/





















































































































































































































































Text
Приспособления и инструменты для слесарных работ
ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТЫ ДЛЯ СЛЕСАРНЫХ РАБОТ
ЛЕНИЗДАТ • 1973
НОВАТОРЫ ЛЕНИНГРАДА ПРЕДЛАГАЮТ
6П4. 7 А 45
В книге систематизирован и обобщен практический опыт новаторов Ленинграда по созданию новых инструментов, приспособлений и технологических процессов, применяемых при слесарной обработке.
Рассмотрены контрольно-измерительные и разметочные приборы и инструменты, зажимные приспособления, режущие, слесарно-сборочные инструменты и приспособления, пневматические инструменты.
Описаны способы и приспособления для механизации различных видов слесарных работ.
Книга предназначена для широкого круга рабочих- слесарей, а также для инженерно-технических работников, занимающихся проектированием и изготовлением инструментов и приспособлений.
Авторский коллектив:
И. П. Албанский, Б. В. Коломинов, Ю. В. Козловский, А. Н. Васильев, И. В. Смирнов, Б. М. Гусев, Г. И. Ильке
Под общей редакцией канд. техн. наук Б. В. Коломинова
0316-061
М171(03)-73
104-72
ПРЕДИСЛОВИЕ
Программа экономического и социально-политического развития страны, выдвинутая XXIV съездом КПСС, вызвала мощный подъем трудовой активности советских людей.
Современная научно-техническая революция коренным образом меняет характер труда. Механизация и автоматизация производства при социализме благотворно сказываются на всей жизни нашего общества, передовым классом которого является советский рабочий класс.
Могучим средством развития творческой инициативы масс и подъема советской экономики является социалистическое соревнование, одним из видов которого является движение новаторов производства, разрабатывающих и внедряющих в производство новую технику, овладевающих новыми приемами более производительной работы.
Движение новаторов открывает новые пути повышения производительности труда, повышения качества продукции. В активном творческом процессе принимают участие миллионы трудящихся.
Плодотворно трудятся новаторы Ленинграда. В 1969 году издательством «Машиностроение» была выпущена книга «Инструмент и технологическая оснастка для слесарей» (авторы П. Г1. Албанский, Б. В. Коломинов, В. А. Кузьмин, В. И. Муравьев, И. И. Родин, А. М. Сысоев, К. С. Харченко), которая познакомила рабочих, техни-
а
ков и инженеров с творчеством слесарей-новаторов предприятий Ленинграда. Настоящая книга знакомит производственников с новыми работами новаторов Ленинграда. Вместе с тем в нее включены наиболее интересные работы из вышеупомянутой книги, а также частично приведены описания разработок новаторов других городов, дополняющих работы ленинградских новаторов.
Многие работы демонстрировались на Выставке достижений народного хозяйства, а их авторы награждены медалями ВДНХ.
Эта книга может быть использована рационализаторами и изобретателями в своих разработках. Она содержит много описаний оригинальных решений различного рода технических задач, которые можно применить и в других областях техники.
Книга написана группой изобретателей и рационализаторов Ленинграда.
Г л а в а I
ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ И ИНСТРУМЕНТЫ
1. Индикаторные инструменты и приборы
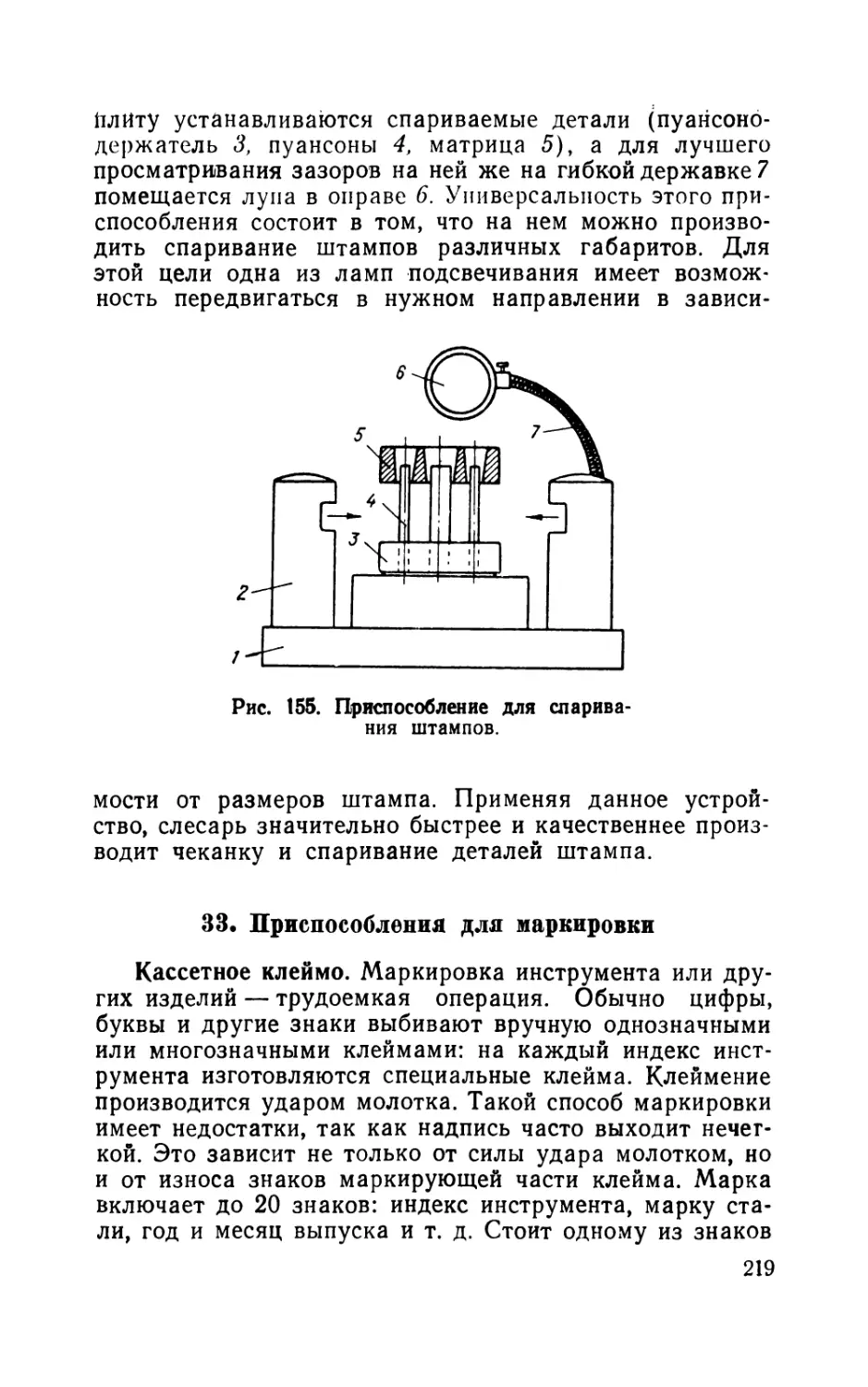
При изготовлении целого ряда деталей, имеющих пазы, уступы, глухие отверстия и т. д., необходимо точно измерять расстояние между двумя плоскостями или проверять параллельность их расположения. Подобного рода измерения часто встречаются также при сборке и регулировке узлов и механизмов в машиностроении, в инструментальном производстве и при ремонтных работах.
Рассмотрим группу инструментов, где в качестве от- счетного устройства применен стандартный индикатор часового типа. Выпускаемые промышленностью стандартные штангенглубиномеры с точностью отсчета 0,05 мм зачастую не удовлетворяют требованиям точности, а в тех случаях, когда контролируемая деталь имеет узкие пазы или отверстия малого диаметра, применение стандартного глубиномера вообще невозможно.
Глубиномеры. Новаторами Р. Л. Гроховским и А. Н. Васильевым разработан глубиномер (рис. 1), позволяющий производить такие измерения с высокой точностью.
Рабочая плоскость основания 1 термически обработана до HRC 48—52, отшлифована и доведена до чистоты поверхности V10. Индикатор 7 закрепляется в разрезном отверстии кронштейна винтом 6. Подвижный шток 5 индикатора жестко соединен с помощью серьги 4, винта 11 и стопорного винта 10 с передвижным штоком 8 глубиномера. Подъем штока глубиномера осуществляется с помощью рычага 3, смонтированного на стойке 2.
5
Возвращается шток в исходное положение пружиной 9 и пружиной индикатора.
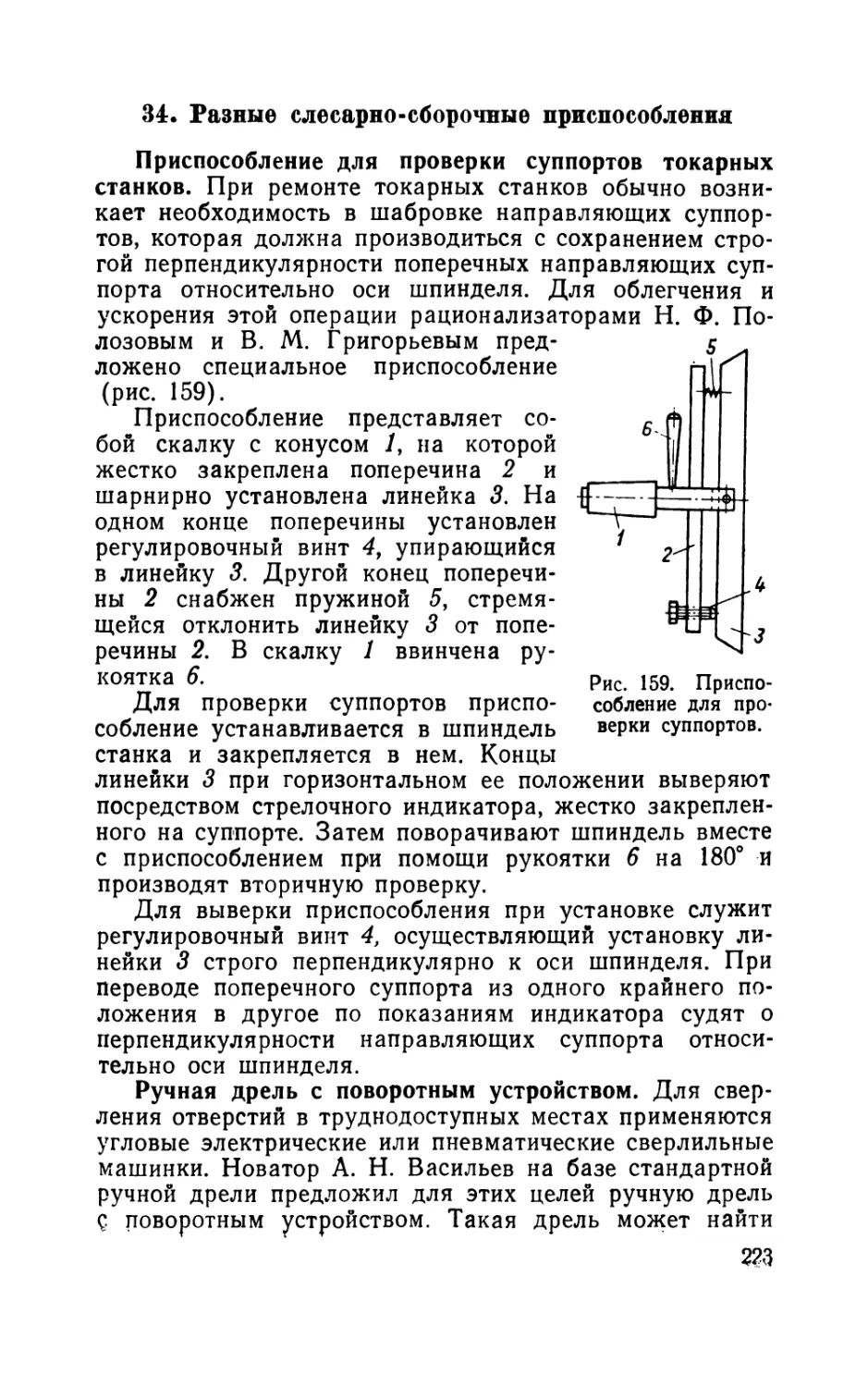
Во избежание погрешностей измерения, которые могут быть вызваны перекосом штока, отверстие в основании и кронштейне для прохода штока, а также отверстие для установки индикатора должны быть строго перпендикулярны рабочей поверхности основания. Максимальная длина штока глубиномера зависит от выбранного диаметра. Глубиномер, внедренный авторами, имеет длину штока 250 мм при диаметре 4 мм. Рабочий торец штока, выполненный в виде полусферы, должен быть закален и доведен до чистоты поверхности V 10.
Настройка глубиномера на необходимый размер осуществляется с помощью концевых мер. Если номинальный размер известен и определяются лишь отклонения от этого размера (проверка деталей в ОТК), то высота блока концевых мер для настройки прибора берется равной данному размеру. При настройке блок концевых мер устанавливается на контрольную плиту, а прибор своей рабочей плоскостью накладывается на его поверхность. После этого отжа- тием винта 10 шток освобождается и перемещается в нужном направлении таким образом, чтобы шток коснулся плиты и индикатор получил натяг. В этом положении шток закрепляется винтом 10, а нулевое деление шкалы индикатора совмещается со стрелкой индикатора.
Если номинальный размер неизвестен, то настройка прибора производится по самой детали, а затем, подбирая блоки концевых мер, определяют фактический раз¬
6
Рис. 1. Индикаторный глубиномер.
мер данного уступа или углубления. Натяг индикатора должен быть в этом случае таким же, как и при контроле самой детали.
Глубиномером данной конструкции удобно пользоваться при изготовлении штампов, пресс-форм, при работе на токарных и фрезерных станках, а также при определении взаимного расположения плоскостей (например, торца детали и дна отверстия). Простота, высокая точность измерений (0,01 мм) и широкий диапазон (1—250 мм)—положительные качества данной конструкции. Индикаторный глубиномер, строго говоря, является не измерительным, а поверочным устройством, так как он не дает возможности прочитать непосредственно на шкале индикатора размер в его числовом выражении.
Индикаторный глубиномер Р. Л. Гроховского и А. Н. Васильева предназначен для измерения по методу сравнения. Поэтому
новаторы задались
целью на основе использования механизма часового индикатора создать инструмент, позволяющий определять величину размера по абсолютному методу.
Максимальная величина перемещения штока индикатора часового типа составляет 10 мм (малогабаритного 2 мм). Если на трубку корпуса индикатора насадить планку (рис. 2, а) и ее нижнюю плоскость расположить так, чтобы она отстояла от шарикового наконечника штока на расстоянии 10 мм (при некотором натяге), то можно получить индикаторный глубиномер с пределом измерения 10 мм. Отсчет целого числа миллиметров при этом ведется по малой шкале, а сотых долей миллиметра — по основной шкале. Следует помнить, что в данном случае надо производить обратный отсчет: при раз¬
Рис. 2. Индикаторные глубиномеры с интервалом измерения: а—0—10 мм; 6—0—50 мм.
7
мере глубины паза или уступа равном 10 мм индикатор будет показывать нуль, а при нулевой глубине (плоскость) — 10 мм.
Однако столь малый предел измерения не удовлетворяет потребностей производства. Поэтому новаторами К. Д. Шматоком, Р. Я. Трофимовым и А. А. Васильевым разработан и внедрен в производство индикаторный глубиномер с интервалом измерения 0—50 мм.
В корпус 3 глубиномера (рис. 2,6) вмонтирована стандартная индикаторная головка, а нормальный шток — рейка — заменен удлиненным 1 (в соответствии с этим заменена и возвратная пружина). На средней части штока находится стрелка- указатель 5, которая дает возможность отсчитывать по миллиметровой линейке 2, укрепленной в углублении корпуса, величину перемещения штока в миллиметрах. Сотые доли отсчитываются по круговой шкале и стрелке индикаторной головки. Нижняя плоскость основания корпуса заканчивается закаленной планкой 6, являющейся рабочей плоскостью глубиномера.
Глубиномер может быть использован и в качестве следящего устройства для отсчета величины перемещения рабочих органов металлорежущих * станков. Для закрепления прибора на станке предусмотрена планка 4.
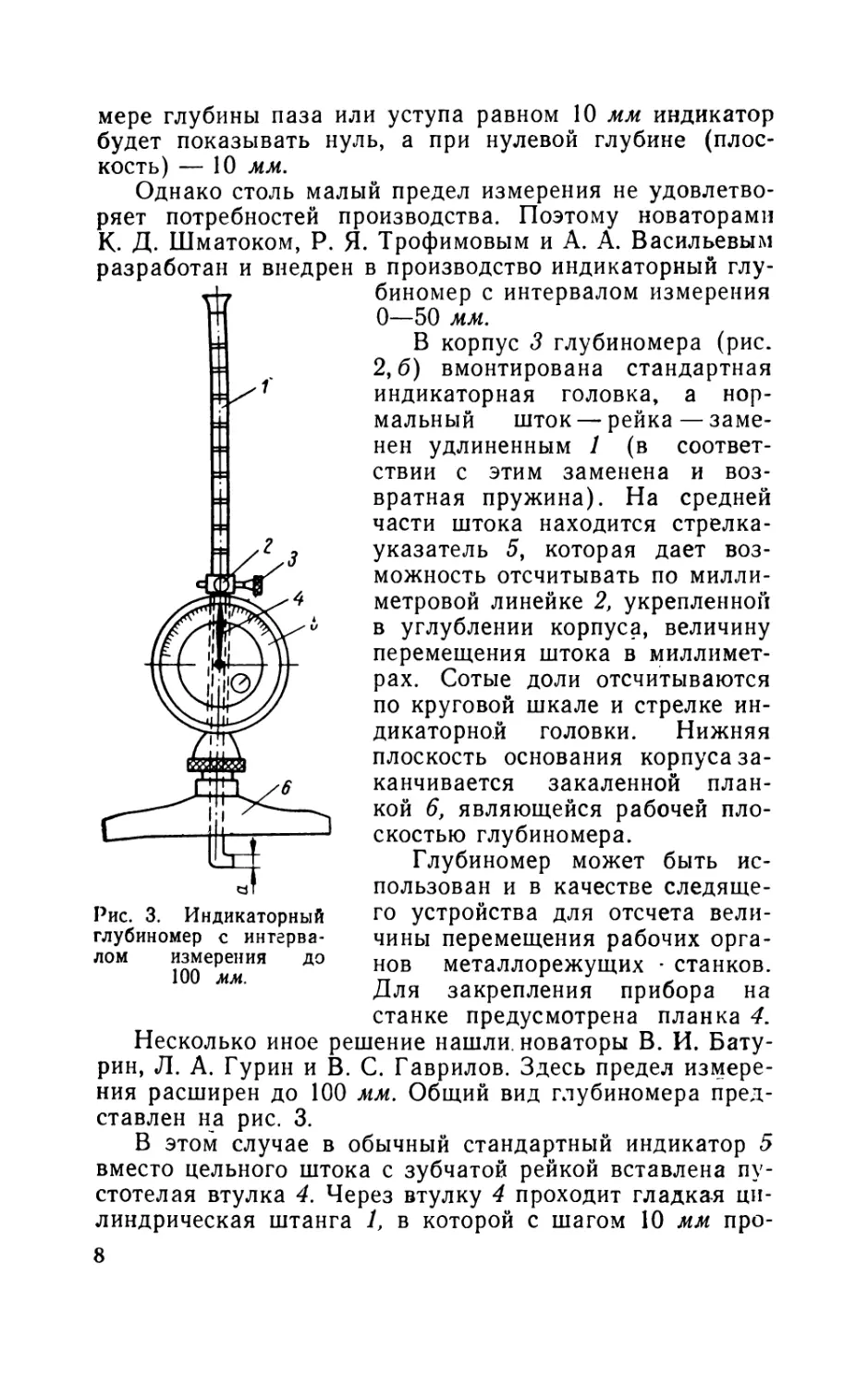
Несколько иное решение нашли, новаторы В. И. Батурин, Л. А. Гурин и В. С. Гаврилов. Здесь предел измерения расширен до 100 мм. Общий вид глубиномера представлен на рис. 3.
В этом случае в обычный стандартный индикатор 5 вместо цельного штока с зубчатой рейкой вставлена пустотелая втулка 4. Через втулку 4 проходит гладкая цилиндрическая штанга 1, в которой с шагом 10 мм про¬
8
лом
измерения 100 мм.
до
сверлены 10 отверстий. Первое отверстие расположена с учетом выхода штанги 1 из основания 6 на 10 мм. Отверстия на штанге обозначены цифрами 10, 20, 30,. 40, ..., 100. Точность расположения отверстий должна быть в пределах ±0,01 мм.
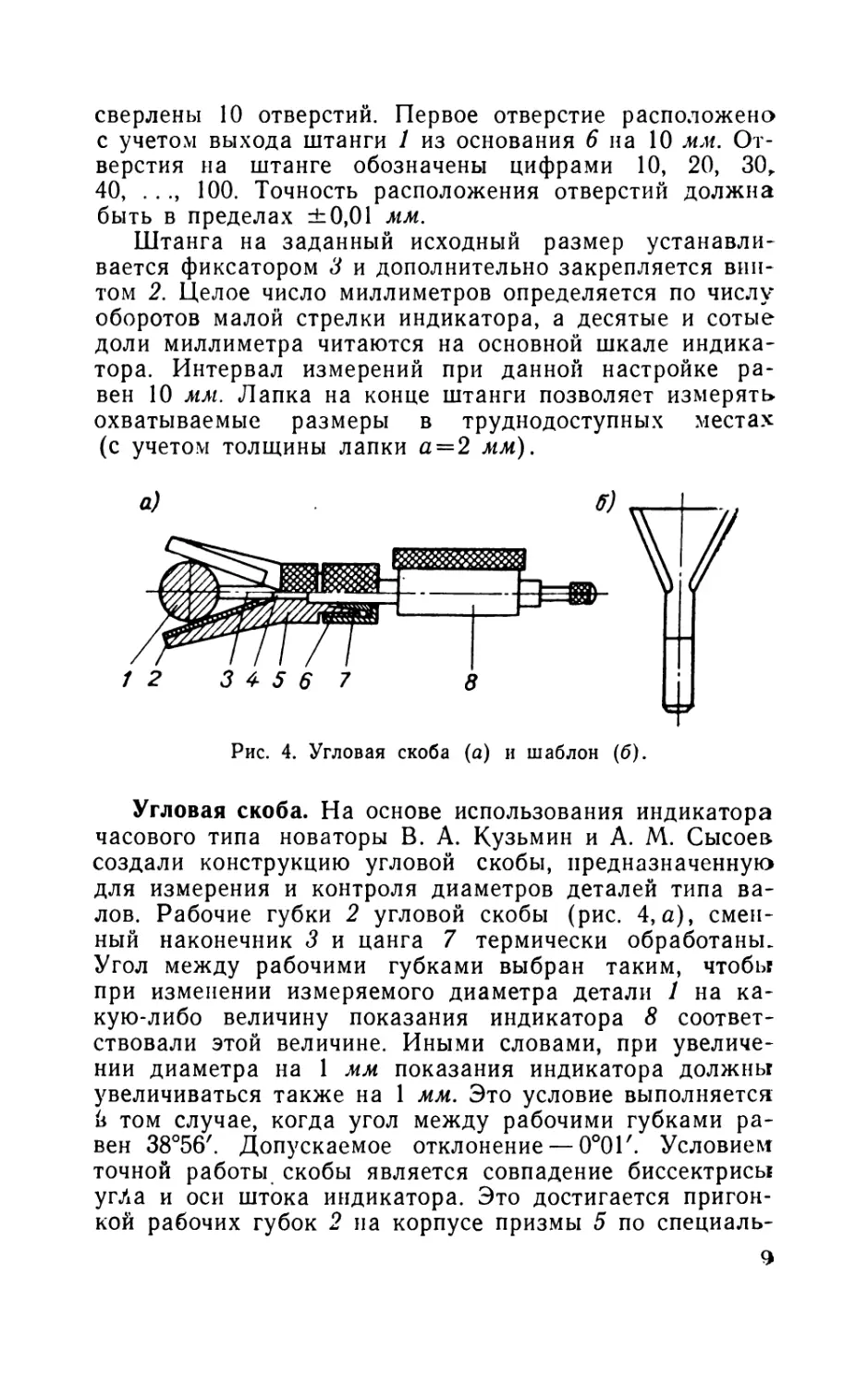
Штанга на заданный исходный размер устанавливается фиксатором 3 и дополнительно закрепляется винтом 2. Целое число миллиметров определяется по числу оборотов малой стрелки индикатора, а десятые и сотые доли миллиметра читаются на основной шкале индикатора. Интервал измерений при данной настройке равен 10 мм. Лапка на конце штанги позволяет измерять охватываемые размеры в труднодоступных местах (с учетом толщины лапки а = 2 мм).
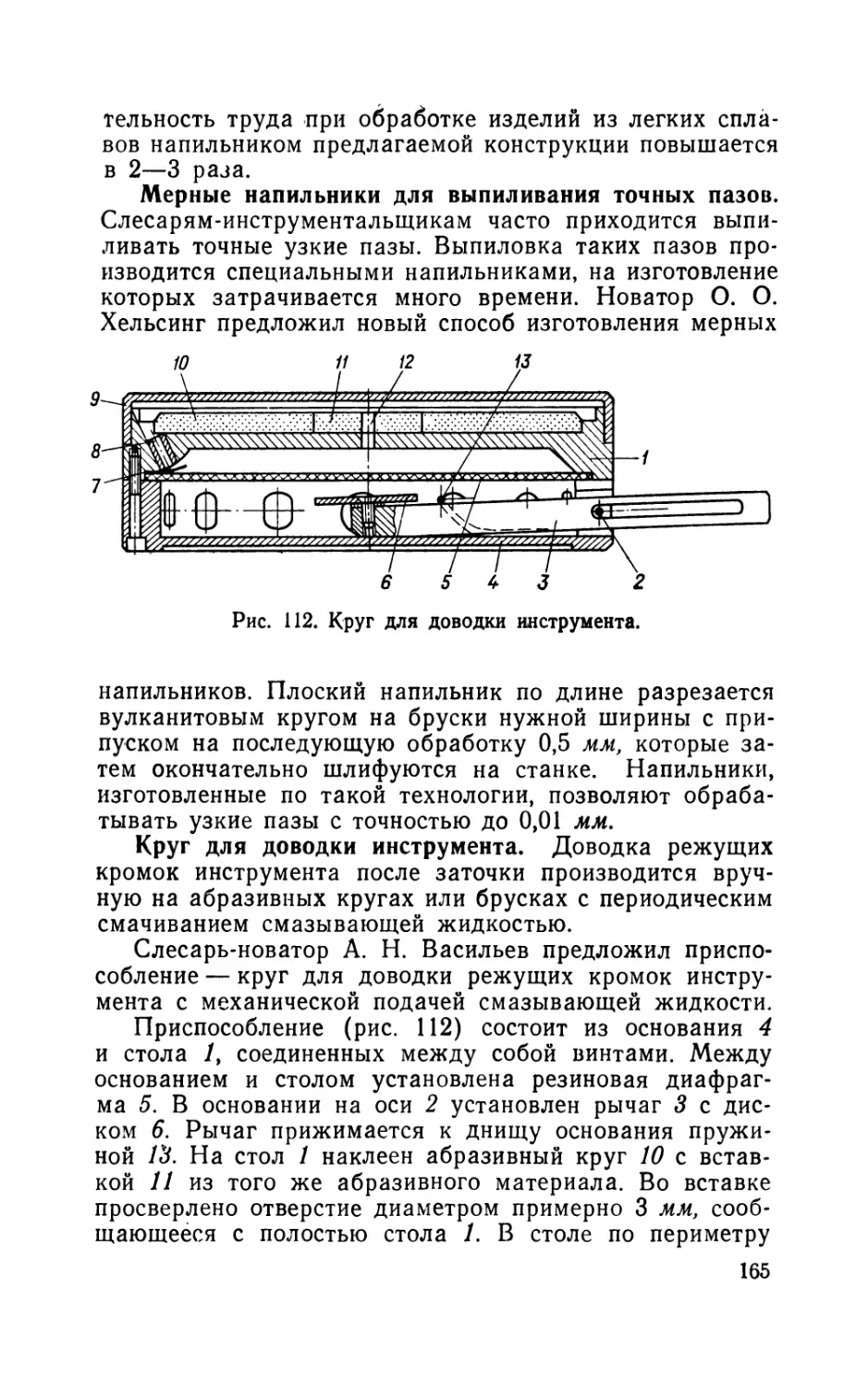
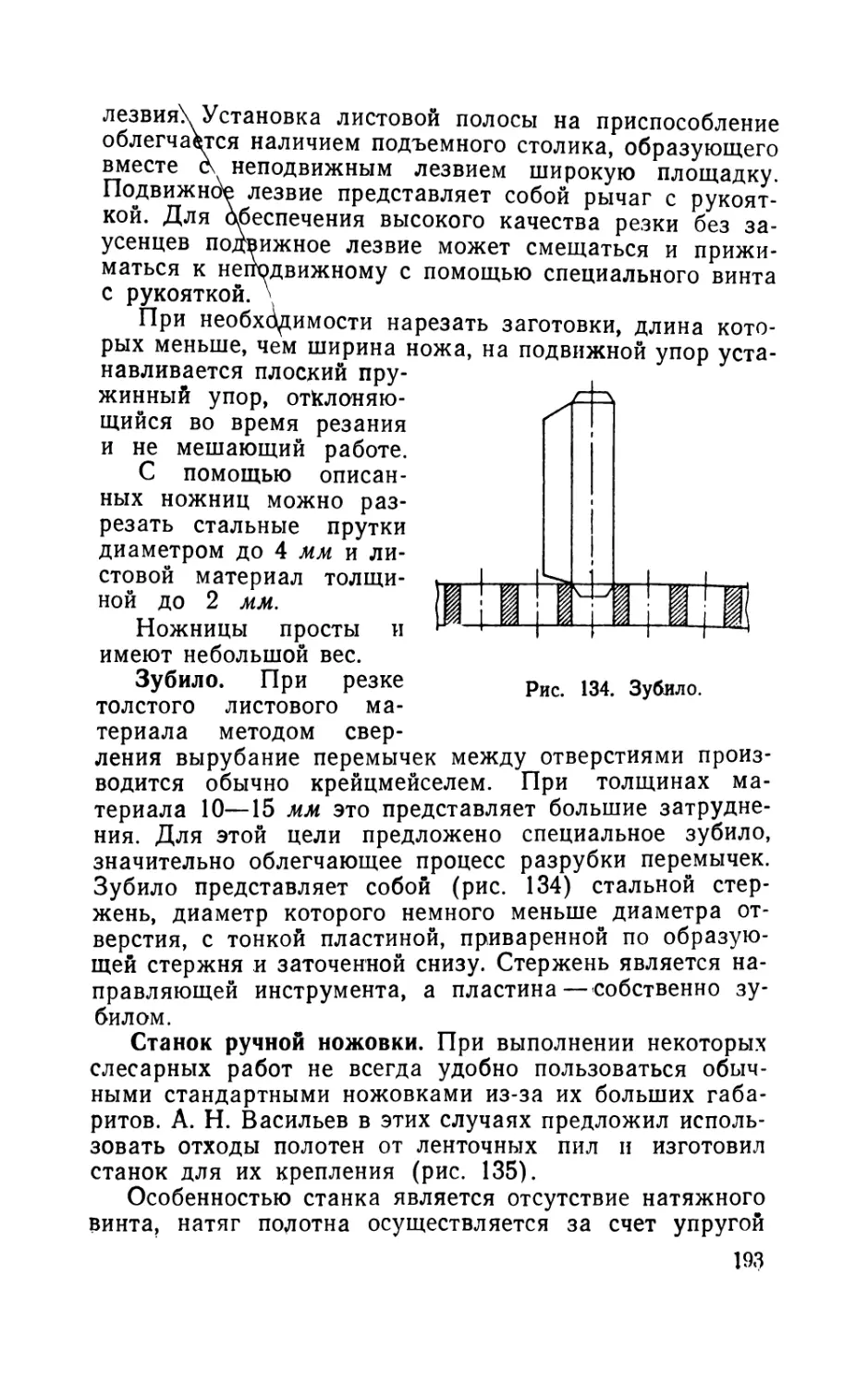
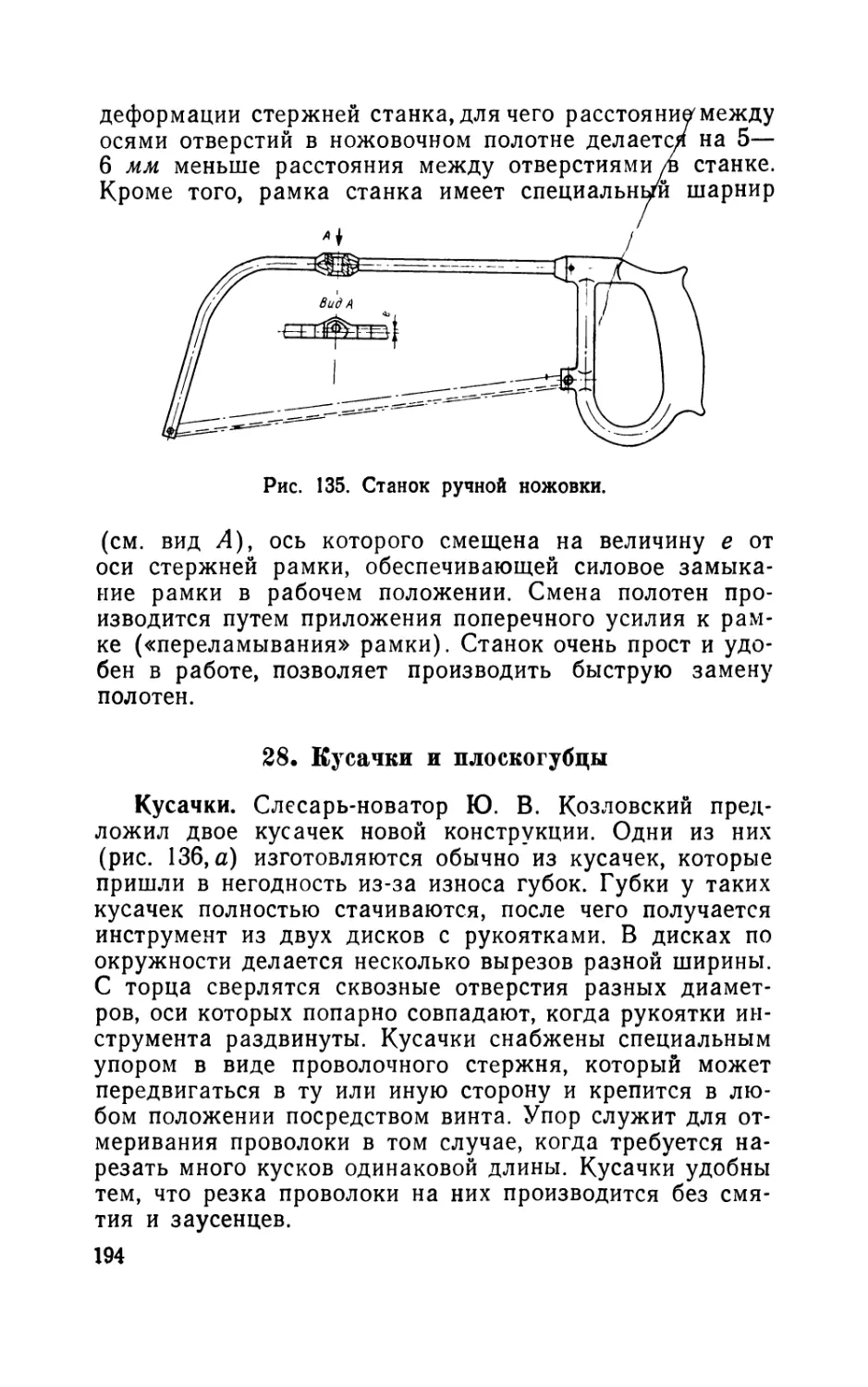
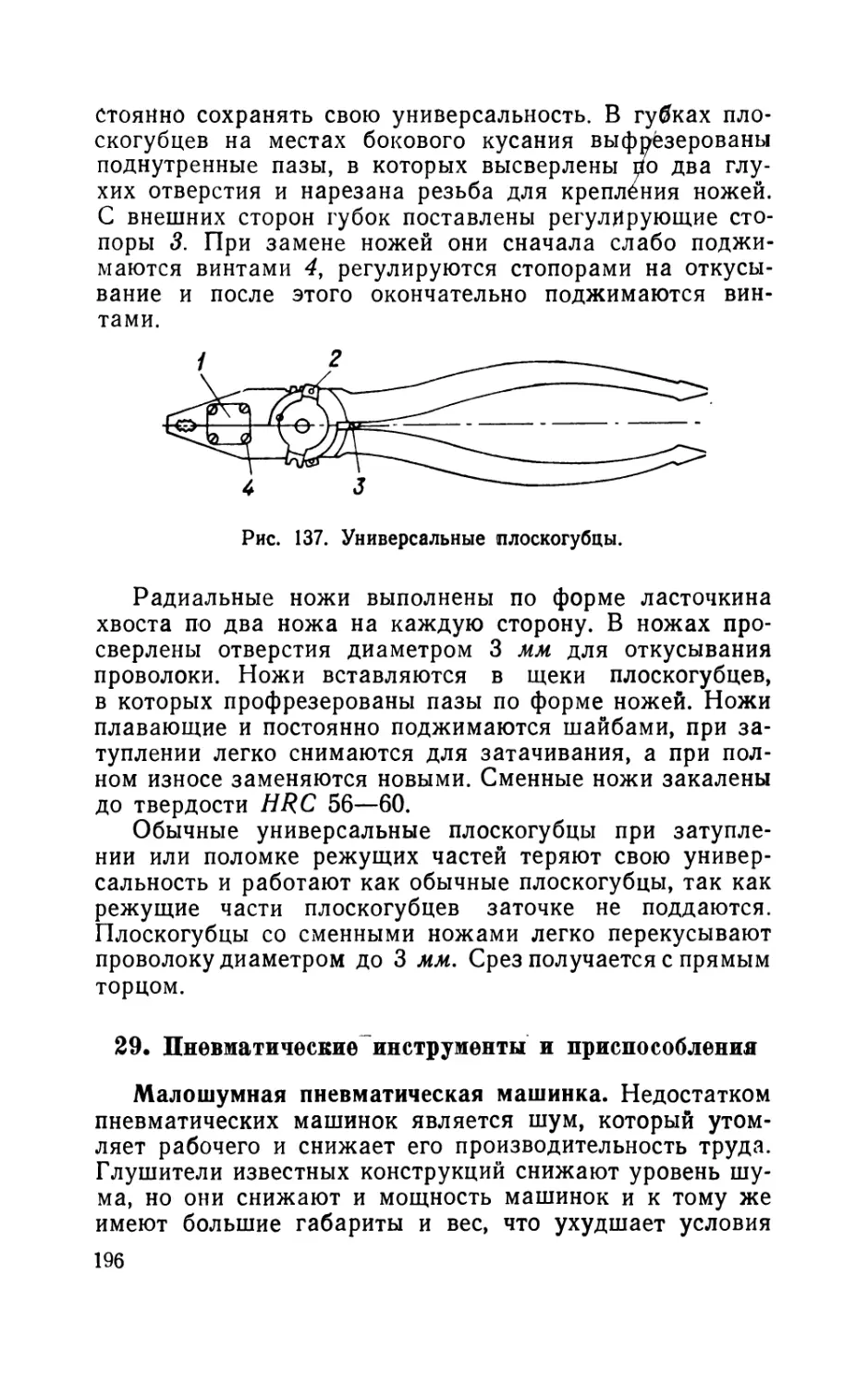
Рис. 4. Угловая скоба (а) и шаблон (б).
Угловая скоба. На основе использования индикатора часового типа новаторы В. А. Кузьмин и А. М. Сысоев создали конструкцию угловой скобы, предназначенную для измерения и контроля диаметров деталей типа валов. Рабочие губки 2 угловой скобы (рис. 4, а), сменный наконечник 3 и цанга 7 термически обработаны. Угол между рабочими губками выбран таким, чтобы при изменении измеряемого диаметра детали 1 на какую-либо величину показания индикатора 8 соответствовали этой величине. Иными словами, при увеличении диаметра на 1 мм показания индикатора должны увеличиваться также на 1 мм. Это условие выполняется й том случае, когда угол между рабочими губками равен 38°56'. Допускаемое отклонение — 0°0Г. Условием точной работы скобы является совпадение биссектрисы угла и оси штока индикатора. Это достигается пригонкой рабочих губок 2 на корпусе призмы 5 по специаль¬
9
ному шаблону (рис. 4,6), у которого угол между рабочими кромками шаблона также равен 38°56'. Хвостовик шаблона и отверстие под шток 4 в корпусе призмы выполнены по скользящей посадке.
С помощью данной скобы после соответствующей настройки, которая осуществляется по гладким цилиндрическим калибрам, можно измерять диаметры с интервалом 10 мм.
Так как общая величина перемещения штока индикатора равна 10 MMt то для настройки прибора следует применять калибр, диаметр которого равен нижнему пределу измерения плюс 5 мм. Например, для интервала измерения 10—20 мм диаметр калибра будет равен 15 мм и т. д.
Для настройки скобы в шток 4 (см. рис. 4, а) индикатора устанавливается соответствующий сменный наконечник (длина сменных наконечников равна 10, 20 и 30 мм). После этого в скобу вставляется необходимый калибр и плотно прижимается к рабочим губкам. Перемещением индикатора вдоль оси скобы совмещают стрелку малого циферблата с делением 5. Затем поворотом основной шкалы нулевое ее деление совмещается с большой стрелкой, после чего индикатор закрепляется с помощью гайки 6 и цанги 7.
При измерениях диаметров до 10 мм отсчет снимается непосредственно со шкал индикатора (целые миллиметры— по малой, а сотые доли — по большой). В случае измерений диаметров 10—20 мм к нижнему значению интервала настройки прибавляются показания индикатора, например: 10 + 3,68= 13,68 мм).
Скоба проста в изготовлении и значительно сокращает время, затрачиваемое на измерения. Если рабочие поверхности призмы и наконечник изготовить из твердого сплава, то можно производить измерение диаметра и на ходу станка (например, при шлифовании), а также контролировать овальность, конусность и т. д. Время, затрачиваемое на контроль, при этом меньше, чем при пользовании микрометром.
Угловая скоба используется в процессе выполнения технологической операции. На контрольных операциях, особенно при большом количестве измеряемых деталей, удобнее пользоваться призмой, работающей по тому же принципу. В этом случае она применяется с контрольной плитой и индикатором со стойкой. Настройка индикато¬
10
ра на нужный интервал осуществляется так же, как и в предыдущем случае по калибру.
Приспособление для проверки индикаторов. При использовании индикаторов часового типа в качестве инструментов для абсолютных измерений решающее зна- • чение имеет точность самой применяемой индикаторной головки. Необходимо, чтобы во всем интервале измерения показания стрелок индикатора соответствовали истинной величине перемещения мерительного наконечника. Обычно операция, контроля показаний стрелок выполняется с помощью блоков концевых чер, помещаемых под мерительный наконечник индикатора, закрепленного в вертикальном положении на жесткой стойке.
Рис. 5. Приспособление для проверки индикаторов.
Показания стрелок индикатора при этом должны соответствовать изменению размера блока концевых мер. Операция проверки индикаторов на точность отнимает много времени.
Новатором Н. Е. Киселевым разработано универсальное микрометрическое приспособление для проверки индикаторов как рычажного, так и часового типа.
Это приспособление (рис. 5, а) состоит из плиты 1 с вертикальной стойкой 5. По стойке может перемещаться ползун 4 с микрометрической головкой 3. После установки на нужной высоте ползун закрепляется винтом 2.
Для проверки индикаторов часового типа в отверстие, имеющееся в плите приспособления, вставляется стойка-переходник 6, в котором в горизонтальном положении устанавливается индикатор. Ось хвостовика ин¬
/ 2 3
11
дикатора в этом случае параллельна оси микрометрической головки. Затем ползун с микрометрической головкой устанавливают на необходимой высоте, закрепляют его винтом и производят проверку. Шпиндель микрометрической головки приводится в соприкосновение с наконечником штока индикатора, а шкала его устанавливается в нулевое положение. Затем шпиндель головки перемещается на размер, превышающий максимальную величину хода штока (10 мм для нормальных и 2 мм для малогабаритных индикаторов). При этом надо следить за тем, чтобы показания стрелок индикатора соответствовали величине перемещения шпинделя.
Это же приспособление (рис. 5,6) можно использовать и для проверки рычажных индикаторов. Практикой установлено, что в большинстве случаев работают рычажными индикаторами с наклоном к проверяемой плоскости на угол 26°. Поэтому на плите приспособления под углом 26° к вертикали просверлено второе отверстие, в которое вставляются сменные переходники 6 для установки рычажных индикаторов. Применение переходников вызвано разнообразием типов рычажных индикаторов с различными диаметрами хвостовиков. Комплект переходников размещается в специальных гнездах, имеющихся на плите приспособления.
Для проверки рычажного индикатора подбирается соответствующий ему переходник и устанавливается в наклонное отверстие. В переходнике закрепляется индикатор. Затем освобождается винт ползуна и последний вместе с микрометрической головкой устанавливается и закрепляется на необходимой высоте. Соответствие показаний стрелки индикатора с величиной перемещения контактного рычага, как и в первом случае, определяется по микрометру на всем диапазоне действия индикатора.
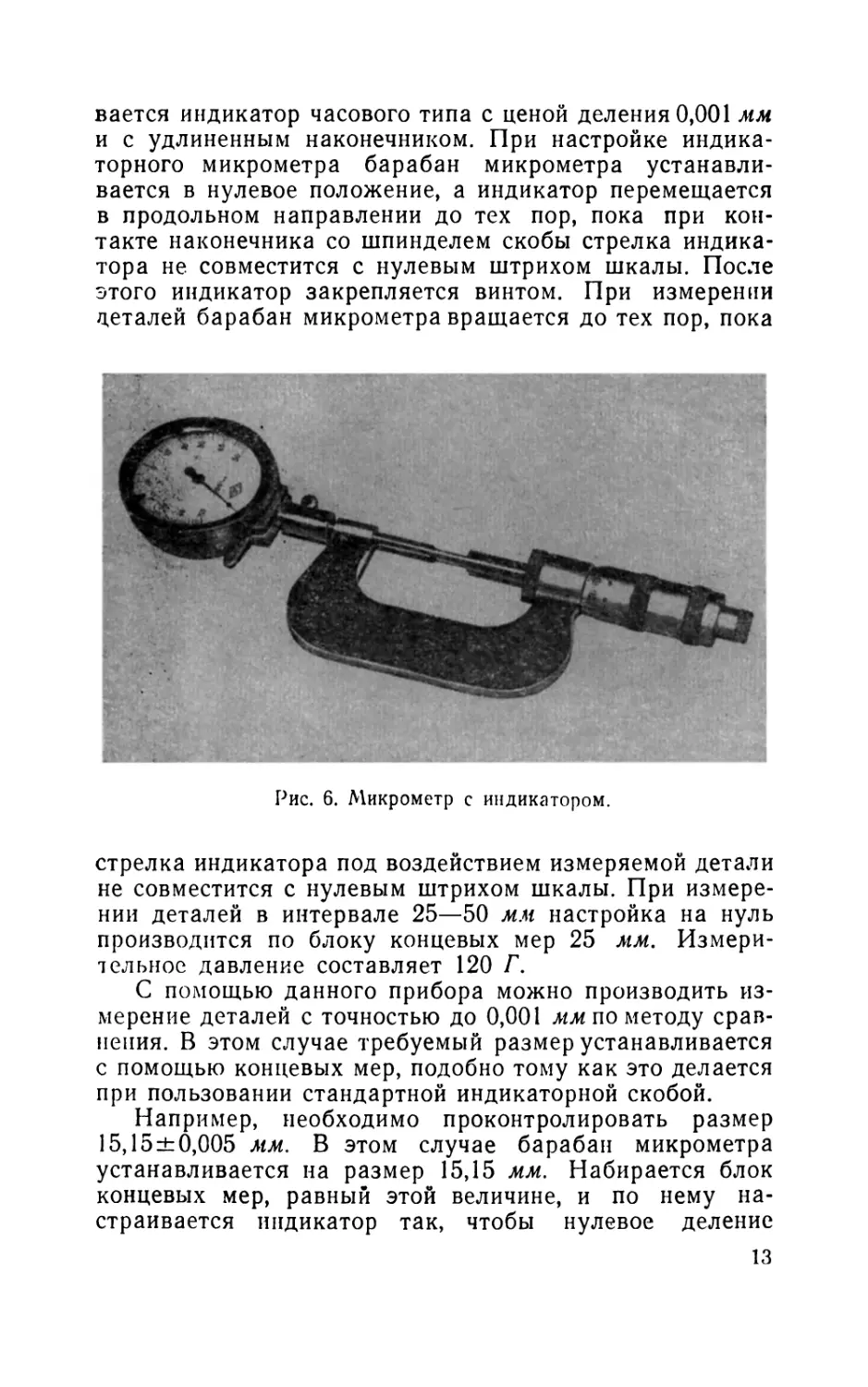
Комбинированные инструменты. К этой группе инструментов относятся микрометры и штангенциркули, снабженные индикаторами. При измерении стандартным микрометром деталей, имеющих малую жесткость, результат измерения будет отличаться от истинного на величину деформации детали. Новатором Я. А. Колочин- ским на базе резьбового микрометра создан измерительный инструмент (рис. 6), позволяющий измерять детали с малой жесткостью в интервале 0—50 мм. Для этого в отверстие скобы микрометра (25—50 мм) устанавли¬
12
вается индикатор часового типа с ценой деления 0,001 мм и с удлиненным наконечником. При настройке индикаторного микрометра барабан микрометра устанавливается в нулевое положение, а индикатор перемещается в продольном направлении до тех пор, пока при контакте наконечника со шпинделем скобы стрелка индикатора не совместится с нулевым штрихом шкалы. После этого индикатор закрепляется винтом. При измерении деталей барабан микрометра вращается до тех пор, пока
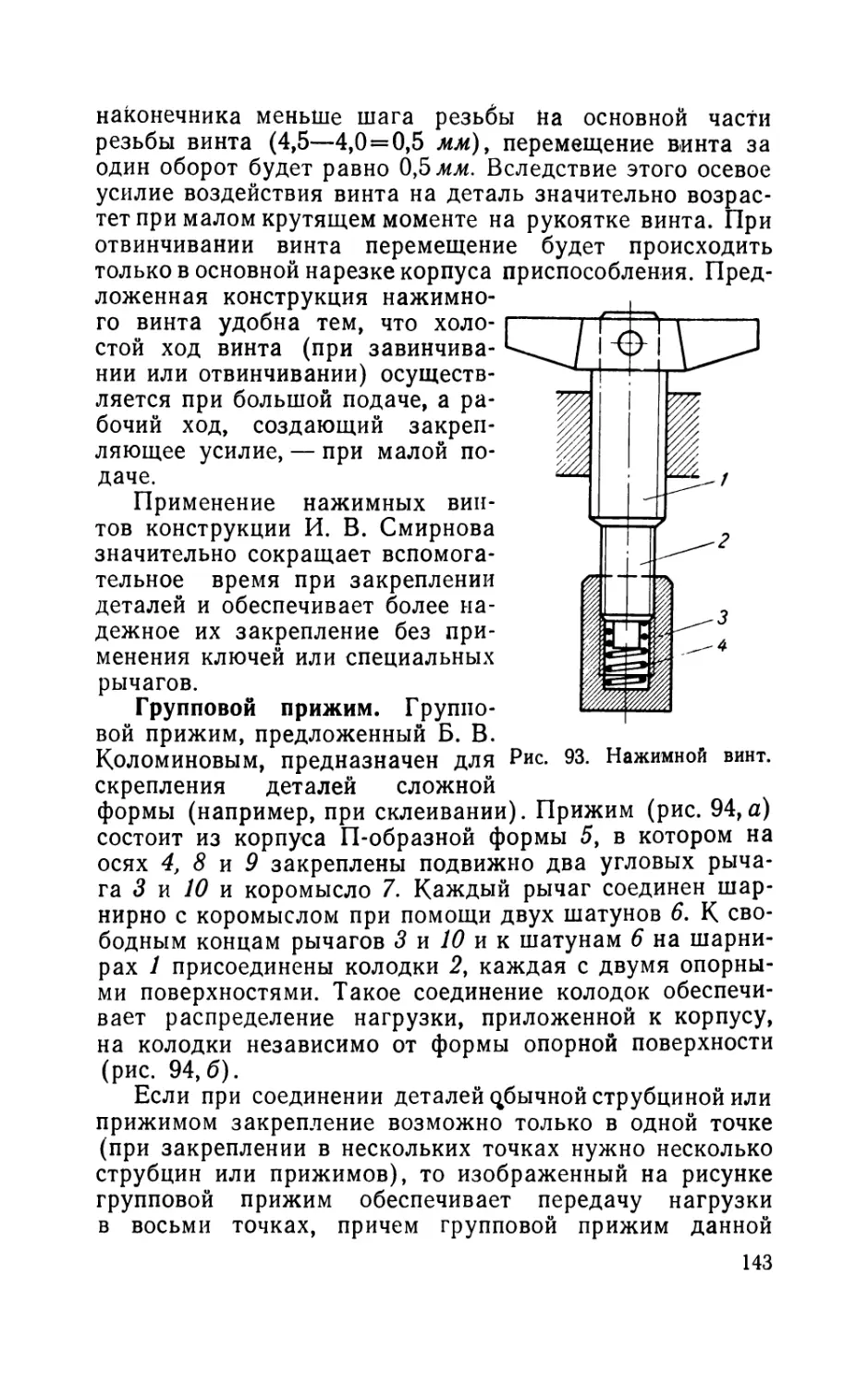
Рис. 6. Микрометр с индикатором.
стрелка индикатора под воздействием измеряемой детали не совместится с нулевым штрихом шкалы. При измерении деталей в интервале 25—50 мм настройка на нуль производится по блоку концевых мер 25 мм. Измерительное давление составляет 120 Г.
С помощью данного прибора можно производить измерение деталей с точностью до 0,001 мм по методу сравнения. В этом случае требуемый размер устанавливается с помощью концевых мер, подобно тому как это делается при пользовании стандартной индикаторной скобой.
Например, необходимо проконтролировать размер 15,15 =ь0,005 мм. В этом случае барабан микрометра устанавливается на размер 15,15 мм. Набирается блок концевых мер, равный этой величине, и по нему настраивается индикатор так, чтобы нулевое деление
13
шкалы совпадало со стрелкой. При измерении детали по расположению стрелки относительно нулевого деления определяют величину отклонения. Такой прием удо-
а)
Рис. 7. Штангенциркули с индикаторами.
бен при контроле большой партии деталей одинакового размера. Простота изготовления, точность измерений, малое измерительное давление делают этот прибор полезным в работе.
Я. А. Колочинский разработал также конструкцию индикаторной приставки к стандартному штангенциркулю (рис. 7, а).
и
Этот инструмент предназначен для измерения диаметра внутренних выточек, Т-образных пазов и для ряда других случаев — при измерении в труднодоступных местах. Измерение можно производить непосредственно на рабочем месте при выполнении токарных, фрезерных и слесарных операций. Эта приставка может быть установлена на любой штангенциркуль. Сменные удлиненные ножки имеют пазы, которыми они насаживаются на губки штангенциркуля. После установки ножки закрепляются с помощью винтов с накатными головками (винты находятся с нижней стороны и на рисунке не видны). Для удлиненных ножек предусмотрены сменные наконечники, которые плотно вставляются в отверстия, имеющиеся на концах ножек. Сменные наконечники имеют разную длину в зависимости от глубины замеряемой выточки.
Установка на промежуточный исходный размер производится по концевым мерам или микрометру. После настройки приспособление может быть использовано для измерения в пределах всей длины штанги с отсчетом размера по линейной шкале, нониусу и стрелке индикатора с учетом величины предварительной настройки.
Применение данного приспособления обеспечивает хорошую стабильность измерений. Точность измерений при настройке по концевым мерам составляет 0,01 мм. При использовании линейной шкалы и нониуса точность измерения определяется ценой деления нониуса.
При изготовлении индикаторной приставки к штангенциркулю необходимо, чтобы движение качающегося рычага на оси происходило без люфта и заеданий, а также было соблюдено равенство плеч рычага от оси вращения до центра вставки и до места контакта с наконечником индикатора.
Аналогичный штангенциркуль с индикатором предложен на Ленинградском заводе подъемнотранспортного оборудования им. Кирова (рис. 7,6). К губкам обычного штангенциркуля припаяны сухари /, ширина которых должна быть меньше ширины измеряемой канавки. На специальной подвижной рамке 3 закрепляется индикатор 4. Упор 2 для индикатора устанавливается на подвижной рамке. При измерении показания индикатора сравнивают с показаниями, полученными при измерении эталонной детали или установленных па скобе или микрометру.
15
Нутромеры. Для измерения диаметров кольцевых выточек применяется нутромер с индикаторной головкой» разработанный новаторами А. Васильевым и Н. Лапшиным. В отличие от штангенциркуля Колочинского, где индикаторное устройство является лишь навеской к стандартному штангенциркулю, нутромер представляет собой специально разработанную конструкцию (рис. 8).
12 11 Ю
Рис. 8. Нутромер с индикаторной головкой.
Нутромером данной конструкции можно измерять диаметры отверстий и ширину канавок (10—70 мм) с точностью 0,01 мм.
Нутромер состоит из индикатора 7, закрепляемого в корпусе 7 с помощью цанги 3 и гайки 2. Шток индикатора контактирует с плунжером 4, в котором при помощи клина закрепляется мерительная лапка 5. Лапка затягивается с помощью ручки 12, которая навинчивается на резьбовую часть лапки 5. Вторая губка выполнена за одно целое с хомутиком 6. Хомутик может перемещаться вдоль оси корпуса 7 и удерживается от поворота вокруг корпуса шпонкой 10. Хомутик в нужном положении стопорится винтом 11. Перемещение хомутика вместе со шиопкой обеспечивается благодаря наличию паза в корпусе. Плунжер 4 подпружинен пружиной 8, которая помещена в корпусе между торцом плунжера и пробкой 9. Лапки выполнены по принципу двух пластин, заходящих одна на другую (как это имеет место у штангенциркулей легкого типа с точностью измерения 0,1 мм, выпускаемых заводом «Калибр»). На требуемый размер нутромер устанавливается с помощью эталонной
скобы микрометра или блока концевых мер, зажатого в струбцину. При настройке необходимо дать индикатору некоторый натяг (0,1—0,5 мм).
Этот нутромер имеет более жесткую конструкцию, чем комбинация с штангенциркулем, и поэтому может обеспечить более высокую стабильность измерений. Вместе с тем наличие подвижных соединений, выполненных по посадке скольжения, требует очень тщательного изготовления деталей и сборки прибора. Следует пом-
Рис. 9. Нутромер для измерения отверстий малого диаметра.
нить также, что при пользовании этими инструментами размер отсчитывается по наибольшему показанию стрелки индикатора. Кроме того, ножки при измерении должны располагаться в плоскости, перпендикулярной к оси измеряемого отверстия или паза. При перекосах индикатор покажет размер больше истинного.
Рационализатором К. Д. Гусевым предложена конструкция индикаторного нутромера (рис. 9) для измерения отверстий малого диаметра, позволяющая производить контроль в любом сечении по всей длине отверстий. От существующих конструкций нутромер К. Д. Гусева отличается отсутствием шарнирных соединений, благодаря чему новатору удалось создать прибор, допускающий производить контроль отверстий начиная с диаметра 3 мм.
Индикатор 1 с помощью специальной гайки 2 закрепляется в корпусе 3, на который навинчена трубка 4. В трубке 4 помещается шток 6 со вставленной в него сменной иглой 7. В передний конец трубки ввинчена сменная двухлепестковая цанга 8. Пружина 5, опирающаяся одним концом в торец корпуса 3, а другим в торец уступа штока 6, стремится сдвинуть иглу 7 вправо. Последняя своим конусным окончанием опирается на
17
2 Зак. № 851
торец выточки цанги 8 и раздвигает ее лепестки. При сжатии лепестков цанги внутренний торец ее выточки воздействует на конус иглы 7, сдвигая ее влево.
При этом торец штока, соприкасающийся с шариком наконечника индикатора ), перемещает шток индикатора. Величина этого перемещения определяется по отклонению стрелки индикатора. Если конус иглы равен 53°08', то показания стрелки индикатора будут соответствовать величине изменения диаметра отверстия, если угол конуса иглы будет равен 28°04', то показания стрелки индикатора будут вдвое больше этой величины. В этом случае, применяя индикатор с ценой деления 0,01 мм, можно отсчитывать отклонения диаметра отверстия в 0,005 мм, что будет соответствовать одному делению шкалы индикатора.
При настройке нутромера подбираются соответствующие измеряемому диаметру отверстия цанга и игла, которые монтируются на приборе. Цанга вводится в отверстие эталонного кольца, и нулевое деление шкалы индикатора совмещается со стрелкой (настройку нутромера можно производить и по микрометру).
При контроле детали цанга слегка сжимается пальцами и ее лепестки вводятся в отверстие. Перемещая нутромер вдоль оси отверстия и поворачивая его, можно определить наличие отклонений формы от-верстия и его диаметра от заданной геометрии.
При необходимости контроля большой партии деталей небольшого размера (типа втулок) нутромер может быть закреплен на стойке. В этом случае при измерении перемещается не нутромер, а сама деталь.
Приборы для контроля деталей в труднодоступных местах. Стандартным инструментом такой контроль затруднителен, а зачастую невозможен. Например, при изготовлении деталей с узкими пазами и выточками возникает необходимость проверки параллельности плоскостей паза или выточки по отношению к базовой плоскости. В этих случаях изготовляют специальные шаблоны. Однако встречаются детали такой конфигурации, когда даже применение шаблонов не обеспечивает надлежащего контроля.
Новатор Б. В. Владимиров изготовил простое и оригинальное индикаторное устройство для контроля параллельности плоскостей пазов и выточек от базовой поверхности детали (рис. 10, а).
18
Приспособление состоит из термически обработанного корпуса /, имеющего форму параллелепипеда, втулки 2 и сменных рычагов 4. Рычаг смонтирован в пазу корпуса на осях. Грани корпуса могут быть при измерении рабочими (то есть опираться на базовую плос-
Рис. 10. Приборы для контроля деталей в труднодоступных
местах.
кость детали), поэтому углы между ними должны быть прямыми, а противоположные грани — параллельными.
При измерении во втулку 2 приспособления вставляется и закрепляется индикатор 3, а в корпус 1 рычаг 4. Рычаг в зависимости от вида контроля может иметь разную форму, длину и диаметр шариков. Диаметр шариков может иметь размер начиная с 1 мм. Для отдельных деталей изготовляются специальные рычаги нужной конфигурации и размеров.
2*
19
Б. В. Владимировым также изготовлено трехпозиционное приспособление с тремя пазами, втулками и рычагами, установленными для контроля детали в различных положениях. В этом случае для перестройки приспособления достаточно индикатор вставить в нужную втулку и закрепить его там.
Достоинствами этого приспособления являются предельная простота конструкции и универсальность применения.
При обработке целого ряда деталей необходимо произвести выверку поверхностей в труднодоступных местах. Необходимость такой выверки возникает при установке детали на плиту для разметки, при установке деталей на металлообрабатывающих станках, при сборке приспособлений, машин и механизмов. Кроме того, зачастую возникает необходимость контролировать биение вращающихся деталей.
Приспособление (рис. 10,6), которое дает возможность осуществить контроль и измерение в тех случаях, когда стандартными инструментами пользоваться невозможно, разработано новатором В. И. Дубровиным.
Приспособление состоит из индикатора /, который устанавливается в отверстие корпуса 2 и закрепляется винтом. Расстояния от точки контакта индикатора с рычагом 3 и от центра шарика рычага до оси вращения равны между собой. Диаметр шарика — 3 мм, плечи рычага равны 50 мм. Рычаг и корпус термически обработаны. С помощью приспособления могут осуществляться выверка и контроль размеров при обработке узких глубоких пазов на металлорежущих станках.
С помощью этого приспособления можно проверять наличие конусности и овальности в отверстиях малого диаметра. Оно может быть закреплено на стойке, например стойке штангенрейсмуса, с помощью винтов, а также легко устанавливаться на металлорежущих станках.
Навесное приспособление М. А. Максименко и А. К. Самошкина предназначено для проверки конусности отверстий, пазов и уклонов (рис. 10, в). Приспособление состоит из индикатора часового типа с несложным устройством в виде коленчатого рычага, закрепляемого на державке, и укрепляется на лапке массивного рейсмуса.
20
Определение конусности производится при вертикальном перемещении каретки штангенрейсмуса на заранее выбранную величину. По показаниям стрелки индикатора определяют величину перепада поверхности на выбранной длине и, пользуясь таблицей тригонометрических функций, находят значение величины уклона или конусности в градусах и минутах. Например, если (измеряя конусность) при перемещении каретки на расстояние / = 20 мм стрелка индикатора показала отклонение А = 0,05 мм, то конусность равняется 2А: /, то есть 1 :200. Если (измеряя уклон) при перемещении каретки на те же /=20 мм стрелка индикатора отклонилась на А = 0,26 мм, то угол уклона а определяется следующим образом:
tg<x= -J- =-^ = 0,01300; а=0°44'40".
Нетрудно уяснить, что в данном случае решающим условием является строгая перпендикулярность перемещения каретки по отношению к опорной плоскости основания стойки.
Если стойки специально изготовляются для этого случая, то это условие должно быть оговорено в технических требованиях, если же в качестве стойки используется стандартный штангенрейсмус, то он должен быть приведен в соответствие с этими условиями.
На одном из заводов разработан индикаторный прибор для контроля угловых размеров конусных отверстий, обеспечивающий повышенную точность измерения. Он состоит (рис. 10, г) из индикатора /, закрепленного винтом и гайкой на стойке 2, смонтированной на основании 6. В прямоугольном окне основания на оси 5 шарнирно установлен двуплечий рычаг 4. На одном плече его против ножки индикатора запрессована плоская пята 5, а на другом — измерительный шарик 8, контактирующий с поверхностью детали. В основание также запрессована упорная ножка 7 со сферическим наконечником, расположенным соосно с шариком по линии контакта. Прибор настраивают по предельным эталонам 9. На боковых поверхностях эталонов нанесены максимальное и минимальное значения проверяемого угла конуса. Значение одного из пределов эталонов принимают за начало отсчета (шкала индикатора градуирована по обе стороны от нуля), стрелку с необходимым
21
натягом устанавливают на нуль. По другому пределу определяют поле допуска, то есть отклонение стрелки от нуля.
Настроенный прибор вводят в конусное отверстие, обеспечивая контакт между упорной ножкой и образующей конуса, опорной плоскостью основания и торцом контролируемой детали. Точность замера угла отверстия определяют по индикатору. Простота конструкции и настройка прибора позволяют увеличить производительность труда.
Приспосо б л е н и я для проверки взаимного расположения осей и плоскостей. В условиях инструментального мелкосерийного производства при обработке заготовок типа базовых плит, корпусов и других крупногабаритных деталей выполнение условия перпендикуляр ноет и смежных граней представляет собой известные трудности. Заготовки для таких деталей по своему размеру и весу значительно превышают размеры базирующих приспособлений— угольников и кубиков, предназначенных для установки на шлифовальном станке деталей небольших размеров. Это обстоятельство затрудняет надежную выверку детали, поэтому в процессе шлифования приходится неоднократно контролировать результаты обработки и корректировать ее установку. Обычно контроль производится с помощью угольников. Однако даже при полной уверенности в его точности результаты проверки дают лишь качественную оценку. Количественную оценку может дать несложный прибор для проверки перпендикулярности, предложенный новатором В. М. Федоровым (рис. 11).
Прибор состоит из массивной стойки (можно использовать стойку стандартного штангенрейсмуса раз¬
22
Рис. 11. Прибор для контроля перпендикулярности сторон.
мером 300 или 500 мм) с двумя каретками. При использовании стойки штангенрейсмуса на ней устанавливается вторая дополнительная каретка, на которой крепится часовой индикатор. Упор в виде линейки типа лекальной крепится на нижней стойке.
Проверка производится на контрольной плите. Прибор устанавливается так, чтобы упор касался грани контролируемой детали. Индикатор при этом должен иметь некоторый натяг, а шкала его установлена на нуль. Если прибор установить с противоположной стороны детали, то по отклонению стрелки индикатора можно определить величину отклонения от перпендикулярности параллельных граней детали к основанию.
При перпендикулярности стрелка индикатора будет находиться на той же нулевой отметке; при наличии отклонений неперпендикулярность будет составлять половину величины отклонения стрелки индикатора от нулевой отметки. Например, если стрелка индикатора перейдет нулевую отметку на 0,1 мм, то это означает, что стороны отклонены влево (по положению устройства, представленного на рис. И) на 0,05 мм, если же не дойдет на 0,1 мм, то стороны отклонены вправо на ту же величину.
При отклонениях, превышающих технические требования чертежа, выверка для окончательного шлифования может производиться на той же плите за счет подкладывания под нижнюю сторону заготовки полосок тонкой бумаги, фольги или кусков щуповой ленты. После выверки и контроля деталь переносится на магнитную плиту станка, где и производится шлифование» При этом прокладки помещаются в те же места, которые они занимали при выверке на контрольной плите.
Для возможности выверки детали непосредственно на магнитной плите станка необходимо, чтобы основание стойки прибора было изготовлено из немагнитного материала (например, из бронзы), а размеры плиты позволили одновременное размещение на ней детали и прибора.
Новатором И. Н. Савокиным внедрено в производство приспособление для проверки параллельности направляющих, имеющих форму наружного ласточкина хвоста. Приспособление (рис. 12, а) состоит из двух колодок 2 и 6. К колодке 2 прикреплены две штанги 5 круглого сечения, колодка 6 под¬
23
вижная и перемещается по штангам. К колодкам привинчены ролики 1. На неподвижной колодке 2 установлен индикатор 3, а на подвижной колодке 3, соосно со штоком индикатора, установлен винт 4, упирающийся одним концом в измерительный наконечник индикатора.
Для проверки параллельности приспособление ставится на направляющие станка так, чтобы ролики
Рис. 12. Приспособления для проверки параллельности направляющих.
опирались на горизонтальную плоскость, а затем прижимаются к наклонным плоскостям. Прижим осуществляется пружиной растяжения, установленной между колодками (на рисунке пружина не показана).
С помощью регулировки винта 4 стрелке индикатора дается натяг, а шкала устанавливается на нулевое деление. При плавном перемещении приспособления вдоль направляющих индикатор показывает плюсовые или минусовые отклонения от параллельности направляющих относительно места установки приспособления.
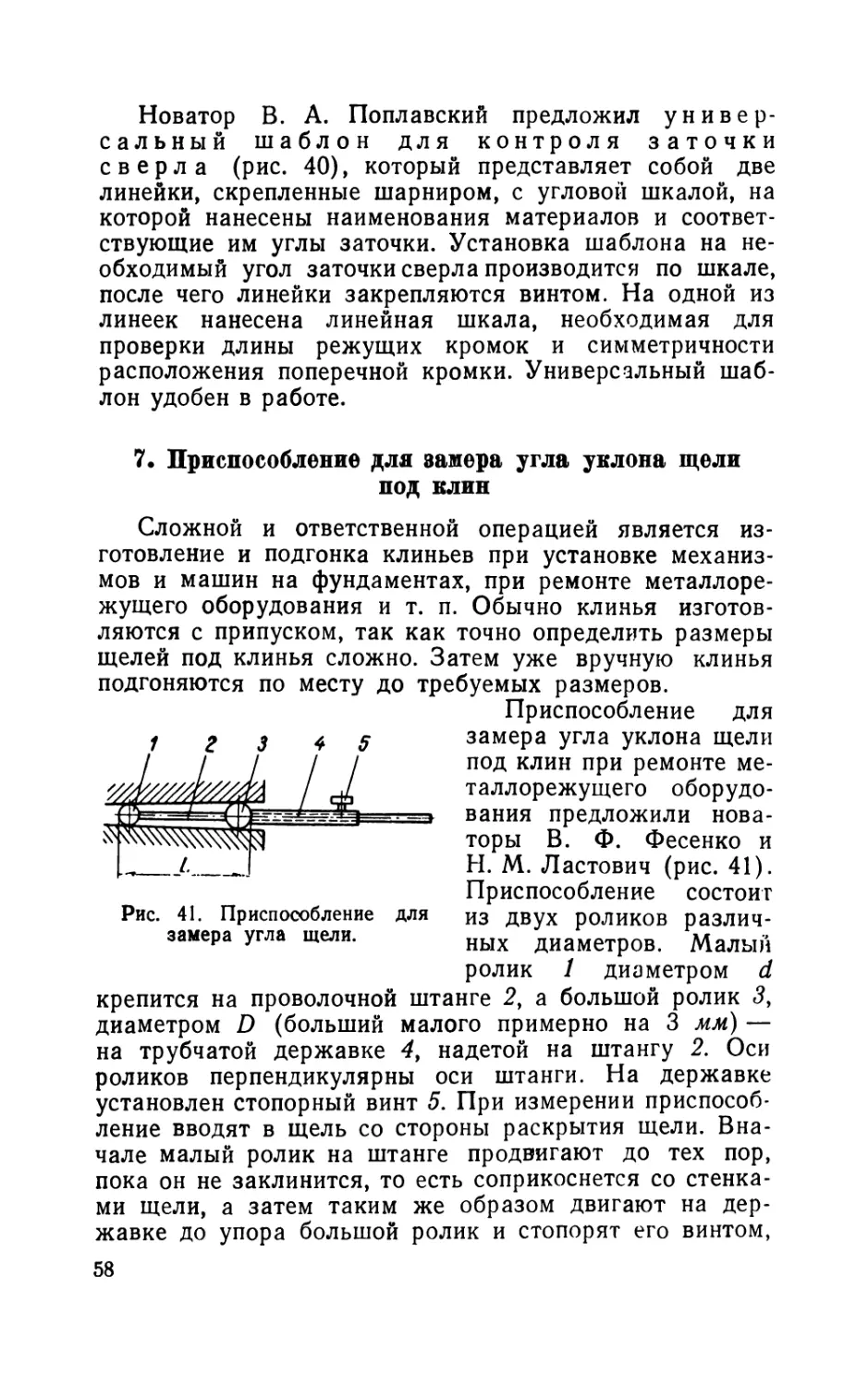
Аналогичное приспособление предложено В. Ф. Фе- сенко и Н. М. Ластовичем. У этого приспособления (рис. 12,6) вместо двух штанг применена одна трубчатая штанга 2 и один из роликов не крепится к колодке, а является контрольным. На одном конце штанги неподвижно посажен кронштейн 1 с индикатором 7, а с другого конца надет подвижный кронштейн 4 : ножкой, на который жестко закреплен ролик 5. Штанга по образующей имеет треугольный паз, в котором
24
перемещается конец стопорного винта 3, предохраняющий подвижный кронштейн от проворачивания относительно оси штанги и в то же время являющийся фиксатором кронштейна.
При установке приспособления ролик 5 прижимается одновременно к горизонтальной и наклонной плоскостям с одной стороны направляющих.
С другой стороны направляющих аналогично устанавливается контрольный ролик 6, с цилиндрической поверхностью которого взаимодействует наконечник индикатора. Измерение параллельности направляющих производится путем покачивания приспособления в поперечной плоскости направляющих относительно оси ролика 5.
При этом движении штанги измерительный наконечник контактирует с поверхностью контрольного ролика 6 и стрелка индикатора совершает колебательные движения относительно какого-то деления («мертвой точки»). Измерения ведут в нескольких сечениях направляющих, и по значениям «мертвых точек» на шкале индикатора определяют отклонение направляющих от параллельности.
Ввиду отсутствия рычажных передач приспособление отличается конструктивной простотой и повышенной точностью измерения.
Этими же авторами разработано приспособление для измерения п а р а л л е л ь н о с т и направляющих, выполненных в виде внутреннего ласточкина хвоста (рис. 12, в). На одном конце аналогичной трубчатой штанги / с помощью винтов неподвижно закреплен кронштейн 5 с индикатором 4 рычажного типа и неподвижным опорным роликом 6. На штанге установлена подвижно каретка 3 с двумя установочными роликами 8 и Р, оси которых строго параллельны между собой. Каретка имеет стопорный винт 2. Для измерения параллельности каретку 3 прижимают роликами 8 и 9 к наклонной и горизонтальной плоскостям с одной стороны направляющих и затем штангу перемещают в направлении другой стороны направляющих до тех пор, пока опорный ролик 6 не ляжет на горизонтальную плоскость, а измерительный рычаг 7 индикатора не коснется наклонной поверхности.
Двигая штангу далее, дают стрелке индикатора некоторый натяг и устанавливают шкалу индикатора
25
на нулевое деление. В этом положении каретку 3 стопорят винтом 2. Для измерения параллельности направляющих приспособление перемещают вдоль направляющих и наблюдают отклонения стрелки индикатора от нулевого деления.
Институтом «Укроргстанкинпром» спроектирован прибор, позволяющий измерять параллельность между осями отверстий с точностью 0,01 мм. Прибор (рис. 13) состоит из индикаторного нутромера 1 (с которого снят мостик 5), призмы 2 и сухаря 3 с гайкой 6, крепящими
призму на сменных вставках 4. С помощью микрометрической скобы, пользуясь контргайкой, устанавливают требуемый размер на индикаторном нутромере. Затем прибор помещают на контрольный валик со стороны сменной вставки и опускают призму до касания с валиком, зажимая ее гайкой. Вставки имеют разные пределы измерения. При подсчете межцентрового расстояния для установки размера L{ на приборе из величины L вычитают величину
А + А>
2
где Di и Z)2 — диаметры контрольных валиков.
Прибор позволяет измерять параллельность осей в труднодоступных местах.
Приспособление для проверки сверлильных патронов. Проверка сверлильных патронов после ремонта на биение осуществляется с помощью индикаторов на токарных и сверлильных станках. При
26
наличии биения сверх допустимых пределов производится доводка кулачков патрона, после чего процесс про- , верки биения на станке повторяется и т. д. Такая проверка отнимает много времени и непроизводительно занимает станочное оборудование. Поэтому новаторами предложено простейшее приспособление для проверки биения сверлильных патронов, позволяющее производить их проверку без использования станков — непосредственно на рабочем месте слесаря (рис. 14).
Приспособление состоит из плиты 1 со стойкой 2, на которой в державке 3 крепится индикатор 4. На плиту устанавливается неподвижная втулка 5 с цилиндрическим отверстием, в котором на шарикоподшипниках смонтирована вращающаяся втулка 6 с конусным отверстием (конус Морзе № 3) для хвостовика сверлильного патрона.
В кулачках проверяемого патрона зажимают калибр 7 (цилиндрический валик) длиной около 100 мм.
Затем, поворачивая патрон, проверяют по индикатору биение калибра. При наличии биения кулачки доводятся здесь же на рабочем месте до устранения биения. Для возможности проверки патронов с другими конусами Морзе приспособление снабжено комплектом переходных втулок.
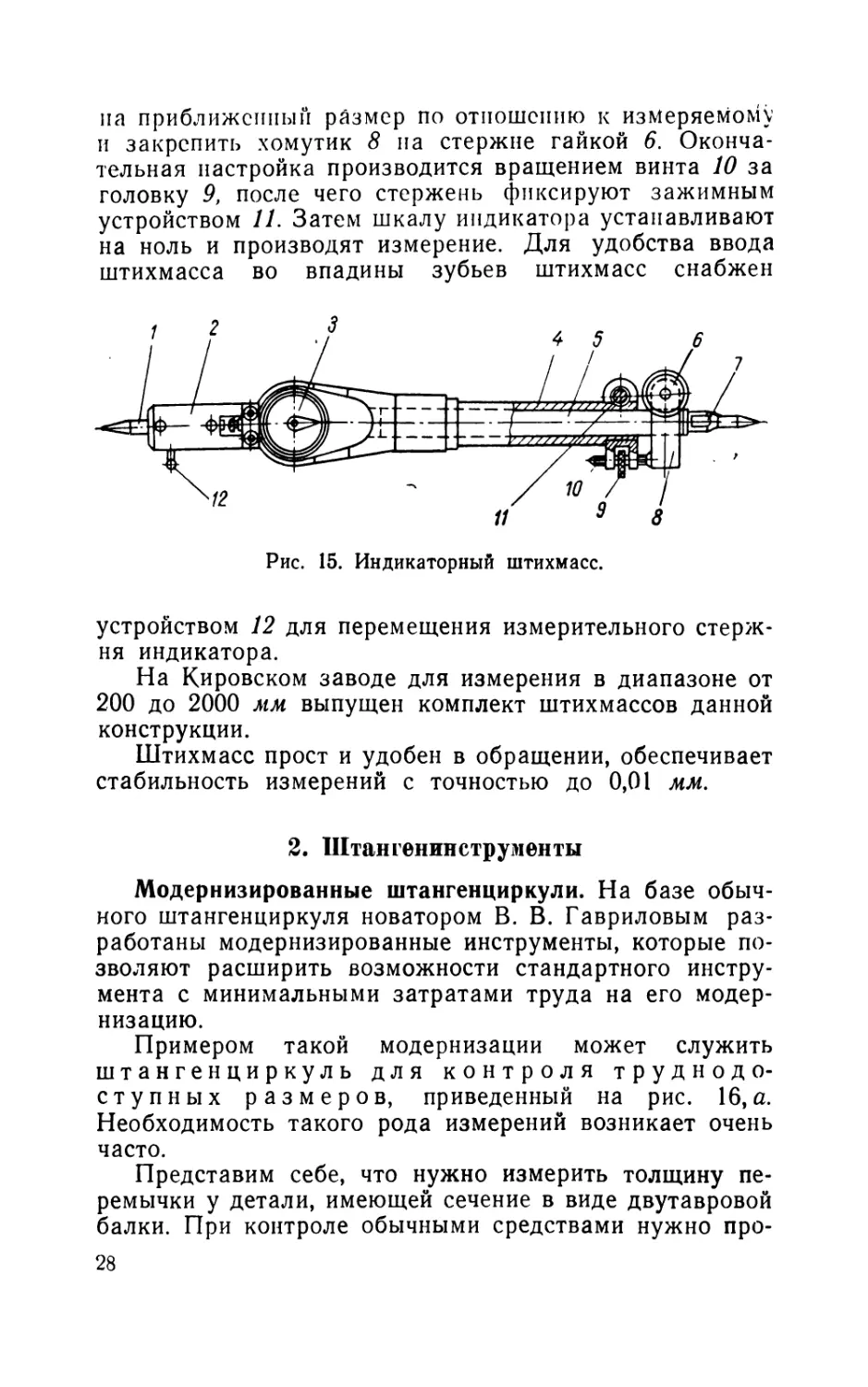
Штихмасс. Индикаторный штихмасс (рис. 15) разработан В. Озолиным для измерения диаметров зубчатых колес внутреннего зацепления. В корпус 2 вмонтированы подвижный измерительный стержень 1 и индикатор 3. Для создания определенного усилия измерительный стержень поджат пружиной. В корпус ввинчена втулка 4, в которой плавно перемещается стержень 5 с наконечником 7.
Настройка штихмасса на номинальный размер производится по концевым мерам или по эталону. Предварительно следует выдвинуть стержень 5 из втулки 4
27
4 3
Рис. 14. Приспособление для проверки сверлильных патронов.
па приближенный размер по отношению к измеряемому и закрепить хомутик 8 на стержне гайкой 6. Окончательная настройка производится вращением винта 10 за головку 9, после чего стержень фиксируют зажимным устройством 11. Затем шкалу индикатора устанавливают на ноль и производят измерение. Для удобства ввода штихмасса во впадины зубьев штихмасс снабжен
устройством 12 для перемещения измерительного стержня индикатора.
На Кировском заводе для измерения в диапазоне от 200 до 2000 мм выпущен комплект штихмассов данной конструкции.
Штихмасс прост и удобен в обращении, обеспечивает стабильность измерений с точностью до 0,01 мм.
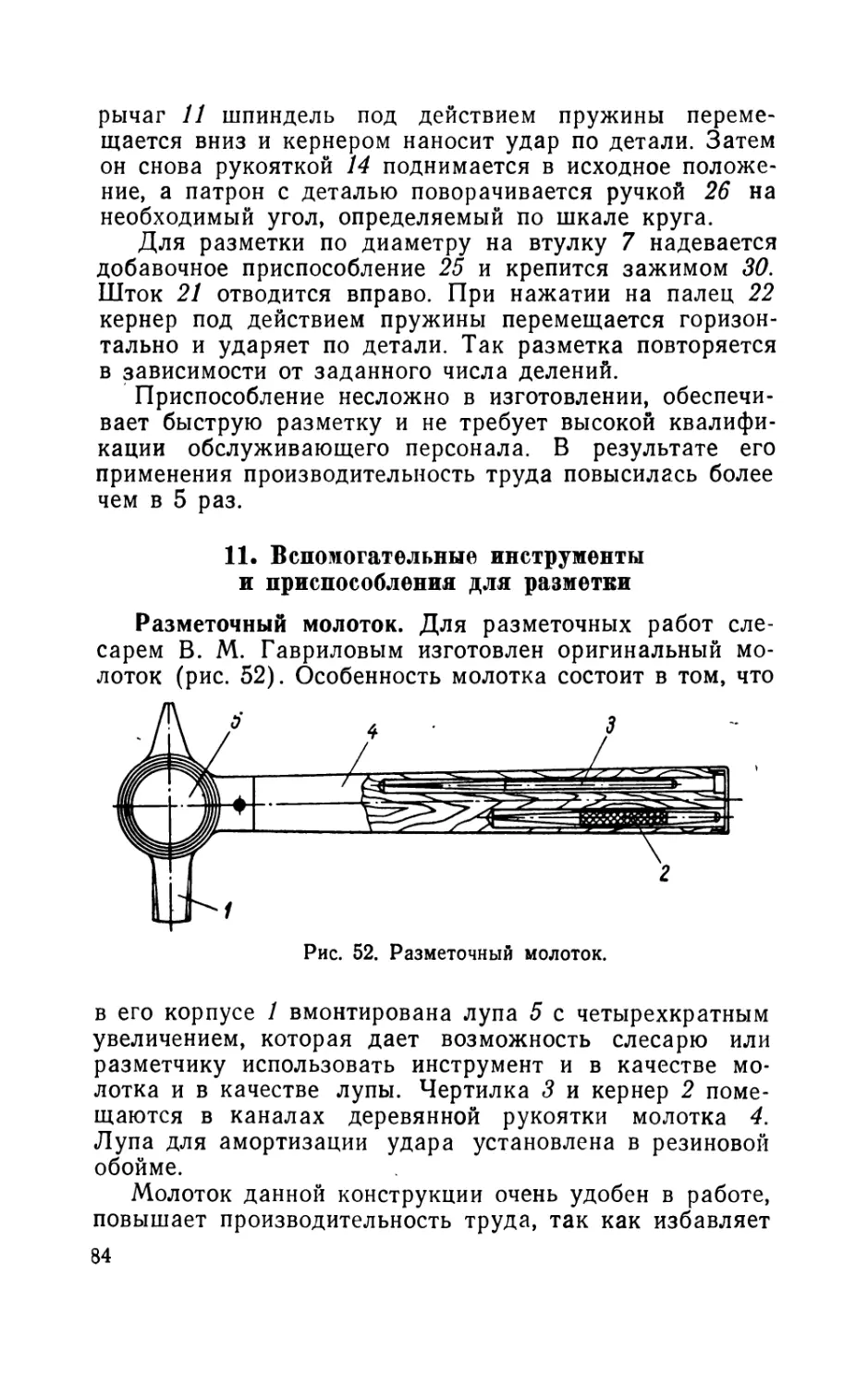
2. Штангенинструменты
Модернизированные штангенциркули. На базе обычного штангенциркуля новатором В. В. Гавриловым разработаны модернизированные инструменты, которые позволяют расширить возможности стандартного инструмента с минимальными затратами труда на его модернизацию.
Примером такой модернизации может служить штангенциркуль для контроля труднодоступных размеров, приведенный на рис. 16, а. Необходимость такого рода измерений возникает очень часто.
Представим себе, что нужно измерить толщину перемычки у детали, имеющей сечение в виде двутавровой балки. При контроле обычными средствами нужно про¬
28
извести по меньшей мере три измерения: измерить общую толщину детали, глубиномером определить глубину каждой из впадин, затем сложить оба эти показания вместе и наконец вычесть полученную сумму из общей толщины. Примерно такие же операции потребуются при измерении толщины дна детали типа стакана, размера перемычки, оставшейся в детали после двустороннего засверли- вания, и в других подобных случаях. Модернизированный инструмент позволяет производить такого рода измерения в одну операцию, без арифметических подсчетов.
Штангенциркуль кроме основных деталей состоит из двух шпилек, которые могут перемещаться в стойках, закрепленных на лапках.
При пользовании инструментом необходимо развести губки штангенциркуля на расстояние, заведомо большее, чем сумма величины перемычки и общей толщины детали, и установить каретку на ближайшее круглое число (100, 110, 120 и т. д.); затем цилиндрические шпильки приблизить в упор друг к другу. При этом в зависимости от формы детали место контакта необходимо располагать либо в центре (для симметричной детали), либо с необходимым смещением в ту или иную сторону.
Толщина детали определяется путем простого измерения. Действительным размером толщины перемычки будет разность между значением показания шкалы и нониуса штангенциркуля, полученным в результате измерения, и первоначально установленным размером.
На рис. 16,6 показан штангенциркуль с выдвижной ножкой. Такой инструмент позволяет
29
производить измерение и разметку на поверхности разновысоких деталей без использования дополнительных приспособлений и инструментов. Если ножку вдвинуть до упора, то ее острие будет располагаться как обычно.
При использовании инструмента для контроля или разметки разновысоких деталей подвижная ножка выдвигается на нужную величину, что определяется по линейной миллиметровой шкале, нанесенной на линейке ножки, и нониусу на хомутике, прикрепленном к штангенциркулю.
Штангенциркуль с изогнутыми губками (рис. 16, в) удобен при измерении в тех случаях, когда не хватает места для вертикального расположений лапок. Особенно выгодно использовать этот инструмент при работе на фрезерных и расточных станках, так как измерение можно производить, не отводя режущего инструмента или стола станка далеко от зоны обработки. Это обеспечивается тем, что в момент измерения весь штангенциркуль и особенно вторые лапки наклонены относительно обрабатываемой плоскости и поэтому располагаются на небольшой высоте.
Штангенциркуль для измерения диаметра (точнее, диаметра описанной окружности) трехперых разверток и зенкеро'в предложили П. П. Албанский и Б. В. Коломинов. Ввиду того что ножи рабочего контура поперечных сечений таких изделий расположены под углом 120°, непосредственное определение диаметра каким-либо стандартным мерительным инструментом невозможно. Обычно при изготовлении трехперых разверток применяют комплект кольцевых калибров, который, однако, пригоден только для определенных номинальных диаметров. Измерит^, же диаметр трехперой развертки прямым путем при эксплуатации практически невозможно.
Сущность устройства инструмента заключается в том, что если в угол 60° (рис. 17, а) вписать окружность, то угол между радиусами, проведенными из центра окружности к точкам касания со сторонами угла, составит 120° и расстояние от вершины угла до центра окружности равно 2/?, а до внешней точки пересечения окружности с биссектрисой — 3R.
Инструмент (рис. 17,6) состоит из штанги 1 с неподвижной губкой 2 с двумя рабочими поверхностями 3, расположенными под углом 60° друг к другу, и биссек-
зо
трисой угла, параллельной штанге, подвижной губки 4 с нониусом 5, хомутика 7 и механизма точной настройки 6. Ввиду того что расстояние от подвижной губки до точки пересечения рабочих плоскостей неподвижной губки равно трем радиусам или полутора диаметрам измеряемой детали, для непосредственного от-
Рис. 17. Штангенциркуль для измерения диаметра трехперых разверток.
счета показаний инструмента на штанге и нониусе шкалы выполнены с увеличением делений в 1,5 раза.
Для измерения деталь помещается между губками 2 и 4 так, чтобы происходило касание поверхностей измеряемого диаметра по всем трем граням губок инструмента.
Аналогичным образом для измерения диаметра трехперых разверток может быть приспособлен микрометр, для чего необходимо шаг микрометрического винта принять за 0,75 мм.
31
Для измерения расстояния между боковыми гранями остроугольных направляющих типа ласточкина хвоста наиболее удобны штангенциркули с угловыми губками. Для измерения направляющих,
у которых основные грани пересекают боковые в сечении с наименьшим расстоянием между ними, предназначен штангенциркуль, изображенный на рис. 18, а. Нижние губки штангенциркуля служат для измерения деталей с охватываемыми направляющими, а верхние — с охватывающими. Измерять направляющие, у которых основные грани пересекают боковые в сечении с наи-
32
большим расстоянием между ними, можно штангенциркулем, показанным на рис. 18,6. Для измерения направляющих с уклоном под клин штангенциркули устанавливают в торцовой плоскости детали, к которой обращен тонкий конец клина. При этом измерительные плоскости губок могут быть также расположены под уклоном, равным 1 :50. Для измерения толщины тонкого конца клина предназначен штангенциркуль, изображенный на рис. 18, в. Точность отсчета размеров по нониусу равна 0,05 мм.
Применение штангенциркулей с угловыми губками упрощает измерение расстояния между боковыми гранями остроугольных направляющих, как окончательно обработанных, так и находящихся в процессе механической обработки. Измерение может выполнять один рабочий при любом положении направляющих. Такие штангенциркули позволяют измерять расстояние между боковыми гранями без применения промежуточных деталей (роликов, угловых шаблонов), что повышает точность измерения.
Универсальные приставки к штангенциркулю. В слесарном деле известно применение специальной колодки, или подставки, для использования стандартного штангенциркуля в качестве рейсмуса.
Слесарь-новатор Ю. В. Козловский изготовил набор приставок к штангенциркулю, значительно расширяющий возможности его использования в качестве измерительного и разметочного инструмента. В специально изготовленном футляре (рис. 19) хранятся штангенциркуль, подставка, глубиномер, чертилка, индикатор, крепёжная головка, выдвижные ножки.
Пример применения инструмента показан на рис. 20. На подвижную губку штангенциркуля крепится с помощью колодки одна из двух чертилок. Если вместо чертилки укрепить ось с индикатором, можно выверять параллельность плоскостей и производить замеры с точностью до 0,01 мм. С помощью глубиномера штангенциркуль дает возможность измерять глубины до 300 мм. Центроискатель и выдвижная ножка помогают вести разметку сложных деталей.
Штангенциркуль с набором приставок очень удобен при мелкосерийных и индивидуальных слесарных работах,
33
Рис. 19. Универсальные приставки к штангенциркулю.
34
Рис. 20. Штангенрейсмус.
Для контроля симметричности расположения поверхностей детали И. Ю. Либман спроектировал универсальный инструмент, который устраняет необходимость изготовления специальных шаблонов. Наличие в нем четырех подвижных губок с нанесенными па них нониусами позволяет проверять (контролировать) симметричность расположения одних поверхностей детали относительно других.
Универсальный контрольный инструмент (рис. 21) состоит из линейки 1, на которую на-
Рис. 21. Универсальный [инструмент для контроля
симметричности расположения поверхностей.
несены четыре шкалы, расположенные симметрично относительно центральной нулевой линии. На линейке установлены каретки 2, 9, 4 и 7, каждая из которых имеет нониусы. Губки кареток 2 и 9 имеют по одной рабочей поверхности, обращенной к губкам кареток 4 и 7, и устанавливаются по наружной поверхности детали. Губки кареток 4 и 7 имеют по две рабочие поверхности с каждой стороны. Внутренние поверхности губок кареток 4 и 7 предназначены для охвата наружных поверхностей детали, а наружные — для ввода в паз, касаясь внутренних поверхностей детали при измерении. Положения кареток 2 и 9 фиксируются винтами 3 и S, а кареток 4 и 7 — винтами 5 и 6.
Для контроля симметричности поверхностей детали каретки 2 и 9 отводятся вправо и влево от центрального нулевого деления линейки на такое расстояние, чтобы губки их могли охватить деталь с наружных сторон. Каретки 4 и 7 приводятся в такое положение, чтобы в зависимости от формы контролируемой детали губки их могли быть либо введены в паз, либо охватить выступ.
3*
35
Допустим, что необходимо проконтролировать сим* метричность расположения паза шириной 25 мм относительно наружных плоскостей детали с размером 120 мм. Для этого сдвигаем лапки 2 и 9 до их соприкосновения с плоскостями детали и по показаниям линейных шкал определяем положение каждой каретки. Скорее всего в данном случае они не будут расположены симметрично. Предположим, что показание каретки 2 будет
61.8 мм, а каретки 9 — 58,6 мм. Это, во-первых, означает, что действительная ширина детали составляет
61.8 + 58,6=120,4 мм, а во-вторых, что лапки смещены влево на 72(61,8—58,6) = 1,6 мм. Устанавливая правую и левую каретки на отметку 58,6+1,6 = 60,2 (половину ширины детали), получаем их симметричное расположение. Теперь, если раздвинуть каретки 4 и 5 так, чтобы их лапки коснулись сторон паза, то по показаниям нижней шкалы можно легко определить симметричность расположения паза.
На практике можно обойтись без операций и вычислений, приводимых выше. Для этого все четыре лапки приводят в соприкосновение со сторонами детали и по показаниям нониусов кареток рассчитывают расположение паза или выступа относительно внешних, базовых сторон. Обычно так поступают тогда, когда деталь заведомо не симметрична, а требуется определить соответствие взаимного расположения этих элементов с данными чертежа.
При контроле большой партии одинаковых деталей можно все четыре каретки установить заранее согласно чертежным размерам, закрепить их винтами 3, 5, 6 и 8 и пользоваться инструментом как калибром. Применение такого инструмента может исключить необходимость изготовления большого количества специальных калибров.
Микрометрические штангенинструменты. При выполнении целого ряда инструментальных и лекальных работ возникает необходимость измерения расстояния между стенкой узкого паза и базовой поверхностью. Изготовленный новатором И. М. Кравцовым микрометрический штангенинструмент в значительной мере облегчает проведение таких измерений.
Подвижная каретка 6 измерительного прибора (рис. 22, а) перемещается по штанге 1 и фиксируется в нужном направлении стопорным винтом. Ход штока
36
микрометрической головки 4 — 25 мм. Штанга 1 жестко соединена с рамкой 2, в которой закрепляются сменные губки 3. Рабочая поверхность этих губок строго параллельна торцовой поверхности шпинделя микрометра.
Для проведения измерений в диапазоне от 0 до 25 мм барабан микрометра ставится на нуль, и перемещением каретки 6 торец шпинделя микрометра прижимается к рабочей поверхности губки 3. Подвижная каретка 6 закрепляется стопорным винтом.
Для более плавной поднастройки используется механизм точной настройки 5. При измерениях деталей, размеры которых превышают 25 мм, микрометрический штангенинструмент настраивается по концевым мерам. При этом интервал удобнее брать кратным 25 мм. Настройка прибора на последующий интервал измерений осуществляется так же, как и при настройке для измерений размеров от 0 до 25 мм. Точность измерений такая же, как и у обычного микрометра.
Микрометрический штангенинструмент сравнительно прост в изготовлении и удобен в работе. Диапазон измерения зависит от длины штанги.
Та же задача, но несколько иначе, решена новатором Е. Богдановым. Здесь подвижна лапка, а микрометрическая головка жестко укреплена на штанге (рис. 22,6).
37
Инструмент может быть изготовлен из стандартного штангенциркуля. Для этого надо удалить лапки со штанги, а на их место установить кронштейн с отверстием для запрессовки микрометрической головки, срезать с каретки острую лапку, а вторую лапку довести до требуемой толщины (2—3 мм). Затем путем перемещения корпуса микрометрической головки в отверстии кронштейна добиться такого положения, чтобы торец шпинделя микровинта и поверхность лапки при нулевых показаниях микрометра и каретки соприкасались.
Этот инструмент помимо своего прямого назначения — измерения расстояния от стороны узкого паза до базовой поверхности — применяется для измерения глубины шпоночных канавок и других подобных измерений. Обычно глубина канавки определяется как разность между наружным диаметром вала и размером от дна канавки до поверхности цилиндра.
Для определения глубины шпоночных канавок вначале измеряется диаметр вала. Для этого барабан микрометра устанавливается в нулевое положение и измерение производится при перемещении рамки, как при пользовании обычным штангенциркулем. Затем рамка закрепляется стопорным винтом, и уже при помощи микрометрической головки производится измерение глубины шпоночной канавки.
Отсчет по шкале микрометрической головки дает истинную глубину канавки.
Применение этого инструмента ускоряет процесс контроля элементов вала со шпоночными канавками, а за счет исключения арифметических операций, неизбежных при контроле этих параметров с помощью других приборов, повышает достоверность результатов.
Такие микрометрические штангенинструменты могут быть применены также для измерений элементов шлицевых валов и некоторых других изделий сложной конфигурации.
Штангенинструменты для определения межцентровых расстояний. Проверка межцентровых расстояний требует применения значительного количества мерных валиков, специальных оправок в сочетании с концевыми мерами длины, а также выполнения ряда арифметических расчетов. Предложенный новатором Н. Кондратовичем штангенинструмент для измерения
38
межцентровых расстояний, показанный на рис. 23, исключает применение валиков или оправок.
По своему устройству инструмент сходен с обычным штангенциркулем. Точность измерения —0,02—0,05 мм. Величина измеряемых межцентровых расстояний практически ограничивается длиной линейки.
Штангенинструмент состоит из линейки 4 со шкалой, по которой могут передвигаться две каретки: левая 2— фиксирующая и правая 3 — отсчетная. В лапки кареток
Рис. 23. Штангенинструмент для измерения межцентровых расстояний конструкции Н. Кондратовича.
запрессованы два измерительных пальца 5 диаметром 3 мм. С левой стороны линейки находится упор 1. При сдвигании обеих кареток влево до упора правая отсчетная каретка 3 должна находиться на отметке 10 мм, что соответствует расстоянию между осями пальцев.
Конструкция позволяет, произведя два последовательных измерения без каких-либо арифметических расчетов, прямо по шкале определить фактический размер — искомое расстояние между центрами отверстий или пазов. При этом диаметр измерительных пальцев прибора автоматически исключается и на результат из- мерения не влияет.
При измерении в начальный момент левая рамка должна занимать крайнее левое положение. Затем, отодвигая правую рамку, вводим мерительные пальцы в отверстия до соприкосновения образующих пальцев с наружными стенками отверстий и микрометрической подачей правой рамки создаем нужное мерительное давление. После этого правую рамку закрепляем. Затем перемещаем левую рамку до соприкосновения с правой
39
и тоже закрепляем. Теперь, если правую рамку отодвинуть на такое расстояние, чтобы образующие измерительных пальцев соприкасались с внутренними поверхностями обоих отверстий, то на шкале линейки 4 и нониусе каретки 3 можно прочитать размер, определяющий межцентровое расстояние.
Слесарем-новатором Ю. В. Козловским по типу штангенциркуля сконструирован прибор для замера межцентровых расстояний. Прибор (рис. 24) предназначен для определения расстояния
Рис. 24. Прибор для измерения межцентровых расстояний конструкции Ю. В. Козловского.
между центрами отверстий и осями пазов в один прием, независимо от разности диаметров отверстий или ширины пазов. Этим прибором можно измерять также межцентровые расстояния отверстий, расположенных на разной высоте. На линейке 2 прибора установлена подвижная каретка 3 с нониусом и уровнем 5. Две подвижные подпружиненные конусные головки 1 имеют возможность передвигаться в цилиндрических направляющих. Одна головка установлена на каретке, другая — на линейке. При измерении межцентровых расстояний каретка 3 с нониусом перемещается по линейке так, чтобы конусные головки вошли в отверстия измеряемой детали. Благодаря тому что каретка смонтирована на шариках, она может точно самоустанавливаться под воздействием конусных головок.
Во избежание ошибок при измерении линейку при бора предварительно устанавливают параллельно плоскости контролируемой детали. Для этого на детали вы
40
бирают две точки, лежащие на одной высоте, на эти точки устанавливают конусные головки и прижимают прибор к детали до полного сжатия пружин. Угол наклона детали (и линейки в этот момент) определяется по шкале делений, нанесенной на стеклянной трубочке уровня. При дальнейших измерениях межцентровых расстояний необходимо устанавливать линейку прибора под углом к горизонтали, равным углу расположения детали.
При измерении межцентровых расстояний, расположенных на разных уровнях, линейка прибора устанавливается также по уровню. Тогда оси обоих конусов будут перпендикулярны плоскости детали и ошибка в измерении, которая может возникнуть из-за перекосов, исключается.
Каретка на линейке фиксируется поворотом рычажка 4, после чего по шкале и нониусу определяется точное расстояние между осями отверстий. Использование прибора исключает необходимость производить дополнительные расчеты и намного сокращает трудоемкость операции контроля. Точность отсчета у прибора 0,05 мм. Диапазон измерения 0—350 мм.
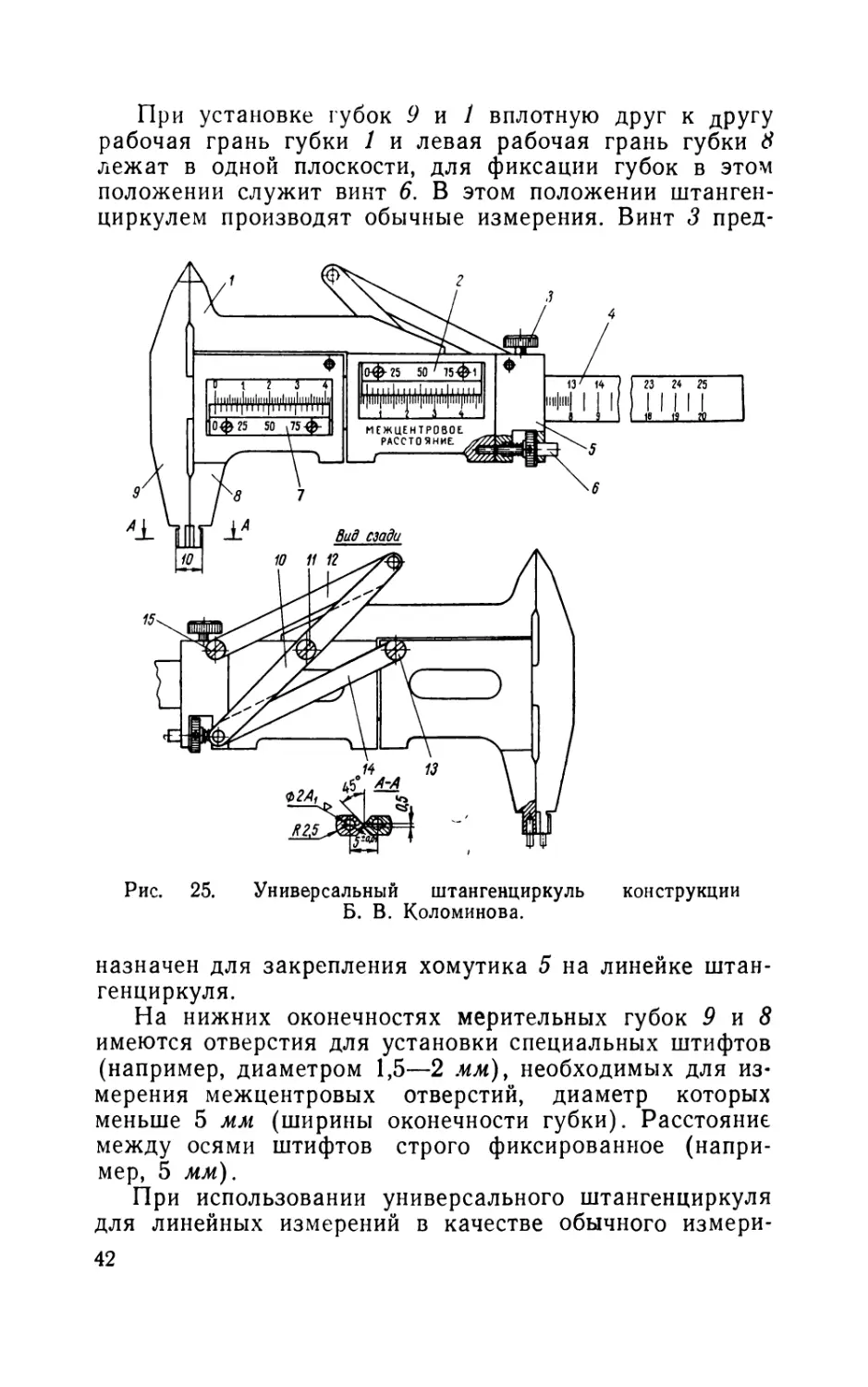
Новатор Б. В. Коломинов предложил универсальный штангенциркуль, который также может применяться для замера межцентровых расстояний.
Универсальный штангенциркуль имеет простое
устройство, выполняется на базе стандартного штангенциркуля и при сохранении всех его функций позволяет легко и быстро производить без арифметических вычислений следующие очень распространенные в слесарном деле операции:
1) измерение межцентровых расстояний;
2) нахождение (разметка) центра круга;
3) деление отрезков на две части и проведение осей симметрии деталей.
На линейке 4 универсального штангенциркуля
(рис. 25) с неподвижной губкой 9 установлена подвижная губка 8 с нониусом 7, дополнительная подвижная губка 1 с нониусом 2 и хомутик 5.
Хомутик и подвижные губки соединены друг с другом посредством тяг 12, 14 и коромысла 10, представляющего собой равноплечий рычаг, установленный на дополнительной подвижной губке. Тяги и коромысло крепятся к губкам и хомутику на цапфах 11, 13 и 15.
41
При установке губок 9 и 1 вплотную друг к другу рабочая грань губки 1 и левая рабочая грань губки 8 лежат в одной плоскости, для фиксации губок в этом положении служит винт 6. В этом положении штангенциркулем производят обычные измерения. Винт 3 пред-
Рис. 25. Универсальный штангенциркуль конструкции Б. В. Коломинова.
назначен для закрепления хомутика 5 на линейке штангенциркуля.
На нижних оконечностях мерительных губок 9 и 8 имеются отверстия для установки специальных штифтов (например, диаметром 1,5—2 мм), необходимых для измерения межцентровых отверстий, диаметр которых меньше 5 мм (ширины оконечности губки). Расстояние между осями штифтов строго фиксированное (например, 5 мм).
При использовании универсального штангенциркуля для линейных измерений в качестве обычного измери¬
42
тельного инструмента отсчеты производятся по нониусу 7 подвижной губки 8. Для отсчета межцентровых расстояний служит нониус 2 подвижной губки 1. Отсчет производится по шкале на линейке 4, но по дополнительной оцифровке: при сдвинутых вплотную подвижных губках отсчет по нониусу 2 равен 5 мм — расстоянию между центрами отверстий для штифтов (или половине суммарной ширины губок).
Рлс. 26. Универсальный штангенциркуль. Схема измерений.
Для определения межцентрового расстояния измеряется расстояние между внешними стенками отверстий D и d (рис. 26, а; нумерацию позиций см. на рис. 25), при этом подвижные губки должны быть плотно прижаты друг к другу, и винтом 3 хомутик 5 закрепляется на линейке. Затем, если подвижные губки скреплены винтом 6, винт отвинчивается и измеряется расстояние между внутренними стенками отверстий (рис. 26,6). При этом подвижная губка 1 передвинется по линейке на половину перемещения подвижной губки 8 и по нониусу 2 на губке 1 снимается истинное значение межцентрового расстояния А. Действительно, величина пер-
- D+d
вого измеряемого расстояния равна А-\ , а отсчет
по нониусу 2 равен А+ —5, затем обратное пере¬
мещение губки 8 на величину D + d—10 соответствует
^ , D+d -
перемещению губки 1 на величину —^— —5 и даст по
нониусу 2 отсчет (^А + D^d — 5 J -- ^ — 5j = А.
43
Разметка оси симметрии детали, равно как и нахождение радиуса круга при отыскании центра, производится таким же образом (см. рис. 26, в и г). Измеряется габарит детали (диаметр), а затем после закрепления хомутика 5 на линейке подвижная губка 8 подводится вплотную к неподвижной губке 9. При этом расстояние между неподвижной губкой 9 и подвижной губкой 1 будет равно точно половине габарита детали (или равно радиусу круга).
Точность измерения межцентровых расстояний равна точности измерения базового стандартного штангенциркуля.
При необходимости измерения больших межцентровых расстояний шарнирный механизм, соединяющий подвижные губки и хомутик, может быть заменен малогабаритным шестеренно-реечным механизмом (на губ* ке 1 на цапфе 11 устанавливается шестеренка, а на цапфах 13 и 15 на губке 8 и хомутике 5 — зубчатые рейки).
Производительность при измерении межцентровых расстояний универсальным штангенциркулем возрастает в 8—10 раз с исключением утомительных арифметических вычислений, а также возможных ошибок.
3. Микрометры специальные
Микрометр с широким диапазоном измерений. Часто в практике слесарей-инструменталыциков, особенно при изготовлении штампов и пресс-форм, возникает необходимость измерения больших размеров с большой точностью. Штангенциркули в этих случаях не обеспечивают достаточной точности измерения. Во-первых, сам инструмент не обладает достаточной точностью и, во-вторых, возникают дополнительные погрешности от возможных перекосов инструмента относительно детали в процессе измерения.
Новатор В. М. Гаврилов разработал конструкцию микрометра с широким диапазоном измерений от 0 до 500 мм. Конструкция такого микрометра (рис. 27) очень проста и несложна в изготовлении. Основание 2 представляет собой жесткий желобок с шириной паза, равной толщине стандартных плоскопараллельных концевых мер. В паз укладывается набор концевых мер 5, измерительная губка 6 и калиброванная стойка 4 с
44
•к
s
sc
О)
О.
О)
S
cd
S
S
s
о
CL
S
a
s
о
Q,
Ж
S
СЧ
о
S
a
45
Рис. 28. Микрометр с губками.
микрометрической головкой 3. Весь набор сжимается винтом 1.
При измерениях охватываемых размеров микрометрическая головка устанавливается измерительным стержнем в сторону губки 6 на расстояние, несколько большее размера измеряемой детали, после чего измерительная плоскость головки доводится до контакта с деталью. Размер измеряемой детали будет равен набору концевых мер между измерительной губкой и микрометрической головкой (размер А на рис. 27) плюс показания по шкале последнего.
Рис. 29. Микрометр со специальной пяткой.
Для измерения охватывающих размеров микрометрическую головку следует развернуть на 180°, а при отсчете размера внести поправку на толщину измерительной губки и расстояние от примыкающей к головке концевой меры до конца измерительного стержня.
Микрометр с губками. Новаторами Н. Д. Трушкиным и А. А. Самойловым предложен микрометр с губками, предназначенный для определения внутренних размеров от 10 до 45 мм.
Микрометр (рис. 28) выполнен в виде прямоугольной коробки 3 с расположенным внутри нее микрометрическим винтом, и двумя губками: неподвижной 2 и подвижной 1. Подвижная губка соединена с гайкой 4 микрометрического винта. Отсчет показаний производится как и у обычного микрометра: целые миллиметры и по¬
46
лумиллиметры отсчитываются по шкале 5 на коробке, сотые доли определяются по шкале б на скошенной части барабана 7 микрометра. Конструкция губок микрометра позволяет производить также наружные измерения от О до 35 мм.
Микрометр с губками удобен в работе и заменяет гладкие калибры, концевые меры, шаблоны и другие мерительные инструменты и средства.
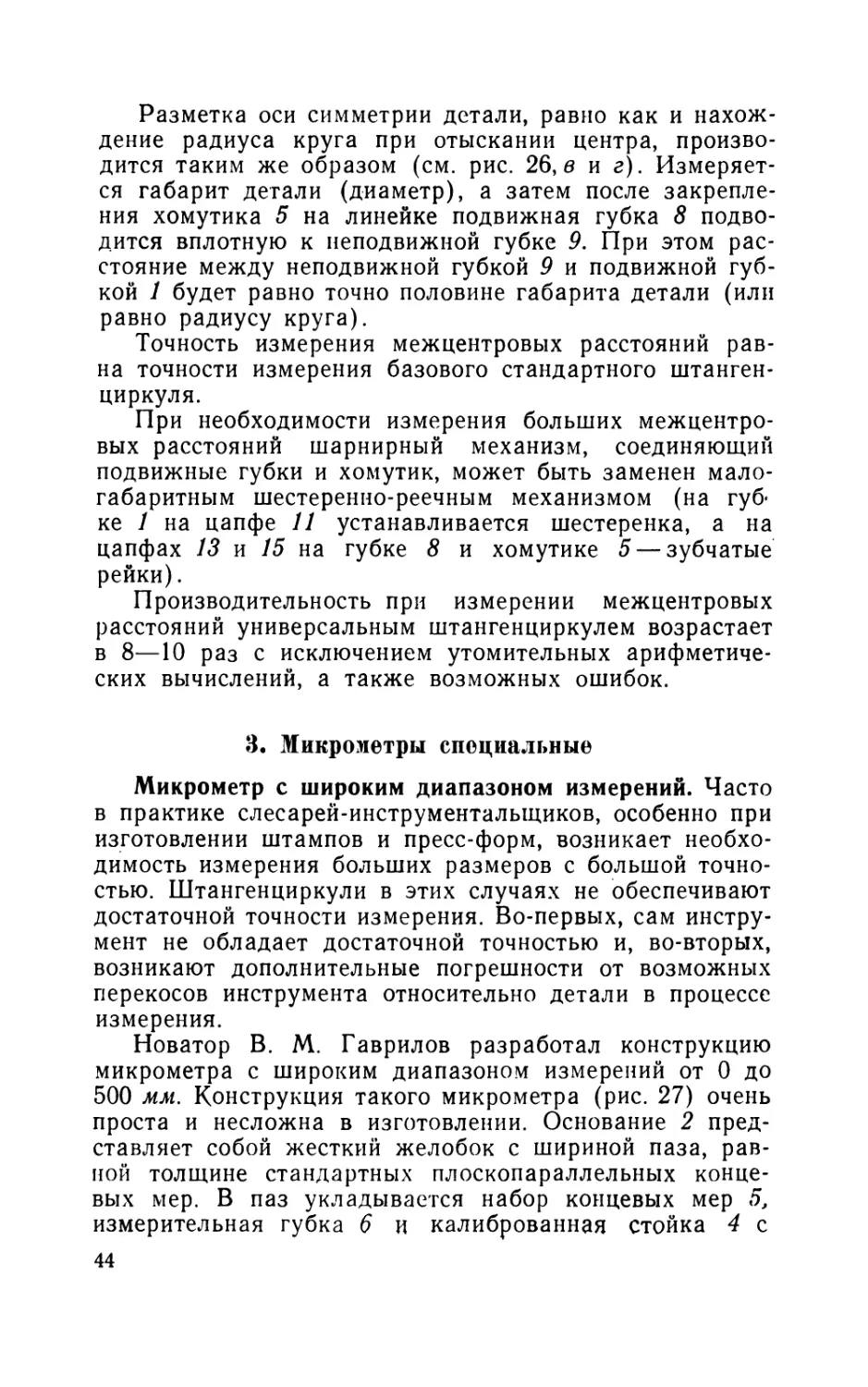
Микрометры со специальными пятками. Новатор Н. Д. Трушкин предложил микрометр со специальной пяткой (рис. 29). К скобе обычного микрометра взамен пятки при помощи хомутика прикреплена колодка со штифтом, ось которого перпендикулярна оси шпинделя микрометра. При помощи такого микрометра можно производить замеры, недоступные обычному микрометру, а именно: измерить толщину стенки втулки малого диаметра, расстояние отверстия от края детали и т. п.
Новатор В. М. Кузовков предложил специальный микрометр для измерения диаметров зенкеров, фрез и разверток с нечетным числом зубьев. Микрометр (рис. 30) выполнен на базе
стандартного микрометра, у которого на пятке винтом закреплена призма.
Настройка микрометра производится по контрольным шайбам, входящим в комплект микрометра.
Применение микрометра с призмой заменяет трудоемкий и более дорогой метод замера с помощью калибров — колец.
Рис. 30. Микрометр с призмой.
4. Угольники
Угломер на штативе. Имеется много видов инструмента для контроля разметки углов и установки детали под определенный угол. Все они в подавляющем большинстве недостаточно универсальны.
Угломер на штативе конструкции новатора В. В. Горохова предназначен для установки деталей в тисках на заданный угол при работе на фрезерных или шлифовальных станках, а также при установке деталей на плите для разметки и контроля от плиты. Угломер
47
(рис. 31) состоит из стандартного угломера 6, из штатива (основание 7, угольник 4, наклонная линейка 5, при помощи которой угломер крепится к угольнику) и лекальной линейки 7. Лекальная линейка присоединена к шкале угломера, а соединение угломера с линейкой 5 осуществляется клином 8 и хомутиком 9. Хомутик 2 служит для крепления угольника к основанию. Наклонная линейка 5 к угольнику крепится хомутиком 3.
Угольник относительно основания может перемещаться и закрепляться в требуемом положении при помощи хомутика 2. Возможность перемещения угломера по пол¬
ке угольника, а также по наклонной линейке обеспечивает установку угломера в любом нужном положении в зависимости от конфигурации обрабатываемой детали. В положении, показанном на рисунке, угломером можно измерять углы с наклоном от вертикали вправо (острые углы).
Для контроля углов с наклоном от вертикали влево (тупые углы) наклонную линейку с угломером необходимо повернуть относительно основания на 180°. При измерении углов в труднодоступных местах, когда пользоваться линейкой угломера затруднительно, используется лекальная линейка, закрепляемая на линейке угломера, которая может менять свой вылет. Установка деталей на заданный угол и контроль при помощи прибора могут осуществляться с точностью до 2'.
7
■8
Рис. 31. Угломер на штативе.
48
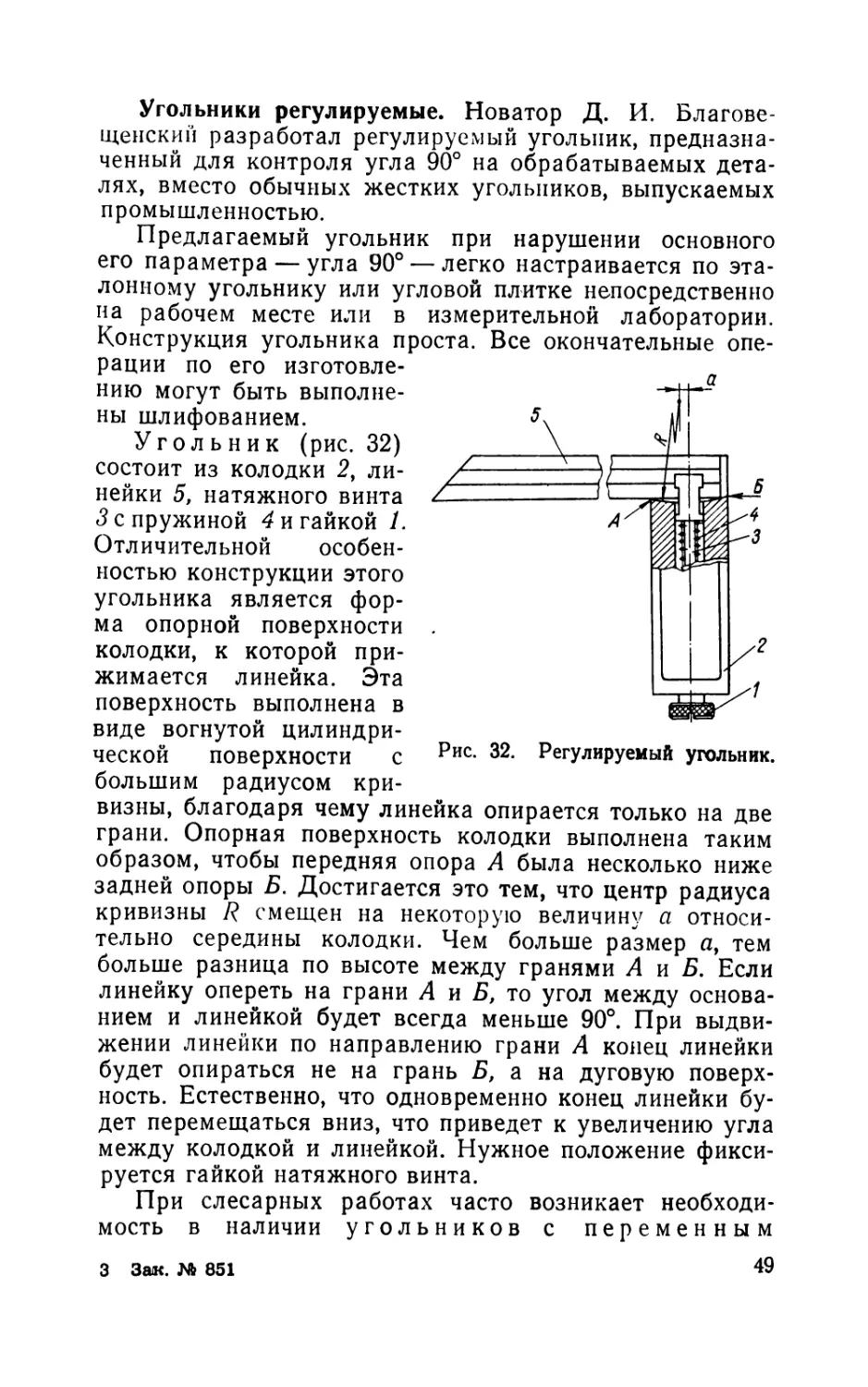
Угольники регулируемые. Новатор Д. И. Благовещенский разработал регулируемый угольник, предназначенный для контроля угла 90° на обрабатываемых деталях, вместо обычных жестких угольников, выпускаемых промышленностью.
Предлагаемый угольник при нарушении основного его параметра — угла 90° — легко настраивается по эталонному угольнику или угловой плитке непосредственно на рабочем месте или в измерительной лаборатории. Конструкция угольника проста. Все окончательные операции по его изготовлению могут быть выполнены шлифованием.
Угольник (рис. 32) состоит из колодки 2, линейки 5, натяжного винта 3 с пружиной 4 и гайкой 1.
Отличительной особенностью конструкции этого угольника является форма опорной поверхности колодки, к которой прижимается линейка. Эта поверхность выполнена в виде вогнутой цилиндрической поверхности с большим радиусом кривизны, благодаря чему линейка опирается только на две грани. Опорная поверхность колодки выполнена таким образом, чтобы передняя опора А была несколько ниже задней опоры Б. Достигается это тем, что центр радиуса кривизны R смещен на некоторую величину а относительно середины колодки. Чем больше размер а, тем больше разница по высоте между гранями А и Б. Если линейку опереть на грани А и Б, то угол между основанием и линейкой будет всегда меньше 90°. При выдвижении линейки по направлению грани А конец линейки будет опираться не на грань Б, а на дуговую поверхность. Естественно, что одновременно конец линейки будет перемещаться вниз, что приведет к увеличению угла между колодкой и линейкой. Нужное положение фиксируется гайкой натяжного винта.
При слесарных работах часто возникает необходимость в наличии угольников с переменным
49
Рис. 32. Регулируемый угольник.
3 Зак. М 851
углом между сторонами большим или меньшим 90°. Конструкция такого угольника, разработанная Е. Н. Деминым, показана на рис. 33, а.
Основанием конструкции является прямоугольный угольник 1 с продольными пазами на обеих сторонах. На одной из сторон в зависимости от надобности устанавливаются губки 4 с затяжным винтом 3, который проходит через паз, благодаря чему губки могут пере¬
мещаться вдоль стороны угольника. Нужное положение губок фиксируется винтом 5. Для получения угла больше 90° к наружной части стороны угольника, на которой установлены губки, прикладывается стандартная угловая мера 2 нужного размера и посредством затяжного винта зажимается губками. При этом открытые стороны угольника и меры образуют нужный угол. Для получения угла меньше 90° губки разворачиваются на 180°, то есть винтом 5 наружу, и угловая мера, составляющая разность между нужным углом и углом 90°, устанавливается как указано выше, но уже на внутренней стороне угольника.
50
Для удобства затягивания губок головка затяжного винта 3 снабжена выдвижным рычагом-усилителем 6.
Для контроля переменных углов 90°+<р (где ф от О до 3—4°), например, при изготовлении пресс-форм, новатор , Н. А. Иванов предложил угольник с лекальной линейкой (рис. 33,б).
Угольник состоит из собственно проверочного угольника 4, в колодке которого просверлено отверстие и помещен ползун с призмой 5, подпружиненный пружиной 2 с резьбовой пробкой 1. К полке угольника хомутиком 7 с винтом 6 крепится лекальная линейка <9.
На колодке угольника нанесена шкала с ценой деления Г, а на ползуне закреплен нониус 3, с точностью отсчета угла 10'.
Настройка угла <р на требуемую величину (или его измерение) производится винтом 6, после чего ползун угольника стопорится винтом 9.
Вылет лекальной линейки угольника переменный и устанавливается в зависимости от размеров сторон проверяемого угла детали.
Угольник с лекальной линейкой конструктивно прост и удобен в работе.
Приспособление для проверки слесарных угольников.
И. Ивановым и П. Бисеровым предложено приспособление для проверки слесарных угольников. Приспособление предназначено для проверки внешнего угла угольников всех типов с длиной большой стороны до 1000 мм.
Приспособление (рис. 34) состоит из основания 4 с вертикальной стойкой 7 и столом 3. На внутренней стороне стойки на призме 6 установлен рычаг 2, подпружиненный пружиной 5. Верхний конец рычага упирается в шток индикатора 1, установленного на стойке приспособления.
Перед проверкой угольника на стол приспособления устанавливается эталонный угольник, плотно прижимается к качающемуся рычагу и производится настройка
51
Рис. 34. Приспособление для проверки слесарных угольников.
нулевого положения индикатора. Затем взамен эталонного угольника устанавливается проверяемый угольник и по величине отклонения индикатора от нулевого положения определяют качество угольника.
5. Инструменты для измерения диаметров малых отверстий
Прибор для измерения диаметров отверстий. Измерение диаметра отверстий в матрицах проколочных штампов представляет собой довольно сложную задачу. Отверстия эти чаще всего бывают небольшого размера. Поэтому измерение их диаметра обычными инструментами зачастую невозможно, так как последний не может быть введен внутрь отверстия. На практике для этой цели обычно применяют контрольные валики, специально изготовляя их для каждого отверстия. Шлифуя заготовку валика на круглошлифовальном станке, добиваются его плотной посадки в отверстии, а затем, измеряя микрометром диаметр валика, определяют диаметр отверстия.
Пригнать цилиндрический валик так, чтобы его размер в точности соответствовал отверстию, диаметр которого не известен, задача нелегкая. Для упрощения ее часто прибегают к следующему приему. Валик шлифуют не строго цилиндрически, а с очень небольшой конусностью. Тогда меньший конец валика может легко войти в отверстие, а на каком-то участке заклинится. Место пересечения поверхности валика и плоскости матрицы каким-либо образом отмечают и измеряют его диаметр микрометром. Такой метод достаточно точен, но очень трудоемок.
Новатор Р. Л. Гроховский сконструировал универсальный прибор для измерения диаметра отверстий в матрицах проколочных штампов. Он использовал принцип определения глубины введением в отверстие мерного конуса. Можно подобрать такую конусность, которая при увеличении диаметра отверстия на определенную величину, равную долям миллиметра, обеспечила бы погружение конуса на целое число миллиметров.
Р. Л. Гроховский применил валик с конусом, имеющим угол 11°26', котангенс половины этого угла (5°43') равен 10. Отсюда вытекает, что при изменении диаметра отверстия на 0,1 мм конус погрузится на 0,5 мм.
52
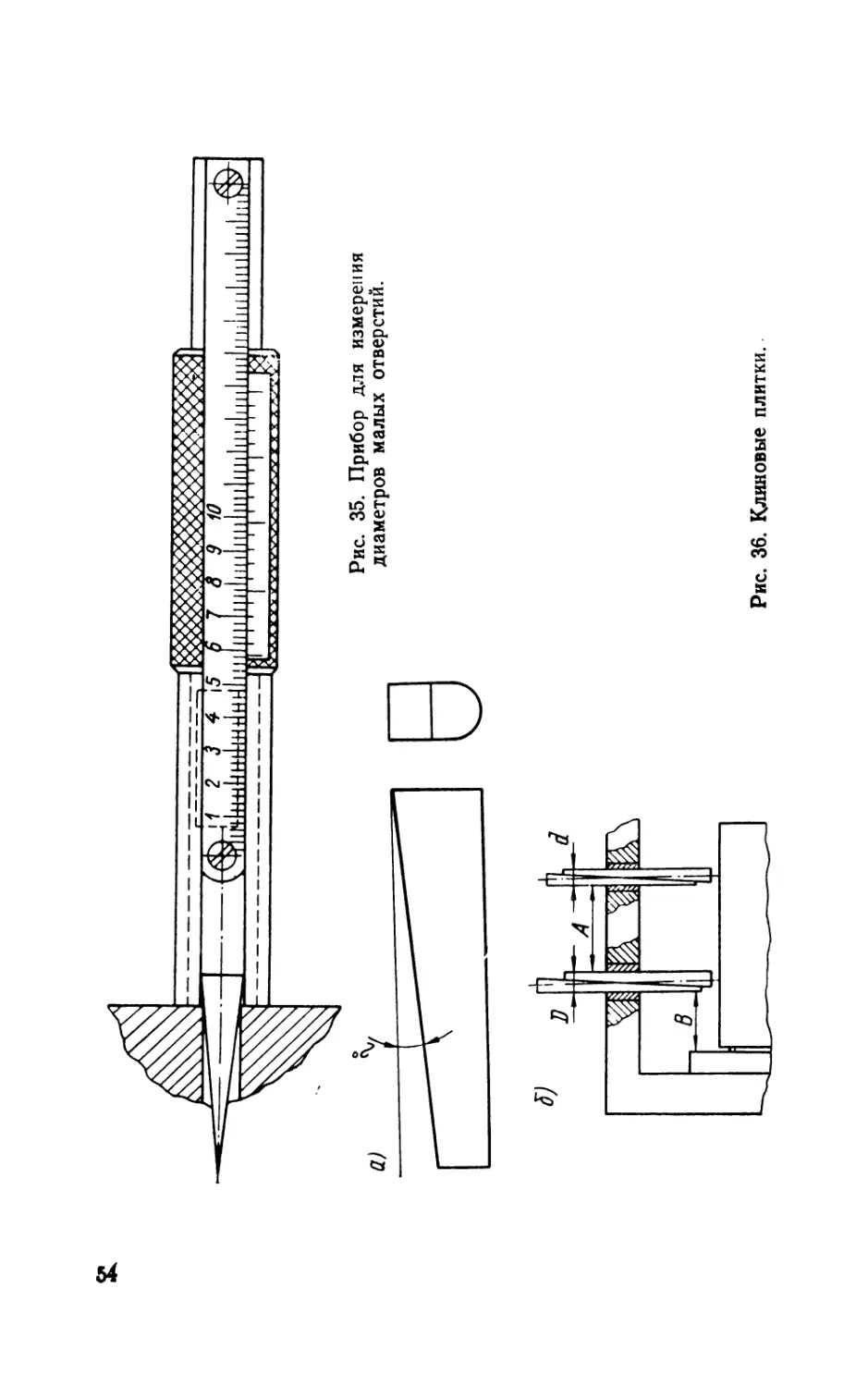
Прибор (рис. 35) представляет собой трубку, в отверстии которой может плавно перемещаться цилиндрический валик с конусом на одном конце. Угол конуса, как упоминалось ранее, равен 11°26'. Нижний торец трубки закален и строго перпендикулярен оси отверстия. Вдоль трубки прорезан сквозной паз, в котором перемещается линейка-шпонка, закрепленная на лыске валика. На наружной поверхности трубки для удобства в работе имеется накатка. На линейке нанесена миллиметровая шкала, оцифрованная через 5 мм. Нониусная шкала нанесена на лыске трубки. Наименьший диаметр конуса равен 0,5 мм. Шкалы линейки и нониуса согласованы так, что при совмещении торцов валика и трубки на шкале можно было бы прочитать 0,5 мм.
При определении диаметра отверстия прибор своим торцом устанавливается на плоскость матрицы и конус вводится в отверстие до упора. После этого на шкале прибора читают действительный размер отверстия. Точность измерения — 0,01 мм, что соответствует величине осевого перемещения конуса 0,05 мм. Следует напомнить, что этим прибором можно измерять отверстия, не имеющие на кромках фасок и заусенцев. Использование прибора может исключить необходимость изготовления специальных валиков или набора калибров с интервалом диаметром в 0,01 мм.
Клиновые плитки. При эксплуатации сверлильных приспособлений возникает необходимость частого контроля диаметров кондукторных втулок, расстояний от базовых поверхностей до втулок, межцентровых расстояний, хорд и т. п.
Обычно контроль предельного износа кондукторных втулок осуществляется предельными калибрами, а контроль расстояний от втулок до базовых поверхностей — с помощью контрольных цилиндрических шпилек и концевых плоскопараллельных мер длины и микрометров. При таком контроле должна быть обеспечена плотная (без качки) посадка контрольной шпильки проверяемой втулки. Практика показала, что для этого необходимо иметь контрольные шпильки в количестве 5—7 штук с разницей в диаметре 0,02 мм для каждого номинального диаметра втулки, а также исходя из допустимого предела износа втулки.
Новатором В. Н. Левицким предложены клиновые плитки. Устройство плиток показано на рис. 36, а. Пара
63
54
Рис. 36. Клиновые плитки.
плиток заменяет несколько контрольных шпилек. Комплект из 26 пар плиток вполне обеспечивает разносторонний контроль при диаметрах втулок от 5 до 55 мм.
Пример применения клиновых плиток приводится на рис. 36, б.
6. Шаблоны и линейки
При нарезании трапецеидальных резьб и архимедовых червяков (профиль которых отличается от профиля стандартной трапецеидальной резьбы лишь величиной угла профиля и поэтому называемых иногда червячной резьбой) контроль профиля производится с помощью
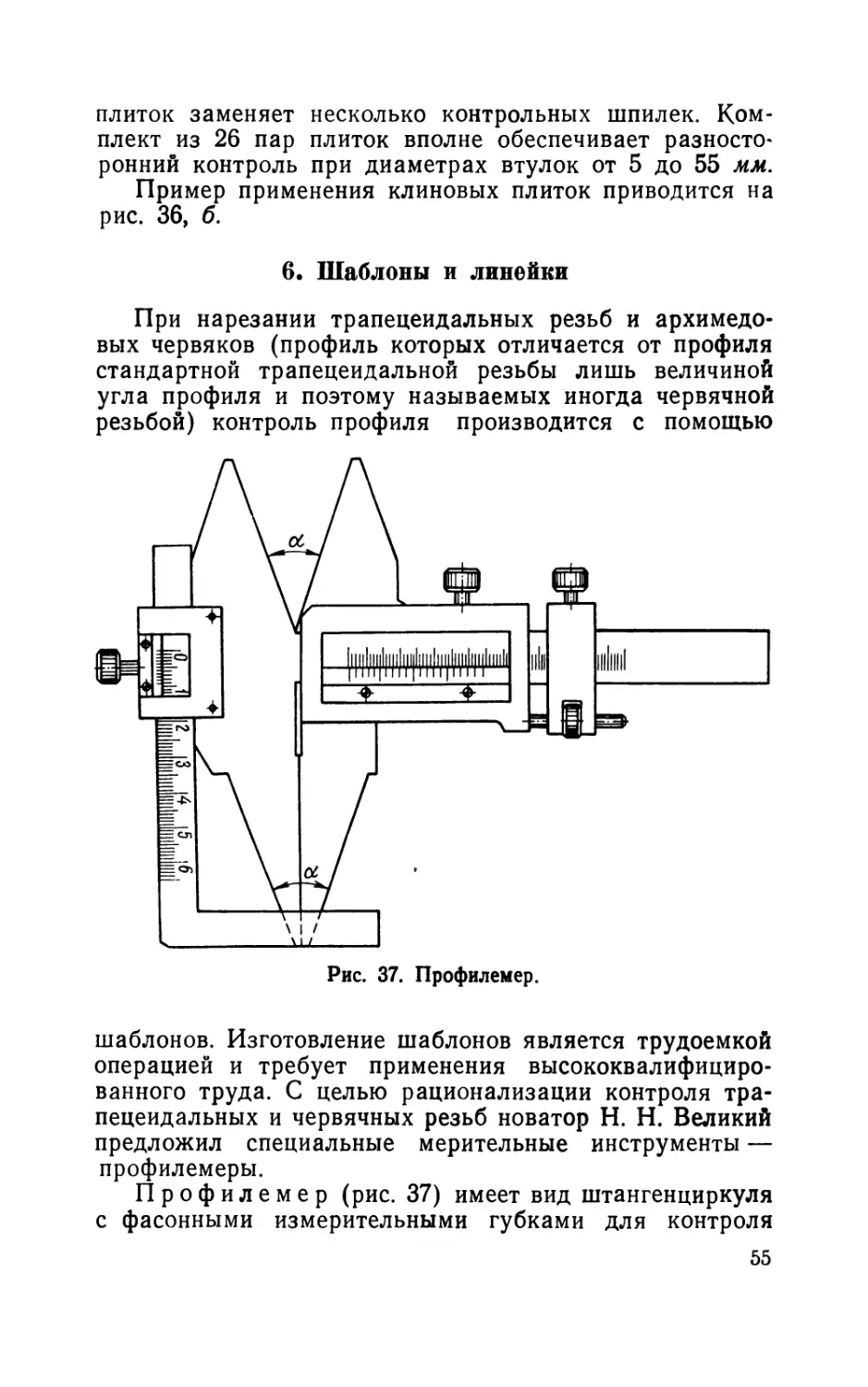
шаблонов. Изготовление шаблонов является трудоемкой операцией и требует применения высококвалифицированного труда. С целью рационализации контроля трапецеидальных и червячных резьб новатор Н. Н. Великий предложил специальные мерительные инструменты — профилемеры.
Профилемер (рис. 37) имеет вид штангенциркуля с фасонными измерительными губками для контроля
55
профиля впадины и витка и угольника со шкалой для измерения высоты профиля. Шкалы профилемера снабжены нониусами. Угол а между рабочими кромками
Рис. 38. Лекальные линейки.
измерительных ножек зависит от типа резьбы: для червячной резьбы а = 40°, для трапецеидальной а=30°.
Применение профилемеров упрощает процесс нарезания резьб и червяков.
Для проверки прямолинейности или плоскостности в труднодоступных местах деталей, где невозможно из-за больших габаритов применить стандартные лекальные линейки (самая короткая лекальная линейка имеет длину около 80 мм), новатор А. Н. Васильев предложил два комплекта малогабаритных лекальных линеек.
Один комплект (рис. 38, а) состоит из набора пластин (линеек) различной ширины, закрепленных винтом на державке. При проверке плоскостности выбирают необходимую пластину, а остальные пластины в наборе поворачивают на 180° вокруг оси винта в нерабочее положение. Другой комплект (рис. 38, б)
56
Рис. 39. Радиусомер.
состоит из одной державки и набора лекальных линеек различной длины с проушинами для крепления их на державке.
Новатором Е. И. Деминым предложен р адиу соме р для измерения наружных и внутренних радиусов от 3 до 15 мм, отличающийся от стандартных радиусо- меров тем, что кроме радиусного участка шаблон имеет прямолинейные участки, расположенные под углом 90° (рис. 39). Радиусомер позволяет проверять не только
Рис. 40. Универсальный шаблон для контроля заточки сверла.
размер радиуса, но и сам прямой угол, так как наиболее распространенный вид сопряжений выполняется под углом 90°. Измерительных пластин в данном радиусоме- ре вдвое меньше, чем у обычных радиусомеров, так как для измерения внутренних и наружных радиусов одинакового размера используется одна и та же пластина.
Правильность заточки сверла имеет большое значение. Обычно проверка угла при вершине сверла производится шаблонами, но так как угол заточки находится в пределах от 60° (при сверлении пластмассы) до 140° (при сверлении алюминия), то на рабочем месте необходимо иметь набор шаблонов.
57
Новатор В. А. Поплавский предложил универсальный шаблон для контроля заточки сверла (рис. 40), который представляет собой две линейки, скрепленные шарниром, с угловой шкалой, на которой нанесены наименования материалов и соответствующие им углы заточки. Установка шаблона на необходимый угол заточки сверла производится по шкале, после чего линейки закрепляются винтом. На одной из линеек нанесена линейная шкала, необходимая для проверки длины режущих кромок и симметричности расположения поперечной кромки. Универсальный шаблон удобен в работе.
7. Приспособление для замера угла уклона щели под клин
Сложной и ответственной операцией является изготовление и подгонка клиньев при установке механизмов и машин на фундаментах, при ремонте металлорежущего оборудования и т. п. Обычно клинья изготовляются с припуском, так как точно определить размеры щелей под клинья сложно. Затем уже вручную клинья подгоняются по месту до требуемых размеров.
Приспособление для замера угла уклона щели под клин при ремонте металлорежущего оборудования предложили новаторы В. Ф. Фесенко и Н. М. Ластович (рис. 41). Приспособление состоит из двух роликов различных диаметров. Малый ролик 1 диаметром d крепится на проволочной штанге 2, а большой ролик 3, диаметром D (больший малого примерно на 3 мм) — на трубчатой державке 4, надетой на штангу 2. Оси роликов перпендикулярны оси штанги. На державке установлен стопорный винт 5. При измерении приспособление вводят в щель со стороны раскрытия щели. Вначале малый ролик на штанге продвигают до тех пор, пока он не заклинится, то есть соприкоснется со стенками щели, а затем таким же образом двигают на державке до упора большой ролик и стопорят его винтом,
58
Рис. 41. Приспособление для замера угла щели.
После чего приспособление извлекают из щели и йзме- ряют расстояние L между внешними цилиндрическими поверхностями роликов.
Угол щели а определяется из формулы:
так как для значений углов уклона клиньев можно принять
По известному значению угла а при помощи синусных устройств заготовка клина обрабатывается на фрезерном или шлифовальном станке.
Приспособление позволяет устранить трудоемкую операцию ручной подгонки клина по месту.
а
Глава II
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ РАЗМЕТКИ
8. Инструменты со штриховой шкалой
Штангенциркули для разметчиков. Разметчикам в процессе работы часто приходится производить измерения и построения углов, деление окружности на равные части, определять длину хорды и т. д. Все эти операции можно выполнять при помощи штангенциркуля, который сконструировал новатор К. Ф. Крючок.
Штангенциркуль сконструирован на базе стандартного и отличается от него тем, что на обратной стороне подвижной губки по кромке выреза под углом 30° снимается лыска и на ней наносится риска, а на линейке наносится специальная градусная шкала от 0 до 180°. Начальная риска на линейке, соответствующая 0°, наносится строго против риски на подвижной губке при сдвинутых измерительных ножках. Все последующие риски наносятся от нулевой на расстояниях, равных длине хорд, полученных в окружности радиусом 100 мм. От 0 до 110° риски наносятся через каждые 30', от 110 до 140° — через 1°, от 140 до 170° — через 2° и от 170 до 180° — через 10°.
Длину хорд можно определить по таблице или по формуле:
a=2R sin-|-,
где а — длина хорды, в мм;
R — радиус окружности, в мм; а — центральный угол, в градусах.
60
Длина НоДсчй^ывается с точностью До сотых Долей миллиметра. \
Пример. Необходимо определить на линейке положение риски, соответствующей 30'.
Определяем длинуххорды:
\ 0°Ч0'
а=2* 100sin = 0,872 мм.
Округляя до сотых долей, получаем а = 0,87 мм. Следовательно, риска наносится на расстоянии 0,87 мм от нулевой риски. Данные для построения шкалы приведены в табл. 1.
Таблица 1
Длины хорд а, в мм (при радиусе 100 мм), в зависимости от величин центральных углов а, в градусах
а
а
а
а
а
а
а
1 .
а
а
0
По
17
29,56
35
60,14
53
89,24
72
117,56
риске
18
31,29
36
61,80
54
90,80
73
118,96
1
1,75
19
33,01
37
63,46
55
92,35
74
120,36
2
3,49
20
34,73
38
65,11
56
93,89
75
121,75
3
5,24
21
36,45
39
66,76
57
95,43
76
123,13
4
6,98
22
38,16
40
68,40
58
96,96
77
124,50
5
8,72
23
39,87
41
70,04
59
98,48
78
125,86
6
10,47
24
41,58
42
71,67
60
100,00
79
127,22
7
12,21
25
43,29
43
73,30
61
101,51
80
128,56
8
13,95
26
44,99
44
74,92
62
103,01
81
129,89
9
15,69
27
46,69
45
76,54
63
104,50
82
131,21
10
17,43
28
48,38
46
78,15
64
105,98
83
132,52
11
19,17
29
50,08
47
79,75
65
107,46
84
133,83
12
20,91
30
51,76
48
81,35
66
108,93
85
135,12
13
22,64
31
53,45
49
82,94
67
110,39
86
136,40
14
24,37
32
55,13
50
84,52
68
111,84
87
136,67
15
26,11
33
56,80
51
86,10
69
113,28
88
138,93
16
27,83
34
58,47
52
87,67
70
114,72
89
140,18
71
116,14
90
141,42
Шкала нумеруется от 0 до 90° через каждые 5°; от 90 до 140° — через 10°; так как расстояние между рисками 140 и 180° небольшое, то здесь нумеруется только риска 180°. Нумерованные риски, а также риски, соответствующие 150, 160 и 170°, делаются на 1,5 мм длиннее промежуточных.
Ниже рассмотрены примеры пользования штангенциркулем при разметке.
61
Для измерения острых углов радиусом 100 мм из вершины угла делаем на сторонах засечки и замеряем расстояние между полученными тючками. Градусная шкала при этом покажет, сколько/градусов содержится в этом угле. /
Для построения острого угла а проводим дугу радиусом 100 мм. Устанавливаем штангенциркуль по градусной шкале на угол а и этим радиусом из точки на дуге делаем засечку. Точки на дуге соединяем с центром дуги и получаем угол, равный углу а.
С помощью штангенциркуля можно вычислять длины хорд.
Пример. Имеется дуга радиусом 153 мм с центральным углом 35°. Определить длину хорды а.
Длину хорды находим по формуле
_
а _ 100 ’
где k — коэффициент показания миллиметровой шкалы штангенциркуля;
R — радиус дуги.
Для определения коэффициента k устанавливаем штангенциркуль по градусной шкале на угол а = 35° и получаем по миллиметровой шкале число 60,1, которое и является коэффициентом k. Затем подсчитываем длину хорды:
60,1-153 П1 п- а = —yoo— =9Ь95 мм.
Деление окружности на равные части сводится к определению длины хорды, которая при последовательном отложении укладывается на окружности требуемое число раз без остатка. Длину хорды штангенциркулем можно определять графическим и аналитическим способами.
Графический способ сводится к непосредственному построению такой хорды. Пусть окружность необходимо разделить на п равных частей. Для этого необходимо построить центральный угол а (способом, рассмот* ренным выше).
Пример. Окружность радиусом 150 мм требуется разделить на 36 частей. Находим
a = -gg- = 10; k = 17,45; а = —^ = 26,17 мм.
62
Откладывая пЬ^ледовательно полученную хорду на окружности, разделим эту окружность на 36 частей.
С помощью штангенциркуля можно определить также значение синусов углов по формуле:
Можно и наоборот, зная значение синуса угла, определить его величину по формуле:
где р — показание градусной шкалы, когда на миллиметровой шкале стоит число &=200sina. Пример, sin а—0,3048; k = 200 • 0,3048 = 60,96;
Штангенциркуль дает возможность производить измерение и построение углов с точностью ±15', определять углы по данному значению синуса или косинуса. Применение разметочного штангенциркуля значительно облегчает работу слесарей, разметчиков, расширяет возможности применения инструмента.
Штангенциркуль В. А. Поликарпова предназначен для шаговой разметки деталей в опытном и мелкосерийном производстве, когда изготовление кондукторов или даже сборка УСП нецелесообразна. Разметочный штангенциркуль изготовляется из стандартного, но вместо обычных губок имеет сменные центры — кернеры, которые помещаются во втулках, прикрепленных к линейке и передвижной каретке. Установка на заданный размер производится так же, как и у обычного штангенциркуля,— при помощи линейной шкалы и нониуса. Наименьшее расстояние, на которое могут быть сдвинуты острия кернеров, равно Юм. Данным штангенциркулем можно разметить положение центров отверстий с точностью до 0,03—0,06 мм.
где k — коэффициент ания
угла 2а).
Пример. Угол а= 15°15',
ания штангенциркуля для
р = 35°30'; a = =1.7°45'.
63
Разметка производится следующц^ образом. В первую лунку, полученную ручным способом, вставляется кернер, находящийся во втулке передвижной каретки, а второй кернер устанавливается/на линии разметки, и
легким ударом молотка по выступающей части кернера получается вторая лунка и т. д. По мере износа кернеров их можно вновь заточить на шлифовальном станке или заменить новыми,
64
Использован^ этого устройства значительно повышает точность разметки, поскольку исключаются возможные отклонения, от несовпадения положения острия кернера с местом пересечения линий разметки при ручном кернении. '
Разметочный циркуль (рис. 42), разработанный новатором Е. Н. Деминым, предназначен как для разметки дуг и окружностей, так и для разметки прямых параллельных линий.
Циркуль состоит из стержня 2 с заостренным концом и сквозным пазом, в котором может перемещаться штанга 4. На штанге нанесена миллиметровая шкала. На конце штанги имеется квадратное отверстие для установки чертилки Я закрепляемой винтом 8. Для фиксации положения штанги служит винт 1, проходящий через отверстие по оси стержня. Для точного отсчета к стержню прикреплен нониус 3. Минимальное устанавливаемое расстояние между остриями стержня и чертилки 1 мм, максимальное—100 мм. Шкала штанги при этом показывает истинное значение устанавливаемого размера.
Для разметки прямых параллельных линий на нижний конец стержня 2 устанавливается дополнительно лапка 6, закрепляемая винтом 5. Для обеспечения ее перпендикулярности относительно штанги на стержне имеется лыска, к которой прижимается плоскость фасонного отверстия лапки.
Рабочая поверхность лапки выполнена с буртиком, что обеспечивает постоянное положение инструмента относительно размечаемой детали 7 и исключает перекос инструмента и, следовательно, искажение размера. При установке размера необходимо вносить поправку на величину расстояния от опорной плоскости лапки до острия центра стержня, составляющего 5 мм.
9. Центроискатели
Обычный центроискатель (рис. 43, а) представляет собой угольник 1 с линейкой 2, разметочная (рабочая) грань которой расположена на линии, делящей внутренний угол угольника 1 пополам, то есть является его биссектрисой.
Для разметки центра линейка накладывается на торец цилиндрической размечаемой детали, угольник
65
Рис. 43. Центроискатели.
прижимается к наружной цилиндрической поверхности обеими гранями и по размёточной грани линейки на торце детали проводится риска. Затем такая же риска проводится после поворота центро- искателя на угол примерно 90°. Центр окружности будет лежать в точке пересечения рисок, так как они являются диаметрами окружности.
Такой простой инструмент может исключить применение разметочных плит, призм и рейсмусов, применяемых при разметке центров. Этим цен- троискателем особенно удобно размечать центры крупногабаритных тяжелых деталей, поместить которые на разметочную плиту бывает затруднительно.
Модернизиро ванные центроискатели. Новатор
А. Н. Васильев, произведя небольшую модернизацию, значительно расширил возможности этого инструмента. Модернизированный центроискатель (рис. 43,6) состоит из основной линейки <5, угольника 1 с движком 2 и стопорным винтом 5, разметочной линейки 4 с движком 9. Нижняя поверхность разметочной линейки лежит в одной плоскости с нижней плоскостью
66
основной линейки 8. Движок разметочной линейки имеет нониус 6, стопорный,винт 5 и механизм точной настройки 7. На основной лйцейке нанесена шкала с миллиметровыми делениями: с нулевой отметкой посередине шкалы и последовательной нумерацией вправо и влево от этого деления.
При работе с центроискателем А. Н. Васильева раз- метка центра производится так же, как обычным центроискателем.
При необходимости нанесения рисок на заданном расстоянии от центра (например, разметка глубины шпоночного паза) угольник 1 на основной линейке 8 устанавливается таким образом, чтобы нулевая отметка шкалы совпадала с центром детали (то есть точкой пересечения рисок). При этом должно быть обеспечено плотное прилегание внутренних граней угольника к цилиндрической поверхности детали. Затем при помощи разметочной линейки 4, рабочая грань которой составляет прямой угол с основной линейкой 8, можно наносить риски на заданном расстоянии от центра. Отсчет расстояний между рисками может производиться по нониусу с точностью до 0,05 мм.
При помощи центроискателя А. Н. Васильева может производиться разметка на торцах цилиндрических деталей, заданная в прямоугольной системе координат.
Еще более универсальным является центроиска- тель конструкции Р. В. Быкова (рис. 43,в), который состоит из угольника 1 с движком 2 и стопорным винтом 5, основной линейки 8, разметочной линейки 12 с движком 4 и стопорным винтом 5. Разметочная линейка имеет также нониус 6 и механизм точной настройки 7. Однако у этого центроискателя разметочная линейка 12 снабжена угломером 11 с нониусом 9, позволяющим установить ее под углом к разметочной грани основной линейки. Направляющая для поворота разметочной линейки выполнена таким образом, что ось вращения проходит через точку на разметочной грани основной линейки, благодаря чему через одну и ту же точку (например, центр окружности) можно провести несколько линий и таким образом делить окружность на несколько частей. Поворот разметочной линейки осуществляется при помощи шестерни с головкой 10. Точность отсчета линейных размеров — 0,05 мм, угловых — 0°02'.
67
Этот центроискатель позволяет производить разметку на торцах цилиндрических деталей, заданную как в прямоугольной, так и в полярной системе координат.
Оригинальную конструкцию имеет разметочный центроискатель Л. К. Румянцева (рис.43,г). Кроме обычного отыскания центра этот центроискатель позволяет производить различные разметочные операции в полярной системе координат, что особенно удобно для разметки крупногабаритных корпусных деталей, имеющих различные приливы в виде фланца или патрубка, разметка которых в делительной головке затруднена или вообще невозможна.
Прибор состоит из угольника 3 с опорными планками под углом 90°. По биссектрисе угла расположена основная разметочная грань линейки 12 со шкалой диаметров. Линейка перемещается в направляющей колодке 2 с нониусом 1 и может быть закреплена в любом положении винтом. С линейкой 12 жестко связана головка 9, образующая ось вращения дополнительной линейки 4. Ось вращения линейки 4 лежит на разметочной грани линейки 12. На головке нанесена угловая шкала//, а на линейке 4 — нониус 8. На линейке 4 нанесена миллиметровая шкала с началом отсчета делений от оси вращения и установлена каретка 5 с нониусом 6 и гнездом 7 под кернер или чертилку. Каретка и чертилка снабжены стопорными винтами. Началом отсчета делений шкалы на основной линейке 12 служит ось вращения головки 9 и деления наносятся только на левой половине линейки. Шкала уменьшена в 2 cos~45~° Раза>
то есть, например, делению на шкале 100 соответствует фактически отрезок длиной 70,72 мм. Это следует из рассмотрения прямоугольного равнобедренного треугольника ЛВС, у которого катет ЛВ = у, гипотенуза
ЙГ_ ЛВ D D cos 45° 2 cos 45° •
Таким образом, измерив диаметр детали и установив угольник 3 на линейке 12 на деление, соответствующее этому диаметру, мы всегда будем иметь центр вращения линейки 4 (точку В) в центре детали. На основной линейке прибора размещена также подвижная колодка 10 с резиновым буфером и стопорным винтом.
68
Для разметки центра первоначально, как уже сказано, замеряют наружный диаметр детали и на основной линейке устанавливают значение диаметра и линейку стопорят винтом, автоматически совмещая центр вращения линейки 4 с центром детали. Затем прибор накладывают на размечаемую деталь и закрепляют буферной колодкой. Теперь по угловой шкале может быть установлен любой требуемый угол, а по шкале дополнительной линейки — расстояние размечаемой точки от центра и ударом по кернеру производится разметка. При необходимости кернер может быть закреплен стопорным винтом, и при этом им можно пользоваться как чертилкой, проводя концентричные или радиальные линии.
Новатор И. М. Сумятин предложил центроиска- тель, позволяющий производить разметку центров как наружных, так и внутренних цилиндрических поверхностей. Конструктивно центроискатель прост (рис. 43, д) и отличается от обычного только тем, что вместо угольника на линейке 1 установлены два штыря 2 таким образом, что рабочая грань разметочной линейки перпендикулярна межцентровому расстоянию штырей и делит его пополам. При разметке боковые поверхности штырей плотно прижимаются к наружной (или внутренней) цилиндрической поверхности детали.
В качестве центроискателя может быть применен также универсальный штангенциркуль конструкции Б. В. Коломинова (см. рис. 25).
Описанные центроискатели удобны в работе. Применение их позволяет производить разметку детали непосредственно на рабочем месте слесаря, что повышает производительность труда.
Центрирующие приставки к штангенрейсмусу. Новатор К. Ф. Крючок сконструировал специальную центрирующую приставку к штангенрейсмусу (рис. 44, а). Приставка состоит из рамки, подобной рамке стандартного штангенрейсмуса. С рамкой наглухо соединена пластина, имеющая с одной стороны угловой выступ, армированный твердым сплавом, а с другой — угловой вырез. Биссектрисы этих углов лежат на одной линии, параллельной плоскости основания. На рамке имеется подвижный нониус, фиксируемый стопором. Это дает возможность после установки рамки на высоте разметочной базы перемещать нониус вдоль шкалы для
69
Рис. 44. Центрирующие приставки к штангенрейсмусу.
совмещения нуля с целым числом, избегая дробных отсчетов.
Для определения высоты расположения центра отверстия и разметки центровых линий угловой выступ вводят в отверстие до тех пор, пока кромки а приставки не будут касаться его краев, после чего пластину фиксируют стопором.
При этом биссектриса угла между кромками а располагается на высоте центра отверстия. На этой высоте острием угла наносится риска. Числовое значение высоты оси отверстия может быть прочитано по шкале и нониусу рамки.
При определении высоты осей выступов и валов кромки приставки б приводятся в соприкосновение с их образующими, а центровые линии наносятся острием углового выступа.
Новатор А. М. Иванов разработал другую конструкцию приставки — центроискателя к рейсмусу (рис. 44,6).
Корпус 5 приставки крепится на каретке 1 рейсмуса. На корпусе установлен шток 6, расположенный перпендикулярно оси движения каретки. Один конец штока шарнирно связан при помощи двух планок 3 с двумя рычагами-щупами 2 и 4, а другой конец штока снабжен разметочной иглой 7.
Путем перемещения штока вперед или назад и каретки рейсмуса вверх или вниз достигается совместное касание концами двух рычагов краев отверстия или выступа детали, при этом ось штока устанавливается в плоскости центра отверстия или выступа. При необходимости расстояние от центра отверстия до плоскости плиты определяется по шкале рейсмуса.
Для удобства пользования на корпус приставки установлена пружина, которая оттягивает шток в ту или другую сторону, в зависимости от того, центр чего находится: отверстия или выступа.
На качество разметки приставкой А. М. Иванова не влияют неровности на торце отверстия или выступа. Центроискатель позволяет находить центры глубоких отверстий, неглубоких глухих отверстий, небольших выступов, а также проверять положение плоскостей детали, недоступных для проверки обычным угольником.
71
10. Приспособления для пространственной разметки и для разметки в системе полярных координат
Шарнирная плита. Для разметки деталей различной конфигурации предназначается сконструированная П. И. Романовичем шарнирная плита (рис. 45). К основанию 1 приспособления винтами жестко прикреплены кронштейны 9 и 10. В кронштейнах закреплены оси 12
плиты. Основание 1 плиты устанавливается на разметочную плиту на четырех опорах 11. Плита 8 имеет специальный выступ для установки деталей. К ней винтами прикреплен кронштейн 7, на котором размещены нониус (на рисунке не виден) и механизм точной настройки 6. Зажим 4 закрепляет плиту, а зажим 5 — механизм точной настройки. Установка плиты на требуемый угол осуществляется с помощью угломерной шкалы и нониуса. Угломерная шкала нанесена на секторе 3, жестко соединенном с основанием 1 с помощью кронштейна 2. Если
72
необходимо разметить цилиндрическую деталь, то ее прежде закрепляют на призме, а затем призму с деталью устанавливают на плиту 8 и производят разметку.
С помощью данного приспособления можно разметить детали, не применяя сложных угломерных устройств. Кроме того, при разметке деталей повышается точность разметки и увеличивается производительность труда.
Приспособление для разметки фланцев. Новатором А. М. Дининым предложено и внедрено приспособление, которое позволяет быстро и точно размечать детали типа фланцев различного диаметра на любое число частей с одновременным кер- нением (рис. 46).
Приспособление состоит из нижнего 9, среднего 8 (на который укладывается фланец) и сменного верхнего 3 дисков с рядом углублений, равным или кратным числу частей разметки, и трех стоек 2, скрепляющих диски. В центре нижнего диска находится валик 4t при помощи которого за счет конусных втулок 1 размечаемый фланец центрируется относительно оси валика. На этот же центральный валик сверху надевается измерительная линейка 5, на конце которой имеется головка с фиксатором 7 для закрепления линейки в необходимом положении по делениям верхнего диска. На линейке 5 размещается каретка 6 с нониусом и кернером.
Отличительной особенностью данного устройства является простота конструкции и универсальность. При наличии необходимого набора сменных делительных дисков и конусных втулок данное приспособление может обеспечить качественной разметкой очень большую номенклатуру изделий.
Приспособление для координатной разметки. Разработанное новатором В. А. Животновым приспособление для координатной разметки (рис. 47, а) состоит из корпуса, имеющего форму прямоугольной коробки 16, с
73
Рис. 46. Приспособление для разметки фланцев.
направляющими Р, на которых на шарикоподшипниках установлена подвижная система, состоящая из траверсы 10, имеющей корытообразную форму, и каретки (кон- а)
дукторной планки) 8. Перемещение траверсы производится двумя микрометрическими головками 1 и 15, установленными на корпусе приспособления и взаимодействующими со стержнями 2 и 13} закрепленными на
74
траверсе. Максимальная величина перемещения траверсы равна ходу микрометрических винтов и составляет 25 мм. Натяг траверсы на штоки микрометрических головок осуществляется винтовыми пружинами растяжения 14. Каретка (кондукторная планка) 8 может перемещаться по направляющим траверсы в направлении, перпендикулярном перемещению траверсы. Перемещение осуществляется микрометрической головкой 12 с пружиной 11, установленными на траверсе. Максимальное перемещение каретки 25 мм.
На каретке 8 с шагом 25 мм просверлены в два ряда отверстия. Расстояние между рядами также 25 мм. В отверстия запрессованы кондукторные втулки одного и того же диаметра. При помощи каретки 8 производится разметка на участке, длина которого равна длине планки, а ширина равна 50 мм (так как расстояние между рядами кондукторных втулок равно 25 мм, то максимальное перемещение траверсы микрометрическими винтами также составляет 25 мм).
Для разметки остальной площади используется планка 5, кондукторные втулки которой размещены на расстояниях кратных 25 мм от рядов кондукторных втулок на каретке. Так как каретка может перемещаться только на 25 мм, то поперечная планка 5, как сказано выше, может устанавливаться в различных местах каретки, для чего на последней с шагом 25 мм имеются специальные отверстия для стопорных винтов 6. Винты 3, установленные на кронштейнах на коробке приспособления, предназначены для фиксации подвижной системы при сверлении и разгрузке микрометрических головок от силовых нагрузок. Закрепление размечаемой детали в приспособлении производится винтами 4, 7 и 17.
Пример. Рассмотрим работу приспособления на разметке конкретной детали (рис. 47,6). Пусть отверстие диаметром 5 мм — базовое отверстие. Поэтому в приспособление деталь устанавливаем так, чтобы центр этого отверстия совпал с центром одной из кондукторных втулок на каретке или планке, а размер 18 мм был параллелен каретке приспособления.
При таком размещении детали разметка центра отверстия диаметром 1 мм будет производиться без перемещения каретки, так как оно совпадает с одной из кондукторных втулок (находится влево от базового отверстия на 25 мм и ниже также на 25 мм). Разметка
75
отверстия диаметром 3 мм будет производиться за счет перемещения каретки микрометрической головки 12 на 18 мм. Для разметки центра отверстия диаметром 4 мм каретка возвращается в исходное положение, траверса передвигается на 17 мм (42—25=17) и сверление производится через кондукторную втулку, расположенную по диагонали вниз от базовой втулки.
Приспособление позволяет с большой точностью производить разметку или сверление отверстий в деталях,
имеющих квадратную и прямоугольную форму. Кроме того, оно разгружает расточные станки и не требует высокой квалификации рабочего.
Полярный координатор. Новатором Н. А. Ермолаевым создан полярный координатор (рис. 48), предназначенный для разметки центров отверстий и других геометрических построений, заданных в системе полярных координат. Он позволяет производить разметку в несколько раз быстрее, чем это достигается методами графических построений или при помощи других устройств. Кроме того, координатор отличается от делительных головок и других приспособлений подобного назначения универсальностью и простотой изготовления. В нем отсутствуют червячные и зубчатые передачи.
Полярный координатор состоит из стола 7, на котором установлен трехкулачковый патрон 2, двух стоек 3, обоймы 8. В кольцевой расточке обоймы установлен лимб 5 с поперечиной 7, по которой перемещается каретка 6 с устройством 4 для закрепления механического кернера или чертилки.
На координаторе можно размечать детали, имеющие как форму тел вращения, так и плоские детали. Для установки размечаемой детали в трехкулачковом патроне необходимо обойму 8 с лимбом 5 поднять на стойках, а после того как деталь зажата в патроне 2, опустить до
76
Рис. 48. Полярный координатор.
соприкосновения с деталью. Затем кернер рукояткой отводится в верхнее положение, где он стопорится защелкой с пружиной. Если нулевое положение шкалы на лимбе и на нониусе каретки совпадает с осью кернера и осью патрона, то на торце детали, зажатой в патроне, можно быстро с помощью кернера нанести место ее центра.
Для разметки центров отверстий, расположенных на заданных радиусах и центральных углах, необходимо каретку 6 переместить на величину радиуса, а лимб вместе с кернером повернуть на заданный угол и после фиксации нажатием на спусковой курок произвести кер- нение.
Разметка отверстий на боковой поверхности кругового цилиндра производится при помощи вертикальной штанги с горизонтально расположенным кернером. Штанга вставляется в паз поперечины лимба и фиксируется на нужной высоте гайками. Установив лимб в соответствующее угловое положение, ударом по кернеру наносят точку на размечаемой детали.
Разметка плоских деталей квадратной и прямоугольной формы производится на специальном столике (на рисунке не показан), закрепленном в патроне. Столик, по имеющемуся на нем контрольному отверстию, ориентируется в определенном положении по отношению к нулю шкалы лимба и нониуса поперечины. Две шкалы с нониусами и прижимы позволяют быстро расположить в нужном положении и закрепить размечаемую деталь на столике. Дальнейшая разметка производится так же, как разметка цилиндрических деталей.
На координаторе можно производить разметку на плоских поверхностях деталей больших размеров. Для этого обойма с лимбом снимается с подставки, в основании обоймы ввинчиваются три заостренные ножки, а каретка с кернером отводится в центр лимба до совмещения нулевых штрихов линейки и нониуса. Установив приспособление над центральной точкой будущей фигуры, ножки его вдавливают в размечаемую деталь. Затем каретку с кернером отводят на заданный радиус, а лимб приводится в исходное (начальное) положение. При этом нулевые штрихи лимба и нониуса могут не совпадать. Поэтому кольцо с нониусом нужно повернуть до совмещения с целым числом градусов и зафиксировать винтами.
77
Если размечаемые точки находятся за пределами лимба, тогда каретка снимается и на ее место в пазу поперечины лимба крепится горизонтальная штанга со шкалой, которая увеличивает радиус разметки до 300 мм. Остальные действия аналогичны описанным выше.
Для разметки на поверхностях круговых цилиндров больших диаметров в обойму завинчиваются четыре закаленные шаровые ножки одинаковой длины. Оси ножек расположены по углам прямоугольника, точка пересечения диагоналей которого находится в центре лимба.
Координатно-разметочные устройства. Новатором П. П. Албанским разработано устройство (рис. 49,а), предназначенное для разметки деталей типа фланцев. Оно позволяет также делить окружность на части, проводить риски по окружности, находить центровые линии, размечать окна.
Устройство состоит из трех основных узлов: стола, патрона и координатно-разметочного механизма. СтолЗ представляет собой стальную круглую плиту на трех ножках с центральным отверстием для установки патрона. В столе высверлены три глухих отверстия, в которые вставлены шарики 2, выступающие на 1 мм. При большом размере детали последняя ложится при зажиме не на выступы кулачков, а непосредственно на стол. Поэтому выступающие над плоскостью стола шарики при вращении детали вместе с патроном уменьшают трение о стол.
Патрон состоит из корпуса 1 с окнами для кулачков и цапфой для установки патрона в центральное отверстие стола, делительного диска 6, который является одновременно и крышкой патрона, трех кулачков 4 с выступами для зажима деталей различных диаметров. Кулачки могут сдвигаться и раздвигаться рукоятками 5, находящимися над делительным диском.
Координатно-разметочный механизм состоит из стойки 7, в пазу которой установлена рейка 8. На рейке нанесены миллиметровые деления, позволяющие установить чертилку или кернер 11 на заданный размер радиуса. Для точной установки рейки на стойке 7 имеется нониус с отсчетом 0,05 мм. Для направления кернера в отверстие рейки 8 вставлена втулка. Для некоторых работ взамен втулки в отверстие рейки может быть вставлена подпружиненная чертилка, которая после установленного натяга по высоте крепится винтом 10.
78
Стойка 7 может свободно вращаться на специальном винте. Для крепления рейки после установки ее на размер в стойке имеется винт 9. Там же укреплен фиксатор с пружиной.
На делительном диске 6 просверлены глухие отверстия для деления окружности на 2, 3, 4, 5, 6, 8, 10, 12, 16 частей. Фиксатор своей иголкой входит в засверленное отверстие, а цифры, наклейменные у отверстия на диске, указывают, на сколько частей окружность делится. Кроме того, на крышке имеется градусная шкала (до 360°) с ценой деления 1°, которая позволяет делить окружность на любое количество частей.
Координатно-разметочное устройство может быть выполнено нескольких типоразмеров в зависимости от размеров деталей. Применение этого устройства механизирует разметку, повышает производительность и точность выполняемых работ.
Подобное координатно-разметочное устройство предложено Б. М. Гусевым. Отличие этого устройства от предыдущего заключается в том, что оно устанавливается непосредственно на деталь, что удобно для разметки крупногабаритных деталей, фланцев и приливов на больших отливках и т. п.
Приспособление (рис. 49, б) смонтировано на цилиндрическом стакане, на основание которого наклеен лист тонкой резины для создания трения между деталью и приспособлением. По оси у основания установлен подпружиненный центр, который применяется для установки приспособления, когда базой для разметки служит отверстие в детали или углубление, нанесенное кернером. На центр надеваются сменные грибки.
Новатор А. И. Строганов предложил координатно-разметочное приспособление, аналогичное по конструкции приспособлению Б. М. Гусева, но более универсальное, позволяющее производить разметку отверстий на трубах большого диаметра, для чего на основании стакана приспособления имеются четыре ножки, которыми оно устанавливается на размечаемую поверхность.
При установке приспособления на трубу ножки выполняют функцию призмы и ориентируют основание приспособления относительно цилиндрической поверхности.
Универсальный разметчик. Разметка на координатнорасточных станках производится простым разметочным
79
а)
б)
80
Рис. 49. Координатно-разметочные устройства.
центром, что ограничивает объем работ на них, так как требует больших затрат вспомогательного времени на проведение пересчетов. Резко сократить вспомогательное время и повысить производительность труда позволяет универсальный разметчик, разработанный Ю. Цыгановым и В. Фейманом.
Универсальный разметчик (рис. 50) предназначен для координатно-радиусной разметки, то есть позволяет производить разметку точек пересечения дуг без допол-
Рис. 50. Универсальный разметчик.
нительного пересчета координат, используя для этого вращение шпинделя, продольную и поперечную подачу стола.
Разметчик состоит из корпуса 5, в котором установлена чертилка S, подпружиненная пружиной 7, сжатие которой регулируется гайкой 6. В верхней части корпуса имеется паз типа ласточкина хвоста для перемещения корпуса по планке 4. На планке жестко закреплен хвостовик 1 с конусом Морзе под шпиндель станка. Для выборки люфтов в паз корпуса помещен клин 3. Фиксация корпуса с чертилкой относительно хвостовика в нужном положении производится путем зажатия клина винтами 2.
При упоре корпуса 5 о выступ планки 4 должна быть обеспечена строгая соосность чертилки 8 относительно хвостовика 1. Такая соосность при изготовлении может быть обеспечена расточкой отверстия под чертилку в сборе, при закрепленном корпусе на планке с хвостовиком.
Нужный размер размечаемого радиуса устанавливается набором плоскопараллельных концевых мер между выступом планки и корпусом. Точность разметки зависит от степени точности концевых мер.
Универсальный разметчик очень удобен в работе, может быть изготовлен любым инструментальным цехом, в несколько раз повышает качество разметки и производительность труда; им можно производить раз- метку в любом труднодоступном месте за счет быстрой установки нужной чертилки.
Приспособление для разметки цилиндрических деталей. Приспособление внедрено на Мичуринском заводе им. Ленина и дает возможность с большой точностью осуществлять деление на любое число частей. Разметку по торцу деталей можно производить в пределах от О до 400 мм, по высоте — до 335 мм и по диаметру — до 300 мм. На плите 1 приспособления (рис. 51) смонтирован поворотный круг 3 со шкалой на 360°. На круге установлен самоцентрирующий трехкулачковый патрон 4, в нижней его части нарезана коническая шестерня (z=180, т=1,75), закрепленная кольцом 2. Поворотный круг вращается рукояткой 26. На оси рукоятки имеется малая коническая шестерня (z=15, /л =1,75), находящаяся в зацеплении с шестерней круга. На плите расположена стойка 77, по которой с помощью винта 15 вертикально перемещается корпус 19. В корпусе передвигается ползун 8 со втулкой, внутри которой установлен шпиндель 6, подпружиненный пружиной 27.
Снизу в шпиндель вставлен кернер 5, а сверху ввернут шток 28. На верхнюю часть ползуна надет стакан 9, в который вмонтирован корпус 10 с рукояткой взвода 14 и спусковым рычагом 11. Горизонтальное перемещение кернера осуществляется рукояткой 13 с укрепленной на ее оси шестерней 29, находящейся в зацеплении с зубчатой рейкой 20. Ползун крепится рукояткой 23 и прижимной планкой 24. К корпусу присоединена линейка 18, а к ползуну — рамка нониуса 12.
Деталь, подлежащую разметке, помещают в патрон 4. Рукояткой 13 ползун 8 устанавливается по линейке и нониусу на заданный размер и закрепляется рукояткой 23. Штурвалом 16 корпус опускается до соприкосновения кернера с деталью. Рукояткой 14 шпиндель поднимается вверх, взводится пружина. При нажатии на
82
£3
Рис. 51. Приспособление для разметки цилиндрических деталей.
рычаг 11 шпиндель под действием пружины перемещается вниз и кернером наносит удар по детали. Затем он снова рукояткой 14 поднимается в исходное положение, а патрон с деталью поворачивается ручкой 26 на необходимый угол, определяемый по шкале круга.
Для разметки по диаметру на втулку 7 надевается добавочное приспособление 25 и крепится зажимом 30. Шток 21 отводится вправо. При нажатии на палец 22 кернер под действием пружины перемещается горизонтально и ударяет по детали. Так разметка повторяется в зависимости от заданного числа делений.
Приспособление несложно в изготовлении, обеспечивает быструю разметку и не требует высокой квалификации обслуживающего персонала. В результате его применения производительность труда повысилась более чем в 5 раз.
Разметочный молоток. Для разметочных работ слесарем В. М. Гавриловым изготовлен оригинальный молоток (рис. 52). Особенность молотка состоит в том, что
в его корпусе 1 вмонтирована лупа 5 с четырехкратным увеличением, которая дает возможность слесарю или разметчику использовать инструмент и в качестве молотка и в качестве лупы. Чертилка 3 и кернер 2 помещаются в каналах деревянной рукоятки молотка 4. Лупа для амортизации удара установлена в резиновой обойме.
Молоток данной конструкции очень удобен в работе, повышает производительность труда, так как избавляет
11. Вспомогательные инструменты и приспособления для разметки
Рис. 52. Разметочный молоток.
84
слесаря или разметчика от лишней операции перехвата рукой молотка и лупы при нанесении керна.
Кернер с лупой. Новатором С. М. Ненастьевым предложен кернер с лупой, повышающий точность разметки. На стержне кернера (рис. 53) при помощи хомутика на шарнире устанавливается лупа. Необходимый угол установки лупы и ее расстояние от острия кернера определяются слесарем в зависимости от степени остроты зрения.
Кроме повышения точности разметки применение кернера с лупой повышает производительность труда.
Переводной кернер. По предложению новатора В. И.
Гвоздева внедрен в производство специальный пере- Рис* ^3. Кернер с лупой, водной кернер, предназначенный для переноса центра отверстия с одной детали на другую (рис. 54).
В корпусе 3 кернера, закрытом крышкой 4У заключена подпружиненная направляющая 2, оканчивающаяся
Рис. 54. Переводной кернер.
конусом. В центральном отверстии направляющей свободно перемещается стержень 1 с заостренным концом (собственно кернер).
Для переноса центра отверстия с одной детали на другую конус направляющей вставляют в отверстие детали и перемещают корпус 3 до соприкосновения его торца с плоскостью детали. При этом подпружиненная направляющая утапливается, центрируя положение стержня. Разметка производится ударом молотка по стержню 1.
85
С внедрением переводного кернера значительно повысилось качество разметки и сократилось время на данной операции.
Поворотная плита для разметки деталей. На Ижевском машиностроительном заводе спроектирована и
Рис. 55. Приспособление для установки деталей при раз
метке.
внедрена в производство поворотная плита для разметки деталей под различными углами. Она состоит из корпуса, в котором на подшипниках установлен шпиндель с закрепленной на нем разметочной плитой. Поворот шпин¬
86
деля с плитой осуществляется при помощи червячной пары. Установка на требуемый угол производится по круговой шкале с угловым нониусом.
Размечаемая деталь крепится на поворотной плите посредством двух магнитных плит с постоянными магнитами.
Поворотная плита устанавливается на разметочную плиту.
Приспособление для установки деталей при разметке. Разметка тяжелых деталей на разметочной плите требует от рабочего определенных физических усилий, так как при разметке деталь нужно перемещать на плите или самому рабочему передвигаться вокруг плиты. Новатор К. Ф. Крючок сконструировал специальное приспособление, значительно облегчающее разметку таких деталей.
Приспособление (рис. 55) состоит из трех прямоугольных направляющих 1, соединенных подвижно друг с другом осью-винтом 5.
На концах направляющих смонтированы ролики 2, на которых приспособление устанавливается на разметочную плиту. На направляющих, в пазах, установлены домкратики, состоящие из винтов 3 с конической головкой и круглых гаек 4.
Число домкратов выбирается в зависимости от веса и жесткости размечаемой детали.
Перед разметкой направляющие путем поворота вокруг оси устанавливаются в положение, определяемое формой опорной поверхности детали, а затем деталь укладывается на домкратики. Неподвижность установки детали относительно приспособления обеспечивается закаленными коническими головками домкратиков, которые вдавливаются в материал детали и предохраняют ее от смещения.
Деталь на приспособлении может легко поворачиваться на разметочной плите, так как оси всех трех опорных роликов расположены радиально и пересекаются в одной точке, и разметчик, не сходя с места, свободно размечает все стороны детали.
Приспособление значительно облегчает труд разметчика и повышает его производительность.
Приспособление для разметки кулачков. Изготовление кулачков токарно-револьверных автоматов на универсальных станках (в условиях неспециализированного
87
предприятия) требует тщательной и трудоемкой слесарной разметки.
Особенно сложной операцией при разметке профилей кулачков является деление окружности на равные части.
Новатор В. К. Станевич разработал приспособление, значительно ускоряющее процесс разметки кулачков.
Оно (рис. 56) состоит из корпуса 1 с цилиндрической расточкой, в которую вставляется заготовка кулачка 2 и крепится винтом 4. Относительно центра корпуса заготовку фиксирует штифт 3.
На торце корпуса нанесены риски через одну сотую окружности, которые позволяют производить разметку профиля кулачка без проведения трудоемкой операции деления ее на части.
Глава III
ТИСКИ, СТРУБЦИНЫ И НАМЕТКИ
12. Быстродействующие тиски
Быстродействующие машинные тиски. Новаторы
В. И. Смирнов и П. А. Клещенко предложили быстродействующие машинные тиски с механизмом силового зажима. Машинные тиски широко применяются для закрепления деталей при работе на сверлильных, фрезерных и других станках. На деталь при обработке на станке действуют усилия, значительно большие, чем при обработке ручным инструментом, поэтому к рычагу ходового винта машинных тисков необходимо прикладывать большое усилие для того, чтобы надежно закрепить деталь. Например, при скоростном фрезеровании на крепление обрабатываемой детали тратится примерно 25—30% рабочего времени, причем рабочий затрачивает значительные физические усилия.
Тиски В. И. Смирнова и II А. Клещенко удобны в работе и позволяют значительно сократить вспомогательное время. На ходовом винте 3 тисков (рис. 57) на гладком цилиндрическом хвостовике по ходовой посадке установлены два торцовых кулачка 4 и 5. Кулачок 4 с одной стороны упирается в бурт ходового винта, а с другой стороны находится во взаимодействии с кулачком 5, установленным также по ходовой посадке в цилиндрической расточке корпуса тисков при помощи гайки 7. В расточке корпуса и на хвостовике ходового винта кулачок 5 может свободно вращаться, но не имеет осевого перемещения относительно корпуса тисков.
Поверхностью взаимодействия кулачков 4 и 5 является винтовая однозаходная или многозаходная поверхность с очень малым углом подъема винтовой
89
линии. Кулачок 4 имеет выступ (или прорезь), взаимодействующий с направляющими 11 корпуса тисков 12 и предохраняющий кулачок от проворачивания относительно корпуса.
Резьбовая часть ходового винта 3 входит в маточную гайку 2, установленную в подвижной губке 1. На другом конце ходового винта установлена рукоятка (или маховичок) 10, а между рукояткой и торцом кулачка 5 установлена винтовая пружина 9.
Рис. 57. Быстродействующие машинные тиски с механизмом силового зажима.
При вращении рукоятки 10 ходовой винт 3 вращается и перемещает губку 1 в том или ином направлении в зависимости от направления вращения. Угол подъема винтовой линии ходового винта выбирается достаточно большим для обеспечения большой скорости перемещения подвижной губки, однако ввиду этого резьба ходового винта не обеспечивает силового зажима детали. Поэтому рукоятка 10 предназначена для холостого перемещения подвижной губки и для первоначальной установки детали. Силовой зажим производится при помощи кулачков 4 и 5. После того как деталь предварительно устанавливается в тисках, кулачок 5 поворачивается при помощи рукоятки 8 и перемещает в осевом направлении
90
кулачок 4, который упирается в бурт ходового винта и создает силовой зажим. Ввиду того что угол подъема винтовой линии на поверхностях соприкосновения кулачков мал, большое осевое усилие обеспечивается небольшим усилием на рычаге 8.
Для уменьшения момента трения между кулачком 5 и стойкой корпуса тисков установлен упорный шарикоподшипник 6.
Пружина 9 предназначена для выбора люфта ходового винта, необходимого для перемещения его при силовом зажиме.
В выполненных Смирновым и Клещенко конструкциях тисков осевое перемещение при силовом зажиме составляет (в зависимости от размеров тисков) от 0,5 до 2 мм, при этом угол поворота рычага 8 меньше 180° (чаще примерно 120°), что представляет большое удобство при установке тисков на столах станков, когда по условиям компоновки станка поворот рукоятки на 360° невозможен.
Быстродействующие слесарные тиски. Для быстрого закрепления и освобождения деталей различной толщины и диаметра при слесарной обработке новаторами создано несколько конструкций быстродействующих тисков. Некоторые наиболее интересные модели рассмотрены ниже.
Конструкция быстродействующих тисков новатора М. М. Штейнбока очень проста. В гайке зажимного устройства (рис. 58, а) обычных слесарных тисков, находящейся в неподвижной губке (корпусе) 4, растачивается отверстие (срезаются витки нарезки) для свободного прохода через него зажимного винта 1. С задней (от рабочего) стороны в отверстии растачивается конус. Зажимной винт 1 изготовляется новый. Он должен быть длиннее прежнего примерно на 120—150 мм. На винт надевается разрезная гайка 3, обработанная с передней стороны на конус, соответствующий конусу в неподвижной губке (корпусе) тисков. Обе половины гайки соединяются кольцом 2 с накаткой на наружной цилиндрической поверхности.
В свободном состоянии половинки гайки всегда раздвинуты (как показано на рис.’ 58, а слева) при помощи встроенной кольцевой пружины 5 и нарезка гайки выведена из зацепления с резьбой зажимного винта.
91
В этом положении подвижная губка может передвй- гаться взад и вперед от руки без вращения зажимноги винта, а гайка скользит по винту также без вращения Работают тиски следующим образом. Оттягивая рукой подвижную губку на себя, устанавливают нужный раствор губок, а зажимаемую в тисках деталь помещают между губками. Затем, двигая подвижную губку вперед, слегка зажимают деталь, а другой рукой придвигают (без вращения) кольцо 2 к корпусу 4 и, сжимая в конусном отверстии половинки гайки 3, вводят на-
Рис. 58. Зажимные устройства быстродействующих тисков.
резку разрезной гайки в зацепление с резьбой винта 1. Далее, придерживая рукой кольцо 2 и препятствуя проворачиванию гайки 3, вращают зажимной винт 1 с помощью рукоятки. При этом гайка втягивается в конус корпуса 4 и заклинивается в нем.
Для раскрепления детали винт 1 вращают в обратном направлении до тех пор, пока не произойдет расклинивание гайки, то есть она начнет вращаться вместе с винтом. Тогда, поддерживая гайку рукой за кольцо 2, продолжают вращать винт до тех пор, пока гайка не выйдет из конуса корпуса. Пружина раздвинет половинки гайки 3 и выведет их из зацепления с винтом. После этого подвижная губка может быть отодвинута назад на необходимое расстояние.
Преимущество данной конструкции заключается в ее простоте, надежности и в возможности применения на любых тисках без существенной их переделки.
92
Подобный же принцип — соединение гайки с корпусом путем заклинивания — применен и новатором Р. Л. Гроховским. Схематическое изображение зажимного устройства этих тисков показано на рис. 58, б.
В отличие от тисков М. М. Штейнбока эти тиски представляют собой специально разработанную конструкцию. От обычных тисков она отличается тем, что корпус неподвижной губки 5 удлинен. В корпусе имеется сквозное цилиндрическое отверстие, куда помещается круглый стебель подвижной губки 6. Соединение это выполнено по ходовой посадке третьего класса. На зажимном винте 2 с укороченной нарезкой (по сравнению с обычными) помещается обойма 4 в виде гайки со сквозным отверстием для прохода винта и конусным углублением на другом конце, куда входит зажимной конус 3. Для предохранения свинчивания гайки с винта на конце винта закреплено кольцо 1. В корпусе обоймы высверлено шесть отверстий, куда помещены расклинивающие шарики 8. Обойма от вращения удерживается сильной винтовой пружиной 7, закрепленной одним концом в корпусе тисков, а другим — в обойме. Конус 3 не может вращаться относительно обоймы 4, так как этому препятствует винт 9, ввинченный в корпус обоймы. Подвижная губка может свободно перемещаться взад и вперед, так как гайка с обоймой не сцеплена с корпусом 5 неподвижной губки.
При вращении зажимного винта конус 3 начинает вдвигаться в обойму и, дойдя до соприкосновения с шариками, коническая часть его начинает раздвигать их. Благодаря этому шарики будут прижиматься к стенкам отверстия неподвижной губки тем сильнее, чем больше усилие зажима. При вращении винта в обратную сторону, подвижная губка отодвигается и освобождает деталь. Одновременно конус 3 выходит из обоймы 4, освобождает шарики <3, и зажимное устройство приходит в исходное состояние, при котором подвижная губка может перемещаться без вращения зажимного винта.
Быстродействующие слесарные тиски новаторов А. М. Сысоева и П. С. Некрасова (рис. 59) представляют собой специально разработанную конструкцию, хотя по этому принципу можно переоборудовать и обычные слесарные тиски. Они обладают жестким, точным и надежным зажимом, что обеспечивает большое удобство в работе. Идея зажима заимствована из опыта москов¬
93
ских новаторов и творчески переработана авторами. Суть ее также заключается в том, что гайка зажимного винта соединяется с корпусом неподвижной губки лишь при зажиме детали, а при отжиме разъединяется.
Зажимное устройство состоит из правой 2 и левой 5 зубчатых планок, прикрепленных винтами к корпусу неподвижной губки 4. На зажимном винте 3 находится фасонная гайка /, имеющая на своей внешней части два
выступа-захвата. Сама гайка снабжена фиксаторами (на рисунке не показаны), которые подпружинены и давят на наружную поверхность винта, чем создается небольшой тормозной момент, благодаря которому гайка при вращении винта стремится повернуться вместе с ним.
При вращении винта в направлении часовой стрелки гайка поворачивается и ее выступы входят в пазы зубчатых планок. После этого дальнейшее вращение прекращается и винт ввинчивается в гайку, перемещая подвижную губку, чем и осуществляет закрепление детали в тисках. При вращении винта в обратном направлении гайка поворачивается, выступы выходят из зацепления с планками корпуса и подвижная губка получает свободу перемещения в продольном направлении.
Тиски выполнены поворотными, с винтовым затягом, более совершенной по сравнению с обычными конструкции. В отличие от стандартных тисков, имеющих затяг
94
в виде болтов с гайками, скрепляющими подушку с поворачивающимся корпусом, здесь применен один центральный затяжной винт, являющийся одновременно осью поворота. Зажим происходит при поворачивании рычага, вращающего гайку. Благодаря примененному здесь винтовому соединению с большим шагом затягивание происходит при небольшом отклонении рычага.
Новатором А. Н. Васильевым разработаны быстродействующие лекальные тиски (рис. 60).
11 12
Рис. 60. Быстродействующие лекальные тиски.
Тиски состоят из основания 2 с неподвижной губкой /, на направляющих которого перемещается подвижная губка 4 с вмонтированной в нее подвижной гайкой 3.
В гайке 3 встроен механизм фиксации подвижной губки, служащий для предварительной ее установки, а также зажимной винт 7 с головкой 8 для окончательного зажима.
Механизм фиксации состоит из собачки 11, закрепленной шарниром 12 на корпусе гайки, и кнопки 10. На основании 2 выфрезерованы с определенным шагом канавки 9. Зажим детали производится следующим образом. Нажимается кнопка 10, при этом собачка 11 выходит из зацепления с одной из канавок 9, и подвижная губка подводится к детали. При опускании кнопки собачка входит в зацепление с основанием, после чего производится окончательное зажимание детали винтом 7. Пружины 5 в корпусе гайки 4 и планки 6 на подвижной губке предназначены для возвращения подвижной губки в исходное положение относительно гайки при вывинчивании зажимного винта.
95
13. Специальные тиски
Двухпозиционные синусные тиски. Эти тиски благодаря своей универсальности получили широкое распространение. Здесь рассматривается лишь один из многочисленных вариантов. Устройство тисков допускает установку обрабатываемой детали с одновременным наклоном ее в двух взаимно перпендикулярных плоскостях (двугранные углы), что бывает необходимо при изготовлении ряда лекальных изделий, фасонных резцов и т. п.
Тиски (рис. 61) состоят из основания /, синусного
столика 14, синусных тисков 12, осей 4 и 13, кронштейнов синусного столика 3, зажимных винтов столика 5 и 6, роликов 2 угловой установки в горизонтальной плоскости, валика синусного столика 15, валика тисков 11, неподвижной губки 7 (составляющей одно целое с корпусом тисков 12), подвижной губки 8, зажимного винта 9 и кронштейна с гайкой 10, составляющей также одно целое с корпусом тисков 12.
На основании 1 установлены два кронштейна 3 (один из них на рисунке не виден), через отверстие в которых проходит ось 4, закрепленная на синусном столике 14. Благодаря этому последний может поворачиваться вокруг этой оси и устанавливаться на требуемый угол. Оси отверстий в кронштейнах 3 строго параллельны плоскости основания 1. В призматический паз синусного столика установлен и закреплен винтами валик 15. Расстояние между осями валика 15 и оси 4 равно 100 мм.
Таким образом, комбинация основание — столик представляет собой шарнирную синусную линейку с базой 100 мм. Столик 14 в свою очередь имеет кронштейны, через отверстия которых проходит ось /3. На этой осц
96
Рис. 61. Двухпозиционные синусные тиски.
могут поворачиваться синусные тиски. Основание тисков также снабжено валиком 11, на который опирается блок концевых мер при угловой установке. Расстояние между осями валика 11 и оси 13 также равно 100 мм.
Подвижная губка тисков 8 может перемещаться вдоль направляющих основания под воздействием зажимного винта 9. После угловой установки столик и тиски закрепляются винтами 5 и 6. Настройка обеих линеек ведется по известному принципу. Высота Н блока концевых мер, который должен быть применен при настройке на заданный угол а, определяется из выражения tf = sina-100.
Следует заметить, что такое приспособление может оправдать себя лишь при условии тщательного его исполнения. При «нулевом» положении, то есть таком, когда образующие обоих роликов касаются опорных плоскостей основания 1 и синусного столика 14, плоскости губок тисков должны быть строго перпендикулярны нижней плоскости основания 1, а верхняя плоскость корпуса 12 параллельна этой плоскости.
Необходимо отметить, что при пользовании этим приспособлением необходимо учитывать геометрическое искажение, возникающее в результате одновременного поворота детали вокруг двух взаимно перпендикулярных осей.
Поясним это на примере. Допустим, что нам необходимо отшлифовать деталь в виде клина, имеющего общий угол в продольном сечении в^'ЗО", а верхнюю сторону, наклоненную по отношению к горизонтали на угол 33° (угол наклона задан по торцу).
Деталь, зажатая своими боковыми сторонами в тисках, с помощью синусного столика наклоняется в продольном направлении на угол в^'ЗО". Блок концевых мер при этом равен sin 8°32,30,'Р • 100 = 0,14853 • 100= = 14,853 мм.
При наклоне на второй угол клин будет поворачиваться не в плоскости торца, а в плоскости нормали к углу в^'ЗО" и поэтому угол наклона будет отличаться от чертежного.
Этот угол (наклона в сечении, нормальном к верхней плоскости) может быть определен по формуле: tg aH=tgaTcosP,
где aH — угол в нормальном сечении; ат — угол по торцу; р — угол клина в продольном сечении.
97
В данном случае он будет составлять
tgaH = tg 33°-cos 8°32/30//=0,64941 -0,98895=0,64379; a„=32°46/.
Настольные поворотные тиски. В отличие от обычных слесарных тисков, закрепляемых в определенном положении и позволяющих лишь довольно ограниченный их поворот вокруг вертикальной оси, тиски, разработанные новатором Г. И. Яковлевым, могут быть ориентированы и зафиксированы в нужном слесарю положении в зависимости от конфигурации и габаритов обрабатываемой детали, с учетом удобного подхода к ней при обработке.
Тиски (рис. 62) состоят из кронштейна 2, который служит для крепления к столешнице при помощи болта 1 и для крепления штанги 3, зажимаемой болтом 4. Штанга 3 служит для перемещения тисков в горизонтальном направлении и для их поворота вокруг горизонтальной оси. В проушину штанги 3 вставляется хвостовик тисков 5, который служит как для вертикального перемещения, так и для поворота тисков вокруг
вертикальной оси. Фиксация хвостовика производится
болтом 6.
Тиски с призматическими губками. Разработанные новаторами объединения «Пищемаш» (Москва) тиски предназначены для крепления обрабатываемых деталей цилиндрической формы на сверлильных станках и при слесарной обработке. Тиски (рис. 63) состоят из корпуса 1 и губок 2 со втулками 3. Одна из губок неподвижно соединена с корпусом 1 при помощи пальца 8 и винта 10. Палец 8 удерживается в корпусе от поворота стопор* ным винтом 9. Вторая губка соединена с ползуном 4. Соединение подвижной губки с ползуном аналогично соединению неподвижной губки с корпусом 1. С ползуном соединен зажимной винт 5, при вращении которого воротком 7 ползун 4 с подвижной губкой перемещается
98
Рис. 62. Настольные поворотные тиски.
относительно неподвижной губки. Винт 5 и гайка 6 имеют однозаходную трапецеидальную резьбу. Губки, как видно из рисунка, имеют различные по размерам призмы. Рабочие поверхности призм термически обработаны до твердости HRC 50—55.
Настройка на необходимый размер детали осуществляется перестановкой (поворотом относительно пальцев 8) губок на соответствующий размер призмы.
W 1 2
Рис. 63. Тиски с призматическими губками.
Применение этих тисков позволяет без затрат времени на проектирование и изготовление специальных приспособлений быстро осуществить подготовку производства и переход от обработки одной детали к другой. Для этого необходимо лишь переставить призматические губки по размеру обрабатываемой детали.
Лекальные тиски. Тиски простой конструкции, предложенные новатором О. О. Хельсингом (рис. 64,а), предназначены для точного закрепления деталей при лекальных, шлифовальных, расточных и фрезерных работах. На основании 1 тисков винтами закреплена массив-
99
Пая шпонка 2 и неподвижная губка-стойка 4 П-образной формы, в отверстии которой скользит подвижной хвостовик 6 подвижной губки 3. Детали зажимаются винтом 5, упирающимся в стойку. Благодаря шпонке и минимальному зазору между стойкой и хвостовиком устраняются люфты и перекосы.
* Г-Лп \
ч
N . 4
ч \ -
Л
Л
1
г
Рис. 64. Лекальные тиски.
Все рабочие детали тисков прямоугольной формы, поэтому их можно обрабатывать с высокой точностью.
Простота в изготовлении, надежный и точный зажим деталей являются отличительной особенностью тисков. Новатором изготовлен комплект тисков с расходом губок 60, 90 и 140 мм.
Новатором В. С. Савельевым разработано зажимное приспособление (малогабаритные
100
тиски) для крепления мелких деталей при инструментальных и лекальных работах. Приспособление (рис. 64, б) состоит из основания У, корпуса 3, установочного винта 2, установочной планки 4, зажимной планки 5, эксцентрика 7, стопорного винта с рукояткой 6. Приспособление крепится в тиски. Основание имеет Т-образную форму, тем самым создает возможность надежно и быстро закрепить в тисках. Корпус 3 можно поворачивать на 360° и закрепить в нужном положении стопорным винтом 6. Величина зазора между планками регулируется винтом 2. Зажимная и установочная планки термически обработаны, рабочие поверхности планок шлифованы. Обрабатываемая деталь вставляется между планками 4 и 5 и зажимается эксцентриком 7. Подвижная планка 5 имеет направляющие штифты 8. Применяется приспособление при обработке шаблонов, ремонте штангенциркулей и других аналогичных плоских деталей.
Тиски с цилиндрическими направляющими. Тиски конструкции А. Н. Васильева предназначены для зажима деталей при работе на сверлильных станках. Тиски отличаются от других существующих конструкций тем, что имеют глубокий захват губками. Неподвижная губка и щека имеют боковые базовые поверхности, что позволяет обрабатывать изделие при любом положении тисков. Для закрепления цилиндрических деталей тиски снабжены вертикальной и горизонтальной призмами. Удобство в работе создают цилиндрические направляющие. Такая форма препятствует скоплению стружки. Ручка тисков откидная «ломающегося» типа. Тиски состоят (рис. 65) из двух цилиндрических направляющих, закрепленных одним концом в неподвижной губке, другим концом в щеке, зажимного винта с гайкой, вмонтированной в щеку, передвижной скобы и подвижной губки. Скоба передвигается по направляющим и служит основанием тисков в том случае, когда щека их свисает с рабочего стола.
Тиски с пневматическим приводом. Слесарные тиски В. Г. Карновского (рис. 66) отличаются от обыкновенных конструкцией пневмопривода. Этот пневмопривод может быть присоединен и к обычным слесарным тискам. Цилиндр 6 пневмопривода разделен стенкой 10 на две камеры: переднюю и заднюю. В передней камере установлен поршень 11, в задней — поршень 9, смонтированные
101
на общем Штоке 7. Цилиндр закрыт крышками. Передняя крышка 4 крепится к фланцу цилиндра герметично и имеет отверстие с уплотнительным устройством для
Рис. 65. Тиски с цилиндрическими направляющими.
штока, крышка 8 предназначена только для защиты рабочей поверхности и может быть изготовлена из тонколистовой стали. Для прохода воздуха при работе пневмоцилиндра в крышке имеются отверстия.
102
При установке пневмоцилиндра на стандартные слесарные тиски они подвергаются незначительной переделке, а именно, гайка зажимного винта заменяется резьбовой втулкой (удлиненной гайкой) У, соединенной со штоком привода, и на корпусе неподвижной губки сверлятся и нарезаются отверстия для крепления пневмоцилиндра. На рис. 66 пневмоцилиндр присоединен к корпусу неподвижной губки при помощи переходного фланца 3.
Работают тиски следующим образом. Для зажима детали воздух подается через штуцер 12 в левые полости камер, и рабочими являются оба поршня; при разжиме тисков, когда не требуется большого усилия, воздух подается через штуцер 5 только в правую полость передней камеры, так как правая полость задней камеры является нерабочей. Распределение воздуха производится трехходовым краном, установленным на тисках или верстаке.
Величина перемещения подвижной губки при действии от пневматики равна ходу поршней. Необходимый первоначальный раствор губок, зависящий от размеров закрепляемой детали, устанавливается, как и в обычных слесарных тисках, вращением зажимного винта 2 при помощи рукоятки 14. При этом шпонка 13 предохраняет резьбовую втулку от проворачивания.
В случае необходимости пневмопривод может быть выключен и тиски могут быть использованы для работы с ручным зажимом, как обычные. Однако при этом, для того чтобы не было люфта (мертвого хода) резьбовой втулки при перемене направления вращения зажимного винта, необходимо стопорение поршней в одном из крайних положений, например винтом в крышке 8 (на рисунке не показан).
Преимуществом пневмопривода В. Г. Карновского является возможность установки его на любых стандартных тисках без существенных переделок последних.
14. Струбцины
Быстродействующие струбцины. Слесарные струбцины — распространенные зажимные приспособления — обладают одним существенным недостатком. При наладке струбцины на различные толщины скрепляемых деталей много времени затрачивается на перемещение
103
зажимного винта. Быстродействующие струбцины, серия которых представлена на рис. 67, позволяют сократить время на переналадку.
Быстродействие струбцины (рис. 67, а) достигается за счет особого устройства гайки зажимного винта. Гайка зажимного винта — разрезная, состоит из двух
половин, охватывающих винт с двух сторон. Обе половины гайки представляют собой защелки (двуплечие рычаги), которые могут поворачиваться относительно оси, установленной параллельно зажимному винту на скобе струбцины. Между хвостовиками защелок встроена пружина, прижимающая обе половины гайки к зажимному винту.
104
При нажиме на хвостовики защелок они поворачиваются относительно оси и выводят гайку из зацепления с резьбой зажимного винта, после чего он может быть поступательно (без вращения) перемещен на требуемую величину. При опускании защелок пружина поворачивает защелки в обратном направлении и гайка автоматически вводится в зацепление с резьбой винта. Гайка при закреплении деталей остается в зацеплении с резьбой винта как за счет прижима защелок к винту пружиной, так и за счет сил трения, возникающих между торцом (опорной поверхностью) гайки и скобой струбцины.
Раздвижная струбцина (рис. 67,6) очень удобна для закрепления заготовок к угольникам и кубикам при шлифовании. Эта конструкция не позволяет получать большую силу зажима. При шлифовании это и не требуется. Достоинство ее заключается в очень большой оперативности. Подвижная губка легко передвигается но штанге и при закреплении от руки за рифле- ную ручку удерживается на штанге за счет заклинивания, возникающего при небольшом перекосе подвижной рамки на штанге, происходящем в момент зажима. Большой вылет такой струбцины позволяет производить зажим в недоступных для других струбцин местах. Качающийся колпачок на конце зажимного винта обеспечивает закрепление деталей с непараллельными сторонами. При зажиме колпачок самоустанавливается по наклону плоскости детали.
Струбцину с зубчатой штангой (рис. 67, в) по силе зажима можно сопоставить с цельной, но вместе с тем она легко настраивается на нужный размер. Подвижная губка имеет сквозной паз, в который проходит штанга. Палец, находящийся в этой губке, западает в одно из углублений на штанге и препятствует продольному перемещению губки по штанге. Сама подвижная губка представляет собой двуплечий рычаг, вращающийся вокруг оси пальца. Плечи рычага примерно равны, и поэтому сила зажима соответствует усилию, прилагаемому к зажимному винту. Шаровой наконечник подвижной губки также снабжен качающимся колпачком.
Особенность устройства быстродействующей разборной струбцины (рис. 67,г) заключается в том, что скоба струбцины состоит из двух полускоб Г-образной формы. На боковой стороне стойки каждой
105
полускобы нарезаны рейки с прямоугольным зубом. При сборке струбцины полускобы складываются, при этом зубья рейки одной полускобы входят во впадины рейки другой полускобы, поэтому струбцина может быть легко и быстро настроена на требуемое расстояние между губками. Винт струбцины короткий, так как перемещение винта необходимо только для создания усилия зажима. Неразъемность соединения полускоб струбцины при зажиме обеспечивается силами трения на зубьях реек.
Разборная струбцина конструктивно проста, надежна и удобна в работе.
Струбцина-домкрат (рис. 67, д), предложенная новатором
А. Н. Васильевым, применяется при сборочных работах в слесарно-инструментальном производстве.
Отличительной особенностью данной конструкции является то, что она работает как на сжатие (струбцина), так и на разжатие (как домкрат). Кроме того, с помощью этой струбцины можно зажимать детали с непараллельными сторонами. Струбцина легко и быстро переналаживается на различную величину раствора и допускает надежное скрепление деталей.
Струбцина-домкрат состоит из штанги У, сборной подвижной зажимной губки 2 и неподвижной опорной губки 5. Губка 3 закрепляется на штанге с помощью винта. Для надежности установки винта на штанге просверлены конические углубления, в которые входит конец винта. Подвижная губка 2 сборная и состоит из движка, который легко передвигается по штанге и закрепляется в нужном положении с помощью эксцентрикового зажима с пружиной упорного винта, и зажимной планки.
При перестановке обеих губок на штанге в такое положение, когда их рабочие стороны направлены наружу, струбцина превращается в домкрат и может работать на разжатие.
106
Рис. 68. Струбцина с поворотными губками.
У другой струбцины (рис. 67, е), предложенной А. Н. Васильевым, подвижная губка 1 стопорится на зубчатой штанге 2 подпружиненной собачкой 3. При перестановке губки собачка выводится из зацепления со штангой за проволочное кольцо 4.
Струбцина с поворотными губками, изображенная на рис. 68, позволяет скреплять детали со смещенными опорными поверхностями, для чего губки могут поворачиваться относительно оси зажимного винта на угол до 90°.
Рис. 69. Струбцина с дифференциальным зажимным винтом.
Струбцина с дифференциальным зажимным винтом.
Новатор И. В. Смирнов предложил струбцину с дифференциальным зажимным винтом (рис. 69). Она состоит из двух зажимных планок 1 и 2, соединенных винтами 3 и 4. Винт 5 — обычный, а винт 4 — дифференциальный и имеет подпружиненный пружиной 5 наконечник 6. Дифференциальный винт 4 — ступенчатый, основная его часть имеет больший, чем у наконечника, диаметр и более крупный шаг нарезки (например, шаг резьбы на основной части 3,5 мм, а на наконечнике — 3 мм). Дифференциальный винт предназначен для силового зажима.
При работе струбцины первоначальный зажим детали осуществляется винтом 5, а затем винтом 4. Так как
107
наконечник 6 подпружинен, то при вращении винта он вращается совместно с винтом. Когда же наконечник входит в конусное углубление на планке 1 и создает некоторое усилие, то вследствие того, что момент трения на опорной поверхности наконечника больше, чем в резьбе, он останавливается и винт начинает ввинчиваться в наконечник. Происходит одновременное вращение винта 4 относительно двух деталей — наконечника 6 и зажимной планки 2\ винт вывинчивается из планки и одновременно ввинчивается в наконечник. Если до соприкосновения наконечника с планкой 1 винт 4 за один оборот перемещался на 3,5 мм, то при остановке наконечника перемещение конца планки 1 за один оборот винта 4 будет равно разности шагов резьб, то есть 3,5—3,0 = 0,5 мм, вследствие чего создастся значительное усилие на губках планок.
Струбцина И. В. Смирнова проста по конструкции и удобна в работе.
15. Наметки
При обработке штампов, пресс-форм, шаблонов и других видов инструментальной оснастки слесари-инструментальщики пользуются наметками разных конструкций. Наметки применяются также при опиливании и обработке поверхностей закаленных деталей брусками и притирами. Предназначены они для установки детали в требуемом положении относительно рабочих плоскостей наметки, являющихся направляющими для режущего инструмента (напильника, бруска или притира).
Наметка, конструкция которой разработана новатором В. М. Гавриловым (рис. 70), является одной из модификаций довольно распространенного типа раздвижных наметок с квадратными направляющими и винтовым зажимом. Отличительной особенностью данной конструкции является наличие вертикально расположенных призматических пазов для закрепления в наметке цилиндрических деталей при обработке плоскостей на их торцах под углом 90°. В этих же пазах могут закрепляться детали небольших размеров квадратного и прямоугольного сечения. К числу таких деталей относятся некоторые пуансоны, знаки-вкладыши пресс-форм и другие. Другой особенностью является применение подвижных сухарей-упоров, помещаемых в продольные
108
пазы, выполненные в виде ласточкина хвоста, и закрепляемых в нужном положении с помощью винтов.
При опиливании плоскостей профиля вырубных штампов и других подобных деталей в обычной наметке слесарю приходится быть особенно внимательным в тех случаях, когда припиливаемая плоскость ограничена по своей протяженности и примыкает вплотную к другим элементам профиля — выступам, угловым или дуговым участкам. Здесь всегда возникает опасность врезания напильником в соседний участок. Устанавливая сухари
в нужных местах, легко ограничить величину перемещения инструмента в поперечном направлении и тем предотвратить возможный брак. Эти же сухари могут служить для направления круглых напильников или притиров при обработке вогнутых закруглений небольшого радиуса. Опираясь о плоскости сухарей, инструмент обеспечит получение перпендикулярного расположения образующих этих поверхностей относительно базовых плоскостей изделия.
Зажимные винты служат лишь для предварительного закрепления деталей при установке. Окончательное закрепление происходит при зажиме наметки с изделием в тисках.
Предложенная новатором Е. Н. Деминым поворотная наметка (рис. 71) по своему устройству сходна с наметкой В. М. Гаврилова и выполнена из двух планок: подвижной 8 и неподвижной 7. На
неподвижной планке закреплены две квадратные на¬
109
правляющие 9, на которых может перемещаться подвижная планка 8. Перемещение планок относительно друг друга и зажатие детали производятся двумя винтами 1.
Неподвижная планка крепится при помощи болтов к кронштейну 4, для чего в ней имеется горизонтальный паз, позволяющий крепить наметку к кронштейну в любом удобном для слесаря месте. Кронштейн в свою оче-
положении относительно обрабатываемой поверхности детали.
Для зажатия в наметке мелких цилиндрических деталей (при обработке торцов) в подвижной планке имеется вертикальная канавка треугольной формы, а на неподвижной планке — соответствующий выступ. Такое устройство допускает закрепление деталей малого диаметра.
Отличительной особенностью наметки с угломером И. М. Трофимова является то, что в этой наметке использовано микрометрическое устройство, позволяющее производить установку обрабатываемых изделий относительно плоскости наметки с высокой точностью.
Наметка (рис. 72) состоит из двух параллельных закаленных шлифованных планок 1 и 7 с отверстиями, в которые входят направляющие втулки 2. Планки раздвигаются винтовыми пружинами. На задней планке закреплена стойка 5 с микровинтом 4 и угломером 6.
ПО
редь крепится к скобе 2, неподвижно устанавливаемой на верстаке или столе. При необходимости кронштейн совместно с наметкой может поворачиваться на оси 3 в горизонтальной плоскости в пределах до 360° и закрепляться винтом.
Рис. 71. Поворотная наметка.
3
Для лучшего наблюдения при выполнении мелких работ на кронштейне наметки на шарнирной стойке 5 установлена лупа 6. Шарнирная стойка позволяет устанавливать лупу в любом
Микровинт 4 предназначен для вертикального перемещения угломера по пазу стойки. На угломере установлен угольник 3, который может перемещаться относительно угломера по специальному пазу и закрепляться в необходимом положении. Величина перемещения контролируется по линейной шкале. Угольник установлен так, что его задняя плоскость совпадает с передней плоскостью задней планки и при перемещении по пазу угломера он может входить в зазор между планками.
Перед установкой детали в наметку угольник 3 устанавливают при помощи микровинта 4 и угломера 6 на необходимый линейный размер и угол относительно рабочей поверхности планок наметки.
Обрабатыв а е м у ю деталь вставляют между планками, доводят ее до соприкосновения со стороной угольника, а затем наметку с деталью зажимают в тиски. Деталь обрабатывают напильником до совпадения этой поверхности с плоскостью рабочих поверхностей планок наметки.
Универсальная наметка конструкции А. А. Воробьева предназначена для ручной обработки калибров, шаблонов как до закалки, так и при доводке их в закаленном состоянии. В отличие от простой наметки это приспособление состоит из ряда отдельных деталей, смонтированных на ее основной детали — корпусе. Оно заменяет несколько простых приспособлений, на которых можно обрабатывать лишь отдельные элементы профиля шаблона.
Наметка состоит из корпуса 1 (рис. 73,а), на боковых плоскостях которого имеется большое количество отверстий с резьбой Мб. Отверстия расположены вертикальными и горизонтальными рядами на расстоянии 10 мм друг от друга. К одной из торцовых поверхностей корпуса прикреплена на штифтах и винтах планка 2 с продольным пазом. Планка выполняет функцию
111
Рис. 72.-Наметка с угломером.
направляющей плоскости, по которой перемещается инструмент лекальщика.
Корпус тщательно обработан по всем граням, смежные стороны его находятся строго под прямым углом друг к другу. На лицевой стороне корпуса имеется вертикальный паз со сквозной прорезью по всей его длине), в котором помещен ползун 4, имеющий возможность передвигаться вдоль паза. Ползун может быть закреплен в нужном положении винтом, расположенным с тыльной стороны корпуса. Ползун в верхней части имеет сквозное отверстие, две грани которого образуют призму.
С торца ползуна ввернут винт, с помощью которого к призме прижимается цилиндрический штифт 5. Штифт служит осью, на которую своим технологическим отверстием надевается обрабатываемый шаблон при воспроизведении выпуклых дуговых участков его профиля. Диаметр выступающей части штифта равен 2 мм. Настройка на заданный радиус осуществляется перемещением ползуна по пазу с контролем расстояния от оси штифта 3 до рабочей плоскости наметки. Установка ведется с помощью блоков концевых мер и лекальной линейки.
Допустим, что необходимо обработать на шаблоне выпуклый дуговой участок профиля с радиусом 10 мм (см. рис. 73,6). Для этого в заготовке в месте, соответствующем центру радиуса этого дугового участка, сверлится сквозное отверстие диаметром 2 мм. Ползун 4 (см. рис. 73, а) вместе со штифтом устанавливается так, чтобы ось штифта 3 была расположена ниже рабочей плоскости наметки на расстоянии, равном 10 мм. Для этой цели необходимо применить концевую меру размером 9 мм. Последняя накладывается на штифт, и вертикальным перемещением ползуна достигается такое его расположение, когда плоскости меры и наметки лежат на одном уровне, что контролируется лекальной линейкой. Теперь, если заготовку своим отверстием надеть на штифт и, постепенно поворачивая ее вокруг оси штифта, опиливать на уровне рабочей плоскости наметки, то в результате такой обработки будет воспроизведен дуговой участок выпуклой формы с радиусом 10 мм.
Наметка конструкции А. А. Воробьева имеет дополнительные детали, устанавливаемые на корпусе по мере надобности. К ним относятся опорная планка 7, синусная
112
линейка 6, угольники 5 и 8. Опорная планка 7 предна* значена для размещения на ней блоков концевых мер при обработке различных уступов или при настройке синусной линейки 6 на заданный угол. Она представляет собой планку с двумя проушинами, через которые она может быть прикреплена к корпусу наметки в любом месте.
Рис. 73. Универсальная наметка (а) и пример пользования ею (б).
Синусная линейка 6 выполнена в виде планки прямоугольной формы с двумя продольными пазами и отверстием, через которые могут быть пропущены винты при закреплении линейки на корпусе. С нижней стороны линейки имеются две призматические впадины, в которых помещены ролики синусной линейки. Расстояние между осями роликов равно 100 мм. Верхняя плоскость линейки с помощью блоков концевых мер, устанавливаемых
113
5 Зак. М 851
на плоскости планки 7, может быть настроена на угол от 0 до 45° по отношению к рабочей плоскости наметки. Синусная линейка предназначена для установки детали при обработке угловых участков профиля.
При необходимости обработки участков, наклоненных к базовой стороне на угол, больший чем 45°, используется угольник 5. Линейка при этом настраивается на дополнительный угол (а = 90°), а изделие своей базовой
Рис. 74. Наметка с роликами.
стороной прижимается к стороне угольника, установленного на плоскости синусной линейки. Этот же угольник может служить упором при передвижении заготовки по шагу, что бывает необходимо, когда обрабатываемая деталь имеет вид гребенки.
Угольник 8 может быть использован как дополнительная рабочая плоскость в тех случаях, когда возникает необходимость в обработке двух участков, расположенных во взаимно перпендикулярных направлениях, но в одной плоскости. Угольник крепится с лицевой стороны корпуса винтами, и его рабочая поверхность приводится в одну плоскость с рабочей поверхностью корпуса наметки.
Новатором Н. А. Ивановым предложена наметка с роликами (рис. 74), у которой направляющими
114
элементами для режущего инструмента (напильника, бруска или притира) являются шлифованные закаленные ролики, установленные на раздвижных планках.
При работе режущий инструмент вращает ролики, что в значительной степени снижает износ направляющих наметки и повышает ее долговечность (следовательно, и точность), а также повышается стойкость инструмента, так как трение скольжения режущих кромок
А-А
инструмента по направляющим заменяется трением качения.
На рис. 75 представлена наметка с базовой планкой А. И. Меркушева. Особенностью конструкции этой наметки является установка подвижной планки на шариковых обоймах 5, обеспечивающих плавное без- люфтовое перемещение и значительно увеличивающих срок службы цилиндрических колонок.
На одну из колонок, между планками, надета базовая планка 2, служащая опорой при обработке деталей в наметке.
Планка 2 устанавливается по угловым мерам и закрепляется при помощи клеммного зажима винтом 1. Толщина обрабатываемой в наметке детали должна быть больше толщины базовой планки.
115
Новатором В. М. Гавриловым предложена и изготовлена наметка роторного типа (рис. 76), применение которой сокращает время на установку деталей при обработке их внутренних поверхностей (например, при изготовлении штампов, пресс-форм и т. п.).
Рис. 76. Наметка роторного типа.
Наметка состоит из корпуса 8 с нониусом 3 и стопорным устройством 5, ротора 7, установленного в корпусе S, снабженного угловой шкалой 6} двух рабочих губок 9.
Крепление детали, предназначенной для обработки, производится в роторе (для чего в нем имеется сквозное квадратное отверстие) упорными винтами 7, расположенными по окружности. От осевого перемещения деталь фиксируется задней подвижной рабочей губкой.
Установленная и выверенная деталь до окончания обработки из наметки не извлекается, сама наметка крепится в тисках и также остается зажатой до конца обработки детали.
Свободно перемещающиеся по корпусу спаренные рабочие губки могут быть выставлены на исходную высоту по набору концевых мер.
116
Ротор с установленной деталью имеет свободное вращение вокруг оси на 360°, таким образом деталь может быть выставлена под любым углом с точностью до трех минут.
Сочетание продольного перемещения рабочих губок с осевым вращением диска позволяет практически выставлять деталь в требуемое положение с минимальной затратой времени. Для удобства пользования наметка имеет лупу 4, установленную на откидной рамке 2.
Глава IV
БАЗИРУЮЩИЕ УСТРОЙСТВА. ПРИСПОСОБЛЕНИЯ ДЛЯ СВЕРЛЕНИЯ. ПРИЖИМЫ
16. Кондукторы
Кондуктор со сменными планками. Во многих случаях, когда отверстия расположим на близких расстояниях, универсальные кондукторы не могут быть использованы, так как габариты сменных планок и кондукторных втулок не позволяют устанавливать их на близких расстояниях. Кроме того, в кондукторах не всегда возможно сверлить сквозные отверстия. В таких случаях приходится собирать на одну деталь несколько последовательных кондукторов, изготовлять отдельные втулки, планки, накладки, прокладки и другие элементы.
В отличие от существующих конструкций был создай безвтулочный универсальный кондуктор, в котором вместо втулок и планок со втулками применяются мерные планки с двумя и более отверстиями. Планки могут (в зависимости от деталей) набираться непосредственно в корпус кондуктора или специальную кассету, которую затем устанавливают в корпус. Для сверления сквозных отверстий в кондукторе предусмотрены клиновые опоры, устанавливаемые в различных положениях; они не мешают проходу сверла при сквозном сверлении.
В данном кондукторе возможно сверление сквозных отверстий, расположенных на любом близком расстоянии друг от друга.
Кондуктор (рис. 77) состоит из основания 2 с Т-образными пазками, на котором устанавливаются корпус/, закрепляемый вкладышами 25 и винтами 12, прижимы 11, закрепляемые болтами 23 и гайками 22,
118
Корпус кондуктора состоит из собственно корпуса, набора мерных планок 7 без отверстий и набора мерных кондукторных планок 8 с отверстиями для направления сверла, которые устанавливаются в пазу корпуса и закрепляются прижимной планкой 5 и болтом 4. Сверху к корпусу прикреплена винтами 3 и штифтами 9 установочная планка 6. Винты 10 служат для отдельной
14 15 17 18 19
предварительной установки кондукторных планок 7 и 8. В пазу корпуса 1 устанавливаются клиновидные опоры 75, закрепляемые зажимной планкой 14 и гайкой 13, Прижим 11 состоит из вилкообразного угольника 24 с надетой на ось 21 откидной вилкой 77, в пазу которой находится гайка 18 с накаткой, благодаря чему возможно передвижение винта 79, предназначенного для закрепления обрабатываемой детали. Верхняя часть прижима 77, то есть вилка с винтом, может фиксироваться в различных положениях фиксатором 20 и пружиной 16 и откидываться в стороны для беспрепятственного съема детали после сверления.
119
Чтобы подготовить кондуктор для сверления плоских деталей с полками или без них, необходимо выбрать требуемые кондукторные планки 7 и 8 и собрать их в пазу корпуса таким образом, чтобы расстояния от базовых сторон, между отверстиями и размеры отверстий в планках 7 и 8 соответствовали расстояниям и размерам, указанным в рабочем чертеже детали, предназна-
Рис. 78. Планочный кассетный кондуктор.
ченной для сверления. Далее между отверстиями кондукторных планок 8 устанавливаются клиновые опоры 15 так, чтобы они не мешали сквозному сверлению детали и верхние их кромки находились от кондукторных планок на расстоянии, равном толщине обрабатываемой детали. Наконец, по детали устанавливаются прижимы 11, после чего можно приступить к сверлению.
Точность расположения отверстий при сверлении в таких кондукторах обеспечивается в пределах ±0,05 мм.
Планочный кассетный кондуктор (рис. 78). Кондукторные и промежуточные планки здесь собираются не в корпусе самого кондуктора, а в отдельные кассеты.
В зависимости от характера расположения в детали отверстий, их размеров и количества собираются 2—3 и
120
более кассеты. Рабочий, просверлив деталь или партию деталей через одну кассету, заменяет ее другой и т. д. Конструкция кондуктора сходна с обычными универсальными сборными приспособлениями (УСП), но отличается от них меньшим весом, удобством сборки и наладки и хорошими эксплуатационными качествами.
К основанию кондуктора 1 болтами 14 прикреплен корпус 10, верхняя планка 2 которого в отличие от предыдущего кондуктора (см. рис. 77) не имеет болтов для крепления кондукторных планок, так как последние набираются в сменную кассету. Кондукторные 3, 4 и промежуточные 5 планки по торцу и по ширине выполнены с жесткими допусками. Все планки имеют маркировку, поэтому при сборке кассеты пользоваться измерительным инструментом нет надобности; кассета набирается так же, как и блоки концевых мер.
В конструкции предусмотрено такое расположение отверстий в планках 3 и 4У которое позволяет располагать отверстия на любых заданных расстояниях в пределах площади кассеты. Учитывая, что при сверлении могут последовательно применяться 2—3 и более кассеты, нетрудно убедиться в высокой универсальности кондуктора.
Кассета состоит из рамки 11 и клиньев 12 и 13. Винт 16 служит для продольного перемещения клина 12. При этом клин 13 смещается в сторону и зажимает или освобождает вложенные в кассету кондукторные планки 3 и 4. Резиновые прокладки 17 применяются для устранения торцового люфта и для прижима планок 3, 4 и 5 к базовой стороне рамки 11. Собранная кассета поддерживается опорой 15. Для облегчения контроля сборки на концах планок по осевой нанесены контрольные риски, которые дают наглядное представление о расположении кондукторных планок в кассете, о чем можно судить по рискам шкалы. Вставленная в основание кассета закрепляется винтом 6. Кондуктор имеет опоры 7 с двух сторон, которые используются для базирования детали при сверлении. Кроме клиновидной опоры 15 кондуктор снабжен опорами 8, установленными на основании 1 и закрепляемыми после регулировки барашком 9.
Применение универсальных планочных кондукторов значительно уменьшает необходимость использования специальных кондукторов, изготавливаемых для каждого вида деталей, улучшает эксплуатацию, снижает вес
121
и громоздкость оснастки. Кондукторные планки могут быть рекомендованы для широкого использования, заменяя систему УСП.
Кондуктор для сверления отверстий по координатам.
Показанный на рис. 79 универсальный кондуктор, раз-
а-а м
Рис. 79. Кондуктор для сверления отверстий по координатам.
работанный В. М. Богдановым и М. Г. Миркиным, предназначен для сверления панелей, плат и других подобных деталей по координатам.
В этом кондукторе в отличие от существующих систем каретка 6, несущая сменную кондукторную втулку 3, передвигается только по одной координате; по втр-
122
рой координате передвигается деталь. Такая конструкция позволила значительно сократить вес кондуктора, сделать его надежным и удобным в эксплуатации.
Корпус кондуктора состоит из основания 16, столика 17 и верхней штанги 4У скрепленных между собой. По верхней штанге 4 может свободно от руки передвигаться каретка 6, несущая сменную кондукторную втулку 3. На заданный размер каретка устанавливается по шкале 9 и нониусу 8 микрометрическим устройством 5 и затем закрепляется винтом 7.
Для установки обрабатываемой детали в требуемом положении относительно кондукторной втулки 3 в пазу основания 16 имеется каретка 15, которая передвигается посредством маховичка 14 и микрометрического винта 13. Каретка устанавливается на нужный размер по шкале 12у нониусу 11 и закрепляется в этом положении гайкой 18. Деталь устанавливается на полке каретки 15 и прижимается к плоскости Б самой каретки и упора 10 и закрепляется прижимами 2 с помощью винта 1.
У заготовки детали две смежные стороны должны быть выполнены под углом 90°. При сверлении эти стороны являются базами, которыми заготовка прижимается к упорам кондуктора.
Столик 17, на котором располагается обрабатываемая деталь, имеет продольный паз, расположенный вдоль оси кондукторной втулки. Наличие паза обеспечивает выход сверла при сверлении сквозных отверстий.
На описываемом кондукторе можно применить два различных метода обработки. При первом — закрепив заготовку, сверлят в ней все отверстия, при втором — сверление производится пооперационно без закрепления детали, то есть настроив кондуктор на расположение первого отверстия и прих<имая деталь к плоскостям Б каретки 15 и упора 10. Эти отверстия сверлят во всех деталях партии, затем, перестроив кондуктор, сверлят следующие отверстия и т. д. Такой способ рекомендуется для сверления небольшого количества отверстий в деталях.
Точность сверления отверстий по расстоянию между центрами ±0,05 мм. Габариты кондуктора — 60Х200Х Х300 мм. Площадь, на которой могут быть расположены отверстия, 150X150 мм.
Накладные кассетные кондукторы для сверления отверстий в полярной системе координат. Довольно
123
распространенной операцией является сверление отверстий на фланцах, зубчатых колесах (для облегчения их веса) и других подобных деталях, заданных в полярной системе координат (то есть по углу и радиусу). Для этой цели разработан и изготовлен набор кассетных накладных кондукторов.
Набор состоит из пяти кондукторов:
1) двухручьевого — для сверления отверстий, расположенных под углом 180°;
2) трехручьевого — для сверления отверстий, расположенных под углом 120°;
3) четырехручьевого, и т. д.
Накладной кассетный кондуктор для сверления отверстий, расположенных под углом 180° (рис. 80, а), состоит из корпуса 1 в виде планки с двумя прорезями — ручьями, устанавливаемого на подставку 2. В ручьях установлены сменные кондукторные планки 4 и сменные промежуточные планки 6 и 7. Планки зажимаются в ручьях винтами 3. Деталь крепится к корпусу при помощи центрирующей оправки 8 с гайкой 5, если имеется у нее центральное отверстие, или при помощи ограничителей 9 и 10, один из которых имеет форму призмы.
На рис. 80,6 показан кондуктор для сверления отверстий, расположенных на углах 120, 60 и 30° и на любых радиусах в пределах от 10 до 100 мм.
Кондуктор состоит из корпуса 1, сменной оправки 8— для фиксации деталей относительно центра, фиксатора 2 — для фиксации деталей относительно паза или отверстия, кондукторных планок 5 — для направления сверла, промежуточных планок 4, 6 и винтов 3 для их закрепления.
Сменная оправка 8 может быть с резьбой для закрепления деталей через шайбу 10 гайкой 9 и без резьбы— для свободной фиксации детали. Детали, не имеющие для установки их в кондукторе центрального отверстия, могут фиксироваться по наружному контуру устанавливаемыми между планками 4 и 5 ограничителями 7.
Накладные кондукторы обеспечивают следующую точность: по центрам ±0,1 мм, по радиусу ±0,07 мм, по углу ±5'.
Кассетный кондуктор с делительным устройством для сверления цилиндрических деталей. Он (рис. 81) предназначен для сверления в цилиндрических деталях отвер-
124
Стий, расположенных в одну линию, по окружности ПоД различными углами, по спирали и т. п.
Кондуктор состоит из основания 1, на котором с правой стороны укреплен винтами 20 и штифтами 21 корпус 8 делительного устройства кондуктора.
Делительное устройство состоит из корпуса S, в котором вмонтирована втулка Я служащая для направления
125
А-А
fSi
(штттг
тттп)
1 1-J-*
126
Рис. 81. Кассетный кондуктор для цилиндрических деталей.
хвостовика двухкулачкового патрона 7. На конец втулки надет делительный диск 13, закрепляемый с помощью пружины 10 и ручки 11 фиксатором 12.
Шпонка 14 и гайка 17 предохраняют диск от смещения. Патрон 7 закрепляется во втулке 9 маховичком 16. Шпонка 19 предохраняет патрон от радиального смещения во время его закрепления. С левой стороны основания 1 находится подвижная бабка 5 со сменным центром 4, которая после установки предназначенного к обработке валика закрепляется болтом 2 при помощи ручки 3. Кондуктор снабжен быстросменной кассетой 24. В соответствии с заданными размерами отверстий, расстояниями между отверстиями и их расположением кассета 24 набирается мерными кондукторными планками 25 и промежуточными 26, которые затем закрепляются болтом 6. Кассета 24 в зависимости от диаметра валика может подниматься и опускаться вдоль паза кронштейна 22 и на нужном расстоянии закрепляться болтом 23 при помощи маховичка 18.
Кондуктор-призма. Представленный на рис. 82 кондуктор-призма предназначен для сверления одиночных отверстий в валиках диаметром от 5 до 30 мм и длиной от 20 до 100 мм.
Кондуктор состоит из основания /, между кронштейнами 2 которого размещена ось 6 с вращающимися губками 7 и 9. При вращении за диск с накаткой центр 10 снизу воздействует на рычаги губок, которые, действуя по принципу ножниц, прижмут к нижней поверхности кронштейна 4 деталь 8. На конце кронштейна запрессована закаленная втулка 12, в которую вставляется быстросменная кондуктооная втулка 13, удерживаемая от вращения во время работы винтом 14. Кронштейн 4 укреплен неподвижно, вдоль его паза может передвигаться упор 15. В зависимости от заданного расстояния отверстия от торца детали упор 15 устанавливается по нониусам 5 и шкалам 3 и затем закрепляется гайкой или барашком 16.
Кольцо 11, запрессованное в основание, предохраняет резьбу центра 10 от попадания стружки. Кольца 17 закрепляют губки 7 и 9 на оси 6.
Кондуктор с программным устройством для сверления отверстий с кратными межцентровыми расстояниями. В последние годы в целях упрощения конструирования И технологии изготовления деталец типа плат (монтаж-
127
ных панелей, плат печатного монтажа и других аналогичных деталей) отверстия располагаются по определенному закону, расстояния между ними задаются кратными величинами. Отверстия могут быть размещены на сетке с расстояниями кратными двум, трем, четырем и более миллиметрам.
Рис. 82. Кондуктор-призм а.
Такое размещение отверстий на деталях намного облегчает решение задач, связанных с разработкой и изготовлением технологического оснащения. Появилась возможность разработки универсальных кондукторов, обеспечивающих сверление нескольких однотипных деталей.
Универсальный кондуктор со сменным программным устройством (рис. 83) предназначен для сверления в плоских деталях (с максимальными габаритами
128
129
Рис. 83. Кондуктор с программным устройством.
6X120x500 мм) отверстий с межцентровыми расстояниями кратными трем, четырем и пяти миллиметрам.
Сверление отверстий производится через отверстия кондукторной программирующей сменной планки, у которой не участвующие в сверлении отверстия закрываются специальными заглушками 5.
Кондуктор состоит из корпуса 1, к верхней части которого винтами 2 закрепляется сменная кондукторная программирующая планка.
В пазах основания 1 размещены две рейки /7, связанные с одной стороны штифтами 12 и винтами 13 с опорной планкой 11, а с другой стороны — планкой 3 с подвижными прижимами 4.
Деталь, предназначенная к сверлению, укладывается на полки планки 11 и прижимов 4 и прижимается к граням самой планки и смонтированного на ней угольника 10, закрепленного в требуемом положении болтом 8 и барашком 9, затем закрепляется посредством прижимов, которые могут передвигаться с помощью винтов.
Перемещение реек 17 с планками 11 и 3 вместе с закрепленной деталью осуществляется цилиндрическими колесами 14, заштифтованными на валике 18 штифтами 15. Валик 18 приводится во вращение ручками 5, закрепленными на валике штифтами 16.
Установка реек с обрабатываемой деталью в определенное положение производится по шкалам, деления которых нанесены на боковых гранях реек и по окружностям ручек 6.
Фиксация в установленном положении осуществляется фиксаторами 7, подпружиненными пружинами.
Настройка — программирование кондуктора и работа на нем производятся по специальной карте.
Точность сверления отверстий между центрами ±0,1 мм. Масса кондуктора — 2,4 кг.
Кондуктор для сверления контровочных отверстий. В приборостроении очень часто изготовляются такие детали (зубчатые колеса, червяки, фланцы и т. п.), в ступицах которых сверлятся контровочные отверстия, расположенные друг к другу под углом 90°. Одно отверстие сверлится под стопорный винт, другое — под штифт.
На рис. 84 представлен универсальный кассетный кондуктор для сверления таких отверстий диаметрами от 0,8 до 2,5 мм для максимального диаметра колеса до 30 мм и ступицы — до 20 мм.
13Q
Кондуктор Состоит Из корпуса 1 с зайреСсованной в него втулкой 5, в которой размещен сборный центр, служащий для закрепления обрабатываемой детали. При вращении маховичка-гайки 11, связанного с корпусом планкой 4, которая в свою очередь прикреплена к нему винтами 3, с помощью ручки 12, скалка 10 с резьбовым хвостовиком начинает перемещаться в сторону грибка 5. В начале движения к закрепляемой детали по¬
дойдет поджимаемый пружиной 9 центр 7 и сцентрирует колесо, затем скалка 10 своим торцом подожмет деталь к грибку 5 и тем самым надежно закрепит ее на корпусе. Стопорный винт 2 исключает вращение скалки 10, создавая возможность осуществления поступательного движения ее, а штифт 6 предохраняет от выпадания при возвратном движении скалки центр 7.
Кондуктор снабжен набором сменных кондукторных и промежуточных планок. При необходимости сверления пересекающихся отверстий кондуктор настраивается соответствующим образом и при сверлении опирается попеременно на две базовые стороны, как показано на рис. 84 (сечение А А).
Групповой кондуктор. Для сверления деталей типа планок с однорядным и многорядным расположением отверстий предложен групповой кондуктор (рис. 85),
131
Который состоит из устройства для перемещения кондукторной планки, стола для закрепления обрабатываемой детали и делительного устройства для установки стола на величину шага между отверстиями детали.
Устройство для перемещения кондукторной планки 2 имеет траверсу 1 с двумя закрепленными в ней направляющими скалками 22, которые перемещаются во втул¬
ках кронштейна 19 при помощи гайки-маховика 20. Траверса фиксируется в заданном положении тангенциальными зажимами 21. Кондукторную планку устанавливают на заданный размер по шкале и нониусу или блоку концевых мер, вставляемых между упорами 3 и 6} и фиксируют сухарями 24 посредством плунжерно-шарикового механизма 23. На противоположных концах планки расположены втулки 25 и 7 для сменных кондукторных втулок. Стол 8 перемещается на роликах по направляющим 18.
Регулируемая наладка имеет неподвижную опорноупорную базовую планку 4, переставляемую по двум Т-образным пазам базовой опорной планки 9, закрепляемой в нужном положении при помощи фиксаторов 10 и зубчатых реек 12. Обрабатываемую деталь крепят переставными винтами 5 и 11.
Делительное устройство состоит из винта 13, прикрепленного на кронштейнах к столу 8, гаек-упоров 14 и фиксатора 15. Гайки-упоры удерживаются на винте 13
132
благодаря силам трения, возникающим между поверхностями витков резьбы гаек-упоров и поверхностью планки 16 при поджиме ее к этим поверхностям посредством плунжерно-шарикового механизма 17, встроенного в теле винта 13. Устройство отличается простотой настройки и стабильностью установленных размеров шага между отверстиями обрабатываемой детали при воздействии переменных нагрузок, возникающих при работе кондуктора.
Наибольшая длина обрабатываемой детали — 500 мм, ширина — 25—200 мм, наибольшая высота — 50 мм. Диаметр обрабатываемых отверстий — 15—35 мм, шаг между отверстиями в ряду — 35—50 мм. Длина кондуктора — 845 мм, ширина — 660 мм, наибольшая высота — 335 мм, масса— 100 кг.
Универсальный сборный накладной кондуктор. Сборный универсальный накладной кондуктор новатора В. В. Поликарпова предназначен для сверления отверстий, центры которых расположены на окружности в заданных угловых координатах. Кондуктор выполнен в виде набора дисков (4 шт.), в которых имеются отверстия диаметром 15 мм, расположенные на следующих угловых отметках: 0, 30, 45, 60, 90, 120, 135, 180, 210, 225, 240, 270, 300, 315, 330, 360°. Это позволяет делить окружность на 2, 3, 4, 6, 8 и 12 частей (наиболее распространенные варианты расположения отверстий в деталях). При необходимости деления окружности на 5, 7, 9, 11 и более частей необходимо иметь другой набор дисков с отверстиями, расположенными на других угловых отметках.
Отверстия расположены в радиальных направлениях в несколько рядов по окружностям с увеличением радиуса их расположения последовательно на 2 мм. Диаметр отверстий 1,5 мм. Отверстия в дисках выполнены так, что каждый последующий диск дополняет предыдущий, изменяя радиус окружности, на которой расположены отверстия, на 0,5 мм. В первом диске отверстия располагаются начиная с радиуса 6 мм\ во втором — с радиуса 6,5 мм; в третьем — с радиуса 7 мм и в четвертом — с радиуса 7,5 мм. В каждом диске имеется 27 рядов отверстий, откуда общее количество вариантов расположения по их радиусу составляет 108.
Детали типа шайб, стаканов, втулок, колец сальников и другие устанавливаются на соответствующий
133
кондукторный диск и базируются по центральному отверстию, обычно имеющемуся в таких деталях, с помощью переходных пальцев или втулок. Диск и деталь скрепляются между собой тем или иным способом (с помощью болта, скобы, планки). Выбор способа крепления зависит от конструкции детали. На кондукторном диске заранее должны быть установлены указатели для необходимого числа отверстий.
При необходимости сверления отверстий в деталях крупных размеров (с диаметром их расположения свыше 114 мм) необходимо иметь набор дисков другого размера.
В данном кондукторе производится собственно не сверление, а лишь намечаются укороченным сверлом диаметром 1,5 мм положения центров отверстий. Само сверление производится сверлами нужного диаметра по лункам, полученным в результате засверливания через кондуктор.
Универсальный фланцевый кондуктор. На Ленинградском машиностроительном заводе «Большевик» созданы универсальные фланцевые кондукторы, которые предназначены для обработки отверстий, расположенных равномерно по окружности на диаметрах 45—800 мм в деталях типа корпусов, фланцев и крышек. Число отверстий: 2, 3, 4, 6, 8, 12, 18 и 24.
Кондукторы по своей конструкции однотипны. Каждый кондуктор (рис. 86) состоит из корпуса 1 с радиальными пазами, в которые на нужном от центра расстоянии устанавливаются и закрепляются колодки 2 с кондукторными втулками 3. Установка кондукторных втулок производится при помощи концевых мер по размеру С; размер C = R—(A + B). Центрирование детали производится либо с помощью передвижных кулачков 4, либо с помощью специальных втулок 5, набор которых приложен к кондуктору. Крепление кондукторов к детали производится посредством болтов 5, планок 7 и струб¬
134
С
Рис. 86. Универсальный фланцевый кондуктор.
цин, приложенных к кондуктору, или специально изготовленными крепежными деталями.
Универсальные кондукторы спроектированы с расчетом максимальной унификации и взаимозаменяемости их деталей. Так, например, ряд кондукторов для сверления фланцев различных типоразмеров имеет одинаковые сменные детали (кондукторные втулки, крепежные детали и центрирующие втулки и т. п.).
17. Базирующие устройства
Призмы для шлифования многогранников. В условиях инструментального производства часто возникает необходимость обработки поверхностей многогранников
Рис. 87. Призмы для шлифования многогранников.
с высоким классом точности. К ним можно отнести такие изделия, как многогранные и шлицевые калибры, прошивки, пуансоны, протяжки и пр.
Повысить производительность труда при высокой точности позволяет комплект призм М. П. Матуза (рис. 87).
В комплект призм входит набор цанг с внутренним диаметром от 2 до 10 мм с интервалом диаметров через 0,5 мм. Для обеспечения натяга на хвостовиках цанг
13$
нарезана резьба, обеспечивающая с помощью гайки надежную фиксацию и крепление детали.
В корпусах призм установлены штифты, в цангах профрезерованы направляющие пазы. Сопряжение пазов цанг и направляющих штифтов предупреждает возможность проворота деталей при их обработке.
Опорные поверхности призм выполнены с высокой точностью (отклонение от плоскостности не более 0,002 мм, отклонение угла 15", смещение от центра в пределах 0,005 мм) и с чистотой поверхности V 10. Сами призмы изготовлены из стали У7А и термообработаны до HRC 55—60.
Применение четырехгранной призмы (рис. 87, а) позволяет обрабатывать 2 и 4 грани детали. При помощи шестигранной призмы (рис. 87, б) можно обрабатывать 2, 3 и 6 граней, восьмигранной призмы (рис. 87, б) —2, 4 и 8 граней, десятигранной призмы — 2, 5 и 10 граней. Такой набор многогранников широко применяется. У всех призм внутреннее отверстие обрабатывается по одним и тем же размерам, что позволяет для всего набора применять одни и те же цанги.
При пользовании призмой хвостовик детали вставляется в цангу и затягивается гайкой. Вместе с закрепленной деталью призма устанавливается на магнитную плиту шлифовального станка и производится шлифование одной из граней «как чисто». Затем призма вместе с закрепленной в ней деталью поворачивается и устанавливается на магнитную плиту противоположной гранью.
Шлифование второй грани производится на том же уровне при неизменном положении шлифовального круга по высоте. Измерив с помощью микрометра размер детали, можно определить величину оставшегося припуска. Шлифование производится с последовательной установкой призмы на все грани до достижения чертежного размера. Такой прием возможен лишь при обработке деталей с четным числом граней. При обработке деталей с нечетным числом граней необходимо производить пробное шлифование всех сторон многогранника, в результате чего определять оставшийся припуск.
Новатором Ю. В. Козловским предложена двенадцатигранная призма, отличающаяся от вышеописанных призм тем, что опорные поверхности призмы разделены по длине на две части: в одной части грани располо¬
136
жены параллельно оси закрепляемой детали, в другой— под углом 2°. Это позволяет шлифовать с помощью приспособления как цилиндрические, так и конические прошивки.
Призмы с успехом могут быть применены и на разметочных работах. Внедрение комплекта призм позволяет заменить ручной труд слесаря-лекальщика точным шлифованием и повысить качество обработки многогранных изделий.
Самоустанавливающаяся призма. При сверлении цилиндрических деталей в обычных призмах на сверлильных станках трудно установить деталь так, чтобы ось шпинделя станка проходила точно через ось обрабатываемой детали. Обычно такая установка производится «на глаз», и точность расположения отверстия зависит от квалификации и практического навыка исполнителя.
Новатор П. П. Албанский предложил призму (рис. 88), позволяющую автоматически устанавливать ось обрабатываемой детали и ось шпинделя станка в одной плоскости. Такая призма может быть изготовлена путем небольшой доработки обычной существующей призмы. В основании призмы 1 по оси паза сверлится отверстие, в которое запрессовывается палец 2, диаметр которого определяется в зависимости от конструкций плиты стола станка. Если стол станка имеет в центре круглое отверстие, то диаметр D пальца должен быть равным диаметру этого отверстия; в столах с взаимно перпендикулярными пазами диаметр D пальца должен быть равным ширине паза, умноженной на У2.
При работе палец призмы устанавливается в отверстие в центре стола станка. Это обеспечивает соосное расположение оси шпинделя и паза призмы.
При использовании такой призмы на станке с поворотным столом требуется изготовление дополнительной оправки для предварительной установки центра стола относительно оси шпинделя.
Приспособление с шаровым зажимом для установки деталей. Новатор Н. А. Сергеев разработал приспособление, предназначенное для установки и крепления деталей под различными углами при их обработке на металлообрабатывающих станках, а также для проверки и замера угловых размеров.
137
Основой приспособления (рис. 8£)) является Шар 1. В центре шара просверлено отверстие с конусом Морзе для установки оправки 2. На шаре нанесены 8—16, в зависимости от размера шара, меридиональных рисок, на которых нанесены деления через Г для определения положения шара при повороте его вокруг горизонтальной оси. Шар помещен между верхней 3 и нижней 4 обоймами. Верхняя обойма одновременно служит лимбом с де-
Рис. 88. Самоустанав- Рис. 89. Приспособление с
ливающаяся призма. шаровым зажимом для
установки деталей.
лениями на 360° для определения положения шара при повороте его вокруг вертикальной оси. При обработке переход с одной плоскости на другую не требует перестановки детали на станке, вся операция сводится к повороту шара на нужный угол и его фиксации в этом положении. Точная установка положения производится с помощью двух нониусов. Точность отсчета нониусов — 2 минуты.
Приспособление комплектуется зажимной оправкой, кулачковым патроном и поворотным столом.
При работе могут быть использованы любые оправки с конусным хвостовиком.
Приспособления для зацентровки цилиндрических деталей на сверлильном станке. Приспособление, изготовленное Ю. В. Козловским, дает возможность зацентровывать цилиндрические детали на сверлильном станке без предварительной разметки. Приспособление
138
(рис. 90, а) состоит из корпуса 6 с разрезной цангой и гайкой 4, подшипника 5, направляющей втулки 3 и конусной втулки 1 с пружиной 2.
Оно закрепляется на сверле и вращается совместно с ним. При подаче сверла конусная втулка 1, соприкасаясь с деталью, центрирует сверло относительно ее контура, при этом конусная втулка и сопряженные с ней
Рис. 90. Приспособления для зацентровки цилиндрических деталей на сверлильном станке.
детали втулки 3 и пружина 2 перестают вращаться. При дальнейшей подаче сверла конусная втулка смещается вверх, сжимая пружину. Величина предельного перемещения концевой втулки, то есть предельная глубина сверления, определяется длиной паза в направляющей втулке 3.
Новатором М. Е. Бабичевым сделано аналогичное приспособление для зацентровки цилиндрических деталей на сверлильном станке (рис. 90,6). Приспособление
139
состоит из головки 8 и подставки 10, прикрепляемой к столу станка. К конусной части подставки привернуты три ножа, на которые опирается обрабатываемая деталь. Головка имеет конический хвостовик 1. В ней двумя винтами 7 закрепляется центровое сверло 9. На хвостовике смонтированы два шарикоподшипника, запрессованные во втулку 6, свободно перемещающуюся по внутреннему диаметру кожуха 5. Кожух в нижней части имеет форму конуса и служит для центрирования и закрепления детали. Верхнее кольцо 2 упирается в нижний срез шпинделя, а нижнее кольцо 4 располагается на верхнем торце кожуха. Пружина 3 помещается между ними. Обрабатываемую деталь с заранее подрезанными торцами устанавливают в приспособление и производят зацентровку с одной стороны; затем ее поворачивают и центрируют вторую сторону. Использование приспособления позволяет увеличить производительность труда.
18. Прижимы
Приспособления для крепления деталей на сверлильном станке. По предложению В. А. Журавлева внедрено в производство приспособление для крепления деталей на столе сверлильного станка. Обычно детали на сверлильных станках крепятся в тисках или прижимными планками. При креплении детали прижимными планками необходимо иметь дополнительные подкладки для установки прижимной планки по высоте детали. В случае, когда деталь по габаритам превышает габариты стола, крепление детали планками осуществить невозможно. В машинных тисках крепление деталей также ограничивается габаритами.
Приспособление (рис. 91) состоит из скобы 3, которая перемещается по направляющим станины станка. Скоба фиксируется на направляющих посредством клина и болта. У скобы имеются две проушины, к которым на осях 4 крепятся рычаги 2 с винтами 1. На винтах установлены прижимы 5 с насечкой на опорных поверхностях. Оно позволяет быстро и надежно крепить детали любых габаритов и даже превышающих габариты стола.
Для того чтобы закрепить деталь на плоскости стола сверлильного станка, надо выставить деталь относительно шпинделя, затем развести рычаги приспособления
140
так, чтобы они не мешали доступу режущего инструмента к детали, и произвести крепление посредством вращения винтов.
Данное приспособление можно сделать на любой сверлильный станок, как с направляющей в виде ласточкина хвоста, так и с круглой направляющей, в зависимости от того, по каким направляющим перемещается стол сверлильного станка.
Аналогичное приспособление — универсальный прижим — предложено новатором М. Г. Брежневым. Прижим (рис.
92) состоит из вертикальной колонки 2, крепящейся в Т-образ- ном пазу стола станка при помощи гайки У, двойного хомута 3, установленного на колонке и консоли 8, перпендикулярной колонке, с прижимным винтом 5. Прижимной винт снабжен головкой 6 с кольцевыми канавками на опорной Рис. 91. Приспособление для крепле- поверхности. Хомут НИЯ деталей на сверлильном станке, может перемещаться
по колонке и разворачиваться на любой угол, крепление хомута осуществляется винтом 4. Таким же образом в хомуте может перемещаться консоль 5, ее крепление производится винтом 7.
Приспособление удобно также тем, что ось прижимного винта может быть установлена с наклоном к плоскости стола, что позволяет надежно крепить клиновидные детали.
Нажимной винт. Для закрепления деталей в приспособлениях применяются нажимные винты. Конструкция нажимных винтов проста, но имеет недостаток. Для создания большого осевого усилия винт должен иметь небольшой угол подъема винтовой линии резьбы (резьбу
141
с малым шагом), что в свою очередь требует много времени для вывинчивания (или завинчивания) винта.
Новатор И. В. Смирнов предложил конструкцию нажимного винта, не имеющую указанного недостатка. Нажимной винт (рис. 93) имеет двойную нарезку: большого диаметра 1 и малого диаметра 2. Шаг резьбы на большем диаметре больше, чем шаг резьбы на меньшем диаметре (например, 4 и 3,5 мм). Резьбы могут быть также многозаходные.
Рис. 92. Универсальный прижим.
На винт навинчен наконечник 3, который передает усилие от винта на закрепляемую деталь. Внутри наконечника установлена пружина 4, которая, подпружинивая наконечник, фиксирует его относительно винта. При вращении винта до момента соприкосновения наконечника с деталью за один оборот винта перемещение равно шагу резьбы на большом диаметре (например, 4 мм). Когда же наконечник соприкоснется с закрепляемой деталью, винт начинает ввинчиваться не только в резьбовое отверстие корпуса приспособления, но и в наконечник, который в этот момент не вращается, так как момент трения на опорной поверхности наконечника больше момента трения в резьбе. Ввиду того что шаг резьбы
142
наконечника меньше шага резьбы На основной части резьбы винта (4,5—4,0=0,5 мм), перемещение винта за один оборот будет равно 0,5 мм. Вследствие этого осевое усилие воздействия винта на деталь значительно возрастет при малом крутящем моменте на рукоятке винта. При отвинчивании винта перемещение будет происходить только в основной нарезке корпуса приспособления. Предложенная конструкция нажимного винта удобна тем, что холо- | pf-;-3
стой ход винта (при завинчива-/ I
нии или отвинчивании) осуществ- ^
ляется при большой подаче, а рабочий ход, создающий закрепляющее усилие, — при малой подаче.
Применение нажимных винтов конструкции И. В. Смирнова значительно сокращает вспомогательное время при закреплении деталей и обеспечивает более надежное их закрепление без применения ключей или специальных рычагов.
Групповой прижим. Групповой прижим, предложенный Б. В.
Коломиновым, предназначен ДЛЯ Рис. 93. Нажимной винт, скрепления деталей сложной
формы (например, при склеивании). Прижим (рис. 94,а) состоит из корпуса П-образной формы 5, в котором на осях 4, 8 и 9 закреплены подвижно два угловых рычага 3 и 10 и коромысло 7. Каждый рычаг соединен шарнирно с коромыслом при помощи двух шатунов 6. К свободным концам рычагов 3 и 10 и к шатунам 6 на шарнирах 1 присоединены колодки 2, каждая с двумя опорными поверхностями. Такое соединение колодок обеспечивает распределение нагрузки, приложенной к корпусу, на колодки независимо от формы опорной поверхности (рис. 94,6).
Если при соединении деталей с^бычной струбциной или прижимом закрепление возможно только в одной точке (при закреплении в нескольких точках нужно несколько струбцин или прижимов), то изображенный на рисунке групповой прижим обеспечивает передачу нагрузки в восьми точках, причем групповой прижим данной
143
конструкции несложно выполнить с пятью или даже шестью колодками (число точек передачи усилий соответственно будет 10 и 12).
Групповой прижим конструктивно прост, надежен в работе и значительно повышает производительность труда.
Рис. 95. Приспособление для крепления изделий с коническим хвостовиком.
Приспособление для крепления изделий с коническим хвостовиком. Существующий способ крепления изделий (например, режущих инструментов) с конусным хвостовиком при закалке нерационален, так как зани-
144
мает много времени на обмотку и размотку конусной части инструмента асбестовым шнуром. Закрепление инструмента в специальное приспособление также занимает много времени и представляет определенную трудность.
Приспособление, предложенное новаторами П. А. Стрижевым и А. С. Тумановым (рис. 95), просто и оригинально, крепление инструмента производится кварцевым песком. В зазор между конусным хвостовиком инструмента и конусным отверстием корпуса приспособления засыпается песок, вследствие чего инструмент заклинивается и надежно удерживается в приспособлении.
6 Зак. № 851
Глава V
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ И СЛЕСАРНОЙ ОБРАБОТКИ
19. Приспособления для обработки отверстий
Ограничитель глубины зенковки. На сверлильных станках глубина зенковки устанавливается упором от стола станка, что очень неудобно, так как на чертежах размеры задаются обычно от верхней базы детали. Кроме того, при обработке различных деталей станок необходимо настраивать.
Ограничитель глубины зенковки, предложенный новатором Ю. В. Козловским, дает возможность производить зенковку от верхней базы детали без настройки сверлильного станка.
Ограничитель (рис. 96) состоит из корпуса 3 и втулки 7, соединенных при помощи шарикоподшипника 2. Корпус винтом 4 закрепляется неподвижно на сверле, при этом глубина зенковки определяется высотой закрепления. При работе приспособление вращается вместе со сверлом до момента соприкосновения торца втулки 7 с поверхностью обрабатываемой детали, когда вращение втулки мгновенно прекращается, так как момент трения на торце втулки больше момента трения подшипника.
Приспособление может быть также использовано для сверления и подрезки на заданную глубину.
Оправка для сверления отверстий малого диаметра. При сверлении отверстий диаметром 0,2—0,6 мм на координатных и сверлильных станках часто ломаются сверла, так как рука рабочего не ощущает передаваемо¬
146
го шпинделем усилия на сверло, а жесткость сверла небольшая. Оправка для сверления, предложенная новатором С. П. Сорокиным (рис. 97), позволяет передавать усилие от руки на сверло непосредственно, минуя механизм подачи станка, значительно облегчает сверление отверстий малых диаметров и исключает поломку сверл.
Оправка состоит из конусной втулки 1, цилиндрического валика 2 со шпоночным пазом и шарикоподшипника 5, напрессованного на валик 2. Стандартное сверло с утолщенным хвостовиком крепится в от-
Рис. 96. Ограничитель глубины зенковки.
Рис. 97. Оправка для сверления отверстий малого диаметра.
верстии валика 2 винтом 4. Если сверла с утолщенным хвостовиком отсутствуют, то для каждого диаметра сверла можно сделать сменную втулку, закрепляемую на валике 2. При вращении оправки 1 одновременно вращается и валик 2 со сверлом, ведомый винтом 5, который скользит по шпоночной канавке валика 2 при его осевом перемещении. Осевое перемещение валика со сверлом и усилие на него передаются через шарикоподшипник 3, который удерживается при сверлении пальцами за обойму.
147
Приспособление для сверления отверстий под шплинты. При болтовом соединении деталей, работающих в тяжелых условиях, применяются прорезные и корончатые гайки, которые требуют шплинтовки. Отверстие под шплинт можно сверлить только после навинчивания и затягивания гайки, так как при предварительном сверлении отверстия последнее может не совпасть с шлицем в гайке. Сверление этих отверстий ручными дрелями непро¬
изводительно, а применение пневматических и электрических дрелей затруднено тем, что часто гайки, требующие шплинтовки, расположены неудобно. Удерживать дрель в нужном положении трудно, достаточного нажима создать не удается. Удачно разрешает_эту задачу несложное приспособление, предложенное П. Чижиковым.
Приспособление (рис. 98) состоит из рамки 7, траверсы 5, винта 3 с маховиком 4, планки 6, направляющих втулок 2, пневмомашинки 1. Рамка 7 выполнена из трубки и соединена с траверсой 5 электросваркой. Планка 6 может перемещаться вдоль рамки.
Сверление отверстий под шплинт осуществляется следующим образом. Рамка 7 устанавливается на гайке так,
148
Рис. 98. Приспособление для сверления отверстий под шплинты.
Рис. 99. Устройство для обработки некруглых отверстий.
как показано на рисунке. Между гайкой и планкой 6 устанавливается пневмомашинка со сверлом. При вращении винта 3 с помощью маховика 4 прижимная планка удерживает машинку в нужном положении и давит на ее затылочную часть, тем самым осуществляя подачу сверла. Вместо пневмомашинки можно применять электродрель.
Применение приспособления при сверлении отверстий под шплинт обеспечивает высокую производительность, сокращает затраты физического труда. Портативность и малый вес приспособления позволяют применять его на различных монтажных и сборочных работах.
Устройство для обработки некруглых отверстий. Оно предложено новаторами А. Н. Васильевым и А. Н. Логиновым и предназначено для обработки сквозных и глухих отверстий в деталях на сверлильных и фрезерных станках, имеющих вращательные и поступательные движения шпинделя, или вращательное движение шпинделя и поступательное движение рабочего стола.
Устройство (рис. 99) состоит из корпуса 5, к которому при помощи винтов 9 жестко прикреплен фланец 6 с хвостовиком 7. Ось отверстия корпуса 5 наклонена под углом а=1—2° к оси хвостовика 7, а в отверстие корпуса на шарикоподшипниках 4 и 3 установлена оправка 10. Режущий инструмент своим хвостовиком входит во внутреннее соосное отверстие оправки 10 до упора и крепится зажимом 2, расположенным на нижнем торце оправки 10. Кроме того, оправка 10 шарнирно связана с фиксатором S, укрепленным на шпиндельной скалке станка.
Режущий инструмент 1 закрепляется в оправке 10 таким образом, чтобы обеспечивалось совпадение плоскости режущей кромки инструмента с точкой пересечения осей 0, находящейся на расстоянии I от нижнего торца оправки 10. Обрабатываемая деталь 11 с предварительно обработанным отверстием устанавливается на стол сверлильного станка /2, и контуры предварительно обработанного отверстия и режущего инструмента совмещаются (для обработки квадрата и шестигранника предварительным отверстием служит круг). После этого к детали подводится режущий инструмент и включаются обороты шпинделя и подача. Корпус 5 через хвостовик 7 получает вращательное движение и движение подачи, тогда как оправка 10 совместно с режущим инструмен¬
149
том У, удерживаемая фиксатором S, проворачивается на подшипниках 4 и 3 относительно корпуса 5 и приобретает круговые колебательные движения вокруг центра 0.
Точки на режущей кромке инструмента совершают возвратно-поступательное движение за каждый оборот шпинделя, при этом контакт режущего инструмента и обрабатываемой детали происходит в одной точке, которая перемещается по замкнутому контуру фасонного отверстия, углубляясь на величину подачи за каждый оборот шпинделя.
Таким образом, при вращении шпинделя станка происходит лишь колебательное движение оправки и инструмента вокруг центра 0, а режущие кромки инструмента последовательно входят в соприкосновение с материалом обрабатываемого изделия, производя прошивку фасонного отверстия с точностью, на которую не влияет угол а. Вследствие того что точка пересечения осей 0 перемещается совместно с режущей кромкой инструмента по направлению подачи, обработанное отверстие сохраняет размер на всю глубину обработки. Так как деталь и режущий инструмент при этом не совершают вращательного движения, обеспечивается визуальный контроль за процессом резания, а также возможность обработки фасонных отверстий в деталях самой разнообразной формы и размеров.
Применение указанного устройства для обработки фасонных отверстий позволило механизировать ручные работы по доводке профиля глухих отверстий, резко сократить трудоемкость долбежных работ, улучшить качество обработки и в 10—12 раз увеличить производительность труда. При обработке сквозных фасонных отверстий значительно сокращаются затраты на изготовление режущего инструмента, так как он имеет одну режущую кромку, прост в изготовлении и может применяться в мелкосерийном и индивидуальном производстве.
Приспособления для встречного сверления. При сверлении глубоких отверстий малого диаметра трудно обеспечить прямолинейность отверстий, так как сверло из-за малой жесткости уводится в сторону. Иногда отверстия малых диаметров сверлят с припуском под двух- или трехкратное развертывание пушечным сверлом для исправления кривизны оси отверстий.
Удовлетворительную точность даст способ встречного сверления отверстий малого диаметра, когда вра¬
150
щается не только сверло, но и деталь (с обратным сверлу направлением вращения). Например, при сверлении отверстия диаметром 1 мм на глубину 30 мм обычным способом уводка оси отверстия достигает 0,15—0,20 мм, а при сверлении способом встречного сверления — всего 0,02—0,03 мм.
Новатором Г. В. Егоровым предложено приспособление для встречного сверления отверстий на токарном станке.
Приспособление состоит из корпуса с хвостовиком, которым крепится к задней бабке токарного станка.
В корпусе установлена втулка, имеющая возможность совершать возвратно-поступательное движение. Во втулке на шарикоподшипниках смонтирован шпиндель, приводимый во вращение от электродвигателя через ременную передачу, шкив которой установлен в корпусе приспособления. Шлицевое соединение шкива со шпинделем позволяет передавать вращение шпинделю при поступательном перемещении втулки при сверлении. Подача сверла осуществляется перемещением рукой втулки приспособления.
Новаторы П. П. Албанский и А. Н. Васильев для встречного сверления на токарном станке применили пневмомашину конструкции А. Н. Васильева, которую на специальном кронштейне установили на суппорте станка. Применение пневмомашины позволяет легко и быстро в широких пределах изменять числа оборотов сверла и выбрать оптимальные условия сверления.
Аналогичное приспособление, но с установкой пневмодрели в задней бабке токарного станка, предложил новатор В. М. Ремизов.
Переходная втулка. При необходимости закрепления сверл и разверток с коническим хвостовиком применяются переходные втулки.
Новаторы Ю. М. Орлов и Ю. В. Козловский предложили и изготовили переходные втулки из пружинной проволоки диаметром 2,5 мм (рис. 100).
Проволока навивается на специальной оправке, затем наружная поверхность шлифуется на круглошлифовальном станке. С верхней стороны во втулку вставляется пробка, служащая для выколотки инструмента.
Пружинная втулка легче и дешевле в изготовлении, чем стандартные втулки. Она не проворачивается, чем предохраняет от задиров пиноль задней бабки токарного
151
станка. Втулки применяются на всех видах токарных и сверлильных станков и могут быть изготовлены с любым номером конуса Морзе.
Внедрение пружинных втулок в производство дает экономию и увеличивает срок службы металлорежущего оборудования.
Рис. 100. Переходная втулка.
Клин для извлечения сверл из шпинделей. По предложению новатора Б. М. Гусева внедрено в производство приспособление для извлечения сверл из шпинделя
Рис. 101. Клин для извлечения сверл.
сверлильного станка и освобождения его от переходных втулок (рис. 101). Приспособление состоит из массивной пустотелой стальной рукоятки 1, внутри которой помещен подвижно боек 3 с клином 5, подпружиненным пружиной 2, с гайкой 4 — направляющей для клина.
Для того чтобы извлечь сверло из шпинделя, клин приспособления вставляют в паз шпинделя, а рукоятка
152
резко перемещается. При этом пружина сжимается и донышко рукоятки ударяет по бойку клина.
Усилие, необходимое для сжатия пружины, незначительно, так как она предназначена только для перемещения рукоятки в исходное положение.
Приспособление просто в изготовлении, удобно в работе, повышает культуру производства.
20. Режущие инструменты для обработки отверстий
Перовое коническое сверло. В модельных цехах при изготовлении моделей, стержневых ящиков и т. д. необходимо выполнять конические отверстия с уклоном 3—5°. Обычно отверстия сверлят перовым сверлом с последующей обработкой их вручную с помощью различных стамесок.
Новатор Н. М. Ле- бедкин предложил перовое сверло (рис.
102), которое позволяет получать качественные геометрически правильные конические отверстия с заданным уклоном без дополнительной ручной обработки. Хвостовик сверла для крепления в шпинделях сверлильных станков и в электродрелях имеет нормальный конус Морзе.
Рабочая часть головки несколько увеличена с таким расчетом, чтобы выполнять образующую конуса отверстия на всей его глубине. Для этой цели одну сторону пера делают с дополнительной режущей кромкой (сечение АА), а вторую сторону (сечение ББ)—без режущей кромки, но с тем же размером и уклоном, что и
153
Рис. 102. Перовое коническое сверло.
у режущей кромки. Это предохраняет сверло от осевого смещения в момент сверления.
Конструкция сверл предусматривает равномерное распределение возникающих нагрузок, так как основные режущие кромки (сечения АА и ВВ) расположены на противоположных сторонах рабочей части пера. Геометрические параметры режущей кромки (сечения
ВВ) выполнены аналогично существующим цилиндрическим перовым сверлам.
Эти сверла применяются для сверления конических отверстий с уклоном 3—5°, диаметром (по меньшему диаметру конуса) — 35—120 мм.
Внедрение сверл в производство механизирует ручной труд и повышает качество изделий.
Рис. ЮЗ. Комбинированное сверло. Комбинирова иное
сверло. Для зачистки заусенцев по наружному и внутреннему диаметрам втулок новаторы Г. Т. Калинин, А. Н. Васильев и Е. И. Вельте предложили сверло (рис. 103) с двойной заточкой: две режущие кромки для снятия наружной фаски, две другие кромки — для внутренней фаски. Это позволяет совместить две операции и производить их на сверлильном или токарном станке, сократить время обработки и повысить качество.
Универсальный сборный зенкер. На сверлильных станках кроме обычных видов работ (сверление, развертывание отверстий, зенкерование и нарезание резьб) выполняются и другие работы (например, вырезаются отверстия в листовом материале, обрабатываются уплотнительные канавки, конические и фасонные отверстия и т. д.). Для выполнения всех этих работ требуется большое количество специального комбинированного, режущего и вспомогательного инструмента и приспособлений. Для хранения всего комплекта инструмента как на рабочем месте, так и в инструментальной кладовой тре¬
154
буется много места, а на подбор нужного инструмента уходит много времени.
Универсальный сборный зенкер, предложенный В. А. Поликарповым, прост по устройству и изготовлению (рис. 104). Он состоит из сменных ножей 3, державки У, винтов 2 для крепления ножей и направляющей 4. Сменные ножи 3 изготовляются из быстрорежущей стали, державка У — из стали 50. Размеры сменных ножей приведены в табл. 2.
Таблица 2
Размеры сменных ножей для сборного зенкера (в мм)
№
п/п
А
С
D
№
п/п
А
С
D
№
п/п
А
С
D
№
п/п
А
С
D
1
7
2
3
10
16
6.5
3
19
25
8
9
28
34
12,5
9
2
8
2
4
11
17
6.5
4
20
26
8
10
29
35
12.5
10
3
9
2
5
12
18
6,5
5
21
27
9.5
8
30
36
14
8
4
10
3,5
3
13
19
5
9
22
28
9,5
9
31
37
14
9
5
11
3,5
4
14
20
5
10
23
29
9.5
10
32
38
14
10
6
12
3.5
5
15
21
6,5
8
24
30
11
8
33
39
15,5
8
7
13
5
3
16
22
6,5
9
25
31
11
9
34
40
15,5
9
8
14
5
4
17
23
6.5
10
26
32
11
10
35
41
15,5
10
9
15
5
5
18
24
8
8
27
со
со
12,5
8
В державке профрезерованы пазы для крепления сменных ножей и расточен конус (обычно конус Морзе № 1) для установки сменной направляющей, которая изготовляется из инструментальной стали У8 с термообработкой до HRC 50—55. Допустимое биение размера направляющей 4 относительно посадочного конуса должно быть не более 0,05 мм.
Универсальный сборный зенкер предназначен для вырезки отверстий диаметром 7—41 мм (с интервалами по диаметру 1 мм) в листовом материале, а также для
155
выполнения в деталях уплотнительных канавок, цилиндрического и конического зенкования. Он исключает необходимость иметь большую номенклатуру сверл, зенкеров, зенковок и др.
На практике доказано, что при изготовлении деталей типа плат, панелей, шасси и других с большим количеством отверстий различных диаметров время на вырез-
со значительным расширением диапазона его применения возможен при изготовлении твердосплавных сменных ножей.
Развертка для обработки отверстий в оргстекле. Конструкция развертки, предложенная новатором В. Третьяковым, отличается от существующих тем, что здесь имеется всего три пера (рис. 105). Это позволяет создать на развертке достаточно глубокие канавки для выхода стружки. Режущие кромки развертки острозаточенные, то есть на острие не имеют цилиндрической ленточки. Благодаря этому обрабатываемая деталь и сама развертка почти не нагреваются. Как известно, оргстекло имеет большой коэффициент линейного расширения, что
156
ку отверстии при помощи зенкера сокращается в 2 раза. Расход дефицитных и дорогостоящих инструментальных и быстрорежущих сталей сокращается в 6—10 раз с высвобождением оборудования и рабочей силы от изготовления специального инструмента. Еще больший экономический эффект от внедрения зенкера
Рис. 104. Универсальный сборный зенкер.
Рис. 105. Развертка для обработки отверстий в оргстекле (вид
снизу).
способствует заклиниванию инструмента и появлению трещин. Применение разверток конструкции В. Третьякова исключает это нежелательное явление. Смазкой при обработке отверстий в оргстекле является мыльная вода или даже просто вода.
Разверткой такой конструкции можно получить отверстия с чистотой поверхности V8 1-го и 2-го классов точности.
Широкодиапазонный регулируемый притир. Для притирки отверстий разных диаметров и различных форм (круглых, квадратных и прямоугольных) можно использовать широкодиапазонный регулируемый притир. Это устройство позволяет притирать отверстия в любых металлах и сплавах благодаря сменности притирочных планок. Притир (рис. 106) состоит из валика 1, имеющего гладкий хвостовик для зажима в патрон или хомутик, и утолщенной части с четырьмя пазами, идущими вдоль оси с углом наклона 2°30' и расположенными под углом 90° относительно друг друга. Две специальные гайки 3, сидящие на резьбовой части валика, служат для зажима и установки на размер четырех притирочных планок 2.
Концы планок имеют конусное окончание, входящее в выточки гаек, благодаря чему планки держатся на валике. Перемещая притирочные планки по пазу, можно увеличивать или уменьшать размер притира.
Таким образом, имея соответствующий набор притирочных планок и меняя их, можно притирать отверстия диаметром от 18 до 50 мм, а используя планки с плоскими поверхностями, — притирать квадратные и прямоугольные отверстия. Притирочные планки в зависимости
А-А 60°
Рис. 106. Регулируемый притир.
157
от того, из какого металла или сплава изготовлена притираемая деталь, могут быть пластмассовыми, чугунными, медными и из других металлов или сплавов.
Применение широкодиапазонного регулируемого притира дает возможность отказаться от изготовления притиров на каждый размер.
Прошивка для обработки пазов в отверстиях малою диаметра. В приборостроении часто приходится обрабатывать детали с узкими шпоночными пазами в отверстиях малого диаметра.
-0,003
Рис. 107. Прошивка для обработки лазов в отверстиях малого диаметра.
Обработка шпоночных пазов подобных деталей производилась, как правило, ручной припиловкой или долблением. Высокие требования к точности пазов делали эту операцию сложной и трудоемкой. Резцы, применяемые для долбления, имеют невысокую стойкость и часто ломались.
Новаторами 3. Шульгиным и А. Драгуном сконструирована и внедрена прошивка сборной конструкции, обладающая повышенной жесткостью.
Прошивка (рис. 107) состоит из держателя 2, в пазу которого помещается режущее полотно 1. Удерживается полотно в держателе при помощи двух разрезных колец 3. Держатель выполняет роль направляющего элемента, а также предотвращает изгиб и поломку режущего полотна в процессе резания. Усилие резания воспринимается пяткой А полотна, так как последнее крепится к держателю нежестко. Для полной обработки паза используется комплект из трех прошивок.
Обработка производится на малогабаритном сверлильном станке с применением соответствующей подставки и толкателя.
158
Применение прошивок позволило значительно снизить трудоемкость операции, исключить брак и облегчить условия труда.
21. Приспособления для нарезания резьбы
Реверсивные патроны для нарезания резьб метчиками. Новаторами предложены конструкции реверсивных патронов для механизации нарезания резьб метчиками.
На рис. 108, а представлен патрон конструкции Н. М. Великова. Патрон состоит из неподвижного наружного корпуса 1, закрепляемого при помощи хомутика на невращающейся скалке сверлильного станка. Втулка с коническим хвостовиком 2 соединяется со шпинделем 11 сверлильного станка. В ней расточено отверстие для ступицы шестерни 10, которая соединена с нею шариковыми фиксаторами 4. Между корпусом 1 и втулкой 2 помещен упорный подшипник 3.
При вращении шпинделя 11 втулка 2 вращается вместе с шестерней 10. Через две конические шестерни 8, вращающиеся в гнездах обоймы 5, вращение шестерни 10 передается на коническую шестерню 6. Конические шестерни 6 и 10 имеют одинаковые скорости вращения, но противоположные по направлению. Эти шестерни имеют на торцовой части шлицевые пазы, которые обеспечивают сцепление их (одной или другой) с диском шпинделя 7. Шпиндель вращается в ступицах конических шестерен 6 и 10 и может перемещаться вдоль оси на величину зазора между коническими шестернями и шлицевым диском шпинделя.
Вращается шпиндель в ту же сторону, что и коническая шестерня, с которой шпиндель находится в сцеплении. Реверсирование вращения шпинделя 7 осуществляется простым поднятием или опусканием шпинделя сверлильного станка. При этом шпиндель находится в зацеплении либо с конической шестерней б, либо с конической шестерней 10. При нарезке глухих отверстий ограничитесь Р, установленный на необходимую глубину нарезки, ограничивает подачу шпинделя станка и шпиндель 7 автоматически выходит из зацепления с конической шестерней 10, тем самым ограничивая глубину нарезания. При заклинивании метчика срабатывают фиксаторы 4. В этом случае коническая шестерня 10 остается неподвижной и при вращении втулки 2.
159
Рис. 108. Реверсивные патроны для нарезания резьб метчиками. I
Н. Цибуленко предложил реверсивный патрон (рис. 108,6), аналогичный по конструкции патрону Н. М. Великова. Цибуленко использовал фрикционную муфту, состоящую из шестерен 4, 6, фрикционного ролика 5 и пружины 3. При нарезании резьбы (дрелью) пружина 3 сжата и ролик 5 сцепляется с шестерней прямого вращения 4.
После прекращения подачи шпинделя или давления на дрель пружина 3 перемещает ролик 5 и сцепляет его с шестерней обратного хода 3, вращение которой передается от шестерни 4 посредством шестерен 8, 2 и 7. Рукоятка 1 предназначена для восприятия реактивного момента при работе патрона. Патрон Н. Цибуленко разработан для нарезания резьб от М3 до М8.
Новаторы В. С. Ильченко и С. А. Глебов предложили шариковый реверсивный патрон. На рис. 108,6 показан реверсивный патрон для нарезания резьбы до М3. Хвостовик втулки 9 насаживается на шпиндель сверлильного станка, а метчик при помощи зажима 1 закрепляется на поводке 2, который может перемещаться в осевом направлении относительно корпуса 10 патрона. При нарезании резьбы поводок 2 подается вверх, входит своими выступами в углубления втулки 9 и вращается в том же направлении, что и шпиндель станка. Для вывода метчика из нарезанного отверстия корпус патрона рукой подается вверх (при этом корпус 10 легко удерживается от вращения), выступы поводка входят в углубления кольца реверса 6 и поводок 2 начинает вращаться в сторону, обратную вращению шпинделя станка и втулки 9, так как при невращающем- ся корпусе патрона (а следовательно, неподвижном сепараторе 7) направление вращения кольца 6 обратно направлению вращения втулки. Фрикционная связь между шариками 8 и опорными поверхностями втулки 9 и кольца реверса 6 обеспечивается предварительным сжатием резиновой прокладки 3 крышкой 11 с передачей усилия на кольцо 4 и упорный подшипник 5.
Модификацией патрона В. С. Ильченко и С. А. Глебова является патрон О. Е. Селиверстова (рис. 108,г), в котором упорные подшипники 1, 3 и 4 установлены комплектно, без переделки и подгонки колец при монтаже патрона. Неподвижность сепаратора относительно корпуса обеспечена за счет специальной шпонки 2; для крепдения метчиков (до Мб) на поводке установлен
161
цанговый зажим 5. Корпус патрона от вращения удерживается специальным кронштейном — планкой, а не рукой.
Новатор М. П. Зайцев внес в конструкцию шариковых реверсивных патронов коренные изменения. Эта конструкция реверсивного патрона отличается от предыдущих тем, что взамен шариковых подшипников установлены роликовые подшипники, обеспечивающие ускоренное вращение метчика при вывинчивании его после нарезания резьбы. Патрон М. П. Зайцева предназначен для нарезания резьбы до М16.
Применение реверсивных патронов для нарезания резьб существенно уменьшает опасность поломки метчиков, повышает культуру производства и производительность труда.
Патрон для крепления метчиков. К. Д. Шматок разработал патрон для крепления метчиков размером до М12 на резьбонарезном станке. Метчик в патроне (рис. 109) зажимается тремя кулачками 1, которые при поджиме их гайкой 2 скользят по конусу корпуса 5, обжимая метчик. В патрон вмонтированы ползуны 4 и 6, которые при вращении винта 3 сближаются, дополнительно закрепляя метчик за квадратный хвостовик.
Патрон осуществляет жесткое и надежное крепление, закрепленный таким образом метчик не проворачивается.
Плашкодержатель с направляющей втулкой. При нарезании резьбы плашками вручную или на токарном станке конец стержня, на котором нарезается резьба, необходимо предварительно обрабатывать, то есть делать фаску для захода плашек. Слесарь-новатор Г. В. Глотов сконструировал и изготовил плашкодержатель (рис. 110) с направляющей втулкой 3, обеспечивающей правильное направление нарезаемого стержня и благодаря этому позволяющей нарезать резьбу на болтах и винтах без заправки концов прутка для захода плашки.
Плашкодержатель 1 изготовляется из низкоуглеродистой стали и цементируется. Для выхода стружки в дне плашкодержателя просверлены отверстия 2. При нарезании короткой резьбы в упор плашкодержатель необходимо повернуть ступицей кверху (при этом нарезание производится обычным приемом с заправкой конца прутка). При нарезании резьбы на деталях с примене¬
162
нием плашкодержателя срывов и перекосов резьбы не наблюдается, так как нарезаемый пруток центрируется втулкой и стружка снимается равномерно. Как при ручной, так и при механической нарезке качество резьбы получается отличное.
Паста для смазки резьбонарезного инструмента. При
нарезании резьб в деталях из силумина, алюминия, нержавеющих н легированных сталей рабочие часто
встречаются с большими трудностями получения качественной резьбы: при нарезании отверстий в легких сплавах стружка налипает на метчик и вследствие этого возникают задиры, а при нарезании резьбы в вязких и обла-
с
Рис. 109. Патрон для крепления метчиков.
Рис. 110. Плашкодержатель с направляющей втулкой.
дающих довольно большой твердостью нержавеющих, жаропрочных и других высоколегированных сталях метчики быстро затупляются.
Смазка, внедренная новатором Г. Д. Петровым, дает возможность получения качественной резьбы с наименьшими затратами труда. Смазка имеет следующий состав
(в %):
Олеиновая кислота 78
Стеариновая кислота 17
Сера тонкого помола 5
Технология приготовления смазки очень проста, и приготовлять ее можно на рабочем месте. Стеариновую и олеиновую кислоты смешивают при температуре 60—65° С, дают остыть до 20° С и смешивают с серой тонкого помола.
163
Этой пастой смазывается инструмент при нарезаний резьбы. При применении этой пасты налипание стружки на метчик при нарезании резьб в силумине или дюралюминии не происходит. Вместе с тем сравнительно легко нарезаются отверстия в деталях, имеющих твердость HRC 38—42.
22. Инструменты для слесарной обработки
Напильник для обработки изделий из легких сплавов и неметаллических материалов. Обычные напильники, применяемые слесарями при обработке изделий из легких и мягких сплавов (алюминий, медь, свинец, баббит) и неметаллических материалов (пластмасса, гетинакс,
Вид А
Ш
Рис. 111. Напильник для обработки изделий из легких сплавов.
текстолит, оргстекло, дерево, резина и т. д.), имеют мелкую насечку и поэтому при работе быстро забиваются стружкой и выходят из строя. (
Напильник конструкции Э. А. Иванова со специальной державкой (рис. 111) позволяет устранить эти недостатки. Он удобен в работе и прост в изготовлении. Напильник имеет размеры 4X40X360 мм и насечку в виде глубоких дуговых канавок для выхода стружки при значительно увеличенном шаге по сравнению с обычными Драчевыми напильниками. Изготовить подобный на* пильник можно в каждом цехе, где имеется вертикально-фрезерный станок. Материалом для изготовления служит сталь У12А. Насечка наносится с обеих сторон в виде радиусных канавок диаметром 36 км с шагом 2,5—5 мм с помощью специального резца (летучки). Шпиндель станка должен быть развернут на 3—5° в ту или другую сторону в зависимости от направления его вращения. Угол профиля резца равен 75°. Производи¬
164
тельность труда при обработке изделий из легких сплавов напильником предлагаемой конструкции повышается в 2—3 раза.
Мерные напильники для выпиливания точных пазов.
Слесарям-инструментальщикам часто приходится выпиливать точные узкие пазы. Выпиловка таких пазов производится специальными напильниками, на изготовление которых затрачивается много времени. Новатор О. О. Хельсинг предложил новый способ изготовления мерных
напильников. Плоский напильник по длине разрезается вулканитовым кругом на бруски нужной ширины с припуском на последующую обработку 0,5 мм, которые затем окончательно шлифуются на станке. Напильники, изготовленные по такой технологии, позволяют обрабатывать узкие пазы с точностью до 0,01 мм.
Круг для доводки инструмента. Доводка режущих кромок инструмента после заточки производится вручную на абразивных кругах или брусках с периодическим смачиванием смазывающей жидкостью.
Слесарь-новатор А. Н. Васильев предложил приспособление — круг для доводки режущих кромок инструмента с механической подачей смазывающей жидкости.
Приспособление (рис. 112) состоит из основания 4 и стола 7, соединенных между собой винтами. Между основанием и столом установлена резиновая диафрагма 5. В основании на оси 2 установлен рычаг 3 с диском 6. Рычаг прижимается к днищу основания пружиной 13. На стол 1 наклеен абразивный круг 10 с вставкой 11 из того же абразивного материала. Во вставке просверлено отверстие диаметром примерно 3 мм, сообщающееся с полостью стола 1. В столе по периметру
165
имеется кольцевой желоб, который сообщается несколькими трубками 8 с полостью стола. На трубках установлены невозвратные клапаны 7, представляющие собой лелесгки из резины или фольги, прикрепленные одним краем к торцу трубок.
Пользуются приспособлением следующим образом. В камеру стола 1 через центральное отверстие 12 или трубки в желобе заливается смазочная жидкость. Периодическая подача жидкости на рабочую поверхность абразива производится путем нажатия на рычаг 3, который, воздействуя диском 6 на диафрагму 5, прогибает ее, и жидкость из камеры поступает через центральное отверстие, при этом клапаны 7 закрываются. Излишек жидкости стекает с круга в кольцевой желоб, а затем по трубкам 8 обратно в полость стола.
В нерабочем положении приспособление закрывается крышкой 9. Приспособление очень удобно для работы, повышает производительность труда и культуру производства.
Ручки для напильников и надфилей. Широко распространенные деревянные ручки для напильников имеют ряд недостатков. При насадке они (несмотря на наличие металлического кольца) часто раскалываются, не всегда обеспечивается плотность насадки, в результате чего ручки во время работы соскакивают, что приводит к травмам.
Кроме того, ручка пригодна для насадки на напильник только определенного размера, пересадить ее на напильник другого размера уже нельзя. Поэтому на рабочем месте слесарь вынужден иметь все напильники с насаженными ручками, что не всегда удобно.
Новатором М. Г. Брежневым предложена долговечная ручка для напильников (рис. ИЗ,а). Она изгохов- ляется из дерева, в ней сверлятся одновременно отверстия для хвостовика напильника и втулки. Сверление отверстий производится комбинированным сверлом с кольцевой фрезой. В отверстие, сделанное кольцевой фрезой, вставляется втулка, изготовляемая из трубки. Втулка предохраняет ручку от раскалывания даже при сильных ударах в момент закрепления напильника. После долгого пользования ручкой в разработанное отверстие можно вставить пробку. Снаружи на ручку надевается колпачок с отверстием. Колпачок изготовляется штамповкой.
166
Другая конструкция сменной ручки предложена новатором Ю. В. Козловским. Ручка состоит из двух пластмассовых частей (рис. 113,6). Корпус 1 пустотелый. Многочисленные отверстия в стенке корпуса облегчают вес ручки и создают необходимую вентиляцию, исключающую проскальзывание корпуса в руке. В передней части корпуса имеется внутренний конус и резьба, в которую ввинчена капроновая цанга 2. Хвостовая часть цанги выполнена в форме пирамиды, разрезанной
Рис. 113. Ручки для напильников.
на четыре части, что позволяет лепесткам деформироваться в соответствии с профилем хвостовика напильника, обеспечивая тем самым надежный зажим. После вывинчивания ручки капроновые лепестки восстанавливают первоначальную форму.
Ручка предназначена для закрепления напильников с различными хвостовиками. Чтобы закрепить ручку на напильнике, достаточно хвостовик напильника ввести до упора в отверстие несколько вывернутой цанги и, держа напильник в одной руке, второй поворачивать корпус ручки, осуществляя тем самым зажим.
Ю. В. Козловским сконструирована также ручка для инструментов с цилиндрическими хвостовиками (рис. 114). Она состоит из полого гофрированного корпуса 2, накидной гайки 4 с конусом, четырех разрезных цанг 5, 7, 8, 9 разных диаметров, три из которых находятся в корпусе ручки, колпачка /, закрывающего корпус ручки, стопорной шайбы 3. Хвостовик инструмента в закрепляется в прямоугольном пазе стопорной шайбы,
167
а затем накидной гайкой зажимается двусторонняя разрезная цанга. Ручка предназначена для закрепления инструментов с хвостовиками диаметром 3, 4, 5 и 6 мм.
Преимущество данной конструкции в том, что слесарь-сборщик при получении работы подбирает нужный инструмент и вставляет его в сменные ручки.
Рис. 114. Ручка для инструментов с цилиндрическими хвостовиками.
Все детали ручки, кроме штампованной шайбы, изготовляются на литьевых машинах из ударопрочного полистирола УП-1. Стоимость изготовления ручки незначительна. Она имеет малый вес, удобную форму и красивый внешний вид.
1 2 Рис. 115. Ручка для надфилей.
При работе с надфилями слесари пользуются различными самодельными ручками или обходятся без‘ручек.
Новатором Ю. В. Козловским предложена ручка для закрепления надфилей. Ручка имеет удобную форму (рис. 115). Она изготовляется из пластмассы на литьевой машине и состоит из двух частей. Хвостовик ручки 2 имеет разрезную цанговую втулку с конусом, которая сжимается при навинчивании наконечника 1.
На дне отверстия цангового зажима имеется стопорный паз для размещения в нем части хвостовика инструмента, работающего при скручивающих усилиях. Наличие стопорного паза позволяет использовать ручку для
168
инструментов, работающих при скручивающих усилиях (отверток, торцовых ключей и других). Для закрепления в ручке инструментов с хвостовиками меньшего диаметра, чем диаметр отверстия корпуса ручки, она может быть снабжена переходной разрезной втулкой, выполненной, например, из полихлорвиниловой трубки.
Благодаря простоте конструкции и возможности изготовления ее методом литья ручка имеет незначительную стоимость и большой срок службы.
Ручка легко снимается, что дает возможность использовать ее с комплектом надфилей.
23. Устройства для вырезки отверстий в листовом материале, прокладок и обработки резины
Универсальная регулируемая головка. Для вырезки отверстий диаметром 36—100 мм в деталях из листового материала новатором В. А. Поликарповым разработана универсальная регулируемая головка (рис. 116).
Прямоугольный паз штанги 1 служит для перемещения в нем резцедержателя 8 при настройке приспособления для вырезки отверстий по размеру. Движение резцедержателя 8 по пазу штанги 1 осуществляется при помощи маточной гайки 5 и микрометрического винта 3. Фиксация резца 9 в нужном положении после настройки производится винтами 11.
По оси хвостовика 2 расточено коническое отверстие, куда вставляется направляющий палец 10.
Для вырезки отверстий необходимого диаметра в деталях типа панелей, плат и других сверлят технологические' отверстия по диаметру направляющего пальца. Если вырезается несколько отверстий, необходимо, чтобы координаты отверстий под палец соответствовали
169
Рис. 116. Универсальная регулируемая головка.
чертежным размерам. Установка резца на заданный размер осуществляется по линейке 12 и нониусу 7 путем вращения рукоятки 6. Точность установки ±0,1 мм. Резцедержатель 8 закрепляется после установки на размер зажимной гайкой 4. Наличие универсальной регулируемой головки на рабочем месте слесаря значительно повышает производительность труда, упрощает процесс обработки детали на этой операции, а также повышает культуру производства.
Оправка для вырезки прокладок из паро- нита. Слесарь-новатор Б. Л. Платонов предложил специальную оправку для вырезки прокладок из паронита на сверлильном станке (рис. 117).
В квадратной головке корпуса 1 с конусным хвостовиком делается сквозное отверстие и в него запрессовывается штанга 4, после чего растачивается центральное отверстие, в которое вставляются пружина 2 и шток 3. К корпусу винтами крепится крышка S, удерживающая шток от выпадения из отверстия. На нижнем конце штока на радиальноупорном подшипнике установлена головка 7.
Две вилки 5 с режущими роликами 6 надеваются на штангу и направляются по ней шпонками 9. Такое соединение обеспечивает вилкам свободное перемещение по штанге только в продольном направлении. На штанге нанесена шкала с миллиметровыми делениями, что позволяет быстро установить вилку на требуемом расстоянии от центра вращения оправки. Винтом 10 осуществляется зажим вилки на штанге. При разжатой пружине нижние кромки роликов находятся на 15 мм выше прижимной плоскости головки. Оправка крепится в шпинделе сверлильного станка с помощью конического хвостовика.
Для вырезки прокладок лист паронита, под который необходимо подложить лист фанеры, слегка прижимают
170
Рис. 117. Оправка для вырезки прокладок из паронита.
головкой и включают вращение шпинделя со скоростью 3—4 об/мин. При опускании шпинделя с оправкой режущие ролики, катясь по парониту, вырезают прокладку. Во время вырезки под действием сжатой пружины прижимная головка, оставаясь неподвижной, плотно прижимает лист паронита. Такая оправка позволяет вырезать прокладки диаметром до 300 мм.
Для вырезки прокладок диаметром до 500 мм на штанге оправки винтом крепятся удлинители и сменные прижимные кольца, которые надеваются на прижимную головку. Наружный диаметр устанавливаемых сменных колец должен быть на 10—15 мм меньше внутреннего диаметра прокладки. Их применение способствует хорошему прижиму и выравниванию материала в зоне резания.
Процесс резания при вырезке прокладки толщиной 1 мм занимает 5—6 сек.
Приспособление для вырезки отверстий большого диаметра. Приспособление, разработанное новатором А. И. Семьяковым, предназначено для вырезки отверстий большого диаметра в толстой фанере, древесноволокнистых плитах и т. д.
Приспособление состоит из оправки с конусом Морзе, к которой крепится двуплечая штанга (коромысло), с нанесенными по ней делениями. На каждом плече штанги при помощи специальных хомутиков установлены резцы. Необходимый диаметр вырезаемого отверстия определяется по делениям на штанге. Для центровки приспособления при работе в нижней части оправки имеется цилиндрическая направляющая, которая вставляется в отверстие, специально предварительно просверливаемое в детали.
Вырезка отверстий производится на радиально-сверлильных станках при небольших оборотах.
Приспособление может найти применение в деревообрабатывающей промышленности, вагоностроении и судостроении.
Сверло-лопатка для сверления отверстий в резине.
Сверлить отверстия в резине обычными спиральными сверлами затруднительно. Поэтому для сверления отверстий в резине лучше применять сверло-лопатку конструкции В. И. Красавцева. Это сверло-лопатка напоминает столярное перовое сверло, но только не имеет центрового направляющего штыря (рис. 118).
171
При сверлении отверстий под резину на стол сверлильного станка кладется кусок фанеры. Сверление производится на самых больших оборотах шпинделя.
Нож для резки толстой резины. В вырубных, гибочных и вытяжных штампах применяются резиновые буферы или амортизаторы, имеющие квадратную или прямоугольную форму. Изготовляются они обычно из толстой листовой резины.
Резка толстой резины Рис. 118. Сверло-лопатка для свер-вручную не обеспечивает
необходимого качества работы и требует больших физических усилий.
Новатор Ф. Г. Раков изготовил специальный нож, позволяющий быстро и качественно резать толстую резину на сверлильном станке.
Нож (рис. 119) состоит из остро заточенной, термически обработанной и шлифованной по двум плоскостям прямоугольной стальной пластины, изготовленной из стали У10А и закаленной до HRC 56. Пластина вставлена в обойму с конусным хвостовиком и закреплена двумя винтами.
Конусный хвостовик ножа вставляется в шпиндель^ станка, а резина укладывается на стол станка на лист* фанеры или доску. Резка производится при подаче шпинделя с ножом вниз.
Срез резины получается прямой, качественный и ровный. Резка производится при малой затрате физических усилий.
Приспособления для вырезки кольцевых прокладок.
Одной из трудоемких операций при ремонтно-монтажных работах является изготовление деталей типа кольцевых прокладок. При вырубке резиновых прокладок двойными просечками на механических прессах или вручную, вследствие деформации резины, наружные и внутренние поверхности вместо цилиндрических получаются коническими. Кроме того, в случае даже неболь¬
172
ления резины.
Рис. 119. Нож для резки резины.
шого перекоса просечки в момент вырубки режущие кромки или гнутся или ломаются.
Новаторами разработан ряд инструментов, значительно улучшающих качество и сокращающих время изготовления такого рода изделий.
Новатором А. Перепелицыным разработана оригинальная конструкция инструмента для изготовления резиновых прокладок на сверлильном или токарном стан-
Рис. 120. Приспособления для вырезки кольцевых прокладок.
ке. Вырезку можно осуществлять также с помощью электрических, пневматических или ручных дрелей. Вырезка прокладок — шайб — производится по наружному и внутреннему диаметрам одновременно.
Приспособление (рис. 120, а) состоит из корпуса 1, который имеет конусный хвостовик для крепления в шпинделе станка. Конусный хвостовик закрепляется в шпинделе с помощью вкладыша 13 и винта 12. Нижняя часть корпуса является режущей частью для получения внутреннего диаметра прокладки. Обойма 4 крепится к корпусу винтами 3 и имеет режущую часть для получения наружного диаметра прокладки. Выталкиватель 7
173
соединен со штоком 5 пальцем 6, перемещающимся по пазу в корпусе 1.
Прижатие материала и выталкивание готовой прокладки осуществляются пружиной 2. В начале резания лист резины прижимается к столу крышкой 8 опоры 11. В этот момент весь прижимной блок перестает вращаться, так как крышка 8 и опора 11, соединенные между собой винтами 9, установлены на радиально-упорном подшипнике 10. При дальнейшем поступательном движе-
Рис. 121. Малогабаритные просечки.
нии инструмента режущая часть опускается и вырезает прокладку. Выталкиватель 7 при этом утапливается. Когда прокладка вырезана, режущая часть поднимается, а прокладка за счет пружины 2 выталкивается.
Достоинство данной конструкции заключается в возможности получения точных размеров изготовляемых прокладок. Кроме того, благодаря наличию невращаю- щегося прижима можно вырезать прокладки сравнительно большого диаметра. Недостаток — трудно изготовить инструмент для малых размеров прокладок.
Несколько иная конструкция предложена новатора* ми А. Н. Ельфимовым и О. Ф. Бобриком (рис. 120,6).
Приспособление (просечка) состоит из корпуса 9, который имеет хвостовик для крепления в шпинделе станка и режущую часть для вырезки прокладки по наружному диаметру. Режущая часть для получения внутреннего диаметра прокладки выполнена на стакане 5. Установка режущих кромок корпуса и стакана в одной плоскости выполняется с помощью винта 7. В корпусе 9 стакан 5 стопорится винтами 6. Прижим 1 соединен при помощи кольца 8 и штифта 3 с выталкивателем 2. Выталкивание готовой прокладки выталкивателем 2 осуществляется за счет пружины 4.
Достоинство данной конструкции в том, что с ее помощью можно изготовить инструмент для получения
174
малых размеров прокладок. Недостаток конструкции — прижим 1 вращается, вследствие чего возможны обрывы и смятие материала.
Вырезка прокладок обоими инструментами производится на деревянной подкладке. Для уменьшения трения режущие кромки в процессе резания необходимо смачивать мыльной водой.
Малогабаритные просечки. В опытном и мелкосерийном производстве слесарю часто приходится вырубать прокладки, отверстия и радиусные углы в деталях из резины, фибры, картона, кожи и других подобных материалов. Поэтому необходим большой набор разных по размеру, а также и по форме (для внутренних и наружных вырубок) просечек, на получение и подбор которых из инструментальной кладовой уходит много времени. Кроме того, для просечек расходуется много материала, а изготовление их достаточно трудоемко.
Новатором В. В. Поликарповым предложены малогабаритные просечки (рис. 121).
На изготовление этих просечек значительно сокращается время, а также затрачивается в 10 раз меньше инструментальной стали. Полный набор малогабаритных просечек может храниться непосредственно на рабочем месте слесаря. Это наглядно видно на рисунке, где показана просечка старого образца (см. рис. 121,а), а рядом с ней комплект малогабаритных просечек с держателем (см. рис. 121,6).
Глава VI
СЛЕСАРНО-СБОРОЧНЫЕ ИНСТРУМЕНТЫ
24. Ключи
Комбинированные гаечные ключи. Новатором В. И. Гвоздевым предложен торцовый гаечный ключ (рис. 122, а) на шесть размеров гаек. За базу принят обычный двусторонний торцовый ключ, на головки 3 которого, имеющие снаружи шестигранную форму, подвижно насажены шестигранные втулки 2. На них, в свою очередь, также свободно перемещаются втулки 1. Втулки имеют пазы со шпонками, которые ограничивают их перемещение. Жесткой фиксации при перемещении втулок вдоль оси нет. На втулках нанесены цифры, обозначающие размеры внутренних шестигранных отверстий, которые соответствуют размерам 17, 19, 22, 24, 27 и 32 мм.
Для закрепления болта, гайки и т. д. ключ устанав*- ливают тем концом, на котором имеется необходимый размер, и небольшим поворотом фиксируют болт или гайку в соответствующем отверстии ключа.
Ключ может быть изготовлен с сочетанием различных размеров и форм. Ключ В. И. Гвоздева заменяет набор обычных ключей.
Новатор А. Н. Васильев предложил конструкцию комбинированного двустороннего гаечного ключа с четырьмя зевами.
Изготовить такой ключ можно очень просто—путем приварки к обычному двустороннему ключу 2 головок с зевами близлежащих размеров 1 и 3, как показано на рис. 122, б. Ключи такой конструкции отличаются усиленной прочностью зева.
176
Ключи для завинчивания шпилек. Широко распространенный способ завинчивания шпилек заключается в том, что на шпильку навинчиваются гайка и контргайка. Затем гаечный ключ надевается на контргайку и шпилька завинчивается в гнездо, после чего контргайка и гайка свинчиваются со шпильки. Способ этот довольно трудоемкий.
Рис. 122. Комбинированные гаечные ключи.
Новатор М. П. Базунов сконструировал специальный ключ для завинчивания и отвинчивания шпилек (рис. 123, а). Рукоятка 2 этого ключа вставляется во втулку корпуса 3 и на конце имеет квадрат, на который насаживается эксцентрично резьбовой ролик 1, закрепляемый винтом 5.
Для завинчивания шпильки рукоятка ключа поворачивается относительно корпуса ключа против часовой
177
7 Зак. № 851
Рис. 123. Ключи для завинчивания шпилек.
стрелки, при этом за счет эксцентричности резьбовой ролик отходит от резьбового отверстия корпуса. Шпилька вставляется до резинового упора 4 в резьбовое отверстие и рукоятка поворачивается в обратном направлении, прижимая резьбовой эксцентриковый ролик, а следовательно, шпильку к резьбовой поверхности отверстия. После завинчивания шпильки рукоятку поворачивают против часовой стрелки. При этом происходит расцепление ключа со шпилькой, и ключ может быть свободно снят.
Для каждого шага резьбы должен быть свой ключ или сменные эксцентриковые резьбовые ролики и резьбовая втулка. Изображенный на рисунке ключ предназначен для шпилек с резьбами М14Х2 и М16Х2.
Применение ключа для завертывания шпилек повышает производительность труда в 5—6 раз.
Ключ, предложенный новатором А. В. Васильевым, выполнен по аналогичной схеме, но имеет другое конструктивное исполнение. Здесь, как и у предыдущей конструкции, использован принцип эксцентрикового зажима. В качестве зажимного элемента применен эксцентрик с внутренней рабочей поверхностью.
Ключ (рис. 123,6) состоит из двух дисковых щек 2, жестко соединенных винтами с рукояткой 6. Между щек подвижно установлена шайба 7, которая относительно них может поворачиваться.
Щеки имеют два соосных цилиндрических отверстия, а шайба — фасонное отверстие, очерченное радиусом переменной величины.
Внутри рукоятки расположена пружина растяжения 5, один конец которой соединен при помощи гайки с рукояткой, а к другому концу присоединен тросик 3, уложенный в кольцевом пазу на наружной поверхности шайбы и прикрепленный к ней при помощи штифта 4.
Для увеличения сил сцепления с телом шпильки на стенках отверстий нанесена насечка. На цилиндрической наружной поверхности шайбы нанесена накатка для удобства работы с ключом.
Преодолевая сопротивление пружины 5 (растягивая ее), поворачивают шайбу 7 по часовой стрелке в положение, изображенное на рисунке, до полного совпадения отверстий в шайбе и дисках. После совмещения ключ надевают на шпильку и освобождают шайбу. Шайба под воздействием пружины поворачивается в обратную
179
сторону (против часовой стрелки) и создает предварительный зажим шпильки в ключе.
После завинчивания шпильки рукоятку поворачивают против часовой стрелки и ключ снимают. Для вывинчивания шпильки ключ надевается на нее другой стороной. Ключ А. В. Васильева универсален, он обеспечивает зажим шпилек различного диаметра (от минимально возможного до максимального диаметра rfmax, равного диаметру отверстий в щеках).
25. Отвертки
Универсальные отвертки. Для качественной установки винтов со шлицами на головке необходимо, чтобы размеры лопатки отвертки соответствовали размерам шлица. При несоблюдении этих требований шлиц может быть поврежден или не обеспечивается передача соответствующего крутящего момента при завинчивании (или отвинчивании) винта. Поэтому при большой номенклатуре винтов, применяемых в машиностроении, слесарь должен иметь комплект отверток. Такой комплект занимает много места и имеет, следовательно, большой вес.
Предложенная новатором Д. И. Благовещенским универсальная отвертка со сменными лопатками (рис. 124) всецело решает задачу качественной сборки винтовых (со шлицем) соединений. Универсальный комплект состоит из одной рукоятки и набору сменных лопаток, каждая из которых имеет хвостовик (например, квадратного сечения), вставляемый в отверстие такой же формы, расположенное на торце рукоятки. Аналогичное отверстие имеется и на боковой стороне рукоятки и предназначено для установки лопаток при завинчивании крупных винтов, требующих приложения больших крутящих моментов.
Число сменных лопаток в комплекте, отличающихся по ширине и толщине лезвия лопатки и длине стержня, зависит от номенклатуры винтовых соединений. В комплект может входить также набор торцовых ключей. Например, изготовленная Д. И. Благовещенским отвертка снабжена набором ключей от S = 6 мм до S=14 мм.
Преимуществом предложенной отвертки со сменными лопатками по сравнению с равноценным комплектом
180
обычных отверток и ключей являются значительно меньшие габариты и вес. Стоимость изготовления отвертки со сменными лопатками также значительно меньше стоимости изготовления соответствующего комплекта обычных отверток.
Отвертка со сменными лезвиями А. Н. Васильева (рис. 125) аналогична отвертке Д. И. Бла-
Рис. 124. Универсальная отвертка Д. И. Благовещенского.
говещенского и отличается от нее только конструкцией рукоятки. Рукоятка отвертки состоит из двух накладок, соединенных между особой осью. Одна из накладок неподвижно закреплена на стержне отвертки, другая накладка — поворотная.
При отвинчивании (или завинчивании) винтов малого размера поворотная накладка совмещается с неподвижной накладкой, относительно которой закрепляется при помощи пружинного шарикового фиксатора. Обе накладки при этом представляют собой рукоятку отвертки обычной конструкции. При работе с винтом большого размера, когда к рукоятке необходимо приложить значительный крутящий момент, подвижная накладка поворачивается относительно неподвижной накладки па угол примерно 90° и образует собой довольно большой
181
рычаг. Возвращение накладки в исходное положение осуществляется пружиной, вмонтированной в накладку.
Отвертки с захватом винта. При сборочных работах очень часто бывают случаи установки винтов в труднодоступных местах. При неправильной установке винтов, особенно с мелкой резьбой, возможны срывы резьбы, а в некоторых случаях и обрывы винта. Новаторами разработана отвертка со специальным захват-
Рис. 125. Универсальная отвертка А. Н. Васильева.
ным устройством, предназначенная для завинчивания винтов в труднодоступных местах (рис. 126,а).
Захватное устройство представляет собой рычаг 2, помещенный в продольный паз стержня 1 отвертки. Рычаг в пазу закреплен на оси 3 и подпружинен так, что со стороны лопатки он утоплен заподлицо, а другой конец его несколько выступает от паза. На стержне отвертки, ближе к рукоятке, имеется утолщение 5 с резьбой, на которую навинчена гайка 4.
При вращении гайка 4 надвигается на рычаг 2, поворачивает его около оси 3 и выводит второй конец из паза. Если при этом отвертка была вставлена в шлиц
182
ЧЧхчччЧчччЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧ^Ч
183
Рис. 126. Отвертки с захватом винта.
винта, то происходит заклинивание и винт будет удерживаться на отвертке. При завинчивании винта в труднодоступном месте винт предварительно указанным способом закрепляют на отвертке, а затем завинчивают. Аналогично производится извлечение винтов из труднодоступных мест.
Конструкция отвертки весьма проста и значительно облегчает труд сборщика.
Аналогичная отвертка предложена новатором
С. Н. Ивановой (рис. 126,6). К обычной отвертке припаяны два ушка 3, в которых свободно перемещается стержень 2. На торце стержня закреплена скоба 1 в виде подковы, охватывающая лезвие отвертки. Для захвата винта при помощи толкателя 5 перемещают стержень 2, устанавливают винт шлицем на лезвие отвертки, после чего отпускают толкатель. Под действием пружины 4 скоба 7, заведенная под головку винта, закрепляет винт на лезвии отвертки (при необходимости можно крепить винт с шайбой). После ввинчивания винта на несколько ниток резьбы отвертку отводят в сторону. Под действием пружины стержень со скобой занимает исходное положение, освобождая лезвие отвертки для окончательного крепления винта.
Новатором П. Шилиным также разработана специальная отвертка для крепления винтов в труднодоступных местах (рис. 126,б), крторая позволяет удерживать закрепляемый винт на лезвии отвертки.
В корпусе 2 по оси выполнено отверстие, в которое помещена пластинчатая пружина 7. Стержень 4 отвертки, подвижно вставленный в расточку корпуса, закреплен в ней при помощи винта 5, помещенного в косом пазу корпуса. При помощи шлица на торце стержень 4 соединен с пластинчатой пружиной 7 и подпружинен винтовой пружиной 3. Работает отвертка следующим образом. Лезвие отвертки вставляется в шлиц винта и путем нажимания на головку стержень отвертки перемещается. Ввиду того что винт 5 помещен в косом пазу, стержень при перемещении поворачивается вокруг своей оси и вращает также пластинчатую пружину. Конец пластинчатой пружины, входящий в шлиц винта, поворачивается и заклинивает винт на лезвии отвертки. При отпускании стержня 5 он возвращается в исходное положение, пластинчатая пружина выпрямляется и освобождает винт.
184
Прочие отвертки. Механическая отвертка для завинчивания винтов (рис. 127) состоит из шпинделя 4, на котором нарезана двухзаходная резьба, обеспечивающая правильное направление во время движения. Направляющей шпинделя также является гайка 7. Втулка 8 надевается на шпиндель 4 и закрепляется штифтом 10. В утолщенной части ручки 12 имеется паз, куда запрессовывается шпонка 6, предназначенная для предотвращения от проворачивания гайки 7. На ручку устанавли-
Рис. 127. Механическая отвертка.
вается втулка 9, имеющая на наружной поверхности накатку. На резьбовую часть рукоятки 12 навинчивается гайка 5, которая крепит втулку 9 и гайку 7. В левой части шпинделя имеется головка с конусным отверстием, в которое устанавливается наконечник 1. На головку надевается втулка 3, имеющая на наружной поверхности накатку. Гайка 2 зажимает наконечник. Во внутреннем отверстии ручки 12 помещается пружина 11, а в конец ручки ввинчивается резьбовая пробка 13, в которую упирается пружина. С помощью этой пробки можно регулировать в небольших пределах сжатие пружины.
При использовании отвертки рабочий, установив наконечник в шлиц винта, производит незначительный нажим. Шпиндель, вращаясь, сжимает пружину и входит в рукоятку — происходит завинчивание винта; затем пружина разжимается и шпиндель возвращается в исходное положение.
Такие отвертки могут быть применены на любом предприятии, и особенно там, где по условиям противопожарной безопасности пользоваться электромеханическими отвертками запрещено, а применять пневматические отвертки нет возможности из-за отсутствия сжатого воздуха.
185
Новатором А. С. Коровиным разработана инерционная отвертка (рис. 128), применяемая для завинчивания большого количества мелких винтов. В кор ¬ пусе ручки 4 выполнено резьбовое отверстие, в которое ввинчены стержни 7 с грузиками 6, и отверстие для крепления сменных отверток или торцовых ключей по принципу часовой отвертки с дополнительным креплением винтом 8. На торце ручки на оси 3 установлена головка 7, которая может свободно вращаться на шарикоподшипнике 2. При резком повороте рукоятки под действием инерционной силы отвертка получает продолжи¬
тельное вращение. Для балансировки грузики на стержнях установлены на резьбе. Для удобства работы на ручку надета резиновая трубка 5.
Применение инерционной отвертки в 1,5—2 раза повышает производительность труда при слесарно-сборочных и электромонтажных работах.
26. Универсальные воротки
Слесарь-новатор Ю. В. Козловский создал универсальный вороток. Это приспособление позволяет закреплять плашки с наружным диаметром 20 мм и все виды метчиков и разверток, имеющих хвостовики с квадратным сечением до 8 мм (рис. 129,а).
186
а)
Рис. 129. Универсальные воротки.
187
Для закрепления метчиков и разверток вороток имеет раздвижное квадратное отверстие, образуемое перемещающимися кулачками (сухарями). Регулировка размеров отверстия производится винтом с головкой, связанной резьбой с одним из сухарей.
Приспособление несложно по конструкции. В корпусе 7, закрытом крышкой, размещен механизм регулировки квадратного отверстия, приводимый в движение винтом 3 с рифленой головкой. Резьбовая часть винта связана с сухарем 2. Остальные три сухаря 5, 6 и 7 свободно размещены внутри корпуса.
При вращении винта 3 смещается сухарь 2, одновременно перемещающий сухари 5, б и 7. Таким образом, все четыре стороны квадратного отверстия изменяются в равной степени.
Такая регулировка квадратного отверстия позволяет закреплять различные виды метчиков и разверток с квадратными хвостовиками.
Для закрепления плашек в корпусе воротка имеется гнездо 8 с винтами 4.
Одним из преимуществ приспособления является то, что при нарезке резьбы плашками квадратное отверстие, отрегулированное по диаметру детали, служит для нее направляющей, что устраняет возможные перекосы.
Новатором А. Д. Челноковым (рис. 129,6) предложен универсальный вороток, позволяющий фиксировать и закреплять инструмент (метчики, развертки и другие) с квадратным хвостовиком размером от 1 до 12 мм.
В квадратном отверстии корпуса 7 размещены четыре вкладыша 5, которые удерживаются от выпадания планками 5, закрепленными с двух сторон корпуса винтами 4. Один из вкладышей, выполненный в виде рейки, связан с червяком 2, установленным на оси 6. При повороте червяка 2 перемещается связанный с ним вкладыш, одновременно перемещаются и остальные вкладыши, образуя квадратное отверстие требуемого размера. Диафрагменный принцип перемещения вкладышей обеспечивает правильную и надежную фиксацию и крепление инструмента.
Новатором А. А. Уйстрахом предложен вороток для метчиков и разверток на три размера хвостовика Устройство воротка показано на рис. 129, в.
\ 27. Инструменты для резки н рубки
\
Универсальные ножницы. Обычно резка профильного проката, Цапример угольников, производится на прессах или механическими и ручными ножовками. И. И. Зоси- мовым предложены универсальные ручные ножницы (рис. 130), которые могут резать не только листовой материал, но и металлические угольники (до размера 35x35x5 мм) у а также круглые прутки.
Устройство ножниц чрезвычайно простое.
Они состоят из двух плоских ножей 2 и 4.
Нижний нож 4 при помощи угольника 5 крепится к верстаку, верхний нож 2 жестко соединен с рукояткой 3. Для резки листового материала и прутков ножи соединяются пальцем 1 и представляют собой
обычные ножницы. В стенках ножей имеются фигурные отверстия, соответствующие форме поперечных сечений угольника, и круглые отверстия.
При резке угольников соединительный палец /, скрепляющий ножи, вынимается, а в фигурное отверстие неподвижного ножа вставляется угольник, на который надевается подвижной нож 2. Затем нож 2 плотно прижимается к неподвижному ножу 4, а к рукоятке 3 прикладывается усилие.
Резка угольника происходит за счет скручивания его относительно центра тяжести сечения, то есть сам угольник является осью вращения ножей, за счет чего и происходит увеличение усилия резания. Вместо угольников в фигурных отверстиях можно производить также и резку толстых полос. При резке угольников рабочей плоскостью ножа (нижнего или верхнего) может являться любая плоскость, что удлиняет срок службы ножниц до заточки в 2 раза.
Круглые отверстия в ножах предназначены для резки прутков; для разрезки пруток необходимо вставить в отверстие верхнего или нижнего ножа. Отверстие
189
фиксирует пруток от перемещений вдоль режущей кромки (что часто наблюдается при резке прутков на обычных ножницах) и значительно облегчает процесс резания.
Малогабаритные силовые ножницы. Применяемые в слесарном деле ручные ножницы позволяют резать листовую сталь толщиной до 1 мм. Для резки листовой стали толщиной до 2—3 мм применяются скуловые ножницы. Однако стуловые ножницы требует стационар-
Рис. 131. Малогабаритные силовые ножницы.
ного закрепления на рабочем месте и поэтому не всегда удобны в работе.
Новатором А. Н. Васильевым предложены малогабаритные силовые ножницы, позволяющие резать листовую сталь толщиной до 2,5 мм, причем габариты этих ножниц не превышают габаритов стандартных ручных ножниц (рис. 131).
При резке рукоятка 1 ножниц закрепляется в тисках, а рукоятка 8 (рабочая) предназначается для работы рукой. Рабочая рукоятка представляет собой систему из двух последовательно соединенных рычагов. Первый рычаг 6, на одном плече которого закреплен нож 4, соединен при помощи винта 3 с рукояткой 1. Второе плечо рычага 6, являющееся у обычных ножниц рукояткой,
190
здесь выполнено укороченным и заканчивается шарниром 7, соединяющим рычаг 6 со вторым рычагом S, или собственно рукояткой ножниц. Концевым шарниром рукоятка nppi помощи двухшарнирного звена 2 соединена с рукоятко^ 1. За счет применения этой системы рычагов усилие резания на ножах увеличивается примерно в 2 раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам на потацных заклепках.
Ряс. 132. Роликовые ножницы.
Кроме того, эти ножницы имеют приспособление для резки прутков диаметром до 8 мм. Это приспособление состоит из дисков 5 с отверстиями, закрепленных на рычагах ножниц, и представляет собой обыкновенные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи сменные и вставляются в гнезда дисков. Для обрезки болтов во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от сминания.
Преимуществом малогабаритных силовых ножниц является возможность качественной резки на них листовой стали толщиной до 2,5 мм, прутковой стали диаметром до 8 мм, болтов и шпилек до размера М8 и т. д.
Роликовые ножницы. Новатор А. Я. Антонов предложил роликовые ножницы для резки прессшпана на полосы. Особенностью конструкции ножниц (рис. 132) является применение в качестве режущих дисков шарикоподшипников, торец которых для образования острой режущей кромки сошлифовывается. Подшипники 1 устанавливаются на резьбовых державках 4, ввинченных в корпус 2 приспособления и застопоренных гайками 3. На корпусе, для удобства пользования ножницами, закрепле-
191
на рукоятка 5. На корпусе закреплены также дв^ кронштейна 7 с роликами 6, которые служат направляющими для кромки листа материала при резке. /
Ширина отрезаемой полосы регулируется /^утем изменения величины ввинчивания державок 2 в корпус.
Ножницы удобны в работе, так как резм полос производится быстро и без разметки. /
Рис. 133. Настольные ножницы.
На ножницах можно также разрезать на полосы кровельное железо толщиной до 0,3 мм.
Настольные ножницы. Слесарем-новатором Ю. В. Козловским изготовлены настольные ножницы, которые позволяют резать листовой материал и прутки без образования заусенцев на линии отреза.
Конструктивно ножницы (рис. 133) состоят из основания, неподвижного лезвия, подвижного лезвия, упора для мерной резки прутка и проволоки, подъемного столика для резки листового материала. Основание имеет паз, в котором перемещается упор, фиксируемый вместе с рукояткой. В неподвижном лезвии сделан ряд отверстий для резки прутков различного диаметра. Листовой материал разрезается на верхней кромке неподвижного
т
лезвия\ Установка листовой полосы на приспособление облегчается наличием подъемного столика, образующего вместе & неподвижным лезвием широкую площадку. Подвижное лезвие представляет собой рычаг с рукояткой. Для обеспечения высокого качества резки без за- усбнцбв подвижное лезвие может смещаться и прижиматься к неподвижному с помощью специального винта с рукояткой. \
При необходимости нарезать заготовки, длина кото¬
рых меньше, чем ширина ножа, на подвижной упор устанавливается плоский пружинный упор, отклоняющийся во время резания и не мешающий работе.
С помощью описанных ножниц можно разрезать стальные прутки диаметром до 4 мм и листовой материал толщиной до 2 мм.
Ножницы просты и имеют небольшой вес.
Зубило. При резке толстого листового материала методом сверления вырубание перемычек между отверстиями производится обычно крейцмейселем. При толщинах материала 10—15 мм это представляет большие затруднения. Для этой цели предложено специальное зубило, значительно облегчающее процесс разрубки перемычек. Зубило представляет собой (рис. 134) стальной стержень, диаметр которого немного меньше диаметра отверстия, с тонкой пластиной, приваренной по образующей стержня и заточенной снизу. Стержень является направляющей инструмента, а пластина — собственно зу¬
билом.
Станок ручной ножовки. При выполнении некоторых слесарных работ не всегда удобно пользоваться обычными стандартными ножовками из-за их больших габаритов. А. Н. Васильев в этих случаях предложил использовать отходы полотен от ленточных пил и изготовил станок для их крепления (рис. 135).
Особенностью станка является отсутствие натяжного винта, натяг полотна осуществляется за счет упругой
193
деформации стержней станка, для чего расстояние'между осями отверстий в ножовочном полотне делается на 5— 6 мм меньше расстояния между отверстиями /в станке. Кроме того, рамка станка имеет специальный шарнир
Рис. 135. Станок ручной ножовки.
(см. вид Л), ось которого смещена на величину е от оси стержней рамки, обеспечивающей силовое замыкание рамки в рабочем положении. Смена полотен производится путем приложения поперечного усилия к рамке («переламывания» рамки). Станок очень прост и удобен в работе, позволяет производить быструю замену полотен.
28. Кусачки и плоскогубцы
Кусачки. Слесарь-новатор Ю. В. Козловский предложил двое кусачек новой конструкции. Одни из них (рис. 136, а) изготовляются обычно из кусачек, которые пришли в негодность из-за износа губок. Губки у таких кусачек полностью стачиваются, после чего получается инструмент из двух дисков с рукоятками. В дисках по окружности делается несколько вырезов разной ширины. С торца сверлятся сквозные отверстия разных диаметров, оси которых попарно совпадают, когда рукоятки инструмента раздвинуты. Кусачки снабжены специальным упором в виде проволочного стержня, который может передвигаться в ту или иную сторону и крепится в любом положении посредством винта. Упор служит для отмеривания проволоки в том случае, когда требуется нарезать много кусков одинаковой длины. Кусачки удобны тем, что резка проволоки на них производится без смятия и заусенцев.
194
В другой конструкции кусачек (рис. 136,6) режущие кромки разменяны на концах сменных стержней, закрепляемых в рабочих губках кусачек. Стержни устанавливаются в разрезную втулку и стягиваются болтом. Заточенные стержни могут легко смещаться и извлекаться из губок кусачек. При сомкнутых режущих кромках усилия резания направлены под углом к осям стержней, что уменьшает нагрузку на стягивающие болты при откусывании толстого или закаленного материала.
Преимущество этих кусачек в их долговечности и простоте заточки режущих кромок.
Универсальные плоскогубцы. Плоскогубцы А. Н. Васильева со сменными ножами (рис. 137) отличаются от обычных универсальных тем, что как боковые 7, так и радиальные 2 ножи выполнены съемными для возможности затачивания или замены их на новые. Поэтому сами плоскогубцы могут служить дольше и по¬
а)
195
стоянно сохранять свою универсальность. В губках плоскогубцев на местах бокового кусания выфрёзерованы поднутренные пазы, в которых высверлены по два глухих отверстия и нарезана резьба для крепления ножей. С внешних сторон губок поставлены регулирующие стопоры 3. При замене ножей они сначала слабо поджимаются винтами 4, регулируются стопорами на откусывание и после этого окончательно поджимаются винтами.
Рис. 137. Универсальные плоскогубцы.
Радиальные ножи выполнены по форме ласточкина хвоста по два ножа на каждую сторону. В ножах просверлены отверстия диаметром 3 мм для откусывания проволоки. Ножи вставляются в щеки плоскогубцев, в которых профрезерованы пазы по форме ножей. Ножи плавающие и постоянно поджимаются шайбами, при затуплении легко снимаются для затачивания, а при полном износе заменяются новыми. Сменные ножи закалены до твердости HRC 56—60.
Обычные универсальные плоскогубцы при затуплении или поломке режущих частей теряют свою универсальность и работают как обычные плоскогубцы, так как режущие части плоскогубцев заточке не поддаются. Плоскогубцы со сменными ножами легко перекусывают проволоку диаметром до 3 мм. Срез получается с прямым торцом.
29. Пневматические инструменты и приспособления
Малошумная пневматическая машинка. Недостатком пневматических машинок является шум, который утомляет рабочего и снижает его производительность труда. Глушители известных конструкций снижают уровень шума, но они снижают и мощность машинок и к тому же имеют большие габариты и вес, что ухудшает условия
196
эксплуатации. Новатор А. Н. Васильев разработал и изготовил малошумную и малогабаритную пневматическую машинку с оригинальным встроенным в машинку глушителем из неметаллических (например, полихлорви- ниловых) трубок.
Машинка (рис. 138) состоит из разъемного корпуса 3 и б, в котором на шарикоподшипниках 7 и 10 установлен шпиндель Sc цанговым патроном 11 для инструмента (шлифовального круга, сверла, шарожки и т. п.). Шпиндель приводится в движение турбинкой, состоящей из колеса 5, соплового диска 4 и сетчатого фильтра для воздуха 75, закрепленного в корпусе гайкой 14. Подвод воздуха к турбинке производится через штуцер 1 и подпружиненный клапан 2 (на рисунке клапан изображен во включенном положении, при отпускании клапана он автоматически перекрывает доступ воздуха к турбинке). Выпуск отработанного воздуха от турбинки производится по полихлорвиниловым трубкам 13 в полость 8 корпуса, а затем через отверстия 12 в атмосферу.
Благодаря эластичности материала трубок уровень шума понижается на 75—80%. Кроме того, выходящий воздух охлаждает шарикоподшипники. Пневматическая машинка работает при давлении воздуха 4—6 кгс/см2 и развивает 40 000—60 000 об/мин.
Зачистная пневматическая машинка. Новатором Н. А. Ивановым разработана и внедрена в производство малогабаритная пневматическая машинка для зачистки плоских деталей (рис. 139).
Машинка выполнена в виде утюга, на корпусе 1 которого при помощи скобы 2 закреплена ручка 3. В корпусе установлен пневмоцилиндр 9 с поршнем 10. В резьбовом отверстии основания 8 установлен штуцер 7. Для плавного перемещения пневмоцилиндра, скрепленного с основанием S, между цилиндром и корпусом помещены шарики 4. С целью снижения передачи вибрации на корпус цилиндр установлен между резиновой прокладкой 11 и пружиной б, расположенной в крышке 5.
Сжатый воздух через штуцер по каналам в основании и поршне поступает в полость пневмоцилиндра, при этом поршень перемещается до совмещения его каналов с отверстием для выхода отработанного воздуха, после чего пружиной вновь перемещается в исходное положение. Машинка работает от сети сжатого воздуха давлением 4—5 кгс/см2 и обеспечивает колебательные движе-
197
198
Рис. 138. Малошумная пневматическая машинка.
ния (порядка 8000 в минуту) основания, на котором закреплена наждачная бумага.
С внедрением машинки значительно повысилась производительность труда при зачистке плоских поверхностей деталей.
Рис. 139. Зачистная пневматическая машинка.
Глушитель. Новатором А. В. Бойцовым разработано приспособление (глушитель) для снижения шума при работе с пневматическим инструментом мощностью до 0,5 л. с. (рис. 140).
Корпус 5 приспособления устанавливают через резиновую прокладку на корпус пневмоинструмента на месте выхода отработанного воздуха и закрепляют винтами. В корпусе расположены диафрагмы 2 и 4 и дистанционные шайбы 3, поджатые кольцом 1.
Сжатый воздух, поступающий в глушитель, проходя через отверстия в конической диафрагме 2, разбивается на мелкие струи. Дальнейшее ослабление струи воздуха происходит в результате многократного изменения направления при прохождении его через остальные диафрагмы.
199
Для правильной установки относительно друг друга диафрагмы выполнены с выступами, которые фиксируются в пазах шайб 3. Отверстия в диафрагмах расположены в шахматном порядке. Расстояния между диафрагмами подобраны так, что обеспечивается максимальное снижение шума при минимальной потере мощности.
Глушитель оформлен в виде рукоятки, что создает дополнительное удобство в работе с пневмоинструментом. Приспособление снижает шум на 70—80%.
Пневмоклапаны. Новатором А. Н. Васильевым разработан пневмоклапан для быстрого подключения пневматического инструмента к воздушной магистрали (рис. 141,а). Клапан состоит из корпуса 1 со штуцером для соединения со шлангом и гайки 4. Внутри корпуса помещено седло 3 с пружиной 2 и уплотнительная прокладка 5.
Гайка 4 имеет замок для наконечника пневмоинструмента, который выполнен в виде половинки цилиндра с канавкой для бурта наконечника. Для подключения инструмента наконечник с небольшим перекосом вводится в отверстие гайки, упирается в головку седла, отводит его от уплотнительной прокладки и буртом укладывается в канавку замка. Воздух из магистрали проходит по кольцевой щели между седлом и корпусом и через'окно в головке седла поступает через наконечник к инструменту. Уплотнение по наружному диаметру наконечника обеспечивается эластичной прокладкой 5, отверстие в которой несколько меньше диаметра наконечника.
200
При отключении инструмента наконечник вначале несколько отклоняется в сторону, при этом бурт выходит из канавки замка, а затем вытаскивается из гайки. Седло клапана под воздействием пружины и силы сжатого воздуха в магистрали прижимается к уплотнительной прокладке и перекрывает выход воздуха в атмосферу.
Клапан, который разработал К. Д. Шматок, имеет аналогичное устройство и отличается только конструкцией замка для наконечника инструмента (рис. 141,6). Замок состоит из подвижно насаженной на цилиндрическую направляющую корпуса клапана муфты 3, подпружиненной пружиной 1, пружинного кольца 4, предохраняющего муфту от схода с направляющей, и специальных проволочных шпилек 2, установленных в косых прорезях направляющей. Наконечник пневмоинструмента 5 имеет на наружной поверхности буртик треугольного сечения (прямой и обратный конус).
201
Для подключения пйевмоинструмента накойейййк вставляется в пневмоклапан и, упираясь в седло клапана, сдвигает его влево, открывает доступ воздуха. Одновременно буртик на наконечнике, упираясь конусной поверхностью в шпильки 2, отводит их в сторону, которые затем захватывают его за обратный конус и надежно крепят в этом положении.
При смене инструмента муфта 3 перемещается по направляющей корпуса клапана, захватывает шпильки 2 и выводит их из зацепления с буртом наконечника, который при этом под воздействием пружины седла клапана и силы сжатого воздуха выталкивается из гнезда.
Рис. 142. Пистолет для обдувки деталей.
Клапаны А. Н. Васильева и К. Д. Шматока конструктивно просты, удобны в эксплуатации и надежны.
Пистолет для обдувки деталей. Новатором Р. Я. Трофимовой разработан пистолет для обдувки деталей.
Пистолет (рис. 142) закрепляется на шланге. В корпусе 1 выполнено отверстие для подачи воздуха и установлены клапан 2 с кнопкой и винт 3 с прокладкой. При легком нажатии на кнопку клапана сжатый воздух, поступающий в корпус, выходит через сопло. При освобождении кнопки клапан под действием сжатого воздуха фланцем перекрывает отверстие. Для удобства в работе на корпусе пистолета имеется крючок.
Предложенная конструкция воздушного пистолета значительно дешевле и надежней имеющихся конструкций.
Приспособление типа «механическая рука». Приспособление разработано и внедрено новатором П. Шишкиным. Приспособление (рис. 143) представляет собой пневматический цилиндр с рычажным механизмом (приводом) к сменному рабочему инструменту (кусачки, плоскогубцы, круглогубцы и т. п.). Это приспособление
202
можно использовать также для механизации штамповочных работ в качестве захватного устройства, что повышает производительность труда и безопасность работы.
Малые вес приспособления и габариты и удобство в работе способствуют его широкому применению. Расход сжатого воздуха из пневмосети давлением 4— 6 кгс/см2 составляет 0,5 м3/час.
Рис. 143. Приспособление типа «механическая рука».
Съем мелких деталей со штампов сжатым воздухом.
Новаторами В. К. Тарасовым, Г. М. Щепачевым, В. А. Смирновым и Л. Д. Тимофеевой предложено приспособление для съема мелких деталей со штампов сжатым воздухом. Для этого пресс оборудуется воздухопроводом и универсальной стойкой с соплом, позволяющей направлять струю воздуха в зону рабочей части штампа.
Во время подъема ползуна пресса и раскрытия штампа автоматически открывается клапан на воздухопроводе и отштампованная деталь струей воздуха выбрасывается из зоны штамповки. Кроме того, струя воздуха очищает штамп от окалины, стружки и грязи.
На штампах, где применяется сдув деталей сжатым воздухом, резко увеличился срок их службы.
Применение сжатого воздуха позволило увеличить производительность при штамповке.
Вакуумные приспособления. Вакуумные приспособления для крепления деталей из нержавеющей стали, алюминия, латуни, пластмасс и других немагнитных материалов при обработке на шлифовальных станках применяются в настоящее время только в массовом и крупносерийном производстве. Это объясняется тем, что они не являются универсальными и изготовляются для крепления конкретных деталей и после снятия детали с производства приспособление не может быть применено, как правило, для другой детали.
Новаторы Б. В. Коломинов и П. П. Албанский предложили новые конструкции вакуумных головок, при применении которых приспособления становятся универ¬
203
сальными, допускающими закрепление разнотипных деталей.
Приспособление (рис. 144, а) состоит из стальной плиты 1 с упорными планками 2 и с углублениями (ячейками) на рабочей поверхности квадратной, круглой или иной другой формы. По контуру каждой ячейки имеется буртик 4 с наружным эластичным уплотнительным кольцом 3. Верхние плоскости всех буртов, параллельные основанию плиты, служат опорами при установке деталей на приспособление.
Все полости ячеек сообщаются при помощи отверстий 8 с каналами 7 в плите, соединенными шлангом с вакуумным насосом.
Ячейки сверху закрыты резиновыми мембранами 5, отделяющими внутренние полости ячеек от окружающего пространства. На мембранах имеются отверстия 9> которые перекрыты клапанами 6, прикрепленными к мембране. Клапаны двухслойные (например, из отрезка резиновой трубки со склеенными концами). Внутри клапанов оставляется некоторое количество воздуха, такое, чтобы при атмосферном давлении клапаны были плоскими.
Такая конструкция клапанов обеспечивает открывание отверстий и соединение пространства над мембраной с вакуумной магистралью только при наличии разрежения в окружающей среде.
На приспособление укладывается деталь и, если она легкая, прижимается рукой к его поверхности для создания уплотнения вокруг ячеек, а затем подключается вакуумный насос. Мембраны прогибаются внутрь ячеек. Если ячейка не перекрыта деталью полностью (см. рис. 144, а — сеч. ББ), то мембрана втянется в ячейку и плотно прижмется к ее внутренней поверхности. Клапан б не откроет отверстие 9 в мембране и надмембран- ное пространство не сообщится с вакуумной магистралью.
Если же ячейка перекрыта деталью полностью (см. рис. 144, а — сеч. АА), то мембрана прогибается, пока давление над мембраной не сравняется (примерно) с давлением под мембраной (при этом двухслойный клапан деформируется за счет раздувания имеющимся в нем воздухом и откроет отверстие в мембране). Над- мембранпоо пространство сообщится с вакуумной магистралью, и все возможные протечки воздуха через
204
Рис. 144. Вакуумные приспособления.
205
уплотнение этой ячейки будут отсасываться вакуумным насосом.
Данное вакуумное приспособление универсально, так как при закреплении на нем деталей не требуется перекрытие всех ячеек. Автоматически подключаются к вакуумному насосу только те ячейки, которые целиком перекрыты деталью, и, следовательно, никакая настройка приспособления на ту или иную закрепляемую деталь не нужна.
Кроме того, приспособление надежно. Например, при нарушении герметичности стыка хотя бы у одного присосного элемента у известных вакуумных приспособлений происходит разгерметизация всего приспособления и оно выходит из строя, а у данного приспособления этого не происходит, так как при поступлении через какой-либо стык воздуха в количестве, превышающем производительность вакуумного насоса (см. рис. 144, а — сеч. АА), давление над мембраной повышается, двухслойный клапан приобретает плоскую форму и, перекрывая отверстие в мембране, отключает ячейку от вакуумной системы.
Благодаря с^оей универсальности и надежности это приспособление! может быть использовано в качестве захвата в транспортных и погрузочных механизмах.
Те же автору предложили другое вакуумное приспособление, которой является вариантом вышеописанного приспособления. Отличие состоит в том, что двухслойна*^ клапаны, заменены- однослойными клапанами (ржс./144, б). Принцип работы приспособления преж- ний-т-при прогибе мембраны над деталью (см. рис. 144,б — сеч. АА) герметичность клапана нарушается и он, открывая отверстие в мембране, сообщает надмембранное пространство с вакуумной магистралью.
Это приспособление несколько похоже на безмем- бранное вакуумное устройство новаторов ГДР В. Шульца и А. Кирхнера (рис. 144,в). Присосные ячейки этого устройства снабжены клапанами, подпружиненными легкими пружинками. Однако у этого приспособления есть существенный недостаток. В исходном (нерабочем) положении все клапаны открыты, закрывание клапанов, не перекрытых деталью, происходит за счет разности давлений в ячейке и вакуу>н«ц1 магистрали, поэтому приспособление должно обслуживаться достаточно мощным вакуумным насосом.
206
Однако, с другой стороны, вакуумный насос большой производительности при включении приспособления может вызвать закрывание клапана даже у полностью изолированной детали от атмосферы ячейки, поэтому подключение приспособления к вакуумному насосу должно производиться плавно, чтобы обеспечить отсос воздуха из этих ячеек. Кроме того, клапан может закрыться при больших, но кратковременных протечках через уплотнение. У мембранных ячеек этого наблюдаться не будет, так как после закрывания клапана мембрана прогибается, давление над ней уменьшается, и клапан после прекращения протечки открывает вновь отверстие в мембране.
30. Приспособления для обработки труб
Приспособления для развальцовки медных трубок.
Развальцовка медных и латунных трубок весьма трудоемкая операция. Новатор А. В. Осиев разработал специальное приспособление, позволившее значительно сократить затраты рабочего времени на эту операцию.
Приспособление (рис.
145) представляет собой специальную струбцину с универсальным зажимом.
Струбцина состоит из корпуса /, винта 2, воротка 3 и конического наконечника 4. Корпус 1 имеет пазы а.
Размеры пазов соответствуют высоте и ширине зажима. Универсальный зажим состоит из пластин 9 и 10, связанных осью 5. По линии разъема пластин размещены отверстия 6. Приспособление, внедренное новатором, имеет отверстия диаметром 6,8,10, 12 и 14 мм. Количество и диаметр отверстий могут быть и иными. Отверстия 6 с одной стороны имеют зенковку, угол которой определяется необходимым углом развальцовки.
ffhrT
\tpi-
а
чг1П
--jqtr
и
TWTWW
д
щ щ!
Рис. 145. Приспособление для развальцовки трубок.
207
Подлежащие развальцовке медные или латунные трубки вставляются в соответствующие по диаметру отверстия зажима и закрепляются с помощью винта 8 и барашка 7. Зажим с закрепленной трубкой помещается в пазы а струбцины. Струбцина устанавливается так, чтобы трубка расположилась под наконечником 4. Развальцовка осуществляется с помощью винта 2 и конического наконечника 4. Детали приспособления необходимо для увеличения срока службы термически обработать.
Рис. 146. Ручной пресс для развальцовки трубок.
Достоинство данной конструкции состоит в том, что благодаря малым размерам и весу приспособления развальцовку труб можно производить в любом месте. Кроме того, развальцовывание осуществляется бесшумно.
По предложению новатора Н. М. Шишова изготовлен ручной пресс для развальцовки медных трубок на месте монтажа.
Ручной пресс (рис. 146) выполнен в виде пломбира или кусачек. Он состоит из двух ручек 1У изготовленных из стали 45. Для уменьшения веса концы их имеют профильную форму. К верхней ручке при помощи гайки
208
прикреплен пуансон 2 с конусом для развальцовки трубок. На этой же ручке закреплен стержень 3 с пружиной, служащей для вывода пуансона из трубки после ее
развальцовки.
Нижняя ручка состоит из двух частей: собственно ручки и серьги 5, шарнирно соединенной с обеими ручками осями 4 и 7.
На нижней ручке и серьге насажены матрицы 6 и 9
Рис. 147. Приспособление для перерубки чугунных труб.
квадратной формы, которые можно переставлять на осях в зависимости от размера развальцовываемых трубок. Для этого на каждой стороне матрицы выполнены гнезда различного радиуса для трубок диаметром 4, 6, 8 и
10 мм (у каждого гнезда поставлено соответствующее клеймо). Для трубок иных размеров, например 12 и 14 мм, необходимо иметь другие матрицы.
Матрицы фиксируются стопорами 10, состоящими из шариков и пружин.
Для развальцовки трубки 8 необходимо ее конец вместе с ниппелем вставить между матрицами и сжать ручки пресса. При помощи шарнира 7 матрицы сближаются и обжимают трубку. После этого пуансон входит в конец трубки и при нажиме на ручки начинает ее развальцовывать. Конусный конец медной трубки получается правильной формы и плотно запрессовывается в ниппель.
Пресс удобен в работе, не требует больших усилий при сжатии ручек. Масса его 700—800 г.
Переносное приспособление для перерубки чугунных труб. При заготовке узлов из чугунных канализационных труб для сетей внутренней канализации перерубка труб производится обычно вручную молотком и зубилом.
По предложению П. И. Лякуна сконструировано простое и легкое переносное приспособление массой около 5 кг.
Приспособление (рис. 147) представляет собой устройство, состоящее из подвижной траверсы 1 и 8 Зак. 651 209
неподвижной наковальни 5, укрепленной на металлическом основании 6, в пазах траверсы и наковальни на винтах установлены полукруглые ножи 3 из стали. Подвижная траверса установлена на колонках 2 и удерживается в верхнем положении с помощью пружин 4.
Перерубка канализационных труб производится ударом кувалды по траверсе. Приспособление дает возможность производить перерубку чугунных труб диаметром 50 и 100 мм непосредственно на рабочем месте.
31. Способы врепления абразивных кругов и наждачной бумаги
Патрон для закрепления полировальных кругов. При
торцовом полировании на шпиндель станка для закрепления полировальных кругов устанавливается оправка с конической резьбой, на которую навинчивают зацентрованный шилом полировальный круг. Такое крепление не обеспе- 1 чивает надежного креп-
- ления круга, так как
сила трения его об обрабатываемую деталь
Рис. 148. Патрон для закрепления вызывает постоянное
полировальных кругов. ввинчивание кониче¬
ской резьбой части оправки в круг. Это приводит круг в негодное состояние задолго до естественного износа.
Для экономии кругов и удобства в работе новатором Г. В. Сергеевым изготовлен патрон для закрепления полировальных кругов (рис. 148). Для передачи крутящего момента от шпинделя станка полировальному кругу имеются две остро заточенные иглы 1. Осевое усилие при полировании воспринимается торцом втулки 2, на который опирается торец полировального круга/ Короткая коническая резьба оправки 3 предназначена только для центрирования и прижима втулки 2 к кругу. Винт 4 предназначен для крепления втулки 2 на оправке 3.
Для установки на оправку круг, с предварительно наколотым шилом центровым отверстием, прижимается к резьбовому концу оправки и с нажимом навинчивается на нее до тех пор, пока иглы не войдут в круг и послед¬
210
ний не упрется в торец втулки. Во время навинчивания втулка, ведомая иглами, свободно проворачивается на оправке.
Применение патрона позволяет использовать полировальный круг на 60—70%.
Крепление абразивных кругов для внутреннего шлифования. Для обработки внутренних труднодоступных мест, например при слесарной обработке пресс-форм, горячих штампов и т. п., а также при работе на внутри- шлифовальных и токарных станках широко применяются шлифовальные круги самых различных размеров и форм. Эти круги с помощью металлических державок крепятся в шпинделе или патроне пневматического инструмента или шлифовального станка.
Для получения более прочного крепления на концах державок делают рифления или накатку, а соединение заливают бакелитовым лаком и подвергают сушке при температуре 80—100° С в течение 2—3 часов. Однако в процессе эксплуатации под воздействием вибрации соединение разрушается и шлифовальные круги сваливаются. Хорошие результаты дает крепление шлифовальных кругов на державках с помощью самотвердею- щей пластмассы марки СТ-1, предложенной новатором А. М. Сысоевым. Применение самотвердеющей пластмассы намного упростило и ускорило крепление кругов и позволило полностью использовать абразив, так как соединение шлифовального круга с державкой достаточно прочное.
Технология крепления следующая. Берется необходимое количество пластмассового порошка СТ-1 и разводится в дихлорэтане до кашеобразного состояния. Этой кашицей заполняют зазор между абразивным кругом и металлической оправкой. Масса затвердевает через несколько часов при комнатной температуре. На одном из предприятий применен другой способ крепления, где использована окись меди, которая при соединении с фосфорной кислотой расширяется и обеспечивает прочное соединение.
Смесь в тестообразном состоянии заливается в отверстие круга, после чего он насаживается на оправку, а затем просушивается. При этом происходит расширение окиси меди и круг прочно закрепляется на оправке. Такая технология крепления дает возможность использовать круги до полного износа.
211
j
IL
1
212
Рис. 149. Державки для крепления наждачной бумаги.
Новатор А. Н. Васильев предложил бесклеевой способ, который состоит в том, что в отверстие абразивного круга забивается деревянная пробка из мягких пород дерева. В деревянную пробку вбивается трехгранный конический штырь с цилиндрическим хвостовиком, который устанавливается в шпинделе станка. Крепление кругов таким способом очень надежно и значительно сокращает вспомогательное время.
Державка для крепления наждачной бумаги. Державка О. К. Егеря (рис. 149, а) предназначена для крепления наждачной бумаги при обработке штампов, пресс- форм и другой оснастки в труднодоступных местах. При окончательной доводке после термической обработки рабочих поверхностей матриц, пресс-форм, пуансонов большую трудность представляет крепление наждачной бумаги. Часто приходится применять различные деревянные планки-бруски, наклеивая на них наждачную бумагу, что отнимает много времени, ведет к частым случаям брака и создает большие неудобства в работе. Державка состоит из верхнего зажима /, оси 2, пружины 3 (2 шт.), нижнего зажима 4, стержня 5 и деревянной ручки 6. Наждачная бумага крепится к державке зажимами 1 и 4.
Простая по конструкции и дешевая в изготовлении державка обеспечивает быструю и надежную смену и крепление наждачной бумаги в процессе работы. Она с успехом может быть применена на токарных, доводочно-полировальных и других работах.
Аналогичное приспособление предложил Ю. В. Козловский для доводки наждачной бумагой цилиндрических внутренних поверхностей. Державка Ю. В. Козловского предназначена для обработки наждачной бумагой отверстий на сверлильном станке и состоит (рис. 149,6) из стержня 1, в разрез которого устанавливается конец листа бумаги и наматывается вокруг него, и разрезной втулки 2, перемещающейся по стержню. Установив лист наждачной бумаги, стержень сдвигают вниз и надежно ее зажимают. Кольца 3 являются ограничителями втулки 2 при перемещении ее по стержню 1. Наличие державок на рабочем месте слесаря значительно повышает производительность труда на операциях зачистки и полировки, экономит большое количество наждачной бумаги и повышает культуру производства.
213
32. Съемники и вспомогательные инструменты для изготовления штампов
Универсальный съемник. На рис. 150 приведена конструкция съемника, разработанная новатором Е. И. Смирновым. Ее особенность заключается в устройстве механизма регулировки захватных клещей. Клещи состоят из трех лап-захватов, шарнирно закрепленных на корпусе съемника. Корпус съемника представляет собой
цилиндрическую втулку с тремя пружинами для крепления лап-захватов, с внутренней резьбой для силового винта и наружной резьбой на обоих концах втулки. На корпус навинчены две круглые конические гайки с накаткой, при помощи которых производится установка развода лап-захватов на необходимую величину.
Перед началом работы гайки на корпусе съемника отвинчиваются, а лапы-захваты вводятся в зацепление со снимаемой деталью, после чего они снова стопорятся гайками. На лапах съемника имеются наружные и внутренние выступы, позволяющие производить захват деталей как за внутренние поверхности, так и за наружные. При захвате за наружные поверхности рабочей является верхняя гайка, при захвате за внутренние поверхности — нижняя гайка.
Съемник удобен и надежен в работе. Применение его значительно сокращает затраты вспомогательного времени, повышает безопасность труда.
Универсальный гидравлический съемник. Новаторами И. Гарбером и А. Романовым разработан универсальный гидравлический съемник, отличие которого от известных гидравлических съемников заключается в
214
Рис. 150. Универсальный съемник.
устройстве Механизма крепления и регулировки захватных клещей.
Универсальный гидравлический съемник (рис. 151) состоит из корпуса (цилиндра) 11, в котором установлены три плунжера: один главный 9 с винтом 10 и два вспомогательных 6. Захватные клещи 8 при помощи закладных штырей 2 и 5 крепятся к проушинам 3 и 4 траверсы 1 и вспомогательных плунжеров 6. На корпусе съемника крепится масляный резервуар 7, с установленным в нем ручным насосом (на рисунке насос не показан).
В траверсе 1 ив проушинах вспомогательных плунжеров 6 предусмотрены отверстия для регулировки величины развода захватных клещей, зависящей от размера снимаемой детали. Рабочая полость главного плунжера 9 соединена с полостью вспомогательных плунжеров 6, поэтому при подаче масла от насоса в цилиндр одновременно с перемещением главного плунжера перемещаются и вспомогательные плунжеры, которые, нажимая на задние концы рычагов клещей, обеспечивают надежный захват детали. Винт 10 главного плунжера предназначен для съема деталей, длина посадочного места которых больше величины хода главного плунжера, без применения специальных втулок, прокладок и т. п. При этом вначале деталь спрессовывается при завинченном винте, после чего главный плунжер возвращается в исходное положение, винт вывинчивается до упора с валом и деталь снимается повторным рабочим ходом.
Техническая характеристика съемника
Усилие на центральном плунжере (усилие распрессовки), в тс до 35
Усилие на рукоятке ручного насоса,
в кгс до 15
Диаметр снимаемой детали, в мм . . 80—500 Масса съемника, в кг 40
Рис. 151. Универсальный гидравлический съемник.
215
Приспособление для выпрессовки подшипников. Новатором К. Д. Шматоком предложено приспособление для выпрессовки подшипников из глухих отверстий (рис. 152). Приспособление состоит из сменного резьбового стержня У, представляющего собой разрезную цангу. Диаметр фланцевой части стержня соответствует диаметру отверстия выпрессовываемого шарикоподшип-
Рис. 152. Приспособление для выпрессовки подшипников.
ника. Для выпрессовки шарикоподшипника стержень устанавливают фланцем в его внутреннее отверстие, при помощи резьбового конусного болта 2 разжимают цанговую часть стержня, устанавливают опорное кольцо 3 и перемещением гайки 4 по стержню выпрессовывают подшипник.
Приспособление удобно в работе.
Рис. 153. Приспособление для выпрессовки валиков.
Приспособление для выпрессовки валиков. Новатором В. И. Смирновым разработано и внедрено в производство приспособление для выпрессовки валиков (рис. 153). На оправке 3 устройства закреплена рукоятка У. На торце оправки на резьбе через переходник 4 крепят сменные резьбовые шпильки 5. По оправке свободно перемещается груз 2, имеющий форму рукоятки.
216
Для выпрессовки валика шпильку закрепляют в резьбовом отверстии выпрессовываемого валика, затем перемещают груз 2 по оправке и ударяют в торец рукоятки.
Приспособление может быть различных размеров. Оно удобно в работе и повышает производительность труда.
Струбцина для разъема штампов. При изготовлении и ремонте штампов в процессе работы необходимо очень часто разъединять штампы, то есть снимать верхнюю
Рис. 154. Струбцина для разъема штампов.
подушку с направляющих колонок, находящихся на нижней подушке. Для этой операции приходится изготовлять вспомогательный инструмент в виде крюков, клиньев и т. д. Зачастую разъединение штампов производится за счет ударов молотка, что приводит к повреждению деталей штампа. Кроме того, разборка штампов таким способом требует больших физических усилий. В тех случаях, когда штамп в процессе сборки не был заштифтован, нарушается центровка пуансонов с матрицей, что требует новой центровки пуансонодержателя И матрицы,
217
Слесарь-новатор Ю. В. Козловский изготовил струбцину для разъема штампов (рис. 154). Особенностью данной струбцины является наличие на пятке проушины, в которую входит колонка штампа. При разъеме штампа проушина струбцины подводится под направляющую буксу, находящуюся на верхней подушке (число одновременно применяемых струбцин зависит от числа колонок в штампе), а закаленный вращающийся конический наконечник натяжного винта упирается в фаску отверстия центров колонок. Колонка штампа из буксы выжимается поворотом воротка натяжного винта. Таким образом, раскрытие штампа производится с небольшим физическим усилием. Струбцины изготовляются нескольких типоразмеров в зависимости от диаметра колонок и габаритов штампа.
Набор прокладок для спаривания штампов и пресс- форм. Слесарь-новатор Ю. Прошкин изготовил и внедрил набор прокладок для спаривания штампов и пресс- форм. Набор составлен из прямоугольных брусков и цилиндров, уложенных в специальный ящик с гнездами (подобный ящику для укладки набора концевых мер). Каждая деталь имеет маркировку, что позволяет легко подбирать требуемые прокладки. До внедрения набора прокладок для спаривания штампов применялись случайные прокладки или их приходилось специально изготовлять к каждому штампу.
Приспособление для спаривания штампов. При изготовлении штампов одной из трудоемких и сложных операций (особенно при изготовлении штампов с малым зазором) является чеканка пуансонов в пуансонодер- жателе. Затруднения возникают вследствие плохой про- сматриваемости зазоров между пуансонами и матрицей, неточности изготовления спариваемых деталей, перекосов, возникающих при расчеканивании и при большом количестве паунсонов. На правильную установку и чеканку пуансонов уходит очень много времени, при спаривании напрягается зрение и т. д.
Для облегчения операции расчеканки пуансонов и повышения производительности труда при сборке штампов слесарь-новатор Ю. Прошкин изготовил и внедрил приспособление для спаривания и расчеканки рубящих частей штампа (рис. 155). На плите 1 смонтированы два стакана 2 с окнами, через которые проходит свет от вмонтированных в стаканы электрических лампочек, На
218
Плиту устанавливаются спариваемые детали (пуансоно- держатель 3, пуансоны 4, матрица 5), а для лучшего просматривания зазоров на ней же на гибкой державке 7 помещается лупа в оправе 6. Универсальность этого приспособления состоит в том, что на нем можно производить спаривание штампов различных габаритов. Для этой цели одна из ламп подсвечивания имеет возможность передвигаться в нужном направлении в зависи-
Рис. 155. Приспособление для спаривания штампов.
мости от размеров штампа. Применяя данное устройство, слесарь значительно быстрее и качественнее производит чеканку и спаривание деталей штампа.
33. Приспособления для маркировки
Кассетное клеймо. Маркировка инструмента или других изделий — трудоемкая операция. Обычно цифры, буквы и другие знаки выбивают вручную однозначными или многозначными клеймами: на каждый индекс инструмента изготовляются специальные клейма. Клеймение производится ударом молотка. Такой способ маркировки имеет недостатки, так как надпись часто выходит нечеткой. Это зависит не только от силы удара молотком, но и от износа знаков маркирующей части клейма. Марка включает до 20 знаков: индекс инструмента, марку стали, год и месяц выпуска и т. д. Стоит одному из знаков
219
на многозначном клейме сйоси1ъся или выкрошиться, как использовать инструмент уже нельзя. Кроме того, при мелкосерийном производстве изготовление специальных клейм нерентабельно.
По предложению новатора Л. Матвеева выпущено и применено так называемое кассетное клеймо. Оно состоит из державки, к которой привертывается двумя винтами кассета со сквозным Т-образным пазом. В этот паз вставляется необходимое количество знаков. С одной стороны паза державки расположен упор, а с другой стороны — прижим, который и поджимает все набранные знаки к упору державки.
&
9 99999© © © ^
ишт
© © © © ©
Рис. 156. Приспособление для маркировки конструкции Р. Л. Гроховского.
С помощью кассетного клейма можно произвести клеймение многозначных обозначений. Для этого достаточно набрать в кассету нужные клейма, закрепить их и на маркировочном прессе оттиснуть знаки. Стоимость маркировочных работ при этом снизилась на 60%. Кассетное клеймо дает экономию металла. Благодаря применению кассетного клейма отпала необходимость в изготовлении специальных и многозначных клейм. Кроме того, в кассетном клейме можно заменить любой испорченный знак.
Приспособление для маркировки конструкции Р. Л. Гроховского (рис. 156) предназначено для маркировки штампов, пресс-форм и приспособлений с использованием диска, в котором в определенном порядке расположены цифры от 0 до 9, а также алфавит (буквы) и другие знаки, необходимые при маркировке. Как известно, на
220
подавляющем большинстве предприятий маркировка штампов, пресс-форм и приспособлений производится вручную с подбором необходимых цифр и букв из какой-либо тары, в лучшем случае — находящихся в колодке. В этом случае затрачивается очень много времени на нахождение того или иного знака (буквы или цифры), причем качество маркировки получается очень низкое. Предложенное приспособление устраняет вышеуказанные недостатки, так как знаки не нужно подбирать, к тому же строчка получается на одной линии — буквы или цифры не имеют перекоса, так как они в кассе находятся в определенных гнездах.
Приспособление состоит из диска, на котором находится обойма со знаками алфавита и цифры. На ободе обоймы против каждого находящегося в ней знака нанесено его значение, что облегчает при повороте обоймы нахождение нужного знака для установки под боек, расположенный на диске. Диск в свою очередь передвигается с определенным интервалом по линейке, которая обеспечивает прямую строчку при маркировке.
На одном конце линейки закреплена струбцина, при помощи которой приспособление закрепляется на маркируемой поверхности.
Наличие приспособления на рабочем месте слесаря значительно повышает производительность труда и улучшает качество маркировки.
Приспособление для маркировки конструкции А. И. Минаева (рис. 157) состоит из корпуса, в котором размещен ударный механизм с пружиной. Сердечник ударного механизма имеет серьгу, на оси которой размещен
221
Рис. 157. Приспособление для маркировки конструкции А. И. Минаева.
диск с цифрами от 0 до 9. Фиксация цифровых знаков, нужных для набивки на детали, производится с помощью подпружиненного шарика. Ударный механизм заводится при помощи скобы и подпружиненной собачки, расположенных на корпусе. Сила удара регулируется колпачком пружины ударного механизма. На корпусе имеется ряд отверстий для ликвидации воздушной подушки, образующейся при спуске ударного механизма и ослабляющей силу удара.
Приспособление удобно в работе, позволяет ровно и качественно наносить цифровые знаки на деталь. При
нанесении знаков с помощью приспособления рабочий имеет возможность свободной рукой удерживать деталь в нужном положении, не прибегая к подсобным средствам.
Универсальное клеймо. Новатор А. Н. Васильев внедрил универсальное клеймо, состоящее всего из одной детали и очень удобное в эксплуатации. Клеймо (рис. 158) представляет собой стальной диск с отверстием в центре. На одной части окружности, примерно 150°, расположены выступающие знаки клейма, остальная часть окружности гладкая и служит местом для удара молотком. На торцах диска против каждого знака поставлено его обозначение, которое повторяется на диаметрально противоположной стороне торца у гладкой части окружности диска и служит для правильной установки нужного знака при клеймении. Отверстие в центре диска служит для удобного захвата пальцами.
Пользуются клеймом следующим образом. Диск устанавливается на место нанесения клейма таким образом, чтобы обозначения на торце диска около знака и у противоположной гладкой стороны образовали перпендикуляр к плоскости детали, после чего производится удар молотком. Для установки следующего знака достаточно произвести соответствующий поворот диска до нужного знака.
Рис. 158. Универсальное клеймо.
222
34. Разные слесарно-сборочные приспособления
Приспособление для проверки суппортов токарных станков. При ремонте токарных станков обычно возникает необходимость в шабровке направляющих суппортов, которая должна производиться с сохранением строгой перпендикулярности поперечных направляющих суппорта относительно оси шпинделя. Для облегчения и ускорения этой операции рационализаторами Н. Ф. Полозовым и В. М. Григорьевым предложено специальное приспособление (рис. 159).
Приспособление представляет собой скалку с конусом 7, на которой жестко закреплена поперечина 2 и шарнирно установлена линейка 3. На одном конце поперечины установлен регулировочный винт 4У упирающийся в линейку 3. Другой конец поперечины 2 снабжен пружиной 5, стремящейся отклонить линейку 3 от поперечины 2. В скалку 7 ввинчена рукоятка 6.
Для проверки суппортов приспособление устанавливается в шпиндель станка и закрепляется в нем. Концы линейки 3 при горизонтальном ее положении выверяют посредством стрелочного индикатора, жестко закрепленного на суппорте. Затем поворачивают шпиндель вместе с приспособлением при помощи рукоятки 6 на 180° и производят вторичную проверку.
Для выверки приспособления при установке служит регулировочный винт 4, осуществляющий установку линейки 3 строго перпендикулярно к оси шпинделя. При переводе поперечного суппорта из одного крайнего положения в другое по показаниям индикатора судят о перпендикулярности направляющих суппорта относительно оси шпинделя.
Ручная дрель с поворотным устройством. Для сверления отверстий в труднодоступных местах применяются угловые электрические или пневматические сверлильные машинки. Новатор А. Н. Васильев на базе стандартной ручной дрели предложил для этих целей ручную дрель С поворотным устройством. Такая дрель может найти
223
ер
I
Ж
Рис. 159. Приспособление для проверки суппортов.
применение для сверления отверстий, зенкования и т. п. в местах, недоступных для работы с обычной дрелью.
На шпинделе данной дрели установлена шарнирная крестовая муфта (шарнир Гука), к которой в свою очередь крепится сверлильный патрон. Сверлильный патрон установлен в подшипнике, смонтированном на специальной планке. К планке подшипник крепится на шарнире при помощи гайки. Планка также шарнирно соединена с корпусом дрели.
В отличие от известных стандартных сверлильных машинок у дрели А. Н. Васильева угол между осью дрели и осью патрона может устанавливаться в пределах от 0 до 45°. Для этого необходимо несколько отвинтить барашковую гайку и, поворачивая соединительную планку относительно шарнира на корпусе дрели, установить патрон на необходимый угол, а затем барашковой гайкой зафиксировать планку. Так как при этом расстояние между шарнирами изменяется, то на конце планки, к которому крепится подшипник, предусмотрен продольный паз.
Поворотное устройство дрели конструктивно просто и несложно в изготовлении.
Механизм самоустанавливающихся опор. В машиностроении очень важным и сложным вопросом является вопрос равномерного распределения нагрузок между опорами при многоточечной установке, например при установке тяжелых и крупногабаритных деталей на стол станка или на разметочную плиту. Если опорные точки будут загружены неравномерно, то, следовательно, так же неравномерно будут приложены и силы к детали. В результате в детали могут возникнуть деформации и напряжения (иногда недопустимые), что ведет к искажению осей разметки (при разметке) и к потере геометрической точности поверхностей (при обработке). Известно, что только трехточечное опирание жесткого тела помимо устойчивости обеспечивает определенность и неизменность распределения нагрузок, чего нельзя получить при числе опорных точек больше трех.
Обычно установка тяжелых и крупногабаритных деталей (при разметке и обработке) осуществляется на четыре и более точек. Поэтому выверка опор по высоте (для равномерности загрузки их) — задача очень сложная и трудноосуществимая, так как для того, чтобы раз-
??4
номерно загрузить опоры, надо знать нагрузки на них. Нагрузки на опоры можно определить при помощи динамометров или каким-либо другим способом, но на практике, из-за трудоемкости процесса, нагрузки на опоры не определяются и качество установки тяжелых и крупногабаритных деталей зависит от квалификации и добросовестности рабочего.
В машиностроении известны многоопорные установочные приспособления, в которых выравнивание нагрузок между опорами — плунжерами — осуществляется за счет упругого тела (гидропластмассы), заключенного в замкнутую канальную систему приспособления.
Однако такие приспособления вследствие фиксированного размещения плунжеров в корпусе не являются универсальными и поэтому находят ограниченное применение и только в серийном производстве.
Для выравнивания нагрузок при многоточечном опи- рании в технике известны уравнительные механизмы. Уравнительный механизм — это механизм с последовательным соединением между собой опорных звеньев, выполненных таким образом, что при работе механизма происходит автоматическое выравнивание нагрузок на опорные звенья. Уравнительный механизм, выравнивая нагрузки на опорные звенья, является как бы одной, так называемой «приведенной» точкой опоры. Поэтому для устойчивости тела (детали) и определенности распределения усилий на опоры его необходимо устанавливать на трех уравнительных механизмах.
В машиностроении в качестве многоопорного установочного приспособления наиболее успешно может быть использован комплект из трех уравнительных механизмов, предложенный Б. В. Коломиновым.
На рис. 160, а изображена схема механизма само- устанавливающихся опор, состоящего из четырех одинаковых опорных блоков. Опорный блок состоит из основания 1, клинчатого ползуна 2, установленного на этом основании, и клина 3, смонтированного на ползуне. Ползун по основанию и клин по ползуну перемещаются в направляющих трения качения или скольжения. Ползуны и клинья соединены попарно шарнирными тягами 4 в единую кинематическую цепь. Длина тяг регулируется, что позволяет изменять расстояния между опорными блоками при настройке механизма. Ползуны крайних блоков стопорятся на основаниях, которые при установке
225
механизма закрепляются на столе станка или разметочной плите.
На рис. 160,6 дана схема установки детали на трех механизмах самоустанавливающихся опор: на двух четырехблочных и одном двухблочном. «Приведенные» точки опирания на схеме обозначены цифрами I, II и III.
Центр тяжести ш детали
Рис. 160. Механизм самоустанавливающихся опор.
Эта комбинация механизмов обеспечивает автоматическое выравнивание нагрузок между десятью опорными блоками при любой форме опорной поверхности детали.
Механизм самоустанавливающихся опор конструктивно прост и несложен в изготовлении.
Регулируемая подкладка. Новатором А. Н. Макоши- кым предложена регулируемая подкладка для установ-
т
ки деталей при креплении в машинных тисках. Подкладка (рис. 161) состоит из двух клинообразных направляющих 1 и 2, при перемещении которых винтом 6 изменяется ее общий размер по высоте (в пределах 7 мм). Для удобства регулирования на направляющей 1 имеется шкала, а на направляющей 2 нанесена риска, от которой ведется отсчет. Перемещение верхнего клина на одно деление соответствует изменению высоты подкладки на 0,1 мм. Направляющие перемещаются по пазу типа ласточкина хвоста.
и
В направляющей 1 закреплен вкладыш 5 с резьбовым отверстием, в котором перемещается винт 6, в на- направляющей 2 закреплен вкладыш 7 с отверстием для поддержки винта 6. Вкладыши могут поворачиваться на винтах 4 при перемещении направляющих. Вращение винта 6 осуществляется за рукоятку 3. Применение регулируемой подкладки сокращает вспомогательное время, повышает культуру производства и улучшает качество обрабатываемых деталей.
Приспособление для гибки полос. Гибку полос толщиной свыше 5 мм, как правило, производят в горячем виде. Данное приспособление предназначено для гибки полос толщиной до 10 мм в холодном виде и толщиной до 30 мм в горячем виде.
227
Приспособление (рис. 162, а) состоит из основания 2 с хвостовиком /, которым оно крепится в квадратном отверстии, плиты или наковальни. На основании распо-
Рис. 162. Приспособление для гибки полос.
ложены направляющая 12 с гайкой 10 для винта 11 подвижного прижима 3, выполненного в виде угольника с двумя гранями, и неподвижный упор 9} на котором бол-
228
тами 8 закреплен кронштейн 7. В кронштейне и й основании расточены отверстия, ось которых совпадает с вертикальным ребром прижима, когда он вплотную подведен к упору. В эти отверстия вставлены цапфы сектора 6. К сектору приварена рукоятка 5 (длиной до 1,5 .
При работе приспособления (рис. 162,6) полосу 4
зажимают между упором и прижимом, после чего, поворачивая по часовой стрелке сектор, изгибают полосу на угол а, равный углу между гранями прижима. В зависимости от требуемого угла гиба полос прижимы могут быть изготовлены сменными с различными углами между гранями и радиусами на ребре.
Зачистка сварных швов борфрезами. Для зачистки сварных швов в труднодоступных местах, где невозможно применение шлифовальных машинок с абразивными кругами, новаторы Н. М. Пинчуков и А. В. Хомета предложили применять борфрезы из твердого сплава ВК8. В качестве привода борфрез применяются малые шлифовальные машинки, борфрезы устанавливаются взамен абразивного круга и крепятся при помощи специальной оправки. Оправка должна иметь минимальную длину, так как при длинных оправках на вал пневмомашинки будет действовать большой изгибающий момент. Наибольшее применение нашли эллипсовидные борфрезы диаметром 15 и 22 мм и сфероцилиндрические борфрезы диаметром 21 мм (рис. 163).
Кроме зачистки сварных швов борфрезы применяют для обработки небольших вырезов в элементах металлоконструкций.
229
Электро1гигеЛь. Новаторами В. Г. Мельниковым И
A. П. Филипповым разработан и изготовлен электротигель для лужения концов проводов, мелких наконечников, монтажных втулок и пр. (рис. 164).
Корпус 1 электротигля представляет собой стальной цилиндр, в который помещен стакан 3. Между корпусом и стаканом находится спираль 6, заключенная в изоляционные буксы. К стакану прикреплена воронка 2, к корпусу приварена ручка 4, внутри которой проходит электрический шнур. Электротигель включается в сеть.
Разогрев производится в течение 10—12 мин. Наличие теплоизоляционных прокладок 5 предотвращает сильный нагрев корпуса, что исключает ожоги при работе.
В комплект тигля входит специальная подставка 7 на ножках. Электротигель обеспечивает хорошее качество работы. Конструкция тигля позволила значительно улучшить условия труда, повысить технику безопасности и культуру производства.
Пистолет для гибки и сварки винипласта. Новаторы
B. Г. Мельников и А. П. Филиппов сконструировали пистолет для гибки и сварки винипластовых листов, труб, стержней и т. д. (рис. 165).
В цилиндрическом корпусе 2 пистолета помещается нагревательный элемент 5, включаемый в электрическую сеть. К корпусу винтами прикреплена текстолитовая ручка 4, имеющая удобную для работы форму, сквозь которую проходит шнур нагревателя 6. Сварка или нагрев производится струей горячего воздуха. Из воздушной магистрали по трубке 5 воздух поступает в корпус пистолета, где нагревается и затем поступает на обрабатываемую поверхность через одну из насадок 1. Пистолет снабжен комплектом сменных насадок, позволяющих легко и быстро переналаживать его на работу с различным по форме материалом. Так, насадка 7 применяется для нагрева листового материала на значительной площади; насадка 9 — для щелевого прогрева; насадка 8 — для нагрева труб и стержней, насадка 1 — для сварки.
Применение пистолета позволило повысить качество выполняемых работ, что в свою очередь позволило шире применять винипласт.
Приспособление для сварки трением пластмассовых деталей. Соединение пластмассовых деталей типа втулок, труб и других обычно производится склеиванием.
230
231
Эта операция трудоемка и не обеспечивает необходимого качества соединения.
Рис. 165. Пистолет для гибки и сварки винипласта.
Новатор Ю. В. Козловский разработал специальное приспособление для сварки трением пластмассовых де- талей. Приспособление устанавливается на сверлильный
т
станок. Оно позволяет быстро и качественно производить неразъемные соединения.
Зажимной патрон для закрепления одной из свариваемых деталей устанавливается в шпиндель сверлильного станка. Патрон состоит из гильзы, штока и пружины сжатия. Внутри патрона размещен эластичный захват по профилю торца свариваемой детали. Этот захват выполнен из материала с высоким коэффициентом трения, например из резины.
Другая свариваемая деталь устанавливается на центрирующей оправке. Оправка свободно вращается, она имеет круглый диск, с которым контактирует колодочный тормоз. Колодочный тормоз приводится в действие электромагнитом, который в свою очередь управляется специальным реле времени. На шпинделе сверлильного станка установлен микровыключатель, включающий реле.
Свариваемые детали, установленные одна на другую, помещают в оправку, включают станок и начинают опускать зажимной патрон на верхнюю деталь. Входя в патрон, деталь входит в зацепление с захватом и начинает вращаться. При этом нижняя деталь также вращается от трения с верхней деталью, вместе с центрирующей оправкой. При дальнейшем опускании зажимного патрона замыкается микровыключатель, который включает реле времени и электромагнит.
Электромагнит приводит в действие тормоз, который останавливает оправку с нижней деталью, обеспечивая тем самым сварку трением двух деталей. Через необходимый отрезок времени реле выключает тормоз и сваренные детали продолжают вращаться вместе. Время сварки регулируется реле времени в зависимости от типоразмера свариваемых деталей, характеристик материала и т. д.
Для зачистки шва свариваемых деталей приспособление снабжено ножом, который установлен в рычаге, связанном пружиной с рукояткой. После сварки рукояткой нож подводят к шву и зачищают его, причем пружина обеспечивает равномерную зачистку.
Применение приспособления повысило производительность труда по изготовлению неразъемных соединений пластмассовых деталей в 3 раза.
Ножное включение настольных сверлильных станков. Работа на настольных сверлильных станках связана с
233
необходимостью освобождения одной руки для включения и выключения станка, что при заедании сверла подвергает опасности работающего.
Для повышения безопасности работы на станках и экономии электроэнергии новатор Г. А. Тюмян предложил производить включение и выключение настольных станков при помощи ножной педали.
Станок включается при нажатии на педаль, при освобождении педали станок выключается за счет пружины, возвращающей педаль в первоначальное положение.
Ножное включение настольных станков дает возможность повысить производительность и улучшить условия труда и значительно сокращает время холостой работы электродвигателей.
35. Оборудование рабочего места
Электродиспетчер. Это — устройство (рис. 166) настенного типа, предназначенное для поддержания сигнальной связи рабочих и ИТР цеха с обслуживающим персоналом (дежурными слесарями, монтерами и т. д.). Корпус 9 устройства закрыт крышкой 2, на лицевой стороне которой винтами закреплена пластина 4. На левой стороне крышки расположены коммутаторные лампы /, на правой — тумблеры 5, в нижней части — кнопочный замыкатель 3. На боковой стороне крышки расположены переключатель 7 и предохранитель 6. В корпусе размещены трансформатор 10 и соединительная плата 8. Устройство включается в сеть переменного тока 220 а.
Связь осуществляется следующим образом. Дежурный (электрик или слесарь), уходя на обслуживаемый объект, при нажатом замыкателе 3 переключателем 7 зажигает лампу, расположенную рядом с названием участка, на который он уходит (название участков надписывают на пластине 4 по линии лампа—тумблер). При отпускании замыкателя лампа гаснет.
Работник, которому необходимо узнать, где находится дежурный, нажимает кнопку замыкателя 3 и по сигналу лампы определяет его местонахождение. Для вызова дежурного на другой участок включают тумблер, соответствующий названию участка. При этом загорается соответствующая лампа. Дежурный, вернувшись на свое рабочее место, видит по сигналу, куда его вызывают.
234
Внедрение электродиспетчера повысило культуру производства и уменьшило непроизводительные затраты времени.
Передвижной верстак слесаря-ремонтника. Комплексной бригадой новаторов под руководством Е. И. Смирнова разработан передвижной верстак дежурного слесаря- ремонтника (рис. 167).
Верстак установлен на раме на четырех колесах (два из которых поворотные рояльного типа) и оборудован
Рис. 166. Электродиспетчер.
тумбочкой с ящиками для хранения инструментов и приспособлений, необходимых для ремонта оборудования. На тумбочке устанавливаются слесарные тиски. На раме верстака имеется площадка, котооая может быть использована для хранения крупногабаритных приспособлений и инвентаря, а также для транспортировки деталей и узлов ремонтируемого оборудования.
На специальном кронштейне на тумбочке установлен подъемный механизм, применяемый для подъема деталей и узлов при демонтаже и монтаже оборудования. Подъемный механизм состоит из двух рычагов 3 и 4, укрепленных на каретке и привода каретки, состоя¬
235
щего из вертикального винта и системы шестерен, приводимого в движение рукояткой 7. Установка рычагов в рабочее горизонтальное положение (положение рычага 4) производится кулачковыми муфтами 5 и 6. Рама верстака оборудована домкратами 1 и 2, которыми фиксируют тележку при работе подъемного механизма. Грузоподъемность подъемного устройства 120 кгс. Общая масса верстака без оснастки 100 кг.
Рациональное размещение инструмента и приспособлений, рациональная форма и размеры верстака способствуют повышению культуры производства, производительности труда и качества ремонта. Подъемный механизм и высокопроизводительная оснастка облегчают труд и создают удобство в работе.
Державка для окуляра. При выполнении мелких и точных работ слесарю-инструментальщику часто приходится пользоваться лупой. Без дополнительного увеличения бывает трудно, например, правильно установить кернер на риску, проследить положение обрабатываемой поверхности относительно линии разметки, рассмотреть мелкие элементы профиля и т. д. В этих случаях
236
может выручить обычная часовая лупа. Но это не всегда удобно, особенно для лиц, пользующихся очками. Рабочему приходится снимать очки, после пользования лупой надевать их вновь, одна рука у него при этом все время занята.
Для того чтобы исключить эти лишние ненужные отвлекающие движения, новатор Г. М. Хрипунов предложил специальную окулярную державку. Державка состоит из проволочного держателя, в котором устанавливается линза. Линза подбирается в зависимости от рода работы и зрения рабочего. Державка крепится на оправу очков.
При необходимости линза приводится в поле зрения для рассматривания предмета и после того, как эта необходимость отпадает, может быть отодвинута в сторону. Особым достоинством является то, что обе руки остаются свободными.
Зеркальный отражатель. В процессе изготовления штампов, пресс-форм и других деталей сложной конфигурации, особенно с трудновидимыми местами, слесарям и станочникам приходится проявлять много выдумки, чтобы видеть обрабатываемое внутри детали место. Электроосвещение рабочих мест в таких случаях не обеспечивает хорошей видимости.
Новатор Н. В. Владимиров сконструировал и изготовил простой зеркальный отражатель на магнитном прихвате. Отражатель состоит из магнитного прихвата (основания), шарнирной державки и зеркала.
Когда необходимо осветить обрабатываемое место, основание отражателя (магнит) ставят на металлическую плиту, находящуюся на слесарном верстаке, либо на стол фрезерного или расточного станка, и отраженный от электрической лампочки луч направляют на обрабатываемое место, после чего производят его обработку.
Лупа на гибкой державке с магнитным прихватом.
Новатор А. Н. Васильев предложил лупу на гибкой державке с магнитным прихватом. Лупа на шарнире крепится к державке, другой конец которой присоединен к постоянному магниту (прихвату). Державка выполнена из проволоки.
Технология изготовления гибкой державки проста. Сначала навивается плотная пружина внешней оболочки, потом на оправку навивается внутренняя пружина.
237
Затем она вместе с оправкой вворачивается во внешнюю оболочку и там распускается.
Изготовленная таким путем державка при изгибе сохраняет приданную ей форму, и закрепленную на ней лупу можно поставить в необходимое положение. С помощью магнитного прихвата лупу можно крепить и к обрабатываемой детали.
Гибкий шланг. При подаче эмульсии для охлаждения инструмента на металлорежущих станках применяются шарнирные металлические трубопроводы.
Предложенный Ю. В. Козловским гибкий шланг предназначается для тех же целей, но более удобен в работе, так как может принимать и сохранять в процессе работы любую, удобную для данного расположения детали и инструмента геометрическую форму.
Конструкция шланга чрезвычайно проста. Шланг состоит из двух плотно навитых стальных пружин, вставленных друг в друга без зазора, и размещенной во внутренней пружине гибкой пластмассовой трубы (например, полихлорвиниловой).
К одному из концов трубы присоединен штуцер (или накидная гайка), при помощи которого шланг подключается к напорной магистрали, а на другом конце трубы установлен наконечник-сопло. На шланге хомутиком прикреплен постоянный магнит, служащий для установки (закрепления) шланга в любом месте станка или обрабатываемой детали.
Преимуществом такого шланга является простота конструкции, отсутствие подвижных соединений (то есть шарниров, являющихся источниками течи), возможность придания шлангу любой геометрической формы, а также возможность расположения выходного сопла в любом пространственном положении. Наличие оригинального магнитного прихвата уменьшает время на установку шланга в рабочее положение до минимума.
Гибкий шланг конструкции Ю. В. Козловского может применяться и для других целей, например для подвода сжатого воздуха, для транспортирования (сдува) отштампованных деталей из рабочей зоны прессов и т. д.
Подставка под сверла. Зачастую необходимо иметь на рабочем месте набор сверл, при этом на отыскание необходимого сверла требуется много времени.
Подставка под сверла диаметром 0,1—10 мм, предложенная М. А. Ковен-Гранатовым, значительно сокра¬
238
щает время, затрачиваемое на нахождение сверла необходимого диаметра. В подставке размещается 100 сверл с интервалом 0,1 мм. Вертикальные и горизонтальные ряды имеют цифровые обозначения, соответствующие соответственно десятым долям миллиметра и целым значениям диаметра (в мм). Пересечение горизонтального ряда, соответствующего целому значению величины диаметра сверла, с нужным вертикальным рядом дает расположение требуемого сверла. Аналогичные подставки могут быть изготовлены и для набора метчиков.
Рис. 168. Малогабаритная нагревательная лампа.
Малогабаритная нагревательная лампа. Новатором В. М. Доробой создана лампа (рис. 168), предназначенная для различных паяльных и нагревательных работ. Лампа состоит из тонкостенного корпуса 2 (толщина стенки 0,3 мм), в торце которого имеется отверстие диаметром 0,2 мм, регулятора температуры пламени 1, пробки 4, бензостойкой резиновой прокладки 3 и сферической латунной сеточки 5, установленной в корпусе у внутреннего торца во избежание засорения отверстия и создания камеры для бензиновых паров.
Зарядка лампы производится чистым бензином Б-70. Время работы между перезарядками 20—25 мин. Температура горения достигает 1000—1200° С. Подача паров бензина происходит за счет давления, возникающего при расширении бензина после подогревания тонкой корпусной части лампы. В дальнейшем давление внутри корпуса лампы поддерживается за счет передачи тепла от сопла через регулятор температуры пламени и тонкостенную часть корпуса.
Применяется лампа на монтажных, слесарно-сборочных, авторемонтных и других работах. Горит лампа в любых положениях — как горизонтальном, так и вертикальном.
239
Отражатель «сыпучей» стружки. Каждый токарь и фрезеровщик нуждается в простом и удобном приспособлении, защищающем лицо и руки от летящей дробленой, «сыпучей», стружки. Существующие экраны громоздки и неудобны, так как они ограничивают поле зрения и мешают работать.
Созданный Ю. В. Козловским отражатель «сыпучей» стружки (рис. 169) состоит из следующих основных де-
Рис. 169. Отражатель «сыпучей» стружки.
талей: основания-магнита, гибкой державки, пластинчатого отражателя. Магнитное основание позволяет легко снимать приспособление и устанавливать его в любом месте на станке. Гибкая державка сохраняет приданную ей форму, что дает возможность направить поток стружки в нужном направлении.
Приспособление, легкое и несложное в изготовлении, занимает на станке мало места и не мешает в работе.
Масленка непроливающаяся. При сверлении, фрезеровании и других видах обработки деталей на металлорежущем оборудовании охлаждение режущего инструмента часто производится смазочно-охлаждающими жидкостями, наносимыми на инструмент с помощью кисточки. Для этого небольшое количество жидкости нали¬
240
вается в банку, которая помещается вблизи от рабочей зоны. Часто задетая стружкой или рукой рабочего банка опрокидывается и смазка проливается, загрязняя рабочее место.
Новаторы Ю. В. Козловский и Ю. М. Орлов изготовили непроливающуюся масленку с магнитным основа- нием.
Конструктивно масленка состоит из трех деталей: корпуса, крышки и магнита. Крышка масленки выполнена по типу известной школьной чернильницы «непроливайки», так что даже при опрокидывании смазка из масленки не выливается.
Применение масленок этой конструкции создает удобство для рабочих и повышает культуру производства.
9 Зак. № 851
Глава VII
ИЗГОТОВЛЕНИЕ ПРУЖИН. ПРОГРЕССИВНЫЕ МЕТОДЫ ОБРАБОТКИ. МЕХАНИЗАЦИЯ СЛЕСАРНЫХ РАБОТ
36. Приспособления для изготовления пружип
Приспособление для навивки пружин. Новатором А. Д. Денежкиным внедрено приспособление для навивки пружин с переменным шагом из прутковой стали диаметром 4—6 мм. Сущность приспособления заключается в том, что сначала навивают определенное количество витков с шагом, выдержанным по чертежу, затем несколько витков — вплотную, по которым полученную заготовку разрезают на части вулканитовым кругом или дисковой фрезой на специальном обрезном станке. Такие пружины не требуют поджатия крайних винтов и обработки торцов. Навивку осуществляют в холодном состоянии на токарно-винторезном станке:
Устройство приспособления показано на схеме на рис. 170. На направляющей станка установлена гребенка 12. В резцедержателе суппорта закреплена каретка 11 с отверстием для оправки 10 и рычагом 3. Оправка установлена в подшипнике 13 каретки. Один конец рычага при помощи ролика 14 взаимодействует с гребенкой 12, второй конец закреплен на зацепе пружины 5. Проволоку, из которой навивают пружину, пропускают через отверстие во втулке 2, запрессованной в рычаг 3, и вставляют в гнездо втулки 1 в патроне 15 станка. Втулка 1 предназначена для первоначального закрепления проволоки, после навивки нескольких витков втулку снимают, а оправку с навитыми витками зажимают в патроне станка. Другой конец оправки вставляют во втулку 9, закрепленную в пиноли задней бабки или в специальной стойке.
242
Шаг рабочих витков пружины определяется величиной продольной подачи суппорта станка, при этом шаг зубьев на рейке 12 должен быть больше шага навиваемой пружины и определяется из следующих соображений. Рычаг 3 при помощи регулирующей планки 4 устанавливается таким образом, чтобы при навивке рабочих витков пружины ролик 14 не контактировал с рейкой 12 и, следовательно, шаг пружины равен величине подачи суппорта. В момент окончания навивки рабочих витков ролик 14 упирается в зуб рейки 12 и конец ры-
Рис. 170. Схема приспособления для навивки пружин.
чага с втулкой 2, направляющей проволоку, получает дополнительное перемещение влево, обратное перемещению суппорта. Наклон зубьев рейки выбирается из условия получения суммарного перемещения втулки 2 вправо, равного диаметру проволоки, то есть получения поджатых витков. Суммарная длина поджатых витков должна быть больше чертежной на толщину абразивного круга или фрезы, которым производится разрезка заготовки.
Когда суппорт приходит в крайнее правое положение, станок останавливают. Собачкой 7, подпружиненной пружиной <$, за рукоятку 6 освобождают рычаг 3. Суппорт с навитой пружиной возвращают в первоначальное положение; при этом оправка 10 удерживается на месте втулкой 9. Навитую пружину отделяют от бухты и пропускают че]эез отверстие шпинделя станка.
243
Если отверстие шпинделя станка меньше наружного диаметра пружины, то ее снимают вместе с оправкой. Монтаж и демонтаж приспособления на станке занимают мало времени. Производительность труда при внедрении приспособления повысилась в 1,5 раза.
Рис. 171. Приспособление для навивки пружин с постоянным и переменным шагом.
Приспособление для навивки пружин с постоянным и переменным шагом. Новатором Ю. В. Козловским разработано приспособление для навивки пружин с постоянным и переменным шагом. Оно предназначено для применения при мелкосерийном производстве заготовок пружин, когда специализированное навивочное пружин¬
244
ное оборудование отсутствует или когда его использование нерентабельно.
С помощью предлагаемого приспособления навивка пружины производится на оправке, установленной во вращающийся шпиндель токарного станка или дрели. Изменение шага пружины достигается механизмом приспособления, работающим за счет движения проволоки. Приспособлением можно навивать цилиндрические винтовые пружины наружным диаметром 2—15 мм из проволоки диаметром 0,3—1,5 мм. При соответствующем увеличении габаритов приспособления им можно изготовлять пружины других размеров.
Приспособление (рис. 171) состоит из державки 15, снабженной раздвижным квадратом 5, роликов 9 к 14 и двуплечего рычага 2, установленного на оси 1. Цилиндрическая поверхность ролика 14 снабжена профилированной канавкой для подачи проволоки, а его торец выполнен в виде кулачка, ролик 9 — гладкий, кулачок на ролике 14 на рисунке не показан. Ось ролика 14 посредством винта 13 может перемещаться в державке 15 в направлении к оси ролика й, сжимая при этом в профилированной канавке навиваемую проволоку. На одном конце двуплечего рычага 2 установлен толкатель 11, контактирующий с кулачком ролика 14, а на втором конце — упор 3, который деформирует виток навиваемой пружины вдоль оси оправки. Положение упора 3 по высоте относительно рычага может регулироваться при помощи стопорного винта 4. Рычаг 2 подпружинен в направлении к торцу ролика 14 пружиной (на рисунке пружина не показана). На одной оси с роликом 9 расположен рычаг 10, в котором установлены буксы 6 и /2, подающие навиваемую проволоку к оправке. Положение рычага 10 фиксируется винтом 8. Державка 15 снабжена ручкой 16.
Навивка заготовок цилиндрических пружин с чередующимися поджатыми витками с помощью описанного приспособления осуществляется следующим образом. Цилиндрическая оправка, соответствующая внутреннему диаметру навиваемой пружины, устанавливается, например, в шпинделе токарного станка. Раздвижным квадратом 5, предварительно раздвинутым до диаметра оправки винтом 7, приспособление свободно устанавливают на оправке. По диаметру оправки устанавливают также положение упора 3, букс 6 и 12 и рычаг 10.
9* 245
Пропустив навиваемую проволоку через буксы, закрепляют ее в оправке. Винтом 13 перемещают ролик 14 до необходимого зажима проволоки между роликами 9 и 14. С началом вращения оправки проволока начинает: навиваться на оправку. Поступательное движение проволоки заставит вращаться ролики 9 и 14. Так как за счет пружины толкатель 11 постоянно прижат к торцу ролика 14, то упор 3 при этом получает колебательное* движение, определяемое кулачком ролика 14. Это колебательное движение упора 3 будет периодически деформировать вдоль оправки навиваемые витки пружины.. Поскольку проволока поступает из неподвижной буксы,, то это движение упора периодически (по закону, заданному профилем кулачка) изменяет шаг навиваемой пружины.
При необходимости получить пружину только с постоянным шагом толкатель 11 выводят из контакта с кулачком, а рычаг 2 закрепляют в определенном положении. Далее процесс навивки аналогичен описанному, с разницей лишь в том, что упор 3 занимает в процессе навивки фиксированное положение. При навивке заготовок пружин рабочий держит приспособление за ручку 16.
Приспособление для навивки длинных пружин на токарном станке. Обычно в индивидуальном и мелкосерийном производстве навивка пружин производится на токарном станке при помощи оправки и направляющей державки для навиваемой проволоки. Оправка закрепляется в шпинделе станка, а направляющая державка — в его суппорте. Шаг навиваемой пружины определяется продольной подачей суппорта станка. Ограниченное число витков навиваемой пружины, определяемое длиной оправки, а также необходимость принудительной продольной подачи суппорта станка делают такой процесс навивки малопроизводительным.
Новатором Ю. В. Козловским предложено высокоэффективное приспособление для навивки длинных пружин.
Приспособление (рис. 172) состоит из оправки 4 и державки 1. На конце оправки расположены шестерня 5 и ролик 6 с кольцевой канавкой. На державке 1 установлены шестерня 2 с роликом 3 с кольцевой канавкой и упор 8. Упор ввинчен на резьбе и застопорен гайкой 9. На конце Державки установлена также направляющая букса 7 для проводки навиваемой проволоки к оправке4.
246
Для навивки цилиндрической пружины оправка 4 устанавливается в шпиндель токарного станка, а державка 1 зажимается в его резцедержатель. Навиваемую проволоку проводят через буксу 7 и пропускают между кольцевых канавок роликов 3 и 6. За счет поперечной подачи резцедержателя по¬
даваемую сжимают канавках, стерни 2 и
проволоку в указанных При этом ше- 5 входят в за¬
цепление. При включении шпинделя станка оправка начинает вращаться, движение оправки через шестерни 5 и 2 передается ролику 3, проволока, подаваемая роликами из буксы, начнет навиваться на оправку 4, образовывая начало витка пружины.
При дальнейшем повороте оправки 4 проволока упирается в торец предыдущего витка и сталкивает его с ролика 6. В этом случае получают заготовку пружины с шагом, равным диаметру навиваемой проволоки. Для изменения шага навиваемой пружины изменяют положение упора 5, перемещая его параллельно оси оправки 4, стопоря гайкой 9. В последнем случае каждый навиваемый виток деформируется упором в направлении оси оправки до заданной величины шага навивки.
Так как образование каждого полного витка пружины заканчивается за торцом оправки 4, то длина последней не определяет число витков пружины, то есть осуществляется навивка заготовки цилиндрической пружины с любым числом витков.
Рис. 172. Приспособление для навивки длинных пружин на токарном станке.
247
Приспособление предназначено для изготовления пружин из проволоки диаметром от 1 до 3 мм, при изменении диаметра проволоки навиваемой пружины ролик б на оправке приспособления заменяется, ролик 3 — постоянный.
Приспособление для поджима крайних витков пружин. В цилиндрических пружинах, работающих на сжатие, необходимо подгибать крайние витки. При диаметре
Рис. 173. Приспособление для поджима крайних витков пружин.
проволоки более 1 мм это становится трудоемкой операцией, требующей разогрева крайнего витка. Разогрев производится обычно с помощью паяльной лампы или электронагревом, что требует специальных приспособлений.
Слесари-новаторы Ю. В. Козловский и Э. С. Паутов создали несложную приставку к сварочному аппарату точечной сварки, позволяющую нагревать и поджимать
248
крайние витки пружин из проволоки диаметром от 1 до 5 мм. Аппарат точечной сварки, используемый для подгибки пружин, имеет возможность плавной регулировки напряжения, что обеспечивает качество обработки и исключает брак.
Приспособление состоит из двух прижимов, конструктивно одинаковых (рис. 173). Прижимы надеваются на штанги сварочного аппарата, но изолированы от нее текстолитовыми прокладками. Каждый прижим состоит из контактной пластины из красной меди 1, полого латунного корпуса 2 с двумя штуцерами для подключения к сети сжатого воздуха или воды с целью охлаждения контактной пластины, текстолитовой прокладки 3 с винтом для закрепления приспособления на штанге.
При работе один из прижимов электрически соединен с нижней штангой, а другой — с верхней. Аппарат включается. Обрабатываемая пружина прижимается крайним витком к обеим контактным пластинкам, замыкая зазор между ними. Напряжение на контактных пластинах предварительно отрегулировано в зависимости от диаметра проволоки. Электрический ток, протекая по отрезку витка пружины, разогревает его, и поджим осуществляется тут же, на контактных пластинах.
Приспособление просто по устройству, безопасно в работе и обеспечивает высокую производительность труда.
Приспособление для отгибки ушка винтовых пружин.
Отгибка ушка винтовых пружин представляет большую трудность и производится обычно вручную при помощи плоскогубцев. При ручной отгибке ушка много пружин уходит в брак.
Новатор Ю. В. Козловский разработал и изготовил приспособление, позволяющее за одно движение отогнуть ушко в заданное положение (рис. 174, а).
На рис. 174,6 изображена схема приспособления, а на рис. 174,б и г — последовательность операций при отгибке ушка.
Приспособление сконструировано следующим образом. На базовой планке 2 установлены направляющие 1 с ползуном 5. Ползун перемещается в направляющих при помощи рычага 3, соединенного с базовой планкой осью 4.
В ползуне 5 размещен ползун-установщик <9, подпружиненный пружиной 11. Величина хода ползуна-
249
установщика относительно ползуна определяется длиной паза 9 и винтом 10, ввинченным в корпус ползуна. Внутри ползуна-установщика в свою очередь вмонтирован упор-отгибщик 7 с пружиной 15 и регулирующим винтом 13, ввинченным в заглушку 12 ползуна приспособления.
На нижней плоскости ползуна смонтирован упор 16, подпружиненный пружиной 17, с винтом 14 для регулировки вылета упора относительно ползуна. С направляющими приспособления жестко соединена упорная пластина 6.
При работе приспособление крепится базовой планкой при помощи струбцины к столу или верстаку или зажимается в слесарные тиски и регулируется в зависимости от наружного диаметра пружины и диаметра проволоки.
Регулировка заключается в установке расстояния А (см. рис. 174,6) между упором 16 и пяткой ползуна-
установщика 7, которое должно быть равно —2—» где
D — наружный диаметр пружины, d — диаметр проволоки.
Регулировка производится винтами 14 и 13.
Для отгибки ушка пружина вводится в окно приспособления между упорной планкой 6 и ножом ползуна- установщика 8, а затем ползун 5 подается вправо, нож отделяет виток от пружины и прижимает его к упору, при этом пятка упора-отгибщика отгибает виток, а упор 16 одновременно сдвигает пружину вправо и центрирует отогнутый виток по оси пружины. При необходимости, за счет регулировки приспособления, возможна отгибка ушка под углом к оси пружины, а также со смещением его относительно оси.
Ю. В. Козловским изготовлено два приспособления: одно предназначено для пружин диаметром от 2 до 7 мм из проволоки диаметром от 0,1 до 0,7 мм, другое — для пружин диаметром от 7 до 20 мм из проволоки диаметром до 2 мм.
Применение приспособления в 2,5 раза повышает производительность труда на данной операции и ликви* дирует брак.
Приспособление для изготовления стопорных колец.
Слесари-новаторы Ю. В. Козловский и Э. С. Паутов разработали приспособление, предназначенное для изго-
250
товленйя стопорных колец и шайб из пружинной проволоки.
Кольца и шайбы получаются в результате продольной разрезки винтовой пружины, навитой до соприкосно¬
вения витков с обратным напряжением (для избежания последующей рихтовки изделий).
Общий вид приспособления показан на рис. 175. Приспособление состоит из основания 1 с мотором 2. На валу мотора устанавливается вулканитовый круг 3,
251
толщина которого определяется шириной паза кольца. На основании закреплен кронштейн 4 с подвижным корпусом 5, который может перемещаться относительно кронштейна винтом 6. В корпусе установлена букса для пружинной заготовки. В буксе прорезан паз, ширина которого несколько больше толщины круга 3. При помощи
Рис. 175. Приспособление для изготовления стопорных колец.
винта 6 прорезь на буксе совмещается с кромкой круга, а затем в буксу вводится пружинная заготовка. Вращение вулканитового круга 3 должно быть направлено против направления подачи заготовки. Производительность приспособления 40—50 тысяч колец в смену. Приспособление просто в изготовлении, удобно в работе, повышает производительность труда.
Катушка для проволоки. При навивке пружин обычно используется катушка, на которой помещается бухта проволоки. При вращении катушки проволока по мере надобности поступает на вращающуюся оправку или в другие механизмы. Для устойчивости катушки при работе основание ее делается тяжелым, из чугунной плиты.
Новатор Ю. В. Козловский изготовил легкую переносную подающую катушку (рис. 176). Преимущество ее состоит в том, что ось катушки присоединена к струбци¬
3
6
5
252
не, которая может быть закреплена На станине станкй, верстаке или любом предмете. Катушка несложна в изготовлении и удобна в работе.
Рис. 176. Катушка для проволоки.
37. Стапочное оборудование для изготовления пружин
Станок для обработки торцов пружин. Новатором Г. Шестеперовым предложен станок для обработки торцов пружин (рис. 177), который представляет собой станину 1 с шлифовальными бабками 2 и 7. На станине крепится магазинное устройство 3. Привод к бабкам осуществляется от электродвигателя 9 через клиноременную передачу. Шлифовальные круги 6 применяются чашечно-цилиндрические, скорость шлифования 25 м/сек.
Шлифовальные бабки имеют возможность перемещаться при помощи винтов для. получения заданного размера пружины и для компенсации износа кругов, точность перемещения шлифовальных бабок 0,1 мм.
На валу 10 установлен редуктор 8, соединенный с ременной передачей 5, которая является приводом мага-
253
Зинного устройства 3. Барабан магазина служит третьим (натяжным) шкивом ременной передачи 5. Работает станок следующим образом: пружина помещается
в призму магазина 3 и далее при вращении магазина попадает между ориентирующими планками 4, которые центрируют пружину относительно шлифовальных кругов. Затем пружина поступает под ремень, прижимается и проходит между шлифовальными кругами. При дальнейшем вращении магазина ремень освобождает пружину и она вываливается в бункер, который размещен в станине 1.
Производительн ость станка зависит от скорости закладки пружин в магазинное устройство.
Внедрение станка дает улучшение условий труда, повышение качества и производительности, обеспечивает безопасность в работе.
Настольный автомат для навивки пружин. Существующие станки для навивки цилиндрических винтовых пружин рассчитаны на крупносерийное и массовое производство. Они сложны по конструкции, дороги и тяжелы.
При мелкосерийном производстве, особенно в радиоприборостроении, существует необходимость в простом настольном станке, который мог бы легко перестраиваться для изготовления цилиндрических винтовых пружин широкой номенклатуры.
Настольный автомат конструкции Ю. В. Козловского дает возможность навивать плотные и шаговые пружины как из мягких, так и из твердых проволок. Диаметр пружины— от 2 до 10 мм, диаметр проволоки — от 0,2 до 0,7 мм.
Производительность автомата— 1200 витков пружины в минуту.
Автомат (рис. 178) состоит из основания 1 и стойкий, на которой смонтированы механизмы станка. На осно¬
254
Рис 177. Станок для обработки торцов пружин.
вании установлен электродвигатель мощностью 150 вт и с числом оборотов 2800 в минуту (на рисунке электродвигатель не показан).
Движение от двигателя передается на шпиндель 6 с помощью ременной передачи. На шпинделе установлен цанговый патрон 6.
Навивка цилиндрических пружин производится на оправке с помощью сменного вращающегося прижимного ролика 9 на кронштейне 4, который может перемещаться в вертикальном направлении для перестройки станка на навивку пружин различных размеров. Перемещение кронштейна производится в направляющих с помощью регулировочного винта 3.
На стойке имеется рычаг 8 с шестерней 10, передающей движение от шестерни на шпинделе (на рисунке не показана) к большой шестерне 11, которая установлена на кронштейне 4. От шестерни 11 через систему шестерен 12 вращение передается прижимному ролику 9.
Рычаг 8 закреплен болтом и может откидываться, что дает возможность связывать шпиндель с шестерней 11 при перемещении кронштейна 4.
Проволока для изготовления пружин подается к оправке через направляющую втулку 5. Втулка закреплена в державке, которая вставляется в отверстие на стойке
$5
Рис. 178. Настольный автомат для навивки пружин.
и фиксируется стопорным винтом 7. При необходимости навивки пружины в правую или левую сторону державка может вставляться в другое отверстие, расположенное на стойке симметрично по другую сторону от шпинделя. Для этой цели имеется второй стопорный винт. Соответствующим образом переставляется шестерня 10 с рычагом 8.
Настройка автомата производится следующим образом. В цанговый патрон вставляется оправка, диаметр которой соответствует внутреннему диаметру пружины. Прижимной ролик подбирается так, чтобы канавка на его поверхности соответствовала диаметру проволоки, и ролик прижимается к оправке за счет перемещения кронштейна 4. После этого шестерня 10 вводится в зацепление с шестерней шпинделя и шестерней 11.
Шаг навиваемой пружины зависит от положения направляющей втулки. При необходимости плотной навивки втулка смещается от плоскости вращения ролика на расстояние, равное диаметру проволоки.
В начале работы необходимо круглогубцами сделать первый виток так, чтобы проволока, проходя направляющую втулку и обогнув оправку, зажималась бы между роликом и оправкой. Затем включается станок, и ролик, вращаясь, тянет проволоку, навивая таким образом пружину.
Готовая бесконечная пружина сходит со свободного конца оправки и отводится специальной отводящей трубой. На конце отводящей трубы может быть установлено отрезное устройство.
Пресс-автомат для изготовления деталей из проволо*
ки. Спроектированный, изготовленный и внедренный новаторами Ю. В. Козловским и Э. С. Паутовым пресс- автомат предназначен для изготовления деталей различной конфигурации из медной, латунной и стальной проводоки диаметром от 0,2 до 2 мм.
Пресс-автомат состоит из барабана, правйльного механизма, подающего устройства и собственно пресса с пневмоцилиндром.
Барабан, на который надевается моток проволоки, имеет регулируемое тормозное устройство. В барабане укреплены подвижные стойки, устанавливаемые по диаметру мотка. Кронштейн оси барабана может поворачиваться для правильного направления проволоки в рихто- вочный механизм.
Щ
Правильный механизм состоит из двух горизонтальных и двух вертикальных рядов шарикоподшипников (по 3 шарикоподшипника в каждом ряду). Для правки проволок различных диаметров и из различного материала расстояние между подшипниками может регулироваться. Подшипники имеют канавки, предупреждающие соскальзывание проволоки.
Подающее устройство содержит две стойки, одна из которых неподвижна, а другая перемещается вдоль оси, захватывает и тащит за собой проволоку. Перемещение стойки производится от кулисного механизма, находящегося вместе с электродвигателем и редуктором в корпусе автомата. Настройка кулисного механизма на различную величину подачи (от 0 до 200 мм) производится рукояткой на диске кулисы. Обе стойки имеют конусные зажимы. Подвижная стойка имеет конусный зажим, захватывающий проволоку при движении вперед и свободно пропускающий ее при обратном движении. Конусный зажим в неподвижной стойке установлен наоборот, так что он не дает проволоке идти назад.
Пресс работает от пневмоцилиндра, приводимого в движение от сети сжатого воздуха с давлением от 3 до 5 кгс/см2. Шток цилиндра пресса сблокирован с подающим механизмом. Пресс развивает усилие до 1800 кгс. В патрон и на станину пресса устанавливается штамп, производящий обрубку проволоки и формовку изготовляемой детали. Готовая деталь падает по лотку в сборный ящик.
Производительность пресса — 20 тысяч деталей в смену.
В пресс могут быть установлены различные штампы, дающие возможность получать детали самых различных конфигураций.
Преимуществом пресса-автомата является простота устройства и универсальность. При его использовании отпадает надобность в применении дорогих и сложных штампов.
Автомат для рубки проволоки. Автомат для правки и рубки проволоки на заготовки создан новатором П. В. Игдаловым. Автомат (рис. 179) правит и рубит проволоку диаметром от 2,5 до 5 мм на заготовки длиной до 600 мм. Состоит он из следующих узлов: катушки 1 для бухты проволоки, правильного устройства 2, подающего роликового механизма 3 и рубильного пресса 4. Подача
257
проволоки производится по направляющей трубе 5 на кнопочный выключатель 6, который включает пресс. Проволочные заготовки подают в специальную тару 7. Наладка автомата очень проста.
Дрель для навивки пружин. Весьма трудоемким процессом является навивка конусных пружин, пружин с оставленными прямыми концами и других пружин сложной формы.
Целесообразность применения автоматов для изготовления таких пружин определяется серийностью их производства. При мелкосерийном производстве обычно используются различные ручные приспособления. Новаторы Ю. В. Козловский и Э. С. Паутов предложили специальную дрель.
Применение специальной дрели упрощает технологию и повышает производительность труда.
Конструктивно дрель (рис. 180) состоит из корпуса 2, в котором размещен редуктор, передающий движение от рукоятки 5 к шпинделю 1. В отличие от существующих конструкций для обеспечения качества изготовления пружин и сохранения высокой производительности труда дрель может иметь три различные скорости вращения. Для этого редуктор, состоящий из трех пар шестерен, имеет три выходные оси для присоединения рукоятки 5. Возможность быстрого и легкого переключения дрели на различные скорости дает возможность подобрать нужную скорость при изготовлении пружин.
Другим отличием от обычных конструкций является наличие упоров и автоматический возврат ручки в исходное положение. В начале работы рукоятка стоит у ниж¬
258
него упора 6. Верхний упор 3 ограничивает дальнейшее движение рукоятки при совершении шпинделем нужного числа оборотов. Положение верхнего упора может меняться, для чего по окружности корпуса 2 сделаны спе¬
циальные гнезда для установки упора 3. Возврат ручки осуществляется пружиной 4. Упоры и пружина используются при средней скорости работы дрели, чаще всегс применяемой при навивке небольших сложных пружин.
259
Форма навиваемой пружины определяется формой оправки, укрепляемой на шпинделе дрели. При работе дрель укрепляется на верстаке или зажимается в тиски.
Применение дрели избавляет от необходимости изготовления различных кустарных приспособлений, повышает производительность и обеспечивает высокое качество деталей.
38. Прогрессивные методы обработки
Изготовление пресс-форм из легкоплавких металлов.
При сложных профилях матриц и пуансонов на заключительных операциях требуется применение высококвалифицированного ручного труда. При изготовлении стальных пресс-форм последние должны быть, кроме того, закалены. Операции шлифования и полирования их после термообработки являются заключительными и трудоемкими.
Однако при прессовании термопластичных масс, например полихлорвинила, стальные пресс-формы имеют существенный недостаток, заключающийся в том, что нагретый полихлорвинил при заполнении пресс-формы выделяет агрессивные газы, которые в сочетании с самой массой разрушают хром, а затем и сталь. Такие пресс- формы после двух-трех ремонтов теряют размеры и списываются как негодные для дальнейшего использования.
Поэтому пресс-формы из легкоплавких металлов, в частности из алюминия и его сплавов, находят широкое применение на некоторых заводах страны. В результате внедрения таких пресс-форм на 50% сократилось применение ручного слесарного труда, так как форма матрицы достигается путем холодного выдавливания. Усилие выдавливания при этом требуется во много раз меньше, чем на стали. Кроме того, отпали такие операции, как подготовка и обработка под закалку, закалка, обработка после закалки (шлифование фигуры до размера, полирование и хромирование). Таким образом, технология изготовления пресс-ферм упростилась и ускорилась.
Алюминий и алюминиевые сплавы имеют хорошую теплопроводность, поэтому деталь, прессуемая в такой пресс-форме, быстро остывает, то есть происходит ее быстрое формообразование. Например, если на двухместной стальной пресс-форме требуется на формообразование 5—6 сек., то на алюминиевой восьмиместной пресс¬
260
форме— 1 сек. Это дало возможность автоматизировать производство деталей и применять вместо двухместных восьмиместные пресс-формы.
Ввиду того что газы и сама масса не разрушают алюминий, стойкость пресс-формы, как показала практика, увеличилась во много десятков раз. Так, например, восьмиместная пресс-форма с алюминиевыми вкладышами (матрицами) может использоваться 3—5 лет и работает более производительно при хорошем качестве прессуемых деталей.
Технология изготовления пресс-форм с вкладышами из легкоплавких металлов довольно проста и заключается в следующем. В качестве примера рассмотрим последовательность изготовления восьмиместной пресс-формы, где вкладыши (матрицы) из алюминиевых сплавов запрессованы в стальные обоймы. Изготовление самих обойм производится обычными способами; левая и правая обоймы должны быть обработаны совместно, то есть соединенными на фиксирующие отверстия под колонки. При изготовлении вкладышей (матрицы) заготовка подрезается до заданного размера с двух сторон, затем один торец обрабатывается «как чисто» для полирования под холодное выдавливание. После этого заготовка отправляется на отжиг, который производится при температуре 360—380° С с медленным остыванием вместе с печью. После отжига обработанный чисто торец полируется до чистоты поверхности V 9, и производится холодное выдавливание формы мастер-пуансоном на необходимую глубину. После этого наружные размеры матрицы (вкладышей) обрабатываются под запрессовку в обойму так, чтобы при соединении левой обоймы с правой обеспечивалось бы точное совпадение обеих половин пресс-формы. После запрессовки вкладышей в обоймы последние прикрепляются к блокам, и пресс-форма готова к работе.
Штамп с самоформирующимся свинцовым пуансоном.
Штамповка малых партий деталей экономически невыгодна, так как штампы стоят дорого и при малых партиях штампуемых деталей не окупаются.
Новаторы объединения «Красногвардеец» предложили и внедрили в производство штамп с самоформирующимся свинцовым пуансоном.
Такой штамп конструктивно прост и дешев в изготовлении. Качество вытяжки и формообразования при
261
штамйовке на штампе с самоформируЮЩймся пуансоном получается вполне удовлетворительное.
Штамп состоит (рис. 181, а) из следующих частей: собственно пуансона 1 с навинченным на него корпусом 2, амортизатора 3, втулки 4, свинцового вкладыша 5 и матрицы 6. Резиновый амортизатор и втулка надеты на штырь пуансона и установлены внутри
Рис. 181. Штамп с самоформирующимся свинцовым пуансоном.
корпуса штампа. Во втулке, ниже торца штыря пуансона, установлен свинцовый вкладыш, который выполняет роль самоформирующегося пуансона.
Штамп работает следующим образом. На матрицу штампа помещается лист 7 штампуемого материала и наносится удар пуансоном. Первоначально листа 7 касается втулки 4, которая прижимает лист к поверхности матрицы, затем штырь пуансона давит на свинцовый вкладыш 5, который при этом находится в замкнутом объеме, выталкивает его из втулки, производя вытяжку листа. При этом втулка 4 перемещается относительно корпуса 2 на некоторую величину h (рис. 181,6) и сжимает амортизатор 3.
В теле амортизатора просверлены вертикальные отверстия, которые позволяют сжиматься амортизатору в замкнутом объеме корпуса пуансона.
262
При подъеме пуансона амортизатор возвращает втулку 4 в исходное положение, после чего может производиться штамповка следующего элемента. Форма углубления в матрице на качество штамповки не влияет, единственные условия, обеспечивающие штамповку: объем углубления должен быть меньше объема свинцового вкладыша, а контур (в плане) углубления должен вписываться в контур штыря пуансона.
б)
Рис. 182. Радиальное выдавливание гравюр штампов.
Штампом с самоформирующимся свинцовым пуансоном могут производиться также проколка отверстий и вырубка мелких деталей.
Радиальное выдавливание гравюр штампов. Применение в промышленности метода холодного выдавливания при изготовлении гравюр штампов и пресс-форм сложной конфигурации позволяет резко сократить расход инструментальных легированных сталей за счет изменения конструкции пресс-форм (раньше их делали из целой заготовки, а теперь сборными), снизить трудоемкость и повысить качество изделий, высвободить оборудование.
На рис. 182, а показано приспособление для выдавливания-обжатия. Из инструментальной стали изготовляют специальную обойму /, закаленную до твердости HRC 54—56, с конусным отверстием (примерно 3°), обработанным по 10-му классу чистоты. В заготовке 2 матрицы делают отверстие с требуемой чистотой поверхности. Диаметр его на 0,05—0,1 мм больше наружного диаметра рабочей части пуансона <?, благодаря чему он
Щ
свободно входит в это отверстие. Наружный диаметр заготовки протачивают по конусу и помещают в обойму 1. Затем устанавливают пуансон 3 и кольцо 4. Профиль рабочей части пуансона соответствует нужной гравюре, а чистота ее обработки аналогична чистоте обработки гравюры матрицы.
Обойма обеспечивает радиальное обжатие заготовки 2 матрицы при ее движении вдоль конусной поверхности этой обоймы. Под действием усилия пресса кольцо 4 продвигает и запрессовывает в обойму заготовку матрицы с пуансоном. При этом на внутренней поверхности матрицы воспроизводится рельеф пуансона. После изготовления матриц-вставок 3 их запрессовывают в плиту или корпус пресс-формы (рис. 182,6).
Метод холодного выдавливания обжатием позволяет механизировать ручную обработку конусных полостей матриц штамповочных уклонов, что высвобождает рабочих высокой квалификации и снижает трудоемкость изготовления штампов и пресс-форм. С целью уменьшения трения стенки обоймы перед выдавливанием рекомендуется смазывать раствором медного купороса.
Применение стиракрила при ремонте станков. В последние годы на ряде заводов в качестве ремонтного материала, заменяющего цветные металлы, широко применяется стиракрил, состоящий в общем случае из 57% порошка и 43% жидкости. Соединяемые со стиракрилом поверхности обрабатывают не выше чем по 3-му классу чистоты. Для прочности соединения на них выполняются выточки, сверления или насечка. Затем поверхности чисто вытирают и обезжиривают бензином, ацетоном или другими растворителями и тщательно подсушивают. Если нужно предохранить другие поверхности от прилипания стиракрила, их покрывают парафином, пластилином или силиконовым маслом. Чтобы при заливке полостей не было утечки жидкой массы стиракрила, используют различные формочки, прокладки, применяют пластилин, а чтобы при этом в них не образовывалось пустот и раковин, обеспечивают выход воздуха. Жидкая масса стиракрила хорошо соединяется с залитым ранее и отвердевшим пластиком. Поэтому возможна последовательно наслаивающаяся заливка.
При затвердевании стиракрила выделяется тепло. Во избежание пористости необходимо обеспечить его интенсивней отвод и заливать стиракрил небольшими пор-
264
циями. Если нужно получить более монолитную структу¬
ру твердого сгиракрила, то или форму создают местное давление до 10 кгс/см2.а)
Так как стиракрил затвердевает через 30—
70 мин., соединяемые детали это время должны быть прочно скреплены. Полное же отвердение пластика в зависимости от окружающей температуры длится 12—15 час. Отвердевший стиракрил хорошо обрабатывается резанием, шлифуется и полируется. Если надо удалить стиракрил с детали, это можно сделать нагреванием до температуры 150—200° С, выжиганием или путем механической обработки.
Затраты при ремонте металлорежущего оборудования уменьшаются в 2—4 раза.
39. Механизация О
слесарных работ
Малогабаритные переносные пневматические сверлильные станки. А. Н.
Васильевым разработан станок для сверления отверстий диаметром от 0,2 до 1 мм как в небольших, так и в крупногабаритных деталях (рис. 183, а). Станок состоит из подставки, на которой расположен круглый регулируемый по высоте
после заливки его в полость
Рис. 183. Малогабаритные пневматические сверлильные станки.
265
стол. На подставку зажимным винтом крепится станина. На станине в кронштейне двумя хомутиками закреплена пневмомашинка. Корпус машинки может свободно перемещаться вверх и вниз в отверстиях хомутиков с помощью механизма подачи. Механизм подачи состоит из зубчатой рейки, закрепленной на корпусе машинки, и шестерни, размещенной на оси подпружиненной рукоятки. Для регулировки заданной глубины сверления имеется регулируемый упор. На ротор машинки устанавливается сверлильный патрон. При сверлении мелких деталей деталь ставится на круглый стол, при сверлении отверстий в крупногабаритных деталях станина станка может быть снята с подставки и установлена непосредственно на деталь. При сверлении неметаллических деталей для предохранения поверхности детали от царапин нижняя часть станка оклеена тканью. Пневматическая машинка развивает высокие обороты, создающие достаточную скорость резания при сверлении сверлами малого диаметра. Высокая чувствительность подающего механизма и жесткое положение станка исключают поломку сверл, обеспечивают качественное выполнение работ.
Станок прост по конструкции, дешев в изготовлении, удобен в работе и значительно повышает производительность труда, так как сверление в крупногабаритных деталях отверстий малого диаметра ручными, электрическими или пневматическими дрелями не обеспечивает качественного выполнения сверлильных работ (сверла часто ломаются).
Техническая характеристика станка
Число оборотов шпинделя в минуту до 30 000 Давление сжатого воздуха, в кгс!см2 3
Габариты (ширина X длина X высота), в мм 70x^00x200
Аналогичный сверлильный станок предложен П. П. Албанским (рис. 183,6).
Устройство станка исключительно просто. Малогабаритная пневматическая машинка установлена на подставке-столике при помощи двух зажимных винтов, позволяющих изменять высоту установки машинки и ее вылет.
265
Механизм подачи сверла отсутствует: при работе сверло подается при помощи оправки С. П. Сорокина» описанной ранее.
Приставка к долбежному станку для обработки деталей сложных профилей методом шлифования. Приставка разработана Ю. И. Арефиным и предназначена для изготовления штампов, пресс-форм и других деталей сложного профиля.
Приставка состоит из оправки, на которой установлен абразивный круг и электродвигатель. Устанавливается приставка вместо резцедержателя долбежного станка. Приспособление позволяет обрабатывать поверхности радиусом до 1200 мм. Для производства мелких работ разработана приставка с вертикальным расположением круга.
Приспособление позволяет обрабатывать не только отверстия цилиндрические или с параллельными стенками, но и отверстия для форм с углом наклона для съема. Например, для обработки форм с углом съема в 15— 30' используется угол поворота хобота станка. Так как нониус станка обладает недостаточной точностью, то для отсчета необходимо пользоваться индикатором.
В зависимости от хода стола на специальной скобе к станине крепится индикатор, по которому и ведется отсчет.
Основным измерительным инструментом при работе с данной приставкой является индикатор.
Для изготовления окон с острыми углами устанавливается оправка с расположением круга не посередине, а консольно — с левой или правой стороны для плотного подхода к стенке. Кроме того, целесообразно пользоваться разворотом шлифовального круга за счет поворота долбяка.
Наибольшая глубина обработки детали равна ходу долбяка — 200 мм. Наибольший размер обрабатываемой поверхности изделия зависит от величины перемещения стола. Чистота обработки V6—V7.
Основными достоинствами приставки являются быстрота, точность и дешевизна изготовляемых деталей. Исключается дорогостоящая ручная припиловка.
Приставка очень надежна в работе.
Приспособление для слесарной обработки фасонных поверхностей шаблонов, матриц и т. п. Профиль плоского фасонного изделия типа шаблона, матрицы и других
267
можно рассматривать как геометрическую фигуру на плоскости. Применение определенных технологических наладок дает возможность в процессе обработки воспроизвести этот профиль в металле, используя те же принципы геометрического построения, которые используются при вычерчивании такого рода фигур на бумаге с помощью обычного чертежного инструмента. Отсюда этот метод обработки носит название метода геометрического построения. При этом методе определенным образом настроенная технологическая цепь приспособление—изделие—инструмент дает возможность воспроизведения поверхности сложной формы за счет простейших движений инструмента (прямолинейное движение напильника или притира) и вращательного движения изделия.
Профильные поверхности большинства плоских изделий сложной формы могут рассматриваться как сочетание простейших элементов в виде прямых или дуг окружностей, которые могут быть воспроизведены последовательно по участкам.
Следует помнить, что при обработке деталей наряду с основной задачей — задачей воспроизведения формы поверхности в металле — встает другая, не менее сложная задача — задача контроля геометрии профиля.
Устройства, позволяющие производить обработку сложных профилей, составленных из сочетания элементов, путем шлифования или слесарного опиливания, носят название универсальных или координатных приспособлений.
Принцип, заложенный в основу конструкции этих приспособлений, заключается в том, что положение любой прямой линии геометрической фигуры может быть определено двумя параметрами — величиной нормали и ее угловым расположением к избранной системе координат. Дуга окружности при этом уподобляется многограннику с очень большим числом сторон, а радиус окружности является нормалью. Протяженность дуги в этом случае определяется ее угловой величиной.
Практически этот прием сводится к следующему. Если заготовку закрепить так, чтобы она могла поворачиваться вокруг некоторой точки, представляющей собой начало системы координат, и затем после последовательных поворотов ее на необходимые углы, для приведения обрабатываемых участков в горизонатальное положение, шлифовать, опиливать или доводить бруском об-
268
рабатываемые участки до размеров, равных величинам нормалей^от этих прямых до оси вращения, то в результате такой обработки мы получим профиль заданной геометрии.
Рис. 184. Приспособление для слесарной обработки фасонных
деталей.
Приспособление для разметки и опиливания плоских фасонных изделий конструкции новатора И. В. Смирнова показано на рис. 184, а. Оно состоит из трех основных узлов: плиты с двумя стойками, координатного устройства и регулируемой наметки.
Координатное устройство состоит из шпинделя /, который может вращаться в бронзовых подшипниках стоек.
269
На фланце 3, находящемся на передней части шпинделя, имеется паз, в котором помещается хвостовик поперечной направляющей 5. Направляющая перемещается по пазу с помощью ходового винта и может быть застопорена в нужном положении гайкой 4.
На средней части шпинделя 1 насажен делительный квадрат 2. Стороны квадрата сориентированы так, что их направление совпадает с направлением перемещения поперечной направляющей 5 и движка 6. В пазу поперечной направляющей 5 помещен хвостовик движка 6, в свою очередь перемещающийся вдоль паза с помощью ходового винта и стопорящийся гайкой 12. На наружной части фланца 3 нанесена градусная шкала, дающая в сочетании с нониусом, закрепленным на передней стойке, возможность углового поворота с точностью 3'.
Более точная установка на требуемый угол осуществляется с помощью синусной линейки, которая после ее настройки на заданный угол-устанавливается под соответствующую грань делительного квадрата 2 и фиксирует его, а вместе с ним и все координатное устройство в необходимом угловом положении. Та же операция может быть произведена и с применением блоков угловых мер. Величины перемещений поперечной направляющей 5 и движка 6 отсчитываются по линейным шкалам и нониусу с точностью 0,1 мм.
Наметка 8 служит для определения положения инструмента (напильника, надфиля, притира или чертилки) в момент обработки. Рабочая поверхность наметки может устанавливаться на нужную высоту путем перемещения ее вдоль направляющих стойки 10 вращением диска 9.
Плоская заготовка с двумя параллельными сторонами зажимается кулачками 7, которые сдвигаются и раздвигаются с помощью винта, имеющего на концах правую и левую нарезки. Для прижатия заготовки к плоскости наметки координатное устройство сдвигается вперед на небольшую величину винтом 13. Высота оси шпинделя от плоскости плиты измеряется, и в дальнейшем ее величина служит основной величиной Н при определении величины нормали или радиуса.
Рассмотрим процесс обработки профильных изделий с помощью данного приспособления применительно к конкретным примерам, представленным на рис. 184,6 и в.
270
Прямоугольная заготовка шаблона 11 (см. рис. 184,6), с отфрезерованным по разметке профилем и отшлифованными до получения параллельности боковыми сторонами, помещается на движке приспособления 7 и закрепляется кулачками.
Рабочая поверхность наметки 8 располагается точно по размеру Н — высоте оси вращения шпинделя, что контролируется с помощью блока концевых мер и индикатора.
Манипулируя перемещением заготовки, располагаем ее так, чтобы при поворачивании шпинделя вправо и влево на 45° стороны профиля находились на уровне рабочей поверхности наметки плюс некоторый припуск на обработку. В этом положении обе прямолинейные стороны профиля шаблона припиливаются или доводятся до того момента, пока они не окажутся в одной плоскости с рабочей поверхостью наметки 8. Обработка ведется последовательно сначала одной, а затем второй стороны.
Каждый раз после надлежащей угловой установки заготовка вместе со всем координатным устройством поджимается к опорной плоскости наметки винтом 13, что обеспечивает ее устойчивое положение.
После того как обе стороны профиля заготовки окончательно обработаны, плоскость наметки поднимается выше оси вращения на размер H + R и производится обработка дугового участка. Эта обработка происходит при постепенном поворачивании координатного устройства. При этом поджатие заготовки винтом 13 должно быть таким, чтобы поворачивание происходило с некоторым усилием.
Обработка съемника вырубного штампа (см. рис. 184, в) производится в следующей последовательности. Как и в первом случае, сначала обрабатываются стороны заготовки, которые должны быть отшлифованы до получения параллельности. Рабочая поверхность наметки устанавливается ниже оси вращения на величину радиуса R вписанной в шестигранник окружности. Затем, перемещая заготовку с помощью координатного устройства, приводят ее в начальное положение, то есть в такое, когда центр первого отверстия совпадает с осью вращения шпинделя, что контролируется от габаритных сторон заготовки. После этого, нанося чертилкой линии на уровне поверхности наметки, при последовательном
271
Поворачивании заготовки на 120° размечается первый шестигранник.
После перемещения заготовки в нужном направлении на величину шага t (что контролируется по линейной шкале и нониусу) совмещают центр второго отверстия с осью вращения и производят разметку второго отверстия. Для разметки третьего отверстия эта операция повторяется.
После разметки отверстия предварительно обрабатываются на сверлильном и долбежном станках и опиливаются с оставлением припуска на окончательную обработку. Для заключительной операции заготовка вновь закрепляется в приспособлении, выверяется и производится окончательная обработка профиля напильниками, брусками и притирами. Для обработки второго и третьего отверстий заготовка, как и при разметке, перемещается на шаг t.
Контроль сводится к проверке совпадения плоскостей сторон шестигранников с плоскостью наметки и к контролю угловой установки.
Возможности применения приспособления для обработки сложных профилей приведенными примерами не ограничиваются. Во всех случаях обработка ведется последовательно по элементам с перемещением изделия на новый центр построения отдельных участков профиля в системе прямоугольных координат.
Настольные координатно-разметочно-сверлильные станки. Станок новатора П. П. Албанского предназначен для разметки отверстий центровым сверлом в деталях разнообразных форм и конфигурации с точностью 0,01 мм, для сверления отверстий (до 6—8 мм) и для разметки деталей с нанесением рисок. Кроме того, конструкция станка позволяет производить и дополнительные операции: расточку отверстий и градуировку шкал и лимбов.
Разметка и обработка круглых и плоскостных деталей ведется как с торцовой, так и с боковой части детали, под любым углом, с ориентацией относительно базовых поверхностей, с отсчетом углов по лимбам. В большинстве случаев разметка и обработка деталей ведется с одной установки. Применение станка в условиях единичного и мелкосерийного производства повышает производительность труда в 3—4 раза по сравнению с ручной разметкой при высокой точности обработки детали.
272
Станок может быть использован в инструментальных» экспериментальных и механических цехах. Простота конструкции при универсальности станка не требует специальной подготовки для работы на станке, а его малогабаритность позволяет изготовить станок на большинстве предприятий. Станок механизирует разметку, частично разгружает координатно-расточные станки, а где их нет, может заменить их на разметке и сверлении отверстий в деталях. Наличие вертикальной делительной поворотной головки с двусторонним шпинделем является отличительной особенностью станка и значительно расширяет его технологические возможности.
Станок (рис. 185) состоит из следующих основных узлов: разметочно-сверлильного механизма (поз. 13— 25), вертикальной делительно-поворотной головки с двусторонним шпинделем (поз. 2—12), опорной плиты на ножках 1 и различной инструментальной оснастки.
Разметочно-сверлильный механизм, предназначенный для закрепления режущего или разметочного инструмента и для приведения их в движение, состоит из двух стоек 17, соединенных скалками 16 и 21, на которых установлен корпус с разметочно-сверлильным шпинделем 18 (отверстие шпинделя — конус Морзе № 1). Корпус шпинделя 18 может перемещаться по направляющим скалкам при помощи ходового винта, вращаемого маховичком 25. Шпиндель 18 смонтирован в обойме на подшипниках качения и имеет гибкий приводной вал 20 с диаметром сердечника 10 мм. Гибкий вал может быть присоединен к валу двухскоростного электродвигателя или к другому приводу, имеющему несколько скоростей, например к приводу сверлильного станка. Продольная подача шпинделя осуществляется рукояткой 14, связанной через полукольцевую накладку 13 с двумя дисками 15 и со стальными лентами 19. Отсчет величины перемещения шпинделя с инструментом осуществляется по линейке (цена деления 1 мм), закрепленной на подушке разметочного механизма, и круговому лимбу (при отсчете перемещения в долях миллиметра). Рабочий шпиндель может быть застопорен как от вращения, так и от продольной подачи.
Разметочно-сверлильный механизм смонтирован на подвижной подушке 24, передвигающейся по направляющим 22, которые установлены на основании станка — плите 1. Стопорение подушки 24 производится рукоят-
273
10 Зак. М 851
кои 23. Механизм HMeef следующие рабочие ДбиЖекий: 1) вращение главного шпинделя; 2) продольную и поперечные подачи режущего инструмента.
Вертикальная делительно-поворотная головка с двусторонним шпинделем служит для закрепления детали и установки ее в требуемое положение относительно разметочно-сверлильного механизма. Головка имеет сле-
Рлс. 185. Настольный координатно-разметочно-сверлильный
станок.
дующее установочное движение: 1) перемещение по высоте; 2) поворот вокруг горизонтальной и вертикальной осей.
Делительная головка состоит из корпуса 10 и основания 3. Установка головки на плите осуществляется по рискам, нанесенным на плите станка, и по контрольной риске на основании головки. Делительная головка имеет несколько рабочих положений на плите станка, в зависимости от размера и формы детали. На одном конце шпинделя головки постоянно закреплен трехкулачковый патрон 12 с градусным лимбом 11 на фланце патрона (цена деления нониуса 5'). На другом конце шпинделя, имеющем конусное отверстие, закрепляются четырехкулачковый самоцентрирующий патрон или планшайба 7,
274
либо машинные тиски. Установка шпинделя по высоте осуществляется верхним маховичком 8, закрепленным на конце винта вертикального подъема. Для прохода шпинделя имеются два окна, расположенные под уголом 180°. Отсчет величин перемещения шпинделя по высоте ведется по линейной шкале 6 с ценой деления 1 мм и лимбу 9 с ценой деления 0,01 мм. Линейка закреплена на наружном корпусе, а контрольная риска нанесена на внутреннем корпусе головки, для чего в корпусе предусмотрено окно. Лимб установлен на винте подъема под маховичком. На верхней части головки имеется стопорный винт для закрепления винта вертикального перемещения.
Поворот шпинделя с патроном вокруг горизонтальной оси осуществляется средним маховичком 5, закрепленным на конце червячного винта, соединенного с червячным колесом, насаженным на шпиндель головки. Отсчет величины поворота шпинделя с патроном ведется по круговому лимбу 11 с ценой деления 1° и нониусу с ценой деления 5'. Градусный лимб свободно вращается на фланце патрона и имеет стопорный винт для закрепления лимба на фланце в нужном положении. Поворот головки с патроном вокруг вертикальной оси осуществляется нижним маховичком 2, закрепленным на выступающем конце червячного винта. Последний сцепляется с червячным колесом, закрепленным на корпусе головки. Отсчет величины поворота головки ведется по лимбу 4 (цена деления лимба Г) и нониусу (цена деления 5'). который закреплен на основании головки. Стопорный винт на основании головки служит для закрепления головки после ее установки. Для быстрого и свободного поворота головки на основании червячный винт может быть выведен из зацепления с колесом при откидывании колодки с червяком. Колодка поворачивается на специальном винте и крепится в постоянном положении затяжным винтом.
Для проверки установки и совпадения осей при нулевых положениях делительной головки и разметочного механизма в оснастке станка имеется установочная втулка и контрольный валик. При проверке втулка зажимается в патрон головки. Биение ее выверяется по индикатору, а затем между втулкой и плитой ставится блок концевых мер, высота которого равна высоте расположения центра шпинделя разметочного устройства от плиты минус половина диаметра втулки. В таком положении
275
линейка и лимб головки ставятся на нулевые риски. После этого взамен сверлильного патрона в шпиндель вставляется контрольный валик, который поперечным перемещением доводится до совпадения его с отверстием втулки, после чего лимб и линейка разметочного механизма также ставятся на нулевые риски и закрепляются.
К оснастке станка, используемой при обработке деталей, относятся следующие детали и узлы: патроны самоцентрирующий трехкулачковый и четырехкулачковый, планшайбы, машинные тиски, сверлильный и расточной патроны, державка для сверления мелкими сверлами, пружинные чертилки, установочные центры, оправки для выверки нулевых положений, наборы центровых и спиральных сверл диаметром до 8 мм, наборы расточных резцов и резцов для нанесения рисок.
Техническая~характеристика станка
Наибольшие размеры обрабатываемой детали, в мм:
круглой (диаметрХдлина) .... 350x 350
плоской 250 x 250
Наибольший диаметр сверления, в мм:
по металлу 6
по пластмассе 8
Диаметры растачиваемого отверстия,
в мм 4—10
Габариты станка (длинахширинахвы-
сота), в мм 750x550x550
Масса станка, в кг 120
Данные разметочно-сверлильного механизма, в мм:
величина хода на плите по направляющей 200
величина хода шпинделя (глубина
сверления) 100
величина поперечного перемещения шпинделя 160
Данные вертикальной делительно-поворотной головки, в мм: величина перемещения шпинделя
вниз от центра 50
величина перемещения шпинделя
вверх от центра 60
Угол поворота шпинделя вокруг горизонтальной оси, в град 360
Угол поворота головки вокруг вертикальной оси, в град 360
Перед началом работы на станке указатели на линейках и на лимбах устанавливаются в нулевые положе¬
276
ния. При установке заданных размеров отсчет ведется по линейкам и лимбам. После установки размеров, во избежание случайного сдвига маховичков (рукояток), все установочные винты стопорятся. Вращение маховичков при установке размера ведется только в одну сторону для создания натяга. Разметка под сверление отверстий в деталях ведется центровым сверлом; производить разметку спиральным сверлом или сверлить без предварительного засверливания центровым сверлом не рекомендуется. Диаметр центрового сверла берется в зависимости от диаметра спирального сверла.
Детали круглой формы закрепляются в трехкулачковом самоцентрирующем патроне. Для точной выверки детали, закрепленной в патроне, между патроном и фланцем имеется зазор в 0,5 мм. Биение детали контролируется по индикатору. После окончательной выверки винты, крепящие патрон к фланцу, затягиваются.
В четырехкулачковый самоцентрирующий патрон закрепляются детали, имеющие квадратную форму. Детали прямоугольной формы закрепляются в машинные тиски, вставляемые в шпиндель делительной головки. Детали сложной конфигурации и плоскостные закрепляются на планшайбе.
После окончательной выверки детали лимб на патроне ставится на нулевую отметку нониуса и закрепляется винтом. При сверлении нескольких отверстий в одной детали рекомендуется прежде всего все отверстия разметить центровым сверлом, после чего приступить к сверлению. При сверлении отверстий на заданную глубину на линейке винта медленной подачи шпинделя устанавливается упор, состоящий из гайки и контргайки.
При разметке центровым сверлом и при сверлении отверстий подачу шпинделя следует вести рукояткой быстрой подачи. При сверлении отверстий мелкими сверлами следует пользоваться державкой для мелких сверл. Применение державки (при сверлении сверлами до 1 мм) дает большую чувствительность, что исключает поломку сверл и брак деталей. При разметке наклонных отверстий во избежание увода сверла необходимо засверли- вать отверстие центровым сверлом как можно глубже.
При большой скорости резания и для получения чистой поверхности при обработке стали рекомендуется применять охлаждающие и смазывающие жидкости. Взамен жидкости можно рекомендовать и применение
277
мастики, состоящей из следующих компонентов: стеарина 100 вес. ч., воска 35 вес. ч., канифоли 3 вес. ч., вазелина 1 вес. ч. При сплавлении мастики нужно не допускать закипания. Применение мастики сохраняет режущие кромки инструмента и значительно сокращает время на очистку станка и уход за ним.
При разметке и сверлении круглой детали с боковой стороны делительная головка ставится в соответствующее положение на плите, в зависимости от диаметра и длины детали. Для определения базового размера применяется стержневой калибр (ловитель) и концевые меры длины. Стержневым калибром может служить контрольный валик, имеющийся в оснастке станка. Стержневой калибр подводится к торцовой стороне детали вместе с плиткой, которая должна проходить между деталью и стержневым калибром с незначительным усилием. В этом случае расстояние от оси шпинделя до базовой поверхности будет равно сумме половины диаметра стержневого калибра и размера плитки. Плитку рекомендуется брать размером 10 мм. После этого шпиндель разметочного устройства смещают на эту величину, а соответствующие показания на линейке и лимбе будут являться началом отсчета координат.
При разметке круглой детали с торца отсчет размеров ведется от центра на себя. Для продолжения линии разметки через центр необходимо деталь вместе с делительной головкой повернуть на 180° и от себя к центру вести разметку. При делении окружности на части величина радиуса расположения отверстий также отсчитывается от центра на себя, после чего деление на требуемое количество частей производится с помощью делительной головки, используя при этом градусный лимб и нониус. Если же положение отверстий задано не в градусах, а в системе прямоугольных координат, то они устанавливаются подъемом или опусканием детали в делительной головке при поперечном перемещении инструмента, закрепленного в шпинделе разметочного устройства.
Для определения базового размера при обработке деталей, закрепляемых в планшайбе или в машинных тисках, применяется стержневой калибр с мерительной плиткой. Способ определения базового размера описан при разметке и сверлении деталей с боковой стороны в самоцентрирующем патроне.
278
Детали, имеющие отверстия, устанавливаются на станке при помощи установочного центра. Установочный центр применяется также и при установке деталей в планшайбе или машинных тисках. Точность установки относительно разметочных рисок при использовании установочного центра ±0,2—0,3 мм. Центр имеет угол 60°.
Разметка деталей с нанесением рисок ведется подпружиненной чертилкой, установленной взамен сверлильного патрона в шпиндель разметочно-сверлильного механизма. Чертилка вводится в контакт с размечаемой деталью, после чего шпиндель от продольного перемещения стопорится гайкой и рукояткой, расположенной на винте медленной подачи, а вращение шпинделя стопорится стопорным винтом, установленным в задней крышке шпинделя. Разметка производится путем вращения детали в делительной головке и перемещения ее в вертикальном положении. Чертилка при этом должна перемещаться в горизонтальном направлении. Маневрируя тремя маховиками и отсчитывая размеры по линейкам и лимбам, можно производить сложную разметку деталей по данным чертежа с большой точностью.
Нанесение делений на лимбах и шкалах деталей из металла производится строганием специальным резцом. Поверхность, на которой наносятся деления, должна быть чисто обработана. Качество нанесения делений зависит от правильной заточки резца — при затуплении резца риски могут получаться непрямолинейными. На вязком металле риски получаются с заусенцами. Резцы для нанесения делений рекомендуется изготовлять из стали У12А; твердость после закалки и отпуска должна быть HRC 62—64.
На станке можно производить также и расточку отверстий. Расточка отверстия ведется расточной оправкой с закрепленным в ней резцом.
Расточная оправка устанавливается в шпиндель разметочно-сверлильного устройства взамен сверлильного патрона. При расточке подача шпинделя с расточной оправкой ведется только рукояткой медленной подачи. Отсчет величины подачи ведется по лимбу, имеющемуся на корпусе оправки.
Новаторы П. П. Албанский, И. В. Смирнов и Б. В. Коломинов предложили координатно-сверлильный станок с поворотной шпиндельной бабкой (рис. 186).
279
Особенностью устройства станка является размещение оси поворота шпиндельной бабки и наличие дополнительного перемещения стола. У известных станков ось поворота шпиндельной бабки расположена значительно выше стола и установленной на нем обрабатываемой детали. У данного координатно-сверлильного станка ось поворота шпиндельной бабки находится примерно на уровне рабочей плоскости стола.
Сущность работы станка заключается в следующем. После установки подлежащей обработке детали на столе плоскость детали, на которой чертежом заданы координаты отверстий, совмещается (путем вертикального перемещения основания салазок) с осью поворота шпиндельной бабки. Проверка точности совмещения производится при помощи специальной оправки, вставляемой в отверстие оси, или другим способом (например, при помощи индикатора, устанавливаемого на станине станка).
Затем за счет горизонтальных перемещений стола и салазок ось шпинделя совмещается с центром обрабатываемого отверстия и производится поворот шпиндельной бабки на требуемый (заданный чертежом) угол. Причем при повороте шпиндельной бабки на любой угол точка пересечения оси инструмента (шпинделя) с плоскостью детали будет оставаться неподвижной, и, следовательно, с одной установки детали (без перемещений стола) можно обрабатывать несколько отверстий с различными углами наклона.
Для пояснения принципа работы станка на рис. 187, а приведена схема наладки станка известной конструкции, а на рис. 187,6 — предложенного станка. Пусть из одной точки требуется обработать отверстия, одно вертикальное и несколько наклонных. Вначале стол координирует¬
280
Рис. 186. Координатно-сверлильный станок с поворотной шпиндельной бабкой.
ся для обработки вертикального отверстия, причем при обработке на станке, предложенном новаторами, дополнительно производится совмещение плоскости детали с осью поворота шпиндельной бабки. После обработки вертикального отверстия производится наладка для обработки наклонных отверстий. На станках известных конструкций необходимо кроме поворота шпиндельной бабки на заданный угол а переместить стол с деталью
Рис. 187. Примеры настройки станков с поворотной шпиндельной бабкой.
в горизонтальной плоскости на величину A = /itga, где k — расстояние от плоскости детали до оси поворота шпиндельной бабки.
При обработке наклонных отверстий на станке предложенной конструкции требуется только поворот шпиндельной бабки, что, естественно, уменьшает вспомогательное время и повышает точность обработки.
На рис. 187,б приведены примеры, показывающие преимущества и возможности станка.
Пример первый. Задано обработать отверстия под углами ai и аг, пересекающиеся с осью вертикального отверстия на расстояниях h и /2 от поверхности детали. Последовательность операций при этом будет следующая: ось шпинделя координируется относительно оси
281
вертикального отверстия, а плоскость разметки детали совмещается с осью поворота шпиндельной бабки и затем стол перемещается вверх на величину /ь поворачивается шпиндельная бабка на угол ai и производится обработка отверстия. Аналогично, но с подъемом стола на величину k и поворотом бабки на угол аг, производится обработка второго отверстия.
Рис. 188. Модернизированный координатно-разметочно-сверлильный станок с поворотной шпиндельной бабкой.
Пример второй. Задано обработать несколько наклонных отверстий под углами он, аг и т. д., точка пересечения которых расположена на глубине I от поверхности детали. Последовательность операций аналогична первому примеру.
Как следует из примеров, станок имеет несомненные преимущества перед известными координатно-расточными станками с поворотной шпиндельной бабкой: не требуется проведения расчетов при наладке, малое вспомогательное время за счет устранения горизонтальных перемещений стола при наладке и, следовательно, высокая точность и надежность.
На рис. 188 показан координатно-разметочно-сверлильный станок П. П. Албанского, мо¬
282
дернизированный по вышеописанной схеме. От своего прототипа (см. рис. 185) станок отличается тем, что разметочно-сверлильный механизм смонтирован на поворотной плите, а делительная головка установлена на салазках, обеспечивающих взаимно перпендикулярное перемещение в продольном и поперечном направлениях (на рисунке видна только рукоятка винта поперечного перемещения).
Станок для снятия фасок на листовых деталях.
Имеется много конструкций приспособлений и станков для снятия фасок на листовых деталях. Одна из таких конструкций, разработанная новатором Витебского станкостроительного завода им. Коминтерна Л. Я. Под- липским, представлена на рис. 189. В станине станка, имеющей коробчатую форму, на угольнике 1 установлены два корпуса 4, в которых на радиально-упорных роликоподшипниках расположен шпиндель с шлифовальным кругом, приводимым в движение от закрепленного на подмоторной плите 7 электродвигателя (N = 2>2 кет,
283
/г = 2860 об/мин.) через клиноременную передачу. Для регулировки величины снимаемой фаски и компенсации износа круга угольник посредством винта 3 с маховиком перемещают в направляющих 6, после чего его крепят к боковой плоскости станины четырьмя прихватами 5 с помощью рукояток. На рисунке (разрез АА) шлифовальный круг и винт с маховиком условно показаны в одной плоскости. На верхней плоскости станины закреплены под углом 90° две пластины 2 длиной 800 MMt образующие призму, по которой движется деталь при обработке. Внедрение станка повысило производительность труда, улучшило условия работы.
Полуавтоматическое приспособление для шлифовки кулачков сверлильных патронов. При изготовлении сверлильных патронов трудоемкой операцией является шлифовка цилиндрических поверхностей кулачков, прилегающих к внутренней стенке корпуса патрона.
Обычно шлифовка этих поверхностей производится на плоскошлифовальном станке шлифовальным кругом, профилированным до нужного радиуса. Этот способ обладает большими недостатками. Наждачный круг часто приходится проверять в целях получения заданной формы поверхности кулачка и подправлять алмазом. При этом затрачивается много времени, а также получается большой расход наждачных кругов и алмазов. При профилировании наждачного круга образуется много пыли в зоне работы шлифовщика. Детали, обработанные таким образом, получаются неодинаковыми и требуют дополнительной обработки при сборке сверлильных патронов. Из-за отсутствия взаимозаменяемости при износе одного из кулачков приходится выбрасывать все три кулачка.
Изготовленное слесарем-новатором А. Н. Васильевым полуавтоматическое приспособление позволяет производить шлифование радиусных поверхностей на деталях непрофилированным наждачным кругом. Обработанные на приспособлении детали получаются идентичными и взаимозаменяемыми.
Полуавтоматическое приспособление (рис. 190) устроено следующим образом. На основании 1 расположены две бабки 5 и 14 с центрами, между которыми устанавливается обойма 4. Передняя бабка 14 имеет вращающийся центр 13 с хомутиком 2, поворачивающий обойму на заданный угол после каждого хода стола
284
А-А
285
сверлильных патронов.
плоскбШЛйфовальиого станка. Поворот центра осуществляется червячной парой 15 и 16 вручную или автоматически при перемене направления движения стола станка.
На обойме 4 при помощи планок 3 устанавливаются кулачки 12. На изготовленном А. Н. Васильевым приспособлении одновременно закрепляется комплект из трех кулачков. Планки 6 на основании служат упорами при установке приспособления (см. разрез АА) на столе шлифовального станка. Сущность устройства для автоматического поворота центра 13 заключается в следующем. На оси червяка 16 неподвижно насажена втулка 17 с храповым колесом 19. В свою очередь на втулку 17 подвижно надет рычаг 20 с собачкой 18 и грузом 21.
При каждой перемене направления движения стола груз на рычаге вследствие инерции совершает одно качательное движение (отклоняется в сторону, противоположную -движению стола). Таким образом, на один цикл приходится два движения груза, из которых одно рабочее, а другое холостое.
Устройство автоматического поворота центра реверсивное, для реверса собачку 18 нужно повернуть вокруг своей оси на 180°. Ввиду того что поворот обоймы при шлифовке кулачков производится на незначительный угол, зубья на червячном колесе нарезаны только на половине окружности.
Величина угла поворота обоймы на один ход стола регулируется за счет поднятия или опускания груза 21 на рычаге 20.
Центр 11 в задней бабке 5 имеет механизм для продольного перемещения, необходимого для установки обоймы. Этот механизм состоит из упора 8, соединенного с центром, пружины 9, рейки 10 и шестерни 7. Для отвода центра шестерня 7 при помощи рукоятки (на рисунке не показана) перемещает рейку 10, которая, взаимодействуя с упором 8, выводит центр из зацепления с обоймой.
Возврат центра в исходное положение и поджим обоймы производятся пружиной.
Внедрение приспособления позволило значительно улучшить чистоту обрабатываемой поверхности кулачков, а также повысить точность их изготовления. Производительность труда возросла в 4—5 раз.
286
Полуавтомат для вырезки уплотнительных прокладок. Г. Матвеевым разработан полуавтомат для вырезки уплотнительных прокладок (колец, дисков) из листового материала (резины, кожи и т. п.) диаметром до 350 мм и толщиной до 10 мм.
Станок (рис. 191) состоит из плиты 2 с укрепленной на ней стойкой 4, несущей на себе кронштейн 3 со шпинделем 7 и механизмом подачи 8. На стойке укреплены также механизм прижима 1 для крепления заготовки к плите и кронштейн 5 с электродвигателем. На шпинделе крепится оправка 10 с резцами.
Вырезка колец или дисков производится следующим образом. Заготовка устанавливается на плиту и закрепляется с помощью механизма прижима. Резцы при помощи линейной шкалы, нанесенной на оправке, устанавливаются на требуемый размер вырезаемой детали и с помощью рукоятки 6 вместе со шпинделем подводятся к заготовке. Путем нажатия кнопки 9 включается механизм подачи. Вращение шпинделя можно осуществлять вручную или за счет включения электрического двигателя.
При вращении оправки с резцами автоматически происходит периодическое перемещение шпинделя на величину врезания от 0,125 до 0,25 мм за один оборот шпинделя в зависимости от настройки механизма подачи.
По окончании вырезания прокладки специальный упор выключает механизм подачи и шпиндель перемещается в исходное положение.
Применение станка позволяет значительно повысить качество и производительность труда при изготовлении различных уплотнительных прокладок
Рис. 191. Полуавтомат для вырезки уплотнительных прокладок.
287
40. Прессы
Пневморучной пресс. При мелкосерийном производстве каркасных деталей сложной формы с большим количеством фигурных отверстий и пазов применяются специальные дорогостоящие штампы. Изготовление каркасных деталей по элементам, не требующих специальных штампов, на стандартных прессах часто затруднено (или даже невозможно) из-за больших габаритных размеров каркасов или сложной конфигурации отверстий.
Новатором В. Т. Ереминым создан универсальный пресс для каркасных работ, позволяющий уменьшить количество применяемого оборудования. Пресс имеет ручной и пневматический привод с педальным управлением. Верхняя траверса, установленная на цилиндрической колонке и несущая пуансонодержатель, может поворачиваться на 360°, передвигаться вперед и подниматься для настройки на обработку деталей различных размеров. Нижняя траверса может сниматься или устанавливаться в различных положениях. Цанговый патрон пуансонодержателя и матрицедержатель позволяют быстро и легко заменять вырубной инструмент. Пресс работает от сети сжатого воздуха 3—4 кгс!см2 и развивает усилие на пуансоне до 3000 кгс. Шумоглушитель, находящийся на прессе, снижает уровень шума при выходе отработанного воздуха. Включение пресса производится ножной педалью. Вылет головки пресса может регулироваться от 350 до 490 мм. Нижняя траверса может выдвигаться или быть установлена в другом месте основания, что дает возможность обрабатывать коробчатые детали сложной конфигурации. Перестройка пресса производится очень просто и быстро, в результате чего можно использовать один пресс на разнообразных операциях. Матрицы, применяемые на прессе, цилиндрические, поэтому значительно удешевляется их изготовление.
Настольный пневморучной пресс для слесарно-сборочных работ. При мелкосерийном производстве в приборостроении слесарные операции, выполняемые на ручных прессах, составляют большую долю работ. Ручные прессы не обеспечивают высокую производительность и требуют от слесаря больших физических усилий. При этом усилие, развиваемое ручным прессом, часто бывает недостаточным. Вместе с тем характер выполняе-
288
мых работ не позволяет полностью перейти на стандартные пневматические прессы, так как это усложнит их настройку и приведет к большому проценту брака. Кроме того, использование стандартных пневматических прессов при слесарных работах ухудшает условия техники безопасности.
Настольный пневморучной пресс, разработанный Ю. В. Козловским, представляет собой модернизацию ручного пресса. Масса пресса 3,5 кг, он легко передвигается по верстаку. Пресс может легко переключаться с ручной работы на пневматический привод. При переключении пресса его настройка не меняется.
Пресс состоит из станины 1 (рис. 192), головки 3, пневмоцилиндра 6, рукоятки 5, рычажного механизма 4, ползуна 2 и зажимного патрона 7.
При работе на прессе вручную рабочий нажимает рукоятку, которая через перекидное звено соединена с рычажным механизмом ползуна.
Ползун, смещаясь вниз, передает усилие на зажимной патрон и рабочий инструмент.
Для перевода пресса Рис- 192- Нас1°льный пневморуч- на работу от пневмосети Н0 пресс-
перекидное звено рычажного механизма отключается от рукоятки и соединяется со штоком пневмоцилиндра. При давлении воздуха в сети 3—5 кгс/см2 усилие на ползуне достигает 1000 кгс.
Ход ползуна пресса регулируется от 5 до 35 мм при помощи штоковой гайки. Головка пресса смещается на расстояние до 300 мм от стола.
На прессе можно производить разнообразные слесарные операции: проколку, гибку, вырубку, просечку,
289
развальцовку, рубку прутков, набивку цифр и другие. Ю. В. Козловским специально разработаны для пресса приспособления, которые повышают производительность труда на указанных операциях. Ниже рассмотрены некоторые из этих приспособлений.
Универсальная матрица для проколки отверстий и пазов. Обычно используются матрицы со множеством
Рис. 193. Универсальная матрица.
разных отверстий или пазов. В случае выхода из строя одного отверстия или паза матрицу необходимо полностью шлифовать. На такую работу затрачивается много времени, при этом срок службы матрицы сокращается. Кроме того, не все пазы или отверстия можно предусмотреть заранее. Основной деталью универсальной матрицы (рис. 193) является плита /, в которой сделаны центральное отверстие и два сквозных прямоугольных паза. Вставки 3 имеют нужные для проколки отверстия. Стопорный винт 2 закрепляет вставки 3 в центральном отверстии плиты, регулировка высоты установки вставок производится гайками (на рисунке не видны). Весь комплект вставок хранится в прямоугольных пазах плиты 1. В стенках пазов установлены подпружинные шарики, предохраняющие вставки от выпадания,
290
Преимущество такой матрицы в том, что шлифуется только поверхность вставки. Изготовление вставок намного проще и дешевле, чем изготовление матрицы с постоянными отверстиями. Универсальная матрица легко настраивается, удобна в работе и повышает производительность труда.
Приспособление для прошивки фигурных отверстий.
Приспособление (рис. 194) используется для прошивки фигурных отверстий как на проход, так и в упор. Корпус приспособления, имеющий стандартную для пресса резьбу М18, закрепляется на ползуне пресса. На оси приспособления закреплен поворотный квадрат, имеющий четыре цанговых зажима для установки прошивки.
Ручка приспособления, с помощью которой поворачивается квад- Рис. 194. Приспособление для про* рат, имеет цифровые шивки фигурных отверстий.
обозначения, положение квадрата фиксируется.
Деталь, в которой необходимо прошить фигурное отверстие, крепится в токарном патроне или тисках, устанавливаемых на столе пресса. При обработке отверстий большого диаметра в работе участвуют все четыре прошивки последовательно, начиная с наименьшей. Приспособление дает возможность прошивать фигурные отверстия с диаметром описанной окружности до 8 мм} используя маломощные слесарные прессы.
Приспособление для обрубки деталей по радиусу. Приспособление предназначено для обрубки плоских деталей по радиусу и состоит из фигурного пуансона и матрицы (рис. 195). Пуансон имеет в центре направляющую колонку, а также хвостовик диаметром 10 мм, который крепится в цанговом патроне пресса. Матрица устанавливается на столе пресса. В момент обрубки направляющая колонка входит в матрицу и центрирует пуансон.
291
В исходном положении отверстие в матрице открыто и через него высыпаются обрубаемые отходы.
На приспособлении можно производить обрубку по радиусам четырнадцати различных размеров от 1 до 10 мм. Толщина материала — до 2,5 мм.
Рис. 195. Приспособление для обрубки деталей по радиусу.
Приспособление легко настраивается, удобно в работе, его применение повышает производительность труда в 3 раза за счет сокращения вспомогательного времени.
Приспособление для рубки штифтов и пружин. Приспособление (рис. 196) смонтировано на основании 1, которое устанавливается на столе пресса так, что нож- пуансон проходит в отверстие стойки 4 и крепится к столу зажимом 2. В вертикальной стенке стойки размещается букса с отверстием, соответствующим диаметру заготовки. Букса фиксируется винтом 7. Благодаря пазу в полке стойки и винтам 5 приспособление устанавливается относительно ножа таким образом, чтобы он ходил без зазора. Планка с упором 3 настраивается на необходимую длину отрезаемой части заготовки.
При рубке штифтов нож с отверстием, соответствующим диаметру прутка, устанавливается так, чтобы в ис¬
292
ходном положении ножа отверстия в ноже и буксе совпадали. Проходя сквозь нож, пруток упирается в упор 3. Рубка прутка производится при опускании ножа без вмятин и заусенцев. Оставшийся в ноже штифт удаляется из отверстия сжатым воздухом, который подается через штуцер 6 и отверстие в стойке, расположенное ниже буксы. Выпадая из ножа, штифт скатывается по наклонной части основания /.
Рис. 196. Приспособление для рубки штифтов и пружин.
На приспособлении можно рубить прутки диаметром от 0,3 до 6 мм на заготовки длиной от 3 до 300 мм. Точность по длине при изготовлении штифтов 0,05 мм. Производительность на этой операции 1000 шт. в час.
При рубке цилиндрических пружин перерывной навивки в стойку устанавливается соответствующая букса, а в качестве упора используется пружинящий стержень. Нож, используемый при рубке, не имеет отверстия, и его лезвие затачивается под углом 45°. При опускании нож раздвигает витки пружины и обрубает ее, так как пружина при этом пригибается, упор сделан пружинящим. Воздух в этом случае не подается.
Приспособление позволяет обрубать плотные и шаговые пружины.
293
Применение приспособления механизирует трудоемкую операцию при мелкосерийном производстве, повышает производительность труда и качество обработки.
Приспособление для керновки торцов валиков. При
обработке деталей из пруткового материала в центрах токарного станка деталь должна быть предварительно зацентрована. Разметка центра заготовки может производиться на приспособлении на настольном пневмопрес-
Рис. 197. Приспособление для керновки.
се. Диаметр заготовок от 4 до 20 мм. Конструктивно приспособление (рис. 197) состоит из следующих основных узлов: основания 1, корпуса 2 с рукояткой 3, сухарей 4 механизма раздвижного квадрата, стопора 5.
Работа механизма раздвижного квадрата приведена в описании конструкции универсального воротка Ю. В Козловского, приводимого в данной книге. Раздвижной квадрат дает возможность получить нужное по диаметру заготовки отверстие, ось которого совпадает с осью установленного внутри корпуса кернера. Центрирование деталей производится следующим образом: поворотом рукоятки устанавливается в раздвижном квадрате необходимое отверстие и фиксируется стопорным винтом,
294
затем в отверстие вставляется заготовка и ударом бойка пресса по ее торцу производится кернение.
Погрешность при центрировании деталей получается незначительной и только за счет разности наружных диаметров заготовок.
Применение приспособления этой конструкции в производстве создает удобство в работе, а также повышает производительность труда.
Цанговый патрон. Для зажима пуансонов и другого инструмента на ползуне разработан специальный патрон. Патрон легко навинчивается на ползун, для чего на
Рис. 198. Цанговый патрон и набор пуансонов.
нем имется резьба М18. Шестигранная гайка на корпусе патрона дает возможность закрепить патрон ключом. Конструктивно патрон состоит из двух деталей: корпуса и гайки. Корпус патрона, навинчивающийся на ползун, имеет в нижней части разрезную втулку с конусом. Гайка имеет внутренний конус, которым сжимается разрезная втулка, надежно закрепляя инструмент.
Для удобства в работе каждый пресс снабжен двумя патронами. Один из них (рис. 198), предназначенный в основном для прокола отверстий, закрепляет пуансоны, имеющие хвостовики диаметром 3 мм. Благодаря тому что наружный диаметр патрона не превышает 10 мм,
295
можно прокалывать отверстия в труднодоступных местах.
Кроме этого патрона в комплект оснащения пресса входит патрон аналогичной конструкции, предназначенный для инструментов с диаметром хвостовиков 10 мм. На рисунке показан также набор пуансонов для прокола круглых отверстий диаметром от 1 до 10 мм через 0,1 мм.
Применение цанговых патронов для работы на ручных прессах повышает культуру производства. Инструмент при этом можно делать малогабаритным, что снижает расход металла на его изготовление в 5 раз.
По сравнению с патронами, где хвостовик инструмента крепится болтом, цанговые патроны значительно удобнее и обеспечивают быстрый и надежный зажим.
Бесшатунный скоростной пресс. Сконструированный новатором В. А. Лященко бесшатунный скоростной пресс предназначен для изготовления деталей габаритом до 120X80 мм методом холодной штамповки из ленточного или полосового материала. Максимально допустимая толщина штампуемого материала 3 мм. Пресс рассчитан на скоростную штамповку от 60 до 2000 ударов в минуту с наибольшим допустимым усилием до 10 тс. Весь технологический цикл, включающий в себя подачу материала, штамповку, съем и выброс детали, происходит автоматически. На прессе можно осуществить как простую, так и последовательную вырубку, вырубку с вытяжкой или с гибкой. Пресс отличается высокой производительностью, которая при многорядной штамповке достигает десятков тысяч деталей в минуту.
Конструктивно пресс выполнен в виде самостоятельного агрегата. В качестве привода может служить любой электродвигатель мощностью не менее 2 кет с регулируемым диапазоном скоростей в пределах от 60 до 2000 об/мин. или любой другой привод с коробкой скоростей в этих же пределах. Например, в качестве привода может служить шпиндель горизонтально-фрезерного станка, а сам пресс может быть установлен на столе станка.
Конструкция пресса (рис. 199) очень проста и включает в себя детали всего 38 наименований. Несущий корпус может быть изготовлен литым или сварным. В корпус 5 помещены две шестерни 6, связывающие нижний
296
вал I и верхний вал 4. Нижний вал имеет муфту или шкив для присоединения привода 9. Нижний и верхний валы имеют эксцентричные шейки, эксцентриситет которых равен 8 мм. На шейках валов находятся эксцентриковые втулки 10, эксцентриситет которых также равен 8 мм.
На эксцентриковых втулках находятся: верхняя плита 3 с пуансоном и нижняя плита 2 с матрицей, соединенные между собой подвижно четырьмя колонками 8 и втулками 7. Вращением эксцентриковых втулок 10 в разные стороны устанавливается эксцентриситет наружного диаметра втулки относительно оси вала в пределах от 0 до 16 мм. Положение втулок фиксируется посредством соединительной муфты 1U
Разворот эксцентриковых втулок на один зуб дает изменение эксцентриситета на 0,44 мм и соответственно изменение подачи заготовки на0,88л*ж.
Работа на прессе сводится к заправке, ленты или полосы, остальной процесс происходит автоматически. Пресс работает следующим образом.
Привод, вращая нижний вал через шестерни, передает движение верхнему валу. При этом верхняя и нижняя плиты с оснасткой начинают двигаться по сложной траектории. Двигаясь вдоль заготовки вперед и назад, плиты одновременно сближаются и отдаляются относительно друг друга. В момент сближения плит пуансон входит в матрицу и происходит изготовление детали; одновременно происходит перемещение плит вперед, вдоль заготовки и протаскивание последней на шаг.
При отдалении плит друг от друга происходит выход пуансона из матрицы и съем детали. Заготовка в это время стоит неподвижно и удерживается тормозом. Одновременно происходит перемещение плит вдоль заготовки в обратном направлении до исходного положения.
Рис. 199. Бесшатунный скоростной пресс.
297
298
рубки отверстий в трубчатой заготовке.
Используя отрезок времени обратного движения плит, можно при помощи специальной приставки осуществить дополнительную подачу заготовки и довести шаг вырубок с 32 до 120 мм.
Габариты пресса: высота 690 мм, размер по фронту 390 мм, глубина 335 мм. Масса 250 кг.
Бесшатунный скоростной пресс имеет целый ряд преимуществ по сравнению с другими прессами: удобство в эксплуатации, высокая производительность, улучшение качества изготовляемых деталей, отсутствие шаговых ножей при высотой точности подачи, простая конструкция пуансона и матрицы и увеличение их срока службы в 1,8—2 раза.
Штамп для вырубки отверстий в трубчатой заготовке. В пластмассовой ручке для напильника, разработанной слесарем-новатором Ю. В. Козловским (описание конструкции ручки приводится в данной книге), имеется много отверстий.
Сверление отверстий на трубчатой заготовке сложной формы было трудоемкой операцией. Ю. В. Козловский и М. А. Биневич создали штамп (рис. 200) для одновременной проколки 60 отверстий в заготовке ручки.
Главной особенностью штампа является наличие 60 пуансонов 1, каждый из которых может смещаться в горизонтальном направлении в своей обойме. Пуансоны приводятся в движение кольцевым конусом 4, в котором сделаны прорези.
Кольцевой конус связан с верхней подвижной частью штампа, имеющей хвостовик для закрепления в головке штока пресса.
При ходе пресса вверх открывается рабочая зона штампа. Кольцевой конус, поднимаясь, давит на внешние ползуны 3 пуансонов, которые сдвигаются в радиальном направлении наружу. Установив заготовку, рабочий включает рабочий ход пресса, кольцевой конус опускается и, нажимая на внутренние ползуны 2 пуансонов, заставляет их смещаться к центру и производить вырубку отверстий в заготовке ручки. Вырубка проваливается во внутреннюю полость матрицы 5 и из нее — в сборник.
Крепить заготовку на матрице нет необходимости, так как усилия пуансонов направлены к центру и их равнодействующая равна нулю. Ручка состоит из двух половин, которые сконструированы таким образом, что
299
для проколки отверстий в них используется один и тот же штамп без всякой перестройки.
Применение штампа позволило механизировать трудоемкую операцию и значительно сократить затраты труда.
При незначительной переделке штамп может быть использован для проколки отверстий в других трубчатых деталях сложной формы.
ЛИТЕРАТУРА
Информационный листок Ленинградского БИТИ, 1968—1970.
Албанский П. Г1., Коломинов Б. В. и другие. Инструмент и технологическая оснастка для слесарей. Л., изд-во «Машиностроение», 1969.
Асеев В. А. Использование стиракрила при ремонте. «Машиностроитель», 1970, № 5.
Беспалов Ю. Г., Панько С. Ф. Групповой кондуктор. «Машиностроитель», 1969, № 12.
Бурков В. А. Штангенциркули для измерения деталей с остроугольными направляющими. «А1ашиностроитель», 1967, № 5.
Гильдинсон Е. М. Новшества витебских новаторов. «Машиностроитель», 1970, № 4.
Горелов А. Б., Корж Г. И. Прибор для измерения межцентровых расстояний. «Машиностроитель», 1967, № 4.
Зайцев Д. Ф., П о д т е п а А. П. Индикаторный прибор. «Машиностроитель», 1970, № 8.
Короленко Е. Достижения слесарей-лекалыциков. «Машиностроитель», 1970, № 8.
Логин М. И. Пресс для развальцовки трубок. «Машиностроитель», 1965, № 7.
ОГЛАВЛЕНИЕ
Предисловие 3
Глава I. Измерительные приборы и инструменты 5
1. Индикаторные инструменты и приборы 5
2. Штангенинструменты 28
3. Микрометры специальные 44
4. Угольники 47
5. Инструменты для измерения диаметров малых отверстий 52
6. Шаблоны и линейки 55
7. Приспособление для замера угла уклона щели под клин 58
Глава II. Инструменты и приспособления для разметки 60
8. Инструменты со штриховой шкалой 60
9. Центроискатели 65
10. Приспособления для пространственной разметки и для
разметки в системе полярных координат 72
11. Вспомогательные инструменты и приспособления для
разметки 84
Глава III. Тиски, струбцины и наметки 89
12. Быстродействующие тиски 89
13. Специальные тиски 96
14. Струбцины 10315. Наметки 108
Глава IV. Базирующие устройства. Приспособления для
сверления. Прижимы 118
16. Кондукторы 118
17. Базирующие устройства 135
18. Прижимы 140
Глава V. Инструменты и приспособления для обработки отверстий и слесарной обработки 146
19. Приспособления для обработки отверстий 146
20. Режущие инструменты для обработки отверстий 153
21. Приспособления для нарезания резьбы 159
22. Инструменты для слесарной обработки 164
23. Устройства для вырезки отверстий в листовом материале, прокладок и обработки резины 169
Глава VI. Слесарно-сборочные инструменты 176
24. Ключи 176
25. Отвертки 180
26. Универсальные воротки 186
27. Инструменты для резки и рубки 189
28. Кусачки и плоскогубцы 194
29. Пневматические инструменты и приспособления 196
30. Приспособления для обработки труб 207
31. Способы крепления абразивных кругов и наждачной
бумаги 210
32. Съемники и вспомогательные инструменты для изготовления штампов 214
33. Приспособления для маркировки 219
34. Разные слесарно-сборочные приспособления 223
35. Оборудование рабочего места 234
Глава VII. Изготовление пружин. Прогрессивные методы
обработки. Механизация слесарных работ 242
36. Приспособления для изготовления пружин 242
37. Станочное оборудование для изготовления пружин 253
38. Прогрессивные методы обработки 260
39. Механизация слесарных работ 265
40. Прессы 288
Литература 301
„Приспособления и инструменты для слесарных работ44
Редактор В. А. Преснова Технический редактор Г. В. Преснова Корректор А. А. Милитаури
Сдано в набор 3/X 1972 г. Подписано к печати 2/III 1973 г. М-37779. Формат бумаги 84ХЮ81/ва* Бумага тип. № 2 Уел. печ. л. 15,96. Уч.-изд. л. 15,14. Тираж 25 000 экз. Заказ № 851. Цена 67 коп.
Лениздат, Ленинград, Фонтанка, 59.
Ордена Трудового Красного Знамени типография им. Володарского Лениздата, Фонтанка, 57.