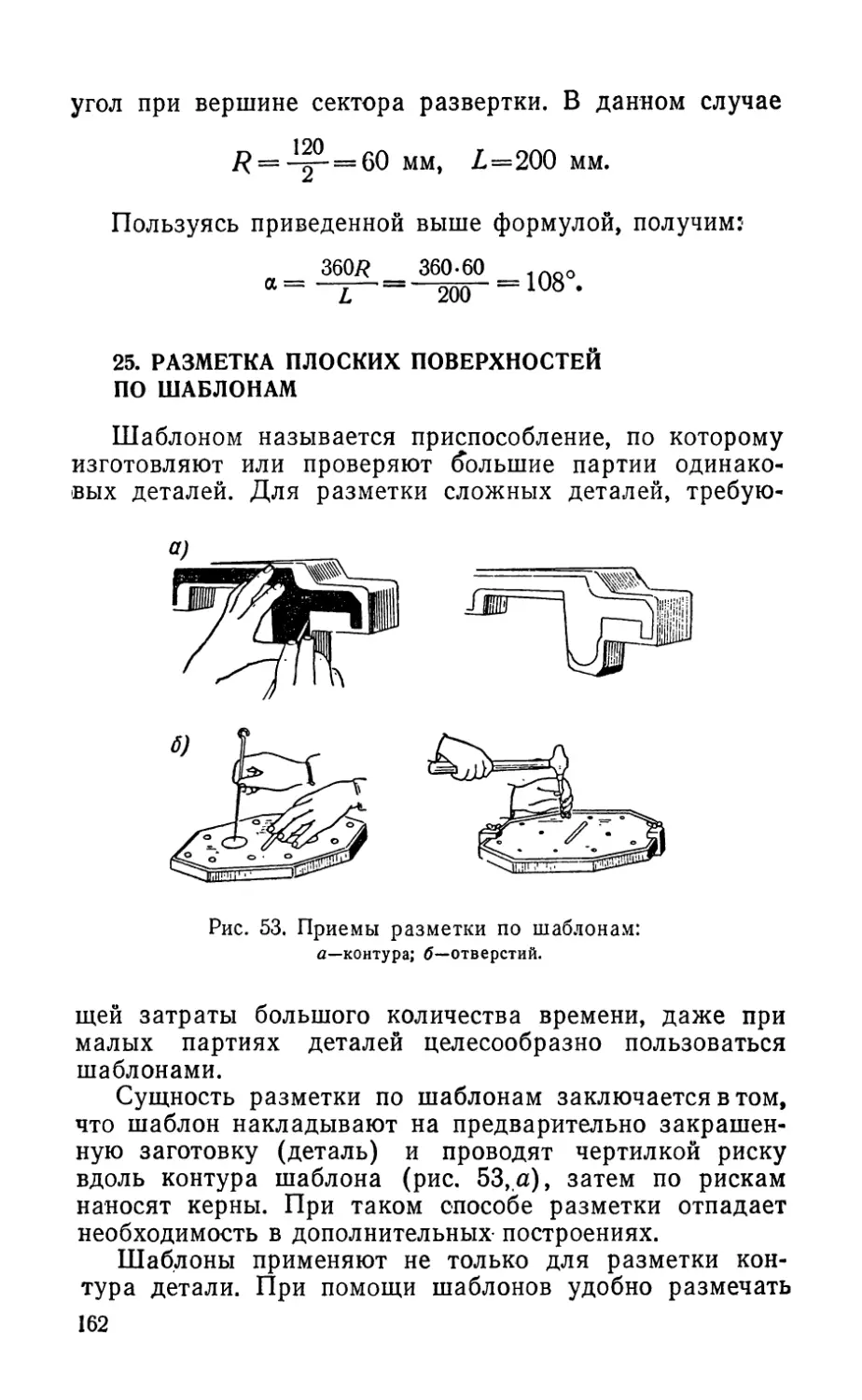
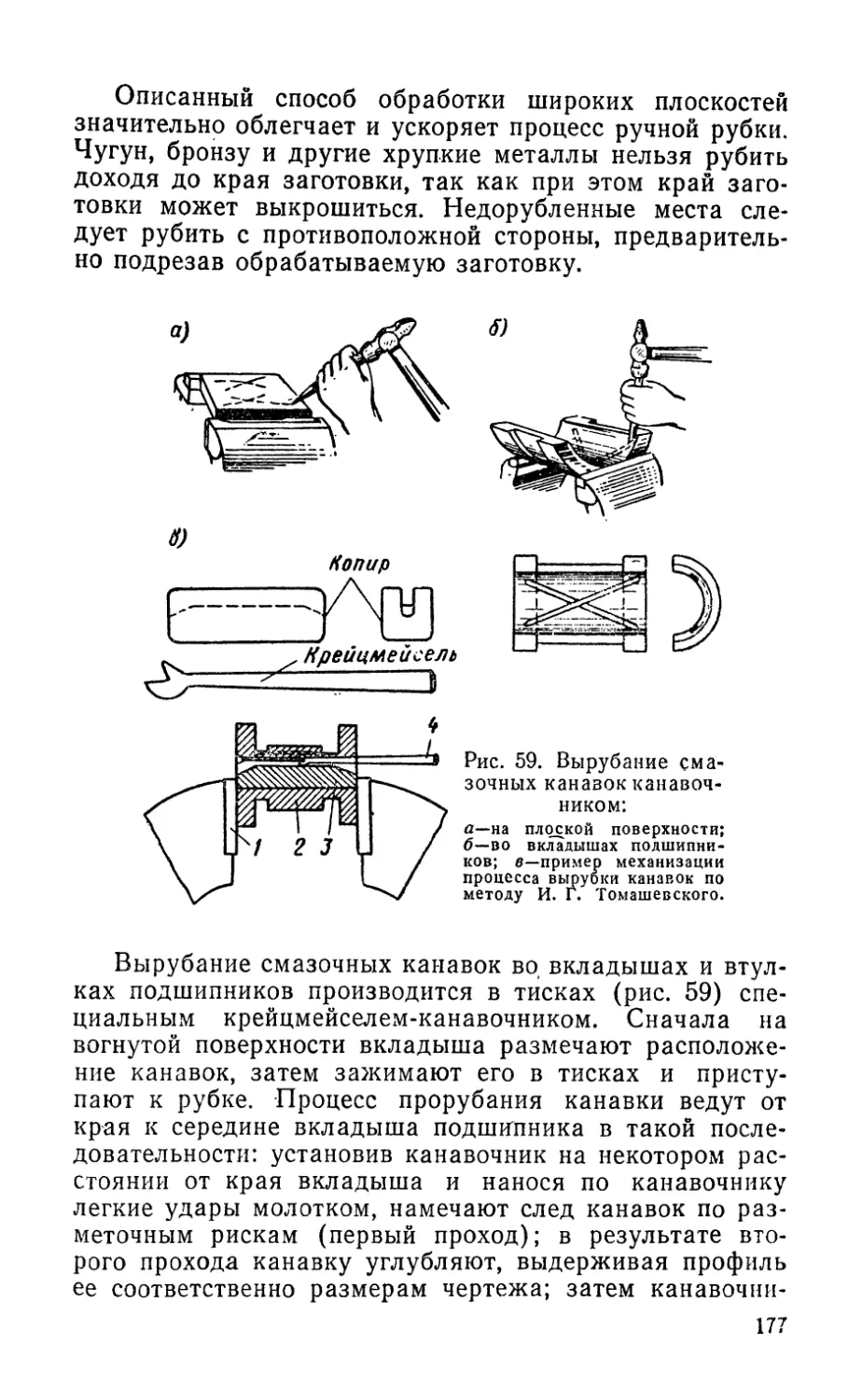
/

































































































































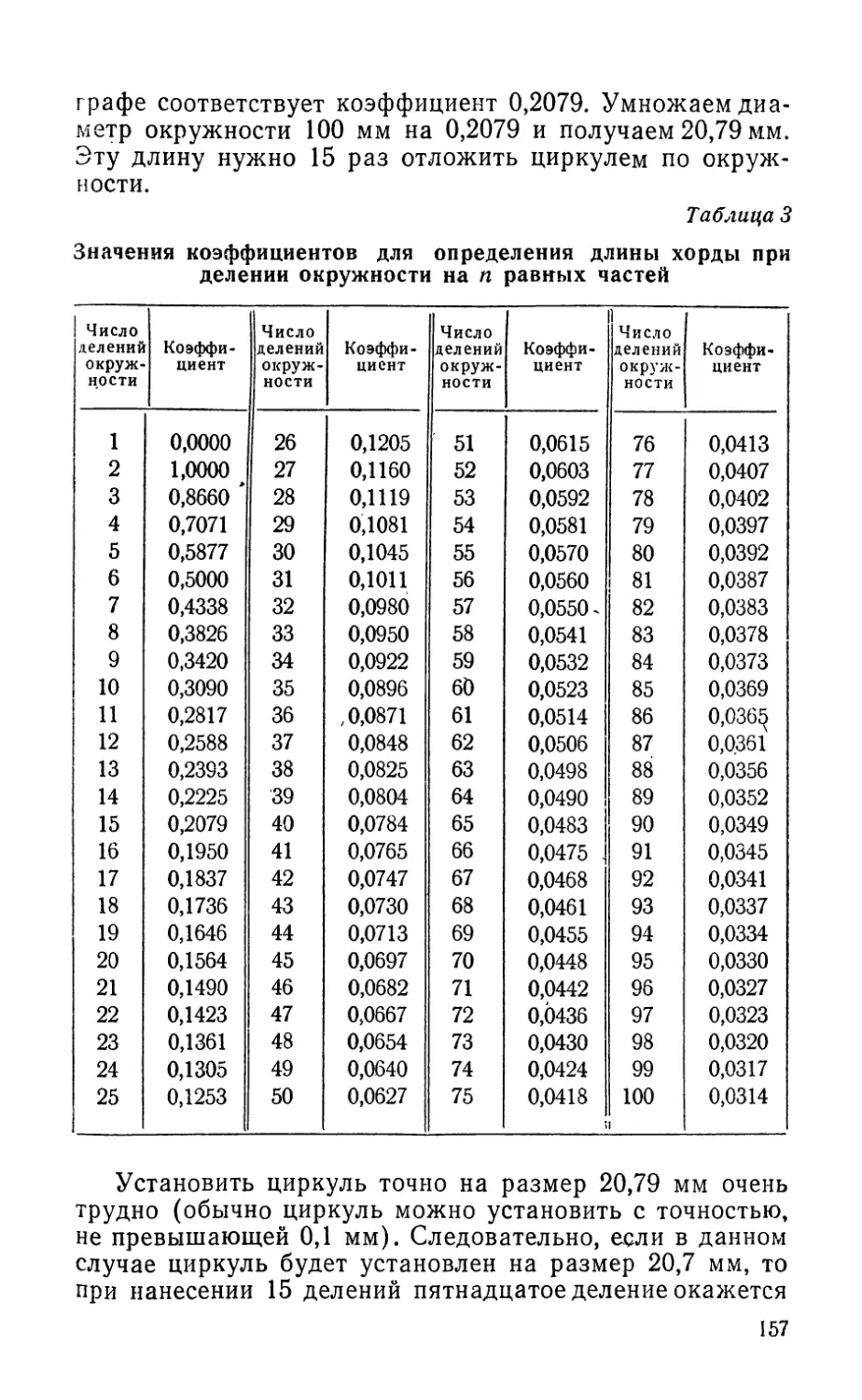





































































































































































































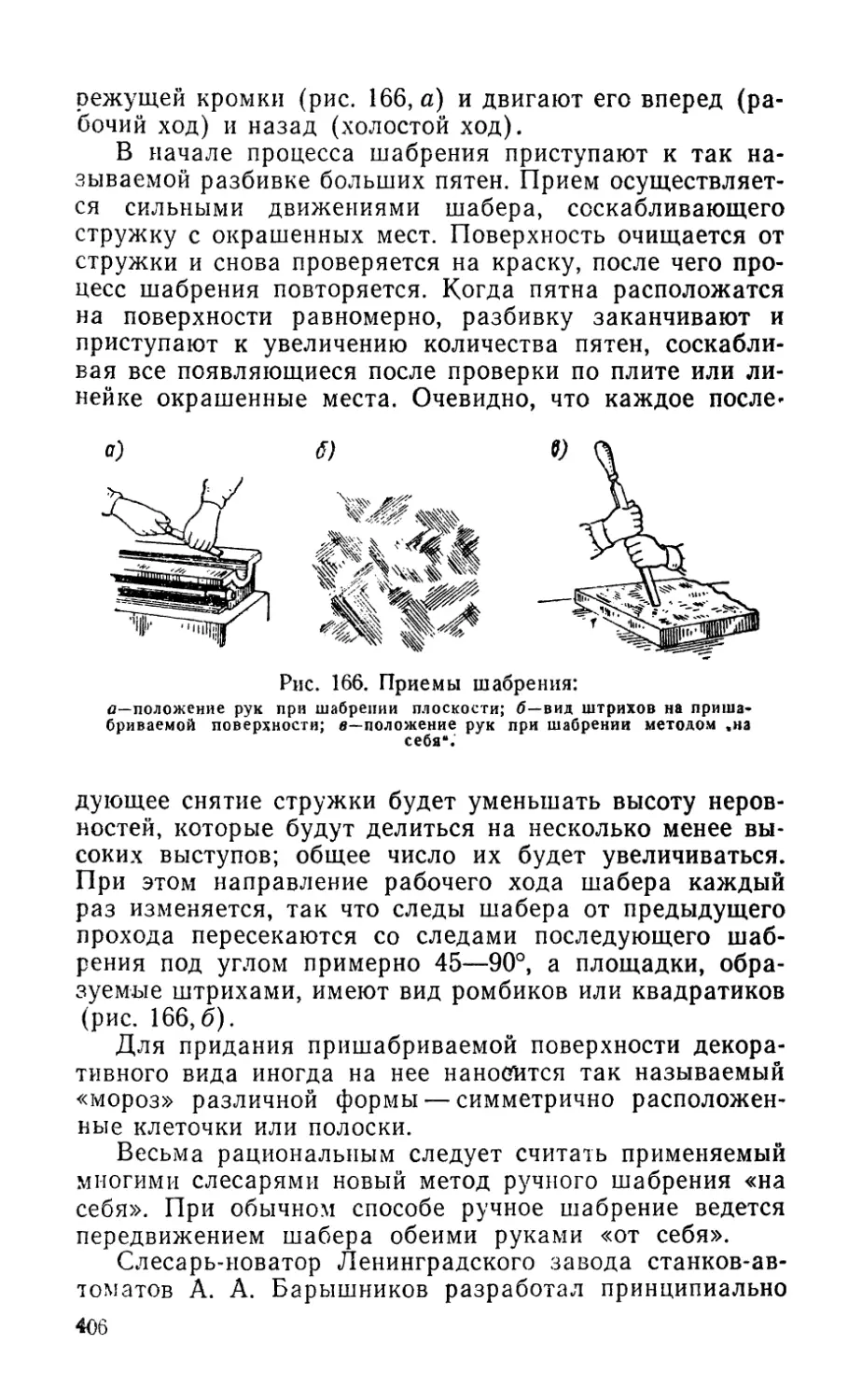



























































































Text
Н. Н. КРОПИВНИЦКИЙ
основы
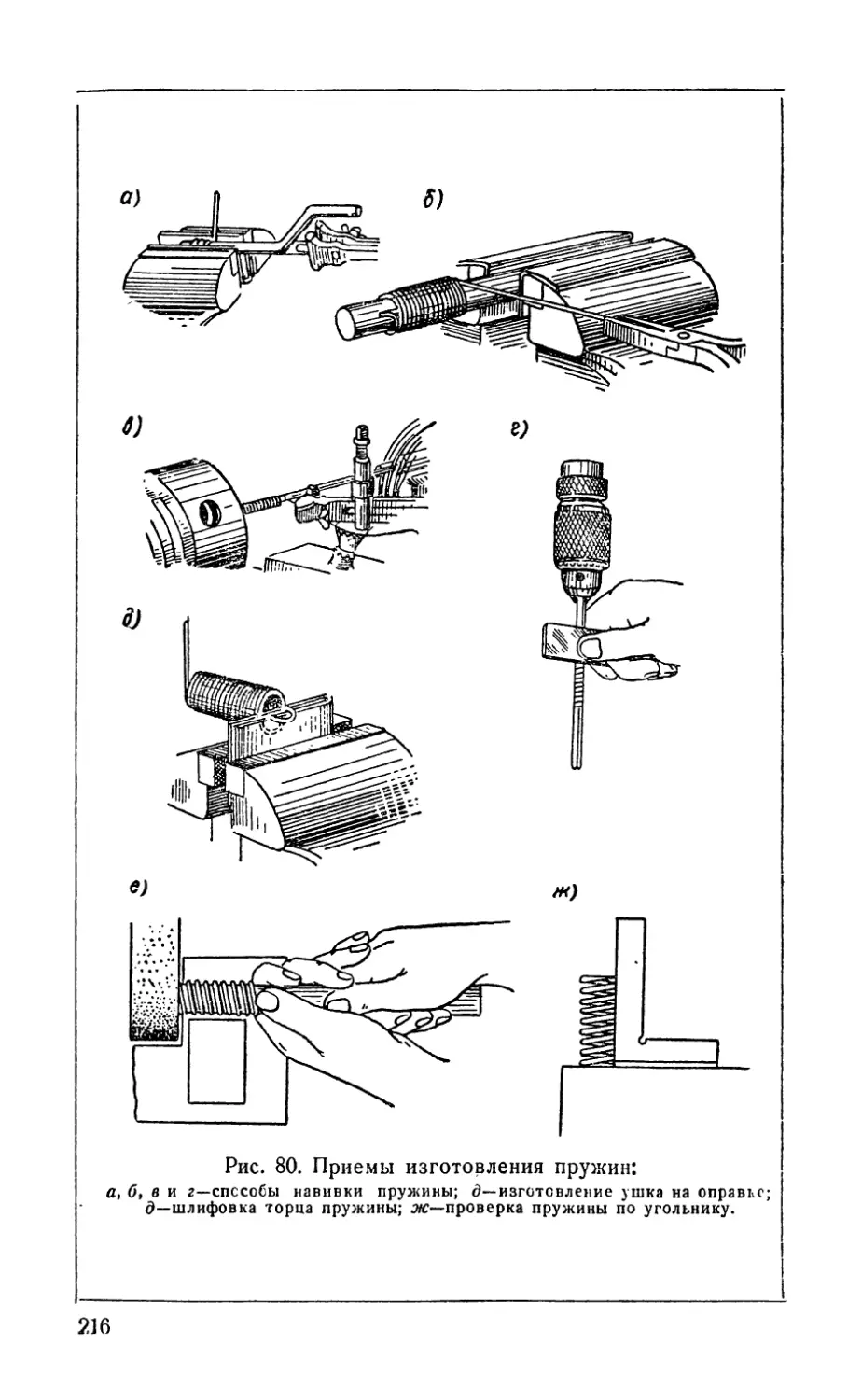
СЛЕСАРНОГО
ДЕЛА
ЛЕНИЗДАТ 1974
6 П4.7
К 87
В книге описаны основные слесарные операции и приемы вы*
волнения их с помощью механизированного инструмента в слесар-
ных и механосборочных цехах машиностроительных предприятий.
Освещены вопросы о применяемом оборудовании, инструментах и
приспособлениях в процессе слесарной обработки. Рассмотрены эле-
менты механизации слесарных работ, а также способы использова-
ния электрических, химико-механических, ультразвуковых методов
в слесарной обработке металлов.
Книга предназначена в качестве пособия для рабочих-слесарей,
а так^ке и для учащихся профессионально-технических училищ, же-
лающих посвятить себя слесарной специальности. Она может быть
полезной для инструкторов, обучающих рабочих непосредственно на
производстве, и для слушателей школ коммунистического труда.
Научный редактор К. П. Сурин
31208-178
М 171 (03J—74
125—74
© Лениздат, 1974
ВВЕДЕНИЕ
В Директивах XXIV съезда КПСС по пятилетнему
плану развития народного хозяйства СССР на 1971—
1975 гг. указывается, что «Главная задача пятилетки
состоит в том, чтобы обеспечить значительный подъем
материального и культурного уровня жизни народа на
основе высоких темпов развития социалистического про-
изводства, повышения его эффективности, научно-техни-
ческого прогресса и ускорения роста производительности
труда»1.
Одними из важных условий выполнения главной за-
дачи пятилетки являются последовательное повышение
уровня образования и квалификации трудящихся, за-
вершение перехода ко всеобщему среднему образованию
молодежи, осуществление необходимых мер по подго-
товке высококвалифицированных специалистов и рабо-
чих и переподготовке кадров.
Достижения науки, в особенности естествознания,
проникают в производственные процессы, становятся
элементом материально-технического производства. От-
крытия ученых с невиданной быстротой находят вопло-
щение в технике производства. Если в прошлом с мо-
мента открытия в науке до его практического примене-
ния в технике производства проходило 50—100 лет, то
в период современной научно-технической революции
эти сроки сократились до 3—15 лет. Так, из истории на-
уки и техники известно, что с момента открытия элек-
трического тока до создания первой электростанции
прошло около столетия. С момента же открытия деле-
ния ядра урана до создания первого ядерного реактора
прошло всего 3 года, а до создания первой атомной
электростанции—15 лет. Транзисторный эффект полу-
проводников нашел применение уже через 5 лет после
его открытия. В середине 50-х годов были открыты
принципы квантовой электроники, и уже спустя 10 лет
1 «Материалы XXIV съезда КПСС». М., Политиздат, 1971,
стр. 239—240.
3
они нашли широкое применение в приборостроении, ра-
диосвязи, медицине.
В наши дни революционные сдвиги происходят во
всех отраслях естествознания: в физике, химии, биоло-
гии и математике. Особенно большое значение имеет
развитие таких новых отраслей знания, как физика эле-
ментарных частиц, физика атомного ядра, физика твер-
дого тела, химия полимеров и др. Происходит процесс
возникновения «пограничных» отраслей знания. Так, на
границе физики и химии возникла физическая химия, на
границе химии и биологии — биохимия, геологии и хи-
мии — геохимия и т. д.
Число смежных отраслей знания непрерывно растет,
появляются новые отрасли науки и техники. Только за
последние четверть века возникло свыше 200 новых от-
раслей. Воплощением научных открытий являются такие
новые отрасли техники и производства, как химия поли-
меров, производство полупроводников, атомная, ракетно-
космическая, радиоэлектронная промышленность. Совре-
менная научно-техническая революция ярко проявляет-
ся как в бурном развитии новых отраслей науки и тех-
ники, углублении специализации производства, так и в
изменении отраслевой структуры производства.
Более высокими темпами, чем промышленное произ-
водство в целом, развиваются электроэнергетика, авто-
мобильная, авиационная, машиностроительная отрасли
промышленности, химическая индустрия, электроника,
радиотехника, автоматика, производство электронно-вы-
числительных машин, атомная и ракетная техника. На-
ряду с использованием старых источников энергии
(уголь, торф и др.) началось применение атомной энер-
гии для производства электроэнергии. В будущем полу-
чит развитие новая отрасль энергетики — применение
безмашинных генераторов электроэнергии, преобразую-
щих тепловую, ядерную, солнечную, химическую энер-
гию в электрическую. Эти генераторы придут на смену
тепловым двигателям, паровым котлам и турбинам.
Прогрессивные сдвиги в науке обусловлены требова-
ниями развивающегося материального производства,
технические параметры которого непрерывно изменяют-
ся. В производстве все шире осваиваются сверхвысокие
и сверхнизкие температуры, необычные концентрации
энергии, мощностей, сверхвысокие скорости и напряже-
ния. Внедрение высоких технических параметров приво-
дит к тому, что рабочий уже не может управлять вруч-
4
ную машинами и контролировать производственные
процессы, полагаясь лишь на свои органы чувств. Так,
на современных механизированных станках оператор,
вручную управляя машинами и механизмами, должен
бы был за цикл прокатки, равный 50—60 сек., более
100 раз -повернуть рукоятку командоконтроллеров, а за
рабочую смену потребовалось бы 60 000 таких переклю-
чений. Понятно, что эта физически нетрудная работа
вследствие однообразия была бы изнурительной для ра-
ботающего. Необходимо также учитывать, что высокие
параметры техники делают небезопасным нахождение
рабочего непосредственно у машин и установок, рабо-
тающих на сверхвысоких скоростях, давлениях, темпе-
ратурах (химическая, металлургическая, атомная и не-
которые другие отрасли производства). Выход из этого
положения лишь один — передача управления производ-
ственными процессами автоматическим системам. Совре-
менная научно-техническая революция сделала состав-
ной частью машины, помимо двигателя, передаточного
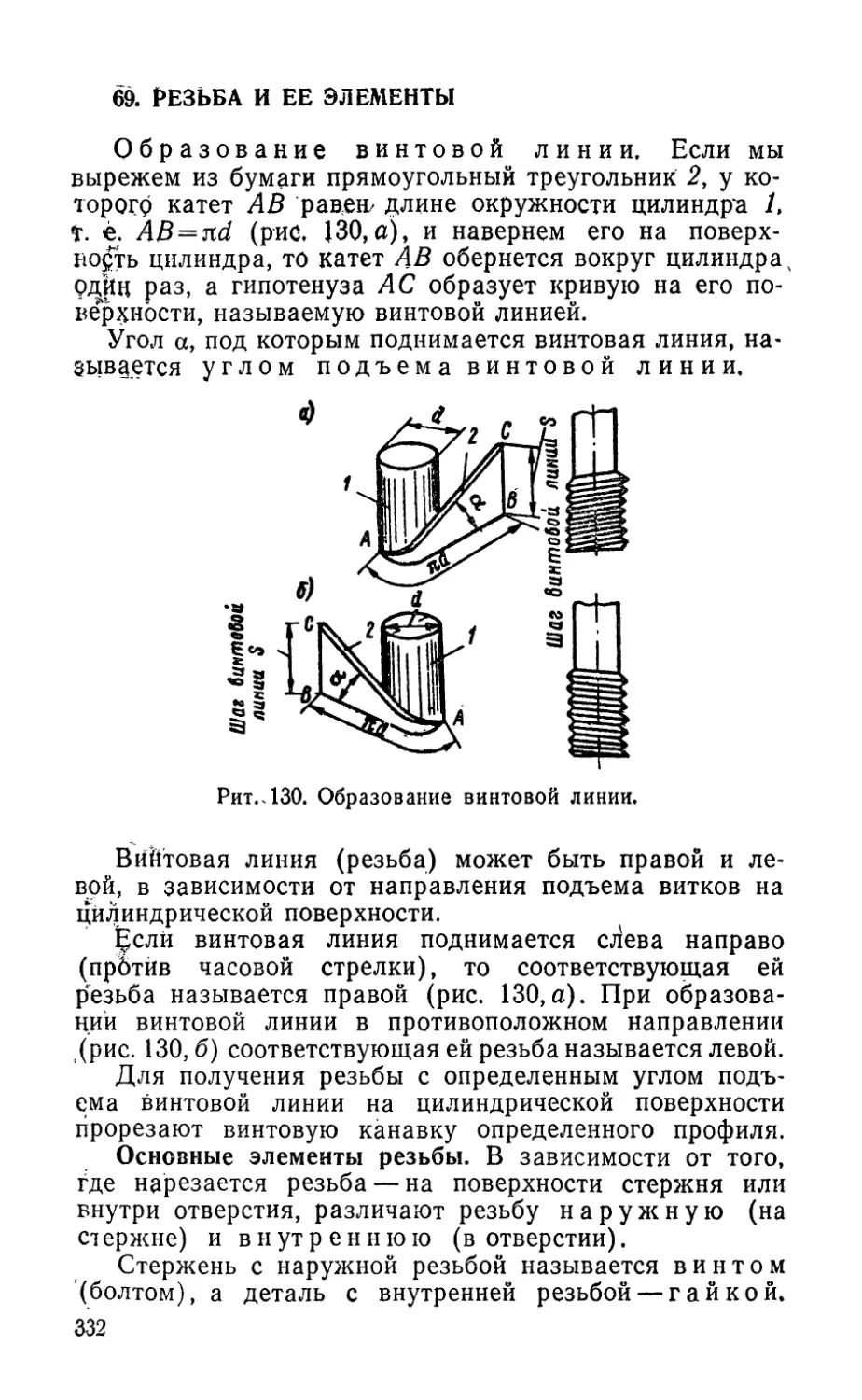
механизма и рабочего механизма, новое звено — управ-
ляющее устройство, разработанное благодаря успехам
новой отрасли науки и техники — кибернетики.
Таким образом, по мере ускорения научно-техниче-
ского прогресса, создания предпосылок автоматической
системы машин — комплексной механизации, непрерыв-
но-поточных методов производства и электронных управ-
ляющих устройств — изменяется место работающего
в производстве, так как функции, которые он раньше не-
посредственно выполнял, постепенно передаются мащине.
В автоматизированном производстве обработка пред-
метов труда осуществляется автоматической системой
машин. Работающий же выполняет главным образом
наладку, регулировку, ремонт, программирование рабо-
ты автоматической системы машин. Перемена труда
в связи с комплексной механизацией и автоматизацией
находит яркое выражение не только в появлении новых
н отмирании старых профессий, но также в переходе
к профессиям широкого профиля, в совмещении профес-
сий. Главным условием возникновения профессий широ-
кого профиля при комплексной механизации и автома-
тизации является повышение доли машинного времени,
затрачиваемого на изготовление продукции, что создает
условия для совмещения ряда функций и специально-
стей, органического сочетания физического и умствен-
ного труда.
5
Профессии широкого профиля возникли: в машино-
строении— наладчики автоматических линий; в химиче-
ской промышленности — аппаратчики автоматизирован-
ных участков, слесари контрольно-измерительных при-
боров и автоматики; в металлургии — сталевары
автоматизированных печей, операторы комплексно меха-
низированных и автоматизированных прокатных станов;
в угольной промышленности — машинисты комбайнов и
очистных механизированных комплексов, электрослеса-
ри-наладчики автоматических устройств; в строитель-
стве — монтажники конструкций, отделочники; в сельском
хозяйстве — механизаторы широкого профиля. К профес-
сиям широкого профиля также относится ряд сквозных
профессий: слесари, электрослесари, электромонтеры,
наладчики машин, механизмов, различной аппаратуры.
Слесарь широкого профиля становится центральной фи-
гурой современного автоматизированного производства.
Поэтому непрерывно растет потребность в рабочих, вла-
деющих профессиями широкого профиля, — слесарях по
ремонту и наладке промышленного оборудования; сле-
сарях-инструментальщиках; наладчиках автоматических
линий и рабочих других специальностей, связанных с ме-
ханизацией и автоматизацией производства, имеющих
высокую квалификацию и глубокие знания.
Условця технического прогресса требуют от рабочего
больших Технических знаний, необходимых для успеш-
ного обслуживания машин. Становясь физически все бо-
лее легким, труд рабочего начинает приобретать твор-
ческий характер. Необходимость знать устройство ма-
шины, принцип ее действия, характер взаимодействия
отдельных ее узлов, свойства обрабатываемых материа-
лов и применяемого инструмента, уметь разбираться
в чертежах и прочей документации, производить различ-
ного рода расчеты приводит к тому, что умственная
работа при обслуживании современного оборудования
становится все более необходимой, вызывая повышенные
требования к уровню квалификации рабочих кадров,
(^ложность технической базы производства требует от
рабочего не только трудовых навыков, но и определен-
ных теоретических знаний в области механики, электро-
^хцади и других дисциплин. Поэтому при подготовке
рабочих кадров на предприятиях все больще внимания
уделяется изучению теоретических вопросов.
Научно-технический прогресс усиливает требования
к различным формам повышения квалификации рабо-
6
чих. Это связано с тем, что для большинства существую-
щих профессий в современных условиях характерна тен-
денция интеллектуализации труда, повышения доли ум-
ственного труда. Внедрение новых конструкций метал»
лорежущих станков, прессов и другого оборудования
существенно изменяет содержание труда слесарей-ре-
монтников, слесарей-инструментальщиков и слесарей
других специальностей.
Решение главной задачи девятой пятилетки требует
повышения эффективности производства и темпов роста
производительности труда, подъема общеобразователь-
ного уровня и профессиональной квалификации рабочих.
Рабочие, имеющие более высокий уровень образования,
быстрее повышают свою квалификацию.
Рост общеобразовательного уровня также оказывает
влияние на повышение творческой активности трудя-
щихся. Об этом свидетельствуют темпы освоения новых
видов работ и продукции, умение молодежи работать на
разнообразном оборудовании, осваивать операции и спе-
циальности, внедрять элементы научной организации
труда на своем рабочем месте. Рабочие с 9—10-классным
образованием в 2 раза быстрее осваивают технику и тех-
нологию, чем рабочие с 7-классным образованием.
Среди молодых рабочих, имеющих образование 9—10
классов, рационализаторов в 2 раза больше, чем у име-
ющих образование в объеме 8 классов, в 6 раз больше,
чем у имеющих образование в объеме 7 классов, и в
12 раз больше, чем у имеющих образование в объеме
5—6 классов. Специальные исследования также пока-
зали, что выполнение норм выработки рабочими возрас-
тает пропорционально повышению уровня их образова-
ния. В связи с этим коренное улучшение подготовки
квалифицированных рабочих приобретает все большее
значение. Такая задача сформулирована в Программе
КПСС, где указано, что в связи с бурным развитием
науки и техники следует' непрестанно совершенствовать
систему профессионально-технического образования и
производственного обучения, с тем чтобы мастерство
работающих на производстве сочеталось с повышением
их общеобразовательной подготовки в области обще-
ственных и естественных наук и получением инженерно-
технических, агрономических, медицинских или других
специальных знаний.
От уровня квалификации рабочих зависят темпы ро-
ста производительности труда, повышение качества про*
1
дукции, снижение себестоимости изделий. Рост квали-
фикации рабочих кадров является необходимым усло-
вием автоматизации производства.
Определенный уровень квалификации
рабочего складывается из общеобразова-
тельной базы, профессиональной подго-
товки, стажа работы по данной профессии.
До сих пор стаж работы имел важнейшее значение для
достижения рабочим высшего квалификационного раз-
ряда. В настоящее время роль этого фактора снижается
в связи с повышением уровня общего образования, уве-
личением сроков профессиональной подготовки и разви-
тием различных форм повышения квалификации.
При автоматизированном производстве слесарь дол-
жен обладать знаниями в области конструкции сложней-
шего оборудования, чтобы успешно осуществлять его
ремонт, наладку, подналадку и регулировку; в области
электротехники, электроники, химии, чтобы осмыслить
характер протекания процессов; он должен знать прин-
ципы действия автоматических систем, чтобы успешно
управлять ими, и т. д. Роль квалифицированного сле-
саря на современном машиностроительном предприятии
чрезвычайно велика: ни одна машина, механизм или
прибор не могут быть собраны, смонтированы и отрегу-
лированы без участия слесарей. Широкое применение
находят слесарные работы и в других отраслях про-
мышленности, а также в строительстве, на транспорте
и в сельском хозяйстве. Поэтому требования к слесарям
различных специальностей в связи со сложностью при-
меняемого оборудования средств автоматического регу-
лирования, с использованием в этих целях электронных
приборов и счетно-решающих машин значительно повы-
сились. Слесарь должен быстро ориентироваться в непо-
ладках машин, станков и приборов, с достаточной точ-
ностью и знанием дела устранять их «болезни».
Подготовка рабочих кадров непосредственно на про-
изводстве и в профессионально-технических училищах
является основным источником обеспечения промыш-
ленности квалифицированными рабочими, обладающими
специальным профессиональным образованием и широ-
ким кругозором.
В профессиональной подготовке рабочих кадров зна-
чительное место занимает обучение слесарей-сборщиков
промышленной продукции, слесарей по ремонту обору-
дования, монтажников, инструментальщиков, лекалыци-
8
коз, сантехников и электриков, которые в первый период
обучения должны овладеть навыками в выполнении
основных операций слесарной обработки. Эти операции
изучаются в процессе упражнений, которые помогают
учащимся осваивать трудовые приемы выполнения сна-
чала простых вариантов данной операции, а затем и бо-
лее сложных (например, сверление сквозных к глухих
отверстий средних, малых и больших диаметров как по
кондуктору, так к по разметке к т. д.). После изучения
двух-трех операций учащиеся переходят к выполнению
простых комплексных учебно-производственных работ,
для которых необходимо применение уже освоенных опе-
раций в различных сочетаниях. Подобное чередование
изучения отдельных операций и выполнения простых
комплексных работ идет до тех лор, пока учащийся не
овладеет всеми операциями слесарной обработки.
Период чередования операционных и простых ком-
плексных упражнений завершается сложными комплекс-
ными работами, задача которых — закрепление и совер-
шенствование усвоенных учащимися практических зна-
ний, умений и навыков для приобретения определенной
квалификации. Так, например, учащиеся, подготовляе-
мые по специальности слесаря-сборщика, сначала изу-
чают отдельные виды простых сборочных работ (сборка
отдельных узлов и т. п.), а затем более сложные работы,
при выполнении которых они закрепляют и совершен-
ствуют ранее приобретенные знания, умения и навыки
(например, общая сборка и регулировка всего станка,
агрегата и т. д.).
В ряде случаев слесарям приходится работать совме-
стно с электриками, наладчиками и другими специали-
стами. Слесарь должен овладеть новой техникой и тех-
нологией производства, что требует соответствующей
подготовки.
Такая система профессионально-технической подго-
товки квалифицированных рабочих строится на науч-
ной основе, т. е. на основе НОТ. Она способствует фор-
мированию важных качеств советского рабочего: творче-
ского подхода к выполнению производственных заданий
и самостоятельности в решении производственных задач
в самых разнообразных случаях и условиях.
Профессиональная подготовка рабочих кадров, повы-
шение уровня их производственной квалификации пред-
ставляет собой действенное средство рационализации
трудовых процессов, повышения производительности
общественного труда. Квалифицированный рабочий бы-
стрее овладевает прогрессивными методами труда, осва-
ивает смежные профессии и новое оборудование, актив-
но участвует в изобретательской и рационализаторской
работе, меньше допускает поломок оборудования, про-
стоев, брака продукции, обеспечивает высокое качество
работы и экономию материальных затрат. Он лучше
использует рабочее время, причем это достигается не
только путем сокращения прямых его потерь, но и путем
увеличения оперативного времени в результате уменьше-
ния затрат на подготовительно-заключительную работу
по обслуживанию рабочего места и т. д. Квалифициро-
ванный труд всегда более эффективен.
В настоящей книге наряду с единицами измерения
системы МКГСС в квадратных скобках даны новые еди-
ницы измерения, установленные Международной конфе-
ренцией по мерам и весам и одобренные в ряде госу-
дарств под наименованием «Система интернациональ-
ная» (сокращенно — СИ).
В СССР Государственным комитетом стандартов,
мер и измерительных приборов СИ предложена как
основная система для применения во всех областях
науки, техники и народного хозяйства и в дальнейшем
будет единственной системой единиц в СССР (ГОСТ
9867-61). СИ предусматривает установление единообра-
зия в единицах измерения и построена на шести основ-
ных единицах: метр (длина), килограмм (масса), се-
кунда (время), ампер (сила тока), градус Кельвина
(термодинамическая температура), свеча (сила света).
Производные единицы разделяются на группы в за-
висимости от области измерений: на единицы простран-
ства и времени, механические единицы, электрические и
магнитные единицы, тепловые единицы и др.
Среди единиц измерения СИ, встречающихся в дан-
ном учебнике, использованы следующие: сила — нью-
тон; эквивалент: 1 кГ=9,8 Н1; давление — ньютон на
квадратный метр (Н/м2); удельный вес — ньютон на ку-
бический метр (Н/м3); работа, энергия — джоуль (Дж);
плотность (объемная масса) — килограмм на кубический
метр (кГ/м3).
1 Множитель 9,8 может быть округлен до 10 при переводе
кГ/мм2 в МН/м2 и кГ/см2 в МДж/м2 в расчетах величин прочности
и ударной вязкости, так как точность определения этих свойств со-
ставляет 2—3%. Буква «М» обозначает удобную по размеру крат-
ную единицу «мега», равную 106.
Глава I
ОСНОВНЫЕ НАПРАВЛЕНИЯ
НАУЧНОЙ ОРГАНИЗАЦИИ ТРУДА
ПО РАЦИОНАЛЬНОЙ ОРГАНИЗАЦИИ
РАБОЧЕГО МЕСТА СЛЕСАРЯ
НА МАШИНОСТРОИТЕЛЬНОМ ЗАВОДЕ
Государственное промышленное предприятие являет-
ся основным звеном социалистической промышленности.
Оно представляет собой органическую часть соответст-
вующей отрасли промышленности, а следовательно, и
всего народного хозяйства СССР.
Машины, агрегаты, механизмы, применяемые- в на-
роднохм хозяйстве, изготовляются на различных маши-
ностроительных заводах и называются изделиями этих
заводов. Изделия получаются в результате превраще-
ния материалов и полуфабрикатов в готовую продук-
цию. Металл поступает в литейные и кузнечные цехи
завода, где из него отливаются, куются или штампуются
заготовки деталей требуемой формы. Материалы, посту-
пающие на машиностроительные заводы в виде литья,
проката или поковок, передаются заготовительным це-
хам завода и подвергаются предварительной обработке
(очистке, обрубке, разрезке и т. п.). После подготовки и
проверки заготовок их передают в механические цехи
для обработки на металлорежущих станках (токарных,
фрезерных, сверлильных, шлифовальных и др.). Оконча-
тельно изготовленные в слесарных или в механических
цехах детали контролируются отделом технического
контроля (ОТК) и сдаются в цеховые или заводские
склады готовой продукции. Детали, для которых необ-
ходима термическая обработка, в предварительно обра-
ботанном виде передаются в термический цех, после ч^го
снова поступают в механический цех для окончательной
обработки.
Создание любой машины, механизма и даже деталей
является результатом сложного производственного про-
цесса. Этот процесс складывается из различных опера-
ций изготовления деталей машины, включая слесарную
обработку, а затем из операций по сборке деталей
в узлы и механизмы и узлов и механизмов в машины.
11
Участие слесарей в производственном процессе
весьма значительно. При этом следует отметить, что
ручная слесарная обработка менее производительна, чем
механическая (на станках), и требует больших затрат
физических усилий рабочего. Именно поэтому повсеме-
стно стараются уменьшить объем ручных слесарных ра-
бот путем перевода многих операций на металлорежу-
щие станки. Там же, где этого сделать невозможно, сле-
сарную обработку выполняют с помощью механизиро-
ванного инструмента.
Для успешного выполнения плановых заданий и раз-
вития производства недостаточно располагать современ-
ным оборудованием, инструментом, приспособлениями и
квалифицированными кадрами рабочих. Нужно опреде-
ленным образом организовать труд на предприятии: пра-
вильно распределить задания, установить рациональные
пропорции между видами труда, целесообразно расста-
вить в соответствии с этим исполнителей; создать нор-
мальные условия для их бесперебойной работы, умело
сочетать личные и коллективные интересы и т. д. Реше-
нию этих задач и призвана способствовать научная орга-
низация труда (сокращенно НОТ).
Что же такое научная организация труда?
В современных условиях научной надо считать такую
организацию, труда, которая основывается на достиже-
ниях науки и передовом опыте, систематически внедряе-
мых в производство, позволяет наилучшим образом со-
единить технику и людей в едином производственном
процессе, обеспечивает наиболее эффективное использо-
вание материальных и трудовых ресурсов, непрерывное
повышение производительности труда, способствует со-
хранению здоровья работника, постепенному превраще-
нию труда в первую жизненную потребность.
Основными направлениями научной организации тру-
да на современном этапе, как показывает передовой
опыт, являются: разработка и внедрение рациональных
форм разделения и кооперации труда, соответствующих
современному уровню науки, техники и возросшему
культурному и техническому уровню работающих; пра-
вильная расстановка работников на производстве; ра-
циональная организация обслуживания рабочих мест;
изучение, обобщение и распространение передовых прие-
мов и методов труда; совершенствование нормирования
и стимулирования труда; улучшение системы и качества
подготовки и повышения квалификации кадров.
12
Внедрение НОТ должно сопровождаться усилением
работы по воспитанию работающих в духе сознательного
отношения к труду, строжайшего соблюдения государ-
ственной и трудовой дисциплины. Только при этих усло-
виях можно наиболее полно использовать достижения
науки и передовой опыт, привести в действие резервы
роста производительности труда, получить наибольший
эффект.
Одним из основных направлений научной организа-
ции труда является создание на рабочем месте наиболь-
ших удобств для рабочего при выполнении технологи-
ческих операций и рациональное построение трудового
процесса, которые создают возможность систематиче-
ского роста производительности труда и повышения ка-
чества работы.
1. ОСНОВНЫЕ СЛЕСАРНЫЕ ОПЕРАЦИИ
И ИХ НАЗНАЧЕНИЕ
Слесарные операции относятся к процессам холодной
обработки металлов резанием. Осуществляются они как
вручную, так и с помощью механизированного инстру-
мента. Целью слесарных работ является придание обра-
батываемой детали заданных чертежом формы, раз-
меров и чистоты поверхности. Качество выполняемых
слесарных работ зависит от умения и навыков слесаря,
применяемого инструмента и обрабатываемого мате-
риала.
Технология слесарной обработки содержит ряд опе-
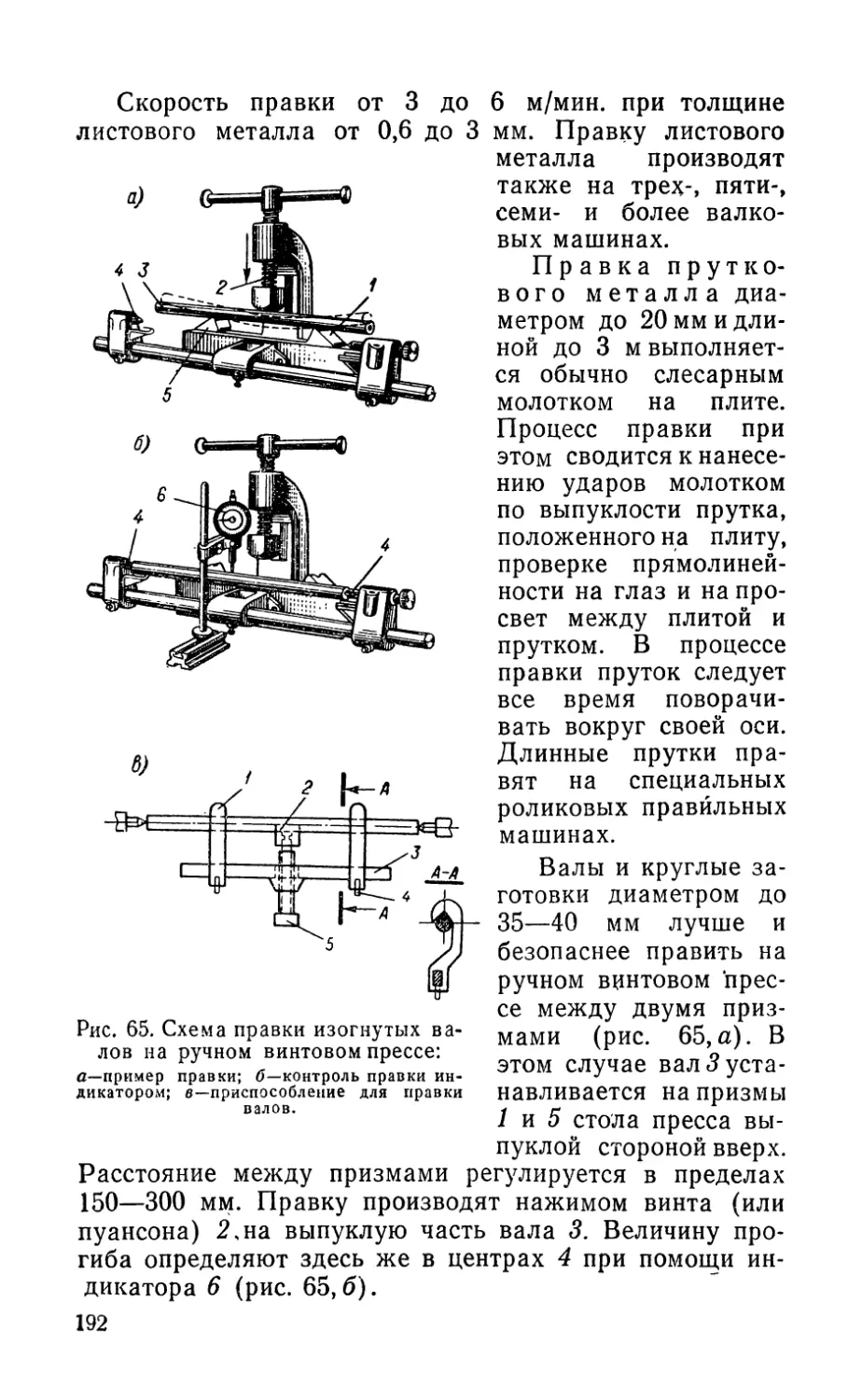
раций, в которые входят: разметка, рубка, правка и
гибка металлов, резка металлов ножовкой и ножницами,
опиливание, сверление, зенкование и развертывание от-
верстий, нарезание резьбы, клепка, шабрение, притирка
и доводка, паяние и лужение, заливка подшипников, со-
единение склеиванием и др.
При изготовлении (обработке) металлических дета-
лей слесарным способом основные операции выпол-
няются в определенном порядке, в котором одна опера-
ция предшествует другой.
Сначала производятся слесарные операции по изго-
товлению или исправлению заготовки: резка, правка,
гибка, которые можно назвать подготовительными. Да-
лее выполняется основная обработка заготовки. В боль-
шинстве случаев — это операции рубки и опиливания,
в результате которых с заготовки снимаются лишние
13
слои металла и она получает форму, размеры и состоя-
ние поверхностей, близкие или совпадающие с указан-
ными на чертеже.
Встречаются и такие детали машин, для обработки
которых требуются еще операции шабрения, притирки,
доводки и др., при которых с изготовляемой детали сни-
маются тонкие слои металла. Кроме того, при изготов-
лении детали она может быть, если это требуется, соеди-
нена с другой деталью, совместно с которой подвергается
дальнейшей обработке. Для этого выполняются опера-
ции сверления, зенкования, нарезания резьбы, клепки,
•паяния и пр.
Все перечисленные виды работ относятся к основным
операциям слесарной обработки.
В зависимости от требований, предъявляемых к гото-
вым деталям, могут также производиться дополнитель-
ные операции.
Цель их заключается в придании металлическим де-
талям новых свойств: повышенной твердости или пла-
стичности, стойкости от разрушения в среде газов, кис-
лот или щелочей. К таким операциям относятся: луже-
ние, покрытие эмалью, закалка, отжиг, электроупроч-
нение и др.
При определении последовательности обработки учи-
тывают, в каком виде поступают детали (заготовки);
более грубая обработка всегда предшествует оконча-
тельной (отделочной).
Слесарно-сборочные работы на машиностроительном
предприятии представляют собой совокупность операций
по соединению деталей в строго определенной последо-
вательности для получения механизма или машины, от-
вечающих предъявляемым к ним техническим требова-
ниям. При сборке применяются все основные виды сле-
сарных работ, в том числе и пригонка собираемых дета-
лей в узлы с последующей регулировкой и проверкой
правильности работы механизмов и машин. Качест-
во сборки машины влияет на ее долговечность и надеж-
ность в работе, так как чем меньше погрешностей до-
пускается при сборке, тем больше работоспособность
и лучше технические характеристики машин и меха-
низмов.
Слесарно-ремонтные работы имеют целью поддержа-
ние работоспособности оборудования. Ремонт оборудо-
вания производится на предприятиях прежде всего для
того, чтобы ликвидировать дефекты машин, препятству-
14
ющие их нормальной работе. Изношенные детали заме-
няют при ремонте новыми или восстанавливают до пер-
воначальных размеров различными способами.
Технический прогресс и связанные с ним оснащение
предприятий новейшей техникой, а также внедрение
в процессы производства передовой технологии предъяв-
ляют новые требования к действующему оборудованию,
поэтому одновременно с ремонтом машин на заводах и
фабриках ведется большая работа по модернизации (об-
новлению) его. Модернизация оборудования имеет
целью повысить скорость и производительность машин,
мощность их двигателей, сократить время холостых хо-
дов и вспомогательных операций, создать узкую специа-
лизацию, а также расширить технологические возмож-
ности отдельных видов оборудования и повысить износо-
стойкость деталей машин. Работа по модернизации обо-
рудования проводится на заводе по определенному
плану.
Объем слесарной обработки в значительной мере ха-
рактеризует технический уровень применяемой техноло-
гии и зависит от характера производства. На машино-
строительных заводах, выпускающих разнородную про-
дукцию в небольших количествах (единичное производ-
ство), удельный вес слесарных работ особенно велик.
Здесь слесарь обязан выполнять самые разнообразные
слесарные работы, т. е. быть слесарем-универсалом. При
необходимости он производит ремонт и монтаж станков,
изготовляет приспособления и т. п.
В серийном производстве, где изготовляются одно-
родные детали большими партиями, повышается точ-
ность механической обработки и соответственно этому
объем слесарных работ несколько уменьшается. Труд
слесарей продолжает оставаться необходимым даже на
заводах массового производства, где однородная про-
дукция выпускается в больших количествах и продол-
жительное время (год, два и т. д.).
На всех фабриках и заводах независимо от типа про-
изводства слесари нужны для изготовления штампов,
приспособлений и инструментов, для выполнения ремонта
и монтажа промышленного оборудования, санитарно-
технических .работ, промышленной вентиляции и др. Без
слесарей не обойтись в современном сельском хозяйстве;
здесь они осуществляют ремонт тракторов, комбайнов
и другой техники.
15
2. РАЦИОНАЛЬНАЯ ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ТРУДОВОГО ПРОЦЕССА СЛЕСАРЯ
Рабочим местом называется определенный уча-
сток производственной площади цеха, отделения, уча-
стка или мастерской, закрепленный за данным рабочим
(или бригадой рабочих) и предназначенный для выпол-
нения определенной работы.
Каждое рабочее место оснащается комплектом орга-
низационно-технических устройств — оргтехоснасткой,
которая должна обеспечить: удобства работающему при
выполнении закрепленной за ним работы и безопасность
труда; рациональное построение трудового процесса и
физиологически правильную рабочую позу; рациональ-
ное размещение и строгий порядок хранения инструмен-
тов, приспособлений, заготовок, готовой продукции и т. п.,
а также поддержание чистоты и порядка на рабочем
месте.
На этом первом звене производственного процесса —
рабочем месте — решаются основные производственные
задачи по повышению качества продукции и производи-
тельности труда, т. е. по повышению эффективности ра-
боты предприятия. Рациональная организация рабочих
мест имеет первостепенное значение в повышении рен-
табельности предприятий.
Научная организация труда на рабочем месте пред-
усматривает прежде всего максимальную экономию ра-
бочего времени. Рациональная организация рабочего
места должна обеспечивать условия для высокой про-
изводительности труда; предусматривать рациональный
трудовой процесс, который экономит рабочее время и
силы рабочего, избавляет его от лишних и неудобных
движений и обеспечивает высокую производительность
труда и качество работы; максимально сокращать время
на ручные приемы и др.
Для создания рациональных рабочих мест должны
быть выполнены следующие требования НОТ: точно
определен и закреплен состав работы на рабочем месте;
установлена система обслуживания рабочих мест мате-
риалами, заготовками, инструментом, приспособлениями
и деталями без отрыва основных рабочих — слесарей от
выполнения главных операций; определен комплект
организационно-технической оснастки для размещения и
хранения на рабочем месте инструментов, приспособле-
ний, материалов и пр., а также для создания удобств
16
рабочему при выполнении технологических операций и
охраны труда; осуществлена рациональная планировка
рабочих мест, избавляющая рабочих от лишних и уто-
мительных трудовых движений и обеспечивающая удоб-
ную рабочую позу, рациональность трудового процесса
и безопасность работы.
В целях экономии движений и устранения ненужных
поисков предметы на рабочем месте делят на предметы
постоянного и временного пользования,
за которыми постоянно закреплены места хранения ш
расположения.
Исходными данными для разработки планировки
цеха, участка, мастерской являются состав и габариты
основного оборудования и организационно-технической
оснастки рабочих мест, а также форм организации тру-
да и производства. Изучением вопросов рациональной
организации трудового процесса занимается эргономика.
Это сравнительно новая наука, изучающая функцио-
нальные возможности человека в трудовых процессах.
Цель эргономики — создать наилучшие условия работы,
при которых труд был бы высокопроизводительным и
безопасным; обеспечивая рабочему необходимые удоб-
ства, сохранял его здоровье и высокую работоспособ-
ность.
Количество материалов или заготовок, находящихся
на рабочем месте, деталей, собираемых в узлы, должно
обеспечивать бесперебойную работу. Все материалы, за-
готовки и детали необходимо хранить в таре, на под-
ставках или стеллажах. Расстояния от тары с заготов-
ками и готовой продукцией и от оборудования (вер-
стака) до рабочего должны быть такими, чтобы он мог
использовать преимущественно движение рук. При этом
учитывают, что при выполнении трудовых приемов, свя-
занных с небольшими сопротивлениями усилию, особен-
но при выполнении работ, требующих повышенного вни-
мания и точности, в работу включают мелкие звенья
руки (кисть или даже одни пальцы). При выполнении
приемов, связанных с условиями средней величины
(4—5 кг) при небольших амплитудах, движение совер-
шают за счет мышц плеча и предплечья и, наконец, при
выполнении приемов, связанных со значительным уси-
лием (6—8 кг), в движении принимает участие вся рука
и даже корпус рабочего.
На рабочем месте должны находиться только те
предметы, которые необходимы для выполнения данного
-iEJKA'x. £ 17
задания. Предметы, которыми рабочий пользуется чаще,
кладут ближе, в зоне досягаемости рук, ограниченной
в горизонтальной плоскости дугами 1 (рис. 1,а). При
работе сидя радиус дуги определяется движением согну-
той в локтевом суставе руки, что составляет примерно
350 мм для каждой руки. Максимальная зона досягае-
мости составляет примерно 500 мм (она ограничивается
дугами 2) и 600 мм с наклоном не более чем на 30° для
работающего среднего роста — дугами 3 (см. рис. 1,я).
О
Верхняя неу-
добная зона
Верхняя менее
удобная зона
Удобная зона
Нижняя ме-
нее удобная
зона
Нижняя неу-
добная зона
Рис. 1. Зоны досягаемости рук человека:
G—в горизонтальной плоскости при работе стоя и сидя; б—в вертикальной пло-
скости при работе стоя.
Расположение предметов далее указанных пределов
повлечет за собой дополнительные и, следовательно,
лишние движения, большие наклоны корпуса или лиш-
ние шаги. Все это вызовет лишнюю затрату рабочего
времени, увеличит утомляемость рабочего и снизит про-
изводительность труда. Зоны досягаемости рук рабо-
тающего стоя (в вертикальной плоскости) приведены на
рис. 1,6. Эти зоны дают возможность определить наибо-
лее выгодное расположение всех предметов по отноше-
нию к росту работающего. Руководствуясь этими зона-
ми, следует определять, на какой высоте от пола
должны находиться материалы, заготовки, детали, при-
способления, чтобы рабочему не приходилось низко на-
клоняться. Все предметы, которые приходится брать
двумя руками, кладут прямо перед собой.
18
Рациональная планировка рабочих мест должна
обеспечить выполнение коротких и менее утомительных
движений рук, исключать широко применяемое при не-
правильных планировках перекладывание предметов
(инструмента, заготовок, деталей и др.) из одной руки
в другую. Все предметы, которые рабочий берет правой
рукой, должны быть справа, а предметы, которые он бе-
рет левой рукой, — слева. Предметы, которыми поль-
зуется рабочий в процессе труда, следует удобно распо-
ложить, а лишние предметы удалить с рабочего места.
Заготовки должны быть подняты на высоту рук рабо-
чего, чтобы он мог брать их не нагибаясь.
Для разработки рациональной планировки и органи-
зации рабочего места следует провести наблюдение за
всеми трудовыми движениями работающего при выпол-
нении слесарных операций. Выявив нерациональные
трудовые движения и их причины, необходимо разрабо-
тать проект рационального трудового процесса рабочего
и соответственно этому составить планировку рабочего
места, зафиксировав ее в карте организации рабочего
места.
Поза работающего во время работы оказывает ре-
шающее влияние на его трудоспособность. Правильная
рабочая поза обеспечивает сохранение продолжительной
работоспособности. Известно, что работать можно стоя
и сидя.
Изучение выявило, что наиболее утомительной
является поза стоя, так как работающему приходится
затрачивать значительную энергию на поддержание тела
в вертикальном положении.
Необходимо иметь в виду, что любая поза человека
является сложным координирующим процессом цен-
тральной нервной системы. При статическом удержании
тела длительное время в одном и, том же положении
нервные клетки, управляющие соответствующими мыш-
цами, все время возбуждены, и это вызывает рано на-
ступающее утомление. Следует внимательно изучать
условия работы каждой профессии рабочих в конкрет-
ных условиях производства и стремиться организовать,
по возможности, работу сидя. Как показали исследова-
ния, производительность труда при этом увеличивается
примерно на 10%, так как рабочие меньше утомляются.
Однако работа в одном положении также приводит
к утомлению, поэтому нужно устанавливать такой ре-
жим работы, при котором бы происходила смена рабо-
19
чих поз в течение дня, т. е. работа стоя сменялась бы
работой сидя и наоборот.
Исходя из требований НОТ на производстве, необхо-
димо обеспечивать работающему удобные рабочие позы,
используя для этого удобные сиденья, подножки-упоры,
подъемно-винтовые стулья, стулья с подлокотниками
и т. п. С рабочей позой тесно связаны физиологические
процессы человека во время работы: дыхание, кровооб-
ращение, мускульные усилия и т. д. Рабочая поза ока-
зывает влияние на точность и эффективность трудовых
движений.
Научная организация труда на рабочем месте осно-
вывается на правильном режиме труда и отдыха, обес-
печивающем поддержание высокой работоспособности
человека и его здоровья. Исследования показали, что
производительность труда в течение смены неодинакова.
Работоспособность человека в течение смены делится на
три этапа: первый этап — рабочий «входит» в работу, и
постепенно растет его производительность; второй
этап — период высокой производительности и третий
этап — наступление усталости и ее нарастание. Установ-
лено, что производительность труда в течение первых
двух часов растет; высокий уровень ее держится около
полутора часов и затем постепенно снижается, так как
наступает утомление. После обеденного перерыва про-
изводительность труда снова повышается, хотя и не до-
стигает уровня производительности первой половины дня.
К концу дня производительность снова резко снижается.
Для восстановления работоспособности работающих
следует делать перерывы в зависимости от характера
труда от 5 до 15 мин. как в первую, так и во вторую
половину дня. Перерывы не должны быть особенно ве-
лики, однако они должны быть достаточными для вос-
становления психофизиологических функций организма.
Перерывы полезно использовать для производственной
гимнастики, а при особенно напряженной работе рабо-
чие должны отдыхать в специальных комнатах отдыха.
Научная организация труда предполагает создание
благоприятной производственной обстановки на рабочем
месте. Производственная обстановка включает ряд эле-
ментов, обеспечивающих гигиенические условия труда.
В комплекс элементов, создающих производственную
обстановку, наряду с оргтехоснасткой входят способы
окраски помещений и оборудования, состояние полов,
оформление деталей производственных помещений,
20
а также такие элементы гигиенических условий труда,
как чистота, температура и влажность воздуха, уровень
шума, гигиеническое, рациональное освещение и т. д.
Производственная обстановка, окружая изо дня в день
рабочего, оказывает на него большое влияние. Она мо-
жет вызвать настроение подъема, активности, желание
лучше и больше работать; она может также создавать
настроение равнодушия, безразличия и даже уныния,
пассивности, упадка и нежелания работать. Следова-
тельно, нельзя недооценивать значения производствен-
ной обстановки, необходимо правильно использовать
этот резерв улучшения качества работы и повышения
производительности труда.
Грязные и разбитые полы, запыленные стекла, одно-
образная темная окраска станков, верстаков, агрегатов
и стен, загрязненный воздух и плохое освещение создают
унылую обстановку на производстве. Она угнетающе
действует на психику человека и не стимулирует его
к борьбе за лучшие показатели в работе, укрепление
трудовой и производственной дисциплины. НОТ требует
коренного изменения таких условий труда и создания на
рабочих местах привлекательной и жизнерадостной об-
становки, помогающей работать с увлечением и созда-
вать высококачественные изделия.
Полы являются первым объектом, с которого начи-
нается работа по повышению культуры производствен-
ной обстановки. Общими требованиями к полам явля-
ются прочность, малая истираемость, достаточное сопро-
тивление против ударов, продавливания и прочих меха-
нических воздействий. Полы должны быть гладкими, не
создающими шума при ходьбе, не выделяющими пыли,
легко поддающимися ремонту, чистке, мытью; полы дол-
жны быть не скользкими, не упругими. Наряду с этим
полы должны обладать стойкостью против химического
воздействия кислот, щелочей и минеральных масел.
С точки зрения эстетики важно, чтобы полы имели кра-
сивый внешний вид и сохраняли его в течение многих
лет.
В зависимости от материалов, применяемых для по-
крытия, полы разделяются на теплые и холодные. К теп-
лым полам относятся деревянные (из досок и паркета),
ксилолитовые, покрытые линолеумом и синтетическими
материалами. Теплые полы характеризуются сравни-
тельно небольшим объемным весом. Они, как правило,
делаются в помещениях с сухим режимом эксплуатации,
21
рассчитанных на долгое пребывание в них людей. К хо-
лодным полам относятся бетонные, цементные, мозаич-
ные и мраморные. Наибольшее применение в настоящее
время получают холодные полы из бетонных плит с
мраморной крошкой (размер плит 400X400X30 или
500X500X30 мм) или монолитные бетонные полы с та-
кой же мраморной крошкой. Такие полы выносят боль-
шие нагрузки (300 кГ/см2), почти не истираются и
обладают малой пыльностью. Эти полы настилаются в
механических, механосборочных и сборочных цехах,
производящих станки, двигатели, крупные агрегаты,
автомобили, самолеты, вагоны и т. д. Монолитные полы,
как не имеющие швов, в ряде случаев, где не допус-
кается пыль, предпочтительнее полов из плит.
Все большее распространение в последние годы по-
лучают полы из новых синтетических материалов. Син-
тетические полы бывают рулонные, плиточные и бес-
шовные— монолитные. К группе рулонных относится
линолеум, который имеет шесть разновидностей. Это по-
ливинилхлоридный линолеум на тканевой основе и без-
основный, однослойный и многослойный полиэфирный
(глифталевый) линолеум на тканевой основе, колокси-
линовый (безосновный), резиновый двухслойный лино-
леум— релин, пергаминный линолеум.
Полы из синтетических линолеумов удобны, гигие-
ничны, не трудоемки в изготовлении и экономичны в экс-
плуатации. Красивые яркие расцветки линолеумов при-
дают помещению нарядный и опрятный вид. Эти полы
легко содержать в чистоте, так как их можно мыть теп-
лой водой. Для придания блеска их можно натирать
восковыми мастиками.
Следующую группу новых полов составляют плиточ-
ные синтетические материалы. В зависимости от исход-
ного материала полы подразделяются на асбестосмоля-
ные, поливинилхлоридные, текстовиниловые, резиновые
и плитки из финолита. Размеры плиток 150X150, 200Х
Х200, 300X300, 450X450 и 600X600 мм. В сравнении
с рулонными материалами плиточные покрытия обла-
дают рядом преимуществ. Они дают возможность созда-
вать различные варианты рисунчатых многоцветных
покрытий. Плиточные цоль! рекомендуется при-
менять в первую очередь в служебных и бытовых по-
мещениях.
Наиболее перспективными полами для производствен-
ных помещений являются бесшовные синтетические
22
йблы. Они получают все большее распространение в раз-
личных цехах, и в первую очередь в сборочных. Однако
их недостатком является отсутствие стойкости против
кислот, щелочей и относительно малая стойкость в воде.
Поэтому в помещении, где могут проливаться кислоты,
щелочи и вода, такие полы не рекомендуются. В отно-
шении других качеств монолитные бесшовные синтети-
ческие полы имеют большие преимущества. Допускае-
мая нагрузка полов 200—320 кГ/см2, полы беспыльные,
эксплуатационная температура — до 100—120° С.
Бесшовные полы бывают двух видов — поливинил-
ацетатные и полимерцементные. Эти полы обладают вы-
сокой прочностью, износоустойчивостью и эластичностью.
Они гигиеничные, удобны в эксплуатации, имеют хоро-
ший внешний вид; им можно придавать любые цвета
и тона.
Поливинилацетатные полы, или, как их называют
еще, наливные мастичные, создаются на основе при-
менения в качестве вяжущего состава поливинилацетат-
ной эмульсии ПЭВ-15, содержащей 50% сухой смолы и
15% пластификата. Наполнителем служит мелкий и тон-
комолотый песок. В качестве красителя используются
любые минеральные пигменты. Толщина покрытия
3—4 см. Эти полы рекомендуется использовать для сбо-
рочных цехов приборостроительной, радиотехнической,
часовой промышленности, для помещений цехового кон-
троля, а также для механосборочных цехов, полировоч-
ных и доводочных отделений и т. д.
Одним из основных условий научной организации
труда на рабочем месте является гигиеническое, рацио-
нальное освещение. Оно должно соответствовать требо-
ваниям ГОСТов, обеспечивать достаточно сильную осве-
щенность поверхностей; постоянство освещенности в те-
чение рабочего времени; равномерное распределение
яркости в окружающем пространстве; отсутствие слепя-
щего действия. Рациональное, гигиеническое освещение
создает наиболее благоприятные условия для работы,
предупреждает зрительное и общее утомление, обеспечи-
вает безопасность труда и передвижения, способствует
повышению производительности труда и качества ра-
боты.
Государственным комитетом Совета Министров СССР
по делам строительства с 1 января 1959 г. введены нор-
мы освещенности, которые значительно повысили уров-
ни освещенности. Особенно возросли нормы освещен-
23
поста для точных работ с повышенным зрительным на-
пряжением. Все работы по точности разбиты на пять
разрядов. Кроме того, предусмотрены два разряда для
работ, которые требуют лишь общего наблюдения за хо-
дом производственного процесса. Общее и местное осве-
щение в механосборочных цехах должно равняться
500 лк, на лекальных работах и в отделениях полирова-
ния и доводки — 2000 лк, на контрольных операциях —
750—2000 лк.
Для лучшей освещенности и более экономного расхо-
дования электроэнергии в последние годы все больше
внедряется люминесцентное освещение, обладающее
многими преимуществами по сравнению с лампами на-
каливания. Люминесцентные лампы в 3—4 раза превы-
шают светоотдачу по сравнению с лампами накалива-
ния. Срок их службы достигает 3000 час. против 1000 час.
ламп накаливания. При люминесцентном освещении
расходуется в несколько раз меньше электроэнергии.
Люминесцентные лампы изготавливаются следующих
типов: дневного света — ДС, белого света — БС, холод-
ного белого света — ХБС, теплого белого света — ТБС.
Лампы белого света наиболее распространены. Их све-
товая отдача на 10—20% выше, чем у других люмине-
сцентных ламп. При недостаточном естественном освеще-
нии целесообразно применение люминесцентных ламп,
так как совместное действие естественного света и лю-
минесцентных ламп не производит впечатления смешан-
ного света.
Цветовое оформление (окраска) производственных
помещений и оборудования является важнейшим эле-
ментом в создании эстетического интерьера на производ-
стве. Однако роль цветовых л'онов при окраске нельзя
рассматривать только с позиции красочного оформления
помещений и оборудования, так как различные цвета
оказывают различное влияние на организм человека и
на трудовой процесс в целом. Исследования многих ин-
ститутов, лабораторий физиологии и психологии труда,
а также материалы зарубежных источников показывают,
что различные цвета влияют на психологические функ-
ции человека и на его центральную нервную систему.
Цветовое оформление (окраску) производственного по-
мещения и оборудования необходимо решать на основа-
нии научных выводов и рекомендаций.
При выборе цветового оформления помещений и обо-
рудования надо ориентироваться прежде всего на те
'ч
24
цвета, которые отражают не менее 40—50% падающего
на них света.
В соответствии с этим предлагается для цветового
оформления цехов использовать следующие цвета: для
потолков железобетонных перекрытий, а также для ме-
таллоконструкций— белый, светло-лимонный: для стен,
перегородок — белый, светло-зеленый, светло-голубой,
светло-желтый, бирюзовый и другие светлые тона. Эти
цвета будут содействовать увеличению освещенности и,
следовательно, меньшему зрительному напряжению ра-
ботающего, снижению утомляемости, повышению произ-
водительности труда и качества работы. Окраска поме-
щений в светлые тона содействует также экономии элек-
троэнергии. Светлый цвет создает ощущение легкости.
Если предметы или конструкции зданий окрашивать
в светлые тона, то они будут создавать ощущение лег-
кости. Потолок и фермы, окрашенные в белый цвет, не
будут подавлять своей тяжестью и массивностью.
Рабочее место слесаря организуется в зависимости
от содержания производственного задания и типа произ-
водства (единичное, серийное, массовое). Однако боль-
шинство рабочих мест оборудуется, как правило, сле-
сарным верстаком, на котором устанавливают
и закрепляют тиски (рис. 2).
Конструкция верстака, его устойчивость и прочность,
оснащенность рабочего места различными приспособле-
ниями, механизирующими ручной труд, непосредственно
сказываются на производительности труда слесаря. Вер-
стак должен быть удобен для работы: каркас верстака
изготовляют, как правило, металлическим, столешницу
(крышку верстака) — из досок толщиной 40—50 мм. Та-
кая столешница не прогибается и не дрожит во время
работы. Сверху она покрывается кровельным железом
или фанерой. Со всех сторон столешницы крепятся дере-
вянные планки-бортики, препятствующие падению с вер-
стака мелких предметов. Под столешницей верстака
устанавливаются выдвижные ящики для хранения
в определенном порядке инструмента и вспомогательных
материалов. Высота верстака 750—900 мм, длина 1000—
1200 мм, ширина 700—800 мм. Слесарные верстаки из-
готовляются одноместные, как показано на рис. 2, и мно-
гоместные.
Особенно удобны одноместные верстаки с регулируе-
мой высотой ножек, которые при необходимости позво-
ляют устанавливать верстак по росту слесаря.
25
Верстаки ограждаются проволочной сеткой, натяну-
той на раму, для предохранения работающих от попа-
дания стружки, разлетающейся во время рубки металла.
Для слесарей, работающих по ремонту оборудования,
желательно применение передвижных верстаков, кото-
рые смонтированы на колесиках и могут перемещаться
по цеху.
Рис. 2. Одноместный слесарный верстак:
/—каркас; 2—столешница; 3—тиски; 4—защитный экран; 5—
планшет для чертежей; 6—светильник; 7—полочка для инстру-
мента; 8—планшет для рабочего инструмента; 9—ящики; 70-
полки; //—сиденье.
Тиски служат для закрепления обрабатываемых за-
готовок или деталей и являются составной частью обо-
рудования рабочего места слесаря. Применяют тиски
стуловые, параллельные и ручные.
Стуловые тиски служат для выполнения тяже-
лых работ, сопровождающихся сильными ударами
(рубка, гибка, клепка и др.). Они состоят из неподвиж-
ной 3 и подвижной 4 губок (рис. 3,а). При вращении
зажимного винта 5 подвижная губка 4 перемещается
и зажимает деталь; при вывинчивании винта 5 под дей-
26
ствием пружины 6 подвижная губка отходит и освобож-
дает деталь. Крепление стуловых тисков к верстаку про-
изводят планкой (лапками) 2, а для большей устойчи-
вости неподвижная губка 3 имеет удлиненный стержень
7, который прикрепляется к ножке верстака 1.
Подвижную и неподвижную губки стуловых тисков
отковывают из конструкционной углеродистой стали. На
Рис. 3. Стуловые тиски:
а—общий вид; б—схемы закрепления заготовок.
рабочие части губок наваривается накладка из инстру-
ментальной стали марок У7, У8 или укрепляются на
винтах специальные пластины 8 (накладные губки,
рис. 3,6). Рабочие поверхности этих пластин насекаются
крестообразной насечкой и закаливаются.
Стуловые тиски отличаются простотой конструкции и
высокой прочностью. Однако они не лишены и недостат-
ков: рабочие поверхности губок не во всех положениях
параллельны друг другу, что снижает точность обработ-
ки; тонкие заготовки зажимаются только верхними кра-
ями губок, толстые же — только нижними (см. рис. 3,6),
что не обеспечивает достаточной прочности крепления
и др.
Параллельные слесарные тиски разде-
ляются на поворотные и неповоротные. В этих тисках
подвижная губка при вращении винта перемещается,
27
оставаясь параллельной неподвижной губке, отчего тис-
ки и получили название параллельных.
В слесарном деле широко распространены парал-
лельные поворотные слесарные тиски (рис. 4). Они со-
стоят из плиты-основания 1 и поворотной части 2, по-
движной 3 и неподвижной 4 губок. Параллельность пе-
ремещения подвижной губки обеспечивается направляю-
щей призмой 5 и осуществляется с помощью ходового
винта 6 и гайки 7.
Рис. 4. Параллельные поворотные ти-
ски.
По круговому Т-образному пазу 8 перемещается болт
И с гайкой 10; с помощью рукоятки 12 можно прижать
поворотную часть 2 к плите-основанию 1 тисков под
определенным углом. При освобождении болта 11 пово-
ротную часть можно поворачивать вокруг оси 9 для
установки на требуемый угол.
Подвижную и неподвижную губки, а также поворот-
ную часть параллельных слесарных тисков отливают из
серого чугуна; ходовой винт, болты и другие детали де-
лают из конструкционной углеродистой стали. Для про-
дления срока службы губок и увеличения прочности за-
жима заготовок в процессе обработки рабочие части
(накладные губки) изготовляют из инструментальной
стали (марки У8) с крестообразной насечкой, после за-
калки их прикрепляют к основным губкам винтами.
Тиски на столешнице верстака укрепляются болтами
через отверстия лапок плиты-основания 1. Размеры сле-
сарных тисков определяются шириной их губок, которая
составляет для поворотных тисков 80, 100, 120 и 140 мм,
и раскрытием (разводом) их — 65, 100, 140 и 180 мм.
Пневматические тиски обеспечивают быстрый и на-
дежный зажим деталей с постоянным усилием без при-
менения физической силы. Продолжительность зажима
28
составляет 2—3 сек., усилие зажима 2000 кг
[20 000 МН/м2].
Пневматические тиски с клиновым зажимом
установлены на основании 1 (рис. 5) пневматической
подставки; в ней профрезерован кольцевой Т-образный
паз <8, в который головками входят болты, закрепляю-
щие тиски в нужном положении. Тиски состоят из по-
движной 3 и неподвижной 4 губок, пневматической ка-
меры с резиновой мембраной 11 и нажимным диском 9,
подающего штока 10 и клиновой передачи, в которую
входят клин 5 и фигурная гайка 6.
Губки тисков раздвигаются вручную винтом 2 на
расстояние от 0 до 120 мм, а также при помощи пнев-
матического крана, вклю-
чаемого от руки или нож-
ной педалью; пневматиче-
ский привод раздвигает
губки тисков на 6 мм.
При зажиме детали вин-
том 2 устанавливают рас-
стояние между губками
по размеру детали, после
этого, подают сжатый воз-
дух в пневматическую ка-
меру под мембрану 11.
Воздействуя на мембра-
ну, сжатый воздух подни-
мает вверх нажимной диск
Рис. 5. Пневматические тиски с
клиновым зажимом.
9 с подающим штоком 10 и
клином 5; своим скосом клин перемещает фигурную
гайку § и зажимной винт 2 с подвижной губкой 3 на
6 мм и закрепляет деталь. Для освобождения детали
следует повернуть рукоятку ручного крана или отпу-
стить ножную педаль, в результате сжатый воздух из
пневматической камеры выйдет в атмосферу. Пружина 7
отодвинет фигурную гайку 6 и через винт 2, переместив
подвижную губку 3, освободит деталь.
Пневматические тиски изготовляют также с диафраг-
менным зажимом и других конструкций с различным
усилием зажима. Тиски, как и другое оборудование, тре-
буют тщательного ухода и бережного отношения. Не
рекомендуется зажимать широкие детали при очень боль-
шом разведении губок, так как это вызывает искривле-
ние ходового винта, а следовательно, и преждевремен-
ный износ тисков. При опиливании всегда нужно ста-
раться зажать деталь так, чтобы оставалось еще около
29
трети невывинченного ходового винта. Не следует так-
же зажимать деталь очень низко, так как при этом на-
пильник может задевать губки тисков и портить их. Вну-
тренние поверхности губок тисков для более сильного
захвата зажимаемой детали снабжаются насечкой, ко-
торая оставляет след на поверхности детали. Чтобы из-
бежать этого, на губки тисков надевают специальные
накладки (нагубники), изготовляемые самим слесарем
из кровельного железа, листовой меди, алюминия, свин-
ца или дерева. Для этого необходимо из листа мягкой
стали, меди или алюминия вырезать две пластины, ши-
рина которых должна быть равна ширине губок, а длина
должна быть равна двойной высоте насеченной поверх-
ности губок. Зажав эти пластины в тисках на половину
длины, легкими ударами молотка пригибают выступаю-
щие концы к наружным скосам губок.
При креплении детали в тисках необходимо распола-
гать ее так, чтобы поверхность губок была использована
полностью, и не допускать частичного зажима лишь кра-
ями губок, так как в этом случае губки перекашиваются
и не могут достаточно прочно удержать деталь.
Очень важное значение имеет правильный выбор вы-
соты тисков по росту работающего. Для выполнения
опиловочных работ правильность установки параллель-
ных или пневматических тисков по высоте необходимо
проверять путем постановки локтя руки на губки тисков
так, чтобы концы выпрямленных пальцев касались
подбородка. У стоящего слесаря локоть правой руки,
согнутый под углом 90°, должен находиться на уров-
не губок тисков. При неправильной установке тисков
локоть окажется или опущенным вниз, или поднятым
вверх.
При работе на стуловых тисках высота их устанав-
ливается так: руку ставят локтем на губки тисков, при
этом кулак должен касаться подбородка. Несоблюдение
этого правила приводит к преждевременной утомляемо-
сти работающего, а также к снижению точности опили-
вания параллельных плоскостей и плоских поверхно-
стей, сопрягаемых под углом 90°. Так, на высоко уста-
новленных тисках раньше спиливается передняя часть,
а на низко установленных спиливается более удаленная
часть обрабатываемой детали.
В ряде слесарных мастерских, как уже указывалось,
применяются одноместные верстаки, снабженные вмон-
тированными в ножки верстака винтами, с помощью ко-
30
торых регулируется высота установки верстака и тисков
по росту работающего.
Ручные тиски (их часто называют тисочки) при-
меняются для закрепления мелких деталей, требующих
частого поворачивания в процессе опиливания (рис. 6),
или при сверлении, когда размер детали очень мал и ее
неудобно держать в руке.
Ручные тиски изготовляют
и шарнирным соединением с
а/
двух типов: с пружиной
шириной губок 36, 40 и
45 мм (рис. 6, а) и для
мелких работ с шири-
ной губок 6, 10 и 15 мм
(рис. 6,6).
Иногда форма дета-
ли не дает возможно-
сти зажать ее в нуж-
ном положении, напри-
мер, когда требуется
опилить фаску под не-
которым углом. В та-
Рис. 6. Закрепление деталей в ручных тисках
и струбцинах:
а и ручные слесарные тиски; в и г—примеры при*
менения косогубых тисков и струбцин.
ких случаях применяют косогубые тисочки (рис. 6,в),
в которые захватывают деталь; затем косогубые тисочки
вместе с деталью зажимают в губках параллельных
тисков. Для удобства одновременной обработки несколь-
ких одинаковых деталей или тонких длинных заготовок
применяют специальные струбцины (рис. 6,г).
Ручные тиски изготовляют из качественной конструк-
ционной углеродистой стали марок 45 и 50; для пружин
используют инструментальную углеродистую сталь мар-
ки У7 или сталь марки 65Г. Допускается изготовление
пружин и из стали марок 60—70.
31
Большое влияние на производительность труда сле-
саря оказывает оснащенность рабочего места подъемно-
транспортными устройствами. От их наличия зависит не
только время на установку и снятие деталей, монтаж и
демонтаж узлов, но также и время, которое рабочий
расходует на отдых.
Для поднятия деталей (узлов) весом более 16 кг
должны применяться специальные подъемники или мо-
стовые краны. Наиболее удобны подъемные средства,
Рис. 7. Местные подъемные средства:
а—монорельс с электроталью; б—поворотный кран с пневматическим
подъемником.
устанавливаемые для обслуживания одного или несколь-
ких рабочих мест. К числу таких подъемных средств от-
носятся: монорельс с электроталью (рис. 7,а), поворот-
ный кран с пневматическим подъемником (рис. 7,6), пе-
редвижные тележки с подъемниками и др. Управление
такими подъемными средствами осуществляется с пола.
Достаточно потянуть вниз рукоятку 6, чтобы открыть
пусковой кран 5 для подачи воздуха по шлангу 3 в ци-
линдр 1. Тогда груз будет подниматься. Для опускания
груза производится переключение крана путем переме-
щения рукоятки 7 вниз. Подъемник может перемещаться
на роликах 2 по консоли 4 и вместе с консолью повора-
чиваться на необходимый угол.
Электроталь (тельфер) представляет собой элек-
трическую лебедку (см. рис. 7,а), которая не только
поднимает груз, но и перемещает его по однорельсовому
32
пути, расположенному у потолка цеха. Она состоит из
тележки, электродвигателя подъема, редуктора, электро-
магнитного тормоза, барабана для наматывания троса
и обоймы с крюком. Кнопки управления тельфером раз-
мещены на уровне груди работающего.
Наиболее совершенным способом доставки деталей
на рабочее место и передачи их на следующее рабочее
место является механический способ. Для этого необхо-
димы специальные транспортирующие устройства: кон-
вейеры, рольганги и др., получившие широкое примене-
ние на заводах серийного и массового производства—•
автомобильных, тракторных, заводах комбайнов и на
ряде других.
3. НАБОР РАБОЧЕГО ИНСТРУМЕНТА СЛЕСАРЯ
При выполнении слесарных работ пользуются разно-
образными инструментами и приспособлениями. Одной
группой инструментов слесарь пользуется весьма часто.
Этот инструмент он получает из инструментальной кла-
довой в постоянное пользование. Другая группа инстру-
ментов, приспособлений и приборов, применяемых срав-
нительно редко, может находиться в общем пользовании
на слесарном участке; эти инструменты берутся слеса-
рем из кладовой на время выполнения им полученного
задания. Рабочий инструмент слесаря подразделяется
на ручной и механизированный.
Ручной инструмент. Типовой набор ручного инстру-
мента (рис. 8) делится на:
1) режущий инструмент — зубила, крейцмейсели, на-
бор напильников, ножовки, спиральные сверла, цилин-
дрические и конические развертки, круглые плашки, мет-
чики, абразивный инструмент (бруски и пасты) и др.;
2) вспомогательный инструмент — слесарный и рихто-
вальный молотки, керн, чертилка, разметочный циркуль,
плашкодержатель, вороток и т. п.;
3) слесарно-сборочный инструмент — отвертки, гаеч-
ные ключи, бородок, плоскогубцы, ручные тиски и др.;
4) измерительный и поверочный инструмент — мас-
штабная линейка, рулетка, кронциркуль, нутромер,
штангенциркуль, микрометр, угольники и малки, угло-
меры, поверочные линейки и т. п.
Слесарь постоянно должен иметь на своем рабочем
месте: молотки с круглым и квадратным бойками, зу-
била, крейцмейсели, ножницы, кусачки, бородки, напиль-
2 Н. Н. КропивиицкнА 33
ники, шаберы, отвертки, гаечные ключи, ножовки, руч-
ные тиски и др.
Слесарные молотки являются наиболее рас-
пространенным ударным инструментом. Они служат для
Рис. 8. Набор основных рабочих инструментов слесаря.
нанесения ударов при рубке, пробивании отверстий,
клепке, правке и др. В слесарном деле применяют мо-
лотки двух типов — с круглыми и квадратными бойками
,(рис. 8, а). Молотки с круглым бойком используют в тех
.84
случаях, когда требуется значительная сила или мет-
кость удара. Молотки с квадратным бойком выбирают
для более легких работ. Молотки изготовляют из сталей
марок 50, 40Х или из стали У7, их рабочие части — боек
и носок — подвергают закалке на длину не менее 15 мм
с последующей зачисткой и полировкой.
Слесарные молотки испытывают тремя ударами по
незакаленной стали марки У10, после чего на рабочих
частях не должно быть вмятин, трещин и выкрошенных
мест. Вес молотков в зависимости от характера выпол-
няемых работ бывает: 50, 100, 200 и 300 г для выполне-
ния инструментальных работ; 400, 500 и 600 г для сле-
сарных работ и 800, 1000 г для ремонтных работ.
Материалом для изготовления ручек молотков слу-
жат кизил, рябина, клен, граб, береза — породы деревь-
ев, отличающиеся прочностью и упругостью. В сечении
ручка должна быть овальной, а ее свободный конец вы-
полняют в полтора раза толще, чем у отверстия молотка.
Длина ручки зависит от веса молотка. В среднем она
должна быть 250—350 мм; для молотков весом
50—200 г длина ручек 200—270 мм, а для тяжелых —
350—400 мм. Конец ручки, на который насаживается
молоток, расклинивается деревянным клином, смазан-
ным столярным клеем, или металлическим клином с на-
сечкой (ершом).
Зубило применяется для разрубания на части ме-
талла различного профиля, удаления припуска с поверх-
ности заготовки, срубания приливов и литников на ли-
тых заготовках, заклепок при ремонте заклепочных со-
единений и т. п.
Зубило состоит из трех частей — рабочей, средней и
ударной (рис. 8,6). Рабочая часть зубила имеет форму
клина, углы заточки которого изменяются в зависимости
от обрабатываемого материала. .Средней части слесар-
ного зубила придается овальное или многогранное сече-
ние без острых ребер на боковых гранях, чтобы не по-
ранить руки; головке (ударной части) зубила придается
форма усеченного конуса.
Материалом для изготовления слесарных зубил слу-
жит углеродистая инструментальная сталь марок У7А
и У8А. Рабочая часть зубила закаливается на длине
15—30 мм, а ударная— 10—20 мм.
Крейцмейсель — инструмент, подобный зубилу,
но с более узкой режущей кромкой, применяется для
вырубания узких канавок и пазов (рис. 8,в). Для выру-
35
бания канавок во вкладышах подшипников и других по-
добных работ применяют нестандартизированные кана-
вочные крейцмейсели (рис. 8, г) с остроконечными и по-
лукруглыми кромками. Изготовляют крейцмейсели из
углеродистой инструментальной стали марок У7А иУ8А
и закаливают, как зубило.
Бородок применяется для пробивания отверстий
в тонкой листовой стали для «натяжки» просверленных
отверстий под заклепки, т. е. для установки одного от-
верстия против другого в соединяемых деталях, для вы-
бивания забракованных заклепок, штифтов и т. п. Сле-
сарные бородки (рис. 8,5) изготовляют из стали марок
У7А и У8А. Рабочая часть бородка закаливается на всю
длину конуса.
Напильники представляют собой режущий ин-
струмент в виде стальных закаленных брусков различ-
ного профиля с насечкой на их поверхности параллель-
ных зубьев под определенным углом к оси инструмента.
Материалом для изготовления напильников служит
углеродистая инструментальная сталь марок У13 и У13А,
а также хромистая шарикоподшипниковая сталь ШХ15.
Напильники имеют различную форму поперечного
сечения: плоскую, квадратную, трехгранную, круглую
и др. В зависимости от характера выполняемой работы
применяют напильники разной длины, а также с различ-
ным числом насечек, приходящихся на 1 пог. см рабочей
части (драчевые, личные и бархатные).
Имеются три типа ручных напильников: обыкновен-
ные, надфили и рашпили. Обыкновенные напильники
(рис. 8, е) делают из углеродистой инструментальной
стали марок У13 и У13А. Надфили — это те же напиль-
ники, но меньших размеров и с насечкой только на по-
ловину или три четверти своей длины. Гладкая часть
надфиля служит рукояткой. Надфили изготовляют из
стали марок У12 и У12А. Они применяются для обра-
ботки малых поверхностей и доводки деталей небольших
размеров.
Рашпили отличаются от напильников и надфилей
конструкцией насечки. Они применяются для грубой об-
работки мягких металлов — цинка, свинца и т. п., а так-
же для опиливания дерева, кости, рога.
Шабе ры (рис. 8, ж) представляют собой стальные
полосы или стержни определенной длины с тщательно
заточенными рабочими гранями (концами). По конст-
рукции шаберы разделяются на цельные и составные;
36
по форме рабочей части — на плоские, трехгранные и
фасонные, а по числу режущих граней — на односторон-
ние, имеющие обычно деревянные рукоятки, и двусто-
ронние— без рукояток.
Кроме цельных шаберов в последнее время приме-
няют и составные, состоящие из державки и вставных
пластин. Режущими лезвиями таких шаберов могут слу-
жить пластинки инструментальной стали, твердого
сплава и отходы быстрорежущей стали. Шаберы не стан-
дартизированы. Они изготовляются из инструментальной
углеродистой стали марок У10А и У12А с последующей
закалкой.
Отвертки (рис. 8, з) применяются для завинчива-
ния и отвинчивания винтов и шурупов, имеющих прорезь
(шлиц) на головке. Они подразделяются на цельноме-
таллические с деревянными щечками, проволочные, ко-
ловоротные, специальные и механизированные. Отвертка
состоит из трех частей: рабочей части (лопатки), стерж-
ня и ручки. Выбирают отвертку по ширине рабочей ча-
сти, которая зависит от размера шлица в головке шуру-
па или винта.
Гаечные ключи являются необходимым инстру-
ментом при сборке и разборке болтовых соединений.
Головки ключей стандартизированы и имеют определен-
ный размер, который указывается на рукоятке ключа.
Размеры зева (захвата) делают с таким расчетом,
чтобы зазор между гранями гайки или головки болта и
гранями зева был от 0,1 до 0,3 мм.
Гаечные ключи разделяют на простые одноразмер-
ные, универсальные (разводные) и ключи специального
назначения.
Простые одноразмерные ключи бывают: плоские од-
носторонние и плоские двусторонние (рис. 8,и); наклад-
ные глухие; для круглых гаек; торцовые изогнутые и
прямые. Торцовые ключи прямые и изогнутые приме-
няют в тех случаях, когда гайку невозможно завинтить
обычным ключом. Простыми одноразмерными ключами
можно завинчивать гайки только одного размера и од-
ной формы.
Раздвижные (разводные) ключи (рис. 8, к) отлича-
ются от простых ключей тем, что они могут применяться
для отвинчивания или завинчивания гаек различных
размеров. Они имеют размеры зева от 19 до 50 мм при
различных длинах рукояток. Специальные ключи носят
название по роду применения, например ключ под вен-
37
тиль, ключ к гайке муфты и т. д., а также для работы
в труднодоступных местах.
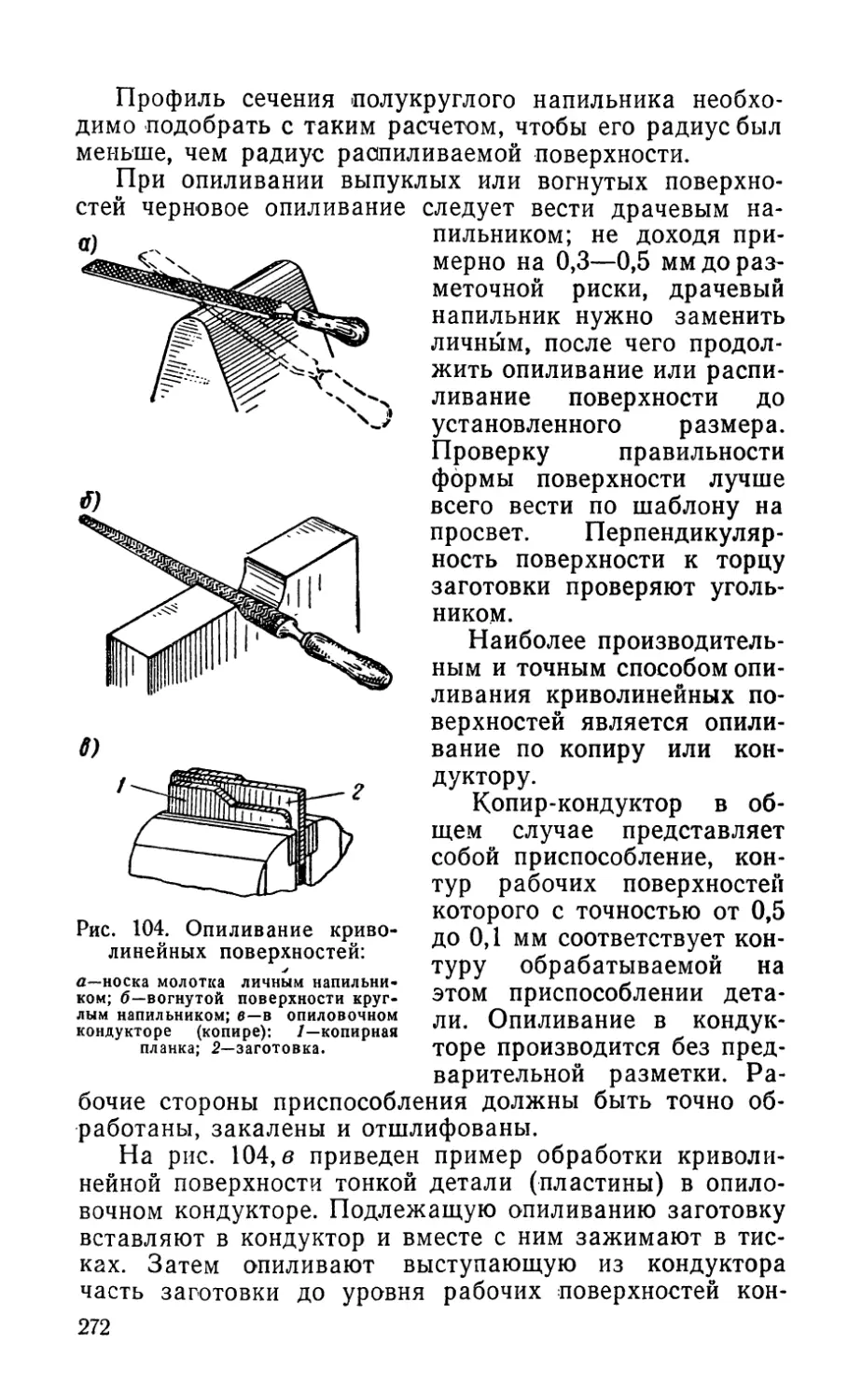
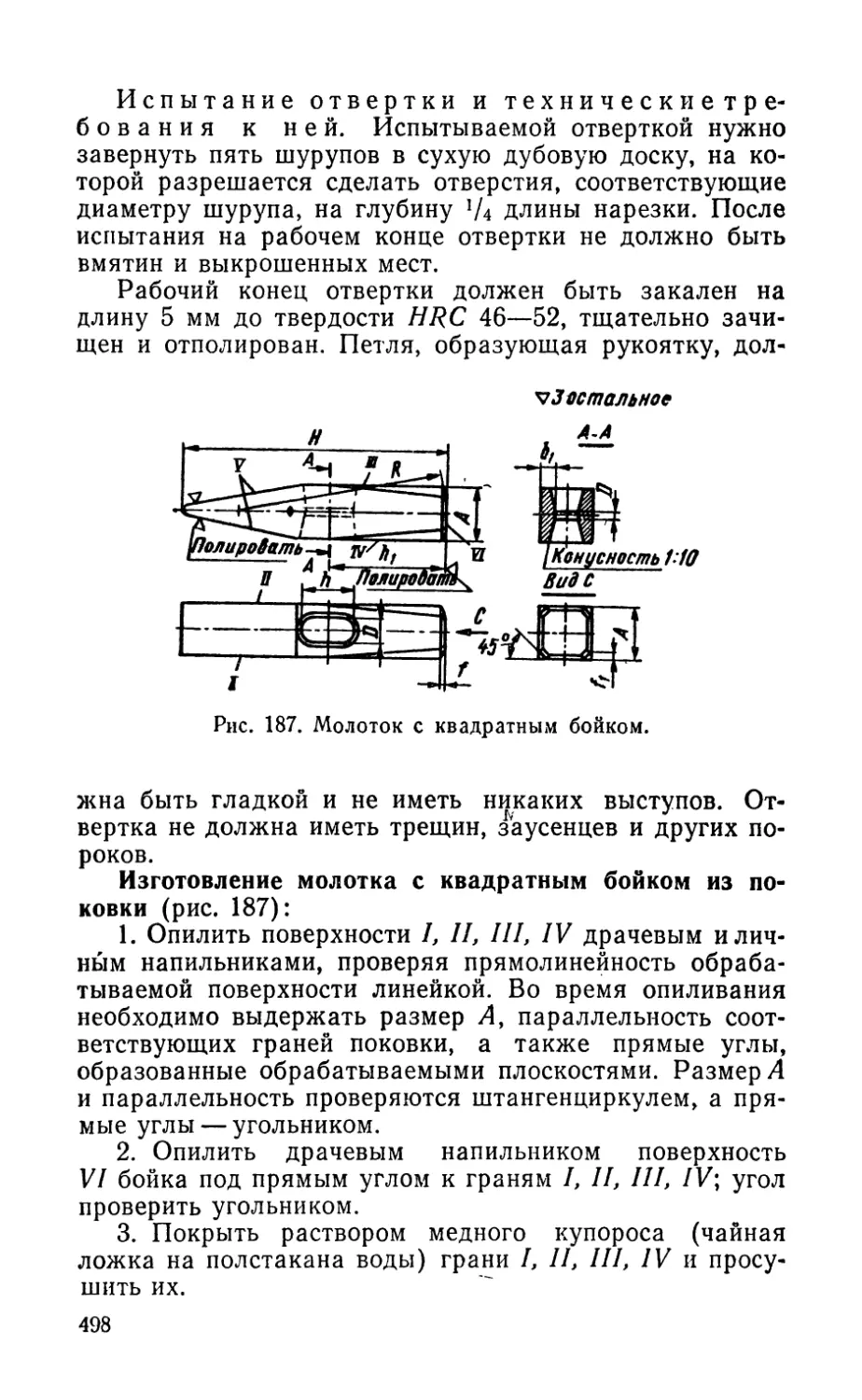
Ручная ножовка (см. рис. 81) обычно приме-
няется для разрезания металла, а также для прорезания
пазов, шлицов в головках винтов, обрезки заготовок по
контуру и т. д. Ножовочные станки бывают цельными и
раздвижными. Последние имеют то преимущество, что
в них можно крепить ножовочные полотна различной
длины.
Использование рассмотренного выше ручного инстру-
мента связано с трудоемкой и малопроизводительной ра-
ботой, тем не менее до сих пор еще многие слесари при-
меняют только ручной инструмент, в то время как зна-
чительная доля слесарных работ может быть механизи-
рована путем использования различных стационарных и
переносных машин, а также электрических и пневмати-
ческих инструментов. Применение таких инструментов
позволяет значительно повысить производительность
труда.
Под механизацией слесарных работ следует понимать
усовершенствование ручного труда путем применения
высокопроизводительного оборудования, различных при-
способлений и механизированного инструмента, значи-
тельно облегчающих труд, повышающих качество про-
дукции и снижающих ее себестоимость.
4. МЕХАНИЗИРОВАННЫЙ СЛЕСАРНЫЙ ИНСТРУМЕНТ
Назначение механизированных инструментов и об-
ласть применения. Слесарно-сборочные инструменты
называются механизированными, если у них главное ра-
бочее движение (движение рабочего органа) осуществ-
ляется с помощьюсоответствующего двигателя, а вспомо-
гательное движение и управление инструментом выпол-
няются вручную. Механизированный ручной инструмент
находит чрезвычайно широкое применение во всех обла-
стях промышленности. Несложное устройство, простота
обращения, небольшие габариты и вес делают ручной
механизированный инструмент особенно удобным для
выполнения таких работ, при которых рабочий часто
переходит с одного места на другое, когда необходимо
произвести обработку какой-либо громоздкой тяжелой
детали на месте ее установки, а также выполнить раз-
личные работы в готовых конструкциях, например при
сборке всевозможных сооружений; при постройке мостов
38
ручной механизированный инструмент часто оказывается
незаменимым.
Основным достоинством механизированного инстру-
мента является значительное увеличение производитель-
ности и облегчение условий труда при его применении
по сравнению с обычным немеханизированным инстру-
ментом. В зависимости от типа механизированного ин-
струмента производительность труда возрастает в сред-
нем в 5 раз, а в отдельных случаях в 15 раз и более.
Кроме того, значительно уменьшается утомляемость ра-
ботающего. Стоимость работ при использовании механи-
зированного инструмента значительно снижается.
Классификация механизированных инструментов.
Механизированные инструменты можно подразделить
по видам работ, для которых они предназначены, на ин-
струмент для основных (слесарно-сборочных) и для
вспомогательных (пригоночных) работ. В зависимости
от типа двигателя различают инструмент электрифици-
рованный, питаемый электрическим током, и пневмати-
ческий, действующий от сжатого воздуха. Каждый из
этих видов инструмента в свою очередь можно отнести
к одной из групп в зависимости от того, на какой кон-
кретной работе механизированный инструмент может
быть использован (на сборке резьбовых соединений, при
опиловке и зачистке, для сверления отверстий, нареза-
ния резьбы, шабрения и7пр.). Можно классифицировать
механизированный инструмент также по характеру дви-
жения рабочего органа — шпинделя: на инструмент
с вращательным и с возвратно-поступательным движе-
нием рабочего органа. Наконец, в зависимости от кон-
струкции корпуса различают ручной механизированный
инструмент с нагрудником, угловой, с рукояткой, писто-
летный и др. (рис. 9).
Можно назвать следующие основные типы механизи-
рованного инструмента электрического дей-
ствия: электрогайковерты, электрошпильковерты,
электросверлильные машины, шлифовальные и полиро-
вальные машины, электронапильники, резьбонарезатели,
электроножницы и др.; пневматического дей-
ствия: гайковерты, механические отвертки, рубильные
и клепальные молотки, сверлильные и шлифовальные
машины и др.
Основные требования, предъявляемые к механизиро*
ванным ручным инструментам. Для полного использова-
ния преимуществ, которые можно получить, пользуясь
39
механизированным инструментом, он должен удовлетво-
рять следующим требованиям:
1. Иметь возможно меньший вес. Чем меньше его вес
при той же мощности, тем меньше будет утомляться ра-
ботающий. Средний вес применяемого в настоящее
время инструмента составляет 2—15 кг.
2. Быть удобным в эксплуатации. Удобство инстру-
мента характеризуется многими качествами. Он должен
быть таким, чтобы его можно было свободно удержи-
вать руками, не затрачивая излишней мускульной силы,
или подвешивать над рабочим местом, быстро включать
Q) б) г)
Рис. 9. Конструктивные формы механизированного инстру-
мента:
а—с нагрудником; б—с рукояткой; в—пистолетного типа; г—угловой.
и выключать; кроме того, в него легко вставлять рабо-
чий инструмент (головки ключей, сверла, зенкера,
развертки и др.).
3. Обладать надежностью в работе. Надежность
характеризуется конструкцией инструмента, допустимо-
стью кратковременных перегрузок, прочностью и износо-
стойкостью его деталей и узлов, особенно зубчатых пе-
редач, обмоток, включающих устройств. При работе
надежным инструментом снижаются простои из-за неис-
правности и связанной с этим неизбежной замены инст-
румента, процесс работы не приостанавливается, что
очень важно при выполнении слесарно-сборочных работ
на конвейере. Наконец, надежный инструмент является
более экономичным, так как он требует меньшей затра-
ты средств на ремонт.
4. Обеспечивать безопасность работы. В условиях
социалистического производства это требование особен-
40
но важно. Если пользование механизированным инстру-
ментом не является безопасным для работающих, то ка-
кими бы высокими качествами инструмент ни обладал,
он не будет допущен к применению. Основные требова-
ния, предъявляемые к инструменту, это гарантия от по-
ражения работающего электрическим током или сжа-
тым воздухом, невозможность самопроизвольного вклю-
чения и выключения.
5. Стоимость инструмента и его эксплуатация дол-
жны быть сравнительно небольшими, т. е. инструмент
должен быть экономичным. Экономичность инструмента
характеризуется небольшой первоначальной стоимостью,
малым расходом электроэнергии или сжатого воздуха,
отсутствием потерь тока и воздуха, малыми затратами
на ремонт.
Производя сравнение между электрифицированным
и пневматическим инструментами с вращательным
рабочим движением, можно отметить, что первым
трем требованиям они удовлетворяют примерно в рав-
ной степени.
В отношении безопасности работы электрифициро-
ванный инструмент, предназначенный для включения
в сеть низкого напряжения (36 В), также может быть
приравнен к пневматическому инструменту, за исключе-
нием тех случаев, когда работы производятся во взрыво-
опасных местах. Электрифицированный инструмент
обычного исполнения для работы во взрывоопасных ме-
стах непригоден.
Преимущества и недостатки электрифицированных и
пневматических инструментов. Пневматический инстру-
мент питается сжатым воздухом, поэтому применение
этого инструмента на заводе требует сооружений специ-
альной компрессорной станции для сжатия воздуха. Та-
ким образом, на строительство компрессорной станции
и прокладку воздухопроводов в цехе потребуются значи-
тельные первоначальные затраты. Для применения
электрифицированных инструментов никаких специаль-
ных сооружений не нужно, так как электроэнергия
имеется на любом современном заводе. Таким образом,
с точки зрения первоначальных затрат выгоднее внед-
рять не пневматический, а электрифицированный инст-
румент. Однако следует иметь в виду, что эти первона-
чальные затраты не всегда оказываются большими.
Если, например, сжатый воздух уже применяется на за-
воде для других технологических целей, то использова-
41
ние его для пневматических инструментов в механосбо-
рочном цехе не вызовет больших затрат. При примене-
нии большого количества механизированных инструмен-
тов нужно учесть еще и расход энергии. Дело в том,
что коэффициент полезного действия большинства пнев-
матических инструментов равен 7—11%, тогда как
у электрифицированных инструментов 40—60%. Следо-
вательно, при применении пневматических инструментов
расход энергии будет значительно выше. Также больше
будут и эксплуатационные расходы, так как часть стои-
мости обслуживания компрессорной установки должна
быть отнесена к расходам на инструмент.
Что касается удобства использования, то здесь ка-
ких-либо существенных преимуществ у электрифициро-
ванного или пневматического инструмента нет. Вес их
на единицу мощности почти одинаков, то же самое мож-
но сказать и о габаритных размерах, а это главное для
такой оценки. Следует отметить, что для производства,
где существует большая опасность воспламенения горю-
чих жидкостей, а тем более взрывоопасных, пневматиче-
ский инструмент незаменим. Использование энергии
сжатого воздуха очень удобно в многошпиндельных ин-
струментах в связи с возможностью создания специаль-
ных малогабаритных ротационных двигателей, хорошо
устанавливающихся по нескольку штук в одном корпусе
инструмента. Подобная же компоновка из нескольких
электродвигателей обычно получается более громоздкой
й тяжелой.
Электрифицированные инструменты. Электрифициро-
ванным инструментом называется такой механизирован-
ный инструмент, у которого приводным двигателем яв-
ляется электродвигатель. В литературе за электрифици-
рованным инструментом закрепилось название электро-
инструмент.
Помимо приведенной щыше классификации механи-
зированных инструментов- электроинструмент может
быть разбит на три группы по роду тока, используемого
для его питания: 1) инструмент постоянного тока;
2) однофазный инструмент; 3) трехфазный инструмент.
Трехфазный инструмент в свою очередь разделяется
на нормальный и высокочастотный.
В качестве привода для инструментов постоянного
тока применяют двигатели постоянного тока с парал-
лельной и последовательной обмоткой возбуждения.
Для инструментов однофазного переменного тока при-
42
меняют коллекторные двигатели с последовательной об-
моткой возбуждения, которые часто рассчитываются и
изготовляются таким образом, чтобы они могли рабо-
тать также от сети постоянного тока. В последнем слу-
чае эти двигатели называют универсальными
коллекторными двигателями.
Для трехфазного инструмента в качестве приводного
двигателя применяют асинхронный трехфазный коротко-
замкнутый электродвигатель нормальной (50 Гц) или
повышенной (200 Гц) частоты. Наряду с упомянутыми
двигателями в некоторых конструкциях электромолот-
ков и вибраторов в качестве приводного двигателя
используют электромагниты.
Механизированный инструмент для пригоночных ра-
бот. Основными пригоночными работами, выполняемыми
при сборке промышленной продукции (автомашин,
тракторов, станков и других машин), являются: опи-
ловка и зачистка сопрягаемых поверхностей, сверление,
развертывание и зенкование отверстий, нарезание вну-
тренней резьбы, шабрение и др. Объем пригоночных
работ в значительной мере зависит от масштабов произ-
водства. В индивидуальном и мелкосерийном производ-
стве, например при сборке машин, может найти приме-
нение большинство из перечисленных работ; в крупно-
серийном же и массовом производстве не должно быть
пригоночных работ, и если практически некоторые такие
работы производятся, то это свидетельствует о несовер-
шенстве технологического процесса.
Таким образом, механизированный инструмент для
пригоночных работ следует широко применять прежде
всего в индивидуальном и мелкосерийном производстве,
а также при изготовлении опытных экземпляров новых
машин и механизмов, где за счет этого можно значи-
тельно снизить Фрудоемкость сборки. Ручные пригоноч-
ные работы в крупносерийном и массовом производстве
следует устранять не внедрением механизированного
инструмента, а улучшением технологического процесса
и выполнением несвойственных сборке работ по при-
гонке деталей в механическом и других обрабатываю-
щих цехах.
Основные сведения о принципах действия пневмати-
ческих двигателей. Выше было сказано, что пневматиче-
ский механизированный инструмент приводится в дей-
ствие сжатым воздухом, который вырабатывается ком-
прессором. Из компрессора сжатый воздух подается
43
в ресивер (резервуар для сжатого воздуха), а затем
поступает по трубопроводу к приемному штуцеру инст-
румента. Расширяясь в двигателе инструмента, сжатый
воздух перемещает поршень или вращает рабочие ло-
патки. Таким образом, скрытая энергия сжатого воз-
духа превращается в механическую.
Рис. 10. Устройство пневматических двигате-
лей:
а—поршневого; б—ротационного; в—турбинного.
В механизированных инструментах пневматического
действия применяются поршневые, ротационные и тур-
бинные двигатели (рис. 10).
Принцип работы поршневого двигателя заключается
в следующем. При верхнем положении поршня сжатый
воздух через отверстие 1 (рис. 10, а) и выточку в золот-
нике 2 поступает в цилиндр 3. Сжатый воздух давит на
поршень 4 и перемещает его вместе с шатуном 5, кото-
рый в свою очередь заставляет вращаться коленчатый
вал б. Валик эксцентрика 5, приводящий в движение
.44
золотник, связан с коленчатым валом и зубчатыми коле-
сами 7 таким образом, что к концу рабочего хода порш-
ня подача сжатого воздуха прекращается и внутренняя
полость цилиндра сообщается с атмосферой. Давление
в цилиндре падает, и так как коленчатый вал продол-
жает по инерции, вращаться, то поршень, перемещаясь
вверх, выталкивает остатки воздуха из цилиндра. В мо-
мент окончания холостого хода золотник вновь соеди-
няет цилиндр с отверстием /, и цикл работы двигателя
повторяется.
Поршневые двигатели обычно изготовляют многоци-
линдровыми. Они устроены таким образом, что ко-
гда в одном цилиндре поршень движется вхолостую, в
другом происходит рабочий ход. Благодаря этому
достигается равномерность вращения коленчатого
вала.
В механизированных ручных инструментах пневма-
тического действия наибольшее распространение полу-
чили не поршневые, а ротационные двигатели. Ротаци-
онный двигатель состоит из корпуса 4 (рис. 10,6) и ро-
тора 1 с лопатками 2, 3, 5 и 6. Лопатки свободно пере-
мещаются в пазах ротора и прижимаются к корпусу под
действием центробежных сил и давления воздуха, посту-
пающего через отверстия 7. Сжатый воздух поступает
через отверстие А в полость Б. Ввиду того что площадь
выступающей части у лопатки 6 больше, чем у лопатки
5, давление на лопатку 6 будет больше и ротор начнет
вращаться по направлению стрелки. При вращении ро-
тора лопатка 6 займет положение лопатки 2. Вследствие
расширения давление воздуха в полости В несколько
упадет, однако неуравновешенное давление будет дей-
ствовать на лопатку 2 до тех пор, пока полость В не со-
единится с выходным отверстием Г.
Таким образом, в ротационном двигателе энергия
сжатого воздуха непосредственно преобразуется, в меха-
ническую энергию вращения. Коэффициент полезного
действия у ротационного двигателя немного меньше, чем
у поршневого. Эти двигатели просты, надежны в работе
и имеют малый вес, что и обеспечило их широкое рас-
пространение.
В тех случаях, когда требуется небольшая мощность
привода и большое число оборотов, применяют пневма-
тические турбинки. Ротор турбинки представляет собой
диск с лопатками, расположенными на его наружной
поверхности. Для упрощения конструкции лопатки ино-
45
гда заменяют обычными отверстиями 3 (рис. 10,в), про-
сверленными в диске 1. Коэффициент полезного дейст-
вия при этом уменьшается незначительно. Сжатый воз-
дух поступает по соплу 2 и, ударяясь в стенки отвер-
стий или лопаток, вращает диск по направлению стрел-
ки. В связи с малой мощностью турбинные двигатели
широкого распространения в механизированных инстру-
ментах не имеют.
Классификация пневматических инструментов. По-
мимо общей классификации ручных механизирован-
ных инструментов, изложенной выше, пневматические
ручные инструменты можно разбить на четыре основные
группы:
I. Группа ударных инструментов: молотки рубиль-
ные, клепальные, бурильные, сваебои; шпалоподбойки
и др.
II. Группа инструментов ударно-вращательного дей-
ствия: молотки бурильные, углубочные и др.
III. Группа инструментов вращательного действия:
сверлильные и шлифовальные машины; ключи-отвертки;
ножницы и др.
IV. Группа инструментов давящего действия: ручные
прессы и др.
Пневматические ручные инструменты рассчитываются
обычно для работы при давлении сжатого воздуха от 4
до 7 ати. В Советском Союзе для большинства пневма-
тических ручных инструментов в качестве нормального
рабочего давления принято давление сжатого воздуха
5 ати, а для инструментов, применяемых в угольной про-
мышленности (отбойные молотки, горные сверла
и др.), — 4—6 ати. Все показатели, помещенные в пас-
порте инструмента, соответствуют указанному в нем ра-
бочему давлению.
Резиновые шланги и арматура к пневматическому
инструменту. Сжатый воздух подводится от воздухопро-
вода к пневматическому инструменту по резиноткане-
вому рукаву, т. е. по гибкому шлангу, который позво-
ляет переносить пневматический инструмент с места на
место в пределах длины шланга. Рукава резинотканевые
(шланги) для пневматических инструментов состоят из
внутреннего резинового слоя, нескольких прокладок из
прорезиненной ткани и наружного резинового слоя. Са-
мыми ходовыми размерами для пневматических инстру-
ментов являются шланги с диаметром в свету 9, 12, 16,
48 и 25 мм. Присоединения резинового шланга к пнев-
46
магическому инструменту и главному трубопроводу дол-
жны быть плотными для того, чтобы в соединениях не
было потерь сжатого воздуха, и взаимозаменяемыми,
чтобы можно было быстро присоединить любой пневма-
тический инструмент. '
Детали, посредством которых осуществляется присо-
единение шланга к пневматическому инструменту и к
главному трубопроводу, называют арматурой пнев-
матического инструмента.
Для надежного и быстрого присоединения шланга
к футорке инструмента служат ниппели. Они выпол-
няются двух типов: ниппель резьбовой с конусной резь-
бой и ниппель конусный.
Шланг присоединяется к ниппелю со стороны заер-
шенного конца, на который шланг натягивается и за-
крепляется при помощи специальных обхватов или мяг-
кой проволоки.
Футорки, к которым присоединяется шланг при по-
мощи ниппеля, изготовляются в двух исполнениях: фу-
торка с внутренней конусной резьбой и футорка с вну-
тренним конусом. Соединение футорки с ниппелем осу-
ществляется накидкой вручную или с помощью гаечного
ключа. Для быстрого соединения между собой шлангов,
а также для присоединения шлангов к трубопроводу
или крану применяются моментальные соединения, кото-
рые выполняются как с заершенным, так и с резьбовым
хвостовиком. Моментальное соединение состоит из двух
половин. При соединении между собой шланги снаб-
жаются одинаковыми половинами моментального соеди-
нения с заершенным хвостовиком.
Для присоединения к трубопроводу или крану шлан-
га на его конце крепится одна половина моментального
соединения с заершенным хвостовиком, а на кране или
трубопроводе — вторая половина с резьбовым хвостови-
ком. Для осуществления связи между двумя полови-
нами моментального соединения нужно с. нажимом со-
единить их торцы и повернуть друг относительно друга.
Плотность моментального соединения обеспечивается
резиновыми кольцами. Для постоянного соединения
между собой двух шлангов применяется двусторонний
ниппель.
Устройство и действие различных видов механизиро-
ванного инструмента рассматривается при описании
слесарных операций, в технологии которых они приме-
няются.
47
5. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ
ИНСТРУМЕНТЫ СЛЕСАРЯ
Правильность заданных чертежом размеров и формы
деталей в процессе их изготовления проверяют штрихо-
вым (шкальным) измерительным инструментом, а также
поверочными линейками, плитами и пр.
Поэтому кроме типового набора рабочего инстру-
мента слесарь должен иметь необходимый (ходовой)
контрольно-измерительный инструмент. К нему отно-
сятся: масштабная линейка, рулетка, кронциркуль и
нутромер, штангенциркуль, угольник, малка, транспор-
тир, .угломер, поверочная линейка и т. п.
Масштабная линейка имеет штрихи-деления,
расположенные друг от друга на расстоянии 1, 0,5 и
иногда 0,25 мм. Эти деления и составляют измеритель-
ную шкалу линейки. Для удобства ’расчета размеров
каждое полусантиметровое деление шкалы отмечается
удлиненным штрихом, а каждое сантиметровое — еще
более удлиненным штрихом, над которым проставляется
цифра, указывающая число сантиметров от начала
шкалы. Масштабной линейкой производят измерения на-
ружных и внутренних размеров и расстояний с точно-
стью до 0,5 мм, а при наличии опыта — и до 0,25 мм.
Масштабные линейки изготовляют жесткими или упру-
гими, с длиной шкалы 100, 150, 200, 300, 500, 750 и
1000 мм, шириной 10—25 мм и толщиной 0,3—1,5 мм,
из углеродистой инструментальной стали марки У7
или У8.
Приемы измерения масштабной линейкой показаны
на рис. 11, а.
Рулетка представляет собой стальную ленту, на
поверхности которой нанесена шкала с ценой деления
1 мм. Лента Заключена в футляр и втягивается в него
либо пружиной (самосвертывающиеся рулетки,
рис. 11,6), либо вращением рукоятки (простые рулетки,
рис. 11,в),-либо вдвигается вручную (желобчатые ру-
летки, рис. 11,г). Самосвертывающиеся и желобчатые
рулетки изготовляются с длиной шкалы 1 и 2 м, а про-
стые— с длиной 2, 5, 10, 20, 30 и 50 м. Рулетки приме-
няются для измерения линейных размеров: длины, ши-
рины, высоты деталей и расстояний между их отдель-
ными частями, а также длин дуг и окружностей и кри-
вых.
Измеряя окружность цилиндра, вокруг него плотно
48
a)
Неправильно
Рис. 11. Простой измерительный инструмент сле-
саря:
а—приемы измерения масштабной линейкой; ^—рулетка кно-
почная самосвертывающаяся; в—рулетка простая; г—рулетка
желобчатая, вдвигаемая вручную; д—кронциркуль; е—кронцир-
куль и нутромер пружинные.
49
обертывают стальную ленту рулетки. При этом деление
шкалы, совпадающее с нулевым делением ленты, указы-
вает нам длину измеряемой окружности. Такими прие-
мами пользуются обычно при необходимости определить
длину развертки или диаметр большого цилиндра, если
непосредственное измерение его затруднено.
Для переноса размеров на масштабную линейку и
контроля размеров деталей в процессе их изготовления
пользуются кронциркулем и нутромером.
Кронциркуль применяется для измерения наруж-
ных размеров деталей: диаметров, длин, толщин бурти-
ков, стенок и т. п. Он состоит из двух изогнутых по боль-
шому радиусу ножек длиной 150—200 мм, соединенных
шарниром (рис. 11,5). При измерении кронциркуль бе-
рут правой рукой за шарнир и раздвигают его ножки
так, чтобы их концы касались проверяемой детали и пе-
ремещались по ней с небольшим усилием. Размер де-
тали определяют наложением ножек кронциркуля на
масштабную линейку.
Более удобным является пружинный кронциркуль
(рис. 11,е). Ножки такого кронциркуля под давлением
кольцевой пружины 1 стремятся разойтись, но гайка 2,
навернутая на стяжной- винт 3, укрепленный на одной
ножке и свободно проходящий сквозь другую, препят-
ствует этому. Вращением гайки 2 по винту 3 с мелкой
резьбой устанавливают ножки на размер, который не
может измениться произвольно.
Точность измерения кронциркулем 0,25—0,5 мм. Из-
готовляют его из углеродистой инструментальной стали
У7 или У8, а измерительные концы на длине 15—20 мм
закаливают.
Нутромер служит для измерения внутренних раз-
меров: диаметров отверстий, размеров пазов, выточек
и т. п. На рис. 11,0 и е показаны обыкновенный и пру-
жинный нутромеры. В отличие от кронциркуля он имеет
прямые ножки с отогнутыми губками. Устройство нутро-
мера аналогично устройству кронциркуля.
При измерении диаметра ножки нутромера разводят
до легкого касания со стенками детали и затем вводят
в отверстие отвесно. Замеренный размер отверстия будет
соответствовать действительному только в том случае,
когда нутромер не будет перекошен, т. е. линия, прохо-
дящая через концы ножек, будет перпендикулярной оси
отверстия. Отсчет размера производится по измеритель-
ной линейке; при этом одну ножку нутромера упирают
50
в плоскость, к которой под прямым углом прижата тор-
цовая грань измерительной линейки, и производят по
ней отсчет размера.
Изготовляют нутромеры из углеродистой инструмен-
тальной стали У7 илцУ8 с закалкой измерительных кон-
цов на длине 15—20 мм.
Точность измерений, которую можно получить с по-
мощью масштабной линейки, складного метра или ру-
летки, далеко не всегда удовлетворяет требованиям со-
временного машиностроения. Поэтому при изготовлении
ответственных деталей машин пользуются более совер-
шенными масштабными инструментами, позволяющими
определять размеры с повышенной точностью. К таким
инструментам в первую очередь относится штангенцир-
куль.
Штангенциркуль широко используется в маши-
ностроении для измерения наружных и внутренних раз-
меров, глубин, буртиков и высот деталей. Универсаль-
ность, простота отсчета, доступность и широкий диапа-
зон измерения позволяют использовать штангенциркуль
на разных работах. Конструкции выпускаемых промыш-
ленностью штангенциркулей дают возможность произво-
дить отсчет размеров с точностью до 0,1 и 0,05 мм.
Штангенциркули с точностью отсчета размеров до
0,02 мм в настоящее время не выпускаются.
На рис. 12, а изображен универсальный штангенцир-
куль с пределами измерения от 0 до 125 мм и величи-
ной отсчета по нониусу 0,1 мм.
Штангенциркуль состоит из штанги /, на которой
нанесена шкала линейки. Штанга выполнена заодно
с губками 2 и 9. По штанге перемещается рамка 7 с губ-
ками рамки 3 и 8. Непосредственно на рамке нанесена
шкала нониуса 6. При сомкнутых губках инструмента
нулевые деления линейки и шкалы нониуса точно совпа-
дают. Измеряемую деталь слегка зажимают между губ-
ками штангенциркуля, фиксируют рамку зажимным вин-
том 4, а затем по шкалам штанги и нониуса производят
отсчет размера. Измерение глубины осуществляется
с помощью глубиномера 5. В зависимости от количества
делений нониуса действительные размеры детали можно
определять с точностью 0,1—0,05 мм. Например, если
шкала нониуса (рис. 12,6) длиной 9 мм разделена на
10 равных частей, то, следовательно, каждое деление
нониуса равно 9:10=0,9 мм, т. е. короче деления на ли-
нейке на 1,0—0,9 = 0,1 мм. При плотно сдвинутых губках
51
штангенциркуля нулевой штрих нониуса совпадает с ну-
левым штрихом штанги, а десятый штрих нониуса —
с девятым штрихом штанги. При такой (так называемой
нулевой) установке губок штангенциркуля первое деле-
ние нониуса не дойдет до первого деления линейки-
штанги на 0,1 мм, второе — на 0,2 мм, третье — на 0,3 мм
!,9
Нониус
мм
Рис. 12. Штангенциркуль (а)\ устройство но-
ниуса (б и в).
и т. д. Если передвинуть рамку таким образом, чтобы
первый штрих нониуса совпал с первым штрихом штан-
ги, то зазор между губками будет равен 0,1 мм. При со-
впадении, например, шестого штриха нониуса с любым
штрихом штанги зазор будет равен 0,1 мм и т. д. Для
отсчета действительного размера по штангенциркулю
количество целых миллиметров нужно взять по шкале
штанги до нулевого штриха нониуса, а количество деся-
52
тых долей миллиметра — по нониусу, определив, какой
штрих нониуса совпадает со штрихом основной шкала.
Следует отметить, что производство штангенциркулей
с длиной шкалы нониуса 9 мм, деленной на 10 равных
частей, промышленностью прекращено, однако в учеб-
ных целях штангенциркулем с указанным нониусом
пользуются.
Согласно ГОСТу 166-63 инструментальная промыш-
ленность нашей страны выпускает штангенциркули сле-
дующих типов:
ШЦ-1— с двусторонним расположением губок—для
наружных и внутренних измерений и с линейкой для
измерения глубин (рис. 12,а); пределы измерения от 0
до 125 мм; точность отсчета по нониусу 0,1 мм;
ШЦ-П — с двусторонним расположением губок —
для наружных и внутренних измерений и для разметки;
пределы измерения от 0 до 200 и от 0 до 320 мм; точ-
ность отсчета по-нониусу 0,1 и 0,05 мм;
ШЦ-Ш —с односторонним расположением губок;
пределы измерения 0—500, 250—710, 320—1000, 500—
1400 и 800—2000 мм. Точность отсчета по нониусу 0,1
и 0,05 мм, а также штангенциркуль с устройством для
разметки (ТУ 2-034-803-69) с пределами измерения
1500—3000 и 2000—4000 мм. Точность отсчета по нони-
усу 0,1 мм.
У штангенциркуля ШЦ-1 шкала нониуса сделана бо-
лее крупной и имеет длину 19 мм (рис. 12,в). Такая
шкала более удобна для отсчета, так как каждое деле-
ние нониуса равно не 0,9, а 1,9 мм. Принцип определе-
ния размера с точностью 0,1 мм при этом не изменяется.
Точность отсчета 0,1 мм в ряде случаев бывает недоста-
точной. Для более точного отсчета шкалу нониуса де-
лают длиной 39 мм и делят ее на 20 частей; тогда цена
одного деления нониуса составит 39:20=1,95 мм. Таким
образом, если на линейке штанги нанесена обычная мил-
лиметровая шкала, то первый штрих нониуса будет «от-
ставать» от второго штриха линейки на 0,05 мм, второй
штрих нониуса от четвертого штриха линейки — на
0,05X2=0,1 мм и т. д.
Штангенинструменты с точностью отсчета по нониусу
0,05 мм относятся к измерительным инструментам по-
вышенной точности. Они имеют установочное приспо-
собление — микрометрическое устройство, позволяющее
точно регулировать перемещение рамки с подвижной
губкой и быстро устанавливать заданный размер.
53
Более подробно о штангенинструментах повышенной
точности см. гл. II, § 17.
Инструменты для проверки углов. В машиностроении
наиболее распространенным инструментом для проверки
и разметки прямых углов и для контроля взаимно пер-
пендикулярного расположения деталей являются сталь-
ные угольники с углом 90° (ГОСТ 3749-65), а также
малки, транспортиры, угломеры, шаблоны и др.
Рис. 13. Угольники с углом 90° и приемы поль-
зования ими.
Угольники с углом 90° бывают различных раз-
меров, цельные или составные (рис. 13).
Угольники изготовляют трех классов точности: 0, 1
и 2. Наиболее точные угольники — класса 0. Точные
угольники с фасками называются лекальными
(рис. 13,а, б). Для проверки прямых углов угольник на-
кладывают на проверяемую деталь и определяют пра-
вильность обработки проверяемого угла на просвет. При
проверке наружного угла угольник накладывают на де-
таль его внутренней частью (рис. 13,в), а при проверке
54
внутреннего угла — наружной частью. Наложив уголь-
ник одной стороной на обработанную сторону детали,
слегка прижимая его, совмещают другую сторону уголь-
ника с обрабатываемой стороной детали и по образо-
вавшемуся просвету судят о точности выполнения пря-
мого угла (рис. 13,г). Иногда размер просвета опреде-
ляют с помощью щупов. Необходимо следить за тем,
Рис. 14. Малки и угломеры:
а—простая малка; б—двойная малка; в—примеры применения малок; г—
простой угломер; д—оптический угломер.
чтобы угольник устанавливался в плоскости, перпенди-
кулярной к линии пересечения плоскостей, образующих
прямой угол (рис. 13, д). При наклонных положениях
угольника (рис. 13, е, ж) возможны ошибки замеров.
Простая малка (рис. 14, а) состоит из обоймы 1
и линейки 2, закрепленной шарнирно между двумя план-
ками обоймы. Шарнирное крепление обоймы позволяет
линейке занимать по отношению к обойме положение
под любым углом. Малку устанавливают на требуемый
55
угол по образцу детали или по угловым плиткам. Тре-
буемый угол фиксируется винтом 3 с барашковой гай-
кой.
Простая малка служит для измерения (переноса)
одновременно только одного угла.
Универсальная малка служит для одновре-
менного переноса двух или трех углов.
Двойная малка состоит из двух линеек 1 и 3
(рис. 14,6), соединенных шарнирно с рычагом 2. Конец
линейки 1 срезан под углом 45°, а концы линейки <3 —
под углом 30 и 60°. Линейка 3 и рычаг 2 имеют продоль-
ные прорези, по которым перемещается винт 4; винт мо-
жет быть закреплен в различных местах прорези.
При измерении углов линейки двойной малки уста-
навливают под углом, который требуется проверить
(рис. 14,в). Если необходимо проверить сразу два-три
угла, то рычаг также устанавливают под нужным углом.
Когда малка установлена на определенный угол и вин-
ты закреплены, ее накладывают на деталь и просматри-
вают на свет, наблюдая, совпадают ли грани линеек
малки с поверхностями детали или нет. В процессе про-
верки не следует сильно нажимать малкой на деталь,
так как этим можно сбить установку линеек. Если при
наложении малки на деталь между гранями линеек и
поверхностями детали заметны просветы, это значит, что
деталь изготовлена неправильно.
Малка особенно удобна в тех случаях, когда по го-
товой (образцовой) детали требуется изготовить ряд
других, подобных ей. В этом случае малку устанавли-
вают по образцовой детали, а все новые детали прове-
ряют по этой установке.
С помощью угольников и малки можно лишь прове-
рить правильность выполнения заданных углов, но су-
дить о величине отклонения нельзя.
Угольники и малки изготовляют из углеродистых ин-
струментальных сталей У7 и У8 с последующей закал-
кой.
Для измерения или разметки углов, для настройки
малок или определения величины перенесенных ими
углов пользуются угломерными инструментами с неза-
висимым углом. К таким инструментам относятся транс-
портиры и угломеры.
Транспортиры обычно применяются для изме-
рения и разметки углов на плоскости. Угломеры бывают
простые и универсальные.
56
Простой угломер состоит из линейки / и транс-
портира 2 (рис. 14,г). При измерениях угломер накла-
дывают на деталь так, чтобы линейка 1 и нижняя часть
полки транспортира 2 совпадали со сторонами измеряе-
мой детали 3. Величину угла определяют по указа-
телю 4, перемещающемуся по шкале транспортира вме-
сте с линейкой. Простым угломером можно измерять ве-
личину углов с точностью 0,5—1°.
Оптический угломер состоит из корпуса 1
(рис. 14,5), в котором закреплен стеклянный диск со
шкалой, имеющей деления в градусах и минутах. Цена
малых делений 10'. С корпусом жестко скреплена основ-
ная (неподвижная) линейка 3. На диске 5 смонтированы
лупа 6, рычаг 4 и укреплена подвижная линейка 2. Под
лупой параллельно стеклянному диску расположена не-
большая стеклянная пластинка, на которой нанесен
указатель, ясно видимый через окуляр. Линейку 2 мож-
но перемещать в продольном направлении и с помощью
рычага 4 закреплять в нужном положении. Во время по-
ворота линейки 2 в ту или другую сторону будут вра-
щаться в том же направлении диск 5 и лупа 6, Таким
образом, определенному положению линейки будет со-
ответствовать вполне определенное положение диска и
лупы. После закрепления линеек зажимным кольцом 7,
наблюдая через лупу 6, производят отсчет показаний
угломера.
Оптическим угломером можно измерять углы от 0 до
180°. Допускаемые погрешности показания оптического
угломера ±5'.
Поверочные линейки служат для проверки
плоскостей на прямолинейность. В процессе обработки
плоскостей чаще всего пользуются лекальными линей-
ками. Они подразделяются на линейки лекальные с дву-
сторонним скосом, трехгранные и четырехгранные
(рис. 15, а).
Лекальные линейки изготовляют с высокой точно-
стью, они имеют тонкие ребра с радиусом закругления
0,1—0,2 мм, благодаря чему можно весьма точно опре-
делить отклонение от прямолинейности по способу све-
товой щели (на просвет). Для этого линейку своим реб-
ром устанавливают на проверяемую поверхность детали
против света (рис. 15,6). Имеющиеся отклонения от
прямолинейности будут при этом заметны между линей-
кой и поверхностью детали. При хорошем освещении
можно обнаружить отклонение от прямолинейности
57
величиной от 0,005 до 0,002 мм. Лекальные линейки из-
готовляют длиной от 25 до 500 мм из углеродистой
инструментальной или легированной стали с последую-
щей закалкой.
Хранение измерительного инструмента и уход за ним.
Точность и долговечность инструмента зависят не
только от качества изготовления и умелого обращения,
но также и от правильного хранения и ухода за ним.
Рис. 15. Конструктивные формы (а) лекальных
линеек (ЛД— двусторонняя; ЛТ—трехгранная;
ЛЧ—четырехгранная) и приемы пользования
ими (б).
Простейший измерительный инструмент хранится
обычно в ящике верстака, где его располагают в опре-
деленном порядке по типам инструмента и размерам.
Штангенциркули и лекальные линейки хранятся в спе-
циальных футлярах с закрывающимися крышками. Для
предохранения инструмента от ржавчины его смазы-
мают тонким слоем чистого технического вазелина, пред-
варительно хорошо протерев сухой тряпкой. Перед упо-
треблением инструмента смазка удаляется чистой тряп-
кой или промыванием в бензине.
При появлении пятен ржавчины инструмент необхо-
димо положить на сутки в керосин, после чего промыть
бензином, насухо протереть и снова смазать.
6. ОХРАНА ТРУДА, ТЕХНИКА БЕЗОПАСНОСТИ,
ПОЖАРНАЯ ПРОФИЛАКТИКА
Охрана труда — это система организационно-право-
вых средств, способствующих полной или частичной ней-
трализации вредного воздействия на организм работаю-
58
щего факторов производственной среды, профилактике
производственного травматизма и профзаболеваний,
а также созданию комфортабельных условий труда.
В специальной литературе, а также в ряде законода-
тельных актов, положений и инструкций наряду с тер-
мином «охрана труда» применяются термины «техника
безопасности», «гигиена труда», «производственная са-
нитария», «пожарная профилактика» и др. Все они яв-
ляются составляющими термина «охрана труда».
Техника безопасности является частью охраны труда,
которая рассматривает организационные и технические
методы обеспечения безопасности труда. Основным со-
держанием мероприятий по технике безопасности яв-
ляется профилактика травматизма, т. е. предупреждение
несчастных случаев на производстве. Главнейшее напра-
вление в обеспечении безопасности труда на современ-
ном этапе высокомеханизированного производства — это
создание таких совершенных по конструкции машин и
механизмов, работа на которых не представляла бы
опасности захвата движущимися или вращающимися
частями, ранения, ушиба и т. п., а также рациональная
организация производства.
На организм человека действуют различные факторы
внешней среды, такие, как состояние воздушной среды
(ее температура, влажность, загрязненность пылью,
вредными парами и газами), уровень освещенности ра-
бочих мест, наличие и интенсивность электромагнитных
полей, шума и др. Эти факторы могут привести к про-
фессиональным заболеваниям. Кроме того, они ослаб-
ляют организм, понижают внимание к опасности и яв-
ляются сопутствующей причиной возникновения многих
несчастных случаев на производстве.
Таким образом, условия и безопасность профессио-
нального труда слесаря, токаря, фрезеровщика и др.
определяются как совершенством применяемых станков,
механизмов, технологии и организации производства,
так и санитарно-гигиенической обстановкой, окружаю-
щей работающих.
Поэтому другой значительной частью охраны труда
является производственная санитария, основным содер-
жанием которой является обеспечение санитарно-гигие-
нических условий труда, способствующих сохранению
здорового самочувствия работающих, а также предуп-
реждению возникновения профессиональных заболева-
ний и отравлений.
59
Наконец, третья часть вопросов охраны труда — это
правовая охрана труда. Советское трудовое законода-
тельство установлено в интересах трудящихся и, следо-
вательно, охраняет их труд. Основные требования зако-
нодательства об охране труда изложены в разделе
«Охрана труда» Кодекса закона о труде (КЗОТ) союз-
ных республик.
Специальные правила по технике безопасности и про-
изводственной санитарии для отдельных отраслей на-
родного хозяйства издаются Центральными комитетами
профсоюзов по согласованию с заинтересованными ми-
нистерствами и ведомствами. Таковы, например, пра-
вила, утвержденные ЦК профсоюза рабочих машино-
строении 19 ноября 1958 г. для работ при холодной
обработке металлов, правила техники безопасности и про-
изводственной санитарии при окраске изделий в маши-
ностроении и др. В соответствии с этими правилами все
рабочие, поступающие на предприятия машиностроения,
проходят сначала вводный инструктаж по технике безо-
пасности и производственной санитарии, а затем ин-
структаж или обучение безопасным методам работы на
своем рабочем месте.
В учебных заведениях профтехобразования изучение
правил по технике безопасности и производственной са-
нитарии производится на уроках теоретического и про-
изводственного обучения.
Руководствуясь отраслевыми правилами техники бе-
зопасности и производственной санитарии, администра-
ция предприятия разрабатывает инструкции по безопас-
ным способам работы для каждой профессии с учетом
специфических условий данного производства, работы
на данном станке, агрегате и т. п. Такие инструкции
утверждаются главным инженером предприятия. Они
вывешиваются на рабочих местах и выдаются на руки
рабочим.
Для организации работы по технике безопасности и
производственной санитарии на предприятиях создаются
отделы или бюро по технике безопасности, подчиненные
главному инженеру предприятия, на небольших заводах
и в крупных цехах предусматривается должность инже-
нера по технике безопасности.
Техника безопасности органически связана с проти-
вопожарной техникой. Эта связь исходит из необходимо-
сти защиты здоровья и жизни людей от огня. Поэтому
строгое соблюдение противопожарного режима в учеб-
60
ных мастерских, на предприятии, в любых других поме-
щениях, и в особенности в пожаро-взрывоопасных про-
изводствах,— это также важнейшее требование и тех-
ники безопасности.
Контроль за охраной труда работающих в СССР,
осуществляется профсоюзами и специальными органами
государственного надзора (Госсанинспекция, Госинспек-
ция по промышленной энергетике и энергонадзору
и др.).
Производственный травматизм и про-
фессиональные заболевания. Производствен-
ный травматизм — это внезапное повреждение организ-
ма человека (ранение, ушиб, ожог, острое отравление),
происшедшее в производственной обстановке.
Физические повреждения или нарушения нормальной
деятельности человеческого организма, возникшие в те-
чение длительного времени работы во вредных усло-
виях производства, называются профессиональными за-
болеваниями. К ним, например, относятся заболевание
легких (силикоз) от воздействия пыли кремния, притуп-
ление слуха (глухота) при работе в шумных цехах, за-
болевание глаз от воздействия ультрафиолетовых лучей
и т. д.
В результате воздействия на организм человека
вредных веществ в значительной (большой) концентра-
ции возможны случаи острых отравлений. Такие не-
счастные случаи, происшедшие в производственной
обстановке, рассматриваются как производственные
травмы.
Размещение оборудования и безопас-
ная организация рабочего места. Правиль-
ное размещение металлорежущих станков, верстаков и
другого оборудования в цехах является основным усло-
вием организации безопасной работы. При размещении
оборудования необходимо соблюдать установленные ми-
нимальные разрывы между верстаками или станками и
отдельными элементами здания, правильно определять
ширину проходов и проездов.
Размещение слесарных верстаков или станков и дру-
гого оборудования в цехах принимается таким, чтобы
расстояния между ними были достаточными для свобод-
ного прохода работающих. Ширина проходов должна
быть не менее 1 м.
Расстояние между верстаками при поперечном рас-
положении их к проезду (в затылок работающих) дол-
61
жно равняться 0,9 м, а при попарном расположении
(лицом к лицу работающих) — 1,6 м.
Для перевозки грузов автомашинами устанавли-
ваются проезды шириной 3,5 м. Загромождение прохо-
дов и проездов, а также рабочих мест различными пред-
метами не разрешается. Проходы и проезды должны со-
держаться в чистоте и порядке, границы их обычно от-
мечают белой краской или металлическими светлыми
кнопками.
Ширина рабочей зоны принимается не менее 0,8 м.
Рабочее место, как было сказано выше, организуется
в соответствии с характером выполняемой работы. От
того, насколько правильно и рационально будет органи-
зовано рабочее место, зависят безопасность и произво-
дительность труда. Отсутствие на рабочем месте удоб-
ного вспомогательного оборудования или нерацио-
нальное его расположение, захламленность рабо-
чего места создают условия для возникновения травма-
тизма.
На тех частях механизмов, которые могут быть
опасны для работающего, должны быть вывешены пре-
дупредительные надписи.
Меры безопасности при работе обору-
дования. При эксплуатации оборудования возможны
нарушения нормального режима работы: перегрузка ме-
ханизмов, резкое повышение давления, нарушение гер-
метичности, разрушение отдельных деталей (например,
шлифовальных кругов) и т. д. Поэтому в машинах
и механизмах должны предусматриваться специ-
альные предохранительные и защитные устройства,
предупреждающие или исключающие аварии и по-
ломки.
Защитные и предохранительные устройства изготов-
ляют в виде жестких крышек, кожухов, щитов или се-
ток, соединенных с основными частями машины в еди-
ную конструкцию.
В современных станках, прессах и другом оборудо-
вании все движущиеся и вращающиеся части распола-
гают внутри станин, корпусов и коробок, при этом отпа-
дает необходимость устройства каких-либо дополнитель-
ных ограждений.
Для промежуточных звеньев машин (ременных пере-
дач, муфт и пр.) применяют стационарные или подвиж-
ные сплошные сетчатые или решетчатые ограждения.
Подвижное ограждение, например, устраивается для вы-
62
ступающих концов вала или винта в том случае, если
длина их вылета изменяется при работе в значительных
пределах.
Меры предупреждения опасности пора-
жения электрическим током. Воздействие
электрического тока на организм человека может иметь
серьезные последствия. Действие электрического тока
может быть тепловым (ожог), механическим (разрыв
тканей, повреждение костей), химическим (электролити-
ческое действие). Кроме того, ток действует биологиче-
ски, нарушая процессы, свойственные живой материи,
с которыми связана ее жизнеспособность.
Поражение всего организма в целом, вызванное про-
хождением через него электрического тока, принято на-
зывать электрическим ударом. В отличие от этого внеш-
ние местные поражения (ожог, металлизация кожи,
электрический знак) носят общее название электро-
травм.
Характер действия электрических токов неодинаков.
Установлено, что для напряжений ниже 500 В перемен-
ный ток опаснее равного ему по напряжению постоян-
ного тока, а при напряжении более 500 В увеличивается
опасность воздействия постоянного тока. Среди перемен-
ных токов различной частоты наибольшую опасность
представляют токи промышленной частоты. Токи высо-
кой частоты (500 кГц и выше) безопасны с точки зре-
ния внутренних поражений, они не вызывают электриче-
ского удара. Однако они могут вызвать ожоги, и этим они
не менее опасны, чем постоянные или переменные токи
промышленной частоты.
Ожоги происходят вследствие теплового действия
тока и образования электрической дуги. При высокой
частоте тока могут иметь место ожоги внутреннего ха-
рактера даже без заметного повреждения кожной по-
верхности.
Электрические знаки тока представляют со-
бой отметку или отпечаток той части электроустановки
или проводника, с которой произошло соприкосновение
(плотный контакт).
Металлизация кожи — пропитывание кожи
мельчайшими частицами металла, разрушающегося и
проникающего в кожу на месте контакта.
Все электротехнические установки и сети подразде-
ляются, исходя из необходимых мероприятий по обеспе-
чению техники безопасности, на две группы: установки
63
и сети с номинальным напряжением до 1000 В и выше
1000 В.
Основная масса оборудования в цехах машинострои-
тельных заводов питается током напряжением 380/220 В
и относится к установкам первой группы.
Воздушные и кабельные линии, питающие предприя-
тия электроэнергией, как правило, высоковольтные, со
стандартным напряжением 3, 6, 12, 120 кВ и выше.
Кроме транспортных подстанций и распределительных
устройств напряжение свыше 1000 В имеют высокоча-
стотные установки промышленной электротермии, элек-
трокрасочные установки, установки очистки воздуха от
пыли и др.
Для безопасности обслуживания электрических уста-
новок большое значение имеет окружающая производ-
ственная среда. Как уже отмечалось, высокая темпера-
тура, влага, пыль, едкие пары и газы вредно действуют
на человека. Эти же факторы разрушительно действуют
на электроизоляцию, на одежду и обувь человека, спо-
собствуют возникновению электропоражений и аварий.
В связи с этим все помещения по степени опасности по-
ражения электрическим током делят на три катего-
рии: помещения без повышенной опасности, помеще-
ния с повышенной опасностью и особо опасные поме-
щения.
К помещениям без повышенной опасности относятся
сухие отапливаемые помещения с температурой воздуха
не выше 30° С, с полами из дерева или других не про-
водящих ток материалов, например, чертежные
залы, учебные кабинеты, классы, конторские помеще-
ния и др.
На предприятиях машиностроительной промышлен-
ности механические, слесарные и сборочные цехи отно-
сят к категории помещений с повышенной опасностью,
а литейные, кузнечные, гальванические и термические
цехи — к особо опасным.
Помещениями, опасными в пожарном отношении,
считаются такие, в которых обрабатываются или хра-
нятся легковоспламеняющиеся предметы и в которых по
условиям производства могут содержаться легковоспла-
меняющиеся газы, пары, пыль или волокна.
К взрывоопасным относят помещения, в которых из-
готовляют, обрабатывают или хранят взрывчатые веще-
ства или в которых могут появляться пары и пыль, об-
разующие взрывчатые смеси.
64
Для того чтобы исключить возможность непосредст-
венного прикосновения человека к токоведущим частям,
их тщательно изолируют, ограждают кожухами, щитка-
ми или располагают на недоступной высоте.
Важнейшим мероприятием, способствующим умень-
шению опасности воздействия на человека электриче-
ского тока, является применение тока пониженного на-
пряжения. Это мероприятие особенно важно для рабо-
тающих в помещениях, которые имеют повышенную или
особо повышенную электрическую опасность.
Согласно правилам техники безопасности понижен-
ное напряжение, т. е. напряжение до 36 В, должно при-
меняться для питания ручного и переносного электроин-
струмента, для ламп местного освещения у верстаков,
станков и др., а также для светильников общего осве-
щения, имеющих высоту подвеса над полом менее 2 м,
для подогревания пресс-форм и т. д. Напряжение руч-
ных переносных электрических ламп, применяемых в по-
мещениях с повышенной опасностью, должно быть не
выше 36 В, а в помещениях особо опасных и вне поме-
щений— не выше 12 В.
Промышленное освещение. Организация
рационального освещения производственных помещений
и рабочих мест является одним из главных вопросов
охраны труда.
При хорошем освещении устраняется напряжение
глаз, ускоряется темп работы. Свет возбуждает деятель-
ность всего организма, темнота его угнетает.
Существует два вида освещения: естественное и ис-
кусственное. Роль естественного освещения в обеспече-
нии благоприятных условий труда на производстве очень
велика. За счет дневного света в помещениях можно
добиться высокого уровня освещенности на рабо-
чих местах; естественный свет наиболее привычен че-
ловеку.
Для искусственного освещения в настоящее время
используют несколько видов источников света. Основ-
ными из них являются: лампы накаливания, люмине-
сцентные лампы, специальные лампы с повышенной све-
товой отдачей (например, ртутные лампы высокого и
сверхвысокого давления), электрические дуги. Искусст-
венное освещение нормируется санитарными нормами
проектирования промышленных предприятий.
Метеорологические условия на произ-
водстве. Работы производятся при самых разнооб-
3 Н. Н. Кропивпицкяй
разных температурах воздуха, различных его влажности
и подвижности, а также воздействии излучений от на-
гретого оборудования и обрабатываемых материалов и
деталей. Все эти условия внешней среды в совокупности
принято называть метеорологическими условиями. Они
оказывают огромное влияние на самочувствие и работо-
способность человека.
Для обеспечения нормальных условий работы в про-
изводственных помещениях установлены нормы метео-
рологических условий, которые включены в санитарные
нормы проектирования промышленных предприятий.
Нормы учитывают сезоны года, характер производствен-
ного помещения и степень тяжести выполняемой работы.
Так, для помещений с незначительным избытком тепла
рекомендуются следующие температуры воздуха: при
выполнении легких работ 18—20° С, для работы средней
тяжести 16—48 и тяжелых работ 14—16° С.
К мероприятиям по борьбе с перегреванием орга-
низма относятся: механизация тяжелых работ; защита
от источников излучения; удаление избыточных тепло-
выделений при помощи вентиляции; профилактика
нарушений водно-солевого обмена и других по-
следствий перегревания. Для восстановления водно-
солевого баланса организма рабочие горячих цехов
обеспечиваются водой, содержащей до 0,5% поваренной
соли. t
Во избежание ожогов рабочие при работе с горячими
и раскаленными предметами должны пользоваться теп-
лозащитной спецодеждой и защитными очками со свето-
фильтрами, подбираемыми в зависимости от темпера-
туры нагретых тел.
Для предупреждения чрезмерного охлаждения рабо-
чих помещений применяют приточную вентиляцию с по-
дачей теплого воздуха, устраивают тамбуры и воздуш-
ные тепловые завесы, препятствующие поступлению
в помещение холодных масс воздуха зимой при откры-
вании дверей и ворот.
Санитарное благоустройство предпри-
ятий и надлежащее их содержание. Тер-
ритория предприятия должна отвечать не только требо-
ваниям производства, но и всем санитарным нормам.
Она должна быть ровной, хорошо освещенной, иметь
проходы и проезды достаточной величины.
Ямы и другие углубления, устраиваемые для техни-
ческих целей, необходимо плотно и прочно закрывать
66
или надежно ограждать. Дороги и проходы на террито-
рии предприятия делают, как правило, прямолинейными.
Ширина дорог должна соответствовать применяемым
транспортным средствам, перемещаемьш грузам и ин-
тенсивности движения, при этом учитывается наличие
встречных перевозок. Проезжая часть дорог должна
иметь твердое покрытие.
Санитарными нормами проектирования промышлен-
ных предприятий установлены объем и площадь произ-
водственного помещения, которые должны приходиться
на каждого работающего — соответственно не менее
15 м3 и 4,5 м2. Помимо соблюдения минимальной куба-
туры на одного работающего имеет также значение ми-
нимальная высота помещения. В чрезвычайно низких
помещениях затруднено их освещение и проветривание.
Минимальной считается высота производственных поме-
щений 3,2 м от пола до потолка.
Полы, стены и потолки помещений должны обеспе-
чивать достаточную защиту от влияния холода и сыро-
сти. Полы должны быть теплыми, из эластичного мате-
риала, плотными, ровными, нескользкими и удобными
для уборки.
В тех помещениях, где по условиям работы пол под-
вергается смачиванию водой, эмульсиями, кислотой, ще-
лочью, растворителями и прочими жидкостями, он дол-
жен быть сделан из непроницаемых материалов и с до-
статочным уклоном для быстрого стока.
Также предусматривается защита работающих от
ядовитых газов, пыли, копоти, шума и вредного воздей-
ствия сточных вод.
Пожарная профилактика. Наибольшее значение
в оценке пожарной опасности горючих веществ имеют
температуры, при которых горючее вещество может
воспламениться. Такими температурами являются тем-
пература вспышки и температура воспламенения.
Температурой вспышки называется наимень-
шая температура горючего вещества (жидкости), при
которой создается смесь газов или паров с воздухом,
способная воспламеняться при поднесении открытого
огня.
Температура вспышки имеет большое значение
в оценке пожарной опасности жидкостей, которые разде-
ляются на легковоспламеняющиеся с температурой
вспышки до 45° С и горючие — с температурой вспышки
более 45° С.
67
К легковоспламеняющимся жидкостям относятся:
бензин, имеющий температуру вспышки от —50 до
+100° С в зависимости от марки; бензол, имеющий тем-
пературу вспышки —13°С; метиловый спирт—ГС; ке-
росин 4-28° С и другие жидкости. К горючим жидкостям
относятся: льняное масло, имеющее температуру вспыш-
ки от 205 до 300° С; смазочные масла; каменноугольная
смола; дизельное топливо; мазут и т. п.
Температурой воспламенения называется
наименьшая температура горючего вещества (жидко-
сти), при которой оно загорается от открытого источ-
ника воспламенения (пламени) и продолжает гореть по-
сле удаления этого источника.
Процесс горения, возникающий в результате нагрева
всей горючей смеси при отсутствии внешнего воздей-
ствия (открытый огонь), называется самовоспламене-
нием.
Температура, при которой медленное окисление
переходит в самовоспламенение, называется температу-
рой самовоспламенения.
Температура самовоспламенения определяется специ-
альными приборами и составляет для горючих жидко-
стей 400—700° С.
Сосна имеет температуру вспышки 230°, воспламене-
ния 270° С, самовоспламенения 360° С; древесный уголь,
кокс и торф характеризуются только температурой само-
воспламенения, которая для этих веществ соответствен-
но равна 350, 225—280 и 700° С.
Горючие газы и пары (бензин, ацетилен, скипидар,
водород, каменноугольная пыль и др.) в смеси с кисло-
родом воздуха способны образовывать взрывчатые
смеси.
Взрыв — это чрезвычайно быстрое, определяемое до-
лями секунды, горение, сопровождающееся выделением
большого количества тепла и раскаленных газообразных
продуктов, а также большим давлением.
Пожарная профилактика должна обеспечивать пре-
дупреждение пожаров, пресечение распространения
огня, быструю и безопасную эвакуацию людей и имуще-
ства из помещений, а также развертывание технических
средств и четкую организацию тактических действий по-
жарных команд при ликвидации пожаров.
Основными причинами пожаров могут быть: непра-
вильное устройство промышленных печей, котельных,
неисправность отопительных приборов и нарушение ре-
68
жимов топки; неисправность, перегрузка или неправиль-
ное устройство электрических установок и сетей; неис-
правность производственного оборудования; неосторож-
ное обращение с огнем; самовоспламенение и самовозго-
рание материалов при неправильном хранении; отсут-
ствие или неисправность молниеотводов и др.
Различают мероприятия, устраняющие причины воз-
никновения пожаров на предприятии (которые разде-
ляются на строительно-технические и административно-
организационные), и мероприятия, направленные на бы-
струю ликвидацию очага пожара.
К строительно-техническим мероприя-
тиям относятся: надлежащая планировка территории
предприятия и размещение на ней производственных
зданий и сооружений; устройство в зданиях специаль-
ных преград, препятствующих распространению огня;
правильное устройство и размещение основных и запас-
ных выходов, аварийного освещения; правильная экс-
плуатация оборудования и т. п.
К административно - организационным
мероприятиям относятся: запрещение курения и
пользования открытым огнем при производстве различ-
ных работ в пожароопасных помещениях или около
огнеопасных материалов; ограждение запасов сгорае-
мого сырья, полуфабрикатов, готовой продукции; орга-
низация добровольных пожарных дружин и ячеек; обу-
чение рабочих и служащих мерам пожарной безопас-
ности.
К мероприятиям, направленным на бы-
струю ликвидацию очага п о ж а р а, относятся:
устройство специальных дорог и удобных подъездов
к зданиям и специальных проходов к труднодоступным
местам; устройство противопожарных лестниц, водопро-
вода, сигнализации и связи; оборудование в цехах пер-
вичных пунктов тушения пожара с необходимым набо-
ром пожарных средств и техники.
В соответствии с указанными выше положениями по
технике безопасности и противопожарной технике раз-
рабатываются конкретные инструкции для каждой про-
фессии. В качестве примера в приложении приводится
типовая инструкция по технике безопасности для сле-
сарей.
69
Глава II
ДОПУСКИ И ПОСАДКИ.
ШЕРОХОВАТОСТЬ (ЧИСТОТА) ПОВЕРХНОСТИ
7 ОСНОВНЫЕ ПОНЯТИЯ О ВЗАИМОЗАМЕНЯЕМОСТИ
И ТОЧНОСТИ ОБРАБОТКИ
Взаимозаменяемость. В условиях современной тех-
ники станки, автомобили, мотоциклы и другие машины
изготовляются не десятками и сотнями, а многими ты-
сячами. При таких размерах производства очень важно,
чтобы каждая деталь машины при сборке подходила
к своему месту без какой-либо пригонки или подбора.
Не менее важно, чтобы любая деталь, поступающая на
сборку, допускала замену ее другой, одного с ней на-
значения, без всякого ущерба для работы всей готовой
машины. Детали, удовлетворяющие таким условиям,
называются взаимозаменяемыми.
Взаимозаменяемые детали должны быть одинаковы-
ми по размерам, форме, твердости, прочности, химиче-
ским, электрическим свойствам и др. Если все эти функ-
циональные параметры качества деталей и узлов уста-
новлены в пределах, которые обеспечивают высокие по-
казатели машины (мощность, надежность, скорость
и др.) и оптимальную стоимость ее, то это называется
функциональной взаимозаменяемостью.
Взаимозаменяемость может быть полной и неполной.
Полная взаимозаменяемость — это такой способ кон-
струирования и обработки деталей, при котором любая
деталь из партии может быть поставлена на соответст-
вующее место в машине без подгонки или подбора.
В машиностроении имеет место и неполная (ограничен-
ная) взаимозаменяемость, при которой обработанные
детали сначала сортируются по размерам на ряд групп,
а затем при сборке машин используются не любые де-
тали данного номера и наименования, а только лишь
определенной группы; либо при сборке одна из деталей,
называемая компенсатором, подбирается либо дополни-
тельно обрабатывается.
В машиностроении взаимозаменяемость является
основным и необходимым условием современного массо-
вого и серийного производства. Без соблюдения принци-
пов взаимозаменяемости невозможно также нормальное
использование многих предметов и домашнего обихода.
70
Например, удобно и выгодно, когда любая электриче-
ская лампочка ввёртывается в патрон, шариковый под-
шипник одного и того же номера по посадочному раз-
меру подходит к любой машине (мотоцикл, автомобиль
и др.)» ружейные патроны входят в любое ружье одного
и того же калибра, гайки навертываются на любой болт
одного и того же типоразмера и т. п.
Взаимозаменяемость связывает между собой и упро-
щает работу конструктора и технолога. Например, при
массовом выпуске специализированными заводами типо-
вых деталей крепежа (болтов, шпилек, винтов, гаек, шайб
и др.), подшипников, зубчатых колес и передач и ряда
других деталей и узлов ускоряется процесс конструиро-
вания и изготовления новых машин. Если такие детали
и узлы отвечают предъявляемым требованиям проекти-
руемой машины, то конструктору не нужно создавать
чертежи на них, а заводу тратить время и средства
на изготовление их.
Взаимозаменяемость помогает конструктору созда-
вать легкие и удобные по габаритам машины, рассчиты-
вая на возможность замены отдельных деталей и узлов
после определенного срока их работы новыми из запас-
ных частей. В этом случае срок работы особо нагружен-
ных деталей можно определить расчетом.
На производстве при взаимозаменяемости облег-
чается процесс сборки машин и обеспечиваются более
высокие темпы работы. В эксплуатации у потребителя
значительно упрощается ремонт машин, так как детали,
пришедшие в негодность или малонадежные для даль-
нейшей эксплуатации, легко заменяются новыми из за-
пасных частей.
Взаимозаменяемость дает возможность:
а) изготовлять не только целые машины, но и запас-
ные части к ним, что значительно удешевляет и упро-
щает ремонт машин;
б) сокращать время сборки машин за счет устране-
ния дополнительных пригоночных работ;
в) осуществлять специализацию заводов и их широ-
кое кооперирование по изготовлению отдельных деталей
или узлов машины.
Особенно ярко проявляются преимущества взаимоза-
меняемости деталей на заводах массового производства.
Основной предпосылкой взаимозаменяемости являет-
ся такой технологический процесс, который обеспечи-
вает изготовление деталей, одинаковых по точности.
71
Точность — это степень приближения фактического
размера детали к размеру, указанному на чертеже. Чем
ближе эти размеры, тем выше точность. Но получить
высокую точность при обработке трудно, а получить
абсолютно точный размер совсем невозможно. В любой
современной машине и даже в измерительных приборах
не все размеры деталей требуют высокой точности обра-
ботки. В некоторых деталях имеются поверхности, не
требующие механической обработки. Зачем, например,
точно обрабатывать наружные поверхности ручек рыча-
гов управления токарными, фрезерными и другими стан-
ками? Обработка высокой точности бывает необходима
для тех поверхностей деталей, которые сопрягаются
с поверхностями других деталей машины, как, напри-
мер; наружная поверхность цапфы вала и внутрен-
няя поверхность подшипника, вал и поверхность от-
верстия шестерни или шкива, внутренняя поверхность
гильзы и наружная поверхность поршня, шпонка и паз
и др.
Таким образом, точность обработки той или другой
поверхности зависит от назначения детали, ее роли в ра-
боте машины и характера соединения ее поверхностей
с поверхностями других деталей.
8. ОТКЛОНЕНИЯ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Контроль, которому подвергают каждую деталь, каж-
дый узел и изготовленную машину, имеет целью прове-
рить соответствие точности размеров и относительного
положения и перемещения их поверхностей установлен-
ным нормам. Эффективность всякого контроля тем
выше, чем ближе удается получить результаты измере-
ний контролируемых размеров к их действительным зна-
чениям. Основные термины ^(определения), характери-
зующие отклонения формы, относительное положение
и перемещение поверхностей деталей, сформулированы
в ГОСТе 10856-63.
Отклонение формы — это отклонение формы реаль-
ной (фактической) поверхности или профиля от формы
геометрической поверхности или профиля. Количествен-
ное отклонение формы оценивается как наибольшее
расстояние между измеренной реальной поверхностью и
прилегающей поверхностью или между измеренным ре-
альным профилем и прилегающим профилем.
72
Шероховатость поверхности при рассмотрении откло-
нений формы не учитывается. Основными видами откло-
нений формы являются следующие:
Неплоскостность — наибольшее расстояние между
измеренной реальной поверхностью и прилегающей пло-
скостью (рис. 16, а).
Непрямолинейность — наибольшее расстояние между
измеренным реальным профилем и прилегающей пря-
мой (рис. 16,6).
Наиболее простыми видами неплоскостности и непря-
молинейности являются вогнутость и выпуклость.
а)
Прилегающая
плоскость
Неплоскост-
ость
4. 6) . fl)
е Реальный профиль
Прилегающая
/ прямая
г\ Реальная
Прилегаю- поверхность
щая окружность
Заданная
длина
Нецилиндрич-
Реальная »ость
поверхность
wnUv'liU ।
Реальный д) nPu^^u
профиль °' л профиль
Реальный
профиль
Некруглость Отклонение
3 профиля продольного
Прилегающий
цилиндр
е)
сечения
Рис. 16. Виды отклонений формы:
а— неплоскостностъ; б—непрямолинейность; в—нецилиндричность; г--некругл ость;
д—отклонение профиля продольного сечения; г—изогнутость.
Нецилиндричность — наибольшее расстояние между
измеренной реальной поверхностью и прилегающим ци-
линдром (рис. 16,в). Нецилиндричность включает не-
круглость и отклонение профиля продольного сечения.
Некруглость — наибольшее расстояние между изме-
ренным реальным профилем и прилегающей окружно-
стью (рис. 16,г). Некруглость характеризует совокуп-
ность всех отклонений формы поперечного сечения ци-
линдрической поверхности. Элементарными видами не-
круглости являются овальность и огранка.
Отклонение профиля продольного сечения — наи-
большее расстояние от точек реального профиля до
соответствующей стороны прилегающего профиля
(рис. 16, д).
Прилегающий профиль образуется двумя параллель-
ными прямыми, соприкасающимися с реальным профи-
73
лем вне материала детали и расположенными по отно-
шению к нему так, чтобы отклонение формы было наи-
меньшим. Отклонение профиля продольного сечения ха-
рактеризует совокупность всех отклонений формы в этом
сечении. Основными видами отклонения профиля про-
дольного сечения являются конусообразность, седлооб-
разность и бочкообразность.
Изогнутость — непрямолинейность геометрического
места центров поперечных сечений цилиндрической по-
верхности (рис. 16, е). Количественно изогнутость оцени-
вается так же, как отклонение профиля продольного се-
чения.
Отклонение расположения представляет собой откло-
нение от номинального расположения рассматриваемой
поверхности, оси или плоскости симметрии относительно
баз или отклонение от номинального взаимного распо-
ложения рассматриваемых поверхностей симметрии. Во
всех случаях при рассмотрении отклонений расположе-
ния (кроме радиального и торцового биений) отклоне-
ния формы поверхности не учитываются. Таким обра-
зом, реальные поверхности заменяются прилегающими.
Отклонение расположения характеризуется следую-
щими видами:
Непараллельность плоскостей представляет собой
разность наибольшего и наименьшего расстояний между
прилегающими плоскостями на заданной площади или
длине (рис. 17,а).
Различают также: непараллельность прямых в пло-
скости— разность наибольшего и наименьшего расстоя-
ний между прилегающими прямыми на заданной длине.
Непараллельность прямых в пространстве оценивается
как отклонение от параллельности проекции этих пря-
мых в двух взаимно перпендикулярных целесообразно
выбранных плоскостях.
Перекос осей — непараллельность проекций осей на
плоскость, перпендикулярную к общей теоретической
плоскости и переходящую через одну из осей.
Непараллельность между поверхностью вращения и
плоской поверхностью определяется как разность наи-
большего и наименьшего расстояний между прилегаю-
щей плоскостью и осью поверхности вращения на задан-
ной длине.
Неперпендикулярностъ плоскостей, осей или оси и
плоскости представляет собой отклонение угла между
плоскостями, осями или осью и плоскостью от прямого
74
угла (90°), выраженное в линейных единицах на задан-
ной длине (рис. 17,6).
Торцовое биение — это разность наибольшего и наи-
меньшего расстояний между отдельными точками тор-
цовой реальной поверхности и плоскостью, перпендику-
лярной к базовой оси вращения, измеренная на задан-
ном диаметре при вращении детали (рис. 17,в).
Радиальное биение поверхностей вращения — раз-
ность наибольшего и наименьшего расстояний между от-
дельными точками реальной поверхности и базовой осью
вращения детали (рис. 17,г).
Прилегающие Реальные
плоскости поверхности д
Торцовое биение &D
Непараллельность а-Ъ §
Равное биение $в<13оВаяи
Нееооснрсщ |
1
Базовая ос
'базовая ось
^Несимметричность
3
Рис. 17. Виды отклонений расположения:
а—непараллельность; б—неперпендикулярность; в—торцовое биение; г—радиаль-
ное биение; О—несоосность; г—несимметричность.
Несоосность относительно базовой поверхности —
наибольшее расстояние между осью рассматриваемой
поверхности и базовой осью на всей длине рассматри-
ваемой поверхности или расстояние между этими осями
в заданном сечении (рис. 17, д).
Несимметричность — наибольшее расстояние между
плоскостями (осями) симметрии проверяемой поверхно-
сти и плоскостью (осью) симметрии базовой поверхно-
сти (рис. 17, е).
9. ШЕРОХОВАТОСТЬ (ЧИСТОТА) ПОВЕРХНОСТИ
Поверхности деталей после обработки получаются не
гладкими, а состоящими из чередующихся* впадин и вы-
ступов, т. е. с образованием определенной шероховато-
сти (микрогеометрии).
75
Шероховатость поверхности оказывает влияние:
а) на величину силы трения, а следовательно, и на
величину потери энергии при трении в машинах;
б) на сохранение характера посадок, необходимого
для обеспечения требуемой прочности соединения в не-
подвижных посадках и расчетного зазора в посадках по-
движных и других.
Очевидно, что обеспечение взаимозаменяемости дета-
лей требует их идентичности не только в размерах и
геометрической форме, но и в шероховатости поверхно-
стей.
В СССР введена и в настоящее время действует
стандартная оценка шероховатости поверхности (ГОСТ
2789-59). В основу оценки микрогеометрии ГОСТ 2789-59
Рис. 18. Микропрофиль обработанной поверхности.
включает две вполне определенные численные величины,
поддающиеся измерению с помощью специальных при-
боров, а именно: среднее арифметическое отклонение
профиля Ra — среднее значение расстояний (#|, у% ... уп)
точек измеренного профиля до его средней линии (т),
которая служит базой для определения числовых значе-
ний шероховатости (рис. 18), и высоту неровностей
Rz — среднее расстояние между находящимися в преде-
лах базовой длины I пятью высшими и пятью низшими
точками впадин, измеренное от линии, параллельной
средней линии (т).
Математические значения Ra и Rz выражаются сле-
дующими формулами:
R = У1+У2 + +у„
а п
п ^4-/13+ ... 4-Л9 ... 4-А10
------5---------------§ мк.
Средняя линия профиля неровностей делит профиль
таким образом, что площади по обеим сторонам этой
линии равны между собой. По ГОСТу 2789-59 установ-
ке
леио 14 классов шероховатости поверхности, обозначе-
ния которых и соответствующие им значения Ra или Rz
приведены в табл. 1.
Таблица 1
Классы чистоты поверхности по ГОСТу 2789-59
Класс Ра 1 1 *2. Базовая длина,
не более, мк мм
1-й VI 80 320
2-й V2 40 160 8
3-й V3 20 80
4-й V4 10 40 2,5
5-й V5 5 20
6-й V6 2,5 10
7-й V7 1,25 6,3 0,8
8-й V8 0,63 3,2
9-й V9 0,32 1,6
10-й V10 0,16 0,8 0,25
11-й V11 0,08 0,4
12-й V12 0,04 0,2
13-й V13 0,02 0,1 0,08
14-й V14 0,01 0,05
Для классов 6—12Хго основной является шкала Ra,
а для классов 1—5-го и 13—14-го — шкала Rz.
Для более мелкой градации степеней шероховатости
поверхности ГОСТ допускает подразделение каждого из
классов от 6-го по 14-й включительно на три разряда —
а, б и в.
В качестве примера приведем некоторые методы об-
работки, которые обеспечивают следующие классы ше-
роховатости поверхности по ГОСТу 2789-59:
Классы шеро-
ховатости
Точение, строгание, растачивание:
черновое 1—4
чистовое 4—7
тонкое 7—9
77
Классы шеро-
ховатости
Фрезерование (цилиндрическое):
черновое 2-5
чистовое 5-7
тонкое 6-8
Шлифование:
предварительное 6-7
чистовое 8-9
тонкое 9-10
Притирка:
грубая 8-9
средняя 9-10
тонкая 10-13
Контроль шероховатости поверхности производится
с помощью специальных приборов. В цеховых условиях
пользуются также эталонами шероховатости поверхно-
сти, с помощью которых путем сравнения можно опре-
делить шероховатости обработанной поверхности с 1-го
до 10-го класса.
Обозначение классов чистоты поверхностей на' черте-
жах производится по ГОСТу 2309-68 ЕСКД; шерохова-
тость поверхностей детали обозначается знаком V, ря-
дом с которым указывается класс или класс и. разряд
чистоты поверхности по ГОСТу 2789-59. Например: V6;
V76. Для ограничения наибольшей и наименьшей вели-
чин шероховатости указывают наибольший и наимень-
ший классы или разряды чистоты. Например: V 9 ... 10;
V96...9B. Шероховатость поверхности грубее 1-го класса
чистоты обозначают знаком V, над которым указывают
^500
высоты неровностей в микронах, например: V
Способы обработки поверхностей на чертеже не ука-
зывают, за исключением случаев, когда способ обра-
ботки является единственным, гарантирующим требуе-
мую шероховатость, например: ^иодировать
Поверхности, не подвергающиеся дополнительной
обработке (например, поверхности после прокатки, от-
ливки, штамповки), обозначают знаком оо.
Обозначение преобладающей (по количеству поверх-
ностей) шероховатости наносят в правом верхнем углу
чертежа. Знак V, взятый в скобки (V), означает, что
все остальные поверхности детали, кроме обозначенных
знаками шероховатости или знаком оо, имеют шерохо-
78
ватость, указанную перед скобкой, например: V 6 (V).
Если шероховатость контурной поверхности должна
быть одинаковой, то соответствующее обозначение нано-
сят один раз с надписью «По контуру».
10. ОСНОВНЫЕ СВЕДЕНИЯ О ДОПУСКАХ
И ОТКЛОНЕНИЯХ
С какой бы точностью детали ни выполнялись, вы-
держать абсолютно точно их размеры невозможно, по-
этому для изготовления деталей предусматриваются до-
пустимые отклонения от номи-
нального размера.
Номинальные и предельные
размеры. Размеры деталей ма-
шин устанавливаются конструк-
тором, проектирующим машину.
Эти размеры указываются на
чертеже детали и называются
номинальными размерами.
Известно, что из-за некоторой
неточности станка, приспособле-
ния, неточности установки заго-
товки и режущего инструмента,
деформации в процессе резания,
износа режущего инструмента и
других причин получить размеры
обрабатываемых деталей с абсо-
лютной точностью невозможно.
Размеры деталей, полученные по-
сле обработки, называются дей-
ствительными размерами.
Разность между действитель-
Рис. 19. Основные поня-
тия о допусках.
ным и номинальным размером
называется отклонением размера. Действительные
размеры одинаковых деталей даже при одном и том же
способе их обработки не получаются равными между
собой, а колеблются в некоторых пределах. Ввиду этого
требуемый характер сопряжения двух деталей обеспечи-
вается лишь в том случае, если допускаемые предель-
ные размеры деталей установлены заранее опытным или
расчетным путем и действительные их размеры лежат
между предельными. Предельными размерами назы-
ваются такие размеры, между которыми ^ожет коле-
баться действительный размер. Один из них называется
79
наибольшим предельным размером, другой — наимень-
шим предельным размером (рис. 19).
Допуски. Разность между наибольшим и наимень-
шим предельными размерами называется допуском.
Допуск показывает неточность, с которой разре-
шается выполнить номинальный размер.
Практически величины допусков берутся из таблиц
государственных стандартов в зависимости от классов
точности и характера сопряжения.
Пусть, например, требуется изготовить вал, номи-
нальный размер которого равен 50 мм. Наибольший до-
пустимый размер этого вала может быть равен 50,05 мм,
а наименьший — 49,90 мм. Линия 00, видимая на рис. 19,
ограничивает номинальный диаметр детали.
Для данного случая наибольший предельный раз-
мер 50,05 мм, а наименьший — 49,90 мм. Разность
50,05—49,90 = 0,15 мм составляет допуск. Верхнее откло-
нение равно: 50,05—50,00=+0,05 мм. Знак плюс указы-
вает, что верхнее отклонение лежит выше линии ОО, т. е.
выше линии номинального размера. Нижнее отклонение:
49,90—50 = —0,10 мм. Знак минус указывает, что нижнее
отклонение лежит ниже линии номинального размера.
Таким образом, действительный размер вала может
быть равен 50,05 мм и может иметь любые промежуточ-
ные размеры между 50,05 и 49,90 мм и определяется не-
посредственно измерением.
На машиностроительных чертежах приведенный
в примере номинальный размер и его отклонения обо-
значаются так: 50 toao. Отклонения, равные нулю, на
чертеже не проставляются. В этом случае наименьший
предельный размер равен номинальному. Так, если на
чертеже проставлен размер 50 , то это значит, что
-верхнее отклонение равно +0,3 мм, а нижнее — 0. Наи-
больший предельный размер равен 50,3 мм, наименьший
предельный размер — 50 мм, допуск 50,3—50=0,3 мм.
При одинаковых числовых величинах верхнего и ниж-
него предельных отклонений проставляется их общая
величина со знаками + и —. Например, вместо 45to,2
Л Г- +0,2
проставляется 45 .
И. ОСНОВНЫЕ ПОНЯТИЯ О ЗАЗОРАХ И НАТЯГАХ
В любом механизме, как бы он ни был сложен, все-
гда можно выделить элементарные соединения, пред-
ставляющие собой пару сопряженных поверхностей. Эти
80
поверхности деталей, составляющих узлы и агрегаты,
должны занимать относительно друг друга то или иное
положение, которое позволит им либо совершать отно-
сительные перемещения, либо сохранять полную непо-
движность при определенной прочности соединения. При
сборке двух деталей, входящих одна в другую, разли-
°) Охбо.тыбаемь1е поверхности
Нааболъиоихй. зазор Наименьший зазор
Рис. 20. Типы поверхностей деталей (а); зазоры
в сопряжении отверстия с валом (б); натяги
в сопряжении отверстия с валом (в).
чают внешнюю (охватывающую) и внутреннюю (охва-
тываемую) поверхности. Один из размеров соприкасаю-
щихся поверхностей называется охватывающим разме-
ром, а другой — охватываемым (рис. 20,а).
Для круглых тел охватывающая поверхность носит
общее наименование отверстия, а охватываемая — вала.
Соответствующие им размеры называют диаметром от-
верстия и диаметром вала.
81
Если поверхности образованы двумя параллельными
плоскостями каждая, то соединение называется плоским
с параллельными плоскостями. Характер сопряжения
двух поверхностей называется посадкой. Посадка харак-
теризует большую или меньшую свободу относительного
перемещения соединяемых деталей или степень сопро-
тивления их взаимному смещению. Посадки могут быть
с зазором или с натягом.
Зазором называется положительная разность между
размерами отверстия и вала (размер отверстия больше
размера вала).
Наибольшим зазором называется разность между
наибольшим предельным размером отверстия и наимень-
шим предельным размером вала (рис. 20,6).
Наименьшим зазором называется разность между
наименьшим предельным размером отверстия и наи-
большим предельным размером вала.
Рассмотрим это на примере. Пусть размер вала ра-
вен 30 1о,о4, а размер отверстия 30+0,027. Тогда наиболь-
ший предельный размер вала будет равен 30—0,02 =
= 29,98, а наименьший — 30—0,04=29,96 мм. Допуск
в данном случае определится следующим образом:
29,98—29,96=0,02 мм. Наибольший предельный размер
отверстия равен 30 + 0,027 = 30,027 мм, наименьший пре-
дельный размер равен 30 мм, а допуск 30,027—30,00 =
= 0,027 мм. В этом соединении диаметр вала меньше
диаметра отверстия и, следовательно, между отверстием
и валом есть зазор. Наибольший зазор: 30,027—29,96=
= 0,067 мм. Наименьший зазор: 30—29,98=0,02 мм.
Натягом называется отрицательная разность между
диаметром отверстия и диаметром вала до сборки дета-
лей, создающая после сборки неподвижное соединение
(размер отверстия больше размера вала).
Наибольшим натягом называется разность между
наибольшим предельным размером вала и наименьшим
предельным размером отверстия (рис. 20,в).
Наименьшим натягом называется разность между
наименьшим предельным размером вала и наибольшим
предельным размером отверстия. Например, диаметр
вала: 35+одв5 диаметр отверстия: 35+0,027.Тогда наиболь-
ший предельный размер вала будет 35,10 и наимень-
ший— 35,05 мм. Допуск 35,10—35,05=0,05 мм. Соответ-
ственно наибольший предельный размер отверстия ра-
82
вен 35,027 мм, наименьший — 35 мм. Допуск 35,027—
—35=0,027 мм. В этом соединении размер вала больше
размера отверстия, и, следовательно, существует натяг.
Наибольший натяг равен 35,10—35 = 0,10 мм; наимень-
ший: 35,05—35,027 = 0,023 мм.
Следовательно, степень прочности или подвижности
соединения зависит от величины натяга или зазора, т. е.
от характера соединения деталей или их посадки.
12. СИСТЕМЫ ДОПУСКОВ И КЛАССЫ ТОЧНОСТИ
Системой допусков называется планомерно построен-
ная совокупность допусков и посадок. Система допусков
подразделяется: по основанию системы — на систему от-
верстия и систему вала; по величине допусков — на не-
сколько степеней (классов) точности; по величине зазо-
ров или натягов — на ряд
посадок.
Система отверстия ха-
рактеризуется тем, что в
пей для всех посадок од-
ного и того же класса
точности, отнесенных к
одному и тому же номи-
нальному диаметру, пре-
дельные размеры отвер-
стия остаются постоянны-
ми. Осуществление раз-
личных посадок дости-
гается путем изменения
размеров вала. В системе
отверстия номинальный
размер dH является наи-
меньшим предельным
размером отверстия (рис.
21, а).
+ НулеВая линия
Н^леВая линия
Лоле допуска
Рис. 21. Расположение полей до-
пусков сопрягаемых деталей в си-
стемах допусков отверстия (а) и
вала (б).
Система вала характе-
ризуется тем, что в ней
для всех посадок одного и того же класса точности, от-
несенных к одному и тому же номинальному диаметру,
предельные размеры вала остаются постоянными. Осу-
ществление различных посадок достигается путем изме-
нения предельных размеров отверстия. В системе вала
номинальный размер dH является наибольшим предель-
ным размером вала (рис. 21,6).
83
Обе системы являются несимметричными предельны-
ми, т. е. такими, у которых поля допусков основных де-
талей расположены по одну сторону от нулевой линии:
«в плюс» — для отверстия в системе отверстия и «в ми-
лус» — для вала в системе вала. Очевидно, с точки зре-
ния взаимодействия сопрягаемых деталей совершенно
безразлично, по какой из систем данная посадка по-
строена. Однако с точки зрения влияния на производ-
ство затрат на режущий и мерительный инструмент,
а также на конструкцию изготовленных машин и меха-
низмов выбор системы имеет существенное значение.
Валу можно придать^ различные предельные размеры
на токарном или шлифовальном стайке одним и тем же
резцом или шлифовальным кругом. Для придания же
различных предельных размеров отверстиям, которые
чаще всего получаются при помощи мерного режущего
инструмента (сверло, зенкер, развертка, протяжка), для
каждой посадки требуется отдельный режущий инстру-
мент. Следовательно, при работе по системе вала для
каждого номинального диаметра сопряжения необхо-
димо столько режущих инструментов различных разме-
ров, сколько имеется посадок.
При работе же по системе постоянного отверстия
для получения любого количества посадок данного но-
минального размера потребуется мерный режущий ин-
струмент только одного размера.
Таким образом, система отверстия является более
экономичной, чем система вала, в индивидуальном и се-
рийном производстве. В массовом производстве, при на-
личии большого количества обрабатываемых деталей,
мерный режущий инструмент будет использоваться до
полного физического износа, и его номенклатура в дан-
ном случае не будет иметь значения. Бывают, однако,
случаи, когда применение системы отверстия является
невыгодным или даже невозможным. Это, в частности,
шарнирные соединения (рис. 22,а), сопряжение шатуна
с поршнем при помощи поршневого пальца в трактор-
ных, автомобильных и авиационных двигателях
(рис. 22,6). Систему вала применяют при монтаже под-
шипников качения в корпусах и т. д. Таким образом, и
система вала имеет ряд преимуществ, делающих ее во
многих случаях незаменимой.
,Поэтому в ОСТах разработаны посадки как по си-
стеме отверстия, так и по системе вала, и обе системы
признаны равноправными.
84
Следует, однако, помнить, что система отверстия,
как более экономичная, имеет в машиностроении пре-
имущественное распространение.
В зависимости от величины допусков зазора и натяга
при одинаковых посадках и одних и тех же номиналь-
ных диаметрах различают посадки разной степени точ-
ности, группируемые по отдельным -классам точно-
сти. В отечественном машиностроении приняты десять
классов точности: 1-й, 2-й, 2а, 3-й, За, 4-й, 5-й, 7-й, 8-й
и 9-й.
1-й класс, самый точный, применяется при обработке
особо точных деталей и изделий, например измеритель-
ных инструментов и приборов, колец шарикоподшипни-
ков и др.
а;
Неподвижная
посадка
Подвижная
посадка
Неподвижная
посадка
Втулка
шатуна
Палеи, -
шатуна
Поршень
Неподвижная
посадка
Шатун
Подвижная
посадка
Рис. 22. Соединения:
а—шарнирные; б—в системе вала.
2-й и 2а классы точности применяются при изготов-
лении ответственных деталей металлорежущих станков,
автомобильных и тракторных двигателей, текстильных,
обувных и многих других машин.
3-й и За классы точности широко применяются в об-
щем машиностроении, дизелестроении, при производстве
турбин, шаровых мельниц и др.
4-й класс точности применяется в тепловозостроении,
в сельскохозяйственном машиностроении и т. д.
5-й класс точности предназначается для посадок,
к которым не предъявляются высокие требования для
сопряжений.
7, 8 и 9-й классы точности применяются при установ-
лении допусков на свободные (неточные) размеры, на
отливки, поковки, прокат и пр.
Наибольшее распространение в машиностроении
имеют 2-й, 3-й и 4-й классы. Выбор класса точности
85
Таблица 2
Средняя экономическая точность при различных методах
обработки деталей машин
Класс точ- ности Методы обработки
1-Й Доводка ручная, отделочная и зеркальная; хонинго- вание, полирование, притирка — тонкая; суперфини- ширование
2-й Обтачивание и растачивание — тонкое (1—2а); раз- вертывание— тонкое (1—2а); протягивание—отделоч- ное; шлифование — тонкое (1—2а); прошивание — тон- кое; калибрование отверстий шариками или оправкой (1—2-й); притирка — чистовая, полирование, доводка ручная и механическая, хонингование (2—2а)
2а Развертывание и протягивание — чистовые (2—2а); шлифование (2—3-й); холодная объемная калибровка в штампах (2—3-й)
3-й Обтачивание и растачивание — чистовые (2—4-й); зенкерование — чистовое (2а—5-й); тонкое фрезеро- вание и строгание; получистовое развертывание и протягивание (2—4-й)
За Получистовое шлифование (3—4-й); горячая объем- ная штамповка (3—4-й); холодная вытяжка (3—4-й); литье под давлением
4-й Сверление до 15 мм и рассверливание (3—5-й); чи- стовое фрезерование (За—5-й); чистовое строгание (4—5-й) подрезка (4—5-й); литье по выплавляемым моделям (4—5-й); глубокая вытяжка
5-й Получистовое обтачивание и растачивание (4—5-й); сверление свыше 15 мм, фрезерование и строгание— черновые (5—7-й); вырубка в штампах (4—5-й); холод- ная объемная формовка в штампах (5—7-й); прессова- ние и литье пластмасс (5—8-й)
7, 8 и 9-й Обтачивание — обдирочное, черновое растачивание, разрезание ножницами или пилами (8—9-й); зенкеро- вание—черновое (5—8-й); горячая штамповка, го- рячая вырубка и пробивка, вытяжка в штампах, фасон- ное литье в песчаные формы, литье в металлические формы (7-й); грубое литье и пр^есование пластмасс (7—9-й); сварка небольших деталей (9-й)
86
представляет собой весьма сложную технико-экономиче-
скую задачу. При ее решении следует учитывать не
только Стоимость механической обработки, которая воз-
растает быстрее, чем точность, но и стоимость сборки,
которая с повышением точности обработки понижается,
а также влияние точности на эксплуатационные харак-
теристики и на экономические показатели работы ма-
шины.
Средняя экономическая точность, соответствующая
различным методам обработки, приведена в табл. 2.
13. ВИДЫ ПОСАДОК И ИХ ПРИМЕНЕНИЕ
Посадка определяет характер соединения двух дета-
лей, вставленных одна, в другую, и обеспечивает в той
или иной степени (вследствие разности фактических раз-
меров) свободу их относительного перемещения или
плотность их неподвижного соединения.
Посадки разделяются на три группы: 1) посадки
с зазором, при которых обеспечивается наличие зазора
в соединении; 2) посадки с натягом, при которых во
время работы не должно происходить относительного
перемещения соединенных деталей; 3) посадки переход-
ные, при которых возможно получение как натягов, так
и зазоров.
Таким образом, все посадки можно условно разбить
на три основные группы: прессовые, переходные и по-
движные.
Прессовые посадки предназначены для неподвижных
соединений без дополнительного крепления их винтами,
штифтами, шпонками и тому подобными деталями.
К этой группе относятся посадки: горячая (Гр), прессо-
вая (Пр) и легкопрессовая (Пл). По натягу все прессо-
вые посадки могут быть разделены на четыре группы:
особо тяжелые (ПрЗ), тяжелые (Гр и Пр2з), средние
(Пр21-з, Пр и Пр13) и легкие (ПрП и Пл). Во всех этих
посадках всегда обеспечен натяг. Особо тяжелые и тя-
желые посадки предназначены главным образом для
сборки с предварительным разогревом отверстия или
охлаждения вала, а остальные рассчитаны преимуще-
ственно на холодную сборку под прессом.
Переходные посадки служат для неподвижных со-
единений с дополнительным креплением их винтами,
87
болтами, штифтами, шпонками и т. п. и в основном при-
меняются как посадки центрирования сопрягаемых де-
талей. К этой группе относятся посадки: глухая (Г), ту-
гая (Т), напряженная (Н) и плотная (П).
Подвижные посадки предназначаются для соедине-
ний, в которых необходим гарантированный зазор. К этой
группе относятся посад-
ки: скользящая (С), дви-
жения (Д), ходовая (X),
легкоходовая (Л), широ-
коходовая (Ш) и тепло-
ходовая (ТХ).
Схематическое распре-
деление посадок в систе-
мах отверстия и вала по-
казано на рис. 23.
Следует отметить, что
зазоры и натяги, опреде-
ляющие характер соеди-
нения деталей, устанав-
ливаются конструктором
в соответствии с эксплуа-
Рис. 23. Схематическое изображе- тационнкми условиями
ние расположения посадок: работы каждого узла, tie-
fl— в системе отверстия; б—в системе СМОТрЯ НВ бОЛЬШОе рЭЗИО-
вала‘ образие этих условий
технология производства
требует ограничения числа посадок. В соответствии
с ГОСТом 7713-62 для диаметров от 1 до 500 мм нор-
мализованы 43 посадки в системе отверстия и 34 ио-
садки в системе вала. Эти посадки распределены по
семи классам точности (с 1 по 5-й классы) и приведены
в специальных таблицах ГОСТов.
14. ОБОЗНАЧЕНИЯ РАЗМЕРОВ
И ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ НА ЧЕРТЕЖАХ
Поля допусков основных отверстий обозначаются
буквой Л, а поля допусков основных валов — буквой В
с числовым индексом класса точности. Обозначения
полей допусков отверстий и валов приведены в табли-
цах справочников. В этих таблицах условные обозначе-
ния посадок для неосновных деталей (т. е. валов в си-
стеме отверстия и отверстий в системе вала) образованы
88
от начальных букв наименований посадки1, а класс точ-
ности указывается в виде дополнительного индекса. Для
второго класса точности, являющегося основным, число-
вой индекс не указывается. Так как поля допусков для
скользящей посадки в системе отверстия и в системе
вала одинаковы, допускаются следующие обозначения
полей допусков вала в системе отверстия:
С=В\ С3а — В3с^ С$ — В$
и обозначения полей допусков отверстий в системе вала:
С=А\ С2а=А2а\ С3а=А3а; С5=А^
Правила простановки предельных отклонений на чер-
тежах указаны в ГОСТе 2307-68 ЕСКД. Так, предельные
отклонения размеров указывают непосредственно после
номинального размера одним из трех способов: услов-
ными обозначениями полей допусков и посадок
(рис. 24,а); числовыми величинами, причем верхнее от-
клонение помещают над нижним (рис. 24,6); условными
обозначениями предельных отклонений с указанием
оправа в скобках их числовых величин (рис. 24,в). При
указании предельных отклонений условными обозначе-
ниями обязательно и указание их числовых значений
в следующих случаях: при назначении предельных от-
клонений в системе вала (рис. 24,г); если предельные
отклонения даны для размеров, не включенных в ряды
нормальных линейных размеров по ГОСТу 6636-69
(рис. 24,6); если предельные отклонения назначены на
размеры с несимметричным полем допуска, например
уступы (рис. 24, е). Если на чертеже детали — отверстия
при условном обозначении полей допусков не указана
буква Л, то это означает, что данная деталь должна
быть изготовлена в системе вала (рис. 24,ж). Если на
чертеже детали нет буквы В, то это означает, что дан-
ный вал должен быть изготовлен в системе отверстия
(рис. 24, з). Когда на чертеже показаны две детали
в .собранном виде, то предельные отклонения размеров
деталей указывают в виде дроби: в числителе простав-
ляют отклонения отверстия (охватывающей детали),
а в знаменателе — отклонения вала (охватываемой де-
тали) (рис. 24,и).
1 При условном обозначении посадок пишется одна буква на-
звания посадки за исключением всех прессовых посадок, горячен,
легкопрессовой и тепловой ходовой, обозначаемых двумя буквами.
89
90
Глава 111
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
15. ОСНОВНЫЕ ПОНЯТИЯ
О ТЕХНИЧЕСКИХ ИЗМЕРЕНИЯХ
В процессе изготовления деталей, сборки узлов, на-
ладки станков, ремонта оборудования, а также при кон-
троле деталей рабочие производят измерения, т. е. опре-
деляют размеры и геометрические формы тех или иных
деталей.
Что же такое измерение? Измерение заключается
в сравнении измеряемой величины (например, размера
вала) с величиной, принятой за единицу. Для линейных
измерений такой единицей является метр.
Наука, изучающая единицы, средства и методы из-
мерений, называется метрологией. Основные ее задачи
состоят в установлении единиц измерения, воспроизведе-
нии их в виде конкретных эталонов, в разработке мето-
дов передачи значений единиц измерений от эталонов
к рабочим мерам и измерительным приборам и в разра-
ботке методов проверок мер и измерительных приборов.
Метрология охватывает все виды технических измере-
ний в различных отраслях народного хозяйства: изме-
рение длин и углов; измерение весов и усилий; все виды
механических, тепловых, электрических, магнитных и
других измерений.
Предметами измерения при обработке металлов яв-
ляются изготовляемые детали машин, станков, приборов
и приспособлений. В зависимости от "конкретных условий
измерения можно производить различными средствами
и методами.
Единицы измерений. Выше было сказано, что для
введения единообразия в единицах измерений в 1960 г.
была принята Международная система единиц, обозна-
чаемая СИ (система интернациональная). Согласно
стандарту (ГОСТ 9867-61) эта Международная система
единиц введена в СССР с 1 января 1963 г. как предпо-
чтительная во всех областях народного хозяйства, нау-
ки, техники и при преподавании.
СИ содержит шесть основных единиц, которые затра-
гивают измерения всевозможных параметров: механиче-
ских, тепловых, электрических, магнитных, световых,
акустических и единиц ионизирующих излучений. Основ-
91
ними единицами установлены: метр (м) —для измере-
ния длины; килограмм (кг) —для измерения массы; се-
кунда (сек.) —для измерения времени; градус Кельвина
(° К)—для измерения температуры; ампер (А)—для
измерения силы электрического тока; кандела (свеча) —
кд — для измерения силы света.
Для повышения точности измерений значения основ-
ных единиц (кроме килограмма) обоснованы известны-
ми физическими закономерностями, и поэтому единицам
даны новые определения.
Единица измерения длины. До 1960 г. за ме-
ждународный эталон (а также и эталон СССР) длины
1 м принималось расстояние между серединами двух
штрихов на бруске (эталоне) образцового сечения, сде-
ланного из сплава платины с иридием. У этого эталона
расстояние между серединами штрихов было невозмож-
но измерить точнее ±0,1 мкм, что не отвечало требова-
ниям современного состояния науки и техники. Недо-
статком эталона являлось и то, что он представлял со-
бой металлический брусок, который при стихийном бед-
ствии (например, землетрясении или наводнении) мог
пропасть или потерять со временем точное значение
метра.
В новой системе единиц 1 м выражен в длине свето-
вых волн атома криптона (газа), т. е. связан с естест-
венной (природной) величиной. Теперь «метр — это дли-
на, равная 1 650 763,73 длины волн в вакууме излуче-
ния, соответствующего оранжевой линии спектра крип-
тона-86».
Как известно, возбужденные пары и газы (например,
криптон) излучают свет, который распространяется вол-
нообразно и в спектре света образует ряд линий разного
цвета. Оранжевая линия спектра этого света принята
в качестве эталонной, имеет строго определенную длину,
равную 0,6057 мкм.
Так как метр состоит из 1 миллиона микрометров
(мкм), то на длине эталона укладывается 1650763,73
длины световых волн.
При новом эталоне длина 1 м воспроизводится сей-
час с погрешностью 0,002 мкм, которай меньше погреш-
ности старого искусственного эталона метра в 50 раз.
Для воспроизведения метра в длинах световых волн со-
здана специальная установка, основной частью которой
является лампа в виде разрядной трубки, наполненная
газом криптоном.
92
16. МЕТРОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ
ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ И МЕТОДЫ ИЗМЕРЕНИЯ
При выборе измерительных средств пользуются так
называемыми метрологическими показателями. К основ-
ным показателям относятся следующие:
Деление шкалы — расстояние между двумя соседни-
ми штрихами шкалы.
Цена деления шкалы — значение измеряемой вели-
чины, соответствующее двум соседним отметкам шкалы.
Начальное деление шкалы — наименьшее значение
измеряемой величины, указанное на шкале прибора.
Конечное значение шкалы — наибольшее значение из-
меряемой величины, указанное на шкале прибора.
Диапазон показаний шкалы — область значений
шкалы, ограниченная конечным и начальным значения-
ми шкалы.
Диапазон измерений прибора — область значений из-
меряемой величины, для которой нормированы допус-
каемые погрешности средств измерения. Например,
у гладких микрометров с пределом измерения до 300 мм
диапазон измерения 25 мм, а у микрометров с пределом
измерений 300—600 мм— 100 мм.
Пределы измерения прибора — наибольшая и наи-
меньшая величины, которые могут быть проверены на
приборе. Например, у гладкого микрометра пределы из-
мерения 0—25, 25—50 мм, а у индикатора — 0—10 мм.
Чувствительность измерительного прибора — переда-
точное отношение прибора, равное отношению длины де-
ления шкалы к цене деления.
Допускаемая погрешность измерительного средства—
наибольшая погрешность, при которой измерительное
средство может быть допущено к применению. В Совет-
ском Союзе для каждого вида измерительных средств,
выпускаемых отечественными предприятиями, обяза-
тельно устанавливается допускаемая погрешность. На-
пример, для штангенциркулей допускаемые погрешности
составляют ±20—50 мкм; для микрометров—±5—
10 мкм и т. д. Значения погрешностей измерительных
средств, применяемых в машиностроении, приведены
в паспортах этих средств.
При рассмотрении погрешности измерений часто вы-
деляется вариация, под которой понимается разность
показаний этого средства при многократных измерениях
одной и той же величины.
93
Измерительное средство и приемы его использования
в совокупности образуют метод измерения.
Измерительные средства, применяемые в машино-
строении, могут быть разбиты на следующие основ-
ные группы: меры, калибры, универсальные инстру-
менты и приборы, контрольные приспособления и авто-
маты.
Мерами называются предметы для конкретного вое--
произведения единицы измерения. Меры бывают с по-
стоянными (например, концевые меры длины, угловые
плитки) или переменными (штриховые меры длины)
значениями.
Калибрами называются специальные измерительные
инструменты без шкал, обеспечивающие возможность
определить отклонение от заданных размеров, форм в
взаимного расположения поверхностей деталей (см.
стр. 116).
Универсальные измерительные инструменты и при-
боры служат для определения значения измеряемой ве-
личины.
По конструктивному выполнению и принципу дей-
ствия универсальные измерительные инструменты и при-
боры разделены на:
а) штриховые инструменты, снабженные линейным
нониусом (штангенинструменты, универсальные угло-
меры) ;
б) микрометрические инструменты, основанные на
применении микропар (микрометры, микрометрические
нутромеры, глубиномеры и др.);
в) рычажно-механические приборы, которые подразде-
ляются на собственно рычажные приборы (миниметры);
зубчатые приборы (индикаторы часового типа); специ-
альные рычажные приборы (рычажные скобы, рычаж-
ные микрометры, индикаторные нутромеры и др.);
г) рычажно-оптические приборы (оптиметры, проек-
торы) ;
д) оптические, пневматические и электрифицирован-
ные измерительные приборы.
По мере развития и совершенствования техники но-
менклатура универсальных измерительных средств так-
же непрерывно расширяется. Так, в последние годы по-
явились измерительные приборы, построенные на исполь-
зовании рентгеновских лучей, ультразвука, радиоактив-
ных изотопов. Этими приборами контролируют толщину
стенок деталей, наличие раковин и других дефектов ме-
94
талла, непровары в сварных швах, наличие трещин
и т. п.
Контрольными приспособлениями называются специ-
альные производственные средства измерений, предна-
значенные для контроля определенных деталей. Такими
приспособлениями контролируют самые разнообразные
элементы деталей, как, например, элементы зацепления
зубчатых колес, правильность работы собранных узлов
и машин и многие другие элементы.
Контрольные приспособления являются средствами
производственного контроля. Они быстро и точно осу-
ществляют проверку сложных элементов деталей, кото-
рая не могла бы быть выполнена калибрами и потребо-
вала бы много времени для проверки универсальными
средствами измерений. Наиболее совершенными и слож-
ными представителями группы контрольных приспособ-
лений являются автоматы. Автомат — приспособление,
обеспечивающее высокопроизводительное объективное
измерение с автоматизацией всей его работы от загрузки
деталей на измерение до сортировки их после проверки
на группы качества.
По числу одновременно проверяемых элементов
(размеров) измерительные средства разделяют на одно-
мерные и многомерные.
Простейшие измерительные средства — калибры, ли-
нейки, штангенинструмент и микрометрический инстру-
мент— принято именовать измерительным инструмен-
том, а сложные измерительные средства — индикаторы,
миниметры, оптиметры и др. — измерительными прибо-
рами.
Методы измерения делятся на прямые и косвенные.
При прямых измерениях результат определяется не-
посредственно по показаниям прибора. Например, изме-
рение длины масштабными линейками или штангенин-
струментами, микрометрами, измерение углов — угло-
мерами и т. д.
При косвенных измерениях результат определяется
расчетным путем — на основании данных, полученных
при прямых измерениях величин, связанных с искомой
величиной определенной зависимостью. Примером кос-
венных измерений может служить определение радиуса
закругления по результатам измерения хорды.
Прямые измерения более просты, поэтому они имеют
преимущественное распространение в машиностроении.
Однако в ряде случаев прямые измерения либо вообще
95
не могут быть выполнены, либо уступают по точности
косвенным измерениям.
Прямые измерения делятся на абсолютные и относи-
тельные.
При абсолютном методе показания прибора непосред-
ственно определяют измеряемый размер, а при относи-
тельном методе измерения определяют только отклоне-
ние размера от исходной меры, по которой был
предварительно установлен прибор. Приборами для
относительного измерения являются разного рода инди-
каторы, оптиметры и другие приборы высокой чувстви-
тельности и точности.
Измерения могут выполняться контактным или бес-
контактным методом.
Контактный метод характеризуется непосредствен-
ным соприкосновением измерительных приборов или
инструментов с поверхностями проверяемых деталей.
По такому методу работают с большинством измери-
тельных средств.
Бесконтактный метод характеризуется отсутствием
непосредственного соприкосновения между измеритель-
ными приборами или инструментами и поверхностями
деталей. Бесконтактный метод может быть использован
при помощи пневматических, фотоэлектрических и опти-
ческих измерительных приборов.
Всякое измерение, как бы тщательно оно ни произ-
водилось, неизбежно сопровождается погрешностями.
Причины возникновения погрешностей весьма разнооб-
разны: например, загрязненность инструмента; плохое
знакомство с инструментом или прибором; погрешности
измерительного инструмента; недостаточная тонкость
осязания и недостаточная острота зрения у работника,
производящего измерение, и т. п.
Точность показаний измерительных средств в значи-
тельной степени зависит от температуры. ГОСТом уста-
новлено, что измерения следует производить при нор-
мальной температуре, равной +20° С.
Выше мы рассмотрели простой измерительный ин-
струмент с точностью отсчета до 0,1 мм (см. гл. I).
Здесь нам предстоит более подробно ознакомиться
с универсальным контрольно-измерительным инструмен-
том повышенной точности. К таким инструментам, кото-
рым обычно пользуются при выполнении слесарных ра-
бот, относятся: штангенинструменты; микрометрические
инструменты; инструменты для проверки углов; конце-
96
вые одномерные инструменты; эталонные плитки; инди-
каторы; шаблоны; лекала и другие измерительные
инструменты.
17. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
ПОВЫШЕННОЙ ТОЧНОСТИ
Штангенинструменты являются наиболее распростра-
ненными видами измерительных инструментов, приме-
няемых в машиностроительном производстве. К ним от-
носятся измерительные инструменты с линейным но-
ниусом, как-то: штангенциркули, штангенглубиномеры и
а)
Рис. 25. Штангенциркуль ШЦ-П с точностью отсчета по нони-
усу 0,05 мм (а); пример отсчета по нониусу (0).
штангенрейсмусы. Эти три вида инструментов отли-
чаются друг от друга только расположением измери-
тельных поверхностей.
Штангенциркуль ШЦ-П — с двусторонним
расположением губок — предназначен для наружных и
внутренних измерений и для разметочных работ
(рис. 25,а). Он состоит из штанги 1 с неподвижными
измерительными губками 6 и 7 и рамки 10 — с подвиж-
ными измерительными губками 5 и 8. На штанге нане-
сена основная шкала штангенциркуля с делениями
4 Н, Н. Кропи ницкий 97
через 1 мм, а на рамке, которая может перемещаться
вдоль штанги, закреплен нониус 4. Наружные размеры
измеряются с помощью обеих пар губок. Но, кроме того,
верхние губки 7 и 8 заострены и могут быть использо-
ваны для разметочных работ.
Для измерения внутренних размеров на концах ниж-
них губок 5 и § штангенциркуля имеются уступы с ци-
линдрическими измерительными поверхностями. Губки
имеют суммарную толщину 9 или 10 мм (размер мар-
кируется на губках). Таким образом, измеряемый раз-
мер равен величине отсчета штангенциркуля плюс тол-
щина губок.
Штангенциркуль имеет микрометрическое устрой-
ство, позволяющее с большой точностью регулировать
перемещение рамки с подвижной губкой и быстро уста-
навливать заданный размер.
Микрометрическое устройство состоит из хому-
тика /2, микрометрического винта 2, одним концом
скрепленного с рамкой 10, стопорного винта И и гайки 3,
помещенной в прорези хомутика 12. При зажатом сто-
порном винте 11 и вращении гайки 3 рамка плавно
перемещается вдоль штанги.
Шкала нониуса 4 закреплена на подвижной рамке 10
штангенциркуля. Шкала нониуса имеет длину 39 мм и
разделена на 20 равных частей. Следовательно, каждое
деление нониуса, составляющее 39:20 = 1,95 мм, короче
каждых двух делений, нанесенных на шкале штанги,
на 0,05 мм (2,0—1,95) (рис. 25,6). Для удобства от-
счета результатов измерения нониуса через каждые пять
делений последовательно нанесены числа 25;- 50; 75 и 1.
Первое от нуля деление нониуса, совпавшее с каким-либо
делением шкалы на штанге, показывает 0,05 мм, вто-
рое— 0,10 мм, третье — 0,15 мм, четвертое — 0,20 мм
и т. д. Отсчет размеров производится следующим обра-
зом. Предположим, что нулевое деление нониуса не со-
впадает с делением основной шкалы. Оно находится
между 20 и 21-м делениями основной шкалы, а 11-е де-
ление шкалы нониуса совпало с делением основной
шкалы. Тогда действительный размер будет составлять
20 мм целых и 11 X 0,05 = 0,55 мм, т. е. будет равен
20+ (11 X 0,05) = 20,55 мм.
Чтобы избежать ошибок при измерении, необходимо
при отсчете размера смотреть на шкалу под прямым
углом. В ряде случаев на шкалу смотрят под разными
углами, что приводит к значительным погрешностям.
98
Штангенциркуль ШЦ-Ш — с односторонним
расположением губок и величиной отсчета по нониусу
0,05 и 0,1 мм — служит для измерения наружных поверх-
ностей и отверстий. Этот штангенциркуль применяется
для измерения деталей больших размеров — от 500
до 2000 мм. Его устройство почти такое же, как и вы-
шеописанного штанген-
циркуля, а последо-
вательность отсчета
размеров аналогич-
на штангенциркулю
ШЦ-П.
Штангенглуби-
номер служит для
измерения глубины не-
сквозных отверстий,
выточек, канавок, па-
зов, уступов и т. п.
(рис. 26,а).Он состоит
из рамки 2 с основа-
нием 3, которая пере-
мещается по штанге 4.
Измерительными по-
верхностями штанген-
глубиномера служат
плоскость основания 3
и торец штанги 4, На
штанге нанесены мил-
лиметровые деления;
рамка 2 имеет прорезь,
в которой расположен
нониус 5. Как и штан-
Рис. 26. Штангенглубиномер (а) и
штангенрейсмус (б) и примеры поль-
зования ими.
генциркуль, штанген-
глубиномер снабжен
стопорными винтами 6
и 7 для закрепления
рамки и устройства 1
микрометрической подачи. Штангенглубиномеры изго-
товляются согласно ГОСТу 162-64 типа ШГ с величиной
отсчета по нониусу 0,1 и 0,05 мм и с пределами измере-
ния 0—200; 0—320 (величина отсчета по нониусу
0,05 мм) и 0—500 (величина отсчета по нониусу 0,1 мм).
Способ измерения штангенглубиномером показан на
рис. 26, а. Правила отсчета показаний по нониусу штан-
генглубиномера те же, что и для штангенциркуля.
99
Штангенрейсмус предназначен для измерения
высот деталей до 2500 мм и для выполнения разметки
(рис. 26,6). Измерение и разметка деталей произ-
водятся на специальных поверочных и разметочных
плитах.
Штангенрейсмус имеет массивное основание /, на ко-
тором закреплена штанга 2. По штанге перемещаются
рамка 3 с нониусом 6, закрепленная стопорным винтом 4,
и устройство 5 микрометрической подачи. К рамке 3
хомутиком 7 крепится сменная измерительная ножка 8.
Одной из измерительных поверхностей служит плоскость
разметочной плиты, на которую устанавливается штан-
генрейсмус, а другой — измерительная поверхность смен-
ной ножки. К штангенрейсмусу обычно прилагается
пять сменных ножек: одна острозаточенная — для раз-
метки, одна с двумя измерительными поверхностями и
три ножки-шпильки для измерения высот и глубин.
Штангенрейсмусы изготовляются по ГОСТу 164-64
типа ШР с величиной отсчета по нониусу 0,1 и 0,05 мм.
Микрометрические измерительные инструменты пред-
назначены для измерения наружных и внутренних диа-
метров, высот и глубин деталей. К ним относятся микро-
метры, микрометрические нутромеры и микрометриче-
ские глубиномеры. Работа микрометрических инструмен-
тов строится на использовании винтовой пары (гайка —
винт). В таких инструментах резьба винтовой пары
имеет шаг, равный 0,5 мм; следовательно, при одном
полном обороте микрометрического винта в гайке он
переместится вдоль оси на величину, равную шагу его
резьбы. При повороте микрометрического винта на пол-
оборота осевое перемещение его будет равно 72 шага
и т. д. Точность, которая обеспечивается при измерении
микрометрическим инструментом, равна 0,01 мм.
Микрометр предназначен для измерения наруж-
ных размеров деталей. Основной несущей деталью
микрометра является скоба 1 (рис. 27, л), с одной сто-
роны которой имеется неподвижная измерительная
пятка 2 (у микрометров с пределами измерения свыше
300 мм пятка переставная), а с другой — стебель 5.
Внутри стебля закреплена гильза 6, в которую вверты-
вается микрометрический винт 3, выполненный с шагом
0,5 мм. Левый конец винта имеет полированную измери-
тельную поверхность с торца, а правый конец заканчи-
вается конусом; надетый на него барабан 7 закре-
пляется стопорной гайкой.
.100
Рис. 27. Микрометрические измерительные инструменты:
а—микрометр; <5—примеры отсчета размеров по микрометру; в—микро-
метрический нутромер; г—удлинитель микрометрического нутромера; д—
микрометрический глубиномер; е—сменные стержни глубиномера.
101
На правом конце стебля микрометра имеется специ-
альное приспособление 3, называемое трещоткой, пред-
назначенное для обеспечения постоянного усилия при
измерении. Оно соединено с винтом так, что при увели-
чении измерительного усилия свыше 0,9 кг микрометри-
ческий винт вращаться не будет. Трещотка представляет
собой головку, при помощи которой вращают барабан 7
и, выдвигая шпиндель микрометрического винта 3, при-
жимают им измеряемую деталь. Закрепление микромет-
рического винта на определенном размере осущест-
вляется стопорным кольцом 4.
Шкалы микрометра нанесены на наружной поверх-
ности стебля и на окружности скоса барабана (рис. 27, б).
На стебле 5 нанесена основная шкала, состоящая из про-
дольной риски, вдоль которой (ниже и выше) нанесены
миллиметровые штрихи, причем верхние штрихи делят
нижние деления пополам — на полумиллиметры. Каж-
дый пятый миллиметровый штрих основной шкалы
удлинен и около него поставлена соответствующая
цифра: 0, 5, 10, 15, 20, 25 и т. д. Шкала барабана 7
(или круговая шкала)—нониус — предназначена для
отсчета сотых долей делений основной шкалы и разде-
лена на 50 равных частей. При повороте барабана
на одно деление по окружности, т. е. на Vso оборота,
измерительная поверхность микрометрического винта
перемещается на V50 шага резьбы винта, т. е. на 0,5:50 =
= 0,01 мм. Следовательно, цена каждого деления
на скосе барабана составляет 0,01 мм.
При измерении микрометром деталь помещают между
мерительными поверхностями и, вращая трещотку, при-
жимают деталь шпинделем к пятке. После того
как трещотка начнет провертываться и будут слышны
щелчки, закрепляют шпиндель микрометра стопорным
кольцом и производят отсчет показаний микро-
метра.
При измерениях целое число миллиметров отсчиты-
вают по нижней шкале стебля, половины миллиметров —
по верхней шкале стебля, а сотые доли миллиметра —
по шкале барабана. Число сотых долей миллиметра
отсчитывают по делению шкалы барабана, совпадаю-
щему с продольной линией на стебле. Например, если
на шкалах микрометра видно, что край барабана пере-
шел 7,5 деления, а сам барабан по отношению к про-
дольной линии на'стебле повернулся на 46 делений
(рис. 27,6), то это соответствует его продольному пере-
102
мещению на 0,01 X 46 = 0,46 мм. Таким образом, пол-
ное показание шкал микрометра будет 7,96 мм.
Величина перемещения микрометрического винта
(шпинделя) обычно не превышает 25 мм, что объяс-
няется трудностью изготовления винтов большой длины
с необходимой точностью. Микрометры выпускаются
промышленностью с пределами измерения 0—25; 25—50;
50—75; 75—100 и т. д. до 275—300 мм (через 25 мм)
И др.
Изготовляют следующие типы микрометров:
МК — микрометры гладкие для измерения наружных
размеров деталей;
МЛ — микрометры листовые с циферблатом для из-
мерения толщины листов и лент с пределами измерения
0—5; 0—10; 0—25 мм;
МТ — микрометры трубные для измерения толщины
стенок труб с пределом измерения 0—25 мм;
М3 — микрометры зубомерные для измерения зубча-
тых колес;
МВМ — микрометры с вставками для измерения ме-
трических и дюймовых резьб с пределами измерения
0—345 мм (с интервалом через 25 мм).
Кроме перечисленных отечественная инструменталь-
ная промышленность выпускает также и другие типы
микрометров — для измерения трапецеидальных резьб,
для измерения наружных размеров изделий из мягких
материалов и др.
Микрометрический нутромер предназна-
чен для измерения диаметров отверстий, расстояний
между стенками и других внутренних размеров. Он со-
стоит из стебля 3 (рис. 27,в), в который запрессован
измерительный наконечник 1. В стебель ввинчивается
микрометрический винт 5, соединенный с барабаном
установочной гайкой 7. Сквозь отверстия гайки наружу
выходит измерительный наконечник 8 микрометриче-
ского винта. Для закрепления винта 5 в требуемом по-
ложении служит стопор 4. Гайка 2 предохраняет резьбу
на конце стебля от повреждения.
Для увеличения пределов измерения микрометриче-
ским нутромером снимают гайку 2 и на ее место навер-
тывают удлинители различной длины со сферическими
измерительными поверхностями (рис. 27, г),.
Пределы измерения микрометрическим нутромером:
50—75; 75—175; 75—600; 150—1250; 800—2500; 1250—
4000; 2500—6000 и 4000—10 000 мм. Основная головка
103
нутрометра имеет длину 50 мм. Длина шкалы стебля
микрометрической головки 13 и 25 мм. Пределы изме-
рения, предусмотренные ГОСТом, достигаются подбо-
ром удлинителей, прилагаемых к каждому выпускаемому
нутромеру.
Удлинитель состоит из трубки 12 и соединительных
муфт 9 и 13 (рис. 27,г). В отверстия муфт входит стер-
жень 11, имеющий на концах сферические поверхности.
Пружина 10 отжимает стержень к муфте 13. Соединение
головки с удлинителем происходит путем свинчивания
гайки 2 с головки и ввинчивания на ее место муфты 13
удлинителя.
Отсчет размера на нутромере такой же, как на мик-
рометре. Если измерение выполняют с удлинителем,
то к показанию шкалы добавляют размер удлинителя.
Устанавливают и проверяют нутромер по установоч-
ной скобе, изготовленной по наименьшему предельному
размеру инструмента.
Микрометрические нутромеры согласно ГОСТу 10-58
выпускают двух типов: НМ и НМИ. ГОСТ устанавли-
вает погрешности в зависимости от измеряемых разме-
ров, например для нутромера с пределом измерения
75—600 мм допускаемые погрешности для размеров
до 125 мм ±6 мкм, для размеров 125—200 — ±8 мкм,
для размеров 200—325 мм — ±10 мкм, для размеров
325—500 мм — ±12 мкм и для размеров свыше 500 мм —
±15 мкм.
Микрометрические глубиномеры предна-
значены для измерения глухих отверстий, пазов и усту-
пов. Глубиномер состоит из траверсы (основания) 3
(рис. 27,5), на которой имеется измерительная пло-
скость 2, и жестко скрепленного с траверсой стебля 4;
в стебле перемещается микрометрический винт с изме-
рительным стержнем 1. Глубиномеры типа ГМ выпу-
скаются по ГОСТу 7470-67 с ценой деления шкалы ба-
рабана 0,01 мм, с пределами измерений: 0—25; 25—50;
50—75; 75—100; 100—125 и 125—150 мм. Суммарная
погрешность глубиномеров с пределом измерения до
100 мм допускается ±10 мкм, для глубиномеров
с пределом измерения свыше 100 мм — соответственно
± 12 мкм.
Увеличение предела измерений достигается установ-
кой сменных удлинителей, привинчиваемых к микроме-
трическому винту (рис. 27, е). При измерении глубино-
мер устанавливают траверсой на базовую поверхность
104
детали и плотно прижимают к ней рукой. Затем изме-
рительный стержень вращением барабана трещоткой
приводят в соприкосновение с дном детали, после чего
отсчитывают действительный размер уступа как на обыч-
ном микрометре.
Инструменты для проверки углов. В цеховых усло-
виях проверка углов осуществляется с помощью одно-
мерных и многомерных средств контроля. К числу ука-
занных инструментов относятся: угольники, универсаль-
ные угломеры, малки, угловые меры, синусные линейки
и др. Эти инструменты позволяют сравнивать угол про-
веряемой детали с углом контрольной меры, а по вели-
чине просвета между прилегающими плоскостями судить
о точности изготовления детали.
Угольники являются наиболее распространенным
инструментом для проверки и разметки прямых углов и
для контроля взаимно перпендикулярного расположения
плоскостей деталей. ГОСТом 3749-65 предусмотрен вы-
пуск жестких проверочных угольников с прямым
углом (90°) шести типов: УЛ — лекальные плитки;
УЛП — лекальные плоские; УЛШ — лекальные с широ-
ким основанием; УЛЦ — лекальные цилиндрические;
УП — слесарные плоские; УШ — слесарные с широким
основанием (рис. 28, а, б, в, г, д, е). Угольники изготов-
ляются четырех классов точности, обозначаемых 0-й,
1-й, 2-й, 3-й.
Угольники делают из инструментальной легирован-
ной стали марок ХГ и X; цементированной углеродистой
марок 10, 15 и 20; инструментальной углеродистой
марки У8А и углеродистой стали 50.
Угольники первых четырех типов применяются глав-
ным образом в инструментальных цехах при выполне-
нии точных лекальных работ. На длинной стороне эти
угольники имеют с обеих сторон скосы, что способ-
ствует более точной проверке плоскости.
Универсальные угломеры. К числу много-
мерных средств измерения относятся угломеры. Нали-
чие у этих инструментов шкалы и нониуса дает возмож-
ность сравнительно точно измерять величину любого
угла. Согласно ГОСТу 5378-66 угломеры нониусные вы-
пускаются двух типов: УМ и УН.
Угломер типа УМ Ленинградского инструмен-
тального завода, предназначенный для измерения на-
ружных углов от Одо 180°, имеет основание / (рис.28,ж),
выполненное в виде полудиска с делениями от 0 до 120°
105
а.) б) 6)
г) 9> е)
Рис. 28. Инструменты для измерения углов.
106
через каждый градус, с которым жестко соединены ли-
нейка 2 и подвижная линейка 3. Последняя может быть
повернута вокруг оси 5 вместе- с сектором 6 и нониу-
сом 8 относительно основания 1 и линейки 2. Угол
между крайними штрихами шкалы нониуса, равный 29°,
разделен на 30 частей (рис. 28,и). Угол между сосед-
ними штрихами нониуса равен 60 X 29 : 30 = 58', что
на 2' (2 минуты) меньше Г. Узел микрометрической
подачи 9 дает возможность более точно установить
нониус на нужный размер. На подвижной линейке 3 мо-
жет быть закреплен угольник 4, которым можно изме-
рять углы от 0 до 90°. Углы свыше 90° измеряются без
угольника, при этом к полученному результату прибав-
ляется 90°. Фиксация сектора 6 относительно основания
угломера осуществляется стопором 7. Отсчет показаний
делают сначала по основной шкале, а затем по нониусу.
Число градусов отсчитывают до того места, где остано-
вился нуль нониуса, а число минут отсчитывают по де-
лению нониуса, которое совпадает с любым штрихом
основной шкалы.
Угломер типа УН завода «Калибр» (рис. 28,з)
имеет ряд преимуществ по сравнению с угломером
типа УМ. Он универсален и имеет более широкие пре-
делы измерения как наружных, так и внутренних углов.
Угломер состоит из основания (полудиска) 6, на кото-
ром закреплена линейка основания 8. Сектор 7 с нониу-
сом 3 перемещается по основанию 6 и после установки
закрепляется стопором 5. Микрометрическая подача- но-
ниуса осуществляется вращением винта 4. К сектору 7
при помощи хомутиков 2 крепится угольник 1, а к нему
присоединяется съемная линейка 9.
У угломера типа УН угол между крайними штрихами
нониуса равен 29° и разделен на 30 частей, но он, в от-
личие от угломера УМ, построен на дуге большего ра-
диуса, следовательно, расстояние между штрихами
больше, что облегчает отсчет и чтение показаний
(рис. 28,к).
Следует помнить, что устройство нониуса угломера
аналогично устройству нониуса на штангенциркулях
(см. рис. 25), с той лишь разницей, что интервал основ-
ной шкалы (основания) угломера принят равным
1° (60'), а число делений на нониусе равно 30; одно
деление при отсчете по нониусу угломера составляет 2'.
Угломером типа УН можно измерять углу от 0
до 320°Л Для проверки углов от 0 до 50° угломер соби-
107
рается полностью. К сектору 7 присоединяют угольник/
и линейку 9 (рис. 29,а). При измерении углов от 50
до 140° вместо угольника / в хомутик 2 вставляют ли-
нейку 9 (рис. 29,6). Углы от 140 до 230° проверяют
только с одним угольником / (рис. 29,в). Углы от 230
до 320° проверяют без угольника и линейки (рис. 29,г).
Градусы отсчитывают по шкале основания 6 (см.
рис. 28,6), а минуты — по нониусу 3.
Рис. 29. Примеры измерения угломером.
Угловые меры. Для проверки универсальных
угломеров, угловых шаблонов, градуировки лимбов
измерительных приборов и наиболее точного измерения
углов в деталях машин используют угловые мерные
Плитки. Угловые плитки представляют собой закаленные
стальные пластины толщиной 5 мм, выполненные
в форме треугольника или прямой призмы с различ-
ными размерами рабочих углов.
Угловые меры-плитки выпускаются в виде наборов
№1, 2, 3 и 4, состоящих соответственно из 93, 33, 24 и
8 мер (плиток) (рис. 30,а). Наборы выпускаются трех
классов точности: 0-го, 1-го и 2-го. Треугольные плитки
108
изготовляются с одним рабочим углом между измери-
тельными плоскостями в пределах от 10 до 80°, а четырех-
угольные— с четырьмя рабочими углами в пределах
от 80 до 100° (рис. 30,б,в). Измерительные грани угло-
вых плиток выполнены с большой точностью и поэтому
хорошо притираются. При необходимости угловые
Рис. 30. Угловые мерные плитки
ния^ими:
и примеры пользова-
а—набор; б—треугольная плитка; в—четырехугольная плитка в дер-
жавке; г—блок плиток для измерения угла.
плитки собираются в блоки для измерения угла и скре-
пляются в специальных рамках-держателях, точность
измерения которых Г (рис. 30,в,а).
Угловые мерные плитки необходимо предохранять
от коррозии и механических повреждений. Поврежден-
ные поверхности плиток теряют способность прити-
раться одна к другой, и плитки становятся негодными
к употреблению.
Не следует брать плитки грязными или потными ру-
ками, руки должны быть тщательно вымыты и насухо
109
вытерты. Плитку надо брать специальными щипцами.
Во время работы плитки необходимо класть только
на деревянную подставку, покрытую чистой бумагой или
замшей. По окончании работы плитки нужно промыть
в бензине, протереть чистой фланелевой тряпкой на-
сухо, смазать безкислотным вазелином и уложить в по-
рядке размеров, указанных в ячейках футляра. При
смазке и упаковке плитки следует держать за нерабочие
поверхности пальцами, смазанными вазелином.
Синусные линейки служат для измерения
углов с точностью до 10", а также для установки ле-
кальных заготовок (изделий) на определенный угол
перед обработкой. Синусная линейка широко приме-
няется для измерения наружных конусов и профильных
углов.
Конструкции синусных линеек, основные размеры их
и технические требования регламентируются ГОСТом
4046-61. Этим же ГОСТом устанавливаются три типа
синусных линеек: I — без опорной плиты с одним накло-
ном; II — с опорной плитой и с одним наклоном и III —
с двумя опорными плитами и с двойным наклоном.
Синусные линейки изготовляют двух классов точ-
ности— 1-го и 2-го. Класс точности определяется допу-
скаемой погрешностью угла установки линейки до 45°.
18. УНИВЕРСАЛЬНЫЕ ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
К универсальным измерительным средствам контроля
размеров в современном машиностроении относится
также большая группа измерительных приборов. В за-
висимости от передаточного механизма эти приборы
можно разделить на рычажно-механические, рычажно-
оптические, пневматические и электрические.
Рычажно-механические приборы являются наиболее
распространенными видами универсальных средств
для относительных измерений, определения значений
отклонений геометрической формы и биения проверяе-
мых деталей. Их механизм преобразовывает незначи-
тельное возвратно-поступательное перемещение измери-
тельного стержня в круговое движение стрелки по шкале,
что удобно для отсчета.
В этой группе инструментов наибольшее распростра-
нение получили индикаторы, индикаторные скобы и ин-
дикаторные нутромеры. В инструментальном производ-
стве, а также в лабораторных измерениях широко
110
используют также рычажные индикаторы, миниметры,
рычажные скобы и т. д.
Индикаторы применяют для измерения отклоне-
ний от заданного размера, при проверке биения, эксцен-
тричности и т. п. Согласно ГОСТу 577-68 индикаторы
выпускают двух типов: I — с перемещением измеритель-
ного стержня параллельно шкале и II — торцовые с пе-
ремещением измерительного стержня перпендикулярно
шкале. Основные достоинства индикатора — удобство
применения, надежность и быстрота измерения. В ма-
шиностроении применяют следующие индикаторы часо-
вого типа: нормальные, малогабаритные и малогаба-
ритные торцовые с ценой деления 0,01 мм.
ГОСТом 577-68 предусмотрен выпуск индикаторов
часового типа двух классов точности: 0-го и 1-го.
Шкала нормального индикатора разделена на 100
равных частей (рис. 31,а). Действие индикатора осно-
вано на преобразовании поступательного перемещения
измерительнрго стержня во вращательное движение
стрелки, осуществляемое с помощью передаточного ме-
ханизма (рис. 31,6). Передача в механизме устроена
так, что при перемещении измерительного стержня
на 0,01 мм стрелка индикатора отклоняется на одно де-
ление шкалы. При полном обороте стрелки измеритель-
ный стержень перемещается на 1 мм. У нормальных ин-
дикаторов кроме большой стрелки имеется маленькая
стрелка со шкалой для отсчета целых миллиметров.
Нормальные индикаторы изготовляются с пределами
измерений 0—5 и 0—10 мм, а малогабаритные — с пре-
делами измерений 0—1 и 0—2 мм.
Индикатор можно применять как для абсолютных,
так и для относительных (сравнительных) измерений.
Абсолютный метод измерения применяется в том случае,
если размер измеряемых деталей не превышает преде-
лов измерений по шкале. При относительном методе из-
меряемая деталь сравнивается с установочной мерой
(блоком плоскопараллельных плиток), по которой уста-
навливается индикатор. Более точным является относи-
тельный метод измерения.
При любом измерении индикатором (абсолютном
или относительном) его нужно установить в некоторое
начальное положение. Для этого измерительный нако-
нечник приводят в соприкосновение с поверхностью
установочной меры (или столика). Индикатор подводят
так, чтобы стрелка его сделала примерно один оборот.
111
Таким образом стержню индикатора дается «натяг» для
того, чтобы в процессе измерения индикатор мог пока-
зать как отрицательные, так и положительные отклоне-
ния от начального положения или установочной меры.
Стрелка индикатора при этом устанавливается против
Рис. 31. Рычажно-механические приборы:
а—общий вид индикатора часового типа; б—схема передаточного механизма:
/—корпус; 2—стопор ободка; 3— циферблат со шкалой; 4—ободок; 5—указатель
числа оборотов стрелки; б—стрелка; 7—ушко крепления; 8—гильза; 9—измери-
тельный стержень: 10—наконечник; //—головка измерительного стержня; 12—
большие зубчатые колеса; 13—малое зубчатое колесо: 14—трибка; 15— шкала; 16—
пружинный волосок: /7—возвратная пружина; в—скоба индикаторная: /—корпус;
2—пятка переставная; 3—упор; 4—пятка подвижная; 5— индикатор; 6—рычаг от-
вода подвижной пятки; г—глубиномер индикаторный: /—основание; 2—державка;
3— индикатор; 4— винт для крепления индикатора: 5— измерительный стержень.
какого-либо деления шкалы. Дальнейшие отсчеты сле-
дует вести от этого показания стрелки, как от началь-
ного. Чтобы облегчить отсчеты, обычно приводят на-
чальное показание к нулю. Установка индикатора на
нуль осуществляется поворотом циферблата или стер-
жня.
Скобы индикаторные, или регулируемые скр-
бы, применяемые для контроля диаметров наружных
112
поверхностей деталей, имеют то преимущество, что они
позволяют компенсировать износ измерительных поверх-
ностей путем перемещения измерительных пяток 2 и 4
(рис. 31,в). Пятка 2 может свободно передвигаться
в пределах 50 мм у скоб малых размеров и 100 мм у скоб
больших размеров. Для удобства измерения скоба снаб-
жена упором <3, который при настройке скобы на размер
устанавливается так, чтобы линия измерения проходила
через ось проверяемой детали.
Глубиномеры индикаторные (рис. 31,г)
предназначены для измерения глубины пазов, уступов,
выточек и др. Выпускаются они согласно ГОСТу 7661-67
с пределом измерения от 0 до 100 мм, с ценой деления
0,01 мм. Этот диапазон измерений обеспечивается набо-
ром из 10 измерительных стержней, позволяющих ме-
нять пределы измерения глубиномера через 10 мм:
0—10; 10—20; 20—30; 30—40; 40—50 и т. д. до 90-
100 мм.
Индикаторная головка глубиномера устанавливается
в державке 2 основания (траверсы) 1 и крепится сто-
порным винтом 4. Измерительные стержни выбирают
в зависимости от проверяемого размера и устанавливают
в глубиномере. Затем устанавливают индикаторный глу-
биномер на нуль вращением ободка 3 индикатора до
совпадения большой стрелки с нулевым штрихом цифер-
блата. При измерении левой рукой слегка нажимают
основание 1 глубиномера, а правой рукой опускают из-
мерительный стержень 5 и после его прикосновения ко
второй поверхности детали определяют отклонение.
Нутромеры индикаторные (рис. 32), при-
меняемые для измерения диаметров глубоких отверстий,
выпускаются двух типов и тестированы двумя стандар-
тами. По ГОСТу 868-63 нутромеры снабжаются отсчет-
ным устройством с ценой деления 0,01 мм и предназна-
чаются для контроля отверстий диаметром от 6 до
500 мм; по ГОСТу 9244-59 нутромеры снабжаются от-
счетным устройством с ценой деления 1 и 2 мкм.
Завод «Калибр» выпускает нутромеры с пределами
измерения 2—3; 3—6; 6—10 мм, с ценой деления от-
счетного устройства 0,001 мм и нутромеры с пределами
измерения 10—18; 18—50; 50—100; 100—160; 160—
250 мм, с ценой деления отсчетного устройства
0,002 мм.
Нутромер индикаторный состоит из корпуса 6
(рис. 32,а), в котором вмонтирована направляющая
113
втулка 8. С одной стороны втулки помещен неподвиж-
ный измерительный стержень 9, а с другой — подвиж-
ный измерительный стержень 7. В процессе измерения
стержень 7 перемещается и его движение через толка-
Рис. 32. Нутромер индикаторный:
^—устройство: б—приемы измерения: в и г—примеры от-
счета размеров.
тель 5 передается установленному в трубке 3 вертикаль-
ному штоку 4, к которому прижимается наконечник 2
индикатора 1. Прибор снабжается комплектом сменных
неподвижных стержней 10.
114
Перед измерениехМ необходимо установить нутромер
на измеряемый размер. Для этого следует выбрать стер-
жень, соответствующий этому размеру, ввернуть его
в гнездо и навинтить на него контргайку. Установка ну-
тромера может производиться по блоку концевых мер
со специальными боковиками, гладкому микрометру или
образцовому кольцу. При установке по микрометру из-
мерительные стержни нутромера располагают между из-
мерительными плоскостями микрометра, предварительно
установленного на измеряемый размер, а при установке
по блоку концевых мер — между измерительными пло-
скостями боковиков. Вывинчивая измерительный стер-
жень, подводят стержни в соприкосновение с плоско-
стями микрометра, а после того как стрелка индикатора
сделает один-два оборота, измерительную вставку сто-
порят контргайкой.
Далее надо установить нутромер так, чтобы его из-
мерительные стержни располагались перпендикулярно
измерительным плоскостям микрометра. Для этого надо»
покачивая нутромер в двух направлениях, определить
наибольший отсчет по шкале индикатора, соответствую-
щий крайнему правому положению стрелки, найти точку
возврата стрелки и совместить с ней нулевой штрих
шкалы, поворачивая циферблат за ободок. При этом
следует помнить, что в индикаторном нутромере, в отли-
чие от обычного индикатора, перемещение стрелки
вправо соответствует уменьшению размера, а влево —
увеличению, поэтому при наибольшем отсчете по шкале
значение измеряемого размера будет наименьшим, а
следовательно, измерительные стержни при этом пер-
пендикулярны плоскостям микрометра.
При установке по образцовому кольцу и при изме-
рении покачивают нутромер в осевом,сечении (рис. 32,6),
так как установка по диаметру обеспечивается центри-
рующим мостиком.
При измерении внутренних диаметров измерительные
стержни вводят внутрь отверстия и устанавливают в по-
веряемом сечении. При покачивании нутромера находят
точку возврата стрелки. Для определения диаметра
к размеру, на который установлен нутромер, надо при-
бавить величину отсчета по шкале, если точка возврата
находится влево от нуля (рис. 32,в), и отнять, если
вправо (рис. 32,г). При этом отсчетом является вели-
чина отклонения точки возврата от нуля. Допустим, что
точка возврата стрелки совпадает с 17-м делением
115
шкалы слева от нуля, а нутромер установлен на размер
100 мм, тогда измеряемый размер будет равен 100 +
+ 0,17=100,17 мм (рис. 32,в). При прежней установке
нутромера на размер 100 мм, но при отклонении стрелки
вправо от нуля на 0,06 мм измеряемый размер будет ра-
вен 100—0,06=99,94 мм (рис. 32,а).
19. КОНЦЕВЫЕ МЕРЫ ДЛИНЫ,
КАЛИБРЫ И ШАБЛОНЫ
Наряду с многомерными измерительными инструмен-
тами (штангенциркули, Микрометры и др.), которыми
измеряют любой размер в пределах крайних делений
шкалы инструмента, применяют так называемые одно-
мерные инструменты для проверки лишь одного опреде-
ленного размера, форм и взаимного расположения по-
верхностей деталей. К ним относятся калибры, шаблоны
и щупы.
Калибры — бесшкальные измерительные инструмен-
ты, предназначенные для проверки определенных разме-
ров обрабатываемых деталей. При помощи калибров
можно установить пределы отклонения наружных и вну-
тренних диаметров, высоты и длины деталей, расстоя-
ния между центрами отверстий и т. д. Калибры опреде-
ляют не числовое значение измеряемых величин, а год-
ность детали, т. е. правильность ее действительных
размеров, ограниченных предельными отклонениями.
Калибры разделяются на нормальные и предельные.
К нормальным калибрам относятся такие калибры,
у которых измерительный размер равен заданному но-
минальному размеру детали. Номинальными размерами
предельных калибров являются предельные размеры
контролируемой детали, следовательно, разность разме-
ров проходного и непрохбдного предельного калибров
равна допуску детали, контролируемой данным калиб-
ром.
В современном машиностроении, как правило, размер
назначается с двумя предельными отклонениями, и по-
этому проверку размеров деталей производят не нор-
мальными, а предельными калибрами. Годность контро-
лируемой детали предельными калибрами определяется
характером сопряжения калибра с измеряемыми поверх-
ностями детали: проходная сторона калибра должна
проходить через контролируемую деталь, а непроход-
ная сторона — не проходит через эту деталь. Измери-
116
тельное усилие, при котором калибр для контроля глад-
ких поверхностей деталей должен проходить сопрягае-
мую поверхность, должно равняться собственному весу
калибра, но не менее 100 г. Температура детали и ка-
либра должна быть одинаковой (могут различаться на
2—3° С).
Методы проверки калибров для отверстий и валов
установлены инструкцией Комитета стандартов № 71-58.
По технологическому назначению различаются:
1) рабочие калибры, предназначенные для контроля
деталей непосредственно в процессе их изготовления;
2) калибры для проверки деталей контролерами от-
дела технического контроля (ОТК);
3) приемные калибры, употребляемые заказчиком
для контроля изделий;
4) контрольные калибры (или контркалибры),
применяемые для проверки рабочих и приемных кали-
бров.
Различия этих калибров состоят лишь в их размерах
по отношению к полю допуска проверяемого размера
детали.
При маркировке калибров установлены следующие
условные обозначения:
Р-ПР — рабочий калибр, проходная сторона;
Р-НЕ — рабочий калибр, непроходная сторона;
П-ПР—-приемный калибр, проходная сторона;
П-НЕ — приемный калибр, непроходная сторона;
К-ПР — контрольный калибр для проходной стороны
новых рабочих калибров;
К-НЕ — контрольный калибр для непроходной сто-
роны;
К-И — контрольный калибр для проверки износа про-
ходной стороны рабочих скоб;
К-П — контрольный калибр для перевода частич-
но изношенных рабочих проходных калибров в при-
емные.
Помимо условного обозначения калибра на нем мар-
кируются номинальный размер и обозначение посадки и
класса точности изделия, для которого предназначается
данный калибр, числовые величины предельных откло-
нений этого изделия (в мм) и товарный знак предприя-
тия-изготовителя. Например: если на калибре-пробке
имеется маркировка П-ПР 60А3, это означает, что дан-
ный проходной приемный калибр предназначен для кон-
троля отверстий диаметром 60 мм с полем допуска на А3.
117
Маркировка Р-ПР 080 Ш3 означает, что это рабочий
проходной калибр для проверки вала диаметром 80 мм
широкоходовой посадки 3-го класса точности.
Различают калибрй для контроля гладких цилиндри-
ческих поверхностей (валов и отверстий), гладких кони-
ческих поверхностей, линейных размеров, резьб, шли-
цевых сопряжений, профильных контуров и для кон-
троля расположения поверхностей.
Для контроля диаметров отверстий
применяют калибры-пробки с полной и не-
полной цилиндрической поверхностью, а также нутро-
меры сферические, представляющие собой стержни со
сферическими поверхностями. Номинальным размером
проходной стороны калибра-пробки ПР является наи-
меньший предельный размер отверстия, а непроходной
стороны НЕ — наибольший предельный размер отвер-
стия. При контроле проходная сторона ПР пробки дол-
жна проходить в отверстие под легким усилием, а не-
проходная сторона НЕ не должна входить в отверстие.
Проходную часть пробки делают длиннее непроходной
стороны.
Так, для отверстия 30+0’023 одна сторона пробки
(удлиненная, рис. 33, а) будет иметь номинальный раз-
мер 30 мм и называться проходной ПР, а другая сто-
рона пробки (укороченная) будет иметь номинальный
размер наибольшего отверстия, т. е. 30,023 мм. Эта сто-
рона пробки называется непроходной и обозначается
НЕ, она может входить только в деталь, имеющую за-
вышенный размер отверстия. Такие детали бракуются.
Пробки предельные двусторонние с цилиндрическими
вставками имеют пределы контролируемых размеров от
0,1 до 3 мм (рис. 33,6). В рукоятку этих пробок, имею-
щих накатку, устанавливают с двух сторон цилиндриче-
ские вставки и закрепляют карбинольным клеем. Пробки
со вставками с конусным хвостовиком (рис. 33, в) бы-
вают односторонние и двусторонние, проходные и непро-
ходные. Пределы контролируемых размеров этих пробок
от 1 до 50 мм. В средней части двусторонние пробки
имеют поперечное отверстие, через которое можно уда-
лить клином одну из вставок.
Пробки односторонние со вставками, имеющими ко-
нусный хвостовик (рис. 33,г), выпускаются с пределами
измерения от 6 до 50 мм. Проходная и непроходная ча-
сти расположены одна за другой и разделены между
собой узкой проточкой. Пробки с насадками (рис. 33,6)
118
изготовляются двусторонние, проходные и непроходные.
Рукоятки у этих пробок имеют с двух сторон цапфы, на
которые надевают насадки и крепят их винтом. Выпус-
каются пробки с насадками для контроля размеров от
30 до 100 мм.
Пробки листовые двусторонние (рис. 33, е) изготов-
ляются для контроля размеров от 18 до 100 мм, а проб-
ки листовые односторонние (рис. 33, ж)—для размеров
от 50 до 360 мм. Материалом для таких пробок служит
листовая сталь толщиной 6—12 мм.
Пробки неполные с рукоятками (рис. 33, з) бывают
проходные и иепроходные для контроля размеров от 50
119
до 150 мм. Пробки неполные с накладками (рис. 33, и)
выпускают проходными и непроходными с размерами от
150 до 360 мм. Измерительная часть этих пробок при-
крепляется к рукоятке винтами либо карбинольным
клеем. Измерительные части изготовляют отдельно для
проходного и непроходного размеров.
Штихмасы (рис. 33, к) проходные выпускаются для
контроля размеров в пределах 250—1000 мм и непро-
Рис. 34. Калибры-скобы для проверки диаметров валов.
ходные — для размеров от 75 до 1000 мм. Нутромеры
бывают проходные для размеров от 250 до 1000 мм и
непроходные для размеров от 75 до 1000 мм. Они пред-
ставляют собой стержни с доведенными сферическими
поверхностями по концам. Непроходной штихмас имеет
цилиндрическую проточку.
Для проверки диаметров вала исполь-
зуют калибры-скобы различных конструкций
(рис. 34). Независимо от конструкций скоба должна
иметь проходную и непроходную измерительные поверх-
ности. Проходная часть ПР должна свободно находить
на вал, так как она изготовляется по наибольшему пре-
дельному размеру. Непроходная часть НЕ выполняется
120
по наименьшему предельному размеру вала, поэтому
она на вал не находит.
Скобы листовые двусторонние (рис. 34, а) изготов-
ляют для контроля размеров от 1 до 50 мм. Скобы ли-
стовые прямоугольные односторонние (рис. 34,6) при-
меняют для контроля размеров от 1 до 70 мм, а скобы
листовые круглые односторонние (рис. 34, в)—для раз-
меров от 1 до 180 мм.
У двусторонних скоб проходная и непроходная части
расположены на противоположных сторонах скобы,
а у односторонних скоб—на одной стороне и разде-
ляются канавкой. Длину непроходной части делают ко-
роче, чем у проходной.
Выпускают также скобы, штампованные горячим
способом: двусторонние для контроля размеров от 3 до
170 мм (рис. 34,г), односторонние для размеров от 3 до
50 мм (рис. 34,6) и с ручками (рис. 34, е) —для разме-
ров от 50 до 170 мм. Штампованные скобы имеют ребра
жесткости и более широкие измерительные губки, что
повышает их жесткость и срок эксплуатации. Скобы ли-
тые выпускают со вставными губками односторонние для
контроля размеров от 100 до 325 мм (рис. 34,ж). Для
облегчения веса в них делают отверстия.
Скобы регулируемые (рис. 34, з) устроены так, что
их можно переналаживать на другой размер или же
восстанавливать по мере износа рабочие размеры. Та-
ким образом увеличивается срок эксплуатации инстру-
мента.
Для проверки действительного размера скоб приме-
няют контрольные калибры. Для пределов измерения от
1 до 18 мм выпускают пробки контрольные со встав-
ками, имеющими конусный хвостовик (рис. 34,и), для
размеров от 18 до 100 мм — шайбы полные (рис. 34, к)
и для размеров от 100 до 325 мм — шайбы неполные
(рис. 34,л). Конструкция и размеры гладких калибров-
пробок диаметром от 1 до 360 мм приведены в ГОСТах
14807-69 и 14827-69. Технические требования на гладкие
нерегулируемые калибры для контроля цилиндрических
отверстий диаметром от 0,1 до 360 мм и валов диамет-
ром от 1 до 360 мм указаны в ГОСТе 2015-69, а на ско-
бы гладкие регулируемые для контроля валов диамет-
ром до 340 мм — в ГОСТе 2216-68.
Для проверки конических поверхно-
стей деталей применяют конусные калибры, нор-
мальные и предельные. Их делают с уступами и кон-
121
трольными рисками. Проверка конических поверхностей
производится по осевому перемещению калибра относи-
тельно проверяемой детали. В процессе проверки наблю-
дают, находится ли торец детали в пределах уступа или
рисок (рис. 35, а, б, в, г).
Проверку внутренней резьбы производят
предельными резьбовыми пробками, а наружной — нере-
*9
Ролики не проход
стороны
Рис. 35. Калибры для проверки конических по-
верхностей (а, б, в, г) и резьбы (д, е, ж).
гулируемыми (жесткими) и регулируемыми предельны-
ми резьбовыми кольцами, а также резьбовыми скобами.
Проверка заключается в свинчивании резьбового калиб-
ра с проверяемой деталью. Так, проходная резьбовая
пробка должна свободно ввинчиваться в гайку, а про-
ходное резьбовое кольцо должно свободно навинчивать-
ся на болт.
Непроходные части резьбовых калибров не должны
ввинчиваться в гайку или навинчиваться на болт.
122
Проходная сторона калибра-пробки имеет длинную
резьбовую часть и полный профиль резьбы, а непроход-
ная— укороченную (3—3,5 витка) и гладкую цилиндри-
ческую направляющую (рис. 35,5).
Для проверки наружных резьб исполь-
зуют жесткие и регулируемые кольца. Проходные коль-
ца выполняются с резьбой полного профиля по всей вы-
соте кольца, а у непроходных резьба укороченного про-
филя в пределах 2—2,5 витка (рис. 35,е, ж). Наружные
резьбы проверяются также скобами различных конст-
рукций.
Шаблоны. Для проверки контуров деталей сложного
профиля широко используют профильные калибры (шаб-
лоны) (рис. 36,а). Профильный шаблон представляет
собой как бы элемент сопрягаемой детали. Проверка
производится путем прикладывания шаблона к прове-
ряемому контуру детали. Результаты проверки опреде-
ляются на глаз (визуально) по величине просвета или
по совмещению контуров детали и шаблона. При про-
верке глухих мест, где невозможно воспользоваться ме-
тодом просвета, пользуются методом проверки на кра-
ску. Форма шаблона повторяет форму детали, отсюда
ясно большое разнообразие и индивидуальный характер
производства таких инструментов. Шаблонами контро-
лируют профили зубьев зубчатых колес, профили кулач-
ков муфт и кулачковых валиков, гнезда сальниковых
уплотнений, радиусы закруглений деталей, профили мат-
риц и пуансонов штампов, углы заточки режущего ин-
струмента и т. п. Шаблоны изготовляют из тонкой ли-
стовой или полосовой стали толщиной от 1,5 до 3 мм.
Кроме специальных шаблонов (индивидуального на-
значения) в производстве используют еще и нормализо-
ванные шаблоны — радиусные и резьбовые.
Радиусные шаблоны представляют собой
стальные пластинки с выпуклыми и вогнутыми по ради-
усу концами и предназначены для определения радиусов
закруглений (галтелей) на различных деталях (рис. 36, б).
Они комплектуются в три набора: с радиусом выпуклых
и вогнутых поверхностей от 1 до 25 мм. В наборе № 1
девять выпуклых и девять вогнутых шаблонов с радиу-
сами: 1; 1,2; 1,6; 2; 2,5; 3; 4; 5 и 6 мм. В наборе № 2
шесть шаблонов вогнутых и шесть шаблонов выпуклых
с радиусами: 8; 10; 12; 16; 20 и 25 мм. В наборе № 3 по
двенадцать выпуклых и вогнутых шаблонов с радиуса-
ми: 7; 8; 9; 10; 11; 12; 14; 16; 18; 20; 22 и 25 мм.
123
Шаблоны в наборах располагаются в порядке нара-
стания измерительного радиуса (рис. 36,6). Толщина
пластин во всех наборах 0,6 мм, а ширина в наборе
№ 1 — 12 мм, а в наборах № 2 и 3 — 20 мм. Проверка
б)
Рис. 36. Примеры проверки деталей с помощью шаблонов,
резьбомеров и щупов:
а, б—профиля; в, г—шага резьбы; д, е—зазора.
радиуса закругления детали производится прикладыва-
нием шаблона к проверяемому элементу и определением
отклонения на просвет.
Резьбовые шаблоны представляют собой на-
бор тонких стальных пластинок толщиной 1 мм с нане-
124
сенными на них точными профилями стандартных резьб
(рис. 36,в). Они применяются в условиях ремонта меха-
низмов и машин, при экспериментальной работе, а так-
же при сортировке изделий с резьбой с целью определе-
ния типа и основных элементов резьбы.
Шаблоны комплектуются в два набора: для метриче-
ской резьбы с углом профиля 60° и для дюймовой резь-
бы с углом профиля 55°. Набор № 1 для определения
шага метрической резьбы состоит из 20 резьбовых пла-
стин с шагом: 0,4; 0,45; 0,5; 0,6; 0,7; 0,75; 0,8; 1,0; 1,25;
1,5; 1,75; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5 и 6 мм. Набор
№ 2 для определения шага дюймовой и трубной резьб
состоит из 17 резьбовых шаблонов с числом ниток на
один дюйм: 28; 24; 20; 19; 18; 16; 14; 12; 11; 10;
9; 8; 7; 6; 5; 4V2 и 4. На каждой пластине указаны
величина шага или количество ниток на 1", а на обойме
обозначена резьба — метрическая (60°) или дюймовая
(55°), т. е. М60° или Д55°. Из набора резьбовых шабло-
нов необходимо выбрать тот, который наилучшим обра-
зом сопрягается с профилем измеряемой резьбы. При
наложении резьбового шаблона на резьбу следует
использовать как можно большее количество витков
с целью повышения точности измерения (рис. 36,в, г).
Зная наружный диаметр и шаг резьбы или количество
ниток на Г', можно по справочнику определить наиме-
нование и номинальный размер резьбы.
Щупы применяют для определения величины зазора
между сопрягаемыми поверхностями. Они представляют
собой набор тонких стальных пластин с параллельными
измерительными поверхностями (рис. 36,5). Щупы раз-
личной толщины собраны на общей оси между двумя
более толстыми пластинками, выполняющими роль фут-
ляра. Щупы выпускают 1-го и 2-го классов точности
с толщиной пластин от 0,02 до 1 мм. Щупы длиной
100 мм изготовляют наборами и отдельными пластина-
ми, а щупы длиной 200 мм — отдельными пластинами.
Комплектуются четыре набора. В наборе № 1 девять
щупов с толщиной: 0,02; 0,03; 0,04; 0,05; 0,06; 0,07; 0,08;
0,09; 0,1 мм. В наборе № 2 17 щупов с толщиной: 0,02;
0,03; 0,04; 0,05; 0,06; 0,07; 0,08; 0,09; 0,1; 0,15; 0,2; 0,25;
0,3; 0,35; 0,4; 0,45; 0,5 мм. В наборе № 3 десять щупов:
0,55; 0,6; 0,65; 0,7; 0,75; 0,8; 0,85; 0,9; 0,95; 1,0 мм. В на-
боре № 4 десять пластин с толщиной: 0,1; 0,2; 0,3; 0,4;
0,5; 0,6; 0,7; 0,8; 0,9; 1 мм.
12;
Рис. 37. Плоскопа-
раллельные концевые
мерные плитки (а, б» в,
г) и принадлежности к
ним (д)\ примеры ис-
пользования плиток
(е> ж).
При измерении зазоров пластинки набора одну за
другой осторожно проталкивают в щель между сопря-
гаемыми деталями до тех пор, пока одна из них плотно
не войдет в измеряемый зазор (рис. 36, е). Толщина
щупа укажет величину измеряемого зазора. В ряде слу-
чаев пластинки набора складывают одну с другой в
различных комбинациях для получения нужных раз-
меров.
Пользоваться щупами, особенно тонкими, нужно
очень осторожно, так как они могут согнуться.
Плоскопараллельные концевые меры длины, сокра-
щенно называемые плитками, широко применяются
в машиностроении для точных измерений. С их помощью
производят градуировку и проверку измерительных при-
боров, инструментов и наладку оборудования, измеряют
детали, производят разметку и т. п.
Плитки представляют собой прямоугольные стальные
бруски двух размеров в сечении: 30X9 — для проверки
размеров до 10 мм и 35X9 для проверки размеров свы-
ше 10 мм (рис. 37,а). Характерным свойством плиток
является притираемость их друг к другу измерительны-
ми поверхностями.
Свойство притираемости состоит в том, что точно об-
работанные и доведенные измерительные поверхности
двух плиток при их соприкосновении под небольшим
усилием, создаваемым руками, с одновременным зигза-
гообразным перемещением вдоль длинного ребра до со-
вмещения плоскостей обеих мер (рис. 37,6, в) прочно
сцепляются друг с другом (рис. 37,6). Плитки считаются
правильно притертыми одна к другой, если с помощью
небольшого усилия их не удается разъединить. К двум
притертым плиткам так же притирают третью, четвер-
тую и т. д., составляя так называемый блок требуемого
размера (рис. 37,г), пользуясь которым можно произво-
дить измерения с точностью до тысячных долей милли-
метра. По точности изготовления концевые меры длины
(согласно ГОСТу 9038-59) делятся на четыре класса: 0,
1, 2 и 3-й. Самым точным является класс 0-й. Для каж-
дого класса точности установлены допускаемые откло-
нения размеров и параллельности плоскостей.
Плитки выпускаются размерами от 0,1 до 2000 мм и
комплектуются в 15 различных наборах от 4 плиток
в наборе до 116. ГОСТ 9038-59 предусматривает выпуск
плоскопараллельных концевых мер 15 различных набо-
ров:
127
№ 1— 87 мер № 6—10 мер № 11-63 меры
№ 2— 42 меры № 7—10 мер № 12—23 меры
№ 3—116 мер № 8-10 мер № 13-20 мер
№ 4— 10 мер № 9-12 мер № 14— 7 мер
№ 5— 10 мер № 10-20 мер № 15- 4 меры
В эти наборы входят плитки, отличающиеся одна от
другой соответствующей разницей (градацией) в разме-
рах: 0,001; 0,01; 0,1; 0,5; 1; 10; 25; 50; 100 и 1000 мм.
Наиболее широкое применение имеет набор мер, со-
стоящий из 87 плиток; в этот набор входят следующие
меры:
Размеры, мм от до Градация, мм Количество плиток
0,01 1,49 0,01 49
1,6 1,9 0,1 4
0,5 0,5 0,5 19
10 100 10 10
1,005 — —. 1
Защитные меры по 1 мм 1,5 или 2 мм —- 2 2
С целью уменьшения износа плиток к некоторым на-
борам прилагаются специальные защитные плитки, ко-
торые ставятся по концам блока.
В настоящее время заводы «Калибр» и «Красный
инструментальщик» выпускают 8 наборов концевых мер
из твердого сплава (по ГОСТу 13581-68) с количеством
плиток в наборе от 4 до 112. Завод «Красный инстру-
ментальщик» наборы мер из твердого сплава выпускает
и по техническим условиям ТУ 2-054-616-68 с града-
цией через 0,0001 мм, размером от 2 до 2,001 мм (11 пли-
ток).
Для более широкого использования концевых мер
к ним прилагают наборы принадлежностей (по ГОСТу
4119-66). В комплект набора входят державки* 1 и 5
(рис. 37,г), установленные на основании б, в которые
можно помещать блоки плиток 4 и боковики 3, 7, 8 и 9
(плоские, радиусные, чертильные и центровые). Боко-
вики притираются к блоку и фиксируются винтом 2,
что дает возможность после установки в державке полу-
чать цельный инструмент, используемый для точных из-
мерений: контроля точности показаний микрометра
128
(рис. 37,е); для измерения диаметра отверстий
(рис. 37,ж), разметки и других работ.
При составлении блока концевых мер необходимо
стремиться использовать возможно меньшее количество
плиток. Для этого следует руководствоваться такой по-
следовательностью при выборе плиток. Первой берется
плитка, содержащая один или два последних знака проб-
ного значения нужного размера. Следовательно, остаток
будет представлять целое число миллиметров с меньшим
числом дробных знаков. Так же выбираются последую-
щие плитки. Пусть требуется, например, подобрать блок
плиток, составляющих размер 39,375 мм. Первой берем
плитку 1,005 мм (оставшийся размер будет 39,375—
—1,005 = 38,37 мм). Второй — плитку 1,37, остаток соста-
вляет: 38,37—1,37 = 37,0 мм. Третью плитку берем 7 мм,
остаток и четвертая плитка — 30 мм.
Таким образом, блок размером 39,375 мм составлен
из четырех плиток: 1,005; 1,37; 7 и 30 мм.
Обращаться с концевыми мерными плитками следует
очень осторожно и аккуратно, чтобы не повредить их
измерительных поверхностей. Перед пользованием плит-
ки необходимо промывать авиационным бензином и тща-
тельно протирать чистой мягкой тканью. По окончании
работы с плитками они должны быть также промыты
бензином, смазаны вазелином и уложены в соответст-
вующие гнезда футляра.
Глава IV
ПОНЯТИЕ О РАЗМЕТКЕ.
РАЗМЕТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
20. СУЩНОСТЬ РАЗМЕТКИ И ЕЕ НАЗНАЧЕНИЕ
В ЗАВИСИМОСТИ ОТ ХАРАКТЕРА ПРОИЗВОДСТВА
Разметкой называется операция нанесения на обра-
батываемую деталь или заготовку разметочных рисок,
определяющих контуры детали или места, подлежащие
обработке.
Основное назначение разметки заключается в указа-
нии границ, до которых надо обрабатывать заготовку.
Однако в целях экономии времени простые заготовки
часто обрабатывают без предварительной разметки. На-
пример, чтобы слесарю изготовить обыкновенную
5 Н. Н. Кропивницкий 129
шпонку с плоскими торцами, достаточно отрубить кусок
квадратной стали определенного размера, а затем опи-
лить по размерам, указанным на чертеже Ч
Заготовки для деталей машин поступают на обра-
ботку в механические цехи в виде отливок, поковок и
проката. В процессе обработки с поверхности заготовки
снимается слой металла, называемый припуском. В за-
висимости от величины припуска его можно снимать
сразу или постепенно на токарных, фрезерных и других
станках или путем слесарной обработки. Величины при-
пусков, снимаемых на определенных операциях обра-
ботки, называются операционными припусками.
В последние годы разработаны расчетно-аналитиче-
ские методы определения припусков, на основании ко-
торых с учетом опыта передовых рабочих составлены
данные по припускам, позволяющие в зависимости от
характера заготовки или детали (материала, размера,
веса), типа производства правильно определять размер
припуска для данного вида заготовки — отливки, поков-
ки, штамповки, заготовки из проката. Нормативные дан-
ные сведены в специальные таблицы, которыми пользу-
ются технологи.
Для плоских поверхностей припуски обычно даются
на сторону, для тел вращения — на диаметр.
Для того чтобы при обработке снять с заготовки
только припуск и получить деталь с соответствующими
чертежу формой и размерами, в ряде случаев заготовку
до обработки размечают, т. е. на поверхностях заготовки
с помощью специальных инструментов (масштабной ли-
нейки, циркуля, чертилки и др.) откладывают размеры
по чертежу детали и проводят линии, указывающие гра-
ницы, до которых надлежит снимать припуск. Линии,
нанесенные на поверхности заготовок, называют риска-
ми; по разметочным рискам производят обработку заго-
товок.
Обработку по разметке нельзя, однако, считать со-
вершенным способом. Как бы аккуратно ни наносили
разметочные риски и как бы тонки они ни были, точ-
ность обработки по рискам (по разметке) невелика и
колеблется от 0,2 до 0,5 мм. Разметка отнимает доволь-
но много времени и требует высококвалифицированного
труда. Поэтому в современном машиностроении, где это
1 На некоторых машиностроительных предприятиях разметка
выполняется разметчиком.
130
возможно и рационально, стараются отказаться от раз-
метки. При обработке без разметки необходимо приме-
нение различных приспособлений (кондукторов, упоров,
шаблонов и др.) и повышение точности изготовления
заготовок. Стоимость этих приспособлений окупается
только при обработке значительного количества одина-
ковых деталей, т. е. в условиях массового и серийного
производства. В индивидуальном же производстве, при
изготовлении единичных деталей, их выгоднее разме-
чать, нежели изготовлять для обработки специальные
приспособления.
На всех машиностроительных заводах, в том числе и
на предприятиях массового и крупносерийного произ-
водства, разметка применяется при изготовлении при-
способлений, инструментов, штампов, шаблонов, моделей
и пр., а также при производстве различных деталей для
ремонтируемого оборудования.
Наконец, значительное место в народном хозяйстве
занимают специальные ремонтные предприятия на строй-
ках, транспорте и в сельском хозяйстве, характер произ-
водства которых близок к индивидуальному и где без
разметочных операций практически обойтись нельзя.
Разметку применяют для проверки основных разме-
ров наиболее ответственных отливок и поковок. Такая
проверка позволяет своевременно вносить необходимые
исправления в модели и штампы. Кроме того, такая про-
верка дает возможность непосредственно отбраковать
негодные заготовки и не допускать ненужных затрат на
их обработку.
Таким образом, разметка применяется:
1) для указания границ, до которых надлежит обра-
батывать поверхности деталей;
2) для контроля правильности обработки;
3) для проверки заготовок.
Проверку заготовок осуществляют контролеры от-
дела технического контроля. Однако проверить размеры
сложной заготовки часто можно только на разметочной
плите при помощи специальных инструментов. В таких
случаях контролер ОТК ограничивается проверкой каче-
ства металла, а в обязанности разметчика входит про-
верка размеров и формы заготовки.
Разметчик должен выкроить из заготовки деталь
с надлежащими припусками на обработку.
При проверке отливок особое внимание следует об-
ращать на те места, которые получены при помощи
131
стержней, а также на места, в которых расположены
всякого рода выступы, бобышки, буртики и т. п., так как
в этих местах чаще всего имеются различные дефекты.
При проверке поковок необходимо обращать внима-
ние на форму поковки; проверяют, главным образом, не
погнута ли она. Иногда после проверки поковки прихо-
дится возвращать в кузницу для исправления. Хотя при-
пуски на поковки (при свободной ковке) очень большие,
они не всегда равномерно расположены по всей поверх-
ности заготовки. Поэтому до окончательной разметки
сложных поковок необходимо произвести «выкраивание»
детали, т. е. убедиться в том, что все основные размеры
детали укладываются в поковке и что припуски на об-
работку при этом достаточны.
Проверка заготовок из проката никаких трудностей
не представляет. Разметчик должен только проверить
соответствие основных размеров заготовки размерам бу-
дущей детали и наличие припусков на обработку.
Для проверки размеров сложных заготовок и вы-
краивания из них деталей приходится предварительно
размечать их. Если при этом окажется, что все основ-
ные размеры детали могут быть выдержаны по чертежу
и что припуски на обработку достаточны, то приступают
к окончательной разметке. -Если же будет обнаружено,
что в этом положении заготовки несколько основных
размеров не выдержано от центровых рисок или что
припуски на обработку малы, то надо сместить центро-
вые риски и продолжать выкраивание деталей. Если по-
сле нескольких таких попыток основные размеры на за-
готовке не укладываются или припуски на обработку
получаются слишком незначительными, то заготовку
бракуют или направляют на исправление, если оно воз-
можно.
Чтобы не браковать дорогие заготовки, можно допус-
кать в виде исключения некоторые незначительные от-
ступления от чертежа в неответственных местах при
условии, что это не будет влиять на дальнейшую работу
детали в машине, частью которой является данная де-
таль. Такие отступления возможны только с разрешения
конструкторского бюро, выпустившего чертеж детали,
или ОТК, причем в каждом отдельном случае об этом
делается соответствующая надпись на чертеже детали.
Разметка является одной из наиболее ответственных
операций, так как от ее качества зависит точность даль-
нейшей обработки или изготовления детали. Неправиль-
132
ная разметка может привести к браку дорогостоящей
заготовки. Поэтому слесарь, прежде чем приступить
к разметке, должен тщательно проверить заготовку и
убедиться в том, что имеющиеся припуски достаточны.
При разметке нужно пользоваться исключительно раз-
мерами, проставленными на чертежах. Каждый прочи-
танный на чертеже размер слесарь обязан предвари-
тельно отложить по измерительной линейке специаль-
ными инструментами и уже затем перенести его
на разметочную заготовку. Убедившись, что форма за-
готовки правильна и что размеры ее достаточны, можно
переходить к разметке.
21. ВИДЫ РАЗМЕТОЧНЫХ РАБОТ
Применяемые в настоящее время различные виды
разметки можно разделить на три основные группы:
разметку машиностроительную, котельную и судовую.
Разметка машиностроительная является самой распро-
страненной операцией слесарной обработки. Котельная
и судовая разметки имеют некоторые особенности, и им
посвящена специальная литература.
В зависимости от формы размечаемых заготовок и
деталей разметка делится на плоскостную и простран-
ственную (объемную).
Разметка плоскостная применяется для геометриче-
ских построений на плоских поверхностях листов, заго-
товок или деталей. В этих случаях можно ограничиться
нанесением рисок только на одной плоскости. Кроме
того, к плоскостной разметке можно отнести разметку
отдельных плоскостей деталей более сложной формы,
но только в том случае, если взаимное расположение
размечаемых элементов детали не оговорено особо
на чертеже.
Разметка пространственная применяется для графи-
ческих построений, осуществляемых на поверхностях за-
готовок и деталей, расположенных в разных плоскостях
под различными углами друг к другу. По своим приемам
пространственная разметка существенно отличается
от плоскостной. Трудность пространственной разметки
заключается в том, что слесарю приходится не просто
размечать отдельные поверхности детали, расположен-
ные в различных плоскостях и под различными углами
друг к другу, но и увязывать разметку этих поверхно-
стей между собой.
133
22. ОБОРУДОВАНИЕ, ИНСТРУМЕНТ
И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ РАЗМЕТКЕ
Многочисленные и разнообразные разметочные ра-
боты выполняются на разметочных плитах с помощью
измерительных и разметочных инструментов и приспо-
соблений, которые можно разделить на следующие
основные группы:
1) инструмент для нанесения и кернения рисок;
2) измерительный инструмент и инструмент для об-
мера детали и переноса размеров с детали на масштаб;
3) инструмент для разметки окружностей и дуг;
4) инструмент для отыскания центров деталей;
5) счетно-решающие приспособления и др.
Для установки, выверки и закрепления размечаемых
деталей слесарь должен иметь в своем распоряжении
набор специальных приспособлений. По своему харак-
теру такие приспособления могут быть подразделены
на следующие группы:
1) приспособления для установки, выверки и закре-
пления размечаемых деталей;
2) вертикальные стойки для измерительных линеек;
3) дополнительные плоскости к разметочной плите;
4) делительные приспособления и центровые бабки.
Разметочные плиты, отливаемые из серого чугуна,
имеют коробчатую форму; плиты снабжены внутри реб-
рами жесткости. После искусственного старения их под-
вергают точной механической обработке, а затем при-
шабривают по контрольным (поверочным) линейкам.
Плиты изготовляют квадратной или прямоугольной
формы. Обычные размеры таких плит: 750 X Ю00,
1200X 1200, 1000X 1500 мм. Большие разметочные
плиты делают составными. Высота рабочей поверхности
плиты от пола 800—900 мм. Устанавливают разметочные
плиты на деревянных столах, домкратах или на кирпич-
ном фундаменте с таким расчетом, чтобы рабочая по-
верхность плиты находилась строго в горизонтальном
положении.
Инструмент для нанесения и кернения рисок. Для
нанесения рисок и кернения при разметке применяют
чертилки, рейсмусы и кернеры.
Чертилкой с закаленным и остро заточенным кон-
цом наносят на поверхности детали разметочные риски.
При проведении рисок чертилка должна иметь двойной
наклон: один — в сторону от линейки (рис. 38, а) и дру-
134
гой — по направлению перемещения чертилки (рис. 38,6).
Проводимые риски будут параллельны кромке линейки,
если во время их нанесения не будут изменяться углы
наклона чертилки. Чертилку нужно равномерно прижи-
мать к линейке и следить за тем, чтобы линейка плотно
<9 Вид спереди
Рис. 38. Инструменты для нанесения рисок и примеры поль-
зования ими.
прилегала к детали. Риску следует проводить только
один раз; она должна быть как можно тоньше, поэтому
необходимо следить за тем, чтобы острие чертилки было
хорошо заточено.
Для изготовления чертилок применяют круглую ин-
струментальную сталь марки У10 или У12 диаметром
3—5 мм. Длина чертилки обычно не превышает 200—
250 мм. Чертилки изготовляют с одним и двумя рабо-
135
чими концами, которые на длине 20—25 мм, как пра-
вило, подвергают закалке.
Рейсмус, или чертилка на штативе, служит для
нанесения горизонтальных и вертикальных рисок (ли-
ний), а также для проверки заготовок, устанавливаемых
на разметочной плите на кубиках или других приспо-
соблениях. Рейсмусы бывают различных конструкций
и размеров.
Для легких работ применяется универсальный рейс-
мус (рис. 38,в). Он состоит из чугунного основания 1
и шарнирно укрепленной на нем стойки 2, по которой
скользит муфта 3, удерживающая иглу-чертилку 4.
С помощью в.инта 5 державку с иглой и муфту закре-
пляют на стойке в определенном положении. Оконча-
тельная установка иглы на точный размер производится
при помощи микрометрического винта 7. При проведе-
нии параллельных рисок по схеме (рис. 38, г) роль на-
правляющей поверхности играют упорные штифты 6и8
чугунного основания 1 (рис. 38,в), которыми рейсмус
упирается в край размечаемой детали. При разметке
по схемам (рис. 38,5 и е) направляющей поверхностью
является опорная поверхность основания рейсмуса. При
проведении круговых рисок по схеме (рис. 38, ж) в ка-
честве направляющей используется призматический вы-
рез на боковой поверхности основания, а по схеме, при-
веденной на рис. 38,з,—такой же вырез на нижней по-
верхности основания рейсмуса.
Кернер служит для нанесения вдоль рисок (линий)
небольших конических углублений (керн), обозначаю-
щих разметочные риски, их пересечения и центры
окружностей размечаемых заготовок и деталей. Керне-
ние производят для того, чтобы разметочные риски были
хорошо видны. После обработки должны оставаться
только половины керновых углублений; это будет ука-
зывать на то, что обработка выполнена правильно,
по разметке.
Кернеры изготовляют из инструментальной углеро-
дистой стали марок У7, У8, длиной 70—150 мм и диа-
метром 6—14 мм. Рабочий конец кернера имеет кониче-
скую заточку, которая заканчивается острием с углом
при вершине 45—60° (рис. 39,а). Рабочая часть его
на длине 20—25 мм и ударная на длине 15 мм зака-
ливаются, острие кернера затачивают на шлифовальном
станке. Для удобства пользования на средней части
кернера предусмотрена накатка.
136
Кернер берут тремя пальцами левой руки и с накло-
ном от себя (рис. 39,6) острым концом прижимают
к намеченной на риске точке так, чтобы коническое
острие кернера совпадало с серединой риски. Перед
ударом молотком кернер ставят в отвесное положение,
Рис. 39. Кернеры и приемы кернения.
а затем фиксируют упором пальца в деталь и наносят
по кернеру легкий удар молотком весом 50—100 г.
В практике разметки встречается необходимость на-
несения кернов с определенным интервалом друг
от друга, для этого рекомендуется пользоваться шаго-
вым кернером. Он состоит из двух кернеров: основного/
и вспомогательного 2 (рис. 39,в), расстояние между
137
которыми регулируется фиксирующей планкой 3. Основ-
ное углубление накернивается кернером 1, затем в полу-
ченное углубление вставляют кернер 2 и ударом молотка
по кернеру накернивают второе углубление, после этого
кернер 2 переставляют в следующее положение и т. д.
Если необходимо накернить малые окружности и крутые
закругления небольших радиусов, то применяют кернер-
циркуль (рис. 39,г). Для нахождения центра на торцах
цилиндрических заготовок применяют кернер-центро-
искатель (рис. 39,(5), называемый также центронамет-
чиком. Разметка в данном случае заключается в том,
что колпачок 4 устанавливают на торец заготовки 5 и
молотком ударяют по головке кернера 1. Под действием
пружины 3 кернер всегда находится в приподнятом по-
ложении. Для предохранения его от выпадания служит
гайка 2.
Накернивание следует производить после того, как
вся разметка закончена. Кернить в процессе разметки
не рекомендуется, так как ударами молотка можно
сдвинуть деталь, отчего нарушится точность дальней-
шей разметки.
Для разметки тонких и ответственных деталей, на-
пример лекал, матриц, пуансонов, тонколистовых и осо-
бенно крупных деталей, кернер нормального типа неудо-
бен: силу удара трудно регулировать, углубления полу-
чаются разной величины и т. п. В этих случаях с целью
повышения производительности труда и точности раз-
метки применяют пружинные (механические) и электри-
ческие кернеры, а также специальные кернеры для точ-
ного кернения.
При пользовании пружинными кернерами надоб-
ность в ударе молотком отпадает. Кернер берется в пра-
вую руку так, чтобы большой палец находился сверху
упорного колпачка 10 (рис. 39, е). Затем острие кер-
нера 1 устанавливают в вертикальном положении точно
по риске в том месте, где желают получить углубление
(керн), и нажимают на корпус кернера. При этоАм кор-
пус 6 вместе с направляющей втулкой 3 опускается
вниз, преодолевая сопротивление пружин 4 и 9, которые
сжимаются. Эксцентрично расположенный сухарь-ку-
рок 5, находящийся под действием плоской пружины 7,
начнет при этом подниматься вверх и в том месте, где
диаметр отверстия в корпусе уменьшается, отожмется
к центру; тогда хвостовик стержня 2 заскочит в отвер-
стие в сухаре 5. При этом ударник 8 освободится и, на-
138
ходясь под действием пружины 9, нанесет по концу
стержня 2 сильный удар, который заставит острие кер-
нера 1 углубиться в металл, размечаемой детали.
Ввинчивая или вывинчивая упорный колпачок 10,
можно сжимать или ослаблять пружину 9 и тем самым
регулировать силу удара, которая колеблется в преде-
лах 10—15 кг, что обеспечивает получение лунки глуби-
ной 0,2—0,3 мм. Пружинным кернером при расстоянии
кернения 20 мм можно сделать 40—50 ударов в минуту.
Вместо острия кернера 1 в стержень 2 вставляется
клеймо, и тогда кернер можно использовать для авто-
матического клеймения деталей.
Для точного кернения, например при изготовлении
штампов, лекал и др., применяют специальные кернеры,
представляющие собой стойку 3 (рис. 40, а) с керне-
ром 2. Перед кернением смазывают маслом углубления
в рисках и устанавливают кернер ножками 5, закре-
пленными в подставке /, на пересекающиеся риски де-
тали так, чтобы обе ножки, расположенные на одной
прямой, попали в одну риску детали, а третья — перпен-
дикулярно риске. Тогда центр кернера 2 попадает точно
в центр пересечения разметочных рисок. Кернение про-
изводят легким ударом молотка по головке кернера.
Винт 4 предохраняет кернер от проворачивания и выпа-
дания из стойки 3. Другая конструкция кернера та-
кого же назначения (рис. 40,6) отличается от предыду-
щей тем, что удар по кернеру производят специальным
грузом 6, который при этом опирается на буртик кернера.
В тех случаях, когда необходимо через отверстие
одной детали (в данном случае Д) накернить центр
этого отверстия на другой детали Б, на деталь А накла-
дывают специальное приспособление (рис. 40,в), со-
стоящее из основания 1, в котором свободно скользит
центрирующая втулка 2, постоянно поджимаемая пру-
жиной 3. В пробке 6 закреплена одним концом спи-
ральная пружина 4. При оттягивании кернера 5 на на-
катанную головку пружина 4 сжимается и, возвращая
кернер 5, наносит центр отверстия на детали Б. Точность
кернения зависит от качества раззенковки отверстия
в детали А,
Измерительный инструмент. Для измерения при раз-
метке длин применяют стальные измерительные (мас-
штабные) линейки с миллиметровыми делениями. Для
прочеркивания прямых рисок рекомендуется пользо-
ваться стальной линейкой со скошенной стороной; такую
139
линейку прикладывают скошенной стороной непосред-
ственно к размечаемой детали и переносят с нее раз-
меры. При измерениях больших длин рекомендуется
пользоваться стальной рулеткой.
При откладывании размеров по вертикали удобно
пользоваться масштабной линейкой с под-
ставкой. Она состоит из масштабной линейки /, за-
крепленной винтами 2 в вертикальном положении
на специальной подставке 3 (рис. 41,а). Точность изме-
рения с помощью этой линейки — 0,5—1,0 мм.
Угловой штангенциркуль (рис. 41,6) по-
зволяет по заданным катетам без вычислений опреде-
лять гипотенузу прямоугольного треугольника. Этим
штангенциркулем удобно пользоваться в тех случаях,
140
5)
Рис. 41. Измерительные инструменты, применяемые при
разметке.
141
когда нужно откладывать размер между двумя точками
А и 5, не лежащими в одной плоскости, но связанными
между собой размерами L и I. Для этого горизонталь-
ный движок 5 углового штангенциркуля устанавливают
на размер L, а вертикальный движок 2 — на размер Z.
Установив затем ножки разметочного циркуля в специ-
альные углубления (керны) 3 и 4, имеющиеся в движ-
ках, автоматически получают требующийся раствор
циркуля (т. е. гипотенузу прямоугольного треугольника
с катетами L и Z). Винты 1 и § служат для закрепления
движков после их установки.
Очень часто размеры детали приходится снимать
не непосредственно масштабной линейкой, а вспомога-
тельным инструментом, т. е. кронциркулем и нутроме-
ром, и уже с их помощью переносить размеры на мас-
штабную линейку.
Для нанесения и контроля вертикальных и наклонных
рисок и проверки вертикальности положения размечае-
мой детали на плите пользуются стальными угольни-
ками, а риски, наклоненные к поверхности плиты, можно
проводить с помощью малки. Значительно удобнее из-
мерять углы и наносить наклонные риски угломе-
ром (рис. 41,в), так как он дает возможность откла-
дывать любые углы и определять их величину в гра-
дусах.
Инструмент для разметки окружностей и дуг. Пере-
несение линейных размеров с масштабной линейки на
обрабатываемую деталь, разметка окружностей и дуг,
деление отрезков окружностей и различные геометриче-
ские построения производятся с помощью циркулей
различных конструкций.
Точные циркули имеют обычно съемные ножки
(рис. 42, а). При разметке применяют также пружинные
циркули. Они отличаются от простых тем, что ножки их
соединены пружинным кольцом. Снятый размер на-
дежно фиксируется с помощью установочного винта и
гайки (рис. 42,б).Обычным циркулем можно размечать
окружности диаметром до 1 м. Для разметки окружно-
стей больших диаметров применяют разметочный штан-
генциркуль (рис. 42,в). Он состоит из штанги 2 с мил-
лиметровыми делениями и двух ножек — неподвижной /
и подвижной 3 с нониусом. Ножки, укрепляемые в тре-
буемом положении стопорными винтами 5 и б, имеют
сменные иглы 4, что очень удобно при разметке окруж-
ностей, лежащих на разных уровнях.
142
Более универсальным инструментом является разме-
точный штангенциркуль конструкции ленинградского
новатора С. В. Ласточкина. Устройство штангенциркуля
несложно. На конце линейки 9 (рис. 43, а) установлена
сменная чертилка 2, закрепляемая винтом /. На рамке 6
имеется уровень 5, позволяющий установить штанген-
циркуль в горизонтальном положении. В нижнюю часть
рамки могут вставляться сменные центрирующие
ножки 13, конические вставки 14, 15 и удлинитель 16,
которые закрепляются винтом 12. При помощи микро-
метрического винта 11 рамка 6 соединена схомутиком 8,
перемещаемым по линейке вручную. Закрепление рамки
и хомутика осуществляется винтами 4 и 7. Более точная
установка размера по нониусу 3 достигается микроме-
трическим винтом 11 и гайкой 10.
Установив штангенциркуль с предварительно закре-
пленной конической вставкой 14 точно на заданный
размер (радиус дуги), устанавливают затем его в цен-
тральное отверстие размечаемой детали (рис. 43,6).
После этого, отвернув стопорный винт 1, опускают чер-
тилку 2 на размечаемую плоскость, выверяют горизон-
тальное положение штангенциркуля по уровню 3,
окончательно закрепляют плоскую чертилку 2 и про-
изводят разметку.
Для разметки деталей, имеющих выемки, центры
окружностей которых находятся вне самой детали,
С. В. Ласточкин разработал и применяет специальное
14<
a)
Рис. 43. Универсальный штангенциркуль кон-
струкции С. В. Ласточкина (а) и пример поль-
зования им (б)\ приспособление для разметки
дуг конструкции С. В. Ласточкина- (в).
144
приспособление, позволяющее быстро установить тре-
буемый радиус выемки и нанести дугу на детали
(рис. 43,в). Основание приспособления представляет
собой крестовину из двух отрезков коробчатого сече-
ния /, имеющих выступы в виде ласточкина хвоста.
Размечаемая деталь зажимается прижимами 2 и 3.
По продольной части крестовины перемещается бабка 8
с шарнирнЫхМ центром 7. С этим центром скреплена ли-
нейка-циркуль 6. Чертилка 5 помещена в рамке 4, пере-
мещающейся по линейке 6. При установке детали
в приспособлении пользуются шкалами, нанесенными
на продольном и поперечном концах отрезков кресто-
вины.
Инструмент для отыскания центров деталей. При
разметке окружностей определение положения их цен-
тров путем нескольких засечек циркулем требует значи-
тельного времени. Оно сокращается применением не-
сложных инструментов, называемых центроискателями.
С помощью угольника-центроискателя (рис. 44, а)
размечают центровые риски и центры на торцах круглых
деталей. Он состоит из угольника 1 с прикрепленной
к нему линейкой 2, кромка которой делит прямой угол
угольника пополам. Для того чтобы найти центр, ин-
струмент накладывают на торец детали так, чтобы
внутренние полки угольников касались цилиндрической
поверхности детали. После этого чертилкой проводят
линию вдоль линейки (рис. 44,6). Затем центроискатель
поворачивают на любой угол и проводят вторую линию.
Пересечение двух размеченных линий определит центр
детали.
Для отыскания центра или разметки отверстий
на торцах валов на многих предприятиях применяют
центроискатель-транспортир (рис. 44, в), состоящий
из линейки /, скрепленной с угольником 2. При помощи
движка 5 транспортир 3 передвигается по линейке 1 и
закрепляется на ней в нужном положении барашком 4.
В процессе разметки центроискатель накладывают на то-
рец вала так, чтобы полки угольника касались боковой
поверхности вала. При этом линейка 1 проходит по его
центру. Пользуясь линейкой, проводят две взаимно пер-
пендикулярные риски, на пересечении которых накерни-
вают центр вала. При необходимости разметить отвер-
стие d, расположенное, например, под углом 45° отно-
сительно горизонтальной оси на расстоянии 25 мм
от центра, устанавливают в заданном положении (под
145
углом 45°) транспортир и, пользуясь масштабной ли-
нейкой, проводят риску, определяющую положение
центра отверстия.
Для отыскания центра обработанного отверстия
(рис. 44, г) пользуются центроискателем, приемы работы
с которым аналогичны приемам при разметке угольни-
ком-центроискателем. Только в этом случае центроиска-
тель устанавливается и прижимается к стенкам отвер-
146
стия упорными шпильками 7, закрепленными в дуге 2.
Проводя две риски по верхней грани линейки 3 в двух
различных положениях центроискателя, в тодке их пе-
ресечения находят искомый центр. В случае необходи-
мости нанесения рисок и нахождения центра уже обра-
ботанного отверстия в отверстие забивают планки-пробки
или применяют специальные приспособления, однотип-
ные с приспособлением, показанным на рис. 44, д.
Центроискатель, предложенный А. А. Дмитриевым и
О. А. Бабаяном (рис. 44, е), отличается от центроиска-
теля, показанного на рис. 44, г, тем, что здесь упорами
а)
Рис. 45. Приспособление для определения элемен-
тов прямоугольных треугольников.
являются не штифты, а шарики 4 и (б, которыми центро-
искатель прижимается к обработанной внутренней по-
верхности отверстия. Кроме того, накладка 2, к концам
которой прикреплены эти упорные шарики, имеет воз-
можность свободно перемещаться по линейке 3, смонти-
рованной на раме 1. Необходимые плавность и точность
перемещения накладки обеспечиваются прижимной пру-
жиной 5, находящейся внутри накладки.
Применение счетно-решающих приспособлений в про-
цессе разметки значительно ускоряет графическое по-
строение и расчеты, деление окружностей и отрезков
на равные части, определение длины хорд и т. д. Одно
из таких приспособлений изображено на рис. 45, а. Оно
представляет собой сектор, состоящий из измерительных
линеек 5 и 7, длиной 560 мм каждая, расположенных
под прямым углом, и дуги 1 с градусными делениями.
Вокруг оси 6, расположенной в центре дуги 1 (с центром
дуги совпадают и начальные деления измерительных
147
линеек), перемещается угловая линейка 2, которая
может устанавливаться по шкале дуги 1 под любым
углом и закрепляться винтом-фиксатором 4.
Устанавливая линейку 2 (как гипотенузу) и поль-
зуясь при этом измерительными линейками 5 и 7,
а также дугой /, по известным элементам прямоуголь-
ного треугольника можно легко определить другие эле-
менты этого треугольника, В приведенном на рис. 45, б
аналогичном приспособлении для удобства установки и
отсчета линейных размеров угловая линейка соединена
с рейсшиной 3.
Имеются и другие приспособления аналогичного на-
значения. Разметчики — новаторы производства в содру-
жестве с научными работниками успешно применяют
различные счетно-решающие, механизмы, освобождаю-
щие слесарей и разметчиков от математических расчетов
на рабочем месте.
23. ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ РАЗМЕТКИ
Прежде чем приступить к разметке, тщательно про-
веряют, нет ли у заготовки пороков: трещин, раковин,
газовых пузырей, перекосов и других дефектов, а также
сверяют с чертежом размеры и припуски на обработку.
Заготовки из листового, полосового и круглого мате-
риала обязательно должны быть отрихтованы на спе-
циальной плите ударами молотка или под прессом.
До установки заготовки или детали на разметочную
плиту те их поверхности, на которых должны быть на-
несены разметочные риски, покрывают мелом, разведен-
ным в воде до густоты молока; в этот раствор добав-
ляют столярный клей (для связи) и сиккатив (для
быстрого высыхания). Поверхности чисто обработанных
заготовок окрашивают раствором медного купороса
(25—30 г купороса на 200 г воды). После высыхания
раствора на поверхности детали остается тонкий и очень
прочный слой меди, на котором хорошо видны разме-
точные риски.
Алюминиевые отливки можно покрывать быстросох-
нущими светлыми красками и лаками или шеллаком,
растворенным в спирте с добавкой красителя.
Для окраски листов на рабочем месте разметчика
можно рекомендовать поливинилацетатные или бута-
диенстирольные водоразбавляемые краски (латасные),
не обладающие токсичными свойствами.
148
Разметочные детали приходится окрашивать, потому
что чертилка, рейсмус или циркуль оставляют на не-
окрашенных поверхностях очень тусклый след. Если
размечаемые места покрыть одним из вышеуказанных
растворов, то риски на фоне краски отчетливо видны и
сохраняются продолжительное время. Большие детали
нет смысла окрашивать целиком. Для экономии краски
и времени достаточно окрасить лишь те места, где будут
нанесены разметочные риски. Вполне достаточна ши-
рина окрашенной полосы в пределах от 20 до 50 мм.
Окраску следует вести на специальных стеллажах или
на полу у разметочной плиты. Краска наносится на раз-
мечаемые поверхности малярными кистями. При раз-
метке крупных деталей, когда приходится закрашивать
большие поверхности, применяется окраска пульвериза-
тором. До разметки необходимо определить базу детали,
от которой будут наноситься риски.
Базой называется поверхность или специально под-
готовленные риски, от которых производят измерения и
отсчеты размеров в процессе разметки. Базой может
служить также часть поверхности размечаемой заго-
товки или детали, которой она устанавливается (опи-
рается) на разметочной плите. При плоскостной раз-
метке базой могут являться наружные кромки плоских
заготовок, а также различные риски (обычно центровые),
которые в этом случае наносятся в первую очередь.
Если базой служит наружная кромка заготовки, то ее
нужно предварительно выровнять. Если базой являются
две взаимно перпендикулярные кромки заготовки, то
до разметки их нужно обработать под прямым углом.
При точной разметке базовые поверхности должны быть
особенно тщательно обработаны и пригнаны по линейке
и угольнику.
Риски обычно наносятся в следующем порядке: сна-
чала все горизонтальные риски, затем вертикальные,
после этого наклонные и в последнюю очередь — окруж-
ности, дуги и закругления. Если базой являются центро-
вые риски, то с них начинают разметку, а затем, поль-
зуясь ими, наносят все остальные риски. Разметку можно
считать законченной, если изображение на плоскости
заготовки полностью соответствует чертежу.
Убедившись в правильности выполнения разметки, все
линии накернивают для того, чтобы они не стерлись при
обработке детали. Керны должны быть неглубокими и
разделяться разметочной риской пополам.
14Q
24. ГЕОМЕТРИЧЕСКИЕ ПОСТРОЕНИЯ
ПРИ ВЫПОЛНЕНИИ РАЗМЕТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ
При плоскостной разметке приходится выполнять раз-
нообразные построения: делить прямые линии на равные
части, проводить перпендикулярные и параллельные ли-
нии, строить углы, делить углы и окружность на равные
части и т. д. Указанные и другие построения слесарь
должен уметь делать быстро и точно, а для этого тре-
буется прочно усвоить элементы черчения.
Нанесение отрезков и деление их на равные части.
При откладывании размеров на риске по измерительной
линейке возможны ошибки, которые могут сказаться и
на точности разметки. Чтобы избежать ошибок, следует
предварительно в точке, от которой нужно откладывать
размер, нанести неглубокий керн, затем одну ножку цир-
куля, установленного на необходимый размер, поставить
в керн, а другой делать засечку на риске. В точке пе-
ресечения засечки с риской опять наносят керн, а затем
откладывают следующий размер описанным способом
и т. д.
Для того чтобы разделить заданный отрезок ДВнадве
равные части, произвольным радиусом, большим поло-
вины отрезка (рис. 46, а), проводят две дуги из точек А
и В, через точки а пересечения этих дуг проводят пер-
пендикуляр, который и разделит отрезок точно пополам.
Если отрезок АВ очень большой и дуги, проведенные
из крайних точек, пересекаются за пределами размечае-
мой детали, поступают так: вначале из точек А и В про-
извольным радиусом делают две одинаковые засечки
в точках А1 и k2f затем из этих точек проводят две дуги,
которые пересекаются в пределах размечаемой плоскости
в точках Ь.
Деление отрезков на 4, 8, 16 и т. д. равных частей
производят указанным выше способом: сначала делят
отрезок пополам, затем каждую половину опять пополам
и т. д.
Разметка параллельных, перпендикулярных и наклон-
ных рисок. Этот вид разметки производится с помощью
масштабной линейки, угольника и разметочного циркуля.
Для разметки параллельных рисок масштабной ли-
нейкой надо последнюю наложить на размечаемую по-
верхность заготовки так, чтобы деление отсчитанного
размера совпало с линией или кромкой торца заготовки,
принятой за разметочную базу (рис. 47,а). Затем по
150
нулевому делению линейки наносят чертилкой метку.
Такие метки засекают с двух сторон заготовки и соеди-
няют их прямой линией. Если параллельные линии мо-
жно провести с помощью угольника с полкой (рис.47,б),
то засекают только одну метку, что значительно уско-
ряет разметку.
Разметку линий с помощью разметочного циркуля
(рис. 47, в, г, д) можно выполнять и так: за разметоч-
Рис. 46. Простейшие построения при разметке:
а—деление отрезка на равные части; б—проведение перпендикуляра к пря-
мой АВ в точке С на прямой; в—проведение перпендикуляра к прямой АВ
из точки С, расположенной вне прямой; г и д—проведение перпендику-
ляра к прямой АВ.
ную базу принимают обработанные стороны заготовки.
Ножки циркуля устанавливают по линейке на необходи-
мый размер и одной из них ведут по'краю заготовки,
а острием второй наносят параллельно ему засечки или
дуги, которые соединяют прямой. Этот способ особенно
удобен при разметке центров отверстий на плоскости.
Построение перпендикулярных рисок геометрическим
способом производится с помощью линейки и циркуля
(рис. 46, б, в, г, д). Разметка перпендикулярных рисок
посредством угольника с полкой от разметочной плиты
делается так. Заготовку устанавливают на углу разме-
точной плиты (рис. 47, е). Затем, прикладывая угольник /
к боковой поверхности п разметочной плиты, проводят
на плоскости заготовки риску I—I. После этого уголь-
151
ник прикладывают полкой к боковой поверхности т раз-
меточной плиты, как это показано штриховыми линиями.
Так как боковые поверхности плиты перпендикулярны
друг другу и верхней плоскости плиты, то, прижимая
полку угольника к боковой поверхности т, через любую
точку заготовки можно провести риску II—II, перпен-
а)
fi)
6) г) д)
Рис. 47. Способы разметки параллельных рисок (а, б,
в, г, д) и перпендикулярных рисок при помощи уголь-
ника от разметочной плиты (е) и от обработанных
кромок детали (ж).
дикулярную ранее проведенной риске I—I. Приемы на-
несения рисок с помощью угольника с полкой от обра-
ботанных кромок детали показаны на рис. 47,ж.
Положение наклонной линии на чертеже может быть
определено соответствующей надписью (рис. 48, а),
углом наклона (рис. 48,6) или размерами (рис. 48,в).
В первом случае наклонная линия задана надписью:
«Уклон 1 :5». Это означает, что на каждые 5 мм длины
152
(по горизонтали) наклонная линия поднимается (или
опускается) на 1 мм. Для примера на рис. 48, а приве-
дено такое построение наклонной линии: на прямой АВ
Рис. 48. Разметка положения наклонных рисок (а, б, в); де-
ление углов на равные части (г, д); построение сопряжений
(е,.ж, з, и).
откладывают отрезок 50 мм, затем из точки С проводят
перпендикуляр, на котором откладывают 10 мм (отре-
зок CD)\ прямая, проходящая через точки AD, и будет
153
иметь уклон 1 :5. Для окончания разметки нужно на
прямой АВ отложить отрезок длиной 100 мм и из точки В
провести перпендикуляр до пересечения с продолже-
нием наклонной линии AD.
Во втором случае наклонная прямая задана на чер-
теже углом наклона а=15° (см. рис. 48,6). Разметку
в этом случае производят с помощью малки, установ-
ленной по транспортиру, или угломера.
В третьем случае для разметки наклонной риски нет
надобности прибегать к помощи специальных инстру-
ментов или производить какие-либо дополнительные вы-
числения (см. рис. 48,в). Разметку ведут обычным спо-
собом: сначала откладывают отрезок длиной 150 мм,
в конце которого строят перпендикуляр. На перпендику-
ляре откладывают 40 мм. Соединив концы отрезков, по-
лучают искомую наклонную риску.
Чтобы разделить угол на две равные части (рис. 48, г),
из вершины А дугой произвольного радиуса делают за-
сечки на сторонах угла. Из полученных точек В и С как
из центров проводят дуги радиусом, большим половины
дуги ВС, а точку пересечения дуг D соединяют с верши-
ной угла А. Полученная прямая AD разделяет угол ВАС
точно пополам.
При делении прямого угла на три равные части
(рис. 48,6) из вершины А произвольным радиусом R
проводят дугу до пересечения со стороной угла; из точек
пересечения В и С дугами того же радиуса пересекают
дугу ВС в точках D и Е, затем соединяют точки пересе-
чения дуг D и Е с вершиной угла Л. Прямые DA и ЕА
делят прямой угол на три равные части.
Разметка контуров, состоящих из сопряженных пря-
мых и кривых линий. Сечения поверхностей, определяю-
щих форму деталей машин, в большинстве случаев об-
разованы плавными сопряжениями двух прямых, пря-
мой с дугой, окружности с дугами двух радиусов и т. д.
В заводской практике пользуются двумя способами
разметки плавных сопряжений: методом попыток (при-
ближенный способ) и при помощи геометрических по-
строений (более точный способ).
Плавный переход между прямой и дугой окружности
выполнен правильно только в том случае, если прямая
является касательной (рис. 48, е) и если точка сопряже-
ния лежит на перпендикуляре, опущенном на прямую из
центра данной окружности.. Если же эти условия не со-
блюдены, то переход не будет плавным (рис. 48,ж) и,
154
следовательно, разметка произведена неправильно. При
разметке сопряжений между прямыми и дугами окруж-
ностей, как правило, сначала наносят дуги, а затем от
точек сопряжения проводят сопрягаемые с дугами пря-
мые.
Плавный переход между двумя дугами окружностей
достигается только тогда, когда точка сопряжения их
Рис. 49. Разметка дуги, касающейся двух прямых, образу-
ющих угол (а); разметка сопряжения двух окружностей
с дугой заданного радиуса (б)\ деление окружности на рав-
ные части (в).
будет на прямой, соединяющей центры О и Oj окруж-
ностей этих дуг. При внешнем касании расстояние ме-
жду центрами дуг должно равняться сумме их радиусов
(рис. 48, з), а при внутреннем касании — разности
(рис. 48,и).
Разметку дуги данного радиуса R, касательной к
двум данным прямым, образующим произвольный угол
(рис. 49,а), выполняют так: на расстоянии R парал-
лельно данным прямым АВ и ВС проводят две вспомо-
гательные прямые. Пересечение этих прямых даст иско-
мый центр О, из которого проводят дугу. Точками каса-
155
ния (сопряжения) являются точки Е и Ех (основания
перпендикуляров, опущенных из центра О на заданные
прямые).
В практике разметки часто встречаются случаи вну-
треннего сопряжения двух окружностей с дугой задан-
ного радиуса (рис. 49,6). Центр О2 находят как точку
пересечения дуг, проведенных из центров О и Oi радиу-
сами R2— R и R2— Точки Е и £i являются точками
пересечения продолжений линий ОО2 и О{О2 с соответ-
ствующими окружностями.
Деление окружности на равные части. Разделить
окружность на равные части можно тремя способами:
1) геометрическим построением, т. е. графически;
2J используя коэффициенты, взятые из специальных
таблиц; 3) при помощи специальных разметочных при-
способлений.
Геометрические построения. На рис. 49,в
приведено графическое построение, при помощи кото-
рого можно разделить заданную окружность на произ-
вольное число п равных частей, например п= 11.
Проводим взаимно перпендикулярные «диаметры АВ
и ЕС заданной окружности. Из точки А откладываем
произвольные, но равные друг другу отрезки, количество
которых равно заданному числу п делений окружности.
Крайнюю точку М последнего отрезка соединяем прямой
с точкой В. Через точку, отстоящую от точки М на два
деления, т. е. через точку 9, проводим прямую, парал-
лельную ВМУ до пересечения ее с АВ в точке а. Радиус
ОС делим на четыре равные части и три такие же части
откладываем на ОС вправо от точки С. Полученную
точку 30 соединяем с точкой а и продолжаем 3Qa до
встречи с окружностью в точке Ь. Дуга ЬВ равна
окружности.
Деление окружности на любое число равных частей
можно производить с помощью значений коэффициен-
тов, указанных в табл. 3. В первой графе табл. 3 ука-
заны числа, на которые надо разделить окружность. Во
второй графе указан коэффициент, на который следует
умножить диаметр делимой окружности, чтобы опреде-
лить длину хорды, равную стороне соответственного впи-
санного многоугольника.
Например, необходимо окружность диаметром 100 мм
разделить на 15 равных частей. Поступаем так: в пер-
вой графе табл. 3 находим требуемое число делений
окружности, в данном случае 15. Этому числу во второй
156
графе соответствует коэффициент 0,2079. Умножаем диа-
метр окружности 100 мм на 0,2079 и получаем 20,79 мм.
Эту длину нужно 15 раз отложить циркулем по окруж-
ности.
Таблица 3
Значения коэффициентов для определения длины хорды при
делении окружности на п равных частей
Число делений окруж- ности Коэффи- циент Число делений окруж- ности Коэффи- циент Число делений окруж- ности Коэффи- циент Число делений окруж- ности Коэффи- циент
1 0,0000 26 0,1205 51 0,0615 76 0,0413
2 1,0000 27 0,1160 52 0,0603 77 0,0407
3 0,8660 * 28 0,1119 53 0,0592 78 0,0402
4 0,7071 29 0,1081 54 0,0581 79 0,0397
5 0,5877 30 0,1045 55 0,0570 80 0,0392
6 0,5000 31 0,1011 56 0,0560 81 0,0387
7 0,4338 32 0,0980 57 0,0550 82 0,0383
8 0,3826 33 0,0950 58 0,0541 83 0,0378
9 0,3420 34 0,0922 59 0,0532 84 0,0373
10 0,3090 35 0,0896 60 0,0523 85 0,0369
11 0,2817 36 z 0,0871 61 0,0514 86 0,0365
12 0,2588 37 0,0848 62 0,0506 87 0,0361
13 0,2393 38 0,0825 63 0,0498 88 0,0356
14 0,2225 39 0,0804 64 0,0490 89 0,0352
15 0,2079 40 0,0784 65 0,0483 90 0,0349
16 0,1950 41 0,0765 66 0,0475 . 91 0,0345
17 0,1837 42 0,0747 67 0,0468 92 0,0341
18 0,1736 43 0,0730 68 0,0461 93 0,0337
19 0,1646 44 0,0713 69 0,0455 94 0,0334
20 0,1564 45 0,0697 70 0,0448 95 0,0330
21 0,1490 46 0,0682 71 0,0442 96 0,0327
22 0,1423 47 0,0667 72 0,0436 97 0,0323
23 0,1361 48 0,0654 73 0,0430 98 0,0320
24 0,1305 49 0,0640 74 0,0424 99 0,0317
25 0,1253 50 0,0627 75 0,0418 100 1 0,0314
Установить циркуль точно на размер 20,79 мм очень
трудно (обычно циркуль можно установить с точностью,
не превышающей 0,1 мм). Следовательно, если в данном
случае циркуль будет установлен на размер 20,7 мм, то
при нанесении 15 делений пятнадцатое деление окажется
157
на 1,3 мм больше других делений. К этому могут при-
бавиться еще ошибки во время откладывания делений
и в итоге окажется, что последнее, пятнадцатое деление
на заметную величину отклонится от остальных делений.
Чтобы избежать накопления ошибок при откладывании
делений, прибегают к следующим приемам.
Определив при помощи таблицы длину одного деле-
ния, сразу не делят окружность на 15 равных частей.
Сначала обычным способОхМ делят окружность на три
равные части, находят точки А, В и С, а затем, устано-
вив циркуль с максимально возможной точностью на
подсчитанную длину 20,79 мм, делят отдельно каждую
часть окружности АВ, ВС и СА на пять частей. При та-
ком способе деления ошибка уменьшается в 3 раза.
Еще меньшая ошибка при делении окружности полу-
чится, если мы вместо циркуля будем пользоваться раз-
меточным штангенциркулем.
Применение специальных разметочных
приспособлений при делении окружностей на рав-
ные части освобождает слесаря или разметчика от вспо-
могательных графических построений или расчетов с по-
мощью таблиц.
На рис. 50, а показано простейшее приспособление
этого типа, так называемая челябинская линейка, со-
стоящая из двух линеек 1 и 2, соединенных шарниром 5.
На линейках нанесены неравномерные шкалы с марки-
ровкой точек 5, R, 7, 8, 9 и т. д.
Для получения величины хорды, делящей окруж-
ность, например, на пять равных частей, раздвигают ли-
нейки 1 и 2 этого приспособления таким образом, чтобы
расстояние между точками R— R равнялось радиусу за-
данной окружности. Тогда расстояние между точками
5 — 5 дает величину искомой хорды. При делении окруж-
ности этого же радиуса на семь частей необходимо
взять расстояние между точками 7—7 и т. д.
Для определения хорд, соответствующих заданным
центральным углам, на базе челябинской линейки раз-
работан специальный прибор оригинальной конструкции
(рис. 50,6). В таком приборе каждая линейка 1 и 2
имеет по две шкалы — одну равномерную (диаметров),
Другую убывающую (радиусов). Градусный сектор 3
связан неподвижно с линейкой 2. На линейке 1 укреп-
лен нониус для точного отсчета углов. Такой прибор
универсален и по сравнению с челябинской линейкой не
усложнен. Приборы этого типа показали такую точность
158
в работе, что почти отпала необходимость в последую-
щей «разброске» неувязки.
Разметка центров круглых тел, окружностей и дуг.
Центр на торцах цилиндрических деталей находят при
помощи циркуля или угольника-центроискателя, как это
показано на рис. 51, а, б.
При разметке круглых фланцев, дисков и -им подоб-
ных деталей, где уже имеются готовые отверстия, центр
которых неизвестен, рекомендуется пользоваться одним
Рис. 50. Специальное разметочное приспособление—
челябинская линейка.
из следующих способов геометрических построений.
В отверстие, подлежащее разметке, забивают брусок из
дерева (рис. 51,в). Затем на краю отверстия произволь-
но намечают три точки A, Bf С и из них как из центров
засекают дуги до пересечения в точках 1, 2, 3 и 4, Через
полученные при этом точки пересечения 1, 2, 3 и 4 с по-
мощью линейки проводят прямые линии. Пересечение
этих линий и определит центр отверстия.
Эта же задача может быть решена и другим спосо-
бом. На заданной окружности (или дуге) выбирают две
произвольные точки А и В, которые слегка накернивают
(рис. 51,г). Из этих точек произвольным радиусом де-
лают засечки. Точки а2, и Ь2 пересечения засечек
159
с заданной окружностью (или дугой) накернивают. За-
тем из этих точек радиусом, примерно равным 2/3 длины
хорд aia2 и &i&2, делают засечки, которые пересекутся
в точках С и D. Далее через точки А и С, а также через
точки В и D проводят прямые, которые пересекутся в ис-
комом центре — точке О.
Развертка простейших тел. Слесарю часто приходится
изготовлять изделия из листового и профильного мате-
Рис. 51. Разметка центров:
а—циркулем; б—угольником-центроискателем; в и г—нахождение центров
отверстий геометрическим способом.
риала, которые имеют форму цилиндра, конуса, куба
и т. д. Поэтому при разметке таких заготовок необхо-
димо уметь правильно выбрать их действительные раз-
меры, чтобы размеченная заготовка после вырезки и
гибки приняла требуемые по чертежу размеры и форму.
Для нахождения действительных размеров заготовок
нужно произвести так называемую развертку поверхно-
стей на плоскости.
Развертка цилиндра представляется в виде
прямоугольника с высотой, равной высоте Н цилиндра,
и длиной, равной длине окружности основания цилиндра
(рис. 52,а). Длина окружности цилиндра определяется
умножением диаметра основания цилиндра на 3,14, т. е.
Ь = яВ. Чтобы получить полную развертку (на листовом
160
материале), к размерам развертки надо добавить при-
пуск на соединение с загибом (соединение на фальц) й
на отбортовку.
Развертку конуса производят в следующем
порядке. Намечают точку О и из нее (рис. 52,6) как из
Рис. 52. Развертка цилиндра (а) и конуса (6).
центра описывают часть окружности радиусом, равным
длине образующей конуса. Затем определяют угол при
вершине сектора по формуле:
360/?
“ L ’
где а — угол сектора, являющийся разверткой конуса,
град;
Л?— радиус окружности основания конуса, мм;
L — длина образующей конуса, мм.
После определения угла а из точки О проводят два
радиуса ОА и ОВ под углом, равным полученному под-
счетом по приведенной выше формуле, и к этому добав-
ляется припуск на фальц (для загиба тонких листов
в месте их соединения).
Пример. Диаметр основания конуса равен 120 мм;
длина его образующей — 200 мм; требуется определить
6 Н. Н. Кропивницкий 161
угол при вершине сектора развертки. В данном случае
/? = -^- = 60 мм, 1=200 мм.
Пользуясь приведенной выше формулой, получим:
360/?
Л L~
360-60
200
108°.
25. РАЗМЕТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
ПО ШАБЛОНАМ
Шаблоном называется приспособление, по которому
изготовляют или проверяют большие партии одинако-
вых деталей. Для разметки сложных деталей, требую-
Рис. 53. Приемы разметки по шаблонам:
а—контура; б—отверстий.
щей затраты большого количества времени, даже при
малых партиях деталей целесообразно пользоваться
шаблонами.
Сущность разметки по шаблонам заключается в том,
что шаблон накладывают на предварительно закрашен-
ную заготовку (деталь) и проводят чертилкой риску
вдоль контура шаблона (рис. 53,а), затем по рискам
наносят керны. При таком способе разметки отпадает
необходимость в дополнительных построениях.
Шаблоны применяют не только для разметки кон-
тура детали. При помощи шаблонов удобно размечать
162
и центры отверстий (рис. 53,6), особенно если этих от-
верстий много и все они должны совпадать с такими же
отверстиями в сопряженной детали (фланцы труб, трой-
ников и т. п.).
Шаблоны изготовляют лз тонкой листовой стали тол-
щиной от 1,5 до 3 мм. Сложные шаблоны снабжают спе-
циальными упорами и приспособлениями для их уста-
новки и закрепления на размечаемых деталях. Шаблоны
имеют маркировку, в которой указаны: тип изделия,
номер чертежа и номер размечаемой детали, а также
номер чертежа, по которому изготовлен шаблон.
26. БРАК ПРИ РАЗМЕТКЕ
И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
В процессе разметки обнаруживается в первую оче-
редь брак деталей по вине заготовительных цехов (ли-
лейных, кузнечных и др'), когда литые заготовки или
поковки не соответствуют размерам чертежей, имеют
перекосы, искривления и т. п. Такие заготовки в даль-
нейшую обработку не поступают, а разметка их прекра-
щается. Есть также и другие причины, которые могут
повести к неправильной разметке.
Ошибки размеров чертежа слесарь или раз-
метчик автоматически переносит на размечаемую заго-
товку, в результате чего получается брак.
Неточность разметочной плиты бывает
следствием ее износа. Поэтому разметочные плиты не-
обходимо периодически проверять при помощи уровня и
поверочных линеек.
Неточность разметочных приспособле-
ний приводит к неправильной разметке. Во избежание
брака разметочные приспособления нужно периодически
проверять.
Неточность разметочного и измери-
тельного инструмента является следствием его
износа в результате частого пользования им, К сожале-
нию, слесарь или разметчик не всегда в состоянии сам
обнаружить эти недостатки. Администрация цеха обя-
зана выдавать в пользование только тщательно прове-
ренный инструмент, а слесарь должен периодически сда-
вать на проверку весь инструмент, находящийся у него
в пользовании, и бережно обращаться с ним в процессе
работы.
163
Большая часть из указанных выше причин брака не
зависит непосредственно от работы слесаря или размет-
чика, однако опытный работник должен их вовремя вы-
являть и устранять. Ниже указываются причины брака,
непосредственно зависящие от слесаря:
1. Неправильное чтение чертежа приводит
к ошибкам в разметке. Слесарь обязан тщательно разо-
браться в чертеже, а если он не в состоянии этого сде-
лать, необходимо обратиться за помощью к бригадиру
или мастеру.
2. Ошибки при откладывании размеров
получаются в результате неправильных обмеров заго-
товки или в тех случаях, когда часть размеров слесарь
откладывал от черновых поверхностей детали, а часть —
от базовых поверхностей.
3. Ошибки при установке детали без вы-
верки приводят к перекосам, а следовательно, и к не-
правильной разметке. Необходимо с особой вниматель-
ностью производить установку и выверку заготовок на
разметочной плите.
4. Неправильное использование при-
способлений. Например, вместо мерных подкладок
при выверке детали на плите слесарь подложил обыкно-
венные подкладки, неправильно наложил шаблон и т. д.
5. Небрежное выполнение разметки по
вине слесаря. Например, на чертеже указан размер
радиуса, а слесарь или разметчик отложил диаметр, не-
правильно расположил отверстия по отношению к цен-
тровым рискам, неточно установил раствор циркуля
и т. п.
Приведенных примеров достаточно для того, чтобы
уяснить себе характер этих ошибок и понять, с каким
вниманием должен относиться слесарь к своей работе.
27. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ ВЫПОЛНЕНИИ РАЗМЕТКИ
Во время разметки слесарь не должен забывать об
острых концах чертилок и заготовок, расположенных на
плите. Они могут серьезно травмировать рабочего.
В целях безопасности во время работы, а также
в перерывах на свободные острия чертилок и рейсмусов
рекомендуется надевать предохранительные колпачки.
Разметочные риски можно накернивать как простым
кернером, так и электрическим. В последнем случае
164
надо тщательно соблюдать правила электробезопасно-
сти. Следует учитывать, что напряжение при контакте
корпуса кернера с размечаемой заготовкой в момент на-
несения керна очень высокое, поэтому, если изоляция
токонесущих частей кернера повреждена, то под напря-
жением окажутся и корпус кернера и размечаемая за-
готовка. Любой рабочий, коснувшись заготовки, может
также оказаться под током. Поэтому размечаемая заго-
товка или деталь при работе электрическим кернером
должна быть хорошо заземлена.
Устанавливая заготовки на разметочные плиты, приз-
мы, домкраты и другие приспособления, следует прини-
мать меры, предотвращающие их падение.
При разметке листовых заготовок можно порезать
руки кромками материала. Поэтому укладывать заго-
товки на плиты и снимать их после разметки нужно
в рукавицах.
Глава V
РУБКА МЕТАЛЛА
28. НАЗНАЧЕНИЕ СЛЕСАРНОЙ РУБКИ
Рубка представляет собой операцию холодной обра-
ботки металлов резанием. Ударным инструментом при
рубке служат слесарные и пневматические молотки,
а режущим — зубила, крейцмейсели и канавочники. Точ-
ность обработки, достигаемая при рубке, составляет
0,4—0,7 мм.
В современном машиностроении к процессу рубки
металла прибегают лишь в тех случаях, когда заготовки
по тем или иным причинам не удается обработать на
станках. Рубкой выполняются следующие операции: уда-
ление излишних слоев металла с поверхности заготовок
(обрубка литья, сварных швов, прорубание кромок
встык под сварку и пр.); удаление твердой корки; об-
рубка кромок и заусенцев на кованых и литых заготов-
ках; разрубка на части листового материала; вырубка
отверстий в листовом материале, прорубка смазочных
канавок и др.
Технология рубки металла зависит от рода работы.
Производится рубка в тисках, на плите или на нако-
вальне. Заготовки и отливки мелких размеров при рубке
165
закрепляются в стуловых тисках. Обрубка дефектов
сварных швов и приливов в крупных деталях осущест-
вляется на месте.
Рубка металла ручным зубилом — очень трудоемкая
и тяжелая операция. Поэтому необходимо стремиться
максимально ее механизировать.
Средствами механизации рубки металла являются:
замена рубки обработкой абразивным инструментом,
а также замена ручного зубила пневматическим или
электрическим рубильным молотком.
Рассмотрим вначале основные правила и приемы ра-
бот при ручной рубке. Приступая к рубке, слесарь дол-
жен подготовить свое рабочее место. Достав из верстач-
ного ящика зубило и молоток, он располагает зубило на
верстаке с левой стороны тисков режущей кромкой
к себе, а молоток — с правой стороны тисков бойком,
направленным к тискам.
Большое значение для рубки имеет правильное поло-
жение корпуса слесаря: при рубке надо стоять у тисков
устойчиво, вполоборота к ним; корпус рабочего должен
находиться левее оси тисков. Левую ногу выставлять на
полшага вперед так, чтобы ось ступни располагалась
йод углом 70—75° по отношению к тискам. Правую ногу
немного отставить назад, развернув ступню под углом
40—45° по отношению к оси тисков (рис. 54,а, б).
Молоток необходимо брать за рукоятку так, чтобы
рука находилась на расстоянии 20—30 мм от конца ру-
коятки (рис. 54,в). Рукоятку обхватывают четырьмя
пальцами и прижимают к ладони, при этом большой
палец накладывают на указательный и все пальцы сжи-
мают. Держать зубило надо левой рукой, не сжимая
сильно пальцы, на расстоянии 20—30 мм от головки
(рис. 54,г).
В процессе рубки зубило должно направляться под
углом 30—35° по отношению к обрабатываемой поверх-
ности (рис. 55,а). При меньшем угле наклона оно будет
скользить, а не резать (рис. 55,в), а при большемиз-
лишне углубляться в металл и давать большие неровно-
сти обработки (рис. 55,г).
Существенное значение для процесса ручной рубки
в тисках имеет также правильная установка зубила по
отношению к вертикальной плоскости неподвижной
губки тисков. Нормальной установкой режущей кромки
зубила следует считать угол 40—45° (рис. 56,в). При
меньшем угле площадь среза увеличивается, рубка ста-
166
ловится тяжелее и процесс ее замедляется (рис. 56, б)<
При большем угле стружка, завиваясь, создает дополни-
тельное сопротивление срезу, поверхность среза полу-
чается грубой и рваной; возможно смещение заготовки
в тисках (рис. 56,а).
Производительность и качество рубки зависят от
вида замаха и удара молотком. Различают удар кисте-
Рис. 54. Подготовка к процессу рубки металла: положение
корпуса (а) и ступней ног работающего при рубке (б); приемы
держания (яхватка“) инструмента при рубке (в и aj.
вой, локтевой и плечевой. При кистевом замахе удаоы
молотком производятся силой кисти руки (рис, 56,г).
Таким ударом пользуются при легкой работе: для сня-
тия тонких стружек или при удалении небольших неров-
ностей. При локтевом ударе рука изгибается в докте
(рис. 56,(3), и удар получается более сильным. Локтевой
удар применяют при обычной рубке, когда приходится
снимать слой металла средней толщины, или при прору-
бании пазов и канавок. При плечевом ударе замах полу-
чается наибольшим (рис. 56, е), а удар — самым силь-
ным. К плечевому удару прибегают при рубке толстого
167
Рис. 55. Приемы рубки:
а—по уровню губок тисков: б—по разметочным рискам; в—при
малом угле наклона зубила; г—при большом угле наклона зубила.
Рис. 56. Трудовые движения при установке зубила на
рабочее положение (а, б, в) и при нанесении удара
молотком: при кистевом ударе (г), при локтевом уда-
ре (д) и при плечевом ударе (е).
168
металла, при удалении больших слоев за один проход,
разрубании металла и обработке больших плоскостей.
Производительность труда слесаря при рубке зави-
сит также от характера и места рубки, силы удара мо-
лотком и от темпа рубки. При рубке с применением ки-
стевого удара делают в среднем 40—50 ударов в минуту;
при более тяжелой работе и плечевом ударе темп рубки
снижается до 30—35 ударов в минуту.
Удар молотка по зубилу должен быть метким. Мет-
ким считается такой удар, при котором центр бойка мо-
лотка попадает в центр головки зубила, а рукоятка мо-
лотка с зубилом образует прямой угол. Рубить можно
только остро заточенным зубилом; тупое зубило соскаль-
зывает с поверхности, рука от этого быстро устает и в
результате теряется правильность удара.
Размеры снимаемой зубилом стружки зависят от фи-
зической силы работающего, размеров зубила, веса мо-
лотка и твердости обрабатываемого металла. Наиболее
производительной считается рубка, при которой за один
проход снимается слой металла толщиной 1,5—2 мм.
При снятии слоя большей толщины слесарь быст-
ро утомляется, а поверхность рубки получается нечи-
стой.
Рубку хрупких металлов (чугун, бронза) следует
производить от края к середине заготовки, чтобы избе-
жать откалывания края детали. Иногда для этой цели
с края заготовки напильником снимают фаску и тогда
рубку ведут в обычном направлении (см. рис. 55,б). При
рубке вязких металлов (мягкая сталь, медь, латунь)
режущую кромку зубила рекомендуется периодически
смачивать машинным маслОхМ или мыльной эмульсией.
Рубку в тисках можно выполнять по уровню губок
тисков либо выше этого уровня — по размеченным рис-
кам (см. рис. 55, а, б). По уровню губок тисков чаще
всего рубят тонкий металл, а выше уровня — широкие
поверхности^заготовок.
При обрубании широких поверхностей для сокраще-
ния времени следует пользоваться крейцмейселем и
зубилом. Сначала крейцмейселем прорубают ка-
навки, а затем срубают зубилом образовавшиеся вы-
ступы.
Чтобы правильно выполнять рубку, нужно хорошо
владеть зубилом и молотком, т. е. правильно держать
зубило и молоток, правильно делать замахи и ударять
без промахов по головке зубила.
169
29. ИНСТРУМЕНТ, ПРИМЕНЯЕМЫЙ
ПРИ РУБКЕ МЕТАЛЛА
Режущий инструмент. В качестве режущего инстру-
мента при рубке металлов служат зубило, крейцмейсель
и канавочники. Зубила для рубки горячего металла на-
зывают кузнечными, а для рубки холодного металла —
слесарными.
Слесарное зубило состоит из трех частей: ра-
бочей, средней и ударной.
Рис. 57. Схемы процесса резания при работе зубилом;
д—распределение сил на клине; б—влияние угла заострения на про-
цесс резания; в—процесс образования стружки при рубке и геометрия
зубила.
В процессе обработки резанием требуемая форма де-
тали достигается путем удаления излишка металла
в виде стружки. При этом режущей части инструмента
придается форма клина. Зубило представляет собой
простейший режущий инструмент, в котором клин осо-
бенно четко выражен (рис. 57).
Действие клинообразного инструмента на обрабаты-
ваемый металл изменяется в зависимости от положения
клина и направления действия силы, приложенной к его
основанию.
ПО
Различают два основных вида работы клина:
1) ось клина и направление действия силы, прило-
женной к его основанию, перпендикулярны к поверхно-
сти заготовки (рис. 57,а). В этом случае заготовка раз-
рубается (раскалывается) (рис. 57,б);
2) ось клина и направление действия силы, прило-
женной к его основанию, образуют с поверхностью за-
готовки угол меньше 90°. В этом случае с заготовки
снимается стружка (рис. 57, в).
Форма режущей части (рис. 57, в) и углы ее заостре-
ния определяют геометрию режущего инструмента (зу-
била). Поверхности рабочей части зубила называются
гранями. Грань, по которой сходит стружка металла
в процессе резания, называется передней, а противо-
положная ей грань, обращенная к обрабатываемой по-
верхности заготовки, — задней. Пересечение передней
и задней граней клина образует режущую кромку.
Ширина режущей кромки зубила обычно равна 15—
25 мм.
Угол, образованный сторонами клина, называют
углом заострения, он обозначается греческой бук-
вой б (дельта). Угол между передней гранью и обраба-
тываемой поверхностью называется углом резания
и обозначается буквой р (бета). Угол между передней
гранью и плоскостью, проведенной через режущую
кромку перпендикулярно обрабатываемой поверхности,
называется передним углом и обозначается бук-
вой у (гамма).
Чем меньше угол заострения, тем меньшее усилие
необходимо приложить для осуществления резания. По-
этому величину угла заострения выбирают в зависимо-
сти от твердости обрабатываемого металла и условир:
работы инструмента. Чем больше твердость и хрупкость'
металла, тем сильнее его сопротивление проникновений
в него клина и тем большим должен быть угол заострен
ния зубила. Для рубки чугуна и бронзы принимают
6=70°, для стали средней твердости 6 = 60°, для меди Й
латуни 6=45°, для алюминия и цинка 6 = 35°.
Назначение заднего угла а — уменьшить трение ме-
жду инструментом и обрабатываемой поверхность^
Величина заднего угла обычно составляет 3—8°.
Средняя часть зубила имеет форму, удобную для
держания его в процессе рубки; обычно эта часть з$
била имеет форму прямоугольного сечения о овальный
гранями или форму многогранника,
’Я,
Головка зубила делается всегда в виде усеченного
конуса с полукруглым верхним основанием. При такой
форме головки сила удара молотком по зубилу исполь-
зуется с наибольшим эффектом, так как наносимый удар
всегда приходится по центру ударной части зубила. Ко-
нусная головка, кроме того, меньше расклепывается при
работе.
Зубила длиной 100—125 мм применяют при выпол-
нении мелких работ, а длиной 150—200 мм — при грубой
работе.
Качество зубила зависит от соблюдения установлен-
ного режима термической обработки (закалки и отпус-
ка) и правильности заточки. Закалка рабочей части зу-
била производится путем нагрева его на длину 40—
70 мм до температуры 800—830° С (светло-вишнево-
красный цвет каления) и охлаждения в воде на длине
15—30 мм с последующим отпуском до появления фио-
летового цвета побежалости. Закалка головки зубила
производится таким же способом на длине 15—20 мм
с отпуском до серого цвета побежалости.
Крейцмейсель отличается от зубила тем, что
его режущая кромка значительно уже, чем у зубила.
Применяется он для вырубания узких канавок, шпоноч-
ных пазов и т. п. Чтобы крейцмейсель, углубляясь в ка-
навку, не заклинивался, его режущую кромку делают
несколько шире следующей за ней рабочей части. В ря-
де случаев при обрубке больших плоскостей крейцмей-
сель используют перед применением зубила.
Термическая обработка и геометрия заточки крейц-
мейселей ничем не отличаются от термической обра-
ботки и геометрии заточки зубила.
К а н а в оч н и к применяется для вырубания смазоч-
ных канавок во вкладышах и втулках подшипников,
профильных канавок специального назначения и других
подобных работ. Канавочники изготовляют с остроко-
нечными и полукруглыми режущими кромками. Размеры
их зависят от диаметра вкладышей подшипников и вту-
лок, в которых необходимо вырубить смазочные канав-
ки. Канавочник отличается от крейцмейселя только фор-
мой режущей кромки.
Следует отметить, что операция вырубания канавок
трудоемкая и ответственная; канавки после вырубания
часто получаются неровными, с неодинаковой глубиной
и т. п. Новаторы производства изыскивают возможности
совершенствования процессов вырубания канавок во
472
вкладышах и втулках -подшипников путем применения
специальных приспособлений и механизированного ин-
струмента.
Заточка зубила и крейцмейселя. Станки для заточки
режущего инструмента можно подразделить на три
основные группы:
1) простые заточные станки для заточки вручную
(точила);
2) универсально-заточные станки для заточки инстру-
ментов различных видов;
Рис. 58. Пример заточки зубила (а)\ проверка углов заточки (б).
3) специальные станки (обычно полуавтоматы) для
заточки одного определенного вида инструмента.
При заточке зубила и крейцмейселя обычно пользу-
ются простыми станками. Затачиваемый инструмент
устанавливают при этом на подручник 1 простого заточ-
ного станка (рис. 58, а) и с легким нажимом медленно
перемещают его по всей ширине шлифовального круга.
Заточку следует вести с охлаждением в воде. В процессе
заточки зубило (крейцмейсель) следует поворачивать
то одной, то другой стороной, что обеспечивает равно-
мерную заточку. Режущая кромка зубила после заточки
должна иметь одинаковую ширину и наклон к оси зу-
била. Величина угла заострения зубила или крейцмей-
селя проверяется по шаблону, представляющему собой
173
пластинку с угловыми вырезами в 70, 60, 45 и 35°
(рис. 58,6). При заточке зубила или крейцмейселя не-
обходимо закрывать защитный экран 2 (рис. 58,а).
Ударный инструмент. К разновидностям ударного ин-
струмента относятся молотки различного назначения и
конструкций.
Слесарные молотки изготовляют двух типов:
с квадратным и круглым бойками (см. рис. 8,а). Про-
цесс изготовления молотков с квадратным бойком проще,
они дешевле и поэтому в практике слесарной обработки
имеют широкое распространение. Преимущество молот-
ков с круглым бойком заключается в том, что в них
имеется большая масса ударной части по сравнению
с тыловой, что обеспечивает большую силу удара и мет-
кость.
Таблица 4
Данные для выбора стальных слесарных молотков
Вес молотка, г 50 | 100 J 200 | 300 | 400 500 | 600 800 | 1000
Выполняемые работы Легкие Средние Тяжелые
Категория работающих, для которых рекомендует- ся соответ- ствующий вес молотка Для учеников в воз- расте 13—14 лет Для учени- ков в возра- сте 15—17 лет Для взро- слых рабо- чих Для физи- чески раз- витых рабо- чих
Длина ру- коятки молот- ка, мм 250-300 320—350 400
Применяе- мость Часто применяемые молотки Менее часто при- меня- емые молот- ки Редко ис- поль- зуе- мые молот- ки
Существенным является выбор молотка по весу. Вес
молотка должен соответствовать ширине режущей
174
кромки зубила. Практика показывает, что для нормаль-
ного удара при рубке металла каждому миллиметру
ширины режущей кромки зубила должно соответство-
вать 40 г веса молотка, а каждому миллиметру ширины
режущей кромки крейцмейселя — 80 г молотка. При вы-
боре веса молотка, естественно, нужно учитывать также
возраст и физическую силу работающего (табл. 4).
30. СПОСОБЫ ВЫПОЛНЕНИЯ РУБКИ
Ручная обработка зубилом требует от работающих
соблюдения основных -правил рубки и необходимой тре-
нировки.
Следует приучить себя к тому, чтобы в процессе
рубки металла обе руки действовали согласованно.
Правой рукой нужно точно и метко ударять молотком
по зубилу, левой — в промежутках между ударами пере-
мещать зубило по металлу.
В зависимости от характера выполнения операций
рубку металла можно выполнять в тисках, на плите или
на наковальне.
Рубка в тисках. В практике слесарной обработки
рубку мелких заготовок из листового и полосового ме-
талла выполняют в тисках. Для обрубки, например, за-
готовки под скобу из листового металла необходимо
взять кусок листовой стали толщиной 4 мм и на нем со-
гласно размерам, указанным на чертеже, нанести разме-
точные риски. После нанесения рисок заготовку крепко
зажать в тисках так, чтобы риска контура размеченной
заготовки была на уровне губок тисков. Затем взять
в руки зубило и молоток и стать в положение для рубки
(по правилам, описанным выше); установить зубило под
углом 30—35° к поверхности губок тисков (см. рис. 55, а)
и под углом 45° к зажатой в тисках стальной пластине
так, чтобы середина режущей кромки зубила соприкаса-
лась с металлом, срубить за один проход излишек ме-
талла, отмеченный контурной риской. Закончив обрубку
одной стороны пластины, разжать тиски, повернуть пла-
стину другой стороной, зажать ее в тисках, а затем по-
вторить процесс рубки. В такой же последовательности
следует обрубить излишек металла и с остальных сто-
рон.
Необходимо при этом помнить, что рубка листового
металла производится только по уровню губок тисков и
зубило в процессе такой рубки нужно перемещать не
175
только по подвижной, но и по неподвижной губке тис-
ков.
В ряде случаев слесарю приходится обрубать заго-
товки по разметочным рискам выше уровня губок тис-
ков. Эта работа более трудоемка. На заготовке предва-
рительно наносят разметочные риски, а на противопо-
ложной стороне делают фаски (скос) по размеру сни-
маемого слоя металла (см. рис. 55,6). Наличие такой
фаски исключает скалывание в конце каждого прохода,
что особенно важно при рубке хрупких металлов.
Заготовку из полосового металла зажимают-в тисках
так, чтобы были видны разметочные риски. Рубку про-
изводят в несколько проходов: первая «зарубка» тол-
щины снимаемого слоя делается при горизонтальном
положении зубила (на рис. 55, б показано штриховой ли-
нией), дальнейшая рубка производится уже при нор-
мальной установке детали.
Черновую рубку по разметочным рискам следует
производить с небольшой толщиной стружки (не более
1,5—2 мм). В противном случае обрабатываемая по-
верхность получается неровной, стружка завивается
с большим трудом, в ходе рубки заготовка оседает, про-
гибается и даже может вырваться из губок тисков. Чи-
стовую рубку ведут при толщине снимаемого слоя 0,5—
0,7 мм.
В тисках выполняют также рубку стальных и чугун-
ных заготовок небольших размеров, имеющих широкие
плоскости. Эту работу рекомендуется производить в та-
кой последовательности. Сначала на переднем и заднем
торцах заготовки наносят разметочные риски, парал-
лельные основанию детали, и по ним с помощью зубила
срубают скосы — фаски. Это обязательное условие, так
как только при наличии скосов крейцмейсель хорошо
забирает стружку и снимает ее ровным слоем от начала
до противоположного края заготовки. Затем на поверх-
ности и на скосе детали наносят разметочные риски,
указывающие расстояние между канавками. Проме-
жутки между канавками должны составлять 0,8 длины
режущей кромки зубила. После этого размеченную де-
таль зажимают в. тисках на 3—6 мм выше уровня губок
и приступают к рубке. Предварительно крейцмейселем
(прорубают узкие канавки, затем зубилом удаляют остав-
шиеся выступы. Толщина стружки, снимаемая крейцмей-
селем за один проход, равна 0,5—1 мм, а при срубании
выступа зубилом — 1,5—2 мм.
176
Описанный способ обработки широких плоскостей
значительно облегчает и ускоряет процесс ручной рубки.
Чугун, бронзу и другие хрупкие металлы нельзя рубить
доходя до края заготовки, так как при этом край заго-
товки может выкрошиться. Недорубленные места сле-
дует рубить с противоположной стороны, предваритель-
но подрезав обрабатываемую заготовку.
К)
Копир
Рис. 59. Вырубание сма-
зочных канавокканавоч-
ником:
а—на плоской поверхности;
б—во вкладышах подшипни-
ков; в—пример механизации
процесса выпуски канавок по
методу И. Г. Томашевского.
Вырубание смазочных канавок во, вкладышах и втул-
ках подшипников производится в тисках (рис. 59) спе-
циальным крейцмейселем-канавочником. Сначала на
вогнутой поверхности вкладыша размечают расположе-
ние канавок, затем зажимают его в тисках и присту-
пают к рубке. Процесс прорубания канавки ведут от
края к середине вкладыша подшипника в такой после-
довательности: установив канавочник на некотором рас-
стоянии от края вкладыша и нанося по канавочнику
легкие удары молотком, намечают след канавок по раз-
меточным рискам (первый проход); в результате вто-
рого прохода канавку углубляют, выдерживая профиль
ее соответственно размерам чертежа; затем канавочни-
177
ком подравнивают и зачищают углубление канавки
(чистовой проход).
При прорубании смазочных канавок необходимо по-
мнить, что сильные удары молотком приводят к про-
скальзыванию канавочника и портят вогнутую поверх-
ность вкладыша.
Следует отметить, что операция прорубания канавок
ответственная и трудоемкая, канавки после вырубки
часто получаются неровными, с неодинаковой глуби-
ной !.
Известен способ механизации этой операции с по-
мощью специального приспособления (рис. 59,в). При-
способление состоит из прямоугольной планки-копира 3
с прорезью посередине; копир вкладывается в отверстие
детали (втулки) 2 и вместе с ней зажимается в тис-
ках 1. Копир на 0,2—0,5 мм короче втулки 2. При про-
рубании канавки специальный канавочник 4 вставляют
в прорезь копира и ударяют по нему молотком. Кана-
вочник продвигается по канавке копира, направляясь
по ней своим нижним выступом, а верхний выступ в это
время производит прорубание канавки. Скосы на концах
паза копира облегчают врезание канавочника в начале
работы. Этот способ значительно упрощает прорубание
канавок, повышает производительность труда и улуч-
шает качество работы.
Рубка на плите и наковальне. Разрубание и выруба-
ние заготовок на плите, наковальне или рельсе произ-
водят в тех случаях, когда листовой, полосовой или
прутковый металл зажать и обработать в тисках не
представляется возможным.
Для того чтобы разрубить стальную пластину попо-
лам, ее предварительно размечают и кладут на плиту.
Рубку ведут так: взяв зубило и обхватив его всеми паль-
цами левой руки, ставят его на риску вертикально; за-
тем с плечевого замаха наносят сильные удары молот-
ком. Можно также держать зубило, как показано на
рис. 60, а.
В процессе рубки следует учитывать, что образова-
ние очередного надруба облегчается в том случае, когда
зубило перемещают вдоль риски не на полную ширину
режущей кромки, а на 0,5—0,7 ее размера.
1 В ряде случаев оказывается возможной более производи-
тельная обработка канавок не вручную, а на металлорежущих
станках.
178
Если требуется вырубить фигурную заготовку из ку-
ска листовой стали (рис. 60,а), делают это в такой по-
следовательности: сначала наносят контурные риски,
а затем кладут лист на плиту и приступают к рубке.
Вырубание ведется в несколько приемов:
1) отступив от риски на 2—3 мм, легкими ударами
по зубилу надрубают контур;
Рис. 60. Приемы рубки на плите (вертикальная рубка):
а—вырубание фигурной заготовки из листовой стали; б—разруба-
ние полосового металла; в—рубка круглого металла; г—прием руб-
ки полосы на наковальне.
2) рубят лист по контуру, нанося по зубилу сильные
удары;
3) перевернув лист, прорубают зубилом по контуру,
ясно обозначившемуся на противоположной стороне. За-
тем вновь поворачивают лист другой стороной и закан-
чивают рубку.
Для того чтобы разрубить полосовой материал, необ-
ходимо мелом или чертилкой нанести на полосе с обеих
сторон риски, отмечающие длину отрубаемого куска
179
(рис. 60,6). Затем, надрубив полосу с одной стороны на
половину толщины, переворачивают ее и надрубают
с другой стороны. После этого отламывают отрубленный
кусок металла.
Круглые прутки после нанесения разметочной риски
надрубают по окружности (рис. 60,в), а затем, повора-
чивая пруток, наносят сильные удары, пока он не будет
разрублен полностью.
Толстый листовой и полосовой материал надрубают
примерно на половину толщины с обеих сторон и затем
ломают, перегибая его поочередно в одну и другую сто-
рону, или отбивают ударами молотка (рис. 60,а).
31. МЕХАНИЗАЦИЯ ПРОЦЕССОВ РУБКИ
В ходе изучения процесса рубки становится очевид-
ным, что ручная рубка — трудоемкая и малопроизводи-
тельная операция. Поэтому в практике слесарной обра-
ботки и на сборке промышленной продукции, при мон-
тажных и других работах уделяется большое внимание
механизации процесса рубки.
Механизация рубки осуществляется путем приме-
нения:
1) ручных механизированных инструментов (пневма-
тических или электрических рубильных молотков);
2) специальных инструментов и приспособлений,
ускоряющих процесс рубки;
3) металлорежущих станков и переносных машинок
для механической обработки, заменяющей операцию
рубки.
Выполнение рубки с помощью ручного механизиро-
ванного инструмента в несколько раз ускоряет процесс
работы и повышает качество рубки. Так, применение
пневматических молотков при прорубании смазочных ка-
навок во втулках в 5—6 раз повышает производитель-
ность труда по сравнению с рубкой ручным канавочни-
ком.
Применение малых пневматических рубильных мо-
лотков особенно выгодно при работе в узких и неудоб-
ных местах, где при ручном способе рубки работа обыч-
ным молотком становится невозможной.
Отечественной промышленностью выпускается серий-
но несколько типоразмеров рубильных пневмомолотков
различной мощности и веса, предназначенных для раз-
личных условий работы.
180
Пневматический рубильный молоток
состоит из корпуса, бойка, золотника и рукоятки с пус-
ковым устройством (рис. 61). Работает он следующим
образом. Сжатый воздух из цеховой магистрали через
резиновый шланг и штуцер 3 поступает к рукоятке мо-
лотка. Слесарь, удерживающий молоток за рукоятку,
нажимает на курок /, открывая при этом пусковой кла-
пан 2 так, что сжатый воздух в зависимости от поло-
жения бойка 4 и золотника 5 проходит либо в камеру 6
рабочего хода, либо в камеру 7 обратного хода. Когда
золотник находится в крайнем правом положении, воз-
дух поступает в камеру 6 и толкает боек вправо, нанося
удар по головке зубила.
Рис. 61. Рубильный молоток пневматического
действия (в разрезе).
В конце рабочего хода боек открывает выхлопные
каналы ствола, давление в камере 6 падает, и золотник
перемещается в крайнее левое положение. При этом от-
крывается доступ сжатого воздуха в камеру 7, и боек
начинает двигаться назад. В конце обратного хода боек
сжимает отработанный воздух в камере 6 и уравнивает
давление золотника. Когда в камере 7 произойдет вы-
хлоп и падение давления, золотник, теряя равновесие,
переместится в крайнее правое положение, и при этом
снова осуществится рабочий ход бойка.
Держать пневматический рубильный молоток при
рубке нужно обеими руками: правой — за рукоятку, а ле-
вой— за конец ствола и направлять зубило по линии
рубки.
При отсутствии в цехе магистрали сжатого воздуха
иногда используют передвижную электропневматическую
установку И-125. Она состоит из насоса-пульсатора
181
с двигателем трехфазного тока мощностью 1 кВт, смон-
тированного на специальной тележке, и двух молотков
с регулируемой силой удара. Один из них (малый) рас-
считан на максимальную единичную работу удара
0,3 кГм, а второй (большой)—до 1,6 кГм. Число ударов
у обоих молотков — 600 в минуту.
Одним из средств механизации рубки металла яв-
ляется замена обрубки обработкой абразивным инстру-
ментом. Так, слесарь-новатор цеха штампов Уралмаш-
завода Г. Ф. Рыжов заменил обрубку штампов обработ-
кой их абразивными кругами, смонтированными на пе-
реносных машинах с гибким валом. Это дало повышение
производительности труда в 3,5 раза и значительно об-
легчило работу. По пути новатора пошли и другие ра-
бочие цеха штампов Уралмашзавода, где примерно
50% всех обрубочных работ заменяется обработкой при
помощи абразивов.
Столь же эффективным оказывается и применение
металлорежущих станков для операций, заменяющих
ручную рубку. Например, обработка деталей на стро-
гальных, фрезерных и плоскошлифовальных станках
в ряде случаев сокращает время ручной рубки в десятки
раз.
Внедрение прогрессивных методов станочной обра-
ботки вместо ручной рубки значительно повышает про-
изводительность труда и культуру производства.
32. УХОД ЗА ПНЕВМАТИЧЕСКИМ ИНСТРУМЕНТОМ
Исправность пневматического инструмента является
основой его высокопроизводительного и безопасного
использования. Надолго сохранить инструмент и иметь
его всегда в рабочем состоянии можно лишь при тща-
тельном соблюдении правил эксплуатации и хранения.
Прежде всего следует убедиться в исправности ин-
струмента, т. е. проверить, достаточно ли прочно затя-
нуты все винты, крепящие отдельные узлы и детали. Не-
обходимо проверить воздушный шланг; он не должен
иметь трещин и проколов. Прежде чем присоединить
шланг к пневматическому инструменту, его тщательно
продувают сжатым воздухом, чтобы удалить пыль й
грязь, которые, попадая внутрь инструмента, способст-
вуют его изнашиванию. Затем следует проверить смазку
инструмента. Смазка не должна попадать на шланг, так
как она вызывает его порчу, Необходимо также прове*
182
рить исправность вставного инструмента (зубила, крейц-
мейселя, канавочника и др.) и надежность закрепления
его хвостовика.
Пневматический инструмент нужно держать в руках
твердо и уверенно. Вначале рекомендуется испытать
инструмент в работе, для чего 2—3 раза включить и
сразу же выключить воздух. Если инструмент при этом
не обнаружит никаких ненормальностей, его можно
включать для выполнения требуемой операции. Не раз-
решаются перегибы шланга, так как это ведет к па-
дению давления. Нельзя допускать, чтобы через
шланг переезжали тележки или автомашины, от этого
шланг быстро выходит из строя. Не рекомендуется натя-
гивать шланг, так как это может привести к разрыву
в местах соединений.
При непрерывной напряженной работе вставной
инструмент нагревается, что может привести к заеданию
хвостовика. Нагревшийся вставной инструмент следует
заменить другим. При коротких перерывах в работе
пневматический инструмент необходимо класть на чи-
стое место. При длительном перерыве в работе нужно
закрыть воздушный кран на магистрали, отсоединить
инструмент от шланга, вынуть вставной инструмент и
сдать в кладовую. Хранить пневматический инструмент
можно только в сухом отапливаемом помещении.
33. БРАК ПРИ РУБКЕ
И ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
В практике слесарной обработки бывают случаи, ко-
гда обработанные рубкой детали оказываются негод-
ными из-за отклонений их размеров от заданных черте-
жом или в результате повреждений при рубке либо
вследствие неудовлетворительного качества обработан-
ной поверхности, например из-за глубоких захватов зу-
билом или крейцмейселем, отколов на ребрах у деталей
из хрупких металлов и т. д.
Основными причинами брака являются: неправиль-
ные приемы рубки, невнимательность в работе, рубка
тупым инструментом и т. д.
Выполняя вручную целый ряд операций, слесарь
должен хорошо знать основные правила техники без-
опасности.
При ручной рубке можно работать только ис-
правным инструментом: молотком, зубилом, крейцмей-
183
селем. Зубилами со сбитыми деформированными голов-
ками работать нельзя.
Рукоятки молотков должны быть без трещин, молоток
на них надо плотно закреплять. В процессе рубки слесарь
обязан пользоваться защитными очками, а при рубке
в тисках — применять ограждения в виде сеток и щит-
ков.
Для предохранения рук от повреждений (при неудоб-
ных работах, особенно в начальный период обучения)
нужно надевать на зубило предохранительную резиновую
шайбу, а на кисть руки — предохранительный козырек.
При механизированной рубке (пневмати-
ческим инструментом) пользуются сжатым воздухом.
Давление сжатого воздуха в трубопроводах достигает
5—7 ати. Струя такого воздуха представляет опасность
для человека. При соединении шланга с пневматическим
инструментом или отсоединении от инструмента сжатый
воздух должен быть отключен при помощи крана.
Включать пневматический инструмент можно только
после установки зубила или крейцмейселя.
Не разрешается ремонтировать пневматический ин-
струмент при включенном сжатом воздухе; вставлять
или вынимать рабочий инструмент можно только при
полной остановке рубильного молотка. При механизи-
рованной рубке осколки металла разлетаются с большой
силой, поэтому слесарь должен пользоваться предохра-
нительными очками из небьющегося стекла. Место рубки
нужно обязательно оградить ширмами из металлической
сетки.
Глава VI
ПРАВКА И ГИБКА МЕТАЛЛА
34. СУЩНОСТЬ ПРАВКИ И ЕЁ НАЗНАЧЕНИЕ
Правка (рихтовка) — операция, посредством которой
устраняются неровности, кривизна или другие недо-
статки формы заготовок. Правка и рихтовка имеют
одно и то же назначение, но отличаются приемами вы-
полнения и применяемыми инструментами и приспо-
соблениями.
Правка — это выправление металла действием дав-
ления на ту или иную его часть независимо от того,
184
производится ли это давление прессом или ударами мо-
лотка.
Правка представляет собой, как правило, подгото-
вительную операцию, предшествующую основным опера-
циям обработки металлов.
Правке подвергают стальные листы и листы из цвет-
ных металлов и их сплавов, полосы, прутковый мате-
риал, трубы, проволоку, а также металлические сварные
конструкции. Заготовки и детали из хрупких материалов
(чугун, бронза и т. п.) править нельзя.
Различают два метода правки металлов: правка
ручная, выполняемая с помощью молотка на стальных
чугунных правильных плитах, наковальнях и др., и
правка машинная, производимая на правильных маши-
нах. При ручной правке слесарь отыскивает на поверх-
ности заготовки или детали такие места, при ударе
по которым заготовка выправлялась бы, т.е. лежала бы
на плите, не имея выпуклостей, изгибов или волнистости.
Металл подвергается правке как в холодном, так и
в нагретом состоянии. В последнем случае нужно иметь
в виду, что правку стальных заготовок и деталей можно
производить в интервале температур 1100—850° С. На-
грев выше указанных температур приводит к перегреву,
а затем и к пережогу заготовок, т. е. к неисправимому
браку.
35. ОБОРУДОВАНИЕ, ИНСТРУМЕНТ
И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ ПРАВКЕ
Основным оборудованием для ручной правки метал-
лов являются стальные или чугунные правильные плиты,
отливаемые, как правило, монолитными и, реже, с реб-
рами жесткости. Размеры таких плит чаще всего бы-
вают 400 X400; 750ХЮ00; 1000X 1500; 1500 X
2000 мм и т. п. Рабочая поверхность плиты должна
быть хорошо прострогана и отшлифована. Плиты уста-
навливают на специальных фундаментах, металлических
или деревянных подставках высотой 0,8—0,9 м над
уровнем пола, обеспечивающих достаточную устойчи-
вость и горизонтальность. В качестве инструмента для
ручной правки используют стальные молотки с круглым
бойком; молотки из мягких материалов (медные, свин-
цовые, деревянные) применяют для правки окончательно
обработанных поверхностей, а также для правки заго-
товок и деталей из цветных металлов и сплавов.
185
Металлическими и деревянными гладилками поль-
зуются при правке тонкого листового и полосового ме-
т ал да.
Машинная правка осуществляется путем использова-
ния различных приспособлений и правильных машин.
Рис. 62. Девятивалковые правильные вальцы:
а—общий вид; б—схема правки листового металла; Z—штурвал подъема
и опускания траверсы верхних валков; 2—механизм наклона верхних вал-
ков; 5—траверса верхних валков; 4— траверса нижнего ряда валков; 5—
штурвал перемещения нижних валков; 6—верхние опорные ролики; 7—
верхний ряд рабочих валков; 8—нижний ряд рабочих валков; 9—нижние
опорные ролики.
Правка листового и сортового металла производится
на правильных вальцах и прессах. Машины для правки
прокаткой, в которых рабочими органами являются
валки, называются правильными вальцами (рис. 62, а).
186
При правке лист подается в валки и благодаря силе
трения, возникающей между валками и листом, втяги-
вается в них (рис. 62,6). Проходя между валками, лист
перегибается то в одну, то в другую сторону, таким об-
разом выравниваются его волокна. Искривленный лист
многократно пропускают сквозь вальцы (иногда до 5 раз).
В правильных вальцах правят и сортовой металл.
По конструкции эти вальцы сходны с листоправйльными
вальцами. На валках (роликах) таких вальцов имеются
ручьи, соответствующие профилю выправляемого ме-
талла. Процесс правки аналогичен правке листов.
Для правки давлением применяются также и прессы.
Правильные прессы изготовляются с гидравлическим
или механическим приводом. По расположению пуан-
сона, передающего давление на выправляемый материал,
прессы подразделяются на горизонтальные и вертикаль-
ные. Прессы используют также и для правки сортового
металла.
36. ПРИЕМЫ РУЧНОЙ И МАШИННОЙ ПРАВКИ
ПОЛОСОВОГО, ЛИСТОВОГО, КРУГЛОГО МАТЕРИАЛА
И ЗАКАЛЕННЫХ ИЗДЕЛИЙ
В процессе правки вручную молоток нужно держать
за конец рукоятки, как и при рубке металла. Удары на-
носить только выпуклой частью бойка; от ударов ребром
бойка на поверхности выправленной детали остаются
забоины.
При правке нужно правильно выбирать места, по ко-
торым следует наносить удары. Удары должны быть
меткими, соразмерными с величиной кривизны, и число
их должно постепенно уменьшаться по мере передвиже-
ния от наибольшего изгиба к наименьшему. Правка
считается законченной, когда все неровности исчезнут
и заготовка окажется прямой, что можно проверить на-
ложением линейки. Ручную и машинную правку метал-
лов следует производить в рукавицах.
Правка полосового металла вручную про-
изводится на правильной плите или наковальне слесар-
ным молотком.
Простейшей является правка металла, изогнутого
по плоскости (рис. 63,а). Этот вид правки встречается
наиболее часто; обычно выполняется он без особых
трудностей. Сложнее правка металла, изогнутого по
ребру (рис. 63,6). Если в первом случае задача заклю-
187
чается в простом выравнивании плоскости, то здесь
приходится прибегать к деформации растяжением части
металла. Еще более сложной является правка скручен-
ных полос (рис. 63,в).
Иногда в одной заготовке встречаются все указанные
виды изгибов. Чтобы полностью выправить такой ме-
талл, нужно осуществить целый комплекс приемов.
Рис. 63. Заготовки из полосовой стали, подлежащие правке
(а, б, в); приемы правки полосовой стали (г, д, е).
Искривленную полосу кладут на плиту изогнутой частью
кверху и, придерживая ее левой рукой, правой наносят
сильные удары молотком по выпуклым местам (рис. 63, г),
ударяя сначала по краям выпуклости и постепенно,
по мере выправления полосы, приближая удары к сере-
дине выпуклости. Чем больше кривизна и толще полоса,
тем сильнее должны быть удары и, наоборот, по мере
выпрямления полосы ослабляют их, заканчивая правку
легкими ударами. В процессе правки полосу надо,
по мере необходимости, периодически поворачивать
с одной стороны на другую. Выправив широкую сто-
188
рону, приступают к правке ребер, повернув заготовку
на ребро. После одного-двух ударов полосу следует’ по-
ворачивать с одного ребра на другое. С уменьшением
изогнутости уменьшают и силу удара.
Правка полос, изогнутых на ребро, выполняется
путем рихтовки. В таких случаях сильные удары нано-
сят носком молотка с целью односторонней растяжки
(удлинения) мест изгиба (рис. 63, <3); удары бойком
следует наносить от мест растяжки на плоскости
к краям полосы или заготовки.
Правку полос, имеющих скрученный (спиральный)
изгиб, рекомендуется производить методом раскручива-
ния (рис. 63, е). Такую заготовку 2 зажимают в тиски 1 и
раскручивают ее с помощью ручных тисочков 3 и ры-
чага 4. Заканчивают правку на плите или на наковальне
легкими ударами молотка.
Более рациональной является правка при помощи
специальных приспособлений.
Правка тонкой стальной полосы, изогнутой по ребру,
выполняется в иной последовательности: кривую полосу
кладут на плиту и, прижав ее левой рукой, правой на-
носят удары молотком рядами по всей длине полосы,
постепенно переходя от нижней кромки к верхней
(рис. 64,а). Вначале удары должны быть сильными,
а по мере перехода к верхнему краю они должны быть
слабее, но наносятся чаще. При таком способе правки
(рихтовки) нижнее ребро вытягивается больше, чем
верхнее, и полоса становится ровной.
Устранение неровностей после правки проверяют
на глаз, а более точно — на разметочной плите по про-
свету или наложением линейки на полосу.
Правка листового металла — более слож-
ная операция. Она зависит от вида деформаций, дей-
ствовавших на листовой металл в процессе прокатки,
раскроя на мерные заготовки, электрогазовой резки, вы-
рубки и т. п.
Все деформации листов можно разделить на три
вида. К первому виду деформации относятся выпуклости
и вмятины в середине листа или заготовки. Второй вид
деформации характеризуется волнистостью краев и кро-
мок листа. К третьему виду деформации относятся одно-
временно и выпуклости, и волнистость кромок листа п
заготовок. Такой вид деформации называется смешан-
ным, или сложным. В зависимости от вида деформации
правка листа имеет свои особенности.
189
Правка листа, имеющего выпуклости, производится
следующим способом. Лист кладут на плиту выпукло*
стью вверх и обводят выпуклость мелом (рис. 64,6).
Рис. 64. Правка тонкой листовой стали:
а—полосы (стрелками указаны направления ударов, а точками —
плотность и сила ударов молотком); б и в—листовой стали; г и
д—приемы правки киянками и гладилками.
Края листа при этом будут касаться плиты. Затем, под-
держивая лист левой рукой, правой наносят удары мо-
лотком от краев листа по направлению к выпуклости.
На рис. 64,6 в виде примера показаны схемы нанесения
ударов, а стрелками — их направление. Под действием
таких ударов ровная часть листа, прилегающая к плите,
будет вытягиваться, а выпуклость постепенно выпрям-
ляться.
Если на листе имеется несколько выпуклостей, то
удары следует наносить в промежутках между выпукло-
190
стями. В результате этого лист растягивается, и все вы-
пуклости сводятся в одну общую, которую выправляют
указанным выше способом.
Необходимо помнить, что если лист с выпуклостью
не прилегает кромками к плите, то его следует прижи-
мать либо рукой, либо положив на выпуклую часть
листа груз. Если не сделать этого и наносить удары
молотком по неплотно прилегающему к плите листу,
то он будет иметь много вмятин, вытяжки же металла
по краям листа не получится. Время правки при этом
увеличивается, создается шум, утомляющий работаю-
щего.
Выправив лист с обеих сторон, следует посмотреть,
насколько уменьшилась выпуклость. Если она все еще
значительна, то необходимо повторить удары в том же
порядке, но с меньшей силой до получения прямолиней-
ности по всему листу.
Правка листа, имеющего деформацию в виде волни-
стости по краям, но с ровной серединой, показана
на рис. 64, в. Перед правкой, положив лист на плиту,
на одну его волнистую кромку кладут какой-нибудь
груз, в то время как другую прижимают к плите рукой.
Такое положение сохраняется при правке листа. От воз-
действия ударов лист в средней части будет вытяги-
ваться и волны по кромкам листа начнут исчезать. После
этого лист следует перевернуть и продолжать правку
таким же способом до получения требуемой прямоли-
нейности.
Правку тонких листов производят деревянными мо-
лотками— киянками (рис. 64,г); очень тонкие листы
кладут на правильную плиту и выглаживают гладил-
ками (рис. 64, д).
Наиболее производительным методом правки листо-
вого металла является правка на ротационных листо-
правильных машинах. Сущность этого процесса заклю-
чается в том, что листы или детали, подвергающиеся
правке, пропускают между двумя рядами валков, рас-
положенных в шахматном порядке. Машина имеет пар-
ные входные направляющие валки, расположенные один
под другим, и парные выходные направляющие валки.
Скорость вращения входных направляющих валков не-
сколько меньше, чем у выходных, благодаря чему по-
мимо правки лист подвергается еще и незначительному
растяжению, что также способствует выравниванию за-
готовок.
191
Скорость правки от 3 до
листового металла от 0,6 до 3
6 м/мин. при толщине
мм. Правку листового
металла производят
Рис. 65. Схема правки изогнутых ва-
лов на ручном винтовом прессе:
а—пример правки; б—контроль правки ин-
дикатором; в—приспособление для правки
валов.
также на трех-, пяти-,
семи- и более валко-
вых машинах.
Правка прутко-
вого металла диа-
метром до 20 мм и дли-
ной до 3 м выполняет-
ся обычно слесарным
молотком на плите.
Процесс правки при
этом сводится к нанесе-
нию ударов молотком
по выпуклости прутка,
положенного на плиту,
проверке прямолиней-
ности на глаз и на про-
свет между плитой и
прутком. В процессе
правки пруток следует
все время поворачи-
вать вокруг своей оси.
Длинные прутки пра-
вят на специальных
роликовых правильных
машинах.
Валы и круглые за-
готовки диаметром до
35—40 мм лучше и
безопаснее править на
ручном винтовом прес-
се между двумя приз-
мами (рис. 65,а). В
этом случае вал 3 уста-
навливается на призмы
1 и 5 стола пресса вы-
пуклой стороной вверх.
Расстояние между призмами регулируется в пределах
150—300 мм. Правку производят нажимом винта (или
пуансона) 2, на выпуклую часть вала 3. Величину про-
гиба определяют здесь же в центрах 4 при помощи ин-
дикатора 6 (рис. 65,6).
192
На рис. 65, в показана схема специального приспо-
собления для правки валов в центрах. Приспособление
состоит из захватов /, которые, в зависимости от места
нахождения кривизны вала могут перемещаться по ко-
ромыслу 3 и закрепляться с помощью винтов 4. В центре
коромысла расположен винт 5 с призматическим нако-
нечником 2. При правке вала приспособление устанав-
ливается так, чтобы призматический наконечник нахо-
дился против места наибольшей кривизны, затем произ-
водится поджатие его винтом 5 до получения требуемого
прогиба вала.
Валы большого сечения со значительным прогибом
предварительно нагревают в местах прогиба, после чего
правят с помощью приспособлений.
В ряде случаев детали или инструмент, прошедшие
закалку, подвергаются деформации. Причиной дефор-
мации (коробления) являются внутренние напряжения,
создаваемые быстрым охлаждением деталей в закалоч-
ной жидкости. Чтобы устранить кривизну таких деталей,
их подвергают правке.
В зависимости от характера правки применяют раз-
личные молотки: при правке деталей или инструмента,
на которых следы ударов молотка недопустимы, поль-
зуются мягкими молотками (из меди, свинца). При
правке, связанной со значительным деформированием
закаленной детали, пользуются слесарным молотком ве-
сом от 200 до 600 г или специальным рихтовальным мо-
лотком с острыми бойками (рис. 66,а). Плита для
правки должна иметь гладкую отшлифованную поверх-
ность. Покоробленную деталь кладут на плиту выпу-
клостью вниз, плотно прижимая ее левой рукой к плите
и удерживая за один конец, и наносят несильные, но
частые и точные удары носком молотка по направлению
от центра вогнутости к ее краям. Таким образом дости-
гается растяжение верхних волокон металла на вогну-
той стороне детали и ее выпрямление.
Правку деталей более сложной формы, например
угольника, у которого после закалки деформация вы-
звала нарушение перпендикулярности сторон, произво-
дят так, как показано на рис. 66. Если угольник имеет
угол менее 90°, то правка его должна производиться
у вершины внутреннего угла (рис. 66,6), а если угол
больше 90°, то правка угольника должна производиться
у вершины наружного угла (рис. 66,в). Заканчивают
7 Н. Н, Кропивницкий 1^3
правку тогда, когда ребра угольника примут правиль-
ную форму и оба угла будут по 90°.
В случае короблений деталей или инструментов
по плоскости и по узкому ребру правка их должна ве-
стись отдельно: сначала по плоскости, а затем по ребрам.
Рис. 66. Приемы правки (рихтовки) закален-
ных изделий:
о—на- рихтовальной бабке; б и в—правка угольника
(штриховкой указаны места нанесения ударов).
Следует отметить, что точные детали и заготовки ин-
струмента, прошедшие правку под прессом или молот-
ком в холодном состоянии, должны подвергаться по-
вторному отпуску для снятия напряжений.
37. СУЩНОСТЬ ГИБКИ И ЕЕ ВИДЫ
Гибка применяется для придания заготовке изогну-
той формы по заданному контуру.
В процессе гибки металл подвергается одновремен-
ному действию растягивающих и сжимающих усилий.
На наружной стороне заготовки в месте изгиба (рис. 67)
волокна металла ab растягиваются и длина их увеличи-
вается; на внутренней же стороне волокна а'Ь\ наобо-
рот, сжимаются, а длина их укорачивается. И только
нейтральный слой кк, или, как принято называть, ней-
тральная линия, в момент сгиба не испытывает ни сжа-
тия, ни растяжения. Длина нейтральной линии после
изгиба заготовки не изменяется.
194
В тех случаях, когда напряжения изгиба не превы-
шают предела упругости материала, деформации заго-
товки будут упругими, и после снятия напряжений за-
готовка примет свой первоначальный вид.
Для получения изогнутой заготовки необходи-
мо, чтобы напряжения изгиба превышали предел
упругости, тогда деформация заготовки будет пласти-
ческой.
При гибке заготовок из листового металла пластиче-
ская деформация всегда сопровождается упругой, noj
этому в согнутой на определенный угол заготовке после
снятия напряжения происходит явление распружинения,
т. е. угол загиба, как правило, увеличивается, а заго-
товка немного выпрямляется. Угол, на который выпрям-
ляется заготовка вслед-
ствие упругой отдачи или
пружинения, называется
углом деформации. Вели-
чина этого угла зависит
от марки металла и тол-
щины заготовки, а также
от радиуса гибки.
Существует и другой
вид гибки, при котором
обеспечивается получение
точных углов и радиусов
изгиба. Это так называе-
Рис. 67. Схема растяжения воло-
кон металла при гибке.
мая гибка с растяжением, когда заготовка при гибке
подвергается действию добавочного растягивающего
усилия, при этом все волокна сечения испытывают рас-
тяжение и наблюдается лишь некоторое сокращение се-
чения, тогда как угол и радиус гибки остаются без из-
менения.
Наибольшее распространение в слесарной практике
получили гибочные работы, основанные на схеме про-
стого гиба, т. е. с учетом пружинения.
Возможность получения деталей с очень малыми ра-
диусами изгиба ограничивается опасностью разрыва
наружного слоя заготовки в месте изгиба вследствие
чрезмерного для данного материала относительного
удлинения tэтого слоя, а также из-за наличия дефектов
поверхности заготовки (трещин, плен и др.). Величина
минимально допустимого радиуса изгиба зависит от ме-
ханических свойств материала заготовки, от применяе-
мой технологии гибки и качества поверхности заготовки.
195
Детали с очень малыми радиусами закругления сле-
дует изготовлять из пластичных материалов или пред-
варительно подвергать исходный материал термической
обработке — отжигу.
При изготовлении деталей из малопластичных мате-
риалов с относительно малыми радиусами закруглений
необходимо применять более простые технологические
процессы гибки, при которых возникают незначительные
растягивающие усилия из-за наличия трения заготовки
о гибочное приспособление или штамп.
Радиус изгиба детали не следует принимать близким
к минимально допустимому, если это не диктуется кон-
структивными требованиями. По технологическим сооб-
ражениям даже для наиболее пластичных материалов
целесообразно не допускать радиус изгиба, меньший
толщины заготовки.
При резке на ножницах или вырубке материал заго-
товки вблизи линии среза наклепывается (уплотняется)
и его пластичность снижается, что ведет к увеличению
значения минимально допустимого радиуса.
Необходимо также иметь в виду, что с увеличением
толщины механические свойства листового проката сни-
жаются, вследствие чего значения минимально допусти-
мого радиуса значительно повышаются.
Несоблюдение основных положений при выборе ра-
диуса гибки заготовок или деталей приводит к появле-
нию трещин и других пороков.
Гибка заготовок й деталей выполняется из полосо-
вого, листового, пруткового и профильного металла.
38. ОБОРУДОВАНИЕ, ИНСТРУМЕНТ
И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ ГИБКЕ
Разновидности гибки обусловливаются требованиями
чертежа при изготовлении, например, скоб, петель,
кронштейнов, колец и других изделий из листового,
круглого и профильного металла.
Заготовки можно сгибать под углом, по радиусу и
по фасонным кривым.
Ручную гибку часто производят в тисках с помощью
слесарного молотка, используя при этом различные при-
способления. Для получения правильной формы при
гибке слесари часто пользуются специальными оправ-
ками, с помощью которых выполняют гибку заготовок
и деталей сложного профиля. Особенно широко приме-
196
няются приспособления при гибке партии одинаковых
деталей. Последовательность операции зависит от раз-
меров контура и материала заготовки.
Гибку можно выполнять по образцу, по месту, по
разметке и по шаблону.
При изготовлении деталей из тонкого полосового ме-
талла и проволоки методом гибки применяют плоско-
губцы для захвата, зажима-и удержания мелких де-
Рис. 68. Приемы гибки тонкого полосового металла и про-
волоки:
а—изгибание хомутика плоскогубцами на оправке в тисках; б—гибка
ушка из проволоки круглогубцами; в—отрезание проволоки острогубцами
(кусачками); г—отделка хомутика.
талей (рис. 68,а). Окончательное формирование хому-
тика производят на оправке в тисках с помощью молотка
(рис. 68,г).
Круглогубцами пользуются при загибании про-
волоки (рис. 68,6). Они отличаются от плоскогубцев
тем, что их губки имеют круглую конусную форму.
Отрезку кусков проволоки в процессе изготовления пру-
жин и стержней сечением до 3 мм производят остро-
губцами (рис. 68,в). Более удобными в этом отноше-
нии являются комбинированные плоско-
губцы. Ими можно захватывать, зажимать и удержи-
вать мелкие детали, а также отрезать проволоку и
стержни тонких сечений.
В условиях современного производства применяется
главным образом механизированная гибка, выполняемая
197
в основном на гибочных прессах, листогибочных валь-
цах, на универсальных гибочных прессах и гибочных
станках.
Листогибочные прессы (рис. 69, а) приме-
няют для выполнения весьма разнообразных работ —
от гибки кромок до гибки профилей в одной или не-
скольких плоскостях под разными углами.
Гибка профилей производится с помощью пуансона
2 (рис. 69,6), закрепленного на раме ползуна и ма-
Рис. 69. Пресс для гибки листового металла (а, б) и примеры
применяемых для гибки пуансонов и матриц (в).
трицы 3, устанавливаемой на подкладке 4 плиты 5 прес-
са или непосредственно на плите. Пуансоны различаются
по форме радиусам гибки. Рабочая часть матрицы
представляет собой гнездо, выполненное обычно в фор-
ме угольника или прямого паза.
Примеры применяемых для гибки пуансонов 1 и ма-
триц 2 различных профилей приведены на рис. 69, в.
Для получения требуемого профиля с рядом переги-
бов гибку производят последовательно в несколько пе-
реходов с продвижением заготовки для листа каждый
раз до установленного упора. Количество переходов
равно количеству перегибов на профиле. Гибка листов
производится на листогибочных вальцах.
198
Для гибки профилей различных сечений применяют
роликовые гибочные станки. На универсальных трехро-
ликовых и четырехроликовых гибочных станках гнут
профили с различными радиусами кривизны.
На рис. 70, а показан трехроликовый станок для
гибки профилей, изготовляемых из листов алюминиевых
сплавов толщиной до 2,5 мм.
Наладка верхнего ролика 1 относительно двух ниж-
них 4 и 5 осуществляется вращением рукоятки 2. При
гибке заготовка должна быть прижата верхним роли-
ком к двум нижним. Прижимы 3 устанавливают так,
чтобы ролики свободно скользили по полкам профиля,
не давая ему скручиваться в процессе гибки. Поверх-
ность роликов должна быть чисто полированной во из-
бежание задиров и царапин на изготовляемой профиль-
ной заготовке. Профили с большими радиусами гибки
изгибают на трехроликовом станке в несколько пере-
ходов.
Профили, имеющие форму кругов, спирали или кри-
волинейные очертания разной кривизны, изготовляют на
четырехроликовых станках. Четырехроликовый станок
(рис. 70,6) состоит из станины /, внутри которой смон-
тирован приводной механизм, двух ведущих роликов 3 и
5, подающих заготовку, и двух нажимных роликов 4 и 7,
изгибающих заготовку 6. Требуемый радиус гибки уста-
навливается вращением рукояток 2 и <8.
Гибку труб небольшого размера можно выполнять
вручную с помощью различных приспособлений.
При большом объеме работ для гибки труб диамет-
ром от 10 до 400 мм (особенно тонкостенных) широко
используют трубогибочные станки, работающие по схе-
ме наматывания (рис. 71,а). В отличие от метода гибки
с обкаткой вращение сообщается гибочному шаблону,
ползун же неподвижен или перемещается в продольном
направлении.
Механизм устройства для гибки способом наматыва-
ния состоит из гибочного шаблона /, зажима 2 и пол-
зуна 3 (опорной колодки). В большинстве случаев при-
меняется еще и дорн 4, служащий для предотвращения
овальности и гофр.
Наибольшее распространение получили дорны, имею-
щие следующие формы (рис. 71, б): ложкообразную (7),
шарообразную (III) или усеченную шарообразную (II).
При гибке тонкостенных труб применяют составные дор-
ны (IV). Такие дорны поддерживают стенку трубы в
199
Рис. 70. Трехроликовый (а) и четырехроликовый (б) станки для
гибки профилей.
Рис. 71. Схема гибки труб с применением дорнов.
200
месте изгиба, облегчают перемещение трубы по дорну,
придают ей круглую форму и даже выравнивают неглу-
бокие гофры.
Порядок работы на станке следующий. Трубу уста-
навливают в ручей гибочного шаблона и прикрепляют
к прямолинейной его части при помощи зажима 2
(рис. 71,а), затеАм регулируют ползун 3, которым труба
во время гибки прижимается к гибочному шаблону.
Приводимый во вращательное движение гибочный шаб-
лон увлекает за собой трубу, которая, находясь в ручье
между шаблоном и ползуном, снимается сдорна и изги-
бается на необходимый угол и радиус.
Для гибки труб диаметром З1/^" по кольцу или спи-
рали, а также труб сравнительно большой длины с боль-
шим радиусом гиба применяют трубогибочные станки,
работающие по схеме вальцевания (рис. 71,в). На этих
станках труба увлекается силами трения в. направлении
вращения роликов и приобретает на выходе кривизну,
которая определяется взаимным расположением роли-
ков. Станки могут быть с тремя и четырьмя роликами.
Ролики имеют ручьи, радиусы которых соответствуют
наружным радиусам трубы. Глубина каждого ручья на
1—5 мм меньше половины диаметра трубы. При данном
способе гибки можно гнуть трубы с наименьшим радиу-
сом /? == бТ^нар.
Одним из наиболее производительных способов изго-
товления криволинейных труб из черных и цветных ме-
таллов в серийном производстве является гибка на
штампах. Штампы устанавливаются на гидравлических,
пневматических и фрикционных прессах.
39. ПРИЕМЫ РУЧНОЙ И МЕХАНИЗИРОВАННОЙ ГИБКИ
МЕТАЛЛОВ РАЗЛИЧНЫХ СЕЧЕНИЙ
Гибку деталей из тонких заготовок производят не
ударами, а сглаживанием. Гибку заготовок из листового
и полосового металла толщиной более 0,5 мм и из круг-
лого материала диаметром более 4 мм выполняют на
оправках ударами молотка. Форма оправки должна со-
ответствовать форме изгибаемого профиля с учетом де-
формации металла.
Для выполнения гибки деталей необходимо опреде-
лить длину заготовки. Расчет длины заготовки произво-
дят по чертежу детали. Чертеж детали разбивают на
отдельные участки, подсчитывают их длину с учетом
201
радиусов всех изгибов, затем суммируют полученные ре-
зультаты и находят общую длину заготовки.
Для деталей, изгибаемых под прямым углом без за-
круглений с внутренней стороны, величина излишка
металла (припуска) на изгиб составляет от 0,6 до 0,8
толщины металла.
Гибка деталей из полосового и пруткового металла.
Допустим, что требуется, например, произвести гибку
Рис. 72. Приемы гибки угольника в тисках.
угольника из полосовой стали под прямым углом без
закругления с внутренней стороны (рис. 72,а). Для
этого необходимо:
1. Разбить угольник на отдельные участки и подсчи-
тать их размеры: Zi=50 мм, /2 = 80 мм, S = 4 мм.
2. Вычислить общую длину заготовки по формуле:
L—l\+Z2+0,6S mmj
£=50+80+2,4=132,4 мм.
3. Отрубить заготовку длиной 132,4 мм и выправить
ее на плите и наковальне.
4. Опилить место сруба по ширине заготовки в раз-
мер под прямым углом.
5. На месте изгиба заготовки нанести чертилкой раз-
меточную риску (рис. 72,6) и зажать полосу в тисках
между двумя накладными губками — нагубниками
(рис. 72,в).
6. Загнуть полку угольника, нанося равномерные
удары молотком всей поверхностью бойка (рис. 72,г).
202
Для определения общей длины заготовки, имеющей
изгиб под прямым углом с фиксированным радиусом
Рис. 73. Приемы изготовления скобы в тисках.
закругления (рис. 73,а), рекомендуется пользоваться
следующей формулой:
L=lx + /2 + ~2 гн«
Величина гн есть радиус изгиба по вертикальной ли-
нии. Величина этого радиуса определяется по' формуле:
rn=R+kSi
где R — радиус изгиба по внутренней поверхности, мм;
ks—расстояние от внутренней поверхности изгибае-
мой заготовки до нейтральной линии;
k — коэффициент, учитывающий свойства мате-
риала; определяется по табл. 5;
S — толщина материала, мм.
При завивке петель величину k берут равной 0,55—
0,65.
Изготовление скобы из пруткового металла
с внутренними радиусами закругления (рис. 73,6) вы-
полняется в такой последовательности:
1) подсчитывается длина заготовки; в данном случае
она состоит из трех прямых участков и двух радиусов
закруглений:
Z=/i4-Z2 + /д + -Q- (г Н1+/“ н2);
203
z2) отрубается заготовка установленной длины и вы-
правляется; .
3) опиливается торец (место сруба) заготовки;
4) заготовка размечается в местах изгиба и зажи-
мается в-тиски с оправкой (рис. 73, в);
5) равномерными ударами молотка концы заготовки
загибаются на оправке (рис. 73, г, д).
Таблица 5
Величина коэффициента k9 учитывающего свойства металла
при гибке (рис. 73)
Отно- шение /? S 0,5 0,8 1 2 3 4 5 б 7 8 10 Более 12
k 0,25 0,30 0,35 0,37 0,40 0,41 0,43 0,44 0,45 0,46 0,47 0,50
Гибка в приспособлениях заметно сокра-
щает затраты ручного труда слесаря и улучшает каче-
ство обработки* Для изготовления, например, шарнир-
ной петли пользуются простейшим приспособлением, по-
казанным на рис. 74, а. В прорезь 2 корпуса / встав-
ляется заготовка 3, после чего равномерными ударами
молотка или нажимом губок тисков на верхнюю кромку
заготовки противоположная кромка в отверстии при-
способления изгибается так, что образует при этом пет-
лю установленного размера.
Гибку рамок ножовочных станков можно выполнить
в специальном приспособлении непосредственно в тис-
ках (рис. 74,6). Для этого заготовку /, установленную
под упор 2, и ролик 4 поднятого рычага 5 зажимают
винтом 3, а затем рамку сгибают под углом 90°. Для
облегчения процесса гибки ролик смазывают, а рычаг
удлиняют насадкой на него куска трубы.
Ушко для рамки ножовочного станка при наличии
приспособления можно изготовить в два приема. Сна-
чала оправкой изгибают заготовку так, как показано на
рис. 74,в, а затем обжимают ушко в тисках (рис. 74,г).
Как уже указывалось, наиболее производительная
и точная гибка заготовок осуществляется на гибочных
прессах и станках.
Гибка и вальцевание труб. При изготовлении узлов
трубопроводов (например, паропроводов для подвода и
204
отвода пара, водопроводов, газопроводов, воздухопрово-
дов и маслопроводов) часто необходимо получить боль-
шое число криволинейных участков труб, изогнутых под
различными углами в одной или нескольких плоскостях.
Все существующие способы изготовления таких участ-
ков могут быть в основном разбиты на три группы: без
нагрева заготовки — холодная гибка труб; с нагревом
заготовки — горячая гибка труб; при помощи сварки
г)
Рис. 74. Приемы гибки в приспособлениях:
а—петли; б—рамки ножовочного станка; в и г—гибка ушка для рамки ножо
ночного станка.
сегментов. Гибку труб выполняют вручную с помощью
различных приспособлений или на специальных трубо-
гибочных станках.
Гибке подвергают цельнотянутые и сварные сталь-
ные трубы, а также трубы из цветных металлов и спла-
вов.
В зависимости от материала, радиуса изгиба и диа-
метра труб гибку осуществляют с наполнителем или без
наполнителя. Наполнитель при гибке предохраняет
стенки трубы от образования в местах изгиба складок,
морщин (гофров). В качестве наполнителя применяется
мелкий, хорошо просушенный речной песок или кани-
205
фоль, которую заливают в трубу в расплавленном со-
стоянии.
Качество гибки зависит от правильного выбора ра-
диуса, который в свою очередь зависит от диаметра,
толщины стенки и материала трубы. Для стальных и
дюралюминиевых труб диаметром до 22 мм радиус из-
гиба принимается равным двум наружным диаметрам
(#наим=2D); для труб диаметром более 20 мм —
^наим = ЗР. Трубы небольшого диаметра (до 20 мм) при
большом радиусе изгиба можно гнуть в холодном со-
стоянии с предварительным отжигом (толстостенные без
наполнителя, тонкостенные с наполнителем).
Холодную гибку труб с наполнителем
рекомендуется выполнять следующим образом. Один
конец трубы плотно забить деревянной пробкой, а через
второй наполнить трубу песком. При наполнении
трубу нужно поворачивать и простукивать молотком
снизу доверху, чтобы песок уплотнился внутри трубы.
Наполнив трубу песком, второй конец ее также нужно
забить деревянной пробкой. После этого мелом наме-
чают место изгиба и затем устанавливают трубу в при-
способление так, чтобы сварной шов (если труба не цель-
нотянутая) находился сбоку. При такой установке тру-
бы нужно взять ее обеими руками за длинный конец и
осторожно согнуть на заданный угол. Проверив правиль-
ность гибки по образцу и шаблону, выбить пробки,
освободить трубу от песка и продуть ее сжатым воз-
духом.
Гибка труб в нагретом состоянии, как
правило, выполняется с наполнителем. Подготовка (из-
готовление пробок, их забивка в отверстия трубы, на-
полнение трубы и др.) производится так же, как и в пре-
дыдущем примере. Для выхода газов в пробках необхо-
димо сделать небольшие сквозные отверстия, в против-
ном случае может произойти разрыв труб или могут вы-
лететь деревянные пробки.
Длина нагреваемого участка трубы (рис. 75, а) опре-
деляется в зависимости от угла изгиба и наружного
диаметра трубы по формуле:
т ad
L = -yg- мм;
где L — длина нагреваемого участка, мм;
а — угол изгиба трубы, град;
d — наружный диаметр трубы, мм.
206
В практике гибки труб длину нагреваемого участка
принимают при изгибе под углом 90° равной 6d; при
угле 60° равной 4d, а при угле 45° равной 3d.
Нагрев стальных труб производят пламенем паяль-
ной лампы, газовой горелки, в горне и токами высокой
частоты (т. в. ч.) до вишнево-красного цвета, после чего
устанавливают трубу в приспособление и сгибают до за-
данного угла. Сняв трубу с приспособления, дают ей
остыть, а затем выбивают из отверстий пробки и высы-
Рис. 75. Приемы гибки труб:
а—с нагревом; б и в—с помощью приспособлений.
пают песок. Контроль правильности изгиба осущест-
вляют по шаблону или эталонной трубе (образцу).
Гибку труб вручную часто выполняют с помощью
приспособления, например на плите с отверстиями, в ко-
торых в необходимых местах устанавливаются штыри
(рис. 75,6). Штыри служат в качестве упоров, необхо-
димых при гибке трубы. Это приспособление может быть
использовано при гибке труб различных диаметров.
Применяются также роликовые приспособления раз-
личны^ конструкций. На рис. 75, в изображено специ-
альное приспособление для гибки труб одного диаметра.
Оно состоит из двух роликов — неподвижного 3 и по-
движного 5, вмонтированных в вилку 4, Вилка и непо-
движный ролик сидят на общей оси, укрепленной в осно-
207
вании 6. Конец трубы 1 прижимается скобой 2 к непо-
движному ролику и при повороте рукоятки изгибает
тРУбу роликом 5 по заданному радиуёу. Канавки (ручьи)
на роликах соответствуют диаметру изгибаемой трубы.
Приспособление крепится к верстаку основанием 6.
Новые способы гибки труб. В последние годы все
большее применение находят новые способы гибки труб:
гибка с растяжением заготовки и гибка с индукционным
нагревом (нагрев токами высокой частоты).
При гибке с растяжением заготовку подвер-
гают растягивающим напряжениям, превышающим пре-
дел текучести металла, и уже в растянутом состоянии
гнут. Применяется этот процесс гибки для изготовления
различных деталей самолетов, автобусов, железнодо-
рожных и трам-вайных вагонов, морских и речных судов,
сельскохозяйственных машин, изготовляемых Из углеро-
дистых и легированных сталей, а также алюминиевых,
магниевых, медных и титановых сплавов. Гибка осуще-
ствляется на гибочно-растяжных машинах с поворот-
ным столом. Преимущество этого процесса .по сравнению
с обычным способом гибки заготовок состоит в том, что
заготовка после гибки не пружинит. Кроме того, при из-
готовлении деталей требуется оборудование меньшей
мощности.
Опытная установка для гибки труб с применением
индукционного нагрева была создана в Ленинграде по
предложению И. В. Богачева и Б. М. Колявкина. На
основе этой установки затем были разработаны три типа
трубогибочных станков: хмалого, среднего и большого
размеров, предназначенных для гибки труб разных диа-
метров.
Наибольшее распространение получила средняя мо-
дель станка для гибки труб с наружным диаметром от
95 до 300 мм (рис. 76). Установка состоит из двух частей:
механической и электрической. Механическая часть
представляет собой собственно станок для гибки труб;
в электрическую часть входят электрооборудование
станка и высокочастотная установка.
Станок состоит из сварной станины 1 коробчатого
типа, на которой расположены каретка 6 зажима тру-
бы, механизм продольной подачи 2, каретка 10 направ-
ляющих роликов, каретка 12 нажимного ролика, а так-
же индуктор 9 для индукционного нагрева трубы.
Каретка зажима служит для закрепления трубы на
станке. Она перемещается вдоль станины ходовым вин-
208
том механизма продольной подачи. Для зажима трубы
на каретке 6 имеются две губки 5, одна из которых по-
движная. Подвижная губка перемещается винтом с по-
мощью рукоятки 20 вручную и прижимает трубу к непо-
движной губке. Ось изгибаемой трубы 4 эксцентрична
по отношению к станине. Величина эксцентриситета раз-
лична для труб разных диаметров.
Каретка 10 направляющих роликов служит для на-
правления движения трубы в процессе гибки и для вос-
Рис. 76. Станок для гибки труб с нагревом токами высокой часто-
ты (средняя модель).
приятия реакции от изгибающего усилия. Она, переме-
щается двумя ходовыми винтами, связанными между
собой конической передачей. Один из направляющих
.роликов 8 укреплен на ползуне и может перемещаться
вручную винтом 17. Оба ролика свободно вращаются на
своих осях. На каретке направляющих роликов закреп-
лены держатель 7 индуктора, высокочастотный транс-
форматор (на рисунке не показан) и элементы системы
охлаждения Ifi.
Каретка нажимного ролика закреплена неподвижно.
По основанию каретки перемещается ползун с запрессо-
ванной осью, на которой и вращается нажимной, ролик.
209
Перемещение ползуна осуществляется с помощью ходо-
вого винта, вращаемого приводом поперечной подачи 14.
На каретке нажимного ролика имеются два конических
выключателя 15 для ограничения хода нажимного ро-
лика 11 в зависимости от выбранного радиуса гибки.
Механизм поперечной подачи передает вращение на хо-
довой винт посредством цепной передачи. Однако опыт
показал, что цепную передачу целесообразно заменить
на шестеренную.
Сменный индуктор 9 для нагрева труб представляет
собой кольцо из медной трубки, которое охлаждается
водой, подводимой по гибкому шлангу.
Для дополнительной поддержки изгибаемой трубы
на станке установлен специальный ролик 19, который
может перемещаться с помощью рукоятки 18 в зависи-
мости от длины трубы. При гибке особенно длинных
труб к каретке зажима присоединяются специальные
удлинители 3, поддерживающие свисающую часть тру-
бы. Нагрев трубы производится до температуры 900—
1000° С. Конструкция станка предусматривает включе-
ние продольной подачи нажимного ролика только при
достижении температуры 700—750°, что позволяет избе-
жать перегрева материала трубы в начале процесса
гибки.
Труба 4 устанавливается на станке и зажимается
губками 5 и в направляющих роликах 3; вплотную к ней
вращением вручную винта 13 подводится нажимной ро-
лик 11. При включении генератора тока в месте распо-
ложения индуктора 9 нагревается поясок трубы шири-
ной от 3- до 5-кратной толщины трубы. Затем при по-
мощи механизма продольной подачи 2 труба' начинает
перемещаться по ролику 19 вдоль станка. Вместе с тем
начинается перемещение и нажимного ролика 11. Таким
образом, процесс гибки, т. е. растяжение на внешней
стороне и сжатие на внутренней стороне, происходит по
узкой кольцевой полоске трубы.
Процесс гибки осуществляется под действием усилий,
создаваемых механизмами продольной подачи трубы, и
усилий, возникающих при перемещении нажимного ро-
лика путем обкатывания криволинейного участка трубы
по нажимному ролику. Гибка труб на станке ведется
по непрерывно-последовательному способу, при котором
нагрев, гибка и охлаждение осуществляются непрерывно
и последовательно.
Гибка труб с применением токов высокой частоты
210
обладает следующими основными преимуществами.
Овальность трубы в месте гиба получается меньшая,
чем при других способах. Выделение тепла происходит
непосредственно в нагреваемом металле, тогда как при
всех других способах тепло передается нагреваемому
металлу из окружающей среды. Такой способ передачи
тепла сокращает время, потребное на нагрев, и потери
тепла в окружающую среду; полное время, потребное
для одного изгиба под углом 90°, в зависимости от диа-
метра и толщины стенки изгибаемой трубы, составляет
всего 9,5—14 мин. вместо 54 мин. для гибки на плите.
Следовательно, если в среднем за смену на плите можно
выполнить всего 8—9 гибов радиусом не менее 3,5—4
диаметров изгибаемой трубы, то на станке с нагревом
т. в. ч. можно получить до 38 гибов с радиусом гибки,
равным 1,5—2 диаметрам трубы.
Индукционный способ нагрева позволяет механизи-
ровать и в значительной степени автоматизировать про-
цесс гибки. Наконец, исключается трудоемкая и продол-
жительная операция набивки труб песком.
Вальцевание труб представляет собой операцию рас-
ширения (натяга) внутреннего диаметра концов труб
с целью укрепления на них фланцев, ниппелей и других
деталей, выполняемую при помощи специального инст-
румента— вальцовки. Вальцовку можно производить
вручную с помощью вальцовочных машинок и на стан-
ках.
Вальцовка имеет конусные ролики 2 (рис. 77,а), на-
саженные на стальной стержень, на одном конце кото-
рого образован конус /, а на другом — квадратная го-
ловка 4 для захвата воротком. Стержень периодиче-
ски подается вперед пустотелым винтом 3, ввинчивае-
мым в резьбу корпуса. Подача осуществляется по мере
ослабления давления роликов на стенку трубы. Винт
удерживается от перемещения установочным кольцом.
В процессе развальцовки на конец трубы 1
(рис. 77, б) надевают фланец 2 с выточенными в его от-
верстии канавками, затем в трубу вставляют вальцовку
с роликами и сообщают ей вращение. При этом ролики
4, насаженные на конус 3, будут производить раскаты-
вание трубы, вдавливая ее металл в канавки фланца.
При работе ролики вальцовки смазывают минеральным
маслом.
Одна из конструкций машинных вальцовок показана
на рис. 77, в. До начала работы стержень 3 вывернут,
211
вследствие чего ролики 2 утопают в прорезях корпуса 1.
Когда стержень 3 вместе с конусом 6 начинает вра-
щаться, роликам 2 и корпусу 1 также сообщается мед-
ленное вращательное движение; при этом стержень 3
все время ввертывается в корпус и раздвигает ролики.
Процесс вальцевания продолжается до тех пор, пока
гайка 8 не соприкоснется своими зубьями на торце
с зубьями муфты 5, поджатой пружиной 4. При этом
будет наблюдаться характерное прощелкивание, свиде-
Рис. 77. Развальцовка труб:
а—ручная вальцовка; б—схема развальцовывания трубы; в—машин-
ная вальцовка.
тельствующее о том, что процесс вальцевания трубы
закончен. Для извлечения вальцовки ее необходимо вра-
щать в обратную сторону. Натяжение пружины 4 можно
регулировать вращением гайки 8. В требуемом положе-
нии она стопорится контргайкой 7.
Для приведения в действие вальцовки применяют
специальные развальцовочные машинки. Одна из них,
машинка И-118, показана на рис! 78. Особенностью этой
пневматической машинки является двойной планетар-
ный редуктор, позволяющий уменьшить число оборотов
ротора до 100 в минуту на шпинделе и допускающий
возможность вращения ротора в обе стороны. Перемена
направления вращения производится поворотом муфты
212
при помощи левой рукоятки, что изменяет положение
золотника и направление движения сжатого воздуха.
Шпиндель машинки имеет внутренний конус и переход-
ную трубку к нему. Благодаря этому можно пользо-
ваться вальцовками и с конусными, и с квадратными
наконечниками. Питание машинки осуществляется сжа-
10
Рис. 78. Развальцовочная машинка
И-118 пневматического действия:
/—верхняя крышка; 2—лопатка; 3—ротор
двигателя: -/—двигатель; 5—корпус; 6—ру-
коятка; 7—сателлит первой ступени; <?—
сателлит второй Ступени; 9—шпиндель; 10—
водило; //—ведущая шестерня; 12— рукоят-
ка; 13— кран.
тым воздухом под давлениехм 5 ати. Кроме специальных
развальцовочных машинок для вальцевания труб можно
применить также другие механизмы, имеющие реверсив-
ный ход: резьбонарезатели, пневматические отвертки,
сверлильные машинки и др.
Навивка пружин. Витые пружины имеют большое
применение в технике. По форме пружины разделяются
на цилиндрические и фасонные, а по роду работы — на
213
пружины, работающие на сжатие, растяжение и скру-
чивание.
У пружин, работающих на сжатие (рис. 79,а), витки
расположены на некотором расстоянии друг от друга,
Рис. 79. Пружины:
а—цилиндрическая, работающая на сжатие; б и в—кони-
ческая и цилиндрическая, работающие на растяжение;
г и д—специальные пружины, работающие на скручива-
ние.
у пружин же, работающих на растяжение (рис. 79,6, в)
и скручивание (рис. 79, г, 6), витки плотно прилегают
один к другому. Концы пружин, работающих на сжатие,
прижимают к смежным виткам, а в пружинах, работаю-
щих на растяжение, последние витки отгибают на 90° и
загибают в виде полуколец и колец.
214
Пружины, изготовляемые из проволоки диаметром
до 8 мм, навиваются холодным способом с последующей
термообработкой (отпуском). Пружины общего назна-
чения, работающие при относительно низких напряже-
ниях (мебельные, матрацные и т. п ), навиваются холод-
ным способом из проволочной углеродистой стали марок
50 и 50Х. Для изготовления пружин особенно точных и
ответственных механизмов применяется проволока из
качественной углеродистой и легированной сталей марок
60Г, 55С2, 50ХГ, 50ХФА и др.
Навивать пружины можно в тисках (рис. 80,а, б), на
токарных, револьверных (рис. 80, в) или сверлильных
(рис. 80, г) станках и специальных автоматах.
В цилиндрических пружинах различают наружный
Dn, средний Dq и внутренний DBH диаметры. По наруж-
ному диаметру рассчитывают пружины, которые при ра-
боте помещаются в отверстия, по внутреннему — пру-
жины, надеваемые на стержень.
В конических пружинах различают четыре диаметра:
наружный Дн.ш и внутренний Овн.ш— на широком конце
пружины; наружный Z)H.y и внутренний 1>вн.у — на узком
конце пружины.
Перед изготовлением пружины длину ее заготовки
определяют по формуле:
L = к£)оп,
где L — длина заготовки проволоки, мм;
Do — средний расчетный диаметр пружины, мм;
и — число витков пружины.
Пример 1. Определить длину заготовки для на-
вивки цилиндрической пружины, работающей на сжатие,
если диаметр проволоки d = 3 мм, внутренний диаметр
пружины Овн = 30 мм и число витков п=10.
Определяем средний диаметр пружины:
Do=DBH+rf=3O+3=33 мм,
тогда длина заготовки будет
£=^^===3,14-33-10=1036,2 мм.
При расчете пружин, работающих на растяжение,
к полученной по расчету длине заготовки следует при-
бавить два витка на концевые кольца, а для пружин,
работающих на скручивание, — на опорные концы и не-
который запас на заделку концов в оправку при на-
вивке.
215
Рис. 80. Приемы изготовления пружин:
а, б, в и г—способы навивки пружины; d—изготсвление ушка на оправке;
д—шлифовка торца пружины; ж—проверка пружины по угольнику.
216
Пример 2. Определить длину заготовки для навив-
ки конической пружины из проволоки диаметром
d=3 мм, если внутренний диаметр широкого конца
Рвн.ш=30 мм, а внутренний диаметр узкого конца
£)вн.у = 20 мм, число витков п = 20.
Определяем средние диаметры концов пружины:
£>о.ш=30+3=33 мм;
£>о.у=20+3=23 мм.
Средний расчетный диаметр:
Р, £>о.ш+По.у
Ь'о.ср = §
33+23 оо
= —g— = 28 мм
Длина заготовки составит:
Z=irD0.cp«=3,14-28-20= 1758,4 мм.
К этой длине следует добавить длину заправочных
концов и колец.
При расчете длины заготовки для пружины, поме-
щаемой в отверстии, исходят из наружного диаметра
пружины. Так, например, если наружный диаметр пру-
жины £>н=20 мм, диаметр проволоки d=4 мм, а число
витков и= 10, то средний диаметр будет:
£>0=£>н—а?=20—4=16 мм.
Следовательно, длина заготовки:
Z=itD0n=3,14-16-10=502,4 мм.
Технологический процесс изготовления пружин со-
стоит из навивки, отделки торцов и прицепов, термиче-
ской обработки и технологических испытаний.
Навивка пружины с ушком выполняется в такой по-
следовательности:
1) на конце прямой или изогнутой оправки, диаметр
которой несколько меньше внутреннего диаметра пру-
жины (рис. 80,а), просверливают отверстие, диаметр
которого на 0,1—0,2 мм больше диаметра проволоки, из
которой навивается пружина, либо прорезают шлиц на
торце оправки;
2) конец отожженной проволоки вставляют в отвер-
стие или шлиц оправки и изгибают;
3) оправку со вставленным концом проволоки зажи-
мают в тисках между деревянными или металлическими
(свинцовыми или медными) прокладками (рис. 80,а);
217
4) зажав в левой руке плоскогубцами проволоку,
правой рукой вращают оправку (рис. 80,а, б), навивая
пружину;
5) заделывают ушко в оправке и изгибают хвостовик
(рис. 80, д).
40. ВИДЫ БРАКА ПРИ ПРАВКЕ И ГИБКЕ МЕТАЛЛОВ
И ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
Виды брака. Основными видами брака при правке
металла являются забоины на обработанных поверхно-
стях от ребра молотка и вмятины — следы от бойка мо-
лотка, имеющего неправильную и негладкую поверх-
ность. Эти дефекты обычно являются следствием неуме-
ния правильно наносить молотком удары или результа-
том применения молотка, на бойке которого имеются
выщербины и забоины.
При гибке металла брак получается из-за неправиль-
ных размеров согнутых заготовок, косого загиба и по-
вреждения обработанных поверхностей. Причинами этих
видов брака являются: неправильная разметка мест
гибки, небрежный зажим заготовки в тисках (выше или
ниже разметочной риски), нанесение слишком сильных
ударов, применение неправильных по размеру оправок.
При навивке пружин брак может получиться вслед-
ствие неправильного выбора диаметра проволоки, оправ-
ки, внутреннего или наружного диаметра пружины, дли-
ны пружины и количества витков. При внимательном и
серьезном отношении к работе избежать брака нетрудно.
Техника безопасности. В целях обеспечения безопас-
ности при правке заготовок на листоправйльных маши-
нах необходимо в первую очередь проверить состояние
заземления и исправность ограждающих устройств. Пус-
ковые и выключающие устройства проверяются неодно-
кратным пуском машины вхолостую и выключением ее.
При правке заготовок, имеющих вырезы (окна), по-
давать заготовку нужно за край, а не за вырезы, так
как вместе с деталью на валки могут быть затянуты
руки. Чтобы не поранить рук во время правки, нужно
пользоваться брезентовыми рукавицами.
При работе на гибочных станках с ручным приводом
следует проверить состояние гибочных линеек, траверс
и винтового прижима. Запрещается гнуть металл, тол-
щина которого больше, чем указано в паспорте станка.
При работе на гибочных прессах и профилегибочных
218
станках в первую очередь нужно ознакомиться с инст-
рукциями по технике безопасности, проверить состояние
заземления, ограждений, пусковых и выключающих
устройств, правильность установки штампов и роликов.
При правке и гибке нужно работать молотком, хо-
рошо насаженным на ручку. Бойки молотков не должны
иметь трещин, забоин и заусенцев. Необходимо систе-
матически проверять насадку молотка на ручку.
Глава VII
РАЗРЕЗАНИЕ МЕТАЛЛА
41. СУЩНОСТЬ РАЗРЕЗАНИЯ И ЕГО НАЗНАЧЕНИЕ
Разрезание — это операция, при выполнении которой
в результате воздействия режущего инструмента (ножо-
вочного полотна, ножниц, пил и др.) металл разделяет-
ся на части или заготовки.
Разрезание металлов, как первоначальная техноло-
гическая операция, является обязательным в технологи-
ческом процессе изготовления любой машины.
Разрезание металла отличается от рубки тем, что в
этой операции ударные усилия заменяются нажимными.
При выполнении слесарных и слесарно-сборочных
работ часто приходится разрезать листовой материал,
проволоку, трубы и реже — сортовой металл.
Кроме разрезания металла слесарю нужно вырезать
различные прокладки из эбонита, картона и других
материалов.
Осуществляют разрезание либо ручным способом —
ручными ножовками, ножницами, труборезами, либо ме-
ханическим— при помощи приводных ножовок, диско-
вых пил, пресс-ножниц, параллельных (гильотинных)
ножниц, специальных станков с абразивными кругами
и др.
Кроме того, применяют газовую, анодно-механиче-
скую и электрическую резку металлов.
42. ИНСТРУМЕНТ И ЭЛЕМЕНТЫ ПРОЦЕССА РЕЗАНИЯ
ПРИ РАЗРЕЗАНИИ МЕТАЛЛА
В зависимости от материала, формы и размеров за-
готовки резка металлов подразделяется на резку со сня-
тием стружки ручной ножовкой, пилой, резцом- и резку
219
без снятия стружки (скалыванием) ножницами раз-
личных конструкций, острогубцами (кусачками)
и т. д.
Ручная ножовка обычно применяется для разрезания
толстых листов, полосового, круглого и профильного ме-
талла, а также для прорезания пазов, шлицов в голов-
ках винтов, обрезки заготовок по контуру и т. п. Она
состоит из ножовочного станка 1 (рис. 81), натяжного
винта с барашковой гайкой 2, рукоятки 6 и ножовоч-
ного полотна 4, которое вставляется в прорези головок 5
и крепится штифтами 5.
Рис. 81. Ручная ножовка:
л—общий ; б—геометрия зубьев ножовочного полотна; в и г—схемы
разводки зубьев ножовочных полотен.
Ножовочные станки бывают двух типов — цельные
(рис. 81, а) и раздвижные, позволяющие устанавливать
ножовочные полотна различной длины.
Натяжение ножовочного полотна в станке должно
быть отрегулировано. Слабо натянутое полотно во время
резки перекашивается, отчего зубья могут выкрошиться,
а затем и сломаться. Слишком туго натянутое полотно
во время работы также может сломаться от малейшего
перекоса при движении ножовки.
Ножовочные полотна в зависимости от назначения
разделяются на ручные и станочные. Ручные полотна
изготовляют из стали марок У10, У ЮМ, У12, У12А,
а станочные — из стали марок Р9 и ШХ15. На нижнем
ребре полотна по всей длине нарезаны зубья. Каждый
зуб ножовочного полотна имеет форму режущего клина.
На зубе ножовочного полотна или на зубе зубила раз-
личают следующие углы (рис. 81,6): задний угол а,
угол заострения (J, передний угол у и угол резания б.
220
Здесь также имеет место соотношение углов:
а+₽+Т=90°;
Условия работы ножовки отличаются от условий ра-
боты зубила и резца, поэтому здесь необходимо "прини-
мать другие значения углов.
При разрезании материалов большой ширины полу*
чаются прорези значительной длины, в которых каж-
дый отдельный зуб полотна снимает стружку, имеющую
вид запятой. Эти стружки должны размещаться между
двумя соседними зубьями в стружечном пространстве
до тех пор, пока острие зуба не выйдет из прорези.
Величина стружечного пространства зависит от ве-
личины заднего угла а, переднего угла у и шага
зубьев 5.
Угол заострения 0 должен обеспечить достаточную
прочность зуба, чтобы преодолеть сопротивление мате-
риала -резанию и при этом не сломаться. Обычно этот
угол принимается равным 60°; при более твердых мате-
риалах величина угла несколько больше. Передний угол у
оказывает решающее влияние на процесс образования
стружки. Для зубьев ножовочного полотна он обычно
принимается от 0 (для твердых металлов) до 12° (для
вязких металлов). Шаг зубьев: для мягких и вязких ме-
таллов (медь, латунь) 5 = 0,8—1 мм, для твердых ме-
таллов (сталь, чугун) 5=1,25 мм, для мягкой стали
5=1,6 мм. В практике ручной резки материалов поль-
зуются преимущественно ножовочным полотном с шагом
1,25 мм, у которого на длине 25 мм насчитывается 17—
20 зубьев. Чем толще разрезаемая заготовка, тем круп-
нее должны быть зубья, и, наоборот, чем тоньше заго-
товка, тем мельче должны быть зубья' ножовочного по-
лотна.
При резании ручной ножовкой в работе может уча-
ствовать (одновременно резать металл) не менее 2—3
зубьев.
Для уменьшения трения ножовочного полотна
о стенки разрезаемого металла зубья его разводят в раз-
ные стороны. В зависимости от величины шага 5
(рис. 81, а) разводку зубьев делают по-разному. Зубья
с большим шагом отгибают по одному поочередно впра-
во и влево (рис. 81,в); зубья со средним шагом отги-
бают по одному вправо и влево, а третий не отгибают.
221
Зубья с малым шагом отгибают по два-три влево и два-
три вправо, при этом образуется волнистая линия, или
так называемая гофрированная разводка (рис. 81, г).
Ножовочные полотна с гофрированной разводкой
менее производительны и быстрее изнашиваются. Вели-
чина развода на сторону должна превышать толщину
полотна на 0,2—0,5 мм.
Полотна для ручных ножовок изготовляют различ-
ной длины1, шириной 12—15 мм и толщиной от 0,6 до
0,8 мм. Наиболее ходовыми следует считать полотна
длиной 250—300 мм.
43. ПРИЕМЫ РАЗРЕЗАНИЯ МЕТАЛЛА
РУЧНОЙ НОЖОВКОЙ
Прежде чем приступить к разрезанию металла, необ-
ходимо выбрать ножовочное полотно, сообразуясь
с твердостью, формой и размерами разрезаемого мате-
риала.
Закреплять полотно в ножовочном станке нужно так,
чтобы острие зубьев было направлено вперед по ходу
ножовки; натяжение полотна в ножовочном станке не-
обходимо отрегулировать. Приступая к работе ножов-
кой, следует прочно закрепить разрезаемый материал
в тисках. Высота крепления металла в тисках должна
соответствовать росту работающего. Затем необходимо
встать перед тисками вполоборота, т. е. под углом 45°
к осевой линии тисков (расстояние между тисками и
корпусом работающего должно быть 120—150мм).Опи-
раясь на левую ногу, выставленную несколько вперед,
правую нужно поставить по отношению к левой под
углом 60—70°. При работе корпус тела должен быть
прямым. Ножовку надо брать правой рукой так, как по-
казано на рис. 82, а, поз. /, а левой рукой — за передний
конец ножовки,, чтобы уравновесить ее и получить устой-
чивое движение во время резания (рис. 82, а, поз. II).
Во время резания ножовку следует держать в горизон-
тальном положении. Двигать ее нужно плавно, без рыв-
ков, слегка прижимая вниз обеими руками при движе-
нии вперед. Принято считать, что сила нажима должна
составлять примерно 1 кг на 0,1 мм толщины полотна.
В конце резки нажим следует ослаблять.
1 Под длиной ножовочного полотна подразумевается расстояние
между центрами отверстий под штифты (L на рис. 81).
222
Нормальная длина хода ножовки должна быть та-
кой, чтобы работало примерно 2/з ее длины, а не только
средняя часть полотна.
Рис. 82. Приемы работы ножовкой:
о—«хватка* ножовки: поз. /—подготовительный прием: поз.//—исполнитель-
ный прием; б и в—разрезание ножовкой полосового и листового материала;
г—резание лобзиком.
Скорость движения ножовки зависит от твердости
разрезаемого материала и в среднем составляет от 30
до 60 двойных ходов в минуту. Для уменьшения трения
о стенки разрезаемой заготовки следует ножовку перио-
дически смазывать минеральным маслом или другой
смазкой.
223
В процессе работы ножовочное полотно иногда «уво-
дит» в сторону от разметки; выправлять его не следует,
так как возможна поломка или выкрашивание зубьев
полотна. В этом случае лучше начать резку заготовки
с противоположной стороны.
Выкрашивание зубьев ножовочного полотна происхо-
дит также вследствие чрезмерной твердости разрезае-
мого металла, от сильного нажима на полотно в про-
цессе резки узких заготовок, наличия в металле газовых
пузырей (пустот), неметаллических включений и т. ц.
Исправить поврежденное полотно можно путем стачи-
вания мест поломки зубьев на точиле, чтобы обеспечить
плавный переход от поломанных зубьев к целым. Про-
должать работу ножовкой с восстановленным полотном
можно только после удаления из прорези остатков сло-
манных зубьев.
Для более экономичного расходования ножовочных
полотен следует новыми полотнами сначала резать мяг-
кие металлы — медь, алюминиевые сплавы, а затем
использовать их для разрезания стали или чугуна. Ла-
тунь и бронзу рекомендуется разрезать только новыми
полотнами, так как даже слегка изношенные полотна
больше скользят, чем режут.
Разрезание полосового металла легче
производить по узкой стороне (по толщине). В данном
случае усилие резания распределяется на меньшей пло-
щади и резание происходит быстрее. Во избежание по-
ломки полотна необходимо, чтобы толщина полосы пере-
крывалась не менее чем тремя зубьями. Если же этого
нельзя выполнить, то тонкую полосу разрезают по ши-
рокой ее стороне. Зажав полосу в тиски широкой сторо-
ной, напильником делают пропил на кромке и лишь по-
сле этого начинают резку, немного наклонив ножовку
от себя. В процессе резки наклон ножовки уменьшают,
захватывая всю ширину полосы и придерживая ножовку
в горизонтальном положении.
В ряде случаев при разрезании длинных (высоких)
заготовок не удается довести рез до конца из-за того,
что ножовочный станок упирается в их торец. Для устра-
нения этого препятствия можно перезажать заготовку и,
врезавшись в нее ножовкой с другого конца, закончить
работу. Более целесообразным, однако, является другой
способ: производить разрезание ножовкой с полотном,
повернутым на 90° (рис. 82,6). Таким способом можно
разрезать полосы любой длины.
224
Тонкие листы или полосы укладывают между дере-
вянными брусками, зажимают в тисках, а затем разре-
шают вместе с брусками (рис. 82,в).
Вырезание в тонких местах криволинейных или угло-
вых прорезей производится специальными ножовками,
называемыми лобзиками (рис. 82,г), у которых вме-
сто ножовочного полотна закрепляется узкая тонкая
пила с мелкими зубьями. Работают лобзиком «на себя».
При вырезании лобзиком фигурных прорезей в местах
изменения направления выпиливаемого контура просвер-
ливают отверстия диаметром, равным ширине пилы лоб-
зика. Пропустив через такое отверстие пилу, закрепляют
ее в рамке и осуществляют резку по заданному направ-
лению.
Разрезание круглого металла небольших
сечений производится ручной ножовкой. Заготовки же
диаметром более 50 мм разрезают, как правило, на при-
водных ножовках, дисковых пилах, отрезных и других
станках.
Процесс разрезания сводится к тому, что на куске
стали круглого сечения предварительно наносят разме-
точную риску. Затем заготовку зажимают в тисках в го-
ризонтальном положении и трехгранным напильником
по риске делают небольшой пропил с тем, чтобы вре-
зать ножовочное полотно в металл на заданном размере
по длине. Иногда для направления ножовки в начале
реза поступают следующим образом. У риски на заго-
товке ставят большой палец левой руки, упираясь ног-
тем в риску, а полотно ножовки придвигают вплотную
к ногтю. Затем ножовке, поддерживаемой правой рукой
с вытянутым указательным пальцем, создают устойчи-
вое направление при врезании ее в металл (рис. 83,а).
И только убедившись в правильности врезания ножовоч-
ного полотна, встают в рабочую позу и продолжают ре-
зание до конца, не допуская отламывания заготовки.
Отламывание заготовки разрешается в том случае, когда
торцы ее должны быть опилены. В этом случае в прут-
ках (кусках) делают надрезы с двух-четырех сторон,
а затем в тисках или с помощью молотка, опирая заго-
товку о металлические бруски, производят ее разламы-
вание.
Разрезание металла квадратного сече-
ния осуществляется так же, как и круглого металла,
с той лишь разницей, что ножовку слегка наклоняют от
себя в начале процесса резания (рис. 83,6). По мере
8 Н. Н. Кропивницкий 225
врезания наклон постепенно уменьшают до тех пор, пока
рез не дойдет до противоположной кромки заготовки.
Затем уже ведут разрезание при горизонтальном поло-
жении ножовки.
Прежде чем приступить к разрезанию металла
фасонного сечения, например углового профиля,
необходимо с помощью угольника и чертилки нанести
разметочные риски мест реза на обеих полках (при раз-
резании швеллера риску следует нанести и на стенке).
После этого разрезаемый металл зажать в тисках так,
чтобы были видны риски обеих полок, и трехгранным
напильником сделать небольшой пропил по риске со
стороны угла основания профиля. Установив ножовоч-
Рис. 83. Приемы разрезания металла:
а—круглого; б—квадратного сечения.
ное полотно в пропил, начать резать по профилю, держа
ножовку в наклонном положении, а затем ее выровнять
и продолжать разрезание, как и в предыдущем случае
(рис. 83,6). При разрезании профилей фасонного про-
ката необходимо все время следить за направлением
ножовки, не давая ей отклоняться от разметочной
риски.
В ряде случаев слесарям приходится делать про-
рези (шлицы) в головках стопорных и дру-
гих винтов. Для прорезания неглубоких и узких
шлицов рекомендуется пользоваться специальной ножов-
кой с тонким полотном. Более широкие прорези (шли-
цы) в головках винтов можно получить обыкновенной
ножовкой с одним или двумя ножовочными полотнами,
вставленными вместе в ножовочный станок.
Необходимыми условиями правильного выполнения
работы по разрезанию труб ручной ножов-
кой являются: разметка мест разреза, правильный
выбор ножовочного полотна и соблюдение основных
правил работы ножовкой.
226
Разметку места реза выполняют с помощью упро-
щенного шаблона и чертилки. Шаблон вырезают из тон-
кой жести в виде пластинки прямоугольной формы, из-
гибаемой по трубе. Затем этот шаблон подводят к месту
реза и по его кромке чертилкой наносят по окружности
трубы разметочную риску.
Шаг зубьев ножовочного полотна следует выбирать
тем меньший, чем тверже материал трубы и чем тоньше
ее стенка.
Для разрезания трубу зажимают в тисках в горизон-
тальном положении. Тонкостенные трубы с чисто обра-
ботанной поверхностью следует зажимать в тисках ме-
жду специальными деревянными нагубниками. Поль-
зуются также трубными прижимами с деревянными под-
кладками, в которых вырезаны углубления по диаметру
трубы. Удобным является крепление труб в цепных, вин-
товых, а при резании тонких труб — в специальных за-
жимах.
При разрезании трубы держать ножовку следует го-
ризонтально и по мере углубления ножовочного полотна
в трубу слегка наклонять ее к себе. Если полотно будет
защемляться в прорези, ножовку следует вынуть, повер-
нуть трубу от себя на 45—60° и продолжить резку,
слегка нажимая на полотно.
Если при разрезании ножовку уводит в сторону от
разметочной риски, то трубу нужно повернуть и начать
рез снова.
Разрезание труб ручной ножовкой — трудоемкая и
тяжелая операция, особенно при разрезании труб боль-
ших диаметров. Более производительным является раз-
резание при помощи специальных труборезов, приспо-
соблений и др.
Труборез представляет собой специальное при-
способление, у которого режущим инструментОхМ служат
стальные дисковые резцы (ролики). Наиболее распро-
странены роликовые, хомутиковые и цепные конструкции
труборезов (рис. 84).
Роликовый труборез состоит из скобы 2 (рис. 84,а),
винтового рычага 1 и трех дисковых роликов 4, два из
которых установлены на осях в скобе 2, а третий смон-
тирован на оси, закрепленной в подвижном кронштейне 3.
Разрезаемая труба крепится в прижиме 6 винтом 7, по-
сле чего труборез устанавливается на трубу 5. При вра-
щении винтового рычага 1 вправо кронштейн 3 переме-
стит режущий ролик 4 до соприкосновения со стенкой
227
трубы под некоторым нажимом. Труборез с тремя роли-
ками режет одновременно в трех местах, поэтому при
работе его раскачивают при помощи рычага (примерно
на 7з оборота в обе стороны). Чтобы предотвратить на-
грев режущих роликов в процессе работы, место среза
Рис. 84. Разрезание труб труборезами.
смазывают машинным маслом, а резание производят без
приложения больших усилий. Трубы большого диаметра'
разрезают хомутиковым или цепным труборезом
(рис. 84,б, в).
Недостатком роликовых труборезов является то, что
о-ни в процессе резки вдавливают торец трубы внутрь
228
отверстия и образуют наружные и внутренние заусенцы,
для снятия которых требуется выполнить дополнитель-
ную работу. Этот недостаток исключается при работе
труборезом конструкции новатора А. С. Мисюты
(рис. 84, г). Здесь вместо режущего ролика установлен
призматический резец 2, который по мере врезания
в трубу подается вращением винта 5, а нажим роликов
осуществляется винтом /. Этот труборез нашел приме-
нение при резании труб больших диаметров.
При больших объемах работы разрезание труб обыч-
но выполняют механическими дисковыми труборезами.
44. РАЗРЕЗАНИЕ МЕТАЛЛА МЕХАНИЧЕСКИМИ
НОЖОВКАМИ И ПИЛАМИ
Повышение производительности труда при разреза-
нии металла достигается за счет применения механиче-
ских ножовок и различных приводных пил. В ряде слу-
чаев эта работа производится и на токарных, фрезерных
и отрезных станках.
Механические ножовки делят на две груп-
пы: стационарные и переносные.
Стационарная механическая ножовка
представляет собой металлорежущий станок. Она со-
стоит из чугунной станины 1 со столом 2 и хоботом 4
(рис. 85, а). Хобот служит направляющей для пильной
рамы 5, в которой устанавливается ножовочное полотно 5.
Вместе с рамой полотно совершает возвратно-поступа-
тельное движение, врезается в заготовку 6 п разрезает
ее. Охлаждается ножовочное полотно в процессе разре-
зания эмульсией, поступающей по трубке 7. Ножовка
приводится в действие электродвигателем 8. Станочные
ножовочные полотна изготовляют из стали марки Р9
или ШХ15 толщиной от i,2 до 2,5 мм.
Переносная механическая ножовка
удобна при разрезании металла на месте выполнения
слесарно-сборочных работ. В корпусе 1 этой ножовки
(рис. 85, б) помещен электродвигатель, на вал которого
насажен барабан 2. В спиральный паз барабана входит
палец <3, соединенный с ползуном 4, на котором укреп-
лено ножовочное полотно 6, При вращении барабана
ножовочное полотно получает возвратно-поступательные
движения и производит разрезание металла. Во время
работы ножовка упирается скобой 5 и поддерживается
за рукоятку.
229
Разрезание труб и профильного металла, а также
резка листовой стали по криволинейным контурам про-
изводится пилами различных конструкций.
Пилы подразделяют на дисковые (круглые) и ленточ-
ные.
Дисковые пилы нашли широкое применение
в промышленности. Они делятся на универсальные, ма-
Рис. 85. Механические ножовки:
а—стационарная; б—переносная.
ятниковые и пилы трения. Рабочей частью пилы яв-
ляется диск с режущими зубьями или гладкий диск
(в пиле трения).
Универсальная дисковая пила применяется
для разрезания профильного металла различных сече-
ний, для продольных разрезов, надрезов или вырезов,
а также для резки профилей под любым углом. Она со-
стоит из чугунной станины (стола) 1, на которой укреп-
лена вертикальная колонка 2 (рис. 86,а). На колонке
смонтирован поворотный кронштейн 5 с направляющи-
ми 7 для электродвигателя, иа оси которого устанавли-
вается режущий диск 9. Кронштейн можно поворачивать
230
вокруг колонки и спускать или поднимать на необходи-
мую высоту. Подача электродвигателя с режущим дис-
ком в процессе резания осуществляется рукояткой 8.
Установка режущего диска при работе в зависимости
от профиля и размера материала выполняется рукоят-
ками 3, 4 и 6.
Маятниковая пила состоит из одностоечной
чугунной станины 1 (рис. 86,6), на которой смонтиро-
ваны поворотный стол 2 и кронштейн 7 с качающейся
Рис. 86. Дисковые пилы:
а—универсальная дисковая; б—маятниковая.
подставкой электродвигателя 6. От подставки отходит
хобот 5 с режущим диском 3 и рукояткой 4. Для разре-
зания металлический уголок, швеллер, трубу и другую
заготовку укладывают на поворотном столе с опорой на
специальные планки <3. Процесс разрезания пилой сво-
дится к плавному опусканию хобота с вращающимся
режущим диском на металл и последующей плавной по-
даче диска.
Режущие диски диаметром до 400—500 мм делают
из целых листов инструментальной стали толщиной 1—
3,5 мм. В дисках больших размеров применяют встав-
ные зубья из быстрорежущей стали. Заточка дисков
производится на заточных станках.
231
Принцип действия пил трения основан на том,
что режущий диск, вращающийся с большой скоростью,
при соприкосновении с разрезаемым металлом нагре-
вает его в месте реза до температуры плавления. Разо-
гретые частицы легко отделяются вращающимся диском
и выбрасываются наружу. Поверхность разреза полу-
чается ровной, чистой, но с наплывом по краям. Наплыв
легко снимается зубилом. Стол пилы имеет зажимное
приспособление для крепления металла. Режущий диск
такой пилы изготовляется из низкоуглеродистой стали
специального проката.
Листы, профильный металл и трубы нарезают также
на ленточных пилах. Такой способ особенно эф-
фективен при разрезании толстых листов со сложными
или криволинейными очертаниями при последующей
отделке вырезов на внутренних и наружных поверх-
ностях.
Режущее полотно ленточной пилы представляет со-
бой бесконечную стальную ленту шириной от 6 до 25 мм
и толщиной от 0,6 до 1,4 мм с насеченными по кромке
зубьями. Узкие ленты применяют для резки по криволи-
нейным контурам с малыми радиусами закругления.
Наибольшее распространение для разрезания листов,
труб и профилей из алюминиевых сплавов нашла лен-
точная пила ЛС-80.
Процесс резки листового металла на этой пиле сво-
дится к подаче листа, уложенного на стол станка, под
движущуюся на шкивах режущую ленту. Разрезание
ведется по разметочным рискам. Ленточная пила дол-
жна иметь хорошее ограждение, перекрывающее всю
ленту, за исключением той ее части, которая выполняет
работу резания.
45. РАЗРЕЗАНИЕ МЕТАЛЛА РУЧНЫМИ НОЖНИЦАМИ
В слесарных и жестяницких цехах широкое распро-
странение имеет разрезание металла ручными ножни-
цами. С помощью ножниц возможно разрезание весьма
тонкого листового и полосового материала, а также за-
готовок сложной конфигурации.
Разрезание листового'и полосового металла ножни-
цами осуществляется без снятия стружки — скалыва-
нием. Сущность процесса разрезания скалыва-
нием заключается в отделении части металла под дав-
лением пары режущих ножей по линии их направления.
232
В процессе работы разрезаемый лист 2 (рис. 87, а)
помещается между ножами 1 и 3. Верхний нож, опус-
каясь, давит на металл, прижимая его к нижнему ножу.
Оба ножа, вдавливаясь, производят смятие поверхности
металла, а затем разделяют его образующимися трещи-
нами скалывания. Угол заострения р у режущей части
ножниц колеблется от 65 до 80°, в зависимости от твер-
дости разрезаемого металла; для мягких металлов (медь
и др.) он равен 65°, для металлов средней твердости —
Рис. 87. Схема процесса резания нож-
ницами:
а—геометрия режущих ножей-ножниц; б—по-
следовательность процесса резания.
70—7.5°, для твердых металлов — 80° Для уменьшения
трения ножей в процессе работы на их режущих поверх-
ностях создается задний угол а, равный 2—3°.
Для получения чистого среза необходимо правильно
выбрать зазор т между верхним и нижним ножами
(рис. 87,6). При малом зазоре направление трещин ска-
лывания не совпадает с направлением среза, и его по-
верхность будет шероховатой, «рваной». При большом
зазоре поверхность среза будет иметь большие заусенцы.
Величина зазора между ножами зависит от толщины
разрезаемого металла, но не должна быть более 0,5 мм.
У ручных ножниц этот зазор обычно не превышает 0,1 —
0,2 мм.
С целью уменьшения усилия, потребляемого при
резании, режущие ножи устанавливают под углом ср
233
один к другому (рис. 87,а). Чем больше этот угол, тем
меньше усилие резания. Однако большой угол наклона
ножа увеличивает его ход и создает усилие, выталки-
вающее лист из-под ножей. Руководствуясь этими сооб-
ражениями, угол ср принимают равным 7—12°.
В зависимости от устройства режущих ножей (лез-
вий) ручные ножницы делятся на ножницы прямые
(рис. 88, а)—с прямыми режущими лезвиями, предна-
Рис. 88. Ручные ножницы:
а—прямые; б и в—кривые; г—пальцевые; д и г—приемы держания (.хват-
ки“) ножниц.
значенные в основном для разрезания материала по
прямой линии и по окружности большого радиуса;
ножницы кривые — с криволинейными режущими
лезвиями (рис. 88,6, в) и ножницы пальцевые —
с тонкими и узкими режущими лезвиями (рис. 88,г),
применяемые для вырезания в листовом материале от-
верстий и поверхностей с малыми радиусами.
По расположению режущих ножей ручные ножницы
делятся на правые и левые. У правых ножниц скос
режущей части нижнего ножа находится с правой сто-
роны, а у левых — с левой стороны.
Ручные ножницы изготовляют из инструментальной
углеродистой стали марки У7. Лезвия ножниц подвер-
гаются закалке с последующим отпуском до твердости
HRC 52—60. Режущие грани ножниц должны быть пря-
234
молинейными, без трещин и завалов. Длина режущих
ножей до оси вращения обычно составляет от 55 до,
ПО мм, общая длина ножниц — от 200 до 400 мм. Наи-
более употребляемыми являются ножницы длиной 250—
320 мм.
Приемы разрезания металла ручными ножницами.
При выполнении разрезания вручную ножницы держат
правой рукой. Большой палец кладут на верхнюю руко-
ятку ножниц (рис. 88,5), а указательным, средним и
безымянным пальцами захватывают нижнюю рукоятку.
Мизинец должен находиться между рукоятками, во вре-
мя резания им раздвигают ножницы. Некоторые слесари
предпочитают это делать указательным пальцем
(рис. 88, е), однако такой прием не вполне удобен. Ле-
вой рукой подают лист, слегка приподнимая его, чтобы
облегчить продвижение ножниц.
В процессе резания не следует раскрывать лезвия
ножниц на большой угол, так как при большохМ раскры-
тии лезвия будет выталкивать, а не резать металл.
Лезвия ножниц нужно раскрывать примерно на 2/з их
длины.
Для предупреждения засечек и заусенцев при пере-
мещении лезвий ножниц вперед по разметочной риске
нужно, чтобы плоскости лезвий прижимались к плоско-
сти разреза и шли по разметке. Режущие кромки лезвий
должны быть хорошо заточены, а режущие поверхности
(плоскости)—правильно отрегулированы и закреплены
на оси. Проверку ножниц обычно производят разреза-
нием бумаги: хорошо заточенные и отрегулированные
ножницы должны резать бумагу. Разрезать размечен-
ный лист следует так, чтобы разметочная риска находи-
лась в поле зрения. Поэтому резка листового металла
по прямой линии и по кривой (окружности и закругле-
ния) без резких поворотов производится правыми нож-
ницами (рис. 89).
Разрезать лист по криволинейному контуру или вы-
резать круглые диски наиболее удобно ножницами
с криволинейными режущими лезвиями. При вырезании
отверстий и внутренних контуров криволинейного очер-
тания необходимо в материале вырубить зубилом отвер-
стие для прохода лезвий ножниц, а затем вырезать, по
риске (рис. 89, в). Для вырезания отверстий лучше поль-
зоваться пальцевыми ножницами.
Качество реза зависит от того, насколько правильно
расположена заготовка относительно режущих кромок
235
ножниц. Между плоскостью резания и заготовкой дол-
жен быть прямой угол, в противном случае ножницы
будут пружинить и заклинивать заготовку, на заготовке
появится вмятина и резать ее будет намного труднее.
Ручными ножницами можно резать листовую и полосо-
вую сталь толщиной до 0,3 мм, кровельное железо
толщиной до 1 мм, листы меди и латуни толщиной
до 2 мм.
Разрезание металла рычажными ножницами. Ручное
разрезание металла выполняется также на рычажных
ножницах: стуловых, маховых, с зубчатой рейкой (сор-
товые) и других типов.
Рис. 89. Приемы разрезания листового металла руч-
ными ножницами:
а и б—направление резания правыми ножницами; в—вырезание
отверстия по разметочным рискам.
Стуловые ножницы в отличие от ручных из-
готовляются больших размеров. Они имеют одну загну-
тую рукоятку с заостренным концом для крепления
к толстой доске или к верстаку (рис. 90,а), а вторую,
удлиненную, — для работы рукой. Стуловые ножницы
устойчивы в работе и дают значительную свободу рукам
слесаря. Ими разрезают листы толщиной 2—3 мм.
Рычажные маховые ножницы состоят из
вертикальных чугунных стоек 1 (рис. 90,6) и смонтиро-
ванного на них металлического стола 2. В правой про-
дольной боковой плоскости стола неподвижно закреплен
нижний режущий нож 9; верхний нож 5 установлен на
маховом рычаге 4, посаженном на ось 7. Для предотвра-
236
щения самоопускания махового рычага на хвостовой его
части установлен противовес ,6.
Разрезание листового металла на рычажных маховых
ножницах типа И-37 можно выполнять по разметке и
упору. Для разрезания по разметке лист укладывают
на столе так, чтобы разметочная риска совпала с лез-
вием нижнего ножа. Прижав затем лист прижимной
планкой 3, сильным движением опускают рычаг с верх-
ним ножом и «дожимают» его, пока требуемая часть
Рис. 90. Рычажные ножницы:
а—стуловые; маховые; в—сортовые.
листа не будет отрезана. При разрезании листа по упору
(без разметки) ширину отрезаемой полосы регулируют
передвижной упорной планкой 8.
Длина разрезаемого на ножницах листа может быть
достаточно большой, так как ножницы допускают пере-
мещение листа вдоль ножей. Длина режущих ножей
у ножниц данного типа составляет 1050 мм, угол на-
клона ножей <р = 74-12°, толщина разрезаемого листа —
до 2,5 мм.
Рычажные ножницы с зубчатой рейкой
применяют для разрезания листовой стали толщиной до
237
3 мм, тонких прутков и профильного металла малых се-
чений. Они состоят из станины, в нижней части которой
неподвижно укреплен нож. При опускании рычага уси-
лие, передаваемое через зубчатый перебор, серьгу и пол-
зун с закрепленным на нем ножом, обеспечивает разре-
зание металла допускаемых сечений.
Движение ползуна с верхним ножом осуществляется
с помощью рукоятки через зубчатую передачу и рычаг.
Ножи для рычажных ножниц изготовляют из инстру-
ментальной стали У8. Лезвия ножей подвергают закалке
с последующим отпуском до твердости HRC 52—60. Ве-
личина угла заострения режущих поверхностей йожей
р = 75-е-80°. При меньшем угле заострения ножи быстрее
затупляются или выкрашиваются; при большем угле за-
острения они более прочны, но требуют значительных
усилий резания.
Для разрезания сортового проката круглого, квад-
ратного, углового, полосового, швеллерного и таврового
сечений применяют ручные сортовые ножницы моделей
Н-911 и НА-913 (рис. 90,в). Эти ножницы позволяют
резать сталь разных сечений: круглого — диаметром
25 мм, квадратного — до 22X22 мм, полосового —
5X50 мм, углового — 65X65X8 мм и таврового —
35x5 мм.
Разрезание металла электрическими и пневматиче-
скими ножницами. Чтобы механизировать относительно
тяжелый и трудоемкий процесс разрезания листового
металла ручными ножницами, применяют электрические
и пневматические ручные ножницы. С помощью этих
ножниц можно легко выполнять прямые и фигурные
резы с наименьшим радиусом кривизны около 20 мм и
пользоваться при этом дпаблоном, что также значитель-
но повышает производительность разрезания.
Отечественная промышленность выпускает несколько
типоразмеров электроножниц. Так, электронож-
'ницы марки И-31 (рис. 91, а) предназначены для разре-
зания листовой стали толщиной до 2,7 мм. Они состоят
из корпуса /, в котором смонтирован электродвигатель
мощностью 370 Вт, и корпуса ножевой головки 2. Якорь
двигателя через червячную пару вращает эксцентрико-
вый валик 3. Шатун 4 посажен верхней головкой на этот
валик, а нижней связан с пальцем 5 рычага верхнего
ножа 7. Нижний нож 8 крепится к скобе 9.
В процессе работы шатун 4, совершая возвратно-по-
ступательные движения и заставляя качаться ножевой
238
Рис. 91. Ручные ножницы электриче-
ского действия И-31 (а); электромаг-
нитные вибрационные ножницы кон-
струкции Г. Е. Моргунова (б); элек-
тромагнитные ножницы конструкции
Л. М. Сытых и В. А. Овчинникова (в).
239
рычаг 6 с верхним ножом 7, производит резку металла.
Зазор между ножами регулируется перемещением скобы
9 в картере ножевой головки. Величина зазора устанав-
ливается в зависимости от толщины разрезаемого ме-
талла. Для удобства работы ножницы можно под-
вешивать или поддерживать за верхнюю рукоятку.
Производительность электроножниц марки И-31 до
3 м/мин.
На Коломенском заводе текстильного машинострое-
ния по предложению Г. Е. Моргунова изготовлены и
внедрены в производство ручные электромагнит-
ные вибрационные ножницы для разрезания тон-
ких металлических листов толщиной 0,5—1,5 мм. Нож-
ницы представляют собой электромагнит I с катушкой
2 и якорем 7 (рис. 91,6), смонтированными внутри кор-
пуса на основании 8. К тому же основанию крепится
неподвижный нож 3, а на оси 5 — подвижный нож 4.
Правое плечо ножа 4 прикреплено с помощью серьги 6
к якорю 7 электромагнита. Пружина 9 прижимает ножи
один к другому.
Ножи изготовлены из стали марки У8А. Электромаг-
нитные ножницы работают по принципу обычных нож-
ниц. Они легки, компактны и удобны в работе.
Для вырезки картонных прокладок применяются
электромагнитные ножницы модели ВЭН-0 конструкции
Л. М. Сытых и В. А. Овчинникова (рис. 91,в). Принцип
их работы аналогичен рассмотренному выше. К сердеч-
нику катушки 1 прикреплен неподвижный нож 2, а по-
движный нож 3 — к вибрирующему якорю 4, Ножницы
приводятся в действие нажимом включателя 6. Измене-
ние скорости резания регулируется винтом 5. Ножницы
включаются в сеть напряжением 220 В,* а если катушка
рассчитана на 36 В, то включение производится через
трансформатор.
Ножницы имеют высокую скорость резания (до
3 м/мин) и малый вес — 350 г. Небольшая длина реза
(3 мм) за один ход позволяет использовать их при вы-
резке прокладок сложной конфигурации.
Пневматические ножницы предназначены
для разрезания листов толщиной до 1,5 мм. Они имеют
небольшие размеры и вес (1,5 кг), поэтому их удобно
применять при слесарных и сборочных работах и вообще
во всех случаях, когда нельзя использовать стационар-
ные ножницы.
240
46. РАЗРЕЗАНИЕ МЕТАЛЛА НОЖНИЦАМИ
С МЕХАНИЧЕСКИМ ПРИВОДОМ
Выбор приводных ножниц для разрезания металла
зависит от профиля, размеров и конфигурации загото-
вок.
Разрезание ножницами с прямолинейным движением
ножей. К ножницам этого типа относятся гильотинные
(параллельные), пресс-ножницы, роликовые, вибрацион-
ные и др.
Гильотинные ножницы допускают резание
листов толщиной до 40 мм с длиной реза за один ход
ножа до 3000 мм. Кроме того, на них можно резать ли-
сты на полосы неограниченной длины.
Пресс-ножницы предназначены главным обра-
зом для резки небольших заготовок. Кроме того, на них
можно разрезать листы любой длины толщиной до 30 мм.
Ножи длиной до 600 мм располагаются вдоль и поперек
оси станины. Недостатки пресс-ножниц — низкая чистота
поверхности реза и малая производительность вслед-
ствие необходимости многократного передвижения листа
(во время разрезания больших листов). Эти ножницы
удобны при разрезании мелких заготовок из полосового
материала.
Разрезание ножницами с вращательным движением
ножей. К этой группе относятся роликовые и дисковые
ножницы.
Роликовые ножницы делят на ножницы
с прямо поставленными ножами и ножницы с наклонно
поставленными ножами. Они широко применяются для
отрезания полос неограниченной длины и криволиней-
ных заготовок по разметке. Конструктивно эти два вида
ножниц мало чем отличаются.
В роликовых ножницах с наклонно поставленными
ножами чугунная станина имеет форму скобы (рис. 92, а).
Это дает возможность производить разрезание больших
листов. Роликовые ножи вращаются в противоположные
стороны; при этом пропускаемый металл (заготовка) за-
хватывается роликами и разрезается.
Недостатком роликовых ножниц с прямо поставлен-
ными ножами является невозможность производить вы-
резку по криволинейным контурам с малыми радиусами
кривизны.
Дисковые ножницы применяют для разрезания
листовых полос неограниченной длины, а также для
241
a)
Рис. 92. Разрезание металла на приводных
ножницах:
в—роликовые ножницы: /—электродвигатель; 2— ру-
коятки управления ножами; 3—рукоятки ручного при-
вода верхнего ножа; 4—головка суппорта; 5— верхний
роликовый нож; 6—нижний роликовый нож; /—корпус
с тумбой; б—вибрационные ножницы: /—электродвига-
тель; 2—скоба станины; 3—упор; 4—головка; 5— верхний
нож; 6—нижний нож; 7—стол; 8— стойка станины.
242
резки по криволинейному контуру. Ножницы могут ре-
зать листы толщиной до 25 мм.
Разрезание ножницами с качающимися ножами.
К этому виду ножниц относятся вибрационные ножницы
типа 34. Они представляют собой станок с короткими
ножами (рис. 92,6). Верхний нож получает колебатель-
ные движения через эксцентриковый механизм. Число
ходов ножа достигает 2500 в минуту. Скорость резания
равна 5—7 м/мин. Длина хода ножа 2—3 мм. Толщина
разрезаемого стального листа от 0,5 до 2 мм.
На этих ножницах можно производить резку листо-
вого металла по криволинейным контурам с очень ма-
лыми радиусами закругления.
47. ГАЗОВАЯ РЕЗКА МЕТАЛЛА
Газовой резкой называется процесс разрезания ме-
талла путем сжигания его в струе кислорода, направ-
ленной в место реза. Газовой резке подвергаются только
те металлы, у которых температура плавления выше
температуры воспламенения в кислороде и у которых
окислы плавятся при более низкой температуре, чем ме-
талл. Образующиеся в месте разреза окислы выдуваются
кислородом. Этим способом производят резку углероди-
стых и среднеуглеродистых, а также низкоуглеродистых
сталей с небольшим содержанием углерода. Чугун, цвет-
ные металлы и их сплавы газовой резке не поддаются,
так как температура плавления их ниже температуры
воспламенения, а образующиеся окислы очень густы и
не удаляются продувкой.
Высокохромистые и нержавеющие стали разрезаются
с применением особых методов. В месте реза металл на-
гревают до температуры расплавления и направляют на
это место струю кислорода под давлением. В качестве
горючего газа для подогрева можно использовать ацети-
лен и другие газы, а также пары бензина и керосина.
Газовая резка ведется на обычном газосварочном
оборудовании; при этом сварочная горелка заменяется
резаком, подающим ацетилено-кислородную смесь. Ре-
заки бывают универсальные и специальные. К специаль-
ным относятся резаки для подводной резки, вырезания
отверстий и др. Помимо ручных резаков^широко приме-
няются .полуавтоматические и автоматические машины
для газовой резки, обеспечивающие хорошее качество
реза, высокую производительность и достаточную точ-
243
ность разрезания. Универсальные машины режут попря-
мей линии, в продольном и поперечном направлениях,
по кругу и по любой кривой, наносимой разметкой или
по шаблону.
При подводной газовой резке применяют специаль-
ные резаки с колпачками, надеваемыми на головку ре-
зака. Пламя резака горит под колпачком, а вода из-под
колпачка оттесняется струей сжатого,воздуха. С увели-
чением глубины реза давление сжатого воздуха и газа
повышается.
Газовой резке могут подвергаться заготовки большой
толщины — до 400 мм и более. В народном хозяйстве
СССР газовая резка получает все большее распростра-
нение.
48. ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ
РАЗРЕЗАНИЯ МЕТАЛЛОВ
Применение высоколегированных и жаростойких ста-
лей, а также твердых сплавов, которые трудно подда-
ются или совсем не поддаются разрезанию обычным ин-
струментом, вызвало необходимость в изыскании новых
методов обработки. В СССР впервые в мире были разра-
ботаны анодно-механический и электроискровой способы
резки металлов L В настоящее время кроме этих мето-
дов применяются и другие электрические методы обра-
ботки металлов.
Электродуговая резка металла исполь-
зуется в тех случаях, когда газовая резка невозможна
или когда отсутствует необходимое оборудование. Ее
применяют при разрезании стали, чугуна и цветных ме-
таллов.
Сущность процесса электродуговой резки заклю-
чается в том, что благодаря высокой температуре, созда-
ваемой электрической дугой, металл плавится и, стекая,
разрезает з.аготовку в зоне реза. Резку выполняют ме-
таллическим, угольным или графитовым электродом.
Более эффективной является резка металла металличе-
скими электродами; в этом случае обеспечиваются ров-
ная поверхность разрезаемого металла, небольшая
ширина реза и возможность применения переменного
тока.
1 Анодно-механический способ разработан В. Н. Гусевым, элек-
троискровой — Б. Р. Лазаренко и Н. И. Лазаренко.
244
Ан одно-механический способ разрезания
металлов заключается в том, что разрезаемый пруток
(анод) 2 (рис. 93, а) зажимается рукояткой 5 в тисках,
соединенных с положительным полюсом источника по-
стоянного тока, а гладкий режущий диск 4 (катод) со-
единен с отрицательным полюсом. В зазор между инст-
рументом и прутком к соплу 3 подается рабочая жид-
кость 1 определенного состава, образующая на поверх-
Рис. 93. Разрезание металлов:
а—на анодно-механическом станке; б—электроконтактным; в и г—электроискро-
вым способами: /—режущий диск; 2—заготовка; 3—жидкость.
ности разрезаемого металла пленку, плохо проводящую
электрический ток. В процессе удаления этой пленки
механическим путем между режущим диском и прутком
возникают многочисленные короткие замыкания, при
которых в месте реза создается высокая температура,
что и обеспечивает разрезание металла.
Режущий диск вращается от электродвигателя через
ременную передачу; скорость 12—20 м/сек. Напряжение
така 10—30 В. Сила тока выбирается в зависимости от
диаметра разрезаемого прутка: при диаметре 10—20 мм
сила тока равна 20—40 А, при диаметре 200—250 мм
она составляет 350—400 А.
Диски изготовляются толщиной 0,5—0,8 мм из листо-
вой стали марок 10 и 15, а также из кровельного железа
245
и меди. В качестве рабочей, жидкости — электролита —
при анодно-механической обработке применяется водный
раствор силиката кальция (жидкое стекло).
Преимущество анодно-механического способа резки
металлов по сравнению с механическим состоит в том,
что он создает возможность разрезания всех металлов
независимо от их химического состава и твердости,
а также всех твердых сплавов. Обычный дорогостоящий
режущий инструмент заменяется более дешевым —
стальным диском; значительно возрастает производи-
тельность резки.
Э л ектроко нт а ктн ы е способы разрезания
металлов основаны на использовании тепла, выделяю-
щегося при прохождении электрического тока через уча-
стки цепи с повышенным сопротивлением, в частности
через контакты.
Соприкосновение под небольшим давлением двух ме-
таллических электродов — режущего диска 1 и разре-
заемого металла 2 (рис. 93,6)—приводит к образова-
нию в месте реза (контакта) повышенного переходного
сопротивления. Проходящий через место контакта элек-
трический ток разогревает, размягчает и плавит металл,
облегчая его удаление в месте разрезания. Для предот-
вращения плавления режущего диска (инструмента)
ему придают скорость вращения 40—50 м/сек или охла-
ждают.
Описанное явление электроконтактнбго тепловыделе-
ния используется как для проведения технологических
операций, связанных с удалением металла (разрезание,
фрезерование, шлифование, заточка, прошивка и т. д.),
так и для таких операций, как сглаживание, контактная
сварка и др.
Электроискровой способ обработки метал-
лов основан на явлении электрической эрозии, т. е. раз-
рушения поверхности металла действием электрических
искровых разрядов.
К инструменту и заготовке, которую нужно разре-
зать, подводится постоянный ток определенной силы и
напряжения. Инструмент и заготовка являются электро-
дами. Если далее режущий диск или ленту —катод 1
(рис. 93, в, г) приближать к заготовке 2 — аноду, то при
определенном расстоянии Д (дельта) между ними этот
промежуток (пробивной зазор) под действием электри-
ческого поля Начнет пробиваться электронами. В узком
промежутке Д (около 0,05 мм при напряжении 220 В и
246
емкости 300—400 мкФ) образуется интенсивный элек-
тронный поток, переносящий значительное количество
электричества. В месте пробоя возникает высокая темпе-
ратура, расплавляющая и даже испаряющая любой ме-
талл, который выбрасывается при этом в виде жидких
частиц.
Чтобы частицы металла, вырванные разрядом из заго-
товки— анода, не перескакивали на инструмент — катод
и не искажали его формы, искровой промежуток Д за-
полняется жидкостью (керосином, маслом). Жидкая
среда 3 останавливает полет частиц металла и вымывает
их из зоны обработки.
Электроискровой способ обработки значительно об-
легчает получение деталей со сложными наружными и
внутренними очертаниями в вырубных, гибочных, вы-
тяжных, ковочных штампах, а также вырезку сложных
фигурных заготовок из листового металла. Этот способ
позволяет легко обрабатывать также металлы, которые
с трудом поддаются обработке обычным режущим
инструментом.
49. БРАК ПРИ РАЗРЕЗАНИИ МЕТАЛЛА
И ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
Основными причинами брака при разрезании метал-
ла являются: косой разрез металла; несоблюдение за-
данных размеров в результате неправильной разметки
или разрезания не по риске; повреждение (помятости)
разрезаемой заготовки из-за неправильного зажима
в тисках и др. При работе ручной ножовкой разрезае-
мый материал нужно закреплять в тисках очень надеж-
но. Полотно должно быть натянуто в ножовочном станке
не слишком туго, но и не слабо. В том и другом случае
появляется возможность поломкй полотна и случайного
ранения работающего. Особенно внимательным надо
быть при разрезании труб, так как возможность поломки
в этом случае возрастает.
Разрезая тонкий листовой металл ручными ножница-
ми, легко поранить левую руку как острыми кромками
разрезаемого материала, так и непосредственно лезви-
ями ножниц. Поэтому держать разрезаемый материал
необходимо рукой, на которую надета брезентовая рука-
вица. При работе ручными ножницами нужно соблюдать
большую осторожность. Нельзя пользоваться тупыми
ножницами, которые не столько режут, сколько мнут
металл. Ни в коем случае нельзя работать ножницами,
247
у которых разболтался шарнир; при этом также зами-
нается металл и часто травмируется левая рука. Рычаж-
ные ножницы должны быть обеспечены противовесами
или другими приспособлениями, исключающими само-
произвольное опускание подвижного ножа.
В процессе разрезания металла на гильотинных нож-
ницах нужно внимательно следить за правильной пода-
чей металла и не допускать его заклинивания. Необхо-
димо устанавливать оградительную линейку или предо-
хранительный прижим, особенно при резке узких полос.
Ножная пусковая педаль гильотинных ножниц должна
быть надежно ограждена.
При работе на дисковых ножницах ножи-диски
ограждают специальными щитками, препятствующими
попаданию пальцев работающего под ножи. Зубчатые пе-
редачи ножниц ограждаются специальными кожухами.
Ленточные пилы должны иметь ограждение ленты,
за исключением той ее части, которая участвует в про-
цессе резания. Шкивы, по которым идет режущая лента,
следует оградить по окружности и с боковых сторон.
Быстроходные ленточные пилы должны быть оборудо-
ваны ловителями, останавливающими ленту в случае ее
обрыва.
При разрезании металлов на анодно-механических и
электроискровых установках нельзя прикасаться одно-
временно к двум электродам, находящимся под напря-
жением. Установка должна иметь на всех выступающих
частях защитные сетки. Чтобы предупредить ожоги рук
и лица в результате попадания загоревшейся от искры
жидкой среды (масло, керосин), рекомендуется погру-
жать обрабатываемую заготовку на глубину не менее
5—6 см. Необходимо также следить за тем, чтобы жид-
кая среда не нагревалась выше 60° С, и выключать ток
в случае перегрева. Работать следует в защитных очках
и в резиновых перчатках.
Глава VIII
ОПИЛИВАНИЕ МЕТАЛЛА
50. СУЩНОСТЬ ОПЕРАЦИИ ОПИЛИВАНИЯ
И ЕЕ НАЗНАЧЕНИЕ
Опиливание — операция, при выполнении которой
с поверхности заготовки снимается" слой металла (при-
пуск) при помощи режущего инструмента --- напильника.
248
Цель опиливания — придание деталям требуемой фор-
мы, размеров и заданной шероховатости поверхности.
В практике слесарной обработки чаще других приме-
няются следующие основные виды опиловочных работ:
опиливание наружных плоских и криволинейных поверх-
ностей; опиливание наружных и внутренних углов,
а также сложных или фасонных поверхностей; опилива-
ние углублений, отверстий, пазов и выступов. Опилива-
ние выполняется различными напильниками и подраз-
деляется на предварительное (черновое) и окончатель-
ное (чистовое и отделочное).
Обработка напильником дает возможность получить
точность деталей до 0,05 мм, а в отдельных случаях да-
же до 0,01 мм. Припуски при опиливании обычно не-
большие— от 0,5 до 0,025 мм.
51. НАПИЛЬНИКИ, ИХ КОНСТРУКЦИЯ
И КЛАССИФИКАЦИЯ
Напильником называют режущий инструмент в виде
стального закаленного бруска определенного профиля
с большим количеством насечек или нарезок, образую-
щих мелкие и острые зубья. Этими зубьями напильник
срезает небольшой слой металла в виде стружки.
Конструкция напильников. Конструкция напильника
зависит от вида насечки, геометрии зубьев, профиля и
других факторов. Зубья напильника могут быть образо-
ваны насеканием, фрезерованием, нарезанием, протяги-
ванием и точением методом обкатывания. Наиболее рас-
пространенным способом образования зубьев является
насекание их на специальных станках.
Насечки на поверхности напильника образуют зубья.
Чем меньше насечек на 10 мм длины напильника, тем
крупнее зуб. По виду или форме насечек напильники
бывают с одинарной (однорядной) и двойной (перекре-
стной), а также рашпильной насечками.
Напильники с одинарной насечкой сре-
зают металл широкой стружкой, равной всей длине зуба,
поэтому работа ими требует больших усилий. Такие на-
пильники применяют для обработки цветных металлов,
целлулоида, дерева и др. Одинарная насечка наносится
под углом 25—30° по отношению к линии, перпендику-
лярной к оси напильника (рис. 94,а).
В напильниках с двойной насечкой
(рис. 94,6) сначала насекают нижнюю глубокую насеч-
249
а) У в)
ку, называемую основной, а поверх нее — верхнюю не-
глубокую насечку, называемую вспомогательной; она
разрубает основную на большое число отдельных зубьев.
Вспомогательная насечка имеет направление справа на-
лево вверх, а основная, образующая профиль зуба,—
слева направо вверх, если смотреть на насечку напиль-
ника от хвостовика к носку. Перекрестная насечка раз-
мельчает стружку, что облегчает работу. У напильников
с двойной (перекрестной) насечкой основная насечка
обычно выполняется под
углом наклона 25°, а вспо-
могательная — под углом
наклона 45°.
Шаг (расстояние) ме-
жду двумя соседними
зубьями на основной на-
сечке больше, чем на
вспомогательной. В ре-
зультате зубья распола-
гаются друг за другом по
прямой, составляющей
угол 5° с осью напильни-
ка (рис. 94,г), и при его
движении следы зубьев
частично перекрывают
друг друга. Поэтому на
обработанной поверхно-
сти уменьшается шерохо-
ватость, и она получается
относительно чистой и
гладкой.
насечки (рис. 94, в)
образуются выдавливанием металла заготовки рашпиля
насекательными зубилами со специальной формой за-
точки. Каждый зуб рашпильной насечки смещен относи-
тельно расположенного впереди зуба на половину шага.
Это уменьшает глубину канавок, образующихся на по-
верхности опиливаемой заготовки, и облегчает процесс
резания. Напильники с таким видом насечки применя-
ются для опиливания мягких материалов (дерево, кау-
чук, резина, кость, рог и Др.), так как в этом случае
снимается крупная стружка, что требует и крупных
зубьев. В напильниках с обыкновенной насечкой струж-
ка таких материалов забивает зубья, и они не могут
резать.
250
Рис. 94. Насечки напильников.
Зубья рашпильной
Независимо от способа выполнения насечки зубья на
поверхности напильника имеют форму клина с углом
заострения р, задним углохМ а, передним углОхМ у и углом
резания б (рис. 95,а).
Передним углом у называется угол между
передней поверхностью зуба и плоскостью, проходящей
через его вершину перпендикулярно оси напильника. Он
устанавливается в пределах от +10 до —16°. Угол
заострения р образуется между передней и задней
поверхностями зуба напильника. Задним углом а
Рис. 95. Форма и геометрические параметры зубьев на-
пильника:
а—форма насеченного зуба напильника и его углы; б—фрезерован-
ный или шлифованный зуб; в—зуб, полученный протягиванием.
называется угол, образующийся между задней поверх-
ностью зуба и плоскостью опиливаемой заготовки. Вели-
чина заднего угла зуба напильника стандартом не рег-
ламентирована. Угол резания б образуется между
передней поверхностью зуба и плоскостью опиливаемой
заготовки.
В практике слесарной обработки установлены сле-
дующие значения углов зубьев напильника:
1) для напильников с насеченными зубьями у отри-
цательный до —16°, р = 70°, а = 36°, 6=106°;
2) для напильников с фрезерованными или шлифо-
ванными зубьями (рис. 95,6) у=2-5-1О°, р = 60н-65°,
а=20ч-25°, б = 80-ь90о;
3) для напильников с зубьями, полученными протя-
гиванием (рис. 95, в), у = —5°, Р = 55°, а = 40°, 6 = 95°.
Протянутый зуб имеет впадину с плоским дном. На-
пильники с зубьями, полученными протягиванием, луч-
ше врезаются в обрабатываемый металл, что способст-
251
вует повышению производительности труда. Кроме того,
эти напильники более стойки в работе и не забиваются
стружкой.
Классификация напильников. Напильники разли-
чаются по числу насечек (величине зубьев), профилю
сечения и длине.
По количеству зубьев, насеченных на 10 мм длины,
напильники делятся на 6 классов (0, 1, 2, 3, 4, 5).
В зависимости от выполняемой работы напильники
подразделяются на следующие виды: слесарные — об-
щего назначения и для специальных работ, машинные,
надфили и рашпили.
Слесарные напильники общего назна-
чения по ГОСТу 1465-69 изготовляются восьми типов:
плоские (тупоносые и остроносые), квадратные, трех-
гранные, полукруглые, круглые, ромбические и ножо-
вочные длиной от 100 до 400 мм с насечкой № 0—5. На-
пильники имеют двойную (перекрестную) насечку, обра-
зованную способом насекания.
Слесарные напильники для специаль-
ных работ предназначаются для удаления весьма
больших припусков при опиливании пазов, фасонных и
криволинейных поверхностей; для обработки цветных
металлов, неметаллических материалов и т. п. В зависи-
мости от выполняемых работ напильники этого вида де-
лятся на пазовые, плоские с овальными ребрами, бру-
совки, двухконцевые и др.
Машинные напильники по своей конструкции
подразделяются на стержневые, дисковые, фасонные го-
ловки и пластинчатые. В процессе работы стержневым
напильникам сообщается возвратно-поступательное дви-
жение, дисковым напильникам и фасонным головкам —
вращательное, а пластинчатым — непрерывное движение
вместе с непрерывно движущейся металлической лентой.
Машинные напильники применяют для обработки
фасонных углублёний и отверстий, криволинейных по-
верхностей, для удаления облоя и снятия заусенцев.
Надфили (мелкие напильники) согласно ГОСТу
1513-67 изготовляются десяти типов: плоские, трехгран-
ные, квадратные, полукруглые, круглые, овальные, но-
жовочные и др. длиной 40, 60 и 80 мм с насечкой 5 но-
меров. Длина надфиля определяется длиной рабочей
части. Ребра плоских надфилей имеют одинарную или
двойную насечку. Боковые стороны й верхнее ребро
ножовочных надфилей имеют двойную насечку.
252
Надфили применяются для опиливания небольших
поверхностей и узких мест, недоступных для обработки
слесарными напильниками.
Рашпили соответственно ГОСТу 6876-54 изготов-
ляют нескольких типов: общего назначения, сапожные
и копытные. В зависимости от профиля рашпили общего
назначения подразделяются на плоские (тупоносые и
остроносые), круглые и полукруглые с насечкой № 1—2
и длиной от 259 до 350 мм.
Кроме указанных в практике слесарной обработки
применяются напильники, которые крепятся в специаль-
ных приспособлениях.
52. ВЫБОР НАПИЛЬНИКОВ, УХОД ЗА НИМИ
И ВОССТАНОВЛЕНИЕ ЗАТУПИВШИХСЯ ЗУБЬЕВ
Выбор напильников. Применение напильников того
или иного класса зависит от характера выполняемой
работы, припуска на опиловку, а также от требуемой
точности и шероховатости поверхности. Для грубой опи-
ловки, когда требуется снять большой слой металла
(до 1 мм), используются брусовки — напильники
квадратного сечения, имеющие очень крупную насечку —
4,5—7 насечек на 10 мм длины.
Для грубого опиливания заготовок, когда необхо-
димо снять припуск до 0,5 мм, применяют драчев ые
напильники, позволяющие за один ход снять слой
0,08—0,15 мм.
Личные напильники используют для более чи-
стой отделки поверхности (после предварительной.обра-
ботки драчевым напильником), когда требуется снять
припуск не более 0,15 мм. Личные напильники позво-
ляют за один ход снять слой металла толщиной 0,05—
0,08 мм; при этом достигается шероховатость поверх-
ности, соответствующая 7—8-му классу чистоты.
Напильники с бархатной насечкой приме-
няют для самой точной отделки, подгонки, доводки
деталей и шлифования поверхностей с точностью 0,01—
0,005 мм; за один ход снимается слой металла 0,01—
0,03 мм. Шероховатость поверхности при этом соответ-
ствует 9—12-му классу чистоты.
Надфили предназначены для очень точной и мел-
кой работы, главным образом в инструментальных це-
хах. Ими выпиливают фасонные отверстия и пазы
в шаблонах, доводят сопрягаемые детали и т. п.
253
Выбор напильника того или иного профиля зависит
от форм опиливаемых поверхностей.
Плоские напильники применяют для опилива-
ния свободных наружных и внутренних плоскостей, вы-
Рис. 96. Примеры применения напильников различного
профиля.
пуклых поверхностей, а также поверхностей, сопряжен-
ных под углом 90° (рис. 96,а,б).
Квадратные напильники применяют для рас-
пиливания квадратных и прямоугольных отверстий, пря-
254
моугольных пазов, недоступных для работы плоским
напильником. Личные квадратные напильники часто
используют для зачистки наружных и внутренних углов
(рис. 96,в).
Трехгранные напильники служат для опи-
ливания открытых и закрытых углов более 60°, много-
гранных отверстий и плоскостей в недоступных для пло-
ских напильников местах (рис. 96,а).
Полукруглые напильники применяют для
опиливания выпуклой стороной криволинейных (вогну-
тых) поверхностей с большим радиусом. Плоской сто-
роной полукруглого напильника можно опиливать пря-
молинейные поверхности и углы меньше 60° (рис. 96,д,ж).
Круглые напильники служат для распилива-
ния круглых или овальных отверстий, а также вогнутых
поверхностей, недоступных для полукруглого напиль-
ника (рис. 96, е).
Ножовочные напильники применяют для
опиливания внутренних углов более 10°, клиновидных
канавок, узких пазов, плоскостей в трехгранных, квад-
ратных и прямоугольных отверстиях (рис. 96,и).
Машинные напильники, например фасонные
головки, используются в процессе изготовления моделей
и штампов преимущественно для опиливания фасонных
полостей, отверстий и др. (рис. 96,к).
Рукоятки к напильникам. Для удобства и безопас-
ности опиливания на хвостовик напильника насаживают
деревянную рукоятку, изготовленную из березы, липы
или прессованной бумажной массы. Длина рукоятки
выбирается в зависимости от размера напильника.
Обычно рукоятка в полтора раза длиннее хвостовика
напильника. Поверхность рукоятки должна быть чистой
и ровной.
Чтобы рукоятка не раскололась во время насадки
на хвостовик напильника, на ее шейку надевают метал-
лическое кольцо. Отверстие в рукоятке под хвостовик
напильника просверливают, а затем прожигают хвосто-
виком старого напильника. При насаживании хвостбвйк
вставляют в отверстие рукоятки и вертикальными взма-
хами ударяют головкой рукоятки о верстак пли тиски.
В ряде случаев насаживание рукоятки на хвостовик
напильника производят ударами молотка по торцу ру-
коятки. Чтобы снять рукоятку с напильника, наносят
два-три коротких слабых удара молотком по верхнему
краю ее шейки.
255
Требования к качеству напильников. Низкое каче-
ство напильника усложняет процесс обработки деталей.
Основные требования к напильникам сводятся к сле-
дующему. Они не должны иметь видимых на глаз
искривлений. Насечку выполняют острой, однородной
по шагу и глубине, правильной и чистой. Поверхность
напильников должна быть без трещин, плен, черновин,
ржавых пятен, вмятин и точильных выхватов. Напиль-
ники не должны ломаться при падении на деревянный
пол с высоты 1 м. При ударе о наковальню напильник
всегда имеет чистый звук. Хвостовик напильника изго-
товляют прямым, симметричным с общей осью на-
пильника.
Уход за напильниками. Продолжительность срока
службы напильника зависит в первую очередь от каче-
ства его изготовления. Чем острее зубья и чем тверже
закалка, тем дольше напильник будет работать при пра-
вильном его использовании.
На продолжительность срока службы напильника,
естественно, оказывает влияние и твердость обрабаты-
ваемой поверхности. Напильники быстро изнашиваются
при опиливании деталей из твердых сталей и сплавов,
при работе по литейной корке, окалине и т. п.
Зубья нового напильника имеют заусенцы. При опи-
ливании твердого металла эти заусенцы отламываются;
при этом выкрашиваются и зубья напильника, после
чего он быстро изнашивается. Поэтому не рекомендуется
употреблять новый напильник для опиливания твердых
металлов; сначала им следует работать по мягкой ста-
ли и цветным металлам, а лишь когда заусенцы на
зубьях сработаются, перейти к опиливанию твердых
металлов.
Личным напильником нельзя опиливать мягкие ме-
таллы (медь, олово и т. п.), так как стружка быстро
забивается в канавки между зубьями и напильник бу-
дет только скользить по поверхности, а не снимать
стружку. Для предотвращения забивания напильника
стружкой мягких и вязких металлов рекомендуется при
опиливании их натирать мелом, а при опиливании алю-
миния — стеарином.
Чтобы удлинить срок службы напильников, нужно
предохранять их от ударов, которые могут повредить
зубья. Хранить напильники следует на деревянных под-
кладках и следить за тем, чтобы инструмент не сопри-
касался. Необходимо предохранять напильники от по-
256
падания на них воды или влаги, вызывающей коррозию.
Следует также оберегать их от попадания на рабочие
поверхности маслянистых веществ, так как они снижают
режущую способность напильников; по этой же причине
не рекомендуется протирать напильник рукой. Нельзя
допускать попадания на напильники грязи и пыли, осо-
бенно абразивной. Периодически следует тщательно
очищать их от стружки.
Восстановление напильников. Напильники, потеряв-
шие способность снимать стружку, не выбрасывают,
а собирают и направляют в пересечку или восстанавли-
вают другими способами. Напильники, сильно-изношен-
ные или имеющие выкрошенные зубья, подвергаются
только пересечке. Для заострения затупившихся зубьев
прибегают к химическому, электрохимическому или
пескоструйному способу.
Химический способ заострения зубьев
используется для напильников всех классов и размеров.
Напильники, предварительно очищенные в технической
соляной кислоте и обезжиренные в щелочи, подвер-
гаются травлению в растворе такого состава: серная
кислота—1 часть, азотная кислота—1 часть и вода —
8 частей. Перед, употреблением азотная кислота тра-
вится малоуглеродистым железом из расчета 45—50 г
на 1 л. Заострение напильников производится за одно
травление с выдержкой 8—10 мин. После восстановле-
ния напильники подвергают очистке, нейтрализации и
антикоррозийной обработке.
При электрохимическом способе заост-
рения напильник, предварительно очищенный, погру-
жают в кислотную ванну (серной кислоты 11%, азотной
кислоты 9% и воды 80% по объему) и соединяют его
с положительным полюсом (катодом служат пластины
алюминия или нержавеющей стали); под действием по-
стоянного тока низкого напряжения и кислоты зубья
напильника заостряются.
При пескоструйном способе заострения
зубья подвергаются воздействию струи мелкого песка
из сопла диаметром 5—7 мм под давлением 3—5 кГ/см2.
Сначала направляют струю перпендикулярно к зубьям
напильника, чтобы очистить впадины от грязи и опилок,
а затем струя направляется со стороны хвостовика под
возможно малым углом к плоскости напильника, пер-
пендикулярно основной и вспомогательной насечке для
их заострения.
9 Н. Н. Кропивницкий
257
Скорость движения струи песка вдоль оси напиль-
ника зависит от степени затупления зубьев. При длине
напильника 300—400 мм с насечкой № 1 время одного
прохода составляет 15—20 сек.
Постепенно зубья напильника, несмотря на проведен-
ное их восстановление, становятся все мельче, поэтому
время от времени напильники вновь подвергают на-
сечке, для чего предварительно снимают все старые
зубья. Пересечку производят обычно после двукратного
восстановления зубьев. Пересекать напильники можно
не более двух-трех раз. После пересечки напильники
имеют примерно такую же производительность и стой-
кость, как новые напильники.
53. ОСНОВНЫЕ ПРАВИЛА РАБОТЫ НАПИЛЬНИКОМ
Успешное выполнение операции опиливания зависит от
правильного крепления заготовки в тисках, правильного
положения (корпуса, ног и рук) работающего и рацио-
нальных рабочих движений в процессе опиливания.
Рис. 97. Положение работающего при
опиливании:
а—вид сверху; 6—положение ног.
Деталь зажимают в тисках так, чтобы обрабаты-
ваемая поверхность ее выступала над губками тисков
не более чем на 5—8 мм.
Положение работающего по отношению к тискам
зависит от характера опиливания. Наиболее удобным
положением следует считать такое, при котором корпус
работающего составляет 45° с линией, проходящей че-
рез губки тисков (рис. 97,а). Левая нога слесаря
258
должна быть выдвинута вперед носком в сторону ра-
бочего движения напильника на расстояние 150—200 мм
от переднего края верстака, а правая — отделена от ле-
вой на расстояние 200—300 мм так, чтобы угол между
средними линиями ступней составлял примерно 60—70°
(рис. 97,6). При снятии напильником толстых слоев
металла, когда приходится нажимать на напильник
с большой силой, правую ногу отставляют от левой
на расстояйие 500—700 мм, так как в этом случае она
является основной опорой. При слабом нажиме на на-
пильник, например при доводке или отделке поверхности
детали, ноги ставят почти рядо^.
Существенное значение имеют приемы «хватки» на-
пильника. Его следует брать в правую руку так, чтобы
рукоятка упиралась в ладонь руки, четыре пальца за-
хватывали рукоятку снизу, а большой палец помещался
сверху (рис. 98,а). Левую руку накладывают ладонью
поперек напильника на расстоянии 20—30 мм от его
носка. При этом пальцы должны быть полусогнуты;
они не поддерживают, а только прижимают напиль-
ник (рис. 98,6, в). Локоть левой руки, должен быть
слегка приподнят. Правая рука — от локтя до кис-
ти— должна составлять с напильником прямую ли-
нию.
При доводке, когда опиливание ведется с незначи-
тельным усилием, можно нажимать на носок напильника
не ладонью, а только большим пальцем левой руки
(рис. 98,г).
В процессе опиливания нажимать на напильник сле-
дует только при движении его вперед. В начале хода
напильника нажим левой рукой должен быть макси-
мальным, а правой — минимальным. При перемещении
напильника вперед нажим правой рукой необходимо
увеличивать, а левой — уменьшать (сдг. диаграмму сил
на рис. 98,6).
При нажиме на напильник с постоянной силой он
в начале рабочего хода будет отклоняться рукояткой
вниз, а в конце — носком вниз. При этом напильник бу-
дет «заваливать» края опиливаемой поверхности. В ряде
случаев «завалы» могут получаться и вследствие других
причин, например из-за чрезмерно глубокой установки
заготовки при закреплении ее в тисках, губки которых
имеют пологий подъем (рис. 98, е). В этом случае на-
пильник будет отрываться от поверхности заготовки, что
и приведет к образованию «завала».
259
Перемещать напильник в обратном направлении
нужно свободно, без нажима, не отрывая его от опили-
ваемой поверхности, так как при этом теряется опора,
а с утратой опоры пропадает уверенность в правильном
Рис. 98. Приемы держания („хватка*) и движения на-
пильником:
а—положение правой руки; б и в—положение левой руки на на-
пильнике; г—положение левой руки на напильнике при доводке;
д—правильные приемы нажима на напильник; е—образование
завала при опиливании.
положении напильника -при последующем рабочем дви-
жении. При опиливании плоскостей напильник нужно
перемещать не только вперед, но одновременно и в сто-
рону— вправо и влево, чтобы опиливать равномерный
слой металла со всей плоскости.
260
Качество опиливания в значительной мере зависит
от умения регулировать силу нажима на напильник,
что достигается опытом практической работы.
Частота движений напильника зависит от навыков
и физической тренировки слесаря. Наиболее рациональ-
ным считается темп опиливания 40—60 двойных движе-
ний напильника в минуту.
Способы опиливания. Направление движения напиль-
ника, а следовательно, и положение штрихов (следа
Рис. 99. Направление движения напильника:
а—поперечным штрихом; б—продольным штрихом; в—перекрестным
штрихом; г—круговым штрихом.
напильника) на обработанной поверхности может быть
продольным, поперечным, перекрестным и круговым.
Работая напильником только в продольном или
только в поперечном направлении, трудно получить пра-
вильную и чистую поверхность заготовки.
При поперечном опиливании напильник быстрее сни-
мает слой металла, чем при продольном, так как он со-
прикасается с меньшей площадью опиливаемой поверх-
ности и легче врезается в металл. Следовательно, для
снятия больших припусков лучше применять поперечное
опиливание (рис. 99,а). Процесс опиливания в данном
случае можно завершить наведением продольного
штриха на обрабатываемой поверхности (рис. 99,6).
261
Сочетание поперечного и продольного опиливания грани
позволяет достигнуть нужной степени ее прямолиней-
ности в продольном направлении.
Хорошие результаты по производительности и ка-
честву поверхности при обработке плоскостей дости-
гаются при опиливании перекрестным (косым) штри-
хом; движение напильника переносится при этом попе-
ременно с угла на угол (рис. 99,в). Обычно вначале
Опиливают плоскость заготовки справа налево под углом
35—40° к боковой стороне тисков, а затем — так же
слева направо. При опиливании перекрестным штрихом
на поверхности заготовки должна все время сохра-
няться сетка, образуемая зубьями напильника. По этой
сетке контролируется качество работы; отсутствие сетки
на каком-либо участке поверхности указывает на непра-
вильное положение напильника в этом месте.
Круговыми штрихамр опиливание производят в тех
случаях, когда с обрабатываемой поверхности нужно
снять выступающие части металла (рис. 99,г).
Чистовое опиливание и отделка поверхностей. При
опиливании обеспечивается не только заданная точность
обработки, но и необходимая чистота отделки поверх-
ности. Грубая отделка достигается обработкой Драчевым
напильником, более тщательная — личным напильником.
Наиболее совершенная отделка получается при обра-
ботке бархатными напильниками, бумажной или полот-
няной абразивной шкуркой, абразивными брусками и др.
При отделке плоскости бархатными напильниками
опиливание производится нанесением продольных и по-
перечных штрихов с легким нажимом на напильник.
После отделки напильником поверхность в случае на-
добности обрабатывают абразивными брусками и шкур-
ками всухую или с маслом. В первом случае получают
блестящую поверхность металла, во втором — полума-
товую. При отделке меди и алюминия шкурку натирают
стеарином.
Для отделки поверхностей пользуются также дере-
вянными брусками с наклеенной на них абразивной
шкуркой. В ряде случаев шкурку навертывают на пло-
ский напильник.
Очистка напильников от стружки производится сталь-
ными щетками, а также специальными скребками
из стальной или латунной проволоки с расплющенным
концом. При очистке напильников от каучуковой, фибро-
вой и деревянной стружки их предварительно опускают
262
на 15—20 мин. в горячую воду, а затем прочищают
стальной щеткой. Замасленные напильники чистят ку-
ском березового угля, которым натирают поверхности
вдоль рядов насечек, а затем уже прочищают стальной
щеткой. Если такая очистка окажется малоэффективной,
замасленный напильник следует промыть в горячем
растворе каустической соды, очистить стальной щеткой,
промыть в воде и высушить.
Способы измерения поверхности при опиливании.
Контроль качества опиливания производится с помощью
поверочных линеек, плит, угольников и кронциркулей.
Правильность опиливаемой плоскости контролируется
поверочной линейкой на просвет. Если линейка ложится
на плоскость плотно, без просвета, это значит, что пло-
скость опилена чисто и правильно. Если получился рав-
номерный просвет по всей длине линейки, значит пло-
скость опилена правильно, но грубо. Такой просвет
на поверхности получается из-за штрихов, оставляемых
зубьями напильника, поэтому линейка плотно не при-
легает.
Проверка. на просвет производится вдоль, поперек
и по диагонали контролируемой плоскости. Нельзя пе-
редвигать линейку по проверяемой поверхности, так как
она быстро изнашивается и теряет прямолинейность.
Если плоская поверхность должна быть опилена осо-
бенно тщательно, ее проверяют с помощью поверочной
плиты «на краску». Для этого на поверхность повероч-
ной плиты с помощью тряпочного тампона наносят
тонкий равномерный слой краски (синьки или сажи,
разведенной в масле). Затем проверяемую деталь осто-
рожно накладывают на поверхность плиты и с легким
усилием перемещают по всей ее поверхности. После
снятия детали с плиты на выступающих участках по-
верхности детали остается краска. Именно эти высту-
пающие участки и подлежат дополнительному опилива-
нию. Проверка производится до тех пор, пока не будет
получена поверхность с равномерными пятнами краски.
В тех случаях, когда плоскость должна быть опилена
под определенным углом к другой смежной плоскости,
контроль осуществляется с помощью угольника.
Для проверки параллельности двух плоскостей поль-
зуются кронциркулем, нутромером и штангенциркулем.
Расстояние между параллельными плоскостями в лю-
бом месте должно быть одинаковым. Кронциркуль дер-
жат правой рукой за шайбу шарнирного соединения.
263
Для проверки устанавливают раствор ножек кронцир-
куля точно по расстоянию между плоскостями в каком-
либо одном месте и перемещают кронциркуль по всей
поверхности. Если ножки кронциркуля скользят по по-
верхности равномерно с легким трением, то плоскости
после опиливания параллельны между собой.
При контроле параллельности сторон или измерении
расстояния между сторонами с помощью штангенцир-
куля проверяемую деталь берут в левую руку, а штан-
генциркуль— в правую; большим пальцем правой руки
сдвигают подвижную рамку инструмента до плотного
соприкосновения с деталью и с помощью винта закре-
пляют ее. Затем деталь поворачивают противоположным
концом и осторожно вводят в установленный раствор
губок штангенциркуля. Наличие качания указывает
на то, что одна сторона меньше другой.
54. ВИДЫ ОПИЛИВАНИЯ
В практике слесарной обработки наиболее часто
встречаются следующие виды опиливания: опиливание
плоских сопряженных параллельных и перпендикуляр-
ных поверхностей деталей; опиливание криволинейных
поверхностей; опиливание цилиндрических и конических
деталей с подгонкой их по месту.
Опиливание начинается, как правило, с проверки
припуска на обработку, который мог бы обеспечить из-
готовление детали по размерам, указанным на чертеже.
Проверив размеры заготовки, определяют базы, т. е.
поверхность, от которой следует выдерживать размеры
детали и взаимное расположение ее поверхности.
Размер напильника выбирают с таким расчетом,
чтобы он был длиннее опиливаемой поверхности не ме-
нее чем на 150 мм. Если класс чистоты поверхности
на чертеже не указан, опиливание производят только
драчевым напильником. При необходимости получить
более чистые и гладкие поверхности опиливание закан-
чивают личным напильником.
Производительность труда при опиливании зависит
от последовательности переходов, правильного пользо-
вания напильником, а также от применяемых при опи-
ливании приспособлений для закрепления детали и
направления напильнцка.
Опиливание плоских поверхностей. Этот вид опили-
вания— одна из самых сложных слесарных операций.
Если слесарь научится правильно опиливать прямоли-
264
нейные поверхности, то он без труда опилит и любую
другую поверхность. Для получения правильно опилен-
ной прямолинейной поверхности все внимание должно
быть сосредоточено на обеспечении прямолинейного дви-
жения напильника. Опиливание нужно вести перекрест-
ным штрихом (с угла на угол) под углом 35—40° к бо-
ковым сторонам тисков. При опиливании по диагонали
не следует выходить напильником на углы заготовки,
так как при этом уменьшается площадь опоры напиль-
ника и он легко заваливается; нужно чаще менять на-
Рис. 100. Последовательность опи-
ливания плитки.
правление движения на-
пильника.
Рассмотрим последо-
вательность переходов
при опиливании ши-
роких плоскостей—
сторон плоскопараллель-
ной прямоугольной плит-
ки (рис. 100).
Перед опиливанием
деталь зажимают в тис-
ках так, чтобы обрабаты-
ваемая поверхность была
расположена горизон-
тально и выступала на
5—8 мм над губками тис-
ков. Обработку начинают с широкой плоскости 1
(рис. 100,а), принимаемой за основную измерительную
базу. Черновое опиливание ведут плоским драчевым на-
пильником, а чистовое — плоским личным напильником.
Закончив опиливание плоскости, деталь снимают. Про-
верку правильности плоскости производят линейкой,
накладывая ее вдоль, поперек и по,диагонали обрабо-
танной поверхности. Затем переходят к опиливанию та-
ким же способом второй широкой плоскости 2. При
этом параллельность плоскостей 1 и 2 контролируют
кронциркулем. Установив на тисках нагубники, опили-
вают одну из узких плоскостей (ребро 3) и .проверяют
ее линейкой и угольником от плоскости 1 (рис. 100,6).
-Затем производится опиливание ребер 4, 5 и 6 (см.
рис. 100, а) с проверкой их от базовой плоскости 1 пер-
вого ребра 4 (рис. 100,в).
Опиливание узких плоскостей на тонких
деталях представляет значительные трудности. Мелкие
и тонкие детали (толщиной до 4 мм) трудно равномерно
265
Нажать в тисках, чтобы получить при опиливании ров-
ную плоскость. В целях повышения производительности
при этой работе прибегают к склепыванию 3—10 таких
деталей в пакеты. Приемы опиливания ребер в таком
пакете не отличаются от опиливания плитки с широкими
ребрами.
Можно, однако, обойтись и без склепывания тонких
[деталей, используя при их опиливании приспособления,
^называемые наметками. К таким приспособлениям отно-
сятся: опиловочные призмы, раздвижные рамки, плоско-
параллельные наметки, копирные приспособления (кон-
дукторы) и др. Применение наметок облегчает точную
(установку и закрепление деталей, что позволяет слесарю
•работать с большей уверенностью, без опасения испор-
тить обрабатываемую поверхность или не получить нуж-
ный размер. Рабочие части приспособлений (наметок)
[точно обработаны, закалены и отшлифованы.
Опиловочная призма состоит из корпуса 1
1’(ркс. 101,а), на боковой поверхности которого жестко
^закрепляются прижим 2, угольник 3 и линейка 4. Уголь-
ник или линейка используются для правильной уста-
новки обрабатываемой детали, а прижим — для ее за-
крепления. Поверхность А корпуса призмы служит на-
правляющей для напильника. Слой металла заготовки,
[Подлежащий снятию, должен выступать над плоско-
стью А корпуса призмы. Корпус опиловочной призмы
закрепляют в слесарных тисках в горизонтальном по-
ложении.
В практике опиливания тонких деталей применяют
(Также наметки-рамки (рис. 101,6). Опиливание
кв таком приспособлении исключает «завалы», так как
де!аль зажимается не сбоку приспособления, а в сере-
дине— в пройме. Размеченную заготовку вставляют
в рамку, слегка прижимая ее винтом к внутренней
стенке рамки. Уточняют установку, добиваясь совпаде-
ния риски на заготовке с внутренним ребром рамки,
после чего окончательно закрепляют винты. Рамку за-
жимают в тисках и опиливают узкую поверхность заго-
товки до уровня рабочей кромки рамки.
Раздвижная рамка (опиловочная наметка, или
«параллели») служит тем же целям. Она состоит
из двух удлиненных брусков 1 прямоугольного сечения
{(рис. 101,в),связанных между собой двумя направляю-
щими планками 2. Один из брусков жестко соединен
с направляющими планками, а другой может передви-
266
гаться вдоль этих планок параллельно первому бруску
и притом так, что верхние грани обоих брусков (поверх-
ности Л) остаются в одной горизонтальной плоскости.
Раздвижную рамку следует устанавливать в тиски
таким образом, чтобы она опиралась на губки тисков
двумя парами штифтов 3, которые впрессованы в на-
Рис. 101. Опиливание с помощью приспособлений:
в—в опиловочной призме; б—в наметке-рамке; в—в раздвижной параллели-рам<
*ке; г—в параллельном угольнике; д—в плоскопараллельной наметке.
ружные боковые грани брусков 1. Расстояние между
направляющими планками должно быть больше, а между
штифтами — меньше ширины губок тисков.
Для опиливания заготовок под прямым углом
пользуются раздвижным параллельным угольником
(рис. 101, г).
Плоскопараллельная наметка представ-
ляет собой закаленную пластину с двумя Г-образными
выступами 1 и 2 (рис. 101, д). На такой наметке можно
опилить четыре стороны (кромки) заготовки под углом
267
90°, не контролируя правильности углов в процессе
работы.
При установке наметка должна лечь выступом 1
на неподвижную губку. Затем располагают обрабаты-
ваемую тонкую заготовку 4 между подвижной губкой
тисков и плоскостью 3 наметки, упирая ее ребро в вы-
ступ 2. Слегка зажав тиски, легким постукиванием
по заготовке совмещают нанесенную на ней разметоч-
ную риску с верхней кромкой наметки. После этого
окончательно зажимают заготовку в тисках и начинают
опиливание под углом 25—30° к боковым сторонам ти-
сков (заготовки). Если работа производится драчевым
напильником, то, не доходя 0,3 мм до верхней поверх-
ности наметки, его откладывают и продолжают опили-
вание личным напильником и работают им до тех пор,
пока кромка заготовки не сравняется с верхней поверх-
ностью наметки.
Проверка кромки, опиленной этим способом, при
помощи лекальной линейки покажет, что она строго
прямолинейна: между кромкой и линейкой просвета
не будет. Для опиливания второй кромки по разметочной
риске заготовку переставляют в новое положение так,
чтобы обработанная кромка прилегла к выступу 2 на-
метки, а риска совпала с верхней поверхностью наметки.
С помощью плоскопараллельной наметки можно опили-
вать прямолинейные участки заготовки, а также поверх-
ности, расположенные под разными углами.
Боковые стороны тонких заготовок опиливают на за-
жатом в тисках бруске из твердого дерева (рис. 102,а).
Мелкие детали можно опиливать с помощью прижимов
(рис. 102,6). Заготовки, длина которых превышает
длину губок, при обработке зажимают между двумя
металлическими уголками или деревянными брусками
(рис. 102, а).
Опиливание плоскостей, сопряженных под углами.
Обработку наружных углов производят плоскими на-
пильниками. Внутренние углы в зависимости от их ве-
личины можно обрабатывать плоскими трехгранными,
квадратными, ножовочным и ромбовидными напильни-
ками. При этом обычно пользуются напильниками
с одной гладкой стороной, чтобы при опиливании второй
сопряженной плоскости не испортить насеченной частью
напильника ранее обработанную плоскость.
В качестве примера обработки плоскостей, со-
пряженных под углом 90°, рассмотрим последо-
268
вательность переходов при опиливании плоского сле-
сарного угольника (рис. 103):
1. Закрепив деревянный брусок в тисках и установив
на нем заготовку, опиливают широкие плоскости 1 и 2.
Работу ведут Драчевым, а заканчивают личным напиль-
ником. Опиливаемую плоскость угольника проверяют
линейкой, а параллельность сторон — кронциркулем.
Толщину измеряют штангенциркулем.
Рис. 102. Опиливание тонких заготовок и деталей:
с—на деревянном бруске; б—на деревянном бруске с прижимом;
в—в металлических уголках.
2. Сняв брусок и надев на тиски нагубники из мяг-
кого металла, приступают к опиливанию наружных ребер
угольника под угол 90°. Сначала обрабатывают ребро 3
с наведением продольного штриха и получением пря-
мого угла между ребром и широкими плоскостями 1 и
2 угольника, затем в таком же порядке обрабатывают
ребро 8 с проверкой его угольником относительно
ребра 3.
3. В вершине внутреннего угла накернивают центр и
просверливают отверстие диаметром 1—3 мм. Затем де-
лают прорез (пропил) угла толщиной 1 мм для удобства
обработки. В полотне ножовки, которой делается про-
рез, нужно сточить развод, иначе прорез получится ши-
роким и неровным. Вершину угла опиливают напильни-
ком, имеющим одну боковую грань насечки.
4. Опиливают внутренние ребра под углом 90° с на-
ведением продольного штриха, выдерживая при этом
269
'параллельность сторон (ребер 5 и 3 и ребер 6 и 8) и
прямые углы между ребрами 5 и 6 и плоскостями 1 и 2.
5. Опиливают торцы 4 и 7, выдерживая размеры 125
и 80 мм и прямые углы по отношению к широким пло-
скостям и ребрам угольника.
6. Плоскости и грани угольника шлифуют наждачной
бумагой с мелким зерном. На отшлифованной поверх-
ности не должно оставаться рисок и царапин.
При изготовлении лекальных линеек, угловых шаб-
лонов и др. производят опиливание плоскостей,
Рис. 103. Опилива-
ние плоскостей,
сопряженных под
углами:
а и б—угольник с уг-
лом 90°; в—угловой
шаблон с углом 60°.
1
сопряженных под внешними и внутрен-
ними острыми и тупыми углами. Заготовки
линеек предварительно обрабатывают на фрезерном или
строгальном станке и опиливают со всех сторон. Кон-
троль обработанных плоскостей осуществляют повероч-
ной линейкой, параллельность сторон — кронциркулем,
а торцов — угольником.
Опиливание шаблона с внутренним углом 60°
(рис. 103, в) выполняют в такой последовательности:
отрезают заготовку шаблона от полосы; опиливают на-
чисто плоскость Л, затем ребра 1 и 2; размечают угол
и стороны 3 и 6 по заданным размерам. Перед размет-
кой поверхность покрывают медным купоросом, чтобы1
270
нанесенные риски были видны, Затем опиливают сто-
роны 3 и 6 и ножовкой вырезают в шаблоне угол 60°, не
доходя до риски на 1 мм; после этого стороны 4 и 5 вну*
треннего угла опиливают с проверкой по шаблону.
После опиливания плоскости Б до требуемой тол-
щины шаблона приступают к отделке поверхностей лич-
ными напильниками.
Опиливание криволинейных поверхностей. Криволи-
нейные поверхности деталей машин разделяют на вы-
пуклые и вогнутые. Обычно опиливание таких поверхно-
стей связано со снятием значительных припусков. По-
этому, прежде чем приступить к опиливанию, следует
разметить заготовку, а затем выбрать наиболее рацио-
нальный способ удаления лишнего металла: в одном
случае требуется предварительное выпиливание ножов-
кой, в другом — высверливание, в третьем — вырубка
и т. д.
Излишне большой припуск на опиливание ведет
к увеличению времени на выполнение задания; малый
припуск создает опасность порчи детали.
Выпуклые поверхности опиливают плоскими
напильниками вдоль и поперек выпуклости. На рис. 104,а
показаны приемы опиливания носка слесарного молот-
ка. При движении напильника вперед вдоль выпуклости
правая рука должна опускаться вниз, а носок напиль-
ника подниматься вверх. Такие движения обеспечи-
вают получение плавного закругления поверхности, без
углов, с необходимыми штрихами, направленными вдоль
кривизны поверхности.
При поперечном опиливании выпуклой поверхности
напильнику сообщают кроме прямолинейного движения
еще и вращательное.
Вогнутые поверхности опиливают круглыми,
полукруглыми и овальными напильниками (рис. 104,6).
При этом также сочетаются два движения напильника—-
прямолинейное и вращательное, т. е. каждое движение
напильника вперед сопровождается небольшим переме-
щением его правой рукой на % оборота вправо или
влево.
Значительную часть металла при выполнении этой
работы из целого куска часто удаляют вырезанием но-
жовкой. Затем плоским или квадратным напильником
распиливают грани, а полукруглым или круглым на<
пильником спиливают выступ, приближаясь к разметоч-
ной риске (рис. 104,6).
271
Профиль сечения полукруглого напильника необхо-
димо подобрать с таким расчетом, чтобы его радиус был
меньше, чем радиус распиливаемой поверхности.
При опиливании выпуклых или вогнутых поверхно-
стей черновое опиливание
следует вести Драчевым на-
пильником; не доходя при-
мерно на 0,3—0,5 мм до раз-
меточной риски, драчевый
напильник нужно заменить
личным, после чего продол-
жить опиливание или распи-
ливание поверхности до
установленного размера.
Проверку правильности
формы поверхности лучше
всего вести по шаблону на
просвет. Перпендикуляр-
ность поверхности к торцу
заготовки проверяют уголь-
ником.
Наиболее производитель-
ным и точным способом опи-
ливания криволинейных по-
верхностей является опили-
вание по копиру или кон-
дуктору.
Копир-кондуктор в об-
щем случае представляет
собой приспособление, кон-
тур рабочих поверхностей
которого с точностью от 0,5
до 0,1 мм соответствует кон-
туру обрабатываемой на
этом приспособлении дета-
ли. Опиливание в кондук-
торе производится без пред-
варительной разметки. Ра-
Рис. 104. Опиливание криво-
линейных поверхностей:
а—носка молотка личным напильни-
ком; б—вогнутой поверхности круг-
лым напильником; в—в опиловочном
кондукторе (копире): 1—копирная
планка; 2— заготовка.
бочие стороны приспособления должны быть точно об-
работаны, закалены и отшлифованы.
На рис. Ю4,в приведен пример обработки криволи-
нейной поверхности тонкой детали (пластины) в опило-
вочном кондукторе. Подлежащую опиливанию заготовку
вставляют в кондуктор и вместе с ним зажимают в тис-
ках. Затем опиливают выступающую из кондуктора
часть заготовки до уровня рабочих поверхностей кон-
272
дуктора. При изготовлении большого количества одина-
ковых деталей из тонкого листового материала в кон-
дукторе одновременно закрепляют несколько заготовок.
Опиливание цилиндрических и конических поверхно-
стей. Цилиндрические стержни иногда приходится опи-
ливать с целью уменьшения их диаметра. В ряде слу-
чаев из куска нецилиндрического материала (квадрат,
шестигранник) опиливанием получают цилиндрическую
деталь.
Длинные заготовки стержней, с которых необходимо
снять большой слой металла, зажимают в тисках в го-
ризонтальном положении и опиливают, раскачивая на-
пильник в вертикальной плоскости и часто поворачивая
заготовку. Если заготовка короткая и с нее необходимо
снять тонкий слой металла, то ее зажимают в тисках
в вертикальном положении и опиливают, также сильно
раскачивая напильник, но в горизонтальной плоскости.
Чтобы не портить напильником губки тисков, следует
надевать на стержень металлическую шайбу или же ста-
вить напильник на губки тисков ненасеченным ребром
(рис. 105, а).
Стержни диаметром менее 12 мм удобнее опиливать
при закреплении заготовки в ручных тисках. Стержень
при этом укладывается в желобок деревянного бруска,
закрепленного в слесарных тисках. Поворачивая ручные
тиски навстречу рабочему движению напильника, произ-
водят опиливание цилиндрической поверхности заго-
товки (рис. 105,6).
Для получения, например, шейки валика диаметром
12 мм (рис. 105, в) вначале спиливают ее на квадрат со
стороной больше диаметра шейки (которую нужно по-
лучить после обработки) на удвоенную величину при-
пуска. Затем у квадрата опиливают углы, получая вось-
мигранник, а из восьмигранника, сняв углы, получают
шестнадцатигранник. После этого методом последова-
тельного приближения добиваются получения цилиндри-
ческой шейки валика требуемого диаметра.
Значительный по величине слой металла (до получе-
ния восьмигранника) снимают драчевым напильником;
после же получения восьмигранника пользуются личным
напильником. Проверку правильности опиливания про-
изводят штангенциркулем или кронциркулем в несколь-
ких местах.
Опиливание конических поверхностей
рассмотрим на примере изготовления злесарного бородка
273
'(рис. 105,г). Отрезав ножовкой или отрубив от сталь-
ного прутка заготовку, опиливают оба торца. Затем, от-
мерив длину рабочей и ударной частей на заготовке, на-
Рис. 105. Приемы опиливания цилиндрических (а, б, в)
и конических (г, д) поверхностей.
носят разметочные риски. После этого в слесарных тис-
ках закрепляют деревянный брусок с желобком, а в руч-
ных тисках — заготовку и, установив заготовку в жело-
бок под углом 6—10° к поверхности бруска, опиливают
на конус ударную часть бородка. В процессе опилива-
ния ручные тиски нужно поворачивать навстречу рабо-
274
чему движению напильника. Затем в ручных тисках за-
крепляют заготовку другим концом и опиливают на ко-
нус рабочую часть бородка (рис. 105,(3). Конусную
часть следует опиливать, начиная с конца заготовки и
постепенно переходя ко всей поверхности конуса.
После обработки рабочей части бородка на губки
.ручных тисков надевают нагубники из мягкого металла
и, закрепив в них заготовку обработанной поверхностью,
зачищают напильником среднюю часть бородка. Изго-
товление бородка заканчивается после его закалки и от-
пуска заточкой торца на мелкозернистом шлифовальном
круге. Поверхность рабочей части полируют наждачной
шкуркой.
55. МЕХАНИЗАЦИЯ ОПИЛИВАНИЯ
И ЗАЧИСТКИ ДЕТАЛЕЙ
Трудоемкое и утомительное для работающего ручное
опиливание поверхностей имеет все же значительный
удельный вес в общем объеме слесарной обработки, по-
этому на заводах стараются сократить ручное опилива-
ние за счет обработки деталей на станках и механизи-
ровать процесс опиловочных работ.
Механизация опиливания достигается при использо-
вании опиловочных станков, электрических и пневмати-
ческих шлифовальных машинок, а также специальных
приспособлений и агрегатов.
Замена опиливания поверхностей шлифованием их
при помощи электрических и пневматических перенос-
ных шлифовальных машинок. Эти машинки повышают
производительность труда по сравнению с опиливанием
вручную в 5—20 раз. Рассмотрим наиболее распростра-
ненные конструкции.
Универсальная электрическая шлифо-
вальная машинка И-54А с гибким валом
(рис. 106, а) позволяет механизировать самые разнооб-
разные слесарные работы. На гибком валу могут уста-
навливаться различные наконечники, в том числе пря-
мая шлифовальная головка, угловая головка и др. Мощ-
ность электродвигателя машинки 1 кВт, число оборотов
2850 в минуту. Вес машинки с подставкой и кабелем
15 кг. Длина гибкого вала 3,2 м.
Высокочастотные шлифовальные машинки с асин-
хронным двигателем более экономичны в работе и
имеют значительно меньший вес.
275
Рис. 106. Механизированный инструмент для опилива-
ния и зачистки поверхностей:
а—шлифовальная машинка электрического действия И-54А с гиб*
ким валом; 1—рукоятка; 2—электродвигатель; 3—защитный кожух;
4— гибкий вал; б— электронапильник.
276
Помимо переносных шлифовальных машинок для за-
мены ручного опиливания применяют плоскошлифоваль-
ные, радиальношлифовальные и другие станки.
Применение механизированного опиловочного инст-
румента. В слесарных, сборочных и инструментальных
цехах широко используют механизированные напиль-
ники с электрическими и пневматическими двигателями
и механические опиловочные станки. Труд слесаря при
этом максимально облегчается и производительность
опиливания по сравнению с обработкой вручную повы-
шается в несколько раз.
Рассмотрим некоторые конструкции таких машинок
Механизированный напильник с электри-
ческим двигателем работает следующим образом. Вклю-
чив вилку 10 в штепсельную розетку (рис. 106,6), на-
жимом на выключатель 9 слесарь включает электродви-
гатель 8. Вращение ротора электродвигателя через пару
шестерен 7 передается коленчатому валику 5, на криво-
шипной шейке которого насажен шатун 4. При враще-
нии валика шатун получает возвратно-поступательные
перемещения, которые через рабочий шток 3 пере-
даются напильнику 7, закрепленному в головке 2 штока.
Чтобы напильник перемещался плавно, без рывков, осо-
бенно в момент перемены направления движения, в кор-
пусе машинки установлен массивный ползун-балансир 6,
получающий движение от второго шатуна, насаженного
на тот же коленчатый валик.
Подобным же образом осуществляется механизиро-
ванное опиливание с помощью пневматического напиль-
ника. Главное отличие его от электронапильника заклю-
чается в том, что источником движения вместо электро-
двигателя служит пневматический двигатель ротацион-
ного типа, работающий от сжатого воздуха с давлением
5—6 ати.
Рассмотренные механизированные напильники (ма-
шинки) внешне почти одинаковы. Вес пневматической
машинки-напильника 2,9 кг. Механизм ее смонтирован
в литом силуминовом корпусе. Машинка делает 1500
двойных ходов в минуту. Длина хода напильника 12 мм.
Максимальная длина применяемого напильника 340 мм.
Мощность пневматического двигателя 0,2 л. с.
Большой универсальностью отличаются электри-
ческие приводы с гибким валом (рис. 107, а, б).
На конце вала закрепляется переносная машинка, назы-
ваемая «механическим напильником» (рис. 107,в). Элек-
277
трические приводы с гибким валом монтируются на те-
лежках и передвигаются по полу (рис. 107, а) либо на
подвесных тележках (рис. 107,6).
«Механический напильник» (рис. 107, в) устроен сле-
дующим образом. Через наконечник 9 вращение от гиб-
Рис. 107. Универсальные электрические приводы с гибким ва-
лом и опиловочная машинка к ним:
а—переносной привод (/—электродвигатель; 2—выключатель; 3— шнур; 4—
стойка; 5—гибкий вал; 6—ременная передача; 7—контрпривод); б—подвесной
привод на монорельсе (/—электродвигатель; 2—ременная передача; 3—катки-
ролики; 4—монорельс; 5— П-образная скоба; б—контрпривод; 7—винтовой за-
жим; 8—балка; 9—шнур); в—опиловочная машинка—«механический напиль-
ник*.
кого вала передается валику S, на конце которого сидит
червяк 7, сцепленный с червячным колесом 6. Эксцен-
триковый палец 5 червячного колеса посредством роли-
ка 4 сообщает возвратно-поступательное движение бу-
гелю 3 и соединенному с ним плунжеру 1. Плунжер ц
278
бугель смонтированы в корпусе 2. Вместе с плунжером 7
получает возвратно-поступательное движение и при-
крепленный к нему прямой напильник. Величина хода
найильника ограничена и равна 25 мм.
При работе такими напильниками машинку берут
двумя руками так, что напильник прижимается к обра-
батываемой поверхности.
На конце гибкого вала вместо прямого напильника
можно установить специальный патрон с закрепленным
в нем фасонным напильником — шарошкой. Такие на-
пильники весьма целесообразно применять при опили-
вании внутренних полостей и других поверхностей
в труднодоступных местах.
Наряду с применением переносных опиловочных ма-
шинок целесообразно использовать механические
(стационарные) опиловочные станки.
Зачистка деталей и снятие заусенцев. После обра-
ботки деталей на станках на их поверхностях обычно
остаются следы от режущего инструмента и заусенцы,
которые подлежат зачистке. Эту работу выполняет сле-
сарь. Самый простой способ зачистки — зачистка щетка-
ми и ручное опиливание различными напильниками
с последующей ручной зачисткой шкурками, абразивной
бумагой, брусками.
Механизация зачистки заусенцев осуществляется при
помощи шлифовальных машинок и различных приспо-
соблений, использования пескоструйных аппаратов, при-
менения химических процессов и т. п. Так, например,
приведенные на рис. 107 ручные шлифовальные машин-
ки можно успешно применять для зачистки поверхно-
стей. Весьма эффективна зачистка поверхностей также
на специальных станках с бесконечной абразивной лен-
той.
Поверхности, к чистоте которых предъявляются не-
высокие требования, подвергают обдувке песком на пес-
коструйном аппарате или зачищают металлическими
щетками.
Снятие заусенцев часто осуществляется с помощью
переносных сверлильных и опиловочных машинок, в ко-
торых в качестве инструмента используются напильни-
ки, шарошки и абразивные круги.
За последнее время для снятия заусенцев часто при-
меняется химическая зачистка в щелочных и кислотных
ваннах. Процесс протекает очень быстро. При погруже-
нии детали не более чем на 2 мин. в ванну с раствором
279
расплавленных азотнонатриевых и фосфорнонатриевых
солей (при температуре до 140° С) происходит растворе-
ние заусенцев, выступающих из металла.
Широкое применение получила также электрохими-
ческая светлая очистка поверхностных дефектов —
ржавчины и окалины — на стальных деталях сложной
конфигурации. По сравнению с ручной слесарной зачи-
сткой время обработки этим способом снижается вдвое.
Процесс разработан и успешно применяется на москов-
ском инструментальном заводе «Калибр».
На отечественных заводах, а также за рубежом зна-
чительное распространение получает способ очистки де-
талей раствором, находящимся под действием ультра-
звуковых колебаний. Сущность метода заключается
в том, что в зоне ультразвуковых колебаний раствор на-
чинает вибрировать с частотой источника колебаний. Со-
здается интенсивное вихревое бурление, под действием
которого все частицы, загрязняющие поверхность дета-
ли, почти мгновенно смываются даже при наличии по-
верхностей сложной формы. Качество и скорость очи-
стки в значительной степени зависят от состава рабочей
жидкости. Растворы, химически действующие на ча-
стицы поверхности детали, ускоряют и улучшают про-
цесс очистки.
56. ПРИЧИНЫ БРАКА ПРИ ОПИЛИВАНИИ
И ОСНОВНЫЕ ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
Виды брака. К наиболее часто встречающимся видам
брака npji опиливании относятся неровности поверхно-
сти и «завалы» краев заготовки. Эти дефекты — резуль-
тат неправильного выбора напильника, а чаще всего —
результат отсутствия навыков опиливания. Брак полу-
чается также вследствие слабого или чрезмерного за-
жима в тисках опиливаемой заготовки. При этом появ-
ляются вмятины и даже может произойти поломка заго-
товки.
Распространенным видом брака является неточность
размеров вследствие неправильной разметки, снятия из-
лишнего или, наоборот, недостаточного слоя металла,
а также неисправности измерительного инструмента или
неумелого пользования им.
Нередко опиленная поверхность оказывается поцара-
панной (задранной). Причиной такого брака является
280
работа напильником, «засаленным» (загрязненным)
стружкой.
Безопасность работы при опиливании. Каждый сле-
сарь должен хорошо изучить и помнить правила безо-
пасности, чтобы предохранить себя и окружающих от
несчастных случаев.
При опиливании металла имеется опасность пора-
нить правую руку хвостовиком напильника, если на нем
нет рукоятки или рукоятка неисправна. Во избежание
травмы слесарю нужно следить за тем, чтобы при опи-
ливании заготовки с острыми кромками не поджимать
пальцы левой руки под напильник при его обратном
ходе.
В процессе опиливания образуется большое количе-
ство стружки, которую разрешается сметать с обрабаты-
ваемой заготовки, тисков и верстака только волосяной
щеткой и, в крайнем случае, тряпкой. Нельзя сбрасы-
вать стружку голыми руками, сдувать ее или удалять
при помощи сжатого воздуха; при этом возможно ране-
ние рук или глаз.
При опилйвании рекомендуется надевать головной
убор, так как попавшую в волосы стружку трудно уда-
лить. При расчесывании волос оставшаяся в них струж-
ка может поранить голову.
Напомним некоторые общие правила техники безо-
пасности, которые нужно учитывать при опиливании:
1. Рукоятки на напильниках должны быть прочно на-
сажены. Нельзя пользоваться напильниками без рукоя-
ток или с треснувшими и расколотыми рукоятками.
2. Верстаки должны быть надежно, без малейшей
качки, закреплены на полу.
3. Верстачные тиски нужно устанавливать так, чтобы
работающий всегда занимал правильное рабочее поло-
жение.
Глава IX
СВЕРЛЕНИЕ, ЗЕНКОВАНИЕ
И РАЗВЕРТЫВАНИЕ
57. СУЩНОСТЬ ПРОЦЕССА СВЕРЛЕНИЯ
Сверление является одним из самых распространен-
ных методов получения отверстия резанием. Режущим
инструментом здесь служит сверло, которое дает воз-
281
можность как получать отверстия в сплошном матери-
але (сверление), так и увеличивать диаметр уже про-
сверленного отверстия (рассверливание).
При сверлении обрабатываемую деталь закрепляют
на столе сверлильного станка прихватами, в тисках, на
призмах и т. п., а сверху сообщают два совместных дви-
жения — вращательное и поступательное (направленное
вдоль оси сверла). Вращательное движение называется
главным (рабочим) движением. Поступательное движе-
ние вдоль оси сверла называется движением подачи.
Рис. 108. Сверла различной конструкции.
Сверление применяется при выполнении многих сле-
сарных работ. Оно выполняется на приводных сверлиль-
ных станках и вручную — ручными дрелями, с помощью
механизированного инструмента — электрическими и
пневматическими дрелями, а также электроискровым и
ультразвуковым методами.
Сверла, их конструкция и назначение. По конструк-
ции и назначению сверла подразделяются на ряд видов.
Перовые сверла представляют собой простой
режущий инструмент (рис. 108,а). Они применяются
главным образом в трещотках и ручных дрелях для
сверления неответственных отверстий диаметром до
25 мм.
Спиральные сверла с цилиндрическим и кони-
ческим хвостовиками (рис. 108, б, в) используются как
для ручного сверления, так и при работе на станках
(сверлильных, револьверных и др.).
282
Сверла для глубокого с в е р л е н и я приме-
няются на специальных станках для получения точных
отверстий малого диаметра. Под глубоким сверлением
обычно понимают сверление отверстий, длина которых
превышает их диаметр в 5 раз и более.
Центровые сверла (рис. 108,г) служат для
получения центровых углублений на обрабатываемых
деталях.
Комбинированные сверла позволяют произ-
водить одновременную обработку одноосных отверстий
(рис. 108,6), а также одновременное сверление и зенко-
вание или развертывание отверстий (рис. 108, е).
Для изготовления сверл, как правило, применяют
следующие инструментальные материалы: углеродистую
инструментальную сталь марок У10А и У12А, легиро-
ванные стали — хромистую марку X и хромокремни-
стую— 9ХС; быстрорежущую сталь марок Р9 и Р18.
В последние годы для этой цели находят применение
также металлокерамические твердые сплавы В Кб, ВК8
и Т15К6.
Сверла из быстрорежущих сталей делают сварными:
рабочую часть — из быстрорежущей стали, а остальную
часть — из менее дорогой конструкционной стали. Наи-
более распространенными являются спиральные сверла
из быстрорежущих сталей.
Элементы и геометрические параметры спирального
сверла. Спиральное сверло имеет рабочую часть, шейку,
хвостовик для крепления сверла в шпинделе станка и
лапку, служащую упором при выбивании сверла из
гнезда шпинделя (рис. 109,а). Рабочая часть в свою
очередь разделяется на режущую и направляющую.
Режущая часть, на которой расположены все режу-
щие элементы сверла, состоит: из двух зубьев (перьев),
образованных двумя спиральными канавками для от-
вода стружки (рис. 109,6); перемычки (сердцевины) —
средней части сверла, соединяющей оба зуба (пера);
двух передних поверхностей, по которым сбегает струж-
ка, и двух задних поверхностей; двух ленточек, служа-
щих для направления сверла, калибрования отверстия и
уменьшения трения сверла о стенки отверстия; двух
главных режущих кромок, образованных пересечением
передних и задних поверхностей и выполняющих основ-
ную работу резания; поперечной кромки (перемычки),
образованной пересечением обеих задних поверхностей.
На наружной поверхности сверла между краем ленточки
283
и канавкой расположена идущая по винтовой линии не-
сколько углубленная часть, называемая спинкой зуба.
Рис. 109. Элементы и геометрические параметры спираль-
ного сверла:
а и б—элементы спирального сверла; в, г и д—геометрические парамет-
ры спирального сверла; е—элементы резания: поз. Z—при сверлении;
поз. II— при рассверливании.
Уменьшение трения сверла о стенки просверли-
ваемого отверстия достигается также тем, что рабочая
284
часть сверла имеет обратный конус, т. е. диаметр сверла
у режущей части больше, чем на другом конце, у хво-
стовика. Разность в величине этих диаметров составляет
0,03—0,12 мм на каждые 100 мм длины сверла.
У сверл, оснащенных пластинками твердых сплавов,
обратная конусность принимается от 0,1 до 0,03 мм на
каждые 100 мм длины.
К геометрическим параметрам режущей части сверла
(рис. 109, в, г, д) относятся: угол при вершине сверла,
угол наклона винтовой канавки, передний и задний углы,
угол наклона поперечной кромки (перемычки).
Угол при вершине сверла 2<р расположен ме-
жду главными режущими кромками. Он оказывает боль-
шое влияние на работу сверла. Величина этого угла вы-
бирается в зависимости от твердости обрабатываемого
материала и колеблется в пределах от 80 до 140°. Для
сталей, чугунов и твердых бронз 2ф=1164-118°; для ла-
туней и мягких бронз 2ср=130°; для легких сплавов —
дуралюмина, силумина, электрона и баббита 2ф=140°;
для меди 2ф=125°; для эбонита и целлулоида 2ф = 80-т-
90°.
Для повышения стойкости сверл диаметром 12 мм и
выше применяют двойную заточку сверл; при этом глав-
ные режущие кромки имеют форму не прямой, как при
обычной заточке (рис. 109, в), а ломаной линии
(рис. 109,г). Основной угол 2ф=1164-118° (для сталей
и чугунов), а второй угол 2ф=704-75°.
Угол наклона винтовой канавки обозна-
чается греческой буквой со (омега) (рис. 109,в). С уве-
личением этого угла процесс резания облегчается и улуч-
шается выход стружки. Однако сверло (особенно малого
диаметра) с увеличением угла наклона винтовой канав-
ки ослабляется. Поэтому у сверл малого диаметра этот
угол делается меньшим, чем у сверл большого диаметра.
Угол наклона винтовой канавки должен выбираться
в зависимости от свойств обрабатываемого металла. Для
обработки, например, красной меди и алюминия этот
угол нужно брать равным 35—40°, а для обработки ста-
ли со = 25° и меньше.
Если рассечь спиральное сверло плоскостью, перпен-
дикулярной главной режущей кромке, то мы увидим пе-
редний угол (см. сечение ББ на рис. 109,5).
Передний угол у (гамма) в разных точках ре-
жущей кромки имеет разную величину: он больше
у периферии сверла и заметно меньше у его оси. Так,
285
если у наружного диаметра передний угол у = 25ч-30°,
то у перемычки он близок к 0°. Непостоянство величины
переднего угла относится к недостаткам спирального
сверла и является одной из причин неравномерного и
быстрого его износа.
Задний угол сверла а (альфа) предусмотрен
для уменьшения трения задней поверхности о поверх-
ность резания. Этот угол рассматривается в плоскости
АА, параллельной оси сверла (рис. 109, д). Величина
заднего угла также изменяется по направлению от пери-
ферии к центру сверла; у периферии он равен 84-12°,
а у оси а = 204-26°.
Угол наклона поперечной кромки ф (пси)
для сверл диаметром от 1 до 12 мм колеблется от 47 до
50° (рис. 109, д), а для сверл диаметром свыше 12 мм
ф = 55°.
Сверла, оснащенные пластинками твер-
дых сплавов, по сравнению со сверлами, изготов-
ленными из сталей, имеют меньшую длину рабочей ча-
сти, больший диаметр сердцевины и меньший угол на-
клона винтовой канавки. Эти сверла обладают высокой
стойкостью и обеспечивают более высокую производи-
тельность. Особенно эффективно применение сверл
с пластинками твердых сплавов при сверлении и рас-
сверливании чугуна, твердой стали, пластмасс, стекла,
мрамора и других твердых материалов.
Сверла, оснащенные пластинками твердых сплавов,
выпускаются четырех типов: спиральные с цилиндриче-
ским хвостовиком; спиральные с коническим хвостови-
ком; с прямыми канавками и коническим хвостовиком и
с косыми канавками и цилиндрическим хвостовиком.
Процесс резания при сверлении. В процессе сверле-
ния под влиянием силы резания режущие поверхности
сверла сжимают прилегающие к ним частицы металла,
и когда давление, создаваемое сверлом, превышает силы
сцепления частиц металла, происходит образование эле-
ментов стружки и отделение ее.
При сверлении вязких металлов (сталь, медь, алю-
миний и др.) отдельные элементы стружки, плотно сцеп-
ляясь между собой, образуют непрерывную стружку,
завивающуюся в спираль. Такая стружка называется
сливной. Если обрабатываемый металл хрупок, на-
пример чугун или бронза, то отдельные элементы струж-
ки надламываются и отделяются друг от друга. Такая
стружка, состоящая из отдельных разобщенных между
286
собой элементов (чешуек) неправильной формы, носит
название стружки надлома.
В процессе сверления различают следующие элемен-
ты резания: скорость резания, глубина резания, подача,
толщина и ширина стружки (рис. 109, е, поз. /).
Главное рабочее движение сверла (вращательное)
характеризуется скоростью резания.
Скорость резания — это путь, проходимый в на-
правлении главного движения наиболее удаленной от
оси инструмента точкой режущей кромки в единицу вре-
мени. Принято скорость резания обозначать латинской
буквой v и измерять в метрах в минуту. Если известны
число оборотов сверла и его диаметр, нетрудно опреде-
лить скорость резания. Она подсчитывается по общеиз-
вестной формуле:
nDn ,
^ = -1000- м/мин-’
где D — диаметр инструмента (сверла), мм;
п — число оборотов сверла в минуту;
л — постоянное число, примерно равное 3,14.
Если известны диаметр сверла и скорость резания,
то число оборотов п можно вычислить по формуле:
1000 v ,
п= —— об/мин.
Подачей при сверлении называется перемещение
сверла вдоль оси за один его оборот. Она обозначается
через S и измеряется в мм/об. Сверло имеет две глав-
ные режущие кромки.
Следовательно, подача на одну режущую кромку вы-
разится так:
Sz — мм.
Для характеристики величины перемещения сверла
в минуту иногда определяют подачу в минуту:
Sa=SQn мм/мин.
Правильный выбор подачи имеет большое значение
для увеличения стойкости инструмента. Величина подачи
при сверлении и рассверливании зависит от заданной
частоты и точности обработки, твердости обрабатывае-
мого материала, прочности сверла и жесткости системы
станок — инструмент — деталь.
287
Глубиной резания t при сверлении отверстий
является расстояние от стенки отверстия до оси сверла
(т. е. радиус сверла), или
t = ~2 мм«
При рассверливании (рис. 109, е, поз. II) глубина ре-
зания t определяется как половина разности между диа-
метром D сверла и диаметром d ранее обработанного
отверстия:
, D — d
t = 2— мм-
Толщина среза (стружки) а измеряется в на-
правлении, перпендикулярном режущей кромке сверла.
Ширина среза b измеряется вдоль режущей кромки
и равна ее длине (см. рис. 109, е, поз. II).
Площадь поперечного сечени я стр у ж к и
(площадь среза) f, срезаемая обеими режущими кром-
ками сверла, определяется по формуле:
/ = 50/ мм2,
где So — подача, мм/об;
t — глубина резания, мм.
Таким образомплощадь поперечного сечения струж-
ки становится больше с увеличением диаметра сверла,
а для данного сверла — с увеличением подачи.
Обрабатываемый материал оказывает сопротивление
резанию и удалению стружки. Для осуществления про-
цесса резания к инструменту должны быть приложены
сила подачи Ро, превосходящая силы сопротивления ма-
териала осевому перемещению сверла, и крутящий мо-
мент Л4кр, необходимый для преодоления момента сопро-
тивления М и для обеспечения главного вращательного
движения шпинделя и сверла.
Сила подачи PQ при сверлении и крутящий момент
зависят от диаметра сверла D, величины подачи и
свойств обрабатываемого материала. Например, при
увеличении диаметра сверла и подачи они также увели-
чиваются.
Мощность, необходимая для резания при сверле-
нии и рассверливании, складывается из мощности, по-
требляемой на вращение инструмента, и мощности, по-
требляемой на подачу инструмента. Так как мощность,
необходимая для подачи сверла, чрезвычайно мала по
288
сравнению с мощностью, расходуемой на вращение свер-
ла в процессе резания, то для практических целей мощ-
ность можно подсчитывать по следующей формуле:
v _ Мер и
2Урез ~ 716200 • 1,36 Kt5T’
где Л4Кр — крутящий момент, кг-мм;
п — число оборотов инструмента в минуту.
Зная мощность, затраченную на резание, легко под-
считать и необходимую (потребную) мощность электро-
двигателя станка Nm, которая обеспечит проведение про-
цесса резания при сверлении в определенных условиях
работы:
, г АГрез МкрП
1\[ — г _____ i/Rt
2Vm т] y]-716200. 1,36 KD ’
где т] — коэффициент полезного действия станка.
Стойкостью свёрла называется время его
непрерывной (машинной) работы до затупления, т. е.
между двумя переточками. Стойкость сверла обычно из-
меряется' в минутах.
В процессе резания при сверлении выделяется боль-
шое количество тепла вследствие деформации металла,
трения выходящей по канавкам сверла стружки, трения
задней поверхности сверла об обрабатываемую поверх-
ность и т. п. Основная часть тепла уносится стружкой,
а остальная распределяется между деталью и инстру-
ментом. Для предохранения от затупления и преждевре-
менного износа при нагреве сверла в процессе резания
применяют смазывающе-охлаждающую жидкость, ко-
торая отводит тепло от стружки, детали и инстру-
мента.
К охлаждающим жидкостям, которыми пользуются
при сверлении металла, относятся мыльная и содовая
вода, масляные эмульсии и др.
Выбор режимов резания при сверлении
заключается в определении такой подачи и скорости ре-
зания, при которых процесс сверления детали оказы-
вается наиболее производительным и экономичным.
Теоретический расчет элементов режима резания
производится по нормативам, действующим на заводе,
или по справочникам в следующем порядке: выбирают
подачу, затем подсчитывают скорость резания и по най-
денной скорости резания устанавливают число оборотов
сверла. Затем выбранные элементы режима резания про-
10 Н. Н. Кропивницкий 289
веряют по прочности слабого звена механизма главного
движения и мощности электродвигателя станка.
Обычно в производственных условиях при выборе
элементов режима резания, сверления, зенкерования,
развертывания и т. д. пользуются готовыми данными
технологических карт.
Износ и заточка сверл. Износ сверл из быстрорежу-
щей стали происходит по задней поверхности, ленточ-
кам и углам, а иногда и по передней поверхности.
Задняя поверхность сверла изнашивается в резуль-
тате трения о поверхность резания, передняя — в резуль-
тате трения об образующуюся стружку. Затупившееся
сверло в процессе работы издает характерный скрипя-
щий звук, свидетельствующий о необходимости напра-
вить сверло в переточку.
Форма заточки оказывает* влияние на стойкость свер-
ла и скорость резания, допускаемую сверлом. Разли-
чают следующие формы заточки сверл: нормальную оди-
нарную и двойную заточку, заточку с подточкой пере-
мычки, с подточкой ленточки и др. (табл. 6).
При двойной заточке на заборном конусе
сверла образуется вторая затылованная часть, имеющая
угол при вершине 2ф = 704-75°. Стойкость сверла с двой-
ной заточкой при обработке стали увеличивается в 2,5—
3 раза по сравнению со сверлом с нормальной заточкой.
Подточка ленточки производится на длйне
1,5—4 мм путем снятия затылка под углом 6—8° и об-
разования узкой фаски шириной 0,2—0,3 мм, необходи-
мой для предотвращения защемления и поломки сверла.
С такой заточкой износоустойчивость сверла при обра-
ботке вязких сталей увеличивается в 2—3 раза.
Подточка перемычки состоит в образовании дополни-
тельных выемок у вершины сверла с обеих сторон вдоль
его оси на длине 3—15 мм, после чего длина перемычки
сокращается до O,1D (см. табл. 6). При этом значитель-
но уменьшается сила подачи Ро, а стойкость сверла уве-
личивается в 1,5 раза.
Многие новаторы производства работают над совер-
шенствованием конструкции сверл в целях повышения
их стойкости.
Заточка сверл выполняется в заточных мастерских
специалистами-заточниками на специальных станках.
В ряде случаев заточку сверл производят на простых
заточйых станках (точилах), оборудованных специаль-
ным Приспособлением (рис. ПО). При заточке вручную
290
Основные формы заточки сверл
Таблица 6
Диаметр сверл, мм Форма заточки Обрабатываемый материал
наименование обозна- чение
0,25-12 Одинарная (нормальная) н \ и \у f !/\ Сталь, стальное литье, чугун
12-80 Одинарная с подточкой перемычки нп Стальное литье с ов до 50 кГ/мм2 с неснятой коркой
Одинарная с подточкой перемычки и ленточки нпл Сталь и стальное литье с ав до 50 кГ/мм2 со сня- той коркой
Двойная с подточкой перемычки дп Стальное литье с ов более 50 кГ/мм2 с неснятой коркой, чугун с неснятой коркой
Двойная с подточкой перемычки и ленточки дпл Сталь и стальное литье с ов более 50 кГ/мм2 со снятой коркой
сверло держат левой рукой возможно ближе к режущей
части (конусу), а правой рукой — за хвостовик
(рис. ПО,а). Прижимая режущую кромку сверла к бо-
ковой поверхности заточного круга, плавным движением
правой руки покачивают сверло, добиваясь, чтобы его
задняя поверхность получила правильный наклон и при-
291
няла надлежащую форму. Снимать надо небольшие
слои металла при слабом нажиме сверлом на круг.
Необходимо следить за тем, чтобы режущие кромки
имели одинаковую длину и были заточены под одинако-
выми углами. Сверло с режущими кромками разной
длины или с разными углами наклона может сломаться
Рис. ПО. Заточка сверла (а); проверка углов заточки
сверла шаблоном (б).
или просверлить отверстие большего диаметра. После
заточки задней поверхности сверла его главные режу-
щие кромки должны быть прямолинейными.
Правильность заточки сверл проверяют специальным
шаблоном (рис. 110,6).
58. СВЕРЛИЛЬНЫЕ СТАНКИ
Согласно единой классификации, принятой в СССР,
сверлильные станки по технологическому признаку под-
разделяются на шесть основных типов: вертикально-
сверлильные; одношпиндельные полуавтоматы; много-
шпиндельные полуавтоматы; радиально-сверлильные;
горизонтально-сверлильные (расточные) и разные свер-
лильные.
Наибольшее распространение в слесарных и сбороч-
ных цехах имеют одношпиндельные вертикально-свер-
лильные станки. Они бывают настольными, настенными
и на колонне. Настольные станки весьма быстроходны,
они применяются для сверления отверстий диаметром
до 12 мм. Например, у настольных сверлильных станков
модели 2А106 шпиндель имеет от 1545 до 15000 об/мин.
Вертикально-сверлильный станок совре-
менной конструкции состоит из основания 1 (рис. 111),
колонны 6, коробки скоростей 5, направляющего крон-
292
штейна 4, в котором смонтированы механизм подачи и
шпиндельный узел 3, и стола 2, Коробка скоростей
с приводным электродвигателем монтируется на верх-
ней части колонны. Основание выполняется пустотелым
и одновременно служит баком для сбора охлаждающей
жидкости. Направляющий кронштейн со шпиндельным
узлом и стол могут перемещаться по направляющим
колонны и закрепляться в
нужном положении в соот-
ветствии с размерами обра-
батываемой детали.
Многошпиндельные
сверлильные станки
применяют главным обра-
зом в серийном производ-
стве. Станки этого типа вы-
полняют с неподвижными
(постоянными) и с пере-
ставными шпинделями.
Многошпиндельные свер-
лильные 'станки с постоян-
ными шпинделями имеют
обычно от двух до шести
шпинделей, расположенных
в один ряд с постоянными
расстояниями между их ося-
ми (рис. 112,а). Последова-
тельно перемещая деталь,
на этом станке можно вы-
полнять целый ряд различ-
ных операций (сверление,
зенкерование, развертыва-
ние и т. д.) или одновремен-
но обработать несколько от-
верстий в одной детали.
Следует указать, что лю-
бой одношпиндельный станок
одновременного сверления не
Рис. 111. Вертикально-свер-
лильный станок модели 2135.
можно приспособить для
скольких отверстий. Для
этого на шпинделе укрепляют многошпиндельную голов-
ку, имеющую специальное устройство для передачи вра-
щательного движения от шпинделя сверлильного станка
всем шпинделям головки (рис. 112,6).
Радиально-сверлильные станки приме-
няют для обработки нескольких отверстий, расположен-
ных на значительном расстоянии друг от друга, в круп-
293
Рис. 112. Четырехшпиндельный станок (а); многошпиндельная сверлильная головка (б) и радиально-свер-
лильный станок (в):
/—основание; 2—неподвижная колонна; 3— вращающаяся колонна; 4—траверса; 5—механизм подъема и опускания траверсы; 6—свер-
лильная головка; 7—шпиндель.
ных по весу и габаритам деталях (рис. 112,в). Эти
станки в отличие от обычных сверлильных дают воз-
можность, не меняя положения обрабатываемой детали,
перемещать лишь сверлильную головку.
59. УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
И ПРИНАДЛЕЖНОСТИ К СВЕРЛИЛЬНЫМ СТАНКАМ
Приспособлениями для механической обработки де-
талей на металлорежущих станках называют дополни-
тельное оборудование и различные устройства, необхо-
димые для установки и закрепления обрабатываемой
детали.
В отличие от приспособлений устройства для уста-
новки и закрепления режущего инструмента обычно на-
зывают вспомогательными инструментами. Приспособ-
ления, вспомогательный и режущий инструмент состав-
ляют технологическую оснастку станка. Приспособления
играют большую роль в обеспечении нормального про-
цесса обработки деталей, в достижении заданной точ-
ности и высокой производительности.
Вспомогательный инструмент. Для крепления сверл,
разверток, зенкеров и другого режущего инструмента
в шпинделе сверлильного станка служит вспомогатель-
ный инструмент, к которому относятся: переходные
втулки, сверлильные патроны различных типов, оправки
и т. д.
Переходные втулки применяют для крепле-
ния режущего инструмента с коническим хвостовиком.
Наружные и внутренние поверхности втулок .изготов-
ляются конусными, обычно с конусом Морзе семи номе-
ров— от № 0 до № 6. Если размер конуса хвостовика
соответствует размеру конуса отверстия шпинделя стан-
ка, то режущий инструмент устанавливается хвостови-
ком непосредственно в отверстие шпинделя (рис. 113,а).
Если конус сверла меньше конического отверстия шпин-
деля станины, то на конусный хвостовик сверла наде-
вают переходную втулку и вместе со сверлом встав-
ляют в конусное гнездо шпинделя станка (рис. 113,6).
Если одной втулки недостаточно, применяют несколько
переходных втулок, которые вставляют одну в дру-
гую.
Сверлильные патроны используют для креп-
ления режущих инструментов с цилиндрическим хвосто-
виком диаметром до 15 мм. Вначале сверло илй другой
295
инструмент устанавливается и крепится хвостовой ча-
стью в патроне, затем патрон устанавливается конусным
хвостовиком в отверстие шпинделя станка (рис. 113,в).
В зависимости от устройства, принципа работы и на-
значения сверлильные патроны подразделяют на двух-
кулачковые, трехкулачковые, цанговые,' быстросменные
и пр. Трехкулачковый патрон распространен-
ной конструкции показан на рис. 113, г.
Для крепления сверл малого диаметра с цилиндри-
ческими хвостовиками часто пользуются цанговыми
патронами. В цанговом патроне (рис. 113,5) режу-
Рис. 113. Способы закрепления режущих инструментов и па-
тронов в шпинделе станка.
щий инструмент зажимается в сменной конусной цанге 1
при навинчивании гайки 2.
Быстросменные патроны (рис. ИЗ, е) при-
меняют при последовательной обработке отверстий свер-
лом, зенкером, разверткой, когда требуется быстрая
смена инструмента без остановки станка. Для смены
инструмента кольцо 1 поднимается вверх; при этом ша-
рики 2 под действием центробежных сил расходятся и
инструмент с втулкой 3 свободно выходит из патрона.
После установки очередного инструмента кольцо 1 опус-
кается и своими скосами принудительно заводит шари-
ки 2 в углубление втулки. Шарики 2 удерживают инст-
румент от выпадания и одновременно передают ему уси-
лие от шпинделя станка.
Приспособления для закрепления деталей. Широкое
применение при закреплении деталей получили раз-
личные зажимные устройства с винтовым
зажимом: прихваты, призмы (рис. 114,а, б, в), а так-
296
же машинные тиски и угольники (рис. 114,г, д'). Исполь-
зование ручных зажимов для закрепления деталей тре-
бует значительных затрат времени. Поэтому в послед-
нее время все большее распространение получают
Рис. 114. ^Приемы закрепления деталей при сверлении:
а—на столе станка с помощью прижимных планок с болтами; б—при
помоши прижимной планки и призмы; в—с помощью призмы и хому-
тика; г—в тисках; д—на угольнике; е—в кондукторе.
приспособления с ручными быстродействующими экс-
центриковыми, клиновыми, рычажно-кулачковыми, а
также с быстродействующими механизированными за-
жимами механического, пневматического и гидравличе-
ского действия.
69Z
Винтовые машинные тиски широко исполь-
зуют в индивидуальном производстве. Они состоят из
основания, подвижной и неподвижной губок, винта и ру-
коятки. Деталь крепится между губками при повороте
рукоятки, сообщающей вращение винту.
Быстросменные машинные тиски с ры-
чажно-кулачковым зажимом обеспечивают
большое усилие зажима и прочно удерживают обраба-
тываемую деталь при высоких режимах резания. Для
крепления деталь 7 устанавливают в тиски и вращением
установочного винта 4 (рис. 114,5) подводят к ней по-
движную губку 2, оставляя некоторый зазор. Затем пе-
ремещением рукоятки 3 в горизонтальное положение
воздействуют на кулачок 6 эксцентрикового валика 5;
при этом подвижная губка 2, выполняя роль рычага,
на конец которого действует двойной кулачок 6, прижи-
мает деталь к неподвижной губке 1.
Наладку тисков производят только при настройке
для обработки первой детали. Закрепление последую-
щих деталей достигается лишь перемещением рукоят-
ки 3. Тиски имеют комбинированный механизм зажима,
обеспечивающий при усилии на рукоятке, равном 16 кг,
силу зажима 900 кг.
Тиски изготовляют шести размеров: с шириной губок
от 80 до 250 мм и наибольшим расстоянием между ними
от 100 до 300 мм. Существуют и другие конструкции ма-
шинных тисков с быстродействующим зажимом.
В серийном и массовом производстве для закрепле-
ния деталей используются специальные кондукторы,
имеющие запрессованные закаленные направляющие
втулки, которые обеспечивают получение точного распо-
ложения отверстий без предварительной их разметки.
На рис. 114, е изображен кондуктор для сверления од-
ного отверстия в детали 5, расположенного параллельно
опорной поверхности детали. Кондуктор состоит из уголь-
ника 4, к которому при помощи шарнирно-рычажного
зажима 1 прижимается деталь 5, и кондукторной
плиты 3 с втулкой 2, расположенной на заданном рас-
стоянии от базовой поверхности детали и служащей
для направления инструмента.
При обработке отверстий на сверлильных станках
применяется большое количество разнообразных кон-
дукторов, различающихся по форме, устройству, весу
и т. п.
К числу поворотных и передвижныхпри-
способлений, используемых на сверлильных стан-#
ках, относятся поворотные стойки, поворотные и пере-
движные столы. Они применяются для обработки отвер-
стий в различных деталях обычно вместе со съемными
рабочими приспособлениями — поворотными кондукто-
рами для установки и закрепления обрабатываемой де-
тали и для направления режущего инструмента, Пово-
ротные приспособления, имеющие горизонтальную ось
вращения делительной планшайбы, принято называть
поворотными стойками, а приспособлений с вертикаль-
ной осью вращения — поворотными столами.
Поворотные стойки служат для обработки от-
верстий, расположенных по окружности или с разных
сторон в деталях типа втулок, дисков, колец, обойм
и т. п.
Круглые поворотные с т о л ы применяют для
обработки отверстий, расположенных по окружности
параллельно оси вращения в кольцах, дисках, фланцах,
и других подобных деталях. Нормализованные столы
допускают деление на 2, 3, 4, 6, 8 и 12 равных частей,
а также под углом 15 и 30°. Такие столы находят осо-
бенно широкое применение при многопозиционной обра*
ботке отверстий на станках, оснащенных многошпин-#]
дельными головками, и на многошпиндельных сверлилы
ных станках. 1
60. ПОДГОТОВКА И НАСТРОЙКА
СВЕРЛИЛЬНОГО СТАНКА ДЛЯ РАБОТЫ
Подготовка и настройка станка необходимы для вы-Н
полнения намеченных технологическим процессом one-1
раций по обработке отверстий. Не менее важной яв-*
ляется правильная организация и обслуживание свер-1
лильного станка в процессе работы.
В подготовку станка к работе входятз
смазка в местах, указанных в паспорте станка; уста-
новка стола станка по высоте в требуемое положение и
его закрепление; установка и надежное закрепление
режущего инструмента в шпинделе станка; установка и)
закрепление обрабатываемой детали на столе станка
с помощью прихватов, прижимных планок, в тисках или?
в приспособлении, обеспечивающем совпадение осей
инструмента и обрабатываемого отверстия.
Приемы установки, закрепления, выверки и снятия
режущего инструмента. Режущий инструмент (сверло)
закрепляют либо в коническом отверстии шпинделя,
либо в сверлильном патроне. Перед установкой в шпин-
деле инструмент и отверстие шпинделя тщательно про-
тирают тряпками. Затем инструмент (или патрон) осто-
рожно вводят хвостовиком в коническое отверстие шпин-
деля так, чтобы лапка хвостовика плоскими сторонами
вошла в выбивное отверстие — окно. После этого силь-
ным толчком вверх плотно вводят хвостовик в отвер-
стие шпинделя.
При использовании переходных втулок для крепле-
ния режущего инструмента все конические поверхности
втулок, шпинделя и хвостовика инструмента вначале
протирают и проверяют. Затем переходные втулки
соединяют в единый комплект и насаживают на хвос-
товик инструмента, после чего сильным толчком руки
вставляют инструмент с втулками в отверстие шпин-
деля.
Снятие инструмента или патрона с инструментом
производят с помощью плоского клина. Введя клин
одним концом в выбивное отверстие (окно) шпинделя,
слегка ударяют молотком по другому концу клина, ко-
торый при этом нажимает на лапку хвостовика и вы-
жимает сверло из конического отверстия шпинделя.
Можно также удалить режущий инструмент с помощью
радиусного клина и эксцентрикового ключа. Для этой же
цели применяется универсальный ключ.
Чтобы сверло при выбивании его из шпинделя
не ударялось о стол станка и не затупилось, его следует
придерживать левой рукой либо расположить на столе
станка деревянную подкладку.
Способы установки, выверки и закрепления деталей.
Установка и крепление деталей при сверлении могут
быть самыми разнообразными и в основном зависят
от конфигурации, размеров, веса детали, диаметра об-
рабатываемых отверстий и др.
Мелкие детали при сверлении в них отверстий диа-
метром до 10 мм закрепляют в ручных тисках или
на универсальной призматической подкладке (рис. 115, а
и б). При сверлении отверстий большого диаметра де-
тали нужно закреплять более надежно, например в ма-
шинных или пневматических тисках (рис. 115,в). Перед
установкой машинных тисков на столе станка тща-
тельно протирают опорные плоскости стола и тисков и
слегка смазывают их маслом. Затем болтами, введен-
ными в Т-образные пазы стола, прикрепляют тиски
300
к столу станка. При сверлении в тисках отверстий ма-
лого диаметра можно и не крепить тиски.
Детали, не помещающиеся между губками тисков,
закрепляют непосредственно на столе прижимными
планками.
Следует помнить, что окончательное закрепление де-
тали производят лишь после того, как будут совмещены
оси обрабатываемого отверстия и шпинделя.
Рис. 115. Примеры
крепления деталей
при сверлении.
Настройка станка. После установки, выверки и за-
закрепления детали и инструмента производится на-
стройка станка. Она состоит в установке рычагов и
рукояток коробки скоростей и коробки подач в такое
положение, чтобы получить значения подачи и числа
оборотов шпинделя, указанные в тёхнологической или
инструкционной карте. Если технологическая карта от-
сутствует, величину подачи, число оборотов и скорость
резания выбирают по справочникам.
В сверлильных станках со ступенчатыми шкивами
для получения нужного числа оборотов шпинделя на-
кладывают ремень на ту ступень, которая соответствует
данному числу оборотов и, если нужно, включают пе-
ребор.
Закончив настройку механизмов, производят проб-
ный пуск станка. Убедившись в правильности настройки
станка, приступают к сверлению,
301
61. РАБОТЫ, ВЫПОЛНЯЕМЫЕ
НА СВЕРЛИЛЬНОМ СТАНКЕ
Технологические возможности сверлильных станков
не ограничиваются операцией сверления отверстий.
На них можно производить зенкерование, развертыва-
ние, а также ряд других технологических операций,
непосредственно не связанных с обработкой отверстий
(табл. 7).
Приемы сверления. В зависимости от точности и ве-
личины партии обрабатываемых деталей сверление от-
верстий может выполняться по разметке с кернением
центров отверстий или по кондукторам.
Сверление по разметке при относительно точ-
ном положении отверстия производят в два приема:
сначала сверлят отверстие предварительно, а затем
окончательно. Предварительное сверление выполняют
с ручной подачей на глубину 0,25 диаметра отверстия,
потом сверло поднимают, удаляют стружку и проверяют
совпадение окружности надсверленного отверстия с раз-
меточной окружностью. Если они совпадают, то можно
продолжать сверление, включив механическую подачу,
и довести его до конца. Если же надсверленное отвер-
стие оказалось не в центре, то его исправляют путем
прорубания двух-трех канавок от центра с той стороны
центрового углубления, куда нужно сместить сверло.
Канавки направят сверло в намеченное кернером место.
Сделав еще одно надсверливание и убедившись в его
правильности, доводят сверление до конца.
Сверление по кондуктору производят в тех
случаях, когда требуется получить более высокую точ-
ность, а также при достаточно большой партии одина-
ковых деталей. Этот способ намного производительнее
сверления по разметке, так как отпадает надобность
в самой разметке, в выдержке детали перед ее обработ-
кой; крепление детали производится надежно и быстро;
снижается утомляемость рабочего и т. п. Наличие по-
стоянных установочных баз и направляющих инстру-
мент кондукторных втулок повышает точность обработки
и обеспечивает взаимозаменяемость деталей.
На рис. 116, а изображен закрытый кондуктор ко-
робчатой формы. Обрабатываемую деталь закрывают
внутри коробки /, доводят до упора 2 и крепят вин-
тами 4 и 6, Сверло сначала вводят в направляющую
втулку 3, а затем, просверлив отверстие и передвинув
3Q?
Таблица 7
Основные виды работ, выполняемых на сверлильных станках
Операция Схема обработки Технологические возмо> и
Сверление Сверление сквозных и глухих цилиндрических от- верстий диаметром от 0,15 до 80 мм в сплошном терна ле. Точность обра- ботки 5-й класс. Шерохо- ватость обработанной по- верхности соответствует З-Ц-му классу чистоты
Зенкерование IJ Зенкерование цилинд- рических и конических отверстий, полученных (предварительно) отливкой, прошивкой, штамповкой или сверлением. Точность обработки 3—4-й класс. Шероховатость обработан- ной поверхности соответ- ствует 4—5-му классу чи- стоты
Разверты- вание '/Л I Окончательная обработ- ка точных и чистых цилин- дрических ц конических отверстий (Обычно йосле зенкерования или рассвер- ливания). Точность обра- ботки 2—3-й класс. Шеро- ховатость обработанной поверхности соответствует 4—7-му классу чистоты
।
Зенкование и Зенкование отверстий под потайные, полупотай- ные и цилиндрические Зо- ловки винтов и заклейбй. Шероховатость обработан-? ной поверхности соответ- ствует 4—6-му классу чи- стоты
303
Продолжение табл. 7
кондуктор, просверливают второе отверстие через на-
правляющую втулку 5.
При пользовании накладными кондукторами обра-
батываемую деталь зажимают в машинных тисках или
на столе станка. Кондуктор 3 накладывают на ту часть
поверхности детали 1, где требуется просверлить от-
верстие (рис. 116,6). Крепят кондуктор на детали боко-
выми винтами 2 или прижимами различных конструкции.
Сверление сквозных отверстий отличается
от сверления глухих отверстий. Когда сверло подходит
к выходу из отверстия, сопротивление металла значи-
тельно уменьшается, и соответственно должна быть
уменьшена подача. Если подачу не уменьшить, то сверло
резко опустится, захватит большой слой металла, за-
клинится и может сломаться. Во избежание этого
в конце сверления выключают механическую подачу
сверла и досверливают отверстие с ручной замедленной
подачей.
Сверление глухих отверстий на заданную
глубину требует предварительной настройки по специ-
альному приспособлению, имеющемуся на сверлильном
станке. Если же такого приспособления нет, пользуются'
упорной втулкой, закрепленной в нужном месте непо-
средственно на сверле (рис. 116,в).
Упорную втулку или приспособление для работы
по упору, смонтированное на шпинделе, настраивают
304
так. €верло опускают на деталь, а упорный стержень
(втулку) устанавливают и закрепляют на высоте, соот-
ветствующей глубине сверления. Когда сверло опустятся
на установленную глубину, упорный стержень или
втулка дойдет до ограничителя или до торца и остано-
вится. ,При этом шпиндель (сверло) не может продви-
нуться дальше в металл.
Рис. 116. Сверление в кондукторах:
а—в закрытом (коробчатом); б—в накладном; в—сверле-
ние глухих отверстий по упору: /—упорная втулка; 2—
стопорный винт; 3—деталь.
К операции рассверливания (увеличение диаметра
отверстия, ранее просверленного сверлом меньшего диа-
метра) прибегают, когда в сплошном металле требуется
просверлить отверстие диаметром более 25 мм. Как
известно, поперечная кромка (перемычка) сверла не ре-
жет, а снимает материал, поэтому с увеличением диа-
метра сверла, а следовательно, и перемычки увеличи-
вается осевое давление и процесс резания затрудняется.
Чтобы устранить это вредное явление, вначале свер-
лят отверстие примерно вдвое меньшего диаметра,
а затем рассверливают его другим сверлом до требуемой
305
величины. В этом случае перемычка второго сверла
в работе не участвует, и осевое усилие уменьшается.
Рассверливание отверстия ведут при подаче в 1,5—
2 раза большей, чем при сверлении в сплошном металле
сверлом того же диаметра.
Рассверливать можно только отверстия, предвари-
тельно полученные сверлением или в отлитых и штам-
пованных деталях.
Рис. 117. Примеры работ при особых случаях
сверления.
В практике слесарной обработки иногда встречаются
особые случаи сверления, как, например: свер-
ление неполных и полых отверстий; вырезание отвер-
стий в листовом материале; сверление пластмасс и т. п.
Каждый из этих случаев обработки отверстий имеет
свои технологические особенности и приемы выполнения.
Сверление неполных отверстий произво-
дят двумя способами. По первому способу две дета-
ли закрепляют в тисках так, чтобы их поверхности,
на которых должны быть просверлены неполные отвер-
стия, совпали. Затем размечают на линии стыка закре-
пленных деталей центры отверстий и производят свер-
ление обычным способом (рис. 117,а). При сверлении
неполного Отверстия В одной детали пользуются про-
306
кладками из того же материала, что и обрабатываемая
деталь (рис. 117,6).
При сверлении смещенных с центра отверстий в де-
талях типа втулок или труб отверстие (полость) втулки
или трубы забивается металлической или деревян-
ной пробкой, через которую и производят сверление
(рис. 117,в). Если этого не сделать, то сверло, пройдя
пустое пространство, упрется в нижнюю часть детали
и, не имея направления, соскользнет и сломается.
Рис. 118. Головка с регулируемыми резцами для вырезания
отверстий в листовом материале (а); циркульный резец (б).
При сверлении глухого отверстия сбоку
цилиндрической поверхности детали во избежание по-
ломки сверла следует предварительно обработать пло-
щадку (рис. 117, г) и лишь после этого сверлить отвер-
стие обычным способом.
В случаях, когда необходимо просверлить большое
отверстие, особенно в листовом материале, прибегают
к вырезанию отверстий с помощью специ-
альных головок с раздвижными резцами. Одна
из конструкций таких головок изображена на рис. 118, а.
На корпусе 1 закрепляется траверса 4, по которой могут
307
перемещаться державки 3 со сменными резцами 5.
Резцы можно точно установить по шкалам 7 на задан-
ном расстоянии от центра. Центрирование детали 6 осу-
ществляется центром 2.
Сверление отверстий в пластмассах
также имеет свои особенности. Сверление органического
стекла производится спиральными сверлами с углом при
вершине 2гр = 70°. При обработке большого диаметра
(до 100—150 мм) пользуются оправкой 3 (рис. 118, в),
в которой с помощью державки 1 закреплен резец 2.
Вылет резца от центра оправки R регулируется в зави-
симости от диаметра вырезаемого отверстия.
Оправку с резцом, изображенную на рис. 118,6, на-
зывают циркульным резцом.
Сверление слоистых пластмасс выполняют спираль-
ными сверлами со специальной заточкой. Отверстия
больших диаметров вырезают циркульными резцами.
При обработке слоистых пластиков типа прессшпана
необходимо во избежание задиров особенно остро за-
тачивать режущие кромки инструментов.
62. РУЧНЫЕ И МЕХАНИЗИРОВАННЫЕ МАШИНКИ
ДЛЯ СВЕРЛЕНИЯ
В практике слесарной обработки часто приходится
прибегать к сверлению отверстий ручными дрелями,
коловоротами и трещотками, а также с помощью меха-
низированного инструмента — электрических и пневма-
тических сверлильных машинок.
Ручные сверлильные машинки. Ручная винтовая
дрель применяется для сверления небольших отвер-
стий (диаметром до 3 мм).
Ручная дрель с зубчатой передачей
является более универсальной (рис. 119,а). Она удобна
в работе, позволяет сверлить отверстия диаметром
до 10—12 мм и располагает сравнительно большим
числом оборотов (до 300 об/мин). Сверло зажимают
в патроне 1 дрели, левой рукой берутся за неподвижную
рукоятку 6, а правой — за подвижную 4 и, упираясь
в нагрудник 5, начинают правой рукой вращать руко-
ятку дрели. При этом посредством конической зубчатой
передачи 3 вращение сообщается шпинделю 2. В про-
цессе сверления нужно следить за тем, чтобы сверло
направлялось перпендикулярно поверхности детали.
К концу сверления сквозного отверстия нажим на дрель
308
уменьшают, так как при сильном нажиме остающийся
тонкий слой металла может продавиться, а сверло за-
стрять или даже сломаться.
Коловороты служат для' ручного сверления
мелких отверстий в дереве, фибре, текстолите и мягких
металлах.
Ручная дрель с трещоткой применяется при
сверлении отверстий диаметром от 20 до 35 мм в труд-
нодоступных местах, а также в тех случаях, когда
нельзя воспользоваться ни сверлильным станком, ни ме-
ханизированными сверлильными машинками.
Рис. 119. Ручные дрели:
а—с зубчатой передачей; б—с трещоткой.
Дрель с трещоткой (рис. 119,6) состоит из шпинде-
ля 2, охватываемого вилкой 7 рукоятки 8. На шпин-
деле закреплено храповое колесо 3. С одного конца
шпинделя в патроне закрепляется сверло 1, а на проти-
воположный конец навертывается длинная гайка 4 с ко-
нусным упором 5. Собачка, закрепленная в вилке 7,
под действием пружины 9 заскакивает в зубья храпо-
вого колеса и при повороте рукоятки 8 по направлению
часовой стрелки вращает храповое колесо и шпиндель
со сверлом. При движении рукоятки в обратную сторону
собачка проскальзывает по зубьям храпового колеса и
шпиндель не вращается. Первое из движений является
рабочим, второе — холостым.
Приступая к сверлению, дрель устанавливают так,
чтобы сверло попало в накёрненное углубление на
309
детали, а конусным упором 5 упирают ее в неподвиж*
ную скобу 6. Подача сверла осуществляется путем Абд-
вертывания гайки 4.
Механизированные сверлильные машинки. Наиболее
распространенным инструментом для ручного сверления
отверстий являются электрические и пневматические
сверлильные машинки.
Рис. 120. Ручные сверлильные машинки электрического
действия:
а—тяжелого типа; б—среднего типа; в—легкого типа.
Электрические сверлильные машинки
выпускаются трех типов. Машинки тяжелого типа пред-
назначены для сверления отверстий диаметром от 20
до 32 мм (рис. 120,а). Эти машинки обычно распола-
гают двумя рукоятками на корпусе (поз. /) либо двумя
рукоятками и грудным упором (поз. II). Машинки сред-
него типа служат для получения отверстий диаметром
до 20 мм. Такие машинки снабжены одной рукояткой
(рис. 120,6). Машинки легкого типа используют для
сверления отверстий диаметром до 9 мм. Корпуса та-
ких машинок имеют цилиндрическую или пистолетную
форму (рис. 120,в).
310
Независимо от типа и мощности каждая электро-
сверлильная машинка состоит из трех основных частей:
электродвигателя, зубчатой передачи и шпинделя.
Из машинок легкого типа наиболее распространен-
ной является сверлильная машинка И-90. Общий вид
этой машинки показан на рис. 120, в. Она предназна-
чена для сверления отверстий диаметром до 8 мм. Дви-
гатель машинки — универсальный коллекторный, рабо-
тающий от сети однофазного переменного или постоян-
ного тока промышленной частоты напряжением 220 В.
Мощность двигателя 0,2 кВт. Двигатель развивает
8300 об/мин., но при помощи редуктора, состоящего
из двух пар зубчатых колес, число оборотов снижается
до 680 в минуту. Вал ротора и другие валы сверлильной
машинки смонтированы на шарикоподшипниках. Дви-
гатель включают курком, который расположен в верх-
ней части рукоятки и легко отклоняется указательным
пальцем руки. Двухполюсный ползунковый выключа-
тель размещен внутри рукоятки. К электрической сети
сверлильная машинка присоединяется кабелем с заклю-
ченными в нем проводами. Охлаждение двигателя ма-
шинки И-90 осуществляется воздухом, засасываемым
вентилятором, который напрессован на вал ротора.
Вес машинки И-90 равен 2,1 кг, что позволяет легко
удерживать ее одной рукой при работе.
Все электрические сверлильные машинки весьма
экономичны, но чувствительны к перегрузкам и приме-
няются только для кратковременных циклов работы.
При нагреве обмотки электродвигателя выше 95° С
машинки выходят из строя; это нужно учитывать при
пользовании ими.
Пневматические сверлильные машинки
приводятся в действие сжатым воздухом, который посту-
пает к двигателю машинки из цеховой магистрали или
непосредственно от компрессора по резиновому шлангу
под давлением 5—6 атм. По принципу действия разли-
чают поршневые и ротационные пневматические ма-
шинки. Последние характеризуются большой мощно-
стью двигателя при равном весе с машинками поршне-
вого типа, выпуск которых в настоящее время пре-
кращен.
Пневматическая сверлильная машинка И-34А рота-
ционного типа является наиболее распространенным
инструментом. Мощность ее около 2 л. с. при числе
оборотов шпинделя 270 в минуту. Из других машинок
311
того же типа распространена ротационная сверлильная
машинка И-68.
Широко используются при выполнении слесарных
работ ротационные сверлильные машинки малого раз-
мера, имеющие форму пистолета. На рис. 121, а пока-
зана применяемая для сверления небольших отверстий
(диаметром до 8 мм) пневматическая дрель' РС-8.
Мощность этой машинки около 0,25 л. с., рабочее число
Рис. 121. Ручные сверлильные машинки пневматического действия:
2—разрез машинки типа PC-8 (1—корпус; 2— зубчатое колесо; 3—статор; 4— ро-
гор; 5—курок; 6—лопатки; 7—ниппель; 8—букса; 9—пружина: 70—шарик клапана;
/7—шпиндель); б—общий вид угловой машинки типа УСМ-23.
оборотов сверла 1000 в минуту, вес 1,6 кг. Разновид-
ностью РС-8 являются угловые пневматические машинки
типов УСМ-23 (рис. 121,6) и УСМ-50. Особенностью
этих машинок являются небольшие габариты угловой
головки, что позволяет успешно использовать эти ма-
шинки при сверлении отверстий, близко расположенных
к ребрам и стенкам деталей и в других неудобных
местах.
Вспомогательные приспособления к механизирован-
ному инструменту. Возможности использования электри-
ческих и пневматических сверлильных машинок значи-
тельно расширяются благодаря применению несложных
насадок, стоек для закрепления инструмента и устройств
для подвешивания машинок.
312
Насадки представляют собой приспособления,
при помощи которых можно производить сверление
в труднодоступных местах. Например, при сверлении
отверстий под штифты, шплинты и стопоры нередко
возникает необходимость расположить ось сверла под
некоторым углом к оси сверлильной машинки.
На рис. 122, а изображена насадка для пневматиче-
ской сверлильной машинки РС-8 с углом поворота
сверла относительно оси машинки,равным 20°. Корпус/
ным сверлильным машинкам:
а—угловая насадка с углом передачи 20°;
б—то же, с углом передачи 90°.
этой насадки закрепляется на машинке при помощи ба-
рашка 4. В трубке 2 насадки размещен шарнирный
валик, вращающий цанговую оправку со сверлом 3.
Конструктивная схема угловой насадки с углом пе-
редачи 90° приведена на рис. 122,6. Здесь корпус /
закрепляется на сверлилке винтом 2. Ведущий валик 3
зажимается в патроне машинки и через многозвенный
шарнир 4 с оправкой 5 передает вращение сверлу, за-
крепленному в цанге 6.
Благодаря применению стоек для закрепления ме-
ханизированного инструмента переносный инструмент
может использоваться как стационарный.
Устройства для подвешивания механи-
зированного инструмента снижают затраты
физических усилий и способствуют росту производитель-
313
ности труда слесарей.. Подвесные устройства представ-
ляют собой легкие двух- или четырехколесные тележки,
установленные на монорельсе, смонтированном над ра-
бочим местом слесаря. Чтобы машинка не мешала ра-
бочему во время, когда он не пользуется ею, она подве-
шивается над рабочим местом на спиральной пружине
(рис. 123, а) или на тросе 2 с противовесом 1 (рис. 123,6
и в), вес которого равен весу машинки. При опускании
Рис. 123. Способы подвешивания механизированного инстру-
мента:
а—на спиральной пружине; б и в—на тросе с противовесом; г-на пру-
жинной подвеске (балансире).
машинки 3 (рис. 123,г), подвешенной на тросе 2, лен-
точная пружина, находящаяся внутри балансира /, за-
кручивается, а при освобождении машинки — раскручи-
вается и поднимает ее.
Уход за механизированным ручным инструментом.
Электрифицированный инструмент тре-
бует специального ухода во время работы и при хране-
нии. До начала работы необходимо тщательно прове-
рить, достаточно ли прочно затянуты все болты и гайки.
Вручную следует проверить легкость и плавность дви-
жения всех ходовых деталей и узлов и убедиться в на-
личии смазки. Затем, перед включением инструмента
в сеть, протереть шпиндель машинки и хвостовик нако-
нечника с режущим инструментом.
Особенно тщательному осмотру подвергают питаю-
щий шланговый шнур. Его изоляция ни в коем случае
314
не должна быть порвана или протерта. Перед включе-
нием инструмента в электрическую сеть обязательно
проверять, соответствуют ли напряжение и частота тока
в сети указанным в паспорте инструмента. В процессе
работы надо наблюдать за нагревом двигателя; во из-
бежание выхода инструмента из строя обмотки электро-
двигателя не должны нагреваться свыше 75° С. Практи-
чески нагрев считается допустимым, если на корпусе
машинки можно держать ладонь. Если же нагрев пре-
восходит допустимый, то время от времени следует
выключать инструмент.
После работы инструмент необходимо тщательно
очистить от стружки и грязи и вынуть наконечник. Все
металлические части протереть слегка промасленной
тряпкой, протереть сухой тряпкой наружную часть про-
водов, аккуратно смотать их и только в таком виде сдать
инструмент на хранение. Храниться механизированные
машинки электрического действия должны в сухом
отапливаемом помещении.
Уход за пневматическим инструментом
осуществляется с такой же тщательностью. При сверле-
нии пневматической машинкой до присоединения к ней
шланга необходимо продуть его сжатым воздухом (через
кран воздушной сети), чтобы удалить воду, попадаю-
щую в шланг и трубопровод вместе с воздухом и кон-
денсирующуюся на стенках агрегатов воздушной си-
стемы. При длительном перерыве или после окончания
работы нужно закрыть воздушный кран на магистрали,
тщательно очистить машинку и сдать' ее в кладовую.
63. ЭЛЕКТРОИСКРОВОЙ И УЛЬТРАЗВУКОВОЙ
МЕТОДЫ ОБРАБОТКИ ОТВЕРСТИЙ
Электроискровой метод обработки отверстий. Элек-
трические, химико-механические и ультразвуковые ме-
тоды обработки материалов получили за последние годы
широкое распространение в промышленности.
Электроискровой метод обработки металлов приме-
няется для изготовления отверстий различной формы
с прямыми и криволинейными осями, для разрезания
металла на части, извлечения сломанных метчиков,
сверл, шпилек и др., для заточки твердосплавных ин-
струментов, а также для обработки штампов, пресс-
форм и других деталей, изготовляемых из твердых
металлов и закаленных сталей..
315
Сущность электроискрового метода рассмотрена
выше (§ 48).
Для обработки отверстий электроискровым методом
используют специальные станки.
Общий вид такого станка изображен на рис. 124, а.
Обрабатываемая деталь располагается на столике 2;
с помощью рукояток 5 и 7 производят настройку поло-
жения электрода-инструмента 3 с таким расчетом, чтобы
отверстие получилось в нужном месте. Затем вращением
рукоятки 8 бак 1 поднимают вверх, пока деталь
не скроется под поверхностью жидкости (керосина).
После этого включается станок, а электрод-инструмент 3
с помощью рукоятки 4 опускается до появления первых
разрядов. Дальнейшая обработка производится автома-
тически. За ходом прошивки можно наблюдать по при-
борам 6.
Электроискровая прошивка отверстий малых диаме-
тров весьма эффективна. Так, на Ленинградском кар-
бюраторном заводе им. В. В. Куйбышева получение
этим методом точного отверстия диаметром 0,15 мм
в распылителе занимает 25 сек., применявшееся же ра-
нее механическое сверление продолжалось 2 мин.
Кроме того, получение отверстий столь малых диаметров
при помощи сверл представляет исключительные труд-
ности, хотя бы уже потому, что сверлу требуется сооб-
щить скорость вращения с числом оборотов до
60000 в минуту.
Ультразвуковой метод обработки отверстий. Уль-
тразвук находит все большее распространение в тех-
нике.
В частности, с помощью ультразвукового метода
обработки оказывается возможным изготовлять отвер-
стия любой формы и глубины в деталях из жаропроч-
ных и нержавеющих сталей, из твердых сплавов, фар-
фора, стекла и других твердых материалов.
Ультразвуковой метод обработки основан на прин-
ципе использования упругих колебаний среды со сверх-
звуковой частотой. Известно, что звук, слышимый
человеком, представляет собой упругие колебания окру-
жающей среды (воздуха) с частотой примерно от 16
до 20 тыс. колебаний (Гц) в секунду. Колебания с ча-
стотой свыше 20 тыс. Гц органами человеческого слуха
не воспринимаются. Упругие колебания с частотой выше
20 тыс. Гц принято называть ультразвуковыми колеба-
ниями, или ультразвуком,
316
Принципиальная схема
вой обработки приведена
сону / (или инструменту)
установки для ультразвуке-
на рис. 124, в. Здесь пуан-
придается форма заданного
Рис. 124. Общий вид
станков для электро-
искровой (а) и уль-
тразвуковой (б) об-
работки отверстий;
схема процесса по-
лучения отверстий с
помощью ультразву-
ка (в).
сечения отверстия и сообщаются колебательные движе»
ния (вибрации) с ультразвуковой частотой. Пуансон
подводится к детали 2 так, чтобы между ними был за-
зор 4. В пространство между торцом пуансона и по-
верхностью обрабатываемой детали подаются взвешен-
317
ные в жидкости 3 абразивные зерна. Под влиянием
удара и больших скоростей, получаемых от торца ко-
леблющегося с ультразвуковой частотой пуансона,
абразивные зерна выбивают с поверхности мельчайшую
стружку. По мере выбивания материала детали пуансон
автоматически перемещается вниз и внедряется в тело
детали, образуя отверстие. Абразивная жидкость по-
дается в зону обработки под давлением, что обеспечи-
вает вымывание отработанной массы и поступление
свежих зерен в зазор между торцом и поверхностью
детали.
На рис. 124,6 показан общий вид станка для ультра-
звуковой обработки, выпускаемого нашей промышлен-
ностью. Станок предназначен для обработки твердых и
хрупких материалов: стекла, керамики, полупроводни-
ковых материалов, ферритов и др. Пуансон изготов-
ляется обычно из холоднокатаной инструментальной
стали, имеет в торцовом сечении форму обрабатывае-
мого отверстия и не подвергается закалке. В качестве
абразивной массы применяют кристаллы карбида бора,,
карбида кремния и других материалов зернистостью
от № 120 до № М5 (величина зерна 125—3,5 мкм).
64. ПРИЧИНЫ ПОВЫШЕННОГО ИЗНОСА
И ПОЛОМОК СВЕРЛ
Преждевременный износ и поломка сверл вызы-
ваются в основном неправильной их эксплуатацией и
недоброкачественным изготовлением.
В практике наблюдаются следующие виды износа и
поломок сверл.
Выкрашивание режущих кромок, вызывае-
мое повышенными по сравнению с нормами скоростями
резания, недостаточным и недоброкачественным охла-
ждением сверла, неправильной его заточкой (завышен-
ные значения задних углов и ширины перемычки), не-
доброкачественной термообработкой сверла (перегрев, ।
обезуглероживание и т. д.).
Затупление режущих кромок, наступающее
вследствие длительной работы сверла без переточки,
повышенных скоростей резания и подачи, провертыва-
ния сверла в патроне и переходной втулке или в шпильке.
Быстрый и неравномерный износ режу-
щих кромок в результате высокой скорости резания, не-
симметричного расположения кромок, приводящего к по-
318
вышенной нагрузке на одно перо сверла, перегрева свер-
ла из-за недостаточного его охлаждения.
Разрушение ленточек вследствие завышенной
их ширины. Завышенная ширина ленточек способствует
возрастанию сил трения и налипанию стружки.
Поломки сверл, обычно вызываемые назначе-
нием подачи выше допустимой для данного сверла (осо-
бенно для сверл малых диаметров), большой подачей
при выходе сверла из просверливаемого сквозного от-
верстия, значительным износом ленточек сверла, уводом
сверла, недостаточной длиной канавок для выхода
стружки (вследствие чего она прессуется в канавках),
образованием трещин на пластинке из твердого сплава
или неправильной ее установкой в корпусе сверла, неод-
нородностью структуры материала детали (наличие ра-
ковин, твердых включений и т. д.).
Основными средствами предотвращения поломок
сверл являются: правильная заточка, обоснованный вы-
бор режима резания, правильная эксплуатация сверл,
надежное их закрепление, своевременные переточка
сверд и регулирование шпинделя с целью ликвидации
биения сверла. Все это снижает количество поломок
сверл, повышает производительность труда и качество
обработки отверстий.
65. ВИДЫ БРАКА ПРИ СВЕРЛЕНИИ
И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
При сверлении отверстий встречаются следующие
основные виды брака.
Грубая поверхность просверленного от-
верстия получается при работе тупым или непра-
вильно заточенным сверлом при большой величине по-
дачи и недостаточном охлаждении сверла. Для пре-
дотвращения этого вида брака нужно перед началом
работы проверить шаблоном правильность заточки свер-
ла, работать только по режимам, указанным в техноло-
гической карте, своевременно регулировать подачу
охлаждающей жидкости на сверло.
Диаметр просверленного отверстия,
превышающий заданный, получается вследствие
неправильного выбора размера сверла, неправильной
его заточки (неравные углы у режущих кромок, режу-
щие кромки разной длины, смещение поперечной кромки
сверла), наличия люфта в узле шпинделя станка и пр<
319
Во избежание этого вида брака необходимо до начала
работы проверить заточку сверла, выбрать сверло необ-
ходимых размеров, проверить положение шпинделя и
тщательно отрегулировать его.
Смещение оси отверстия получается в ре-
зультате неправильной разметки детали (при сверлении
по разметке), неправильной установки и слабого креп-
ления детали на столе станка (деталь сдвинулась при
сверлении), биения сверла в шпинделе и увода сверла
в сторону. Чтобы предотвратить смещение оси, нужно
правильно размечать деталь и предварительно засвер-
ливать центровое углубление, проверять прочность креп-
ления детали до начала работы, а также биение и пра-
вильность заточки сверла.
Перекос оси отверстия может быть вызван
неправильной установкой детали на столе станка или
в приспособлении, попаданием стружки под деталь,
неперпендикулярностью стола к шпинделю станка и
чрезмерно большим нажимом на сверло при его подаче.
Чтобы предупредить этот вид брака, необходимо тща-
тельно проверить установку и крепление детали, предва-
рительно очистить стол от стружки и грязи, выверить
стол, следить за силой нажима на сверло при ручной
подаче.
66. ЗЕНКОВАНИЕ И ЗЕНКЕРОВАНИЕ ОТВЕРСТИЙ
Зенкованием называется обработка входной или
выходной части отверстия с целью снятия фасок, заусен-
цев, а также образования углублений под головки бол-
тов, винтов и заклепок. Инструменты, применяемые для
этой цели, называются зенковками. По форме режущей
части зенковки подразделяют на конические и цилин-
дрические.
Конические зенковки (рис. 125, а) предна-
значены для снятия заусенцев в выходной части отвер-
стия, для получения конусных углублений под головки
потайных винтов, заклепок и центровых углублений при
обработке деталей в центрах. Наибольшее распростра-
нение получили конические зенковки с углом конуса при
вершине 2<р, равным 30, 60, 90 и 120°.
Цилиндрические зенковки с торцовы-
ми зубьями1 применяются для обработки углубле-
1 Иногда такая зенковка называется цековкой, а зенкование
таким инструментом — цекованием.
320
пий под головки болтов, заклепок, шурупов, под плоские
шайбы (рис. 125,6), а также для подрезания торцов,
плоскостей бобышек, для выборки уступов и углов.
Число зубьев у этих зенковок от 4 до 8. Цилиндрические
зенковки снабжают направляющими цапфами, входя-
щими в просверленные отверстия, что обеспечивает
совпадение осей отверстия и. цилиндрического углубле-
ния, образованного зенковкой.
а)
Рис. 125. Зенковки и примеры обработки ими отверстий.
Зенкерованием называется обработка (расши-
рение) предварительно просверленных штампованных
или литых отверстий с целью придания им строгой ци-
линдрической формы, достижения большей точности и
чистоты поверхности. Зенкерование обеспечивает полу-
чение отверстий 4—5-го класса точности. Отверстия
2—3-го класса точности получаются развертыванием.
Поэтому к зенкерованию прибегают преимущественно
как к промежуточной операции между сверлением и
развертыванием.
Зенкерованием обрабатываются также литые, штам-
пованные и прошитые отверстия.
Зенкеры отличаются от сверл устройством режу-
щей части и большим числом режущих кромок. Большое
11 Н. Н. Кропизиицкий ^21
количество направляющих ленточек обеспечивает пра-
вильное и более устойчивое положение зенкера относи-
тельно оси обрабатываемого отверстия, а распределение
усилий на три-четыре режущие кромки — более плав-
ную, чем при сверлении, работу и получение чистого и
достаточно точного отверстия.
По конструкции зенкеры бывают цельные (рис.
126, а), насадные (рис. 126,6) и со вставными ножами
(рис. 126, в), а по количеству зубьев (перьев) —трех- и
четырехперые.
Рис. 126. Зенкеры:
цельный; б—насадной; в—со вставными ножами.
( Цельные зенкеры имеют три или четыре режущие
кромки, а насадные — четыре режущие кромки. Для
обработки отверстий диаметром 12—20 мм применяют
цельные зенкеры. Насадные зенкеры используют при
обработке отверстий диаметром свыше 20 мм. Сменные
^насадные) зенкеры соединяются с оправкой с помощью
выступа на оправке и выреза на торце зенкера
(рис. 126,6).
\' Зенкование и зенкерование выполняют на сверлиль-
йых станках и при помощи электрических или пневмати-
ческих машинок. Крепление зенкеров аналогично креп-
лению сверл.
67. РАЗВЕРТЫВАНИЕ И ЕГО ПРИМЕНЕНИЕ
Развертывание является операцией чистовой
обработки отверстий, обеспечивающей высокую точность
размеров и чистоту поверхности. Эта операция выпол-
322
няется с помощью инструмента, называемого разверти
кой.
Развертывание отверстий можно выполнять на свер-
лильных или токарных станках, а также вручную. Раз-
вертки, применяемые для станочного развертывания от-
верстий, называются машинными (рис. 127,6). Машин-
ные развертки отличаются от ручных более короткой
рабочей частью. Они закрепляются в качающихся (пла-
вающих) державках, установленных в патроне или не-
посредственно в шпинделе станка. Ручной развертке
вращение сообщается при помощи воротка, который на-
девается на квадратный конец хвостовика развертки
(рис. 127, а).
Расположенные на рабочей части развертки режу-
щие зубья выполняются прямыми (прямозубые разверт-
ки, рис. 127, а) или с винтовыми канавками (спираль-
ные развертки, рис. 127, в). Для развертывания прерыви-
стых отверстий (например, с продольными канавками)
применяются не прямозубые, а спиральные развертки.
Развертки с правой винтовой канавкой называются
праворежущими, а с левой — леворежу-
щим и.
По форме обрабатываемых отверстий развертки
делятся на цилиндрические (рис. 127, а, б, в, г, д)
и конические (рис. 127,е, ж, з). Конические раз-
323
вертки применяются для развертывания отверстий: под
коническую резьбу от Vie до 2,z; под конус Морзе от № О
до № 6; под метрический конус от № 4 до № 140; под ко-
нические штифты конусностью 1 : 50 и 1 30. Эти раз-
вертки делают комплектами из двух или трех разверток
в комплекте. Одна является черновой, вторая—проме-
жуточной, а третья — чистовой (рис. 127, е, ж, з).
0братный конус
Режущая Калибрующая .
часть часть ж| Ч
Шейка
Рабочая часть
Ч ~
Хвостовик
ЕЕ-
Квадрат
б)
Нормальное
сечение, калиб-
рующей части
Канавки
Угловой шаг
поверхность
Рис. 128. Элементы и геометрические параметры развертки.
Направляющий конус
Лапка
По своему устройству развертки подразделяются на
цельные и насадные (рис. 127, г), с прямыми и вин-
товыми зубьями, постоянные и регули-
руемые.
Корпус регулируемой развертки сделан полым кони-
ческим с продольными канавками, прорезанными
между зубьями на длине рабочей части (рис. 127, д).
При завертывании винта его конический конец застав-
ляет зубья развертки раздаваться; тем самлЫм увели-
чивается и регулируется в определенных пределах диа-
метр развертки.
Развертка состоит из трех частей: рабочей части,
шейки и хвостовика (рис. 128, а).
324
Рабочая часть в свою очередь состоит из режу-
щей (или заборной) части, калибрующей цилиндриче-
ской части и обратного конуса.
Режущая часть делается конусной и выполняет
основную работу по снятию стружки. Режущие кромки
заборной части образуют с осью развертки угол при
вершине, равный 2<р. Любая режущая кромка образует
с направлением подачи или осью развертки главный
угол в плане ср. Этот угол принимается для ручных раз-
верток равным 0,5—1,5°, а для машинных разверток
3—5° при развертывании твердых металлов и 12—15°
при развертывании мягких и вязких металлов. На конце
заборной части зубья имеют скос под углом 45°. Это
предохраняет режущие зубья от забоин и выкрашива-
ния.
Задний угол а зуба развертки принимается рав-
ным 6—15° (рис. 128,в). Большие значения берутся для
разверток больших диаметров. Передний угол у
для черновых разверток берется в пределах от 0 до 10°,
для чистовых разверток у = 0°.
Заборная (режущая) и калибрующая части раз-
вертки различаются формой зуба: на заборной части
зуб заточен до остроты, а на калибрующей каждый зуб
имеет на вершине ленточку шириной 0,05—0,4 мм
(рис. 128,г); назначение ленточки — калибровать и
заглаживать стенки развертываемого отверстия, при-
давая ему требуемые точность размера и чистоту по-
верхности.
В целях уменьшения трения развертки о стенки
отверстия на участке /з калибрующей части (рис. 128, а)
образован обратный конус (развертка уменьшается в
диаметре из расчета 0,04 мм на каждые 100 мм длины).
Развертки изготовляют с равномерным и неравно-
мерным шагом зубьев по окружности. Для ручного раз-
вертывания следует применять развертки с неравномер-
ным шагом. Они дают при развертывании вручную
более чистую поверхность отверстия, а главное огра-
ничивают возможность образования так называемой
огранки, при которой отверстия получаются не цилин-
дрической, а многогранной формы. Машинные развертки
изготовляют с равномерным шагом зубьев по окруж-
ности.
Хвостовики ручных разверток имеют на конце квад-
раты для воротка (рис. 128, а); у машинных разверток
хвостовики имеют коническую форму (рис. 128, б).
325
Приемы развертывания. Отверстие под развертку
сверлят с малым припуском, составляющим по диаметру
не более 0,2—0,3 мм на черновую развертку и не более
0,05—0,1 мм на чистовую (табл. 8). Большой при-
пуск может привести к быстрому затуплению заборной
части развертки, ухудшению чистоты и точности отвер-
стия»
Таблица 8
Значения припусков на диаметр при обработке отверстий
Под зенке?
рование илц
растачивайте
Под черно*
вое развер-
тывание . ♦
Под чисто-
вое развер-
' тывание . . .
Для отверстий 2-го класса точности
— — —* 0,8—1 1—2 1,2—2,5 1,5-4 2—4
0,1 0,1 0,15 0,15 0,2 0,25 0,3 0,4 0,5
0,05 0,05 0,08 0,08 0,1 0,12 0,15 0,2 0,25
Для отверстий 3-го класса точности
0,8-1
Под зенке-
рование . ,
Под раз-
вертывание .
0,1 0,1
0,15 0,2
1—2
0,2
1,2—2,5 1,5-3
0,25 0,25
2—4
0,3
При ручном развертывании развертку за-
крепляют в воротке, смазывают и затем вводят заборной
частью в отверстие, направляя ее так, чтобы оси отвер-
стия и развертки совпали. В особо ответственных слу-
чаях положение развертки проверяют по угольнику в
двух взаимно перпендикулярных плоскостях. Убедив-
шись в правильности положения развертки, начинают
медленно вращать ее вправо и одновременно слегка
нажимают сверху. Вороток нужно вращать медленно,
плавно и без рывков. Не следует форсировать разверты-
вание увеличением нажима даже в том случае, если раз-
вертка продвигается легко. Вращение развертки в об-
326
ратном направлении совершенно недопустимо, так как
оно может вызвать задиры на поверхности отверстия
или поломку режущих кромок развертки. Развертывать
отверстия нужно развертками определенного диаметра
за один проход и обязательно с одной стороны. Развер-
тывание можно считать законченным, когда рабочая
часть развертки полностью пройдет отверстие.
Для развертывания отверстий в труднодоступных
местах применяют специальные удлинители, надеваемые
на квадрат развертки как торцовый ключ; вороток же
надевается на квадрат такого удлинителя'.
Механизация ручного развертывания
осуществляется путем выполнения этой операции на
сверлильных и других станках, а также с помощью ме-
ханизированных машинок пневматического и электриче-
ского действия и специальных приспособлений.
При машинном развертывании на свер-
лильном станке развертка закрепляется так же, как и
сверло, и работа производится аналогично сверлению.
Эту операцию лучше всего выполнять сразу после свер-
ления при одной установке детали. Благодаря этому
развертка направляется строго по оси отверстия и на-
грузка на зубья получается равномерной. В ряде слу-
чаев машинные развертки закрепляются в шарнирных
качающихся державках. Это позволяет развертке само-
устанавливаться по оси просверленного отверстия в тех
случаях, когда оси отверстия и развертки не совпадают.
Развертывание на сверлильном станке следует вести
с автоматической подачей и достаточно хорошей смаз-
кой. Скорости резания при развертывании на станках
должны быть в 2—3 раза меньше, чем при сверлении
сверлом такого же диаметра. При меньшем числе обо-
ротов повышается не только чистота и точность развер-
тываемого отверстия, но и стойкость развертки.
Подачи при развертывании отверстий в стальных
деталях диаметром до 10 мм составляют 0,5—1,2 мм/об.,
а в остальных деталях диаметром от 10 до 30 мм —
0,5—2 мм/об. При развертывании деталей из чугуна по-
дачи для отверстий диаметром до 10 мм принимаются
равными 1—2,4 мм/об., а для отверстий диаметром от
10 до 30 мм — 1—4 мм/об.
Величины подач при развертывании оказывают су-
щественное влияние на чистоту поверхности отверстия.
Чем выше требования к чйстоте поверхности, тем мень-
ше должна быть подача. В качестве смазывающе-охла-
327
ждающей жидкости следует применять при развертыва-
нии отверстий в стальных деталях минеральное масло,
в деталях из меди, латуни, дуралюминия — мыльную
эмульсию; детали из чугуна и бронзы развертывают
всухую. Охлаждение применяют как при машинном, так
и при ручном развертывании.
Необходимо помнить, что развертки относятся к точ-
ным и дорогостоящим инструментам, поэтому на пра-
вильность их эксплуатации и хранения должно быть
обращено особое внимание. Развертками следует поль-
зоваться только по назначению, нельзя доводить их до
чрезмерного затупления. Хранить их нужно в деревян-
ных гнездах или чехлах.
Типовые процессы обработки отверстий. Отверстия
диаметром до 10 мм развертываются после сверления;
при больших диаметрах отверстия обрабатываются зен-
кером и затем развертываются одной или двумя раз-
вертками. Точность отверстия после развертывания соот-
ветствует 2—3-му классу, а шероховатость поверхности,
достигаемая развертыванием, находится в пределах
6—9-го, а иногда и до 10-го класса чистоты (при обра-
ботке латуни ЛС59-1 и цинковых сплавов) по ГОСТу
2789-59.
В табл. 8 приведены значения припусков на диаметр
при обработке отверстий.
Количество и последовательность переходов при об-
работке отверстия устанавливают в зависимости от за-
данной точности и размеров отверстия, а также от ма-
териала детали и т. д.
Обработку, например, отверстия диаметром 10 мм
в стальной детали по 2-му классу точности следует вы-
полнять в такой последовательности (рис. 129, а):
1) Просверлить отверстие диаметром 9,7 мм;
2) развернуть черновой разверткой диаметром 9,9 мм;
3) развернуть отверстие чистовой разверткой диа-
метром 10А мм.
На рис. 129, б показана последовательность обработ-
ки отверстия диаметром 25 мм в стальной детали по
2-му классу точности:
1) сверление отверстия диаметром 22,6 мм;
2) зенкерование зенкером диаметром 24,7 мм;
3) развертывание черновой разверткой диаметром
24,9 мм;
4) развертывание чистовой разверткой диаметром
25А мм.
328
Брак при развертывании и меры его предупрежде-
ния. Брак при развертывании отверстий может полу-
читься в результате неправильного выбора инструмента
и режимов резания, назначения чрезмерных припусков
на развертывание, работы неисправной разверткой (тре-
щины, выкрошенные зубья, забоины и т. п.), нарушения
технологической последовательности переходов и прие-
мов развертывания, отсутствия смазочно-охлаждающей
жидкости.
Рис. 129. Последовательность обработки отверстий вы-
сокой точности.
Следует помнить, что развертывание является по-
следней операцией чистовой обработки отверстия. По-
этому, производя развертывание, слесарь обязан осо-
бенно внимательно следить за ходом процесса. В част-
ности, необходимо учитывать, что черновой разверткой
можно снимать припуск по диаметру металла толщи-
ной 0,2—0,3 мм, а чистовой — 0,05—0,2 мм. При
съеме большего слоя металла развертка быстро
тупится.
Нельзя вращать развертку в обратном направлении,
так как это вызывает поломку зубьев и задиры на по-
верхности отверстия.
329
Диаметр чистовой развертки слесарь должен выби-
рать, исходя из окончательного размера обрабатывае-
мого отверстия с соответствующим допуском. Зная
верхнее отклонение на изготовление отверстия, можно
установить диаметр развертки, учитывая разбивку от-
верстия. Разбивка отверстия — это разность между раз-
мерами отверстия и диаметром развертки.
Если слесарь не может устранить неполадки в про-
цессе развертывания, он должен обратиться к мастеру.
68. ОСНОВНЫЕ ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ
НА СВЕРЛИЛЬНЫХ СТАНКАХ
И МЕХАНИЗИРОВАННЫМИ СВЕРЛИЛЬНЫМИ МАШИНКАМИ
Несчастные случаи при работе на сверлильном стан-
ке обычно происходят по причине его неисправности,
из-за отсутствия защитных ограждений, вследствие не-
соблюдения работающими правильных приемов работы,
загромождения рабочего места заготовками, деталями и
разными ненужными предметами. Нередко причиной
несчастного случая является загрязненный, мокрый и
скользкий пол на рабочем месте. Чтобы избежать не-
счастных случаев, работающий на сверлильном станке
должен содержать в Порядке рабочее место, соблюдать
правила техники безопасности, умело пользоваться ин-
струментом.
Приступая первый раз к работе на сверлильном
станке или к использованию механизированного инстру-
мента, слесарь должен получить от мастера подробный
инструктаж.
Перед началом работы нужно привести в порядок
одежду и головной убор, проверить состояние рабочего
места, удостовериться в том, что ограждения станка
находятся на своих местах и хорошо закреплены. Необ-
ходимо помнить, что свисающие части одежды или го-
ловного убора, длинные волосы могут быть захвачены
вращающимися частями станка — шпинделем или свер-
лом, могут зацепиться за выступающие части. Поэтому
перед работой нужно завязать тесемки на рукавах, тща-
тельно убрать длинные волосы под головной убор.
Нельзя удалять стружку из отверстий пальцами или
сдувать ее. Это надо делать крючком или щеткой и
только после остановки станка. Не разрешается для
охлаждения в процессе резания пользоваться смоченной
тряпкой; тряпка может намотаться на сверло и захва-
330
Тить пальцы работающего. При Обработке яа сверлиль-
ном станке нельзя держать обрабатываемую деталь ру-
ками; ее нужно зажимать в станочных тисках или на-
дежно прикреплять к столу станка.
Недопустимо проверять остроту сверла рукой на
ходу станка, такие попытки всегда койчаются травмой.
Нельзя устанавливать инструмент во время вращения
шпинделя; это может привести к тяжелому рднению рук.
Работая электрической сверлильной машинкой, необ-
ходимо хорошо заземлить корпус машинки через спе-
циальный провод. Машинка обязательно предваритель-
но проверяется на отсутствие повреждения электроизо-
ляции. Работающий должен стоять на изолированном
полу или на резиновом коврике.
При пользовании пневматической машинкой следуеу
пускать ее только в том случае, когда инструмент уста-
новлен в рабочее положение. При случайном пуске ма*
шинки можно сильно повредить себе руки и травмиро-
вать других. Нужно работать исправным инструментом
и не очень сильно нажимать на машинку в процессе
работы.
Только при самом строгом соблюдении требований
техники безопасности создаются наилучшие условия
работы, исключающие возможность несчастных случаев,
Глава X
ОБРАБОТКА РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
Резьба — винтовая поверхность, образованная на те-
лах вращения. Резьба широко применяется в технике
как средство соединения, уплотнения или обеспечения
заданных перемещений деталей машин, механизмов,
приборов, аппаратов, сооружений.
Нарезание резьбы — операция, выполняемая
со снятием стружки или методом накатывания, в ре-
зультате которой образуются винтовые канавки на
цилиндрических и конических поверхностях. Нарезание
резьбы на винтах, болтах, в гайках и прочих деталях
производится преимущественно на станках. В практике
слесарной обработки на сборке, при ремонте оборудова-
ния и монтажных работах прибегают к нарезанию резь-
бы вручную и с помощью машинок-резьбонарезателей
электрического и пневматического действия.
331
69. РЕЗЬБА И ЕЕ ЭЛЕМЕНТЫ
Образование винтовой линии. Если мы
вырежем из бумаги прямоугольный треугольник 2, у ко-
торого катет АВ равен/ длине окружности цилиндра 1,
Т. ё. АВ = nd (рис. 130, а), и навернем его на поверх-
ность цилиндра, то катет АВ обернется вокруг цилиндра
ОДЙн раз, а гипотенуза АС образует кривую на его по-
верхности, называемую винтовой линией.
Угол а, под которым поднимается винтовая линия, на-
зывается углом подъема винтовой линии.
Рит..130. Образование винтовой линии.
ВйЙтовая линия (резьба) может быть правой и ле-
вой, в зависимости от направления подъема витков на
цилиндрической поверхности.
Если винтовая линия поднимается сЯева направо
(прбтйв часовой стрелки), то соответствующая ей
резьба называется правой (рис. 130,а). При образова-
ний винтовой линии в противоположном направлении
(рис. 130, б) соответствующая ей резьба называется левой.
Для получения резьбы с определенным углом подъ-
ема винтовой линии на цилиндрической поверхности
прорезают винтовую канавку определенного профиля.
Основные элементы резьбы. В зависимости от того,
где нарезается резьба — на поверхности стержня или
внутри отверстия, различают резьбу наружную (на
ci ержне) и в и ут р е н н ю ю (в отверстии).
Стержень с наружной резьбой называется винтом
(болтом), а деталь с внутренней резьбой — гайкой.
332
Следует, однако, отметить, что в машиностроении
не все стержни, имеющие винтовую нарезку, назы-
ваются винтами. Приняты и другие наименования.
Крепежные детали для соединения деревянных частей
независимо от длины нарезки называются винтами
по дереву, или шурупами. Детали с наружной
резьбой для передачи движения называют обычно вин-
тами; например, ходовой винт станка и др.
Во всякой резьбе различают следующие основные
элементы: профиль, шаг, глубину, наружный, средний и
внутренний диаметры.
Очертания впадин и выступов в продольном разрезе,
проходящем через ось болта или гайки, образуют про-
филь резьбы (рис. 131). По форме профили резьбы под-
разделяются на треугольную со срезанными или
закругленными вершинами (рис. 131, поз. /); прямо-
угольную (рис. 131, поз. II)', трапецеидальную
(рис. 131, поз. III)', упорную (пилообразную, рис. 131,
поз. IV) и круглую (рис. 131, поз. V).
Ниткой (витком) называется часть резьбы, обра-
зуемая при одном полном обороте профиля.
Шагом резьбы S называется расстояние между
параллельными сторонами двух рядом лежащих витков,
измеренное вдоль оси резьбы. В треугольной резьбе ша-
гом является расстояние между вершинами двух рядом
лежащих витков (рис. 131, поз. /).
Углом профиля резьбы <р называется угол,
заключенный между боковыми сторонами профиля резь-
бы, измеренный в плоскости, проходящей через ось
болта.
Вершина резьбы — участок профиля резьбы,
находящийся на наибольшем расстоянии от оси болта.
Основание резьбы (впадина)—участок про-
филя резьбы, находящийся на наименьшем расстоянии
от оси болта.
Глубиной резьбы h называется расстояние от
вершины резьбы до основания профиля, измеряемое
перпендикулярно к оси болта.
Наружным диаметром резьбы d является
наибольший диаметр, измеряемый по вершине резьбы
в плоскости, перпендикулярной к оси болта.
Средний диаметр d2 — это диаметр вообра-
жаемого цилиндра, который делит профиль резьбы так,
что ширина витка резьбы равна ширине соответствую-
щего промежутка между витками. Средний диаметр
333
измеряется в плоскости, перпендикулярной к оси болта
или гайки.
Внутренний диаметр резьбы d\ — это на-
именьший диаметр резьбы, измеренный по впадинам ее
битков в направлении, перпендикулярном к оси болта.
Рис. 131. Профили и элементы резьбы (а):
поз. I— треугольная; поз. ZZ—прямоугольная; поз. ZZZ—
трапецеидальная; поз. IV—упорная; поз. У—круглая; б—
однозаходная резьба; в—двухзаходная резьба; г—трех-
заходная резьба.
По числу ниток в резьбовой нарезке резьбы разде-
ляются на однозаходные (одноходовые), когда на
торце винта или гайки виден только один конец витка
(рис. 131,6), и м ногоз а ход н ые, в которых на тор-
це винта или гайки видны два (двухзаходные) или не-
сколько концов витка (рис. 131,в, г). В этих случаях
334
шагом резьбы называется расстояние вдоль оси винта
между одноименными точками витка одной и той же
нити.
У многозаходных резьб следует различать термины
«шаг» и «ход»; последний обозначает то расстояние, на
которое переместится вдоль оси винт при одном полном
его обороте, т. е. шаг одной и той же винтовой линии
резьбы. Ход резьбы равен произведению шага на число
заходов. У однозаходной резьбы шаг равен ходу.
Типы и системы резьб. Профили резьбы получаются
в зависимости от формы режущей части инструмента,
при помощи которого нарезается резьба. Тип или про-
филь резьбы выбирают согласно ГОСТу применительно
к ее назначению.
По назначению резьбы делятся на крепежные и спе-
циальные. К крепежным относятся треугольные резьбы,
к специальным — прямоугольные, трапецеидальные,
упорные и круглые (рис. 131).
Наибольшее распространение имеет цилиндриче-
ская треугольная резьба, у которой вершины
профиля лежат на цилиндрической поверхности. Обычно
эту резьбу называют крепежной, так как ее наре-
зают на болтах, шпильках, гайках и т. п. Для получения
особо плотных (обеспечивающих герметичность) соеди-
нений треугольную резьбу нарезают на конических
пробках, штуцерах масленок, в арматуре и др. У этой
резьбы вершины профиля лежат на конической по-
верхности.
Прямоугольную и трапецеидальную
резьбы нарезают на деталях, преобразующих враща-
тельное движение в поступательное, например на ходо-
вых винтах токарно-винторезных станков, винтах сле-
сарных тисков и др. Упорную резьбу нарезают на
деталях, испытывающих большое давление в одном на-
правлении, например на винтах мощных прессов, дом-
кратах ит. д. Круглая резьба обладает большой
выносливостью в загрязненной среде и поэтому приме-
няется в деталях арматуры, в вагонных сцепках, цоко-
лях и патронах электролампочек и т. д.
В машиностроении приняты три системы резьб: мет-
рическая, дюймовая и трубная.
Метрическая резьба имеет в профиле вид
равностороннего треугольника с углом при вершине 60°
(рис. 132, а). ВерШины выступов винта и гайки плоско
срезаются во избежание заедания при свинчивании.
335
Метрическая резьба характеризуется шагом и диамет-
ром винта, выраженными в миллиметрах. Согласно
ГОСТу 8724-58 метрические резьбы подразделяются на
резьбы с крупным шагом и резьбы с мелким шагом.
Резьбы с крупным шагом обозначаются буквой «М» и
цифрой, характеризующей диаметр, например М5, М20
и т. д. Резьбы с мелким шагом обозначаются буквой
«М» и цифрами,, показывающими диаметр и шаг (через
енак умножения), например: М24Х1.5; М12Х1 и т. д.
Дюймовая резьба в машиностроении приме-
няется только при ремонтных работах и при изготовлении
Рис. 132. Системы резьб:
а—метрическая; б—дюймовая;
в—трубная.
запасных частей для старых машин (рис. 132,6). Эта
резьба имеет в профиле равнобедренный треугольник с
углом при вершине 55°. Вершины выступов винта и гай-
ки плоско срезаны, по наружному и внутреннему диа-
метрам резьбы имеются зазоры. Дюймовая резьба ха-
рактеризуется числом ниток, которое приходится на 1"
ее длины. Наружный диаметр резьбы (диаметр болта)
измеряется в дюймах.
Крепежные дюймовые резьбы нарезают диаметром
от 3/i6 до 4" с числом ниток на 1" от 24 до 3.
Трубная резьба имеет профиль такой же, как
и дюймовая резьба, но меньше по шагу (рис. 132,в).
Она измеряется в дюймах и характеризуется чисДом ни-
ток резьбы на Г'. Эта резьба охватывает диаметры от
Vs до 6" при числе ниток на I" от 28 до 11. Диаметром
трубной резьбы условно считают внутренний диаметр
трубы (диаметр отверстия), а не наружный. Трубная
336
резьба применяется для соединения труб, арматуры
трубопроводов и других тонкостенных деталей.
Трубная цилиндрическая резьба на чертежах обо-
значается с указанием наружного диаметра, например:
Труб. 3/8".
Определение размеров резьбы. В практике слесарной
обработки нередко возникает необходимость определить
размеры элементов резьбы на готовой детали.
Наружный диаметр измеряют с помощью штанген-
циркуля или микрометра, шаг резьбы — с помощью
миллиметрового иди дюймового резьбомера (см.
рис. 36).
При отсутствии резьбомера шаг резьбы измеряют
масштабной лйнейкой или штангенциркулем. Для этого
на резьбу вдоль ее оси накладывают линейку так, чтобы
ее нулевое деление совпало с вершиной одного из вит-
ков, и отсчитывают число уложившихся на длине 1"
(25,4 мм) витков резьбы. Разделив 1" на полученное
число витков, определяют шаг резьбы в дюймах; опре-
деленное число витков соответствует числу ниток на I".
Аналогично определяют и шаг метрической резьбы.
Если в 1" не укладывается целое число витков, то под-
счет производят на длине двух-трех дюймов.
Шаг резьбы можно также измерить по ее оттиску на
бумаге или дереве. К такому приему часто приходится
прибегать при измерении шага внутренней резьбы ма-
лого диаметра. Для этого в отверстие резьбы вводят
тоненькую деревянную палочку, прижимают ее к резьбе
и получают оттиск, по которому измеряют шаг резьбы.
Шаг ’ специальной резьбы (прямоугольной, трапе-
цеидальной) измеряют штангенциркулем или по оттиску
резьбы на бумаге.
70. ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ
ВНУТРЕННЕЙ РЕЗЬБЫ
В современном машиностроении широко исполь-
зуются высокопроизводительные методы нарезания резь-
бы на металлорежущих станках с помощью резьбона-
резных инструментов; успешно получают резьбу и с по-
мощью инструментов для накатывания и др. Однако
в практике слесарной обработки в большинстве случаев
приходится нарезать резьбу вручную.
Для нарезания резьбы в отверстиях применяются
метчики, а для нарезания наружной резьбы — плашки
различной конструкции.
337
Метчик — режущий инструмент, представляющий
собой закаленный винт, на котором прорезано несколько
продольных прямых или винтовых канавок, образующих
режущие кромки (рис. 133). Метчик имеет рабочую
часть и хвостовик, заканчивающийся квадратом.
Рабочая часть метчика состоит из заборной и
калибрующей частей. Заборная часть — передняя
б)
Режущее Задняя
перо поверхность
Рис. 133. Метчики и их элементы:
с—общий вид; б—радиальное сечение; в и г—метчики с винтовыми
канавками; д—бесканавочный метчик.
конусная часть метчика, которая первой входит в отвер-
стие и осуществляет^ всю основную работу резания. Ка-
либрующая часть направляем метчик в отверстие
и окончательно калибрует резьбу.
Режущими перьями называются зубья резь-
бовой части метчика, расположенные на его окружности
(рис. 133,а). Режущие грани на зубьях образуются бла-
годаря наличию канавок, разделяющих перья.
Канавки представляют собой углубления между ^ре-
жущими перьями и предназначены для образования ре-
338
жущих кромок, а также для выхода стружки, получаю-
щейся в процессе нарезания резьбы. Профиль канавки
ограничивается передней поверхностью, по
которой сходит срезаемая стружка, и задней поверх-
ностью, служащей для уменьшения трения зубьев
метчика о стенки нарезаемого отверстия.
Метчики диаметром до 20 мм обычно изготовляют
с тремя, а метчики диаметром от 20 до 40 мм — с че-
тырьмя канавками.
Режущими кромками называют кромки на ре-
жущих перьях метчика (рис. 133,6), образованные пере-
сечением передних поверхностей канавки с задними (за-
тылованными) поверхностями рабочей части.
Задняя поверхность режущих зубьев заты-
луется по спирали", что позволяет сохранять постоянным
профиль зубьев после их переточек.
На рис. 133,6 показаны углы режущих зубьев мет-
чика: передний угол у, задний угол а, угол заострения р
и угол резания 6; величина этих углов выбирается в за-
висимости от обрабатываемого металла.
Как правило, метчики имеют прямые канавки, но для
улучшения условий резания, получения точных и чистых
резьб целесообразно применять метчики не с прямыми,
а с винтовыми канавками (рис. 133,в). Угол наклона и
винтовой канавки у таких метчиков составляет 8—15°.
При нарезании резьбы в сквозном отверстии стружка
выводится из отверстия в направлении подачи метчиков.
При нарезании резьбы в глухих отверстиях следует при-
менять метчики с противоположным направлением на-
клона винтовой канавки, тогда и стружка будет выво-
диться в противоположном направлении (рис. 133,г).
С целью получения чистой и точной резьбы в сквоз-
ных отверстиях при обработке мягких и вязких метал-
лов применяют бесканавочные метчики (рис. 133,6),
располагающие лишь очень короткими винтовыми ка-
навками а на заборной части. Длина этих канавок со-
ставляет 6—10 мм, а угол наклона к оси метчика 9—12°.
При нарезании резьбы таким метчиком стружка выхо-
дит в отверстие впереди метчика. Для нарезания резьб
в глухих отверстиях бесканавочные метчики непригодны;
в этих случаях иногда применяют метчики с централь-
ным отверстием для отвода стружки.
Устройство метчиков определяется их назначением.
В зависимости от назначения метчики подразделяются
на ручные (слесарные), гаечные, машинно-ручные, пла-
339
шечные и маточные, сборные и специальные. По способу
применения метчики делятся на две группы: ручные и
машинные.
Ручные слесарные метчики служат для
нарезания резьбы вручную. Они обычно изготовляются
комплектами из двух или трех метчиков. В комплект,
состоящий из трех метчиков, входят черновой, средний
и чистовой метчики (или 1, 2 и 3-й), а в комплект из
двух метчиков — черновой и чистовой. В таком же по-
рядке они применяются и. при нарезании резьбы.
Метчики условно обозначены: черновой имеет на хво-
стовике одну круговую риску (канавку), средний мет-
чик— две и чистовой — три риски; там же указывается
тип резьбы и ее размер. По внешнему виду метчики
одного комплекта различаются тем, что черновой мет-
чик имеет большую заборную часть (конус) и срезан-
ную нарезку на калибрующей части, средний метчик
имеет меньшую заборную часть и более полную нарезку
на калибрующей части, а чистовой метчик имеет незна-
чительный заборный конус и полный профиль резьбы на
калибрующей части. Обычно заборная часть первого
метчика имеет 6—8 витков, второго — 3—4 витка и
третьего—1,5—2 витка. Первый метчик срезает поло-
вину высоты витка резьбы, второй — еще 0,3 высоты,
а третий калибрует резьбу начисто. Для основной мет-
рической и дюймовой резьбы комплект состоит из трех
метчиков, для мелких метрических, а также для труб-
ных резьб — из двух.
Трубную резьбу нарезают цилиндрическими и кони-
ческими метчиками (рис. 134,а, б). В комплект метчи-
ков для нарезания плашек входят один плашечный и
три маточных метчика. Плашечным метчиком произво-
дят предварительное нарезание резьбы в плашках
(рис. 134,в), а маточным (рис. 134,а)—окончательное
(снятие припуска, зачистка и калибровка). Плашечный
метчик отличается от слесарного наличием большой за-
борной части, а маточные — наличием шести винтовых
канавок. Маточные метчики употребляются также для
прочистки плашек, находящихся в работе.
Применение стандартных метчиков комплектами из
двух или трех штук связано с дополнительными затра-
тами времени. Рационализаторская мысль новаторов
производства направлена на отыскание возможностей
совместить обработку, выполняемую несколькими метчи-
ками, заменив их одним калиброванным инструментом.
340
На станкостроительном заводе «Красный пролета-
рий» применяется комбинированный инструмент — свер-
ло-метчик (рис. 134,3), позволяющий совместить опера-
ции сверления и нарезания резьбы в одну операцию.
Такое же назначение имеет сверло-метчик (рис. 134, е),
предложенный инженерами Б. В. Биринем и Э. Э. Ро-
зенталем, для нарезания резьбы с небольшим шагом
в легкообрабатываемых материалах.
Машинно-ручные метчики различных кон-
струкций применяются для нарезания цилиндрической и
Рис. 134/Метчики для нарезания трубной резьбы
(а, б)\ плашечный метчик (в); маточный метчик (г)\
сверло-метчик (д, е).
конической резьбы в сквозных и глухих отверстиях.
Этими метчиками можно нарезать машинным способом
резьбы всех размеров и вручную резьбы с шагом до Змм
включительно. Они отличаются от ручных только разме-
рами хвостовика и большей длиной заборного конуса.
У метчиков для глухих отверстий заборная часть не пре-
вышает 1,5—2 шагов резьбы.
Машинно-ручные метчики, изготовленные по ГОСТу
3266-60 (рис. 135,а), предназначены для нарезания кре-
пежных и мелкометрических резьб. Нарезание резьб на
деталях из чугуна и мягкой стали ведут одним метчи-
ком; для нарезания твердых сталей используют ком-
плект из двух метчиков.
Гаечные метчики для цилиндрической резьбы
изготовляются по ГОСТу 1604-60 с длинной заборной ча-
стью (до 16 шагов резьбы) и коротким хвостовиком —
341
для использования на токарных и револьверных стан-
ках; с длинным хвостовиком — для нарезания резьбы на
сверлильных гайкорезных станках и автоматах
(рис. 135,6), а также с изогнутым хвостовиком
(рис. 135, в)—для использования на гайкорезных авто-
матах при непрерывном нарезании гаек. Гаечные и ма-
шинные метчики крепятся на станках в специальных
предохранительных патронах, обеспечивающих самовы-
ключение их при перегрузке.
Сборные метчики могут быть трех видов: нере-
гулируемые, регулируемые и самовыключающиеся.
Специальные метчики составляют большую
группу, в которую входят ненормализованные конструк-
ции метчиков.
71. ВЫБОР ДИАМЕТРОВ СВЕРЛ ДЛЯ СВЕРЛЕНИЯ
ОТВЕРСТИЙ ПОД РЕЗЬБУ
Большое значение имеет правильный выбор диаметра
отверстия, подготовленного для нарезания резьбы. Если
диаметр больше, чем следует, то внутренняя резьба не
будет иметь полного профиля. При меньшем диаметре
отверстия вход метчика в него затруднен, что ведет либо
к срыву резьбы, либо к заклиниванию и поломке мет-
чика. Следует иметь в виду, что при нарезании резьбы
342
под действием усилия подачи и вращательного движе-
ния метчика металл заготовки не только режется, но и
«течет» в направлении действия осевого усилия, т. е.
частично, выдавливается, причем в разной степени у раз-
личных материалов. Металлы твердые и хрупкие дают
меньшие изменения величины отверстия при нарезании
резьбы, чем металлы вязкие и мягкие. Если подготовить
отверстие точно по размеру внутреннего диаметра резь-
бы, то выдавливаемый в процессе нарезания резьбы ме-
талл уменьшит диаметр отверстия, будет чрезмерно да-
вить на зубья метчика, способствовать их усиленному
нагреву и прилипанию частиц металла к зубьям. Резьба
Рис. 136. Выбор отверстия для' внутренней резьбы:
а—размер отверстия под резьбу; б—глубина сверления для
глухих отверстий.
в этом случае получится низкого качества, с рваными
нитками, а в ряде случаев возможно заклинивание мет-
чика в отверстии и поломка инструмента. Особенно за-
метно это сказывается при нарезании резьбы в мягких
и вязких материалах.
Для полной гарантии доброкачественного изготовле-
ния резьбы и устранения возможности поломки режу-
щего инструмента диаметр отверстия под резьбу следует
делать несколько большим, чем внутренний диаметр
резьбы (рис. 136,а).
В практике слесарной обработки при выборе диамет-
ров сверл для отверстий под резьбу следует пользовать-
ся данными таблиц технических справочников. При от-
сутствии таблиц размер диаметра сверла под резьбу
можно приближенно вычислить по формуле:
D=d-\$h,
где D — диаметр сверла, мм;
d — наружный диаметр резьбы, мм;
h — глубина резьбы, мм (высота профиля).
343
Глухие отверстия под резьбу нужно сверлить не-
сколько глубже, чем задано длиной резьбы. В этом слу-
чае необходимо учитывать величину сбега резьбы мет-
чика (рис. 136,6). Сбег резьбы равен величине у
Таблица 9
Увеличение глубины сверления глухих отверстий при обра-
ботке их для нарезания резьбы метчиками (H^Ht+y)
Шаг резьбы S . . 1 1,25 1,5 1,75 2 2,5 3
Сбег внутрен- ней резьбы /2 2 2,5 3 3,5 4 5 6
Дополнитель- ный запас глуби- ны сверления (не менее). 4 5,5 6 7,5 8 10 12
Примечание. Общий запас глубины сверления у = Z24-/1.
(табл. 9).. Если глубина резьбы по чертежу составляет
Я], то глубина сверления Н определяется из равенства:
Н=Нг+у мм.
72. ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ
НАРУЖНОЙ РЕЗЬБЫ
Конструкция плашки — инструмента, применяемого
для нарезания наружной резьбы, принципиально анало-
гична конструкции Метчика. Если метчик представляет
собой стальной закаленный винт с прорезанными вдоль
стержня канавками, то плашка является такой же зака-
ленной гайкой со стружечными канавками, образующи-
ми режущие грани' (рис. 137).
Рабочая часть плашки состоит из заборной и
калибрующей частей (рис. 137,а). Заборная часть имеет
конус с углом ф = 40-т-60°. При нарезании резьбы до
упора в буртик винта <р = 90°. Заборная часть располо-
жена по обе стороны плашки: ее длина Р/2—2 витка.
Калибрующая часть длиной I (рис. 137, г) содержит
обычно 3—5 витков.
Задний угол у круглых плашек Принимается рав-
ным 7—8°. Передний угол у при обработке стали
344
колеблется в пределах 104-25°, для чугуна 7=104-12°,
для латуни у=20°. ,
Применяются плашки различных конструкций:
круглые (иногда эти плашки называются также лер-
ками), раздвижные (клупповые) и специаль-
ные для нарезания труб. В свою очередь круглые
плашки делят на цельные и разрезные (пружинящие).
Цельные плашки применяют при нарезании
резьбы диаметром до 52 мм за один проход (рис. 137,а).
Калибрующая часть
Рис. 137. Плашки:
д—цельные; б—разрезные (пружинящие); в—раздвижные
(призматические); г—геометрические параметры плашки.
Они обладают большой жесткостью и обеспечивают по-
лучение чистой резьбы, но сравнительно быстро изнаши-
ваются.
Разрезные (пружинящие) плашки имеют
прорезь от 0,5 до 1,5 мм (рис. 137,6), что позволяет ре-
гулировать диаметр резьб в пределах 0,1—0,25 мм.
Вследствие пониженной жесткости плашек нарезаемая
ими резьба имеет недостаточно точный профиль.
Раздвижные (призматические) плашки
в отличие от круглых состоят из двух половинок, назы-
ваемых полуплашками (рис. 137,в). На каждой
из них проставлены диаметр резьбы и номера 1 и 2, ука-
345
зывающие на их положение при закреплении. На
наружной стороне полуплашек имеются угловые канав-
ки (пазы) с углом 120°, которыми они устанавливаются
в соответствующие выступы (направляющие) клуппа.
Между полуплашками и винтом располагается сухарь,
служащий для равномерного распределения давления
винта на полуплашки.
Раздвижные полуплашки изготовляют комплектами
по 4—5 пар в каждом, каждую пару по мере необходи-
мости вставляют в клупп.
73. ВОРОТКИ И КЛУППЫ
Нарезание резьбы ручными метчиками осуществ-
ляется с помощью воротков, которые надеваются на
квадратные концы хвостовиков. Круглые и раздвижные
плашки при ручном нарезании устанавливаются в спе-
циальных воротках и клуппах.
Воротки бывают различных конструкций. Уни-
версальный вороток представляет собой рамку 1
(рис. 138, а) с двумя-сухарями — подвижным 4 и непо-
движным 5, образующими квадратное отверстие а. Одна
из рукояток 3 заканчивается винтом для зажима квад-
рата метчика. Прочное закрепление метчика подвижной
рукояткой обеспечивается муфтой 2 с отверстием для
стопора. Первый размер такого универсального воротка
заменяет 11 размеров обыкновенных воротков, второй —
6 размеров и третий — 3 размера.
Для предохранения метчика от поломок, особенно
при нарезании глубоких и глухих отверстий, исполь-
зуются воротки с выключающимися кулач-
ками (рис. 138,6). В этих воротках корпус 1 и втулка 2
имеют сцепляющиеся косые кулачки. Когда усилие,
передаваемое рукой слесаря, превышает усилие пружи-
ны 5, кулачки корпуса выходят из зацепления с кулач-
ками втулки, корпус продолжает вращаться, а метчик
остается неподвижным.
Торцовый вороток напоминает своим устрой-
ством торцовый ключ (рис. 138,в). Воротки такого типа
применяются при нарезании резьбы метчиками в труд-
нодоступных местах.
Воротки с трещоткой применяются при наре-
зании отверстий, расположенных в неудобных местах,
когда за один прием можно повернуть вороток только
на небольшой угол. Эти воротки бывают односторонни-
346
ми (рис. 138, г) и двусторонними, т. е. с рукоятями по
обе стороны головки.
Рис. 138. Воротки:
а—с регулируемым отверстием; б—самовыключающийся; в—торцоБьГ;
г—с трещоткой; д—для круглых плашек.
Для предотвращения поломок метчиков следует пра-
вильно выбирать вороток и вращать его без рывков
с одинаковым усилием обеих рук. Общая длина и диа-
метр ручек воротка подбираются в зависимости от диа-
347
метра метчиков по следующим зависимостям:
£=200+100 мм;
rf=0,5£>+5 мм,
где L — длина воротка, мм;
D — диаметр метчика, мм;
d — диаметр рукоятки воротка, мм.
Воротки для круглых плашек (леркодер-
жатели) представляют собой рамку (рис. 138, д), в от-
Рис. 139. Клуппы для закрепления раз-
движных плашек:
а—призматических; б—трубных.
верстие которой помещается плашка, удерживаемая
в нем от провертывания при помощи трех стопорных
винтов, конические хвосты которых входят в углубления
на боковой поверхности плашек. Четвертый винт входит
в разрез регулируемой плашки и фиксирует правильный
размер резьбы.
348
Клуппы для раздвижных плашек представляют
собой косую рамку 1 с двумя рукоятками 2 (рис. 139,а),
В центральном отверстии рамки устанавливаются и цен-
трируются полуплашки 3. Установка полуплашек на тре-
буемый размер осуществляется с помощью нажимного
винта 5, действующего на сухарь 4.
Клупп для закрепления трубных плашек (рис. 139,6)
устроен так, что помещающиеся в его корпусе 4 плашки 3
могут одновременно сближаться к центру и расходить-
ся от него. Для установки плашек на нужный размер
трубы служит имеющаяся в клуппе специальная пово-
ротная часть 1. Поворот осуществляется с помощью ру-
коятки 2, которая затем стопорится собачкой 7. В обой-
ме установлены четыре направляющие плашки 8 без
резьбы, обеспечивающие устойчивое положение клуппа
на трубе во время его работы. Эти плашки регулируются
в зависимости от диаметра трубы червяком 6, находя-
щимся в зацеплении с зубьями обоймы 5.
Нарезав резьбу, клупп не свертывают с трубы, а ру-
кояткой 2 планшайбы раздвигают плашки и тогда клупп
свободно снимается. Клупп снабжается несколькими
комплектами плашек для нарезания трубных резьб диа-
метром от 7s До 4".
74. ПРИЕМЫ НАРЕЗАНИЯ ВНУТРЕННЕЙ
И НАРУЖНОЙ РЕЗЬБЫ ВРУЧНУЮ
Нарезание резьбы метчиком. После подготовки отвер-
стия под резьбу и выбора воротка деталь закрепляют
в тисках, черновой метчик смазывают и в вертикальном
положении (без перекоса) вставляют в нарезаемое от-
верстие. Надев на метчик вороток и слегка прижимая
его к детали левой рукой, правой осторожно поворачи-
вают вороток .вправо до тех пор, пока метчик не вре-
жется в металл и его положение в отверстии не станет
устойчивым. Затем вороток берут двумя руками и плав-
но вращают. После одного-двух полных оборотов воз-
вратным движением метчика примерно на четверть обо-
рота ломают стружку, что значительно облегчает про-
цесс резания. Закончив нарезание, вращением воротка
в обратную сторону вывертывают метчик из отверстия
или пропускают его насквозь.
Второй и третий метчики смазывают маслом и вво-
дят в отверстие без воротка; только после того как мет-
349
чик правильно установится по резьбе, накладывают во-
роток и продолжают нарезание резьбы.
Если отверстие под резьбу слишком мало, первый
метчик испытывает очень большое сопротивление реза-
нию. В этом случае резьбу нужно нарезать короткими
движениями, поворачивая метчик не более чем на V4
окружности, и сразу же после поворота дробить струж-
ку возвратным движением воротка. Если все же даль-
нейшее продвижение метчика станет невозможным,
следует вывернуть метчик из отверстия и установить
причины, затрудняющие его вращение. Затрудненное
нарезание может быть вызвано затуплением метчика
или засорением отверстия металлической стружкой.
При нарезании глубоких отверстий необходимо
в процессе резания два-три раза полностью вывинчивать
метчик и очищать его от стружки, так как избыток
стружки в канавках может вызвать поломку метчика
или срыв резьбы.
Особенно осторожно нужно нарезать резьбу в мел-
ких глухих отверстиях небольшого диаметра, в которых
при нарезании резьбы почти вся нагрузка приходится на
третий метчик, имеющий короткий заборный конус.
Нарезание резьбы плашками. Перед нарезанием резь-
бы конец стержня на всю длину нарезки обтачивают или
опиливают до необходимого диаметра, на самом конце
снимают фаску. Стержень под резьбу должен иметь чи-
стую поверхность; нельзя нарезать резьбу на стержнях,
покрытых окалиной или ржавчиной, так как в этом слу-
чае сильно изнашиваются плашки.
При нарезании резьбы плашками, как и при нареза-
нии метчиками, в результате деформации под действием
силы резания металл детали начинает «течь» и заго-
товка увеличивается в диаметре. При увеличении диа-
метра нарезаемого стержня увеличивается и давление
на зубья плашки, они сильнее нагреваются и к ним при-
липают частицы металла, что приводит к срыву резьбы
или поломке зубьев плашки. Для предотвращения этих
явлений и получения доброкачественной резьбы при из-
готовлении стержня (болты, шпильки и т. п.) его делают
на 0,2—0,4 мм меньше наружного диаметра резьбы. Если
же диаметр стержня будет значительно меньше диамет-
ра наружной резьбы, то резьба получится неполной.
Значения рекомендуемых диаметров стержней при наре-
зании резьбы плашками приведены в таблицах техниче-
ских справочников.
350
Перед нарезанием резьбы стержень закрепляют в тис-
ках так, чтобы его конец выступал над уровнем губок
тисков на 15—20 мм больше длины нарезаемой части.
Затем на торец стержня накладывают закрепленную
в воротке плашку и с небольшим нажимом начинают на-
резать резьбу, поворачивая вороток короткими движе-
ниями вправо. Первые 1—1,5 нитки резьбы можно ре-
зать без смазки, так как сухой металл плашка Захваты-
вает легче (не скользит); затем стержень смазывают и
продолжают вращать вороток или клупп, как и при
нарезании резьбы метчиком, т. е. на один-два
оборота вправо и пол-оборота влево для ломания
стружки.
В начале нарезания резьбы плашками необходимо
делать некоторый нажим на плашку вниз (при рабочем
ходе) и следить за тем, чтобы плашка врезалась в стер-
жень без перекоса; в процессе нарезания давление на
обе руки должно быть равномерным. При перекосе
плашки профиль резьбы искажается, а зубья ее могут
сломаться.
Раздвижные плашки в клуппе в процессе нарезания
следует поджимать только в начале прохода; после про-
хода по всей длине нарезки клупп «сгоняют» в обратную
сторону, затем вновь поджимают плашки винтом и про-
ходят резьбу второй раз. Поджимать плашки на сере-
дине стержня не следует. Раздвижными плашками
резьбу нарезают за несколько проходов. При необходи-
мости получить точные и чистые резьбы на стержнях их
следует нарезать двумя плашками (черновой и чисто-
вой).
Нарезание резьбы на трубах производят
при закрепленной в горизонтальном положении (в при-
жиме) трубе. Нарезаемый конец трубы смазывают мас-
лом (олифой), затем на длине не более двух-трех ниток
устанавливают клупп, сближая плашки с таким расче-
том, чтобы резьба была нарезана на полную глубину
в 2—3 прохода. Для диаметров до 1" ограничиваются
двумя проходами; при диаметре свыше 1" хорошую
резьбу можно получить только за 3—4 прохода. Перед
каждым повторным проходом, поверхность нарезаемой
резьбы и резьбу плашек необходимо тщательно очищать
кистью от стружек и затем вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производится
в четыре приема; за каждый прием нужно повернуть
клупп на ’V4 оборота. Резьбу диаметром до Р/г" наре-
351
зает один слесарь, при больших диаметрах работают
вдвоем. При спаренной работе полный оборот клуппа
также нужно делать в четыре приема.
При определении длины резьбы в процессе ее наре-
зания клупп не снимают, измерение ведут масштабной
линейкой от торца плашки с учетом ее ширины. В целях
ограничения длины резьбы при нарезании на конец тру-
бы вплотную к прижиму надевают трубчатый упор, пре-
пятствующий перемещению клуппа после того, как необ-
ходимая длина резьбы будет пройдена плашками клуппа.
После нарезания резьбы клупп с плашками следует
тщательно протереть и смыть олифу, а затем смазать
его минеральным маслом и сдать в инструментальную
кладовую.
В качестве охлаждаю ще-смазывающих
жидкостей при нарезании резьбы на деталях из
стали применяются эмульсии, олифа или масло (варе-
ное льняное); на деталях из алюминия — керосин; на
деталях из меди — скипидар; нарезание резьбы на брон-
зовых и чугунных деталях можно производить всухую.
75. МЕХАНИЗАЦИЯ ПРИЕМОВ НАРЕЗАНИЯ РЕЗЬБЫ
Нарезание резьбы вручную является малопроизводи-
тельной и трудоемкой операцией, требующей значитель-
ных затрат физических усилий работающего. Поэтому
основным направлением повышения производительности
этой операции является ее механизация.
Существует несколько способов механизации про-
цесса нарезания резьбы.
Применение специальных приспособлений с ручным
приводом. Нарезание резьбы с помощью ручных дрелей
примерно в 3 раза производительнее нарезания резьбы
с использованием воротков. Ручными дрелями нарезают
резьбы диаметром до 6 мм. Для работы зажимают мет-
чик в патроне дрели и включают зубчатую передачу;
при нарезании резьбы диаметром до 4 мм работают на
повышенной скорости, а при нарезании резьбы больших
диаметров — на малой скорости. Дрель следует держать
в руках так, чтобы не было перекоса метчика относи-
тельно оси отверстия. Более крупные резьбы нарезают
либо на станках, либо на стационарных резьбонарезных
приспособлениях с зубчатой передачей (рис. 140, поз./).
Приспособление с вертикальным расположением мет-
чика обеспечивает более точное направление инструмен-
352
та (рис. 140, поз. II), облегчает процесс нарезания резь-
бы и повышает его производительность.
Использование машинок-резьбонарезателей электри-
ческого и пневматического действия. Такие механизиро-
ванные резьбонарезатели по внешнему виду напоминают
Рис. 140. Резьбонарезные приспособления:
поз. Г— с горизонтальным расположением метчика; поз. //—
с вертикальным расположением метчика; электрорезьбона»
резатель; поз. ///—общий вид; поз. /И—кинематическая
схема.
сверлильные машинки. У них имеется редуктор, умень-
шающий число оборотов шпинделя, что позволяет не
только ввертывать, но и вывертывать метчик из отвер-
стия.
Электрический резьбонарезатель состоит
из электродвигателя 1 (рис. 140, поз. III), редуктора и
реверсивного механизма 2, рукояток 3 и нагрудника 4.
Принцип работы электрорезьбонарезателя понятен из
12 Н. Н, Кропивницкий 3^3
кинематической схемы (рис. 140, поз. IV). На валу ро-
тора электродвигателя 1 закреплено зубчатое колесо 5,
которое через зубчатые колеса 13, 12, 11, 10 и 9 сооб-
щает вращение свободно сидящим зубчатым колесам 6
и 7. Оба эти колеса вращаются в разные стороны: коле-
со 7 со скоростью 160 об/мин., а колесо 6 со скоростью
80 об/мин. Шпиндель 8 электрорезьбонарезателя имеет
фланец А, посредством которого он может сцепляться
с выступами Б на колесах 6 и 7. Если нажимать на кор-
пус инструмента сверху вниз, то шпиндель 8 вдвинется
внутрь и его фланец А войдет в зацепление с выступа-
ми зубчатого колеса 6; при этом вращение от колеса 6
передается шпинделю с закрепленным в нем метчиком.
После нарезания резьбы шпиндель 8 опускается и фла-
нец А входит в зацепление с выступами зубчатого ко-
леса 7, которое получает вращение через паразитную
шестерню 9. Зубчатое колесо 7 имеет вдвое меньшее
число зубьев, чем колесо 6, поэтому шпиндель начнет
вращаться в обратном направлении с удвоенной скоро-
стью. Метчик будет при этом вывертываться из отвер-
стия. Резьбонарезатель снабжен электродвигателем
трехфазного тока мощностью 0,9 кВт. Как и у электри-
ческих сверлильных машинок, пуск двигателя осущест-
вляется поворотом колпачка выключателя, помещенного
на конце правой рукоятки.
Электрорезьбонарезатель позволяет повысить произ-
водительность нарезания резьбы в 6—10 раз по сравне-
нию с нарезанием вручную. С помощью такого инстру-
мента можно нарезать резьбу диаметром до 24 мм.
Резьбонарезатель пневматического
действия легкого типа ПРН-8 (рис. 141,а) предна-
значен для нарезания мелких резьб. Пневматический
двигатель 1 через редуктор приводит во вращение сво-
бодно сидящие на шпинделе зубчатые колеса 6 и 8.
Шпиндель 5 посредством закрепленной на нем зубчатой
муфты 7 может входить в зацепление либо с колесом 69
либо с колесом 8. При нажиме рукой на корпус муфта 7
сцепляется с колесом S, что соответствует рабочему ходу
(нарезание резьбы). Когда корпус за рукоятку оттяги-
вают на себя, шпиндель смещается под действием пру-
жины влево, муфта 7 сцепляется с зубчатым колесом 6,
и происходит ускоренное вывинчивание метчика из от-
верстия. Инструмент включают, нажав большим паль-
цем на курок 2. При этом клапан 3 плавно отжимается
вниз и пропускает сжатый воздух в двигатель. Отрабо-
354
тайный воздух выходит из двигателя через боковые от-
верстия в корпусе. Пробка 4 служит для заливки масла
в полость, наполненную хлопчатобумажной набивкой.
Редуктор и реверсивный механизм смазываются густой
смазкой через отверстие, закрываемое пробкой 9.
Применение описанного резьбонарезателя ускоряет
процесс нарезания резьбы в 8—10 раз по сравнению
с нарезанием вручную. Наибольший диаметр нарезаемой
резьбы 8 мм. Мощность пневмодвигателя 0,5 л. с. Вес
машинки 3,2 кг.
Использование универсальных сверлильных и резь-
бонарезных станков. Наиболее эффективно нарезание
резьбы осуществляется на приспособленных для этой
цели сверлильных станках, снабженных специальными
резьбонарезными патронами и отрегулированных на
определенный крутящий момент (усилие). При внезап-
355
ном увеличении нагрузки на метчик (что может про-
изойти при затуплении режущих кромок инструмента),
при неравномерной твердости обрабатываемого матери-
ала, при упоре метчика в дно глухого отверстия и т. п.
кулачковая муфта патрона размыкается, и вращение
метчика прекращается.
Существуют различные конструкции и размеры регу-
лируемых патронов. На рис. 141, б изображена одна из
таких конструкций. Величина максимальной нагрузки,
на которую должен быть установлен патрон, регули-
руется с помощью гайки 2, сжимающей пружину 3. Для
этой цели на цилиндрической части 4 хвостовика 1 на-
несена шкала, на которой указаны диаметры резьбы.
При возросшей нагрузке на метчик полумуфта 5, сидя-
щая на ведущем валике шпонки, преодолевая давление
пружины 3, отходит от связанной с державкой 7 полу-
муфты 6, и тогда вращение метчика 8 прекращается.
Изготовляются патроны трех размеров: для резьб
диаметром от 8 до 18 мм, от 12 до 30 мм и от 18 до
42 мм.
Для высокопроизводительного нарезания внутренних
и наружных резьб на станках применяются также спе-
циальные винторезные головки. Они имеют ряд
преимуществ по сравнению с резьбонарезными патрона-
ми. При помощи головок резьба, как правило, наре-
зается за один проход; после нарезания головка раскры-
вается, т. е. режущие элементы ее выходят из резьбы,
освобождая деталь; резьба получается чистой и точной,
так как головки любой конструкции можно регулиро-
вать на требуемый размер резьбы, а режущие элементы
их выполняются шлифованными.
Резьбонарезные головки успешно применяют для на-
резания резьб на токарных, револьверных, сверлильных
станках и автоматах. Производительность их превышает
производительность ручного нарезания резьбы в 10—
15 раз.
JB современном производстве нашел широкое приме-
нение способ изготовления резьбы без снятия стружки —
накатыванием. Особые преимущества этого способа за-
ключаются в значительной экономии металла и резком
сокращении затрат времени на изготовление резьбы.
Работа производится на резьбонакатном станке,
а в качестве инструмента используют две закаленные и
отшлифованные стальные накатные плашки, на рабочих
сторонах которых нанесены резьбовые нитки соответст-
356
вующего профиля под заданным углом наклона
(рис. 142). После того как заготовка болта будет вве-
дена между накатными плашками, верхняя из них начи-
Рис. 142. Схема процесса накатывания
резьбы:
/—подвижная плашка; 2—неподвижная плашка;
3—заготовка.
нает перемещаться относительно нижней, в результате
чего в течение 3—5 сек. образуется накатанная резьба.
Накатка резьбы применяется для болтов, шпилек и дру-
гих деталей с диаметром резьбы до 35 мм.
76. БРАК ПРИ НАРЕЗАНИИ РЕЗЬБЫ, ЕГО ПРИЧИНЫ
И МЕРЫ ПРЕДУПРЕЖДЕНИЯ
При нарезании резьбы встречаются различные виды
брака. Наиболее распространенные из них — поломка
метчика в отверстии, рваная резьба^ неполная резьба,
срыв резьбы и др.
Поломка метчика в отверстии может про-
исходить вследствие невнимательности работающего, от
работы затупившимся метчиком и от забивания канавок
метчика отходящей стружкой. Поломка метчика требует
большой затраты времени на его извлечение и, кроме
того, портит резьбу, а иногда даже приводит к браку
детали. Для предотвращения поломки необходимо рабо-
тать правильно, пользоваться .исправным и острым мет-
чиком, чаще вынимать метчик для удаления стружки.
Рваная резьба обычно получается при работе
тупым метчиком или плашкой, при отсутствии смазки и
неправильной установке метчика или плашки относи-
тельно нарезаемой детали. Для устранения этого вида
брака следует применять правильно заточенные острые
метчики и плашки, пользоваться смазкой и правильно,
без перекосов устанавливать режущий инструмент.
Неполная резьба получается тогда, когда диа-
метр отверстия под резьбу больше, чем это требуется
для данных условий работы (материала детали и раз-
357
мера резьбы), а также когда диаметр стержня под резь-
бу меньше установленного по чертежу. При правильно
выбранном и выполненном диаметре отверстия для вну-
тренней резьбы и диаметре стержня для наружной резь-
бы этот вид брака исключается.
Срыв резьбы происходит в тех случаях, когда
диаметр просверленного отверстия под резьбу меньше
требуемого, либо же диаметр стержня под наружную
резьбу больший, чем это предусмотрено, когда приме-
няется тупой метчик или тупые плашки и когда стружка
забивается в канавки. Для устранения срыва резьбы не-
обходимо выбирать правильный диаметр отверстия и
стержня, применять метчики и плашки с острыми режу-
щими кромками, чаще очищать их от стружки.
Для контроля внутренних резьб применяют предель-
ные резьбовые калибры-пробки. Если в отверстие не про-
ходит проходной калибр-пробка или проходит непроход-
ной калибр-пробка, то деталь считается браком. В пер-
вом случае брак является исправимым и может быть
устранен, если резьбовое отверстие пройдут новым ис-
правным метчиком, который увеличит диаметр резьбы.
Во втором случае брак является неисправимым.
Качество наружной резьбы проверяют резьбовыми
калибрами-кольцами, резьбовыми микрометрами или
резьбомерами.
Шаги резьбы проверяют резьбомерами. Резьбомеры
для метрической резьбы состоят из набора пластинок
для измерения резьб с шагами от 0,4 до 6 мм и для дюй-
мовой резьбы с числом ниток на одном дюйме от 4
до 28.
Глава XI
КЛЕПКА
77. СУЩНОСТЬ КЛЕПКИ И ЕЕ ПРИМЕНЕНИЕ
В конструкциях промышленных установок, машин и
механизмов слесарю приходится встречаться с различ-
ными видами соединений деталей.
Все соединения деталей машин можно разделить на
две группы: подвижные и неподвижные; последние мо-
гут быть разъемными и неразъемными.
Разъемными считаются такие соединения, при
которых создается возможность легко и без поврежде-
358
ний разъединять детали. В основном это соединения
при помощи винтов, болтов, шпонок и т. п.
Неразъемными называются соединения, кото-
рые можно разъединить только путем разрушения эле-
ментов соединений. К неразъемным относятся соедине-
ния, производимые путем клепки, сварки, паяния и
склеивания.
В современном машиностроении клепка в значитель-
ном числе случаев заменена более производительной
электросваркой. Однако в ряде отраслей машинострое-
ния она еще применяется.
Клепкой называется операция получения неразъ-
емных соединений с помощью заклепок различной фор-
мы и размеров. Клепка подразделяется на холодную,
горячую и смешанную.
Холодная клепка производится заклепками
диаметром до 10 мм без разогрева замыкающей головки.
При клепке в холодном состоянии диаметр отверстия
под заклепку принимают на 0,1—0,2 мм больше диамет-
ра заклепки.
Горячая клепка выполняется заклепками диа-
метром свыше 10 мм, нагретыми до определенной тем-
пературы. В этом случае заклепки следует выбирать
диаметром на 0,5—1 мм меньше диаметра отверстия.
При клепке в нагретом состоянии стержень заклепки
лучше заполняет отверстие в склепываемых деталях,
а при охлаждении заклепка лучше стягивает склепан-
ные детали.
Смешанная клепка применяется при установке
длинных заклепок, когда нагревают не весь стержень,
а только его концевую часть, из которой высаживается
замыкающая головка.
Клепка называется обыкновенной, когда обе
головки заклепки находятся над поверхностями скле-
панных деталей, и потайной, когда головки заклепки
расположены заподлицо с поверхностями склепанных
деталей. Клепка может производиться вручную при по-
мощи механизированного инструмента и на специальных
прессах и машинах.
78. ЗАКЛЕПКИ И ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Типы заклепок и их назначение. В заклепке разли-
чают стержень, закладную и замыкающую головки
(рис. 143, а). Замыкающая головка образуется при рас-
359
клепывании стержня заклепки. При изготовлении закле-
пок между стержнем и головкой заклепки делают за-
кругление (галтель), что увеличивает прочность заклеп-
ки. Основные типы заклепок, встречающихся в машино-
строении, приведены на рис. 143. На рис. 143,6, в, г, д
изображены наиболее распространенные типы стержне-
вых заклепок, применяемых для клепки в открытых ме-
стах конструкций, где возможен двусторонний подход
к месту клепки, т. е. к закладной и к замыкающей го-
ловкам. На рис. 143, ж, р, и приведены специальные за-
Рис. 143. Основные типы заклепок:
а—заклепочное соединение; о—заклепка с полукруглой головкой; в—за-
клепка с полупотайной головкой; г—заклепка с потайной головкой; д—за-
клепка с плоскоконической головкой; е—заклепка с плоской головкой; ж—
заклепка с сердечником; з—заклепка с сердечником повышенной прочно-
сти; и—взрывная заклепка.
клепки с сердечником и взрывные, применяемые глав-
ным образом для односторонней клепки в закрытых ме-
стах конструкций, т. е. там, где клепку стержневыми
заклепками производить невозможно.
Заклепки с полукруглой головкой обес-
печивают более прочное соединение по сравнению с за-
клепками, имеющими потайную головку, поэтому пер-
вые имеют большее применение, вторые же используются
лишь в тех случаях, когда необходимо получить клепку
впотай.
Заклепка с сердечником состоит из пистона
и сердечника, изготовляемых из легких алюминиевых
сплавов. Пистон выполнен в виде втулки, в центральное
отверстие которой вставлен сердечник, представляющий
собой ступенчатый стержень с закладной и замыкающей
головками. Со стороны закладной головки сердечник
360
имеет тонкую шейку, по которой происходит разрыв
стержня в момент окончания клепки.
Взрывные заклепки отличаются от обычных
наличием углубления в торце стержня, в которое Закла-
дывается взрывчатое вещество. Они применяются в тех
случаях, когда в процессе клепки обычной заклепкой не-
возможно сделать замыкающую головку.
Рис. 144. Типы и раз-
меры заклепочных
швов:
а—внахлестку; б—встык с
одной накладкой; в—встык
с двумя накладками; г~
размеры заклепочного со-»
единения.
Заклепочные соединения. Место соединения двух ли-
стов или деталей с помощью заклепок называется з а-
клепочным швом. Заклепки располагаются вдоль
шва одним, двумя, тремя и более рядами. В зависимости
от этого швы называют однорядными, двухрядными,
многорядными. В двухрядных и многорядных швах за-
клепки могут располагаться параллельными рядами или
в шахматном порядке.
По способу соединения листов или деталей между
собой различают шов внахлестку (рис. 144, а),
когда край одного листа накладывается на край другого
листа, и шов встык с одной накладкой
361
(рис. 144,6), когда соединяемые листы своими торцами
плотно примыкают один к другому, а на них с одной
стороны вдоль стыка накладывают полосу-накладку и
к ней приклепывают каждый из листов. Шов встык
сдвумя накладками (рис. 144,в) образуется при
клепке с наложенными накладками с обеих сторон скле-
пываемых листов.
В зависимости от назначения неразъемного соедине-
ния применяются следующие виды заклепочных швов.
Прочный шов используется при клепке металличе-
ских конструкций, опор мостов и др. Плотный шов
используется для обеспечения герметичности, которая
достигается за счет установки прокладок между склепы-
ваемыми листами или при помощи специальной опера-
ции, называемой чеканкой. Прочно-плотный шов
применяется в тех случаях, когда нужно создать проч-
ные и вместе с тем герметичные соединения, например
для изготовления паровых котлов, резервуаров с высо-
ким внутренним давлением и др.
Чтобы получить доброкачественный и прочный шов,
заклепки необходимо правильно расположить по длине
соединения. Если их разместить часто, то склепываемые
листы будут ослаблены большим количеством отверстий;
при редком размещении прочность и герметичность шва
окажутся недостаточными. Поэтому нужно руководство-
ваться следующими данными. Расстояние между цен-
трами отверстий для заклепок (шаг заклепок t на
рис. 144, г) должно быть равно трем диаметрам заклеп-
ки, т. е. Z=3d, а расстояние а от центра заклепки до
края склепываемых листов должно составлять a=I,5d
для просверленных отверстий и a=2,5d для пробитых
отверстий; для двухрядных швов шаг t = bd, а расстоя-
ние от центра заклепки до края склепываемых листов
a=l,5d; расстояние между рядами заклепок должно со-
ставлять 2 d заклепки.
Выбор заклепок. Размеры заклепок выбирают в за-
висимости от назначения заклепочного шва, толщины
склепываемых листов и формы замыкающей головки.
Длину стержня заклепки определяют в зависимости
от толщины склепываемых листов и формы замыкающей
головки (рис. 144,г). Замыкающая головка образуется
на выступающей части стержня. Длина этой части стер-
жня для образования полукруглой головки составляет
1,5 d и для образования потайной головки — 1,3 d диа-
метра заклепки. При недостаточной длине выступающей
362
части стержня головка заклепки получается неполной и
недостаточно прочной, а при чрезмерно большой длине
головка приобретает неправильную форму,
Полная длина стержня при пользовании заклепками
с полукруглой головкой составит:
L=S+l,5d мм,
а при клепке с образованием потайной замыкающей го-
ловки
Z=S+1,3d мм.
Диаметр заклепки выбирается в зависимости от тол-
щины склепываемых листов по формуле:
d=2]/S мм.
Для определения диаметра и длины стержня заклеп-
ки можно пользоваться специальными таблицами.
Изготовляют заклепки из углеродистой или легиро-
ванной стали, меди и алюминиевых сплавов.
79. ОБОРУДОВАНИЕ, ИНСТРУМЕНТ
И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ
ПРИ РУЧНОЙ И МЕХАНИЗИРОВАННОЙ КЛЕПКЕ
В слесарном деле клепка различается по степени ме-
ханизации работ. Основные виды клепки — ручная, вы-
полняемая с помощью слесарного молотка, и механизи-
рованная, осуществляемая при помощи ручных пневма*
тических молотков, подвесных и стационарных прессов,
клепальных машин и др.
Инструмент для ручной клепки. Основным инстру-
ментом для выполнения клепальных работ служит сле-
сарный молоток с квадратным бойком, а вспомогатель-
ным— поддержка, натяжка и обжимка.
Для получения доброкачественной клепки вес мо-
лотка должен соответствовать диаметру стержня за-
клепки. Так, для заклепок диаметром 2—2,5 мм выби-
рают молоток весом примерно 150—200 г; для заклепок
диаметром 3—3,5 мм — соответственно 200—350 г; для
заклепок диаметром 4—5 мм — молоток весом 350—
450 г; диаметром 6—8 мм — молоток весом 450—500 г,
а для заклепок диаметром 8—10 мм — молоток весом
800—1000 г.
Поддержки* являются опорой для закладной го-
ловки заклепки во время осадки и отделки замыкающей
363
головки. По конструкции поддержки могут быть самыми
разнообразными, они выбираются не только по форме
заклепки, но и по весу. Вес поддержки должен быть
в 4—5 раз больше веса молотка.
Натяжка служит для уплотнения соединяемых
частей перед расклепкой образующей головки. Отвер-
стие на рабочем конце натяжки делают на 0,2 мм боль-
шим, чем диаметр стержня заклепки.
Обжимки применяют для придания замыкающей
головке заклепки окончательной формы.
Поддержки изготовляют из стали марки 45, а натяж-
ки и обжимки — из инструментальной стали марки У8
с последующей закалкой рабочих концов на длине
13—15 мм.
Ручной механизированный инструмент для клепки.
Механизация клепальных работ сводится в первую оче-
редь к массовому применению пневматических молот-
ков.
В зависимости от назначения пневматические кле-
пальные молотки имеют различные размеры, конструк-
цию, вес, силу и число ударов. Они предназначены глав-
ным образом для заклепок диаметром до 32 мм.
По конструкции клепальные молотки принципиально
ничем не отличаются от описанных выше рубильных мо-
лотков. Однако при клепке требуется большая работа
единичного удара при меньшем числе ударов. Рубиль-
ные молотки имеют меньшую мощность.
Многоударный пневматический молоток позволяет
расклепывать заклепку за 10—30 ударов (в зависимо-
сти от мощности применяемого молотка). Непрерывные
удары продолжаются до тех пор, пока палец работаю-
щего нажимает на пусковой курок рукоятки.
Следует помнить, что клепка пневматическим молот-
ком осуществляется двумя рабочими: один из них про-
изводит клепку, а второй является подручным. При при-
менении переносных (подвесных) бугельных молотков
одноударного действия оказывается возможным отка-
заться от подручного.
Специальные прессы и машины для клепки. Прессо-
вая клепка по сравнению с ударной имеет ряд преиму-
ществ: качество клепки на прессах более высокое; от-
сутствует шум при работе; производительность труда
выше, чем при ручной клепке.
Прессы для клепки подразделяются на ручные, под-
весные и стационарные. В массовом производстве при-
364
меняется автоматизированная клепка, выполняемая ма-
шинами-автоматами.
Ручные и подвесные прессы предназначены для скле-
пывания заклепок диаметром до 6—7 мм.
Детали и узлы небольших размеров с небольшим
числом заклепок при незначительной длине прямолиней-
ных участков клепают обычно на прессах одиночной
клепки. Деталь и узлы больших размеров с большой
протяженностью прямолинейных швов целесообразно
клепать на прессах для групповой клепки.
Мелкие детали при клепке держат в руках; при
клепке больших деталей и узлов применяют различные
поддерживающие устройства, например рольганги, мо-
норельсы и др.
80. ПРИЕМЫ РУЧНОЙ
И МЕХАНИЗИРОВАННОЙ КЛЕПКИ
В зависимости от условий образования замыкающей
головки различают два метода клепки: прямой и обрат-
ный. При свободном подходе к заклепке с обеих сторон
Рис. 145. Последовательность выполнения клепки:
а—прямым методом; б—обратным методом.
применяется прямой (или открытый} метод
клепки, при котором удары наносятся со стороны
стержня; закладная головка при этом упирается в под-
держку (рис. 145,а). При наличии условий, затрудняю-
щих вставку заклепок со стороны поддержки, приме-
няется обратный (или закрытый) метод клепки.
Заклепки вставляются со стороны рабочего, и удары на-
носятся по закладной головке, стержень при этом упи-
365
рается в поддержку; замыкающая головка в данном
случае формируется при помощи поддержки (рис. 145,6).
Примером может служить клепка в трубах, клепка
фланцев в труднодоступных местах и т. п.
Ручная клепка производится обычно на рабо-
чем месте слесаря и выполняется в тисках или на вер-
стаке. В ряде случаев соединения заклепками с потай-
ной головкой выполняют на плите.
Для получения заклепочных соединений высокого
качества большое значение имеет взаимная подгонка
деталей. Соединяемые детали должны быть плотно по-
догнаны одна к другой и без напряжения ложиться на
место. Плохая подгонка деталей ведет к возникновению
напряжений после клепки, к образованию трещин, вы-
пуклостей и др. Сверление отверстий под заклепки про-
изводят по накерненной разметке. Чтобы отверстия
склепываемых деталей совпадали, их сверлят в собран-
ном виде сжатыми ручными тисочками, струбцинами
или болтами (рис. 146,а). Заусенцы, образовавшиеся
после сверления, снимают зенковкой или сверлом боль-
шего диаметра. Затем детали переносят к верстаку и в
подготовленное отверстие вставляют заклепку, уклады-
вая ее закладную головку на зажатую в тисках под-
держку (рис. 146,6). После этого производят уплотне-
ние соединяемых деталей путем осадки их ударом мо-
лотка по натяжке (рис. 146,в). Затем, сделав несколько
прямых ударов, направленных вдоль оси заклепки
с целью утолщения стержня для плотного заполнения
отверстия, осадку продолжают косыми ударами молотка
по окружности головки, чередуя их с прямыми ударами
(рис. 146,г). В результате получится головка в виде
грубого полушара. Окончательное формирование замы-
кающей головки производится ударами молотка по об-
жимке, установленной на образующуюся головку за-
клепки (рис. 146, д).
Расклепывание потайной головки производят удара-
ми молотка, направленными точно вдоль оси заклепки.
Если заклепка при неточном ударе изгибается в сторону,
ёе выправляют ударами молотка с противоположной
стороны. При склепывании тонкого листа с толстым за-
клепку вводят со стороны тонкого листа, так как в про-
тивном случае не удается получить плотный шов, осо-
бенно если отверстие несколько больше диаметра за-
клепки, что часто бывает при пробивке отверстий бород-
ком. Сравнительно длинные листы при склепывании
366
предварительно соединяют болтами, а заклепки ставят
через два-три отверстия. После этого болты убирают и
ставят заклепки в оставшиеся отверстия. Если требуется
поставить всего 3—4 заклепки, сначала их ставят в край-
ние, а затем в средние отверстия.
Рис. 146. Последовательность приемов клепки:
а—сверление отверстия; б—ввод заклепки в отверстие; в—натяжка;
г—расклепывание замыкающей головки; д—окончательная обжимка
замыкающей головки заклепки.
Клепку на весу производят вдвоем: один расклепы-
вает заклепку, а второй поддерживает ее с противопо-
ложной стороны поддержкой с лункой, соответствующей
форме замыкающей головки.
Процесс односторонней клепки заклепками с полым
стержнем (пистонами) осуществляется в следующем по-
рядке (рис. 147, а)Х
1) закладную головку сердечника вводят в прорезь
специального захватывающего наконечника ручных кле-
щей или ручного пресса и вставляют в отверстия дета-
лей (позиция 1);
367
2) при помощи клещей или ручного пресса сердеч-
ник протягивают сквозь пистон (позиция 2). При этом
утолщенная часть сердечника раздает стенки пистона и
-впрессовывает его в стенки отверстия, а при дальней-
шем протягивании замыкающая головка сердечника
входит в пистон и развальцовывает его (позиция 3);
3) выступающая часть сердечника срезается кусач-
ками (позиция 4).
Рис. 147. Схемы выполнения односторонней клепки:
Л—заклепками с полым стержнем; б—заклепками с сердечником повышенной
прочности; в—взрывными заклепками.
Соединения заклепками с сердечником повышенной
прочности выполняют в такой последовательности
(рис. 147,6):
1) пистон с сердечником вставляют в подготовленные
отверстия склепываемых деталей (позиция 1);
2) ударами молотка забивают сердечник в пистон,
у которого при этом отгибаются разрезанные концы, об-
разующие замыкающую головку заклепки (позиции 2
и 3).
Клепка взрывными заклепками производится в тех
случаях, когда из-за отсутствия доступа Невозможно
368
сделать замыкающую головку. Процесс клепки взрыв-
ными заклепками отличается от обычной клепки. Здесь
в качестве расклепывающего инструмента используется
электрический нагреватель (рис. 147, в, позиция 1), при-
кладываемый к закладной головке заклепки (позиция 2).
Тепло от закладной головки через стержень передается
взрывчатому веществу, вызывая взрыв. Расширяющаяся
при взрыве выступающая часть стержня образует замы-
кающую часть заклепки (позиция 3).
Механизированная клепка пневматическими
многоударными молотками более производительна, чем
ручная клепка.
Клепку пневматическим молотком, осуществляемую
двумя рабочими, следует выполнять в такой последова-
тельности.
При прямом методе клепки в заранее под-
готовленное отверстие подручный вставляет заклепку и
держит ее поддержкой, о которую ударяется закладная
головка заклепки. Клепальщик или слесарь, двумя ру-
ками удерживая молоток, направляет его удары строго
по оси стержня заклепки.
При соединении методом обратной
клепки клепальщик правой рукой держит молоток,
а левой вставляет заклепку в заранее просверленное
отверстие. Подручный двумя руками держит поддержку,
о которую ударяется стержень заклепки (рис. 148,а).
Подручный должен следить за тем, чтобы стержень за-
клепки осаживался правильно до размера, равного по-
ловине диаметра заклепки. Для заглаживания заклад-
ных головок потайных заклепок, расклепываемых на
криволинейных поверхностях при помощи обжимок
с гладкими или сферическими рабочими поверхностями,
необходимо при клепке немного покачивать клепальный
молоток из стороны в сторону.
Для устранения подсечек детали или заклепок при
перекосе молотка во время клепки на плоских поверх-
ностях рекомендуется применять специальные обжимки
с шарнирной связью. Боек такой обжимки всегда, даже
при установке молотка под некоторым углом к детали,
располагается перпендикулярно к его поверхности и
обеспечивает требуемое качество клепки.
С целью удобства и облегчения труда тяжелые мо-
лотки и поддержки подвешивают на специальных пру-
369
жинных подвесках. При выполнении клепки рабочий
поддерживает подвешенный пресс двумя руками
(рис. 148,6); при этом одной рукой он устанавливает
обжимку пресса на закладную головку, а другой —
включает и выключает пресс. При клепке необходимо,
чтобы ось заклепки совпадала с осью клепального инст-
румента.
Работая переносными прессами, можно поставить за
смену 2500—4000 заклепок. Переносные прессы можно
Рис. 148. Приемы механизированной клепки.
устанавливать на постамент и производить на них клеп-
ку как на стационарных прессах. Склепываемые детали
на стационарных прессах обычно располагают таким
образом, чтобы заклепку можно было вставлять сверху.
Стационарные прессы и клепальные машины обеспечи-
вают высокую прочность клепки благодаря равномер*
ному давлению на склепываемые листы и заклепку,
81. ДЕФЕКТЫ КЛЕПКИ, МЕРЫ ИХ УСТРАНЕНИЯ
И ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
Заклепочное соединение считается хорошо выполнен-
ным, если правильно поставлены заклепки, хорошо
оформлены заклепочные головки и отсутствуют засечки
370
и забоины в деталях соединения. Прочность заклепок
проверяется простукиванием молотком по заклеп-
ке: плохо поставленная заклепка дает дребезжащий
звук.
Дефекты клепки. В случае несоблюдения техноло-
гического процесса могут возникать дефекты по ряду
причин: несоответствие диаметра отверстия диаметру за-
клепки; несоответствие длины стержня толщине склепы-
ваемых деталей; плохое прилегание склепываемых дета-
лей друг к другу; неисправный или неправильно подоб-
ранный инструмент и др.
Испорченные заклепки срубают специальными зуби-
лами— косяком, а затем с помощью бородка выбивают
из отверстия стержень заклепки. Удобно удалять бра-
кованные заклепки высверливанием. Для этого заклад-
ную головку накернивают и затем надсверливают свер-
лом, диаметр которого на 0,1—0,2 мм меньше диаметра
заклепки. При сверлении нужно обращать внимание
на то, чтобы глубина отверстия в заклепке не пре-
вышала высоты ее головки. Надсверленную головку
надламывают бородком или выбивают стержень за-
клепки.
Правила техники безопасности при клепке. В про-
цессе выполнения клепальных работ могут быть несча-
стные случаи. Чтобы их предупредить, необходимо хо-
рошо знать и неуклонно выполнять следующие требова-
ния техники безопасности:
1. Молоток должен быть хорошо насажен на руко-
ятку. Плохо насаженный молоток может сорваться.
2. Бойки молотков, а также обжимки не должны
иметь выбоин и трещин. Треснувший боек или обжимка
может во время работы расколоться на несколько частей
и осколками поранить работающего и находящихся
вблизи.
3. В процессе работы пневматическим молотком при-
ходится его регулировать. При регулировании пи в коем
случае нельзя пробовать молоток, придерживая обжимку
руками, так как из-за большой силы удара .удержать
обжимку не удается и в результате можно серьезно по-
вредить руки.
4. Поддержку не следует сжимать в руках, ее лишь
направляют на заклепку. Осадка головки заклепки за-
висит от веса поддержки, а не от силы нажатия на нее.
371
Глава ХП
ПРОСТРАНСТВЕННАЯ РАЗМЕТКА
82. ОСОБЕННОСТИ ПРОСТРАНСТВЕННОЙ РАЗМЕТКИ
Пространственная разметка — это разметка поверх-
ностей заготовки (детали), расположенных в различных
плоскостях и под разными углами, выполняемая от ка-
кой-либо исходной поверхности или разметочной риски,
выбранной за базу.
Базой могут служить обработанные и необработан-
ные поверхности, плоскости, расположенные в средней
части детали, или центры отверстий. Иногда базирую-
щая поверхность получается после частичной обработки
детали, размеченной от необработанной базирующей
поверхности, и т. п. Поэтому, приступая к разметке,
нужно продумать процесс, выбрать базирующую по-
верхность, от которой можно было бы разметить наи-
большее количество осей и плоскостей, установить
главные оси заготовки, количество положений заготовки
на плите и их последовательность.
Приемы пространственной разметки существенно
отличаются от приемов плоскостной разметки. Особен-
ность пространственной разметки заключается в том,
что приходится не просто размечать отдельные поверх-
ности заготовки, расположенные в различных плоско-
стях и под разными углами одна к другой, а увязывать
разметку, этих поверхностей между собой. Простран-
ственную разметку, как правило, производят на разме-
точной плите. Установив соответствующим образом де-
таль на плиту и связывая разметку каждой плоскости
детали с общей плоскостью разметочной плиты, тем
самым увязывают разметку отдельных плоскостей между
собой.
83. ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДЛЯ ПРОСТРАНСТВЕННОЙ РАЗМЕТКИ
Разметочный инструмент. При выполнении простран-
ственной разметки кроме описанного выше разметоч-
ного инструмента (см. гл. II) применяют и другой ин-
струмент такого же назначения, но несколько усовер-
шенствованный. Так, например, наряду с простым
рейсмусом используют рейсмус с микрометрическим
372
винтом, в котором чертилка закрепляется двумя муф-
тами, связанными между собой микрометрическим вин-
том. При вращении винта муфта вместе с чертилкой
медленно поднимается или опускается. Применение
такого рейсмуса позволяет более точно устанавливать
чертилку на требуемые размеры.
Новатор К. П. Рыгин предложил оригинальную кон-
струкцию специального рейсмуса для проведения рисок,
параллельных обработанным плоскостям (рис. 149,а).
Рейсмус состоит из чертилки /, закрепленной винтом 6
в державке 5, с нанесенными на ее поверхности милли-
Рис. 149. Специальные рейсмусы:
а—ручной peficMyc с микрометрическим винтом конструкции
К. П. Рыгина; d—копировально-разметочный рейсмус.
метровыми делениями, и втулки 2 с направляющей пло-
скостью А и делениями нониуса В. Для точной уста-
новки чертилки служит хомутик 4, связанный с втул-
кой 2 микрометрическим винтом 3.
При разметке по шаблону в тех случаях, когда
шаблон плотно не прилегает к размечаемой детали,
успешно пользуются копировально-разметочным рейсму-
сом (рис. 149, б). Штатив этого рейсмуса ничем не отли-
чается от штативов обычных рейсмусов. Чертилка 3
может перемещаться по вертикали. Под действием пру-
жины 2 она всегда прижимается к размечаемой детали;
натяжение пружины регулируется с помощью кол-
пачка 1.
Кроме рейсмусов различных конструкций для нане-
сения разметочных рисок применяются также более
точные инструменты — штангенрейсмусы, обеспечиваю-
щие точность до,0,05 мм и выше.
373
Для разметки боковых поверхностей деталей цилин-
дрической формы может быть использован центрирую-
щий штангенрейсмус конструкции новатора К. Ф. Крю-
чека (рис. 150). Он состоит из центрирующей рамки-ка-
ретки /, перемещающейся по стойке обычного штанген-
рейсмуса. На рамке-каретке с одной стороны имеется
вилка-центроискатель 2, а с другой — угловой выступ 3.
К установленной на плите детали инструмент подводят
так? чтобы рабочие стороны вилки 2 плотно касались
Рис. 150. Центрирующий штангенрейсмус
К. Ф. Крючека.
цилиндрической поверхности вала. Затем рамку 1 за-
крепляют на стойке и по ней выверяют деталь относи-
тельно плиты. После этого штангенрейсмус поворачи-
вают на 180° и острием выступа 3 наносят осевую
риску вдоль поверхности вала.
Приспособления для пространственной разметки.
Прежде чем приступить к разметке, заготовку устанав-
ливают и выверяют на разметочной плите, пользуясь
опорными подкладками, разметочными кубиками, приз-
мами и домкратами различных конструкций.
Опорные подкладки поддеталь (рис. 151, а)
защищают поверхность плиты от механических повреж-
дений. Для уменьшения веса и для удобства пользова-
ния подкладки часто делают пустотелыми.
374
Цилиндрические детали легче всего устанавливать,
пользуясь точными призматическими подклад-
ками (призмами), а 4 также треугольными вырезами
(рис. 151,6).
Помимо обычных широко используются усовершен-
ствованные призмы с различными устройствами для
закрепления деталей (рис. 151,в). При необходимости
регулирования с небольшим расходом по высоте часто
Рис. 151. Приспособления для пространственной раз-
метки.
прибегают к выверке детали при помощи сдвоенных
регулируемых клиньев (рис. 151,г).
При установке и выверке тяжелых деталей чаще
пользуются винтовыми домкратами (рис. 152, а).
По форме опорной головки они подразделяются на дом-
краты с шаровой опорой, призматические и роликовые.
Многие детали при установке на разметочную плиту
оказываются настолько неустойчивыми, что их необхо-
димо прикрепить к угольникам или к специальным
разметочным кубикам (рис. 152,6). Кубики
обычно делают пустотелыми. Пример крепления детали
на кубике показан на рис. 152, в.
Для установки деталей, на которых требуется раз-
метка линий, расположенных под углом, не равным 90°,
375
6) g)
Рис. 152. Высокопроизводительные приспособле-
ния для пространственной разметки.
376
применяется ряд конструкций различных поворотных
приспособлений и других устройств.
На рис. 152, г и д изображено универсальное приспо-
собление конструкции А. Ф. Доминчака, с помощью
которого производится разметка наклонных линий не-
зависимо от того, в какой плоскости они расположены.
Призма 2 этого приспособления поворачивается относи-
тельно основания 1 при помощи червячного механизма,
связанного рукояткой. Призма имеет шкалу с градус-
ными делениями, а к основанию прикреплена шкала
нониуса 3. В требуемом положении призма 2 закре-
пляется болтами. При разметке небольших деталей они
устанавливаются непосредственно на поворотную призму
(рис. 152,г), а при разметке крупных деталей на пово-
ротную призму устанавливаются рейсмусы (рис. 152, д).
Наибольшее снижение затрат времени на закрепле-
ние деталей при разметке достигается при применении
магнитных приспособлений (рис. 152, е). При этом по-
вышается точность разметки и облегчается доступ
к детали.
84. ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ РАЗМЕТКИ
Последовательность разметки. Прежде чем присту-
пить к разметке, слесарь должен обстоятельно ознако-
миться с чертежом детали и установить соответствие
заготовки чертежу. Затем необходимо определить поря-
док обработки детали и в -зависимости от этого соста-
вить для себя план ее разметки. Те места заготовки, где
будут наноситься разметочные риски, нужно окрасить
мелом, краской или медным купоросом. Затем заготовку
нужно установить на заранее выбранные подкладки и
выверить ее положение относительно плоскости разме-
точной плиты. При этом необходимо помнить, что
только первое положение заготовки является независи-
мым, поэтому его следует выбрать так, чтобы разметку
удобно было начинать от поверхности или от центровых
линий, принятых за базу. Как правило, разметку начи-
нают с нанесения основных центровых линий, а затем
уже размечают все остальные риски. Порядок нанесения
рисок и накернивания при пространственной разметке
такой же, как и при плоскостной.
Выбор положения детали при разметке.
Деталь устанавливают на разметочной плите не в про-
извольном положении, а таким образом, чтобы одна
377
из главных ее осей была параллельна плоскости разме-
точной плиты. Таких осей на детали обычно бывает
три: по длине, ширине и высоте. Например, для раз-
метки основания подшипника (рис. 153, а) за базу при-
нимают нижнюю поверхность его основания и устанав-
з)
Правильно
Неправильные перемещения
рейсмаса
Рис. 153. Выбор базовых положений и приемы
разметки.
ливают его на плите так, чтобы эта плоскость была
параллельна плоскости плиты.
При разметке патрубка следует принять за базу
центры его фланцев (рис. 153,6). Устанавливать па-
трубок на плите нужно так, чтобы первую риску можно
было провести через все четыре центра фланцев а, Ь, с,
d (рис. 153,6).
При установке патрубка проверяют угольником
перпендикулярность поверхности фланцев к плите (по-
378
ложение /, рис. 153,6). Затем патрубок поворачивают
на 90° фланцами b и с кверху (положение //, рис. 153, в)
и проводят центровую риску II—II, которая должна
быть перпендикулярна риске I—I. Положение III па-
трубка показано на рис. 153, г.
Приемы нанесения разметочных рисок. При про-
странственной разметке заготовок приходится наносить
горизонтальные, вертикальные и наклонные риски. Эти
наименования рисок сохраняются и при поворотах за-
готовки в процессе разметки. Если, например, риски
при первоначальном положении заготовки были прове-
дены горизонтально, то, хотя они при повороте заго-
товки на 90° стали вертикальными, чтобы не было пу-
таницы, их продолжают называть горизонтальными.
Разметочными рисками не только обозначают границы,
по которым заготовка должна быть обработана, но и
места, где снимается излишний слой металла. Кроме
этих разметочных рисок параллельно им на расстоянии
5—7 мм проводятся контрольные линии. Они служат
для проверки правильности установки .заготовок при
дальнейшей обработке их на станках и правильности
обработки в тех случаях, когда разметочная риска по-
чему-либо исчезла.
Если разметочных рисок недостаточно, либо они ко-
ротки, либо по ним нельзя (неудобно) точно проверить
установку заготовки, наносят еще вспомогательные
риски; их проводят в месте, наиболее удобном для
проверки. В отличие от разметочных вспомогательные
риски, так же как контрольные, не накернивают.
При разметке на плите горизонтальные риски про-
водят рейсмусом, устанавливаемым на необходимый
размер масштабного высотомера. При нанесении гори-
зонтальных рисок рейсмус перемещают параллельно
плоскости разметочной плиты (рис. 153, д), слегка при-
жимая его основанием к плите. При этом игла рейс-
муса должна быть направлена наклонно к размечаемой
плоскости в сторону движения под углом 75—80°
(рис. 153, з). Нажим иглы на заготовку должен быть
равномерным. Риски можно проводить только один раз.
Разметка вертикальных рисок может выполняться
тремя способами: 1) с помощью разметочного угольника;
2) рейсмусом с поворотом заготовки на 90°; 3) рейсму-
сом от разметочных призм без поворота заготовки.
Разметка вертикальных рисок с помощью угольника
(рис. 153, ж) аналогична проведению вертикальных
379
рисок при плоскостной разметке. Разметка с поворотом
заготовки на 90° состоит в том, что после разметки всех
горизонтальных рисок заготовку поворачивают на 90°
вокруг горизонтальной оси, выверяют вертикальность
с помощью угольника, а затем снова проводят горизон-
тальные риски, которые должны быть строго перпенди-
кулярны рискам, проведенным ранее.
На рис. 153, д и е показана разметка кубика описан-
ным способом: риска I—I проведена в первом положе-
нии кубика, риска II—II — после поворота кубика на 90°.
Повернув кубик еще на 90°, можно провести риску, ука-
занную пунктиром, и, следовательно, разметить гори-
зонтальные и вертикальные риски на всех шести сторо-
нах кубика.
Аналогичным способом производят разметку верти-
кальной риски на подшипнике. Установив подшипник
на плиту, наносят сначала горизонтальные риски. Раз-
метить вертикальную риску на подшипнике при помощи
разметочного угольника невозможно, так как, во-пер-
вых, разметочный угольник нельзя плотно прижать
к размечаемой поверхности подшипника (основание
подшипника выступает), а во-вторых, вертикальную
риску нужно нанести со всех сторон подшипника (раз-
метить вертикальную плоскость); поэтому подшипник
поворачивают точно на 90°. В новом положении под-
шипник выверяют при помощи разметочного угольника
по проведенной ранее риске на основании подшипника.
Затем рейсмусом наносят риску, перпендикулярную ри-
скам, проведенным в первом положении заготовки.
Этот способ разметки вертикальных рисок наиболее
распространен: им пользуются при разметке заготовок
малого и среднего веса. При разметке тяжелых деталей
для их поворота приходится прибегать к подъемным
приспособлениям, что значительно усложняет работу.
Поэтому большие и тяжелые детали выгоднее разме-
чать по третьему способу — при помощи разметочных
призм (ящиков).
Кернение рисок при пространственной разметке про-
изводится так же, как и при плоскостной разметке.
85. СПОСОБЫ ПРОСТРАНСТВЕННОЙ РАЗМЕТКИ
Разметка может производиться по чертежу, по шаб-
лону, по образцу и по месту.
Разметка деталей с одной установки. Детали простой
380
формы, с выпуклыми поверхностями, а также многие
тяжелые и громоздкие детали, поворот и установка
Рис. 154. Приемы разметки деталей с одной уста-
новки (а, б); разметка рычага с помощью устано-
вочного приспособления—кубика (в, г, д, е, ж, з).
которых затруднены, можно размечать с одной уста-
новки.
Разметку, например, чугунного угольника (рис.
154, а) со взаимно перпендикулярными сторонами Ьна
381
следует выполнять в такой последовательности: подго-
товленную к разметке деталь устанавливают и выверяют
на плите по поверхности b рейсмусом и по поверхности
а — разметочным угольником; затем при помощи рейс-
муса проводят со всех сторон риски /—I (рис. 154,а),
а с помощью разметочного угольника — вертикальные
риски II—II, выдерживая размер t.
Разметка станины с одной установки производится
так: после подготовки, установки и тщательной выверки
станины на плите (главные оси должны быть парал-
лельны канавкам плиты) рейсмусом 1 (рис. 154,6)
на боковой поверхности наносят все горизонтальные
риски, а рейсмусом 3, прижимая его основание к боко-
вым' поверхностям разметочных призм 2,— вертикальные
риски. После этого аналогичным способом проводят
рейсмусом 4 риски на верхней поверхности детали
от плоскости призмы 5.
Разметка с поворотом и установкой детали в не-
сколько положений. Этим способом можно размечать
детали любой сложности; особенно целесообразно при-
менять его при разметке деталей малого и среднего
веса, которые сравнительно легко поворачивать каплите.
Сущность способа сводится к тому, что деталь сначала
устанавливают в такое положение, когда с помощью
рейсмуса наносятся все горизонтальные риски, парал-
лельные плоскости плиты. Затем деталь поворачивают
на 90° и наносят все вертикальные риски, которые
в этом положении становятся параллельными плоскости
плиты (см. рис. 153, е, ж, з).
Если же помимо взаимно перпендикулярных рисок
требуется еще разметить наклонные, то деталь допол-
нительно поворачивают в такое положение, когда эти
наклонные риски становятся параллельными плоскости
разметочной плиты. В ряде случаев нельзя ограничиться
тремя положениями детали. Приходится такие детали
последовательно поворачивать и устанавливать в зна-
чительно большее число положений. После каждого по-
ворота, чтобы увязать произведенную разметку с после-
дующей, нужно тщательно выверить установку детали
по отношению к разметочной плите по ранее нанесен-
ным рискам. Обычно выверку по центровым рискам
производят разметочным угольником, рейсмусом, угло-
мером и т. д.
Разметка с применением установочных приспособле-
ний. Разметка деталей с поворотом требует значитель-
382
ной затраты времени на установку и выверку их в каж-
дом новом положении. Применение установочных при-
способлений значительно упрощает и ускоряет процесс
разметки.
Для примера рассмотрим разметку рычага с
помощью установочного приспособления — кубика
(рис. 154,в). В качестве базы для крепления рычага на
плоскости кубика в данном случае лучше всего выбрать
положение, при котором узкое ребро рычага, остаю-
щееся необработанным, будет параллельно плоскости
разметочной плиты. Рычаг прикрепляют на подкладках
с помощью болта и планки к одной из сторон кубика,
затем центроискателем намечают в нескольких точках
середину его ребра и регулируют установку так, чтобы
центровая линия I—I проходила через все намеченные
точки (рис. 154,г). Отрегулировав установку, кубик
вместе с деталью поворачивают на 90° и проверяют
центроискателем, будет ли центровая риска II—II, про-
ходящая через центры, намеченные на бобышках, па-
раллельна плоскости плиты. После этого рычаг закре-
пляют окончательно, кубик ставят в первоначальное по-
ложение и наносят круговую риску I—I. Пользуясь
вертикальной линейкой, от центровой риски I—I откла-
дывают указанные на чертеже размеры для подрезки
ступицы рычага и проводят риски.
Далее кубик с деталью устанавливают в положение,
показанное на рис. 154, г, д, и проводят центровую риску
II—II. Повернув кубик в третье положение так, чтобы
линии I—I и II—II находились в вертикальной пло-
скости (рис. 154, е), через центр бобышки проводят
центровую риску III—III, от которой рейсмусом наносят
риску IV—IV (на расстоянии 200 мм). Точка пересече-
ния центровых рисок III—III и IV—IV. с центровой
риской II—II определит центры отверстий рычага. На-
кернив эти центры, проводят циркулем окружности диа-
метром 50 и 30 мм; затем размечают глубину вилки
рычага.
В четвертом положении (рис. 154, яс) кубик накло-
няют на угол 15° по отношению к плоскости плиты и,
зафиксировав его в таком положении с помощью дом-
кратика, наносят риску V—V. В этом положении рычага
от риски V—V на расстоянии, указанном на чертеже,
наносят риски для подрезки прилива.
В пятом положении кубика (рис. 154, з) проводят
риски VI—VI и VII—VII; при этом кубик также накло-
383
нен на 15° к плоскости плиты. Вначале через центр
отверстия диаметром 30 мм проводят риску VII—VII;
затем, пользуясь вертикальной линейкой, от риски VII—
VII рейсмусом откладывают вверх на рычаге размер
200 мм и проводят риску VI—VI. Точка пересечения
центровой риски I—I с риской VI—VI определяет центр
отверстия диаметром 30 мм, которое и размечают цир-
кулем. Намеченные риски для обработки накернивают,
и рычаг снимают с кубика.
На этом примере видно, какую значительную эконо-
мию времени дает применение установочного приспо-
собления — кубика.
Разметка по шаблонам. Это наиболее производитель-
ный способ разметки. Характерной особенностью шаб-
лонов, применяемых при разметке, является то, что они
охватывают деталь по нескольким поверхностям. Если
раньше, например, разметка семи отверстий в корпу-
се коробки скоростей фрезерного станка производи-
лась на разметочной плите с установкой на призмах
(рис. 155,а), а затем с креплением в приспособлении
(рис. 155,6) за 20 мин., то теперь эта же разметка вы-
полняется слесарем-новатором А. Т. Якушиным с помо-
щью предложенного им шаблона за 2 мин. (рис. 155,в).
Такой шаблон обычно накладывается на поверхности
детали, расположенные как в одной, так и в нескольких
плоскостях. После установки шаблона с помощью чер-
тилки и кернера намечают контуры и центры отверстий
размечаемой детали.
Новаторами И. Ф. Павловым и В. В. Григорьевым
разработан и внедрен в производство так называемый
метод экранной разметки, основанный на переносе рейс-
мусом необходимых для разметки рисок со специального
экран-шаблона.
Для изготовления экран-шаблона берут тонкий
стальной лист, размеры которого несколько больше по-
верхности размечаемой детали. Лист покрывают тонким
слоем воска и вычерчивают на нем остро отточенными
резцами контуры проекции размечаемой детали со всеми
рисками, подлежащими переносу на деталь. Чтобы за-
крепить риски на металле, шаблон травят кислотой.
Таким образом, после снятия с шаблона слоя воска
получается «немой разметочный чертеж» — чертеж без
цифр, без выносных и размерных линий. При разметке
для каждой полоски поверхности детали изготовляют
свой экран-шаблон (рис. 155,г), который закрепляют
384
на специальной стойке 1 при помощи винтов 2 и 3 и
устанавливают рядом с размечаемой деталью. Рейсму-
Рис. 155~ Разметка корпуса коробки скоростей горизонталь-
но-фрезерного станка:
а—в установочных призмах; б—в приспособлении; в—с помощью про-
странственного (объемного) шаблона; г—с помощью экран-шаблона.
сом выверяют установку размечаемой детали по отно-
шению к разметочной плите и к экран-шаблону А
или Б, проверяя также наличие достаточных припусков
13 Н. Н. Кропивницкий 385
на обработку. Затем риски с экран-шаблона перено-
сятся на размечаемую деталь.
Разметка по образцу. К этому виду разметки нередко
прибегают при ремонтных работах, когда необходимо
без чертежа изготовить новую деталь вместо изношен-
ной или поломанной. При таком способе разметки
изношенную деталь и заготовку устанавливают рядом
Рис. 156. Разметка партий одинаковых деталей:
а— разметка партии станин горизонтально-фрезерного стан-
ка; о—разметка на оправке в центрах.
на специальные подкладки, затем выверяют их при по-
мощи угольника и рейсмуса и переносят размеры на за-
готовку для новой детали. Затем размечаемую заготовку
и образец поворачивают во второе и третье положения
и после выверки переносят размеры на заготовку.
Разметка по месту. Эту разметку производят во время
сборки и подгонки деталей, например при обработке
отверстий под болты или шпильки в двух сопрягающих-
ся фланцах. Сначала по чертежу размечают отверстия
только на одном фланце, а затем по готовым отверстиям
(как по шаблону) размечают отверстия на другом
фланце.
386
Одновременная разметка партии одинаковых деталей.
Процесс разметки необходимо построить так, чтобы
во время работы по возможности не делать лишних дви-
жений. Это оказывается наиболее эффективным при
одновременной разметке партии одинаковых деталей
(рис. 156). В этом случае повышение производитель-
ности труда достигается при таком способе разметки,
когда одна из деталей 1 (рис. 156,6) служит эталоном
и с нее переносятся размеры на остальные детали 2
партии. Разметка по детали-шаблону дает большую
экономию времени, так как при этом устраняется наи-
более трудоемкая часть разметки, связанная с построе-
нием углов и откладыванием размеров на всех осталь-
ных деталях партии.
86. ТОЧНАЯ РАЗМЕТКА
Точная разметка выполняется рассмотренными выше
приемами плоскостной и пространственной разметок,
но с использованием более точных измерительных и
разметочных инструментов.
Инструмент для точной разметки. Окончательную
выверку заготовок, устанавливаемых на разметочной
плите, производят по индикатору. Для нанесения пря-
мых линий, как и при обычной разметке, служат чер-
тилки, линейка или угольник. Горизонтальные риски
при точной пространственной разметке наносятся штан-
генрейсмусом (рис. 157,а), а при весьма точной раз-
метке— измерительными плитками с чертильным боко-
виком (рис. 157,6) или при помощи плоской чертилки,
установленной на плитке-калибре без специальной под-
ставки-обоймы (рис. 157,в). Требуемый размер в каж-
дом отдельном случае устанавливается путем подклады-
вания под чертилку набора плиток.
Нанесение параллельных прямых линий и дуг
окружностей осуществляется разметочным штанген-
циркулем или приспособлением типа штангенциркуля,
составленным из набора измерительных плиток
(рис. 157, г).
Измерение наружных размеров деталей в процессе
точной разметки выполняют штангенциркулем и микро-
метром, а внутренних — микрометрическим нутромером.
Разметка углов и наклонных рисок производится с по-
мощью универсальных и оптических угломеров, угло-
мерных плиток и угольников.
38Т
Приемы точной разметки. Точная разметка выпол-
няется в такой последовательности. Сначала с поверх-
ности заготовки устраняют все неровности и зачищают
ее, затем окрашивают поверхность раствором медного
купороса (две чайные ложки на стакан воды) и про-
сушивают.
Рис. 157. Инструменты для точной разметки:
л—нанесение горизонтальных линий штангенрейсмусом (/—
разметочная плита; 2—деталь; 3— угольник; 4—штангенрейс-
мус); б—прибор для точной разметки при помощи измеритель-
ных плиток (7—разметочная плита; 2— деталь; 3—угольник; 4—
штангенрейсмус); в—плоские чертилки; г—прибор (штанген-
циркуль) для вычерчивания окружностей (7—рамка; 2— зажим-
ной винт; 3 и 5—чертильные боковики; 4— измерительные
плитки).
Перед нанесением разметочных линий на окрашен-
ную поверхность определяют базу, от которой будут
отсчитываться все размеры размечаемого профиля
детали.
При точной разметке приходится не просто аккуратно
размечать на заготовках перпендикулярные или парал-
лельные риски, а проводить их на точно заданном рас-
388
стоянии одну от другой. В таких случаях пользуются
мерными плитками, штангенциркулем, а также исполь-
зуют различные построения.
Глава XIII
РАСПИЛИВАНИЕ И ПРИПАСОВКА
87. СУЩНОСТЬ РАСПИЛИВАНИЯ И ПРИПАСОВКИ
В практике слесарной обработки процессы распили-
вания и припасовки встречаются довольно часто, осо-
бенно при выполнении ремонтных и сборочных работ, а
также в инструментальных цехах машиностроительных
заводов.
Сущность процесса распиливания сводится к
тому, что путем обработки круглых отверстий напиль-
никами различного профиля получают отверстия квад-
ратные, прямоугольные, овальные и других форм.
В ряде случаев заготовки деталей машин и изделий
с отверстиями нужной формы получают и методом
штамповки, однако окончательная их обработка осу-
ществляется также напильниками путем распиливания
по размерам, указанным на чертежах. Чтобы не повре-
дить стенок распиливаемого отверстия боковыми гра-
нями напильника, его сечение должно быть меньше раз-
мера отверстия. Распиливание отверстий в деталях
с узкими, плоскими и прямолинейными поверхностями
производится с помощью наметок, рамок и параллелей.
Припасовка — окончательная точная пригонка
одной детали к другой без каких-либо просветов, кача-
ния и перекосов. При этом одна из деталей до пригонки
и припасовки должна быть обработана в пределах за-
данной точности.
Припасовке подвергают шаблоны, контршаблоны,
матрицы и пуансоны штампов и др. У шаблона и контр-
шаблона рабочие части должны быть припасованы весь-
ма точно, так, чтобы при соединении припасованных
сторон шаблона и контршаблона между ними не. возни-
кало зазора при любой из возможных взаимных пере-
становок.
Производят припасовку как замкнутых (закрытых),
так и полузамкнутых (открытых) контуров. Эти контур-
ные полости (отверстия) называются проймами.
389
Правильность их контуров проверяется специальными
калибрами-шаблонами, называемыми выработками.
Распиливание и припасовка напильником являются
очень трудоемкими процессами ручной обработки; там,
где это возможно, их стараются механизировать.
88. ПРИЕМЫ РАСПИЛИВАНИЯ ПРЯМОУГОЛЬНЫХ
И ФАСОННЫХ ОТВЕРСТИЙ
Всякая подготовка к распиливанию начинается с
разметки и накернивания разметочных рисок, сверления
отверстий по разметочным рискам и вырубания пройм
под распиливание отверстий в заготовке.
Рассмотрим наиболее часто встречающиеся в прак-
тике слесарных работ случаи распиливания отверстий.
Рис. 158. Подготовка заготовок к распиливанию
отверстий:
с—воротка; б—рамки; в—последовательность удаления
перемычек в пройме.
Распиливание квадратного отверстия
производят в заготовках воротков и других деталей.
Разметив отверстия для сверления под распиливание
(рис. 158, а), выбирают сверло, диаметр которого на
0,5 мм меньше стороны квадрата, и производят сверле-
ние. Затем в просверленном отверстии квадратным на-
пильником надпиливают четыре угла, не доходя 0,5—
0,6 мм до разметочных рисок, после чего продолжают
распиливание отверстия по размерам головки (квад-
рата) метчика или развертки.
Подгонку отверстия по головке квадрата производят
в такой последовательности: вначале припиливают сто-
390
роны 1 и 3 так, чтобы головка метчика или развертки
входила в отверстие только концами на глубину 2—3 мм,
а затем припиливают стороны 2 и 4. Дальнейшую под-
гонку ведут последовательной обработкой до тех пор,
пока квадратная головка легко и без качания не войдет
в отверстие. Если пройма невелика, ограничиваются
сверлением одного отверстия (рис. 158,а). При распи-
ливании больших пройм заготовку обсверливают по
контуру (рис. 158,6). Если же пройма имеет продолго-
ватую форму, сверлят два или несколько отверстий
в один ряд (рис. 158,в, позиция-/); так, в частности,
поступают при распиливании отверстий в молотках
и др.
Вырубание пройм производят зубилом, крейцмейсе-
лем, просечками, комбинированным способом и продав-
ливанием.
Рубить зубилом или крейцмейселем нужно на 0,5—
0,6 мм выше разметочной риски. Оставшийся припуск
снимают напильником в процессе распиливания отвер-
стия. При комбинированном способе получения пройм
поступают так: вначале прорубают одну-две перемычки
(рис. 158, в, позиция //), затем оставшиеся перемычки
прорезают ножовкой (рис. 158, в, позиции ///—IV),
Распиливание гаечных ключей под го-
ловки болтов широко распространено в практике
слесарной обработки. Ключ под квадратные головки
болтов резцедержателя токарного станка имеет на
одном конце открытый зев, а на другом — квадратное
отверстие размером 14X14 мм.
Разметив проймы и просверлив отверстие диаметром
13—13,5 мм, приступают к распиливанию. Вначале рас-
пиливают открытый зев, обеспечивая перпендикуляр-
ность стенок проймы к плоскости головки ключа, а
также прямолинейность и параллельность элементов
проймы между собой. Проверку правильности распи-
ливания ведут с помощью выработок на просвет
(рис. 159,а, б, в).Затем распиливают закрытую пройму
ключа под квадратную головку болта. При распиливании
небольших отверстий может оказаться, что в пройму
войдет только часть напильника. В этом случае движе-
ния напильника должны быть короткими и плавными.
По мере расширения распиливаемого отверстия длина
хода напильника увеличивается, затем его перемещение
в отверстии становится свободным, и распиливание про-
ходит вполне нормально.
391
Шестигранные проймы следует распиливать по воз-
можности плоскими напильниками. Это ускоряет про-
цесс обработки и создает условия для увеличения ши-
рины распиливаемой плоскости и получения прямоли-
нейной поверхности.
Рис. 159. Приемы распиливания и проверки пройм гаеч-
ных ключей с помощью выработок.
Распиливание отверстий по вклады-
шам во многом сходно с распиливанием по разметке;
разница заключается лишь в том, что проверка проймы
производится вкладышем на просвет (рис. 160, а).
Рис. 160. Распиливание и припасовка:
а, б и в—трехгранного отверстия; г, д и -проймы
вкладыша.
Распиливание, например, трехгранного отверстия в
заготовке шаблона следует выполнять в такой последо-
вательности:
1) разметить контур распиливаемого отверстия и
просверлить его (рис. 160,6);
2) в круглом отверстии заготовки надпилить три
угла трехгранника;
392
3) поочередно распилить стороны отверстия, не до-
ходя 0,5 мм до разметочной риски (рис. 160, в);
4) распилить стороны 1 и 2 до риски и подогнать их
по выработке;
5) распилить до риски сторону 3 и подогнать ее к
сторонам 1 и 2 по выработке (см. рис. 160, в);
6) окончательно опилить стороны и тщательно снять
галтели в пройме с проверкой вкладышем.
При пригонке нужно следить за тем, чтобы вкладыш
входил в пройму свободно, без перекоса и качания. За-
зор между сторонами шаблона и вкладыша при про-
верке щупом должен быть одинаковым.
Следует помнить, что в любой пригонке скользящих
деталей наиболее существенным препятствием являются
острые ребра, углы и заусенцы припиливаемых поверх-
ностей. Поэтому их нужно осторожно снимать, подправ-
лять и сглаживать личным напильником, чтобы приго-
няемые детали входили одна в другую свободно, без
качания.
89. ПРИЕМЫ ПРИГОНКИ И ПРИПАСОВКИ
При распиливании и припасовке деталей с дуговыми
участками вначале (рис. 160, г) обрабатывают бо-
лее простую деталь с проймой (ее легче измерять);
затем уже по обработанной пройме припасовывают
вкладыш.
Обработку проймы следует выполнять в такой по-
следовательности: сначала чисто и точно опилить широ-
кую плоскость и ребро 1 (рис. 160,(5), принимаемые
за базу. Затем разметить пройму и три другие стороны,
вырезать пройму ножовкой (как показано штриховыми
линиями) и точно опилить ребро 3 параллельно ребру 1,
а также начерно ребра 2 и 4. После' этого полукруглым
напильником распилить полуокружность 5 с проверкой
по валику или шайбе-шаблону.
Для контроля профиля на валик наносится слой
краски. При наложении проймы на валик места контак-
та профиля покрывают краской. Места, покрытые крас-
кой, спиливают. После нескольких повторных операций
пятна краски будут покрывать почти всю поверхность
профиля проймы.
При наличии некоторого опыта работы можно и не
прибегать к проверке на краску, а определять места
контакта на просвет.
393
При обработке вкладыша вначале нужно опилить
широкую плоскость, а затем ребра 6, 7 и 11 (рис. 160, е).
Потом разметить и вырезать ножовкой углы (как пока-
зано штриховой линией), после чего точно опилить реб-
ра 8 и 10 параллельно и в одной плоскости с базовым
ребром 6. Затем производится точная опиловка и припа-
совка вкладыша в пройме 9. Точность окончательной
припасовки должна быть такой, чтобы вкладыш входил
в пройму без просвета, качания и перекосов при любой
.перекантовке.
После окончания припасовки производят окончатель-
ную отделку наружных поверхностей.
Несложной, например, является припасовка шар-
нира разметочного циркуля, выполняемая в процессе
производственного обучения слесарей. На одной из за-
готовок циркуля после правки опиливают наружные
плоскости, а затем по разметке — внутреннюю пло-
скость.
Прямолинейность этой плоскости контролируют
линейкой. Наружные и внутренние плоскости должны
сопрягаться под прямым углом. Когда эта перпендику-
лярность сторон обеспечена, приступают к опиливанию
на этой же заготовке плоскости шарнира, которую про-
веряют на плите по краске. Толщина шарнирной части
ножки циркуля должна составлять толщину, указанную
на чертеже.
Между внутренней плоскостью и наклонной плоско-
стью выступа шарнирной части при ее опиливании вы-
держивают угол 120°
После этого к готовой ножке циркуля припасовы-
вают вторую, которую опиливают в той же последова-
тельности.
90. МЕХАНИЗАЦИЯ ПРИЕМОВ РАСПИЛИВАНИЯ
И ПРИПАСОВКИ
Ручное распиливание, пригонка и припасовка —
очень трудоемкие операции. Поэтому там, где возможно,
их стараются механизировать.
К мероприятиям, позволяющим повысить производи-
тельность труда и улучшить качество работы, относятся:
одновременная обработка деталей партиями, пакетами,
в кондукторах и в других приспособлениях.
В качестве приема, облегчающего, например, обра-
ботку скоб, следует рекомендовать распиливание их в
Ж
пакетах, состоящих из 2 шт. и более (рис. 161,а). Скобы
скрепляют болтами и между ними прокладывают шайбы
высотой 20—23 мм. Это обеспечивает устойчивое поло-
жение напильника и исключает завалы поверхности
Рис. 161. Распиливание скоб в пакете (а);
в опиловочном кондукторе (б)\ фасонные
контуры, вырезанные на ленточной пиле (в);
шлифование профилей проймы и выработки
шаблона профилированными кругами (г).
скобы. Кроме того, значительно упрощается контроль
параллельности плоскостей 1 и 2 в поперечном направ-
лении.
Распиливание единичных скоб или пакетов тонких
скоб может выполняться в опиловочных кондукторах
395
(рис. 161,6). Установка направляющих лапок 1 кон-
дуктора производится по блокам измерительных плиток,
после чего лапки закрепляются болтами (на рисунке не
показаны). В пазы кондуктора помещается скоба 2, в
которой требуется обработать плоскости <?.
Современная технология предусматривает широкое
использование металлорежущего оборудования общего
и специального назначения для механизации распилива-
ния и пригонки деталей. Обработка на таких станках
дает возможность автоматически воспроизводить по-
верхности определенной формы. Роль слесаря при этом
сводится к управлению механизмами станка, соблюде-
нию режима обработки и контролю размеров. Так, с
помощью ленточной пилы представляется возможным
вырезать фасонные наружные и внутренние контуры
(рис. 161, в), последующее распиливание которых сокра-
щается до минимума.
Обработку криволинейных поверхностей можно про-
изводить на шлифовальных станках с помощью спе-
циально профилированных абразивных кругов. В каче-
стве примера на рис. 161, г приведены схемы шлифова-
ния проймы и выработки шаблона профилированными
шлифовальными кругами.
В практике слесарной обработки широко применяют-
ся также электроискровые, химические и другие методы
обработки различных профилей, позволяющие исклю-
чить дополнительную отделку их вручную.
91. БРАК ПРИ РАСПИЛИВАНИИ И ПРИПАСОВКЕ
И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
Основными причинами брака при распиливании яв-
ляются: нарушение размеров распиливаемых отверстий,
значительная шероховатость обработанных поверхно-
стей, повреждение наружных обработанных поверхно-
стей тисками при работе без нагубников, излишне боль-
шие фаски на ребрах и т. п. При зажиме в тисках обра-
батываемых деталей с чистыми или обработанными
поверхностями следует применять на'губники, а при рас-
пиливании прямолинейных поверхностей пользоваться
наметками, рамками, распиловочными кондукторами и
др. Необходимо подбирать инструмент для обработки,
правильно пользоваться измерительным инструментом
и приспособлениями.
396
Глава XIV
ШАБРЕНИЕ
92. НАЗНАЧЕНИЕ ШАБРЕНИЯ
И ОБЛАСТЬ ЕГО ПРИМЕНЕНИЯ
Шабрение — операция окончательной обработки ре-
занием поверхностей, состоящая в снятии очень тонких
стружек металла путем соскабливания с помощью режу-
щего инструмента, называемого шабером. К шабрению
прибегают в тех случаях, когда необходимо получить
гладкие трущиеся поверхности, обеспечить плотное при-
легание сопряженных поверхностей, лучшую отделку и
точные размеры деталей машин.
Производят шабрение как прямолинейных, так и
криволинейных поверхностей, например плоскостей на-
правляющих станин металлорежущих станков, поверх-
ностей подшипников, деталей приборов, а также различ-
ных инструментов и приспособлений, таких, как пове-
рочные плиты, линейки, угольники и др.
Для определения, какую именно часть поверхности
необходимо шабрить, деталь пришабриваемой поверх-
ностью кладут на контрольную плиту, покрытую тонким
слоем краски, и с легким нажимом перемещают по ней
в различных направлениях. При этом выступающие
места пришабриваемой поверхности покрываются пят-
нами краски; эти места и подлежат шабрению.
За один проход шабером снимается слой метал-
ла толщиной 0,005—0,07 мм; при среднем давлении
на шабер толщина стружки составляет не более
0,01—0,03 мм.
Припуски на шабрение устанавливают в зависимости
от размеров обрабатываемых плоскостей или диаметра
обрабатываемых внутренних поверхностей. Припуски
должны быть небольшими и не превышать величин,
установленных в табл. 10 и 11.
Так же как и опиливание, шабрение является одной
из наиболее распространенных слесарных операций. Это
весьма трудоемкий и утомительный процесс, выполняе-
мый, как правило, квалифицированными слесарями.
В практике слесарных и слесарно-сборочных операций
объем шабровочных работ достигает 20—25%. Поэтому
вопрос повышения производительности труда при шаб-
рении имеет большое значение.
397
Таблица Т)
Припуски на шабрение плоскостей
1 Ширина плоскости, мм Длина плоскости, мм
100-500 500-1000 1000-2000 2000-4000 4000-6000
Припуски на сторону, мм
До 100 0,10 0,15 0,20 0,25 0,30
От 101 до 500 0,15 0.20 0,25 0,30 0,40
500 . 1000 0,18 0,25 0,35 0,45 0,50
Таблица I!
Припуски на шабрение внутренних поверхностей
Диаметр внутренней поверхности, мм Длина поверхности, мм
до 100 I 100-200 | 200—300 и выше
Припуски на сторону, мм
До 80 От 80 до 180 . , 180 . 300. Св. 300 0,03-0,05 0,05—0,10 0,10-0,15 0,20 0,05-0,08 0,10-0,15 0,15-0,20 0,25 0,10-0,12 0,15-0,25 0,20-0,30 0,30
Повышение производительности процесса шабрения
может идти по следующим направлениям:
1) усовершенствование применяемых приемов рабо-
ты, а также конструкций шаберов, вспомогательных
приспособлений и т. п.;
2) уменьшение припусков на шабрение и частичная
замена процесса шабрения механической обработкой;
3) механизация процесса шабрения путем примене-
ния специальных механизированных инструментов и
приспособлений.
93. ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ ДЛЯ ШАБРЕНИЯ
Шаберы. Режущим инструментом при соскабливании
с обрабатываемой поверхности мельчайшей стружки
является шабер. Для проверки правильности пришабри-
ваемой поверхности служат поверочные плиты, плоские
и угловые линейки, угловые призмы, валики и др. Для
установки и закрепления деталей при шабрении приме-
няют различные приспособления, в том числе кантова-
тели для поворота пришабриваемых деталей в нужное
положение и т. п.
Шаберы подразделяются на цельные и составные, а
по форме режущей части — на плоские, трехгранные и
фасонные. По числу режущих граней различают шаберы
односторонние, имеющие деревянные рукоятки, и дву-
Рис. 162. Шаберы:
о—плоские (односторонний и двусторонний и с радиусной заточкой); б—трсх-
гранные составные (прямой и изогнутый); в—фасонны"- г—универсальный со
вставными пластинами.
сторонние — без рукояток. Кроме того, широко исполь-
зуются универсальные шаберы, состоящие из державки
пластин. Конструкции применяемых слесарями шаберов
изображены на рис. 162.
Форма и геометрия режущих лезвий шабера выби-
раются в зависимости от формы и размеров обрабаты-
ваемой поверхности и от материала детали. Так, для
шабрения плоских поверхностей применяют плоские
шаберы с прямолинейной или радиусной режущими
кромками (рис. 162, а), для криволинейных и внутрен-
них поверхностей — трехгранные и фасонные шаберы
(рис. 162, бив).
В ряде случаев успешно используются составные и
универсальные шаберы со сменными режущими пласти-
нами. Благодаря быстрой смене режущих пластин эти
шаберы можно применять дляч разных шабровочных ра-
бот. В качестве режущих пластин таких шаберов
303
используются пластинки инструментальной стали, твер-
дого сплава и быстрорежущей стали.
Универсальный шабер состоит из режущей пластины
/ (рис. 162,г), зажима 2, корпуса 3, винта 4 и рукоят-
ки 5.
Повышение производительности труда при шабрении
достигается за счет применения шаберов с электриче-
ским или пневматическим приводом.
оооо и
6)
Рис. 163. Поверочные инструменты:
а—плиты; б—линейки; в—угловая линейка; г—проверка с по-
мощью валиков и штангенциркуля.
Поверочный инструмент. Для контроля прямолиней-
ности взаимного расположения и качества шабрения
плоскостей применяют поверочные плиты, а при шабре-
нии длинных и сравнительно узких плоскостей — линей-
ки (рис. 163, а и б); поверхности, образующие внутрен-
ние углы, проверяют угловыми линейками, а поверх-
ности, образующие наружные углы, — призмами; цилин-
дрические и конические поверхности контролируются
при помощи валиков и специальных угловых призм-ли-
неек (рис. 163,в и г). Качество шабрения цилиндриче-
ских или конических поверхностей в ряде случаев про-
веряют теми деталями, к которым они пришабриваются.
Например, качество шабрения подшипников проверяют
на валу.
400
Чтобы избежать неточности проверки отшабренной
поверхности, следует периодически проверять контроль-
ные плиты и линейки, держать их в надлежащей чи-
стоте. При проверке деталь не следует сильно прижи-
мять к плите; в большинстве случаев для плотного
соприкосновения детали с плитой достаточно собствен-
ного веса детали. Накладывать деталь на плиту или
плиту на деталь нужно осторожно, без ударов.
Рис. 164. Приспособления для шабрения.
После окончания работы плиту или линейку нужно
тщательно промыть керосином, насухо вытереть, затем
смазать машинным маслом, покрыть листом бумаги и
закрыть футляром или деревянной крышкой.
Приспособления и устройства для шабрения. Для
удобства шабрения мелкие детали закрепляют в тисках
и других подобных приспособлениях. Более крупные, а
также неудобные по форме детали устанавливают и
закрепляют в специальных стойках и поворотных при-
способлениях. На рис. 164, а изображено специальное
приспособление — колодка для шабрения вкладышей
подшипников. Значительно улучшаются условия шабре-
ния, если вкладыш 3 зажать в колодке 1 с помощью
упоров 2 и прижимов 4, а самую колодку зажать в ти-
сках.
401
На рис 164, в показано приспособление, применяемое
для шабрения шатуна, установленного в стойку 1 и за-
крепляемого винтом 2.
Для закрепления небольших деталей типа планок,
линеек, клиньев и т. п. слесарь-новатор В. Г. Гельберг
успешно применил приспособление, показанное на
рис. 164,6. Оно состоит из основания /, двух упоров 2
и 6 и рессорной пружины 4. При завертывании гайки 5
деталь 3 надежно прижимается пружиной к основанию
и упору 2.
Для крепления планок, линеек и других плоскостных
деталей успешно применяются также магнитные плиты
с постоянными магнитами.
Для деталей, шабрение которых требуется выпол-
нять при различных угловых положениях, используют
специальные поворотные приспособления (кантователи).
Приспособление такого типа (рис. 164, г) состоит из
сварного каркаса 5, к которому на шарнире прикреплен
стол 2. Шабруемая деталь закрепляется на столе и вме-
сте с ним может быть повернута в нужное положение.
Поворот осуществляется рукояткой 1, насаженной на
вал червяка 4; червяк сцеплен с зубчатым сектором 3,
поворачивающим стол.
В практике шабрения применяют также макеты
контрдеталей, по которым производится шабрение, про-
фильные шабровочные плиты и другие устройства.
94. ПОДГОТОВКА К ШАБРЕНИЮ
Перед шабрением поверхность очищают от грязи,
промывают керосином и протирают. Затем с помощью
поверочной линейки и щупа определяют величину изно-
са поверхности.
При значительном износе (выработке) поверхности
(от 0,5 мм и выше на длине 1 м) обработку под шабре-
ние производят строганием или фрезерованием на стан-
ках. В ряде случаев предварительная обработка поверх-
ности выполняется опиливанием. Поверхность считается
подготовленной к шабрению, если при наложении на
нее лекальной линейки образуется ровный просвет не
более 0,05—0,06 мм.
Окрашивание поверочного инструмента. Выше было
сказано, что шабрение выполняется по краске, наноси-
мой на поверочную плиту или линейку. Лучшими кра-
сками следует считать берлинскую лазурь, железный
402
сурик и голландскую сажу. Перед употреблением краску
растирают в мельчайший порошок и разводят на машин-
ном масле. Рабочие поверхности плиты или линейки
тщательно протирают масляной тряпкой и насухо выти-
рают, после чего покрывают тонким и равномерным
слоем краски. Рабочую поверхность поверочной плиты,
покрытую краской, накладывают на пришабриваемую
поверхность детали и с легким нажимом перемещают
плиту в разных направлениях 2—3 раза. При шабрении
небольших деталей, напротив, деталь пришабриваемой
поверхности кладут на поверочную плиту и перемещают
по ней таким же образом. На хорошо подготовленной
поверхности окрашенные
выступы располагаются
по всей площади, на
плохо подготовленной —
густо окрашиваются от-
дельные большие участки
и наряду с этим кое-где
образуются слабо окра-
шенные пятна; наконец,
на очень плохо под-
готовленной поверхности
окрашиваются всего лишь
две-три точки. После про-
верки поверхности детали
на краску можно при-
ступить к шабрению. Процесс шабрения заключается
в постепенном снятии металла с окрашенных мест.
Заточка и заправка (доводка) шаберов. Углы заточ-
ки режущих граней шаберов выбирают в зависимости
от характера работы и материала пришабриваемой
детали.
Наиболее распространенным углом заострения яв-
ляется р=90° (рис. 165). При установке такого шабера
под углом а= 15ч-25° ^тегко соскабливается металличе-
ская стружка, шабер излишне не врезается в металл и
не проскальзывает.
Рекомендуемые углы заточки режущей части шабе-
ров приведены в табл. 12.
Большое значение имеет правильный выбор формы
режущего лезвия шабера. Наиболее рациональной яв-
ляется выпуклая форма (шабер с радиусной заточкой,
рис. 162, а), которую рекомендуется очерчивать дугой
радиуса 30—40 мм для получистового шабрения и дугой
403
£=90 + 100
а=15+25'
Для стали
ъ~15+259
7777777777777777777^777
Для чугуна
и бронзы
Для мягких
мет аллод
<\а=30
777777777777777777777777,
Рис.
165. Рекомендуемые углы
заточки шаберов.
радиуса 40—55 мм—для чистового шабрения. При от-
сутствии такого закругления (плоский шабер, рис. 162, а)
шабер соскабливает металл всем лезвием, что требует
приложения больших усилий. Кроме того, острые углы
шабера при малейшем отклонении его в сторону вре-
заются в металл и затрудняют работу.
Таблица 12
Рекомендуемые углы заточки шаберов град.
Величины Материал обрабатываемой детали
сталь чугун и бронза алюми- ний и ЧЦУПЬ сталь чугун и брон- за алюми- ний и латунь
Плоский шабер'Л№ Трехгранный шабер
Задний угол (угол установки) а 15-20 15—25* 20—30 15-25 15-25 20-30
Угол заостре- ния 3 • 79—90 90-100 35—40 65-75 75—85 35-40
, Угол резания b = а -Ь р 90-115 105—125 55—70 80—100 90-110 55—70
Заточка режущих граней шаберов производится на
заточных станках. У плоских шаберов сначала затачи-
вают боковые грани, а затем торцовую. Заточку нужно
вести с охлаждением. После заточки на лезвии шабера
образуются заусенцы и шероховатости, поэтому шабер
нужно заправлять (доводить) вручную на мелкозерни-
стых абразивных кругах или брусках зернистостью 90 и
выше, на чугунных плитах, покрытых мелкозернистым
абразивным порошком, или на корундовых оселках.
Круги и чугунные плиты при доводке покрывают легким
слоем машинного масла. На кругах и плитах заправ-
ляют и торцовую грань шабера. На оселке заправляют
сначала торцовую; а затем боковые грани шабера.
Заправку шаберов обычно производят через каждые
1,5—2 часа работы. Затачивают шаберы после четырех-
пяти правок.
95. ПРИЕМЫ ШАБРЕНИЯ
Подготовленную к шабрению деталь в большинстве
случаев закрепляют в тисках; детали среднего веса ча-
сто шабрят непосредственно на верстаках без дополни-
404
тельного крепления или устанавливают в приспособле-
ниях, а поверхности тяжелых и громоздких деталей
шабрят на месте.
Как правило, шабрение производится в три перехода.
Первый переход — черновое шабрение —
начинается с удаления следов инструмента после меха-
нической обработки на выступающих частях поверх-
ности, обнаруженных при контроле. Работа производит-
ся шабером с широким режущим лезвием (ширина
шабера не должна превышать 20—25 мм), так как в
противном случае слесарь быстро утомляется и его про-
изводительность снижается. Длина рабочего хода ша-
бера 15—20 мм; толщина стружки, снимаемой за один
проход, 0,01—0,03 мм. Черновое шабрение счита-
ется законченным, когда вся пришабриваемая по-
верхность при нанесении на нее краски покроется
крупными пятнами — до четырех пятен краски на пло-
щади 25X25 мм2.
За второй переход — по л у чистов ой — про-
изводится более точное шабрение. Поверхность обраба-
тывают шабером шириной не более 12—15 мм при
длине рабочего хода 7—12 мм. Толщина снимаемой
стружки не превышает 0,005—0,01 мм. После этого пе-
рехода число пятен на пришабриваемой поверхности
должно быть от 8 до 16 на площади 25x25 мм2.
Третий переход — чистовой — применяется
при окончательной отделке поверхностей. Ширина ша-
бера от 5 до 12 мм; шабрение ведется мелким штрихом
(длина рабочего хода шабера 3—5 мм). После третьего
перехода пришабриваемая поверхность должна иметь
на квадрате 25X25 мм2 от 20 до 25 пятен. Для получе-
ния большей чистоты поверхности следует при обратном
ходе несколько приподнимать шабер.
Во время шабрения (каждый раз после удаления ша-
бером покрытых краской мест) поверхность детали очи-
щают щеткой и тщательно вытирают сухой тряпкой.
Деталь пришабриваейюй поверхностью снова наклады-
вают на окрашенную поверочную плиту, снимают и вновь
шабрят образовавшиеся пятна. Так продолжают до
тех пор, пока количество пятен на пришабриваемой по-
верхности не достигнет установленной нормы.
Шабрение плоскостей. При шабрении плоскости ша-
бер, удерживаемый правой рукой за рукоятку, устанав-
ливают под углом 20—30° к пришабриваемой поверхно-
сти; левой рукой нажимают на конец шабера вблизи
405
режущей кромки (рис. 166, а) и двигают его вперед (ра-
бочий ход) и назад (холостой ход).
В начале процесса шабрения приступают к так на-
зываемой разбивке больших пятен. Прием осуществляет-
ся сильными движениями шабера, соскабливающего
стружку с окрашенных мест. Поверхность очищается от
стружки и снова проверяется на краску, после чего про-
цесс шабрения повторяется. Когда пятна расположатся
на поверхности равномерно, разбивку заканчивают и
приступают к увеличению количества пятен, соскабли-
вая все появляющиеся после проверки по плите или ли-
нейке окрашенные места. Очевидно, что каждое после-
Рис. 166. Приемы шабрения:
о—положение рук при шабрении плоскости; б—вид штрихов на приша-
бриваемой поверхности; в—положение рук при шабрении методом ,на
себя".
дующее снятие стружки будет уменьшать высоту неров-
ностей, которые будут делиться на несколько менее вы-
соких выступов; общее число их будет увеличиваться.
При этом направление рабочего хода шабера каждый
раз изменяется, так что следы шабера от предыдущего
прохода пересекаются со следами последующего шаб-
рения под углом примерно 45—90°, а площадки, обра-
зуемые штрихами, имеют вид ромбиков или квадратиков
(рис. 166,6).
Для придания пришабриваемой поверхности декора-
тивного вида иногда на нее наносится так называемый
«мороз» различной формы — симметрично расположен-
ные клеточки или полоски.
Весьма рациональным следует считать применяемый
многими слесарями новый метод ручного шабрения «на
себя». При обычном способе ручное шабрение ведется
передвижением шабера обеими руками «от себя».
Слесарь-новатор Ленинградского завода станков-ав-
томатов А. А. Барышников разработал принципиально
406
новый метод ручного шабрения, при котором рабочее
движение шабера производится «на себя». Шабер берут
за среднюю часть (стержень) обеими руками в обхват и
устанавливают лезвием к обрабатываемой поверхности
под углом 65—75°, а не 20—30°, как при шабрении «от
себя» (рис. 166, в); верхняя же часть шабера, оканчи-
вающаяся деревянной рукояткой, упирается в плечо ра-
ботающего. Шабер при этом является как бы рычагом
второго рода с центром вращения в точке соприкосно-
вения шабера с плечом работающего. При таком методе
шабрения значительно улучшается качество обработан-
ной поверхности, так как совершенно исключается воз-
можность «дробления», часто наблюдающегося при шаб-
рении «от себя». Это объясняется тем, что вследствие
увеличенной длины (до 450—550 мм) шабер при шабре-
нии «на себя» пружинит, благодаря чему лезвие его
плавно врезается в металл и так же плавно выходит из
зоны резания. При шабрении же «от себя» шабер при
рабочем ходе обычно сильно врезается в металл и в
конце каждого штриха остаются заусенцы, которые
затем приходится удалять дополнительным пришабри-
ванием.
Как показал опыт работы новатора А. А. Барышни-
кова и его последователей, производительность труда
при чистовом шабрении «на себя» по сравнению с шаб-
рением «от себя» повышается в 2 раза.
Шабрение плоскостей по методу трех
плит. Сущность этого метода заключается в том, что
одна из плит (плоскость) данного комплекта (напри-
мер, /) принимается за основную и по ней пришабрива-
ются две другие — II и III (рис. 167, а). Эти две плиты
пришабриваются одна к другой. Далее плиты поочередно
снова пришабривают к основной плите / и затем попе-
ременно между собой. Поверочные плиты, аншлажные
и бортовые угольники и др. обычно шабрят комплектом
из трех штук, притом так, что каждая плита (угольник)
проверяется по двум другим плитам (угольникам).
После каждой подобной пригонки плиты получаются бо-
лее точными. Заканчивается шабрение каждой плиты,
когда на пришабриваемых плоскостях будет получено
20—25 пятен на площади 25X25 мм2.
Если, например, требуется пришабрить три повероч-
ные плиты, то вначале подготовленные плиты шабрят с
точностью до 0,03 мм с проверкой их прямолинейности
по поверочной плите, линейке и щупу, а затем плиты
407
нумеруют и приступают к шабрению по методу трех
плит.
Работу ведут в такой последовательности:
1) пришабривают поочередно плиты II и III по пли-
те / (рис. 167, б);
2) пришабривают плиты II и III одну по другой;
3) пришабривают плиты / и III по плите II;
4) пришабривают плиты I и III одну по другой;
5) пришабривают плиты I и II по плите III;
6) пришабривают плиты I и II одну по другой.
Шабрение плоскостей, расположенных
под острыми углами. Примером такой обра-
Рис. 167. Последовательность шабре-
ния плоскостей по методу трех плит.
6)
Номер
перехода
Номер
перехода
гаи
п
ботки может служить шабрение направляющих типа
«ласточкин хвост». В этом случае применяют шаберы,
режущая часть которых имеет некоторую кривизну и
специальную заточку.
Для правильной обработки направляющих нужно
иметь трехгранные линейки, а также каретку (ползун)
с хорошо пришабренным нижним основанием. С по-
мощью каретки производят шабрение крайних горизон-
тальных направляющих плоскостей (рис. 168,а). Их
скрашивают по нижнему основанию каретки, на которое
нанесена краска. Затем шабрят наклонные направляю-
щие по трехгранной поверочной линейке (рис. 168, б).
Шабрение плоскостей, сопряженных под острыми
или тупыми углами, можно производить, пользуясь по-
верочными призмами (рис. 168, в). В данном случае про-
верка пришабриваемой поверхности на краску произво-
дится по скосу призмы, установленной на плите.
408
Направляющие типа «ласточкин хвост» проверяют
на так называемое расклинивание. Прием осу-
ществляется с помощью валиков и штангенциркуля (см.
рис. 163, г). Штангенциркулем проверяют параллель-
ность валиков. Отсутствие параллельности дает основа-
ние считать, что направляющие обработаны неправиль-
но. Первую проверку на расклинивание следует произ-
водить в период подготовки направляющих к шабрению.
При наличии значительных отклонений от параллельно-
Направляющие типа
„ Ласточкин хвост ”
Рис. 168. Шабрение плоскостей, образующих углы:
в—с применением каретки: б—по трехгранной поверочной линей-
ке; е—по призме.
сти их припиливают под линейку с проверкой по вали-
кам.
Шабрение криволинейных поверхностей. К группе де-
талей с криволинейными поверхностями, которые сле-
сарю приходится часто шабрить, относятся вкладыши
подшипников, втулки, гильзы и т. п. Их шабрят трех-
гранным шабером, а проверяют по валу. Вначале пове-
рочный вал покрывают тонким и равномерным слоем
краски и укладывают на нижний вкладыш подшипника.
Затем на этот вал накладывают верхний вкладыш и
равномерно с угла на угол с помощью гаек затягивают
крышку подшипника так, чтобы вал с некоторым уси-
лием можно было повернуть в подшипнике вправо и
влево на 2—3 оборота (рис. 169, а). После этого под-
109
шипник разбирают и шабрят окрашенные места вначале
нижнего, а затем верхнего вкладыша, перемещая шабер
по окружности вкладыша (рис. 169,6).
В процессе шабрения трехгранный шабер следует на-
клонять к поверхности под таким углом, чтобы стружку
снимала средняя часть его режущей кромки. Образую-
щиеся при этом штрихи от шабера на поверхности де-
тали должны иметь форму четырехугольника или ромба.
В зависимости от конфигурации и положения вкладыша
Рис. 169. Приемы шабрения вкладышей подшипников (а, б):
специальные шаберы-кольца для шабрения вкладышей под-
шипников (в, г, д, е).
рабочее движение шабера может быть направлено в
правую и левую стороны. Угол резания ё = а + р (см.
рис. 165) при грубом шабрении трехгранным шабером
обычно составляет 70—75°, а при чистовом — около 120°.
Увеличение угла резания при отделке позволяет снимать
очень тонкую стружку.
При обработке вкладышей подшипников шабрение с
периодическим окрашиванием поверхности вкладыша по
поверочному валу ведут до тех пор, пока пришабривае-
мая поверхность не будет равномерно покрываться пят-
нами краски на площади не менее 3/4 поверхности вкла-
дыша.
Для ускорения шабрения подшипников за счет
уменьшения количества переточек и доводок шаберов в
410
ряде случаев вместо обычных трехгранных или изогну-
тых шаберов применяют специальные шаберы-кольца.
Шабер-кольцо (рис. 169, в) изготовляют из корпуса
изношенного конического роликового подшипника путем
заточки его на обычном точиле (рис. 169, г). После за-
точки торец шабера доводится на мелкозернистом круге
(рис. 169, д).
Схема расположения шабера-кольца в отверстии
подшипника при шабрении показана на рис. 169, е. Уме-
лое использование таких шаберов значительно повы-
шает производительность труда при обработке цилин-
дрических отверстий.
Приемы точного шабрения. Некоторые детали изме-
рительных машин, приборов и инструментов требуется
шабрить с весьма высокой точностью. Отделка поверх-
ностей таких деталей обычными приемами шабрения
в ряде случаев не удовлетворяет техническим условиям,
часто процесс точного шабрения связан со значительной
затратой времени. Для достижения высокой производи-
тельности при точном шабрении и повышения качества
этой работы пользуются пастами, разработанными Госу-
дарственным оптическим институтом (пасты ГОИ).
Шабрение с применением паст ГОИ следует выпол-
нять в такой последовательности. После одного-двух
проходов шабером по детали разведенную грубую пасту
наносят на поверочную плиту. На этой плите притирают
пришабриваемую поверхность до тех пор, пока паста не
потеряет зеленую окраску и не приобретет цвет черной
отработанной массы. Протерев чистой тряпкой притирае-
мые поверхности плиты и детали, снова наносят пасту
на плиту; притирку повторяют 3—4 раза. После этого
вытирают начисто поверхность детали, разбивают широ-
кие блестящие пятна шабером и вновь производят при-
тирку пастой до тех пор, пока не будет получена поверх-
ность, отвечающая техническим условиям.
96. ТОЧНОСТЬ ШАБРЕНИЯ
И КОНТРОЛЬ КАЧЕСТВА
В зависимости от производственного назначения и
размеров поверхностей, подвергающихся шабрению,
процесс считается закопченным при достижении опреде-
ленной точности шабрения.
Точность шабрения определяется числом окрашен-
ных пятен (точек), приходящихся на единицу поверх-
'411
ности. В качестве единицы поверхности принят квадрат
с размерами 25x25 мм. Чем больше таких пятен и чем
равномернее они расположены в пределах этого квад-
рата, тем выше качество шабрения и тем точнее поверх-
ность.
Для проверки качества шабрения плоских поверхно-
стей пользуются специальной рамкой (рис. 170,а). Ее
накладывают на поверхность и подсчитывают количе-
Рис. 170. Контроль качества шабрения:
а—проверочная рамка; б—прием контроля; в—шаблон-
сетка.
ство пятен, находящихся в окне рамки (рис. 170,6).
Окончательно их число определяется как среднее ариф-
метическое замеров в нескольких местах проверяемой
поверхности. Такую рамку нетрудно изготовить из ли-
стового металла или тонкого картона.
При подсчете количества пятен пришабренных отвер-
стий или вкладышей подшипников удобно пользоваться
целлулоидным шаблоном (рис. 170, в), вогнутым по ра-
диусу вкладыша. На шаблон наносится сетка с квадра-
тами 25x25 мм, пользуясь которой легко определить чи-
стоту расположения пятен краски. Удовлетворительным
можно считать шабрение, когда 75% клеток шаблона-
сетки имеет среднее число пятен, отвечающее техниче-
ским условиям (табл. 13).
412
Таблица 13
Требуемая точность шабрения поверхностей в зависимости
от их назначения
Количество пятен в квадрате 25X25 мм при проверке на краску (не ме- нее) Характеристика пришабриваемых поверхностей
30 Рабочие поверхности контрольных эталонов для проверки плит, линеек, поверочных приспо- соблений, измерительных приборов
25 Рабочие поверхности поверочных линеек 1-го класса точности длиной до 1500 мм; плиты по- верочные 0 и 1-го классов
20 Линейки поверочные 1-го класса точности длиной свыше 1500 мм; линейки поверочные 2-го класса точности длиной до 1500 мм; плиты поверочные 2-го класса точности; ответственные поверхности скольжения прецизионных станков
15 Линейки поверочные 2-го класса точности длиной свыше 1500 мм; плоскости направляю- щих подвижных деталей станков, передвигаю- щихся по плоскости неподвижных деталей (на- пример, каретки станков, суппорты, направляю- щие шлифовальных и других станков)
12 Плиты поверочные 3-го класса точности; пло- скости скольжения неподвижных деталей стан- ков, по которым перемещаются подвижные де- тали (направляющие станин станков, направляю- щие рукавов радиально-сверлильных станков и пр.); вкладыши подшипников для валов диамет- ром до 120 мм
10 Плоскости скольжения сопряженных деталей, относительное перемещение которых требуется лишь при наладке машины, а не во время ее работы (направляющие задних бабок токарных станков, направляющие неподвижных люнетов и т. д.); вкладыши валов диаметром свыше 120 мм
8-10 Плоскости сопряжения неподвижных деталей, где исключено относительное перемещение (не- подвижные стойки станков, кронштейны)
413
97. МЕХАНИЗАЦИЯ ПРОЦЕССА ШАБРЕНИЯ
Ручное шабрение — один из наиболее трудоемких
процессов слесарной обработки — можно заменить более
производительными способами: механической обработ-
кой поверхностей, применением специальных шабровоч-
ных станков и головок, использованием механизирован-
ных шаберов электрического и пневматического действия
к др.
Замена ручного шабрения механической обработкой.
Часто оказывается возможным заменить шабрение шли-
фованием, чистовым строганием, фрезерованием, тонким
растачиванием, притиркой и другими отделочными про-
цессами механической обработки.
Шлифование вместо шабрения позволяет в 5—10 раз
повысить производительность труда. Шлифованием
удается заменить ручное шабрение на таких крупных
деталях, как станины станков, корпуса турбин и пр.
В этих случаях работа ведется либо на специальных
шлифовальных станках, либо на универсальных стро-
гальных, фрезерных и других станках, снабженных
съемными шлифовальными головками. Применение са-
модвижущихся шлифовальных головок позволяет меха-
низировать малопроизводительные и тяжелые приемы
ручного шабрения и сократить более чем в 3—3,5 раза
время обработки направляющих станин.
В ряде случаев оказывается возможным заменить
ручное шабрение шлифованием при помощи угловых
пневматических шлифовальных машинок или ручных
сверлильных машинок пневматического действия, на
шпиндель которых устанавливают чашечный шлифо-
вальный круг.
При обработке направляющих крупных чугунных
станин трудоемкое ручное шабрение на некоторых заво-
дах успешно заменяют тонким (финишным) строганием
широкими резцами; производительность труда при этом
возрастает в 40—50 раз. После такого строгания необ-
ходимо лишь декоративное шабрение — наведение «мо-
роза». Эффективным оказывается и замена шабрения
крупных деталей тонким фрезерованием.
Иногда объем шабровочных работ по подгонке чу-
гунных и бронзовых'втулок в одноосных отверстиях зна-
чительно уменьшается благодаря применению специаль-
ных разверток. Еще более эффективным оказывается за*
мена шабрения протягиванием и прошиванием.
Ш
В отдельных случаях ручное шабрение успешно за-
меняют механизированной притиркой поверхностей
пастами.
Механизированное шабрение. Наиболее простым ме-
тодом механизации ручного шабрения является приме-
нение специальных передвижных установок, состоящих
из электродвигателей с редукторами, гибких валиков и
Рис. 171. Передвижные шабровочные головки элек-
трического действия с гибким валом:
а—на плите; б—на переносной стойке.
шабровочных головок. Общий вид такой установки по-
казан на рис. 171, а. От электродвигателя мощностью
0,25—0,6 кВт через редуктор 2 посредством гибкого ва-
ла 3 вращательное движение передается механизму
шабровочной головки 4, который преобразует его в воз-
вратно-поступательное движение шабера 5. Электродви-
гатель 1 и редуктор 2 установлены на одной плите и по
мере необходимости могут быть перенесены с одного
места на другое. Аналогичная шабровочная головка с
электродвигателем, установленным на специальной пе-
реносной стойке, приведена на рис. 171,6.
Существует много различных конструкций шабровоч-
ных головок, но все они основаны на одном принципе
преобразования вращательного движения гибкого вала
в возвратно-поступательное движение шабера при по-
мощи специального механизма, заключенного внутри
головки. Из подобных механизмов применяются: криво-
шипные механизмы; конические передачи с кривошип-
ными механизмами; механизмы, состоящие из эксцен-
трика и кулисы; рычажно-шатунные механизмы и др.
Наиболее просты и чаще других используются криво-
шипные механизмы или устройства с небольшой кони-
ческой передачей и кривошипным механизмом. Недо-
статком таких головок является невозможность
регулирования величины хода шабера. Этого недостатка
лишены головки с кулисными механизмами, допускаю-
щими регулирование величины хода шабера.
98. БРАК ПРИ ШАБРЕНИИ
И ЕГО ПРЕДУПРЕЖДЕНИЕ
Наиболее характерными видами брака при шабрении
являются: неравномерное расположение пятен, образо-
вание рисок, глубоких впадин, наличие заусенцев и ше-
роховатостей пришабриваемой поверхности, неточность
шабрения; полное покрытие поверхности краской и др.
Эти,, а также другие виды брака отшабренной поверх-
ности получаются в результате невнимательности или
неумения вести процесс шабрения. Так, например, не-
равномерное расположение пятен на пришабриваемой
поверхности получается в тех случаях, когда слесарь
шабрит поверхность длинными штрихами или сильно
нажимает на шабер. Предупредить этот вид брака очень
легко: следует соблюдать осторожность при шабрении,
не делать длинных рабочих ходов (при черновом
шабрении — не более 10—15 мм, а при чистовом —
5—10 мм).
Образование рисок, заусенцев и шероховатостей
в процессе шабрения происходит вследствие плохой за-
правки шабера и неправильных его движений при ра-
боте. Предупредить эти дефекты шабрения можно путем
правильной заточки и заправки шабера. Нельзя рабо-
тать тупым шабером; необходимо тщательно проверять
состояние режущей кромки: на ней не должно быть за-
усенцев и царапин.
Предотвращение образования впадин на пришабри-
416
ваемой поверхности достигается уменьшением нажима
на шабер и тщательной подготовкой поверхности.
Неточность шабренной поверхности получается вслед-
ствие применения неточного поверочного инструмента и
неправильного пользования им. Нужно своевременно
проверять точность плит и линеек, содержать в чистоте
их рабочие поверхности, а также поверхности обраба-
тываемых деталей, правильно пользоваться инструмен-
том в процессе работы, не нажимать сильно на инстру-
мент при проверке на краску.
Полное покрытие пришабриваемой поверхности
краской происходит при слишком толстом слое краски,
нанесенной на поверочный инструмент. Оно устраняется
нанесением на поверочную плиту или линейку тонкого
и равномерного слоя краски.
Глава XV
ДОВОДКА И ПРИТИРКА
99. ОСНОВНЫЕ СВЕДЕНИЯ О ДОВОДКЕ
И ПРИТИРКЕ
Одним из окончательных (финишных) методов обра-
ботки поверхностей деталей является доводка, осуще-
ствляемая абразивными порошками и пастами, наноси-
мыми на специальные инструменты-притиры или на со-
прягаемые поверхности деталей. Разновидностью довод-
ки является притирка. Доводкой и притиркой выполня-
ется окончательная обработка поверхностей притирами
для получения высокого класса чистоты и точности.
К доводке и притирке не относятся отделочные опе-
рации, выполняемые абразивными инструментами со
связанным абразивным зерном: брусками, кругами,
лентами, шкурками.
Процесс доводки и притирки имеет следующие основ-
ные достоинства: обеспечивает высокий класс чистоты
обработанной поверхности, высокую точность и исправ-
ляет геометрическую форму деталей. Достигается это
в результате снятия большого числа тончайших стружек
абразивными зернами и составляющими паст.
При правильном ведении процесса доводкой можно
получить чистоту обработанной поверхности до 14-го
14 Н. Н. Кропивницкий 417
класса по ГОСТу 2789-59. Точность размеров и геомет-
рической формы (конусность/ овальность, бочкообраз-
ность и др.) при этом может составлять 0,001—0,002 мм.
С помощью доводки1 представляется возможным обраба-
тывать высокотвердые материалы, например, твердые
сплавы, закаленные стали, чугуны и т. д. Это возможно
благодаря применению абразивных зерен высокой твер-
дости и химическому воздействию веществ, входящих
в состав паст.
Кроме того, доводка улучшает физико-механические
свойства деталей — повышает сопротивление Обработан-
ных поверхностей износу, увеличивает площадь контакта
их (почти вдвое).
Из сказанного следует, что в настоящее время суще-
ствует два технологических способа выполнения доводки
и притирки.
Первый способ состоит в том, что сопрягаемые
детали притирают одну по другой. Между прити-
раемыми деталями помещаются абразивные порошки
или различные пасты. Таким образом притираются,
например, клапаны к седлам, пробки к корпусам кра-
нов и др.
Второй способ состоит в доводке каждой из двух со-
прягаемых деталей по специальной третьей детали —
притиру. Так доводятся рабочие поверхности шаблонов,
плиток, калибров и др.
Сущность процесса доводки и притирки заключается
в механическом, точнее — химико-механическом удале-
нии с обрабатываемых поверхностей частиц металла
притирочными (абразивными) материалами.
Поверхность под доводку или притирку должна быть
тщательно обработана по одному из методов, обеспечи-
вающих точность обработки не ниже 2-го класса по
ОСТу. К таким методам относятся: чистовое шлифова-
ние, развертывание, протягивание, тонкое точение, тон-
кое фрезерование, шабрение и др.
Припуск на доводку или притирку не должен быть
более 0,01—0,02 мм; большие- припуски значительно
удлиняют процесс доводки и притирки.
Доводка и притирка могут выполняться вручную и
механизированным способом. Чтобы произвести доводку
поверхности вручную, на притирочную плиту наносят
тонким равномерным слоем смешанный с маслом абра-
зивный порошок; затем деталь кладут притираемой по-
верхностью на плиту и круговыми движениями переме-
418
щают ее по всей плите до получения матового или глян-
цевого (блестящего) вида поверхности.
Ручная притирка, как и шабрение, представляет со-
бой тяжелую и малопроизводительную операцию; по-
этому ее, как правило, заменяют механизированной до-
водкой и притиркой на специальных станках либо вы-
полняют с помощью механизированных переносных ма-
шин.
100. АБРАЗИВНЫЕ И СМАЗОЧНЫЕ МАТЕРИАЛЫ
ДЛЯ ДОВОДКИ И ПРИТИРКИ
Под абразивно-доводочными материалами следует
понимать такие составы (смеси), под действием которых
в процессе доводки происходит съем металла. В состав
входят абразивные материалы или абразивные мате-
риалы с добавками химически активных веществ (олеищ
стеарин и др.). Все абразивно-доводочные материа-
лы, применяющиеся при доводке и притирке метал-
лических деталей, делят на две группы: твердые и
мягкие.
В первую группу абразивно-доводочных материалов
входят абразивные материалы в виде абразивных по-
рошков, основными составляющими которых являются
минералы естественного или искусственного происхож-
дения. Все материалы обладают высокой твердостью.
Во вторую группу абразивно-доводочных материалов
входят абразивные пасты, которые состоят из микро-
порошков, изготовленных главным образом из окисей
различных металлов: окиси хрома, окиси железа, окиси
алюминия и др.
Основными характеристиками абразивно-доводочных
материалов являются твердость, строение, размер и
форма зерна. Наиболее важным свойством таких мате-
риалов является твердость абразивных зерен. Они харак-
теризуются сопротивлением зерна (минерала) поверхно-
стному измельчению под действием внешних сил. Твер-
дость минералов определяют разными методами, наибо-
лее простым из них является метод царапания, причем
материал царапающего тела должен быть тверже мате-
риала царапаемого. К более совершенным методам сле-
дует отнести определение твердости абразивов при по-
мощи приборов. По десятибалльной шкале Мооса твер-
дость алмаза равна 10, талька— 1, другие минералы за-
нимают промежуточное место.
419
Другими важными характеристиками абразивного
материала являются: форма зерна (пластинчатая или
многогранная), вид его поверхности (гладкая или шеро-
ховатая, с острыми гранями или затупленная), размер
зерна — зернистость. Размеры зерен характеризуются
их длиной, высотой и шириной. Обозначение номеров
зернистости установлено ГОСТом.
Способность абразивных зерен снимать металл за-
висит также от свойств обрабатываемого материала.
Естественные (природные) абразивные материалы.
Для выполнения доводочно-притирочных работ широко
применяют шлифпорошки и микропорошки, сырьем для
которых являются природные абразивные материалы:
алмаз, корунд естественный, наждак и др.
Искусственные абразивные материалы, обладая вы-
сокой твердостью, однородностью и постоянством со-
става, являются основным полуфабрикатом для изготов-
ления различных видов абразивных инструментов, шлиф-
порошков и микропорошков. Из всех абразивных мате-
риалов, производимых .промышленностью, наиболее
широко применяются для приготовления абразивно-до-
водочных средств электрокорунды, карбиды кремния,
карбид бора, монокорунд, борсиликокарбид, окись хро-
ма, окись алюминия. Перспективными абразивами
являются порошки из искусственного алмаза.
Связки, применяемые для приготовления мягких
абразивно-доводочных материалов. Помимо абразивных
материалов для приготовления паст и суспензий исполь-
зуют различные вещества, выполняющие роль связок
и активных химических веществ. К ним относятся сте-
ариновая и олеиновая кислоты, парафин, а также ски-
пидар, подсолнечное масло, рыбий жир, канифоль и др.
Стеариновая и олеиновая кислоты являются основными
составными частями жиров. Эти вещества в основном
добываются из говяжьего и бараньего сала, хлопкового
масла, жиров морских животных и т. д. В состав паст,
кроме того, входит керосин или бензин, а также другие
вещества.
Твердые абразивно-доводочные материалы представ-
ляют собой измельченные в порошок (в виде мельчай-
ших зерен) природные или искусственные абразив-
ные минералы. По назначению твердые абразивно-до-
водочные материалы делят на шлифпорошки и микро-
порошки.
420
Они различаются по зернистости, определяющей
размеры зерен порошков. Зернистость определяется
номером, характеризующим размер абразивного зерна.
Согласно стандарту (ГОСТ 3647-59) номенклатура
абразивных материалов (кроме алмазов) по их зерни-
стости подразделяется на следующие 12 номеров: 200,
160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16. Кроме того,
в соответствии с этим же стандартом выпускаются шли-
фовальные порошки номеров зернистости: 12, 10, 8, 6, 5,
4 и 3 и микропорошки номеров зернистости: М40, М28,
М20, М14, М10, М7 и М5, обозначаемые буквой «М» и
цифрой, показывающей размер зерна в микронах. Для
окончательной отделки поверхности (притирки и до-
водки) пользуются особо тонкими микропорошками:
М3; М2; Ml,4; М1,0; МО,7; МО,5; МОД. В практике
слесарных работ для грубой притирки и доводки при-
меняют молотые абразивные порошки зернистостью
63—20, а для чистовой пользуются микропорошками
марок М28, М20 и М14. Для отделочной притирки при-
меняют микропорошки марок М10, М7 и М5.
Мягкие абразивно-доводочные материалы для до-
водки наносятся в виде паст на поверхности притиров-
дисков или сопрягаемых деталей.
Абразивные пасты представляют собой полу-
жидкие или твердые смеси абразивных материалов
с различными компонентами. Применяются они на при-
тирочных, доводочных и полировочных операциях.
По роду абразивного материала пасты делятся на две
группы: пасты из твердых материалов — природного ко-
рунда, электрокорунда нормального и белого, карбида
кремния, карбида бора, борсиликокарбида, алмазной
крошки и др., и пасты из мягких материалов — окиси
хрома, окиси железа (крокуса), венской извести, талька
и др.
Особенностью некоторых мягких абразивных мате-
риалов (главным образом окиси хрома и окиси железа)
является их способность оказывать на обрабатываемую
поверхность помимо механического еще и химическое
воздействие. Входящие в состав многих паст компоненты
типа олеиновой и стеариновой кислот энергично разру-
шают пленки окислов, образовавшихся на поверхности
металлов, ускоряя процесс притирки.
Ассортимент абразивных паст чрезвычайно разнооб-
разен. Наибольшее распространение получила паста
ГОИ, изготовляемая из прокаленной окиси хрома. Раз-
421
дичают пасты ГОИ трех сортов: грубую, среднюю и
тонкую.
С помощью грубой пасты можно снимать слой
металла толщиной в несколько десятых долей милли-
метра, например для удаления следов обработки стро-
ганием, шлифованием, опиливанием, грубым шабрением.
Эта паста дает матовую поверхность. Средней па-
стой снимают слой металла, измеряемый сотыми
долями миллиметра. Тонкая паста применяется
главным образом для придания поверхности зеркаль-
ного блеска. Она является лучшим притирочным
материалом для отделочных операций при ручной при-
тирке.
Алмазные пасты. Наиболее эффективными до-
водочными средствами являются алмазные пасты, со-
стоящие из 30—40% алмазного порошка и 60—70%
оливкового, касторового или прованского масла.
Они выпускаются двенадцати зернистостей, которые
условно делятся на четыре группы: крупная, средняя,
мелкая и тонкая. Крупная паста имеет марки: АП 100,
АП80, АП60. Цифры за буквами указывают размер
зерна основной фракции в мкм. Средняя паста — марки
АП40, АП28, АП20; мелкая — АП14, АП 10, АП7; тонкая
паста распределена на три марки: АП5, АПЗ, АП1 и
мельче. Буква «А» означает, что порошок изготовлен
из алмаза. Области применения паст из синтети-
ческих алмазов весьма разнообразны. Их исполь-
зуют для окончательных доводочных операций при из-
готовлении особо точных деталей с высокой чистотой
поверхности. Обычно доводке алмазными пастами под-
вергаются детали изделия, которые должны быть изго-
товлены с точностью 1-го и 2-го классов и иметь чистоту
поверхности 11—14-го классов (например, при доводке
деталей топливной аппаратуры и др.).
Выбор абразивно-доводочных материалов. Качество
доводки и притирки и производительность процесса
в значительной степени зависят от того, правильно ли
выбраны абразивно-доводочные материалы. Если до-
водку вести случайными абразивными материалами,
то это приведет не только к браку, но также к порче
притиров и станков. Поэтому следует применять те
абразивно-доводочные материалы, которые предусмот-
рены технологическим процессом.
При выборе абразивно-доводочного материала для
той или иной операции исходят из того, что этот мате-
422
риал должен обеспечить требуемое качество доводки,
а затраты времени на обработку должны быть мини-
мальными. Наибольшее влияние на эти показатели ока-
зывает зернистость абразивов, входящих в состав абра-
зивно-доводочных материалов. Поэтому при доводке
деталей рекомендуется постепенно переходить от круп-
нозернистых (грубых) к мелкозернистым (тонким) аб-
разивно-доводочным материалам.
Ориентировочные данные по выбору зернистости
абразивно-доводочных материалов в зависимости от
класса чистоты обработки (поверхности) согласно
ГОСТу 2789-59' рекомендуются следующие: для получе-
ния 9—10-го классов чистоты поверхности следует поль-
зоваться абразивно-доводочным материалом зернисто-
стью 40—20 мкм; для 10—11-го классов соответственно
зернистость 28—14 мкм; для 11—12-го классов — 20—
7 мкм; для 12—13-го классов—10—3 мкм и для 13—
14-го классов чистоты поверхности зернистость абра-
зивно-доводочного материала принимается равной 3—
1 мкм.
Для снятия больших припусков рационально
применять крупнозернистый, а для снятия малых при-
пусков — мелкозернистый абразивно-довод очный мате-
риал. При добавлении в состав абразивно-доводочных
материалов в небольших количествах некоторых хими-
чески активных веществ (кислот, солей) интенсивность
процесса доводки повышается. Абразивные материалы
следует подбирать строго по рецептам, рекомендуемым
технологическим процессом. Категорически запрещается
работать загрязненными материалами или смешивать
их разной зернистости. Загустевшие мягкие абразивно-
доводочные материалы (пасты) не следует применять,
перед употреблением их нужно разбавить (бензином,
керосином или суспензиями).
Смазочно-охлаждающие жидкости, используемые для
доводочно-притирочных работ. Применение смазочно-
охлаждающих жидкостей при выполнении доводочно-
притирочных работ оказывает значительное влияние
на стойкость абразивно-доводочных материалов, интен-
сивность процесса доводки, а также на качество обра-
ботанной поверхности.
Основные назначения смазочно-охлаждающих жид-
костей: 1) охлаждать инструмент и детали в1 процессе
резания; 2) предохранять обрабатываемую поверхность
от глубоких царапин зернами абразива, не снижая при
423
этом интенсивности процесса доводки; 3) предотвращать
слипание абразивов и способствовать удалению про-
дуктов брикетирования (спрессования стружки с абра-
зивно-доводочным материалом) из зоны резания.
Смазочно-охлаждающие жидкости должны удовлет-
ворять следующим требованиям: а) быть стойкими
к температурным изменениям (не разлагаться);
б) не вызывать коррозии; в) не разрушать кожу ра-
ботающего.
К смазочно-охлаждающим жидкостям относятся:
вода, водные растворы мыла, соды, буры, эмульсии,
машинное масло, керосин, авиационный бензин, газойль,
свиное сало и др. Наиболее часто применяются: керо-
син, газойль, машинное масло, а для тонкой отделки —
авиационный бензин.
При доводке закаленной стали рекомендуется ис-
пользовать керосин и машинное масло. Незначительная
добавка в них стеариновой кислоты (от 0,5 до 2%) или
сульфофрезола при предварительной доводке повышает
производительность процесса в 2 раза.
Смазки, используемые для защиты обработанных де-
талей от коррозии (ржавления). Несмазанные рабочие
поверхности корродируют и вызывают большое трение.
В результате этого сопрягаемые поверхности нагре-
ваются, уменьшается производительность доводочных
станков, а рабочие поверхности обработанных деталей
приходят в негодность.
Для защиты рабочих поверхностей станков, приспо-
соблений, инструментов, а также обработанных деталей
при их хранении применяют смазки. Смазка покрывает
поверхность металла тонкой пленкой. Благодаря моле-
кулярному сцеплению с металлом пленка не вытесняется
в процессе работы высоким давлением, предотвращая,
таким образом, сухое трение (металл о металл) и заме-
няя его трением смазки. В результате этого коэффи-
циент трения уменьшается в несколько раз по сравне-
нию с трением без смазки. Кроме того, поверхности
защищены от коррозии. В зависимости от марки
смазки разделяют на минеральные, растительные и жи-
вотные.
Минеральные масла получают из нефти и
каменного угля. Эти масла имеют различную вязкость
(от самых жидких до самых густых), различную темпе-
ратуру вспышки и замерзания, поэтому их применяют
в механизмах, работающих в различных температурных
424
условиях. Они дешевы и экономичны, вследствие чего
широко применяются в народном хозяйстве.
К минеральным маслам относятся: вазелиновое, ве-
ретенное, машинное, цилиндровое, авиационное и др.
В эту группу входят также твердые смазки, состоящие
из минеральных масел, церезина, парафина, канифоли
с добавками мыла или щелочи. К твердым минеральным
смазкам относятся технический вазелин, ружейное масло,
антикоррозийная смазка для доведенных и полирован-
ных поверхностей и др.
К растительным маслам относятся хлопковое,
касторовое, льняное и ружейное.
К животным маслам относятся рыбий, тюлений
и китовый жир, сало различных животных.
101. ПРИТИРЫ ДЛЯ ДОВОДКИ МЕТАЛЛОВ ’
Притиром называется инструмент, которым произво-
дят притирку деталей. В зависимости от формы и раз-
меров обрабатываемых поверхностей притиры можно
разбить на несколько групп: плоские — в виде дисков,
плит и брусков (рис. 172,а,б,в); цилиндрические — для
доводки и притирки наружных и внутренних цилиндри-
ческих поверхностей (рис. 172,г); притиры для кони-
ческих поверхностей (рис. 172, е, ж) и специальные при-
тиры. Конструкция притира определяется видом поверх-
ности детали, для доводки которой он предназначен
(рис. 172, з). Притиры могут быть подвижными и не-
подвижными.
Подвижные притиры во время притирки или
доводки деталей перемещаются, а деталь либо остается
неподвижной, либо перемещается относительно притира.
К подвижным притирам относятся диски, цилиндры,
конусы, а также вращающиеся притиры с горизонталь-
ной или вертикальной осью вращения.
Неподвижные притиры во время работы
остаются неподвижными,.а притираемая деталь переме-
щается. К числу таких притиров относятся плиты,
бруски и др.
Материал притиров должен быть мягче материала
обрабатываемой детали. Это необходимо для того,
чтобы зерна абразивного порошка вдавливались в по-
верхность притира. Притиры изготовляют из серого чу-
гуна, мягкой стали, меди, бронзы, свинца, твердых пород
дерева и др.
425
Для предварительной притирки, когда снимается
большой слой металла, следует пользоваться притирами
из более мягких материалов, например из меди или
сурьмы, которые удерживают крупный абразив лучше,
Рис. 172. Виды притиров:
л—вращающийся диск (притир), установленный на простом дово-
дочном станке; б и 8—притиры в- виде плит и брусков? г—прити-
ры (разрезные втулки) для наружных (7) и внутренних (2) цилин-
дрических поверхностей; д—притир^ (чугунный или- стеклянный)
в форме напильника; е и ж—притиры для конических поверхно-
стей; з—специальный притир.
чем, например, серый чугун. Такие притиры снабжают
канавками глубиной 1—2 мм, расположенными на рас-
стоянии 10—15 мм одна от другой (см..рис. 172,а, б,в).
В канавках собирается притирочный материал. На при-
тирах для окончательной притирки канавок не делают.
Для окончательной притирки или доводки, когда сни-
426
мается небольшой слой металла, нужно применять чу-
гунные притиры, так как чугун удерживает только
самые мелкие абразивы, что и требуется при тонкой
притирке. Притиры из свинца и дерева используют
лишь для наведения блеска, после того как детали уже
приданы окончательные размеры.
Требования, предъявляемые к притирам, и уход
за ними. Любой режущий инструмент копирует свою
форму на обрабатываемой поверхности детали. Как
известно, доводка и притирка являются окончательной,
финишной операцией, поэтому к основному инстру-
менту — притиру — предъявляются повышенные требо-
вания.
Основными требованиями, предъявляемыми
к притирам, являются следующие: 1) геометрическая
форма притира, предназначенного для доводки наруж-
ных и внутренних поверхностей тел .вращения, должна
соответствовать форме обрабатываемой поверхности.
Допустимые отклонения от геометрической формы при
изготовлении притиров составляют несколько микронов
или десятые доли микрона; 2) притиры, предназначен-
ные для доводки плоскостей, во избежание вибрации
должны иметь необходимую толщину или ребра жест-
кости. Рабочая поверхность должна быть выполнена
с высокой точностью. Допустимые отклонения от пло-
скости 0,04—0,001 мм; 3) на рабочих поверхностях чисто-
вых притиров не допускаются риски, царапины, забоины
и другие дефекты; 4) твердость притиров должна быть
НВ 100—200; 5) рабочая поверхность притиров должна
быть обработана не ниже 8-го класса чистоты и при-
терта; 6) диаметры притиров для доводки наружных и
внутренних поверхностей тел вращения должны обеспе-
чивать некотфый зазор между притиром и обрабаты-
ваемой поверхностью. Например, при черновой доводке
зазор между притиром и обрабатываемой поверхностью
должен быть от 0,4 до 0,1 мм, а при чистовой — от 0,1
до 0,05 мм.
Притир является точным инструментом, к которому
в процессе его эксплуатации предъявляются очень вы-
сокие требования. Допуски на износ или деформацию
притира очень малы и составляют несколько микронов.
Чем выше точность доводки, тем более жесткие требо-
вания предъявляются к инструменту. Стоимость прити-
ров высокая, поэтому слесарь должен всегда помнить
об этом и правильно их эксплуатировать.
427
Основные правила эксплуатации притиров
и ухода за ними следующие: а) при выполнении до-
водочно-притирочных работ необходимо пользоваться
только притирами, находящимися в хорошем техниче-
ском состоянии и точность которых проверена. Наруше-
ние этого правила ведет к браку в работе; б) перед
началом работы притиры следует очистить от смазки,
протереть насухо ветошью или марлей, проверить их
точность; в) на рабочих местах и в кладовых притиры
должны содержаться в надлежащем порядке. Притиры-
стержни и другие точные и мелкие притиры должны
храниться в специальных футлярах или деревянных
ящиках. Случайный удар может испортить притир. Во
избежание порчи рабочей поверхности притиры как на
рабочих местах, так и в кладовых не должны соприка-
саться с другими притирами, инструментами или дета-
лями; г) после работы притиры должны быть очищены
от абразивно-доводочных материалов, промыты и про-
терты насухо ветошью или марлей, проверены на точ-
ность и смазаны бескислотным вазелином или маслом.
102. СПОСОБЫ ДОВОДКИ
Главной особенностью процесса доводки является
то, что обрабатываемая поверхность испытывает одно-
временно химические и механические воздействия, в ре-
зультате которых снимаются мельчайшие частицы ме-
талла. Сущность процесса доводки твердыми абразив-
ными материалами заключается в следующем. Твердые
мелкие зерна абразива (порошок) помещаются между
обрабатываемой деталью и притиром. При некотором
давлении эти зерна, будучи тверже поверхностей, между
которыми они находятся, вдавливаются, естественно,
в ту из двух поверхностей, которая мягче, т. е. в притир.
Таким образом, поверхность притира окажется как бы
заполненной крепко засевшими в металле зернами
абразива. Если после такой операции, называемой шар-
жированием, одну поверхность провести по другой,
то абразивные зерна, находящиеся на поверхности при-
тира, будут срезать мельчайшие частицы более твердого
металла. Жидкости, которые применяются при доводке,
оказывают некоторое химическое воздействие на обра-
батываемый материал, что способствует быстрейшему
удалению мельчайших стружек и продуктов брикети-
рования.
428
Таким образом, процесс доводки твердыми абразив-
ными материалами можно рассматривать как одновре-
менно происходящий процесс резания и незначительное
химическое воздействие.
Процесс доводки мягкими абразивными материалами
(пастами) в ряде случаев отличается от процесса до-
водки твердыми абразивными материалами.
Сущность процесса доводки мягкими абразивными
материалами заключается в образовании на обрабаты-
ваемой поверхности очень мягкой тонкой пленки
(0,015—0,02 мкм). Эта пленка образуется в результате
химического соединения серы, входящей в состав абра-
зивного материала, с металлом детали, поверхность
которой обрабатывается (сульфидная пленка). .При
движении притира, шаржированного пастой, эта тон-
чайшая пленка мягким абразивом снимается с наиболее
выступающих частей поверхности (гребешков), которая
«размягчилась» под действием абразивной пасты. Далее
обнажившаяся поверхность материала под влияниеги
составляющих абразивной пасты вновь покрывается
мягкой пленкой, которая затем снимается. Так посте-
пенно сглаживаются неровности, т. е. происходит про-
цесс доводки. Итак, процесс доводки мягкими абразив-
ными материалами можно рассматривать как одновре-
менно происходящие процессы резания и химического
разрушения металла, причем процесс химического воз-
действия на металл имеет преобладающее значение.
Доводка является сложным процессом, при котором
помимо резания и химического воздействия на металл
происходит упрочнение поверхностного слоя, т. е. на-
клеп, неизбежно получающийся в последней стадии
доводки, когда для получения блеска,операция выпол-
няется уже сработанными абразивами и почти всухую.
В зависимости от вида абразивно-доводочных мате-
риалов и того, как их наносят на притир, различают
три способа доводки металлов: доводка притирами, по-
крытыми абразивной смесью (с намазкой); доводка
абразивной смесью, непрерывно подаваемой на рабочие
поверхности притиров; доводка шаржированными при-
тирами.
Доводку притирами с намазкой абра-
зивной смесью, так называемую доводку-притирку
свободным абразивом, применяют при обработке дета-
лей из меди, латуни, алюминия, чугуна, углероди-
стых, хромистых, хромомолибденовых, быстрорежущих,
429
жаропрочных сталей и твердых сплавов. Притиры с на-
мазкой абразивной смесью используют при машинно-
ручной и ручной доводке — притирке клапанов с кла-
панными седлами двигателей внутреннего сгорания,
деталей распылителя форсунки, гидравлических
насосов, калибров, шаблонов и других деталей на
плитах.
Доводку абразивной смесью, непре-
рывно подаваемой на рабочие поверх-
ности притира, применяют главным образом при
машинной обработке с использованием доводочных
станков различных конструкций. Этот способ доводки
широко используется в серийном и массовом производ-
стве: доводка поршневых пальцев двигателей внутрен-
него сгорания, деталей топливной аппаратуры, гидрав-
лических насосов и т. д.
Наиболее точным и тонким способом доводки яв-
ляется доводка шаржированными прити-
рами. Шаржированные притиры широко используют
как при производстве, так и при ремонте плоскопарал-
лельных концевых мер длины и других эталонов, кла-
панов топливной аппаратуры и т. д.
Помимо этих способов доводки существует так на-
зываемая доводка абразивными кругами,
брусками и дисками. Процесс доводки абразив-
ными кругами, дисками или брусками ближе к отделоч-
ному шлифованию, чем к доводке, но так как эта
операция в большинстве случаев является окончатель-
ной, то ее условно называют доводочной. Абразивные
круги и диски используют при машинной обработке
поршневых пальцев, поршневых колец, роликовых под-
шипников и других деталей. Абразивные бруски приме-
няют для окончательной обработки цилиндров двига-
телей внутреннего сгорания, отверстий в деталях гид-
равлических насосов и др.
103. ПРИЕМЫ ДОВОДКИ И ПРИТИРКИ
Ручная доводка и притирка состоят из нескольких
последовательно выполняемых рабочих приемов:
1) подготовка притира и обрабатываемой поверх-
ности;
2) накладывание притира на поверхность детали
(или детали на притир) и перемещение их относительно
друг друга с определенным давлением и скоростью;
430
3) контроль формы, размеров и шероховатости по-
верхности.
Подготовка к доводке. В этот комплекс приемов
включается проверка слесарем точности формы притира
и шаржирование его абразивными порошком и пастой.
Рабочая поверхность притира перед началом работы
должна быть точно отшлифована и доведена, а также
тщательно очищена от отходов абразива. Притир про-
мывают в бензине или керосине и насухо протирают ве-
тошью.
При доводке деталей твердыми абразивами следует
производить принудительное шаржирование притира, ко-
торое заключается во вдавливании в поверхность при-
тира зерен абразивного материала. Это необходимо для
укрепления зерен в мягкой поверхности притира.
В противном случае зерна абразивного материала до
их укрепления в процессе доводки будут перекатываться
между притиром и деталью и портить поверхность
детали.
При доводке мягкими абразивами процесс шаржиро-
вания заключается в свободном нанесении равномерным
слоем на поверхность притира или детали определенного
слоя пасты в полужидком состоянии.
Покрытие притира абразивным порошком может
быть прямым и косвенным. При прямом покрытии
притира абразивным порошком последний вдавли-
вается в притир до начала работы. Этот прием выпол-
няется так: поверхность притира, покрытого тонким
слоем смазки, посыпают ровным слое^м абразивного по-
рошка, затем при помощи стального закаленного бруска,
ролика или цилиндрического валика (рис. 173, я) вдав-
ливают порошок в притир. Круглые притиры катают ме-
жду двумя твердыми стальными плитами до тех пор
(рис. 173,6), пока абразив не вдавится в поверхность
притира.
При косвенном покрытии притира абра-
зивным порошком покрывают не притир, а поверхность
обрабатываемой детали, и только уже в процессе до-
водки абразивный порошок вдавливается в притир, Изго-
товленный из более мягкого материала, чем притирае-
мая деталь. Шаржированный таким способом притир
будет иметь поверхность, состоящую из большого коли-
чества мелких твердых зерен с режущими ребрами.
При доводке и притирке следует учитывать, что чем
выше требование к чистоте поверхности, тем тоньше
4 431
должен быть слой абразива и смазки, наносимых на
притир.
Приемы выполнения доводки и притирки. Подготов-
ленную для доводки деталь аккуратно укладывают на
шаржированный притир или, наоборот, притир — на по-
верхность детали и круговыми движениями в сочетании
с прямыми перемещают ее по всей поверхности при-
тира. Нажим на деталь должен быть равномерным и не
сильным, а движения рук — плавными. Для предотвра-
щения завалов и перекосов вертикальное усилие Q нуж-
но прилагать в точке, расположенной ближе к работаю-
щие. 173. Приемы доводки и притирки и подготовка к ним;
а—оправки (шаржиры) для шаржирования; <5—схема шаржирования круг-
лого притира абразивным порошком; в—расположение усилий при довод-
ке; г—уравновешивание притираемых скоб.
щему (рис. 173,в), а горизонтальное усилие Р — в наи-
более низкой точке детали, расположенной ближе к при-
тиру; при этом деталь будет уравновешена. В ряде слу-
чаев для уравновешивания детали применяют специаль-
ные противовесы (рис. 173,г). Опыт показывает, что
давление на притир в процессе его работы должно со-
ставлять от 1 до 3 кГ/см2.
После 10—11 таких движений абразивный порошок
притупляется и его удаляют. Затем чистой ветошью
протирают деталь и прекращают доводку после того,
как поверхность детали примет матовый или зеркальный
вид.
В процессе доводки постепенно переходят от крупно-
зернистых к мелкозернистым порошкам или пастам.
Если в этом случае пользуются одним и тем же прити-
432
ром, то следует при каждой смене абразива тщательно
промывать притир и протирать его насухо с целью уда-
ления остатков абразива от предыдущей притирки. Если
этого не сделать, то оставшиеся на притире более круп-
ные зерна абразива будут портить поверхность
детали.
Доводку плоских поверхностей обычно
выполняют в два приема: предварительную доводку —
на вращающихся притирах с канавками, а окончатель-
ную— на неподвижных притирах с гладкой поверхно-
стью. На плитах выполняют доводку деталей, требую-
щих высокой точности, например лекальные линейки,
шаблоны, плитки, калибры (рис. 174).
Притираемую поверхность значительных размеров
удерживают всеми пальцами и перемещают по притиру
обеими руками. В процессе доводки небольших поверх-
ностей деталь нужно удерживать указательными и боль-
шими пальцами обеих рук (рис. 174,а).
Способы доводки узких граней тонких деталей могут
быть самыми разнообразными. Доводка, например, пло-
скостей наружных ребер шаблона 1 производится на
плите 3 с помощью направляющего бруска 2 (рис. 174,6).
Внутренние ребра шаблона 1, угольников и др. следует
притирать на угловых плитах 2, зажимаемых в тисках
(рис. 174, в).
Для доводки тонких деталей, которые трудно или не-
возможно удержать руками, применяют специальные
приспособления — держатели. На рис. 174, г изображено
приспособление для притирки плиток толщиной 1—5 мм.
Оно состоит из двух точных чугунных плит 1 и 4, свя-
занных между собой винтами 2 и гайками 3, при по-
мощи которых точно регулируется расстояние между
верхней и нижней плитами. В щель между плитами по-
мещают рамку 5 с рукояткой, которая называется тас-
калом. В прямоугольное гнездо таскала помещают обра-
батываемую плитку, толщина которой больше толщины
таскала на 0,2—0,3 мм. Во время притирки, когда тас-
кало перемещают вместе с плиткой, она свободно дви-
жется между верхней и нижней плитами приспособле-
ния. Если размеры притираемых плиток небольшие, то
в таскале делают несколько гнезд — по числу плиток.
Длина таскала равна 300—350 мм.
Доводку широких плоскостей, например угольника
(рис. 174,6), нужно производить в такой последователь-
ности:
433
1) смочить рабочую поверхность плиты керосином и
начисто ее вытереть;
2) нанести на плиту 2 тонкий слой пасты ГОИ;
Рис. 174. Приемы доводки и притирки плоскостей:
л—правильное положение рук при доводке узких и широких по-
верхностей; б—способы доводки тонких изделий; в—схема уста-
новки шаблона для притирки внутренних поверхностей; г—приспо-
собление для доводки—притирки больших плоскостей тонких пли-
ток; д—притирка угольника.
3) укрепить угольник на деревянном бруске 1 при
помощи гвоздиков без шляпок, промыть его керосином
и насухо вытереть;
4) наложить угольник на притирочную плиту;
5) перемещать угольник притираемой поверхностью
на плите от одного края к другому;
434
6) после десяти проходов (движений) удалить отра-
ботанную пасту и нанести на плиту новый слой пасты;
7) чередовать притирку с нанесением пасты до полу-
чения матовой или глянцевой поверхности.
Доводка наружных цилиндрических по-
верхностей, как правило, производится на токар-
ных или специально для этой цели приспособленных
сверлильных станках. Притирами при этом служат раз-
резные (регулируемые) чугунные или медные втулки и
кольца (см. рис. 172, г). В ряде случаев пользуются при-
Рис. 175. Доводка цилиндрических (а, б. в) и притир-
ка конических (г) поверхностей.
тирами, имеющими форму плоского напильника (см.
рис. 172, д). '
Для доводки деталь 1 (рис. 175, а) закрепляют в па-
троне или между центрами станка. Затем втулку 2 по-
крывают изнутри тонким слоем абразивного порошка и,
вставив ее в металлический жимок 3, надевают на де-
таль. Слегка подтягивая жимок болтом 4 или вручную,
перемещают притир вдоль вращающейся детали.
Доводка и притирка цилиндрических
отверстий выполняется с помощью чугунных или
медных стержней и втулок; простейший притир пред-
ставляет собой разрезную втулку 1 (рис. 175,б и в), на-
детую на оправку 2 с конусной посадочной частью. Пе-
ремещая втулку-притир вдоль оправки, можно изменять
наружный диаметр притира в соответствии с действи-
тельным размером притираемого отверстия. Установив
таким образом нужный размер, втулку-притир покры-
вают порошком с маслам или пастой ГОИ с керосином
435
и закрепляют в патроне станка. Затем включают воз-
вратно-поступательное движение. Во время доводки
деталь удерживают в руках или в специальном дер-
жателе.
Притирка конических поверхностей
производится специальными притирами-пробками, име-
ющими канавки для удержания притирочного вещества
(см. рис. 172, е, ж), или притирами-кольцами. Нанеся на
притир ровным слоем смазку с разведенным в ней абра-
зивным порошком (или пасту ГОИ), вводят притир в от-
верстие или накладывают его на обрабатываемый конус
и вручную воротком или коловоротом сообщают ему вра-
щение вокруг оси. Можно вести обработку также на то-
карном или сверлильном станке. После 10—11 движений
снимают притир, насухо вытирают его и притираемую
поверхность; операцию притирки повторяют до тех пор,
пока вся обрабатываемая поверхность не станет мато-
вой или глянцевой.
Детали крайов и клапанов притирают по взаимно со-
прягающимся поверхностям без применения специаль-
ных притиров. Чтобы, например, притереть пробку
крана к коническому гнезду, поступают следующим об-
разом. На пробку крана наносят слой средней пасты
ГОИ, вставляют ее в гнездо и поворачивают то в одну,
то в другую сторону (рис. 175,г), следя за тем, чтобы
притирка происходила по всей поверхности пробки и
гнезда крана. Для проверки плотности притирки пробку
и гнездо крана тщательно вытирают, затем на пробке
проводят вдоль притираемой поверхности мелом или
цветным карандашом черту и, вставив пробку в гнездо,
поворачивают ее вокругюси. Если притирка сделана хо-
рошо, то черта сотрется равномерно по всей длине проб-
ки крана.
Доводка фасонных поверхностей произ-
водится с помощью специального фасонного чугунного
притира, по которому перемещают притираемую деталь.
Профили притира бывают различной сложности.. Они
должны соответствовать форме притираемой детали.
Приемы проверки обработанных деталей. Проверку
и измерение обработанных доводкой плоскостей произ-
водят лекальной линейкой на просвет, а также методом
интерференции света. При доводке и притирке, выпол-
ненной с точностью 0,001 мм, лекальная линейка должна
ложиться на обработанную плоскость без всякого про-
света. Методом интерференций сЬета можно измерять
436
небольшие плоскости (например, у плоскопараллель-
ных концевых мер длины) с точностью до ±0,1 мкм.
Параллельность проверяют штангенциркулем, микро-
метром, индикатором, миниметром и оптиметром с точ-
ностью от 0,05 до 0,0025 мм, в зависимости от применяе-
мого инструмента. Углы проверяют угольником, угломе-
ром, шаблоном, плиточно-угловыми эталонами и синусной
линейкой. Точность измерения в зависимости от при-
меняемого инструмента доходит до 4—12° Проверку
конических отверстий обычно производят на краску по
точно изготовленным и проверенным калибрам-пробкам.
Профиль проверяют при помощи шаблонов, лекал и щу-
пов, а также проектором с точностью до 0,001 мм.
104. МЕХАНИЗАЦИЯ ПРОЦЕССА ДОВОДКИ
И ПРИТИРКИ
Механизация процесса доводки и притирки осущест-
вляется путем применения ручных машинок, специаль-
ных притирочных станков и приспособлений к металло-
режущим станкам. Простейшими притирочными станка-
ми являются станки с вращающимися притирочными
дисками (с горизонтальной или вертикальной осью вра-
щения), по которым вручную перемещают притираемые
детали (см. рис. 172,а).
Для облегчения этой работы и повышения произво-
дительности труда на ряде заводов перемещение прити-
раемых деталей на таких станках механизировано.
Механизированная доводка измерительного инстру-
мента, например плиток, круглых калибров и др., произ-
водится на доводочных станках типа, показанного на
рис. 176, а. Такой станок состоит из верхнего 2 и ниж-
него 4 чугунных дисков, притертых один к другому. Ме-
жду дисками устанавливается обойма 3 с притираемыми
деталями. От электродвигателя через механизмы пере-
дачи диски получают вращение в разные стороны; обой-
ма стоит неподвижно. Верхний диск шарнирно укреплен
на шпинделе, что позволяет ему самоустанавливаться
относительно притираемых поверхностей. Под действием
веса верхнего диска обрабатываемые детали прижи-
маются к нижнему диску с определенной силой (от 3 до
25 кГ/см2).
Для установки и снятия обоймы или притираемых
деталей верхний диск q помощью рукоятки 1 поднимают
и опускают, закрепляя его в нужном положении.
237
Обрабатываемые детали помещаются в гнездах обой-
мы (рис. 176/6), расположенных под углом 30° к радиусу
обоймы.
Рис. 176. Механизация процесса доводки и притирки:
а и б—станок для доводки инструмента; в—притирка с помо-
щью коловорота; г—притирочная машинка с ручным приводом;
д—ручная машинка пневматического действия.
Для механизации процесса притирки клапанов и кра-
нов пользуются ручными коловоротами {рис. 176, а) и
ручными притирочными машинками (рис. 176, а), с по-
мощью которых клапан или пробку крана поворачивают
438
в гнезде на 0,5—0,75 оборота в одну и другую сто-
роны.
При работе коловоротом такие движения осущест-
вляются правой рукой. При работе ручной притирочной
машинкой возвратно-поворотные движения получаются
от вращения рукоятки 6 в одну сторону (рис. 176,г).
Для этого на приводной валик 1 притирочной машинки
насажены две конические шестерни 2 и 4, зубья которых
срезаны 'на половине окружностей таким образом, что
при вращении рукоятки 6 в зацепление с шестерней 5,
расположенной* на шпинделе 7, входят поочередно зубья
шестерен 2 и- 4. Благодаря этому шпиндель 7 вращается
то вправо, то влево. Во время работы левой рукой при-
жимают машинку, нажимая на деревянную головку 3,
а правой — вращают рукоятку.
Наиболее производительны ручные машинки элек-
трического И’ пневматического действия, позволяющие
сократить время' доводки плоскостей, отверстий и т. д.
в 3—4 раза.
В корпусе- такой машинки монтируется специальная
зубчатая передача, обеспечивающая попеременное вра-
щение шпинделяшразныестороны. Притираемое кольцо 1
устанавливается? в специальную обойму* 2 (рис. 176, д),
вставляемую, в шпиндель пневматической машинки 3.
Зажимная* обойма выполняется сменной для обеспече-
ния возможности притирки торцовых поверхностей ко-
лец различных размеров. Притир 4 укладывается на
специальную подставку 5. При предварительной доводке
в качестве притира используется чугунная плита, а при
окончательной доводке — стеклянная плита, с нанесенной
на ее поверхность пастой ГОИ.
Для механизации доводки плоских, сферических и
других поверхностей может быть использовано универ-
сальное оборудование. Очень часто доводку и притирку
осуществляют на сверлильных станках; При. этом станок
заново настраивается либо подвергается некоторой
модернизации; Так, для полной механизации процесса
доводки и притирки на сверлильном станке притиру со-
общают не только- вращательное, но и возвратно-посту-
пательное движение.
Доводочные и притирочные работы в серийном и
массовом^ производстве в настоящее время не только ме-
ханизируются^ но и автоматизируются. Характерным
примером может служить полуавтоматическая притирка
клапанов для двигателёй внутреннего сгорания. Работа
439
производится на 24-шпиндельном станке модели ОС-18
Одесского станкостроительного завода. Общее время
притирки всех 24 клапанов составляет 3—4 мин. Внед-
рение в производство автоматического процесса притирки
клапанов позволило повысить производительность труда
в 12 раз.
105. БРАК ПРИ ДОВОДКЕ И ПРИТИРКЕ
И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
Брак в процессе доводки и притирки поверхностей
может возникнуть вследствие невнимательности рабо-
тающего, несоблюдения им технологических приемов
работы^ неправильного выбора притира, абразивных по-
рошков и т. п.
Например, негладкая и нечистая.поверх-
н о с т ь детали получается в случаях применения абра-
зивных порошков с крупным зерном и неправильного
выбора смазки; неточность размеров, иска-
жение геометрической формы — результат
неправильного выбора притира, больших припусков на
обработку и неправильной установки притира в процессе
доводки; коробление тонких деталей в про-
цессе доводки или притирки получается вследствие на-
грева детали во время работы. При выполнении доводки
и притирки следует следить за тем, чтобы нагрев дета-
лей не превышал 45—50° С
106. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
ПРИ ВЫПОЛНЕНИИ ДОВОДКИ
И ПРИТИРКИ
В процессе ручной и механизированной притирки,
как и при выполнении других слесарных операций, необ-
ходимо строго соблюдать правила техники безопасности.
Так, при ручной притирке не следует слишком быстро
перемещать деталь, так как она может упасть и трав-
мировать работающего. Притираемую деталь в закреп-
ленном в тисках притире нельзя ударять о губки тисков,
в противном случае возможны ущемления пальцев и
порча детали.
При выполнении притирки ручным механизирован-
ным инструментом электрического и пневматического
действия нужно соблюдать ранее описанные правила
пользования этими инструментами.
440
Не разрешается держать руки вблизи вращающегося
притира. Нажим на притираемую поверхность нужно
осуществлять плавным последовательным усилием. При
работе притиром, укрепленным в механизированном ин-
струменте, нужно следить за тем, чтобы не было биения
притира. Кроме того, он не должен иметь трещин, нерав-
номерных выработок и других неисправностей.
Обрабатываемые детали или притиры необходимо
крепить в механизированном инструменте правильно и
устойчиво, чтобы исключалось их смещение во время
работы. Нельзя очищать притираемую поверхность го-
лыми руками; для этого нужно пользоваться чистыми
тряпками и ветошью.
Следует помнить, что сухая обработка деталей при-
тирами сопряжена с образованием большого количества
пыли, поэтому рекомендуется работать в предохрани-
тельных очках, пользоваться защитными устройствами
для отсасывания пыли и т. д.
Глава XVI
ПАЙКА, ЛУЖЕНИЕ
И КЛЕЕВЫЕ СОЕДИНЕНИЯ
107. ОБЩИЕ СВЕДЕНИЯ О ПАЙКЕ
В условиях современной технологии производства
папка получила большое развитие. В настоящее время
пайка металлов используется во всех отраслях техни-
ки— машиностроении, автотракторостроении, станкоин-
струментальной промышленности, самолето- и ракето-
строении, радиоэлектронике и других отраслях техники.
В автотракторостроении пайку применяют в произ-
водстве радиаторов, а также при изготовлении трубо-
проводов топливных и масляных систем и ряда других
деталей. Так, на Московском автозаводе им. Лихачева
успешно работает автоматическая линия по изготовле-
нию автомобильных радиаторов, позволившая высвобо-
дить большое число рабочих. В станкоипструмептальной
промышленности широко используется пайка при изго-
товлении режущего инструмента, в особенности из твер-
дых сплавов. Механизация и автоматизация процессов
пайки снижает трудоемкость изготовления инструмента,
увеличивает выпуск и повышает его качество. В радио-
441
электронной промышленности пайка позволила корен-
ным образом изменить существовавшие до этого прин-
ципы конструирования и производства радиоаппара-
тов. Например, создание печатных радиосхем (плат)
дало возможность автоматизировать весь комплекс
технологических, процессов изготовления радиоаппара-
туры.
Одним из основных преимуществ пайки является
возможность соединения за один прием множества заго-
товок. Производя несложную обработку заготовок, по-
лученных прокаткой, прессованием, штамповкой или
литьем, можно собирать разнообразные по форме дета-
ли, которые затем при помощи пайки могут быть соеди-
нены в сложные узлы и конструкции. При этом дости-
гается высокий коэффициент использования материала
в заготовках, поскольку значительно сокращается объем
обработки резанием, а следовательно, уменьшается и
отход металла в стружку. Таким образом, пайка высту-
пает в роли процесса предварительной или даже окон-
чательной сборки деталей, входящих в узел или целую
конструкцию.
К числу особенно важных преимуществ пайки отно-
сится возможность соединения разнородных металлов и
металлов с неметаллическими материалами; Соединение
разнородных металлов, резко отличающихся по своим
свойствам, а также металлов с керамикой, графитом,
полупроводниками и другими неметаллическими мате-
риалами позволяет находить принципиально новые кон-
структивные решения во многих областях техники.
108; СУЩНОСТЬ ПРОЦЕССА ПАЙКИ
Пайкой называют технологический процесс соедине-
ния металлов^ в< твердом, состоянии припоями, которые
при расплавлении смачивают паяемые поверхности и
проникают в основной металл, заполняя капиллярный
зазор> между ними и образуя паяный, шов.
Из сказанного следует, что процесс образования
паяного соединения связан с нагревом. Для получения
спая наряду с нагревом необходимо обеспечить еще два
основных условия: удалить с поверхности металлов
в* процессе паяния окисную пленку и ввести в соедини-
тельный зазор между ними расплавленный связующий
металл. При охлаждении (кристаллизации) вступившего
во взаимодействие с паяемыми металлами более легко-
442
плавкого связующего металла образуется паяное соеди-
нение.
Материалы, подвергаемые паянию, называются пая-
ными, соединяемыми или основными. Вводимый между
ними для соединения металл или сплав, имеющий более
низкую температуру плавления, называется припоем.
Процесс паяния металлов имеет много общего со
сваркой, и прежде всего со сваркой плавлением, но, не-
смотря на внешнее сходство, между ними имеются прин-
ципиальные различия.
Если при сварке плавлением свариваемый и приса-
дочный металл в сварочной ванне находится в расплав-
ленном состоянии, то при паянии паяемый металл не
плавится. Образование соединения без расплавления
кромок паяемых деталей является основной особенно-
стью процесса паяния.
При паянии формирование шва происходит путем
заполнения припоем капиллярного зазора между соеди-
няемыми деталями, т. е. процесс паяния связан с капил-
лярным течением присадочного металла, что не имеет
места при сварке плавлением.
И, наконец, паяние в отличие от сварки плавлением
может быть осуществлено при любых температурах, ле-
жащих ниже температуры плавления основного металла.
Эти различия имеют иную, чем при сварке плавлением,
природу процессов, протекающих при образовании пая-
ного шва.
Современные способы паяния охватывают широкую
номенклатуру материалов: углеродистые, легированные
и нержавеющие стали; твердые, цветные и специальные
сплавы.
В зависимости от применяемых припоев выделяют
два вида паяния, различающихся по температуре плав-
ления и механической прочности припоев; паяние мяг-
кими припоями и паяние твердыми припоями.
Мягкие припои имеют температуру плавления
ниже 400° С и дают спай, не обеспечивающий высокой
механической прочности шва. Твердая пайка осу-
ществляется с помощью припоев, имеющих температуру
плавления свыше 700° С и обеспечивающих высокую
механическую прочность и температуроуетойчивость
паяных соединений.
Перед паянием детали тщательно очищают от грязи,
окалины и т. п. и плотно подгоняют одну к другой. За-
тем обезжиривают места спая, промазывая их травле-
443
ной соляной кислотой. Если на спаиваемых деталях
нельзя допускать наличия остатков кислоты, то обезжи-
ривание производят канифолью, разведенной в спирте:
спирт обезжиривает спаиваемую поверхность, а кани-
фоль предохраняет ее от окисления. Пайка при этом по-
лучается чистой и ровной. Для паяния мягкими припоя-
ми пользуются паяльниками из красной (чистой) меди.
Медный паяльник хорошо нагревается и долго удержи-
вает тепло. Нагрев паяльников производится электри-
ческим током, а также пламенем паяльной лампы, га-
зовой горелки, в печах и др.
Чтобы спаять мягким припоем две поверхности, их
соединяют и на места пайки наносят флюс. Затем на
конец нагретого и облуженного паяльника набирают
каплю расплавленного припоя и вводят его в зазор со-
единяемых поверхностей. Припой быстро охлаждается,
застывает, и спаянные части соединяются в одно целое,
образуя плотное и прочное соединение, называемое
швом.
Подготовка и паяние твердыми припоями осущест-
вляются сложнее. Здесь на очищенные поверхности на-
носят флюс, накладывают кусочки припоя и обвязывают
их проволокой, а затем производят нагрев пламенем
паяльной лампы или другими средствами. Нагрев ве-
дется до тех пор, пока припой не расплавится и не зальет
место спая. По окончании паяния соединению дают
остыть, после чего медленно удаляют остатки флюсов,
зачищают наплывы припоя и т. д. Для удаления остат-
ков флюсов деталь промывают в холодной или горячей
воде, в специальных растворах или зачищают напиль-
ником, металлической щеткой, обдувают песком и т. д.
Канифольные флюсы не растворяются водой, и для
их удаления применяют спирты, бензин или трихлорэти-
лен. Поскольку такие флюсы не вызывают коррозии, то
удаление их с поверхности шва не всегда обязательно.
109. ВИДЫ И СПОСОБЫ ПАЙКИ
По особенностям процесса и технологии пайку мож-
но подразделить на капиллярную, диффузионную, кон-
тактно-реакционную, реакционно-флюсовую и пайку-
сварку.
Капиллярной называется пайка, при которой
припой заполняет зазор между соединяемыми поверхно-
стями деталей и удерживается в нем за счет капилляр-
444
ных сил. Схема образования шва при капиллярной пайке
приведена на рис. 177.
Эта разновидность пайки наиболее распространена.
Во всех случаях, когда в паяном соединение имеется
перекрытие элементов деталей (нахлестка), возможна
капиллярная пайка. Следует отметить, что капиллярные
явления присущи всем видам паяния, а в данном виде
пайки они наиболее выражены.
Диффузионной называют пайку, отличающуюся
длительной выдержкой в зоне необходимых температур
с целью упрочнения соединения за счет диффузии ком-
понентов припоя и паяемых металлов.
Рис. 177. Схема образования шва при капиллярной
пайке:
с—перед пайкой; б—после пайки.
Контактно-реакционной называется пайка,
при которой между соединяемыми металлами или ме-
жду соединяемыми металлами и прослойкой другого ме-
талла в результате контактного плавления образуется
сплав, который заполняет зазор и образует паяное со-
единение. Примером контактно-реакционной пайки при
взаимодействии между паяемыми металлами является
соединение меди с серебром без нанесения припоя. При
нагреве до температуры пайки происходит контактное
плавление соединяемых металлов с образованием спла-
ва медь-серебро. Аналогичное взаимодействие может
протекать между одним из соединяемых металлов и по-
крытием на втором или между соединяемыми металлами
и фольгой третьего металла, вводимого в зазор между
ними.
Реакционно-флюсовой называют пайку, при
которой припой образуется за счет реакции вытеснения
между основным металлом и флюсом. Реакционно-флю-
совая пайка может осуществляться в двух вариантах:
445
без введения припоя и с дополнительным введением
его.
Примером реакционно-флюсовой пайки без введения
припоя является пайка алюминия с флюсом, содержа-
щим большое количество хлористого цинка. При пайке
на соединяемые поверхности алюминиевых деталей на-
носят избыточное количество флюса. При нагреве между
хлористым цинком и алюминием протекает реакция,
в результате которой цинк становится припоем. Он осаж-
дается на поверхности алюминия, затекает в зазор и со-
единяет паяемые детали.
Пайкой-сваркой называется пайка, при которой
паяное соединение образуется способами, характерными
для сварки плавлением, но в качестве присадочного ма-
териала применяется припой. Пайку-сварку обычно при-
меняют при устранении поверхностных дефектов в ли-
тых деталях.
Рассмотренные виды пайки могут быть осуществлены
различными способами в зависимости от используемых
источников нагрева и оборудования. Наиболее распро-
страненными способами пайки в настоящее время яв-
ляются: пайка в печах, индукционная, сопротивлением,
пайка погружением, радиационная, горелками и пайка
паяльниками.
Пайка в печах обеспечивает равномерный на-
грев соединяемых деталей без заметной деформации
даже при их больших габаритах и сложной конструк-
ции. Для пайки применяют печи электросопротивления,
с индукционным нагревом и газопламенные. В настоя-
щее время распространение получают также газовые
печи с беспламенным горением.
Пайку крупногабаритных деталей проводят в камер-
ных печах с неподвижным подом. Для массовой пайки
сравнительно мелких деталей используют печи с сетча-
тым конвейером или роликовым подом. В этих печах
для предохранения деталей от окисления и повышения
качества пайки создают специальную газовую атмо-
сферу.
Пайка в печах позволяет широко применить механи-
зацию паяльных работ и обеспечить высокую произво-
дительность труда и стабильное качество паяных соеди-
нений.
Индукционная пайка выполняется путем на-
грева деталей токами высокой, повышенной и промыш-
ленной частоты. В этом случае необходимое тепло выде-
446
ляется за счет тока, индуктируемого непосредственно
в подлежащих пайке деталях.
Различают две разновидности пайки с индукционным
нагревом: стационарную и с перемещением индуктора
или детали. В первом случае длина индуктора должна
быть достаточной для нагрева всей зоны пайки, и, сле-
довательно, мощность источника питания должна быть
большой. Поэтому там, где это возможно, предпочти-
Рис. 178. Индукционная пайка:
а—схема индукционного нагрева при пайке (/—оправка; 2—индуктор;
3— спаиваемые детали; 4—припой); б—многовитковый индуктор для
пайки резцов; в—одновитковые индукторы.
тельнее пайка с перемещением паяемых деталей через
неподвижный одновитковый индуктор. Схема индукци-
онного нагрева приведена на рис. 178, а.
Пайка сопротивлением производится за счет
тепла, выделяемого при прохождении электрического
тока через паяемые детали и токопроводящие элементы.
При этом соединяемые детали являются частью элек-
трической цепи. Нагрев сопротивлением производится
или на контактных машинах, аналогичных сварочным,
или в электролитах. Пайка с нагревом на контактных
машинах типа сварочных или в контактных клещах
имеет большое распространение и применяется при из-
готовлении тонкостенных изделий из листового мате-
447
риала, а также при соединении тонкостенных элементов
с толстостенными.
При пайке в электролитах тепловой эффект возни-
кает за счет высокого электрического сопротивления
водородной оболочки, образующейся вокруг паяемой де-
тали (катода), погруженной в электролит. Пайка в элек-
тролитах пока еще применяется мало.
Пайка погружением выполняется путем на-
грева деталей в ваннах с расплавами солей или при-
поев. При пайке в соляных ваннах нагрев может быть
непосредственный и косвенный. При косвенном нагреве
детали погружают непосредственно в расплавленные
соли, выполняющие роль не только источника, тепла, но
и флюса. Преимущество этого способа — очень высокая
скорость нагрева.
При пайке в соляных ваннах с косвенным нагревом
паяемую деталь, помещенную в контейнер со специаль-
ной газовой средой или вакуумом, погружают в соляную
ванну. Такой способ пайки обеспечивает несколько мень-
шую скорость нагрева, но качество поверхности паяных
деталей получается более высоким.
При нагреве в расплавленных припоях подготовлен-
ную к пайке деталь частично или полностью погружают
в ванну с припоем. Этот способ пайки широко приме-
няют при изготовлении автомобильных и авиационных
радиаторов, твердосплавного инструмента, а также в ра-
дио- и электропромышленности.
Радиационный нагрев и пайка на его основе
производятся за счет излучения кварцевых ламп, расфо-
кусированного электронного луча или мощного свето-
вого потока от квантового генератора (лазера). Этот
метод появился лишь в последние годы, он позволяет
значительно сократить продолжительность пайки и
использовать точную электронную аппаратуру для регу-
лирования температуры и времени пайки.
При применении лазерного нагрева сосредоточенная
в узком пучке тепловая энергия обеспечивает испарение
и распыление окисной пленки с поверхности основного
металла и припоя, что позволяет получать спаи в атмо-
сфере воздуха без использования искусственных газовых
сред. Регулируя тепловложение при лазерной пайке,
можно получать высококачественный спай. При радиа-
ционном способе пайки лучистая энергия лазера пре-
вращается в тепловую непосредственно в материале
припоя и паяемых деталях.
448
Пайка горелками выполняется с помощью
местного нагрева паяемых деталей, а расплавление при-
поя осуществляется за счет тепла, выделяющегося в га-
зовых горелках при сгорании углеводородов, в плазмен-
ных горелках за счет тепла плазменной струи и тепла
электрической дуги косвенного действия. Эти источники
нагрева различны по своей природе, но назначение их
при пайке одинаковое.
Из перечисленных способов нагрева газовые горелки
обладают наибольшей универсальностью. Применяя раз-
личные углеводороды в смеси с воздухом или кислоро-
дом, можно получить необходимые для пайки металлов
температуры нагрева. Питание газовых горелок горю-
чим газом производится от баллонов, газовой сети или
от газового генератора.
Плазменные горелки дают более высокую темпера-
туру нагрева и поэтому могут быть перспективными для
пайки таких тугоплавких металлов, как вольфрам, тан-
тал, Молибден, ниобий и др. Электрическая дуга нахо-
дит в пайке ограниченное применение из-за сложности
регулирования температуры нагрева паяемых деталей.
В течение многих лет для пайки используют паяль-
ные лампы, которые по существу являются также газо-
выми горелками, работающими на жидком топливе.
В массовом производстве они не употребляются, но их
используют для нагрева и пайки при выполнении ряда
слесарных работ, пайки в ремонтных мастерских и в по-
левых условиях.
Пайка паяльниками широко применяется
в различных областях техники. При этом способе пайки
нагрев основного металла и расплавление припоя осу-
ществляются за счет тепла паяльника, который перед
пайкой или в процессе пайки подогревается. В тех слу-
чаях, когда тепла в массе металла паяльника недоста-
точно, паяемую деталь предварительно или в процессе
пайки подогревают посторонними источниками нагрева.
Паяльники делят на четыре группы: с периодическим
нагревом, с непрерывным нагревом, ультразвуковые и
абразивные. Паяльники с периодическим и непрерывным
нагревом чаще применяют для флюсовой пайки черных
и цветных металлов при температурах ниже 400° С.
В ультразвуковых паяльниках колебания ультразву-
ковой частоты используют для разрушения окисной
пленки на поверхности паяемого металла под слоем
расплавленного припоя. Паяльники для ультразвуковой
15 Н, Н. Кропивницкий 449
пайки могут быть с подогревателем и без подогревателя.
Во втором случае для расплавления припоя используют
посторонний источник нагрева. Основное преимущество
ультразвуковых паяльников — возможность бесфлюсо-
вой низкотемпературной пайки в атмосфере воздуха.
Они нашли применение главным образом для пайки
алюминия легкоплавкими припоями.
Абразивные паяльники, как и ультразвуковые,
используют для облуживания алюминия и алюминие-
вых сплавов без флюса. Окисная пленка в этом случае
удаляется в результате трения паяльником по облужи-
ваемой поверхности. Основным достоинством этих паяль-
ников по сравнению с ультразвуковыми является воз-
можность лужения и пайки алюминия и алюминиевых
сплавов без применения дорогостоящего оборудования.
Сравнивая рассмотренные способы пайки, необхо-
димо отметить, что печная, индукционная пайка и пайка
погружением являются наиболее высокопроизводитель-
ными технологическими процессами. Они могут быть
легко механизированы и автоматизированы. Поэтому им
следует отдать предпочтение, особенно в массовом и
крупносерийном производстве.
ПО. ОБОРУДОВАНИЕ
И ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
В промышленном производстве для паяния деталей и
изделий применяются печи различных конструкций: ин-
дукционные, сопротивления, печи-ванны, при радиаци-
онном нагреве — кварцевые лампы, а также газовые
горелки, паяльники и др.
Печной нагрев наиболее соответствует технологиче-
ским особенностям пайки, обеспечивает высокое каче-
ство паяных соединений и при использовании средств
механизации дает наиболее высокую производительность
труда. Защита основного металла и припоя от окисле-
ния и удаление с их поверхности окисной пленки при
пайке в печи обеспечиваются путем использования
флюсов, контролируемых атмосфер и вакуума. Пайка
в печи с применением контролируемых атмосфер и
средств механизации является наиболее совершенным
процессом получения паяных соединений.
В комплект оборудования, используемого при печной
пайке, входят печи с устройством для транспортировки
паяемых деталей, установки для производства контроли-
4с О
руемых атмосфер или создания вакуума и приспособле-
ния для сборки и пайки. Печи по конструктивным осо-
бенностям и условиям нагрева паяемых деталей делят
на следующие типы: 1) печи с ручной подачей; 2) с ро-
ликовым подом; 3) с ленточным конвейером; 4) шахт-
ные, колпаковые и элеваторные; 5) вакуумные печи.
Печи с ручной подачей представляют собой
камерные электропечи, рабочее пространство которых
в процессе нагрева и охлаждения заполнено контроли-
руемыми газовыми средами. В этих печах представ-
ляется возможность производить пайку любых по разме-
рам и конфигурации деталей, так' как время выдержки
в печи можно регулировать в широких пределах.
Печи с роликовым подом наиболее выгодны
для пайки деталей больших размеров. Под таких печей
может быть выложен в виде роликового конвейера. Ро-
ликовые печи предназначены чаще всего для пайки
стальных деталей с медью, а также другими припоями
с более низкой температурой плавления. Производитель-
ность роликовых печей выше, чем конвейерных, и состав-
ляет 150—500 кг/час.
Печи с ленточным конвейером применяют
в серийном и массовом производстве паяных деталей.
Шахтные, колпаковые и элеваторные
печи используют для пайки деталей больших разме-
ров в контролируемой атмосфере. Шахтные печи приме-
няют для индивидуальной или мелкогрупповой пайки
стальных деталей. В колпаковых печах, также предна-
значенных для индивидуальной пайки деталей, стенки
со сводом печи представляют собой съемный колпак,
имеющий в сечении круглую, квадратную или прямо-
угольную форму. Паяемую деталь собирают и устанав-
ливают непосредственно по поду печи. После сборки
паяемой детали устанавливают колпак и уплотняют его.
Печь заполняют контролируемой атмосферой и нагре-
вают. После пайки и охлаждения колпак приподнимают,
и паяные детали снимают с пода. Колпаковые печи при-
меняют для пайки деталей сложной формы из легиро-
ванных сталей. Элеваторные печи используют главным
образом для пайки крупногабаритных деталей из нержа-
веющих сталей.
Вакуумные печи обеспечивают паяние деталей
при полном отсутствии окисления даже наиболее актив-
ных к кислороду компонентов основного металла и при-
поя. Паяные швы, полученные при пайке в вакууме,
451
отличаются плотностью, прочностью и коррозийной
стойкостью.
Оборудование для индукционной пайки. При пайке
с индукционным нагревом в комплект применяемого
оборудования входят источник питания, индуктор и
вспомогательные приспособления, необходимые для
установки или закрепления паяемых деталей. В качестве
источников питания используют машинные и лам-
повые генераторы. При применении высокоча-
стотного нагрева различают повышенные частоты
(500—10 000 Гц) и высокие (выше 50 000 Гц). Частоты
в интервале 10 000—50 000 Гц в практике используются
редко. Ламповые генераторы преобразуют электриче-
ский ток стандартной частоты (50 Гц) в ток высокой
частоты. Для пайки применяют токи частотой 150—
600 Гц.
Машинные генераторы дают ток частотой 2—15 кГц;
они состоят из электродвигателя трехфазного тока и со-
единенного с ним генератора, дающего ток повышенной
частоты. В технологии паяния наиболее часто приме-
няют машинные генераторы. Преимуществами таких ге-
нераторов являются простота в обслуживании и высокий
коэффициент полезного действия (0,75—0,80), а т>акже
и то, что они при работе не создают радиопомех в отли-
чие от ламповых генераторов, не имеющих экранировки.
Индукторы служат для передачи электрической энер-
гии с помощью пронизывающего паяемую деталь пере-
менного электромагнитного поля. Под влиянием этого
поля в металле возникают электрические токи, которые
и нагревают его. Индуктор изготовляют из медной
трубки, через которую для охлаждения пропускают
воду. Применение для индукторов трубок прямоуголь-
ного сечения дает увеличение коэффициента полезного
действия, так как при этом вся внутренняя поверхность
индуктора, обращенная к нагреваемой детали, располо-
жена ближе к ней, что уменьшает сопротивление.
В зависимости от площади нагреваемого участка
паяемой детали и требуемого распределения магнитного
поля индукторы изготовляют одновитковыми и много-
витковыми^ при этом конфигурация их может быть
самой различной (рис. 178,б,в). Для удаления окисной
пленки с паяемых деталей и припоя, а также для за-
щиты от окисления при пайке с индукционным нагревом
применяют флюсы, контролируемые газовые среды и
вакуум.
452
Оборудование для пайки сопротивлением. Нагрев и
процесс пайки сопротивлением осуществляются за счет
тепла, выделяемого при протекании электрического тока
через паяемую деталь, установленную между электро-
дами. В случае применения графитовых электродов де-
таль дополнительно нагревается от электродов. Для
пайки методом сопротивления могут быть использованы
обычные машины для контактной (точечной), стыковой
и роликовой сварки. Электроды в них, как правило, де-
лают медными водоохлаждаемыми. При пайке мелких
деталей часто применяют электроды графитовые и
из жаростойких сплавов. Для равномерного нагрева
при пайке электроды должны иметь большую площадь
контакта с деталью и соответствующую конфигурацию.
Наряду со сварочными машинами имеются специальные
контактные машины для пайки, а также упрощенные
приспособления в виде контактных клещей.
При пайке методом сопротивления для удаления
с паяемого металла и припоя окисной пленки и защиты
от окисления используют флюсы и контролируемые га-
зовые среды. Пайка с применением нагрева сопротивле-
нием на контактных машинах легко поддается автома-
тизации. Контактные машины можно устанавливать
в поточную линию.
Оборудование для пайки погружением. В промыш-
ленности применяют два способа пайки погружением:
в расплавы солей и в расплавы припоев.
Пайка погружением в расплавы солей
заключается в том, что собранные и подготовленные
к пайке детали погружают в расплавленные и нагретые
выше температуры пайки соляные печи-ванны, исполь-
зуемые для термической обработки. Соли обычно ока-
зывают флюсующее действие на основной металл и
припой, поэтому необходимость в дополнительном вве-
дении флюсов, как правило, отпадает. Если флюсующее
действие солевых смесей недостаточно, то перед пайкой
производят флюсование.
В зависимости от температуры пайки используют
печи-ванны с металлическим тиглем, когда температура
нагрева не превышает 950° С. При более высоких темпе-
ратурах нагрева применяют ванны с керамической фу-
теровкой. Использование соляных печей-ванн для на-
грева под пайку выгодно, так как передача тепла осу-
ществляется за счет непосредственного контакта паяе-
мых деталей с расплавленными солями, в то время как
453
при пайке в печи нагрев производится путем излучения
и теплоотвода от раскаленной газовой атмосферы и
пода печи.
При пайке в соляных печах-ваннах для повышения
производительности мелкие детали перед погружением
укладывают на решетку или в кассеты, а также соби-
рают «на елку» — металлический стержень с ответвле-
ниями, на которые надевают паяемые детали.
Пайка погружением в расплавленные
припои. Оборудование, применяемое при пайке по-
гружением в расплавленные припои, отличается про-
стотой. Припои расплавляются в тиглях из металла,
графита или другого огнеупорного материала. Нагрев
тигля производят в нефтяных, газовых или электриче-
ских печах. Флюсование перед погружением в расплав
припоя осуществляется в отдельной флюсовой ванне.
Флюс может находиться на поверхности расплавлен-
ного припоя слоем в 3—5 мм или его наносят на детали
перед пайкой. Если при пайке погружением применяют
тугоплавкие припои, то предварительно детали подо-
гревают до температуры на 200—300° С ниже темпера-
туры пайки. Предварительный подогрев позволяет ис-
пользовать ванны с меньшим количеством расплавлен-
ного припоя и ускорить процесс пайки. Температуру
ванны поддерживают на 50—60° С выше температуры
плавления припоя. Время выдержки припоя в расплаве
30—90 сек.
Пайку погружением в расплавленные припои приме-
няют при изготовлении сотовых радиаторов, твердо-
сплавного инструмента, деталей турбин и т. д. Этот
способ пайки легко поддается автоматизации.
Оборудование для пайки с радиационным нагревом.
Для пайки тонколистовых конструкций в последнее
время успешно применяют нагрев кварцевыми лам-
пами. Кварцевая лампа представляет собой прозрачную
кварцевую трубку с заключенной в ней вольфрамовой
нитью, служащей нагревательным элементом.
Блоки кварцевых ламп создают поток излучения,
направляемый на паяемое изделие с помощью специ-
альных рефлекторов, которые изготовляются из нержа-
веющей стали. Для повышения отражающей способности
рефлекторов их покрывают серебром или алюминием
высокой чистоты.
Горелки для пайки. В оборудование поста для пайки
газовыми горелками входят: набор горелок, соедини*
454
тельные трубопроводы, редукторы, источники горючих
газов, кислорода или воздуха. По применяемому горю-
чему различают горелки: а) ацетилено-кислородные;
б) горелки, работающие на природном или промышлен-
ном газе в смеси с кислородом или воздухом; в) керо-
сино-кислородные.
При применении ацетилено-кислородной смеси ре-
комендуются обычные сварочные горелки. Для пайки
с использованием природного и промышленного газов
разработаны специальные наконечники, которые отли-
чаются от многосопловых наконечников горелок для
ацетилено-кислородной пайки только размерами отвер-
стий в мундштуках, инжекторах и смесительных ка-
мерах.
Керосино-кислородные горелки по конструкции отли-
чаются от ацетилено-кислородных. Горелки этого типа
имеют специальный испаритель, в котором керосин по-
догревается пламенем отдельно подогревающего сопла.
Керосино-кислородные горелки применяют для пайки
деталей с толщиной стенок 2—10 мм; они обеспечивают
нагрев до температуры 1000—1100° С.
Правила эксплуатации газовых горелок, трубопро-
водов и редукторов, применяемых при пайке, те же, что
и при сварке. Если для целей нагрева при пайке исполь-
зуют промышленные и природные газы, то их подают
к рабочему месту из генераторов, баллонов или за-
водской сети. Кислород и воздух поставляют в балло-
нах или также подают из заводской сети. Процесс
пайки газовыми горелками легко поддается механи-
зации.
В практике слесарной обработки при пайке мягкими
припоями (низкотемпературная пайка) слесари наиболее
часто пользуются паяльниками, а при выполнении ре-
монтных сантехнических и других работ используют
паяльные лампы.
Паяльники и паяльные лампы. Паяние мягкими при-
поями в основном производится паяльниками и лишь
иногда при мягкой пайке пользуются паяльными лам-
пами или горелками.
Паяльники изготовляют из меди высокого качества,
которым придается специальная форма, чаще молотко-
образная, реже торцовая.
Для паяльников медь применяется ввиду ее высокой
теплопроводности и теплоемкости. Высокая теплоем-
кость необходима для того, чтобы паяльник мог служить
4’5
аккумулятором тепла при его нагревании и охлаждении
в процессе пайки.
Высокая теплопроводность паяльника способствует
быстрой отдаче тепла массивным телом его рабочей
части и создает возможность для быстрого проведения
пайки при незначительном нагреве спаиваемых деталей.
Вес паяльника колеблется от 250 г до 2 кг. Тяжелые
паяльники применяют при пайке крупных деталей. Они
равномернее нагреваю! шов, повышают качество пайки
шва и увеличивают производительность труда. Форма
паяльника, его крепление к ручке и вес выбираются
исходя из удобства пользования им и величины спаи-
ваемых деталей.
Температура нагрева паяльников лежит в пределах
250—600° С. Нагрев выше 600° С не рекомендуется, так
как при высоких температурах медь разрушается
от окисления и повышенного содержания олова, нахо-
дящегося на рабочей части паяльника.
Для пайки тонких деталей рабочая часть паяльника
заостряется и залуживается для лучшего удержания
припоя. Для мягкой пайки (низкотемпературной) при-
меняют паяльники с периодическим и постоянным на-
гревом.
Паяльники с периодическим нагревом в процессе
работы периодически подогреваются от постороннего
источника тепла: в горнах, паяльных лампах, на пла-
мени газообразного и жидкого топлива (рис. 179,а,б).
Во время подогрева, для которого лучше использовать
некоптящее мягкое пламя, паяльник должен лежать
на специальной подставке рабочей частью вверх. При
значительном объеме работ рабочие пользуются не-
сколькими паяльниками, что создает большие неудоб-
ства при их эксплуатации. По этой причине в последнее
время они все больше вытесняются электрическими па-
яльниками с постоянным нагревом (рис. 179,в).
Паяльники с постоянным нагревом имеют ряд пре-
имуществ перед паяльниками периодического действия.
Они позволяют осуществлять пайку непрерывно, а сле-
довательно, более равномерно и производительно. Кроме
того, они имеют небольшой вес и требуют сравнительно
невысокой температуры нагрева, что резко снижает
у них потери на теплоизлучение. Из числа паяльников
с постоянным нагревом наиболее широкое распростра-
нение получили электрические паяльники двух типов:
молотковые и торцовые (рис. 179,в,г).
456
Электрический паяльник состоит из стержня 1
(рис. 179,в), кожуха <8, рукоятки 12, обмотки 3, верхней
шайбы 6, нижней шайбы 2, втулки 11, асбестовой про-
Рис. 179. Паяльники:
а—молотковый; 6—торцовый; в и г—электрические.
кладки 7, трубки 9, винта 10, затяжного винта 5, хому*
тика 4 и затяжного винта 13.
Для электромонтажных работ применяют электро-
паяльники малой мощности (до 200 Вт) и массой
до 1 кг. При пайке массивных деталей используют
457
паяльники мощностью до 1200 Вт и массой до 4,5 кг. Для
пайки алюминия и его сплавов пользуются ультразву-
ковыми вибрационными паяльниками с нагреватель-
ными элементами или без них.
Устройство ультразвукового вибрационного паяль-
ника с нагревом изображено на рис. 180, а. Рабочий
стержень 1 паяльника и обмотки 2 нагревателя соеди-
нены посредством бруска 3 с магнитострикционным
вибратором 4, на котором находятся постоянный маг-
нит 5, катушка возбуждения 6 и катушка обратной
связи 7 Паяльник находится в кожухе и по двум узло-
вым плоскостям колебаний крепится с помощью стенки 8
и бобышек 9 с эластичными вкладышами 10.
Нагрев рабочего стержня производится обычным на-
гревательным элементом мощностью 100 Вт, питаемым
переменным током напряжением 10 В.
Питание обмотки возбуждения ультразвукового па-
яльника осуществляется от лампового генератора с вы-
ходной мощностью 55 Вт при частоте от 20 до 55 кГц.
458
Понижающий трансформатор, подающий напряжение
10 В для питания нагревательного элемента паяльника,
находится в одном кожухе с генератором.
На паяльнике отсутствуют ручки управления, он
обеспечен лишь одним выключателем, что позволяет
даже малоквалифицированному слесарю работать с этим
инструментом.
Для паяния алюминия и его сплавов используют
абразивные паяльники, которые имеют некоторые пре-
имущества перед ультразвуковыми.
Абразивный паяльник, в отличие от электропаяль-
ника, состоит из рабочего стержня 1 (рис. 180,6), изго-
товленного прессованием из порошка припоя и измель-
ченного абразива, медной втулки 3 с отверстием для
рабочего стержня, нихромового нагревателя 4 с асбе-
стовым изолятором 5, кожуха 6 с прикрепленной к нему
ручкой 7 и зажима 2.
Выше было сказано о недостатках паяльников с пе-
риодическим нагревом. Паяльники с постоянным на-,
гревом не обладают перечисленными выше недостат-
ками, но имеют небольшой срок службы в связи с вы-
ходом из строя нагревателей.
Большим преимуществом в этом отношении отли-
чаются паяльники, предложенные И. Н. Помазановым
и П. Л. Тихомировым. Нагреватели из нихромовой про-
волоки в этих паяльниках установлены внутри нагре-
ваемого медного стержня, что повысило срок их службы
в 10 раз.
111. ФЛЮСЫ И ПРИПОИ
Флюсы и их роль. Процесс взаимодействия твердого
паяемого металла с расплавленным припоем может
протекать активно только после удаления с их поверх-
ности окисной пленки, которая препятствует образова-
нию между ними металлической связи. Наиболее часто
окисную пленку удаляют с помощью флюсов. Одновре-
менно со способностью удалять окисную пленку и за-
щищать металл и припой от окисления необходимо,
чтобы флюс удовлетворял следующим требованиям: при
температуре пайки имел достаточную жидкотекучесть,
способствовал формированию шва, не изменял свой
состав, в течение всего процесса сохранял флюсовые
свойства, легко удалялся после пайки. Остатки флюса
459
не должны оказывать коррозийного воздействия на
паяемый металл.
Нанесенный на соединяемые поверхности паяемых
металлов и припой флюс. при нагревании плавится,
растекается, смачивает их и при некоторой температуре,
называемой минимальной температурой действия флюса,
вступает в химические взаимодействия, в результате
чего удаляется окисная пленка.
Флюсы соединяются с окислами и в виде шлака
всплывают на поверхность припоя. Такое действие
флюса обеспечивает непрерывное смачивание и расте-
каемость припоя по месту спая и создает условия, не-
обходимые для получения доброкачественного соеди-
нения.
При паянии мягкими припоями в качестве флюсов
применяют хлористый цинк, нашатырь, канифоль, пасты
и др. Эти флюсы по характеру действия можно разде-
лить на три группы.
1. Кислотные флюсы (хлористый цинк, паста
15-85 и др.), имеющие в своем составе свободную соля-
ную кислоту, которая растворяет окисную пленку.
Недостатком этих флюсов является интенсивная корро-
зия паяного шва, поэтому после паяния необходимо
нейтрализовать и тщательно промывать места пайки
в проточной воде.
Хлористый цинк, называемый также травленой кис-
лотой, применяют при паянии черных и цветных метал-
лов (кроме цинковых и оцинкованных деталей, алюми-
ния и его сплавов). Получают хлористый цинк раство-
рением одной части мелкораздробленного цинка в пяти
частях соляной кислоты.
При монтаже электрорадиоаппаратуры применение
кислотных флюсов категорически запрещается.
2. Активизированные флюсы представляют
собой составы, в которые входят кроме канифоли акти-
визаторы, повышающие активность канифольных флю-
сов. В качестве активизаторов в канифоль вводят в не-
больших количествах гидразин, анилин, салициловую
кислоту и некоторые другие. К ним относятся флюс
ЛТИ-120, ЛК-2, КС и др. Флюс ЛТИ-120 содержит
24% канифоли, 70% этилового спирта, 4% солянокис-
лого диэтиламина и 2% триэтаноламина. Он приме-
няется при пайке низкоуглеродистой стали, меди и мед-
ных сплавов. С помощью флюсов ЛК-2 и КС удается
460
выполнять пайку меди и ее сплавов, оцинкованного же-
леза, мягкой стали, никеля и серебра.
3. Бескислотные флюсы, к которым относятся
различные органические вещества: канифоль, парафин,
глицерин, жиры и масла. Канифоль, например, хорошо
очищает от окислов латунь, медь, свинец и свинцовые
сплавы и поэтому имеет широкое применение.
Канифоль — вещество, получаемое при сухой пе-
регонке смолы. Она обладает тем преимуществом,
что не вызывает коррозии паяного шва. Поэтому
канифоль рекомендуется для паяния электро- и радио-
аппаратуры.
Для пайки монтажных соединений из меди вэлектро-
и радиоаппаратуре используют следующие флюсы: ка-
нифоль (100% по весу) и флюс КЭ (25% канифоли и
75% этилового спирта); температура плавления этих
флюсов 150—300° С.
Канифольные флюсы применяются в виде порошка,
раствора в спирте, паст, таблеток, а также изготов-
ляются вместе с припоем.
Нашатырь используется в виде кусков или порош-
ка. При нагревании нашатырь разлагается с выделением
вредного для здоровья белого газа, поэтому при паянии
рекомендуется пользоваться не чистым нашатырем, а его
раствором в воде.
При паянии твердыми припоями в качестве флюсов
используют буру, борную кислоту и некоторые другие
вещества.
Бура (плавленая) применяется в виде порошка или
пасты, замешанной на спирте. С помощью буры произ-
водят паяние меди, бронзы, стали, а также напаивают
пластинки твердых сплавов к державкам резцов и др.
Борная кислота используется в виде белых,
жирных на ощупь, чешуек. Флюсующие свойства борной
кислоты выше, чем у буры. Она лучше очищает, имеет
меньшую текучесть и после охлаждения легче удаляется»
чем бура.
При паянии нержавеющих и жаропрочных сталей
применяют смесь, составленную из 50% буры плавленой
и 50% борной кислоты, разведенных в растворе хлори-
стого цинка до густоты пасты. При паянии серого чугуна
к буре добавляют хлористый калий, перекись марганца
или окись железа.
Припои представляют собой металлы или сплавы,
обладающие способностью сплавляться с материа-
461
лом соединяемых деталей, создавая неразъемное соеди-
нение.
Чтобы обеспечить высококачественное паяние, при-
пои должны обладать следующими физико-химическими,
механическими и технологическими свойствами:
1) более низкой температурой плавления, чем спаи-
ваемые металлы;,
2:) повышенной жидкотекучестью и высокой смачи-
вающей способностью, что обеспечивает затекание их
в тончайшие зазоры;
3) хорошей диффузионной способностью в паре с со-
единяемыми металлами, что обеспечивает высокую проч-
ность и плотность соединения;
4) малой окисляемостью, коррозийной устойчиво-
стью и необходимой электропроводностью (если они
используются при паянии проводников) и др.
В технике известно много металлов и сплавов, при-
меняемых в качестве мягких и твердых припоев. К основ-
ным из них могут быть отнесены оловянно-свинцовые
припои, медь, медно-цинковые, серебряные и медно-фос-
фористые припои.
Мягкие припои состоят из сплавов, которые
в своей основе содержат олово и свинец и отличаются
низкой температурой плавления — в пределах от 180 до
300° С.
Различное соотношение олова и свинца определяет
свойства припоев.
В целях получения некоторых специальных свойств
к оловянно-свинцовым припоям добавляют сурьму, вис-
мут, кадмий, серебро. Сурьма, так же как и серебро, по-
вышает температуру плавления оловянно-свинцовых
припоев; висмут и кадмий, наоборот, снижают ее. Сурь-
ма увеличивает твердость и прочность припоев и сни-
жает при этом их вязкие свойства.
Используемые в практике марки припоев рекомен-
дуется применять для пайки в следующих случаях:
ПОС-90 — для пайки внутренних швов пищевой
посуды и для предметов, к которым предъявляются
особые гигиенические требования, а также деталей,
подвергаемых гальванопокрытиям (серебрение, золо-
чение) ;
ПОС-61—для пайки радио- и электроаппаратуры,
деталей счетно-аналитических машин, легкоплавких ме-
таллических предметов; а также деталей из бронзы и
стали;
462
ПОС-40-— для пайки радиаторов, ЗЯектро- и радио-
аппаратуры, физико-техническйХ приборов, проврдов
при электромонтажных работах, оцинкованного и Галь-
ванического железа и др.;
ПОС-10 — для Пайки цинка, оцинкованного желоза,
стали, латуни, меди и различных изделий ширпотреба,
а также для лужения подшипников;
ПОССу 18-2 — для пайки неответственных деталей
из меди, латуни, сталей при пониженных требованиях
к прочности шва;
ПОССу 4-6 — для лужения меди и железа.
Маркировка оловянно-свинцовых припоев состоит из
буквенного и цифрового обозначения. Марка припоя, на-
пример ПОС-90, означает: П — припой; О — олово;
С — свинец; цифра 90 указывает, что в этом припое 90%
по весу олова, остальное свинец. Припой ПОССу 4-6 со-
держит олова 4%, сурьмы 6%, остальное — свинец.
Легкоплавкие припои обладают чрезвычайно
низкой температурой плавления. В состав таких припоев
в различных количествах вводят свинец, олово, висмут,
кадмий, сурьму, индий, ртуть и другие металлы.
Примером подобных припоев являются сплавы сле-
дующего состава:
припой из 19% олова, 17% свинца, 53,6% висмута и
10,5% ртути (температура плавления 60°С);
припой из 12,5% олова, 25% свинца, 50% висмута
и 12,5% кадмия (температура плавления 68°С);
припой из 10,5% олова, 27,5% свинца, 27,5% висмута
и 34,5% кадмия (температура плавления 75°С);
припой из 20% олова, 30% свинца и 50% висмута
(температура плавления 92°С).
Легкоплавкие припои применяют при паянии тонких
оловянных предметов, при паянии стекла с металличе-
ской арматурой, деталей, особенно чувствительных к пе-
регреву, а также в тех случаях, когда припой должен
выполнять роль температурного предохранителя (в элек-
трических и тепловых приборах) и др.
Мягкие припои изготовляют в виде прутков, кусков
проволоки диаметром 3—5 мм, трубок с внутренней на-
бивкой флюсом, а также в виде порошка и пасты из по-
рошка припоя с флюсом.
Твердые припои представляют собой тугоплав-
кие металлы и сплавы с температурой плавления от 700
до 1100° С. Они используются в тех случаях, когда необ-
ходимо получить высокую прочность соединений.
463
В качестве твердых припоев наиболее часто приме-
няв медно-цинковые и серебряные сплавы.
Медно-пдаковые припои обозначают буквами ПМЦ
и цифрой, показывающей Содержание в припое меди: на-
пример, марка ПМЦ-36 обозначает медно-цинковый при-
пой, в состав которого входит 36% меди, а остальные
64% —цинк. Серебряные припои обозначаются буквами
PQp и цифрой, показывающей содержание в припое
серебра: например, марка ПСр-70 обозначает серебря-
ный припой, в состав которого входит 70% серебра,
остальное — медь и цинк.
Эти марки припоев йрименяются в следующих слу-
чаях:
ПМЦ-36— для паяния латуни, содержащей до 68%
меди*
ПМЦ-48 — для паяния медных сплавов, содержащих
меДц свыше 68%;
ПМЦ-54 — для паяния меди, латуни, бронзы и стали;
ПСр-10 и ПСр-25-^для паяния латунных и бронзо-
вых’деталей, требующих чистоты места спая (патрубки,
штуцера, арматура);
ЦСр-45 — для паяния тонкостенных деталей и ниппе-
лей;
ЦСр-65 — для паяния деталей приборов;
ПСр-70 —для паяния проводов и других деталей
в тёх случаях, когда место спая не должно уменьшать
электропроводность.
Припой для паяния чугуна из 50% закиси
меди и 50% буры применяется в виде пасты, приготов-
ленной на воде. Пасту наносят на шов спаиваемых ча-
стей, и деталь нагревают в горне до плавления меди, вы-
деляющейся из закиси при высокой температуре.
Кроме описанных используют припои специального
назначения: для паяния нержавеющих сталей; для пая-
ния пластинок твердого сплава и пластинок из. быстро-
режущей стали; для паяния алюминия и его сплавов
и др.
Паяние нержавеющих сталей, легирован-
ных специальными элементами, представляет известные
трудности, так как вследствие химического взаимодей-
ствия кислорода с.легирующими элементами при на-
греве в печах происходит окисление поверхности стали.
Для удаления окислов, а также для предупреждения
дальнейшего их образования применяют различные
флюсующие материалы. Возможно паяние и без флю-
464
сов — в вакууме или в восстановительной атмосфере
сухого водорода.
Для паяния нержавеющих сталей используют при-
пой ПСр-44 или ПЖЛ.
Припои, применяемые для напайки пласти-
нок твердого сплава, состоят из сплавов на мед-
ной основе. Они- выбираются в зависимости от условий
работы режущего инструмента.
Припой Ml применяется для паяния в печах легко
нагруженного инструмента из твердых сплавов вольфра-
мо-кобальтовой группы. Припой Л62 используется при
паянии индукционным и контактным методом для легко
нагруженного инструмента. Припоем ЛН-58-5 паяют тя-
жело нагруженный инструмент из твердых сплавов ти-
тано-кобальтовой группы, а припоем ЛМц-58-5 — легко
нагруженный инструмент из тех же сплавов.
Наиболее универсальным припоем, применяемым во
всех случаях, является ЛНМц-56-5-5. Им паяют инстру-
мент из сплавов титано-кобальтовой группы, работаю-
щий в условиях сильного нагрева места спая.
Паяние алюминия и его сплавов весьма
затруднительно вследствие того, что на воздухе, осо-
бенно при нагреве, они мгновенно окисляются и обра-
зуют на поверхности прочную тугоплавкую пленку окис-
лов. Поэтому для паяния алюминия и его сплавов наи-
более широко используют припои на алюминиевой основе
В-62 и 34А, так как они имеют сравнительно низ-
кую температуру плавления (500—525° С) и поэтому
ими можно паять большинство алюминиевых спла-
вов без опасности пережога и плавления паяемых де-
талей.
Перед пайкой поверхность алюминиевых деталей
очищается путем травления в щелочах, затем освет-
ляется в азотной кислоте с последующей промывкой
в воде. После очистки детали собирают под пайку с за-
зором 0,1—0,3 мм и паяют.
После предварительного нагрева соединяемых дета-
лей на 400—500°С в паяное соединение вносят флюс,
например марки Ф380А (34А), состоящий из 47% хло-
ристого калия, 38% хлористого лития, 5% фтористого
натрия, 10% хлористого цинка. Флюс плавится раньше
припоя и, растекаясь на поверхности, удаляет окисную
пленку еще до начала плавления припоя. Благодаря
этому расплавленный припой быстро затекает в зазоры
и обеспечивает прочное соединение деталей.
465
112. ОСНОВНЫЕ ПРИНЦИПЫ ТЕХНОЛОГИИ ПАЙКИ
Технология пайки включает комплекс последователь-
но выполняемых операций, основными йз которых яв-
ляются подготовка поверхности соединяемых деталей,
сборка, пайка и обработка деталей после пайки. Этот
комплекс операций в том или ином объеме имгеет место
при всех способах пайки. Поэтому, несмотря на их раз-
нообразие, технология пайки имеет много общего. Неза-
висимо от применяемого способа пайки для получения
качественных паяных соединений требуются:
1. Тщательная очистка соединяемых поверхностей
деталей перед пайкой от загрязнений и окисных пленок.
Если при сварке загрязнения и окисные пленки в зоне
шва приводят лишь к снижению прочностных и других
характеристик сварного соединения, то при пайке они
препятствуют взаимодействию между основным метал-
лом и расплавленным припоем и, следовательно, образо-
ванию спаев.
2. Соблюдение при сборке деталей под пайку уста-
новленных зазоров.
3. Удаление окисной пленки с соединяемых поверхно-
стей основного металла и припоя в процессе пайки. Для
получения паяного соединения недостаточно очистить
соединяемые поверхности металлов перед процессом
пайки. Необходимо также обеспечить надежные условия
удаления окисной пленки непосредственно в процессе
пайки.
4. Равномерный нагрев соединяемых поверхностей
деталей до температуры пайки. Если при сварке плав-
лением для образования шва необходимо лишь местное
расплавление кромок соединяемых деталей, то при пайке
требуется обеспечить одинаковые условия взаимодей-
ствия между флюсом (газовой средой), припоем и
основным металлом. Принимая во внимание, что вза-
имодействие протекает в соединительном зазоре 0,1—
0,2 мм, легко представить, насколько важно иметь при
пайке равномерную температуру нагрева. Только соблю-
дение этих общих для всех способов пайки условий про-
текания процесса пайки гарантирует высокое качество
паяных соединений.
Выбор способа пайки определяется техническими
требованиями к изделию, конструкцией паяемой детали,
материалом, из которого она изготовлена, применяе-
мым припоем, количеством изготовляемых деталей и
466
оснащенностью предприятия оборудованием. При изго-
товлении небольшого количества деталей экономически
целесообразно применять для пайки- газовые горелки.
При наличии на предприятии соответствующего обору-
дования можно использовать для этой цели индукцион-
ные и другие способы нагрева. При массовом производ-
стве деталей наиболее рациональна механизированная
пайка в печах с применением контролируемых газовых
сред.
Процесс пайки определяется режимом пайки: темпе-
ратурой и условиями нагрева, выдержкой при темпера-
туре пайки и условиями охлаждения. В некоторых слу-
чаях режим пайки характеризуется также давлением,
прикладываемым к соединяемым деталям в процессе
пайки.
Приемы пайки мягкими припоями. При ручной пайке
применяются паяльники различных конструкций. Про-
цесс пайки начинают с подготовки мест спая, затем по-
сле припаивания очищают шов. Подготовка мест спая
состоит обычно из механической очистки поверхностей
деталей (напильником, шабером, пескоструйным аппа-
ратом и др.), обезжиривания, травления и сборки под
пайку. Иногда детали перед пайкой предварительно
подвергают лужению. Зазоры между соединяемыми по-
верхностями при сборке под пайку должны быть в пре-
делах 0,05—0,2 мм; в зазоры менее 0,05 мм мягкие при-
пои не проникают, а зазоры более 0,2 мм снижают проч-
ность спая.
При пайке твердыми припоями зазоры следует де-
лать в пределах 0,5—1 мм и более.
Сложные узлы собираются в приспособлениях, фик-
сирующих взаимное расположение деталей. Выбор па-
яльника зависит от формы и размеров соединяемых де-
талей, а также от характера паяльных работ. В боль-
шинстве случаев применяют молотковые паяльники (см.
рис. 179, а). Торцовые паяльники (см. рис. 179,6) исполь-
зуют обычно лишь при'пайке в труднодоступных местах.
Подготовка паяльника состоит из заправки его на-
пильником под углом 25—40°, снятия заусенцев и тща-
тельного облуживания припоем. Зачищенный паяльник
нагревают в горне, на огне паяльной лампы до 350—
400° С или электронапревом, а затем его быстро снимают
с огня и очищают от образовавшейся окалины (путем по-
гружения в хлористый цинк). После этого рабочей частью
паяльника захватывают определенную дозу припоя и
467
несколькими трущими движениями по кусковому наша-
тырю залуживают припоем.
На подготовленное к пайке соединение наносят хло-
ристый цинк или какой-либо другой флюс, а затем вво-
дят припой. На рис. 181, а показан пример паяния тру-
бы / по шву 3. Труба располагается на приспособле-
нии— поддержке 2. При пайке паяльник Одержат в пра-
вой руке, а в левой — кусок припоя 5.
Для получения доброкачественного шва необходимо
тщательно растереть паяльником припой по месту пайки
до полного залуживания. Если при этом какая-либо
часть шва не залуживается, то необходимо профлюсо-
вать или зачистить это место заново.
Рис. 181. Пайка мягкими припоями.
В процессе пайки рабочая часть паяльника должна
лежать на спае всей поверхностью. Только в этом слу-
чае обеспечивается быстрый прогрев места спая и за-
полнение его припоем (рис. 181,6).
В последнее время начали применять весьма произ-
водительный способ пайки путем погружения соединяе-
мых деталей в ванну с расплавленным припоем или
с расплавленной солью. Для хорошего затекания припоя
в швы соединяемых деталей в состав солей добавляют
4—5% буры. При пайке деталей в расплавленных солях
обычно используют электрические соляные ванны для
термической обработки инструмента й соляные электрод-
ные однофазные и трехфазные печи с автоматическим
регулированием температуры.
Приемы пайки твердыми припоями. Пайка твердыми
припоями может производиться различными способами.
При пайке газопламенными горелками
места спая нагревают пламенем паяльных ламп или га-
зовых горелок. Для нагрева мелких деталей пользуются
паяльной лампой или горелкой, работающей на освёти-
468
тельном газе или ацетилене. Для нагрева крупных дета-
лей используют специальные и обычные сварочные кис<
лородно-ацетиленовые горелки.
При пайке погружением деталей в ван-
ну с расплавленными солями припой предва-
рительно, еще в твердом виде, прикрепляют к месту
спая деталей.
При пайке в печах детали с заранее нанесен-
ным флюсом и припоем нагревают. В ряде случаев
пайку производят в печах с электрическим обо-
гревом в защит-
ной атмосфере (во-
дорода или аммиака),
предохраняющей ме-
талл от окисления. Та-
кой способ пайки в ус-
ловиях массового про-
изводства деталей по-
зволяет применять ме-
ханизацию и автомати-
зацию процесса и вме-
сте с тем обеспечивает
высокое качество пая-
ных соединений.
Наиболее рацио-
нальным способом яв-
ляется пайка с на-
гревом токами Рис. 182. Приемы сборки деталей
высокой частоты. для пайки твердыми припоями.
Однако в практике
слесарной обработки часто пайка твердыми припоями
осуществляется с помощью паяльных ламп, газовых го-
релок и в горнах.
Перед пайкой соединяемые части детали (изделия)
должны быть тщательно очищен^ от грязи, окалины,
жира и собраны с учетом зазоров под пайку. При пайке
твердыми припоями заготовки в зависимости от назна-
чения можно соединять встык, внахлестку и реже в за-
мок (рис. 182,а). Затем места спая покрывают флюсом
(бурой), укладывают припой и скрепляют мягкой про-
волокой, чтобы соединяемые части не сместились
(рис. 182,6). После такой подготовки деталь осторожно
вводят в зону пламени паяльной лампы или горелки и
следят за процессом плавления. Вначале нагрев места
спая нужно вести медленно. Когда вздувшаяся бура
469
осядет, нагрев усиливают и продолжают его до тех пор,
пока припой полностью не расплавится и не зальет ме-
сто соединяемых частей детали. Чтобы ускорить расте-
каемость припоя в зазоре соединения, поступают так:
место спая покрывают флюсом и слегка водят по всему
шву куском заостренной железной проволочки. Спаян-
ным деталям дают медленно остыть; такое замедленной
остывание повышает прочность соединения.
Паяние можно вести и в такой последовательности.
Подготовленную деталь покрывают флюсом и подвер-
гают нагреву. Когда температура нагрева будет доста-
точной для расплавления припоя, вводят припой в спай
и следят за его расплавлением и растеканием по шву.
По окончании пайки дают детали охладиться, зачищают
шов от излишка наплавленного припоя, затем промы-
вают и высушивают деталь.
113. ПАЙКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
Алюминий и его сплавы очень быстро окисляются
в процессе нагревания, образуя весьма стойкие окислы,
затрудняющие ведение пайки. Поэтому процесс пайки
алюминия и его сплавов во многом отличается от про-
цессов пайки другие металлов. Здесь применимы лишь
те методы, при которых пленка окислов, покрывающая
поверхность спаиваемых частей, разрушается непосред-
ственно в момент пайки.
Известны три метода пайки алюминия и алюминие-
вых сплавов:
1) пайка с механическим разрушением окисной
пленки;
2) пайка с разрушением пленки окислов при помощи
ультразвуковых колебаний;
3) пайка с химическим разрушением окисной пленки.
Для получения доброкачественного соединения паяе-
мых частей необходимо прежде всего произвести подго-
товку поверхности: очистку от грЯзи, обезжиривание и
травление.
Метод пайки алюминия с механическим разрушением
окисной пленки. Этот метод нельзя считать прогрессив-
ным, .тем не менее он все же часто встречается в прак-
тике работы слесаря.
Подготовленные для пайки поверхности нагревают до
температуры плавления припоя, затем в зоне шва нано-
сят слой расплавленного припоя и под ним шабером,
470
паяльником или стальной щеткой удаляют поверхност-
ную пленку (производят облуживание). По мере удале-
ния окисной пленки припой смачивает алюминий и по-
сле охлаждения дает прочную связь.
В ряде случаев окисную пленку соскабливают непо-
средственно палочкой припоя, в которую иногда вводят
абразив. Такой способ паяния часто называют шабер-
ным, или абразивным.
Метод пайки с механическим удалением окисной
пленки наиболее удобен для запайки поверхностных де-
фектов в алюминиевых изделиях. В качестве припоя для
этой цели применяют цинк, олово и их сплавы.
Для ускорения процесса пайки по этому методу
используют электрический паяльник, при помощи кото-
рого окисная пленка удаляется механически — вибри-
рующей металлической щеткой.
Метод пайки алюминия с применением ультразвуко-
вых паяльников. Окисную пленку с поверхности алюми-
ния можно успешно удалять с помощью ультразвука.
Вызываемые тем или иным способом в расплавленном
припое колебания ультразвуковой частоты приводят
к нарушению сплошности в слое припоя и периодиче-
скому возникновению и исчезновению огромного количе-
ства мелких пузырьков. В тот момент, когда пузырек,
возникающий непосредственно на поверхности алюми-
ния, исчезнет, расплавленный припой с силой ударяется
об эту поверхность и разрушает окисную пленку; осво-
бодившаяся от окислов поверхность алюминия немед-
ленно смачивается расплавленным припоем, что и обес-
печивает доброкачественную пайку. При этом способе
пайки не обязательно применять флюсы. При использо-
вании ультразвуковых паяльников (см. рис. 180, а) от-
падает необходимость в предварительной зачистке по-
верхности алюминия перед пайкой. Обезжиривать по-
верхности необходимо.
При пайке алюминия с применением ультразвука
обычно используют легкоплавкие припои на цинковой
или оловянной основе с цинком, кадмием и алюминием.
В процессе пайки необходимо держать конец рабочего
стержня паяльника как можно ближе к поверхности
алюминия, но по возможности не касаться ее. При залу-
живании поверхности алюминия на поверхности припоя
скапливаются мелкораздробленные частицы разрушен-
ной окисной пленки. Для получения в этом случае доб-
рокачественного паяного соединения желательно зашла-
471
кованный слой припоя удалить с поверхности чистой
тканью, а затем произвести пайку свежим припоем.
Применение ультразвуковых колебаний при пайке
алюминия особенно целесообразно в электро- и радио-
технической промышленности, где нежелательно пользо-
ваться коррозийноактивными флюсами.
Метод пайки алюминия с химическим разрушением
окисной пленки. Этот метод пайки осуществляется при
нагреве с помощью горелок, в печах и другими спосо-
бами. При пайке изделий из алюминия припоями на
алюминиевой основе вначале горелкой подогревают ме-
сто спая и пруток припоя до температуры 300—400° С.
Затем конец прутка припоя окунают в сухой порошкооб-
разный флюс типа 34А, а место спая дополнительно
подогревают так, чтобы температура его была примерно
на 50° выше температуры плавления припоя. Быстро и
с нажимом проводят припоем по непрерывно подогрева-
емому месту спая. При этом имеющийся на прутке при-
поя флюс растекается по поверхности алюминия и рас-
творяет окисную пленку, а припой, расплавляясь при
соприкосновении с изделием, заполняет очищенный флю-
сом паяемый шов. После пайки изделие должно быть
тщательно промыто для удаления остатка флюса, чтобы
предохранить спаянную поверхность от коррозии.
114. ЛУЖЕНИЕ
Лужение — процесс покрытия поверхности детали
(изделия) тонким слоем расплавленного олова или оло-
вянно-свинцовистыми сплавами (припоем). Та часть
олова или его сплава, которая наносится на поверхность
металла, образует полуду.
Лужение металлоизделий производится с целью за-
щиты их от ржавления (коррозии), подготовки поверх-
ностей деталей к паянию мягкими припоями или перед
заливкой подшипников баббитом. Изделия, изготовлен-
ные, например, из меди, особенно пищевые котлы, окис-
ляясь, покрываются зеленой пленкой; пища из такой
посуды непригодна к употреблению, так как она содер-
жит ядовитые окислы. Олово же не подвергается окис-
лению, поэтому оно издавна применяется для защиты от
коррозии консервной тары, столовых приборов, кухон-
ной посуды и других изделий, связанных с хранением,
приготовлением и транспортированием пищевых продук-
тов. Используется олово также для предохранения от
472
окисления контактов и деталей радиоаппаратуры, для
защиты кабелей от действия серы, находящейся в элек-
троизоляционном слое резины, и т. п. Оловянные покры-
тия чрезвычайно плагтичны и легко выдерживают валь-
цовку, штамповку и вытяжку. Детали, подвергнутые лу-
жению, легко паяются.
Выбор полуды и флюсов. Для лужения пищевых кот-
лов и посуды пользуются только чистым оловом марок
01 и 02. В частности, жесть для консервных банок лудят
оловом марки 01, содержащим 99,9% чистого олова и
не более 0,1% примесей. Марка 02 с содержанием олова
99,5% и примесей не более 0,5% применяется для луже-
ния кухонной посуды и котлов для приготовления пищи.
Для лужения художественных изделий пользуются бе-
лой блестящей полудой, состоящей из сплава, содержа-
щего 90% олова’и 10% висмута. В качестве полуд для
неответственных деталей можно применять сплав, со-
стоящий из пяти частей олова и трех частей свинца.
В ряде случаев лужение выполняют оловянно-свинцови-
стыми припоями.
Обезжиривание и удаление окисной пленки с поверх-
ности производятся путем травления в водном растворе
соляной или серной кислоты. Для предохранения очи-
щенной поверхности детали от окисления ее смазывают
раствором хлористого цинка и сверху посыпают порош-
ком нашатыря.
Методы лужения. Полуды можно наносить горячим
путем и методом гальванического или контактного
осаждения. Горячий метод лужения осуществля-
ется двумя способами: погружением детали в ванну
с расплавленной полудой или растиранием полуды
на предварительно нагретой до 220—250° С поверх-
ности.
Осаждение олова может осуществляться из кислых
или щелочных электролитов. В состав кислых электро-
литов входят различные элементы, например сернокис-
лое олово 40—50 г/л, серная кислота 50—80 г/л, серно-
кислый натрий 50 г/л, фенол технический (сырая карбо-
ловая кислота) или крезол 2—10 г/л, клей столярный
2—3 г/л и др. Рабочая температура ванны должна под-
держиваться в пределах 15—25° С.
В практике слесарной обработки наиболее часто при-
ходится выполнять лужение деталей (изделий) спосо-
бом погружения или способом растирания. Горячее лу-
жение благодаря своей простоте и легкости выполнения
473
широко применяется в промышленности и в ряде слу-
чаев заменяет электролитический метод лужения.
Процесс горячего лужения состоит из подготовки по-
верхности детали и полуды, лужения и окончательной
обработки облуженной поверхности (сушки, полирова-
ния и др.).
Подготовка поверхности к лужению начинается
с тщательной очистки ее от грязи, жиров и окислов, пре-
пятствующих ровному и прочному соединению олова
с облуживаемым металлом. Применяют механический и
химический способы очистки.
Механический способ состоит в том, что поверхность
детали очищают до блеска с помощью шаберов, напиль-
ников, абразивной шкурки, механизированных щеток
и т. д.
Химический способ пбдготовки сводится к травлению
поверхности металла кислотами. Поверхности деталей
из стали, меди, латуни наиболее часто обрабатывают
20—30-процентным водным раствором серной кислоты
в течение 15—25 мин. Медные и латунные детали можно
травить раствором, содержащим 10% серной кислоты,
5% калиевого хромпика и 85% воды. Травление произ-
водится в ваннах — стеклянных, металлических, эмали-
рованных и др. Выдержка при травлении поверхностей
деталей в таком растворе составляет 1,5—2 мин. Подго-
товка к лужению заканчивается тщательной промывкой
детали в проточной воде, очисткой поверхности влаж-
ным песком, окончательной промывкой в горячей воде,
протиркой и сушкой. Для предохранения очищенной
поверхности от окисления ее смазывают раствором
хлористого цинка и сверху посыпают порошком на-
шатыря.
Приемы лужения. Лужение способом погру-
жения в расплавленную полуду заключается
в том, что подготовленную к лужению деталь сначала
погружают в ванну с раствором хлористого цинка, за-
тем с помощью клещей, плоскогубцев или специальных
крючков деталь вынимают из ванны и, не удаляя с по-
верхности хлористый цинк, погружают в ванну с рас-
плавленной полудой, выдерживая в ней 2—3 мин. После
этого облуженную деталь извлекают из ванны и сразу
встряхивают, чтобы удалить излишки полуды. Пока де-
таль еще находится в горячем состоянии, ее быстро об-
тирают паклей с нашатырем для получения равномер-
ного беспористого и гладкого слоя полуды. После осты-
474
вания деталь промывают в воде и высушивают. Хорошие
результаты дает сушка в древесных опилках.
Проследим процесс лужения способом погружения
на конкретном примере. Допустим, что нужно облудить
наружные и внутренние поверхности трех металлических
бачков емкостью 2 л каждый. Работу следует выполнять
‘последовательно в четыре перехода (этапа).
Первый переход — очистить бачки и подгото-
вить 10-процентный раствор каустической соды для
обезжиривания. Раствор нагреть до 70—80° С. Затем
бачки поочередно или вместе погрузить в обезжириваю-
щую ванну и выдержать в ней в течение 15—20 мин.,
в зависимости от степени загрязнения бачков, потом
тщательно промыть их и высушить над источником
тепла.
Второй переход — нарубить олово на мел-
кие кусочки, погрузить их в ванну и нагреть до рас-
плавления.
Третий переход — составить 5—7-процентный
раствор соляной кислоты и нагреть до 35—40Q С, затем
погрузить бачки в ванну и выдержать в ней 30—40 мин.
После проведенного травления бачки тщательно про-
мыть в проточной воде и высушить.
Четвертый переход — приготовить флюс
(25-процентный раствор хлористого цинка) и погрузить
в него бачки. Затем поочередно извлечь их из ванны
с хлористым цинком и медленно погрузить в ванну
с расплавленным оловом. Через 2—3 мин. вынуть бачки
из ванны, быстро встряхнуть и обтереть паклей, пересы-
панной порошком нашатыря, чтобы удалить излишки
олова и получить ровный и гладкий беспористый слой
полуды. После этого бачки промыть в проточной воде и
высушить в древесных опилках.
При лужении способом растирания под-
готовленную к лужению поверхность детали смазывают
раствором хлористого цинка, затем посыпают нашаты-
рем и нагревают равномерно пламенем паяльной лампы
или в горне на древесном угле. Когда хлористый цинк
начнет закипать, на поверхность детали наносят олово
в виде маленьких кусочков или порошка. Полуда, всту-
пив в соприкосновение с нагретой поверхностью детали,
начнет плавиться; ее сразу растирают холщовой тряпкой
или паклей, пересыпанной порошком нашатыря. Расти-
рать полуду нужно быстро, постепенно переходя от од-
ного участка покрываемой поверхности к другому.
475
В процессе лужения необходимо внимательно сле-
дить за нагревом детали, так как при перегреве полуда
сгорает. Признаком перегрева является появление сине-
ватого оттенка на поверхности полуды. Облуженные по-
верхности нужно протереть влажным песком, тщательно
промыть чистой водой, высушить и при надобности от-
полировать мягкой тряпкой или фланелью. При обнару-
жении мест с дефектами лужения (неприставшая полу-
да, пористость и т. п.) их нужно снова зачистить, про-
травить и произвести повторное лужение способом по-
гружения либо растиранием. Следует помнить, что чем
лучше подготовлена поверхность под покрытие, тем ров-
нее ляжет полуда и тем прочнее будет слой.
115. КЛЕЕВЫЕ СОЕДИНЕНИЯ
Склеивание как метод сборки неподвижных и не-
разъемных соединений получило в последнее время боль-
шое распространение. Особенно быстро внедряется
склеивание элементов металлических конструкций само-
летов, ракет и др. Склеиваются преимущественно пласт-
массы, стекло, керамика, легкие сплавы — алюминие-
вые, магниевые, реже — стали углеродистые, нержавею-
щие, титан и др.
Основные преимущества склеивания: гладкость на-
ружных поверхностей склеиваемых элементов; лучшая
герметичность, обеспечиваемая самим клеем; экономия
веса; снижение трудоемкости и стоимости, особенно при
тонкостенных конструкциях; отсутствие ослабления
соединяемых элементов отверстиями под заклепки
и т. п.
Конструктивно клеевые соединения могут иметь са-
мое разнообразное оформление (рис. 183). Наиболее
распространены соединения внахлестку и соединения со
стыковым элементом (планкой, втулкой и т. п.); приме-
няют и ряд других конструктивных форм.
Склеивание отличается простотой технологии, легко
может быть механизировано и автоматизировано.
Надежное соединение деталей малой толщины с при-
менением неметаллических материалов во многих слу-
чаях возможно только склеиванием. В практике выпол-
нения клеевых соединений широко используется карби-
нольный клей, в частности для склеивания калибров,
сборочных приспособлений, при вклейке вставных но-
жей в сборные инструменты и др.
476
Вместо клепки, сварки или паяния деталей часто
применяется клей БФ-2, БФ-4, ВК-32-ЭМ и др., причем
прочность клеевого соединения не уступает прочности
других видов соединений. Лучшие результаты по проч-
ности получаются при склеивании стальных, чугунных
и дюралюминиевых деталей. Хорошо оправдывает себя
склеивание вместо приклепывания облицовочных мате-
риалов к колодкам в тормозных системах. Приклеива-
ние тормозных накладок к тормозным колодкам широко
Рис. 183. Рекомендуемые конструктивные
формы клеевых соединений:
а—плоскостные: /—внахлестку; II— врезные (шпун-
товые); III— соединения встык; б—тавровые; -в—ци-
линдрические.
применяется в автотракторном производстве. С помощью
клея марки ВС-10-М склеивают металлы с пластмасса-
ми, дюралюмин, стали различных марок со стеклотек-
столитом (типа КАСТ, 911, 911а, 911с и др.). Такие со-
единения обладают высокой прочностью и водостойко-
стью.
Для приклеивания неметаллических материалов
к металлу применяется термостойкий вид клея различ-
ных марок: ИПЭ-Э, БФК-9, ЭФ-9, К-10, К-105 и др.
Испытания на прочность выполненных соединений
контактной сваркой и склеиванием подтверждают боль-
шие перспективы применения клеевых соединений дета-
лей машин. Механическая прочность склеенного соеди-
нения зависит от вида и качества клея, от качества
477
склеиваемых поверхностей, плотности их прилегания,
толщины слоя клея и равномерности его распределения,
а также от соблюдения температурного режима.
Технологический процесс клеевого соединения дета-
лей независимо от их конструкции, разнообразия склеи-
ваемых материалов и марок клеев состоит из следую-
щих этапов: подготовка поверхностей к склеиванию; на-
несение клея на склеиваемые поверхности; выдержка
после нанесения клея; сборка склеиваемых деталей;
склеивание при определенных температуре и давлении
с последующей выдержкой; очистка шва от подтеков
клея и контроль качества клеевого соединения.
Подготовка поверхностей к склеиванию
сводится к их взаймной подгонке, очистке от пыли и
жира и приданию необходимой шероховатости. Напри-
мер, алюминиевые сплавы обезжириваются в ацетоне
или обрабатываются в кислотных ваннах, где одновре-
менно с обезжириванием происходит процесс травления.
Кислотная ванна, кроме того, придает металлу шерохо-
ватую поверхность.
Качество клеевого шва в значительной степени зави-
сит от приемов нанесения клея. Клеи могут
быть жидкими, пастообразными или в виде клеящей
пленки. Наиболее рациональны клеящие пленки, не тре-
бующие применения специального приспособления для
регулирования толщины клеевого слоя. Хорошие резуль-
таты можно получить при нанесении клея с помощью
пульверизатора. Частично клей наносится вручную кис-
тями и шпателем. Во всех случаях клей следует нано-
сить в одну сторону во избежание попадания в него пу-
зырьков воздуха.
Выдержка после нанесения клея, содер-
жащего растворитель, обязательна. Необходимо до
прессования дать открытую выдержку, во время которой
происходит удаление из клея влаги и летучих веществ;
при этом клей приобретает нужную вязкость, умень-
шается усадка клеевого шва, снижаются внутренние на-
пряжения и вероятность появления внутренних раковин.
Сборка и склеивание деталей между со-
бой осуществляются с помощью специальных приспособ-
лений и оборудования. В сборочном приспособлении де-
тали с нанесенным клеем должны устанавливаться во
взаимно правильное положение и фиксироваться зажим-
ными устройствами.
Основным оборудованием для склеивания являются
478
гидравлические или пневматические прессы, вакуумные
установки и т. п.
Для затвердевания клея нужны определен-
ный температурный режим и повышенное давление в пе-
чах. Для этой цели используют печи с обогревом газами,
горелками, установки с электронагревом, установки
т. в. ч., установки, обогреваемые инфракрасными луча-
ми, и др. Температурный режим для различных случаев
склеивания колеблется от 25 до 250° С и выше. Различ-
ным для разных сортов клея и материала склеиваемых
деталей должно быть и время выдержки (от 5 мин. до
30 час. и выше).
Контролю и испытанию клеевого соеди-
нения следует придавать большое значение. Основ-
ной дефект, который часто имеет место при склеива-
нии, это так называемый непроклеи (наличие участков,
в которых не произошло соединения склеиванием). Наи-
более совершенным методом контроля качества готовой
продукции при современной технике следует считать
использование ультразвуковых установок. В ряде слу-
чаев проверку качества склейки производят через лупу,
путем контроля специально подготовленных образцов
и т. п.
Определенный процент из серии склеенных деталей
проходит испытания на разрушение. Качество склеива-
ния считается удовлетворительным, если разрушение
произошло по материалу детали, а не по месту склеи-
вания.
116. КОНТРОЛЬ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ
Контроль качества паяных соединений должен быть
неотъемлемой частью технологического процесса. По-
этому работающие — слесари — должны уметь самостоя-
тельно контролировать качество пайки путем внешнего
осмотра швов. Метод контроля назначается в зависимо-
сти от технических требований, предъявляемых к пая-
ным соединениям, и может осуществляться без разруше-
ния швов и с их разрушением..
К методу контроля паяных швов без разрушения от-
носятся:
1) внешний осмотр невооруженным глазом или с при-
менением лупы с 6—8-кратным увеличением. При внеш-
нем осмотре необходимо следить, чтобы галтель была
с обеих сторон шва, а припой лежал ровным непрерыв-
ным слоем;
479
2) проверка герметичности шва давлением воздуха
или жидкости;
3) проверка прочности шва гидравлическим прессо-
ванием;
4) контроль шва для обнаружения непропаянных
мест просвечиванием лучами Рентгена;
5) контроль люминесцентной,дефектоскопией для об-
наружения трещин после пайки на поверхности твердого
сплава. Данный способ дает возможность обнаруживать
трещины шириной до 0,005 мм.
К методу контроля паяных швов разрушением отно-
сятся:
1) испытание образцов с целью определения механи-
ческих свойств паяных соединений, микроструктуры
паяного шва, обнаружения микропор, микротрещин,
включений окислов и других загрязнений в припое;
2) выборочный контроль изделий, осуществляемый
путем разрушения паяных деталей по шву с целью опре-
деления степени заполнения шва припоем (отношение
суммарной площади, покрытой припоем, к площади
спаиваемых поверхностей). Степень заполнения шва при
качественной пайке должна составлять не меньше 0,8.
К выборочному контролю также относится исследо-
вание образцов, вырезанных из спаянной детали.
Дефекты в паяных швах могут появляться в резуль-
тате низкой квалификации работающих, небрежной под-
готовки деталей под пайку, низкого качества припоя и
флюса, неисправностей оборудования и т. п.
117. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ
Техника безопасности на производстве должна быть
неразрывно связана с технологией производства. Изме-
нение технологических процессов, внедрение новых ма-
териалов и способов производства, применение нового
оборудования одновременно должно вызывать и соот-
ветствующие изменения в технике безопасности.
При производстве припоев и флюсов путем сплавле-
ния из компонентов основными факторами, вызываю-
щими вредное воздействие на организм человека, явля-
ются высокая температура расплавленных металлов и
флюсов, а также выделение вредных паров, газов и
пыли. Наиболее вредное воздействие оказывают выде-
ляющиеся при производстве припоев и флюсов пары ме-
таллов и солей, которые, попадая в организм человека,
480
вызывают общее отравление, поражение кожи, раздра-
жение слизистой оболочки глаз и т. п.
При плавке припоев и флюсов слесарь (плавильщик)
должен пользоваться труднозагорающейся одеждой и
темными очками, предохраняющими глаза от действия
лучистой энергии и брызг металла и солей. Необходимо,
чтобы помещение, в котором производится плавление
припоев и флюсов, имело приточно-вытяжную венти-
ляцию.
Перед введением в расплавы металла и соли необхо-
димо их подогреть до полного удаления влаги. В про-
тивном случае за счет резкого парообразования в мо-
мент введения компонентов, содержащих влагу, возмо-
жен выброс или разбрызгивание расплавленных метал-
лов и солей. При плавлении гигроскопических флюсов
ложку-шумовку или стержень, которыми перемешивают
расплав и удаляют шлак, перед погружением в расплав
подогревают с целью удаления влаги с поверхности. При
несоблюдении этой предосторожности также возможно
разбрызгивание солей.
Присадку легко испаряющихся или легко выгораю-
щих компонентов припоев и флюсов необходимо произ-
водить в последнюю очередь, когда сплав уже приготов-
лен. После их введения сплав нельзя перегревать, так
как это усилит их испарение. При разливке припоев и
флюсов во избежание взрывов изложницы или формы
для припоев должны быть чистыми и подогреты до пол-
ного удаления влаги.
При сборке под пайку инструмент необходимо при-
менять только по назначению. При пайке с флюсами при
нанесении их на соединяемые места нужно пользоваться
кистью или фарфоровой лопаточкой. Необходимо избе-
гать попадания флюса на кожу рук. Порошкообразные
флюсы в целях уменьшения распылива'ния необходимо
смешивать с соответствующими растворителями и при-
менять в виде паст.
При пайке оловянно-свинцовыми припоями возникает
опасность загрязнения свинцом кожи рук и одежды ра-
ботающих. Концентрация свинца в воздухе на рабочих
местах, занятых пайкой, может достигать 0,1 мг/м3. По-
этому в цехах с большим объемом пайки необходимо
проводить профилактические мероприятия. Для участков
пайки и монтажа, сопровождающегося пайкой, следует
отводить отдельные помещения. Рабочие поверхности
оборудования необходимо покрывать легкообмывающи-
16 Н. Н. Кропивницкий 481
мися материалами, стационарные места пайки оборудо-
вать местными вытяжными устройствами, обеспечиваю-
щими скорость вытяжки воздуха непосредственно на
месте пайки не менее 0,6 м/сек. Помещения, в которых
производится пайка, должны обеспечиваться приточным
воздухом, подаваемым в верхнюю зону, в количестве
примерно 90% удаляемого объема.
При пайке с применением газовых сред следует
иметь в виду, что некоторые из них дают с воздухом
взрывоопасные смеси. Поэтому перед нагревом контей-
нера, реторты или печи с такой атмосферой необходимо
продуть их чистым воздухом. Чтобы предупредить про-
никновение в пространство печи атмосферного воздуха
и, следовательно, образование взрывоопасной смеси,
в ней необходимо поддерживать небольшое избыточное
давление, с тем чтобы скорость истечения газа была
выше, чем скорость горения в факеле. Необходимо так-
же предупреждать утечку контролируемых газовых сред
через неплотности в трубопроводах и соединениях.
Для предупреждения взрывов при выполнении паяль-
ных работ запрещается производить пайку сосудов, на-
ходящихся под давлением, а также емкостей из-под лег-
ковоспламеняющихся материалов без предварительной
обработки.
Кроме мероприятий по технике безопасности при об-
работке заготовок и пайке предусматриваются меро-
приятия, обеспечивающие безопасную работу при экс-
плуатации оборудования. На рабочих местах пайки дол-
жна быть инструкция по технике безопасности, знание
и выполнение которой для всех работающих на участке
обязательно. Важнейшие указания по технике безопас-
ности должны быть оформлены в виде плакатов и выве-
шены на видных местах.
Глава XVII
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
СЛЕСАРНОЙ ОБРАБОТКИ
118. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
(ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ)
Производственный и технологический процессы. Про-
изводственным процессом завода (производственного
участка — цеха, группы и т. п.) называют весь комплекс
482
процессов организации, планирования, снабжения, изго-
товления, контроля, учета и т. д., необходимых для пре-
вращения поступающих на завод (на участок) материа-
лов и полуфабрикатов в готовую- продукцию завода
(участка).
Качество готовой продукции должно соответствовать
установленным требованиям. Поэтому в любом произ-
водственном процессе наиболее важное место занимают
процессы, непосредственно связанные с достижением за-
данных технических характеристик изготовляемой про-
дукции. В отличие от производственных такие процессы
называют технологическими. Для изменения параметров
материалов и полуфабрикатов, завершающихся изготов-
лением готовой продукции, используют различные про-
цессы переработки, обработки и соединения — литье, об-
работку давлением, резанием, термическую обработку,
сварку, слесарные и слесарно-сборочные работы и т. д.
В соответствии с этим технологические процессы разли-
чают по виду такого процесса и виду продукции: техно-
логический процесс отливки станины токарного станка,
технологический процесс термической обработки шпин-
деля сверлильного станка, технологический процесс
сварки трубы, технологический процесс шабрения на-
правляющих плоскостей станины токарного станка, тех-
нологический процесс механической обработки детали и
т. д. Совокупность научно и практически обоснованных
методов и приемов, применяемых для превращения ме-
таллов и полуфабрикатов в готовую продукцию данного
производства, называют технологией этого производства.
Технологическим процессом слесарной обработки на-
зывают последовательность и метод изготовления, обра-
ботки или отделки детали с помощью необходимого обо-
рудования, приспособления и инструмента в зависимости
от принятого метода (заданной операции), режима и
норм времени, средств и методов контроля качества вы-
полненной работы.
Составные части технологического процесса. Каждая
деталь имеет свой технологический процесс обработки,
который в свою очередь состоит из ряда операций.
Операция — законченная часть технологического про-
цесса обработки детали, выполняемая над одной чили
несколькими деталями одновременно и непрерывно до
перехода к обработке следующей детали этой партии на
одном рабочем месте (в тисках, на станке и т. п.) одним
рабочим или бригадой. Например, слесарю задано опи-
483
лить поверхность детали драчевым или личным напиль-
ником и снять с ребер заусенцы. Эти три вида обра-
ботки составляют одну операцию.
В зависимости от размера партии деталей, их кон-
струкции, уровня техники и организации производства
данного предприятия операция может быть укрупненной
или расчлененной. Например, в индивидуальном произ-
водстве всю сборку деталей в изделие зачастую выпол-
няет один рабочий на одном рабочем месте, причем ее
планируют и учитывают как одну операцию. Эту же ра-
боту в крупносерийном и массовом производстве разде-
ляют на ряд мелких самостоятельных операций, выпол-
няемых разными рабочими на разных рабочих местах.
Как правило, чем крупнее и сложнее операция, тем
более высокой должна быть квалификация рабочего.
И, наоборот, чем больше расчленена крупная операция
на мелкие, тем выше производительность труда и мень-
ше стоимость обработки детали. Расчленение крупной
операции позволяет рабочему лучше приспособиться
к выполнению простых однообразных приемов работы и
применить специальные приспособления. Операция раз-
деляется на составные части, число и состав которых
применяются в зависимости от объема и методов их вы-
полнения. Основными составными элементами операции
являются: установка, позиция, переход, проход, прием.
Переход — часть операции, выполняемая без смены
инструмента и без перестановки обрабатываемой детали
(на станке, в тисках, в приспособлении), при неизмен-
ном режиме обработки. Например, поверхность детали
обрабатывается сначала драчевым напильником, а за-
тем— личным. Опиливание драчевым напильником яв-
ляется первым переходом, а обработка личным на-
пильником— вторым переходом. Переход в свою оче-
редь делится на проходы.
Установкой называется часть операции, выполненная
при одном закреплении детали или группы одновременно
обрабатываемых деталей в тисках, на станке или в при-
способлении.
Позицией называют каждое из различных положений
обрабатываемой заготовки относительно режущего ин-
струмента или станка.
Примером позиционной обработки детали может слу-
жить выполнение операции сверления и нарезания в них
резьбы на многопозиционном поворотном приспособле-
нии, йзображеннОхМ на рис, 184. На первой позиции де-
484
таль закрепляют; после поворота приспособления на вто-
рой позиции просверливают отверстия, затем в следую*
щем положении в детали нарезают резьбу.
Для целей технического нормирования трудовые про-
цессы работающего расчленяют на приемы, т. е закон-
ченные частные действия рабочего, имеющие определен-
ные целевые назначения: например, зажать деталь в тис-
ках, взять ножовку, установить по разметочной риске
технологического процесса,
в готовую деталь с ее по-
Рис. 184. Обработка в многопо-
зиционных приспособлениях.
И Т. П.
Виды операций и этапы
Для превращения заготовки
верхности, подлежащей
обработке, снимают неко-
торый слой металла, на-
зываемый общим' припус-
ком (на обработку по-
верхности) или припуском
заготовки. В отличие от
этого слой, снимаемый в
одной операции, назы-
вают операционным при-
пуском. Общий припуск
может быть снят в одной
операции или за несколь-
ко операций. В этом слу-
чае говорят, что поверх-
ность обрабатывается
сразу начисто или сразу окончательно. В другом случае
каждая последующая операция отличается от предыду-
щей меньшим операционным припуском и большей точ-
ностью. В связи с этим различают следующие виды
операций: обдирочные, черновые, чистовые, окончатель-
ные и отделочные.
Обдирочной (обдиркой) называют первую операцию
обработки поверхности, когда эта обработка очень гру-
бая. В такой операции снимают большую часть общего
припуска. Точность обработки при этом низкая, но выше,
чем была точность заготовки.
Черновой называют любую операцию, если за ней
следует аналогичная по методу обработки, но более точ-
ная операция, называемая в таких случаях чистовой
(например, шлифование черновое и шлифование чисто-
вое).
Чистовой называют операцию, следующую за черно-
вой. Целью ее может быть завершение обработки дан-
485
ной поверхности (тогда она является одновременно и
окончательной) или же подготовка поверхности к еще
более точной обработке.
Окончательной называют последнюю операцию обра-
ботки поверхности, обеспечивающую точность, требуе-
мую рабочим чертежом детали.
Отделочной (отделкой) часто называют окончатель-
ную операцию, если она выполняется со снятием очень
малого припуска; такую окончательную обработку пре-
дусматривают, когда к точности поверхности предъяв-
лены особенно высокие требования.
Приведенные названия операций не являются обяза-
тельными (например, вместо термина «черновая» часто
употребляют термин «предварительная», «получистовая»
и др.), однако они широко используются, так как с их
помощью можно кратко наметить относительное положе-
ние и характер операций. Например, название «обдирка»
определенно указывает на то, что для данной поверхно-
сти эта операция — не единственная, грубее любой из
последующих, причем последующих не менее двух
(иначе ее назвали бы не обдирочной, а черновой); на-
звание «чистовая» определенно указывает на то, чтр
предшествующая была аналогичной по способу выпол-
нения, но более грубой, и т. п.
Количество операций обработки поверхности назна-
чают в зависимости от многих частных условий. К ним
относятся размеры и форма поверхности, требуемая чер-
тежом точность обработки, размеры и форма детали,
вид и место требуемой термической обработки и др.
Обыкновенно количество операций тем больше, чем
сложнее эти условия.
Если, например, поверхность требуется обработать
за 2 перехода, то вначале делают это грубо, а затем бо-
лее тонко, но не наоборот. Такого же порядка стараются
придерживаться, назначая последовательность операций
обработки всей детали. Вследствие этого получается, что
операции одинаково грубые (или одинаково тонкие),
однородные следуют в процессе непосредственно одна за
другой. Отсюда возникает понятие об этапах процесса.
Под этапом технологического процесса следует по-
нимать группу однородных операций, выполняемых не-
посредственно одна за другой.
В технологической документации границы между
этапами не проводят. В этом нет необходимости, так как
ёперации нумеруют по порядку их выполнения.
486
Виды машиностроительного производства и методы
работы. Для того чтобы кратко охарактеризовать количе-
ство изделий, выпускаемых промышленностью или пред-
приятием (масштаб производства изделий), пользуются
терминами массовое, серийное и единичное (индивиду-
альное) производство.
По отношению к изделиям разной сложности (напри-
мер, автомобиль, самолет и двигатель, поршень и болт)
эти понятия не определены. Однако, если иметь в виду
одно и то же изделие (деталь) или разные, но примерно
одинаковой сложности, то окажется, что масштаб про-
изводства и целесообразный характер организации про-
изводства взаимосвязаны. Поэтому в технологии тер-
мины (массовое, серийное, единичное) используют для
обозначения характера организации производства в
пределах одного предприятия на разных его уча-
стках. В этом случае термины обозначают виды про-
изводства.
Таким образом, по характеру организации работы
производственного участка (завода) различают три
основных вида производства: массовое, серийное и еди-
ничное и два метода работы — поточный, непоточный.
Кроме основных видов различают еще два промежуточ-
ных вида: крупносерийное и мелкосерийное. Первое по
своим особенностям приближается к массовому, вто-
рое— к единичному. Вид производства на участке (за-
воде) определяет номенклатура деталей (изделий)
в производственной программе, на которую рассчитан
участок или целый завод. Эта номенклатура тем слож-
нее, чем больше трудоемкость деталей или же их по-
требное количество.
Массовое производство. Первая и главная
особенность массового производства состоит в том, что
каждый станок на участке выполняет только одну за-
крепленную за ним операцию и для других операций не
используется. Таким образом, участок массового произ-
водства какой-либо детали целиком занят обработкой
только этой детали. На участке сборки выполняются
слесарно-сборочные работы по сборке узлов из отдель-
ных деталей и по сборке машин из отдельных узлов,
В ряде случаев при сборке применяются отдельные опе-
рации слесарной обработки, в том числе и пригонка со-
бираемых деталей в узлы. На участке сборки осущест-
вляются регулировка и проверка правильности работы
механизмов и машин.
487
Вторая важная особенность — это расстановка обо-
рудования на участке по ходу технологического процес-
са, т. е. в таком же порядке, в каком следуют одна за
другой операции процесса. Этим обеспечивают кратчай-
ший путь деталей при передаче их от одного рабочего
места к другому, упорядочивают движение деталей на
участке. Имея в виду эту особенность, массовое произ-
водство называют также поточным методом производ-
ства (массово-поточным производством, а иногда — об-
работкой на поточной линии).
Массовое производство допускает широкое примене-
ние специальных приспособлений, инструментов, а так-
же станков-автоматов, агрегатных станков, механизации
процессов контроля с целью повышения выпускной спо-
собности (производительности) участка, применение
транспортирующих устройств, механизирующих пере-
дачу деталей от одного рабочего места к другому, и др.
Массовое производство обеспечивает наиболее эконо-
мичную обработку деталей и изготовление изделий. Этот
вид производства широко распространен в автомобиль-
ной и тракторной промышленности, на заводах, выпус-
кающих сельскохозяйственное оборудование, мотоциклы
и ряд других изделий.
Серийное производство характеризуется тем,
что за каждым станком участка закреплено более одной
операции — участок занят обработкой не одной, а не-
скольких или многих деталей. Такой участок создают
для деталей, по каждой из которых производственная
программа слишком мала для того, чтббы выполнять ее
методом поточного производства. Подбирая номенкла-
туру деталей для участка, стараются, насколько это воз-
можно, составить ее из деталей примерно одинаковых
по габаритным размерам (крупные, средние, мелкие),
по конфигурации (валы, корпуса, зубчатые колеса
и др.), по материалу (сталь, чугун, алюминиевые спла-
вы). Однородность деталей по размерам и конфигура-
ции, а следовательно, сходство их технологических про-
цессов позволяют уменьшить разнообразие станков на
участке и лучше их загрузить. Закрепление за станком
нескольких операций требует переналаживать его с опе-
рации на операцию. Поэтому в серийном производстве
детали обрабатывают партиями.
Партией называют количество деталей одного наиме-
нования, запускаемых в обработку одновременно. Ста-
нок, закончивший обработку одной партии, переналажи*
488
вают на другую операцию. Следовательно, продолжи-
тельность работы станка между переналадками зависит
от размера партии и продолжительности операции.
Необходимость переналадки вынуждает использовать
в серийном производстве главным образом станки об-
щего назначения, оснащая их в необходимых случаях
специальными приспособлениями для повышения произ-
водительности. Однако во многих случаях (крупносерий-
ное производство) оправдывается использование не
только специальных приспособлений и инструментов, но
и специальных станков, особенно агрегатных. Чем раз-
нообразнее технологические процессы, выполняемые на
участке, тем труднее расположить станки на участке
в наиболее выгодном порядке. Подобно тому как в по-
точном производстве располагают станки по порядку
операций процесса, на серийном участке стараются рас-
положить станки в большем соответствии с последова-
тельностью этапов процессов (черновые операции, чи-
стовые, окончательные). Это особенно важно на участ-
ках, обрабатывающих крупные детали, и это в значи-
тельной мере удается в крупносерийном производстве
таких деталей. В серийном производстве заняты рабо-
чие главным образом средней квалификации.
Единичное (индивидуальное) производ-
ство. Участок единичного производства характерен
тем, что он рассчитан на чрезвычайно широкую номен-
клатуру самых разнообразных деталей, каждая из кото-
рых выпускается единицами. Для этого вида производ-
ства характерно применение станков, приспособлений и
инструментов общего назначения из числа наиболее
универсальных и использование рабочей силы высокой
квалификации. По принципу единичного производства
организованы опытные заводы и цехи.
В машиностроении наиболее широкое распростране-
ние получило серийное производство, при котором изде-
лия выпускают партиями или сериями различной вели-
чины.
119. БАЗЫ И ИХ ВЫБОР
Слово «база» происходит от греческого слова «ба-
зис»— основание (рис. 185,а).
В технологии машиностроения существуют следую-
щие понятия: базы конструкторские, базы технологиче-
ские, базы сборочные.
489
Конструкторскими базами называют линии и точки
чертежа, от которых конструктор задает размеры или
определенные соотношения поверхностей. Большей ча-
стью в рабочих чертежах деталей за конструкторские
базы принимают те линии, которые соответствуют по-
верхностям детали, определяющим ее положение отно-
сительно других деталей в собранном узле или меха-
низме.
Рис. 185. Базы и базирование поверхностей:
а—базовая поверхность при разметке; б—установочные
базы при сверлении отверстия на валике; в—поверочная
база; г—измерительная база.
На рабочем чертеже размеры должны быть предста-
влены так, чтобы их удобно было измерять на детали,
Изготовленной по этому чертежу.
Прежде чем приступить к обработке какой-либо де-
тали, продумывают последовательность операций и пе-
реходов, т. е. составляют план обработки. В первую оче-
редь определяют технологические базы.
Технологические базы используют в процессе обра-
ботки детали. Технологические базы принято подразде-
лять на установочные и измерительные.
Установочной базой называют поверхности,
которыми обрабатываемая деталь устанавливается (за-
крепляется) в тисках или на станке. Таким образом, при
слесарной обработке детали, зажимаемой в тисках, уста-
новочной базой будут поверхности, соприкасающиеся
490
с губками тисков. При сверлении в валике отверстия ва-
лик зажимают в тисках обточенной наружной поверх-
ностью. Эта поверхность в данном случае и является
установочной базой 1 (рис. 185,6).
В условиях единичного производства деталей, когда
применение специальных приспособлений часто может
оказаться нерентабельным, используют установку дета-
лей для обработки с выверкой. Например, если тре-
буется обработать плоскость по разметке, обрабатывае-
мую деталь 3 устанавливают на столе станка 1
(рис 185,в). Нужное положение детали достигается вы-
веркой при помощи рейсмуса 2 по разметочной риске 4.
В этом случае установочной базой будет не поверхность
детали, опирающаяся на стол станка, а разметоч-
ная риска 4, по которой выверяют положение дета-
ли на станке. Такая установочная база называется по-
верочной.
Измерительной базой называют поверхности, от
которых производится отсчет размеров (Рь Р2, Рз, Р4)
при измерении или разметке деталей (рис. 185,г). До-
вольно часто установочная база совпадает с измеритель-
ной; в этих случаях измерение ведут от установочной
базы. При разметке установку ставят на разметочную
плиту базовой поверхностью.
Сборочной базой называют те поверхности, по кото-
рым деталь ориентируется по отношению к другим де-
талям в собираемой машине.
Выбор установочных баз и базирующих поверхно-
стей производится в начале проектирования технологи-»
ческого процесса одновременно с установлением после-
довательности и способов обработки. Это важнейший
вопрос технологического процесса, определяющий фак-
тическую точность обработки, правильность взаимного
расположения обрабатываемых поверхностей, конструк-
цию приспособления, режущего, измерительного и вспо-
могательного инструмента, производительность процесса
обработки деталей и др.
Вначале по чертежу детали определяют установоч-
ную базу, от которой будет вестись обработка, а затек<
проектируют последовательность обработки детали по
операциям, переходам и т. п.
В целях обеспечения точности установки и надежного
закрепления детали в приспособлении установочная база
должна иметь достаточно большие размеры, возможную
точность и чистоту поверхности. Нельзя, например,
491
использовать для базирующих поверхностей такие, на
которых имеются прибыли и литники, швы в местах
разъемов опок, пресс-форм,,штампов и т. д.
120. ВЫБОР МЕТОДОВ
И ПОСЛЕДОВАТЕЛЬНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ
Определяя наиболее рациональный для того или
иного случая метод обработки, учитывают вид производ-
ства (единичное, серийное, массовое), точность обра-
ботки и шероховатость поверхности, установленные чер-
тежом и техническими условиями, а также конфигура-
цию и размеры деталей и обрабатываемых поверхно-
стей:
В условиях единичного производства слесарь поль-
зуется универсальным контрольно-измерительным инст-
рументом (масштабные линейки, кронциркуль, угольник,
штангенциркуль и др.), работает с помощью ручных ме-
ханизированных машинок, шлифовальных машинок и т. п.
Если, например, необходимо изготовить три двусторон-
них гаечных ключа, то слесарь, получив поковки, обра-
батывает их полностью в последовательности, указанной
технологическим процессом.
Иное дело, когда производство таких же ключей осу-
ществляется большими партиями в массовом количе-
стве. Тогда заготовки для ключей, т. е. почти готовые
ключи, слесарь получает в виде штамповок или отливок.
Слесарная обработка в данном случае сводится к неко-
торой отделке и снятию заусенцев. Здесь ручные при-
емы работ в значительной мере механизируются,
используются специальные приспособления и инстру-
менты.
Массовое производство характеризуется выпуском
изделий на основе принципа, взаимозаменяемости, рас-
становкой оборудования по технологическому процессу,
организацией работы непрерывным потоком и макси-
мальной специализации операций, не требующей рабо-
чих высокой квалификации.
Устанавливая последовательность обработки и планы
операций, исходят из следующих соображений. Первыми
назначаются операции, сопровождающиеся снятием наи-
большего припуска. Чистовые отделочные операции на-
значают в конце процесса обработки, чтобы предохра-
нить чисто обработанные поверхности от повреждений,
предотвратить изменение их размеров и нарушение пра-
492
вильности расположения относительно других поверхно-
стей детали.
При разработке технологических процессов для еди-
ничного и мелкосерийного производства выбирают пре-
имущественно универсальные приспособления, пригод-
ные для закрепления деталей различных типоразмеров.
В крупносерийном и массовом производстве применяют
специальные, нередко многоместные, быстродействую-
щие приспособления, обеспечивающие высокую произво-
дительность труда. Например, при обработке в тисках
деталей, изготовляемых в больших количествах, тратится
много времени на завертывание и отвертывание винта
тисков. Для такой обработки выгодно пользоваться ме-
ханизированными тисками с педальным зажимом, на-
пример пневматическими тисками.
При изготовлении деталей всегда следует выбирать
наиболее выгодный режущий и измерительный инстру-
мент. Например, если деталей немного и точность их не
превышает 3-го класса, для их измерения используют
штангенциркуль; при большом количестве одинаковых
деталей для проверок и измерений следует пользоваться
шаблонами, калибрами и даже специальным измери-
тельным инструментом и приборами, обеспечивающими
необходимую точность измерения.
121. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
И ТЕХНОЛОГИЧЕСКАЯ ДИСЦИПЛИНА
Технологический процесс обработки деталей, сборки
узлов и машин разрабатывается в отделе главного тех-
нолога завода или в цеховых технологических бюро и
заносится в специальные бланки, называемые техноло-
гическими картами. Эти карты являются основным тех-
нологическим документом. В зависимости от типа про-
изводства (индивидуальное, серийное, массовое) техно-
логические карты бывают различные.
Для индивидуального, а иногда и мелкосерийного
производства технологические карты оформляют в виде
маршрута (маршрутная карта),где перечисляются опе-
рации и указана последовательность их выполнения. Для
крупносерийного и массового производства технологиче-
ские карты составляют на каждую операцию обработки
данной детали. Такие операционные карты содержат
подробные указания, необходимые для обработки и кон-
троля деталей на данной операции.
493
В технологические карты вносятся следующие све-
дения:
1) об обрабатываемой детали;
2) о заготовке для детали (материал, из которого
она изготовляется, размеры сортового металла при
использовании его в качестве заготовки и др.);
3) наименование и номера операций, наименование
и номера переходов;
4) об оборудовании;
5) о приспособлениях и инструментах (их наимено-
вания, размеры или шифры);
6) о режиме обработки;
7) элементы времени на обработку и их сумма;
8) разряды работы по операциям.
При разработке технологических процессов механи-
ческой и слесарной обработки часто составляют эскизы
обработки по операциям.
Правильно составленный технологический процесс
обеспечивает наиболее полное использование оборудова-
ния, инструмента и приспособлений. При таком техноло-
гическом процессе работа ведется при наивыгоднейших
режимах.
Значение технологических процессов в производстве
чрезвычайно велико. Они.служат исходным документом
для подготовки производства, планирования, распреде-
ления и организации работы на рабочем месте, в цехе и
на заводе, для снабжения материалами, заготовками,
приспособлениями и инструментами. Технологическими
процессами руководствуются производственные органы
предприятия, цеха, участка. Они служат руководством
также для мастера и рабочего.
Строгое выполнение разработанного технологиче-
ского процесса, оформленного в виде технологических
карт, называется технологической дисциплиной. Техно-
логическая карта является основным документом произ-
водства и ее указания обязательны для всех лиц, участ-
вующих в изготовлении деталей, в сборке узлов и
машин.
Под технологической дисциплиной понимается не
только соблюдение последовательности обработки, запи-
санной в технологических картах, но и соблюдение всех
технических условий. Строгая технологическая дисцип-
лина обеспечивает нормальный ход производства, высо-
494
кое качество продукции, ее взаимозаменяемость, высо-
кую производительность труда, уменьшение брака и
снижение себестоимости изделий.
Технологической дисциплине в нашей стране при-
дается особо важное значение и ее нарушение запре-
щается. Однако технологический процесс не является
чем-то неизменным и незыблемым, он должен непре-
рывно совершенствоваться на базе новой техники и пе-
редовой технологии производства. При изготовлении
деталей их обработка может производиться различными
способами и инструментами, с помощью самых разнооб-
разных механизирующих устройств и приспособлений.
Однако, как бы хорошо и быстро ни осуществлялась та
или иная операция, в ряде случаев можно найти и при-
менить еще лучший, более производительный способ об-
работки, т. е. более прогрессивный технологический про-
цесс.
При современном уровне техники особое значение
приобретают творческая связь науки с производством,
роль новаторов, рационализаторов и изобретателей, ко-
торые многое вносят в дело совершенствования техноло-
гических процессов. Однако необходимые изменения
в технологические карты имеют право вносить только
работники технологической службы предприятия. По-
этому самоличное изменение технологии рабочим, ма-
стером и т. д. является нарушением технологической
дисциплины.
122. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ИЗГОТОВЛЕНИЯ
СЛЕСАРНО-МОНТАЖНОГО ИНСТРУМЕНТА
Овладение молодыми рабочими (учащимися) знани-
ями, умениями и навыками, которые определены квали-
фикационными характеристиками, учебными програм-
мами и учебниками, происходит в процессе обучения. Для
выполнения работы одних только знаний недостаточно,
необходимо полученные знания использовать па прак*
тике. Мало знать, например, устройство и способы при*
менения инструмента, нужно еще уметь пользоваться
этим инструментом в работе. Умение, таким , образом,
означает целесообразное выполнение действий с выбо*
ром и применением правильных приемов, с учетом опре-
деленных условий и с получением положительных ре-
зультатов.
495
Закрепленные упражнения и в значительной степени
автоматизированные умения превращаются в навыки.
Всякий навык представляет собой закрепленную много-
кратным сознательным повторением систему действий
человека. Выработка навыков начинается с овладения
умением, т. е. овладения приемами и способами дей-
ствий.
В результате упражнений — сознательных повторе-
ний действий — многие движения работающего автома-
тизируются, т. е. выполняются без специально направ-
ленного на них внимания и осознаваемых усилий. Для
совершенствования навыков работы после отработки
приемов выполнения основных слесарных операций сле-
сари переходят к выполнению комплексных работ все
возрастающей сложности.
В комплексные работы входит выполнение деталей
и изделий, в процессе которого слесарь осуществляет
ряд операций, например разметку, сверление, опилива-
ние и распиливание, клепку и др. К таким работам от-
носится изготовление слесарно-монтажного инструмента,
а также отдельных узлов и деталей машин.
Комплексные работы должны выполняться по чер-
тежа^ и технологическим картам в строгом соответствии
с требованиями технических условий.
Учебные технологические процессы на изготовление
слесарно-монтажного инструмента имеются в каждом
профессионально-техническом училище и на производ-
стве.
В условиях современного производства объем слесар-
ной обработки значительно уменьшился. Слесари посте-
пенно уступили место в производстве деталей машин
рабочим-станочникам: токарям, фрезеровщикам, шли-
фовщикам и др.
В результате применения механизированного инстру-
мента, приспособлений и станочного оборудования про-
фессия слесаря приблизилась к профессиям рабочих-
станочников. Так, от слесарей-инструментальщиков
теперь требуется умение работать на шлифовальных
станках; от слесарей по ремонту оборудования умение
работать на токарном, строгальном, фрезерном, шлифо-
вальном и других станках. Поэтому знания современной
технологии работ является неотъемлемой частью про-
фессиональных умений и навыков слесарей.
Имея в виду, что молодые слесари обладают опреде-
ленными умениями и навыками слесарной обработки,
496
здесь мы ограничимся лишь отдельными примерами тех-
нологической последовательности изготовления некото-
рых инструментов.
Изготовление проволочной отвертки (рис. 186) вы-
полняется в следующей последовательности:
1. Отрубить зубилом заготовку нужной длины.
2. Нагреть заготовку на длину 2,5/ и согнуть- руко-
ятку в тисках при помощи окраски цилиндрической фор-
мы (эту операцию можно выполнить и без нагрева, если
диаметр проволоки меньше 4 мм).
3. Проверить длину отверстий, которая не должна
быть короче заданного размера. Нагреть конец заго-
V5 остальное
Рис. 186. Проволочная отвертка.
товки на длину 8—10 мм. Охладить торец проволоки
в воде на длину 2 мм, зажать в тисках до нагретой части
и ударами молотка осадить до увеличения диаметра про-
волоки в нагретой части в полтора раза.
4. Вновь нагреть конец заготовки и отковать рабо-
чую часть отвертки в соответствии с размерами, указан-
ными на чертеже, с учетом припуска на обработку.
5. Произвести отжиг рабочей части,отвертки.
6. Опилить рабочую часть отвертки окончательно по
форме в соответствии с выбранными размерами. Опили-
вание надо начинать с торца, выдерживая длину /. При
этом следует также учитывать, что в процессе осадки на
торце могли образоваться мелкие трещины, на глубину
которых нужно спилить металл.
7. Нагреть рабочую часть на длину 10—15 мм, охла-
дить в воде на длину 5—6 мм и отпустить до фиолето-
вого цвета побежалости.
8. Зачистить абразивной шкуркой рабочую часть и
снять фаски на мелкозернистом шлифовальном круге
заточного станка, выдержав размеры по чертежу.
497
Испытание отвертки и техническиетре-
бования к ней. Испытываемой отверткой нужно
завернуть пять шурупов в сухую дубовую доску, на ко-
торой разрешается сделать отверстия, соответствующие
диаметру шурупа, на глубину V4 длины нарезки. После
испытания на рабочем конце отвертки не должно быть
вмятин и выкрошенных мест.
Рабочий конец отвертки должен быть закален на
длину 5 мм до твердости HRC 46—52, тщательно зачи-
щен и отполирован. Петля, образующая рукоятку, дол-
Рис. 187. Молоток с квадратным бойком.
жна быть гладкой и не иметь никаких выступов. От-
вертка не должна иметь трещин, заусенцев и других по-
роков.
Изготовление молотка с квадратным бойком из по-
ковки (рис. 187):
1. Опилить поверхности I, II, III, IV драчевым и лич-
ным напильниками, проверяя прямолинейность обраба-
тываемой поверхности линейкой. Во время опиливания
необходимо выдержать размер Л, параллельность соот-
ветствующих граней поковки, а также прямые углы,
образованные обрабатываемыми плоскостями. Размер А
и параллельность проверяются штангенциркулем, а пря-
мые углы — угольником.
2. Опилить драчевым напильником поверхность
VI бойка под прямым углом к граням /, II, III, IV \ угол
проверить угольником.
3. Покрыть раствором медного купороса (чайная
ложка на полстакана воды) грани I, II, III, IV и просу-
шить их.
498
4. Произвести полную разметку заготовки: с помощью
чертилки и линейки нанести осевую линию на грани /;
отложить размер Н и провести дугу радиусом R через
конечную точку осевой линии; нанести линии скосов нос-
ка и линии фасок на бойке. Аналогично разметить грань
II. Провести осевую линию на грани III и отложить
размер Aj, разметить овальные отверстия hxb и на-
кернить их центры. На грани IV нанести линии фасок
на бойке.
5. Просверлить два отверстия диаметром 6 мм, для
чего заготовку молотка следует закрепить в тисках,
установленных на столе сверлильного станка так, чтобы
грань III была перпендикулярна относительно оси свер-
ла. Перпендикулярность можно проверить по равномер-
ности просвета между угольником, установленным на
грани III, и сверлом, опущенным на поверхность заго-
товки молотка. Если просвет неравномерный, то креп-
ление в тисках надо ослабить легкими ударами деревян-
ной колодки или киянки, опустить заготовку с нужной
стороны, после чего вновь надежно закрепить ее. Чтобы
обработанные поверхности молотка не имели вмятин,
следует при креплении заготовки применять накладные
губки из мягкого металла.
6. Рассверлить отверстия диаметром 6 мм на диа-
метр 12 или 15 мм в зависимости от веса молотка.
7. Закрепить молоток в слесарных тисках, применяя
при этом накладные губки из мягкого материала, и вы-
рубить крейцмейселемс перемычки между двумя просвер-
ленными отверстиями/ Распилить отверстие в местах вы-
рубленной перемычки и придать ему коническую форму.
Опилить драчевым и личным напильниками грани V,
проверяя их плоскостность линейкой, выдерживая пря-
мые углы, образованные сторонами / и II. Торец опи-
лить, выдерживая размер Н.
Опилить окончательно сторону VI бойка личным на-
пильником по радиусу R. Закруглить носок по радиусу
7?i, снять фаски на бойке, притупить острые углы и за-
чистить абразивной шкуркой поверхности молотка.
8. Поставить клеймо.
9. Закалить молоток. Для этого нагреть его в печи
до светло-вишнево-красного цвета каления, взять кле-
щами посередине и быстрыми движениями попере-
менно охлаждать в воде боек и носок на длину 30 мм.
Когда боек и носок молотка потемнеют, молоток полно-
стью охладить в воде через слой машинного масла.
499
10. Зачистить молоток абразивной шкуркой; поверх-
ности бойка и носка отполировать. При, массовом произ-
водстве изготовления молотков неотполированные по-
верхности оксидируются для предохранения от корро-
зии.
Испытание молоТка и технические тре-
бования к н е м у.ч Слесарные молотки испыты-
ваются тремя ударами по незакаленной стали марки
У10, после чего на рабочих частях молотка не должно
быть вмятин, трещин и выкрошенных мест.
а)
Рис. 188. Кронциркуль с диаметре^ измерения до 180 мм.
Рабочие поверхности бойка и носка должны быть за-
калены на длину не менее 15 мм (HRC 49—56), а бо-
ковые поверхности — зачищены. Смещение отверстия
под рукоятку от номинальных размеров допускается:
для молотков весом до 400 г по продольной оси до
±1 мм и по поперечной оси ±0,25 мм, для молотков
весом свыше 400 г — соответственно ±15 и ±0,35 мм.
Колебания в весе слесарных молотков не должны
выходить за пределы ±5%. На молотке не должно быть
трещин, вмятин, раковин и других пороков, а на отпо-
лированных поверхностях — следов обработки.
Изготовление кронциркуля. Ножки 1 (рис. 188, а, б)
кронциркуля слесарь изготовляет самостоятельно,
а шайбу 2, прокладку 3, заклепку 4 получает готовыми.
Технология изготовления кронциркуля осуществляется
в такой последовательности:
500
1. Разметить на листе стали марки Ст. 6 толщиной
4 мм контуры ножек, центры отверстий .под заклепку,
а также вспомогательные линии на расстоянии 3 мм от
контурных. Накернить контурные линии и центры от-
верстий на вспомогательных линиях на расстоянии 4 мм
друг от друга.
2. Просверлить отверстия по контуру сверлом диа-
метром 4 мм, отверстия под заклепки — сверлом диа-
метром 5,9 мм.
3. Прорубить зубилом перемычки после сверления и
отрихтовать заготовки на плите молотком с бойком из
мягкого металла.
4. Наложить одну ножку на другую, соединить вре-
менной заклепкой и опилить по контуру до линии раз-
метки.
5. Вынуть временную заклепку, уложить ножку на
деревянную колодку, укрепить по контуру мелкими гвоз-
диками без шляпок, закрепить колодку в тисках и опи-
лить драчевым и личным напильниками широкую плос-
кость. Раскрепить ножку, перевернуть, закрепить и опи-
лить вторую ножку.
6. Зажать две ножки, наложенные одна на другую,
в тисках с применением накладных губок из мягкого
металла, вынуть временную заклепку и развернуть от-
верстия разверткой диаметром 6А.
7. Проложить прокладку между ножками кронцир-
куля, наложить шайбу, смазать машинным маслом и вло-
жить заклепку, наложить шайбу с обратной стороны на
выступающий конец заклепки и расклепать впотай.
8. Зачистить личным напильником наружные торцы
шайб и по контуру шарнирного замка притупить острые
края на ножках. Проверить плавность хода шарнирного
замка. Снять фаски на концах ножек под углом 45°.
9. Нагреть рабочие части ножек на длину 20 мм до
светло-вишнево-красного цвета каления и охладить че-
рез слой масла в воде.
10. Отрихтовать ножки кронциркуля после закалки и
зачистить абразивной шкуркой.
В описанную последовательность изготовления крон-
циркуля можно внести некоторые изменения.
Если заготовки для ножек небольшого размера и раз-
мечать их геометрическим путем неудобно, тогда для их
разметки изготовляют два шаблона из тонкой листовой
стали: один для нанесения линий, на которых нужно
будет накернить центры для вспомогательных отверстий,
501
а второй (меньший) —для разметки контура ножки.
Раньше накладывают шаблон, представляющий собой
контур. Вначале на заготовке наносят вспомогательные
линии по первому шаблону, а потом основные по вто-
рому шаблону меньших размеров. Последний устанав-
ливают так, чтобы линии его контура были равно уда-
ленными от нанесенных вспомогательных линий контура
для центров вспомогательных отверстий.
Если материал на заготовку кронциркуля представ-
ляет собой полосы 25X4 или 30X4 мм, то на них
размечают прямые линии, воспроизводящие форму и
длину ножек в разогнутом виде. Затем полосу обрубают
зубилом на плите или в тисках,’ отступив на 0,5—1 мм
от линии разметки, и опиливают начерно. После этого
ножку нагревают и сгибают ударами молотка на круг-
лой оправке, размеры которой соответствуют радиусу
изгиба ножек.
Окончательная обработка кронциркуля не отличается
от последовательности, приведенной выше.
При таком способе изготовления кронциркуля мень-
ше затрачивается времени, так как отпадает необходи-
мость в сверлении вспомогательных отверстий по кон-
туру заготовки. Последний способ применяют чаще
всего при изготовлении нутромера, так как загибание
концов его ножек выполняется очень просто, тогда как
загибание ножек кронциркуля — операция довольно
сложная, требующая определенных умений и навыков.
Испытание кронциркуле и технические
требования к нему. Испытание кронциркуля за-
ключается в разводе и сжатии его ножек. При этом ход
в шарнире должен быть плавным, а концы ножек дол-
жны плотно сходиться. Поверхности кронциркуля дол-
жны быть чистыми, без царапин, забоин и вмятин,
а острые края притупленными. Концы ножек кронцир-
куля должны быть закалены на длину 20 мм до твердо-
сти HRC 40—50.
123. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ ВЫПОЛНЕНИИ СЛЕСАРНЫХ РАБОТ
Производственная деятельность слесаря вследствие
разнообразия условий и характера работ требует про-
явления особой внимательности в работе, всестороннего
знакомства с оборудованием, которым приходится поль-
зоваться.
502
Для выполнения производственных заданий слесарю
необходимо применять различный инструмент (механи-
зированный, электрифицированный, пневматический),
а также использовать станочное оборудование для свер-
лильных, заточных и других работ, различные приспо-
собления, механизмы и транспортно-подъемные сред-
ства.
Указанный характер работы требует от слесаря зна-
ний правил техники безопасности и строгого их соблю-
дения.
Каждый слесарь обязан знать и строго выполнять
все требования по технике безопасности, а администра-
ция цеха, участка должна обеспечить рабочее место
всем необходимым и создать нормальные условия труда
для безопасности.
Общие требования техники безопасности
1. При получении новой (незнакомой) работы требо-
вать от мастера дополнительного инструктажа по тех-
нике безопасности.
2. При выполнении работы нужно быть вниматель-
ным,. не отвлекаться посторонними делами и разгово-
рами и не отвлекать других.
3. На территории завода (во дворе, в здании, на подъ-
ездных путях) соблюдать следующие правила:
а) быть внимательным к сигналам, подаваемым кра-
новщиками электрокранов и водителями движущегося
транспорта, и выполнять их;
б) не находиться под поднятым грузом;
в) не проходить в местах, не предназначенных для
проходов, и не перебегать пути перед движущимся
транспортом;
г) не проходить в неустановленных местах через кон-
вейер и рольганги и не подлезать под них, не заходить
без разрешения за ограждения;
д) не прикасаться к электрооборудованию, клеммам
и электропроводам, арматуре общего освещения и не от-
крывать дверок электрошкафов;
е) не включать и не останавливать (кроме аварий-
ных случаев) машин, станков и механизмов, работа на
которых не поручена администрацией цеха.
4. В случае ранения прекратить работу, известить об
этом мастера и обратиться в медпункт.
503
Мастер или лицо, его заменяющее, обязан немед-
ленно сообщить об этом администрации цеха для свое-
временного составления акта о происшедшем несчаст-
ном случае и принятия мер, предупреждающих повторе-
ние подобных случаев.
Условия обеспечения безопасности перед началом
работ
1. Привести в порядок рабочую одежду, застегнуть
или обхватить широкой резинкой обшлага рукавов (или
закатать рукава выше локтя); убрать концы галстука,
косынки иди платка; заправить одежду так, чтобы не
было развевающцхся концов; убрать волосы под плотно
облегающий головной убор.
Работать в легкой обуви (тапочках, сандалиях, босо-
ножках) запрещается.
2. Внимательно осмотреть место работы, привести
его в порядок, убрать все мешающие работе посторон-
ние предметы.
Инструмент и детали располагать так, чтобы избе-
гать лишних движений и обеспечить безопасность ра-
боты.
Содержать в чистоте и порядке свое рабочее место.
3. Проверить наличие и исправность инструмента,
приспособлений и средств индивидуальной защиты (за-
щитных очков, резиновых перчаток и т. п.).
При работе применять только исправные инструмен-
ты и приспособления.
4. При работе ручным инструментом следить, чтобы
инструмент удовлетворял следующим требованиям:
а) слесарные молотки и кувалды должны иметь ров-
ную, слегка выпуклую поверхность, быть надежно наса-
жены на ручки и закреплены стальными заершенными
клиньями;
б) все инструменты, имеющие заостренные концы
для рукояток (напильники, ножовки, шаберы и др.),
должны быть снабжены деревянными ручками, соответ-
ствующими размерам инструмента, с бандажными коль-
цами, предохраняющими их от раскалывания;
в) рубящие инструменты (зубила, крейцмейсели, про-
сечки, бородки, обжимки и т. п.) не должны иметь косых
и сбитых затылков, трещин и заусенцев; их боковые
грани не должны иметь острых ребер;
г) гаечные ключи должны соответствовать размерам
504
гаек и головок болтов и не иметь трещин и забоин; за-
прещается применять прокладки между зевом ключа и
гранями гаек и наращивать их трубами или другими ры-
чагами (если это не предусмотрено конструкцией
ключа).
Раздвижные ключи не должны иметь слабины в по-
движных частях.
5. Для переноски рабочего инструмента к рабочему
месту подготовить специальную сумку или ящик; пере-
носить инструмент в карманах запрещается.
6. Проверить, чтобы освещение рабочего места было
достаточным и свет не слепил глаза.
Пользоваться на станках и верстаках местным осве-
щением напряжением выше 36 В запрещается.
7. Если необходимо пользоваться переносной элек-
тролампой, проверить, есть ли на лампе защитная сетка,
исправны ли шнур и изоляционная резиновая трубка.
Напряжение переносных ламп допускается не выше 12 В.
8. При работе талями проверить их исправность, при-
поднять груз на небольшую высоту и убедиться в на-
дежности тормоза, стропа и цепи.
Место для подвешивания талей должен указать ма-
стер или бригадир, укреплять тали можно только после
разрешения мастера или бригадира. Особое внимание
обратить на прочность крепления талей.
9. Если рядом производятся электросварочные рабо-
ты, потребовать от администрации установления щита
(ширмы) для защиты глаз и лица от воздействия уль-
трафиолетовых лучей или надеть специальные защитные
очки.
10. Если работа производится около электрических
проводов и электроустановок, потребовать от электри-
ков выключения тока на время работы; если этого сде-
лать нельзя, то при проведении работ должны обяза-
тельно присутствовать мастер или механик; опасные ме-
ста необходимо ограждать.
11. При работе около движущихся частей станков и
механизмов требовать ограждения опасных мест.
12. Перед работой на заточном станке проверить со-
стояние и исправность станка, убедиться, что:
а) защитные кожухи надежно прикреплены к станку;
б) подручник правильно установлен, т. е. зазор ме-
жду краем подручника и рабочей поверхностью круга
меньше половины толщины шлифуемого (затачиваемого)
изделия и не более 3 мм;
505
в) подручник установлен так, что прикосновение из-
делия к кругу происходит по горизонтальной плоскости,
проходящей через центр круга или выше ее, но не более
чем на 10 мм (перестановку подручника разрешается
производить только после полной остановки станка);
г) наждачный круг не имеет биения и на его поверх-
ности нет выбоин или трещин;
д) круг прочно закреплен. Между фланцами и кру-
гом должны быть прокладки (из плотной бумаги, кар-
тона или резины) толщиной 0,5—1 мм. Прокладки дол-
жны перекрывать всю зажимную поверхность фланца и
выступать наружу по всей окружности фланца не менее
чем на 1 мм;
е) пылеотсасывающая установка находится в исправ-
ном состоянии и обеспечивает во время работы станка
удаление пыли;
ж) станок имеет исправный защитный подвижный
экран. Если экрана нет, необходимо надеть защитные
очки.
При заточке и включении абразивного круга следует
стоять не напротив круга, а несколько в стороне от него
(вполоборота).
13. При работе на станках убедиться, что станок за-
землен.
Условия обеспечения безопасности во время работы
1. При работе в тисках надежно зажимать обрабаты-
ваемую деталь.
2. При спуске рычага тисков остерегаться удара по
ноге и защемления руки между головками рычага и
винтом.
3. При установке в тиски осторожно обращаться
с тяжелыми деталями, чтобы избежать ушибов при их
падении.
4. При работах, требующих разъединения или соеди-
нения деталей при помощи кувалды и выколотки, выко-
лотку держать клещами; выколотка должна быть из
меди или другого мягкого металла. Нельзя находиться
прямо против работающего кувалдой; следует стоять
сбоку от него.
5. При рубке металла зубилом пользоваться защит-
ными очками с небьющимися стеклами или сеткой. Для
защиты окружающих обязательно ставить предохрани-
тельные щитки или сетку.
506
6. При работе шабером второй конец закрывать спе-
циальной ручкой (футляром).
7. При резке металла ручными или приводными но-
жовками прочно закреплять ножовочное полотно.
8. Для того чтобы при резке ножницами не было за-
усенцев, между половинками ножниц должен быть отре-
гулирован необходимый зазор, а сами ножницы должны
быть хорошо заточены.
9. Для того чтобы поверочные инструменты, плиты,
линейки, клинья не могли упасть, их следует уклады-
вать или устанавливать надежно на верстаке или в от-
веденном месте.
10. При работе с паяльной лампой соблюдать сле-
дующие правила:
а) не применять горючую жидкость, не предназна-
ченную для данной лампы;
б) не заливать горючее в горящую лампу и вблизи
открытого огня;
в) не накачивать в лампу воздух больше допускае-
мого давления;
г) горючее должно занимать не более 3Л емкости;
д) пробку лампы завертывать плотно, до отказа;
е) при обнаружении неисправности (течь горючего,
пропуск газа через резьбу горелки и т. п.) немедленно
прекратить работу и заменить паяльную лампу.
11. При работе электроинструментом:
а) обязательно заземлять инструмент;
б) работать в резиновых перчатках и диэлектриче-
ских галошах или на резиновом коврике, если рабочее
напряжение выше 36 В;
в) не подключать электроинструмент к распредели-
тельным устройствам, если отсутствует безопасное штеп-
сельное соединение;
г) предохранять провод, питающий электроинстру-
мент, от механических повреждений;
д) при переноске электроинструмента держать его за
ручку, а не за провод;
е) при порче электроинструмента не производить его
ремонт самому без разрешения мастера;
ж) не производить замену режущего инструмента до
полной его остановки;
з) при перерывах в работе или прекращении подачи
электроэнергии выключать инструмент;
и) не работать с переносным электроинструментом
на высоте более 2,5 м на приставных лестницах;
507
к) при работе внутри барабанов, котлов и других
металлических конструкций не вносить внутрь трансфор-
маторы и преобразователи частоты.
12. При работе пневматическим инструментом:
а) перед пуском воздуха во избежание вылета инст-
румента (чеканки, зубила и т. п.) плотно прижать по-
следний к обрабатываемой поверхности;
б) переносить инструмент за ручку, а не за шланг;
в) по окончании работы и во время перерыва в ра-
боте выключать подачу воздуха;
г) запрещается работать на приставных лестницах;
д) при работе пневматическим зубилом обязательно
надевать очки с небьющимися стеклами или сеткой;
е) при смене инструмента вентиль воздухопровода
должен быть закрыт, перекручивать и зажимать шланг
для прекращения доступа воздуха запрещается;
ж) запрещается направлять струю сжатого воздуха
на себя и на других работающих и обдувать одежду.
13. Не сдувать металлическую пыль и стружку сжа-
тым воздухом, сметать их только щеткой или кисточкой.
14. Расплавление свинца, баббита и других цветных
металлов производить, применяя при этом вытяжную
вентиляцию, и обязательно в защитных очках.
15. Без специального разрешения мастера не произ-
водить никакого ремонта или осмотра электрической ча-
сти оборудования; если необходимо присоединить или
отсоединить концы или снять электродвигатель или элек-
троустройство, следует вызвать электромонтера.
16. Промывку деталей производить в моечных маши-
нах, а обдувку сжатым воздухом — в закрытых каме-
рах, имеющих вентиляцию.
17. Укладывать детали устойчиво на подкладках или
стеллажах, не загромождая рабочего места и проходов.
Высота штабелей не должна превышать для мелких де-
талей 0,5 м, для средних— 1 м и для крупных— 1,5 м.
18. При работе на сверлильных станках:
а) прочно закреплять обрабатываемые детали;
б) при заедании режущего инструмента немедленно
остановить станок;
в) детали малых размеров, если их нельзя закрепить
на столе станка или в тисках, придерживать клещами,
плоскогубцами;
г) не браться за сверло, шпиндель и патрон руками
до полной остановки станка;
д) не работать в рукавицах;
508
е) убирать стружку только крючком или щеткой-
сметкой.
19. Зачаливать груз только испытанными стропами,
имеющими бирки с указанием сроков испытания и их
грузоподъемности.
Запрещается при подъеме грузов применять стропы,
срок испытания которых истек, а также превышать ука-
занную грузоподъемность.
20. Стропальные работы может производить сам сле-
сарь лишь в том случае, если он имеет удостоверение на
право выполнения этих работ.
21. При обработке длинных деталей, труб, валов, тяг
и других необходимо соблюдать осторожность, так как
они могут причинить травму окружающим.
22. Соблюдать на работе правила личной гигиены:
а) не мыть руки в масле, эмульсии, керосине и не вы-
тирать их концами, загрязненными стружкой;
б) не принимать пищи на рабочем месте;
в) не хранить личной одежды на рабочем месте;
г) при работе со свинцом, баббитом и т. п. по окон-
чании работы и особенно перед едой тщательно вымыть
руки и прополоскать рот.
Условия обеспечения безопасности
по окончании работы
1. Убрать детали, материалы и инструмент.
2. Привести в порядок рабочее место.
3. Сдать смену, сообщить своему сменщику или ма-
стеру обо всех недостатках, обнаруженных в оборудова-
нии и инструменте.
4. Вымыть руки и лицо теплой водой с мылом или
принять душ.
Специальные правила при работе на высоте
1. Пользоваться исправными лестницами, прочными
лесами с перилами и бортовой доской.
2. Приступать к работе на лесах и подмостях только
с разрешения мастера и только после тщательного
осмотра их.
3. Материалы на подмостях складывать в местах,
указанных мастером. Не перегружать леса и подмости
свыше разрешенной нагрузки (людьми и материалами).
4. Инструмент и мелкие детали укладывать в ящик
или в сумку.
509
5. Если оголенные электрические провода проходят
близко от подмостей и лесов, требовать их ограждения
или выключения тока на время работы.
6. При работе в местах, где работает кран или транс-
порт, потребовать их остановки или ограничения дви-
жения в установленном на заводе порядке.
7. При подъеме на лестницы, леса, подмости и при
спуске с них держать инструмент в ящике или сумке.
При значительной тяжести их поднимать и опускать с по-
мощью троса, каната.
8. Не бросать предметов вниз. При спуске предметов
на тросе или веревке предупреждать об этом работаю-
щих внизу.
9. Доски настилов лесов, подмостей обязательно дол-
жны быть укреплены гвоздями, болтами и т. п. Не пере-
ставлять самовольно досок настилов лесов и подмостей
и не делать без разрешения мастера переходов с одной
линии лесов на другую.
10. О неисправностях в лесах или подмостях и лест-
ницах или каких-либо признаках начинающегося разру-
шения их следует немедленно сообщить мастеру.
11. По окончании работы проверить, нет ли на под-
мостях и лесах инструмента, деталей и т. п.
12. Пользоваться только исправной и приспособлен-
ной для работы переносной лестницей, не перегружать
ее тяжестями, не работать стоя на лестнице вдвоем.
Переносная лестница должна быть:
а) прочной, легкой;
б) с упорами на нижних концах, не допускающими
скольжения лестницы по полу;
в) такой длины, чтобы при работе наклон ее к полу
был не менее 60°.
13. При работе на переносной лестнице устанавли-
вать ее так, чтобы она не могла быть сбита проходящим
транспортом; за этим обязан следить подручный, кото-
рый должен находиться внизу.
14. При работе на высоте без подмостей, лесов необ-
ходимо применять специальный предохранительный пояс
с прочно прикрепленной к нему веревкой, тросом, кото-
рые надо надежно закреплять за прочные конструкции
на высоте.
15. Пояс и страховая веревка должны через каждые
три месяца подвергаться статическому испытанию в те-
чение 15 мин. грузом 300 кг, причем удлинение веревки
не должно превышать 5% от первоначальной длины.
ЛИТЕРАТУРА
Вологдин В. В. Пайка и наплавка при индукционном на-
греве. Л., «Машиностроение», 1965.
Гладилин А. Н. Справочник молодого инструментальщика по
режущему инструменту. Изд. 3-е, переработанное и дополненное.
М., «Высшая школа», 1973.
Дешевой Г. М. и др. Справочник разметчика-машинострои-
теля. Л., Машгиз, 1962.
Жданович В. Ф. Справочник технолога-сборщика станков
М., «Машиностроение», 1971.
Журавлев А. Н. Допуски и технические измерения. М.»
«Высшая школа», 1969.
К о с м а ч е в И. Г. Технология машиностроения. Лениздат.
1970.
Кропивницкий Н. Н. Общий курс слесарного дела. Изд.
3-е, исправленное и дополненное. Л., «Машиностроение», 1968.
Кропивницкий Н. Н. Приемы и технология слесарно-
сборочных работ. Лениздат, 1970.
Кропивницкий Н. Н. Инструктаж на производстве. Лен-
издат, 1966.
К у б р и н И. Г. и др. Резание металлов на станках и пилах.
Л., «Высшая школа», 1966.
Макиенко Н. И. Слесарное дело с основами материалове*
дения. М., «Высшая школа», 1971.
Марков А. Л., Волосевич Ф. П. Краткий справочник
контрольного мастера машиностроительного завода. Изд. 2-е, допол-
ненное и переработанное. Л., «Машиностроение», 1973.
«Материалы в машиностроении, выбор и применение». Справоч-
ник. Под ред. проф. И. В. Кудрявцева. М. «Машиностроение», 1967.
Мош нин Е. Н. Гибка и правка на ротационных машинах.
Изд. 2-е, переработанное и дополненное. М., «Машиностроение»,
1967.
Мирошниченко Б. Я. Современный инструмент и приспо-
собления разметчиков-машиностроителей (справочное пособие). Л.,
«Машиностроение», 1972.
Остапенко Н. Н., Кропивницкий Н. Н. Технология
металлов. Изд. 2-е. М., «Высшая школа», 1970.
Семененко Ю. Л. Отделка профилей и труб давлением. М.,
«Металлургия», 1972.
«Справочник технолога-машиностроителя». В двух томах. Под
ред." А. Г. Косиловой и Р. К. Мещерякова. Изд. 3-е, переработанное.
М., «Машиностроение», 1972.
Трескунов П. И. Резчик на ножницах и прессах. Л., «Су-
достроение», 1968.
ОГЛАВЛЕНИЕ
Введение ........... 3
Глава /. Основные направления научной организации труда по
рациональной организации рабочего места слесаря на маши-
ностроительном заводе . П
Глава II. Допуски и посадки. Шероховатость (чистота)
поверхности 70
Глава III. Технические измерения • 91
Глава IV. Понятие о разметке. Разметка плоских поверхностей. 129
Глава V. Рубка металла 165
Глава VI. Правка и гибка металла . 134
Глава VII. Разрезание металла .219
Глава VIII. Опиливание металла 248
Глава IX. Сверление, зенкование и развертывание . 281
Глава X. Обработка резьбовых поверхностей 331
Глава XI. Клепка .358
Глава XII. Пространственная разметка 372
Глава XIII. Распиливание и припасовка . 389
Глава XIV. Шабрение 397
Глава XV. Доводка и притирка .417
Глава XVI. Пайка, лужение и клеевые соединения . . 441
Глава XVII. Технологический процесс слесарной обработки 482
Литература 511
Николай Николаевич Кропивницкий
ОСНОВЫ СЛЕСАРНОГО ДЕЛА
Редактор О. В. Курьянова. Художник Ф. Каширских. Художник-редактор
О. И. Маслаков. Технический редактор В. И. Демьяненко. Корректор А. Г. Ткалич
Сдано в набор 26/III 1974 г. Подписано к печати 12/VI 1974 г. М-37608. Формат
84хЮ81/м* Бумага тип. № 3. Усл. печ. л. 26,88. Уч.-изд. л. 27,59. Тираж 200 ОООэкз.
Заказ 619. Цена 1 р. 13 к.
Лениздат, 191023, Ленинград, Фонтанка, 59. Ордена Трудового Красного Знамени
типография им. Володарского Лениздата. 191023, Ленинград, Фонтанка, 57