/








Text
АСВАСИЛЬЕВНОВЫЕ
ПРИСПОСОБЛЕНИЯ
И ИНСТРУМЕНТ
ДАЛ РАЗМЕТКИ
А. С. ВАСИЛЬЕВНОВЫЕПРИСПОСОБЛЕНИЯ
И ИНСТРУМЕНТ
ДЛЯ РАЗМЕТКИМОСКВА «МАШИНОСТРОЕНИЕ» 197 7
6П4.6.08В19УДК 621.9.06-229 621.751Рецензент ииж. О. М. ЛеонтьевВасильев А. С.gjg Новые приспособления и инструмент для разметки.
М., «Машиностроение», 1977.72 с. с ил.В брошюре обобщен опыт работы автора по применению универсальных
приспособлений и инструмента для разметки. Приведена примеры выполне¬
ния пространственной разметки разнообразных деталей; описаны конструкции
новых инструментов для разметки, обеспечивающих высокую производитель¬
ность труда и большую точность разметки.Брошюра предназначена для квалифицированных рабочих и мастеров ма¬
шиностроительных заводов.„ 31304-132В 132-77 6П4.6.08038(01)-77© Издательство «Машиностроение», 1977 г.
ПРЕДИСЛОВИЕШирокое и своевременное использование в народном
хозяйстве научных открытий, изобретений и рационализаторских
предложений играет важную роль в ускорении технического про¬
гресса. Результаты творчества изобретателей и рационализато¬
ров открывают новые резервы повышения эффективности произ¬
водства и роста производительности труда.^Московский совет новаторов совместно с Московским домом
научно-технической пропаганды им. Ф. Э. Дзержинского постоян¬
но ведет большую работу по пропаганде на предприятиях дости¬
жений изобретателей и рационализаторов, организует специаль¬
ные выставки новых работ на ВДНХ й в других местах, выезды
авторов на предприятия. Выезжая на предприятия для обмена
опытом своей работы, новатор рассказывает о своих достижени¬
ях, показывает приспособления и инструменты в действии на
станках и рабочих местах, применение которых в.большинстве
случаев направлено на повышение производительности труда,
улучшение качества и точности обработки, удобства в работе.
Автору как члену Московского совета новаторов приходится вы¬
ступать на других предприятиях с целью обмена опытом своей
работы, и всюду показанные приспособления и инструмент вызы¬
вают большой интерес у рабочих.Автор брошюры знакомит своих коллег — разметчиков, тех¬
нологов и конструкторов, работающих в этой области, с некото¬
рыми приспособлениями и инструментами, организацией рабо¬
чего места и справочным материалом, который необходим при
разметке.Эта брошюра поможет многим разметчикам лучше организо¬
вать свои рабочие места, а применение приспособлений и инстру¬
ментов, проверенных на практике, даст возможность повысить
производительность, точность и качество выполняемой работы.
ОРГАНИЗАЦИЯ РАБОЧЕГО
MFCTAРАЗМЕТЧИКАХорошо организованное и оснащенное высокопроизво¬
дительным инструментом и приспособлениями, снабженное спра¬
вочным материалом рабочее место разметчика — основа успеш¬
ной производительной работы, культуры производства, точности
и качества выполняемой работы. Каждый разметчик должен сам
стараться организовать свое рабочее место наилучшим образом:
удобно распланировать отдельные предметы, обеспечить чистоту
и порядок на своем рабочем месте. Чистота — это одно из усло¬
вий правильной организации рабочего места; она необходима не
только с точки зрения охраны труда, но и как один из основных
способов внедрения культуры на производстве и повышения про¬
изводительности труда.Разметчик должен постоянно заботиться об оснащении своего
рабочего места современными высокопроизводительными при¬
способлениями и инструментами, научиться применять его при
повседневной работе.Рабочее место состоит из двух разметочных плит 1000 X
X 1500 мм, которые установлены на тумбочках с выдвижными
ящиками для инструмента (рис. 1). На правой плите, в правом
углу, закреплено магнитное поворотное приспособление для раз¬
метки обработанных стальных и чугунных деталей. На левой
плите установлена поворотная планшайба, которая позволяет
размечать детали любой формы. Под разметочными плитами
в выдвижных ящиках хранят инструмент и мелкую оснастку.
Инструмент расположен по порядку в гнездах (рис. 2). С правой
стороны от плит установлен верстак для размечаемых деталей.
В верстаке хранят приспособления для разметки. Рядом с вер¬
стаком имеются два шкафа (рис. 3). В большом шкафу размет¬
чик хранит крупногабаритный измерительный и разметочный
инструмент: штангенрейсмасы, линейки, угольники, штангенцир¬
кули и т. д., в маленьком шкафу — справочные материалы, плит¬
ки концевых мер, специальные плитки к приспособлениям и дру¬
гой инструмент, применяемый реже. Все шкафы и ящики имеют
внутренние замки. Все оборудование покрашено светлой салат¬
ной краской, которая способствует поддержанию чистоты на ра¬
бочем месте.4
Рис. 1. Разметочные плитыРис. 2. Выдвижные ящики для хранения инструмента
При организации рабочего
места нельзя ограничиваться
только некоторыми частными
изменениями и усовершенство¬
ваниями. Необходимо разра¬
батывать и внедрять комплекс
мероприятий, направленных на
создание условий, обеспечи¬
вающих высокопроизводитель¬
ную работу. Разметчик по¬
стоянно должен помнить, что
качество и точность его рабо¬
ты находятся в прямой зави¬
симости от состояния инстру¬
мента и приспособлений, от
чистоты и порядка, который
он постоянно поддерживает
на своем рабочем месте.На большинстве заводов
созданы благоприятные условия для творческого труда, только
необходимо умело их использовать. Каждый рабочий имеет все
возможности стать активным рационализатором. Все зависит
от нашего отношения к труду, от желания устранить недостатки
своего труда. Изжить эти недостатки за счет возможных ре¬
зервов— это первый шаг к новаторству, и его может сделать
каждый рабочий.Рис. 3. Шкаф для хранения инстру¬
мента
УНИВЕРСАЛЬНЫЕ
ПРИСПОСОБЛЕНИЯ
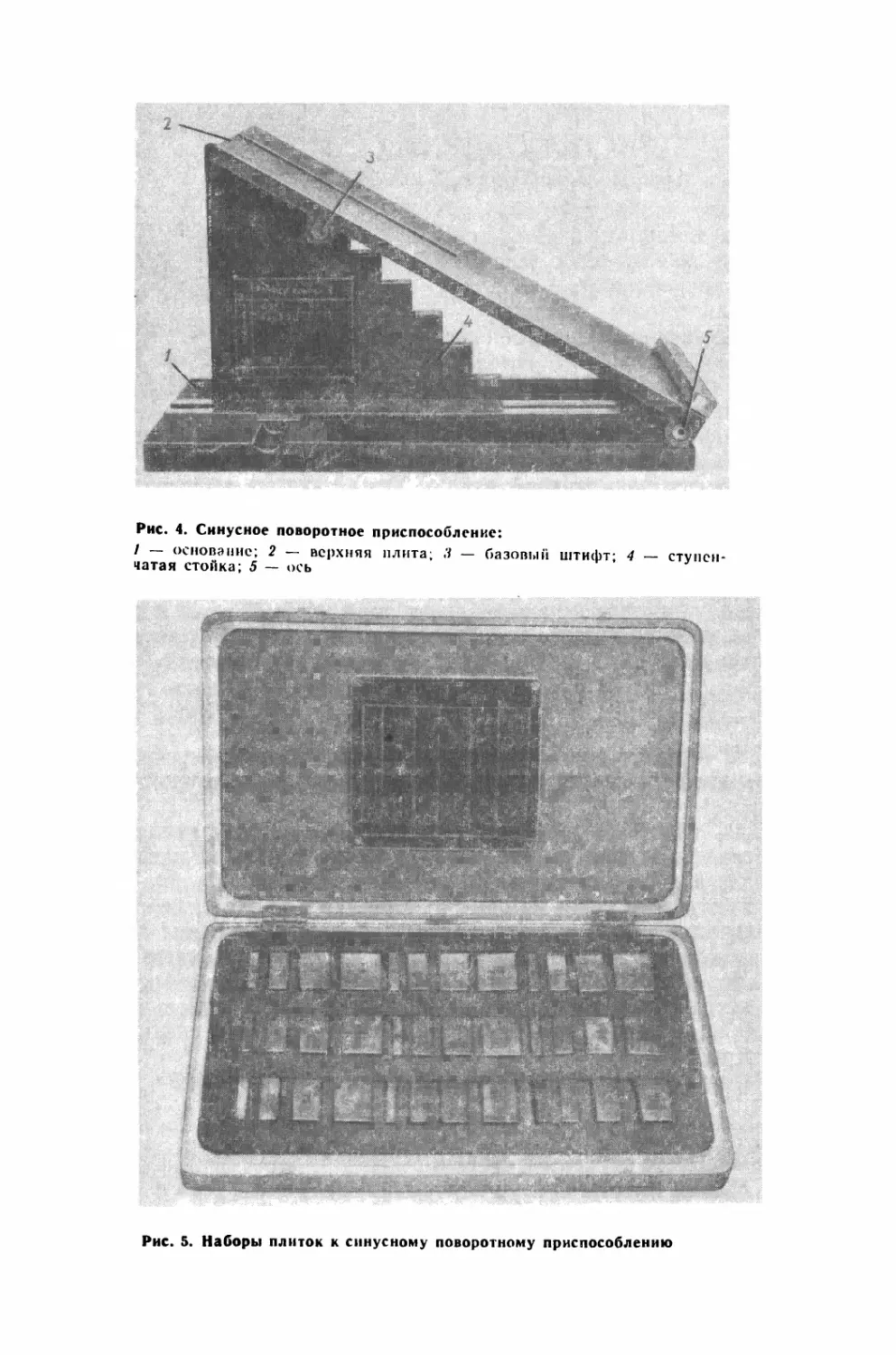
ДЛЯ РАЗМЕТКИСИНУСНОЕ ПОВОРОТНОЕ ПРИСПОСОБЛЕНИЕСинусное поворотное приспособление (рис. 4) предназ¬
начено для точной установки деталей под углами от 0 до 45°
к плоскости разметочной плиты. Углы наклона плоскости при¬
способления устанавливают тригонометрическим методом, путем
определения размера между двумя точками, расположенными
на заданном расстоянии. В данном приспособлении этот размер
равен 355 ± 0,01 мм.При установке приспособления на заданный угол к плоско¬
сти разметочной плиты под базовый штифт верхней плиты необ¬
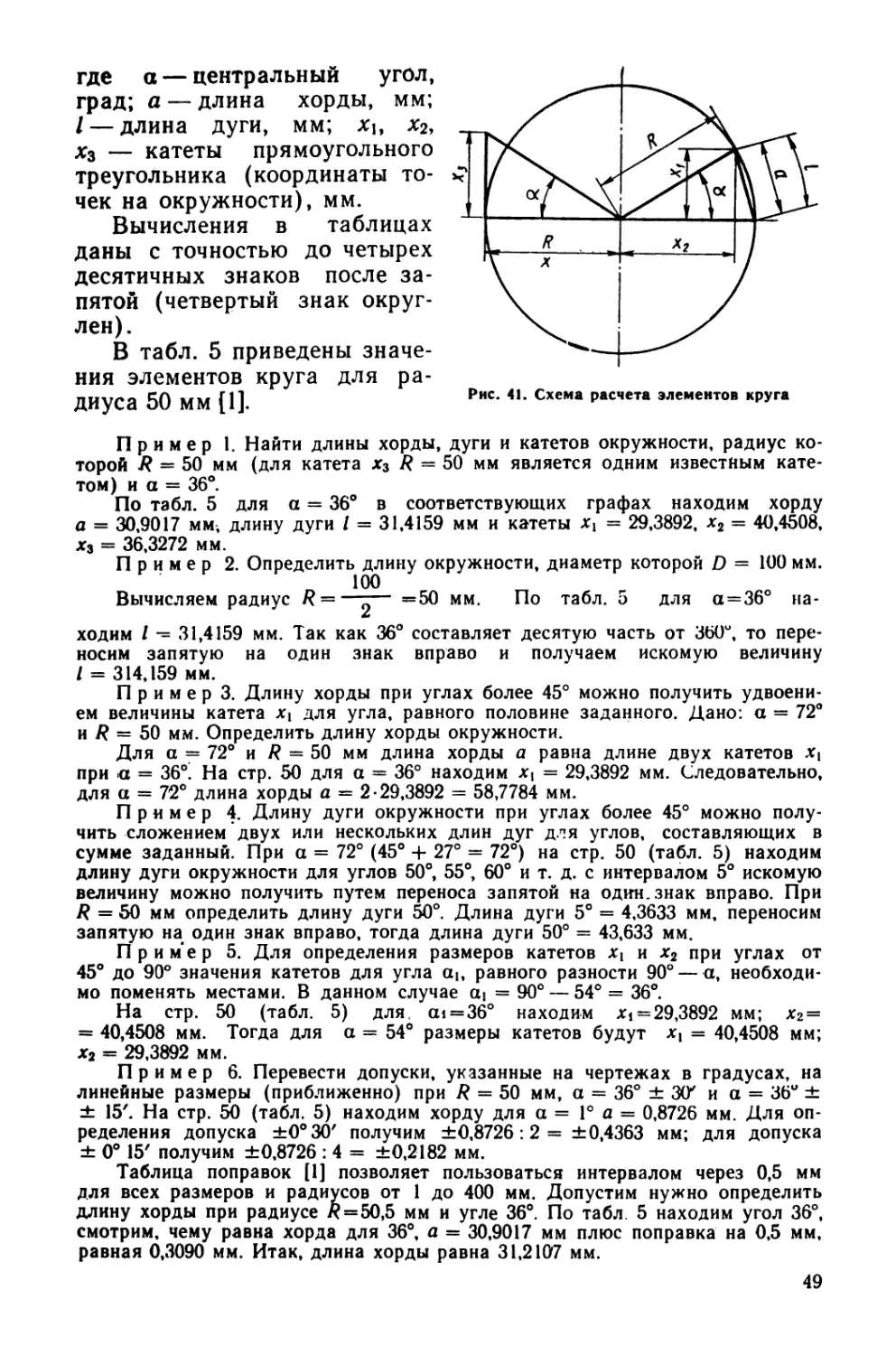
ходимо установить набор плиток концевых мер высотойh = 355 sin а,где 355 — расстояние между осями штифтов, мм; а — угол накло¬
на верхней плоскости плиты к поверхности разметочной плиты,
град.Для быстрой установки приспособления под углом и для
удобства в работе вместо набора блока плиток концевых мер
используют специальную ступенчатую стойку. Стойка имеет
девять ступенек через каждые 5°, начиная с 5°. Каждая ступень¬
ка заградуирована с двух сторон, размеры выполнены от базы
с допуском ±0,01 мм. Для установок на промежуточные разме¬
ры, например через Г, изготовлены плитки определенных разме¬
ров, которые устанавливают на соответствующие ступеньки стой¬
ки. Каждая плитка проградуирована и ее хранят в специальной
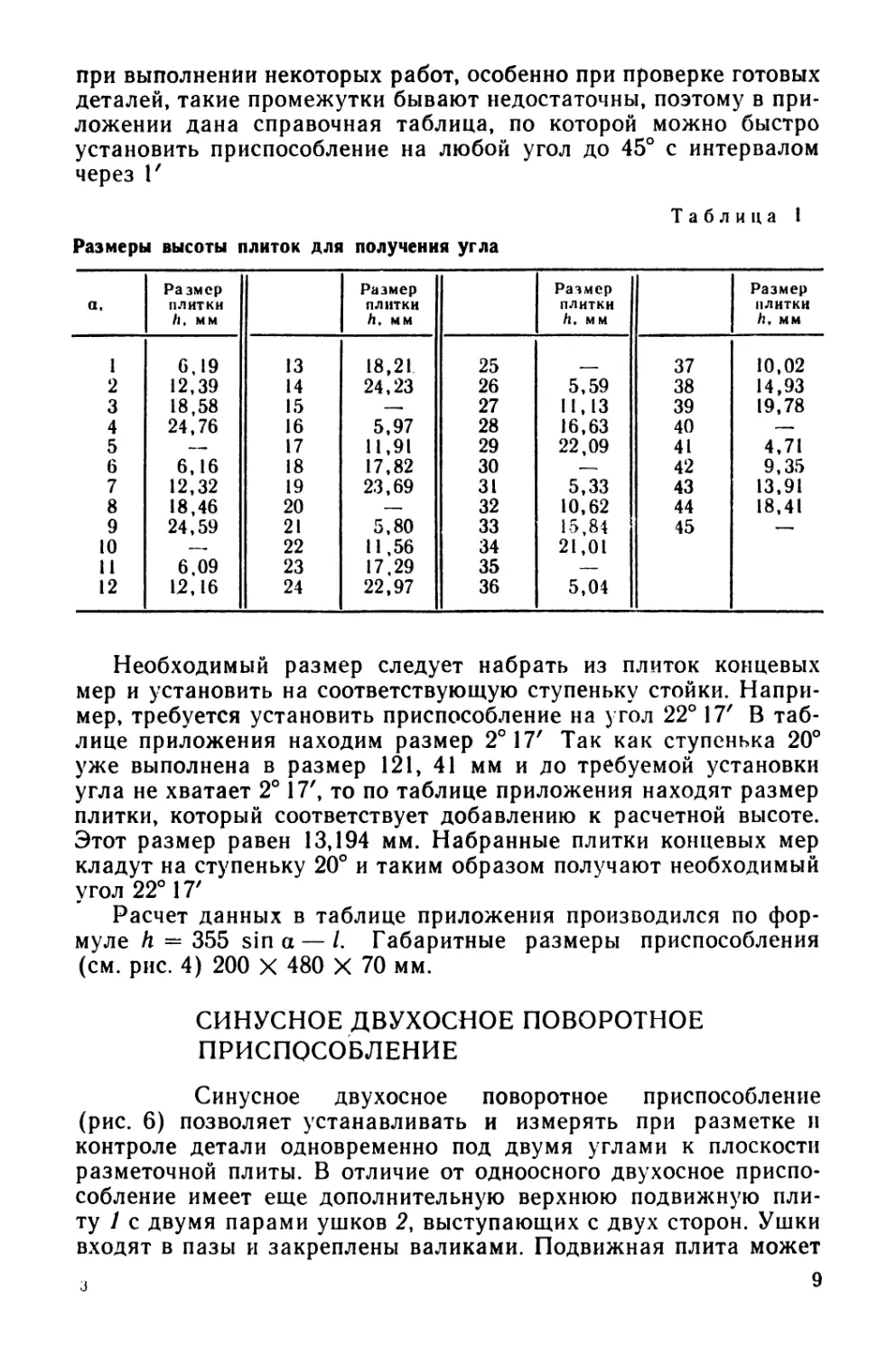
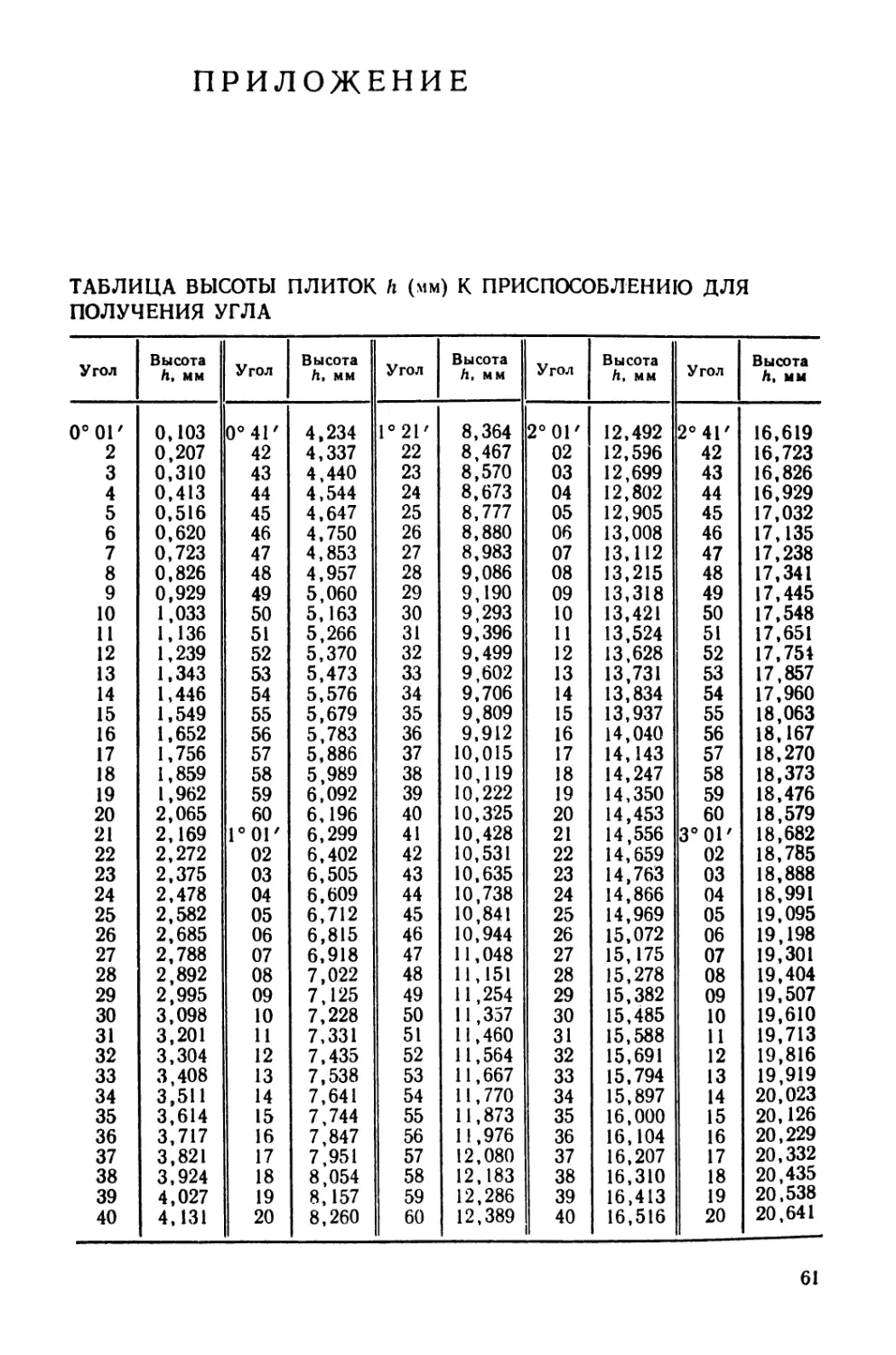
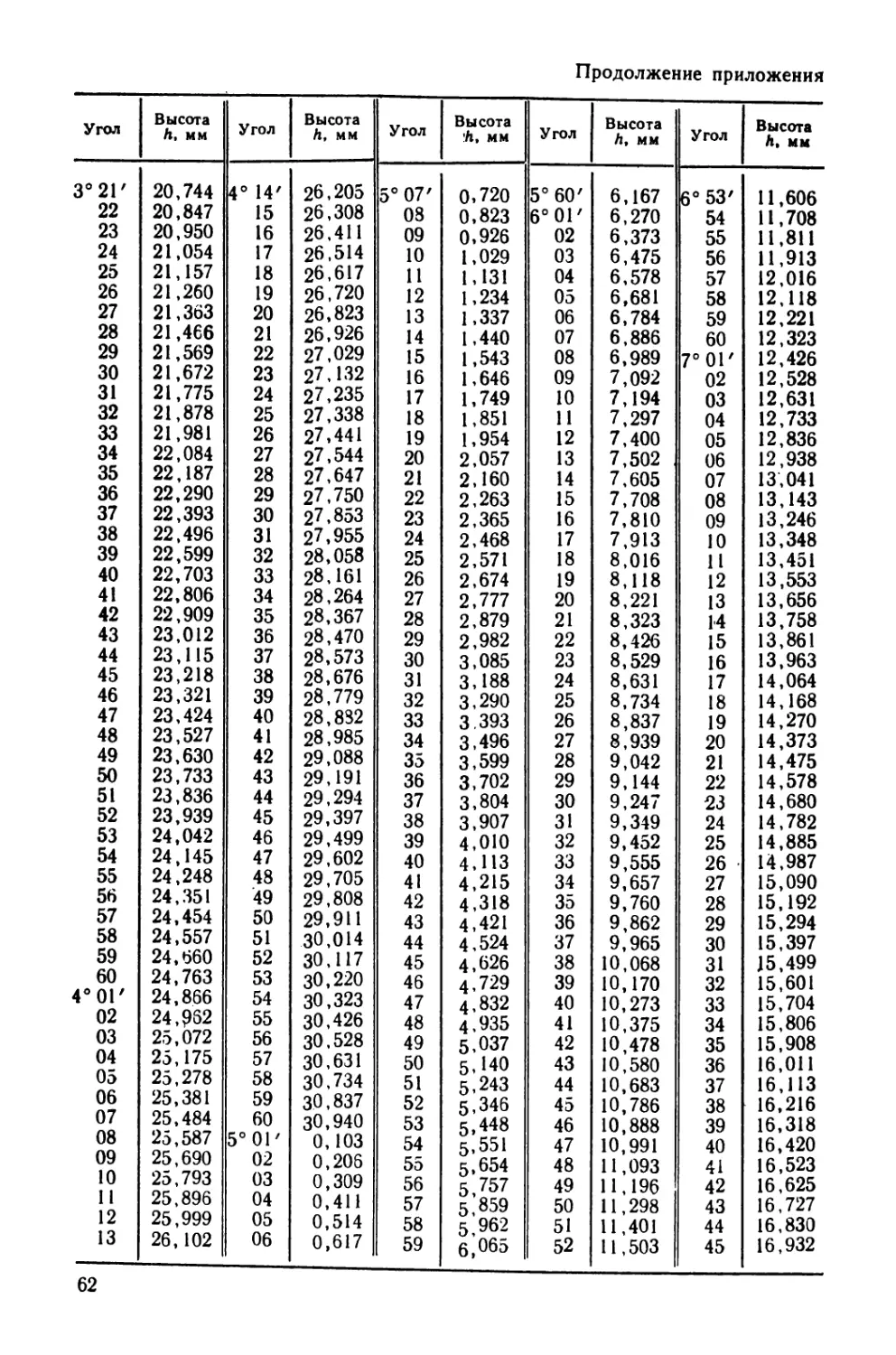
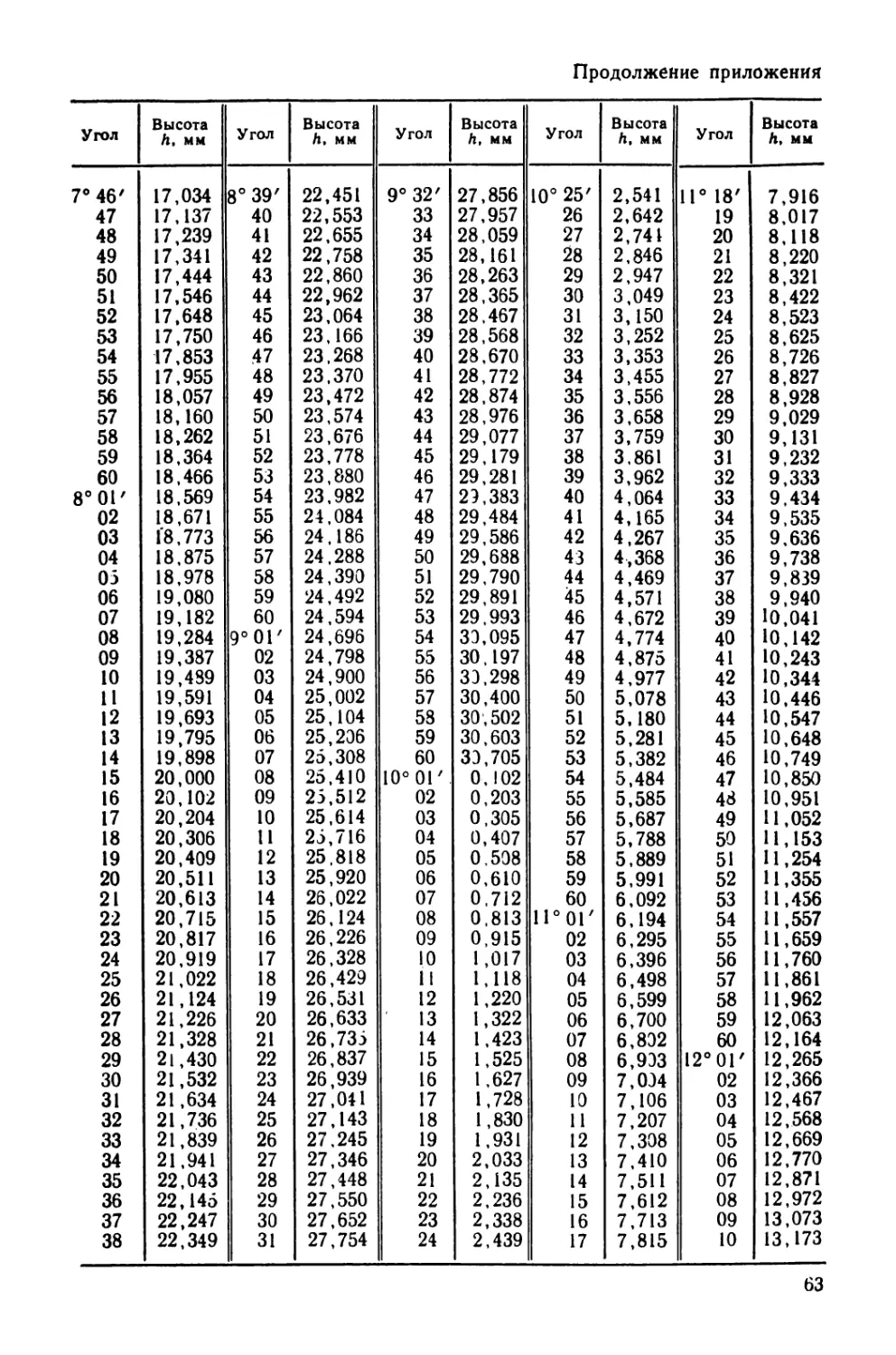
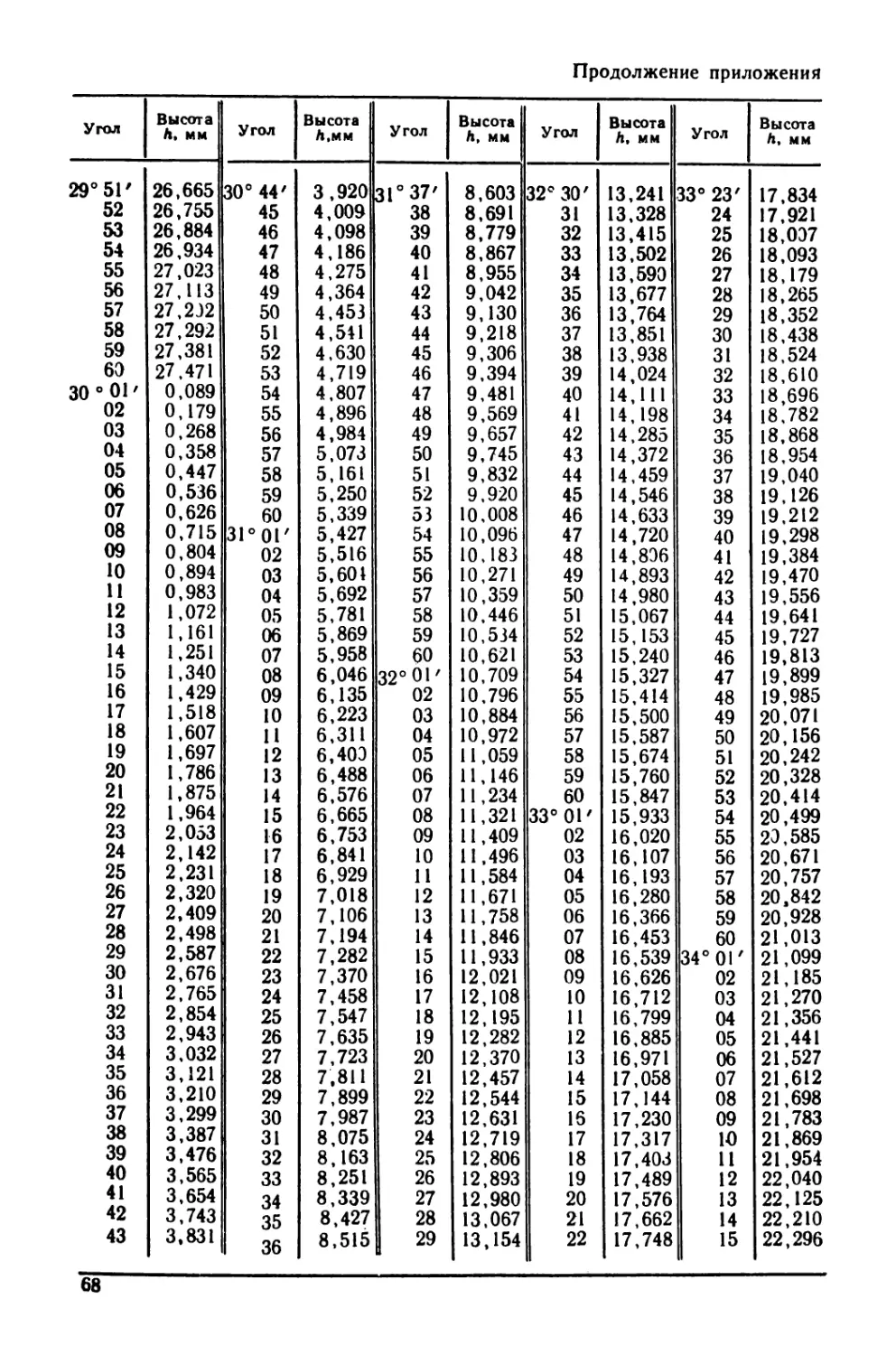
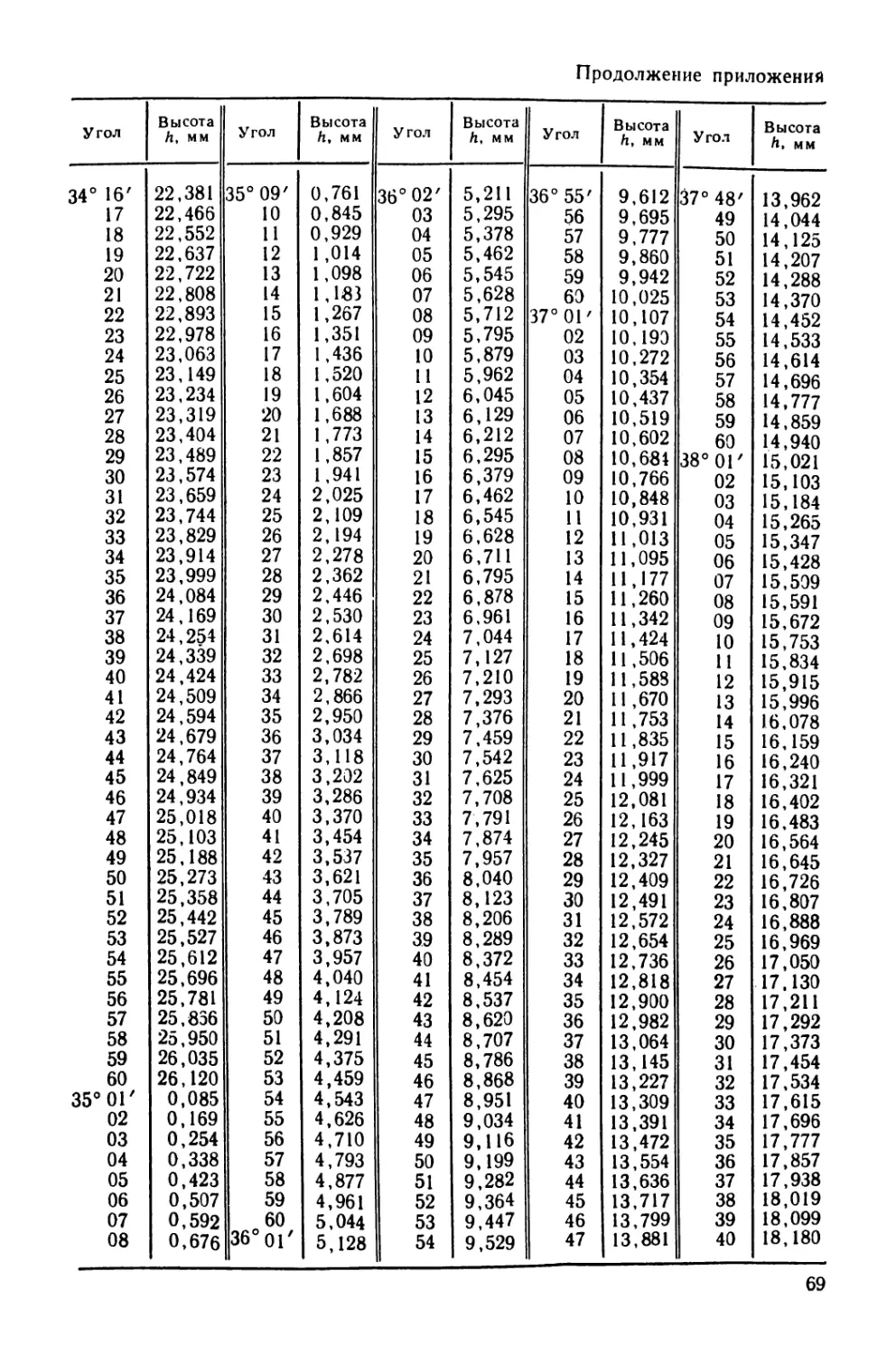
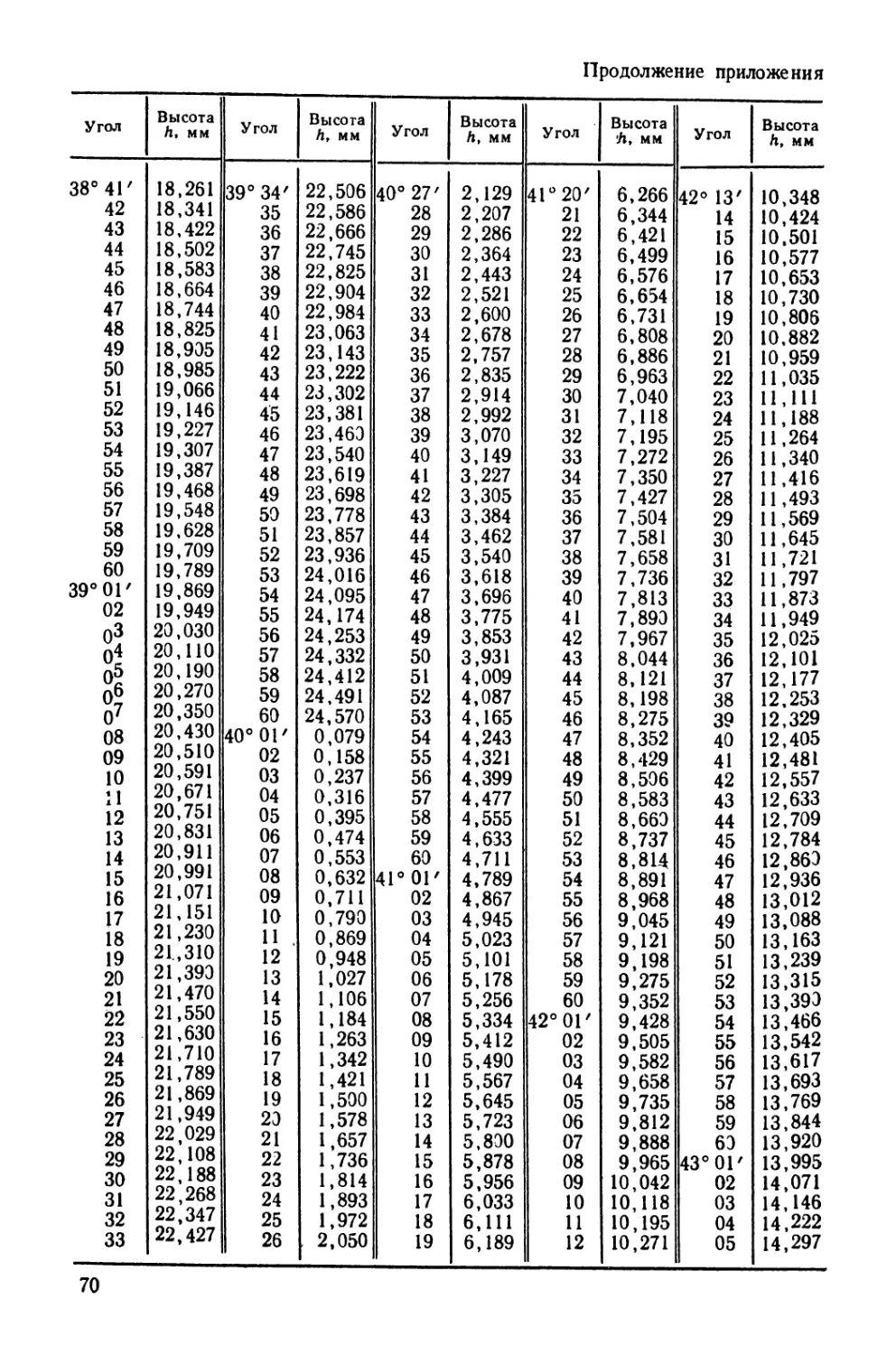
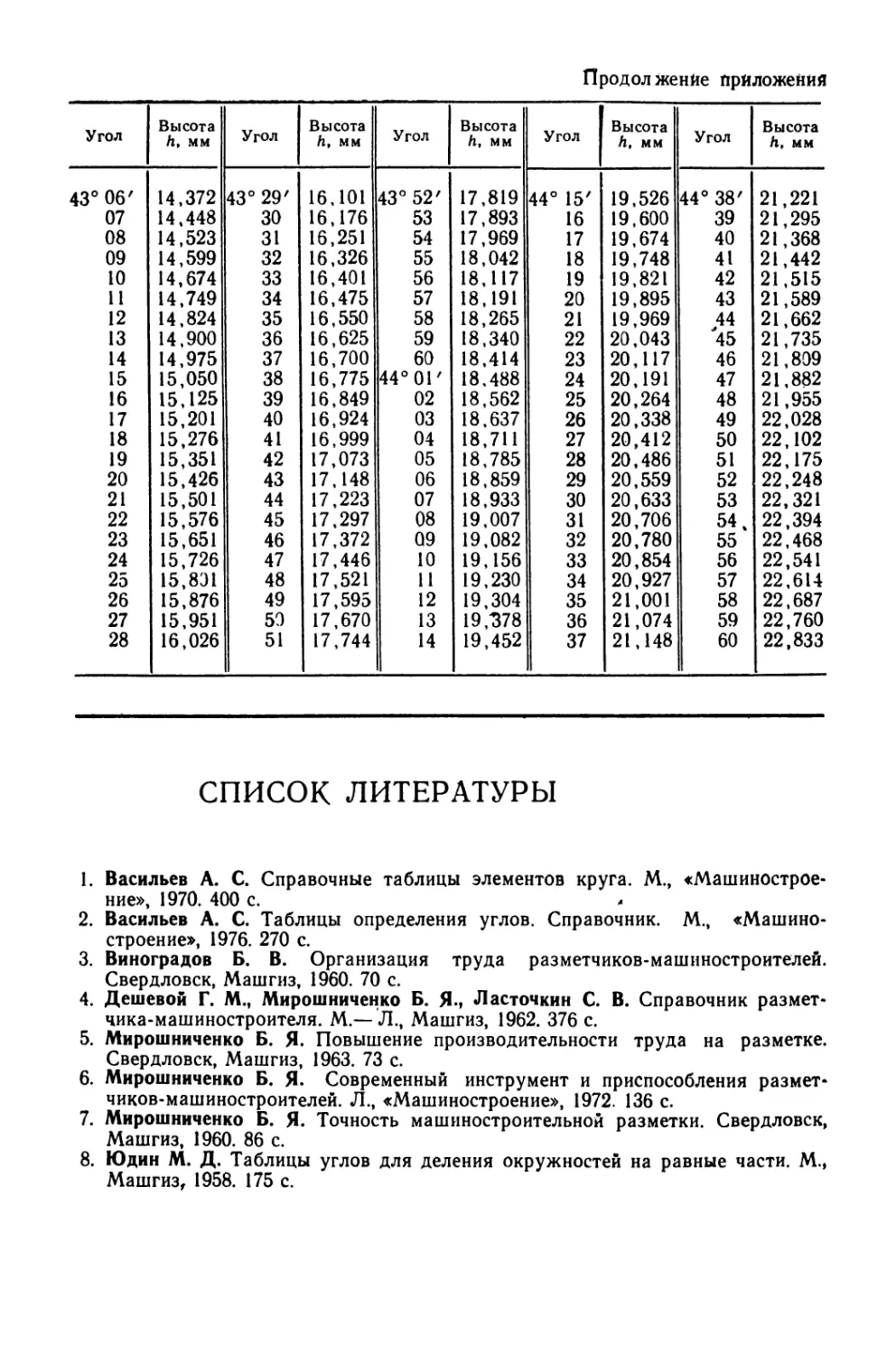
таре (рис. 5).Высоту плитки (табл. 1) рассчитывают по формулеh = 355 sin а—/,где I — высота ступеньки стойки.Таблица высоты набора плиток для получения угла а закреп¬
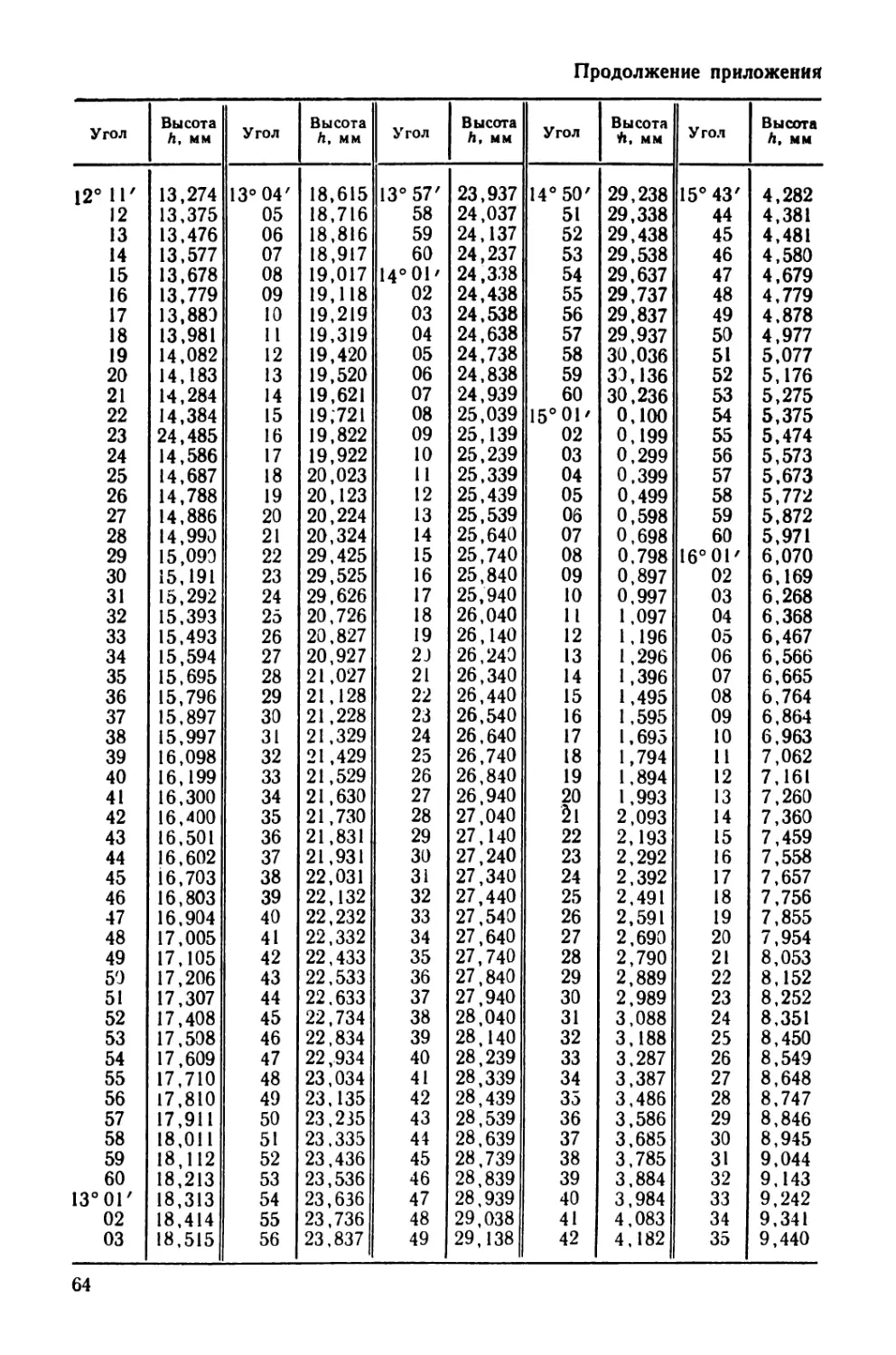
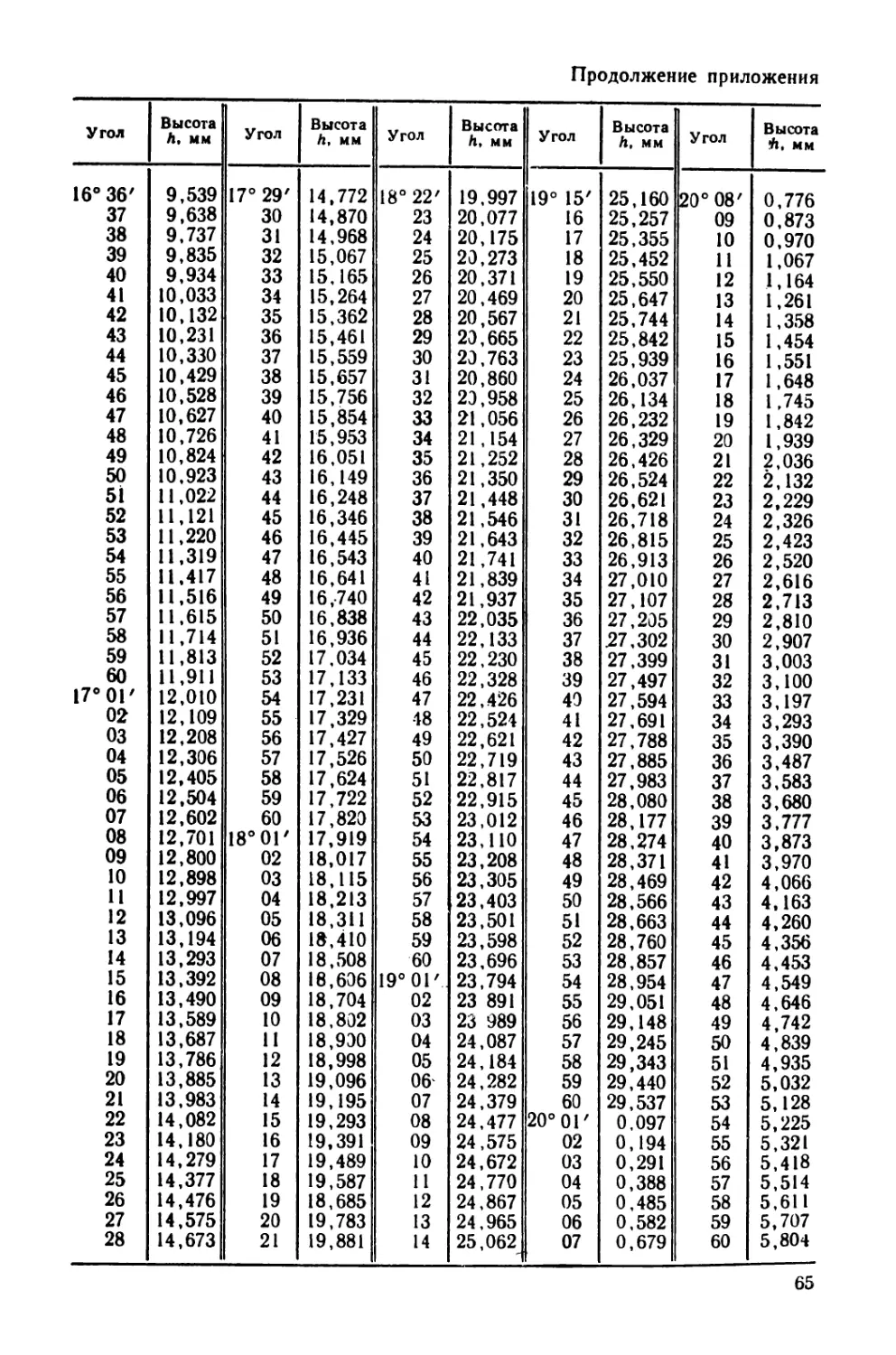
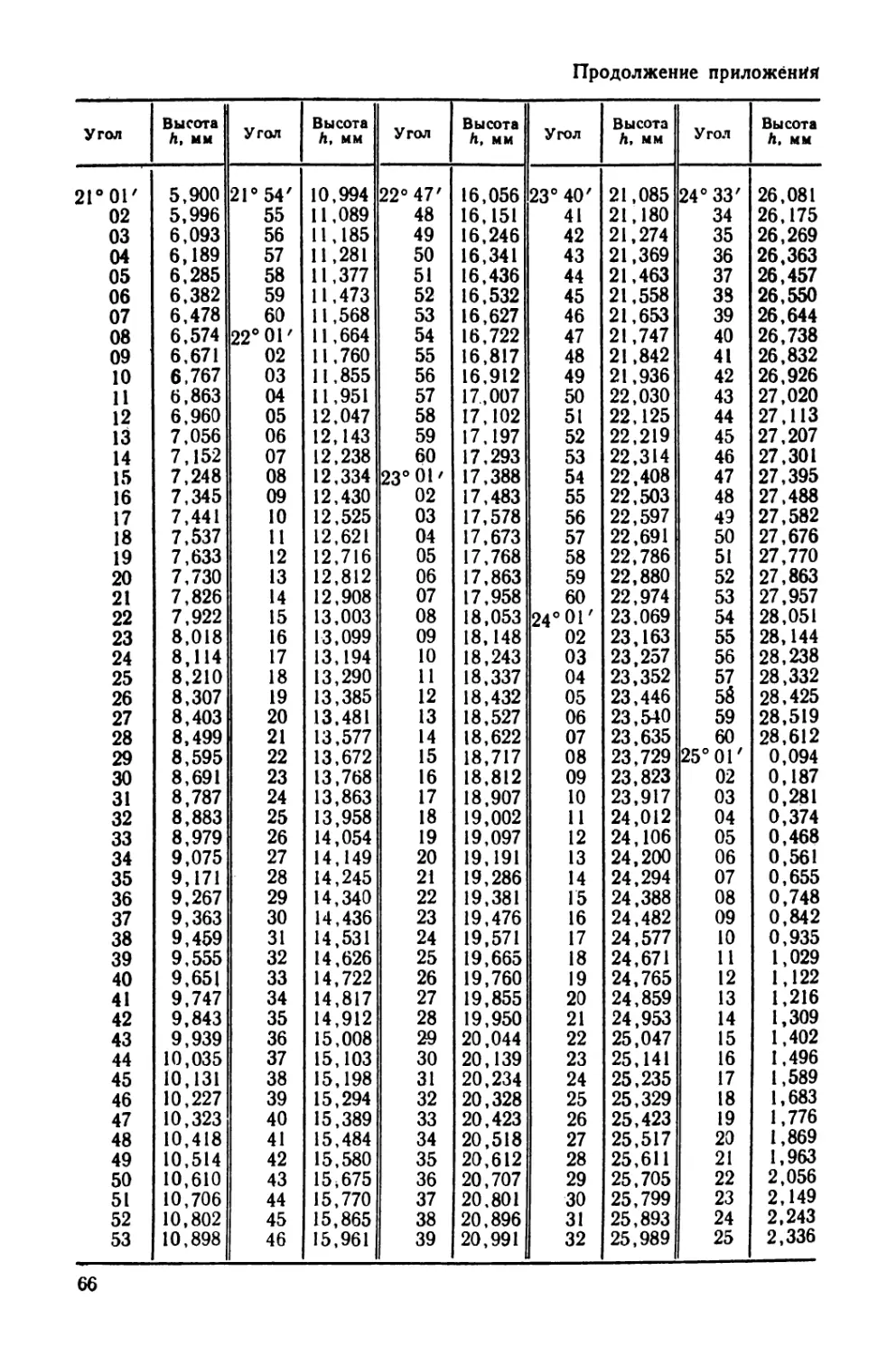
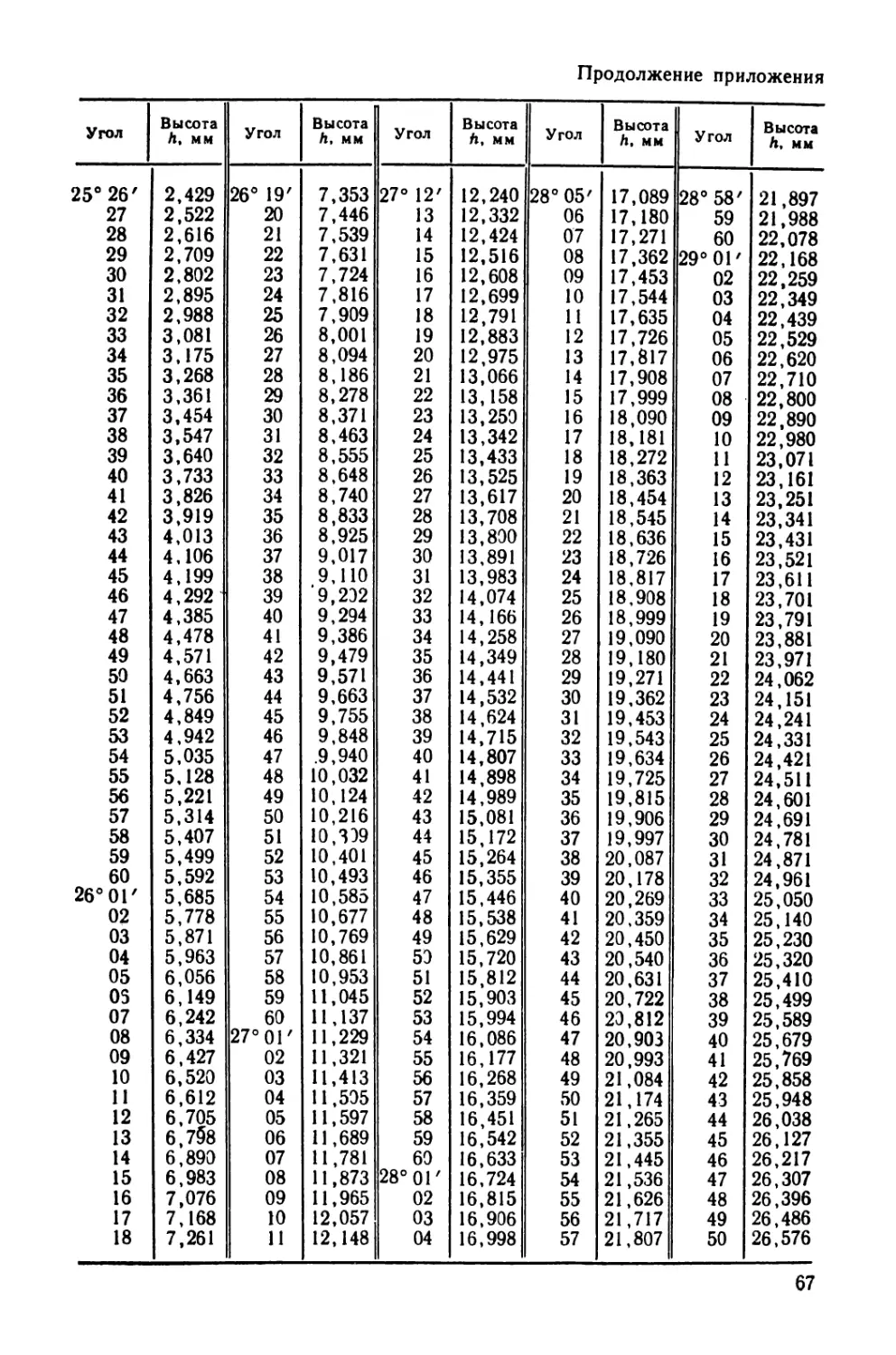
лена на ступенчатой стойке приспособления.Как известно из опыта разметки деталей, интервалы установ¬
ки через 1° самые распространенные и часто встречающиеся. Но
Рис. 4. Синусное поворотное приспособление:/ основание; 2 — верхняя плита; 3 — базовый штифт; 4 — ступен¬
чатая стойка; 5 — осьРис. 5. Наборы плиток к синусному поворотному приспособлению
при выполнении некоторых работ, особенно при проверке готовых
деталей, такие промежутки бывают недостаточны, поэтому в при¬
ложении дана справочная таблица, по которой можно быстро
установить приспособление на любой угол до 45° с интервалом
через ГТаблица IРазмеры высоты плиток для получения углаа.Размер
плитки
/1. ммРазмер
плитки
Н, ммРазмер
плитки
h, ммРазмер
плитки
Л, мм16,191318,21253710,02212,391424,23265,593814,93318,5815—2711,133919,78424,76165,972816,6340—5—1711,912922,09414,7166,161817,8230—429,35712,321923,69315,334313,91818,4620—3210,624418,41924,59215,803315,8445—10—2211,563421,01116,092317,2935—1212,162422,97365,04Необходимый размер следует набрать из плиток концевых
мер и установить на соответствующую ступеньку стойки. Напри¬
мер, требуется установить приспособление на угол 22° 17' В таб¬
лице приложения находим размер 2° 17' Так как ступенька 20°
уже выполнена в размер 121, 41 мм и до требуемой установки
угла не хватает 2° 17', то по таблице приложения находят размер
плитки, который соответствует добавлению к расчетной высоте.
Этот размер равен 13,194 мм. Набранные плитки концевых мер
кладут на ступеньку 20° и таким образом получают необходимый
угол 22° 1ТРасчет данных в таблице приложения производился по фор¬
муле h = 355 sin а — /. Габаритные размеры приспособления
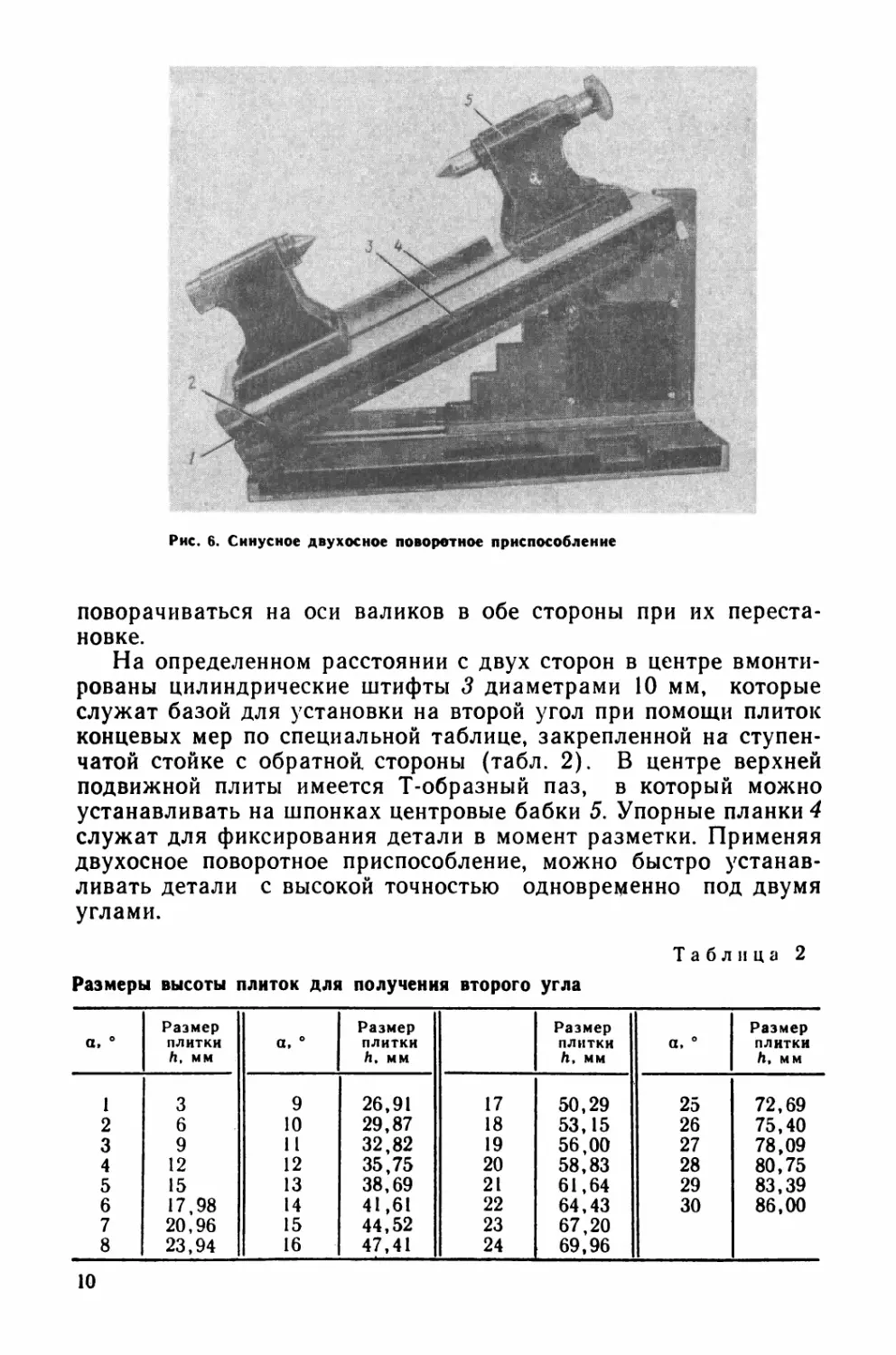
(см. рис. 4) 200 X 480 X 70 мм.СИНУСНОЕ ДВУХОСНОЕ ПОВОРОТНОЕПРИСПОСОБЛЕНИЕСинусное двухосное поворотное приспособление
(рис. 6) позволяет устанавливать и измерять при разметке и
контроле детали одновременно под двумя углами к плоскости
разметочной плиты. В отличие от одноосного двухосное приспо¬
собление имеет еще дополнительную верхнюю подвижную пли¬
ту/с двумя парами ушков 2, выступающих с двух сторон. Ушки
входят в пазы и закреплены валиками. Подвижная плита может
Рис. 6. Синусное двухосное поворотное приспособлениеповорачиваться на оси валиков в обе стороны при их переста¬
новке.На определенном расстоянии с двух сторон в центре вмонти¬
рованы цилиндрические штифты 3 диаметрами 10 мм, которые
служат базой для установки на второй угол при помощи плиток
концевых мер по специальной таблице, закрепленной на ступен¬
чатой стойке с обратной стороны (табл. 2). В центре верхней
подвижной плиты имеется Т-образный паз, в который можно
устанавливать на шпонках центровые бабки 5. Упорные планки 4
служат для фиксирования детали в момент разметки. Применяя
двухосное поворотное приспособление, можно быстро устанав¬
ливать детали с высокой точностью одновременно под двумя
углами.Таблица 2Размеры высоты плиток для получения второго углаа, °Размер
плитки
h, мма, °Размер
плитки
/|. ммРазмер
плитки
Л, мма, °Размер
плитки
Л, мм13926,911750,292572,69261029,871853,152675,40391132,821956,002778,094121235,752058,832880,755151338,692161,642983,39617,981441,612264,433086,00720,961544,522367,20823,941647,412469,9610
УНИВЕРСАЛЬНЫЙ ПОВОРОТНЫЙ стол
ДЛЯ РАЗМЕТКИУниверсальный поворотный стол (рис. 7) предназна¬
чен для разметки небольших деталей (отливок, штамповок).
Приспособление позволяет выполнять разметку детали во всех
положениях и под различными углами за один установ. На этом
приспособлении можно размечать как единичные детали, так и
партию в 50—100 одинаковых деталей при применении много¬
игольчатого штангенрейсмаса, когда приходится наносить по
20—25 рисок под различными углами. На этот случай в поворот¬
ной части приспособления с правой стороны имеется выточка
глубиной 15 мм, в которую устанавливают срезанные сменные
кольца 7 и закрепляют винтами 5. Сменные кольца служат для
засверливания в них отверстий с двух сторон через втулку 9 под
определенную фиксацию, которая необходима для разметки де¬
талей в мелкосерийном производстве. Сменные кольца клеймят
по номерам деталей. Каждое кольцо служит для разметки дета¬
лей двух наименований.Приспособление состоит из основания 1 и подвижной части 2,
соединенных между собой осью 6. Максимальный поворот под¬
вижной части равен 120°. Для поворота на углы имеется шкала
с градуировкой через Г и фиксацией через 10°. Специальный
винт закрепляет приспособление в нужном положении. С лерой
стороны приспособления находится ручка 3 для поворота под¬
вижной части. На горизонтальной поверхности подвижной частиРис. 7. Универсальный поворотный столП
с помощью специального валика и гайки закреплена поворотная
прямоугольная планшайба 4. В центре валика имеется отверстие
диаметром 20 мм, глубиной 30 мм. Размер от горизонтальной
поверхности подвижной части стола до плоскости планшайбы
равен 200 мм. Планшайба имеет шкалу 360° с ценой деления 1°
и градуировкой и фиксацией через 10° Вывод фиксатора осуще¬
ствляется ручкой. Отверстия М10 на прямоугольной планшайбе
служат для закрепления деталей. В центр приспособления можно
устанавливать небольшой трехкулачковый патрон 8 диаметром
80 мм, закрепленный на специальной оправке для разметки мел¬
ких деталей. Пружинные фиксаторы 10 и 11 служат для специ¬
ального и постоянного фиксирования планшайбы под углом.ПРЯМОУГОЛЬНАЯ ПРИЗМА С ПАТРОНОМПри разметке применяют много приспособлений, даю¬
щих возможность устанавливать деталь из исходного положения
в следующее для нанесения линий под определенными углами
(чаще всего под углом 90°) поворотом вокруг осей приспособле¬
ний или их ребер, составляющих угол 90° Такие приспособления
для разметки называют кубиками (или призмами), которые
имеют множество разновидностей. Их недостаток в том, что
слишком мал диапазон устанавливаемых на призму деталей
типа тел вращения. В этом случае разметчику необходимо иметь
несколько комплектов. При применении универсальной прямо¬
угольной призмы с патроном (рис. 8) обеспечиваются удобные
условия для разметки, так как она заменяет ряд приспособлений.
Все базовые поверхности прямоугольной призмы выполнены
с кратными размерами, что значительно сокращает время при
установках и нанесении размеров. Разметку с помощью призмы
выполняют за один установ.Прямоугольную призму можно изготовить сварной. Сварку
производят перед окончательной обработкой. Затем призму тер¬
мически обрабатывают. Призму можно отлить из чугуна с после¬
дующей термической и механической обработками, кроме внут¬
ренней части. Стенки прямоугольной призмы равны 10—12 мм и
обработаны под углами 90°, все размеры выполнены с допуском
± 0,01 мм. По центру изготовлена глубокая призма под углом
90° и две мелкие призмы на высоте 100 ± 0,01 мм от основания
до оси призмы. Призмы оснащены специальными хомутиками
для закрепления деталей. По центру глубокой призмы на рассто¬
янии 50 мм от основания расточено отверстие диаметром
20 Л3 мм для установки выдвижной призмы и специальных упо¬
ров. Выдвижную призму применяют при установке деталей с раз¬
ными диаметрами в тех случаях, когда необходима вторая приз¬
матическая опора. При разметке партии одинаковых деталей
в вертикальном положении в глубокой призме применяют регу-
12
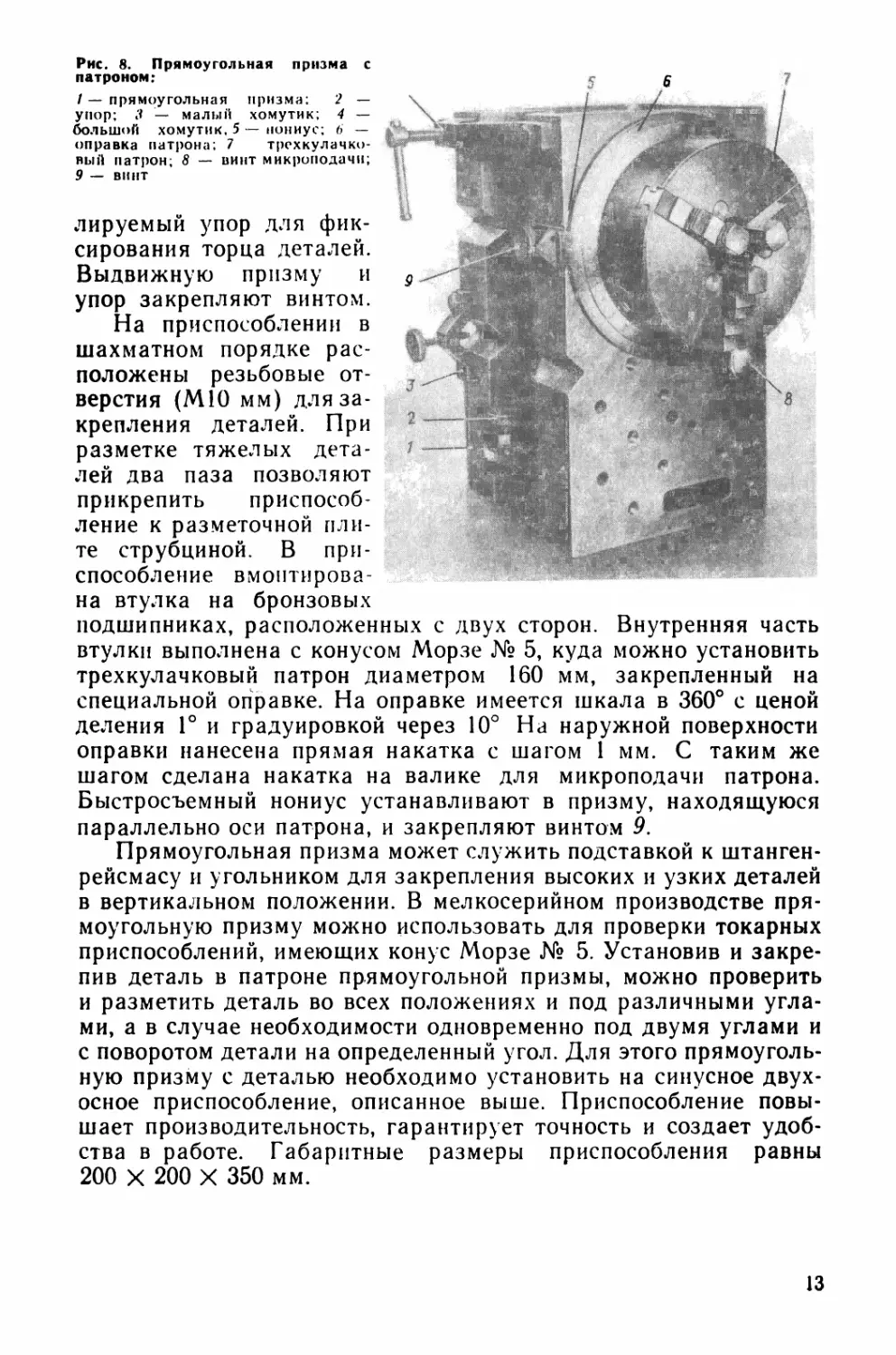
Рис. 8. Прямоугольная призма с
патроном:/—прямоугольная призма; 2 —
упор; 3 — малый хомутик; 4 —
большой хомутик, 5 — нониус; в —
оправка патрона; 7 трехкулачко¬
вый патрон; 8 — винт микроподачи;9 — винтлируемый упор для фик¬
сирования торца деталей.Выдвижную призму и
упор закрепляют винтом.На приспособлении в
шахматном порядке рас¬
положены резьбовые от¬
верстия (М10 мм) для за¬
крепления деталей. При
разметке тяжелых дета¬
лей два паза позволяют
прикрепить приспособ¬
ление к разметочной пли¬
те струбциной. В при¬
способление вмонтирова¬
на втулка на бронзовых
подшипниках, расположенных с двух сторон. Внутренняя часть
втулки выполнена с конусом Морзе № 5, куда можно установить
трехкулачковый патрон диаметром 160 мм, закрепленный на
специальной оправке. На оправке имеется шкала в 360° с ценой
деления Г и градуировкой через 10° На наружной поверхности
оправки нанесена прямая накатка с шагом 1 мм. С таким же
шагом сделана накатка на валике для микроподачи патрона.
Быстросъемный нониус устанавливают в призму, находящуюся
параллельно оси патрона, и закрепляют винтом 9.Прямоугольная призма может служить подставкой к штанген-
рейсмасу и угольником для закрепления высоких и узких деталей
в вертикальном положении. В мелкосерийном производстве пря¬
моугольную призму можно использовать для проверки токарных
приспособлений, имеющих конус Морзе № 5. Установив и закре¬
пив деталь в патроне прямоугольной призмы, можно проверить
и разметить деталь во всех положениях и под различными угла¬
ми, а в случае необходимости одновременно под двумя углами и
с поворотом детали на определенный угол. Для этого прямоуголь¬
ную призму с деталью необходимо установить на синусное двух¬
осное приспособление, описанное выше. Приспособление повы¬
шает производительность, гарантирует точность и создает удоб¬
ства в работе. Габаритные размеры приспособления равны
200 X 200 X 350 мм.13
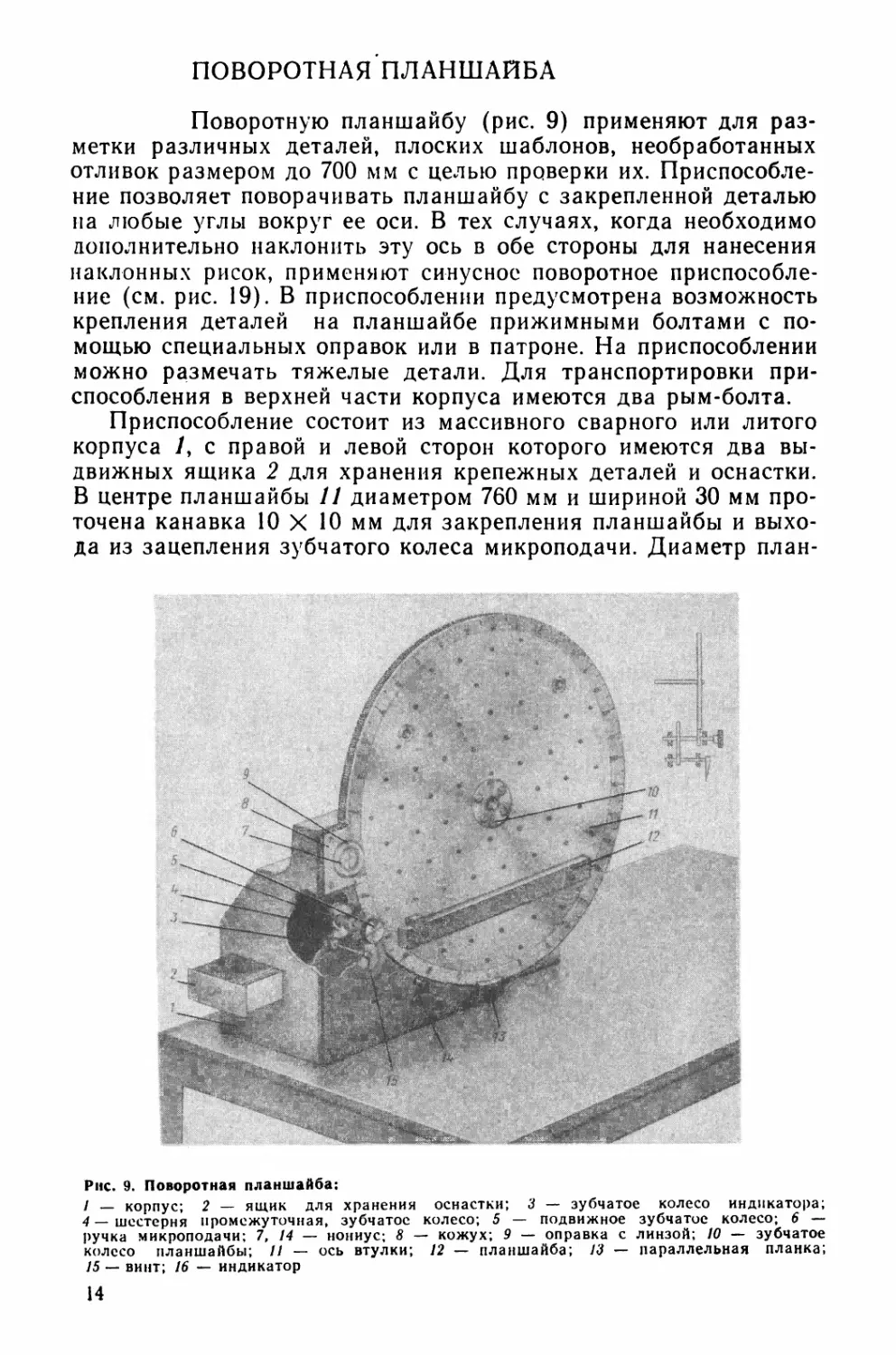
ПОВОРОТНАЯ ПЛАНШАЙБАПоворотную планшайбу (рис. 9) применяют для раз¬
метки различных деталей, плоских шаблонов, необработанных
отливок размером до 700 мм с целью проверки их. Приспособле¬
ние позволяет поворачивать планшайбу с закрепленной деталью
на любые углы вокруг ее оси. В тех случаях, когда необходимо
дополнительно наклонить эту ось в обе стороны для нанесения
наклонных рисок, применяют синусное поворотное приспособле¬
ние (см. рис. 19). В приспособлении предусмотрена возможность
крепления деталей на планшайбе прижимными болтами с по¬
мощью специальных оправок или в патроне. На приспособлении
можно размечать тяжелые детали. Для транспортировки при¬
способления в верхней части корпуса имеются два рым-болта.Приспособление состоит из массивного сварного или литого
корпуса /, с правой и левой сторон которого имеются два вы¬
движных ящика 2 для хранения крепежных деталей и оснастки.
В центре планшайбы 11 диаметром 760 мм и шириной 30 мм про¬
точена канавка 10 X 10 мм для закрепления планшайбы и выхо¬
да из зацепления зубчатого колеса микроподачи. Диаметр план-Рис. 9. Поворотная планшайба:/ — корпус; 2 — ящик для хранения оснастки; 3 — зубчатое колесо индикатора;
4 — шестерня промежуточная, зубчатое колесо; 5 — подвижное зубчатое колесо; 6 —
ручка микроподачи; 7, 14 — нониус; 8 — кожух; 9 — оправка с линзой; 10 — зубчатое
колесо планшайбы; II — ось втулки; 12 — планшайба; 13 — параллельная планка;
15 — винт; 16 — индикатор
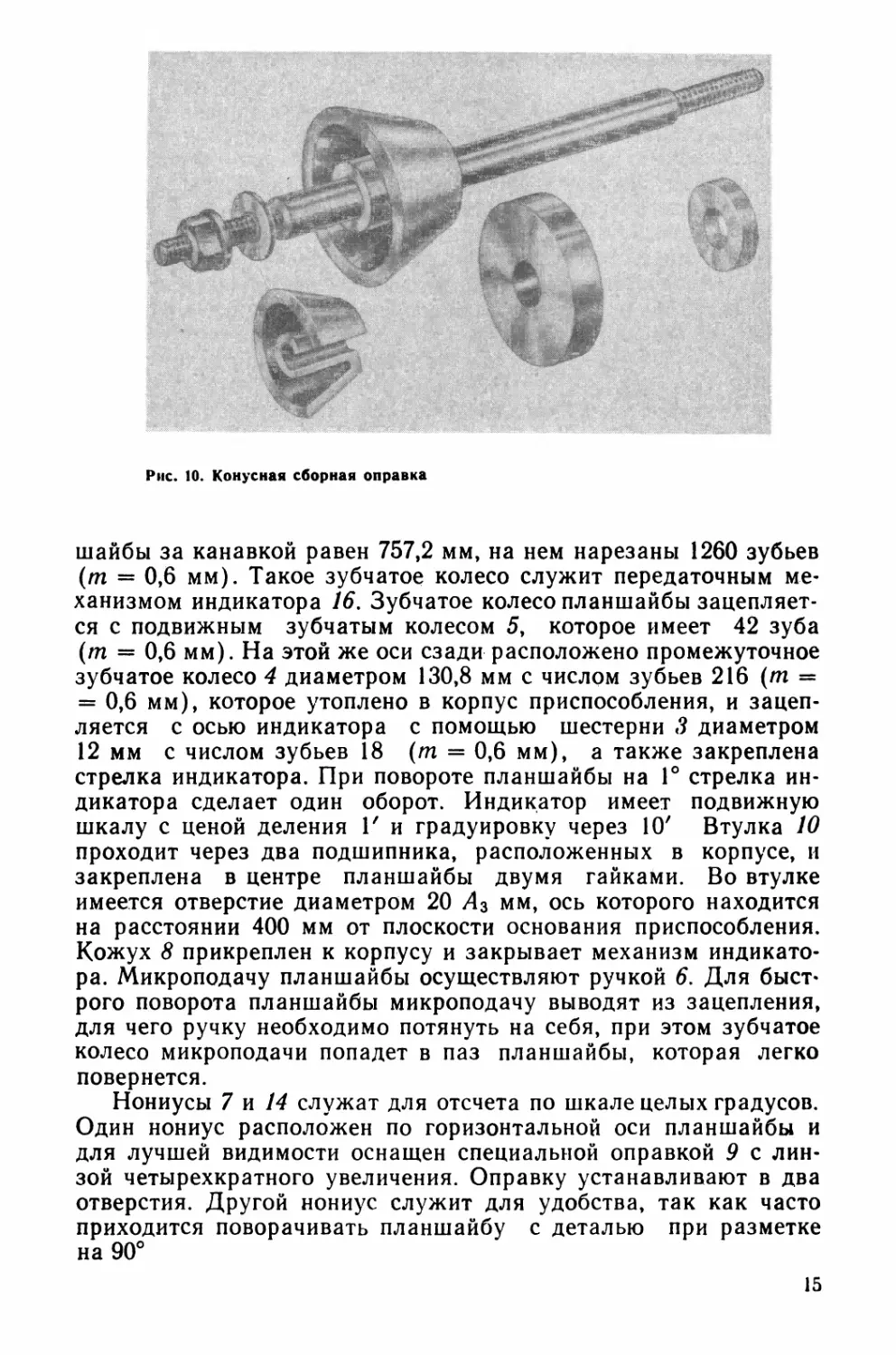
Рис. 10. Конусная сборная оправкашайбы за канавкой равен 757,2 мм, на нем нарезаны 1260 зубьев
(т = 0,6 мм). Такое зубчатое колесо служит передаточным ме¬
ханизмом индикатора 16. Зубчатое колесо планшайбы зацепляет¬
ся с подвижным зубчатым колесом 5, которое имеет 42 зуба
(т = 0,6 мм). На этой же оси сзади расположено промежуточное
зубчатое колесо 4 диаметром 130,8 мм с числом зубьев 216 (т =
= 0,6 мм), которое утоплено в корпус приспособления, и зацеп¬
ляется с осью индикатора с помощью шестерни 3 диаметром
12 мм с числом зубьев 18 (т = 0,6 мм), а также закреплена
стрелка индикатора. При повороте планшайбы на Г стрелка ин¬
дикатора сделает один оборот. Индикатор имеет подвижную
шкалу с ценой деления Г и градуировку через 10' Втулка 10
проходит через два подшипника, расположенных в корпусе, и
закреплена в центре планшайбы двумя гайками. Во втулке
имеется отверстие диаметром 20 Л3 мм, ось которого находится
на расстоянии 400 мм от плоскости основания приспособления.
Кожух 8 прикреплен к корпусу и закрывает механизм индикато¬
ра. Микроподачу планшайбы осуществляют ручкой 6. Для быст¬
рого поворота планшайбы микроподачу выводят из зацепления,
для чего ручку необходимо потянуть на себя, при этом зубчатое
колесо микроподачи попадет в паз планшайбы, которая легко
повернется.Нониусы 7 и 14 служат для отсчета по шкале целых градусов.
Один нониус расположен по горизонтальной оси планшайбы и
для лучшей видимости оснащен специальной оправкой 9 с лин¬
зой четырехкратного увеличения. Оправку устанавливают в два
отверстия. Другой нониус служит для удобства, так как часто
приходится поворачивать планшайбу с деталью при разметке
на 90°
Винт закрепления планшайбы 15 расположен в нижней части.
Прижимная планка с пружиной вмонтирована в кожух, а край
ее находится в канавке планшайбы. При закреплении планка
прижимает планшайбу к торцу корпуса. Планку 13 устанавли¬
вают с помощью двух валиков параллельно плоскости основания
на высоте 200 мм при нулевом положении планшайбы. При по¬
вороте планшайбы на 90° размер до упора также равен 200 мм.
Трехкулачковый патрон диаметром 160 мм на оправке устанавли¬
вают в центре планшайбы и закрепляют с противоположной сто¬
роны. Конусные оправки (рис. 10) разных размеров служат для
установки обработанных деталей, в которых имеются сквозные
отверстия. Конусную оправку вставляют в отверстие детали, и
при закреплении оправки устанавливается и закрепляется
деталь.ОПТИЧЕСКАЯ ДЕЛИТЕЛЬНАЯ ГОЛОВКА (ОДГ)Оптическая делительная головка предназначена для
поворота детали, закрепленной в шпинделе, на требуемый угол
или для деления ее на заданное число частей по окружности,
а также для контроля углов. Выпускают оптические делительные
головки: ОД Г-60; ОДГ-ЗО; ОДГ-10; ОДГ-Ю-А; ОДГ-5; ОДГ-2 и
с экраном ОДГ-ЗО-Э; ОДГ-5-Э; ОДГ-2-Э, которые отличаются
главным образом ценой деления отсчетных устройств.Общими характеристиками для всех ОДГ являются цена де¬
ления лимба 1°, предел поворота оси шпинделя в вертикальной
плоскости 90°, предел измерения 360°, высота центров 130 мм,
масса головки с задней бабкой 76 кг. Цена деления отсчетного
устройства у ОД Г-60 составляет Г, у ОДГ-ЗО и ОДГ-ЗО-Э — 30",
у ОДГ-Ю и ОДГ-Ю-А — 10", у ОДГ-5 и ОДГ-5-Э — 5" и у ОДГ-2
и ОДГ-2-Э — 2". Применение оптической делительной головки
при разметке обеспечивает высокую точность, производитель¬
ность и удобство в работе. Разметчики используют ОДГ не толь¬
ко для разметки углов, но и для разметки деталей любой формы,
которые могут быть установлены и закреплены в патроне или на
планшайбе, закрепленной в патроне. Применение ОДГ в единич¬
ном и мелкосерийном производстве незаменимо особенно в тех
случаях, когда необходима точная разметка. Приведем основные
технические данные делительной головки ОД Г-60:Цена деления шкалы лимба . 1°Линейная величина деления шкалы лимба 0,8 ммЦена деления окулярной шкалы 1'Гарантируемая точность ОДГ при измерительных работах 20"
Предел поворота оси шпинделя в вертикальной плоскости,град. . 90Высота центров, мм . . . 130Масса головки и задней бабки, кг. . . 76Посадочное отверстие шпинделя с конусом Морзе 4Увеличение отсчетного микроскопа ХбО16
Габаритные размеры головки, мм!высота 340длина 400ширина. . .... 390
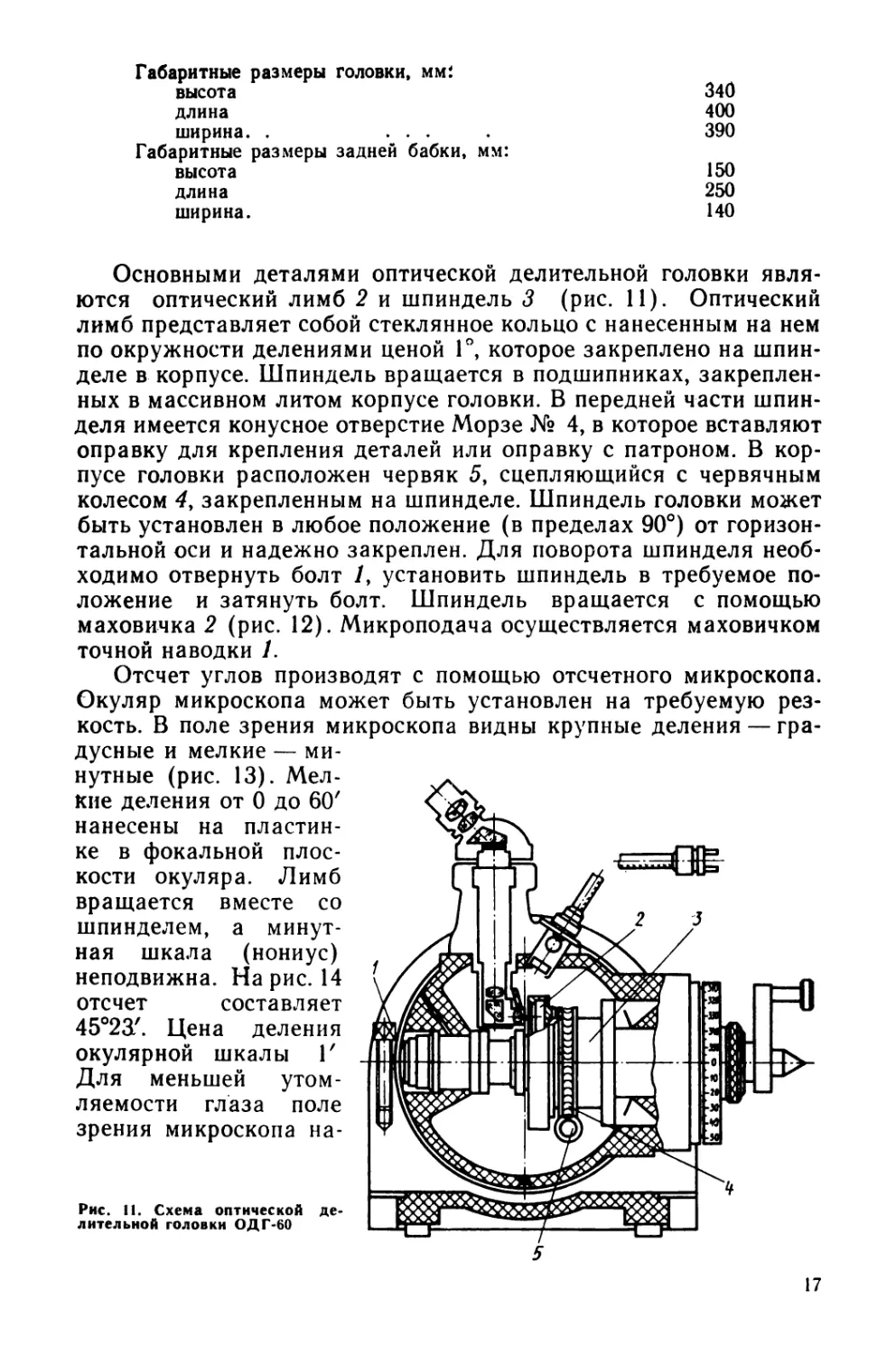
Габаритные размеры задней бабки, мм:высота 150длина 250ширина. 140Основными деталями оптической делительной головки явля¬
ются оптический лимб 2 и шпиндель 3 (рис. 11). Оптический
лимб представляет собой стеклянное кольцо с нанесенным на нем
по окружности делениями ценой 1°, которое закреплено на шпин¬
деле в корпусе. Шпиндель вращается в подшипниках, закреплен¬
ных в массивном литом корпусе головки. В передней части шпин¬
деля имеется конусное отверстие Морзе № 4, в которое вставляют
оправку для крепления деталей или оправку с патроном. В кор¬
пусе головки расположен червяк 5, сцепляющийся с червячным
колесом 4У закрепленным на шпинделе. Шпиндель головки может
быть установлен в любое положение (в пределах 90°) от горизон¬
тальной оси и надежно закреплен. Для поворота шпинделя необ¬
ходимо отвернуть болт /, установить шпиндель в требуемое по¬
ложение и затянуть болт. Шпиндель вращается с помощью
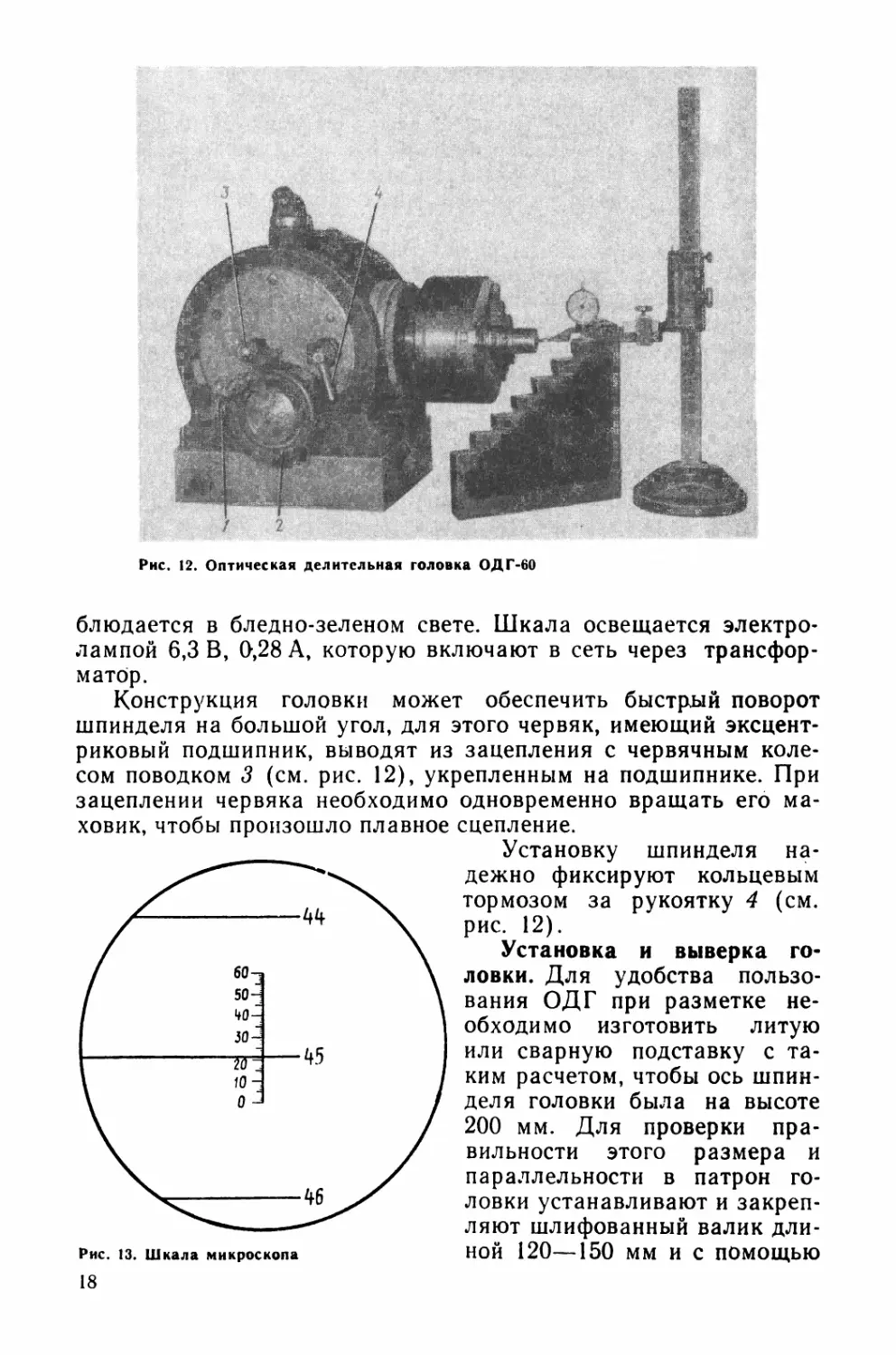
маховичка 2 (рис. 12). Микроподача осуществляется маховичком
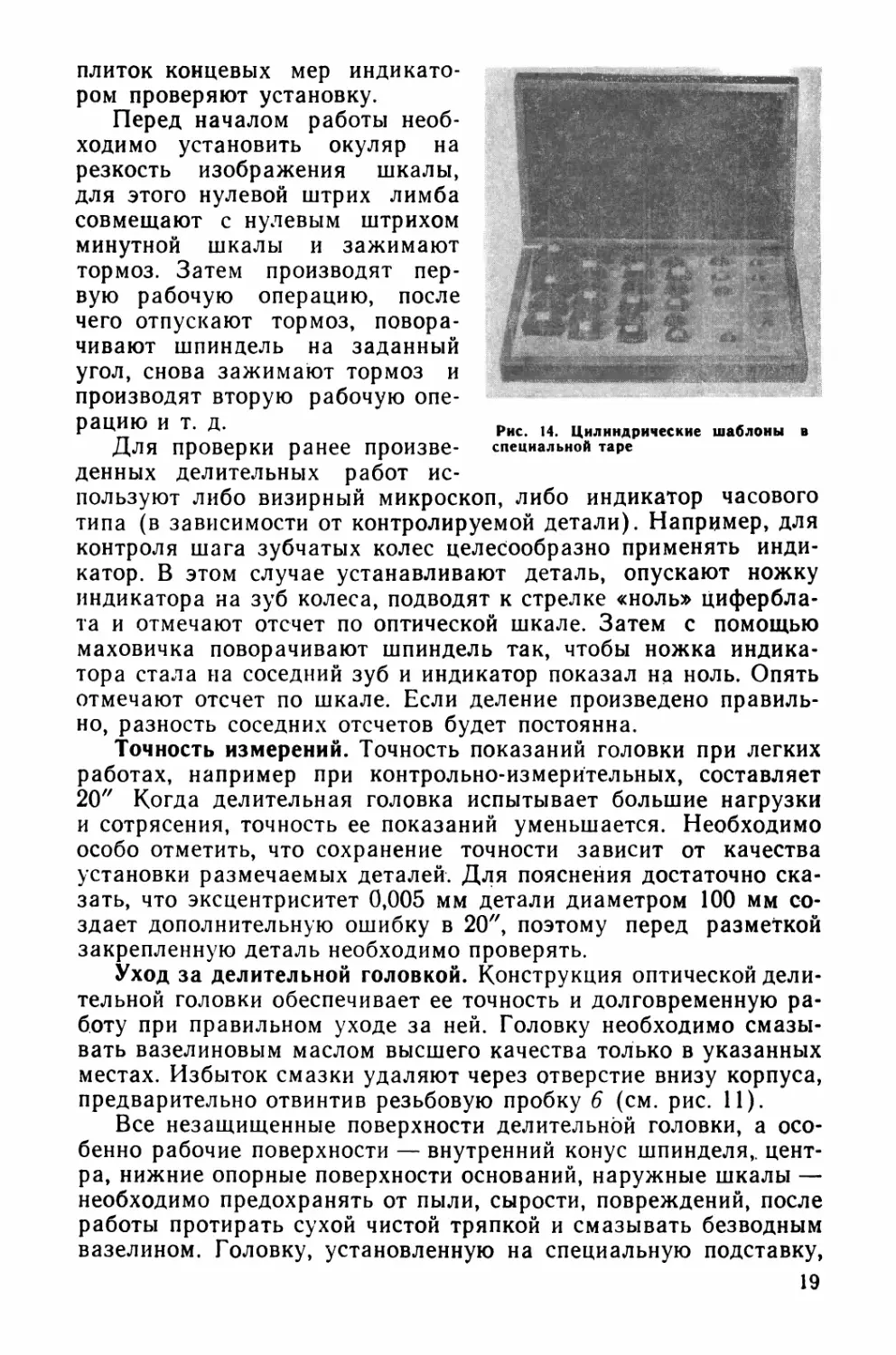
точной наводки 1.Отсчет углов производят с помощью отсчетного микроскопа.
Окуляр микроскопа может быть установлен на требуемую рез¬
кость. В поле зрения микроскопа видны крупные деления — гра¬
дусные и мелкие — ми¬
нутные (рис. 13). Мел¬
кие деления от 0 до 60'
нанесены на пластин¬
ке в фокальной плос¬
кости окуляра. Лимб
вращается вместе со
шпинделем, а минут¬
ная шкала (нониус)
неподвижна. На рис. 14
отсчет составляет
45°23Л Цена деления
окулярной шкалы Г
Для меньшей утом¬
ляемости глаза поле
зрения микроскопа на-Рис. 11. Схема оптической де¬
лительной головки ОД Г-60517
Рис. 12. Оптическая делительная головка ОДГ-бОблюдается в бледно-зеленом свете. Шкала освещается электро¬
лампой 6,3 В, 0,28 А, которую включают в сеть через трансфор¬
матор.Конструкция головки может обеспечить быстрый поворот
шпинделя на большой угол, для этого червяк, имеющий эксцент¬
риковый подшипник, выводят из зацепления с червячным коле¬
сом поводком 3 (см. рис. 12), укрепленным на подшипнике. Призацеплении червяка необходимо
ховик, чтобы произошло плавноеодновременно вращать его ма-
сцепление.Установку шпинделя на¬
дежно фиксируют кольцевым
тормозом за рукоятку 4 (см.
рис. 12).Установка и выверка го¬
ловки. Для удобства пользо¬
вания ОДГ при разметке не¬
обходимо изготовить литую
или сварную подставку с та¬
ким расчетом, чтобы ось шпин¬
деля головки была на высоте
200 мм. Для проверки пра¬
вильности этого размера и
параллельности в патрон го¬
ловки устанавливают и закреп¬
ляют шлифованный валик дли¬
ной 120—150 мм и с помощью
плиток концевых мер индикато¬
ром проверяют установку.Перед началом работы необ¬
ходимо установить окуляр на
резкость изображения шкалы,
для этого нулевой штрих лимба
совмещают с нулевым штрихом
минутной шкалы и зажимают
тормоз. Затем производят пер¬
вую рабочую операцию, после
чего отпускают тормоз, повора¬
чивают шпиндель на заданный
угол, снова зажимают тормоз и
производят вторую рабочую опе¬
рацию и т. д.Для проверки ранее произве¬
денных делительных работ ис¬
пользуют либо визирный микроскоп, либо индикатор часового
типа (в зависимости от контролируемой детали). Например, для
контроля шага зубчатых колес целесообразно применять инди¬
катор. В этом случае устанавливают деталь, опускают ножку
индикатора на зуб колеса, подводят к стрелке «ноль» цифербла¬
та и отмечают отсчет по оптической шкале. Затем с помощью
маховичка поворачивают шпиндель так, чтобы ножка индика¬
тора стала на соседний зуб и индикатор показал на ноль. Опять
отмечают отсчет по шкале. Если деление произведено правиль¬
но, разность соседних отсчетов будет постоянна.Точность измерений. Точность показаний головки при легких
работах, например при контрольно-измерительных, составляет
20" Когда делительная головка испытывает большие нагрузки
и сотрясения, точность ее показаний уменьшается. Необходимо
особо отметить, что сохранение точности зависит от качества
установки размечаемых деталей. Для пояснения достаточно ска¬
зать, что эксцентриситет 0,005 мм детали диаметром 100 мм со¬
здает дополнительную ошибку в 20", поэтому перед разметкой
закрепленную деталь необходимо проверять.Уход за делительной головкой. Конструкция оптической дели¬
тельной головки обеспечивает ее точность и долговременную ра¬
боту при правильном уходе за ней. Головку необходимо смазы¬
вать вазелиновым маслом высшего качества только в указанных
местах. Избыток смазки удаляют через отверстие внизу корпуса,
предварительно отвинтив резьбовую пробку 6 (см. рис. 11).Все незащищенные поверхности делительной головки, а осо¬
бенно рабочие поверхности — внутренний конус шпинделя,, цент¬
ра, нижние опорные поверхности оснований, наружные шкалы —
необходимо предохранять от пыли, сырости, повреждений, после
работы протирать сухой чистой тряпкой и смазывать безводным
вазелином. Головку, установленную на специальную подставку,19
необходимо накрывать колпаком. Разбирать оптическую головку
без разрешения завода-изготовителя запрещается.Из описания оптической делительной головки видно, что этот
прибор необходим в машиностроении при выполнении точной
разметки не только в единичном, но и в мелкосерийном производ¬
стве. Особо высокие требования к точности разметочных работ
предъявляют при проверке отливок, полученных по выплавляе¬
мым моделям, при проверке и разметке пресс-форм или штампов
небольших размеров, при нанесении точных рисок на шаблонах,
делении окружности на большое количество равных и неравных
частей и т. д.Для нанесения различных рисок с высокой точностью при¬
меняют- оптическую делительную головку ОДГ-бО со специаль¬
ной чертилкой, которую закрепляют на обычном штангенрей-
смасе. Для удобства нанесения и установки точного размера
можно использовать специальную ступенчатую подставку (см.
рис. 12), которая изготовлена с шагом 20 мм от размера 80 мм
до размера 220 мм. Такая специальная размерная стойка заме¬
няет набор плиток концевых мер и устойчива. Плитки концевых
мер служат добавлением при установках на требуемые размеры
от центра трехкулачкового патрона, установленного в шпинделе
оптической делительной головки. Применяя новую конструкцию
чертилки с индикатором, можно получить точность разметки
±0,02 мм не только по углу, но и по линейным размерам.ПРИМЕНЕНИЕ ШАБЛОНОВ ПРИ РАЗМЕТКЕКаждому разметчику известно, что применение при
разметке самых простейших шаблонов дает значительную эконо¬
мию времени, а в некоторых случаях повышает производитель¬
ность труда в 5—10 раз. Кроме металлических шаблонов возмож¬
но применение шаблонов, изготовленных из плексигласа толщи¬
ной 2—3 мм. Применение прозрачных шаблонов позволяет в
некоторых случаях, когда требуется сохранить на плоских литых
деталях минимальные кромки, правильно расположить центры
бобышек и т. д. На плексигласе размечают контур, который об¬
рабатывают, затем в отраженном виде наносят все элементы
детали без лишних рисок. Такой шаблон накладывают на деталь
стороной, на которую нанесены разметочные риски, по ним сов¬
мещают все элементы и обводят чертилкой обрабатываемый кон¬
тур и другие места. В тех случаях, когда на детали имеются вы¬
ступы, в шаблоне вырезают окна чуть больше контура выступов.
Применение прозрачных шаблонов гарантирует высокое качест¬
во разметки.При разметке довольно часто приходится сопрягать кривые
линии, контуры и т. д. с определенным радиусом. Эту операцию
можно выполнить циркулем в тех случаях, когда центр детали
находится в пределах ее контура, но чаще бывает так, что центр20
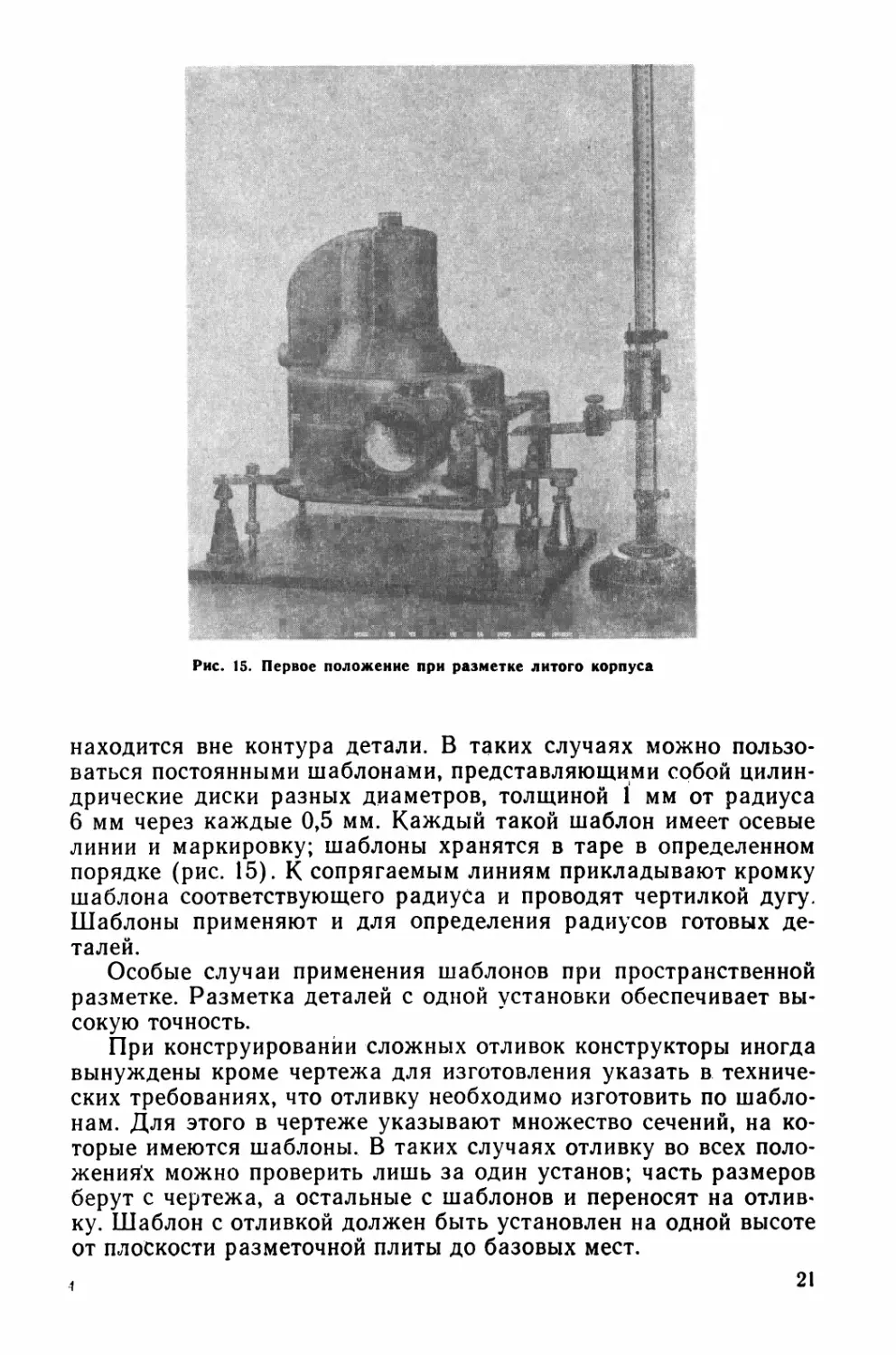
Рис. 15. Первое положение при разметке литого корпусанаходится вне контура детали. В таких случаях можно пользо¬
ваться постоянными шаблонами, представляющими собой цилин¬
дрические диски разных диаметров, толщиной 1 мм от радиуса
6 мм через каждые 0,5 мм. Каждый такой шаблон имеет осевые
линии и маркировку; шаблоны хранятся в таре в определенном
порядке (рис. 15). К сопрягаемым линиям прикладывают кромку
шаблона соответствующего радиуса и проводят чертилкой дугу.
Шаблоны применяют и для определения радиусов готовых де¬
талей.Особые случаи применения шаблонов при пространственной
разметке. Разметка деталей с одной установки обеспечивает вы¬
сокую точность.При конструировании сложных отливок конструкторы иногда
вынуждены кроме чертежа для изготовления указать в техниче¬
ских требованиях, что отливку необходимо изготовить по шабло¬
нам. Для этого в чертеже указывают множество сечений, на ко¬
торые имеются шаблоны. В таких случаях отливку во всех поло¬
жениях можно проверить лишь за один установ; часть размеров
берут с чертежа, а остальные с шаблонов и переносят на отлив¬
ку. Шаблон с отливкой должен быть установлен на одной высоте
от плоскости разметочной плиты до базовых мест.1 21
При разметке можно применять универсальные приспособле¬
ния, позволяющие проверять отливки любой сложности за один
установ, а при переносе размеров с шаблонов можно использо¬
вать поворотное приспособление с электромагнитом (см. рис. 1).При нанесении разметочных рисок на отливке, в том числе и
базовой, необходимо одновременно слабо нанести базовую риску
На плоскости магнитного приспособления, а затем по риске уста¬
новить требуемый шаблон и включить электромагнит. Шаблон
будет точно и надежно закреплен. Универсальность приспособле¬
ния с электромагнитом позволяет устанавливать шаблон под
любым углом, в любом месте и быстро закреплять его.Пример 1. Проверка размеров отлитого в песочную форму
корпуса с применением делительной поворотной планшайбы, си¬
нусного поворотного приспособления и штангенрейсмаса с вы¬
движной линейкой.После срезки литников, прибылей и облоев зачищенный кор¬
пус (отливка) поступает на разметку для проверки всех разме¬
ров чертежа. Корпус окрашивают под разметку краской МК-19
(маркировочная краска) для лучшей видимости рисок. Состав
краски: 40 г канифоли, 60 г этилового спирта, 5 г метилвиалета
(красителя), 895 г ацетона. Метилвиалет необходимо растворить
в ацетоне, а канифоль в спирте и хорошо перемешать. Корпус
устанавливают в первое положение на разметочную плиту на
гри специальные домкрата, расположенные по краям детали (см.
рис. 15), хвостовики домкратов ввернуты в резьбовые отверстия
плиты. После выверки корпуса штангенрейсмасом от базовых
мест кругом наносят базовую риску основания. Корпус закреп¬
ляют в этом положении двумя планками, а домкраты контрят
гайками, на которых имеется сетчатая накатка. Закрепив корпус,
необходимо проверить штангенрейсмасом по базовой риске па¬
раллельность установки отливки, так как при закреплении уста¬
новка может нарушиться. После проверки параллельности ли¬
нейку штангенрейсмаса устанавливают в нулевое положение, от¬
кладывают все размеры по чертежу и наносят их на корпус.При проверке диаметра патрубка не обязательно вставлять
технологическую планку для нанесения на ней ложного центра,
достаточно нанести четыре короткие риски, ограничивающие про¬
веряемые диаметры, и если видно, что они расположены равно¬
мерно к выполненному диаметру отливки, значит проверяемый
диаметр выполнен' правильно. Планки необходимо устанавли¬
вать только тогда, когда ось патрубка имеет смещение по отно¬
шению к поверхности диаметра патрубка. В этом случае необхо¬
димо циркулем провести ряски внутреннего и наружного диамет¬
ров, чтобы проверить, достаточен ли припуск на обработку
резанием. Далее необходимо проверить толщину стенки патруб¬
ка по всей его длине стенкомером. Нанесение четырех рисок, ог¬
раничивающих диаметр, вместо проведения окружностей из
центра удобно и облегчает выверку инструментом на расточном22
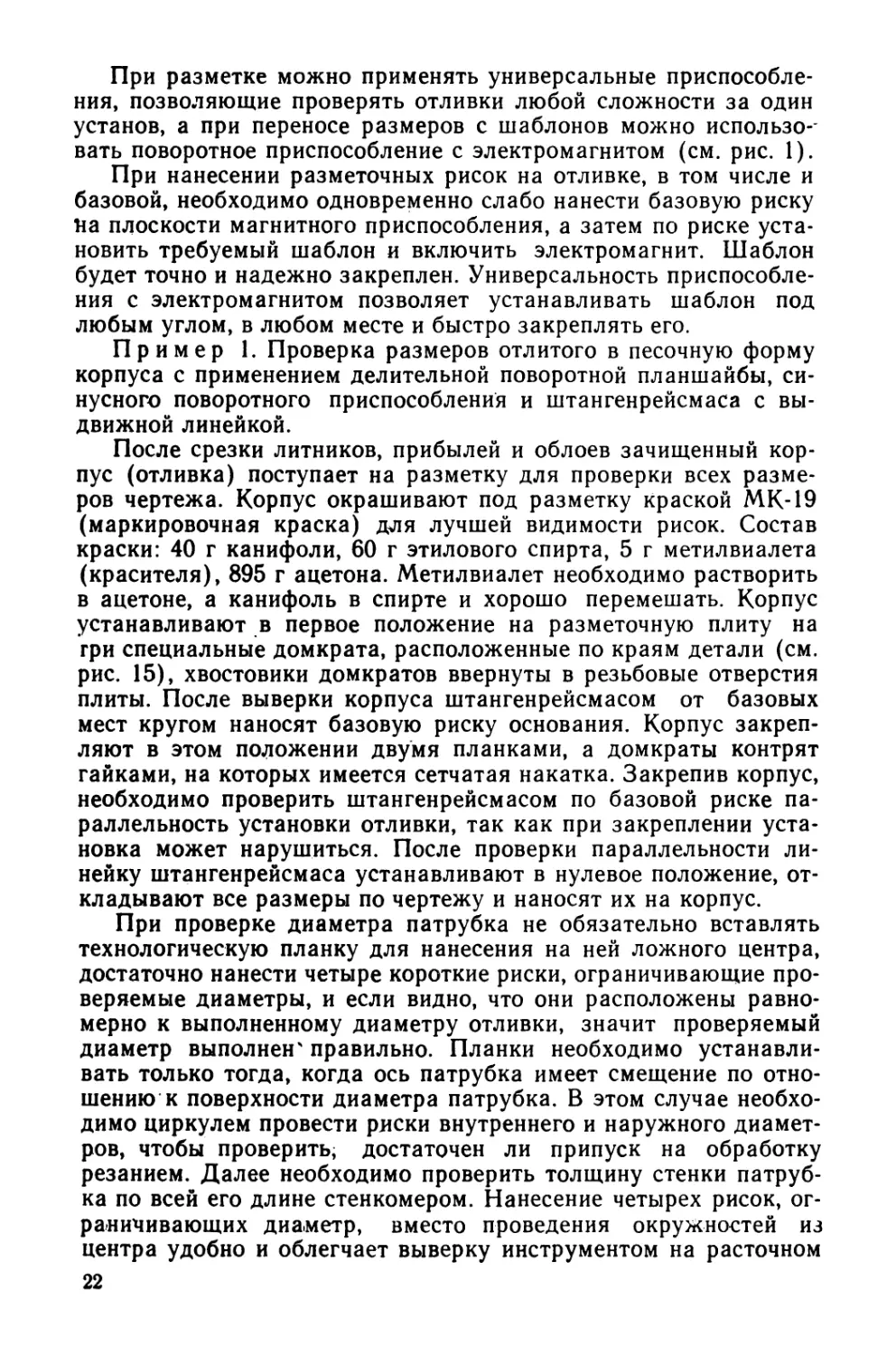
Рис. 16. Второе положение при разметке литого корпусастанке перед обработкой резанием отверстий или поверхностей
диаметров. Кроме того, разметчик экономит время, которое он
затрачивает на установку технологической планки.Проверив и ’нанеся все риски в первом положении, специаль¬
ную плиту с закрепленным корпусом устанавливают на делитель¬
ную поворотную планшайбу (перед установкой в центр план¬
шайбы нужно вставить валик диаметром 20 мм для фиксирова¬
ния плиты).На рис. 16 показано второе положение корпуса.При разметке без приспособления корпус устанавливают на
дрмкраты и выверяют угольником по ранее нанесенным рискам
в двух направлениях. При разметке с приспособлением на пово¬
ротной планшайбе необходимо корпус выверить лишь в одном
направлении, так как перпендикулярность ранее нанесенных ри¬
сок сохраняется. Прикрепив двумя планками плиту с корпусом
к поверхности поворотной планшайбы, продолжают разметку и
наносят все разметочные риски.Для установки корпуса в третье положение необходимо от¬
крепить планшайбу, повернуть ее на угол 90° и закрепить. В этом
положении можно размечать и наносить осевую линию и риски.
Получив точку пересечения в центре корпуса, иа полученного
центра проверяем расположение бобышек.Для проверки расположения бобышек под углами можно ис¬
пользовать шкалу планшайбы, поворачивая ее на требуемые
углы и совмещая с нониусом приспособления. Так как корпус ус¬
тановлен не в центре планшайбы, то при каждом повороте план-4*23
Рис. 17. Эскиз кронштейнашайбы центр, размеченный на корпусе, меняет свое положение
и расстояние от плоскости разметочной плиты, и необходимо
каждый раз штангенрейсмасом устанавливать и откладывать
размеры от точки пересечения рисок на корпусе.В тех случаях, когда необходимо провести риску под опре¬
деленным углом от торца планшайбы, используют синусное по¬
воротное приспособление. Приспособление устанавливают по
разметочной плите перпендикулярно торцу планшайбы и штан¬
генрейсмасом с плоскости синусного приспособления проводят
риску под углом.Применение поворотной планшайбы для проверки и разметки
сложных деталей позволяет выполнить разметку за один установ
в несколько раз быстрее, точнее и качественнее, чем за несколько
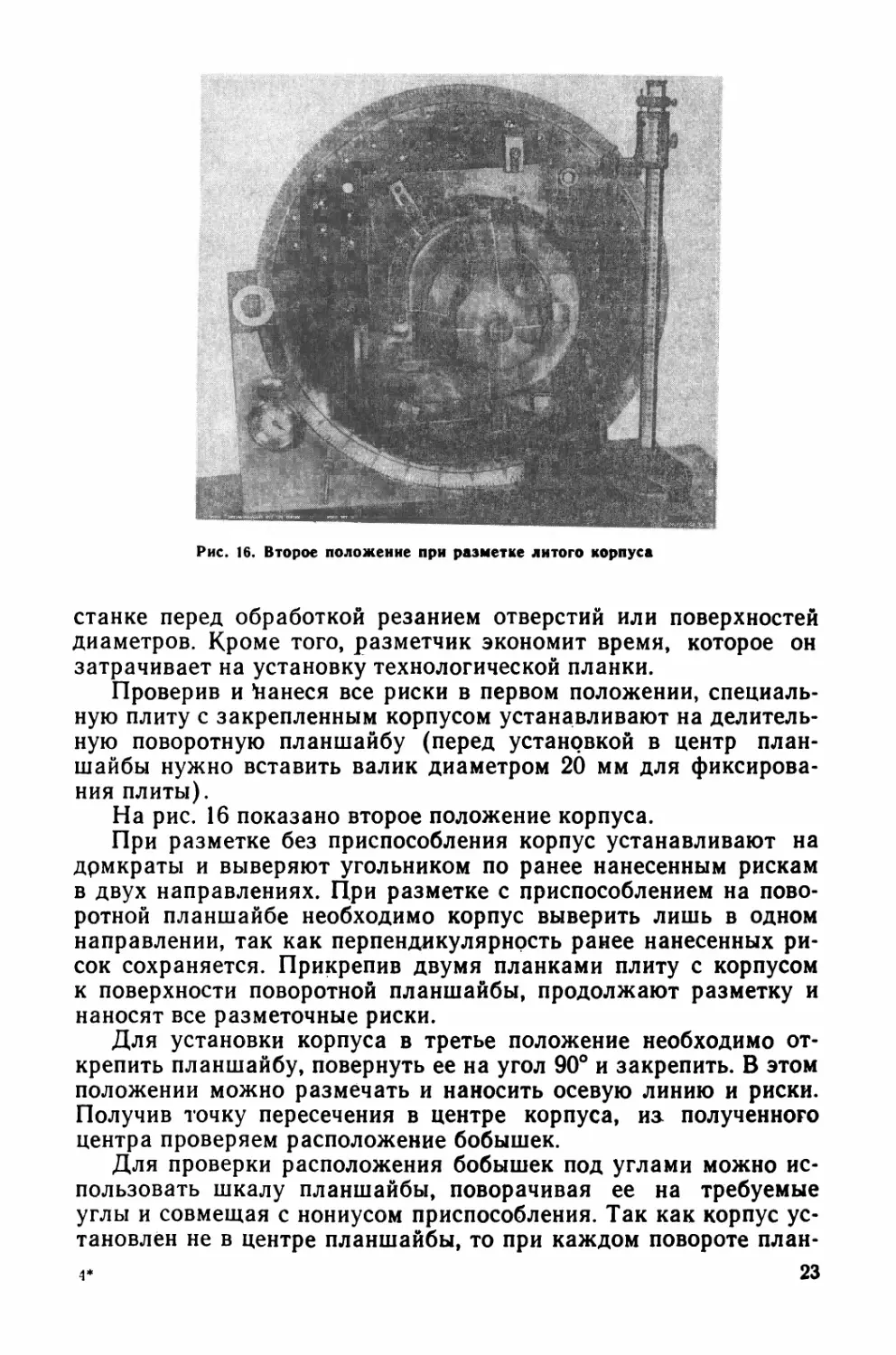
установок.Пример 2. Проверка размеров отлитого в песочную форму
кронштейна с применением прямоугольной призмы и синусного
поворотного приспособления.Кронштейн (рис. 17) устанавливают на трех опорных под¬
кладках одинаковых размеров на плоскость прямоугольной приз¬
мы так, чтобы необработанные поверхности кронштейна в опор¬
ных точках были параллельны. Штангенрейсмасом дополнитель¬
но проверяют параллельность верхней части кронштейна и по
периметру наносят базовую осевую параллельную риску в не-24
Рис. 18. Первое положение при раз-
метке литого кронштейнаскольких местах кронштей¬
на через точку А. Крон¬
штейн предварительно за¬
крепляют гаечным ключом
с помощью прижимной
планки, резьбовой шпильки
и гайки с буртиком.Прямоугольную призму
с закрепленным на ней
кронштейном кантуют(рис. 18), выверяют парал¬
лельность по крепежным
лапкам кронштейна штан¬
генрейсмасом и закрепляют
окончательно. Затем канту¬
ют призму в исходное поло¬
жение, проверяют по базо¬
вой риске параллельность,
наносят риски, указываю¬
щие .припуск на обработку поверхностей бобышек, и других
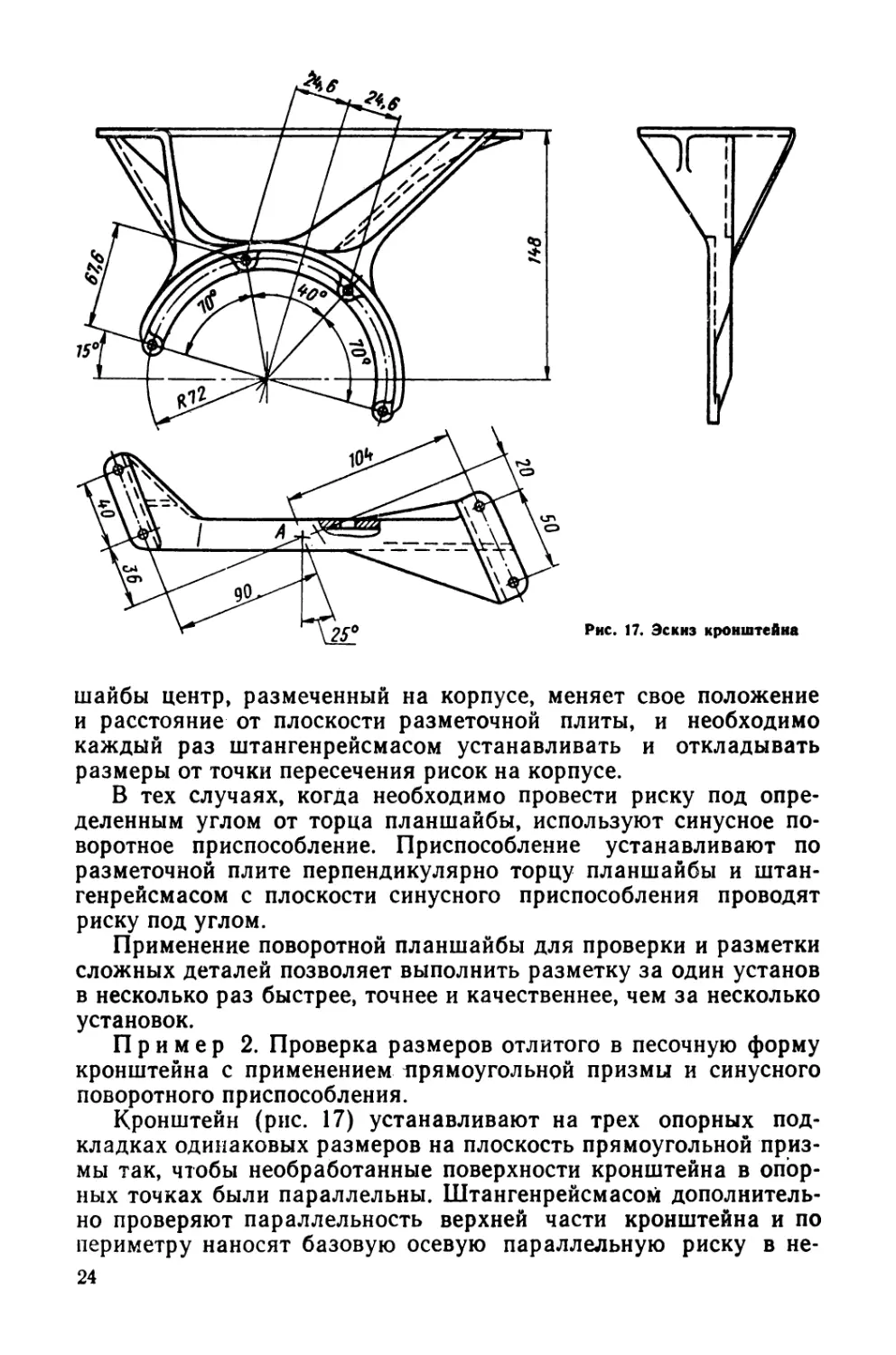
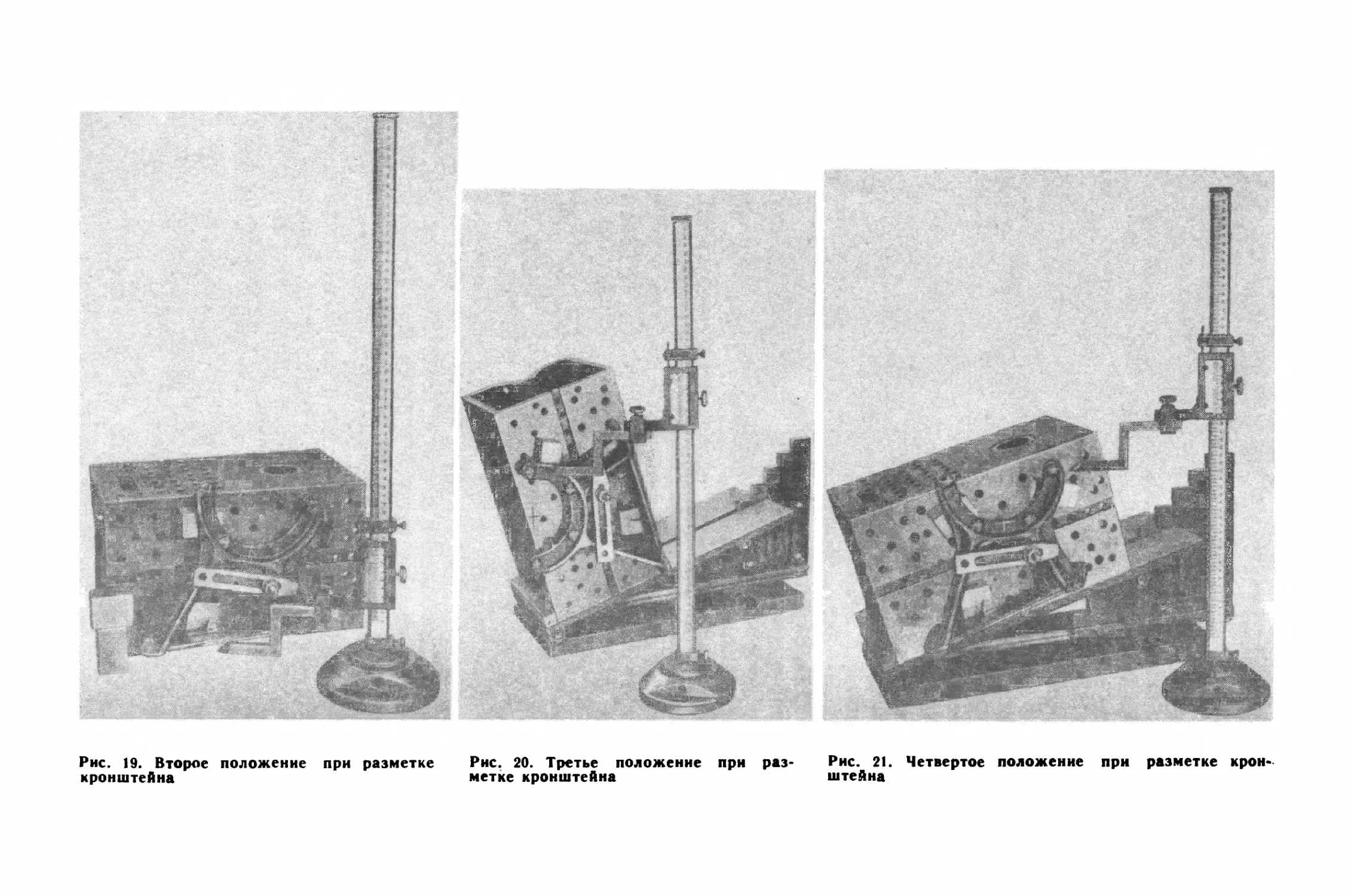
частей кронштейна в первом положении.Прямоугольную призму с отливкой кантуют и устанавливают
на синусное поворотное приспособление во второе положение.
Плоскость синусного приспособления устанавливают на угол 15°
(рис. 19). В этом положении находят центр радиуса, на котором
расположены центры бобышек, и наносят осевую линию на крон¬
штейне и прямоугольной призме. От осевой линии откладывают
вместо заданного по чертежу радиуса R = 72 мм вниз размер
катета 67,6 мм, определив его по справочным таблицам элемен¬
тов круга. Затем прямоугольную призму кантуют на плоскости
синусного приспособления в третье положение (рис. 20), на то¬
рец. Находят и наносят точку А и центр /? = 72 мм, на радиусе
которого заданы центры бобышек. Из центра R = 72 мм откла¬
дывают размер второго катета 24,6 мм, определив его по спра¬
вочным таблицам элементов круга, и получают точки пересече¬
ния рисок в центре бобышек, это и будет центр, заданный черте¬
жом (R = 72 мм, угол 40°). Центры бобышек, расположенные на
перпендикуляре к осевой линии, наносят от центра по размеру
заданного радиуса.В четвертом положении (рис. 21) от центра откладывают раз¬
мер 148 мм до основания и проводят риску на лапках кронштей¬
на. В пятом положении прямоугольную призму с кронштейном
вновь устанавливают на синусное поворотное приспособление,
которое находится под углом 25°, и из точки А откладывают за¬
данные размеры 36, 40, 20, 50 мм. Для нанесения размеров 90 и25
Рис. 19. Второе положение при разметке Рис. 20. Третье положение при раз- Рис. 21. Четвертое положение при разметке крои*
кронштейна метке кронштейна штейна
Рис. 22. Эскиз на литую фасон¬
ную заготовку104 мм кантуют призму на
угол 90°. Проверку выполня¬
ют за один установ.Пример 3. Разметка ли¬
той фасонной заготовки с
применением прямоугольной
призмы с патроном и синус¬
ного двухосного поворотного
приспособления.Эскиз литой фасонной за¬
готовки показан на рис. 22, а
первое положение при раз¬
метке на рис. 23. Отливку закрепляют в самоцентрирующем
трехкулачковом патроне и выверяют по необрабатываемой ли¬
тейной поверхности фланца штангенрейсмасом; одновременно
проверяют параллельность верхних диаметров литых патрубков
плоскости разметочной плиты.Диаметры отлитых патрубков из¬
меряют штангенциркулем и делят полученные размеры попо¬
лам. Ножкой (иглой) штангенрейсмаса касаются верхней по¬
верхности патрубка и откладывают вниз размер, равный поло¬
вине измеренного диаметра патрубка, получая осевую диаметра.
Аналогично проверяют диаметр второго патрубка. Разметочные
риски на торце следует наносить короткими и тонкими линиями.
По осевым линиям проверяют размер перепада между патруб¬
ками; если размер 24 мм выдержан по чертежу, четко проводят
осевую линию патрубка и откладывают размер 42 мм до торца
обрабатываемого фланца, одновременно проверяя его толщину,
равную 6 мм. Если толщина соответствует допуску, то наносят
все необходимые риски в этом положении. В том случае, когда
размер перепада патрубков не выдержан и они отлиты с боль¬
шим или меньшим допуском, необходимо величину полученной
при литье ошибки распределить симметрично в обе стороны
патрубков.Прямоугольную призму во втором положении вместе с за¬
крепленной в патроне отливкой кантуют на торец, и патрубки ус¬
танавливают параллельно. В этом положении фланец и один па¬
трубок должны находиться на одной оси. Зная высоту до осевой
линии патрона (250 мм) и номинальный диаметр отлитого пат¬
рубка, устанавливают иглу штангенрейсмаса на высоту 250 мм
плюс размер половины диаметра патрубка, подводят микропода-27
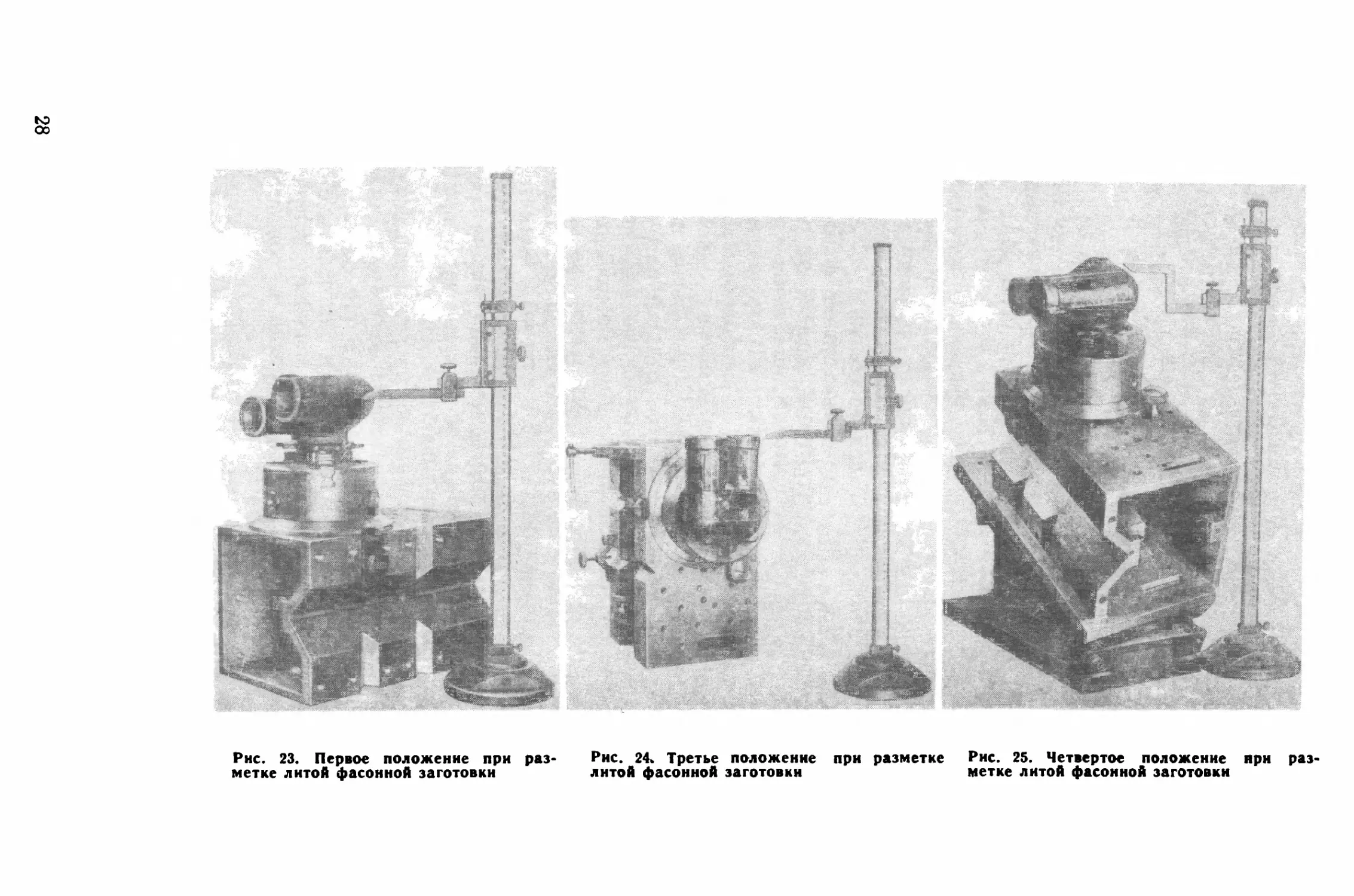
Рис. 23. Первое положение при раз- Рис. 24* Третье положение при разметке Рис. 25. Четвертое положение при раз¬
метке литой фасонной заготовки литой фасонной заготовки метке литой фасонной заготовки
чей поверхность диаметра до касания с иглой штангенрейсмаса.
Отливка принимает правильное горизонтальное положение. Но
так как имеются два патрубка, необходимо проверить располо¬
жение осевой линии второго патрубка. Если размер не выдержан,
то ошибку симметрично распределяют и наносят все необходи¬
мые риски.Третье положение показано на рис. 24. Пользуясь нониусом и
шкалой, поворачивают отливку на угол 90° и закрепляют. За базу
в этом положении принимают центр фланца (центр патрона),
находящегося на высоте 250 мм, от центра наносят риски разме¬
ром 112 мм до торцов патрубков и другие требуемые риски.Четвертое положение показано на рис. 25. Поверхность бо¬
бышки задана от центра фланца под двумя углами и размером
90 мм. Для разметки в этом положении необходимо предвари¬
тельно измерить расстояние до центра бобышки и при установке
на синусное двухосное поворотное приспособление, установлен¬
ное одновременно для двух углов, коснуться прямой чертилкой
штангенрейсмаса точки пересечения рисок центра бобышки, вы¬
честь разницу с учетом искажения размера на два угла и прове¬
сти риску под обработку.Применяя приспособления, можно точно выполнять разметку
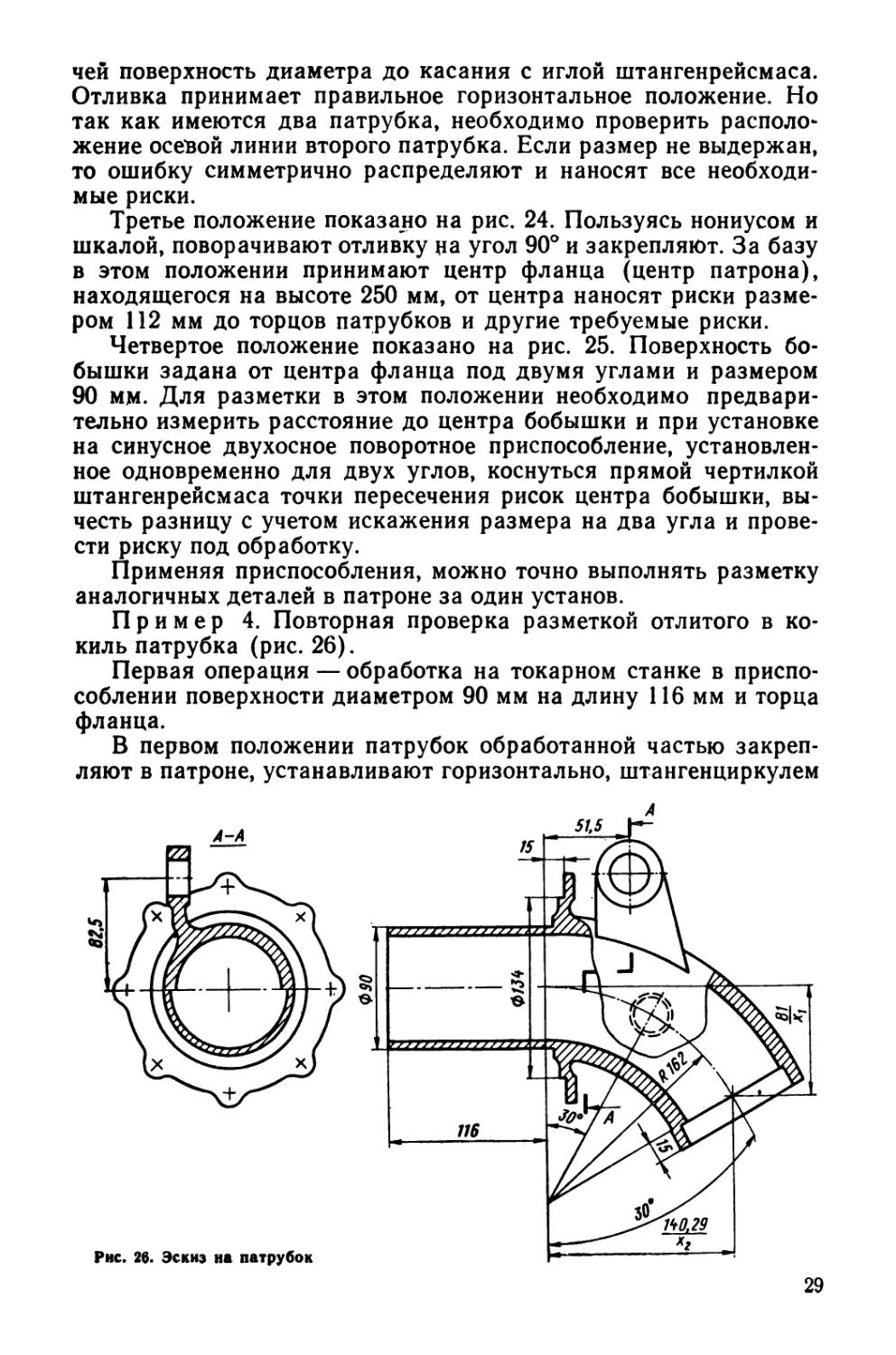
аналогичных деталей в патроне за один установ.Пример 4. Повторная проверка разметкой отлитого в ко¬
киль патрубка (рис. 26).Первая операция — обработка на токарном станке в приспо¬
соблении поверхности диаметром 90 мм на длину 116 мм и торца
фланца.В первом положении патрубок обработанной частью закреп¬
ляют в патроне, устанавливают горизонтально, штангенциркулем29
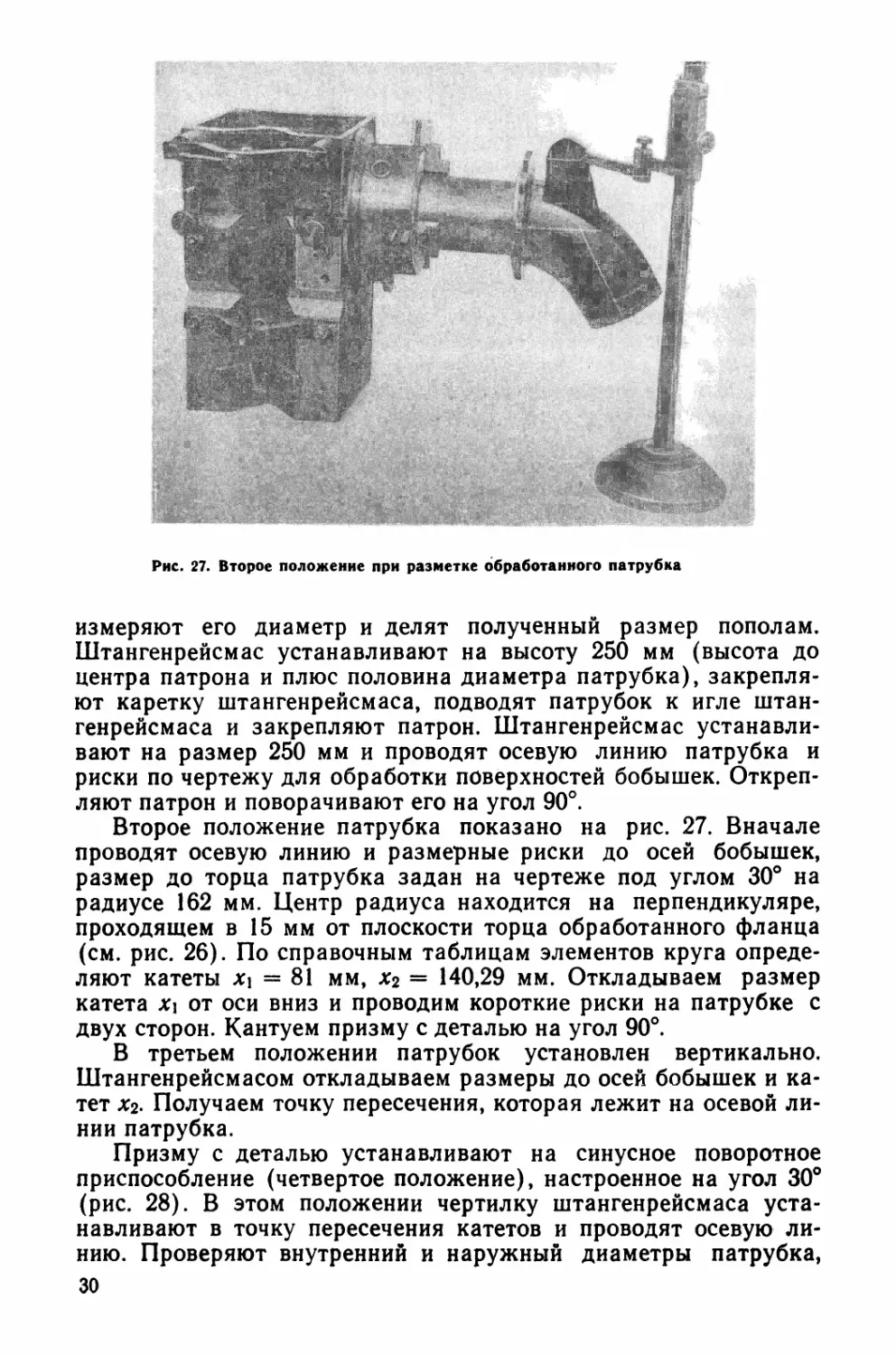
Рис. 27. Второе положение при разметке обработанного патрубкаизмеряют его диаметр и делят полученный размер пополам.
Штангенрейсмас устанавливают на высоту 250 мм (высота до
центра патрона и плюс половина диаметра патрубка), закрепля¬
ют каретку штангенрейсмаса, подводят патрубок к игле штан¬
генрейсмаса и закрепляют патрон. Штангенрейсмас устанавли¬
вают на размер 250 мм и проводят осевую линию патрубка и
риски по чертежу для обработки поверхностей бобышек. Откреп¬
ляют патрон и поворачивают его на угол 90°.Второе положение патрубка показано на рис. 27. Вначале
проводят осевую линию и размерные риски до осей бобышек,
размер до торца патрубка задан на чертеже под углом 30° на
радиусе 162 мм. Центр радиуса находится на перпендикуляре,
проходящем в 15 мм от плоскости торца обработанного фланца
(см. рис. 26). По справочным таблицам элементов круга опреде¬
ляют катеты х\ = 81 мм, *2 = 140,29 мм. Откладываем размер
катета х\ от оси вниз и проводим короткие риски на патрубке с
двух сторон. Кантуем призму с деталью на угол 90°.В третьем положении патрубок установлен вертикально.
Штангенрейсмасом откладываем размеры до осей бобышек и ка¬
тет *2- Получаем точку пересечения, которая лежит на осевой ли¬
нии патрубка.Призму с деталью устанавливают на синусное поворотное
приспособление (четвертое положение), настроенное на угол 30°
(рис. 28). В этом положении чертилку штангенрейсмаса уста¬
навливают в точку пересечения катетов и проводят осевую ли¬
нию. Проверяют внутренний и наружный диаметры патрубка,30
Затем призму с деталью
кантуют на правый торец
на плоскости синусного
приспособления (пятое по¬
ложение). В этом положе¬
нии торец патрубка уста¬
новлен горизонтально раз¬
меточной плите. Из точки
пересечения откладывают
15 мм и проводят кругом
риску, указывающую на
припуск отливки под даль¬
нейшую обработку. Таким
образом, разметка детали
выполнена за один установ.Пример 5. Примене¬
ние универсального пово¬
ротного стола и много¬
игольчатого штангенрей¬
смаса при разметке штам¬
пованных заготовок кор¬
пуса.Корпуса из штампован¬
ных заготовок обрабатыва¬
ют на универсально-фре¬
зерных станках по разме¬
точным рискам в специаль¬
ных крепежных приспособ¬
лениях. Первую фрезерную
операцию производят в
специальном приспособле¬
нии, где окончательно об¬
рабатывают две боковые
поверхности корпуса набо¬
ром фрез и базовую по¬
верхность под углом 115°Отфрезерованные детали
поступают на разметку.Первое положение при
разметке деталей показано
на рис. 29. Штампованную
заготовку корпуса с обра¬
ботанной базовой поверх¬
ностью 2 устанавливают на
универсальный поворотный
стол У, базируя на подклад¬
ку 4, закрепленную к плос- „J г „ ^ J Рис. 29. Первое положение при разметкеКОСТИ планшайбы винтами* штампованной заготовки корпусаРис. 28. Четвертое положение при разметке
патрубка
Заготовку надежно закрепляют прижимной планкой 3, сделан¬
ной специально для этой заготовки. Внутри планки имеется от¬
верстие, где проходит резьбовая шпилька с гайкой.Так как обработка таких штампованных заготовок периоди¬
чески повторяется через несколько месяцев, то для их разметки
достаточно установить специальное срезанное кольцо по номеру
чертежа детали. В кольце имеются фиксирующие отверстия для
всех требуемых положений разметки.По записям размеров и расположению магазинов с иглами
штангенрейсмаса, сделанным при первичной настройке, устанав¬
ливают необходимое количество магазинов и обозначают услов¬
ными знаками.В дальнейшем вся работа по подготовке к разметке сводится
к установке штампованной заготовки на поворотный стол, за¬
креплению ее и соблюдению очередности фиксаций и последова¬
тельности выдвижения игл из магазинов штангенрейсмаса для
нанесения рисок на заготовке.При применении универсального поворотного стола и много¬
игольчатого штангенрейсмаса производительность труда возрас¬
тает в несколько раз, а также повышается точность разметки.Пример 6. Проверка сложной отливки корпуса из алюми¬
ниевого сплава, полученной в металлическом кокиле.В модельном участке инструментального цеха изготовляют
комплект кокиля для получения сложной конфигурации отливки
корпуса и передают его в литейный цех. Прежде чем приступить
к литью корпусов, необходимо весь комплект кокиля в собранном
для работы положении проверить. Довольно часто при изготов¬
лении кокиля встречаются отступления от чертежа, ошибки в
исполнительных размерах или неувязка размеров и т. д. Обычно
для контроля нового кокиля отливают две-три отливки, срезают
прибыли и литники, отливку освобождают от стержней, зачища¬
ют все неровности, пескоструят и передают на разметку.Разметчик проверяет первую отливку по всем размерам чер¬
тежа (основного и литейного): измеряет толщины стенок отлив¬
ки, карманов, толщины стенок каналов и места, выполненные
в отливке корпуса с помощью стержней, для чего в корпусе обра¬
батывают вырезы по сечениям, указанным разметчиком. В таких
вырезах наносят разметочные риски, указывающие контуры бу¬
дущих отверстий, необрабатываемые внутренние контуры отлив¬
ки, проверяют правильность изготовления формы кокиля, его
знаковых частей, которые служат для фиксации стержней. В не¬
которых случаях разметчик проверяет стержневые ящики кон¬
дуктора и приспособления для сборки стержней.На проверку сложной отливки уходит шесть — восемь рабо¬
чих смен. Рассмотрим последовательность проверки разметкой
сложного корпуса, предложенную автором. Габаритные размеры
корпуса 700 X 600 X 400 мм, масса отливки 30 кг. Комплект ко¬
киля состоял из четырех подвижных плит, основания и поддона,32
«а котором устанавливали 12 стержней, верхнюю часть отливки
выполняли частично с помощью стержней. Чертеж корпуса рас¬
положен на 12 листах. На шести листах расположены проекции
и виды корпуса: спереди (главный вид), сзади, сверху, снизу,
справа и слева. На остальных шести листах расположены сече¬
ния и разрезы, виды по стрелкам и выровы. Ввиду большого их
количества и размещения на разных листах чтение чертежа ус¬
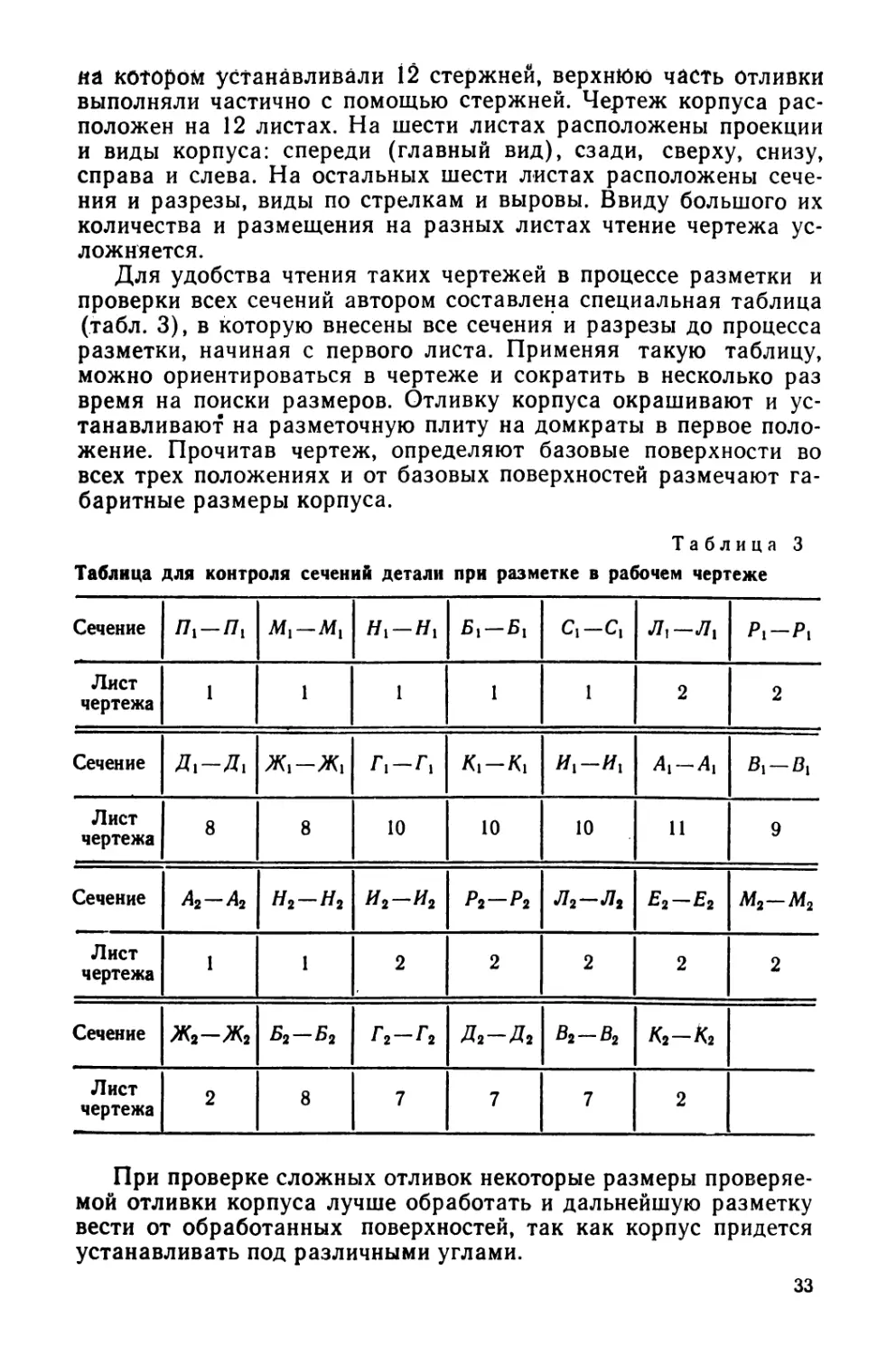
ложняется.Для удобства чтения таких чертежей в процессе разметки и
проверки всех сечений автором составлена специальная таблица
(табл. 3), в которую внесены все сечения и разрезы до процесса
разметки, начиная с первого листа. Применяя такую таблицу,
можно ориентироваться в чертеже и сократить в несколько раз
время на поиски размеров. Отливку корпуса окрашивают и ус¬
танавливают на разметочную плиту на домкраты в первое поло¬
жение. Прочитав чертеж, определяют базовые поверхности во
всех трех положениях и от базовых поверхностей размечают га¬
баритные размеры корпуса.Таблица 3Таблица для контроля сечений детали при разметке в рабочем чертежеСечениеПх-ПхAft — AfiНх-НхБх-БхСх-СхЛ | —JI\Pi-PiЛистчертежа1111122СечениеД1-Д1Жх-ЖхА-ЛКх-КхИх-ИхАх-АхВх-ВхЛистчертежа881010ю119СечениеА2 — А2Н2-Н2и2—и2Р2-Р2JI2—Jl2Е2—Е2М2—М2Листчертежа1122222СечениеЖ2-Ж2Б2—Б2Г2-Г2Дг— ДгВ2 — В2К2 — КгЛистчертежа287772При проверке сложных отливок некоторые размеры проверяе¬
мой отливки корпуса лучше обработать и дальнейшую разметку
вести от обработанных поверхностей, так как корпус придется
устанавливать под различными углами.зз
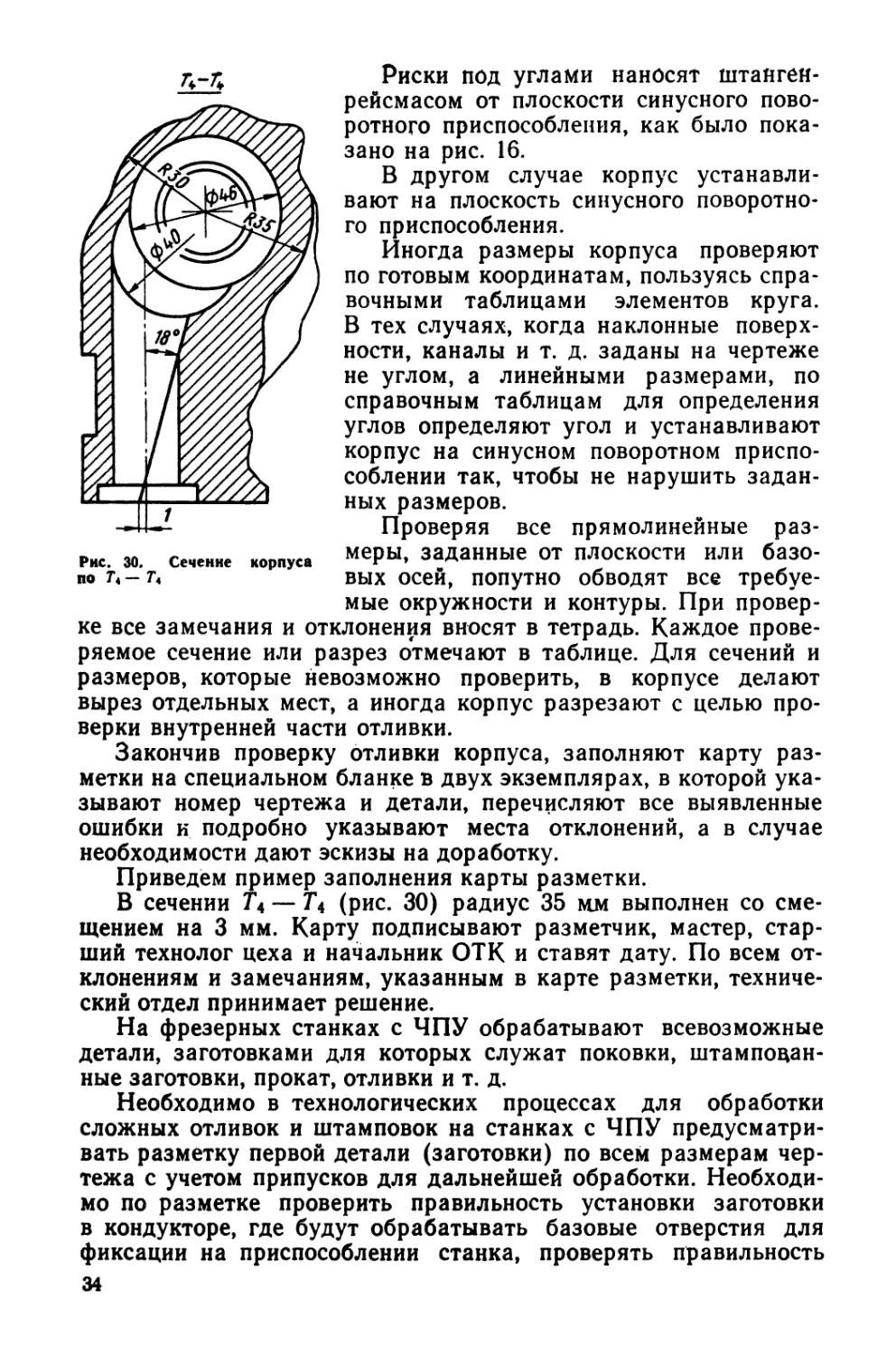
Риски под углами наносят штанген-
рейсмасом от плоскости синусного пово¬
ротного приспособления, как было пока¬
зано на рис. 16.В другом случае корпус устанавли¬
вают на плоскость синусного поворотно¬
го приспособления.Иногда размеры корпуса проверяют
по готовым координатам, пользуясь спра¬
вочными таблицами элементов круга.
В тех случаях, когда наклонные поверх¬
ности, каналы и т. д. заданы на чертеже
не углом, а линейными размерами, по
справочным таблицам для определения
углов определяют угол и устанавливают
корпус на синусном поворотном приспо¬
соблении так, чтобы не нарушить задан¬
ных размеров.Проверяя все прямолинейные раз¬
меры, заданные от плоскости или базо¬
вых осей, попутно обводят все требуе¬
мые окружности и контуры. При провер¬
ке все замечания и отклонения вносят в тетрадь. Каждое прове¬
ряемое сечение или разрез отмечают в таблице. Для сечений и
размеров, которые невозможно проверить, в корпусе делают
вырез отдельных мест, а иногда корпус разрезают с целью про¬
верки внутренней части отливки.Закончив проверку отливки корпуса, заполняют карту раз¬
метки на специальном бланке в двух экземплярах, в которой ука¬
зывают номер чертежа и детали, перечисляют все выявленные
ошибки и подробно указывают места отклонений, а в случае
необходимости дают эскизы на доработку.Приведем пример заполнения карты разметки.В сечении Г4 — Г4 (рис. 30) радиус 35 мм выполнен со сме¬
щением на 3 мм. Карту подписывают разметчик, мастер, стар¬
ший технолог цеха и начальник ОТК и ставят дату. По всем от¬
клонениям и замечаниям, указанным в карте разметки, техниче¬
ский отдел принимает решение.На фрезерных станках с ЧПУ обрабатывают всевозможные
детали, заготовками для которых служат поковки, штампован¬
ные заготовки, прокат, отливки и т. д.Необходимо в технологических процессах для обработки
сложных отливок и штамповок на станках с ЧПУ предусматри¬
вать разметку первой детали (заготовки) по всем размерам чер¬
тежа с учетом припусков для дальнейшей обработки. Необходи¬
мо по разметке проверить правильность установки заготовки
в кондукторе, где будут обрабатывать базовые отверстия для
фиксации на приспособлении станка, проверять правильность
34Рис. 30. Сечение корпуса
по Г4 — Г4
установки заготовки на приспособлении по разметочным рискам
до крепления и 'после. Такая разметка выявит дефекты,
предотвратив изготовление бракованных деталей. При обработ¬
ке на станках с ЧПУ заготовок из труднообрабатываемых мате¬
риалов разметка помимо правильности выбранной базы поможет
равномерно распределить припуск, данный на обработку, обе¬
спечить нормальную работу режущего инструмента, исключить
его увод и преждевременный износ или поломку.Пространственная разметка необходима для правильной и
полной проверки изготовленной сложной детали по чертежу.
УНИВЕРСАЛЬНЫЙ
ИНСТРУМЕНТ
ДЛЯ РАЗМЕТКИМНОГОИГОЛЬЧАТЫЙ ШТАНГЕНРЕИСМАСРазметчики применяют множество рейсмасов и штан-
генрейсмасов всевозможных конструкций, используя несколько
инструментов одновременно для повышения производительности
труда при разметке.Одним из таких инструментов является многоигольчатый
штангенрейсмас с несколькими чертилками, значительно сокра¬
щающий время разметки партии одинаковых деталей. Имеющие¬
ся штангенрейсмасы такого типа имеют ряд существенных недо¬
статков, что ограничивает их широкое применение. Предлагае¬
мый автором многоигольчатый штангенрейсмас устраняет эти
недостатки. Многоигольчатый штангенрейсмас — инструмент до¬
рогостоящий и требует бережного отношения и хранения, он не
только повышает производительность труда, но и сохраняет зре¬
ние разметчику, так как при частом совмещении риски нониуса
с миллиметровыми делениями на штанге штангенрейсмаса уста¬
ют глаза.Для хорошего скольжения штангенрейсмаса необходимо на¬
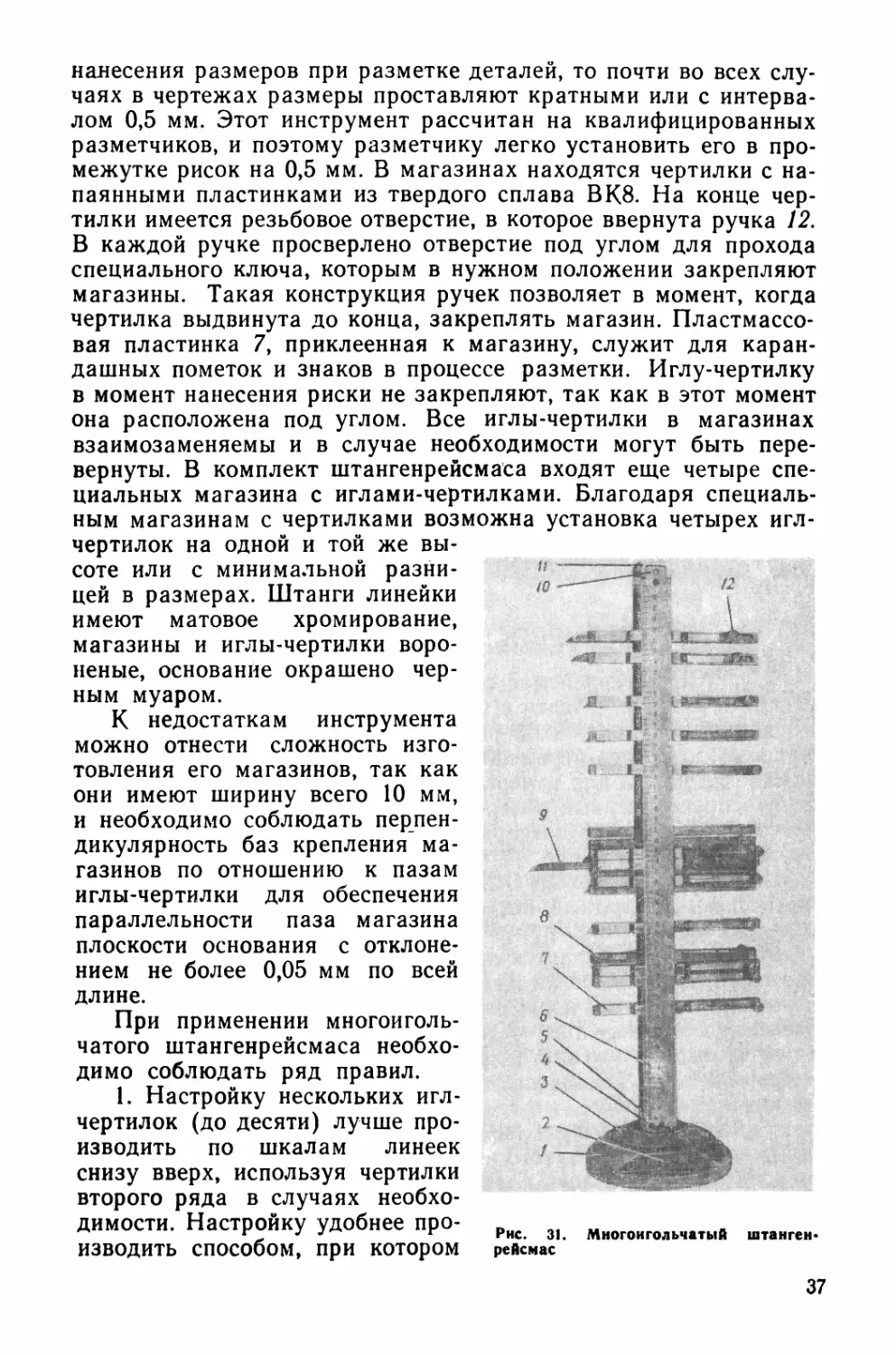
сыпать немного графитовой пыли на разметочную плиту.Рассмотрим устройство многоигольчатого штангенрейсмаса
(рис. 31). На круглом основании 1 вмонтированы две штанги-ли-
нейки 5, совмещенные специальным вкладышем 5 и закреплен¬
ные тремя штифтами 4. Штанги проходят через специальное
упорное кольцо 3, цилиндрическая часть вкладыша закреплена
осью 2. Болты, расположенные через 120°, служат домкратами
при установке и закреплении штанг линеек строго в вертикаль¬
ном положении.В верхней части установлен быстросъемный замок 11 для
фиксации штанг. Замок закрепляют винтом 10. На штангах на¬
несены миллиметровые деления от 50 мм до 550 мм, как и у обыч¬
ных штангенрейсмасов. Сверху на штанги насаживают магази¬
ны 8. На каждом магазине имеется риска со значком для уста¬
новки игл-чертилок 9 на требуемый размер от плоскости
основания штангенрейсмаса. Необходимо пояснить, почему от¬
сутствует нониус на магазинах. Если учесть практический опыт36
нанесения размеров при разметке деталей, то почти во всех слу¬
чаях в чертежах размеры проставляют кратными или с интерва¬
лом 0,5 мм. Этот инструмент рассчитан на квалифицированных
разметчиков, и поэтому разметчику легко установить его в про¬
межутке рисок на 0,5 мм. В магазинах находятся чертилки с на¬
паянными пластинками из твердого сплава ВК8. На конце чер¬
тилки имеется резьбовое отверстие, в которое ввернута ручка 12.
В каждой ручке просверлено отверстие под углом для прохода
специального ключа, которым в нужном положении закрепляют
магазины. Такая конструкция ручек позволяет в момент, когда
чертилка выдвинута до конца, закреплять магазин. Пластмассо¬
вая пластинка 7, приклеенная к магазину, служит для каран¬
дашных пометок и знаков в процессе разметки. Иглу-чертилку
в момент нанесения риски не закрепляют, так как в этот момент
она расположена под углом. Все иглы-чертилки в магазинах
взаимозаменяемы и в случае необходимости могут быть пере¬
вернуты. В комплект штангенрейсмаса входят еще четыре спе¬
циальных магазина с иглами-чертилками. Благодаря специаль¬
ным магазинам с чертилками возможна установка четырех игл-
чертилок на одной и той же вы¬
соте или с минимальной разни¬
цей в размерах. Штанги линейки
имеют матовое хромирование,
магазины и иглы-чертилки воро¬
неные, основание окрашено чер¬
ным муаром.К недостаткам инструмента
можно отнести сложность изго¬
товления его магазинов, так как
они имеют ширину всего 10 мм,
и необходимо соблюдать перпен¬
дикулярность баз крепления ма¬
газинов по отношению к пазам
иглы-чертилки для обеспечения
параллельности паза магазина
плоскости основания с отклоне¬
нием не более 0,05 мм по всей
длине.При применении многоиголь¬
чатого штангенрейсмаса необхо¬
димо соблюдать ряд правил.1. Настройку нескольких игл-
чертилок (до десяти) лучше про¬
изводить по шкалам линеек
снизу вверх, используя чертилки
второго ряда в случаях необхо¬
димости. Настройку удобнее про¬
изводить способом, при которомРис. 31. Многоигольчатый штанген»
рейсмас37
первую деталь размечают обычным штангенрейсмасом и одно¬
временно наносят все риски на специальной стойке или другом
предмете. Предварительно стойку необходимо окрасить разме¬
точной краской, тогда разметчику видно, какое количество ма¬
газинов нужно использовать. В случаях близкого расположения
размеров настройку ведут также снизу вверх, по второму ряду
чертилок, в некоторых случаях перевертывают иглу-чертилку.2. Когда многоигольчатый штангенрейсмас настроен с мак¬
симальным количеством игл-чертилок (20—25) и разметку не¬
обходимо выполнять в нескольких положениях, чтобы не путать¬
ся в нанесении рисок, пометки карандашом делают на пластмас¬
совых пластинках, приклеенных к каждому магазину.3. В тех случаях, когда разметка деталей периодически пов¬
торяется, записи лучше делать в специальной тетради и при пов¬
торении настройки пользоваться уже готовой записью.4. По окончании работы штангенрейсмас необходимо проте¬
реть слегка смоченной в бензине тканью и смазать противокор¬
розийной смазкой. Смазанный штангенрейсмас необходимо хра¬
нить в футляре в помещении при температуре не менее 4-15° С.Рассмотренный инструмент отвечает всем требованиям безо¬
пасности.ШТАНГЕНРЕЙСМАСЫШтангенрейсмас состоит из следующих основных де¬
талей: основания, штанги с нанесенными на ней миллиметровы¬
ми делениями, подвижной рамки с нониусом, устройства для
микрометрического перемещения рамки по штанге, хомутика и
комплекта ножек для измерения и разметки деталей. Это наибо¬
лее распространенный инструмент, применяемый при разметке,
который используют слесари, станочники, контролеры ОТК и
другие специалисты.Штангенрейсмасы (ГОСТ 164—73), выпускаемые инстру¬
ментальными заводами, позволяют считывать и наносить разме¬
ры до 0,1 мм.Разметчику приходится использовать инструмент ежедневно,
размечая десятки, сотни деталей и, следовательно, закреплять
и откреплять винтом подвижную рамку. Стандартный винт имеет
небольшую головку и от частого закрепления у разметчика появ¬
ляются мозоли, поэтому закрепление рамки с чертилкой стано¬
вится слабым и ненадежным. Для устранения этого недостатка
разметчикам необходимо заменить стандартный винт на винт с
резьбой М5 или Мб мм с увеличенной головкой (диаметром 20—
25 мм). Применение такого винта позволяет с небольшим усили¬
ем надежно закреплять подвижную рамку и перемещать ее по
штанге. Одним комплектом ножек при разметке обойтись невоз¬
можно, так как ножки быстро изнашиваются и чертилку прихо¬
дится часто точить. Поэтому разметчику приходится для штан-38
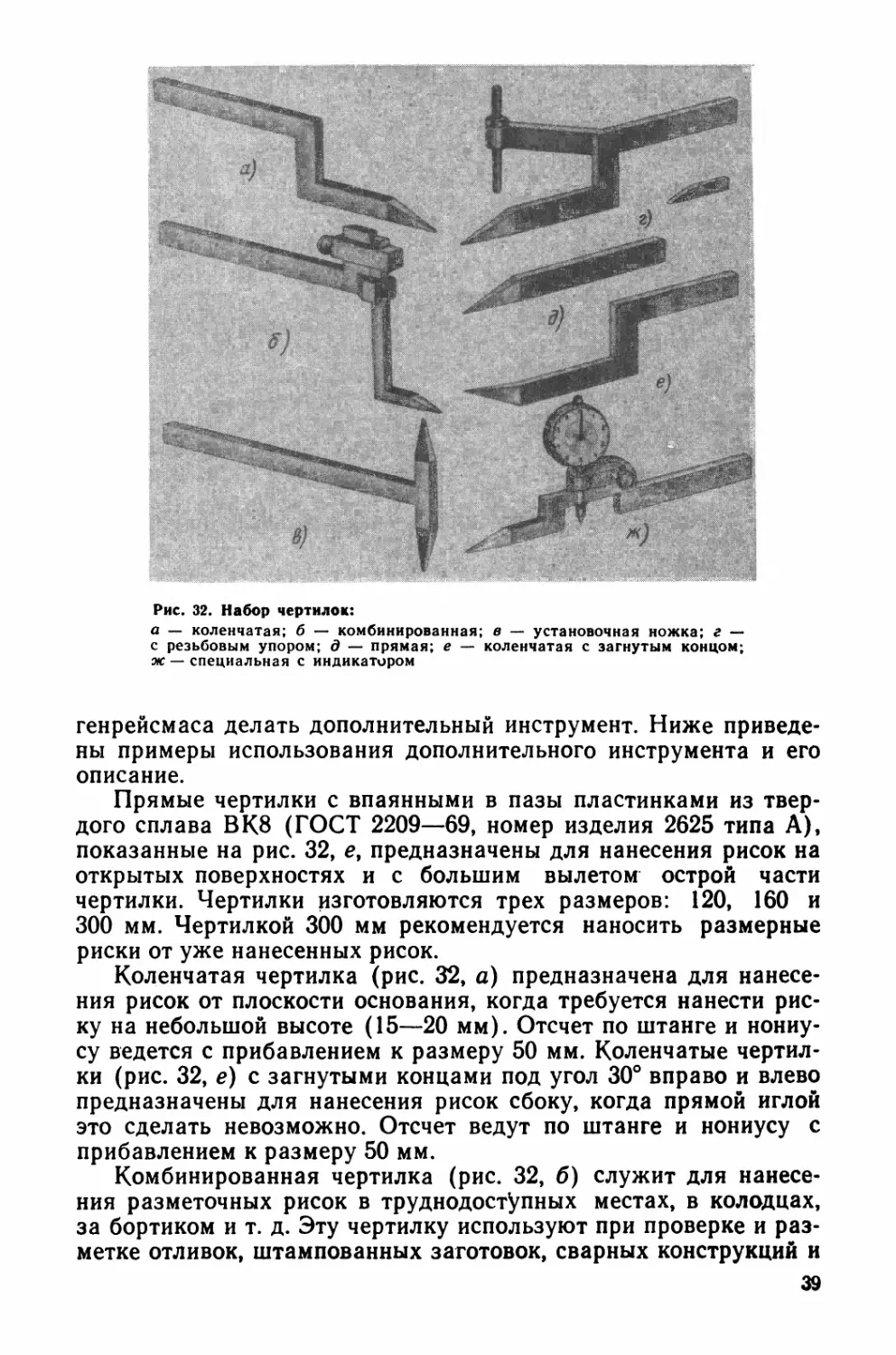
Рис. 32. Набор чертилок:а — коленчатая; 6 — комбинированная; в — установочная ножка; г —
с резьбовым упором; д — прямая; е — коленчатая с загнутым концом;
ж — специальная с индикаторомгенрейсмаса делать дополнительный инструмент. Ниже приведе¬
ны примеры использования дополнительного инструмента и его
описание.Прямые чертилки с впаянными в пазы пластинками из твер¬
дого сплава ВК8 (ГОСТ 2209—69, номер изделия 2625 типа А),
показанные на рис. 32, е, предназначены для нанесения рисок на
открытых поверхностях и с большим вылетом острой части
чертилки. Чертилки изготовляются трех размеров: 120, 160 и
300 мм. Чертилкой 300 мм рекомендуется наносить размерные
риски от уже нанесенных рисок.Коленчатая чертилка (рис. 32, а) предназначена для нанесе¬
ния рисок от плоскости основания, когда требуется нанести рис¬
ку на небольшой высоте (15—20 мм). Отсчет по штанге и нониу¬
су ведется с прибавлением к размеру 50 мм. Коленчатые чертил¬
ки (рис. 32, е) с загнутыми концами под угол 30° вправо и влево
предназначены для нанесения рисок сбоку, когда прямой иглой
это сделать невозможно. Отсчет ведут по штанге и нониусу с
прибавлением к размеру 50 мм.Комбинированная чертилка (рис. 32, б) служит для нанесе¬
ния разметочных рисок в труднодоступных местах, в колодцах,
за бортиком и т. д. Эту чертилку используют при проверке и раз¬
метке отливок, штампованных заготовок, сварных конструкций и39
т. д. Игла может быть повернута в четыре положения, опускать¬
ся и подниматься. Чертилку закрепляют хомутиком, размерные
риски наносят от уже нанесенных рисок.Чертилку с резьбовым упором (рис. 35, г) применяют, когда
необходимо перенести определенный размер с закрытой поверх¬
ности на открытую. При установке чертилку закрепляют на штан¬
генрейсмасе, затем опускают до основания. По плитке концевых
мер устанавливают на требуемый размер резьбовой упор и за¬
крепляют гайкой. Чертилку применяют при разметке партии
одинаковых деталей, когда размечаемая поверхность находится
за буртиком и необходимо сохранить определенную толщину
стенки, не связанную с другими размерами, или нанести риску на
высоте выше или ниже от закрытой поверхности.Установочная ножка (рис. 32, в) служит для установки литых
деталей и корпусов по плоскостям, которые находятся за бурти¬
ком, и т. д. Ножка имеет кратные размеры от базовой поверхно¬
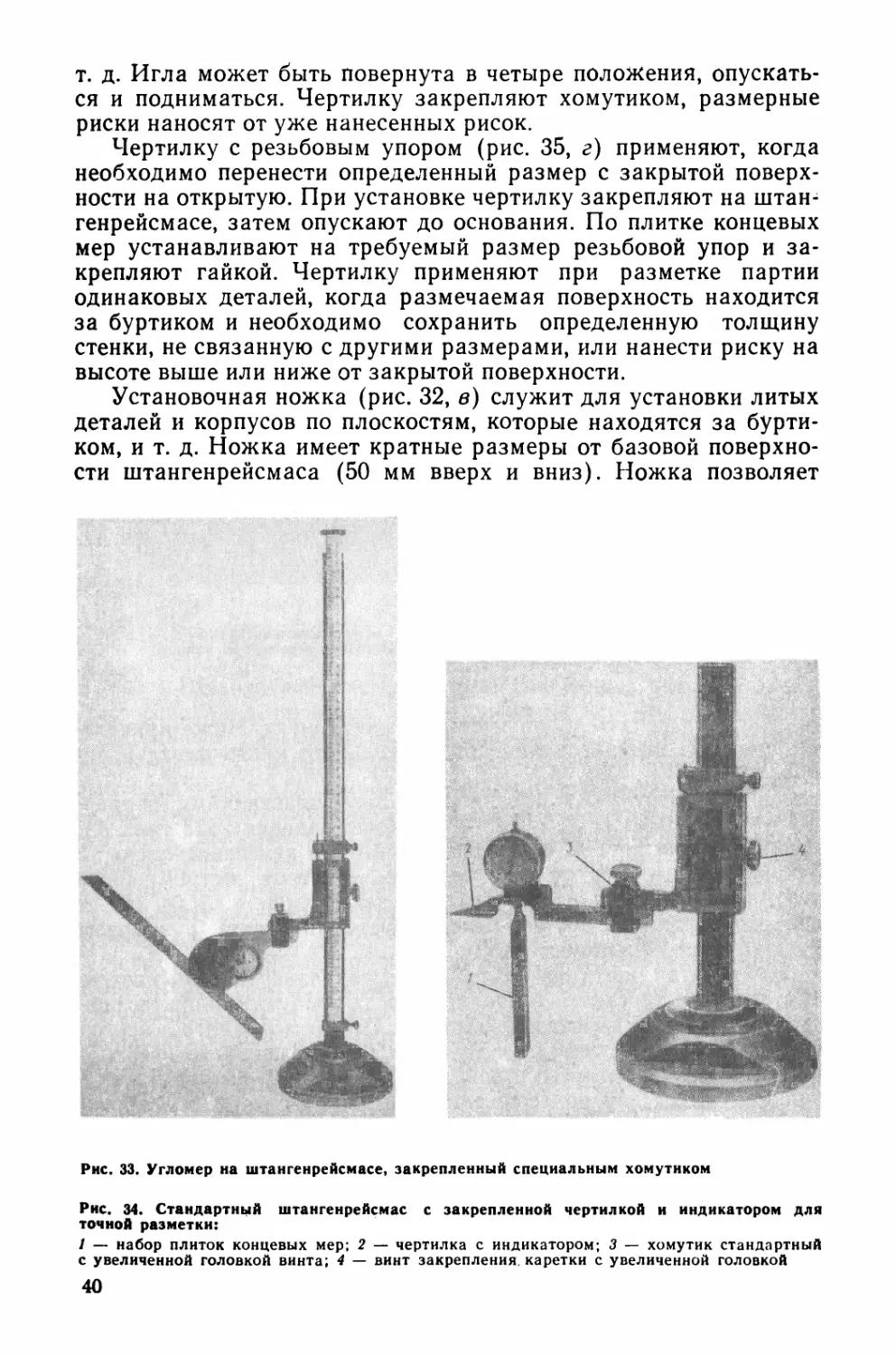
сти штангенрейсмаса (50 мм вверх и вниз). Ножка позволяетРис. 33. Угломер на штангенрейсмасе, закрепленный специальным хомутикомРис. 34. Стандартный штангенрейсмас с закрепленной чертилкой и индикатором для
точной разметки:1 — набор плиток концевых мер; 2 — чертилка с индикатором; 3 — хомутик стандартный
с увеличенной головкой винта; 4 — винт закрепления.каретки с увеличенной головкой40
производить измерения углублений в отливке при выверке под
разметку.В специальной чертилке с индикатором (рис. 32, ж) послед¬
ний устанавливают в отверстие чертилки и закрепляют винтом.
Ножка индикатора находится в плоскости чертилки с небольшим
натягом, а индикатор показывает нулевое положение. При по¬
мощи такой чертилки можно наносить точные разметочные линии
с допуском ±0,01 мм от плоскости основания с использованием
плиток концевых мер. Пусть необходимо нанести четыре линии
с шагом 25 мм ± 0,01 мм. Специальную чертилку устанавливают
в штангенрейсмасе по плитке размером 25 мм; индикатор уста¬
навливают в нулевое положение, закрепляют и проводят первую
линию. Затем по плитке размером 50 мм повторяют установку,
наносят следующую риску и т. д.Специальный дополнительный хомутик к штангенрейсмасу
отличается от обычного тем, что он выше на 3 мм, позволяет за¬
креплять стандартные угломеры на штангенрейсмасе и им мож¬
но пользоваться на любой высоте при установках и проверках
деталей, плоскости которых находятся под углом. На рис. 33 по¬
казан угломер, закрепленный специальным хомутиком, а на
рис. 34 специальная чертилка с индикатором.ШТАНГЕНРЕЙСМАС СО СМЕННЫМИЛИНЕЙКАМИОбычно после определенного срока службы штанген¬
рейсмаса на штанге стираются нанесенные миллиметровые деле¬
ния, и его списывают. Но если в штанге с одной стороны по цент¬
ру профрезеровать паз на глубину 2,8 мм шириной 16 мм с углом
15° типа «ласточкин хвост» и изготовить несколько линеек под
этот паз, то получается разметочный штангенрейсмас со смен¬
ными линейками (см. рис. 25). Линейку с обычной шкалой лучше
изготовить так, чтобы нулевое положение находилось на высоте
домкратов (90—100 мм), которыми пользуются при разметке и
выверке литых корпусов или штамповок. Если установить отлив¬
ку на такие домкраты, выверить ее и провести риску основания,
то в большинстве случаев бна будет находиться на высоте при¬
близительно 100—110 мм от плоскости разметочной плиты.
В этих случаях для установки в нулевое положение линейку при¬
дется поднять всего лишь на 10—15 мм.Линейку изготовляют из стали, шлифуют заподлицо со штан¬
гой и после окончательной подгонки очищают гидропескоструй-
иым методом и декоративно хромируют. На линейку наносят
миллиметровые деления, как у обычного штангенрейсмаса, и де¬
лают гравировку цифр на глубину, чуть большую толщины по¬
крытия хромом. Готовую линейку фосфатируют, и все нанесенные
риски и цифры темнеют и становятся хорошо видимыми.41
Линейки с усадкой 1; 1,5 и 2% и т. д. применяют при провер¬
ке и разметке моделей и модельных комплектов в модельных и
литейных цехах, где необходимо учитывать процент усадки ме¬
талла. Модернизированный штангенрейсмас с усадочными ли¬
нейками освобождает разметчиков от расчетов усадок, создает
удобство в работе, способствует повышению производительности
и гарантирует точность проверки и нанесения размеров.ШТАНГЕНРЕЙСМАСЫ (ЯПОНИЯ)Штангенрейсмасы фирмы Мицутойо изготовлены ана¬
логично обычным штангенрейсмасам, но имеют некоторые усо¬
вершенствования, повышающие точность отсчета размеров по
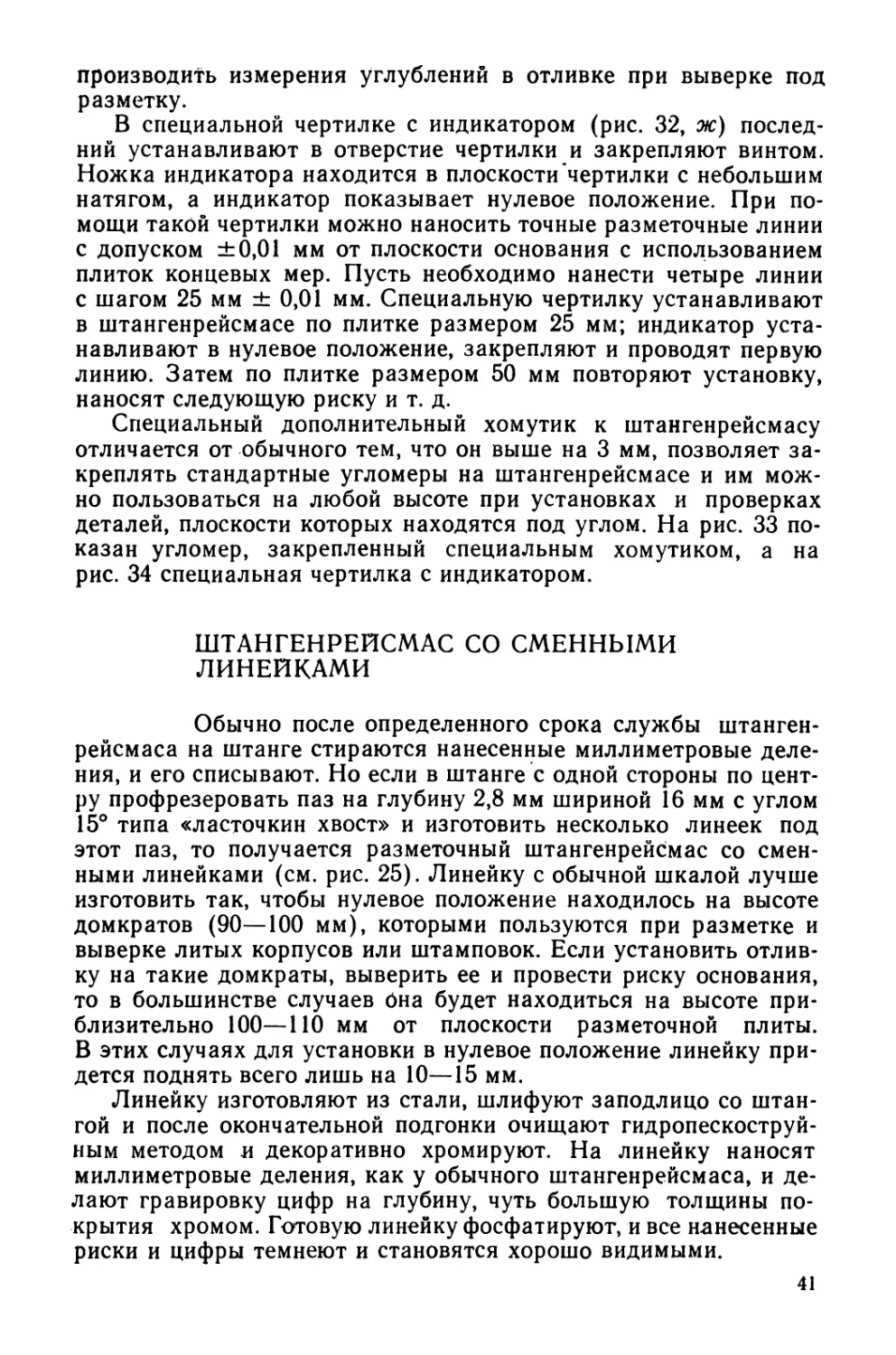
шкалам и точность установки чертилки. Штангенрейсмас со счет¬
чиком и индикатором часового типа для измерения высот и раз¬
метки показан на рис. 35. Отсчет цельных миллиметров происхо¬
дит по счетчику, а долей миллиметра (до 0,01 мм) на индикаторе
часового типа. Установка на нуль возможна на любой высоте.
Измерительная ножка и ножка-чертилка покрыты матовым хро¬
мированием. Заостренная ножка-чертилка для разметки выпол¬
нена из твердого сплава. Пределы измерения прибора составля¬
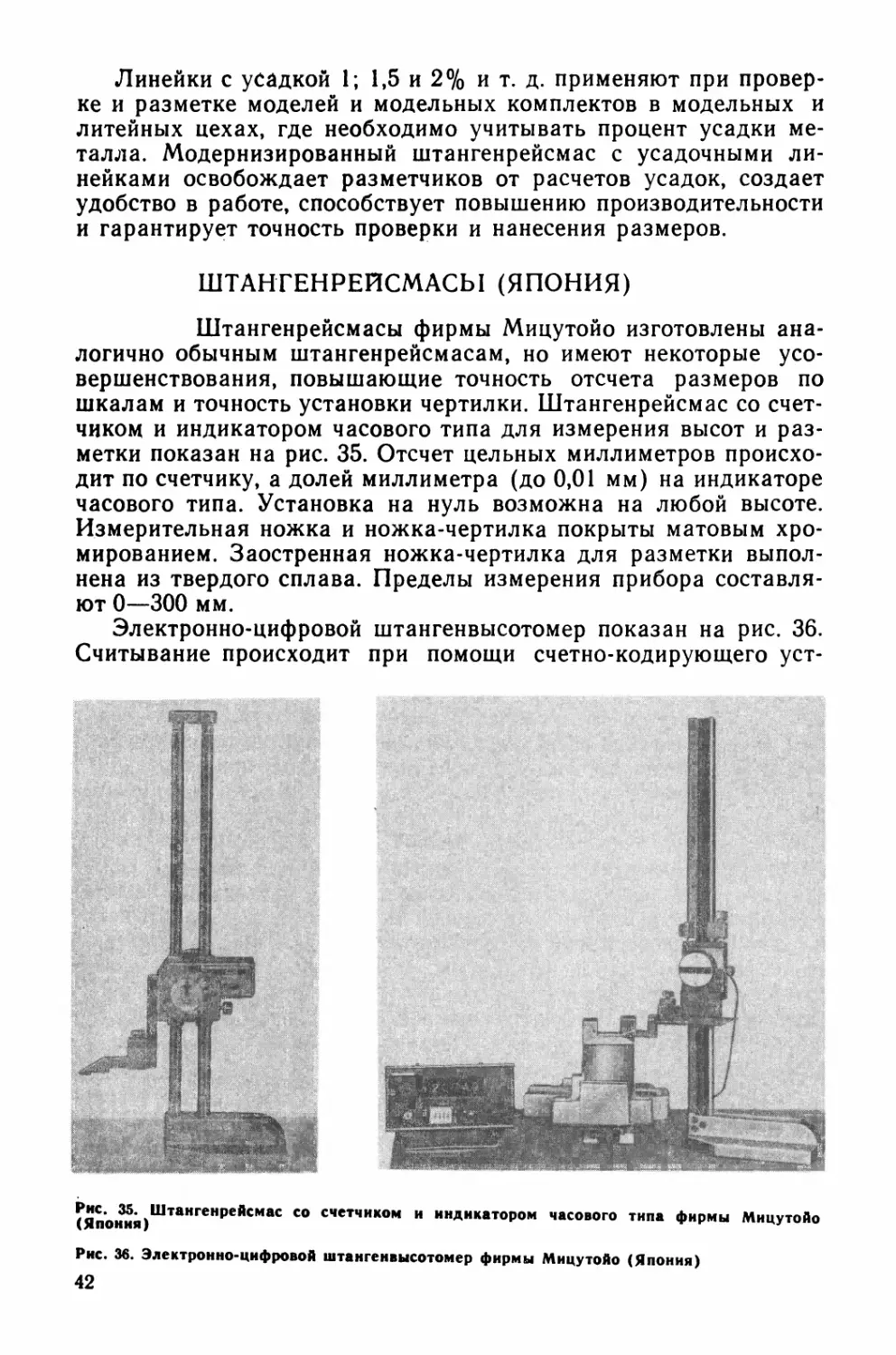
ют 0—300 мм.Электронно-цифровой штангенвысотомер показан на рис. 36.
Считывание происходит при помощи счетно-кодирующего уст-Йпон^)ШТаНГеНРеЙСМаС С° счетчиком и индикатором часового типа фирмы МицутойоРис. 36. Электронно-цифровой штангенвысотомер фирмы Мицутойо (Япония)42
ройства. Так как показание высотомера цифровое, то считывание
легко производить и устранять погрешности. Счетчик может быть
установлен на нуль в любой позиции. Диапазон измерения
0—600 мм. Минимальное значение считывания 0,01 мм. Ком¬
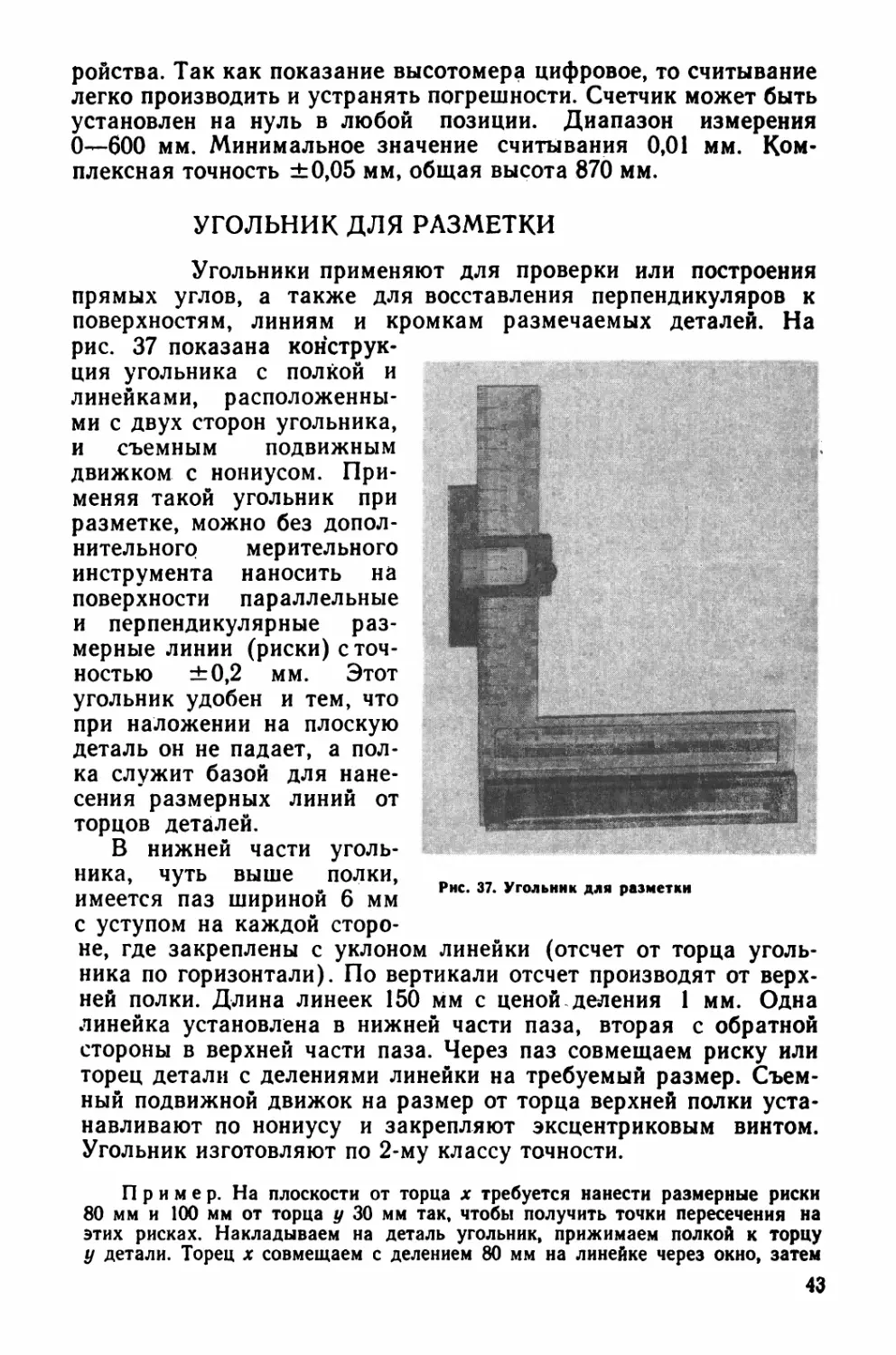
плексная точность ±0,05 мм, общая высота 870 мм.УГОЛЬНИК ДЛЯ РАЗМЕТКИУгольники применяют для проверки или построения
прямых углов, а также для восставления перпендикуляров к
поверхностям, линиям и кромкам размечаемых деталей. На
рис. 37 показана конструк¬
ция угольника с полкой и
линейками, расположенны¬
ми с двух сторон угольника,
и съемным подвижным
движком с нониусом. При¬
меняя такой угольник при
разметке, можно без допол¬
нительного мерительного
инструмента наносить на
поверхности параллельные
и перпендикулярные раз¬
мерные линии (риски) с точ¬
ностью ±0,2 мм. Этот
угольник удобен и тем, что
при наложении на плоскую
деталь он не падает, а пол¬
ка служит базой для нане¬
сения размерных линий от
торцов деталей.В нижней части уголь¬
ника, чуть выше полки,
имеется паз шириной 6 мм
с уступом на каждой сторо¬
не, где закреплены с уклоном линейки (отсчет от торца уголь¬
ника по горизонтали). По вертикали отсчет производят от верх¬
ней полки. Длина линеек 150 мм с ценой деления 1 мм. Одна
линейка установлена в нижней части паза, вторая с обратной
стороны в верхней части паза. Через паз совмещаем риску или
торец детали с делениями линейки на требуемый размер. Съем¬
ный подвижной движок на размер от торца верхней полки уста¬
навливают по нониусу и закрепляют эксцентриковым винтом.
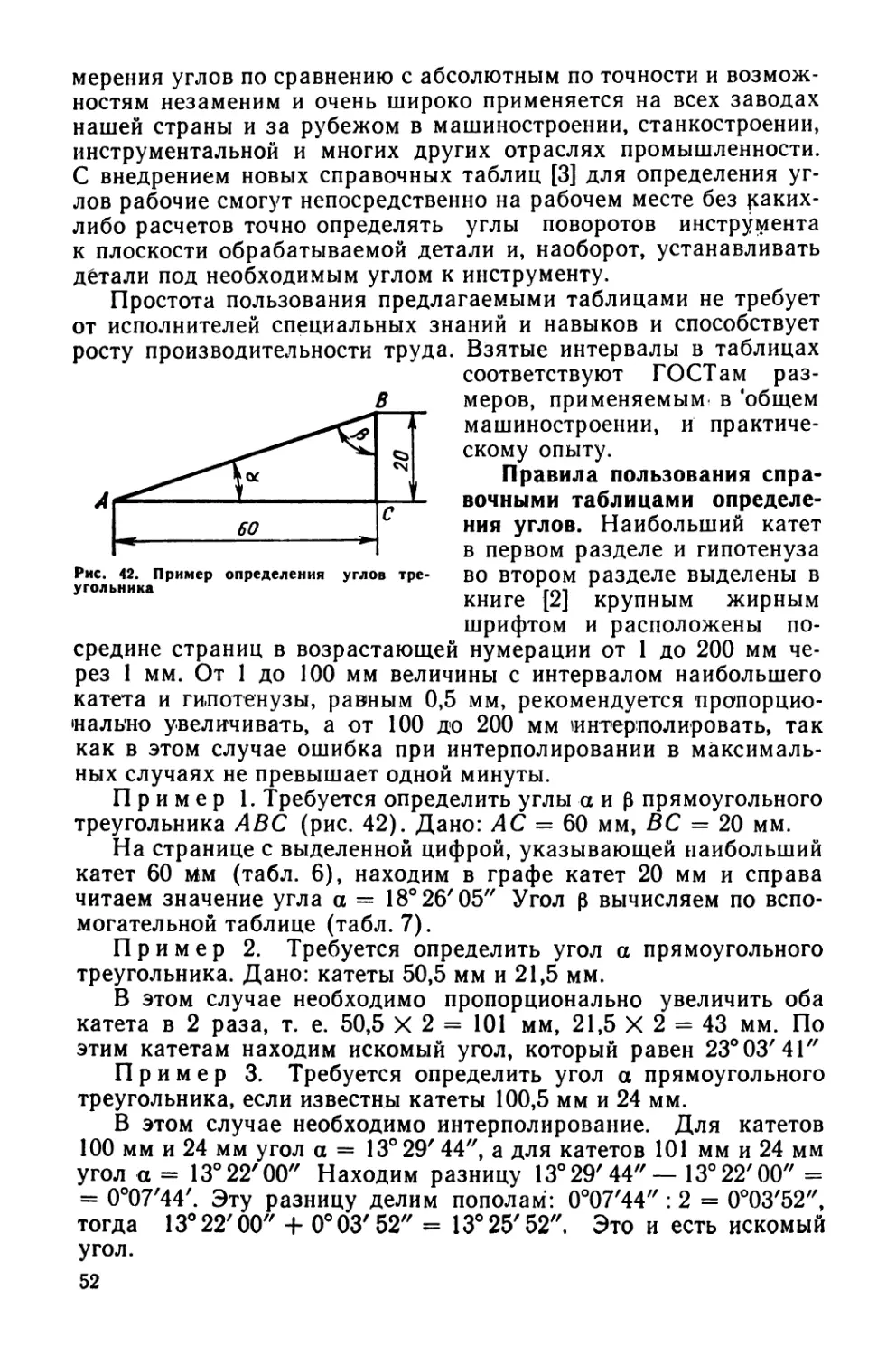
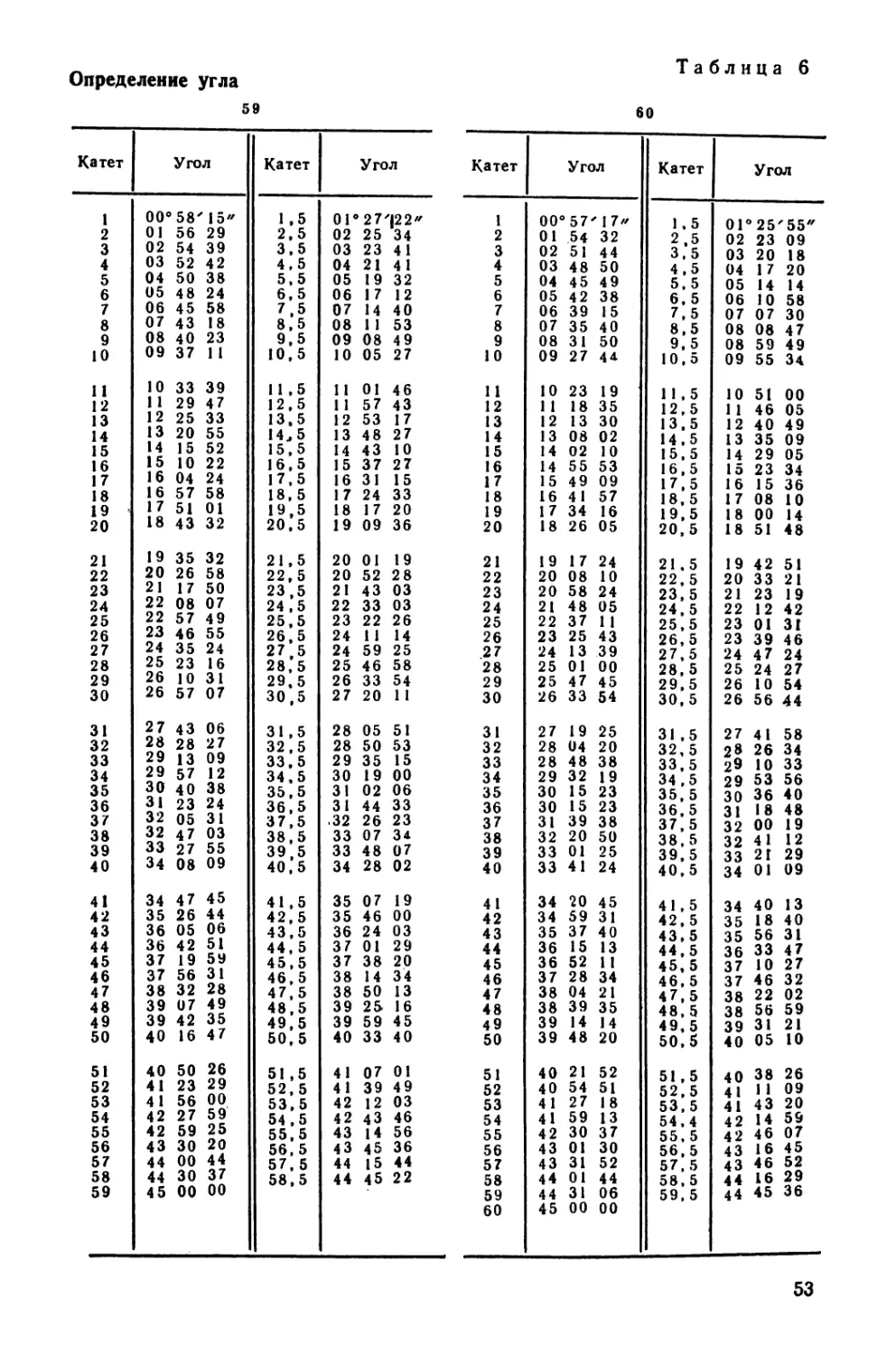
Угольник изготовляют по 2-му классу точности.Пример. На плоскости от торца х требуется нанести размерные риски
80 мм и 100 мм от торца у 30 мм так, чтобы получить точки пересечения на
этих рисках. Накладываем на деталь угольник, прижимаем полкой к торцу
у детали. Торец х совмещаем с делением 80 мм на линейке через окно, затем43
проводим чертилкой первую риску, передвигаем угольник горизонтально
на 20 мм и, совмещая нанесенную риску через паз с делением 20 мм, проводим
вторую риску. Устанавливаем подвижной движок по нониусу на размер 30 мм,
закрепляем и чертилкой проводим короткую риску, пересекая ранее нанесен¬
ные риски.ИНСТРУМЕНТ ДЛЯ РАЗМЕТКИОКРУЖНОСТЕЙ И ДУГРазметка окружностей и дуг самая распространенная
операция. Обычно при наличии на поверхности детали центра,
заданного точкой (керном), или пересечением различных разме¬
точных рисок, разметку выполняют с помощью циркулей или
штангенциркулей. Если центр дуги или окружности на размечае¬
мой детали не отмечен, а задан расточенным или просверленным
отверстием диаметром до 20 мм, в этих случаях можно применять
циркули со сферическими сменными ножками, которые закреп¬
ляют на одну из ножек, а размер устанавливают по заранее за¬
данной засечке (короткой риске) нужного радиуса, или радиуса,
отложенного штангенциркулем от края отверстия. Существует
много разновидностей циркулей, применяемых для разметки
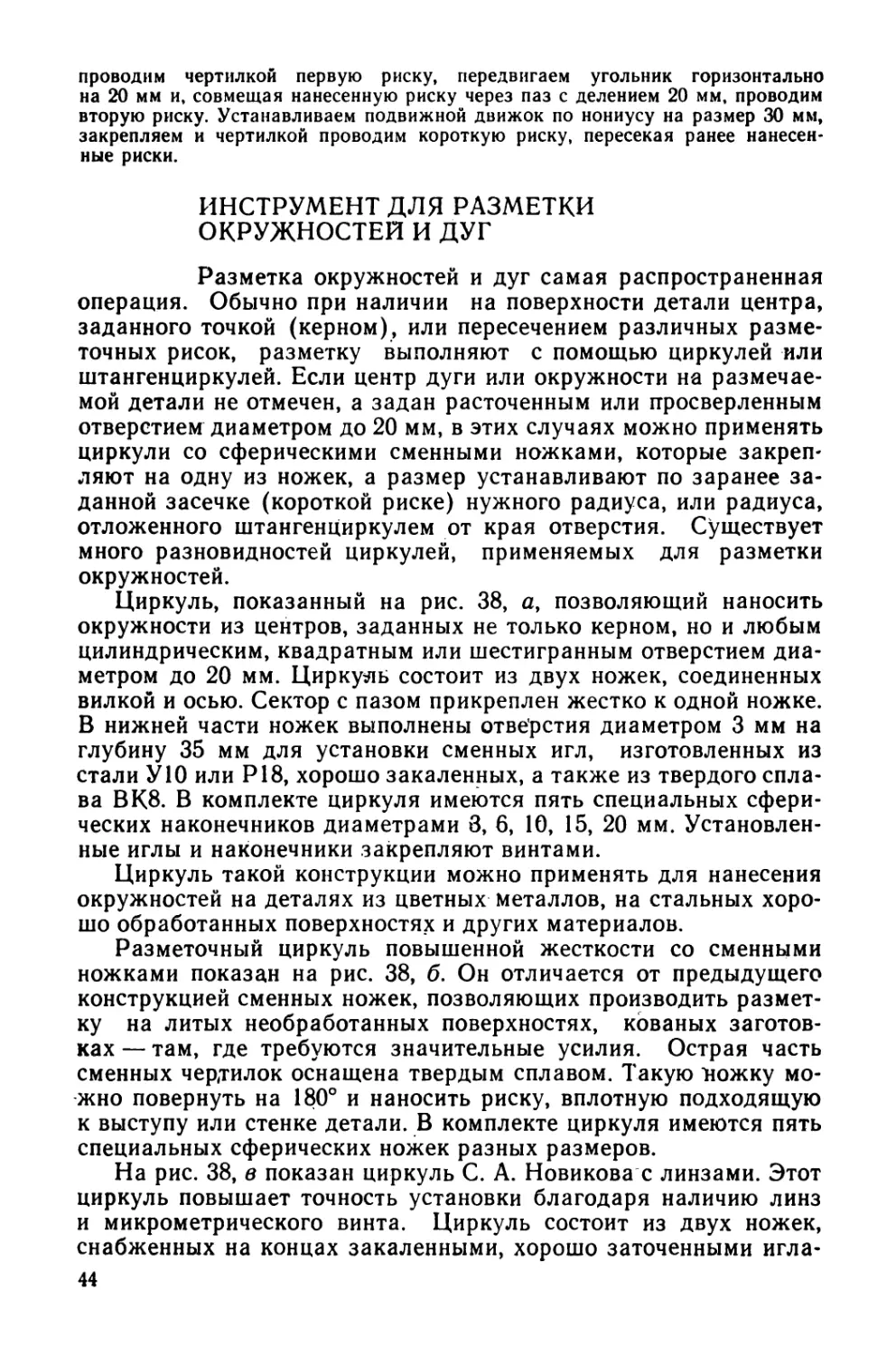
окружностей.Циркуль, показанный на рис. 38, а, позволяющий наносить
окружности из центров, заданных не только керном, но и любым
цилиндрическим, квадратным или шестигранным отверстием диа¬
метром до 20 мм. Циркуль состоит из двух ножек, соединенных
вилкой и осью. Сектор с пазом прикреплен жестко к одной ножке.
В нижней части ножек выполнены отверстия диаметром 3 мм на
глубину 35 мм для установки сменных игл, изготовленных из
стали У10 или Р18, хорошо закаленных, а также из твердого спла¬
ва ВК8. В комплекте циркуля имеются пять специальных сфери¬
ческих наконечников диаметрами 3, 6, 10, 15, 20 мм. Установлен¬
ные иглы и наконечники закрепляют винтами.Циркуль такой конструкции можно применять для нанесения
окружностей на деталях из цветных металлов, на стальных хоро¬
шо обработанных поверхностях и других материалов.Разметочный циркуль повышенной жесткости со сменными
ножками показан на рис. 38, б. Он отличается от предыдущего
конструкцией сменных ножек, позволяющих производить размет¬
ку на литых необработанных поверхностях, кованых заготов¬
ках — там, где требуются значительные усилия. Острая часть
сменных чертилок оснащена твердым сплавом. Такую ножку мо¬
жно повернуть на 180° и наносить риску, вплотную подходящую
к выступу или стенке детали. В комплекте циркуля имеются пять
специальных сферических ножек разных размеров.На рис. 38, в показан циркуль С. А. Новикова с линзами. Этот
циркуль повышает точность установки благодаря наличию линз
и микрометрического винта. Циркуль состоит из двух ножек,
снабженных на концах закаленными, хорошо заточенными игла-
44
Рис. 38. Циркули для разметкими, и двух разъемных линз с пятикратным увеличением. Линзы
установлены так, что концы игл находятся в их фокусе. Это дает
возможность хорошо видеть острие иглы и точно совмещать ее
с делением масштабной линейки и с нанесенными рисками на
детали. Линзы разрезаны на. две половины и при сведении ножек
циркуля близко подходят друг к другу. Циркуль имеет микромет¬
рическую подачу для точной установки на размер, а для быстро¬
го разведения ножек имеется отключающее устройство.Циркуль позволяет размечать очень маленькие окружности;
для этого на одну из игл надевают специальное приспособление
«балеринку», состоящее из втулки, свободно вращающейся на
цилиндрической части иглы циркуля, и пружинной лапки, отжи¬
маемой установочным винтом. «Балеринка» хранится в верхней
части циркуля. Циркуль предназначен для работы только на хо¬
рошо и чисто обработанных поверхностях, где требуется точная
разметка.СТЕНКОМЕРЫСтенкомеры с различной формой мерительных ножек
предназначены для контроля толщин стенок деталей в труднодо¬
ступных местах.Основные технические характеристики стенкомеров, выпус¬
каемых Кировским инструментальным заводом «Красный инстру-45
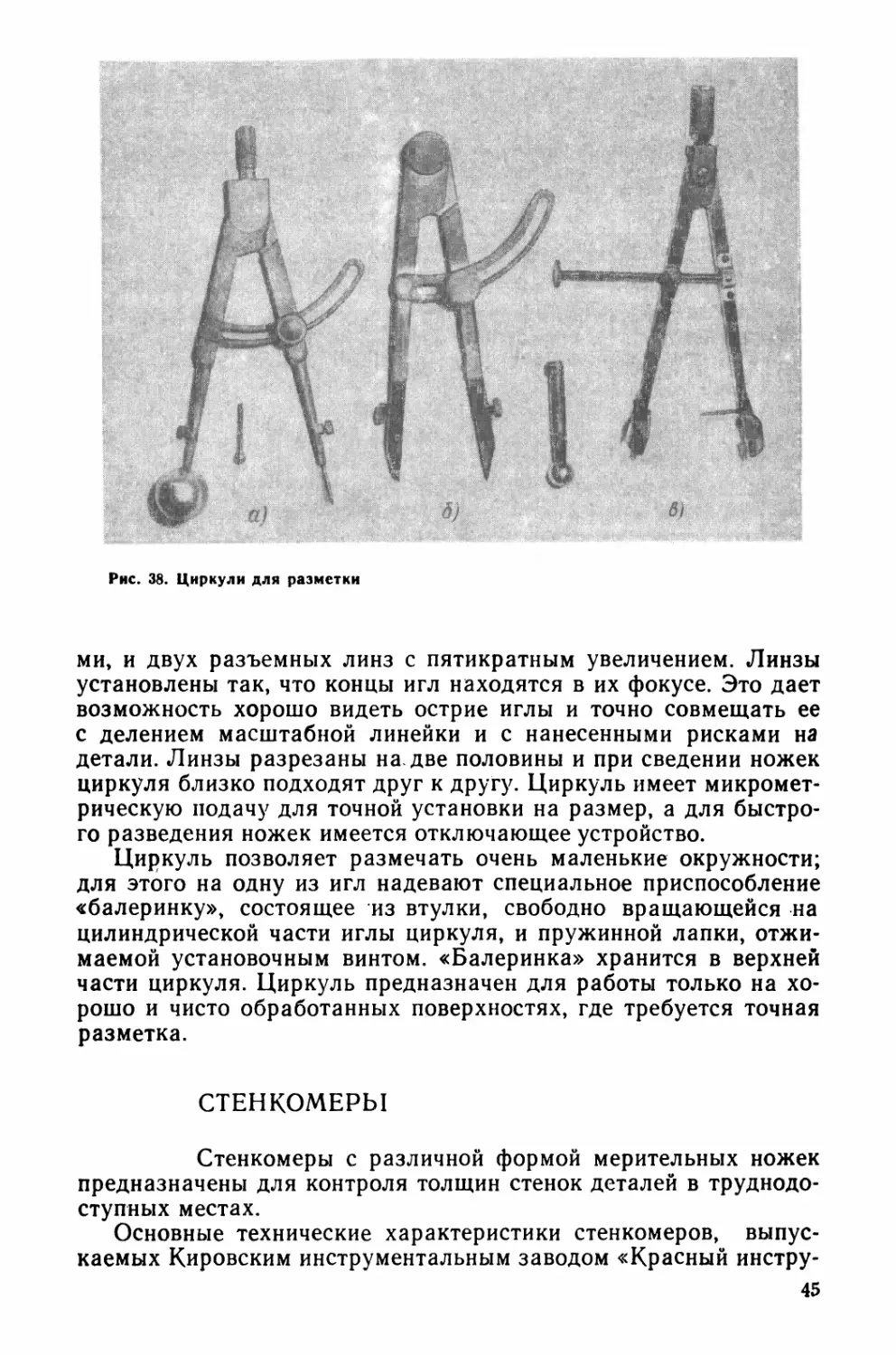
менталыцик» (ГОСТ 11951—66), приведены в табл. 4. На рис. 39
показан стенкомер С-25.Таблица 4Основные технические характеристики стенкомеровПараметры, ммС-2С-10-АС-10-БС-25С-50Цена деления отсчетного устройства0,010,010,10,10,1Пределы измерений 0—20—100—100-2525—50Наибольшая глубина измерения, не
менее 254060100160Наименьший диаметр измеряемого от¬
верстия при наибольшей глубине из¬
мерения, не более 3571220Допускаемая погрешность стенкоме-
ров (±):на длине до 1 мм.0,010,01на всей длине0,0150,0200,10,150,15В процессе проверки разметкой сложных отливок довольно
часто возникают трудности контроля стенок, особенно в трудно¬
доступных местах. В этих случаях можно использовать негости-
рованный измерительный инструмент. Стенкомеры различныхРис. 39. Стенкомер С-25конструкций могут использовать не только разметчики, но и ста¬
ночники и работники ОТК для измерения стенок в труднодоступ¬
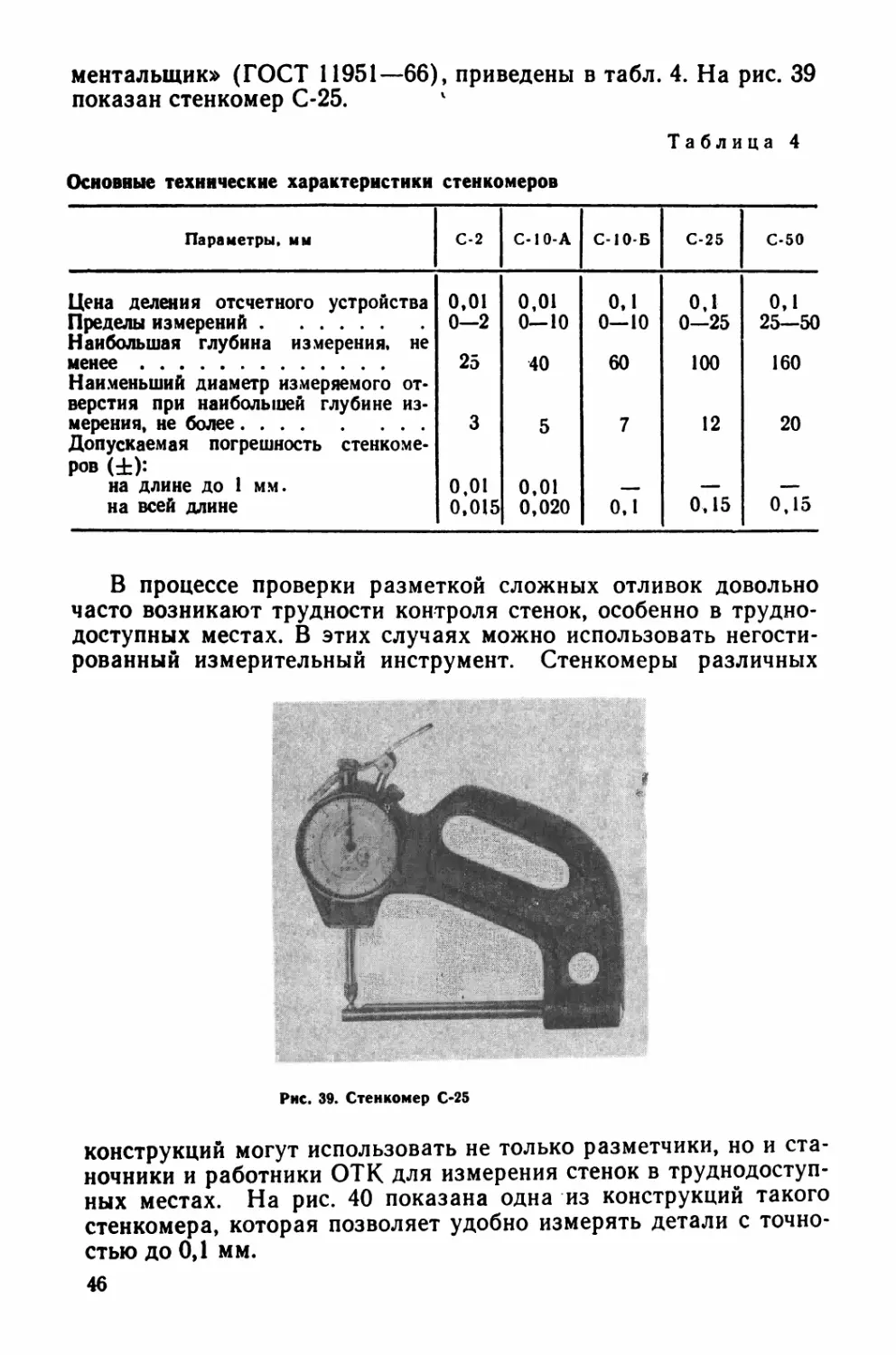
ных местах. На рис. 40 показана одна из конструкций такого
стенкомера, которая позволяет удобно измерять детали с точно¬
стью до 0,1 мм.
Рис. 40. Самодельный стенкомерОПОРНЫЕ ПОДКЛАДКИДетали средних и крупных размеров с обработанными
и необработанными установочными базами обычно непосредст¬
венно на разметочную плиту не устанавливают во избежание
повреждения ее рабочей поверхности и для удобства нанесения
размеров и регулировки. В этих случаях между деталью и плитой
устанавливают опорные подкладки или домкраты. Когда устано¬
вочная база детали совпадает с разметочной или параллельна ей
и для установки детали на плите не требуется изменять высоту
ее частей, деталь может быть установлена опорными поверхно¬
стями на три подкладки одного размера или с определенным и
заданными размерами. На четыре подкладки деталь устанавли¬
вают в тех случаях, когда необходимо проверить параллельность,
обычно перед повторной разметкой после термической обработки.Простейшая закаленная подкладка (см. рис. 21), которую
автор применяет, удобна тем, что имеет прямоугольную форму,
все стороны ее параллельны и точно выполнены в размеры
30 X 40 X 50 мм и 35 X 45 X 55 мм. Путем наложения подкла¬
док можно быстро получить кратные размеры высотой 70 мм,
95 мм и т. д. (30 + 40 = 70 мм, 45 + 50 = 95 мм). Для проме¬
жуточных установок применяют плитки концевых мер, вышедшие
из допусков и переданные в пользование разметчику. Примене¬
ние таких подкладок гарантирует устойчивость и удобства в ра¬
боте. Каждый комплект состоит из четырех подкладок и имеет
маркировку высоты на каждой стороне.47
СПРАВОЧНЫЙ МАТЕРИАЛ
ДЛЯ РАЗМЕТКИСПРАВОЧНЫЕ ТАБЛИЦЫ ЭЛЕМЕНТОВ КРУГАПри выполнении разметочных операций и проверке
различных деталей и корпусов разметчикам часто приходится
производить различные расчеты, делить окружность, определять
длину дуги, хорду, используя формулы прямоугольного треуголь¬
ника, и т. д.Выполнение подобных построений и расчетов требует от ис¬
полнителя знаний тригонометрии. Расчеты, выполняемые по фор¬
мулам и таблицам тригонометрических функций, отнимают много
рабочего времени и часто связаны с ошибками, которые иногда
приводят к браку дорогостоящих деталей. Рекомендуемые спра¬
вочные таблицы значительно сокращают время при определении
необходимых элементов в производственных условиях. При ис¬
пользовании таких справочных таблиц разметчику не нужны спе¬
циальные знания и навыки, способствующие повышению произво¬
дительности труда, точности и качеству выполняемой работы.В справочных таблицах содержатся готовые данные элемен¬
тов круга [*1].Правила пользования справочными таблицами элементов
круга. Порядковый номер каждой страницы в книге А. С. Ва¬
сильева [1] соответствует величине радиуса. Для графы «Катет
*з» порядковый номер страницы является одним известным ка¬
тетом прямоугольного треугольника. В книге дана таблица по¬
правок к радиусу на 0,5 мм в двух экземплярах для удобства
пользования. Один экземпляр можно вырезать из книги и накле¬
ить на картон. Точность поправки ± 0,002 мм.Величины элементов круга (хорд, дуг, прямоугольных коор¬
динат точек на окружности) вычислены для радиусов и размеров
от 1 до 400 мм с интервалом 1 мм (или в см, дм, м и т. п.) и
центральных углов от 1 до 45° с интервалом 30' по следующим
формулам (рис. 41):а , 2л R
где а — центральный угол,
град; а — длина хорды, мм;/— длина дуги, мм; x\f х2у
Хз — катеты прямоугольного
треугольника (координаты то¬
чек на окружности), мм.Вычисления в таблицах
даны с точностью до четырех
десятичных знаков после за¬
пятой (четвертый знак округ¬
лен).В табл. 5 приведены значе¬
ния элементов круга для ра¬
диуса 50 мм [1].Пример 1. Найти длины хорды, дуги и катетов окружности, радиус ко¬
торой R = 50 мм (для катета дг3 R = 50 мм является одним известным кате¬
том) и а = 36°.По табл. 5 для а = 36° в соответствующих графах находим хорду
а = 30,9017 мм, длину дуги / = 31,4159 мм и катеты Х\ = 29,3892, х2 = 40,4508,
*з = 36,3272 мм.Пример 2. Определить длину окружности, диаметр которой D = 100 мм.100Вычисляем радиус R =—-— =50 мм. По табл. 5 для а = 36° на¬
ходим / — 31,4159 мм. Так как 36° составляет десятую часть от 360°, то пере¬
носим запятую на один знак вправо и получаем искомую величину
/ = 314,159 мм.Пример 3. Длину хорды при углах более 45° можно получить удвоени¬
ем величины катета хх для угла, равного половине заданного. Дано: а = 72°
и R = 50 мм. Определить длину хорды окружности.Для а = 72° и R = 50 мм длина хорды а равна длине двух катетов хх
при а = 36°! На стр. 50 для а = 36° находим Х\ = 29,3892 мм. Следовательно,
для а = 72° длина хорды а = 2-29,3892 = 58,7784 мм.Пример 4. Длину дуги окружности при углах более 45° можно полу¬
чить сложением двух или нескольких длин дуг для углов, составляющих в
сумме заданный. При а = 72° (45° + 27° = 72°) на стр. 50 (табл. 5) находим
длину дуги окружности для углов 50°, 55°, 60° и т. д. с интервалом 5° искомую
величину можно получить путем переноса запятой на один, знак вправо. При
R = 50 мм определить длину дуги 50°. Длина дуги 5° = 4,3633 мм, переносим
запятую на один знак вправо, тогда длина дуги 50° = 43,633 мм.Прим’ер 5. Для определения размеров катетов хх и х2 при углах от
45° до 90° значения катетов для угла ai, равного разности 90°—-а, необходи¬
мо поменять местами. В данном случае ai = 90° — 54° = 36°.На стр. 50 (табл. 5) для, ai=36° находим *1 = 29,3892 мм; хч —
= 40,4508 мм. Тогда для a = 54° размеры катетов будут хх = 40,4508 мм;
х2 = 29,3892 мм.Пример 6. Перевести допуски, указанные на чертежах в градусах, на
линейные размеры (приближенно) при R = 50 мм, a = 36° ± 30^ и a = 36° ±
± 15'. На стр. 50 (табл. 5) находим хорду для a = 1° а = 0,8726 мм. Для оп¬
ределения допуска ±0°30' получим ±0,8726 : 2 = ±0,4363 мм; для допуска
± 0° 15' получим ±0,8726 : 4 = ±0,2182 мм.Таблица поправок [1] позволяет пользоваться интервалом через 0,5 мм
для всех размеров и радиусов от 1 до 400 мм. Допустим нужно определить
длину хорды при радиусе К = 50,5 мм и угле 36°. По табл 5 находим угол 36°,
смотрим, чему равна хорда для 36°, а = 30,9017 мм плюс поправка на 0,5 мм,
равная 0,3090 мм. Итак, длина хорды равна 31,2107 мм.49
аI2345678910И121314151617181920212223242526272829303132333435363738394041424344451°302 303 304 305 306 307 308 309 3010 3011 3012 3013 3014 3015 30(63017 3018 3019 3020 3021 3022 3023 3024 30Тацентов КругаХордааДлина дуги
/КатетХ\Катетхг0,87260,87270,87261 .74491,74531,74452,61772,61802.61683,48993,49063,48784.36194,36334,35785,23365,23605,22646,10496,10876,09346,97566,98136,95867,84597,85407.82178,71568,72678.68249,58469,59939,540410,452810.472010,395611,320311,34461 1 ,247512,186912,217312,096113,052613,090012,940913,917313,962613,781814,780914,835314.618615,643415,707915.450816,504816,580616.278417,364817,453317,101018,223618,32591 7 , 918419,080919.198618,730319,936820,071319.536520,791220,943920,336821,644021,816621,130922,495122,689321.918523,344523,561922,699524.192224,434623,473625,038025,307224.240525,881926,179925,000026,723827,052625.751927,563727,925226,496028,081528,798027,232029,237229,670627,959630,070630,543228,678830,901731 ,41592$,389231,730532,288630,090832,556833.161230,783033.380734,033931 ,466034.202034,906632,139435,020735,779332,803035.836836,651933,456636,650137,524634,099937.460738,397234.732938.268339,269935,35541.30901,30901,30882.18152,18162.18093,05393,05433,05243.92603,92703,92294.79784,79964,79235.66935,67235,66126.54036,54506,52637.41087,41767,39048.28088.29038,25249.15029,16309, 111810.018810.03569.968410.886710.908310,822011,753711,781011,672212,619912,653612,519013,485113,526313,361914,349314,399014.200815,212315.271615.035316.074316, 144315.865216,935017,017016,690317.794417,889617,510418.652418,762318,325019,509019,635019,134220.464220,507619,937421,217821,380320,734649,9924
49,9695
49,9315
49,8782
49,8098
49,7261
4*1.6273
49,5134
49,3844
49,2404
49,0813
48,9074
48,7185
48,5148
48,2963
48,0631
47 8152
47,5528
47,2759
46,9846
46,6790
46,3592
46,0252
45,6772
45 3154
44,9397
44 5503
44,' Г4 74
43,7310
43,3012
42,8584
42,4024
41,9336
41,4519
40 957640.4508
39,9318
39,4006
38,8573
38 3022
37*7355
37,1572
36,5677
35,9670
35,3554
49,9828
49,9524
49,9067
49,8458
49,7698
49,6782
49,572249.4508
49,3143
49,1628
48,9962
48,8148
48,6185
48,4074
48,1815
47,9410
47,6858
47,4162
47,1320
46,8336
46,5209
46,1940
45,8530
45.4980
Продолжение табл. 5ГрадусыХордаДлина дугиКатетКатетКатетаа1Х\х2*325 3022,069722,253021.525545,129223,848826 3022.920023, 125622,309944,746724,929127 3023,878623,998223,087444,350526,028428 3024,615324,870923,857943,940827,147829 3025,460225,743624,621243,517828,288630 3026,303126,616225,376943, 08Л4
42,632029,452231 3027,144027,488926,124930,640032 3027,982928,361626,865042,169531 ,853533 3028,819629,234227,596841,694333,094334 3029.654230,106928,32034 1,206334,364035 3030,486430.979629,035140,705835,664636 3031 ,316431,852229,741140,192836,998037 3032,143932,724930,438039,667638,366338 3032,969133,597631,125739,130439,771839 3033,791734,470231,803938,58124 1,216840 3034 ,61 1635.342932,472438,020342,704041 3035,429136,215633,131037,44 7844.276242 3036,243837,088233,779536,863845,816543 3037,05573 7, 960934,417736,268747,448244 3037,864938,833535.045435,662749,1348Примечание. Значения величин даны для радиуса, равного 50 мм.СПРАВОЧНЫЕ ТАБЛИЦЫ
ОПРЕДЕЛЕНИЯ УГЛОВЛюбой угол при разметке можно быстро и точно опре¬
делить, используя справочные таблицы для определения углов [2].В первом разделе книги приведены готовые расчеты углов
прямоугольных треугольников по двум известным катетам от 1
до 200 мм с интервалом 0,5 мм до 45°, во втором разделе приве¬
дены готовые расчеты углов прямоугольных треугольников по
гипотенузе и катету от 1 до 200 мм с интервалом 0,5 мм до 90 гра¬
дусов.Таблицы вычислены с высокой точностью и предназначены
для разметчиков, слесарей, модельщиков, расточников, токарей,
шлифовщиков, работников ОТК, технологов, мастеров механиче¬
ских цехов и конструкторов машиностроительных и других за¬
водов. Рабочим и контролерам часто приходится точно опреде¬
лять или измерять угловые величины при изготовлении, контроле
и установке специального инструмента, приспособлений, деталей
машин, при нанесении установочных рисок при разметке крупных
деталей, а также при определении конусности и уклонов.В обращении у машиностроителей находится большое коли¬
чество всевозможного мерительного инструмента и приборов:
универсальные оптические угломеры, фрезерные головки, пово¬
ротные столы на координатно-расточных станках, всевозможные
синусные приспособления, которые широко применяются в прак¬
тике рабочими и контролерами.Несмотря на универсальность, они ограничены определенны¬
ми габаритами и возможностями. Тригонометрический метод из-51
мерения углов по сравнению с абсолютным по точности и возмож¬
ностям незаменим и очень широко применяется на всех заводах
нашей страны и за рубежом в машиностроении, станкостроении,
инструментальной и многих других отраслях промышленности.
С внедрением новых справочных таблиц [3] для определения уг¬
лов рабочие смогут непосредственно на рабочем месте без ^аких-
либо расчетов точно определять углы поворотов инструмента
к плоскости обрабатываемой детали и, наоборот, устанавливать
детали под необходимым углом к инструменту.Простота пользования предлагаемыми таблицами не требует
от исполнителей специальных знаний и навыков и способствует
росту производительности труда. Взятые интервалы в таблицахсоответствуют ГОСТам раз¬
меров, применяемым^ в общем
машиностроении, и практиче¬
скому опыту.Правила пользования спра¬
вочными таблицами определе¬
ния углов. Наибольший катет
в первом разделе и гипотенуза
во втором разделе выделены в
книге [2] крупным жирным
шрифтом и расположены по¬
средине страниц в возрастающей нумерации от 1 до 200 мм че¬
рез 1 мм. От 1 до 100 мм величины с интервалом наибольшего
катета и гипотенузы, равным 0,5 мм, рекомендуется тграпорцио-
•нально увеличивать, а от 100 до 200 мм интерполировать, так
как в этом случае ошибка при интерполировании в максималь¬
ных случаях не превышает одной минуты.Пример 1. Требуется определить углы аир прямоугольного
треугольника ABC (рис. 42). Дано: АС = 60 мм, ВС = 20 мм.На странице с выделенной цифрой, указывающей наибольший
катет 60 Мм (табл. 6), находим в графе катет 20 мм и справа
читаем значение угла а = 18° 26'05" Угол р вычисляем по вспо¬
могательной таблице (табл. 7).Пример 2. Требуется определить угол а прямоугольного
треугольника. Дано: катеты 50,5 мм и 21,5 мм.В этом случае необходимо пропорционально увеличить оба
катета в 2 раза, т. е. 50,5 X 2 = 101 мм, 21,5 X 2 = 43 мм. По
этим катетам находим искомый угол, который равен 23°03'41"Пример 3. Требуется определить угол а прямоугольного
треугольника, если известны катеты 100,5 мм и 24 мм.В этом случае необходимо интерполирование. Для катетов
100 мм и 24 мм угол а = 13° 29' 44", а для катетов 101 мм и 24 мм
угол а = 13° 22' 00" Находим разницу 13° 29'44"— 13° 22'00" =
= 0°07'44'. Эту разницу делим пополам: 0°07'44" : 2 = 0°03'52",
тогда 13° 22'00" + 0°03'52" = 13° 25'52", Это и есть искомый
угол.ВРис. 42. Пример определения углов тре¬
угольника52
58' 1 5'56 2954 3952 4250 3848 2445 5843 1840 2337 1133 3929 4725 3320 5515 5210 2204 2457 5851 0143 3235 3226 5817 5008 0757 4946 5535 2423 1610 3157 0743 0628 2713 0957 1240 3823 2405 3147 0327 5508 0947 4526 4405 0642 5119 5956 3132 2807 4942 3516 4750 2623 2956 0027 5959 2530 2000 4430 3700 00Таблица б)60КатетУгол1.501** 2 7 '12 2 "2,50225343,50323414.50421415,50519326,50617127 50714408,5081 1539,509084910,510052711,511014612,51 1574313,512531714., 513482715,514431016,515372717,516311518, 517243319,518172020,519093621,520011922,520522823,521430324,522330325,523222626,524111427524592528,525465829,526335430,527201 131,528055132,528505333,529351534,530190035,531020636,531443337,5.32262338,533073439,533480740,534280241,535071942,535460043,536240344, 53 7012945,537382046, 538143447,538501348,539251649,539594550,540334051,541070152,541394953,542120354,542434655,543145656, 543453657,544154458,5444522КатетУголКатетУгол100£■57*' 1 7"1.5ОГ» 25'55"20154322,502230930251443,503201840348504,5041 72050445495.505141460542386, 506105870639157,507073080735408,508084790831509, 50859491009274410,50955341110231911,5105100121 1183512,51 146051312133013,51240491413080214,51335091514021015,51429051614555316,51 523341715490917,51615361816415718.51708101917341619,51800142018260520,51851482119172421,51942512220081022, 52033212320582423,52123192421480524. 52212422522371 125,52301312623254326,52339462724133927,52447242825010028,52524272925474529,52610543026335430, 52656443127192531 ,52741583228042032, 52826343328483833,52910333429321934,52953563530152335, 530364036301 52336,53118483731393837,53200193832205038,53241123933012539,5332 Г294033412440,53401094134204541,53440134234593142, 53518404335374043,53556314436151344,53633474536521145,53710274637283446,53746324738042147,53822024838393548, 53856594939141449,53931215039482050,54005105140215251,54038265240545152,5411 1095341271853,54143205441591354.44214595542303755.54246075643013056, 54316455743315257.54346525844014458.54416295944310659. 54445366045000053
Таблица 7Вспомогательная таблица для подсчета угла р Г радусыМинутыСекундыГ радусыМинутыСекунды89—01 =885-9—01 =5860—01 =5989—44=4559—44 = 1560—44 = 1602 = 8702 = 5702 = 5845 = 4445=1445=1503 = 8603 = 5603 = 5746 = 4346=1346 = 1404=8504 = 5504=5647 = 4247=1247=1305 = 8405 = 5405 = 5548 = 4148=1 148=1206 = 8306 = 5306 = 5449 = 4049=1049=1 107 = 8207 = 5207 = 5350 = 3950 = 0950 = 1008-8108 = 5108 = 5251 =3851 =0851=0909 = 8009 = 5009 = 5152 = 3752 = 0752 = 0810=7910 = 4910 = 5053 = 3653 = 0653 = 0711=781 1 =481 1 =4954=3554=0554=0612 = 7712 = 4712 = 4855 = 3455 = 0455 = 0513 = 7613=4613 = 4756 = 3356 = 0356 = 0414 = 7514=4514 = 4657 = 3257 = 0257 = 0315 = 7415 = 4415 = 4558 = 3158 = 0158 = 0216 = 7316 = 4316 = 4459 = 30—59 = 0117 = 7217 = 421 7 = 4360 = 29——18=7118 = 4 118 = 4261=28—_19 = 7019 = 4019 = 4162 = 27——20 = 6920 = 3920 = 4063 = 26——21=6821 =382 1 =3964 = 25— 22 = 6722 = 3722 = 3865 = 24— 23 = 6623 = 3623 = 3766 = 23—24 = 6524=3524=3667 = 22— 25 = 6425=3425 = 3568 = 21——26 = 6326 = 3326 = 3469 = 20_ 27 = 6227 = 3227 = 3370=19— 28 = 6128 = 3128 = 327 1 = J 8——29 = 6029 = 3029 = 3172= 1 7—__30 = 5930 = 29 ■30 = 3073=16——31 =5831=2831 =2974=15 32 = 5732 = 2732 = 2875=14— 33 = 5633 = 2633 = 2776=13——34 = 5534=2534 = 2677=12——.35 = 5435 = 2435 = 2578= 1 1 36 = 5336 = 2336 = 2479= 10 37 = 5237 = 2237 = 2380 = 09 —38 = 5138 = 2138 = 2281 =08 39 = 5039 = 2039 = 2182 = 07— 40 = 4940=1940 = 2083 = 06— 41 =4841=1841 = 1984 = 05 42 = 4742=1 742=1885 = 04— 43 = 4643=1643=1786 = 03 87-02— 88 = 0!——Пример 4. Требуется определить угол а прямоугольного
треугольника, если известны катеты 19,5 мм и 7,45 мм.В этом случае переносим
запятые на один знак впра¬
во, получим больший катет
195 мм и меньший катет
74,5 мм. В строке напротив
этих катетов находим иско¬
мый угол а, который равен
20°46'51"Пример 5. Требуется оп¬
ределить углы аир прямоугольного треугольника ABC (рис. 43).
Дано: АВ — 60 мм, ВС = 20 мм.На странице с выделенной цифрой, указывающей гипотенузу
60 мм, в графе «катет» находим катет 20 мм и соответствующий
ему угол а 19° 28' 16" Угол р вычисляем по табл. 7.54Рис. 43. Пример определения углов
треугольника
Пример 6. В треугольнике ABC (рис. 46): АС = 60 мм,
ВС = 20 мм, угол а = 18° 26' 05" Производим вычитание по гра¬
фам вспомогательной таблицы из угла 90°:Получаем угол р = 71° 33'55"ТАБЛИЦЫ УГЛОВ ДЛЯ ДЕЛЕНИЯОКРУЖНОСТЕЙ НА РАВНЫЕ ЧАСТИТаблицы углов для деления окружности на равнее
части облегчают трудоемкую и утомительную работу деления от 2
до 200 на оптических делительных головках. Таблицы составлены
интерполированием с точностью до 0,5", что отвечает требовани¬
ям работы на делительных головках, имеющих точность отсчета
углов до 10" Например, при делении окружности на 62 части
расчет производился следующим образом: угловая координата
первой точки ai = 360° 62 = 5° 48'23,225" « 5° 48'23", угловая
координата второй точки а2 = 2° = 11° 36'46,45" « 11° 36'46",
угловая координата третьей точки аз = 3° = 17° 25' 09,675" «
« 17° 25' 10" и т. д.Допустим, что требуется на окружности разметить 133 равно¬
расположенных отверстия. Закрепляем деталь в трехкулачковый
патрон оптической делительной головки, устанавливаем ее в ну¬
левое положение, повертываем на несколько градусов по часовой
стрелке, а затем плавно возвращаем на нулевое положение. Это
необходимо проделать для выбора зазора червячной пары. Затем
проводим штангенрейсмасом осевую риску (предварительно ус¬
тановив размер до оси патрона) — центр первого отверстия; для
разметки последующих 132 рисок необходима таблица деления
окружности на 133 части, по которой и производим разметку всех
отверстий, поворачивая патрон на углы, указанные в таблице для
каждого деления в отдельности. Так, для второго деления
2° 42'24", для третьего 5° 24'49", для четвертого 8° 07' 13" и т. д.Таблицы позволяют быстро и точно наносить любое количест¬
во рисок на окружности, не считая их. Ниже приведена таблица
для деления окружности на 133 части.Можно применять стандартный штангенциркуль для
построения центральных углов без каких-либо доработок его
с помощью радиуса 58 мм (рис. 44).Градусы891871Минуты Секунды59 60“26 “0533 55ПРИБЛИЖЕННАЯ ПРАКТИЧЕСКАЯ
ФОРМУЛА R58 мм ДЛЯ ПОСТРОЕНИЯ УГЛОВ55
№точе1234567891011121314151617181920212223242526272829303132333435363738394041424344454647484950515253545556575859606162636465Таблица 8133Минуты042240749
32145639
21
0446
28
1 15336
18
004325085032155740
22044729
12543719
014426
095 I3316584123054830
13553720
0245
21
09
5234
1759
4124064931
135638Секунды02449
13
37
02
2651
15
3904
285 2174 10530
541843
0732
56
2045
0933
5 8
2246
1 1
35
00
24
4813
37
01
265014
3903
2852
1 6
41
05
2954
184 2
073155
204409
335 7
22
4610
35
59
23
48№точекГрадусыМинутыСекунды68181211269184Од37701864601711892825721921050731945314741973538752001803762030027772054251782082516792110740802135005812163229822191453832215718842243942852272206862300431872324655882352919892381 I44902,4 05408912433632922461857932490121942514346952542 о109625/0834972 5950599826233239926515471002675812101270403610227323001U3276052510427847491052813014106284123810728655021 0828937271092 9219511 1029502151 1 129744401 1230027041 133J3092811430551531 1 53083417116311164211731359061 18316413011931923551203 220619121324484312232731081233301332124332555612533538211 26338204 51273410309128343453412934627581 30349102313135 152471 3235436I 11 33357173613600000
30*На радиусе 58 мм хорда одного градуса равна 1 мм, на ра¬
диусе 116 мм хорда одного градуса равна 2 мм и т. д. Этим спо¬
собом построения углов можно пользоваться только до 35°, при¬
чем точность построения ± 5'Такой способ иногда удобен при построении углов на плоско¬
сти при разметке и значительно экономит время на этой опера¬
ции, создает дополнительные удобства в работе, так как не тре¬
бует применения таблиц, угломера, транспортира и т. д.Приведем несколько примеров применения этого способа для
построения углов.Пример 1. Требуется на плоскости построить угол 30°Проводим осевую риску, ставим керн на риску, устанавливаем каретку
штангенциркуля на отсчет 58 мм, фиксируем ее и проводим дугу из получен¬
ной точки радиусом 58 мм. Затем перемещаем каретку до получения отсчета,
равного углу (в нашем примере угол построения 30°). Фиксируем каретку на
размере 30 мм и на ранее проведенной дуге острыми ножками штангенцирку¬
ля делаем на хорде засечку. Затем при помощи линейки и чертилки соединяем
полученную точку с центром дуги и получаем искомый угол построения.Пример 2. Требуется на плоскости построить угол больше 35° (напри¬
мер, 64°).На дуге R = 58 мм откладываем два размера по хорде, равные 62 мм.Пример 3. Требуется определить угол конуса.Для этого на стороне конуса откладываем в любом месте 58 мм, перено¬
сим штангенрейсмасом засечки на противоположную сторону и измеряем на
засечках диаметры, разность диаметров покажет конусность.П р и м е р 4. Требуется определить угол наклона плоскости.Достаточно отложить на наклонной плоскости размер 58 мм и измерить
разность высот на этой длине, этот размер покажет нам угол наклонной пло¬
скости (рекомендуется пользоваться для определения угла не более 17и30').57
ПРИБЛИЖЕННАЯ ПРАКТИЧЕСКАЯ
ФОРМУЛА R35 мм ДЛЯ ПЕРЕВОДА УГЛОВЫХ
ДОПУСКОВ В ЛИНЕЙНЫЕПри помощи R 35 мм легко без расчетов переводить
угловой допуск, указанный в чертеже, в линейный размер.Допуски на чертежах в машиностроении записываются путем
указания допустимых отклонений в числовом выражении от но¬
минальных размеров или с помощью посадок, обозначающихся
буквами.Допуски на размеры радиусов, межцентровые расстояния и
величину углов наносят в чертеже только в цифровом выраже¬
нии (рис. 45). Предельные отклонения
120°±5' угловых размеров указывают на черте¬жах в градусах, минутах и секундах,
при этом они должны выражаться толь¬
ко целыми числами.При разметке деталей приходится
довольно часто сталкиваться с угловы-Рис. 45. Обозначение допус- МИ ДОПуСКаМИ, И ТОГДа Не0бХ0ДИМ0 ОП-ков на углы ределить (перевести) угловой допуск влинейный размер. Предлагаемый ради¬
ус 35 позволяет приближенно переводить градусные допуски в
линейные размеры с ошибкой не более 0,02 мм. Если подсчитать
для радиуса 35 мм хорду Г, она будет равна 0,610 мм или
0,6 ммХ Г = 60', тогда Г = 0,01 мм. Зная хорду Г на R 35 мм,
можно легко переводить заданные угловые допуски на разных
радиусах, для этого необходимо определить, во сколько раз за¬
данный радиус больше R 35 мм; затем необходимо умножить
0,01 мм на полученное число. Так узнаем, чему равна хорда V
на этом радиусе. Затем полученное число нужно умножить на
величину углового допуска. Результат является линейным раз¬
мером заданного углового допуска.Пример 1. Допустим нужно перевести допуск 0°05' на /?210 мм.210 : 35 = 6 мм; 0,01 мм X 6 = 0,06 мм. На #210 мм хорда 0°0Г = 0,06 мм;0,6 мм X 5 = 0,30 мм. Допуск 0°05' на R 210 мм равен 0,3 мм.Пример 2. Допустим нужно перевести допуск 0° 10' на R 220 мм.220 : 35 = 6,3 мм; 0,01 мм X 6,3 = 0,063 мм. На R 220 мм хорда 0°01'
равна 0,063 мм; 0,063 X 10 = 0,63 мм. 0о0Г = 0,63 мм. Допуск 0° 10' на
/?220 мм равен 0,63 мм.Повышение производительности труда при выполнении раз¬
меточных работ во многом зависит от профессионального мастер¬
ства. Необходимо применять самые передовые приемы с макси¬
мальным использованием техники, оснастки, справочного мате¬
риала, который способствует ускорению и точности в процессе
выполняемой работы. К примерам профессионального мастерст¬
ва можно отнести случай перемещения подвижной рамки с нониу¬
сом у штангенрейсмаса и выполнения отсчетов размеров.58
Рис. 46. Пример перемещения подвижной рамки штангенрейсмасаМногие разметчики при подсчете размеров для перемещения
подвижной рамки с нониусом в процессе разметки вначале вы¬
полняют его на бумаге, а затем устанавливают эти размеры на
штангенрейсмасе. Гораздо быстрее и удобнее эти расчеты произ¬
водить непосредственно на штангенрейсмасе. Ниже приведены
примеры перемещения подвижной рамки на заданные размеры.
Не менее важно уметь правильно держать и перемещать подвиж¬
ную рамку по штанге штангенрейсмаса. На рис. 46 показан прием
перемещения. Левая рука охватывает штангу и передвигает вверх
подвижную рамку, большой палец чуть согнут. Правой рукой
держат головку прижимного винта подвижной рамки. Для мик¬
роподачи используют большой палец левой руки. Так как в мо¬
мент перемещения он немного согнут, то, держа штангу и вы¬
прямляя палец, осуществляют микроподачу подвижной рамки
до нужного деления по нониусу и закрепляют винт.Подвижную рамку по штанге опускают вниз правой рукой за
головку винта, а левая рука, обхватив штангу, скользит по штан¬
ге снизу подвижной рамки, большой палец также чуть согнут.
Переместив рамку на определенный размер вниз, десятые доли
подводят большим пальцем, как и при подъеме. Этот способ пе¬
ремещения, когда штангенрейсмас находится вертикально; на
невысоком штангенрейсмасе лучше перемещать подвижную рам¬
ку в горизонтальном положении, причем способ перемещения
почти тот же, за исключением того, что передвигаем подвижную
рамку за корпус правой рукой, а большим пальцем левой руки
осуществляем микроподачу. Такой способ перемещения освобож¬
дает разметчика от работы с микроустройством, которое имеется
на штангенрейсмасе, и в несколько раз повышает производитель¬59
ность. Совсем отказаться от устройства микроподачи нельзя
в некоторых случаях при работе с индикатором и других случаях,
устройство микроподачи незаменимо.Пусть штангенрейсмас установлен на высоту 241,4 мм и необ¬
ходимо поднять его на 127,7 мм. Прибавляют 0,4 мм к размеру
127,7 + 0,4 = 128,1 мм. Затем, быстро следя по штанге и нониусу,
перемещают подвижную рамку на 120 мм, а 8,1 мм подаем боль¬
шим пальцем левой руки до совмещения с риской нониуса 0,1 мм.
При показании штангенрейсмаса 269,1 мм винт закрепляют и
проводят риску. Затем подвижную рамку опускают на 202,6 мм.
Вычитаем из размера 202,6 мм 0,1 мм (как бы подравниваем де¬
сятые доли миллиметра), получаем 202,5 мм, тогда с размера
269 мм быстро опускаем на 200 мм и еще 2 мм, а большим паль¬
цем поднимаем на 0,5 мм, закрепляем подвижную рамку винтом.
Штангенрейсмас показывает высоту 67,5 мм.
ПРИЛОЖЕНИЕТАБЛИЦА ВЫСОТЫ ПЛИТОК h (мм) К ПРИСПОСОБЛЕНИЮ ДЛЯ
ПОЛУЧЕНИЯ УГЛАУголВысота
/1, ммУголВысота
h, ммУголВысота
h, ммУголВысота
Н, ммУголВысота
А, мм0°0Г0,1030° 41'4,2341° 21'8,3642° 01'12,4922° 41'16,61920,207424,337228,4670212,5964216,72330,310434,440238,5700312,6994316,82640,413444,544248,6730412,8024416,92950,516454,647258,7770512,9054517,03260,620464,750268,8800613,0084617,13570,723474,853278,9830713,1124717,23880,826484,957289,0860813,2154817,34190,929495,060299,1900913,3184917,445101,033505,163309,2931013,4215017,548111,136515,266319,3961113,5245117,651121,239525,370329,4991213,6285217,751131,343535,473339,6021313,7315317,857141,446545,576349,7061413,8345417,960151,549555,679359,8091513,9375518,063161,652565,783369,9121614,0405618,167171,756575,8863710,0151714,1435718,270181,859585,9893810,1191814,2475818,373191,962596,0923910,2221914,3505918,476202,065606,1964010,3252014,4536018,579212,1691° 01'6,2994110,4282114,5563°01'18,682222,272026,4024210,5312214,6590218,785232,375036,5054310,6352314,7630318,888242,478046,6094410,7382414,8660418,991252,582056,7124510,8412514,9690519,095262,685066,8154610,9442615,0720619,198272,788076,9184711,0482715,1750719,301282,892087,0224811,1512815,2780819,404292,995097,1254911,2542915,3820919,507303,098107,2285011,3573015,4851019,610313,201117,3315111,4603115,5881119,713323,304127,4355211,5643215,6911219,816333,408137,5385311,6673315,7941319,919343,511147,6415411,7703415,8971420,023353,614157,7445511,8733516,0001520,126363,717167,8475611,9763616,1041620,229373,821177,9515712,0803716,2071720,332383,924188,0545812,1833816,3101820,435394,027198,1575912,2863916,4131920,538404,131208,2606012,3894016,5162020,64161
Продолжение приложенияУголВысота
Л, ммУголВысота
h, ммУголВысота
Л, ммУголВысота
Л, ммУголВысота
Л, мм3° 21'20,7442220,8472320,9502421,0542521,1572621,2602721,3632821,4662921,5693021,6723121,7753221,8783321,9813422,0843522,1873622,2903722,3933822,4963922,5994022,7034122,8064222,9094323,0124423,1154523,2184623,3214723,4244823,5274923,6305023,7335123,8365223,9395324,0425424,1455524,2485624,3515724,4545824,5575924,6606024,7634° 01'24,8660224,9520325,0720425,1750525,2780625,3810725,4840825,5870925,6901025,7931125,8961225,9991326,1024° 14'26,2051526,3081626,4111726,5141826,6171926,7202026,8232126,9262227,0292327,1322427,2352527,3382627,4412727,5442827,6472927,7503027,8533127,9553228,0583328,1613428,2643528,3673628,4703728,5733828,6763928,7794028,8324128,9854229,0884329,1914429,2944529,3974629,4994729,6024829,7054929,8085029,9115130,0145230,1175330,2205430,3235530,4265630,5285730,6315830,7345930,8376030,9405° 01'0,103020,206030,309040,411050,514060,6175° 07'0,720080,823090,926101,029111,131121,234131,337141,440151,543161,646171,749181,851191,954202,057212,160222,263232,365242,468252,571262,674272,777282,879292,982303,085313,188323,290333.393343,496353,599363,702373,804383,907394,010404,113414,215424,318434,421444,524454,626464,729474,832484,935495,037505,140515,243525,346535,448545,551555,654565,757575 859585,962596,0655° 60'6,1676°01'6,270026,373036,475046,578056,681066,784076,886086,989097,092107,194117,297127,400137,502147,605157,708167,810177,913188,016198,118208,221218,323228,426238,529248,631258,734268,837278,939289,042299,144309,247319,349329,452339,555349,657359,760369,862379,9653810,0683910,1704010,2734110,3754210,4784310,5804410,6834510,7864610,8884710,9914811,0934911,1965011,2985111,4015211,5036° 53'11,6065411,7085511,8115611,9135712,0165812,1185912,2216012,3237° 01'12,4260212,5280312,6310412,7330512,8360612,9380713,0410813,1430913,2461013,3481113,4511213,5531313,6561413,7581513,8611613,9631714,0641814,1681914,2702014,3732114,4752214,5782314,6802414,7822514,8852614,9872715,0902815,1922915,2943015,3973115,4993215,6013315,7043415,8063515,9083616,0113716,1133816,2163916,3184016,4204116,5234216,6254316,7274416,8304516,93262
Продолжение приложенияУголВысота
Л, ммУголВысота
Л, ммУголВысота
h, ммУголВысота
h, ммУголВысота
Л, мм7° 46'17,0348° 39'22,4519° 32'27,85610° 25'2,54111° 18'7,9164717,1374022,5533327,957262,642198,0174817,2394122,6553428,059272,741208,1184917,3414222,7583528,161282,846218,2205017,4444322,8603628,263292,947228,3215117,5464422,9623728,365303,049238,4225217,6484523,0643828,467313,150248,5235317,7504623,1663928,568323,252258,6255417,8534723,2684028,670333,353268,7265517,9554823,3704128,772343,455278,8275618,0574923,4724228,874353,556288,9285718,1605023,5744328,976363,658299,0295818,2625123,6764429,077373,759309,1315918,3645223,7784529,179383,861319,2326018,4665323,8804629,281393,962329,3338° 01'18,5695423,9824729,383404,064339,4340218,6715524,0844829,484414,165349,5350318,7735624,1864929,586424,267359,6360418,8755724,2885029,688434,368369,7380518,9785824,3905129,790444,469379,8390619,0805924,4925229,891454,571389,9400719,1826024,5945329,993464,6723910,0410819,2849° 01'24,6965433,095474,7744010,1420919,3870224,7985530,197484,8754110,2431019,4890324,900563D,298494,9774210,344И19,5910425,0025730,400505,0784310,4461219,6930525,1045830,502515,1804410,5471319,7950625,2065930,603525,2814510,6481419,8980725,3086033,705535,3824610,7491520,0000825,41010° 01'0,102545,4844710,8501620,1020925,512020,203555,5854810,9511720,2041025,614030,305565,6874911,0521820,306И25,716040,407575,7885011,1531920,4091225.818050,508585,8895111,2542020,5111325,920060,610595,9915211,3552120,6131426,022070,712606,0925311,4562220,7151526,124080,81311° 01'6,1945411,5572320,8171626,226090,915026,2955511,6592420,9191726,328101,017036,3965611,7602521,0221826,429111,118046,4985711,8612621,1241926,531121,220056,5995811,9622721,2262026,633131,322066,7005912,0632821,3282126,735141,423076,8Э26012,1642921,4302226,837151,525086,93312° 01'12,2653021,5322326,939161,627097,0340212,3663121,6342427,041171,728107,1060312,4673221,7362527,143181,830117,2070412,5683321,8392627,245191,931127,3080512,6693421,9412727,346202,033137,4100612,7703522,0432827,448212,135147,5110712,8713622,1452927,550222,236157,6120812,9723722,2473027,652232,338167,7130913,0733822,3493127,754242,439177,8151013,17363
Продолжение приложенияУголВысота
Л, ммУголВысота
Л, ммУголВысота
Л, ммУголВысота
Л, ммУголВысота
Л, мм12° 11'13,27413° 04'18,61513° 57'23,93714° 50'29,23815° 43'4,2821213,3750518,7165824,0375129,338444,3811313,4760618,8165924,1375229,438454,4811413,5770718,9176024,2375329,538464,5801513,6780819,01714° 01'24,3385429,637474,6791613,7790919,1180224,4385529,737484,7791713,8801019,2190324,5385629,837494,8781813,9811119,3190424,6385729,937504,9771914,0821219,4200524,7385830,036515,0772014,1831319,5200624,8385930,136525,1762114,2841419,6210724,9396030,236535,2752214,3841519;7210825,03915° 01'0,100545,3752324,4851619,8220925,139020,199555,4742414,5861719,9221025,239030,299565,5732514,6871820,0231125,339040,399575,6732614,7881920,1231225,439050,499585,7722714,8862020,2241325,539060,598595,8722814,9902120,3241425,640070,698605,9712915,0932229,4251525,740080,79816°01'6,0703015,1912329,5251625,840090,897026,1693115,2922429,6261725,940100,997036,2683215,3932520,7261826,040111,097046,3683315,4932620,8271926,140121,196056,4673415,5942720,9272J26,240131,296066,5663515,6952821,0272126,340141,396076,6653615,7962921,1282226,440151,495086,7643715,8973021,2282326,540161,595096,8643815,9973121,3292426,640171,695106,9633916,0983221,4292526,740181,794117,0624016,1993321,5292626,840191,894127,1614116,3003421,6302726,940201,993137,2604216,4003521,7302827,0402l2,093147,3604316,5013621,8312927,140222,193157,4594416,6023721,9313027,240232,292167,5584516,7033822,0313127,340242,392177,6574616,8033922,1323227,440252,491187,7564716,9044022,2323327,540262,591197,8554817,0054122,3323427,640272,690207,9544917,1054222,4333527,740282,790218,0535017,2064322,5333627,840292,889228,1525117,3074422,6333727,940302,989238,2525217,4084522,7343828,040313,088248,3515317,5084622,8343928,140323,188258,4505417,6094722,9344028,239333,287268,5495517,7104823,0344128,339343,387278,6485617,8104923,1354228,439353,486288,7475717,9115023,2354328,539363,586298,8465818,0115123,3354428,639373,685308,9455918,1125223,4364528,739383,785319,0446018,2135323,5364628,839393,884329,14313° 01'18,3135423,6364728,939403,984339,2420218,4145523,7364829,038414,083349,3410318,5155623,8374929,138424,182359,44064
Продолжение приложенияУголВысота
Л, ммУголВысота
Л, ммУголВысота
Л, ммУголВысота
Л, ммУголВысота
Л, мм16° 36'9,53917° 29'14,77218° 22'19,99719° 15'25,16020° 08'0,776379,6383014,8702320,0771625,257090,873389,7373114,9682420,1751725,355100,970399,8353215,0672520,2731825,452111,067409,9343315,1652620.3711925,550121,1644110,0333415,2642720,4692025,647131,2614210,1323515,3622820,5672125,744141,3584310,2313615,4612920,6652225,842151,4544410,3303715,5593020,7632325,939161,5514510,4293815,6573120,8602426,037171,6484610,5283915,7563223,9582526,134181,7454710,6274015,8543321,0562626,232191,8424810,7264115,9533421,1542726,329201,9394910,8244216,0513521,2522826,426212,0365010,9234316,1493621,3502926,524222,1325111,0224416,2483721,4483026,621232,2295211,1214516,3463821,5463126,718242,3265311,2204616,4453921,6433226,815252,4235411,3194716,5434021,7413326,913262,5205511,4174816,6414121,8393427,010272,6165611,5164916,7404221,9373527,107282,7135711,6155016,8384322,0353627,205292,8105811,7145116,9364422,13337.27,302302,9075911,8135217,0344522,2303827,399313,0036011,9115317,1334622,3283927,497323,100|7° 01'12,0105417,2314722,4264027,594333,1970212,1095517,3294822,5244127,691343,2930312,2085617,4274922,6214227,788353,3900412,3065717,5265022,7194327,885363,4870512,4055817,6245122,8174427,983373,5830612,5045917,7225222,9154528,080383,6800712,6026017,8205323,0124628,177393,7770812,70118° 01'17,9195423,1104728,274403,8730912,8000218,0175523.2084828,371413,9701012,8980318,1155623,3054928,469424,0661112,9970418,2135723,4035028,566434,1631213,0960518,3115823,5015128,663444,2601313,1940618,4105923,5985228,760454,3561413,2930718,5086023,6965328,857464,4531513,3920818,60619° 01'23,7945428,954474,5491613,4900918,7040223 8915529,051484,6461713,5891018,8020323 9895629,148494,7421813,6871118,9300424,0875729,245504,8391913,7861218,9980524,1845829,343514,9352013,8851319,09606'24,2825929,440525,0322113,9831419,1950724,3796029,537535,1282214,0821519,2930824,47720° 01'0,097545,2252314,1801619,3910924,575020,194555,3212414,2791719,4891024,672030,291565,4182514,3771819,5871124,770040,388575,5142614,4761918,6851224,867050,485585,6112714,5752019,7831324,965060.582595,7072814,6732119,8811425,062070,679605,80465
Продолжение приложенияУголВысота
Л, имУголВысота
Л, ммУголВысота
h, ммУголВысота
Л, ммУголВысота
Л, мм21° 01'5,90021° 54'10,99422° 47'16,05623° 40'21,08524° 33'26,081025,9965511,0894816,1514121,1803426,175036,0935611,1854916,2464221,2743526,269046,1895711,2815016,3414321,3693626,363056,2855811,3775116,4364421,4633726,457066,3825911,4735216,5324521,5583326,550076,4786011,5685316,6274621,6533926,644086,57422° 0Г11,6645416,7224721,7474026,738096,6710211,7605516,8174821,8424126,832106,7670311,8555616,9124921,9364226,926И6,8630411,9515717,0075022,0304327,020126,9600512,0475817,1025122,1254427,113137,0560612,1435917,1975222,2194527,207147,1520712,2386017,2935322,3144627,301157,2480812,33423° 01'17,3885422,4084727,395167,3450912,4300217,4835522,5034827,488177,4411012,5250317,5785622,5974927,582187,5371112,6210417,6735722,6915027,676197,6331212,7160517,7685822,7865127,770207,7301312,8120617,8635922,8805227,863217,8261412,9080717,9586022,9745327,957227,9221513,0030818,05324° 01'23,0695428,051238,0181613,0990918,1480223,1635528,144248,1141713,1941018,2430323,2575628,238258,2101813,2901118,3370423,3525728,332268,3071913,3851218,4320523,4465Й28,425278,4032013,4811318,5270623,5405928,519288,4992113,5771418,6220723,6356028,612298,5952213,6721518,7170823,72925° 01'0,094308,6912313,7681618,8120923,823020,187318,7872413,8631718,9071023,917030,281328,8832513,9581819,0021124,012040,374338,9792614,0541919,0971224,106050,468349,0752714,1492019,1911324,200060,561359,1712814,2452119,2861424,294070,655369,2672914,3402219,3811524,388080,748379,3633014,4362319,4761624,482090,842389,4593114,5312419,5711724,577100,935399,5553214,6262519,6651824,671111,029409,6513314,7222619,7601924,765121,122419,7473414,8172719,8552024,859131,216429,8433514,9122819,9502124,953141,309439,9393615,0082920,0442225,047151,4024410,0353715,1033020,1392325,141161,4964510,1313815,1983120,2342425,235171,5894610,2273915,2943220,3282525,329181,6834710,3234015,3893320,4232625,423191,7764810,4184115,4843420,5182725,517201,8694910,5144215,5803520,6122825,611211,9635010,6104315v6753620,7072925,705222,0565110,7064415,7703720,8013025,799232,1495210,8024515,8653820,8963125,893242,2435310,8984615,9613920,9913225,989252,33666
26j27282930313233343536373839404142434445464748495051525354555657585960OP0203040505070809101112131415161718ПродолженУгол26е27‘19'2021222324252627282930313233343536373839404142434445464748495051525354555657585960
0Г
020304050607080910
11Высота
h, мм7,3537,4467,5397,6317,7247,8167,9098,0018,0948,1868,2788,3718,4638,5558,6488,7408,8338,9259,0179,1109,2029,2949,3869,4799,5719,6639,7559,848.9,94010,03210,12410,21610,3)910,40110,49310,58510,67710,76910,86110,95311,04511,13711,22911,32111,41311,50511,59711,68911,78111,87311,96512,05712,148УголВысота
Л, ммУголВысота
h, мм27° 12'12,24028° 05'17,0891312,3320617,1801412,4240717,2711512,5160817,3621612,6080917,4531712,6991017,5441812,7911117,6351912,8831217,7262012,9751317,8172113,0661417,9082213,1581517,9992313,2501618,0902413,3421718,1812513,4331818,2722613,5251918,3632713,6172018,4542813,7082118,5452913,8002218,6363013,8912318,7263113,9832418,8173214,0742518,9083314,1662618,9993414,2582719,0903514,3492819,1803614,4412919,2713714,5323019,3623814,6243119,4533914,7153219,5434014,8073319,6344114,8983419,7254214,9893519,8154315,0813619,9064415,1723719,9974515,2643820,0874615,3553920,1784715,4464020,2694815,5384120,3594915,6294220,4505015,7204320,5405115,8124420,6315215,9034520,7225315,9944620,8125416,0864720,9035516,1774820,9935616,2684921,0845716,3595021,1745816,4515121,2655916,5425221,3556016,6335321,44528° 01'16,7245421,5360216,8155521,6260316,9065621,7170416,9985721,807
51'525354555657585960>01020304050607080910111213141516171819202122232425262728293031323334353637383940414243л,17,17,18,18,18,18,18,18,18,18,18,18,18,18,19,19191919191919191919192020202020202Э20202020212121212121212121212121Продолжен!Угол26,66526,75526,88426,93427,02327,11327,2J227,29227,38127,4710,0890,1790,2680,3580,4470,5360,6260,7150,8040,8940,9831,0721,1611,2511,3401,4291,5181,6071,6971,7861,8751,9642,0532,1422,2312,3202,4092,4982,5872,6762,7652,8542,9433,0323,1213,2103,2993,3873,4763,5653,6543,7433,83130°ЗГ44'45464748495051525354555657585960
0Г
020304050607080910
11
121314151617181920
21
222324252627282930313233343536Высота
Л,ММ3,920)31
4,009
4,098
4,186
4,275
4,364
4,453
4,541
4,630
4,719
4,807
4,896
4,984
5,073
5,1615.2505.3395.427
5,516
5,601
5,692
5,781
5,869
5,958
6,046
6,135
6,223
6,311
6,40Э
6,488
6,576
6,665
6,753
6,841
6,929
7,018
7,106
7,194
7,282
7,370
7,458
7,547
7,635
7,723
7,811
7,899
7,987
8,075
8,1638.2518.3398.427
8,515УголВысота
Л, мм37'3839404142434445464748495051525354555657585960
32° 01'020304050607080910
11
121314151617181920
21
22232425262728
298,6038,6918,7798,8678,9559,0429,1309,2189,3069,3949,4819,5699,6579,7459,8329,92010,00810,09610,18310,27110,35910,44610,53410,62110,70910,79610,88410,97211,05911,14611,23411,32111,40911,49611,58411,67111,75811,84611,93312,02112,10812,19512,28212,37012,45712,54412,63112,71912,80612,89312,98013,06713,154УголВысота
Л, мм32е33е30'313233343536373839404142434445464748495051525354555657585960
01'
020304050607080910
11
121314151617181920
21
2213,24113,32813,41513,50213,59013,67713,76413,85113,93814,02414,11114,19814,28514,37214,45914,54614,63314,72014,83614,89314,98015,06715,15315,24015,32715,41415,50015,58715,67415,76015,84715,93316,02016,10716,19316,28016,36616,45316,53916,62616,71216,79916,88516,97117,05817,14417,23017,31717,40317,48917,57617,66217,748
Продолжение приложенийУголВысота
h, ммУголВысота
h, ммУголВысота
h, ммУголВысота
h, ммУголВысота
Л, мм34° 16'22,38135° 09'0,76136° 02'5,21136° 55'9,612ОСоh-•со13,9621722,466100,845035,295569,6954914,0441822,552110,929045,378579,7775014,1251922,637121,014055,462589,8605114,2072022,722131,098065,545599,9425214,2882122,808141, 1S3075,6286010,0255314,3702222,893151,267085,71237° 01'10,1075414,4522322,978161,351095,7950210,1905514,5332423,063171,436105,8790310,2725614,6142523,149181,520115,9620410,3545714,6962623,234191,604126,0450510,4375814,7772723,319201,688136,1290610,5195914,8592823,404211,773146,2120710,6026014,9402923,489221,857156,2950810,68438° 01'15,0213023,574231,941166,3790910,7660215,1033123,659242,025176,4621010,8480315,1843223,744252,109186,5451110,9310415,2653323,829262,194196,6281211,0130515,3473423,914272,278206,7111311,0950615,4283523,999282,362216,7951411,1770715,5093624,084292,446226,8781511,2600815,5913724,169302,530236,9611611,3420915,6723824,254312,614247,0441711,4241015,7533924,339322,698257,1271811,506И15,8344024,424332,782267,2101911,5881215,9154124,509342,866277,2932011,6701315,9964224,594352,950287,3762111,7531416,0784324,679363,034297,4592211,8351516,1594424,764373,118307,5422311,9171616,2404524,849383,202317,6252411,9991716,3214624,934393,286327,7082512,0811816,4024725,018403,370337,7912612,1631916,4834825,103413,454347,8742712,2452016,5644925,188423,537357,9572812,3272116,6455025,273433,621368,0402912,4092216,7265125,358443,705378,1233012,4912316,8075225,442453,789388,2063112,5722416,8885325,527463,873398,2893212,6542516,9695425,612473,957408,3723312,7362617,0505525,696484,040418,4543412,8182717,1305625,781494,124428,5373512,9002817,2115725,856504,208438,6203612,9822917,2925825,950514,291448,7073713,0643017,3735926,035524,375458,7863813,1453117,4546026,120534,459468,8683913,2273217,53435° 01'0,085544,543478,9514013,3093317,615020,169554,626489,0344113,3913417,696030,254564,710499,1164213,4723517,777040,338574,793509,1994313,5543617,857050,423584,877519,2824413,6363717,938060,507594,961529,3644513,7173818,019070,592605,044539,4474613,7993918,099080,67636°оГ5,128549,5294713,8814018,18069
Продолжение приложенияУголВысота
h, ммУголВысота
hr ммУголВысота
h, ммУголВысота
Л, ммУголВысота
h, мм38° 4Г18,26139° 34'22,50640° 27'2,129410 20'6,26642° 13'10,3484218,3413522,586282,207216,3441410,4244318,4223622,666292,286226,4211510,5014418,5023722,745302,364236,4991610,5774518,5833822,825312,443246,5761710,6534618,6643922,904322,521256,6541810,7304718,7444022,984332,600266,7311910,8064818,8254123,063342,678276,8082010,8824918,9054223,143352,757286,8862110,9595018,9854323,222362,835296,9632211,0355119,0664423,302372,914307,0402311,1115219,1464523,381382,992317,1182411,1885319,2274623,463393,070327,1952511,2645419,3074723,540403,149337,2722611,3405519,3874823,619413,227347,3502711,4165619,4684923,698423,305357,4272811,4935719,5485023,778433,384367,5042911,5695819,6285123,857443,462377,5813011,6455919,7095223,936453,540387,6583111,7216019,7895324,016463,618397,7363211,79739° 01'19,8695424,095473,696407,8133311,8730219,9495524,174483,775417,8933411,949°з20,0305624,253493,853427,9673512,025°£20,1105724,332503,931438,0443612,10120,1905824,412514,009448,1213712,1770720,2705924,491524,087458,1983812,253О720,3506024,570534,165468,2753912,3290820,43040° 01'0,079544,243478,3524012,4050920,510020,158554,321488,4294112,4811020,591030,237564,399498,5064212,557\ 120,671040,316574,477508,5834312,6331220,751050,395584,555518,6634412,7091320,831060,474594,633528,7374512,7841420,911070,553604,711538,8Ц4612,8631520,991080,63241° 01'4,789548,8914712,9361621,071090,711024,867558,9684813,0121721,151100,790034,945569,0454913,0881821,230И .0,869045,023579,1215013,1631921., 310120,948055,101589,1985113,2392021,393131,027065,178599,2755213,3152121,470141,106075,256609,3525313,3932221,550151,184085,33442° 01'9,4285413,4662321,630161,263095,412029,5055513,5422421,710171,342105,490039,5825613,6172521,789181,421115,567049,6585713,6932621,869191,500125,645059,7355813,7692721,949ЛЛ АЛЛ231,578135,723069,8125913,8442822,029211,657145,830079,8886313,9202922,108221,736155,878089,96543° 01'13,9953022,188ЛЛ ЛлЛ231,814165,9560910,0420214,0713122,268241,893176,0331010,1180314,1463222,347251,972186,1111110,1950414,2223322,427262,050196,1891210,2710514,29770
Продолжение приложенияУголВысота
h, ммУголВысота
h, ммУголВысота
h, ммУголВысота
Н, ммУголВысота
h, мм43° 06'14,37243° 29'16,10143° 52'17,81944° 15'19,52644° 38'21,2210714,4483016,1765317,8931619,6003921,2950814,5233116,2515417,9691719,6744021,3680914,5993216,3265518,0421819,7484121,4421014,6743316,4015618,1171919,8214221,5151114,7493416,4755718,1912019,8954321,5891214,8243516,5505818,2652119,9694421,6621314,9003616,6255918,3402220,0434521,7351414,9753716,7006018,4142320,1174621,8091515,0503816,77544° 01'18,4882420,1914721,8821615,1253916,8490218,5622520,2644821,9551715,2014016,9240318,6372620,3384922,0281815,2764116,9990418,7112720,4125022,1021915,3514217,0730518,7852820,4865122,1752015,4264317,1480618,8592920,5595222,2482115,5014417,2230718,9333020,6335322,3212215,5764517,2970819,0073120,70654 %22,3942315,6514617,3720919,0823220,7805522,4682415,7264717,4461019,1563320,8545622,5412515,8314817,5211119,2303420,9275722,6142615,8764917,5951219,3043521,0015822,6872715,9515017,6701319/3783621,0745922,7602816,0265117,7441419,4523721,1486022,833СПИСОК ЛИТЕРАТУРЫ1. Васильев А. С. Справочные таблицы элементов круга. М., «Машинострое¬
ние», 1970. 400 с. -2. Васильев А. С. Таблицы определения углов. Справочник. М., «Машино¬
строение», 1976. 270 с.3. Виноградов Б. В. Организация труда разметчиков-машиностроителей.
Свердловск, Машгиз, 1960. 70 с.4. Дешевой Г. М., Мирошниченко Б. Я., Ласточкин С. В. Справочник размет-
чика-машиностроителя. М.— Л., Машгиз, 1962. 376 с.5. Мирошниченко Б. Я. Повышение производительности труда на разметке.
Свердловск, Машгиз, 1963. 73 с.6. Мирошниченко Б. Я. Современный инструмент и приспособления размет¬
чиков-машиностроителей. Л., «Машиностроение», 1972. 136 с.7. Мирошниченко Б. Я. Точность машиностроительной разметки. Свердловск,
Машгиз, 1960. 86 с.8. Юдин М. Д. Таблицы углов для деления окружностей на равные части. М.,
Машгиз, 1958. 175 с.
СОДЕРЖАНИЕПредисловие 3Организация рабочего места разметчика 4Универсальные приспособления для разметки 7Синусное поворотное приспособление 7Синусное двухосное поворотное приспособление 9Универсальный поворотный стол для разметки 11Прямоугольная призма с патроном 12Поворотная планшайба . 14Оптическая делительная головка (ОДГ) 16Применение шаблонов при разметке 20Универсальный инструмент для разметки 36Многоигольчатый штангенрейсмас 36Штангенрейсмасы 38Штангенрейсмас со сменными линейками 41Штангенрейсмасы (Япония) 42Угольник для разметки 43Инструмент для разметки окружностей и дуг 44Стенкомеры 45Опорные подкладки 47Справочный материал для разметки 48Справочные таблицы элементов круга 48Справочные таблицы определения углов 51Таблицы углов для деления окружностей на равные части 55
Приближенная практическая формула /?58 мм для построения углов 55
Приближенная практическая формула R3S мм для перевода угловыхдопусков в линейные 58Приложение 61Список литературы 71Александр Сергеевич ВасильевРедактор издательства J1. И. Воронина
Технический редактор Jl. Т. Зубко
Корректор Л. А. Ягупьева
Обложка художника Е. В. БекетоваСдано в набор 17/11 1977 г.Подписано в печать 8/IV 1977 г.Т-02389Формат 60X90'/i* Бумага офсетная № 1
Уел. печ. л. 4,5 Уч.-изд. л. 4,8
Тираж 28 000. Заказ 430
Цена 18 коп.Издательство «Машиностроение», 107885,
Москва, Б-78, 1-й Басманный пер., 3.Набрано в Экспериментальной типографииВНИИ полиграфииМосква К-51, Цветной бульвар. 30.Отпечатано в Московской
типографии № 6 Союзполиграфпрома
при Совете Министров СССР
по делам издательств полиграфии
и книжной торговли.Москва, 109088,Ж-88 Южнопортовая ул., 24НОВЫЕПРИСПОСОБЛЕНИЯ
И ИНСТРУМЕНТ
ДЛЯ РАЗМЕТКИ