/
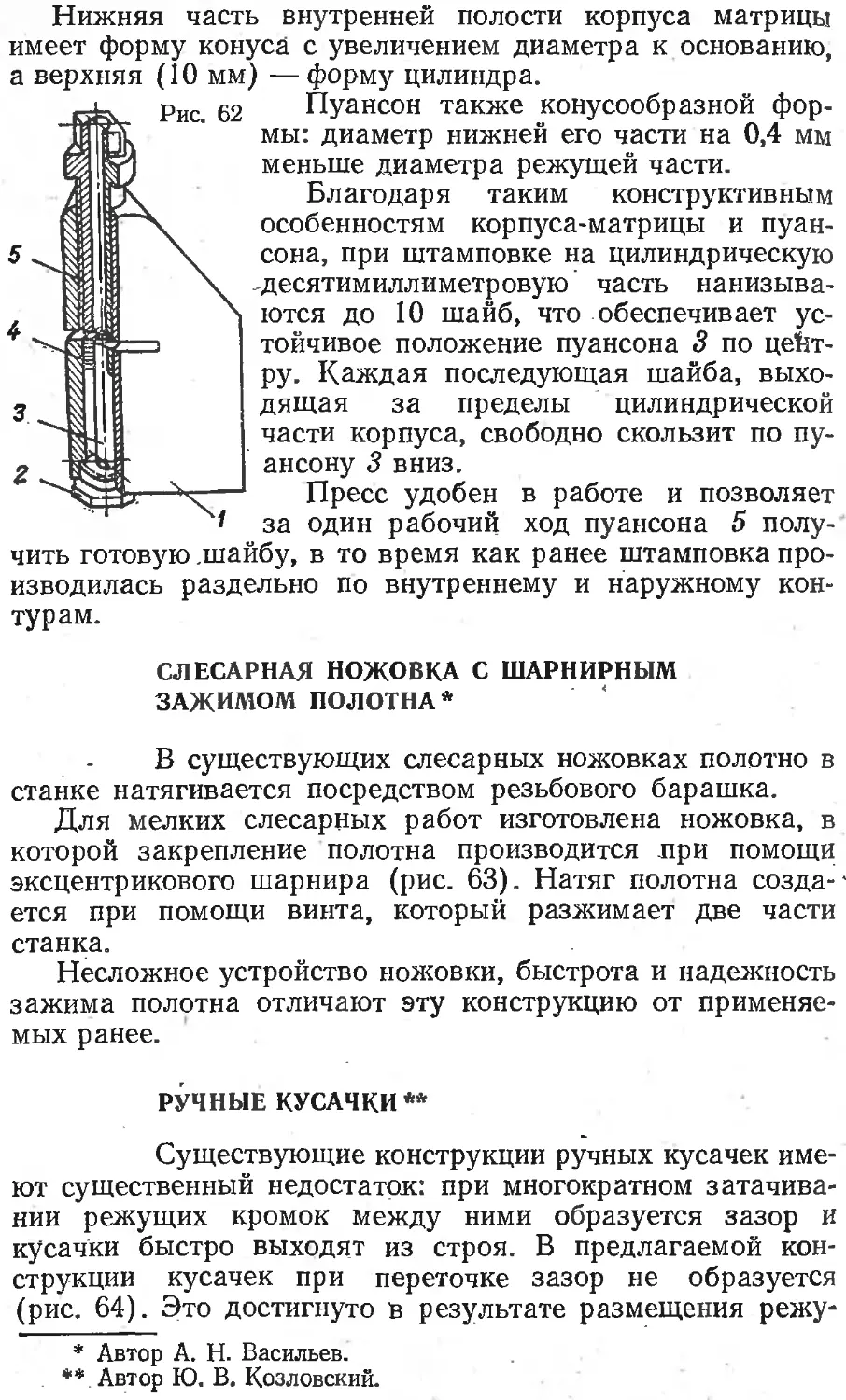
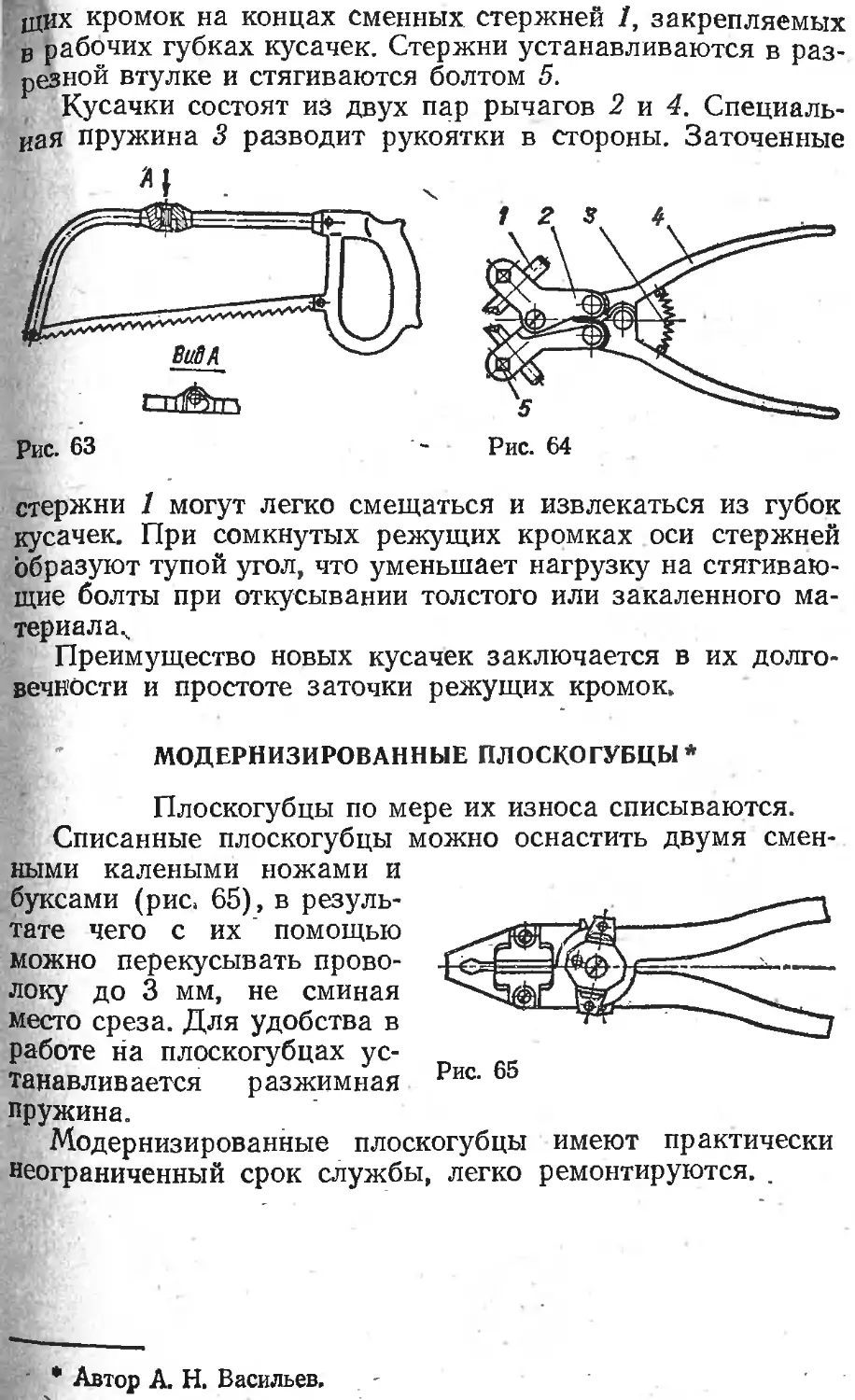

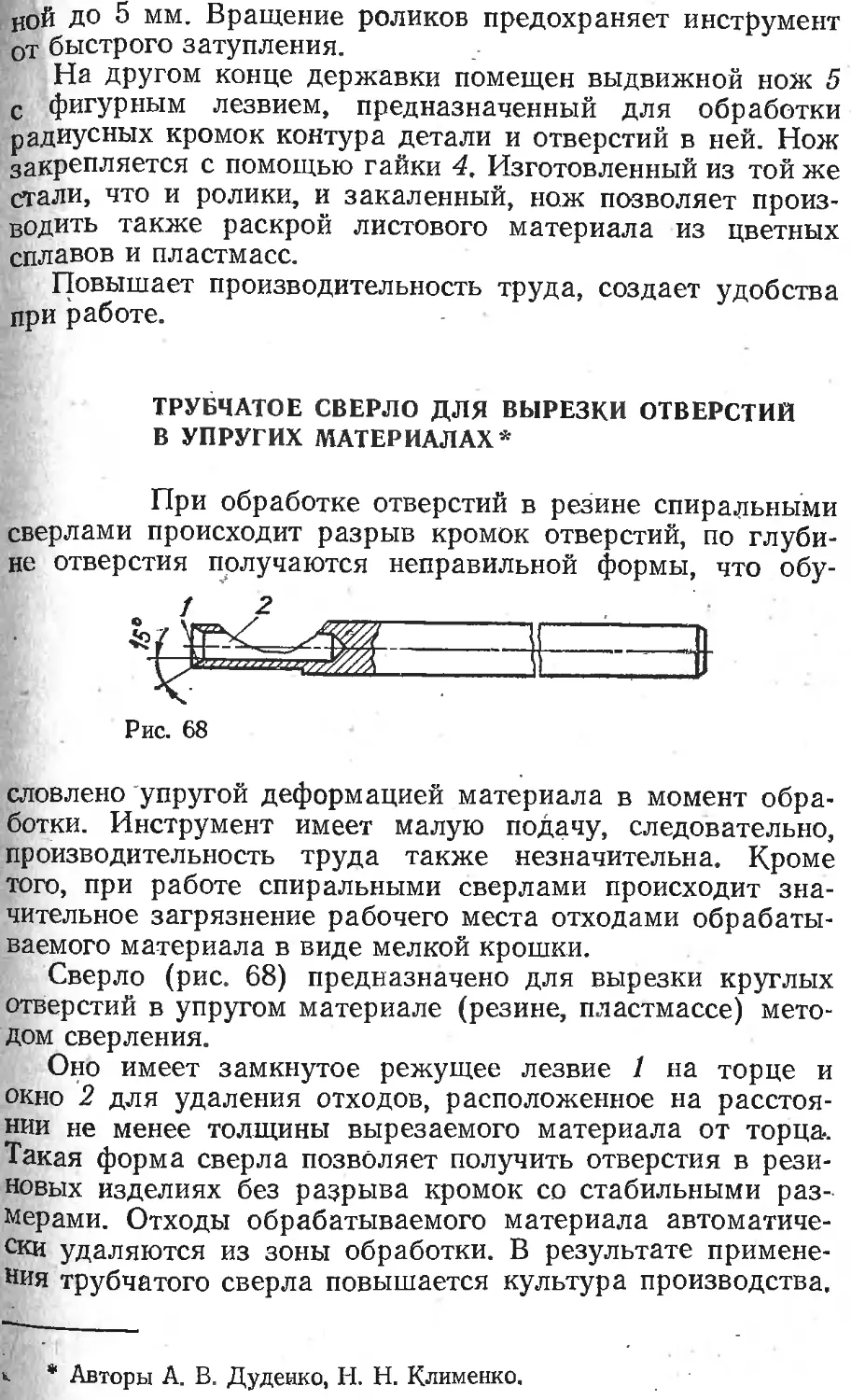


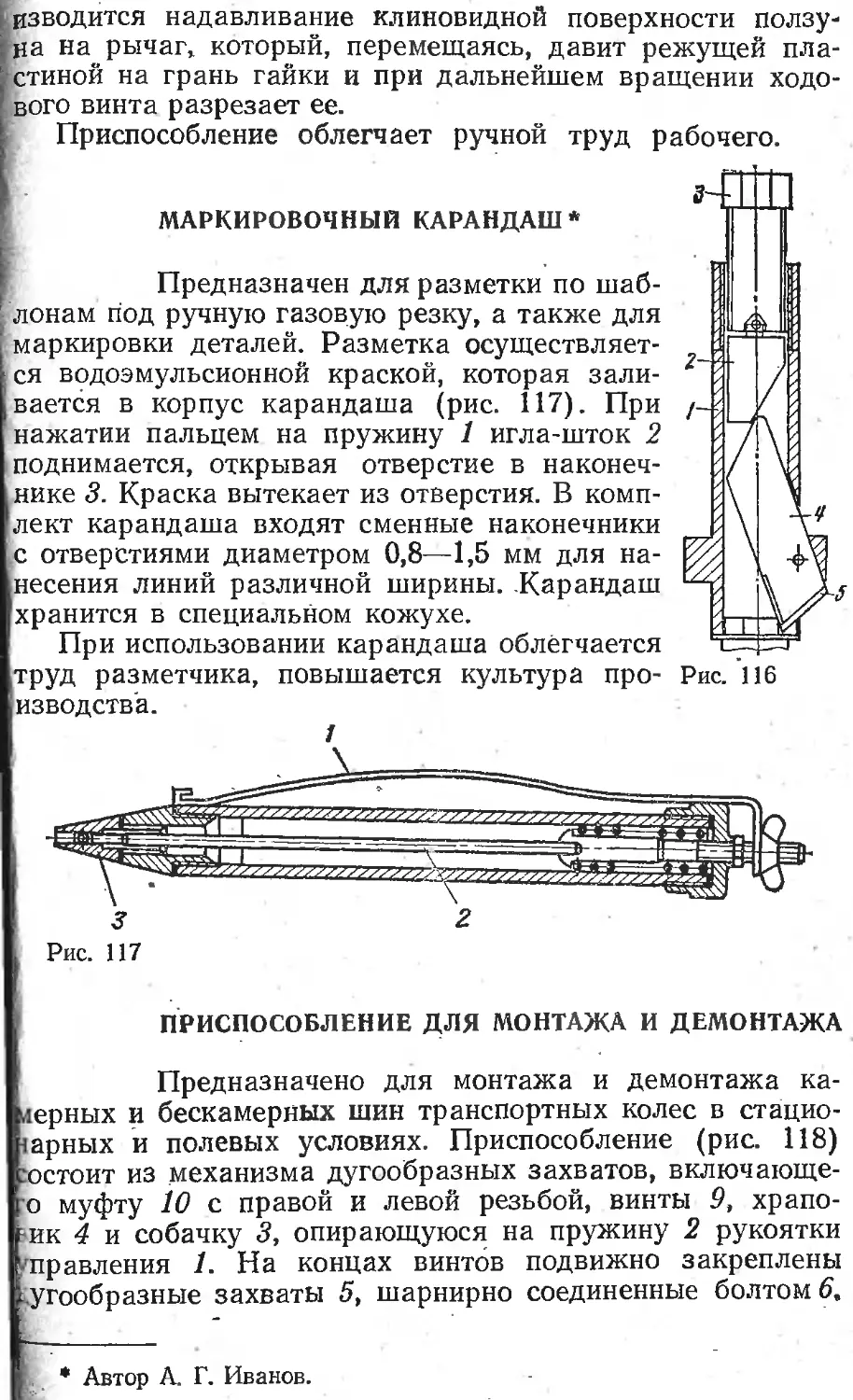
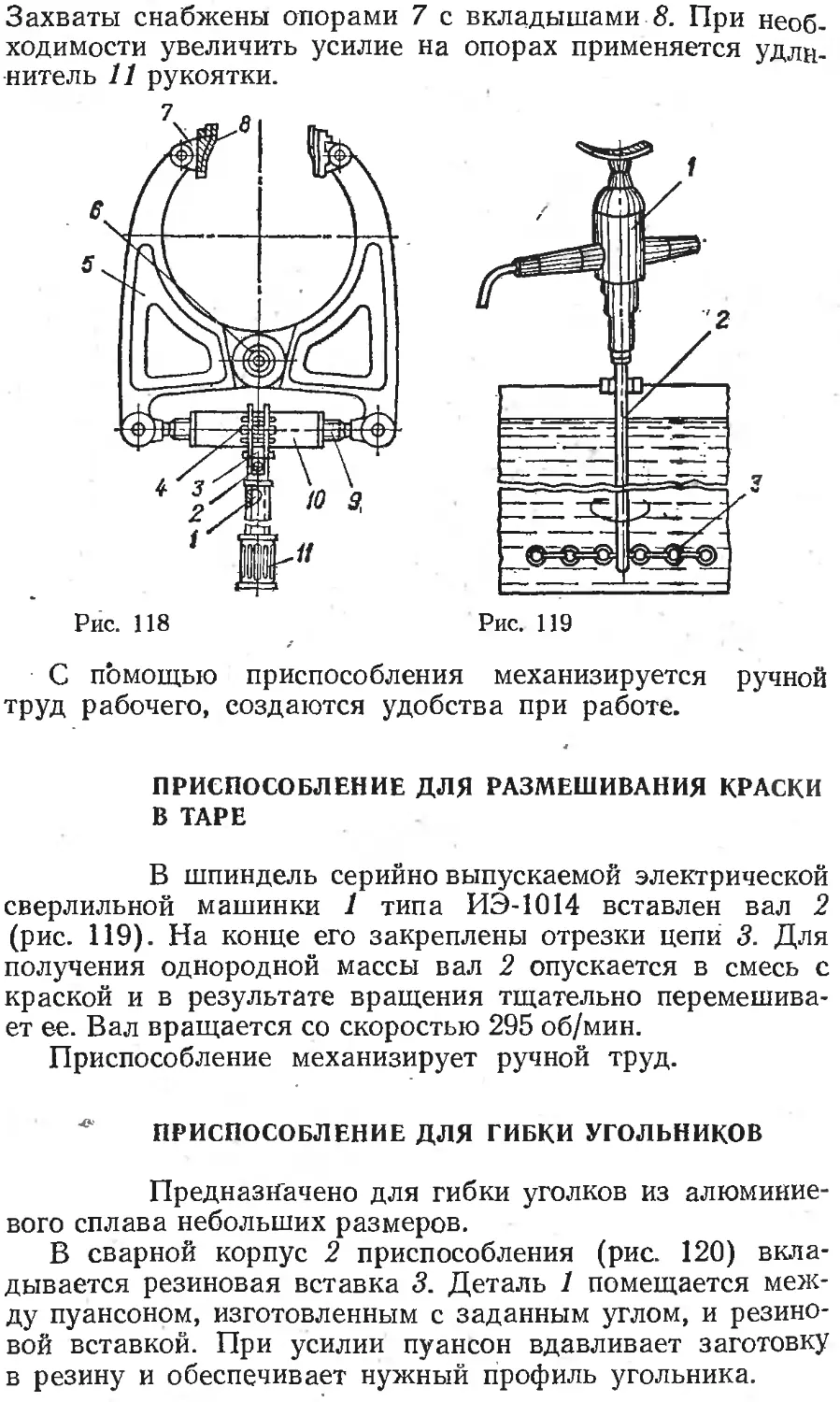

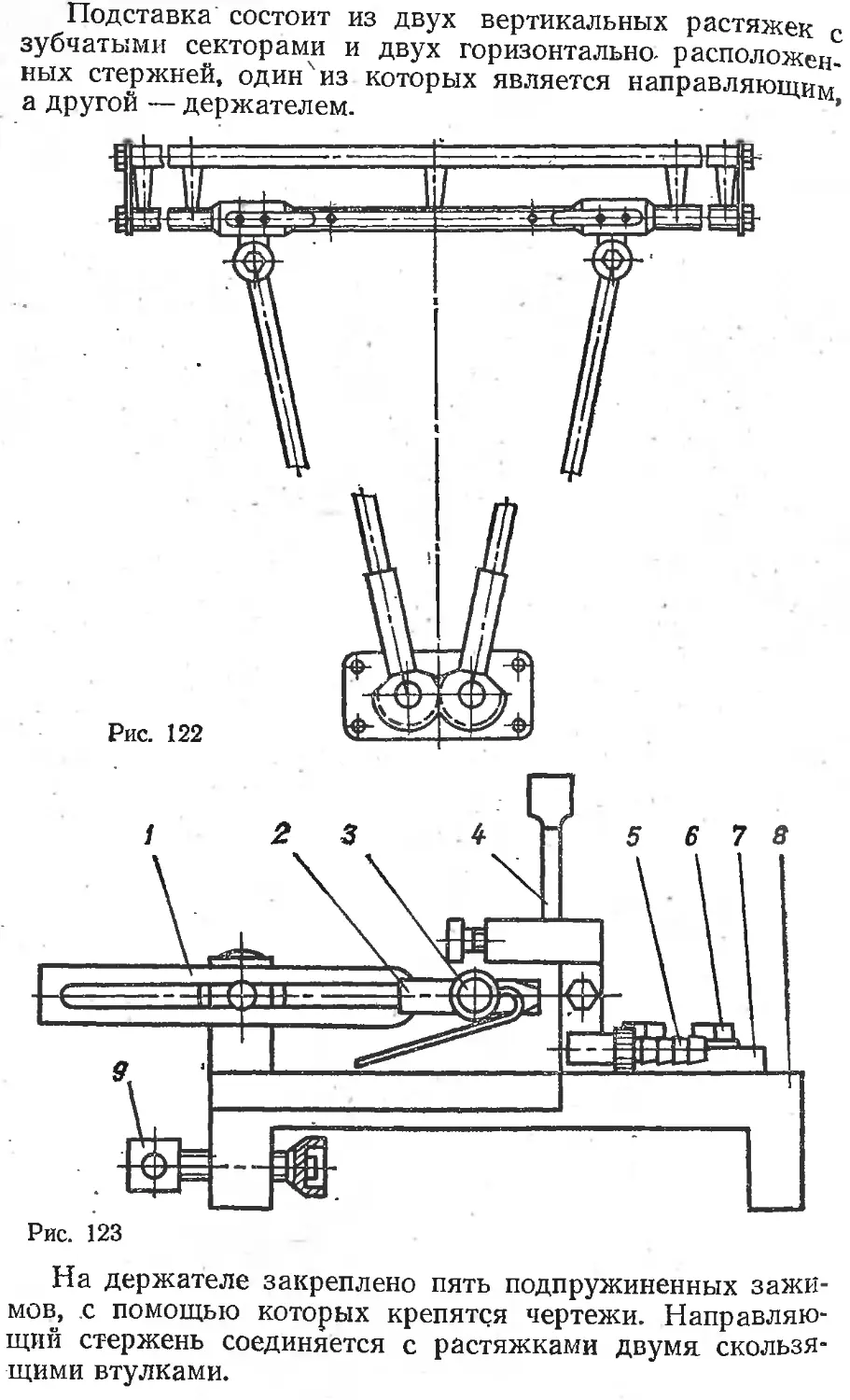



Text
6U6AUOTEKA
ТЕХНОЛОГИЯ
производства
Г. Я.Яндрощук, А.С.СклоВский
НЕСТАНДАРТНАЯ
ОСНАСТКА
ДЛЯ
СЛЕСАРНЫХ
РАБОТ
Киев «Техника *1985
А66
УДК 683.3
Андрощук Г. А., Скловский А. С. -
А66 Нестандартная оснастка для слесарных работ.—
К. : Техшка, 1985.— 104 с., ил.— (Б-ка передового опы-
та. Технология пр-ва).
20 к. 14 000 экз.
В книге приведены описания и чертежи прогрессивных приспособлений,
инструментов и устройств для механизации операций слесарной обработки,
повышения производительности и улучшения условий труда слесаря. Опи-
санная-в книге оснастка создана изобретателями и рационализаторами и
внедрена на промышленных предприятиях Украинской ССР.
Рассчитана на рабочих, может быть полезна учащимся профессио-
нально-технических училищ.
2704080000-197
А М202(04)-85 94’85
34.671
Рецензенты канд. техн, наук Г. Э.. Таурит, А. И. Кныш
Редакция литературы по машиностроению н транспорту
Зав. редакцией М. А. Василенко
БИБЛИОТЕКА ПЕРЕДОВОГО ОПЫТА
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
Геннадий Александрович Андрощук
Анатолий Семенович Скловский
. Нестандартная оснастка для слесарных работ
Редактор A. JJ. Берзина
Оформление художника В. В. Котова
Художественный редактор И. В. Рублева
Технический редактор Н. А. Бондарчук
Корректор Т. Е. Царинская
Информ, бланк № 2882
Сдано в набор 17.05.85. Подписано в печать 14.08.85. БФ 05729.
Формат 84Х108’/з2. Бумага типогр. № 3. Гарн. лит. Печ. выс. Усл.
печ. л. 5,46. Усл. кр.-отт. 5,78. Уч.-изд. л. 5,87. Тираж 14 000 экз.
Зак. № 5-206. Цена 20 к.
Издательство «Тэхника*, 252601, Киев, 1, Крещатик, 5.
Отпечатано с матриц Головного предприятия республиканского про-
изводственного объединения «Полиграфкиига». 252057. Киев,
ул. Довженко, 3 на Харьковской книжной фабрике «Коммунист»,
310012, Харьков-12, Энгельса, 11. •' .
© Издательство «Техшка», 1985
ПРЕДИСЛОВИЕ
На апрельском (1985 г.) Пленуме ЦК КПСС от-
мечалось, что главным рычагом интенсификации народного
хозяйства является кардинальное ускорение научно-техни-
ческого прогресса. Научно-технический прогресс в машино-
строении связан с широким использованием изобретений и
рационализаторских предложений, опыта передовиков и но-
ваторов производства. Профессия слесаря является одной
из наиболее распространенных в металлообрабатывающей
промышленности. Слесари-новаторы непрерывно совершен-
ствуют свое мастерство, внедряют новые высокопроизводи-
тельные приспособления и инструменты, рационализируют
трудовые приемы. Их творческий поиск направлен на луч-
шую организацию рабочего места, оснащение его высоко-
производительным инструментом и приспособлениями, по-
вышение культуры производства, точности и качества вы-
полняемой работы, разработку новых технологических ре-
шений.
Большой вклад в совершенствование слесарного дела
внесли слесари-новаторы: Герой Социалистического Труда
С. И. Бендерович, лауреат Ленинской премии С. И. Смир-
нов, заслуженные рационализаторы УССР 3. Н. Зайцев,
Б. Ф. Грабаровский, заслуженные рационализаторы РСФСР
Ю. В. Козловский, А. Н. Васильев и многие другие.
В предлагаемой читателю книге описаны некоторые
конструкции приспособлений и инструментов новаторов
производства. Читатель может выбрать наиболее рацио-
нальные конструкции в зависимости от серийности вы-
пускаемой продукции, а также с точки зрения экономиче-
ской целесообразности й возможности их изготовления на
конкретном Предприятии. Описания сопровождаются схема-
ми и рисунками, которые позволяют получить достаточно
полное представление о приспособлениях, инструментах
или методах работы слесарей-новаторов.
Отзывы и пожелания просим направлять- по адресу:
252601, Киев, 1, Крещатик, 5, издательство «Техшка».
ПНЕВМАТИЧЕСКИЕ, ЭЛЕКТРИЧЕСКИЕ
И МЕХАНИЧЕСКИЕ МАШИНКИ
ДЛЯ СЛЕСАРНО СБОРОЧНЫХ РАБОТ
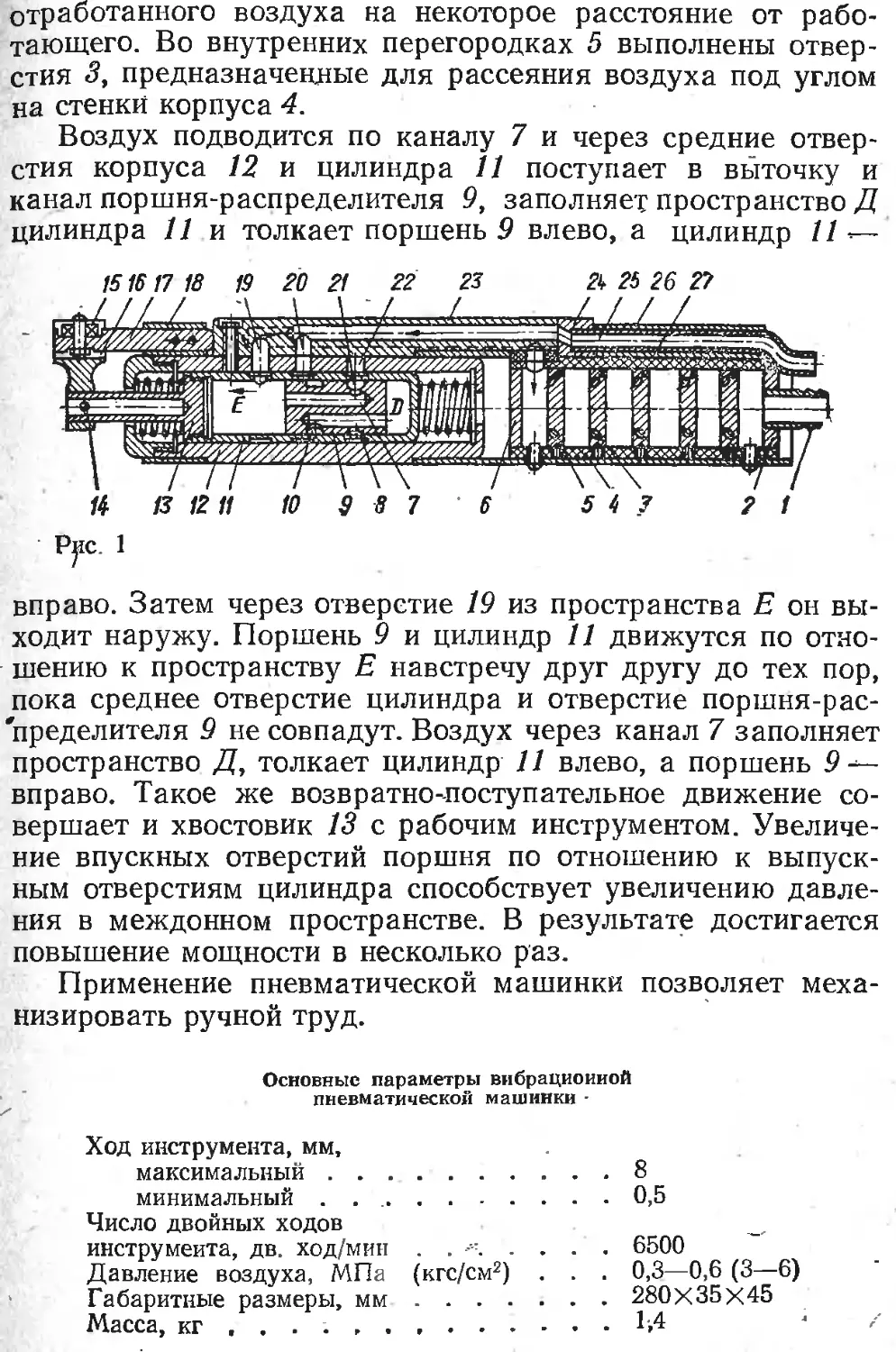
ВИБРАЦИОННАЯ ПНЕВМАТИЧЕСКАЯ МАШИНКА*
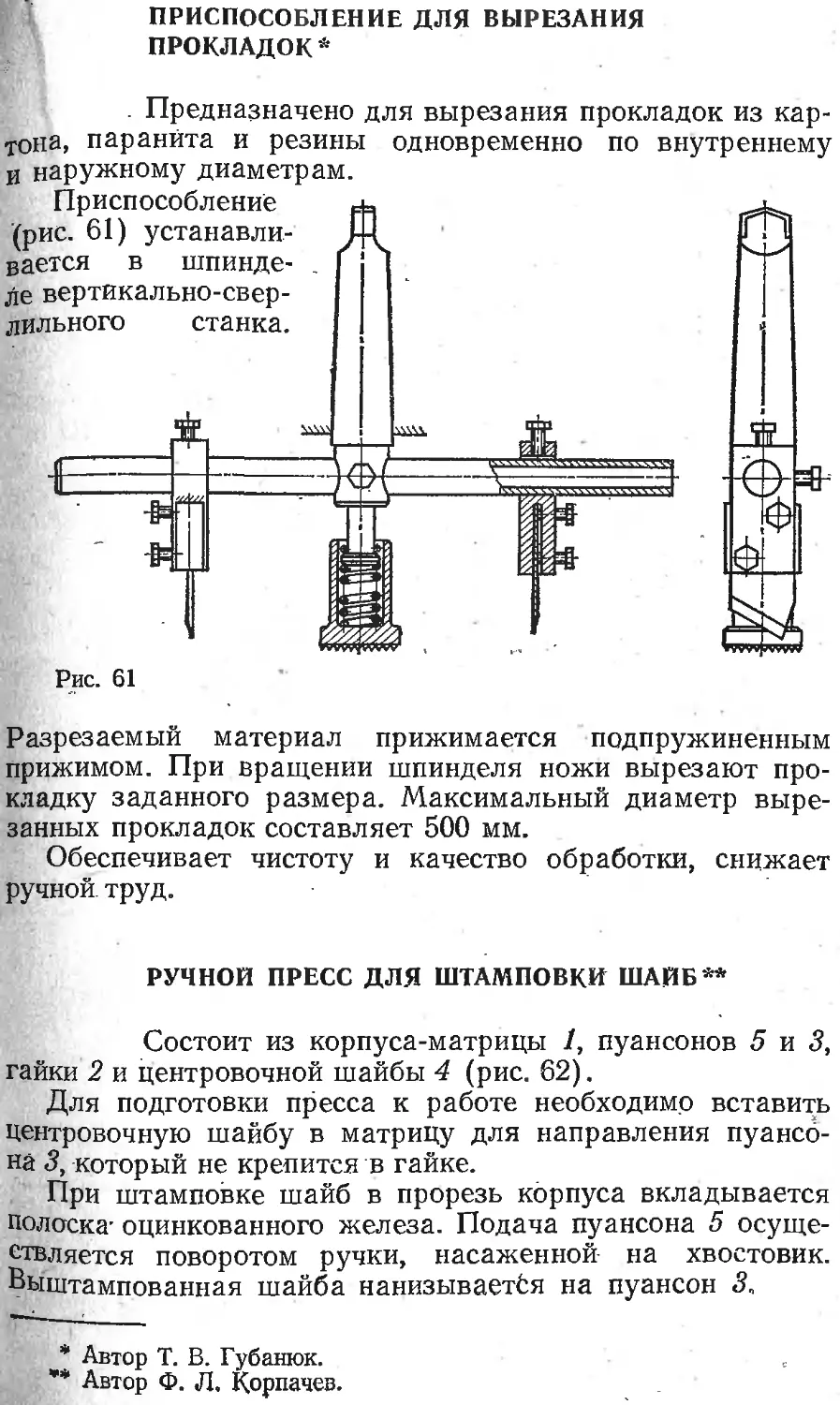
С помощью пневматической машинки (рис. 1)
осуществляется притирка, шабровка, опиловка, шлифовка,
полировка и другие виды слесарных работ. Особенно эф-
фективно ее применение при обработке труднодоступных
мест штампов и пресс-форм.
Если машинку оснастить ножовочным полотном, то её
можно использовать как механическую ножовку для вы-
резки всевозможных деталей из листового металла, пласт-
массы, дерева и других материалов.
Ход инструмента регулируется количеством сжатого
воздуха. Для крепления инструментов разработан комплект
специальных оправок и державок.
Пневмомеханизм вибрационной пневматической машин-
ки состоит из корпуса 12 с тремя отверстиями (впускным
средним 20 и выпускными крайними 19 и 22), пустотелого
подпружиненного цилиндра Ис тремя кольцевыми выточ-
ками и отверстиями (впускным средним, двумя выпускны-
ми крайними), поршня-распределителя 9 с двумя кольце-
выми выточками-отверстиями 21 и 10 для впуска воздуха
и продольными каналами 7 и 8 для прохождения воздуха
в полости цилиндра.
Устройство, направляющее хвостовик.и предохраняю-
щее его от трения, включает подпружиненный хвосто-
вик 13, соединенный резьбой с цилиндром И. Плечевой
упор 16, опирающийся на подшипник качения 15, непо-
движно закреплен на кронштейне 17, который хомутом 18
прикреплен к корпусу 12. Рабочий инструмент крепится в
хвостовике при помощи винта 14.
Устройство для подачи воздуха состоит из корпуса воз-
духопровода 23, в котором выполнены средний канал для
впуска и два крайних — для отвода воздуха, а также
крышки 24 воздухопровода. В среднее отверстие крышки
ввинчивается трубка воздухопровода 25, которая крепится
полухомутом 26 к рукоятке 27.
Глушитель шума выполнен в виде цилиндрического
корпуса 4, нескольких перегородок — передней глухой 6,
внутренних 5, задней 2 — и штуцера 1, на который надет
шланг (на чертеже не показан) для отвода из глушителя
Автор В. П. Черновол, а. с. № 181552.
отработанного воздуха на некоторое расстояние от рабо-
тающего. Во внутренних перегородках 5 выполнены отвер-
стия 3, предназначенные для рассеяния воздуха под углом
на стенки корпуса 4.
Воздух подводится по каналу 7 и через средние отвер-
стия корпуса 12 и цилиндра 11 поступает в выточку и
канал поршня-распределителя 9, заполняет пространство Д
цилиндра И и толкает поршень 9 влево, а цилиндр 11-—
вправо. Затем через отверстие 19 из пространства Е он вы-
ходит наружу. Поршень 9 и цилиндр 11 движутся по отно-
шению к пространству Е навстречу друг другу до тех пор,
пока среднее отверстие цилиндра и отверстие поршня-рас-
'пределителя 9 не совпадут. Воздух через канал 7 заполняет
пространство Д, толкает цилиндр И влево, а поршень 9^-
вправо. Такое же возвратно-поступательное движение со-
вершает и хвостовик 13 с рабочим инструментом. Увеличе-
ние впускных отверстий поршня по отношению к выпуск-
ным отверстиям цилиндра способствует увеличению давле-
ния в междонном пространстве. В результате достигается
повышение мощности в несколько раз.
Применение пневматической машинки позволяет меха-
низировать ручной труд.
Основные параметры вибрационной
пневматической машинки -
Ход инструмента, мм,
максимальный...........................8
минимальный . . .....................0,5
Число двойных ходов
инструмента, дв. ход/мин . . ............ 6500
Давление воздуха, МПа (кгс/см2) . . . 0,3—0,6 (3—6)
Габаритные размеры, мм..................... 280X35X45
Масса, кг ... ...........................Г,4
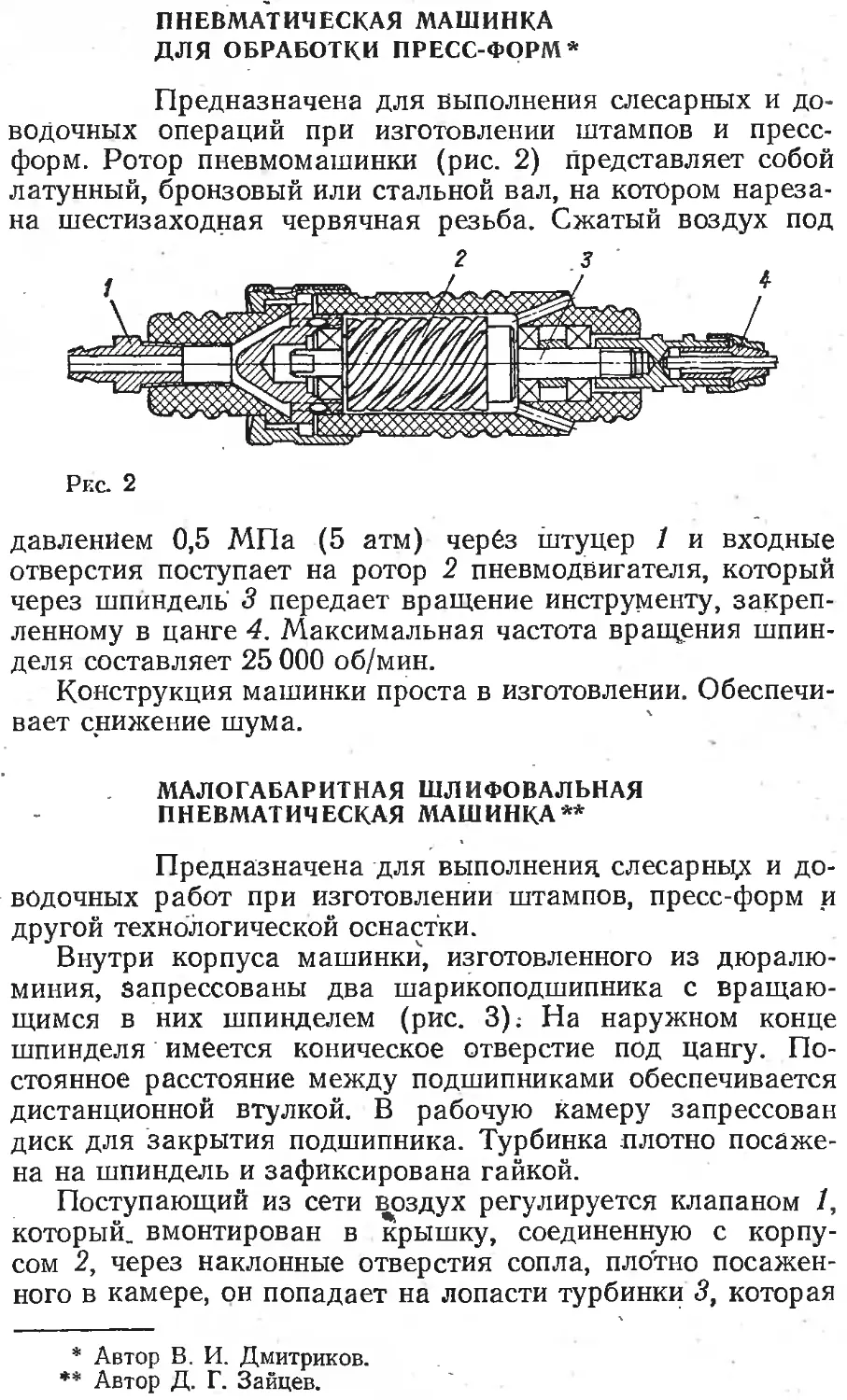
ПНЕВМАТИЧЕСКАЯ МАШИНКА
ДЛЯ ОБРАБОТКИ ПРЕСС-ФОРМ*
Предназначена для выполнения слесарных и до-
водочных операций при изготовлении штампов и пресс-
форм. Ротор пневмомашинки (рис. 2) представляет собой
латунный, бронзовый или стальной вал, на котором нареза-
на шестизаходная червячная резьба. Сжатый воздух под
Ркс. 2
давлением 0,5 МПа (5 атм) черёз штуцер 1 и входные
отверстия поступает на ротор 2 пневмодвигателя, который
через шпиндель 3 передает вращение инструменту, закреп-
ленному в цанге 4. Максимальная частота вращения шпин-
деля составляет 25 000 об/мин.
Конструкция машинки проста в изготовлении. Обеспечи-
вает снижение шума.
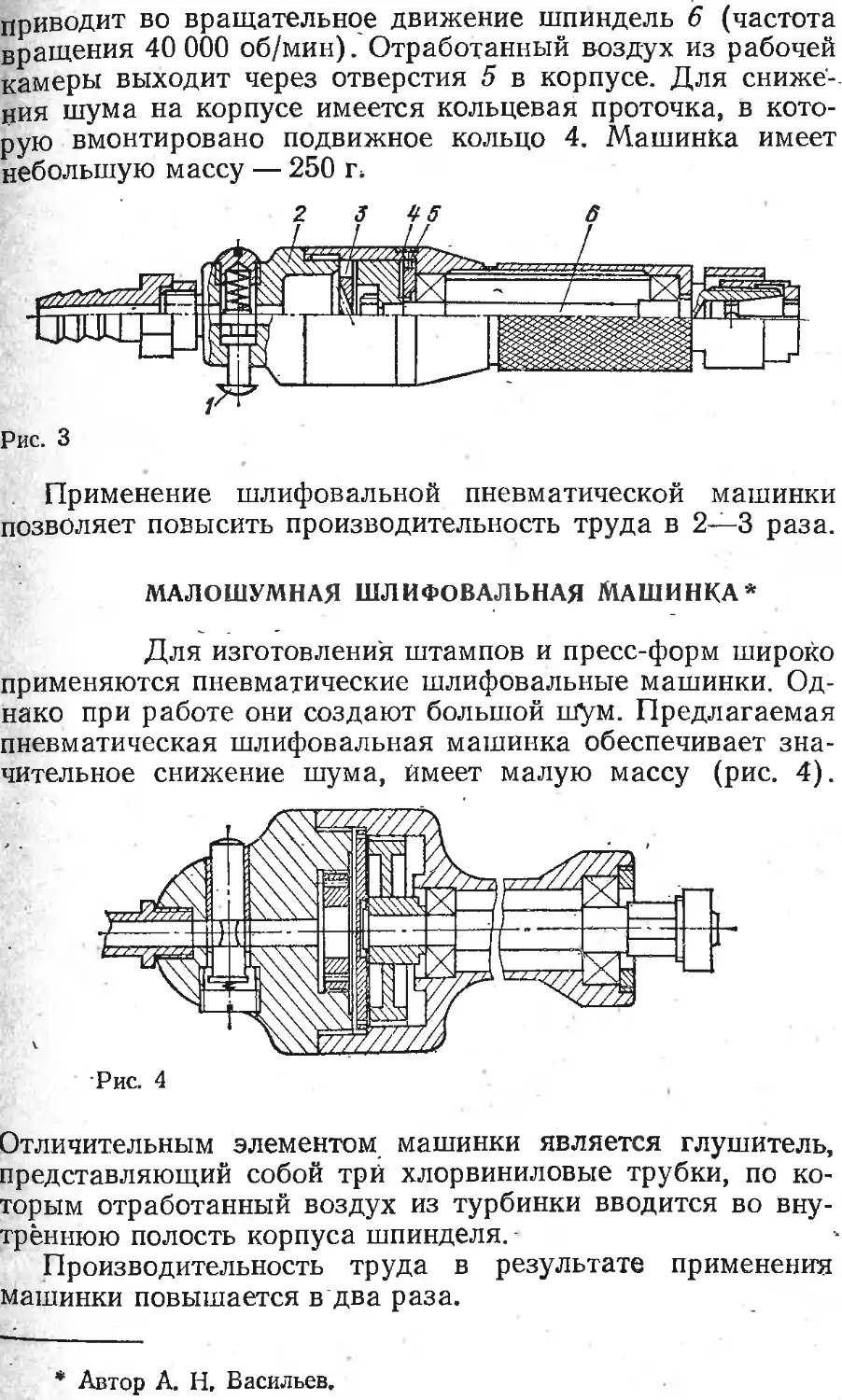
МАЛОГАБАРИТНАЯ ШЛИФОВАЛЬНАЯ
ПНЕВМАТИЧЕСКАЯ МАШИНКА**
Предназначена для выполнения слесарны/ и до-
водочных работ при изготовлении штампов, пресс-форм и
другой технологической оснастки.
Внутри корпуса машинки, изготовленного из дюралю-
миния, запрессованы два шарикоподшипника с вращаю-
щимся в них шпинделем (рис. 3); На наружном конце
шпинделя имеется коническое отверстие под цангу. По-
стоянное расстояние между подшипниками обеспечивается
дистанционной втулкой. В рабочую камеру запрессован
диск для закрытия подшипника. Турбинка плотно посаже-
на на шпиндель и зафиксирована гайкой.
Поступающий из сети воздух регулируется клапаном 1,
который, вмонтирован в крышку, соединенную с корпу-
сом 2, через наклонные отверстия сопла, плотно посажен-
ного в камере, он попадает на лопасти турбинки 3, которая
* Автор В. И. Дмитриков.
** Автор Д. Г. Зайцев.
приводит во вращательное движение шпиндель 6 (частота
вращения 40 000 об/мин). Отработанный воздух из рабочей
камеры выходит через отверстия 5 в корпусе. Для сниже-
ния шума на корпусе имеется кольцевая проточка, в кото-
рую вмонтировано подвижное кольцо 4. Машинка имеет
небольшую массу — 250 г.
Применение шлифовальной пневматической машинки
позволяет повысить производительность труда в 2—3 раза.
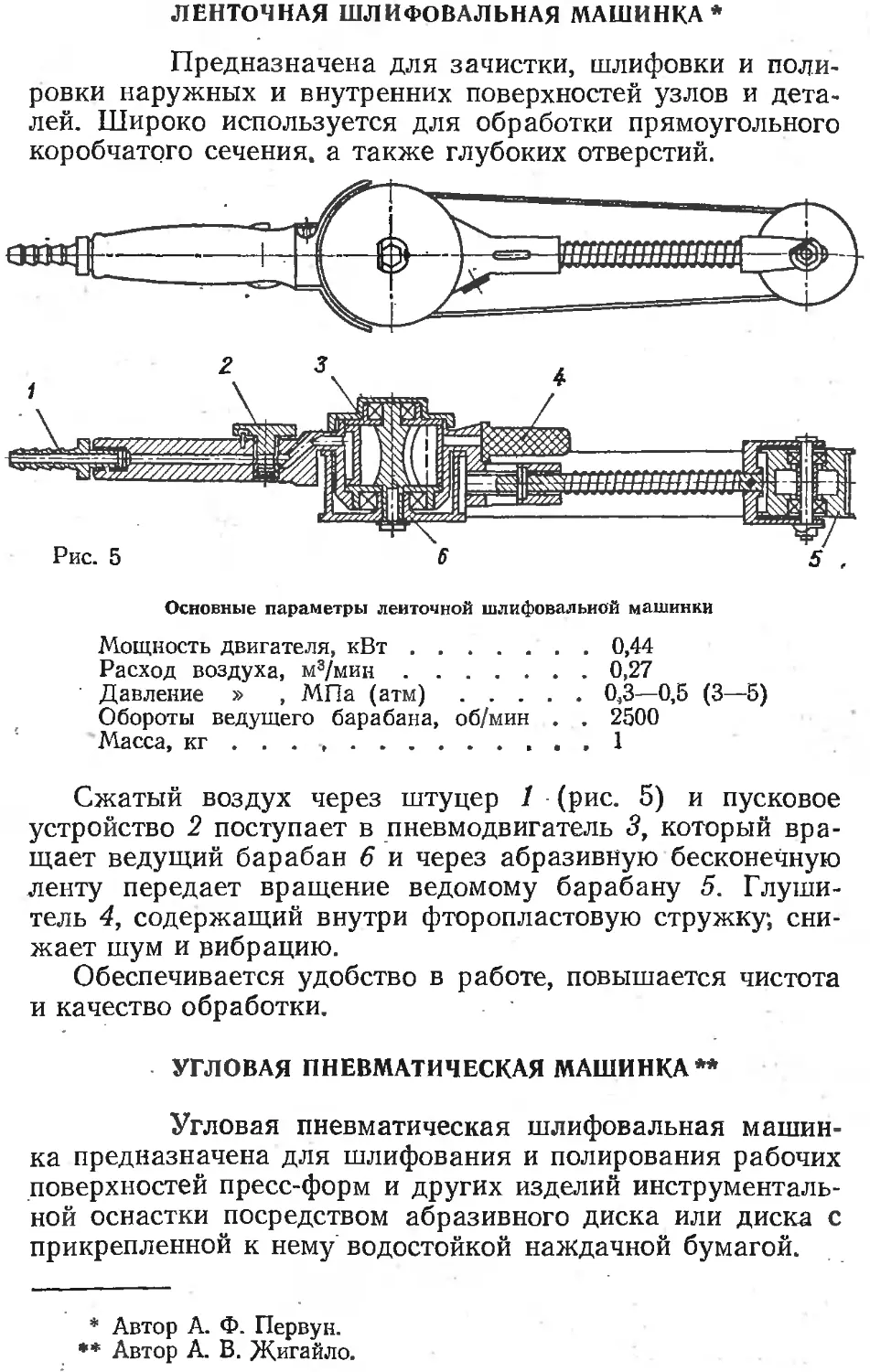
МАЛОШУМНАЯ ШЛИФОВАЛЬНАЯ МАШИНКА*
Для изготовления штампов и пресс-форм широко
применяются пневматические шлифовальные машинки. Од-
нако при работе они создают большой шум. Предлагаемая
пневматическая шлифовальная машинка обеспечивает зна-
чительное снижение шума, имеет малую массу (рис. 4).
Рис. 4
Отличительным элементом машинки является глушитель,
представляющий собой три хлорвиниловые трубки, по ко-
торым отработанный воздух из турбинки вводится во вну-
треннюю полость корпуса шпинделя.
Производительность труда в результате применения
машинки повышается в два раза.
Автор А. Н, Васильев.
ЛЕНТОЧНАЯ ШЛИФОВАЛЬНАЯ МАШИНКА*
Предназначена для зачистки, шлифовки и поли-
ровки наружных и внутренних поверхностей узлов и дета-
лей. Широко используется для обработки прямоугольного
коробчатого сечения, а также глубоких отверстий.
Основные параметры ленточной шлифовальной машинки
Мощность двигателя, кВт..................0,44
Расход воздуха, м3/мин...................0,27
Давление » , МПа (атм)..............0,3—0,5 (3—5)
Обороты ведущего барабана, об/мин . . 2500
Масса, кг................................1
Сжатый воздух через штуцер 1 (рис. 5) и пусковое
устройство 2 поступает в пневмодвигатель 3, который вра-
щает ведущий барабан 6 и через абразивную бесконечную
ленту передает вращение ведомому барабану 5. Глуши-
тель 4, содержащий внутри фторопластовую стружку, сни-
жает шум и вибрацию.
Обеспечивается удобство в работе, повышается чистота
и качество обработки.
УГЛОВАЯ ПНЕВМАТИЧЕСКАЯ МАШИНКА**
Угловая пневматическая шлифовальная машин-
ка предназначена для шлифования и полирования рабочих
поверхностей пресс-форм и других изделий инструменталь-
ной оснастки посредством абразивного диска или диска с
прикрепленной к нему водостойкой наждачной бумагой.
* Автор А. Ф. Первун.
** Автор А. В. Жигайло.
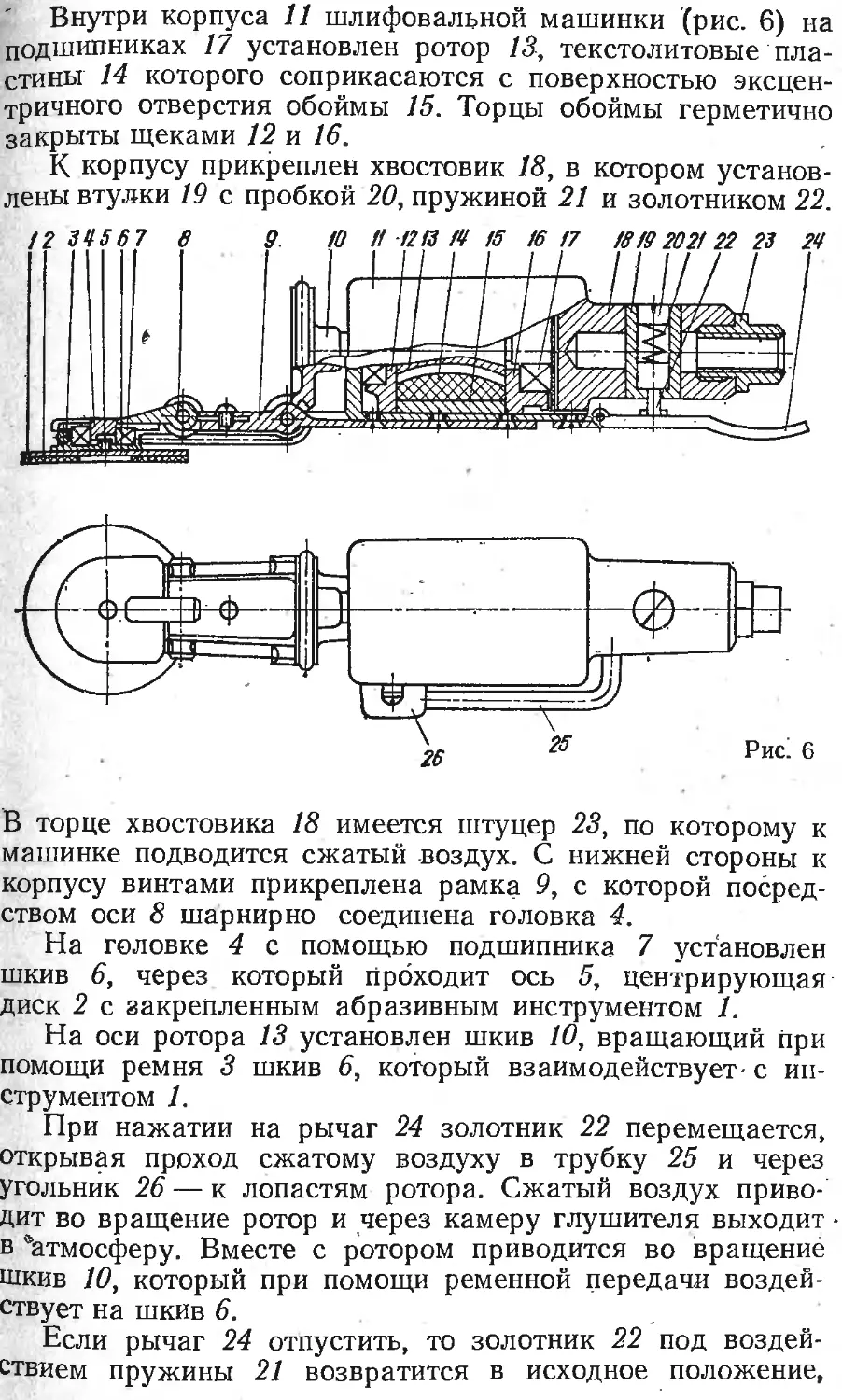
Внутри корпуса И шлифовальной машинки (рис. 6) на
подшипниках 17 установлен ротор 13, текстолитовые пла-
стины 14 которого соприкасаются с поверхностью эксцен-
тричного отверстия обоймы 15. Торцы обоймы герметично
закрыты щеками 12 и 16.
К корпусу прикреплен хвостовик 18, в котором установ-
лены втулки 19 с пробкой 20, пружиной 21 и золотником 22.
В торце хвостовика 18 имеется штуцер 23, по которому к
машинке подводится сжатый воздух. С нижней стороны к
корпусу винтами прикреплена рамка 9, с которой посред-
ством оси 8 шарнирно соединена головка 4.
На головке 4 с помощью подшипника 7 установлен
шкив 6, через который проходит ось 5, центрирующая
диск 2 с закрепленным абразивным инструментом 1.
На оси ротора 13 установлен шкив 10, вращающий при
помощи ремня 3 шкив 6, который взаимодействует- с ин-
струментом 1.
При нажатии на рычаг 24 золотник 22 перемещается,
открывая проход сжатому воздуху в трубку 25 и через
угольник 26 — к лопастям ротора. Сжатый воздух приво-
дит во вращение ротор и через камеру глушителя выходит
в ^атмосферу. Вместе с ротором приводится во вращение
шкив 10, который при помощи ременной передачи воздей-
ствует на шкив 6.
Если рычаг 24 отпустить, то золотник 22 под воздей-
ствием пружины 21 возвратится в исходное положение,
и в результате прекратится доступ воздуха к лопастям
ротора.
Применение приспособления позволяет механизировать
процесс шлифования и полирования поверхностей. .
пневматическая сверлильная машинка*
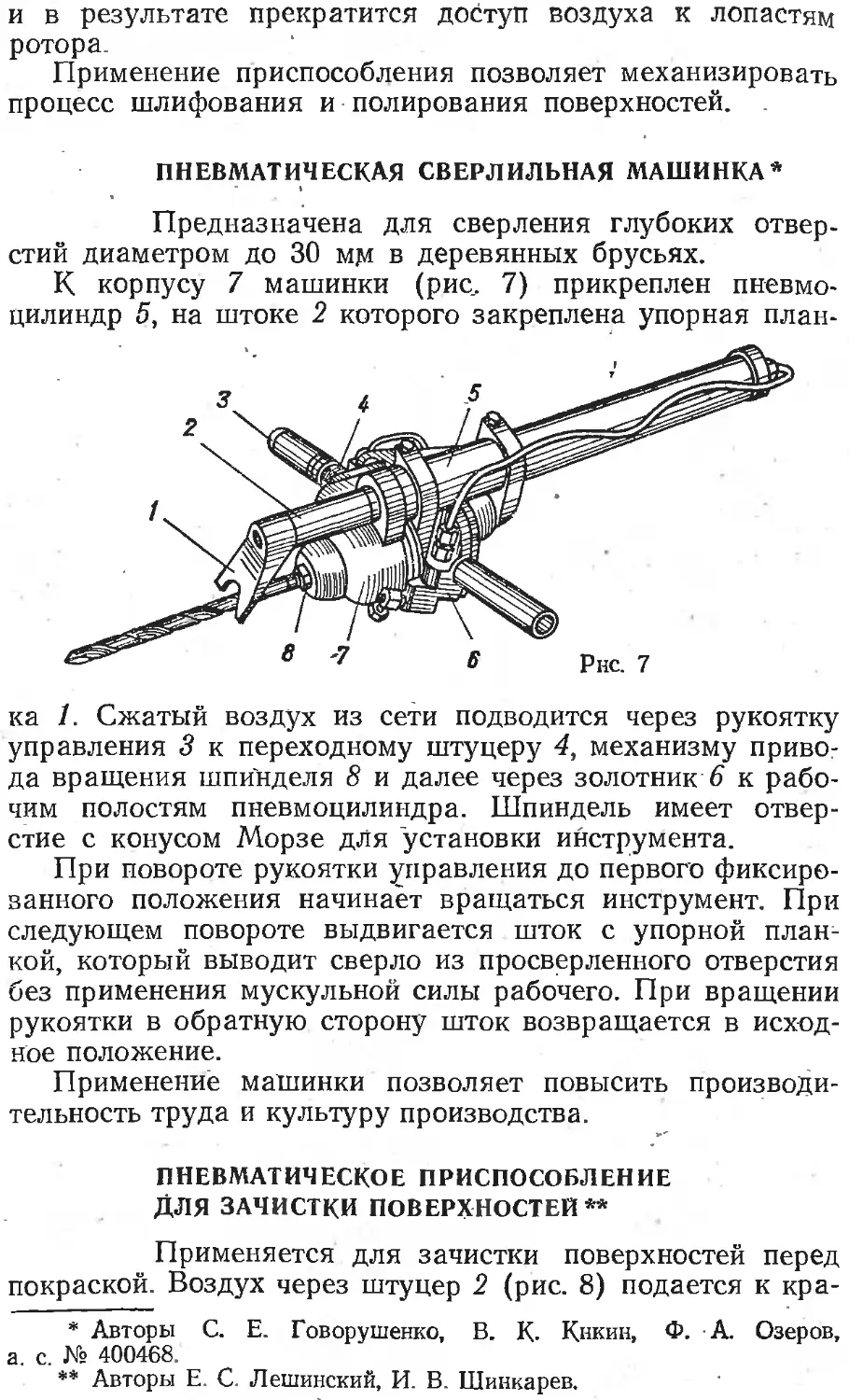
Предназначена для сверления глубоких отвер-
стий диаметром до 30 мм в деревянных брусьях.
К корпусу 7 машинки (рис. 7) прикреплен пневмо-
цилиндр 5, на штоке 2 которого закреплена упорная план-
ка 1. Сжатый воздух из сети подводится через рукоятку
управления 3 к переходному штуцеру 4, механизму привог
да вращения шпинделя 8 и далее через золотник 6 к рабо-
чим полостям пневмоцилиндра. Шпиндель имеет отвер-
стие с конусом Морзе дЛя установки инструмента.
При повороте рукоятки управления до первого фиксиро-
ванного положения начинает вращаться инструмент. При
следующем повороте выдвигается шток с упорной план-
кой, который выводит сверло из просверленного отверстия
без применения мускульной силы рабочего. При вращении
рукоятки в обратную сторону шток возвращается в исход-
ное положение.
Применение машинки позволяет повысить производи-
тельность труда и культуру производства.
ПНЕВМАТИЧЕСКОЕ ПРИСПОСОБЛЕНИЕ
ДЛЯ ЗАЧИСТКИ ПОВЕРХНОСТЕЙ**
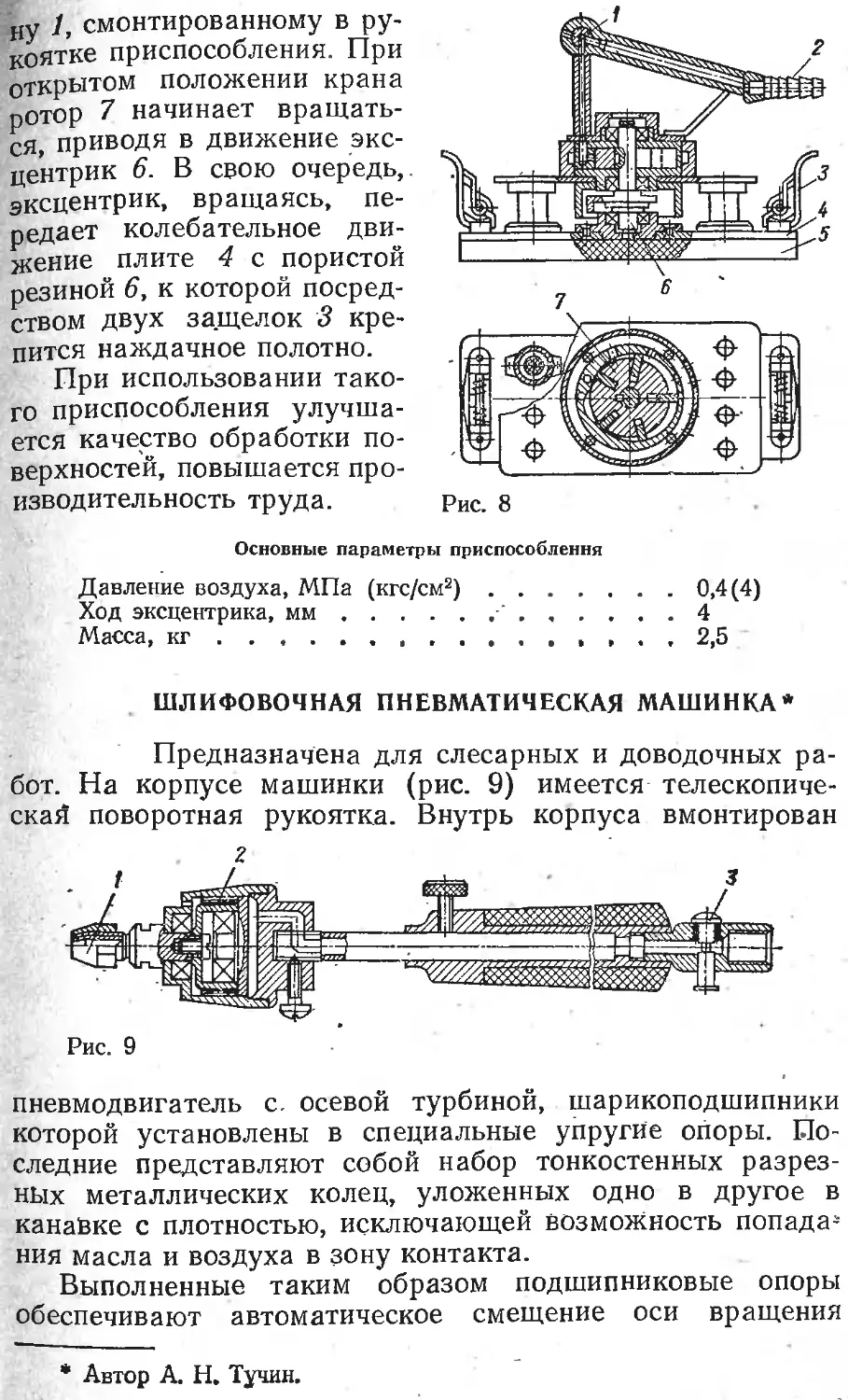
Применяется для зачистки поверхностей перед
покраской. Воздух через штуцер 2 (рис. 8) подается к кра-
* Авторы С. Е. Говорушенко, В. К. Кнкин, Ф. А. Озеров,
а. с. № 400468.
** Авторы Е. С. Лешинский, И. В. Шинкарев.
ну 1, смонтированному в ру-
коятке приспособления. При
открытом положении крана
ротор 7 начинает вращать-
ся, приводя в движение экс-
центрик 6. В свою очередь,
эксцентрик, вращаясь, пе-
редает колебательное дви-
жение плите 4 с пористой
резиной 6, к которой посред-
ством двух защелок 3 кре-
пится наждачное полотно.
При использовании тако-
го приспособления улучша-
ется качество обработки по-
верхностей, повышается про-
изводительность труда.
Рис. 8
Основные параметры приспособления
Давление воздуха, МПа (кгс/см2).......................0,4(4)
Ход эксцентрика, мм..................'...............4
Масса, кг............................................2,5
ШЛИФОВОЧНАЯ ПНЕВМАТИЧЕСКАЯ МАШИНКА*
Предназначена для слесарных и доводочных ра-
бот. На корпусе машинки (рис. 9) имеется телескопиче-
ская поворотная рукоятка. Внутрь корпуса вмонтирован
Рис. 9
г
пневмодвигатель с. осевой турбиной, шарикоподшипники
которой установлены в специальные упругие опоры. По-
следние представляют собой набор тонкостенных разрез-
ных металлических колец, уложенных одно в другое в
канавке с плотностью, исключающей возможность попада--
ния масла и воздуха в зону контакта.
Выполненные таким образом подшипниковые опоры
обеспечивают автоматическое смещение оси вращения
* Автор А. Н. Тучин.
шпинделя к оси инерции, ото достигается за счет упругос-
ти множества поверхностей соприкосновения, имеющих
одинаковую линейную характеристику во всех радиальных
направлениях. В результате устраняются радиальные ди-
намические нагрузки на опоры.
Сжатый воздух под давлением 0,5 МПа (5 атм) через
штуцер и пусковое устройство 3 поступает по каналу в
ротор 2 пнеймодвигателя, который передает вращение цан-
ге 1 с закрепленным в ней инструментом. Частота враще-
ния ротора 35 000 об/мин. Такая конструкция машинки по-
зволяет значительно снизить уровень вибрации корпуса.
РУЧНЫЕ ПНЕВМАТИЧЕСКИЕ НОЖНИЦЫ
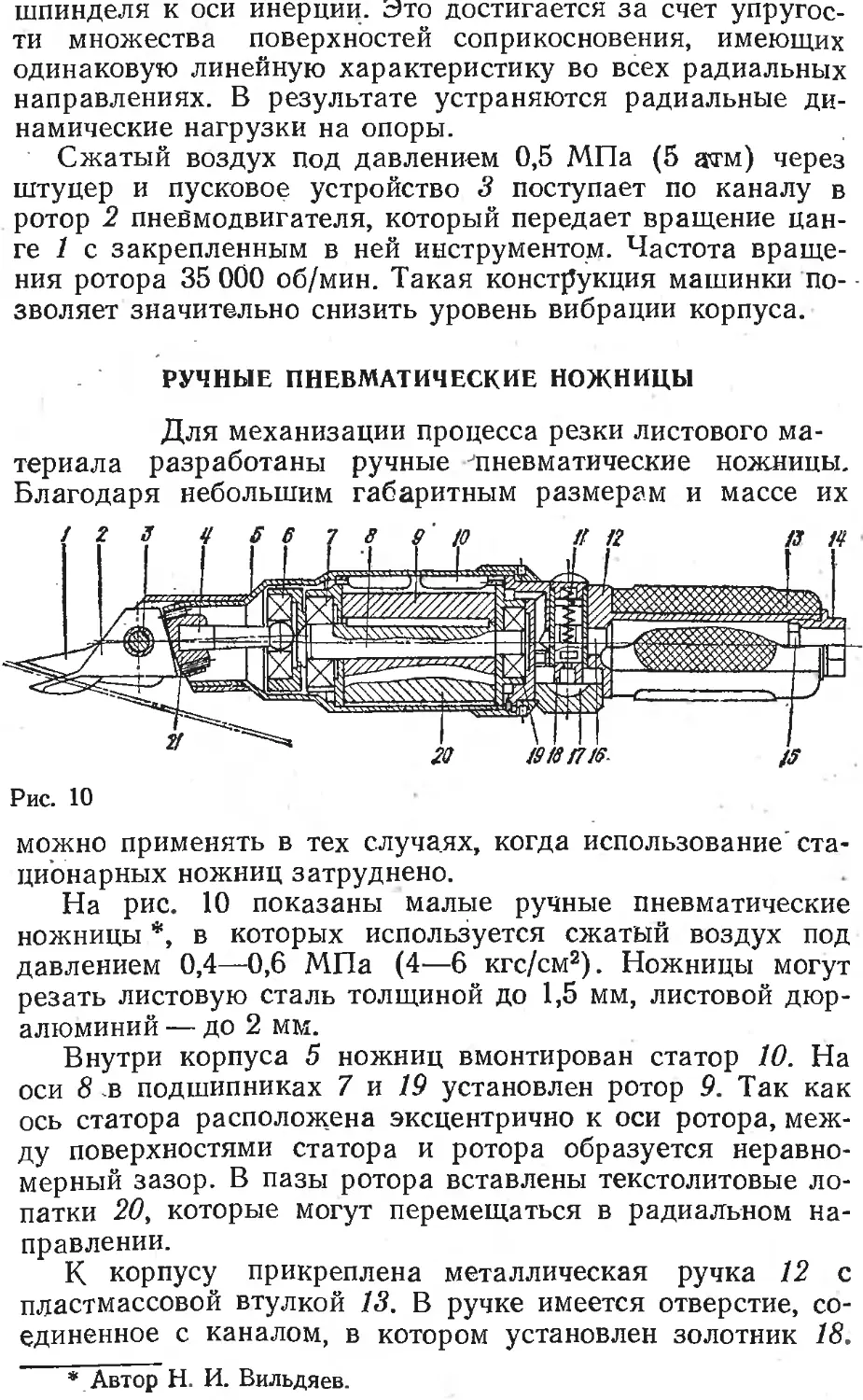
Для механизации процесса резки листового ма-
териала разработаны ручные -пневматические ножницы.
Благодаря небольшим габаритным размерам и массе их
Рис. 10
можно применять в тех случаях, когда использование' ста-
ционарных ножниц затруднено.
На рис. 10 показаны малые ручные пневматические
ножницы *, в которых используется сжатый воздух под
давлением 0,4—0,6 МПа (4—6 кгс/см2). Ножницы могут
резать листовую сталь толщиной до 1,5 мм, листовой дюр-
алюминий — до 2 мм.
Внутри корпуса 5 ножниц вмонтирован статор 10. На
оси 8 в подшипниках 7 и 19 установлен ротор 9. Так как
ось статора расположена эксцентрично к оси ротора, меж-
ду поверхностями статора и ротора образуется неравно-
мерный зазор. В пазы ротора вставлены текстолитовые ло-
патки 20, которые могут перемещаться в радиальном на-
правлении.
К корпусу прикреплена металлическая ручка 12 с
пластмассовой втулкой 13. В ручке имеется отверстие, со-
единенное с каналом, в котором установлен золотник 18.
* Автор Н. И. Вильдяев.
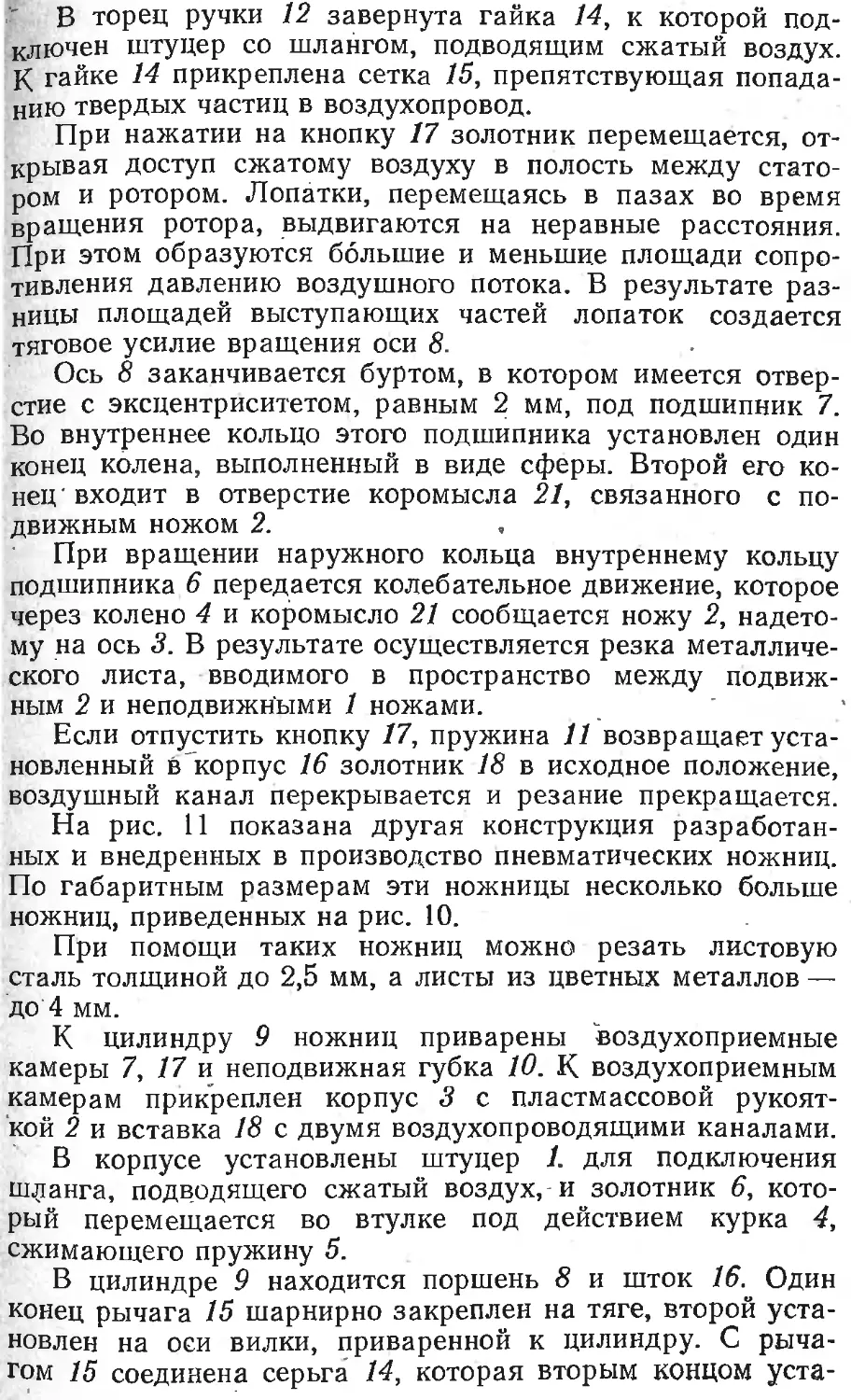
В торец ручки 12 завернута гайка 14, к которой под-
ключен штуцер со шлангом, подводящим сжатый воздух.
К гайке 14 прикреплена сетка 15, препятствующая попада-
нию твердых частиц в воздухопровод.
При нажатии на кнопку 17 золотник перемещается, от-
крывая доступ сжатому воздуху в полость между стато-
ром и ротором. Лопатки, перемещаясь в пазах во время
вращения ротора, выдвигаются на неравные расстояния.
При этом образуются большие и меньшие площади сопро-
тивления давлению воздушного потока. В результате раз-
ницы площадей выступающих частей лопаток создается
тяговое усилие вращения оси 8.
Ось 8 заканчивается буртом, в котором имеется отвер-
стие с эксцентриситетом, равным 2 мм, под подшипник 7.
Во внутреннее кольцо этого подшипника установлен один
конец колена, выполненный в виде сферы. Второй его ко-
нец'входит в отверстие коромысла 21, связанного с по-
движным ножом 2.
При вращении наружного кольца внутреннему кольцу
подшипника 6 передается колебательное движение, которое
через колено 4 и коромысло 21 сообщается ножу 2, надето-
му на ось 3. В результате осуществляется резка металличе-
ского листа, вводимого в пространство между подвиж-
ным 2 и неподвижными 1 ножами.
Если отпустить кнопку 17, пружина 11 возвращает уста-
новленный в корпус 16 золотник 18 в исходное положение,
воздушный канал перекрывается и резание прекращается.
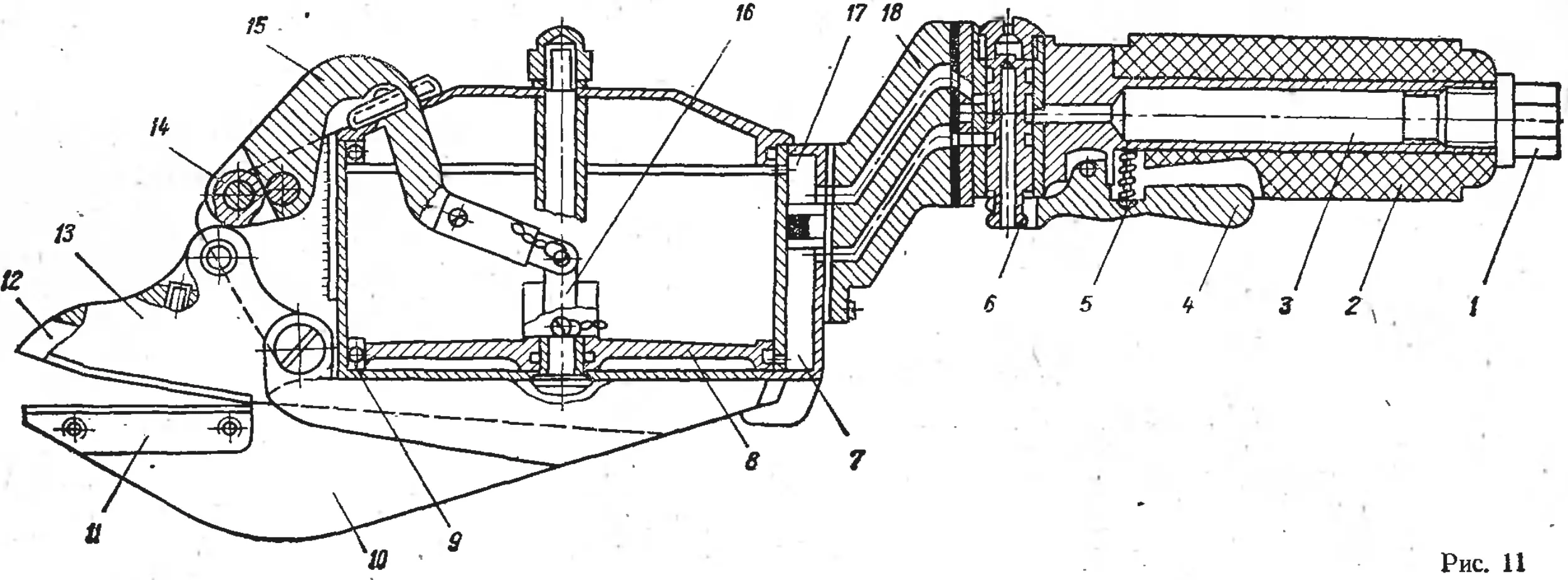
На рис. 11 показана другая конструкция разработан-
ных и внедренных в производство пневматических ножниц.
По габаритным размерам эти ножницы несколько больше
ножниц, приведенных на рис. 10.
При помощи таких ножниц можно резать листовую
сталь толщиной до 2,5 мм, а листы из цветных металлов —
до'4 мм.
К цилиндру 9 ножниц приварены воздухоприемные
камеры 7, 17 и неподвижная губка 10. К воздухоприемным
камерам прикреплен корпус 3 с пластмассовой рукоят-
кой 2 и вставка 18 с двумя воздухопроводящими каналами.
В корпусе установлены штуцер 1. для подключения
шланга, подводящего сжатый воздух, и золотник 6, кото-
рый перемещается во втулке под действием курка 4,
сжимающего пружину 5.
В цилиндре 9 находится поршень 8 и шток 16. Один
конец рычага 15 шарнирно закреплен на тяге, второй уста-
новлен на оси вилки, приваренной к цилиндру. С рыча-
гом 15 соединена серьга 14, которая вторым концом уста-
Рис. 11
новлена на ось, закрепленную в подвижной губке 13. К под-
вижной 13 и неподвижной 10 губкам" прикреплены ножи
11 и 12, изготовленные из быстрорежущей стали.
• Разрезаемый лист металла вставляется в зазор между
ножами 11 и 12, затем нажимается курок 4. При этом
золотник перемещается вниз, сжатый воздух поступает по
каналам во вставке 18 в приемную камеру 7, а оттуда —
в пространство цилиндра, находящееся под поршнем. Под
давлением воздуха поршень с тягой 16 поднимается вверх,
рычаг 15 с серьгой 14 поворачивается,, смыкая губки
10 и 13.
Верхний нож, .опускаясь, давит на металл и прижимает
его к нижнему ножу. При этом оба ножа, вдавливаясь,
сминают поверхности металла, а затем разделяют его.
Чтобы получить чистый срез, необходимо, установить
определенный зазор между верхними и нижними ножами.
При большом, зазоре на поверхности среза образуются
большие заусенцы, для снятия которых необходимо за-
тратить дополнительный труд, при малом — направление
трещин скалывания не совпадает с направлением среза и
его поверхность получается неровной.
Наилучшие условия работы пневматическими ножница-
ми создаются при установке ножей с зазором 0,1—0,2 мм.
Угол заострения режущей части ножей выбирается в за-
висимости от твердости разрезаемого материала. Для
алюминия^ меди и других мягких материалов он равен 65 %,
для углеродистой конструкционной стали — 80 %
Для уменьшения трения на задней поверхности ножей
снимается слой металла под углом 1—2°.
При выполнении операции ножницы следует держать
в правой руке. При работе с малыми пневматическими
ножницами большой палец должен находиться на кноп-
ке 17 золотника (см. рис. 10), при работе большими нож-
ницами рукоятку нужно так охватить рукой, чтобы указа-
тельный палец мог нажимать на курок 4 (рис. 11).
Чтобы предотвратить образование заусенцев при пере-
мещении ножей ножниц вперед по размеченным рискам,
необходимо, чтобы кромки нижнего ножа прижимались к
плоскости разреза, и шли по разметке. Разрезать размечен-
ный лист следует так, чтобы разметочная риска все время
находилась в поле зрения.
Криволинейный контур с малыми радиусами закругле-
ния удобней вырезать' меньшими пневматическими нож-
ницами.
Применение приспособлений позволяет механизировать
процесс резки металла. -
НАСАДКА К ЭЛЕКТРИЧЕСКОЙ МАШИНКЕ
ДЛЯ СЛЕСАРНЫХ И ДОВОДОЧНЫХ РАБОТ*
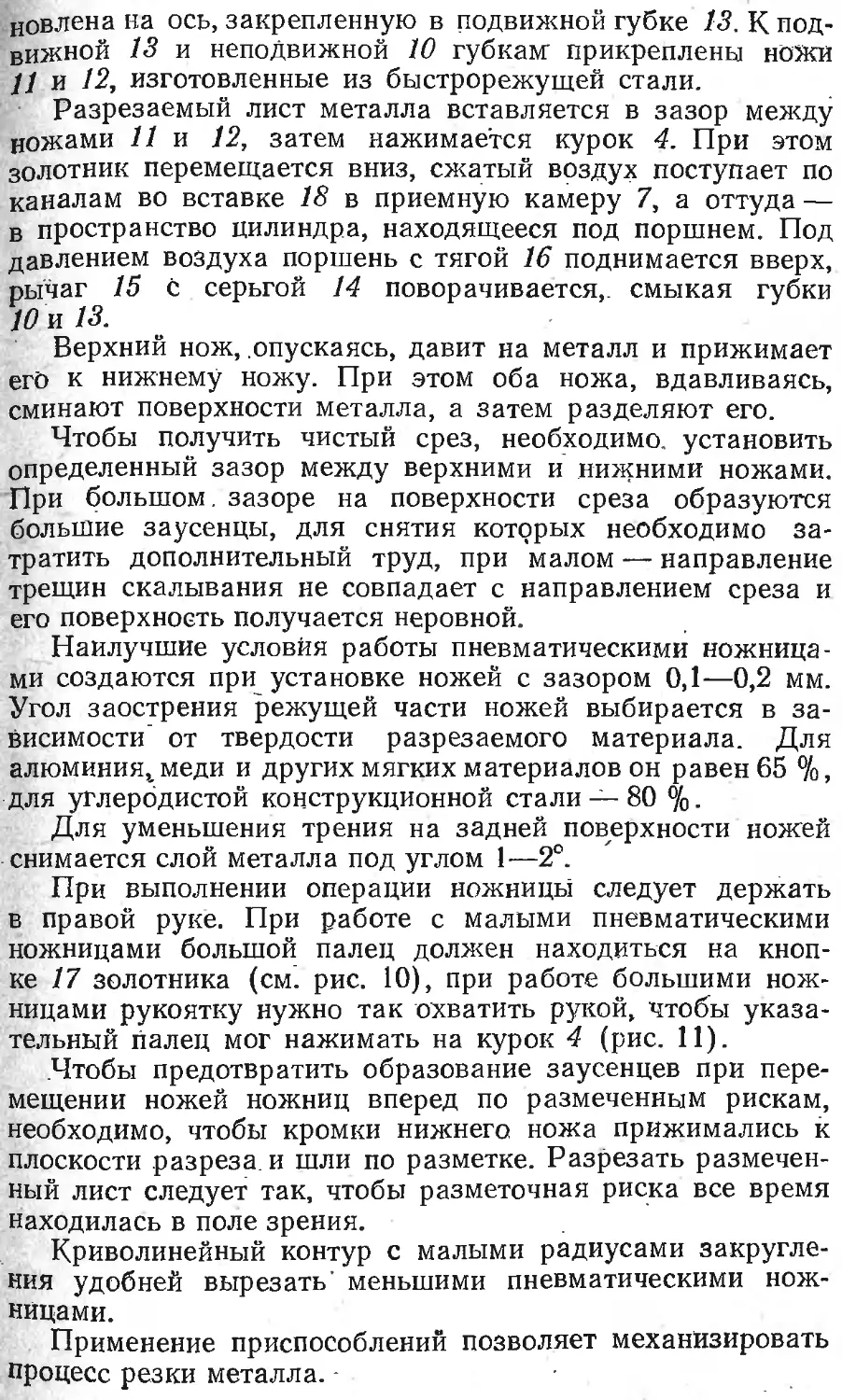
Насадка (рис. 12) представляет собой державку
с резиновым покрытием 1 для надфиля со встроенным
механизмом, преобразующим вращательное движение- в
возвратно-поступательное. Механизм представляет собой
кулачковую пару 2, 3. Кулачок 3 приводится во вращение
гибким валом-шлифовальной машинки «Гном» и сообщает
другому кулачку 2 одностороннее поступательное движе-
ние, которое является рабочим. Возврат кулачка в исход-
ное положение осуществляется спиральной пружиной 4.
Рис. 12
Усилие резания ограничено максимальным усилием пружи-
ны возврата и выбирается в зависимости от мощности Дви-
гателя привода.
Если давление рабочего инструмента на обрабатывае-
мую поверхность превысит усилие пружины возврата, то.
поступательное движение кулачка автоматически отключа-
ется, а двигатель привода работает в холостом режиме.
Этим предотвращаются поломки гибкого вала привода ма-
шинки и перегрузка электродвигателя.
Применение насадки позволяет в несколько раз умень-
шить трудоемкость припиловочных и доводочных работ.
ПРИСПОСОБЛЕНИЯ И УСТРОЙСТВА
ДЛЯ КРЕПЛЕНИЯ
СЛЕСАРНО-СБОРОЧНОГО ИНСТРУМЕНТА
ПРЕДОХРАНИТЕЛЬНЫЙ
РЕЗЬБОНАРЕЗНОЙ ПАТРОН**
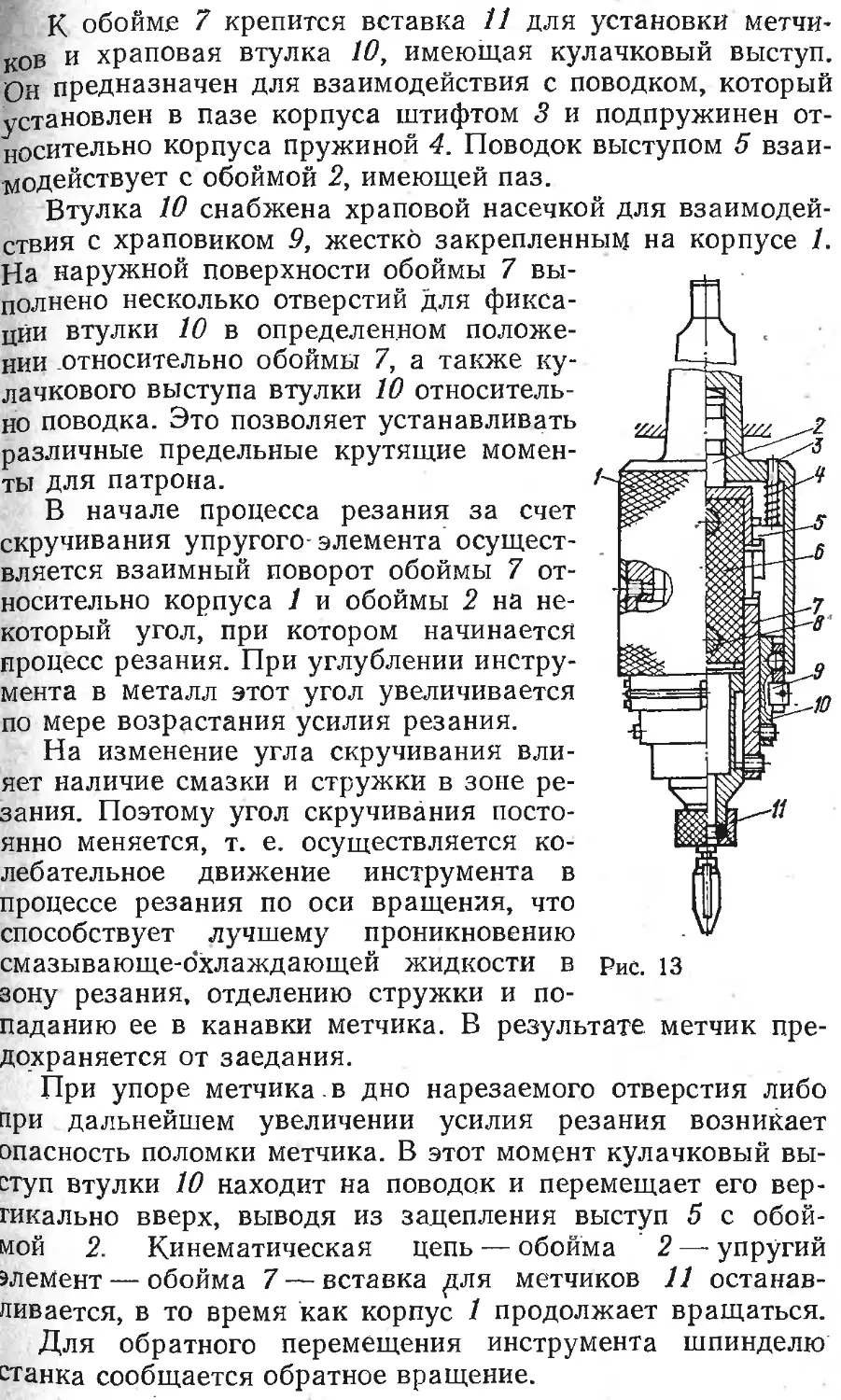
Внутри корпуса 1 (рис. 13) установлен ведомый
элемент, состоящий из двух обойм 2 и 7, внутри которых с
помощью пальцев 8 и нарезанных на внутренних диамет-
рах обойм зубьев закреплен упругий резиновый элемент 6.
* Авторы Э. М. Звонарев, М. М. Глускин.
** Авторы Б. Н. Аввакумов, П. Г. Безкровный, а. с. № 747623.
К обойме 7 крепится вставка 11 для установки метчи-
ков и храповая втулка 10, имеющая кулачковый выступ.
Он предназначен для взаимодействия с поводком, который
установлен в пазе корпуса штифтом 3 и подпружинен от-
носительно корпуса пружиной 4. Поводок выступом 5 взаи-
модействует с обоймой 2, имеющей паз.
Втулка 10 снабжена храповой насечкой для взаимодей-
ствия с храповиком 9, жестко закрепленным на корпусе 1.
На наружной поверхности обоймы 7 вы-
полнено несколько отверстий для фикса-
ции втулки 10 в определенном положе-
нии .относительно обоймы 7, а также ку-
лачкового выступа втулки 10 относитель-
но поводка. Это позволяет устанавливать
различные предельные крутящие момен-
ты для патрона.
В начале процесса резания за счет
скручивания упругого-элемента осущест-
вляется взаимный поворот обоймы 7 от-
носительно корпуса 1 и обоймы 2 на не-
который угол, при котором начинается
процесс резания. При углублении инстру-
мента в металл этот угол увеличивается
по мере возрастания усилия резания.
На изменение угла скручивания вли-
яет наличие смазки и стружки в зоне ре-
зания. Поэтому угол скручивания посто-
янно меняется, т. е. осуществляется ко-
лебательное движение инструмента в
процессе резания по оси вращения, что
способствует лучшему проникновению
смазывающе-о'хлаждающей жидкости в
Рис. 13
зону резания, отделению стружки и по-
паданию ее в канавки метчика. В результате метчик пре-
дохраняется от заедания.
При упоре метчика.в дно нарезаемого отверстия либо
лри дальнейшем увеличении усилия резания возникает
эпасность поломки метчика. В этот момент кулачковый вы-
ступ втулки 10 находит на поводок и перемещает его вер-
гикально вверх, выводя из зацепления выступ 5 с обой-
мой 2. Кинематическая цепь — обойма 2 —• упругий
элемент — обойма 7 — вставка ^ля метчиков 11 останав-
ливается, в то время как корпус 1 продолжает вращаться.
Для обратного перемещения инструмента шпинделю
станка сообщается обратное вращение.
Рис. 14
Храповик 9 зацепляется с храповой насечкой втулки
10 и вывинчивает инструмент из отверстия,-
Применение резьбонарезного патрона обеспечивает вы-
сокое качество нарезаемой резьбы. ‘
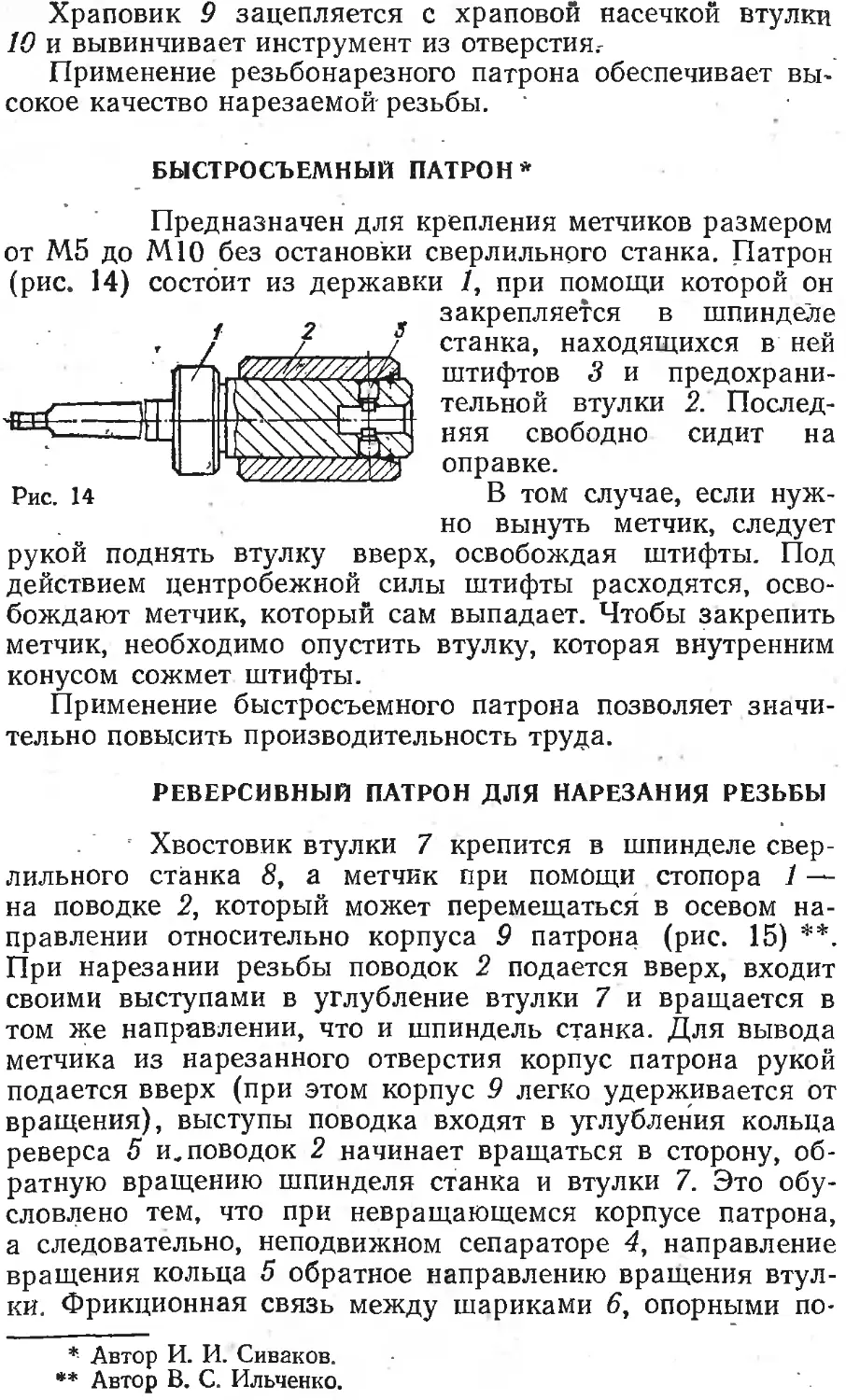
БЫСТРОСЪЕМНЫЙ ПАТРОН»
Предназначен для крепления метчиков размером
от М5 до М10 без остановки сверлильного станка. Патрон
(рис. 14) состоит из державки 1, при помощи которой он
закрепляется в шпинделе
станка, находящихся в ней
штифтов 3 и предохрани-
тельной втулки 2. Послед-
няя свободно сидит на
оправке.
В том случае, если нуж-
но вынуть метчик, следует
рукой поднять втулку вверх, освобождая штифты. Под
действием центробежной силы штифты расходятся, осво-
бождают метчик, который сам выпадает. Чтобы закрепить
метчик, необходимо опустить втулку, которая внутренним
конусом сожмет штифты.
Применение быстросъемного патрона позволяет значи-
тельно повысить производительность труда.
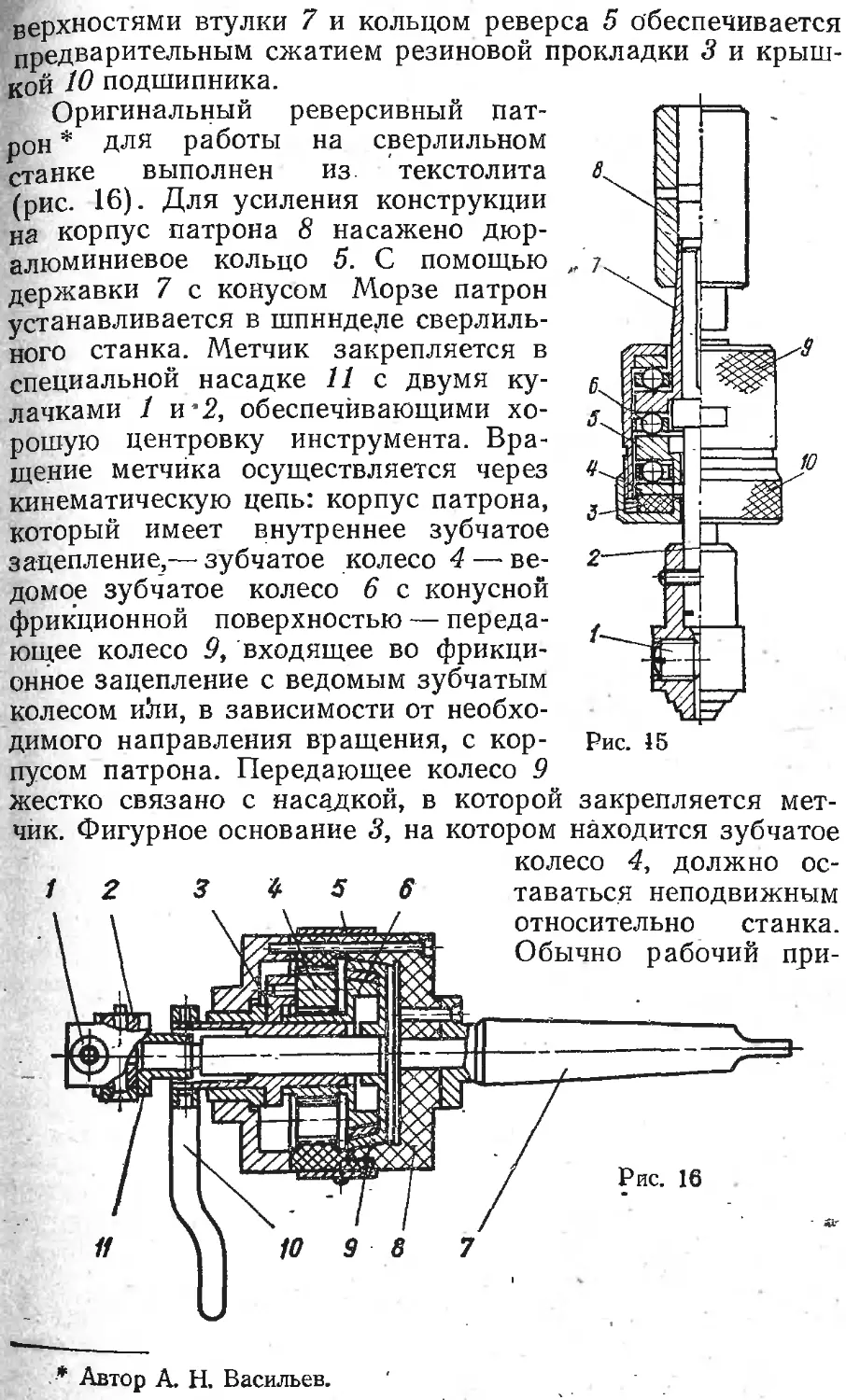
РЕВЕРСИВНЫЙ ПАТРОН ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
Хвостовик втулки 7 крепится в шпинделе свер-
лильного станка 8, а метчик при помощи стопора 1 —-
на поводке 2, который может перемещаться в осевом на-
правлении относительно корпуса 9 патрона (рис. 15) * **.
При нарезании резьбы поводок 2 подается вверх, входит
своими выступами в углубление втулки 7 и вращается в
том же направлении, что и шпиндель станка. Для вывода
метчика из нарезанного отверстия корпус патрона рукой
подается вверх (при этом корпус 9 легко удерживается от
вращения), выступы поводка входят в углубления кольца
реверса 5 и. поводок 2 начинает вращаться в сторону, об-
ратную вращению шпинделя станка и втулки 7. Это обу-
словлено тем, что при невращающемся корпусе патрона,
а следовательно, неподвижном сепараторе 4, направление
вращения кольца 5 обратное направлению вращения втул-
ки. Фрикционная связь между шариками 6, опорными по-
* Автор И. И. Сиваков.
** Автор В. С. Ильченко.
верхностями втулки 7 и кольцом реверса 5 обеспечивается
предварительным сжатием резиновой прокладки 3 и крыш-
кой Ю подшипника.
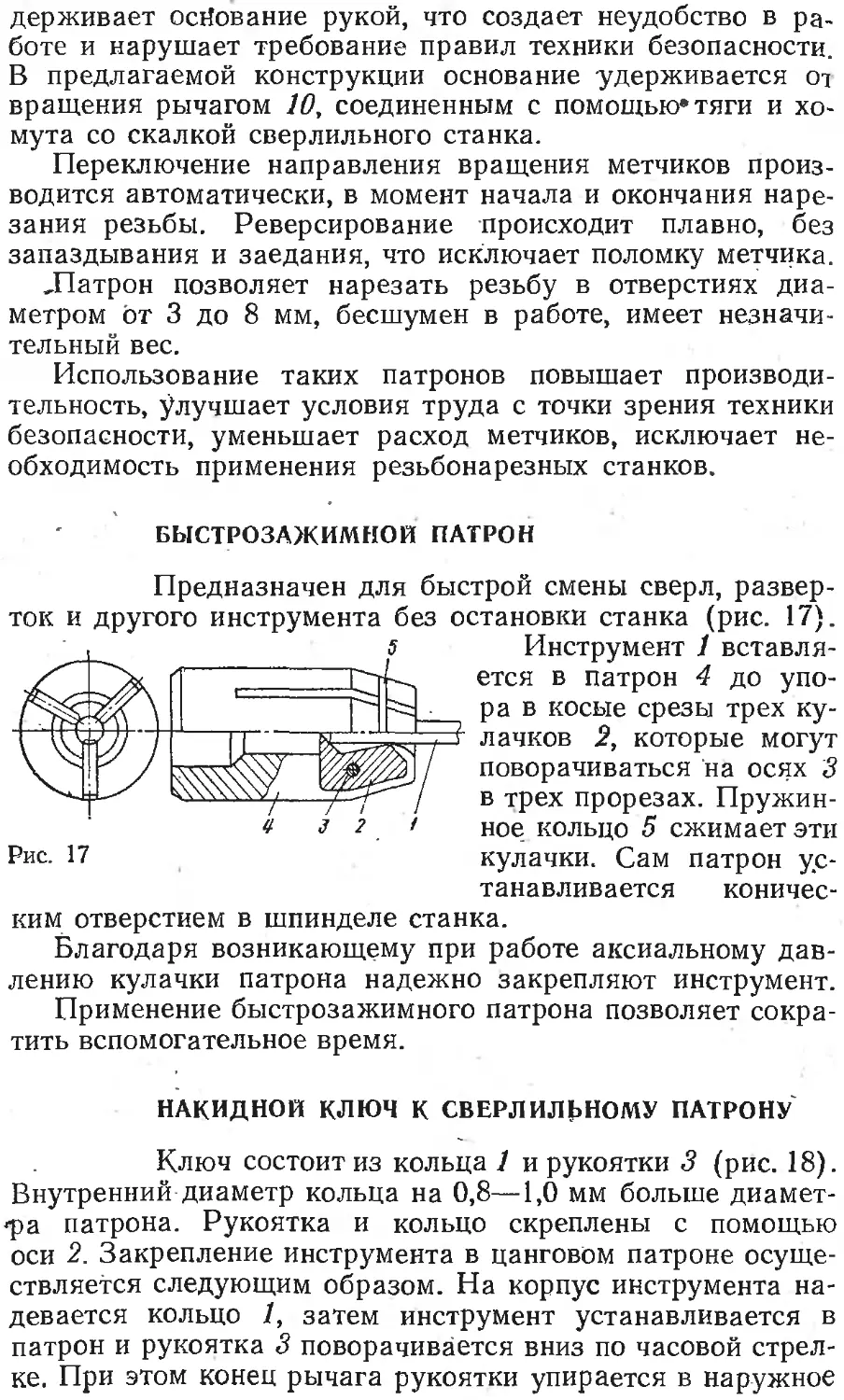
Оригинальный реверсивный пат-
рон * для работы на сверлильном
станке выполнен из текстолита Л
(рис. 16). Для усиления конструкции
на корпус патрона 8 насажено дюр-
алюминиевое кольцо 5. С помощью
державки 7 с конусом Морзе патрон
устанавливается в шпинделе сверлиль-
ного станка. Метчик закрепляется в
специальной насадке 11 с двумя ку-
лачками 1 и '2, обеспечивающими хо-
рошую центровку инструмента. Вра-
щение метчика осуществляется через
кинематическую цепь: корпус патрона,
который имеет внутреннее зубчатое
зацепление,— зубчатое колесо 4 — ве-
домое зубчатое колесо 6 с конусной
фрикционной поверхностью — переда-
ющее колесо 9, входящее во фрикци-
онное зацепление с ведомым зубчатым
колесом иЬи, в зависимости от необхо-
димого направления вращения, с кор- Рис. 15
пусом патрона. Передающее колесо 9
жестко связано с насалкой, в которой закрепляется мет-
чик. Фигурное основание 3, на котором находится зубчатое
колесо 4, должно ос-
* Автор А. Н. Васильев.
держивает основание рукой, что создает неудобство в ра-
боте и нарушает требование правил техники безопасности.
В предлагаемой конструкции основание удерживается от
вращения рычагом 10, соединенным с помощью* тяги и хо-
мута со скалкой сверлильного станка.
Переключение направления вращения метчиков произ-
водится автоматически, в момент начала и окончания наре-
зания резьбы. Реверсирование происходит плавно, без
запаздывания и заедания, что исключает поломку метчика.
,Патрон позволяет нарезать резьбу в отверстиях диа-
метром от 3 до 8 мм, бесшумен в работе, имеет незначи-
тельный вес.
Использование таких патронов повышает производи-
тельность, улучшает условия труда с точки зрения техники
безопасности, уменьшает расход метчиков, исключает не-
обходимость применения резьбонарезных станков.
БЫСТРОЗАЖИМНОЙ ПАТРОН
Предназначен для быстрой смены сверл, развер-
ток и другого инструмента без остановки станка (рис. 17).
Инструмент 1 вставля-
ется в патрон 4 до упо-
ра в косые срезы трех ку-
лачков 2, которые могут
поворачиваться на осях 3
в трех прорезах. Пружин-
ное кольцо 5 сжимает эти
кулачки. Сам патрон ус-
танавливается коничес-
ким отверстием в шпинделе станка.
Благодаря возникающему при работе аксиальному дав-
лению кулачки патрона надежно закрепляют инструмент.
Применение быстрозажимного патрона позволяет сокра-
тить вспомогательное время.
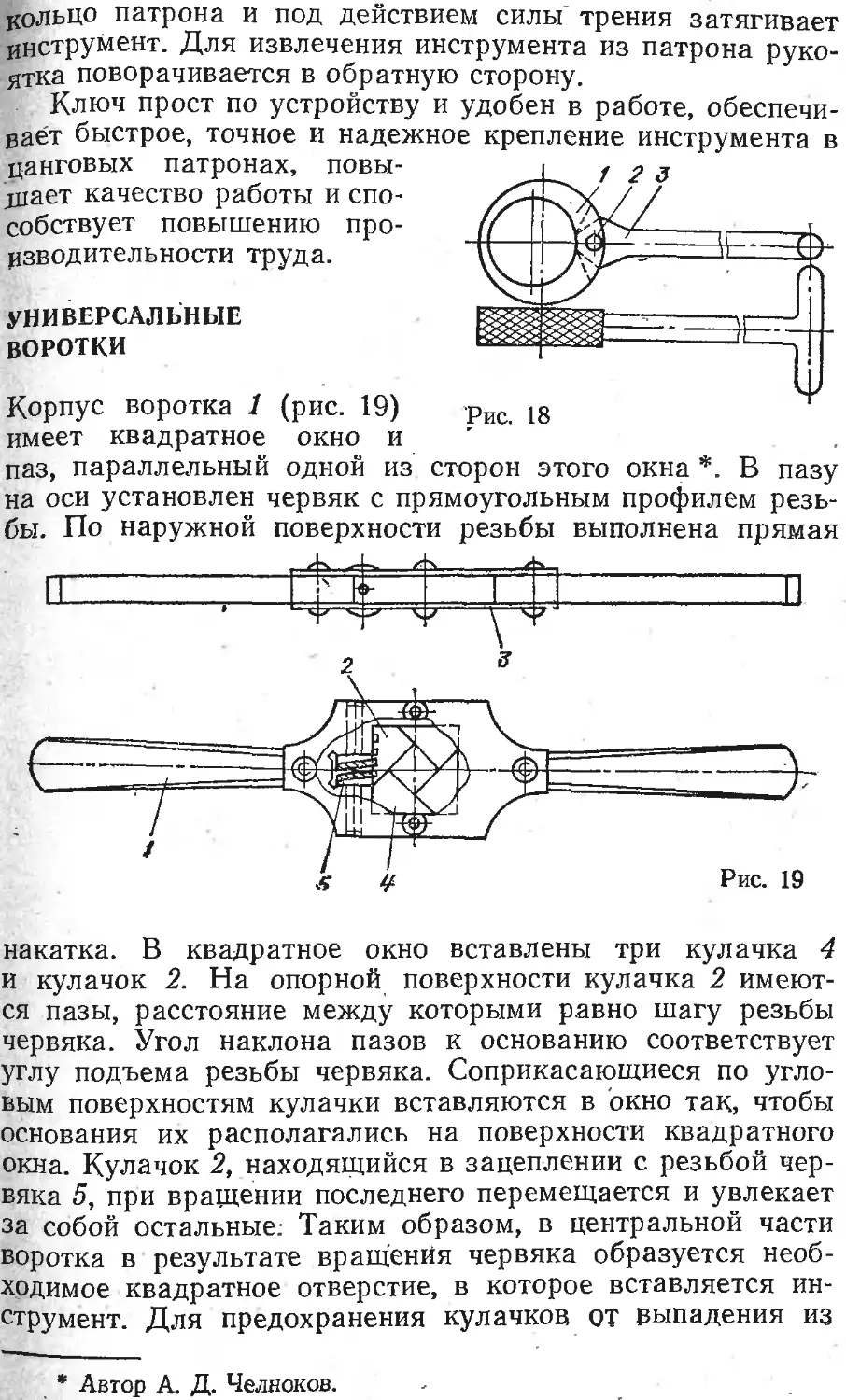
НАКИДНОЙ КЛЮЧ к СВЕРЛИЛЬНОМУ ПАТРОНУ
Ключ состоит из кольца 1 и рукоятки 3 (рис. 18).
Внутренний диаметр кольца на 0,8—1,0 мм больше диамет-
*ра патрона. Рукоятка и кольцо скреплены с помощью
оси 2. Закрепление инструмента в цанговом патроне осуще-
ствляется следующим образом. На корпус инструмента на-
девается кольцо 1, затем инструмент устанавливается в
патрон и рукоятка 3 поворачивается вниз по часовой стрел-
ке. При этом конец рычага рукоятки упирается в наружное
кольцо патрона и под действием силы' трения затягивает
инструмент. Для извлечения инструмента из патрона руко-
ятка поворачивается в обратную сторону.
Ключ прост по устройству и удобен в работе, обеспечи-
вает быстрое, точное и надежное крепление инструмента в
цанговых патронах, повы-
шает качество работы и спо-
собствует повышению про-
изводительности труда.
УНИВЕРСАЛЬНЫЕ
ВОРОТКИ
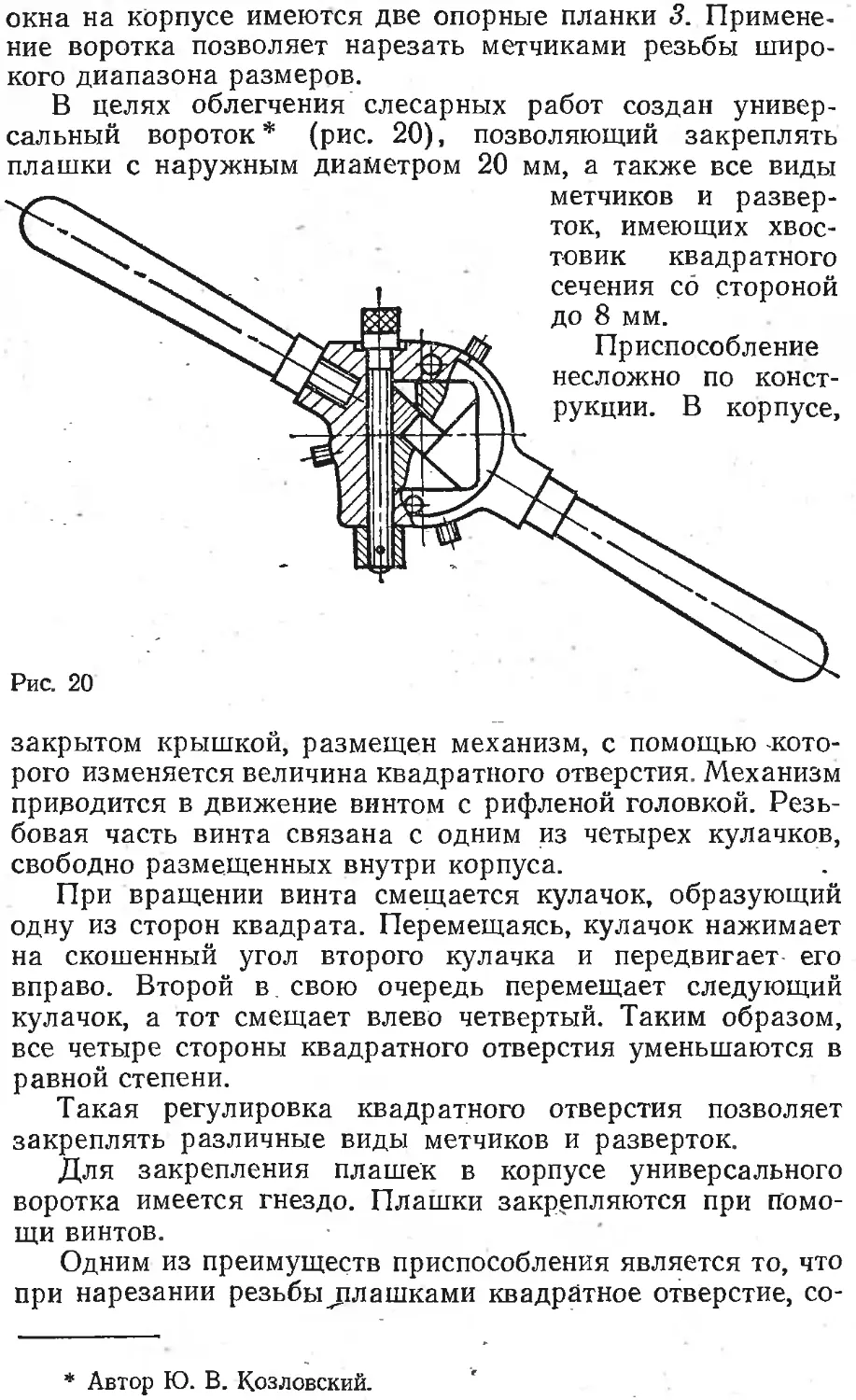
Корпус воротка 1 (рис. 19)
имеет квадратное окно и
паз, параллельный одной из
на оси установлен червяк с прямоугольным профилем резь-
бы. По наружной поверхности резьбы выполнена прямая
накатка. В квадратное окно вставлены три кулачка 4
и кулачок 2. На опорной поверхности кулачка 2 имеют-
ся пазы, расстояние между которыми равно шагу резьбы
червяка. Угол наклона пазов к основанию соответствует
углу подъема резьбы червяка. Соприкасающиеся по угло-
вым поверхностям кулачки вставляются в окно так, чтобы
основания их располагались на поверхности квадратного
окна. Кулачок 2, находящийся в зацеплении с резьбой чер-
вяка 5, при вращении последнего перемещается и увлекает
за собой остальные: Таким образом, в центральной части
воротка в результате вращения червяка образуется необ-
ходимое квадратное отверстие, в которое вставляется ин-
струмент. Для предохранения кулачков ОТ выпадения из
* Автор А. Д. Челноков.
окна на корпусе имеются две опорные планки 3. Примене-
ние воротка позволяет нарезать метчиками резьбы широ-
кого диапазона размеров.
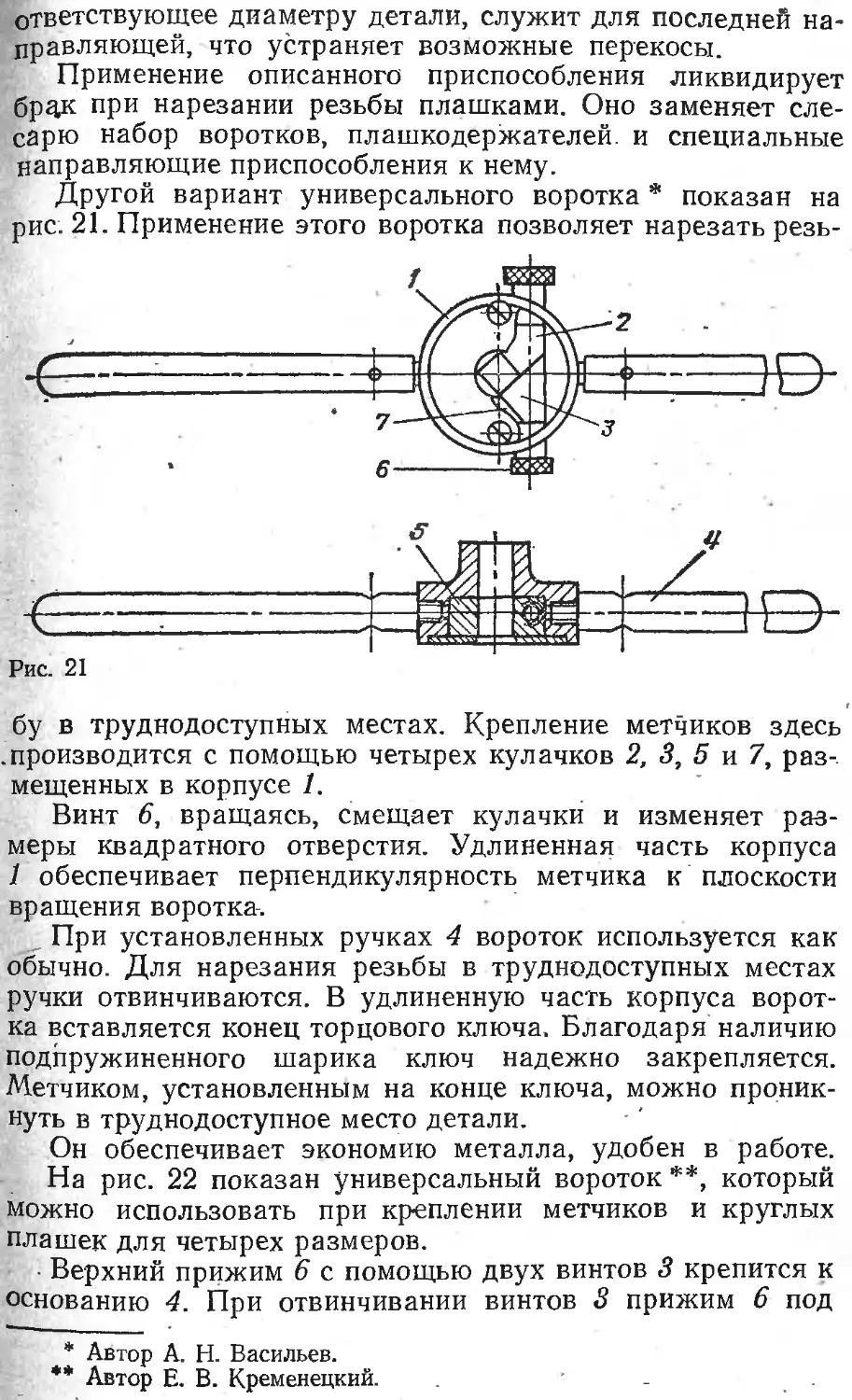
В целях облегчения слесарных работ создан универ-
сальный вороток * (рис. 20), позволяющий закреплять
плашки с наружным диаметром 20 мм, а также все виды
метчиков и развер-
ток, имеющих хвос-
товик квадратного
сечения со стороной
до 8 мм.
Приспособление
несложно по конст-
рукции. В корпусе,
Рис. 20
закрытом крышкой, размещен механизм, с помощью -кото-
рого изменяется величина квадратного отверстия. Механизм
приводится в движение винтом с рифленой головкой. Резь-
бовая часть винта связана с одним из четырех кулачков,
свободно размещенных внутри корпуса.
При вращении винта смещается кулачок, образующий
одну из сторон квадрата. Перемещаясь, кулачок нажимает
на скошенный угол второго кулачка и передвигает- его
вправо. Второй в. свою очередь перемещает следующий
кулачок, а тот смещает влево четвертый. Таким образом,
все четыре стороны квадратного отверстия уменьшаются в
равной степени.
Такая регулировка квадратного отверстия позволяет
закреплять различные виды метчиков и разверток.
Для закрепления плашек в корпусе универсального
воротка имеется гнездо. Плашки закрепляются при помо-
щи винтов.
Одним из преимуществ приспособления является то, что
при нарезании резьбы ^плашками квадратное отверстие, со-
Автор Ю. В. Козловский.
ответствующее диаметру детали, служит для последней на-
правляющей, что устраняет возможные перекосы.
Применение описанного приспособления ликвидирует
брдк при нарезании резьбы плашками. Оно заменяет сле-
сарю набор воротков, плашкодержателей. и специальные
направляющие приспособления к нему.
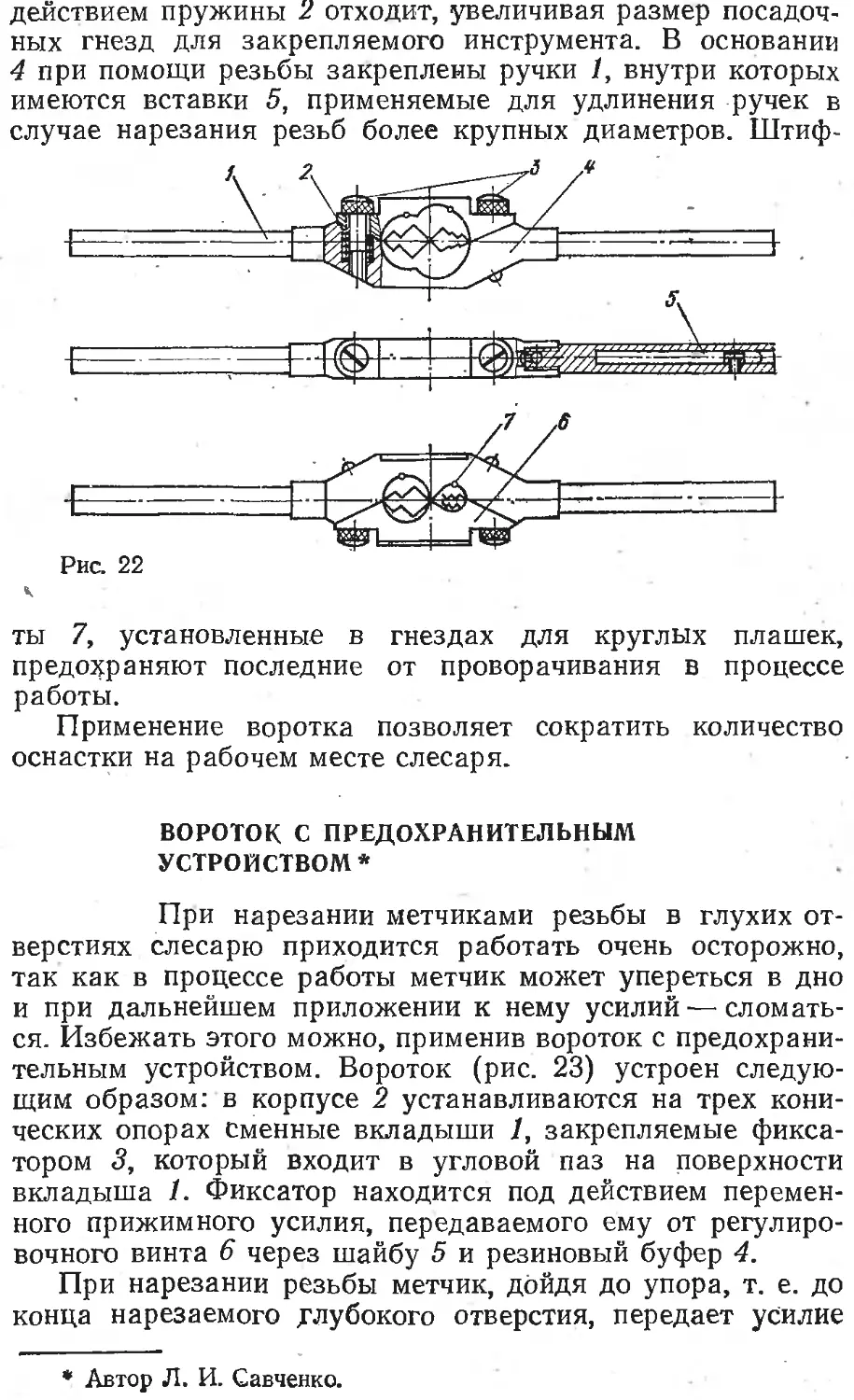
Другой вариант универсального воротка * показан на
рис. 21. Применение этого воротка позволяет нарезать резь-
Рис. 21
бу в труднодоступных местах. Крепление метчиков здесь
.производится с помощью четырех кулачков 2, 3, 5 и 7, раз-
мещенных в корпусе 1.
Винт 6, вращаясь, смещает кулачки и изменяет раз-
меры квадратного отверстия. Удлиненная часть корпуса
1 обеспечивает перпендикулярность метчика к плоскости
вращения воротка-.
При установленных ручках 4 вороток используется как
обычно. Для нарезания резьбы в труднодоступных местах
ручки отвинчиваются. В удлиненную часть корпуса ворот-
ка вставляется конец торцового ключа. Благодаря наличию
подпружиненного шарика ключ надежно закрепляется.
Метчиком, установленным на конце ключа, можно проник-
нуть в труднодоступное место детали.
Он обеспечивает экономию металла, удобен в работе.
На рис. 22 показан универсальный вороток **, который
можно использовать при креплении метчиков и круглых
плашек для четырех размеров.
Верхний прижим 6 с помощью двух винтов 3 крепится к
основанию 4. При отвинчивании винтов 3 прижим 6 под
* Автор А. Н. Васильев.
** Автор Е. В. Кременецкий.
действием пружины 2 отходит, увеличивая размер посадоч-
ных гнезд для закрепляемого инструмента. В основании
4 при помощи резьбы закреплены ручки 1, внутри которых
имеются вставки 5, применяемые для удлинения ручек в
случае нарезания резьб более крупных диаметров. Штиф-
Рис. 22
ты 7, установленные в гнездах для круглых плашек,
предохраняют последние от проворачивания в процессе
работы.
Применение воротка позволяет сократить количество
оснастки на рабочем месте слесаря.
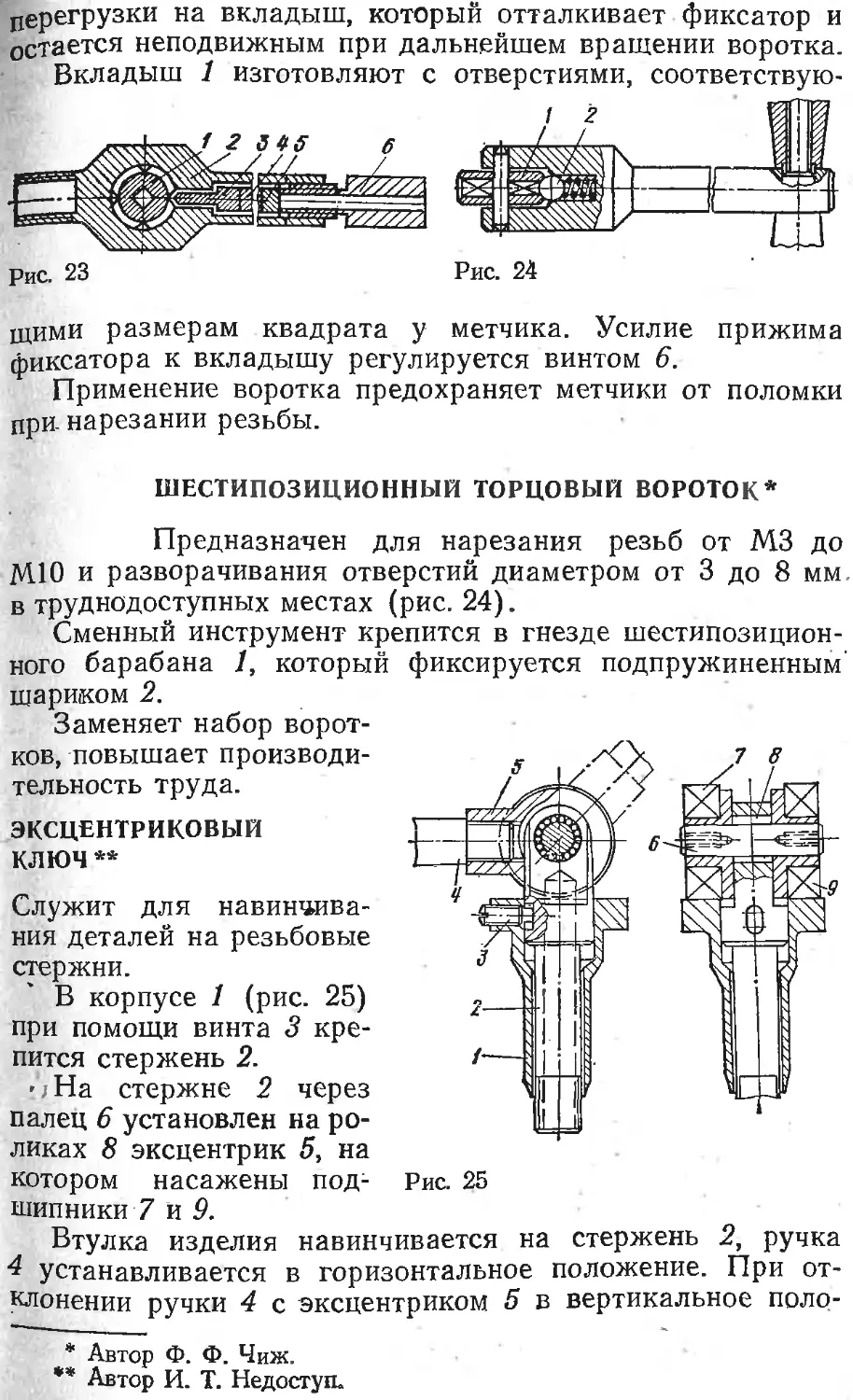
ВОРОТОК с ПРЕДОХРАНИТЕЛЬНЫМ
УСТРОЙСТВОМ *
При нарезании метчиками резьбы в глухих от-
верстиях слесарю приходится работать очень осторожно,
так как в процессе работы метчик может упереться в дно
и при дальнейшем приложении к нему усилий — сломать-
ся. Избежать этого можно, применив вороток с предохрани-
тельным устройством. Вороток (рис. 23) устроен следую-
щим образом: в корпусе 2 устанавливаются на трех кони-
ческих опорах сменные вкладыши 1, закрепляемые фикса-
тором 3, который входит в угловой паз на поверхности
вкладыша 1. Фиксатор находится под действием перемен-
ного прижимного усилия, передаваемого ему от регулиро-
вочного винта 6 через шайбу 5 и резиновый буфер 4.
При нарезании резьбы метчик, дойдя до упора, т. е. до
конца нарезаемого глубокого отверстия, передает усилие
Автор Л. И. Савченко.
перегрузки на вкладыш, который отталкивает фиксатор и
остается неподвижным при дальнейшем вращении воротка.
Вкладыш 1 изготовляют с отверстиями, соответствую-
Рис. 23 Рис. 24
щими размерам квадрата у метчика. Усилие прижима
фиксатора к вкладышу регулируется винтом 6.
Применение воротка предохраняет метчики от поломки
при. нарезании резьбы.
ШЕСТИПОЗИЦИОННЫЙ ТОРЦОВЫЙ ВОРОТОК*
Предназначен для нарезания резьб от М3 до
МЮ и разворачивания отверстий диаметром от 3 до 8 мм
в труднодоступных местах (рис. 24).
Сменный инструмент крепится в гнезде шестипозицион-
ного барабана 1, который фиксируется подпружиненным'
шариком 2.
Заменяет набор ворот-
ков, повышает производи-
тельность труда.
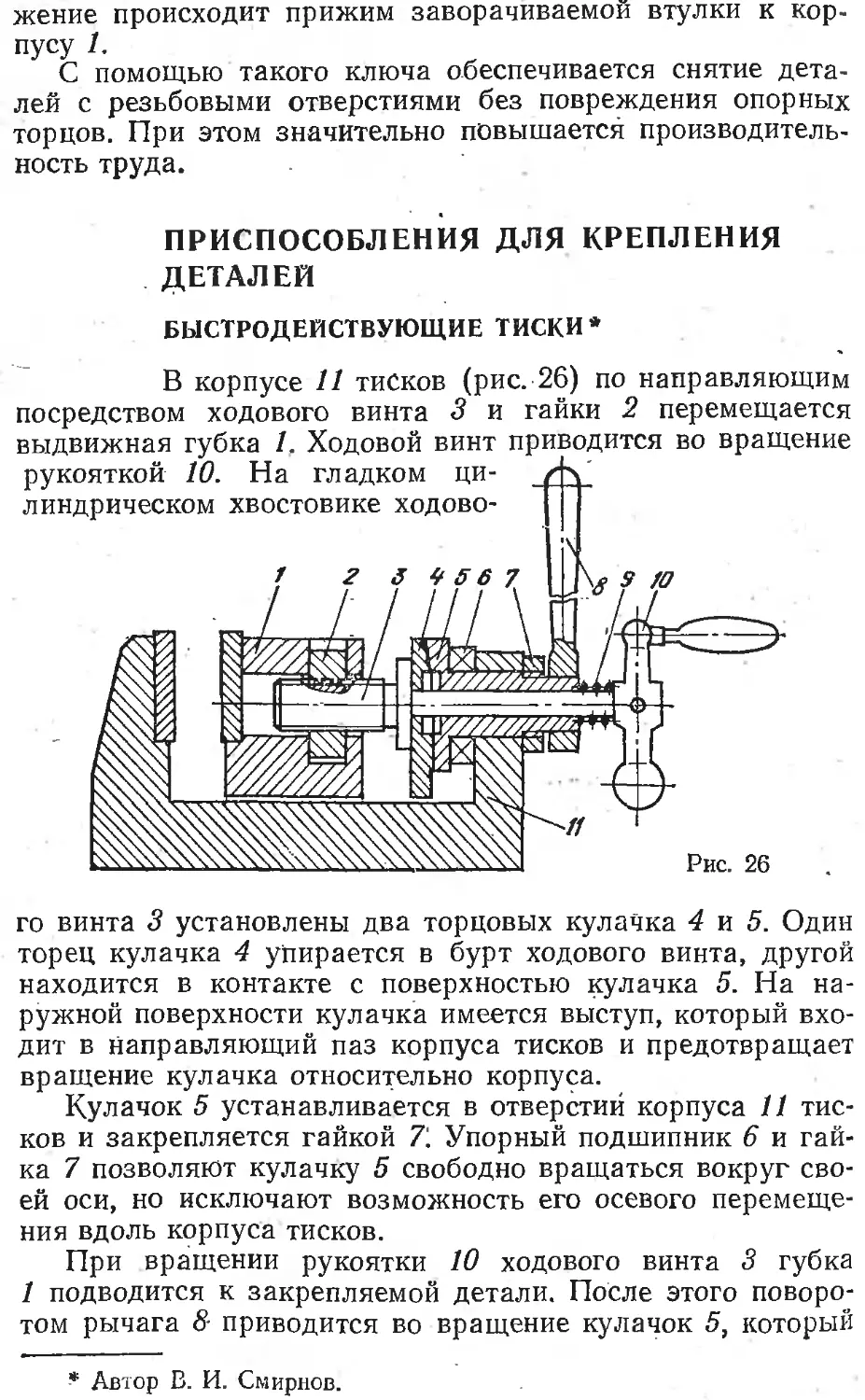
ЭКСЦЕНТРИКОВЫЙ
ключ **
Служит для навинчива-
ния деталей на резьбовые
стержни.
В корпусе 1 (рис. 25)
при помощи винта <3 кре-
пится стержень 2.
•;На стержне 2 через
палец 6 установлен на ро-
ликах 8 эксцентрик 5, на
котором насажены под-
шипники 7 и 9.
Рис. 25
Втулка изделия навинчивается на стержень 2, ручка
4 устанавливается в горизонтальное положение. При от-
клонении ручки 4 с эксцентриком 5 в вертикальное поло-
* Автор Ф. Ф. Чиж.
** Автор И. Т. Недоступ.
жение происходит прижим заворачиваемой втулки к кор-
пусу 1.
С помощью такого ключа обеспечивается снятие дета-
лей с резьбовыми отверстиями без повреждения опорных
торцов. При этом значительно повышается производитель-
ность труда.
ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ
ДЕТАЛЕЙ
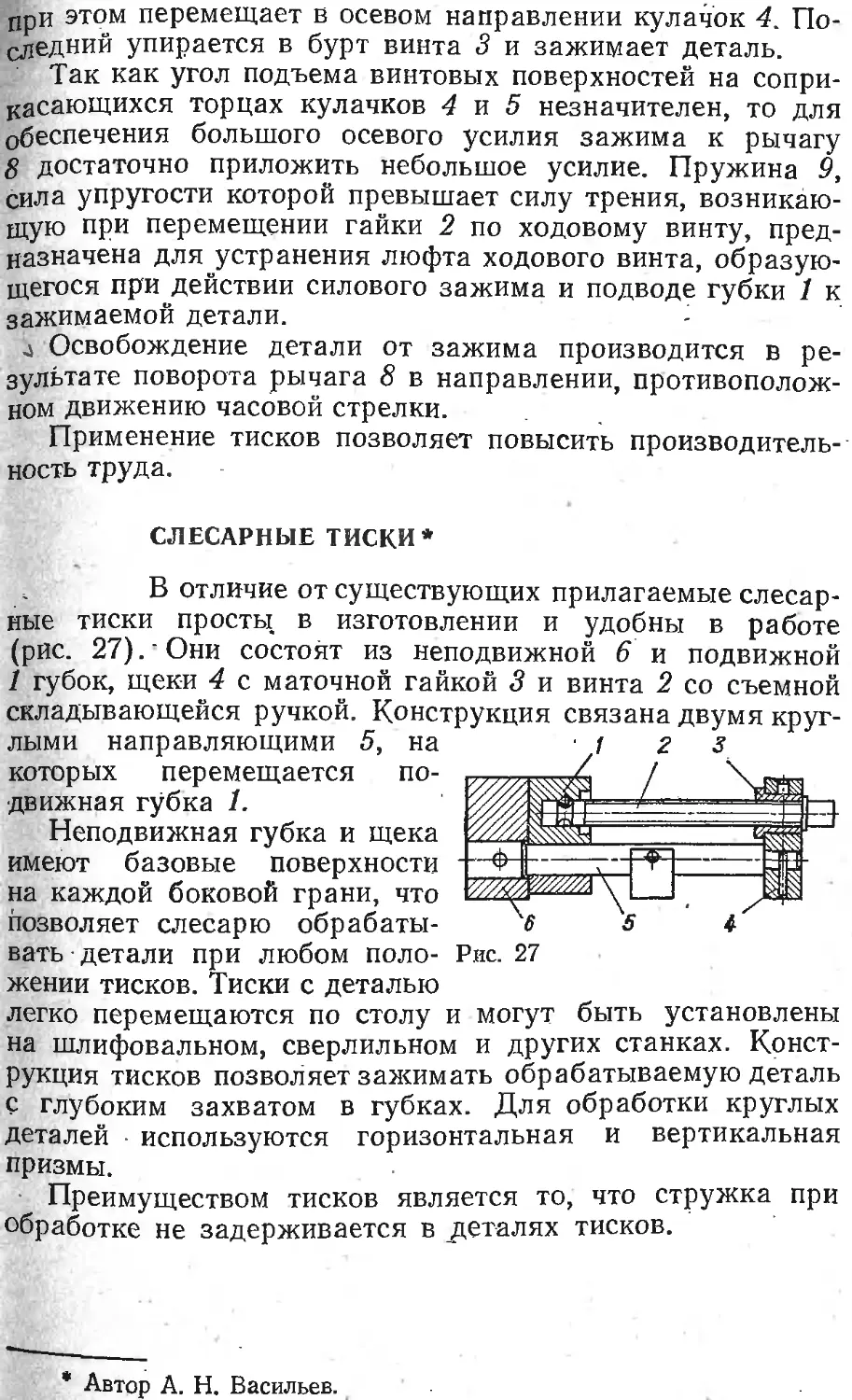
БЫСТРОДЕЙСТВУЮЩИЕ ТИСКИ *
В корпусе 11 тисков (рис. 26) по направляющим
посредством ходового винта <3 и гайки 2 перемещается
выдвижная губка 1. Ходовой винт приводится во вращение
рукояткой 10. На гладком ци- /V
линдрическом хвостовике ходово-
го винта <3 установлены два торцовых кулачка 4 и 5. Один
торец кулачка 4 упирается в бурт ходового винта, другой
находится в контакте с поверхностью кулачка 5. На на-
ружной поверхности кулачка имеется выступ, который вхо-
дит в Направляющий паз корпуса тисков и предотвращает
вращение кулачка относительно корпуса.
Кулачок 5 устанавливается в отверстий корпуса 11 тис-
ков и закрепляется гайкой 7'. Упорный подшипник 6 и гай-
ка 7 позволяют кулачку 5 свободно вращаться вокруг сво-
ей оси, но исключают возможность его осевого перемеще-
ния вдоль корпуса тисков.
При вращении рукоятки 10 ходового винта 3 губка
1 подводится к закрепляемой детали. После этого поворо-
том рычага 8- приводится во вращение кулачок 5, который
* Автор В. И. Смирнов.
При этом перемещает в осевом направлении кулачок 4. По-
следний упирается в бурт винта 3 и зажимает деталь.
Так как угол подъема винтовых поверхностей на сопри-
касающихся торцах кулачков 4 и 5 незначителен, то для
обеспечения большого осевого усилия зажима к рычагу
8 достаточно приложить небольшое усилие. Пружина 9,
сила упругости которой превышает силу трения, возникаю-
щую при перемещении гайки 2 по ходовому винту, пред-
назначена для устранения люфта ходового винта, образую-
щегося при действии силового зажима и подводе губки 1 к
зажимаемой детали.
4 Освобождение детали от зажима производится в ре-
зультате поворота рычага 8 в направлении, противополож-
ном движению часовой стрелки.
Применение тисков позволяет повысить производитель-
ность труда.
СЛЕСАРНЫЕ ТИСКИ*
В отличие от существующих прилагаемые слесар-
ные тиски просты в изготовлении и удобны в работе
(рис. 27). Они состоят из неподвижной 6 и подвижной
1 губок, щеки 4 с маточной гайкой <3 и винта 2 со съемной
складывающейся ручкой. Конструкция связана двумя круг-
лыми направляющими 5, на
которых перемещается по-
движная губка 1.
Неподвижная губка и щека
имеют базовые поверхности
на каждой боковой грани, что
позволяет слесарю обрабаты-
вать детали при любом поло-
жении тисков. Тиски с деталью
легко перемещаются по столу и могут быть установлены
на шлифовальном, сверлильном и других станках. Конст-
рукция тисков позволяет зажимать обрабатываемую деталь
с глубоким захватом в губках. Для обработки круглых
деталей используются горизонтальная и вертикальная
призмы.
Преимуществом тисков является то, что стружка при
обработке не задерживается в деталях тисков.
* Автор А. Н. Васильев.
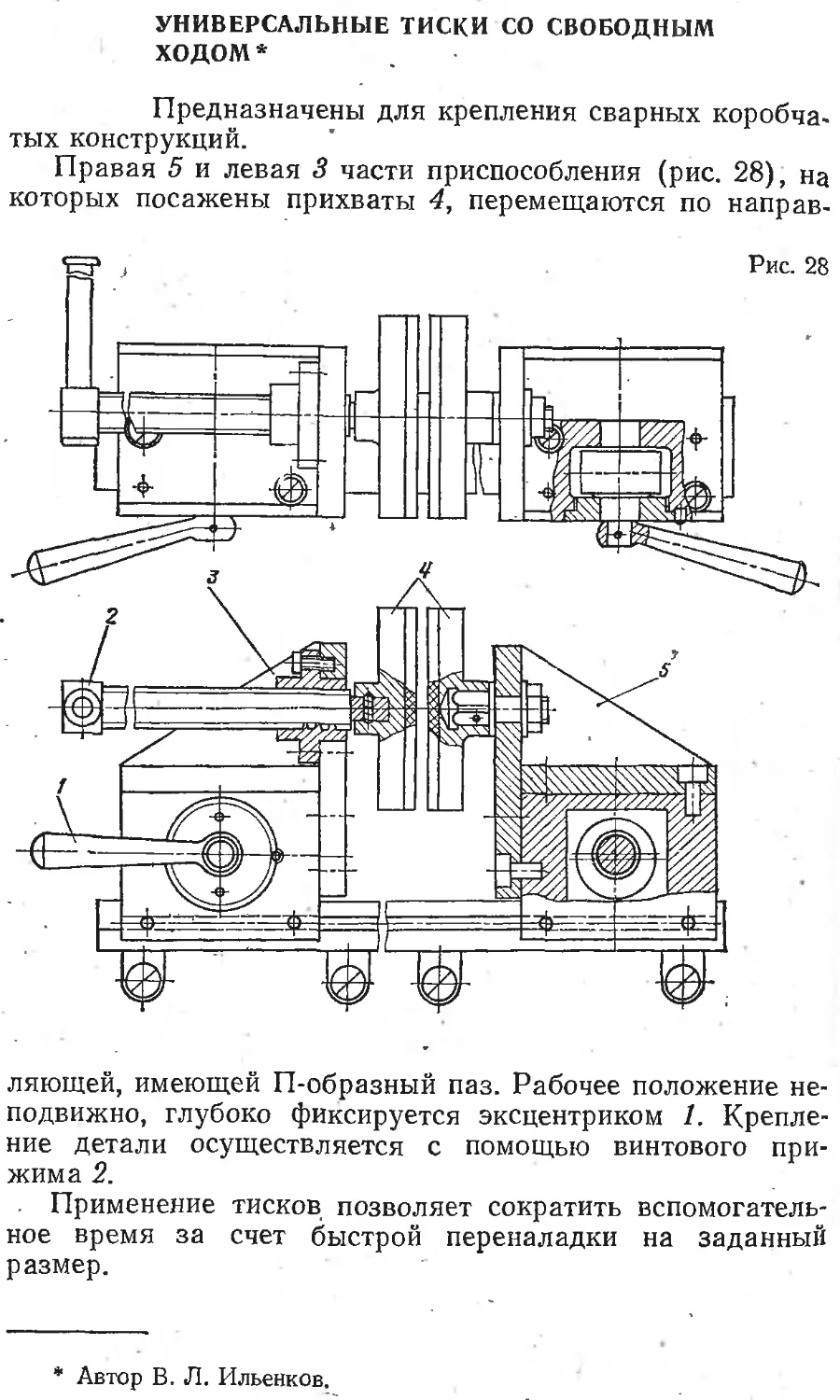
УНИВЕРСАЛЬНЫЕ ТИСКИ СО СВОБОДНЫМ
ХОДОМ *
Предназначены для крепления сварных коробча-
тых конструкций.
Правая 5 и левая 3 части приспособления (рис. 28), на
которых посажены прихваты 4, перемещаются по направ-
ляющей, имеющей П-образный паз. Рабочее положение не-
подвижно, глубоко фиксируется эксцентриком 1. Крепле-
ние детали осуществляется с помощью винтового при-
жима 2.
Применение тисков позволяет сократить вспомогатель-
ное время за счет быстрой переналадки на заданный
размер.
* Автор В. Л. Ильенков.
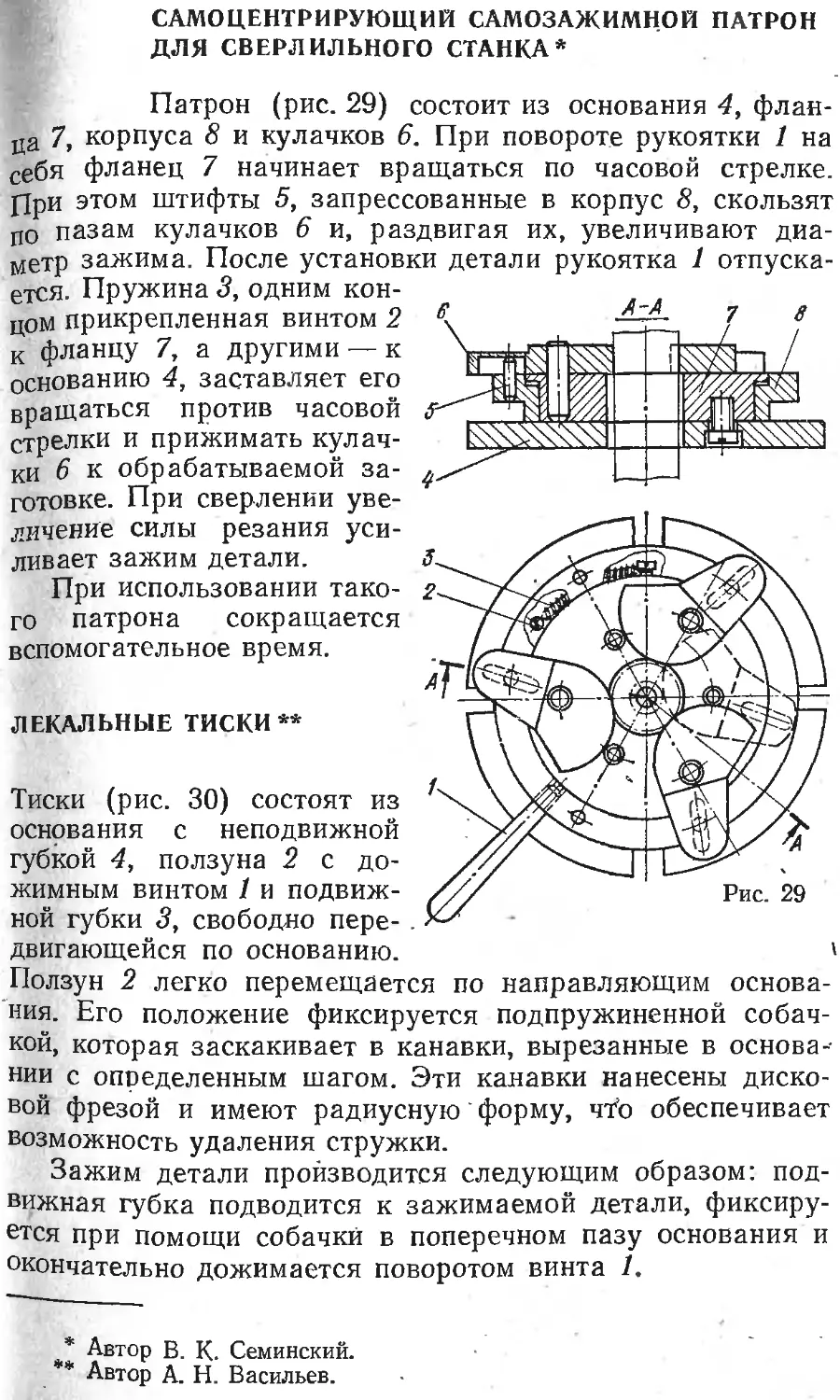
САМО ЦЕНТРИРУЮЩИЙ САМОЗАЖИМНОЙ ПАТРОН
ДЛЯ СВЕРЛИЛЬНОГО СТАНКА*
Патрон (рис. 29) состоит из основания 4, флан-
ца 7, корпуса 8 и кулачков 6. При повороте рукоятки 1 на
себя фланец 7 начинает вращаться по часовой стрелке.
При этом штифты 5, запрессованные в корпус 8, скользят
по пазам кулачков 6 и, раздвигая их, увеличивают диа-
метр зажима. После установки детали рукоятка 1 отпуска-
ется. Пружина <3, одним кон-
цом прикрепленная винтом 2
к фланцу 7, а другими — к
основанию 4, заставляет его
вращаться против часовой
стрелки и прижимать кулач-
ки 6 к обрабатываемой за-
готовке. При сверлении уве-
личение силы резания уси-
ливает зажим детали.
При использовании тако-
го патрона сокращается
вспомогательное время.
ЛЕКАЛЬНЫЕ ТИСКИ **
Тиски (рис. 30) состоят из
основания с неподвижной
губкой 4, ползуна 2 с до-
жимным винтом 1 и подвиж-
ной губки <3, свободно пере-
двигающейся по основанию.
Ползун 2 легко перемещается по направляющим основа-
ния. Его положение фиксируется подпружиненной собач-
кой, которая заскакивает в канавки, вырезанные в основа--
нии с определенным шагом. Эти канавки нанесены диско-
вой фрезой и имеют радиусную' форму, что обеспечивает
возможность удаления стружки.
Зажим детали производится следующим образом: под-
вижная губка подводится к зажимаемой детали, фиксиру-
ется при помощи собачкй в поперечном пазу основания и
окончательно дожимается поворотом винта 1.
* Автор В. К. Семинский.
* Автор А. Н. Васильев.
Предложенная конструкция дает возможность быстро
и надежно закреплять обрабатываемые детали, позволяет
значительно повысить производительность труда и куль-
туру производства.
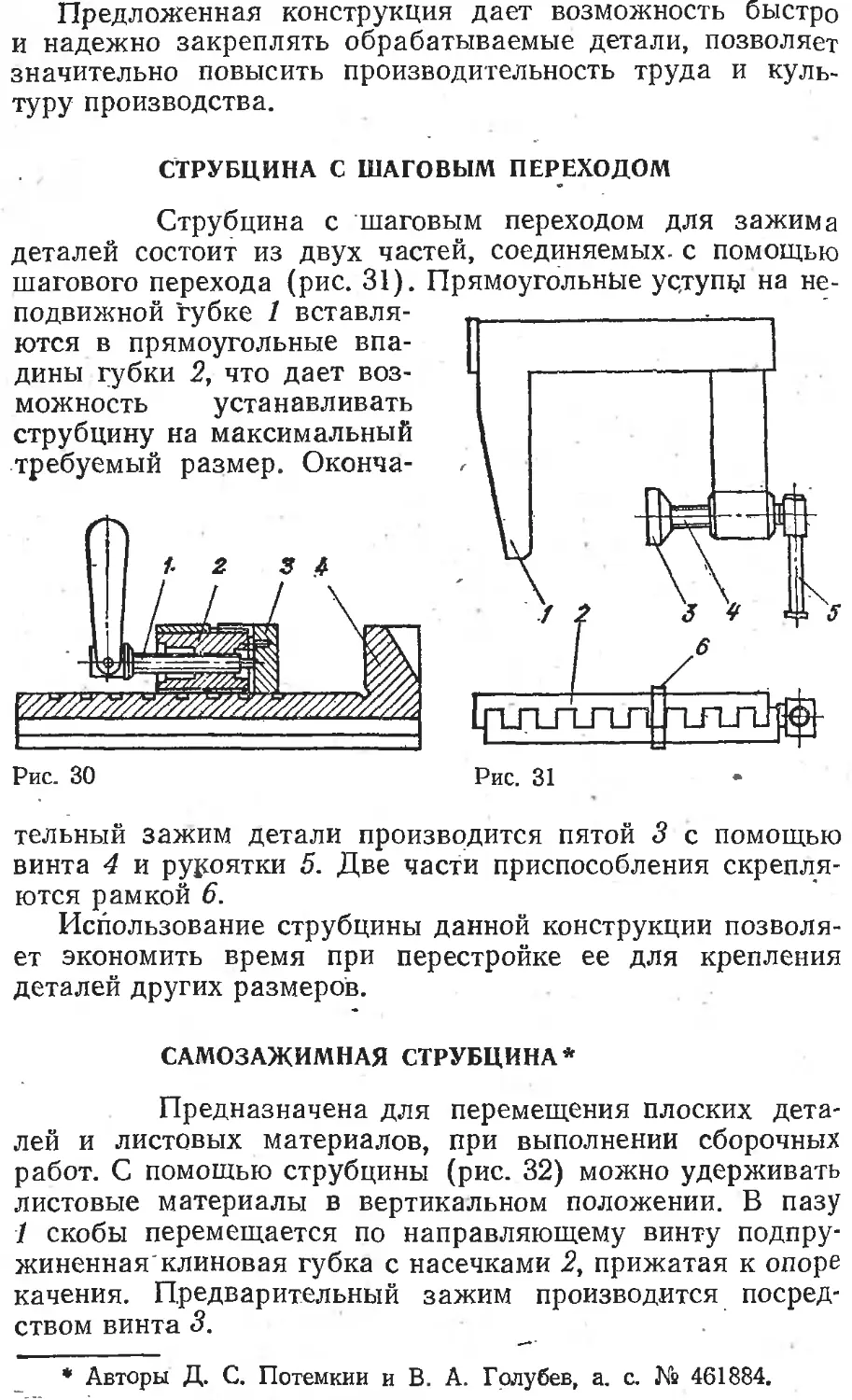
СТРУБЦИНА С ШАГОВЫМ ПЕРЕХОДОМ
Струбцина с шаговым переходом для зажима
деталей состоит из двух частей, соединяемых- с помощью
шагового перехода (рис. 31). Прямоугольные ус/гупу на не-
подвижной губке 1 вставля-
ются в прямоугольные впа-
дины губки 2, что дает воз-
можность устанавливать
струбцину на максимальный
требуемый размер. Оконча-
Рис. 31
Рис. 30
тельный зажим детали производится пятой <3 с помощью
винта 4 и рукоятки 5. Две части приспособления скрепля-
ются рамкой 6.
Использование струбцины данной конструкции позволя-
ет экономить время при перестройке ее для крепления
деталей других размеров.
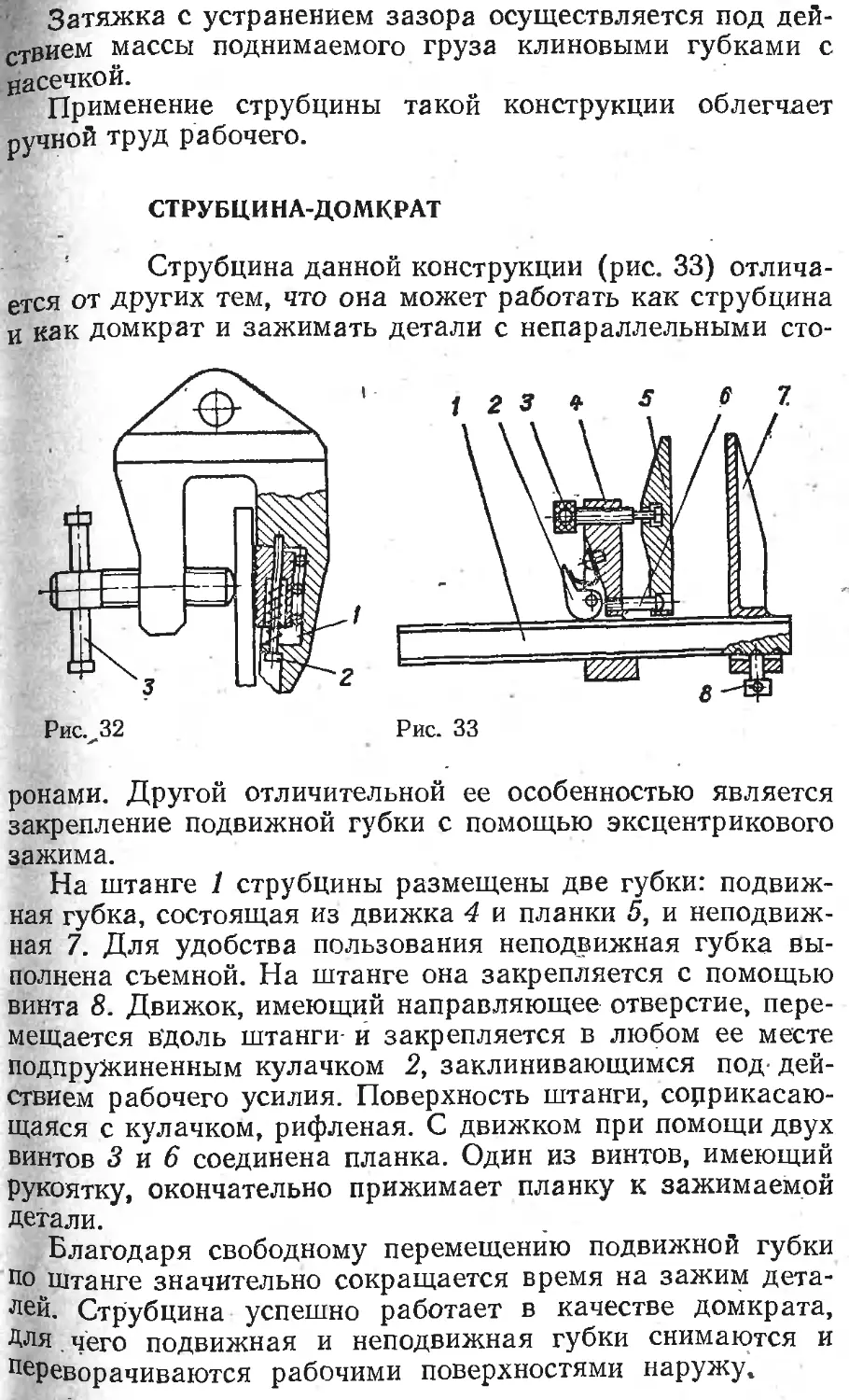
САМОЗАЖИМНАЯ СТРУБЦИНА*
Предназначена для перемещения плоских дета-
лей и листовых материалов, при выполнении сборочных
работ. С помощью струбцины (рис. 32) можно удерживать
листовые материалы в вертикальном положении. В пазу
1 скобы перемещается по направляющему винту подпру-
жиненная'клиновая губка с насечками 2, прижатая к опоре
качения. Предварительный зажим производится посред-
ством винта <3.
* Авторы Д. С. Потемкин и В. А. Голубев, а. с. № 461884.
Затяжка с устранением зазора осуществляется под дей-
ствием массы поднимаемого груза клиновыми губками с
насечкой.
Применение струбцины такой конструкции облегчает
ручной труд рабочего.
струбцина-домкрат
Струбцина данной конструкции (рис. 33) отлича-
ется от других тем, что она может работать как струбцина
и как домкрат и зажимать детали с непараллельными сто-
ронами. Другой отличительной ее особенностью является
закрепление подвижной губки с помощью эксцентрикового
зажима.
На штанге 1 струбцины размещены две губки: подвиж-
ная губка, состоящая из движка 4 и планки 5, и неподвиж-
ная 7. Для удобства пользования неподвижная губка вы-
полнена съемной. На штанге она закрепляется с помощью
винта 8. Движок, имеющий направляющее отверстие, пере-
мещается вдоль штанги- и закрепляется в любом ее месте
подпружиненным кулачком 2, заклинивающимся под- дей-
ствием рабочего усилия. Поверхность штанги, соррикасаю-
щаяся с кулачком, рифленая. С движком при помощи двух
винтов 3 и 6 соединена планка. Один из винтов, имеющий
рукоятку, окончательно прижимает планку к зажимаемой
детали.
Благодаря свободному перемещению подвижной губки
По штанге значительно сокращается время на зажим дета-
лей. Струбцина успешно работает в качестве домкрата,
Для чего подвижная и неподвижная губки снимаются и
Переворачиваются рабочими поверхностями наружу.
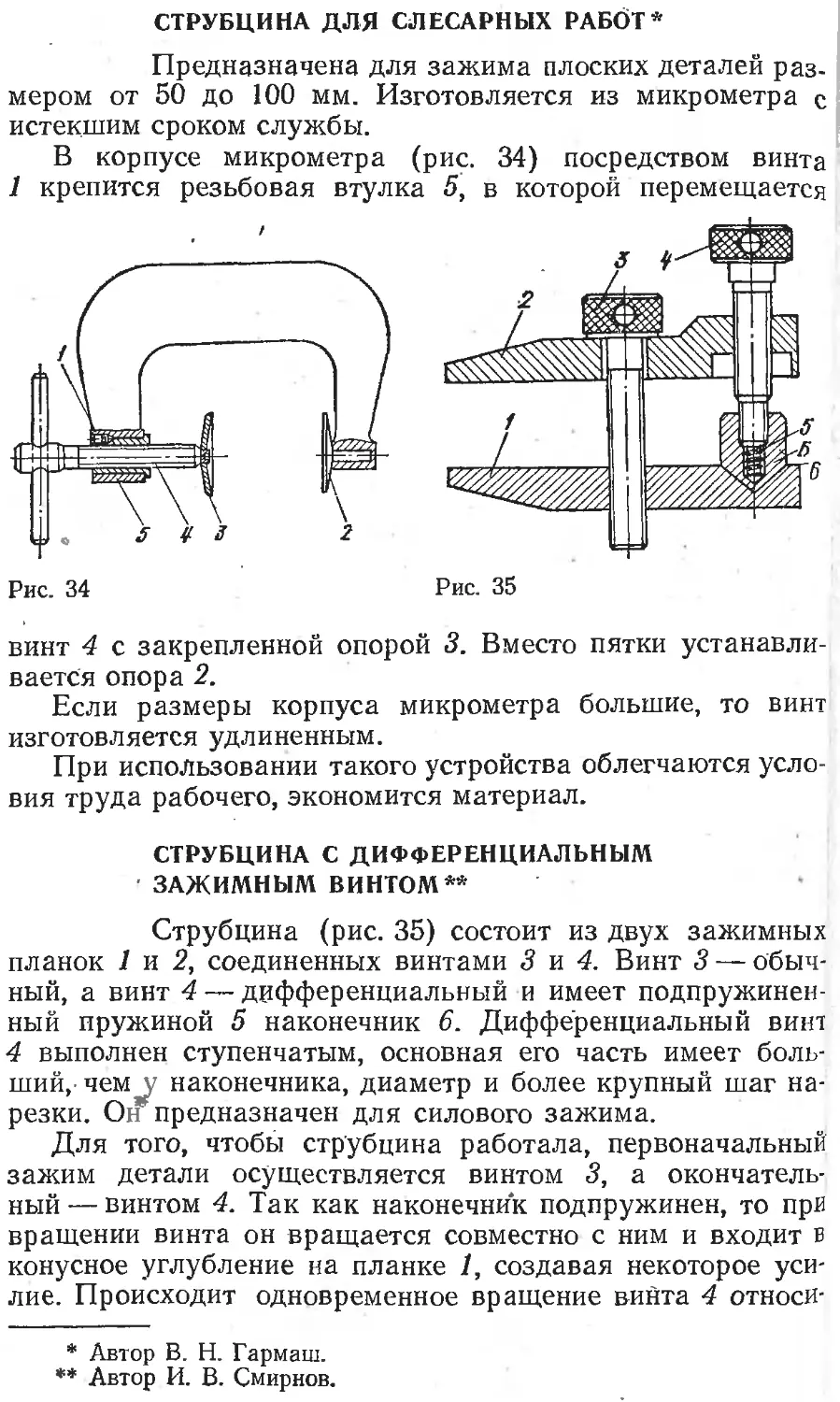
СТРУБЦИНА ДЛЯ СЛЕСАРНЫХ РАБОТ*
Предназначена для зажима плоских деталей раз-
мером от 50 до 100 мм. Изготовляется из микрометра с
истекшим сроком службы.
В корпусе микрометра (рис. 34) посредством винта
1 крепится резьбовая втулка 5, в которой перемещается
Рис. 34 Рис. 35
винт 4 с закрепленной опорой 3. Вместо пятки устанавли-
вается опора 2.
Если размеры корпуса микрометра большие, то винт
изготовляется удлиненным.
При использовании такого устройства облегчаются усло-
вия труда рабочего, экономится материал.
СТРУБЦИНА С ДИФФЕРЕНЦИАЛЬНЫМ
ЗАЖИМНЫМ ВИНТОМ**
Струбцина (рис. 35) состоит из двух зажимных
планок 1 и 2, соединенных винтами 3 и 4. Винт 3 — обыч-
ный, а винт 4 — дифференциальный и имеет подпружинен-
ный пружиной 5 наконечник 6. Дифференциальный винт
4 выполнен ступенчатым, основная его часть имеет боль-
ший,- чем у наконечника, диаметр и более крупный шаг на-
резки. Он предназначен для силового зажима.
Для того, чтобы струбцина работала, первоначальный
зажим детали осуществляется винтом 3, а окончатель-
ный — винтом 4. Так как наконечник подпружинен, то при
вращении винта он вращается совместно с ним и входит в
конусное углубление на планке 1, создавая некоторое уси-
лие. Происходит одновременное вращение винта 4 относи-
* Автор В. Н. Гармаш.
** Автор И. В. Смирнов.
тельно двух деталей — наконечника 6 и пружинной план-
ки 2. Винт вывинчивается из планки и одновременно ввин-
чивается в наконечник. Если до соприкосновения наконеч-
ника с планкой 1 винт 4 за один оборот перемещался на
3,5 мм, то при остановке наконечника перемещение конца
планки / за один оборот винта 4 будет равно разности
шага резьбы, т. е. 3,5—3,0=0,5 мм. Вследствие этого
создается значительное усилие на губках планок.
При использовании струбцины обеспечивается надеж-
ность крепления.
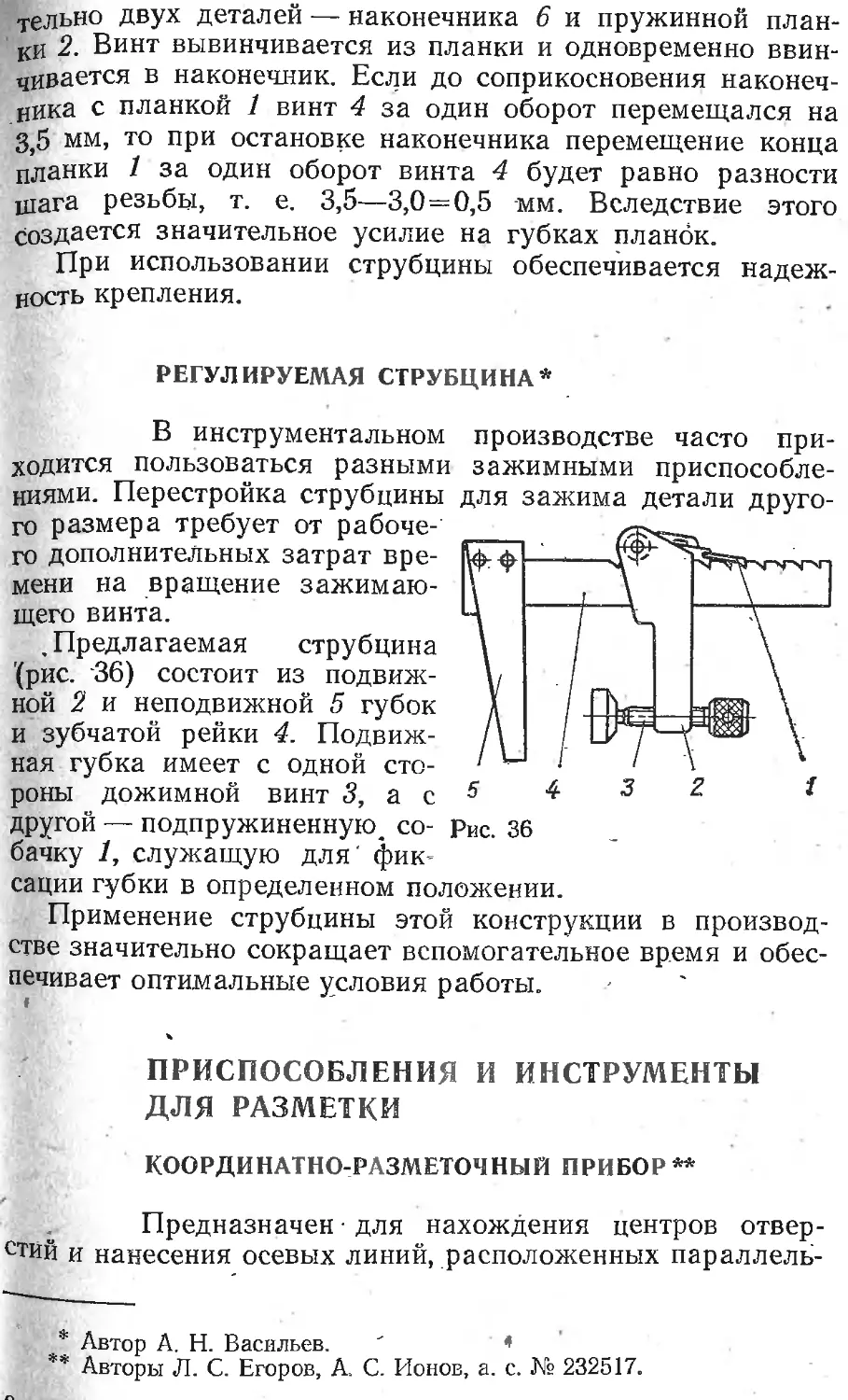
РЕГУЛИРУЕМАЯ СТРУБЦИНА*
В инструментальном производстве часто при-
ходится пользоваться разными зажимными приспособле-
ниями. Перестройка струбцины для зажима детали друго-
го размера требует от рабоче-
го дополнительных затрат вре-
мени на вращение зажимаю-
щего винта.
.Предлагаемая струбцина
(рис. 36) состоит из подвиж-
ной 2 и неподвижной 5 губок
и зубчатой рейки 4. Подвиж-
ная губка имеет с одной сто-
роны дожимной винт 3, ас5 4 3 Z I
другой — подпружиненную, со- Рис. 36
бачку 1, служащую для' фик
сации губки в определенном положении.
Применение струбцины этой конструкции в производ-
стве значительно сокращает вспомогательное время и обес-
печивает оптимальные условия работы,
f
ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТЫ
ДЛЯ РАЗМЕТКИ
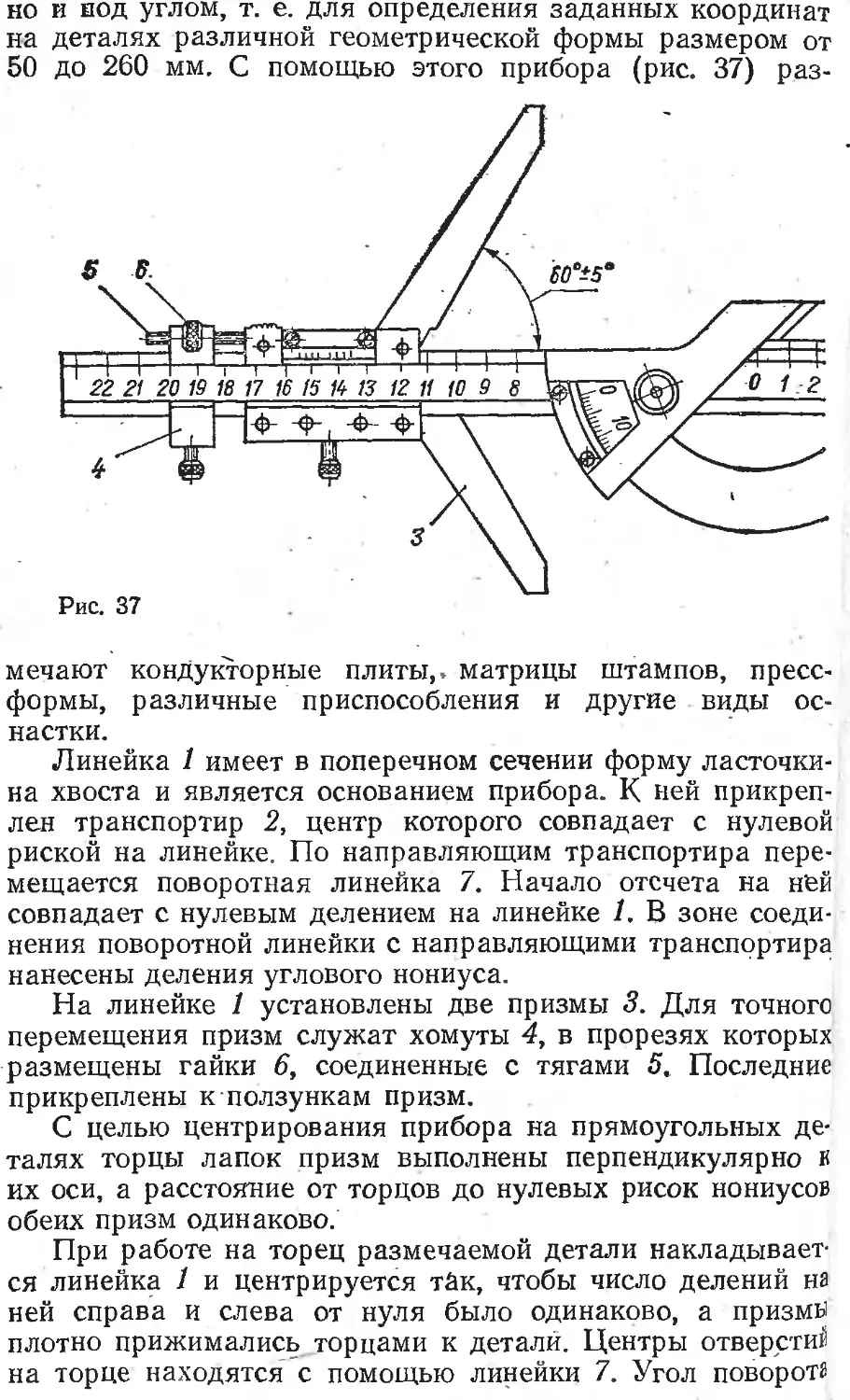
КООРДИНАТНО-РАЗМЕТОЧНЫЙ ПРИБОР **
Предназначен • для нахождения центров отвер-
стий и нанесения осевых линий, расположенных параллель-
* Автор А. Н. Васильев. ' *
** Авторы Л. С. Егоров, А. С. Ионов, а. с. № 232517.
но и нод углом, т. е. для определения заданных координат
на деталях различной геометрической формы размером от
50 до 260 мм. С помощью этого прибора (рис. 37) раз-
Рис. 37
мечают кондукторные плиты,, матрицы штампов, пресс-
формы, различные приспособления и другие виды ос-
настки.
Линейка 1 имеет в поперечном сечении форму ласточки-
на хвоста и является основанием прибора. К ней прикреп-
лен транспортир 2, центр которого совпадает с нулевой
риской на линейке. По направляющим транспортира пере-
мещается поворотная линейка 7. Начало отсчета на ней
совпадает с нулевым делением на линейке 1. В зоне соеди-
нения поворотной линейки с направляющими транспортира
нанесены деления углового нониуса.
На линейке 1 установлены две призмы 3. Для точного
перемещения призм служат хомуты 4, в прорезях которых
размещены гайки 6, соединенные с тягами 5. Последние
прикреплены к ползункам призм.
С целью центрирования прибора на прямоугольных де-
талях торцы лапок призм выполнены перпендикулярно к
их оси, а расстояние от торцов до нулевых рисок нониусов
обеих призм одинаково.
При работе на торец размечаемой детали накладывает-
ся линейка 1 и центрируется тйк, чтобы число делений на
ней справа и слева от нуля было одинаково, а призмы
плотно прижимались торцами к детали. Центры отверстий
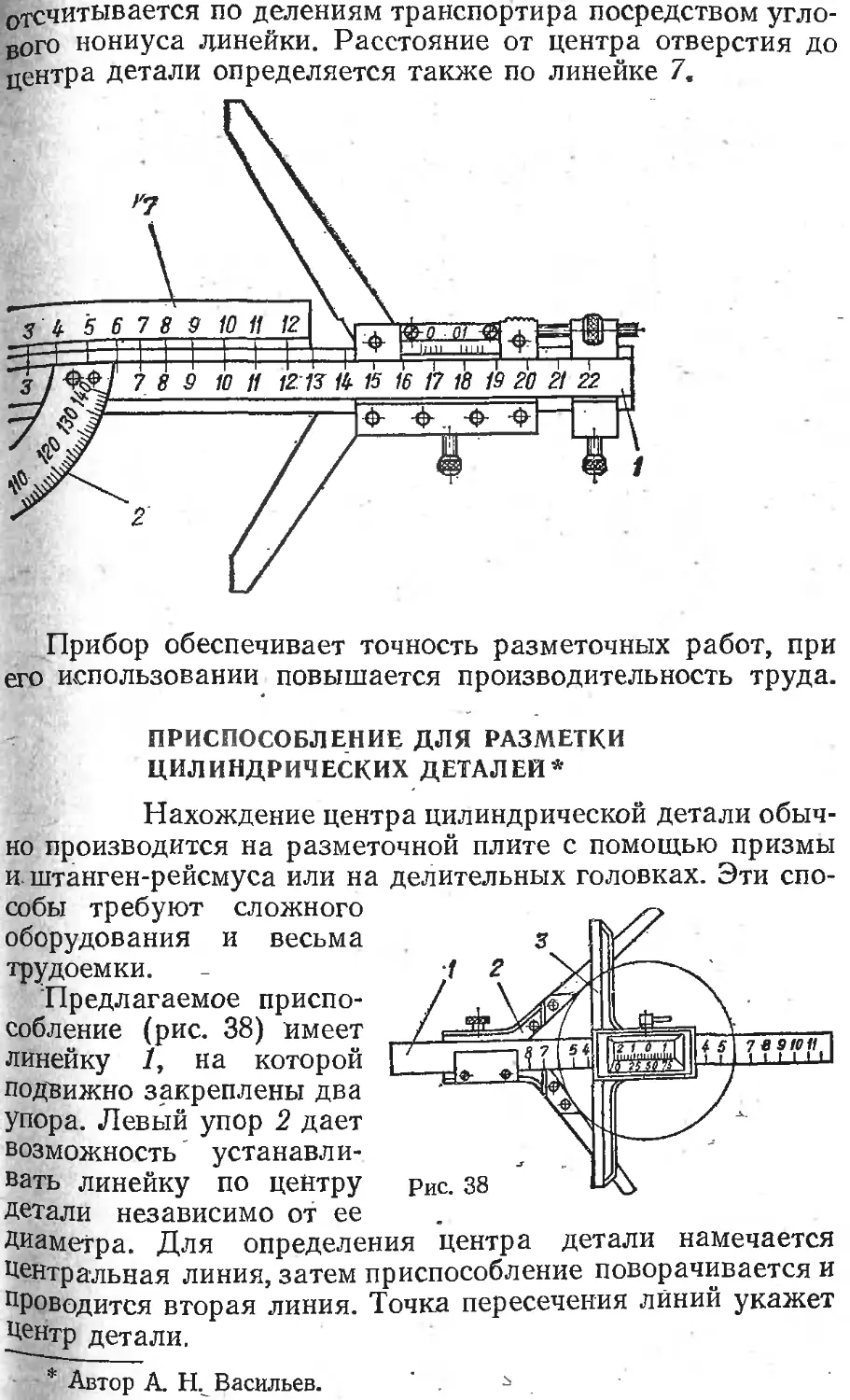
на торце находятся с помощью линейки 7. Угол поворота
отсчитывается по делениям транспортира посредством угло-
вого нониуса линейки. Расстояние от центра отверстия до
центра детали определяется также по линейке 7.
Прибор обеспечивает точность разметочных работ, при
его использовании повышается производительность труда.
ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗМЕТКИ
ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ*
Нахождение центра цилиндрической детали обыч-
но производится на разметочной плите с помощью призмы
и. штанген-рейсмуса или на делительных головках. Эти спо-
собы требуют сложного
оборудования и весьма
трудоемки.
Предлагаемое приспо-
собление (рис. 38) имеет
линейку 1, на которой
подвижно закреплены два
упора. Левый упор 2 дает
возможность' устанавли-
вать линейку по центру
Детали независимо от ее
Диаметра. Для определения центра детали намечается
Центральная линия, затем приспособление поворачивается и
проводится вторая линия. Точка пересечения лйний укажет
Центр детали.
* Автор А. Н. Васильев. ‘ . 25
.. После нахождения центра упор перемещается вдоль
линейки таким образом, чтобы центр детали совместился с
нулевой риской линейки. С помощью специального зажима
упор 2 неподвижно закрепляется на линейке. Затем произ-
водится разметка.
Правый упор 3 имеет поперечину, нониус и пружинный
прижим, позволяющий легко закреплять разметочное при-
способление, независимо от диаметра размечаемой детали.
Предназначено 'для деления диаметра на несколько
частей, разметки пазов и точек по заданным линейным
координатам. Точность разметки 0,05 мм.
Приспособление несложно в изготовлений, просто и
удобно в работе; его применение повышает производитель-
ность труда разметчиков.
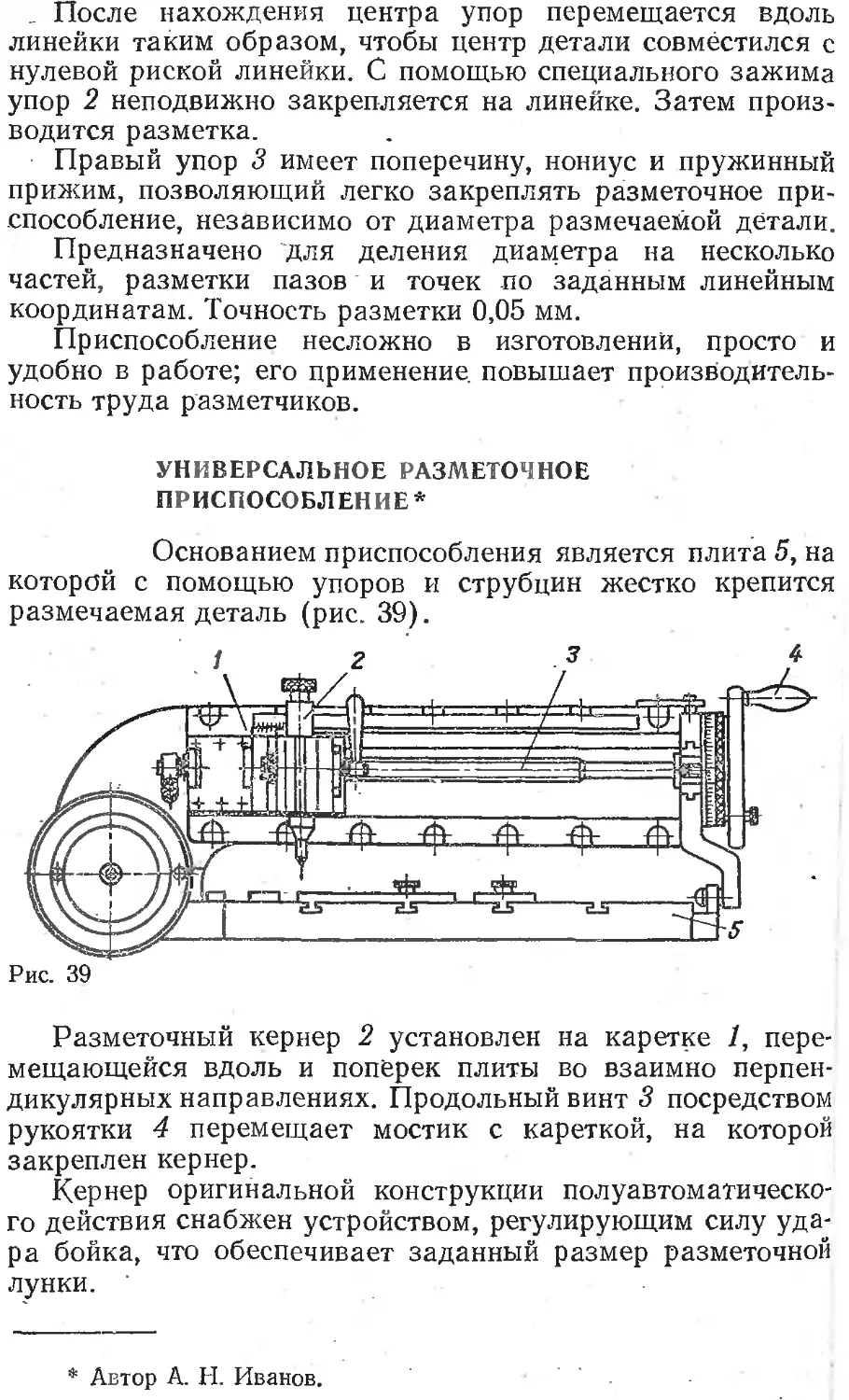
УНИВЕРСАЛЬНОЕ РАЗМЕТОЧНОЕ
ПРИСПОСОБЛЕНИЕ*
Основанием приспособления является плита 5, на
которой с помощью упоров и струбцин жестко крепится
размечаемая деталь (рис. 39).
Рис. 39
Разметочный кернер 2 установлен на каретке 1, пере-
мещающейся вдоль и поперек плиты во взаимно перпен-
дикулярных направлениях. Продольный винт 3 посредством
рукоятки 4 перемещает мостик с кареткой, на которой
закреплен кернер.
Кернер оригинальной конструкции полуавтоматическо-
го действия снабжен устройством, регулирующим силу уда-
ра бойка, что обеспечивает заданный размер разметочной
лунки.
Автор А. Н. Иванов.
Приспособление может быть установлено на верстатке
или на специальной подставке в зависимости от требова-
ний производства.
Повышает точность и качество разметки.
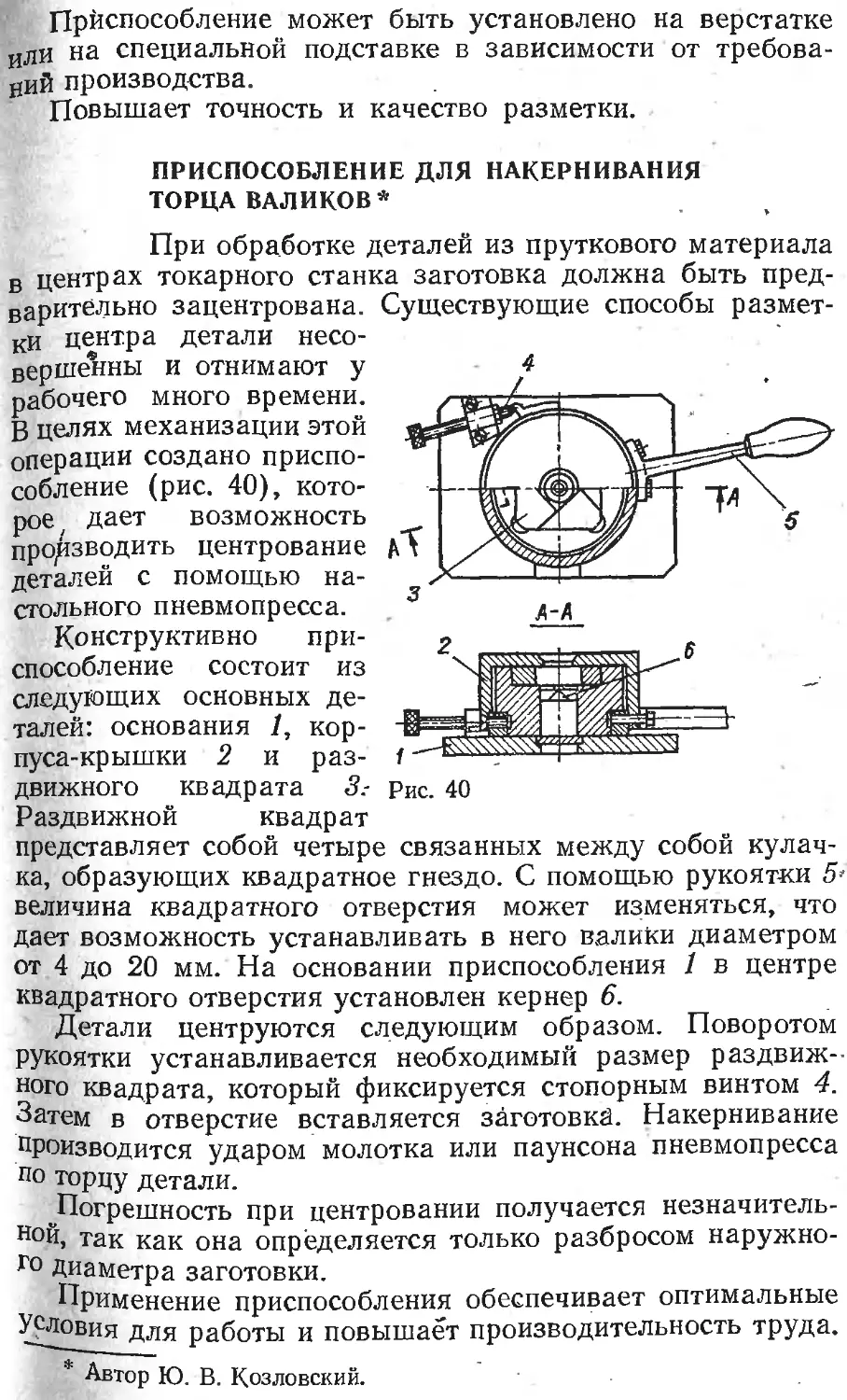
ПРИСПОСОБЛЕНИЕ ДЛЯ НАКЕРНИВАНИЯ
ТОРЦА ВАЛИКОВ*
Существующие способы размет-
Рис. 40
WWW
При обработке деталей из пруткового материала
в центрах токарного станка заготовка должна быть пред-
варительно зацентрована.
ки центра детали несо-
вершенны и отнимают у
рабочего много времени.
Б целях механизации этой
операции создано приспо-
собление (рис. 40), кото-
рое , дает возможность
производить центрование
деталей с помощью на-
стольного пневмопресса.
Конструктивно при-
способление состоит из
следующих основных де-
талей: основания 1, кор-
пуса-крышки 2 и раз-
движного квадрата 3-
Раздвижной квадрат
представляет собой четыре связанных между собой кулач-
ка, образующих квадратное гнездо. С помощью рукоятки 5-
величина квадратного отверстия может изменяться, что
дает возможность устанавливать в него валики диаметром
от 4 до 20 мм. На основании приспособления 1 в центре
квадратного отверстия установлен кернер 6.
Детали центруются следующим образом. Поворотом
рукоятки устанавливается необходимый размер раздвиж-
ного квадрата, который фиксируется стопорным винтом 4.
Затем в отверстие вставляется заготовка. Накернивание
Производится ударом молотка или паунсона пневмопресса
по торцу детали.
^Погрешность при центровании получается незначитель-
ной, так как она определяется только разбросом наружно-
Го Диаметра заготовки.
Применение приспособления обеспечивает оптимальные
Условия для работы и повышает производительность труда.
Автор Ю. В. Козловский.
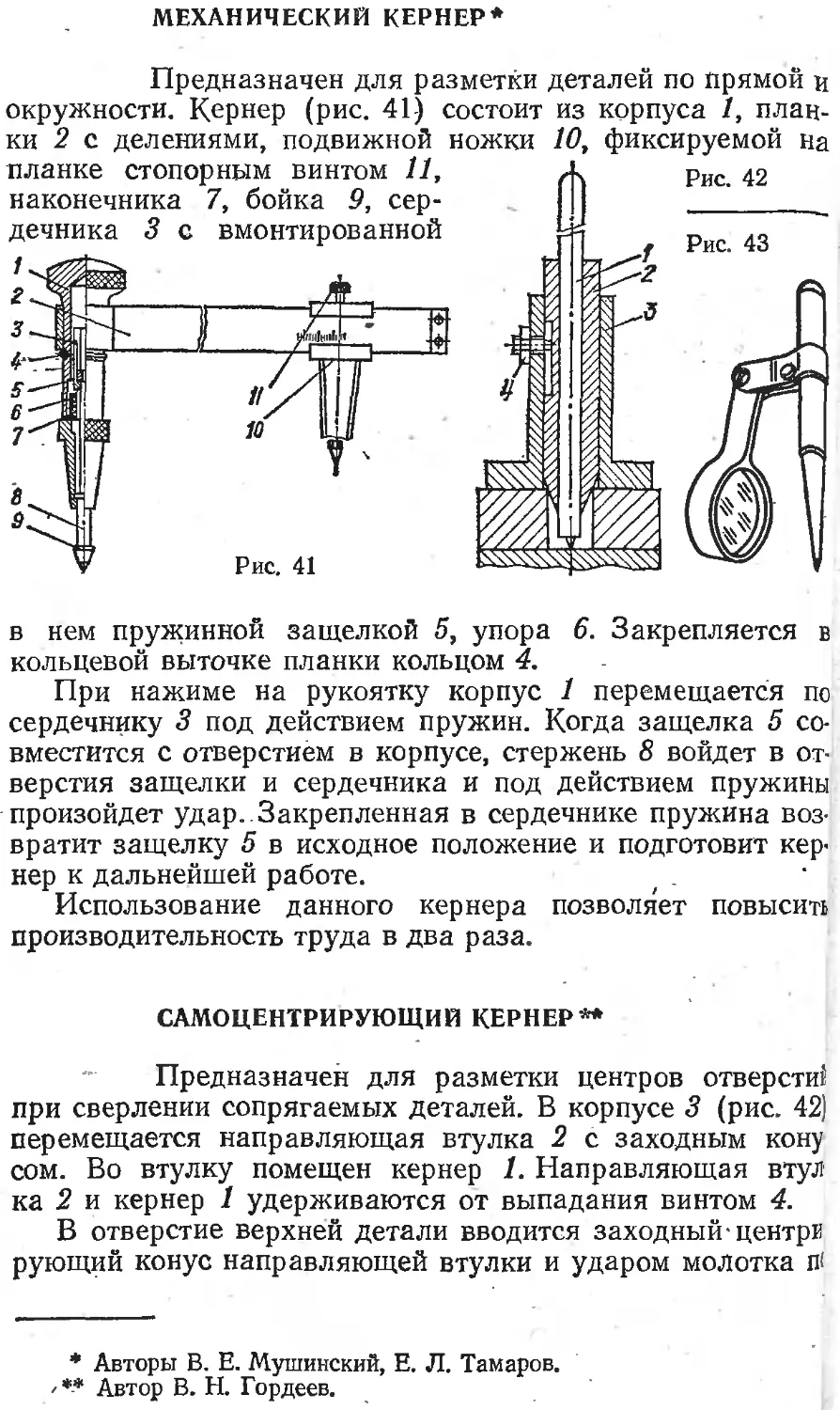
МЕХАНИЧЕСКИЙ КЕРНЕР*
Предназначен для разметки деталей по прямой и
окружности. Кернер (рис. 41) состоит из корпуса 1, план-
ки 2 с делениями, подвижной ножки 10, фиксируемой на
планке стопорным винтом 11,
наконечника 7, бойка 9, сер-
дечника 3 с вмонтированной
в нем пружинной защелкой 5, упора 6. Закрепляется в
кольцевой выточке планки кольцом 4.
При нажиме на рукоятку корпус 1 перемещается по
сердечнику 3 под действием пружин. Когда защелка 5 со-
вместится с отверстием в корпусе, стержень 8 войдет в от-
верстия защелки и сердечника и под действием пружины
произойдет удар.. Закрепленная в сердечнике пружина воз-
вратит защелку 5 в исходное положение и подготовит кер-
нер к дальнейшей работе.
Использование данного кернера позволяет повысить
производительность труда в два раза.
САМОЦЕНТРИРУЮЩИЙ КЕРНЕР**
Предназначен для разметки центров отверсти!
при сверлении сопрягаемых деталей. В корпусе 3 (рис. 42)
перемещается направляющая втулка 2 с заходным кону
сом. Во втулку помещен кернер 1. Направляющая втул
ка 2 и кернер 1 удерживаются от выпадания винтом 4.
В отверстие верхней детали вводится заходный-центры
рующий конус направляющей втулки и ударом молотка п<
* Авторы В. Е. Мушинский, Е. Л. Тамаров.
'*-* Автор В. Н. Гордеев.
кернеру наносится центр отверстия. Самоцентрирующий
кернер применяется при изготовлении штампов, пресс-форм
и станочных приспособлений. С его помощью можно на-
метить центры отверстий с диаметрами от 9 до 22 мм,
сократив при этом время на разметку.
КЕРНЕР С ЛУПОЙ ♦
Предназначен для разметки деталей малых
размеров.
На стержне кернера (рис. 43) хомутом на шарнире
крепится лупа. Необходимый угол установки лупы и ее рас-
стояния от острия керна определяется слесарем в зависи-
мости от степени остроты зрения. Повышает производи-
тельность труда и точность разметки.
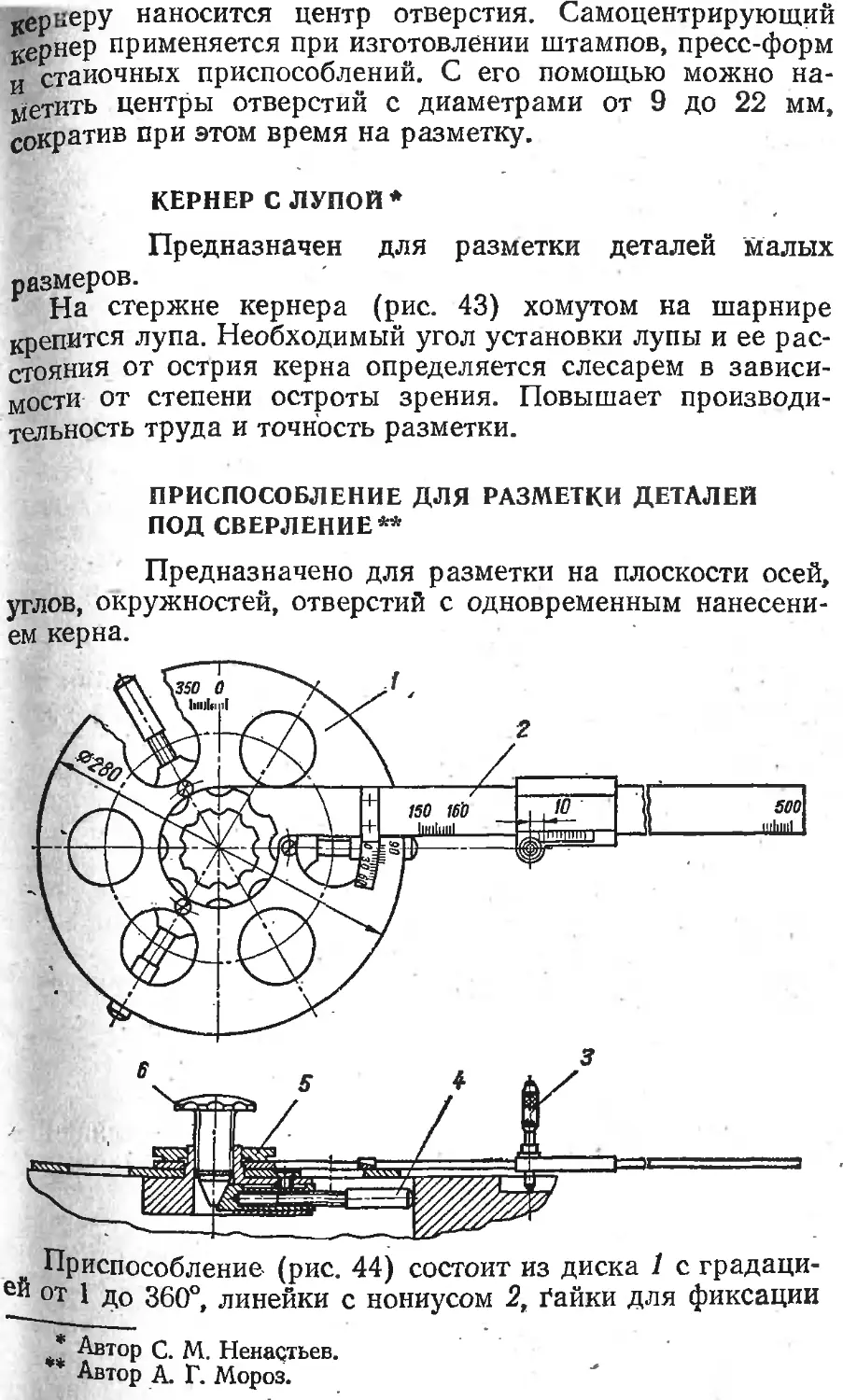
ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗМЕТКИ ДЕТАЛЕЙ
ПОД СВЕРЛЕНИЕ**
Предназначено для разметки на плоскости осей,
углов, окружностей, отверстий с одновременным нанесени-
ем керна.
Приспособление (рис. 44) состоит из диска 1 с градаци-
ей от 1 до 360°, линейки с нониусом 2, Тайки для фиксации
* Автор С. М. Ненастьев.
Автор А. Г. Мороз.
линейки 3, винта-ручки, керна-чертилки 5. Оно центрирует-
ся в отверстии корпусной детали с помощью упоров 4, за-
крепленных в корпусе под углом 120° по отношению друг к
другу. Далее производится разметка.
Отсутствие выступающих частей на прижимной плос-
кости обеспечивает сложную разметку плоскостей, а увели--
ченный радиус диска с „нониусом и наличие линейки по-
вышает точность разметки и исключает необходимость в
применении дополнительных линеек и .угольников.
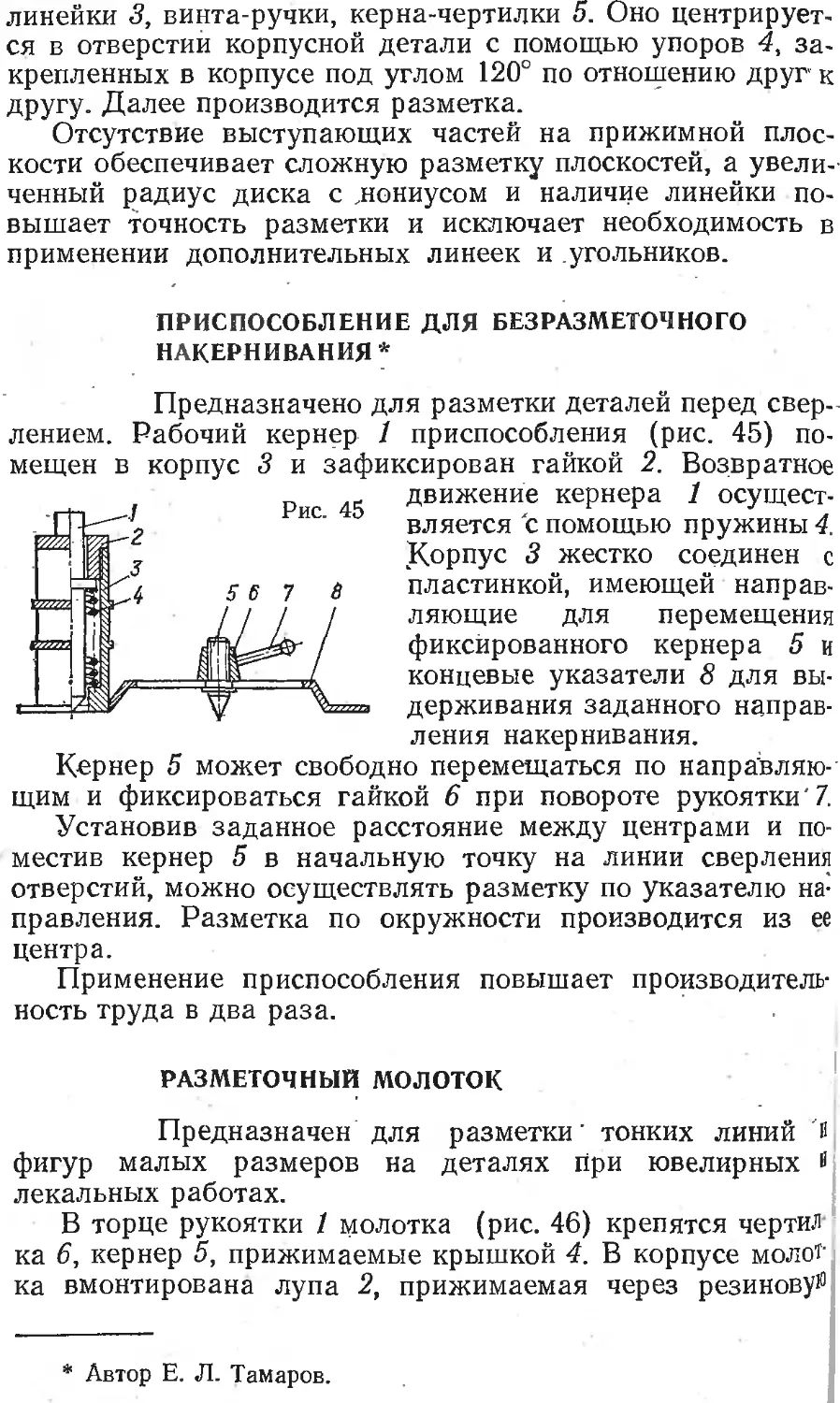
ПРИСПОСОБЛЕНИЕ ДЛЯ БЕЗРАЗМЕТОЧНОГО
НАКЕРНИВАНИЯ*
Предназначено для разметки деталей перед свер-
лением. Рабочий кернер 1 приспособления (рис. 45) по-
мещен в корпус 3 и зафиксирован гайкой 2. Возвратное
движение кернера 1 осущест-
вляется 'с помощью пружины 4.
Корпус 3 жестко соединен с
пластинкой, имеющей направ-
ляющие для перемещения
фиксированного кернера 5 и
концевые указатели 8 для вы-
держивания заданного направ-
ления накернивания.
Кернер 5 может свободно перемещаться по направляю-’
щим и фиксироваться гайкой 6 при повороте рукоятки'7.
Установив заданное расстояние между центрами и по-
местив кернер 5 в начальную точку на линии сверления
отверстий, можно осуществлять разметку по указателю на-
правления. Разметка по окружности производится из ее
центра.
Применение приспособления повышает производитель-
ность труда в два раза.
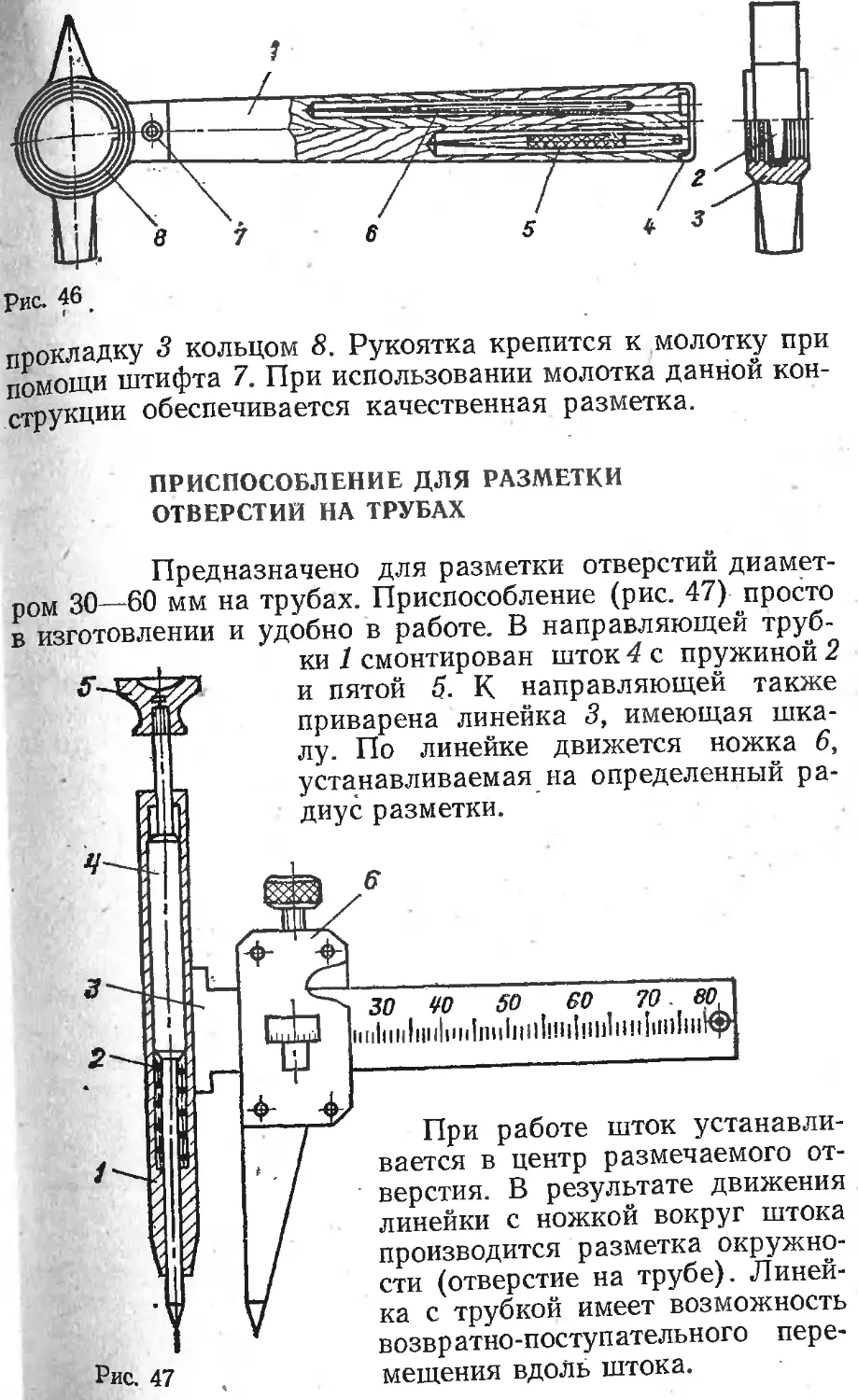
РАЗМЕТОЧНЫЙ МОЛОТОК
Предназначен для разметки’ тонких линий и
фигур малых размеров на деталях при ювелирных в
лекальных работах.
В торце рукоятки / молотка (рис. 46) крепятся чертил
ка 6, кернер 5, прижимаемые крышкой 4. В корпусе молоТ’
ка вмонтирована лупа 2, прижимаемая через резиновую
Автор Е. Л. Тамаров.
’рис. 46 _
прокладку 3 кольцом 8. Рукоятка крепится к молотку при
помощи штифта 7. При использовании молотка данной кон-
струкции обеспечивается качественная разметка.
ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗМЕТКИ
ОТВЕРСТИЙ НА ТРУБАХ
Предназначено для разметки отверстий диамет-
ром 30—60 мм на трубах. Приспособление (рис. 47) просто
изготовлении
в
и удобно в работе. В направляющей труб-
ки 1 смонтирован шток 4 с пружиной 2
и пятой 5. К направляющей также
приварена линейка 3, имеющая шка-
лу. По линейке движется ножка 6,
устанавливаемая на определенный ра-
диус разметки.
3
2
Рис. 47
50 60 70. во
1 pi 30 W 50 61
Lulud lilillllllllllllHilnilhllllllllhi
При работе шток устанавли-
вается в центр размечаемого от-
верстия. В результате движения
линейки с ножкой вокруг штока
производится разметка окружно-
сти (отверстие на трубе). Линей-
ка с трубкой имеет возможность
возвратно-поступательного пере-
мещения вдоль штока.
С применением этого приспособления отпала необходп.
мость в проектировании и изготовлении специальных шаб-
лонов для разметки отверстий на трубах любого диаметра.
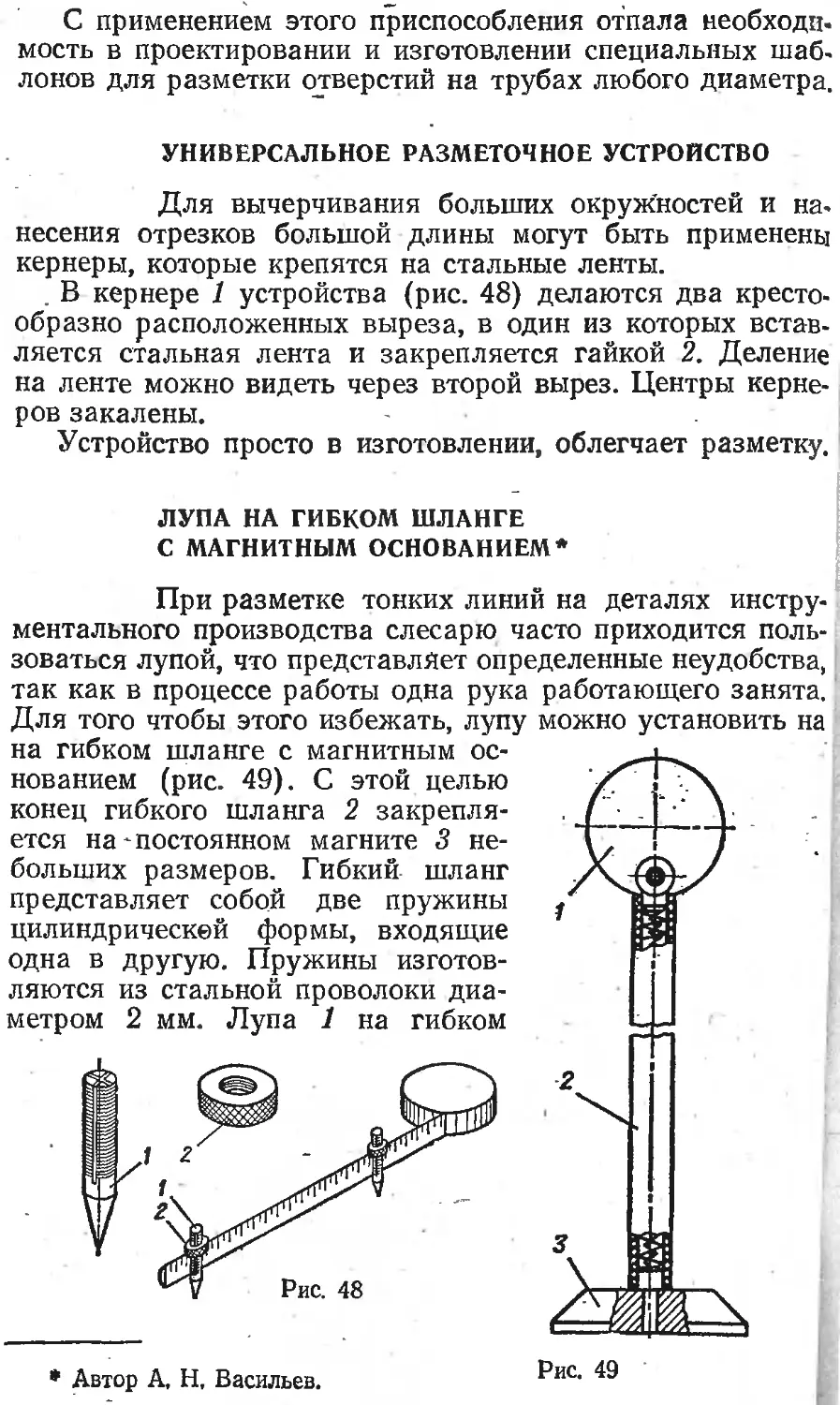
УНИВЕРСАЛЬНОЕ РАЗМЕТОЧНОЕ УСТРОЙСТВО
Для вычерчивания больших окружностей и на-
несения отрезков большой длины могут быть применены
кернеры, которые крепятся на стальные ленты.
. В кернере 1 устройства (рис. 48) делаются два кресто-
образно расположенных выреза, в один из которых встав-
ляется стальная лента и закрепляется гайкой 2. Деление
на ленте можно видеть через второй вырез. Центры керне-
ров закалены.
Устройство просто в изготовлении, облегчает разметку.
ЛУПА НА ГИБКОМ ШЛАНГЕ
С МАГНИТНЫМ ОСНОВАНИЕМ*
При разметке тонких линий на деталях инстру-
ментального производства слесарю часто приходится поль-
зоваться лупой, что представляет определенные неудобства,
так как в процессе работы одна рука работающего занята.
Для того чтобы этого избежать, лупу можно установить на
на гибком шланге с магнитным ос-
нованием (рис. 49). С этой целью
конец гибкого шланга 2 закрепля-
ется на * постоянном магните 3 не-
больших размеров. Гибкий- шланг
представляет собой две пружины
цилиндрической формы, входящие
одна в другую. Пружины изготов-
ляются из стальной проволоки диа-
метром 2 мм. Лупа 1 на гибком
* Автор А, Н. Васильев.
Рис. 49
Фланге, заключённом в хлорвиниловую трубку, посреди
£}вом магнитного основания легко устанавливается на об-
рабатываемых изделиях. Применение такой конструкции
улучшает условия работы и повышает производительность
труда.
ИНСТРУМЕНТ ДЛЯ СЛЕСАРНОЙ
ОБРАБОТКИ РЕЗАНИЕМ И ДАВЛЕНИЕМ
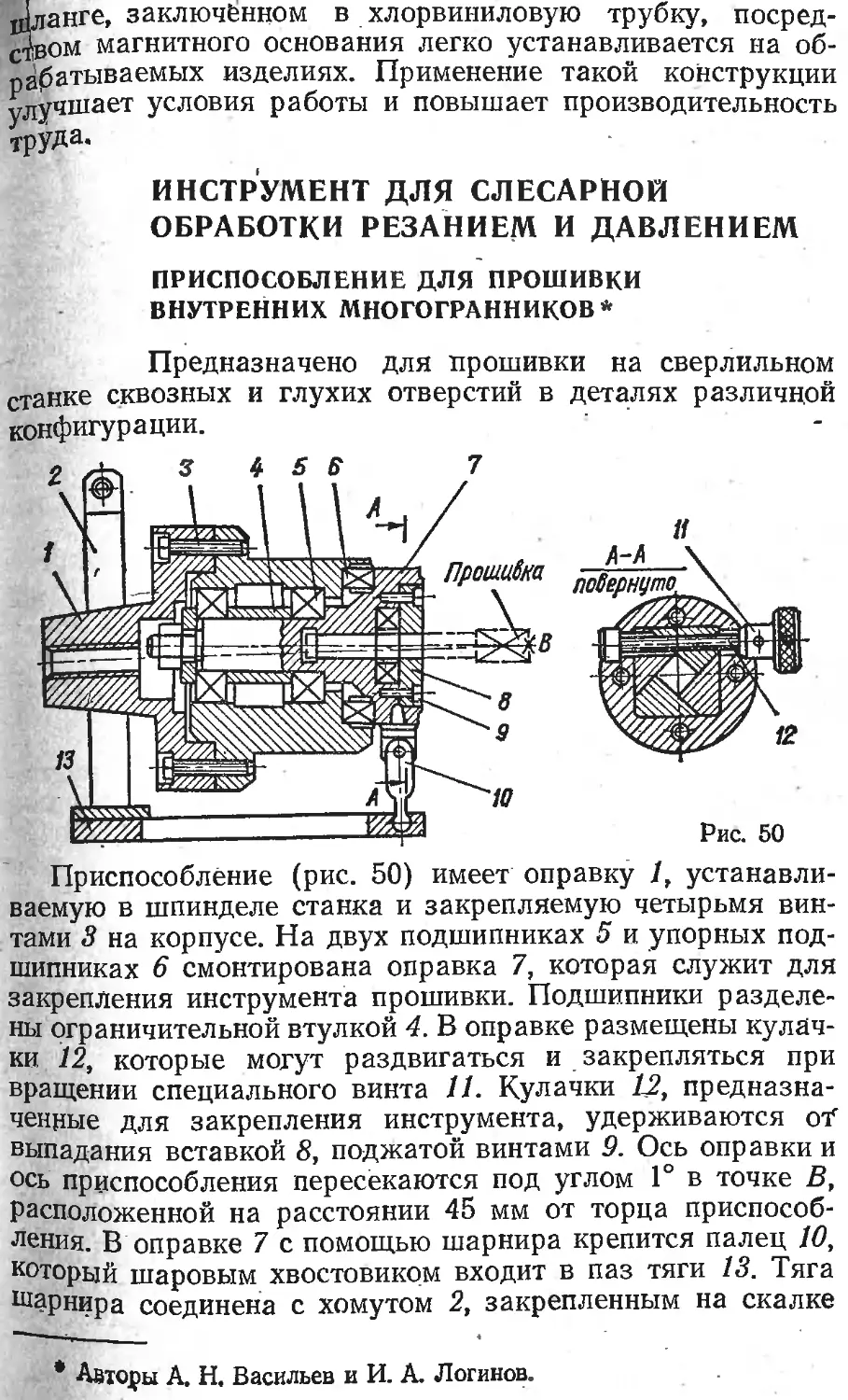
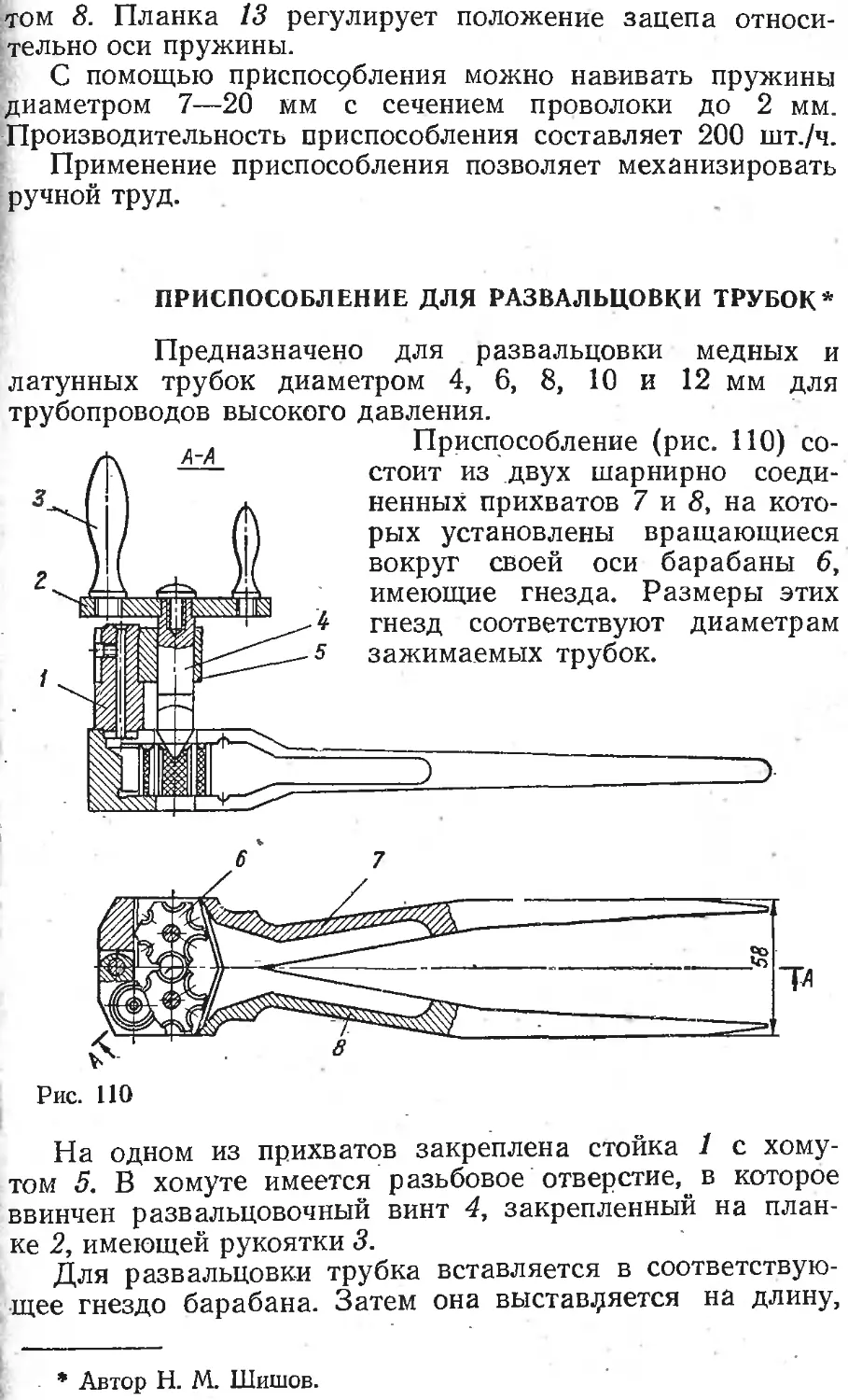
ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОШИВКИ
ВНУТРЕННИХ МНОГОГРАННИКОВ*
Предназначено для прошивки на сверлильном
станке сквозных и глухих отверстий в деталях различной
конфигурации.
Приспособление (рис. 50) имеет оправку 1, устанавли-
ваемую в шпинделе станка и закрепляемую четырьмя вин-
тами 3 на корпусе. На двух подшипниках 5 и упорных под-
шипниках 6 смонтирована оправка 7, которая служит для
закрепления инструмента прошивки. Подшипники разделе-
ны ограничительной втулкой 4. В оправке размещены кулач-
ки 12, которые могут раздвигаться и закрепляться при
вращении специального винта 11. Кулачки 12, предназна-
ченные для закрепления инструмента, удерживаются оТ
выпадания вставкой 8, поджатой винтами 9. Ось оправки и
ось приспособления пересекаются под углом 1° в точке В,
расположенной на расстоянии 45 мм от торца приспособ-
ления. В оправке 7 с помощью шарнира крепится палец 10,
который шаровым хвостовиком входит в паз тяги 13. Тяга
Шарнира соединена с хомутом 2, закрепленным на скалке
* Авторы А. Н, Васильев и И. А. Логинов.
станка. При обработке многогранных отверстий шпиндель
станка вращает оправку 1 и корпус приспособления. Ось
оправки 7 вместе с прошивкой совершает круговые движе-
ния. Вращательное движение прошивки преобразовывается
приспособлением в колебательное, в результате чего режу-
щие кромки прошивки производят резание.
Для обработки симметричных трехгранных, четырех-
гранных, пятигранных и других отверстий диаметром до
7—8 мм предварительно производится их сверление, затем
отверстия обрабатываются прошивкой за один проход при
следующем режиме: обороты шпинделя— 120—140 об/мин;
подача — 0,1 мм на один оборот.
При обработке симметричных многогранных отверстий
диаметром более 8 мм для уменьшения нагрузки на ста-
нок при этом же режиме работы рекомендуется произво-
дить обработку за несколько проходов различными про-
шивками (в зависимости от-диаметра обрабатываемого от-
верстия) .
При обработке отверстий прямоугольного профиля пред-
варительно производится черновая'обработка детали по
профилю, а для окончательной обработки прошивкой остав-
ляется припуск 0,2 мм (не более) на сторону.
Чтобы не повредить поверхность при выходе инструмен-
та из детали со сквозным отверстием, в нем растачивается
фаска.
Приспособление позволяет обрабатывать глухие много-
гранные отверстия, предварительная подготовка которых
производится так же, как при обработке сквозных отвер-
стий. Точность обработки отверстия составляет 0,02 мм,,
шероховатость поверхности — /?а=0,32... 1,25 мкм.
Внедрение приспособления исключает выполнение тру-
доемких работ в мелкосерийном и опытном производствах,
обеспечивает высокое качество изготовления деталей и зна-
чительно повышает производительность труда.
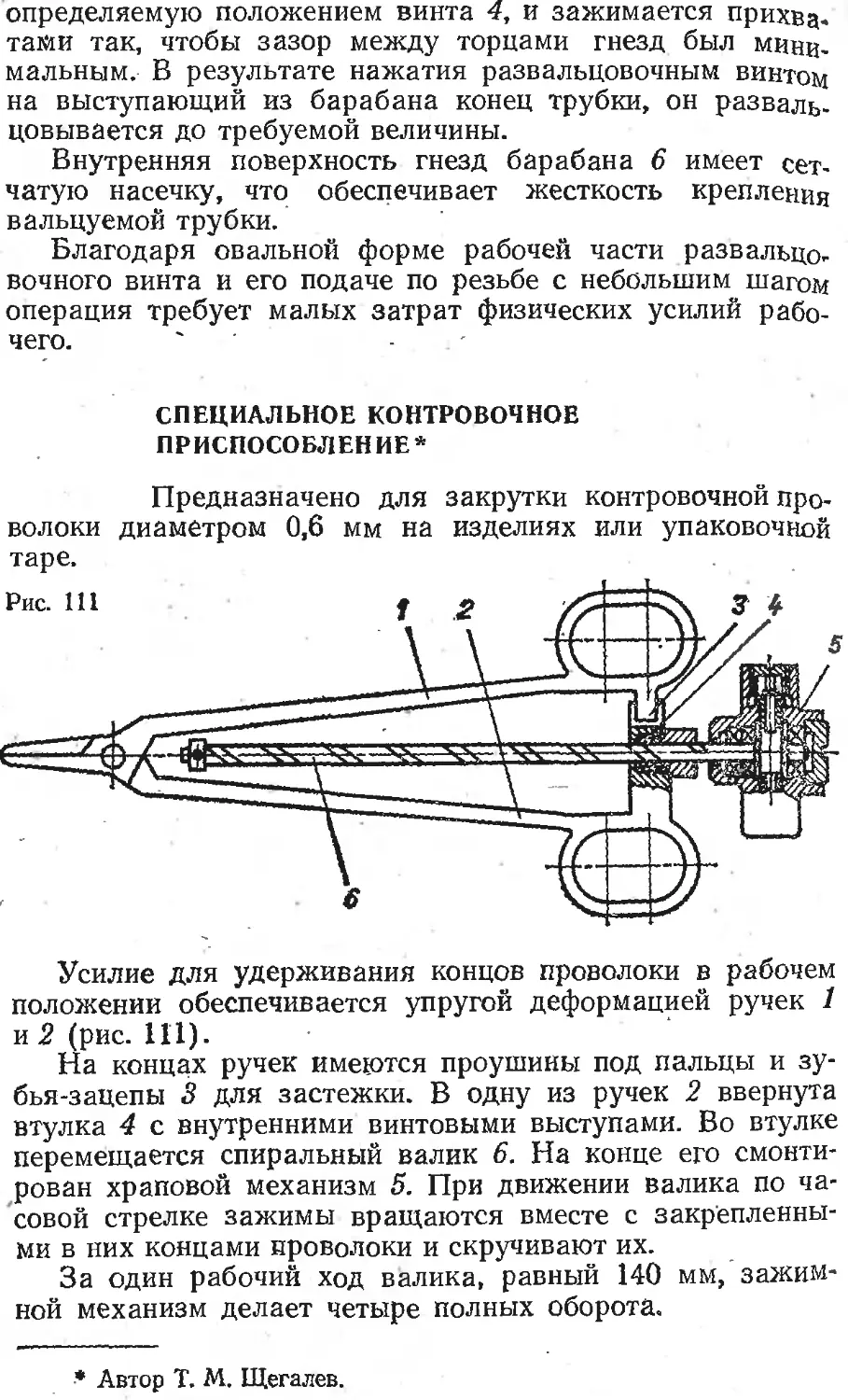
ВЫСЕЧНЫЕ НОЖНИЦЫ
Предназначены для вырезания деталей по вну-
тренним и наружным контурам из листовой стали толщи-
ной от 3 до 8 мм. Резка металла производится по размет-
ке с ручной подачей. Режущим инструментом служит игла
игольчатого подшипника из стали ШХ-15 диаметром 5 мм
со специальной заточкой. Она крепится в ползуне, который
получает возвратно-поступательное движение от кривошип-
но-шатунного механизма.
Основным узлом высечных ножниц является устрой-
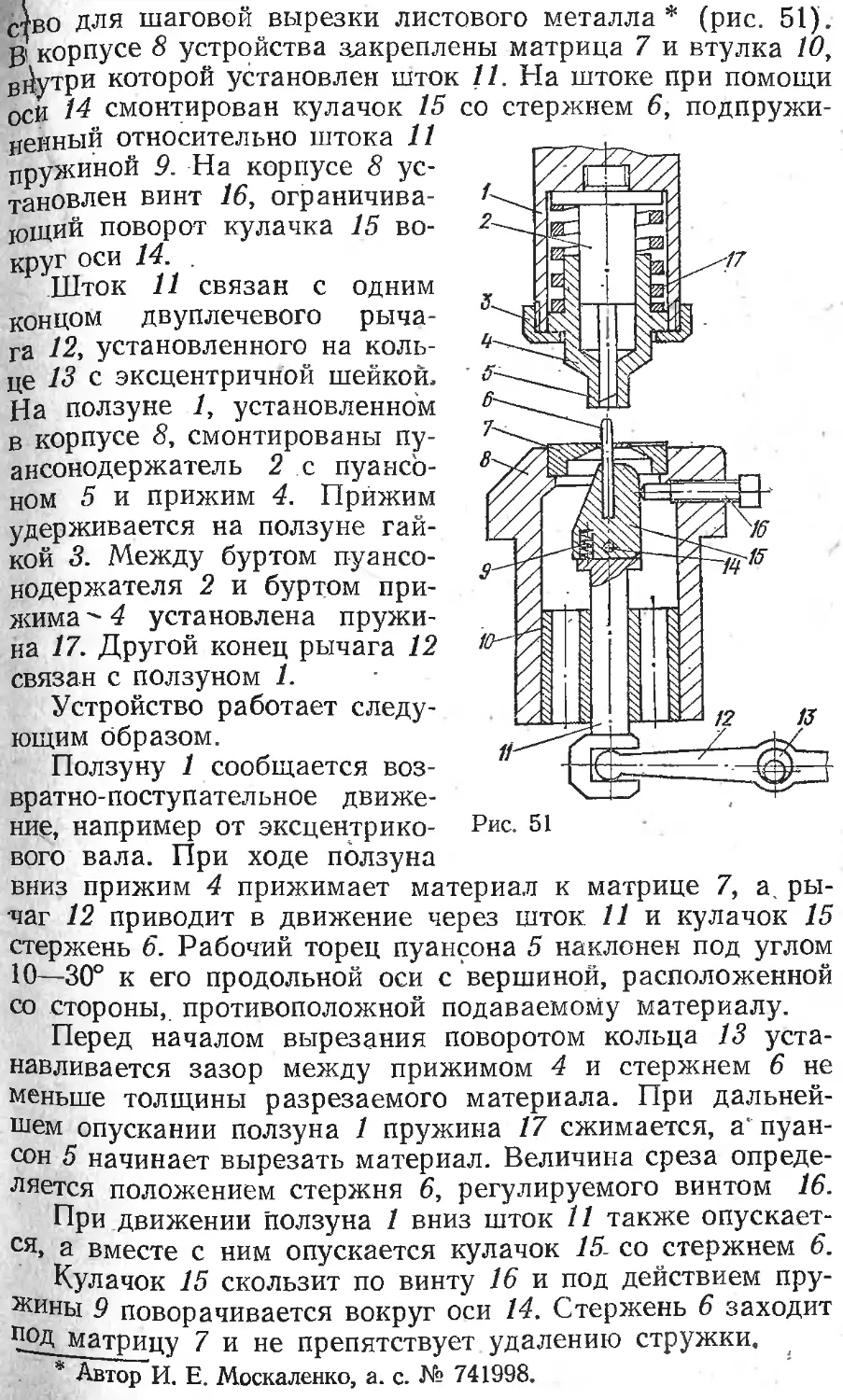
Рис. 51
Нво для шаговой вырезки листового металла * (рис. 51).
0 корпусе 8 устройства закреплены матрица 7 и втулка 10,
внутри которой установлен шток 11. На штоке при помощи
оси 14 смонтирован кулачок 15 со стержнем 6, подпружи-
ненный относительно штока 11
пружиной 9. На корпусе 8 ус-
тановлен винт 16, ограничива-
ющий поворот кулачка 15 во-
круг оси 14. .
.Шток 11 связан с одним
концом двуплечевого рыча-
га 12, установленного на коль-
це 13 с эксцентричной шейкой.
На ползуне 1, установленном
в корпусе 8, смонтированы пу-
ансонодержатель 2 с пуансо-
ном 5 и прижим 4. Прижим
удерживается на ползуне гай-
кой 3. Между буртом пуансо-
нодержателя 2 и буртом при-
жима " 4 установлена пружи-
на 17. Другой конец рычага 12
связан с ползуном 1.
Устройство работает следу-
ющим образом.
Ползуну 1 сообщается воз-
вратно-поступательное движе-
ние, например от эксцентрико-
вого вала. При ходе ползуна
вниз прижим 4 прижимает материал к матрице 7, а, ры-
чаг 12 приводит в движение через шток И и кулачок 15
стержень 6. Рабочий торец пуансона 5 наклонен под углом
10—30° к его продольной оси с вершиной, расположенной
со стороны, противоположной подаваемому материалу.
Перед началом вырезания поворотом кольца 13 уста-
навливается зазор между прижимом 4 и стержнем 6 не
меньше толщины разрезаемого материала. При дальней-
шем опускании ползуна 1 пружина 17 сжимается, а' пуан-
сон 5 начинает вырезать материал. Величина среза опреде-
ляется положением стержня 6, регулируемого винтом 16.
При .движении ползуна 1 вниз шток 11 также опускает-
ся, а вместе с ним опускается кулачок 15- со стержнем 6.
Кулачок 15 скользит по винту 16 и под действием пру-
жины 9 поворачивается вокруг оси 14. Стержень 6 заходит
я°Д матрицу 7 и не препятствует удалению стружки.
* Автор И. Е. Москаленко, а. с. № 741998.
При перемещении ползуна 1 вверх прижим 4 освобо-
ждает материал, который далее вручную подается до упо-
ра. Затем цикл повторяется.
В случае вырезания внутреннего замкнутого контура в
материале сверлится отверстие.
Поворотом кольца 13 двуплечий рычаг 12 устанавли-
вается в такое положение, при котором зазор между при-
жимом 4 и торцом упора превышает толщину разрезаемо-
го материала. Далее материал вводится в рабочую зону
устройства, поворотом кольца 13 уменьшается зазор между
прижимом 2 и торцом упора, а затем производится вы-
резка.
Предлагаемое устройство можно установить на высеч-
ные ножницы, выпускаемые промышленностью.
При использовании описанного приспособления повы-
шается производительность труда, механизируется ручной
труд.
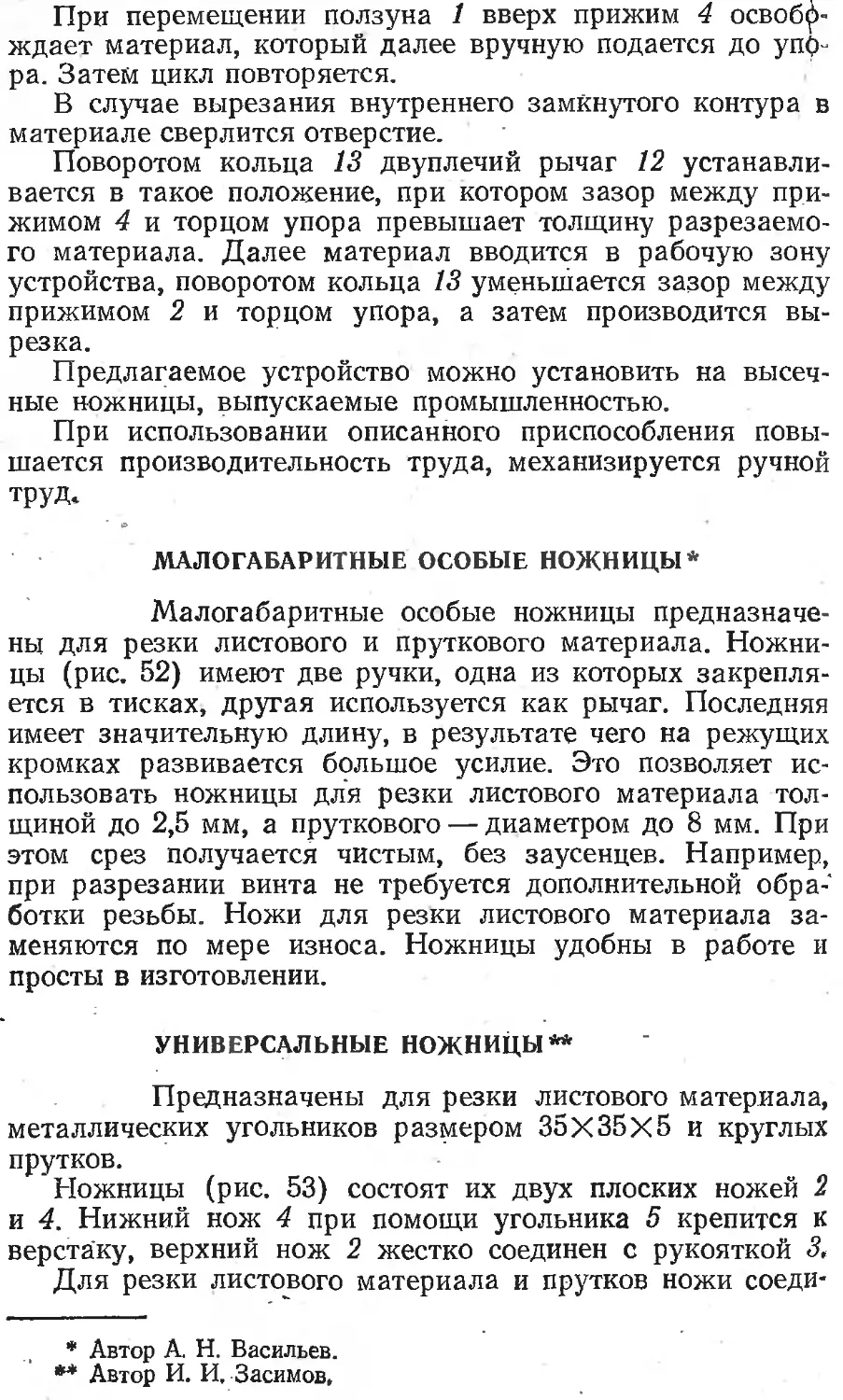
МАЛОГАБАРИТНЫЕ ОСОБЫЕ НОЖНИЦЫ*
Малогабаритные особые ножницы предназначе-
ны для резки листового и пруткового материала. Ножни-
цы (рис. 52) имеют две ручки, одна из которых закрепля-
ется в тисках, другая используется как рычаг. Последняя
имеет значительную длину, в результате чего на режущих
кромках развивается большое усилие. Это позволяет ис-
пользовать ножницы для резки листового материала тол-
щиной до 2,5 мм, а пруткового — диаметром до 8 мм. При
этом срез получается чистым, без заусенцев. Например,
при разрезании винта не требуется дополнительной обра-
ботки резьбы. Ножи для резки листового материала за-
меняются по мере износа. Ножницы удобны в работе и
просты в изготовлении.
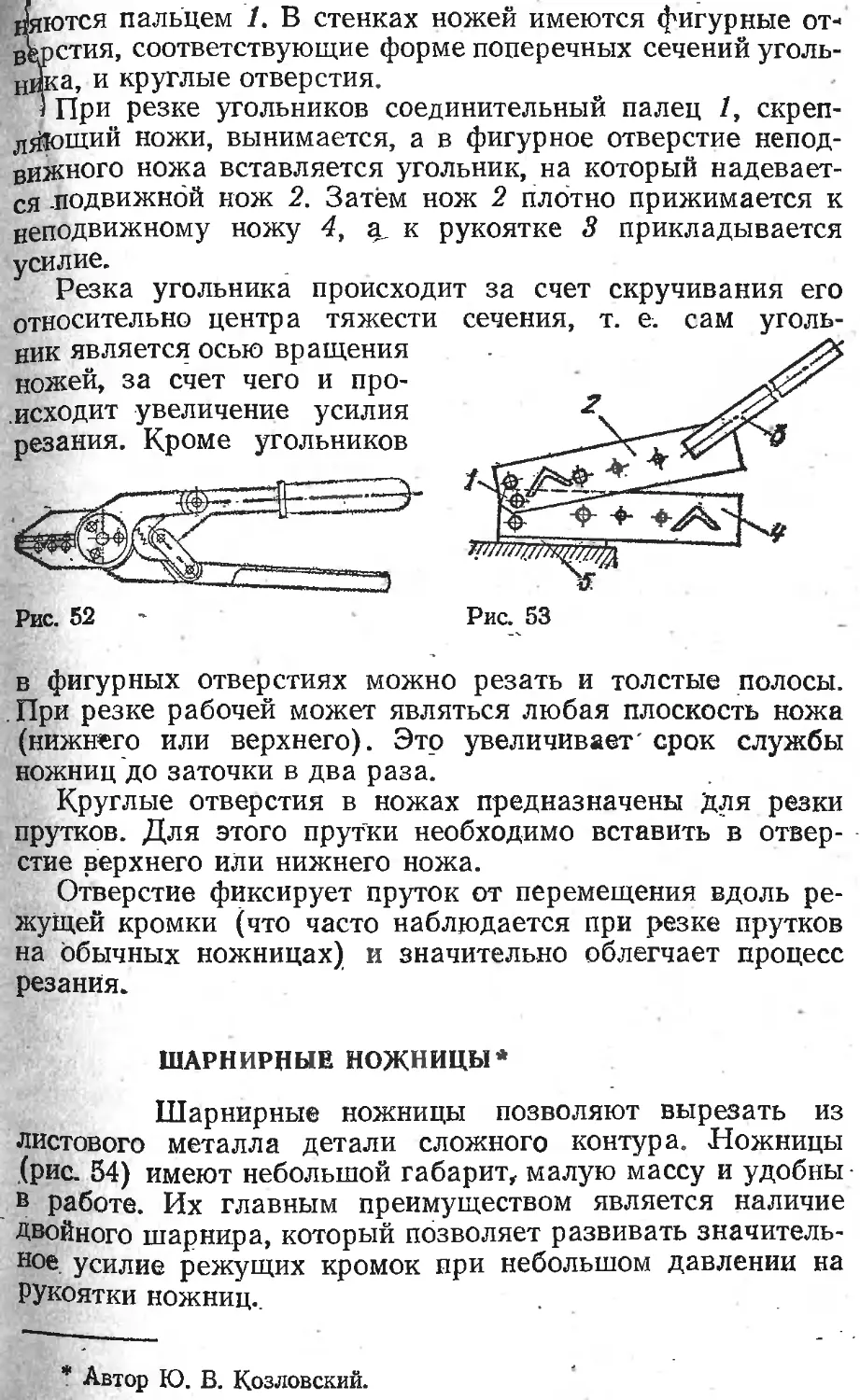
УНИВЕРСАЛЬНЫЕ НОЖНИЦЫ**
Предназначены для резки листового материала,
металлических угольников размером 35x35x5 и круглых
прутков.
Ножницы (рис. 53) состоят их двух плоских ножей 2
и 4. Нижний нож 4 при помощи угольника 5 крепится к
верстаку, верхний нож 2 жестко соединен с рукояткой 3,
Для резки листового материала и прутков ножи соеди-
* Автор А. Н. Васильев.
•* Автор И. И. Засимов,
йяются пальцем 1. В стенках ножей имеются фигурные от-
верстия, соответствующие форме поперечных сечений уголь-
ника, и круглые отверстия.
1 При резке угольников соединительный палец 1, скреп-
Л5Йощий ножи, вынимается, а в фигурное отверстие непод-
вижного ножа вставляется угольник, на который надевает-
ся .подвижной нож 2. Затем нож 2 плотно прижимается к
неподвижному ножу 4, а к рукоятке 3 прикладывается
усилие.
Резка угольника происходит за счет скручивания его
относительно центра
ник является осью вращения
ножей, за счет чего и про-
исходит увеличение усилия
резания. Кроме угольников
сечения, т. е. сам уголь-
тяжести
Рис. 53
Рис. 52
в фигурных отверстиях можно резать и толстые полосы.
При резке рабочей может являться любая плоскость ножа
(нижнего или верхнего). Это увеличивает' срок службы
ножниц до заточки в два раза.
Круглые отверстия в ножах предназначены Для резки
прутков. Для этого прутки необходимо вставить в отвер-
стие верхнего или нижнего ножа.
Отверстие фиксирует пруток от перемещения вдоль ре-
жущей кромки (что часто наблюдается при резке прутков
на обычных ножницах) и значительно облегчает процесс
резания.
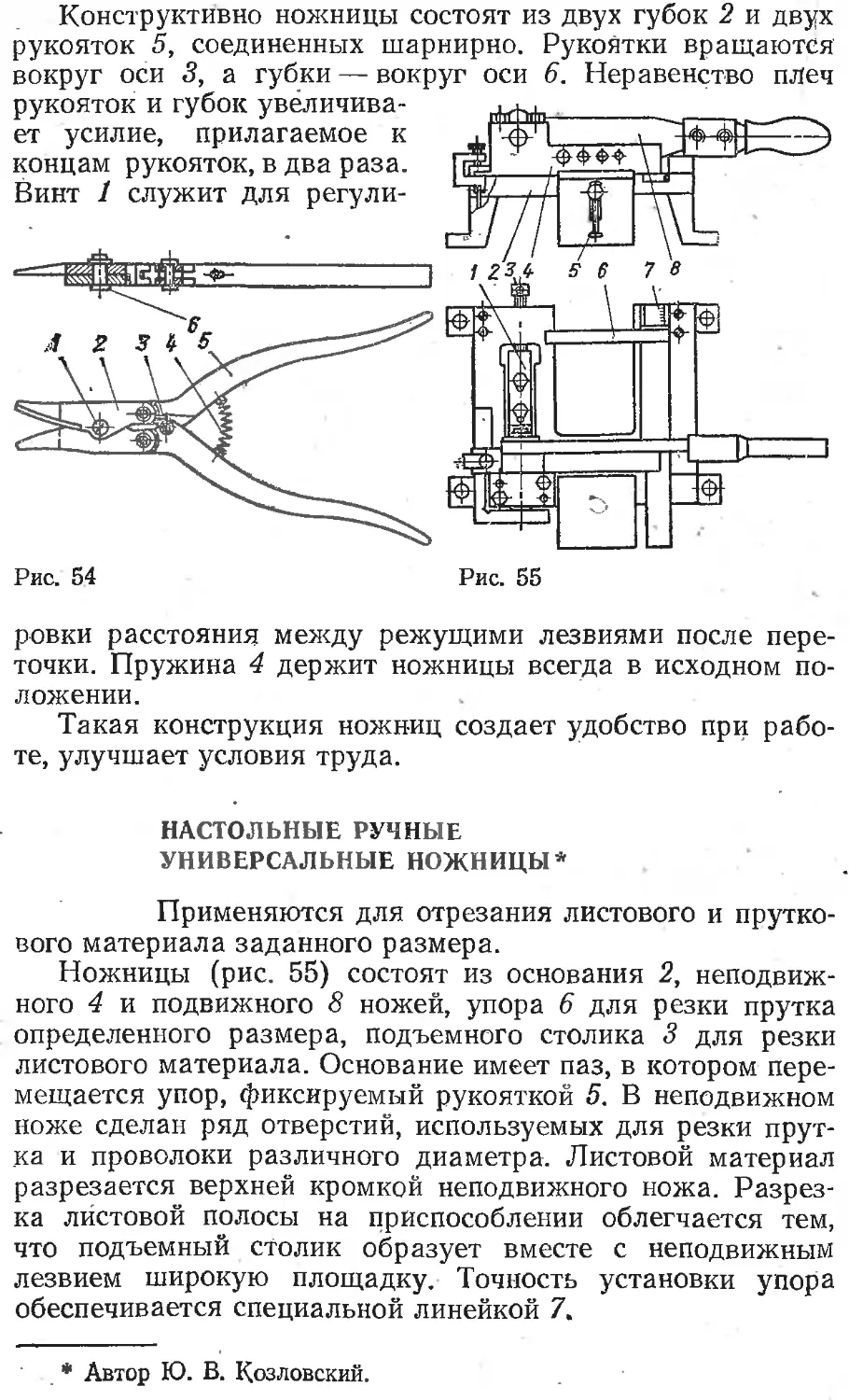
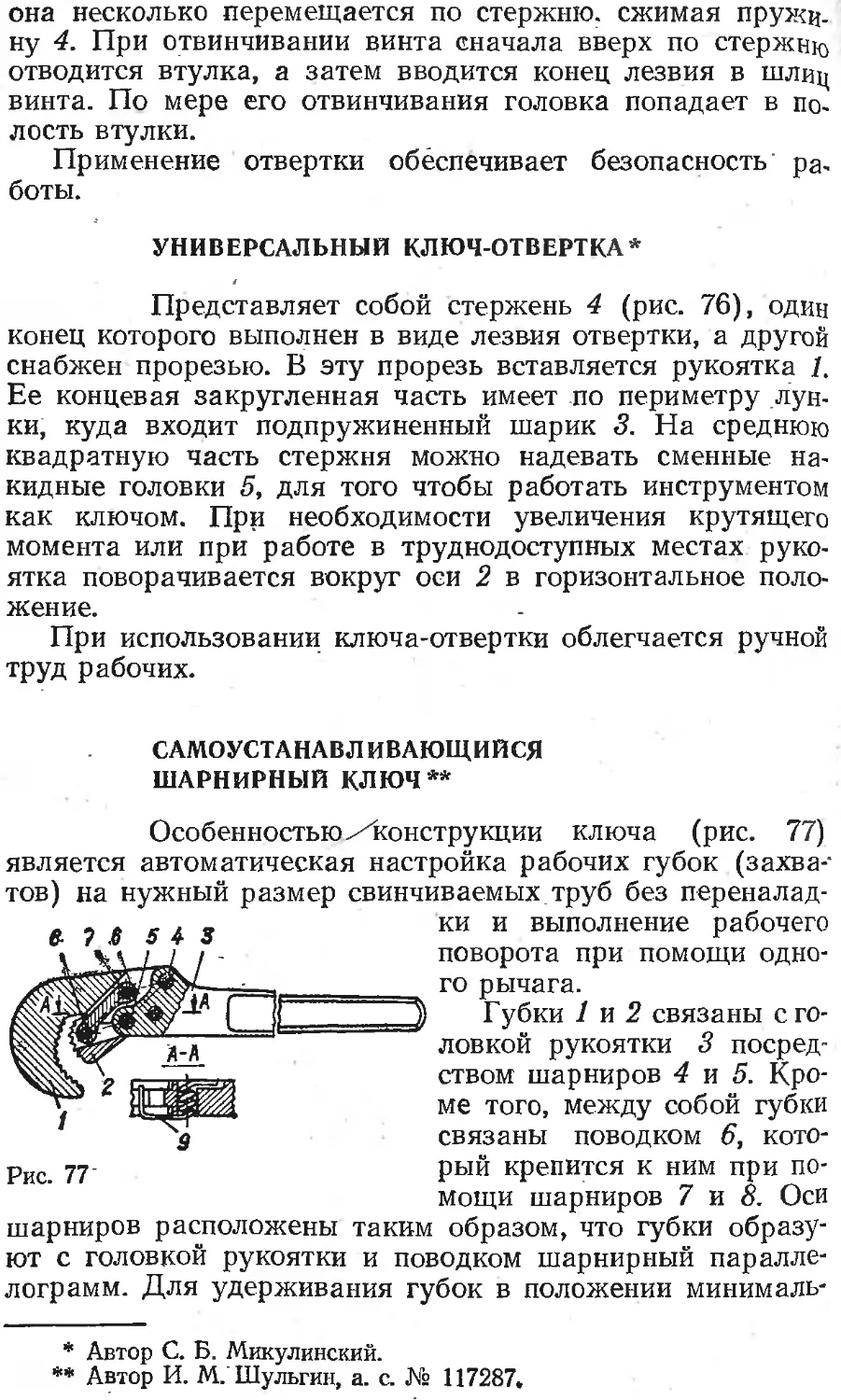
ШАРНИРНЫЕ НОЖНИЦЫ*
Шарнирные ножницы позволяют вырезать из
листового металла детали сложного контура. Ножницы
.(рис. 54) имеют небольшой габарит, малую массу и удобны
в работе. Их главным преимуществом является наличие
Двойного шарнира, который позволяет развивать значитель-
ное. усилие режущих кромок при небольшом давлении на
Рукоятки ножниц..
* Автор Ю. В. Козловский.
Конструктивно ножницы состоят из двух губок 2 и двух
рукояток 5, соединенных шарнирно. Рукоятки вращаются
вокруг оси 3, а губки — вокруг оси 6. Неравенство плеч
рукояток и губок увеличива-
ет усилие, прилагаемое к
концам рукояток, в два раза.
Винт 1 служит для регули-
Рис. 55
Рис. 54
ровки расстояния между режущими лезвиями после пере-
точки. Пружина 4 держит ножницы всегда в исходном по-
ложении.
Такая конструкция ножниц создает удобство при рабо-
те, улучшает условия труда.
НАСТОЛЬНЫЕ РУЧНЫЕ
УНИВЕРСАЛЬНЫЕ НОЖНИЦЫ*
Применяются для отрезания листового и прутко-
вого материала заданного размера.
Ножницы (рис. 55) состоят из основания 2, неподвиж-
ного 4 и подвижного 8 ножей, упора 6 для резки прутка
определенного размера, подъемного столика 3 для резки
листового материала. Основание имеет паз, в котором пере-
мещается упор, фиксируемый рукояткой 5. В неподвижном
ноже сделан ряд отверстий, используемых для резки прут-
ка и проволоки различного диаметра. Листовой материал
разрезается верхней кромкой неподвижного ножа. Разрез-
ка листовой полосы на приспособлении облегчается тем,
что подъемный столик образует вместе с неподвижным
лезвием широкую площадку. Точность установки упора
обеспечивается специальной линейкой 7.
. * Автор Ю. В. Козловский.
- ) Подвижной нож представляет собой рычаг с рукояткой.
ДЛя обеспечения высокого качества среза подвижное лез-
вий может смещаться и прижиматься к' неподвижному с
помощью прижима 1 й винта.
С помощью ножниц можно отрезать стальной пруток
диаметром до 4 мм и листовой материал толщиной до 2 мм.
Ножницы просты в работе, имеют небольшую массу и
могут быть установлены в любом удобном для слесаря
месте.
Применение ножниц обеспечивает чистый, без заусен-
цев, срез.
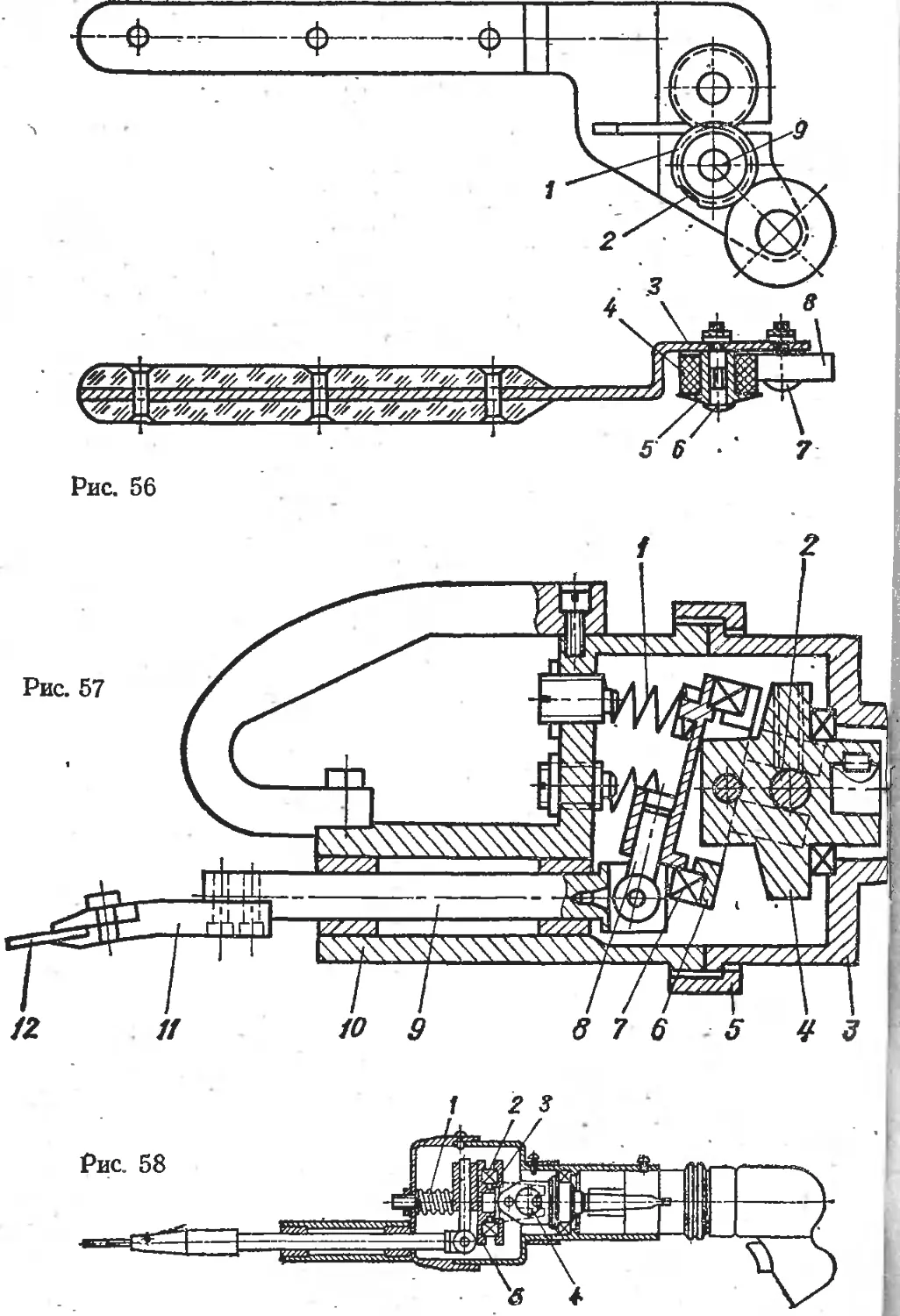
РОЛИКОВЫЕ ножницы*
Предназначены для резки бумаги, картона, пресс-
шпана толщиной до 2 мм. Ножницы (рис. 56) имеют два
дисковых ножа 1, 5 из углеродистой стали, ролики 2, 4, 8,
выполненные из резины повышенной маслостойкости, оси 6,
7, 9 и рукоятку 3. Разрезаемый материал устанавливается
в паз рукоятки. При перемещении ролика 8 по плоскости
стола вращение передается роликам 4 и 2, которые на-
ходятся на осях с дисковыми ножами 1 и 5. В результате
ножи производят резание.
Применение роликовых ножниц позволяет повысить
производительность труда при вырезке шаблонов и про-
кладок.
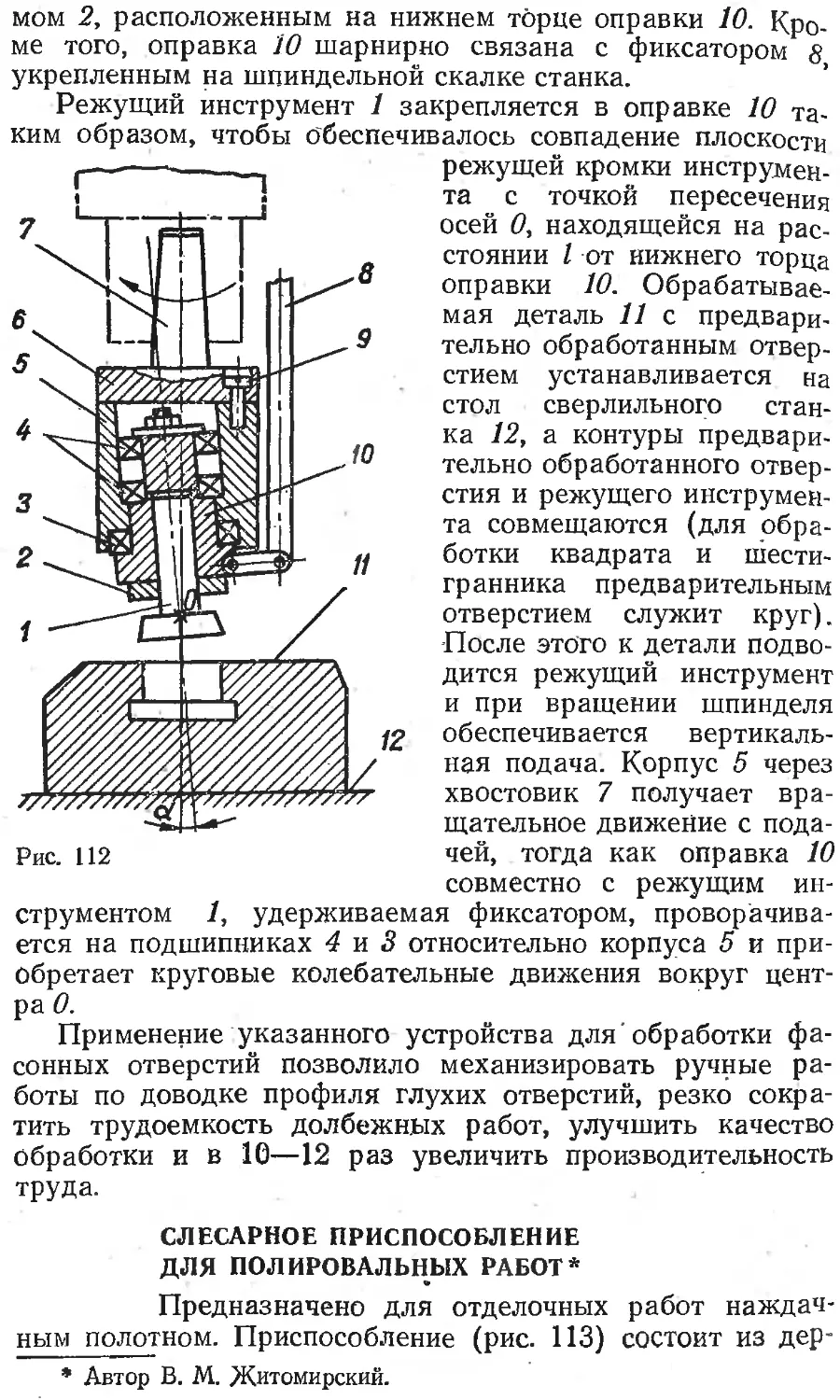
МЕХАНИЧЕСКИЕ ШАБЕРЫ
Особенностью шабера (рис. 57) ** является на-
личие механизма, позволяющего регулировать длину хода
режущей головки, и устройства для обеспечения плавности
хода ползуна-штока.
Шабер состоит из разъемного корпуса, механизма, пре-
образующего вращательное движение в поступательное, и
режущей головки с твердосплавной пластинкой. Механизм
приводится в движение пневмотурбинкой, установленной
на торце корпуса, или электродвигателем небольшой мощ-
ности.
Для удобства монтажа корпус шабера выполнен из
цвух,половин 10 и 3, соединенных резьбовым кольцом 5.
Регулирование длины хода режущей головки осуществля-
ется поворотом эксцентрика 2, позволяющего устанавли-
* Автор Е. Л. Тамаров.
* А. с. № 424677.
ва,гь фланец 6 под различными углами. Во время враще-
ния маховика 4 от пневмотурбинки левая обойма упорного
доДШипника совершает колебательные движения, пере-
дающиеся через шарнирный палец 8 на шток 9 и далее на
режущую головку 11 с твердосплавной пластинкой 12.
Кроме возвратно-поступательного движения штоку сооб-
щается от того же упорного подшипника и качательное
движение, необходимое для получения чистого среза и для
участия в резании всей длины режущей кромки. Пружи-
ны 1 в шабере играют роль амортизатора и опорного звена.
Верхняя пружина, сжимаясь при холостом ходе, запасает-
ся потенциальной энергией, которая дополнительно сооб-
щается штоку при рабочем движении.
Применение механического шабера облегчает ручной
труд станочника.
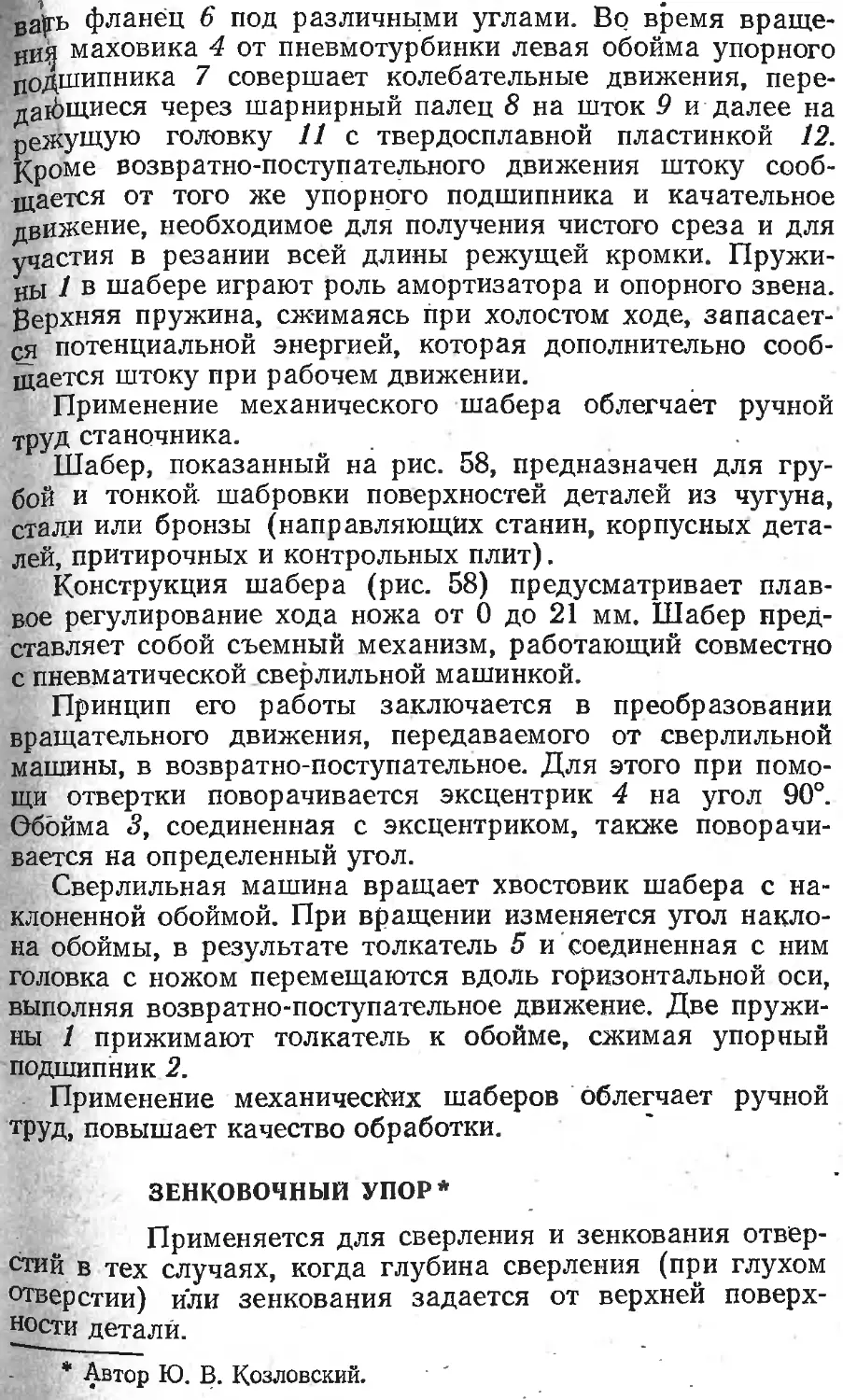
Шабер, показанный на рис. 58, предназначен для гру-
бой и тонкой, шабровки поверхностей деталей из чугуна,
стали или бронзы (направляющих станин, корпусных дета-
лей, притирочных и контрольных плит).
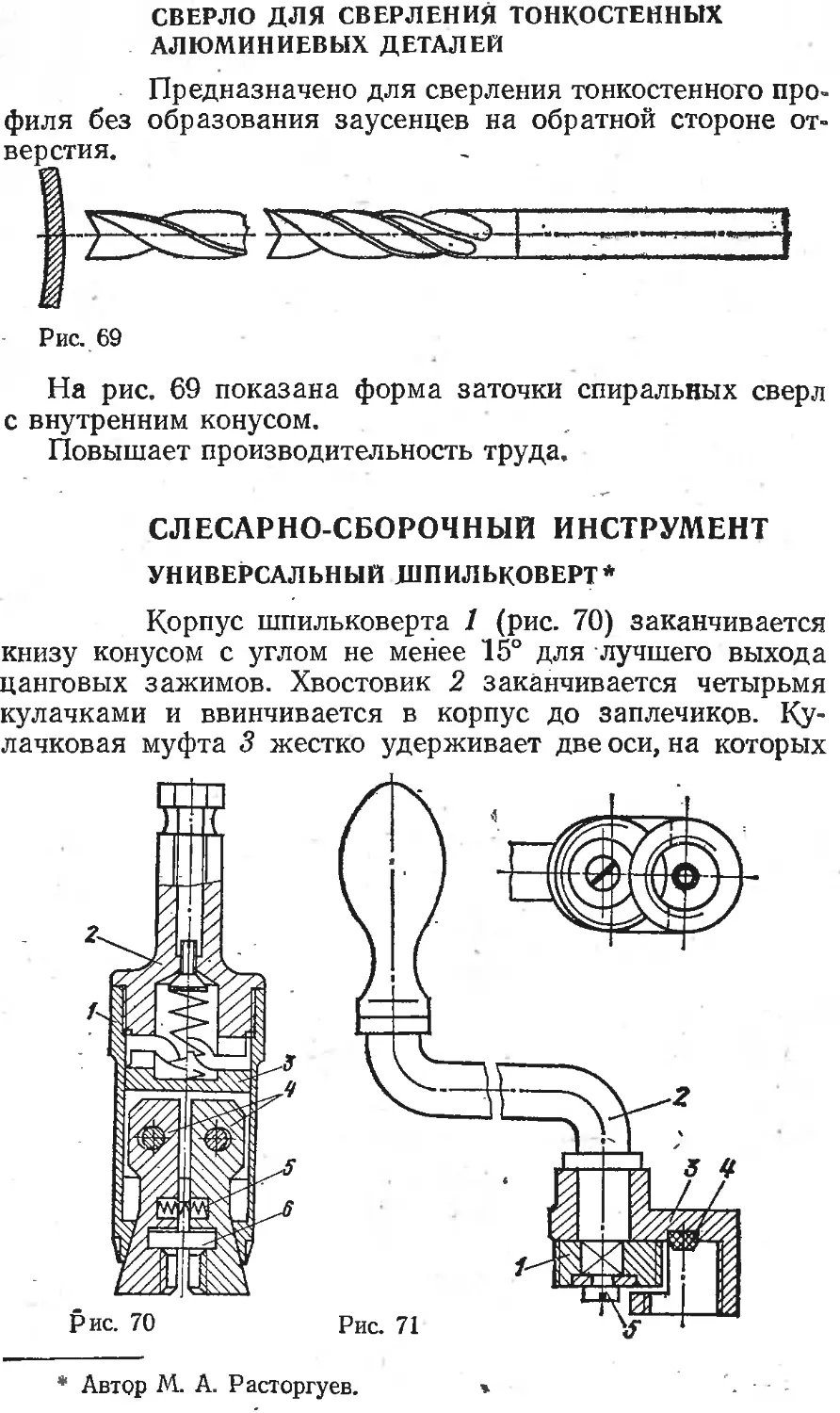
Конструкция шабера (рис. 58) предусматривает плав-
ное регулирование хода ножа от 0 до 21 мм. Шабер пред-
ставляет собой съемный механизм, работающий совместно
с пневматической сверлильной машинкой.
Принцип его работы заключается в преобразовании
вращательного движения, передаваемого от сверлильной
машины, в возвратно-поступательное. Для этого при помо-
щи отвертки поворачивается эксцентрик 4 на угол 90°.
Обойма 3, соединенная с эксцентриком, также поворачи-
вается на определенный угол.
Сверлильная машина вращает хвостовик шабера с на-
клоненной обоймой. При вращении изменяется угол накло-
на обоймы, в результате толкатель 5 и соединенная с ним
головка с ножом перемещаются вдоль горизонтальной оси,
выполняя возвратно-поступательное движение. Две пружи-
ны 1 прижимают толкатель к обойме, сжимая упорный
подшипник 2.
Применение механических шаберов облегчает ручной
труд, повышает качество обработки.
ЗЕНКОВОЧНЫЙ УПОР*
Применяется для сверления и зенкования отвер-
стий в тех случаях, когда глубина сверления (при глухом
отверстии) или зенкования задается от верхней поверх-
ности детали.
Автор Ю. В. Козловский.
Приспособление (рис. 59) закрепляется на сверле при
помощи винта 1. Сверло в свою очередь устанавливается в
шпинделе станка или дрели. Перемещая приспособление
Рис. 59
на сверле, можно устано-
вить необходимую глуби-
' ну сверления или зенко-
вания.
Корпус 2 упора вра-
щается, вместе со сверлом,
а втулка 4 благодаря под-
шипнику 3 остается не-
подвижной относительно
детали. Незначительное вращение, вызываемое трением в
подшипнике, может быть устранено фиксацией втулки с
помощью специального ушка.
Применение зенковочно-
го упора повышает произво-
дительность труда, качество .
и точность зенкования и
сверления глухих отверстий.
ПРИСПОСОБЛЕНИЕ ДЛЯ
СВЕРЛЕНИЯ ОТВЕРСТИИ
БЕЗ ПЕРЕМЫЧЕК
ПО КОНТУРУ *
Хомутом 1 приспособление
(рис. 60) жестко крепится
на шпиндельной втулке
сверлильного станка. Ио
разметке контура сверлится
первое отверстие, затем в
него устанавливается под-
пружиненный ограничи-
тель 4, который служит на-
Рис. 60
правлением для инструмен-
та при сверлении следующе-
го отверстия. Расстояние
между центрами отверстий
в зависимости от.диаметра сверла регулируется винтом 2.
При сверлении глубоких и сквозных отверстий отвинчива-
ется винт 3, ограничитель отводится в сторону и вновь за-
жимается винт. х
При использовании приспособления отпадает необходи-
мость вырубки перемычек, что облегчает ручной труд.
Автор Н. В. Лепей, а. с. № 145114.
ПРИСПОСОБЛЕНИЕ ДЛЯ ВЫРЕЗАНИЯ
ПРОКЛАДОК *
. Предназначено для вырезания прокладок из кар-
тона, паранйта и резины одновременно по внутреннему
и наружному диаметрам.
Приспособление
(рис. 61) устанавли-
вается в шпинде-
ле вертикально-свер-
лильного станка.
Рис. 61
Разрезаемый материал прижимается подпружиненным
прижимом. При вращении шпинделя ножи вырезают про-
кладку заданного размера. Максимальный диаметр выре-
занных прокладок составляет 500 мм.
Обеспечивает чистоту и качество обработки, снижает
ручной, труд.
РУЧНОЙ ПРЕСС ДЛЯ ШТАМПОВКИ ШАЙБ**
Состоит из корпуса-матрицы 1, пуансонов 5 и 3,
гайки 2 и центровочной шайбы 4 (рис. 62).
Для подготовки пресса к работе необходимо вставить
центровочную шайбу в матрицу для направления пуансо-
на 3, который не крепится в гайке.
При штамповке шайб в прорезь корпуса вкладывается
полоска- оцинкованного железа. Подача пуансона 5 осуще-
ствляется поворотом ручки, насаженной на хвостовик.
Выштампованная шайба нанизывается на пуансон 5..
* Автор Т. В. Губанюк.
** Автор Ф. Л. Корпачев.
Нижняя часть внутренней полости корпуса матрицы
имеет форму конуса с увеличением диаметра к основанию,
а верхняя (10 мм) — форму цилиндра.
Пуансон также конусообразной фор-
мы: диаметр нижней его части на 0,4 мм
меньше диаметра режущей части.
Благодаря таким конструктивным
особенностям корпуса-матрицы и пуан-
сона, при штамповке на цилиндрическую
-десятимиллиметровую часть нанизыва-
ются до 10 шайб, что обеспечивает ус-
тойчивое положение пуансона 3 по цент-
ру. Каждая последующая шайба, выхо-
дящая за пределы цилиндрической
части корпуса, свободно скользит по пу-
ансону 3 вниз.
Пресс удобен в работе и позволяет
за один рабочий ход пуансона 5 полу-
чить готовую .шайбу, в то время как ранее штамповка про-
изводилась раздельно по внутреннему и наружному кон-
турам.
СЛЕСАРНАЯ НОЖОВКА С ШАРНИРНЫМ
ЗАЖИМОМ ПОЛОТНА*
В существующих слесарных ножовках полотно в
станке натягивается посредством резьбового барашка.
Для мелких слесарных работ изготовлена ножовка, в
которой закрепление полотна производится лри помощи
эксцентрикового шарнира (рис. 63). Натяг полотна созда-
ется при помощи винта, который разжимает две части
станка.
Несложное устройство ножовки, быстрота и надежность
зажима полотна отличают эту конструкцию от применяе-
мых ранее.
РУЧНЫЕ КУСАЧКИ **
Существующие конструкции ручных кусачек име-
ют существенный недостаток: при многократном затачива-
нии режущих кромок между ними образуется зазор и
кусачки быстро выходят из строя. В предлагаемой кон-
струкции кусачек при переточке зазор не образуется
(рис. 64). Это достигнуто в результате размещения режу-
* Автор А. Н. Васильев.
. **. Автор Ю. В. Козловский.
щих кромок на концах сменных стержней 1, закрепляемых
в рабочих губках кусачек. Стержни устанавливаются в раз-
резной втулке и стягиваются болтом 5.
Кусачки состоят из двух пар рычагов 2 и 4. Специаль-
ная пружина 3 разводит рукоятки в стороны. Заточенные
Рис. 63 - Рис. 64
стержни 1 могут легко смещаться и извлекаться из губок
кусачек. При сомкнутых режущих кромках оси стержней
образуют тупой угол, что уменьшает нагрузку на стягиваю-
щие болты при откусывании толстого или закаленного ма-
териала..
Преимущество новых кусачек заключается в их долго-
вечности и простоте заточки режущих кромок.
МОДЕРНИЗИРОВАННЫЕ ПЛОСКОГУБЦЫ*
Плоскогубцы по мере их износа списываются.
Списанные плоскогубцы можно оснастить двумя смен-
ными калеными ножами и
Рис. 65
буксами (рис. 65), в резуль-
тате чего с их помощью
можно перекусывать прово-
локу до 3 мм, не сминая
место среза. Для удобства в
работе на плоскогубцах ус-
танавливается разжимная
пружина.
Модернизированные плоскогубцы имеют практически
неограниченный срок службы, легко ремонтируются. .
* Автор А. Н. Васильев.
РОЛИКОВЫЙ ИНСТРУМЕНТ
для снятия ОСТРЫХ КРОМОК
НА ДЕТАЛЯХ ИЗ ЛИСТОВОГО МАТЕРИАЛА*
Предназначен для снятия заусенцев в листовом
материале одновременно с двух сторон.
В корпусе рукоятки 3 установлены два ролика 2, при-
жимаемые винтами 1 (рис. .66). Инструмент, расположен-
ный под углом 30°, накладывается
на листовой материал и перемеща-
ется вдоль его. По мере износа
жестко закрепленные ролики разво-
рачиваются.
Для повышения стойкости ин-
г
Рис. 66
ISS
Рис. 67
струмента при снятии заусенцев на труднообрабатываемых
материалах вместо роликов можно использовать твердо-
сплавные пластины, применяемые в резцах.
Использование роликового инструмента повышает про-
изводительность труда, обеспечивает удобство при работе.
ИНСТРУМЕНТ ДЛЯ ПРИТУПЛЕНИЯ
ОСТРЫХ кромок**
Притупление острых кромок листовых деталей
можно производить специальным инструментом (рис. 67),
содержащим державку 3, на одном конце которой установ-
лены два ролика 2. Ролики, закрепленные специальным
винтом 1, могут свободно вращаться во время работы. Они
изготовляются из стали У10. Диаметр роликов и расстоя-
ние между ними позволяют обрабатывать детали толщи-
* Автор В. Л. Есилевский.
** Автор А. Н. Васильев.
ной до 5 мм. Вращение роликов предохраняет инструмент
оТ быстрого затупления.
На другом конце державки помещен выдвижной нож 5
с фигурным лезвием, предназначенный для обработки
радиусных кромок контура детали и отверстий в ней. Нож
закрепляется с помощью гайки 4. Изготовленный из той же
сдали, что и ролики, и закаленный, нож позволяет произ-
водить также раскрой листового материала из цветных
сплавов и пластмасс.
Повышает производительность труда, создает удобства
при работе.
ТРУБЧАТОЕ СВЕРЛО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ
В УПРУГИХ МАТЕРИАЛАХ*
При обработке отверстий в резине спиральными
сверлами происходит разрыв кромок отверстий, по глуби-
не отверстия получаются неправильной формы, что обу-
Рис. 68
словлено упругой деформацией материала в момент обра-
ботки. Инструмент имеет малую подачу, следовательно,
производительность труда также незначительна. Кроме
того, при работе спиральными сверлами происходит зна-
чительное загрязнение рабочего места отходами обрабаты-
ваемого материала в виде мелкой крошки.
Сверло (рис. 68) предназначено для вырезки круглых
отверстий в упругом материале (резине, пластмассе) мето-
дом сверления.
Оно имеет замкнутое режущее лезвие 1 на торце и
окно 2 для удаления отходов, расположенное на расстоя-
нии не менее толщины вырезаемого материала от торца-.
Такая форма сверла позволяет получить отверстия в рези-
новых изделиях без разрыва кромок со стабильными раз-
мерами. Отходы обрабатываемого материала автоматиче-
ски удаляются из зоны обработки. В результате примене-
ния трубчатого сверла повышается культура производства.
Авторы А. В. Дудеико, Н. Н. Клименко.
СВЕРЛО ДЛЯ СВЕРЛЕНИЯ ТОНКОСТЕННЫХ
АЛЮМИНИЕВЫХ ДЕТАЛЕЙ
Предназначено для сверления тонкостенного про-
филя без образования заусенцев на обратной стороне от-
верстия.
Рис. 69
На рис. 69 показана форма заточки спиральных сверл
с внутренним конусом.
Повышает производительность труда.
СЛЕСАРНО-СБОРОЧНЫЙ ИНСТРУМЕНТ
УНИВЕРСАЛЬНЫЙ ДШИЛЬКОВЕРТ*
Корпус шпильковерта 1 (рис. 70) заканчивается
книзу конусом с углом не менее 15° для лучшего выхода
цанговых зажимов. Хвостовик 2 заканчивается четырьмя
кулачками и ввинчивается в корпус до заплечиков. Ку-
лачковая муфта 3 жестко удерживает две оси, на которых
Автор М. А. Расторгуев.
в пазу могут поворачиваться цанговые зажимы 4. Кулач-
ковая муфта может свободно опускаться вниз до выступа
корпуса и подниматься вверх до полного сцепления кулач-
ков с конусом хвостовика.
Рабочее положение муфты показано на рисунке. Оси
неподвижны, а цанги насажены на них с небольшим зазо-
ром, что дает возможность при износе резьбы цанговым
зажимам подниматься вверх и уменьшать диаметр резьбы
иа величину износа, сохраняя при этом параллельность и
силу зажима (без участия рабочего).
Пружина 5 разжимает цанговые зажимы и облегчает
• первоначальный захват. Деталь 6 служит упором.
Усилие зажима шпильки получается большим, но резь-
ба при этом не повреждается.
В результате применения универсального шпильковер-
та повышается производительность труда, создаются удоб-
ства при работе.-
КЛЮЧ ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК*
Предназначен для завинчивания резьбовых шпи-
лек (рис. 71). Состоит из корпуса 3 с резьбовым глухим
отверстием, рукоятки 2, резьбового ролика 1 и резинового
упора 4. Рукоятка вставляется во втулку корпуса и на кон-
це имеет квадрат, на который насаживается эксцентрично
резьбовой ролик, закрепляемый винтом 5.
Для завинчивания шпильки рукоятка ключа поворачи-
вается относительно корпуса против часовой стрелки, при
этом за счет эксцентричности резьбовой ролик отходит от
резьбового отверстия корпуса. Шпилька вставляется до
упора в резьбовое отверстие и рукоятка поворачивается в
обратном направлении, прижимая резьбовой эксцентри-
ковый ролик, а следовательно, шпильку к резьбоврй по-
верхности отверстия. После завинчивания шпильки руко-
ятка отводится в исходное положение. При этом происхо-
дит расцепление ключа со шпилькой, и ключ свободно
снимается.
Для каждого шага резьбы должен быть свой ключ или
сменные эксцентриковые резьбовые ролики.
Применение ключа для завинчивания щпилек облегча-
ет ручной труд рабочих.
Автор М. П. Базунов.
ИНЕРЦИОННАЯ ОТВЕРТКА-КЛЮЧ*
Предназначена для завинчивания винтов и гаек.
В корпусе ручки 4 (рис. 72) выполнено резьбовое отвер-
стие, в которое ввинчены стержни 7 с грузами 8, и отверс-
тие с лыской для крепления сменных отверток или торцо-
вых ключей посредством
винта 6. На торце ручки
оси 3 установлена голов-
ка 1, которая может сво-
бодно вращаться на ша-
рикоподшипнике 2. При резком повороте рукоятки под
действием инерционной силы отвертка получает продолжи-
тельное вращение. С целью балансирования грузы на
стержнях установлены при помощи резьбы. Для удобства
работы на ручку надета резиновая трубка 5.
Применение инерционной отвертки в 1,5—2 раза повы-
шает производительность
труда при слесарно-сбороч-
ных и электромонтажных
работах.
ОТВЕРТКА С ПРУЖИННЫМИ
ПРИХВАТАМИ
• Винты в отвертке '(рис. 73)
удерживаются с помощью
пружинных прихватов, закрепленных на деревянной на-
садке. Когда винт входит в дерево, то прихваты разжи-
маются.
Улучшает условия труда, повышает культуру производ-
ства.
Автор А. С. Коровин.
ОТВЕРТКА УДАРНОГО ДЕЙСТВИЯ*
Предназначена для завинчивания шурупов в де-
рево (рис. 74). Снабжена неподвижной направляющей
втулкой 5, которая при повороте ходового винта 2, взаимо-
действующего с гайкой 1, удерживает отвертку в рабочем
положении. На торце гайки сделана насечка 7 или на не-
го надето резиновое кольцо. На лезвии 6 установлены пру-
жина 3, возвращающая гайку в исходное положение, и
пружина 4, обеспечивающая подвижность втулки в момент
утапливания головки шурупа. Шуруп помещается в отвер-
стие А втулки, после чего молотком наносятся удары по
тбрцу гайки, которая остается неподвижной. Облегчает
ручной труд рабочих.
БЕЗОПАСНАЯ ОТВЕРТКА**
Винты отвертки (рис. 75) вводятся во внутрен-
нюю полость 1 втулки 3. Поворачивая рукояткой 6 стер-
жень 5 и нажимая на нее, конец лезвия 2 вводится в шлиц
головки винта и центрируется втулкой. Если высота головки
больше расстояния от конца лезвия до торца втулки, то
* Автор О. И. Васенов, а. с. № 309805.
L ** Автор С. Б. Микулинский.
она несколько перемещается по стержню, сжимая пружи-
ну 4. При отвинчивании винта сначала вверх по стержню
отводится втулка, а затем вводится конец лезвия в шлиц
винта. По мере его отвинчивания головка попадает в по-
лость втулки.
Применение отвертки обеспечивает безопасность' ра-
боты.
УНИВЕРСАЛЬНЫЙ ключ-отвертка*
Представляет собой стержень 4 (рис. 76), один
конец которого выполнен в виде лезвия отвертки, а другой
снабжен прорезью. В эту прорезь вставляется рукоятка 1.
Ее концевая закругленная часть имеет по периметру лун-
ки, куда входит подпружиненный шарик 3. На среднюю
квадратную часть стержня можно надевать сменные на-
кидные головки 5, для того чтобы работать инструментом
как ключом. При необходимости увеличения крутящего
момента или при работе в труднодоступных местах руко-
ятка поворачивается вокруг оси 2 в горизонтальное поло-
жение.
При использовании ключа-отвертки облегчается ручной
труд рабочих.
САМОУСТАНАВ Л ИВАЮЩИЙСЯ
ШАРНИРНЫЙ КЛЮЧ**
Особенностью/конструкции ключа (рис. 77)
является автоматическая настройка рабочих губок (захва-
тов) на нужный размер свинчиваемых.труб без переналад-
ки и выполнение рабочего
поворота при помощи одно-
го рычага.
Губки 1 и 2 связаны с го-
ловкой рукоятки 3 посред-
ством шарниров 4 и 5. Кро-
ме того, между собой губки
связаны поводком 6, кото-
6- 1 6 5 4 3
Рис 77- рый крепится к ним при по-
мощи шарниров 7 и 8. Оси
шарниров расположены таким образом, что губки образу-
ют с головкой рукоятки и поводком шарнирный паралле-
лограмм. Для удерживания губок в положении минималь-
* Автор С. Б. Микулинский.
** Автор И. М. Шульгин, а. с. № 117287.
лого раскрытия (в свободном нерабочем положении) в
рукоятке предусмотрена пружина 9, упирающаяся отогну-
ли концом в губку 2.
Применение ключа такой конструкции позволяет улуч-
шить условия работы и повысить производительность
труда.
УНИВЕРСАЛЬНАЯ СИЛОВАЯ ОТВЕРТКА*
Универсальная силовая отвертка (рис. 78) име-
ет ручку, состоящую из двух половин 3 и 4, одна из кото-
рых подвижная. При необходимости одна половина ручки
устанавливается пер-
пендикулярно относи- В t
тельно к другой, тем ।—
самым создается ры-
чаг, который облегчает ' х
установку винтов и шу- ‘2 3
рупов большого диа- рис. 78
метра.
Отвертка имеет комплект сменных насадок 1, которые
легко заменяются. Крепление сменных насадок произво-
дится при помощи квадрата оправки 5 и прижимной плас-
тинчатой пружины 2.
Применение универсальной силовой отвертки облегчает
ручной труд слесарей-сборщиков, повышает культуру про-
изводства и качество сборки.
КАССЕТНЫЙ КЛЮЧ (ГАЙКОВЕРТ)**
Предназначен для сборки резьбовых соедине-
ний. По виду завинчиваемых деталей относится к гайко-
вертам. Ключ (рис. 79) завинчивает шестигранные галки
со снятыми фасками от М3 до М5.
При помощи специального шомпола 1 набор гаек (40—
50 шт.) закладывается в кассету 3, затем шомпол удаляет:
ся. На резьбу кассеты навинчивается эбонитовая ручка 2.
В отверстие на ручке вкладывается пружина 4. Под дей-
ствием шомпола 1, завинчиваемого в ручку, эта пружина
сжимается, приводит в рабочее положение гайки в кас-
сете.
Ключ в собранном виде устанавливается на заверты-
ваемое резьбовое соединение. В результате поворота по
часовой стрелке производится завинчивание гайки.
* Автор А. Н. Васильев.
** Автор 3. Н. Зайцев.
Снятие ключа происходит при не олыпом усилии. За-
крученная гайка под действием силы раздвигает две пру.
жинные пластины 5 и выходит из кассеты. Производитель-
ность ключа составляет 20 шт./мин, такт завин-
чивания — 3 с.
Применение кассетного ключа ускоряет про-
цесс сборки резьбовых соединений.
УГЛОВОЙ ПИНЦЕТ
Предназначен для удерживания деталей при
сборке в труднодоступных местах. В дюралюми-
ниевом корпусе 4 (рис. 80) вмонтированы непод-
вижная 1 и'подвижная 2 губки. При нажатии на
кнопку 5 пинцет раскрывается и после захвата
детали под действием пружины 6 закрывается.
Рис. 79
Рис. 80
Винт 3 соединяет неподвижную губку с корпусом пинцета.
Применение углового пинцета создает удобства при
работе.
МЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
И ПРИСПОСОБЛЕНИЯ
МАЛОГАБАРИТНЫЙ ПРИБОР*
Применяется при контроле резьбовых отверстий
диаметром до 10 мм, а при оснащении другим инструмен-
том (отверткой, наружным и внутренним шестигранным
ключом) —для выполнения сборочных работ.
Оригинальным узлом прибора (рис. 81) является пре-
дохранительная муфта (рис. 82), посредством которой
передается вращение от ротора электродвигателя к калиб-
ру-пробке. Максимальный передаваемый момент равен
1 Н-м(1000 г-см).
Авторы В. X. Плетень и А. М. Кателло, а. с. № 473861.
J'. Муфта содержит наружную ведущую полумуфту 1 со
срезом и стержень 2, имеющий лыску. К ведущей полу-
^уфте 1 на прокладке 4 при помощи планки 5 и винтов 6
крепится плоская пружи-
3, взаимодействующая 1ТП ГТ П
А лыской цилиндрического _______________
стержня 2. Кроме того, ве- - Г
дущая полумуфта ^выпол- ——
цена с окном, в которое вхо- гиШГ
дит свободный конец плос- I JT Ш.
кой пружины 3. В зависи-
мости от величины переда- Рис. 81
ваемого крутящего момента лА
между плоской пружиной у/шВ
и лыской стержня при помо-
щи прокладки 4 выдержива-
ется определенный зазор.
Ведомая полумуфта в виде стержня 2, который одно-
временно является хвостовиком проходного резьбового
калибра,., вводится в отверстие ве-
дущей полумуфты 1. При этом срез
и лыска, имеющиеся на соответ-
ствующих полумуфтах, располага-
ются в параллельных плоскостях по
одну сторону от оси, а вращение
передается через пружину 3.
В случае перегрузки лыска стер-
жня 2 выходит из зацепления с пру-
жиной .в результате отжатия по-
следней. При обратном вращении
расстояние от точки контакта с кра-
ем лыски меньше, чем то же рас-
стояние при прямом вращении, по-
этому передаваемый момент уве-
личивается.
В результате применения муфты
крутящий момент на выходном валу
становится стабильным, что повы-
шает объективность контроля. При
вращении в обратном направлении
крутящий момент возрастает, бла-
годаря чему появляется возмож-
ность производить контроль глухих
резьбовых отверстий проходными
калибрами.
Использование прибора с предо-
хранительной муфтой улучшает условия труда, обеспечц.
вает точный контроль резьб малого диаметра.
ПРИБОР ДЛЯ ЗАМЕРА ДИАМЕТРОВ ОТВЕРСТИЙ*
Прибор (рис. 83) представляет полый цилиндр
в отверстии которого плавно перемещается цилиндриче’
ский валик, имеющий на одном конце жонус. Нижний то.
рец цилиндра, закаленный до высокой твердости, строго
перпендикулярен к оси отверстия.
Рис. 83
Вдоль цилиндра прорезан сквозной паз, в котором пе-
ремещается линейка с миллиметровыми делениями, за-
крепленная на лыске валика. Линейка одновременно вы-
полняет функции шпонки. На наружной поверхности ци-
линдра вдоль паза имеется плоскость с нониусной шкалой.
Для удобства пользования, на наружной поверхности ци-
линдра предусмотрена накатка.
Угол конуса равен 11О26Л, а площадка на вершине
имеет диаметр 0,5 мм. Так как котангенс половины угла
при вершине конуса равен 10, то диаметры окружностей
сечений конуса через каждые 0,5 мм высоты меняются на
0,1 мм. На основе этой зависимости определяется диаметр
отверстия.
Шкалы линейки и нониуса выставлены так, что при
совмещении торцов конуса и цилиндра на шкале прочи-
тывается показание 0,5 мм. Для определения диаметра
отверстия прибор торцом устанавливается на плоскость,
в которой выполнено отверстие, и конус вводится в отвер-
стие до упора. После этого по шкале и нониусу можно
прочитать действительный размер отверстия. Точность
'измерения равна 0,01 мм, что соответствует величине осе-
вого перемещения конуса на 0,05 мм.
Прибором можно пользоваться при измерении диамет-
'ров отверстий, не имеющих на кромках фасок или заусен-
Автор Р. Л. Гороховский.
пев. Применение его исключает необходимость изготовле-
ния наборов валиков или калибров с переходом. 0,01 мм
меЖДУ диаметрами.
СКОБА С ИНДИКАТОРОМ*
Рис. 84
Предназначена для измерения диаметров кана-
рОк на валиках. Скоба (рис. 84) состоит из корпуса 1 с
закрепленным на нем индикатором часового типа 2, двух
губок 4 и 5, штанги 3.
Губка 4 закреплена непо-
движно в державке, которая
Б свою очередь крепится на
штанге 3 и прижимается вин-
том. Губка 5 может поворачи-
ваться вокруг оси, при этом
один ее конец прижимается к
измеряемой поверхности, а
второй — к наконечнику инди-
катора. Нужный размер вы-
ставляется по концевым мерам
в результате перемещения неподвижной губки по штанге.
Толщина губок выбирается в зависимости от ширины ка-
Двки. Диапазон измеряемых диаметров составляет 0—
20 мм, минимальная ширина измеряемой канавки —
0,3 мм.
I Облегчает замеры в труднодоступных местах детали.
ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗМЕРЕНИЯ ВЫСТУПОВ
В ТРУДНОДОСТУПНЫХ МЕСТАХ*
Приспособление (рис. 85) состоит из двух но-
жек 1 и 2, штанги со шкалой 4 и индикатора часового ти-
па <9. На неподвижной ножке 1 устанавливается индика-
Автор В. И. Дейнеко.
тор часового типа, а ножка' 2 закреплена на державке h
может поворачиваться вокруг оси, расположенной в цент,
ре между точками соприкосновения с измеряемой поверх.
ностью и ножкой индикатора. Державка может переме.
щаться в пазу. Приспособление настраивается -по коц,
цевым мерам. Пределы измерений — от 15 до 100 мы
глубина расположения выступа — до 35 мм.
Повышает производительность труда в три раза.
ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗМЕРЕНИЯ
ВЫСОТЫ УСТУПОВ
Приспособление (рис. 86) состоит из корпуса /
в котором закреплен индикатор часового типа 2 и двух
специальных ножек 3. Ножки могут передвигаться по па-
зу. Плоскость ножек изогнута под углом 120° для .охвата,
измеряемой детали. Длина ножек выбирается в зависи-
мости от размеров измеряемых деталей. Приспособление
выставляется по концевым мерам. Минимальная высота
у ртупа — 0,75 мм. Измерение высоты уступа возможно на
деталях диаметром 3—25 мм.
Повышает точность проверки -и облегчает условия
труда.
ИНДИКАТОРНОЕ ПРИСПОСОБЛЕНИЕ
Предназначено для измерения Внутренних диа-
метров глубоких отверстий, а также канавок в отверстиях.
Приспособление (рис. 87) состоит из корпуса 1, в котором
закреплен индикатор часового типа 4, и двух ножек 2 и 3-
Ножка 2 на шарнире упирается в стержень индикатора-
Ножка 3 закреплена неподвижно и имеет возможность
передвигаться по штанге со шкалой.
Приспособление выставляется по концевым мерам. Из-
меряемые диаметры -— 10—50 мм при ширине канавки не
менее 2 мм и глубине расположения до 35 мм.
Повышает точность проверки и облегчает условия
труда.
ПРИБОР ДЛЯ КОНТРОЛЯ
ВНУТРЕННИХ ДИАМЕТРОВ КАНАВОК
ОТ 20 ДО 70 ММ
Прибор (рис. 88) СО;
стоит из корпуса 2, подпружи-
ненного штока 5, контактирую-
щего с измерительной вставкой
индикатора, ножек 5 и 4 (послед-
няя передвигается по корпусу и
крепится зажимом 1). Настраи-
вается по блоку плиток или коль-
Рис. 89
цам. После настройки-нажимается кнопка 6, ножка 5 под-
водится к ножке 4 и замеряется внутренний диаметр ка-
навки.
Прибор обеспечивает стабильность и точность измере-
ний, удобен в работе. .
ИНДИКАТОРНЫЙ ГЛУБИНОМЕР*
Глубиномер (рис. 89) позволяет измерять глу-
бину глухих карманов с высокой точностью. Индикатор 7
закрепляется в разрезном отверстии кронштейна винтом 6.
Подвижный шток 5 индикатора жестко соединен с помо-
щью серьги 4, винта 11 и стопорного винта 10 с передвиж-
ным штоком 8 глубиномера. Подъем штока глубиномера
осуществляется посредством рычага 3, смонтированного
На стойке 2.
При настройке блок концевых мер устанавливается на
контрольную плиту, а прибор своей рабочей плоскостью 1
накладывается на блок. После этого отжатием винта 10
* Авторы Р. Л. Гороховский и А Н. Васильев.
шток освобождается и перемещается в нужном направле-
нии таким образом, чтобы шток коснулся плиты и инди-
катор получил натяг. В этом положении шток закрепляет-
ся винтом 10, а нулевое деление шкалы индикатора совме-
щается со стрелкой индикатора. Возвращается шток в ис-
ходное положение пружиной 9 и пружиной индикатора.
Обеспечивается высокая точность измерения, повыша-
ется культура производства.
КОМБИНИРОВАННЫЙ УГОЛЬНИК-ГЛУБИНОМЕР * **
Комбинированный угольник-глубиномер (рис. 50)
представляет собой угольник 4, на котором с помощью
хомутика 5 укреплена лекальная линейка 3. Хомутик име-
ет пружину 2 и стопорный
винт 1, фиксирующий положе-
ние линейки относительно
угольника. На линейке нанесе-
на шкала делений в миллимет-
рах, а на угольнике имеется
нониус.
Линейку и угольник можно
использовать в работе раз-
дельно. Объединение их в еди-
ное приспособление дает возможность проверять перпенди-
кулярность внутренних стенок различных углублений отно-
сительно к верхней плоскости детали, измерять высоту
этих углублений с точностью до 0,1 мм.
Применение приспособления облегчает труд слесаря-
лекальщика.
КОНТРОЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАМЕРА
СРЕДНЕГО ДИАМЕТРА НАРУЖНЫХ РЕЗЬБ *«
Приспособление (рис. 91) состоит из корпуса 1,
неподвижной каретки 8, подвижной каретки 4 с пружи-
ной 3. Подвижная каретка передвигается по призматиче-
ским направляющим 12 на трех шариках. Натяжение по-
движной каретки к направляющим осуществляется пружи-
ной 9, подвод и отвод — эксцентриком 11 и рукояткой 10.
Средний диаметр резьбы измеряется по индикатору 2
методом трех измерительных проволочек, свободно закреп-
ленных на неподвижной и подвижной каретках при помо-
щи сменных губок 6 и 7 винтами 5.
* Автор А. Н. Васильев.
** Автор В. А. Кривунь.
Настройка приспособления производится по эталону.
Приспособление можно применять для сортировки
шпилек, болтов.
1 12 11 Ю 9
Рис. 91
С помощью приспособления можно измерять резьбы
размером от М14 до М27, производительность измерений
составляет 40—60 шт./мин.
Внедрение приспособления повысило производитель-
ность труда в пять — семь раз.
МИКРОМЕТР ДЛЯ ЗАМЕРА
В ТРУДНОДОСТУПНЫХ МЕСТАХ* **
процесс за-
Микрометр (рис. 92) состоит из микрометриче-
ской головки 1, кронштейна 2 и лекальной линейки 3.
Между пяткой винта микрометра и лекальной линейкой
крепится контролируемая
деталь.
Прост в изготовлении.
Облегчает
мера.
МИКРОМЕТР
Микрометр
представляет собой пря-
моугольную коробку 3;
внутри которой установлен' микрометрический винт и за-
креплены подвижная - 1 и неподвижная 2 губки. Подвиж-
С ГУБКАМИ**
(рис. 93)
* Автор А. И. Косенко.
**i Авторы Н. Д. Трушкин, А. А. Самойлов.
ная гу ка соединена с гаико , взаимодействуйте с микро-
метрическим винтом. Отсчет показаний производится как
и у обычного микрометра: целые миллиметры и полумил-
лиметры отсчитывают-
ся по риске 4 и шка-
ле 5, а сотые доли мил-
лиметра — по делени-
ям 6, нанесенным на
скошенной части бара-
бана 7.
Конструкция губок
микрометра позволяет
производить измерение
внутренних размеров
в интервале от 10 до 40 мм, наружных — от 0 до 35 мм.
Применяя микрометр, можно во многих случаях обходить-
ся без гладких предельных калибров, индикаторных нутро-
меров, переходных валиков и других измерительных средств.
ШТАНГЕНЦИРКУЛЬ ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА
ТРЕХПЕРОГО ИНСТРУМЕНТА*
Инструмент (рис. 94) состоит из штанги 1,
имеющей неподвижную губку 2 с двумя рабочими поверх-
ностями 3, расположенными под углом 60° друг к другу,
и биссектрисой угла, па-
раллельной штанге, по-
движной губки 4 с нониу-
сом 5, хомутика 7 и -меха-
низма точной настрой-
ки 6. Ввиду того что рас-
стояние от подвижной
губки до точки пересече-
ния рабочих плоскостей
неподвижной губки равно
трем радиусам или полутора диаметрам измеряемой дета--
ли, для непосредственного отсчета показаний инструмента
шкалы на штанге и нониусе выполнены с увеличением де-
лений в 1,5 раза.
Измеряемая деталь помещается между губками 2 и 4
так, чтобы происходило касание поверхностей измеряе-
мого диаметра по всем трем граням губок инструмента.
Аналогичным образом для измерения диаметра трехпе-
рых разверток может быть приспособлен микрометр, для
чего необходимо шаг микрометрического винта принять за
0,15 мм.
* Авторы П. П. Албанский и Б. В. Коломинов.
i Применение штангенциркуля такой конструкции позво-
ляет повысить производительность труда рабочего, созда-
ет удобства при работе.
ШТАНГЕНЦИРКУЛЬ ДЛЯ ЗАМЕРА
МЕЖЦЕНТРОВЫХ РАССТОЯНИЙ*
Инструмент (рис. 95) представляет собой штан-
гу 1, по которой могут передвигаться две каретки с губ-
ками: левая 2 — фиксирующая и правая 5 — отсчетная.
С левой стороны штанги 1 находится упор, определяющий
3
! 2
О 5 10 15 20
:е
Рис. 95
7
W 45 50 55 60 65 70 75 60 Вб~9р 95 К
g £ 4 исходное положение карет-
ки 2. На штанге с интерва-
лом, равным 2 мм, нанесены
деления, по которым в ре-
зультате измерения определяется расстояние между цент-
ами отверстий в миллиметрах. В губках кареток закреп-
лены два измерительных шарика 7 диаметром 3 мм. На
каретке 5 закреплен нониус 6. Первая риска нониуса уста-
новлена от нулевого деления штанги на расстоянии-Л, рав-
ном сумме диаметров обоих шариков. С кареткой 5 микро-
метрической передачей 4 связана рамка 3.
I Конструкция инструмента позволяет путем двух по-
следовательных -измерений, без выполнения, арифметиче-
ских расчетов, непосредственно по шкалам штанги и нони-
уса определить фактический размер между центрами
[тверстий или осями пазов. При этом диаметр измеритель-
ных шариков устройства на результаты измерений не
|тияет. При выполнении измерения каретка 2 в начальный
момент устанавливается в крайнее левое положение. За-
гем перемещением каретки 5 мерительные шарики вводят-
ся в отверстия, расстояния между центрами которых тре-
буется измерить. Перемещение каретки продолжается до
Rx пор, пока шарики не соприкоснутся с наиболее уда-
Ьнными друг от друга точками поверхностей, образующих
^верстия. Нужное измерительное давление создается в
Культате перемещения микрометрической передачей 4
каретки 5 с шариком. После этого - каретка 5 закрепляет-
• Автор А. И. Закузенный.
ся. Меритель выводится из отверстий и каретка 2 переме-
щается вправо до смыкания измерительных шариков а
снова закрепляется. Теперь, если каретку 5 - переместить
до соприкосновения измерительных шариков с наименее
удаленными точками поверхностей обоих отверстий, То
на шкале штанги 1 против нулевой риски нониуса можно
прочитать размер, определяющий межцентровое расстоя-
ние. Точность измерения, как и у обычного штангенцирку.
ля, зависит от делений нониуса и равна 0,05 или 0,02 мм.
Величина измеряемых межцентровых расстояний прак-
тически ограничивается длиной штанги.
Применение инструмента позволяет сократить время за-
меров.
ШТАНГЕНМИКРОМЕТР *
Штангенмикрометр (рис. 96) содержит штан-
гу 2, упор 3 и подвижную каретку 1 с микрометрическим
винтом. Каретка может фиксироваться и точно устанав-
ливаться на штанге. Благо-
Рис. 96
ния пределов измерений
даря такой конструкции с
помощью приспособления
можно производить замеры
длин от 0 до 100 мм с точ-
ностью 0,01 мм. Штанга
цмеет четыре диапазона
измерений: 0—25; 25—50;
50—75 и 75—100 мм. При
необходимости расшире-
ину штанги можно увели-
чить.
Сменные вставки в упоре позволяют использовать штан-
генмикрометр для замера расстояния в пазах, отверстиях
и т. д.
Применение штангенмикрометра в пять раз повышает
точность измерений при изготовлении сложных деталей
инструментального производства.
ШТАНГЕНЦИРКУЛЬ-УГЛОМЕР
На оборотной стороне штангенциркуля (рис. 97)
наносится шкала, градуированная по расчетам' АВ==
~2АЕ=2 (100-sina/2).
. Усовершенствованный таким образом штангенциркуль
может служить для построения линии под заданным углом
и нахождения угла между двумя заданными линиями.
Автор И. М. Кравцов.
Для решения первой задачи из точки О проводится
дуга радиусом, равным 100 мм. Затем, из точки пересече-
ния радиуса с заданной дугой (точка Д) проводится ду-
га АВ штангенциркулем, выставленным на требуемый
Ьгол. Полученный отрезок ОВ является искомым.
Рис. 97
I Для решения второй задачи радиусом, равным 100 мм,
•из точки О проводится дуга до пересечения с линиями
JDA и ОВ.
Найденный отрезок АВ измеряется штангенциркулем
и находится соответствующее его величине значение угла
йа оборотной стороне штангенциркуля.
: Нулевые риски на оборотной стороне линейки и рамки
штангенциркуля наносятся в замкнутом положении ин-
струмента. Точность деления шкалы на оборотной стороне
штангенциркуля составляет ±0,01 мм.
| При использовании штангенциркуля-угломера повыша-
емся производительность труда и культура производства.
1 Ниже приведены данные для настройки инструмента
Ке заданный угол:
мм а,—% мм а,...% мм
1-1,75 8-13,96 15-26,1
2...3.5 '9—15,7 16-27,84
• 3-5,24 10-17,44 17-29,56
4...6,98 11-19,16 •18-31,28
5-2,72 12...20,9 19-33
6-10,46 13-22,64 20-34,72
7-12,2 14-24,38 21-36,44
а,...1, мм а,—мм а... °1, мм
22—38,16 35-60,14 48-81,34
23-39,88 36-61,8 49-82,94
24-41,58 37-63,46 50...84,52
25-43,28 38-65,12 51-86,1
26-45 39-66,76 52-87,68
27-46,68 40-68,4 53-89,24
28-48,38 41-70,04 - 54-90,8
29—50,08 42-71,68 55-92,34
30-51,76 43-73,3 56-93,9
31-53,44 44-74,92 57-95,44
32-55,12 45-76,54 58-96,96
33-56,8 46-78,14 59-98,48
34-58,48 47-79,74 60...100
ПРИБОР ДЛЯ ЗАМЕРА
МЕЖЦЕНТРОВЫХ РАССТОЯНИЙ*
Предназначен для измерения расстояний между
отверстий (рис. 98). Особенность прибора, состоит
осями
в том, что с его помощью можно производить замеры меж-
Рис. 98
Ц
ду отверстиями, располо-
женными в разновысоких
плоскостях.
Прибор имеет линейку 1
с делениями до 350 мм, по-
движную каретку 3 с нониусом и уровнем 4, две подпру-
жиненные конусные головки 5.
При измерении межцентровых расстояний каретка пе-
ремещается по линейке, а конусные головки 5 входят в
ютверстия детали. Благодаря легкой подвижности каретки,
перемещающейся на шарикоподшипниках' она точно уста-
навливается под действием самоцентрирующих ‘конусов.
* Автор Ю. В. Козловский.
Шрибер устанавливается горизонтально по уровню; это
^исключает ошибки, возникающие при замерах межцентро-
вых расстояний отверстий, расположенных в разновысо-
ких плоскостях. Поворотом рычага 2 каретка фиксируется
на линейке, после чего по нониусу определяется точное
межцентровое расстояние.'
Применение прибора исключает необходимость расче-
тов при замерах. Сокращается трудоемкость контроля.
Точность прибора — 0,05 мм.
РАЗДВИЖНАЯ ЛЕКАЛЬНАЯ ЛИНЕЙКА*
При изготовлении штампов, пресс-форм и друго-
го технологического оснащения, а также деталей, имею-
щих шпоночные пазы и различные выступы, возникает не-
обходимость проверки их плоскостности. Такая проверка
деталей является сложной и трудоемкой операцией, тре-
бующей применения индикаторов или специальных шаб-
лонов.
С помощью предлагаемой раздвижной лекальной ли-
нейки можно производить проверку плоскостности дета-
лей, имеющих выступы (рис. 99). Линейка состоит из
штанги 1 и двух лекальных пластин 2. Для обеспечения
прямолинейности перемещения-пластин на штанге сделан
.выступ. Точные пазы в пластинах дают возможность пе-
ремещать их строго параллельно. Закрепление пластин на
штанге производится при помощи болтов 3. Расстояние
между пластинами устанавливается в соответствии с раз-
мером выступа детали.
Раздвижная регулируемая лекальная линейка пред-
ставляет большое удобство для слесарей-инструменталь-
щиков.
слесарю
НАБОР ЛЕКАЛЬНЫХ ЛИНЕЕК*
При доводке и припиловке плоскостей деталей
часто приходится пользоваться различными
Автор А. Н. Васильев.
лекальными линейками. Для повышения культуры произ-
водства и улучшения условий труда предложен набор ле-
кальных линеек, закрепленных на одной ручке (рис. 100).
Он состоит из трех пластин различного размера. Установ-
ка требуемой в данный момент лекальной линейки в рабо-
чее положение осуществляется ее поворотом на 180°. Фик-
сация положения пластины производится подпружинен-
ным шариком.
При использовании лекальных линеек повышается
культура производства, улучшаются условия труда.
ПРИБОР ДЛЯ КОНТРОЛЯ ГЛУБИНЫ И ШАГА
ШАБРЕНИЯ
Прибор (рис. 101)- представляет собой стальной
корпус 1 с продольным пазом, в котором перемещается
индикатор 7, закрепленный посредством винта и проклад-
ки 9 в каретке 4. При по-
ко
ко
Ю0 s
7 мощи ходового микромет-
рического винта 3, вра-
. щаемого градуированным
| лимбом 2, каретка пере-
I мещается по доведенным
направляющим корпуса,
к которому она постоянно
7 прижата четырьмя под-
I пружиненными шарика-
( ми 6, упирающимися в
крышку 8. Отсчет величи-
ны продольного переме-
щения измерительной го-
ловки производится по
миллиметровой шкале на
крышке, указателю 5 на
каретке, а также по деле-
ниям на лимбе.
Рис. 101
Перед началом работы
прибор устанавливается
на шабренной плоскос-
ти К контролируемой детали, а стрелка шкалы отсчетной
головки 7 ставится на нулевую отметку. Вращением- лим-
ба 2 перемещается каретка с отсчетной головкой на услов-
ную длину (2 мм). Колебания стрелки измерительного
прибора характеризуют рельеф поверхности по .глубине
шабрения на данном участке.
Глубины впадин отсчитываются по отклонениям стрел-
ки, а шаг— по шкале 8 и деления 2. Полученные данные
|сводятся в таблицу или наносятся на график. По несколь-
ким графикам, которые дают наглядное представление о
рельефе шабренной поверхности на отдельных участках,
могут быть определены средние величины глубины впадин
и шага шабрения всей шабренной поверхности.
Регламентация и контроль глубины и шага шабрения
производятся в зависимости от класса точности станков и
назначения обрабатываемого изделия. Например, для
станков класса II глубина шабрения направляющих сколь-
Ькения — 6—10 мкм, шаг — 3—5 мм, а классов В, А и С —
соответственно 3—6 мкм и 2—4 мм.
Описанный прибор отличается простотой конструкции
и может быть успешно использован в цеховых условиях.
Точность шабромера находится в пределах 0,0005—0,002
и зависит в основном от цены деления и точности приме-
Iняемого в нем индикатора.
ПРИБОР ДЛЯ КОНТРОЛЯ ТВЕРДОСТИ
КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ
Переносной твердомер (рис. 102) применяется
для контроля твердости больших и тяжелых корпусных
деталей в цеховых условиях.
Для подготовки прибора к работе необходимо поворо-
том маховика 22 оттянуть ударник 7, прижатый пружи-
ной 8 к сферическому торцу бойка 2. При этом ударник
своим спиральным каналом пройдет по штифту 12, кото-
рый запрессован во втулке 21, сидящей на опорном коль-
це 16, посредством шариков 18 и сепаратора 17. Красная
стрелка указательного кольца 20 должна быть установле-
на на-риске, нанесенной на крышке 19.
На шкале индикатора 9 часового типа устанавливают-
ся предельные указатели в соответствии с допусками на
твердость- проверяемой детали. При этом следует пользо-
ваться таблицей, составленной по эталонам методом
сравнения со стандартным прибором. Прибор устанавли-
вается на очищенной поверхности контролируемой детали
и закрепляется поворотом ручки выключателя магнитной
стойки 23. При этом твердосплавный ударник 4, прикреп-
ленный крышкой 5 к бойку 2, прижимается нижней пру-
жиной к проверяемой поверхности. Опора 6 также касает-
ся этой поверхности и служит для более устойчивого по-
ложения прибора. Затем посредством ручки 14 и рычага 13
шпиндель индикатора 9 опускается на упорный штырь 3,
запрессованный в бойке 2, и поворотом шкалы стрелка ин-
дикатора ориентируется на ноль. С целью предохранения
индикатора .его шпиндель вновь поднимается ручкой 14
а рычаг 13 вводится в паз колодки 15, привинченной к кор’
пусу 1.
Рис. 102
После проверки ус.
тойчивости крепления
магнитной стойки на
контролируемой дета-
ли производится пол-
ный поворот махови-
ка 22. При этом под
действием пружины 8
происходит резкий
спуск ударника 7 (в
его вертикальный ка-
нал попадает штифт 10)
и, следовательно, удар
по бойку 2, что вызы-
вает частичное внедре-.
ние наконечника 4 в
проверяемую деталь.
Винты 11 предохраня-
ют ударник от выпа-
дания.
Для стабилизации
образуемой - лунки не-
обходимо описанным способом нанести еще два удара по
бойку. Затем, не нарушая положения твердомера, следует
опустить шпиндель индикатора на штырь 3. Остановка
стрелки индикатора между предельными указателями сви-
детельствует о том, что твердость проверяемого материала
соответствует техническим условиям.
Численная величина твердости в единицах Бринел-
ля может быть определена по показаниям индикатора и
таблице.
Для более точного Ьпределения твердости следует сде-
лать три замера и вывести среднюю величину.
Твердомер обеспечивает достаточную точность контро-
ля — наибольшая ошибка при проверке твердости чугуна
не превышает 5 %. При работе'с прибором отпадает не-
обходимость в использовании для замера диаметров лунок
микроскопа, что способствует повышению производитель-
ности труда и сокращению количества ошибок.
ПРИСПОСОБЛЕНИЕ ДЛЯ ПОВЕРКИ
ШТАНГЕНЦИРКУЛ ЕЙ
Применяется для -поверки штангенциркулей че-
гырех типоразмеров с пределами измерения 0—125;
)—150; 0—200 и 0—300 мм.
Рис. 103 г~И
! На алюминиевом корпусе 1 (рис. 103) при помощи
«об 4 и винтов 5 жестко закреплены восемь блоков кон-
ных мер 2. К блокам притерты меры 3 так, чтобы общий
размер олока вместе с мерами соответствовал следующие
величинам: блок 1—21, 2+0,0016; блок 2—51,4+0,0017*
блок 3—71,5±0,0018; блок 4—101,6+0,002; блок
5—124,8+0,0022, блок 6—149,7+0,0022; блок 7—103,3+
+ 0,0026; блок 8—300+0,003.
Для определения погрешности глубиномера и расстоя-
ния между губками при внутренних измерениях на корпу-
се 1 установлена стоика 10 с индикаторами 8 и 9 часового
типа ИЧ-2, которые оснащены специальными плоскими
наконечниками. Индикатор 8 служит для определения
расстояния между губками при внутренних измерениях, а
индикатор 9-—для определения погрешности глубиноме-
ров. Настройка индикаторов производится при помощи
установочных мер 6 и 7. Мера 6 имеет шейку длиной 20+
±0,002 мм для настройки на нуль индикатора 9. Кроме
того, на мерах 6 и 7 имеются цилиндрические пояски (диа-
метром соответственно 20+0,002 и 10+0,0015 мм), кото-
рые служат для установки расстояния между губками при
внутренних измерениях штангенциркулей различных типо-
размеров.
Применение приспособления позволяет повысить про-
изводительность труда в 1,5 раза и снизить расход плоско-
параллельных концевых мер более чем в пять раз за счет
применения постоянных блоков мер. ’
ПРИСПОСОБЛЕНИЕ ДЛЯ ПОВЕРКИ МИКРОМЕТРОВ
Применяется для поверки гладких микрометров
типа МК семи типоразмеров с пределами измерения от
0 до 200 мм. С помощью приспособления (рис. 104) мож-
но определить измерительное усилие, параллельность по-
верхностей и погрешностей показаний микрометров.
Поверху погрешности показаний и определение величи-
ны измерительного усилия можно производить у микро-
метров с пределами измерения до 500 мм. Для этого
предусмотрена вспомогательная скоба, закрепляемая на
корпусах микрометров с пределами измерения свыше
100 мм. Приспособление выполнено поворотным.
Поворотный стол 2 поворачивается на упорном под-
шипнике 3 относительно неподвижного основания 1. После
поворота стол фиксируется пружинным шариковым фикса-
тором. К поворотному столу винтами крепится ось 4, кото-
рая входит С зазором в центральное отверстие основания
и соединяется со вторым упорным подшипником 27. На
верхней плоскости поворотного стола размещены четыре
блока с измерительными элементами приспособления 11
вспомогательная скоба 24 для определения погрешности
показаний и измерительного усилия микрометров с преде-
лами измерения свыше 100 мм. Блоки жестко прикреп-
Рис. 104
1ены к столу винтами, а скоба установлена в пружинящей
илке 23 и может легко сниматься с приспособления.
Блоки 5 и 6 предназначены для проверки погрешности
оказаний микрометров и выполнены ступенчатыми.
Микрометры с пределами измерений 0—25 и 25—50 мм по-
веряются на блоке 6, а микрометры с пределами измерений
50—75 мм и 75—100 мм — на блоке 5. С этой целью на
блоках установлены наборы плоскопараллельных конце-
вых мер. Притертые друг к другу концевые меры прижи-
маются к алюминиевым планкам 20 винтами 21 через алю-
миниевые предохранительные скобки 22.
Поверка микрометров с пределами измерения свыше
100 мм производится также на блоке 6, причем при этом
используется скоба 24, конструкция которой отличается
тем, что в качестве регулируемой пятки применяется уко-
роченная микрометрическая пара микрометра. Это облег-
чает настройку скобы на требуемый размер.
Блок 14 предназначен для поверки параллельности из-
мерительных поверхностей микрометров с пределами из-
мерения от 100 до 200 мм (четыре типоразмера). В блоке
закреплено восемь сборных штихмасов, которые располо-
жены двумя группами один за другим. Четыре штихма-
са 19 служат для поверки микрометров с пределами изме-
рения 150—175 и 175—200 мм, а четыре штихмаса 13 —
для микрометров 100—125 и 125—150 мм.
Конструктивно штихмасы выполнены в виде цилиндри-
ческих стержней с резьбой на обоих концах. К торцам
штихмасов при помощи накидных гаек 15 прижимаются
наконечники 17 с зачеканёнными в них шариками 18.
Для обеспечения параллельности оси, проходящей че-
рез ’центры шариков, относительно оси штихмаса каждый
наконечник 17 установлен на двух штифтах. Подгонка об-
щей длины штихмаса производится за счет компенсацион-
ных шайб 16, устанавливаемых между торцами штихмаса
и наконечника.
Блок 26 предназначен для проверки измерительного
усилия микрометров всех пределов измерений. В -блоке
жестко закреплен динамометр 8 с плоской неподвижной
пяткой 11 и сферической подвижной пяткой 10. Внутри
динамометра расположена тарированная пружина 9, воз-
действующая на сферическую пятку 10. Динамометр
обеспечивает поверку измерительного усилия у микромет-
ров с пределами измерения 0—25 мм. -Для поверки изме-
рительного усилия у микрометров с большими пределами
измерения в направляющих блока установлен крон-
штейн 12 с плоской пяткой 7. ^Кронштейн может передви-
гаться вдоль блока и фиксироваться в любом месте при
помощи винтов 25. Для быстрой настройки на требуемый
размер на блоке нанесены риски, по которым устанавли-
вается кронштейн 12.
Применение приспособления повышает производитель-
ность труда в 1,7 раза, способствует улучшению органи-
зации рабочего- места. При использовании приспособления
резко уменьшается расход дорогостоящих концевых мер
длины (отпадает необходимость частой их притирки, вы-
зывающей усиленный иднос), повышается достоверность
результатов поверки за счет уменьшения погрешностей.
ПРОЧИЕ ИНСТРУМЕНТЫ
И ПРИСПОСОБЛЕНИЯ
ДЛЯ СЛЕСАРНО-СБОРОЧНЫХ РАБОТ
РУЧНОЙ ПРЕСС ДЛЯ СЛЕСАРНЫХ РАБОТ*
Предназначен для выполнения следующих сле-
сарных операций: резки листового материала (стали, ла-
туни, бронзы, алюминия) толщиной до 3 мм, а также не-
Рис. 105
металлов, текстолита, гетинакса, картона, резины и других
материалов толщиной до 5 мм; пробивки отверстий диа-
метром до 5 мм, пазов в панелях, шасси, скобах и других
изделиях; гибки из листа и прутка скоб, петель, планок,
* Авторы П. Г. Стицин и П. А. Павалий.
кронштейнов, крючков; запрессовки и выпрессовки втулок
подшипников и других деталей.
В состав пресса входят (рис. 105) станина 1, ручка 2
пружина 3, толкатель 4, головка 5.
Принцип работы пресса следующий: при повороте руч-
ки 2 на себя толкатель 4 перемещает вниз по направляю-
щей головку 5 и в зависимости от закрепленного инстру-
мента производит соответствующую операцию.
Ход рабочей части пресса равен 30- мм, развиваемое
усилие толкателя — примерно Д 250 Н (125 кгс), масса
пресса — 52 кг.
Применение оригинальной конструкции толкателя по-
вышает мощность пресса.
Внедрение ручного пресса позволило сосредоточить все
операции на одном рабочем месте и механизировать руч-
ной труд слесаря.
НАСТОЛЬНЫЙ АВТОМАТ ДЛЯ НАВИВКИ
ЦИЛИНДРИЧЕСКИХ ПРУЖИН *
При мелкосерийном производстве эффективно
применение простого настольного станка, который можно
легко перестраивать для изготовления широкой номенкла-
туры различных цилиндрических пружин. Настольный
автомат (рис. 106) дает возможность навивать плотные и
шаговые цилиндрические пружины как из мягких, так и
из твердых проволок. Диаметр пружины — 2 до 10 мм,
диаметр проволоки — от 0,2 до 0,7 мм, производительность
автомата — 1200'витков пружины в минуту.'
Автомат состоит из основания 3 и корпуса 2, в кото-
ром помещены все остальные узлы и детали станка. На
основании установлен электродвигатель 1 типа МУН-2
мощностью 150 Вт со скоростью вращения ротора
2800 об/мин.
. Движение от мотора передается на шпиндель 12 с по-
мощью системы шкивов и ременной передачи 13. В шпин-
деле установлена цанга 9, закрепляемая гайкой, которая
наворачивается на резьбу шпинделя. Шпиндель вращается
в шарикоподшипниках 10.
Навивка цилиндрических пружин производится на
оправке с помощью вращающегося прижимного ролика 7,
находящегося на специальном кронштейне 6.
Вертикальное перемещение кронштейна осуществляет-
ся по направляющим с помощью регулировочного винта 4.
Автор Ю. В. Козловский.
На лицевой стороне корпуса, рядом со шпинделем, име-
ется кронштейн с шестерней, передающей движение от
шпинделя к шестерне 5, установленной на узле прижим-
ного ролика. От шестерни через систему валиков вращение
передается прижимному ролику.
Проволока подается к оправке
втулку 8,
9 10
через направляющую
державке; последняя
вставляется в отвер-
стие на лицевой па-
нели и фиксирует-
ся стопорным вин-
том 11.
Настройка стан-
ка производится сле-
дующим образом.
В цангу вставляется
оправка, диаметр ко-
торой соответствует
которая закреплена в
12
8
7
Рис. 106
внутреннему диаметру пружины. Цанга затягивается на
шпинделе гайкой и закрепляет оправку. Прйжимной ролик
подбирается так, чтобы канавки на его поверхности соот-
ветствовали диаметру проволоки. Затем кронштейн пода-
ется вверх, и ролик прижимается к оправке. После этого
шестерня вводится в зацепление со шпинделем.
Шаг навиваемой пружины зависит от положения на-
правляющей втулки. При необходимости плотной навивки
втулка смещается, от плоскости вращения ролика на рас-
стояние, равное диаметру проволоки. Смещение ролика
на большее расстояние дает возможность увеличивать шаг
навиваемой пружины.
В начале работы следует сделать круглогубцами пер-
вый виток, чтобы проволока, проходя направляющую втул-
ку и обогнув оправку, зажималась между роликом-. Затем
включается станок, и ролик, вращаясь, тянет проволоку,
навивая таким образом пружину. Готовая пружина спол-
зает со свободного конца оправки и отводится специальной
отводящей трубой, на конце которой может быть установ-
лено отрезное устройство.
Производительность труда повышается в пять раз.
УНИВЕРСАЛЬНЫЙ СЪЕМНИК*
Предназначен для снятия шкивов, шестерен,
подшийников, втулок с вала в диапазоне размеров от 30
до 180 мм.
Съемник (рис. 107) имеет следующее устройство. Си-
ловой винт 4 входит в корпус 5, к которому шарнирно при-
соединены -штифтами 1 три захватные лапы 3. Верхние
выступы лап входят в канавку, выполненную в гайке 6.
В нижней части лап имеются захваты, с помощью которых
съемник захватывает распрессовываемую деталь.
* Автор Ф. Л. Корпачев.
Регулирование расхода захватных лап осуществляется
Еутем перемещения гайки 6 вдоль резьбы на корпусе 5.
Рукоятка 7 служит для передачи вращения винту 4, руко-
ятка 8 — для удерживания от проворачивания корпуса 5
г захватными лапами. В процессе работы захватные лапы
яодводятся под распрессовываемую деталь, шарик 2, за-
Ьальцованный в торце винта 4, упирается в деталь. В ре-
зультате вращения рукоятки 7 деталь демонтируется.
Гайка съемника обеспечивает жесткую фиксацию лап.
При работе лапы не расходятся.
Во избежание повреждения поверхности снимаемой де-
тали, если она выполнена из мягкого металла, опорную
часть захватных лап можно облицевать пластинами из
меди, алюминия или пластмассы.
Применение съемника позволяет механизировать про-
цесс демонтажа узлов.
ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗРЕЗКИ
ПРУЖИННЫХ СПИРАЛЕЙ*
Предназначено для разрезки спиралей из пру-
жинной проволоки на кольца, шайбы, стопорные кольца.
На основании 5 установлены
способления (рис. 108). Основа-
ние крепится к станине, на кото-
рой расположен двигатель, име-
ющий скорость вращения ротора
3000 об/мин. На его оси закреп-
лен вулканитовый круг (на чер-
теже не показан). К основанию
крепится планка 4, на которой
устанавливается корпус 1. В кор-
пусе находится регулируемый
ержатель 3 с разрезной втулкой.
Корпус крепится к планке вин-
гом 6. Держатель регулируется
с помощью винта 2.
Разрезка пружинных колец на
приспособлении осуществляется
следующим образом. При пере-
мещении планки по основанию 5
втулка подводится к вулканитовому-кругу, который вводит-
ся в паз втулки держателем, подаваемым вверх винтом 2.
Предварительно навитая проволочная спираль также пода-
все детали данного при-
Рис. 108
iSLUJi
6
3
2
I
* Авторы Ю. В. Козловский, Э. С. Паутов.'
ется во втулку па вращающийся вулканитовый круг. Вра.
щение круга должно быть направлено против движения
спирали. По мере износа абразива втулка со спиралью мо-
жет подаваться вперед и вверх с помощью винтов 6 и 2.
Приспособление обеспечивает производительность тру.
да до 40—50 тыс. колец спирали в смену; оно просто в
изготовлении и удобно в работе.
ПРИСПОСОБЛЕНИЕ ДЛЯ ОТГИБКИ
» КРАЙНИХ ВИТКОВ ПРУЖИН*
Предназначено для изготовления зацепов путем
отгибки крайних витков под прямым углом к плоскости
пружины и установки его по центру пружины.
А-А Рис. 109
Перестроив упо-
ры приспособления
(рис. 109), можно
отгибать крайний
виток (или несколь-
ко витков) под лю-
бым углом и уста-
навливать их по
краю пружины.
Приспособление, состоит из базовой планки 4, основа-
ния 5 с двумя направляющими 3, на которых помещается
корпус 1. В корпусе установлены ползун 11, упор 12 и
пружины 9 и 10. Корпус приводится в движение подвиж-
ной планкой 15, вращающейся вокруг винта 7 с втулкой 6,
через винт с бронзовой втулкой 2. Под действием упорной
пластины 14 ползун 11 отжимает крайний виток, а упор 1%
отгибает его и заводит в центр пружины. Усилие пружи-
ны 10 регулируется резьбовой втулкой, пружины 9 — вин-
* Автор Ю, В. Козловский.
том 8. Планка 13 регулирует положение зацепа относи-
тельно оси пружины.
С помощью приспосрбления можно навивать пружины
диаметром 7—20 мм с сечением проволоки до 2 мм.
Производительность приспособления составляет 200 шт./ч.
Применение приспособления позволяет механизировать
ручной труд.
ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБОК*
Предназначено для развальцовки медных и
латунных трубок диаметром 4, 6, 8, 10 и 12 мм для
трубопроводов высокого давления.
Приспособление (рис. НО) со-
стоит из двух шарнирно соеди-
ненных прихватов 7 и 8, на кото-
рых установлены вращающиеся
вокруг своей оси барабаны 6,
имеющие гнезда. Размеры этих
гнезд соответствуют диаметрам
зажимаемых трубок.
На одном из прихватов закреплена стойка 1 с хому-
том 5. В хомуте имеется разьбовое отверстие,~ в которое
ввинчен развальцовочный винт 4, закрепленный на план-
ке 2, имеющей рукоятки 3.
Для развальцовки трубка вставляется в соответствую-
щее гнездо барабана. Затем она выставляется на длину,
Автор Н. М. Шишов.
определяемую положением винта 4, и зажимается прихва-
тами так, чтобы зазор между торцами гнезд был мини-
мальным. В результате нажатия развальцовочным винтом
на выступающий из барабана конец трубки, он разваль-
цовывается до требуемой величины.
Внутренняя поверхность гнезд барабана 6 имеет сет-
чатую насечку, что обеспечивает жесткость крепления
вальцуемой трубки.
Благодаря овальной форме рабочей части развальцо-
вочного винта и его подаче по резьбе с небольшим шагом
операция требует малых затрат физических усилий рабо-
чего. ' -
СПЕЦИАЛЬНОЕ КОНТРОВОЧНОЕ
ПРИСПОСОБЛЕНИЕ*
Предназначено для закрутки контровочной про-
волоки диаметром 0,6 мм на изделиях или упаковочной
таре.
Усилие для удерживания концов проволоки в рабочем
положении обеспечивается упругой деформацией ручек 1
и 2 (рис. 111).
На концах ручек имеются проушины под пальцы и зу-
бья-зацепы 3 для застежки. В одну из ручек 2 ввернута
втулка 4 с внутренними винтовыми выступами. Во втулке
перемещается спиральный валик 6. На конце его смонти-
рован храповой механизм 5. При движении валика по ча-
совой стрелке зажимы вращаются вместе с закрепленны-
ми в них концами проволоки и скручивают их.
За один рабочий ход валика, равный 140 мм, зажим-
ной механизм делает четыре полных оборота.
* Автор Т. М. Щегалев.
| Приспособление обеспечивает качественную контровку
и облегчает труд рабочих; повышает производительность
труда в два раза.
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ
НЕКРУГЛЫХ ОТВЕРСТИИ*
Предназначено для обработки сквозных и глу-
хих отверстий в деталях на сверлильных и фрезерных
станках, имеющих вращательные движения рабочего сто-
ла. Точки на режущей кромке инструмента совершают
возвратно-поступательное движение за каждый оборот
шпинделя, при этом контакт режущего инструмента и об-
рабатываемой детали происходит в одной точке, которая
перемещается по замкнутому контуру 1 фасонного отвер-
стия, углубляясь на величину подачи за каждый оборот
шпинделя.
Таким образом, при вращении шпинделя станка
(рис. 112) происходит лишь колебательное движение
оправки и инструмента вокруг центра 0, а режущие кром-
ки инструмента последовательно входят в соприкосновение
с материалом обрабатываемого изделйя, производя про;
шивку фасонного отверстия с точностью, на которую не
влияет угол. Вследствие того что точка пересечения -осей О
перемещается совместно с режущей кромкой инструмента
по направлению подачи, обработанное отверстие сохра-
няет размер на всю глубину обработки. Так как .деталь и
режущий инструмент при этом не совершают вращатель-
ного движения, обеспечивается визуальный контроль за
процессом резания, а также возможность обработки фа-
сонных отверстий в деталях самой разнообразной формы
и размеров.
При обработке сквозных фасонных отверстий значи-
тельно сокращаются затраты на изготовление режущего
инструмента, так как он имеет одну • режущую кромку,
прост в изготовлении и может применяться в мелкосерий-
ном и индивидуальном производствах.
Устройство состоит из корпуса 5, к которому при по-
мощи винтов 9 жестко прикреплен фланец 6 с хвостови-
ком 7. Внутреннее отверстие 5 выполнено под углом а,
равным 1 или 2° к оси хвостовика 7, а в отверстие корпу-
са на шарикоподшипниках 4 и 3 установлена оправка 10.
Режущий инструмент своим хвостовиком входит во внут-
реннее отверстие оправки 10 до упора и крепится зажи-
Авторы А. Н. Васильев и А. Н. Логинов.
мом 2, расположенным на нижнем торце оправки 10. Кро-
ме того, оправка 10 шарнирно связана с фиксатором 8
укрепленным на шпиндельной скалке станка.
Режущий инструмент 1 закрепляется в оправке 10 та-
ким образом, чтобы Обеспечивалось совпадение плоскости
Рис. 112
режущей кромки инструмен-
та с точкой пересечения
осей 0, находящейся на рас-
стоянии I от нижнего торца
оправки 10. Обрабатывае-
мая деталь 11 с предвари-
тельно обработанным отвер-
стием устанавливается на
стол сверлильного стан-
ка 12, а контуры предвари-
тельно обработанного отвер-
стия и режущего инструмен-
та совмещаются (для обра-
ботки квадрата и шести-
гранника предварительным
отверстием служит круг).
После этого к детали подво-
дится режущий инструмент
и при вращении шпинделя
обеспечивается вертикаль-
ная подача. Корпус 5 через
хвостовик 7 получает вра-
щательное движение с пода-
чей, тогда как оправка 10
совместно с режущим ин-
струментом 1, удерживаемая фиксатором, проворачива-
ется на подшипниках 4 и 3 относительно корпуса 5 и при-
обретает круговые колебательные движения вокруг цент-
ра 0.
Применение указанного устройства для'обработки фа-
сонных отверстий позволило механизировать ручные ра-
боты по доводке профиля глухих отверстий, резко сокра-
тить трудоемкость долбежных работ, улучшить качество
обработки и в 10—12 раз увеличить производительность
труда.
СЛЕСАРНОЕ ПРИСПОСОБЛЕНИЕ
ДЛЯ ПОЛИРОВАЛЬНЫХ РАБОТ*
Предназначено для отделочных работ наждач-
ным полотном. Приспособление (рис. 113) состоит из дер-
* Автор В. М. Житомирский.
Рис. ИЗ
5кателя 3, изготов-
ленного из плоского
напильника, при-
шедшего в негод-
ность, рамки барабана 2, на валик которого наворачивает-
ся абразивная лента, ножа для отрезки изношенной лен-
ты 4, прижимного винта 1.
Приспособление повышает производительность труда,
просто в изготовлении и удобно в работе.
ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ
ПО КОНТУРУ БЕЗ ПЕРЕМЫЧЕК*
Для сверлений отверстий по контуру без пе-
ремычек при изготовлении заготовок из толстолистового
материала разработано приспособление к сверлильной
Рис. 114
пневмомашинке РС-8 (рис. 114). Корпус 2 при помощи
рукоятки 3 крепится на пневмодрели 1. На ограничитель 6,
находящийся в корпусе 2, воздействует пружина 5. Свер-
лильный патрон 4 с закрепленным сверлом 7 устанавли-
вается на шпинделе пневмодрели, расположенной внутри
корпуса.
* Автор Е. В. Кременецкий.
В процессе обсверливания контурапослесверления
первого отверстия сверлится второе, затем последователь-
но вводится в готовые отверстия заготовки хвостовик Д
ограничителя 6 и сверлятся поочередно остальные отвер-
стия. ,
При сверлении всех последующих отверстий (после
первого) сверло, направляемое хвостовиком А ограничи-
теля 6, не имеет возможности отклониться от заданного
направления и высверливает только часть материала, на-
ходящегося в пределах диаметра сверла вне ограничителя.
Таким образом, между соседними отверстиями не остается
перемычки и после обсверливания заготовка свободно от-
деляется от основного листа материала.
Применение такого приспособления позволяет повы-
сить производительность труда, исключает процесс выру-
бывания перемычек.
ПРИСПОСОБЛЕНИЕ ДЛЯ СНЯТИЯ
ЗАРЖАВЕВШЕЙ ГАЙКИ
Обеспечивает раздавливание гайки без повреж-
дения резьбы винта.
Рис. 115
Ушко 1 (рис. 115) при-
способления крепится на
гайке. При повороте винта 3
лезвие 2 вдавливается в кор-
пус гайки. Наконечник лез-
вия необходимо изготовить
из термообработанной стали
высокой твердости или из
твердого сплава.
Демонтаж одной гайки обеспечивается за 2 мин.
ПРИСПОСОБЛЕНИЕ ДЛЯ СРЕЗКИ
ЗАРЖАВЕВШИХ ГАЕК*
Предназначено для разрезания ржавых гаек
различных диаметров, доступ к которым затруднен.
Приспособление (рис. 116) состоит из корпуса 1, пол-
зуна 2, ходового винта 3, рычага 4 и режущей пластины 5.
Для разрезания гайки необходимо, чтобы она вошла
в днище корпуса.' Затем вращением ходового винта про-
* Автор Н. В. Чекан.
щзводится надавливание клиновидной поверхности ползу-
'на на рычаг, который, перемещаясь, давит режущей пла-
стиной на грань гайки и при дальнейшем вращении ходо-
вого винта разрезает ее.
Приспособление облегчает ручной труд рабочего.
НЖ]
МАРКИРОВОЧНЫЙ КАРАНДАШ* * 1 "
Предназначен для разметки по шаб-
лонам под ручную газовую резку, а также для
маркировки деталей. Разметка осуществляет-
ся водоэмульсионной краской, которая зали-
вается в корпус карандаша (рис. 117). При
нажатии пальцем на пружину 1 игла-шток 2
поднимается, открывая отверстие в наконеч-
нике 3. Краска вытекает из отверстия. В комп-
лект карандаша входят сменные наконечники
с отверстиями диаметром 0,8—1,5 мм для на-
несения линий различной ширины. .Карандаш
хранится в специальном кожухе.
При использовании карандаша облегчается
труд разметчика, повышается культура про- Рис. 116
извод ств’а.
ПРИСПОСОБЛЕНИЕ ДЛЯ МОНТАЖА И ДЕМОНТАЖА
Предназначено для монтажа и демонтажа ка-
мерных и бескамерных шин транспортных колес в стацио-
1арных и полевых условиях. Приспособление (рис. 118)
юстоит из механизма дугообразных захватов, включающе-
о муфту 10 с правой и левой резьбой, винты 9, храпо-
шк 4 и собачку 3, опирающуюся на пружину 2 рукоятки
/правления 1. На концах винтов подвижно закреплены
дугообразные захваты 5, шарнирно соединенные болтом 6,
* Автор А. Г. Иванов.
Захваты снабжены опорами 7 с вкладышами 8. При необ-
ходимости увеличить усилие на опорах применяется удли-
нитель 11 рукоятки.
С помощью приспособления механизируется ручной
труд рабочего, создаются удобства при работе.
ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗМЕШИВАНИЯ КРАСКИ
В ТАРЕ
В шпиндель серийно выпускаемой электрической
сверлильной машинки 1 типа ИЭ-1014 вставлен вал 2
(рис. 119). На конце его закреплены отрезки цепи 3. Для
получения однородной массы вал 2 опускается в смесь с
краской и в результате вращения тщательно перемешива-
ет ее. Вал вращается со скоростью 295 об/мин.
Приспособление механизирует ручной труд.
ПРИСПОСОБЛЕНИЕ ДЛЯ ГИБКИ УГОЛЬНИКОВ
Предназначено для гибки уголков из алюминие-
вого сплава небольших размеров.
В сварной корпус 2 приспособления (рис. 120) вкла-
дывается резиновая вставка 3. Деталь 1 помещается меж-
ду пуансоном, изготовленным с заданным углом, и резино-
вой вставкой. При усилии пуансон вдавливает заготовку
в резину и обеспечивает нужный профиль угольника.
результате применения приспособления сокращается
ручного труда, улучшается качество гибки.
ШАБЛОН ДЛЯ ЗАТОЧКИ СВЕРЛ*
Шаблон (рис. 121) изготовляется из
любого материала (цветного или не-
металлического) . Сначала сверлится
втулка по строго заданным углам на
токарном или сверлильном станке.
При этом оставляется донышко тол-
щиной 4—5 мм. Затем с двух сторон
фрезеруются окна, перемычка между
которыми равна перемычке сверла.
Это создает хорошую видимость при
измерении сверла. Шаблон может ис-
пользоваться для одного размера
сверла, которое вставляется в отверстие втулки и просмат-
ривается в процессе заточки на просвет. С помощью шаб-
лона можно затачивать сверла с высокой точностью.
Рис. 120
Шаблон прост в изготовлении, удобен в работе.
ПОДСТАВКА ДЛЯ КРЕПЛЕНИЯ ЧЕРТЕЖЕЙ
НА РАБОЧЕМ МЕСТЕ СЛЕСАРЯ**
Существующие подставки для размещения чер-
тежей на рабочем месте слесаря обладают различными
недостатками: они громоздки, заслоняют свет, трудоемки
з изготовлении.
Предлагаемая складная подставка предназначена для
крепления чертежей в вертикальном положении на рабо-
1см месте слесаря.
Подставка (рис. 122) крепится при помощи пластины к
задней стенке верстака. В нерабочем состоянии она скла-
дывается, Положение ее можно регулировать.
* Автор А. Н. Борисов.
•* Автор А. И. Минаев.
Подставка состоит из двух вертикальных растяжек
зубчатыми секторами и двух горизонтально, расположен-
ных стержней, один' из которых является направляющим'
а другой — держателем. ’
Рис. 123
На держателе закреплено пять подпружиненных зажи-
мов, с помощью которых крепятся чертежи. Направляю-
щий стержень соединяется с растяжками двумя скользя-
щими втулками.
Несложная в изготовлении подставка" удобна в работе,
удлиняет срок службы чертежей.
ПРИСПОСОБЛЕНИЕ ДЛЯ РУБКИ ЗАГОТОВОК
ШТИФТОВ И ПРУЖИН
Основание 8 приспособления (рис. 123) при по-
мощи винта с рукояткой 9 крепится к столу пресса. При-
способление устанавливается так, что нож-пуансон прохо-
дит в отверстие стойки 4. В вертикальной стенке уголь-
ника 7 размещается втулка, имеющая диаметр отверстия,
соответствующий диаметру заготовки; Втулка фиксируется
винтами 6. Благодаря пазу в угольнике и винтам приспо-
собление устанавливается относительно ножа таким обра-
зом, чтобы между ними не было зазора. Планка 1 с упо-
ром 2 настраивается на необходимую длину отрезаемой
части заготовки.
При рубке штифтов нож с отверстием, соответствую-
щим диаметру прутка, устанавливается так, что отверстие
располагается напротив втулки. Проходя сквозь нож, пру-
ток упирается в упор 2. Прй подаче пресса нож опуска-
ется и разрезает пруток. Оставшийся в ноже штифт уда-
ляется из отверстия сжатым воздухом, который подается
через штуцер 5 и отверстие в стойке, расположенное ни-
же буксы. Выпадая из ножа, штифт скатывается по на-
клонной части основания 8 и падает в коробку.
Благодаря тому что пруток в момент рубки находится
в отверстиях ножей, на нем не образуется вмятин. При-
способление позволяет обрабатывать заготовки диамет-
ром от 0,3 до 6 мм, длиной от 3 до 300 мм с точностью до
0,05 мм. Производительность приспособления при рубке
штифтов—1000 шт. в час. .
При обрубке цилиндрических пружин непрерывной на-
вивки в стойку устанавливается соответствующая букса,
а в качестве упора используется пружинящий стержень 3,
закрепленный на конце планки. Нож, применяемый при
рубке, не имеет отверстий, его лезвие .затачивается под
углом 45°.
Опускаясь, нож раздвигает витки и отрубывает пружи-
ну необходимой длины.
Применение приспособления позволяет механизировать
трудоемкую операцию при мелкосерийном производстве,
повысить производительность труда и качество обработки.
ОГЛАВЛЕНИЕ
Стр.
Предисловие__________________________________________
Пневматические, электрические и механические машинки
для слесарно-сборочных работ
Вибрационная пневматическая машинка ________________
Пневматическая машинка для обработки пресс-форм _____
Малогабаритная шлифовальная пневматическая машинка
Малошумная шлифовальная машинка _____________________
Ленточная шлифовальная машинка__________________:____
Угловая пневматическая машннка_______________________
Пневматическая сверлильная машинка __________________
Пневматическое приспособление для зачистки поверхностей
Шлифовочная пневматическая машинка __________________
.Ручные пневматические ножницы _______________________
Насадка к электрической машинке для слесарных и дово-
дочных работ_________________________________________
Приспособления и устройства для крепления слесарно-сбо-
рочного инструмента ___________________________________
Предохранительный резьбонарезной патрон_________;----
Быстросъемный патрон ________________________________
Реверсивный патрон для нарезания резьбы
Быстрозажнмной патрон _______________________________
Накидной ключ к сверлильному патрону.
Универсальные воротки _______________________________
Вороток с предохранительным устройством -____________
Шестипозиционный торцовый вороток
Эксцентриковый -ключ __________;_____________________
Приспособления для крепления деталей
Быстродействующие тиски _____________________________
Слесарные тиски ___________.________'________________
Универсальные тиски со свободным ходом '
Самоцентрируюгций самозажимной патрон для сверлильно-
го станка ___________________________________________
Лекальные тиски _____________________________________
Струбцина с шаговым переходом
Самозажимная струбцина _____________________________
Струбцина-домкрат ___________________________________
Струбцина для слесарных работ _______________________
Струбцина с дифференциальным зажимным винтом
Регулируемая струбцина ______________________________
Приспособления и инструменты для разметки
Координатно-разметочный прибор ______________________
Приспособление для разметки цилиндрических деталей __
Универсальное разметочное приспособление
Приспособление для накернивания торца валиков
Механический кернер____________________________________
Самоцентрируюгций кернер 1_______________________
Кернер с лупой ._____________________________________
Приспособление для разметки деталей под сверление ___
Приспособление для безразметочного накернивания
3
4
4
6
6
7
8
8
10
10
11
12
16
16
16
18
18
20
20
21
24
25
25
26
26
27
28
29
29
30
30
31
32-
32
33
33
33
35
36
37
38
38
39
39
40
азметочныи молоток___________________________________ 40
Приспособление для разметки отверстий на трубах _____ 41
Универсальное разметочное устройство _______________ 42
Лупа на гибком шланге с магнитным основанием ________ 42
Инструмент для слесарной обработки резанием и давлением 43
Приспособление для прошивки внутренних многогранников 43
Высечные ножницы _________________;__________________ 44
Малогабаритные особые ножницы _________________________ 46
Универсальные ножницы__________________________________ 46
Шарнирные ножницы _____________________________________ 47
Настольные ручные универсальные ножницы 48
Роликовые ножницы ________;__________________________ 49
Механические шаберы ___________________________________ 49
Зенковочный упор ______________________________________ 51
Приспособление для сверления отверстий без перемычек
по контуру _____________________________________________52
Приспособление для вырезания прокладок ______________ 53
Ручной пресс для штамповки шайб _______________________ 53
Слесарная ножовка с шарнирным зажимом полотна________ 54
Ручные кусачки ________________________________________ 54
Модернизированные плоскогубцы _________________________ 55
Роликовый инструмент для снятия острых кромок на
деталях из листового материала ________________________ 56
Инструмент для притупления острых кромок ______________ 56
Трубчатое сверло для вырезки отверстий в упругих ма-
териалах _____________________________________________ 57
Сверло для сверления тонкостенных алюминиевых деталей 58
Слесарно-сборочный инструмент _________________________ 58
Универсальный шпильковерт ____________________________ *58
Ключ для завинчивания шпилек __________________________ 59
Инерционная отвертка-ключ _____________________________ 60
Отвертка с пружийными прихватами ______________________ 60
Отвертка ударного действия ____________________________ 61
Безопасная отвертка ___________________________________ 61
Универсальный ключ-отвертка ___________________________ 62
Самоустанавливающннся шарнирный ключ _________т______ 62
Универсальная силовая, отвертка _______________________ 63
Кассетный ключ (гайковерт) ____________________________ 63
Угловой пинцет ________________________________________ 64
Мерительные инструменты и приспособления ______________ 64
Малогабаритный прибор_______________л________________ 64
Прибор для замера диаметров отверстий _________________ 66
Скоба с индикатором ___________________._____________ 67
Приспособление для измерения выступов в1 труднодоступ-
ных местах ____________________________________________ 67
Приспособление для измерения высоты уступов____________ 68
Индикаторное приспособление ___________________________ 68
Прибор для контроля внутренних диаметров канавок от
20 до 70 мм ___________________________________________ 69
Индикаторный глубиномер ______________________________ 69
Комбинированный угольник-глубиномер ___________________ 70
Контрольное приспособление для замера среднего диаметра
наружных резьб ___________________- _________________ 70
Микрометр для замера в труднодоступных местах _______ 71
Микрометр с губками _________________________________ 71
Штангенциркуль для измерения диаметра трехперого ин-
струмента _____________________________'
72
Штангенциркуль для замера межцентровых расстояний___ 73
Штангенмикрометр____________________________________. 74
Штангенциркуль-угломер ________________________________ 74
Прибор для замера межцентровых расстояний 76
Раздвижная лекальная линейка___________________________ 77
Набор лекальных линеек _________________________~ 77-
Прибор для -контроля глубины и шага шабрения____________78
Прибор для контроля твердости крупногабаритных деталей 79
Приспособление для поверки штангенциркулей __________ '81
Приспособление для поверки микрометров 82
Прочие инструменты и приспособления для слесарно-сбо-
рочных работ ________________________________________ ’ 85
Ручной пресс для слесарных работ __________________ 85
Настольный автомат для навивки цилиндрических пружин 86
Универсальный съемник _________________________________ 88
Приспособление для разрезки пружинных спиралей_____ 89
Приспособление для отгибки крайних витков пружин _____ 90
Приспособление для развальцовки трубок ________________ 91
Специальное контровочное приспособление ._____________ 92
Устройство для обработки некруглых отверстий _________ 93
Слесарное приспособление для полировальных работ _____ 94
Приспособление для' сверления отверстий по контуру без
перемычек ____________________________________________ 95
Приспособление для снятия заржавевшей гайки __________ 96
Приспособление для срезки заржавевших таек ______' 96
Маркировочный карандаш _______________________________ 97
Приспособление для монтажа и демонтажа________________ 97
Приспособление для размешивания краски в таре ________ 98
Приспособление для гибки угольников_____:____________ 98
Шаблон для заточки сверл 99
Подставка для крепления чертежей на рабочем месте
слесаря __________________________________________ 99
Приспособление для рубки заготовок штифтов и пружин 101