/



















Text
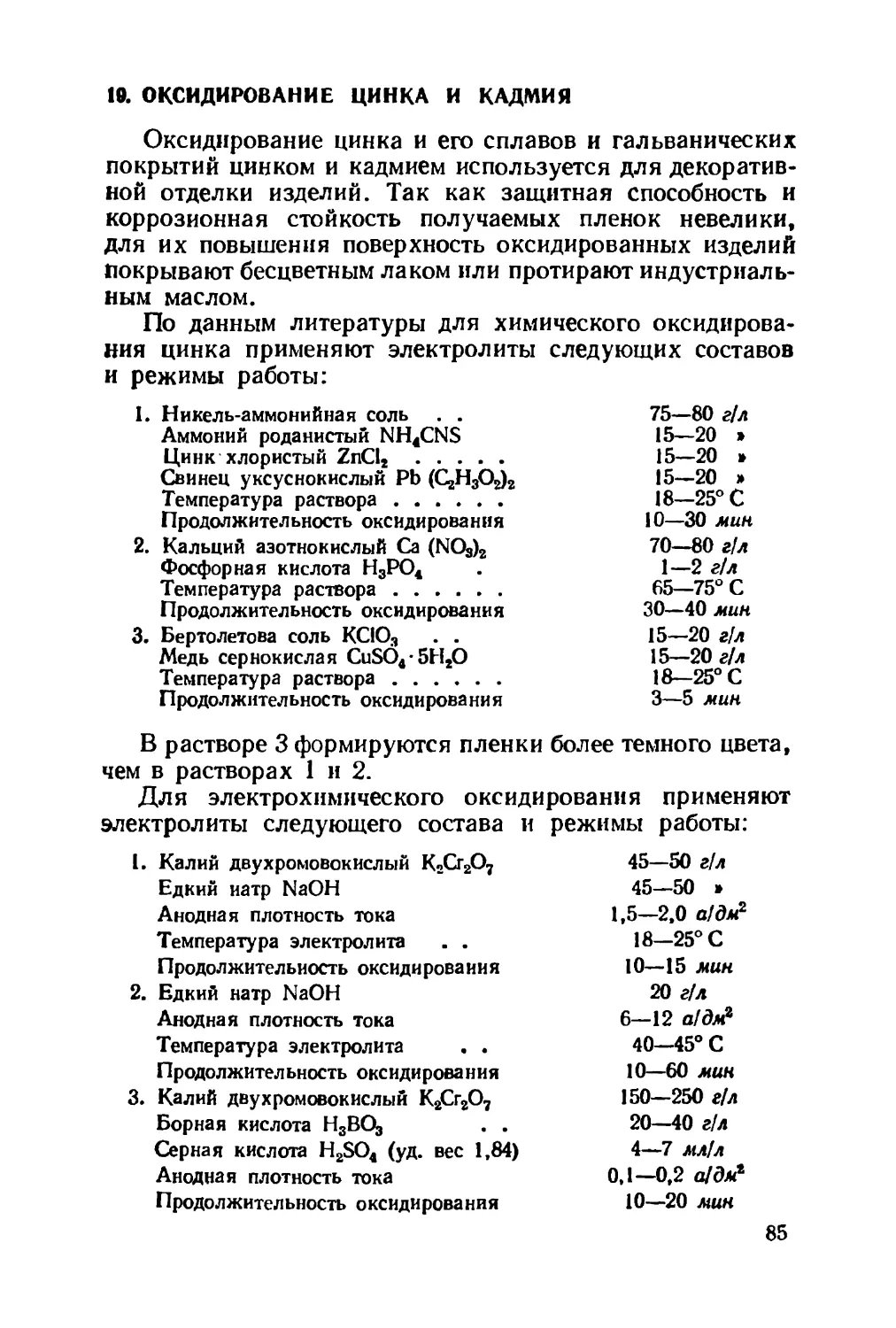
С. Я. ГРИЛИХЕС
Оксидирование
И
фосфатирование
металлов
chlpmaker.ru
БИБЛИОТЕЧКА ГАЛЬВАНОТЕХНИКА
~Г8$
ВЫПУСК в
Chipmaker.ru
С. Я. ГРИЛИХЕС
ОКСИДИРОВАНИЕ
И ФОСФАТИРОВАНИЕ
МЕТАЛЛОВ
Издание 3-е,
дополненное и переработанное
Под редакцией
д-ра техн, наук П. N. Вячеславова
ИЗДАТЕЛЬСТВО „МАШИНОСТРОЕНИЕ**
ЛЕНИНГРАД 1971
УДК 621.357 621.794.61 + 621.794.62 (04)
Оксидирование и фосфатирование металлов. Грилихес С. Я.,
Л., «Машиностроение», 1971 г. 120стр. Табл. 17. Илл. 8. Библ. 13 назв.
В серии брошюр «Библиотечка гальванотехника» изложены основ-
ные сведения нз области теории и практики гальванических процессов:
меднения, никелирования, хромирования, цинкования, кадмирования,
лужения, свинцевания, осаждения благородных и редких металлов,
а также некоторых сплавов. Рассмотрены технология нанесения гальва-
нических покрытий на легкие металлы, оксидирование и фосфатирова-
ние металлов и химические способы получения металлических покрытий
в современное оборудование гальванических цехов.
Библиотечка рассчитана на квалифицированных рабочих, лабо-
рантов, мастеров гальванических цехов. Она может быть полезна
также инженерно-техническим работникам, интересующимся вопро-
сами гальванотехники.
Полный перечень брошюр библиотечки публикуется н конце каж-
дого выпуска.
В данной брошюре излагаются основные сведения о способах окси-
дирования и фосфатирования черных, цветных и легких металлов;
рассматриваются вопросы технологии и их практического применения.
По сравнению с предыдущими в настоящем издании уточнены
рекомендации по оксидированию и фосфатированию различных металлов
с учетом работ, выполненных в последние годы; приводятся сведения
о новых электролитах и их применении, а также о способах пассиви-
рования металлов и сплавов; дается описание методик контроля ка-
чества оксидных и фосфатных пленок и состава некоторых растворов
для оксидирования и фосфатирования.
3—12—5
55—71
Рецензент инж. К. М. Спиридонова
Семен Яковлевич ГРИЛИХЕС
ОКСИДИРОВАНИЕ
И ФОСФАТИРОВАНИЕ
МЕТАЛЛОВ
Chipmaker.ru
Редактор издательства И. А. Денина
Технический редактор В. Ф. Костина
Обложка художника И. П. Крелиева
Корректор 3. А. Мирошниченко
Сдано в производство 2/II1 1971 г. Подписано к печати 9/VII 1971 г.
М-22603 Формат бумаги 84Х108,/я> Прив. печ. л. 6.3 Уч.-изд. л. 6,6
Тираж 16 000 экз. Зак. № 1033 Цена 24 коп.
Ленинградское отделение издательства «МАШИНОСТРОЕНИЕ»
Ленинград, Д-65, ул. Дзержинского, 10
Ленинградская типография № 6 Главполиграфпрома
Комитета по печати при Совете Министров СССР
Ленинград, С-144, ул. Моисеенко, 10
ПРЕДИСЛОВИЕ
Неорганические оксидные и фосфатные покрытия на-
ходят широкое применение в различных отраслях про-
мышленности. Такое распространение объясняется их
ценными свойствами. В зависимости от условий химиче-
ской или электрохимической обработки на поверхности
металла могут быть получены окисные или солевые пленки
различной толщины и свойств. Тонкие пленки пассиви-
руют металл и несколько повышают его стойкость против
коррозии. С увеличением толщины и уменьшением по-
ристости возрастает защитная способность пленок.
Изменяя условия ведения процесса, можно оказывать
влияние не только на стойкость материалов против кор-
розии, по и на их механические и физико-химические
свойства, связанные прежде всего с состоянием поверх-
ности. Таким путем на изделиях могут быть получены
пленки, обладающие высокой адсорбционной способ-
ностью, хорошими электроизоляционными свойствами,
повышенными твердостью и износостойкостью. Это позво-
ляет использовать их для улучшения эксплуатационных
характеристик изделий.
В настоящем выпуске приводятся основные сведения
о способах и технологии оксидирования и фосфатирования
черных, цветных, легких металлов и их сплавов и о свой-
ствах получаемых пленок. По сравнению с предыдущими
изданиями брошюра дополнена материалами о получении
на металлах и сплавах тонких пассивных пленок, спо-
собах контроля качества оксидных и фосфатных покры-
тий и состава некоторых растворов для оксидирования и
фосфатирования. Приводятся также сведения о проведен-
ных в последние годы новых работах в области усовер-
шенствования указанных процессов.
Автор
1*
Глава I. ОКСИДИРОВАНИЕ СТАЛИ
1. СПОСОБЫ ОКСИДИРОВАНИЯ И СВОЙСТВА
ОКСИДНЫХ ПЛЕНОК НА СТАЛИ
Chipmaker.
Оксидные пленки на железе и его сплавах могут быть
получены термическим, химическим и электрохимическим
способами. Термический способ заключается в нагреве
деталей на воздухе или в среде водяного пара. При этом
на поверхности металла образуется пленка толщиной до
3 мкм, которая в зависимости от состава металла и режима
оксидирования имеет различную окраску. Термовоздуш-
ныи способ оксидирования используется для получения
изоляционных пленок на трансформаторных пластинах
или на ленте из электротехнической стали.
Для получения на углеродистой стали защитно-деко-
ративных пленок черного цвета погружают нагретые до
450—470° С детали в льняное масло, повторяя эту опера-
цию несколько раз.
Пленки черного цвета получаются при обработке де-
талей в смеси, состоящей из 4 частей едкого натра и 1 части
нитрита натрия, при температуре 250—350° С. Синяя
окраска пленок получается при оксидировании в смеси,
содержащей 55% нитрита натрия и 45% нитрата натрия.
Термический способ применяется для оксидирования
инструмента и некоторых мелких деталей.
Для получения защитно-декоративных пленок наиболее
широко используется химический способ оксидирования
в щелочных и бесщелочных растворах. В первом случае
обработка стали производится в горячем концентрирован-
ном растворе щелочи, содержащем окислители. Образую-
щаяся пленка состоит в основном из магнитной окиси
железа Fe3O4. Во втором случае рабочий раствор содер-
жит фосфорную кислоту и окислители — азотнокислые
соли кальция, бария. Формирующаяся в нем фосфатно-
окисная пленка состоит из фосфатов, окиси железа и
металла, азотнокислая соль которого добавляется к рас-
твору. Толщина ее достигает 3—4 мкм. Такие пленки от-
личаются большей механической стойкостью и лучшей
защитной способностью, чем оксидные слои, полученные
в щелочных растворах.
Бесщелочное оксидирование ведут при более низкой
температуре, что позволяет упростить конструкцию ванн.
Продолжительность процесса по сравнению со щелочным
4
способом уменьшается в 2—3 раза. Оксидно-фосфатный
слой может служить хорошим грунтом под лакокрасочные
покрытия. Он используется также для декоративной от-
делки и защиты от коррозии изделий из углеродистых и
легированных сталей, а также из цинка и его сплавов.
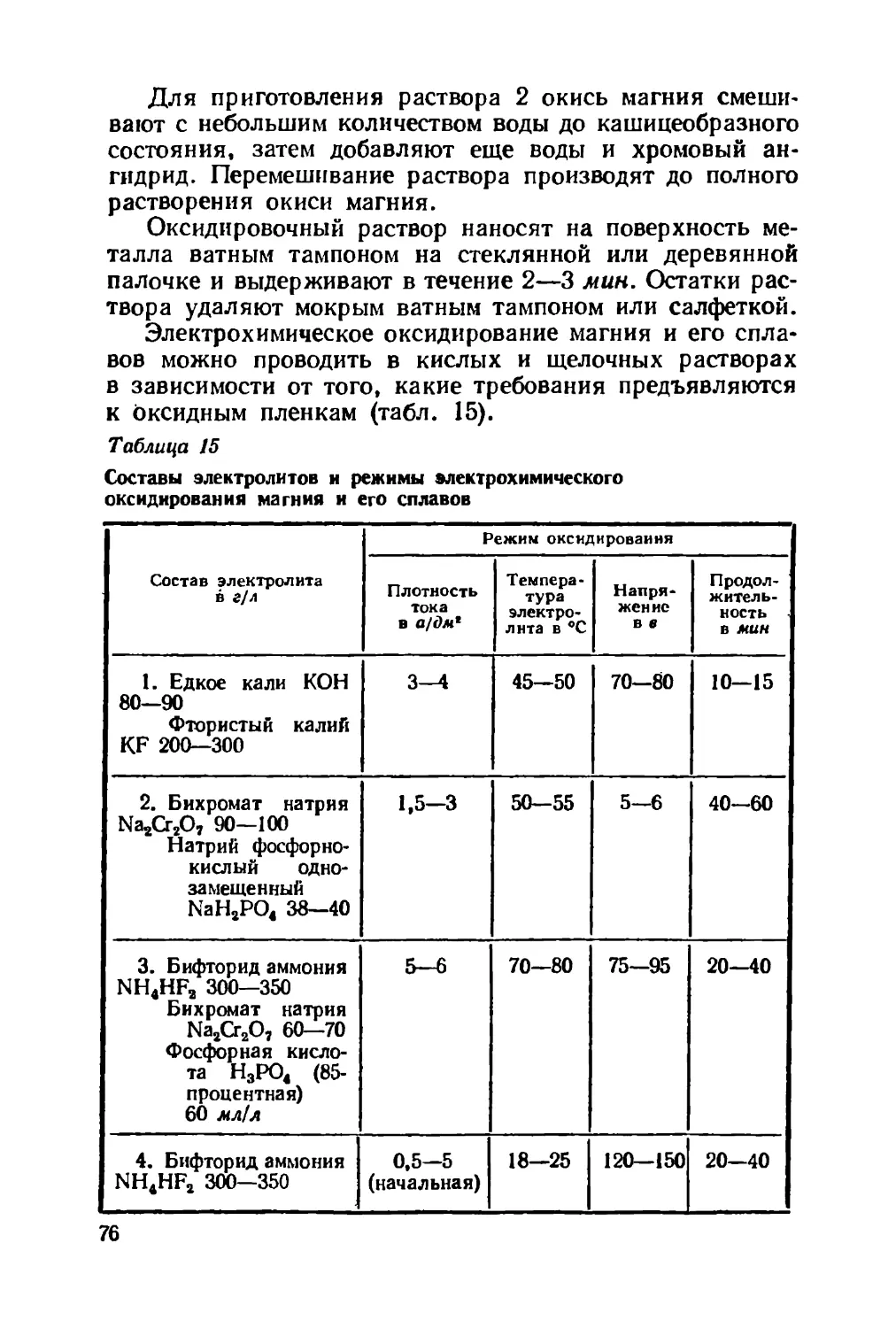
Электрохимическое оксидирование производится об-
работкой изделий на аноде в щелочном растворе. Процесс
идет при более низкой температуре и требует меньшего
расхода химикатов, чем при химическом оксидировании.
Пленки получаются черного цвета с синим оттенком, бо-
лее стойкие против коррозии, чем полученные химическим
путем. Малое практическое применение электрохимиче-
ского способа оксидирования связано с тем, что для его
осуществления требуются дополнительные затраты на пи-
тание ванн постоянным током и специальные подвесные
приспособления для загрузки обрабатываемых деталей
в ванну. Низкая рассеивающая способность электролитов
затрудняет обработку деталей сложного профиля.
Защита металла от коррозии с помощью окисных пле-
нок, помимо оксидирования, производится пассивирова-
нием его в специальных растворах. При осуществлении
этой операции на поверхности металла образуется тонкий
бесцветный или слегка окрашенный окисный слой. Замет-
ное повышение стойкости против коррозии наблюдается
у легированных сталей, в особенности у хромоникелевых.
У простых углеродистых сталей оно очень незначительно.
Пассивирование применяется для предотвращения корро-
зии деталей при межоперационном или складском хра-
нении.
Основой процесса химического оксидирования стали
является реакция взаимодействия металла со щелочью и
окислителями. Растворяясь в горячем концентрированном
щелочном растворе, железо дает закисное соединение типа
Na2FeO2. В присутствии окислителей в растворе обра-
зуется соединение трехвалентного железа Na2Fe2O4. Фор-
мирующаяся на металле оксидная пленка состоит в основ-
ном из магнитной окиси железа, которая может образо-
ваться по реакции Na2FeO2 + Na2Fe2O4 + 2Н2О
— Fe3O4 + 4NaOH.
Формирование пленки начинается с появления на по-
верхности металла кристаллических зародышей. По мере
того как окисел покрывает металл, изолируя его от воз-
действия раствора, уменьшается скорость растворения
5
железа и образования пленки. Скорость роста пленки и
ее толщина зависят от соотношения скоростей образова-
ния центров кристаллизации и роста отдельных кристал-
лов. При большой скорости образования зародышей
кристаллов их количество на поверхности металла быстро
увеличивается, и кристаллы смыкаются, образуя тонкую
сплошную пленку. Если же скорость образования заро-
дышей относительно невелика» то до того как они сом-
кнутся, создаются благоприятные условия для их роста и
формирования оксидной пленки большей толщины.
Процесс образования на металле оксидной пленки оп-
ределяется условиями, при которых проводится оксидиро-
вание. При большой концентрации в растворе окислителя
возрастает скорость образования зародышей оксида и,
следовательно, уменьшается толщина формирующейся
окисной пленки. Уменьшение концентрации окислителя
способствует росту толщины пленки, но при чрезмерно
малом его содержании пленка получается механически
непрочной и легко стирается. Повышение концентрации
едкой щелочи способствует росту толщины пленки, но
в сильно концентрированных растворах на поверхности
металла может выделиться рыхлый осадок гидрата окиси
железа и защитные свойства пленки понизятся.
Скорость растворения стали в оксидировочном рас-
творе зависит также от ее химического состава и микро-
структуры. Высокоуглеродистые стали оксидируются бы-
стрее, чем малоуглеродистые. Поэтому при оксидировании
малоуглеродистых сталей применяют растворы с повышен-
ной концентрацией едкой щелочи. Состав стали оказы-
вает влияние и на цвет пленки: на малоуглеродистых ста-
лях она получается глубокого черного цвета, на высоко-
углеродистых — черного с серым оттенком.
При электрохимическом оксидировании скорость рас-
творения металла и образования окисла определяется не
только составом раствора, по и электрическим режимом
процесса. Повышение анодной плотности тока ускоряет
растворение железа и образование центров кристаллиза-
ции. Более толстые оксидные пленки получаются при
сравнительно низких плотностях тока.
2. ХИМИЧЕСКОЕ ОКСИДИРОВАНИЕ
Оксидирование в щелочных растворах. Основными ком-
понентами оксидировочных растворов являются едкая ще-
6
лочь NaOH или КОН и окислитель, в качестве которого
используют азотнокислый натрий и азотистокислый на-
трий. В присутствии азотнокислых солей образуются
слегка матовые пленки черного цвета. Азотистокислые
соли способствуют получению блестящих пленок с сине-
ватым оттенком. Матовые пленки несколько более стойки
против коррозии, чем блестящие.
Иногда в оксидировочные растворы вводят добавки
хлористого натрия, силиката натрия, щавелевокислых
солей щелочных металлов, двуокиси магния, хроматов.
Покрытие при этом приобретает синий, фиолетовый или
красноватый оттенок, но его толщина и стойкость против
коррозии практически не увеличиваются.
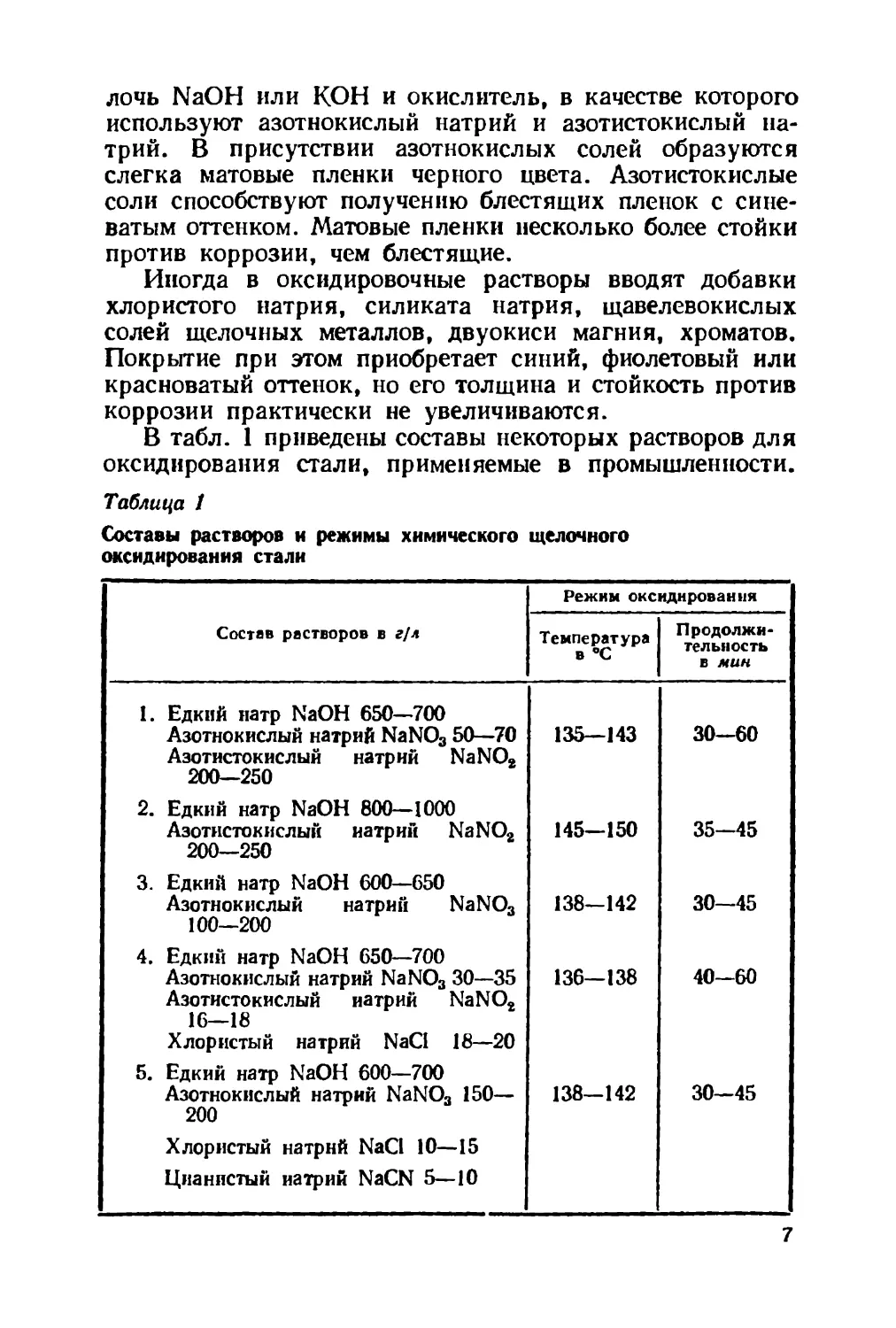
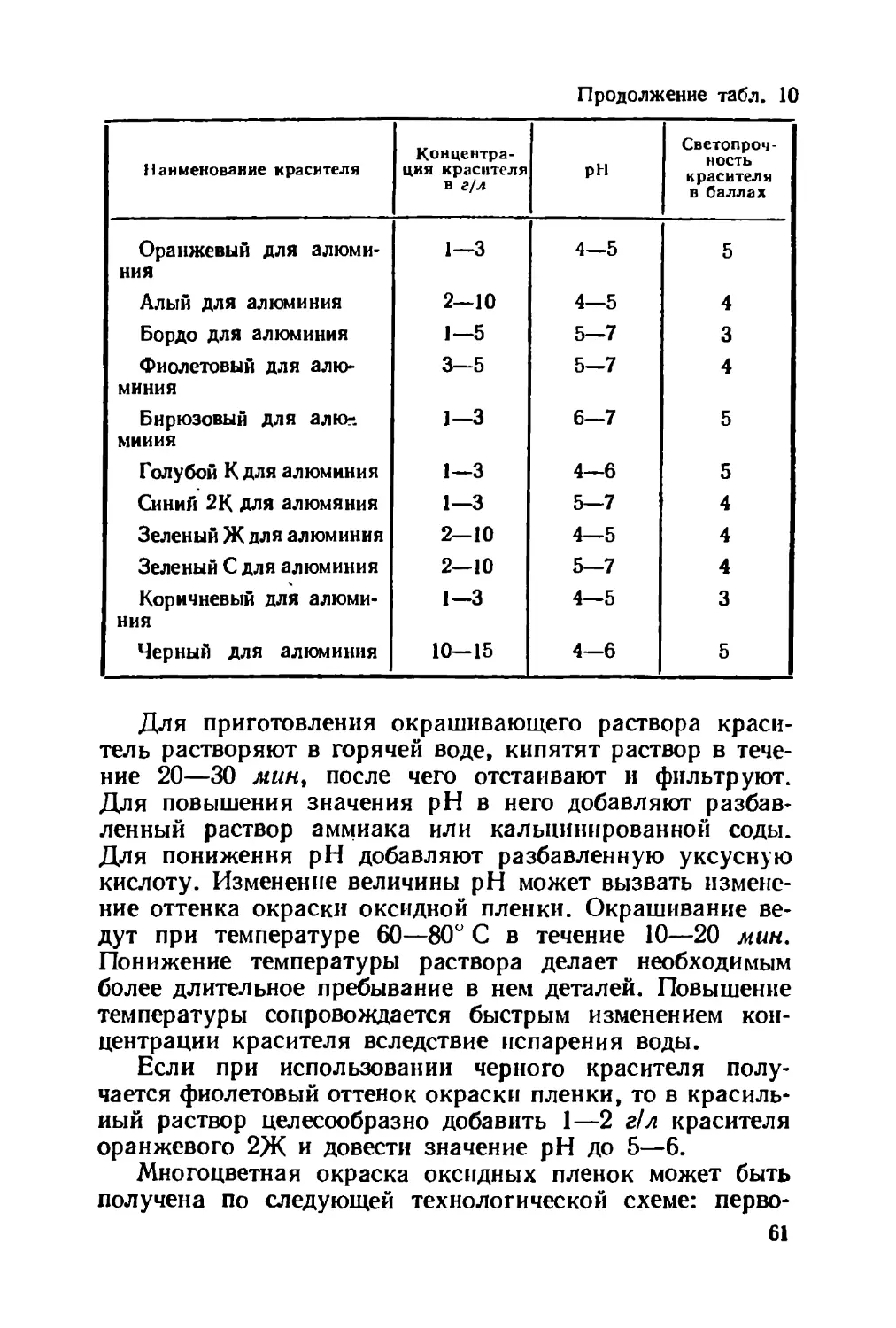
В табл. 1 приведены составы некоторых растворов для
оксидирования стали, применяемые в промышленности.
Таблица 1
Составы растворов и режимы химического щелочного
оксидирования стали
Состав растворов в г/л Режим оксидирования
Температура в °C Продолжи- тельность в мин
1. Едкий натр NaOH 650—’700 Азотнокислый натрий NaNO3 50—70 Азотистокислый натрий NaNO2 200—250 135—143 30—60
2. Едкий натр NaOH 800—1000 Азотистокислый натрий NaNO2 200—250 145—150 35—45
3. Едкий натр NaOH 600—650 Азотнокислый натрий NaNO3 100—200 138—142 30—45
4. Едкий натр NaOH 650—700 Азотнокислый натрий NaNO3 30—35 Азотистокислый натрий NaNO2 16—18 Хлористый натрий NaCl 18—20 136—138 40—60
5. Едкий натр NaOH 600—700 Азотнокислый натрий NaNO3 150— 200 138—142 30—45
Хлористый натрий NaCl 10—15 Цианистый натрий NaCN 5—10
7
chlpmaker.ru
В растворе 1 получаются блестящие, а в растворе 2 —
матовые пленки. Раствор 4 более экономичен, вследствие
меньшей концентрации в нем азотнокислых и азотистоки-
слых солей. При оксидировании в этом растворе почти не
наблюдается образования на деталях налета.
Повышение концентрации щелочи в растворе приводит
к увеличению толщины оксидной пленки, но при этом на
поверхности металла может появиться бурый налет гид-
рата окиси железа, ухудшающий качество покрытия. Для
предотвращения образования гидроокиси в раствор вводят
небольшое количество желтой кровяной соли, перманга-
ната калия или цианистого калия. Положительные резуль-
таты дает пассивирование деталей перед оксидированием
в растворе хромата или бихромата калия или прогревание
на воздухе при температуре 220—230° С. Образующиеся
при такой обработке на поверхности металла тонкие окис-
ные пленки предотвращают выделение при оксидировании
осадка гидроокиси железа.
Для повышения защитной способности оксидных пле-
нок предложено проводить процесс оксидирования в не-
сколько стадий, влияя таким путем на скорость возник-
новения центров кристаллизации и роста кристаллов
оксида.
При двухстадийном оксидировании по А. Г. Самарцеву
растворы имеют следующий состав (в г): 1 — едкий натр —
800—900, азотнокислый калий — 25—50, вода — 1000;
2 — едкий натр — 1000—1100, азотнокислый калий —
50—100, вода— 1000. Детали обрабатывают сначала в рас-
творе 1 при температуре 140—145° С в течение 5—10 мин,
затем в растворе 2 при температуре 150—155° С в течение
30—45 мин.
В растворе 1, где концентрация щелочи понижена, об-
разуется тонкая сплошная пленка, пассивирующая ме-
талл и тем самым замедляющая его растворение. В рас-
творе 2 происходит увеличение толщины пленки.
При трехстадийном процессе [6] применяются растворы
следующего состава (в г): 1 — едкий натр — 1500—2000,
вода — 1000; 2 — едкий натр — 900, азотнокислый нат-
рий — 150, вода — 1000; 3 — едкий натр 1800, азотно-
кислый натрий — 135, вода — 1000. Температура рас-
твора и продолжительность оксидирования составляют
соответственно 150—175° С, 10—15 мин; 133—137° С,
10—15 мин; 148—154° С, 120 мин.
8
Повышение защитной способности пленок, полученных
при многостадийном оксидировании, сравнительно неве-
лико, но технологический процесс усложняется, чем и
объясняется малое использование указанного метода
в производстве.
Режим оксидирования зависит от состава раствора и
обрабатываемого металла. Оксидирование обычно произ-
водят при температуре кипения раствора. Увеличение
концентрации едкого натра в 1 л раствора на 10 г приводит
к повышению температуры кипения примерно на 1°.
Стали, содержащие свыше 0,7% углерода, оксиди-
руют при начальной температуре ванны 135—137° С,
закаленные и легированные стали — при 140—145° С.
В процессе оксидирования температура кипения
раствора повышается вследствие испарения воды на
5—7°.
Декоративное оксидирование продолжается 30—40лшя.
Для получения пленок более стойких против коррозии
продолжительность процесса увеличивается до 1—2 ч.
Для получения покрытий хорошего качества оксиди-
ровочный раствор должен содержать небольшое коли-
чество окисного железа. Для этого после приготовления
раствор прорабатывают в течение нескольких часов, за-
грузив в него стальные полосы или ненужные детали.
Вместо проработки раствора в него можно добавить при
приготовлении 3—5 г/л сернокислого железа.
При эксплуатации состав оксидировочного раствора
изменяется за счет испарения воды, разложения окислите-
лей, накопления солей железа. О необходимости корректи-
рования можно судиты по изменению температуры кипе-
ния раствора и внешнего вида оксидной пленки. Повыше-
ние температуры кипения указывает на необходимость
добавления воды, понижение ее — на необходимость до-
бавления щелочи.
При появлении зеленоватого оттенка оксидированных
деталей в ванну добавляют окислители. Образование на
металле красно-бурого налета указывает на необходимость
добавки окислителей или понижения температуры ванны.
Точный расчет необходимого количества добавок делают
на основании данных химического анализа.
Во время работы на дне ванны накапливается осадок
солей железа, который следует ежедневно удалять с по-
мощью стального сетчатого черпака.
9
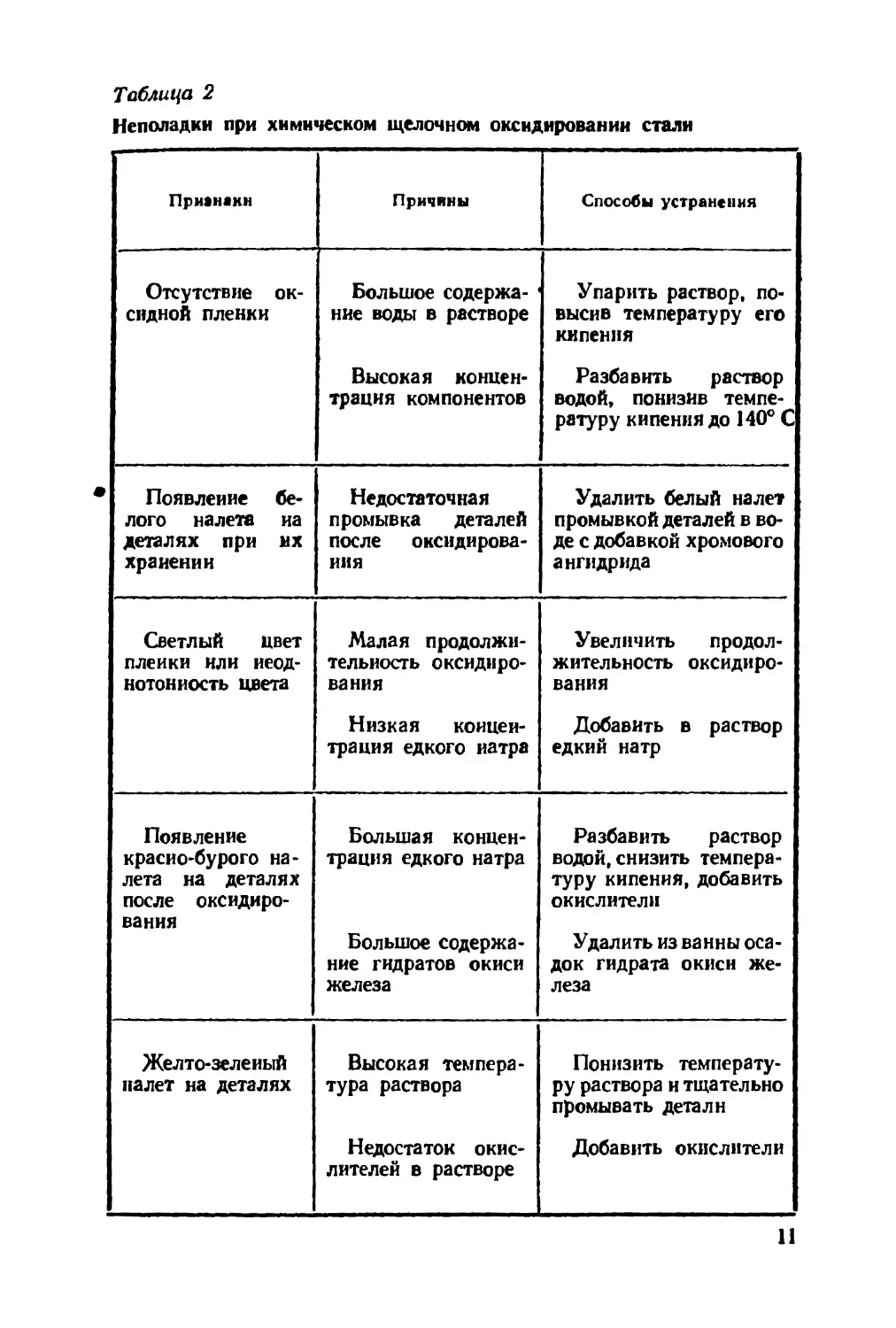
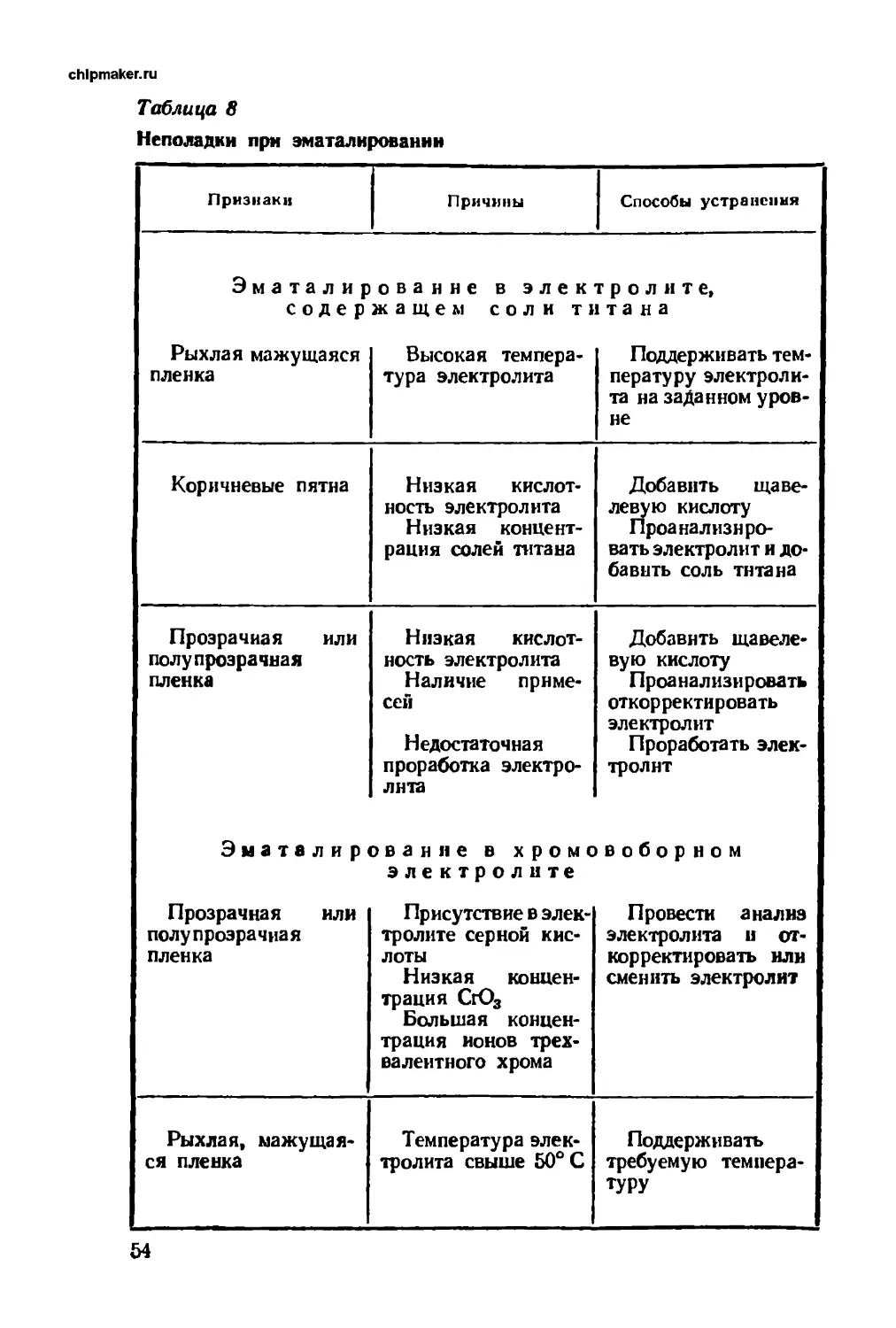
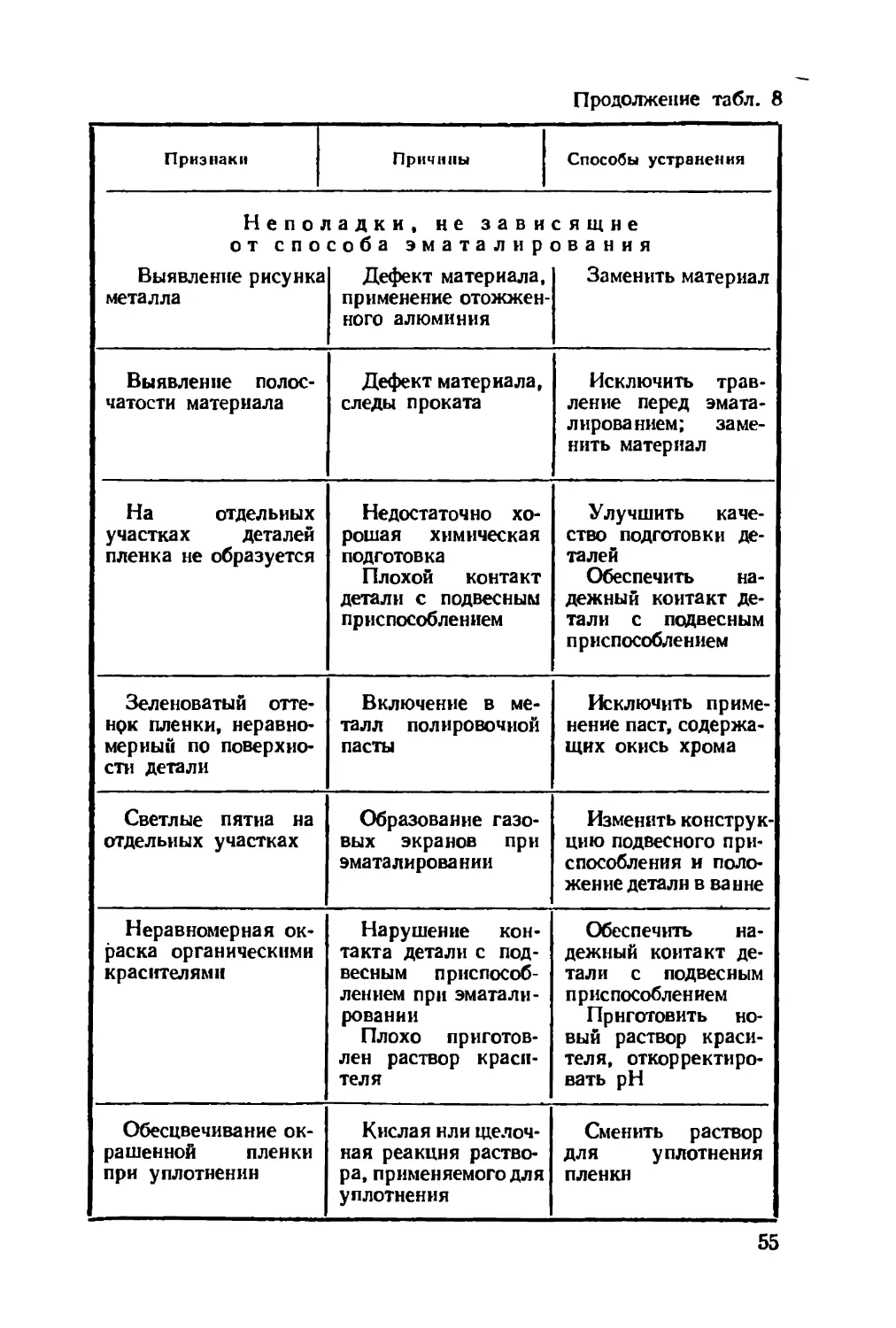
В табл. 2 указаны неполадки, встречающиеся при ок-
сидировании в щелочных растворах, их возможные при-
чины и способы устранения.
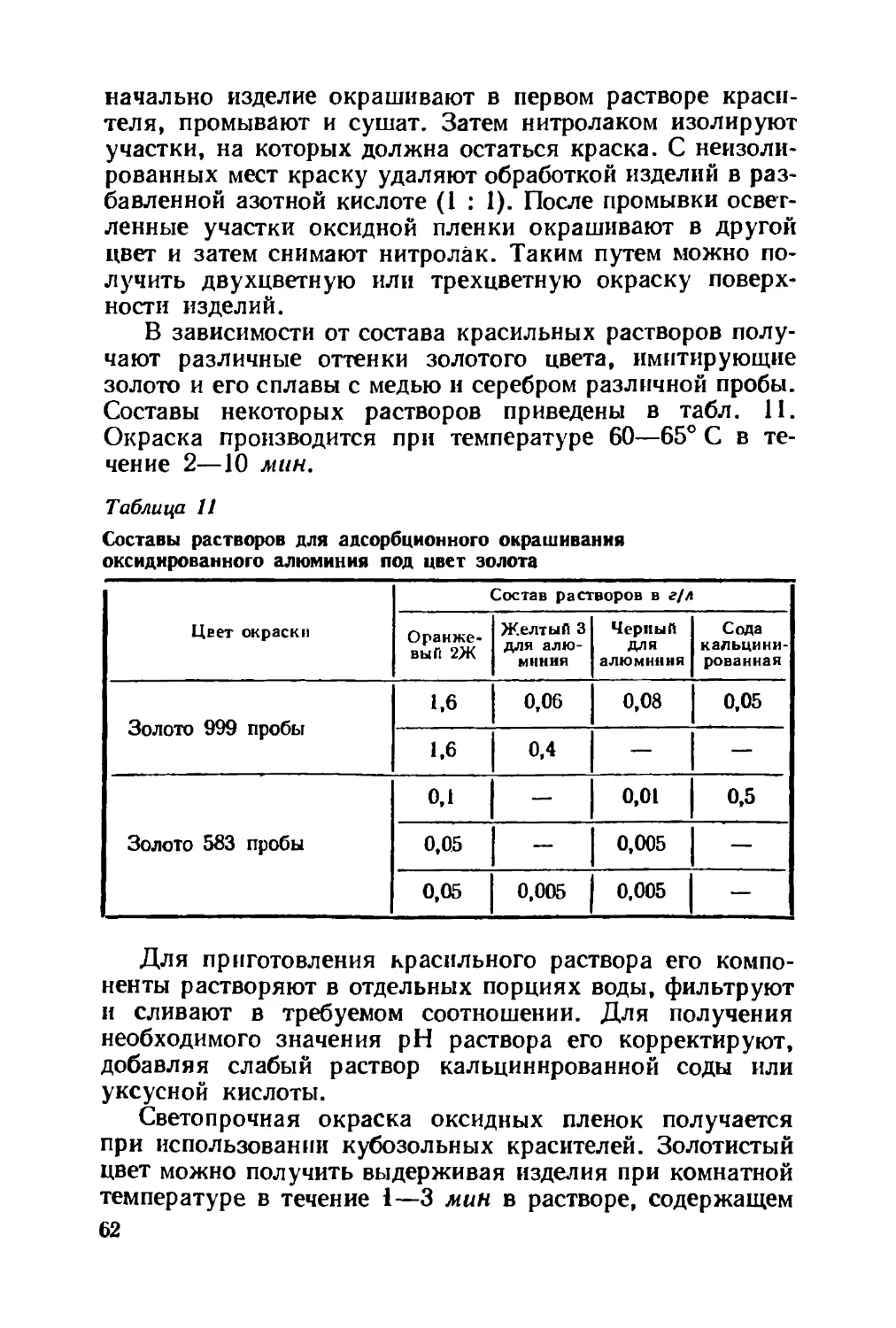
Оксидирование в бесщелочных растворах. В состав
растворов для бесщелочного оксидирования входят фосфор-
ная кислота, образующая с железом фосфаты, и окисли-
тели: перекись марганца, азотнокислый кальций или ба-
рий. В некоторых случаях добавляют препарат Мажеф,
способствующий образованию фосфатов.
Наибольшее влияние на качество получаемых пленок
оказывает концентрация в растворе фосфорной кислоты.
При содержании менее 2 г/л Н3РО4 защитные свойства
пленки ухудшаются. Обработку легированных сталей
производят в растворах с большей концентрацией кислоты
сравнительно с обработкой углеродистых сталей.
Значительно меньшее влияние оказывает содержание
в растворе азотнокислых солей кальция или бария. Из-
менение их концентрации от 50 до 100 г!л практически не
сказывается на качестве пленки.
Для бесщелочного оксидирования стали применяются
растворы следующего состава (в г/л):
1 2
Фосфорная кислота Н3РО4 . . 4—10 3—10
Азотнокислый кальций Са (NO3)2 70—100 —
» барий Ba (NO3)2 — 70—100
Перекись марганца МпО2 10—20 10—20
Препарат Мажеф — 30—40
При оксидировании легированной стали концентрацию
фосфорной кислоты в обоих растворах повышают до 10—
13 г/л. Обработка деталей в растворах, содержащих азот-
нокислый барий, иногда сопровождается появлением на
их поверхности белого палета нерастворимых солей.
При использовании азотнокислого кальция таких явле-
ний почти не наблюдается.
Оксидирование производят при температуре кипения
раствора около 100° С в течение 40—50 мин. Вначале
процесс сопровождается бурным выделением пузырьков
водорода. Прекращение выделения газа указывает на то,
что формирование на металле оксидно-фосфатной пленки
закончено и детали можно выгружать из ванны.
Если на изделиях при оксидировании появляется белый
рыхлый налет, то для его удаления изделия периодически
10
Таблица 2
Неполадки при химическом щелочном оксидировании стали
Прианаин Причины Способы устранения
Отсутствие ок- сидной пленки Большое содержа- ' ние воды в растворе Высокая концен- трация компонентов Упарить раствор, по- высив температуру его кипения Разбавить раствор водой, понизив темпе- ратуру кипения до 140° С
Появление бе- лого налета на деталях при их хранении Недостаточная промывка деталей после оксидирова- ния Удалить белый налет промывкой деталей в во- де с добавкой хромового ангидрида
Светлый цвет пленки или иеод- н о то ни ость цвета Малая продолжи- тельность оксидиро- вания Низкая концен- трация едкого иатра Увеличить продол- жительность оксидиро- вания Добавить в раствор едкий натр
Появление красио-бурого на- лета на деталях после оксидиро- вания Большая концен- трация едкого натра Большое содержа- ние гидратов окиси железа Разбавить раствор водой, снизить темпера- туру кипения, добавить окислители Удалить из ванны оса- док гидрата окиси же- леза
Желто-зеленый палет на деталях Высокая темпера- тура раствора Недостаток окис- лителей в растворе Понизить температу- ру раствора и тщательно промывать детали Добавить окислители
11
chlpmaker.ru
вынимают из ванны и промывают в воде, после чего про-
должают оксидирование. Такой налет обычно появляется
в начале работы ванны.
Контроль оксидировочного раствора состоит в ежеднев-
ном определении кислотности и периодическом анализе
на содержание нитратов. Как принято при анализе ванн
фосфатирования, кислотность выражается в «точках», ко-
торые указывают количество миллилитров 0,1 н. раствора
щелочи, затраченной на титрование 10 мл рабочего рас-
твора. Наименьшее количество свободной фосфорной
кислоты, при котором можно вести оксидирование, соот-
ветствует 3,5—4 точкам. Для повышения кислотности
на одну точку добавляют 1 г кислоты (считая на 100-про-
центную Н3РО4) на литр раствора. Определение кислот-
ности производят 1—2 раза в смену. Корректирование
раствора фосфорной кислотой производят после 1—2 за- ♦
грузок деталей.
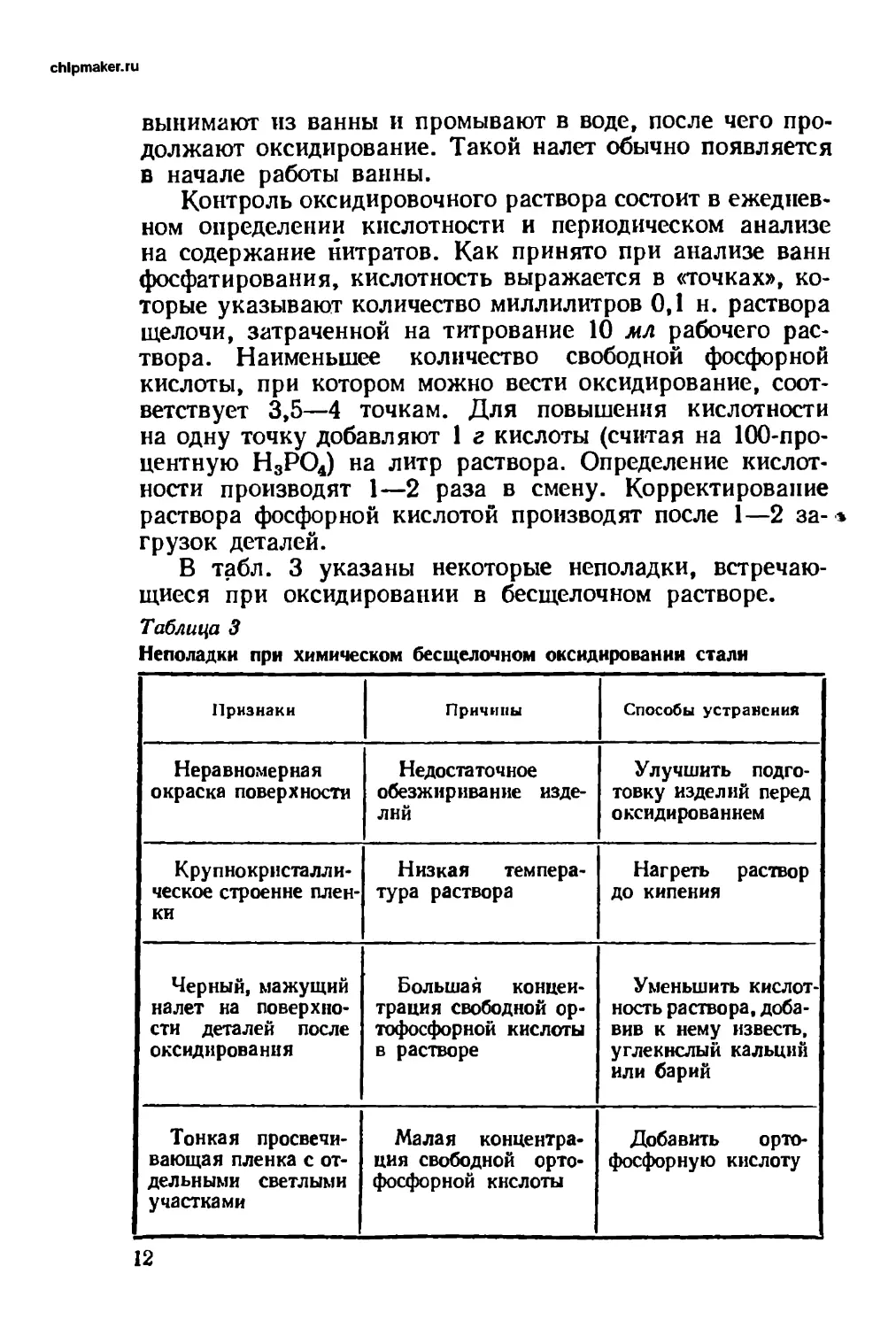
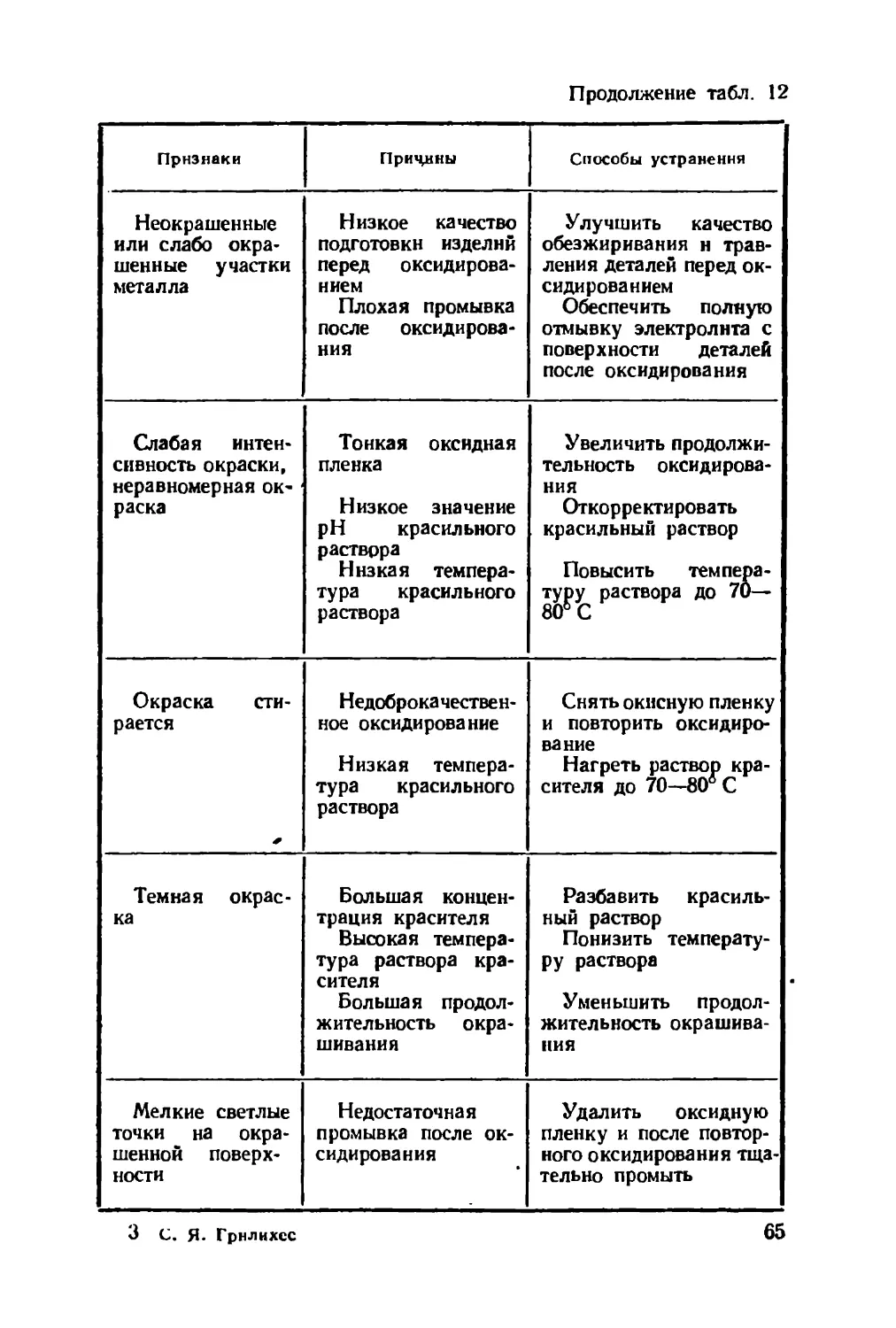
В табл. 3 указаны некоторые неполадки, встречаю-
щиеся при оксидировании в бесщелочном растворе.
Таблица 3
Неполадки при химическом бесщелочном оксидировании стали
Признаки Причины Способы устранения
Неравномерная окраска поверхности Недостаточное обезжиривание изде- лий Улучшить подго- товку изделий перед оксидированием
Крупнокристалли- ческое строение плен- ки Низкая темпера- тура раствора Нагреть раствор до кипения
Черный, мажущий налет на поверхно- сти деталей после оксидирования Большая концен- трация свободной ор- тофосфорной кислоты в растворе Уменьшить кислот- ность раствора, доба- вив к нему известь, углекислый кальций или барий
Тонкая просвечи- вающая пленка с от- дельными светлыми участками Малая концентра- ция свободной орто- фосфорной кислоты Добавить орто- фосфор ну ю кислоту
12
В литературе имеются указания на применение, кроме
указанных, следующих составов растворов для бесщелоч-
ного оксидирования (в г/л):
1. Азотнокислый кальций Са (NO3)2 . 15—30
Перекись марганца МпО2 . 0,5—1
Фосфорная кислота Н3РО4 . 0,5—1
Температура 98—100е С, продолжительность оксиди-
рования 40—45 мин.
2. Гипосульфит натрия Na2S2O3 80
Хлористый аммоний NHdCl 60
Фосфорная кислота Н3РО4 3
Азотная кислота HNO3 1,5
Температура 60—70°, продолжительность оксидиро-
вания 15—20 мин.
Обработку изделий в растворе 2 можно вести при тем-
пературе 15—20° в течение 40—60 мин. Для повышения
стойкости против коррозии оксидированные изделия об-
рабатывают в течение 1—2 мин в растворе, содержащем
120—150 г/л К2Сг2О7 при температуре 60—70° С.
3. ЭЛЕКТРОХИМИЧЕСКОЕ ОКСИДИРОВАНИЕ
Для анодного оксидирования стали можно использо-
вать 40-процентный раствор едкого натра. Обработку
ведут в течение 10—30 мин при температуре 122° С и
плотности тока 5—10 а/дм2. По другим рекомендациям
плотность тока может быть понижена до 3—5 а/дм2 при
температуре электролита 65—80° С [131.
Исследования, выполненные автором, выявили влияние
условий электролиза на качество оксидных пленок и их
стойкость против коррозии.
В электролите, содержащем 700 г/л едкого натра, при
температуре 60—70° С, анодной плотности тока 5—10 а/дм2
и продолжительности электролиза 40 мин были получены
пленки черного цвета толщиной 4—5 мкм. Понижение кон-
центрации едкого натра, температуры раствора и умень-
шение продолжительности электролиза приводят к сни-
жению толщины оксидного слоя, увеличению его порис-
тости, изменению окраски до коричневой и темно-желтой.
Повышение концентрации щелочи и плотности тока, уве-
личение продолжительности электролиза по сравнению
13
с оптимальными значениями ухудшают качество пленки —
она получается рыхлой, темно-коричневого цвета. Введе-
ние окислителей KNO2, KNO3, К2Сг2О7 уменьшает по-
ристость пленок, но одновременно сужает рабочий диапа-
зон плотностей тока, при котором получаются покрытия
хорошего качества. В присутствии азотнокислого калия
формируются пленки интенсивно черного цвета, в при-
сутствии двухромовокислого калия — с синеватым оттен-
ком.
Заметного повышения защитной способности пленок,
полученных в электролитах, содержащих окислители, не
наблюдается.
Сравнительные коррозионные испытания образцов
в водопроводной воде показали, что электрохимически
оксидированные образцы в 3—4 раза более стойки, чем
оксидированные химическим способом в щелочном рас-
творе. Это связано с тем, что в первом случае получаются
пленки большей толщины и меньшей пористости, чем
во втором. Хорошие результаты были получены при элек-
трохимическом оксидировании предварительно электро-
полированных образцов. На них получалась плотная
блестящая пленка черного цвета. Стойкость против кор-
розии была в 5—6 раз выше, чем у химически оксидиро-
ванных образцов.
При электрохимическом оксидировании изделия за-
гружают в ванну на стальных приспособлениях, обеспе-
чивающих плотный электрический контакт с анодной штан-
гой. Обработка изделий на сетках или в корзинах не при-
меняется.
4. ПАССИВИРОВАНИЕ
Пассивирование поверхности стальных изделий с
целью кратковременной защиты их от воздействия окру-
жающей среды проводят химической или электрохимиче-
ской обработкой в кислых или щелочных растворах. Эф-
фективность такого метода защиты от коррозии опреде-
ляется условиями пассивирования, составом металла, а
также состоянием его поверхности. Наибольшее повыше-
ние стойкости против коррозии достигается при пассиви-
ровании легированных сталей, причем длительность за-
щитного действия пассивных пленок значительно больше,
чем при обработке углеродистых сталей.
Для химического пассивирования малоуглеродистой
стали рекомендуется 9—10-процентный раствор Сихро-
мата калия. При комнатной температуре обработку ведут
в течение 1 ч, а при 60° С — в течение 20 мин. Лучшие
результаты дает последовательная обработка изделий
сначала в течение 10 мин в 20-процентном растворе хро-
мового ангидрида при комнатной температуре и затем
после промывки в 10-процентном растворе бихромата
калия при 60° С.
В нейтральной среде хромат является более активным
окислителем, чем бихромат, и поэтому при использова-
нии последнего в раствор вводят небольшое количество
щелочи. Пассивирующий раствор такого типа содержит
5 е/л NaOH и 20 г/л К2Сг2О7. Обработку стальных
деталей ведут при температуре 85—90° С в течение
2—3 мин.
Пассивирование холоднокатаной стали можно вести
электрохимически в растворе, содержащем 20—25 г/л би-
хромата калия, 20—25 г/л фосфата натрия, 5 г/л едкого
натра, при температуре 80—85° С в течение 3—5 сек.
Анодная плотность тока составляет 8—10 а!дм*.
Для защиты стальных изделий при межоперационном
хранении широко используется нитрит натрия. Слабо кон-
центрированные растворы содержат 0,2—0,5% NaNO2 и
0,3—0,5% NaaCO3. При температуре 60—70° С изделия
выдерживают в них 5—10 мин, при 18—25° С — до 30—
40 мин. В нейтральной среде успешно применяют кон-
центрированные растворы, содержащие 25—30% NaNO2.
При выгрузке деталей из ванны с таким раствором на их
поверхности после высыхания влаги остаются кристаллы
нитрита натрия. Этот слой хорошо предотвращает корро-
зию металла даже в атмосфере с высокой влажностью.
Для временной консервации деталей рекомендуется
использовать растворы нитрита натрия с добавкой глице-
рина, что повышает их вязкость и способствует образова-
нию на поверхности металла тонкого пассивирующего
слоя.
Пассивирование легированных сталей производят
в концентрированных растворах азотной кислоты, кото-
рая является сильным окислителем. Иногда в растворы
добавляют двухромовокислый калий или натрий.
В табл. 4 приводятся составы растворов и режимы пас-
сивирования.
15
chlpmaker.ru
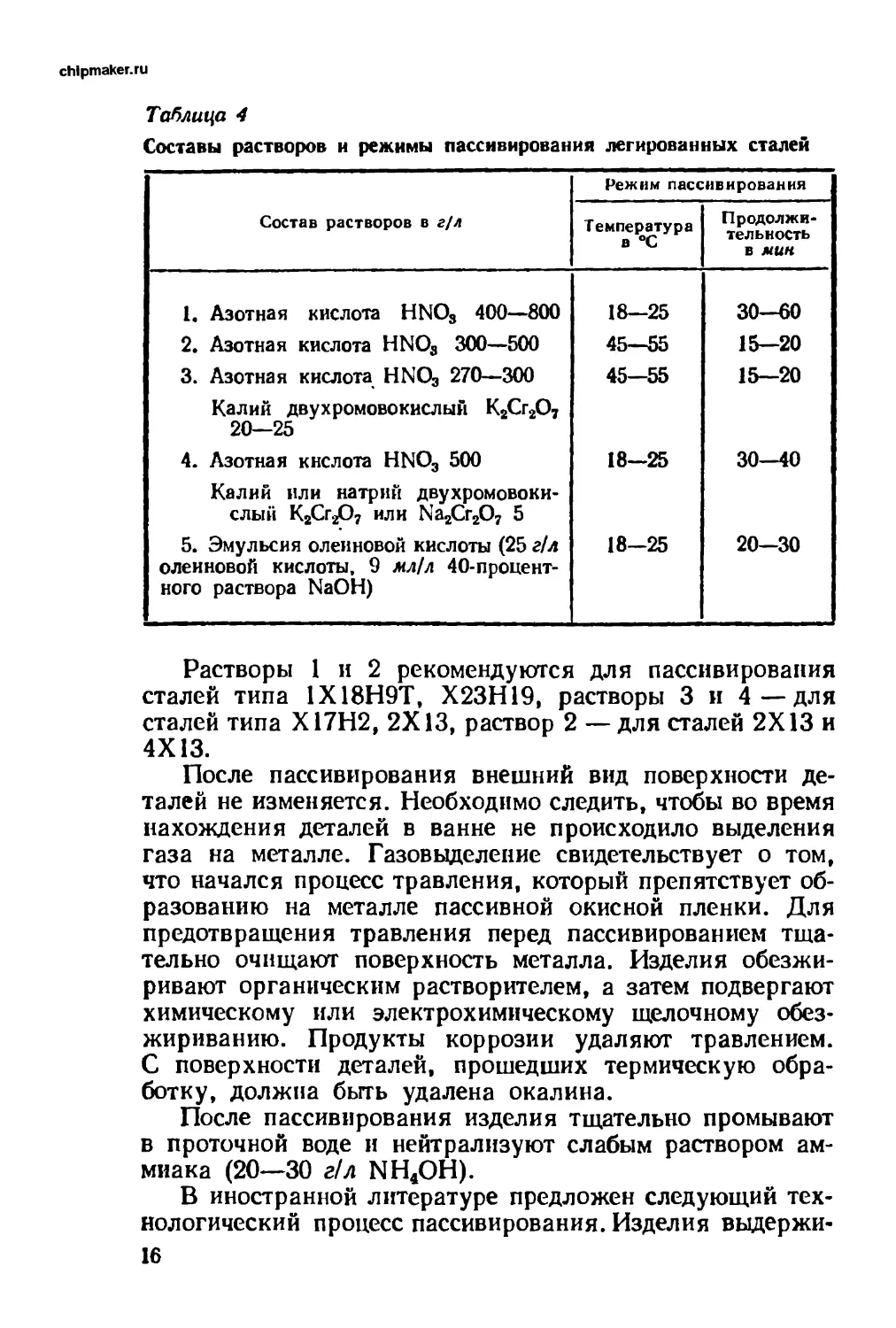
Таблица 4
Составы растворов и режимы пассивирования легированных сталей
Состав растворов в г/л Режим пассивирования
Температура в °C Продолжи- тельность в мин
1. Азотная кислота HNOS 400—800 18—25 30-60
2. Азотная кислота HNO3 300—500 45—55 15—20
3. Азотная кислота HNO3 270—300 Калий двухромовокислый К2Сг2О7 20—25 45—55 15—20
4. Азотная кислота HNO3 500 Калий или натрий двухромовоки- слый К2Сг2р7 или Na2Cr2O7 5 18—25 30-40
5. Эмульсия олеиновой кислоты (25 г!л олеиновой кислоты, 9 жл/л 40-процент- ного раствора NaOH) 18-25 20-30
Растворы 1 и 2 рекомендуются для пассивирования
сталей типа 1Х18Н9Т, Х23Н19, растворы 3 и 4—для
сталей типа Х17Н2, 2X13, раствор 2 — для сталей 2X13 и
4X13.
После пассивирования внешний вид поверхности де-
талей не изменяется. Необходимо следить, чтобы во время
нахождения деталей в ванне не происходило выделения
газа на металле. Газовьщеление свидетельствует о том,
что начался процесс травления, который препятствует об-
разованию на металле пассивной окисной пленки. Для
предотвращения травления перед пассивированием тща-
тельно очищают поверхность металла. Изделия обезжи-
ривают органическим растворителем, а затем подвергают
химическому или электрохимическому щелочному обез-
жириванию. Продукты коррозии удаляют травлением.
С поверхности деталей, прошедших термическую обра-
ботку, должна быть удалена окалина.
После пассивирования изделия тщательно промывают
в проточной воде и нейтрализуют слабым раствором ам-
миака (20—30 г/л NH4OH).
В иностранной литературе предложен следующий тех-
нологический процесс пассивирования. Изделия выдержи-
16
вают в течение 30 мин в 5-процентном растворе NaOH
при температуре 65—95° С. Затем после промывки в воде
их пассивируют в течение часа в растворах на основе
азотной кислоты. Раствор для обработки сталей феррит-
ного и мартенситного классов содержит 20% HNO3 и 2%
К2Сг2О7. Для обработки сталей аустенитного класса ис-
пользуют 20% HNOS, для сталей с высоким содержанием
углерода и хрома — 50% HNOa. Температура растворов
55—60° С. После пассивирования следует обработка из-
делий в течение 20 мин в горячем растворе NaOH, про-
мывка и сушка. Следует обращать внимание на чистоту
промывной воды и концентрацию пассивирующих рас-
творов.
5. ТЕХНОЛОГИЯ ОКСИДИРОВАНИЯ СТАЛИ
Технологический процесс оксидирования состоит из
операций механической и химической подготовок, окси-
дирования и последующей обработки изделий с целью
повышения их стойкости против коррозии.
Поверхность изделий должна быть очищена от жировых
других загрязнений, продуктов коррозии. Обезжирива-
ние и травление производят обычно в растворах, приме-
няемых для химической подготовки металлов перед нане-
сением гальванических покрытий. Механическая чистовая
Обработка: галтовка, шлифование, полирование — при-
меняется в тех случаях, когда требуется достигнуть хо-
рошего декоративного вида поверхности изделий.
* Бесщелочное оксидирование требует особенно тща-
тельной очистки поверхности изделий, учитывая, что ок-
сидировочный раствор не обладает обезжиривающим дей-
ствием.
Поступающие на оксидирование изделия должны быть
изготовлены по возможности из стали одного типа —
углеродистой или легированной, что обеспечивает полу-
чение однородной окраски пленки. Не допускается нали-
чие на изделиях сопряженных деталей из цветных метал-
лов, а также паяных соединений: эти материалы разру-
шаются в щелочном растворе, загрязняют его и ухудшают
качество оксидирования.
При приготовлении ванны бесщелочного оксидирова-
ния ее компоненты растворяют в отдельных порциях воды,
после чего сливают. Азотнокислый кальций и препарат
17
chlpmaker.ru
Мажеф растворяют при комнатной температуре. Азотно-
кислый кальций обычно приготавливают в цехе раство-
рением извести в азотной кислоте. Азотнокислый барий
добавляют в горячую воду при интенсивном перемешива-
нии. Перекись марганца в виде порошка насыпают в ме-
шочки из хлопчатобумажной ткани и помещают на дно
ванны. Таким путем предотвращается взмучивание пере-
киси марганца при загрузке и выгрузке деталей.
Во время щелочного оксидирования изделия периоди-
чески вынимают из ванны и промывают в воде, после чего
продолжают их обработку. При этом контролируют ка-
чество получаемых пленок по интенсивности и равномер-
ности их окраски. Мелкие детали загружают в ванну
в сетчатых стальных корзинах и в процессе оксидирования
периодически встряхивают, чтобы обеспечить равномер-
ное воздействие раствора на всю поверхность изделий.
После оксидирования изделия промывают сначала
в непроточной, а затем в проточной воде. Первая из них
используется для восполнения убыли воды, испаряющейся
при работе оксидировочной ванны.
Промывку следует проводить очень тщательно, так
как оставшиеся на металле соли могут вызвать его корро-
зию. Для проверки качества промывки па поверхность
изделия наносят 2—3 капли спиртового раствора фенол-
фталеина. В присутствии остатков щелочного раствора он
окрашивается в розовый цвет. Для полного удаления ще-
лочи целесообразно промывать изделия в слабом растворе
хромового ангидрида.
Повышение защитной способности оксидных пленок
достигается пропиткой их маслами, смазками, покрытием
олифой или лаками. Перед пропиткой минеральным маслом
промытые в воде изделия погружают на 3—5 мин в на-
гретый до 80—90° 2—3-процентный раствор хозяйствен-
ного мыла. Во избежание свертывания мыла, раствор гото-
вят на кипяченой или конденсатной воде. После обработки
в мыльном растворе поверхность оксидированных изделий
хорошо смачивается маслом и плохо смачивается водой.
Извлеченные из мыльного раствора изделия сушат и
погружают на 5—7 мин в нагретое до 105—115° машинное,
веретенное или трансформаторное масло. Избыток масла
удаляют протиркой изделий чистой сухой ветошью. Про-
масленная оксидная пленка приобретает более темную и
равномерную окраску.
18
Вместо минеральных масел для пропитки пленки
можно использовать раствор смазки нефтегаз-203 или
вазелина в бензине. Пропитка ведется при комнатной
температуре. Растворитель удаляется с поверхности из-
делий при выдерживании их на воздухе. Таким путем
удается избегнуть ручной операции протирки оксидиро-
ванных деталей.
Глава П. ОКСИДИРОВАНИЕ АЛЮМИНИЯ
И ЕГО СПЛАВОВ
6. СПОСОБЫ ОКСИДИРОВАНИЯ
И СВОЙСТВА ОКСИДНЫХ ПЛЕНОК НА АЛЮМИНИИ
В атмосферных условиях поверхность металлического
алюминия покрыта тонкой окисной пленкой, которая сооб-
щает ему некоторую пассивность. Но такая пленка вслед-
ствие малой толщины и низкой механической прочности не
может надежно защитить металл от разрушительного дей-
ствия коррозии. При эксплуатации изделий во влажной
атмосфере иа поверхности алюминия образуется белый
рыхлый налет продуктов коррозии, что приводит не только
к ухудшению внешнего вида изделий, ио и к значитель-
ному снижению механической прочности и других экс-
плуатационных характеристик.
Наиболее простым и надежным способом защиты алю-
миния и его сплавов от коррозии является оксидирование—
процесс получения на поверхности металла оксидных
пленок в результате химической или электрохимической
обработки.
Химическое оксидирование используется для защиты
изделий от коррозии и для получения грунта под лакокра-
сочные покрытия. Толщина оксидных пленок, получен-
ных химическим путем, составляет 0,5—3 мкм. Пленки
отличаются малой механической прочностью и поэтому
неприменимы в тех случаях, когда требуется повышенная
твердость или износостойкость поверхности изделий.
К химическим способам относится обработка алюминия
в слабощелочном растворе хроматов или в растворе, со-
держащем наряду с хроматами фосфорную кислоту и
соединения фтора. При щелочном оксидировании полу-
19
чаются пленки толщиной 2—3 мкм. Они легко исти-
раются и разрушаются от действия горячей воды и горя-
чего воздуха.
Большей механической прочностью и лучшими электро-
изоляционными свойствами характеризуются пленки, по-
лученные в фосфорнокислом растворе. Толщина их дости-
гает 3—4 мкм. Они окрашены в светло-зеленый цвет. В со-
став пленок,помимо окислов,входят фосфорнокислые соли
металлов. Оксидно-фосфатные пленки являются хорошим
грунтом для лакокрасочных покрытий, но и в отсутствии
их защищают алюминий от коррозии.
Тонкие, но плотные пленки, характеризующиеся низ-
ким электросопротивлением, получают обработкой алю-
миния в растворе, содержащем хроматы и фториды в ма-
лых концентрациях. Такие пленки, условно называемые
токопроводными, используются для защиты от корро-
зии изделий, на поверхности которых не допускается
электроизоляционный слой, получающийся при других
способах оксидирования.
Преимуществом химических способов оксидирования
являются малая продолжительность процесса, простота
его выполнения, несложность оборудования, что положи-
тельно сказывается на экономических показателях.
Электрохимическое оксидирование требует использо-
вания источников тока для питания ванны, специальных
приспособлений и оборудования, точного соблюдения ре-
жима электролиза, что усложняет и удорожает процесс.
Но исключительно высокие качества получаемых оксидных
пленок обеспечили широкое применение электрохими-
ческих способов оксидирования.
Образование на алюминии в процессе электролиза
окисной пленки можно представить следующим образом.
В результате электрохимического взаимодействия ионов
гидроксила с металлом на его поверхности образуется
тонкий слой окисла А12О3. Дальнейший ход процесса за-
висит от того, какое влияние оказывает на этот слой элек-
тролит. Если пленка не растворяется в электролите,
то ее рост быстро прекращается, и на металле формируется
тонкий, практически беспористый слой с высоким элек-
тросопротивлением, толщина которого определяется ве-
личиной подаваемого напряжения. Так, в растворе борной
кислоты с бурой при напряжении на ванне 800 в форми-
руются пленки толщиной около 1 мкм.
20
Для формирования сравнительно толстых оксидных
слоев необходимо обеспечить доступ ионов кислорода
к металлу в течение всего времени электролиза. Такие
условия создаются при оксидировании в электролитах,
оказывающих растворяющее действие на оксидную
пленку.
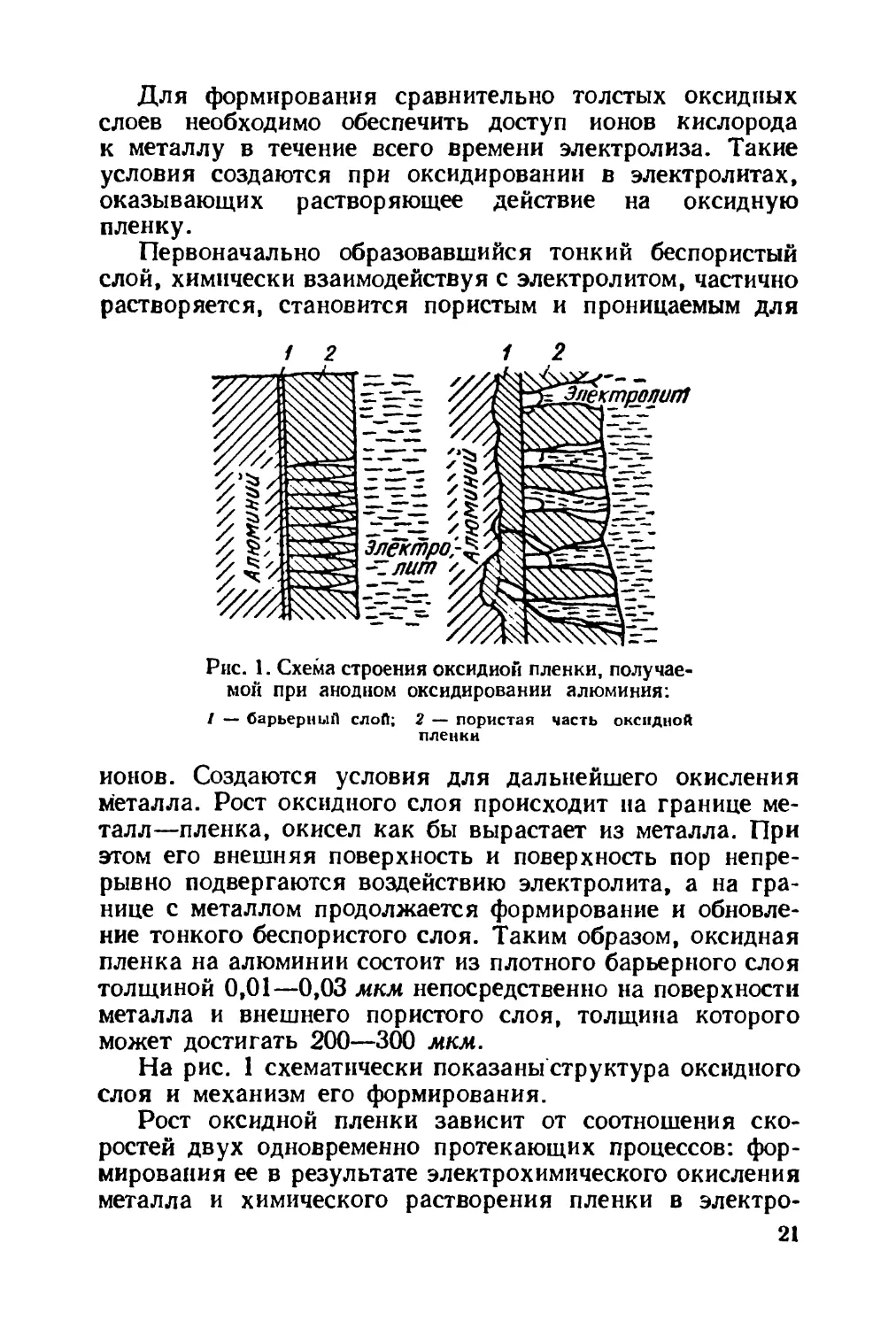
Первоначально образовавшийся тонкий беспористый
слой, химически взаимодействуя с электролитом, частично
растворяется, становится пористым и проницаемым для
Рис. 1. Схема строения оксидной пленки, получае-
мой при анодном оксидировании алюминия:
/ — барьерный слой; 2 — пористая часть оксидной
пленки
ионов. Создаются условия для дальнейшего окисления
металла. Рост оксидного слоя происходит на границе ме-
талл—пленка, окисел как бы вырастает из металла. При
этом его внешняя поверхность и поверхность пор непре-
рывно подвергаются воздействию электролита, а на гра-
нице с металлом продолжается формирование и обновле-
ние тонкого беспористого слоя. Таким образом, оксидная
пленка на алюминии состоит из плотного барьерного слоя
толщиной 0,01—0,03 мкм непосредственно на поверхности
металла и внешнего пористого слоя, толщина которого
может достигать 200—300 мкм.
На рис. 1 схематически показаны структура оксидного
слоя и механизм его формирования.
Рост оксидной пленки зависит от соотношения ско-
ростей двух одновременно протекающих процессов: фор-
мирования ее в результате электрохимического окисления
металла и химического растворения пленки в электро-
21
chipmaker.ru
лите. Для получения оксидных пленок сравнительно боль-
шой толщины подбирают такие условия электролиза, при
которых скорость образования оксида значительно пре-
вышает скорость его растворения. Скорость растворения
окисного слоя зависит от природы электролита и темпе-
ратуры в зоне реакции.
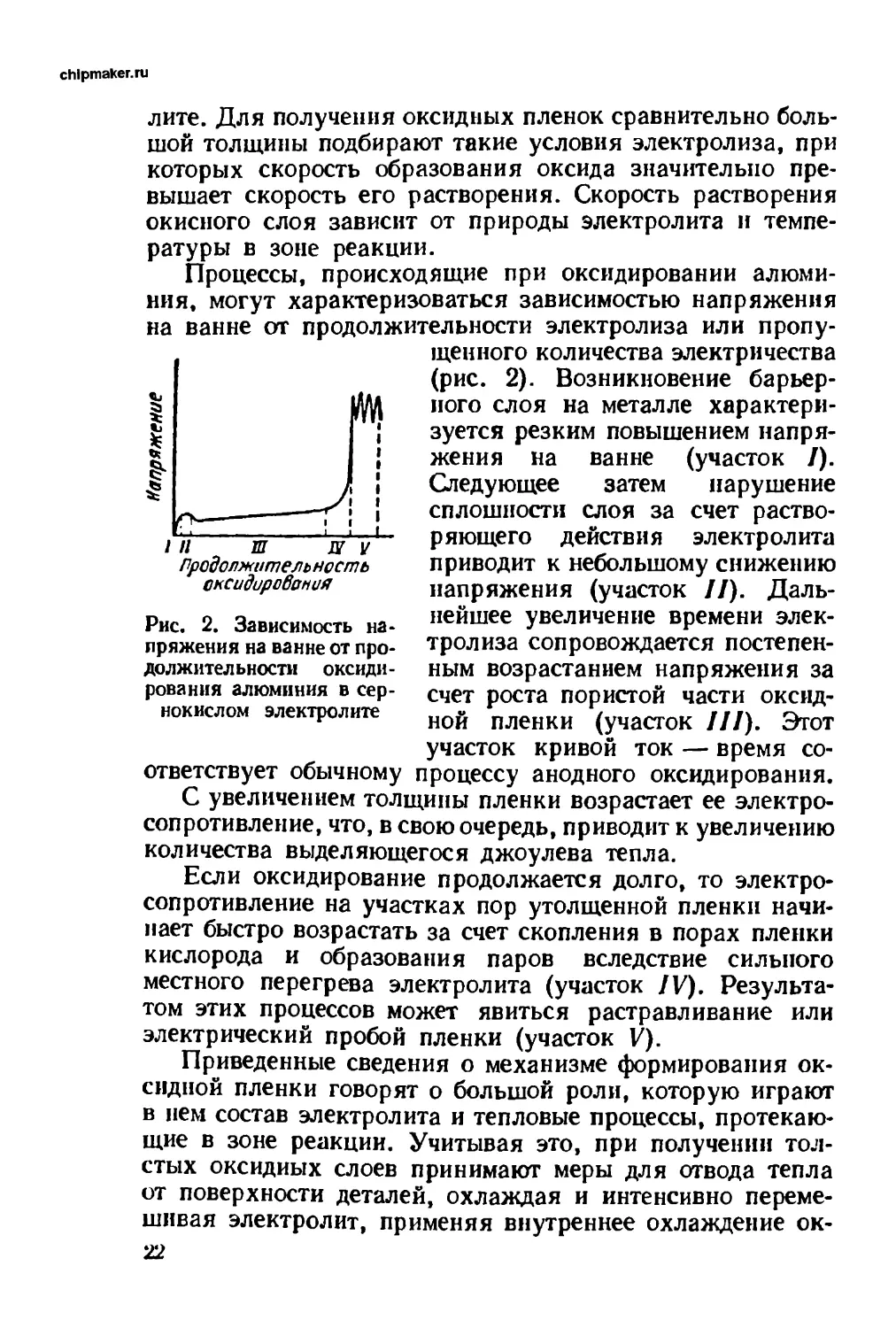
Процессы, происходящие при оксидировании алюми-
ния, могут характеризоваться зависимостью напряжения
на ванне от продолжительности электролиза или пропу-
Рродолжитель ность
оксидирования
Рис. 2. Зависимость на-
пряжения на ванне от про-
щенного количества электричества
(рис. 2). Возникновение барьер-
ного слоя на металле характери-
зуется резким повышением напря-
жения на ванне (участок /).
Следующее затем нарушение
сплошности слоя за счет раство-
ряющего действия электролита
приводит к небольшому снижению
напряжения (участок //). Даль-
нейшее увеличение времени элек-
тролиза сопровождается постепен-
должительности оксиди-
рования алюминия в сер-
нокислом электролите
ным возрастанием напряжения за
счет роста пористой части оксид-
ной пленки (участок 111}. Этот
участок кривой ток — время со-
ответствует обычному процессу анодного оксидирования.
С увеличением толщины пленки возрастает ее электро-
сопротивление, что, в свою очередь, приводит к увеличению
количества выделяющегося джоулева тепла.
Если оксидирование продолжается долго, то электро-
сопротивление на участках пор утолщенной пленки начи-
нает быстро возрастать за счет скопления в порах пленки
кислорода и образования паров вследствие сильного
местного перегрева электролита (участок /V). Результа-
том этих процессов может явиться растравливание или
электрический пробой пленки (участок V).
Приведенные сведения о механизме формирования ок-
сидной пленки говорят о большой роли, которую играют
в нем состав электролита и тепловые процессы, протекаю-
щие в зоне реакции. Учитывая это, при получении тол-
стых оксидных слоев принимают меры для отвода тепла
от поверхности деталей, охлаждая и интенсивно переме-
шивая электролит, применяя внутреннее охлаждение ок-
сидируемых деталей. Эффективным является использо-
вание режима постоянной мощности или режима падаю-
щей мощности, при которых уменьшается количество вы-
деляющегося в зоне реакции тепла. Хорошие результаты
были получены при использовании для глубокого оксиди-
рования электролитов на основе сульфосалициловой ки-
слоты, оказывающих менее активное растворяющее дей-
ствие на пленку, чем сернокислый электролит.
Свойства оксидных пленок на алюминии и его сплавах
определяются как режимом электролиза, так и составом
обрабатываемого металла.
Твердость пленки на чистом алюминии достигает
1500 кПмм\ на техническом алюминии — 500—600 кПмм\
на алюминиевых сплавах — 200—500 кПмм*. Пленки»
полученные электрохимическим путем, весьма хрупки и
при изгибе дают трещины. Наряду с высокой твердостью,
оксидные пленки хорошо противостоят механическому и
эрозионному износу.
Оксидный слой является одним из жаростойких и
электроизоляционных видов покрытий. Его теплопровод-
ность значительно ниже» чем металла. Коэффициент тепло-
вого излучения оксидированного алюминия достигает
80% излучения абсолютно черного тела. Удельное элек-
тросопротивление оксидной пленки на чистом алюминии
при температуре 15—25° С составляет 109 ом!см\ а при
250° С — 1013 ом!см?. Пробивное напряжение в зависи-
мости от толщины пленки изменяется от нескольких сот
до нескольких тысяч вольт.
Для стабилизации и улучшения электроизоляционных
характеристик оксидные слои пропитывают лаками или
компаундами.
Коррозионная стойкость и защитные свойства оксидных
пленок связаны с их природой, структурой и толщиной.
Получаемый электрохимическим путем оксидный слой
состоит в основном из кристаллической ^-модификации
окиси алюминия А12О3. Это соединение устойчиво против
действия органических растворителей» большинства ор-
ганических кислот, некоторых минеральных солей» но
активно растворяется в растворах щелочей. Чем меньше
примесей в металле» тем однороднее получается оксидная
пленка и тем выше ее химическая стойкость. Лучшими
защитными свойствами обладают пленки, формирован-
ные на алюминии высокой чистоты.
23
chlpmaker.ru
С уменьшением пористости и увеличением толщины
пленки затрудняется проникновение влаги к металлу и
ои меньше подвергается коррозионному разрушению.
Значительная пористость оксидного слоя обусловли-
вает его высокую адсорбционную способность. Он легко
впитывает и удерживает растворы солей, красителей, ор-
ганические вещества. Это обстоятельство в зависимости
от назначения процесса оксидирования может играть
положительную или отрицательную роль.
Пористость ухудшает электроизоляционные свойства
пленок и их способность защищать металл от воздействия
окружающей среды. Для уменьшения пористости при-
меняют уплотнение пленок в кипящей воде или паре, на-
полнение хроматами, осаждение в порах нерастворимых
в воде солей или пропитывание лаками, маслами, компаун-
дами.
С другой стороны, пористость позволяет осуществлять
процессы декоративной отделки оксидированного алюми-
ния. Оксидные пленки хорошо адсорбируют органические
красители и светочувствительные соли, что значительно
расширяет области использования процесса оксидирова-
ния.
В зависимости от целей применения процесса оксиди-
рования изменяются требования к оксидным пленкам. Для
защиты от коррозии используют пленки толщиной 8—
15 мкм с обязательным уплотнением пор. Для повышения
твердости и износостойкости нужны оксидные слои тол-
щиной 40—80 мкм, а для получения высокой электроизо-
ляции — до 100 мкм. Окрашиванию подвергают бесцвет-
ные прозрачные пленки или матовые, молочно-белые.
В отечественной промышленности применяются про-
цессы оксидирования в серной, хромовой и щавелевой
кислотах. Способ оксидирования в серной кислоте наибо-
лее экономичен, позволяет применять для питания ванн
как постоянный, так и переменный ток. При небольшой
толщине получаемые пленки прозрачны, бесцветны, хо-
рошо окрашиваются органическими красителями. В сер-
нокислом электролите можно оксидировать все алюминие-
вые сплавы.
Этот электролит не следует применять для оксидиро-
вания изделий, имеющих клепаные или сварные соедине-
ния, узкие зазоры, так как в этих участках могут остаться
следы электролита, что приведет к коррозии металла.
24
Для таких изделий применяют оксидирование в хромово-
кислом электролите, который оказывает менее агрессив-
ное воздействие на металл. В хромовой кислоте форми-
руются бесцветные, прозрачные пленки толщиной 6—8мкм.
Они более эластичны, чем пленки из сернокислого элек-
тролита.
Щавелевокислый электролит используется для полу-
чения оксидных пленок с высокими электроизоляцион-
ными свойствами. Для электроизоляционного анодирова-
ния иногда используются комбинированные электролиты,
содержащие щавелевую и серную кислоты.
Для получения оксидных пленок большой толщинь*—
так называемого процесса глубокого анодирования —
используют сернокислый электролит при температуре от
—6 до +2° С, что усложняет и удорожает процесс окси-
дирования.
В последнее время начинают применять электролиты
на основе сульфосалициловой кислоты с добавками серной
и щавелевой кислот. В них при температуре 20—40° С
можно получать оксидные пленки значительной толщины,
обладающие хорошими механическими и диэлектрическими
свойствами. Использование сульфосалициловых электро-
литов для глубокого оксидирования может оказаться
более экономичным, чем применение сернокислых электро-
литов.
Непрозрачные эмалевидные пленки на алюминии и его
сплавах получаются по способу эматалирования в щаве-
левокислых или'хромовокислых электролитах, содержащих
специальные добавки. Процесс эматалирования исполь-
зуется для декоративной отделки изделий. Эматаль-пленки
обладают хорошими механическими и электроизоляцион-
ными свойствами.
7. ХИМИЧЕСКОЕ ОКСИДИРОВАНИЕ
Химическим путем на алюминии в его сплавах могут
быть получены оксидные и оксидно-фосфатные пленки.
Оксидирование производят в щелочных хроматных
растворах следующего состава (в а/л):
1. Сода кальцинированная Na2CO3 .40—50
Натрий хромовокислый Na2CrO4 - 10—15
Едкий натр NaOH • • 2—2,5
25
Температура раствора 80—100° С, продолжительность
оксидирования 3—20 мин.
2. Хромовый ангидрид СгО3 .... . . 3—3,5
Фторсиликат натрия Na8SiFe . .3—3,5
Температура раствора 15—25° С, продолжительность
оксидирования 8—10 мин.
При работе с раствором 2 по мере его выработки по*
вышают температуру до 90—100° С и увеличивают про-
должительность оксидирования до 15—20 мин.
При приготовлении растворов хромовокислый натрий
и фторсиликат натрия растворяют отдельно в горячей
воде, после чего вводят остальные компоненты.
При отсутствии хромовокислого натрия он может быть
получен из хромового ангидрида или калиевого хром-
пика. Для этого к раствору, содержащему 25 г/л СгО3
или 12 г/л К2Сг2О7 добавляют в первом случае 7,4 г,
а во втором случае 3,7 г NaOH. По окончании реакции
раствор будет содержать 15 г Na2CrO4.
Для повышения стойкости против коррозии оксидиро-
ванные изделия подвергают пассивированию, погружая их
при комнатной температуре на 5—15 сек в раствор, содер-
жащий 18—20 г/л СгО3.
После химической обработки изделия промывают сна-
чала в водопроводной, а затем в теплой воде и сушат
в термостате или обдувкой сжатым воздухом. Температура
промывной воды и воздушной среды во время сушки
должна быть 50—60° С (при более высокой температуре
ухудшается качество пленок, а иногда происходит их
разрушение).
Качество оксидных пленок значительно ухудшается
в случае нарушения состава раствора и режима работы.
При чрезмерно большой концентрации щелочи или высо-
кой температуре образуются рыхлые пленки. Значитель-
ное увеличение продолжительности оксидирования может
привести к растравливанию металла. При малой концен-
трации в растворе щелочи или при низкой температуре
образуются тонкие пленки, имеющие цвета побежалости.
Для получения оксидных пленок с повышенной адге-
зией к лакокрасочным покрытиям рекомендуется приме-
нять менее концентрированный оксидировочный раствор,
содержащий 20 г/л Na2CO3 и 5 г/л К2СгО4. Оксидирование
ведут при температуре 65° С в течение 20 мин.
26
Для получения оксидно-фосфатных покрытий в про-
мышленности используют раствор следующего состава:
Фосфорная кислота Н3РО4 40—50 г!л
Хромовый ангидрид СгО3 .............. 5—7 »
Плавиковая кислота (40-процентная) HF 3—5 лм/л
или
фтористый натрий NaF . 3—4 г/л
Температура раствора 20—25° С, продолжительность
обработки 10—15 мин.
В указанном растворе получаются пленки светло-зе-
леного цвета. При повышении температуры или увеличе-
нии продолжительности оксидирования окраска пленки
становится неравномерной, появляются пятна.
Сразу после получения оксиднофосфатный слой чув-
ствителен к воздействию водяного пара, который вызывает
появление на пленке пятен. Поэтому после оксидирования
и промывки в воде необходимо удалить остатки влаги
с поверхности изделий сжатым воздухом и лишь потом
помещать их в сушильный шкаф. Сушку ведут при тем-
пературе 50—60° С с циркуляцией теплого воздуха.
Контроль оксидировочного раствора состоит в его
периодическом анализе иа содержание Н3РО4, СгО3 и F'.
По данным литературы, оптимальное соотношение кон-
центраций СгО3 : F* составляет 0,2—0,4.
Получение тонких слабо окрашенных пленок может
быть вызвано низкой концентрацией компонентов рас-
твора. Сползание пленки вызывается слишком длительным
оксидированием или высокой температурой сушки.
Недоброкачественные пленки могут быть сняты с по-
верхности изделий обработкой в течение 5—10 мин в рас-
творе, содержащем 150 г/л СгО3, при температуре 90—
95° С.
В иностранной литературе предложен ряд способов
получения оксидно-фосфатных покрытий на алюминии.
По способу Алохром применяется раствор следующего
состава (в г/л):
Фосфорная кислота Н3РО4 30
Хромовый ангидрид СгО3 . . 20
Фосфорнокислый аммоний двузамещенный (NH4)2HPO4 2
Бифторид аммония NH4HF2 - 3
Температура раствора 45—50° С, продолжительность
обработки 1—2 мин.
27
При использовании оксидно-фосфатных пленок в ка-
честве грунта под лакокрасочные покрытия окраску сле-
дует проводить непосредственно после оксидироЪания,
так как продолжительный перерыв между этими опера-
циями приводит к ухудшению прочности сцепления лака
с оксидированной поверхностью.
Так называемое токопроводное оксидное покрытие по-
лучают в растворе следующего состава (в г/л):
Бифторид аммония NH4HF2 1,5
или
бифторид калия KHF2 . 2
Хромовый ангидрид СгО3 .............. 4—6
Калий железистосинеродистый K3Fe (CN)e . 0,5— 1
Температура раствора 25—35° С, продолжительность
обработки 0,5—1 мин.
По мере выработки раствора продолжительность окси-
дирования увеличивают до 1—3 мин. Раствор обычно не
анализируют при работе, но периодически заменяют све-
жим.
Оксидированные изделия промывают водопроводной
и затем теплой водой и сушат сначала теплым сжатым воз-
духом, а потом в сушильном шкафу при температуре 50—
60° С в течение 3—4 ч. Оксидная пленка имеет светло-
желтую радужную окраску.
Недоброкачественные токопроводные пленки можно
снять с поверхности изделий, погрузив их на 1—2 мин
в азотную кислоту, разбавленную водой в соотношении
1 1.
8. ЭЛЕКТРОХИМИЧЕСКОЕ ОКСИДИРОВАНИЕ
В СЕРНОКИСЛОМ ЭЛЕКТРОЛИТЕ
Для оксидирования алюминия и его сплавов в каче-
стве электролита обычно применяют 15—20-процентный
раствор серной кислоты. При большей концентрации ки-
слоты уменьшается скорость образования пленки и уве-
личивается ее пористость.
Большое влияние на формирование оксидного слоя
оказывают температура электролита и плотность тока
(рис. 3). С повышением температуры возрастает скорость
растворения окисла и увеличивается время, необходимое
для получения пленок требуемой толщины [21.
28
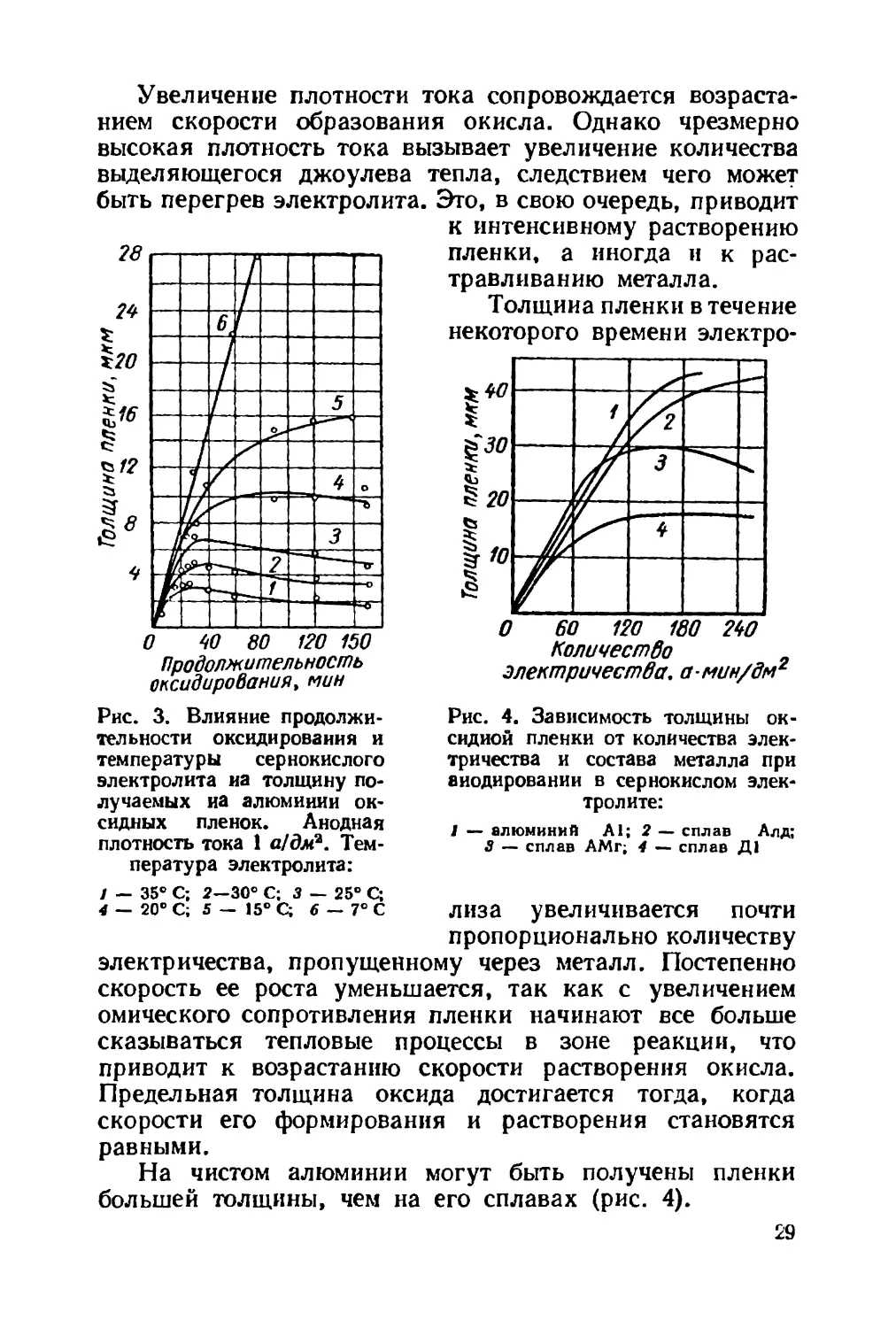
Увеличение плотности тока сопровождается возраста-
нием скорости образования окисла. Однако чрезмерно
высокая плотность тока вызывает увеличение количества
выделяющегося джоулева тепла, следствием чего может
быть перегрев электролита. Это, в свою очередь, приводит
Рис. 3. Влияние продолжи-
тельности оксидирования и
температуры сернокислого
электролита на толщину по-
лучаемых иа алюминии ок-
сидных пленок. Анодная
плотность тока 1 а!дм*. Тем-
пература электролита:
к интенсивному растворению
пленки, а иногда и к рас-
травливанию металла.
Толщина пленки в течение
Количество
электричества, а-мин/вм2
Рис. 4. Зависимость толщины ок-
сидной пленки от количества элек-
тричества и состава металла при
анодировании в сернокислом элек-
тролите:
/ — алюминий А1; 2 — сплав Алд;
8 — сплав АМг; 4 — сплав Д1
у _ 350 Q. 2_30° С; 3 _25° С;
4 — 20° с- 5 — 15° С; 6 — 7° с лиза увеличивается почти
пропорционально количеству
электричества, пропущенному через металл. Постепенно
скорость ее роста уменьшается, так как с увеличением
омического сопротивления пленки начинают все больше
сказываться тепловые процессы в зоне реакции, что
приводит к возрастанию скорости растворения окисла.
Предельная толщина оксида достигается тогда, когда
скорости его формирования и растворения становятся
равными.
На чистом алюминии могут быть получены пленки
большей толщины, чем на его сплавах (рис. 4).
29
Оксидирование постоянным током ведут в электролите,
содержащем 180—200 г/л H2SO4 при температуре 15—
23° С. Алюминий и плакированный металл анодируют при
анодной плотности тока 1—2 а! дм2 и напряжении 11—
12 в, дюралюминий и силумин — при 0,6—1,0 а!дм? и
13—20 в. При оксидировании с последующим уплотнением
пленки хроматами продолжительность электролиза со-
ставляет 30—40 мин. Для последующего окрашивания
пленки органическими красителями оксидирование ве-
дут в течение 40—50 мин.
Оксидирование деталей из листовых материалов типа
АМг или АМц часто сопровождается появлением на их по-
верхности темных полос. Для избежания этого на некото-
рых производствах в сернокислый электролит добавляют по
2—2,5г/л сернокислого магния и сернокислого марганца.
Оксидирование в сернокислом электролите может про-
водиться не только постоянным, но и переменным током.
В этом случае используют электролит, содержащий 120—
150 г/л H2SO*. При оксидировании плакированного ме-
талла плотность тока составляет 1,8—2,8 а!дм?, алюминие-
вых сплавов — 1,5—2,0 а!дмъ, напряжение на ванне 20—
28 в, продолжительность обработки 30—40 мин. При ис-
пользовании трехфазного переменного тока плотность
тока на крайних штангах ванны на 20—25% ниже, чем
на средней штанге.
Оксидирование переменным током алюминиевых спла-
вов, содержащих медь, приводит к накоплению ее в элек-
тролите. Присутствие 0,02 г/л меди вызывает ухудшение
качества оксидной пленки, на ней появляются темные по-
лосы, пятна. Для устранения вреднего влияния меди ре-
комендуется добавлять в электролит 2—3 г/л СгО3. Вос-
становление шестивалентного хрома переменным током
происходит быстрее, чем осаждение меди на обрабатывае-
мых изделиях, и поэтому оксидная пленка не растравли-
вается. В присутствиии СгО3 содержание меди может дости-
гать 0,3—0,4 г/л.
Вместо СгО3 может быть введена добавка 6—8 г/л
HNO3, оказывающая такое же действие.
Для уменьшения выделения с поверхности сернокис-
лого электролита газов и брызг в раствор добавляют 0,5—
3 г/л смачивателя ОП-7 или ОП-Ю. Образующийся при
этом на поверхности электролита слой пены задерживает
пузырьки газов.
30
Контроль электролита оксидирования производят на
содержание в нем H.2SO4, Al, Си, Fe, Cl, Mg. Предельно
допустимое содержание примесей составляет: алюминия —
30 г/л, магния — 5 г/л, железа — 3 г/л, хлора (в пересчете
на NaCl) — 0,1 г/л. При содержании алюминия или железа
выше указанного количества на оксидной пленке появ-
ляются темные полосы и пятна. Увеличение содержания
хлора приводит к растравливанию пленки.
Корректирование электролита производят добавле-
нием серной кислоты. Медь осаждают на свинцовый катод
при плотности тока 0,1—0,2 а!дм2. Для удаления алюми-
ния используют катионообменную смолу КУ2-8. Удаление
других примесей сложно и неэкономично, поэтому при их
накоплении целесообразнее сменить электролит.
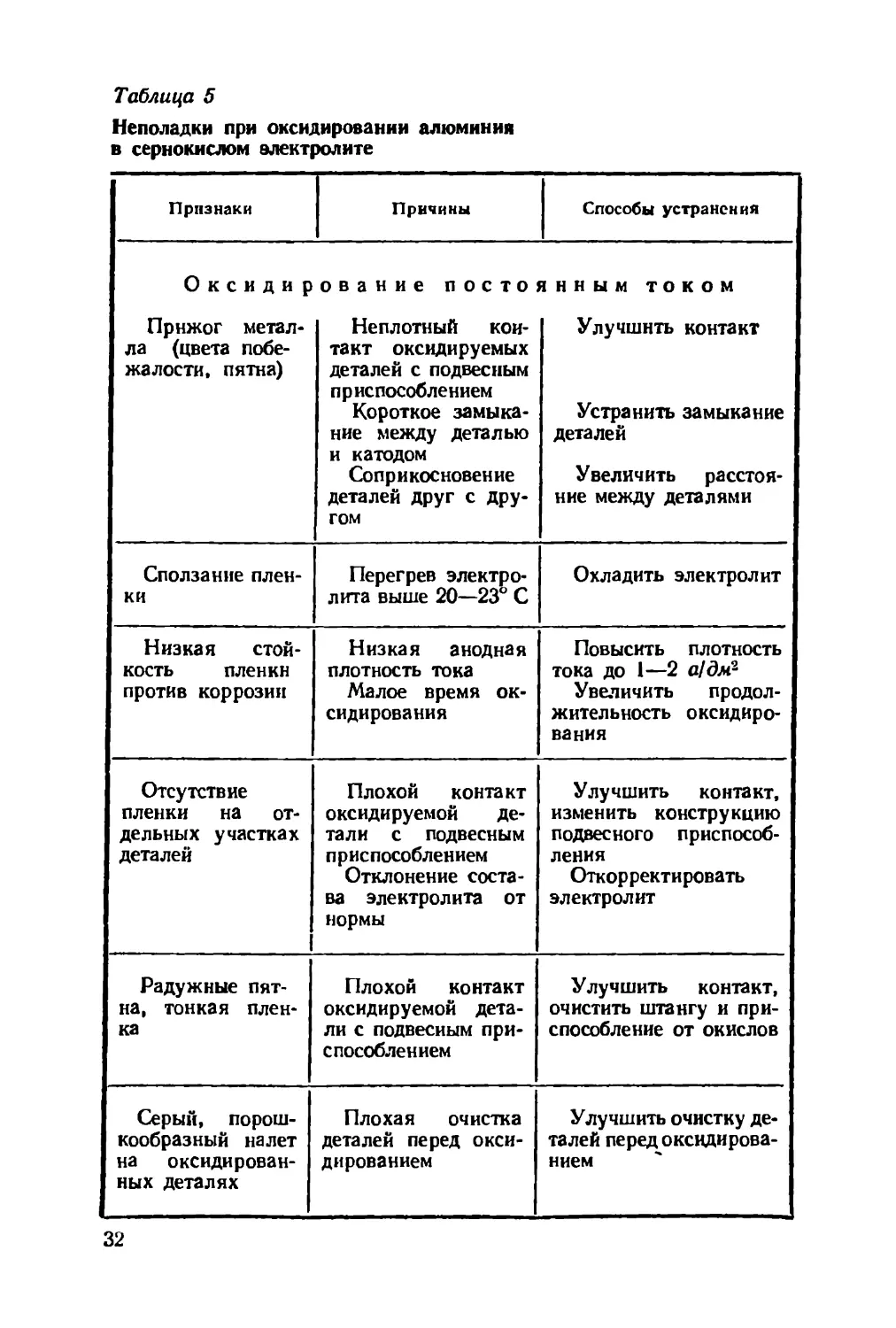
В табл. 5 указаны основные неполадки, встречающиеся
при оксидировании в сернокислом электролите, и способы
их устранения.
После оксидирования изделий и тщательной промывки
их в проточной воде производят уплотнение оксидной
пленки, что значительно повышает ее защитную способ-
ность.
Уплотнение оксидных пленок может быть проведено
несколькими способами:
1) обработкой горячей дистиллированной или конден-
сатной водой или паром, что приводит к гидратации окисла
и заполнению пор образовавшимся гидратом окиси алю-
миния;
2) обработкой растворами хроматов, что способствует
гидратообразованпю в порах пленки;
3) заполнением пор лаками, компаундами, маслами.
Для повышения защитной способности оксидных пле-
нок без изменения их внешнего вида может быть приме-
нено пропитывание 8—10-процентным раствором гидро-
фобизующей кремнеорганической жидкости ГКЖ-94 в то-
луоле.
Наибольшее применение в промышленности нашел спо-
соб уплотнения с помощью хроматов. Оксидированные
изделия обрабатывают в течение 20—30 мин в нагретом
до 80—90° С 4—5-процентном растворе двухромовокис-
лого калия или натрия. При этом оксидная плейка на алю-
минии приобретает лимонно-желтый цвет. В растворе для
хроматного уплотнения не допускается присутствие при-
месей более 4 г/л SO4 и 1,5 г/л С1.
31
Таблица 5
Неполадки при оксидировании алюминия
в сернокислом электролите
Признаки Причины Способы устранения
Оксидирование постоянным током
Прнжог метал- ла (цвета побе- жалости. пятна) Неплотный кон- такт оксидируемых деталей с подвесным приспособлением Короткое замыка- ние между деталью и катодом Соприкосновение деталей друг с дру- гом Улучшить контакт Устранить замыкание деталей Увеличить расстоя- ние между деталями
Сползание плен- ки Перегрев электро- лита выше 20—23° С Охладить электролит
Низкая стой- кость пленки против коррозии Низкая анодная плотность тока Малое время ок- сидирования Повысить плотность тока до 1—2 а!дм2 Увеличить продол- жительность оксидиро- вания
Отсутствие пленки на от- дельных участках деталей Плохой контакт оксидируемой де- тали с подвесным приспособлением Отклонение соста- ва электролита от нормы Улучшить контакт, изменить конструкцию подвесного приспособ- ления Откорректировать электролит
Радужные пят- на, тонкая плен- ка Плохой контакт оксидируемой дета- ли с подвесным при- способлением Улучшить контакт, очистить штангу и при- способление от окислов
Серый, порош- кообразный налет на оксидирован- ных деталях Плохая очистка деталей перед окси- дированием Улучшить очистку де- талей перед оксидирова- нием
32
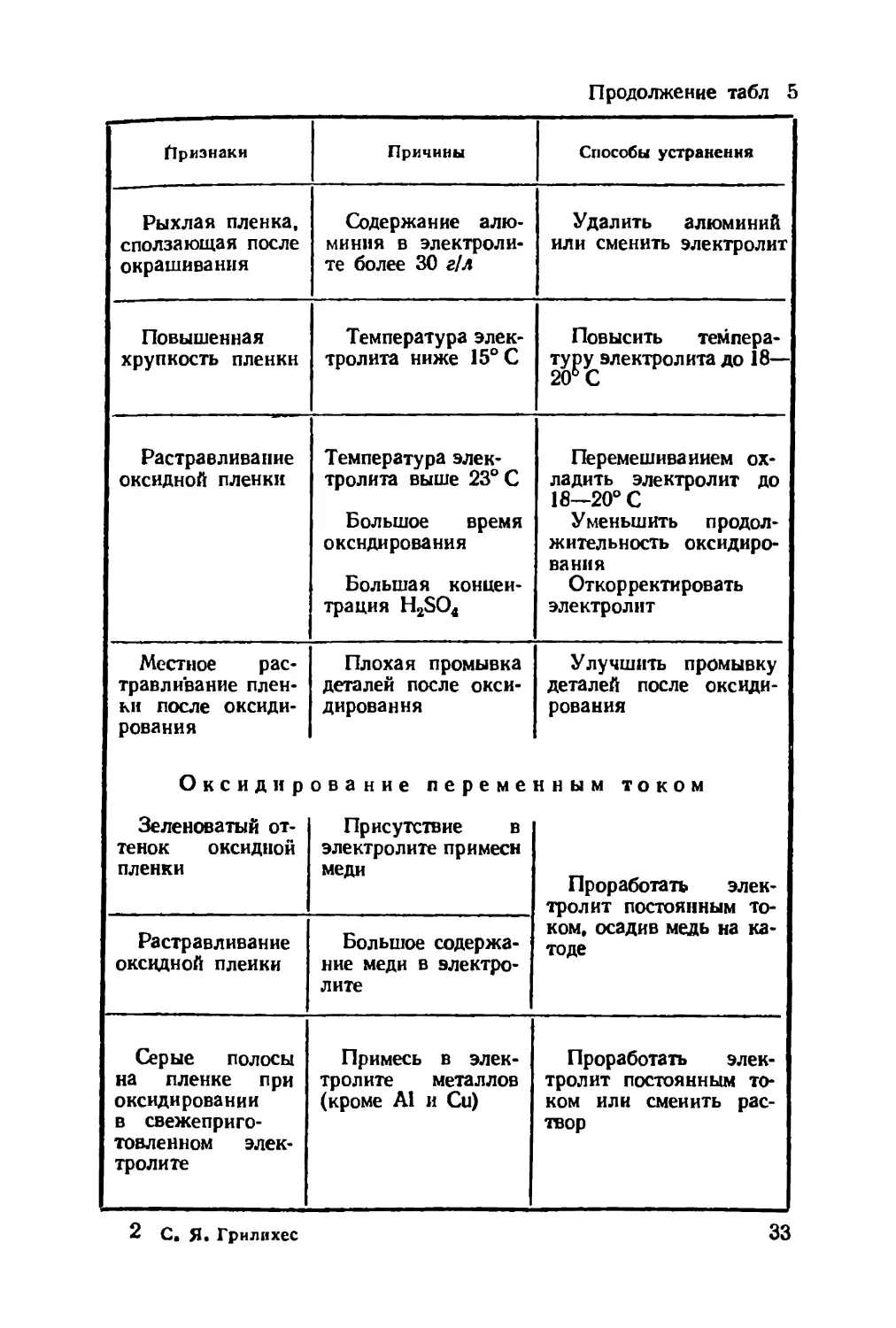
Продолжение табл 5
Признаки Причины Способы устранения
Рыхлая пленка, сползающая после окрашивания Содержание алю- миния в электроли- те более 30 г/л Удалить алюминий или сменить электролит
Повышенная хрупкость пленки Температура элек- тролита ниже 15° С Повысить темпера- туру электролита до 18— 20°С
Растравливание оксидной пленки Температура элек- тролита выше 23° С Большое время оксидирования Большая концен- трация H2SO4 Перемешиванием ох- ладить электролит до 18—20° С Уменьшить продол- жительность оксидиро- вания Откорректировать электролит
Местное рас- травливание плен- ки после оксиди- рования О к с и д и р Зеленоватый от- тенок оксидной пленки Плохая промывка деталей после окси- дирования ование переме Присутствие в электролите примесн меди Улучшить промывку деталей после оксиди- рования иным током Проработать элек- тролит постоянным то- ком, осадив медь на ка- тоде
Растравливание оксидной плеики Большое содержа- ние меди в электро- лите
Серые полосы на пленке при оксидировании в свежеприго- товленном элек- тролите Примесь в элек- тролите металлов (кроме А1 и Си) Проработать элек- тролит постоянным то- ком или сменить рас- твор
2 с. Я. Грилихес
33
Хорошие результаты дает обработка оксидированных
изделий в течение 30 мин в конденсатной воде при тем-
пературе 95—100° С. Значение pH воды должно быть
6—7,5. Если pH ниже 4, на пленке образуются беловатые
пятна. Для предотвращения таких явлений рекомендуется
вводить в воду 10 г/л NH4NO3 и 0,05 г/л (NH4)2HPO4.
9. ЭЛЕКТРОХИМИЧЕСКОЕ ОКСИДИРОВАНИЕ
В ХРОМОВОКИСЛОМ ЭЛЕКТРОЛИТЕ
Для оксидирования алюминия и его сплавов приме-
няются электролиты, содержащие от 30 до 100 г/л СгО3.
Разбавленные растворы содержат 30—35 или 50—55 г!л
СгО3, концентрированные — 95—100 г!л СгО3. Электро-
литы приготовляют на дистиллированной или конденсат-
ной воде. Содержание примесей в них не должно превы-
шать 0,5 г/л SO4 и 0,2 г/л С1 .
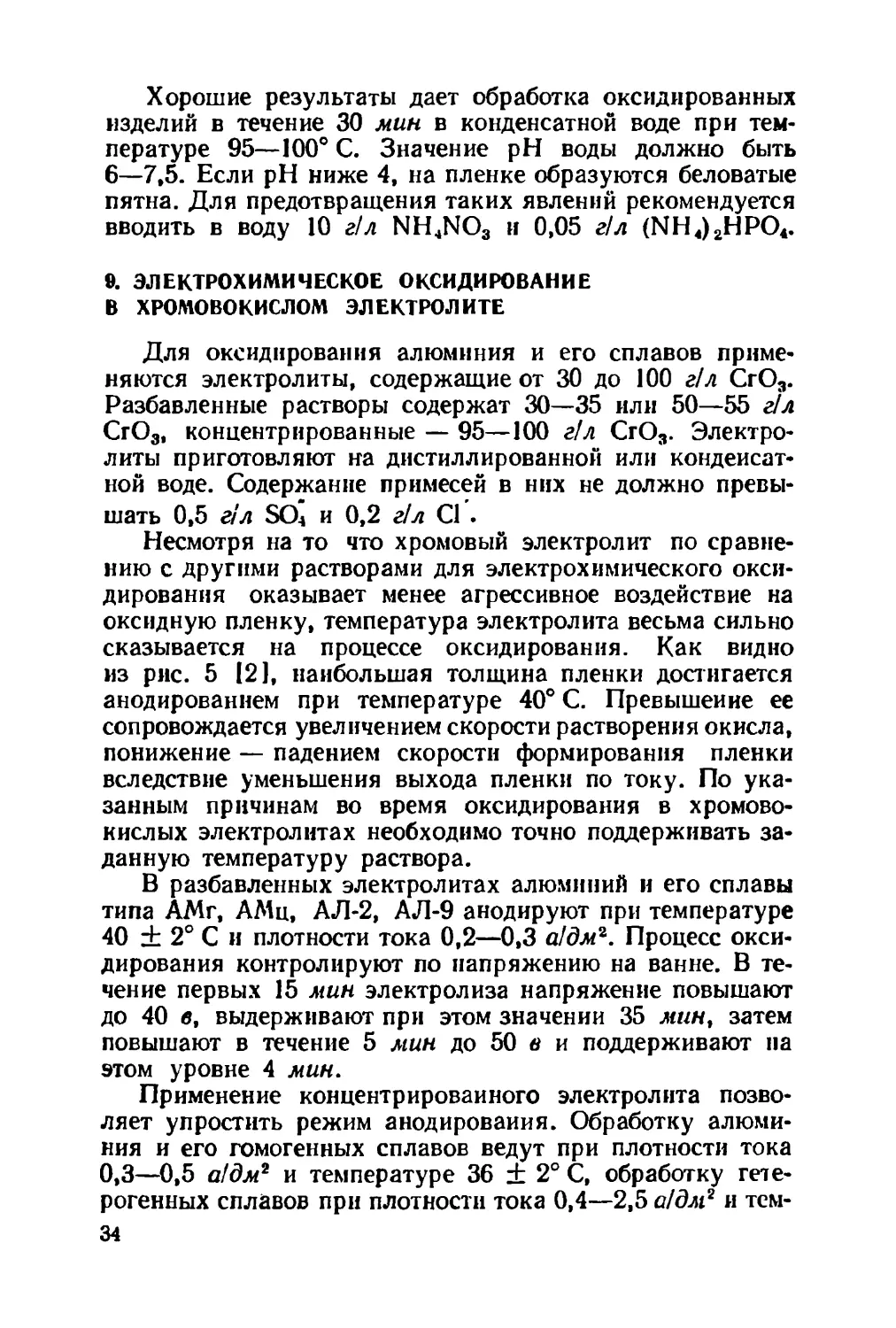
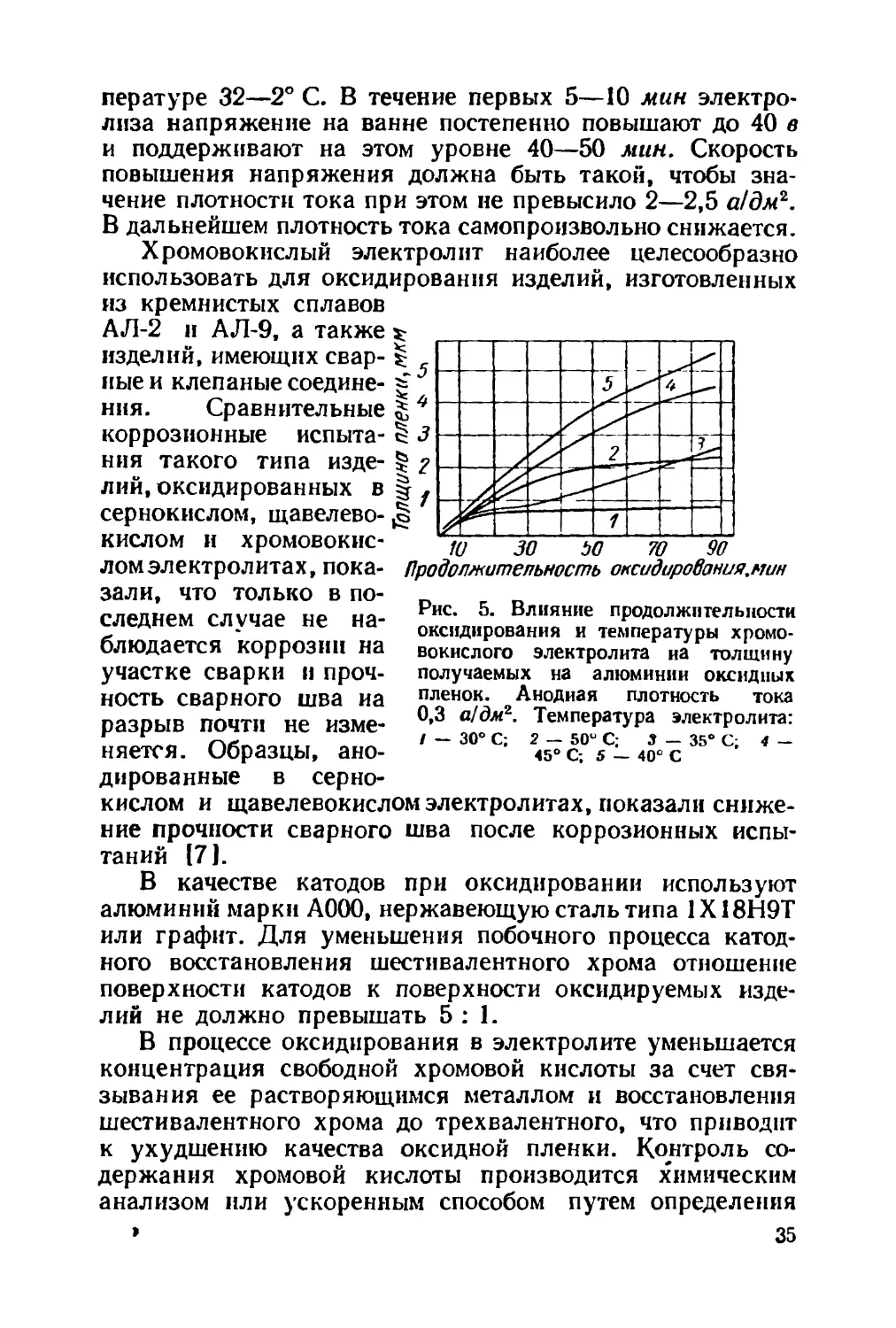
Несмотря на то что хромовый электролит по сравне-
нию с другими растворами для электрохимического окси-
дирования оказывает менее агрессивное воздействие на
оксидную пленку, температура электролита весьма сильно
сказывается на процессе оксидирования. Как видно
из рис. 5 12], наибольшая толщина пленки достигается
анодированием при температуре 40° С. Превышение ее
сопровождается увеличением скорости растворения окисла,
понижение — падением скорости формирования пленки
вследствие уменьшения выхода пленки по току. По ука-
занным причинам во время оксидирования в хромово-
кислых электролитах необходимо точно поддерживать за-
данную температуру раствора.
В разбавленных электролитах алюминий и его сплавы
типа АМг, АМц, АЛ-2, АЛ-9 анодируют при температуре
40 ± 2° С и плотности тока 0,2—0,3 а!дм2. Процесс окси-
дирования контролируют по напряжению на ванне. В те-
чение первых 15 мин электролиза напряжение повышают
до 40 в, выдерживают при этом значении 35 мин, затем
повышают в течение 5 мин до 50 в и поддерживают па
этом уровне 4 мин.
Применение концентрированного электролита позво-
ляет упростить режим анодирования. Обработку алюми-
ния и его гомогенных сплавов ведут при плотности тока
0,3—0,5 а!дм2 и температуре 36 ± 2° С, обработку гете-
рогенных сплавов при плотности тока 0,4—2,5 а!дм2 и тем-
34
Продолжительность оксидировония.мин
Рис. 5. Влияние продолжительности
оксидирования и температуры хромо-
вокислого электролита иа толщину
получаемых на алюминии оксидных
пленок. Анодная плотность тока
0,3 а!дм2. Температура электролита:
/ — 30° С; 2 — 50и С; 3 — 35° С; 4 —
45° С; 5 — 40° С
пературе 32—2° С. В течение первых 5—10 мин электро-
лиза напряжение на ванне постепенно повышают до 40 в
и поддерживают на этом уровне 40—50 мин. Скорость
повышения напряжения должна быть такой, чтобы зна-
чение плотности тока при этом не превысило 2—2,5 а!дм2.
В дальнейшем плотность тока самопроизвольно снижается.
Хромовокислый электролит наиболее целесообразно
использовать для оксидирования изделий, изготовленных
из кремнистых сплавов
АЛ-2 и АЛ-9, а также
изделий, имеющих свар-
ные и клепаные соедине-
ния. Сравнительные
коррозионные испыта-
ния такого типа изде-
лий, оксидированных в
сернокислом, щавелево-
кислом и хромовокис-
лом электролитах, пока-
зали, что только в по-
следнем случае не на-
блюдается коррозии на
участке сварки и проч-
ность сварного шва иа
разрыв почти не изме-
няется. Образцы, ано-
дированные в серно-
кислом и щавелевокислом электролитах, показали сниже-
ние прочности сварного шва после коррозионных испы-
таний (7].
В качестве катодов при оксидировании используют
алюминий марки А000, нержавеющую сталь типа 1Х18Н9Т
или графит. Для уменьшения побочного процесса катод-
ного восстановления шестивалентного хрома отношение
поверхности катодов к поверхности оксидируемых изде-
лий не должно превышать 5:1.
В процессе оксидирования в электролите уменьшается
концентрация свободной хромовой кислоты за счет свя-
зывания ее растворяющимся металлом и восстановления
шестивалентного хрома до трехвалентного, что приводит
к ухудшению качества оксидной пленки. Контроль со-
держания хромовой кислоты производится химическим
анализом или ускоренным способом путем определения
>
35
кислотности или электропроводности раствора. Для рас-
твора, содержащего 30 г!л СгО8, электропроводность со-
ставляет 0,05—0,06 ом~*см~\ pH 0,7—0,9; для рас-
твора, содержащего 100 г!л СгО3, электропроводность
равна 0,20—0,24 ом~*см~\ pH 0,1—0,3.
При работе электролита в него периодически добавляют
хромовый ангидрид. Расход его на 1 м2 оксидируемой
поверхности составляет в зависимости от состава элек-
тролита от 10 до 30 г/л. В результате добавления СгО8
общая концентрация хрома в растворе постепенно возра-
стает.
Предельно допустимое содержание СгО3 составляет
в разбавленном электролите 100 г/л, в концентрированном
250 г/л. По достижении указанной концентрации электро-
лит разбавляют водой или заменяют новым.
Трехвалентный хром в электролите может быть пере-
веден в шестивалентный анодным окислением с примене-
нием свинцовых анодов и стальных катодов. Анодная
плотность тока составляет 0,2—0,3 а!дм2, катодная плот-
ность тока — 10 а!дм2. При избытке в электролите суль-
фатов они могут быть удалены введением в раствор 0,2—
0,3 г/л Ва (ОН)2 или ВаСО8. Выпавший осадок сернокис-
лого бария отделяют декантацией.
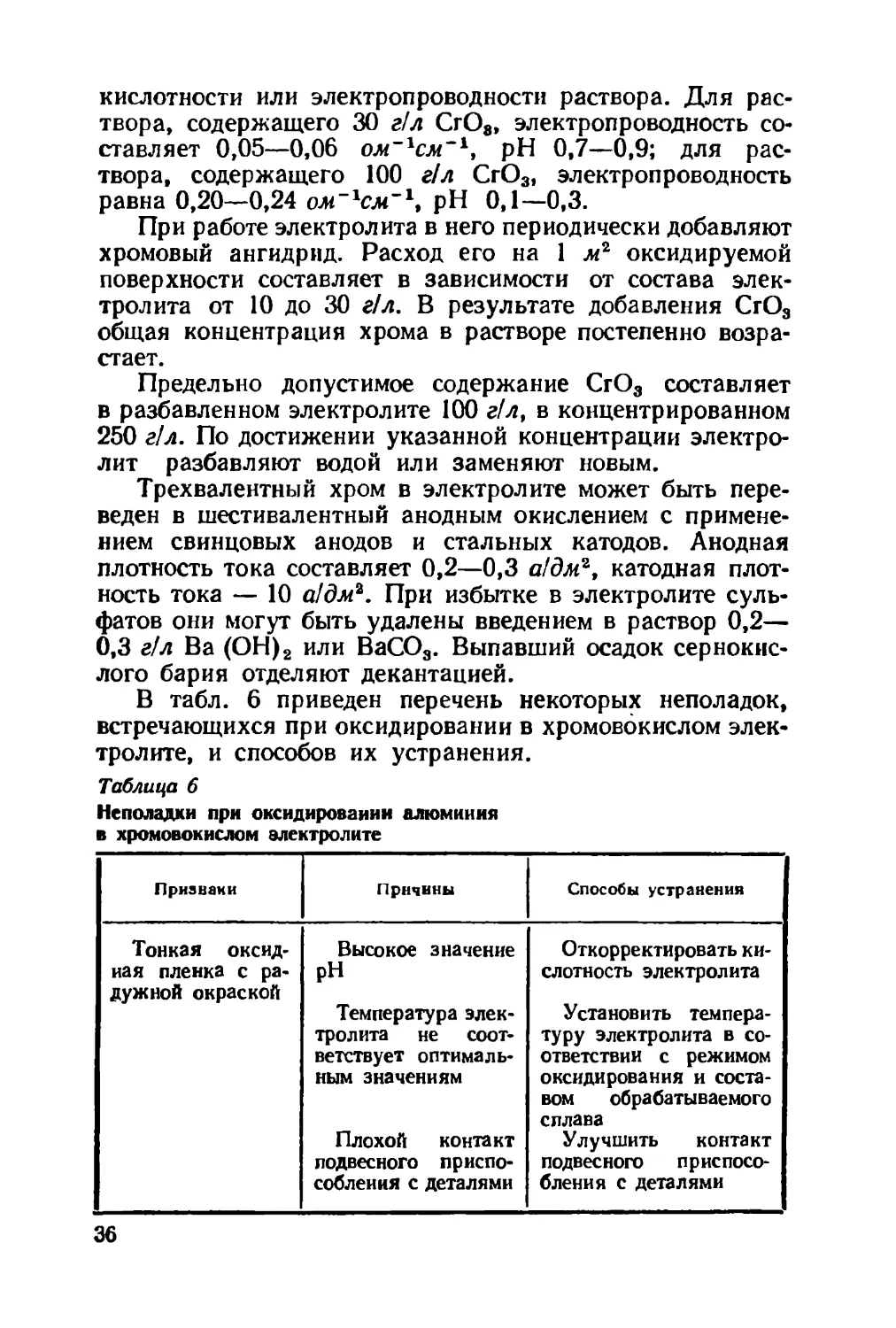
В табл. 6 приведен перечень некоторых неполадок,
встречающихся при оксидировании в хромовокислом элек-
тролите, и способов их устранения.
Таблица 6
Неполадки при оксидировании алюминия
в хромовокислом электролите
Признаки Причины Способы устранения
Тонкая оксид- ная пленка с ра- дужной окраской Высокое значение pH Температура элек- тролита не соот- ветствует оптималь- ным значениям Плохой контакт подвесного приспо- собления с деталями Откорректировать ки- слотность электролита Установить темпера- туру электролита в со- ответствии с режимом оксидирования и соста- вом обрабатываемого сплава Улучшить контакт подвесного приспосо- бления с деталями
36
Продолжение табл. 6
Признаки Причины Способы устранения
Серая, рыхлая оксидная пленка Перегрев электро- лита Понизить темпера- туру электролита и обе- спечить ее стабильность
Растравливание оксидной пленки, желтые или тем- ные пятна Уменьшение кон- центрации СгО3 в растворе Особенности струк- туры металла, де- фекты прокатки Откорректировать электролит Провести термообра- ботку неплакирован- ного металла
Прижоги или растравливание металла Плохой контакт подвесного приспо- собления с деталями Соприкосновение деталей друг с дру* гом или с катодом Улучшить контакт подвесного приспособле- ния с деталями Устранить соприкос- новение деталей друг с другом и с катодом
10. ЭЛЕКТРОХИМИЧЕСКОЕ ОКСИДИРОВАНИЕ
В ЩАВЕЛЕВОКИСЛОМ ЭЛЕКТРОЛИТЕ
Оксидирование алюминия и его сплавов производится
в 2—10-процентном растворе щавелевой кислоты, в ко-
торый иногда вводят добавки органических веществ (ян-
тарная, малоновая, уксусная кислоты) или окислителей
(перманганат, хроматы, хромовый ангидрид).
При оксидировании постоянным током применяется
электролит, содержащий 3—5% щавелевой кислоты. Де-
коративное оксидирование ведут при плотности тока 1—
3 а!дм\ напряжении на ванне 50—90 в и температуре
электролита 30 + 3° С н течение 30—40 мин. При этих
условиях могут обрабатываться алюминиевые сплавы,
содержащие около 5% меди или 4% кремния. Образую-
щаяся на них пленка хорошо окрашивается в черный и
темно-коричневый цвета органическими красителями.
Собственный цвет оксидной пленки, получаемой в ща-
велевой кислоте, изменяется в зависимости от состава
обрабатываемого металла, толщины пленки и условий
электролиза. С увеличением толщины пленки на алюми-
нии от 5 до 100 мкм ее цвет меняется от серовато-белого
до коричневого.
37
chlpmaker.ru
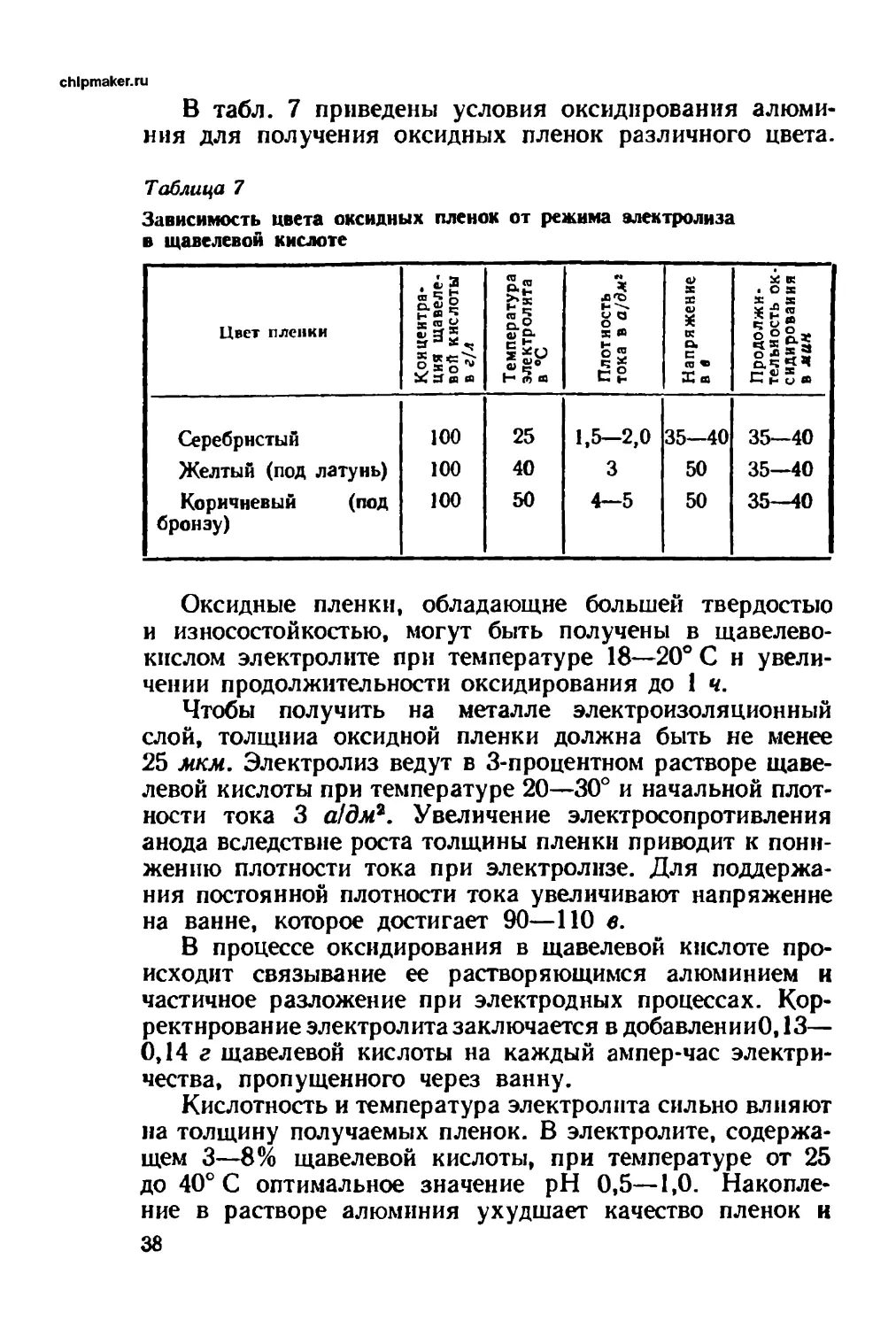
В табл. 7 приведены условия оксидирования алюми*
ния для получения оксидных пленок различного цвета.
Таблица 7
Зависимость цвета оксидных пленок от режима электролиза
в щавелевой кислоте
Цвет пленки Концентра- ция щавеле- вой кислоты в г/л Температура электролита в °C Плотность тока в а/дм2 Напряжение в в Продолжи- тельность ок- сидирования в мин
Серебристый 100 25 1.5—2,0 35—40 35—40
Желтый (под латунь) 100 40 3 50 35—40
Коричневый (под бронзу) 100 50 4—5 50 35—40
Оксидные пленки, обладающие большей твердостью
и износостойкостью, могут быть получены в щавелево-
кислом электролите при температуре 18—20° С н увели-
чении продолжительности оксидирования до 1 ч.
Чтобы получить на металле электроизоляционный
слой, толщина оксидной пленки должна быть не менее
25 мкм. Электролиз ведут в 3-процентном растворе щаве-
левой кислоты при температуре 20—30° и начальной плот-
ности тока 3 а!дм?. Увеличение электросопротивления
анода вследствие роста толщины пленки приводит к пони-
жению плотности тока при электролизе. Для поддержа-
ния постоянной плотности тока увеличивают напряжение
на ванне, которое достигает 90—ПО е.
В процессе оксидирования в щавелевой кислоте про-
исходит связывание ее растворяющимся алюминием и
частичное разложение при электродных процессах. Кор-
ректирование электролита заключается в добавленииО, 13—
0,14 г щавелевой кислоты на каждый ампер-час электри-
чества, пропущенного через ванну.
Кислотность и температура электролита сильно влияют
на толщину получаемых пленок. В электролите, содержа-
щем 3—8% щавелевой кислоты, при температуре от 25
до 40° С оптимальное значение pH 0,5—1,0. Накопле-
ние в растворе алюминия ухудшает качество пленок и
38
при содержании его свыше 30 г!л электролит должен быть
заменен новым. Не допускается также присутствие в элек-
тролите примеси хлоридов более 0,2 г/л.
При оксидировании переменным током к 4—5-про-
центному раствору щавелевой кислоты добавляют 0,5—
1% хромового ангидрида. Электролиз ведут в течение
30—40 мин при плотности тока 1,5—5,5 а!дм\ напря-
жении на ванне 40—60 в и температуре электролита
25° С.
Для получений твердых непрозрачных оксидных пле-
нок толщиной до 80 мк на алюминии и сплавах типа Д16,
АМг, АМц предложен электролит с добавками лимонной
и борной кислот следующего состава (в г/л):
Щавелевая кислота С»Н2О4-2Н2О .40—60
Лимонная кислота СвН8О7 . 10—30
Борная кислота Ы3ВО^ 3—10
Режим анодирования: анодная плотность тока 2—
5 а!дм\ температура раствора 10—40° С, напряжение
на ванне 50—90 в.
В зависимости от состава обрабатываемого материала
и режима анодирования, цвет оксидных пленок изменяется
от светло-коричневого до черного, что имеет значение при
декоративной отделке деталей.
Процесс оксидирования в щавелевой кислоте сопро-
вождается значительным разогреванием электролита, что
приводит иногда к разъеданию пленки и металла. По-
этому необходимо строго соблюдать температурный ре-
жим и применять интенсивное перемешивание и охлажде-
ние электролита.
11. ЭЛЕКТРОХИМИЧЕСКОЕ ОКСИДИРОВАНИЕ
В ЭЛЕКТРОЛИТЕ НА ОСНОВЕ
СУЛЬФОСАЛИЦИЛОВОЙ КИСЛОТЫ
Сообщения об электролитах оксидирования на основе
сульфосалициловой кислоты появились недавно, и прак-
тическое применение их только еще начинается. Однако
выявленные в настоящее время технологические особен-
ности этих электролитов и свойства получаемых пленок
указывают на целесообразность более широкого исполь-
зования новых электролитов для оксидирования алюми-
ния и его сплавов.
39
В растворах, содержащих только сульфосалициловую
кислоту, формируются плотные, тонкие пленки, что свя-
зано с малой растворимостью окиси алюминия в электро-
лите.
Анодная обработка алюминия в электролитах, содер-
жащих до 100 г/л кислоты, сопровождается повышением
напряжения на ванне до 70—90 в. В разбавленных раство-
рах уже после образования пленки небольшой толщины
наступает электрический пробой. В более концентриро-
ванных растворах формируются пленки толщиной до
10 мкм9 но процесс часто сопровождается растравлива-
нием оксида вследствие местного разогрева электролита.
Растворимость пленок увеличивается если в сульфоса-
лициловый электролит добавить серную кислоту. Чем
больше концентрация H2SO4, тем активнее воздействует
электролит на оксидный слой и тем ниже напряжение
на ванне. При содержании более 30 г/л H2SO4 наблюдается
местный разогрев анода, формирование неоднородных
пленок, их растравливание, снижение скорости формиро-
вания окисла.
Учитывая указанные обстоятельства, для получения
оксидных пленок сравнительно большой толщины может
быть использован электролит, содержащий 100 г/л суль-
фосалициловой кислоты и 5 г/л H2SO4. Скорость растворе-
ния оксидной пленки в таком электролите в 10 раз меньше,
чем в обычном сернокислом; алюминий в нем почти не
растворяется.
Оксидные пленки хорошего качества могут быть по-
лучены в указанном растворе при плотности тока 1—
3 а/дм2, и температуре 20—40° С. Электролит при работе
перемешивают и охлаждают с помощью змеевика с про-
точной водой.
По данным автора тепловые процессы в сульфосали-
циловом и обычном сернокислом электролитах заметно
различаются. При анодировании в сульфосалициловом
электролите температура анода быстро повышается в пер-
вые минуты электролиза, что связано с формированием
барьерного слоя, но в дальнейшем, даже при электролизе
в течение нескольких часов, увеличивается незначительно.
При одинаковых значениях плотности тока и продолжи-
тельности электролиза температура анода в сульфосали-
циловом растворе в 1,5—2 раза ниже, чем в сернокислом.
Напряжение на ванне при анодировании в сульфосалици-
40
ловом электролите увеличивается меньше, чем в серно-
кислом, и в течение 2—4 ч электролиза достигает 35—
40 в.
Скорость растворения оксидной пленки в сульфосали-
циловом электролите указанного состава возрастает почти
пропорционально температуре раствора и при 50—60° С
достигает значений, соизмеримых со скоростью формиро-
вания пленки. Поэтому
анодирование алюминия
в сульфосалнциловом элек-
тролите можно вести при
Рис. 7. Зависимость микротвер-
дости, толщины оксидной пленки
и размера образцов от продолжи-
тельности оксидирования в суль-
фосалициловом электролите сплавов
АД-1 (/), АМг (2), В-95 (3).
Продолжительность оксидирования, ч
Рис. 6. Зависимость роста (/, 2)
и растворения (3, 4) оксидной
пленки от продолжительности
оксидирования в сульфосалици-
ловом электролите н его темпе-
ратуры. Температура электро-
лита: /,4 — 20° С; 2, 3 — 40° С
температуре 20—40° С. Как видно из рис. 6, в электро-
лите, содержащем 100 г/л сульфосалициловой и 5 г/л сер-
ной кислот, при анодной плотности тока 2 а/дм2 и темпе-
ратуре 20° С за одинаковое время формируются пленки
большей толщины и растворимость их меньше, чем при
температуре электролита 40° С. К положительным ха-
рактеристикам пленок, полученных при 40° С, можно отне-
сти их большую эластичность и лучшие изоляционные
свойства.
41
В электролите, содержащем 100 г/л сульфосалициловой
и 5 г/л серной кислот, при плотности тока 2 а! дм2 и темпе-
ратуре 20° С на алюминии и его сплавах могут быть полу-
чены плотные, твердые оксидные пленки. По защитной
способности они не уступают, а в некоторых случаях
превосходят пленки, полученные в сернокислом электро-
лите.
По литературным сведениям, электролиты, содержа-
щие сульфосалициловую и серную кислоты, могут исполь-
зоваться для получения на алюминиевых сплавах непо-
средственно в процессе анодирования оксидных пленок,
окрашенных в различные цвета. Цвет пленки зависит от
состава электролита, режима оксидирования и состава
сплава. Анодированием в электролите, содержащем 10%
сульфосалициловой и 0,5% серной кислот, в течение 20—
35 мин при температуре 25° С и плотности тока 2,5 а!дм\
на сплаве АМг получают пленки черного цвета, АМц —
серого, АМг — коричневого, Д1Т — серо-голубого.
Исследован и находит практическое применение трех*
компонентный электролит следующего состава (в г!л):
Сульфосалициловая кислота CjHaOgS-SH.X) 100
Щавелевая кислота QHp4*2HsO 30
Серная кислота H2SOe 3—4
Анодная плотность тока 2—3 а!дм\ температура электро*
лита 18—25° С.
Структура пленок, полученных в трехкомпонентном
электролите, несколько отличается от пленок, формиро-
ванных в сернокислом растворе. В первом случае обнару-
жено волокнистое строение, наблюдаются незамкнутые
поперечные поры. Возможно, что последнее обстоятель-
ство способствует лучшему теплообмену в порах.
В указанном электролите можно оксидировать техни-
ческие сорта алюминия, его сплавы АМг, В-95, Д-16.
На рис. 7 [1] показано изменение толщины пленки, раз-
мера образцов и микротвердости для различных мате-
риалов в зависимости от продолжительности оксидирова-
ния в электролите указанного состава при анодной плот-
ности тока для АД-1 и АМг — 2 а!дм\ для В-95 — 3 а!дм2.
За одинаковое время на сплаве В-95 формируется пленка
меньшей толщины, чем на других сплавах. Наибольшее
значение микротвердости оксидного слоя получается на
сплаве АМг. На всех исследованных сплавах микротвер-
42
дость выше, чем в случае их оксидирования в щавелевой
кислоте.
Микротвердость оксидных пленок толщиной 30—
90 мкм, полученных на техническом алюминии АД-1
в трехкомпонентном электролите при 20° С и плотности
тока 3 а!дмг, достигает 460 кПмм2, на сплаве АМг —
около 500 кПмм*\ на сплаве В-95 — около 200—
250 кГ1мм*. С понижением температуры электролита
микротвердость увеличивается.
Корректирование трехкомпонентпого электролита про-
водится добавлением сульфосалициловой и щавелевой
кислот. Серная кислота при электролизе почти не расхо-
дуется.
12. ГЛУБОКОЕ ОКСИДИРОВАНИЕ
Глубоким оксидированием называют процесс получе-
ния оксидных пленок толщиной более 40 мкм, отличаю-
щихся высокой твердостью, износостойкостью и хорошими
электроизоляционными свойствами. Такие пленки пред-
ставляют практический интерес для ряда отраслей про-
мышленности. С их помощью можно повысить износостой-
кость трущихся поверхностей деталей, например зубчатых
передач, увеличить сопротивление эрозионному износу,
получить термостойкую электроизоляцию. Глубокое окси-
дирование тонкостенных деталей повышает жесткость
конструкции.
При подборе деталей для глубокого оксидирования сле-
дует учитывать, что образование толстых оксидных пле-
нок приводит к ухудшению некоторых механических
свойств металла: уменьшается предел выносливости, от-
носительное удлинение и сужение поперечного сечения
образцов. Это влияние глубокого оксидирования незна-
чительно при малой толщине пленки и возрастает с ее уве-
личением. После удаления оксидного слоя свойства ме-
талла остаются такими же, какими были до анодной
обработки.
Механические и электрические свойства толстых оксид-
ных пленок и степень их влияния на характеристики ме-
талла зависят от условий оксидирования и состава ме-
талла или сплава, подвергаемого электрохимической об-
работке.
Отмеченная ранее роль тепловых процессов, проте-
кающих в зоне формирования оксида, особенно возрастает
43
при наращивании толстых пленок. В этом случае затруд-
няется отвод тепла от поверхности металла в глубине пор,
что может привести к увеличению скорости растворения
пленки и растравливанию пленки и металла.
Институтом физической химии АН СССР разработан
и исследован процесс глубокого оксидирования при по-
ниженной температуре электролита 111]. Электролиз ве-
дут в 20-процентном растворе серной кислоты при тем-
пературе от —3 до —10® С. Для поддержания требуемой
Продолжительность
оксидирования, мин
Рис. 8. Изменение напряжения на ванне
при глубоком оксидировании алюминия
и его сплавов в сернокислом электролите:
/ — Алг; 2 — алюминий Al; S — Д12; 4 —
АМгЗ; 5—АМг5
Анодная плотность тока 2а/дм\ температура 8° С
температуры применяют интенсивное перемешивание рас-
твора очищенным сжатым воздухом или механическими
мешалками и охлаждение его с помощью специальных
холодильных агрегатов.
Анодная плотность тока при глубоком оксидировании
2—2,5 а!дм\ в случае интенсивного охлаждения ее можно
повысить до 5—10 а!дм\ Напряжение на ванне по мере
увеличения толщины оксидной пленки увеличивается и
достигает 40—80 в. Скорость повышения и величина на-
пряжения зависят как от режима электролиза, так и от
состава обрабатываемого металла (рис. 8).
При оксидировании поддерживают постоянную плот-
ность тока с помощью реостатов, включенных в цепь
питания ванны. В зависимости от требуемой толщины
оксидной пленки изменяют скорость повышения напряже-
ния от 22—26 до 30—36 в за 15 мин или до 45—60 в
за 45 мин.
44
При охлаждении и перемешивании электролита на
алюминии и его сплавах можно получить оксидные пленки
толщиной 40—60 мкм, а на некоторых деталях до 120—
150 мкм. Хорошие результаты в этом случае дает приме-
нение циркуляции электролита в ванне с помощью кисло-
тоупорных насосов. Для получения пленок толщиной
200—300 мкм такое охлаждение оказывается недостаточ-
ным и приходится применять внутреннее охлаждение об-
рабатываемых деталей. Этот способ пригоден для деталей,
имеющих внутренние неоксидируемые полости, через ко-
торые можно осуществить циркуляцию охлаждающего
раствора. Для этой цели используют жидкие хладоагенты
или воду, предварительно охлажденную до —3 н-0° С.
Скорость циркуляции охлаждающего раствора должна
быть такой, чтобы разница температур при входе и вы-
ходе из детали не превышала 1°.
Режим оксидирования устанавливают с учетом марки
сплава, из которого изготовлены детали. По данным ИФХ
АН СССР, оксидные пленки, полученные при одинаковой
плотности тока и продолжительности электролиза на тех-
ническом алюминии и сплаве АВ, имеют большую толщину
и твердость, чем на других деформированных сплавах.
Износостойкость и пробивное напряжение пленок на алю-
минии и сплавах АВ и АМц различается незначительно.
Скорость формирования пленок на этих материалах со-
ставляет 1,01—1,06 мкм!мин, а на других сплавах около
0,8 mkmImuh. Микротвердость оксидного слоя на техни-
ческом алюминии 500—520 кПммг, на сплаве АВ —
480—500 кПмм\ сплаве Д16 — 330—360 кПмм*9 сплаве
АЛ9 — 450—480 кПмм*.
Лучшие результаты по качеству пленок дает глубокое
оксидирование алюминия и его сплавов с магнием и
марганцем. На литейных сплавах типа силумина пробив-
ное напряжение оксидных пленок в 2—3 раза ниже, чем
на деформируемых сплавах АВ, АК4, В95, АМг—5ВМ.
Износостойкость деформируемых сплавов также относи-
тельно ниже.
Электроизоляционные оксидные пленки получают
в 15—20-процентном растворе H2SO4 прн температуре
от —5 до +2° С и анодной плотности тока 5 а!дм2. Элек-
трический режим процесса устанавливают с учетом ма-
териала, из которого изготовлены обрабатываемые де-
тали.
45
Для деталей из алюминия марки А7 начальное напря-
жение на ванне составляет 20—25 в, конечное — 60—65 в,
продолжительность оксидирования 75—90 мин, пробив-
ное напряжение пленки 600—800 в. Для деталей из сплава
Д-16 начальное напряжение 20—25 в, конечное — 60—
б5‘ в, продолжительность оксидирования 25—30 мин;
пробивное напряжение пленки 380—450 в. Детали из
сплава АМг оксидируют в течение 60—90 мин, начальное
напряжение на ванне 20—25 в, конечное 60—70 в. про-
бивное напряжение 600—800 в.
Детали, подвергаемые электроизоляционному оксиди-
рованию, должны иметь чистоту поверхности, соответ-
ствующую 9-му классу. Не допускается наличие острых
углов и граней, радиус закругления должен быть не ме-
нее 2—3 мм; уменьшение его приводит к снижению про-
бивного напряжения пленки.
Если при глубоком оксидировании напряжение на
ванне длительное время не увеличивается, это указывает
на то, что идет растравливание пленки. Внезапное паде-
ние напряжения свидетельствует об электрическом пробое
оксидного слоя. Резкое повышение напряжения ука-
зывает на быстрый рост оксида, что связано с недо-
статочным охлаждением. Во всех указанных случаях
необходимо прервать электролиз, чтобы выяснить и
устранить причину нарушения нормального режима про-
цесса.
Различие в составе анодируемых сплавов сказывается
и на изменении размеров деталей. Так, например, при
одинаковых условиях электролиза, толщина пленки на
алюминии может быть на 30—40% больше, чем на
сплаве АК4. Для ориентировочных расчетов принимают,
что при глубоком оксидировании увеличение толщины
деталей на сторону составляет около половины толщины
оксидной пленки.
На сплавах типа дюралюминия и силумина получение
толстых оксидных пленок связано с большими трудно-
стями. При длительном электролизе получаются рыхлые
мажущиеся пленки, часты случаи прогара и растравлива-
ния пленки и металла. Для получения на этих сплавах
твердых оксидных пленок предложено вести электролиз
с наложением переменного тока частотой 50 гц на по-
стоянный ток. Включенный в схему конденсатор защи-
щает цепь переменного тока от попадания в нее постоян-
46
пого тока, а дроссель предотвращает попадание перемен-
ного тока в цепь постоянного.
Глубокое оксидирование с использованием наложен-
ного тока ведут в 20-процентном растворе серной кислоты
при температуре от —3 до —5° С. При обработке дюралю-
миния типа Д1 и Д16 суммарная плотность тока состав-
ляет 5—10 а!дм2 при соотношении плотности постоян-
ного и переменного тока 1 1 и продолжительности элек-
тролиза 40—20 мин. Для силумина суммарная плотность
тока может быть 2,5; 5; 10 а!дм2 при соотношении плот-
ности постоянного и переменного тока 3 : 1 и продолжи-
тельности электролиза соответственно 90, 60 и 30 мин.
Увеличение продолжительности электролиза свыше ука-
занной приводит к разрыхлению пленки. Толщина пле-
нок на дюралюминии достигает 60 мкм, на силумине —
НО мкм, мнкротвердость их около 500 кГ!мм\
На некоторых предприятиях для глубокого анодиро-
вания дюралюминия используют более концентрирован-
ные, чем обычно, сернокислые растворы [4 J. Для спла-
вов с высоким содержанием меди, например Д16, кон-
центрация H2SO4 составляет 300—350 г/л, для сплавов,
содержащих до 4% меди — 200—300 г/л. Температура
электролита от —5 до —15° С, электролит перемешивают
сжатым воздухом или механическими мешалками. В на-
чале электролиза анодная плотность тока составляет
0,5 а!дм\ затем ее плавно повышают в течение 30—
35 мин до 2—2,5 а!дм2 и поддерживают на этом уровне
до конца электролиза. При электролизе в течение 90 мин
формируется пленка толщиной 35—40 мкм, микротвер-
дость ее в среднем слое составляет 270—320 кПмм*.
Глубокое оксидирование в сернокислом электролите
проводится при постоянной анодной плотности тока.
В процессе электролиза напряжение на ванне увеличи-
вается за счет возрастания омического сопротивления
оксидного слоя. Это, в свою очередь, вызывает увеличе-
ние количества выделяющегося джоулева тепла, необхо-
димость отвода его и интенсивного охлаждения электро-
лита. Анодирование при температуре электролита от —5
до —15° С требует специального оборудования, ведет
к затруднениям в производстве и повышает стоимость
обработки деталей.
Уменьшение количества выделяющегося при анодиро-
вании тепла, может быть достигнуто применением режима
47
chlpmaker.ru
постоянной или падающей мощности. В первом случае
электролиз начинают при высокой плотности тока и под-
держиваюг постоянную величину мощности, контролируя
ее по ваттметру. Плотность тока постепенно снижается,
а напряжение возрастает, но значительно меньше, чем
при анодировании с постоянной плотностью тока.
Опыты показали, что, применяя режим постоянной
мощности и интенсивное перемешивание электролита,
можно получать оксидные пленки большой толщины при
температуре раствора 10—20° С. Анодирование алюми-
ния ведут в электролите, содержащем 170 г/л H2SOn
при начальной плотности тока 12—18 а/дм2 и постоянной
мощности 250—400 вт/дм2. Микротвердость получаемых
пленок в средней зоне 430 кГ/мм2. Пробивное напряже-
ние пленок толщиной 80—100 мкм при испытании пере-
менным током 700—800 в.
По сравнению с режимом постоянной плотности тока
применение режима постоянной мощности увеличивает
предельное количество электричества, которое можно про-
пустить через металл при одинаковой температуре элек-
тролита, т. е. позволяет получить оксидные пленки боль-
шей толщины.
Применение для оксидирования режима падающей
мощности также позволяет значительно уменьшить коли-
чество выделяющегося джоулева тепла. Электролиз ведут
в растворе, содержащем 170 г/л H2SO4, при начальной
плотности тока 15—20 а/дм2 и температуре электролита
15—20° С. По мере роста оксидной пленки, увеличивается
напряжение на ванне и одновременно падает плотность
тока и мощность. Эти изменения происходят самопроиз-
вольно и наиболее резко в первые 10—20 мин электролиза,
после чего скорость изменения электрических параметров
процесса замедляется. За 30—40 мин напряжение повы-
шается до 40—50 в.
В рассматриваемом случае электролиз идет в усло-
виях саморегулирования электрического режима ра-
боты ванны. Скорость изменения параметров режима
определяется в основном величиной начальной плот-
ности тока.
По сравнению с режимом глубокого анодирования при
постоянной плотности тока режим падающей мощности
позволяет в несколько раз уменьшить продолжительность
электролиза.
48
Для получения толстых оксидных пленок предложены
смешанные электролиты, содержащие, кроме серной кис-
лоты, другие компоненты — малоновую, меллитовую, ща-
велевую кислоты, хлористый магний.
Практическое применение получили электролиты из
смеси серной и щавелевой кислот. Они содержат 150—
200 г!л H2SO4 и 10—15 г!л С2Н2О4. Растворимость оксид-
ной пленки в серно-щавелевокнслом растворе значительно
меньше, чем в обычном сернокислом электролите, и по-
этому скорость формирования оксида повышается.
Электролиз ^ведут при плотности тока 2—5 а!дм2 и
температуре электролита 15—20° С. Напряжение на ванне
повышается до 80—90 в.
Пленки, полученные в смешанном электролите, ха-'
рактеризуются высокой твердостью, износостойкостью и
хорошими диэлектрическими свойствами. Пробивное на-
пряжение пленок толщиной 90—110 мкм на алюминии и
сплаве В95 достигает 2600 в [111. На техническом алюми-
нии и сплавах В95 и Д16 получают пленки, которые
по своим механическим и диэлектрическим свойствам
близки к пленкам, полученным в сернокислом электро-
лите при минусовой температуре.
Твердые электроизоляционные оксидные пленки мо-
гут быть получены в двух- и трехкомпонентном сульфо-
салициловом электролитах. Оптимальный режим аноди-
рования в растворе, содержащем 100 г/л сульфосали-
циловой, 30 г/л щавелевой и 3 г/л серной кислот, для
сплавов типа АМг: температура электролита 20—25°С, анод-
ная плотность тока 3 а!дм\ продолжительность оксиди-
рования 75—90 мин\ для сплава В95: температура элек-
тролита 5—20° С, плотность тока 1—3 а!дм\ продолжи-
тельность оксидирования 3—1 ч. При плотности тока
3 а!дм2 скорость роста оксидной пленки составляет около
1 мкм!мин. В течение 1 ч на алюминии марки АД1 при
температуре 20° С формируются оксидные пленки с про-
бивным напряжением 550—750 в. Обработку сложнопро-
филированных деталей рекомендуется вести при темпера-
туре электролита 20° С.
13. ЭМАТАЛИРОВАНИЕ
Эматалирование представляет собой один из вариантов
процесса анодного оксидирования алюминия и его спла-
вов, при котором на металле образуются непрозрачные
49
эмалевидные пленки. Своеобразный внешний вид эматаль-
пленок связывают с тем, что соли титана, циркония или
тория, содержащиеся в электролитах для эматалирования,
гидролизуются и, включаясь в оксидную пленку, делают
ее непрозрачной. По другим данным, при изменении на-
пряжения на ванне в процессе эматалирова’ния происходит
перестройка ячеистой структуры пленки, что приводит
к увеличению рассеивания света при его прохождении
через оксидный слой и, как следствие, к получению не-
прозрачных пленок. Последние соображения высказыва-
лись на основании опытов с электролитом для эматали-
рования на основе хромовой кислоты, который не содер-
жал солей редких металлов. Обращает на себя внимание
то, что в этом электролите непрозрачные пленки полу-
чаются лишь при отсутствии в растворе даже небольших
количеств серной кислоты. По-видимому, растворяющее
воздействие H2SO4 на оксид и включение ионов SO4
в состав пленки оказывают немаловажное влияние на
структуру и свойства пленок.
По внешнему виду эматалевый слой напоминает фар-
фор, пластмассу, мрамор, эмаль. Он стоек в органических
растворителях, минеральных и животных маслах, мылах,
большинстве пищевых продуктов и органических кислот.
Для получения хорошего декоративного вида поверх-
ность металла перед эматалированием должна быть от-
полирована. При этом достаточно устранить большие
дефекты и придать ей легкий глянец. Благодаря непро-
зрачности эматалевой пленки оставшиеся мелкие риски,
изъяны на металле после эматалирования почти неза-
метны. При механическом полировании не следует при-
менять хромовую полировочную пасту, так как ее трудно
удалить с поверхности металла. Небольшие количества
пасты, оставшиеся в поверхностном слое металла, могут
оказаться причиной появления пятен и полос на эматале-
вой пленке. Поэтому для полирования алюминиевых из-
делий целесообразно использовать пасты на основе окиси
алюминия.
Для эматалирования применяют электролит, содержа-
щий соль титана, и электролит на основе хромовой кис-
лоты. В первом электролите получаются пленки толщи-
ной 10—20 мкм, их микротвердость достигает 600—
700 кПмм2, что выше твердости пленок, получаемых глу-
боким оксидированием в сернокислом электролите. Удель-
50
ное объемное электросопротивление эматалевых пленок
109—1014 ом‘См, прочность на электрический пробой при
толщине пленки 20 мкм около 600 в. Такие пленки при-
годны для повышения износостойкости деталей» а также
в качестве электроизоляционных покрытий.
В хромовокислых электролитах получаются эматале-
вые пленки толщиной 5—8 мкм. Их микротвердость»
износостойкость и диэлектрическая прочность ниже» чем
пленок, формированных в растворах, содержащих тита-
новые соли. Поэтому такие пленки используют для деко-
ративной отделки изделий и защиты их от коррозии.
Эматалевые пленки имеют серовато-молочный цвет и
независимо от способа их получения хорошо окраши-
ваются органическими красителями. Благодаря собствен-
ной окраске пленок цвет их» получаемый после адсорб-
ционного окрашивания, несколько отличается от цвета
красителя. Так, при использовании красителя желтый 53
пленка приобретает зеленовато-желтую окраску, алого —
синевато-красную, фиолетового — красно-оранжевую.
Процесс эматалирования может быть успешно исполь-
зован для защитно-декоративной отделки приборов» ме-
бели, судового оборудования, медицинской аппаратуры»
посуды, изделий широкого потребления. Его можно также
применять для повышения твердости и износостойкости
поверхности деталей.
Лучшие результаты по декоративному виду и физико-
механическим свойствам эматаль-пленок, полученных
в электролитах» содержащих соли титана или хромовую
кислоту, дает алюминий и его сплавы с магнием и мар-
ганцем. По литературным данным удовлетворительные
результаты получаются на литейных сплавах, содержа-
щих следующие предельные количества легирующих ком-
понентов: 2% меди» 8% цинка, 8% магния, 1% марганца»
1% железа. Деформируемые сплавы можно эматалиро-
вать» если они содержат не более 2% меди.
Эматалирование с использованием солей титана ведут
в электролите следующего состава (в г/л):
Калий-титан щавелевокислый KTi (С,О4)2 . 40—43
Щавелевая кислота tr,H2O4-2H2O 1—3
Лимонная кислота С6Н8О7 . I—1,3
Бориая кислота Н3ВО3 . . 8—10
Кислотность раствора pH 1,5—2,0.
51
chlpmaker.ru
Для приготовления ванны растворяют в горячей ди-
стиллированной воде последовательно титановую соль,
лимонную и борную кислоты и затем вводят щавелевую
кислоту до получения требуемого значения pH. Электро-
лит прорабатывают с алюминиевыми электродами (1—
2 а-ч/л).
Эматалирование ведут при температуре раствора 55—
60° С, начальной плотности тока 2—3 а!дм2 в течение
30—40 мин.
В начале процесса напряжение на ванне устанавли-
вают 70—90 в, при этом достигается максимальная плот-
ность тока около 2—3 а/дм\ Затем в течение 10—15 мин
увеличивают напряжение до 120 в. В дальнейшем плот-
ность тока постепенно понижается до 0,8—1 а!дм\ а на-
пряжение держится на установленном уровне. При окси-
дировании электролит перемешивают сжатым воздухом
или мешалкой. Воздух должен быть очищен от пыли
и масла.
В качестве катода используют алюминий, нержавею-
щую сталь или графит, который во избежание загрязне-
ния раствора помещают в чехол. Соотношение поверх-
ности катодов и анодов от 2 : 1 до 4 : 1.
При температуре раствора ниже 55° С получаются
темно-серые пленки с зеленоватым оттенком. Возраста-
ние температуры выше 65° С вызывает частичное выпа-
дание в осадок соединений титана.
При работе электролит довольно быстро защелачи-
вается и поэтому необходимо 2—3 раза в смену коррек-
тировать его добавлением щавелевой кислоты. Если pH
повысилось до 2,5—3,0, в растворе образуется осадок
соединений титана, толщина получаемых пленок умень-
шается.
10 мл 20-процентного раствора щавелевой кислоты,
прибавленного к 1 л электролита, уменьшают pH при-
мерно на 0,35.
Через каждые 5—6 а*ч!л в электролит необходимо до-
бавлять 1 г/л соли титана.
Расход щавелевой кислоты при эматалировании 1 м2
алюминия составляет 180—200 г.
Электролит весьма чувствителен к примесям. Допу-
стимое содержание в нем иона хлора не превышает 0,02 г/л;
не допускается присутствие ионов NO3. Концентрация
алюминия не должна превышать 30 г/л.
52
Высокая стоимость титановых солей, необходимость
частого корректирования раствора и большая чувстви-
тельность его к примесям ухудшают экономические пока-
затели титан-содержащего электролита эматалирования.
Более экономичными являются электролиты на основе
хромовой кислоты.
Благоприятное влияние на процесс эматалирования
оказывает введение в хромовокислый раствор борной
кислоты. Уменьшается растворимость эматалевого слоя,
увеличивается его микротвердость.
Концентрированный хромовоборнокислый электролит
содержит 100 г/л СгО3 и 3—4 г/л Н3ВО3. Эматалирование
ведут при температуре раствора 40—45° С и анодной
плотности тока 1—1,2 а/дм2 в течение 40—50 мин. Напря-
жение на ванне поддерживают 40—45 в.
В указанном электролите можно обрабатывать сплавы
АМгАМ, АМгАП, АМг5ВМ, АМгЗМ, АМцАМ.
В промышленности находит применение менее кон-
центрированный электролит, содержащий 30 г/л СгО3 и
2 г/л Н3ВОЯ. Эматалирование в нем ведут при темпера-
туре 42—48° С в течение 60 мин.
В течение первых 5 мин электролиза напряжение на
ванне повышают до 40 в и поддерживают на этом уровне
в течение 30 мин* после чего увеличивают до 80 в и про-
должают эматалирование еще 25 мин. Анодная плотность
тока при работе по указанному режиму повышается от
0,4 а/дм2 до 1 а!дм2. Указанный режим применяется для
эматалирования изделий из алюминия различных марок.
Для эматалирования в хромовоборном электролите
алюминиевых сплавов рекомендуются следующие ре-
жимы [3]: сплавы АМг и АМц — температура раствора
40° С напряжение 40 в в течение первых 30 мин и 80 в
в течение следующих 20 мин; сплав АЛ-ЗВ — темпера-
тура раствора 30—35° С, напряжение 30—40 в в течение
40 мин; сплавы: Д1, Д16 — температура раствора 50° С,
напряжение 40—50 в в течение 40 мин.
В качестве катодов в хромовоборных электролитах
применяют нержавеющую сталь. Соотношение поверх-
ности катодов и анодов от 2 : 1 до 3 : 1.
Содержание примесей анионов в электролите не должно
превышать (в г/л): 0,6 С1 ; 0,2 NO3; 0,07 SO4.
При работе хромовоборного раствора шестивалентный
хром восстанавливается на катоде до трехвалентпого.
53
chlpmaker.ru
Таблица 8
Неполадки при эматалирования
Признаки Причины Способы устранения
Эматалирование в электролите, содержащем соли титана
Рыхлая мажущаяся пленка Высокая темпера- тура электролита Поддерживать тем- пературу электроли- та на заданном уров- не
Коричневые пятна Низкая кислот- ность электролита Низкая концент- рация солей титана Добавить щаве- левую кислоту Проанализиро- вать электролит и до- бавить соль титана
Прозрачная полупрозрачная пленка или Низкая кислот- ность электролита Наличие приме- сей Недостаточная проработка электро- лита Добавить щавеле- вую кислоту Проанализировать откорректировать электролит Проработать элек- тролит
Эмата лирование в хромовоборном электролите
Прозрачная полупрозрачная пленка или Присутствие в элек- тролите серной кис- лоты Низкая концен- трация СгО3 Большая концен- трация ионов трех- валеитного хрома Провести анализ электролита и от- корректировать или сменить электролит
Рыхлая, мажущая- ся пленка Температура элек- тролита свыше 50° С Поддерживать требуемую темпера- туру
54
Продолжение табл. 8
Признаки Причины Способы устранения
Непо J ОТ СПО Выявление рисунка металла 1 а д к и , не зави соба эматалнр! Дефект материала, применение отожжен- ного алюминия с ящне о в а н и я Заменить материал
Выявление полос- чатости материала Дефект материала, следы проката Исключить трав- ление перед эмата- л ирова нием; за ме- нять материал
На отдельных участках деталей пленка не образуется Недостаточно хо- рошая химическая подготовка Плохой контакт детали с подвесным приспособлением Улучшить каче- ство подготовки де- талей Обеспечить на- дежный контакт де- тали с подвесным приспособлением
Зеленоватый отте- нрк пленки, неравно- мерный по поверхно- сти детали Включение в ме- талл полировочной пасты Исключить приме- нение паст, содержа- щих окись хрома
Светлые пятна на отдельных участках Образование газо- вых экранов при эматалировании Изменить конструк- цию подвесного при- способления и поло- жение детали в ванне
Неравномерная ок- раска органическими красителями Нарушение кон- такта детали с под- весным приспособ- лением при эматали- ровании Плохо приготов- лен раствор краси- теля Обеспечить на- дежный контакт де- тали с подвесным п риспособлением Приготовить но- вый раствор краси- теля, откорректиро- вать pH
Обесцвечивание ок- рашенной пленки при уплотнении Кислая или щелоч- ная реакция раство- ра, применяемого для уплотнения Сменить раствор для уплотнения пленки
55
chlpmaker.ru
При накоплении его более 5—6 г/л получаются полупро-
зрачные пленки. Окисление трех валентного хрома затруд-
нено. Поэтому электролит периодически корректируют,
добавляя хромовый ангидрид из расчета 10 г на 1 м2
обработанной поверхности металла. При накоплении боль-
шого количества примесей производят смену электро-
лита.
Эматаль-пленки окрашиваются органическими краси-
телями, перечень которых приводится далее (см. стр. 60).
Интенсивность получаемого цвета пленки смягчается за
счет ее собственной окраски. Более интенсивные цвета
получаются, если эматалированные детали предвари-
тельно обработать в течение 20—40 сек в 30-процентном
растворе HNO3. Но такая обработка несколько понижает
стойкость пленки против коррозии.
После эматалирования и окрашивания пленки уплот-
няют обработкой в горячей дистиллированной воде. Допу-
скается глянцевание по эматаль-слою бязевыми кругами
без применения паст. Таким путем улучшается декора-
тивный вид поверхности изделий.
В табл. 8 приведен перечень неполадок, встречаю-
щихся при эматалировании, и указаны их возможные
причины.
14. ОКРАШИВАНИЕ ОКСИДИРОВАННОГО АЛЮМИНИЯ
Оксидные пленки на алюминии и его сплавах, получае-
мые при электрохимическом оксидировании, обладают
высокой адсорбционной способностью. Они хорошо впи-
тывают и удерживают в себе органические красители и
минеральные пигменты. Некоторые красители взаимодей-
ствуют с окисью алюминия, образуя прочные окрашен-
ные химические соединения. Адсорбционное окрашивание
широко используется для декоративной отделки алюми-
ниевых изделий.
В промышленности широко применяется отделка алю-
миниевых изделий под золото. Она стала возможной бла-
годаря сочетанию в одном технологическом процессе элек-
трохимического или химического полирования с оксиди-
рованием и последующим адсорбционным окрашиванием
оксидной пленки. Механически отполированная до зер-
кального блеска поверхность алюминия после оксидиро-
вания тускнеет тем больше, чем толще оксидный слой.
56
Отсутствие металлического блеска окрашенных пленок
придает им вид, напоминающий пластмассу или лакокра-
сочное покрытие. Образующийся при электрохимическом
полировании тонкий пассивирующий слой предотвращает
травление металла, что, по-видимому, и способствует со-
хранению им блеска.
Механическое полирование используется для устране-
ния мелких раковин и сглаживания поверхности металла,
так как эти дефекты будут заметны, если последующее
оксидирование производится в сернокислом электролите
без окрашивания или с окрашиванием в светлые тона.
Полирование на фетровых или войлочных кругах с па-
стами часто сопровождается местным перегревом ме-
талла, втиранием пасты в металл, что приводит к образо-
ванию пятен, выявляющихся при оксидировании, и к
неоднородному окрашиванию пленки. Поэтому не рекомен-
дуется применять полировочные пасты, содержащие пара-
фин, окись хрома, вести полирование при большой ско-
рости вращения круга, сильно прижимать полируемые
детали к кругу. Хорошие результаты дает полирование
с использованием взвеси окиси глинозема в мыльной
воде.
Для удаления с поверхности металла тонких пленок,
образовавшихся при полировании пастами, следует по-
грузить детали в 10-процентный раствор едкой щелочи и
выдержать в нем в течение нескольких секунд до появле-
ния первых пузырьков водорода.
Матовая, бархатистая поверхность металла получается
после гидроабразивной обработки. Зернистую поверх-
ность можно получить с помощью электрохимического
травления. Для этого детали обрабатывают переменным
током в растворе, содержащем 2—3 г!л НС1 при темпера-
туре 20—30° С и плотности тока 5—6 а! дм2 в течение
10—20 мин. Напряжение на ванне 30—40 в. Травление
постоянным током можно проводить в растворе, содержа-
щем 3—5 г!л NaOH и 3—5 г!л NaCl при температуре
20—30° С и анодной плотности тока 8—10 а!дм2 в тече-
ние 10—15 мин. С увеличением продолжительности трав-
ления возрастает съем металла и его поверхность стано-
вится более крупнозернистой. Если требуется сохранить
металлический блеск зернистой поверхности металла, из-
делия перед оксидированием подвергают химическому по-
лированию.
57
Красивый рисунок текстуры поверхности алюминия
может быть выявлен электрохимическим травлением 131.
Характер рисунка зависит от вида механической дефор-
мации, которой подвергался металл: прокат, вытяжка,
штамповка. Изделия подвергаются рекристаллизацион-
ному отжигу при температуре 500—550° С в течение 10—
30 мин с последующим охлаждением на воздухе. После
этого производят травление в электролите, содержащем
150 г!л NaCI и 150 г!л HNO3 при температуре 20—25° С
в течение 5—7 мин. Изделия служат анодом, в качестве
катода используется свинец. Анодная плотность тока
20—25 а!дм2.
Оксидные пленки, полученные в сернокислом электро-
лите и эматаль-пленки наиболее пригодны для окраши-
вания. Интенсивность окраски возрастает с увеличением
толщины и пористости пленки и концентрации красителя
в растворе. Поскольку обычно окрашенные оксидные
пленки должны также служить защитой металла от
коррозии, их толщина должна быть не менее 8—
12 мкм.
Наиболее чистые тона можно получить на алюминии
различных марок и его сплавах с магнием и марганцем.
«Литейные сплавы типа силумина образуют при оксиди-
ровании темную пятнистую пленку, которую не удается
окрашивать в светлые тона.
Окрашивание оксидированных изделий производится
после их тщательной промывки в холодной проточной
воде. Не допускается применять горячую воду, так как
при этом происходит уплотнение пленки и ее адсорбцион-
ная способность уменьшается. Перерыв между операциями
оксидирования и окрашивания не должен превышать
30 мин, в течение которых оксидированные изделия нахо-
дятся в холодной проточной воде. Иногда для нейтрали-
зации остатков кислоты в порах пленки изделия перед
окрашиванием погружают на 0,2—0,5 мин в 1-процентный
раствор аммиака.
Окрашивание неорганическими соединениями произво-
дится последовательной обработкой изделий в растворах
солей, которые, взаимодействуя между собой, образуют
нерастворимые соединения. В каждом растворе изделия
выдерживают при комнатной температуре 10—15 мин\
перед погружением во второй раствор их промывают
в воде.
68
В табл. 9 приведены составы растворов солей для окра-
шивания оксидированного алюминия и характеристика
получаемых окрашенных соединений.
Таблица 9
Составы растворов неорганических солей
для окрашивания оксидированного алюминия
Цвет окраски Состав растворов в г/л Окрашенное соединение
1 2
Синий или голубой Железо хлорное 10—100 Калий железо- синеродистый 10—50 Берлинская лазурь Железосинеро- дистая медь
Коричневый Медь сернокислая 10—100
Черный Кобальт уксусно- кислый 40—100 Калий марган- цевокислый 15—25 Окись кобальта
Желтый Свинец уксусно- кислый 100—200 Каляй двухро- мовокислый 50—100 Двухромово- кислый свинец
Золотисто- желтый Тиосульфат нат- рия 10—50 Каляй марган- цовокислый 10—50 Окись марганца
Оранжевый Калий хромово- кислый 5—10 Серебро азот- нокислое 50—100 Хромовокис- лое серебро
Для окрашивания оксидных пленок под цвет латуни
может быть использован раствор следующего состава:
Железоаммонийные квасцы (NH4)2S04-Fe.2 (SO.), X
X 24Н2О ........... . . 28 г
Щавелевая кислота QHgOj'ZHsO . . 22 >
Аммиак NH4OH (25-процентный) . . 25—30 мл
Вода 1 л
Для приготовления раствора последовательно раство-
ряют в воде квасцы и щавелевую кислоту, после чего
59
chipmaker.ru
добавляют аммиак до получения pH 5—6. Окрашива-
ние ведут при температуре 50—55° С в течение 3—5 мин.
Окрашивание оксидированных силуминовых изделий
в черный цвет можно производить в растворе, содержа-
щем 30—50 г!л СгО3 н 20—25 г!л КМпО4, при темпера-
туре 80—90° С в течение 20—30 мин.
Неорганические окрашенные соединения устойчивы
к воздействию солнечных лучей, но с их помощью нельзя
получить такого разнообразия цветов н оттенков, как при
применении органических красителей.
Для окрашивания оксидных пленок органическими
красителями используют кислотные красители для шер-
сти и шелка и субстантивные красители для хлопка.
Кислотные красители, взаимодействуя с окисью алюми-
ния, образуют химическое соединение, прочно связанное
с оксидной пленкой. Основные красители, имеющие иное
Строение, чем кислотные, не вступают в реакцию с окисью
алюминия. Поэтому пленку необходимо предварительно
обработать раствором таннина, который взаимодействует
с ней и затем, реагируя с основным красителем, дает
химическое соединение. Протравные или кислотно-про-
травные красители, окрашивающие пленку без примене-
ния таннина, более стойки к действию света, чем суб-
стантивные или основные красители.
В табл. 10 приведены составы растворов для адсорб-
ционного окрашивания оксидных пленок и характери-
стика светопрочности красителей в условных единицах.
Высший балл 5 означает, что окраска не изменяется,
4 — едва меняется, 3 — изменяется незначительно, 2 —
изменяется заметно, 1 — значительно изменяется.
Таблица 10
Составы растворов для адсорбционного окрашивания
оксидированного алюминия и его сплавов
Наименование красителя Концентра- ция красителя в г/л pH Светопроч- ность красителя в баллах
Желтый 53 для алюминия 1—3 6—7 3
Желтый 3 для алюминия 2—5 5—7 3
Оранжевый 2Ж для алю- миния 1—3 6—7 4
60
Продолжение табл. 10
Наименование красителя Концентра- ция красителя в г/л pH Светопроч- ность красителя в баллах
Оранжевый для алюми- ния 1—3 4—5 5
Алый для алюминия 2—10 4—5 4
Бордо для алюминия 1—5 5—7 3
Фиолетовый для алю- миния 3—5 5—7 4
Бирюзовый для алии мииия 1—3 6—7 5
Голубой К для алюминия 1—3 4—6 5
Синий 2К для алюмяния 1—3 5—7 4
Зеленый Ж для алюминия 2—10 4—5 4
Зеленый С для алюминия 2—10 5—7 4
Коричневый для алюми- ния 1 3 4—5 3
Черный для алюминия 10—15 4—6 5
Для приготовления окрашивающего раствора краси-
тель растворяют в горячей воде, кипятят раствор в тече-
ние 20—30 мин. после чего отстаивают и фильтруют.
Для повышения значения pH в него добавляют разбав-
ленный раствор аммиака или кальцинированной соды.
Для понижения pH добавляют разбавленную уксусную
кислоту. Изменение величины pH может вызвать измене-
ние оттенка окраски оксидной пленки. Окрашивание ве-
дут при температуре 60—80° С в течение 10—20 мин.
Понижение температуры раствора делает необходимым
более длительное пребывание в нем деталей. Повышение
температуры сопровождается быстрым изменением кон-
центрации красителя вследствие испарения воды.
Если при использовании черного красителя полу-
чается фиолетовый оттенок окраски пленки, то в красиль-
ный раствор целесообразно добавить 1—2 г/л красителя
оранжевого 2Ж и довести значение pH до 5—6.
Многоцветная окраска оксидных пленок может быть
получена по следующей технологической схеме: перво-
61
начально изделие окрашивают в первом растворе краси-
теля, промывают и сушат. Затем нитролаком изолируют
участки, на которых должна остаться краска. С неизоли-
рованных мест краску удаляют обработкой изделий в раз-
бавленной азотной кислоте (1:1). После промывки освет-
ленные участки оксидной пленки окрашивают в другой
цвет и затем снимают нитролак. Таким путем можно по-
лучить двухцветную или трехцветную окраску поверх-
ности изделий.
В зависимости от состава красильных растворов полу-
чают различные оттенки золотого цвета, имитирующие
золото и его сплавы с медью и серебром различной пробы.
Составы некоторых растворов приведены в табл. 11.
Окраска производится при температуре 60—65° С в те-
чение 2—10 мин.
Таблица 11
Составы растворов для адсорбционного окрашивания
оксидированного алюминия под цвет золота
Цвет окраски Состав растворов в г/л
Оранже- вый 2Ж Желтый 3 для алю- миния Черный Для алюминия Сода кальцини- рованная
Золото 999 пробы 1,6 0,06 0,08 0,05
1.6 ОД — —
Золото 583 пробы о,1 — 0,01 0,5
0,05 — 0,005 —
0,05 0,005 0,005 —
Для приготовления красильного раствора его компо-
ненты растворяют в отдельных порциях воды» фильтруют
и сливают в требуемом соотношении. Для получения
необходимого значения pH раствора его корректируют,
добавляя слабый раствор кальцинированной соды или
уксусной кислоты.
Светопрочная окраска оксидных пленок получается
при использовании кубозольных красителей. Золотистый
цвет можно получить выдерживая изделия при комнатной
температуре в течение 1—3 мин в растворе, содержащем
62
1,5 г/л кубозоля ярко-оранжевого, 1,2 г/л кубозоля золо-
тисто-желтого и 8 лгд/л уксусной кислоты. При увеличении
концентрации кубозолей в 2—2,5 раза можно окраши-
вать в желтый и оранжевый цвета эматаль-пленки. После
красильной ванны изделия необходимо сразу же обрабо-
тать в растворе, содержащем 12—20 г/л H2SO4 и 5—6 г/л
NaNO3, в котором происходит проявление красителя.
Взаимодействие красителей с оксидным слоем не при-
водит к уплотнению или закупориванию пор пленки.
Поэтому для повышения стойкости против коррозии окси-
дированные окрашенные изделия подвергаются специаль-
ной последующей обработке для уплотнения пор. Она за-
ключается в обработке изделий в течение 20—30 мин
в дистиллированной воде при температуре 90—100° С;
pH воды должно быть 5,5—6,5.
Для уплотнения окрашенных пленок рекомендуются
также растворы следующих составов (в г/л):
1. Сернокислый никель NiSO4-7H2O .4,2
Сернокислый кобальт CoSO4-7H2O . .0,7
Уксуснокислый натрий QHgO-jNa . 4,8
Борная кислота Н3ВО^ .... . 5,3
2. Уксуснокислый натрий C2H3O2Na . . 5,5
Уксуснокислый кобальт Со (С2Н3О2)2 . .0,1
Борная кислота Н3ВО3 . 3,5
Температура растворов 80—85° С, pH 4,7—5,7, про-
должительность обработки изделий 5—15 мин.
Обработка в указанных растворах повышает стойкость
окрашенных пленок, в особенности при воздействии на
них горячей воды.
При эксплуатации изделий в жестких коррозионных
условиях, окрашенные пленки следует покрывать бес-
цветным лаком или пропитывать парафином.
Наиболее хорошее качество окраски под цвет золота
достигается на изделиях, изготовленных из алюминия
марок AB000, AB00, AB0, несколько хуже на алюми-
нии АО, А1 и сплаве АМг.
При адсорбционном окрашивании алюминия, в осо-
бенности когда предъявляются высокие требования к
декоративному виду изделий, должно быть обращено вни-
мание на тщательность выполнения всех операций тех-
нологического процесса. После химического или электро-
63
химического полирования изделия должны быть тща-
тельно промыты в проточной воде до полного удаления
следов полирующего раствора. На поверхности полиро-
ванных изделий не допускается наличия матовых пятен,
радужной пленки, подтеков. Они указывают на плохое
качество полирования и приводят к браку при последую-
щем оксидировании и окрашивании. u
Такая же тщательная промывка изделии должна быть
проведена после оксидирования, так как оставшаяся
в порах оксидной пленки кислота может в дальнейшем
разрушить краситель. Нельзя прикасаться руками к окра-
шенной поверхности металла, ибо это приводит к появ-
лению пятен на оксидной пленке. При необходимости
нужно пользоваться чистыми влажными резиновыми пер-
чатками.
Если качество окраски органическими красителями
неудовлетворительное, краситель может быть разрушен
обработкой изделий в растворе азотной кислоты (1 : 1).
Если обесцвечивание проводилось сразу же после окраски,
изделия тщательно промывают и окрашивают вторично.
В табл. 12 приводится описание некоторых непола-
док, встречающихся при адсорбционном окрашивании
оксидированного алюминия.
Chipmaker.ru
Таблица 12
Неполадки при адсорбционном окрашивании
оксидированного алюминия
Признаки Причины Способы устранения
Мажущий на- лет на поверхно- сти изделий Плохая промывка после окраски Тщательно промыть де- тали в проточной воде
Неокрашенные или слабо окра- шенные участки металла Недоброка чествен- ное оксидирование Снять окисную плен- ку и повторить оксиди- рование, точно соблю- дая режим электролиза и обеспечив надежный контакт оксидируемых деталей с подвесным при- способлением
64
Продолжение табл. 12
Признаки Причины Способы устранения
Неокрашенные или слабо окра- шенные участки металла Низкое качество подготовки изделий перед оксидирова- нием Плохая промывка после оксидирова- ния Улучшить качество обезжиривания н трав- ления деталей перед ок- сидированием Обеспечить полную отмывку электролита с поверхности деталей после оксидирования
Слабая интен- сивность окраски, неравномерная ок- раска Тонкая оксидная пленка Низкое значение pH красильного раствора Низкая темпера- тура красильного раствора Увеличить продолжи- тельность оксидирова- ния Откорректировать красильный раствор Повысить темпера- туру раствора до 70— 80° С
Окраска сти- рается * Недоброка чествен- ное оксидирование Низкая темпера- тура красильного раствора Снять окисную пленку и повторить оксидиро- вание Нагреть раствор кра- сителя до 70—80ЛС
Темная окрас- ка Большая концен- трация красителя Высокая темпера- тура раствора кра- сителя Большая продол- жительность окра- шивания Разбавить красиль- ный раствор Понизить температу- ру раствора Уменьшить продол- жительность окрашива- ния
Мелкие светлые точки на окра- шенной поверх- ности Недостаточная промывка после ок- сидирования Удалить оксидную пленку и после повтор- ного оксидирования тща- тельно промыть
3 с. Я. Грнлихсс
65
15. ФОТОХИМИЧЕСКАЯ ОБРАБОТКА
ОКСИДИРОВАННОГО АЛЮМИНИЯ
Фотохимическая обработка широко используется для
изготовления на алюминии шкал, фирменных знаков,
таблиц, художественных изображений. В этих случаях
оксидная пленка является носителем светочувствитель-
ного слоя, который получают пропиткой ее соответствую-
щими солями или нанесением на поверхность металла
светочувствительных эмульсий. Сочетание процесса окси-
дирования с адсорбционным окрашиванием или травле-
нием позволяет получить многоцветные и рельефные
изображения.
Технологический процесс изготовления фирменных
знаков 'состоит из операций механической подготовки
(шлифования и полирования), химической подготовки
(обезжиривания и в зависимости от требований мати-
рования или химического полирования), оксидирования
и фотохимической обработки — нанесения светочувстви-
тельного слоя, копирования, проявления и закрепления
изображения, обжига эмульсии, вторичного оксидиро-
вания и окрашивания фона изображения.
При первоначальном оксидировании получают тонкую
пленку, которая является хорошей основой для нанесе-
ния светочувствительного слоя. Вторичное оксидирова-
ние производится с целью получения пленки, защищаю-
щей металл от коррозии.
Для полирования алюминиевых заготовок используют
бязевые или суконные круги; избегают применения хро-
мовых паст. Обезжиривание можно сочетать с одновре-
менным матированием поверхности в растворе, содержа-
щем 100 г!л NaOH и 300 г!л NaCl при температуре 50—60° С
в течение 0,5—1 мин. Для оксидирования наиболее
приемлем сернокислый электролит. Анодирование ведут
при плотности тока 1—1,2 а!дм2 в течение 5—7 мин.
В качестве светочувствительного слоя можно применять
клеевую эмульсию с хромовыми солями.
Составы растворов для фотохимической обработки при-
водятся в литературе [12].
Для получения рельефных изображений после фото-
химической обработки производят травление. Химиче-
ское травление ведут в растворе хлорного железа (уд. вес
1,3—1,4) или в растворе, содержащем в 1 л воды 500 г
66
CuSO4-5H2O, 200 г NaCl, 125 г HC1. Для электрохимиче-
ского травления применяют электролит, содержащий в 1 л
воды 400 г Н3РО4 и 100 г!л NaCl, при температуре 18—25° С
и анодной плотности тока 4—5 а!дм*. Продолжительность
травления определяется требуемой глубиной рельефа.
Для получения двухцветного изображения фотохими-
ческой обработке подвергают уже окрашенную оксидную
пленку. После получения отпечатка рисунка фон обес-
цвечивают раствором, содержащим 20—22% HNO3, 2—
3% КМпО4, 78—75% Н2О. При этом окраска под рисун-
ком сохраняется. Затем пластины погружают в раствор
другого органического красителя и после промывки и
сушки удаляют растворителем фотослой. Изделие полу-
чается окрашенным в два цвета. Используя такую схему
технологического процесса, можно получать многоцветные
изображения.
Другим способом получения фотоизображений на окси-
дированном алюминии является пропитывание оксидной
пленки светочувствительными солями серебра. Сначала
пленку пропитывают 10-процентным раствором КВг, за-
тем ополаскивают в воде и пропитывают 10-процентным
раствором AgNO3. Для заполнения пор пленки броми-
стым серебром операции пропитывания галоидными и
серебряными солями повторяют 15—20 раз. После этого
оксидированные пластины обрабатывают в течение 3—
5 мин в отбеливающем растворе, содержащем 50 г/л
K8Fe (CN)e и 50 г/л КВг. Продолжительность экспони-
рования пластин зависит от плотности негатива, мощ-
ности источника света и расстояния от него до пластины.
Дальнейшая фотохимическая обработка отпечатков
производится известными растворами. При этом следует
избегать применения щелочных растворов, которые мо-
гут привести к растравливанию оксидного слоя.
Фотоизображения, полученные на оксидированном алю-
минии, пропитанном серебряными солями, отличаются
высокой механической, химической и термической стой-
костью.
16. ТЕХНОЛОГИЯ ОКСИДИРОВАНИЯ
АЛЮМИНИЯ И ЕГО СПЛАВОВ
Технологический процесс оксидирования изделий из
алюминия и его сплавов состоит из операций механиче-
ской и химической подготовки, оксидирования и обра-
♦ 67
ботки оксидной пленки. При выборе материалов и раство-
ров для подготовительных операций следует учитывать
вязкость и малую твердость алюминия и его большую
растворимость в щелочной среде. Поэтому для шлифова-
ния и полирования выбирают мягкие абразивные мате-
риалы, например венскую известь, избегают применения
окиси хрома и парафина, которые втираются в поверх-
ностный слой металла. Хорошие результаты дает гал-
товка алюминиевых изделий в мыльном растворе со сталь-
ными шариками или кукурузными початками.
Обезжиривают изделия сначала органическим раство-
рителем, если на их поверхности имеются следы полиро-
вочной пасты или минеральных жиров, а затем в слабо-
травящем растворе с повышенной концентрацией эмуль-
гаторов.
Для декапирования или осветления изделий из алю-
миния и деформированных сплавов используют 30—
50-процентную HNO3 или раствор, содержащий 100 г!л
СгО3 и 6 г!л H2SO4. Литейные сплавы типа силумина освет-
ляют в растворе, содержащем 250—300 г!л HNO3 и 8—
10 г!л HF.
Подробные сведения о полировании, обезжиривании и
декапировании алюминия и его сплавов приведены в спе-
циальном выпуске «Библиотечки гальванотехника» \
Электрохимическое оксидирование проводят большей
частью в стационарных ваннах. Для сернокислого элек-
тролита ванны изготавливают с винипластовой или свин-
цовой футеровкой, охлаждающий змеевик — из свинца
или титана. Для хромовокислого, щавелекислого электро-
литов и раствора эматалирования пригодны ванны из не-
ржавеющей стали. В промышленности работают автома-
тические установки для электрохимического оксидиро-
вания.
Для загрузки деталей в стационарную ванну приме-
няют подвесные приспособления из алюминия или его
сплавов. Они должны обеспечить надежный электрический
контакт с оксидируемыми деталями и токонесущей штан-
гой. От качества этого контакта во многом зависит ре-
зультат оксидирования.
* С. Я. Грили хес. Полирование, травление и обезжиривание
металлов. М. Л., изд-во «машиностроение», 1971. Библиотечка
гальванотехника. Вып. I.
68
Площадь сечения подвески должна быть достать чш й
для того, чтобы прохождение тока не вызывало разогре-
вания металла. Неплотный контакт подвески с деталью
приводит к образованию оксидной пленки на контакти-
рующей поверхности, благодаря чему происходит силь-
ный местный разогрев металла и прианодного слоя элек-
тролита. Результатом этих процессов является разрыхле-
ние пленки и растравливание металла. Для обеспечения
надежного контакта с деталями подвесные приспособле-
ния изготавливают с пружинными или винтовыми зажи-
мами в виде специальных рамок или упругих проволоч-
ных захватов. Нерабочие поверхности приспособлений
изолируют кислотостойким лаком, полихлорвиниловой и
полиэтиленовой лентами.
При повторных загрузках для удаления оксидной
пленки приспособления должны протравливаться в 10-про-
центном растворе едкой щелочи. Целесообразно исполь-
зовать для этой цели раствор, содержащий 20 г/л СгО3
и 35 мл!л Н3РО4 (уд. вес 1,52). Обработку ведут при тем-
пературе 90—100° С, причем растворяется только оксид-
ный слой, что позволяет многократно использовать под-
весные приспособления. Указанный раствор применяется
также для снятия с изделий недоброкачественных оксид-
ных пленок.
В качестве материала для подвесных приспособлений
при оксидировании алюминия может быть использован
титан. Образующийся на нем окисный слой периодически
удаляют травлением в разбавленной H2SO4.
Одновременно в ванне следует обрабатывать изделия,
изготовленные из одного материала — алюминия или ка-
кого-либо его сплава. Таким путем обеспечивается равно-
мерное распределение тока и однородность оксидного слоя
на всех деталях. Если одновременной обработке подвер-
гаются изделия из различных алюминиевых сплавов,
то вследствие различия скорости их оксидирования и
растворения пленки, а также поведения компонентов
сплава происходит перераспределение тока, в результате
чего не всегда удается получить на всей партии деталей
оксидный слой требуемой толщины и свойств.
Оксидировочиые электролиты характеризуются хоро-
шей рассеивающей способностью. Поэтому применять
профилированные катоды при обработке деталей сложной
конфигурации не требуется. Исключение представляют
69
chipmaker.ru
длинные тр>бы, которые оксидируют с внутренним като-
дом в виде свинцового кабеля или алюминиевой прово-
локи, изолированных перфорированной резиновой или
пластикатовой трубкой. Диаметр такого катода состав-
ляет 0,3—0,4 внутреннего диаметра трубы. Трубы боль-
шой длины оксидируют при непрерывной циркуляции
через них электролита.
Для охлаждения сернокислого электролита исполь-
зуют змеевики с проточным циркулирующим охлаждаю-
щим раствором, полые катоды, в которые помещают лед
или сухую углекислоту, а также холодильные установки.
Во всех случаях электролит должен интенсивно переме-
шиваться сжатым воздухом.
В электролите оксидирования не допускается обра-
ботка алюминиевых деталей, имеющих сопряжение с дру-
гими металлами, так как это неизбежно приведет к браку.
Для оксидирования мелких изделий применяют спе-
циальные перфорированные алюминиевые корзины. Подача
тока к изделиям и электрический контакт между ними
осуществляются с помощью крышки, плотно прижимаю-
щей изделия. Качество оксидирования повышается, если
при электролизе происходит охлаждение деталей с по-
мощью сжатого воздуха, поступающего через перфориро-
ванную трубку, расположенную по оси корзины, или осу-
ществляется циркуляция электролита. Применение та-
кого типа корзин значительно уменьшает трудоемкость
операций монтажа и демонтажа деталей при оксидиро-
вании.
После оксидирования изделия тщательно промывают
в проточной водопроводной воде до полного удаления
следов электролита. Недостаточная промывка может
в дальнейшем привести к коррозии металла, ухудшить
качество окраски и уплотнения оксидной пленки.
Перерыв между операциями оксидирования и уплотне-
ния и окрашивания пленки должен быть не более 15—
30 мин, причем в течение этого времени изделия должны
находиться в воде. Не следует касаться изделий сухими
руками, так как на их поверхности могут остаться пятна.
В случае электроизоляционного оксидирования изде-
лия после промывки и хроматной обработки сушат при
температуре 80—100° С и пропитывают пленку изоля-
ционным лаком с последующей его сушкой. Избыток
лака удаляют протиркой изделий чистой сухой ветошью.
70
Пропитка необходима как для улучшения, так и для
стабилизации изоляционных свойств.
Непропитанная лаком пленка адсорбирует влагу из
окружающей среды, что приводит к снижению сопротив-
ления изоляции. В результате пропитки лаком поры ока-
зываются закрытыми и пробивное напряжение оксидной
пленки повышается на 30—50%.
Для исправления дефектов окисной пленки иногда при-
меняют способ натирания. Для этого дефектный участок
детали натирают тампоном или щеткой из прорезинении^
нитей, к которым непрерывно подается оксидировочный
электролит. В притир вмонтирован свинцовый катод.
Положительный полюс источника тока подключается к об-
рабатываемой детали.
Глава III. ОКСИДИРОВАНИЕ МАГНИЯ,
МЕДИ, ЦИНКА, КАДМИЯ, ХРОМА,
ТИТАНА, СЕРЕБРА
17. ОКСИДИРОВАНИЕ МАГНИЯ И ЕГО СПЛАВОВ
Магний и его сплавы легко подвергаются коррозии,
которая усиливается, если магний находится в контакте
с другими металлами. Одним из эффективных методов
защиты магния и его сплавов от коррозии является окси-
дирование. Часто оно используется в сочетании с после-
дующим лакокрасочным покрытием.
Оксидные пленки на магнии получают химической или
электрохимической анодной обработкой. В последнем
случае формируются более твердые и износостойкие
пленки, причем размеры деталей почти не изменяются.
При химическом оксидировании вследствие травления
металла размеры деталей несколько занижаются. Химиче-
ский способ оксидирования, как технологически более
простой, нашел широкое применение в промышленности.
Для временной защиты деталей из магниевых сплавов
в производстве при межоперационном хранении их обез-
жиривают органическим растворителем, после чего погру-
жают на 8—10 мин в нагретый до 50—60° С раствор,
содержащий 200 г1л СгО3. Затем детали промывают
71
в горячей воде с добавкой 0,5% К2Сг2О7 и сушат при
температуре 40—50° С в течение 10—15 мин.
Для длительной защиты от коррозии изделий в усло-
виях эксплуатации предложен ряд растворов, со-
ставы которых и режимы оксидирования приведены
в табл. 13.
Раствор 1 применяется для оксидирования деталей,
изготовленных методом литья, раствор 2 — для деформи-
рованных магниевых сплавов. Понижение температуры
растворов по сравнению с указанной приводит к ухудше-
нию защитных свойств оксидной пленки; повышение тем-
пературы сопровождается интенсивным травлением ме-
талла и получением рыхлой пленки. В зависимости от про-
должительности обработки деталей и, следовательно, от
толщины пленки ее цвет изменяется от желтого до темно-
коричневого. По мере работы раствора скорость форми-
рования оксидного слоя уменьшается, и поэтому продол-
жительность выдерживания в нем деталей увеличивают
по сравнению с первоначальной в 2—4 раза. При поль-
зовании растворами 1 и 2 наблюдается уменьшение разме-
ров деталей примерно на 0,01 мм.
Для повышения защитной способности пленок оксиди-
рованные детали обрабатывают в течение 20—30 мин
в кипящем 10-процентном растворе бихромата калия.
Раствор 3 рекомендуется для обработки деталей, изго-
товленных с допусками 1—2-го класса точности, так как
он почти не оказывает травящего действия на металл.
Образующаяся оксидная пленка имеет окраску от светло-
зеленой до бронзовой.
Для оксидирования точных деталей, изготовленных
из большинства промышленных магниевых сплавов, ис-
пользуется раствор 4. Кислотность раствора поддержи-
вают в пределах pH 2,7—3,5. Цвет оксидной пленки
изменяется в зависимости от состава сплава. На сплаве
МА8 формируются пленки темно-желтого цвета, на сплаве
МА2 — от золотистого до темно-желтого, на сплаве
ВМ65-1 —от темно-коричневого до черного. Повышение
концентрации уксусной кислоты способствует активному
растворению металла, а введение бихромата калия —
его пассивированию. Увеличение концентрации уксусной
кислоты свыше 8 мл!л сопровождается ухудшением каче-
ства пленки, при концентрации ее ниже 5 мл/л на поверх-
ности металла образуется желто-зеленый налет.
72
Таблица 13
Составы растворов и режимы химического оксидирования магния
и его сплавов
Состав раствора в г/л Режим оксидировання
Температура раствора в °C Продол- житель- ность оксиди- рования в мин
1. Бихромат калия К2Сг2О7 40—50 Азотная кислота HNO3 75—90 Хлористый аммоний NH4C1 0,8—1,2 70—80 0,5—2
2. Бихромат калия К2Сг2О7 20—25 Азотная кислота HNO3 30—35 Хлористый аммоний NH4C1 1—1,5 70—80 2—5
3. Бихромат калия К2Сг3О7 150—160 Хромовый ангидрид CrO3 1—3 Сернокислый аммоний (NH4>2SO4 2—4 Уксусная кислота СгН4О2 (60-процент- ная) 10—20 мл/л 60—80 0,5—2
4. Бихромат калия К2Сг3О7 30—50 Алюмокалиевые квасцы KAI (SO^ X X 12Н2О 8—12 Уксусная кислота (60-процент- иая) 5—8 мл/л 15—30 5—15
5. а) Плавиковая кислота HF 150—200 б) Бихромат натрия Na2Cr2O7 25—30 Сернокислый аммоний 25—30 Аммиак NH4OH (25-процентный) 4— 6 мл!л 15—25 При кипении 3—5 45
6. а) Плавиковая кислота HF 150—200 или ъ фтористый натрий NaF 35—40 б) Бихромат калия К2Сг2О7 100—150 15—25 При кипении Н г g сл 01
73
Аналогичный налет образуется при температуре рас-
твора выше 30° С.
Скорость роста оксидной пленки на магниевых спла-
вах различная. Например, на сплавах МА8 и ВМ65-1 она
выше, чем на сплаве МЛ5. Поэтому оптимальную продол-
жительность оксидирования устанавливают опытным
путем.
В табл. 14 указаны основные возможные неполадки
при химическом оксидировании и их причины.
По литературным сведениям оксидные пленки, полу-
чаемые в растворах, содержащих фтор, характеризуются
повышенной стойкостью против коррозии по сравнению
с пленками, получаемыми в хроматных растворах. Обра-
ботка деталей производится последовательно в двух рас-
творах (5а, 56 или 6а, 66), составы которых приведены
в табл. 13. После оксидирования в первом растворе детали
промывают в проточной воде.
Растворы 5 рекомендуются для оксидирования боль-
шинства промышленных сплавов магния. На двойных
сплавах с марганцем МЛ2, MAI, МА8 получаются пленки
темно-коричневого цвета. Толщина оксидных пленок 2—
3 мкм, что незначительно сказывается на изменении раз-
меров деталей.
Растворы 6 предложены для оксидирования узлов
из магниевых сплавов, имеющих впрессованные или при-
варенные детали из стали, латуни или детали с пассиви-
рованными цинковым или кадмиевым покрытиями.
Химический способ применяется также для местного
оксидирования с целью восстановления поврежденной
окисной пленки. Подлежащий обработке участок изделия
зачищают стеклянной шкуркой, обезжиривают бензином,
сушат, после чего каплями наносят оксидировочный
раствор. Для местного оксидирования предложены рас-
творы следующих составов:
1. Селенистая кислота H2SeO3 20 г/л
Бихромат натрия Na3Cr2O7 10 »
2. Окись магния MgO........................... 8,9 »
Хромовый ангидрид Сг03 45,0 »
Серная кислота H2SO4 • . 0,6—1 мл/л
В растворе 1 формируются пленки светло-коричневого
цвета, в растворе 2 — золотистого или с цветами побе-
жалости.
74
Таблица 14
Неполадки при химическом оксидировании магния и его сплавов
Признаки Причины Способ устранения
Темные пятна на меха- нически обработанных поверхностях деталей при оксидировании в растворах 3 Сильный местный разогрев деталей при механической обработке Изменить ре- жимы механиче- ской обработки
Коричневая сполза- ющая пленка при окси- дировании в растворе 1 Изменение состава раствора Сделать анализ раствора и откор- ректировать его (добавить К2Сг2О7 и HNO3)
Желто-зеленый налет на поверхности деталей при оксидировании в растворе 4 Низкая концен- трация улусной кислоты в растворе Сделать анализ раствора и доба- вить уксусной ки- слоты
Темные пятна на ме- ханически обработан- ных поверхностях де- талей при оксидирова- нии в растворе 4 Местный разогрев деталей при меха- нической обработке Изменить режим механической об- работки
Потемнение и растра- вливание поверхности при обработке деталей в растворе хромового ангидрида Присутствие в растворе ионов SO^ (более 0,4 г/л) Сменить раствор
Мелкие темные точки после наполнения ок- сидной пленки в рас- творе бихромата калия Присутствие в растворе ионов СК (более 0,8 г/л) Наличие контакта с инородными ме- таллами Сменить раствор Исключить не- посредственный контакт деталей с инородными ме- таллами
75
Для приготовления раствора 2 окись магния смеши^
вают с небольшим количеством воды до кашицеобразного
состояния, затем добавляют еще воды и хромовый ан-
гидрид. Перемешивание раствора производят до полного
растворения окиси магния.
Оксидировочный раствор наносят на поверхность ме-
талла ватным тампоном на стеклянной или деревянной
палочке и выдерживают в течение 2—3 мин. Остатки рас-
твора удаляют мокрым ватным тампоном или салфеткой.
Электрохимическое оксидирование магния и его спла-
вов можно проводить в кислых и щелочных растворах
в зависимости от того, какие требования предъявляются
к оксидным пленкам (табл. 15).
Таблица 15
Составы электролитов и режимы электрохимического
оксидирования магния и его сплавов
Состав электролита в г/л Режим оксидирования
Плотность тока в а/дм* Темпера- тура электро- лита в °C Напря- жение в в Продол- житель- ность в мин
1. Едкое кали КОН 80—90 Фтористый калий KF 200—300 3-4 45—50 70—80 10—15
2. Бихромат натрия Na2Cr2O7 90—100 Натрий фосфорно- кислый одно- замещенный NaHaPO< 38—40 1,5—3 50-55 5—6 40—60
3. Бифторид аммония NH4HFa 300—350 Бихромат натрия NaaCr2O7 60—70 Фосфорная кисло- та Н3РО4 (85- процентная) 60 мл/л 70—80 75—95 20—40
4. Бифторид аммония NH4HF2 300—350 0,5—5 (начальная) 18—25 120—150 20—40
76
Оксидирование в электролитах 1, 2, 4 ведут с использо-
ванием постоянного тока, в электролите 3 — с исполь-
зованием переменного тока.
В электролите 1 оксидирование ведут со стальными
катодами. Пленки получаются толщиной до 30 мкм. Зна-
чительный рост толщины пленки и ее электросопротивле-
ния вызывает необходимость повышения подаваемого на
ванну напряжения для сохранения заданной плотности
тока. Пленки, получаемые в этом электролите, бесцветны
и могут быть окрашены органическими красителями или
пропитаны парафином или другими компаундами. Они ха-
рактеризуются также высокой твердостью и износоустой-
чивостью. К недостаткам оксидных пленок, полученных
в щелочном электролите, относится повышенная чувстви-
тельность к нагреванию. При температуре выше 100° С
защитные свойства пленки ухудшаются [9].
Для оксидирования в электролите 2 применяют свин-
цовые катоды. При эксплуатации ванны происходит
уменьшение кислотности электролита. Оптимальная кис-
лотность раствора pH 4. Для подкисления используют
фосфорную кислоту. Получаемые оксидные пленки в за-
висимости от состава обрабатываемого сплава имеют ко-
ричневую или черную окраску.
При оксидировании переменным током в электролите 3
в первые 5—7 мин повышают напряжение до требуемого
знаЧени^. Плотность тока в течение всего процесса посте-
пенно понижается. Оптимальное значение напряжения
зависит от состава магниевого сплава: так, например,
для сплавов МЛ5 и МЛ7 оно составляет 75 в, для тепло-
стойких сплавов — 90—95 в. Пленки толщиной 50 мкм
формируются в течение 30—40 мин. Они характери-
зуются высокой твердостью, хорошими защитными и
адгезионными свойствами. Длительное нагревание до
350° С не ухудшает защитных свойств пленок.
В бифторидном электролите 4 начальная анодная
плотность тока составляет 0,5 а!дм2. Пленки получаются,
толщиной 4—5 мкм и выдерживают нагревание
до 400° С [101.
При электрохимическом оксидировании магниевых!
сплавов необходимо соблюдать те же правила работы,
что и при анодном оксидировании алюминия. Детали
должны загружаться в ванну на приспособлениях, обес-
печивающих плотный электрический контакт с токонесу-
77
щей штангой. Приспособления изготавливаются из ма-
гниевых сплавов типа АМ2. Превышение оптимальной
температуры электролита и увеличение продолжитель-
ности процесса может привести к растравливанию оксид-
ной пленки.
При подготовке деталей к оксидированию их обезжи-
ривают сначала в органическом растворителе, затем в ще-
лочном растворе с повышенной концентрацией эмульга-
тора, после чего подвергают травлению.
Детали из магниевых сплавов, изготовленные литьем,
травят в одном из растворов следующего состава:
1. Азотная кислота HNO3 (уд. вес 1,4) 75—78 мл!л
Серная кислота H2SO4 (уд. вес 1,84) 2—2,8 >
Бихромат калия К2Сг2О7........... 4—6 г!л
2. Фосфорная кислота Н3РО4 (уд. вес 1,5) 35—40 мл!л
Хромовый ангидрид СгО3 15—20 г!л
Температура растворов 20—30° С, продолжительность
травления 20—30 сек.
После промывки в теплой воде детали осветляют 20—
30 сек в растворе плавиковой кислоты (350 г/л) в течение
5—10 мин, промывают и для удаления труднораствори-
Мых загрязнений обрабатывают в растворе хромового
ангидрида (150—200 г/л СгО3).
Детали из деформируемых сплавов после штамповки
и ковки травят в разбавленном растворе азотной кислоты
(20—30%) и затем в хроматном растворе, содержащем
80—100 г/л СгО3, 5—8 г/л NaNO3, 5—8 г/л Са (NO3)2.
Детали, изготовленные из листового материала или
с применением точения и фрезерования, обрабатывают
в течение 5—15 мин в растворе, содержащем 350—400 г/л
NaOH, при температуре 80—90° С и затем, после про-
мывки в растворе хромового ангидрида (150—200 г/л СгО3)
при комнатной температуре в течение 0,5—1 мин.
Недоброкачественные оксидные пленки на деформи-
руемых магниевых сплавах удаляют обработкой деталей
в горячем растворе, содержащем 250—300 г/л NaOH,
затем в растворе хромового ангидрида. Оксидная пленка
удаляется также в кипящем растворе, содержащем 550 г/л
NaOH, 70 г/л NaNO3, 200 г/л NaNO2; продолжительность
обработки 30—60 сек. После этого детали промывают и
погружают на 10—15 мин в раствор хромового ангидрида
(200 г/л СгО3) при комнатной температуре.
78
18. ОКСИДИРОВАНИЕ МЕДИ И ЕЕ СПЛАВОВ
Г
Химическим и электрохимическим способом на меди
и ее сплавах могут быть получены окисные пленки тол-
щиной до 2 мкм. В зависимости от условий оксидирования
и состава сплава пленки окрашены в черный, синий или
коричневый цвет. Защитная способность пленок сравни-
тельно невелика, но может быть повышена в результате
их пропитки маслами или покрытия лаком.
Оксидные покрытия используются для декоративной
отделки изделий, защиты их от коррозии в легких и сред-
них условиях, для увеличения светопоглощения деталей
оптических приборов.
Из химических способов оксидирования наибольшее
распространение получили персульфатный и медно-ам-
миачный. В первом случае оксидирование производится
в щелочном растворе персульфата калия. Образующаяся
оксидная пленка имеет черный цвет, она тверже пленок,
полученных в медно-аммиачном растворе, и более устой-
чива против коррозии в атмосферных условиях. Лучшие
результаты дает применение персульфатного раствора для
оксидирования медных или омедненных деталей. На спла-
вах, содержащих менее 90% меди, качество оксидных пле-
нок получается неудовлетворительным. Для таких спла-
вов рекомендуется применять раствор с пониженной кон-
центрацией персульфата или, что более целесообразно,
подвергать их предварительному меднению.
Латуни с различным содержанием меди и цинка хо-
рошо оксидируются в медно-аммиачном растворе. На спла-
вах, содержащих 52—65°6 меди, получаются пленки
черного цвета с синеватым оттенком.
Пленки золотистого цвета на меди могут быть полу-
чены контактно-химическим способом, когда процесс идет
за счет разности потенциалов обрабатываемого металла и
находящегося в электрическом контакте с ним алюминия.
При увеличении продолжительности обработки цвет
пленки изменяется. После оксидирования изделия покры-
вают бесцветным лаком типа У ВЛ. Такого рода отделка
применяется при изготовлении некоторых изделий широ-
кого потребления.
В отличие от химических способов, электрохимическое
оксидирование позволяет обрабатывать не только медь,
но и большое количество ее сплавов: латуни марок Л62,
79
chipmaker.ru
Л68, ЛС59, оловяно-фосфористую бронзу и др. Образова-
ние оксидной пленки происходит при анодной обработке
металла в горячем щелочном растворе. Электролит отли-
чается стабильностью при эксплуатации и низкой стои-
мостью, по сравнению с растворами для химического
оксидирования.
Хотя электрохимический способ связан с затратами
на электропитание ванн, монтаж и демонтаж деталей
с подвесных приспособлений благодаря высокому каче-
ству получаемых оксидных пленок и возможности окси-
дирования различных сплавов меди он рекомендуется для
широкого промышленного использования.
Химическое оксидирование в персульфатном щелоч-
ном растворе. Состав раствора и режим работы для окси-
дирования меди и сплавов, богатых медью, следующие:
Едкий натр NaOH ... 50 г/л
Персульфат калия K2S2O8 15 >
Температура раствора . 60—65° С
Продолжительность оксидирования 5 мин
Окончание процесса формирования оксидной пленки
характеризуется началом интенсивного выделения пу-
зырьков газа.
Для приготовления ванны в горячий раствор щелочи
при помешивании постепенно вводят порошок персуль-
фата. 5
При длительном хранении K2S2O8 разлагается и по-
этому применяемый для работы продукт должен быть
предварительно проанализирован.
Изменение состава ванны при работе сказывается на
качестве получаемых пленок. Увеличение концентрации
щелочи свыше 50 г/л повышает скорость растворения ме-
талла и приводит к образованию более толстых, но рых-
лых пленок. Одновременно увеличивается расход пер-
сульфата за счет его химического разложения. Снижение
концентрации щелочи ниже 45 г/л сопровождается обра-
зованием тонких пленок, имеющих бурый или зеленова-
тый оттенок. Повышение концентрации персульфата ка-
лия более 15 г/л приводит к получению тонких пленок
бурого оттенка, а уменьшение ниже 5 г/л — к образованию
толстых и рыхлых пленок. Обычно корректирование
ванны производят через каждые 8—10 ч работы.
80
Выбор оптимальной температуры раствора опреде-
ляется скоростями образования оксидной пленки и разло-
жения персульфата. При температуре от 60 до 100° С
образующаяся пленка имеет одинаковую толщину 1—
1,5 мкм. При высоких температурах увеличивается рас-
ход персульфата.
При температуре ииже 60° С ухудшается внешний
вид пленки. Поэтому при работе следует придерживаться
интервала 60—65° С.
Для оксидирования латуни и оловянистой бронзы
рекомендуется раствор с меньшей концентрацией окисли-
теля и следующий режим работы:
Едкий иатр NaOH ....
Персульфат калия K2S2Oe
Температура раствора
Продолжительность оксидирования
50 г!л
7,5 »
60—65° С
15—25 мин
Не допускается уменьшение концентрации персуль-
фата ниже 0,25 г/л.
Персульфатные растворы корректируют 1—2 раза
в смену, добавляя K2S2O8 и NaOH.
По мере работы персульфатных растворов на дне ванны
накапливается шлам в виде окиси меди, который необхо-
димо периодически удалять. Для этого стальную ванну
изготовляют с конусным дном, имеющим кран для спуска
осадка.
Перед оксидированием детали из меди и ее сплавов
проходят обычные операции подготовки поверхности:
обезжиривание, травление и декапирование. В оксиди-
ровочную ванну детали завешивают на медных подвесных
приспособлениях. При повторном использовании при-
способлений с них должна быть предварительно удалена
оксидная пленка. Для этого достаточно протравить при-
способления в течение 20—60 сек в 20-процентном растворе
соляной кислоты.
В процессе оксидирования следует покачивать детали,
что способствует получению равномерной пленки по всей
их поверхности. Раствор не следует перемешивать, так
как при этом происходит взмучивание шлама, который
частично может осесть на детали. Необходимо также
предотвратить соприкосновение деталей с железными
стенками ванны.
81
chlpmaker.ru
Химическое оксидирование в медно-аммиачном растворе.
Для оксидирования латуни применяются раствор сле-
дующего состава н режим работы:
Медь углекислая основная CuCO3-Cu (ОН)2 60 г!л
Аммиак NH4OH (25-процентный) 200 мл/л
Температура раствора ................18—25° С
Продолжительность оксидирования . . • • 20—30 мин
Оксидирование меди можно вести в менее концентри-
рованном растворе, содержащем 25 г!л CuCO3-Cu (ОН)2.
Раствор приготавливают из свежеосажденной угле-
кислой меди. Для получения 20 г указанной соли в нагре-
той до 60° С воде растворяют 50 г CuSO4 • 5Н 2О и добавляют
20 г Na2CO3, растворенного в минимальном количестве
воды.
Выпавший зеленоватого цвета осадок отфильтро-
вывают, промывают водой, растворяют в аммиаке и вы-
держивают раствор в течение 12 ч, после чего добавляют
необходимое по рецепту количество воды.
При оксидировании происходит уменьшение концен-
трации аммщка за счет расходования его на реакцию,
а также в результате улетучивания. В раствор переходит
содержащийся в латуни цинк. В результате побочных
процессов образуется сильный восстановитель — гидра-
зин, затрудняющий формирование оксидной пленки. Это
приводит к ухудшению качества оксидирования. Для
поддержания необходимой концентрации аммиака рас-
твор корректируют на основании данных химического
анализа. При простоях раствор сохраняют в закрытом
сборнике. Гидразин удаляют, окисляя его сжатым воз-
духом при перемешивании раствора в течение 30—40 мин.
В тех случаях, когда получаются недоброкачественные
пленки и добавление аммиака или окисление гидра-
зина не улучшает их качества, производят смену рас-
твора.
При оксидировании в медно-аммиачном растворе реко-
мендуется производить двойное декапирование латунных
деталей в течение 15—20 сек сначала в растворе, содержа-
щем 70 г/л двухромовокислого калия и 40 г/л серной
кислоты, затем в 5-процентном растворе серной кислоты.
Такая обработка несколько повышает защитную способ-
ность оксидных пленок.
82
Контактно-химическое оксидирование. Обработку меди
или медных гальванических покрытий ведут в растворе
следующего состава 161 (в г!л):
Медь сернокислая CuSO4-5H2O 50
Едкий натр NaOH........................ 35
Щавелевая кислота С2Н2О4- 2Н2О 30
pH раствора равняется 9,2—9,6, температура 25—
32э С, продолжительность оксидирования 5—15 мин.
Детали загружают в ванну на алюминиевых крючках
или соединяют проводниками с алюминиевыми пласти-
нами. Соотношение поверхности меди и алюминия 4:1 —
6:1. С уменьшением соотношения увеличивается про-
должительность оксидирования.
Цвет получаемой на меди пленки изменяется с про-
должительностью пребывания деталей в ванне. При окси-
дировании в течение 12—15 мин получается золотистый
цвет, 18—21 мин — розоватый, 24—26 мин — желто-
зеленый.
Электрохимическое оксидирование. Анодное оксиди-
рование меди и ее сплавов ведут в растворе, содержащем
150—250 г/л NaOH. Температура электролита 80—90° С,
анодная плотность тока 0,5—2 а!дм2, продолжительность
оксидирования 20—30 мин.
Длительность процесса может быть уменьшена до
10 мин. если ступенчато повышать плотность тока, т. е.
первые 5 мин поддерживать 2—5 а/дм2. последующие
5 мин — 5—10 а/дм2. Напряжение источника тока 6 в.
Для получения более равномерных по окраске и тол-
щине пленок рекомендуется выдерживать детали в элек-
тролите без тока в течение 1—2 мин. затем включить ток
и вести электролиз при плотности тока 0,1—0,5 а/дм2.
после чего повышать ее до 0,8—1,5 а/дм2.
В качестве катодов при оксидировании применяется
сталь. Соотношение поверхностей катода и анода должно
быть не менее 5:1, расстояние между электродами 80—
100 мм.
Свежеприготовленный электролит прорабатывают
с применением медных анодов до появления светло-голу-
бой окраски раствора. Контроль и корректирование элек-
тролита заключается в определении его щелочности и
периодическом добавлении в раствор недостающего коли-
чества едкого натра.
83
Уменьшение температуры электролита ниже 60° С при-
водит к образованию неплотных пленок с зеленоватым
оттенком. При значительном повышении температуры
возрастает растворимость металла в электролите. Повыше-
ние анодной плотности тока выше оптимальной приводит
к образованию более тонких пленок.
Для получения более глубокого черного тона пленки
рекомендуется добавлять в электролит 0,1—3% молибде-
новокислого аммония или молибденовокислого натрия.
В указанном щелочном электролите не удается полу-
чить оксидных пленок черного цвета на фосфористой
бронзе. Для оксидирования такой бронзы используются
электролит следующего состава и режим работы:
Едкий натр NaOH ............. 400 г/л
Двухромовокислый калий К2Сг2О7 ... 60 >
Молибденовокислый аммоний (NH4)2MoO4 10 »
Анодная плотность тока . . . 2—4 а/дл*а
Температура электролита 80—100° С
В оксидировочную ванну изделия загружают на мед-
ных подвесных приспособлениях, которые должны обе-
спечить надежный электрический контакт с изделием и
анодной штангой. Отсутствие хорошего контакта может
явиться причиной получения недоброкачественных пленок.
Продолжительность оксидирования устанавливается
с учетом внешних признаков электролиза. Резкое увели-
чение напряжения на ванне и начало выделения пузырь-
ков кислорода указывают на то, что процесс формирова-
ния оксидной пленки закончился.
Выгрузку оксидированных деталей из ванны произво-
дят под током. Если на поверхности деталей имеется рых-
лый бурый налет, то его удаляют влажной волосяной
щеткой. После оксидирования детали промывают в проточ-
ной воде, сушат при темцературе 90—100° С и проти-
рают минеральным маслом.
Электролиты для анодного оксидирования характери-
зуются высокой рассеивающей способностью, что позво-
ляет обрабатывать в них изделия сложной конфигурации.
Различная окраска поверхности меди может быть до-
стигнута катодной обработкой изделий в щелочных рас-
творах с добавкой сахара или глицерина1.
1 Составы растворов и режимы обработки приведены в «Библио-
течке гальванотехника». Вып. 4, 1970.
84
19. ОКСИДИРОВАНИЕ ЦИНКА И КАДМИЯ
Оксидирование цинка и его сплавов и гальванических
покрытий цинком и кадмием используется для декоратив-
ной отделки изделий. Так как защитная способность и
коррозионная стойкость получаемых пленок невелики,
для их повышения поверхность оксидированных изделий
покрывают бесцветным лаком или протирают индустриаль-
ным маслом.
По данным литературы для химического оксидирова-
ния цинка применяют электролиты следующих составов
и режимы работы:
1. Никель-аммонийная соль . . 75—80 г!л
Аммоний роданистый NH4CNS 15—20 »
Цинк хлористый ZnCI2........... 15—20 »
Свинец уксуснокислый Pb (CJ-^O^ 15—20 >
Температура раствора........... 18—25° С
Продолжительность оксидирования 10—30 мин
2. Кальций азотнокислый Са (NO3)2 70—80 г/л
Фосфорная кислота Н3РО4 . 1—2 г/л
Температура раствора........... 65—75° С
Продолжительность оксидирования 30—40 мин
3. Бертолетова соль КС1О3 . . 15—20 г/л
Медь сернокислая CuSO4-5H2O 15—20 г/л
Температура раствора........... 18—25° С
Продолжительность оксидирования 3—5 мин
В растворе 3 формируются пленки более темного цвета,
чем в растворах 1 и 2.
Для электрохимического оксидирования применяют
электролиты следующего состава и режимы работы:
1. Калий двухромовокислый К2Сг2О7 45-50 г!л
Едкий иатр NaOH 45—50 »
Анодная плотность тока 1,5—2,0 в/Ли2
Температура электролита . . 18—25° С
Продолжительность оксидирования 10—15 мин
2. Едкий натр NaOH 20 г/л
Анодная плотность тока 6—12 а/Ли2
Температура электролита . . 40—45° С
Продолжительность оксидирования 10—60 мин
3. Калий двухромовокислый К2Сг2О7 150—250 г/л
Борная кислота Н3ВО^ . . 20—40 г/л
Серная кислота H2SO4 (уд. вес 1,84) 4—7 мл!л
Анодная плотность тока 0,1—0,2 а/дм*
Продолжительность оксидирования 10—20 мин
85
chlpmaker.ru
Электролит 1 применяется для оксидирования цинко-
вых гальванических покрытий, 2 — сплавов цинка, 3 —
оцинкованного железа. Катодами при электрохимическом
оксидировании служит свинец или сталь.
Продолжительность обработки в растворе 2 сильно
изменяется в зависимости от состава обрабатываемого
сплава. Сплав, содержащий 2% алюминия, оксидируют
10—15 мин, сплав, содержащий 7,5% алюминия и 2,5%
меди, — 40—60 мин.
Оксидные пленки, полученные в растворах, содержа-
щих двухромовокислый калий, имеют зеленоватый от-
тенок.
Для анодного оксидирования кадмия применяются
раствор следующего состава и режим оксидирования:
Едкое кали КОН.................... 25 г1л
Сода кальцинированная Na2CO3 50 >
Анодная плотность тока ... 5—7 а!дл?
Температура электролита ..........18—25° G
Продолжительность оксидирования 1—2 мин
Оксидная пленка на кадмии окрашена в белый цвет.
20. ОКСИДИРОВАНИЕ ХРОМА
Оксидные пленки различных цветов на хромовых галь-
ванических покрытиях могут быть получены катодной
обработкой изделий в растворах хромового ангидрида
с добавкой солей других металлов. Черные оксидные
пленки получаются в растворе, состав которого и режим
работы приводятся ниже:
Хромовый ангидрид СгО3
Борная кислота Н3ВОз . . .
Натрий азотнокислый NaNO3
Гидрат окиси бария Ва (ОН)2
Катодная плотность тока
Температура раствора . .
Продолжительность обработки
. 150—250 г/л
15—20 г!л
4—5 г!л
1—2 >
. 40—50 о/дл2
18—25° С
15—20 мин
Темно-голубые пленки получают в электролите, со-
держащем 250—300 г!л хромового ангидрида и 2—3 г!л
железистосинеродистого калия. Температура раствора
18—25°, катодная плотность тока 20—30 а!дм\ продол-
жительность обработки 40—60 мин.
86
21. ОКСИДИРОВАНИЕ ТИТАНА
Титан и его сплавы отличаются низкой износостой-
костью, что затрудняет их использование для деталей,
работающих в условиях фрикционного износа. В резьбо-
вых соединениях наблюдается задирание и наволакива-
ние металла.
Механические свойства поверхности титана могут быть
улучшены с помощью оксидирования. Тонкие оксидные
пленки улучшают фрикционные свойства, повышают стой-
кость металла против коррозии, изменяют окраску по-
верхности. Разработаны способы получения оксидных
пленок толщиной 20—40 мк, которые обладают высокой
адсорбционной способностью.
Оксидирование производится электрохимическим спо-
собом в растворах серной, щавелевой, фосфорной, хромо-
вой кислот, их смесей и в некоторых других электролитах.
Для предотвращения наволакивания металла предло-
жено вести анодирование в 5-процентном растворе щаве-
левой кислоты при температуре 20—25° С в течение
50—60 мин.
Начальную анодную плотность тока 1—1,5 а!дм2 под-
держивают с помощью реостатов в течение первых 5—
10 мин. За это время напряжение возрастает до 100—
НО в. В дальнейшем плотность тока понижается до 0,1 —
0,3 а!дм2. Толщина получаемых пленок до 1 мк, что по-
зволяет обрабатывать указанным способом детали 1 и
2-го классов точности. Использование коллоидно-графи-
товой смазки оксидированных поверхностей еще более
повышает их износостойкость. В отсутствие смазки луч-
шие результаты показывают оксидные пленки, получен-
ные при указанных условиях, но с понижением темпера-
туры щавелевокислого электролита до 6—8° С.
Цвет оксидных пленок, получаемых анодным оксиди-
рованием, зависит от состава сплава и условий аноди-
рования. При обработке сплава ВТ-5 в 15-процентном
растворе серной кислоты с повышением температуры и на-
пряжения на ванне окраска пленки изменяется от светло-ко-
ричневой до фиолетовой. Увеличение продолжительности
оксидирования также сказывается на окраске пленки.
В сернокислом и щавелевокислом электролитах фор-
мируются пленки, имеющие высокую электропровод-
ность.
87
chlpmaker.ru
Для получения оксидных пленок толщиной 20—
40 мкм предложен электролит, содержащий 350—400 г!л
H2SO4 и 60—65 г!л НС1. Температура электролита 40—
50° С, анодную плотность тока ступенчато повышают
до 2,5—4,0 а! дм2.
При подготовке изделий из титана и его сплавов
к оксидированию их подвергают обезжириванию и трав-
лению или электрохимическому полированию. Для хими-
ческого травления обычно используют раствор, содержа-
щий 15—20% HNO3, 3—5% HF, 82—75% Н^1.
22. ОКСИДИРОВАНИЕ СЕРЕБРА
Оксидирование серебра и серебряных гальванических
покрытий применяется для декоративной отделки изделий
и защиты их от коррозии. Пленки имеют черный или темно-
коричневый цвет. Их получают при обработке серебра
в растворах, содержащих сернистые соединения. Черне-
ние производится химическим или электрохимическим
путем. В обоих случаях получаются пленки довольно
стойкие в атмосфере повышенной влажности.
Для химического оксидирования используется рас-
твор серной печени. Серную печень приготовляют сплав-
лением в течение 15—20 мин одной весовой части серы
с двумя частями поташа. Серу расплавляют в железном
сосуде и затем к ней добавляют сухой поташ. Получен-
ный сплав измельчают и растворяют в воде. На 100 частей
воды берут 2—3 части серной печени. Раствор приготов-
ляют в количестве, необходимом для разового употребле-
ния. Сухой сплав серной печени сохраняют в закупорен-
ных сосудах.
При оксидировании обезжиренные изделия погружают
на 3—5 мин в нагретый до 60—70° С раствор серной пе-
чени.
Для местного оксидирования раствор наносят кистью
или тампоном на поверхность металла и, продержав
некоторое время, удаляют его.
Замена поташа при приготовлении серной печени каль-
цинированной содой приводит к получению более темных
оксидных пленок.
Составы электролитов для полирования приведены в «Библио-
течке гальванотехника». Вып. 1, 1970 г.
88
Для декоративной отделки применяются также рас-
творы серной печени другого состава (в г/л):
1. Серная печень ............
Углекислый аммоний (NH4)2CO3
5
10
15
40
2. Серная печень .........
Хлористый аммоний ЫНДС1
В зависимости от продолжительности пребывания
в указанных растворах серебро приобретает светло-серую
или темно-голубую окраску.
Глубркий черный цвет с бархатистым оттенком полу-
чается при оксидировании предварительно амальгами-
рованного серебра в растворе серной печени.
Для электрохимического оксидирования применяется
следующий состав электролита и режим работы:
-Сернистый натрий Na2S-9HaO 26—30 г!л
Сернистокислый натрий N^SO^ 15—20 >
Серная кислота HaSO4 5—10 »
Ацетон 3—5 мл!л
Анодная плотность тока 0,1—0,5 а/длса
Напряжение . . . 8—12 в
Температура электролита . . 18—25° С
Продолжительность оксидирования 1—5 мин
При составлении электролита сначала растворяют
соли, затем небольшими порциями добавляют серную
кислоту, после чего прибавляют в ванну ацетон.
При корректировании электролита на каждые 50 г
сернистого натрия, вводимого в ванну, добавляют 5 мл
ацетона.
Оксидные пленки, получаемые при электрохимическом
оксидировании, имеют темно-синюю, почти черную
окраску.
23. ПАССИВИРОВАНИЕ ЦИНКА, КАДМИЯ, ОЛОВА,
МЕДИ, ИХ СПЛАВОВ И СЕРЕБРА
Пассивирование металлов и прежде всего гальвани-
ческих цинковых, кадмиевых и серебряных покрытий
широко используется для повышения их стойкости про-
тив коррозии, потемнения, загрязнения. Тонкие пассив-
ные пленки не изменяют размеров деталей и лишь в слу-
чаях хроматного пассивирования цинка и кадмия за-
метно меняют окраску поверхности металла.
89
chipmaker.ru
Пассивирование незначительно изменяет электри-
ческие характеристики поверхности металла, приводя
к повышению переходного электросопротивления. Эти
изменения значительно меньше, чем в случае защиты ме-
таллов пленками лака или консервационного флюса.
Наиболее плотные и толстые пленки получаются при
хроматном пассивировании цинковых и кадмиевых покры-
тий. Для получения хорошего качества сварки и пайки
деталей пленки целесообразно предварительно удалять.
При сварке деталей с пассивным слоем он разрушается
на участках сварного шва, который в дальнейшем должен
быть дополнительно защищен грунтом или лаком.
Пассивирование гальванических покрытий нужно про-
водить сразу же после их получения.
Ниже приводятся составы растворов и режимов пасси-
вирования ряда металлов и сплавов.
Пассивирование цинка и кадмия. Перед пассивиро-
ванием цинковые и кадмиевые покрытия осветляют, вы-
держивая детали в течение 5—20 сек в одном из растворов
следующего состава (в г/л):
1. Азотная кислота HN03 10—30
2. Хромовый аигидрид СгО3 150—200
Азотная кислота HNO3 50—80
Серная кислота H2SO4 20—50
Составы растворов для химического пассивирования
цинка и кадмия (в г/л):
1. Бихромат аммония (NH4)2Cr2O7 50—100
или
бнхромат натрия Na2Cr2O7 45—90
Серная кислота H2SO4 . 2—5
2. Бнхромат натрия Na2Cr2O7 15—25
или
хромовый ангидрид СгОа . ... 25—35
Сернокислый натрий Na2SO4- ЮН20 10—20
Азотная кислота HNO3 . . 3—7
3. Бихромат аммония (NH4)2Cr2O7 100—150
Серная кислота H2SO4 8—10
Раствор 2 используется для пассивирования деталей,
которые после нанесения покрытия подвергаются обезво-
90
дороживанию. В растворе 3 можно пассивировать электро-
литические цинк-кадмиевые сплавы.
При обработке покрытий в растворах 1—3 получаются
пленки зеленовато-желтой радужной окраски. Снятие
радужной пленки можно проводить в растворе, содержа-
щем 80 г!л КОН и 35 г!л Na2CO3.
Для получения на цинке пассивных пленок с повышен-
ной защитной способностью и термостойкостью предло-
жен раствор, содержащий 10—20 г!л NH4C1, 5—10 г/л
Н3ВО3, 3—6 г/л (NH4)eMo7O24-6H2O.
Светлые пленки с голубоватым оттенком получаются
при пассивировании покрытий в растворе, содержащем
20 г/л Cr2 (SO4)3-K2SO4-24H2O, 5 г/л HNO?.
При обработке мелких деталей в барабанйых ваннах
рекомендуется проводить одновременное осветление и
пассивирование покрытий, для чего используют растворы
следующих составов (в г/л):
1. Хромовый ангидрид СгО3 100—150
Азотная кислота HNO3 15—20
Серная кислота H2SO4 , 5—10
2. Би хромат натрия Na2Cr2O7....................25—35
Сернокислый натрий Na2SO4-10H2O . . 10—15
Азотная кислота HNO3 5—7
Пассивирование проводится при комнатной темпера-
туре в течение 10—40 сек. После пассивирования детали
тщательно промывают в проточной воде и сушат при тем-
пературе 60—80° С.
Для получения на цинке бесцветных пассивирующих
пленок детали после обработки в течение 5 сек в раст-
воре, содержащем 250 г/л Na2Cr2O7, 75 мл/л HNO3,
5 мл!л H2SO4> 5 г/л Na2SO4-10Н2О, промывают водой
и осветляют в растворе тринатрийфосфата (60 г/л).
Пассивирование меди и ее сплавов. Обезжиренные
и протравленные в 10—20-процентном растворе H2SO4
детали пассивируют в течение 10—30 сек при комнатной
температуре в растворе, содержащем 90—100 г/л К2Сг2О7
и 25—30 мл!л H2SO4 (уд. вес 1,84). Медные гальванические
покрытия можно пассивировать в растворе, содержащем
150—200 г/л К2Сг2О7 и 15—20 г/л H2SO4. При выдержке
деталей в течение 1 мин растворяется слой меди толщиной
около 1 мкм.
91
chlpmaker.ru
Одновременное осветление и пассивирование меди и
ее сплавов можно проводить в растворе, содержащем
80—90 г!л СгО3, 5—10 г/л H2SO4, 2—5 г/л NaCl, в течение
10—30 сек.
При пассивировании оловяно-фосфористой бронзы по-
верхность деталей предварительно активируют, протирая
смоченной раствором волосяной щеткой до удаления
темных пятен. Состав раствора:
Мыло ядровое ................ 80—90 г/л
Щавелевая кислота С2Н2О4-2Н2О 8—10 »
Спирт этиловый С2Н5ОН . . 170—180 мл
Аммиак NH4OH (25-процентный) 85—90 мл
Для пассивирования используют раствор, содержащий
90 г/л СгО3 и 30 мл!л H2SO4 (уд. вес 1,84).
Пассивирование гальванических покрытий оловом и его
сплавамих Для пассивирования олова и электролитиче-
ского сплава олово—медь (80% Си) предложен раствор,
содержащий 3 г!л Na2CrO4, 10 г!л NaOH, 5 г!л ОП-7.
Обработку деталей ведут при температуре 90—95° С
в течение 5—10 сек.
Сплавы олово—цинк (60—80% Sn) и олово—кадмий
(40—80% Sn) можно пассивировать в указанном растворе
для пассивации олова или в растворе, содержащем 200 г!л
СгО3 и 0,25 г!л H2SO4. Температура раствора 60—70° С,
продолжительность пассивирования 15—30 сек. Послед-
ний раствор показал лучшее качество пассивирования
сплавов при сравнительных коррозионных испытаниях
в условиях, имитирующих тропический климат.
Пассивирование гальванических серебряных покрытий.
Для защиты серебра от потемнения в результате воздей-
ствия паров сернистых соединений, применяют химиче-
скую или электрохимическую обработку в хроматных
растворах.
Химическое пассивирование производят в растворе,
содержащем 100 г!л К2Сг2О7, при температуре 85—90° С
в течение 20—30 мин. Хорошие результаты дает исполь-
зование смеси 50 г! л К2Сг2О7 и 50 el л Na2Cr2O7. Можно
использовать также раствор, содержащий 30—50 г!л СгО3,
при температуре 30—50° С. В последнем случае наблю-
дается легкое пожелтение серебряного покрытия.
Для электрохимического пассивирования детали по-
мещают в качестве катода в ванну, содержащую 100—
92
150г/лК2СгО4 и 1—2 г/л К2СО3; pH 8—9. Температура
раствора- 18—25° С, катодная плотность тока 4—8 а1дм\
продолжительность пассивирования 5—15 мин. Анодами
служат пластины свинца. При пассивировании деталей
в барабанной ванне катодную плотность тока понижают
до 1—1,5 а!дм2 и ведут обработку в течение 30—40 мин.
Пассивирование деталей следует проводить непосред-
ственно после их серебрения. Если на поверхности покры-
тия имеется сульфидная пленка, ее нужно предварительно
удалить с помощью раствора, содержащего 80—85 г!л
тиомочевины, 60—65 г/л этилового спирта, 5—10 г/л
ОП-10.
Для уменьшения склонности серебряных покрытий
к потемнению рекомендуется после серебрения и промывки
деталей в проточной воде выдерживать их 20—30 мин
в кипящей дистиллированной воде.
Глава IV. ФОСФАТИРОВАНИЕ ЧЕРНЫХ
И ЦВЕТНЫХ МЕТАЛЛОВ
24. СПОСОБЫ ФОСФАТИРОВАНИЯ И СВОЙСТВА
ФОСФАТНЫХ ПЛЕНОК
Процесс фосфатирования заключается в образовании
на поверхности металла пленки нерастворимых в воде
фосфорнокислых солей марганца и железа или цинка и
железа.
Известно, что при взаимодействии железа с фосфорной
кислотой образуется одно-, дву- и трехзамещенные фосфаты
и выделяется водород по уравнениям:
Fe + 2Н3РО4 Fe (Н2РО4)2 + Н2;
Fe + Fe (Н2РО4)2 — 2FeHPO4 + Н2;
Fe 4- 2FeHPO4 Fe3 (РО4)2 + Н2.
Одновременно может идти диссоциация:
3Fe (НаРО4)2 — Fe3 (РО4)а + 4Н3РО4.
Аналогично идут реакции фосфорной кислоты с цинком.
Образующиеся однозамещенные фосфаты хорошо рас-
творимы в воде, двузамещенные трудно растворимы,
а трехзамещенные практически не растворяются. Послед-
93
ние два соединения и являются основой пленки, форми-
рующейся на поверхности металла.
Как видно из приведенной реакции, для предотвраще-
ния диссоциации однозамещенного фосфата и выпадения
нерастворимого трифосфата раствор должен содержать
некоторый избыток фосфорной кислоты. Если в такой
раствор погрузить железо, то в результате его взаимодей-
ствия с фосфорной кислотой уменьшится ее концентрация
у поверхности металла, нарушится равновесие реакции
и на металле выделится осадок дву- и трехзамещенных
фосфатов.
Одновременно образовавшаяся при диссоциации
монофосфата фосфорная кислота восстанавливает кислот-
ность раствора у поверхности металла, что создает усло-
вия для дальнейшего протекания^ процесса.
По мере роста фосфатного слоя поверхность металла
изолируется от воздействия раствора, скорость фосфати-
рования через некоторое время уменьшается, процесс
заканчивается, что заметно по прекращению выделения
пузырьков водорода.
Процесс фосфатирования в растворах, содержащих
однозамещенные фосфаты, особенно эффективно протекает
при температуре 90—100° С. Его продолжительность до-
стигает 120 мин. Ускорение процесса возможно с помощью
введения в раствор специальных добавок, из которых
наибольшее применение нашли азотисто- и азотнокислые
соли цинка.
Защитная способность фосфатных пленок, получен-
ных ускоренным фосфатированием, ниже, чем пленок,
полученных в обычных растворах. Поэтому ускоренное
фосфатирование применяют преимущественно для полу-
чения грунта под лакокрасочные покрытия или электро-
изоляционных фосфатных пленок.
Температура фосфатирующих растворов может быть
значительно понижена путем увеличения концентрации
свободной фосфорной кислоты и введения активирующих
добавок в качестве которых применяют соли азотной,
азотистой и плавиковой кислот. Так называемое холодное
фосфатирование пригодно для обработки деталей струй-
ным методом, а также для обработки деталей, которые
нежелательно подвергать нагреванию.
Толщина фосфатных пленок зависит от способа их
получения, состава обрабатываемого материала и его
94
подготовки перед фосфатированием. В обычных растворах
на полированной поверхности стали образуются мелко-
кристаллические пленки толщиной 2—4 мкм. При круп-
нокристаллическом строении обеспечивается более про-
должительный доступ раствора к металлу и формируются
пленки толщиной 10—15 мкм. а иногда и больше. В рас-
творах для холодного фосфатирования получаются пленки
толщиной до 6 мкм. Размеры деталей при фосфатирова-
нии меняются незначительно, так как наряду с ростом
фосфатного слоя происходит уменьшение толщины ме-
талла за счет его травления.
Фосфатный слой обладает рядом ценных свойств, ко-
торые определяют область применения фосфатирования.
Он устойчив в атмосферных условиях, в смазочных маслах
и органических растворителях; разрушается в кислотах
и щелочах. Фосфатная пленка характеризуется высокой
адгезионной способностью и высоким электросопротивле-
нием. Ее недостатком является малая механическая проч-
ность и эластичность и низкая стойкость против механи-
ческого истирания. Фосфатирование в растворах без до-
бавок окислителей сопровождается наводороживанием
металла, что приводит к повышению его хрупкости.
Наиболее широко фосфатирование применяется для
защиты изделий от коррозии. Защитные свойства фосфат-
ных пленок на стали выше, чем пленок, полученных хими-
ческим оксидированием в щелочных растворах. Пропитка
маслами, консистентными смазками или лаками значи-
тельно повышает коррозионную стойкость. Фосфатиро-
ванные и лакированные изделия более стойки против
коррозии, чем лакированные без предварительного нане-
сения фосфатного слоя в качестве грунта.
В электротехнической и радиотехнической промыш-
ленности фосфатирование используется для нанесения
электроизоляционного слоя на трансформаторные, ротор-
ные и статорные пластины.
Фосфатированию можно подвергать углеродистые и
низколегированные стали, чугун, некоторые цветные и
легкие металлы: алюминий, магний, цинк, кадмий. Высо-
колегированные стали фосфатируются с трудом и дают
пленки более низкого качества. Фосфатные пленки на
алюминии и магнии являются менее надежной защитой
этих металлов от коррозии, чем пленки, полученные
анодным оксидированием.
95
25. ХИМИЧЕСКОЕ ФОСФАТИРОВАНИЕ ЧЕРНЫХ МЕТАЛЛОВ
Растворы, обычно применяемые для фосфатирования
углеродисты* сталей, содержат 28—32 г/л препарата
Мажеф, представляющего собой смесь кислых фосфорно-
кислых солей марганца и железа. Для приготовления
такого раствора Мажеф загружают в ванну из расчета
32—35 г/л, заливают водой и, периодически помешивая,
кипятят в течение 15—20 мин. Затем, прекратив нагрева-
ние раствора, определяют и корректируют кислотность
раствора. Некоторый избыток Мажефа, который берут
для приготовления ванны, необходим потому, что часть
препарата разлагается при кипении раствора.
Общая кислотность раствора определяется титрова-
нием пробы с фенолфталеином. При указанном составе
на титрование 10 мл раствора идет 28—30 мл децинормаль-
ного раствора NaOH. Свободная кислотность опреде-
ляется в присутствии индикатора метилоранжа. На титро-
вание 10 мл пробы должно пойти 3—4 мл децинормаль*
ного раствора NaOH. Количество миллилитров раствора
щелочи, пошедшей на титрование, условно выражают
в точках. Следовательно, общая кислотность фосфати-
рующего раствора должна соответствовать 28—30 точкам,
а свободная кислотность—3—4 точкам. Соотношение общей
кислотности и свободной составляет 7—10.
Фосфатирование производят при температуре 97—
99° С. Продолжительность обработки зависит от состава
обрабатываемого металла и способа его подготовки и со-
ставляет 60—120 мин. Окончание процесса фосфатирова-
ния определяют по прекращению выделения пузырьков
водорода на деталях, после ч£го их дополнительно вы-
держивают в ванне в течение 10—15 мин. Понижение тем-
пературы раствора даже на несколько градусов увеличи-
вает продолжительность фосфатирования и ухудшает
качество фосфатной пленки.
В специальных _ случаях, когда фосфатная пленка не
используется для защиты металла от коррозии, продол-
жительность фосфатирования может быть уменьшена до
20—40 мин.
Расход препарата Мажеф на фосфатирование 1 м* по-
верхности металла составляет 120—140 г.
В указанном растворе не удается получить фосфатных
пленок хорошего качества на сталях, содержащих боль-
96
шое количество хрома, меди, вольфрама, кремния и ва-
надия. Для фосфатирования высоколегированных сталей
предложен раствор, содержащий 30 г/л Мажефа и 10—
12 г/л хлористого бария. Общая кислотность раствора
30—40 точек, свободная кислотность 4—7 точек. Фосфати-
рование ведут при температуре 98—110° С в течение
50—60 мин.
Корректирование фосфатирующего раствора произво-
дится по его кислотности. Если общая кислотность выше
требуемого значения, в раствор добавляют воду. При
понижении общей кислотности вводят Мажеф. Количество
Мажефа, которое необходимо добавить в ванну для полу-
чения общей кислотности, равной 30 точкам, определяется
следующим расчетом:
л _ (30 —л) V
1000 ’
где V — объем раствора в ванне в л;
л — число точек фосфатирующего раствора по ана-
лизу;
А — количество добавляемого в ванну Мажефа в кг.
После добавления в ванну Мажефа раствор кипятят
в течение 20—30 мин, а затем понижают температуру до
96—98° С и начинают фосфатирование. Повышенное со-
держание свободной кислоты уменьшают, добавляя в рас-
твор углекислый марганец.
Образующийся при работе ванны осадок периодически
удаляют, оставляя только небольшое количество его
в ванне. Это необходимо для нормальной работы раствора,
который должен находиться в определенном равновесии
с осадком.
На эксплуатации ванны вредно сказывается наличие
в растворе примесей алюминия, мышьяка, свинца, суль-
фитов и хлоридов. Присутствие ионов СГ допускается
лишь в виде следов, ионов SO3 — не свыше 0,3%. При
содержании 0,066—0,1 г/л А12О3 продолжительность фос-
фатирования увеличивается, пленки получаются неодно-
родными, с пониженной стойкостью против коррозии.
Плохое качество фосфатирования наблюдается при со-
держании в растворе 0,03 г/л свинца. В присутствии
0,005% мышьяка образуются красноватые пленки. При
наличии указанных вредных примесей раствор необхо-
димо сменить.
4 С. Я. Грилихес 97
Неполадки, встречающиеся при фосфатировании дета-
лей, вызываются изменением состава раствора, режима
процесса или плохим качеством подготовки. В табл. 16
приведены характеристики некоторых неполадок, их при-
чины и способы устранения.
Недоброкачественные фосфатные пленки могут быть
удалены травлением в 10—15-процентном растворе соля-
ной кислоты или в 15—20-процентном горячем растворе
едкого натра.
При повторном фосфатировании получаются более
крупнокристаллические пленки с пониженной защитной
способностью.
На Ейском заводе «Молот» применялось фосфатирова-
ние в растворе, приготовленном на основе водной вытяжки
суперфосфата. Суперфосфат растворяют в двойном коли-
честве воды, нагревают в течение нескольких часов, затем
отстаивают. Полученный раствор сливают, и качество
приготовленной таким путем вытяжки проверяют обра-
боткой в ней стальной детали с налетом ржавчины. При
хорошем качестве вытяжки налет ржавчины снимается
за 10 мин. Для приготовления фосфатирующего раствора
к вытяжке суперфосфата добавляют 40—60 г!л окиси каль-
ция и 5—10 г!л перекиси марганца. Фосфатирование ведут
при температуре 90—100° С в течение 30—40 мин.
В указанном растворе можно фосфатировать стальные
детали со следами коррозии. Качество покрытия при этом
не ухудшается.
Ускоренное фосфатирование. Для защиты от коррозии
низколегированных и электротехнических сталей могут
применяться растворы следующих составов (в г!л):
1. Препарат Мажеф ............... . 30—40
Цинк азотнокислый Zn (NO8)2*6H2O .50—60
2. Препарат Мажеф.................. .45—50
Цинк азотнокислый Zn (NO8)2- 6Н2О . .70—80
Натрий фтористый NaF 4—6
В обоих растворах фосфатирование ведут в течение
10—20 мин при температуре для раствора 1—96—98° С,
для раствора 2—55—65° С.
Благодаря малой продолжительности процесса и не-
значительному выделению водорода обработка стали
в указанных растворах не приводит к повышению ее хруп-
кости.
98
Таблица 16
Неполадки при фосфатировании черных металлов
Признаки Причины Способы устранения
Тонкая светло-се- рая просвечивающая фосфатная пленка Недостаточная п родол жител ьность фосфатирования Увеличить про- должительность фосфатирования до прекращения газо- выделения
Кру пнокристал л и- ческое строение фос- фатной пленки; по- ниженная стойкость против коррозии Травление деталей перед фосфатирова- нием Заменить травле- ние пескоструйной обработкой или про- мыть травленые де- тали в содовом рас- творе
Неравномерная пятнистая пленка Плохая подготов- ка деталей перед фос- фатированием Детали из высоко- легированной стали Улучшить очистку поверхности деталей Применить спе- циальный раствор
Серо-зеленый по- рошкообразный на- лет на пленке Взмучивание осад- ка при фосфатирова- нии Удалить осадок. Понизить темпера- туру раствора до 96— 98fc С. Дать раствору отстояться
Пониженная стой- кость фосфатной пленки против кор- розии Низкая концен- трация Мажефа Низкая температу- ра раствора Неправильное со- отношение между об- щей и свободной ки- слотностью Повысить кон- центрацию Мажефа до 30 г/л Повысить темпе- ратуру раствора до Откор ре кти р овать раствор добавками воды, Мажефа или соли марганца
Chipmaker.ru
chipmaker.ru
На Куйбышевском заводе автотракторного и электро-
оборудования детали из стали, чугуна и цинкового сплава
фосфатируют в растворе, содержащем 12—20 г/л фосфор-
нокислого цинка орто-однозамещенного и 25—35 г/л
азотнокислого натрия при температуре 55—60е С в тече-
ние 10—20 мин. Раствор корректируют, добавляя еже-
дневно 8—10 г/л монофосфата цинка. Сравнительные
испытания показали, что стальные детали, фосфатирован-
ные в растворе монофосфата цинка, более стойки против
коррозии, чем фосфатированные в растворе Мажефа.
Для фосфатирования изделий без специальной очистки
поверхности предложено вводить в фосфатирующий рас-
твор оксалат цинка, который способствует удалению
налета ржавчины в процессе формирования фосфатной
пленки. Раствор содержит 33—35 г/л монофосфата цинка,
49—53 г/л азотнокислого цинка, 13—14 г/л фосфорной
кислоты, 0,1 г/л оксалата цинка. Общая кислотность
65—80 точек, свободная кислотность 12—15 точек, темпе-
ратура раствора 92—98° С, продолжительность обработки
15—40 мин. Оксалат цинка приготавливают исходя из
азотнокислого цинка и щавелевокислого натрия. При
смешивании растворов этих солей выпадает осадок щаве-
левокислого цинка, который отфильтровывают, промы-
вают, сушат и затем применяют для приготовления фосфа-
тирующего раствора.
Ускоренное фосфатирование стали в растворах цинко-
вых солей дает пленки с более высокой защитной способ-
ностью, чем фосфатирование в растворах Мажефа. Такой
раствор содержит 35—37 г/л монофосфата цинка, 52—
54 г/л азотнокислого цинка, 15—16 г/л фосфорной кислоты
(свободной). Общая кислотность составляет 60—75 точек,
свободная кислотность — 12—15 точек. Температура рас-
твора 85—95° С, продолжительность фосфатирования
15—20 мин 18]. При работе раствор корректируют до-
бавлением концентрата, содержащего 470—500 г/л азотно-
кислого цинка, 460—480 г/л монофосфата цинка, 170—
180 г/л фосфорной кислоты и воды до общего объема 1 л.
Черные фосфатные пленки с улучшенными по сравне-
нию с обычными пленками защитными свойствами полу-
чают последовательной обработкой деталей в двух раство-
рах. Первый раствор содержит 1 г/л кальцинированной
соды, 23 г/л фосфорнокислого закисного железа, 8 г/л
окиси цинка, 32 г/л ортофосфорной кислоты. Общая
100
кислотность не менее 56 точек, свободная — 8—14 точек.
Температура раствора 92—97° С, продолжительность фос-
фатирования 10 мин.
После обработки в указанном растворе и промывки
детали погружают на 5 мин в 9-процентный раствор ка-
лиевого хромпика при 80—95° С, снова промывают, обра-
батывают в мыльно-содовом растворе, промывают в горя-
чей воде и погружают в ванну для второго фосфатирова-
ния. Раствор для второго фосфатирования содержит
150 г/л азотнокислого цинка, 30 г/л Мажефа, 3 г/л угле-
кислой соды. Общая кислотность не менее 80 точек, сво-
бодная кислотность 1,5—3,5 точек. Температура раствора
50—60° С, продолжительность обработки 10—15 мин.
После второго фосфатирования детали погружают на
2—3 мин в горячий мыльно-содовый раствор, затем пленку
сушат и пропитывают минеральным маслом.
Холодное фосфатирование. Для фосфатирования при
температуре 20—40° С применяются следующие составы
растворов и режимы работы:
1. Мажеф 35—40 г/л
Циик азотнокислый Zn (NO8)2-6H2O 70—90 г/л
Натрий фтористый NaF . 4—6 г/л
Соотношение общей и свободной кислотности 10—13
Продолжительность фосфатирования 20—40 мин
2. Моиофосфат циика Zn (Н2РО4)2 -2Н2О 9—10 г/л
Цинк азотнокислый Zn (NO3)3- 6Н2О 80—85 г/л
Фосфорная кислота Н8РО4 18—20 г/л
Сода кальцинированная Na2CO8 4,5—5 г/л
Едкий натр NaOH . . . 4,5—5 г/л
Натрий азотистокислый NaNO2 0,3—0,4 г/л
Кислотность pH 2,3—2,5
Общая кислотность . 60—65 точек
Продолжительность фосфатирования 10—15 мин
3. Фосфорная кислота Н3РО4 80-85 г/л
Окнсь циика ZnO .... 15—17 г/л
Натрий азотистокислый NaNO2 1—2 г/л
Кислотность раствора pH 2,7—3,1
Продолжительность фосфатирования 15—20 мин
Для приготовления раствора 1 в ванну загружают
необходимое количество Мажефа и после кипячения и
отстаивания добавляют азотнокислый цинк и фтористый
натрий.
101
При отсутствии готового азотнокислого цинка его
можно приготовить следующим путем: в отдельной по-
суде растворяют сернокислый цинк и кальцинированную
соду и затем сливают растворы. На 1 кг ZnSO4-7H2O
требуется 0,4 кг Na2CO3. Образовавшийся осадок отстаи-
вают, сливают с него раствор и промывают водой до пол-
ного удаления иона SO4. Полнота отмывки определяется
прибавлением к пробе промывной воды небольшого коли-
чества 10-процентного раствора хлористого бария. Появ-
ление белого осадка указывает на присутствие иона SO4.
Осадок основных углекислых солей цинка растворяют
в азотной кислоте. Полученный раствор азотнокислого
цинка используют для ванны фосфатирования.
Фтористый натрий добавляется в горячую ванну после
предварительного растворения в небольшом количестве
воды.
Корректирование раствора производят добавлением
в него указанных солей. Для повышения кислотности рас-
твора на одну точку добавляется 1—1,5 г Мажефа, 2—3 г
азотнокислого цинка и 0,02—0,03 г фтористого натрия.
Для приготовления раствора 2 используют концентрат,
содержащий 75—85 г/л монофосфата цинка, 700—750 г/л
азотнокислого цинка, 150—160 г/л фосфорной кислоты,
37—40 г/л кальцинированной соды и воды до объема 1 л.
Для получения 100 л рабочего раствора к 85 л воды до-
бавляют при перемешивании 12 л концентрата, 1,6 л
раствора едкого натра (280—300 г/л), после чего вводят
недостающее до 100 л количество воды и 30—40 г азоти-
стокислого натрия. Если pH приготовленной ванны ниже
требуемого значения, добавляют раствор едкого натра.
Струйное фосфатирование. Для получения на стали
фосфатной пленки путем распыления на поверхности из-
делий рабочего раствора НИИтракторсельхозмаш предло-
жил следующий состав раствора, который применяют при
температуре 20—30° С:
Фосфорная кислота Н3РО4
Окись цинка ZnO . .
Азотная кислота HNO3
Гипохлорит натрия NaClO .
Азотистокислый натрий NaNO2
Общая кислотность раствора
Кислотность pH
102
27—29 г/л
23-25 г/л
30—35 г/л
0,3—0,5 г/л
1-1,2 г/л
. 55—60 точек
2,4—2,7
Для приготовления и корректирования фосфатирую-
щего раствора используют концентраты следующих со-
ставов.
1. Окись цинка 14,3 кг\ фосфорная кислота (уд. вес 1,7)
17,4 кг- азотная кислота (уд. вес 1,4) 30,8 кг\ сода каль-
цинированная 2,6 кг\ вода 30,9 л\ удельный вес раствора
1,49— 1,50.
2. Едкий натр 22,5 кг\ гипохлорит натрия 1,2 кг\
вода 70,3 л; удельный вес раствора 1,19—1,20.
3. Окись цинка 14,3 кг\ фосфорная кислота (уд. вес 1,7)
19,2 кг\ азотная кислота (уд. вес 1,4) 25,9 кг\ кальцини-
рованная сода 1,1 кг\ вода 39,5 л; удельный вес раствора
1,46— 1,47.
Для приготовления 100 л раствора в ванну наливают
75 л воды и 12 л концентрата 1. В 11 л воды растворяют
1,6 л концентрата 2 и постепенно при непрерывном пере-
мешивании вливают в ванну. После этого в раствор до-
бавляют 100—200 г азотистокислого натрия, предвари-
тельно растворенного в небольшом количестве воды.
Корректирование фосфатирующего раствора произво-
дится 1—2 раза в сутки добавлением концентрата 3.
Для повышения кислотности на одну точку добавляют
на каждый литр раствора 2 мл концентрата 3 и 0,2 мл
концентрата 2. Азотистокислый натрий вводят в ванну
непрерывными каплями так, чтобы его концентрация
всегда составляла 0,9—1,2 г/л.
Технологический процесс фосфатирования методом
струйного распыления состоит из операций химической
подготовки деталей, фосфатирования, хроматного пасси-
вирования и покрытия пленки лаком или промасливания.
Операции эти могут производиться в туннельной уста-
новке, состоящей из ряда камер. Детали, смонтированные
на подвесках, или в корзинах, перемещаются последова-
тельно через все камеры. На операциях обезжиривания,
травления и промывки для струйной обработки реко-
мендуется применять цилиндрические форсунки, на опера-
циях фосфатирования и хроматного пассивирования —
центробежные форсунки. При работе с цилиндрическими
форсунками химическое действие раствора сочетается
с механическим воздействием струи на поверхность ме-
талла, что оказывает вредное влияние на качество пленки.
Фосфатирование методом струйного распыления по
сравнению с фосфатированием в стационарных ваннах
103
уменьшает продолжительность процесса в 15—20 раз и зна-
чительно сокращает расход электроэнергии и химикатов.
Фосфатирование пастами. Всесоюзной конторой «Лако-
краспокрытие» были предложены пасты для фосфати-
рования, представляющие собой фосфатирующий раствор,
смешанный с тальком в соотношении 3:2 — 2,5 : 2.
Пасту наносят на поверхность изделия с помощью кисти
или ветоши и выдерживают 40—60 мин при комнатной
температуре. После этого пасту смывают водой или уда-
ляют осторожно скребком с последующей промывкой
изделия. Промытую водой поверхность металла во избе-
жание коррозии нужно быстро высушить.
Фосфатирование с помощью паст особенно пригодно
для обработки отдельных участков изделий; широкого
распространения этот способ не получил.
26. ЭЛЕКТРОХИМИЧЕСКОЕ ФОСФАТИРОВАНИЕ
ЧЕРНЫХ МЕТАЛЛОВ
Для электрохимического фосфатирования исполь-
зуются растворы Мажефа и растворы для ускоренного
фосфатирования. Ниже приводятся составы некоторых из
них и режимы работы.
1. Мажеф 30—32 г!л
Температура раствора . 96—98° С
Продолжительность фосфатирования 20—30 мин
Плотность тока . . 2—2,5 а/дм*
2. Фосфорная кислота Н3РО4 .... 22 г/л
Фосфорнокислый натрий трехзамещеиный Na3PO4 25 »
Окись цинка ZnO 9 »
Температура раствора 60—70° С
Плотность тока . 2—3 а/дл2
Продолжительность фосфатирования 15—20 мин
3. Мажеф........................... 60—80 г/л
Азотнокислый циик Zn (NO3)2-2H2O 50—100 г/л
Окись цинка ZnO ... . 3—10 г/л
Фтористый натрий NaF 2—10 »
Температура раствора . 20—30° С
Катодная плотность тока .... 0,3—0,5 а/дм*
Продолжительность фосфатирования 10—15 мин
4. Фосфорная кислота Н3РО4 45—50 г/л
Азотная кислота HNO3 26—28 »
Окись циика ZnO . 25—28 »
Температура раствора 60—70 С
Катодная плотность тока .... 2—3 а/дм*
Продолжительность фосфатирования 5—7 мин
104
В растворах 1, 2 фосфатирование ведут с применением
переменного тока, в растворах 3, 4 — постоянного тока.
В качестве анодов в растворе 3 используется цинк, в рас-
творе 4 — сталь. Напряжение переменного тока, пода-
ваемого на ванну, — 15—20 в, постоянного тока— 10—15 в.
Раствор 4 рекомендуется для фосфатирования сталей
аустенитного класса, химическое фосфатирование которых
не всегда дает хорошие результаты.
Образующиеся при электрохимическом фосфатирова-
нии пленки имеют мелкокристаллическую структуру,
темно-серую окраску.
27. ФОСФАТИРОВАНИЕ ЦВЕТНЫХ И ЛЕГКИХ МЕТАЛЛОВ
В литературе имеются следующие рекомендации по
химическому и электрохимическому фосфатированию ряда
цветных и легких металлов (составы растворов и режимы
работы).
Химическое фосфатирование алюминия
Фосфорная кислота Н3РО4 . . 10—15 г/л
Азотнокислый цинк Zn (NO3)2*6H2O . 18—20 »
Борфтористоводородный циик Zn (BF4)2 10—15 »
Температура раствора 75—85° С
Продолжительность фосфатирования 1—5 мин
Электрохимическое
фосфатирование алюминия
Мажеф . 60—80 г/л
Азотнокислый цинк Zn (NO3)2- 6Н2О 50—100 г/л
Окись цинка ZnO . . 3—10 г/л
Фтористый натрий NaF . 2—10 >
Кислотность раствора pH 3,0—3,2
Общая кислотность раствора 18—25 точек
Температура раствора 20—30° С
Продолжительность фосфатирования 15—20 мин
После окончания фосфатирования изделия выдержи-
вают в электролите без тока 3—5 мин.
Фосфатные пленки на алюминии имеют светло-серую
окраску.
Фосфатированные изделия, независимо от способа по-
лучения фосфатного слоя, пассивируют в 3—5-процент-
ном растворе хромовой кислоты при температуре 70—
80° С в течение нескольких минут.
105
chipmaker.ru
Химическое фосфатирование
магния и его сплавов
I. Монофосфат марганца Мп (Н2РО4)а-2Н2О 30 г!л
Натрий кремнефтористый Na2SiFe 0,3 »
Температура раствора 95—98° С
Продолжительность фосфатирования . . 15—20 мин
(после прекращения выделения пузырьков
водорода)
2. Мажеф . . .... 27—32 г/л
Фтористый натрий NaF . 0,2—0,3 г/л
Температура раствора . . 97—99° С
Продолжительность фосфатирования . • . 30—40 мин
Фосфатные пленки на магнии имеют желтовато-корич-
невую окраску. Защитная способность фосфатного слоя
на магнии и сплаве электрон выше, чем пленок, получае-
мых химической обработкой этих материалов в растворах,
содержащих селенистую или плавиковую кислоты. Ка-
чество фосфатных пленок ухудшается при наличии в рас-
творе ионов SO4.
Химическое фосфатирование
цинка и его сплавов
1. Мажеф . . . 25—30 г/л
Азотнокислый цинк Zn (NO3)2-6H2O 50—60 >
Фтористый натрий NaF 3—5 »
Температура раствора .... 50—60° С
Продолжительность фосфатирования 10—15 мин
2. Мажеф . 30-40 г/л
Азотнокислый циик Zn (NO3)a-6H2O 30—60 >
Температура раствора 96-98° С
Продолжительность фосфатирования 20—30 мин
3. Мажеф . 30-35 г/л
Азотнокислый циик Zn (NO3)2-6H2O 60—65 >
Азотистокислый натрий NaNO2 3—5 »
Общая кислотность 38—43 точки
Свободная кислотность 0,5—1,5 точки
Температура раствора 20—30° С
Продолжительность фосфатирования 20—40 мин
Раствор 2 может быть использован для фосфатирования
кадмия, раствор 3 рекомендуется для обработки стальных
оцинкованных изделий.
106
Цинк удовлетворительно фосфатируется в растворе,
содержащем 40—70 г!л Мажефа при температуре 96—
98е С.
Стойкость цинковых фосфатированных изделий против
коррозии значительно повышается в результате их обра-
ботки в 1—3-процентном растворе К2Сг2О7 при темпера-
туре 80—90° С в течение 3—5 мин.
Химическое фосфатирование кадмия
1. Мажеф 40—70 г/л
Температура раствора . 96—98° С
Продолжительность фосфатирования . 40—45 мин
2. Мажеф 30—40 г/л
Цинк азотнокислый Zn (NO3)2- 6Н2О 30—60 »
Температура раствора . 96—98° С
Продолжительность фосфатирования 30—35 мин
3. Барий азотнокислый Ba (NO3)2 30—40 г/л
Цинк азотнокислый Zn (NO3)2-6H2O . Цинк фосфор но кислый однозамещенный 10—20 >
Zn (Н2РО4)2- 2Н2О 8—10 »
Температура раствора 80—85° С
Продолжительность фосфатирования 10—15 мин
Химическое фосфатирова и и е
меди и ее сплавов
1. Циик фосфорнокислый Zn (HfPO4)2-2Н2О 113 г
Хлорат натрия NaClO3 40 >
Вода 9 л
Общая кислотность раствора 44, свободная 31
Фосфатирование ведут при кипении раствора.
2. Фосфорная кислота Н3РО4 (75-процентиая) 2,7 л
Моиофосфат марганца Мп (Н2РО4)2 2Н2О 150 г
Хлорат натрия NaClO3 40 »
Вода 4,5 л
Общая кислотность раствора 44, свободная 31.
Температура раствора 99° С. Продолжительность фосфа-
тирования 3—5 мин.
Раствор 1 предложен для фосфатирования меди, рас-
твор 2 — латуни. Перед фосфатированием рекомендуется
обработать детали раствором хлорного железа при темпе-
ратуре 50° С в течение 10—20 мин. Для повышения стой-
кости против коррозии, фосфатированные детали обра-
107
батывают в течение 1—2 мин при температуре 65—80° С
в растворе, содержащем 0,5—1,2 г/л Н3РО4 или СгО3.
Химическое фосфатирование никеля
Фосфорная кислота Н3РО4 ... 17,4 г/л
Цинк азотнокислый Zn (NC^)2- 6Н2О 380 г/л
Натрий фтористый NaF 15,1 г/л
pH раствора 2,0
Продолжительность фосфатирования 30 мин
Раствор при работе корректируют добавлением фосфор-
ной кислоты и поддерживают требуемое значение pH.
Получаемые фосфатные пленки, по данным Р. М. Двор-
киной и А. В. Фортунатова, обладают хорошими электро-
изоляционными свойствами. Они могут быть использо-
ваны также в качестве грунта под лакокрасочные по-
крытия.
Эле ктрохимическое
фосфатирование олова
Натрий фосфорнокислый однозамещенный NaH2PO4 100 г/л
Фосфорная кислота Н3РО4 25 »
Температура раствора 90—95° С
Анодная плотность тока 2—3 а/дл2
Продолжительность фосфатирования . 10—15 мин
Обрабатываемые детали служат анодом. В качестве
катода используется медь. Фосфатная пленка на олове
окрашена в черный цвет.
28. ТЕХНОЛОГИЯ ФОСФАТИРОВАНИЯ
Способ подготовки изделий перед фосфатированием
сказывается на качестве фосфатных пленок. Учитывая
это обстоятельство, не рекомендуется применять для
обезжиривания растворы едкой щелочи или проводить
анодное обезжиривание. Следует избегать травления из-
делий в кислотах, так как это приводит к ухудшению
качества фосфатной пленки и увеличивает продолжитель-
ность фосфатирования. Значительно лучшие результаты
дает применение гидроабразивной обработки. Если нельзя
избежать травления, то весьма желательной является
последующая гидроабразивная обработка. Исключение
может быть сделано для изделий, поступающих после
фосфатирования на окраску или в случае электроизоля-
108
ционного фосфатирования. Однако и в этих случаях сле-
дует учитывать, что отсутствие гидроабразивной обра-
ботки может понизить стойкость изделий в жестких кор-
розионных условиях.
После травления и промывки в проточной воде изде-
лия погружают на 20—40 сек в раствор, содержащий
40—50 г!л кальцинированной соды и 20—25 г!л хозяй-
ственного мыла, при температуре 50—60 С, затем про-
мывают в горячей проточной воде и передают на фосфа-
тирование.
Для приготовления фосфатирующих растворов исполь-
зуют конденсатную или умягченную воду. Химическое
фосфатирование ведут в стальной ванне, оборудованной
нагревателем и вытяжной вентиляцией. Во избежание
взмучивания осадка фосфатов, которые накапливаются
при работе, на расстоянии 100—150 мм от дна ванны
устанавливают перфорированную перегородку.
Перед началом эксплуатации новой ванны необхо-
димо, чтобы ее внутренняя поверхность была покрыта
фосфатным слоем. Для этого прорабатывают раствор,
затем анализируют и корректируют его и лишь после
этого начинают фосфатирование производственных де-
талей.
Крупные стальные детали загружают в ванну на сталь-
ных подвесках, мелкие — в перфорированных корзинах
или на сетках. Находящиеся в ванне детали необходимо
периодически встряхивать, чтобы избежать неравномер-
ного фосфатирования различных участков.
Для уменьшения испарения раствора при работе его
поверхность целесообразно заполнять кусочками полиэти-
лена, пенопласта или стеклянными запаянными ампулами.
Способ обработки изделий после фосфатирования зави-
сит от их назначения. Для повышения стойкости стальных
деталей против коррозии их обрабатывают в течение 5—
15 мин в 5—10-процентном растворе двухромовокислого
калия или натрия при температуре 70—80° С.
Изделия, поступающие на пропитку маслами или смаз-
ками, после промывки в воде выдерживают 1—2 мин в го-
рячем 1—2-процентном растворе мыла, после чего высу-
шивают горячим воздухом. Допускается сушка в шкафу
при 130—140° С в течение 20—30 мин.
Для пропитки используют авиационные масла МС-20,
МС-24, МК-22, индустриальное масло, веретенное масло 2.
109
chlpmaker.ru
Для уменьшения вязкости их смешивают с авиационным
бензином в соотношении 1 3—1 4 и выдерживают де-
тали в течение 5—15 мин при комнатной температуре.
При использовании только масел пропитку ведут при тем-
пературе 100—110° С и выдерживают в них детали до
исчезновения пены с поверхности масла. Консистентные
смазки — пушечное сало, вазелин — используют в виде
5—10-процентного раствора в бензине. Смазки
ЦИАТИМ-201, 204, 205, 215 растворяют в бензоле и при-
готовляют такой же концентрации, как в предыдущем
случае. После пропитки избыток масла удаляют с поверх-
ности деталей протиркой чистой ветошью.
Хорошие результаты в отношении повышения защит-
ной способности дает гидрофобизация фосфатных пленок.
Фосфатированные детали погружают на 5—7 мин в 10-
процентный раствор гидрофобизирующей кремнеоргани-
ческой жидкости ГКЖ-94 в бензине Б-70, после чего вы-
держивают на воздухе до испарения следов бензина, а
затем сушат при НО—130° С в течение 40—50 мин. Гидро-
фобизнрованные фосфатные пленки не смачиваются водой
и по стойкости против коррозии не уступают лакокрасоч-
ным покрытиям.
Изделия, подвергаемые после фосфатирования покры-
тию лаками или красками, передаются на эти операции
после хроматного пассивирования и сушки. Для того
чтобы избежать подтеков на пленке, которые может давать
раствор хроматов, применяют разбавленные растворы,
содержащие 0,2—0,5% К2Сг2О7. Перерыв между опера-
циями фосфатирования и окраски не должен превышать
24 ч.
Глава V. КОНТРОЛЬ КАЧЕСТВА ОКСИДНЫХ
И ФОСФАТНЫХ ПЛЕНОК И СОСТАВА РАСТВОРОВ
ДЛЯ ОКСИДИРОВАНИЯ И ФОСФАТИРОВАНИЯ
29. КОНТРОЛЬ КАЧЕСТВА ОКСИДНЫХ
И ФОСФАТНЫХ ПЛЕНОК
Контроль качества оксидных и фосфатных покрытий
производится внешним осмотром деталей и определением
защитных свойств пленок. В зависимости от назначения
оксидных пленок, полученных электрохимическим спо-
110
собом на алюминии и его сплавах, контролируется их
толщина, прочность на электрический пробой или другие
эксплуатационные характеристики.
При внешнем осмотре поверхности обработанных дета-
лей на них не должно быть повреждений защитного слоя,
рыхлого налета на нем, растравливания металла. Если
проводилась декоративная отделка деталей, то их внеш-
ний вид должен соответствовать эталонному образцу,
принятому на производстве.
Защитную способность оксидных пленок, полученных
химическим путем на стали, проверяют, погружая деталь
в раствор, содержащий 20 г!л CuSO4-5H2O. Покрытие
считается выдержавшим испытание, если на поверхности
детали в течение 30 сек не появились темные пятна выде-
лившейся контактно меди.
Качество пассивирования проверяют капельными про-
бами. Для меди и ее сплавов могут быть использованы
два раствора. Первый из них содержит 1 часть HNOS и
1 часть воды (по объему), второй — 25% аммиака. Капля
раствора наносится пипеткой на обезжиренную поверх-
ность детали. Пассивная пленка считается выдержавшей
испытание, если до начала выделения пузырьков газа под
каплей первого раствора прошло не менее 5 сек, или под
каплей второго раствора за это же время не появилось
темное пятно.
Для контроля пассивной пленки на нержавеющей
стали применяют раствор, содержащий 1 г/л CuSO4-5H2O
и 3--4 г/л H2SO4. До появления на стали темного пятна
выделившейся контактно меди должно пройти не менее
5 мин.
Защитную способность оксидных пленок, полученных
анодированием алюминия и его сплавов, определяют
капельной пробой с раствором, содержащим 25 мл НС1
(уд. вес 1,19), 3 г К2Сг2О7, 75 мл Н2О. Этот раствор раз-
рушает пленку и, проникая к поверхности металла,
взаимодействует с ним. При этом содержащиеся в растворе
ионы шестивалентного хрома восстанавливаются водоро-
дом до трехвалентных, что проявляется в переходе оран-
жевой окраски капли в зеленую. Чем больше толщина и
меньше пористость пленки, тем больше времени пройдет
до начала реакции металла с раствором и, следовательно,
тем выше будет защитная способность оксидного слоя.
Норму времени при контроле защитной способности
ill
chlpmaker.ru
оксидных пленок капельной пробой устанавливают с уче-
том способа оксидирования и состава обрабатываемого
металла. В табл. 17 приведены нормы времени капельной
Таблица 17
Нормы времени при испытании защитной способности
оксидных пленок капельным способом
Материал деталей Температура в *G Состав электролитов оксидирования
3% СгО9 20% HtSO4
Минимал! д<’ изменение В J >ное время ? цвета каплг чин
18—21 4,0 8,0
Плакированный дюралю- миний 22—26 3,0 5,5
27—32 2,0 4,5
18—21 2.6 5,0
Дюралюминий 22—26 1.5 3,5
27—32 1.0 2,5
18—21
Силумин (нехроматиро- ванный) 22—26 1,5—2,0 1.5—2,0
27—32 — —
пробы при различной окружающей температуре, при-
нятые в некоторых отраслях промышленности. Капельная
проба на деталях проводится не позже чем через 1 ч после
оксидирования.
Толщину оксидного слоя можно определить по раз-
ности веса образца и детали до и после снятия пленки.
Оксидную пленку растворяют в растворе, содержащем
20 г!л СгО3 и 35 мл Н8РО4 (уд. вес 1,51) при 90—100° С,
выдерживая в нем образец до достижения им постоянного
веса. Расчет толщины пленки производится по формуле
112
-- ^2
Sy 10* 9
Chipmaker.ru
где А — толщина пленки в мкм\
Ах, А2 — вес образца до снятия и после снятия
пленки в г;
S — поверхность образца в см\
У — удельный вес пленки, равный 3,5.
При контроле электроизоляционных свойств оксидных
пленок также можно получить некоторые сведения об их
толщине. Пробивное напряжение оксидной изоляции воз-
растает пропорционально толщине пленки, если она не
превышает 25—30 мкм. Для пользования этим методом
необходимо для каждого контролируемого материала
предварительно построить градуировочную кривую тол-
щина пленки — пробивное напряжение.
Для определения толщины оксидных пленок исполь
зуется прибор типа ТПН-1.
Пробивное напряжение оксидной изоляции определяют
после ее пропитки лаком или компаундом. Напряжение
подают на зачищенный от изоляции участок металла и на
поверхность пленки, обеспечивая плотный контакт элек-
тродов с деталью. Пробой на гранях или углах деталей
указывает на необходимость увеличения радиуса закруг-
ления на этих участках. Допускается разброс значений
пробивного напряжения на плоскости детали до 20—30%.
Микротвердость оксидной пленки можно проверять
с помощью твердомера ПМТ-3 как на плоскости деталей
или образца-свидетеля, так и на поперечном шлифе.
В последнем случае следует учитывать, что в направлении
от металла к внешней поверхности пленки ее микротвер-
дость несколько понижается.
Проверка защитных свойств оксидных пленок на маг-
нии и его сплавах производится капельным способом
путем нанесения на поверхность детали капли раствора,
содержащего 1% NaCl и 0,1% фенолфталеина (в виде
спиртового раствора). Реактив в результате растворения
в нем магния окрашивается в розовый цвет. Оксидная
пленка считается выдержавшей испытание, если розовая
окраска капли появилась не ранее определенного времени.
Капельный способ применяется также для оценки за-
щитной способности фосфатных пленок. Для контроля
качества фосфатных пленок на стали используют раствор,
содержащий 80 г!л CuSO4-5H2O, 13 мл НС1 (0,1 н.),
33 г/л NaCL Каплю раствора наносят на обезжиренную
поверхность детали и следят за изменением ее голубого
б С. Я- Грилнхес ИЗ
цвета до светло-зеленого, желтого или розового. Если
время, прошедшее до изменения цвета капли при темпе-
ратуре 15—20° С составляет менее 1—2 мин, защитную
способность пленки считают пониженной, 2—5 мин —
удовлетворительной, свыше 5 мин — хорошей.
Для определения защитной способности фосфатной
пленки на цинке применяют такой же раствор. Пленка
считается выдержавшей испытание, если цвет капли не
изменился в течение 30 сек.
30. КОНТРОЛЬ СОСТАВА РАСТВОРОВ
ДЛЯ ОКСИДИРОВАНИЯ [б]
Анализ раствора для щелочного оксидирования стали.
Для определения NaOH и Na2CO3 1 мл электролита,
взятого с разбавлением, переносят в коническую колбу
на 250 мл, добавляют 100 мл воды, 2—3 капли фенолфта-
леина и титруют 1 н. раствором НС1 до обесцвечивания.
Затем прибавляют 4 капли метилоранжа и продолжают
титрование до перехода желтой окраски в розовую.
Расчет количества NaOH производится по следующей
формуле:
NaOH = 4-0(a~-fc)-H- г/л,
где а — количество раствора НС1, пошедшего на титрова-
ние с фенолфталеином, в мл\
b — количество раствора НС1, пошедшего на титрова-
ние с метилоранжем после титрования пробы
с фенолфталеином, в мл\
40 — коэффициент пересчета на NaOH;
н. — нормальность раствора НС1;
п — количество оксидировочного раствора, взятого
для анализа, в мл.
Расчет количества Na2CO3 производится по формуле
к । _Ы06 н.
Na2CO3=—— г/л,
где b — количество раствора НС1, пошедшего на титро-
вание с метилоранжем после титрования пробы
с фенолфталеином, в мл;
н. — нормальность раствора;
п — количество электролита, взятого для титрова-
ния, в мл;
106 — коэффициент пересчета на Na2CO8.
114
Определение NaNO2 производится объемным методом.
В коническую колбу на 250 мл вливают 40—50 мл 0,1 н.
раствора КМпО4, 10 мл H2SO4 (1 : 5) и 0.1—1 мл иссле-
дуемого раствора. После перемешивания добавляют отме-
ренное количество (20—25 л<л) 0,1 н. раствора щавелевой
кислоты, нагревают до 70° С и титруют избыток щавеле-
вой кислоты 0,1 н. раствором КМпО4 до появления розовой
окраски. Содержание NaNO2 подсчитывается по формуле
а+ с —Ь/34,5н. .
NaNO2 = —------—— г/л,
где а — количество раствора КМпО4, взятого для ана-
лиза, в мл\
с — количество раствора КМпО4, затраченного на
обратное титрование избытка щавелевой ки-
слоты, в мл\
b — количество раствора С2Н2О4, взятого для ана-
лиза, в мл\
I — соотношение между растворами КМпО4 и
С2Н 2О4;
34,5 — коэффициент пересчета на NaNO2;
н. — нормальность раствора КМпО4;
п — количество оксидировочного раствора, взя-
того для анализа, в мл.
Содержание в растворе NaNO8 контролируется путем
определения общего азота восстановлением сплавом Де-
варда до аммиака и отгонкой последнего в титрованный
раствор кислоты. Расчет содержания NaNO3 производится
по формуле
NaNO3= _ 0.203Л6,! г/л,
где а — количество титрованного раствора H2SO4 в
приемнике в мл;
b — количество раствора NaOH, пошедшего на
обратное титрование, в мл;
I — соотношение между растворами HaSO4 и
NaOH;
н. — нормальность раствора H2SO4;
п — количество раствора,взято го для анализа, в мл;
14 — коэффициент пересчета на азот;
0,203 — коэффициент пересчета с NaNO2 на азот;
А — содержание NaNO2 в электролите в г/л;
6,1 — коэффициент пересчета с азота на NaNO8.
• 115
Анализ сернокислого электролита для оксидирования
алюминия. Для определения содержания свободной H2SO4
переносят 5 мл электролита в коническую колбу на 250 мл.
добавляют 100 мл воды, 5 капель 1-процентного ра-
створа тропеолина 00 и титруют 1 н. раствором NaOH до
перехода розовой окраски в желтую. Расчет производят
по следующей формуле:
Нс 49а н. ,
2SO4 = —-— г/л,
где а — количество раствора NaOH, пошедшего на титро-
вание, в мл;
н.— нормальность раствора NaOH;
п — количество электролита, взятого для анализа, в мл;
49 — коэффициент пересчета на H2SO4.
Определение алюминия и железа может быть проведено
комплексонометрическим методом. 1—2 мл электролита
(взятых с разбавлением) переносят в коническую колбу
на 250 мл. прибавляют 30 мл воды и 1 мл HNO3 (уд. вес 1,4)
и нагревают для окисления железа. Затем нейтрализуют
аммиаком (1 1) до изменения цвета от желто-зеленого
до оранжевого и появления слабой мути. После этого
подкисляют 4—5 мл 1 н. раствора НС1, нагревают до
60—70° С, добавляют 2 мл свежеприготовленного 20-про-
центного раствора сульфосалициловой кислоты и титруют
железо 0,1 н. раствором трилона Б до перехода вишневого
цвета в лимонно-желтый. К оттитрованному раствору
добавляют 30—40 мл трилона Б и нагревают до 70° С.
Нагретый раствор нейтрализуют аммиаком по бумажке
конго и вновь нагревают до кипения. После охлаждения
прибавляют 10 мл 3 н. раствора уксуснокислого натрия
и титруют избыток трилона Б раствором хлорного же-
леза до появления неисчезающей окраски кирпичного
цвета. Подсчет содержания железа и алюминия произво-
дится по нижеприведенным формулам
ре=20№Г|,г/А
где а — количество раствора трилона Б, затраченного
на титрование железа, в мл;
п — количество электролита, взятого для титрова-
ния, в мл;
ТРс — титр раствора трилона Б, выраженный в грам-
мах Fe.
116
Титр трилона Б по железу определяется титрованием
стандартного раствора FeCl3, в котором содержание же-
леза определено весовым способом.
А|=1«Ю(„-ЩТД,
п
где а — количество трилона Б, добавленного при опре-
делении алюминия, в мл\
Ь — количество раствора хлорного железа, затра-
ченного на титрование избытка трилона Б, в мл-,
I — соотношение между растворами хлорного же-
леза и трилона Б;
п — количество электролита, взятого для титрова-
ния в МЛ‘,
ТА1 — титр трилона Б, выраженный в граммах А1.
Титр трилона Б по алюминию определяется титрова-
нием стандартного раствора.
Для определения меди 50 мл электролита переносят
в коническую колбу на 250 мл, подкисляют 5 мл H2SO4
(уд. вес 1,84), бросают несколько кусочков металличе-
ского цинка и кипятят в течение 10 мин. При этом проис-
ходит контактное выделение меди в виде бурых хлопьев.
Осадок меди отфильтровывают через неплотный фильтр.
Во избежание окисления меди на фильтр кладется не-
большой кусочек стружки цинка. Фильтр с осадком про-
мывают холодной водой, затем медь на фильтре раство-
ряют в азотной кислоте (1 1), причем раствор фильтруется
в ту же колбу, в которой производилось осаждение. После
добавления 10 мл H2SO4 (уд. вес 1,84) раствор выпари-
вают до появления паров SO3; для полного удаления азот-
ной кислоты стенки колбы обмывают водой и вторично
выпаривают. Далее раствор разбавляют водой до 100 мл,
всыпают 2 г KJ, выдерживают в темном месте 5 мин и
титруют выделившийся йод 0,05 н. раствором гипосуль-
фита в присутствии крахмала. Содержание меди подсчи-
тывается по формуле
63,5а н. .
Си = —-— г/л,
где а — количество раствора гипосульфита, затраченного
на титрование, в мл-,
н. — нормальность раствора гипосульфита;
п — количество электролита, взятого для титрова-
ния, в мл-,
63,5 — коэффициент пересчета на медь.
117
ЛИТЕРАТУРА
1. Вольфсон А. И. Твердость анодных окисных пленок,
образующихся иа алюминии в трех компонентном электролите. —
«Защита металлов», 1968. Т. 4, № I.
2. Г о л v б е в А. И. Анодное окисление алюминиевых сплавов.
М„ АН СССР, 1961.
3. Грачева М. П., Л а в о р к о П. К. Защитно-декоративные
покрытия изделий бытового назначения. М., Госбытиздат, 1963.
4. Зарецкий Е. М., Павловская Т. Г. Твердое ано-
дирование алюминиевых сплавов, содержащих медь. — Химические н
электрохимические методы обработки легких металлов и сплавов.
Ч. 1, ЛДНТП, 1964.
5. Круглова Е. Г., Вячеславов П. М. Контроль галь-
ванических ванн и покрытий. М.—Л., Машгнз, 1961.
6. Л а в о р к о П. К. Оксидные покрытия металлов. М., Машгнз,
1963.
7. Л е в и т а н И. И., Вайнштейн М. 3. Анодирование
деталей нз алюминия и его сплавов, имеющих сварные н клепаные
соединения, в хромовой кислоте. — Новые достижения отечественной
гальванотехники. Ч. 2, ЛДНТП, 1967.
8. Сциборовская Н. Б. Оксидные и цннко-фосфатные по-
крытия металлов. М., Оборонгиз, 1961.
9. Тимонова М. А., Ершова Т. И. Химические и элек-
трохимические методы защиты магниевых сплавов. — Химические и
электрохимические методы обработки легких металлов и сплавов.
Ч. 1, ЛДНТП, 1964.
10. Тимонова М. А., Ершова Т. И., Изосимо-
ва Л. Г. Анодирование магниевых сплавов в бнфторндном электро-
лите.— «Защита металлов», 1968. Т. 4, № 3.
11. Томашов Н. Д., Т ю к и и а М. Н., Залива-
л о в Ф. П. Толстослойное анодирование алюминия и его сплавов.
М., изд-во «Машиностроение», 1968.
12. Э й ч и с А. П., Темкина Б. Я. Технология поверхност-
ной обработки алюминия н его сплавов. Москва—Киев, Машгнз, 1963.
13. Ямпольский А. М. Технология оксидирования и фосфа-
тирования металлов. Лениздат, 1960.
Chlpmaker.ru
ОГЛАВЛЕНИЕ
Предисловш 3
Глава I. Оксидирование стали ............................... 4
1. Способы оксидирования и свойства оксидных пленок
на стали .... —
2. Химическое оксидирование ... 6
3. Электрохимическое оксидирование . 13
4. Пассивирование................................... 14
5. Технология оксидирования стали 17
Глава И. Оксидирование алюминия и его сплавов........ 19
6. Способы оксидирования и свойства оксидных пле-
нок на алюминии ... —
7. Химическое оксидирование............. ... 25
8. Электрохимическое оксидирование в сернокислом
электролите............................. ... 28
9. Электрохимическое оксидирование в хромовокислом
электролите................................. ... 34
10. Электрохимическое оксидирование в щавелевокис-
лом электролите.......................... . . . . 37
11. Электрохимическое оксидирование в электролите
на основе сульфосалициловой кислоты . 39
12. Глубокое оксидирование 43
13. Эматалирование .................................. 49
14. Окрашивание оксидированного алюминия ... 56
15. Фотохимическая обработка оксидированного алю-
миния ............................................... 66
16. Технология оксидирования алюминия и его сплавов 67
Г лава III Оксидирование магния, меди, цинка, кадмия, хрома,
титана, серебра ........................................... 71
17. Оксидирование магния и его сплавов —
18. Оксидирование меди н ее сплавов 79
19. Оксидирование цинка и кадмия 85
20. Оксидирование хрома . . 86
21. Оксидирование титана 87
22. Оксидирование серебра .......................... 88
23. Пассивирование цинка, кадмия, олова, меди, их
сплавов и серебра • • .89
Глава /V. Фосфатирование черных и цветных металлов ... 93
24. Способы фосфатирования и свойства фосфатных
пленок................................................ —
25. Химическое фосфатирование черных металлов .... 96
26. Электрохимическое фосфатирование черных металлов 104
27. Фосфатирование цветных н легких металлов . 105
28. Технология фосфатирования . . . 108
Глава V Контроль качества оксидных и фосфатных пленок
состава растворов для оксидирования и фосфатирова-
ния ....................................................... ПО
29. Контроль качества оксидных н фосфатных пленок . . —
30. Контроль состава растворов длн оксидировании 114
Литература .... 118
119
ИЗДАТЕЛЬСТВО
«МАШИНОСТРОЕНИЕ»
БИБЛИОТЕЧКА ГАЛЬВАНОТЕХНИКА
Перечень выпусков
1. С. Я. Г р и л и х е с. Полирование, травле-
ние и обезжиривание металлов.
2. В. А. Иль и н. Цинкование и кадмирова-
ние.
3. В. А. Ильин. Лужение и свинцевание.
4. А. М. Ямпольский. Меднение и
никелирование.
5. М. Б. Черкез. Хромирование.
6. П. М. Вячеславов. Электролитическое
осаждение.
7. А. М. Ямпольский. Электролитиче-
ское осаждение благородных и редких метал-
лов.
8. С. Я. Г р и л и х е с. Оксидирование и фос-
фатирование металлов.
9. Л. И. Н п к а н д р о в а. Химические спо-
собы получения металлических покрытий.
10. Я. В. Вайнер и М. Б. Кушнарев.
Оборудование гальванических цехов.