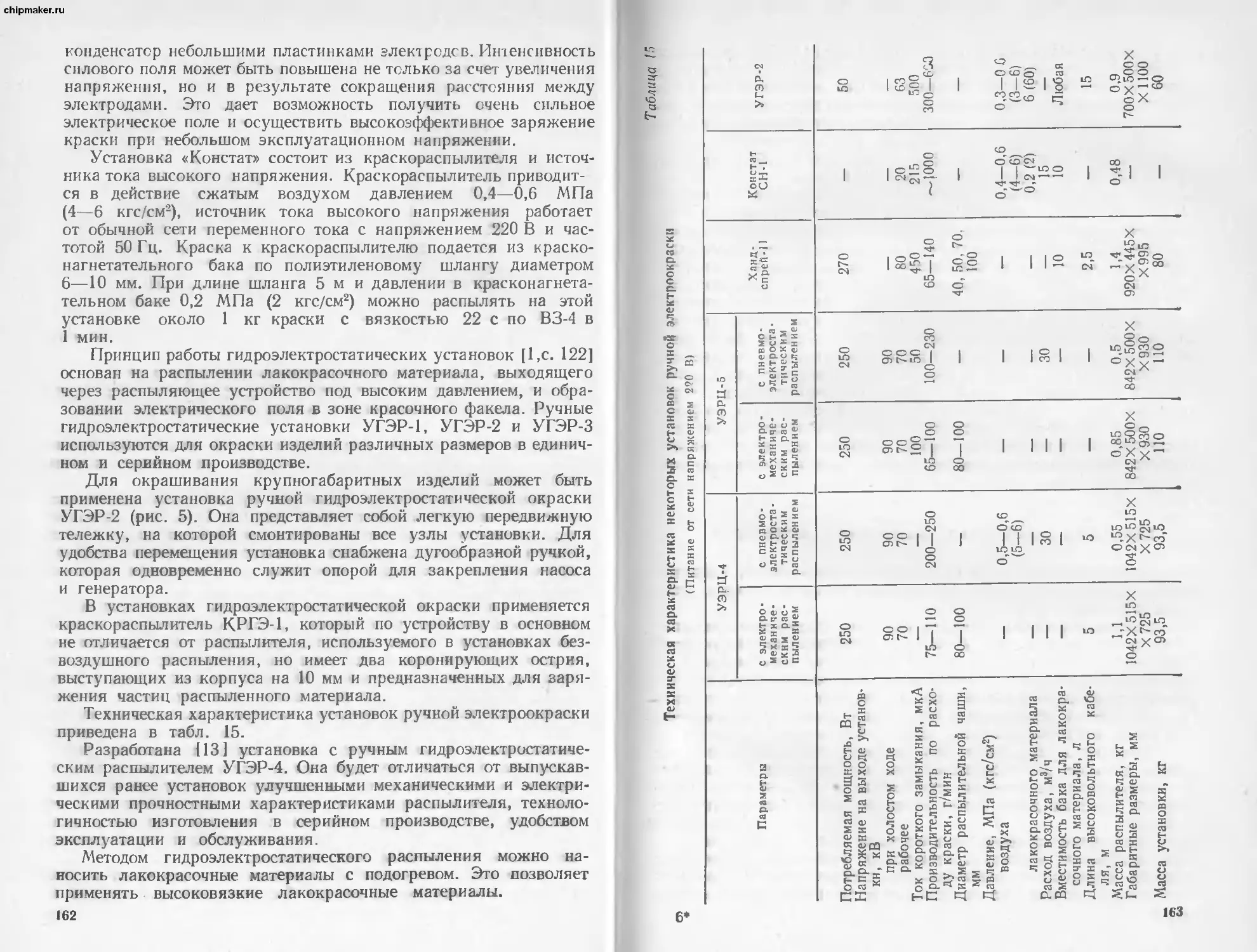
Электростатическое, пневмо- и гидроэлектростатическое распыление . . . 157
Нанесение порошковых полимерных материалов . . . . 164
Окраска методом электроосаждеиия . , ... 168
Окраска методом автофореза ... .... .............. 169
Уход за аппаратурой н инструментом ................................ 170
Литература ..................................................... 171
Глава пятая
Технология окраски и системы покрытий для защиты аппаратуры
и оборудования
Основные стадии процесса нанесения лакокрасочных материалов . . . 172
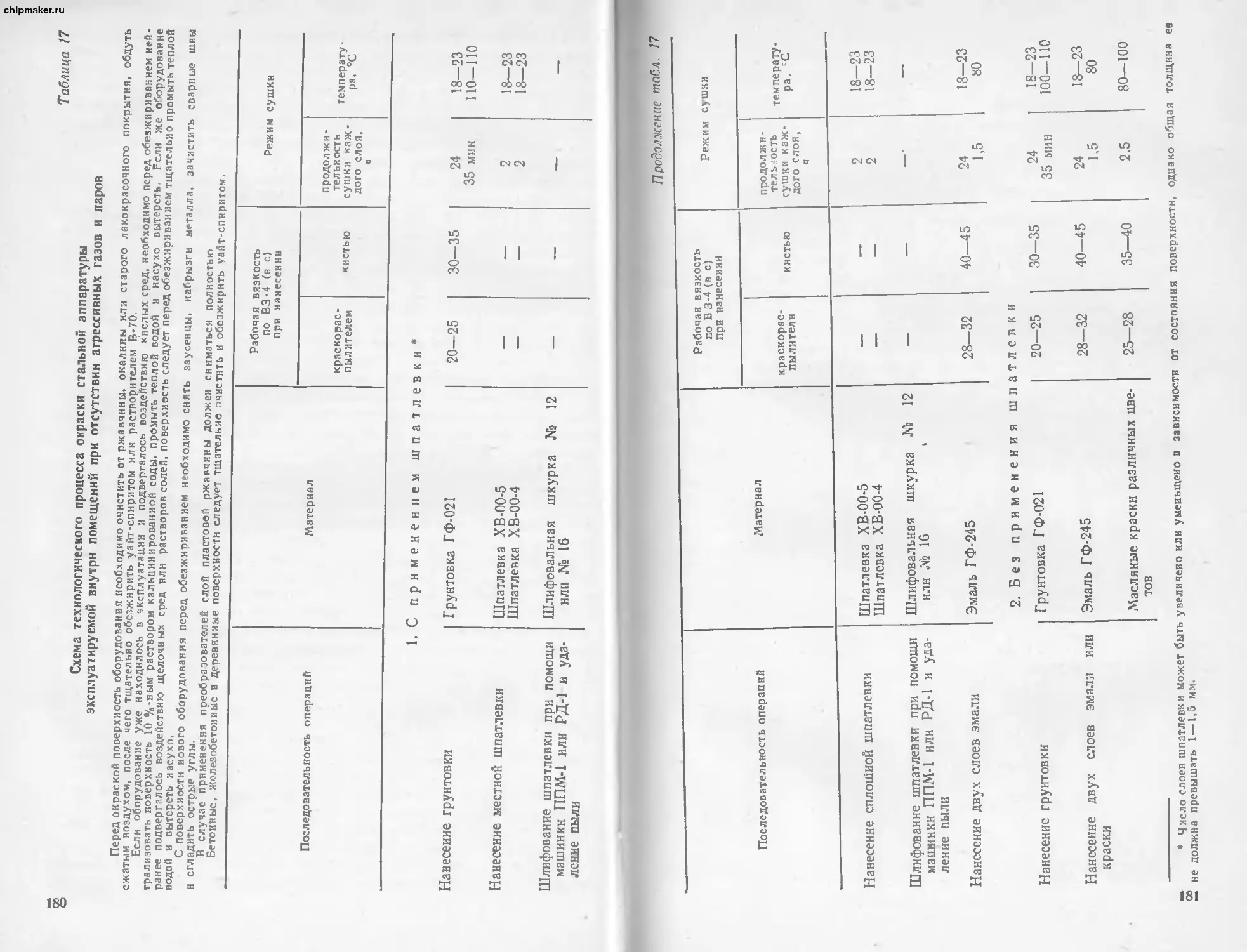
Покрытия, эксплуатируемые внутри помещений......................... 179
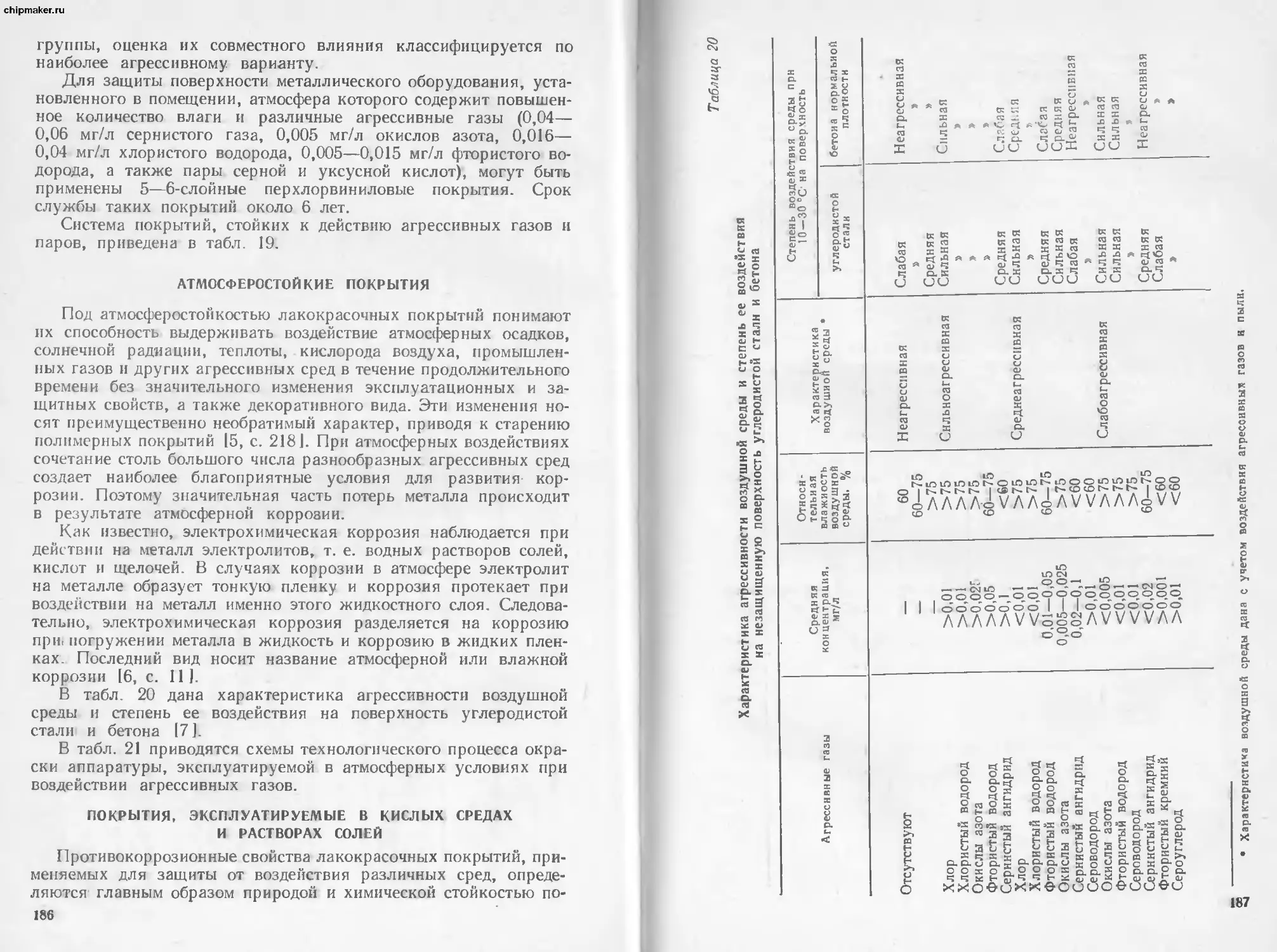
Покрытия, стойкие к воздействию атмосферы, не содержащей агрес-
сивных газов и паров ................................. .... 179
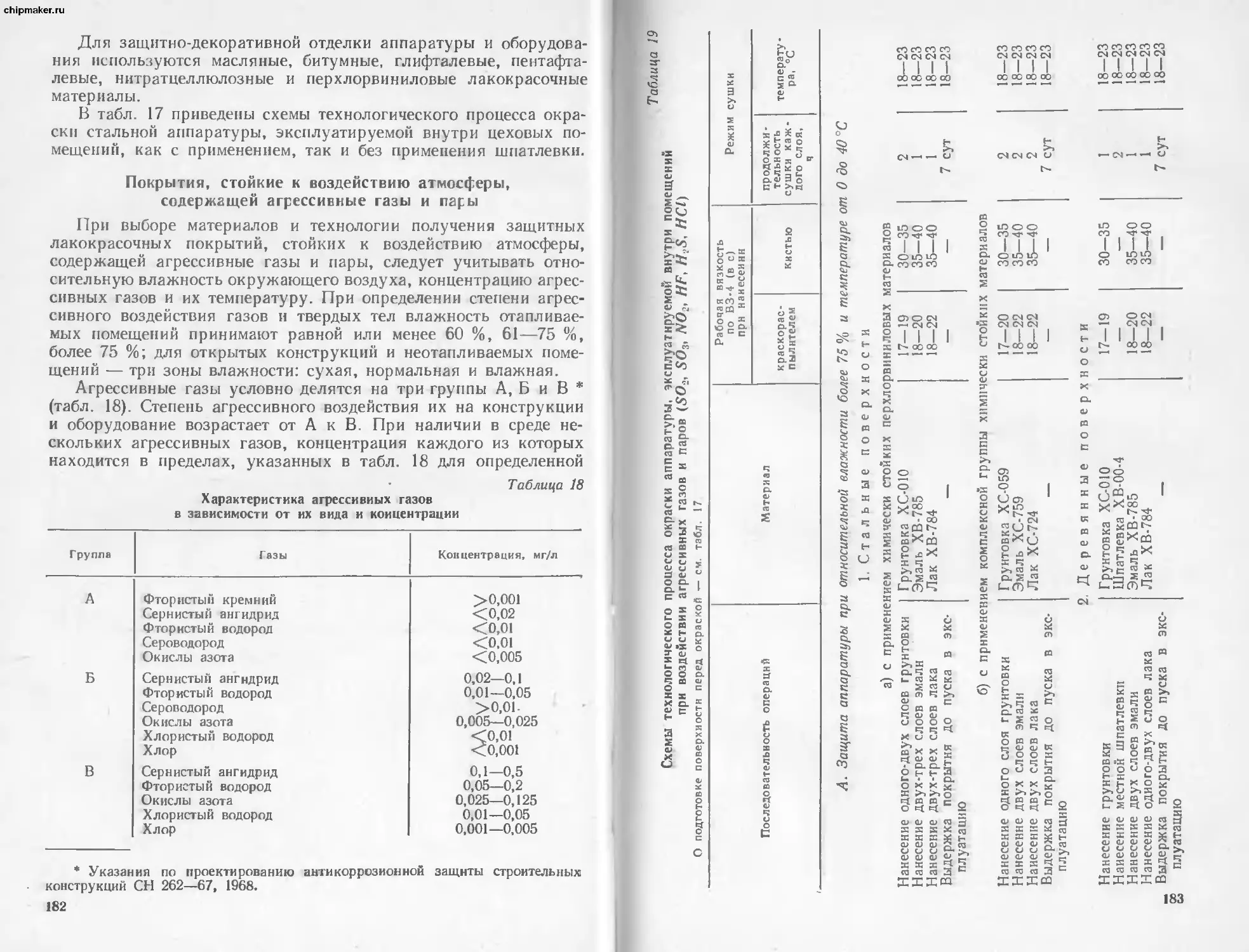
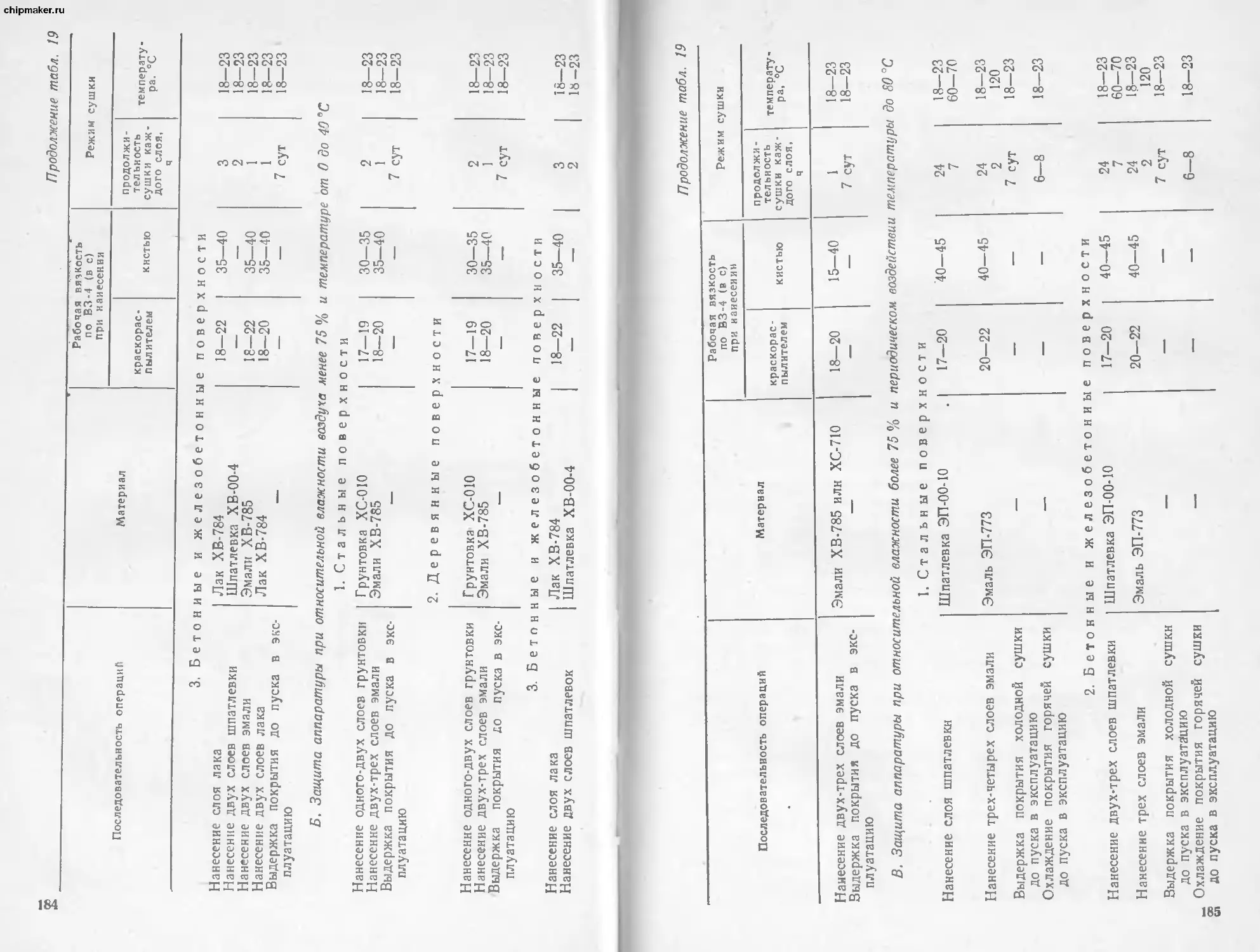
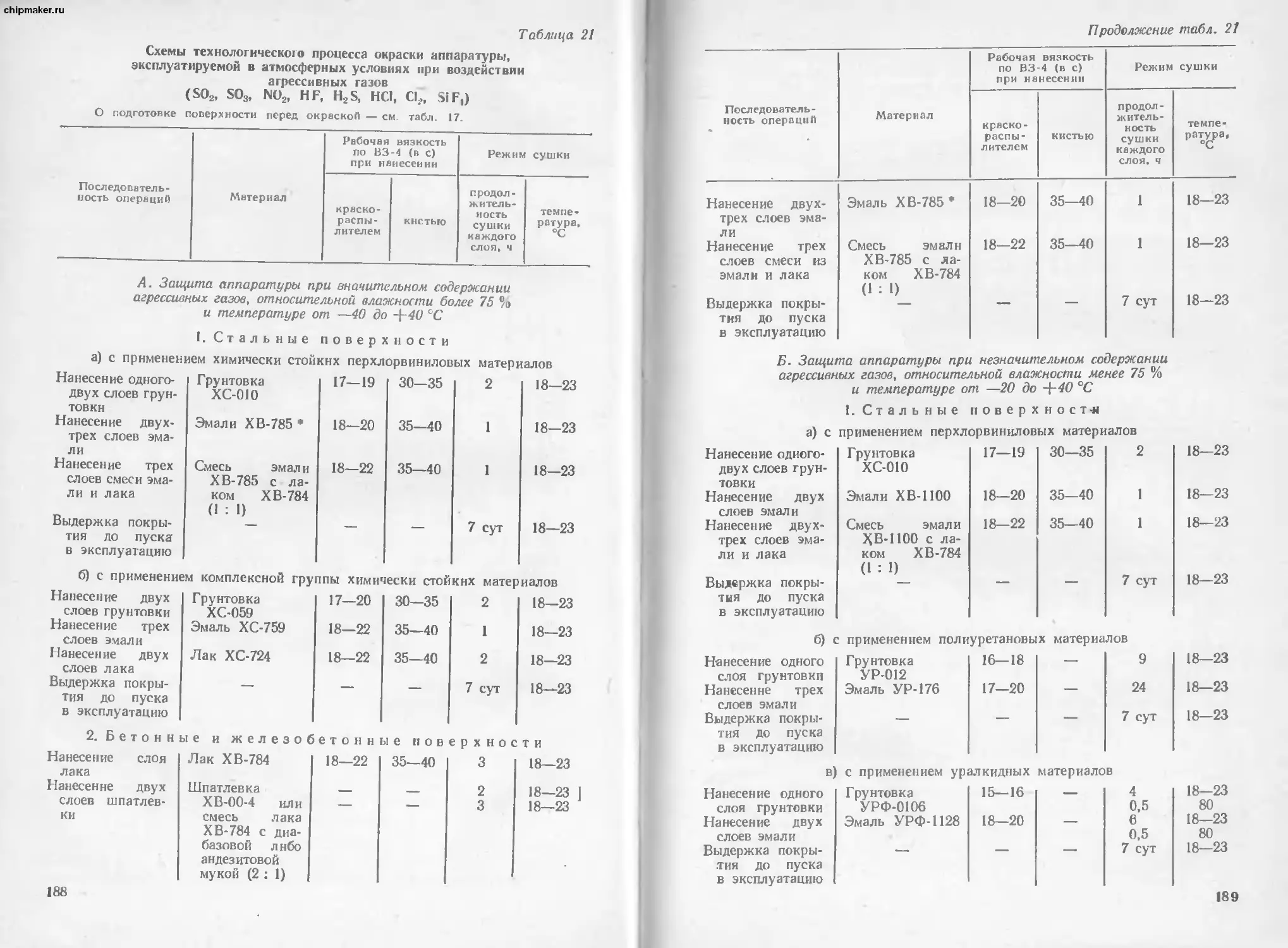
Покрытия, стойкие к воздействию атмосферы, содержащей агрес-
сивные газы и пары ... ... ........ 182
Атмосферостойкие покрытия . . ............................. - . 186
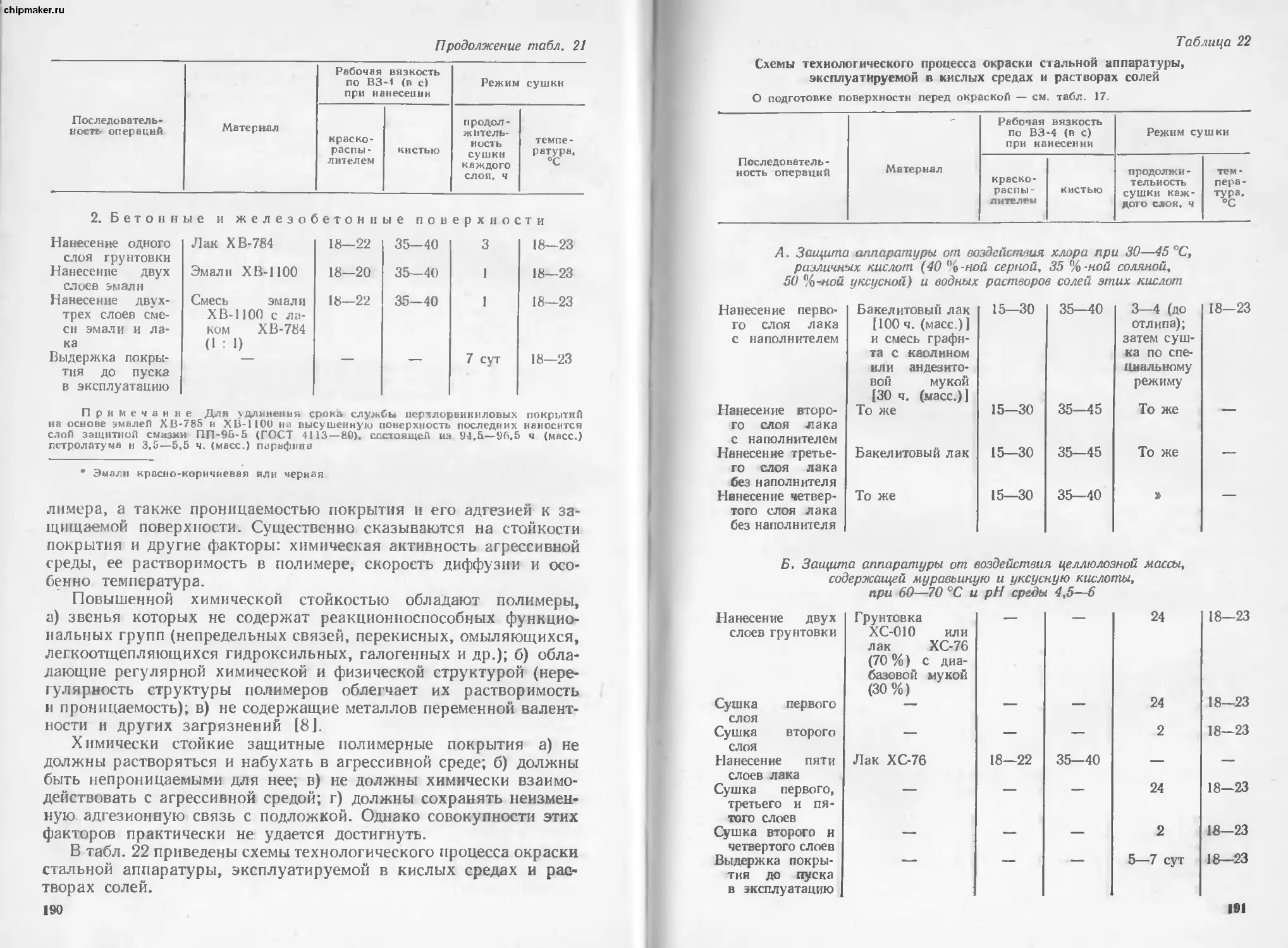
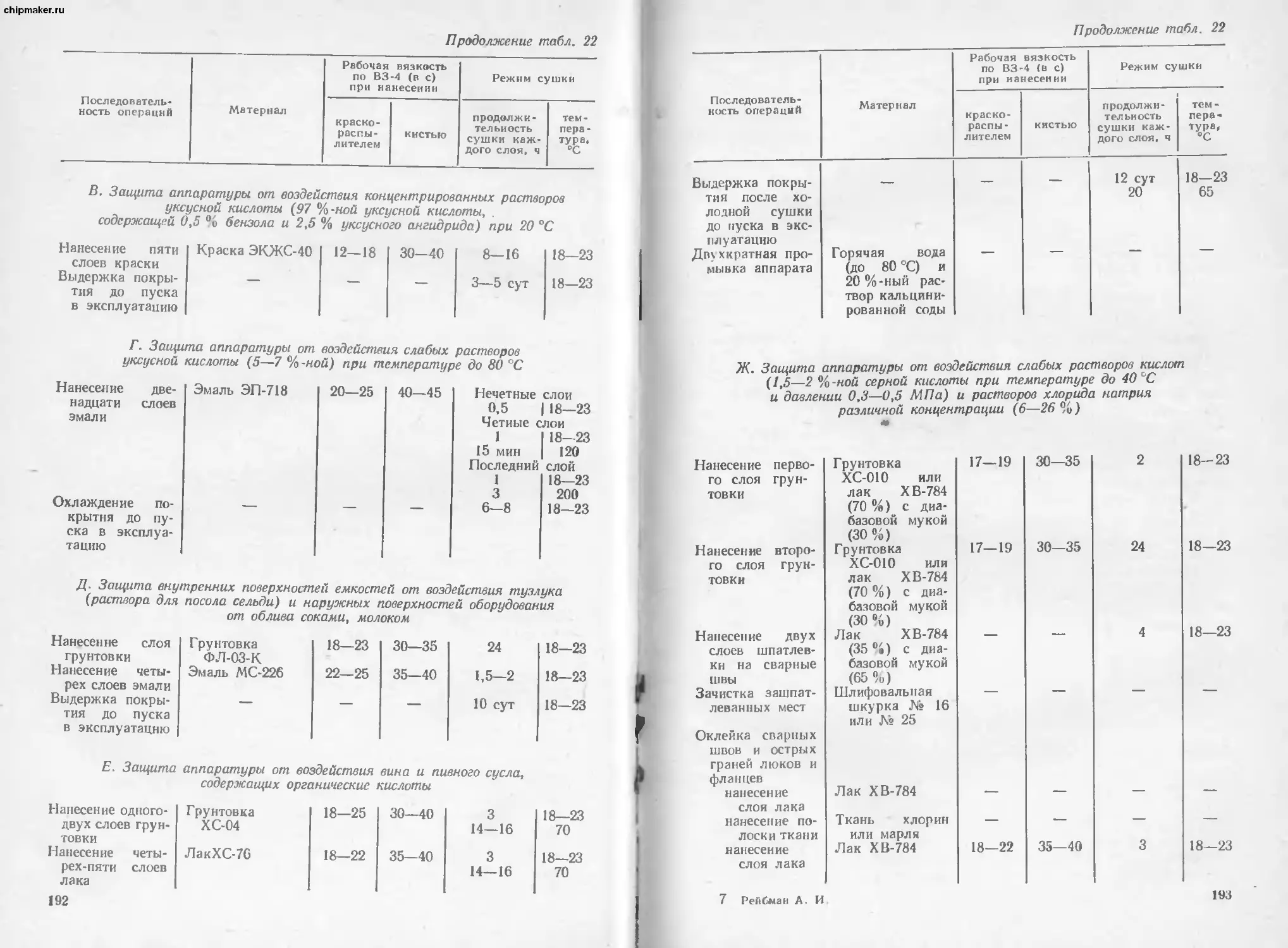
Покрытия, эксплуатируемые в кислых средах и растворах солей .... 186
Покрытия, эксплуатируемые в щелочных средах . ... .... 198
Водостойкие покрытия . . . ..................... 200
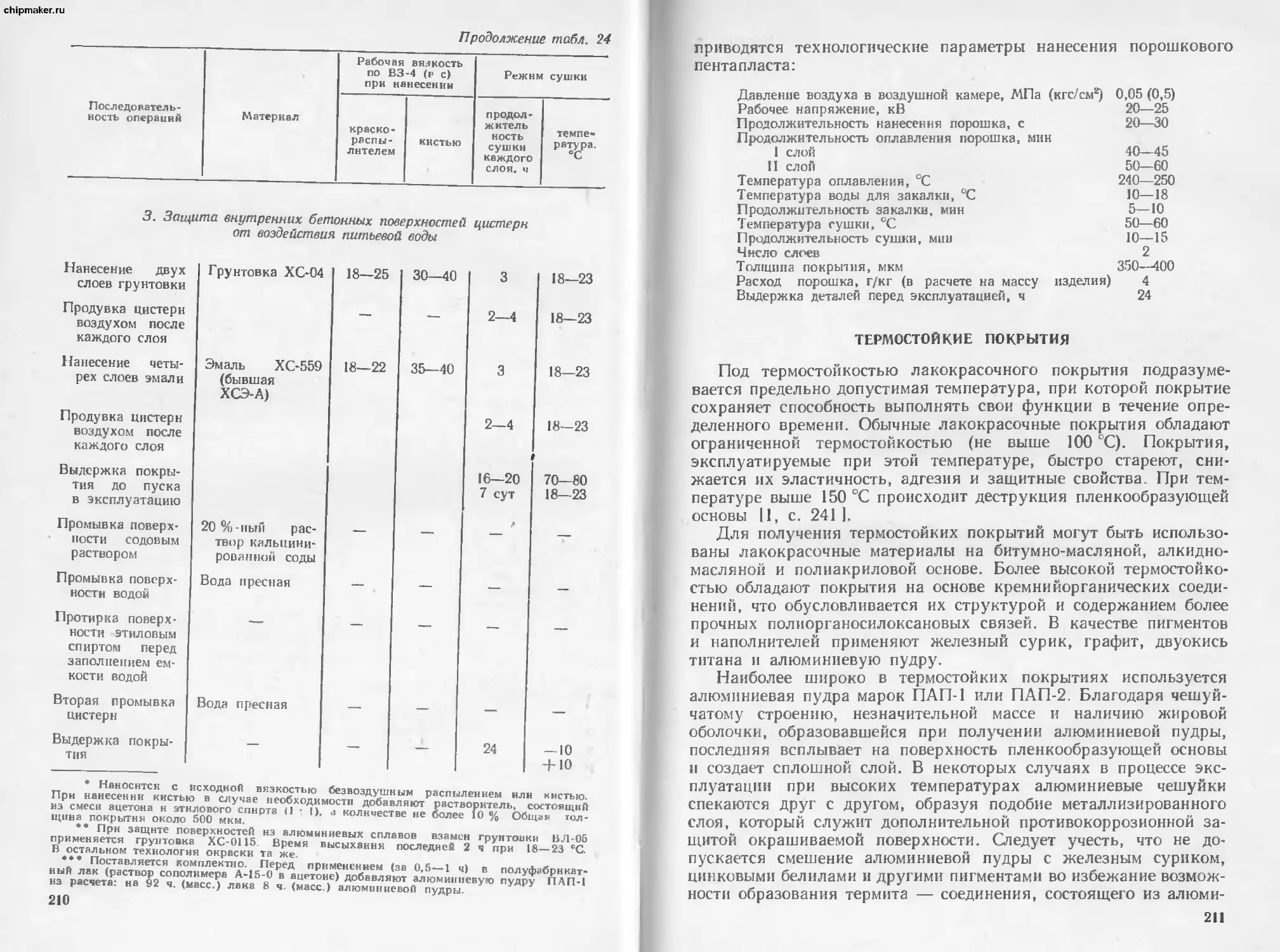
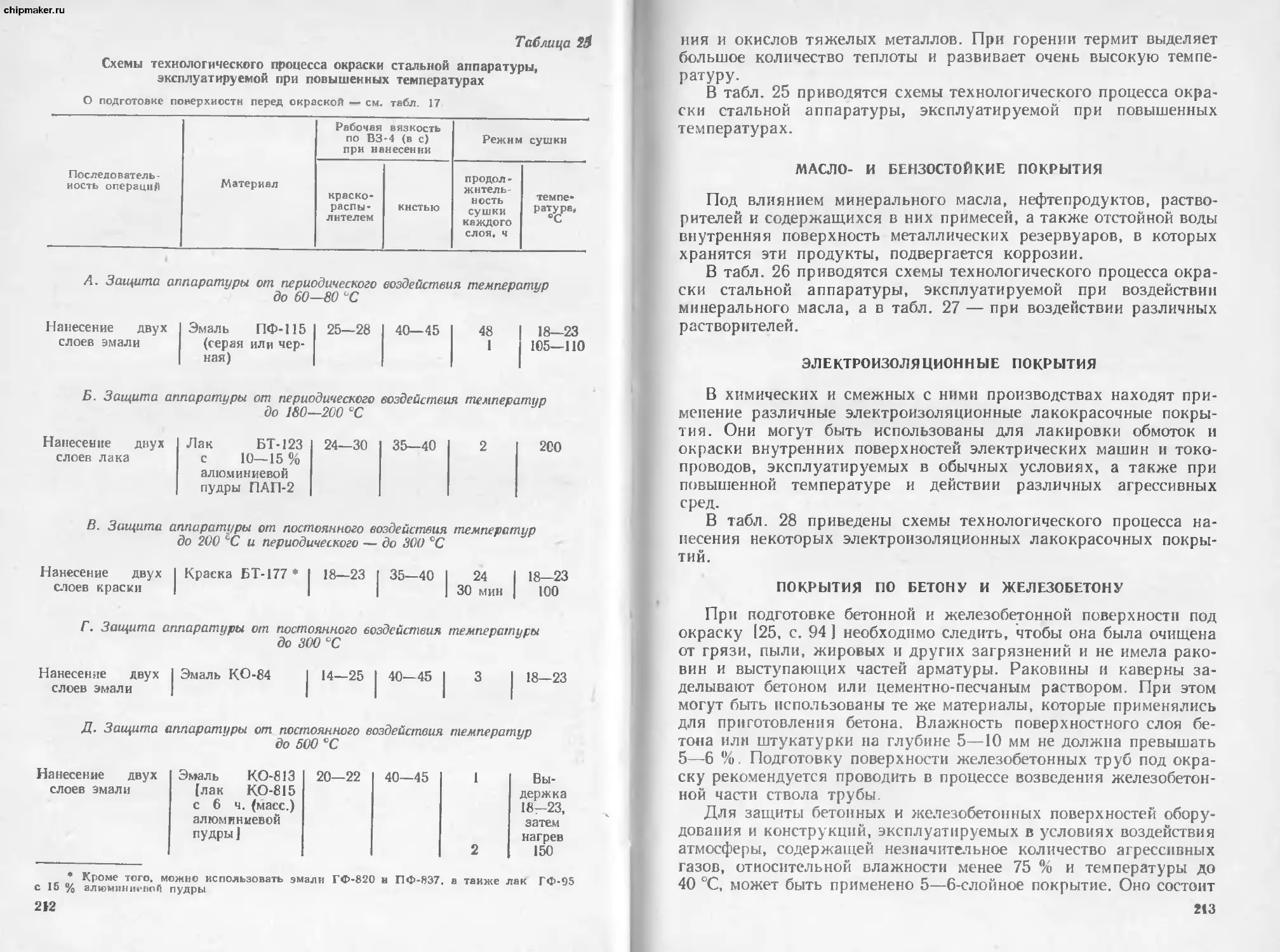
Термостойкие покрытия .... ....................... 211
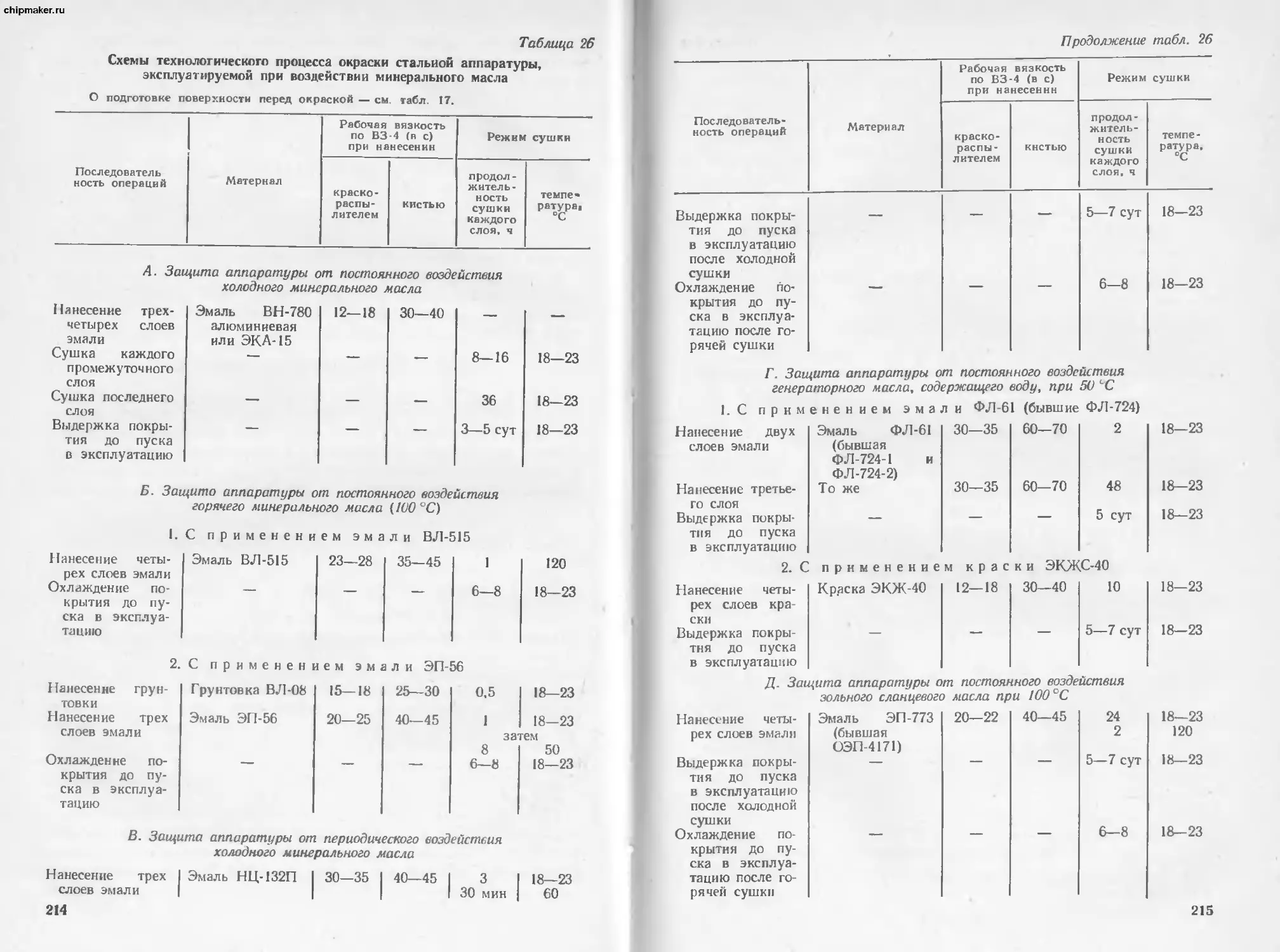
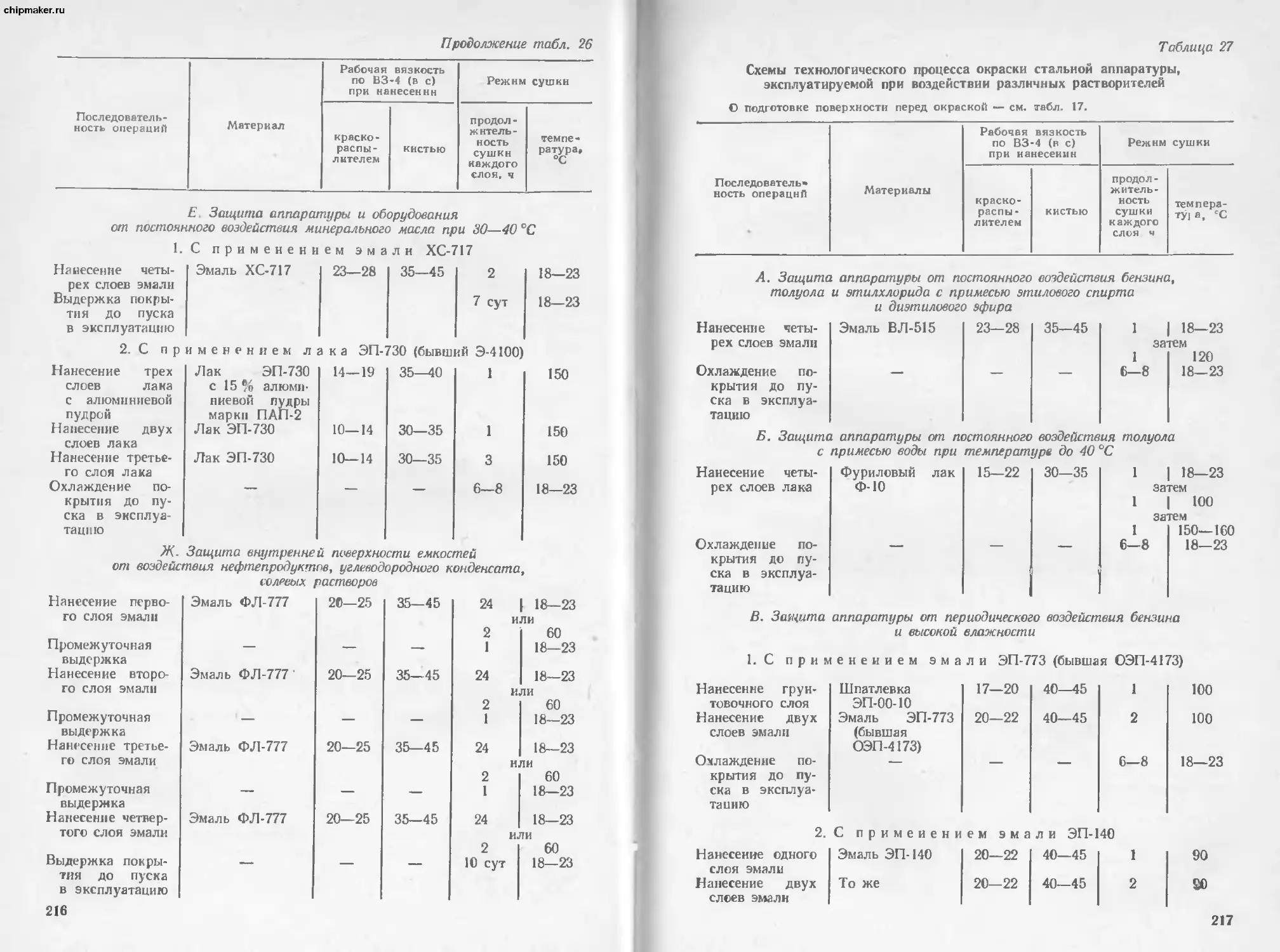
Масло- н бензостойкие покрытия .................................... 213
Электроизоляционные покрытия................................. .... 213
Покрытия по бетону и железобетону................................ 213
Покрытия по дереву................................................. 225
Покрытия по мокрой поверхности н для подводных объектов............ 226
Покрытия специального назначения................................... 229
Антнадгезионные покрытия..................................... 230
4
Токопроводящие покрытия................................... 230
Радиационностойкне покрытия ................................ 235
Покрытия, стойкие при пониженных температурах . 236
Другие виды покрытий специального назначения...................... 240
Эрозионностойкие покрытия................................... 240
Светоотражающие покрытия.................................... 242
Флуоресцентные покрытия .................................... 242
Антиобледенительные покрытия................................ 244
Огнезащитные и негорючие покрытия........................... 245
Комбинированные металлизационио-полнмерные покрытия .............. 246
Литература ....................................................... 247
Г лава шестая
Организация работ по окраске оборудования и контроль
за качеством лакокрасочных покрытий
Окраска оборудования в производственных цехах..................... 250
Окраска оборудования в окрасочном цехе............................ 251
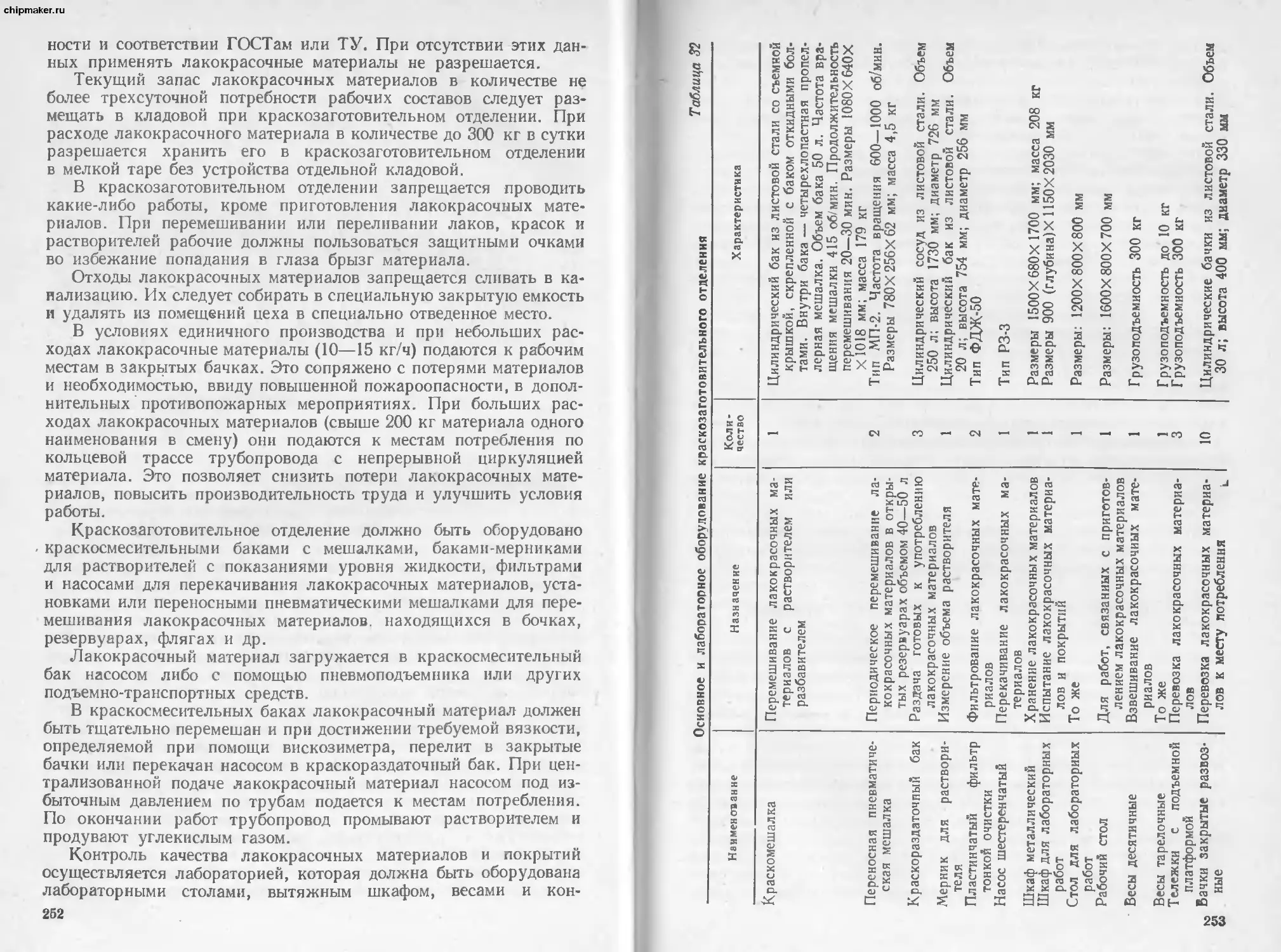
Краскозаготовительное отделение................................... 251
Контроль качества лакокрасочных покрытий.......................... 254
Профилактический уход за лакокрасочным покрытием . . 256
Литература ....................................................... 258
Глава седьмая
Техника безопасности и противопожарные мероприятия 25)
Литература ....................................................... 267
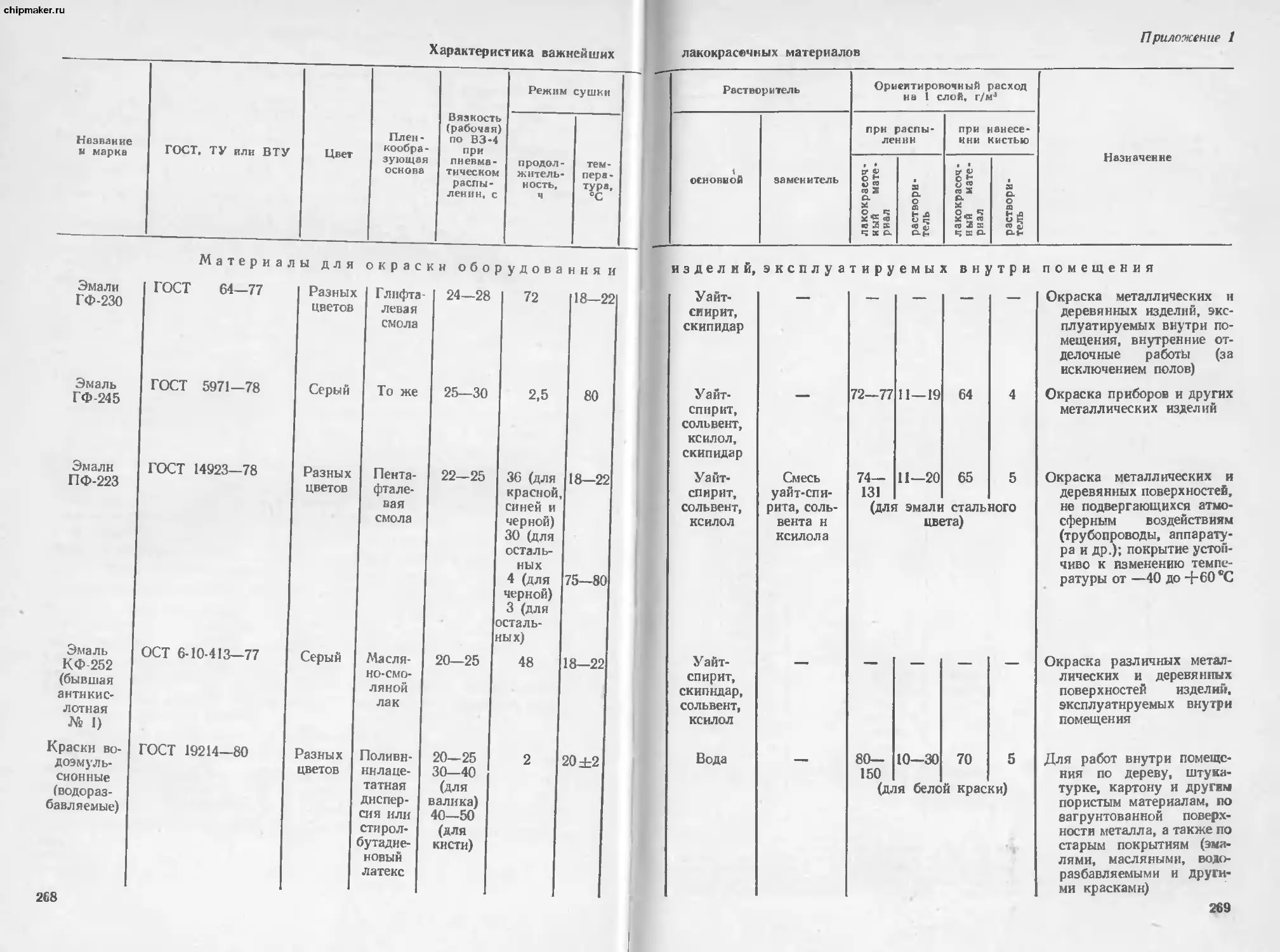
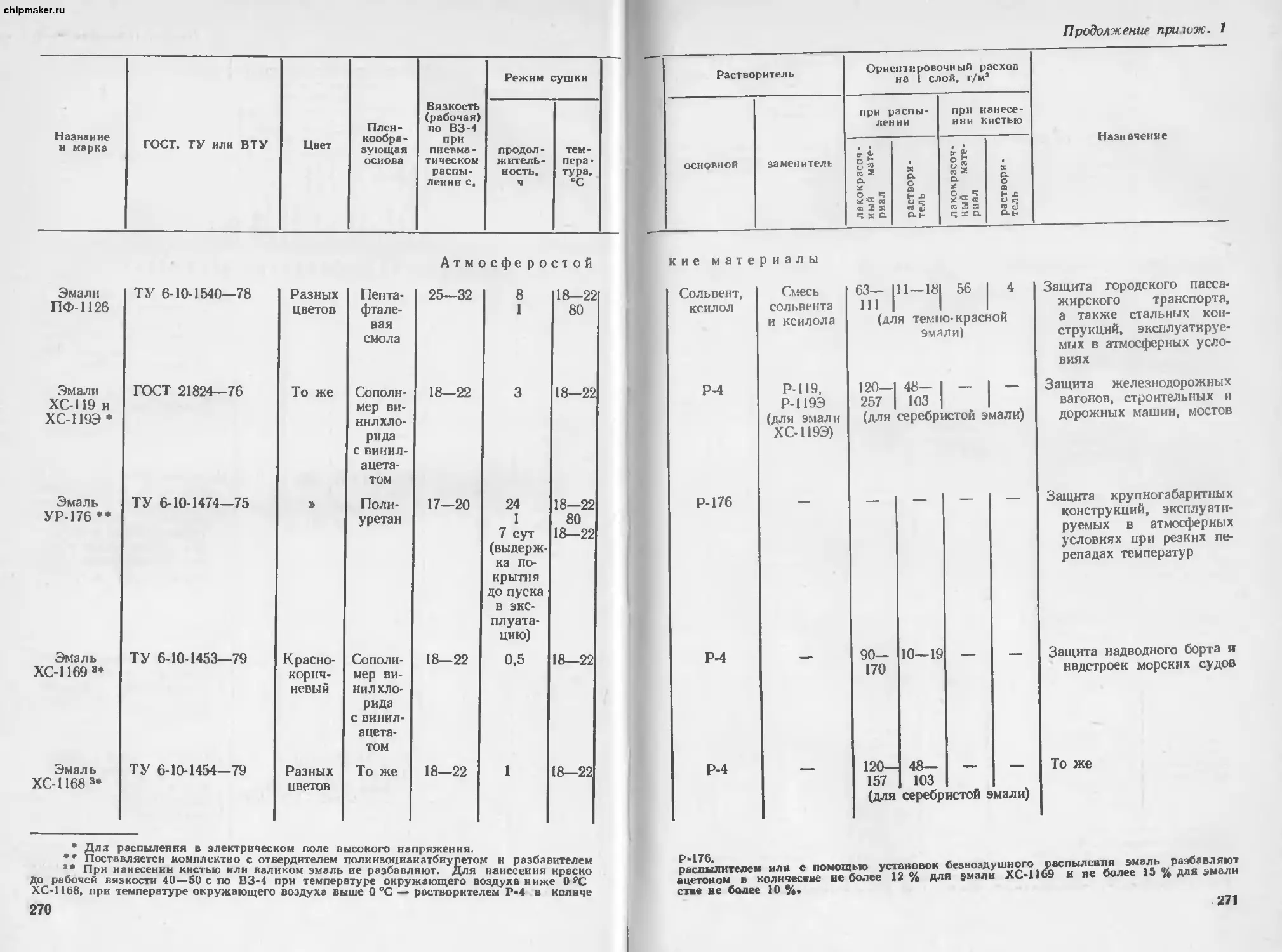
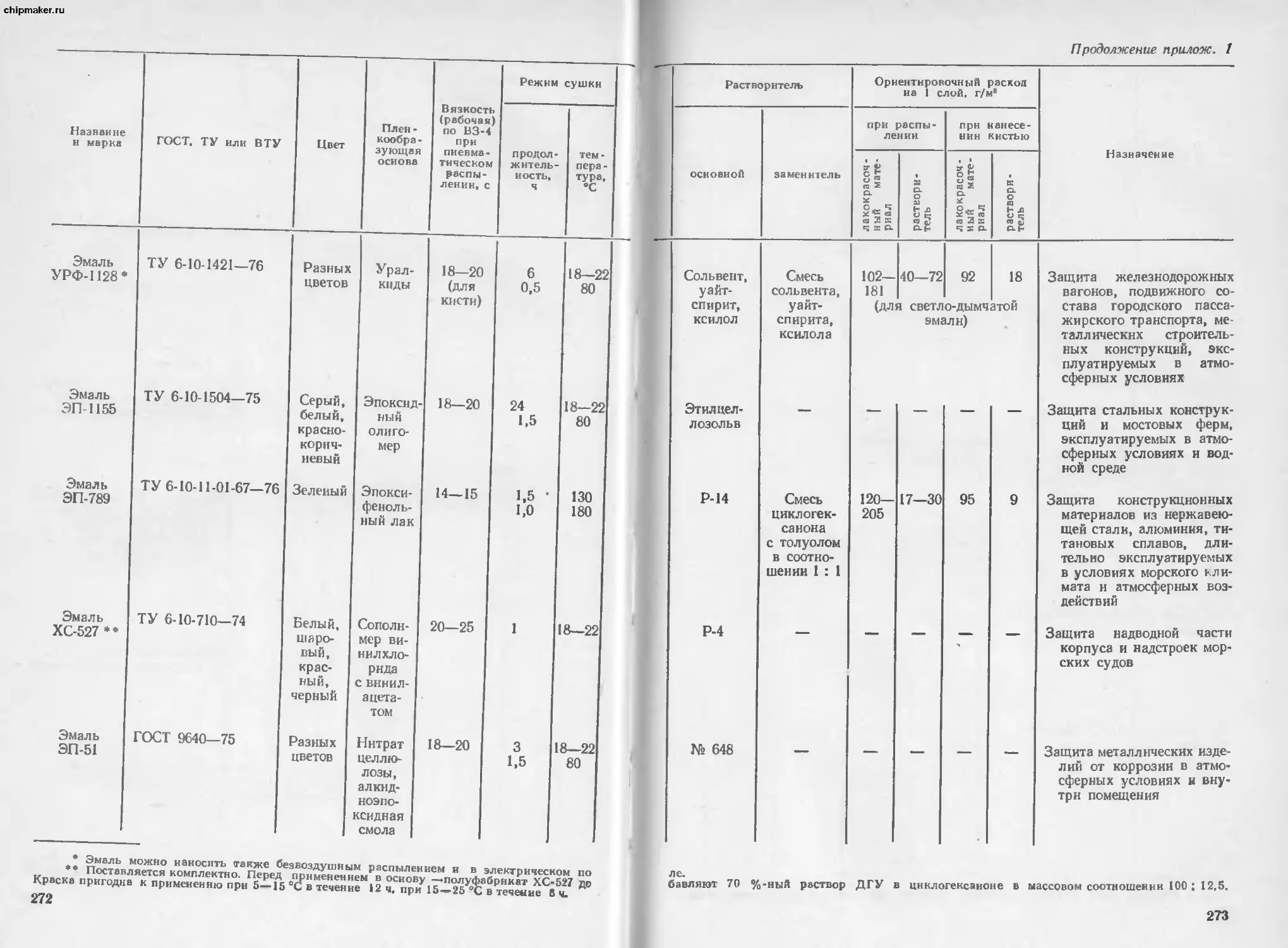
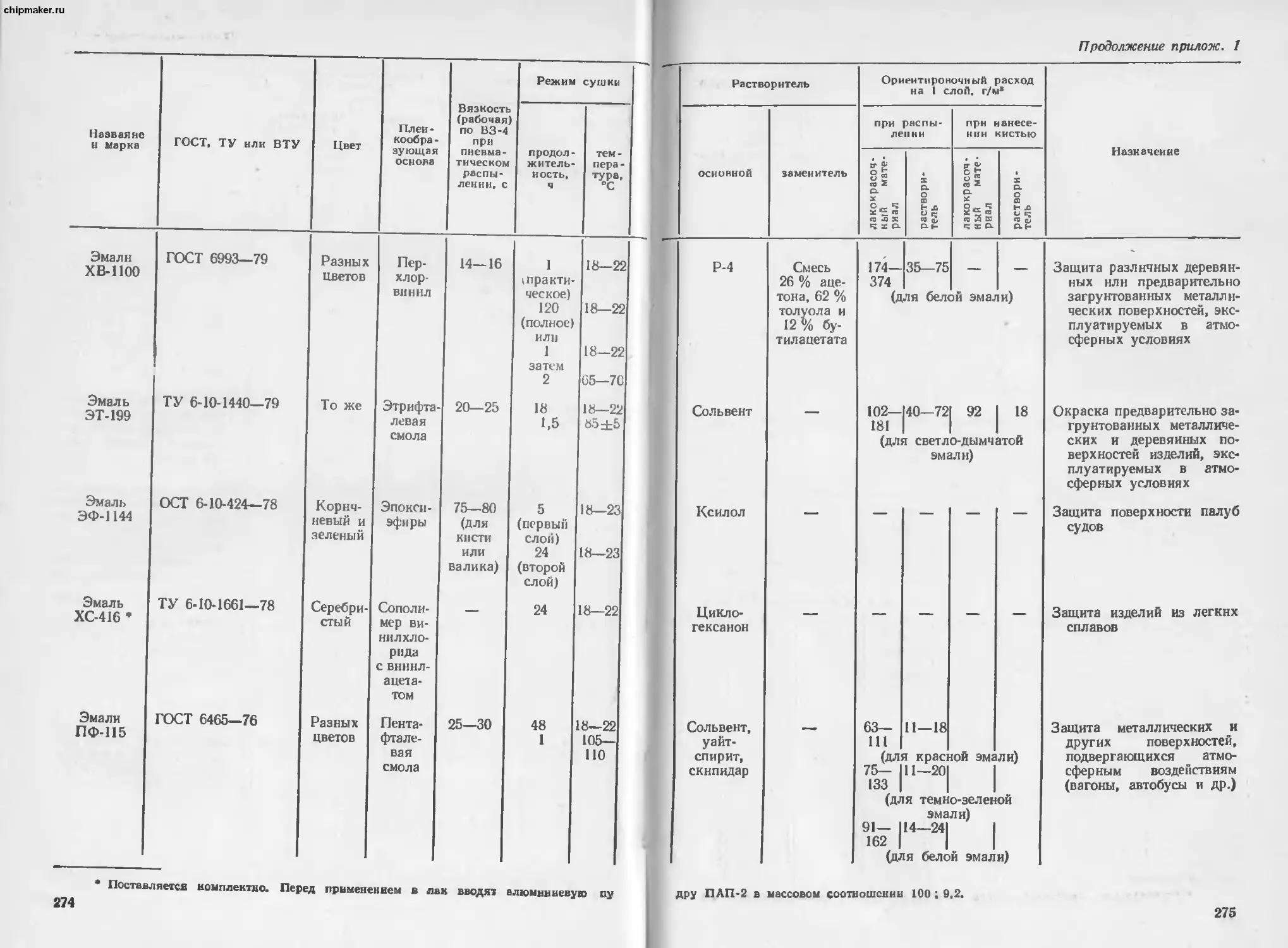
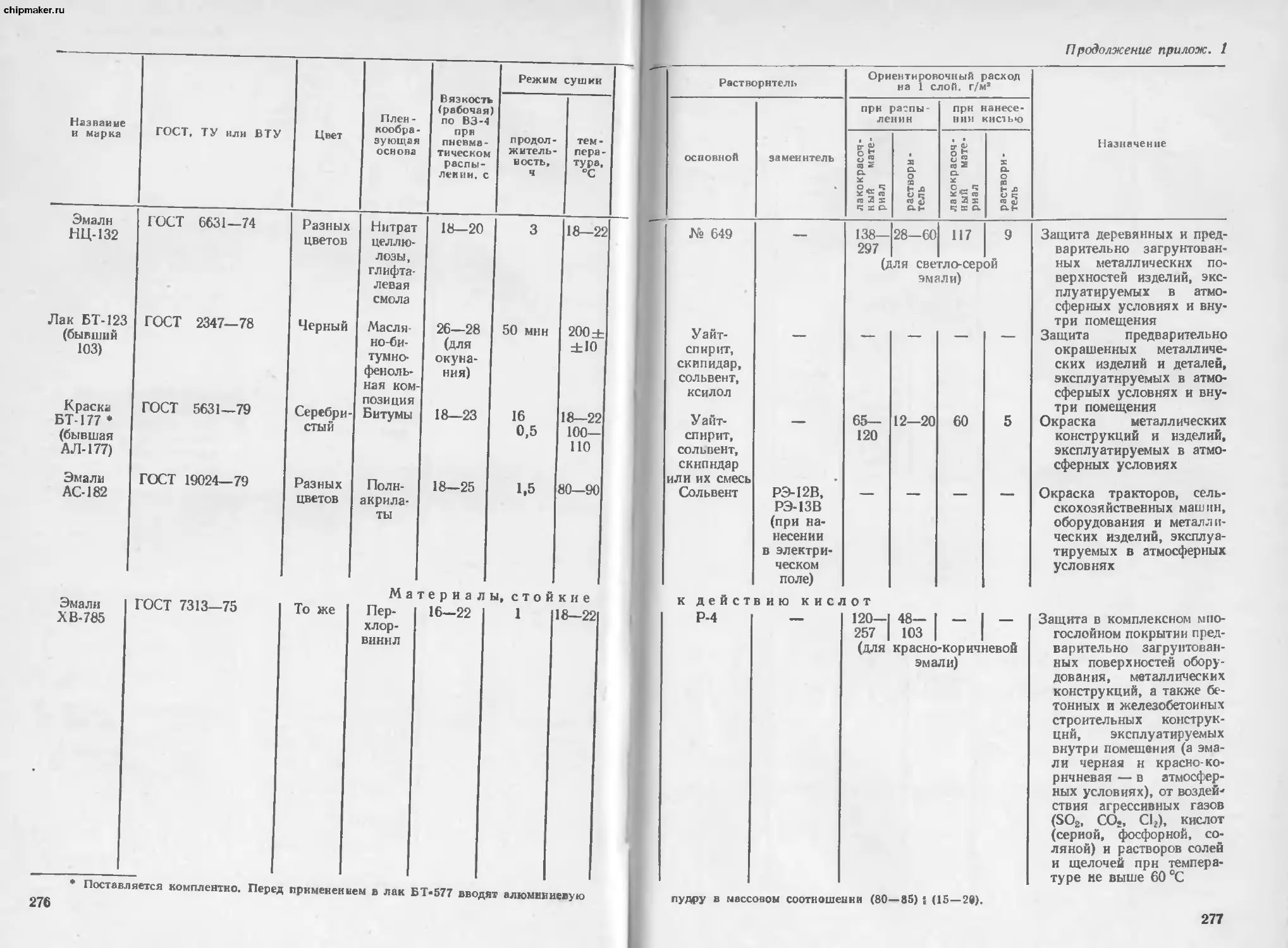
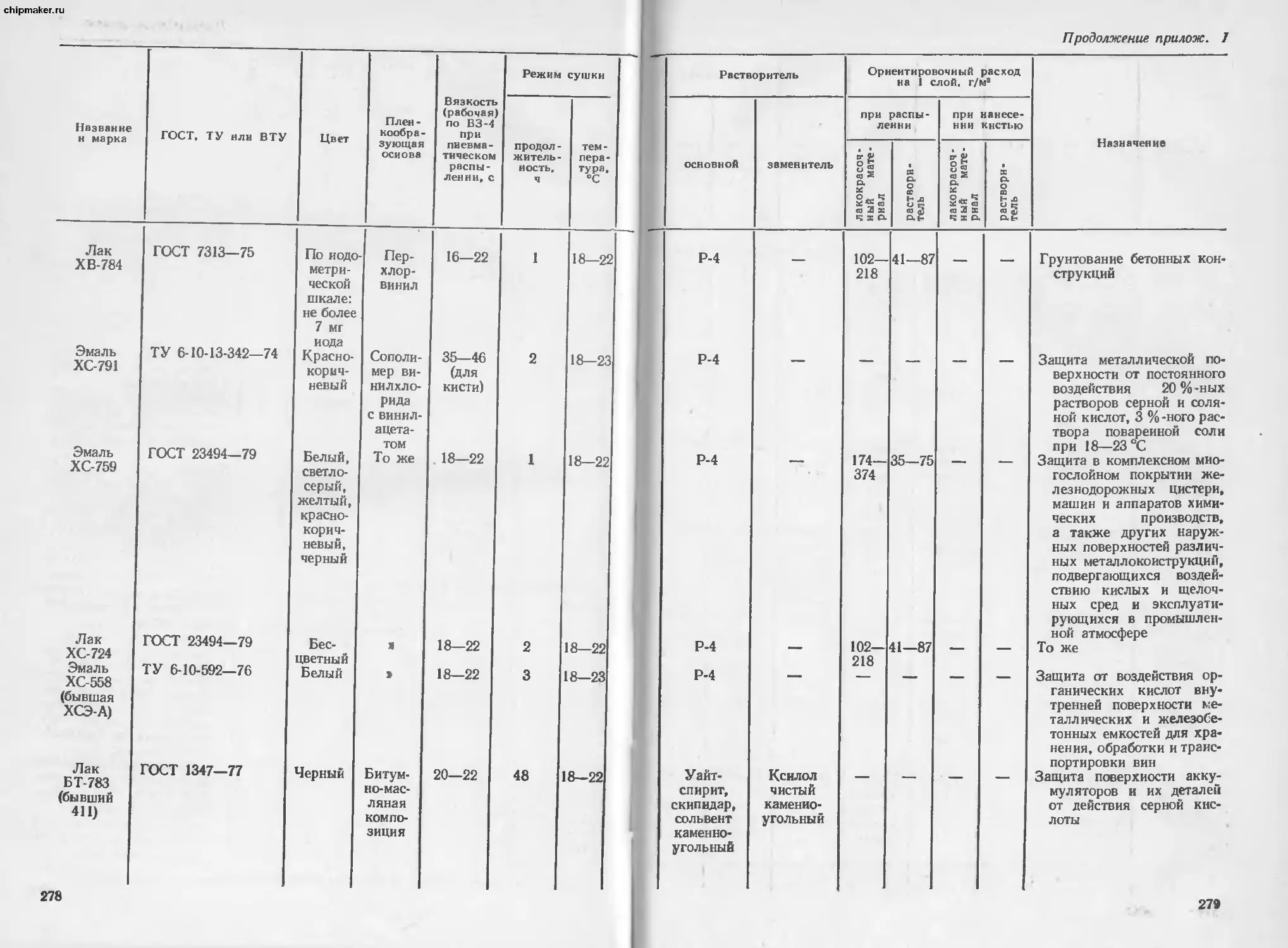
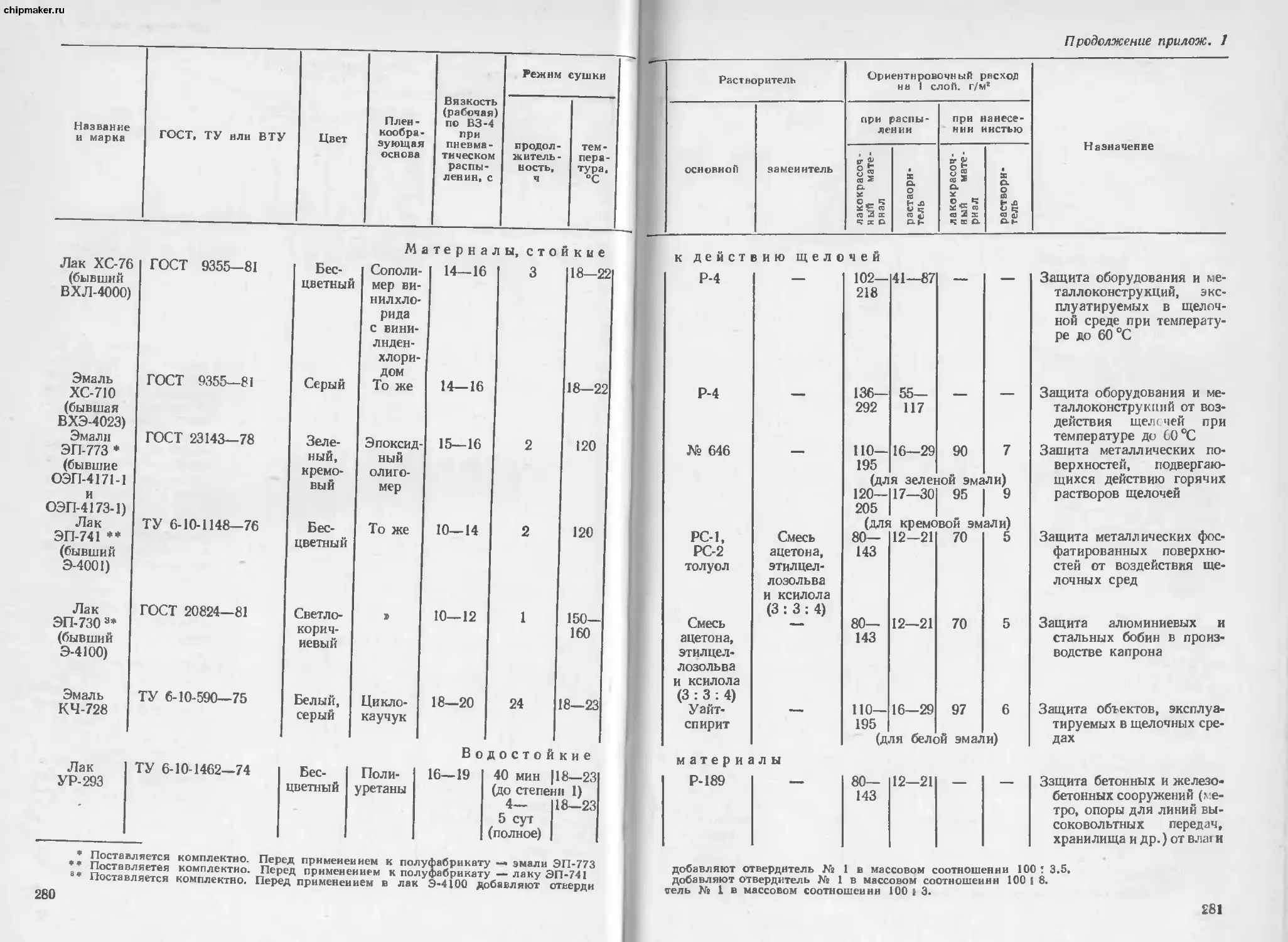
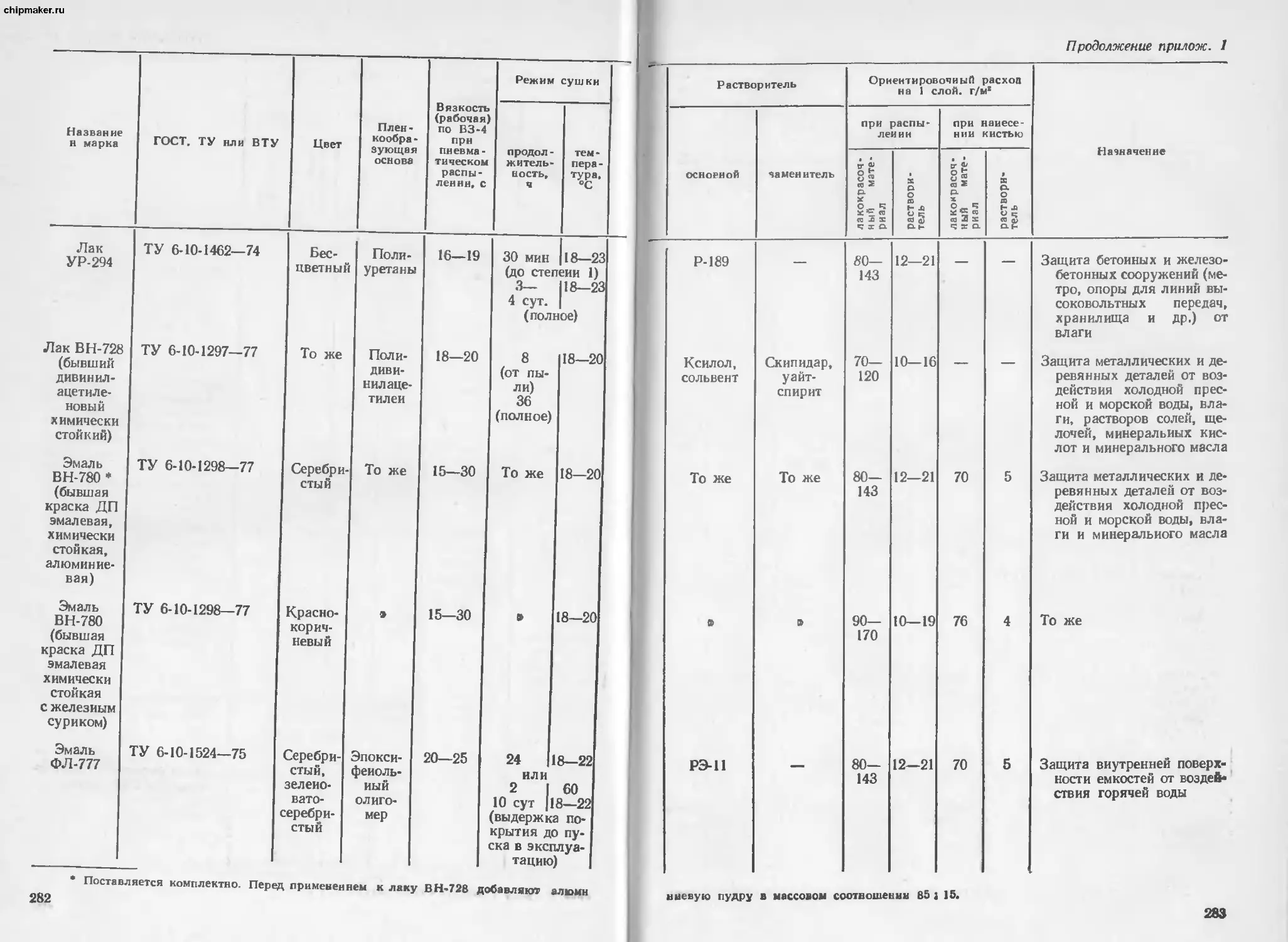
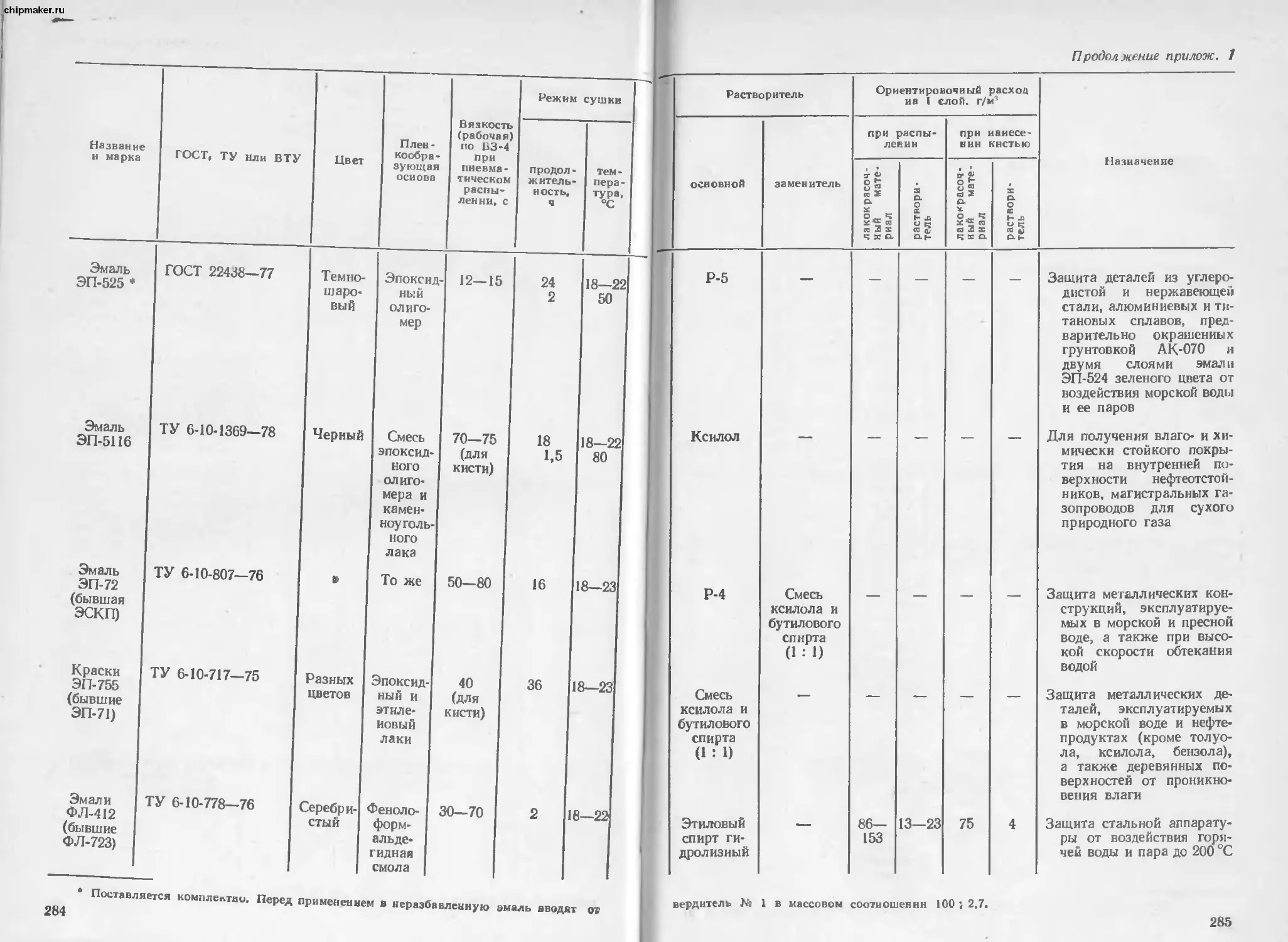
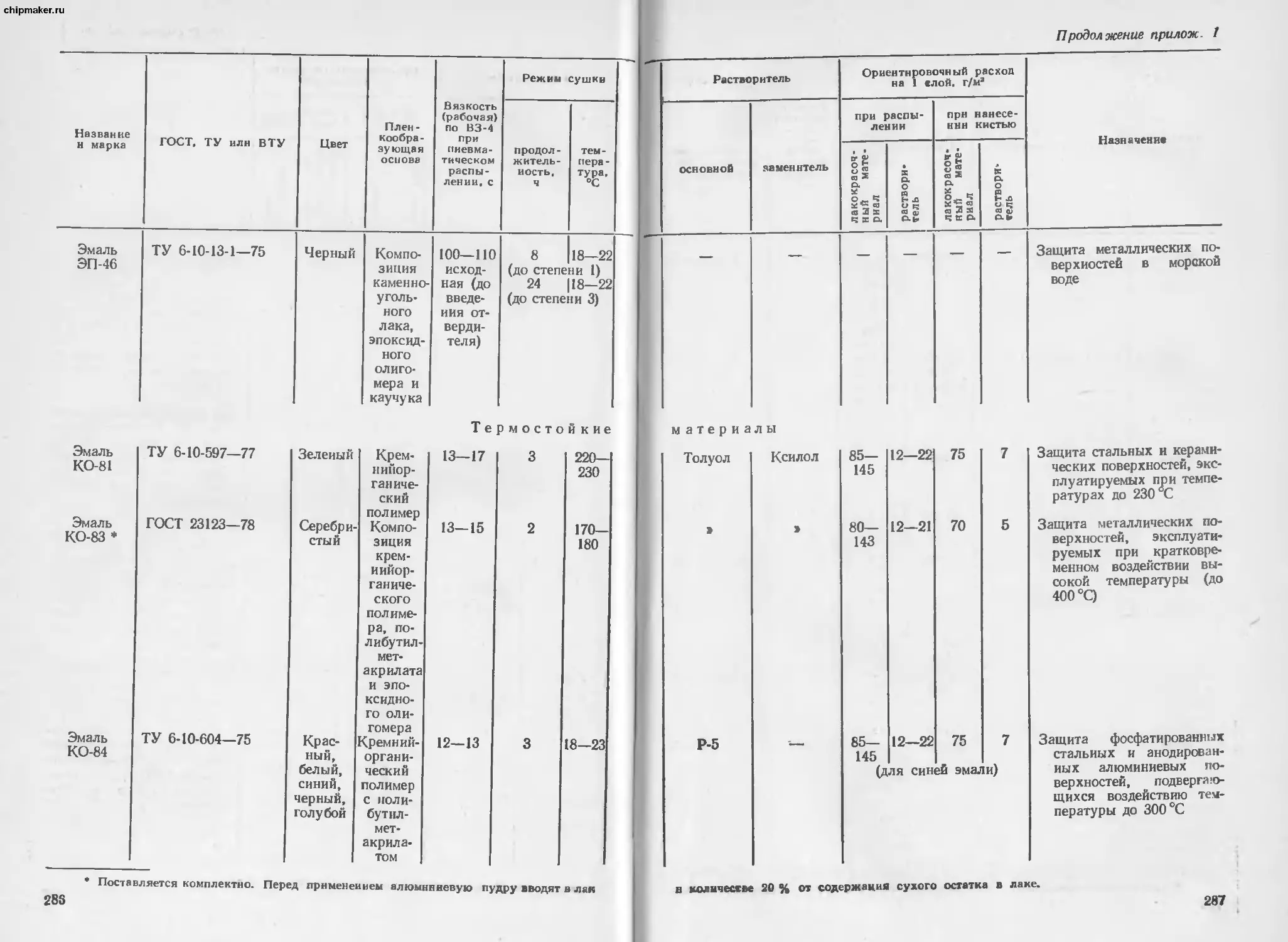
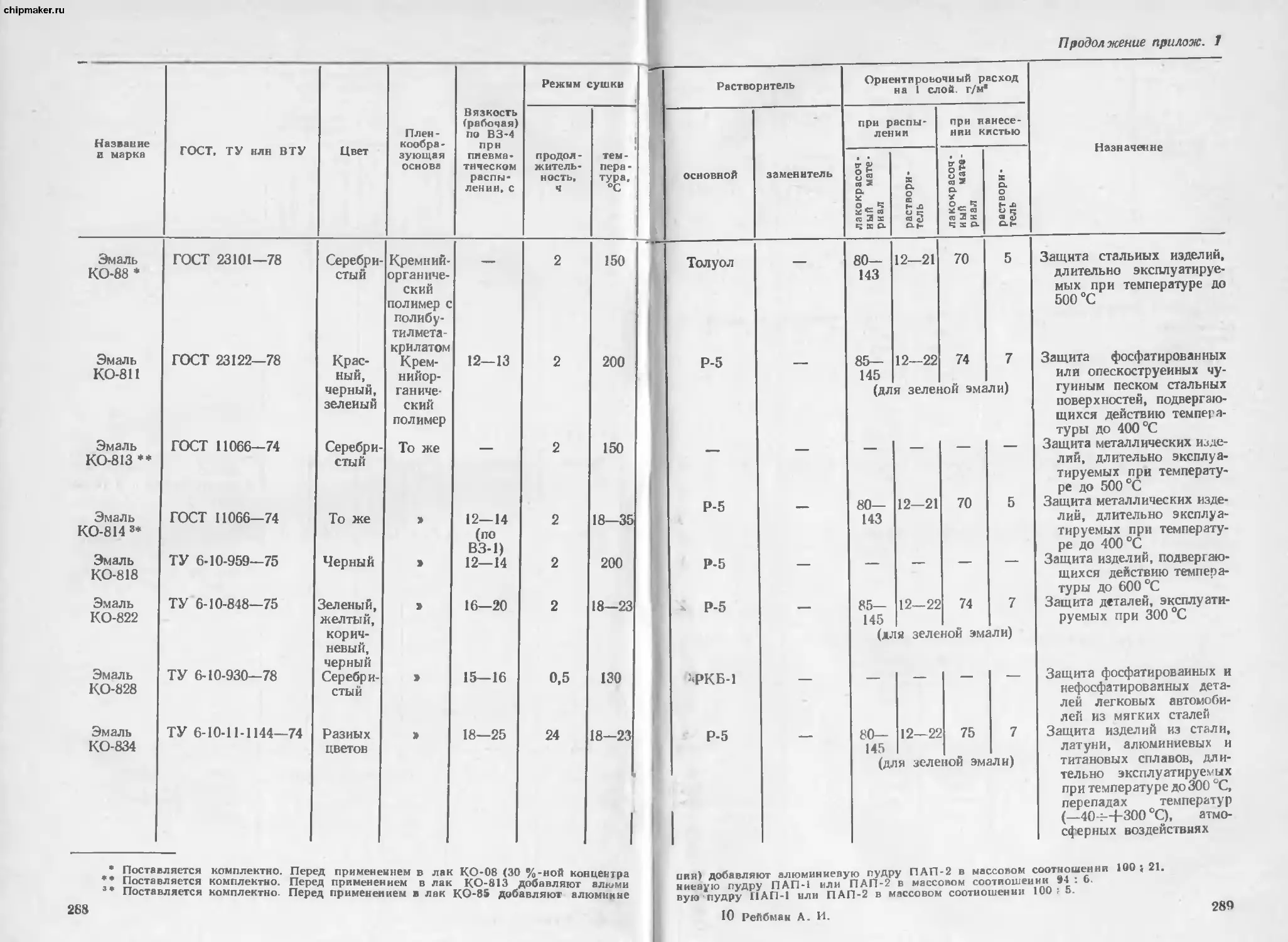
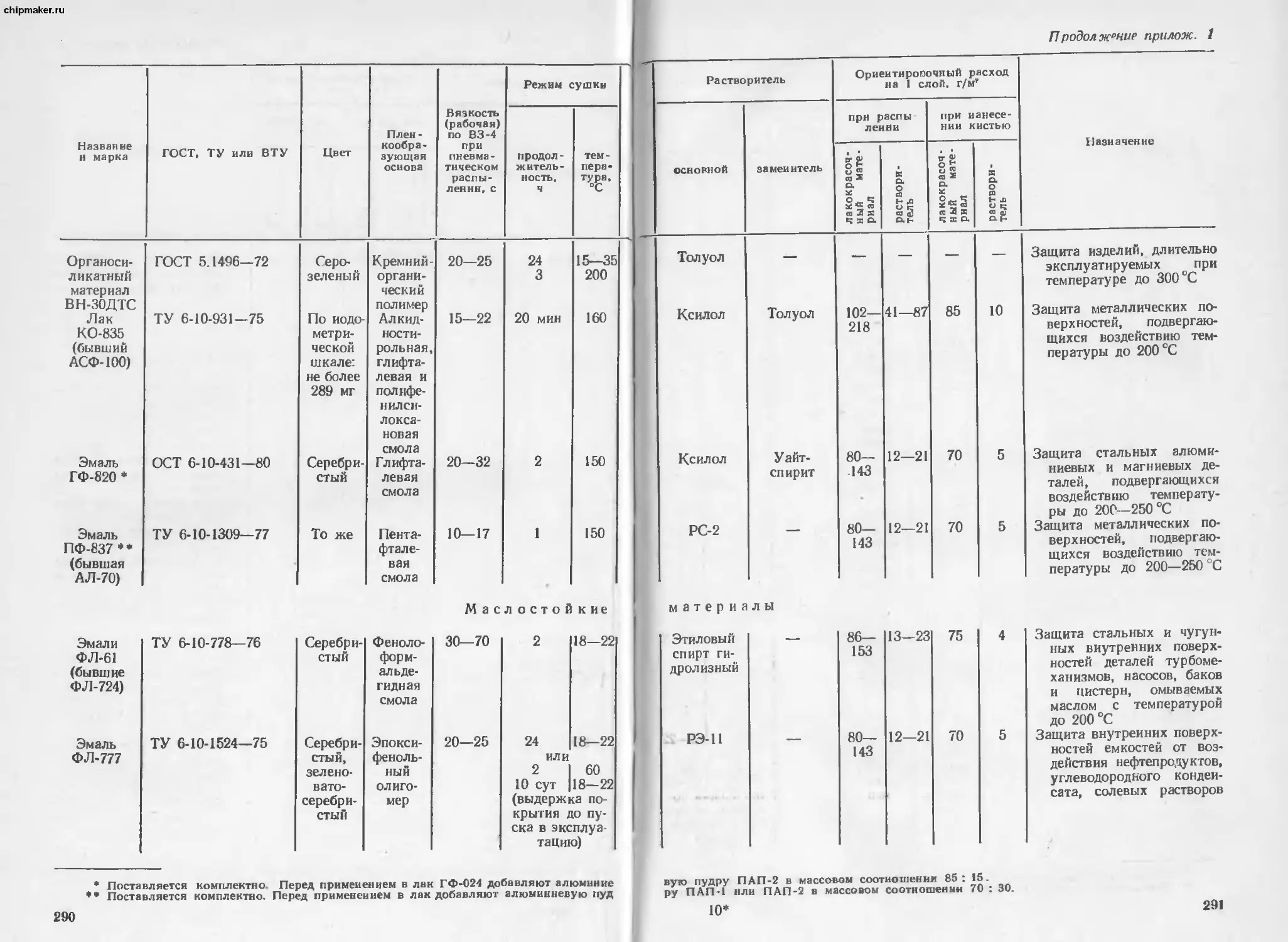
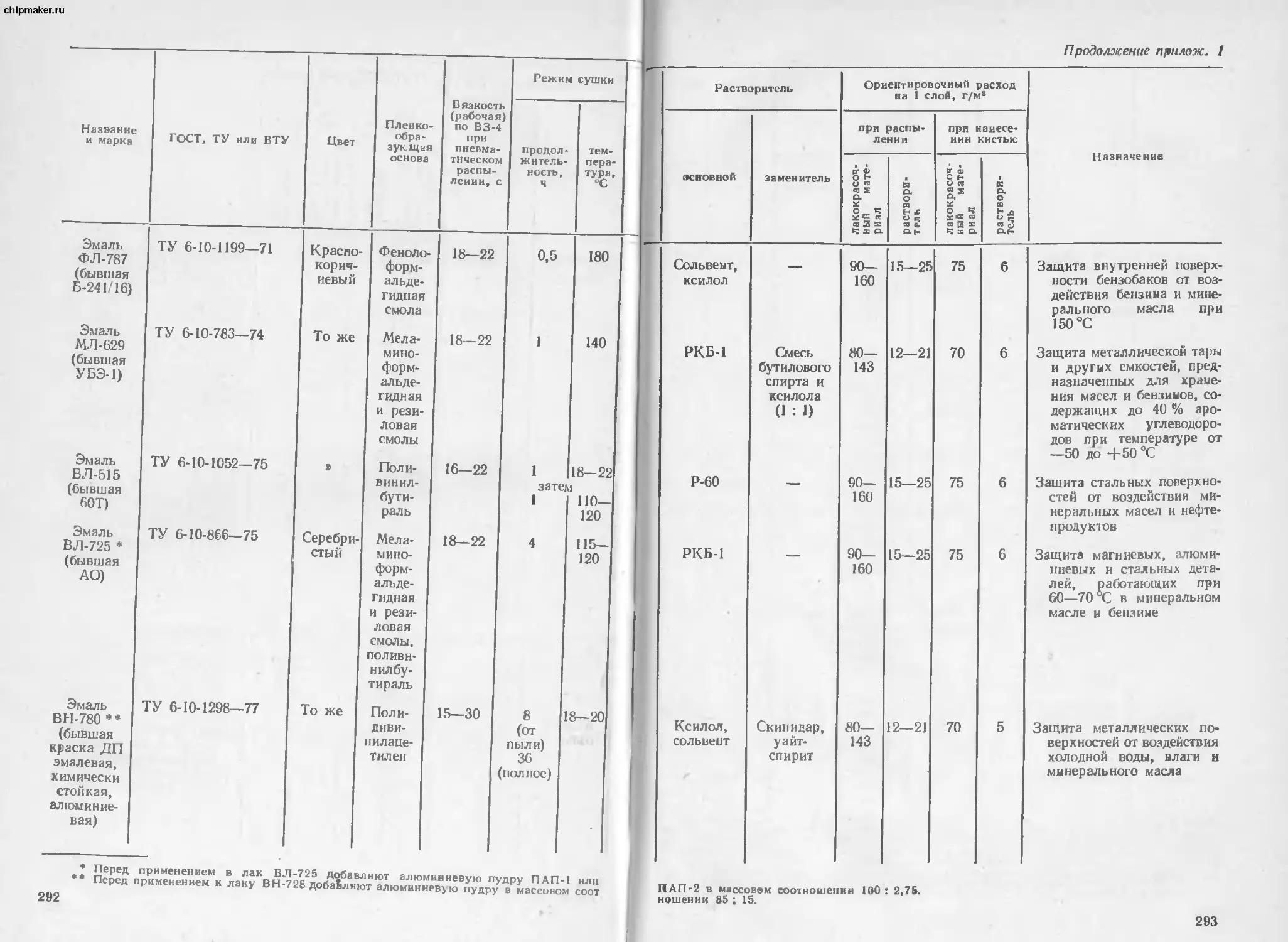
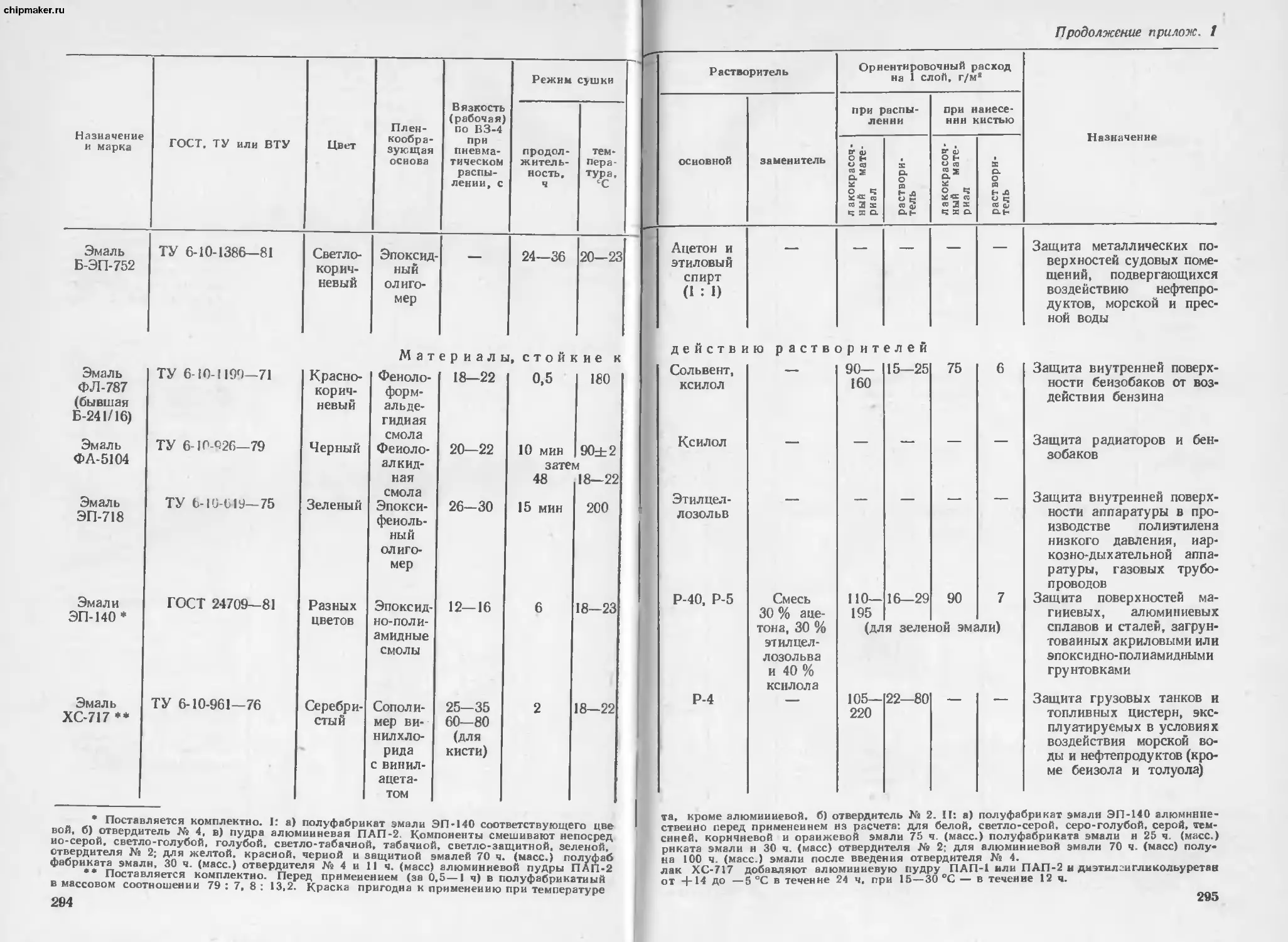
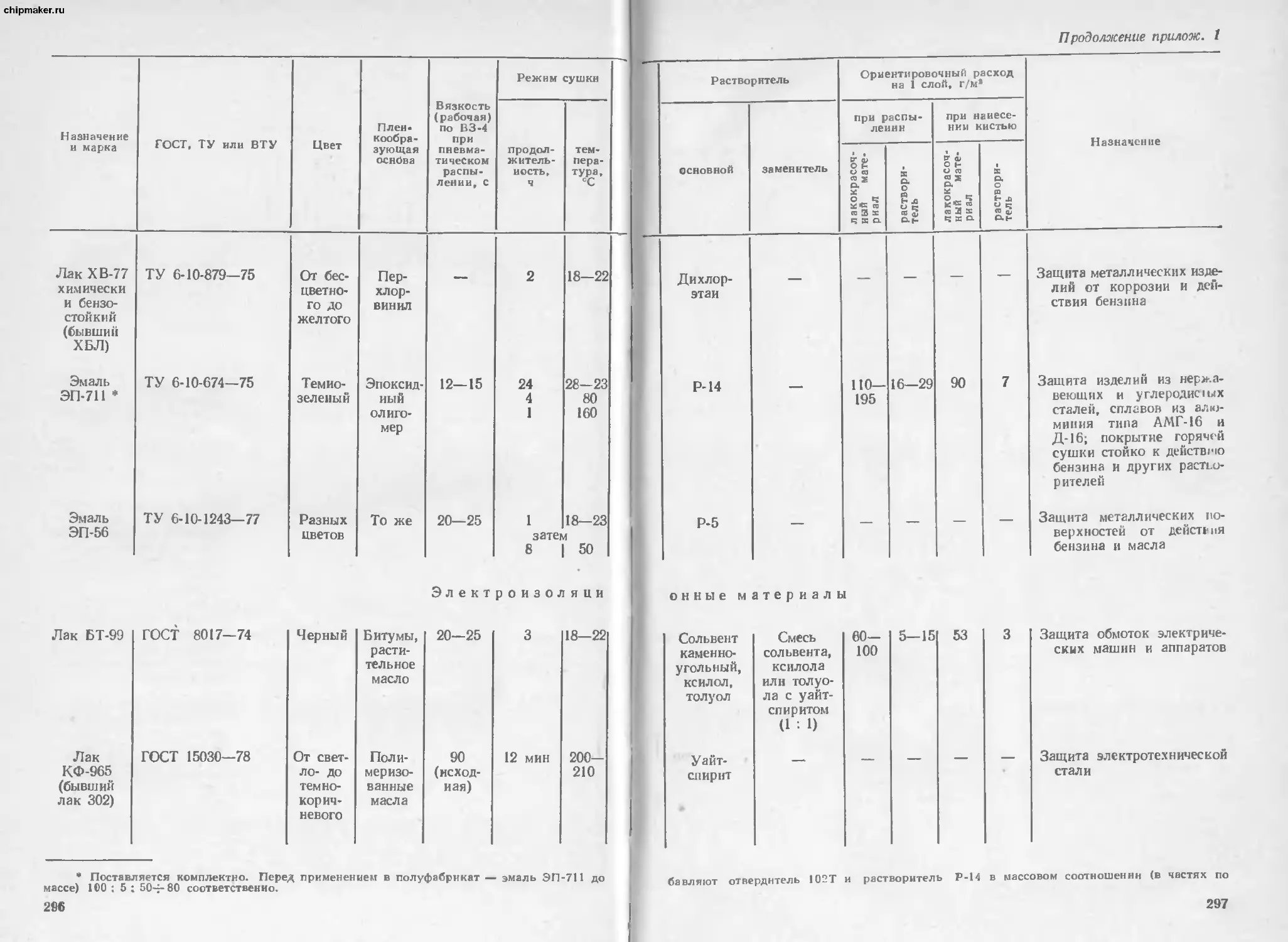
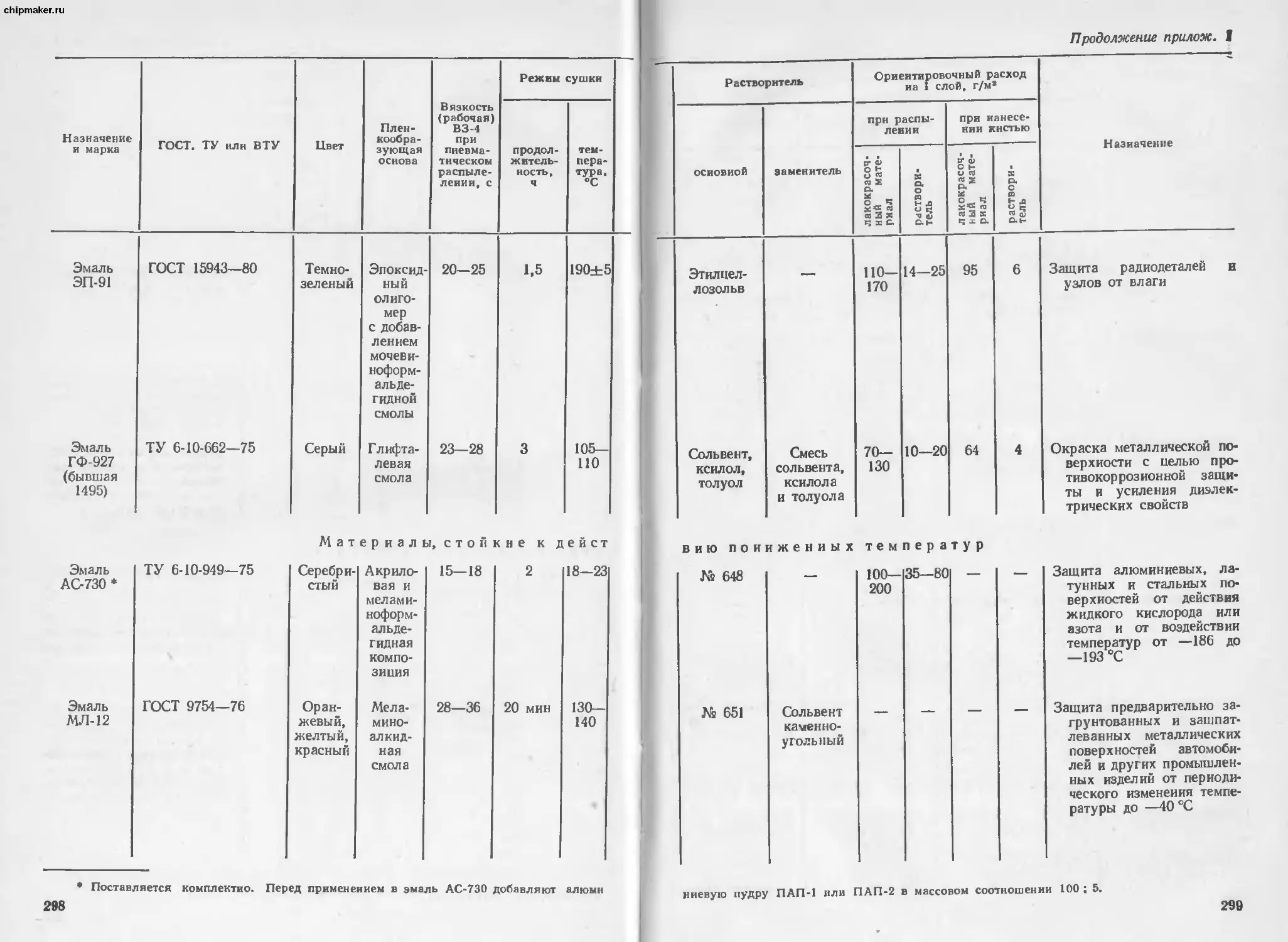
Приложение 1. Характеристика важнейших лакокрасочных материалов 268
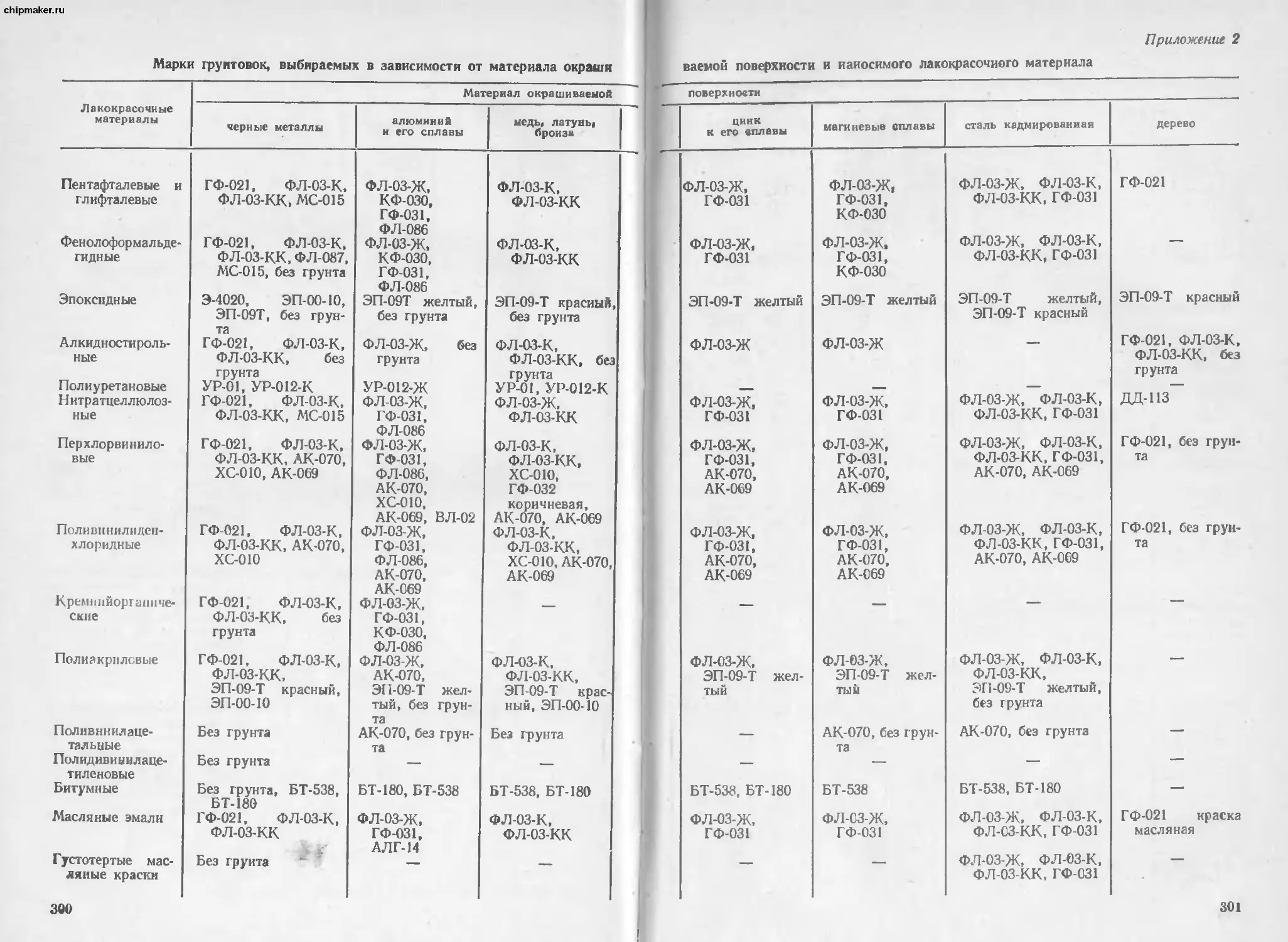
Приложение 2. Марки грунтовок, выбираемых в зависимости от мате-
риала окрашиваемой поверхности и наносимого лако-
красочного материала ............................................. 301
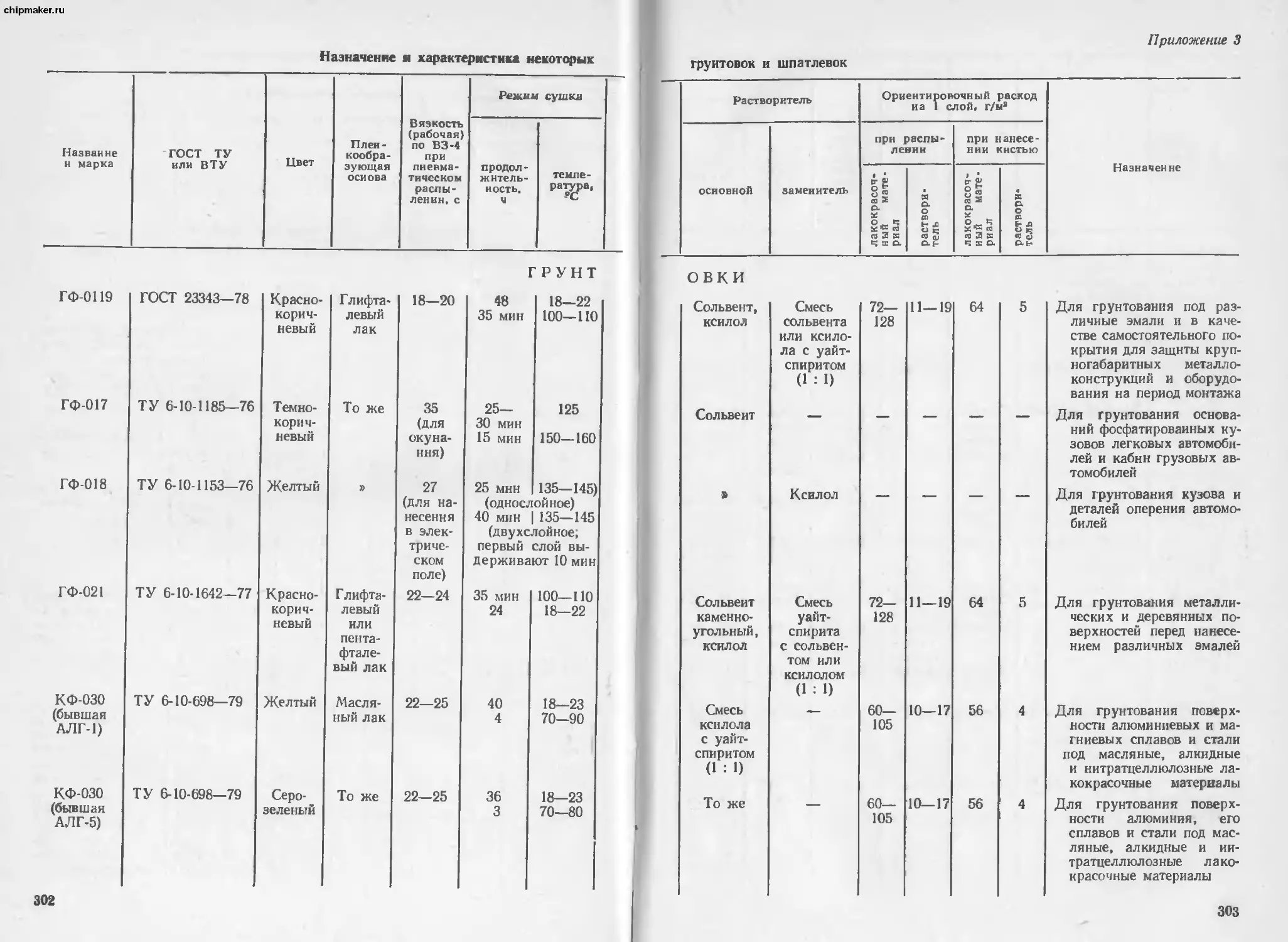
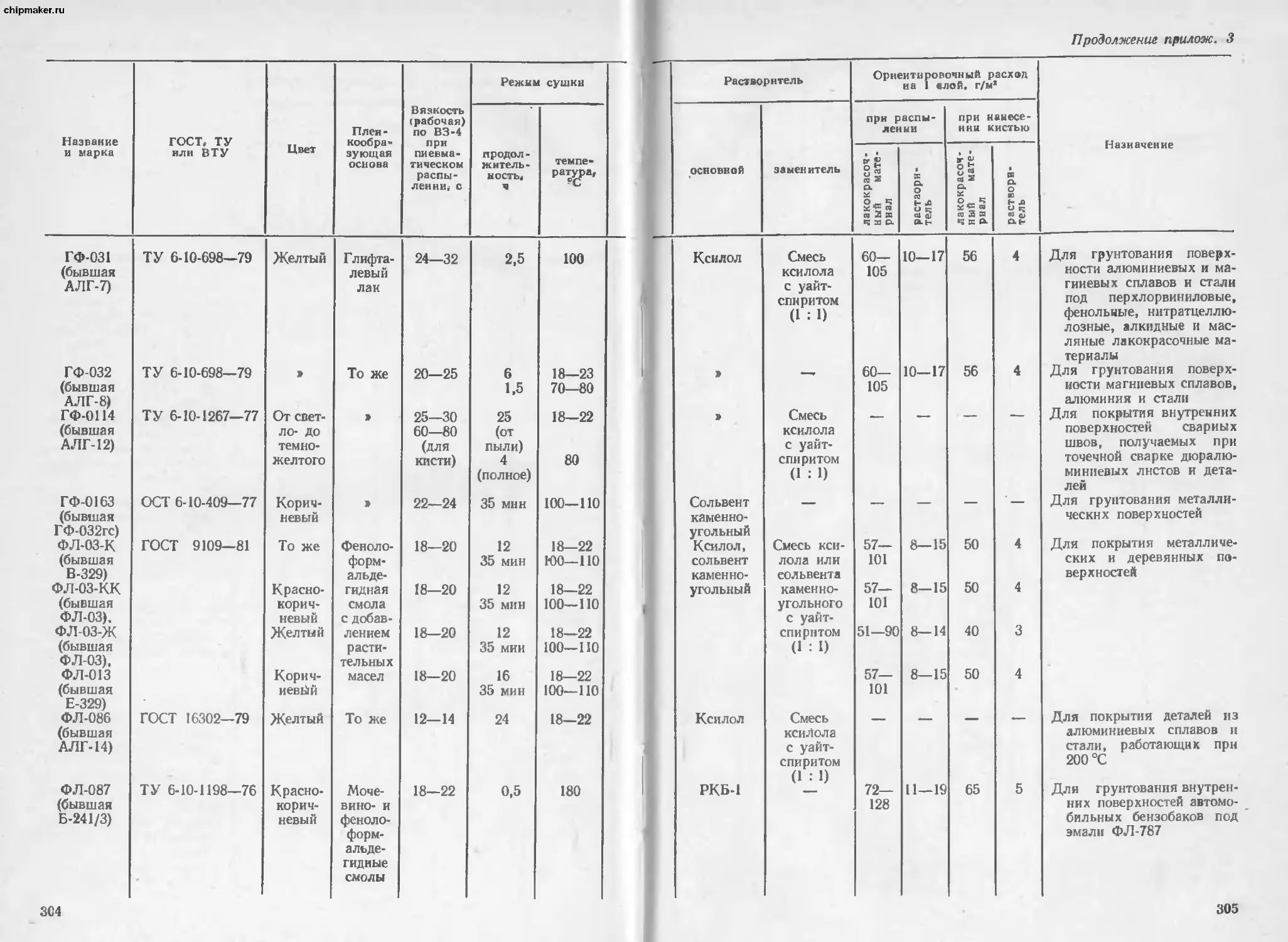
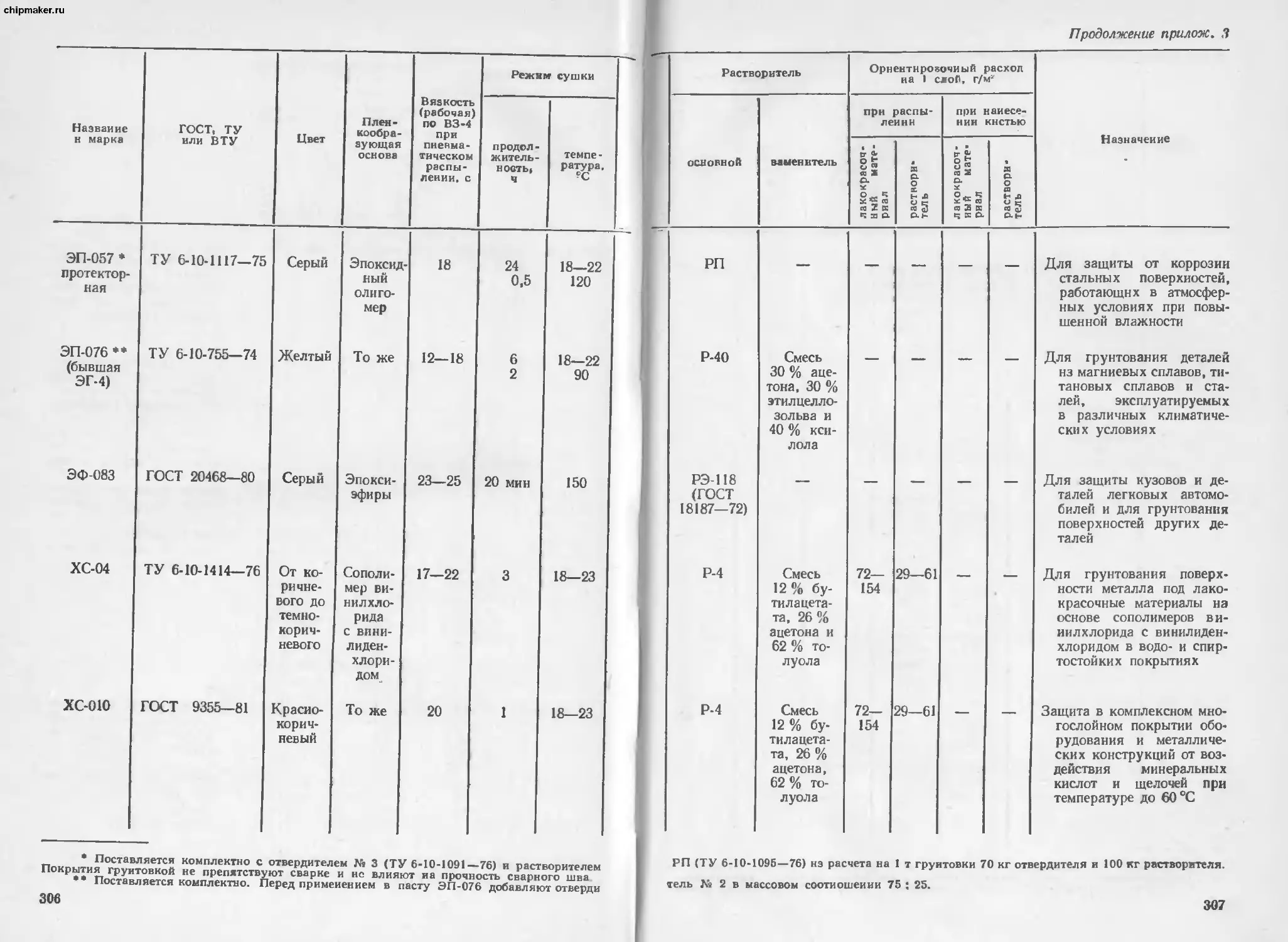
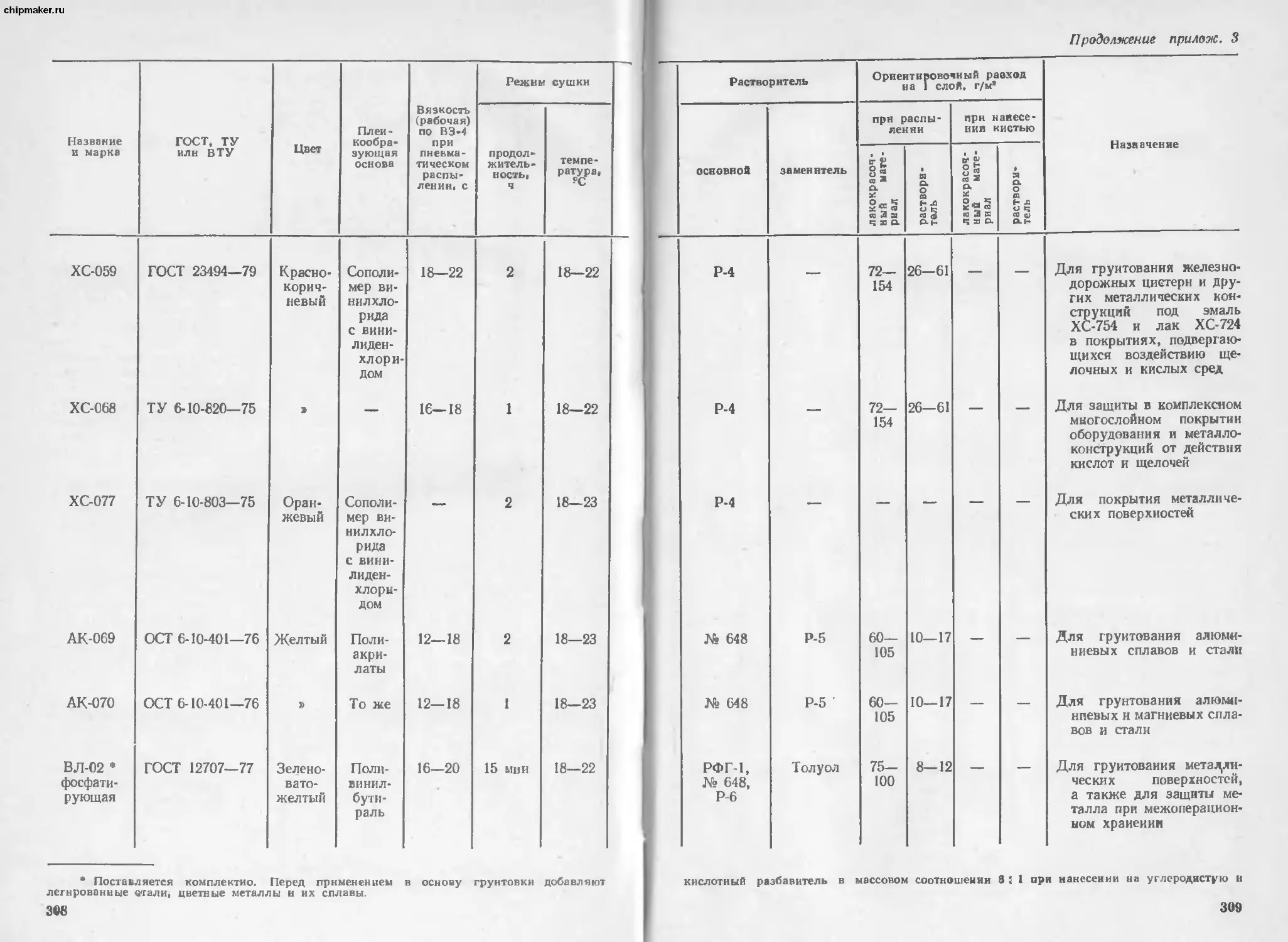
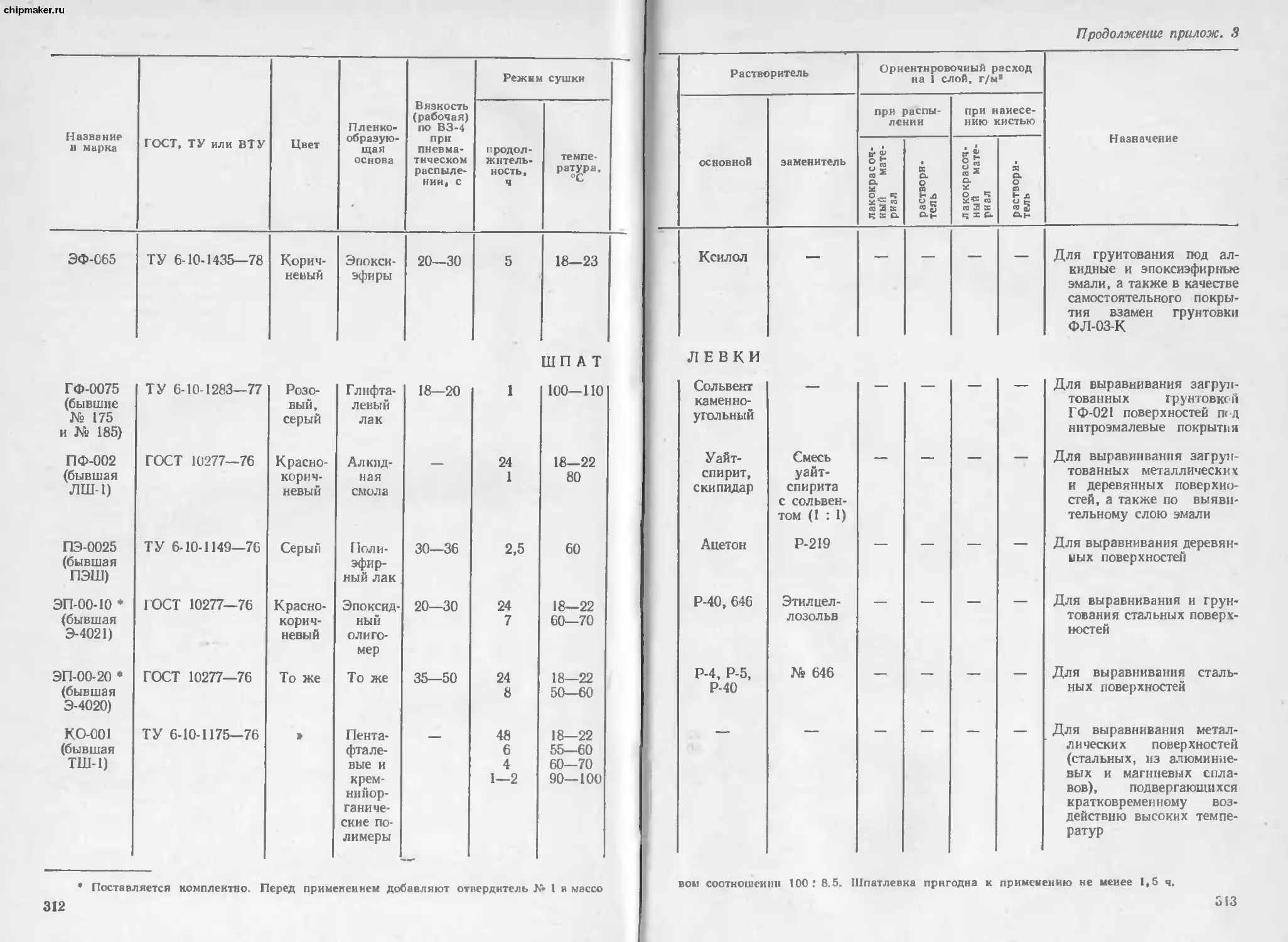
Приложение 3. Назначение н характеристика некоторых грунтовок и
шпатлевок......................................................... 303
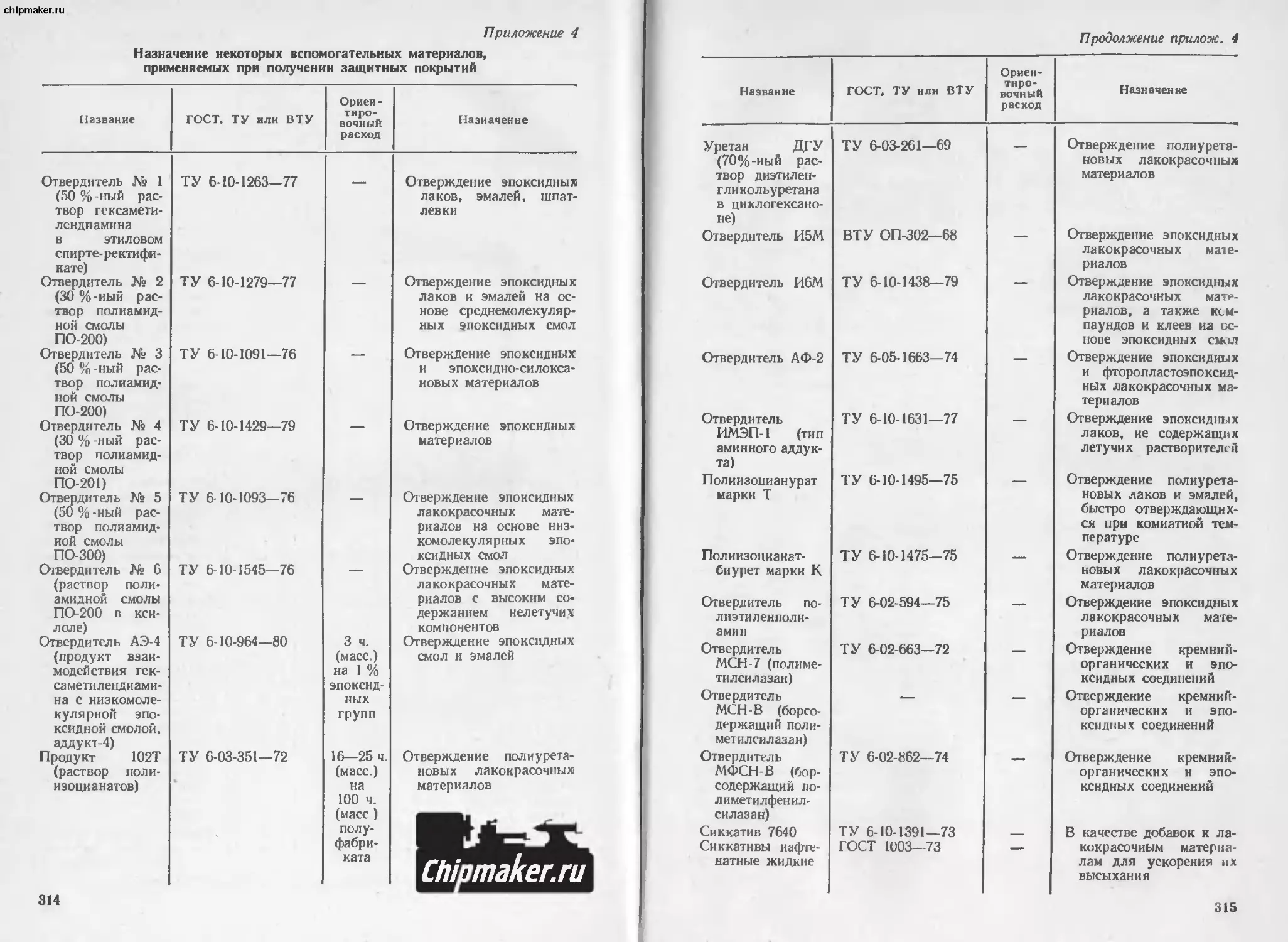
Приложение 4. Назначение некоторых вспомогательных материалов,
применяемых при получении защитных покрытий . . . 315
Предметный указатель ............................................. 316
Chipmaker.ru
chipmaker.ru
Предисловие к пятому изданию
Защита от коррозии аппаратуры, оборудования, металлокон-
струкций и изделий, находящихся в различных условиях эксплуа-
тации, — важнейшая народнохозяйственная задача. Одним из
наиболее эффективных средств борьбы с коррозией является при-
менение защитных лакокрасочных покрытий.
Надежная защита металлических, бетонных и других поверх-
ностей оборудования и изделий, эксплуатируемых в условиях
различных жидких и газообразных реагентов, повышенной и пони-
женной температуры, атмосферных воздействий, может быть осу-
ществлена лишь при правильном выборе лакокрасочных материа-
лов и систем покрытий. Для этой цели должны применяться со-
ответствующие лакокрасочные материалы, стойкие к тем или иным
агрессивным средам. Не менее важным является правильный выбор
технологического процесса и строгое его соблюдение при выпол-
нении работ.
Настоящая книга является переработанным изданием книги
«Защитные лакокрасочные покрытия», вышедшей в 1978 г. В ней
рассматриваются вопросы защиты аппаратуры и оборудования от
воздействия различных агрессивных сред с помощью лакокрасоч-
ных покрытий.
В пятом издании описаны новые лакокрасочные материалы для
окраски по влажному металлу, нанесения по ржавым поверхно-
стям, временной защиты металлов, химически стойкие, износо-
стойкие и другие виды покрытий. Рассмотрены также способы
подготовки поверхности цветных м таллов под окраску и сушки
лакокрасочных покрытий.
Данные, приведенные в книге, могут быть полезными при вы-
боре лакокрасочных покрытий для защиты металлических, бетон-
ных и других поверхностей от гоздействия различных агрессивных
сред. Они могут способствовать также улучшению качества, сокра-
щению технологического цикла окраски, повышению производи-
тел_ности труда при выполнении работ по противокоррозионной
защите аппаратуры и оборудования.
Автор выражает благодарность доктору технических наук
профессору В. В. Чьботаревскому за ряд ценных рекомендаций,
высказанных им при рецензировании рукописи.
В новом издании автором учтены отзывы читателей на книгу.
В дальнейшем сни также с признательностью будут приняты
во внимание.
А. Рейбман
Chipmaker.ru
Глава первая
ОБЩИЕ СВЕДЕНИЯ О КОРРОЗИИ И ЗАЩИТЕ
МЕТАЛЛОВ И НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ЛАКОКРАСОЧНЫМИ покрытиями
Коррозия металлов наносит значительный ущерб народному
хозяйству. Только прямые потери от коррозии вследствие плохой
защиты аппаратуры, оборудования и изделий составляют ежегодно
около 10 % всего производимого в мире металла. Еще больший
урон наносят косвенные убытки, вызванные простоями производ-
ственного оборудования и ухудшением качества продукции вслед-
ствие загрязнения ее продуктами коррозии. Эти убытки в 1,5—
2 раза превышают прямые потери.
Суммарный ущерб в результате коррозии металлов достигает
в промышленно развитых странах 4—5 % национального дохода.
Так, в США он оценивается в 70 млрд, долларов, в ФРГ —
19 млрд, марок, в СССР — 40 млрд, рублей в год [1].
Значительный ущерб коррозия причиняет химическим и дру-
гим производствам, в которых имеет место интенсивное воздей-
ствие агрессивных сред на различные материалы. Агрессивными
средами являются минеральные и органические кислоты, щелочи,
растворы солей, растворители и другие продукты, постоянно или
периодически воздействующие на оборудование, эксплуатируемое
при комнатной или повышенной температуре. К этим средам от-
носится также промышленная атмосфера, содержащая различные
а1рессивные газы и пары (серный и сернистый газы, окислы азота,
хлористый водород и др.).
Один из наиболее доступных и широко распространенных
способов защиты от коррозии в условиях химических и смеж-
ных с ними производств — применение лакокрасочных покрытий.
ОСНОВНЫЕ ПОНЯТИЯ о КОРРОЗИИ МЕТАЛЛОВ*
Коррозией называют разрушение поверхности металлов под
влиянием химического или электрохимического воздействия внеш-
ней среды. Различают химическую и электрохимическую корро-
зию [2].
Химическая коррозия происходит при действии
на металл сухих газов или паров (кислорода, паров серы и серни-
стых газов, сероводсрода, хлора, хлористого водорода, окислов
азота, окиси углерода, водорода и т. п.), а также неэлектролитов
Раздел написан совместно с канд. техн, наук Е. С. Гуревичем.
7
chipmaker ru
(нефти, бензина, бензола и др.). Процесс химической коррозии
подчиняется основным законам чисто химической кинетики гете-
рогенных реакций. Условия протекания химической коррозии
и состав получаемых на металле продуктов коррозии весьма раз-
личны. Наибольшее практическое значение в химических произ-
водствах имеет химическая коррозия, протекающая при взаимодей-
ствии поверхности металлической аппаратуры с газовой фазой
при повышенных температурах — так называемая газовая
коррозия. Продуктами коррозии в этом случае обычно яв-
ляются окислы металлов, а при воздействии серусодержащих
газов — сернистые металлы.
Специфическая особенность химической коррозии, в отличие
от электрохимической, — образование и фиксирование продуктов
коррозии непосредственно на тех участках металлической поверх-
ности, которые вступают в реакцию. Дальнейший рост менки
продуктов коррозии зависит только от возможности проникнове-
ния через эту пленку коррозионной среды. Иногда пленка может
расти до значительной толщины, в других случаях она может быть
очень тонкой, порядка нескольких молекулярных слоев.
Когда объем продуктов газовой коррозии меньше объема кор-
родирующего металла, образуется пористая несплошная пленка,
которая не обладает защитными свойствами. Тогда же, когда
объем пленки больше объема металла, пленка значительно тормо-
зит дальнейшее протекание процесса газовой коррозии. Однако
устойчивость металла к газовой коррозии зависит не только от
сплошности пленки, но и от других факторов.
Существенное влияние на скорость химической коррозии ока-
зывает температура. Константа скорости реакции металла с кис-
лородом увеличивается с повышением температуры. При наличии
на поверхности защитной пленки продуктов коррозии диффузия
кислорода через эту пленку также будет больше при повышении
температуры.
Скорость газовой коррозии зависит также от шероховатости
поверхности, деформации ее (наклеп металла), а также от скорости
движения коррозионной среды.
При эксплуатации углеродистых сталей, меди и медных спла-
вов в водородной или сильно восстановительной среде при тем-
пературах порядка 200—400 °C и давлении до 30 МПа наблюдается
сильное снижение прочности, а у меди — потеря пластичности.
Это явление носит название водородной коррозии.
В органических веществах, являющихся диэлектриками, ско-
рость коррозии в значительной степени зависит от содержания
в среде влаги. Особенно резко возрастает скорость коррозии при
увлажнении хлорорганических соединений.
Электрохимическая коррозия протекает
в растворах электролитов, подчиняется законам злектрохимиче-
ской кинетики и сопровождается возникновением действующей
цепи электрического тока. Этот процесс возникает вследствие
8
склонности ряда металлов при контакте с электролитами пере-
ходить в ионное состояние с освобождением электронов.
Для протекания электрохимической коррозии металл должен
иметь участки с различными значениями потенциала. Участки
с более низким значением потенциала, т. е. аноды, отдают со своей
поверхности в электролит положительно заряженные ионы ме-
талла (катионы), которые с отрицательно заряженными ионами
(анионами) электролита образуют нейтральные молекулы. При
переходе металла на анодах в ионное состояние освобождаются
электроны, которые поступают к участкам с более высоким потен-
циалом — катодам. Для восстановления электрического равно-
весия электроны должны либо присоединиться к катионам элек-
тролита, нейтрализуя их, либо ионизировать молекулы кисло-
рода, которые с молекулами воды оборазуют гидроксильные ионы.
Реакции, протекающие на катоде, зависят от природы металла,
pH электролита и других факторов.
Катодная реакция, сопровождающаяся выделением водорода,
обычно протекает при коррозии металлов в кислотах или легких
сплавов в растворах солей. Реакция разряда иона водорода на
катоде (катодная деполяризация) происходит по следующей схеме:
Н+ + НаО-Н- Н + НаО
H + H-Haf или Н2 +О2 - Н2О
При коррозии железа и других металлов в растворах нейтраль-
ных солей протекает катодная реакция ионизации кислорода.
Общая реакция катодного процесса:
Оа + 2НаО + -» 4ОН~
Таким образом, для возникновения и протекания процесса
коррозии необходимы: наличие участков с неодинаковыми зна-
чениями электродного потенциала; электрическое соединение этих
участков между собой; контакт анодных и катодных участков
с общим электролитом; наличие свободных ионов в электролите.
Причины возникновения участков коррозии на поверхности
металлов различны. В самом начале развития теории электро-
химической коррозии основную причину ее усматривали в загряз-
нении основного металла различными примесями или его струк-
турной неоднородности. По современным взглядам, кроме этой
причины коррозия может быть вызвана целым рядом других фак-
торов. Томашов [2 ] различает три группы факторов, вызывающих
образование коррозионных пар на металлической поверхности:
неоднородность металлической фазы; неоднородность жидкой
фазы; неоднородность физических у ловий.
Неоднородность металлической фазы.
Структурная неоднородность металла связана с его химическим
составом, а также с термической и механической обработкой,
9
chipmaker.ru
которой подвергался металл. Усиление коррозии наблюдается
при контакте одного металла с другим, более электроположитель-
ным. Участки с более отрицательным потенциалом обычно рабо-
тают анодами. Неоднородность защитных оксидных пленок на
поверхности металла также способствует коррозии. Так, не-
сплошная окалина ускоряет коррозию железа; участки, не по-
крытые оксидной пленкой, — аноды. Пластические и упругие де-
формации, внутренние напряжения в металле также создают
структурную неоднородность. Более напряженные участки —
аноды. Многочисленные случаи коррозии котлов, реакторов,
коррозия в местах изгибов железных листов вызваны упругими
деформациями.
Неоднородность жидкой фазы. В большой
степени скорость протекания процесса коррозии зависит от хими-
ческих и физических свойств электролита: значения pH, концен-
трации и природы кислот, щелочей, растворенных солей и газов,
в первую очередь кислорода. Многочисленные случаи коррозии
химической аппаратуры и коммуникаций вызываются именно
неоднородностью жидкой фазы. Участки металла, омываемые элек-
тролитом с большей концентрацией солей с активным ионом,
например NaCl, являются анодами; в случае пассивирующих
солей, например К2Сг.,О7, эти участки — катоды. Участки, омы-
ваемые растворами с большим значением pH, будут при коррозии
с водородной деполяризацией анодны по отношению к участкам,
омываемым электролитом с меньшим значением pH. При коррозии
с кислородной деполяризацией распределение полюсов будет
обратным.
Различие в концентрации кислорода или других окислителей
обусловливает частые случаи коррозии из-за неравномерной аэра-
ции раствора. Участки, омываемые раствором с меньшей концен-
трацией кислорода или окислителя, будут анодами.
Существенное значение имеют условия движения электролита
по коммуникациям. С одной стороны, движение электролита
способствует удалению продуктов анодного растворения металла
и тем самым ускоряет процесс коррозии. С другой стороны, при
наличии в электролите кислорода или пассивирующих солей
увеличивается доставка к аноду кислорода, при этом анодные
участки пассивируются и ослабляется растворение металла.
Неоднородность физических условий.
Различная температура отдельных участков металлической по-
верхности может вызвать образование коррозионных пар. Более
нагретые участки обычно являются анодами. Коррозия теплооб-
менных и холодильных аппаратов часто бывает связана с этим
случаем появления коррозионных пар. Способствует коррозии
неравномерное распределение лучистой энергии по корродиру-
ющей поверхности. Более интенсивно облучаемые участки —
аноды. Образование анодных и катодных участков происходит
также при неравномерном наложении внешнего электрического
ю
поля Участки, где положительное электричество выходит из ме-
талла в электролит, — аноды 12 I.
Специфические особенности химических и других производств
обусловливают возможность возникновения разнородных условий,
при которых может протекать интенсивный процесс коррозии ап-
паратов, трубопроводов и отдельных узлов.
ФАКТОРЫ,
ОПРЕДЕЛЯЮЩИЕ ХАРАКТЕР И СКОРОСТЬ КОРРОЗИИ
В условиях химических и смежных с ними производств под
воздействием агрессивных сред происходит изменение структуры
и свойств материала, приводящее к снижению его прочности и
преждевременному разрушению оборудования и конструкций,
изготовленных из этого материала. Агрессивные среды по физи-
ческому состоянию делятся на газовые, жидкие и твердые. На обо-
рудование и конструкции мог^т действовать одна или одновре-
менно несколько агрессивных сред.
Факторами, определяющими характер и скорость коррозии
конструкционных материалов, могут быть: дл'я газовых сред —
вид и концентрация газов, влажность, температура, растворимость
газов в воде; для твердых сред — вид среды (к; исталлическая,
аэрозоль и др.), дисперсность, растворимость в воде, гигроско-
пичность, влажнссть окружающей среды и самого материала; для
жидких сред — вид среды (растворы кислот, щелочей и солей,
органические растворители и другие жидкости), наличие агрес-
сивных агентов и их концентрация, температура, а также скорость
притока их к поверхности оборудования и конструкций.
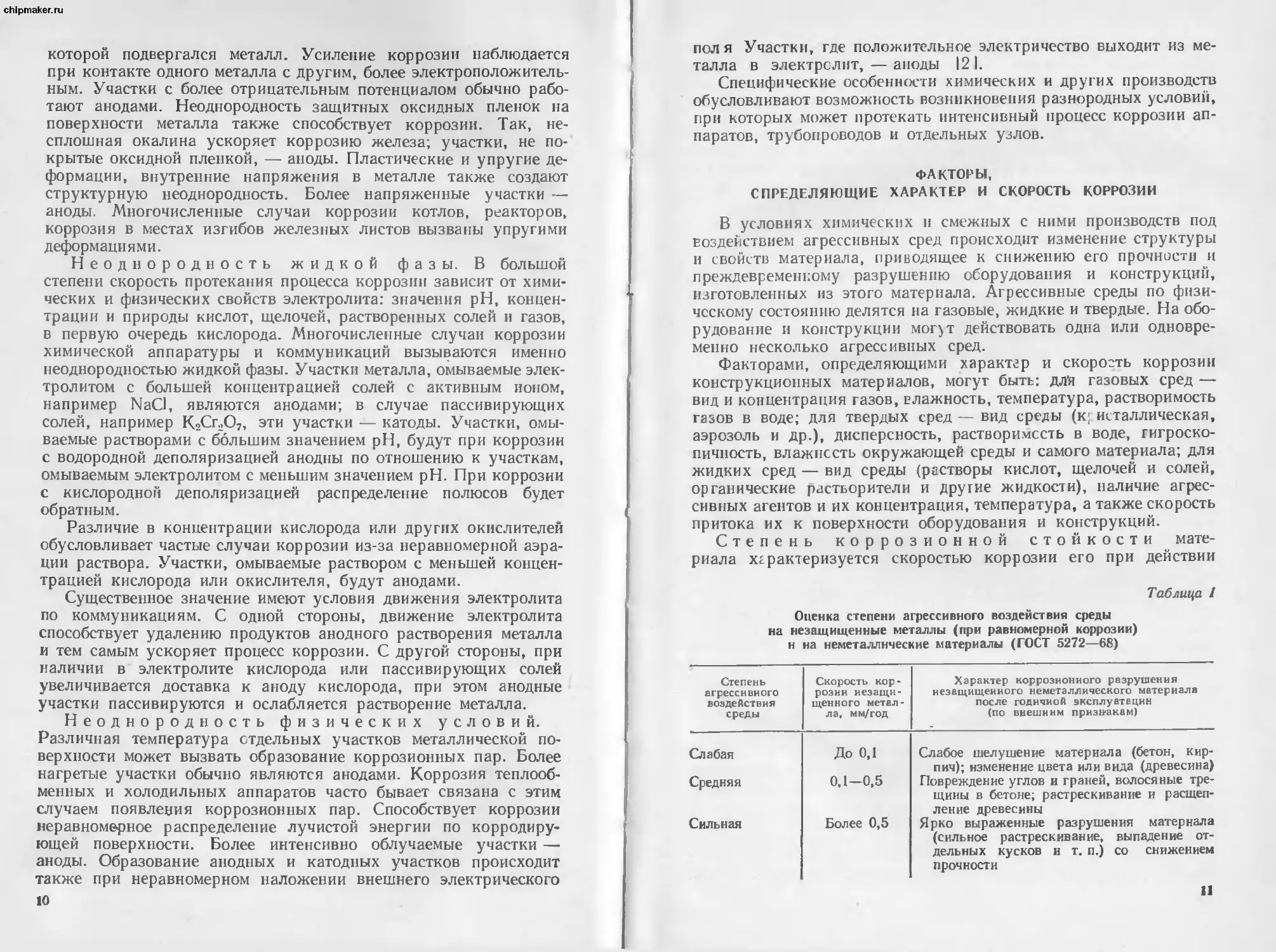
Степень коррозионной стойкости мате-
риала характеризуется скоростью коррозии его при действии
Таблица 1
Опенка степени агрессивного воздействия среды
на незащищенные металлы (при равномерной коррозии)
н на неметаллические материалы (ГОСТ 5272—68)
Степень агрессивного воздействия среды Скорость кор- розии незащи- щенного метал- ла. мм/год Характер коррозионного разрушения незащищенного неметаллического материала после годичной эксплуатации (по внешним признакам)
Слабая До 0,1 Слабое шелушение материала (бетон, кир- пич); изменение цвета или вида (древесина)
Средняя 0,1—0,5 Повреждение углов и граней, волосяные тре- щины в бетоне; растрескивание и расщеп- ление древесины
Сильная Более 0,5 Ярко выраженные разрушения материала (сильное растрескивание, выпадение от- дельных кусков и т. п.) со снижением прочности
11
chipmaker.ru
агрессивной среды 13 ]. Коррозионная стойкость металлов (при
равномерной коррозии) определяется скоростью коррозии
(в мм/год), а стойкость неметаллических материалов оценивается
качественно по изменению прочности, проницаемости и других
свойств материалов.
Степень агрессивного воздействия среды на материалы может
быть слабой, средней и сильной. В зависимости от условий экс-
плуатации конструкций и оборудования (влажность, температура
и др.) одна и га же среда может иметь различную степень агрес-
сивного воздействия на разные материалы.
Оцеш а степени агрессивного воздействия среды на незащищен-
ные металлы приведена в табл. 1.
МЕТОДЫ ЗАЩИТЫ ОТ КОРРОЗИИ
Борьба с коррозией в химических производствах [4—6] может
быть осуществлена различными методами.
Устранение причин коррозии
В процессе проектирования, изготовления и эксплуатации
химической аппаратуры, оборудования, установок и коммуника-
ций необходимо предусматривать ряд мероприятий, устраняющих
или снижающих коррозию. В первую очередь следует устранить
или ослабить действие контактной коррозии. Она возникает в ре-
зультате контакта металлов, имеющих разные стационарные по-
тенциалы в данном электролите, что приводит к изменению ско-
рости их коррозии. Металл с более отрицательным потенциалом
(анод) в данном случае будет разрушаться со скоростью значи-
тельно большей, чем скорость коррозии этого металла при отсут-
ствии контакта. Совершенно недопустимо, например, использо-
вание стальных труб для подвода растворов солей или кислот
в медные реакторы. В отдельных случаях, когда используется
арматура, выполненная из металла с электродным потенциалом,
отличным от потенциала металла основной аппаратуры, необхо-
димо соответствующими прокладками обеспечить тщательную
электрическую изоляцию разных металлов. Целесообразно при
разработке аппаратуры и конструкций предусматривать увеличе-
ние толщины металла в тех местах, которые наиболее подвержены
коррозии, а также учесть необходимость легкого выполнения ре-
монтных работ.
Значительное внимание устранению причин контактной кор-
розии должно быть уделено при использовании цветных металлов,
которые широко применяются в различных отраслях промышлен-
ности [7, с 194—197J.
Так, алюминиевые сплавы в контакте с другими металлами
часто являются анодами и подвергаются интенсивному коррозион-
ному разрушению, особенно в морской атмосфере. Не допу-
скаются, например, контакты алюминиевых сплавов с медью,
12
латунью, нержавеющей сталью и серебром, допускаются — с цин-
ком и кадмием. Стальные детали, находящиеся в контакте с дета-
лями из алюминиевых сплавов, следует цинковать или покрывать
чистым алюминием с последующей окраской. Места контакта
алюминиевого сплава с другими металлами должны быть защищены
пассивирующей грунтовкой.
Следует учесть, что магниевые сплавы обладают малой корро-
зионной стойкостью вследствие низкого значения электрохими-
ческого потенциала. Для повышения коррозионной стойкости на
поверхности сплава создают искусственную оксидную пленку,
которая снижает химическую активность металла и улучшает
адгезию к нему лакокрасочных покрытий.
Места контакта магниевого сплава с другими металлами подвер-
гаются усиленной коррозии, так как большая часть металлов по
отношению к магниевому сплаву является катодом. Защита от
контактной коррозии достигается металлизацией, например, пин-
ком или кадмием контактирующих с магниевым сплавом металлов
с последующим нанесением лакокрасочного покрытия. Допу-
скаются контакты магниевых сплавов с магниевыми сплавами лю-
бых марок, с алюминиевыми сплавами, анодированными с наполне-
нием оксидной пленки бихроматом калия, а также с цинком,
кадмием, сталью фосфатированной (при условии пропитки фосфат-
ной пленки минеральным маслом), сталью хромированной при
толщине хрома не менее 40 мкм, местными сплавами с оловянным
покрытием и титановым сплавом.
Из алюминиевых сплавов наименее опасным для контактной
коррозии является сплав АМг-5. Все детали из магниевых сплавов,
эксплуатируемые в контакте с другими сплавами, должны быть
обязательно защищены лакокрасочными покрытиями. При на-
личии на деталях острых кромок их следует делать закругленными
с радиусом закругления 2—3 мм во избежание получения в этих
местах лакокрасочного покрытия пониженной толщины.
Места контактов деталей из магниевого сплава с головками за-
клепок, шурупами, болтами, втулками и другими деталями до-
полнительно покрывают эпоксидной шпатлевкой или несколькими
слоями эпоксидной или перхлорвиниловой эмали. Неокрашенные
детали, сопрягаемые с заклепками, втулками, болтами, ставят по
слою невысушенной грунтовки КФ-030 или ГФ-031.
Титановые сплавы обладают высокой коррозионной стойкостью
благодаря легко образующейся на их поверхности тонкой оксидной
пленке. В контакте со сталью, медью, магниевыми и алюминие-
выми сплавами титановые сплавы способны ускорить их корро-
зию. Поэтому на места контактов следует наносить лакокрасочное
покрытие. Необходимо учесть, что постеднее обладает слабой
адгезией к титановым сплавам, в связи с чем перед окрашиванием
применяют гидропескоструйную обработку или травление.
Припои ПОС (олово со свинцом) и ПСР (серебро со свинцом)
обладают слабой коррозионной стойкостью, а при контакте
13
chipmaker.ru
с другими металлами образуют коррозионные пары, в которых
играют роль катода или анода.
В условиях морской и промышленной атмосферы припои под-
вержены интенсивной коррозии, в результате чего прочность пая-
ных соединений может снизиться за короткий срок на 20—25 %.
Поэтому их защищают лакокрасочными покрытиями. Поверхность
швов перед окрашиванием предварительно зачищают абразивной
шкуркой с целью улучшения адгезии.
При проведении противокоррозионных работ следует также
устранить или ослабить действие щелевой коррозии. Она возни-
кает в щелях и зазорах конструкций между двумя металлами,
а также в местах неплотного контакта металла с неметаллическим
коррозионно-инертным материалом. Продукты коррозии, обра-
зующиеся в щели, иногда создают в ней напряжения, которые
могут привести к разрушению конструкции.
Наиболее опасна коррозия в щелях конструкций, изготовлен-
ных из алюминиевых сплавов. В таких щелях, особенно шириной
0,05—0,25 мм, образуется локальный коррозионный элемент типа
щели—открытая поверхность, в результате чего коррозия в щелях
в 10—12 раз больше, чем на открытой поверхности. Зазоры сле-
дует грунтовать или заполнять водостойкой шпатлевкой.
Следует уделить особое внимание коррозии, возникающей
в зоне сварных швов, где этот процесс протекает в зазорах и ще-
лях, в которых влага и электролиты задерживаются длительное
время.
Данные о способах подготовки поверхности в зоне сварных
швов и защите мест сопряжений деталей в конструкциях, изготов-
ленных из цветных металлов, а также методах подготовки поверх-
ности последних под окраску приведены в гл. 3.
Катодная защита
Этот метод осуществляется при помощи протекторов или на-
ложенных извне токов. Защита в обоих случаях обусловливается
катодной поляризацией всей защищаемой поверхности.
При протекторной защите используют аноды (протекторы),
имеющие более отрицательный потенциал, чем у защищаемого
металла. Протектор укрепляется на корродирующей поверхности
непосредственно или с помощью промежуточных сопротивлений,
которые должны ограничивать развивающиеся токи до значений,
необходимых для защиты, не допуская излишнего расходования
протектора. Таким образом, при использовании протекторов за-
щищаемый металл становится катодом и не корродирует. Протек-
торы изготовляют из цинка, магния, алюминия и их сплавов.
При защите наложенными извне токами отрицательный полюс
какого-либо источника постоянного тока соединяют с защищаемым
металлом, а к положительному полюсу этого источника подклю-
чают электрод, устанавливаемый в том же электролите.
14
Применение ингибиторов коррозии
Ингибиторы коррозии — вещества, замедляющие коррозию
металлов в определенной агрессивной среде. Нужно различать
ингибиторы кислотной коррозии; ингибиторы для растворов ще-
лочей; ингибиторы для неводных сред (бензин, нефть и т. п.);
ингибиторы для нейтральных сред и ингибиторы атмосферной
коррозии [8].
Отечественная промышленность вырабатывает различные ин-
гибиторы кислотной коррозии («УНИКОД», КС, ПБ, ЧМ), при
помощи которых можно замедлить коррозию металлов в кислоте
в сотни раз. В нейтральных и щелочных средах коррозия стали,
нержавеющей стали, алюминия и чугуна замедляется при введе-
нии в коррозионную среду нитрита натрия, хроматов, жидкого
стекла и фосфатов. Коррозию углеродных сталей в растворах
хлоридов и хлоратов можно снизить в 100 раз добавлением ще-
лочи [9].
В качестве ингибиторов атмосферной коррозии используются
разнообразные соли аминов и аминоспиртов.
Пассивация поверхности металлов
Под пассивностью подразумевается повышенная коррозионная
стойкость металлов вследствие образования на их поверхности
окислов или солей, тормозящих анодный процесс растворения
металлов. Это достигается главным образом в результате взаимо-
действия металла с кислородом и другими окислителями. Пасси-
вировать металл можно введением в его состав специальных пас-
сивирующих добавок (хрома, кремния и др.). На этом принципе
основано получение нержавеющих сталей.
Защита лакокрасочными покрытиями
Широкое распространение получили лакокрасочные покрытия,
которые служат барьером, препятствующим диффузии и ограни-
чивающим доступ агрессивной среды к защищаемой поверхности.
При введении в лакокрасочные материалы ингибиторов коррозии
или пассиваторов защитное действие покрытий усиливается.
Лакокрасочные покрытия имеют ряд преимуществ перед другими
видами защитных покрытий:
простота нанесения и возможность применения для защиты
оборудования и металлоконструкций больших габаритов и слож-
ной конфигурации;
возможность подновления и ремонта лакокрасочного покрытия
непосредственно на месте эксплуатации;
возможность сочетания лакокрасочного покрытия с другими
методами защиты, что позволяет использовать его в более жестких
коррозионных условиях;
возможность получения покрытия любого цвета;
15
chipmaker.ru
более низкая стоимость по сравнению с другими видами за-
щитных покрытий
Эт и преимущества позволяют широко использовать лакокра-
сочные покрытия для противокоррозионной защиты оборудования
и металлических конструкций.
В настоящее время до 80 % всех защитных и декоративных
, покрытий, применяемых в мире, в том числе и в СССР, являются
лакокрасочными [10].
К основным недостаткам лакокрасочных покрытий следует
отнести их ограниченную паро-, газо- и водонепроницаемость и не-
достаточную термостойкость.
В зависимости от состава пигментов и пленкообразующей
основы лакокрасочные покрытия могут выполнять роль барьера,
пассиватора или протектора. Поэтому их защитное действие
обусловливается двумя основными факторами [6 ]• механической
изоляцией защищаемой поверхности от внешней среды; химиче-
ским или электрохимическим взаимодействием покрытия с за-
щищаемой поверхностью.
Механическая изоляция поверхности. Механическая изоляция
поверхности от агрессивной среды достигается в том случае,
когда покрытие является сплошным, химически стойким и обла-
дает хорошим сцеплением (адгезией) с защищаемой поверхностью.
Большая часть пигментированных лакокрасочных материалов,
при отверждении которых получается трехмерная структура
пленкообразователя, дает при многослойном нанесении практи-
чески беспористые покрытия.
Однослойные покрытия обычно имеют истинные поры (диа-
метром 10-2—1СГ4 см), образующиеся в процессе высушивания
пленки. Через эти поры могут проникать газы, а также ионы
и молекулы жидкости. Покрытия обладают также структурной
пористостью (поры диаметром 10-Б—10“7 см), зависящей от хими-
ческого состава и строения молекул пленкообразователя.
При открытой пористости проникновение агрессивной среды
в пленку и поступление ее к поверхности металла осуще-
ствляется через поры покрытия за счет как капиллярной конден-
сации, так и капиллярного течения. При плотной однородной
структуре пленки агрессивный агент поступает к подложке по
механизму активированной диффузии в материал покрытия и ча-
стичного растворения в нем этого агента. При контакте лакокра-
сочного покрытия с водой и растворами электролитов происходит
диффузия жидкости через поры пленки и адсорбция влаги моле-
кулами пленкообразующего.
Скорость проникновения агрессивного агента к поверхности
металла, защищенного химически стойким покрытием, опреде-
ляется химической природой связующего, пластификатора и
пигментной части [11].
Важное значение для создания диффузионного барьера на пути
движения ионов к поверхности- металла имеет общая толщина
16
лакокрасочного покрытия. Установлено, что для достижения
сплошности и получения покрытия, обладающего эффективным
противокоррозионным защитным действием, необходимо, чтобы
толщина покрытия была больше так называемой критической
толщины 112]. Для каждого типа покрытия существует своя кри-
тическая толщина, при которой сопротивление в порах покрытий
становится близким к сопротивлению самого покрытия. При тол-
щине покрытия больше критической в пленке устраняются сквоз-
ные поры и капилляры и пленка становится практически сплош-
ной, а при толщине покрытия меньше критической в пленке
сохраняются такие поры. Поэтому, для того чтобы пленка на-
дежно защищала поверхность в агрессивных средах, тол-
щина лакокрасочного покрытия должна быть больше крити-
ческой.
Критическая толщина, а значит, и срок службы покрытий
зависят от ряда факторов: природы пленкообразователя и окраши-
ваемой поверхности, характера ее обработки, состава применяе-
мых растворителей и числа наносимых слоев. Так, критическая
толщина одного и того же лакокрасочного покрытия различна при
нанесении его на поверхность металла и бетона.
При неровной поверхности, которая получается, например,
при дробеструйной обработке, критическая толщина в 2,5—4 раза
больше, чем для такого же покрытия на необработанной гладкой
поверхности. Установлено, что критическая толщина, например,
эпоксидных покрытий составляет на металлической поверхности
с дробеструйной обработкой 100—ПО мкм, на необработанной
поверхности тонколистовой стали 25—50 мкм, на бетонной ошту-
катуренной поверхности 240—300 мкм [13]. Однако адгезия ла-
кокрасочных покрытий к необработанной поверхности значи-
тельно меньше, чем к обработанной.
Высококипящие составные части растворителя медленно уле-
тучиваются из пленки и в некоторых случаях увеличивают ее
пористость. Поэтому необходим такой подбор компонентов рас-
творителя, который обеспечивал бы наиболее благоприятные
условия при испарении растворителя из пленки.
Двухслойное покрытие эффективнее однослойного покрытия
той же толщины, так как часть пор первого слоя перекрывается
при нанесении второго.
Срок службы различных видов полимерных покрытий по ме-
таллу и бетону, эксплуатируемых в агрессивных средах, пропор-
ционален толщине покрытий (если она не меньше критической).
Это дает возможность при оценке и выборе различных вариантов
лакокрасочных покрытий использовать понятие «удельный срок
службы покрытия» [14], т. е. общий срок службы покрытия в ча-
сах, отнесенный к единице его рабочей толщины (например,
к 100 мкм). Рабочая толщина — часть общей толщины покрытия,
определяющая его долговечность, — должна быть больш крити-
ческой ТОЛЩИНЫ. х
17
chipmaker.ru
Однако чрезмерно увеличивать толщину покрьпия нельзя,
так как при этом возрастают внутренние напряжения в
пленке, которые вызваны усадкой и другими процессами, про-
исходящими при формировании покрытия. При этом значительно
снижается адгезия и прочность самого покрытия, поскольку
усадочные процессы действуют против сил молекулярного сцепле-
ния в полимерах. Поэтому при выборе покрытий необходимо стре-
миться к получению пленок, отличающихся незначительным
внутренним напряжением и обладающих одновременно высокой
адгезией и прочностью
Химическое и электрохимическое взаимодействие покрытия
с поверхностью. Покрытия на основе линейных полимеров, на-
пример перхлорвиниловых смол, фторопласта, отличающиеся
высокой химической стойкостью, не обладают обычно достаточно
хорошей адгезией.
Установлено, что адгезия снижается в зависимости от харак-
тера функциональных групп полимеров в такой последователь-
ности: СООН, ОН, CONH2, СН3, CN, Cl, F, между тем химическая
стойкость полимеров, содержащих С1 и F, очень высока. Для улуч-
шения свойств покрытий применяют сополимеры, например со-
полимеры винилхлорида с винилиденхлоридом, винилацетатом
и другими соединениями, или вводят модифицирующие добавки
(например, алкидные смолы добавляют в перхлорвиниловые),
а также подбирают адгезивные грунты. Для улучшения адгезии
необходимо подбирать такие грунты, которые, будучи достаточно
химически стойкими, служили бы связующим звеном между за-
щищаемой поверхностью и последующими слоями покрытия.
В этом случае большую роль играет также качество подготовки
подлежащей окраске поверхности.
К покрытиям, химически взаимодействующим с металлом,
относятся грунты, содержащие фосфорную кислоту, пленкообра-
зователи с полярными группами, ингибирующие пигменты и т. д.
Так, фосфатирующие грунтовки, получаемые на основе поливинил-
бутираля и ортофосфорной кислоты, при нанесении на металличе-
скую (стальную) поверхность образуют покрытия с высокими
адгезионными и пассивирующими свойствами. Это обусловли-
вается тем, что поливинилбутираль содержит гидроксильные и
другие полярные группы, создающие хорошую адгезию с метал-
лической поверхностью. Ортофосфорная кислота и цинковый
крон, вводимые в состав грунтовки, пассивируют стальную по-
верхность и образуют хромофосфатные мостики» связанные как
с металлом, так и с молекулой поливинилбутираля.
Пассивирующие пигменты, обладающие щелочными или окис-
лительными свойствами и входящие в состав покрытия, играют
важную роль в замедлении или предотвращении процесса корро-
зии. Они нейтрализуют способствующие коррозии свободные
кислоты связующего, образуя при этом гидрофобные мыла,
уменьшающие адсорбцию воды покрытием.
18
Пигменты с окислительным действием замедляют анодное рас-
творение, образуя продукты окисления при контакте с металлом.
Как уже указывалось, некоторые пигменты обладают пассивиру-
ющим действием, основанным на облагораживании электродного
потенциала, и уменьшают склонность металла к коррозии. В ка-
честве замедлителей коррозии могут быть применены свинцовый
сурик, свинцовый глет, хроматы цинка, бария, стронция и калия
и некоторые другие пигменты. Из них наиболее широкое приме-
нение в активных грунтовках получил хромат цинка, который,
будучи частично растворим в воде, образует хроматные ионы,
оказывающие пассивирующее действие и замедляющие анодную
реакцию.
Известно, что металлы менее благородные, чем железо (алю-
миний, цинк, магний), могут действовать как протекторы, если
добавлять их в краску в порошкообразном виде. На этом принципе
основано получение протекторных грунтовок, при нанесении
которых металл становится катодом и не корродирует: цинк,
выполняющий роль анода, переходит в ионное состояние. Для
получения наиболее эффективных результатов рекомендуется
вводить в протекторные грунтовки 80—95 % цинковой пыли.
В качестве пленкообразователей применяют щелочестойкие ма- .
териалы, образующие прочные ненабухающие пленки. К ним
могут быть отнесены пленкообразующие на основе полистирола,
полиэтилена, поливиниловых смол, хлоркаучука, полиакрилатов,
алкидных и фенольных смол.
При выборе покрытия необходимо учитывать свойства отдель-
ных компонентов лакокрасочного материала, а также влияние
состава и свойств агрессивной среды как на покрытие, так и на
металл. Значительное влияние на химическую стойкость полимер-
ных покрытий оказывают пластификаторы, пигменты и другие
ингредиенты, входящие в состав лакокрасочного материала.
Некоторые пластификаторы, улучшая физико-механические свой-
ства покрытий, ухудшают их химическую стойкость. Например,
дибутилфталат сам по себе не обладает достаточной химической
стойкостью, легко омыляется и ослабляет молекулярные связи
в полимере. Введение пигментов и наполнителей может повлиять
на стойкость полимерного покрытия. Так, кристаллический се-
ребристый графит значительно улучшает химическую стойкость
и теплостойкость эпоксидных лаков, алюминиевая пудра марок
ПАП-1 и ПАП-2 улучшает водостойкость этинолевых и алкидных
лаков и т. д. При этом важное значение имеет количество вводи-
мых пигментов и наполнителей, характеризуемое объемной кон-
центрацией пигментов, т. е. отношением долей пигмента или на-
полнителя к объему пленкообразующей основы. Для получения
противокоррозионного лакокрасочного покрытия объемная кон-
центрация пигмента не должна превышать 60—70 % критической
объемной концентрации пигмента, соответствующей наиболее плот-
ной упаковке частиц пигмента.
19
chipmaker ru
ОСНОВНЫЕ ПОНЯТИЯ о КОРРОЗИИ И ЗАЩИТЕ БЕТОНА
Под влиянием агрессивных сред бетон подвергается коррозии.
Все процессы коррозии бетона можно классифицировать сле-
дующим образом [15].
Коррозия I в и д а. К этому виду могут быть отнесены
все процессы, протекающие в бетоне при взаимодействии его
с внешней водной средой, сопровождающиеся растворением и вы-
носом растворимых составных частей цементного камня. Такой
вид коррозии наблюдается, например, при действии на бе гон бы-
стротекущих вод. Основным процессом здесь является выщела-
чивание растворимых составных частей цементного камня и соот-
ветствующее разрушение его структурных элементов. Наличие
в растворе солей (но не солей кальция), не реагирующих непо-
средственно с составными частями цементного камня, но повы-
шающих ионную силу раствора, увеличивает растворимость
гидроокиси кальция — наиболее растворимой составной части це-
ментного камня. Это соответственно усиливает и ускоряет раз-
витие процессов коррозии I вида.
Коррозия II вида. К ней относятся процессы, про-
текающие в бетоне при взаимодействии его с внешней агрессив-
ной средой, при которых в результате обм'енных реакций между
составными частями цементного камня и веществами, растворен-
ными в воде, образуются легкорастворимые соли и аморфные
малорастворимые продукты реакций, причем и те, и другие не
обладают вяжущей способностью. К этому виду может быть отне-
сена, например, коррозия бетона при действии растворов кислот,
солей магния, аммония и др.
При интенсивном развитии в бетоне коррозии II вида основ-
ным является процесс взаимодействия агрессивных растворов
с твердой фазой цементного камня при катионном обмене и раз-
рушение главных структурных элементов цементного камня.
Коррозия III вида. Все те процессы коррозии бе-
тона, в результате которых продукты реакции накапливаются
и кристаллизуются в порах и капиллярах бетона, относятся
к этому виду коррозии. На определенной стадии развития этих
процессов рост кристаллообразований способствует возникно-
вению растущих напряжений и деформаций в ограждающих
стенках, а затем и разрушению структуры. Деструктивные про-
цессы вызываются не только непосредственно продуктами реак-
ции, но также и другими солями, поступающими извне в виде
раствора и кристаллизующимися в бетоне. К этому виду относят
коррозию бетона при действии сульфатов, связанную с накоп-
лением и ростом кристаллов гидросульфоалюмината, гипса
и др.
Для защиты бетонных и железобетонных конструкций от воз-
действия различных агрессивных сред успешно применяются
лакокрасочные покрытия (см. гл. 2 и 5).
20
При окраске бетона и железобетона необходимо учитывать
ряд их особенностей [16].
1 Пористость. Поверхность бетона и железобетона нужно
хорошо выровнять, само покрытие не должно иметь открытых
пор. Это требует увеличения числа слоев покрытия и повышает
трудоемкость окрасочных работ.
2 . Повышенная влажность, способствующая значительному
ухудшению адгезии лакокрасочного покрытия к защищаемой по-
верхности. Для получения удовлетворительной адгезии покрытий
влажность поверхностного слоя бетона не должна превышать
5—6 %.
3 . Повышенная щелочность поверхности. Это вызывает не-
обходимость подбора щелочестойких грунтов. Для повышения
адгезии лакокрасочного покрытия к бетону грунтование лучше
проводить непигментированными низковязкими лаками. После
грунтования дефекты поверхности следует устранить путем нане-
сения шпатлевочных составов.
4 Возможность образования трещин на бетонной или железо-
бетонной поверхности. Бетон в период созревания и последующей
эксплуатации склонен к структурным изменениям, ведущим
к усадочным деформациям и образованию трещин. Поэтому для
получения на бетонной поверхности непроницаемого защитного
слоя лакокрасочное покрытие должно обладать стойкостью к рас-
трескиванию.
Химически и атмосферостойкие лакокрасочные покрытия для
бетона дают следующие материалы [17]:
грунтовочные составы —лаки ХВ-784, ХС-76, лаки на основе
хлорсульфированного полиэтилена или тиокола Т-50 (последние
два лака обладают лучшей стойкостью к растрескиванию);
шпатлевочные составы — шпатлевки ЭП-00-10, Э-4020, Э-4022,
ХВ-00-4 (наполнителями служат диабазовая или андезитовая
мука, портландцемент).
Для получения покрытий, стойких к повышенной влажности,
при наличии паров соляной кислоты следует применять эмали
ХС-710, ХВ-113 и ЭП-56, при наличии окислов азота — эмали на
основе хлорсульфированного полиэтилена и циклокаучука, эмали
ХС-710, ЭП-56, ХС-119, МС-226, при наличии сернистого
ангидрида—эмали ЭП-773, ХС-710, ХС-119, ХВ-785 (белая).
Значительное влияние на бетонные, железобетонные и другие
пористые материалы оказывает атмосферная влага, легко адсорби-
руемая этими поверхностями. С целью гидрофобизации и умень-
шения смачиваемости бетон и железобетон обрабатывают крем-
нийорганическими составами. При этом в результате взаимодей-
ствия активных групп кремнийорганических соединений с гидро-
ксильными группами, входящими в состав материала, или с водой,
адсорбированной на поверхности бетона, образуется защитная
пленка. Гидрофобность защитной пленки обусловлена наличием
органического радикала, связанного с кремнием, и определенной
21
chipmaker.ru
ориентацией кремнийорганических молекул в пленке. При этом
органический радикал ориентирован в сторону окружающей
среды, а кремний и кис пород, т. е. силоксановая связь, — к по-
верхности бе гона. Для гидрофобизации применяют различные
кремнийорганические жидкости. Значительное распространение
получила, например, жидкость ГКЖ 94, представляющая собой
полиэтилгидросилоксан.
ОСНОВНЫЕ понятия
О ЗАЩИТЕ ДРЕВЕСИНЫ ЛАКОКРАСОЧНЫМИ ПОКРЫТИЯМИ
Древесина широко используется в различных отраслях про-
мышленности. Наряду с деревообрабатывающей промышлен-
ностью, где она является исходным материалом для из! отселения
разных изделий, древесина применяется в вагоно- и автомобиле-
строении, жилищном и промышленном строительстве и других
областях народною хозяйства [18, с. 5—61.
Для защиты деревянных сооружений от агрессивных сред и
атмосферных воздействий, а также для декоративной отделки
изделий из древесины применяются различные лакокрасочные
материалы. При защите деревянных конструкций следует учиты-
вать ряд особенностей, свойственных древесине [4, с. 256].
1. Пористость. Поры и полости древесины могут достигать
значительных размеров. Так, в воздушно-сухой древесине поры
и полости, заполненные воздухом и отчасти водою, составляют
от 50 до 80 % общего объема. Наличие пор у древесины, с одной
стороны, повышает адгезию к ней лакокрасочного покрытия,
с другой — значительно увеличивает нерациональный расход
материалов. Поэтому необходимо проводить операцию пороза-
полнения, которая также способствует получению равномерных
и сплошных покрытий. Для устранения пористости применяют
обычно порозаполнители КФ-1, ПМ-11 и др.
2. Влажность. Древесина содержит влагу, которая вызывает
ее деформацию и количество которой может изменяться под влия-
нием влажности и температуры окружающего воздуха. Чтобы
покрытие по древесине не разрушалось, оно должно обладать
достаточной эластичностью. Для получения надежного покрытия
влажность древесины должна быть в пределах 10—12 %.
3. Твердость. В зависимости от породы древесина имеет раз-
ную твердость. При нанесении лакокрасочных материалов на
древесину мягких пород поверхность ее необходимо предвари-
тельно уплотнить. Это достигается нанесением твердого слоя грун-
товки или шпатлевки, служащего подложкой для основного по-
крытия. Такая операция необходима во избежание истирания и
крошения поверхности.
4. Разнородность по химическому составу. Древесина содер-
жит целлюлозу, лигнин, масла, природные смолы, красящие
22
дубильные вещества. Некоторые вещества, например фенольного
характера, препятствуют процессу пленкообразования. Смолы,
входящие в состав древесины хвойных пород, ухудшают адге-
зию лакокрасочного материала к поверхности древесины, способ-
ствуют образованию пятен на прозрачных покрытиях. При исполь-
зовании пород древесины, содержащих вещества фенольного
характера, необходимо предварительно наносить слой изоляцион-
ной грунтовки.
5. Недостаточно высокая термостойкость. Термическое раз-
ложение древесины начинается при температуре около 140 °C.
Горячая сушка нанесенных на древесину лакокрасочных покрытий
допускается при температуре не выше 70—80 °C.
6. Склонность к загниванию, вызываемому различными гриб-
ками. Для предотвращения этого явления поверхность древе-
сины обрабатывают антисептиками (нафтенат меди, пентахлор-
фенолят меди, хлорид цинка, креозотовое масло и др.). Защита
дерева от загнивания в значительной мере может быть достигнута
лакокрасочными покрытиями.
7. Разрушение, вызываемое жуками-точильщиками. Для пре-
дупреждения этого древесину пропитывают медными мылами
или фенолятами, горячей олифой, разбавленной керосином, и окра-
шивают изделия, в особенности с торцов. Проветривание древе
сины и чистота складов и помещений, где она хранится, также
являются профилактическими мерами против данного вида раз-
рушения.
Перечисленные и некоторые другие особенности древесины
требуют создания специальной технологии нанесения лакокрасоч-
ных материалов, значительно отличающейся от технологии нане-
сения лакокрасочных материалов на поверхность металла.
Отделка древесины может быть прозрачной и непрозрачной.
При прозрачной отделке на поверхность древесины наносят бес-
цветные или окрашенные прозрачные отделочные материалы,
которые создают покрытие, выявляющее естественную фактуру
древесины. Этот вид отделки применяется при изготовлении ме-
бели, фанерованной ценными породами дерева, или при произ-
водстве декоративных панелей и изделий из древесины.
При непрозрачной или укрывистой отделке наносимые на по-
верхность древесины пигментированные непрозрачные материалы
создают покрытие, полностью скрывающее текстуру и цвет дре-
весины. Данный вид отделки используется при противокоррозион-
ной защите железнодорожных вагонов, грузовых автомобилей,
морских и речных судов, деталей сельскохозяйственных машин,
бакоь в пищевой промышленности и др.
Важное значение для повышения долговечности деревянных
строительных конструкций имеет комплексная защита древесины
от увлажнения и биоповреждений. Система такой комплексной
защиты включает в себя антисептики и покрывные лакокрасочные
материалы. В качестве антисептиков могут быть применены:
23
chipmaker.ru
1) 10 %-ный водный раствор кремнефторида аммония (КФА)
(ОСТ 6-08-2—75);
2) препарат ХМБ-444 (ТУ 65-14-23—75), представляющий
собой 12 %-ный водный раствор смеси бихромата натрия, медного
купороса и борной кислоты в соотношении 1:1:1.
Из покрывных материалов могут применяться перхлорвинило-
вые эмали ХВ-124 (ГОСТ 10144—74), ХВ-1100 (ГОСТ 6993—70),
ХВ-110 (ГОСТ 18374—73), огнестойкая эмаль ХВ-5169, пента-
фталевая эмаль ПФ-115 (ГОСТ 6465—76).
Исследованиями [19] установлено, что наиболее высокими за-
щитными и декоративными свойствами при действии влаги отли-
чаются система комплексной защиты с эмалями ПФ-115, ХВ-124,
ХВ-110, а при действии переменных температур—с эмалями
ХВ-124, ХВ-1100, ХВ-5169.
Для защиты строительных конструкций в условиях умеренного
климата могут быть рекомендованы системы защиты древесины от
увлажнения и биоповреждения, включающие антисептики КФА,
ХМБ-444 и перхлорвиниловые лакокрасочные материалы. Такая
система комплексной защиты после двух лет натурных испытаний
находится в хорошем состоянии.
Лакокрасочные покрытия могут быть успешно применены
для защиты деревянных конструкций от воздействия различных
агрессивных сред. Сведения о некоторых из этих покрытий при-
ведены в гл. 5.
Литература
1. Люблинский Е. Д. Что нужно знать о коррозии. Л., Лениздат, 1980. 192 с.
2. Томашвв Н. Д. Теория коррозии и защиты металлов. М., Изд. АН СССР,
1959. 592 с.
3. Указания по проектированию антикоррозионной защиты строительных
конструкций СН 262—67. М., Стройиздат, 1968. 42 с.
4. Дринберг А. Д., Гуревич Е. С., Тихомиров А. В. Технология неметалличе-
ских покрытий. М., Госхимиздат, 1957. 588 с.
5. Клинов И. Д. Коррозия химической аппаратуры и коррознонностойкие
материалы. М.—Л., Госхимиздат, 1950. 292 с.
6. Ницберг Л. В. — Лакокрасочные материалы и их применение, 1961, № 5,
с. 41.
7. Лакокрасочные покрытия в машиностроении. Справочник/Под ред.
М. М. Гольдберга. М., Машиностроение, 1974. 576 с.
8. Балезин С. А. Ингибиторы коррозии и их применение. Л., ЛДНТП, 1959.
34 с.
9. Баранник В. П. Краткий справочник по коррозии. М.—Л., Госхимиздат,
1953. 456 с.
10. Баранов Е. Л., Лабутин Р. А. —Лакокрасочные материалы и их приме-
нение, 1977, № 2, с. 3.
11. Дьяченко О. Р., Река Б. А., Исаева Р. В. — Там же, 1965, № 5, с. 46—48.
12. Ницберг Л. В., Дкубович С. В., Колотыркин Д. М. — Там же, 1961, № 1,
с. 13—17.
13. Оржаховский М. Л., Звягинцева И. В. — Там же, 1965, № 5, с. 52—57.
14. Тихомиров В. Б. Полимерные покрытия в атомной технике. М., Атомиздат,
1965, 276 с.
15. Москвин В. М. — В кн.: Коррозия бетона в агрессивных средах. М., Строй-
издат, 1971, с, 4—10.
24
16. Шнейдерова В. В., Мигаем Г. С., Ношпе М. Л. — В кн.: Коррозия. Методы
повышения долговечности бетона и железобетона. М., Стройиздат, 1965,
с. 111—118.
17. Шнейдерова В. В., Медведев В. М., Мигаева Г. С. — Лакокрасочные мате-
риалы и их применение, 1966, № 1, с. 50.
18. Нагорская И. А. Отделка древесины лакокрасочными материалами. М.,
Химия, 1966. 236 с.
19. Свистунова Н. М., Цветков А. К., Ломакин А. Д., Елисаветский А. М. —
Лакокрасочные материалы и их применение, 1980, № 3, с. 22—23.
Глава вторая
Chipmaker.ru
ОСНОВНЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
ВЫБОР ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Окраску химической аппаратуры, оборудования и металло-
конструкций можно производить различными материалами, при
выборе которых необходимо учитывать: 1) способность материала
обеспечить противокоррозионную защиту в конкретных условиях
эксплуатации; 2) требования к цьету; 3) природу окрашиваемой
поверхности; 4) технико-экономическую эффективность применяе-
мого лакокрасочного материала.
Важное значение при выборе покрытия имеют условия эксплуа-
тации аппаратуры и оборудования (постоянно или периодически
воздействуют агрессивные среды, эксплуатируется ли оборудова-
ние внутри цеховых помещений или на открытом воздухе, какие
агрессивные факторы превалируют и т. п.).
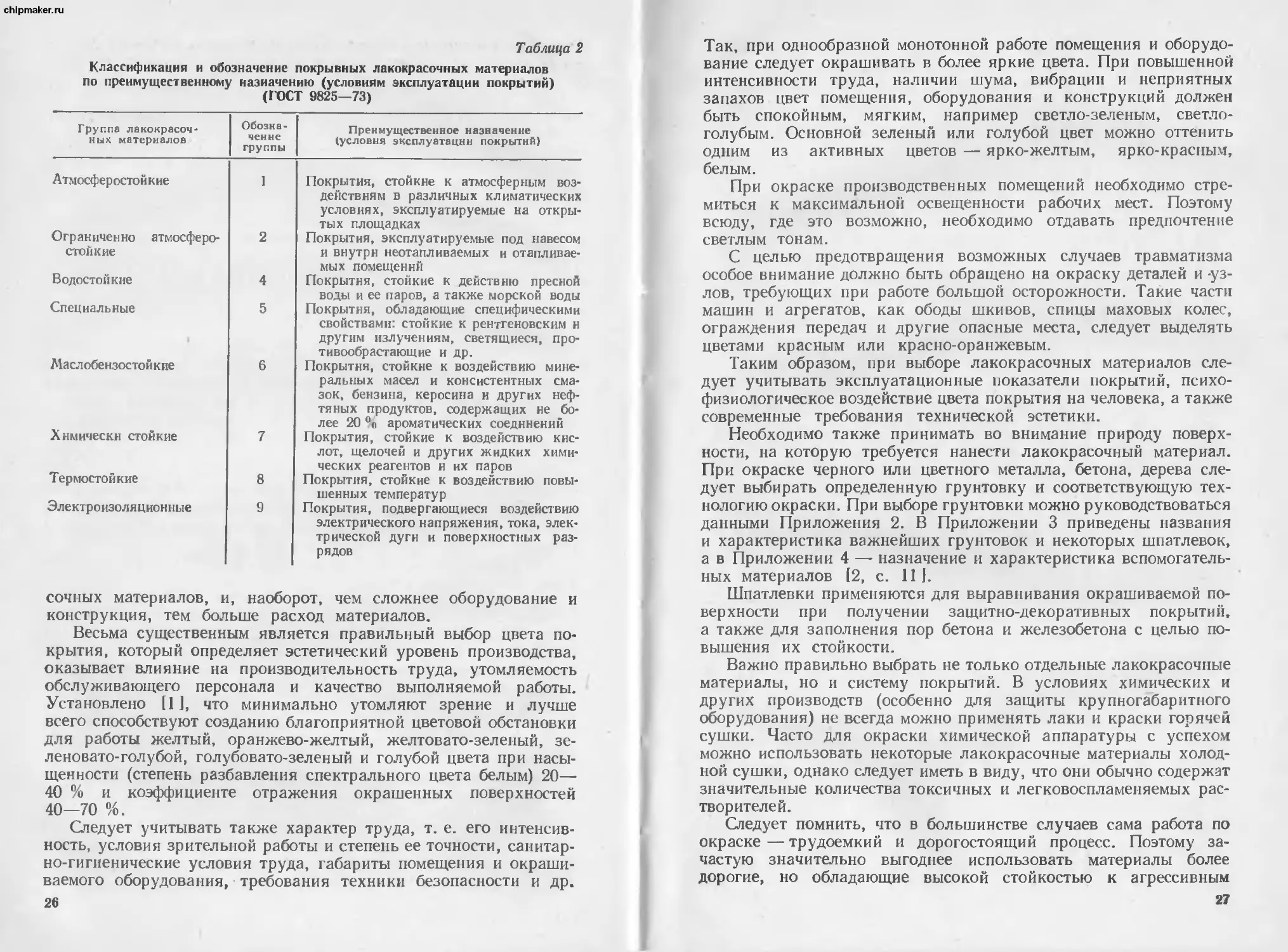
По преимущественному назначению (применительно к усло-
виям эксплуатации покрытий) основные покрывные лакокрасоч-
ные материалы делятся на группы, приведенные в табл. 2. Отне-
сение лакокрасочного материала к определенной группе по наи-
более характерному признаку не исключает возможности его
применения по другой группе, указанной в табл. 2. Кроме пере-
численных в табл. 2 применяются также покрытия, удовлетворя-
ющие специальным условиям эксплуатации, например покрытия,
стойкие к пониженным температурам, токопроводящие и т. д.
Для каждой группы покрытий рекомендуются определенные виды
материалов, которые лучше всего отвечают эксплуатационным
условиям.
При выборе основных лакокрасочных материалов следует учи-
тывать их физико-малярные характеристики, приведенные в При-
ложении 1, где указаны также ориентировочные нормы расхода
лакокрасочных материалов и растворителей на один слой (в г/м2)
при окраске распылением и кистью в зависимости от сложности
аппаратуры и оборудования, их конфигурации, размеров и т. д.
Чем проще агрегат или аппаратура, тем меньше расход лакокра-
25
chipmaker.ru
Таблице 2
Классификация и обозначение покрывных лакокрасочных материалов
по преимущественному назначению (условиям эксплуатации покрытий)
(ГОСТ 9825—73)
Группа лакокрасоч- ных материалов Обозна- чение группы Преимущественное назначение (условия эксплуатации покрытий)
Атмосферостойкие 1 Покрытия, стойкие к атмосферным воз- действиям в различных климатических условиях, эксплуатируемые на откры- тых площадках
Ограниченно атмосфере- 2 Покрытия, эксплуатируемые под навесом
стойкие и внутри неотапливаемых и отапливае- мых помещений
Водостойкие 4 Покрытия, стойкие к действию пресной воды и ее паров, а также морской воды Покрытия, обладающие специфическими свойствами: стойкие к рентгеновским н другим излучениям, светящиеся, про- тивообрастающие и др.
Специальные 5
Маслобензостойкие 6 Покрытия, стойкие к воздействию мине- ральных масел и консистентных сма- зок, бензина, керосина и других неф- тяных продуктов, содержащих не бо- лее 20 % ароматических соединений
Химически стойкие 7 Покрытия, стойкие к воздействию кис- лот, щелочей и других жидких хими- ческих реагентов и их паров
Термостойкие 8 Покрытия, стойкие к воздействию повы- шенных температур
Электроизоляционные 9 Покрытия, подвергающиеся воздействию электрического напряжения, тока, элек- трической дуги и поверхностных раз- рядов
сочных материалов, и, наоборот, чем сложнее оборудование и
конструкция, тем больше расход материалов.
Весьма существенным является правильный выбор цвета по-
крытия, который определяет эстетический уровень производства,
оказывает влияние на производительность труда, утомляемость
обслуживающего персонала и качество выполняемой работы.
Установлено 11], что минимально утомляют зрение и лучше
всего способствуют созданию благоприятной цветовой обстановки
для работы желтый, оранжево-желтый, желтовато-зеленый, зе-
леновато-голубой, голубовато-зеленый и голубой цвета при насы-
щенности (степень разбавления спектрального цвета белым) 20—
40 % и коэффициенте отражения окрашенных поверхностей
40—70 %.
Следует учитывать также характер труда, т. е. его интенсив-
ность, условия зрительной работы и степень ее точности, санитар-
но-гигиенические условия труда, габариты помещения и окраши-
ваемого оборудования, требования техники безопасности и др.
26
Так, при однообразной монотонной работе помещения и оборудо-
вание следует окрашивать в более яркие цвета. При повышенной
интенсивности труда, наличии шума, вибрации и неприятных
запахов цвет помещения, оборудования и конструкций должен
быть спокойным, мягким, например светло-зеленым, светло-
голубым. Основной зеленый или голубой цвет можно оттенить
одним из активных цветов — ярко-желтым, ярко-красным,
белым.
При окраске производственных помещений необходимо стре-
миться к максимальной освещенности рабочих мест. Поэтому
всюду, где это возможно, необходимо отдавать предпочтение
светлым тонам.
С целью предотвращения возможных случаев травматизма
особое внимание должно быть обращено на окраску деталей и -уз-
лов, требующих при работе большой осторожности. Такие части
машин и агрегатов, как ободы шкивов, спицы маховых колес,
ограждения передач и другие опасные места, следует выделять
цветами красным или красно-оранжевым.
Таким образом, при выборе лакокрасочных материалов сле-
дует учитывать эксплуатационные показатели покрытий, психо-
физиологическое воздействие цвета покрытия на человека, а также
современные требования технической эстетики.
Необходимо также принимать во внимание природу поверх-
ности, на которую требуется нанести лакокрасочный материал.
При окраске черного или цветного металла, бетона, дерева сле-
дует выбирать определенную грунтовку и соответствующую тех-
нологию окраски. При выборе грунтовки можно руководствоваться
данными Приложения 2. В Приложении 3 приведены названия
и характеристика важнейших грунтовок и некоторых шпатлевок,
а в Приложении 4 — назначение и характеристика вспомогатель-
ных материалов 12, с. 11 J.
Шпатлевки применяются для выравнивания окрашиваемой по-
верхности при получении защитно-декоративных покрытий,
а также для заполнения пор бетона и железобетона с целью по-
вышения их стойкости.
Важно правильно выбрать не только отдельные лакокрасочные
материалы, но и систему покрытий. В условиях химических и
других производств (особенно для защиты крупногабаритного
оборудования) не всегда можно применять лаки и краски горячей
сушки. Часто для окраски химической аппаратуры с успехом
можно использовать некоторые лакокрасочные материалы холод-
ной сушки, однако следует иметь в виду, что они обычно содержат
значительные количества токсичных и легковоспламеняемых рас-
творителей.
Следует помнить, что в большинстве случаев сама работа по
окраске — трудоемкий и дорогостоящий процесс. Поэтому за-
частую значительно выгоднее использовать материалы более
дорогие, но обладающие высокой стойкостью к агрессивным
27
chipmaker.ru
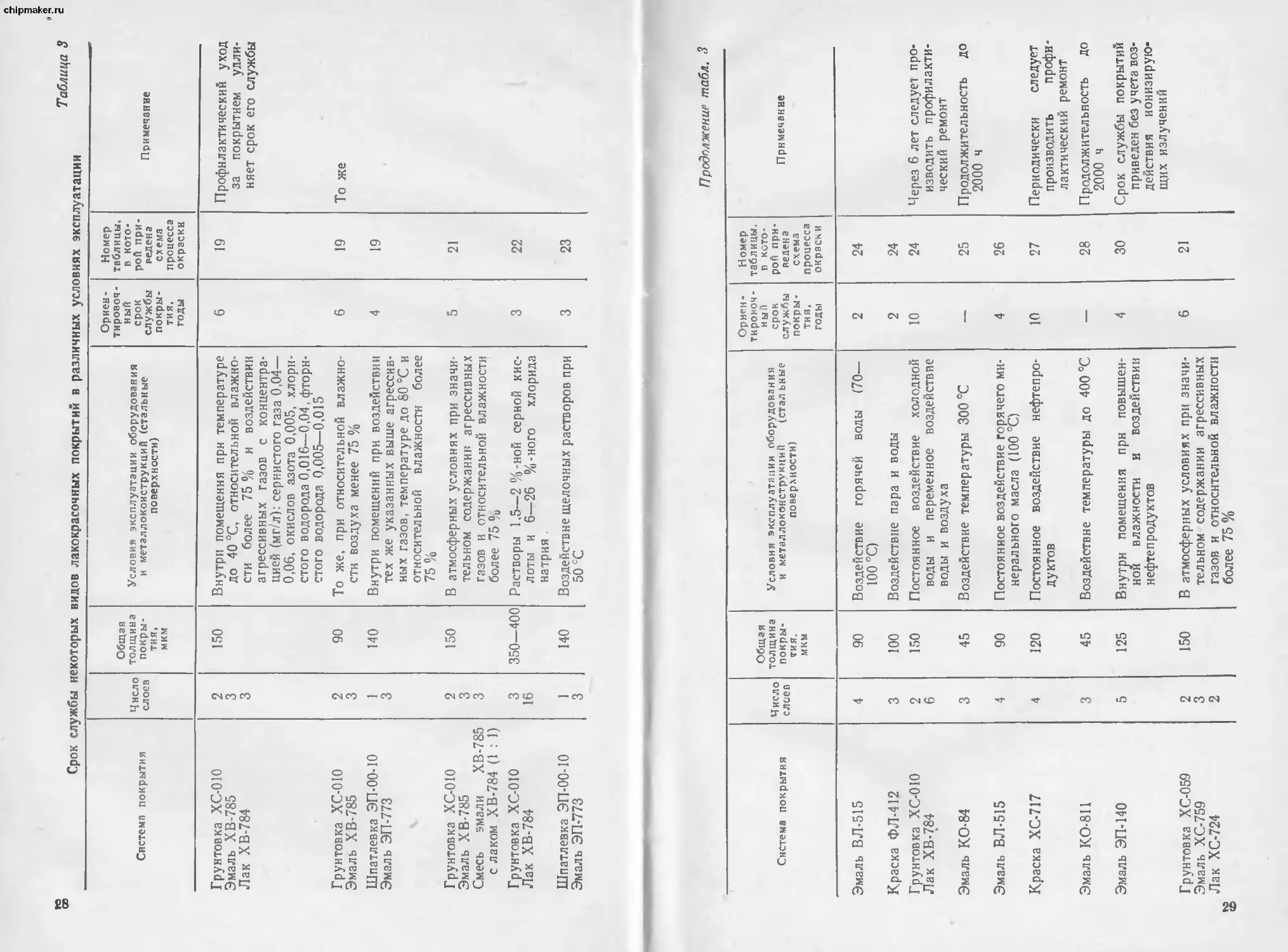
S _ Таблица 3
Срок службы некоторых видов лакокрасочных покрытий в различных условиях эксплуатации
Система покрытия Число слоев Общая толщина покры- тия, мкм Условия эксплуатации оборудования и металлокоиструкций (стальные поверхности) Ориен- тировоч- ный срок службы покры- тия, годы Номер таблицы, в кото- рой при- ведена схема процесса окраски Примечание
Грунтовка ХС-010 Эмаль ХВ-785 Лак ХВ-784 2 3 3 150 Внутри помещения прн температуре до 40 °C, относительной влажно- сти более 75 % и воздействии агрессивных газов с концентра- цией (мг/л): сернистого газа 0,04— 0,06, окислов азота 0,005, хлори- стого водорода 0,016—0,04, фтори- стого водорода 0,005—0,015 6 19 Профилактический уход за покрытием удли- няет срок его службы
Грунтовка ХС-010 Эмаль ХВ-785 Шпатлевка ЭП-00-10 Эмаль ЭП-773 Грунтовка ХС-010 Эмаль ХВ-785 Смесь эмали ХВ-785 с лаком ХВ-784 (1 : 1) Грунтовка ХС-010 Лак ХВ-784 Шпатлевка ЭП-00-10 Эмаль ЭП-773 2 3 1 3 2 3 3 3 16 1 3 90 140 150 350—400 140 То же, при относительной влажно- сти воздуха менее 75 % Внутри помещений при воздействии тех же указанных выше агрессив- ных газов, температуре до 80 °C и относительной влажности более 75 % В атмосферных условиях при значи- тельном содержании агрессивных газов и относительной влажности более 75 % Растворы 1,5—2 %-ной серной кис- лоты и 6—26 %-ного хлорида натрия . Воздействие щелочных растворов при 6 4 5 3 3 19 19 21 22 23 То же
Продолжение табл. 3
Система покрытия Число слоев Общая толщина покры- тия, мкм Условия эксплуатации оборудования и металлоконстрх'кций (стальные поверхности) Ориен- тироноч- иый срок службы покры- тия, годы Номер таблицы, в кото- рой при- ведена схема процесса окраски Примечание
Эмаль ВЛ-515 4 90 Воздействие горячей воды (70— 100 °C) 2 24
Краска ФЛ-412 3 100 Воздействие пара и воды 2 24
Грунтовка ХС-010 Лак ХВ-784 2 6 150 Постоянное воздействие холодной воды и переменное воздействие воды и воздуха 10 24 Через 6 лет следует про- изводить профилакти- ческий ремонт
Эмаль КО-84 3 45 Воздействие температуры 300 °C — 25 Продолжительность до 2000 ч
Эмаль ВЛ-515 4 90 Постоянное воздействие горячего ми- нерального масла (100 °C) 4 26
Краска ХС-717 4 120 Постоянное воздействие нефтепро- дуктов 10 27 Периодически следует производить профи- лактический ремонт
Эмаль КО-811 3 45 Воздействие температуры до 400 °C — 28 Продолжительность до 2000 ч
Эмаль ЭП-140 5 125 Внутри помещения прн повышен- ной влажности и воздействии нефтепродуктов 4 30 Срок службы покрытий приведен без учета воз- действия ионизирую- щих излучений
Грунтовка ХС-059 Эмаль ХС-759 Лак ХС-724 Ю <е 2 3 2 150 В атмосферных условиях при значи- тельном содержании агрессивных газов и относительной влажности более 75 % 6 21
chipmaker.ru
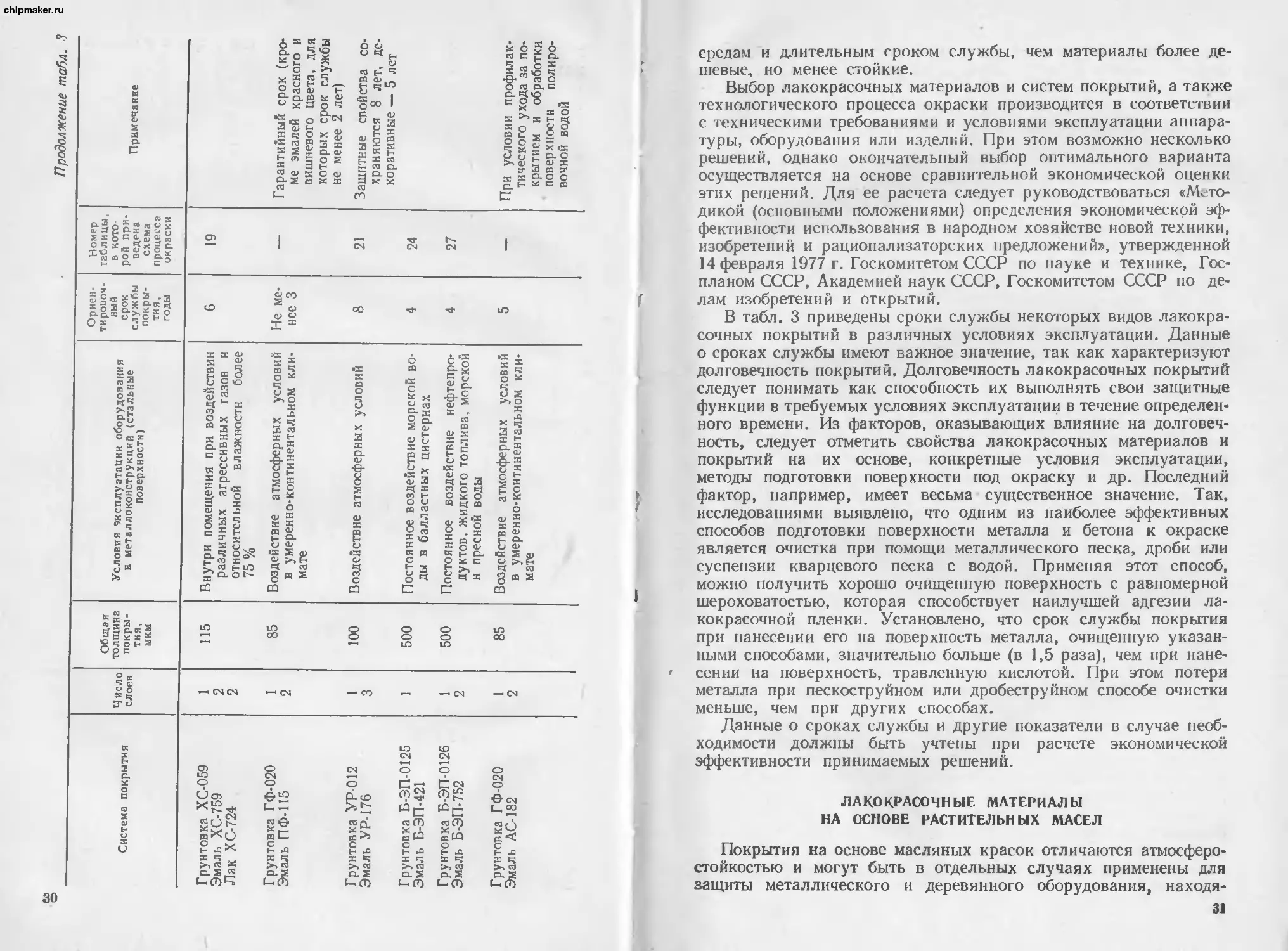
Продолжение табл.
Примечание Гарантийный срок (кро- ме эмалей красного и иншнеьию цвета, для которых срок службы не менее 2 лет) Защитные свойства со- храняются 8 лет, де- коративные — 5 лет
я . ж s SЛ * <Ь‘ Л С, & X О X S Б С о * о ё о х ^х = а О) I — тг ь* — 1 04 СМ СМ
• у 3 • 5 Оед Х’О 3-3 5.0 х К о Р-СХ1 и Г? о н L ° Е 5е О СО 3S О си ОО тг тг о 0> X 1
Условия эксплуатации оборудования и металлоконструкций (стальные поверхности) Внутри помещения при воздействии различных агрессивных газов и относительной влажности более 75% Воздействие атмосферных условий в умеренно-континентальном кли- мате Воздействие атмосферных условий Постоянное воздействие морской во- ды в балластных цистернах Постоянное воздействие нефтепро- JIVKTOR ЖЫПКЛГГ) ТПП пипа млпптллЛ
Общая толщина покры- тия, мкм to to о о о —1 оо ООО — — tO tO
Число слоев — О1СЧ —« CS —CO — — CN
Система покрытия Грунтовка XC-059 Эмаль XC-759 Лак XC-724 Грунтовка ГФ-020 Эмаль ПФ-115 Грунтовка УР-012 Эмаль УР-176 Грунтовка Б-ЭП-0125 Эмаль Б-ЭП-421 Грунтовка Б-ЭП-0126 Эмаль Б-ЭП-752
30
с
средам и длительным сроком службы, чем материалы ботее де-
шевые, но менее стойкие.
Выбор лакокрасочных материалов и систем покрытий, а также
технологического процесса окраски производится в соответствии
с техническими требованиями и условиями эксплуатации аппара-
туры, оборудования или изделий. При этом возможно несколько
решений, однако окончательный выбор оптимального варианта
осуществляется на основе сравнительной экономической оценки
этих решений. Для ее расчета следует руководствоваться «М. то-
дикой (основными положениями) определения экономической эф-
фективности использования в народном хозяйстве новой техники,
изобретений и рационализаторских предложений», утвержденной
14 февраля 1977 г. Госкомитетом СССР по науке и технике, Гос-
планом СССР, Академией наук СССР, Госкомитетом СССР по де-
лам изобретений и открытий.
В табл. 3 приведены сроки службы некоторых видов лакокра-
сочных покрытий в различных условиях эксплуатации. Данные
о сроках службы имеют важное значение, так как характеризуют
долговечность покрытий. Долговечность лакокрасочных покрытий
следует понимать как способность их выполнять свои защитные
функции в требуемых условиях эксплуатации в течение определен-
ного времени. Из факторов, оказывающих влияние на долговеч-
ность, следует отметить свойства лакокрасочных материалов и
покрытий на их основе, конкретные условия эксплуатации,
методы подготовки поверхности под окраску и др. Последний
фактор, например, имеет весьма существенное значение. Так,
исследованиями выявлено, что одним из наиболее эффективных
способов подготовки поверхности металла и бетона к окраске
является очистка при помощи металлического песка, дроби или
суспензии кварцевого песка с водой. Применяя этот способ,
можно получить хорошо очищенную поверхность с равномерной
• шероховатостью, которая способствует наилучшей адгезии ла-
кокрасочной пленки. Установлено, чти срок службы покрытия
при нанесении его на поверхность металла, очищенную указан-
ными способами, значительно больше (в 1,5 раза), чем при нане-
' сении на поверхность, травленную кислотой. При этом потери
металла при пескоструйном или дробеструйном способе очистки
меньше, чем при других способах.
Данные о сроках службы и другие показатели в случае необ-
ходимости должны быть учтены при расчете экономической
эффективности принимаемых решений.
лакокрасочные материалы
НА ОСНОВЕ РАСТИТЕЛЬНЫХ МАСЕЛ
Покрытия на основе масляных красок отличаются атмосферо-
стойкостью и могут быть в отдельных случаях применены для
защиты металлического и деревянного оборудования, находя-
31
r.ru
щегося как на открытом воздухе, так и внутри помещений, но не
подвергающегося воздействию агрессивных сред. К недостаткам
таких покрытий следует отнести длительность высыхания, пони-
женную химическую стойкость, сравнительно быстрое старение,
высокую водонабухаемость и недостаточную механическую проч-
ность.
Более широкое распространение получили масляные эмалевые
краски. В зависимости от содержания масел различают эмали
высокой, средней и низкой степени жирности.
Для окраски объектов, установленных внутри цеховых поме-
щений и не подвергающихся воздействию агрессивных сред,
применяются преимущественно эмали средней и низкой степени
жирности. Промышленностью выпускаются краски масляные
цветные, готовые к применению, марок МА-15 и МА-25
(ТУ 6-10-1699—78).
БИТУМНЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Применяются лакокрасочные материалы, состоящие из одних
битумов или битумов в сочетании со смолами и растительными
маслами.
К первой группе относится каменноугольный лак
(ГОСТ 1709 —75), называемый также кузбасслаком и представ-
ляющий собой раствор в сольвенте каменноугольного пека; вы-
пускается два сорта этого лака (А и Б). Для получения водостой-
кого покрытия химической аппаратуры и металлоконструкций
следует применять сорт А. Покрытия на основе каменноугольного
лака достаточно водостойки, но длительность их противокорро-
зионной службы, особенно на открытом воздухе и в условиях
действия промышленных газов, непродолжительна (не более
полугода).
Ко второй группе относятся эмаль черная БТ-180
(ГОСТ 2346—78) и лак БТ-123 (ГОСТ 2347—78) горячей сушки.
Они образуют покрытия значительно более прочные и стойкие,
чем чисто битумные. Битумный лак БТ-577 (ГОСТ 5631—79),
бывший 177, на основе раствора сплава битумов и растительных
масел в органических растворителях используется для изготовле-
ния алюминиевой краски БТ-177 (бывшая АЛ-177)
(ОСТ 6-10-426—78).
К бнтумно-масляным композициям относится кислотостойкий
лак БТ-783 (ГОСТ 1347—77), бывший 411, используемый для
нанесения на поверхности аккумуляторных баков с целью предо-
хранения их от разрушающего действия серной кислоты. Однако
он не обладает достаточно высокой кислотостойкостью.
В последнее время битумные материалы и мастики стали
совмещать с эпоксидными смолами. Такие составы используют
для защиты стальных конструкций и оборудования, работающих
в жестких коррозионных условиях (см. Эпоксидные лакокрасочные
материалы).
32
В целях защиты от коррозии, устранения вибрации и умень-
шения шумов, возникающих в цельнометаллических кузовах и
кабинах различных автомашин во время движения, исполь-
зуются противокоррозионные, противошумные и водозапорные
пасты и мастики [2, с. 479]. Для этой цели могут быть, напри-
мер, применены следующие мастики и пасты: мастика
БПМ-1 (ТУ 6-10-882—78), противошумная мастика № 579
(ТУ 6-10-1268—82), водозапорная паста (ТУ 6-10-1230—77) и др.
Наносятся они при помощи краскораспылителя с соплом 8—12 мм
или с применением установок безвоздушного распыления УНБ-1.
В целях повышения атмосферостойкости покрытий на основе
лака БТ-577 и частичной замены входящего в его состав дефицит-
ного и дорогостоящего растительного масла разработан [3] новый
быстросохнущий битумный лак на инден-кумароновой смоле,
которая является продуктом полимеризации легкого каменно-
угольного масла. В результате сравнительных испытаний старого
битумного лака БТ-577 и нового установлено, что по физико-
механическим показателям оптимальной является рецептура,
в которой 50 % раствора растительного масла заменено раствором
инден-кумароновой смолы. Ускоренные климатические испытания
при повышенной влажности и температуре также показали вы-
сокую стойкость этого покрытия. Натурные испытания подтвер-
дили высокие малярные и физико-химические свойства лака, его
хорошую совместимость с алюминиевой пудрой.
Таким образом, применение лака БТ-577, модифицированного
инден-кумароновой смолой, имеет следующие преимущества:
сокращение продолжительности естественной сушки — новый
лак высыхает при 18—23 °C в течение 3 ч, в то время как серий-
ные — за 24 ч;
более высокая атмосферостойкость и удвоенный срок службы
при консервации изделий;
высвобождение производственных площадей и снижение рас-
хода электроэнергии;
экономия в народном хозяйстве пищевого сырья — раститель-
ного масла.
АЛКИДНЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Алкидные, или полиэфирные, смолы — продукты поликонден-
сации многоатомных спиртов с многоосновными кислотами, в со-
став которых входят одноосновные высшие жирные кислоты.
Покрытия на основе алкидных смол обладают высокой атмо-
сферостойкостью, эластичностью и хорошей адгезией к окрашивае-
мой поверхности. К недостаткам следует отнести продолжитель-
ность естественной сушки и невысокую химическую стойкость
получаемых покрытий. При горячей сушке атмосферо-, масло-
и бензостойкость покрытий значительно повышаются. Алкидные
смолы хорошо совмещаются с различными пленкообразователями.
2 РеПбман А. И. 33
r.ru
Наиболее широко применяют алкидные смолы на основе гли-
церина и фталевого ангидрида, называемые глифталевыми, а также
на основе пентаэритрита и фталевого ангидрида, называемые
пентафталевыми.
Отечественной промышленностью выпущен ряд алкидных грун-
товок и эмалей. К ним относится грунтовка ПФ-0142
(ТУ 6-10-1698—78) —суспензия пигментов и наполнителя в рас-
творе алкидной смолы ЭПФ-40. В состав грунтовки входят хро-
матные и фосфатные пигменты, повышающие коррозионную стой-
кость получаемых покрытий [41. Наносится грунтовка краско-
распылителем или кистью. Рабочая вязкость соответственно
18—20 и 35—45 с по ВЗ-4 при 20 °C. Разбавителем служит ксилол,
смесь ксилола с уайт-спиритом в соотношении 1 : 1 или сольвен-
том. Продолжительность высыхания грунтовки ПФ-0142 до сте-
пени 1 составляет 30 мин, до степени 3 — не более 4 ч.
Грунтовка ПФ-0142 может быть применена взамен грунтовок
ГФ-020, ГФ-017 и ПФ-020 под покрытия различными эмалями,
а также в виде самостоятельного покрытия для защиты металло-
конструкций на период монтажа. Преимущество грунтовки
ПФ-0142 по сравнению с указанными грунтовками в том, что она
обладает более высокими защитными свойствами и значительно
быстрее высыхает.
Выпущена также новая противокоррозионная грунтовка
ГФ-0119 (ГОСТ 23343—78). Она представляет собой суспензию
хроматных пигментов (тетраоксихромата цинка, хромата кальция),
фосфата хрома и наполнителя в глифталевом лаке [51. Грунтовка
наносится кистью, окунанием, методами пневматического, без-
воздушного и электростатического распыления.
Грунтовка ГФ-0119 обладает следующими основными преиму-
ществами по сравнению с грунтовками ГФ-020 и ГФ-021:
значительно лучшая противокоррозионная защита благодаря
наличию в составе грунтовки хроматных пигментов;
уменьшение потерь материала ввиду его хорошей дисперс-
ности и отсутствия способности к образованию осадков;
исключение операции шлифования загрунтованной поверх-
ности при окраске тонкодисперсными эмалями.
Благодаря высокой стойкости однослойное покрытие обеспе-
чивает временную защиту в течение 6 мес.
На основе алкидных смол промышленностью выпущены эмали
ПФ-1126 (ТУ 6-10-1540—78). Эмали представляют собой суспен-
зию пигментов в растворе пентафталевой смолы с добавлением
сиккатива и растворителей [61. Выпускаются они различных
цветов (светло-дымчатого, голубого, темно-красного и цвета «сло-
новая кость»). Перед применением в эмали вводят сиккатив № 63
или № 64. Эмали могут наноситься пневматическим распылением
с подогревом или без подогрева, методом безвоздушного рас-
пыления, а также в электрическом поле высокого напря-
жения.
34
Атмосферостойкое покрытие получают путем нанесения двух
слоев эмали по предварительно загрунтованной поверхности.
Для этой цели применяются грунтовки ГФ-021, ФЛ-ОЗК или
ГФ-0119. После нанесения первого слоя эмали проводится вы-
держка в течение 2—3 мин. Толщина каждого слоя 18—
23 мкм.
Эмали ПФ-1126 обладают следующими преимуществами по
сравнению с эмалями ПФ-115 и ПФ-133:
значительно более быстрое высыхание покрытия, позволя-
ющее сократить технологический цикл окраски;
повышенная твердость и лучшие декоративные свойства по-
крытия.
Эмали ПФ-1126 испытывали в сравнении с эмалью ПФ-115 при
защите наружных поверхностей оборудования и металлокон-
струкций, эксплуатируемых в атмосферных условиях. Покрытия
на основе эмалей ПФ-1126 находятся в хорошем состоянии в те-
чение трех лет.
Выпущены также эмали ПФ-1126А аэрозольного нанесения для
ремонтной окраски автомобилей 17 J. Эмали ПФ-1126А
(ТУ 6-10-18-7—74) различных цветов представляют собой суспен-
зию пигментов в растворе пентафталевой смолы ЭПФ-40 с добавле-
нием полиметилсилоксановой жидкости и сиккатива НФ-1. Пре-
имуществом эмалей на пентафталевой основе перед выпускаемыми
в настоящее время нитроэмалями в аэрозольной упаковке является
высокое содержание нелетучих веществ. Это позволяет увеличить
количество полезного вещества в аэрозольном баллоне и соответ-
ственно уменьшить от пяти до двух число слоев, наносимых до
получения высококачественного покрытия. Благодаря этому более
чем в 2 раза увеличивается площадь поверхности, которую можно
окрасить из одного баллона, и одновременно сокращается расход
токсичных органических растворителей и дорогостоящих про-
пеллентов.
Покрытие на основе эмали ПФ-1126А обладает высокими за-
щитными и декоративными свойствами. Вязкость эмали по виско-
зиметру ВЗ-4 при 20 °C составляет 70—130 с. До рабочей вязкости
18—20 с эмали разбавляют ксилолом. Время высыхания до сте-
пени 3 однослойного покрытия толщиной 18—23 мкм при 20 ±
± 2 °C — не более 12 ч.
Из алкидных лакокрасочных материалов, освоенных про-
мышленностью, следует указать также на эмали ЭТ-199
(ТУ 6-10-1440—79), которые представляют собой суспензию пиг-
ментов в растворе этрифталевой смолы (ЭФТал-47) в органических
растворителях с добавлением сиккатива.
Эмаль ЭТ-199 обладает следующими преимуществами в сравне-
нии с пентафталевой эмалью ПФ-115: менее продолжительный
срок практического высыхания покрытий (17—18 ч при 18—25 °C),
что сокращает технологический цикл окраски; большая твердость
и лучшая атмосферостойкость покрытия.
2* 35
chipmaker.ru
Покрытия эмалью ЭТ-199 были широко испытаны в натурных
условиях при защите эксплуатируемого в атмосферных условиях
подвижного городского транспорта и оборудования промышлен-
ных предприятий.
Наблюдения в течение 3,5 лет за состоянием окрашенной по-
верхности в условиях эксплуатации показали, что покрытие на
основе эмали ЭТ-199 находится в хорошем состоянии.
Таким образом, эмали ЭТ-199 могут быть рекомендованы для
окраски наружных металлических поверхностей оборудования и
объектов городского транспорта, сельскохозяйственных машин.
Из алкидных материалов разработаны [8] также грунтовки
ГФ-073 (ОСТ 6-10-425—78) и ГФ-089 (ТУ 6-10-883—78) на основе
глифталевой смолы ГФ-072 с пониженной жирностью, модифициро-
ванной бензойной кислотой, которые применяются для окраски
деталей легковых автомобилей. Грунтовки наносятся пневмати-
' ческим распылением при рабочей вязкости 20—22 с по ВЗ-4.
Разбавление проводится ксилолом. Грунтовку ГФ-089 можно на-
I носить в электростатическом поле при удельном объемном электри-
ческом сопротивлении 1-10’—5-10® Ом-см (по прибору ПУС-1).
I Грунтовка в этом случае разбавляется растворителем РКБ-1.
Отличительными особенностями грунтовок являются:
| ускоренное высыхание покрытия — продолжительность вы-
сыхания грунтовок для возможности проведения последующих
| технологических операций 1 ч при 18—22 °C и 10 мин при 100 °C;
хорошие физико-механические свойства и адгезия покрытия;
обеспечение высокой коррозионной защиты покрытия, благо-
даря наличию, например, в грунтовке ГФ-073 триоксихромата
цинка.
Последнее позволяет применять грунтовку ГФ-073 для окраски
поверхностей кузовов легковых автомобилей, прошлифованных
до металла (исправления дефектов окраски). Сразу после нанесе-
ния грунтовки ГФ-073 по способу «мокрый по мокрому» можно
1 наносить высокодекоративное эмалевое покрытие. При этом по-
теря блеска составляет не более 5 %.
। На основе алкидных смол выпускаются также порошковые
составы, которые представляют собой многокомпонентные сухие
I смеси твердой алкидной смолы, модификатора, пигментов, напол-
нителей и смазочных веществ [9, с. 117—1191.
| Порошковые алкидные составы наносятся на поверхность
в псевдоожиженном слое или в электрическом поле высокого на-
пряжения. Покрытие отверждается при 180 °C в течение 30 мин.
Покрытия обладают хорошими диэлектрическими свойствами,
а механическая прочность и химическая стойкость этих покрытий
примерно такие же, как у покрытий на основе эпоксидных порош-
ковых композиций.
На основе насыщенной алкидной смолы в ГИПИ Л КП разра-
ботаны [ 10 ] рецептуры и промышленная технология производства
цветных порошковых красок П-ПЭ-1130у (ТУ 6-10-30-06—76).
36
Испытания физико-механических, защитных и декоративных
свойств покрытий на основе красок П-ПЭ-1130у разных цветов
(черного, оранжевого и желтого) при толщине 100—120 мкм по-
казывают, что они обладают высокой твердостью, атмосферостой-
костью, стойкостью к удару, хорошим внешним видом. Так,
ударная прочность этих покрытий 500 Н-см (50 кгс-см), твер-
дость 0,97. Они оказались стойкими во влажной камере в течение
30 сут и в атмосферных условиях Москвы в течение года.
АЛКИДНОСТИРОЛЬНЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Алкидностирольные лакокрасочные материалы являются про-
дуктами взаимодействия алкидных смол со стиролом. На основе
алкидностирольных пленкообразователей промышленностью вы-
пускается ряд лакокрасочных материалов: эмаль МС-17
(ТУ 6-10-1012—78) различных цветов: черная для окраски деталей
и узлов шасси, светло-серая для окраски автомобильных двига-
телей, эмали молотковые МС-160 разных цветов (ГОСТ 12034—77),
лак ЛАС-25 (ТУ 6-10-1403—78) для применения в качестве покрыв-
ного слоя, грунтовка МС-067 (ТУ 6-10-789—79) для защиты от
коррозии очищенных от окалины и ржавчины стальных листов
и профилей, эмали МС-1181 (бывшая МС-596) и МС-1181А
(ТУ 6-10-1581—76) и др.
Эмаль МС-1181 предназначена для временной защиты от кор-
розии изделий из черных металлов при транспортировании и
хранении в складских условиях, а эмаль ЛАС-1181А— для вре-
менной защиты от коррозии изделий из черных металлов при из-
готовлении, транспортировании и хранении на открытом воздухе
и в складских условиях. Наличие покрытия эмалью МС-1181А
не препятствует проведению сварочных работ. Время высыхания
пленки при 20 ± 2 °C — не более 1 ч до степени 1 и 12 ч до сте-
пени 3. Покрытие грунтовкой МС-067 также не препятствует
сварочным работам и не влияет на прочность сварного шва.
Освоен выпуск алкидностирольных лаков МС-0154 и МС-5Б.
На основе лака МС-0154, обладающего высокими противокорро-
зионными свойствами, разработана 15) грунтовка МС-0141
(ТУ 6-10-1568—76), которая отличается ускоренным высыханием
и хорошими защитными свойствами. Она представляет собой су-
спензию пигментов и наполнителя в алкидностирольном лаке
МС-0154. В состав грунтовки входят в различных сочетаниях
хроматные пигменты — тетраоксихромат цинка, хромат строн-
ция, хромат кальция, а также фосфатные пигменты — фосфат
хрома и фосфат цинка. Эти пигменты обеспечивают высокие про-
тивокоррозионные свойства покрытий.
Наносится грунтовка МС-0141 краскораспылителем или
кистью, рабочая вязкость по ВЗ-4 при 20 °C соответственно 18—20
и 40—50 с. Для разбавления применяется смесь уайт-спирита
и ксилола в соотношении 4:1. Перед применением в грунтовку
37
chipmaker.ru
вводят сиккатив НФ-1 в количестве 3 % от массы неразбавленной
грунтовки. Продолжительность высыхания грунтовки МС-0141
до степени 1 составляет 30 мин, до степени 3 — не более 3 ч.
Грунтовка МС-0141 предназначена для грунтования поверх-
ности черных металлов, а также для защиты металлов при меж-
операционном хранении. Она может быть рекомендована взамен
быстросохнущей грунтовки МС-067, отличающейся недостаточно
I удовлетворительными защитными свойствами, а также взамен
противокоррозионных грунтовок ГФ-021, ГФ-017 и ПФ-020.
Грунтовка МС-0141 по сравнению с указанными грунтовками об-
ладает более высокими защитными свойствами и значительно
быстрее высыхает. Благодаря повышенной дисперсности в про-
I цессе хранения не образуется трудноразмешиваемого осадка,
что предотвращает потери материала. Разработаны [11] алкидно-
стирольные эмали МС-411 (ТУ 744-4—75) белого и серого цветов.
Испытания, проведенные в течение 2 лет в атмосферных условиях,
показали, что эмали МС-411 по декоративным и малярным свой-
ствам идентичны эмали ПФ-167 и значительно превосходят эмаль
ХС-510. По сравнению с покрытиями указанными эмалями и
эмалью ПФ-115 у покрытий эмалями МС-411 наблюдается меньшая
потеря глянца после ускоренных испытаний. Преимуществом
эмали МС-411 является возможность проведения окрасочных
работ в широком интервале температур (от —15 до +35 °C).
Следует также учесть, что эмаль изготавливается на доступном
сырье — алкидностиролыюм лаке — и дешевле эмалей ПФ-167
и ХС-510. Эмаль может наноситься по грунтовкам МС-067,
ФЛ-ОЗК, ЭФ-094, ЭФ-065 и ВЛ-023. Продолжительность высыха-
ния эмали при 16—35 °C составляет 1—2 ч.
ФЕНОЛОФОРМАЛЬДЕГИДНЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Фенолоформальдегидные смолы представляют собой продукты
поликонденсации фенола с формальдегидом. В зависимости от
соотношения исходных компонентов, применяемого катализатора
(щелочного или кислотного), условий проведения реакции и нали-
1 чия модифицирующих добавок получают смолы с различными
свойствами.
| Из лакокрасочных материалов на основе резольных феноло-
формальдегидных смол получил применение бакелитовый лак
ЛБС-1 (ГОСТ 901—78). После нанесения на поверхность пленку
лака подвергают бакелизации, т. е. термической обработке по
специальному режиму с постепенным повышением температуры
I до 160—170 °C, в результате чего образуется сетчатая структура
полимера.
Достоинством покрытий на основе бакелитовых лаков является
их высокая твердость, стойкость к воздействию воды, нефтепродук-
тов, минеральных кислот, растворов солей, органических раство-
рителей, повышенной температуре (до 160 °C). Однако в качестве
лакокрасочных материалов они находят ограниченное примене-
38
ние из-за хрупкости получаемой пленки, слабой адгезии и неустой-
чивости к механическим воздействиям, которая объясняется вы-
сокими внутренними напряжениями в покрытии.
Разработана 112] рецептура пассивирующей фенольно-каучу-
ковой грунтовки ФЛ-0113, которая предназначена для защиты
от коррозии аппаратуры и оборудования из алюминиевых спла-
вов, эксплуатируемых в условиях длительного воздействия воды
и нефтепродуктов. Установлено, например, что покрытие грунтов-
кой ФЛ-0113 толщиной 40—50 мкм на химически оксидированном
сплаве АМцМ сохраняется без изменения как после непрерывного
(1500 ч) воздействия горячей (100 °C) дистиллированной воды,
так и после длительного воздействия горячей, периодически охла-
ждаемой до —60 °C воды, а также после пребывания в 1 %-ном
растворе поваренной соли.
Улучшить механические свойства покрытия на основе феноло-
формальдегидных смол можно также введением в бакелитовый лак
таких наполнителей, как графит, каолин, андезитовая мука
113, с. 74]. Так, практическое применение для защиты химиче-
ской аппаратуры получил резольный лак № 86, состоящий из
бакелитового лака с добавкой каолина и нафталина. До нанесения
лака все раковины и швы зашпатлевывают составом, состоящим из
бакелитового лака в смеси с кислотостойким асбестом в отношении
1 ; 1. Отверждение состава производится по ступенчатому режиму.
Для обеспечения необходимой адгезии бакелитового покрытия
с металлической поверхностью на нее наносится грунтовка, со-
стоящая из разбавленного на 50 % лака и наполнителя (40 %).
Затем наносится требуемое число слоев лака и производится тер-
мическая обработка по специальному режиму.
Получаемые на этой основе покрытия стойки к действию серной,
соляной, уксусной кислот средних концентраций при темпера-
туре до 30—45 СС и водных растворов солей этих кислот. Они
ограниченно стойки в растворах углекислых щелочей, спирте и
ацетоне. В растворах едких щелочей, а также в концентрирован-
ной азотной кислоте и других окислителях эти покрытия не-
стойки.
На основе бакелитового лака, цинкового крона и алюминие-
вой пудры выпускаются эмали ФД-412 (бывшая ФЛ-723) для полу-
чения паро- и водостойкого покрытия и ФД-61 (бывшая ФЛ-724)
для получения маслостойкого покрытия.
Промышленностью вырабатывается лак ФЛ-559
(ГОСТ 14147—80). Этот лак представляет собой раствор смеси
смол: ксиленофенолоформальдегидной, эпоксидной и алкидно-
эпоксидной в органических растворителях.
Лак ФЛ-559 предназначается для нанесения на внутреннюю
поверхность консервных банок и крышек (для стеклотары) из
белой жести электролитического и горячего лужения, применяе-
мых для изготовления рыбных и овощных консервов с кислой
средой.
39
T.ru
Наносится лак на листовую жесть на лакировочных машинах
валкового типа, а на внутреннюю поверхность цельноштампо-
ванных банок — на лакировочных машинах распылительного
типа.
До рабочей вязкости лак разбавляют этилцеллозольйом или
разбавителем № 30 при работе на лакировочных машинах с рези-
новыми валами и тетралином — при работе на лакировочных
машинах с желатиновыми валами. Продолжительность высыхания
лака при 180 °C — не более 15 мин.
На основе фенольных лакокрасочных материалов выпускается
также эмаль ФЛ-557, предназначенная для защиты внутренних
поверхностей стальных изделий от действия агрессивных сред;
она наносится методом окунания.
Из фенолоформальдегидных лакокрасочных материалов сле-
дует указать также эмаль ФЛ-787 (ТУ 6-10-1199—77) и грунтовку
ФЛ-087 (ТУ 6-10-1198—77). Продолжительность высыхания слоя
грунтовки при 180 °C — 0,5 ч, а слоя эмали — 1 ч. Покрытие,
состоящее из одного слоя грунтовки и двух слоев эмали, обладает
высокими физико-механическими показателями и стойкостью
к воздействию бензина и минерального масла.
Как известно, маслорастворимые смолы получаются при кон-
денсации высших гомологов фенола, в частности /i-mpem-бутил-
фенола с альдегидами. Такие смолы, не содержащие модифици-
рующих добавок, носят название 100 %-ных фенолоформальде-
гидных смол. Покрытия, полученные на их основе, обладают
повышенной водо- и атмосферостойкостью, механической проч-
ностью и быстрее высыхают.
Промышленностью выпускается лак ФЛ-582 (бывший СБ-1с)
(ТУ 6-10-1236—77), представляющий собой раствор сплава
100 %-ной фенолоформальдегидной смолы и плавленого янтаря
с тунговым маслом в органических растворителях с добавками
парафина, линолеата свинца и сиккатива. Покрытия на основе
этого лака обладают стойкостью к действию бензина и минераль-
ного масла. Лак применяется для покрытия радиодеталей и бло-
ков из различных материалов. Продолжительность практического
высыхания пленки при 60 °C — не более 4 ч, при 120 °C — не
более 2 ч. Для разбавления лака применяется смесь растворите-
лей, состоящая из 30 % ксилола и 70 % уайт-спирита.
Маслорастворимые фенолоформальдегидные смолы получают
также этерифицированием метилольных групп фенолоспиритов
бутиловым спиртом (бутанолизация). При совмещении такого
продукта (так называемого максимально бутанолизированного
продукта) с алкидными смолами получают фенолоалкидные лако-
красочные материалы. К ним может быть отнесена эмаль ФА-5104
(ТУ 6-10-926—79). Эта эмаль черного цвета представляет собой
суспензию, состоящую из смеси пигментов и наполнителя, затер-
тых на алкиднофенольном лаке, с добавлением меламиноформаль-
дегидной смолы и растворителей.
40
Покрытие на основе этой эмали обладает стойкостью к бензину.
Эмаль предназначена для окраски радиаторов и бензобаков мето-
дом пневматического или электростатического распыления. Она
поставляется в комплекте с сиккативом 63 или 64 (ГОСТ 1003—73),
который вводят в эмаль перед употреблением в количестве 6—8 %
от массы неразведенной эмали. Перед применением эмаль раз-
бавляют до рабочей вязкости растворителем РКБ-1 в количестве
20—30 %. Продолжительность практического высыхания пленки
при 90 ± 2 °C — не более 10 мин.
На основе пластифицированной фенолоалкидной смолы вы-
пускается [14 I также эмаль ФА-792 белого и серебристого цветов,
которая предназначена для окраски сепараторов и насосов в пи-
щевой промышленности, а также внешней поверхности молочных
фляг. Эмаль серебристого цвета поставляется в виде двух компо-
нентов: 100 ч. (масс.) полуфабриката эмаль-лака и 10 ч. (масс.)
алюминиевой пудры ПАП-1 или ПАП-2. Компоненты смеши-
ваются непосредственно перед нанесением эмали.
Эмаль ФА-792 наносится по фосфатированной поверхности
в два слоя методом пневматического распыления с рабочей вяз-
костью 18—20 с по ВЗ-4 при 20 °C. В качестве разбавителя при-
меняется ксилол или смесь ксилола с этилцеллозольвом (4 ; 1).
Продолжительность сушки каждого слоя 1 ч при 180 °C; толщина
высушенного покрытия 50 мкм. Покрытие устойчиво к пищевым
средам: 0,3; 2 и 3 %-ным водным растворам молочной кислоты
при температурах 20, 40, 70 °C; молока с кислотностью 18 °Т;
простокваши с кислотностью 110 СТ и ацидофилина с кислот-
ностью 130 °Т при 20—25 СС.
МОЧЕВИНОАЛ КИДНЫЕ
И МЕЛ АМИНОАЛ КИДНЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Мочевино- и меламиноалкидные лакокрасочные материалы
производятся на основе алкидной смолы и предварительно этери-
фицированной бутиловым спиртом мочевино- или меламиноформ-
альдегидной смолы. Покрытия на основе мочевино- и меламино-
алкидных смол отличаются: стойкостью к действию бензина,
минерального масла, слабых растворов кислот и щелочей, моющих
средств; светостойкостью; большой твердостью, блеском и хорошим
декоративным видом. По перечисленны.м показателям эти покры-
тия, в особенности горячей сушки, значительно превосходят
покрытия на основе алкидных смол.
Недостатком покрытий на основе мочевино- и меламиноформ-
альдегидных смол являются хрупкость и слабая адгезия к ме-
таллу, поэтому их применяют в сочетании с алкидными или реже
с пластифицирующими эпоксидными, акриловыми и другими
смолами [13, с. 93—103].
На основе мочевиноформальдегидов в сочетании с полиэфирами
получают лакокрасочные материалы, применяемые для окраски
41
chipmaker.ru
деревянных и металлических поверхностей. Реакционноспособные
группы этих смол с полиэфирами образуют в процессе высыхания
полимер сетчатой структуры.
На основе мочевиноалкидных материалов промышленностью
вырабатываются эмали и лаки холодного и горячего отверж-
дения.
Лакокрасочные материалы холодного отверждения выпу-
скаются для окраски по дереву. К ним может быть отнесена,
например, эмаль белая МЧ-181 (ТУ 6-10-720—79). Она пред-
ставляет собой суспензию затертых пигментов или пигментов
и наполнителей в алкиднокарбамидном лаке с добавлением рас-
творителя. Эмаль предназначается для окраски оконных и двер-
ных блоков, а также изделий из дерева и древесноволокнистых
плит. Продолжительность высыхания эмали до степени 3 при 20 ±
± 2 С — не более 24 ч. Перед применением в эмаль вводят сик-
катив № 63 или 64 (ГОСТ 1003—73) в количестве не более 8 %
от массы неразведенной эмали. Эмаль разводят ксилолом, соль-
вентом или их смесью до рабочей вязкости 25—30 с при работе
краскораспылителем или до вязкости 40—60 с при окраске
кистью. Эмаль может наноситься также в электрическом поле
высокого напряжения. Удельное объемное электрическое сопро-
тивление пленки 1-Ю7—3-108 Ом-см.
Для нанесения на деревянные поверхности применяется также
лак МЧ-52 (ТУ 6-10-767—80). Он представляет собой раствор
пластифицированной синтетической смолы в бутаноле, сольвенте,
этиловом спирте и уайт-спирите. Лак предназначается для по-
крытия лыж и для отделки мебели.
Применяется лак с кислотным отвердителем. Последний пред-
ставляет собой 3,5—4 %-ный раствор соляной кислоты с кон-
центрацией 27,5—28,5 % в разбавителе РКБ-2. Кислотный отвер-
дитель добавляют в лак из расчета 7 ч. (масс.) отвердителя на 93 ч.
(масс.) лака непосредственно перед применением лака. После
введения отвердителя лак разбавляют до рабочей вязкости в за-
висимости от метода нанесения. При нанесении краскораспыли-
телем лак разбавляют до вязкости 25—30 с по ВЗ-4 при 20 °C
разбавителем РКБ-2. При нанесении в электрическом поле высо-
кого напряжения лак разбавляют до рабочей вязкости 22—25 с
по ВЗ-4 при 20 СС разбавителем РЭ-4В или РЭ-1В. Допускается
разбавление до рабочей вязкости разбавителем РКБ-2.
Продолжительность высыхания лака до степени 3 при 60—
80 °C — не более 20 мин.
При получении покрытий на металлических поверхностях
мочевиноалкидные материалы отверждаются путем горячей сушки.
Мочевиноалкидные эмали горячей сушки наносят на предвари-
тельно очищенную, обезжиренную и загрунтованную поверхность
металла методами пневматического распыления, окунания, облива
или распыления в электрическом поле высокого напряжения. Для
грунтования применяют феноломасляные или алкидные грун-
42
товки. До рабочей вязкости эмали разбавляют разбавителем
РКБ-1. Перед горячей сушкой рекомендуется выдерживать по-
крытие в естественных условиях 10—20 мин, а затем проводить
сушку (конвекционную) при 100—130 °C в течение 0,1—1 ч.
Из мочевиноалкидных лакокрасочных материалов горячей
сушки можно назвать эмали МЧ-13 (ОСТ 6-10-395—76), МЧ-240
(ГОСТ 5971—78) и др.
Покрытия на основе мочевиноалкидных эмалей и лаков не
обладают достаточной атмосферостойкостью, поэтому эти мате-
риалы применяются главным образом для окраски изделий,
эксплуатируемых внутри помещения.
Меламиноалкидные лакокрасочные материалы образуют
покрытия, значительно превосходящие по качеству покрытия на
основе мочевиноалкидных смол: они обладают хорошей атмосферо-
стойкостью, лучшим блеском и розливом, стойкостью к действию
слабых щелочей и мыльного раствора, более высокой стойкостью
к изменению цвета при нагревании до 140—175 °C. Поэтому ме-
ламиноалкидные лакокрасочные материалы могут быть при-
менены для получения покрытий на изделиях, эксплуатируемых
как в помещении, так и в атмосферных условиях.
Меламиноалкидные лаки и эмали разбавляют теми же раз-
бавителями, что и мочевиноалкидные, наносят их теми же мето-
дами.
Большинство меламиноалкидных материалов отверждается
при температуре ПО—140 °C от 20 мин до 1 ч. Предварительно
покрытые изделия выдерживают на воздухе в течение 10—20 мин.
Продолжительность сушки меламиноалкидных эмалей может быть
значительно сокращена при нанесении методом «мокрый по мок-
рому». Этот метод заключается в том, что эмаль путем распыления
наносится на нижележащий невысушенный слой, после чего все
покрытие подвергается сушке.
Из меламиноалкидных лакокрасочных материалов приме-
няются эмали МЛ-12 (ГОСТ 9754—76) различных цветов, эмали
молотковые МЛ-165 полуглянцевые и МЛ-165М полуматовые
(ГОСТ 12034—77) различных цветов, эмали МЛ-158
(ТУ 6-10-1096—76) различных цветов, эмаль МЛ-924 серая и др.
Покрытия на основе этих материалов обладают хорошими физико-
механическими и противокоррозионными свойствами. Так, по-
крытие эмалью МЛ-924 электроизоляционной обладает высокими
защитными свойствами во влажной среде, стойкой к перепадам
температур от —60 до + 100 °C, отличается твердостью (0,6 по
М-3), ударной прочностью 1500 Н-см (50 кгс-см по У-la], имеет
удельное объемное электрическое сопротивление I • 1014 Ом X
X см 115].
Покрытие эмалью МЛ-165 серой выдержало испытания в усло-
виях воздействия повышенной влажности (относительная влаж-
ность воздуха 98 % при 35 °C), морского тумана, солнечной
радиации, плесневых грибов и было рекомендовано для защиты
43
chipmaker.ru
электрических машин малой мощности, работающих в сложных
условиях при температурах до 100 °C [16].
Для получения защитно-декоративных покрытий могут быть
применены эмали МЛ-169 различных цветов (ТУ 6-10-665—79).
Они представляют собой суспензию пигментов в алкидномела-
миноформальдегидном лаке. Предназначаются эмали для окраски
велосипедов. Продолжительность высыхания эмали до степени 3
при 120 °C — 1 ч.
В случае необходимости создания лессирующего глянцевого
покрытия эмали МЛ-169 наносят на загрунтованные грунтовкой
МЛ-064 алюминиевой металлические поверхности.
Грунтовка МЛ-064 алюминиевая (ТУ 6-10-711—74) предста-
вляет собой смесь меламиноформальдегидного лака МЛ-044 и алю-
миниевой пасты. Для изготовления алюминиевой пасты применяют
алюминиевую пудру марки ПАП-2. Продолжительность высыха-
ния грунтовки при 120 °C до степени 3 — 1ч.
На основе меламиноалкидных лакокрасочных материалов Яро-
славским филиалом ГИПИ ЛКП разработаны и промышленностью
выпускаются однопигментные эмали МЛ-1195 (ТУ 6-10-1672—78)
11 различных расцветок. Это дает возможность на станциях
технического обслуживания или в быту путем смешения подобрать
цвет эмали, точно соответствующий цвету покрытия автомобиля
и произвести лишь частичную подкраску автомобиля, не пере-
крашивая его полностью. Сушка эмалей производится при 60—
80 °C в течение 60—30 мин.
ЭПОКСИДНЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Эпоксидные смолы представляют собой линейные простые
полиэфиры, молекулярные цепи которых имеют реакционно-
способные эпоксидные группы на обоих концах и вторичные
гидроксильные группы, расположенные вдоль всей цепи [17].
Эпоксидные смолы могут быть на основе: а) дифенилолпропана,
б) других фенолов, в), алифатических спиртов и г) продуктов эпо-
ксидирования непредельных соединений [18]. Наибольшее рас-
пространение получил синтез этих смол из эпихлоргидрина и ди-
фенилолпропана (или других фенолов) в щелочной среде.
Образование пространственных полимеров (отверждение
смолы) происходит в результате сшивания линейных молекул
при взаимодействии их с органическими азотсодержащими соеди-
нениями, главным образом ди- или полиаминами. В ходе даль-
нейшей реакции смола отверждается и превращается в нераство-
римое, неплавкое соединение пространственного строения без
выделения побочных продуктов реакции, поэтому усадки покры-
тия почти не наблюдается.
Покрытия на основе эпоксидных смол обладают хорошей адге-
зией к металлу, дереву и некоторым другим материалам, высокой
твердостью, эластичностью и химической стойкостью.
44
На основе смолы ЭД-20 с полиамидным отвердителем разра-
ботаны электроизоляционная эмаль ЭП-969, предназначенная
для защиты от коррозии в условиях повышенной влажности при
температурах от —60 до +150 сС, и эмаль ЭП-793 с высокими за-
щитными свойствами, а на основе эпоксидных лаков, не содержа-
щих летучих растворителей, — электроизоляционный лак ЭП-9114
(ОСТ 6-10-429—79) [19]. По своим характеристикам этот лак су-
щественно не отличается от известных лаков УР-231 и ЭП-730,
однако выгодно отличается от них высоким содержанием нелету-
чих компонентов (около 85 %), которое позволяет получать
прочное и долговечное покрытие толщиной от 70 до 400 мкм при
однослойном нанесении. Этому способствует применение нового
отвердителя типа аминного аддукта ИМЭП-1, обладающего высо-
кими физико-механическими и диэлектрическими показателями.
К преимуществам покрытия на основе лака ЭП-9114 следует
отнести также повышенную устойчивость его к резким перепадам
температур, кратковременному воздействию температур 250—
270 °C, действию активных растворителей, таких, как спирт,
бензин, трихлорэтилен. Лак ЭП-9114 наносят на поверхность
пневматическим распылением.
Для улучшения водо- и химической стойкости покрытий и сни-
жения стоимости эпоксидных лакокрасочных материалов их моди-
фицируют также этинолевым лаком. Покрытия на основе эпо-
ксидных смол и этинолевого лака химически стойки. На основе
эпоксидных смол и лака этиноль нашей промышленностью вы-
пускаются краски эмалевые ЭП-755 (ТУ 6-10-717—75) красная,
красно-коричневая, голубая, шаровая и зеленая.
Для получения защитных покрытий все большее применение
находят лакокрасочные материалы на основе продуктов совмеще-
ния эпоксидных смол с различными битумами.
Из эпоксидно-пековых композиций рекомендуется эмаль
СП-ЭК-4, состоящая из эпоксидной смолы ЭД-16 и каменноуголь-
ной смолы в соотношении 1 : 1 [20, 21J. Эмаль наносится пневмо-
распылением при рабочей вязкости 22 с по ВЗ-4. Продолжитель-
ность высыхания при 18—23 СС каждого слоя составляет 24 ч.
Разбавителем служит толуол, отвердителем — полиэтиленполи-
амин. В результате испытаний шестислойного покрытия на основе
этой эмали установлено, что эмаль СП-ЭК-4 обладает высокой
водостойкостью и может быть рекомендована для противокорро-
зионной защиты крупных морских водоводов, гидротехнических
сооружений, оборудования и трубопроводов опреснительных уста-
новок и ТЭЦ, а также шахтных металлоконструкций.
Промышленностью вырабатывается эмаль ЭП-575
(ТУ 6-10-1634—77), представляющая собой раствор эпоксидной
и каменноугольной смол в органических растворителях с добавле-
нием отвердителя № 3 и алюминиевой пудры. Эмаль предназна-
чена для окраски металлических конструкций, работающих в ат-
мосфере с повышенной влажностью, но защищенных от прямого
45
chipmaker.ru
воздействия солнечных лучей Она поставляется комплектно
в виде трех компонентов, взятых в следующих соотношениях,
ч. (маес.): полуфабрикат эмали — ЮО, отвердитель №3 — 33,3,
алюминиевая пудра — 13,3.
Эмаль ЭП-575 наносят краскораспылителем по грунтовке
ЭП-057 протекторной или грунтовке А К-070. Толщина комплекс-
ного покрытия (два слоя грунтовки и два слоя эмаль) при на-
несении эмали по грунтовке ЭП-057 составляет 200—300 мкм,
при нс несении по грунтовке АК-070 — 109—150 мкм. Разбавите-
лем si тали являются ксилол и растворитель Р 5. Время высыха-
ния пленки до степени 3 — не более 24 ч при 20 ± 2 °C и 5 ч
при 60 ± 2 иС.
Разработаны [22 ] эпоксидно-сланцевые эмали ЭП-41Э и ЭП-420
(ТУ 39-01-33-360—78). Они представляют собой суспензию пиг-
ментов и наполнителей в растворе низкомолекулярной эпоксидной
смолы (ЭД-14. ЭД-16 или ЭД-20) с добавлением сланцепиролиз-
ного лака ЛСП-1 (ТУ 38-10933—74), служащего пластифика-
тором.
В качестве от вердителя применяется польэтиленполиамин,
который добавляется к основе перед употреблением в следующем
количестве: на 1090 г основы 40 г отвердителя при температуре
от 5 до 15 °C и 26 г отвердителя при темпепатуре выше 15 °C.
После добавления отвердителя жизнеспособность эмали составляет
2—4 ч. Вязкость основы 180—210 с до ВЗ-4 при 20 °C. Основу
эмали в случае необходимости разбавляют растворителем в коли-
честве не более 18 % (масс.). Состав растворителя, % (масс.):
ацетон технический — 30, бутанол технический — 30, ксилол
нефтяной или сольвент нефтяной для лакокрасочной промышлен-
ности — 40. Время высыхания эмалей до степени 3 — 24 ч при
18—22 °C.
Эмали ЭП-419 и ЭП-420 наносят на поверхность кистью при
любой влажности окружающей средн и температуре не ниже
5 °C. Расход эмали на однослойное покрытие 350 i /м2, толщина
покрытия 70—80 мкм. При нанесении на влажную стальную по-
верхность в первый слой эмалей, используемых в качестве ''рун-
товкн, добавляются следующие поверхностно-активные вещества
в количестве 0,25—9,5 % (маес.1: хлорид алкилбензилдкметил-
аммония фракции С17—С,о (ТУ 38-40773—76). присадка сульфо-
натная СБ-.З (ГОСТ 10034—78), концентрат сульфоната кальция
КСК (ТУ 38-40124 —71), концентрат присадки БМП в дизельном
топливе (ТУ 38-101503—74).
Покрытие, состоящее из трех слоев эмалей ЭП-419 и ЭП-420
и одного слоя смазки ПВК (ГОСТ 19537—74), оказалось стойким
при защите от коррозии опор морских нефтяных промысловых
эстакад. Срок службы покрытий в зоне периодического скачива-
ния морской водой 8 лег.
Разработана [23] и о.воега отечественной промышленностью
эмаль ЭП-5116 (ТУ 6-10-1369—78) на основе низкомолекулярной
46
эпоксидной смолы Э-20 и препарированной каменноугольной
смолы, разбавителе, наполнитечя и отвердитечч (полиэтилен-
поли амина) Эмаль выпускается комплектно в виде двух компо-
нентов — эпоксвдного и каменноугольного — в соотношении 1 : 2
(по массе) Эмаль наносится методом пневматического распыления
при подогреве компонентов до 50—60 °C с помощью установок,
разработанных НПО «Лакокраспокрытие», или при 18—20 'С
специальным краскораспылителем для нанесения высоковязких
материалов, а также кистью или валиком. Получается ровное
подуглянцевэе покрытие черного цвета.
Эмаль может быть нанесена в 1—2 слоя толщиной 1G0—
200 мкм. В этом случае она может заменить многослойные покры-
тия на основе перхторвиииловых лакокрасочных материалов,
а иногда и шпатлевки ЭЛ-00-10.
Покрытия на основе эпоксидно-хамгнноу гольннх составов
обладают хорошими защитными сзойствами и долговечностью
при эксплуатации в пресной, морской и минерализогэнной воде.
Повышению защитного действия эпоксидно-каменноугольного по-
крытия способствуют входящие в состав камьнноу! ольной смолы
ароматические и гетероциклические соединения, оказывающие
ингибирующее действие на сталь в воде [21}.
Из модифицированных лакокрасочных материалов на осноье
эпоксидных смол разработана эпоксидно-каменноугольная эмаль
ЭН-5118 Она является двухкомплектной с содержанием раство-
рителя не более 10 %. Отверждается эмаль при 80°C в течение
1,5 ч, при 18—23 °C в течение 24 ч с последующей выдержкой
не менее 10 сут. Эмаль наносят пневматическим распылением
при подогреве комионен гов до 60 —80 “С с помощью установок,
разработанных НПО «Лакокраспокрытие», а ташке кистью или
валиком при 18—23 °C. Соотношение компонентов эпоксидного
и каменноугольного 0,6 : 1 (по массе). Покрытия на основе этой
эмалт обладают хорошими фкзико-механичзскими свойствами.
Эмаль предназначается для защиты металлических и бетонных
поверхностей от воздействия агрессивных сред
Выпущена также эпоксидно-каменноугольная эмаль
ЭЛ-5120 двухкомпонентная, характеризующаяся одинаковыми
значениями вязкости компонентов при температуре 50—70 ’С
и низким содержанием летучих (не более 2 %). Соотношение ком-
по тентов эдохсидниго и каменноугольного 2 : 3 (по массе). Эмаль
отверждается при 80 °C в течение 1,5 ч, при 18—23 °C в течение
24 ч с последующей выдержкой не менее 10 сут.
Эмаль ЭП-5120 предназначается для защитных покрытий
и противокоррозионной изоляции магистральных газоьре водов
диаметром 2,5 м и стальных конструкций, эксплуатируемых
в грунтовых и атмосферных условиях. Эмаль наносится на наруж-
ную по™ рхчость труб пневматическим распылителем с подогревом
компонентов с помощью установок, разработанных НПО «г1ако-
краспокрытпе». Толщина наносимого слоя эмали 500 мкм.
47
chipmaker.ru
Из эпоксидно-пековых материалов разработана [25] эмаль
ЭП-46 (ТУ 6-10-13-1—75), которая представляет собой суспензию
пигментов и наполнителей в композиции каменноугольного лака,
эпоксидной смолы и каучукового эластомера с добавкой органи-
ческих растворителей. В состав пигментной части эмали входят
силикохромат свинца, железный сурик, цинковые белила. В ка-
честве наполнителя используется микротальк.
Эмаль ЭП-46 является двухкомпонентной и состоит из основы
и отвердителя, который добавляется перед нанесением в количе-
стве 10 % от массы эпоксидной смолы, содержащейся в основе
эмали (на 100 г основы — 2,9 г отвердителя). После добавления
отвердителя срок годности эмали при 18—20 °C 15—18 ч.
Наносится эмаль ЭП-46 кистью, валиком или аппаратом без-
воздушного распыления типа «Кинг» при 5—30 °C.
Покрытие на основе эмали ЭП-46 обладает более высокими
защитными свойствами, чем покрытия эпоксидно-пековыми эма-
лями ЭП-44 (бывшая ЭП-917), ЭП-72 и ЭПК. Сравнительные испы-
тания показывают, что трехслойные покрытия эмалью ЭП-46
обеспечивают противокоррозионную защиту металла в морской
воде сроком до 4 лет.
Для защиты железобетонных конструкций, эксплуатируемых
в жестких условиях, широкое применение получили покрытия
на основе эпоксидных смол с аминными отвердителями. Эти по-
крытия обладают высокой щелочестойкостью, малой усадкой, что
позволяет широко использовать их для защиты ответственных
железобетонных сооружений. Возможность нанесения покрытий
на свежераспалубленную поверхность обеспечивает влажный ре-
жим твердения и получение бетона высокой плотности, что по-
вышает долговечность железобетонных конструкций.
Для защиты строительных конструкций применяются низко-
молекулярные эпоксидные смолы марок ЭД-20 (бывшая ЭД-5),
ЭД-16 (бывшая ЭД-6), Э-40. Однако при их отверждении поли-
этилен полиамином получаются хрупкие покрытия.
В целях устранения этого недостатка были проведены иссле-
дования [26] по выявлению оптимальных составов с применением
других отвердителей, позволяющих создать покрытия с высокими
защитными свойствами и на влажном бетоне. Установлено, что
самой высокой прочностью при растяжении обладают композиции
с аминофенольным отвердителем АФ-2 с аминным числом 595 мг
КОН/г, диэтилентриамином, полиамидной смолой ПО-200 с амин-
ным числом 322 мг КОН/г, а наиболее высокой эластичностью —
с полиаминоимидазолиновой смолой И-5М с аминным числом
322 мг КОН/г и ПО-200. Поэтому для получения покрытий с за-
данными свойствами целесообразно комбинировать различные
типы отвердителей. Так, комбинация отвердителей И-5М и АФ-2
позволяет получать покрытия с достаточно высокой прочностью
и эластичностью при нанесении на поверхность как сухого, так
и влажного бетона. Составы на основе эпоксидных смол с предла-
48
гаемыми отвердителями могут быть использованы при опытной
окраске таких объектов, как градирни, дымовые трубы, на пред-
приятиях промышленности.
Значительное применение получили эпоксидно-тиоколовые со-
ставы. К этим материалам может быть отнесена эмаль ЭП-711
(см. Приложение 1).
Все более широкое применение приобретают эпоксидно-фура-
новые составы, сочетающие высокие механические свойства эпо-
ксидной смолы с химической стойкостью, свойственной фурано-
вым смолам. Однако после отверждения они недостаточно эла-
стичны. Внешняя же пластификация их сложными эфирами фта-
левой и других кислот приводит к снижению химической стой-
кости и защитных противокоррозионных свойств покрытий. Более
перспективна внутренняя пластификация с применением тиоколов.
Установлено [271, что для пластификации необходимо до-
бавлять 40 ч. (масс.) тиокола на 100 ч. (масс.) смолы.
В состав композиции входят: смола ФАЭД-8, состоящая из
60 % мономера, ФА (ТУ 6-05-1618—73) и 40 % смолы ЭД-16,
жидкий тиокол марки 1 (ГОСТ 12812—80) и отвердитель поли-
этиленполиамин.
Исследования показали, что покрытия эпоксидно-фурановыми
составами в кислой среде через 30 сут разрушаются. Срок службы
эпоксидно-фураново-каучуковых покрытий в нейтральных
и щелочных шахтных водах достигает 4 лет, во влажной атмосфере
с повышенным содержанием сернистого и серного газов — 3 лет.
Защитные лакокрасочные покрытия могут быть получены
также на основе эпоксиэфиров, эпоксидных смол, этерифициро-
ванных жирными кислотами высыхающих масел 12, с. 14]. Эпо-
ксиэфирные лакокрасочные материалы являются однокомпонент-
ными и образуют подобно высыхающим маслам необратимую
пленку как при горячей, так и холодной сушке.
Для защиты металлоконструкций в процессе их изготовления
разработана [28] быстросохнущая эпоксиэфирная грунтовка
ЭФ-0121 (ТУ 6-10-1499—75). Грунтовка высыхает на нагретом
до 40 °C металле или при 40 СС в течение 60—75 с до степени, при
которой можно проводить дальнейшие технологические операции
(складирование, транспортировка, резка и т. д.). Важное свойство
грунтовки ЭФ-0121 в том, что она позволяет проводить сварочные
работы по окрашенному металлу без зачистки покрытия в местах
сварки. При этом прочностные характеристики шва не снижаются
и структура его остается неизменной. Грунтовка может быть
использована также на участках окраски готовых металлокон-
струкций для подгрунтовки нарушенного покрытия в местах
сварки, при ремонтной окраске автомобильного транспорта, грун-
товании деталей электродвигателей, консервации чугунного литья
и др.
Грунтовка ЭФ-0121 наносится на поверхность методом пневма-
тического или безвоздушного распыления. Перед применением
4»
chipmaker.ru
в нее добавляется сиккатив № 63 и ускоритель Г« 25, поставляемые
комплектно в необходимом соотношении. Продолж: гтельнлсть
высыхания грунтовки при 18—22 °C не ботее 60 мин. На грун-
товку можно наносить алкнднне, алкидномеламиноаые, нитрат-
целлюлозные, перхпорвичиловые и другие эмали.
На эпоксиэфирной основе с добавкой меламиноформальдегид-
ной смолы разработана [291 также грунтовка ЭФ-083. Грунтовка
наносится методом электростатического распытения на предва-
рительно фосфатированную и загрунтованную электрофорезний
грунтовкой ФЛ-093 поверхность. Грунтовку ЭФ-083 можно на-
носить непосредственно на металлическую поверхность и пере-
крывать эмалями на основе алкидных, алкиднемеламиновых,
акриловых, эпоксизфирных и других связующих. Грунтовка
наносится в 2 слоя «мокрый по мокрому.» с промежуточной вы-
держкой слоев 7—10 мин Толщина высушенного слоя должна
составлять 40 ± 3 мкм.
На основе эпоксиэфирных масел разработаны и освоены про-
мышленностью грунтовка ЭФ-065, эмаль ЭФ-1144, а также грун-
тов (и ЭФ-ОЗ^- на основе сополимера эпоксьэфира со стиролом 130 ].
Исследования показали, что защитные свойства эпоксиэфир-
ных грунтовок в качестве самоетоя i ельныл подрытий и перекры-
тых алкидными и эпоксиэфирнымп Э1 1алячи выше, чем у грун-
товки ФЛ-ОЗ-К, испытанной в тех >.<е условиях. Коррозионные
разоушения были установлены на двухслойных покрыт нях грун-
товкой ФЛ-ОЗ-К после 15 сут испытаний, грунтовками ЭФ-065
и ЭФ 366 — после 30 сут, в системах с алкидными э» алями —
соответственно после 30 и 180 сут.
Грунтовки ЭФ-065 и ЭФ-066 могут наноситься кистью и кра-
скораспылителем при 5—30 ЭС Рабочая вязкость по ВЗ-4 при
нанесении кистью —соогветстъелно 60—8С и 80—120 с.
Эмали ЭФ-1144 выпускаются коричневого и зеленого цгетов
и обладают высокими физико-механьческнми и защитными свой-
ствами.
Система покрытий, состоящая из двух слсев грунтовки ЭФ-065
или ЭФ-066 и двух слоев эмали ЭФ-1144, обеспечивает длительный
срок службы защищаемой поверхности палуб судов Покрытия
отличаются износостойкостью, высоким* физико-мехал пческими
свойствами, стойкостью к действию морской воды и ие фгепри-
дуктам.
На основе эпоксиэфиров разработана [31 [ эмаль ЭФ-5179
(ТУ 6-10-100-75—76). После введения в нее абразивной добавки —
элехтрокорунда по чу чают противокоррозионное нескользящее по-
крытие для металлических поверхностей. Абразивная добавка
выпускается комплектно с эмалью.
Дчя получения покрытия, обчадающего высокой защитной
способностью и адгезией, эмаль наносят по грунтовке ЭФ-065.
Грунтовку сушат при 20—23 °C в течение 24 ч или в сушильных
камерах с конвекционным обогревом при 170 °C — 30 мин.
БО
Грунтовку ЭФ-065 и эмаль ЭФ-5179 можно наносить на поверх-
ность электромеханическими распылителями ЭР-1М, пневма-
тическими распылителями, установками безвоздушного распыле-
ния, кистью или валиком. Абразивная добавка наносится по
сырому слою эмали с помощью лоткового электростатического
распылителя или специального пневматического распылителя.
Возможно также ручное нанесение абразива с последующим сня-
тием его избытка. Соотношение эмали и электрокорунда 1 : 2.
Эмаль с абразивом сушат в сушильных камерах с конвекционным
обогревом при 150 °C 1,5 ч или 170 °C — 1 ч, либо в естественных
условиях при 20—23 °C — 24 ч. Затем по слою абразива наносят
2 слоя эмали способов 'мокрый по мокрому» с выдержкой между
слоями 10—15 мин Окончательная сушка покрытия произво-
дится по тому же режиму, что и для слоя эмали с абрт зивом.
Нескользящее покрытие обчадает повышенными фрикцион-
ными свойствами, износостойкостью, атмосферостойксстью, стой-
костью к воздействию повышенных температур (100 °C) и пере-
паду температур от —15 до +15 °C. Срок службы покрытия
2 года.
Разработана 132] и освоена промышленностью новая эпокси-
фенольная эмаль ЭП-789 зеленая. Она представляет собой суспен-
зию пигментов и наполнителей в эпоксифенольном лаке. Для
обеспечения полноты отверждения эпоксифенольной композиции
в качестве катализатора использ^ ют ортофосфорную кислоту.
Наноси'гся эмаль методом пневматического распыления. После
высыхания эмали образуется ровная матовая поверхность.
Основные преимуществ а, эмали Э11-789 по сравнению с серийно
выпускаемыми эмалями подобного типа заключаются в одно-
компонентпости эмали, высоких противокоррозионные свойствах
покрытий и повышенной стойкости их к различным агрессивным
средам. Комплексное покрытие, состоящее из одного стоя гранта
ВЛ-02 и двух слоев эмали ЭП-789, обладает ат «осферосгойкостью,
стойкостью к действию морской воды, а также достаточной щелоче-
и бензостойкостью.
На основе эпокскфенолов разработан 133 J лак ЭП-733
(ТУ 6-10-1771—80). Он представляет собой раствор эпоксифеноль-
ното связующего в органических растворитетях с добавкой пла-
стификатора и катализаторов отверждения. Лак предназначается
для защиты внутренней и наружной поверхности аэрозольных
бал тонов из бе пой жести, а также для внутренней защиты аэро-
зольных алюминиевых баллонов.
Наносится лак на листовую жесть с помощью валковой ма-
шины, а на алюминиевые аэрозольные баллоны — пневматическим
распылением. Лак разбавчяегсч до рабочей вязкости разбавите-
лем Р-30 или этилцеллизольвод.
Покрытие на основе лака ЭП-733 обладает хорошими физкко-
механическь ми почазатетями и достаточной стойкостью к хими-
чески агрессивным средам. Так, плекка лака при кипячении
51
chipmaker.ru
в течение 2 ч в 2 %-ном растворе соляной кислоты и в 0,1 %-ном:
растворе едкой щелочи оказалась без нарушений.
Время высыхания лака до степени 3 при 205—210 °C — 15 мин,
а при 220—225 °C — 7 мин. Лак рекомендуется для аэрозольных
упаковок под различные препараты.
Из эпоксифенольных материалов [34 J следует указать также
на лак ЭП-5118 (ТУ 6-10-11-1086—76). Это консервный лак уско-
ренной сушки, изготавливается на основе высокомолекулярной
эпоксидно-диановой смолы и бутанолизированной фенолоформ-
альдегидной смолы резольного типа.
Выпускается лак в комплекте со специальной добавкой, кото-
рая предназначается для улучшения механических свойств по-
крытия, а также увеличения его стойкости к царапанию в процессе
переработки металла. Разбавляется лак до рабочей вязкости
этнлцеллозольвом или разбавителем Р-30.
Лак предназначается для покрытия рулонного металла (алю-
миний и его сплавы, хромированная жесть), применяемого для
и (готовления консервной тары. Наносится лак на поверхность
на валковых машинах или в электрическом поле высокого напря-
жения. Отверждается лаковое покрытие по алюминию в произ-
водственных условиях при 350—360 °C в течение 30—40 с.
Покрытие на основе лака ЭП-5118 обладает хорошими физико-
механическими свойствами. Оно отличается также хорошей хими-
ческой стойкостью к модельным консервным средам (3 %-ный
раствор уксусной кислоты, 2 %-ный раствор винной кислоты,
3 %-ный раствор поваренной соли, дистиллированная вода) и вы-
сокой механической прочностью, необходимой при изготовле-
нии цельноштампованной консервной тары.
Лак ЭП-5118 допущен органами здравоохранения к примене-
нию для изготовления цельноштампованной консервной тары для
мясных, рыбных и овощных консервов в томате и масле, а также
маринадов и соков.
На основе низкомолекулярной эпоксидной смолы Э-40 и ре-
зольной фенолоформальдегщной смолы (бакелитового лака марки
ЛБС-1) разработана [35 J и отечественной промышленностью
выпущена эмаль ФЛ-777. Она представляет собой суспензию
пигментов и наполнителя в эпоксидно-бакелитовой композиции
в.смеси этилового спирта и этилцеллозольва с добавкой пластифи-
катора и пассивирующего пигмента. Эмаль предназначена для
защиты внутренней поверхности емкостей от воздействия различ-
ных агрессивных сред: горячей воды, солевых растворов, угле-
водородного конденсата, нефтепродуктов и т. п. Она обладает
удовлетворительной атмосферостойкостью и может быть применена
для защиты оборудования и металлических конструкций, эксплу-
атирующихся в атмосферных условиях и подвергающихся пери-
одическому воздействию масло- и нефтепродуктов
Выпускается эмаль в виде трех компонентов: бакелитового
лака ПБС-1, пигментной пасты на основе эпоксидной смолы
г о
и алюминиевой пудры ПАП-2. Компоненты с выпускной вязкостью
смешивают перед нанесением в следующем соотношении ч. (масс.):
полуфабрикат эмали ФБ-777—2, бакелитовый лак ЛБС-1—5,
алюминиевая пудра ПАП-2—0,5. Жизнеспособность эмали после
смешения компонентов — не более 10 ч. <
Эмаль ФЛ-777 наносят в два слоя и более на стальную поверх-
ность кистью при вязкости 70—100 с или пневматическим распы-
лением при вязкости 20—25 с по ВЗ-4 при 20 °C. При пневмати-
ческом распылении эмаль разбавляют до рабочей вязкости рас-
творителем РЭ-11. Продолжительность высыхания эмали при
промежуточной выдержке слоев в течение 1 ч при 18—22 °C со-
ставляет 24 ч при 18—22 °C или 2 ч при 60 °C. Затем покрытие
холодной сушки выдерживают в течение 10 сут при 18—22 °C.
В целях защиты бетонных и металлических поверхностей
от коррозии и воздействия нефтепродуктов могут быть использо-
ваны выпускаемые промышленностью эмали ЭП-56 различных
цветов. Они представляют собой суспензию пигментов и наполни-
теля в растворе эпоксидной смолы Э-41 в смеси органических
растворителей. Эмали выпускают в виде двух компонентов: полу-
фабрикат эмали ЭП-56 и отвердитель № 1. Компоненты смешивают
непосредственно перед применением эмали из расчета: на 100 ч.
неразбавленного полуфабриката эмали 3,5 ч. отвердителя № 1.
Нашей промышленностью выпускаются также эпоксидно-
полиамидные эмали ЭП-140 различных цветов. Они представляют
собой суспензию пигментов и наполнителей в растворе эпоксидной
смолы Э-41 в смеси органических растворителей.
Эмали предназначаются для защиты магниевых, алюминиевых
сплавов и сталей по поверхностям, предварительно загрунтован-
ным акриловыми или эпоксидно-полиамидными грунтовками.
Полученные при этом покрытия обладают водомаслобензостой-
костью.
Выпускаются эмали в виде двух компонентов: а) полуфабрикат
эмали ЭП-140 соответствующего цвета; б) отвердитель № 2 (рас-
твор полиамидной смолы ПО-200 в смеси органических раствори-
телей) или отвердитель № 4 для алюминиевой эмали (раствор
смолы ПО-201 без свободного амина в смеси органических раство-
рителей).
Отвердитель добавляют к основе непосредственно перед на-
несением эмали. Эмали наносят на окрашиваемую поверхность
краскораспылителем, кистью или наливом. Срок употребления
эмали после смешения не более трех суток. Продолжительность
высыхания эмали до степени 3 — не более 6 ч. Для разбавления
эмали до рабочей вязкости применяют растворители Р-5 или
смесь растворителей состава, ч. (масс ): ацетон — 30, этилцелло-
зольв — 30, ксилол — 40.
Значительного улучшения свойств эпоксидных покрытий
можно достичь в результате использования аминоэфирных отвер-
дителей взамен полиамидного ПО-ЗОО [36]. В этом случае полу-
53
chipmaker.ru
чаются лакокрасочные композиции с более длительной жизне-
способностью, дающие покрытия с лучшими физико-механиче-
скими, адгезионными и защитными свойствами.
Разработаны [371 и отечественной промышленностью выпу-
щены эпоксидные лакокрасочные материалы без летучих раство-
рителей с аминоэфирным отзердителем: грунтовка Б-ЭП-0126,
а также эмали Б-ЭП-421 и Б-ЭП-752.
Эти материалы обладают рядом преимуществ в сравнении с се-
рийной краской ЭП-755: взрывобезоласность и меньшая токсич-
ность при выполнении работ, уменьшение числа слоев для получе-
ния покрытия требуемой толщины от 5—6 до 2—3, возможность
механизации процесса нанесения грунтовки и эмали в трудно-
доступных местах. Наносятся эти материалы кистью, валиком или
методом безвоздушного распыления.
Новые материалы были широко испытаны при защите метал-
лических поверхностей судовых помещений, подвергающихся
воздействию нефтепродуктов, жидкого топлива, морской и прес-
ной воды. На поверхность наносили один слой грунтовки
Б-ЭП-0126 и два слоя эмали Б-ЭП-752. Натурные испытания таких
покрытий в течение 3,5 лет показали их полную пригодность.
Внедрение этих материалов позволяет повысить качество
и сократить технологический цикл окраски, улучшить санитарно-
гигиенические условия труда и получить значительный технико-
экономический эффект.
Разработаны [38] и освоены промышленностью лакокрасочные
материалы с ограниченным содержанием раствор из ел ей. К ним
относится эпоксидно-полиамидная эмаль ЭП-1155 Она предста-
вляет собой суспензию пигментов и наполнителей в композиции
эпоксидных смол с отвердителями. Эмаль изготавливается на
основе низкомолекулярной смолы Э-40 и полиамидного отверди-
теля ПО-200 и содержит не более 7 % летучих. Эмаль поставляется
комплектно в виде двух компонентов: 8 ч. (масс.) пигментной пасты
и 3 ч. (масс.) полиамидного отвердителя, смешиваемых перед
нанесением. Жизнеспособность эмали при 18—22 °C — не более 3 ч.
Эмаль может наноситься кистью, валиком, пневматическим
распылением с помощью специальных распылителей высоко-
вязких составов или установкой для распыления высоковязких
двухкомпонентных составов с подогревом компонентов, разрабо-
танной НГ1О «Лакокраспокрытие». Толщина стоя покрытия не
менее 100 мкм. До пуска в эксплуатацию необходима Вощержка
покрытия в течение 7 сут.
Были проведены широкие производственные испытания новой
эмали в сравнении с серийной эмалью ЭП-773 при защите обору-
дования, а также металлических и же дезобетонных конструкций,
находящихся в цехах и на территории химических предприятий.
Установлено, что после трех лет испытаний эмаль ЭП-1155
не уступает по стойкости эпоксидным эмалям Э11-773 и ЭП-525.
Преимущество новой эмали в сравнении с другими эпоксидными
54
и перхлорвиниловыми эмалями в том, что при ее применении
уменьшаются потери растворителя, а следовательно, улучшаются
санитарно-гигиенические условия труда, уменьшается пожаро-
опасность окрасочных работ, сокращается технологический про-
цесс получения покрытий за счет снижения числа наносимых
слоев. Эмаль ЭП-1155 может быть нанесена в 1—2 слоя по эпоксид-
ному грунту ЭП-057 или шпатлевке ЭП-00-10 и в 2 слоя без грунта.
Все большее применение получают тиксотропные лакокрасоч-
ные материалы, основные преимущества которых заклю аются
в возможности нанесения их елеем толщиной до 100—150 мкм без
образования на вертикальных поверхностях наплывов и потеков,
в сокращении числа слоев в технологической схеме окраски и,
следовательно, в снижении трудоемкости окрасочных работ.
Разработаны [39] тиксотропные грунтовки ЭФ-094Т и ЭФ-094Б
(ТУ 6-10-1523—75) — суспензии пигментов и наполнителей в рас-
творе эпоксиэфира ЭЭ-42-3. В качестве структурирующих добавок
в грунтовки вводятся гидрогенизированное касторовое масло
тиксотрол ST (в первую) и органофильный бентонит (во вторую).
По внешнему виду эти грунтовки представляют собой пасто-
образную массу красно-коричневого цвета, которая при перемеши-
вании становится жидкотекучей, а в покое возвращается в перво-
начальное состояние.
Грунтовки могут наноситься кистью, валиком, установками
безвоздушного распыления при давлении не менее 20 МПа
(200 кгс/см2) и температуре от —5 до +35 °C. Продолжительность
сушки грунтовок при —5 °C — не более 60 ч, при 35 °C — не более
18 ч; время полного высыхания покрытия при 18--22 °C — 24 ч.
Предельная толщина нестекающего слоя составляет для грун-
товки ЭФ-094Т 0,6 мм. Толщина одного слоя этих грунтовок
соответственно 100 и 95 мкм. Грунтовки отличаются хорошей
адгезией к стали, алюминиево-магниевым сплавам, фосфатиру-
ющим грунтам BJI-02, ВЛ-023, а также высокими противокорро-
зионными и физико-механическими свойствами в интервале тем-
ператур от —40 до +60 °C, хорошей адгезией к покрытиям эпо-
ксидными, виниловыми, полиуретановыми, алкидными, эпокся-
эфирными и другими эмалями, повышенной стабильностью при
хранении.
Тиксотропные грунтовки могут быть рекомендованы для за-
щиты наружных надводных поверхностей судов взамен двух
слоев эмали ХС-720 или эпоксиэфирных грунтовок ЭФ-065 и
ЭФ-066. Трехслойные покрытия, состоящие из одного слоя тиксо-
тропной грунтовки и двух слоев покрывной эмали на виниловой,
алкидной, полиуретановой или эпоксидной о( нове, были испытаны
в натурных условиях в течение 2—3 лет и показали при этом по-
ложительные результаты.
Отечественной промышленностью освоен выпуск эпоксидных
порошковых композиций. Характеристика некоторых из них
приведена в табл. 4 [40, с. 239].
55
chipmaker.ru
Таблица 4
Характеристика эпоксидных порошковых композиций
Композиция ТУ или ВТУ Цвет Режим оплавления Толщина покрытия, мкм
темпера- тура, °C продол- житель- ность, мин
П-ЭП-177 П-ЭП-219 ТУ 6-10-1575—76 ТУ 6-10-1597—77 Серый Зеленый Красный Белый 150—180 180—200 180—200 180—200 60—180 30—60 30—60 30—60 150—200 150—200 150—200 100
На основе эпоксидных порошковых композиций можно полу-
чать покрытия, обладающие высокой защитной способностью
и химической стойкостью, особенно в щелочных растворах. По-
крытия обладают также хорошими электроизоляционными сюй-
ствами.
Так, краска П-ЭП-177 [41, с. 117] применяется при электро-
изоляции изделий сложного профиля, для окраски приборов,
электрооборудования, гальванических подвесок, аккумулятор-
ных баков и т. д.
Краска П-ЭП-219 может применяться в качестве защитно-
декоративного покрытия электробытовых приборов и машин,
например внутренних шкафов бытовых холодильников. Краски
П-ЭП-967 используются для электроизоляции изделий радио-
технической и электронной промышленности. Покрытия отли-
чаются высокой влагостойкостью и стойкостью к перепадам тем-
ператур, хорошо сохраняют электроизоляционные свойства в ши-
роком температурном интервале. Краска П-ЭП-178 предназначена
для защиты трубопроводов.
Эпоксидные порошковые краски наносятся преимущественно
в псевдоожиженном слое и в электрическом поле высокого напря-
жения. Правильно подобранные состав и режим отверждения
композиции позволяют получать ровные глянцевые покрытия.
К недостаткам эпоксидных порошковых красок можно отнести
высокую температуру и длительность отверждения, а также
сравнительно слабую деформационную стойкость покрытий, что
особенно сильно сказывается на качестве покрытий, испытыва-
ющих циклические нагрузки и сильную вибрацию.
ПОЛИУРЕТАНОВЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Полиуретаны — продукты взаимодействия полиспиртов с поли-
изоцианатами. Из последних чаще всего используется 2,4-толу-
илендиизоцианат, известный под названием продукта 102Т. Вместо
него можно применять диэтиленгликольуретан — ДГУ, получа-
56
ющийся при взаимодействии 1 моль диэтиленгликоля с 2 моль
толуилендиизоцианата. Этот продукт обладает пониженной то-
ксичностью по сравнению с продуктом 102Т. ДГУ применяется
в виде 70 %-ного раствора в циклогексаноне. Отвердитель вводят
непосредственно перед нанесением материала на окрашиваемую
поверхность.
При работе с полиуретановыми лакокрасочными материалами
необходимо строго соблюдать правила техники безопасности,
так как эти материалы вредно действуют на органы дыхания
и кожный покров.
Покрытия на основе полиуретанов, обладая очень хорошей
адгезией к металлическим и неметаллическим поверхностям,
характеризуются высокими механическими показателями: стой-
костью к истиранию, твердостью и эластичностью. Они отли-
чаются атмосферостой костью, стойкостью к маслам и растворите-
лям, водостойкостью, газонепроницаемостью и высокими ди-
электрическими свойствами.
Отечественная промышленность выпускает следующие поли-
уретановые лакокрасочные материалы: лаки УР-976
(ТУ 6-10-1404—78), УР-9130 (бывший УР-930) (ТУ 6-10-577—75),
эмаль УР-175 (бывшая УР-231) (ТУ 6-10-682—76) и др.
Полиуретаны как пленкообразующие для лакокрасочных мате-
риалов находят все большее применение. Это обусловливается
высокими физико-механическими показателями и защитными
свойствами полиуретановых покрытий, а также намечающейся
тенденцией к снижению стоимости исходных изоцианатов.
Все большее распространение в лакокрасочной промышлен-
ности получают уралкидные смолы 142]. В США, например,
потребление уралкидных смол составляет около 50 % от общего
потребления полиуретанов.
Уралкиды представляют собой алкидные смолы, модифициро-
ванные изоцианатом путем частичной замены фталевого ангидрида
на изоцианат при синтезе смолы:
о
и
о о он
II I II I
—С—О — СН,—СН—СН,-О—С—N—
R—С=О
НО о
I II I
—N—С—О—СН,—СН—СН,—О---
где R — радикал ненасыщенной кислоты.
Уралкидные лакокрасочные материалы по сравнению с алкид-
ными быстрее высыхают, и покрытия на их основе обладают более
высокой твердостью. В отличие от двухкомпонентных полиуре-
тановых систем, уралкидные материалы являются однокомпонент-
ными, характеризуются меньшей токсичностью, легкостью пиг-
ментирования, способностью наноситься любым методом, а также
невысокой стоимостью и доступностью сырья — ароматических
диизоцианатов 143].
67
chipmaker.ru
За рубежом разработаны тиксотропные уралкидные матери-
алы, обладающие хорошей смачиваемостью пигментов и, следова-
тельно, лучшими защитными свойствами. В результате натурных
испытаний установлено, что пигментированные покрытия, содер-
жащие 30 % уралкида, имеют высокую атмосферостойкость и
хорошо сохраняют цвет.
Уралкидные лакокрасочные материалы за рубежом широко
применяются для окраски изделий из металла и дерева, в том числе
крупногабаритных объектов. Выпускаются грунтовки, лаки и
эмали. Разработаны рецептуры «толстослойных» систем, обеспе-
чивающих быстрое высыхание покрытия по всей толщине
(175—225 мкм).
Отверждение уралкидных смол происходит в результате окис-
лительной полимеризации по двойным связям кислотной части
смолы в присутствии сиккативов. Процесс пленкообразования
сопровождается появлением окисленной поверхностной пленки,
толщина и плотность которой зависят от химического строения
алкидного компонента в уралкиде 144].
В СССР на основе уралкидных смол разработаны 145 ] и вы-
пускаются быстросохнущие эмали УРФ-1128 различных цветов
и грунтовка УРФ-0106.
Эмали УРФ-1128 и грунтовка УРФ-0106 представляют собой
суспензии пигментов в уралкидном лаке с добавкой сиккативов.
Эмали предназначаются для окраски изделий, эксплуатиру-
ющихся в атмосферных условиях. При этом изделия должны быть
предварительно загрунтованы грунтовками ФЛ-ОЗ-К или ЭФ-0121
(ТУ 6-10-1499—75).
Грунтовку УРФ-0106 наносят краскораспылителем. Эмаль
УРФ-1128 наносят кистью, безвоздушным распылением и в элек-
трическом поле.
По сравнению с эмалью ПФ-115 эмаль УР-1128 обладает уско-
ренным режимом сушки покрытий (6 ч при 18—22 °C), более вы-
сокой твердостью, повышентюй абразивостойкостью и улучшен-
ным декоративным видом.
Грунтовка УРФ-0106 характеризуется ускоренным режимом
сушки (4 ч при 18—22 °C), более высокой седиментационной
устойчивостью и лучшими защитными свойствами.
Отечественной промышленностью освоен выпуск быстро-
сохнущей грунтовки холодной сушки УРФ-0110 [461. Она пред-
ставляет собой суспензию коррозионностойких пигментов и на-
полнителей в уралкидном связующем.
Наносится грунтовка пневматическим распылением. Для
ускорения отверждения в грунтовку вводят ускоритель № 25
в количестве 0,5—1 % от массы грунтовки.
Основные преимущества грунтовки УРФ-0110: более быстрое
по сравнению с грунтовками ГФ-021 и ФЛ-ОЗ-К высыхание (за 3—
4 ч) до состояния, пригодного к шлифованию, и лучшая по срав-
нению с другими быстросохнущими грунтовками, например
58
НЦ-081, дисперсность, повышенная адгезия к металлу и хорош ie
защитные свойства.
Грунтовку УРФ-0110 холодной сушки можно применять при
окраске деталей из алюминия и его сплавов и использовать взаме л
грунтовки ФЛ-ОЗ-К горячей сушки для защиты от коррозии рото-
ров электродвигателей, эксплуатируемых во влажной атмосфере
при температурах до 180—200 °C.
Грунтовка УРФ-0110 может быть применена также для при-
готовления аэрозольных составов и наносится методом аэрозоль-
ного распыления. Грунтовка в аэрозольной упаковке предназна-
чается для грунтования дефектных мест предварительно зашку-
ренной и обезжиренной металлической поверхности при ремонте.
Способность изоцианатов полимеризоваться с образованием
циклических соединений привела к созданию полиизоциануратов,
характеризующихся малой летучестью и соответственно понижен-
ной токсичностью, а также повышенной термо-, свето- и химиче-
ской стойкостью покрытий на их основе. Полиизоцианураты были
получены при полимеризации 2,4-толуилендиизоцианата в рас-
творе высушенного бензола в присутствии катализаторов — ацета-
тов калия, натрия и лития [47].
Полиизоцианаты изоциануратной структуры получены также
при сополимеризации 2,4-толуилендиизоцианата с гексаметилел-
диизоцианатом [48]. Лаковые композиции на основе этих про-
дуктов и эпоксидной смолы Э-44 образуют покрытия с высокой
химической стойкостью в агрессивных средах. Такие покрытия
сохраняют, например, защитные свойства в 30 %-ных растворах
едкого натра и серной кислоты свыше 2 лет и в 30 %-ном растворе
соляной кислоты 1,5 года. Покрытия обладают также отличными
физико-механическими свойствами, очень высокой твердостью,
цветостойкостью и быстрым высыханием
Весьма перспективны однокомпонентные полиуретановые
лакокрасочные материалы благодаря хорошим физико-механи-
ческим показателям и противокоррозионным свойствам получа-
емых покрытий. Эти материалы могут быть отверждены при
холодной сушке за счет взаимодействия свободных изоцианатных
групп пленкообразующего с влагой воздуха.
К лакокрасочным материалам, отверждение которых проис-
ходит в результате взаимодействия свободных изоцианатных
групп преполимера с влагой воздуха, относятся разработанные
[49] однокомпонентные лаки марок УР-293 и УР-294. Они изго-
товлены на основе избытка ароматического диизоцианата и ча-
стично переэтерифицированного аминоспиртом касторового масла.
Отверждение покрытия происходит на воздухе при 18—25 °C
и относительной влажности 65—85 % без катализатора.
Лаки УР-293 и УР-294 выгодно отличаются от полиуретановых
лаков серийного производства однокомпонентностью состава и
способностью отверждаться без катализатора, хорошей адгезией
к влажным подложкам, а также высокой водостойкостью покры-
59
chipmaker.ru
тий, стойкостью к агрессивным средам и растворителям, повы-
шенным сопротивлением к абразивному износу, высокой твер-
достью, хорошим блеском и декоративными качествами. Одно-
компонентные полиуретановые лаки могут быть использованы для
противокоррозионной защиты бетонных и железобетонных по-
верхностей различных сооружений, таких, как туннели метро-
политена, опоры для линий высоковольтных передач, хранилища,
отстойники и др. Они могут быть применены и для отделки полов
промышленных зданий из кислотоупорного бетона, полимер-
бетона и полимерцемента, эпоксидных и полиэфирных составов,
а также для лакировки паркетных полов, мебели и других изделий
из древесины.
На основе лака УР-293, представляющего собой олигомер
со свободными изоцианатными группами, разработана [50] одно-
компонентная полиуретановая эмаль холодного отверждения
УР-49 (ТУ 6-10-1575—76). В качестве пигментов в эмалях темно-
красно-коричневой и темно-зеленой соответственно применены
красный железоокисный пигмент и окись хрома, обработанные
кремнийорганическим соединением (пигменты марки ТУ)
(ТУ 6-10-13-373—74). Эмаль разбавляется смесью растворителей
(этилглнкольацетат, метилэтилкетон, бутилацетат, ксилол)
до рабочей вязкости 15—17 с по ВЗ-4.
Эмаль УР-49 отверждается на воздухе при 18—22 °C и отно-
сительной вязкости не менее 65 % в течение 3—4 сут, при этом
достигается твердость покрытия не менее 0,75 по маятниковом/
прибору.
Исследованиями установлено, что эмаль обладает комплексом
ценных физико-химических свойств. Ее можно рекомендовать
в качестве защитного покрытия по дереву, бетону, а также по
предварительно загрунтованному металлу. При этом предпоч-
тительнее пользоваться грунтами на основе эпоксиполиамидных
или эпоксиполиуретановых композиций.
Эмаль УР-49 может быть, в частности, использована в качестве
покрытия по полимербетонным и полимерцементным полам,
а также для защиты трюмов морских судов, перевозящих мине-
ральные удобрения.
На основе фталевого олигоэфира триметилолпропана, отвер-
ждаемого полиизоцианатбиуретом (ТУ 6-10-1475—75), раз-
работана [51 ] полиуретановая эмаль УР-176. Благодаря алифа-
тической структуре отвердителя, являющегося производным ге-
ксаметилендиизоцианата, эмаль УР-176 образует покрытия, стой-
кие к фотохимическому старению, что позволяет рекомендовать
их в качестве атмосферостойких. Широкие испытания, проведен-
ные в натурных условиях, подтвердили высокие качества эмали
УР-176, которая по защитным и декоративным свойствам значи-
тельно превосходит серийные алкидные эмали ПФ-115.
Покрытия на основе эмали УР-176 обладают высокой атмосфе-
ростойкостью (защитные свойства сохраняются в течение 8 лет,
60
декоративные — в течение 5 лет), стойкостью к низким (—60 °C)
и высоким (130 °C) температурам, а также перепаду температур
(от —60 до +100 °C), высокой твердостью (0,8—0,9), абразиво-
стойкостью, стойкостью к бензину, авиационным маслам, слабым
химическим реагентам.
Эмаль может наноситься пневматическим или безвоздушным
распылением, некоторые эмали (белая, синяя, голубая и др.)
можно наносить также в электрическом поле высокого напря-
жения.
Для этой же цели может быть применена эмаль УР-1161
(ТУ 6-10-1111—74)
Однако эти эмали нестойки к действию высокой относительной
влажности при повышенных температурах, обладают недостаточ-
ной межслойной адгезией к грунтовкам ФЛ-ОЗК, АК-070 и др.
Кроме того, покрытия эмалью УР-176 имеют высокие термические
внутренние напряжения.
Разработана [52] новая полиуретановая эмаль УР-1180
(ТУ 6-10-11-43-2—78) разных цветов, лишенная указанных выше
недостатков. Основой эмали служит фталевый олигоэфир тримети-
лолпропана, отверждаемый полиизоцианатбиуретом.
Отличительные особенности покрытий на основе эмали
УР-1180:
стойкость в условиях длительных (в течение 500 сут) испыта-
ний в гидростате с относительной влажностью воздуха 95 ± 3 %
при температуре 40 °C, а также перепада температур от —40
до + 40 °C;
стойкость к действию бензина, спирта, дихлорэтана;
стойкость к воздействию минеральных удобрений, являю-
щихся высокоагрессивной средой;
атмосферостойкость, а также тропико- и грибостойкость;
низкое термическое внутреннее напряжение и более высокий
запас прочности (в 1,8 раза выше, чем у покрытий эмалью УР-176).
Эмаль поставляется комплектно с отвердителем — полиизо-
цианатбиуретом марки «К» (ТУ 6-10-1475—75). Перед применением
полуфабрикат эмали смешивают с отвердителем, который вводится
в количестве, указанном в сертификате. Доводится эмаль до
рабочей вязкости 12—14 с по вискизиметру ВЗ-4 при 20 °C рас-
творителем Р-175 (ТУ 6-10-11-43-32—75). Для защиты стальных
поверхностей, медных и алюминиевых сплавов рекомендуется
следующая система покрытия: грунтовка ЭП-0156 — один слой,
эмаль УР-1180 — два слоя. Эти материалы наносят методом пнев-
матического распыления. Время высыхания эмали до степени 3:
при 100 °C — не более I ч, при 75 °C — не более 2 ч и при 20 ±
± 2 °C — не более 12 ч.
Таким образом, эмаль УР-1180 может быть рекомендована в ка-
честве защитного покрытия для изделий различного назначения,
эксплуатируемых в открытой атмосфере в условиях воздействия
влаги, минеральных масел, бензина и химических реагентов.
61
chipmaker.ru
В целях создания защитного химически стойкого
покрытия разработана 153] полиуретановая эмаль УР-41
(ТУ 88 УССР 095.001—76) на основе простого олигоэфира и поли-
изоцианатного аддукта. Последний представляет собой 70 °в-ный
раствор в этил ацетате продукта присоединения толуилендиизо-
цианата к триметилолпропану с содержанием изоцианатных
групп 13,5 %.
Эмаль УР-41 представляет собой двухкомпонентную систему
и наносится обычными способами. Продолжительность высыха-
ния эмали до степени 3 при 20 °C — не более 12 ч.
Покрытия на основе эмали обладают хорошими физико-меха-
ническими показателями, достаточной атмосферостойкостью и
высокими защитными свойствами.
Установлено, что покрытие эмалью обладает химической
стойкостью в водных растворах щелочей, соды, солей и некоторых
органических растворителей. Так, покрытие оказалось стойким
в пресной воде в течение 360 сут, бензоле — 200 сут, 20 %-ном
растворе серной кислоты — 90 сут и в других агрессивных средах.
Повышенная химическая стойкость покрытия обусловлена
высокой степенью сшивания, а также низкими значениями коэф-
фициентов диффузии, сорбции, проницаемости.
В результате опытно-промышленных испытаний установлено
также, что эмаль УР-41 может быть применена для защиты кон-
струкций и оборудования от атмосферной коррозии в местах
газовых выбросов, ферм сгустителей и другого оборудования
в производстве поливинилхлорида, винилхлорида, аэросила.
Полиуретановая эмаль УР-41 может быть эффективно исполь-
зована также для окраски рыбных бункеров, трюмов и балла-
стных цистерн в судостроении. Это позволяет значительно упро-
стить технологию противокоррозионной защиты, а также умень-
шить расход материалов и снизить трудоемкость окрасочных
работ [54]. Технико-экономические преимущества применения
эмали УР-41 обусловлены главным образом высоким содержанием
его сухого остатка. В результате этого уменьшаются расходные
нормы используемых материалов и снижается трудоемкость
проводимой окраски. Наряду с этим увеличивается срок службы
защитного покрытия по сравнению с ранее применявшимися
лакокрасочными материалами. Так, эмаль ЭП-755, обладая хоро-
шими малярно-техническими свойствами, дает покрытия с низкой
эластичностью. Эмаль ХС-717 недостаточно технологична при
проведении окрасочных работ в закрытых емкостях из-за высо-
кого содержания легколетучих органических растворителей.
КРЕМНИЙОРГАНИЧЕСКИЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Кремнийорганические полимеры представляют собой соедине-
ния, состоящие «з чередующихся атомов кремния и кислорода
и называемые силоксанами. Исходным продуктом для получения
62
кремнийорганических соединений служит четыреххлористый
кремний, из которого синтезируют кремнийорганические хло-
риды. Гидролиз последних приводит в конечном счете к образо-
ванию линейных полимеров — полиорганосилоксанов:
R R R
I I I
•. —Si—0—Si—0—Si—. •
I I I
R R R
Наибольшее применение для получения защитных термо-
и влагостойких покрытий получили кремнийорганические
эмали ПКК, КО-81, КО-83, КО-84, КО-96, КО-811, КО-813,
КО-814 и др. Дальнейшее совершенствование лакокрасочных мате-
риалов на основе кремнийорганических полимеров осуществляется
в направлении улучшения свойств и получения термостойких
покрытий естественной сушки.
Отечественной промышленностью освоены кремнийоргани-
ческие лакокрасочные материалы с использованием полиоргано-
силазанов [551. Последние представляют собой полимеры или
олигомеры линейного или циклического строения. Цепь полимеров
состоит из чередующихся атомов кремния и азота (Si — Ni — Si).
Вылущены эмали КО-834 на основе метилфенилсилоксанового
лака КО-08 с полиорганосилазановым отвердителем МСН-7 раз-
личных цветов: белого, салатного, серого, серо-голубого, голубого,
синего, желтого, зеленого, красного, коричневого, черного. Отвер-
дитель вводится в эмаль непосредственно перед нанесением.
Основными преимуществами покрытий эмалями КО-834 по
сравнению с покрытиями на основе серийно выпускаемых крем-
нийоргаиических эмалей КО-89, КО-811, КО-817, КО-823 и дру-
гих являются способность высыхать в естественных условиях,
сохранение твердости и защитных свойств при длительном (более
40 сут) воздействии повышенных температур (до 300 °C), а также
высокие физико-механические показатели [ударная прочность
500 Нем (50 кгс-см), эластичность при изгибе 1 мм}.
Современная техника предъявляет все большие требования
к качеству лакокрасочных покрытий. Широко применяемые в на-
стоящее время термостойкие кремнийорганические покрытия не
обладают достаточной стойкостью в условиях повышенной влаж-
ности. Разработана [56 J система лакокрасочного покрытия, пред-
назначенного для защиты стальных поверхностей от одновремен-
ного воздействия влаги и высоких температур. Рекомендуемая
система состоит из протекторной грунтовки на основе метил-
кремнийорганического лака КО-928 (ГОСТ 16508—70) с цинковым
порошком в качестве наполнителя и покрывного слоя — эмали
КО-844 (ВТУНЧ 1134—72) на основе этого же пленкообразова-
теля с силазановым отвердителем МФСН-В. Рабочая вязкость
обоих материалов 13 с по ВЗ-4 при 20 °C, продолжительность
высыхания 1 ч при 180 °C.
ва
chipmaker.ru
Механизм защитного действия данной системы заключается
в следующем. При воздействии высокой влажности цинк, находя-
щийся в составе покрытия, ведет себя как анод и расходуется
в процессе коррозии, что позволяет защитить стальную поверх-
ность. При действии высоких температур противокоррозионная
защита обеспечивается покрытием на основе кремнийорганических
смол.
Лабораторными исследованиями установлено 157, 58], что
наилучшие покрытия для защиты стальных конструкций и дымо-
ходов котельных установок, работающих при 100—500 °C и под-
вергающихся воздействию кислых газов и тепловых ударов, могут
быть получены из композиций на основе кремнийорганических
лаков КО-919 (ГОСТ 16508—70) и КО-08 (ГОСТ 15081—78), пиг-
ментированных смесью алюминиевой пудры и графита в соотно-
шении 1 : 1 -5-1,5 : 1 ч. (масс.). Такие покрытия обладают доста-
точной термической и химической стойкостью, стойкостью к тепло-
вым ударам, имеют гладкую блестящую поверхность, которая
легко очищается от загрязнений сажей.
Разработана кремнийорганическая эмаль КО-198
(ТУ 6-02-841—74). Она представляет собой суспензию ингибирую-
щего пигмента в кремнийорганическом лаке КО-831 [59 ]. Эмаль яв-
ляется однокомпонентной системой и может наноситься на поверх-
ность кистью, пневматическим распылением, окунанием, в элек-
трическом поле высокого напряжения. Рабочая вязкость эмали
по ВЗ-4 соответственно 25—35, 18—25, 35—50 и 20 с. Наносят
эмаль в 2—3 слоя с промежуточной сушкой в течение 10 мин.
Оптимальную коррозионную стойкость покрытие имеет при тол-
щине 75 мкм. Продолжительность высыхания эмали при 15—
25 °C — 20 мин. В качестве растворителя применяется сольвент
или спирто-толуольная смесь в соотношении 1 : 4 (по массе).
Покрытие на основе эмали КО-198 обладает высокой атмо-
сферо-, водо- и тропикостойкостью, стойкостью к действию мор-
ской и минерализованных грунтовых вод, паров серной и соляной
кислот, а также газов — хлора, сероводорода, аммиака, серни-
стого газа. Термообработанные покрытия стойки к нефтяным
продуктам и обладают по отношению к последним антиадгезион-
ными свойствами. Для повышения защитных свойств эмаль КО-198
можно наносить по грунту АК-070, ФЛ-ОЗК или ВЛ-08. •
Эмаль КО-198 может быть рекомендована для противокорро-
зионной защиты металлоконструкций, подвергающихся воз-
действию агрессивных грунтовых вод, паров азотной и соляной
кислот, кратковременному воздействию серной кислоты, атмо-
сферы. Эмаль может использоваться также для окраски внутрен-
них поверхностей цистерн питьевой воды, поскольку она раз-
решена к применению для этой цели Минздравом СССР.
На основе кремнийорганических соединений производится
эмаль КО-823 светло-зеленая. Она предназначается для покрытия
теплостойких изоляционных материалов с целью защиты от
64
коррозии в условиях длительного воздействия высокой влажности
и температуры. Эмаль выпускается с вязкостью 25—80 с по ВЗ-4
при 20 °C. До рабочей вязкости 12—13 с эмаль разбавляют толу-
олом. Эмаль наносится на поверхность окунанием. Продолжи-
тельность высыхания эмали 1 ч при 350 °C.
Покрытие эмалью КО-823 матовое. Оно обладает хорошими
электроизоляционными свойствами в условиях 95—98 %-ной
влажности, а также при температуре 500 °C. Покрытие не раз-
рушается при многократном изменении температуры от +500
до —60 °C.
Практическое применение получили также органрсиликатные
материалы, представляющие собой продукты взаимодействия орга-
нических или элементорганических соединений с активирован-
ными силикатами и окислами [60]. В зависимости от назначения
и свойств органосиликатные материалы выпускаются по груп-
пам А, АС, В, ВН, Ц, П, С, Т.
Для получения покрытий, обеспечивающих коррозионную
защиту, наибольшее применение получил органосиликагный мате-
риал ВН-30 (ГОСТ 5.1496—72), который представляет собой сус-
пензию измельченных силикатов и окислов металлов в толуольном
растворе полиорганосилоксанов. Он предназначается для окраски
металлических и неметаллических поверхностей (опор кон-
тактной сети железных дорог и линий электропередач, металло-
конструкций, фасадов зданий, кровли, электрофильтров и газо-
ходов химических предприятий и т. д.) с целью защиты их от атмо-
сферной коррозии.
Покрытие из органосиликатного материала марки ВН-30
может эксплуатироваться при температурах от —60 до +300 °C.
Срок службы покрытия при толщине 150—200 мкм — не менее
12 лет. Материал наносят на поверхность краскораспылителем,
кистью или окунанием. При горячей сушке (200 °C) органосили-
катный материал применяют без отвердителя. При холодной сушке
(15—35 °C) в органосиликатный материал добавляют 1—2 %
отвердителя тетрабутоксититапа или полибутилтитаната и тща-
тельно перемешивают до получения однородного состава.
ПЕРХЛОРВИНИЛОВЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Перхлорвинил — продукт хлорирования поливинилхлорида.
В процессе хлорирования примерно на каждые три структурных
звена поливинилхлорида вводится один атом хлора, в результате
чего образуется перхлорвинил:
Г—CHS—СН—СН—СН—СН,—СН— 1
III I
L ci ci ci ci Jn
При этом содержание хлора увеличивается от 56,8 до 65—
68 % и перхлорвинил приобретает лучшую растворимость в кето-
нах, ацетатах и ароматических углеводородах.
3 Рейбман А. И. 65
r.ru
Перхлорвиниловая смола лаковая (ГОСТ 1С004—72) выпу-
скается в виде пористой крошки или порошка белого и бледно-
кремового цветов: ПСХ-ДН (лаковая низковязкая) и ПСХ-ЛС
(лаковая средневязкая). Для получения лаковой основы пер-
хлорвинил растворяют в смеси органических растворителей, на-
пример в растворителе Р-4, состоящем из 62 % ксилола или толу-
ола, 12 % бутилацетата и 26 % ацетона. Концентрация перхлор-
винила в такой смеси 10—12 %.
Перхлорвиниловые лаки и эмали применяются для получения
покрытий по металлу, дереву, бетону и другим поверхностям
в различных отраслях промышленности. Обладая достаточно вы-
сокими химической и атмосферостойкостью, эти материалы ис-
пользуются в химическом машиностроении при окраске металло-
конструкций, оборудования, машин, приборов, работающих
в воде, в атмосферных условиях, а также при воздействии агрес-
сивных сред.
Отечественной промышленностью выпускается широкий
ассортимент перхлорвиниловых эмалей различного назначения.
Так, перхлорвиниловые эмали марки ХВ-1100, представляющие
собой суспензию пигментов (или пигментов и наполнителей)
в растворе перхлорвинила в смеси летучих органических раство-
рителей с добавлением других смол и пластификаторов, предназна-
чаются для окраски деревянных или предварительно загрунто-
ванных металлических поверхностей, эксплуатируемых в атмо-
сферных условиях.
Покрытия перхлорвиниловыми эмалями (в два слоя по грунту)
атмосферостойки и сохраняют защитные свойства в умеренном
климате не менее 3 лет, красно-коричневая эмаль при нанесении
в три слоя по грунту — не менее 6 лет. Эмали наносят на поверх-
ность методом распыления. Перед применением эмали разбавляют
растворителем Р-4.
Для защиты аппаратуры от воздействия агрессивных сред
применяют эмали ХВ-785 различных цветов и лак ХВ-784. Эмали
черная и красно-коричневая применяются в многослойном по-
крытии для защиты предварительно загрунтованных поверхностей
металлических конструкций, эксплуатируемых в атмосферных
условиях, от воздействия агрессивных газов химических и других
производств при температуре не выше 60 °C, а лак — для грунто-
вания бетонных конструкций.
Схемы технологических процессов с применением этих мате-
риалов приведены в гл. 5.
Защита металлических изделий от коррозии в атмосферных
условиях может быть осуществлена эмалями ХВ-124 различных
цветов и ХВ-125 серебристой (ГОСТ 10144—74). Эмали ХВ-110
и ХВ-113 (ГОСТ 18374—79) применяют для защиты метал-
лических и деревянных поверхностей изделий, эксплуатиру-
емых в атмосферных условиях умеренного и тропического
климата.
66
В качестве атмосферостойких покрытий при окраске подгото-
вленных металлических, тканевых и деревянных поверхностей
могут быть применены также эмали ХВ-16, которые широко
используются во многих отраслях промышленности. Эмали ХВ-16
(ТУ 6-10-1301—78) различных цветов представляют собой суспен-
зию пигментов в растворе перхлорвиниловой и глифталевой смол
в летучих органических растворителях с добавкой пластификато-
ров Продолжительность полного высыхания эмали при 18—22 °C
и относительной влажности воздуха не выше 70 % — не более
1,5 ч.
Обладая хорошими защитными свойствами, перхлорвиниловые
эмали и лаки имеют и ряд недостатков: пониженную адгезию
к металлу, особенно в случае гладкой поверхности, низкую термо-
стойкость, слабый глянец и недостаточную светостойкость. Не-
достаточная адгезия наблюдается главным образом в первый
период после нанесения, с течением времени она несколько по-
вышается.
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ ПОЛИМЕРОВ
И СОПОЛИМЕРОВ ВИНИЛХЛОРИДА
Лакокрасочные материалы на основе сополимеров винил-
хлорида с винилиденхлоридом, винилацетатом, винилбутиратом,
метилметакрилатом и другими мономерами обладают хорошей
эластичностью, достаточной химической стойкостью и удовлет-
ворительными адгезионными свойствами.
Сополимеры винилхлорида с винилиденхлоридом. Наиболее
широкое применение получил сополимер ВХВД-40, изготовля-
емый на основе продуктов эмульсионной сополимеризации винил-
хлорида и винилиденхлорида (60 : 40) в водной среде. Сополимер
ВХВД-40 (ОСТ 6-02-18—72) представляет собой порошок или
мелкие зернистые кусочки от белого до светло-желтого цвета.
Покрытия, получаемые на основе этого сополимера, отличаются
морозостойкостью, более высокой эластичностью и лучшей адге-
зией по сравнению с перхлорвиниловыми покрытиями, благодаря
чему их можно применять без пластификаторов. Они стойки
к действию слабых растворов минеральных кислот, щелочей,
солей, спиртов, органических кислот, бензина, минеральных ма-
сел и керосина.
На основе сополимера ВХВД-40 выпускается ряд лакокрасоч-
ных материалов: грунтовки X С-010, ХС-077 (бывшая ВХГ-4007),
ХС-04; эмали ХС-781 (ТУ 6-10-951—75) белая (бывшая ВХЭ-4001),
ХС-710 серая; лак ХС-76 и др. Покрытия на основе этих эмалей
стойки к агрессивным газам химических и других производств,
к длительному воздействию бензина, минерального масла, этило-
вого спирта и к периодическому воздействию температуры до
60 °C.
Схемы технологического процесса окраски с применением
этих материалов приведены в гл. 5.
3* 67
r.ru
Эмали наносят на поверхность краскораспылителем. Недо-
статком покрытий является неудовлетворительная свето- и термо-
стойкость, так как при 80 °C пленки темнеют.
Сополимеры винилхлорида с винилацетатом. Значительное
распространение получили лакокрасочные материалы на основе
сополимеров винилхлорида с винилацетатом. В сополимере, со-
держащем 85 % винилхлорида, примерно на каждые девять моле-
кул винилхлорида приходится одна молекула винилацетата.
Это позволяет улучшить растворимость смолы, так как с увеличе-
нием содержания винилацетата растворимость сополимеров воз-
растает.
Продукты сополимеризации винилхлорида и винилацетата
(сополимер А-15) представляют собой белый порошок, полностью
растворимый в кетонах. Покрытия, получаемые на основе этого
сополимера, обладают водо- и химической стойкостью и высокой
эластичностью. При частичном омылении (гидролизе) сополимера
винилхлорида с винилацетатом образуется сополимер А-15-0,
имеющий некоторое количество гидроксильных групп, способ-
ствующих увеличению адгезии.
На основе сополимеров винилхлорида с винилацетатом вы-
пускается ряд лакокрасочных материалов: эмали ХС-720
(ТУ 6-10-708—74) и XС-119; краски ХС-717.
Лакокрасочные материалы на основе сополимеров А-15 и
А-15-0 можно применять для окраски объектов, эксплуатируемых
в атмосферных условиях. Эти материалы имеют перед перхлор-
виниловыми эмалями значительные преимущества в отношении
адгезионной способности, атмосферостойкости и механической
прочности.
Выпущена также комплексная группа химически стойких
материалов: грунтовка ХС-059, эмали ХС-759 различных цветов
и лак ХС-724. Грунтовка ХС-059 и эмаль ХС-759 представляют
собой суспензию пигментов в растворе сополимера винилхлорида
с винилацетатом в смеси растворителей с добавкой эпоксидной
смолы и пластификатора. Лак ХС-724 — раствор сополимера ви-
нилхлорида с винилацетатом в смеси растворителей с добавкой
пластификатора.
Перед разбавлением в грунтовку и эмаль вводят поставляемый
комплектно отвердитель № 3 или № 5 в следующих количествах
(в %):
№ 3 № 5
Эмали цветные 3,0 2,8
Эмали черные 3,2 3,1
Грунтовка 2,8 2,6
Жизнеспособность рабочих растворов грунтовки и эмали после
введения отвердителя сохраняется в течение 5—7 сут и более.
Покрытие на основе комплексной группы химически стойких
лакокрасочных материалов выгодно отличается универсальностью
свойств, сочетая стойкость в щелочных и кислых средах с высокой
68
атмосферостоькостью [61 ]. По щелочестойкости такое покрытие
значительно превосходит покрытия на основе перхлорвиниловых
эмалей, так как в состав последних входит алкидная смола, сни-
жающая химическую стойкость системы.
К преимуществам новых материалов перед перхлорвиниловыми
следует также отнести повышенную адгезию покрытий даже при
эксплуатации в условиях высокой влажности, что определяется
наличием в составе грунтовки и эмали эпоксидной смолы, и сокра-
щение числа слоев при нанесении, что объясняется более высоким
сухим остатком.
Материалы наносят методом пневматического распыления.
Система покрытия состоит из одного слоя грунтовки, двух слоев
эмали и одного или нескольких слоев лака. Число слоев устана-
вливается в зависимости от агрессивности среды и условий экс-
плуатации покрытия. Толщина каждого слоя грунтовки и эмали
25 мкм, лака — 15 мкм. Рекомендуемая толщина комплексного
покрытия 75—150 мкм.
Покрытия на основе комплексной группы химически стойких
материалов были широко испытаны при защите оборудования
и металлоконструкций, установленных на территории химического
предприятия и подвергающихся воздействию паров серной и со-
ляной кислот. Пятислойное покрытие, состоящее из одного слоя
грунтовки ХС-059, двух слоев эмали ХС-659 и двух слоев лака
ХС-724, испытывалось в этих условиях в течение 6 лет и находи-
лось в хорошем состоянии.
В целях получения атмосферостойких лакокрасочных мате-
риалов, удовлетворяющих высоким эксплуатационным требова ниям
и обеспечивающих возможность нанесения их при темпера-
туре до —10 °C, разработаны 162 ] и отечественной промышлен-
ностью выпущены противокоррозионная эмаль ХС-1169 и поли-
уретановая эмаль ХС-1168 белого, серого, красного, светло-
кремового, зеленого и черного цветов.
Эмали изготовлены на основе частично омыленного сополи-
мера винилхлорида с винилацетатом. С целью повышения стабиль-
ности покрытия к действию тепла и света в состав эмали вводится
полиэфирная смола в качестве модификатора и биуретполи изо-
цианат — в качестве отвердителя. Исследования и натурные
испытания показали, что покрытия на основе эмалей ХС-1169
и ХС-1168 обладают высокими противокоррозионными и прочно-
стными свойствами, негорючи, имеют высокую светостойкость.
Эмали могут наноситься при температуре окружающего воз-
духа от —10 до +35 °C. Применяются в виде двухслойных покры-
тий по слою грунтовки ВЛ-023.
На основе сополимеров винилхлорида разработана [63] эмаль
ХС-769п (ТУ 6-10-1416—78) для защиты от коррозии цистерн
питьевой воды. Эмаль представляет собой раствор винилового
сополимера с добавкой пластификатора и алюминиевой пудры.
Компоненты смешиваются из расчета: на 92 % (масс.) лака
69
r.ru
добавляют 8 % (масс.) алюминиевой пудры. Приготовленную эмаль
можно хранить в течение 2—3 сут. Применяется шестислойное
покрытие, состоящее для стальных поверхностей из пяти слоев
эмали ХС-769п и одного слоя грунтовки ВЛ-05, для алюминиевых
поверхностей — из пяти слоев эмали ХС-769п и одного слоя
грунтовки ХС-0115.
Фосфатирующая грунтовка ВЛ-05 состоит из раствора поли-
винилбутираля в смеси с органическими растворителями, пигмен-
тами и фосфорной кислотой. В отличие от грунтовок ВЛ-02 и
ВЛ-023 она является одноупаковочной и предназначена только
для нанесения по стальным поверхностям.
Грунтовка ХС-0115 представляет собой раствор винилового
сополимера в ацетоне с добавлением пигментов и пластификатора.
Натурные испытания показали, что покрытие эмалью ХС-769п
в сравнении с покрытиями на основе этинолевого лака или сопо-
лимера винилхлорида с винилиденхлоридом имеет ряд преиму-
ществ: более высокий срок противокоррозионной службы, отсут-
ствие ароматических растворителей, возможность нанесения эмали
при температуре ниже О °C, сокращение в 1,2—2 раза срока вве-
дения покрытия в эксплуатацию, возможность длительного (в те-
чение 90 сут) хранения питьевой воды в окрашенных цистернах
без изменения ее физико-технических и санитарно-гигиенических
свойств.
На основе частично омыленного сополимера А-15-0, отвер-
жденного толуилендиизоцианатом или продуктом его взаимо-
действия с диэтиленгликолем, выпущена кислотостойкая эмаль
ХС-791. При взаимодействии гидроксильных групп сополимера
А-15-0 с изоцианатными группами отвердителя происходит сши-
вание цепей полимера с образованием трехмерной структуры.
Это позволяет получать покрытия, обладающие хорошей химиче-
ской и водостойкостью [64]. После введения отвердителя срок
годности эмали 8 ч. Эмаль наносится на поверхность кистью или
краскораспылителем при 5—30 °C.
Лабораторные испытания показали, что покрытие на основе
эмали ХС-791 обладает стойкостью к ряду химически агрессивных
сред, водостойкостью, пониженной горючестью, а также хоро-
шими физико-механическими и противокоррозийными свойствами.
Так, постоянное воздействие при 18—23 °C 2 %-ного раствора
соляной кислоты в течение 1250 сут, 3 %-ного раствора поварен-
ной соли в течение 1200 сут, дистиллированной воды в течение
1400 сут, сырой нефти в течение 600 сут не оказывает влияния
на стойкость покрытия.
Эмаль была испытана в натурных условиях при защите поверх-
ностей аккумуляторных помещений судов. Было получено пяти-
слойное покрытие, состоящее из четырех слоев эмали ХС-791 и
одного слоя грунтовки ВЛ-023. Эмаль обладает высокой адгезией
к загрунтованной поверхности и в процессе эксплуатации на-
ходится в хорошем состоянии.
70
Разработана [65 ] противокоррозионная тиксотропная эмаль
ХС-416 (ТУ 6-10-1661—78). Эмаль является двухкомпонентной
системой и состоит из лака и алюминиевой пудры ПАП-2, которые
перед употреблением смешивают в соотношении 100 : 9,2 (по
массе). Один слой эмали толщиной 80—90 мкм обеспечивает за-
щиту от коррозии алюминиево-магниевых сплавов в течение
18—24 мес, не уступая по защитным свойствам четырем слоям
эмали ХС-720а. По влагостойкости покрытие на основе эмали
ХС-416 превосходит покрытие эмалями ХС-720а и ХС-720к, а по
стойкости к 3 %-ному раствору поваренной соли и 0,01 %-ному
раствору едкого натра они равноценны (3 года без изме-
нения).
Эмаль может наноситься на поверхность при температуре от
+30 до —10 °C аппаратами безвоздушного распыления типа КИТ,
КИНГ и др., в случае необходимости — кистью. Для улучшения
малярной консистенции допускается введение 3—7 % цикло-
гексанона. Срок хранения эмали 18 мес. Расход эмали составляет
350—370 г/м2 при толщине однослойного покрытия 80—90 мкм.
Органодисперсии поливинилхлорида. Как известно, поливи-
нилхлорид, обладающий высокой химической стойкостью и меха-
нической прочностью, из-за малой растворимости и высокой
вязкости растворов обычно не используют для получения лако-
красочных покрытий. Практическое применение получили органо-
дисперсионные составы на основе поливинилхлорида, получаемые
диспергированием полимера в органической среде. Преимуще-
ством этих составов по сравнению с обычными лакокрасочными
материалами на основе сополимеров поливинилхлорида является
более высокая концентрация пленкообразующих веществ и воз-
можность благодаря этому сократить число наносимых слоев.
Для улучшения физико-механических свойств получаемых по-
крытий и повышения адгезии в состав органодисперсий поливинил-
хлорида вводят пластификаторы, пигменты, модифицирующие
добавки и разбавители.
На основе поливинилхлорида разработаны [66] органо-
дисперсионные краски марки ОД-ХВ-714 разных цветов
(ТУ 6-10-1687—78) и грунтовка марки КЧ-0189 (ТУ 6-10-1688—78).
Краски ОД-ХВ-714 представляют собой дисперсию поливинил-
хлорида в сочетании с пигментами, модификаторами и другими
твердыми компонентами в дисперсионной среде, состоящей из
органических разбавителей и пластификаторов.
Материалы предназначаются для получения атмосферостой-
ких, противокоррозионных и химически стойких покрытий, экс-
плуатируемых в условиях воздействия различных агрессивных
сред (растворов кислот, щелочей и солей, влажной атмосферы,
насыщенной парами окислов азота, серы и других соединений)
при температуре от —30 до +70 °C. Они могут быть также при-
менены для защитно-декоративных покрытий изделий народного
потребления.
71
r.ru
Наносятся эти материалы методами пневматического распыле-
ния и в электрическом поле высокого напряжения. В зависимости
от условий эксплуатации изделия получают одно- или трехслойное
покрытие краской ОД-ХВ-714 по слою грунтовки КЧ-0189 общей
толщиной от 50 до 250 мкм. Органодиснерсии поливинилхлорида
могут быть также нанесены методом электроосаждения. При этом
в один прием получаются покрытия толщиной 50—300 мкм.
Порошковые поливинилхлоридные краски. Отечественной про-
мышленностью выпускаются порошковые поливинилхлоридные
краски [9, с. 101—1061.
Поливинилхлоридные покрытия обладают высокой хими-
ческой стойкостью к 3 %-ному раствору поваренной соли при
60 С, 20 %-ному раствору серной кислоты при 20 °C, воде при
60 С, повышенной (98 %-ной) влажности при 60 °C, атмосферным
воздействиям, маслобензостойкостью. Покрытия имеют хороший
полуглянцевый декоративный вид. Однако не ко всем реагентам
эти покрытия стойки.
Они не отличаются стойкостью к ацетону, трихлорэтилену,
уксусной и азотной кислотам.
Перед нанесением красок проводится фосфатирование или
грунтование поверхности изделия. Изделие нагревают до 250—
260 °C и погружают в псевдоожиженный слой на 20—30 с. Затем
порошок сплавляют при 240—260 °C в течение 2—3 мин, после чего
быстро охлаждают в холодной воде.
Краски на основе поливинилхлорида могут быть применены
для получения химически- и атмосферостойких покрытий, экс-
плуатируемых в интервале температур от —50 до +60 °C 113,
с. 255]. Однако, поскольку порошковые поливинилхлоридные
краски содержат значительное количество нереакционноспособных
пластификаторов, при оплавлении они образуют относительно
мягкие обратимые покрытия, которые обладают низкой адгезией
и должны наноситься по специальным грунтам.
Для защиты изделий в химически агрессивных средах, в ча-
стности в растворах кислот, щелочей, солей при температуре
от —60 до -j-70 °C могут быть применены выпущенные в последнее
время порошковые поливинилхлоридные краски П-ХВ-716. Они
могут быть использованы для окраски таких проволочных изде-
лий, как сварная и плетеная сетки, эксплуатируемых на птице-
фабриках, метизов, проволочной тары и др. Перед нанесением
краски изделие предварительно нагревают до 250—270 °C и затем
помещают в аппарат с псевдоожиженной краской и оплавляют
при 230—250 СС в течение 2—3 мин, после чего охлаждают в воде.
АКРИЛОВЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
В результате полимеризации акриловой, метакриловой кислот
или их производных (эфиров, нитрилов, амидов и др.) получают
полиакрилаты. Наибольшее значение для лакокрасочной про-
72
мышленности имеют полимеры и сополимеры эфиров метакриловой
кислоты — полиметилметакрилат, полибутилметакрилат и др.
Лакокрасочные покрытия на основе акриловых сополимеров,
например на основе смолы БМК.-5 — сополимера бутилметакри-
лата и метакриловой кислоты, отличаются высокой атмосферо-
и светостойкостью. Эти покрытия эластичны, стойки к удару,
имеют хорошую адгезию к окрашиваемой поверхности.
На основе полиакрилатов вырабатывается значительный ассор-
тимент лакокрасочных материалов: грунтовки АК-069 и АК-070
(бывшие АГ-За и АГ-10с); лаки АК-ПЗ и АК-113ф
(ТУ 6-10-1296—75), АС-528 (ТУ 6-10-774—79); эмали АК-194
(МРТУ 6-10-901—75) белая (бывшая АС-81) и АС-182 различных
цветов.
Эмали АС-182 представляют собой суспензию пигментов в рас-
творе алкидноакриловой смолы с добавлением сиккатива.
Система атмосферостойкого покрытия, состоящая из двух слоев
эмали АС-182, нанесенных на фосфатированную и загрунтован-
ную поверхность, должна сохранять защитные свойства в умерен-
ном климате не менее 5 лет при условии обработки поверхности
полировочной водой. Декоративные свойства в этом случае должны
сохраняться не менее 3 лет.
Широко используются также эмали АС-1115 (ТУ 6-10-1029—78)
различных цветов, представляющие собой суспензию пигментов
в растворе акриловой и эпоксидной смол и пластификатора.
Предназначаются эмали для окраски изделий, эксплуатиру-
ющихся в атмосферных условиях. Продолжительность высыхания
пленки эмали при 18—22 °C — не более 2 ч.
На основе гидроксилсодержащего акрилового сополимера
АКГС-01 (ВТУ НЧ 27—72) и алифатического поли изоцианата
биурета разработан [67] полиакрилуретановый лак АС-176 глян-
цевый (ТУ 6-10-1473—76). В состав лака вводится катализатор
отверждения — нафтенат цинка для более быстрого и полного
отверждения покрытия. Лак обладает высокими физико-механи-
ческими и защитными свойствами и может быть применен для
окраски алюминия. Наносится он методами пневмо- и электро-
статического распыления. Продолжительность высыхания лака
при 125 °C составляет 5 мин. В качестве разбавителя приме-
няется смесь бутилацетата, ксилола и толуола в соотношении
2:1:1.
Так как покрытия на основе термореактивных композиций на-
ряду с коррозионной и атмосферостойкостью обладают также
износо-, цвето- и светостойкостью, их можно использовать для
защиты алюминиевых строительных конструкций. С этой целью
разработаны [68] акриловые эмали глянцевые и матовые различ-
ных цветов (белые, «слоновая кость», голубые, серые, бирюзо-
вые) марок АС-1101 и АС-1101М (ТУ 6-10-1510—75) на основе
амидсодержащего акрилового сополимера 5БВ. В качестве основ-
ной модифицирующей добавки введена эпоксидная смола Э-20.
73
r.ru
Наносятся эмали методами безвоздушного и электростатиче-
ского распыления при разбавлении соответствующими раствори-
телями. Эмали могут быть применены для окраски оксидированной
алюминиевой поверхности. В этом случае они наносятся в два
слоя «сырой по сырому» с промежуточной выдержкой 10 мин.
Окончательная сушка проводится при 180 °C в течение 30 мин.
Толщина покрытия 30—35 мкм.
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
НА ОСНОВЕ ПОЛИВИНИЛБУТИРАЛЯ
Поливинилбутираль, получаемый при взаимодействии поли-
винилового спирта с масляным альдегидом, имеет строение:
----СН2—СН—С Н,—СН----
I I
О---СН—о
I
СН2—СН2—СН3
Поливинилбутираль с добавкой феноло- и меламиноформаль-
дегидных смол используют для получения необратимых покрытий,
стойких к действию минеральных масел, бензина, воды и пара.
Значительное применение в условиях химических и других
производств имеет красно-коричневая эмаль ВЛ-515, представ-
ляющая собой раствор поливинилбутираля и крезолоформаль-
дегидной смолы в смеси органических растворителей с добавлением
красного железоокисного пигмента и талька. Эмаль обладает хо-
рошей адгезией к черным металлам, алюминию и его сплавам,
меди, латуни, стеклу, гетинаксу, бетону.
Схемы технологического процесса окраски с применением
эмали ВЛ-515 приводятся в гл. 5.
Покрытия на основе эмали ВЛ-515 могут служить для защиты
внутренней поверхности емкостей, подвергающихся постоянному
или периодическому воздействию горячей воды при температурах
до 100 °C, горячего минерального масла при 80—90 °C, бензина
различных марок и дизельного топлива.
Выпускаются фосфатирующие грунтовки на основе поливинил-
бутираля, хромата цинка и ортофосфорной кислоты. Такиегрун-
товки, обладая хорошей адгезией и защитными свойствами, имеют
недостаток, заключающийся в необходимости применять их в виде
двух компонентов: основы (пленкообразователь и пигменты) и
кислотного разбавителя (раствор фосфорной кислоты).
С использованием в качестве противокоррозионного пигмента
фосфата хрома была разработана [69 ] однокомпонентная грунтовка
ВЛ-05, которая представляет собой суспензию пигментов (фосфата
хрома и смеси его с хроматом) в растворе поливинилбутираля с до-
бавкой фосфорной кислот. Грунтовка ВЛ-05 предназначается для
защиты от коррозии стальных поверхностей, в частности внутрен-
74
них поверхностей цистерн питьевой воды в системах покрытия
с эмалью ХС-769 п.
Наносится грунтовка краскораспылителем и кистью.
Основные преимущества фосфатирующей грунтовки ВЛ-05
по сравнению с серийной заключаются в одпокомпонентности и
возможности использования без добавления кислотного разба-
вителя, а также в стабильности системы при хранении без введе-
ния специальных добавок. Грунтовка обладает повышенной адге-
зией и хорошими защитными свойствами в покрытии.
Разработана 170] фосфатирующая грунтовка А К-209 (бывшая
ВГ-5), представляющая собой суспензию пигментов в растворе
синтетических смол в смеси органических растворителей и в кислот-
ном разбавителе. Грунтовка является однокомпонентной и пред-
назначается для грунтования поверхностей алюминиевых сплавов,
сталей, никелевых сплавов и других металлов, работающих при
температуре до 300 °C.
Основные преимущества грунтовки А К-209 по сравнению о
грунтовками ВЛ-02, ВЛ-023 и ВЛ-08 в однокомпонентности,
более продолжительном сроке годности (после введения кислот-
ного отвердителя грунтовки ВЛ-02, ВЛ-023 и ВЛ-08 пригодны
в течение 8 ч, а грунтовка АК-209 — до 6 мес), повышенной тепло-
стойкости покрытия (системы покрытий с кремнийорганическими
эмалями КО-88 и КО-811 по грунтовке ВГ-5 выдерживают более
200 ч циклического нагрева при 225—250 °C, в то время как те же
покрытия с грунтовками ВЛ-02 и ВЛ-05 разрушаются через 50 ч)
и более высоких защитных свойствах покрытия. Грунтовка АК-209
отличается хорошей адгезией к стали разных марок с различной
подготовкой поверхности, алюминиевым, железо никелевым, мед-
ным и другим сплавам. Покрытие на основе грунтовки обладает
стойкостью к действию бензина, керосина и минерального масла.
Наносят грунтовку с вязкостью 13—15 с по ВЗ-4 методом
пневматического распыления, с вязкостью 15—18 с — кистью.
Разбавляют грунтовку растворителем Р-6, Р-5 или № 648.
Грунтовка АК-209 может быть рекомендована для защиты
деталей приборов из стали, алюминиевых, медных, титановых
сплавов и других металлов и сплавов в сочетании с перхлорвини-
ловыми, мелами ноформальдегидными, эпоксидно-полиамидными,
глифталевыми и акриловыми эмалями. Для улучшения когезии
между грунтовкой АК-209 и эпоксидными эмалями рекомендуется
в качестве промежуточного слоя применять грунтовку А К-070.
При защите деталей, работающих в условиях повышенных тем-
ператур, грунтовка АК-209 применяется в сочетании с термостой-
кими эмалями; покрытие имеет кратковременную стойкость к тем-
пературе до 300 °C и длительную — к температуре 225—250 °C.
Поливинилбутираль применяется также для получения порош-
ковых составов и покрытий на их основе 19, с. 98—101 ]. Отечест-
венной промышленностью выпускаются сухие поливинилбутираль-
ные краски марок ПВЛ-212 и ПВЛ-212С (ТУ 6-10-855—75)
75
r.ru
различных цветов. Краски ПВЛ-212С содержат структурирующие
добавки.
Покрытия на основе порошка поливинилбутираля обладают
бензо- и маслостойкостью как при комнатной, так и при повышен-
ной (70 °C) температуре. Они не стойки в атмосферных условиях
и плохо противостоят действию щелочей и, особенно, кислот, не
обладают достаточной водостойкостью при повышенной темпера-
туре. Несколько лучше химическая стойкость покрытий на основе
краски ПВЛ-212С. Поэтому поливинилбутиральные краски при-
меняются преимущественно для отделки металлических деталей,
эксплуатирующихся внутри помещения, а также для защиты
поверхностей от воздействия бензина и масел.
ПОЛИДИВИНИЛАЦЕТИЛЕНОВЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Полидивинилацетиленовые (этинолевые) краски и лаки полу-
чают на основе полимеров дивинилацетилена.
Лак ВН-728 (бывший лак этиноль) представляет собой раствор
полидивинилацетилена в ксилольной фракции. Этот лак, как и
растительные масла, высыхает в результате окисления и дальней-
шей полимеризации.
Покрытия на основе полидивинилацетилена отличаются доста-
точно высокой твердостью, стойкостью к действию растворов со-
лей, щелочей, кислот, минеральных масел, воды и т. д. Покрытия
быстро высыхают при 15—18 °C (4—8 ч), их можно наносить при
температуре до —10 °C. К недостаткам покрытий на основе лака
ВН-728 относятся их хрупкость, токсичность применяемого раст-
ворителя, а также неприятный запах свеженанесенной пленки.
Для снижения токсичности вместо ксилола можно применять
смесь его со скипидаром или смесь скипидара и уайт-спирита в со-
отношении 1 : 1,8. На воздухе и под действием ультрафиолетовых
лучей покрытия быстро стареют и растрескиваются, поэтому
для защиты от атмосферных воздействий они непригодны.
На основе лака ВН-728 изготовляют химически стойкие эмали
ВН-780 (ТУ 6-10-1298—77) (бывшая краска ДП). Эти эмали
применяют для защиты металла и дерева от воздействия щелочей,
кислот, минеральных масел и воды. Кроме того, используют эмали,
изготовленные на месте замешиванием лака ВН-728 с пигментами
и наполнителями:
Лак ВН-728 ............
Железный сурик.........
Алюминиевая пудра ПАП-2
Сажа (сухая)...........
Графит ................
ЭКЖ-40 ЭКА-15 ЭКС-5 ЭКГ-25
60 85 95 75
40 — —• —
—— 15 — —
——. 5
— — —. 23
Схемы технологического процесса окраски
этинолевых красок приведены в гл. 5.
о применением
76
МАТЕРИАЛЫ НА ОСНОВЕ ПОЛИОЛЕФИНОВ
И ХЛОРСУЛЬФИРОВАННОГО ПОЛИЭТИЛЕНА
Полиэтилен — термопластичный полимер с линейным строе-
нием молекул, представляющий собой продукт полимеризации
этилена:
СН2=СН2— [—СН2—СН2— ]п
Различают полиэтилен высокого давления (ПЭВД), полиэтилен
низкого давления (ПЭНД) и полиэтилен среднего давления
(ПЭСД).
Наиболее устойчив к термоокислительной деструкции и свето-
старению ПЭВД. Поскольку он имеет также наименьшую молеку-
лярную массу и низкую температуру плавления, его лучше
всего применять для получения покрытий [9, с. 94]. Однако по
химической стойкости, теплостойкости и механической прочности
покрытия ПЭНД превосходят ПЭВД. Это объясняется тем, что
ПЭНД обладает значительной кристаллической структурой.
Полипропилен — продукт полимеризации пропилена:
—СН3—СН— |
СН3 Jn
Полипропилен по химической стойкости превосходит полиэти-
лен: он не разрушается от действия кислот и щелочей, очень стоек
к действию воды. Однако при повышенных температурах покрытия
на основе полипропилена оказались недостаточно стойкими к не-
которым агрессивным средам. Например, при испытании в 20 %-
ных растворах соляной и серной кислот и едкого натра при 80 °C
произошло частичное отслоение пленки.
Для получения покрытий полипропилен, так же как и полиэти-
лен, наносят в псевдоожиженном слое или в электростатическом
поле высокого напряжения, а также газопламенным или струйным
напылением на предварительно нагретую деталь из специальных
распылителей. Выпускаются порошковый полипропилен марок
ПП-02, ПП-03, ПП-04, ПП-05.
Хлорсульфированный полиэтилен (хайполон) представляет со-
бой продукт, получаемый при одновременном воздействии на
полиэтилен хлора и сернистого ангидрида,и изготовляется в виде
белого порошка. Он растворяется в ароматических и хлорирован-
ных углеводородах.
Покрытия на основе хлорсульфированного полиэтилена отли-
чаются низкой паропроницаемостью, достаточной атмосферостой-
костью, стойкостью к воде, серной и азотной кислотам и другим
агрессивным средам, устойчивостью к температурам до 140 °C,
абразивостойкостью, эластичностью, сохраняющейся при низких
температурах; хорошей адгезией к дереву, кирпичу, ткани, бе-
тону и другим материалам. При защите, например, железобетон-
ных конструкций покрытия хлорсульфированным полиэтиленом
устойчивы к растрескиванию, которому подвержен железобетон.
77
chipmaker.ru
Для защиты железобетонных поверхностей от коррозии при-
меняют эмаль ХП 799 (ТУ 84-618—80) и лак ХСПЭ на основе
хлорсульфированного полиэтилена. Покрытие на основе эмали
ХИ 799 обладает стойкостью к воздействию различных агрессив-
ных сред в случаях образования в бетоне конструкций трещин
размером 0,06—0,3 мм 171 ].
Материалы на основе хлорсульфированного полиэтилена дол-
жны наноситься на поверхность бетона после окончания в нем ос-
новных усадочных процессов. Их можно наносить краскораспы-
лителем, кистью или установкой для безвоздушного распыления.
До рабочей вязкости их разводят ксилолом или толуолом — в слу-
чае нанесения кистью или краскораспылителем — и смесью кси-
лола (30 %) и сольвента (70 %) — при нанесении установкой без-
воздушного распыления.
Из выпускаемых промышленностью материалов этой группы
можно указать на эмаль ЭТ-147 (ТУ 6-10-1611—77) различных
цветов. Она представляет собой суспензию пигментов в толуоль-
ном растворе хлорсульфированного полиэтилена.
Эмаль предназначена для защиты неметаллических поверх-
ностей и прорезиненных тканей от атмосферных воздействий, а
также для маркировки резиновых кабелей. Наносится эмаль пнев-
матическим распылением. До рабочей вязкости ее разбавляют толу-
олом. Продолжи гельность высыхания эмали при 2U °C до степени
3 — не более 1 ч.
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ ПОЛИСТИРОЛА
Для получения покрытий может быть использован полистирол.
Промышленностью вырабатывается блочный, суспензионный и
эмульсионный полистирол, в зависимости от способа полимериза-
ции стирола. Наиболее приемлемым для получения покрытий
является эмульсионный полистирол марки А. Полимеры на основе
полистирола обладают свето- и водостойкостью и достаточной
химической стойкостью, но адгезия их к металлическим поверх-
ностям неудовлетворительна. При сополимеризации стирола с не-
насыщенными жирными кислотами, входящими в состав масел
и алкидов, можно получить покрытия, обладающие повышенной
твердостью, водостойкостью и хорошим глянцем [72, с. 177].
Продуктом взаимодействия алкидов со стиролом являются алкид-
ностирольные лакокрасочные материалы.
Успешно используются также сополимеры стирола с бутадие-
ном-1,3, содержание стирола в которых достигает 55—70 %,
Для получения порошковых полимерных материалов можно при*
применять пластифицированные полистирольные композиции, при
этом на поверхности образуются однородные сплошные покрытия
с достаточно хорошими физико-механическими показателями [9.
с. 119].
В последнее время начали изготавливать лакокрасочные мате-
риалы на основе раствора кубового остатка ректификации сти-
78
рола [73]. Получены эмали ПС-ИМ красно-коричневого цвета
(с железным суриком) и ПС-1186 серая (с алюминиевой пудрой)
/ТУ 39-01-33-361—78).
Покрытия на основе этих эмалей обладают атмосферостойко-
стью, хорошей стойкостью в морской воде и нефти, а также бакте-
рио- и грибостойкостью. Они могут наноситься на стальную по-
верхность при любой влажности воздуха и при температуре до
—15 °C. Эмали наносят в три слоя по очищенной стальной поверх-
ности. Они наносятся также на поверхность с предварительным
холодным фосфатированием, что удлиняет срок службы покрытия
от 5 до 7 лет. Вязкость эмалей при нанесении кистью 90—150 с,
краскораспылителем — 45—85 с. Расход на однослойное покры-
тие 120—140 г'м2. Толщина слоя эмали ПС-1184 65—70 мкм,
а слоя эмали ПС-1186 30—35 мкм. Время высыхания эмалей при
18—22 °C ди степени 3—2 ч. Покрытия на основе эмалей обладают
достаточно хорошими физико-механическими показателями.
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ ПЕНТАПЛАСТА
Пентапласт [9, с.
сациклобутана имеет
115—117] — полимер 3,3-бис(хлорметил)ск-
следующее строение:
CHoCl
Г
—сн2—с—сн2—о—
I
СН2С1
Chipmaker.ru
Для пентапласта характерно большое (45.6 %) содержание свя-
занного хлора, высокие значения молекулярной массы (250 000—
400 000) и степени кристалличности, сплошность упаковки моле-
кул [13, с. 317—3191 Поэтому покрытия, получаемые из пента-
пласта. обладают очень высокой химической стойкостью, водо-
стойкостью, негорючестью, хорошими механическими и диэлектри-
ческими показателями, высокой теплостойкостью.
Пентапласт плавится при 180 °C, при комнатной температуре
(18—23 °C) не растворяется в органических растворителях; раст-
воряется при нагревании до 100 ''С в хлорбензоле и циклогексаноне
(но при охлаждении растворы желатинируются), в кипящем дьок-
сане и при ПО—120 °C в диметилформамиде, однако при пониже-
нии температуры до 60—65 °C он полностью выделяется из раст-
воров.
Наносится пентапласт из дисперсий или, преимущественно,
в виде порошков методами газопламенного вихревого и плазмен-
ного напыления. Порошок хорошо и равномерно осаждается на
предварительно нагретой до 320—360 °C стальной поверхности.
Оплавление порошка осуществляется при 240—360 °C в течение
5—60 мин в зависимости от температуры оплавления. Порошок
пантапласта хорошо наносится также в электрическом поле
79
r.ru
высокого напряжения. В этом случае оплавление проводят при
270—320 °C. Получают двух- или трехслойпое покрытие общей
толщиной 400—600 мкм.
Покрытия на основе пентапласта могут экспл^ атироваться в
интервале температур от —60 до +120 JC, а в отсутствие кисло-
рода — до 140—150 "С. Они обладают стойкостью к воздействию
различных растворителей (спиртов, кетонов, эфиров, ароматиче-
ских углеводородов); масел при комнатной и повышенной (160 СС)
температуре; минеральных и органических кислот, в том числе
30 %-ной хромовой, 60- и 98 %-ной серной, 65 % ной серной до
50 °C, 55 “о ной серной до 100 °C. 32- и 25 %-ной соляной кислоты
при давлении 0,35 МПа (3,5 кгс/см2); растворов щелочей и солей
как при комнатной, так и при повышенной (80— 100 СС) темпе-
ратуре (например, к 20%-ному раствору хлорида кальция при
65 СС), жидкого хлора при —10 °C, сернистого ангидрита, серо-
водорода, углекислого газа при комнатной и повышенной (85 С)
температуре. Пентапластовые покрытия отличаются низкой сорб-
ционной способностью к электролитам, что позволяет успешно
использовать их при защите электрооборудования в условиях
химических прои-ззодств, твердостью, низким коэффициентом
трения, высокой износостойкостью, хорошими электроизоляцион-
ными показателями, стойкостью к горению.
К недостаткам пентапластовых покрытий следует отнести их
слабую адгезию к металлам. Для устранения этого недостатка
увеличивают период оплавления покрытия и проводят необходи-
мую подготовку поверхности (дробеструйную или дробеметную
обработку, фосфатирование и др.), применяют также соответству-
ющую грунтовку (10—15 %-пый раствор пентапласта в цикло-
гексаноне или 50%-ный раствор каучука СКН-18 или СКС-30 в
толуоле).
Для повышения адгезии покрытий из порошкового пентапласта
нанесенный слой полимера окисляют путем термообработки в тер-
мошкафах, а затем на его поверхность наносят основной слой пок-
рытия Окислительные реакции в зоне контакта полимер — металл
можно ускорить, вводя в полимер инициаторы радикальных про-
цессов, например гндроперекисные соединения. Так, добавление
в пентапласт гидроперекиси изопропилбензола увеличивает ад-
гезию к стали в 9—11 раз [74].
Введение в полимер неорганических наполнителей также явля-
ется эффективным методом повышения адгезии. При введении, на-
пример, 17,5 % (об.) окиси меди адгезия покрытий увеличивается
в 3—7 раз. Пентапласт, содержащий гидроперекисные соединения
в сочетании с неорганическими наполнителями, может использо-
ваться как материал для покрытий, а также как грунтовка под
пентапластовые покрытия.
В случае эксплуатации изделий при невысоких температурах
(20—50 6С) рекомендуется резкое охлаждение (закалка) покрытий
из пентапласта в холодной воде [75]. При повышенных темпера-
80
турах эксплуатации изделий (100 °C) допустим любой режим
охлаждения, но со скоростью не менее 10 °С/мин. Покрытие мо-
жно и закалять, и подвергать термообработке при температуре,
соответствующей температуре последующей эксплуатации. При
этом закалку следует проводить лишь после завершения плепко-
образования. Полученные по таким режимам пентапластовые по-
крытия выдержали эксплуатационные испытания без ухудшения
защитных свойств в течение 2—3 лет в условиях воздействия
20—36 %-ной соляной и 20—80 %-ной серной кислот, 40-%-ного
едкого натра и различных агрессивных технологических сред при
90—120 °C.
Покрытия на основе пентапласта могут быть применены при
защите внутренних частей трубопроводов и других изделий, эксплу-
атируемых в условиях химических и других производств. Они
не только обеспечивают надежную защиту изделий от коррозии
и воздействия различных агрессивных сред, но в ряде случаев
позволяют также заменить нержавеющую сталь углеродистой,
отказаться от горячего цинкования и др.
Технологический процесс и параметры нанесения пентапласта
на внутренние поверхности трубопроводов приведены в гл. 5.
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
НА ОСНОВЕ ФТОРПРОИЗВОДНЫХ ЭТИЛЕНА
Совершенствование лакокрасочных материалов на основе фтор-
производных этилена осуществлялось путем модификации раство-
римых фторопластов эпоксидными олигомерами 176). Получаемые
при этом фторопласто-эпоксидные материалы не только сочетают
в себе ценные свойства исходных компонентов (химическая и ат-
мосферная стойкость, морозостойкость и др.), но по многим пока-
зателям и превосходят их. Если отвержденные эпоксидные смолы
представляют собой жесткие хрупкие полимеры, то отвержденные
фторопласто-эпоксидные композиции обладают высокой прочно-
стью и эластичностью. Композиционные материалы по прочности
при повышенных температурах (60 °C) превосходят исходные фто-
ропласты, что обусловливается наличием у фторопласто-эпоксид-
ных материалов жесткого сетчатого корпуса, образуемого эпок-
сидным олигомером.
Разработаны лаки фторопластовые и фторопласто-эпоксидные
холодного и горячего отверждения (ТУ 6-05-041-648—77).
На основе фоторопласто-эпоксидных композиций разработаны
лаки холодной сушки, отверждаемые при комнатной температуре,
ЛФЭ-23х, ЛФЭ-26х, ЛФЭ-32х, ЛФЭ-42х и лаки горячей сушки,
отверждаемые при 120—150 °C, ЛФЭ-23г, ЛФЭ-32г, ЛФЭ-42г.
Лаки представляют собой прозрачные или полупрозрачные раст-
воры с концентрацией сухого вещества от 7 до 20 % и вязкостью
20—70 с по ВЗ-4. Разбавляют лаки бутилацетатом или смесью
растворителей.
81
| chipmaker.ru
Лаки холодной сушки ЛФЭ-26х, ЛФЭ-32х и ЛФЭ-42х по-
ставляются в виде двух компонентов в комплекте с отвердителем
аминного типа АФ-2: лаки горячей сушки ЛФЭ-23г, ЛФЭ-32г,
ЛФЭ-42г выпускаются готовыми к применению.
Срок храпения фторопласто-эпоксидных лаков — 6 мес, а
в смеси с отвердителем АФ-2 — не более 3 сут при 18—23 °C.
Перед применением лаки холодной сушки смешивают с отверди-
телем, количество которого х (в г на 1 кг лака) рассчитывают
по формуле: х — аК, где а — содержание сухого вещества в лаке,
%; А — коэффициент пересчета для лаков, который равен 0,9 для
ЛФЭ-23х, 0,44 для ЛФЭ-26х, 0,22 для ЛФЭ-32х и 0,43 для ЛФЭ-42х.
Рассчитанное количество отвердителя растворяют в удвоенном
к последнему количестве ацетона и вводят в лак. Затем лаковую
композицию перемешивают, отстаивают в течение 3 ч для удаления
пузырей воздуха и фильтруют через капроновую или шелковую
сетку. Лаки наносят кистью, краскораспылителем или окунанием.
Для получения химически и влагостойких покрытий фторо-
пластово-эпоксидные лаки пигментируют окисью хрома, дву-
окисью титана, железным суриком, а для антифрикционных пок-
рытий — графитом, дисульфидом молибдена или порошками фто-
ропластов. Пигмент вводится в количестве от 20 до 50 % от сухого
остатка.
Получение фторопласто-эпоксидных покрытий осуществляют
по режиму, указанному в гл. 5.
Покрытия на основе фторопласто-эпоксидных композиций об-
ладают теплостойкостью (покрытия лаками холодной сушки мо-
гут эксплуатироваться до 170—180 °C, лаками горячей сушки —
до 200—220 °C), хорошей адгезией к металлическим и другим
поверхностям, атмосфере-, влагостойкостью (например, покрытие
на основе лака ЛФЭ-32х толщине й 30 мкм после пребывания в те-
чение 50 сут в среде с 98 %-ной влажностью при 20 °C не измени-
лось; при этом удельное объемное электрическое сопротивление
как до, так и после испытания составляло 1 • 1014 Ом-см), хорошими
электроизоляционными показателями (так, покрытие на основе
лака ЛФЭ-32г толщиной ПО—120 мкм при температуре от 20
до 180 °C и частоте 50 Гц сохраняет высокие диэлектрические
свойства), высокой износостойкостью, антиадгезионностью, хи-
мической стойкостью к воздействию 3 и 10 %-ных растворов хло-
рида натрия, 5 и 10 %-ных растворов хлорида калия. Покрытия,
например, на основе лаков ЛФЭ-23х и ЛФЭ-26х в сочетании
с эпоксидной шпатлевкой ЭП-00 10, а также ЛФЭ-23г показали
высокую стойкость к разбавленным и концентрированным серной
и соляной кислотам при 18—23 °C.
Недостатком покрытий на основе фторопласто-эпоксидных ком-
позиций является слабая стойкость их к воздействию кислот и
шелочей при повышенной температуре. В этих условиях покрытия
набухают и затем разрушаются. Для устранения этого недостатка
применяют комбинированные покрытия; для первых слоев исполь-
82
зуются фторопласто-эпоксидные лаки, а для последних — фторо-
пластовые лаки. Рекомендуется комбинировать фторопласто-
эпоксидные покрытия ЛФЭ-23х с фторопластовыми ЛФ-23 или
ЛФ-26, а ЛФЭ-32Х, ЛФ-32.
Лаки ЛФЭ-23х, ЛФЭ-26х и ЛФЭ-23г можно применять для
получения покрытии, в том числе и комбинированных с фторо-
пластовыми, для защиты металлических и других поверхностей
от воздействия агрессивных сред, солнечной радиации и для анти-
адгезионных целей; лаки ЛФЭ-32х и ЛФЭ-32г — для получения
электроизоляционных покрытий, стойких к воде, агрессивным
средам, солнечной радиации; лаки ЛФЭ-42х и ЛФЭ-42г—для
получения защитных противокоррозионных, антифрикционных
и антиадгезионных покрытий.
Из фторсодержащих материалов практическое применение
получил лак ФП-525 (ТУ 6-10-1653—78). Сн представляет собой
раствор фторопласта 32ЛН в смеси органических растворителей
и предназначен для получения влагозащитного покрытия на радио-
деталях из различных материалов. Наносится лак на окрашивае-
мую поверхность пневматическим распылением. Для разбавления
лака применяется растворитель Р-Н (ТУ—6-10-12-12—78). Время
высыхания пленки лака до степени 3 — не более 24 ч при 18—
22 °C, 5 ч при 70 °C, 3 ч при 140 °C, 1 ч при 160 °C.
На основе нерастворимых фторопластов (4М, 40, 30 и др.)
промышленностью выпускаются также порошковые материалы для
получения покрытий.
Практическое применение для получения покрытий на основе
порошков получили также фторопласты 3, ЗМ, 42, 2.
Основными преимуществами покрытий на основе порошков из
фторопластов являются исключительно высокая стойкость к хи-
мическим реагентам, низкий коэффициент трения и стойкость
к удару, хорошие электроизоляционные свойства, возможность
эксплуатации при температурах от —195 до +150 °C, а в агрес-
сивных средах—до 120—140 °C (9, с. 121].
К недостаткам покрытий из фторопластов следует отнести сла-
бую адгезию к окрашиваемой поверхности и высокую стоимость
материала. Для улучшения адгезии используются различные
Грунтовки, например герметики 5Ф-13 и 14Ф-26 на основе фтор-
каучуков, применяемые в виде растворов.
Улучшению механических свойств, в частности гибкости и
эластичности, способствует закалка покрытий в холодной воде.
Наносятся порошки фторопластов на поверхность методами га-
зопламенного напыления, в псевдоожиженном слое, а также в элек-
трическом поле высокого напряжения.
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ НИТРАТА ЦЕЛЛЮЛОЗЫ
Покрытия на основе нитрата целлюлозы отличаются твердо-
стью, эластичностью, атмосфере-, бензо- и маслостойкостью, бы-
стро высыхают в естественных условиях. Недостатками их явля-
83
chipmaker.ru
ются слабая адгезия к металлам (поэтому их наносят по глифта-
левому или фенольному грунту), невысокая стойкость к действию
тепла и ультрафиолетовых лучей, а также легкая воспламеняе-
мость самих лакокрасочных материалов. Покрытия на основе ни-
трата целлюлозы имеют полуматовую поверхность, и для придания
зеркального блеска их полируют. В химических и некоторых дру-
гих производствах для окраски металлических и деревянных
поверхностей аппаратов и оборудования, находящихся внутри
помещения, применяют эмали НЦ-25 (ГОСТ 5406—73) различных
цветов. Наносят их краскораспылителем по грунту.
Ннтроглпфталевые эмали НЦ-132 (ГОСТ 6631—74) различных
цветов применяются для окраски оборудования, установленного
как внутри помещения, так и на открытом воздухе. Они также
обладают достаточной бензо-и маслостойкостью. Наносят их ки-
стью или краскораспылителем по грунту ГК-032гс или ГФ-021;
можно наносить непосредственно по металлу при окраске обору-
дования, находящегося внутри помещения.
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ КАУЧУКОВ
Для противокоррозионных покрытий можно использовать
различные синтетические каучуки, а также продукты их химичес-
ких превращений, хорошо растворимые в органических раствори-
телях и способные легко наноситься на поверхность: жидкий
наирит, жидкий тиокол, хлоркаучук, циклокаучук.
Жидкий наирит принадлежит к низкомолекулярным полихлоро-
пренам 177, 78]. Его получают эмульсионной полимеризацией
хлоропрена. Изменяя рецептуру исходной смеси и режим полиме-
ризации, можно получать различные типы жидких наиритов, на-
пример маслонаполненный полимер (масляный наирит); полимер,
кристаллизующийся при обычной температуре (кристаллизую-
щийся наирит); сополимер, содержащий в макромолекуле карбо-
ксильные группы (карбоксилатный наирит) и др.
Покрытия на основе жидкого наирита обладают высокой хими-
ческой стойкостью к ряду агрессивных сред: 40- и 65 %-ной
серной кислоте, 20 %-ной фосфорной кислоте при 60 °C, 10 %-ному
раствору едкого натра при 60 °C и др.
Жидкий наирит используется для защиты емкостей от корро-
зии в результате воздействия воды, механических фильтров от
гидроабразивной эрозии и в других областях. Наносится наирит
кистью, краскораспылителем или при помощи специальных уста-
новок.
К недостаткам таких покрытий относятся слабая адгезия к ме-
таллическим и бетонным поверхностям и сравнительно быстрое
старение, сопровождающееся резким ухудшением физико-механи-
ческих свойств. Кроме того, черный цвет каучуковых композиций
ограничивает применение покрытий.
Жидкие тиоколы [791 — продукты поликонденсации дихлор-
производных алифатических углеводородов с ди- или тетрасуль-
84
фидами натрия. Вследствие наличия концевых реакционно-
способных сульфгидрильных групп SH эти полимеры вулкани-
зуются уже при комнатной температуре при взаимодейстгии
с перекисями или окисями металлов, органическими гидропере-
кисями, полиаминами и другими реагентами.
Тонкослойные тиоколовые покрытия отличаются высокой эла-
стичностью, хорошо противостоят эрозионному износу, вызывае-
мому, например, действием пыли, а также вибрациям и резким
колебаниям температур. Наибольшее практическое значение при-
обрели саженаполненные тиоколовые краски, в которых в каче-
стве вулканизующего агента используются перекись свннца, а
также органические перекиси. При введении в краску сиккативов
можно получать очень тонкие покрытия, вулканизующиеся за
счет кислорода воздуха.
В качестве растворителей для тиоколовых красок используют
циклогексанон, метилэтилкетон, бензол, а также смеси ряда орга-
нических растворителей, имеющих значительную токсичность.
Поэтому при работе с тиоколовыми красками необходимо строго
соблюдать правила техники безопасности.
Хлоркаучук содержит свыше 50 % хлора. Часто применяется
хлорнаирит—хлорированный хлоропреновый каучук. Он обла-
дает хорошими адгезионными свойствами и химической стой-
костью к ряду агрессивных сред.
На основе хлоркаучука вырабатывается эмаль КЧ-190
(ТУ 6-10-940—79).
Циклокаучук представляет собой продукт каталитической изо-
меризации натурального или синтетического каучука. После изо-
меризации в соединении остаются двойные связи, благодаря чему
циклокаучук способен взаимодействовать с функциональными
группами и переходить в необратимое состояние. Циклокаучук
хорошо совмещается со многими пленкообразующими веществами,
в частности с алкидными и фенолоформальдегидными смолами.
Покрытия на основе циклокаучука обладают высокой адгезией,
атмосфере- и химической стойкостью.
На основе циклокаучука вырабатывается эмаль КЧ-728
(ТУ 6-10-590—75).
В целях получения покрытий с длительным сроком службы
разработаны (801 латексные композиции на основе тройного эти-
лен-пропилен-диенового каучука (СКЭПТ). В состав этой компо-
зиции входят латекс СКЭПТ, а также антивспениватель, напол-
нитель, стабилизатор и другие компоненты. Композиция пред-
ставляет собой однородную подвижную массу сметанообразной
консистенции с содержанием сухого остатка 72 % и оптимальной
продолжительностью вулканизации 1,5 ч при 100 °C; наносится
кистью или окунанием.
Покрытия на основе латекса СКЭПТ обладают достаточно вы-
сокой прочностью, хорошей эластичностью и удовлетворительной
адгезией к стали по водоразбавляемому латексному грунту ВРЛГ.
85
chipmaker.ru
Они отличаются стойкостью в водных кислых и щелочных раство-
рах высоких и средних концентраций, однако неустойчивы в сла-
бокопцептрированных, т. е. более диссоциированных, растворах.
Трехслойные покрытия толщиной 1 мм на основе латекса СКЭПТ
по грунту ВРЛГ, отвержденные при 110 °C в течение 1,5 ч, обе-
спечивают надежную защиту углеродистой стали от коррозии
(1000 ч при 20 °C) в воде, 40 %-и 70 %-ной серной, 34%-ной
соляной и 88 %-нсй форсфорной кислотах, 49%-ном растворе ед-
кого натра и 5 %-ном растворе персульфата калия. Покрытие
оказалось нестойким лишь в 80 %-ной уксусной кислоте и 10 %-
ном растворе едкого натра.
Представляет интерес применение полибутадиенуретановых
каучуков. Покрытия на основе этих каучуков наряду с высокой
прочностью и износостойкостью, характерной для уретановых
эластомеров, обладают также высокой водостойкостью. Разра-
ботан [811 состав на основе форполимера СКУ-ОБД, получаемого
из жидкого олигомерного бутадиендиола (ОБД) и толуилендиизо-
цианата (ТДИ). Состав представляет собой вязкую прозрачную
жидкость, содержащую 88—89 % сухого остатка. Толщина одно-
слойного покрытия кистью 0,2—0,25 мм, оптимальная продол-
жительность вулканизации при 20 °C составляет 5 сут, при 120 °C—
2 ч.
Новый гуммировочный полиуретановый состав включает фор-
полимер на основе ОБД, раствор диамета X (3,3'-дихлор-4,4'-
диаминодифенилметана) в метилэтилкетоне, используемого в
качестве вулканизующего агента, и растворителя — метилэтил-
кетона. Его готовят смешением двух жидких компонентов непо-
средственно перед употреблением. Количество (в г) вулканизую-
щего агента — диамета X в виде раствора в метилэтилкетоне
с концентрацией 50 ± 5 % (масс.) — рассчитывают по формуле:
anNCO -3,18
* =-----с---
где а — количество форполимера, г; «nco — содержание изо-
цианатных групп в форполимере, % (масс.); С — концентрация
диамета X в метилэтилкетоне, % (масс.).
Гуммировочный состав наносят кистью, при этом за один про-
ход получается покрытие толщиной 150—200 мкм. Покрытие при
комнатной температуре теряет отлип через 1 ч, становится твердым
через 3—4 ч, однако оптимальные физико-механические свойства
приобретают лишь через 5 сут или при 120 °C через 2 ч.
Схема получения покрытия на основе форполимера СКУ-ОБД:
1) дробеструйная очистка металлической поверхности;
2) обдувка и обезжиривание поверхности;
3) нанесение эпоксидной грунтовки Б-ЭП-0126 без раствори-
телей;
4) выдержка при 20 °C в течение 20—24 ч;
5) нанесение одного слоя гуммировочного состава;
86
6) выдержка при 20 °C в течение 40—60 мин для каждого слоя,
кроме последнего;
7) нанесение последнего слоя гуммировочного состава;
8) вулканизация при 20 °C не менее 5 сут;
9) контроль качества покрытия.
Перед нанесением гуммировочного состава форполимер
СКУ-ОБД смешивают с раствором диамета X в метилэтилкетоне
и выдерживают состав при 20 °C в течение 10—15 мин для дости-
жения необходимой вязкости и удаления пузырей.
Покрытия на основе форполимера СКУ-ОБД как холодной,
так и горячей вулканизации обладают высокими физико-механи-
ческими показателями: прочностью при ударе, гибкостью, хоро-
шей адгезией к стали (по грунту Б-ЭП-0126). После длительного
пребывания покрытия в воде адгезия сохраняется.
Пленки на основе форполимера СКУ-ОБД обладают высокой
теплостойкостью и гидролитической стойкостью: коэффициент
прочности (отношение разрушающего напряжения при рызрыве
после испытаний к первоначальному) через 156 ч кипячения в воде
составлял для пленок холодного отверждения 0,88.
Испытания покрытий толщиной 1 мм по грунту Б-ЭП-0126
или клею ПУ-2 при 20 °C на углеродистой стали показали высокие
защитные свойства в таких агрессивных средах, как 10%-ная азот-
ная, 30 %-ная соляная, 60 %-ная серная и 40 %-ная фосфорная
кислоты, а также в растворах едкого натра и минеральных солей.
Покрытие с присадкой АКОР-1 может быть рекомендовано для
временной защиты на период транспортировки и монтажа изделий
машиностроения, направляемых в страны с жарким и влажным
климатом.
ФУРИЛОВЫЕ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Фуриловые лакокрасочные материалы изготовляются на основе
фуриловых смол, являющихся продуктами аутоконденсации фур-
фурилового спирта или его взаимодействия с фенолоформальде-
гидными смолами [13, с. 87].
Для получения защитных покрытий находят применение как
чистые, так и модифицированные фуриловые смолы. К последним
относятся смолы ФЛ, получаемые из фурилового спирта и водо-
растворимой фенолоформальдегидной смолы. На этой основе
выпускаются лаки ФЛ-1 и ФЛ-4 (ТУ 59-82—75), которые могут
быть использованы для получения защитных покрытий по металлу
й бетону, стойких к кислым и щелочным растворам, бензину, мас-
лам, воде, сероводороду и другим агрессивным средам.
Из фуриловых лакокрасочных материалов наибольшее при-
менение для защиты металла и бетона от воздействия агрессивных
сред получил лак Ф-10 (ТУ 6-05-1092—74), который представляет
собой раствор в ацетоне или смеси ацетона и ксилола (1 : 3) фу-
рил-фенолоформальдегидной смолы, модифицированной поли-
87
r.ru
винилацеталями. При нанесении краскораспылителем лак раз-
бавляют до вязкости 12—15 с по ВЗ-4. По противокоррозионным
свойствам лак Ф-10 значительно превосходит перхлорвиниловые
лаки, отличаясь теплостойкостью и эластичностью. Лак Ф-10
можно использовать для получения бензостойких покрытий, ко-
торые отверждаются при повышенной температуре без отверди-
телей. Следует учитывать, что лак содержит небольшое количество
сухого остатка (25—40 %), поэтому получаются тонкие покрытия.
Для создания необходимой защиты требуется увеличить число
наносимых слоев по сравнению с другими лакокрасочными ма-
териалами.
Схема технологического процесса окраски с применением лака
Ф-10 приведена в гл. 5.
В результате конденсации фурфурола с фурфуриловым спир-
том или ацетоном получаются фурановые полимеры [72, с. 256 J.
На основе фурановых полимеров практическое применение
получила эмаль ФР-757 (ТУ 6-10-1517—75). Покрытие этой эмалью
толщиной 60 мкм оказалось наиболее химически стойким в ди-
хлорэтане в течение 1000 ч при 18—20 и 60 °C [82 ]. Эмаль ФР-757
наносится в несколько слоев методом облива или краскораспыли-
телем вязкостью 13—25 с по ВЗ-4. До рабочей вязкости эмаль
может разбавляться смесью этилового спирта и ацетона в соот-
ношении 1:1. Сушка эмали должна производиться с постепенным
подъемом температуры во избежание образования пузырей ввиду
интенсивного выделения растворителя. Оптимальный режим сушки
и нагрева эмали ФР-757: первый слой при температуре 20—
25 °C — 1,5 ч, затем подъем температуры от 20 до 120 °C в течение
1,5 ч и выдержка покрытия при 120 СС— 0,5 ч; второй слой при
температуре 20—25 °C — 2 ч, подъем температуры от 20 до
100 СС — 2 ч и выдержка покрытия при 160 °C — 2 ч.
ВОДОРАЗБАВЛЯЕМЫЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Применение водоразбавляемых лакокрасочных материалов яв-
ляется одним из наиболее перспективных направлений в произ-
водстве лакокрасочных покрытий. Это обусловливается следую-
щими преимуществами этих материалов:
применение в качестве разбавителя воды взамен токсичных
п огнеопасных растворителей, что дает значительную экономию,
уменьшает пожарную опасность при производстве окрасочных
работ, улучшают санитарно-гигиенические условия труда;
легкость нанесения водоразбавляемых красок (кистью, крас-
кораспылителем, валиком, а также способом электроосаждения —
одним из наиболее прогрессивных методов нанесения лакокрасоч-
ного материала) и быстрое высыхание покрытий на их основе;
возможность получения покрытий на влажных поверхностях
и при повышенной влажности воздуха;
меньшая трудоемкость отмывки оборудования и инструмента
от неотвержденной краски;
88
возможность хранения и транспортировки красок в сухом
виде с последующим разведением их водой;
высокая адгезия красок к пористым поверхностям (штука-
турке, бетону), позволяющая легко их перекрашивать без специ-
альной подготовки;
невысокая стоимость красок.
Кроме того, покрытия на основе водоразбавляемых красок дис-
персионного типа не препятствуют, в отличие от покрытий масля-
ными красками, проникновению воздуха и паров воды к окрашен-
ной поверхности материала. Поэтому водоразбавляемые лако-
красочные материалы получают все большее распространение 183 I.
За последние 10 лет ежегодный прирост потребления водораз-
бавляемых красок на мировом рынке составляет 8—9 %, а в США
на их долю приходится около 2/3 всех строительных красок для
внутренних работ и около Ч3 красок для наружных работ. Пред-
полагают, что в ближайшие годы выпуск водоразбавляемых ма-
териалов составит более 40 % мирового производства всех про-
мышленных красок.
Вместе с тем водоразбавляемые лакокрасочные материалы не
лишены недостатков 184, с. 7, 38 ], из которых следует отметить:
слабую стабильность и неморозостойкость значительной части
водоразбавляемых красок дисперсионного типа;
необходимость специальной подготовки металлической поверх-
ности под окраску ввиду сравнительно высокого поверхностного
натяжения красок;
необходимость применения для водоразбавляемых красок
растворного типа более жестких режимов отверждения, чем для
красок на основе иленкообразующих, растворимых в органических
растворителях.
Водоразбавляемые лакокрасочные материалы в зависимости
от состояния полимерного связующего подразделяются на водно-
дисперсионные и водорастворимые. В воднодисперсионных кра-
сочных системах пленкообразователь находится в виде дисперсии
в воде, а в системах растворного типа — в виде растворимого
в воде полимера. При этом дисперсии пленкообразователей явля-
ются двухфазными неравновесными и необратимыми системами,
относящимися в основном к лиофобным коллоидам, а растворы
пленкообразователей представляют собой однофазные равновес-
ные и термодинамически обратимые системы.
Из лакокрасочных материалов воднодисперсионного типа наи-
лучшими являются краски на основе акрилатных латексов 1851.
Они нашли широкое применение для получения покрытий благо-
даря хорошей адгезии к металлу, дереву, цементу, штукатурке,
высокому блеску, атмосферостойкости. Строительные краски из
полиакрилатных эмульсий отличаются большой пигментоемкостью.
При сравнении различных эмульсий оказалось, что наибольшей
пигментоемкостью и долговечностью обладают акрилатные и сти-
рол-акрилатные эмульсии. Поэтому, несмотря на более высокую
89
r.ru
стоимость исходного сырья, эти эмульсии являются экономически
более выгодными.
Значительное применение, особенно для внутренних работ,
получили лакокрасочные материалы на основе сополимеров сти-
рола с бутадиеном.
Промышленностью выпускаются водоэмульсионные краски
ЭКЧ-26 и ЭКЧ-1А (ГОСТ 19214—80) различных цветов на основе
стирол-бутадиенового латекса СКС-65ГП с добавлением эмульга-
тора, стабилизатора и других вспомогательных веществ. Они
предназначаются для работ внутри помещения по дереву, штука-
турке и другим пористым материалам, по загрунтованной поверх-
ности металла, а также по старым покрытиям эмалями, масля-
ными, водоэмульсионными и другими красками. Эти краски не
рекомендуются для помещений с повышенной влажностью. Краски
устойчивы к замораживанию до —40 °C и оттаиванию.
Краски наносят на поверхность кистью, валиком или краско-
распылителем. Продолжительность высыхания красок при 18—
22 'С составляет 2 ч.
Преимущества водоэмульсионных красок на основе стирол-
бутадиенового латекса — отсутствие в их составе органических
растворителей и значительная скорость высыхания. Это позволяет
использовать их, в частности, для окраски полов.
С целью создания лакокрасочных материалов, не содержащих
пожаро- и взрывоопасных органических растворителей, разрабо-
тана 186] водная противокоррозионная грунтовка холодной сушки
ЭКЧ-0651 (ТУ 40-2.022—79) на основе модифицированного ла-
текса бутадиен-стирольного сополимера СКС-65 в сочетании с про-
тивокоррозионными пигментами. Наносится грунтовка методом
пневматического распыления. Вязкость ее 12—17 с по ВЗ-4 при
20 С, в случае необходимости грунтовка разбавляется водой.
Продолжительность высыхания грунтовки (до степени 3) 2 ч
при 20 ЭС, толщине однослойного покрытия 20—30 мкм. Покрытие
на основе грунтовки ЭКЧ-0651 обладает высокими физико-механи-
ческими и защитными свойствами: прочность при изгибе 1 мм,
при ударе 500 Нем (50 кг-см).
На грунтовку ЭКЧ-0651 наносятся и с ней хорошо совмеща-
ются алкидные, эпоксидные, перхлорвиниловые, нитратцеллю-
лозные, карбамидные лакокрасочные материалы, используемые
для верхних покрытий. В сочетании с этими материалами и грун-
товкой получают покрытия, по атмосферостойкости аналогичные
покрытиям с применением серийных грунтовок ГФ-021 и
ВЛ-02.
Грунтовка ЭКЧ-0651 может быть рекомендована в качестве
самостоятельного покрытия для защиты металлоконструкций и
других изделий при межоперационном хранении внутри помещения
или на открытых площадках со сроком эксплуатации до года, а
также для грунтования взамен грунтовок ГФ-021 и ВЛ-02. Эта
грунтовка может быть рекомендована для замены грунтовки ВЛ-02
90
r покрытиях, эксплуатирующихся в солевом тумане, растворах со-
лей и кислот, и грунтовки ЭП-00-10 в покрытиях, испытывающих
воздействие воды и повышенной температуры.
На основе модифицированного стирол-бутадиенового латекса
СКС-65ГП разработаны [871 также грунтовка ЭКЧ-0655
(ТУ 6-10-100-132—78) и краска ЭКЧ-177.
Испытаниями установлено, что воднодисперсионные грунтовки
ЭКЧ-0651 и ЭКЧ-0655 могут заменить грунтовки ГФ-021, ВЛ-05,
ФЛ-ОЗК во многих системах покрытий. Двухслойные покрытия
краской ЭКЧ-177, каждый слой которых высушен 3 ч при 20 °C,
по таким защитным свойствам, как испытание в воде, гидростате
и 3 %-ном растворе NaCl, аналогичны системе покрытий, содер-
жащей грунтовку ГФ-021, алкидные и нитроэмали.
Таким образом, эти материалы могут быть рекомендованы для
грунтования изделий электротехнической аппаратуры, трамвай-
ных вагонов, а также для получения временных защитных покры-
тий при межоперационном хранении металлоконструкций на
открытых площадках со сроком эксплуатации не более года.
Все большее применение в промышленности приобретают водо-
разбавляемые лакокрасочные материалы растворного типа [84,
с. 149—1851. Водорастворимые пленкообразователи получают преи-
мущественно на основе смол конденсационного типа (алкидных,
фенольных, мочевино- и меламиноформальдегидных, полиэфи-
ров и др.). Большинство из них совмещается с водой и образует
достаточно стабильные растворы лишь в присутствии третьего
компонента — органического растворителя.
Главным преимуществом водорастворимых лакокрасочных ма-
териалов перед обычными является высвобождение токсичных и
часто дорогостоящих органических растворителей водой при сох-
ранении на высоком уровне всех основных свойств покрытий,
а также возможность использования электроосаждения — про-
грессивного метода нанесения лакокрасочных материалов [851.
К недостаткам этих систем следует отнести необходимость приме-
нения жестких режимов сушки для завершения образования про-
странственной структуры пленкообразователя на подложке, а
также низкую стойкость к гидролизу конденсационных смол в
водных растворах.
В промышленности практическое применение получили лако-
красочные материалы на основе водорастворимых алкидных
смол — полиэфиров, модифицированных высыхающими или по-
лувысыхающими маслами или их жирными кислотами. Характер-
ными особенностями водорастворимых алкидных смол [13,
с. 55—61 J являются низкая молекулярная масса (1200—1400),
наличие в молекуле свободных карбоксильных групп (кислотное
число 50—100 мг КОН/г) и высокое содержание (40—50 %)
гидроксильных групп.
Водорастворимая алкидная смола ВПФЛ-50 — пентафтале-
вая смола с жирностью 50 % — применяется в сочетании с отвер-
91
r.ru
ждаюшими смолами для получения автомобильных грунтовок,
наносимых окунанием.
Из других водоразбавляемых материалов освоено [88] произ-
водство грунтовки ВМЛ-0143 (ТУ 6-10-1532—76). Она представ-
ляет собой суспензию пигментов и наполнителей в растворе лака
МЛ-0166 (на основе малеинизированных масел) с добавкой по-
верхностно-активных веществ и высококипящих растворителей.
Преимущества новой грунтовки по сравнению с известными водо-
разбавляемыми материалами (ПФ-033, ПФ-0,99 ФЛ-149) сле-
дующие: хорошая способность разбавляться водой, отсутствие
необходимости в корректировке ванны с рабочим раствором ка-
кими либо органическими растворителями при эксплуатации
в течение длительного времени, большая технологичность и
более высокие защитные свойства получаемых покрытий.
Грунтовку ВМЛ-0143 можно наносить на поверхность различ-
ных металлов: легированную сталь, обычную сталь, стальное
литье, цинк и другие легкие металлы методом струйного облива
или окунания, что позволяет окрашивать детали любой конфигу-
рации Грунтовка наносится также методом пневматического
распыления. Она применяется для защиты металла от кор-
розии в качестве грунтовочного слоя или однослойного по-
крытия.
Для получения покрытий, обладающих высокой коррозионной
стойкостью, стальные поверхности должны быть подвергнуты
железофосфатированию или цинкфосфатированию, а легкие ме-
таллы и цинк — хроматированию.
Грунтовка ВМЛ-0143 обладает хорошими физико-механиче-
скими показателями. Время высыхания грунтовки при 180 °C
до степени 3 — не более 30 мин.
Промышленностью выпускается также водоразбавляемая эмаль
В-АС-1162 белая (ТУ 6-10-1608—77). Эта однокомпонентная эмаль
представляет собой суспензию двуокиси титана в растворе водо-
разбавляемого акрилового сополимера. Эмаль предназначена для
окраски электробытовых и бытовых приборов (холодильников,
стиральных машин и других), изделий электро- и радиотехнической
промышленности, светильной арматуры, медицинской мебели,
измерительных приборов. Покрытие эмалью может эксплуатиро-
ваться в атмосферных условиях умеренного климата.
Наносят эмаль В-АС-1162 методом электроосаждепия на сталь-
ную обезжиренную или фосфатированную составом УФ-1 поверх-
ность, а также на обезжиренную поверхность цветных металлов
(кроме меди). Покрытия на основе эмали стойки к действию воды
(720 ч), влаги (360 ч) и раствору NaCl (240 ч). Время высыхания
пленки при 180 ± 2 °C до степени 2 — не более 20 мин.
Для изготовления водоразбавляемых материалов значительное
применение нашли водорастворимые фенолоформальдегидные смолы
113, с. 82—86], в частности смола ВБФС-4 на основе п-трет*
бутилфепола, формальдегида и салициловой кислоты.
62
Смола ВБФС-4 хорошо совмещается с водорастворимыми мас-
лами и алкидными смолами и используется для изготовления
различных грунтовок и эмалей. На основе этой смолы, растворен-
ной в этилцеллозольве, получают эмаль В-ФЛ-149Э черную
(ТУ 6-10-969—75), которую наносят электроосаждеинем. Про-
должительность сушки эмали 30 мни при 180 °C.
В промышленности получила применение грунтовка ВРЛГ
на основе акрилонитрильного латекса СКН-40ИХ с добавлением
в качестве отверждающего агента алкенилфенольной смолы ВРС,
растворенной в аммиачной воде. Грунтовку ВРЛГ можно сушить
конвекционным способом при 140 °C в течение 45 мин, при 170 °C
в течение 10 мин или при 200 °C в течение 3 мин. При терморадиа-
ционпой сушке разогревание металла до 180—190 °C происходит
за 45 с.
Для получения водоразбавляемых лакокрасочных материалов,
наносимых методом электроосаждения (89, с. 56—60 J, успешно
применяется водорастворимый малеинизированный продукт вза-
имодействия льняного и дегидратированного касторового масел —
резпдрол На его основе выпускаются грунтовки ФЛ-093
(ОСТ 6-10-427—79) серого, красно-коричневого и черного цветов,
представляющие собой суспензию пигментов (двуокиси титана,
сажи и железоокисного пигмента) и наполнителя (алюмосиликата)
в растворе смолы резидрол ВА-105 и ВА-133. Грунтовка, изго-
товленная на основе резидрола ВА-133, обладает лучшими тех-
нологическими и защитно-декоративными свойствами и повышен-
ной рассеивающей способностью по сравнению с грунтовкой,
изготовленной на основе резидрола ВА-105. Она применяется в ав-
томобилестроении и сельскохозяйственном машиностроении. Грун-
товка выпускается в виде «кислой» пасты и поставляется в комплек-
те с нейтрализатором — триэтиламином.
Разработана [90] и освоена водоразбавляемая черная эмаль
ВФЛ-1199 (ТУ 6-10-1756—80). Она представляет собой дисперсию
пигментов в растворе разбавляемого однокомпопентного фенольно-
масляного связующего в бутилцеллозольве с добавкой воды. Эмаль
предназначена для нанесения покрытий методом окунания на
детали шасси автомобиля.
Эмаль ВФЛ-1199 может наноситься непосредственно по ме-
таллу, по предварительно загрунтованной грунтовками ФЛ-093,
ГФ-021 и ФЛ-ОЗК поверхности, их можно перекрывать нитрат-
целлюлозными, алкидными, меламиномочевиноформальдегидными
эмалями и др.
Покрытия, получаемые на основе эмали ВФЛ-1199, характе-
ризуются высокими физико-механическими и защитными свой-
ствами, термо- и износостойкостью.
Продолжительность высыхания эмали — 30 мин при 180 °C
до степени 3.
На основе эмали ВФЛ-1199 разработана эмаль ВФЛ-1199Э,
наносимая электроосаждением.
ез
r.ru
В последнее время разработаны водоразбавляемые лакокра-
сочные материалы на основе водорастворимых алкидноэпо-
ксидных смол. Ряд из них выпущен нашей промышлен-
ностью.
ЦИНКСИЛИКАТНЫГ И ЭТИЛСИЛИКАТНАЯ КРАСКИ
К водоразбавляемым лакокрасочным материалам следует от-
нести также цинксиликатные краски. Связующим в них является
жидкое стекло — водный раствор силикатов щелочных металлов,
а в качестве пигмента используется цинковый порошок. Поэтому
эти краски называются цинксиликатными.
Совершенствование цинксиликатных красок шло в направлении
уменьшения содержания в них цинковой пыли и дополнительного
введения пигментов и наполнителей |91 I. Это позволило замед-
лить процесс отверждения покрытия и, следовательно, снизить
в нем внутренние напряжения, удлинить процесс взаимодействия
связующего со стальной подложкой и, значит, повысить адгезию
к гладкой поверхности.
В качестве связующего был применен силикат калия, который
обладает значительно лучшей водостойкостью по сравнению с си-
ликатами натрия и лития. Пигментная часть составлялась из
смеси цинковой пыли с пигментами и наполнителями чешуйчатого
строения. Исследованиями установлено, что наименьшая раство-
римость в воде чистых цинксиликатных красок наблюдается при
массовом соотношении цинк: жидкое стекло = 12:1. Замена
половины цинка инертными пигментами и наполнителями чешуй-
чатого строения позволяет получать покрытия с удовлетворитель-
ными защитными и физико-механическими свойствами Минималь-
ная водопроницаемость покрытий наблюдается при содержании
пигментов и наполнителей 15 % от массы цинка при общем массо-
вом соотношении пигменты: жидкое стекло = 6,4 : 1.
В результате была разработана цинксиликатная краска
В-ЖС-41 (ТУ 6-10-1481—78), покрытие на основе которой об-
ладает низкой водопроницаемостью и улучшенными физико-ме-
ханическими свойствами При эксплуатации в воде и во влажной
атмосфере покрытия не изменяют своего внешнего вида, и в воду
цинк вымывается не более предельно допустимых концентраций
(5 мг/л), тогда как на поверхности покрытий ЖС-80 очень быстро
образ’ ется белый налет из продуктов коррозии цинка.
Цинксиликатная краска В-ЖС-41 наносится в три слоя на пред-
варительно подготовленные металлические поверхности. Продол-
жительность межслойной сушки в зависимости от температуры
и влажности составляет от 3 до 8 ч. После сушки третьего слоя про-
водится дополнительное отверждение путем нанесения раствора
отвердителя (ортофосфорной кислоты) кистью или краскораспы-
лителем. Тол । ина трехслойного покрытия 200—300 мкм. До
раб чей вязкости краска разводится питьевой водой.
«4
Краска В-ЖС-41 разрешена к применению для защиты цистерн
для питьевой воды на судах
Промышленностью освоено [921 производство краски КО-42
(ТУ 6-10-1468—79), представляющей собой суспензию цинкового
порошка в этилсиликатном связующем. Она предназначена для
защиты внутренних поверхностей цистерн питьевой воды. Краска
является двухупаковочной и поставляется в виде пигмента,
и основы, смешиваемых перед применением в соотношении
(масс, ч) 2 : 1. Жизнеспособность готовой к применению краски
при 20 °C — 8 ч.
Краска наносится на поверхность кистью или краскораспыли-
телем в 4 слоя. Толщина четырехслойного покрытия 120—150 мкм.
Межслойная сушка в зависимости от температуры составляет
2—5 ч. Окончательная выдержка окрашенных емкостей до эк-
сплуатации при температуре не ниже —10 °C 6 сут.
Покрытие на основе краски КО-42 обладает хорошей стойкостью
к соленой воде, нефтепродуктам, воздействию влажной атмосферы.
Однослойное покрытие обладает также стойкостью в атмосферных
условиях, что позволяет использовать краску для межоперацион-
ной защиты.
Для защиты внутренних поверхностей цистерн питьевой воды
ранее применялись краски ХС-76, ЭКА-15, ЭКЖС-40. По сравне-
нию с этими материалами покрытие на основе краски КО-42
обладает следующими преимуществами:
более длительный срок службы — 3 года вместо 6—12 мес.;
возможность окрашивания отдельных секций цистерн питьевой
воды до их сборки благодаря негорючести и хорошей атмосферостой-
кости покрытия;
лучшая сохранность в окрашенных емкостях питьевой воды И
отсутствие постороннего привкуса и запаха;
сокращение срока ввода окрашенных цистерн в строй от 3 не-
дель до 6 дней.
Учитывая, что краски КО-42 специально в качестве грунтовок
и в сочетании с другими пленкообразующими компонентами не
применяются, разработана [93] двухкомпонентная грунтовка
КО-0219 на основе частично гидролизованного этилсиликата-32
и активного наполнителя — высокодисперсного цинкового порош-
ка. Ориентировочный состав материала, % (масс.): цинковый
порошок — 75,0, этилсиликат — 32—12,0, вода 1,0, кислотный
катализатор гидролиза — 0,25, органический растворитель —
11,75.
Жизнеспособность готового к употреблению материала после
смешения цинкового порошка с основой от 8 ч до 3 сут в за-
висимости от конкретных условий применения. В состав летучей
части могут входить ацетон, низшие спирты и их смеси. Вязкость
готового к употреблению материала 13—18 с по ВЗ-4, наносится
он методом пневматического распыления. Продолжительность
высыхания грунтовки 3—5 мин при 18—23 °C.
95
r.ru
Основные достоинства грунтовки КО-0219:
1. Высокие физико-механические показатели и защитные свой-
ства покрытия: при толщине покрытия 20 мкм они соответствуют
уровню широко используемой грунтовки ВЛ-023, а по защитным
свойствам значительно ее превосходят.
2. Возможность применения в топливных и масляных цистер-
нах в качестве грунтовки при последующей окраске по штатным
схемам при толщине покрытия до 20 мкм. При толщине свыше
20 мкм грунтовка может быть использована как самостоятельное
покрытие.
3. Возможность применения для межоперационной защиты
металла и совмещения покрытия с покрывными красками, исполь-
зуемыми в судостроении. При этом установлено, что в случае при-
менения цинконаполнепыой грунтовки на основе этилсиликатного
связующего специальной подготовки поверхности перед окраской
не требуется.
4. Улучшение противокоррозионной защиты металла, особенно
при постоянном пребывании в воде.
5. Пожаробезопасность, а также масло- и бензостойкость по-
крытия. При толщине покрытия 20 мкм оно надежно обеспечивает
защиту конструкционных сталей сроком более 1 года в условиях
атмосферы промышленных предприятий повышенной влажности
морского тумана.
6. Возможность проведения сварных работ без удаления пок-
рытия в случае применения его для межоперационной защиты.
Лабораторными исследованиями установлено, что покрытие прак-
тически не влияет на механические свойства сварного соединения.
Литература
1. Рабкин Е. Б. Руководство по рациональному цветовому оформлению. М.,
Транспорт, 1964. 48 с.
2. Лакокрасочные покрытия в машиностроении/Под ред. М. М. Гольдберга.
М., Машиностроение, 1974 . 576 с.
3. Саратовский Э. П., Нагина А. Я-, Мислер Ж. В. и др. — Лакокрасочные
материалы и их применение, 1976, № 5, с. 75—76.
4. Рубинштейн Ф. И., Золотова С. А., Богданова Г. В. и др. — Там же, № 1,
с. 29.
5. Рубинштейн Ф. И., Золотова С. 4., Богданова Г. В. и др. — Там же, 1974,
№ 4, с. 35.
6. Лаврищев Л. П., Колосов В. Г., Бойцова 10. Ф. и др. — Там же, 1975, № 2,
с. 31.
7. Малинина А. М., Грибкова Е. И., Богданова О. В. и др. — Там же, 1977,
№ 2, с. 72.
8. Лаврищев Л. П., Клыгин В. Н., Бадалов Б. Н. и др. — Там же, 1975, № 2,
с. 32.
9. Яковлев А. Д., Здор В. Ф., Каплан В. И. Порошковые полимерные мате-
риалы и покрытия на их основе. Л., Химия, 1971. 256 с.
10. Гейниш М. Р., Амфитеатрова Т. А., Масленникова Н. Л. и др. — В кн.:
Новые лакокрасочные материалы, не содержащие органических раствори-
телей. Л., ЛДНТП, 1975, с. 85.
£6
11. Серебрякова Т. Н., Фадеев Е. М., ХатееваМ. Ф. — Лакокрасочные материалы
и их применение, 1976, № 5, с. 44.
12. Сирота М. Ф., Чсботарсзский В. В. — Там же, 1974, №6, с. 32—34.
13. Гольдберг М. М. Материалы для лакокрасочных покрытии. М., Химия,
1972. 344 с.
14. Лакокрасочные материалы для окраски оборудования и тары в пищевой
промышленности. Каталог ВДНХ СССР, 1973. 10 с.
15. Лакокрасочные материалы различного назначения. Каталог ВДНХ СССР,
1974. 12 с.
16. Васильева И. А., Гинзбург И. С., Янко Д. И. — В ки.: Лакокрасочные по-
крытия со специальными свойствами. Л., ЛДНТП, 1973, с. 109—116.
17. Тихомиров В. Б. Полимерные покрытия в атомной технике. М., Атомпздат,
1963. 276 с.
18. Благонравова А. А., Непомнящий А. И. — Жури. ВХО, 1967, № 4, с. 410—
418.
19. Еселсв А. Д., Казанцева Б. П., Рослова С. В. — В кп.: Лакокрасочные по-
крытия со специальными свойствами. Л., ЛДНТП, 1973, с. 89—93.
20. Шигорин В. Г., Егоров Б. Н. — Лакокрасочные материалы и их применение,
1968, № 1, с. 32—34.
21. Шигорин В. Г., Камаев М. И., Егоров Б. Н. — Там же, 1971, № 1, с. 45.
22. Синицына 10. Е., Кеворкова Т. А. — Там же, 1978, №5, с. 64.
23. Гусакова Д. Я., Новожилова В. И., Решетникова Л. 3. и др. — Там же,
1975, № 3, с. 33.
24. Шигорин В. Г., Камаев М. И. — Там же, 1976, № 2, с. 40—42.
25. Басова Л. С., Трофимов Д. И., Усович И. Ф и др. — Там же, № 6, с. 57—58.
26. Еселсв А. Д., Самохина Т. М. — Там же, 1974, № 3, с. 28—30.
27. Рудтко Б. М., Мучник П. И., Орлов В. Д. — Там же, 1974, № 6, с. 23—25.
28. Лаврищев Л. П., Алещинков В. А., Клыгин В. Н. и др. — Там же, 1975,
№ 3, с. 34.
29. Жебровский В. В., Лисенкова А. П., Решетникова Л. 3. — Там же, Кв 4,
с. 28.
30. Левит Н. И., Кудинова В. В., Жуковская Т. А. и др. — Там же, с. 32—34.
31. Оникул К. Э., Левит Н. И., Кондратенко Л. И. и др. — Там же, 1978, Кв 2,
с. 75.
32. Ковалева Л. Г., Шайна Л. И., Макарова Л. В. — Там же, 1976, Кв 5, с. 85.
33. Лисенкова А. П., Жебровский В. В., Ларченко Л. А. — Там же, 1978, Кв 5,
с. 65.
34. Подшивалова В. Г., Цыба Г. А., Григорьева Е. В. и др.—Там же, 1978,
Кв 3, с. 65.
35. Малашенко Л. П., Эдемская Н. Д., Алимова Г. К- и др. — Там же, 1976,
Кв 3, с. 71.
36. Арван А. С., Коваленко В. М., Шсшуков А. В. — Там же, 1974, № 4, с. 53.
37. Ковагенко В. №.. Шешуков А. В., Голубок 10. О. — Там же, 1975, Кв 4,
с. 31.
38. Гусакова Д. Я-, Новожилова В. И., Решетникова Л. 3. и др. — Там же, 1976,
№ 3, с. 72.
39. Моисеева И. П., Версен С. П., Семенова Н. И. Там же, 1975, Кв 5, с. 26.
40. Гоц В. Л., Ратников В. Н., Гисин П. Г. Методы окраски промышленных
изделий. М., Химия, 1975 . 264 с.
41. Яковлев А. Д., Здор В. Ф., Каплан В. И. Порошковые полимерные мате-
риалы и покрытия на их основе. Л., Химия, 1979. 256 с.
42. Пронина И. А., Гвоздева Ф. Н.—Лакокрасочные материалы и их приме-
нение, 1974, Ke 1, с. 78—81.
43. Пронина И. А., Гвоздева Ф. Н. — Там же, Кв 2, с. 84—87.
44. Майорова Н. В., Карякина М. И., Органджанян Б. Г. и др. — Там же,
Кв 6, с. 35—37.
45. Ратнер М. И., Алещенков В. А., Бадалов Б. Н. и др. — Там же, 1975, Ke 1,
с. 19.
46. Малинина А. М., Грибкоба Е. И., Богданова О. В. и др. — Там же, 1977,
Кв 1, с. 74.
4 РеЛСмаи А. И. 97
chipmaker.ru
47. Постникова В. А., Благонравова А. А., Драбкина Е. С. и др. — Там же.
1973, № 5, с. 14.
48. Сорокин М. Ф., Шодэ Л. Г., Синица Л. А. и др. — Там же, 1974, № 3,
с. 4—6.
49. Тартаковская А. М., Благонравова А. А., Николаева Г. Г., Шарова Т. И. —
Там же, 1976, № 1, с. 30.
50. Тартаковская А. М., Николаева Г. Г., Благонравова А. А. — Там же, 1980,
№ 5, с. 5—7.
51. Драбкина Е. С. — Там же, 1975, № 2, с. 28.
52. Виноградова Л. М., Каинова И. И., Крылова В. В. — В кн.: Новые атмо-
сферостойкие лакокрасочные материалы и покрытия. Л., ЛДНТП, 1979,
с. 11—14.
53. Головко Л. И., Румянцев Л. Ю., Прокопчук Е. Г. и др. — Лакокрасочные
материалы и их применение, 1980, № 5, с. 45—46.
54. Румянцев Л. Ю., Денисенко Л. В. — Там же, 1981, № 4, с. 59—60.
55 Ковалева Л. Г., Шайна Л. И., Макарова Л. В. и др. — Там же, 1975, № 4,
с. 29.
56. Ковалева Л. Г., Шайна Л. И., Макарова Л. В. и др. — Там же, 1974, № 6,
с. 61—62.
57. Эннан А. А., Якименко Р. И., Корнелли М. Э. и др. — Там же, 1973, № 2,
с. 34.
58. Якименко Р. И — Там же, 1974, № 5, с. 67.
59. Антикоррозионная кремнийорганическая эмаль КО-198. Каталог ВДНХ
СССР, 1974.
60. Органосиликатные материалы, их свойства и области применения. Л.,
ЛДНТП, 1972. 36 с.
61. Эрман В. 10. — Лакокрасочные материалы и их применение, 1975, № 6,
с. 33.
62. Моисеева И. П., Версен С. И., Поспехова Л. Д. и др. — Там же, 1975, № 5,
с. 27.
63. Ицко Э. Ф., Муромцев А. К. — Там же, № 6, с. 35.
64. Коваленко В. М., Ермолаева Л. К., Виноградова Г. Е. — Там же, № 4,
с. 30.
65. Фрост Е И., Синельникова Н. Р., Генник Н. М. и др. — Там же, 1976,
№ 6, с. 58.
66. Охрименко И. С., Новожилова О. А., Бочарова А. М. и др. — Там же, № 3,
с. 72.
67. Раскин Я- Л., Кулешова И. Д., Зорина Л. А. и др — Там же, 1974, № 3,
с. 17.
68. Раскин Я- Л., Кулешова И. Д., Смирнов В. М. — Там же, № 4, с. 39.
69. Данюшевская Н. Е., Ицко Э. Ф., Алексеева О. В. и др. — Там же, 1975, № 6,
с. 18.
70. Вассерман П. И , Чеботаревский В. В., Папсрная Н С- —Там же, 1974,
№ 4, с. 42.
71. Чекулаева Е. И., Жолудов В. С., Радзевич В. Э-, Соколов В. А. — Защита
строительных конструкций и химической аппаратуры от коррозии. М.,
Стройиздат, 1980. 160 с.
72. Охрименко И. С., Верхоланцев В. В. Химия и технология пленкообразу-
ющнх веществ. Л., Химия, 1978. 392 с.
73. Ханларова А. Г., Нагиева Я- М., Синицына Ю. Е. — Лакокрасочные мате-
риалы и их применение, 1978, № 5, с. 65—66.
74 Егоренков Н. И., Лин Д. Г., Громыко М. И и др. — В кн.: Современная
технология окраски и отделки рулонных и листовых материалов. Л., ЛДНТП.
1976, с. 58-61.
75. Мулин Ю. А., Братцева Л. Д., Яковлев А. Д. и др. — Там же, с. 55—58.
76. Триэно В. Л., Бугоркова Н. А., Бляхман Е. М. и др. Свойства и применение
защитных покрытий иа основе фторлонов и фторлоно-эпоксидных компо-
зиций. Л., ЛДНТП, 1975. 24 с.
77. Лабутин А. Л. Каучуки в антикоррозионной технике. М., Госхимиздат,
1962. 114 с.
18
78. Лабутин А. Л., Монахова К. С., Федорова Н. С. Антикоррозионные и гер-
метизирующие материалы на основе жидких каучуков. Л., Химия, 1966.
208 с.
79. Лабутин А. Л., Федорова И. С. Антикоррозионные и герметизирующие тио-
коловые составы. Л., ЛДНТП, 1962. 24 с.
80. Лабутин А. Л., Шитов В. С., Лебедева И И. и др. — В кн.: Новые анти-
коррозионные материалы на основе жидких каучуков и латексов. Л., ЛДНТП,
1975, с. 4—7.
81. Шитов В. С., Лабутин А. Л., Широкова С. С. — Там же, с. 8—13.
82. Макаренкова Л. А., Бордукова С. А.—Лакокрасочные материалы и их
применение, 1979, № 3, с. 59.
83. Ильченко Г. И., Королева Г Г. — Там же, 1976, № 6, с. 68—73.
84. Верхоланцев В. В. Водные краски на основе синтетических полимеров. Л.,
Химия, 1968. 200 с.
85. Козлов Л. В., Завалишина Л. М., Дрезелъс С. С. — Лакокрасочные материалы
и их применение, 1975, № 4, с. 19—26.
86. Толмачев И. А., Данилова В. В., Охрименко И. С. — В кн.: Новые лако-
красочные материалы, не содержащие органических растворителей. Л.,
ПДНТП, 1975, с 15—17.
87. Толмачев И. А., Кямяря Л. А., Данилова В. В., Охрименко И. С. — Лако-
красочные материалы и их применение, 1980, № 5, с. 4—5.
88. Иоффе Г. С., Манеров В. Б., Козлова Т. А. и др. — Там же, 1978, № 3,
с. 64.
89. Крылова И. А., Котлярский Л. Б., Стуль Т. Г. Электроосаждение как метод
получения лакокрасочных покрытий. М., Химия, 1974. 136 с.
90. Максимов Е. Г., Манеров В Б., Кестельман и др. — Лакокрасочные мате-
риалы и их применение, 1980, № 4, с. 60.
91. Калаус Э. Э., Бутузова Г. П., Бармина М. Б. и др. — В кн.: Новые лако-
красочные материалы, не содержащие органических растворителей. Л.,
ЛДНТП, 1975, с. 22—25.
92. Калаус Э. Э., Артамонова О. М. —Лакокрасочные материалы и их при-
менение, 1979, № 5, с. 61.
93. Пащенко А. А., Клименко В. С., Орлов В. А. — Там же, 1981, № 2, с. 30—32.
Глава третья
Chlpmaker.ru
ПОДГОТОВКА ПОВЕРХНОСТИ ПОД ОКРАСКУ
Подготовка поверхности металлической аппаратуры, конструк-
ций и узлов под окраску имеет большое значение для получения
высококачественного покрытия и обеспечения длительности его
службы. Подготовка поверхности заключается в очистке от
продуктов коррозии, окалины, старой краски, жировых и других
загрязнений, а также в нейтрализации и удалении кислот, щелочей
и других химических продуктов, препятствующих хорошему
сцеплению покрытия с металлом. При окраске по неочищенной
поверхности адгезия покрытия к ней пониженная и под металлом
быстро распространяется подпленочная коррозия.
Необходимо всегда помнить, что даже при использовании вы-
сококачественных лакокрасочных материалов прочное покрытие
можно получить только при безукоризненной подготовке поверх-
ности.
4
99
r.ru
Особое внимание следует обратить на подготовку поверхности
в зоне сварных швов, так как чаще всего именно здесь защитные
покрытия разрушаются. Происходит это вследствие неполного
удаления веществ, остающихся после сварочных работ. К ним
относятся остатки флюсов и щелочных шлаков, поверхностного
грата, образующегося в результате разбрызгивания металла при
сварке и др. В дальнейшем эти непокрашенные места могут ока-
заться источником коррозии. Поэтому в зоне сварных швов реко-
мендуется обработать поверхность 10 %-ным раствором фосфорной
кислоты, промыть теплой водой и тотчас же с помощью металли-
ческих щеток или мотков из тонкой стальной проволоки удалить
все пятна ржавчины или окислов. После тщательного высушивания
поверхность обрабатывается дробеструйным или пескоструйным
(с помощью металлического песка) методом для удаления сва-
рочного грата.
Важное значение для улучшения противокоррозионной стой-
кости лакокрасочного покрытия в зоне сварного шва имеет пра-
вильный выбор грунтовки с учетом условий эксплуатации за-
щищаемого объекта. Для получения атмосферо- и водостойких
покрытий рекомендуется применять цинкхроматные или фос-
фатирующие грунтовки.
Необходимо обратить также внимание на подготовку поверх-
ности цветных металлов [1, с. 194—195; 2 I, в особенности в зоне
сварных швов и в местах соединения деталей, так как при наличии
зазоров и контакте разнородных металлов создаются опасные
участки, способствующие развитию коррозионных процессов.
В конструкциях из алюминиевых сплавов следует также учиты-
вать, что сварные швы, выполненные аргонодуговой, роликовой
или точечной сваркой, обладают пониженной коррозионной
стойкостью вследствие изменения структуры сплава. Непосред-
ственно перед точечной или роликовой электросваркой внутрен-
ние поверхности шва покрывают плотным слоем пассивирующей
грунтовки.
Участки поверхности деталей и конструкций из магниевых
сплавов, подвергаемые точечной или роликовой сварке, предва-
рительно покрывают груитовкой КФ-030 или ГФ-031. Сварку
производят по невысушенной грунтовке, после чего она высы-
хает в образующихся внутренних поверхностях швов.
Используемые в конструкциях и аппаратостроении нержавею-
щие стали в большинстве своем обладают высокой коррозионной
стойкостью, однако в местах сварки плавлением или точечной
электросварки коррозионная стойкость снижается, особенно в кон-
струкциях, подвергающихся постоянным растягивающим нагруз-
кам. Эти места должны быть обязательно защищены’лакокрасоч-
ным покрытием.
‘Наиболее тщательно следует защищать места соединений дета-
лей, выполненных точечной или роликовой электросваркой, за-
клепками и болтами, а также пайкой, сваркой плавлением, так иак
100
коррозионные процессы особенно интенсивно протекают в зазорах,
р щелях, где влага и электролиты скапливаются в значительных
количествах II, с. 220].
Внутренние полости деталей, подвергаемых точечной или роли-
ковой электросварке, должны быть предварительно покрыты
толстым слоем пассивирующей грунтовки, после чего произво-
дится сварка по сырой грунтовке.
Детали, которые необходимо соединить заклепками, шуру-
пами, болтами, должны быть предварительно загрунтованы и
окрашены. Заклепки, а также неразъемные шурупы и болты
следует ставить на невысохшую пассивирующую грунтовку.
Во избежание коррозии зазоры между деталями герметизируют
шпатлевкой или герметиком.
Следует иметь в виду, что после газопламенной сварки металл
в зоне сварного шва обладает пониженной коррозионной стой-
костью. Для ее повышения и улучшения адгезии лакокрасочного
покрытия сварной шов перед окраской зачищают от окалины ме-
ханическим способом. При этом следует учесть, что применение
чу< унного песка для обработки цветных металлов или нержавею-
щей стали недопустимо, так как остающиеся на поверхности ча-
стицы чугуна способствуют возникновению местной контактной
коррозии.
Способы подготовки поверхности подразделяются на три основ-
ные группы: механические, химические и термические.
МЕХАНИЧЕСКИЕ СПОСОБЫ ОЧИСТКИ
Одним из наиболее эффективных способов подготовки поверх-
ности металла и бетона к окраске является очистка при помощи
металлического песка, дроби или суспензии кварцевого песка
с водой. Применяя этот способ, можно получить хорошо очищенную
поверхность с равномерной шероховатостью, которая способ-
ствует наилучшей адгезии лакокрасочной пленки.
Пескоструйная и гидропескоструйная очистка
Пескоструйная очистка производится металлическим песком
ввиду вредного действия, оказываемого кварцевым песком на здо-
ровье работающих. При этом толщина стенок изделий, подвергае-
мых очистке, должна быть не менее 3 мм.
Пескоструйная очистка может быть осуществлена пистолетом,
к распылительному устройству которого подводится два шланга*
один соединяется с магистралью сжатого воздуха, второй опу-
щен в бункер-с абразивным материалом. Сжатый воздух, подава-
емый в один из шлангов, засасывает (эжекцией) песок из бункера
и распыляет его.
Для пескоструйной (и дробеструйной) очистки могут быть
применены также стационарные или передвижные установки.
101
chipmaker.ru
Стационарные установки состоят из аппарата, подающего песок
или дробь, камеры очистки, механизма подвода изделия под струю
песка, механизма очистки песка от примесей и механизма воз-
врата использованного песка. Передвижные установки монти-
руются на тележке, а обрабатываемое изделие неподвижно.
При гидропескоструйном (гидроабразивном) способе очистки
используется смесь кварцевого песка с водой, благодаря чему
исключается пылеобразование. Вода и песок поступают под дав-
лением в сопло, причем песок подается обычным способом, приме-
няющимся в пескоструйных установках, вода же подводится
при помощи дополнительной кольцевой насадки. Смешивание
песка с водой происходит при выходе из сопла.
Для предотвращения коррозии мокрой опескоструенной по-
верхности стали в воду, поступающую в аппарат, добавляют ин-
гибитор коррозии, например нитрит натрия (0,3—1 %), трина-
трийфосфат (0,5—2 %) или хромпик (0,5 %). Эти добавки пасси-
вируют очищенную поверхность и предохраняют ее от коррозии
в течение 6 сут при сухой погоде В случае дождливой погоды кор-
розия может наступить значительно раньше.
Ниже приведена техническая характеристика передвижного
гидропескоструйного аппарата типа ГПА-3:
Рабочее давление сжатого воздуха, МПа (кгс/см2) 0,5—0,6 (5—6)
Расход иа 1 м2 очищаемой поверхности
песка, кг........................................ 18—27
воды, л................................... 7—8
воздуха, м3...................................... 10
Производительность, м2/ч....................... 10—30
Длина шлангов, м....................................... 15
Масса, кг............................................. 300
Габаритные размеры, мм .......... 2080 X 950X1535
Дальнейшим совершенствованием гидроабразивной обработки
является объединение ее с процессом обезжиривания [3, 4].
С этой целью в воду добавляется щелочной не образующий пены
состав, который нейтрализует смываемые жиры и способствует
скапливанию их на поверхности отработанной жидкости, собира-
емой в специальном резервуаре. Верхний слой переливается из
резервуара в небольшой фильтрующий агрегат и пропускается
через фильтр. Очищенная вода из нижней полости агрегата воз-
вращается в резервуар, а шлам периодически удаляется. Новый
метод позволяет улучшить качество обрабатываемой поверхности.
Дробеструйная очистка
Дробеструйная очистка осуществляется в закрытых камерах
при помощи дробеструйных аппаратов 15, с. 98 I. При этом исполь-
зуется стальная или чугунная (серый чугун) дробь с острыми
краями (твердостью 54—62 по шкале Роквелла) либо стальной
102
песок. Увлекаемые струей сжатого воздуха они образуют струю,
которая с силой выбрасывается через сопло на обрабатываемую
поверхность и очищает ее. Расстояние между соплом и обрабаты-
ваемой поверхностью должно быть 150—200 мм, при толстом слое
окалины это расстояние может быть меньше. Размер зерен, а
также расстояние сопла от поверхности металла устанавливается
опытным путем в зависимости от толщины и твердости очищаемого
продукта коррозии.
Преимуществом дробеструйной обработки поверхности явля-
ется хорошее качество очистки, продолжительный срок службы
дроби или металлического песка и возможность их многократного
использования; ограниченная запыленность воздуха, в основном
частицами ржавчины и окалины; незначительный износ сопел;
небольшой расход воздуха при значительной производительности;
возможность механизации и автоматизации процесса очистки.
Отечественной промышленностью выпускаются различные типы
аппаратов для дробеструйной очистки поверхности (табл. 5).
II, с. 297].
Таблица 5
Техническая характеристика дробеструйных аппаратов
Параметры Двухкамер- ный дробе- струйный аппарат модели 334 Дробе- песко- стру й- ный бес- пыльный аппарат типа ВДУ-Э2М Дробе- струйный беспыльный аппарат типа АД-1 Дробе- струйный беспыльный аппарат типа АД-2 Ручной дробе- струй- ный пистолет типа ПД-1
Давление сжатого воздуха, МПа (кгс/см2) 0,5 (5) 0,5—0,7 (5-7) 0,6—0,7 (6-7) 0,6—0,7 (6-7) 0,5—0,6 (5-6)
Расход сжатого воздуха, мэ/мин 3,6 6,6 4,6 5,6 2,7
Производитель- ность, м2/ч — 1—6 2—5 2—5 1—2
Масса загружае- мой дроби, кг — 100 50 150 1—2
Масса аппарата, кг — 295 150 370 2,5
Габаритные раз- меры, мм 1500Х Х880Х Х2050 1100Х Х800Х Х2000 940Х 430Х X 1650 —— —
Завод-изготови- тель или про- ектная органи- зация Павлодар- ский ре- монтно-ме- ханический завод Завод «Метал- лист» ЦНИИТС ЦНИИТС впти Тяжмаш
Дробеструйная очистка должна проводиться в камерах или
кабинах,снабженных приточно-вытяжными вентиляционными
юз
r.ru
у стройствами. Могут быть применены аппараты с беспыльной очист-
кой поверхности. Особенностью этих аппаратов является наличие
устройства для отсасывания абразивной пыли в процессе обра-
ботки поверхности.
Изучено влияние микропрофиля поверхности на защитные свой-
ства лакокрасочных покрытий [6]. Показано, что отливки из серо-
го чугуна должны быть загрунтованы в течение суток после их
очистки дробью. В случае уменьшения микропрофиля поверхно-
сти отливок защитные свойства покрытия повышаются. При ше-
роховатости поверхности отливок из серого чугуна в пределах
30—140 мкм стойкость покрытия в значительной мере зависит от
микронеровностей, неудаленных неметаллических включений, ра-
ковин и других нарушений сплошности металла. Лучшие резуль-
таты обеспечиваются при обработке поверхности отливок колотой,
а не литой дробью. Наиболее перспективно применение дроби
№ 08-2 (ГОСТ 11964—66).
Большое влияние на качество защитного покрытия оказывают
технологические факторы дробеструйной обработки 17 ]: исходное
состояние обрабатываемой поверхности, размеры и форма зерна,
твердость абразивного материала, продолжительность обработки.
Для хорошей адгезии напыляемых неметаллических покрытий
с большой толщиной слоя, особенно порошковых, нужна макси-
мальная шероховатость поверхности. Однако для получения пок-
рытий с высокими защитными свойствами и снижения расхода
материалов шероховатость не должна превышать 30—40 мкм
(в крайнем случае 60 мкм), а толщина нанесенного слоя должна
быть больше максимальной глубины профиля. Поэтому целесооб-
разно проводить двухступенчатую обработку: в начале крупно-
зернистым песком для очистки поверхности, а затем мелкозерни-
стым для выравнивания профиля [8].
Дробеметная очистка от ржавчины и окалины основана на удар-
ном действии чугунной или стальной дроби, которая подается
Техническая характеристика шлифовальных
Параметры Пневматическая шлифовальная ма- шинка прямого или углового действия типа П-2 , Пневматическая шлифовальная ма- шинка типа П-2008
Наибольший диаметр абразивного круга, мм Частота вращения, об/мин Масса, кг Габаритные размеры, мм Завод- изготовитель 230 6500 6,2-6,5 Ногинский завод, Московская об л. 80 8000 2,6 465X 98X 81 Ногинский завод, Московская обл.
* Диаметр проволочной щетки.
104
на лопатки вращающегося ротора и под действием центробежной
силы выбрасывается на очищаемую поверхность. По сравнению
с дробеструйной очисткой этот метод значительно производительнее
и дешевле Однако для очистки крупногабаритных изделий необ-
ходимо устройство стационарных камер периодического или не-
прерывного действия. Последние используются в условиях по-
точного производства.
Дробеметную очистку нельзя использовать для подготовки ме-
таллической поверхности под фосфатирование, поскольку на ней
получается наклеп, препятствующий реакции между металлом
и фосфатирующим раствором и, следовательно, образованию
фосфатной пленки. Недостатком этого метода является также бы-
стрый износ лопаток ротора [9, с. 6—71.
Мелкие детали очищают в галтовочных барабанах, куда вводят
песок, чугунные и стальные отливки и пр.
Очистка механизированным инструментом
Для подготовки поверхности под окраску широко используется
механизированный инструмент: щетки, шарошки, шлифовальные
машинки (табл. 6) и др. Преимуществами этого инструмента явля-
ются сравнительно малая масса, транспортабельность, простота
обращения, возможность использования одного и того же инстру-
мента для нескольких операций при условии замены одной рабо-
чей части другой и пр. На крупных изделиях очистку механизи-
рованным инструментом можно проводить одновременно с другими
производственными операциями. По сравнению с очисткой вруч-
ную механизированный инструмент повышает производитель-
ность труда в 4—5 раз. К недостаткам механизированного инстру-
мента относится невозможность обработки уголков, пазов, ще-
лей, а также быстрый износ инструмента и необходимость частой
замены рабочих частей (проволоки, щеток, абразивов).
Таблица 6
машинок для очистки поверхности
Пневматическая шлифовальная машинка типа ПШМ-08-90А Пневматическая шлифовальная машинка типа УП1ЦР-1 Электрическая шлифовальная ма- шинка Э2102 Электричес кая шлифовальная ма- шинка С-199А
90 100—110 * 180 150
3750 2,8 515Х 110Х 100 Ногинский завод, Московская обл. 3000 3,8 370Х74Х 114 Завод им. Жда- нова, г. Ле- нинград 8500 6 438 X 175X270 Завод «Электро- инструмент», г. Выборг 3160 5,2 585X 166X158 Завод «Электроин- струмент, г. Дау- гавпилс
105
r.ru
Достоинство пневматических инструментов в том, что они не
опасны в пожарном отношении, могут работать во влажной среде,
при высоких температурах и большой запыленности воздуха, од-
нако для них необходимы достаточно мощные компрессорные уста-
новки и дополнительный обслуживающий персонал; они менее
экономичны, чем электрические инструменты.
Применяя электрический инструмент высокого напряжения,
следует строго соблюдать меры предосторожности во избежание
поражения током. Поэтому эти инструменты рекомендуют под-
ключать к сети через понижающие трансформаторы, снижая на-
пряжения от 380—220 до 25—12 В.
Для высококачественной очистки металла под защитные по-
крытия следует применять проволочные вращающиеся цилиндри-
ческие щетки с повышенной плотностью ворса рабочей поверхности
(не менее 120 шт/см2 при диаметре проволоки 0,4—0,6 мм) [101.
Обработку нужно проводить при рациональных условиях прижима
щетки в пределах 0,8—1,2 МПа (8—12 кгс/см2), обеспечивающих
минимальные энергозатраты при микрорезании и оптимальную
шероховатость (8—15 мкм). Окружная скорость должна быть
порядка 2—4 м/с, так как при этой скорости шероховатость оста-
ется в оптимальных границах, а микротвердость уменьшается 111 1.
ХИМИЧЕСКИЕ СПОСОБЫ ОЧИСТКИ
Обезжиривание поверхности
Па металлической поверхности подлежащих окраске изделий
обычно содержатся жировые и другие загрязнения, и для обеспе-
чения хорошей адгезии лакокрасочного покрытия к защищаемой
поверхности она должна быть тщательно обезжирена.
Для вновь изготавливаемых изделий из черных и цветных ме-
таллов различают две степени зажиренности поверхности. К первой
относятся поверхности, на которых имеется тонкий слой минераль-
ных масел, смешанных с пылью смазок, смазочно-охлаждающих
эмульсий; ко второй—поверхности с толстыми слоями консер-
вационных смазок, масел и трудноудаляемых загрязнений.
Процесс обезжиривания может быть осуществлен различными
методами. Выбор метода определяется главным образом видом
загрязнения, требуемой степенью очистки и стоимостью. Наиболь-
шее применение получили методы обезжиривания органическими
растворителями, щелочными растворами и эмульсионными соста-
вами [1, с. 234—2451.
Обезжиривание органическими растворителями осуществля-
ется обычно путем протирки поверхности волосяными щетками
и ветошью, смоченными в бензине или уайт-спирите. При этом
для обеспечения надлежащего качества очистки необходимо кон-
тролировать чистоту растворителя, так как растворяющая спо-
собность его резко снижается при содержании в 1 л более 5 г
минерального масла. Рабочие участки, где проводится обезжирива-
1С6
ние, должны быть оборудованы местным вентиляционным отсосом
со скоростью отсоса воздуха 0,2—0,3 м/с.
Так как бензин и уайт-спирит взрыво- и пожароопасны, в про-
мышленности иногда применяют негорючие хлорированные угле-
водороды, для черных металлов преимущественно трихлорэтилен.
Однако эти растворители токсичны, поэтому при их использовании
необходимо строго соблюдать установленные правила техники
безопасности и промышленной санитарии.
Наиболее перспективными составами для обезжиривания по-
верхностей являются водные растворы щелочного и кислого ха-
рактера, содержащие поверхностно-активные вещества. Они от-
личаются высокой очищающей способностью, нетоксичностъю,
абсолютной неогнеопасностью, достаточной технологичностью и
разнообразием способов использования (погружение, распыление
и т. д.). Недостаток их — необходимость принятия мер для за-
щиты очищенной поверхности от возможной в дальнейшем кор-
розии.
По химической природе и характеру действия водные растворы
для очистки могут быть подразделены на: щелочные (pH выше
8—9), кислые (pH ниже 4—5) и нейтральные (pH 6—8).
Наиболее эффективный компонент водных растворов, способ-
ствующий резкой интенсификации процесса очистки, — поверх-
ностно-активные вещества (ПАВ) ПАВ играют роль пенообразовате-
лей, понижая поверхностное и межфазное натяжение, улучшая сма-
чивание поверхности и оказывая диспергирующее действие на
твердые загрязнения и эмульгирующее — на жидкие. Большин-
ство современных моющих, очищающих, обезжиривающих и тра-
вящих составов содержат ПАВ. При этом содержание ПАВ в щелоч-
ных растворах должно быть не более 10 %.
Наибольшее применение получили смеси анионоактивных
(сульфонол и ДС-РАС натриевый) и неионогенных (ОП-7 и
ОП-Ю — ГОСТ 8433—57) ПАВ. ОП-7 и ОП-Ю представляют
собой продукты оксиэтилирования моно- и диалкилфенолов;
ДС-РАС является эффективным смачивателем, ОП и сулы|юнол —
эмульгаторами. Недостатком ОП-7 и ОП-Ю является их биологи-
ческая жесткость, затрудняющая процесс очистки сточных вод.
Более перспективны в этом отношении неионогенные ПАВ типа
синтанола ДТ-7 (ТУ 6-14-45-8—70). В случае коррозионного
воздействия щелочных растворов на обрабатываемую поверхность
целесообразно вводить в них моноэтаноламин.
При щелочном обезжиривании происходит омыление и эмульги-
рование жировых загрязнений многокомпонентными растворами.
Состав и технологические режимы применения некоторых из них
приведены в табл. 7. Выбор моющего состава на основе рекоменду-
емых рецептур проводится опытным путем в зависимости от вида
загрязнении.
Щелочные моющие составы должны удовлетворять ряду требо-
ваний [5, с. 100]: хорошо растворяться в воде, смачивать очища-
107
• После обезжиривания и промывки водой необходимо провести пассивацию в 0,1—0,5 %-вом растворе бихромата калия ври 50'
60 °C в течение 0,5 — 1 мин,
емую поверхность металла, омылять масла и жиры растительного
и животного происхождения, эмульгировать нерастворимые и
не поддающиеся омылению минеральные масла и твердые частицы
загрязнений, смягчать воду и предотвращать образование нерас-
творимых мыл поливалентных металлов, легко смываться водой,
обладать ингибирующим действием, обеспечивать эффективное уда-
ление загрязнений с достаточной скоростью. Этим требованиям
отвечают щелочные растворы, в состав которых входят ПАВ и ин-
гибиторы коррозии.
Если с очищаемой поверхности одновременно с загрязнениями
необходимо удалить тонкие окисные или гидроокисные пленки,
можно применить кислые растворы [12 ]. В качестве основы состава
используется фосфорная кислота небольшой концентрации (1—
3 %) с добавкой ПАВ.
Для мойки, очистки и обезжиривания поверхности черных ме-
таллов и сплавов может быть применен кислый раствор следующего
состава, г/л:
Фосфорная кислота .... 15—30
Синтанол ДС-10.......5—10
Этим составом протирают очищаемую поверхность при 20—
25 РС.
Поверхность меди, молибдена, никеля, титана, тантала, нио-
бия, нержавеющей стали может быть очищена и обезжирена рас-
твором следующего состава, г/л:
Натрий виннокислый 2—4
Натрий щавелевокислый 3—5
Натрий муравьииокнс- 0,5—3
лый
Синтанол ДС-10 1,5—3
pH раствора 6,0—6,6; температура 60—70 °C, время выдержки
изделий в растворе 10—25 мин. Процесс может быть интенсифици-
рован путем применения ультразвука частотой 20—80 кГц.
При подготовке под грунтование и окраску поверхности сплава
АМГ-5 для кислотного обезжиривания применяется следующий со-
став, г/л:
Фосфорная кислота 15—30
Синтанол ДС-10 5—10
Компоненты растворяют в подогретой до 40—60 °C водопровод-
ной воде и ветошью, смоченной полученным раствором, протирают
обезжириваемую поверхность при комнатной температуре.
Этот же состав пригоден для очистки металлических конструк-
ций перед нанесением лакокрасочных материалов. При этом одно-
временно с очисткой на поверхности образуется тончайшая пленка
фосфатов, способствующая улучшению адгезии лакокрасочных
покрытий к металлу.
109
r.ru
Очистка внутренней поверхности труб от жировых загрязне-
ний и продуктов окисления меди может быть осуществлена раство-
ром следующего состава, г/л:
Малеиновый ангидрид 5
Синтаиол ДС-10 5
Трубопроводы могут быть очищены без демонтажа системы.
При этом скорость циркуляции раствора 1—2 м/с, продолжитель-
ность циркуляции 1,5—2 ч, температура раствора 60—70 °C.
При обезжиривании поверхности перед фосфатированием сле-
дует создать условия для получения плотной мелкокристалличе-
ской фосфатной пленки. Поверхность не должна пассивироваться
при обезжиривании, поэтому pH моющего раствора должен быть
не более 11. Этим требованиям отвечает моющая композиция, раз-
работанная НИИНПО «Лакокраспокрытие» [1, с. 2391 и вы-
пускаемая под маркой КМ 1 в виде готового к применению су-
хого порошка следующего состава, % (масс.):
Карбонат натрия 22,5
Тринатрийфосфат 18,9
Триполифосфат натрия 50,6
Сульфонол
Сннтансл ДТ-7
2,3
5.7
Концентрация моющей композиции в рабочем растворе состав-
ляет от 5 до 10 г/л; средний расход композиции 2—5 г на 1 м2
обрабатываемой поверхности. Качество обезжиривания в произ-
водственных условиях определяют визуально по смачиваемости
поверхности распыленной струей воды или протирая поверхность
белой салефткой.
После обезжиривания поверхность необходимо промыть водой.
От качества промывки во многом зависит долговечность лако-
красочного покрытия. Не допускаются остатки солей на окраши-
ваемой поверхности, так как они способствуют проникновению
влаги сквозь покрытие, развитию подпленочной коррозии.
Эмульсионное обезжиривание [1, с. 244] — комбинированный
способ, сочетающий достоинства очистки органическими раствори-
телями и водными щелочными растворами. Эмульсионные составы
представляют собой эмульсии растворителей в воде, стабилизо-
ванные ПАВ. Используются преимущественно эмульсии хлори-
рованных углеводородов с ПАВ, которые содержатся в щелочных
составах. Эмульсионные составы применяются для снятия труд-
ноудаляемых загрязнений, консистентных смазок, старых лако-
красочных покрытий.
Для очистки и обезжиривания поверхностей можно применять
также синтетические моющие средства типа МС (ТУ 46-806—72) —
смесь неионогенных моющих веществ с неорганическими добав-
ками (триполифосфат натрия, метасиликат и карбонат натрия).
Моющие средства типа МС предназначены для струйной очистки
ПО
машин, агрегатов и деталей от масляных и смолистых загрязнений,
а также для мойки агрегатов и деталей методом погружения. Они
одинаково пригодны для очистки деталей как из черных, так и
из цветных металлов. Очищенные детали после мойки не корроди-
руют.
Пенообразующая способность растворов моющих средств типа
МС при рабочих температурах (75—85 °C) умеренная, что позво-
ляет применять их в струйных машинах и моечных установках
с интенсивным механическим перемешиванием раствора. Преиму-
щество новых препаратов состоит в том, что они сохраняют мою-
щее действие в жесткой воде, стабильны к загрязнениям, обладают
высоким моющим эффектом. Кроме того, они не токсичны, не вы-
зывают ожогов кожи, негорючи, взрывобезопасны и хорошо раство-
ряются в воде. Однако, поскольку с моющими растворами прихо-
дится работать при высоких температурах, следует избегать их
попадания на кожу. При случайном попадании на кожу раствор
необходимо удалить обильным промыванием пораженного участка
холодной водой.
Продолжительность очистки зависит от вида загрязнений, их
адгезии к промываемой поверхности, степени загрязненности, спо-
соба очистки, параметров применяемого моечного оборудования,
температуры в точке контакта раствора с деталью и других фак-
торов и обычно составляет 10—20 мин. Срок службы моющего
раствора 10—14 дней.
Для очистки металлических поверхностей от масляных и дру-
гих загрязнений разработан [13] препарат МЛ-40, растворителем
в котором являегся хлорированный керосин. Преимущество его
по сравнению с другими хлорированными углеводородами в том,
что он нелетуч и имеет температуру вспышки около 100 СС.
В его составе содержится 30 % связанного хлора, который не
выделяется при нагревании до 180 °C. Препарат обладает проти-
вокоррозионными свойствами. Это объясняется тем, что хлори-
рованный керосин, в отличие от других хлорированных раствори-
телей, не гидролизуется и не отщепляет соляной кислоты. Раство-
ряющая способность хлорированного керосина весьма высока,
он легко эмульгируется и дает достаточно стойкие эмульсии.
Препарат МЛ-40 в качестве поверхностно-активного компонента
содержит синтанол ДС-3 или ДС-10 с высокими смачивающими
и эмульгирующими свойствами. Поэтому при добавлении воды
в препарат он обеспечивает мгновенное диспергирование и обра-
зование мелкодисперсной эмульсии без механического воздействия.
Препарат обладает антиресорбционной способностью, предотвра-
щающей налипание загрязненных частиц на очищенную поверх-
ность. К преимуществам препарата МЛ-40 относится также его
способность растворяться в маслах,что позволяет применять его
в различных средах.
Для очистки и обезжиривания получили также применение
моющие средства «лабомид-101», «лабомид-102», «лабомид-203»,
ill
chipmaker.ru
которые представляют собой смесь синтетических ПАВ с неорга-
ническими щелочными солями.
Незначительные жировые и другие загрязнения можно удалять
с корпусов изделий путем протирки поверхности следующим соста-
вом, ч. (масс.):
Мыльная стружка 1
Мел 2
Вода 3
Весьма перспективен способ пароструйного обезжиривания,
который применяется главным образом для очистки крупногаба-
ритных изделий [1, с. 298]. Он заключается в том, что моющий
раствор распыляют струей перегретого пара при давлении 0,3—
1 МПа (3—10 кгс/см2). Пар и раствор могут подаваться раздельно,
смешиваясь в распылительной головке, или путем сифонного за-
сасывания рабочего раствора. Имеются передвижные и стацио-
нарные установки с собственным источником пара или питаемые
от заводской сети.
Ниже приведена техническая характеристика выпускаемого
Кировоградским ремонтным заводом пароводяного очистителя
ОМ-3360 для обезжиривания поверхности сельскохозяйственного
оборудования:
Производительность, по пару, л/ч 500
Производительность но обрабатываемой поверх- 10—30
пости, м2.ч
Температура паровой струп, “С 120
Давление паровой струи, МПа (кгс/см2) 0,6—0,7 (6—7)
Концентрация моющего раствора, г/л 0,1—0,2
Все более широко распространяется способ пароструйного
обезжиривания и фосфатирования металлических изделий 114,
151. Этот способ отличается большой эффективностью, которой
способствуют высокая температура обработки (130—150 °C) и
механическое воздействие паровой струи под давлением 0,5—
1 Л1Па (5—10 кгс/см2); возможностью проведения одновременно
нескольких операций (фосфатирование, пассивирование и др.);
высокой производительностью труда (один рабочий может очи-
стить и зафосфатировать 30—60 м2 поверхности в 1 ч при произ-
водительности пароструйного агрегата по пару 400—1000 л/ч).
Кислые и щелочные составы применяются в комбинации со
смачивающими веществами и ускорителями. Процесс обработки
длится 2—3 мин. В случае необходимости проводится обработка
слабым (0,01—0,06 %) пассивирующим раствором, при этом
используются пассивирующие составы, не содержащие хрома [8].
В НПО «Лакокраспокрытие» разработана (16] и изготовлена
гидравлическая установка для пароструйной очистки крупнога-
баритных изделий (рис. 1). Вода, нагнетаемая насосом 5 в тепло-
обменник 6 под давлением 0,9 МПа (9 кгс/см2), нагревается в нем
112
Рис. 1. Схема гидравлической установки для пароструйной очистки кузова вагона:
1 — указатель уровня; 2 — емкость с мешалкой для приготовления концентрата КФА-5;
3, 4 — насос-дозатор; 5 — центробежный насос; 6. 7 — теплообменники; 8 — пнстолет-
очнстнтель;
----концентрированный моющий раствор; — • • — вода; конденсат; ----------------
рабочий раствор;--------------------------------------------------------------пар
до 110 °C и подается по трубопроводам и гибким шлангам к ручным
пистолетам-очистителям 8 производительностью 500 л/ч. Струй-
ная головка пистолета представляет собой сопло цилиндрической
формы с конической насадкой. При истечении из нее струя дро-
бится за счет кипения воды. Одновременно дозировочным насосом 3
в систему подается концентрированный обезжиривающий и фос-
фатирующий раствор из емкости 2. Когда струйная головка писто-
лета направлена на зажиренную поверхность, происходит ее обез-
жиривание. Тепловая энергия струи способствует смягчению и
плавлению жировых загрязнений, механическое воздействие и
высокая турбулентность потока приводит к быстрому их уносу
из зоны очистки.
Введение в нагретую воду универсального концентрата
КФА-5 обеспечивает хорошее качество обезжиривания поверх-
ности и способствует созданию на ней аморфной железофосфатной
пленки. Качество обезжиривания аналогично получаемому при
обработке поверхности уайт-спиритом, а во всех труднодоступных
местах значительно лучше. Скорость обработки поверхности одним
оператором 1,2 м2/мин, т. е. в 3 раза выше, чем при обработке
вручную. Расход концентрата КФА-5 составляет 120 г/м2.
Фосфатирование поверхности
Одним из лучших способов подготовки поверхности металла
под атмосфере- и водостойкие лакокрасочные покрытия является
фосфатирование, заключающееся в обработке поверхности раство-
113
chipmaker.ru
ром солей фосфорной кислоты. При этом на поверхности металла
образуется защитный слой нерастворимых в воде фосфатов, ко-
торые в сочетании с лакокрасочной пленкой обеспечивают повы-
шенную стойкость покрытия. Мелкокристаллическая структура
фосфатной пленки способствует хорошей впитываемости лако-
красочных материалов и тем самым улучшает их адгезию. Кроме
того, при местном повреждении лакокрасочной пленки и фосфат-
ного слоя распространение ржавчины локализуется, тогда как
на нефосфатированном металле ржавчина быстро распространяется
под пленкой краски.
Под кислотостойкие лакокрасочные покрытия фосфатирование
применять не следует, так как кислоты при взаимодействии с фос-
фатной пленкой образуют легкорастворимые соли.
Фосфатирование проводят окунанием изделия в ванну с фос-
фатирующим раствором или распылением раствора в струйной
камере. Последний способ предпочтительнее, так как при его ис-
пользовании увеличивается равномерность фосфатного слоя по
толщине, уменьшается масса и слой при этом образуется более
плотный.
Наибольшее применение в промышленности получили цинк-
фосфатные растворы, в которых содержатся монофосфат цинка,
азотная и фосфорная кислоты. При фосфатировании необходимо
стремиться к получению равномерных, плотных и мелкокристал-
лических слоев, при этом масса фосфатных покрытий не должна
превышать 5,0 г/м2. Дальнейшее повышение массы приводит
к ухудшению физико-механических показателей, а увеличение
кристалличности — к снижению блеска покрытия. Фосфатные
покрытия должны быть от светло- до темно-серого цвета различных
оттенков.
Для приготовления фосфатирующих растворов рекомендуется
применять готовые к употреблению жидкие фосфатирующие кон-
центраты 11, с. 252] или сухие составы. Фосфатирующий кон-
центрат КФ-1 имеет следующий состав, % (масс ):
Цинковые Селила марки М-1 13,7 Азотная кислота, 57 %-ная 14,3
Фосфорная кислота, 87%-ная 31,9 Вода 40,1
Фосфатирующий раствор может быть приготовлен из указанного
концентрата путем разбавления 24 г (16 мл) концентрата в 1 л
воды. В этом случае отпадает необходимость в организации отде-
лений приготовления растворов.
При отсутствии концентрата КФ-1 фосфатирующий раствор
можно изготовить из смеси солей непосредственно перед примене-
нием Для этого соли растворяют в воде, раствор нагревают до
заданной температуры, перемешивают и затем выдерживают для
отстаивания. Кипятить раствор не рекомендуется, так как протека-
ющий при этом гидролиз приводит к повышению расхода реакти-
вов и повышению кислотности.
114
Ниже приведены рецептуры четырех составов (I и II — вл
на 100 л раствора; III и IV — в г/л):
I II
Концентрат КФ-1 1,6 (2,4 кг) 2,8 (3,84 кг)
Едкий натр, 20 %-ный раствор 0,25—0,30 0,4—0,5
Нитрит натрия, 10 %-ный раствор 0,15 0,15—0,20
III IV
Монофосфат цинка 7,5 20
Нитрат цинка 4,5 —
Фосфорная кислота, 100%-ная 1,4 —
Нитрит натрия 0.2 1
Нитрат натрия — 20
Обработку составами I и III проводят распылением, соста-
вами II и IV — окунанием.
Характеристика составов и технологические режимы про-
цесса фосфатирования стали указаны ниже:
Характеристика составов I II III IV
Общая кислотность, точка * 10—14 17—19 10—14 20
Свободная кислотность, точ- — — 0,5—0,44 3,5
ка *
Отношение общей кислотности 17—20 11—13 17—19 6—6,5
к свободной
Режим фосфатирования
Температура, °C 45—50 48—50 45-50 75-80
Продолжительность, мии 1,5—2 5—10 1,5-2 10
Давление струп, МПа (кгс/см2) 0,08—0,1 — 0,08—0,1 —
(0,8-1) (0,8-1)
Масса фосфатного слоя, г/м2 — 2,8—3,2 8—8,5
* Точка — условная единица, рапная 1 мл 0,1 н. раствора едкого натра, расходуе-
мого на титрование 10 мл состава с фенолфталеином при определении общей кислотности
и с метиловым оранжевым при определении свободной кислотности.
После фосфатирования проводится промывка изделий водой
при 15—18 СС и затем пассивирование поверхности. Обработка
металла в пассивирующем растворе приводит к образованию
слоя, препятствующего развитию коррозии, и повышению долго-
вечности лакокрасочного покрытия. Пассивирование проводят
11, с. 2571 раствором, содержащим 0,2—0,25 г/л хромового ан-
гидрида, при 45—50 °C в течение 0,5—1 мин. После этого фосфа-
тированные поверхности сушат в течение 2—5 мин при 110—115 СС
нагретым воздухом в специальных сушильных камерах.
Подготовка поверхности стали перед окраской методом элек-
троосаждения имеет свои особенности, которые следует учитывать
при выполнении работ.
Для подготовки поверхности под порошковые покрытия реко-
мендуется применять фосфатирование составами КФА-1, КФ-2 и
КФ-4 в зависимости от вида защиты и климатических условий [171.
115
r.ru
Травление поверхности металла
Если ржавчину невозможно удалить механическим способом,
поверхность черных металлов очищают от продуктов коррозии
травлением в растворах кислот. При травлении металла серной и
соляной кислотами следует добавлять в растворы ингибиторы,
которые замедляют процесс растворения металла, не оказывая
при этом заметного действия на растворение продуктов коррозии.
Применение таких ингибиторов-присадок устраняет также хруп-
кость железа, так как уменьшается количество выделяемого водо-
рода и наводораживаемость (придание металлу водородной хруп-
кости) поверхности металла.
В качестве ингибиторов применяют [5, с. 102]: в растворе
серной кислоты присадку ЧМ, которая состоит из регулятора
травления (состав Р) и пенообразователя (состав П); в растворе
соляной кислоты уротропин, ингибитор ПБ-5*и ПБ-7. Особенно
рекомендуется катапин марки А или К, одинаково пригодный для
использования в серной и соляной кислотах. Ингибитор катапин
дает возможность работать при повышенной температуре, что
способствует высокой эффективности процесса и предохраняет
металл от растворения.
Процесс травления металла в растворе соляной кислоты про-
текает быстрее, чем в растворе серной кислоты. Однако летучесть
соляной кислоты вызывает дополнительные затраты на вентиля-
цию.
Травление металла при единичном производстве осуществляется
в ваннах, при серийном — в струйных камерах II, с. 230—247).
При травлении в струйных камерах по сравнению с травлением
в ваннах значительно (в 2—3 раза) увеличивается производитель-
ность, применяются травильные растворы более низкой концен-
трации и более высокой температуры, можно работать при повы-
шенных концентрациях солей железа в травильном растворе без
снижения скорости очистки.
Травление можно проводить также в растворах фосфорной
кислоты В этом случае на стальной поверхности образуется тон-
кий (около 1 мкм) слой фосфата железа, способствующий противо-
коррозионной защите. Однако в ваннах с растворами фосфорной
кислоты окалина удаляется значительно ме тленнее, чем в соляно-
и сернокислых растворах. Ускорить удаление окалины можно прн
травлении в струйных камерах.
Растворы фосфорной кислоты могут быть применены также
для травления стального проката со сварными соединениями.
При этом следует учесть необходимость проверки прочностных
характеристик сварных швов. Скорость очистки в травильных
растворах зависит от толщины и состава окисных слоев.
При проведении операции обезжиривания и травления необ-
ходимо обратить особое внимание на опасность попадания приме-
няемых составов в зазоры, имеющиеся в изделиях и конструкциях,
116
В случае попадания в зазоры обезжиривающих и травильных
составов удаление их оттуда практически невозможно, что неиз-
бежно приводит к коррозии металла и нарушению лакокрасочного
покрытия. Для предотвращения этого следует тщательно отбирать
изделия, не имеющие зазоров, которые могут быть допущены для
обезжиривания и травления методами окунания и распыления.
Введением в травильные растворы ПАВ можно осуществлять
одновременное обезжиривание и травление поверхности металла.
Этот способ особенно эффективен при струйной обработке поверх-
ности. Он позволяет экономить производственные площади и
сокращать время подготовки поверхности под окраску.
Рецептуры составов, применяемых для травления стальных
поверхностей, и технологические режимы травления приведены
в табл. 8. После травления поверхность необходимо нейтрализо-
вать, промыть и пассивировать.
Нейтрализация проводится раствором кальцинированной соды
(5—25 г/л) при 20—30 °C в ваннах в течение 2—5 мин или в струй-
ной камере в течение 1—2 мин. После этого следует промывка
водой (с жесткостью не более 10 градусов) при 20—60 °C в ваннах
(2—15 мин) или в струйной камере (1—2 мин). Затем проводится
пассивация поверхности раствором нитрита натрия (5 г/л) при
40—60 °C в ваннах (1—2 мин) или в струйной камере (0,5—1 мин).
После пассивации изделия подвергаются промывке водой (жест-
костью не более 10 градусов) при 20—60 °C в ваннах (2—15 мин)
или в струйной камере (1—2 мин).
Заключительной операцией является сушка поверхности при
ПО—120 СС в течение 2—10 мин. При этом длительность сушки
зависит от сложности конфигурации изделия П, с. 250J.
Для удаления окалины и ржавчины с поверхности крупнога-
баритных изделий и металлоконструкций применяют травильные
пасты, состоящие из водных растворов кислот и инфузорной
земли (трепел) или жидкого стекла. Травильные пасты приготав-
ливают в лопастных смесителях, вводя компоненты последова-
тельно. Ниже приведена рецептура травильной пасты, кг на 1 т
пасты (ГОСТ 9025—74):
Вода 170
Ингибитор (ПБ-5, катапин и др.) 5
Контакт Петрова 5
Серная кислота (р = 1,84 г/см3) 77
Фосфорная кислота (р = 1,8 г/см3) 24
Соляная кислота (р = 1,19 г/см3) 213
Сульфитцеллюлозный щелок 146
Инфузорная земля (трепел) 360
Травильную пасту наносят на поверхность шпателем, штука-
турными лопатками или специальным аппаратом пастопультом
слоем толщиной 1—2 мм, выдерживают 1—6 ч в зависимости от
состояния поверхности, после чего поверхность промывают водой.
Чем сильнее поверхность поражена ржавчиной и окалиной, тем
chipmaker.ru
118
большей толщины должен быть слой пасты и тем дольше следует
выдерживать пасту на поверхности. Расход травильной пасты на
очистку 1 м2 покрытой ржавчиной поверхности металла состав-
ляет 2—3 кг.
На промытую поверхность наносят изготовленную в смесите-
лях пассивирующую пасту, состав которой приведен ниже, в кг
на 1 т пасты (ГОСТ 9025—74):
Вода 472
Сульфитцеллюлозный щелок 96
Едкий натр 9
Бихромат натрия (пли калия) 23
Инфузорная земля (трепел) 400
Бихромат натрия (или калия) растворяют в воде, после чего
к нему добавляют раствор сульфитцеллюлозного щелока, едкого
натра и инфузорную землю. Эта паста должна иметь несколько
меньшую вязкость, чем травильная. Ее выдерживают на поверх-
ности 30—60 мин в зависимости от температуры, при которой про-
исходит нанесение пасты. После удаления пассивирующей пасты
поверхность промывают водой, обдувают горячим воздухом или
протирают сухой ветошью и сразу же грунтуют. Расход пассиви-
рующей пасты 1—1,5 кг на 1 м2 поверхности.
Травильную пасту можно изготовлять также на основе силика-
геля [5, с. 105]. В 10 л соляной кислоты (плотность 1,05—1,06)
вливают при постоянном перемешивании 6- -6,5 л жидкого стекла
(плотность 1,2—1,25) и выдерживают раствор 2—4 ч до получения
желеобразной массы — силикагеля Силикагель промывают во-
дой, добавляют в него соляную кислоту (плотность 1,15—1,19)
и тщательно перемешивают до получения однородной сметанооб-
разной массы. Пасту наносят на очищаемую поверхность поли-
этиленовой кистью или деревянной лопаткой и выдерживают до
полного удаления продуктов коррозии. Время выдержки зависит
от состояния поверхности. После снятия пасты поверхность про-
мывают водой, нейтрализуют 5—10 %-ным содовым раствором,
вновь промывают водой и прогревают горелками ГАО-60 до 150—
200 °C.
При обработке сварных металлоконструкций травильные пасты
находят ограниченное применение, так как в этом случае очень
сложно проводить отмывку и пассивацию поверхности.
Работы с кислотными пастами необходимо проводить при
строгом соблюдении правил техники безопасности (пользоваться
защитными очками, резиновыми сапогами, перчатками, фар-
ту ком).
Легкий налет ржавчины можно удалить, проперев поверхность
составом № 1120 (ТУ 6-10-1265—77), рецептура которого пред-
ставлена ниже, %:
Фосфорная кислота 30—35 Этиловый спирт 20
Гидрохинон 1 Вода 44—39
Бутиловый спирт 5
119
В течение 1—3 мин этот состав не только снимает легкий налет
ржавчины, но и создает фосфатную пленку, что значительно
удлиняет срок службы лакокрасочного покрытия.
Поверхность, обработанную составом № 1120, протирают ней-
трализующей жидкостью № 107 следующего состава, %:
Этиловый спирт
Аммиак
Вода
50—55
0,5—1
49,5—44
ПОДГОТОВКА ПОВЕРХНОСТИ
ЦВЕТНЫХ МЕТАЛЛОВ ПОД ОКРАСКУ
Из цветных металлов широкое применение в промышленности
получили алюминий, медь, цинк, магниевые и титановые сплавы
и др. Эти металлы в той или иной степени подвержены коррозии,
в связи с чем они нуждаются в противокоррозионной защите.
Защита может быть осуществлена лакокрасочными покрытиями,
однако адгезия последних к таким поверхностям хуже, чем к по-
верхности черных металлов. Для улучшения адгезии, создания
пористых оксидных слоев и повышения долговечности защитного
покрытия поверхность цветных металлов перед окраской должна
быть подвергнута очистке, обезжириванию и электрохимическому
или химическому оксидированию |1, с. 258—267]. Эффективность
защиты цветных металлов в значительной мере определяется ка-
чеством подготовки поверхности под окраску
Алюминиевые сплавы. Перед окраской поверхность алюминия
и его сплавов подвергается хроматированию, фосфатированию или
электрохимическому (анодному) оксидированию. Такая химиче-
ская обработка способствует созданию на поверхности соответ-
ственно хроматных, фосфатных или пористых оксидных слоев,
улучшающих адгезию лакокрасочных покрытий.
Хроматирование алюминия и его сплавов 12. с. 92—
971 заключается в химической их обработке в кислой среде,
содержащей шестивалентный хром и ионы фтора. Эту обработку
проводят в растворах хромового ангидрида с добавками фторидов,
которые играют роль активаторов пассивной поверхности этих
металлов. При этом образуется пленка, имеющая желтый или
салагно-зеленый цвет. Толщина последней около 1 мкм. Пленка
обладает противокоррозионными и электроизоляционными свой-
ствами и применяется в качестве защитного слоя под окраску.
Ниже приведен состав раствора (г/л), применяемого для
желтого хроматирования сплавов В-95, дюралюминия и других
при температуре 18—26 °C и продолжительности обработки оку-
нанием 1—5 мин:
Хромовый ангидрид 4—6 Бифторид калия 2
Бнфторид аммония 1,5 Калин железосппе- 0,5—1
родистый
120
Качество хроматной пленки контролируется визуально. Пленка
должна быть внешне однородной и электропроводной, обеспечи-
вать хорошую адгезию лакокрасочных покрытий. Она должна
также обладать прочной адгезией с основным металлом, что можно
проверить протиркой салфеткой, на которой не должно оставаться
следов хроматной пленки.
При проведении работ следует строго соблюдать правила тех-
ники безопасности ввиду наличия фтористых солей в хроматиру-
ющем растворе. Необходимо ванны хроматирования оснащать
вытяжной вентиляцией, работать только в перчатках, фтористые
соли взвешивать в респираторе.
Улучшить защитные свойства хроматных слоев можно пассиви-
рованием в растворе СгО3 концентрации 0,5 г/л при 40 °C в тече-
ние 0,5—2 мин или при 18—25 СС в течение 5—10 мин методами
распыления или окунания.
В случае хроматирования крупногабаритных изделий раствор
подают из шланга сжатым воздухом или наносят кистью. При этом
струя раствора, подаваемого из шланга, должна быть сплошной
без разрывов со скоростью истечения не менее 2 л/мин. Всю
поверхность обливают 5 раз с трехминутной выдержкой между
обливами. Нанесение хроматирующих растворов кистью также
производится 5 раз с трехминутной выдержкой после каждого
нанесения.
Ниже приведен состав раствора (г/л) для хроматирования
алюминиевых сплавов прн температуре 18—25СС путем облива-
ния либо нанесения кистью:
Фосфорная кислота 100
X ромовый ангидрид 20
Фторид натрия 5
При хроматировании алюминия и его сплавов на их поверх-
ности образуются хроматные слои толщиной от 0,1 до 1 мкм, не-
растворимые в воде и органических растворителях, но раствори-
мые в концентрированных кислотах и щелочах. Эти слои обла-
дают незначительным электрическим сопротивлением и поэтому
не препятствуют электросварке. Детали, сваренные электродуго-
вым методом, хроматируют после сварки, детали, подвергаемые
точечной сварке, — до сварки. Хроматные слон могут быть исполь-
зованы для межоперационной защиты алюминия и его сплавов,
включая спла-вы с высоким содержанием магния.
Фосфатирование алюминия и его сплавов применяется
реже, чем хроматирование, так как по защитным свойствам фосфат-
ные слои уступают хроматным.
Для фосфатирования алюминия можно использовать цинкфос-
фатные растворы с введением в них до 10 % комплексных фтори-
дов Na2SiFe и HF. Технологический процесс фосфатирования
алюминия аналогичен процессу фосфатирования стали.
121
chipmaker.ru
Анодное оксидирование состоит в получении
оксидной пленки на поверхности алюминия и его сплавов в про-
цессе их электрохимической обработки. Этот процесс проводится
в ваннах с раствором электролита при пропускании тока. При этом
применяются сернокислотные, хромовокислые и щавелевокислые
электролиты.
Наибольшее применение получил сернокислотный электро-
лит, который используется почти для всех алюминиевых сплавов,
имеющих промышленное назначение. Кроме того, он дешевле и
устойчивее других к воздействию электрического тока. Однако
следует учесть, что электролит чувствителен к сульфату алюми-
ния, который накапливается в растворе в процессе анодирования.
Поэтому электролит обновляют при содержании алюминия 30 г/л.
При электрохимическом оксидировании в качестве анода
используется изделие, а катодом являются свинцовые пластины.
Получаемые на поверхности алюминия оксидные пленки служат
хорошей основой для лакокрасочных покрытий и широко приме-
няются для защиты от коррозии. Кроме того, они хорошо адсор-
бируют красители, поддаются окраске в различные цвета и имеют
красивый внешний вид.
Оксидные пленки обладают высоким электрическим сопротив-
лением, твердостью и хорошими электроизоляционными свой-
ствами. Поскольку они имеют микропористую структуру, для
улучшения их защитного действия необходима пассивация пор
в растворе с pH 6—7, содержащем 45 г/л бихромата калия, при
80 °C в течение 20 мин. При этом пленка приобретает зеленовато-
желтый цвет. Перед пассивацией поверхности необходимо тща-
тельно отмывать, особенно от сернокислотного электролита, кото-
рый, попадая в раствор для пассивации, снижает защитные свой-
ства оксидной пленки.
Анодное оксидирование для защитно-декоративных целей про-
водят при рабочей температуре 20 ± 5 °C, плотности тока 1,0—
1,5 а/дм2, напряжении 10—12 В в течение 20 мин. При этом изде-
лия оксидируют с применением постоянного тока, подвешивая
их в стальные ванны, облицованные внутри свинцом. Концентра-
ция серной кислоты 225 ± 50 г/л.
Для анодирования в сернокислотном электролите можно при-
менять и переменный ток (частота 50 Гц, напряжение 10—18 В,
плотность тока 2,5—3,0 А/дм2), при этом увеличивается произ-
водительность труда и пропускная способность ванн. Однако
пленка при анодировании переменным током получается очень
пористая. Поэтому этот метод применяется в основном для оксиди-
рования тонкой алюминиевой ленты.
В качестве электролита для оксидирования алюминиевых
сплавов применяется также хромовый ангидрид. Однако этот
электролит непригоден для анодного оксидирования дюралюминия
и других алюминиевых сплавов с содержанием меди более 4 %
и с повышенным содержанием кремния.
122
Ниже приведены состав и режим работы электролита на основе
хромового ангидрида:
л ромовый ангидрид, г/л
Рабочая температура, Х2
Плотность тока, А/дм2
70±30
38±2
0,2—1,6
Следует иметь в виду, что напряжение постоянного тока не-
обходимо постепенно повышать от 0 до 40 В в течение 5—10 мин,
зат₽м поддерживать процесс оксидирования при постоянном ре-
жиме еще 30 мин. Продолжительность всего процесса оксидирова-
ния 35—40 мин. Цвет получаемой пленки желтый различных
оттенков.
Применяются также щавелевокислые электролиты. Образу-
ющаяся при оксидировании пленка обладает твердостью, высокими
электроизоляционными свойствами, матовым желтым оттенком
поверхности, изменяющимся в зависимости от продолжительности
проведения работ. Этим способом можно оксидировать алюминие-
вые сплавы любого состава.
Ниже приведены состав и режим работы щавелевокислого
электролита:
Щавелевая кислота, г/л
Рабочая температура, °C
Напряжение, В
60±10 Плотность тока, А/дм2 1,5
30±2 Прод< лжителыюст', процесса, 20
60 мин
По защитным и прочностным свойствам анодные оксидные
пленки на алюминии и его сплавах превосходят хроматные и фос-
фатные. Вместе с тем химические методы обработки имеют и ряд
достоинств: хорошая противокоррозионная защита, которая обес-
печивается хроматным или фосфатным слоем в сочетании с лако-
красочным покрытием, простота проведения операции, высокая
экономичность и др.
Магниевые сплавы [2, с. 981. Подготовка магниевых сплавов
под окраску состоит в создании на их поверхности электрохимиче-
ской или химической обработкой оксидных пленок, способству-
ющих повышению адгезии и долговечности лакокрасочных по-
крытий. При этом следует учесть, что магниевые сплавы обладают
сравнительно малой коррозионной стойкостью вследствие низ-
кого значения электрохимического потенциала и защитные свой-
ства оксидной пленки магния значительно хуже, чем оксидной
пленки алюминия.
Наиболее широкое применение получили химические методы
обработки магниевых сплавов путем создания на их поверхности
хроматных пленок.
Учитывая, что продолжительность оксидирования магниевых
сплавов весьма незначительна, получение равномерной хроматной
пленки может быть достигнуто только при условии хорошо под-
готовленной поверхности. Поэтому детали из магниевых сплавов
123
chipmaker.ru
должны быть тщательно очищены и обезжирены. Обезжиривание
может производиться в органических растворителях или щелоч-
ном растворе при 50—60 °C в течение 4—5 мин. В качестве обез-
жиривающего раствора может быть применен следующий состав,
г/л:
Трннатрин<] осфат
Карбонат натрия
50—60 Силикат натрия (жидкое 25—30
50—60 стек то)
После промывки в теплой, а затем в холодной проточной воде
детали оксидируют. Из химических методов оксидирования зна-
чительное распространение получили способы обработки в би хро-
матно-азотнокислых растворах.
Ниже приводится состав растворов и режим обработки!
Бихромат калия, г/л
Азотная кислота (р = 1,4 г/см®)
Хлорид аммония, г/л
Температура, °C
Продолжительность процесса, мин
Для
литьевых
сплавов
40—55
85—120
0,75—1,25
70—80
До 2
Для дефор-
мируемых
сплавов
20—15
20—35
0,75—1,25
70—80
До 2
В связи с тем что в бпхроматно-азотнокислом растворе магний
растворяется, этот раствор нельзя применять для обработки де-
талей с точными размерами.
После оксидирования в указанном растворе магний покры-
вается пассивной пленкой от желтого до золотисто-радужного
цвета (за исключением деталей, полученных литьем под давлением,
окрашиваемых в серый ивет). Полученная при этом хроматная
пленка должна быть сплошной, качество ее определяется визу-
ально. Защитные свойства пленки определяют выборочно капель-
ным методом раствором состава (в г/л): KA\nOj — 0,5, HNO3 —
13,5. При 20 °C время до обесцвечивания капли раствора, нанесен-
ной на хроматную пленку с хорошими защитными свойствами
(после наполнения в растворе бихромата калия и выдержки в те-
чение 24 ч), должна быть более 300 с.
Для электрохимического оксидирования магниевых сплавов
может быть применен следующий состав и режим обработки:
Бнхромгт натрия, г/л
Перманганат калия, г/л
Гидроокись натрия, г/л
Температура, °C
160 pH раствора 6—7,1
55 Продолжительность процес- 20
2,5 са, мин
20—25 Анодная плотность тока, 0,8—1
А/ дм2
По защитным свойствам оксидные пленки, полученные при
анодном оксидировании, несколько уступают хроматным.
В табл. 9 приводятся данные по коррозионной стойкости
цветных металлов и основные методы подготовки поверхности под
окраску [1, с, 196].
124
125
chipmaker.ru
МЕХАНОХИМИЧЕСКИИ СПОСОБ ОЧИСТКИ
Наиболее трудоемкая операция при подготовке стальной по-
верхности под защитные лакокрасочные покрытия — удаление
продуктов высокотемпературной и атмосферной коррозии (ока-
лины и ржавчины). Особенно сложно удалять окалину с внутрен-
ней поверхности горячекатаных труб, используемых для различ-
ных технологических коммуникаций. Это обусловливается нали-
чием более плотного и менее пористого, чем на наружной поверх-
ности, окисленного слоя. Поэтому требуются значительные усилия
для очистки такой поверхности. Применение одних механических
способов очистки в этом случае недостаточно; использование же
электрохимического и химического способов растворения окислов
и механическое удаление образовавшихся продуктов для окалины
малоэффективно.
Дтя ускорения процесса удаления окалины химическим раство-
рением пленок окислов необходимо разрушить их сплошность,
а для интенсификации механического снятия окалины следует
уменьшить твердость очищаемого поверхностного слоя.
Известно, что при пластической деформации металла скорость
его растворения возрастает в несколько раз. Поэтому при кон-
такте с химически активной средой пластически деформированный
поверхностный слой интенсивно растворяется, что приводит к пла-
стифицированию металла. Перспективен механохимический спо-
соб очистки поверхности металла [18, 191, который заключается
в одновременном силовом механическом и химическом воздействии
на очищаемую поверхность. Механическое воздействие осуще-
ствляется очистными элементами из спрессованных стальных
проволочек с усилением, обеспечивающим хрупкое разрушение
пленок окислов и микрирезание поверхности металла.
В качестве химически активной среды лучше всего применять
водные растворы фосфорной кислоты с добавкой ПАВ и пенога-
сителя Растворы фосфорной кислоты не оказывают существен-
ного влияния на механические свойства металла, особенно в зоне
сварных швов. Кроме того, при взаимодействии фосфорной кис-
лоты с металлом повышается коррозионная стойкость обработан-
ной поверхности. Для совмещения обезжиривания и удаления
окислов целесообразно использовать биологически разложимые
ПАВ (сульфонол, синтанол и др.). Рекомендуется следующий
состав химически активной среды, г/л:
Фосфорная кислота 15—20
Сульфонол (или синтанол ДС-10) 1—3
Пеногаситель ЭАП-40 0,15—0,25
Установлено, что при силе прижатия проволочек к очищаемой
поверхности 0,4—0.6 МПа (4—6 кгс/см2) и частоте вращения очист-
ных элементов 600—800 об/мин совместная обработка раствором
и щетками обеспечивает удаление ржавчины и окалины за 12—15 с,
126
а производительность очистки повышается на 30—50 % по сравне-
нию с механической очисткой без раствора. Поэтому при очистке
внутренней поверхности трубопроводов и резервуаров рекомен-
дуется следующий режим обработки:
Скорость перемещения проволочек по 1—5
очищаемой поверхности, м/с
Сила прижатия проволочек к очпщае- 0,6—1 (6—10)
мой поверхности, МПа (кгс/см2)
Применение моющего раствора, содержащего фосфорную кис-
лоту и ПАВ, способствует пластифицированию обработанной по-
верхности, поскольку микротвердость металла уменьшается по
сравнению с исходной на 10 %. Обработка поверхности щетками
без моющего раствора увеличивает микротвердость поверхности
на 150 % по сравнению с исходной за счет наклепа.
Лакокрасочное покрытие на образцах, обработанных по меха-
нохимическому способу, после 60 сут пребывания их в 3 %-ном
растворе поваренной соли при 60—70 °C не изменилось, в то время
как на образцах, обработанных только щетками без моющего
раствора, появились пузыри и вздутия краски диаметром до 5 мм.
ТЕРМИЧЕСКИЙ СПОСОБ ОЧИСТКИ
При термическом способе очистки металла от ржавчины, ока-
лины, старых слоев лакокрасочного покрытия поверхность обра-
батывают пламенем кислородно-ацетиленовой горелки (при из-
бытке кислорода до 30 %) [5, с. 99]. Этот способ очистки основан
на значительной разности коэффициентов расширения металла
и окалины. В результате нагрева и последующего охлаждения
окалина, имеющая небольшой коэффициент термического расши-
рения, легко растрескивается и отслаивается от основного ме-
талла, что значительно облегчает ее удаление с обрабатываемой
поверхности 120, с. 194].
Газопламенная обработка вызывает также дегидратацию ржав-
чины, в результате чего образуется рыхлый слой, легко удаляемый
проволочными щетками или наждачной шкуркой.
Достоинством термического способа является возможность
обезжиривания поверхности одновременно с очисткой от окалины
и ржавчины, что повышает производительность труда. Кроме
того, создаются благоприятные условия для нанесения на очи-
щенную поверхность слоя грунтовки, так как на нагретой поверх-
ности не происходит конденсации влаги и ускоряется процесс
высыхания покрытия.
Однако термический способ очистки может быть применен для
.металлических изделий и конструкций толщиной не менее 6 мм.
Рабочие, занимающиеся газопламенной очисткой, должны иметь
высокую квалификацию, так как эта операция связана с опас-
ностью разупрочнения металла при перегреве. Скорость очистки
127
chipmaker.ru
для металла толщиной 8 мм должна быть не менее 1,5 м/мин, а для
металла толщиной 16 мм —не менее 0,5 м/мин [1, с. 3091.
Для газопламенной очистки применяют горелки различного
типа, например конструкции ВНИИАвтогенмаша. В связи со
значительным расходом ацетилена некоторые предприятия вместо
него пользуются коксовым газом или керосином
УДАЛЕНИЕ СТАРЫХ ЛАКОКРАССЧНЫХ ПОКРЫТИЙ
При возобновлении защитного покрытия необходимо предва-
рительно тщательно осмотреть поверхность. Если старое лако-
красочное покрытие прочно держится на поверхности в виде
сплошного слоя, его следует промыть теплом водой и высушить.
Если же покрытие держится нег.рочио, его необходимо полностью
удалить. Удаление старого лакокрасочного покрытия осуще-
ствляют механическим, термическим или химическим способом.
Снятие лакокрасочного покрытия и подготовку поверхности не-
обходимо приводить весьма тщательно. От качества выйолнения
этих важных операций во много,м зависит стойкость всего защит-
ного покрытия.
Для удаления старых лакокрасочных покрытий холодной
сушки химическим способом применяются смывки СД (СП):
специальная (ТУ 6-10-1088—76), СНБ-9 (ВТУ 123/6—71), АФТ-1
(ТУ 6-10-1202—76). Эти смывки состоят из смеси органических
растворителей (ацетон, бензол, этилацетат и др.) и добавок раз-
личных нелетучих компонентов (парафин, нафталин, коллоксилин
и др.). Смывка СД (СП) специальная предназначена для удаления
с металлических поверхностей масляных лаковых покрытий,
СНБ-9 — алкидных и акриловых покрытий, АФТ-1 — масляных
и нитратцеллюлозных покрытий. Для повышения эффективности
действия смывки АФТ-1 в нее вводят фосфорную кислоту (р =
= 1,8 г/см3) в количестве 15 г на 1 л смквки.
Смывки наносят кистью или распылителем. После разрыхле-
ния или вспучивания лакокрасочное покрытие удаляют щеткой
или шпателем. Затем поверхность изделия промывают разбавите-
лем при помощи ветоши. Расход смывки СД (СП) 170 г/м2. Скорость
воздействия ее на покрытие 3 мин, а АФТ-1 — 20 мин. Однако
эти смывки не удаляют лакокрасочных покрытий горячей сушки
на основе синтетических, например эпоксидных, смол.
Для удаления старых лакокрасочных покрытий как холодной,
так и горячей (до 150 °C) сушки (эпоксидных, алкидных, акрило-
вых, перхлорвиниловых и др.) применяют смывки СА-4, СП-6,
СП-7. Расход этих смывок составляет 150—200 г на 1 м2 поверх-
ности [5, с. 146).
Смывка СА-4 предназначена для снятия покрытий с поверх-
ности оборудования из цветных металлов, СП-6 (ТУ 6-10-641—79)—
из черных металлов, СП-7 (ТУ 6-10-923—76)—для удаления
старого покрытия, состоящего из грунтовки ФЛ-093, эпоксидной
грунтовки ЭФ-083 и синтетических эмалей типа МЛ-12 или
1?8
МЛ-197. Смывки наносят кистью и выдерживают на поверхности
до тех пор, пока покрытие не размягчится, набухнет или вспу-
чится. После этого старое лакокрасочное покрытие удаляют
шпателем или металлической щеткой. Следует иметь в виду, что
все указанные смывки горючи. Поэтому необходимо, чтобы ин-
струмент, при помощи которого удаляется покрытие, был изготов-
лен из металла, исключающего искрообразование. Затем остатки
продуктов коррозии удаляют путем зачистки шлифовальной шкур-
кой № 4 или № 5, после чего поверхность тщательно протирают
салфеткой, смоченной уайт-спиритом.
Для удаления лакокрасочных покрытий с деталей и узлов ме-
тодом окунания могут быть применены смывки СП-6, АФТ-1,
СНБ-9 или щелочной раствор следующего состава, г/л:
Едкий натр 100—300
Кароонат натрия 50—100
Силикат натрия 10—20
Щелочной раствор применяют при 70—95 °C для всех метал-
лов, кроме алюминия или алюминиевых сплавов.
С поверхности черных металлов старые лакокрасочные покры-
тия (алкидные, эпоксидные, уретановые, виниловые) удаляют
также методом окунания с помощью негорючей смывки АС-1
(ТУ 6-10-100-105—77).
Продолжительность удаления лакокрасочного покрытия опре-
деляется системой покрытия, его толщиной, условиями эксплуа-
тации и длительностью срока службы покрытия перед ре-
монтом.
Для удаления старых лакокрасочных покрытий разработаны
[21 ] новые тиксотропные смывки СПС-1 и СПС-2 (ТУ 6-10-1202-76),
основное преимущество которых состоит в пониженной токсич-
ности. По внешнему виду эти смывки представляют собой
однородные густые суспензии светло-желтого цвета с содер-
жанием нелетучих веществ 20—24 % (pH 7—8). Наносят
смывки шпателем или с помощью аппаратов безвоздушного рас-
пыления.
Смывка СПС-1 негорюча и предназначена для удаления старых
лакокрасочных покрытий на основе эпоксидных, эпоксидно-
этинолевых, эпоксидно-пековых, полиуретановых, виниловых,
алкидных смол и4 масляных связующих.
Смывка СПС-2 горюча, но обладает меньшей токсичностью по
сравнению со смывкой СПС-1, поскольку в ее составе содержатся
малотоксичные растворители. При помощи смывки СПС-2 можно
удалить старые покрытия на основе алкидных, виниловых, фе-
нолоформальдегидных смол, масляных связующих и поливинил-
бутираля.
Старые масляные покрытия удаляют щелочными составами,
которые наносят на поверхность ватным тампоном или капроно-
5 Реииман А. И. 129
chipmaker.ru
вой кистью. Ниже указана рецептура четырех щелочных соста-
вов, ч. (масс.): I II ill IV
Едкий натр 20 .—. — —
Карбонат натрия —- 7 8 14
Мел (в порошке) 20 13 — 20
Окись кальция (негашеная известь) — — 12 16
Вода 60 80 80 50
С целью интенсификации и механизации процесса разработан
[22] щелочной раствор для быстрого удаления лакокрасочных
покрытий с металлической поверхности. Он состоит из доступных
материалов, не содержит токсичных и летучих соединений. С по-
мощью этого состава можно снять лакокрасочное покрытие тол-
щиной до 100 мкм за 3—5 мин при температуре не выше 100 °C.
В качестве ускорителей травления применяются глюконат натрия
и этиленгликоль. Наиболее эффективным является щелочной
раствор следующего состава, %:
Едкий натр 20 Этиленгликоль 8,0
Глюконат натрия 0,5 Вода 71,5
Для полного удаления размягченного покрытия поверхность
промывают струей горячей (50—60 °C) воды из шланга.
Разработана [23] автосмывка старой краски (ТУ 6-15-732—76)
для удаления старых лакокрасочных покрытий с кузова автомо-
биля. Она отличается высокой эффективностью, универсаль-
ностью, технологичностью и негорючестью. При помощи смывки
можно в течение 6—40 мин удалять с поверхности лакокрасочные
покрытия на основе меламиноалкидных, эпоксидных, перхлор-
виниловых, нитратцеллюлозных, пентафталевых, глифталевых,
масляных и других пленкообразующих. Смывка наносится на по-
верхность кистью или шпателем, хорошо удерживается на верти-
кальных поверхностях и не вызывает коррозии обработанной
металлической подложки. Вязкость смывки 75—120 с по ВЗ-4
при 20 °C, расход 400—500 г/ма.
ПОДГОТОВКА ПОВЕРХНОСТИ
ПОД ОКРАСКУ БЕЗ УДАЛЕНИЯ РЖАВЧИНЫ
Подготовка поверхности под окраску без предварительного
удаления ржавчины все шире внедряется в практику.
Рассмотрим некоторые составы для окраски по ржавчине.
Для обработки поверхности конструкционных сталей с целью
окраски по ржавчине и окалине предложен [24] преобразователь
№ 444 (pH 2) следующего состава, г/л:
Гипофосфит кальция
Танин
Метасиликат натрия
Бура
Фосфорная кислота 60 см3
Окись цинка 25
Гексаметафосфат натрия 0,01
0,1
1
10
0,1
130
Обработка составом № 444 поверхности, покрытой слоем ржав-
чины толщиной 2 и 40 мкм, а также исходной и проржавевшей
окалиной, улучшает или не изменяет защитные свойства лакокра-
сочного покрытия по сравнению с покрытием на зашкуренной и
обезжиренной поверхности. При этом на подложках, не обработан-
ных составом Кг 444, разрушения покрытия и коррозионные по-
ражения, возникнув, непрерывно развиваются, в то время как на
обработанных подложках такие поражения локализуются. Иссле-
дования показали, что после обработки ржавчины преобразова-
телем № 444 заметных изменений в кристаллическом составе
исходных продуктов коррозии не происходит. Это дает основание
полагать, что механизм торможения коррозии связан с ингиби-
рующим и пассивирующим действием продуктов взаимодействия
состава № 444 с металлом.
Испытания в условиях высокой влажности и солевого тумана
подтвердили высокую эффективность состава № 444 при нанесе-
нии грунтовки ГФ-020 на ржавчину (40 мкм) и горячекатаную
окалину, исходную и проржавевшую. Результаты натурных
испытаний также свидетельствуют о целесообразности использо-
вания преобразователя № 444. Стальные автозаправочные баки
были окрашены по ржавой поверхности, обработанной преобра-
зователем № 444, краской на основе олифы оксоль с добавкой
тех же ингибиторов, которые входят в состав преобразователя
№ 444. После 8 лет эксплуатации в атмосферных условиях по-
крытие полностью сохранилось. Ржавчина под покрытием превра-
тилась в черный слой, под которым никаких следов коррозии
не обнаружено.
Отечественной промышленностью выпущен также преобразова-
тель ржавчины Э-ВА-01 ГИСИ (ТУ 81-05-121—79), представля-
ющий собой поливинилацетатную эмульсию с добавкой фосфорной
кислоты, красной и желтой кровяной соли, моющего средства
ОП-7, этилсиликата-32 и воды. Наносится преобразователь при
температуре не ниже 10 °C краскораспылителем или кистью
в один-два слоя. Продолжительность практического высыхания
преобразователя при 10—22 °C не более 2 ч.
Преобразователь ржавчины Э-ВА-01 ГИСИ выпускается в виде
двухкомпонентной системы, состоящей из основы и фосфорной
кислоты термической, 70 %-ной. Фосфорную кислоту вводят
в основу преобразователя непосредственно перед употреблением
в количестве 5—7 %.
Наиболее технологичной и обладающей наилучшими защит-
ными свойствами при окраске по ржавчине является грунтовка
Э-ВА-0112 (ТУ 6-10-1234—79) [25]. Натурные испытания показали,
что применяемая при ремонтной окраске тракторов система покры-
тия, состоящая из грунтовки Э-ВА-0112 и двух слоев эмали ПФ-133,
по защитным свойствам значительно превосходит систему покрытия
из грунтовки ГФ-020 и двух слоев эмали ПФ-133, нанесенных по
очищенной от рыхлой ржавчины и обезжиренной поверхности.
б* 131
chipmaker.ru
Эффективность применения преобразователей ржавчины про-
веряли в условиях воздействия различных химически агрессив-
ных сред. Установлено 126 1, что наибольшей стойкостью в атмо-
сфере, содержащей хлор (до 10 мг/м3), обладают покрытья из слоя
грунтовки ХС-010, четырех слоев эмали ХВ-785 .и двух слоев
лана ХВ-784, которые получены на поверхности, обработанной
преобразователями ржавчины на основе танина, фосфорной кис-
лоты и гидрохинона, а также танина и фосфорной кислоты. Состав
таких преобразователей ржавчины приведен ниже, % (масс.):
I II III
Фосфорная кислота, 85 %-ная 34,7 35,5 —
Вода 27,1 22,6 75,0
Таинн (порошок) 10,5 — 25,0
Гидрохинон — 4,5 —
Этиловый спирт 17,1 24,1 —-
Глицерин 10,6 13,3 —
Эффективность применения Преобразователей ржавчины про-
веряли также при окраске оборудования, применяемого в произ-
водстве искусственного волокна [27 ]. При эксплуатации в диали-
заторной щелочи (75—80 г/л) и воде хорошо зарекомендовало себя
покрытие из двух слоев шпатлевки ЭП-00-10 и двух слоев лака
ЭП-730, которое нанесено на ржавую поверхность, обработанную
преобразователем № 3 НПО «Лакокраспокрытие», а при эксплуа-
тации в вискозе (8,4—9 % целлюлозы, 5,7—6,4 % щелочи, 2,4—
2,6 % сероуглерода, вода) — покрытие на основе смолы ФАЭД-8,
полученное на поверхности, которая обработана преобразователем,
состоящим из фосфорной кислоты, танина, салициловой кислоты,
этилового спирта и воды.
Грунтовка Э-ВА-0112 рекомендуется для подготовки под
окраску поверхностей крупногабаритного оборудования, строи-
тельных сварных металлоконструкций, в том числе находящихся
в подземных сооружениях, а также для временной защиты на
период транспортировки различного оборудования и для ремонт-
ной окраски крупногабаритных изделий, эксплуатируемых в ат-
мосферных условиях [281. Взамен пескоструйной или дробеструй-
ной подготовки поверхности грунтовку Э-ВА-0112 следует приме-
нять лишь в тех случаях, когда указанные способы очистки исполь-
зовать практически невозможно или экономически невыгодно.
Грунтовка Э-ВА-0112 позволяет заменить ручную очистку без
дополнительных капитальных затрат. Экономический эффект от
применения 1 т грунтовки по сравнению с покрытием, для которого
поверхности подготавливают вручную щетками, составляет 750—
2000 руб. в зависимости от применяемых при этом лакокрасочных
материалов. Расход грунтовки на однослойное покрытие при нане-
сении кистью не превышает 150 г/м2.
Лакокрасочные материалы наносят на обработанную грунтов-
кой Э-ВА-0112 поверхность сразу же после ее высыхания. Однако
сложный физико-химический процесс взаимодействия компонен-
132
тов грунтовки Э-ВА-0112 с продуктами коррозии протекает еще
в течение длительного времени после высыхания грунтовочного
слоя. Поэтому выдержка на воздухе слоя грунтовки ВА-0112,
нанесенного на прокорродировавшую поверхность, в течение
5—6 сут до перекрытия лакокрасочными материалами способ-
ствует более полному превращению продуктов коррозии и умень-
шению содержания свободных кислот.
Покрывные лакокрасочные материалы, наносимые по грунту
ВА-0112, и системы покрытий определяются условиями эксплуа-
тации. Системы бензостойких покрытий с применением грунтовки
ВА-0112 приведены в гл. 5.
Проведены сравнительные испытания [29] следующих выпу-
скаемых промышленностью преобразователей ржавчины: грун-
товка НИИТЛП Э-ВА-0112, преобразователь Э-ВА-01 ГИСИ,
преобразователь № 3 НПО «Лакокраспокрытие» (фосфорная кис-
лота, окись цинка), рижский преобразователь П-1Т (фосфорная
кислота, танин, ацетон), преобразователь № 444, преобразователь
Ю. Н. Фолостяна (экстракт дубильный, винная кислота, экстракт
солодкового корня, этилсиликат-32), преобразователь Ростов-
ского Промстройниипроекта (фосфорная кислота, танин, спирт).
Преобразователями была обработана поверхность, покрытая слоем
ржавчины различной толщины. По преобразованной поверх-
ности и для сравнения по очищенной от ржавчины поверхности
наносили два слоя грунтовки ГФ-020 и ФЛ-ОЗК- В результате
испытаний установлено:
1) лучшими защитными свойствами обладают покрытия грун-
товками, нанесенными по очищенной от ржавчины поверхности;
2) стойкость грунтов на прокорродировавших поверхностях,
обработанных преобразователями Э-ВА-0112 и Э-ВА-01, выше,
чем на необработанной поверхности; при этом водостойкость пре-
образователя Э-ВА-0112 выше, чем Э-ВА-01; вероятно, поливи-
нилацетатиая эмульсия улучшает сцепление ржавчины с метал-
лом и повышает защитные свойства всей системы покрытия;
3) максимальная толщина слоя ржавчины, по которому можно
наносить преобразователь, составляет 100 мкм;
4) нецелесообразно применять преобразователи ржавчины при
наличии на поверхности прокатной окалины.
Результаты испытаний свидетельствуют о том, что преобразо-
ватели ржавчины следует применять лишь для крупногабаритного
оборудования и металлоконструкций, поверхность которых не-
возможно качественно очистить от ржавчины механическими,
химическими и термическими способами.
Указанные выше составы применяются в основном при поло-
жительных температурах.
В последнее время разработана [30] новая однокомпонентная
фосфатирующая грунтовка МС-0152, предназначенная для нане-
сения по ржавым поверхностям. Она может быть применена при
температуре от —20 до +30 °C.
133
chipmaker.ru
Грунтовка МС-0152 (ТУ 6-10-1729—79) изготовлена на основе
сополимера стирола с малеиновой кислотой, который образуется
при гидролизе сополимера стирола с малеиновым ангидридом
в кислой среде в присутствии воды, вводимой в состав грунтовки.
При взаимодействии пленкообразующего с продуктами кор-
розии одновременно с фосфатами железа образуются нераствори-
мые полимерные соли. Последние оказывают пассивирующее дей-
ствие на сталь, что определяет высокие защитные свойства грун-
товки.
Грунтовка МС-0152 может наноситься как по свежей, так и по
старой ржавчине толщиной 80—100 мкм. Расход грунтовки при
нанесении одним слоем толщиной 20—25 мкм — 80—100 г/м2.
Время высыхания при 20 ± 2 °C до степени 5—4 ч, а при —20 СС —
24 ч. Грунтовка может применяться также для окраски очищенной
от ржавчины стали, цветных металлов и легких сплавов.
В качестве покрывных слоев по грунтовке МС-0152 могут на-
носиться любые лакокрасочные материалы. Испытаниями уста-
новлено, что системы покрытий с указанной грунтовкой обладают
хорошей защитной способностью. Так, система покрытий, состоя-
щая из одного слоя грунтовки МС-0152, нанесенной по ржавым
поверхностям, и 2—3 слоев виниловой эмали X С-416 или эпоксид-
но-пековой эмали ЭП-46, оказалась стойкой в 3 %-ном растворе
NaCl, морской и пресной воде более 2 лет.
Следует иметь в виду, что транспортировать и хранить грун-
товку можно только в банках из белой жести или в полиэтилено-
вых флягах, поскольку в ее состав входит фосфорная кислота.
Для подготовки под окраску стальных поверхностей, покры-
тых слоем ржавчины толщиной до 150 мкм и прочно связанной
с металлом, может быть использован также преобразователь
(модификатор) ржавчины ПРЛ-2 (ТУ 6-15-913—75). Он пред-
ставляет собой жидкую пастообразную массу темно-коричневого
цвета и состоит из 85 %-иой ортофосфорной кислоты — 10—13 %
(масс.), аммонолигнина — 45—50 % (масс.) и воды. Масса высы-
хает в течение 24 ч при 18—23 °C. В процессе высыхания завер-
шается реакция между массой и прод} ктами коррозии, в резуль-
тате чего слой превращается в прочное покрытие серого цвета.
На него могут быть нанесены различные лакокрасочные материалы.
Преобразователь ржавчины ПРЛ-2 может наноситься и по мокрым
поверхностям, а также при температуре от 4-30 до —50 °C. Он
может служить и в виде самостоятельного покрытия около полугода.
Для преобразования продуктов коррозии на днище и крыльях
автомобиля перед нанесением на них защитных покрытий могут
быть применены [31 1 следующие составы:
1. Автопреобразователь ржавчины (ТУ 6-15-648—75) — про-
дукт взаимодействия ортофосфорной кислоты и цинковой пыли;
2. Автопреобразователь-1 ржавчины (ТУ 6-15-572—73) — про-
дукт взаимодействия ортофосфорной кислоты с окисью цинка и
хроматом натрия.
134
Эти составы неогнеопасны и малотоксичны и преобразуют
слой ржавчины до 100 мкм. Наносят их на поверхность, очищенную
от грязи, рыхлой и пластовой ржавчины и предварительно обез-
жиренную при помощи жесткой кисти, тщательно растушевывая.
По истечении суток поверхность увлажняется водой. Через
4—6 сут на преобразованную поверхность наносится битумный
материал. Расход составов 100—130 г/м2.
3. Автопреобразователь ржавчины лигнинный
(ТУ 6-14-913—75) — смесь, состоящая из аминолигнина, орто-
фосфорной кислоты эмульгатора, коагулянта и воды. Состав об-
ладает тиксотропными свойствами, нетоксичен и неогнеопасен.
Наносится он на поверхность кистью, валиком или краскораспыли-
телем тонким, сплошным, равномерным слоем на ржавчину тол-
щиной до 150 мкм.
По истечении 16—20 ч наносят битумный материал без допол-
нительной обработки поверхности. Состав преобразует ржавчину
до химических стойких водонерастворимых соединений, прочно
связанных с поверхностью металла. Расход состава при однослой-
ном нанесении составляет 120—150 г/м2. Этот состав можно при-
менять как при положительных, так и при отрицательных темпе-
ратурах (до —20 °C). При 100—НО °C процесс преобразования
продолжается 15—20 мин, при комнатной температуре 16—20 ч.
ВРЕМЕННАЯ ПРОТИВОКОРРОЗИОННАЯ ЗАЩИТА
МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ
При хранении металла или неокрашенных деталей аппаратуры
и оборудования на складах и в неотапливаемых помещениях
с высокой влажностью, а также при межоперационном хранении
деталей и узлов конструкций необходимо временно защитить их
от коррозии до установки в действующих цехах. Для этой цели
разработаны съемные и смывающиеся составы.
К съемным составам, содержащим органические растворители,
относятся эмали ХВ-114, лаки ХС-567, ХС-596 и др. Эмали ХВ-114
желтого, синего и красно-коричневого цветов (ТУ 6-10-747—74)
представляют собой суспензию пигментов в растворе перхлор-
виниловой смолы с добавкой пластификатора. Эмали предназна-
чаются для получения пленочного покрытия, защищающего от
коррозии оборудование и детали, которые хранятся на открытом
воздухе. Снимающееся пленочное покрытие на основе эмали
ХВ-114 может быть применено для временной и длительной кон-
сервации при эксплуатации, хранении и транспортировке деталей.
Продолжительность практического высыхания эмали при 18—
23 °C и относительной влажности воздуха не выше 70 % — не
более 1,5 ч.
Установлено [32], что введение в полимерные лакокрасочные
материалы маслорастворимых ингибиторов коррозии значительно
повышает эффективность съемных пленочных покрытий. Так,
покрытие на основе эмали ХВ-114 защищает стальные (ст. 3)
135
chipmaker.ru
детали, находящиеся вне помещения в течение шести месяцев, тогда
как покрытие на основе эмали ХВ-114 с маслорастворимым инги-
битором АКОР-1, АКОР-2, БМП или МСДА-11 обеспечивает
защиту стальных деталей в таких же условиях в течение трех и
более лет. Маслорастворимый ингибитор, введенный в эмаль
ХВ-114, создает на поверхности металла под съемным пленочным
покрытием гидрофобный адсорбционный слой, смещающий по-
тенциал в область более положительных значений и тормозящий
анодный процесс растворения металла, а также улучшает барьер-
ные свойства модифицированного покрытия.
Разработан также лак ХС-567 съемный (ТУ 6-10-1164—77).
Он представляет собой раствор сополимера А-15 в смеси органи-
ческих растворителей с добавлением пластификаторов. Выпу-
скаются две марки лака: лак ХС-567о съемный на диоктилфталате
и лак ХС-5676 съемный на дибутилфталате.
Лак ХС-567о предназначается для получения съемных покры-
тий, защищающих окрашенные изделия на период монтажных
и сборочных работ, хранения и транспортировки, а также на не-
окрашиваемых поверхностях в процессе окраски изделий. Лак
может быть использован для защиты изделий, окрашенных ал-
кидными, мочевииоформальдегидными, эпоксидными материалами.
Для защиты нитратцеллюлозных покрытий лак ХС-567о не реко-
мендуется. Защита виниловых и меламиноалкидных покрытий
производится по специальной инструкции.
Лак ХС-5676 прецназначается для получения съемных покры-
тий, защищающих неокрашенные поверхности на период монтаж-
ных работ, а также на неокрашиваемых поверхностях в процессе
окраски изделий.
Рабочая вязкость лака по вискозиметру ВЗ-4 при 18—20 °C
25—30 с при использовании краскораспылителя и 90—100" с при
окраске кистью и окунанием. Продолжительность практического
высыхания лака — не более 2 ч при 18—23 °C. В случае необхо-
димости лак разбавляют смесью метилэтилкетона и толуола
(1.7 : 1).
После высыхания пленку лака надрезают и снимают с лако-
красочного покрытия и металла «чулком» без изменения внешнего
вида защищаемой поверхности.
При защите неокрашиваемых поверхностей в процессе окраски
изделий и на период монтажных работ лак ХС-567 может быть
нанесен по черным и цветным металлам. Минимальная толщина
пленки, при которой возможен ее отрыв от поверхности, состав-
ляет 80—100 мкм.
Следует отметить, что прочность прилипания лакокрасочных
пленок к окрашенной и неокрашенной поверхности, как правило,
со временем увеличивается. Это явление и в данном случае имеет
место. Однако состав лака, включающий необходимые раствори-
тели и в особенности соответствующие пластификаторы, позво-
ляет получать пленки, у которых со временем силы когезии будут
136
превалировать над силами адгезии. Поэтому после высыхания
и выполнения своей защитной функции пленка лака путем надреза
легко снимается с поверхности.
При более длительном (в течение 3 лет) хранении в неотап-
ливаемых местах окрашенных и неокрашенных деталей, защи-
щенных лаком ХС-567, толщина его пленки должна составлять
300 мкм. Для усиления противокоррозионной защиты в состав
лака вводится маслорастворимый ингибитор АКОР-1.
Промышленностью вырабатывается также лак ХС-596 инги-
бированный съемный (бывший ХС-62С). Лак ХС-596
(ТУ 6-10-1098—76) представляет собой эмульсию водного раствора
хромовокислого гуанидина в растворе сополимера винилхлорида
с винилиденхлоридом с добавлением пластификаторов и масло-
растворимых ингибиторов.
Лак предназначается для временной защиты черных и цветных
металлов при межоперационном хранении в закрытом неотапли-
ваемом помещении, при длительном хранении на складе и при
транспортировке в ящиках в течение 1—3 лет.
В случае необходимости временной защиты черных и цветных
металлов в атмосферных условиях на высушенный слой лака на-
носится один слой эмали или лака на основе винилхлорида.
Для этой цели могут быть применены, например, эмали ХВ-124,
ХВ-785, лаки ХВ-784, ХС-76 и др. Срок службы такого покрытия
около года.
Наносится лак краскораспылителем в один слой, при этом
толщина пленки должна быть не менее 80 мкм. Лак разбавляется
ксилолом. Продолжительность практического высыхания лака при
18—22 °C 1—1,5 ч. Расконсервация изделий осуществляется
путем надреза и снятия пленки.
Применяется также метод химического фрезерования или кон-
турного размерного травления. Этот метод заключается в обра-
ботке металлических деталей из алюминия, сталей, сплавов маг-
ния, титана и других металлов в кислых или щелочных агрессив-
ных растворах. Для большинства сплавов алюминия травящей
средой служит раствор едкой щелочи различной концентрации
(120—650 г/л при 70—90 °C).
При выполнении этих работ должны быть защищены места,
не подлежащие травлению. Для этого следует применять хими-
чески етойкие лакокрасочные материалы, которые легко нано-
сятся, надежно защищают металл в процессе травления и легко
удаляются с поверхности металла после травления.
Установлено [33], что указанный выше легкоснимаемый инги-
бированный лак ХС-596 обладает защитными свойствами при
химическом фрезеровании. Лучшую защиту обеспечивает покры-
тие толщиной 80—100 мкм. состоящее из двух слоев лака ХС-596
и трех слоев эмали КЧ 767. Оно легко снимается с образца,
в том числе с углублений и ребер, подтравливания металла не
наблюдается.
*37
chipmaker.ru
Эмаль КЧ-767 (ТУ 6-10-821—74) представляет собой раствор
полуфабриката № 1 (ТУ 38-5-420—69), бутилфенолоформальде-
гидной смолы и пигментов в органических растворителях и пред-
назначается для временной защиты дюралюминиевых сплавов,
подготовленных по специальной технологии, от воздействия
травящей среды в процессе избирательного травления.
Предложенная система покрытия испытывалась в растворе
едкого натра (220—250 г/л при 60—70 °C). Ранее для целей хими-
ческого фрезерования применялось 10-слойное трудноснимаемое
покрытие, состоящее из грунтовки ХВ-062, лака ХВ-782 и эмали
КЧ-767.
Преимущества предложенных покрытий с использованием лака
ХС-596:
повышение производительности труда за счет сокращения
вдвое числа наносимых слоев и облегчения удаления покрытия;
сокращение расхода лакокрасочных материалов;
улучшение условий труда, так как исключается применение
токсичных смывок и растворителей.
Для временной защиты оксидированных и неоксидированных
магниевых сплавов разработан [341 ингибированный состав
ФП-6 (ТУ 6-10-1743—80) на основе полимеризационной смолы и
маслорастворимого ингибитора. В отличие от грунтовки типа
АК-070 этот состав обладает следующими преимуществами:
образует съемное покрытие, удаляемое путем надреза пленки
и снятия ее «чулком», что значительно облегчает расконсервацию
и не требует применения токсичных растворителей;
покрытие имеет большую противокоррозионную стойкость
а) при транспортировке без упаковки в открытой атмосфере,
а также при длительном хранении в неотапливаемых складах
в течение 5 и более лет; б) в условиях воздействия различных про-
мышленных газов (SO2, NO2, С12), а также при попадании кислот
и щелочей;
покрытие может защищать не только магниевые сплавы, но
и черные и цветные металлы, за исключением цинка и ла-
туни.
Выпущен также съемный ингибированный состав марки ХП-1
(ТУ 6-10-1742—80) белого или темно-розового цвета на основе
хлорсодержащей смолы [35]. Он представляет собой двухкомпо-
нентную систему, состоящую из полуфабриката и отвердителя
14—5 ч. (масс.) отвердителя на 100 ч. (масс.) полуфабриката].
Жизнеспособность готового состава с отвердителем 6—8 ч.
Состав ХП-1 предназначается для временной защиты стали и
цветных металлов (за исключением цинка и латуни) при транспор-
тировке и хранении в условиях открытой промышленной атмо-
сферы сроком до 5 лет, а в неотапливаемых складах — до 10 лет.
Покрытие устойчиво при кратковременном воздействии рас-
творов кислот и щелочей и может быть использовано для защиты
отдельных участков поверхности, не подлежащих травлению,
138
при химическом фрезеровании изделий из стали и алю-
миния.
Наносят состав в 3—4 слоя пневматическим распылением (при
вязкости 18—22 с по ВЗ-4) или кистью при выпускной вязкости
45—70 с. В качестве разбавителя применяется ксилол или соль-
вент. Оптимальная толщина 70—80 мкм. Продолжительность
высыхания 10—15 мин при 20 °C.
Промышленностью выпускается [36 ] также съемный ингиби-
рованный состав марки ИС-BA (ТУ 6-10-11-291-28—79). Он изго-
товляется на основе водной дисперсии модифицированного поли-
винилацетата и предназначается для межоперационной защиты
при хранении в закрытом помещении в течение года.
Состав ИС-BA может быть рекомендован для использования
в радиоэлектронной промышленности с целью защиты токопрово-
дящих элементов печатных плат от окисления и от попадания
влагозащитных материалов. Он может быть также использован
для защиты силикатного и органического стекла, резины и боль-
шей части лакокрасочных покрытий (кроме нитратцеллюлозных)
от загрязнений, легких механических повреждений и от попада-
ния лакокрасочных материалов при окраске.
Состав обладает тиксотропными свойствами. Он может нано-
ситься на вертикальные поверхности в два слоя методом пневмати-
ческого распыления. Общая толщина покрытия 130—150 мкм.
Допускается окраска небольших участков поверхности кистью
или окунанием. Разбавляется состав водопроводной водой. Про-
должительность высыхания 1—1,5 ч при 20 °C.
Разработан [37 ] и опытным заводом ВНИИСК выпускается
латексный состав «карболатс» для временных съемных покрытий.
Он представляет собой дисперсию неионогенного стабилизатора,
антивспенивателя, наполнителя, вулканизующего агента и за-
густителя в дивинилкарбоксилатном латексе БК-6.
Наносят карболатс окунанием, кистью или валиком в два
слоя, толщина покрытия 250—350 мкм. Общее время практиче-
ского отверждения покрытия не превышает 1,5—2 ч, после чего
оно легко снимается «чулком» с защищаемых поверхностей.
Карболатс может быть применен для защиты алюминия,
окрашенной стали, стекла, эмали, поливинилхлоридного пластика
и других поверхностей от загрязнений и механических поврежде-
ний в период межоперационного хранения и перевозок. К преиму-
ществам этого состава следует отнести безопасность работы с ним
вследствие отсутствия токсичности и пожароопасности.
Разработан [38 J и выпускается опытным заводом ВНИИСК
также водоразбавляемый латексный состав «нитрилатс», исполь-
зующийся в качестве противокоррозионного временного съемного
покрытия для защиты медных и стальных изделий.
Нитрилатс представляет собой дисперсию стабилизатора, ан-
тивспенивателя, наполнителя, антиоксиданта и загустителя в ла-
тексе нитрил содержащего полимера.
139
chipmaker.ru
Наносят нитрилатс кистью, валиком или окунанием в один
или два слоя, толщина покрытия 250—350 мкм. Общее время
практического высыхания в зависимости от толщины покрытия
3—6 ч, после чего оно легко снимается «чулком» с защищаемой
поверхности. Состав хорошо защищает от коррозии изделия из
углеродистой стали и меди без введения ингибиторов.
Состав нитрилатс может быть рекомендован для следующих
целей:
временной защиты рисунка схемы внутренних слоев много-
слойных печатных плат при травлении их в растворе хлорного
железа при 40 °C до полного вытравления рисунка;
защиты контактов печатных плат при их лакировке;
защиты медных поверхностей;
защиты от коррозии неокрашенной углеродистой стали в ус-
ловиях повышенной влажности и температуры.
Из смывающихся материалов, выпускаемых промышленностью,
следует указать на ингибированный состав ИС-1 (ТУ 6-10-663—78).
Он представляет собой нейтрализованные аммиаком кубовые
кислоты С20 и выше, модифицированные хромовокислым гуани-
дином. Состав предназначен для защиты от коррозии металличе-
ских изделий при хранении и транспортировке в условиях уме-
ренного климата. Наносится состав на поверхность кистью, в один
слой толщиной 30—40 мкм. Продолжительность практического
высыхания состава 24 ч при 18—22 °C. Состав смывается с поверх-
ности при помощи ватно-марлевого тампона, смоченного уайт-
спиритом.
Разработан 139] ингибированный смывающийся состав ИСМ-3,
предназначенный для консервации металлических изделий на
период транспортировки и складского хранения взамен конси-
стентных смазок. По сравнению со смазками он обладает значи-
тельно более высокими защитными свойствами, особенно при
высокой влажности и повышенной (40 °C) температуре. В гидро-
стате Г-4 он защищает металл в течение 1200—1500 ч, в то время
как консистентные смазки в этих условиях стекают и служат не
более 300—400 ч. Металлические изделия, покрытые составом
ИСМ-3, имеют красивый внешний вид и не требуют при транспор-
тировке дополнительной упаковки. Особенно рекомендуется этот
состав для консервации валов, деталей и узлов, не требующих
расконсервации.
Состав ИСМ-3 (ТУ 6-10-12-88—76) изготавливается на основе
алкидностирольного лака МС-080. Его можно наносить кистью,
окунанием или методом пневматического распыления. Разбавите-
лем является ксилол. Продолжительность высыхания от пыли не
более 20 мин.
Ингибированный состав ИСМ-3 не стекает с поверхности изде-
лий при температуре до 70 °C и хорошо защищает металл в усло-
виях повышенной влажности. Он удаляется с поверхности аце-
тоном.
140
Литература
1. Лакокрасочные покрытия в машиностроении. Справочннк'Под ред.
М. М. Гольдберга. М., Машиностроение, 1974. 576 с.
2. Мачевская Р. А., Мочалова О. С. Подготовка поверхности под окраску.
М., Химия, 1971. 120 с.
3. Unverzagt А.—Oberflachentechnik, 1973, Bd. 50 № 11, S. 523.
4. Касимова Г. С., Кантерова Т. И. — Лакокрасочные материалы и их приме-
нение, 1975, Ns 5, с. 78—80.
5. Руководство по защите строительных металлоконструкций, работающих
в агрессивных средах и различных климатических условиях. М., Строй-
издат, 1974. 208 с.
6. Меерович М. Р-, Балакин И. Р-, Рсковский И. Г. и др. —Лакокрасочные
материалы и их применение, 1973, Ns 3, с. 62.
7. Van Oeteren К- А. — Fachber. Oberflachentechnik, 1973, Bd. 11, № 3, S. 83.
8. Тихонова Г. С., Скурская Т. Ю. — Лакокрасочные материалы и их при-
менение, 1974, № 3, с. 80.
9. Сточик Г. Ф. Защитные покрытия в машиностроении. М., Машгиз, 1963.
288 с.
10. Мубинов Д. М. — Коррозия и защита в нефтегаз, пром., 1973, № 5, с. 21—22.
11. Тихонова Г. С., Кантерова Т. И., Сатина Г. Н. — Лакокрасочные мате-
риалы и их применение, 1975, № 1, с. 35—38.
12. Генкина М. П., Лисовская Э. П. Применение растворов водных моющих
средств для обезжиривания и расконсервации. Л., изд. ЛДНТП, 1975. 28 с.
13. Нестерова М. И., Зайчук Т. И. —Лакокрасочные материалы и их приме-
нение, 1976, № 2, с. 42.
14. Рохлсв С., Николов Ц., Ерски П. — Научни трудове ЦНИИ технология
машиностроене (НРБ), 1972, т. 9, Ns 1—2, с. 321.
15. Santholzer R.—Ober flache, 1973, Bd. 13, № 5, S. 288.
16. Проценко В. Р., Сухарникова Е. Ф., Андреев В. И. и др. — Лакокрасочные
материалы и их применение, 1976, № 3, с. 49—51.
17. Сухарникова Е. Ф., Бабакина Н. А., Мачевская Р. А. — Там же, 1976,
№ 4, с. 26.
18. Гутман Э. М., Мубинов Д. М. — В кн.: Борьба с коррозией в агрессивных
средах. Тезисы докладов/Под ред. Г. Я- Воробьевой. Л., 1974, с. 62—65.
19. Мубинов Д. М., Гутман Э. М. —Лакокрасочные материалы и их приме-
нение, 1970, № 1, с. 36.
20. Справочник по лакокрасочным покрытиям в машиностроении. М., Маши-
ностроение, 1964. 474 с.
21. Ицко Э. Ф., Короткова Н. В., Федорова Н. Г. — Лакокрасочные материалы
и их применение, 1975, № 6, с. 36.
22. Ефремов Л. Н., Лапин В. С., Ревва И. А. и др. — Там же, 1974, № 3, G. 68.
23. Оганезов К- Р- — Там же, 1977, № 2, с. 74.
24. Гудкова Г. И., Селюкова Г. С., Романов В. В. — Там же, 1976, № 5, с. 37—39.
г 25. Рогулин А. П., Дрибин Л. Ф., Улитына Н. М. и др. — Там же, 1975, Ns 2,
с. 77.
26. Емельянова В. П., Добровольский И. П., Лосева Н. И. и др. — Там же, 1973,
Ns 2, с. 64.
27. Титова В. В., Царьков Г. А., Аленина Л. А. и др. — Там же, 1976, № 2,
с. 72.
28. Свистунова Н. М., Каневская Е. А. — В кн.: Новое в технике и технологии
лакокрасочных покрытий. Вып. 4. М., НИИТЭХИМ, 1972, с. 23—27.
29. Голубев А. И., Пашкова О. А. — Лакокрасочные материалы и их примене-
ние, 1976, № 2, с. 70.
30. Фрост А. М., Колосенцева И. А. — Там же, 1978, Ns 4, с. 77.
31. Дауиотас А. М., Жуйкова Г. Д., Воверене О. И. Химические средства в по-
мощь автомобилистам. М., Транспорт, 1980. 80 с.
32. Новицкий А. Н., Шлугер М. А., Успенский С. И. — В кн.: Консервация
приборов, механизмов и оборудования па длительный срок хранения. Ч. 2.
Л., ЛДНТП, 1970, с. 34—38.
141
r.ru
33. Михаилов A. T., Гущин Л. А., Рубинштейн Ф- И., Ошсмкова В. И — Лако-
красочные материалы и их применение, 1977, № 4, с. 44—45.
34. Рубинштейн Ф. И., Ошемкова В. И., Маревичева С. В. — Там же, 1980,
№ 3, с. 59.
35. Рубинштейн Ф. И., Чельцова М. С., Васильева Л. М. и др. — Там же, 1980,
№ 3, с. 60.
36. Рубинштейн Ф. И., Чельцова М. С., Савченкова В. П. и др. — Там же, 1980,
№ 3, с. 60.
37. Лебедева И. И., Шитов В. С. — Там же, 1980, № 4, с 62.
38. Лебедева Н. Н., Шитов В. С., Хуторское В. С., Гусакова И. С. — Там же,
1980, № 6, с. 28.
39. Рубинштейн Ф. И., Базилевич 3. А. — Там же, 1974, № 6, с. 44.
Глава четвертая
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ
МАТЕРИАЛОВ
Лакокрасочные материалы на аппаратуру, оборудование, ме-
таллические и железобетонные конструкции для защиты их от
воздействия агрессивных сред в условиях различных производств
можно наносить пневматическим и безвоздушным распылением,
в электрическом поле высокого напряжения, кистью и ручными
валиками, путем напыления порошковых полимерных материалов
и др.*
ПНЕВМАТИЧЕСКОЕ РАСПЫЛЕНИЕ
Для нанесения лакокрасочных материалов методом пневмати-
ческого распыления используется установка, состоящая из краско-
распылителя, шлангов для подачи сжатого воздуха и лакокрасоч-
ного материала, источника сжатого воздуха (компрессора или
воздушной магистрали), масловодоотделителя и красконагнета-
тельного бака. Сжатый воздух от воздушной магистрали или ком-
прессора через воздухоочиститель направляется к красконагнета-
тельному баку, из которого лакокрасочный материал под давле-
нием поступает по шлангу в краскораспылитель.
При окраске небольших поверхностей могут быть использованы
краскораспылители с навесным бачком. В этом случае краскона-
гнетательный бак не применяется. Сжатый воздух от воздушной
магистрали или воздухосборника’ поступает в очиститель, а оттуда
через редуктор — в краскораспылитель.
При пневматическом распылении применяются распылитель-
ные головки, состоящие из сопла и воздушной головки, закреплен-
ных соосно. При этом лакокрасочный материал подается к от-
* В настоящей главе рассматривается в основном оборудование для окраски
в условиях единичного производства.
142
верстию сопла, а сжатый воздух поступает в кольцевой зазор,
образованный отверстием воздушной головки и наконечником
сопла. В процессе распыления сжатый воздух выходит из кольце-
вого зазора головки со скоростью до 450 м/с, тогда как скорость
истечения струи лакокрасочного материала сравнительно неве-
лика. Возникающее при этом трение между струями воздуха и
распыляемого лакокрасочного материала приводит к тому, что
струя последнего, как бы закрепленная с одной стороны, вытя-
гивается в тонкие отдельные струи. В дальнейшем происходит
распад струй и образование множества полидисперсных капель
11, с. 8]. Находящаяся в движении масса полидисперсных капель
образует факел лакокрасочного материала, который, достигая
окрашиваемой поверхности, настилается на нее и распростра-
няется радиально во все стороны. При этом основная масса поли-
дисперсных капель осаждается на поверхности, а некоторая их
часть, потеряв скорость, не достигает поверхности, в результате
чего образуется красочный туман.
Основными преимуществами метода пневматического распыле-
ния являются:
возможность применения этого метода в различных произ-
водственных условиях, так как требуются лишь источник сжатого
воздуха с давлением 0,2—0,6 МПа (2—6 кгс/см2) и система вы-
тяжной вентиляции;
возможность использования большинства лакокрасочных ма-
териалов при условии, что их рабочая вязкость составляет 17—
60 с по ВЗ-4;
возможность нанесения лакокрасочных материалов на обо-
рудование и аппаратуру сложной конфигурации и различных раз-
меров, а также получение при этом покрытий достаточно хорошего
качества;
простота и надежность в обслуживании окрасочных уста-
новок.
К недостаткам метода пневматического распыления следует
отнести:
большие потери лакокрасочного материала, которые состав-
ляют от 25 до 50 % в зависимости от сложности окрашиваемых
поверхностей;
недостаточно хорошие санитарно-гигиенические условия труда
рабочих;
необходимость достаточно мощной системы вытяжной вен-
тиляции;
значительный расход растворителей для разведения лако-
красочных материалов до рабочей вязкости.
На большие поверхности лакокрасочные материалы наносят
краскораспылителями СО-71, КРУ-1, ЗИЛ и др., на небольшие
поверхности — краскораспылителями СО-19А, КР-10 и О-37А.
НПО «Лакокраспокрытие» разработаны [2 ] новые краскорас-
пылители КРУ-2, КРУ-3, КРУ-4 и КРУ-5, предназначенные для
143
chipmaker.ru
нанесения лакокрасочных материалов с вязкостью не выше 30 с
по ВЗ-4.
Краскораспылитель КРУ-2 может быть использован для
окраски изделий небольших размеров в серийном производстве
и изделий больших размеров в единичном производстве, КРУ-3 —
для окраски изделий небольших размеров в серийном и единичном
производстве, КРУ-4 и КРУ-5 — для выполнения больших объе-
мов окрасочных работ.
Для нанесения высоковязких материалов с вязкостью до
180 с по ВЗ-4 (шпатлевок, лаков с различными наполнителями)
применяется пневматический краскораспылитель СО-24А.
Техническая характеристика краскораспылителей приведена
в табл. 10 [1, е. 16].
В целях снижения потерь лакокрасочных материалов, связан-
ных с избыточным давлением сжатого воздуха при пневматиче-
ском распылении, разработан [3 1 краскораспылитель с ограничи-
телем давления КРП-3. Он предназначен для нанесения лако-
красочных материалов вязкостью не более 50 с по ВЗ-4 методом
пневматического распыления.
Краскораспылитель может применяться в различных отраслях
промышленности и предназначен для работы от верхнего бачка.
Он может быть использован также при подаче лакокрасочных
материалов из красконагнетательного бака.
Испытания в производственных условиях при внедрении
краскораспылителей КРП-3 в различных отраслях промышлен-
ности показали возможность снижения уровня потерь на тумано-
образование на 2,5—3,0 %. Ниже приведена техническая харак-
теристика краскораспылителя КРП-3 (при работе от верхнего
бачка):
Максимальный расход лакокрасочного материала при 350
вязкости 25 с по ВЗ-4 и давлении воздуха на рас-
пыление 0,4 МПа (4 кгс/см2), г/мин, не меыее
Расход сжатого воздуха, м3/ч, не более 12
Давление сжатого воздуха на распыление, МПа 0,4 (4)
(кгс/см2), не более
Ширина факела лакокрасочного материала на рас- 320
стоянии 300 мм от изделия, мм, не менее
Габаритные размеры, мм 195X 95X 320
Масса, кг, не более 0,650
При пневматическом распылении наряду с потерями лако-
красочных материалов на туманообразование значительными яв-
ляются законтурные потери, т. е. потери лакокрасочного мате-
риала, пролетающего при окраске за контур изделия.
В целях снижения законтурных потерь НПО «Лакокраспо-
крытие» разработан 14 ] краскораспылитель КРП-4. Он представ-
ляет собой модификацию краскораспылителя КРУ-1, у которого
вместо узла плавного изменения формы факела в корпус встроен
узел позиционного (мгновенного) изменения формы факела, пред-
144
Техническая характеристика пневматических краскораспылителей
Масса, кг 0,35 0,72 0,65 0,70 0,63 09‘0 0,45 0,66 0,74 0,75 0,65 0,65 0,82
Габаритные размеры, мм 140X56X250 172X138X245 175X45X240 160X44X225 165X45X210 180Х88Х 345 163X30X145 195Х 60Х 225 168X95X315 168Х 102X290 170X50X 185 170X50X185 185X45X235
Ширина фа- 1 кола лако- красочного материала на расстоя- нии 300 мм от изделия, мм 0 30—80 1 200 1 0 100—200 1 350 400—500 130 150 400 500 500-520
Расход воздуха, м’/ч 3,0 2,5 5—13 CD CD CD CM 6—11 2 CD 13,6 ю см 11-14
о ос <Я « Ч
Йон
2 Q Ч Ж с -и -7 < СМ СО LD и т ? 8 ' ?
145
r.ru
ставляющий собой подпружиненный запорный клапан с поворот-
ной рукояткой. Рукоятка имеет два фиксированных положения,
при которых сжатый воздух подается только в определенные ка-
налы воздушной головки и формирует факел. Таким образом, не
прерывая процесса окраски, рабочий получает возможность, пере-
водя рукоятку из одного положения в другое, мгновенно изменять
форму факела. Промышленные испытания краскораспылителя
КРП 4 показали его высокую экономичность в работе и удобство.
При этом законтурные потери, в сравнении с распылителями
СО-71, значительно сокращались.
Красконагнетательные баки применяются при значительном
расходе лакокрасочных материалов и окраске больших поверх-
ностей. Они предназначены для подачи лакокрасочного материала
в краскораспылители. Выпускаются красконагнетательные баки
марок СО-12, СО-13 и СО-42.
Техническая характеристика красконагнетательных баков и
воздухоочистителя приведена в табл. 11.
Таблица 11
Техническая характеристика красконагнетательных баков
и воздухоочистителя
Параметры Красконагнетательный бак Воздухо- очиститель СО-15А
СО-12 х СО-13 СО 42
Вместимость бака, л Максимальное давление 16 0,4 (4) 65 0,4 (4) 40 0,4 (4) 1,2 0,5 (5)
воздуха, МПа (кгс/см2)
Регулируемое давление 0,05—0,4 0,05—0,4 0,05—0,4 —
на выходе лакокрасоч- ного материала, МПа (кгс/см2) (0,5—4) (0,5—4) (0,5—4)
Габаритные размеры, мм 640X 410Х 1040Х 790Х 480Х 550Х270Х
Масса, кг Х350 X 505X450 Х450 Х135
18,6 39,5 32,0 3,5
Краскораспылители для нанесения двухкомпонентных систем
делятся на две группы В краскораспылителях первой группы
материальные сопла, подающие компоненты в зону распыления,
расположены раздельно и дробление каждого компонента также
осуществляется раздельно; перед окрашиваемой поверхностью
происходит смешение двух факелов распыленного материала.
Такие краскораспылители могут быть применены для нанесения
материалов с соотношением компонентов от 1 : 1 до 1 1 3. Краско-
распылители второй группы характеризуются соосным располо-
жением материальных сопел, поэтому оба компонента сразу при
выходе из отверстий сопел смешиваются, а затем дробятся. Такие
краскораспылители можно использовать для нанесения лако-
146
красочных материалов с соотношением компонентов до 1 : 10
11, с. 301.
Во ВНИИСКе 15] сконструирована и изготовлена установка
для нанесения двух компонентных составов на основе полиурета-
нового каучука СКУ-ПФЛ. Ввиду высокой реакционной способ-
ное ги компоненты таких составов должны смешиваться в специ-
альной распылительной головке с раздельной подачей. С помощью
такой установки можно получать за одну операцию покрытия
любой толщины. Разработан состав, который дает за одно напы-
ление однослойное покрытие толщиной 1—1,5 мм. Покрытие
быстро отверждается, не стекает с защищаемой поверхности,
обладает высокими физико-механическими показателями, эрози-
онной стойкостью и выдерживает температуру до 250 °C без из-
менения.
НПО «Лакокраспокрытие» разработана установка УНМ-1,
предназначенная для нанесения битумных мастик на металличе-
ские поверхности различных объектов. Ее рекомендуется приме-
нять при покрытии мастикой крупногабаритного оборудования
и металлоконструкций. При этом максимально возможная тол-
щина противокоррозионного однослойного покрытия составляет
2 мм. Технические данные установки УНМ-1 приведены ниже:
Производительность, кг/мин, не менее 6
Максимальное давление, МПа (кгс/см2) не более
на мастику 5 (50)
воздуха для привода насоса 0,4 (4)
Длина шлангов, м 15
Масса, кг 55
НПО «Лакокраспокрытие» разработана также установка
УНДП 1-1, предназначенная для нанесения двухкомпонентных
полиэфирных лакив методом пневматического распыления с соот-
ношением компонентов 1:1. Ниже приведены ее технические
данные:
Производительность, кг/ч 24—72
Давление сжатого воздуха на распыление, 0,4 (4)
МПа (кгс/см2), не более
Максимальный расход воздуха, м3/ч 34
Объем баков дли компонентов, л 10
Длина шланюв, м 6
Масса, кг 70
НПО «Лакокраспокрытие» разработана [6 1 более совершенная
установка УНДП-3 для нанесения двухкомпонентных материалов
вязкостью до 100 с по ВЗ-1 при соотношении компонентов 1:1.
Наносится материал методом пневматического распыления на
изделия различной группы сложности. При этом обеспечивается
получение высококачественного декоративного покрытия. Отли-
чительная особенность установки в том, что компоненты смеши-
ваются в ней в дисперсной фазе (вне краскораспылителя), что
147
chipmaker.ru
Техническая характеристика краскораспылителей, применяемых для нанесения лакокрасочных материалов
на внутреннюю поверхность труб и других изделий
LI пот/зт
148
позволяет наносить материалы, обладающие после смешения
малой жизнеспособностью.
Установка УНДП-3 может быть применена на участках
окраски, оборудованных приточно-вытяжной вентиляцией, или
на открытых площадках. Для удобства перемещения внутри цеха
установка оборудована колесами.
Установка снабжена двумя распылителями: РПД-2 и РПД-2у.
Последний выполнен в удлиненном варианте. Распылители пред-
назначены для нанесения двухкомпонентных лакокрасочных ма-
териалов. Компоненты распыляются за счет энергии сжатого
воздуха через отдельные сопла и смешиваются в факеле. По-
скольку смешение компонентов лакокрасочного материала про-
исходит только вне распылителя, исключается необходимость
в частой промывке системы, значительно сокращается расход
растворителей на промывку и затраты на обслуживание уста-
новки.
Ниже приведены технические данные установки УНДП-3:
Производительность, кг/ч 90
Давление сжатого воздуха, МПа (кгс/см2)
на распыление лакокрасочного материала, ие 0,4 (4)
более
на привод 0,2 (2)
Максимальный расход воздуха, приведенного к нор- 60
мальным условиям, м3/ч, не более
Объем баков для компонентов, л 15
Длина шлангов, м 15
Габариты, мм, не более 960X 420X1000
Масса, кг, ие более 100
X
та
а
Окраска внутренней поверхности труб. На внутреннюю по-
верхность труб лакокрасочные материалы могут быть нанесены
пневматическим распылением, обливом, центробежным способом,
методами поршня и пробок, электроосаждением.
Наибольшее практическое применение получил метод пневма-
тического распыления. В зависимости от внутреннего диаметра
труб (от 25 ди 2000 мм) выбираются различные краскораспылители:
К"В-25'50, КРВ-50/140, КРВ-60/100, КРВТ-2, КРВ-200/500,
ВТ-500/2000 (табл. 12) [1, с. 39].
Краскораспылитель ВТ-500/2000 применяется, например, для
внутренней окраски труб диаметром от 500 до 2000 мм. Вязкость
распыляемого лакокрасочного материала в этом случае должна
составлять 17—35 с по ВЗ-4.
НАНЕСЕНИЕ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ С ПОДОГРЕВОМ
Подогрев лакокрасочных материалов позволяет снизить их
вязкость и поверхностное натяжение, что дает возможность распы-
лять вязкие составы без разведения их растворителями. Приме-
149
chipmaker.ru
пение подогретых лакокрасочных материалов имеет ряд преиму-
ществ 17, с. 317—3261:
возможность применения материалов с высокой вязкостью
(НО—350 с по ВЗ-4) и значительным содержанием сухого остатка
(30—35 %), что позволяет а) существенно экономить органиче-
ские растворители (для нитратцеллюлозных материалов — до
30 %, для масляных, глифталевых, пентафталевых, мочевино- и
меламиноалкидных — до 40 %), б) сократить число наносимых
слоев за счет увеличения их толщины и повышения укрывистости,
в) снизить трудоемкость, повысить производительность труда и
сократить цикл окрасочных работ;
получение менее пористого, высококачественного блестящего
покрытия, на котором не конденсируется влага, и, следовательно,
исключается возможность «побеления» пленки;
уменьшение потерь на туманообразование, что значительно
улучшает условия труда.
Особенно эффективно применение подогретых нитратцеллюлоз-
ных лакокрасочных материалов. Подогрев может быть также при-
менен при использовании глифталевых, пентафталевых, моче-
виноформальдегидных, меламиноалкидных, нитроэпоксидных,
битумных и других материалов. Нецелесообразен подогрев пер-
хлорвиниловых лаков и эмалей, так как остывающая после подо-
грева эмаль образует в воздухе нити и долетает до окрашиваемой
поверхности в виде паутины. Если распылитель держать близко
к окрашиваемому изделию (80—100 мм), то образуется покрытие
с неравномерной поверхностью, имеющей вид апельсиновой
корки. Из перхлорвиниловых материалов с подогревом лучше
применять эмали ХВ-113.
По физико-механическим свойствам и коррозионной стойкости
покрытия, полученные с подогревом лакокрасочного материала,
при одинаковой толщине аналогичны покрытиям, изготовленным
без подогрева.
Нанесение подогретых лакокрасочных материалов осуще-
ствляется при помощи установки УГО-5М.
БЕЗВОЗДУШНОЕ РАСПЫЛЕНИЕ
Одним из наиболее прогрессивных методов нанесения лако-
красочных материалов, получающих все большее распростране-
ние, является безвоздушное распыление [1, с. 571. Сущность
метода заключается в том, что распыление лакокрасочного мате-
риала происходит без участия сжатого воздуха под воздействием
высокого гидравлического давления, создаваемого насосом во
внутренней полости распыляющего устройства и вытесняющего
лакокрасочный материал через отверстие сопла. При этом потен-
циальная энергия лакокрасочного материала, находящегося под
давлением, переходит в кинетическую при выходе его в атмосферу,
и диспергированный лакокрасочный материал движется по на-
150
правлению к окрашиваемому изделию. Преодолевая сопротивле-
ние воздуха, он несколько тормозится и мягко настилается на
окрашиваемую поверхность. При выходе лакокрасочного мате-
риала из сопла распылителя со скоростью, превосходящей крити-
ческую для данной вязкости, легколетучая часть растворителя,
входящего в состав краски (эмали), интенсивно испаряется, что
сопровождается значительным увеличением объема краски и ее
дополнительным диспергированием.
Метод безвоздушного распыления под высоким давлением ла-
кокрасочных материалов имеет существенные преимущества перед
пневматическим распылением:
экономия до 20 % лакокрасочных материалов благодаря умень-
шению потерь на туманообразование;
экономия растворителей в результате применения более вязких
лакокрасочных материалов;
уменьшение трудоемкости работ в связи с получением утол-
щенных слоев покрытия;
снижение затрат на эксплуатацию распылительных камер
в результате их более легкой очистки и возможности использова-
ния менее мощной вентиляции;
улучшение условий труда и повышение чистоты рабочего места
благодаря меньшему туманообразованию.
К недостаткам метода следует отнести:
трудность применения метода для изделий сложной конфи-
гурации;
увеличение потерь лакокрасочного материала при окраске
изделий сложной конфигурации;
ограниченность применения метода; метод не применяется
а) для лакокрасочных материалов, которые нельзя подвергать на-
греву и которые содержат легко выпадающие в осадок пигменты
и наполнители, б) при окраске изделий, требующей минимального
размера факела лакокрасочного материала, в) при получении вы-
сокодекоративных покрытий.
Методом безвоздушного распыления можно наносить лакокра-
сочные материалы как с подогревом, так и без подогрева. С подо-
гревом можно наносить алкидные, алкидностирольные, мелами-
ноалкидные, эпоксидные, нитратцеллюлозные, масляно-битумные
лакокрасочные материалы. При этом вязкость их может быть от
20 до 80 с по ВЗ-4 при 18—23 °C. Предпочтительнее пользоваться
материалами с повышенной вязкостью (60—100 с по ВЗ-4), так как
в результате подогрева она может быть снижена до 20—35 с.
За одну технологическую операцию получается покрытие толщи-
ной до 50—60 мкм.
Методом безвоздушного распыления без подогрева, как и
пневматическим распылением, практически можно наносить все
основные лакокрасочные материалы с рабочей вязкостью до 50 о
по ВЗ-4 при 18—23 °C и за одну технологическую операцию полу-
чать покрытия толщиной до 35—40 мкм.
151
r.ru
Метод безвоздушного распыления может быть применен для
окраски средних и крупных изделий, причем наиболее эффек-
тивно окрашивать с его помощью изделия, имеющие сплошную
плоскую или обтекаемую форму с плавной небольшой кривиз-
ной, а также внутренние замкнутые объемы [1, с. 82 ]. Оптималь-
ные технологические параметры нанесения некоторых лакокра-
сочных материалов без подогрева и с подогревом приведены
в табл. 13.
Для безвоздушного распыления применяются установки с по-
догревом и без подогрева лакокрасочных материалов.
Установки с подогревом используются для более мелкого рас-
пыления лакокрасочных материалов и получения покрытий с вы-
сокими декоративными показателями (II класс) [8, с. 250]. Оте-
чественной промышленностью выпускаются установки безвоз-
душного распыления с подогревом модели УБР-3, разработанные
НПО «Лакокраспокрытие».
Установки безвоздушного распыления без подогрева под-
разделяются на два типа [1, с. 67]:
1) установки с погружным насосом, закрепленным на баке
с лакокрасочным материалом, рекомендуемые к применению при
небольшом объеме окрасочных работ; к этому типу -относятся
компактные установки с вместимостью бака 20, 30, 60 л;
2) установки, имеющие насосы с пневмо- или электроприво-
дом, которые смонтированы отдельно от емкости для лакокрасоч-
ного материала, что позволяет использовать различные емкости;
насос с приводом обычно устанавливается на передвижной тележке;
эти установки применяются преимущественно как стационарные.
В зависимости от мощности, производительности и массы уста-
новки можно разделить на три группы:
1) малогабаритные переносные установки производительностью
до 1 кг/мин и массой до 20 кг;
2) передвижные установки средних габаритов производитель-
ностью до 2 кг/мин и массой до 60 кг;
3) крупногабаритные передвижные или стационарные уста-
новки производительностью не менее 5 кг/мин и массой более
100 кг.
К первой группе относятся выпускаемые отечественной про-
мышленностью установки «Факел-3» и «Радуга-0,63П», а также
ВИЗА-1 и ВИЗА-2 производства предприятия «Ково-Финиш»
(ЧССР).
Установка безвоздушного распыления «Радуга-ОбЗП» (рис. 2),
разработанная НПО «Лакокраспокрытие» 19 ], представляет собой
вертикальный насос типа 0,63-200 с краскораспылителем и шлан-
гом высокого давления. Насос установлен на подставке, снаб-
женной двумя колесами для удобства перемещения в процессе
работы. В нижней части гидроцилиндра насоса с помощью па-
трубка присоединен всасывающий шланг с фильтром для выбора
лакокрасочного материала.
152
Установка предназначена
для нанесения лакокрасочных
магериалов методом безвоз-
душного распыления при дав-
лении до 20 МПа (200 кгс/см2).
Она позволяет распылять ла-
кокрасочные материалы с ис-
ходной вязкостью до 50 с по
ВЗ-4 и может обеспечивать ра-
боту двух краскораспылителей
с суммарной производитель-
ностью не более 0,63 кг/мин.
Для подсоединения второго
краскораспылителя со шлангом
служит патрубок на другой
стойке насоса.
Для безвоздушного распы-
ления лакокрасочных материа-
лов без подогрева может быть
Рис. 2. Общий вид установки безвоздуш-
ного распыления « Радуга-0,63 Б»»
применен также краскораспы-
литель высокого давления КРБ-1, разработанный НПО «Лако-
краспокрытие». Его рекомендуется эксплуатировать при давле-
нии лакокрасочного материала до 25 МПа (250 кгс/см2).
Высоковязкие составы, мастики и тиксотропные материалы
можно наносить при помощи установки КИТ-1654, разработан-
ной НПО «Лакокраспокрытие» [1, с. 73]. На рис. 3 показана
одна из установок КИТ-1654Т, в которой предусматривается
работа как одним, так и двумя краскораспылителями одновре-
менно. Установка состоит из мощного насосного агрегата, закреп-
ленного на передвижной тележке, шлангов высокого давления
с двумя краскораспылителями, патрубка для закрепления вса-
сывающего шланга, имеющего фильтр грубой очистки.
Установка КИТ-1654Т укомплектована краскораспылителем
высокого давления КРБ-1 в обычном исполнении и краскораспы-
лителем высокого давления с удлинителем и поворотной головкой
КБУ-1, предназначенным для нанесения лакокрасочных материа-
лов на удаленные и труднодоступные поверхности.
Техническая характеристика некоторых установок безвоздуш-
ного распыления без подогрева приведена в табл. 14 [1, с. 701.
НПО «Лакокраспокрытие» разработан [10] безвоздушный
краскораспылитель КСД-1 со встроенным в него насосом высокого
давления. В отличие от применяемой в установках безвоздушного
распыления подачи краски через агрегат высокого давления,
с применением шлангов длиною до 15 м, в краскораспылитель
КСД-1 лакокрасочный материал подается самотеком из установ-
ленного на нем верхнего красконаливного стакана.
Применение КСД-1 эффективно:
а) при окрашивании крупногабаритных изделий в местах сборки;
153
154
chipmaker.ru
Таблица 13
Оптимальные технологические параметры нанесения некоторых лакокрасочных материалов
методом безвоздушного распыления
Лакокрасочный материал Растворитель Рабочая вязкость по ВЗ-4 при 20 °C, с Рабочее давление, МПа (кгс/см*) Температу- ра, °C Толщина однослой* ного покры- тия, мкм
Нанесение лакокрасочных материалов с п одо гр ев О м
Поливинилбутиральные грунтовки ВЛ-02, ВЛ-08, ВЛ-023 № 646, смесь 75 % этилового и 25 % бутилового спиртов (для ВЛ-08) 18-20 6 (60) 40-45 15-18
Алкидная грунтовка ГФ-021 Смесь ксилола с уайт-спиритом (1 : 1) 35—40 6 (60) 90—100 35-40
Фенольные грунтовки ФЛ-ОЗ-К, ФЛ-013, ФЛ-ОЗ-Ж То же 25—30 6 (60) 90—100 25-30
Алкидные эмали ПФ-115, ПФ-133, ПФ-233, ГФ-1426 Ксилол, сольвент, смесь ксилола или сольвента с уайт-спири- том (1 : 1) 50—80 6 (60) 90—100 45-50
Меламиноалкидные эмали МЛ-12, МЛ-165 Ксилол и 5 % бутилацетата 45—50 6 (60) 70-80 35-40
Перхлорвиниловые эмали ХВ-16, ХВ-113, ХВ-179, ХВ-124 Р-4 и 7 % сольвента 40—45 6 (60) 50-60 30-40
Эпоксидные эмали ЭП-773, ЭП-274 № 646 20-25 6 (60) 80-90 18-20
/
Масляно-битумный лак БТ-577 Уайт-спирит 50-55 6 (60) 80—90 I 35-40
Нанесение т а к о к р а с о ч н ы х матери а л о в без подо г р е в а
Поливинилбутиральные грунтовки ВЛ-02, ВЛ-08, ВЛ-023 Смесь этилового и бутилового спиртов 15—20 12—15 (120—150) — 10-15
Алкидная грунтовка ГФ-021 Ксилол, сольвент, уайт-спирит 25-30 12—15 (120—150) — 20—25
Фенольные грунтовки
ФЛ-ОЗ-К, ФЛ-ОЗ-КК Ксилол, сольвент 28-45 12—15 (120—150) — 15—30
ФЛ-ОЗ-Ж, ФЛ-086 То же 25—30 12—15 (120—150) — 20—25
Алкидные эмали ПФ-115, ПФ-133, ПФ-223, ПФ-1426 Ксилол, сольвент, смесь ксилола или сольвента с уайт-спиритом (1:1) 30—45 12—20 (120—200) — 25—35
Перхлорвиниловые эмали ХВ-16, ХВ-124, ХВ-179 Р-4, Р-5 18—22 12—15 (120-150) — 15—20
Лакокрасочные материалы на основе сополимеров винилхлорида ХС-059, ХС-759, ХС-724, ХС-010 Ксилол и 20 % бугилапетата 30—40 12-18 (120—180) — 20—25
Алкидности рольные эмали МС-17, МС-226 Ксилол, сольвент 25—35 12—20 (120—200) 18-25
а
Техническая характеристика установок безвоздушного
Параметры Радуга-0.63П Факел-3
Производительность, г/мин Давление, МПа (кгс/см2) лакокрасочного материала сжатого воздуха, подаваемого к аппа- рату Соотношение площадей плунжеров насоса Расход воздуха, м’/ч Длина шлангов, м Габаритные размеры, мм Масса, кг 630 12—20 (120—200) 0,3—0,5 (3—5) 1 : 40 12 15 400X 420X 780 22 700 12—16 (120—160) 0,3—0,4 (3—4) 1 : 40 8 8 280Х 490Х 490 16
б) при частой смене места окрашивания;
в) в случае небольших количеств краски — позволяет эконо-
мить лакокрасочные материалы;
г) при частой смене вида или цвета лакокрасочного материала —
дает возможность экономить растворители на промывку обору-
дования.
Таким образом, применение краскораспылителей КСД-1 имеет
следующие преимущества по сравнению с пневматическими:
снижение потерь лакокрасочных материалов при проведении
окрасочных работ;
Рис. 3. Установка безвоздушного распыления КИТ-1654Т:
1 — тележка; 2 — шланг всасывающий с фильтром грубой очистки; 3 — насосный агре-
гат; 4 — фильтр тонкой очистки; 5 — панель управления; 6 — регулятор давления?
7,9 — манометры; 3 — кран; 10, 11 — краскораспылители высокого давления; 12-~
шланги высокого давления; 13 — маслораспылитель; 14 — вентиль.
156
распыления без подогрева лакоираспчных материалов
ВИЗА-1 Веер УБРХ-1М КИТ-1654Т
1000 1200 2000 40®0
9—16 (90—160) 0,4—0,7 (4—7) 10—13 (100—130) 0,5—0,6 (5—6) 14—20 (140—200) 0,3—0,6 (3—6) 25 (250) 0,2—0,5 (2—5)
1 : 24 16—20 5 740X 320X 320 21 1 : 20 9-10 15 420X340X745 20 1 : 44 12 8 720Х 550Х 520 52 1 : 54 40 30 1040X620X1220 110
улучшение санитарно-гигиенических условий труда рабочих;
снижение загазованности атмосферы в цехах.
Техническая характеристика краскораспылителя КСД-1 при-
ведена ниже:
Максимальная производительность по расходу краски, г/мин 400
Давление лакокрасочного материала (статическое), создавае- 20
мое краскораспылителем, МПа
Давление сжатого воздуха, подаваемого в пневмоцилиндр, 0,5
МПа, не более
Расход воздуха, м3/ч 20
Коэффициент мультипликации (пневмогидроусиления) 1 :40
Число рабочих ходов в минуту, не менее 1000
Объем верхнего красконаливного стакана, л 0,6
Масса краскораспылителя без стакана, кг 1,0
Краскораспылитель КСД-1 может быть успешно применен
для окраски профилированных поверхностей, а также изделий
сложной конфигурации.
ЭЛ Е КТРОСТАТИ Ч ЕС КОЕ,
ПНЕВМО- И ГИДРОЭЛЕКТРОСТАТИЧЕСКОЕ РАСПЫЛЕНИЕ
Один из наиболее прогрессивных методов нанесения лако-
красочных материалов, который получил широкое распростра-
нение, — окраска в электрическом поле высокого напряжения
[1, с. 87]. Сущность этого метода заключается в том, что частицы
краски, попадая в зону электрического поля высокого потенциала,
приобретают заряд и осаждаются на подлежащей окраске зазем-
ленной поверхности, имеющей противоположный заряд. Преиму-
щества этого метода:
сокращение расхода лакокрасочных материалов на 30—70 %
по сравнению с пневматическим распылением;
возможность комплексной механизации и автоматизации про-
цесса;
157
chipmaker.ru
сокращение затрат на оборудование вентиляционных устройств;
повышение культуры производства и улучшение санитарно-
гигиенических условий труда.
Этот метод имеет и ряд недостатков:
неполное прокрашивание изделий сложной конфигурации,
имеющих глубокие впадины, сочетания сложных сопряжений и
внутренние поверхности;
ограниченный ассортимент лакокрасочных материалов, кото-
рые должны отвечать определенным требованиям (удельное объем-
ное электрическое сопротивление 10®—107 Ом-см, диэлектриче-
ская проницаемость 6—10);
сложность применяемого оборудования и необходимость его
высококвалифицированного обслуживания.
Окраска изделий в электрическом поле может производиться
с помощью различных распылительных устройств [1, с. 94]. Они
могут быть смонтированы в виде стационарных агрегатов на спе-
циальных стойках и в виде ручных электростатических распыли-
телей. Стационарные установки наиболее целесообразно приме-
нять при непрерывной окраске однотипных изделий в крупно-
серийном производстве. При окраске изделий различных форм
и размеров, решетчатых и объемных конструкций в условиях
мелкосерийного и индивидуального производства более эффек-
тивно применять ручные электростатические распылители.
Стационарные электрораспылители могут быть различных
типов. Так, НПО «Лакокраспокрытие» разработан электромеха-
нический распылитель типа ЭР-1М. Производительность его
30—80 г/мин. Частота вращения насадки 1180 сб/мин. Габарит-
ные размеры 600x350x1610 мм.
Разработан новый центробежный электростатический распы-
литель ЭР-7. Он предназначен для окраски изделий в электро-
окрасочных камерах и устанавливается как на опорной стойке,
так и во взаимодействии с роботами. Отличительной особенностью
этого распылителя является принципиально новая конструкция
зарядного устройства, встроенного в распылитель. Благодаря
этому обеспечивается полная электробезопасность обслужива-
ющего персонала, пожаробезопасность электроокрасочной уста-
новки и высокая эффективность заряжения частиц лакокрасоч-
ного материала. Распылитель изготовлен в закрытом исполнении,
не имеет открытых металлических частей, находящихся под вы-
соким напряжением. Защита от искровых пробоев в межэлектрод-
ном промежутке и при случайном приближении заземленных
изделий к корпусу распылителя обеспечивается его конструк-
тивным исполнением, без искрогасящих или искропредупреж-
дающих устройств.
Новый распылитель позволяет экономить лакокрасочный ма-
териал на 15—45 % по сравнению с пневматическими распыли-
телями, получать высокое качество покрытия за счет равномер-
ности нанесения, окрашивать кромки углублений и экраниро-
158
ванных областей вследствие эффекта «охвата» и электростатиче-
ского рассеивания, уменьшать загрязнение оборудования, сокра-
щать затраты на чистку окрасочных камер и вентиляцию и улуч-
шать санитарно-гигиенические условия труда.
Расход лакокрасочного материала для указанного распыли-
теля составляет 1—2,5 г/мин на 1 см длины кромки распылитель-
ной чаши, частота вращения распылительной чаши 1390 об/'-мин,
диаметр распылительной чаши 100 мм.
Напряжение, подводимое к распылителю от источника вы-
сокого напряжения, 90—120 кВ, габариты распылителя 740 X
X 143 X 156 мм, масса распылителя (без кабелей и опорной
стойки) 8 кг.
Большое практическое применение получили ручные элек-
тростатические установки, отличающиеся высокой маневренностью.
Установки ручной электроокраски состоят из электрораспылителя
с кабелем высокого напряжения и шлангом для подачи краски,
высоковольтного генератора и краскоподающего дозирующего
устройства. Эти узлы монтируются на передвижной тележке.
В зависимости от принципа распыления ручные электростати-
ческие установки могут быть: а) с электромеханическим ручным
электрораспылителем с вращающейся коронирующей насадкой
в виде чаши, б) с пневмоэлектростатическим ручным распыли-
телем, в) с гидроэлектростатическим распылителем. Тип уста-
новки и выбор электрораспылителя определяется видом наноси-
мого лакокрасочного материала, конфигурацией и размерами
окрашиваемых поверхностей. Так, для окраски труб, решеток
и других изделий, имеющих гладкие поверхности, целесообразно
применять установки с электромеханическим ручным электро-
распылителем. Для окраски поверхностей и узлов сложной
конфигурации может быть с успехом использована установка
с пневмоэлектростатическим распылителем. При нанесении за-
щитных покрытий на поверхность крупногабаритных изделий
эффективно использовать установку с гидроэлектростатическим
распылителем.
К преимуществам ручных электростатических установок сле-
дует отнести уменьшение опасности при выполнении работ, по-
скольку ток короткого замыкания не превышает 300 мкА. Исклю-
чается также необходимость в оборудовании мощной венти-
ляции.
Из установок, в которых ручной электростатический распыли-
тель работает по принципу электромеханического распыления,
следует указать на выпускаемую отечественной промышленностью
установку УЭРЦ-1. При помощи этой установки можно наносить
лакокрасочные материалы на мелкие, средние и крупногабарит-
ные металлические и другие изделия различного профиля (уголки,
решетки и др.). Установка также может быть использована для
нанесения материалов на плоские изделия с небольшими углуб-
лениями и плавными вогнутыми поверхностями.
159
r.ru
Более усовершенствованной является установка ручной элек-
трокраски УЭРЦ-4, которая может быть применена как для
электромеханического, так и пневмоэлектростатического распы-
ления лакокрасочного материала.
Разработана Ill] установка УЭРЦ-5 для ручной окраски из-
делий в электрическом поле с одновременной независимой работой
двух распылителей (центробежного и пневмоэлектростатического).
Применение двух распылителей позволяет более рационально
организовать работу установки, так как центробежным можно
проводить основную окраску, а пневмоэлектростатическим под-
крашивать труднодоступные места.
Установка УЭРЦ-5 состоит из источника высокого напряже-
ния, дозирующего устройства, центробежного электрического
и пневмоэлектростатического распылителей. При этом источник
высокого напряжения и дозирующее устройство смонтированы
на передвижном шасси. Конструкция распылителей и предвари-
тельное заряжение частиц краски исключают искрообразование,
что позволяет применять установку для окраски изделий всеми
видами эмалей, в том числе молотковыми, нитратцеллюлозными,
перхлорвиниловыми и эпоксидными, имеющими удельное объемное
электрическое сопротивление 106—107 Ом-см и вязкость 18—
45 с по ВЗ-4.
Установка рассчитана на эксплуатацию в помещениях, обору-
дованных общей приточной и местной вытяжной вентиляцией,
или на открытых площадках при температуре окружающей
среды от 10 до 35 °C и относительной влажности воздуха не бо-
лее 80 %.
При окраске с помощью установки с чашечным распылителем
используется 95—98 % лакокрасочных материалов, пневмоэлек-
тростатическим 70—80 %, в то время как при обычном пневмати-
ческом распылении — 45—50 %; при этом значительно улуч-
шаются санитарно-гигиенические условия труда работающих.
Среди ручных электростатических установок наибольшее при-
менение получили установки, изготавливаемые МКТЭИАвто-
пром — УЭРЦ-4 и УЭРЦ-5, венгерским объединением «Ком-
плекс» — Хандспрей-П и «Хандспрей-Ш, а также НПО «Лако-
краскопокрытие» — УГЭР-2. Источником высокого напряжения
в этих установках служат каскадные электростатические гене-
раторы.
Научно-производственным объединением «Лакокраспокрытие»
разработана установка УРЭГ-1 для ручной пневмоэлектростати-
ческой окраски токопроводящих изделий. Она предназначена
для окраски изделий простой и сложной конфигурации малых
и средних габаритов в различных отраслях промышленности.
Установка снабжена блоком возбуждения на 15 кВ вместо
источника высокого напряжения на 60—70 кВ. Это позволило
применить более эластичный и легкий кабель и снизить опасность
поражения электрическим током. Потребляемая мощность уста-
160
Рис. 4. Внешний вид установки ручной пневмоэлектростатической окраски типа «Кон
стат СН-1» .
Рис. Б. Установка ручной гидроэлектростатической окраски УГЭР-2:
1 — ручной гидроэлектростатнческнй распылитель: 2 — насос высокого давления с пнев-
моприводом; 3 — шланг высокого давления; 4 — генератор; 5 — запорный вентиль;
6 — шланг; 7 — заборный шланг с фильтром грубой очистки; 8 — тележка.
новки не более 40 Вт, производительность по расходу краски
0,6 кг/мин, расход воздуха 35—45 м®/ч, габаритные размеры
900 X 450 X 865 мм.
Выпущена венгерская установка ручной пневмоэлектроста-
тической окраски «КонстатСН-1» (рис. 4) [12]. Эта установка
характеризуется новым методом электрического заряжения краски,
относительно низким рабочим напряжением, большой произво-
дительностью, широкими пределами регулирования процесса
распыления.
Как известно, в применяемом до сих пор оборудовании для
электростатического распыления краски электрическое силовое
поле возникает между металлическим электродом распылителя
и металлической или другой проводящей поверхностью изделия.
При распылении с расстояния 100—400 мм необходимо исполь-
зовать напряжение 50—80 кВ и более. Для того чтобы электри-
ческое поле было более сильным, электроды распылителя выпол-
няются в форме острия иглы или ножа, поэтому при случайном
приближении к заземленной масре может возникнуть искра.
Коронные разряды, образующиеся на электродах, могут ионизи-
ровать окружающий воздух и создавать электронный ветер, ко-
торый может сообщить заряд предметам, расположенным в ра-
диусе 3 м от распылителя. При разряжении этих предметов также
может образоваться искра, которая может служить источником
воспламенения легколетучих составов.
В системе же распылителя «Констат» первичное электрическое
силовое поле образуется внутри пистолета между похожими на
6 РейСмаи А. И. 161
chipmaker.ru
конденсатор небольшими пластинками электродов. Интенсивность
силового поля может быть повышена не только за счет увеличения
напряженья, но и в результате сокращения расстояния между
электродами. Это дает возможность получить очень сильное
электрическое поле и осуществить высокоэффективное заряжение
краски при небольшом эксплуатационном напряжении.
Установка «Констат» состоит из краскораспылителя и источ-
ника тока высокого напряжения. Краскораспылитель приводит-
ся в действие сжатым воздухом давлением 0,4—0,6 МПа
(4—6 кгс/см2), источник тока высокого напряжения работает
от обычной сети переменного тока с напряжением 220 В и час-
тотой 50 Гц. Краска к краскораспылителю подается из краско-
нагнетательного бака по полиэтиленовому шлангу диаметром
6—10 мм. При длине шланга 5 м и давлении в красконагнета-
тельном баке 0,2 МПа (2 кгс/см2) можно распылять на этой
установке около 1 кг краски с вязкостью 22 с по ВЗ-4 в
1 мин.
Принцип работы гидроэлектростатических установок [1 ,с. 122]
основан на распылении лакокрасочного материала, выходящего
через распыляющее устройство под высоким давлением, и обра-
зовании электрического поля в зоне красочного факела. Ручные
гидроэлектростатические установки УГЭР-1, УГЭР-2 и УГЭР-3
используются для окраски изделий различных размеров в единич-
ном и серийном производстве.
Для окрашивания крупногабаритных изделий может быть
применена установка ручной гидроэлектростатической окраски
УГЭР-2 (рис. 5), Она представляет собой легкую передвижную
тележку, на которой смонтированы все узлы установки. Для
удобства перемещения установка снабжена дугообразной ручкой,
которая одновременно служит опорой для закрепления насоса
и генератора.
В установках гидроэлектростатической окраски применяется
краскораспылитель КРГЭ 1, который по устройству в основном
не отличается от распылителя, используемою в установках без-
воздушного распыления, но имеет два коронирующих острия,
выступающих из корпуса на 10 мм и предназначенных для заря-
жения частиц распыленного материала.
Техническая характеристика установок ручной электроокраски
приведена в табт. 15.
Разработана 113] установка с ручным гидроэлектростатиче-
ским распылителем УГЭР-4. Она будет отличаться от выпускав-
шихся ранее установок у пучшеиными механическими и электри-
ческими прочностными характеристиками распылителя, техноло-
гичностью изготовления в серийном производстве, удобством
эксплуатации и обслуживания.
Методом гидроэлектростатического распыления можно на-
носить лакокрасочные материалы с подогревом. Это позволяет
применять высоковязкие лакокрасочные материалы.
162
Техническая характеристика некоторых установок ручной электроокраскн
(Питание от сети напряжением 220 В)
УГЭР-2 S 1 1 СО 500 3 'Т о 1 О СО О । е ”L<O о Любая in 0,9 700X 500X XI100 09
Констат СН-1 1 1 ° 1 сч 215 ООО'~ 1 <О с S' СЧ 5* ° ю о 1 0,48 1
Ханд- спрей-i1 270 1 ° 1 СО О LO 65—140 40, 50, 70. 100 1 1 |2 2,5 1.4 920Х445Х Х995 О 00
6*
163
chipmaker.ru
НПО «Лакокраспокрытие» разработана [2] установка
УГЭРП-1, предназначенная для окраски деталей, агрегатов и
изделий различной конфигурации методом гидроэлектростатиче-
ского распыления подогретых лакокрасочных материалов с вяз-
костью от 15 до 85 с по ВЗ-4. Наиболее целесообразно установку
УГЭРП-1 применять для окрасочных работ в тяжелом и транс-
портном машиностроении, станко-, авиа- и автомобилестроении,
промышленном и гражданском строительстве.
При электроокраске применяются разбавители марок РЭ
(ГОСТ 18187—72), которые представляют собой смеси сложных
эфиров, кетонов, спиртов и ароматических углеводородов. Разба-
вители предназначаются для разведения лакокрасочных материа-
лов, распыляемых в электрическом поле на стационарных уста-
новках и с помощью ручных электростатических распылителей.
При выполнении работ с применением ручных электростати-
ческих установок окрашиваемые изделия должны быть надежно
заземлены. Сопротивление заземления не должно быть выше
10 Ом. Окраску в основном следует проводить в специапьных
камерах', оборудованных системой вытяжной вентиляции. Крупно-
габаритные изделия, а также стационарно установленное обору-
дование можно окрашивать в порядке исключения и с разреше-
ния технической инспекции непосредственно на местах без спе-
циальной вентиляции. На период окраски все другие работы
следует прекратить, а помещение проветривать с помощью име-
ющихся вытяжных устройств 11, с. 125].
НАНЕСЕНИЕ ПОРОШКОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Покрытия, полученные из порошковых полимеров, обладают
рядом преимуществ перед покрытиями из лакокрасочных ком-
позиций [14, с. 81:
исключается (в большинстве случаев) применение органиче-
ских растворителей, что позволяет улучшить санитарно-гигие-
нические условия труда и снизить затраты на вентиляцию;
резко сокращается технологический цикл производства по-
крытий благодаря большой скорости пленкообразования; процесс
сушки изделий ускоряется и могут быть получены однослойные
покрытия значительной толщины (50—500 мкм);
значительно расширяется ассортимент пленкообразующих ве-
ществ за счет использования ряда нерастворимых полимеров
с повышенной химической стойкостью и механической проч-
ностью, которые дают болге экономичные и долговечные по-
крытия.
Порошковые полимерные материалы могут быть применены
для получения покрытий, стойких к химически агрессивным
средам, абразивным воздействиям, декоративных и др. Они
могут быть нанесены на поверхность деталей аппаратуры и изде-
164
лий газопламенным методом, в псевдося ижегпсм слое, в элек-
трическом поле и плазменным методом.
Метод газопламенного напыления заклю-
чается в том, что струя сжатого воздуха со взвешенными в ней
частицами порошковых полимеров пропускается через пламя
кислородно-ацетиленовой сорелки При этом частицы полимера
нагреваются, расплавляются и струей воздуха направляются
на нагретую поверхность, прилипая к ней, сплавляясь между
собой и образуя сплошное покрытие, хорошо сцепляющееся
с металлом. Покрытие наносится в несколько приемов.
Преимущество газопламенного напыления состоит в том, что
этот метод не требует применения растворителей. Это дает значи-
тельную экономию и улучшает условия труда; кроме того, отпа-
дает необходимость в сушке покрытия. Для газопламенного на-
пыления применяется установка типа УПН.
При газопламенном напылении следует соблюдать правила
техники безопасности, предусмотренные для работ, которые свя-
заны с автогенной сваркой и резкой, а также с применением по-
рошков.
Для защиты деталей аппаратуры, внутренней поверхности
труб и некоторых других поверхностей может быть применен
метод нанесения полимеров в псевдоожи-
женном слое. Детали, нагретые выше температуры плав-
ления полимеров, погружаются в специальный аппарат с пори-
стым дном, где с помощью воздуха создается псевдоожиженный
слой порошка. При этом на поверхности деталей образуется рав-
номерное покрытие. Материалами для получения покрытий слу-
жат те же порошковые полимеры, что и при газопламенном на-
пылении.
При нанесении в электрическом поле
порошковый полимер поступает в зону электрического поля
высокого напряжения, приобретает заряд соответствующей поляр-
ности и осаждается на подлежащей защите поверхности, которая
имеет противоположный заряд. Основные преимущества нанесе-
ния в электрическом поле [1, с. 244 |:
исключение необходимости предварительного нагрева изделий;
возможность получения покрытий как на металлических, так
и на неэлектропроводящих поверхностях;
снижение потерь порошковых материалов;
возможность полной автоматизации процесса.
При нанесении в электрическом поле порошковый полимер
можно наносить 17, с. 3781: а) автоматическими и ручными
электростатическими распылителями, б) в ионизированном псев-
доожиженном слое, в) в облаке заряженных частиц.
Наибольшее распространение получил способ нанесения по-
рошковых полимерных материалов электростатическими распы-
лителями. Этим способом полимеры наносят на детали и изделия
различных размеров несложной конфигурации. При отсутствии
165
r.ru
пылеулавливающей системы потери по-
рошка при нанесении могут достигать 50%.
Производительность данного способа —
до 100 м2/ч при толщине покрытия до
150 мкм.
В электростатических распылителях
заряжение полимерного порошка проис-
ходит в зоне напыления, т. е. в поле
коронного разряда, или внутри распы-
лителя, т. е. в электрическом поле, без
Рис. в.^Схема^зарядного ИОННОГО ТОКЭ. В ПерВОМ СЛуЧЭе ТРУДНО
1 - игольчатый электрод; ПОЛуЧИТЬ ВЫСОКОКЭЧеСТВенНЫе ПОКрЫТИЯ
2 — перфорированная пло- И3-33 СЛОЖНОСТИ СОГЛЭСОВаНИЯ ТСХНОЛО-
скость; d — канал подачи
порошке; 4 — канал подачи гического режима с конфигурацией изде-
воздуха. ЛИЯ, а также необходимости КОНТрОЛИрО-
вать значение обратной ионизации порош-
кового слоя. При этом конструктивно не представляется возмож-
ным обеспечить полную электробезопасность распылителя без
применения таких специальных устройств, как ограничитель
сопротивления и др. В распылителях с внутренним заряжением
трудно обеспечить условия для интенсивного и стабильного
заряжения частиц; конструкция этих распылителей также не
отвечает требованиям полной безопасности.
Поэтому весьма перспективен новый распылитель для порош-
ковых материалов с эффективным внутренним заряжением, пол-
ностью безопасный в работе 115]. Заряжение осуществляется
с помощью специального зарядного устройства, схема которого при-
ведена на рис. 6. Основными элементами этого устройства являются
система электродов игла — перфорированная плоскость и
каналы для подвода в зарядную камеру порошка и сжатого воздуха.
При включении высокого напряжения между игольчатым
электродом 1 и заземленной перфорированной плоскостью 2
возникает коронный разряд Каналы подачи порошка S и сжатого
воздуха 4 расположены таким образом, чтобы исключить осажде-
ние полимерных частиц на заземленном электроде 2. Поток ча-
стиц, поступающих из канала 5, обжимается сжатым воздухом
и фокусируется в области с максимальной напряженностью поля
коронного разряда. Таким образом создаются условия для ста-
бильной и интенсивной зарядки порошка.
Для регулирования размера факела распылитель снабжен
сменными распылительными головками. Рукоятку необходимо
заземлять.
Техническая характеристика распылителя:
Рабочее напряжение, кВ 30—40 Расход воздуха, л/мин 150—250
Расход порошка, кг/ч 0—15 Масса, кг 0,7
Электробезопасность распылителя для обслуживающего пер-
сонала обеспечивается диэлектрическим кожухом, который также
166
исключает возможность образования коронного и искрового
разрядов в зоне напыления, вследствие чего существенно повы-
шается взрыво- и пожаробезопасность.
НПО «Лакокраспокрытие» разработана [2 ] установка элек-
тростатического нанесения порошка УЭНП-1, предназначенная
для получения полимерных покрытий на малогабаритных изде-
лиях — телах вращения сложной конфигурации (пакетах магни-
топроводов, малогабаритных электромашинах и др.).
При нанесении порошковых полимеров в ионизированном
псевдоожиженном слое изделие погружают в псевдоожиженный
слой порошка, находящегося под воздействием электрического
поля высокого напряжения. Заряженные частицы порошка, под
действием электрического поля оседают на изделии, после чего
полимер оплавляют. Этим методом получают покрытия на изде-
лиях несложной конфигурации. Потери порошка почти отсут-
ствуют. Электроды в установках для нанесения полимера в иони-
зированном псевдоожиженном слое могут иметь форму сетки,
решетки с иглами и др.
Установки для нанесения полимера в облаке заряженных
частиц основаны на том же принципе, что и установки для нане-
сения в ионизированном псевдоожиженном слое, но электроды
располагают только по периметру камеры. Этим способом поли-
меры можно наносить на изделия различных размеров и конфи-
гурации. Потери порошка при отсутствии пылеулавливающей
системы могут достигать 15 %. Этот метод весьма перспективен,
поскольку позволяет полностью автоматизировать процесс и
получать покрытия со стабильными характеристиками. Он
может быть использован в крупносерийном производстве.
Разработан [13] ручной механизированный электроокрасоч-
ный аппарат для нанесения полимерных порошковых красок
АРЭП-1. В отличие от выпускавшихся ранее подобных аппаратов,
он будет содержать в себе все оборудование для нанесения по-
рошка: установку и камеру для нанесения, систему рекуперации
порошка с фильтром взрывобезопасного исполнения.
Ниже приведена техническая характеристика аппарата
АРЭП-1:
Расход порошковой краски, кг/с, не менее 0,0055
Масса порошковой краски, загружаемой в питатель, кг, 40
не менее
Вентиляторный блок
производительность, м3/с, не менее 1,1
напор, кг/м2, не менее 500
Расход сжатого воздуха, м8/с, не менее 0,01
Давление потребляемого сжатого воздуха, МПа 0,4—0,6
Потребляемая мощность (без вытяжных вентиляторов) 0,5
кВт, не более
Напряжение, подаваемое на распылитель, кВ, не более 70
Поверхность фильтрования фильтра-рекуператора, м2 30
Степень улавливания порошковой краски, %, не менее 99,8
167
chipmaker.ru
Плазменный метод напыления [14, с. 169]
состоит в том, что порошковый материал нагревается в потоке
плазмы, имеющей температуру до 8000 °C, и, расплавляясь, с боль-
шой скоростью наносится на обрабатываемую поверхность.
Плазму получают при пропускании инертного газа (аргона,
гелия, азота) через вольтову дугу II, с. 248]. Быстрый нагрев
(в течение нескольких секунд) и наличие инертного газа предо-
твращают разложение полимера.
Преимуществами этого способа являются возможность исполь-
зования любых порошковых полимеров и получение равномерных
покрытий требуемой толщины (от 25 мкм). Полимеры можно
наносить на металлические и. другие поверхности, которые могут
выдержать кратковременный нагрев до 350 °C.
Для получения покрытий применяется плазменный распыли-
тель и другая специальная аппаратура.
ОКРАСКА МЕТОДОМ ЭЛЕКТРООСАЖДЕНИЯ
Значительное распространение в промышленности получил
метод электроосаждения [1, с 193—235] Сущность этого метода
заключается в осаждении пленкообразующего материала из
водного раствора на окрашиваемое изделие с помощью постоян-
ного электрического тока. Одним электродом является окрашивае-
мое изделие, другим, противоположно заряженным, — металли-
ческий корпус ванны или специально введенные в нее металличе-
ские пластины.
Основные преимущества метода электроосаждения по сравне-
нию с другими способами окраски:
применение водоразбавляемых лакокрасочных материалов, что
позволяет исключить взрыво- и пожароопасность при проведении
окрасочных работ и значительно улучшить санитарно гигиени-
ческие условия труда;
получение равномерного по толщине покрытия даже на изде-
лиях сложной конфигурации;
возможность регулирования толщины покрытия;
высокие защитные и физико-механические свойства по-
крытий;
полная автоматизация процесса окраски;
почти полное отсутствие влаги и токсичных растворителей
в осажденной пленке.
К недостаткам метода следует отнести:
возможность получения лишь тонких однослойных покрытий
на токопроводящей поверхности;
ограниченные сроки хранения и использования лакокрасочных
материалов;
необходимость в больших производственных площадях;
более высокие по сравнению с другими методами капитальные
затраты на оборудование.
168
Для окраски метолом электроосажления применяются водо-
разбавляемые лакокрасочные материалы главным образом на
основе водорастворимых пленкообразующих. Наряду с общими
требованиями, предъявляемыми к качеству лакокрасочных мате-
риалов, они должны удовлетворять также специальным требова-
ниям.
Электроосаждение является прогрессивным методом нанесения
лакокрасочных материалов, особенно в условиях массового и
крупносерийного производства. Этот метод применяется при
грунтовании кузовов легковых автомобилей и может быть исполь-
зован в сельскохозяйственном машиностроении, электротехниче-
ской и других отраслях промышленности. С помощью метода
электроосаждения можно также окрашивать внутренние поверх-
ности труб [16]. Под действием постоянного электрического тока
дисперсная фаза (частицы краски или битума) осаждается из
дисперсионной среды (воды) на аноде, роль которого выполняет
поверхность окрашиваемой трубы. Катодом служит медный
цилиндр, передвигающийся по трубе. Электроды подключаются
к полюсам генератора.
В промышленности широко используется метод анодного
электроосаждения. При анодном процессе электроосаждения ла-
кокрасочного материала изделие, находящееся в ванне, является
анодом, а корпус ванны — катодом.
Все большее применение начинает получать метод катодного
электроосаждения (катафорез). При данном методе окрашиваемое
изделие является катодом, а в качестве анода применяются спе-
циальные пластины, ванна при этом заземляется. Основные пре-
имущества катодного электроосаждения перед анодным в том,
что покрытие на изделии получается значительно более коррозион-
ностойким и равномерным по толщине. Покрытие, например,
обладает большей коррозионной стойкостью по отношению к ще-
лочам и детергентам 117 ] при меньшей толщине слоя (13—15 мкм).
Увеличение коррозионной стойкости покрытия объясняется тем,
что при катодном осаждении не происходит окислительной реак-
ции связующих с кислородом, так как на катоде выделяется во-
дород. При этом электрохимического растворения металла изде-
лия, которое наблюдается при анодном осаждении, снижающего
коррозионную стойкость покрытия, не происходит.
Кроме того, особенность катафореза еще и в том, что он поз-
воляет проводить одновременно электролиз солей металлов,
растворенных в дисперсионной среде, и тем самым обеспечивать
соосаждение металлов с полимерами, т. е. получать металлопо-
лимерные покрытия [18, с. 239].
ОКРАСКА МЕТОДОМ АВТОФОРЕЗА
Один из новых способов нанесения лакокрасочных материа-
лов — получение покрытий автофоретическим осаждением пленко-
образующих веществ из воднодисперсионных систем. При этом
169
chipmaker.ru
осаждение осуществляется без применения электрического тока
[18. с. 241 |.
Для получения покрытий автофорезом используют латексы
различных пленкообразующих. При погружении стального изде-
лия в латекс, содержащий кислоту, сталь окисляется, а ионы
железа, образующиеся на ее поверхности, вызывают коагуляцию
и осаждение латекса.
Основные достоинства автофореза — высокая сплошность и
равномерность покрытия, отсутствие затрат на электроэнергию,
возможность получения покрытий на изделиях любой сложности,
повышенная коррозионная стойкость покрытий, в частности в ка-
мерах солевого тумана и влажности [171. Поэтому этот способ
нанесения лакокрасочных материалов будет находить все большее
применение.
УХОД ЗА АППАРАТУРОЙ И ИНСТРУМЕНТОМ
При проведении окрасочных работ необходимо следить за
чистотой краскораспылительной аппаратуры. Чтобы краска не
высыхала при небольших перерывах в работе (не более 7 ч),
краскораспылитель не разбирают, а опускают форсункой вниз
в специальную ванночку с растворителем. В случае применения
быстросохнущих лакокрасочных материалов необходимо даже
при коротких перерывах в работе освобождать шланг от краски
и промывать его растворителем. Для промывки шлангов приме-
няют те же растворители, которые входят в состав данных мате-
риалов. После промывки растворитель может быть использован
для разведения этой же краски.
Если перерывы в работе значительны (более 7 ч), краско-
распылитель промывают растворителем. После каждой промывки
проводят смазку резьбовых соединений и трущихся частей кра-
скораспылителя.
Красконагнетательные баки промывают растворителем при
замене одного лакокрасочного материала другим. Систему про-
мывают до тех пор, пока из краскораспылителя не пойдет чистый
растворитель.
Очиститель воздуха оставляют после работы с открытым кра-
ном. Фильтрующий материал в очистителе следует периодически
заменять.
При работе с кистями также необходимо соблюдать некоторые
правила. Для предохранения кисти от преждевременного износа
и придания большей упругости щетине пучок следует перевязы-
вать шпагатом примерно на 2/3 его длины. По мере истирания
щетины часть витков шпагата снимают, после чего рабочую
поверхность кисти обрабатывают наждачной шкуркой. Чтобы
клей, при помощи которого щетина прикреплена к рукоятке, не
разрушался, основание кисти надо заливать бакелитовым лаком.
При небольших перерывах в работе кисть следует погружать
170
в сосуд с водой, следя за тем, чкбы вода не достигала рукоятки.
При более длительных перерывах в работе надо быстро отмывать
кисть от краски тем раствори1елем, который применялся для
разведения лакокрасочного материала, а затем водой с мылом.
После этого кисть следует высушить и хранить подвешенной в вер-
тикальном положении.
Литература
1. Гоц В. Л., Ратников В. Н., Гисин П. Г. Методы окраски промышленных
изделий. М., Химия, 1975. 264 с.
2. Аппаратура и приборы для нанесения, испытания и контроля лакокрасоч-
ных материалов и покрытий, намечаемые к выпуску. Каталог. М., изд.
НИИТЭХИМ, 1975.
3. Гоц В. Л., Головин В. Т., Числовская И. А. — Лакокрасочные материалы
и их применение, 1978, № 5, с. 37—38.
4. Гоц В. Л., Суминова О. Б. — Там же, 1980, № 2, с. 50—52.
5. Жабин Э. Д-, Гребенькова И. Г., Каганова Л. И. — В кн.: Новые антикор-
розионные материалы на основе жидких каучуков и латексов. Л., ЛДНТП,
1975, с 14—18.
6. Скоробогатов А. К., Уткина Л. В., Гоголева И. В. — Лакокрасочные мате-
риалы и их применение, 1980, № 2, с. 45—46.
7. Лакокрасочные покрытия в машиностроении. Справочник/Под ред.
М. М. Гольдберга. М., Машиностроение, 1974. 576 с.
8. Справочник по лакокрасочным покрытиям в машиностроении. М., Машино-
строение, 1964. 476 с.
9. Установка безвоздушного распыления «Радуга 0.63П». Каталог ВДНХ
СССР, 1975.
10. Гоц В. Л., Каверин С. В., Головин В. Т. и др. — Лакокрасочные материалы
и их применение, 1980, № 5, с. 43—44.
11. Установка для окраски изделий в электрическом поле УЭРЦ-5. Каталог
ВДНХ СССР, 1975.
12. Установка пневмоэлектростатической окраски «Констат СН-1». Каталог
Венгерской фирмы HAFe YNDUSTRY, Будапешт.
13. Веденов Г. Н., Маркелов В. И., Дубинин М. К. — Лакокрасочные материалы
и их применение, 1980, № 4, с. 21—23.
14. Яковлев А. Д., Здор В. Ф., Каплан В. И. Порошковые полимерные мате-
риалы и покрытия на их основе. Л., Химия, 1971. 256 с.
15. Верещагин И. П., Догадин Г. С., Майсурадзе Н. И. и др. — Лакокрасочные
материалы и их применение, 1976, № 2, с. 60.
16. Крылова И. А., Зубов П. И., Гисин П. Г. и др. — Лакокрасочные материалы
и их применение, 1966, № 1, с. 33—38.
17. Касимова Г. С., Кантерова Т. И. —Там же, 1979, № 2, с. 70—74.
18. Яковлев А. Д. Химия и технология лакокрасочных покрытий. Л., Химия,
1981. 352 с.
Chipmaker.ru
chipmaker.ru
Глава пятая
ТЕХНОЛОГИЯ ОКРАСКИ И СИСТЕМЫ ПОКРЫТИЙ
ДЛЯ ЗАЩИТЫ АППАРАТУРЫ И ОБОРУДОВАНИЯ
ОСНОВНЫЕ СТАДИИ ПРОЦЕССА
НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Грунтование. Первой операцией после подготовки поверхно-
сти является грунтование. Это одна из наиболее важных и ответ-
ственных операций, так как первый грунтовочный слой служит
основой для всего покрытия. Основное назначение грунта —соз-
дание прочной связи между окрашиваемой поверхностью и по-
следующими лакокрасочными слоями, а также обеспечение вы-
сокой защитной способности покрытия. Грунтование следует
производить сразу же после окончания работ по подготовке по-
верхности.
Грунтовку можно наносить кистью, краскораспылителем или
другим способом. При окраске оборудования, подвергающегося
воздействию повышенной влажности или эксплуатируемого в атмо-
сферных условиях, грунтование рекомендуется производить
кистью. В этом случае пленка воды, если она имеется на поверх-
ности, эмульгируется или удаляется в процессе растушевывания
краски. Грунт должен быть тонким по сравнению с внешними
слоями краски; его наносят ровным слоем толщиной 15—20 мкм
[1 ]. Сушку грунта следует проводить в соответствии с режимом,
предусмотренным ГОСТом, ТУ или установленной технологией.
Характеристика грунтовок приведена в Приложении 3.
Шпатлевание. Эта операция предназначается для выравнива-
ния загрунтованного металла, бетона и других поверхностей.
Толстые и недостаточно эластичные слои шпатлевки при эксплуа-
тации могут растрескаться, в результате будут понижены защит-
ные свойства покрытия. Поэтому шпатлевку следует наносить
тонким слоем. Толщина каждого слоя шпатлевки не должна
превышать 0,5 мм. На загрунтованную поверхность наносят вна-
чале местную шпатлевку, а потом сплошную. Каждый слой шпат-
левки следует хорошо высушить. Число слоев не должно быть
больше трех. В случае необходимости применения большего числа
слоев шпатлевки между ними наносят слой грунтовки.
Характеристика шпатлевки приведена в Приложении 3.
Шлифование. Зашпатлеванная поверхность после высыхания
имеет неровности и шероховатости. Неровности, соринки на-
блюдаются также на высушенных поверхностях грунтовок, лаков
и эмалей. Для удаления неровностей, соринок и сглаживания
шероховатости применяется шлифование [2, с. 466 ]. В процессе
шлифования обрабатываемая поверхность подвергается воздей-
ствию множества мельчайших абразивных зерен, вследствие чего
образуются риски и она становится матовой. При этом значительно
172
улучшается адгезия между слоями покрытия. Для обеспечения
процесса зачистки применяются жидкости. В качестве жидкости
используется вода для покрытий на основе масляно-лаковых
и алкидных лакокрасочных материалов, вода или уайт-спирит
для покрытий на основе перхлорвиниловых, эпоксидных и нитрат-
целлюлозных материалов.
Для шлифования применяется абразивная шкурка на бумаж-
ной или тканевой основе. Зернистость (номера) шкурок для
шлифования выбирается в зависимости от вида обрабатываемого
покрытия:
Номера
шкурок
Шпатлевки масляно-лаковые, алкидные, эпоксидные 16—12 *
Шпатлевки нитратцеллюлозные, перхлорвиниловые 8—6
Шпатлевки для выправки масляно-лаковые, алкидные, 6—4
нитратцеллюлозные, перхлорвиниловые
Шпатлевка клеевая (левкас) 12—10
Грунт масляный, алкидный, фенольный 8—6
Покрытия эмалевые масляно-лаковые, алкидные, эпо-
ксидные
первые слои 6—4
последние слои 3, М-40,
М-28, М-20
Покрытия эмалевые нитратцеллюлозные, перхлорви-
ннловые
первые слои 8—6
последние слои 6—4, М-40
• Эти же абразивные шкурки применяются для удаления о поверх-
ности старых лаковых и эмалевых покрытий.
В качестве абразивного материала шкурок применяется пре-
имущественно карбид кремния зеленый. Для шлифования может
быть использована также натуральная и искусственная молотая
пемза. Порошок пемзы выпускают марок 2-11 и 2-1II средней
и высокой твердости с зернистостью 125 мкм и марок 3-11 и З-Ш
такой же твердости с зернистостью 88 мкм.
С целью механизации процессов шлифования и полирования
используют пневматические и электрические машинки. Краткая
характеристика некоторых из них приведена в табл. 16 [2, с. 469—
471 1.
Окраска. Лакокрасочные материалы наносят на загрунтован-
ную поверхность при помощи краскораспылителя, кисти или дру-
гими способами.
В случае применения краскораспылителя при пневматическом
распылении направление струи должно быть перпендикулярным
к окрашиваемой поверхности. Для получения ровного сплошного
покрытия лакокрасочный материал наносят сначала вертикаль-
ными, а затем горизонтальными полосами. При этом край каждой
последующей полосы должен захватывать край ранее нанесенном.
Краску необходимо периодически перемешивать, особенно при
использовании красконагнетательных баков.
173
chipmaker.ru
Техническая характеристика машинок для шлифования и полирования покрытий
Производительность иашнвки 5—8 м’/ч.
174
При бе (воздушном распылении лакокрасочный материал на-
носится одной полосой (без перекрестного нанесения слоев).
В случае окраски кистью краску набирают в небольшом коли-
честве, избыток ее слегка отжимают о край сосуда Краску на-
носят тонким слоем, после чего равномерно растушевывают в го-
ризонтальном и вертикальном направлениях. Такую операцию
повторяют несколько раз до получения равномерного слоя. При
этом кисть следует держать под некоторым углом к поверхности.
Сушка. При сушке лакокрасочных материалов происходит
ряд сложных физико-химических процессов, в результате которых
осуществляется переход пленки из жидкого в твердое состояние.
Процесс формирования лакокрасочного покрытия определяется
составом применяемых материалов: у термопластичных он сво-
дится к удалению паров растворителя, у термореактивных связан
как с испарением растворителей, так и с химическими превра-
щениями (поликонденсацией, полимеризацией), следствием чего
является образование пленки с необратимой структурой.
Выбор метода и режима сушки покрытий 12, с. 420—422 ]
должен производиться с учетом применяемого лакокрасочного
материала, характеристики окрашиваемою изделия, подлежа-
щего сушке, технологических ограничений по температурному
режиму и т. д.
Сушка лакокрасочных покрытий может производиться в есте-
ственных условиях на открытой площадке или в помещении при
12—20 °C — холодная сушка — и при повышенных температурах
(искусственная) — горячая сушка.
На тех предприятиях, где это представляется возможным,
в особенности в условиях крупносерийного и массового произ-
водства, целесообразно применять искусственную сушку. Интен-
сификация процесса сушки лакокрасочных покрытий является
одним из важных условий технического прогресса в области
окраски. Наряду с ускорением процесса пленкообразования и
сокращением технологического цикла работ она обеспечивает
более высокое качество покрытий по сравнению с покрытиями,
высушенными в естественных условиях.
Применяются следующие способы искусственной сушки.
Конвективная сушка основана на передаче теп-
лоты окрашенной поверхности слоями на. рето/о воздуха, находя-
щегося в контакте с обогреваемыми изделиями. Нагрев осуществ-
ляется в специальных сушильных установках воздухом или про-
дуктами сгорания газообразного или жидкого топлива.
Это, способ сушки получил наибольшее распространение, так
как он прост в осуществлении и обеспечивает возможность сушки
как наружных, так и внутренних поверхностей изделий. При
этом сушка применима для изделий любых размеров, конфигура-
ции и толщины и для большинства лакокрасочных материалов.
К недостаткам этого метода относится длительность процесса
по сравнению с другими видами искусственной сушки, что при-
175
chipmaker.ru
водит к увеличению производственных площадей и удлинению
цикла окрасочных работ. Кроме того, при сушке маслосодержа-
щих материалов на поверхности покрытий образуется окислен-
ная пленка, замедляющая процесс их сушки. При этом снижается
также эластичность лакокрасочного покрытия,
В зависимости от теплоносителя сушильные конвекционные
камеры могут быть с паровым, электрическим и газовым обогре-
вом. Наиболее прогрессивны и экономичны камеры с газовым обо-
гревом, в которых сушка лакокрасочных покрытий осуществляется
непосредственно продуктами сгорания природного газа в смеси
с воздухом. При этом следует учесть, что в качестве сушильного
агента можно использовать продукты сгорания природных га-
зов, не имеющих в своем составе сернистых соединений.
Преимущества сушки лакокрасочных покрытий продуктами
сгорания газа в смеси с воздухом:
применение дешевого теплоносителя (стоимость единицы теп-
лоты, получаемой при электронагреве, примерно в 10—13 раз
больше, чем при сжигании природного газа),
достижение высоких температур сушки, что позволяет значи-
тельно интенсифицировать процесс;
простота и дешевизна конструкции камер;
отсутствие необходимости в дополнительных сооружениях (на-
пример, котельной, как в паровых камерах).
Сушильные камеры с обогревом продуктами сгорания при-
родного газа нашли практическое применение на промышленных
предприятиях.
Метод терморадиационной сушки осно-
ван на поглощении окрашенной поверхностью тепловой энергии,
излучаемой видимой и невидимой частями спектра инфракрасных
лучей. Он получил широкое применение в промышленности бла-
годаря своим преимуществам перед конвективным способом сушки.
При терморадиационной сушке тепловые лучи проходят через
слой краски, нагревают окрашенную поверхность, и процесс
высыхания идет от последней через пленку к верхнему слою
покрытия, что совпадает с направлением выхода паров раство-
рителя. При конвективной сушке процесс пленкообразования
начинается преимущественно сверху, что затрудняет удаление
паров растворителя из пленки и замедляет процесс высыхания
покрытия. Терморадиацнонный метод сокращает время сушки по
сравнению с конвективным в 6—10 раз.
Наиболее эффективен этот метод для лакокрасочных материа-
лов на основе конденсационных смол (эпоксидные, меламиноалкид-
ные, мочевиноформальдегидные и др.), отверждаемых в резуль-
тате физико-химических процессов при повышенных температурах
сушки.
Терморадиационный метод сушки применяется только для
изделий простой конфигурации и небольшой толщины. Он может
быть рекомендован как для грунтовок, так и для покрывных
176
эмалей, однако применение его ограничивается возможностью
изменения оттенка цвета покрытия при повышенной температуре.
Наибольшее распространение получил метод терморадиацион-
ной сушки с принудительной циркуляцией воздуха, получивший
название терморад и ац ионно-конвективного.
Сочетание терморадиации с конвекцией позволяет проводить
сушку изделий со сложной конфигурацией с экранированными
участками поверхности, при этом время сушки несколько больше,
чем при чистой терморадиации, но значительно меньше, чем при
конвекции. Конвекция позволяет выравнивать температуру на
поверхности изделия.
Терморадиационные сушильные . камеры применяются для
сушки окрашенных поверхностей различных изделий (кузовов
железнодорожных вагонов, автомобилей и др.). Для сушки
лакокрасочных материалов на небольших поверхностях могут
применяться передвижные рефлекторные устройства. В качестве
теплоносителя используются электроэнергия и газ.
В зависимости от вида излучателей терморадиационные су-'
шильные камеры подразделяются на камеры с ламповыми —
«светлыми» (высокотемпературные) и «темными» (низкотемпера-
турные) излучателями.
Излучатели «темные» имеют гораздо больший срок службы
и более высокий к. п. д., поэтому они нашли большее примене-
ние. Почти все лучи, излучаемые «темными» генераторами, отно-
сятся к области инфракрасных, т. е. тепловых лучей с длиной
волны 2,5—4 мкм. Исследовательские работы, проведенные
в НИИНПО «Лакокраспокрытие», показали, что лакокрасоч-
ные пленки толщиной 20—60 мкм являются практически прозрач-
ными для этих лучей. Лучи проникают через пленку и погло-
щаются поверхностью изделия, нагревая его. Процесс сушки
пленки, как уже указывалось, идет снизу вверх, прогрессивно
сокращая время сушки.
В качестве электрических нагревателей раньше применяли
панели «темного» излучения. В настоящее время панельные
излучатели перестали выпускать ввиду сложности их изготовле-
ния и перешли на более универсальные излучатели — трубчатые
электронагреватели с алюминиевыми отражателями.
Определить режим работы сушильной установки, обеспечи-
вающей высыхание покрытия на конкретном изделии за заданное
время, или продолжительность сушки при заданном режиме
работы можно при помощи универсальной диаграммы, разрабо-
танной НИИНПО «Лакокраспокрытие» [2, с. 436].
Индукционная сушка может осуществляться то-
ками высокой и промышленной частоты.
Сущность индукционной сушки токами высокой частоты [3,
с. 385] состоит в том, что при пропускании через контур про-
водника тока большой силы и высокой частоты внутри контура
создается мощное переменное пульсирующее магнитное поле.
177
chipmaker.ru
Поверхность помещенного в это поле металлического предмета
быстро нагревается за счет вихревых токов и явлений магнитного
гистерезиса.
Нагрев токами высокой частоты — один из наиболее интен-
сивных способов передачи теплоты при сушке лакокрасочных
покрытий. Теплота, как и при терморадиационной сушке, посту-
пает в покрытие только от нагретой поверхности изделия, что
позволяет проводить сушку с большой скоростью. Скорость
сушки по сравнению с конвективной увеличивается в 10—30 раз.
Сушка может осуществляться также и токами промышленной
частоты, при этом преобразователя частоты не требуется. Этот
метод сушки основан на воздействии на лакокрасочные покрытия
теплоты, полученной за счет индукционного нагрева окрашивае-
мого металла указанными токами. Изделие нагревается за счет вих-
ревых токов, возникающих от плоского индуктора, установлен-
ного на небольшом расстоянии (10—20 мм) от нагреваемой по-
верхности.
Установка для сушки лакокрасочных покрытий токами про-
мышленной частоты представляет собой один или соединение не-
скольких индукторов, каждый из которых состоит из магнито-
провода из тонких изолированных стальных пластин с уложенной
на нем обмоткой из медного изолированного провода.
Преимущество данного способа заключается в значительном
ускорении процесса сушки, достигаемом за счет быстрой передачи
теплоты окрашиваемой поверхности. При этом, как и при инфра-
красной сушке, направление потока теплоты идет от окраши-
ваемого металла к верхнему слою покрытия, благодаря чему
обеспечивается беспрепятственный выход паров растворителя
из пленки.
Этот метод получил практическое применение при окраске
различных изделий, в особенности крупногабаритных, имеющих
плоскую форму (железнодорожные вагоны, контейнеры и др.).
Для отверждения лакокрасочных покрытий применяется
сушка ультрафиолетовым излучением
в диапазоне 300—400 нм. Она может осуществляться ультра-
фиолетовыми излучателями, которые можно подключить к любой
осветительной сети. Процесс сушки при использовании ультра-
фиолетовых излучателей можно вести при комнатной и повы-
шенной (в пределах 45—120 °C) температуре, он продолжается
от нескольких секунд до 2—3 мин.
Этот метод применяется в основном для скоростной сушки
полиэфирных лаков, нанесенных на плоское изделие.
В последнее время находит применение сушка с при-
менением ионизирующих излучений и по-
током электронов. Радиационный метод используется
для отверждения лакокрасочных покрытий на металле и древе-
сине [4 ]. Преимущества этого метода по сравнению с термохими-
ческим — высокая скорость сушки, отсутствие катализаторов и
178
инициаторов полимеризации, возможность осуществления про-
цесса в легко контролируемых условиях, сокращение рабочих
площадей. В Советском Союзе разработан фотохимический спо-
соб отверждения полиэфирных покрытий. Однако недостаток его
заключается в том, что в отверждаемые системы необходимо до-
полнительно вводить фотосенсибилизаторы, время отверждения
покрытий относительно велико — до 5 мин; метод неприемлем
для пигментированных систем.
Несколько большее распространение получила сушка элек-
тронным излучением. Сущность этого метода состоит в том, что
выделяемые из накаливаемого электрода свободные электроны
становятся носителями электрического заряда и образуют луч.
Этот луч проходит через ускоритель электронов и с большой
скоростью и энергией падает на изделие, где его энергия погло-
щается молекулами мономеров.
В отличие от гамма-лучей ускоренные электроны обладают,
хотя и относительно малой проникающей способностью, но вполне
достаточной для сушки полимерных покрытий. При этом изделие
движется на ленточном конвейере с большой скоростью. Сушка
осуществляется в течение секунды или доли секунды.
Сушка потоком электронов может быть рекомендована для
лаков и эмалей полиэфирных, акриловых, эпоксидных, полиуре-
тановых, которые могут отверждаться при малой дозе облучения
порядка 2—8 Мрад [2, с. 422].
Индукционная сушка, сушка ультрафиолетовым, ионизиру-
ющим излучением и потоком электронов являются прогрессив-
ными способами отверждения лакокрасочных покрытий. Однако
они обладают рядом недостатков, ограничивающих их более
широкое применение: использование в большинстве случаев
дорогостоящих установок; строгая специализация камеры только
под определенный вид однотипной продукции; большая установ-
ленная мощность электроэнергии в индукционной камере; не-
возможность применения ультрафиолетовой сушки в настоящее
время для пигментированных систем; необходимость соблюдения
строгих мер безопасности, особенно при сушке ионизирующим
излучением.
ПОКРЫТИЯ, ЭКСПЛУАТИРУЕМЫЕ ВНУТРИ ПОМЕЩЕНИЙ
Покрытия, стойкие к воздействию атмосферы,
не содержащей агрессивных газов и паров
Аппаратура и контрольно-измерительные приборы, находя-
щиеся внутри цеховых помещений, эксплуатируются в сравни-
тельно благоприятных условиях. Они подвергаются воздействию
атмосферы, содержащей пыль и агрессивные газы в пределах
санитарной нормы. Поэтому выбор материалов здесь очень об-
ширен, а само покрытие может состоять из 2—4 слоев.
179
Таблица 17
nj-jd^eiudiq:
Схема технологического процесса окраски стальной аппаратуры
эксплуатируемой внутри помещений при отсутствия агрессивных газов и паров
Перед окраской поверхность оборудования необходимо очистить от ржавчины, окалины или старого лакокрасочного покпытня n6nvrb
сжатым воздухом, после чего тщательно обезжирить уайт-спиритом или растворителем В-70. лакокрасочного покрытия, обдуть
_ Если। оборудование уже находилось в эксплуатации и подвергалось воздействию кислых сред, необходимо пеоед обезжипиваннрм мрй-
поТ П а° ^‘ным раствором кальцинированной соды, промыть теплой водой и насухо вытереть. РГсли же Роборудованне
водой и вытереть насухо ЙСТВНЮ 1Целочиых сред нлн Растворов солей, поверхность следует перед обезжириванием тщательно премыт^теплой
и сглад!;?ье§стрыеИуглы0Г0 оборудоваияя перед обезжириванием необходимо снять заусенцы, набрызги металла, зачистить сварные швы
В случае применения преобразователей слой пластовой ржавчины должен сниматься полностью
Бетонные, железобетонные н деревянные поверхности следует тщательно очистить и обезжирить уайт-спиритом.
Последовательность операций
Материал
Рабочая вязкость
по ВЗ-4 (в с)
при иаиесенни
Режим сушки
краскорас- пылителем кистью продолжи- тельность сушки каж- дого слоя. температу• ра, °C
1. С применением шпатлевки*
Нанесение грунтовки Нанесение местной шпатлевки Шлифование шпатлевки при помощи машинки ППМ-1 или РД-1 и уда- ление пыли Грунтовка ГФ-021 Шпатлевка XВ-00-5 Шпатлевка ХВ-00-4 Шлифовальная шкурка № 12 или № 16 20—25 30—35 24 35 мин 2 2 18—23 110-110 18—23 18—23
- Продолженче табл. 17
Последовательность операций Материал Рабочая вязкость по В 3-4 (в с) при нанесении Режим сушки
краскорас- пылители кистью продолжи- тельность сушки каж- дого слоя, ч температу- ра, сС
Нанесение сплошной шпатлевки Шлифование шпатлевки при помощи машинки ППМ-1 или РД-1 и уда- ление пыли Нанесение двух слоев эмали Нанесение грунтовки Нанесение двух слоев эмали или краски Шпатлевка ХВ-00-5 Шпатлевка ХВ-00-4 Шлифовальная шкурка № 12 нлн № 16 1 Эмаль ГФ-245 2. Без применения шп Грунтовка ГФ-021 Эмаль ГФ-245 Масляные краски различных цве- тов 28—32 а т л е в к и 20—25 28—32 25—28 40—45 30—35 40—45 35-40 2 2 24 1,5 24 35 мин 24 1,5 2.5 18—23 18—23 18—23 80 18—23 100—110 18—23 80 80—100
однако общая толщина ее
- слоев шпатлевки может быть увеличено или уменьшено в зависимости от состояния поверхности,
22 не должна превышать 1 —1,5 мм.
ДА SV 2 g ЛАД AV
gobgg
о О — сл
ьэ сл
сл
g
rt
Е
Е
S
3
Sc X
Оо
И
3
Е
ы
Е
s
ы
3
ь
&
chipmaker.ru
Ь!
Е
го
Sc
5
Таблица 19
Схемы технологического процесса окраски аппаратуры, "ксплуагнруемой внутри помещений
при воздействии агрессивных газов и паров (50.,, S03, NOv, HF, H,S, НС1)
О подготовке поверхности перед окраской — см. табл. 17
Последовательность операций Материал Рабочая вязкость по ВЗ-4 (в с) прн наиесеинн Режим сушки
краскорас- пылителем кистью продолжи- тельность сушки каж- дого слоя, ч температу- ра, °C
А. Защита аппаратуры при относительной влажности более 75% и температуре ит 0 до 40' С
1. Стальные поверхности
а) с применением химически стойких перхлорвиниловых материалов
Нанесение одного-двух слоев грунтовки Грунтовка ХС-010 17—19 30-35 2 18—23
Нанесение двух-трех слоев эмалн Эмаль ХЕ-785 18—20 35-40 1 18—23
Нанесение двух-трех слоев лака Лак ХВ-784 18—22 35—40 1 18-23
Выдержка пскрытня до пуска в экс- — — — 7 сут 18—23
плуатацию
б) с применением комплексной группы химически стойких материалов
Нанесение одного слоя грунтовки Грунтсвка ХС 059 17-20 30—35 2 18—23
Нанесение двух слоев эмали Эмаль ХС-759 18—22 35—*0 2 18—23
Нанесение двух слоев лака Лак ХС-724 18—22 35—40 2 18—23
Выдержка покрытия до пуска в экс- — — — 7 сут 18—23
плуатацию
2. Деревянные поверх н ости
Нанесение грунтовки Грунтовка ХС ОК 17—19 30—35 1 18—23
Нанесение местной шпатлевки Шпатлевка XB-00-ч — — 2 18—23
Нанесение двух слоев эмали Эмаль ХВ-785 18—20 35—40 1 18--23
Нанесение одиого-двух слоев лака Лак ХВ-784 18—22 35—40 1 18—23
_ Выдержка покрытия до пуска в экс- — — — 7 сут 18-23
g плуатацию
2 Продолжение табл. 19
т Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
Последовательность операции Материал краскорас- пылителем кистью продолжи- тельность сушки каж- дого слоя, ч температу- ра. °C
3. Бетон иые и железобетонные повер X Н О С Т И
Нанесение слоя лака Нанесение двух слоев шпатлевки Нанесение двух слоев эмали Нанесение двух слоев лака Выдержка покрытия до пуска в экс- плуатацию Лак ХВ-784 Шпатлевка ХВ-00-4 Эмали ХВ-785 Лак ХВ-784 18—22 18—22 18-20 35—40 35—40 35—40 3 2 1 1 7 сут 18-23 18-23 18—23 18—23 18—23
Б. Защита аппаратуры при относительной влажности воздуха менее 75 % и температуре от 0 до 40 ’С
1. Стальные п о в е р х О с т и
Нанесение одного-двух слоев грунтовки Нанесение двух-трех слоев эмали Выдержка покрытия до пуска в экс- плуатацию Грунтовка ХС-010 Эмали ХВ-785 17—19 18—20 30—35 35—40 2 1 7 сут 18—23 18—23 18-23
2. Деревянные повер X Н О С т И
Нанесение одного-двух слоев грунтовки Нанесение двух-трех слоев эмали Выдержка покрытия до пуска в экс- плуатацию Грунтовка ХС-010 Эмали ХВ-785 17—19 18—20 30—35 35—4(1 2 1 7 сут 18—23 18—23 18—23
3. Бетон аые и железобетонны е поверх И О С т И
Нанесение слоя лака Нанесение двух слоев шпатлевок Лак ХВ-784 1 Шпатлевка ХВ 00-4 | 18—22 35—40 1 18—23 18 -23
chipmaker.ru
Продолжение табл. 19
Рабочая вязкость по ВЗ-4 (в с) при иаиесеиии Режим сушки
Последовательность операций Материал краскорас- пылителем кистью продолжи- тельность сушки каж- дого слоя, ч температу- ра, °C
Нанесение двух-трех слоев эмали Выдержка покрытия до пуска в экс- плуатацию Эмали ХВ-785 или ХС-710 18—20 15—40 1 7 сут 18—23 18—23
В. Защита аппаратуры при относительной влажности более 75 % и периодическом воздействии температуры до НО °C
1. Стальные поверх КОСТИ
Нанесение слоя шпатлевки Шпатлевка ЭП-00-10 17—20 40—45 24 7 18—23 60—70
Нанесение трех-четырех слоев эмали Эмаль ЭП-773 20—22 40—45 24 2 18—23 120
Выдержка покрытия холодной сушки до пуска в эксплуатацию Охлаждение покрытия горячей сушки до пуска в эксплуатацию — — — 7 сут 6-8 18—23 18-23
2. Бетон ные и железобетонные повер X Н О с т и
Нанесение двух-трех слоев шпатлевки Шпатлевка ЭП-00-10 17—20 40—45 24 7 18—23 60—70
Нанесение трех слоев эмали Эмаль ЭП-773 20—2*2 40—45 24 2 18—23 120
Выдержка покрытия холодной сушки до пуска в эксплуатацию „ Охлаждение покрытия горячей сушки S ДО пуска в эксплуатацию — — — 7 сут 6-8 18—23 18-23
chipmaker.ru
группы, оценка их совместного влияния классифицируется по
наиболее агрессивному варианту.
Для защиты поверхности металлического оборудования, уста-
новленного в помещении, атмосфера которого содержит повышен-
ное количество влаги и различные агрессивные газы (0,04—
0,06 мг/л сернистого газа, 0,005 мг/л окислов азота, 0,016—
0,04 мг/л хлористого водорода, 0,005—0,015 мг/л фтористого во-
дорода, а также пары серной и уксусной кислот), могут быть
применены 5—6-слойные перхлорвиниловые покрытия. Срок
службы таких покрытий около 6 лет.
Система покрытий, стойких к действию агрессивных газов и
паров, приведена в табл 19.
АТМОСФЕРОСТОЙКИЕ ПОКРЫТИЯ
Под атмосферостойкостью лакокрасочных покрытий понимают
их способность выдерживать воздействие атмосферных осадков,
солнечной радиации, теплоты, кислорода воздуха, промышлен-
ных газов и других агрессивных сред в течение продолжительного
времени без значительного изменения эксплуатационных и за-
щитных свойств, а также декоративного вида. Эти изменения но-
сят преимущественно необратимый характер, приводя к старению
полимерных покрытий 15, с. 218]. При атмосферных воздействиях
сочетание столь большого числа разнообразных агрессивных сред
создает наиболее благоприятные условия для развития кор-
розии. Поэтому значительная часть потерь металла происходит
в результате атмосферной коррозии.
Как известно, электрохимическая коррозия наблюдается при
действии на металл электролитов, т. е. водных растворов солей,
кислот и щелочей. В случаях коррозии в атмосфере электролит
на металле образует тонкую пленку и коррозия протекает при
воздействии на металл именно этого жидкостного слоя. Следова-
тельно, электрохимическая коррозия разделяется на коррозию
при, погружении металла в жидкость и коррозию в жидких плен-
ках. Последний вид носит название атмосферной или влажной
коррозии [6, с. 11].
В табл. 20 дана характеристика агрессивности воздушной
среды и степень ее воздействия на поверхность углеродистой
стали и бетона [7 ].
В табл. 21 приводятся схемы технологического процесса окра-
ски аппаратуры, эксплуатируемой в атмосферных условиях при
воздействии агрессивных газов.
ПОКРЫТИЯ, ЭКСПЛУАТИРУЕМЫЕ В КИСЛЫХ СРЕДАХ
И РАСТВОРАХ СОЛЕЙ
Противокоррозионные свойства лакокрасочных покрытий, при-
меняемых для защиты от воздействия различных сред, опреде-
ляются главным образом природой и химической стойкостью по-
186
арактеристика агрессивности воздушной среды и степень ее воздействие
на незащищенную поверхность углеродистой стали и бетона
2
м
ге
О)
3
Характеристика воздушной среды дана с учетом воздействия агрессивных газов и пыли.
187
.ru
Таблица 21
Схемы технологического процесса окраски аппаратуры,
эксплуатируемой в атмосферных условиях при воздействии
агрессивных газов
(S02, S03, NO2, HF, H2S, HCI, CL, SiF|)
О подготовке поверхности перед окрвскоП — см табл. 17.
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (в с) при наиесеиии Режим сушки
краско- распы- лителем кистью п родол- ж и тел fa- il ость сушки каждого слоя, ч темпе- ратура, °C
А. Защита аппаратуры при значительном содержании
агрессивных газов, относительной влажности более 75 %
и температуре от —40 до -{-40 °C
1. Стальные поверхности
а) с применением химически стойких перхлорвиниловых материалов
Нанесение одного- Грунтовка 17—19 30-35 2 18—23
двух слоев грун- товки ХС-010
Нанесение двух- трех слоев эма- ли Эмали ХВ-785 * 18—20 35—40 1 18—23
Нанесение трех слоев смеси эма- ли и лака Смесь эмали ХВ-785 с ла- ком ХВ-784 (1 : 1) 18—22 35—40 1 18—23
Выдержка покры- тия до пуска в эксплуатацию — — 7 сут 18-23
б) с применением комплексной группы химически стойких материалов
Нанесение двух Грунтовка 17—20 30—35 2 18-23
слоев грунтовки ХС-059
Нанесение трех слоев эмали Эмаль ХС-759 18—22 35—40 1 18—23
Нанесение двух слоев лака Лак ХС-724 18—22 35—40 2 18—23
Выдержка покры- тия до пуска в эксплуатацию — — — 7 сут 18—23
2. Бетонные и железобетонные поверхности
Нанесение лака слоя Лак ХВ-784 18—22 35—40 3 18—23
Нанесение двух Шпатлевка — — 2 18—23
слоев шпатлев- ки ХВ-00-4 или смесь лака ХВ-784 с диа- базовой л нбо андезитовой мукой (2 : 1) 3 18—23
188
Продолжение табл. 21
Последователь - в ость операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе* ратура, °C
Нанесение двух- трех слоев эма- ли Эмаль ХВ-785 * 18—20 35—40 1 18—23
Нанесение трех слоев смеси из эмали и лака Смесь эмалн ХВ-785 с ла- ком ХВ-784 (1 : 1) 18—22 35—40 1 18—23
Выдержка покры- тия до пуска в эксплуатацию — — — 7 сут 18—23
Б. Защита аппаратуры при незначительном содержании
агрессивных газов, относительной влажности менее 75 %
и температуре от —20 до -{-40 °C
1. Стальные поверхности а) с применением перхлорвиниловых материалов
Нанесение одиого- двух слоев грун- товки Грунтовка ХС-010 17—19 30—35 2 18—23
Нанесение двух слоев эмали Эмали ХВ-1100 18—20 35—40 1 18—23
Нанесение двух- трех слоев эма- ли и лака Смесь эмали ХВ-1100 с ла- ком ХВ-784 (1 : 1)_ 18—22 35—40 1 18—23
Выдержка покры- тия до пуска в эксплуатацию 7 сут 18—23
б) с применением полиуретановых материалов
Нанесение одного слоя грунтовки Грунтовка УР-012 16—18 — 9 18—23
Нанесение трех слоев эмали Эмаль УР-176 17—20 — 24 18—23
Выдержка покры- тия до пуска в эксплуатацию в) с применением ур< алкидных материале в 7 сут 18—23
Нанесение одного слоя грунтовки Грунтовка УРФ-0106 15—16 — 4 0,5 18—23 80
Нанесение двух слоев эмали Эмаль УРФ-1128 18—20 — 6 0,5 18—23 80
Выдержка покры- тия до пуска в эксплуатацию — — 7 сут 18—23
189
chipmaker.ru
Продолжение табл. 21
Последователь- ность операций Материал Рабочая вязкость по ВЗ-1 (в с) при нанесении Режим сушки
краско- распы - лителем кистью продол- ж итель- ность сушки каждого слоя, ч темпе- ратура, °C
2. Б е т о н н не и железобетона ы е п о в ерхпости
Нанесение одного слоя грунтовки Лак X В-784 18—22 35—40 3 18—23
Нанесение двух слоев эмали Эмали ХВ-1100 18—20 35—40 1 18—23
Нанесение двух- трех слоев сме- си эмали и ла- ка Смесь эмали ХВ-1100 с ла- ком X В-784 (1 : 1) 18—22 35-10 1 18—23
Выдержка покры- тия до пуска в эксплуатацию — — 7 сут 18—23
Примечание Для удлинения срока службы перхлорвиниловых покрытий
на основе эмалей ХВ-785 и ХВ-1100 на высушенную поверхность последних наносится
слой защитной смазки ПП-9Б-5 (ГОСТ 4113—80). состоящей из 94,5—96.5 ч (масс.)
петролатума и 3.5—5,5 ч. (масс.) парафина
• Эмали красно-коричневая или черная
лимера, а также проницаемостью покрытия и его адгезией к за-
щищаемой поверхности. Существенно сказываются на стойкости
покрытия и другие факторы: химическая активность агрессивной
среды, ее растворимость в полимере, скорость диффузии и осо-
бенно температура.
Повышенной химической стойкостью обладают полимеры,
а) звенья которых не содержат реакционноспособных функцио-
нальных групп (непредельных связей, перекисных, омыляющихся,
легкоотщепляющихся гидроксильных, галогенных и др.); б) обла-
дающие регулярной химической и физической структурой (нере-
гулярность структуры полимеров облегчает их растворимость
и проницаемость), в) не содержащие металлов переменной валент-
ности и других загрязнений [8].
Химически стойкие защитные полимерные покрытия а) не
должны растворяться и набухать в агрессивной среде; б) должны
быть непроницаемыми для нее; в) не должны химически взаимо-
действовать с агрессивной средой; г) должны сохранять неизмен-
ную адгезионную связь с подложкой. Однако совокупности этих
факторов практически не удается достигнуть.
В табл. 22 приведены схемы технологического процесса окраски
стальной аппаратуры, эксплуатируемой в кислых средах и рас-
творах солей.
190
Таблица 22
Схемы технологического процесса окраски стальной аппарптуры,
эксплуатируемой в кислых средах и растворах солей
О подготовке поверхности перед окраской — см. табл. 17.
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продолжи - тел ьиость сушки каж- дого слоя, ч тем- пера- тура, °C
А. Защита аппаратуры от воздействия хмра при 30—45 °C,
различных кислот (40 % ной серной, 35 % ной соляной,
50 %-ной уксусной) и водных растворов солей этих кислот
Нанесение перво- Бакелитовый лак 15—30 35—40 3—4 (до 18—23
го слоя лака с наполнителем [100 ч. (масс )] и смесь графи- та с каолином или андезито- вой мукой [30 ч. (х-асс.) ] отлипа); затем суш- ка по спе- циальному режиму
Нанесение второ- го слоя лака с наполнителем То же 15—30 35—45 То же —
Нанесение третье- го слоя лака без наполнителя Бакелитовый лак 15—30 35—45 То же —
Нанесение четвер- того слоя лака без наполнителя То же 15—30 35—40 » —
Б. Защита аппаратуры от воздействия целлюлозной массы,
содержащей муравьиную и уксусную кислоты,
i.pu ЬО—70 °C и pH среды 4,5—6
Нанесение двух слоев грунтовки Сушка первого Грунтовка 24 24 18—23 18—23
ХС-010 лак (70 %) < ба ювой (30%) или ХС-76 диа- мукой
слоя Сушка второго — — — 2 18—23
слоя Нанесение пяти Лак ХС-76 18—22 35—40 — —
слоев лака Сушка первого, — — — 24 18—23
третьего и пя- того слоев Сушка второго и —- 2 18—23
четвертого слоев Выдержка покры- — — — 5—7 сут 18—23
тия до пуска в эксплуатацию
1У1
Продолжение табл. 22
Последователь- ность операций Материал Рабочая вязкость no ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продолжи- тельность сушки каж- дого слоя, ч тем- пера- тура. °C
В, Защита аппаратуры от воздействия концентрированных растворов
уксусной кислоты (97 %-ной уксусной кислоты, .
содержащей 0,5 % бензола и 2,5 % уксусного ангидрида) при 20 °C
Нанесение пяти
слоев краски
Выдержка покры-
тия до пуска
в эксплуатацию
Краска ЭКЖС-40 12—18 30—40 8—16
18—23
18—23
3—5 сут
Г. Защита аппаратуры от воздействия слабых растворов
уксусной кислоты (5—7 %-ной) при температуре до 80 °C
Нанесение надцати эмали две- злоев Эмаль ЭП-718
Охлаждение по- крытия до пу- ска в эксплуа- тацию —
20—25 40—45 Нечетные слои
0,5 Четные с _ 1 15 мин Последний I 3 6—8 18—23 ЛОИ 18-23 120 слой 18—23 200 18—23
Д. Защита внутренних поверхностей емкостей от воздействия тузлука
(раствора для посола сельди) и наружных поверхностей оборудования
от облива соками, молоком
Нанесение слоя Грунтовка 18—23 30—35 24 18—23
грунтовки ФЛ-ОЗ-К
Нанесение четы- рех слоев эмали Эмаль МС-226 22—25 35—40 1,5—2 18—23
Выдержка покры- тия до пуска в эксплуатацию — — 10 сут 18—23
Е. Защита аппаратуры от воздействия вина и пивного сусла,
содержащих органические кислоты
Нанесение одного- Грунтовка 18—25 30—40 3 18—23
двух слоев грун- товки ХС-04 14—16 70
Нанесение четы- ЛакХС-76 18—22 35—40 3 18—23
рех-пяти слоев лака 14—16 70
192
Продолжение табл. 22
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продолжи- тельность сушки каж- дого слоя, ч тем- пера* тура, °C
Выдержка покры- тия после хо- лодной сушки до пуска в экс- плуатацию Двухкратная про- мывка аппарата Горячая вода (до 80 °C) и 20%-ный рас- твор кальцини- рованной соды — — 12 сут 20 18—23 65
Ж. Защита аппаратуры от воздействия слабых растворов кислот
(1,5—2 %-ной серной кислоты при температуре до 4О 'С
и давлении 0,3—-0,5 МПа) и растворов хлорида натрия
различной концентрации (6—26 % )
Нанесение перво- Грунтовка 17—19 30—35 2 18-23
го слоя грун- товки ХС-010 или лак ХВ-784 (70 %) с диа- базовой мукой (30%) •
Нанесение второ- го слоя грун- товки Г рунтовка ХС-010 или лак ХВ-784 (70%) с диа- базовой мукой (30 %) 17—19 30—35 24 18-23
Нанесение двух слоев шпатлев- ки на сварные швы Лак ХВ-784 (35%) с диа- базовой мукой (65 %) 4 18—23
Зачистка зашпат- леванных мест Оклейка сварных швов и острых граней люков и фланцев Шлифовальная шкурка № 16 или № 25
нанесение слоя лака Лак ХВ-784 — — — —
нанесение по- лоски ткани Ткань хлорин или марля — — — —
нанесение слоя лака Лак ХВ-784 18-22 35—40 3 18—23
7 РеЛСмаи А. И
193
Продолжение табл. 22
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продолжи- тельность сушки каж- дого слоя, ч тем- пера- тура. °C
Нанесение третье- го слоя грун- товки Грунтовка ХС-010 или лак ХВ-784 (70%) с диа- базовой мукой (30%) 17—19 30—35 24 18—23
Нанесение шест- надцати слоев лака Лак ХВ-784 18—22 35—40 — —
Сушка первого, второго, четвер- того, пятого, седьмого, вось- мого, десятого, тринадцатого, четырнадцатого и шестнадцато- го слоев 2 18-23
Сушка третьего, шестого, девя- того, одинна- дцатого, две- надцатого и пят- надцатого слоев 24 18—23
Определение сплошности по- крытия высоко- частотным дефек- тоскопом ЭД-5 ——
Наклейка на де- фектные места пленки лака илн ткани хло- рин Лак ХВ-784 или ткань хлорин 18—22 35—40 —
Выдержка покры- тия до пуска в эксплуатацию — — — 7—10 сут 18—23
3. Защита аппаратуры от периодического воздействия кислот
(при обливах) и постоянного воздействия промышленных газов
Нанесение двух Грунтовка 17—19 30—35 2 18-23
слоев грунтовки Нанесение четы- ХС-010 Эмали X В-785 18—20 35—40 2 18—23
рех слоев эмали Нанесение одного- Эмали ХВ-785 в 18—22 35—40 2 18—23
двух слоев сме- си эмали и лака Выдержка покры- смеси с лаком ХВ-784 (1 : 1) 7 сут 18-23
тия до пуска в эксплуатацию 4—6 60—80
194
Продолжение табл. 22
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продолжи- тельность сушки каж- дого слоя, ч тем- пера- тура, °C
И. Защита аппаратуры от воздействия 5—7 %-ных соляной и фосфорной кислот при температуре до серной, 100 °C
Нанесение трех слоев лака с графитом Лак ЭП-730 с 15% графи- та кристалли- ческого сере- бристого 14—19 35—40 1 150
Нанесение двух слоев лака Лак ЭП-730 10—14 30—35 1 150
Нанесение третье- го слоя лака Лак ЭП-730 10—14 30—35 3 150
Охлаждение по- крытия до пу- ска в эксплуа- тацию 6-8 18—23
К. Защита аппаратуры и металлоконструкций
фторопласто-эпоксидными композициями от кратковременного воздействия
разбавленных и концентрированных соляной и серной кислот
1. При температуре кислот 18—23 %:
Нанесение грун- товочного слоя Шпатлевка ЭП-00-10 17—20 40—45 24 18—23
Нанесение перво- го слоя ЛФЭ-32лнх 20-25 — 24 15—25
Нанесение после- дующих слоев * ЛФЭ-32лнх 20—25 — 30—40 мин 15—25
Нанесение послед- него слоя •* 2. ЛФЭ-32лнх Три темпера 20—25 гуре к И С Л 0 т 10—15 сут или 3—5 ч 50 °C 15—25 70—80
Нанесение грун- тового слоя Шпатлевка ЭП-00-10 17—20 40—45 24 18—23
Нанесение перво- го и второго слоев ЛФЭ-32лнх 20—25 — 24 15—25
Нанесение после- дующих слоев * ЛФ-32лнх 20—25 — 45—60 мин 20—25
Нанесение послед- него слоя ** ЛФ-32лнх 20—25 — 10—15 сут 20—50
Термообработка — — — 1 220— 250
Воздушное охла- ждение — — — 5 18—23
* Число слоев определяется в зависимости от требований, предъявляемых к за-
щитному покрытию.
** Толщина последнего 30 —150 мкм.
7» 195
r.ru
Защита оборудования от воздействия более жестких кислых
агрессивных сред может быть осуществлена путем применения
металлизационно-полимерных покрытий (более подробно см. раз-
дел «Комбинированные металлизационно-полимерные покрытия»).
Эффективность применения таких покрытий подтверждается
исследованиями [9] различных материалов для защиты металло-
конструкций и оборудования, работающих в условиях периодиче-
ского контакта с уксусной кислотой и уксусным ангидридом
различной концентрации. Установлено, что в этих средах наиболь-
шей стойкостью обладают следующие комбинированные металли-
зационно-полимерные покрытия: металлизационный слой алюми-
ния АД-1 (150 мкм) + эмаль ХВ-774 * (2 слоя), АД-1 4-
4- эмаль ЭКЖС-40 (2 слоя) и АД-1 4- эмаль ХС-710 (2 слоя).
Эти покрытия выдержали в указанных средах без изменения бо-
лее 250 сут, и их можно рекомендовать для защиты стальных
поверхностей при постоянном контакте с уксуснокислыми раство-
рами любой концентрации. При использовании систем одних
лакокрасочных покрытий без металлизационного слоя характерно
резкое снижение стойкости при увеличении концентрации кислоты
до 20 %. Из лакокрасочных систем наиболее стойкими оказались
6-слойные покрытия: грунтовка ХС-068 (2 слоя) + эмаль ХВ-774
(4 слоя) и ХС-068 (2 слоя) 4- эмаль ХС-710 (4 слоя) Они могут
быть рекомендованы для использования только при периодиче-
ском действии растворов высокой концентрации. Значительной
стойкостью к действию кислоты 30—40 %-ной концентрации обла-
дают также покрытия на основе эпоксидных и полиэфирных по-
рошковых композиций. Долговечность системы возрастает при
перекрывании их перхлорвиниловыми материалами.
Для защиты от воздействия паров и случайного облива 30—
100 %-ными растворами уксусной кислоты и уксусного ангидрида,
наряду с другими материалами, указанными ранее, могут быть
рекомендованы следующие системы лакокрасочных покрытий.
1. Грунтовка ХС-068 (2 слоя) 4- эмаль ХВ-774 (4 слоя).
Промежуточная сушка каждого слоя 1 ч при 18—23 °C.
2. Грунтовка ХС-068 (2 слоя) 4- эмаль ХС-710 (4 слоя).
Промежуточная сушка каждого слоя грунта 1 ч, эмали 2 ч
при 18—23 °C.
Для защиты от воздействия паров и случайного облива низко-
концентрированными растворами кислоты и уксусного ангидрида
рекомендуются.
1. Грунтовка ХС-068 (2 слоя) 4- эмаль ХВ-785 (4 слоя 4- лак
ХВ-781)
Промежуточная сушка каждого слоя 1 ч при 18—23 °C.
2. Грунтовка ХС-059 (2 слоя) 4- эмаль ХС-759 (4 слоя) 4-
4- лак ХС-724 (2 слоя).
• Эмаль ХВ-774 изготовлена на основе хлорированной поливинилхлорид-
ной смолы ПСХ-С.
196
Промежуточная сушка каждого слоя грунта и лака 1 ч, эмали
2 ч при 18—23 °C.
Первый слой грунта наносится кистью или краскораспыли-
телем, последующие — краскораспылителем.
Защита оборудования в пищевой промышленности. В пище-
вой промышленности железобетонные емкости находят широкое
применение для хранения и переработки пищевых продуктов.
Для защиты поверхности бетона от воздействия органических
кислот и солей применяемые в этих случаях полимерные по-
крытия (на основе эпоксидно-полиамидных или эпоксиднс-
полиамино-имидазолиновых композиций) должны обладать к( р-
розионной стойкостью и не влиять на качество пищевых про-
дуктов.
Для защиты железобетонных емкостей, в которых содержатся
соки, вина, продукты соления и квашения, может быть применено
комплексное покрытие, состоящее из эпоксидной пропитки па
основе смолы Э-20 и полиамино-имидазолинового отвердителя
И-6М, двух слоев грунтовки ХС-04 и двух слоев эмали ХС-558
110]. При соотношении смолы и отвердителя 100 : 45 отверждение
композиции заканчивается через 8 ч прогрева при 80 °C; термо-
обработка комплексного покрытия проводится при 80 °C в течение
16 ч. Такое покрытие обладает высокой стойкостью в условиях
эксплуатации в течение двух лет. Покрытие разрешено к приме-
нению Минздравом СССР.
Для защиты железобетонных резервуаров от коррозии разра-
ботан 1111 также защитный материал ППП, в состав которого
входит 82 % парафина, 8 % полиэтилена и 10% полиизобути-
лена. Этот состав является нетоксичным и отвечает требованиям,
предъявляемым Минздравом СССР к покрытиям пищевого назна-
чения. Защитный материал ППП прошел пятилетние промыш-
ленные испытания на винных заводах. При этом установлено, что
покрытие ППП надежно защищает железобетон от коррозии и не
снижает качества хранимых в бетонных резервуарах виномате-
риалов. Состав ППП включен в перечень материалов, допущен-
ных к применению в виноделии.
Для защиты от коррозии рабочих органов машин и аппаратов
пищевой промышленности могут быть применены порошковые
покрытия из полиамида П-12 (ТУ 11-746—71). Покрытия толщи-
ной 0,3—0,4 мм, полученные в псевдоожиженном слое, оказались
стойкими в таких модельных средах пищевых производств, как
вода, 5 %-ная уксусная, 10 %-ная лимонная и винная кислоты
и 30 %-ный раствор хлорида натрия, и нестойкими в 5 %-ной
соляной кислоте 112]. Контакт покрытия с пищевыми продук-
тами разрешен. Проверка покрытий из полиамида П-12 в условиях
хлебопекарных производств в течение года подтвердила целе-
сообразность их применения.
197
chipmaker.ru
ПОКРЫТИЯ, ЭКСПЛУАТИРУЕМЫЕ В ЩЕЛОЧНЫХ СРЕДАХ
При подборе лакокрасочных покрытий, стойких к щелочным
растворам различной концентрации и температуры, следует
учитывать, что щелочные растворы являются эффективными сред-
ствами разрушения многих видов лакокрасочных покрытий и при-
меняются, как известно, в качестве смывок. Поэтому пленкообра-
зователь, как и другие компоненты, входящие в состав лакокра-
сочного материала (пигменты, пластификаторы), должен хорошо
противостоять действию щелочей. Естественно, что наряду с вы-
сокой щелочестойкостью покрытие должно обладать высокой
адгезией к подлежащей защите поверхности. Практика показы-
вает, что в щелочных средах наиболее устойчивы лакокрасочные
покрытия на основе эпоксидных олигомеров.
В табл. 23 приведены схемы технологического процесса окра-
ски аппаратуры, эксплуатируемой в щелочных средах.
Таблица 23
Схемы технологического процесса окраски стальной аппаратуры,
эксплуатируемой в щелочных средах
О подготовке поверхности перед окрвскоП — см. табл 17.
Последователь- ность операций Материал Рабочая вязкость no ВЗ-4 (в с) при нанесеиии Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура, °C
Постоянное воздействие
А. Защита аппаратуры от воздействия щелочных растворов
при температуре до 100 С
1. С применением эмали ЭП-773
Нанесение шпат- Шпатлевка 17—20 40—45 24 18—23
левки ЭП-00-10 7 60—70
Нанесение трех Эмаль ЭП-773 20—22 40—45 2 120
слоев эмали
Охлаждение по- — — — 6—8 18—23
крытия до пу-
ска в эксплуа-
тацию
2. С применением лака ЭП-730
Нанесение грех Лак ЭП-730 10—14 30—35 1 150—160
слоев лака с графитом с 15 % графита
Нанесение трех слоев лака Лак ЭП-730 10—14 30—35 3 150—160
Охлаждение по- крытия до пу- ска в эксплуа- тацию 6—8 18—23
198
Продолжение табл. 23
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесенин Режим сушки
краско- распы- лителем кистью п родил- житель- ность сушки каждого слоя, ч темпе- ратура, °C
Б. Защита аппаратуры от воздействия щелочных при температуре до 30 растворов
Нанесение четы- рех-пяти слоев краски Эмаль ВН-780 или ЭКЖС-40 12—18 30—40 8—16 18—23
Сушка последнего слоя — — — 36 18—23
Выдержка покры- тия до пуска в эксплуатацию Период ическо е возденет вие 3—5 сут 18—23
В. Защита аппаратуры от воздействия щелочных с при температуре до 40 '"С растворов
Нанесение двух слоев грунтовки Грунтовка ХС-010 17—19 30—35 1 18—23
Нанесение двух слоев эмали Эмаль XC-7I0 18—20 35—40 2 1 18—23 60
Нанесение двух слоев лака Лак ХС-76 18—22 35—40 3 1 18—23 60
Выдержка покры- тия до пуска в эксплуатацию — —— 7 сут 18—23
Г. Защита аппаратуры от воздействия щелочных различной концентрации при 50 °C растворов
Нанесение грунто- вочного слоя Шпатлевка ЭП-00-10 17—20 35—40 24 18—23
Нанесение трех- четырех слоев эмалн Эмаль ЭП-773 20—22 40—45 24 18—23
Выдержка покры- тия перед пу- ском в эксплуа- тацию 7 сут 18—23
Д. Защита аппаратуры от воздействия атмосферы цеха,
насыщенной парами воды, содержащей аммиак, фенол,
сероводород и бензин
Нанесение трех
слоев шпатлев-
ки
Выдержка покры-
тия до пуска
в эксплуатацию
Шпатлевка
ЭП-00-10
17—20 35—40
24
7 сут
18—23
18—23
199
r.ru
ВОДОСТОЙКИЕ ПОКРЫТИЯ
Под водостойкостью лакокрасочных покрытий понимают их
способность противостоять разрушающему действию воды при
длительной эксплуатации [5, с. 497]. Водостойкость покрытий
определяется: природой пленкообразующей основы, степенью
водопоглощения и водопроницаемости лакокрасочного покрытия,
адгезией покрытия к защищаемой поверхности, правильным
выбором лакокрасочных материалов и системы покрытия, а также
строгим соблюдением принятой технологии подготовки и окраски
поверхности.
Природа пленкообразователя играет важную роль при выборе
лакокрасочных материалов для получения водостойких покрытий.
Некоторые материалы, например масляные, набухают в воде, но
не пропускают ее, другие же, например нитратцеллюлозные, на-
оборот, практически не набухая, легко пропускают воду. Степень
водопоглощения (набухания) повышается с увеличением содержа-
ния в пленкообразователе гидроксильных или других полярных
групп.
При поглощении воды лакокрасочные пленки набухают и
размягчаются, вследствие чего снижаются силы межмолекуляр-
ного сцепления и адгезия к подложке. Вода поглощается плен-
ками и проникает через них путем растворения в пленке с после-
дующей диффузией или путем диффузии через мицеллы или между
ними. При этом поглощение воды лакокрасочным покрытием яв-
ляется процессом, зависящим от разности между осмотическим
давлением раствора, образованным в покрытии путем растворения
водорастворимых веществ, и осмотическим давлением жидкости,
в которую погружена пленка [13. с. 493].
Главной причиной осмотического переноса влаги в пленку
лакокрасочного покрытия является наличие в самой пленке или
под ней гигроскопических веществ (растворимые пигменты и
другие случайные примеси). Наличие в пленке таких веществ
или водорастворимых примесей, например солей, приводит к воз-
никновению осмотического влагопоглощения.
Большое влияние на величину водопоглощения пленок покры-
тий могут оказывать добавки, пластификаторы, пигменты и
наполнители. Пластификаторы, хорошо совмещающиеся с поли-
мерами, как правило, способствуют повышению их водопоглоще-
ния, причем чем выше полярность как полимера, так и пластифи-
катора, тем заметнее рост водопоглощения. Значительное влияние
оказывает также пигментная часть лакокрасочного покрытия.
С ростом, например, объемной концентрации пигмента полимерные
оболочки вокруг частиц утоньшаются под действием осмотиче-
ского давления, возникающего при проникновении воды, и раз-
рываются 114].
При коррозии подложки возникает разность потенциалов
из-за наличия на поверхности металла катодных и анодных уча-
200
сткев. Вследствие этого значительно увеличивается водопогло-
щение по сравнению с тем, когда оно обусловлено только градиен-
том концентраций. Это явление, известное под названием электро-
осмоса, может влиять на поведение лакокрасочных покрытий,
нанесенных на корродирующие подложки.
Исследование взаимосвязи между электроосмосом и защитной
способностью покрытия показало, что способность той или иной
лакокрасочной системы к электроосмотическому переносу в зна-
чительной степени связана с защитными свойствами покрытия
[15]. Так, при исследовании модельных цинкхроматных грунтов
с содержанием пигментной части до 35 % показано, что пленки
грунтов обладали большей электроосмотической активностью, чем
исходные пленкообразующие.
При исследовании электроосмотического переноса раствора
через комплексное перхлорвиниловое покрытие, состоящее из слоя
цинкхроматного грунта и слоя лака, также установлено, что
суммарный электроосмотический перенос системы приближается
к значениям, полученным для пленки перхлорвинилового лака.
Следовательно, электроосмотический перенос системы опреде-
ляется верхним слоем с более плотной структурой. Поэтому при
использовании многослойных покрытий, состоящих из грунта
и лака, роль пигментной части заключается в повышении пасси-
вирующих и механических свойств системы, в то время как роль
диффузионного барьера берет на себя верхний непигментирован-
ный слой.
Результаты этих исследований согласуются с практическими
данными. Так, многослойное перхлорвиниловое покрытие, состоя-
щее из двух слоев грунта ХС-010 и шести слоев лака ХВ-784,
оказалось стойким в условиях длительного и постоянного пребы-
вания в воде и в переменном уровне (см. с. 205).
Водопроницаемость лаковой пленки, т. е. способность воды
диффундировать через покрытия, определяется ее физико-химиче-
скими свойствами, а также условиями нанесения, режимом сушки
и методом подготовки поверхности под окраску. Водопроницае-
мость покрытия Q (в г) может быть определена из уравнения
с Р1‘^Р
где Р — коэффициент водопроницаемости плеикообразователя,
г/(см ч-Па); f— площадь пленки, см2; I — толщина пленки, см;
t — время, ч; Др — разность давлений водяного пара, Па.
На основе полимеров, имеющих низкий коэффициент водо-
проницаемости, можно получить лакокрасочные покрытия с хо-
рошей водостойкостью. К таким полимерам относятся, например,
поливинилхлорид, сополимеры винилхлорида, хлоркаучук.
На водопроницаемость оказывает влияние ряд факторов. Так,
с увеличением молекулярной массы и повышением монодисперс-
ности водопроницаемость полимера уменьшается. Жесткость мо-
201
chipmaker.ru
лекулярной цепи также оказывает влияние на проницаемость.
Чем выше жесткость цепи и больше густота пространственной
сетки, тем ниже проницаемость полимера. При пластификации
пленкообразователя повышается его проницаемость независимо
от типа пластификатора и механизма пластификации [16, с. 53 J.
Большое влияние на процесс диффузии воды в полимер ока-
зывает также полярность полимера [14]. Чем выше полярность
полимера, тем сильнее внутри- и межмолекулярное взаимодей-
ствие и тем труднее преодолевать его полярным молекулам воды.
Несмотря на то, что полярные полимеры характеризуются высоким
сродством к воде, они обладают самыми высокими барьерными
свойствами. Рост полярности полимера приводит к усилению его
взаимодействия с диффундирующими молекулами воды, которое
замедляет скорость ее проникновения через пленку, уменьшая
концентрацию свободно диффундирующей жидкости. Вместе с тем,
как отмечалось, увеличение полярности способствует более силь-
ному набуханию пленки.
Важную роль во влагопроницаемости играет степень кристал-
личности полимера. Увеличение степени кристалличности послед-
него снижает его водопроницаемость. Например, при переходе
от аморфизованного образца к тому же полимеру со степенью
кристалличности 60—80 % коэффициент проницаемости умень-
шается в 10—13 раз.
Существенное влияние на водопроницаемость покрытия ока-
зывает введение пигментов и наполнителей. Из пигментов лучше
применять те, которые всплывают и имеют чешуйчатое строение,
например алюминиевую пудру марки ПАП-1 и ПАП-2. Установ-
лено, что правильное пигментирование может снизить проницае-
мость пленок в три раза. Однако количество пигментов не должно
превышать критической объемной концентрации, в противном
случае это может привести к резкому увеличению водопроницае-
мости.
Температура также влияет на водопроницаемость. С повыше-
нием температуры скорость процесса диффузии воды через пленки
увеличивается, так как тепловое движение молекул возрастает
и, следовательно, растет вероятность образования межмолекуляр-
ных «пустот», по которым могут диффундировать молекулы воды.
Наряду с этим следует также учитывать, что водостойкие по-
крытия можно получить при условии хорошей адгезии пленко-
образователя к защищаемой поверхности. Лакокрасочный мате-
риал выбирают в зависимости от вида поверхности (сталь, алюми-
ний, бетон, дерево) и с учетом того, в какой воде эксплуатируется
объект (морская или речная вода, температура воды и др.) Уста-
новлено [171, например, что чистая вода проникает через лако-
красочное покрытие со значительно большей скоростью, чем
растворы электролитов, что обусловливается протекающим при
этом осмотическим процессом. Поэтому в пресных водах покры-
тие разрушается сильнее, чем в растворах солей.
202
Таким образом, указанные факторы необходимо учитывать
при подборе водостойких лакокрасочных покрытий для изделий,
оборудования и сооружений, находящихся в различных условиях
эксплуатации.
Для защиты гидротехнических сооружений необходимо при-
менять комплексные покрытия, обладающие высокой водостой-
костью и прочностью. Этим требованиям вполне отвечают эпок-
сидные покрытия. Кроме пассивирующих грунтов для защиты
гидротехнических сооружений можно использовать протекторные
грунты, которые заведомо исключают возможность возникновения
питтинговой коррозии. В пресных водах протекторный грунт
в сочетании с прочными покрывными слоями может обеспечить
длительную защиту от коррозии. Для этой цели могут быть ре-
комендованы грунт ЭП-057 на основе эпоксидной смолы Э-41,
отвержденный полиамидами, а также комбинированные грунты
ЭП-060 на основе эпоксидных смол.
Одной из важных задач при строительстве и эксплуатации
гидроэлектростанций является защита оборудования, которое
подвергается интенсивной коррозии под воздействием движущейся
воды. В результате многолетних наблюдений установлено [181,
что цинковые покрытия имели значительные коррозионные по-
вреждения и должны были быть перекрыты слоем лакокрасочного
материала. В этом случае на подводные объекты напылением на-
носили цинковые покрытия толщиной 200 ± 40 мкм и затем 3—
4 слоя защитной краски. При этом лучшей подготовкой поверх-
ности является пескоструйная очистка.
О целесообразности применения комплексных систем свиде-
тельствуют результаты эксплуатационных испытаний при защите
затворов плотины электростанции. После 11 лет эксплуатации
покрытие битумной краской было повреждено, а там, где кон-
струкция испытывала механическое воздействие, — полностью
разрушилось. Комплексное покрытие, состоящее из напыленного
цинка и трех слоев битумной краски, после 18 лет эксплуатации
практически не имело каких-либо коррозионных повреж-
дений.
Наибольшее применение получили следующие системы по-
крытий:
1) напыленный цинк, перекрытый битумным лаком;
2) напыленный цинк, перекрытый сначала краской с цинко-
вой пылью, а затем битумным лаком;
3) краска с цинковой пылью, перекрытая битумным лаком.
В тех случаях, где не требуется высокой прочности к истира-
нию и быстроты сушки покрытий, применяются преимущественно
хлоркаучуковые материалы. Они отличаются хорошей адгезией
при нанесении на старое покрытие, что позволяет использовать
их для ремонта покрытий после окончательного монтажа.
Интенсивной коррозии подвергаются металлоизоляция и тю-
бинговая отделка в подземных сооружениях метрополитена. Ско-
203
chipmaker.ru
рость коррозионного разрушения в грунтовых водах (pH 7,4)
достигает 1 мм в год. Установлено 119], что для противокорро-
зионной защиты этих поверхностей могут быть применены следу-
ющие системы покрытий с использованием преобразователей
ржавчины.
Система!
1. Грунт ВА-0112—1 слой; сушка 24 ч при 18—23 °C.
2. Перхлорвинилово-эпоксидная краска (эмаль ХВ-785 : смола
ЭД-16 = 5:1) — 3—4 слоя; междуслойная сушка 2—3 ч при
18—23 °C, окончательная — 7 сут.
Система II
1. Танинный преобразователь — 1 слой; сушка 24 ч при 18—
23 СС.
2. Эпоксидно-пековая краска — 3 слоя; междуслойная сушка
24 ч при 18—23 °C, окончательная — 7 сут.
Применение систем I и II, ив частности перхлорвинилово-
эпоксидных материалов, вместо торкретирования дает значитель-
ный технико-экономический эффект.
При эксплуатации гидромеханического и гидросилового обо-
рудования ГЭС, судовых гребных винтов, подводной части судов
особенно важна защита металла от коррозионно-кавитационных
процессов 120], когда скорость разрушения отдельных участков
поверхности металла возрастает в тысячи раз по сравнению с обыч-
ной морской коррозией. Согласно современным представлениям
кавитационная эрозия вызывается совместным коррозионным
воздействием агрессивной среды и высокочастотным воздействием
ударных волн, возникающих при захлопывании кавитационных
пузырьков в зоне повышения давления.
Кавитационностойкие покрытия должны обладать высокой
прочностью при разрыве (сжатии), иметь высокое относительное
удлинение до разрушения, возможно меньшее время релаксации
напряжений и хорошую адгезию к защищаемому материалу.
Этим требованиям в значительной степени отвечает эмаль
ЭП-43 (ТУ 6-10-1639—77). Она представляет собой двухкомпонент-
ную систему, состоящую из полуфабрикатов эмалей (пигментиро-
ванных композиций на основе жидкого каучука ПДИ-ЗАК) и
эпоксидной смолы ЭП с добавлением отвердителя АФ-2. Эмали
ЭП-43 предназначены для защиты поверхности металла от кор-
розии и кавитационно-коррозионных повреждений в морской
и пресной воде. Выпускаются эмали белого, светло-зеленого и
серого цветов. Эмали поставляют в комплекте с отвердителем, взя-
тым в следующем соотношении, ч. (масс); полуфабрикат — 100
и отвердитель АФ-2-16 (для серой эмали 18). Наносят 2—4 слоя
эмали с помощью установки безвоздушного распыления типа
«Тон» или кистью по грунтовке ВЛ-02 или ЭП-0136. Эмали техно-
логичны, способны отверждаться при отрицательных температу-
204
pax, а по кавитационной стойкости превосходят покрытия на
Основе эмалей ХС-720 алюминиевой, ЭП-72 и ЭП-755 121 ].
Расход эмалей ЭП-43 при нанесении в один слой кистью со-
ставляет 500—600 г/м2, толщина покрытия 150—200 мкм. Расход
эмалей при нанесении с помощью установки «Тон» составляет
450—550 г/м2, толщина покрытия 200—250 мкм. Время высыха-
ния эмалей при 20 ± 2 СС до степени 3 — не более 24 ч.
Срок службы системы покрытия, состоящей из грунтовки
ЭП-0136 или ВЛ-02 и эмали ЭП-43 толщиной 350—600 мкм, со-
ставляет не менее 5 лет при соблюдении установленной технологии
окраски.
К наиболее важным элементам гидроэлектростанций, плотин
и судоходных шлюзов, от состояния которых зависит бесперебой-
ная работа речных гидротехнических сооружений, относятся
затворы, ворота, сороудерживающне решетки, закладные части
и другие находящиеся в воде металлические конструкции.
Они объединяются общим термином «механическое оборудо-
вание».
Механическое оборудование гидроузлов подвергается интен-
сивной коррозии и, если не принимать мер к его защите, то уже
через 20—25 лет настолько разрушается, что требует полной за-
мены. Коррозионные разрушения механического оборудования
зависят прежде всего от его расположения: находится ли оно
в воде, в переменном уровне (т. е. подвергается переменному
воздействию воды и воздуха) или на воздухе.
Коррозия механического оборудования, находящегося в воде,
протекает интенсивно, значительно быстрее, чем на воздухе.
При этом глубина поражения металла иногда достигает несколь-
ких миллиметров. Так, на напорной стороне обшивки быстро-
падающих затворов гидроэлектростанций уже после двух лет
эксплуатации были обнаружены очаги коррозии, достигающие
7 мм глубины при толщине обшивки 20 мм. Лучшими для защиты
от коррозии механического оборудования оказались перхлор-
виниловые, этинолевые и эпоксидные покрытия 122 ]. После 7 лет
эксплуатации в воде не претерпели изменений, например, пяти-
и шестислойные перхлорвиниловые покрытия и покрытия на основе
сополимера винилхлорида с винилиденхлоридом, нанесенные по
двум слоям грунта ХС-010.
Для механического оборудования, работающего постоянно
в воде и в переменном уровне, могут быть рекомендованы:
а) 8-слойные перхлорвиниловые покрытия, состоящие из двух
слоев грунта ХС-010 и шести слоев лака ХВ-784;
б) 7-слойные покрытия, состоящие из двух слоев грунта
ХС-010 и пяти слоев лака ХС-76;
в) 7-слойные покрытия, состоящие из двух слоев грунта
ХС-010 и пяти слоев эмали ЭВ-785;
г) 3-слойные покрытия эпоксидной шпатлевкой ЭП-00-10;
д) 4-слойные покрытия краской ЭКЖС-40.
205
chipmaker.ru
Эти покрытия (кроме ЭКЖС-40) следует применять для защиты
механического оборудования гидротехнических сооружений со
сроком службы 10 лет. Через 6 лет необходимо проводить профи-
лактический ремонт. Покрытия на основе краски ЭКЖС-40 реко-
мендуются на срок службы 6 лет с профилактическим ремонтом
через 4 года. Профилактический ремонт предусматривается на
25 % поверхности.
Для механического оборудования, работающего преимуще-
ственно на воздухе, могут быть рекомендованы 5-слойные покры-
тия, состоящие из двух слоев грунта ХС-010 и трех слоев лака
ХВ 784 или эмали ХВ-785. Срок службы этих покрытий 8 лет,
причем через 4 года должен производиться их профилактический
ремонт. Следует иметь в виду, что грунт ХС-010 может быть за-
менен грунтом ФЛ-ОЗ-К или ФЛ-ОЗ-КК; в лаки ХВ-784 и ХС-76
через слой добавляется 3 % алюминиевой пудры ПАП-1 или
ПАП-2.
Значительной коррозии подвергаются металлоконструкции
в агрессивных шахтных водах. Установлено [231, что защита ме-
таллических поверхностей от воздействия шахтных вод с pH 1,7
и 10 может быть осуществлена эпоксидно-хлоркаучуковыми
покрытиями. Для этой цели рекомендуется 3-слойное покры-
тие из эпоксидно-хлоркаучукового состава КЧ-1, который
состоит из эмали КЧ-749 и смолы ЭД-16 в соотношении 10 : 1.
Добавка эпоксидной смолы ЭД-16 увеличивает химическую
стойкость хлоркаучуковой эмали и ее адгезию к металлу.
Такие покрытия в течение более двух лет сохраняли защитные
свойства.
В табл. 24 приводятся схемы технологического процесса окра-
ски аппаратуры, эксплуатируемой при воздействии воды.
В целях удлинения противокоррозионной службы внутрен-
них фасонных частей судовых трубопроводов, предназначенных
для транспортировки горячей забортной воды, замены горячего
цинкования и сокращения расхода цветного металла проведена
работа по защите этих поверхностей порошковым пентапластом
[24J. Для этого был использован порошковый пентапласт марки А
(ТУ 6-05-1422—74), который наносился на поверхность изделий
(тройников) в электростатическом поле. Воздушно-порошковая
смесь, предварительно заряжаясь, поступает в полость нижнего
отверстия заземленного тройника. После заполнения полости
смесь удаляется через специальные конусные насадки, укреплен-
ные на верхнем и боковом отводах изделия. Эти насадки позво-
ляют создать значительное сопротивление воздушно-порошковому
потоку смеси, что улучшает условия осаждения заряжен-
ных частиц пентапласта на заземленных поверхностях трой-
ника.
Порошок пентапласта наносится на поверхность в два слоя
с закалкой каждого оплавленного слоя в воде, имеющей темпе-
ратуру 10—18 °C, и сушкой в естественных условиях. Ниже
206
Таблица 24
Схемы технологического процесса окраски аппаратуры,
эксплуатируемой при воздействии воды
О подготовке металлической поверхности перед окраской — см. табл. 17.
Поверхность бетонных, кирпичных и деревянных сооружений нужно предвари-
тельно очистить от загрязнений н обезжирить уайт-спиритом.
Последователь - ность операций Материал Рабочая вязкость по ВЗ-4 (в с) прн нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура* °C
А. Защита стальной аппаратуры от действия горячей воды
(70—100 °C)
Нанесение четы-
рех слоев эмали
Охлаждение по-
крытия горячей
сушки до пуска
в эксплуатацию
Выдержка покры-
тия холодной
сушки до пуска
в эксплуатацию
Эмаль ВЛ-515 23—28
35—45 24 18—23
1 120
— 6-8 18—23
— 7 сут 18-23
Б. Защита стальной аппаратуры от действия пара и воды (до 200 °C)
Нанесение двух Краска ФЛ-412 30—35 60—70 2 18—23
слоев краски Нанесение третье- То же 30—35 60—70 48 18—23
го слоя краски Выдержка покры- — — — 5 сут 18—23
тия до пуска в эксплуатацию
В. Защита стачьной аппаратуры от действия холодной воды
1. Для технических целей
Нанесение четы- Эмаль ВН-780 12—18 30—40 8—16 18—23
рех-пяти краски слоев алюминиевая, эмаль ЭКА-15 или ЭКЖС-40
Выдержка покры- тия до пуска в эксплуатацию — — — 3—5 сут 18—23
2. Для пищевой промышленности
Нанесение двух слоев грунтовки Грунтовка ХС-04 18—25 30—40 3 18—23
Нанесение третье- го слоя грунтов- ки в смеси с лаком Смесь грунтовки ХС-04 с лаком ХС-76 1 : 1 18—22 35—40 3 18—23
207
Продолжение табл. 24
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (а с) при нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура, °C
Нанесение двух слоев лака в смеси с эмалью Лак ХС-76 с 5— 10 % эмали ХС-710 18—22 35—40 3 18—23
Нанесение двух слоев лака Лак ХС-76 18—22 35—40 3 18—23
Выдержка покры- тия — — — 16—20 7 сут 70—80 18—23
Промывка поверх- ности содовым раствором 20 %-ный рас- твор кальцини- рованной соды — — — —
Промывка поверх- ности водой Вода — — — —
Протирка поверх- ности этиловым спиртом перед заполнением ем- кости водой Этиловый спирт- ректификат
Г. Защита оборудования и сооружений,
постоянно работающих в холодной воде
и подвергающихся переменному воздействию воды и воздуха
Нанесение двух Грунтовка 17—19 30—35 2 18—23
слоев грунтовки ХС-010
Нанесение шести слоев лака Лак ХВ-784 18—22 35—40 I 18—23
Выдержка покры- тия до пуска в эксплуатацию — — — 7 сут 18—23
Д. Защита бетонных и кирпичных сооружений
от действия движущейся воды при температуре до 40 °C
Нанесение грун- Грунтовка на ос- 18—22 35—40 2 18—23
товки нове лака ХВ-784 с 15— 20 % диабазо- вой муки
Нанесение двух слоев шпатлев- ки Шпатлевка X В-00-4 40—45 — 24 18—23
Нанесение трех слоев эмали Эмали ХВ-785 18—20 35—40 2 18—23
Нанесение двух слоев лака с на- полнителем Лак ХВ-784 с 15—20% диабазовой му- ки 18—22 35—40 24 18—23
Выдержка покры- тия до пуска в эксплуатацию 208 7 сут 18-23
Продолжение табл. 24
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура# °C
Е. Защита на судах внутренних металлических поверхностей
балластных цистерн от постоянного воздействия морской воды
Нанесение * одно-
го слоя грун-
товки
Нанесение * двух
слоев эмали
Выдержка покры-
тия до пуска
в эксплуатацию
Грунтовка Б-ЭП-0126 — — 24—36 18—23
Эмаль Б-ЭП-421 — — 24—36 18—23
— — — 7 сут 18—23
Ж. Защита на судах внутренних стальных ** поверхностей цистерн
от постоянного воздействия питьевой воды
Нанесение одного Грунтовка ВЛ-05 — 25—40 0,5 18—23
слоя грунтовки Продувка цистерн воздухом 2—4 18—23
Нанесение пяти слоев эмали ХС-769П — 35—40 1 18—23
Продувка цистерн воздухом после каждого слоя — — 2—4 18—23
Выдержка покры- тия до пуска в эксплуатацию — — 7 сут 4 сут — 10 + 10 10—30
Продувка цистерн воздухом во вре- мя выдержки покрытия не ме- нее 3 ч в сутки Дезинфекция ци- стерн Первая промывка цистерн пресной водой Осветленный рас- твор хлорной извести или раствор хлор- амина
Выдержка покры- тия Вторая промывка цистерн пресной водой 24 — 10 + 10
Выдержка покры- тия т— — 24 —10 + 10
209
chipmaker.ru
Продолжение табл. 24
Рабочая вязкость по ВЗ-4 (р с) при нанесении Режим сушки
Последователь- ность операций Материал краско- распы- лителем кистью продол- жи те ль ность сушки каждого слоя, ч темпе- ратура. °C
3. Защита внутренних бетонных поверхностей от воздействия питьевой воды цистерн
Нанесение двух слоев грунтовки Грунтовка ХС-04 18—25 30—40 3 18—23
Продувка цистерн воздухом после каждого слоя — — 2—4 18—23
Нанесение четы- рех слоев эмали Эмаль ХС-559 (бывшая ХСЭ-А) 18—22 35—40 3 18—23
Продувка цистерн воздухом после каждого слоя 2—4 18—23 1
Выдержка покры- тия до пуска в эксплуатацию 16—20 7 сут 70—80 18—23
Промывка поверх- ности содовым раствором 20%-ный рас- твор кальцини- рованной соды — — Л —
Промывка поверх- ности водой Вода пресная — — — —
Протирка поверх- ности этиловым спиртом перед заполнением ем- кости водой —— — —- —
Вторая промывка цистерн Вода пресная — — — —
Выдержка покры- тия — — — 24 -10 + 10
* Наносится с исходной вязкостью безвоздушным распылением или кистью. При нанесении кистью в случае необходимости добавляют растворитель, состоящий из смеси ацетона н этилового спирта <1 • 1), а количестве не более 10 % Общая тол- щина покрытия около 500 мкм. * • Прн защите поверхностей нз алюминиевых сплавов взамен грунтовки ВЛ-05 применяется грунтовка ХС-0115. Время высыхания последней 2 ч при 18—23 ®С. В остальном технология окраски та же. Поставляется комплектно. Перед применением (за 0,5—1 ч) в полуфабрикат- ный лак (раствор сополимера А-15-0 в ацетоне) добавляют алюминиевую пудру ПАП-1 нз расчета: на 92 ч. (масс.) лака 8 ч. (масс.) алюминиевой пудры. 210
приводятся технологические параметры нанесения порошкового
пенталласта:
Давление воздуха в воздушной камере, МПа (кгс/см2) 0,05 (0,5)
Рабочее напряжение, кВ 20—25
Продолжительность нанесения порошка, с 20—30
Продолжительность оплавления порошка, мин
I слой Ю—45
11 слой 50—60
Температура оплавлении, °C 240—250
Температура воды для закалки, °C 10—18
Продолжительность закалки, мин 5—10
Температура сушки, °C 50—60
Продолжительность сушки, мни 10—15
*• исло слоев 2
Толщина покрытия, мкм 350—400
Расход порошка, г/кг (в расчете на массу изделия) 4
Выдержка деталей перед эксплуатацией, ч 24
ТЕРМОСТОЙКИЕ ПОКРЫТИЯ
Под термостойкостью лакокрасочного покрытия подразуме-
вается предельно допустимая температура, при которой покрытие
сохраняет способность выполнять свои функции в течение опре-
деленного времени. Обычные лакокрасочные покрытия обладают
ограниченной термостойкостью (не выше 100 °C). Покрытия,
эксплуатируемые при этой температуре, быстро стареют, сни-
жается их эластичность, адгезия и защитные свойства. При тем-
пературе выше 150 °C происходит деструкция пленкообразующей
основы 11, с. 241]
Для получения термостойких покрытий могут быть использо-
ваны лакокрасочные материалы на битумно-масляной, алкидно-
масляной и полиакриловой основе. Более высокой термостойко-
стью обладают покрытия на основе кремнийорганических соеди-
нений, что обусловливается их структурой и содержанием более
прочных полиорганосилоксановых связей. В качестве пигментов
и наполнителей применяют железный сурик, графит, двуокись
титана и алюминиевую пудру.
Наиболее широко в термостойких покрытиях используется
алюминиевая пудра марок ПАП-1 или ПАП-2. Благодаря чешуй-
чатому строению, незначительной массе и наличию жировой
оболочки, образовавшейся при получении алюминиевой пудры,
последняя всплывает на поверхность пленкообразующей основы
и создает сплошной слой. В некоторых случаях в процессе экс-
плуатации при высоких температурах алюминиевые чешуйки
спекаются друг с другом, образуя подобие металлизированного
слоя, который служит дополнительной противокоррозионной за-
щитой окрашиваемой поверхности. Следует учесть, что не до-
пускается смешение алюминиевой пудры с железным суриком,
цинковыми белилами и другими пигментами во избежание возмож-
ности образования термита — соединения, состоящего из алюми-
211
r.ru
Таблица 2$
Схемы технологического процесса окраски стальной аппаратуры,
эксплуатируемой при повышенных температурах
О подготовке поверхности перед окраской — см. табл. 17
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура, °C
А. Защита аппаратуры от периодического воздействия температур
до 60—80
Нанесение двух
слоев эмали
Эмаль ПФ-115
(серая или чер-
ная)
25—28 40—45
48
1
18—23
105—110
Б. Защита аппаратуры от периодического воздействия температур
до 180—200 °C
Нанесение двух Лак БТ-123 24—30 35—40 2 200
слоев лака с 10—15 % алюминиевой пудры ПАП-2
В. Защита аппаратуры от постоянного воздействия температур
до 200 °C и периодического — до 300 °C
Нанесение двух I Краска БТ-177 * I 18—23 I 35—40 I 24 | 18—23
слоев краски | | | | 30 мин | 100
Г. Защита аппаратуры от постоянного воздействия температуры
до 300 °C
Нанесение двух
слоев эмали
Эмаль КО-84
14—25 I 40—45 I 3 I 18—23
Д. Защита аппаратуры от постоянного воздействия температур
до 500 °C
Нанесение двух слоев эмали Эмаль КО-813 [лак КО-815 с 6 ч. (масс.) алюминиевой пудры j 20—22 40—45 1 2 Вы- держка 18-23, затем нагрев 150
• Кроме того, можно использовать эмали ГФ-820 и ПФ-837, с 15 % алюминиевой пудры а та иже пак ГФ-95
212
ния и окислов тяжелых металлов. При горении термит выделяет
большое количество теплоты и развивает очень высокую темпе-
ратуру.
В табл. 25 приводятся схемы технологического процесса окра-
ски стальной аппаратуры, эксплуатируемой при повышенных
температурах.
МАСЛО- И БЕНЗОСТОЙКИЕ ПОКРЫТИЯ
Под влиянием минерального масла, нефтепродуктов, раство-
рителей и содержащихся в них примесей, а также отстойной воды
внутренняя поверхность металлических резервуаров, в которых
хранятся эти продукты, подвергается коррозии.
В табл. 26 приводятся схемы технологического процесса окра-
ски стальной аппаратуры, эксплуатируемой при воздействии
минерального масла, а в табл. 27 — при воздействии различных
растворителей.
ЭЛЕКТРОИЗОЛЯЦИОННЫЕ ПОКРЫТИЯ
В химических и смежных с ними производствах находят при-
менение различные электроизоляционные лакокрасочные покры-
тия. Они могут быть использованы для лакировки обмоток и
окраски внутренних поверхностей электрических машин и токо-
проводов, эксплуатируемых в обычных условиях, а также при
повышенной температуре и действии различных агрессивных
сред.
В табл. 28 приведены схемы технологического процесса на-
несения некоторых электроизоляционных лакокрасочных покры-
тий.
ПОКРЫТИЯ ПО БЕТОНУ И ЖЕЛЕЗОБЕТОНУ
При подготовке бетонной и железобетонной поверхности под
окраску 125, с. 94 ] необходимо следить, чтобы она была очищена
от грязи, пыли, жировых и других загрязнений и не имела рако-
вин и выступающих частей арматуры. Раковины и каверны за-
делывают бетоном или цементно-песчаным раствором. При этом
могут быть использованы те же материалы, которые применялись
для приготовления бетона. Влажность поверхностного слоя бе-
тона или штукатурки на глубине 5—10 мм не должна превышать
5—6 %. Подготовку поверхности железобетонных труб под окра-
ску рекомендуется проводить в процессе возведения железобетон-
ной части ствола трубы.
Для защиты бетонных и железобетонных поверхностей обору-
дования и конструкций, эксплуатируемых в условиях воздействия
атмосферы, содержащей незначительное количество агрессивных
газов, относительной влажности менее 75 % и температуры до
40 °C, может быть применено 5—6-слойное покрытие. Оно состоит
213
r.ru
Таблица 26
Схемы технологического процесса окраски стальной аппаратуры,
эксплуатируемой при воздействии минерального масла
О подготовке поверхности перед окраской — см. табл. 17.
Последователь ность операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура, °C
А. Защита аппаратуры от постоянного воздействия холодного минерального масла
Нанесение трех- четырех слоев эмали Эмаль ВН-780 алюминиевая или ЭКА-15 12—18 30—40 — —
Сушка каждого промежуточного слоя — — — 8—16 18—23
Сушка последнего слоя — — — 36 18—23
Выдержка покры- тия до пуска в эксплуатацию — — ~— 3—5 сут 18—23
Б. Защита аппаратуры от постоянного воздействия
горячего минерального масла (W0 °C)
1. С применением эмали ВЛ-515
Нанесение четы- Эмаль ВЛ-515 23—28 35—45 1 120
рех слоев эмали Охлаждение по- — — — 6—8 18—23
крытия до пу- ска в эксплуа- тацию
2. С применением эмали ЭП-56
Нанесение грун- Грунтовка ВЛ-08 15—18 25—30 0.5 18—23
товки
Нанесение трех Эмаль ЭП-56 20—25 40—45 1 18-23
слоев эмали затем
8 50
Охлаждение по- — — — 6-8 18—23
крытия до пу-
ска в эксплуа-
тацию
В. Защита аппаратуры от периодического воздействия
холодного минерального масла
Нанесение трех
слоев эмали
214
Эмаль НЦ-132П
30—35 I 40—45 I 3 I
I 30 мин I
18—23
60
Продолжение табл. 26
Последователь- ность операций Материал Рабочая вязкость no ВЗ-4 (в с) при нанесеннн Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура, °C
Выдержка покры- тия до пуска в эксплуатацию после холодной сушки — — — 5—7 сут 18—23
Охлаждение по- крытия до пу- ска в эксплуа- тацию после го- рячей сушки 6—8 18—23
Г. Защита аппаратуры от постоянного воздействия
генераторного масла, содержащего воду, при 50 СС
1. С применением эмали ФЛ-61 (бывшие ФЛ-724)
Нанесение двух Эмаль ФЛ-61 30—35 60—70 2 18—23
слоев эмали Нанесение третье- (бывшая ФЛ-724-1 и ФЛ-724-2) То же 30—35 60—70 48 18—23
го слоя Выдержка покры- тия до пуска в эксплуатацию — — — 5 сут 18—23
2. С применение м крас к и ЭКЖС-40
Нанесение четы- Краска ЭКЖ-40 12—18 30—40 10 18—23
рех слоев кра- ски Выдержка покры- тия до пуска в эксплуатацию — — — 5—7 сут 18—23
Д. Защита аппаратуры от постоянного воздействия
зольного сланцевого масла при 100 °C
Нанесение четы- Эмаль ЭП-773 20—22 40—45 24 18—23
рех слоев эмали (бывшая ОЭП-4171) 2 120
Выдержка покры- тия до пуска в эксплуатацию после холодной 5—7 сут 18—23
сушки Охлаждение по- крытия до пу- ска в эксплуа- тацию после го- рячей сушки — — — 6-8 18—23
215
chipmaker.ru
Продолжение табл. 26
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесеннн Режим сушки
краско- распы- лителем кистью продол- ж нтель - ность сушки каждого слоя, ч темпе- ратура, °C
Е Защита аппаратуры и оборудования
от постоянного воздействия минерального масла при 30—40 °C
1. С применением эмали ХС-717
Нанесение четы- Эмаль ХС-717 23—28 35—45 2 18—23
рех слоев эмали Выдержка покры- тия до пуска в эксплуатацию 7 сут 18—23
2. С пр именением л а ка ЭП-730 (бывший Э-4100]
Нанесение трех слоев лака с алюминиевой пудрой Лак ЭП-730 с 15 % алюми- ниевой пудры марки ПАП-2 14—19 35—40 1 150
Нанесение двух слоев лака Лак ЭП-730 10—14 30—35 1 150
Нанесение третье- го слоя лака Лак ЭП-730 10—14 30—35 3 150
Охлаждение по- крытия до пу- ска в эксплуа- тацию , — — 6—8 18—23
Ж. Защита внутренней поверхности емкостей
от воздействия нефтепродуктов, углеводородного конденсата,
солевых растворов
Нанесение перво- Эмаль ФЛ-777 20—25 35—45 24 | 18—23
го слоя эмали или
2 60
Промежуточная — — — 1 18—23
выдержка
Нанесение второ- Эмаль ФЛ-777 ’ 20—25 35—45 24 18—23
го слоя эмали или
2 60
Промежуточная 1 — — — 1 18—23
выдержка
Нанесение третье- Эмаль ФЛ-777 20—25 35—45 24 18—23
го слоя эмали нли
2 60
Промежуточная — — — 1 18—23
выдержка
Нанесение четвер- Эмаль ФЛ-777 20—25 35—45 24 18—23
того слоя эмали или
2 60
Выдержка покры- — — — 10 сут 18—23
тия до пуска
в эксплуатацию
216
Таблица 27
Схемы технологического процесса окраски стальной аппаратуры,
эксплуатируемой при воздействии различных растворителей
О подготовке поверхности перед окраской — см. табл. 17.
Последователь» ность операций Материалы Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы - лителем кистью продол- житель- ность сушки каждого слоя ч темпера- ryj а, СС
А. Защита аппаратуры от постоянного воздействия бензина,
толуола и этилхлорида с примесью этилового спирта
и диэтилового эфира
Нанесение четы- Эмаль ВЛ-515 23—28 35—45 1 18—23
рех слоев эмали затем
1 120
Охлаждение по- — — — 6—8 18—23
крытия до пу- ска в эксплуа- тацию
Б. Защита аппаратуры от постоянного воздействия толуола
с примесью воды при температуре до 40 °C
Нанесение четы- Фуриловый лак 15—22 30—35 1 18—23
рех слоев лака Ф-10 затем
1 100
затем
1 150—160
Охлаждение по- — — — 6-8 18—23
крытия до пу- ска в эксплуа-
тацию
В. Защита аппаратуры от периодического воздействия бензина
и высокой влажности
1. С применением эмали ЭП-773 (бывшая ОЭП-4173)
Нанесение грун- товочного слоя Шпатлевка ЭП-00-10 17—20 40—45 1 100
Нанесение двух слоев эмали Эмаль ЭП-773 (бывшая ОЭП-4173) 20—22 40—45 2 100
Охлаждение по- крытия до пу- ска в эксплуа- тацию 2. С примеиени ем э м а — 6—8 л и ЭП-140 18—23
Нанесение одного слоя эмали Эмаль ЭП-140 20—22 40—45 1 90
Нанесение двух слоев эмали То же 20—22 40—45 2 so
217
chipmaker.ru
Продолжение табл. 27
Последователь- ность операций Метер и ялы Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура, °C
Охлаждение по- крытия до пу- ска в эксплуа- тацию — — — 6—8 18—23
Г. Защита внутренней поверхности верхней части резервуаров
от постоянного воздействия бензина без примеси воды
Нанесение четы- рех слоев эмали Выдержка покры- та я до пуска Эмаль ВЛ-515 23—28 35—45 24 7— 10 сут 18—23 18—23
в эксплуатацию Д. Заи от пос щепа внутренней по тоянного ertadeucmei верхности 1Я бензина днища ре с примем зервуара м воды
Нанесение перво- го слоя шпат- левки Шпатлевка ЭП-00-10 17—20 35—40 24 18—23
Нанесение шпат- левки при по- мощи кнстн на сварные швы Шпатлевка ЭП-00-10 с це- ментом до кон- систенции, удобной для нанесений 24 18—23
Нанесение двух слоев шпатлев- ки Шпатлевка ЭП-00-10 17—20 35—40 24 18—23
Выдержка покры- тия до пуска в эксплуатацию Е. от постоя дизелън Б Защита внутренние иного воздействия с хо топлива, бензин -91/115, СБ-78, топ поверхнос ырой нефп а авиацио* 'Лива миро 'тей цист ш, соля pot того маро к Т 1, 1С 7 сут •рн ого масла, к Б-70, -1 18—23
Нанесение четы- рех слоев кра- ски * Краска ХС-717 — 35—45 2 18—23
Выдержка покры- тия до пуска в эксплуатацию — — — 5—7 сут 18—23
Для п О В 6 рхности из алюмиг । и е в ы х сплав о в
Нанесение фосфа- тирующей грун- товки Грунтовка ВЛ-02 15—18 25—30 30 мин 18—23
Нанесение трех слоев краски * Краска ХС-717 — 35—45 2 18—23
218
Продолжение табл. 27
Последователь- ность операций Материалы Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура, °C
Выдержка покры- тия до пуска в эксплуатацию — — — 5—7 сут 18—23
Ж. Защита внутренней поверхности резервуаров
от постоянного воздействия топлива ТС-1 с применением
лакокрасочных материалов, наносимых по ржаным поверхностям,
обработанным преобразо 'отелями ржавчины
Нанесение грун- Г рунтовка 28—30 50—60 24 18—23
товок-преобра- зователей ржав- чины Нанесение фосфа- ВА-0112 Грунтовка ВЛ-08 15—18 15 мин 18—23
тирующей грун- товки Нанесение трех Эмаль ЭП-755 20—22 40—45 36 18—23
слоев эмали Выдержка покры- тия до пуска в эксплуатацию — — 7— 10 сут 18—23
3. Защита внутренней поверхности цистерн
от постоянного воздействия нефтепродуктов, жидкого топлива,
морской и пресной воды
Нанесение ** одно- Г рунтовка — — 24—36 18—21
го слоя грун- товки Б-ЭП0126
Нанесение двух слоев эмали Эмаль Б ЭП-752 — — 24—Зо 18—23
Выдержка покры- тия до пуска в эксплуатацию —- — — 7 сут 18—23
И. Защита аппаратуры от постоянного воздействия бензола, бензола с примесью воды, этилового спирта и серного эфира при температуре до 40 °C
Нанесение грун- товки Грунтовка ВЛ-02 15—18 25-30 1 18—23
Нанесение пяти слоев эмали Эмаль ЭП 718 20—22 40—45 1 за 15 мнн 18—23 гем 120
Нанесение шесто- го слоя эмали Эмаль ЭП-718 20—22 40—15 2 за' 1 18—23 ем 180
Охлаждение по- крытия до пу- ска в эксплуа- тацию 6—8 18—23
210
r.ru
Продолжение табл. 27
Последователь- ность операций Материалы Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура, °C
К. Защита аппаратуры от постоянного воздействия
очищенного бензина, содержащего воду, при 5—20 °C
Нанесение трех Шпатлевка 17—20 35—40 24 18—23
слоев шпатлев- ки Выдержка покры- тия до пуска в эксплуатацию после холодной ЭП-00-20 — — 8 5—7 сут 60 18—23
сушкн Охлаждение по- крытия до пу- ска в эксплуа- тацию после го- рячей сушки •— — — 6—8 18—23
•Л. Защита аппаратуры от постоянного воздействия бензина,
содержащего едкий натр, при pH 14—15 и температуре 5—25 °C
1. С применением эмали ЭП-773
Нанесение четы- Эмаль ЭП-773 рех слоев эмали 20—22 40—45 24 2 18—23 120
Выдержка покры- — тин до пуска в эксплуатацию после холодной сушки — 5—7 сут 18—23
Охлаждение по- •— крытия до пу- ска в эксплуа- тацию после го- рячей сушки 2. С применением ш См. покрытие К. М. Защита аппаратуры от 94 % бутилацетата, 5 патле! постоянно (J % фенос — 6—8 к и ЭП-00-20 го воздействия смеси а и 1 % воды 18—23
Нанесение четы- Эмаль ВН-780 рех-пятп слоев (с алюминне- »малн вой пудрой) 12—18 30—40 8—16 | 18—23 для промежуточ- ных слоев 36 | 18—23 для последнего слоя
Выдержка покры- — тня до пуска в эксплуатацию 220 — 3—5 сут 18—23
П родолжение табл. 27
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (в с) прн нанесении Режим сушки
краско- распы- лителем кистью продол- житель- I ость сушки каждого слоя, ч темпе- ратура, °C
Н. Защита аппаратуры от постоянного воздействия сырого бензола
Нанесение двух Фуриловый лак 18—20 30—35 1 18—23
слоев лака ФЛ-1, графит затем
с 15 % графита кристалличе- 1 70
ский серебри- затем
стый 1 140
Нанесение двух Фуриловый лак 12—15 25—35 1 18—23
слоев лака ФЛ-1 затем
1 70
затем
1 140
Охлаждение по- — — — 6—8 18—23
крытия до пу-
ска в эксплуа-
тацию
О. Защита аппаратуры от постоянного воздействия сырого толуола
Нанесение четы-
рех слоев лака
Охлаждение по-
крытия до пу
ска в эксплуа-
тацию
Лак ФЛ-1
12—15 25—35 1 | 18—23
затем
1 70
затем
1 140
— — 6—8 18—23
П. Защита алюминиевых емкостей от воздействия ацетона и бензола,
содержащих 3—4 % уксусной кислоты при температуре 15—20 °C
Нанесение трех
слоев лака
Охлаждение по-
крытия до пу-
ска в эксплуа
та пню
Лак Ф-10
12—15 30—35
1 | 15-20
затем
1 | 100
последний слой
4 150
6—8 18—23
Р. Защита внутренней поверхности автомобильных бензобаков
от воздействия бензина и минерального масла
Нанесение одного
слоя грунтовки
Г рунговка
ФЛ 087 сбыв-
шая Б-241/3)
18—22
0,5 180
221
chipmaker.ru
Продолжение табл. 27
Последователь- ность операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесеиин Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура;
Нанесение двух слоев эмалн Охлаждение по- крытия до пу- ска в эксплуа- тацию Эмаль ФЛ-787 (бывшая Б-241/16) 18—22 — 0.5 первы 1 второ 6—8 180 Л слой 180 i слой 18—23
* В последний слой вводят 4 % алюминиевой пудры марки ПАП-1.
* * Наносится с исходной вязкостью безвоздушным распылением или кистью.
При кистевом нанесении в случае необходимости добавляют растворитель, состоящий
из смеси ацетона и этилового спирта (1 ; 1) в количестве не более 10 %. Общая толщина
покрытия 500 мкм.
Таблица 28
Схемы технологического процесса
нанесения электроизоляционных лакокрасочных покрытий
О подготовке поверхности перед окраской — см. табл. 17.
П оследов атель- ность операций Материалы Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч 1емпе- ратура, °C
А. Защита внитренних поверхностей электрических машин
при отсутствии агрессивных сред
1
Нанесение двух-
трех слоев лака
2. П р и
Нанесение трех
слоев эмали
При
| Лак БТ-99
повышенных
Эмаль ПКЭ-19
комнатной
температуре
20—25 | —
температурах
20—25
3 1 18—23
(150 °C)
15 мин | 18—23
для первого слоя
30 мин | 18—23
для второго слоя
10 | 200
общая сушка
222
Продолжение та ’>л. 28
Последов атель- ность операций Материалы Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лители кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура*
Б. Защита внутренних поверхностей электрических машин и токопроводов
из меди и алюминиевого сплава, эксплуатируемых
при повышенных температурах (120—150 °C) и наличии агрессивных сред
(высокой влажности паров, брызг серной кислоты, щелочи)
Нанесение трех-
четырех слоев
эмали
Эмаль КО-811
2 200
В. Защита обмоток электрических машин
1.При температуре до 110°С
Эмаль ГФ-927 23—28
Нанесение двух-
трех слоев эма-
ли
2. При температуре до 200°C
Нанесение трех- Эмаль ПКЭ-19 22—28
четырех ©мал и слоев
1 105—110
15 мин | 18—23
для первого слоя
30 мин | 18—23
для второго слоя
10 | 200
общая сушка
из слоя лака ХВ-784, двух слоев эмали ХВ-1100 и двух-трех слоев
смеси эмали ХВ-1100 с лаком ХВ-784 (1 : 1). При значительном
содержании агрессивных сред и относительной влажности более
75 % применяется 8—9-слойное покрытие, состоящее из слоя
лака ХВ-784, двух слоев шпатлевки X В-00-4, двух-трех слоев
эмали X В-785 красно-коричневой или черной и трех слоев смеси
эмали ХВ-785 с лаком ХВ-784 (1 : 1).
При отсутствии агрессивных газов в атмосфере и относитель-
ной влажности воздуха менее 75 % защита ячеистых бетонов
может быть ограничена обработкой их кремнийорганическими
составами Эта обработка проводится с целью гидрофобизации
поверхности бетона и других пористых материалов. Обработка
кремнийорганическими составами, применяемая для защиты вер-
тикальных и наклонных поверхностей конструкций, может дать
положительный эффект при своевременном и повторном проведе-
нии. Для гидрофобизации используют главным образом кремний-
органические жидкости ГКЖ-10, ГКЖ-П и ГКЖ-94 1261.
Для защиты жечезобетонных стволов грануляционных башен
в цехах производства карбамида широко использ^ ются битумные
223
chipmaker.ru
покрытия. Однако они не обеспечивают удовлетворительной
защиты и в местах разрушения происходит непосредственный
контакт агрессивной пыли карбамида с железобетонной поверх-
ностью. Карбамидная пыль проникает в толщу бетона, остается
в порах и капиллярах цементного камня. Со временем она выкри-
сталлизовывается под покрытием и отрывает его от подложки.
Долговечность битумной защиты не превышает 2—2,5 года.
Более эффективна окраска железобетонных поверхностей эпо-
ксидно-фурфуроловой краской следующего состава, ч. (масс.)
127 J:
Грунт Покрывные слон
Эпоксидная смола ЭД-16 100 100
Фурфурол 60 50
Солянокислый анилин 0,55 0,45
Маршалит — 30
Железный сурик — 40
Полиэтиленполиамин 16 15
Жизнеспособность рабочего состава около 3 ч. По защитным
свойствам эта композиция значительно превосходит эпоксидные
лаки и эмали, содержащие такие легколетучие растворители, как
ацетон, толуол, ксилол. Высокая эффективность эпоксидно-фур-
фуроловой краски объясняется тем, что фурфурол, который
используется для ее разбавления до рабочей консистенции, всту-
пает в реакцию с полиэтиленполиамином, образуя нерастворимые
химически стойкие соединения, уплотняющие пленку. Инициато-
ром этой реакции служит солянокислый анилин.
После эксплуатации в течение более 3 лет такое покрытие,
состоящее из грунта и двух слоев краски, сохранилось, сплош-
ность его не нарушена, адгезия к бетону хорошая и к глянцевой
поверхности покрытия не прилипает пыль карбамида.
Интенсивной коррозии подвергаются высотные железобетон-
ные сооружения, в частности дымовые промышленные трубы
и башенные градирни. Одной из главных причин повреждения
труб является коррозия бетона под воздействием агрессивных
газов и их конденсата [25, с. 29 I. Наиболее быстро корродируют
вентиляционные железобетонные трубы, а затем газодымовые
и дымовые.
До последнего времени противокоррозионная защита высотных
железобетонных труб осуществлялась главным образом покры-
тиями на основе битумных материалов. К ним относятся «прай-
меры», представляющие собой раствор битума в бензине или
керосине, лаки БТ-577 (бывший 177) и БТ-783 (бывший 411)
и горячие битумные мастики — битуминоли. Однако битумные
лаки обладают в этих условиях низкой эксплуатационной стой-
костью, а применение мастик с температурой нанесения 140—
160 °C нетехнологично и приводит к утяжелению и повышению
стоимости конструкции, так как появляется необходимость в при-
жимной футеровке.
224
Более перспективным оказалось применение полиуретанового
лака УР-19, катализатором для которого служит раствор три-
этаноламина в диэтиленгликоле. Покрытие на основе лака УР-19
имеет следующие преимущества перед битумными материалами:
возможность естественной сушки лака;
высокие физико-механические свойства (прочность при
растяжении, эластичность, износостойкость, термо- и кислото-
стой кость);
возможность нанесения лака на влажную поверхность бетона
благодаря участию влаги в формировании пленки.
Последнее преимущество позволяет при строительстве высот-
ных сооружений совмещать бетонные работы с нанесением лако-
красочных материалов, которые наносятся по свежераспалублен-
ной поверхности. Это приводит к сокращению сроков строитель-
ства на 1,5—2 мес и значительному снижению его стоимости.
Кроме того, выделяющийся при отверждении покрытия углекис-
лый газ частично поглощается пористой поверхностью бетона,
поэтому можно применять лак с более высоким сухим остатком
и получать однослойные покрытия большей толщины (до 70—
100 мкм).
Покрытия были применены 1281 для защиты дымовой трубы
и градирен теплоэлектроцентрали, а также градирни ГРЭС. Лак
наносили по трубе кистями и распылителем на внутреннюю по-
верхность железобетонного ствола. Температура отводимых газов
в трубе 125—200 °C. Покрытие защищено от непосредственного
соприкосновения с ними кирпичной футеровкой. Перед нанесе-
нием лака поверхность бетона была подготовлена путем очистки
металлическими щетками, срезки болторезами проволочных скру-
ток и шпатлевания крупных пор и каверн в бетоне цементно-
песочным раствором (1 : 1). Лак наносили на непросохший слой
раствора сразу же после шпатлевания. На градирне рабочие со-
ставы наносили кистями и распылителем на бетон в воздушно-
сухом состоянии и на мокрую бетонную поверхность. Система
защитного покрытия следующая:
1. Слой лака УР-19 с вязкостью 18—20 с по ВЗ-4.
2. Два слоя лака УР-19 с вязкостью 45—50 с по ВЗ-4 с до-
бавкой 30 % графита.
3. Слой лака УР-19 с вязкостью 18—20 с по ВЗ-4.
Системы покрытий по бетону и железобетону приведены в пре-
дыдущих таблицах данной главы.
ПОКРЫТИЯ ПО ДЕРЕВУ
Для защиты деревянных конструкций, эксплуатируемых в аг-
рессивной среде минеральных удобрений, могут быть применены
покрытия на основе полиуретанового лака УР-293. Деревянные
конструкции складов, где хранятся минеральные удобрения,
подвергаются действию повышенной влажности и солей, содер-
8 Рейбман А. И. 225
chipmaker.ru
жащихся в складируемых материалах. По сравнению с покры-
тиями на основе пентафталевой эмали ПФ-115 и перхлорвиниловой
эмали ХВ-5169 покрытие лаком УР-293 обладает лучшими защит-
ными свойствами, обеспечивает минимальное водо- и солепогло-
щение и сохраняет высокую адгезионную прочность [291. Покры-
тия испытывались в условиях воздействия насыщенных растворов
минеральных удобрений (двойного суперфосфата, сульфата аммо-
ния, карбамида, хлорида калия). Предполагаемый срок службы
покрытий лаком УР-293 — до 15 лет, поэтому применение этого
лака экономически выгоднее, чем использование более дешевых
пентафталевых и перхлорвиниловых покрытий, имеющих срок
службы 3—4 года.
Некоторые системы покрытий по дереву приведены в табл. 19.
ПОКРЫТИЯ ПО МОКРОЙ ПОВЕРХНОСТИ
И ДЛЯ ПОДВОДНЫХ ОБЪЕКТОВ
Создание специальных лакокрасочных материалов для защиты
мокрых поверхностей [30, 31 ) базируется на теории акаде-
мика П. А. Ребиндера об изменении смачиваемости твердого тела
под влиянием адсорбированных слоев поверхностно-активных
веществ (ПАВ). Будучи полярными, ПАВ адсорбируются на ме-
талле, покрытом водяной пленкой, причем длинные углеводород-
ные концы их молекул ориентируются наружу. При нанесении
материала, содержащего ПАВ на мокрую поверхность, снижается
поверхностное натяжение на границе раздела фаз «вода — кра-
ска — воздух» и улучшается смачиваемость металла лакокрасоч-
ным материалом. В результате этого происходит вытеснение
воды и гидрофобизация стальной поверхности.
Разработка материалов, способных наноситься на мокрую
поверхность, осуществляется путем введения полярных добавок
в состав красок. Благодаря адсорбции ПАВ на металлической по-
верхности и гидрофобизации ее грунтовочный слой краски хо-
рошо растекается по металлу. Модифицированные краски должны
отвечать достаточно жестким требованиям: наряду с хорошим
смачиванием мокрой стальной поверхности они должны обра-
зовывать сплошную пленку и в процессе высыхания не смываться
водой. Исследования показали, что введение 0,25—1,0 % ПАВ
в 1,5—2,5 раза повышает смачиваемость стали и в 2,5—40 раз
снижает проницаемость и смываемость лакокрасочного по-
крытия.
При окраске судов по мокрой поверхности, а также металло-
конструкций и оборудования гидротехнических и других соору-
жений, эксплуатирующихся в воде или в условиях повышенной
влажности, установлено 132, 33], что эффективными гидрофоби-
заторами стали в водной среде и наиболее технологичными при
введении в определенные лакокрасочные материалы являются
следующие ПАВ:
226
1) хлорид АБДМ-аммония * (ТУ 38-40773—76) — смесь чет-
вертичных солей аммония с углеводородными радикалами фрак-
ции С17 —Cj0;
2) выравниватель А (ГОСТ 9600—78) — аммониевая соль ди-
этичаминометилольных производных полиэтиленгликолевых эфи-
ров;
3) ингибитор коррозии ИП-1 (ТУ 38-10-724—72) — нейтрали-
зованные известью кубовые остатки, получаемые при ректифи-
кации окисленного парафина;
4) ингибитор сульфонатный КСК (концентрат сульфоната каль-
ция) (ТУ 38-401-24—71);
5) отвердитель И6М (ТУ 6-10-1438—79);
6) ускоритель высыхания УП-606/2 (ТУ 6-09-4136—75).
Лучшие результаты при нанесении на влажную поверхность —
хорошие технологические свойства краски и получение после
высыхания ровной пленки — достигаются при введении в лако-
красочные материалы ПАВ в следующих количествах:
Лакокрасочный материал ПАВ Количество, % к массе Л км
Грунтовка ФЛ-ОЗК Хлорид АБДМ-аммония 0,3
Выравниватель А 0.3
ПП-1 1.0
Грунтовка ХС-068 ПП-1 1.5
Грунтовка Б-ЭП-0126 КСК 0,1
Краска ЭП-755 Хлорид АБДМ-аммоння 0,5
Выравниватель А 0,4
ПП-1 1.2
К раска ЭКЖС-40 ИП-1 1.0
Эмаль ХВ-785 красно-корич- ИП-1 2,0
невая Шпатлевка ЭП-00-10 И6М 40
УП-606/2 2,0
ПАВ вводят только в первый слой грунтовки, эмали и краски.
Отвердитель надо вводить в каждый слой эпоксидной шпатлевки
ЭП-00-10. Введение ПАВ в лакокрасочные материалы должно
осуществляться в требуемом количестве небольшими порциями
при тщательном перемешивании в течение 15—20 мин.
Лакокрасочные материалы, модифицированные ПАВ, нано-
сятся в один слой кистью или безвоздушным распылением. По-
следующие слои, в соответствии с установленной схемой техно-
логического процесса окраски, наносятся кистью, безвоздушным
или пневматическим распылением.
Покрытия на основе модифицированных лакокрасочных мате-
риалов нашли применение при защите мокрых поверхностей
металлоконструкций морских нефтепромысловых сооружений и
корпусов судов. Так, результаты электрохимических исследова-
ний и испытания в натурных условиях позволяют рекомендовать
* Хлорид алкилбензилдиметиламмония.
8* 227
chipmaker.ru
покрытия из эмали Б-ЭП-421 по грунту Б-ЭП-0126, модифициро-
ванному ингибитором КСК, для защиты стальных опор в зоне
периодического смачивания в условиях каспийской морской воды.
Система покрытия состоит из одного слоя грунтовки и одного
слоя эмали при нанесении методом безвоздушного распыления
и одного слоя грунтовки и двух слоев эмали — при кистевом
нанесении. Общая толщина покрытия 500 мкм.
Защита стальных опор в зоне периодического смачивания
может быть успешно осуществлена [34] эмалью ЭП-5116, на-
несенной по грунтовочному слою той же эмали, модифицирован-
ной, наряду с хлоридом АБДМ аммония, следующими поверхно-
стно-активными веществами (ПАВ) — ингибиторами коррозии:
1) ИКБ-2 — комплексным соединением имидазолина с син-
тетическими жирными кислотами (ТУ 38-101-263—72);
2) ИКБ-4н — комплексным соединением моноэтаноламина
с СЖК (ТУ 38-101-460—74);
3) СБ-3 — сульфонатом бария (ГОСТ 10534—78);
Эти ПАВ вводятся в эмаль ЭП-5116 в количестве 0,1—1,0 %
(масс.).
Наносится эмаль в два слоя установкой пневматического
распыления с подогревом УНДП-2. Установка предназначена для
нанесения двухкомпонентных высоковязких материалов. Тол-
щина покрытия 200—300 мкм.
При нанесении кистью в эмаль добавляют 2 % (масс.) ксилола,
толщина двухслойного покрытия 200 мкм.
Применение эпоксидно-каменноугольной эмали ЭП-5116 для
окраски металлоконструкций и нефтегазопромысловых сооруже-
ний в условиях моря имеет следующие преимущества в сравнении
с другими эмалями:
повышается производительность труда благодаря сокращению
числа слоев покрытия и возможности получения утолщенной
пленки (100—200 мкм) при нанесении в 1—2 слоя;
улучшаются санитарно-гигиенические условия труда и
уменьшается загрязнение окружающей среды благодаря незначи-
тельному (3 %) содержанию растворителей в эмали.
Для окраски влажных поверхностей может быть применена
также грунтовка В-ВА-0151 (ТУ 6-10-100-125—78). Она изгото-
влена на основе поливинилацетатэпоксидной дисперсии и пред-
ставляет собой двухкомпонентную систему, состоящую из основы
и отвердителя [35]. В качестве отвердителя применяется поли-
этиленполиамин или отвердитель АФ-2, которые вводятся перед
использованием грунтовки: первый в количестве 2 %, а второй
в количестве 3,7 % от массы основы грунтовки. Жизнеспособ-
ность готовой к применению грунтовки с отвердителем АФ-2 —
16 ч, с полиэтиленполиамином — 24 ч.
Грунтовка может наноситься непосредственно на влажную
металлическую поверхность кистью, краскораспылителем или
установками безвоздушного распыления. Она может быть нане-
228
сена по влажным старым эмалевым покрытиям на этинолевой,
виниловой и эпоксидной основе, грунтовками ВЛ-02 и ВЛ-023.
Время высыхания грунтовки В-ВА-0151 до степени 3 при 20 ±
± 2 °C — 24 ч. На грунтовку можно наносить виниловые, эпо-
ксидные, этинолевые и другие эмали.
При окраске гидротехнических сооружений, шлюзов, опор
мостов, трубопроводов и других объектов, эксплуатируемых
в воде, возникает все большая необходимость в проведении окра-
сочных работ под водой [36]. Это обусловливается длительным
сроком службы подобных сооружений, превышающим макси-
мальный срок службы защитных лакокрасочных покрытий.
Весьма целесообразной и экономически оправданной является
окраска под водой крупнотоннажных судов.
Применяемые для этой цели лакокрасочные материалы должны
хорошо смачивать подложку, вытесняя воду с окрашиваемой
поверхности, удовлетворительно разливаться, не стекать с вер-
тикальной поверхности и быстро отверждаться в воде при тем-
пературах 10 °C и ниже. Этим требованиям отвечают специальные
лакокрасочные материалы на основе эпоксидных композиций,
хлоркаучука, поливинилацетата, полистирола, полиэфиров, отвер-
ждаемых водой полиуретанов, битумов. Наиболее эффективны те
материалы, которые можно наносить одним слоем значительной
толщины, поскольку ограниченность во времени не позволяет
применять многослойные покрытия. Такими материалами яв-
ляются не содержащие растворителей эпоксидные композиции,
образующие один слой толщиной до 4 мм.
Наряду с пленкообразователем в состав лакокрасочных мате-
риалов, применяемых для подводной окраски, входят пигменты,
пластификаторы и наполнители, которые должны быть гидро-
фобными. В качестве наполнителей применяются быстротверде-
ющие цементы, например портландцемент. Вводится также по-
рошок железа для повышения адгезии покрытия к магнитным
подложкам.
Применяются пластификаторы и растворители с малой раство-
римостью в воде — кетоны и гликолевые эфиры. В качестве ПАВ
используется окисленный рыбий жир или алифатические амины.
Окраска объектов под водой осуществляется за рубежом при
помощи специальных установок и распылителей. Так, в Англии
применяется ручной распылитель для нанесения краски под водой
137 ]. Он питается от резервуара, в который через редуктор по-
дается сжатый воздух под давлением 0,1—0,4 МПа (1—4 кгс/см2)
в зависимости от глубины погружения. Весь аппарат может легко
переноситься водолазом; производительность 25—30 м2/ч.
ПОКРЫТИЯ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
В различных отраслях промышленности находят применение
покрытия, предназначенные для специальных целей: антиадге-
зионные, радиационностойкие, токопроводящие и др.
229
chipmaker.ru
Антиадгезионные покрытия
На предприятиях химической и пищевой промышленности
применяются покрытия, которые наряду с химической стойкостью
и хорошей адгезией к защищаемой поверхности должны обладать
антиадгезионными свойствами по отношению к продукту, который
находится в процессе технологической обработки. В пищевой
промышленности, например, очень важно предотвратить или сни-
зить прилипание продуктов или полуфабрикатов к поверхности
форм, аппаратов, резервуаров, труб, транспортеров.
Характеристика лаков для получения антиадгезионных по-
крытий приведена в табл. 29.
Токопроводящие покрытия
11ри транспортировке, хранении и переработке различных
нефтепродуктов и жидких углеводородов необходимо обеспечивать
их защиту от статического электричества. Заряды статического
электричества накапливаются, в частности, на внутренней поверх-
ности цистерн, изготовленных из стеклопластиков и используемых
для перевозки на судах жидкого топлива (удельное электрическое
сопротивление стеклопластиков 1О10—1014 Ом-см). Для отвода
зарядов на поверхность стеклопластика можно нанести покрытие,
обладающее необходимой электропроводностью. Покрытие должно
быть стойким к различным нефтепродуктам, морской и пресной
воде, к атмосферным воздействиям и моющему средству типа
МЛ-6, подаваемому под давлением до 0,7 МПа (7 кгс/см2) при 75 °C.
Наилучшими в таких условиях оказались покрытия на основе
эмали ХС-775 и краски 68-Т [38].
Эмали ХС-775 изготовляются на основе частично омыленного
сополимера винилацетата с винилхлоридом А-15-0 с добавкой
смолы № 135. Эмаль состоит из двух компонентов: полуфабриката
ХС-775 и 70 %-ного раствора ДГУ в циклогексаноне для отвер-
ждения эмали. Наносится эмаль в два слоя кистью по очищенной
и обезжиренной поверхности стеклопластика. Допускается на-
несение краскораспылителем. До рабочей вязкости эмаль раз-
бавляется смесью растворителей, состоящей из сольвента, бутил-
ацетата, ацетона и циклогексанона в соотношении 4 : 2 : 1 : 1
и добавляемой в количестве до 18 % от массы эмали. Эмаль вы-
сыхает при 18—23 °C в течение 2 ч.
Покрытие на основе эмали ХС-775 обеспечивает отвод зарядов
статического электричества с внутренней поверхности топливных
цистерн, не влияя на кондицию таких видов топлива, как бензин
А-66, дизельное топливо ДС, масло машинное С и 408, масло ин-
дустриальное ИС-45. Покрытие является стойким к периодиче-
скому действию морской и пресной воды и воздействию атмосфер-
ных условий. Удельное объемное электрическое сопротивление
покрытия эмалью ХС-775 после 7,5 лет эксплуатации не превы-
230
Характеристика некоторых лаков, пригодных для получения антиадгезионных покрытий иа стальных поверхностях
Растворитель ф d _ S со « га I 1 сч О 1 1 « н о 5 & § §
И о Я * ° * ч
о Я «к = ° § а» 2 5 & * и § о
месь с (мясс.1 тэт — 25, ЦИКЛО1 гиловы
<_> (Г) н н о
Адгезия к стали Удовлетво- рнтельная То же Хорошая *
Толщина покры- тия, мкм 6—8 ю 7 о СЧ 7 о 10—15 6—7
Число слоев сч сч — —
Твер- дость по маятни- ковому прибору МЭ-3 0,45 0,54 0,63 о 0,49
м сушки температу- ра, °C 18—23 50—110 150—200 рвого слоя 50 орого слоя 80 атем 150 18—23 210—250 18-23 210—230 18—23 200
S Я <и О, продол- житель- ность, ч — —* <и С к га «ч _ -7 1 2-3 15—20 с 1 2
Пленкообраэователь Фторопласт Фенолоформальдегидная смола, модифициро- ванная поливинилбу- тиралем и наполнен- ная фторопластом-4Д Полиметилфенилсило- ксановая смола Полиметилфенилсилокса- новая смола, модифи- цированная эпоксид- ной смолой Поли метилфеинлсилокса- новая смола
сч
со
5
ё
е
со
о
Л
О
Примечание. Лакн ФБФ-74Д, К“55. К-58, КОЭ-08 наносят краскораспылителем, лак 32>Л — наливом. Эти материалы могут
быть применены в качестве антиадгезивов при выпечке хлебных и кондитерских изделий в пищевой промышленности- Они могут быть
использованы и в других отраслях промышленности.
231
chipmaker.ru
шало 4 10® Ом-см, что ниже максимально допустимого значения
10’ Ом-см.
Краска 68-Т изготовляется также на основе частично омылен-
ного сополимера А-15-0. Покрытие на основе этой краски обладает
удельным объемным электрическим сопротивлением 103—104 Ом X
X см и стойко к воздействию дизельного топлива и горячего
мазута, а также моющего средства типа МЛ-6, нагретого до 70 °C.
Из добавок, снижающих электрическое сопротивление, наи-
более эффективной является ацетиленовая сажа.
Для защиты нефтехимической аппаратуры разработано [39]
антистатическое бензостойкое покрытие на основе эмали ХС-5132
(ТУ 6-10-11-19 12—79). Ниже указаны физико-механические
свойства такого покрытия:
Удельное объемное электрическое сопротив- 102
ление, Ом-см, не более
Эластичность прн изгибе, мм, не более 3
Ударная прочность, Н-см (кгс-см) 300 (30)
Твердость по М-1, не менее 0,6
При длительном (в течение 54 сут) воздействии нефтепродуктов
при 20 °C и в условиях натурных испытаний покрытие эмалью
ХС-5132 сохраняет стабильные антистатические и защитные свой-
ства.
Для получения антистатических покрытий используются поли-
электролиты: полиакриловые кислоты, поливиниламины, их соли.
Так, на основе натриевой соли полиметакриловой кислоты изго-
товляется антистатический лак, применяемый для снятия
зарядов статического электричества.
Хорошими антистатическими свойствами обладают покрытия
на основе сульфированного полистирола и сульфополистирольно-
полиакрилатных лаков. На этой основе разработаны [40] рецеп-
тура и способ изготовления бесцветного антистатического лака
АСЛ-31 (ТУ 6-05-041-618—76). Для повышения эластичности
покрытия и улучшения его адгезии к окрашиваемой поверхности
в состав лака в качестве пластификатора вводится глицериновый
эфир абиетиновой кислоты в количестве 5—10 % к массе связу-
ющего. Лак АСЛ-31 может быть применен для создания антиста-
тического бесцветного покрытия на прозрачных пластмассах.
Разработаны и другие токопроводящие эмали: ХС-928
(ТУ 6-10-1180—76) и АС-588 (ТУ 6-10-936—77) 141 ].
Эмаль ХС-928 представляет собой суспензию никеля карбо-
нильного в растворе сополимера А-15-0 в смеси органических
растворителей. Эмаль предназначается для окраски краскорас-
пылителем или кистью металлических и неметаллических поверх-
ностей с целью создания токопроводящего слоя. Поставляется
эмаль в виде двух компонентов: полуфабриката эмали ХС-928
и отвердителя ДГУ. Отвердитель вводят в эмаль непосредственно
перед применением в количестве 5,5 ч. (масс.) на 100 ч. (масс.)
указанного полуфабриката. Срок пригодности эмали ХС-928
232
после введения отвердителя ДГУ — не менее 7 ч. Рабочая вяз-
кость при нанесении краскораспылителем 15—18 с, кистью 25—
30 с по ВЗ-4. До рабочей вязкости эмаль разбавляют раствори-
телем Р-4 в количестве 50 %. Продолжительность высыхания
эмали при 18—22 °C — не более 1 ч. Удельное объемное электри-
ческое сопротивление покрытия — не более 0,2 Ом-см.
Эмаль АС-588 представляет собой суспензию карбонила ни-
келя в растворе акриловых смол АС и БМК в смеси органических
растворителей. Эмаль выпускается в виде двух полуфабрикатов:
суспензии карбонила никеля в растворе смолы АС и 25 %-ного
раствора смолы БМК-5. Смешение компонентов, проводится не-
посредственно перед применением эмали: на 100 ч. (масс.) суспен-
зии карбонила никеля в растворе смолы АС (сухой остаток 82,5 %)
добавляется 21 ч. (масс.) 25 %-ного раствора смолы БМК. Жизне-
способность смеси составляет 24 ч. Эмаль наносится краскорас-
пылителем. До рабочей вязкости 15—18 с по ВЗ-4 эмаль раз-
бавляется растворителем № 648. Продолжительность практиче-
ского высыхания эмали при 18—22 °C — 1 ч, полного отвержде-
ния — 48 ч. Удельное объемное электрическое сопротивление
покрытия — не более 0,01 Ом-см.
Покрытие на основе этой эмали устойчиво к воздействию
солнечной радиации, влаги (в условиях средней полосы СССР),
плавному перепаду температур от —40 до +60 °C. Эмаль пред-
назначается для окраски стеклянных поверхностей с целью соз-
дания токопроводящего контура.
Промышленностью вырабатывается токопроводящая эмаль
черного цвета АК-562 (ТУ 6-10-1652—78), представляющая собой
суспензию никелевого порошка и литейного или электроугольного
графита в растворе акриловой смолы.
Эмаль АК-562 предназначена для получения токопроводящего
слоя на металлической и диэлектрической подложке (стекло,
керамика и другие материалы), а также склеивающего и токо-
проводящего слоя для проводов с полиамидной оболочкой.
Наносится эмаль методом пневматического распыления, до-
пускается нанесение кистью. Разбавляется эмаль растворителем
Р-5. Продолжительность высыхания эмали до степени 3 при
20 °C — не более 1 ч.
Выпускается также токопроводящая черная эмаль ЭП-595
(ТУ 6-10-1662—78). Она представляет собой суспензию пигментов
в фенольно-эпоксидном лаке ФЛ-559.
Эмаль предназначена для окраски внутренней поверхности
узлов и деталей наркозно-дыхательной аппаратуры.
Наносится эмаль методом пневматического распыления. Раз-
бавляют эмаль разбавителем Р-30 или этилцеллозольвом. Про-
должительность высыхания эмали при 230 °C до степени 3 — не
более 2 ч.
Для защиты от коррозии магниевых сплавов разработана 1421
токопроводящая эмаль ХС-973 (ТУ 6-10-1785—80) серого цвета.
233
chipmaker.ru
Она представляет собой суспензию пигментов и наполнителей
в растворе частично омыленного сополимера винилацетата с винил-
хлоридом А-15-0 с добавлением изоцианатного отвердителя. Эмаль
предназначается для создания электрического контакта с одно-
временной защитой от коррозии биметаллических соединений,
одним из металлов в которых является магний и его сплавы.
Время высыхания пленки эмали до степени 3 составляет при тем-
пературе 20 °C — 72 ч, 65 °C — 8 ч, 80 °C — 4 ч.
Исследованиями установлено, что токопроводящее покрытие
на основе эмали ХС-973 обладает высокими защитными свой-
ствами по отношению к магнию и его сплавам, находящимся
в коррозионно недопустимых сочетаниях с другими метал-
лами.
Удельное объемное электрическое сопротивление покрытия
составляет 10“1—1 Ом см.
Для получения токопроводящих термостойких покрытий пред-
ложено [43] использовать лак АД-9113 на основе полиамидных
смол с мелкодисперсными углеродистыми наполнителями. С этой
целью в лак вводятся углеродистые наполнители типа техниче-
ского углерода ПМ-30 (ГОСТ 7885—77) и графит марки ГЛС-1
(ГОСТ 5420—74) в следующих количествах: ПМ-30 — 30 и
ГЛС-1 — 50 % (масс.).
При последующей термообработке этого состава при 250 °C
могут быть получены токопроводящие покрытия с удельным объ-
емным электрическим сопротивлением от 108 до 1 Ом-см, ста-
бильным в интервале температур от —180 до +250 °C.
В результате исследований установлено, что токопроводящая
эмаль на основе лака АД-9113 (ТУ 6-15-1068—76) может быть
применена в качестве антистатической защиты элементов кон-
струкций летательных аппаратов. Эмаль обладает высокой анти-
статической эффективностью при нанесении на диэлектрики.
НПО «Лакокраспокрытие» разработано [44 ] съемное токо-
проводящее покрытие для нанесения на подвески при окраске
изделий в электростатическом поле. Покрытие получено на основе
съемного лака ХС-567 (ТУ 6-10-1164—77) и токопроводящего
наполнителя.
Известно, что при окраске изделий в электростатическом поле
часть краски попадает на металлические подвески, нарушая
контакт между изделием и токонесущей подвеской. Поэтому
подвески необходимо периодически очищать. Эта трудоемкая
операция проводится механическим способом, обжигом или смыв-
кой растворителем. Съемное токопроводящее покрытие обеспе-
чивает контакт между изделием и подвеской и может с успехом
применяться для защиты металлических подвесок при окраске
изделий любыми лакокрасочными материалами. Покрытие на-
носится кистью, распылением, окунанием или другим методом.
Продолжительность практического высыхания при 18—23 °C со-
ставляет 2 ч.
234
Была разработана также токопроводящая шпатлевка на основе
эпоксидной смолы и токопроводящего наполнителя. Как известно,
при получении лакокрасочных покрытий методом электроосажде-
ния образуется тонкая равномерная пленка, точно повторяющая
характер поверхности изделия. Поэтому изделия, имеющие де-
фекты поверхности, нельзя окрашивать этим способом, что значи-
тельно ограничивает его применение. Широко распространенный
метод исправления дефектов поверхности с помощью шпатлевки
в данном случае непригоден, так как слой шпатлевки изолирует
поверхность изделия, препятствуя процессу электроосаждения.
Изделия, поверхность которых выровнена токопроводящей
шпатлевкой, окрашиваются методом электроосаждения. Таким
образом, токопроводящая шпатлевка расширяет область при-
менения метода окраски электроосаждением и дает возможность
окрашивать металлические детали с дефектами поверхности (ра-
ковинами, вмятинами и т. д.).
Разработаны [451 и отечественной промышленностью освоены
новые защитно-декоративные антистатические эмали X С-972
(ТУ 6-10-11-19-9—78), которые представляют собой суспензию
токопроводящих наполнителей и органических пигментов в рас-
творе частично омыленного сополимера винилацетата с винил-
хлоридом А-15-0 с добавлением изоцианатного отвердителя. Они
предназначаются для окраски конструкций из алюминиевых,
магниевых, титановых сплавов, стали, латуни, стеклопластиков
и пластмасс с целью защиты от статического электричества и кор-
розии и для придания им декоративного вида.
Эмали поставляются комплектно в виде полуфабриката соот-
ветствующего цвета и отвердителя ДГУ. Они наносятся кистью
или пневматическим краскораспылителем в два слоя с промежу-
точной выдержкой 0,5 ч. Второй слой сушат 4 ч при 80 °C или
72 ч при 18—23 °C. Эмали разбавляются до рабочей вязкости
растворителем Р-4. Толщина каждого слоя 40—50 мкм.
Эмали ХС-972 имеют следующие преимущества в сравнении
с ранее разработанными антистатическими эмалями черного цвета
ХС-5132 и АК-562: широкая гамма цветов: голубой, синий, би-
рюзовый, зеленый, бежевый, коричневый, серый, шаровый, чер-
ный; высокая стойкость покрытий к статическому изгибу, ударным
и вибрационным нагрузкам, отрицательным температурам, а также
лучшие декоративные качества и меньшая плотность.
Радиациониостойкие покрытия
Выбор полимерных покрытий для защиты лабораторного
оборудования от воздействия агрессивных сред и радиоактивных
веществ должен осуществляться дифференцированно с учетом
условий эксплуатации.
В зависимости от условий эксплуатации такие изделия за-
щитной техники, как камеры, боксы, вытяжные шкафы И. И. Ши-
235
r.ru
горина и др. [46], классифицируют по пяти основным группам.
С учетом агрессивности среды могут быть применены эпоксидные,
полиэфирные, кремнийорганические и фторопластовые по-
крытия.
Наиболее универсальными для изделий защитной техники
являются фторопластовые покрытия. Так, покрытие на основе
фторопласта-32Л, подвергнутое термообработке при 270 °C в те-
чение 2 ч, выдерживает более 5,5 лет воздействия таких агрессив-
ных сред, как азотная, соляная, плавиковая и другие кислоты
и щелочи различных концентраций, обладает высокими адгезион-
ными свойствами и физико-механическими показателями. Его
радиационная стойкость 105—10® Дж/кг (107—10® рад). При холод-
ной сушке в качестве грунтовочного слоя применяют двухслойное
покрытие эмалью ВЛ-515, которое отверждается за 6 ч при 20 °C.
Затем наносят 4 слоя лака на основе фторопласта-42Л, 5 слоев
эмали и 3 слоя лака на основе фторопласта-32Л. Сушка каждого
фторопластового слоя — I ч при 20 °C.
Весьма перспективно применение нового типа послойно сни-
маемых покрытий [46], получаемых путем периодического чере-
дования слоев эмалей из фторопласта-32Л и пер хлорвиниловой
ХВ-124 или эпоксидной ЭП-574. Продолжительность сушки при
переходе от одного типа эмали к другому составляет 24 ч при
20 °C. Толщина каждого снимаемого слоя около 100 мкм. В слу-
чае необходимости можно удалять отдельные слои таких покрытий
при достаточной эксплуатационной адгезии Преимуществом по-
крытий является замена трудоемкой работы по возобновлению
более легкой операцией удаления верхнего слоя. При этом ниже-
лежащий слой покрытия может эксплуатироваться как новое
покрытие, что особенно важно для изделий защитной тех-
ники.
Фторопластовые покрытия холодной и горячей сушки способны
легко дезактивироваться от различных радиоактивных загрязне-
ний. Покрытия холодной сушки несколько уступают покрытиям
горячей сушки по долговечности при непрерывном воздействии
жидких агрессивных сред.
Для защиты от коррозионно-радиационных воздействий ис-
пользуются эпоксидные покрытия [47 ]. Системы некоторых по-
крытий, рекомендуемые для защиты оборудования и конструкций
от воздействия различных агрессивных сред и радиоактивного
облучения, приведены в табл. 30.
Покрытия, стойкие при пониженных температурах
Для обеспечения защиты стали, алюминиевых сплавов и латуни
в условиях низких температур (от —186 до —193 °C) могут быть
применены противокоррозионные покрытия, стойкие к действию
жидкого кислорода или азота.
Схема технологического процесса приведена в табл. 31.
236
Таблица 30
Схемы технологического процесса
получения радиационно- и коррозионностойких лакокрасочных покрытий
О подготовке поверхности перед окраской — см. табл. 17.
Последовательность операций Материалы Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура, °C
А. Защита аппаратуры и оборудования,
эксплуатируемых внутри помещений при комнатной температуре
в условиях периодического воздействия слабых растворов азотной кислоты,
воздействия речной и водопроводной воды, концентрированных
растворов щелочей, разбавленных растворов соляной и серной кислот
(при температуре до 40 °C), токсичных веществ в виде пыли,
аэрозолей и капель жидкости, ионизирующих излучений
интегральной дозой до 5-10*—101 Дж!кг (5-10*—10* рад)
1. Стальные поверхности
Нанесение грунтовоч- ного слоя Шпатлевка ЭП-00-10 17—20 40—45 24 18-23
Нанесение двух-трех слоев эмали Эмаль ЭП-569 20—22 40—45 24 18—23
Нанесение двух слоев лака Лак ЭП-540 12—15 30—35 24 18—23
Выдержка покрытия до пуска в экс- плуатацию — — — 10— 20 сут 18—23
2. Бетонные поверх н о с т и
Нанесение пропиточ- но-выявительного эмалевого слоя Эмаль ЭП-569 15—16 — 24 18—23
Нанесение грунтовоч- ного слоя Шпатлевка Э-4020 17—20 40—45 24 18—23
Нанесение местной шпатлевки Шпатлевка 4020 — — 24 18-23
Нанесение двух-трех слоев эмали Эмаль ЭП-569 20—22 40—45 24 18—23
Нанесение двух слоев лака Лак ЭП-540 12—15 30—35 24 18—23
Выдержка покрытия до пуска в экс- плуатацию — — — 10— 20 сут 18—23
237
chipmaker.ru
Продолжение табл. 30
Поеледоввтельность операций Материалы Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем кистью продол- житель- ность сушки каждого слоя, ч темпе- ратура* °C
Б. Здщита металлоконструкций и оборудования из стали Ст. 3,
а также стальных поверхностей с алюминиевым или цинковым покрытием,
эксплуатируемых в условиях длительного воздействия горячей (до 100 °C)
дистиллированной воды и ионизирующих излучений интегральной дозой
З’Ю1 Дж/кг (3-10й рад)
Нанесение пяти слоев эмали Эмаль ЭП-525
Выдержка покрытия холодной сушки до пуска в эксплуата- цию —
20—22 40—45 По одному из еле-
дующих 1) 24 2) 2 3) 3 4) 1.5—2 режимов] 18—23 50 70—80 120
— — 10— 20 сут 18—23
В. Защита металлоконструкций и оборудования из стали Ст. 3,
алюминия, дюралюминия, а также металлических поверхностей
с алюминиевым или цинковым покрытием, эксплуатируемых
внутри помещений в условиях повышенной влажности
и периодич 'скиго «мтакта с водой и водными средами
при те тературе до 60°С, при воздействии бензина, масла и керосина
при комнатной температуре, периодическом воздействии
нейтральных и щелочных окислительных сред при температуре до 90°С,
воздействии ионизирующих излучений интегральной дозой
до 1G1 Дж!кг (10а рад)
Нанесение пяти слоев
эмали
Эмаль ЭП-140
20—22
40—45
По одному из сле-
дующих режимов:
1; 6—8 18—23
2) 5—6 50
3) 3 70—80
41 1 120
5) 1 18—23
1 90
Последний слой
2 90
Выдержка покрытия
холодной сушки до
пуска в эксплуата-
цию
20 сут 18—23
238
Продолжение табл. 30
Последовательность операций Материалы Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем КИСТЬЮ продол- житель- ность сушки каждого слоя. Ч темпе- ратура, °C
Г. Защита металлоконструкций и оборудования из стали Ст. 3,
нержавеющей стали, алюминиевых сплавов, а также поверхностей
с алюминиевым или цинковым покрытием, эксплуатируемых
внутри помещений в условиях длительного воздействия
речной и водопроводной воды, повышенной влажности, растворов аммиака,
некоторых окислителей и щелочей, периодического воздействия
горячей дистиллированной воды, ионизирующих излучений
интегральной дозой до 3-Ю1 Дж!кг (3- J0B рад)
Нанесение пяти слоев Эмаль ЭП-711 20—25 40—45 По одному из еле-
эмали дующих режимов:
1) 24 18—23
Последний слой
8 60
2) 1 18—23
4 60
Последний слой
8 60
3) 1 18—23
1 100
Последний слой
3 160
Выдержка покрытия — — — 20 сут 18—23
холодной сушки до
пуска в эксплуата-
цию
Д. Защита металлоконструкций и оборудования из стали Ст. 3,
а также металлических поверхностей с алюминиевым
или цинковым покрытием, эксплуатируемых внутри помещения
в условиях кратковременного воздействия растворов азотной кислоты
средних концентраций при температуре до 70 °C,
воздействия горячей воды, концентрированных щелочей,
нейтральных и щелочных окислительных сред при температуре до 90 °C,
токсичных веществ в виде пыли, аэрозолей или капель жидкости,
ионизирующих излучений интегральной дозой до 3,5- 1СР- Дж1кг
(3,5-10'‘ рад)
Нанесение пяти слоев
лака
Выдержка покрытия
холодной сушки до
пуска в эксплуата-
цию
Лак на основе
смолы Э-49
12—15
30—35 48 18—23
ИЛИ
1 18—23
4 160
20 сут 18—23
239
chipmaker.ru
Таблица 3i
Схема технологического процесса окраски аппаратуры,
эксплуатируемой при пониженных температурах и повышенной влажности
О подготовке поверхности перед окраской — см. табл. 17
Последовательность операций Материал Рабочая вязкость по ВЗ-4 (в с) при нанесении Режим сушки
краско- распы- лителем КИСТЬЮ предол- [ж итель- нос ть сушки каждого слоя, ч темпе- ратура, °C,
Защита поверхности стали, алюминиевых сплавов и латуни
от постоянного воздействия температур до —200 С
Нанесение грунтовки Грунтовка 12—18 25—30 75 мин 18—23
ВЛ-02 Грунтовка ВЛ-08 15—18 25—30 15 мни 18—23
Нанесение двух слоев эмали Эмаль АС-730 20—22 30—40 24 18—23
Выдержка покрытия до пуска в экс- плуатацию — — — 3—5 сут 18—23
ДРУГИЕ ВИДЫ ПОКРЫТИЙ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
Эрозионностойкие покрытия
Одним из самых интенсивных видов разрушения материалов
под действием твердых частиц абразива является эрозионный
износ. Такому износу подвержены узлы пескоструйных аппара-
тов, лопасти турбин, винты вертолетов, коллекторы сыпучих
материалов. Эрозионное разрушение отличается от других видов
износа (скольжения, качения, царапания) прежде всего ударным
воздействием истирающих твердых частиц.
t Для защиты поверхности деталей, подверженных особенно
сильному абразивному воздействию, в некоторых случаях могут
быть использованы полимерные покрытия. Наиболее износо-
стойки полиуретановые и тиоколовые покрытия, а также покрытия
на основе эпоксидных смол
Механизм износа зависит от физического состояния полимер-
ных покрытий в процессе трения [48]. В стеклообразном состо-
янии полимеры обладают низкой износостойкостью к трению,
в высокоэластическом — высокой. Увеличение толщины покрытия
приводит к снижению износа
Из полиуретановых лакокрасочных материалов для получения
защитных износостойких покрытий может быть применен лак
УР-9130 (ТУ 6-10-577—75). Значительной стойкостью к эрозион-
240
ному износу обладает также покрытие на основе лака ЭП-547
толщиной 80—90 мкм. Большая износостойкость у покрытия
лаком ЭП-547 наблюдается при нанесении лака наливом [49].
Оптимальный режим сушки лака 3—4 ч при 120 °C, 30—40 мин
при 180 °C или 15—20 мин при 200 °C. Такие покрытия могут быть
использованы для защиты изделий, эксплуатирующихся в сильно-
запыленной среде.
Для защиты металлических деталей от эрозионно-коррозион-
ных повреждений может быть применена эмаль ЭП-586
(ТУ 6-10-1437—79). Эмаль представляет собой суспензию пигмен-
тов в растворе эпоксидной и низкомолекулярной полиамидной
смол в смеси органических растворителей состава, ч. (масс.):
ксилол — 40, ацетон — 30 и этилцеллозольв — 30. Поставляется
эмаль в виде двух компонентов: полуфабриката эмали ЭП-586
и отвердителя № 5. Срок годности эмали после смешения 3 сут.
Продолжительность высыхания пленки до степени 3 при 18—
22 °C не более 5 ч, при 150—160 СС — не более 1 ч, твердость
пленки по маятниковому прибору типа М-3 — не менее 0,9.
Для повышения эрозионной стойкости важное значение имее»'
способ нанесения эмали. Установлено [50], что лучшие противо-
эрозионные свойства покрытия эмалью ЭП-586 могут быть полу-
чены при нанесении ее в электрическом поле высокого напряже-
ния. Она может быть использована с наибольшей эффективностью
для защиты деталей типа лопаток центробежных насосов и воз-
душных компрессоров с острыми рабочими кромками и поверх-
ностями, на которые другими методами практически невозможно
нанести покрытия заданной толшины.
Защита изделий от эрозионно-коррозионных воздействий мо-
жет производиться также эмалью ЭП-141 белого и черного цветов
(ТУ 6-10-1569—76). Она представляет собой суспензию пигментов
в смеси растворов эпоксидной смолы Э-40 и тиокола в органиче-
ских растворителях с добавкой отвердителя № 2. Последний вво-
дят в эмаль ЭП-141 не менее чем за 30 мин до ее применения в сле-
дующем соотношении, ч (масс.):полуфабрикат эмали — 100,
отвердитель №2 — 50. Разбавителем является растворитель Р-5.
В зависимости от содержания эпоксидной смолы и тиокола белую
и черную эмали выпускают двух марок.
Покрытие состоит из грунтовки ВЛ-02, двух слоев эмали
ЭП-141 Б и одного слоя эмали ЭП-141 А. Продолжительность вы-
сыхания пленки эмали до степени 3 при 80 °C — не более 4 ч.
Для защиты металлических деталей от эрозионно-коррозион-
ных повреждений может быть применен лак ЭП-571
(ТУ 6-10-1632—77). Он представляет собой раствор эпоксидной
Э-49, меламчноформальдегидной К-421-02 и полиамидной смол
в смеси растворителей. Лак поставляют в комплекте с отвердите-
лем, взятым в следующих соотношениях (кг):полуфабрикат
лака — 100, отвердитель № 5 — 12. Их смешивают перед при-
менением. Лак разбавляется смесью ксилола, ацетона и этил-
241
chipmaker.ru
целлозольва в отношении 4:3:3 (по массе). Наносится лак на
поверхность окунанием, наливом, кистью или распылением.
Время высыхания пленки лака при 150 °C до степени 3 — не
более 1 ч. Твердость пленки — не менее 0,85.
Светоотражающие покрытия
Для предохранения поверхности цистерн и других емкостей,
содержащих нефтепродукты и легколетучие жидкости, от воз-
можного нагрева под действием солнечных лучей, для снижения
нагрева телескопов и различных астрономических приборов в жар-
кое время года и для некоторых других целей применяются свето-
отражающие покрытия. Эти покрытия наряду с защитой аппара-
туры от коррозии и атмосферных влияний должны предотвращать
нагрев поверхности металла под воздействием солнечной ради-
ации. Такие покрытия должны обладать максимально возможным
коэффициентом отражения световой энергии. Этим требованиям
лучше всего отвечает покрытие белого цвета.
Из лакокрасочных материалов для получения светоотража-
ющих покрытий могут быть применены белые эмали АС-1115
и АС-127 на основе термореактивных акриловых смол. Для умень-
шения нагрева поверхностей изделий и конструкций из алюмини-
евых сплавов рекомендуется [51, с. 152—1541 трехслойное покры-
тие эмалью АС-1115 по предварительно подготовленной поверх-
ности. Подготовка поверхности заключается в травлении ее рас-
твором фосфорной кислоты и нанесении фосфатирующей грун-
товки ВЛ-02 и грунтовки АК-070. Продолжительность сушки
каждого слоя при 18—35 °C (в ч):
Грунтовка ВЛ-02 1,5—1,0
Грунтовка АК-070 2—1
Эмаль АС-1115
первый слой 2—1,5
второй слой 2 (при 80—90 °C)
третий слой 2,5—3 (при 130—150 °C)
При разработке систем белых покрытий следует учесть, что
их отражательная способность зависит от толщины покрытия.
В пределах до 100 мкм чем толще покрытие, тем выше его коэффи-
циент отражения. Дальнейшее увеличение толщины не приводит
к повышению отражающих свойств покрытия.
В качестве светоотражающих покрытий для стальных поверх-
ностей, в частности для куполов и башен телескопов, могут быть
применены [52 J:
1) трехслойное покрытие эмалью ХВ-785 белого цвета
(ГОСТ 7313—75) по двум слоям грунтовки ФЛ-ОЗК;
2) трехслойное покрытие эмалью ХС-510Т по одному слою
грунтовки ВЛ-02 и двум слоям грунтовки ХС-010;
242
3) трехслойное покрытие эмалью АК-1102 (ТУ 6-10-1408—78)
по слою шпатлевки ЭП-00-10;
4) трехслойное покрытие эмалью АК-71 по двум слоям грун-
товки АК-070.
Под эти покрытия металлическую поверхность очищают меха-
низированным инструментом и обрабатывают 5—10 %-ным рас-
твором фосфорной кислоты.
Флуоресцентные покрытия
Для нанесения отличительных знаков на заводское оборудова-
ние, улучшения видимости в тепловозах, самолетах и некоторых
других целей применяются флуоресцентные покрытия. Лако-
красочные материалы для флуоресцентных покрытий отличаются
повышенной яркостью, которая обусловлена наличием в их со-
ставе флуоресцентных пигментов (флуопигментов) — тонкодис-
персных частиц смол, окрашенных флуоресцирующими красите-
лями [51, с. 149]. Значительную часть поглощаемой из окружа-
ющего пространства энергии эти покрытия возвращают обратно,
отражая при этом также и непоглощенную часть падающего
света.
Яркость флуоресцентного покрытия и особенно стойкость его
к выцветанию зависят от толщины покрытия, которая должна быть
равна 70—80 мкм. Наибольшей яркостью обладают покрытия,
содержащие флуопигмент и пленкообразователь в соотношении
0,9 : 1 или 1:1.
Отечественной промышленностью выпускаются дневные флу-
оресцентные лакокрасочные материалы, флуоресценция которых
возникает под воздействием коротковолновых ультрафиолетовых
лучей дневного света или искусственного освещения: эмали
АС-554 (ТУ 6-10-772—79) и АС-560, лаки-фильтры АС-528
(ТУ 6-10-774—79) и АС-552. Лак-фильтр наносится на флуорес-
центные покрытия с целью повышения их светостойкости. Он
способен поглощать ультрафиолетовые лучи, но прозрачен для
лучей видимого света.
Наряду с указанными материалами, выпускаемыми серийно,
опытный завод ГИПИ ЛКП изготовляет флуоресцентные краски
АК-5173 (ТУ 6-10-11-40-126—74) лимонно-желтого, оранжевого,
оранжево-желтого и светло-зеленого цветов [53]. В качестве
белого подслоя с высокой отражательной способностью приме-
няются эмали АС-1115 белая, АС-131, АС-559 (ТУ 6-10-849—80).
Для получения флуоресцентных покрытий на поверхности
изделий из алюминия и его сплавов может быть применено 2—
3-слойное покрытие эмалью АС-554 или АС-560, перекрытое двумя
слоями лака-фильтра АС-528 или АС-552. Эмали высыхают при
18—35 °C в течение 2—3 ч, а лаки-фильтры — в течение 2—
2,5 ч.
243
chipmaker.ru
Подготовка поверхности заключается в обезжиривании с по-
следующим травлением в растворе фосфорной кислоты, нанесении
слоя фосфатирующей грунтовки ВЛ-02, слоя грунтовки АК-069
или АК-070 и двух-трех слоев эмали АС-1115 белой, АС-131 или
АС-599. Продолжительность сушки каждого слоя при 18—35 °C:
грунтовки ВЛ-02—1—1,5 ч, грунтовки АК-069 или АК-070,
а также эмалей АС-1115 белой, АС-131 или АС-599 — 1,5—2 ч.
Антиобледенительные покрытия
Для предотвращения возможности обледенения могут быть
использованы лакокрасочные покрытия, снижающие адгезию льда
к поверхности.
В качестве антиобледенительных покрытий могут быть при-
менены покрытия на основе органосилоксанов АС-9, В-23 и ОСМ-61
[54 ]. Покрытие из ОСМ-61 имеет преимущества, перед другими
видами покрытий: по криофобности оно примерно в 20 раз пре-
восходит очищенную от коррозии сталь и в 3 раза лучше ранее
применявшихся покрытий (ХВ-16, ХС-510).
Адгезия льда к покрытию из ОСМ-61 составляет 0,04—0,07 МПа
(0,4—0,7 кгс/см2), в то время как адгезия льда к чистой метал-
лической поверхности достигает 2 МПа (20 кгс/см2).
Для предотвращения образования льда и удаления его, в ча-
стности, с поверхности самолетов применяется также специальная
антиобледенительная жидкость «Арктика». Она представляет со-
бой водный раствор этиленгликоля с добавками поверхностно-
активных веществ и ингибиторов коррозии 155, с. 236 ]. Жидкость
наносится на поверхность в подогретом виде при 80—90 °C или
холодная. Применяется она для обработки поверхностей, окра-
шенных акриловыми, перхлорвиниловыми, нитратцеллюлоз-
ными, эпоксидными, полиуретановыми и другими материалами.
Перед перекраской поверхность должна тщательно смываться
водой во избежание образования пузырей от оставшихся нелету-
чих компонентов.
Разработаны [56 ] также антиобледенительные покрытия для
металлической кровли. Прочность сцепления льда с этим покры-
тием примерно в 10 раз меньше, чем с масляным без антиобледени-
тельного слоя. Это значительно облегчает удаление льда, пред-
охраняет кровли от повреждений и протечек.
Для верхнего слоя антиобледенительного покрытия исполь-
зуется полиэтилгидросилоксан (гидрофобизирующая жидкость
136-41, ГОСТ 10834—76) с отвердителем у-аминопропилтриэто-
кеисиланом (продукт АГМ-9, ТУ 6-02-724—77). Он наносится
на эпоксидную шпатлевку, поливинилбутиральный грунт или на
старое масляное покрытие, имеющееся на кровле.
В результате натурных испытаний установлено, что при экс-
плуатации покрытия на кровле их антиобледенительные свойства
сохраняются в течение 2,5—3,5 лет.
244
Огнезащитные и негорючие покрытия
К огнезащитным покрытиям относятся покрытия, предохраня-
ющие защищаемую поверхность, главным образом дерева, от
воспламенения и способные противостоять загоранию древесины
при 650—700 °C в течение 15 мин [1, с. 274—275]. Применяемые
для этой цели краски должны обладать антисептическими свой-
ствами и при действии высоких температур не выделять вредных
для человеческого организма газов.
В качестве огнезащитных лакокрасочных материалов могут
быть применены эмали ХВ-5169 бежевая и серая (бывшие
Г1ХВО-4 и ПХВО-29).
Эмали ХВ-5169 (ТУ 6-10-745—75) бежевая и серая предста-
вляют собой суспензию пигментов в растворе поливинилхлорид-
ной хлорированной смолы с добавлением алкидной смолы и пла-
стификатора.
Эмали предназначаются для огнезащитной обработки наруж-
ных поверхностей деревянных конструкций. При этом следует
учесть, что грунтовка и шпатлевка, применяемые под эмаль
ХВ-5169, не должны повышать горючесть окрашенной ею древе-
сины. Эмали наносят на поверхность кистью или краскораспыли-
телем. В случае необходимости эмаль разбавляют растворителем
Р-4. Продолжительность высыхания эмали до степени 3 при
20 °C — не более 3 ч.
Для получения огнезащитных покрытий могут быть исполь-
зованы и обычные масляные и алкидные краски с добавлением
асбестовой пыли и буры. Примерная рецептура такой краски, %:
льняная олифа — 28, железный сурик — 23,5, асбестовая пыль —
29, бура — 0,5, сиккатив — 4, бензин — 15.
В качестве огнезащитных покрытий применяются также кра-
ски, изготовляемые непосредственно перед их нанесением и со-
стоящие из раствора жидкого стекла и минеральных наполните-
лей (мелкий песок, асбестовый порошок, каолин, кизельгур
и др.). Однако эти покрытия растрескиваются при высоких тем-
пературах и обнажают дерево.
Следует учесть, что огнезащитные покрытия необходимо об-
новлять через определенные промежутки времени.
К негорючим покрытиям относятся покрытия, препятству-
ющие распространению пламени по древесине и ее тлению. Краски,
применяемые для этой цели, при действии высоких температур
также не должны выделять токсичных для человеческого орга-
низма веществ. Негорючие покрытия можно наносить и на металл.
Из выпускаемых промышленностью негорючих лакокрасочных
материалов можно указать на краски ГФ-53 и ПФ-53 (бывшие
краски корабельные С-3, С-5).
Краски ГФ-53 и ПФ-53 негорючие (ТУ 6-10-1225—75) предста-
вляют собой суспензию пигментов и антипирена в глифталевом
или пентафгалевом лаке с добавлением растворителя.
245
chipmaker.ru
Краски предназначаются для защиты наружных и внутренних
металлических поверхностей кораблей.
Продолжительность высыхания покрытий при 20 °C до степени
1 — не более 8 ч, до степени 3 — не более 36 ч.
Промышленностью вырабатываются также эмали негорючие
ПФ-218 (ТУ 6-10-673—74). Они представляют собой суспензию
пигментов, наполнителей и антипирена в пентафталевом лаке.
Предназначаются эмали для окраски предварительно загрунто-
ванных металлических и деревянных поверхностей внутри судо-
вых помещений.
Эмали ПФ-218Г «слоновая кость» и светло-серая предназна-
чаются также для окраски наружных поверхностей приборов,
оборудования и механизмов, расположенных внутри судовых
помещений и нагревающихся в процессе эксплуатации не выше
100 °C.
Эмали выпускаются различных цветов. Наносятся они на
поверхность краскораспылителем или кистью. Разбавляются
эмали до рабочей вязкости уайт-спиритом.
Продолжительность высыхания при 20 ± 2 °C для всех эма-
лей — не более 6 ч до степени высыхания 1, не более 24 ч до сте-
пени высыхания 3, при 100—110 °C для эмалей ПФ-218Г — не
более 4 ч до степени высыхания 3.
КОМБИНИРОВАННЫЕ
МЕТАЛЛ ИЗАЦИОННО-ПОЛИМЕРНЫЕ ПОКРЫТИЯ
В последнее время все большее применение для защиты метал-
лических конструкций получают комбинированные металлиза-
ционно-полимерные покрытия [57 ], которые представляют собой
сочетание двух раздельно наносимых слоев: металлизационного
и полимерного.
Металлизация заключается в расплавлении металла, распыле-
нии его струей сжатого воздуха на мельчайшие частицы и нанесе-
нии на подготовленную поверхность изделия. В качестве источ-
ника теплоты обычно используются электрическая дуга, ацетилен-
кислородное или пропан-бутановое пламя, а в последнее
время — токи высокой частоты. Процесс плавления и распыления
происходит непрерывно с заданной скоростью. После металлиза-
ции наносится полимерный слой кистью, краскораспылителем,
газопламенным или другим способом.
Надежность и длительность защиты стали комбинированным
покрытием основаны на том, что первым слоем является металл,
имеющий отрицательный по отношению к стали электродный по-
тенциал — цинк, алюминий и их сплавы. Пористость и шерохо-
ватость металлизационного слоя способствуют лучшей адгезии
его к лакокрасочному покрытию.
Комбинированные металлизационно-полимерные покрытия
обладают следующими преимуществами по сравнению с раздельно
наносимыми лакокрасочными и металлизационными покрытиями:
246
увеличение долговечности покрытия, что позволяет а) в 2—
3 раза удлинить срок службы деталей и б) в 2—2,5 раза уменьшить
стоимость покрытия, отнесенную к реальному сроку службы;
сравнительная простота технологического процесса получе-
ния покрытия и применяемого при этом оборудования;
возможность получения покрытий любой заданной толщины
и на требуемые участки поверхности;
легкость механизации процесса нанесения на листовой и про-
фильный прокат, а также на однотипные изделия массового произ-
водства;
относительно небольшие размеры площади, необходимой для
организации цехов и участков,
Металлизационно-полимерные покрытия рекомендуется при-
менять преимущественно для защиты ответственных стальных
конструкций и аппаратов, когда обычные лакокрасочные покры-
тия не обеспечивают необходимой долговечности и требуют частого
возобновления.
Металлизация должна проводиться на хорошо подготовленной
поверхности, тщательно очищенной от жировых-и других загряз-
нений, а также обладающей шероховатостью для надежного
сцепления с металлизационным слоем В зависимости от толщины
металлизационного слоя шероховатость поверхности может со-
ставлять от 6 до 25 мкм. Лучшим способом придания поверхности
необходимой шероховатости является обработка ее металлическим
песком. Между операциями подготовки поверхности и металли-
зацией должен соблюдаться определенный интервал во времени,
который не должен превышать 6 ч при работе в закрытых поме-
щениях, 3 ч при работе на открытом воздухе в сухую погоду и
0,5 ч при работе в закрытых помещениях в сырую погоду.
После металлизации следует по возможности сразу нанести
первый слой лакокрасочного материала, который должен обладать
высокой смачивающей способностью и иметь достаточно жидкую
консистенцию, чтобы заполнить поры металлизационного покры-
тия. Для последующих слоев применяется лакокрасочный мате-
риал с обычной вязкостью.
Система комбинированных металлизационно-полимерных
покрытий, используемых для защиты от воздействия растворов
уксусной кислоты, приведена в разделе «Покрытия, эксплуати-
руемые в кислых средах и растворах солей».
Для нанесения металлизационных слоев применяются аппа-
раты (металлизаторы), которые по способу плавления металла
делятся на газопламенные и электродуговые [58 ].
Литература
1. Дринберг А. Д., Гуревич Е. С., Тихомиров А. В. Технология неметалличе-
ских покрытий. Л., Госхимиздат, 1957. 5ВВ с.
2. Лакокрасочные покрытия в машиностроении. Справочник/Под ред.
М. М. Гольдберга. М., Машиностроение, 1974. 576 с.
247
chipmaker.ru
3. Справочник по лакокрасочным покрытиям в машиностроении. М., Машино*
строение, 1964. 474 с.
4. Китаев А. Д., Караськов Г. И., Ширяева Г. В. — Лакокрасочные материалы
и их применение, 1972, № 6, с. 46— 18,
5. Энциклопедия полимеров. Т. 1. М., Советская энциклопедия, 1972. 1224 с.
6. Акимов Г. В. Основы учения о коррозии и защите металлов. М., Металлург-
издат, 1946. 464 с.
7. Инструкция по защите от коррозии стальных и железобетонных строитель-
ных конструкций лакокрасочными покрытиями. М., Стройиздат, '1974.
154 с.
8. Охрименко И. С. Термохимстойкие полимеры для защиты покрытий. Кон-
спект лекций. Ч. 1. Л., ЛТИ им Ленсовета, 1976. 40 с.
9. Елисаветский А. М., Пятакова Л. В., Миронова Г. А.— Лакокрасочные
материалы и их применение, 1977, № 5, с. 54—56.
10. Шапошник С. Ш., Чапурин В. И., Дюльгер Т. Б. и др. — Там же, 1975,
№ 4, с. 40—42.
11. Баранник В. П., Хорошева М. И., Мартынова Н. Г. — Там же, № 3, с. 55.
12. Утеудиев С. А., Итбаев К- Е. — Там же, 1976, № 4, с. 20.
13. Лакокрасочные покрытия/Под ред. 3. В. Четфилда. М., Химия, 1968.
640 с.
14. Смехов Ф. М. — Лакокрасочные материалы и их применение, 1973, № 6,
с. 37—40.
15. Розенфельд И. Л., Буръяненко В. И., Жигалова К. А. — Там же, 1974, № 3,
с. 30—31.
16. Охрименко И. С., Верхоланцев В. В. Химия и технология пленкообразу-
ющих веществ. Л., Химия, 1978. 392 с.
17. Ницберг Л. В., Бобина Л. А., Хенвен О. Ю. — В кн.: Зашита от коррозии
гидротехнических сооружений в речных водах. М., Энергия, 1968,
с. 182—195.
18. Кузнецов В. Н. — Лакокрасочные материалы и их применение, 1972, № 3,
с. 77.
19. Мучник П. И., Плишевой А. Н-, Семикино Н. И. и др. — Там же, 1974,
№ 6, с. 64.
20. Гшкман Л. А. — В кн.: Коррозионно-механическая прочность металлов.
М. —Л., Машгиз, 1955, с. 188.
21. Ш геомензон Ю. Б., Смирнова К. В., Баканова Л. И. и др — Лакокрасочные
материалы и их применение, 1975, № 5, с. 24.
22. Чесноков Б. С., Литвак М. Л., Гуревич Ю. М. и др. — В кн.: Защита от
коррозии гидротехнических сооружений в речных водах. М., Энергия,'1968,
с. 265—284.
23. Андрющенко Ф. К., Шагайденко В. И., Хаджай Т. А. — Лакокрасочные
материалы и их применение, 1974, № 1, с. 19—21.
24. Логуненков В. А., Ф оринская Л. Ф., Шавзис М. Л. — В кн.: Новые лако-
красочные материалы, не содержащие органических растворителей. Л.,
ЛДНТП, 1975, с. 77—79.
25. Тринкер Б. Д., Егоров Л. А. Коррозия и защита железобетонных промыш-
ленных труб. М., Стройиздат, 1969. 126 с.
26. Балалаев Г. А., Дерсшкевич Ю. В. Производство антикоррозионных работ.
М., Госстройиздат, 1962. 232 с.
27. Манцевич Р. П., Чернов А. В. — Лакокрасочные материалы и их приме-
нение, 1974, № 1, с. 61—63.
28. Самохина Т. М., Тринкер Б. Д., Якубович Д. С. и др. — Там же, 1972,
№ 1, с. 23—26.
29. Шилова Л. Б., Кочурина Л. П., Тapt ваковская А. М. и др. — Там же, 1977,
№ 1, с. 65.
30. Гаджиева Р. Г., Синицина 10. Е., Кеворкова Т. А. и др. — В кн.: Лако-
красочные покрытия со специальными свойствами. Л., ЛДНТП, 1973,
с. 41—50.
31. Синицина Ю. Е., Коваленко В. М. — Лакокрасочные материалы и их при-
менение, 1978, № 4, с. 34—35.
248
32. Сакован 3. М., Логуненков В. А., Туберозова Н. С., Инина Т. А. — В ки.’
Новые атмосферостойкие лакокрасочные материалы и покрытия Л., ЛДНТП,
1979, с. 48—52.
33. Иошпе М. Л., Пучкова М. И. — Лакокрасочные материалы и их примене-
ние, 1979, № 4, с. 22—24.
34. Синицина Ю. Е., Гусакова Д. Е. — Там же, 1980, № 4, с. 52—53.
35. Рожков Ю. П., Смирнова К. В., Шилина В. И. — Там же, 1979, № 2, с. 59.
36. Куликов В. С., Яковлев А. Д., Рожков Ю. П. — Там же, 1977, № 1, с. 85.
37. Англ. пат. 1152121, 1970; РЖ Водный транспорт, 1970, т. 22, с. 5С8.
38. Протасенко Л. В. — В кн.: Лакокрасочные покрытия со специальными
свойствами. Л., ЛДНТП, 1973, с. 23—27.
39. Щибря Н. Г., Патрикеева М. К., Назарова Т. И. — Лакокрасочные мате-
риалы и их применение, 1975, № 2, с. 43.
40. Ширяева Л. В., Дякин В. М., Лельчук Ш. Л. — Там же, № 4, с. 37.
41. Аграненко Н. П., Мильман 3. Л., Цыганова М. П. и др. — Там же, 1973,
№ 4, с. 17.
42. Щибря Н. Г., Корешкова Т. И., Соколова В. В. и др. — Лакокрасочные
материалы и их применение, 1980, № 5, с. 24—26.
43. Засимов В. М., Голубева М. Г., Чепурин А. Н.— Там же, 1981, № 1,
с. 24—25.
44. Токопроводящая шпатлевка и съемное токопроводящее покрытие. Ката-
логи ВДНХ СССР, 1974.
45. Щибря Н Г., Назарова Т. И., Соколова В. В. — Лакокрасочные материалы
и их применение, 1976, № 5, с. 82.
46. ШигоринаН. И , Егоров Б. Н., Шигорин В Г. — Там же, 1974,№ 1,с.36—38.
47. Сидякин Г. В. Опыт иаиесения и использования эпоксидных покрытий.
М., ГОСИНТИ, 1968.
48. Зубов П. И., Нестеренко А. А., Грозинская 3. П. — Там же, 1967, № 6,
с. 29—32.
49. Грозинская 3. П., Битгер А. А., Васильева Н. Г. и др. — Там же, 1974,
№ 1, с. 25—27.
50. Кириллов Г. Я., Чеботаревский В. В., Владимирский В. Н., Сулеймано-
ва М. X. — Там же, 1979, № 3, с. 34—35.
51. Денкер И. И., Гольдберг М. М. Защита изделий из алюминия и его спла-
вов лакокрасочными покрытиями. М., Химия, 1975. 176 с.
52. Кронер С. 3., Лиморенко К. Я-, Троян Л. А. и др. — Лакокрасочные ма-
териалы и их применение, 1969, № 5, с. 40—43.
53. Лакокрасочные материалы и их применение, 1976, № 6, с. 57.
54. Органосиликатные материалы, их свойства и области применения. Л.,
ЛДНТП, 1972. 36 с.
55. Чеботаревский В. В., Кондрашов Э. К. Технология лакокрасочных покры-
тий в машиностроении. М., Машиностроение, 1978. 296 с.
56. Шуб Б. М., Глебовский Д. Н. — Лакокрасочные материалы и их приме-
нение, 1981, № 1, с. 55—56.
57. Махун О. А., Малютин Г. Г., Петкевич М. М. и др. — В ки.: Защита
строительных конструкций, оборудования, трубопроводов химических пред-
приятий от коррозии. Минск, Полымя, 1975, с. 146—149.
58. Руководство по защите строительных металлоконструкций, работающих
в агрессивных средах и различных климатических условиях. М., Строй-
издат, 1974. 208 с.
Chipmaker.ru
chipmaker.ru
Глава шестая
ОРГАНИЗАЦИЯ РАБОТ ПО ОКРАСКЕ ОБОРУДОВАНИЯ
И КОНТРОЛЬ ЗА КАЧЕСТВОМ ЛАКОКРАСОЧНЫХ
ПОКРЫТИЙ
Окраска стационарного оборудования, аппаратуры и металло-
конструкций осуществляется в производственных цехах на месте
их установки. Окраску легко демонтируемой аппаратуры, в осо-
бенности средних и мелких габаритов, а также новой аппаратуры
и оборудования обычно проводят в специальных окрасочных
цехах. Это дает возможность получать высококачественные по-
крытия и применять сушильные устройства.
ОКРАСКА ОБОРУДОВАНИЯ В ПРОИЗВОДСТВЕННЫХ ЦЕХАХ
Перед началом окраски стационарного оборудования, аппара-
туры и металлоконструкций в производственных цехах необхо-
димо подготовить:
1) рабочее место — трубчатые леса, настилы, подмостки, пере-
движные площадки;
2) оборудование — пескоструйные аппараты, установки для
безвоздушного распыления или передвижные компрессоры, необ-
ходимый инструмент;
3) лакокрасочные материалы.
Кроме того, следует принять все необходимые меры по технике
безопасности, охране труда и противопожарной защите.
Выбор метода окраски зависит от конкретных условий, в кото-
рых эксплуатируется оборудование. Так, при окраске наружных
частей аппаратов, имеющих большие поверхности, подлежащие
защите, применяют пневматическое или безвоздушное распыление.
При этом необходима хорошая приточно-вытяжная вентиляция.
Внутри закрытых емкостей, где невозможно применение пневма-
тического способа окраски, используется метод безвоздушного
распыления или проводится окраска кистью.
Все работы по окраске наружных и внутренних поверхностей
аппаратуры должны проводиться при постоянно включенной
вытяжной вентиляции. При выполнении работ внутри емкости,
например при окраске катионитовых и анионитовых фильтров
в цехах химической водоочистки, воздуховоды вентиляции под-
ключаются к верхнему люку фильтра и выводятся за пределы
цеха. К нижнему люку подключать вентиляцию воспрещается,
так как он служит входом в емкость.
При проведении работ по очистке и окраске оборудования осо-
бое внимание должно быть уделено строгому соблюдению всех
правил техники безопасности.
2J0
ОКРАСКА ОБОРУДОВАНИЯ В ОКРАСОЧНОМ ЦЕХЕ
Окрасочный цех оборудуется компрессорной установкой, пе-
скоструйным аппаратом, распылительной и сушильной камерами
и краскораспылительной аппаратурой.
Питание сжатым воздухом может осуществляться от заводской
сети или от стационарной компрессорной установки, состоящей
из компрессоров, воздушных резервуаров и воздухопровода.
Поскольку сжатый воздух, используемый для окраски, содержит
влагу, минеральные масла и другие вещества, его следует очищать
от этих примесей. Для этой цели применяют масловодоотделителч,
техническая характеристика которых приведена в гл. 4. Воздух
для окрасочных работ должен отвечать требованиям
ГОС! 9.010—73. Для очистки поверхности могут быть применены
пескоструйные аппараты различной конструкции и механизиро-
ванный инструмент. Окраска и сушка аппаратуры проводятся
в распылительной и сушильной камерах, оборудованных венти-
ляционным агрегатом. Выбор камер зависит от габаритов окраши-
ваемой аппаратуры.
КРАСКОЗАГОТОВИТЕЛЬНОЕ ОТДЕЛЕНИЕ
Краскозаготовительное отделение предназначено для при-
готовления лакокрасочных материалов рабочей консистенции
и необходимого цвета, а также подачи их к местам потребления [1,
с. 262 ]. Оно располагается обычно в одном здании с окрасочным
цехом в отдельном помещении с несгораемыми ограждающими
конструкциями, обязательно у наружной стены здания с окон-
ными проемами. Полы помещения должны быть масло- и бензо-
стойки и выполнены из несгораемых материалов, допускающих
легкую очистку и не дающих искр при ударе [2, с. 550].
В состав краскозаготовительного отделения входит участок
приготовления грунтовок, эмалей и лаков, склад текущего запаса
лакокрасочных материалов, участок мойки тары и цеховая лабо-
ратория. Во всех этих помещениях нужно поддерживать постоян-
ную температуру (не ниже 15 °C) и обеспечивать при помощи
приточно-вытяжной вентиляции 10—15-кратный воздухообмен.
Помещение краскозаготовительного отделения должно отвечать
требованиям, предусмотренным «Правилами и нормами техники
безопасности, пожарной безопасности и производственной санита-
рии для окрасочных цехов» (М., «Машиностроение», 1977).
Подготовка лакокрасочных материалов к работе осущест-
вляется путем смешения многокомпонентных систем с введением
требуемых отвердителей, разбавления их соответствующими рас-
творителями и разбавителями, перемешивания, фильтрования
и определения рабочей вязкости. Следует иметь в виду, что каж-
дый лакокрасочный материал должен иметь паспорт завода-
изготовителя, анализ или заключение лаборатории об их пригод-
251
chipmaker.ru
ности и соответствии ГОСТам или ТУ. При отсутствии этих дан-
ных применять лакокрасочные материалы не разрешается.
Текущий запас лакокрасочных материалов в количестве не
более трехсуточной потребности рабочих составов следует раз-
мещать в кладовой при краскозаготовительном отделении. При
расходе лакокрасочного материала в количестве до 300 кг в сутки
разрешается хранить его в краскозаготовительном отделении
в мелкой таре бе? устройства отдельной кладовой.
В краскозаготовительном отделении запрещается проводить
какие-либо работы, кроме приготовления лакокрасочных мате-
риалов. При перемешивании или переливании лаков, красок и
растворителей рабочие должны пользоваться защитными очками
во избежание попадания в глаза брызг материала.
Отходы лакокрасочных материалов запрещается сливать в ка-
нализацию. Их следует собирать в специальную закрытую емкость
и удалять из помещений цеха в специально отведенное место.
В условиях единичного производства и при небольших рас-
ходах лакокрасочные материалы (10—15 кг/ч) подаются к рабочим
местам в закрытых бачках. Это сопряжено с потерями материалов
и необходимостью, ввиду повышенной пожароопасности, в допол-
нительных противопожарных мероприятиях. При больших рас-
ходах лакокрасочных материалов (свыше 200 кг материала одного
наименования в смену) они подаются к местам потребления по
кольцевой трассе трубопровода с непрерывной циркуляцией
материала. Это позволяет снизить потери лакокрасочных мате-
риалов, повысить производительность труда и улучшить условия
работы.
Краскозаготовительное отделение должно быть оборудовано
краскосмесительными баками с мешалками, баками-мерниками
для растворителей с показаниями уровня жидкости, фильтрами
и насосами для перекачивания лакокрасочных материалов, уста-
новками или переносньши пневматическими мешалками для пере-
мешивания лакокрасочных материалов, находящихся в бочках,
резервуарах, флягах и др.
Лакокрасочный материал загружается в краскосмесительный
бак насосом либо с помощью пневмоподъемника или других
подъемно-транспортных средств.
В краскосмесительных баках лакокрасочный материал должен
быть тщательно перемешан и при достижении требуемой вязкости,
определяемой при помощи вискозиметра, перелит в закрытые
бачки или перекачан насосом в краскораздаточный бак. При цен-
трализованной подаче лакокрасочный материал насосом под из-
быточным давлением по трубам подается к местам потребления.
По окончании работ трубопровод промывают растворителем и
продувают углекислым газом.
Контроль качества лакокрасочных материалов и покрытий
осуществляется лабораторией, которая должна быть оборудована
лабораторными столами, вытяжным шкафом, весами и кон-
252
Основное и лабораторное оборудование краскозаготовительного отделения
СО
ео
я
253
chipmaker.ru
трольно-измерительными приборами. Перечень основного и лабо-
раторного оборудования краскозаготовительного отделения при-
веден в табл. 32.
Приготовление лакокрасочных материалов должно осуще-
ствляться при строгом соблюдении всех мер по охране труда,
технике и пожарной безопасности.
Особые меры предосторожности следует предусматривать в слу-
чае приготовления эпоксидных лакокрасочных материалов, в ко-
торые перед применением вводят отвердители, обладающие вы-
сокой токсичностью. В процессе приготовления полиуретановых
лакокрасочных материалов необходимо учесть, что вводимые в него
диэтиленгликольуретан (ДГУ) и особенно продукт 102Т также
являются токсичными веществами. Поэтому при работе с ними
должны строго соблюдаться правила техники безопасности и
охраны труда.
Следует также иметь в виду, что приготовление красок с алю-
миниевой пудрой должно производиться непосредственно перед
ее применением. При хранении красок более 5 ч пудра не всплы-
вает на поверхность, что ведет к ухудшению защитных и декора-
тивных свойств покрытия. Алюминиевую пудру надо хранить
в сухом месте помещения в связи с тем, что при повышенной
влажности возможно самовоспламенение.
Промасленные и пропитанные лакокрасочными материалами
ветошь и тряпки следует хранить в специальных металлических
ящиках с плотно закрывающимися крышками и ежедневно вы-
носить.
Краскозаготовительное отделение должно быть оборудовано
внутренними пожарными кранами и обеспечено необходимым
противопожарным инвентарем: пенными огнетушителями, ящи-
ками с песком, кошмами, лопатами и др.
КОНТРОЛЬ КАЧЕСТВА ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
К наиболее важным показателям качества лакокрасочных
материалов и покрытий относятся вязкость, адгезия, ударная
прочность, твердость и эластичность пленки. Вязкость опреде-
ляется вискозиметром ВЗ-4 (ГОСТ 8420—74), адгезия — методом
отслаивания (количественный метод), а также путем
решетчатых и параллельных надрезов — качественный метод
ГОСТ 15140—78), ударная прочность — по прибору У-1а
(ГОСТ 4765—73), твердость — по маятниковому прибору МЭ-3
(ГОСТ 5233—67), эластичность пленки при изгибе — по шкале
гибкости ШГ-1 (ГОСТ 6806—73). Кроме того, в случае необходи-
мости проверяется стойкость лакокрасочных покрытий к различ-
ным реагентам 13]. Лаборатория, которая проводит приемочные
и контрольные испытания лакокрасочных материалов и проверку
их эксплуатационной стойкости, должна быть снабжена соот-
ветствующими контрольно-измерительными приборами.
254
Одним из важных показателей является продолжительность
высыхания (ГОСТ 19007—73). Различают [2, с. 489—514] три ста-
дии высыхания лакокрасочного покрытия: высыхание «от пыли» —
момент, когда на окрашенной поверхности образуется тончайшая
поверхностная пленка; практическое высыхание, когда пленка
утрачивает липкость и изделие с лакокрасочным покрытием может
подвергаться дальнейшим операциям, и полное высыхание. Пос-
ледняя стадия характеризует окончание процесса формирования
пленки на поверхности. Время практического высыхания опре-
деляют с помошью груза массой 200 г или прибора ВИ-4. Пока-
зателем высыхания служит отсутствие прилипших волокон ваты
к лакокрасочному покрытию после наложения на него груза.
Время полного высыхания может быть определено по стабильному
показателю твердости пленки с помощью маятникового прибора.
При окраске важное значение имеет определение толщины
покрытий. Для этой цели применяют микрометры КИ-025, маг-
нитные измерители толщин ИТП-1, выпускаемые в ЧССР приборы
типа 636 (от 10 до 1000 мкм) и 637 (от 1 до 100 мкм), приборы
ТПН-1У, ГЛКП, МТ-10Н, МТ-20Н, МЧП-10 и др.
Большое распространение получили магнитные измерители
толщин ИТП-1, при помощи которых можно измерить толщину
пленки без нарушения ее целостности. Действие этого прибора
основано на изменении силы притяжения магнита к ферромагнит-
ной подложке в зависимости от толщины немагнитной пленки.
Сила притяжения измеряется удлинением пружины на передвиж-
ной шкале. Зависимость силы притяжения магнита от толщины
пленки указана в номограмме, предназначенной для перевода
показаний шкалы измерителя в микрометры. Диапазон измерений
10—500 мкм.
Толщину пленки можно определить и по расходу лакокрасоч-
ного материала (МРТУ 6-10-699—67, МИ-1). Этот способ при-
меняется в тех случаях, когда невозможно измерить толщину
пленки другими методами. Для определения толщины сырого слоя
лакокрасочного материала, нанесенного на поверхность, можно
использовать прибор ИТСП-1.
Для получения надежного противокоррозионного покрытия
необходимо следить за тем, чтобы поступающие материалы соот-
ветствовали техническим требованиям Это проверяется лабо-
раторией и регламентируется техническими условиями и ГОСТами
на лакокрасочные материалы.
Контроль за качеством покрытий осуществляется путем по-
операционной проверки техноло!ического процесса окраски,
а также с помощью контрольно-измерительных приборов. Поопе-
рационный контроль должен начинаться с проверки качества
подготовки поверхности; затем проверяют» я все последующие
стадии процессов окраски и сушки. Особенно важно проводить
контроль в случае получения многослойных покрытий, например
при использовании химически стойких перхлорвиниловых мате-
255
chipmaker.ru
риалов. В этом случае контроль осуществляется путем подцветки
этих материалов другими перхлорвиниловыми красками (в коли-
честве 5—7 %).
Для определения сплошности покрытий применяются высоко-
частотные дефектоскопы ЭД-4 и ЭД-5.
НПО «Лакокраспокрытие» разработан [4] дефектоскоп элек-
троискровой индикаторный ИД-2. Он предназначен для контроля
сплошности различных атмосфере- и химически стойких токо-
непроводящих лакокрасочных покрытий на наружных и внутрен-
них поверхностях металлоконструкций в полевых и производ-
ственных условиях, а также на поверхностях образцов при лабо-
раторных испытаниях. При этом подложки образцов должны быть
токопроводящими. Дефектоскоп можно использовать для кон-
троля сплошности покрытий толщиной от 60 до 600 мкм. Он обес-
печивает стабильность выходных параметров при работе в интер-
вале температур от —30 до +50 °C и относительной влажности
от 30 до 80 %. Масса комплекта дефектоскопа не более 10 кг,
средняя потребляемая мощность не более 0,6 Вт.
Применяется также дефектоскоп электроконтактный типа
ДКД-1. Он предназначен для контроля сплошности лакокрасоч-
ных покрытий толщиной до 500 мкм на металлической основе.
Наличие дефекта в покрытии определяется по звуковому сигналу
и визуально по стрелочному прибору-индикатору. В основу прин-
ципа работы прибора положен электроконтактный метод, сущ-
ность которого заключается в измерении электрического сопро-
тивления испытуемого участка поверхности, т. е. сопротивления
между рабочей поверхностью щеткодержателя и металлической
основой изделия. Прибор ЛКД-1 состоит из измерительного блока,
зарядного и соединительного устройств. Питание измерительного
блока осуществляется от двух аккумуляторных батарей типа
7Д-01, питание зарядного устройства — от сети переменного тона
напряжением 220 В ± 10 % и частотой 50 Гц. Габариты при-
бора, мм:
Измерительный блок 360X 260X 90
Зарядное устройство 105X44X34
Соединительное устройство 95X115X60
Масса комплекта дефектоскопа 6 кг.
ПРОФИЛАКТИЧЕСКИЙ УХОД ЗА ЛАКОКРАСОЧНЫМ ПОКРЫТИЕМ
Срок службы противокоррозионного покрытия может быть
значительно удлинен, если организовать профилактический уход
за окрашенной поверхностью оборудования в процессе его экс-
плуатации [5]. Уход за покрытием заключается в периодической
промывке поверхности 3—5 %-ным раствором мыла в теплой воде
(35—50 °C). Для приготовления мыльного раствора используют
твердое хозяйственное или мазеобразное (зеленое) мыло. Время
256
воздействия раствора на окрашенную поверхность не должно
превышать 15 мин. Промывку проводят ветошью, смоченной
в мыльном растворе, после чего протирают поверхность фланелью,
смачивая ее чистой водой, а затем сухой фланелью.
Если оборудование случайно облили кислотой, следует тща-
тельно смыть ее водой с помощью волисяной кисти, а затем про-
тереть поверхность чистой мягкой ветошью. Если оборудование
подвергается постоянному и длительному воздействию кислых
агрессивных сред, следует нейтрализовать поверхность 10 %-ным
раствором соды, затем тщательно промыть ее теплой водой и на-
сухо протереть. При воздействии щелочи поверхность покрытия
следует тщательно промыть теплой водой и насухо протереть.
Не рекомендуется соскабливать или снимать высохшую грязь
и пыль сухой ветошью. Нельзя также протирать поверхность
мелом или применять при очистке соду (за исключением случаев
нейтрализации) и растворители.
Одновременно с промывкой проводится тщательный осмотр
покрытий; обнаруженные дефекты должны быть устранены. Испра-
вляют дефекты по схеме принятого технологического процесса
окраски.
Для профилактического ухода за лакокрасочным покрытием
автомобиля наряду с регулярной мойкой должно производиться
его полирование. Под полированием следует понимать процесс
поверхностной обработки и сглаживания мельчайших неровностей
на пленке с целью придания зеркального блеска покрытию. После
такой обработки поверхность максимально отражает лучи сз ла
в одном направлении, в результате чего создается эффект блеска
покрытия, значительно улучшается его внешний декоративный
вид.
Для полирования применяются соответствующие полирующие
средства, выпускаемые отечественной промышленностью [6].
В зависимости от состояния лакокрасочные покрытия под-
разделяются на новые, обветренные и старые.
Для обработки новых лакокрасочных покрытий могут быть
применены: автовоск AV-70 (РСТ ЭССР 333—76); автополироль
для новых покрытий (ТУ 6-15-917—77); автополироль консерви-
рующий для новых покрытий (ТУ 6-15-737—76); автополироль-1
консервирующий для новых покрытий (ТУ 6-15-07-39—77).
Эти полирующие средства (полироли) разработаны на основе
восков, водоотталкивающих веществ, -эмульгаторов, растворите-
лей и воды.
При постоянной эксплуатации или безгаражном хранении
автомобиля рекомендуется применять полироль для новых по-
крытий один раз за 1 или 1,5 мес, а консервирующие полироли —
один раз в 2 мес. Расход 7—10 г/м*.
Для обработки обветренных лакокрасочных покрытий могут
быть применены: автополироль для обветренных покрытий ОПС
(ТУ 6-15-630—76) — применяют один раз в 3 мес; автополироль
9 РеИбмаи А. И. 257
chipmaker.ru
консервирующий для обветренных покрытий (ТУ 6-15-1055—77) —
применяют ? раза в год.
Расход 7—10 г/м®.
К обветренным относятся покрытия, потерявшие 40 % блеска.
Потеря блеска обусловлена старением покрытия и наступает
после 2—3 лет эксплуатации и хранения автомобиля. На таком
покрытии образуются продукты окисленного и частично разру-
шенного поверхностного слоя, появляются микротрещины. По-
этому в состав полиролей для обветренных покрытий наряду с ком-
понентами, способствующими образованию защитной водооттал-
кивающей пленки, входят такие мягкие абразивы, как каолин,
тальк и другие, способствующие удалению частично разрушен-
ного поверхностного слоя лакокрасочного покрытия и устранению
микронеровностей.
Лакокрасочное покрытие теряет блеск обычно вследствие
неудовлетворительного ухода за ним в течение нескольких лет.
Для предотвращения этого необходим регулярный уход за по-
крытием.
Для обработки и восстановления старого, потерявшего блеск
лакокрасочного покрытия может быть применен автополироль
для старых покрытий (ТУ 6-15-916—77). Он предназначен в основ-
ном для удаления деструктивного микрослоя покрытия, продуктов
меления, белесоватости, пятнистости. Этим полиролем следует
обрабатывать поверхность 2 раза в год. Для придания покрытию
большей твердости, лучшего блеска и дальнейшего его сохранения
следует дополнительно обработать его полиролем для новых по-
крытий, предпочтительнее консервирующим. Этим же полиролем
и в дальнейшем периодически обрабатывают поверхность.
В случае необходимости чистки и обновления блеска лако-
красочного покрытия автомобиля и других металлических поверх-
ностей изделий, окрашенных нитроэмалевыми и синтетическими
материалами, и предохранения его от атмосферных воздействий
и пыленакопления рекомендуется применять автополироль в аэро-
зольной упаковке (ТУ 6-15-714—72). Он представляет собой смесь
восков, воскоподобных продуктов, органических растворителей,
минерального масла и силиконовой жидкости с пропеллентом.
Расход 320 г на один автомобиль.
Поверхность полируют небольшими участками во избежание
высыхания полироля. Не рекомендуется полировать при прямом
попадании солнечных лучей на полируемую поверхность и при
температуре воздуха ниже 0 °C.
Литература
1. Альбом оборудования окрасочных цехов. 2-е изд./Борисенко С. И., Maii-
зель Б. И., Окунь Б. Ц. и др. М., Химия, 1975. 320 с.
2. Лакокрасочные покрытия в машиностроении. Справочник/Под ред.
М. М. Гольдберга. М., Машиностроение, 1974. 576 с.
258
3. Якубович С. В. Испытание лакокрасочных материалов и покрытий М., Гос-
химиздат, 1952. 480 с.
4. Аппаратура и приборы для нанесения, испытания и контроля лакокрасоч-
ных материалов и покрытий, намечаемых к выпуску. Каталог НИИТЭХИМ,
1975.
5. Майская А. П., Григорович М. В., Никифорова Е. Д. Уход за лакокрасоч-
ным покрытием легкового автомобиля. М., Автотрансиздат, 1962. 76 с.
6. Дауиотас А. М., Жуйкова Г. Д., Воверене О. И. Химические средства в по-
мощь автомобилистам. М., Транспорт, 1980. 80 с.
Глава седьмая
ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ
МЕРОПРИЯТИЯ
При окраске оборудования в химических и других производ-
ствах следует строго соблюдать все установленные правила тех-
ники безопасности, охраны труда и противопожарной защиты.
Эта необходимость диктуется не только вредными условиями,
характерными для конкретного производства, но и особенностями
самих лакокрасочных материалов. Поэтому, перед тем как начать
окраску, работающие должны ознакомиться с теми правилами
техники безопасности и противопожарной защиты, которые свя-
заны с работой оборудования, аппаратуры, агрегата, со специфи-
ческими условиями работы данного производства, а также со всеми
правилами и инструкциями по работе с применяемыми лакокра-
сочными материалами.
Лакокрасочные материалы, в особенности перхлорвиниловые,
поливинилбутиральные и другие, содержащие значительные коли-
чества органических растворителей, огнеопасны. Пары раствори-
телей, входящих в состав этих материалов, смешиваясь с возду-
хом в определенных концентрациях, могут образовывать взрывча-
тые смеси. Кроме того, растворители вредно действуют на орга-
низм человека при вдыхании их паров или непосредственном
соприкосновении с кожным покровом.
Ниже приведены предельно допустимые концентрации (в мг/м3)
паров растворителей, красочной пыли и некоторых других ком-
понентов в воздухе рабочей зоны при распылении лакокрасочных
материалов:
Амилацетат 100 Скипидар 300
Ацетон 200 Сольвент-нафта 100
Бензин 300 Спирт бутиловый 200
Бензол 5* Спирт пропиловый 200
Бутилацетат 200 Спирт этиловый 1000
Дихлорэтан 10* Толуол 50
Ксилол 50 Трихлорэтилен 10
Лигроин 300 Уайт-спирит 300
Метнлацетат 100 Фенол 5
Окись цинка 5 Формальдегид 1
Свинец 0,01 Этнлацетат 200
* Опасны при поступлении через кожу.
9*
259
chipmaker.ru
Лакокрасочные материалы должны иметь паспорта и соответ-
ствовать установленным на них ГОСТам, ТУ или ВТУ. Поскольку
бензол и пиробензол являются особо вредными веществами,
применять их в качестве растворителей запрещается. Не разре-
шается также производить окраску вручную лакокрасочными
материалами, в состав которых входят хлорированные углеводо-
роды и метиловый спирт. Не допускается окраска методом пневма-
тического распыления лакокрасочными материалами, содержа-
щими свинец и его соединения, так как содержание в воздухе
красочной пыли при пневматическом распылении превышает
предельно допустимые концентрации в 12 раз и более. При этом
содержание свинца превышает предельно допустимые концентра-
ции в десятки и сотни раз [1, с. 95].
При проведении работ с эпоксидными и полиуретановыми лако-
красочными материалами необходимо соблюдать установленные
для них меры предосторожности. Окраску этими материалами
методом пневматического распыления следует проводить только
при наличии эффективной вентиляции, при этом все работающие
должны быть снабжены необходимыми защитными средствами.
При окраске эпоксидными материалами следует по возмож-
ности заменять гексаметилендиамин другими отвердителями.
Работая с полиуретановыми лакокрасочными материалами, сле-
дует также заменять продукт 102Т менее токсичным уретаном
дгу.
Подготовка поверхности под окраску (обезжиривание, шлифо-
вание) и окрасочные работы, в особенности пневматическое рас-
пыление, должны проводиться таким образом, чтобы не допускать
концентрации в воздухе вредных веществ выше пределов, регла-
ментированных «Санитарными нормами проектирования про-
мышленных предприятий» (СН 245—71). Поэтому все рабочие
места должны быть оборудованы местной вытяжной вентиляцией
принудительного характера, а в рабочих помещениях должен
осуществляться интенсивный обмен воздуха и систематический
лабораторный контроль последнего 12, с. 123—128].
Окраску изделий методом пневматического распыления необ-
ходимо проводить в окрасочных камерах. При этом в одной окра-
сочной камере запрещается работать одновременно с нитрат-
целлюлозиыми, масляными и другими лакокрасочными матери-
алами. При распылении алкидных или подобных им лакокрасоч-
ных материалов следует периодически тщательно очищать стены
камеры и вентиляционную систему от накапливающейся губчатой
массы краски. При пневматическом распылении эпоксидных
и полиуретановых лакокрасочных материалов в окрасочной камере
необходимо пользоваться очками и респиратором (или маской)
для защиты органов дыхания и глаз.
Рабочее место должно быть оборудовано таким образом, чтобы
струя лакокрасочного материала была направлена в сторону
отверстия гидрофильтра окрасочной камеры. Объем отсасываемого
260
Таблица 33
Расчетные скорости всасывания воздуха
в открытых проемах окрасочных установок
Метод окраски
Лакокрасочные материалы
Средняя
расчетная
скорость
воздуха,
М/С
Кистью, окунанием, об-
ливанием, валиками
и др.
Пневматическое распыле-
ние
Безвоздушное распыле-
ние
Электростатическое рас-
пыление
Содержащие ароматические углево- 1,0
дороды Не содержащие ароматических угле- 0,5
водородов Содержащие диизоцианаты, эпоксид- 1,7
ные смолы или полнакрилаты Содержащие ароматические углево- 1,3
дороды Не содержащие ароматических угле- 1,0
водородов или эпоксидных соеди- нений
Содержащие ароматические углево- 0,7
дороды или свинцовые соединения Не содержащие ароматических угле- 0,6
водородов или свинцовых соеди- нений
Содержащие ароматические углево- 0,5
дороды нлн свинцовые соединения Не содержащие ароматических угле- 0,4
водородов нлн свинцовых соеди-
нений
Chipmaker.ru
из окрасочных камер воздуха можно определить по скоростям
воздуха в рабочих проемах (табл. 33) (3, с. 555].
Окрасочные камеры должны очищаться от осевшей краски по
мере ее накопления, но не реже одного раза в неделю после скон-
чания смены при работающей вентиляции.
Для удобства и облегчения очистки от скопившейся краски
внутренние стенки окрасочных камер следует покрывать тавотом
или подобными ему веществами, очищая их вместе со слоем на-
липшей краски.
Окраска крупногабаритных изделий методом пневматического
распыления проводится на участках, оборудованных вытяжной
вентиляцией через решетки в полу. При этом объем отсасываемого
воздуха может быть принят из расчета 2000—2500 м3/ч на 1 ма
площади решетки.
261
r.ru
Окраска вручную внутренних поверхностей таких крупно-
габаритных изделий, как цистерны, колонны, вагоны и другие,
должна осуществляться при соблюдении необходимых мер пред-
осторожности. При этом должно быть предусмотрено не менее
двух проемов (люков), располагаемых с противоположных сторон
(один — для вытяжки, другой — для подсоса свежего воздуха).
Объем вентиляционного воздуха рассчитывают, исходя из раз-
бавления паров растворителей в среднем до предельно допустимой
концентрации, однако скорость подсасываемого воздуха в проеме
не должна превышать 5—7 м/с. Окраску следует начинать с проема
для вытяжки воздуха. При выполнении работ рабочий должен
пользоваться средствами индивидуальной защиты с подачей воз-
духа под маску. Для этой цели могут быть применены респираторы
РМП-62, ДПА-5, АСМ, ПШ-1 и РУ-60.
При окраске наружной поверхности крупногабаритных изде-
лий (химической аппаратуры типа цистерн, колонн и др.) необ-
ходимо устраивать вытяжную вентиляцию на ограниченном уча-
стке изделия, который окрашивается в данный момент. В случае
необходимости при окрашивании перемещают изделие относи-
тельно вентиляционной установки или вентиляционную установку
относительно изделия.
Объем отсасываемого воздуха должен быть рассчитан, исходя
из условия обеспечения на рабочем месте скорости воздуха, уда-
ляемого вниз или в сторону, не менее 1 м/с.
Ванны для окрашивания изделий окунанием объемом более
0,5 м8 должны иметь специальное укрытие, оборудованное вытяж-
ной вентиляцией. При этом скорость всасывания воздуха в откры-
тые проемы установки принимается в соответствии с табл. 33.
Объем удаляемого воздуха должен быть достаточен для раз-
бавления выделяющихся паров растворителей до концентрации,
не превышающей 20 % нижнего предела взрываемости.
Для аварийного слива лакокрасочного материала, находяще-
гося в ванне окунания объемом свыше 1,0 м8, устанавливают
подземный резервуар на расстоянии не менее 1,0 м от глухой
стены здания и не менее 5 м при наличии в стене проемов. Диаметр
сливной трубы и уклон ее в сторону резервуара должен быть та-
ким, чтобы слив всего лакокрасочного материала из ванны проис-
ходил за 3—5 мин.
При выполнении окрасочных работ методом пневматического
распыления широко применяются красконагнетательные баки,
масловодоотделители и другая аппаратура, работающая под да-
влением выше 0,17 МПа (1,7 кгс/см2). Эта аппаратура должна
быть обеспечена редукторами, манометрами, предохранительными
клапанами, должны строго выполняться «Правила устройства
и безопасности эксплуатации сосудов, работающих под давле-
нием». Манометры должны быть проверены и опломбированы,
а предохранительные клапаны — отрегулированы на предельно
допустимое давление.
262
При окраске изделий методом безвоздушного распыления
необходимо строго соблюдать установленные правила и инструк-
ции по работе с установками. Как и для пневматического распыле-
ния, должна быть предусмотрена эффективная вентиляция окра-
сочных камер. При этом объем отсасываемого воздуха в открытых
проемах камер с боковым отсосом необходимо принимать по ско-
ростям всасывания воздуха в камеру (см. табл. 33).
Работа на установках безвоздушного распыления должна
проводиться специально обученными рабочими, снабженными
спецодеждой и индивидуальными средствами защиты. При окраске
внутренних поверхностей вагонов, автобусов и других подобных
объектов необходимо пользоваться фильтрующими или изолиру-
ющими респираторами.
При окраске изделий в электрическом поле особые меры пред-
осторожности должны быть предусмотрены в связи с применением
электрического тока высокого напряжения. Безопасным можно
считать ток силой до 0,05 А [4, с. 132]. Ток силой от 0,05 до
0,1 А опасен, а выше 0,1 А — бМёртёлен. ПоэГбИу при SrtchJfy-"1
атации стационарных электроокрасочных установок высоковольт-
но-выпрямительное устройство и все оборудование, находящееся
под высоким напряжением, должны быть ограждены. Стенки ка-
меры необходимо заземлить. При этом наименьшее допустимое
расстояние от токоведущих частей напряжением свыше 35 кВ
до заземленных частей должно быть не меньше 1 м 13, с. 557 ].
Объем отсасываемого воздуха из электроокрасочной камеры опре-
деляется таким образом, чтобы средняя скорость воздуха в откры-
том проеме составляла 0,5 м/с.
Двери для входа в камеру и к высоковольтно-выпрямитель-
ному устройству должны быть сблокированы так, чтобы при
открывании дверей отключалось высокое напряжение и снимался
остаточный заряд. Для снятия остаточного заряда стационарные
электроокрасочные установки должны быть оборудованы автома-
тическими разрядниками.
Система краскораспыления лакокрасочного материала должна
быть сблокирована с подачей высокого напряжения и с вентиля-
цией. Если вентиляция выключается и нет высокого напряжения,
подача лакокрасочного материала на распыление прекращается.
Это предотвращает возможность образования взрывоопасных кон-
центраций паров растворителей в воздухе.
При выполнении работ должны строго соблюдаться «Правила
технической эксплуатации электроустановок потребителей и пра-
вила техники безопасности при эксплуатации электроустановок
потребителей», разработанные Министерством энергетики и элек-
трофикации СССР и Государственной Инспекцией по энергети-
ческому надзору (издание 1975 г.). Кроме того, следует строго
соблюдать также разработанные применительно к каждой дей-
ствующей установке инструкции по эксплуатации, технике без-
опасности и противопожарным мероприятиям. К работе на
263
chipmaker.ru
электроокрасочных установках допускаются лица, аттестован-
ные комиссией и имеющие необходимую квалификационную
группу.
Камера электроокраски должна быть оборудована средствами
ручного и автоматического пожаротушения. Для тушения горю-
чих и легковоспламеняющихся жидкостей пеной применяется
один из наиболее широко используемых аппаратов — ручной
химический огнетушитель типа ОП-5. В качестве средств ручного
пожаротушения в электроустановках применяют углекислотные
огнетушители марок ОУ-2, ОУ-5, ОУ-8 с баллонами жидкой дву-
окиси углерода 15, с. 119]. Для тушения начинающихся пожаров
в электроустановках и при воспламенении горючих жидкостей
пользуются огнетушителями углекислотно-бромэтиловыми типа
ОУБ-3 и ОУБ-7, которые применяются при температурах окру-
жающей среды от —60 до +68 °C. Огнетушители этих марок
не рекомендуется применять при гашении щелочноземельных
и щелочных металлов, а также твердых материалов, которые при
горении тлеют. В соответствии с «Правилами эксплуатации бал-
лонов, находящихся под давлением», все огнетушители необхо-
димо проверять, своевременно перезаряжать и проводить пери-
одические гидравлические испытания.
Работа с ручными электроокрасочными установками про-
водится в строгом соответствии с инструкцией по их эксплуатации
и с соблюдением необходимых мер предосторожности. В частности,
запрещается: работать в резиновых перчатках, резиновой обуви
или в обуви на резиновой подошве; включать установку без
предварительного ее заземления; открывать кожух и промывать
установку, находящуюся под высоким напряжением; распылять
растворитель и в перерывах между окраской держать распылитель
в растворителе. После окончания работ на установке необходимо
отключить высокое напряжение и прекратить подачу лакокрасоч-
ного материала. Лишь после этого можно проводить промывку
системы растворителем.
При работе ручными электростатическими распылителями
источник высокого напряжения должен быть удален от места
окраски на расстояние не менее 5 м [3, с. 556]. При этом изделия,
находящиеся в зоне окраски, должны быть надежно зазем-
лены.
Не допускается при электроокраске ручными электростати-
ческими распылителями применять нитратцеллюлозные, перхлор-
виниловые и токопроводящие лакокрасочные материалы.
Рабочие места, где производится окраска методом ручного
электростатического распыления, должны быть оборудованы соот-
ветствующей местной вытяжной вентиляцией. Применение ручных
электростатических распылителей рабочим, находящимся внутри
камеры, не допускается. ‘
Для установок типа УЭРЦ и других с расходом лакокрасоч-
ного материала до 60 г/мин допускается устройство упрощенной
264
Составы предохранительных паст, мазей и мыла, применяемых для защиты и мытья рук
при окрасочных работах, % (масс.)
I 1о I 1о I | | | | | I | | | | | |S| lg |||
265
chipmaker.ru
местной вентиляции с удалением воздуха через боковые панельные
отсосы, размещаемые за окрашиваемым изделием напротив рабо-
чего места. Воздухообмен в помещении в этом случае рассчиты-
вают, исходя из условия разбавления паров растворителей до
предельно допустимых концентраций.
Искусственная сушка окрашенных изделий должна прово-
диться в сушильных камерах, оборудованных вентиляцией, для
предотвращения возможности образования в них взрывоопасных
концентраций. Кроме того, вентиляция препятствует проникнове-
нию воздуха из камер в помещения. Вентиляционная система
сушильных камер не должна быть включена в общую систему
вентиляции цеха. В сушильных камерах допускается рециркуля-
ция воздуха, однако содержание паров растворителей в камерах
не должно превышать 50 % нижнего предела взрываемости с уче-
том коэффициента запаса от 2 до 5 [6, с. 105].
Система вентиляции в сушильных камерах должна быть сбло-
кирована с нагревательными приборами. В случае выключения
вентиляции нагревательные приборы также отключаются. Необ-
ходимо осуществлять постоянный контроль за температурным
режимом сушильных камер, для чего они снабжаются термо-
метрами или термопарами.
Все окрасочные работы, а также хранение и приготовление
лакокрасочных материалов следует проводить в соответствии
с «Правилами и нормами техники безопасности, пожарной без-
опасности и производственной санитарии для окрасочных цехов»,
разработанными Всесоюзным центральным научно-исследова-
тельским институтом охраны труда ВЦСПС совместно с НПО
«Лакокраспокрытие» (М., Машиностроение, 1977).
Для защиты кожи рук от воздействия органических раствори-
телей, нефтепродуктов и лакокрасочных материалов рекомен-
дуется пользоваться защитными пастами и мазями [7 ]. Составы
предохранительных паст, мазей и мыла, применяемых для защиты
и мытья рук при окрасочных работах, приведены в табл. 34.
Перед нанесением защитных паст руки следует вымыть теплой во-
дой с мылом и насухо вытереть. Затем небольшое количество
пасты растирают между ладонями до разжижения, распределяя ее
по всей поверхности кисти. В результате подсыхания паста обра-
зует сплошной покров. По окончании работ пасту смывают водой,
затем руки моют с мылом.
Наряду со строгим соблюдением правил техники безопасности
и охраны труда при окрасочных работах, большое значение имеет
личная гигиена рабочих, которым необходимо предоставить душе-
вые кабины и умывальники с горячей водой и мылом. Необ-
ходим также систематический врачебный контроль за состоя-
нием здоровья лиц, работающих с лакокрасочными материа-
лами.
266
Литература
1. Аксенов Н. Д. Охрана труда при окраске крупногабаритных изделий. М.,
Машиностроение, 1965. 132 с.
2. Руководство по защите строительных металлоконструкций, работающих
в агрессивных средах и различных климатических условиях. М., Стройиздат,
1974. 207 с.
3. Лакокрасочные покрытия в машиностроении. Справочник/ Под редакцией
М. М. Гольдберга. М., Машиностроение, 1974. 576 с.
4. Гоц В. Л., Ратников В. И., Гисин П. Г. Методы окраски промышленных
изделий. М., Химия, 1975. 263 с.
5. Алексеев А. С., Гисин П. И. Электроокраска столярных изделий М., Строй-
издат, 1972. 128 с.
6. Козин А. Д., Лебит И. П., Пучкова М. И. Промышленное применение алкид-
ных лакокрасочных материалов. М., Химия, 1970. 128 с.
7. Ицко Э. Ф., Протасенко Л. В., Куцевалова Е. П. Новые составы для удаления
лакокрасочных покрытий. Л., ЛДНТП, 1976. 22 с.
Chipmaker.ru
Характеристика важнейших
Режим сушки
Незнание и марка ГОСТ, ТУ или ВТУ Цвет Плен - кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с продол- житель- ность, ч тем- пера- тура, СС
Эмали ГФ-230 ГОСТ Материалы для окраски оборудования и
64—77 Разных цветов Глифта- левая смола 24—28 72 18—22
Эмаль ГФ-245 ГОСТ 5971—78 Серый То же 25—30 2,5 80
Эмали ПФ-223 ГОСТ 14923—78 Разных цветов Пента- фтале- вая смола 22—25 36 (для красной, синей и черной) 30 (для осталь- ных 4 (для черной) 3 (для осталь- ных) 18-22 75—80
Эмаль КФ 252 (бывшая антнкис- лотная Xs 1) ОСТ 6-10-413—77 Серый Масля- но-смо- ляной лак 20—25 48 18—22
Краски во- доэмуль- сионные (водораз- бавляемые) ГОСТ 19214—80 Разных цветов Поливи- нила це- татная диспер- сия или стирол- бутадие- новый латекс 20-25 30—40 (для валика) 40—50 (для кисти) 2 20 ±2
268
Приложение 1
лакокрасочных материалов
Растворитель Ориентировочный расход на 1 слой, г/м-1 Назначение
4 ОСНОВНОЙ заменитель прн распы- лен в н при нанесе- нии кистью
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
изделий, эксплуатируемых внутри
Уайт-
сиирит,
скипидар
Уайт- — 72—77 11—19 64 4
спирит, сольвент, ксилол, скипидар Уайт- Смесь 74— 11—20 65 5
спирит, сольвент, уайт-спи- рита, соль- 131 (ДЛЯ эмали сталь ного
ксилол вента н ксилола цвета)
Уайт-
спирит,
скипидар,
сольвент,
ксилол
Вода
80— 10—30 70 5
150
(для белой краски)
помещения
Окраска металлических н
деревянных изделий, экс-
плуатируемых внутри по-
мещения, внутренние от-
делочные работы (за
исключением полов)
Окраска приборов и других
металлических изделий
Окраска металлических и
деревянных поверхностей,
не подвергающихся атмо-
сферным воздействиям
(трубопроводы, аппарату-
ра и др.); покрытие устой-
чиво к изменению темпе-
ратуры от —40 до +60 °C
Окраска различных метал-
лических и деревянных
поверхностей изделий,
эксплуатируемых внутри
помещения
Для работ внутри помеще-
ния по дереву, штука-
турке, картону и другим
пористым материалам, по
загрунтованной поверх-
ности металла, а также по
старым покрытиям (эма-
лями, масляными, водо-
разбавляемыми и други-
ми красками)
269
chipmaker.ru
Название и мерка ГОСТ. ТУ или ВТ У Цвет Плен- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении с. Режим сушки
продол- житель- ность, ч тем- пера- тура, °C
Атмосфе р о с ч о fi
Эмали ПФ 1126 ТУ 6-10-1540—78 Разных цветов Пента- фта ле- вая смола 25—32 8 1 18—22 80
Эмали ХС-119 и ХС-119Э * •• ГОСТ 21824—76 То же Сополи- мер ви- нилхло- рида с винил- ацета- том 18—22 3 18-22
Эмаль УР-176 ♦* ТУ 6-10-1474—75 » Поли- уретан 17—20 24 1 7 сут (выдерж- ка по- крытия до пуска в экс- плуата- цию) 18—22 80 18—22
Эмаль ХС-1169 3* ТУ 6-10-1453—79 Красно- корнч- невый Сополи- мер ви- нилхло- рида с винил- ацета- том 18—22 0,5 18—22
Эмаль ХС-11683* ТУ 6-10-1454—79 Разных цветов То же 18—22 1 18—22
• Длл распыления в электрическом поле высокого напряжения.
•• Поставляется комплектно с отвердителем полиизоциаиатбиуретом и разбавителем
•• При нанесении кистью иля валиком эмаль ие разбавляют. Для нанесения красно
до рабочей вязкости 40—50 с по ВЗ-4 при температуре окружающего воздуха ниже 0»С
ХС-1168. при температуре окружающего воздуха выше О °C — растворителем Р-4 в колнче
270
Продолжение при юж. 1
Растворитель Ориентировочный расход на 1 слой, г/ма Назначение
основной заменитель при распы- лении при нанесе- нии кистью
лакокрасоч- ный мате- риал раствори- тель а 8» сч Л * сч Д = X сх раствори- тель
кие материалы
Сольвент, ксилол Смесь сольвента и ксилола 63— |11—1К| 56 | 4 (для темно-красной эмали)
Р-4 Р-119, Р-119Э (дли эмали ХС-119Э) 120—1 46— I - 1 — 257 | 103 | (для серебристой эмали)
Защита городского пасса-
жирского транспорта,
а также стальных кон-
струкций, эксплуатируе-
мых в атмосферных усло-
виях
Защита железнодорожных
вагонов, строительных и
дорожных машин, мостов
Р-176
Защита крупногабаритных
конструкций, эксплуати-
руемых в атмосферных
условиях при резких пе-
репадах температур
Р-4 — 90— 10—19 — — Защита надводного борта и
170 надстроек морских судов
Р-4 — 120— 48 —— — То же
157 103
(для серебристой эмали)
Р-176.
распылителем или с помощью установок безвоздушного распыления эмаль разбавляют
ацетоном ь количестве не более 12 % для эмали XС* 1169 н не более 15 % для эмали
стае не более 10 %.
271
chipmaker.ru
Название и марка ГОСТ. ТУ или ВТУ Цвет Плен- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с Режим сушки 1
продол- житель- ность, ч тем- пера- тура, °C
Эмаль УРФ-1128* ТУ 6-10-1421—76 Разных цветов Урал- кпды 18—20 (для кисти) 6 0,5 18—22 80
Эмаль ЭП-1155 ТУ 6-10 1504—75 Серый, белый, красно- корич- невый Эпоксид- ный олиго- мер 18—20 24 1,5 18-22 80
Эмаль ЭП-789 ТУ 6-10-11-01-67—76 Зеленый Эпокси- фенол ь- ный лак 14—15 1,5 • 1,0 130 180 1
Эмаль ХС-527 ’• ТУ 6-10-710—74 Белый, шаро- вый, крас- ный, черный Сополи- мер ви- нилхло- рида с винил- ацета- том 20—25 1 18—22 ]
Эмаль ЭП-51 ГОСТ 9640—75 Разных цветов Нитрат целлю- лозы, алкнд- ноэпо- ксидная смола 18—20 3 1,5 18—22 80
• Эмаль можно наносить также безвоздушным распылением и в электрическом по
Поставляется комплектно. Перед применением в основу —• полуфабрикат ХС-527 до
Краска пригодна к применению при 5—15 °C в течение 12 ч, при 15*25 °C в течение В ч.
272
Продолжение прилож. 1
Растворитель Ориентировочный раскол на 1 слой, г/м“ Назначение
основной заменнлель при распы- лении прн нанесе- нии кистью
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- иый мате- риал раствори- тель
Сольвент, уайт- Смесь сольвента, 102— 181 40—72 92 18 Защита железнодорожных вагонов, подвижного со-
спирит, ксилол уайт- спирита, i ксилола (для светло-дымчатой вмалн) става городского пасса- жирского транспорта, ме- таллических строитель- ных конструкций, экс- плуатируемых в атмо- сферных условиях
Этил цел- лозольв — — — — — Защита стальных конструк- ций и мостовых ферм, эксплуатируемых в атмо- сферных условиях и вод- ной среде
Р-14 Смесь циклогек- санона с толуолом в соотно- шении 1 : 1 120— 205 17—30 95 9 Защита конструкционных материалов из нержавею- щей стали, алюминия, ти- тановых сплавов, дли- тельно эксплуатируемых в условиях морского кли- мата н атмосферных воз- действий
Р-4 — — — — — Защита надводной части корпуса и надстроек мор- ских судов
№ 648 — — — — — Защита металлических изде- лий от коррозии в атмо- сферных условиях и вну- три помещения
ле.
бавяяют 70 %-ный раствор ДГУ в циклогексаноне в массовом соотношении 100; 12,5.
273
r.ru
Название и марка ГОСТ. ТУ нли ВТУ Цвет Плеи- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 прн пневма- тическом распы- лении, с Режим сушки
продол - жнтель- иость, ч тем- пера- тура, °C
Эмали ХВ-1100 ГОСТ 6993—79 Разных цветов Пер- хлор- винил 14—16 1 практи- ческое) 120 (полное) или 1 затем 2 18—22 18—22 18—22 65—70
Эмаль ЭТ-199 ТУ 6-10-1440—79 То же Этрифта- левая смола 20—25 18 1.5 18—22 85 ±5
Эмаль ЭФ-1144 ОСТ 6-10-424—78 Корич- невый и зеленый Эпокси - эфиры 75—80 (ДЛЯ кисти или валика) 5 (первый слой) 24 (второй слой) 18-23 18—23
Эмаль ХС-416 • ТУ 6-10-1661—78 Серебри- стый Сополи- мер ви- нилхло- рида с винил- ацета- том 24 18—22
Эмали ПФ-115 ГОСТ 6465—76 Разных цветов Пента- фтале- вая смола 25—30 48 1 18—22 105— ПО
* Поставляется комплектно. Перед применением в лак вводят алюминиевую пу
274
Продолжение прило к. 1
Растворитель Ориентировочный расход на 1 слой, г/м1 Назначение
основной заменитель при распы- лении при нанесе- нии кистью
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
Р-4 Смесь 26 % аце- тона, 62 % толуола и 12 % бу- тилацетата 174— 374 (д 35—75 ля бел< ЭЙ эма; И) Защита различных деревян- ных нлн предварительно загрунтованных металли- ческих поверхностей, экс- плуатируемых в атмо- сферных условиях
Сольвент — 102—140—72| 92 | 18 (для светло-дымчатой вмалн) Окраска предварительно за- грунтованных металличе- ских и деревянных по- верхностей изделий, экс- плуатируемых в атмо- сферных условиях
Ксилол — — — — — Защита поверхности палуб судов
Цикло- гексанон — — — — — Защита изделий из легких сплавов
Сольвент, уайт- спирит, скипидар — 63— 111 (дл 75- I 133 | (дл 91- 1 162 1 (ДЛ 11—18 я крас! 11—20| я теми эма 14—24| 1я бело юй эм: о-зелен ли) й эмал ли) ой И) Защита металлических и других поверхностей, подвергающихся атмо- сферным воздействиям (вагоны, автобусы и др.)
дру ПАП-2 в массовом соотношении 100 ; 9,2.
275
chipmaker.ru
Название и марка ГОСТ, ТУ или ВТУ Цвет Плен - кообра- зующзя основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении. с Режим сушки
продол- житель- ность, ч тем- пера- тура, °C
Эмали НЦ-132 ГОСТ 6631—74 Разных цветов Нитрат целлю- лозы, глифта- левая смола 18-20 3 18—22
Лак БТ-123 (бывший 103) ГОСТ 2347—78 Черный Масля- но-би- тумно- феноль- ная ком- позиция 26—28 (для окуна- ния) 50 мнн 200 ± ±10
Краска БТ-177 * (бывшая АЛ-177) ГОСТ 5631—79 Серебри- стый Битумы 18—23 16 0,5 18—22 100— НО
Эмали АС-182 ГОСТ 19024—79 Разных цветов Полн- акрила- ты 18—25 1,5 80—90
Эмали
ХВ-785
ГОСТ 7313—75
Материалы, стойкие
То же Пер- хлор- винил 16—22 1 18—22
• Поставляется комплектно. Перед применением в лак БТ-577 вводят алюминиевую
276
Продолжение прилож. 1
Растворитель Ориентировочный расход на 1 слой, г/м1 Назначение
основной заменитель при распы- лении прн нанесе- нии кистью
лакокрасоч- ный мате- риал раствори - тель лакокрасоч- ный мате- риал раствори- тель
№ 649 138— 297 (х 28—60 ля све эм г 117 тло-сер ,ли) ОЙ 9 Защита деревянных и пред- варительно загрунтован- ных металлических по- верхностей изделий, экс- плуатируемых в атмо- сферных условиях и вну- три помещения
Уайт- спирит, скипидар, сольвент, ксилол Защита предварительно окрашенных металличе- ских изделий и деталей, эксплуатируемых в атмо- сферных условиях и вну- три помещения
Уайт- спирит, сольвент, скипидар или их смесь 65— 120 12—20 60 5 Окраска металлических конструкций и изделий, эксплуатируемых в атмо- сферных условиях
Сольвент к д е й с т РЭ-12В, РЭ-13В (при на- несении в электри- ческом поле) ВИЮ К И С Л О т Окраска тракторов, сель- скохозяйственных машин, оборудования и металли- ческих изделий, эксплуа- тируемых в атмосферных условиях
Р-4 120—1 257 | (для fcl -1 - красно-коричневой эмали) Защита в комплексном мно- гослойном покрытии пред- варительно загрунтован- ных поверхностей обору- дования, металлических конструкций, а также бе- тонных и /:еле~обетоиных строительных конструк- ций, эксплуатируемых внутри помещения (а эма- ли черная н красно-ко- ричневая — в атмосфер- ных условиях), от воздей- ствия агрессивных газов (SO2, СО., СУ, кислот (серной, фосфорной, со- ляной) и растворов солей и щелочей прн темпера- туре не выше 60 °C
пудру В массовой соотношении (80—85) ; (15—20).
277
r.ru
Название и марка ГОСТ, ТУ или ВТУ Цвет Плен- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с Режим сушки
продол - житель - ность, ч тем- пера- тура, °C
Лак ХВ-784 ГОСТ 7313—75 По иодо- метри- ческой шкале: не более 7 мг иода Пер- хлор- винил 16—22 1 18—22
Эмаль ХС-791 ТУ 6-10-13-342—74 Красно- корич- невый Сополи- мер ви- нилхло- рида с винил- ацета- том 35—46 (ДЛЯ кисти) 2 18—23
Эмаль ХС-759 ГОСТ 23494—79 Белый, светло- серый, желтый, красно- корич- невый, черный То же 18—22 1 18-22
Лак ХС-724 ГОСТ 23494—79 Бес- цветный Ж 18—22 2 18—22
Эмаль ХС-558 (бывшая ХСЭ-А) ТУ 6-10-592—76 Белый > 18—22 3 18—23
Лак БТ-783 (бывший 411) ГОСТ 1347—77 Черный Битум- но-мас- ляная компо- зиция 20—22 48 18-22
278
Продолжение грилож. J
— Растворитель Ориентировочный расход на 1 слой, г/м’ Назначение
основной заменитель при распы- лении при нанесе- нии кистью
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
Р-4 Р-4 Р-4 Р-4 Р-4 Уайт- спирит, скипидар, сольвент каменно- угольный Ксилол чистый каменно- угольный 102— 218 174— 374 102— 218 41—87 35—75 41—87 III III III III Грунтование бетонных кон- струкций Защита металлической по- верхности от постоянного воздействия 20 % -ных растворов серной и соля- ной кислот, 3 %-ного рас- твора поваренной соли при 18—23 °C Защита в комплексном мно- гослойном покрытии же- лезнодорожных цистерн, машин и аппаратов хими- ческих производств, а также других наруж- ных поверхностей различ- ных металлоконструкций, подвергающихся воздей- ствию кислых и щелоч- ных сред и эксплуати- рующихся в промышлен- ной атмосфере То же Защита от воздействия ор- ганических кислот вну- тренней поверхности ме- таллических и железобе- тонных емкостей для хра- нения, обработки и транс- портировки вин Защита поверхности акку- муляторов и их деталей от действия серной кис- лоты
279
r.ru
Название и марка ГОСТ. ТУ или ВТУ Цвет Плен- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с Режим сушки
продол- житель - ность, ч тем- пера- тура, °C
Материал ы, стойкие
Лак ХС-76 (бывший ВХЛ-4000) Эмаль ХС-710 (бывшая ВХЭ-4023) ГОСТ 9355—81 ГОСТ 9355—81 Бес- цветный Серый Сополи- мер ви- нилхло- рида с вини- лнден- хлори- дом То же 14—16 14—16 3 18—22 18—22
Эмали ЭП-773 * (бывшие ОЭП-4171-1 и ОЭП-4173-1) ГОСТ 23143—78 Зеле- ный, кремо- вый Эпоксид- ный олиго- мер 15—16 2 120
Лак ЭП-741 ** (бывший Э-4001) ТУ 6-10-1148-76 Бес- цветный То же 10—14 2 120
Лак ЭП-730 3* (бывший Э-4100) ГОСТ 20824—81 Светло- корич- невый 10—12 1 150— 160
Эмаль КЧ-728 ТУ 6-10-590—75 Белый, серый Цикло- каучук 18—20 Во 24 д о с т о й 18—23 кие
Лак УР-293 ТУ 6-10-1462—74 Бес- цветный Поли- уретаны 16—19 40 мин (до степе 4— 5 сут (полное) 18—23 hi 1) 18—23
* Поставляется комплектно. Перед применением к полуфабрикату —* эмали^ЭП-773
** Поставляетея комплектно. Перед применением к полуфабрикату — лаку ЭП-741
а* Поставляется комплектно. Перед применением в лак Э-4100 добавляют
280
П родолжение прилож. 1
Растворитель Ориентировочный рвсход на 1 слой, г/м*
основной заменитель при распы- лении при нанесе- нии кистью
лакокрасоп- нь/й мате- риал раствори- тель лакокрасоч- ный мате- риал ! раствори- тель
Назначение
к д е й с т Р-4 вию щелочей 41—87 — — Защита оборудования и ме- таллоконструкций, экс- плуатируемых в щелоч- ной среде при температу- ре до 60 °C
102— 218
Р-4 — 136— 292 55— 117 — — Защита оборудования и ме- таллоконструкций от воз- действия щелечей при температуре до 60 °C
№ 646 ПО- 195 (дл 120— 205 (для 16—29 я зеле! 17—30 креме 90 1ОЙ ЭМ< 95 вой эм 7 ли) 9 ал и) Зашита металлических по- верхностей, подвергаю- щихся действию горячих растворов щелочей
РС-1, РС-2 толуол Смесь ацетона, эти л цел- лозольва и ксилола (3 : 3j 4) 80— 143 12-21 70 5 Защита металлических фос- фатированных поверхно- стей от воздействия ще- лочных сред
Смесь ацетона, этилцел- лозольва и ксилола (3:3:4) 80— 143 12—21 70 5 Защита алюминиевых и стальных бобин в произ- водстве капрона
Уайт- спирит м а т е р и г л ы ПО— 195 (д 16—29 ля бел< 97 ЭЙ 9M3J 6 и) Защита объектов, эксплуа- тируемых в щелочных сре- дах
Р-189 — 80— 143 12—21 — — Ззщита бетонных и железо- бетонных сооружений (ме- тро, опоры для линий вы- соковольтных передач, хранилища и др.) от влаг и
добавляют отвердитель Кг 1 в массовом соотношении 100 : 3.5.
добавляют отвердитель Кг 1 в массовом соотношении 100 I 8.
тель Кг 1 в массовом соотношении 100 1 3.
£81
chipmaker.ru
Режим сушки
Название н марка ГОСТ. ТУ или ВТУ Цвет Плен- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с продол - житель- ность, ч тем- пера- тура, °C
Лак УР-294 ТУ 6-10-1462—74 Бес- цветный Поли- уретаны 16—19 30 мин (до стеги 3- 4 сут. (ПОЛИ 18—23 гии 1) 18—23 ое)
Лак ВН-728 (бывший дивинил- ацетиле- новый химически стойкий) ТУ 6-10-1297—77 То же Поли- диви- нил аце- тилен 18—20 8 (от пы- ли) 36 (полное) 18—20
Эмаль ВН-780 * (бывшая краска ДП эмалевая, химически стойкая, алюминие- вая) ТУ 6-10-1298—77 Серебри- стый То же 15—30 То же 18—20
Эмаль ВН-780 (бывшая краска ДП эмалевая химически стойкая с железным суриком) ТУ 6-10-1298—77 Красно- корич- невый > 15—30 » 18—20
Эмаль ФЛ-777 ТУ 6-10-1524—75 Серебри- стый, зелено- вато- серебри- стый Эпокси- феиоль- иый олиго- мер 20—25 24 или 2 10 сут (выдерж крытия ска в экс тацш 18—22 60 18—22 ;а по- 50 пу- плуа- о)
* Поставляется комплектно. Перед применением к лаку ВН-728 добавляют алюмн
282
Продолжение прилож. 1
Растворитель Ориентировочный расход на 1 слой, г/м1 Назначение
ОСНОВНОЙ заменитель при распы- лении при нанесе- нии кистью
: лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
Р-189 — SO- 143 12—21 — — Защита бетонных и железо- бетонных сооружений (ме- тро, опоры для линий вы- соковольтных передач, хранилища и др.) от влаги
Ксилол, сольвент Скипидар, уайт- спирит 70— 120 10—16 Защита металлических и де- ревянных деталей от воз- действия холодной прес- ной и морской воды, вла- ги, растворов солей, ще- лочей, минеральных кис- лот и минерального масла
То же То же 80— 143 12—21 70 5 Защита металлических и де- ревянных деталей от воз- действия холодной прес- ной и морской воды, вла- ги и минерального масла
90— 170 10—19 76 4 То же
РЭ-11 — 80— 143 12—21 70 5 Защита внутренней поверх- ности емкостей от воздей- ствия горячей воды
ниевую пудру в массовом соотношении 85 3 15.
283
Название и марка ГОСТ, ТУ или ВТУ Цвет Плен- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении. с Режим сушки
продол - житель- н ость, ч Тем- пера- тура, °C
Эмаль ЭП-525 * ГОСТ 22438—77 Темно- шаро- вый Эпоксид- ный олиго- мер 12—15 24 2 18—22 50
Эмаль ЭП-5116 ТУ 6-10-1369—78 Черный Смесь эпоксид- ного олиго- мера и камен- ноуголь- ного лака 70—75 (для кисти) 18 1,5 18—22 80
Эмаль ЭП-72 (бывшая ЭСКП) ТУ 6-10-807—76 » То же 50—80 16 18—23
Краски ЭП-755 (бывшие ЭП-71) ТУ 6-10-717—75 Разных цветов Эпоксид- ный и этиле- новый лаки 40 (для кисти) 36 18—23
Эмали ФЛ-412 (бывшие ФЛ-723) ТУ 6-10-778—76 Серебри- стый Фенол о- форм- альде- гидная смола 30—70 2 18—22
* Поставляется комплектно. Перед применением в неразбавленную эмаль вводят от
284
Продолжение прилож. /
Растворитель Ориентировочный расход на 1 слой, г/м3 Назначение
основной заменитель при распы- лении при нанесе- нии кистью
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
Р-5 — — — — — Защита деталей из углеро- дистой и нержавеющей стали, алюминиевых и ти- тановых сплавов, пред- варительно окрашенных грунтовкой АК-070 и двумя слоями эмали ЭП-524 зеленого цвета от воздействия морской воды и ее паров
Ксилол Для получения влаге- и хи- мически стойкого покры- тия на внутренней по- верхности нефтеотстой- ников, магистральных га- зопроводов для сухого природного газа
Р-4 Смесь ксилола и бутилового спирта (1:1) — — — Защита металлических кон- струкций, эксплуатируе- мых в морской и пресной воде, а также при высо- кой скорости обтекания водой
Смесь ксилола и бутилового спирта (1 : 1) Защита металлических де- талей, эксплуатируемых в морской воде и нефте- продуктах (кроме толуо- ла, ксилола, бензола), а также деревянных по- верхностей от проникно- вения влаги
Этиловый спирт ги- дролизный — 86— 153 13—23 75 4 Защита стальной аппарату- ры от воздействия горя- чей воды и пара до 200 °C
вердитель № 1 в массовом соотношении 100 ; 2,7.
285
Режим .ушки
Название н марка ГОСТ, ТУ нлн ВТУ Цвет Плен- кообра- зу ющая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с продол- житель- ность, ч тем- пера- тура, °C
Эмаль ЭП-46 ТУ 6-10-13-1—75 Черный Компо- зиция каменно- уголь- ного лака, эпоксид- ного олиго- мера и каучука 100—110 исход- ная (до введе- ния от- верди- теля) 8 (до степе 24 (до степе 18—22 ни 1) 18-22 и 3)
Термостойкие
Эмаль ТУ 6-10-597—77 Зеленый Крем- 13—17 3 220-
КО-81 иийор- ганиче- ский полимер 230
Эмаль КО-83 ♦ ГОСТ 23123—78 Серебри- стый Компо- зиция крем- иийор- ганиче- ского полиме- ра, по- либутил- мет- акрилата и эпо- ксидно- го оли- гомера 13—15 2 170— 180
Эмаль КО-84 ТУ 6-10-604—75 Крас- ный, белый, синий, черный, голубой Кремний- органи- ческий полимер с поли- ву ТИЛ- мет- акрила- том 12—13 3 18-23
• Поставляется комплектно. Перед применением алюминиевую пудру вводят в лак
28S
Продол жение прилом. 1
Растворитель Ориентировочный расход на 1 слой, г/м1 Назначение
ОСНОВНОЙ заменитель при распы- лении при нанесе- нии кистью
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- 1 риал раствори- тель
Защита металлических по- верхностей в морской воде
материалы
Толуол Ксилол 85— 145 12—22 75 7 Защита стальных и керами- ческих поверхностей, экс- плуатируемых при темпе- ратурах до 230 аС
> > 80— 143 12—21 70 5 Защита металлических по- верхностей, эксплуати- руемых при кратковре- менном воздействии вы- сокой температуры (до 400 °C)
Р-5
85— 12—22 75 7
145
(для синей эмали)
Защита фосфатированных
стальных и анодирован-
ных алюминиевых по-
верхностей, подвергаю-
щихся воздействию тем-
пературы до 300 °C
в количестве 20 % от содержания сухого остатка в лаке.
287
Название и марка ГОСТ, ТУ нлн ВТУ Цвет Плен- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 прн пневма- тическом распы- лении. с Режим сушка
продол- житель- ность, ч тем- пера- тура, °C
Эмаль КО-88 • ГОСТ 23101—78 Серебри- стый Кремп ий- органнче- ский полимер с полибу- тил мета- крилатом — 2 150
Эмаль КО-811 ГОСТ 23122—78 Крас- ный, черный, зеленый Крем- ни йор- ганиче- ский полимер 12—13 2 200
Эмаль КО-813 ♦♦ ГОСТ 11066—74 Серебри- стый То же — 2 150
Эмаль КО-814 3* ГОСТ 11066—74 То же в 12—14 (по ВЗ-1) 2 18—35
Эмаль КО-818 ТУ 6-10-959—75 Черный в 12—14 2 200
Эмаль КО-822 ТУ 6-10-848—75 Зеленый, желтый, корич- невый, черный > 16—20 2 18—23
Эмаль КО-828 ТУ 6-10-930—78 Серебри- стый » 15—16 0,5 130
Эмаль КО-834 ТУ 6-10-11-1144—74 Разных цветов > 18—25 24 18—23
* Поставляется комплектно. Перед применением б лак КО-08 (30 %-ной концентра
*• Поставляется комплектно. Перед применением в лак КО-813 добавляют алюми
3* Поставляется комплектно. Перед применением в лак КО-85 добавляют алюмин не
268
Продолжение прилож. 1
Растворитель Ориентировочный расход на 1 слой, г/м1 Назначение
основной заменитель при распы- лении при нанесе- нии кистью
лакокрасоч- ный мате* риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
Толуол — 80— 143 12—21 70 5 Защита стальных изделий, длительно эксплуатируе- мых при температуре до 500 °C
Р-5 — 85— 145 (дл 12—22 я зеле! 74 юй эма 7 ли) Защита фосфатированных или опескоструеиных чу- гунным песком стальных поверхностей, подвергаю- щихся действию темпера- туры до 400 °C
— — — Защита металлических изде- лий, длительно эксплуа- тируемых при температу- ре до 500 °C
Р-5 — 80— 143 12—21 70 5 Защита металлических изде- лий, длительно эксплуа- тируемых при температу- ре до 400 °C
Р-5 — — — — — Защита изделий, подвергаю- щихся действию темпера- туры до 600 °C
< Р-5 85— 145 (дл 12—22 я зеле 74 ной эмг 7 ли) Защита деталей, эксплуати- руемых при 300 °C
+КБ-1 — — — — — Защита фосфатированных и нефосфатированных дета- лей легковых автомоби- лей из мягких сталей
Р-5 SO- 145 (дл 12—22 я зеле! 75 ЮЙ Эм С 7 ли) Защита изделий из стали, латуни, алюминиевых и титановых сплавов, дли- тельно эксплуатируемых при температуре до 300 °C, перепадах температур (_40 <-+300 °C), атмо- сферных воздействиях
вин) добавляют алюминиевую пудру ПАП-2 в массовом соотношении 100 ; 21.
ниеауга пудру ПАП-1 или ПАП-2 в массовом соотношении S4 : 6.
вук» пудру ПАП-1 или ПАП-2 в массовом соотношении 100 ; 5.
10 РеЛбман А. И.
289
Название н марка ГОСТ, ТУ или ВТУ Цвет Плен- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с Режим сушки
продол - житель- ность, ч тем- пера- тура, °C
Органоси- ликатный материал вн-зодтс ГОСТ 5.1496—72 Серо- зеленый Кремний - органи- ческий полимер 20—25 24 3 15—35 200
Лак КО-835 (бывший АСФ-100) ТУ 6-10-931—75 По иодо- метри- ческой шкале: не более 289 мг Алкид- ности- рольная, глифта- левая и полифе- н ил си- локса- новая смола 15—22 20 мин 160
Эмаль ГФ-820 * ОСТ 6-10-431—80 Серебри- стый Глифта- левая смола 20—32 2 150
Эмаль ПФ-837 ** (бывшая АЛ-70) ТУ 6-10-1309—77 То же Пента- фтале- вая смола 10—17 Мас 1 л 0 С Т О й 150 кие
Эмали ФЛ-61 (бывшие ФЛ-724) ТУ 6-10-778—76 Серебри- стый Феноло- форм- альде- гидная смола 30—70 2 18—22
Эмаль ФЛ-777 ТУ 6-10-1524—75 Серебри- стый, зелено- вато- серебри- стый Эпокс и- феноль- ный олиго- мер 20—25 24 или 2 10 сут (выдерж! крытия ска в экс тацш 18—22 60 18-22 <а по- Ю пу- плуа- о)
* Поставляется комплектно. Перед применением в лак ГФ-024 добавляют алюминие
*• Поставляется комплектно. Перед применением в лак добавляют алюминиевую пуд
290
П родолжрние прилож. 1
Раствс основной ритель заменитель Ориентиров на 1 cj прн распы л ей ни очный расход пой, г/мг при нанесе- нии кистью Назначение
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- । риал раствори- тель
Толуол Ксилол Ксилол РС-2 Толуол Уайт- спирит 102— 218 80— 143 80— 143 41—87 12—21 12—21 85 70 70 10 5 5 Защита изделий, длительно эксплуатируемых при температуре до 300 °C Защита металлических по- верхностей, подвергаю- щихся воздействию тем- пературы до 200 °C Защита стальных алюми- ниевых и магниевых де- талей, подвергающихся воздействию температу- ры до 200—250 °C Защита металлических по- верхностей, подвергаю- щихся воздействию тем- пературы до 200—250 °C
материалы
Этиловый спирт ги- — 86— 153 13—23 75 4 Защита стальных и чугун- ных внутренних поверх-
дролизный ностей деталей турбоме- ханизмов, насосов, баков и цистерн, омываемых маслом с температурой до 200 °C
РЭ-11 80— 143 12—21 70 5 Защита внутренних поверх- ностей емкостей от воз- действия нефтепродуктов, углеводородного конден- сата, солевых растворов
вую пудру ПАП-2 в массовом соотношении 85: 15.
ру ПАП-1 нлн ПАП-2 в массовом соотношении 70 : 30.
10*
291
Режим сушки
Название и марка ГОСТ, ТУ нли ВТУ Цвет Пленко- обра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с продол- житель- ность , ч тем- пера- тура, °C
Эмаль ФЛ-787 (бывшая Б-241/16) ТУ 6-10-1199—71 Красво- корич- иевый Фенол о- форм- альде- гидная смола 18—22 0,5 180
Эмаль МЛ-629 (бывшая УБЭ-1) ТУ 6-10-783—74 То же Мела- мино- форм- альде- гидная и рези- ловая смолы 18—22 1 140
Эмаль ВЛ-515 (бывшая 60Т) ТУ 6-10-1052—75 Поли- винил- бути- раль 16—22 1 зате; 1 18—22 >1 110— 120
Эмаль ВЛ-725 * (бывшая АО) ТУ 6-10-866—75 Серебри- стый Мела- МИНО- форм- альде- гидная и рези- ловая смолы, поливи- нил бу- тираль 18—22 4 US- 120
Эмаль ВН-780 *• (бывшая краска ДП эмалевая, химически стойкая, алюминие- вая) ТУ 6-10-1298—77 То же Поли- диви- н ил аце- тилен 15—30 8 (от пыли) 36 (полное) 18—20
• Перед применением в лак ВЛ-725 Добавляют алюминиевую пудру ПАП-1 или
*• Перед применением к лаку ВН-728 добавляют алюминиевую пудру в массовом соот
282
Продолжение прилож. 1
Растворитель Ориентировочный расход на 1 слой, г/мх Назначение
основной заменитель при распы- лении при наиесе- иин кистью
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
Сольвент, ксилол — 90— 160 15—25 75 6 Защита внутренней поверх- ности бензобаков от воз- действии бензина и мине- рального масла при 150 °C
РКБ-1 Смесь бутилового спирта и ксилола (1 : 1) SO- 143 12—21 70 6 Защита металлической тары и других емкостей, пред- назначенных для хране- ния масел и бензинов, со- держащих до 40 % аро- матических углеводоро- дов при температуре от —50 до -f-50 °C
Р-60 — 90— 160 15—25 75 6 Защита стальных поверхно- стей от воздействия ми- неральных масел и нефте- продуктов
РКБ-1 90— 160 15—25 75 6 Защита магниевых, алюми- ниевых и стальных дета- лей, работающих при 60—70 + в минеральном масле и бензине
Ксилол, сольвент Скипидар, уайт- спирит ВО- 143 12—21 70 5 Защита металлических по- верхностей от воздействия холодной воды, влаги и минерального масла
ПАП -2 в массовом соотношении 100 : 2,75.
ношении 85 ; 15.
293
Назначение и марка ГОСТ. ТУ или ВТУ Цвет Плен- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с Режим сушки
продол- житель- ность, ч тем- пера- тура, СС
Эмаль Б-ЭП-752 ТУ 6-10-1386—81 Светло- корич- невый Эпоксид- ный олиго- мер Мат е р и а л ь 24—36 , стой» 20—23 и е к
Эмаль ФЛ-787 (бывшая Б-241/16) ТУ 6-10-1199—71 Красно- корич- невый Фенол о- форм- альде- гидиая смола 18—22 0,5 180
Эмаль ФА-5104 ТУ 6-10-026—79 Черный Фе иоло- ал кид- ная смола 20—22 10 мин затет 48 90±2 18-22
Эмаль ЭП-718 ТУ 6-10-619—75 Зеленый Эпокси- феиоль- ный олиго- мер 26—30 15 мин 200
Эмали ЭП-140 * •* ГОСТ 24709—81 Разных цветов Эпокс и д- но-поли- амидные смолы 12—16 6 18—23
Эмаль ХС-717 •• ТУ 6-10-961—76 Серебри- стый Сополи- мер ви- нилхло- рида с винил- ацета- том 25—35 60—80 (для кисти) 2 18-22
• Поставляется комплектно. I: а) полуфабрикат эмали ЭП-140 соответствующего цве
вой. б) отвердитель № 4, в) пудра алюмииневая ПАП-2. Компоненты смешивают непосред
ио-серой, светло-голубой, голубой, светло-табачной, табачной, светло-защитной, зеленой,
отвердителя № 2; для желтой» красной, черной и защитной эмалей 70 ч. (масс.) полуфаб
фабриката эмали, 30 ч. (масс.) отвердителя № 4 и И ч. (масс) алюминиевой пудры ПАП-2
•* Поставляется комплектно. Перед применением (за 0,5—1 ч) в полуфабрикатный
в массовом соотношении 79 : 7, 8 : 13,2. Краска пригодна к применению при температуре
294
Продолжение прилож. 1
Растворитель Ориентировочный расход на 1 слой, г/м1 Назначение
основной заменитель при распы- лении при наиесе- ннн кистью
БГ О) О н О <я а® £ о ч го га 3 s Ч Д Q. раствори- тель лакокрасоч- ный мате- риал раствори- тель
Ацетон и этиловый спирт (1 : 1) — — — — — Защита металлических по- верхностей судовых поме- щений, подвергающихся воздействию нефтепро- дуктов, морской и прес- ной воды
действию растворителей
Сольвент, ксилол — 90— 160 15—25 75 6 Защита внутренней поверх- ности бензобаков от воз- действия бензина
Ксилол — — — — — Защита радиаторов и бен- зобаков
Этилцел- лозольв — — — — — Защита внутренней поверх- ности аппаратуры в про- изводстве полиэтилена низкого давления, нар- козно-дыхательной аппа- ратуры, газовых трубо- проводов
Р-40, Р-5 Смесь 30 % аце- ПО- 195 16—29 90 7 Защита поверхностей ма- гниевых, алюминиевых
тона, 30 % этил цел- лозольва и 40 % ксилола (для зеленой эмали) сплавов и сталей, загрун- тованных акриловыми или эпоке и дно- пол и а м и дным и грунтовками
Р-4 105— 220 22—80 Защита грузовых танков и топливных цистерн, экс- плуатируемых в условиях воздействия морской во- ды и нефтепродуктов (кро- ме бензола и толуола)
та, кроме алюминиевой, б) отвердитель № 2. II: а) полуфабрикат эмали ЭП-140 алюмин не -
ствеиио перед применением из расчета: для белой, светло-серой, серо-голубой, серой, тем-
синей. коричневой и оранжевой эмали 75 ч. (масс.) полуфабриката эмали и 25 ч. (масс.)
рнката эмали и 30 ч. (масс) отвердителя № 2; для алюминиевой эмали 70 ч. (масс) полу-
на 100 ч. (масс.) эмали после введения отвердителя Кз 4.
лак ХС-717 добавляют алюминиевую пудру ПАП-1 или ПАП-2 и дмэтилгигликольуретав
от 4- 14 до —5 °C в течение 24 ч. при 15—30 °C — в течение 12 ч.
295
chipmaker.ru
Назначение и марка ГОСТ, ТУ или ВТУ Цвет Плен- кообра- зующая основа ВЯЗКОСТЬ (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с Режим сушкн
продол- житель- ность» ч тем- пера- тура, °C
Лак ХВ-77 химически и бензо- стойкий (бывший ХБЛ) ТУ 6-10-879—75 От бес- цветно- го до желтого Пер- хлор- винил — 2 18-22
Эмаль ЭП-711 * ТУ 6-10-674—75 Темио- зеленый Эпоксид- ный олиго- мер 12—15 24 4 1 28—23 80 160
Эмаль ЭП-56 ТУ 6-10-1243—77 Разных цветов То же 20—25 1 затег 8 18—23 и 50
Э л е к т роизоляци
Лак БТ-99 ГОСТ 8017—74 Черный Битумы, расти- тельное масло 20—25 3 18—22
Лак КФ-965 (бывший лак 302) ГОСТ 15030—78 От свет- ло- до темно- корич- невого Поли- меризо- ванные масла 90 (исход- ная) 12 мин 200— 210
• Поставляется комплектно. Перед применением в полуфабрикат — эмаль ЭП-711 до
массе) 100 ; 5 ; 504-80 соответственно.
206
Продолжение прилож. 1
Растворитель Ориентировочный расход на 1 слой, г/м*
при распы- лении при нанесе- нии кистью Назначен не
Основной заменитель лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
Дихлор- этан — — — — — Защита металлических изде- лий от коррозии и дей- ствия бензина
Р-14 — НО- 195 16—29 90 7 Защита изделий из нержа- веющих и углеродиаых сталей, сплавов из алю- миния типа АМГ-16 и Д-16; покрытие горячей сушки стойко к действ/по бензина и других расши- рителей
Р-5 — — — — — Защита металлических по- верхностей от деистеия бензина и масла
онные материалы
Сольвент каменно- угольный, ксилол, толуол Смесь сольвента, ксилола или толуо- ла с уайт- спиритом (1 : 1) 60- 100 5—15 53 3 Защита обмоток электриче- ских машин и аппаратов
Уайт- спирит — — —— — — Защита электротехнической стали
бавляют отвердитель 102Т и растворитель
Р-14 в массовом соотношении (в частях по
297
Режим сушки
Назначение я марка ГОСТ. ТУ или ВТУ Цвет Плен- кообра- зующая основа Вязкость (рабочая) ВЗ-4 при пневма- тическом распыле- леиия, с продол- житель- ность, ч тем- пера- тура. °C
Эмаль ЭП-91 ГОСТ 15943—80 Темно- зеленый Эпоксид- ный олиго- мер с добав- лением мочеви- ноформ- альде- гидной смолы 20—25 1.5 190±5
Эмаль ГФ-927 (бывшая 1495) ТУ 6-10-662—75 Серый Глифта- левая смола 23—28 3 105— ПО
Мат е р и а л ы, с т о й 1 кие к дейст
Эмаль АС-730 * ТУ 6-10-949—75 Серебри- стый Акрило- вая и мелам и- ноформ- альде- гидная компо- зиция 15-18 2 18—23
Эмаль МЛ-12 ГОСТ 9754—76 Оран- жевый, желтый, красный Мела- мино- алкид- ная смола 28—36 20 мин 130— 140
♦ Поставляется комплектно. Перед применением в эмаль АС-730 добавляют алюми
298
Продолжение прилож. 1
Растворитель Ориентировочный расход иа 1 слой, г/м* Назначение
основной заменитель при распы- лении при нанесе- нии кистью
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
Этилцел- лозольв — 110— 170 14—25 95 6 Защита радиодеталей в узлов от влаги
Сольвент, ксилол, толуол Смесь сольвента, ксилола и толуола 70— 130 10—20 64 4 Окраска металлической по- верхности с целью про- тивокоррозионной защи- ты и усиления диэлек- трических свойств
вию пониженных температур
№ 648 100- 200 35—80 Защита алюминиевых, ла- тунных и стальных по- верхностей от действия жидкого кислорода или азота и от воздействии температур от —186 до —193 °C
№ 651 Сольвент каменно- угольный —— Защита предварительно за- грунтованных и зашпат- левавных металлических поверхностей автомоби- лей и других промышлен- ных изделий от периоди- ческого изменения темпе- ратуры до —40 °C
нневую пудру ПАП-1 пли ПАП-2 в массовом соотношении 100 ; 5.
29В
chipmaker.ru
Марки грунтовок, выбираемых в зависимости от материала окрашя
Материал окрашиваемой
Лакокрасочные материалы черные металлы алюминий и его сплавы медь, латунь, бронза
Пентафталевые и глифталевые Фенолоформальде- гидные Эпоксидные Алкидностироль- ные ГФ-02), ФЛ-ОЗ-К, ФЛ-ОЗ-КК, МС-015 ГФ-021, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, ФЛ-087, МС-015, без грунта Э-4020, ЭП-00-10, ЭП-09Т, без грун- та ГФ-021, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, без ФЛ-ОЗ-Ж, КФ-030, ГФ-031, ФЛ-086 ФЛ-ОЗ-Ж, КФ-030, ГФ-031, ФЛ-086 ЭП-09Т желтый, без грунта ФЛ-ОЗ-Ж, без грунта ФЛ-ОЗ-К, ФЛ-ОЗ-КК ФЛ-ОЗ-К, ФЛ-ОЗ-КК ЭП-09-Т красный, без грунта ФЛ-ОЗ-К, ФЛ-ОЗ-КК, без
Полиуретановые Н итратцеллюлоз- ные Перхлорвинило- вые Поливинилиден- хлоридные Кремнийорганиче- ские Полиакриловые Полнвннилаце- тальные Полидивиыилаце- тиленовые Битумные Масляные эмали Густотертые мас- ляные краски УР-01, УР-012-К ГФ-021, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, МС-015 ГФ-021, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, АК-070, ХС-010, АК-069 ГФ-021, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, АК-070, ХС-010 ГФ-021, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, без грунта ГФ-021, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, ЭП-09-Т красный, ЭП-00-10 Без грунта Без грунта Без грунта, БТ-538, БТ-180 ГФ-021, ФЛ-ОЗ-К, ФЛ-ОЗ-КК _ *• Без грунта УР-012-Ж ФЛ-ОЗ-Ж, ГФ-031, ФЛ-086 ФЛ-ОЗ-Ж, ГФ-031, ФЛ-086, АК-070, ХС-010, АК-069, ВЛ-02 ФЛ-ОЗ-Ж, ГФ-031, ФЛ-086, АК-070, АК-069 ФЛ-ОЗ-Ж, ГФ-031, КФ-030, ФЛ-086 ФЛ-ОЗ-Ж, АК-070, ЭП-09-Т жел- тый, без грун- та АК-070, без грун- та БТ-180, БТ-538 ФЛ-ОЗ-Ж, ГФ-031, АЛ Г-14 УР-01, УР-012-К ФЛ-ОЗ-Ж. ФЛ-ОЗ-КК ФЛ-ОЗ-К, ФЛ-ОЗ-КК, ХС-010, ГФ-032 коричневая, АК-070, АК-069 ФЛ-ОЗ-К, ФЛ-ОЗ-КК, ХС-010, АК-070, АК-069 ФЛ-ОЗ-К. ФЛ-ОЗ-КК, ЭП-09-Т крас- ный, ЭП-00-10 Без грунта БТ-538, БТ-180 ФЛ-ОЗ-К, ФЛ-ОЗ-КК
300
Приложение 2
ваемой поверхности и наносимого лакокрасочного материала
поверхности
ЦИНК к его «плевы магниевые сплавы сталь кадмированиая дерево
ФЛ-ОЗ-Ж. ГФ-031 ФЛ-ОЗ-Ж, ГФ-031, КФ-030 ФЛ-ОЗ-Ж, ФЛ-ОЗ-К, ФЛ-ОЗ-КК. ГФ-031 ГФ-021
ФЛ-ОЗ-Ж. ГФ-031 ФЛ-ОЗ-Ж, ГФ-031, КФ-030 ФЛ-ОЗ-Ж, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, ГФ-031 —
ЭП-09-Т желтый ЭП-09-Т желтый ЭП-09-Т желтый, ЭП-09-Т красный ЭП-09-Т красный
ФЛ-ОЗ-Ж ФЛ-ОЗ-Ж — ГФ-021, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, без грунта
ФЛ-ОЗ-Ж. ГФ-031 ФЛ-ОЗ-Ж, ГФ-031 ФЛ-ОЗ-Ж, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, ГФ-031 ДД-113
ФЛ-ОЗ-Ж, ФЛ-ОЗ-Ж, ФЛ-ОЗ-Ж, ФЛ-ОЗ-К, ГФ-021, без грун-
ГФ-031, АК-070, АК-069 ГФ-031, АК-070, АК-069 ФЛ-ОЗ-КК, ГФ-031, АК-070, АК-069 та
ФЛ-ОЗ-Ж, ФЛ-ОЗ-Ж, ФЛ-ОЗ-Ж, ФЛ-ОЗ-К, ГФ-021, без грун-
ГФ-031, АК-070, АК-069 ГФ-031, АК-070, АК-069 ФЛ-ОЗ-КК, ГФ-031, АК-070, АК-069 та
— — — —
ФЛ-ОЗ-Ж, ЭП-09-Т жел- тый ФЛ-ОЗ-Ж, ЭП-09-Т жел- тый ФЛ-ОЗ-Ж, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, ЭГ1-09-Т желтый, без грунта —
— АК-070, без грун- та АК-070, без грунта —
— — — —
БТ-538, БТ-180 БТ-538 БТ-538, БТ-180 —
ФЛ-ОЗ-Ж, ФЛ-ОЗ-Ж, ФЛ-ОЗ-Ж, ФЛ-ОЗ-К, ГФ-021 краска
ГФ-031 ГФ-031 ФЛ-ОЗ-КК, ГФ-031 масляная
— — ФЛ-ОЗ-Ж, ФЛ-ОЗ-К, ФЛ-ОЗ-КК, ГФ-031 —
301
Назначение я характеристика некоторых
Название н марка ГОСТ ТУ или ВТУ Цвет Плеи- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с Режим сушки
продол- житель- ность. ч темпе- ратура.
ГРУНТ
ГФ-0119 ГОСТ 23343—78 Красно- корич- невый Глифта- левый лак 18—20 48 35 мин 18—22 100—110
ГФ-017 ТУ 6-10-1185—76 Темно- корич- невый То же 35 (для окуна- ния) 25— 30 мин 15 мин 125 150—160
ГФ-018 ТУ 6-10-1153—76 Желтый » 27 (для на- несения в элек- триче- ском поле) 25 мин (односл 40 мин (двухс первый держива 135—145) ой ное) 135—145 дойное; слой вы- ют 10 мин
ГФ-021 ТУ 6-10-1642—77 Красно- корич- невый Глифта- левый или пента- фтале- вый лак 22—24 35 мин 24 100—110 18—22
КФ-030 (бывшая АЛГ-1) ТУ 6-10-698—79 Желтый Масля- ный лак 22—25 40 4 18—23 70—90
КФ-030 (бывшая АЛГ-5) ТУ 6-10-698—79 Серо- зеленый То же 22—25 36 3 18—23 70—80
302
Приложение 3
грунтовок и шпатлевок
Растворитель Ориентировочный расход и а 1 слой, г/м2
при распы- лении при нанесе- нии кистью Назначенне
основной заменитель лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
овки
Сольвент, Смесь 72— 11—19 64 5 Для грунтования под раз-
ксилол сольвента или ксило- ла с уайт- спиритом (1 : I) 128 личные эмали и в каче- стве самостоятельного по- крытия для защиты круп- ногабаритных металло- конструкций и оборудо- вания на период монтажа
Сольвент — — — Для грунтования основа- ний фосфатированных ку- зовов легковых автомоби- лей и кабин грузовых ав- томобилей
Ксилол — — — Для грунтования кузова и деталей оперения автомо- билей
Сольвент каменно- угольный, ксилол Смесь уайт- спирита с сольвен- том или ксилолом (1 : 1) 72— 128 11—19 64 5 Для грунтования металли- ческих и деревянных по- верхностей перед нанесе- нием различных эмалей
Смесь ксилола с уайт- спиритом (1 : 1) 60— 105 10—17 56 4 Для грунтования поверх- ности алюминиевых и ма- гниевых сплавов и стали под масляные, алкидные и нитратцеллюлозные ла- кокрасочные материалы
То же 60— 105 10—17 56 4 Для грунтования поверх- ности алюминия, его сплавов и стали под мас- ляные, алкидные и ии- тратцеллюлозные лако- красочные материалы
303
chipmaker.ru
Название и марка гост, ту или ВТУ Цвет Плеи- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении, с Режим сушки
продол- житель- ность, ч темпе- ратура, °C
ГФ-031 (бывшая АЛГ-7) ТУ 6-10-698—79 Желтый Глифта- левый лак 24—32 2,5 100
ГФ-032 (бывшая АЛГ-8) ТУ 6-10-698—79 > То же 20—25 6 1,5 18—23 70—80
ГФ-0114 (бывшая АЛГ-12) ТУ 6-10-1267—77 От свет- ло- до темно- желтого > 25—30 60—80 (для кисти) 25 (от пыли) 4 (полное) 18—22 80
ГФ-0163 (бывшая ГФ-032гс) ОСТ 6-10-409—77 Корич- невый > 22—24 35 мин 100—110
ФЛ-ОЗ-К (бывшая В-329) ФЛ-ОЗ-КК (бывшая ФЛ-03). ФЛ-ОЗ-Ж (бывшая ФЛ-03), Ф Л-013 (бывшая Е-329) ГОСТ 9109—81 То же Красно- корич- невый Желтый Корич- невой Феноло- форм- альде- гидная смола с добав- лением расти- тельных масел 18—20 18—20 18—20 18—20 12 35 мин 12 35 мин 12 35 мни 16 35 мин 18—22 Ю0—ПО 18—22 100—110 18—22 100—110 18—22 100—110
ФЛ-086 (бывшая АЛГ-14) ГОСТ 16302—79 Желтый То же 12—14 24 18-22
ФЛ-087 (бывшая Б-241/3) ТУ 6-10-1198—76 Красно- корич- невый Моче- вино- и феноло- форм- альде- гидные смолы 18—22 0,5 180
304
Продолжение прилож. 3
Раство основной ригель заменитель Ориентиров на 1 «J при распы- лении очный расход юй, г/№ при нанесе- нии кистью Назначение
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
Ксилол > > Сольвент каменно- угольный Ксилол, сольвент каменно- угольный Ксилол РКБ-1 Смесь ксилола с уайт- спиритом (1 : 1) Смесь ксилола с уайт- спиритом (1 : 1) Смесь кси- лола или сольвента каменно- угольного с уайт- спиритом (1 : D Смесь ксилола с уайт- спиритом (П1) 60— 105 60— 105 57— 101 57— 101 51—90 57— 101 72— 128 10—17 10—17 8—15 8—15 8—14 8—15 11—19 56 56 50 50 40 50 65 4 4 4 4 3 4 5 Для грунтования поверх- ности алюминиевых и ма- гниевых сплавов и стали под перхлорвиниловые, фенольные, нитратцеллю- лозные, алкидные и мас- ляные лакокрасочные ма- териалы Для грунтования поверх- ности магниевых сплавов, алюминия и стали Для покрытия внутренних поверхностей сварных швов, получаемых при точечной сварке дюралю- миниевых листов и дета- лей Для грунтования металли- ческих поверхностей Для покрытия металличе- ских и деревянных по- верхностей Для покрытия деталей из алюминиевых сплавов и стали, работающих при 200 °C Для грунтования внутрен- них поверхностей автомо- бильных бензобаков под эмали ФЛ-787
305
Название н марка ГОСТ, ТУ или В ТУ Цвет Плен- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- лении. с Режим сушки
продол- житель- ность) ч темпе- ратура, сс
ЭП-057 * •• протектор- ная ТУ 6-10-1117—75 Серый Эпоксид- ный олиго- мер 18 24 0,5 18—22 120
ЭП-076 •* (бывшая ЭГ-4) ТУ 6-10-755—74 Желтый То же 12—18 6 2 18—22 90
ЭФ-083 ГОСТ 20468—80 Серый Эпокси- эфиры 23—25 20 мин 150
ХС-04 ТУ 6-10-1414—76 От ко- ричне- вого до темно- корич- невого Сополи- мер ви- нилхло- рида с вини- лиден- хлори- дом 17—22 3 18—23
ХС-010 ГОСТ 9355—81 Красио- корич- невый То же 20 1 18—23
• Поставляется комплектно с отвердителем № 3 (ТУ 6-10-1091—76) и растворителем
Покрытия грунтовкой не препятствуют сварке и не влияют на прочность сварного шва
•• Поставляется комплектно. Перед применением в пасту ЭП-076 добавляют отверди
306
Продолжение прилож. 3
Растворитель Ориентировочный расход на 1 слой, г/му Назначение
ОСНОВНОЙ заменитель при распы- лении при нанесе- нии кнстью
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал я о я у
РП — — — — — Для защиты от коррозии стальных поверхностей, работающих в атмосфер- ных условиях при повы- шенной влажности
Р-40 Смесь 30 % аце- тона, 30 % этилцелло- зольва и 40 % кси- лола — — Для грунтования деталей нз магниевых сплавов, ти- тановых сплавов и ста- лей, эксплуатируемых в различных климатиче- ских условиях
РЭ-118 (ГОСТ 18187—72) — — — — — Для защиты кузовов и де- талей легковых автомо- билей и для грунтования поверхностей других де- талей
Р-4 Смесь 12% бу- тилацета- та, 26 % ацетона и 62 % то- луола 72— 154 29—61 — — Для грунтования поверх- ности металла под лако- красочные материалы на основе сополимеров ви- нилхлорида с винилиден- хлоридом в водо- и спир- тостойких покрытиях
Р-4 Смесь 12% бу- тилацета- та, 26% ацетона, 62 % то- луола 72— 154 29—61 — — Защита в комплексном мно- гослойном покрытии обо- рудования и металличе- ских конструкций от воз- действия минеральных кислот и щелочей при температуре до 60 °C
РП (ТУ 6-10-1095—76) нз расчета на 1 т грунтовки 70 кг отвердителя и 100 кг растворителя,
тель № 2 в массовом соотношении 75 : 25.
307
r.ru
Название и марка ГОСТ, ТУ или ВТУ Цвет Плен- кообра- зующая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распы- ленищ с Режим сушки
продол- житель- ность, ч темпе- ратура, ?С
ХС-059 ГОСТ 23494—79 Красно- корич- невый Сополи- мер ви- нилхло- рида с вини- лиден- хлори- Дом 18—22 2 18—22
ХС-068 ТУ 6-10-820—75 > — 16—18 1 18—22
ХС-077 ТУ 6-10-803—75 Оран- жевый Сополи- мер ви- нилхло- рида с вини- ли ден- хлоры- ДОМ — 2 18—23
АК-069 ОСТ 6-10-401—76 Желтый Поли- акри- латы 12—18 2 18—23
АК-070 ОСТ 6-10-401—76 То же 12—18 1 18—23
ВЛ-02 * фосфати- рующая ГОСТ 12707—77 Зелено- вато- желтый Полн- ей ни л- бути- раль 16—20 15 мии 18—22
* Поставляется комплектно. Перед применением
легированные отали, цветные металлы и их сплавы.
308
в основу грунтовки добавляют
Продолжение прилож. 3
Растворитель Ориентировочный расход на 1 слой, г/м* Назначение
основной заменитель прн распы- лении при нанесе- нии кистью
лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
Р-4 — 72— 154 26—61 — — Для грунтования железно- дорожных цистерн и дру- гих металлических кон- струкций под эмаль ХС-754 и лак ХС-724 в покрытиях, подвергаю- щихся воздействию ще- лочных и кислых сред
Р-4 — 72— 154 26—61 — — Для защиты в комплексном многослойном покрытии оборудования и металло- конструкций от действия кислот и щелочей
Р-4 — — — — — Для покрытия металличе- ских поверхностей
№ 648 Р-5 60— 105 10—17 — — Для грунтования алюми- ниевых сплавов и стали
№ 648 Р-5 ’ 60— 105 10—17 — — Для грунтования алюми- ниевых и магниевых спла- вов и стали
РФГ-1, № 648, Р-6 Толуол 75- 100 8—12 — — Для груитоваиия металли- ческих поверхностей, а также для защиты ме- талла при межоперацион- ном хранении
кислотный разбавитель в
массовом соотношении 8 ! 1 при нанесении на углеродистую и
309
chipmaker.ru
Режим сушки
Название и марка ГОСТ, ТУ или ВТУ Цвет Пленко- образую- щая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распыле- нии, с продол- житель- ность, ч темпе- ратура, °C
ВЛ-08 * фосфати- рующая ГОСТ 12707—77 Зелено- вато- желтый Полн- винил- бути- раль 16—20 15 мин 18—22
ВЛ-023 ** фосфати- рующая ГОСТ 12707—77 Защит- но-зеле- ный То же 16—20 15 мин 18—22
ВЛ-05 фосфати- рующая ТУ 6-10-1450—79 То же 20—25 25—40 (для кисти) 0,5 18—23
УРФ-0106 ТУ 6-10-1424—76 Красно- корич- невый Урал- киды 15—16 4 0,5 18—22 80
УРФ-0110 ТУ 6-10-1531—75 То же 18—20 3 18—22
Б-ЭП-0126 ТУ 6-10-1386—81 Зеленый Эпоксид- ная смо- ла без раство- рителей — 24—36 20—23
* Поставляется комплектно. Перед применением в основу грунтовки добавляют легированные стали, цветные металлы и их сплавы * * Поставляется комплектно. Перед применением в основу грунтовки добавляют сталь и 10 । 1 при нанесении на легированные стали, цветные металлы н нх сплавы.
31
Продолжение прилож. 3
Растворитель Ориентировочный расход на 1 слой, г/м1 Назначение
основной заменитель при распы- лении при нанесе- нии кистью
, лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
РФГ-1 — 75- 100 8—12 — — Для грунтования металли- ческих поверхностен, а также для защиты ме- талла при межоперацион- иом хранении
РФГ-1, № 648, Р-6 — 75— 100 8—12 — — То же
№ 648, Р-6 1 Смесь этилового и бути- лового спиртов (3:1) Для защиты от коррозии стальных поверхностей и внутренних поверхностен цистерн питьевой воды под эмаль ХС-769П
Сольвент, уайт- спирит, ксилол Смесь сольвента, уайт- спирита и кснлола 72— 128 11—19 Для грунтования металли- ческих и деревянных по- верхностей (взамен грун- товки ГФ-021), а также для защиты от коррозии стальных и чугунных де- талей при хранении в ат- мосферных условиях
Кснлол 72— 128 11—19 Для защиты от коррозии стали и цветных метал- лов, а также для грунто- вания при подкраске по- вреждений автомобилей, мотоциклов, бытовой тех- ники в домашних усло- виях, иа станциях техни- ческого обслуживания и в ремонтных мастерских
Ацетон и этиловый спи рт (1 : 1) — — — — — В качестве грунтовочного слоя под эмали Б-ЭП-752
кислотный разбавитель в массовом соотношении 8 : 1 при нанесении иа углеродистую и
кислотный разбавитель в массовом соотношении б < 1 прн нанесении и а углеродистую
311
r.ru
Название и марка ГОСТ, ТУ или ВТ У Цвет Пленко- образую- щая основа Вязкость (рабочая) по ВЗ-4 при пневма- тическом распыле- нии* с Режим сушки
продол- житель- ность, ч темпе- ратура, °C
ЭФ-065 ТУ 6-10-1435—78 Корич- невый Эпокси- эфиры 20—30 5 18—23
ШПАТ
ГФ-0075 (бывшие К» 175 и № 185) ТУ 6-10-1283—77 Розо- вый, серый Глифта- левый лак 18—20 1 100—110
ПФ-002 (бывшая ЛШ-1) ГОСТ 10277—76 Красно- корич- невый Алкид- ная смола — 24 1 18—22 80
ПЭ-0025 (бывшая ПЭШ) ТУ 6-10-1149—76 Серый Поли- эфир- ный лак 30—36 2,5 60
ЭП-00-10 * (бывшая Э-4021) ГОСТ 10277—76 Красно- корич- невый Эпоксид- ный олиго- мер 20—30 24 7 18—22 60—70
ЭП-00-20 * (бывшая Э-4020) ГОСТ 10277—76 То же То же 35—50 24 8 18—22 50—60
КО-001 (бывшая ТШ-1) ТУ 6-10-1175—76 > Пента- фта ле- вые и крем- ни нор- ганиче- ские по- лимеры 48 6 4 1—2 18—22 55—60 60—70 90—100
Поставляется комплектно. Перед примекеиием добавляют отвердитель К- 1 в масса
312
П родолжение прилож. 3
Растворитель Ориентировочный расход на 1 слой, г/м1
при распы- лении при нанесе- нию кистью Назначение
основной заменитель лакокрасоч- ный мате- риал раствори- тель лакокрасоч- ный мате- риал раствори- тель
Ксилол — — — — — Для грунтования под ал- кидные и эпоксиэфирные эмали, а также в качестве самостоятельного покры- тия взамен грунтовки ФЛ-ОЗ-К
ЛЕВКИ
Сольвент каменно- угольный — — — — — Для выравнивания загрун- тованных грунтовкой ГФ-021 поверхностей под нитроэмалевые покрытия
Уайт- спирит, скипидар Смесь уайт- спирита с сольвен- том (1 : 1) — — — — Для выравнивания загрун- тованных металлических и деревянных поверхно- стей, а также по выяви- тельному слою эмали
Ацетон Р-219 — — — — Для выравнивания деревян- ных поверхностей
Р-40, 646 Этилцел- лозольв — — — — Для выравнивания и грун- тования стальных поверх- ностей
Р-4, Р-5, Р-40 Ns 646 — — — — Для выравнивания сталь- ных поверхностей
Для выравнивания метал- лических поверхностей (стальных, из алюминие- вых и магниевых спла- вов), подвергающихся кратковременному воз- действию высоких темпе- ратур
вом соотношении 100: 8,5. Шпатлевка пригодна к применению не меиее 1,5 ч.
313
chipmaker.ru
Приложение 4
Назначение некоторых вспомогательных материалов,
применяемых при получении защитных покрытий
Название ГОСТ. ТУ или ВТУ Ориен- тиро- вочный расход Назначение
Отвердитель № 1 (50 %-ный рас- твор гсксамети- лендпамина в этиловом спирте-ректифи- кате) ТУ 6-10-1263—77 — Отверждение эпоксидных лаков, эмалей, шпат- левки
Отвепдитель Лг 2 (30 % -иый рас- твор полиамид- ной смолы ПО-200) 1У 6-10-1279—77 Отверждение эпоксидных лаков и эмалей на ос- нове среднемолекуляр- ных эпоксидных смол
Отвертит ель № 3 (50 %-ный рас- твор полиамид- ной смолы ПО-200) ТУ 6-10-1091—76 Отверждение эпоксидных и эпоксидно-силокса- новых материалов
Отьерднтель № 4 (30 % -иый рас- твор полиамид- ной смолы ПО-201) ТУ 6-10-1429—79 Отверждение эпоксидных материалов
Отвердитель № 5 (50 % -ный рас- твор полиамид- ной смолы ПО-300) ТУ 6-10-1093—76 Отверждение эпоксидных лакокрасочных мате- риалов на основе низ- комолекулярных эпо- ксидных смол
Отвердитель № 6 (раствор поли- амидной смолы ПО-200 в кси- лоле) ТУ 6 10-1545—76 Отверждение эпоксидных лакокрасочных мате- риалов с высоким со- держанием нелетучих компонентов
Отвердитель АЭ-4 (продукт взаи- модействия гек- са мети ленд и ами- на с низкомоле- кулярной эпо- ксидной смолой. аддукт-4) ТУ 6-10-964—80 3 ч. (масс.) на 1 % эпоксид- ных групп Отверждение эпоксидных смол и эмалей
Продукт 102Т (раствор поли- изоцианатов) ТУ 6-03-351—72 16—25 ч. (масс.) на 100 ч. (масс) полу- фабри- ката Oi Chipmaker.ru
314
Продолжение прилож. 4
Название ГОСТ, ТУ или ВТУ Ориен- тиро- вочный расход Назначение
Уретан ДГУ (70 %-иый рас- твор диэтилен- ТУ 6-03-261—69 — Отверждение полиурета- новых лакокрасочных материалов
гликольуретана в циклогексано- не)
Отвердитель И5М ВТУ ОП-302—68 — Отверждение эпоксидных лакокрасочных Maie- риалов
Отвердитель И6М ТУ 6-10-1438—79 Отверждение эпоксидных лакокрасочных мате- риалов, а также ком- паундов и клеев иа ос- нове эпоксидных смол
Отвердитель АФ-2 ТУ 6-05-1663—74 —~ Отверждение эпоксидных и фторопластоэпоксид- ных лакокрасочных ма- териалов
Отвердитель ИМЭП-1 (тип аминного аддук- ТУ 6-10-1631—77 — Отверждение эпоксидных лаков, ие содержащих летучих растворителей
та)
Полиизоцианурат марки Т ТУ 6-10-1495—75 Отверждение полиурета- новых лаков и эмалей, быстро отверждающих- ся при комнатной тем- пературе
Полиизоиианат- биурет марки К ТУ 6-10-1475—75 — Отверждение полиурета- новых лакокрасочных материалов
Отвердитель по- лиэтиленполи- амин ТУ 6-02-594—75 — Отверждение эпоксидных лакокрасочных мате- риалов
Отвердитель МСН 7 (полиме- тилсилазан) ТУ 6-02-663—72 — Отверждение кремний- органических и эпо- ксидных соединений
Отвердитель МСН-В (борсо- держащий поли- — — Отверждение кремний- органических и эпо- ксидных соединений
метилсилазан)
Отвердитель МФСН-В (бор- содержащий по- ТЬ 6-02 862—74 —- Отверждение кремний- органических и эпо- ксидных соединений
лиметитфенил- силазан}
Сиккатив 7640 ТУ 6-Ю-1391—73 — В качестве добавок к ла-
Сиккативы нафте- натные жидкие ГОСТ 1003—73 — кокрасочиым материа- лам для ускорения их высыхания
315
chipmaker.ru
Предметный указатель
Chipmaker.ru
Абразивная шкурка 173
Абразивостойкие покрытия 58. 60, 61, 77
Автофорее 169, 170
Агрессивные газы 182, 187
Адгезивные грунты 18
Адгезия покрытий 254
Акриловые материалы 72—74, 89, 276,
286, 298, 300, 308, 318, 319, 321
Алкидные материалы 33—37 см. также
Глифталевые и Пентафт алевые мате-
риалы
алкидноакриловые 73
ал мидн ости рольные 37, 38, 78, 290,
300, 322
алкион оэпоксидные 272
меламиноалкидные 41 — 44, 298, 321
мочевиноалкидные 41 — 44
typалкиды 57, 272, 310, 320
фенолоалкидные 49, 294
Аитиадгезионные покрытия 82, 83, 230,
231
Антиобледенительные покрытия 244
Антисептики 23, 24
Антистатические покрытия см. Токопро-
водящие покрытия
Антифрикционные покрытия 82, 83
Аппарат электроокрасочный АРЭП-1 167
Атмосферостойкие покрытия 21, 26, 28—
31, 33, 35, 37. 43, 51, 52, 57, 58, 60—
62, 64, 67, 66, 71, 72, 73, 77, 79, 81,
83, 85, 89, 132, 186, 213, 270—277, 289
Бакелнзация 38, 39
Бакелитовый лак 38
Бактерностойкме покрытия 79
Бензостойкне покрытия 51, 53, 76, 83,
84, 87, 213 см. также Покрытия, стойкие
к действию бензина
Битумные материалы 32, 33, 276, 278,
296, 300, 319
Быстросохнущие покрытия 33, 49, 58,
59, 76, 83
Вннифлексовые материалы 320
Влагостойкие покрытия 56, 63, 71, 81, 82
см. также Покрытия, стойкие к действию
влаги и повышенной влажности
Воднодисперсионные материалы 89, 90, 169
Водозапорные пасты 33
Водопроницаемость покрытия 201
Водоразбавляемые материалы 88—96, 169,
268
Водорастворимые материалы 89, 91, 169
Водостойкие покрытия 26, 32, 39, 40, 45,
53, 57, 59, 64, 68, 70, 78, 79, 86, 200—211,
280—286 см. также Покрытия, стойкие
к действию воды
Водоэмульсионные краски 90, 268
Временная защита поверхностей 37, 38,
49, 87, 90, 91, 95, 135—140
Выбор лакокрасочных материалов 25—31
Вязкость покрытий 254
Газонепроницгемые покрытия 57
Гндропескоструйный аппарат 102
Глифталевые материалы 34, 36, 268, 276,
290, 298, 300, 302, 304, 312
Грнбостойкие покрытия 61, 79
Грунтование 172
Грунтовка (и) 300—312
алкидностирольиая 37, 38
алкидные 34—36
нанесение 55
Грунтовка (и)
пассивирующая 39
прн окраске по ржавчиие 130—135
протекторная 19, 203, 306
тиксотропные 55
фосфатирующая 18, 70, 74, 75, 133, 321
эпоксиэфмриая 49, 50
Густотертые краски 300
Декоративные покрытия 35, 41, 44, 56
60, 61, 71, 72, 73
Дробеструйный аппарат 103
Замедлители коррозии 19
Защита от коррозии 39, 53, 59, 62, 65,
66, 74, 81, 84, 92, 233, 235, 296—299
см. также Коррозяожностойкие покрытия
и Противокоррозионные материалы
Защита поверхностей
автомобиля 35—37, 44, 49, 93, 289,
299, 300, 307, 311
аккумуляторных баков 32, 56
аккумуляторных помещений судов 70
аккумуляторов 279
аппаратуры 32, 91, 139, 180—185,
188—199, 2 07—2 1 0, 212 — 223. 237*
240, 295
аэрозольных баллонов 51
баков 291, 293
бензобаков 41, 131, 221, 293, 295, 305
бетона см. Покрытия по бетону
бытовой техники 56, 92, 311
вагонов 91, 271, 273
газопроводов 47, 65, 285, 295
гальванических подвесок 56
гидротехнических сооружений 45, 203,
205, 206, 226, 229
городского транспорта 36, 271, 273
грузовых танков 295
дерева см. Покрытия по дереву
дорожных машин 271
дымоходов котельных установок 64
емкостей 52, 74, 84, 192, 216, 218, 219
221, 283, 293
железобетонных конструкций см. По-
крытия по железобетону
изделий радиотехнической промыш-
ленности 56, 92
изделий сложного профиля 56
измерительных приборов 92
компрессоров 241
консервной тары 39, 40, 52
корпусов судов 55, 227, 229, 271, 273
кровли 65, 244
лопаток центробежных насосов 241
металла см. Покрытия по металлу
металлических подвесок 234
механических фильтров 84
морских водоводов 45
мостовик ферм 273
наркозно-дыхательной аппаратуры 233,
295
насосов 241, 291
нефтеотстойников 285
нефтепромысловых сооружений 227,
228
нефтехимической аппаратуры 232
обмоток электрических машин 297
оборудования 36, 237—239, 250—258,
307, 309
опреснительных установок 45
пищевой промышленности 41, 197,
207, 208
ТЭЦ 45
химического 69, 279
316
Защита поверхностей
опор металлоконструкций 46, 60, 65
отстойников 60
палуб судов 50, 275
подводных объектов 203, 229
подземных сооружений 132, 203
при химическом фрезеровании 137
проволочных изделий 72
радиаторов 41, 295
радиодеталей 40,, 83, 299
роторов электродвигателей 59
рулонного металла 52
рыбных бункеров 62
светильной арматуры 92
сельскохозяйственных машин 36, 93,
277
судовых помещений 54, 246, 295
судовых трубопроводов 206
токопроводов 223
тракторов 131
трубопроводов 56, 81
трюмов судов 60, 62
туннелей метрополитена 60
турбомеханизмов 291
узлов шасси 37
фасадов зданий 65
цистерн 62, 209. 279, 291, 295, 309
цистерн питьевой воды 64, 69, 75, 95,
209, 210, 311
шахтных металлоконструкций 45, 206
электрических машин 44, 222, 223
электродвигателей 49
электрооборудования 56, 80
электрофильтров 65
Защита комплексная 23, 24
Износостойкие покрытия 50, 51, 73, 80,
82, 86, 93
Ингибиторы коррозии 15, 102, 116, 135,
136
Кавнтацноннестойкие покрытия 204
Каменноугольный лак 32
Катафорез 169
Катодная защита 14
Кислотостойкие покрытия см. Покрытия,
стойкие к действию кислот
Классификация лакокрасочных материа-
лов 26
Комбинированные покрытия 82, 83
Комплексные покрытия 203
Консервация изделий см. Временная защи-
та поверхностей
Контактная коррозия 12—14
Контроль качества покрытий
показатели качества 254
контрольно-измерительные приборы
254—256
Коррозионная стойкость II, 12
Коррозионностойкие покрытия 64, 73,
237—239 см. также Защита от коррозии
и Противокоррозионные материалы
Коррозия 7 сл., 186
Красконагнетательные баки 146
Краскораспылители 142—149, 153, 157
Кремнийорганнческие материалы 21, 62—»
65, 286—291, 300, 312, 319
Кузбасслак см. Каменноугольный лак
Маслобенэостойкие покрытия 26, 53, 72,
76, 83, 96
Маслостойкие покрытия 39, 53, 57, 76,
83, 84, 213, 290—294 (см. также Покры-
тия, стойкие к действию масел)
Масляные материалы 31, 32, 268, 300, 302,
319, 322
Материалы горячей сушки 41, 42, 43, 81,
236
Материалы- на основе
акриловых смол см. Акриловые мате-
ри алы
алкидных смол см. Алкидные материа-
лы
битумов см. Битумные материалы
глифталевых смол см. Глифталевые ма-
териалы
каучуков 84 — 87, 286, 319
крезолоформ альдегидной смолы 74,
319, 320
кремнийорганических смол см. Крем-
ннйорганические материалы
меламнноформальдегидной смолы 91,
292, 298, 318, 319, 321
мочевкноформальдегидной смолы 91,
304, 318, 319
нанрнта 84
нитрата целлюлозы см. Нитратцеллю-
лозные материалы
пентапласта 79—81
пентафталевых смол см. Пентафталевые
материалы
перхлорвиниловых смол см. Перхлор-
внниловые материалы
поливинилацеталей 300
поливинилацетатной дисперсии 268
полнвинилбутнраля 70, 74—76, 292,
308, 310, 319, 320
поливинилиденхлорида 300
полидявнннлацетилена 76, 282, 292, 300
полнизоциануратов 59, 315
полимеризованных масел 296
полиметилметакрилата 288
полиметилфеннлснлоксановой смолы 231
полиолефинов 76, 77
полипропилена 77
полистирола 78, 79, 319
полиуретанов см. Полиуретановые ма-
териалы
полифенилснлоксановой смолы 290
полиэтилена 77
полиэфиров 33, 312, 322
растительных масел 31, 32, 296
резиновой смолы 292
сополимера эпоксиэфира со стиролом 50
сополимера бутнлметакрилата с мет-
акриловой кислотой 73
сополимеров винилхлорида
с винилацетатом 68—71, 270, 272,
274. 278, 294.
с винилбутиратом 67
с виннлиденхлорндом 67, 280, 306,
308, 319
с метилметакрилатом 67
сополимеров стирола с бутадиеном 90,
268
тиокола 21, 84
фенолоформальдегидной смолы см.
Фенолоформальдегидные материалы
фторпронзводных этилена см. Фторо-
пластовые материалы
фурановых смол 87
хлоркаучука 85, 321
хлорнаирита 85
хлорсульфированного полиэтилена
(хайполона) 77
циклокаучука 85, 280
Эпоксидно-бакелитовой композиции 52
эпоксидного олигомера 272, 280, 284,
294, 296, 298, 306, 312
эпоксидно-пековых композиций 45, 47,
48, 284, 286
эпоксидно-поли амидных композн ци й
53, 54, 294
эпоксидных смол см. Эпоксидные мате-
риалы
эпоксифенольиого лака 51, 52, 272
эпоксифенольного олигомера 282, 290,
294
317
chipmaker.ru
Материалы иа основе
эпоксиэфиров 49—51, 274, 306, 312
этиленового лака 284
этрифталевой смолы 35, 274
Материалы холодной сушки 59, 81, 236
Машиикн для шлифования 174
Металлизационно-полимерные покрытия
196, 246, 247
Метод(ы) иаиесения покрытия
автофоретическое осаждение см. Авто-
фореэ
аэрозольный 35
безвоздушное распыление 150—157
в облаке заряженных частиц 167
в псевдоожиженном слое 165, 167
в электрическом поле 165—167
газопламенное напыление 165
гидр ©электростатическое распыление
162
«мокрый по мокрому» 43
на внутреннюю поверхность труб 149
пламенное напыление 168
пневматическое распыление 142—149
пневмоэлектростатическое распыление
159—162
с подогревом 149, 150, 154, 155
электроосаждение 168, 169
электростатическое распыление 157—
161, 165—167
Молотковые эмали 37, 43, 318
Морозостойкие покрытия 81
Наполнители 19, 21, 39
Негорючие покрытия 69, 79, 245
Нескользящее покрытие 50, 51
Н и тратглн фталевые материалы 84, 318
Ннтратцеллюлозиые материалы 83, 84,
272, 276, 300, 318—320, 322
Нитратэпоксидные материалы 318
Огнезащитные покрытия 245
Окраска 250—258 см. также Защита по-
верхностей
Окрасочные установки см. Установки для
иаиесения покрытий
Оргаиодисперсии поливинилхлорида 71, 72
Органодисперсиониые краски 71
Органосиликатные материалы 65, 290
Отвердители 42, 45, 48, 53. 314, 315
Очистка поверхностей
анодным оксидированием 122, 123
преобразователями ржавчины 130
в зоне сварных швов 100, 101
в конструкциях из цветных металлов
100, 120—125
гидропескоструйн ая (гидроабрази вн ая)
102
дробеметная 104
дробеструйная 101 — 104
механизированным инструментом 105,
106
механохимическим способом 126, 127
обезжириванием 106—113
пароструйным 112, 113
пескоструйная 101
термическим способом 127
травлением 116—120
фосфатированием 113, 121
хроматированием 120, 121
Пароводяной очиститель 112
Паростойкне покрытия 39
Пассивация 15
Пеитафталевые материалы 24, 34, 91, 268,
270, 274, 290, 300, 302, 312, 319
Перхлорвиннловые материалы 24, 65—67,
183, 188, 274, 276, 278, 296, 300, 319
320, 322
Пигмеитоемкие покрытия 89
Пигменты 18, 19, 37
318
Пластификаторы 19
Поверхностно-активные веществе 107, 117.-
126, 226, 227
Покрывные материалы 26
Покрытия для подводных объектов 226—
229
Покрытия, не препятствующие сварке 37,
Покрытия по
бетону 20, 47, 53, 60, 66, 87, 184, 185,
1и8, 190, 208, 210, 213, 223—225,
237 277_____283
дереву 22—24, 31, 42, 58, 60, 66, 67,
76, 84, 90, 183, 184, 225, 245, 269,
274—277, 282—285, 300—305, 310—
313
железобетону 48, 54, 60, 77, 184, 185,
188, 190, 213, 223—225, 276—283
загрунтованным поверхностям 53, 58,
60, 66, 90, 269, 275, 277, 295, 299,
313
картону 269
керамике 233, 287
кирпичу 208
металлам 31, 32, 34, 36, 42, 45—54,'
58, 59, 64, 66, 76, 83, 84, 87, 241,
246, 272—313
алюминиево-магниевым сплавам 71
алюминиевым сплавам 39, 53, 61,
75, 120—123, 218, 235, 240, 242,
243, 285, 295, 297, 303, 305, 309,'
313
алюминию 73, 139, 221, 243, 273,
281, 287, 291. 293, 299, 300
бронзе 300
латуни 235, 240, 299, 300
легким сплавам 275
магниевым сплавам 53, 123—125,
233, 235, 295, 300, 303, 305, 307,>
309, 313
магнию 291, 293
меди 140, 300
медным сплавам 61, 75
нержавеющей стали 285, 297
никелевым сплавам 75
стали 32, 37, 40, 47, 53, 61, 63.
64, 74, 79, 92, 130, 180—185,
188—195, 198, 199, 207—209, 212,
214—223, 231, 235, 237—240,
242, 246, 270—273, 285—313
титановым сплавам 75, 235, 273,
285, 289, 307
углеродистой стали 86, 140, 285, 297
цветным металлам 311
цинку 92, 300
черным металлам 37, 38, 300
чугуну 291, 311
электротехнической стали 297
мокрым поверхностям 226—229
пластмассам 235
поверхности сварных швов 305
резине 139
ржавым поверхностям 130—135, 219
старым покрытиям 90, 269
стеклопластикам 235
стеклу 139, 233
теплостойким изоляционным материа«
лам 64
тканям 67, 78
штукатурке 90, 269
Покрытия повышенной прочности 81
Покрытия пониженной горючести 70
Покрытия с высокими физико-механнче*
скимн свойствами 49, 50. 52, 59, 62,
63, 70, 79, 87. 90. 92, 93, 96
Покрытия с высокой адгезией 33, 44, 55,
57. 59, 69. 70, 73, 74, 77, 82. 85. 89
Покрытия с малой усадкой 48
Покрытия специального назначения см«
Специальные покрытия
Покрытия с повышенными фрикционными
свойствами 51
Покрытия, стойкие внутри помещения
28—30, 43, 84, 90, 237 — 239, 268. 269,
273. 277
прн воздействии агрессивных газов
и паров 182—186
при отсутствии агрессивных газов и па-
ров 179—181
Покрытия, стойкие к
вибрациям 85
истиранию 57
растрескиванию 21. 77
тепловым ударам 64
удару 37, 73, 83
фотохимическому старению 60
Покрытия, стойкие к действию
агрессивных сред 78, 81, 182—190,
223, 235, 236
ацидофилина 41
вина 192, 279
вискозы 132
влаги 21, 37, 49, 61, 71. 233, 281,
283, 285, 293, 299 см. также Влаго-
стойкие покрытия
воды 38, 39, 74, 76, 77, 83, 86, 87, 91,
132, 207—210, 280—286, 293, 307 см.
также Водостойкие покрытия
водопроводной 237, 239
горячей 29, 52, 72, 74, 207, 239
283 285
дистиллированной 52, 70, 238, 239
минерализованиой 47, 64
морской 30, 47, 48, 50, 51, 54, 64,
79. 95. 134, 209, 219, 283, 285,
287, 295
нейтральной 49
пресной 30, 47, 54, 62, 134, 219,
283, 285, 295
речной 237, 239
холодной 29, 207, 208
щелочной 49
газов 29. 30, 66, 67, 194
азота 299
аммиака 64, 199, 239
кислых 64
окислов азота 21, 28, 71, 183—185,
188—190
сернистого 28, 49, 64, 80, 183—185,
188—190, 277
серного 49, 183—185, 188—190
сероводорода 64, 80, 87, 183—185,
188—190, 199
углекистого 80, 277
фтористого водорода 28, 183—185,
188—190
хлора 64. 80. 132, 188—191, 277
хлористого водорода 28, 183—185,
188—190
четырехфтористого кремния 188—
190
дизельного топлива 74, 218, 219
жидкого кислорода 299
жидкого топлива 30, 54
кислот 32, 68, 70, 71, 72. 76, 191—195
276—279, 309
азотной 77, 87, 237, 239
винной 52
минеральных 38, 67, 80, 283, 307
молочной 41
муравьиной 191
органических 67, 80
серной 28, 32, 39, 59. 62. 64, 69.
72, 77, 80, 81, 82, 84, 86, 87, 191,
193, 195, 237, 277, 279
слабых растворов 41
соляной 21, 39. 52, 59, 64, 69, 70,
80, 81, 82, 86, 87, 191, 195, 237,
277, 279
уксусной 39, 52, 191, 192
фосфорной 84, 86, 87, 195, 277
хромовой 80
масел 52, 80, 87, 238, 291, 293, 297 см.
также Маслостойкие покрытия
авиационного 61
минерального 29, 40, 41, 61, 67,
74, 75, 76, 214—216, 221, 283, 293
солярового 218
минеральных удобрений 61
молока 41, 192
морского тумана 43, 91, 131
моющих средств 41, 43
нефтепродуктов 29, 30, 38, 39, 50, 52,
53, 54, 64, 95. 216, 219, 285, 293, 295
см. также Бензостойкие покрытия
нефти 70. 79, 218
окислителей 238, 239
паров 28—30, 74, 207, 285
перепада температур 43, 45, 51, 55, 56,
61, 65, 71, 72. 80. 83, 85, 233, 289
пивного сусла 192
плесневых грибов 43
повышенной влажности 21, 43, 45,
59, 61, 64. 72, 95, 131, 183, 185, 223,
238, 239 см. также Влагостойкие
покрытия
повышенной температуры 29, 38, 15
51, 61, 63, 75, 91, 212 см. также Тер-
мостойкие покрытия
пониженных температур 61, 236, 240,
298, 299
простокваши 41
радиоактивных веществ 235—239
растворителей 38, 57, 60, 62, 294—297
ароматических углеводородов 80
ацетона 221
бензина 40, 41, 45, 61, 67, 74, 75,
87, 199, 217, 218, 220, 221, 238,
295, 297 см. также Бензостойкие
покрытия
бензола 62, 192, 219, 221
дихлорэтана 61. 88
керосина 67. 75, 238
кетойов 80
спиртов 45, 61, 67, 80, 219, 307
толуола 217, 221
трихлорэтилена 45
этилхлорнда 217
эфиров 80, 219
соков 192
солей 38, 52, 62. 67, 71, 72, 76, 80, 91,
191 — 195, 216. 277, 291
минеральных 87
персульфата калия 86
поваренной 52, 70, 71, 72, 279
соды 62
хлорида калия 82
хлорида кальция 80
хлорида натрия 28. 82, 193
солнечной радиации 43, 83, 233, 242
токсичных веществ 237. 239
тузлука 192
углеводородного конденсата 52,216,
291
фенола 199
химических реагентов 61, 83
целлюлозной массы 191
щелочей 28, 56, 62, 68, 71, 72, 76, 77, 80,
87, 132, 198, 199, 237, 239, 277, 279,
280, 281, >8'3, 307, 309
• • горячих растворов 281
едких .52^59, 71, 81, 84, 86, 87, 138
. \слабых растворов 41, 43. 67
Полиуретановые материалы 56—62, 270,
280, 282, 300, 320
Порошковые материалы 36, 56. 72, 75,
77—80, 83, 164—168
Предельно допустимые концентрации 259
Преобразователи ржавчины 130—135
319
chipmaker.ru
Продолжительность высыхания 255
Продукт ДГУ 56, 57, 315
Продукт 102 Т 56, 314
Протекторы 14, 19
Противокоррозионные материалы 33, 45, 47,
51, 55, 60, 64, 69, 70, 71, 83, 84, 90,
135—140 см. также Коррозмон нестойкие
покрытия и Защита от коррозии
Противопожарные мероприятия 259—266
Противошумные мастикн 33
Профилактический уход за покрытием
256—258
Радиациоивостойкие покрытия 235—240
Распылители 158, 159, 165, 166
Растворители 269 сл., 302—313
Расход лакокрасочных материалов 25,
268 сл
Резольиый лак 29
Светоотражающие покрытия 242
Светостойкие покрытия 41, 59, 69, 73, 78
Сиккатнвы 315
Силоксаны см. Кремнийорганические мате-
ри /лы
Смывки 128—130
Состав (ы)
для обезжиривания 107—112, 124, 126
для окраски по ржавчине 130—135
для оксидирования 123, 124
для травления 117—119, 137
для удаления покрытий 129, 130
для фосфатирования 114, 115
для хроматирования 120, 121
предохранительных паст* 265
разбавителей 319—322
растворителей 318—321
смывающиеся 135—140
съемные 135—140
Специальные покрытия 26, 229—246
Срок службы покрытия 28—31
Сушка материалов 175—179
Твердость покрытий 254
Твердые покрытия 35, 37, 38, 41, 44, 57—
61, 63, 76, 78, 80, 83
Теплостойкие покрытия 75, 79, 82, 87, 88
Термостойкие покрытия 26, 59, 63, 64,
93, 211—213, 286—290 см. также По-
крытия, стойкие к действию повышенных
температур
Термостойкость покрытия 211
Текинка безопасность 259—266
Тиксотропные материалы 55, 57, 58, 71, 129
Тиоколы 21, 85
Токопроводящие покрытия 230—235
Толщина покрытий 17, 18, 255
Травильные пасты 117, 119
Травление поверхности 116—120
Тропикостойкие покрытия 61, 64, 66
Удаление старых покрытий 128—130
Ударная прочность покрытий 254
Установка (и) для нанесения покрытий
безвоздушного распыления 152, 156, 157
в ионизированном псевдоожиженном
слое 167
в облаке заряженных частиц 167
гндроэлектростатическке 162, 164
пароструйной очистки 112, 113
п невм этнического распыления 147, 149
пневмоэлектростатические 160—162
электростатические 159, 160, 165—167
Уход за аппаратурой и инструментом 170
Химическая коррозия 7
Химически стойкие покрытия 21, 26, 44,
45, 49, 51, 52, 56, 59, 62, 64, 66, 68,
70—72, 76, 78, 79, 81 — 85, 285
Фенолоформальдегидные материалы 38-*
41, 231, 284, 290, 292, 294, 300, 304
Флуоресцентные покрытия 243
Фосфатирование поверхности 113—115,
121
Фторопластовые материалы 81—83, 195,
231, 236
Цветостойкие покрытия 58, 59, 73
Цвет покрытия 26, 27
Цинксиликатные краски 94
Шлифовальные машинки 104, 105
Шлифование 172
Шпатлевание 172
Шпатлевки 27, 312—317
Щелевая коррозия 14
Щелочестойкне покрытия см. Покрытия,
стойкие к действию щелочей
Эластичность покрытий 254
Эластичные покрытия 33, 44, 57, 68, 73,
77, 81, 83, 85, 87
Электрон зол я ци ок ные покрытия 26, 43,
45, 56, 65, 80, 82, 38, 213, 222, 223
296—299
Электрохимическая коррозия 8, 9, 186
Эпоксидные материалы 32, 44—56, 195,
272, 286, 296, 300, 310, 318, 319, 320, 322
Эроэиоыностойкие покрытия 85, 240