/




Author: Пот У.
Tags: синтетические продукты поликонденсации поликонденсаты поликонденсационные смолы высокомолекулярные соединения (полимеры) и пластмассы пластмассы химические производства смолы
ISBN: 978-5-902904-08-3
Year: 2009




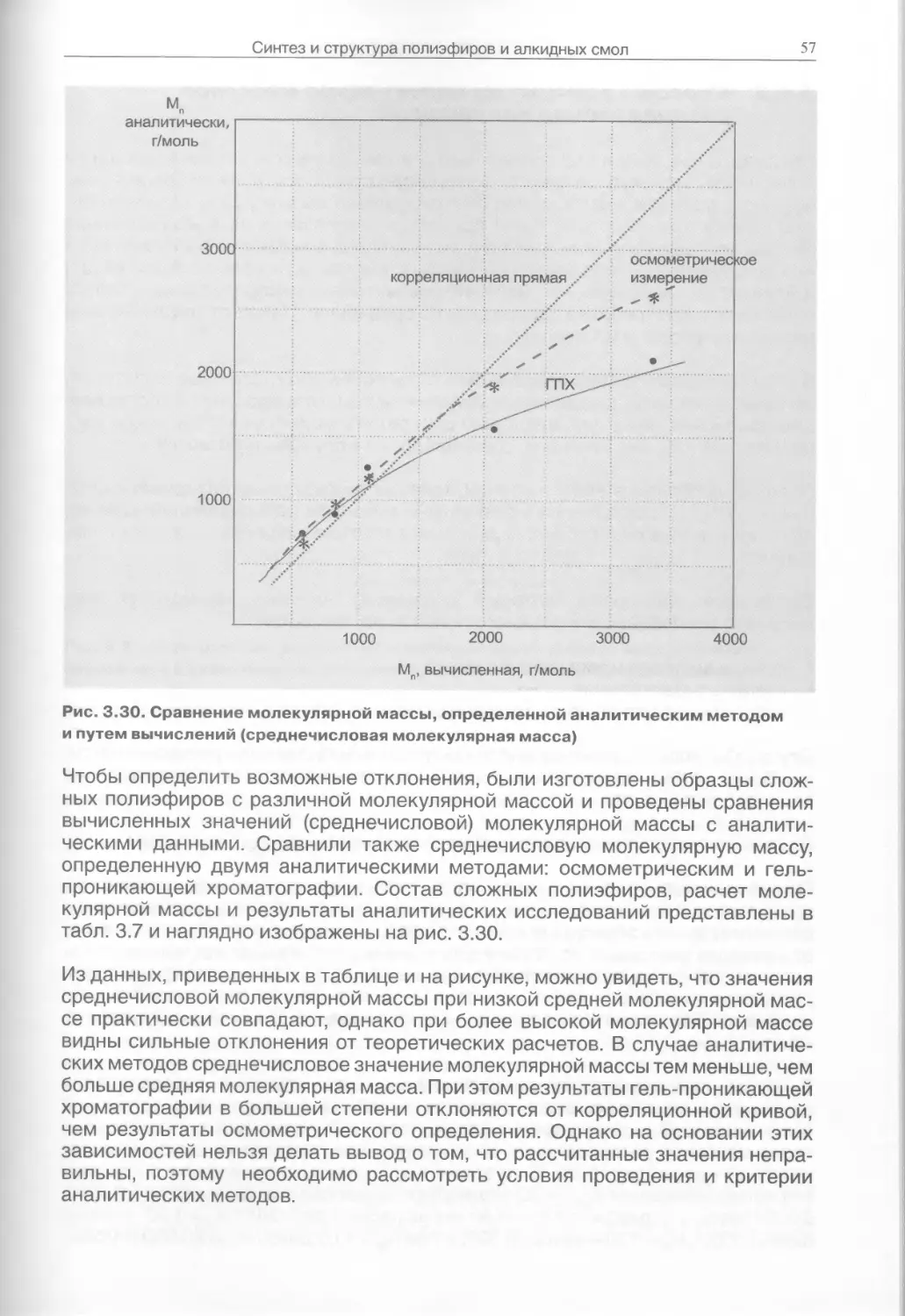
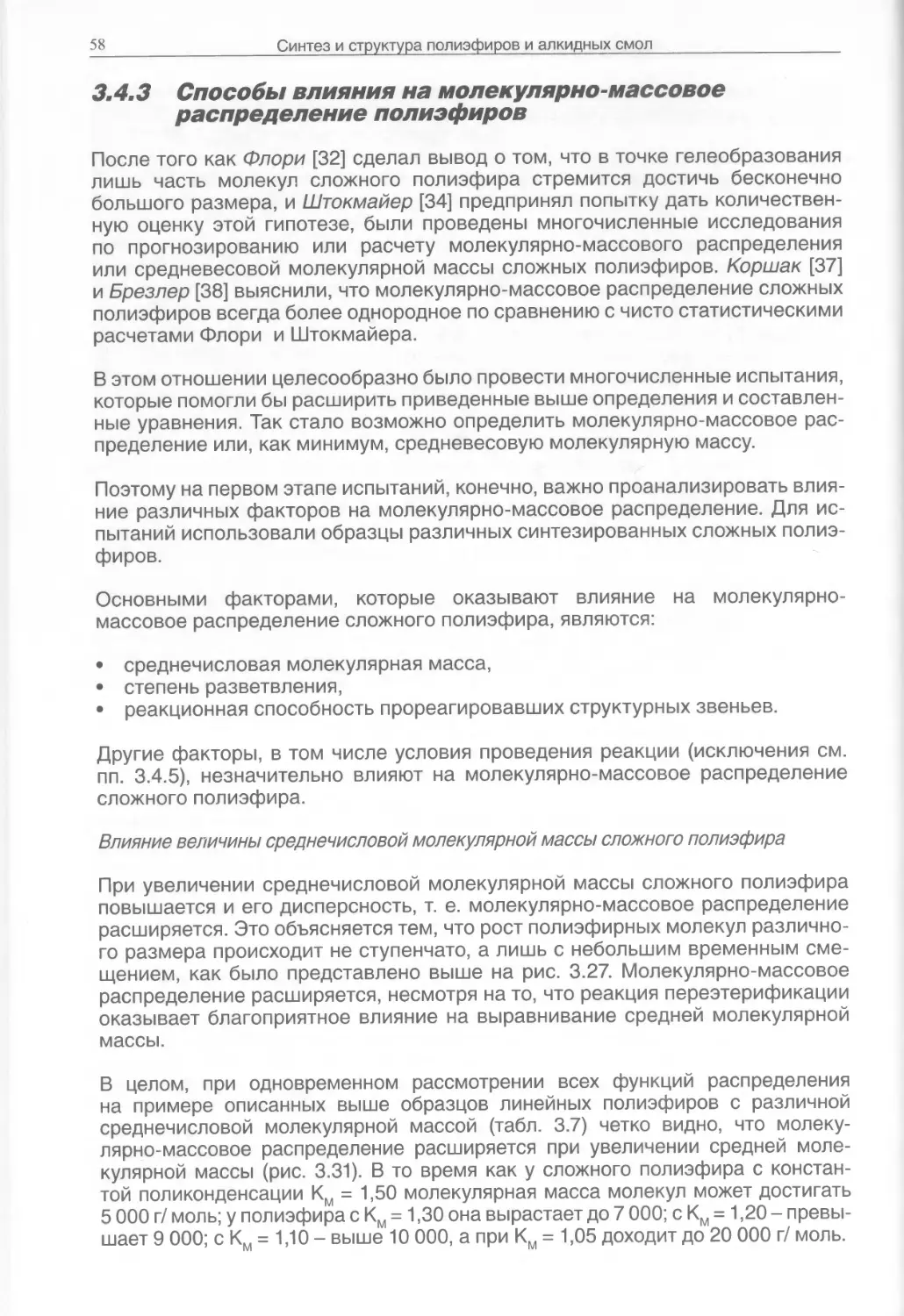
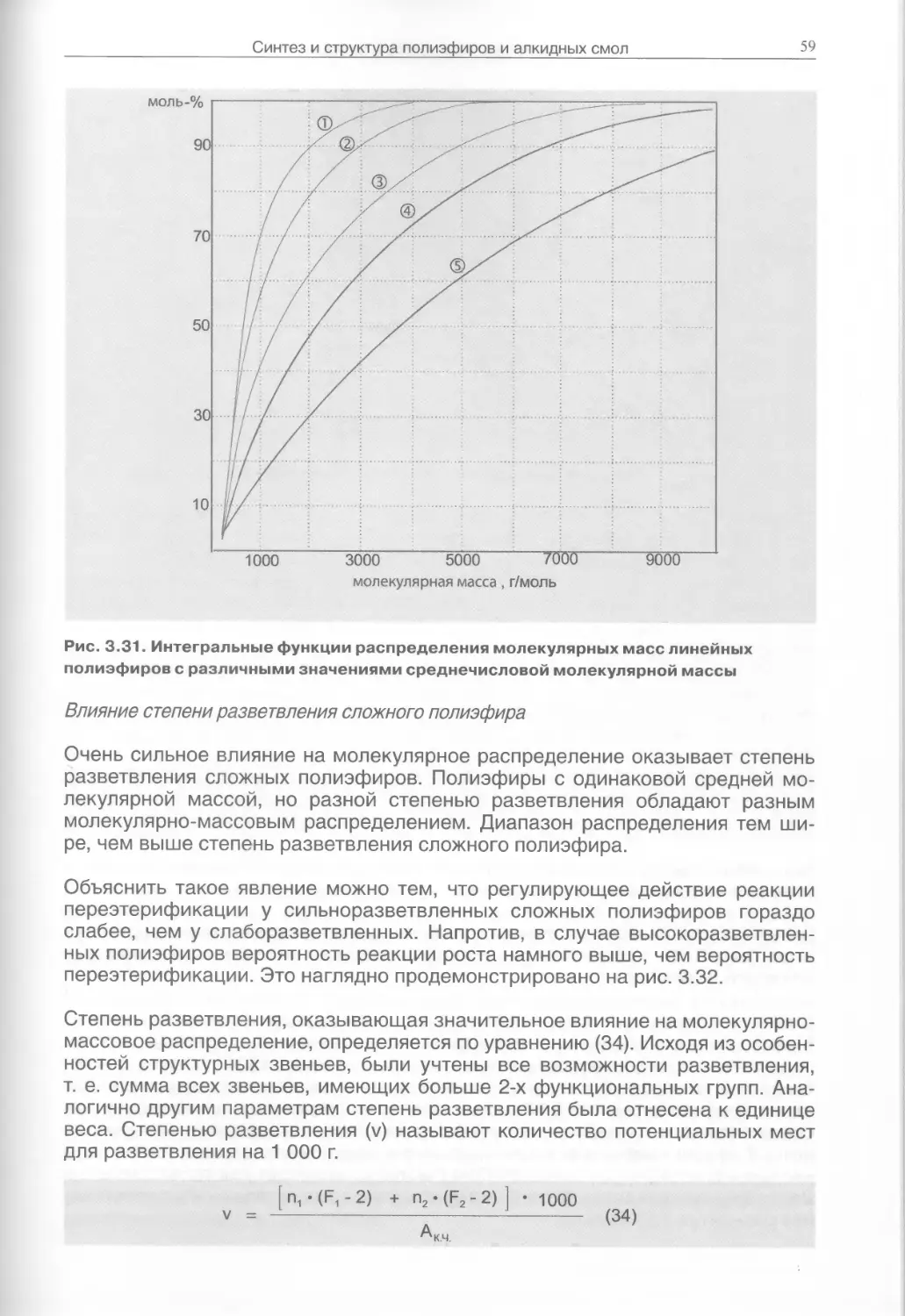
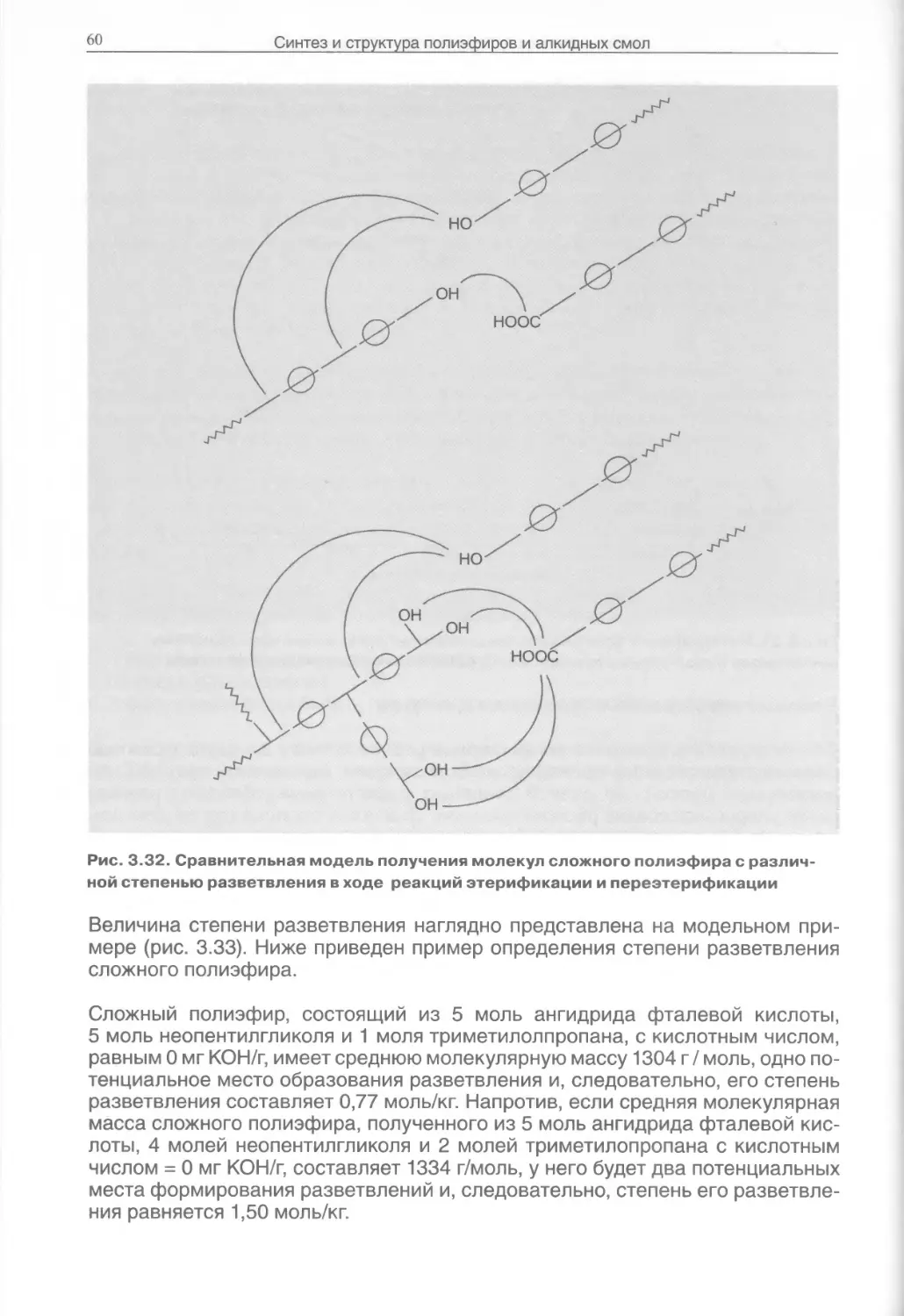
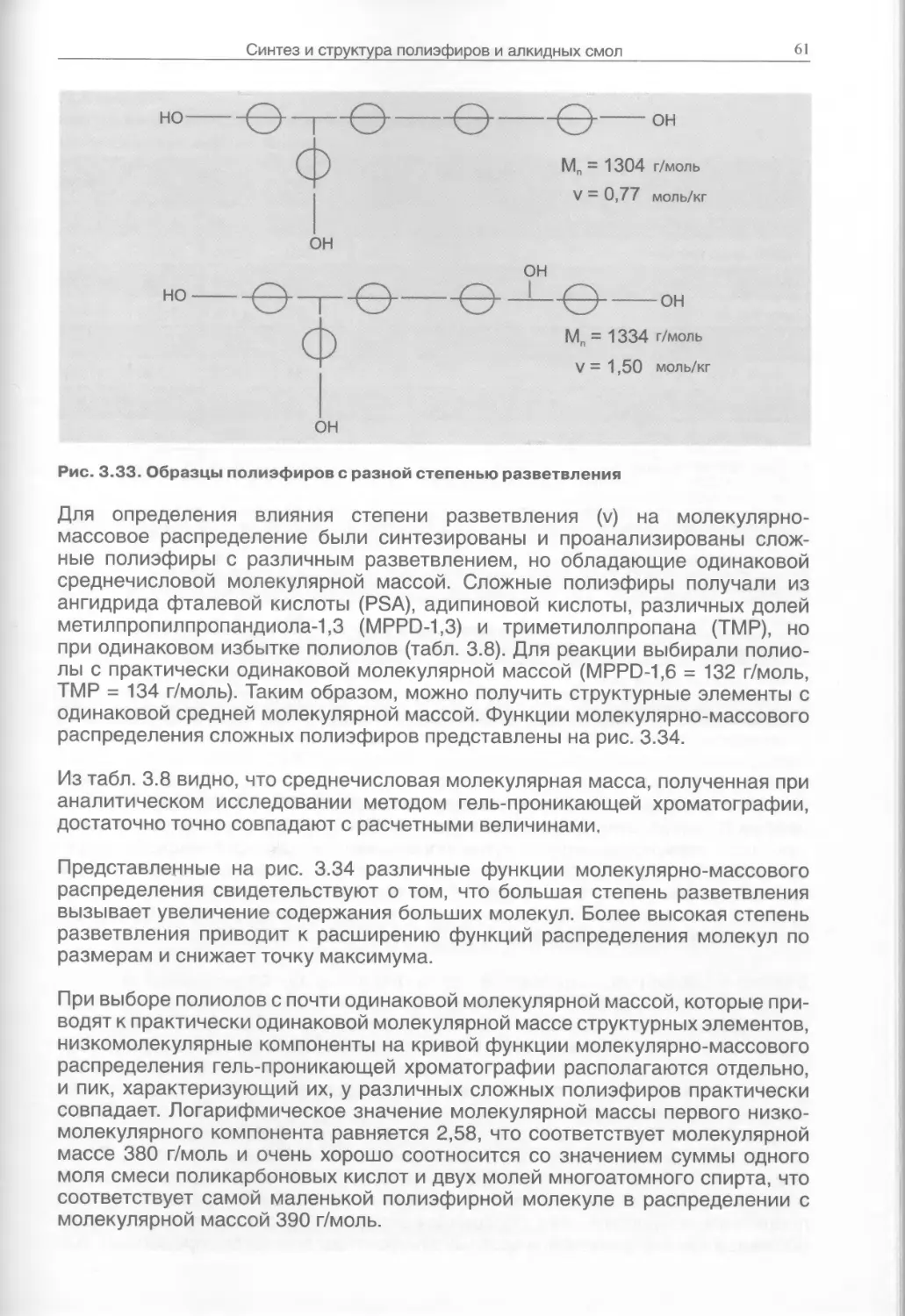
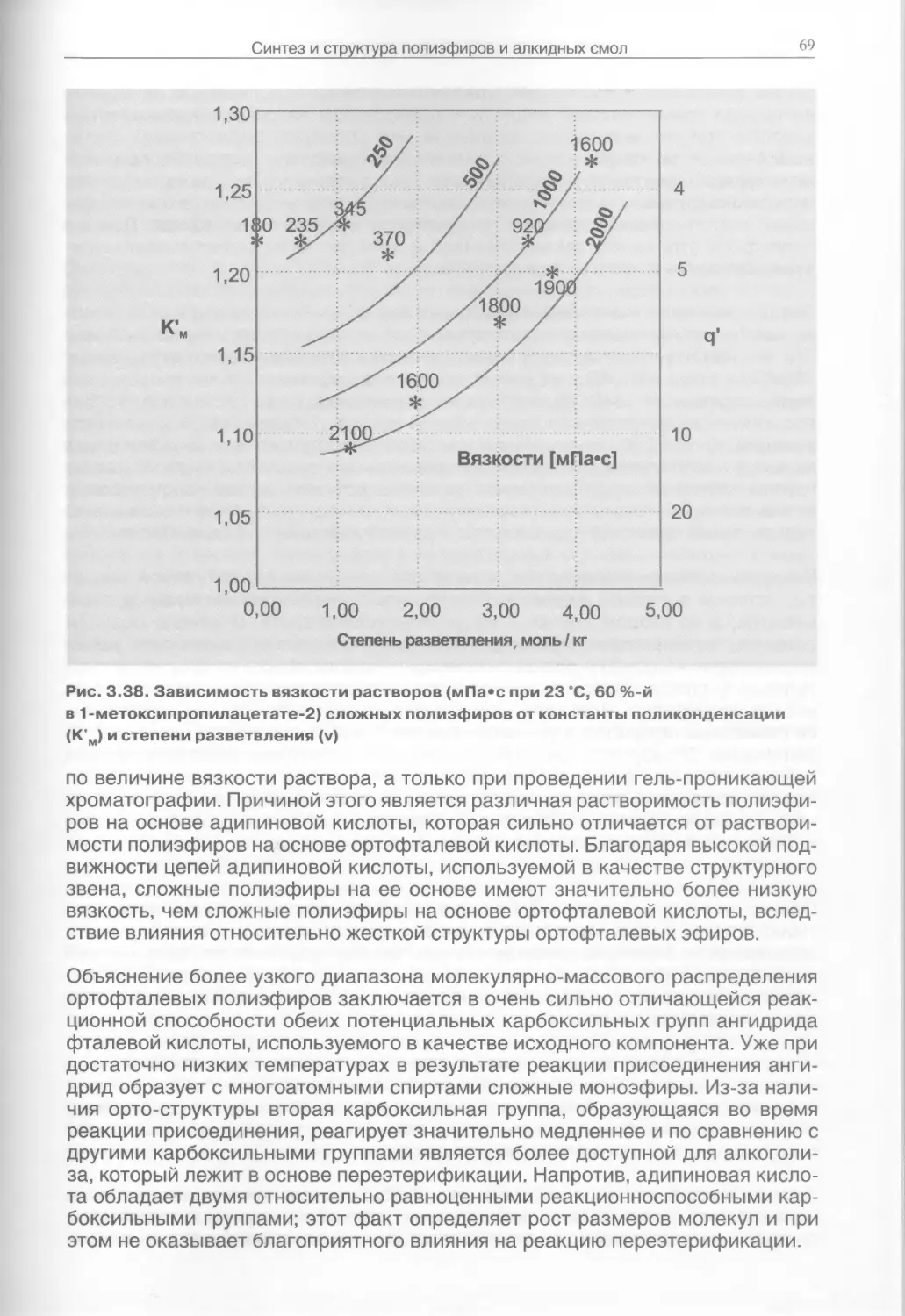
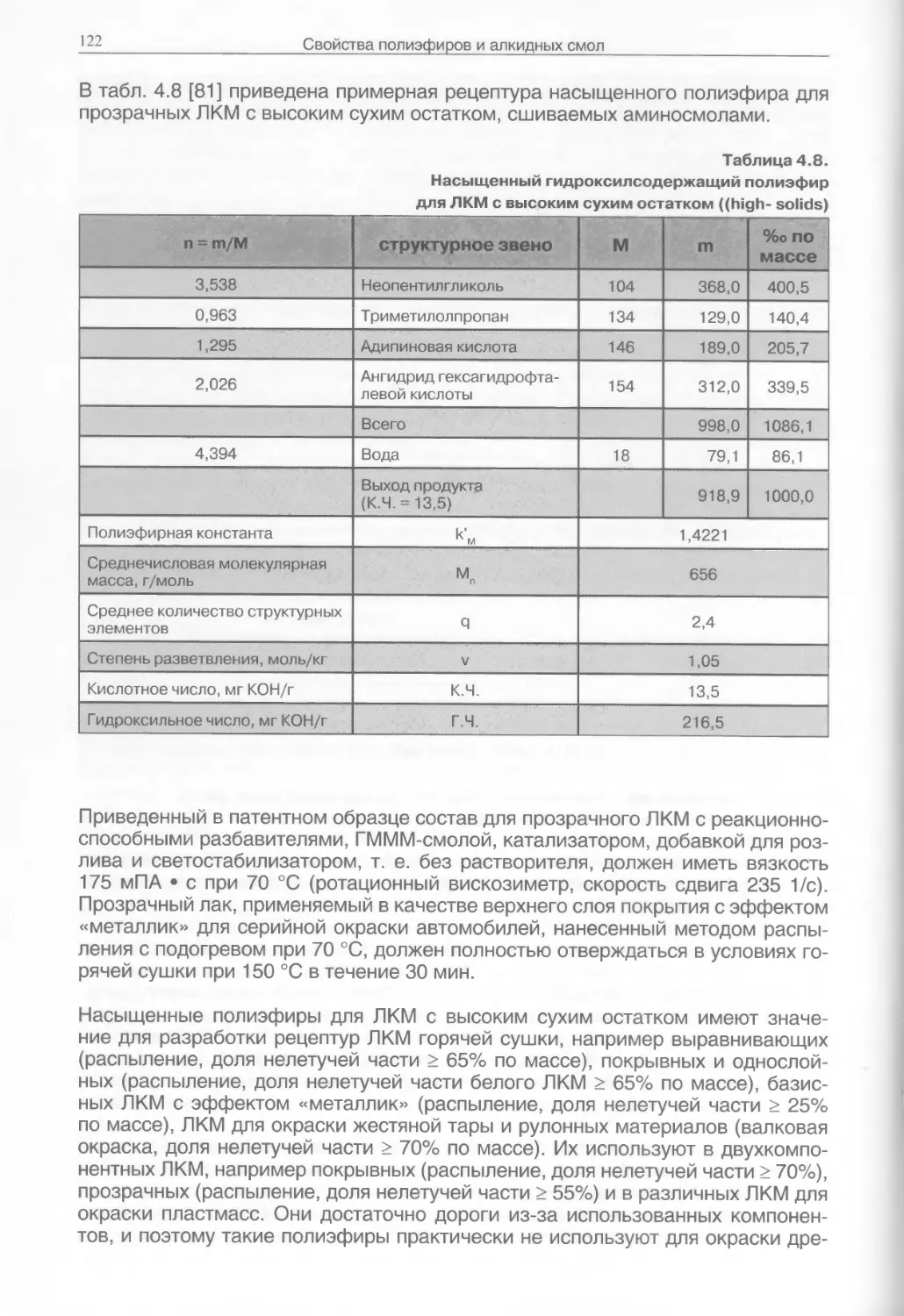
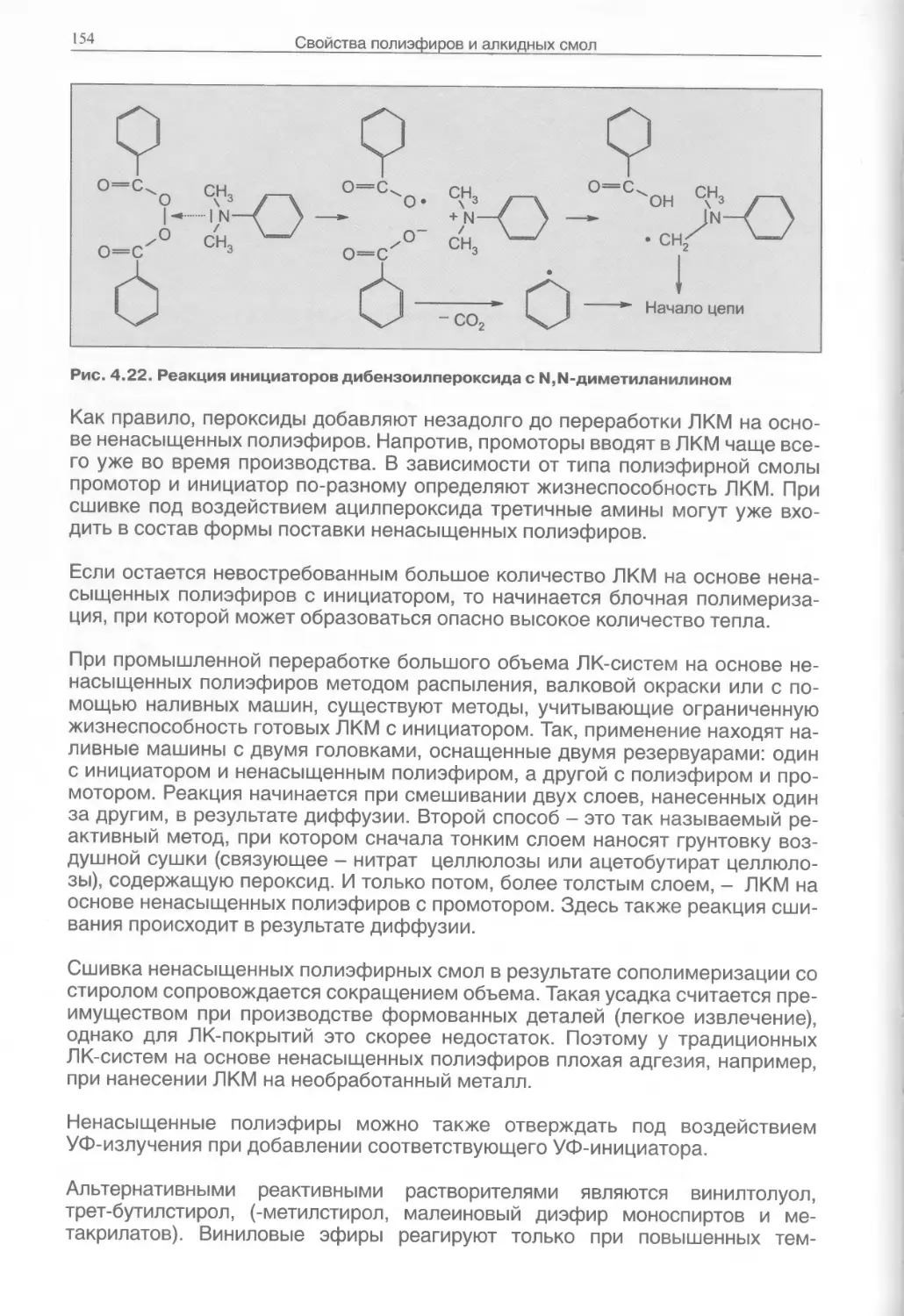
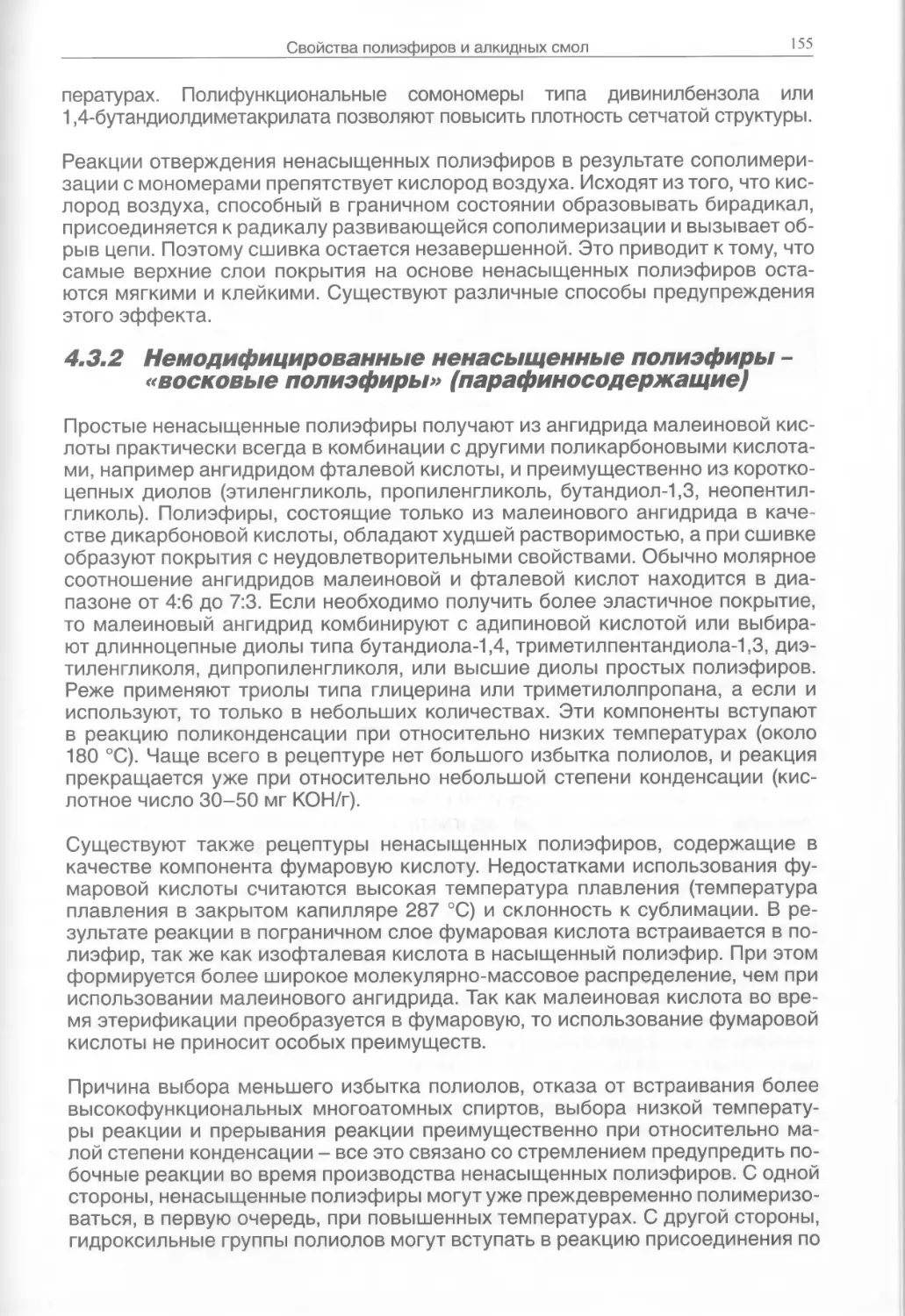
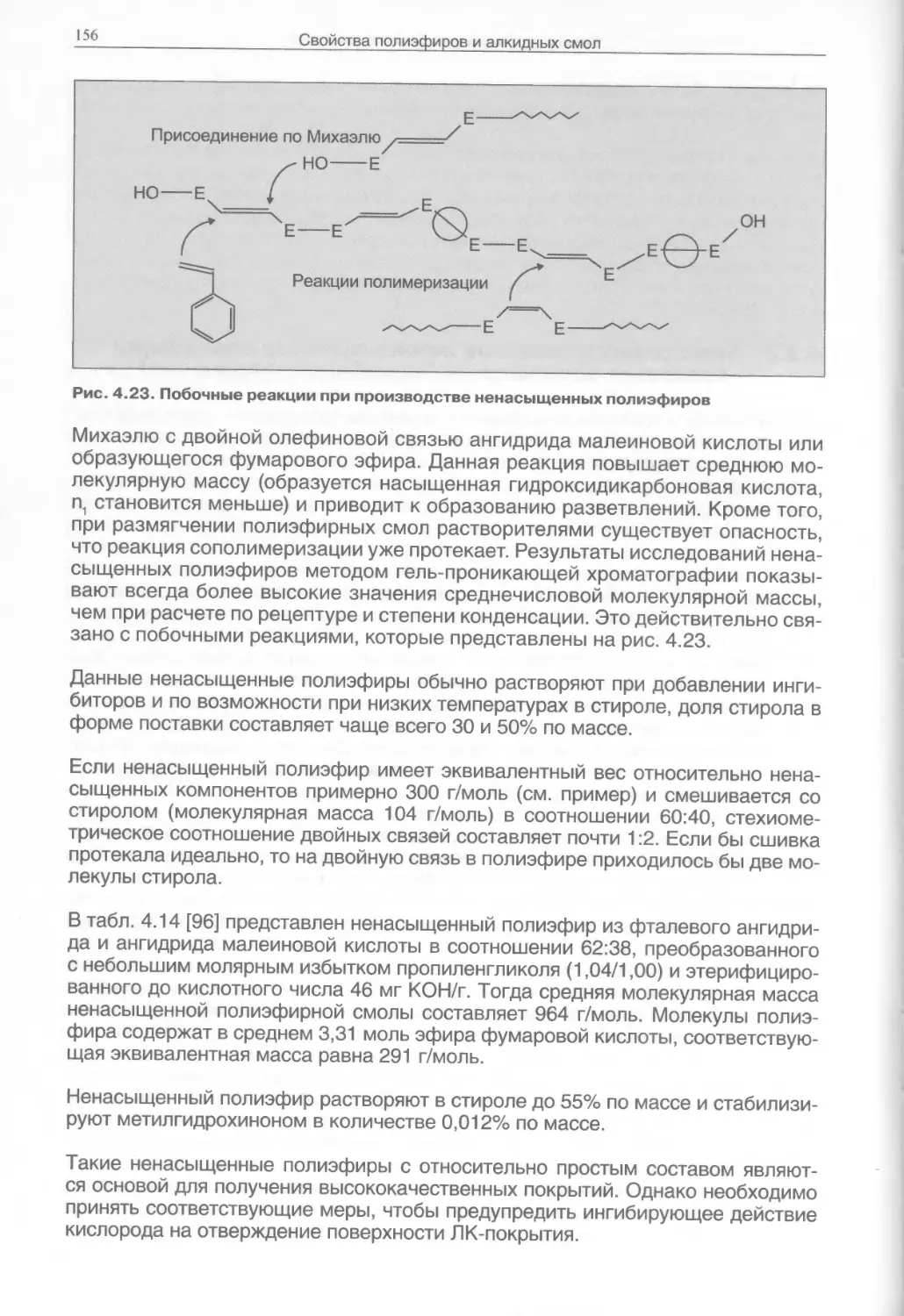
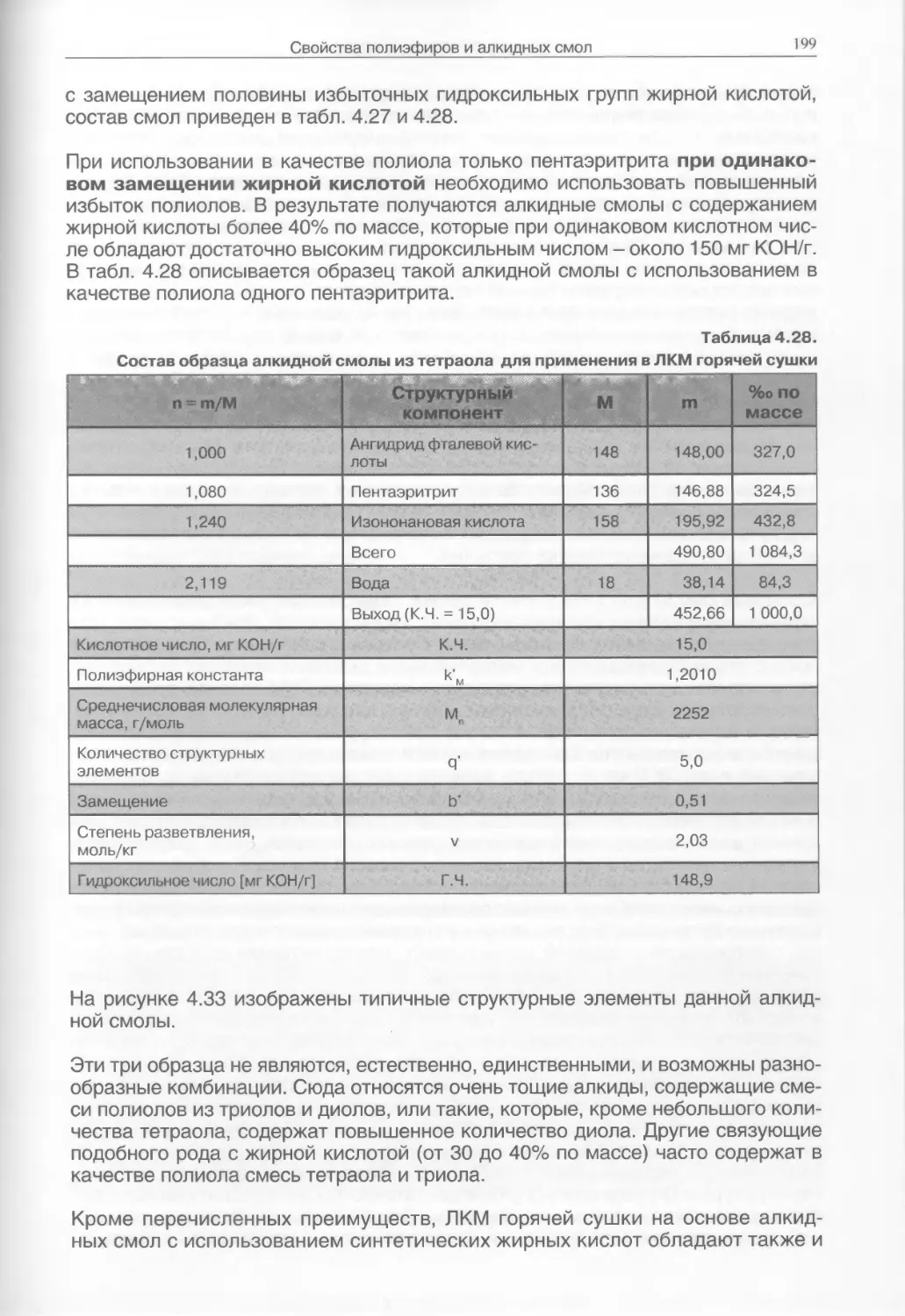
Text
ерия: производство
"3IMEDMA
Ульрих Пот
ПОЛИЭФИРЫ
И АЛКИДНЫЕ СМОЛЫ
*
Ульрих Пот
Полиэфиры и алкидные смолы
Перевод с немецкого
Москва
«Пэйнт-Медиа»
2009
УДК 678.674
ББК 35.713
П65
Перевод с немецкого Л. В. Казаковой
Научные редакторы:
канд. хим. наук CC. Жечев, канд. хим. наук Л. А. Сахарова,
канд. хим. наук О. А. Куликова
Пот, У.
П65 Полиэфиры и алкидные смолы / Ульрих Пот ; [пер. с нем. Л. В. Казаковой ; науч. ред.:
С. С. Жечев, Л. А. Сахарова, О. А. Куликова]. - M. : Пэйнт-Медиа, 2009. - 232 с
ISBN 978-5-902904-08-3
В книге подробно описаны все реакции получения полиэфиров и алкидных смол,
приведены уравнения для определения молярной массы, молекулярно-массового распределения
и степени завершенности реакции, представлены методы расчета оптимальных рецептур.
Рассмотрено получение и применение насыщенных полиэфиров для полиуретановых
эластомеров, полиэфируретанов, отверждаемых влагой воздуха, полиэфиракрилатов, отвер-
ждаемых аминосмолами, полиэфиров для ЛКМ с высоким сухим остатком (high-solids), во-
доразбавляемых насыщенных полиэфиров, полиэфиров для порошковых ЛКМ, силикон-
содержащих полиэфиров, ненасыщенных полиэфиров, УФ-отверждаемых ненасыщенных
полиэфиров, специальных полиэфирных систем, поликарбонатов, поликапролактонов,
полимеризированных масел.
УДК 678.674
ББК 35.713
ISBN 978-5-902904-08-3 © Vincentz Network GmbH & Co.KG, Hannover, 2005
© Издание на русском языке, перевод на русский
язык, оформление. ООО «Пэйнт-Медиа», 2009
з
Предисловие
Можно ли в первой декаде XXI века написать что-нибудь новое о полиэфирах и
алкидных смолах, используемых в качестве пленкообразователей? О смолах,
которые уже давно относятся к самому разнообразному и важному классу
веществ в лакокрасочной отрасли и о которых так много написано? Если за
время профессиональной деятельности было разработано и исследовано
множество подобных пленкообразователей, на основе которых длительное время
выпускали продукты промышленного назначения, то на поставленный выше
вопрос следует обязательно ответить. Казалось бы, с одной стороны, необходимо
обобщить весь накопленный опыт и представить его в письменном виде. Но
полиэфиры и алкидные смолы относятся к давно известному классу
пленкообразователей для ЛКМ и поэтому логично предположение, что никаких новых
разработок или знаний в этой области быть не может. Но это далеко не так.
Кроме того, друзья и коллеги настояли на письменном представлении
накопленных данных. Однако последним, решающим фактором стало утверждение,
которое все еще встречается в последних публикациях (см. список литературы,
Универсальная литература 3), что степень завершенности реакции (точка ге-
леобразования) для разветвленных полиэфиров, а также алкидных смол,
находится между значениями по Карозерсу [26] и Флори [32]. Так как оба
определения сильно отличаются друг от друга, продолжают считать, что
оптимальные полиэфиры и алкидные смолы разрабатывают и производят
исключительно эмпирическими методами. В связи с этим важно иметь ясное представление
о том, что все результаты, полученные эмпирическим путем, основаны на
химических закономерностях.
Поэтому в главе 3 проанализированы результаты работы выдающихся
ученых в области полимеров. В этой главе не только представлено уравнение,
по которому можно определить молярную массу, молекулярно-массовое
распределение и степень завершенности, но и изложены теоретические основы
получения полиэфиров и алкидных смол и методы расчета оптимальных
рецептур. Работа была направлена на обоснование соотношений между
химической структурой и реакционной способностью. Разработанная методика
составлена для всех типов (полиэфиров в самом широком смысле слова).
Поэтому ее следует оценивать независимо от индивидуальных свойств
различных структурных звеньев полиэфиров.
В главе 4 рассматривается влияние структурных звеньев на свойства
различных пленкообразователей. В этой же главе описываются состав,
производство, свойства и основные области применения пленкообразователей на
основе полиэфиров (в самом широком смысле слова). Большое внимание
уделяется таким видам пленкообразователей, которые с первого взгляда не
отнесли бы к полиэфирам. Наряду с первичной классификацией веществ с
точки зрения химической структуры, в качестве второго принципа выбирают
технический параметр.
Для того, чтобы установить взаимосвязь между химической структурой и
реакционной способностью большинства пленкообразователей, были разработаны
приблизительные стартовые рецептуры, представленные в виде таблицы с
указанием характеристик, рассчитанных по указанным методам. Для сохранения
конфиденциальности в качестве примеров нельзя было использовать пленкоо-
бразователи, производимые фирмами в промышленных масштабах. Поэтому
4
здесь представлены образцы пленкообразователей, приведенные в патентах
(с указанием соответствующей ссылки), и образцы, полученные в результате
проведения собственных серийных испытаний и не нашедшие широкого
промышленного применения. В то время как патентные образцы имеют
достаточно сложный состав, что особенно затрудняет репрезентативную выборку,
композиция модельных образцов чаще всего кажется простой. Именно эта группа
пленкообразователей позволяет наиболее ярко выразить свойства,
определяемые структурой. Для разных классов веществ приведены типичные торговые
марки полиэфиров и алкидных смол и аналогичных продуктов. Известно, что
в конечном итоге свойства пленкообразователей определяют главные
области применения, которые тоже перечислены. Для выбора областей применения
пленкообразователей для ЛКМ (лакокрасочных материалов) приводятся
ссылки на свойства пленкообразователей, которые дает производитель, и
подробные цитаты из научной литературы (прежде всего см. список литературы,
Универсальная литература).
Возникает необходимость рассмотреть вопрос о будущем
пленкообразователей на основе полиэфиров в связи с тем, что постепенно сокращается
потребление алкидных смол воздушной сушки. Очень жаль, так как именно в этой
области существуют перспективные подходы: производство алкидных смол на
основе возобновляемого сырья, которое в современной химической
промышленности играет все возрастающую роль. Известно, что процесс отверждения
кислородом воздуха не представляет ни малейшей опасности для организма
человека. Может быть, удастся найти оптимальное решение, чтобы
компенсировать недостаток медленной сшивки этих систем.
Доля насыщенных полиэфиров на рынке лакокрасочных материалов (ЛКМ)
продолжает постоянно увеличиваться, например, за счет органосодержащих
ЛКМ и особенно в области ЛКМ УФ-отверждения и порошковых материалов.
Полиэфиры все еще продолжают играть главную роль в производстве ЛКМ с
высоким сухим остатком, так называемых 100%-х и водных систем.
Ульрих Пот
Мюнстер, май 2005 г.
5
Содержание
1 Определения 09
2 История развития полиэфирных смол 11
3 Синтез и структура полиэфиров и алкидных смол 16
3.1 Реакции получения 16
3.1.1 Основные реакции 16
3.1.1.1 Этерификация спиртов и карбоновых кислот 16
3.1.1.2 Реакция переэтерификации 18
3.1.1.3 Реакция катализа 19
3.1.1.4 Реакция присоединения ангидридов 20
3.1.1.5 Реакция присоединения эпоксидов 21
3.1.1.6 Другие реакции образования 21
3.1.2 Получение полиэфиров и алкидных смол 22
3.1.2.1 Получение линейных полиэфиров 22
3.1.2.2 Получение разветвленных полиэфиров 24
3.1.2.3 Циклизация как побочная реакция ? 25
3.1.2.4 Сшивание полиэфиров при синтезе 26
3.1.2.5 Особенности получения алкидных смол 26
3.2 Определение и ограничение размера молекул полиэфиров 28
3.2.1 Влияние размеров 28
3.2.2 Выведение уравнений точки гелеобразования 31
3.3 Метод вычисления средней молярной массы 34
3.3.1 Влияние различных параметров на молярную массу 34
3.3.2 Влияние молярного соотношения полиола и поликарбоновой
кислоты на размер молекул полиэфира 34
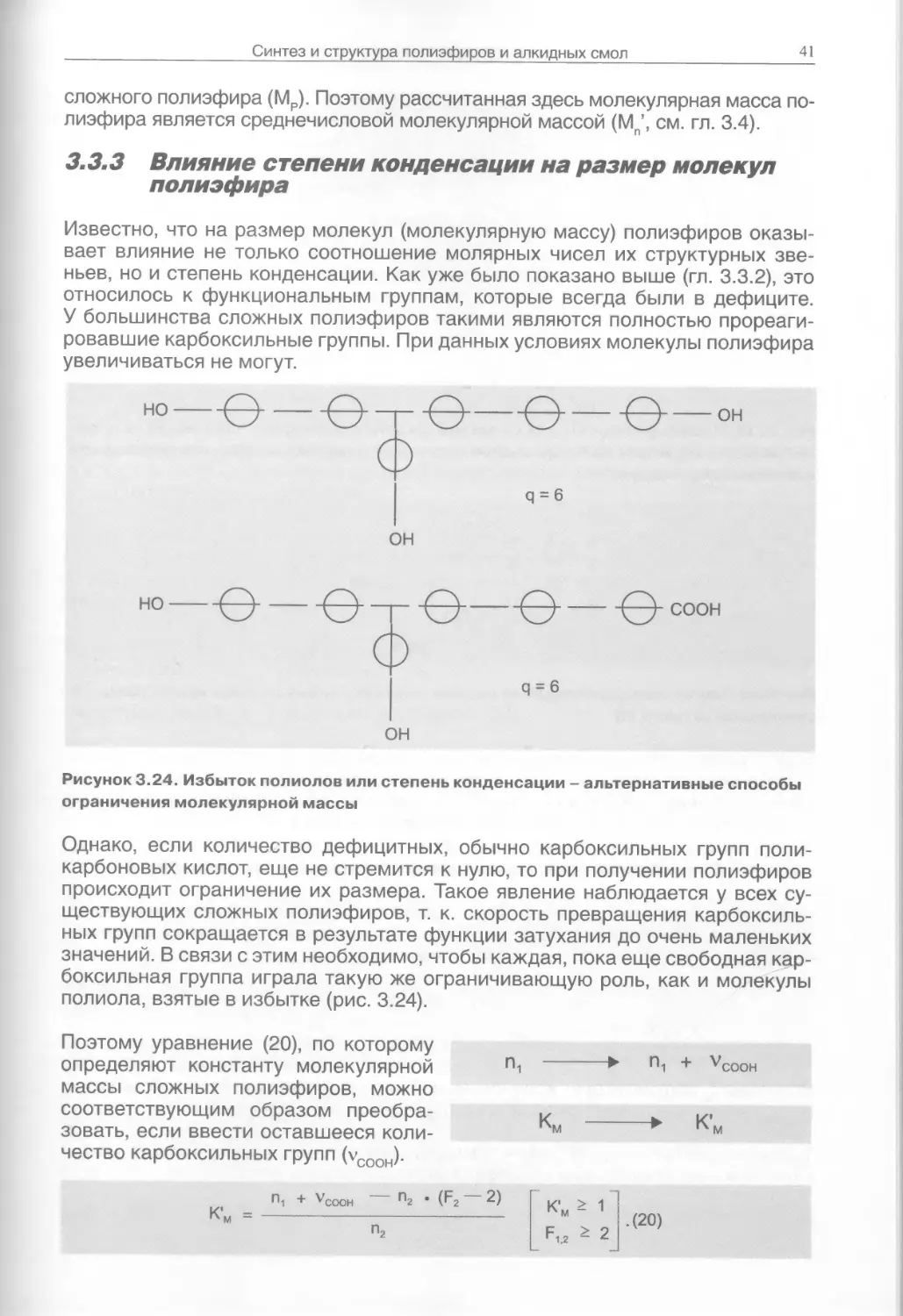
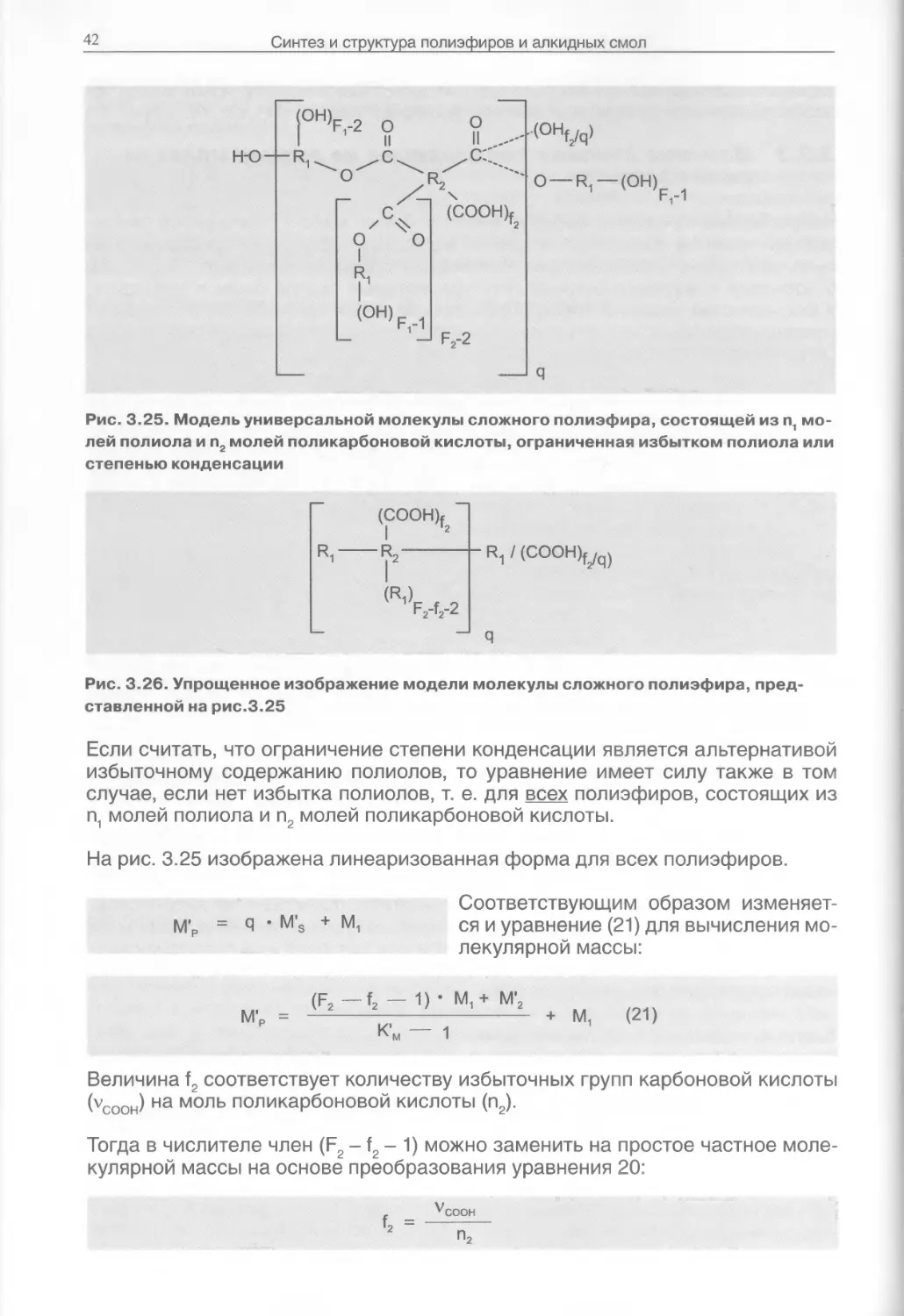
3.3.3 Влияние степени конденсации на размер молекул полиэфира 41
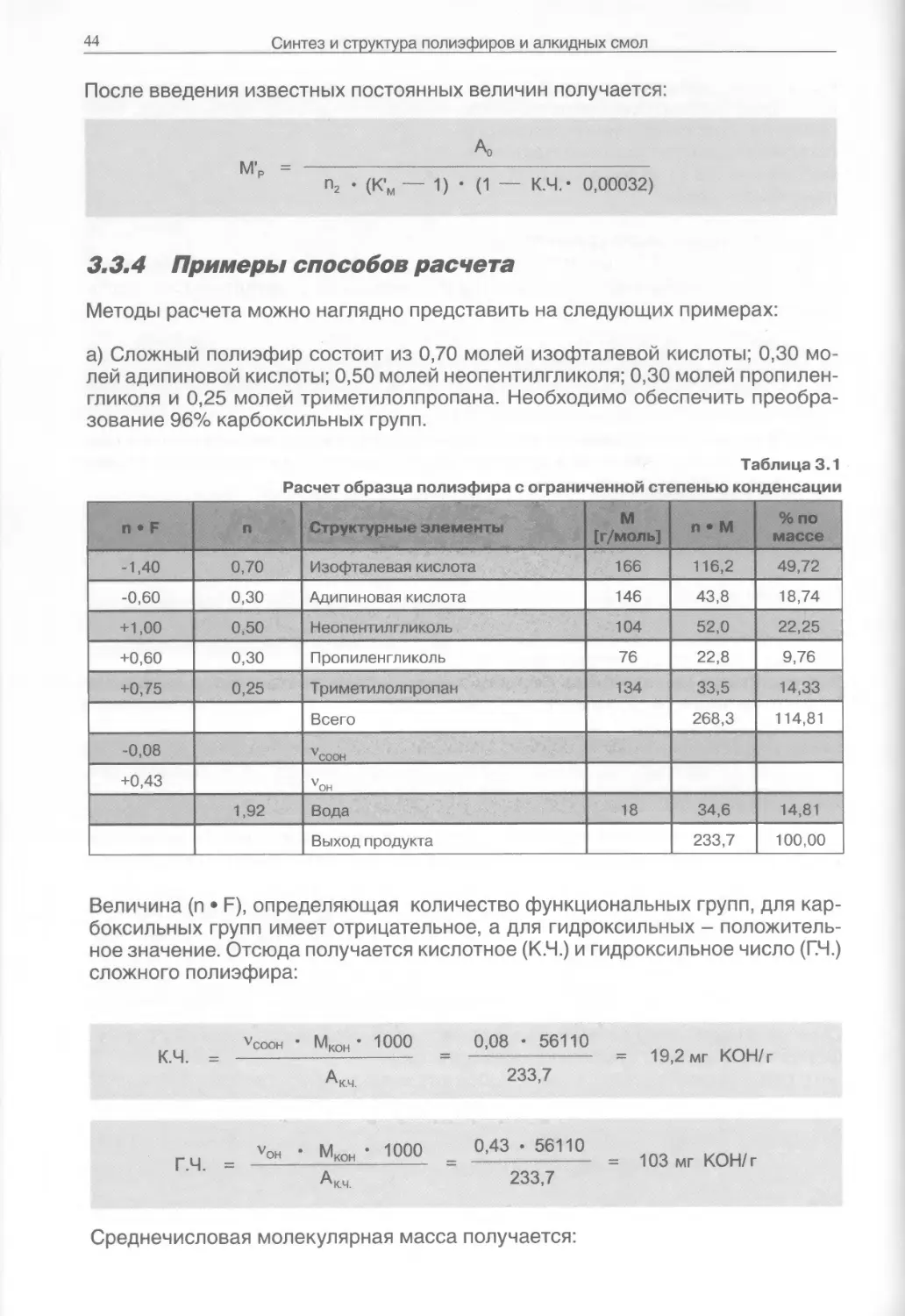
3.3.4 Примеры способов расчета 44
3.3.5 Методы расчета средней молярной массы алкидных смол 48
3.4 Молекулярно-массовое распределение полиэфиров
и алкидных смол 51
3.4.1 Описание молекулярного распределения по размерам 51
3.4.2 Гель-проникающая хроматография 54
6
3.4.3 Способы влияния на молекулярно-массовое распределение
полиэфиров 58
3.4.4 Способы влияния на молекулярно-массовое распределение
алкидных смол 73
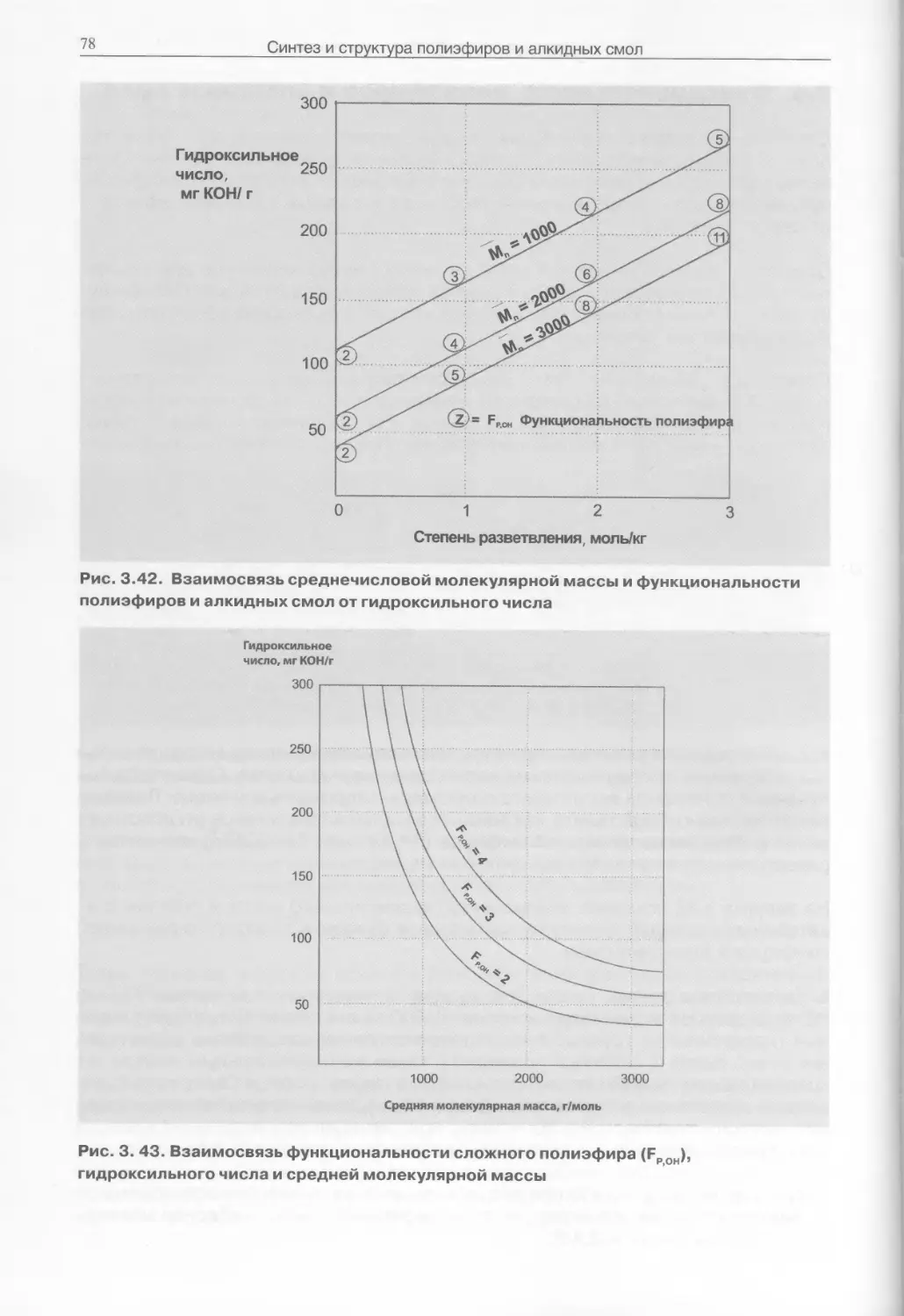
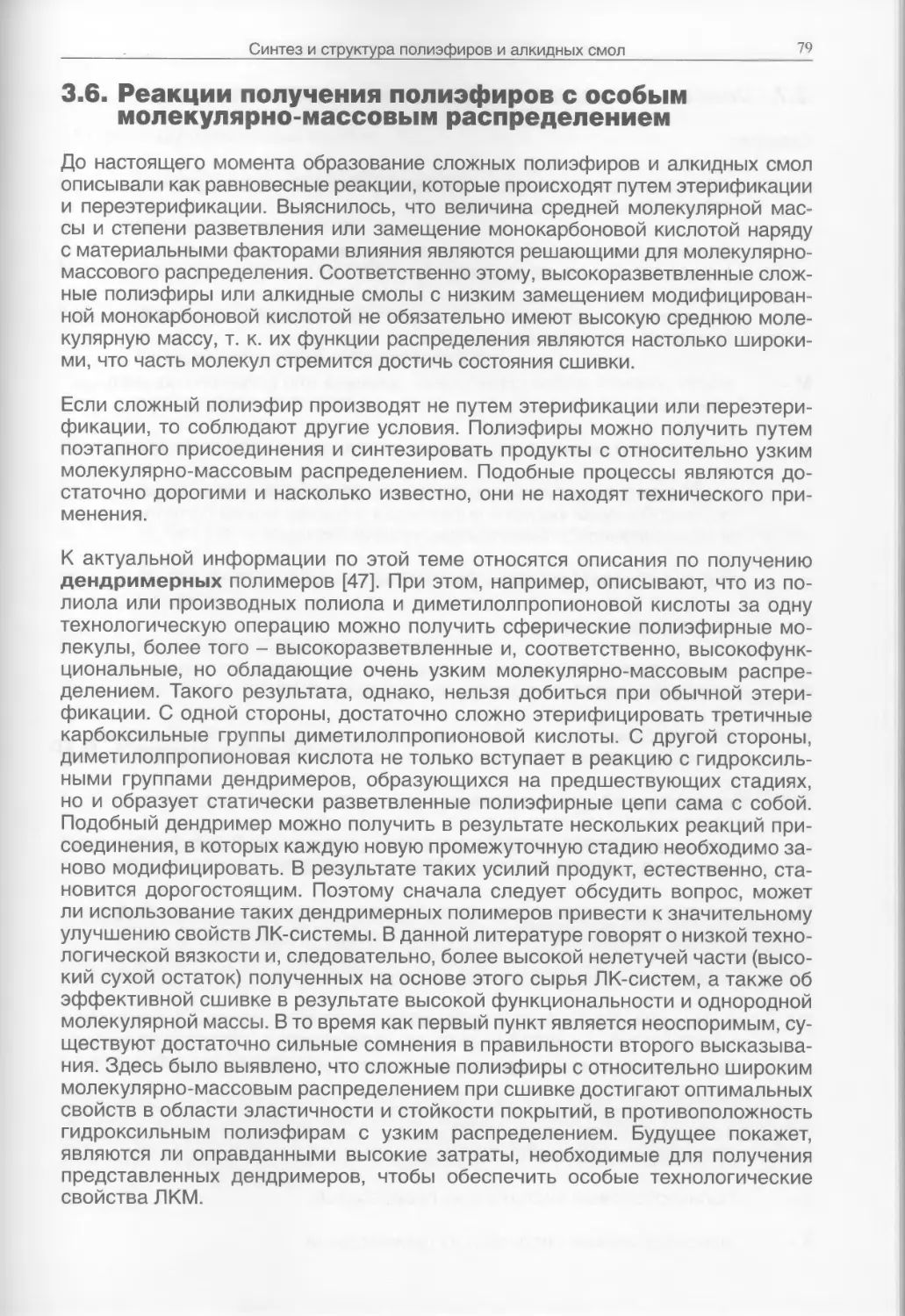
3.5 Функциональность полиэфиров и алкидных смол 77
3.6 Реакции получения полиэфиров с особым молекулярно-массовым
распределением 79
3.7 Список символов, определений и вычислений 80
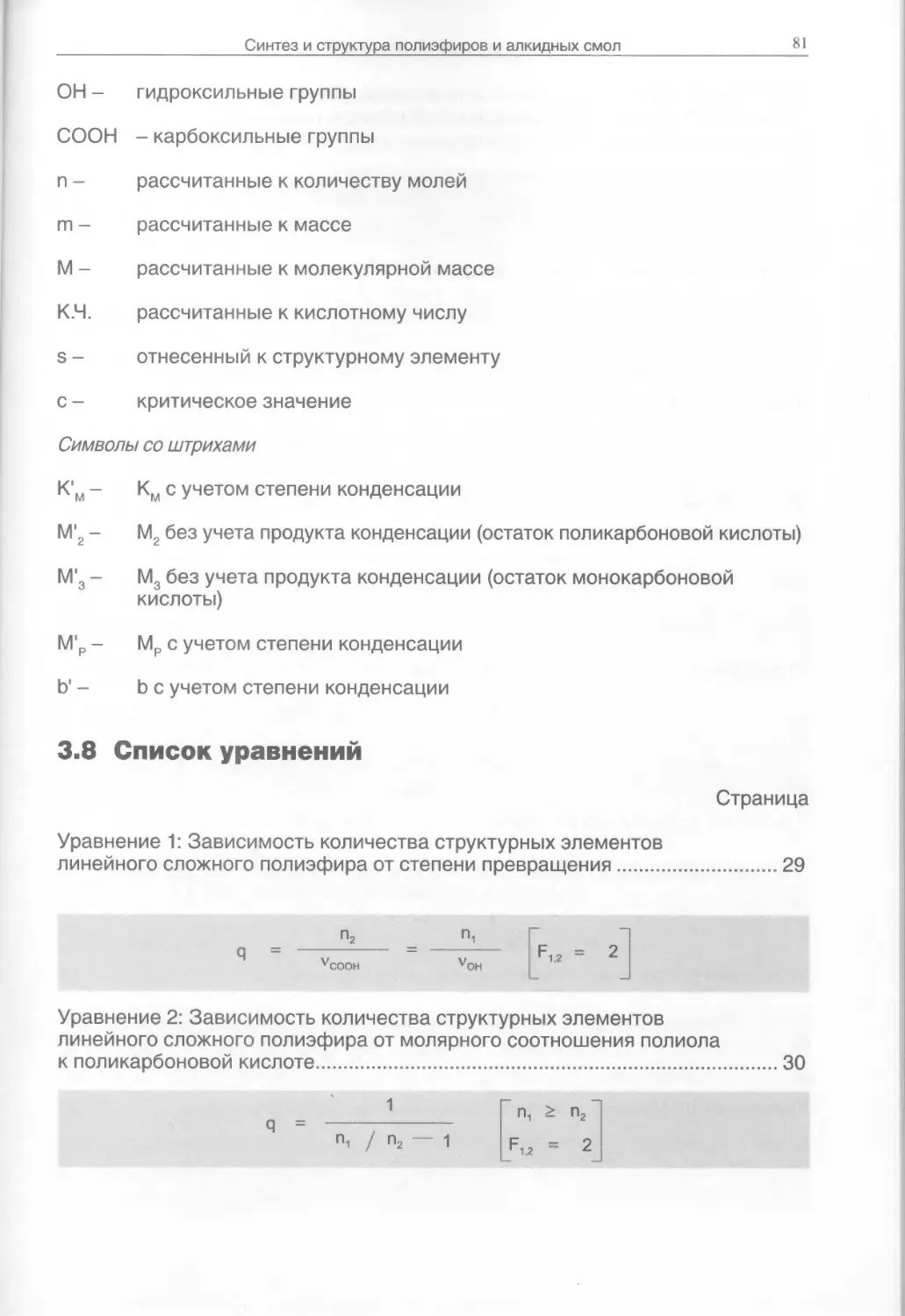
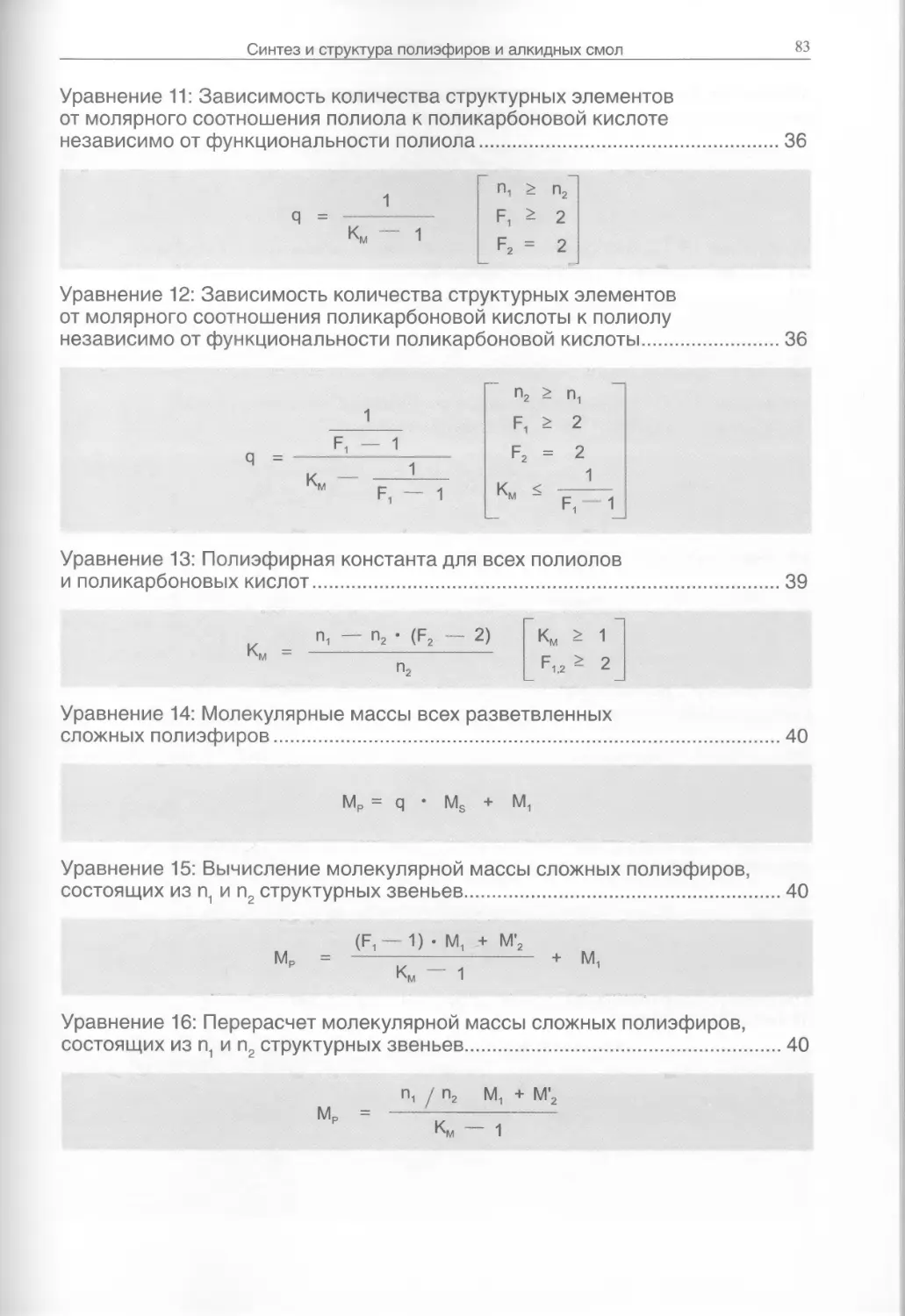
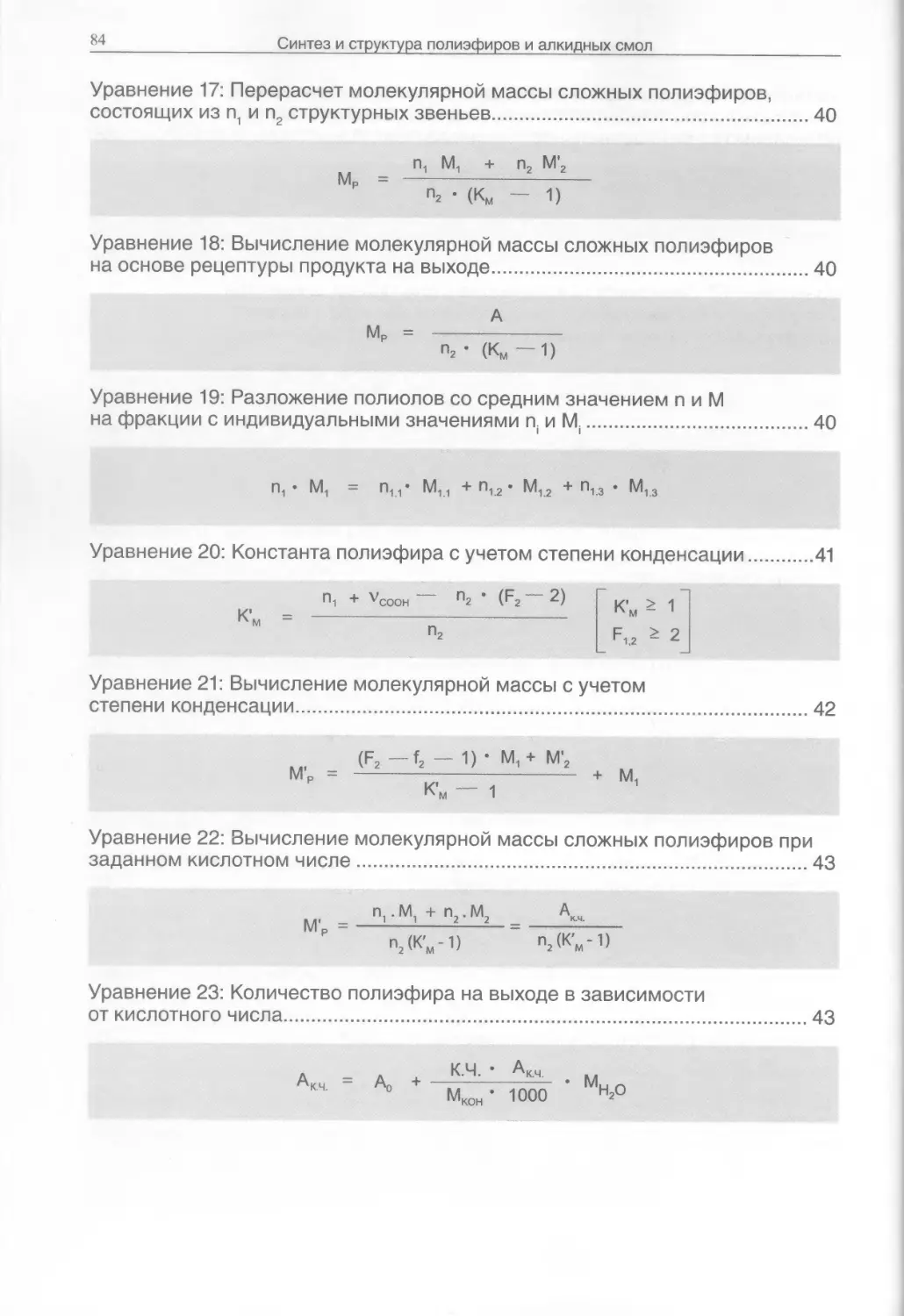
3.8 Список уравнений 81
4 Свойства полиэфиров и алкидных смол.... 88
4.1 Принципы выбора различных компонентов 88
4.1.1 Влияние на растворимость и совместимость 89
4.1.2 Влияние на свойства пленки 91
4.2 Насыщенные полиэфиры 94
4.2.1 Высокомолекулярные насыщенные полиэфиры 94
4.2.2 Использование полиэфиров в качестве пластификаторов 97
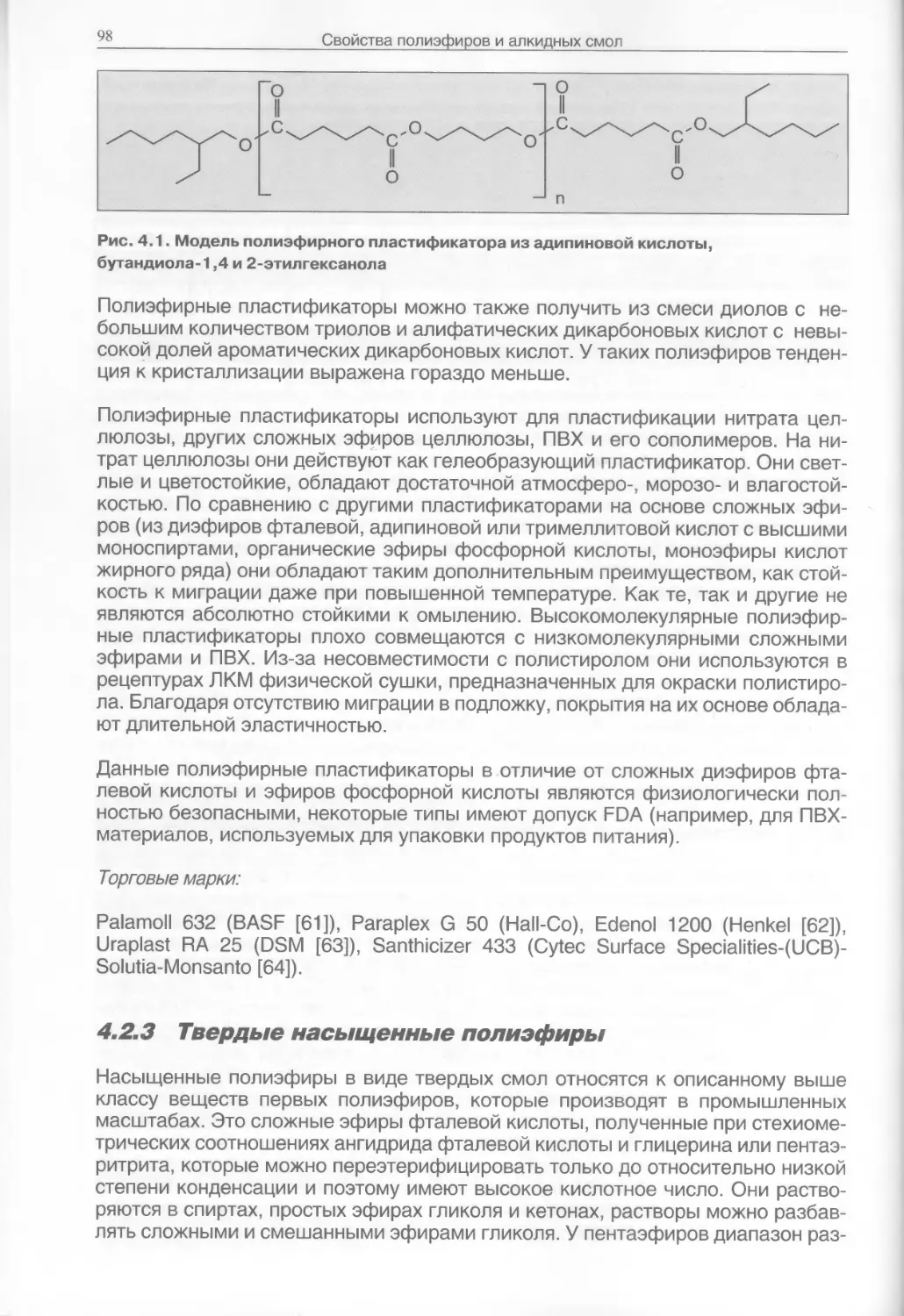
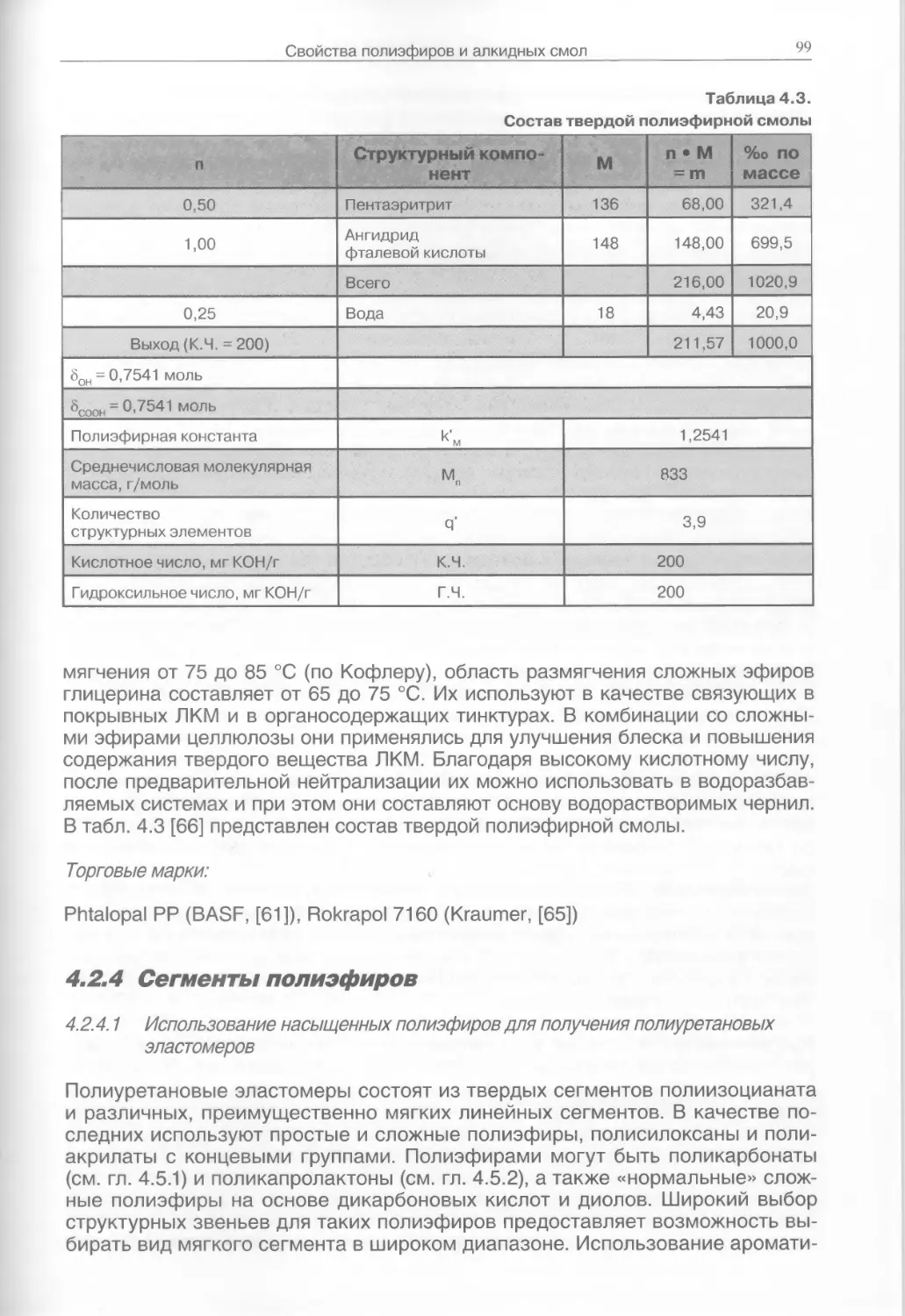
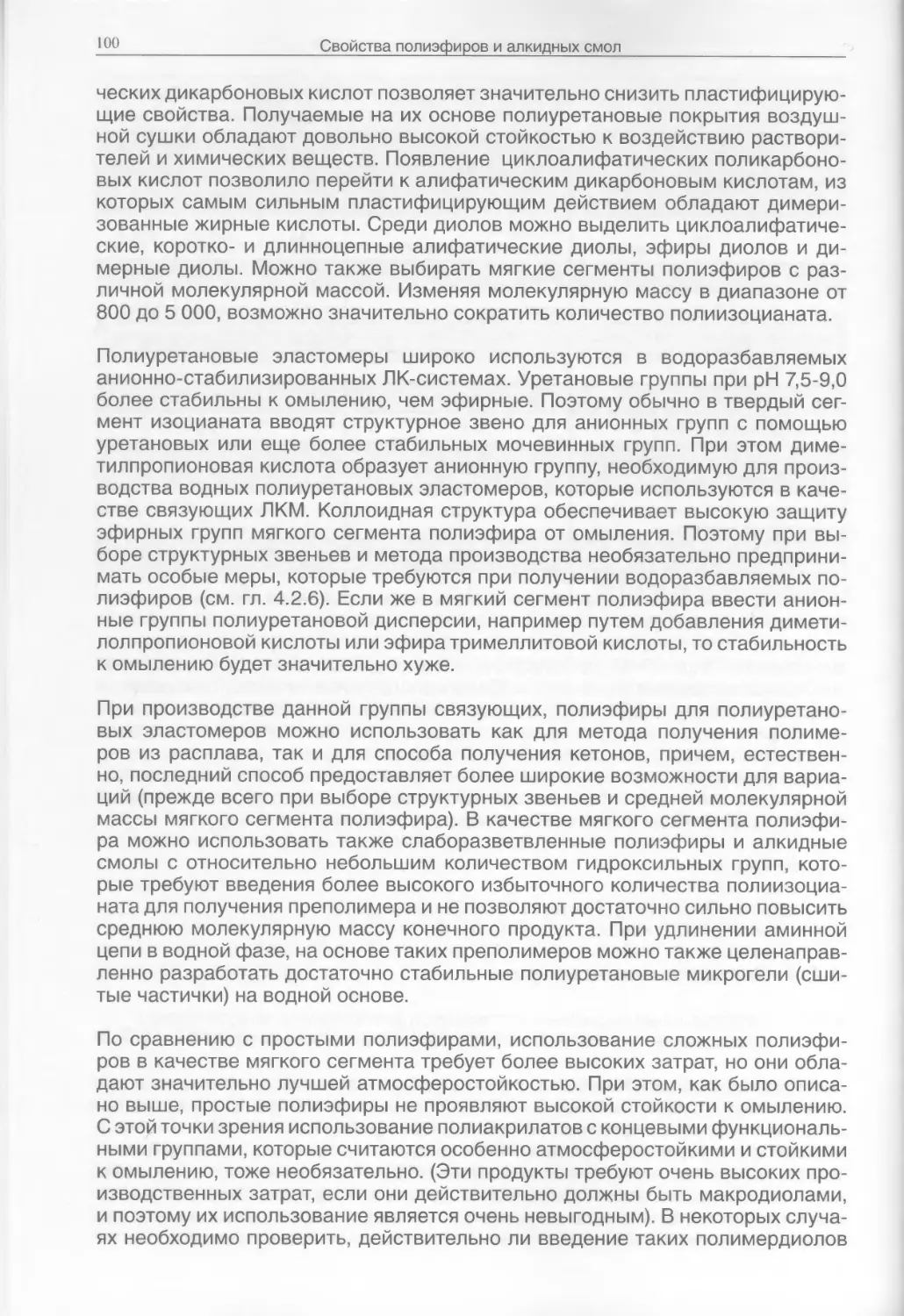
4.2.3 Твердые насыщенные полиэфиры 98
4.2.4 Сегменты полиэфиров 99
4.2.4.1 Использование насыщенных полиэфиров для получения
полиуретановых эластомеров 99
4.2.4.2 Полиэфируретаны, отверждаемые влагой воздуха 102
4.2.4.3 Полиэфиракрилаты 104
4.2.5 Насыщенные гидроксилсодержащие полиэфиры для
органоразбавляемых ЛКМ, отверждаемых различными
отвердителями 105
4.2.5.1 Основные группы насыщенных полиэфирных смол 105
4.2.5.2 Структура и состав насыщенных полиэфиров для
органоразбавляемых ЛКМ, отверждаемых различными
отвердителями 105
4.2.5.3 Насыщенные гидроксилсодержащие полиэфиры,
отверждаемые аминосмолами 107
4.2.5.4 Насыщенные гидроксилсодержащие полиэфиры, отверждаемые
свободными полиизоцианатами 111
4.2.5.5 Насыщенные гидроксилсодержащие полиэфиры, отверждаемые
блокированными полиизоцианатами 115
4.2.5.6 Насыщенные гидроксилсодержащие полиэфиры для ЛКМ
с высоким сухим остатком (high-solids) 117
4.2.6 Водоразбавляемые насыщенные полиэфиры 123
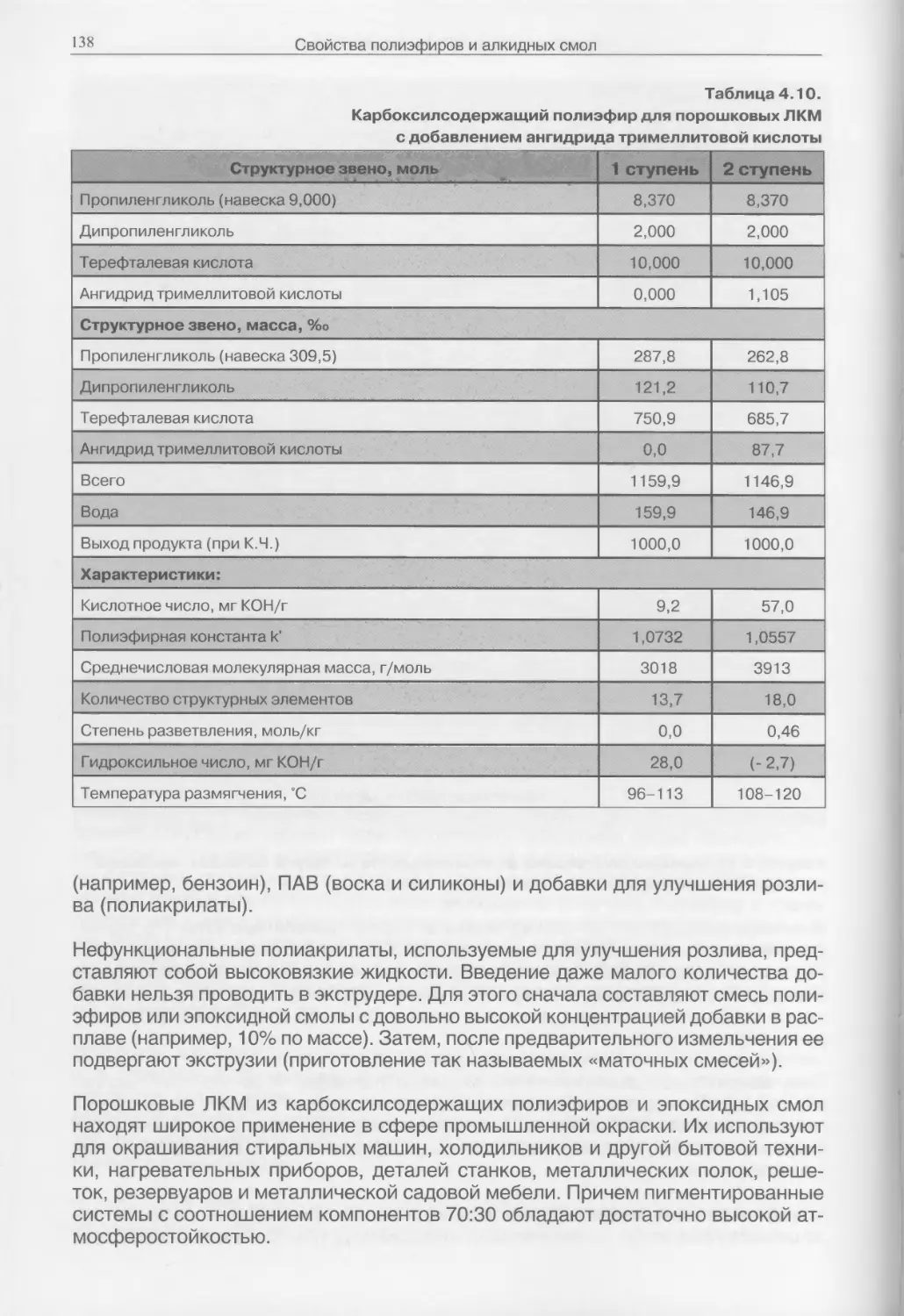
4.2.7 Насыщенные полиэфиры для порошковых ЛКМ 133
4.2.7.1 Термопластичные насыщенные полиэфиры для порошковых ЛКМ ..134
4.2.7.2 Полиэфиры с карбоксильными группами для порошковых ЛКМ 134
7
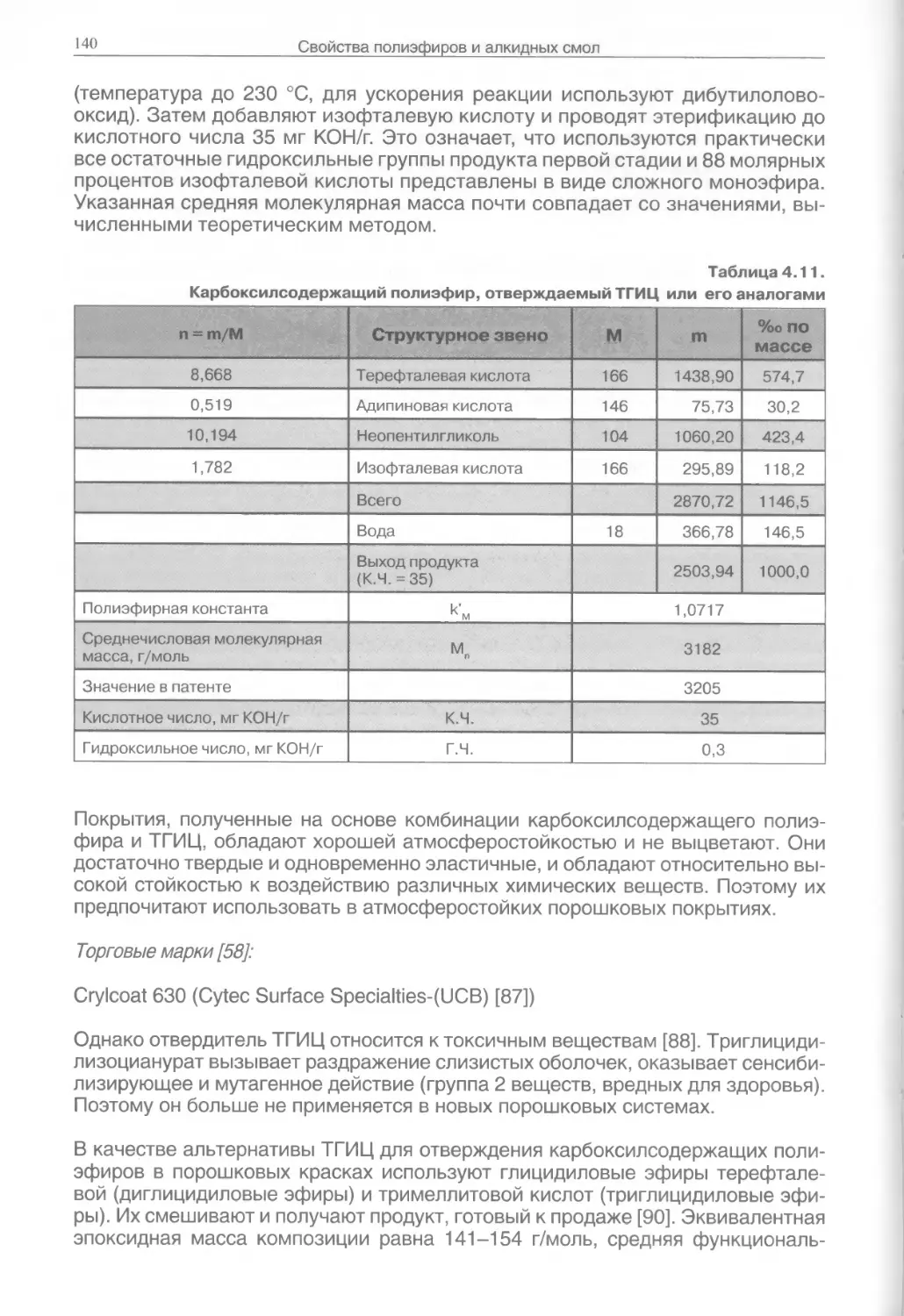
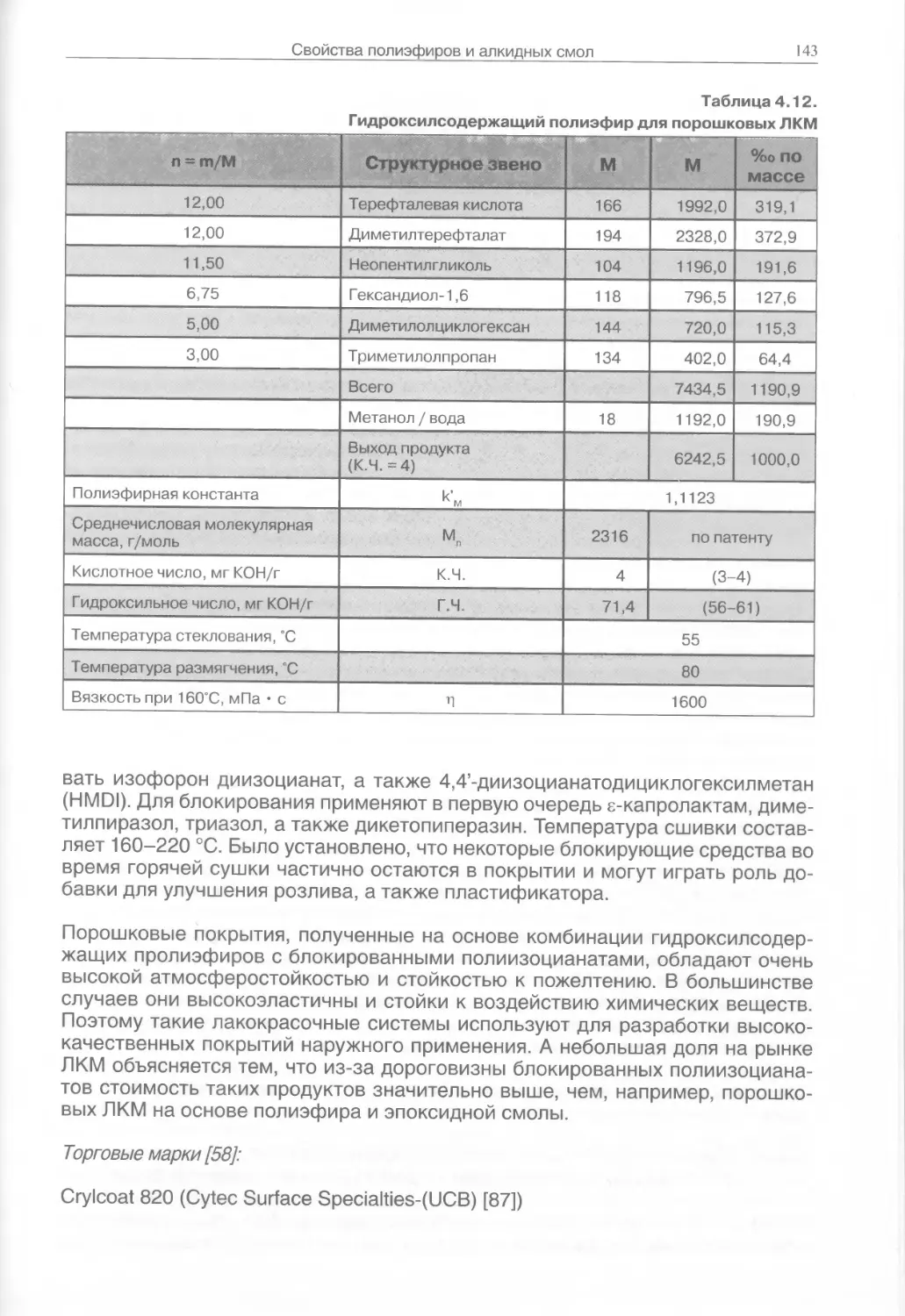
4.2.7.3 Гидроксилсодержащие сложные полиэфиры для
порошковых ЛKM 142
4.2.8 Самосшивающиеся полиэфиры (также с гетероциклическими
структурными элементами) 144
4.2.9 Силиконсодержащие полиэфиры 148
4.3 Ненасыщенные полиэфиры 151
4.3.1 Сшивка ненасыщенных полиэфиров 151
4.3.2 Немодифицированные ненасыщенные полиэфиры - «восковые
полиэфиры» (парафиносодержащие) 155
4.3.3 Полиэфиры для глянцевых покрытий 158
4.3.4 УФ-отверждаемые ненасыщенные полиэфиры 161
4.3.5 Прочие ненасыщенные полиэфиры 162
4.4 Алкидные смолы 163
4.4.1 Классификация алкидных смол 163
4.4.2 Алкидные смолы окислительной сушки 164
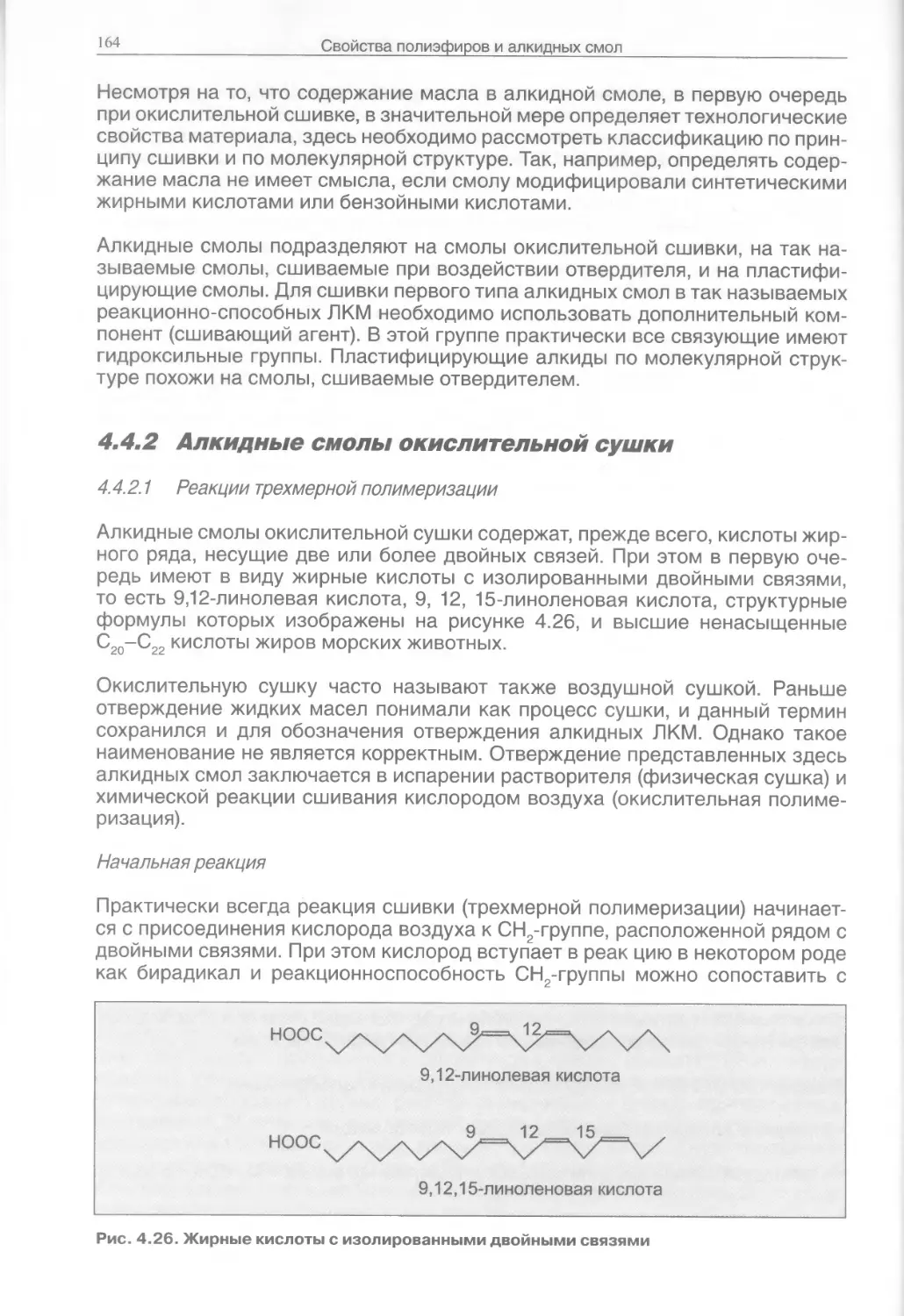
4.4.2.1 Реакции трехмерной полимеризации 164
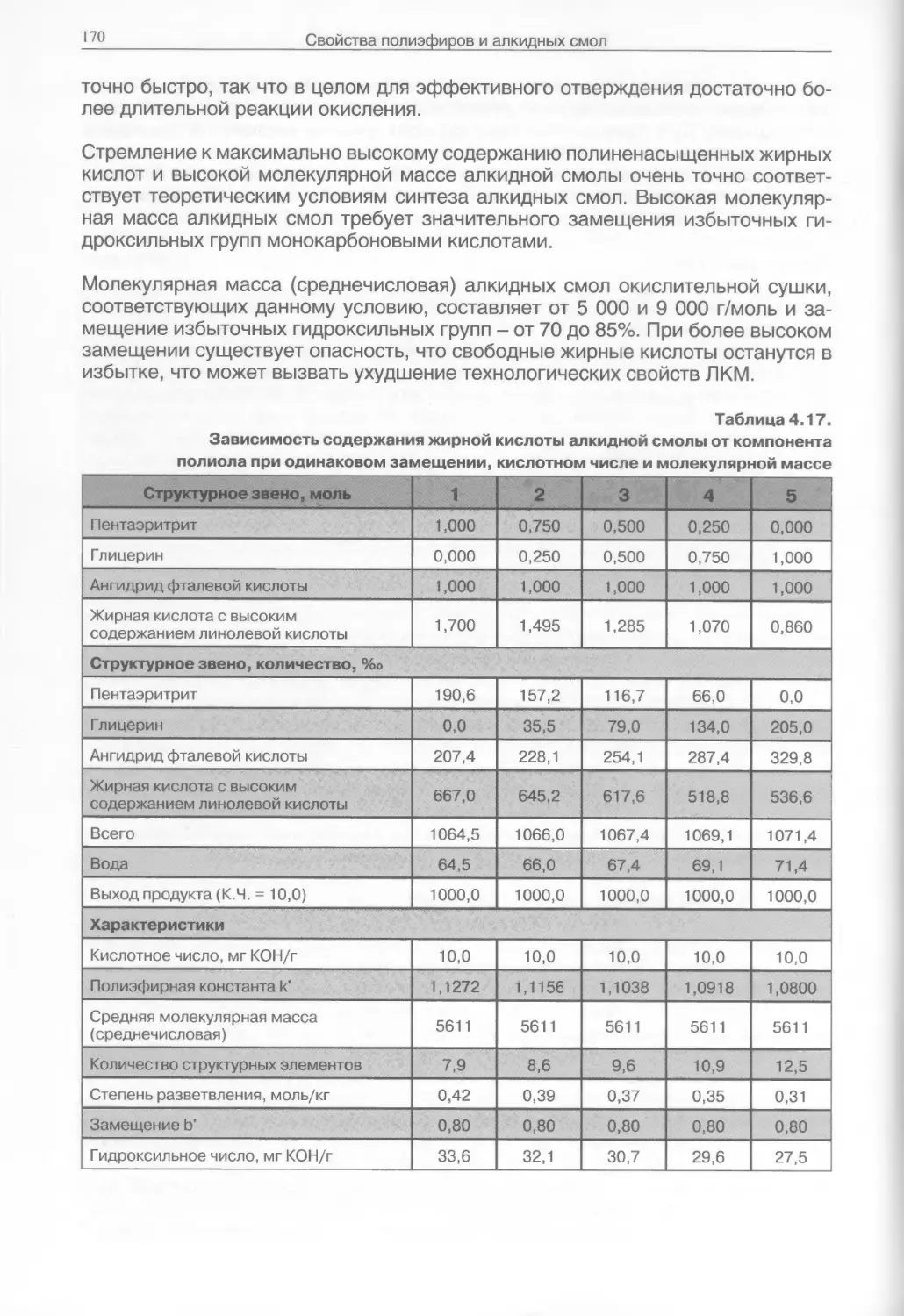
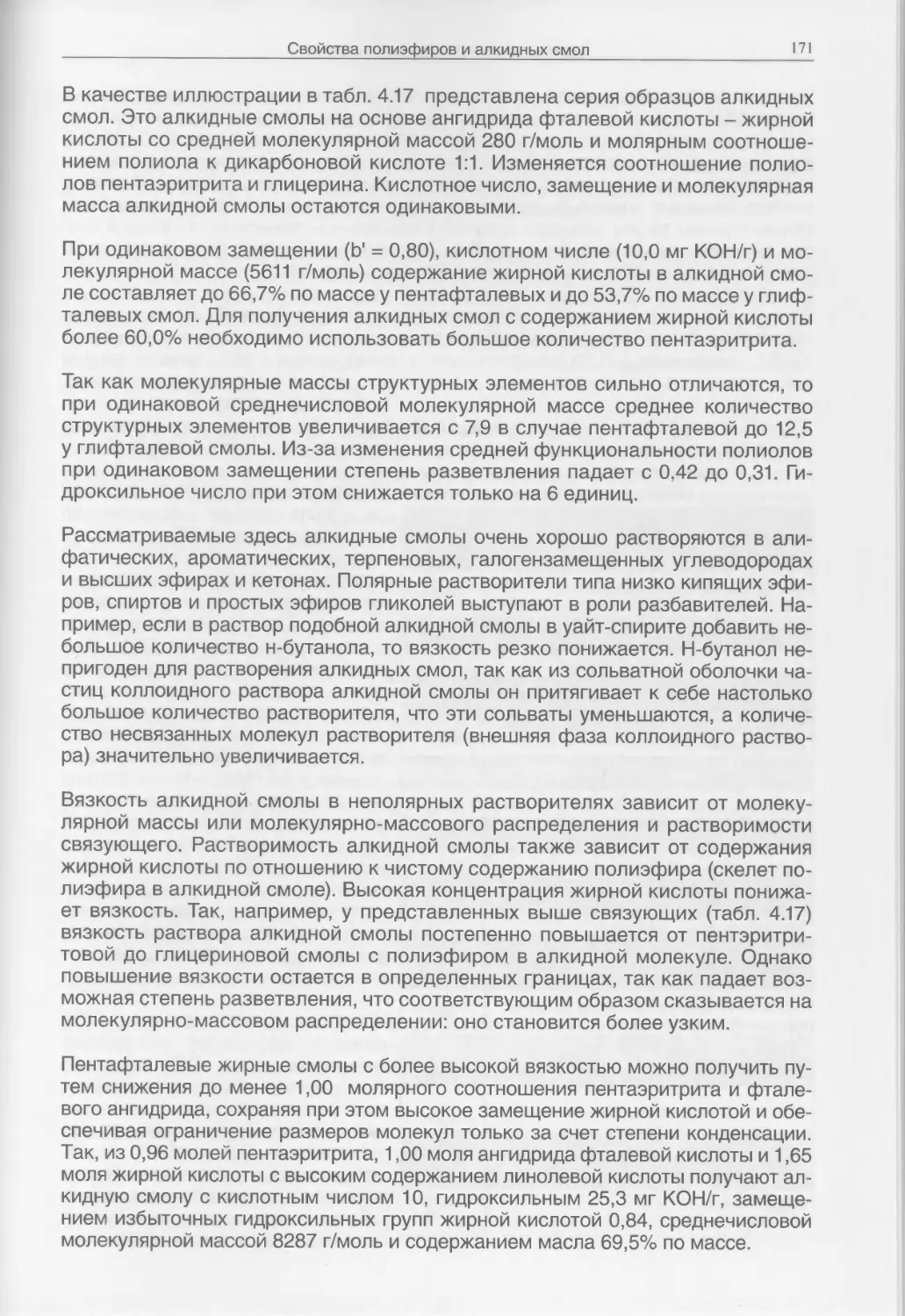
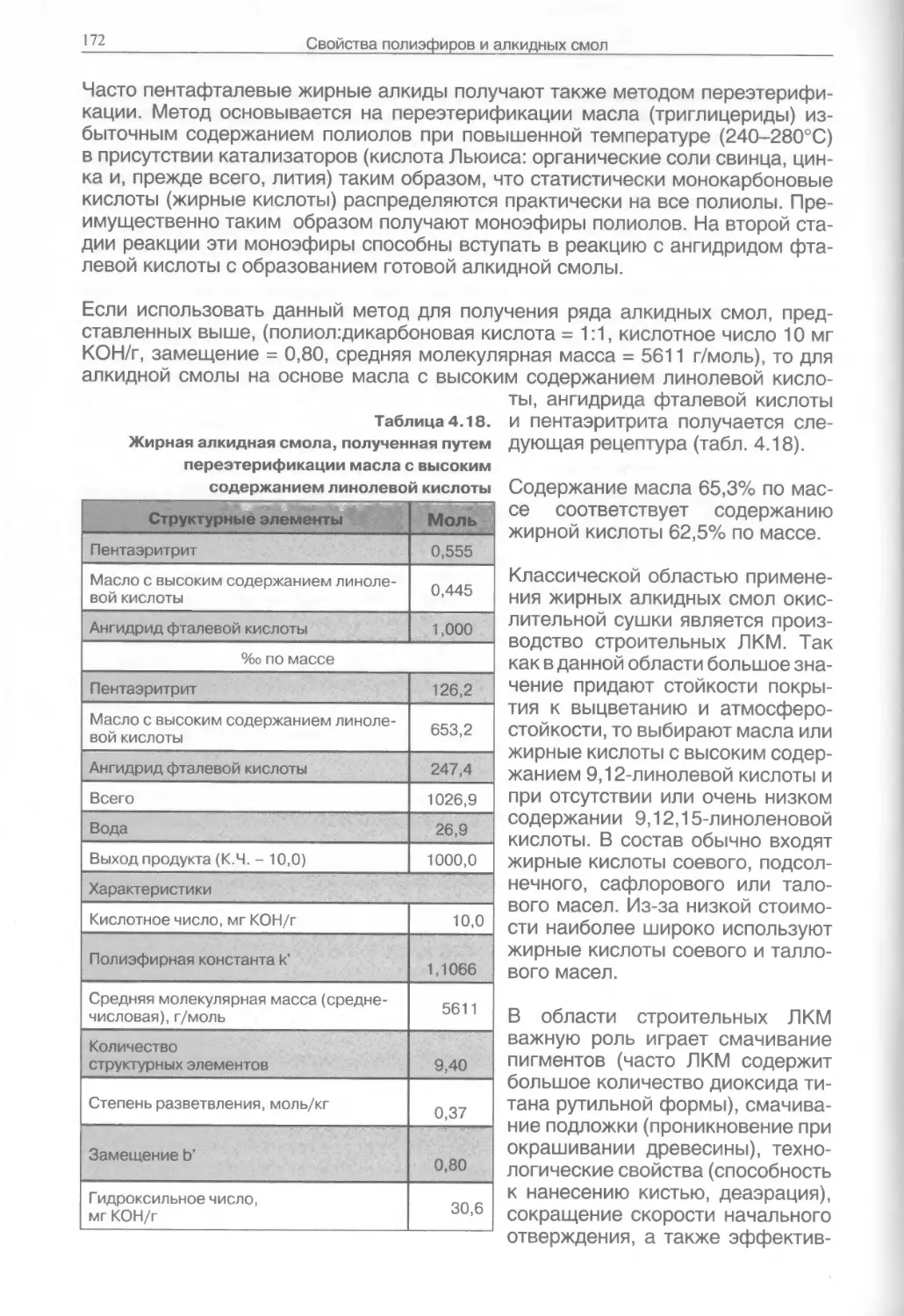
4.4.2.2 Жирные алкидные смолы окислительной сушки 169
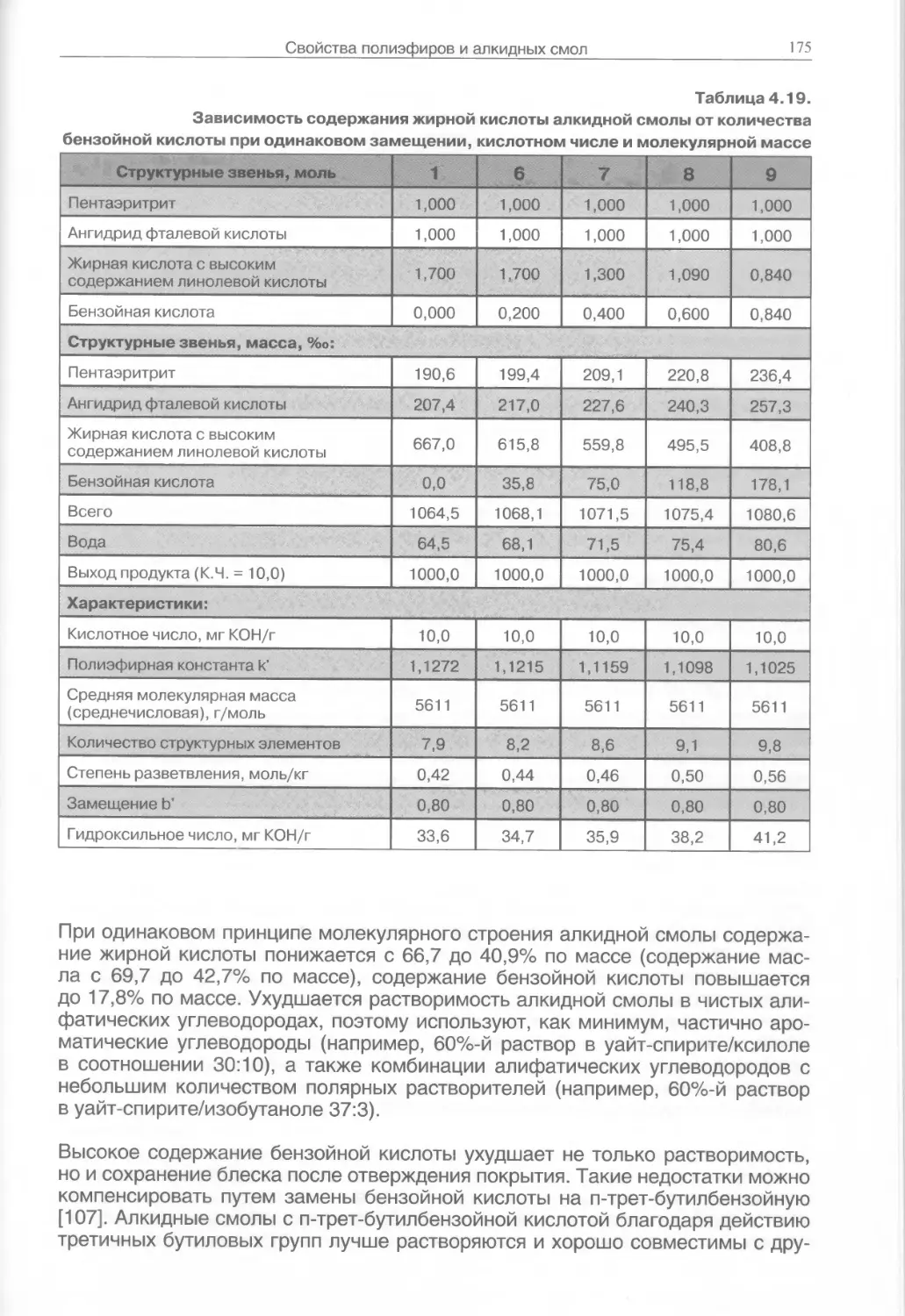
4.4.2.3 «Тощие» и «средней жирности» алкидные смолы окислительной
сушки 174
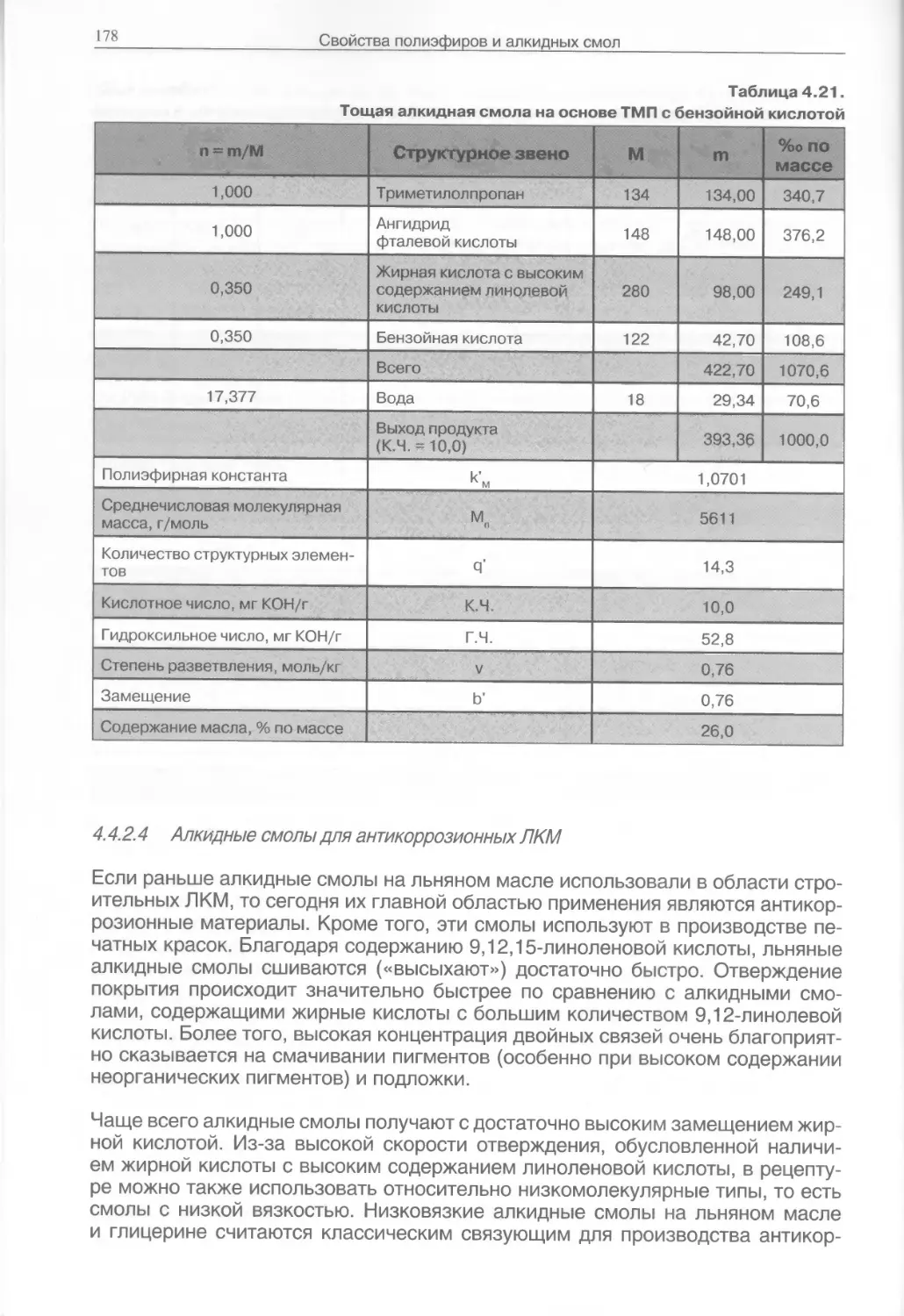
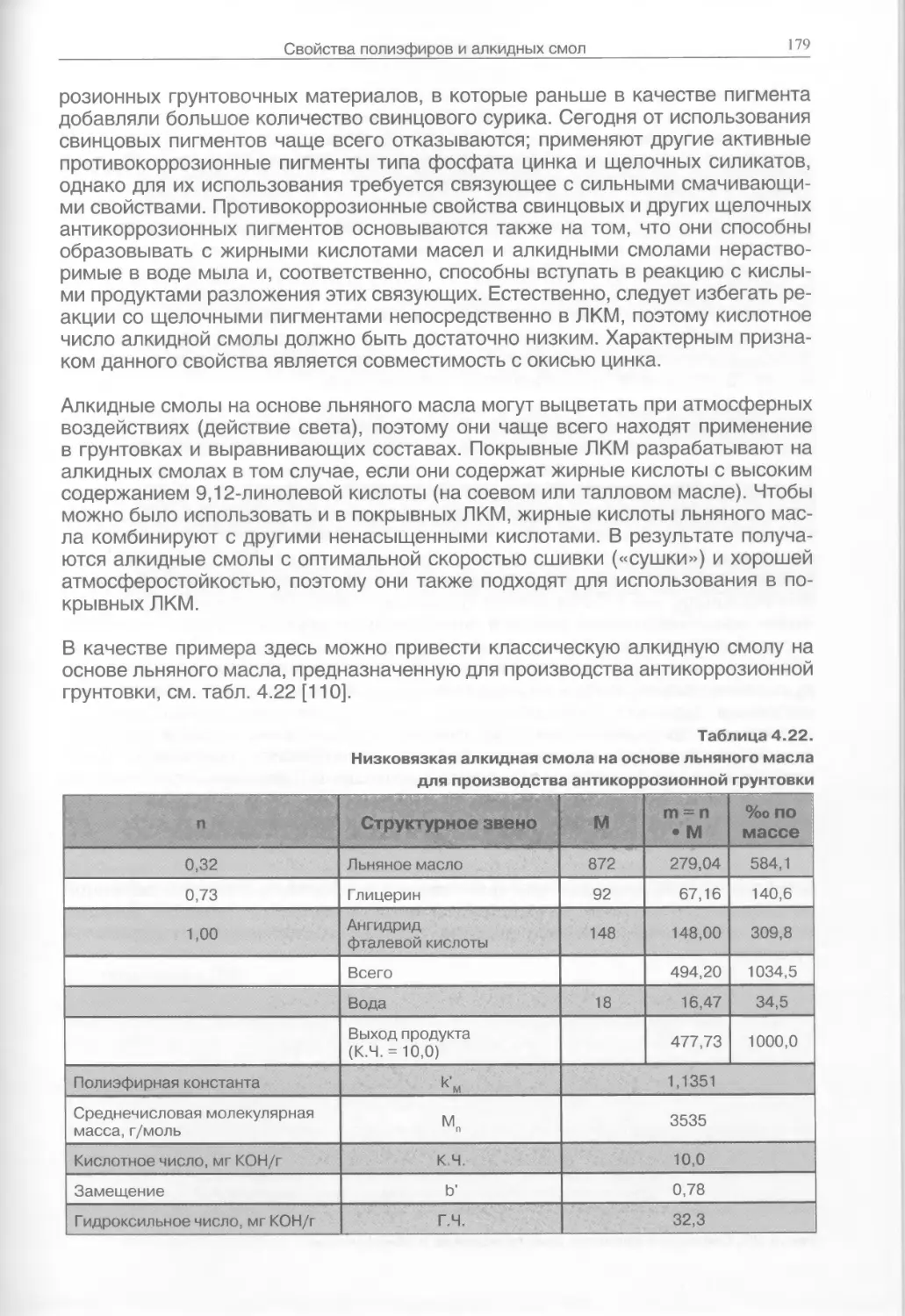
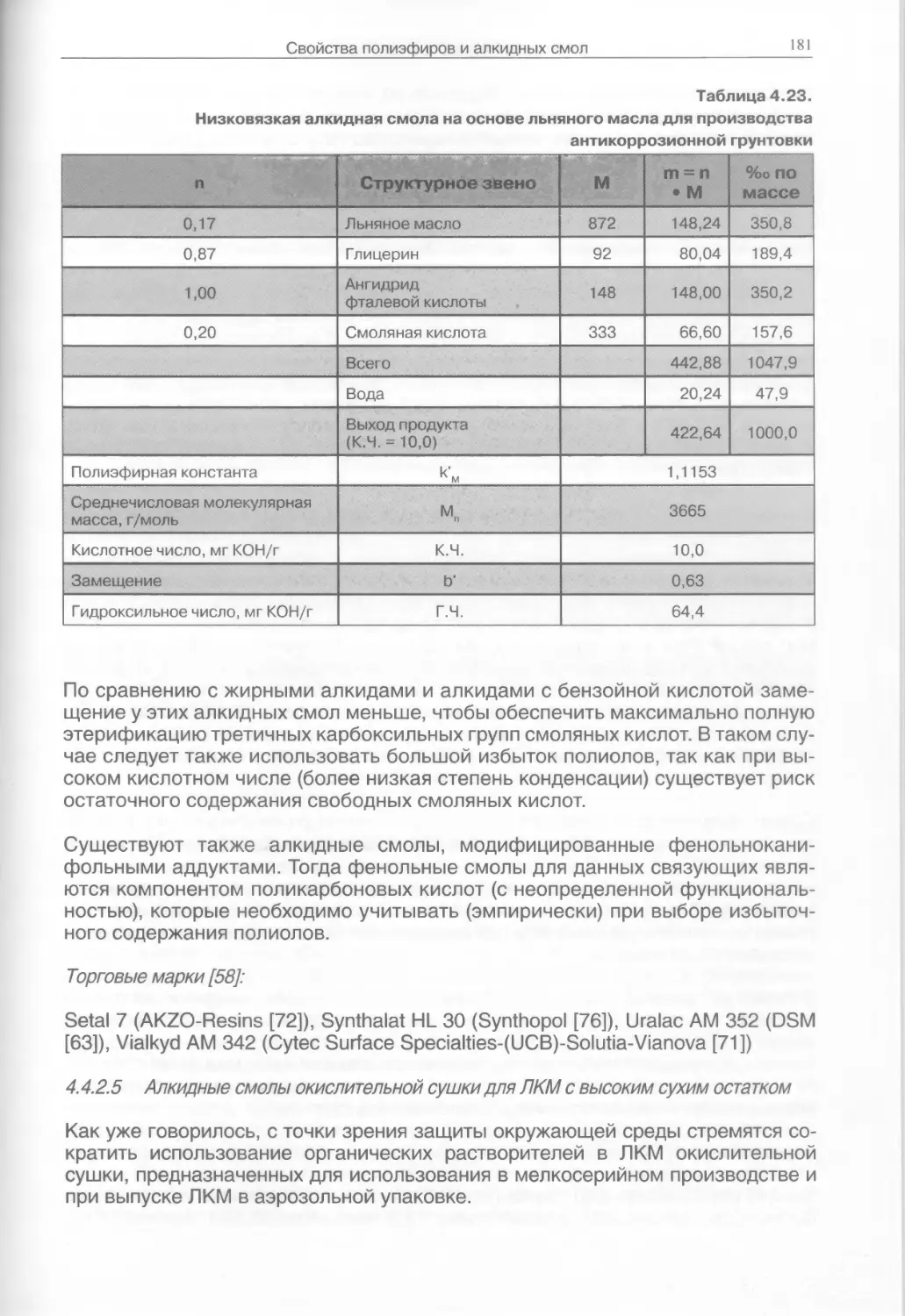
4.4.2.4 Алкидные смолы для антикоррозионных ЛКМ 178
4.4.2.5 Алкидные смолы окислительной сушки для ЛКМ с высоким
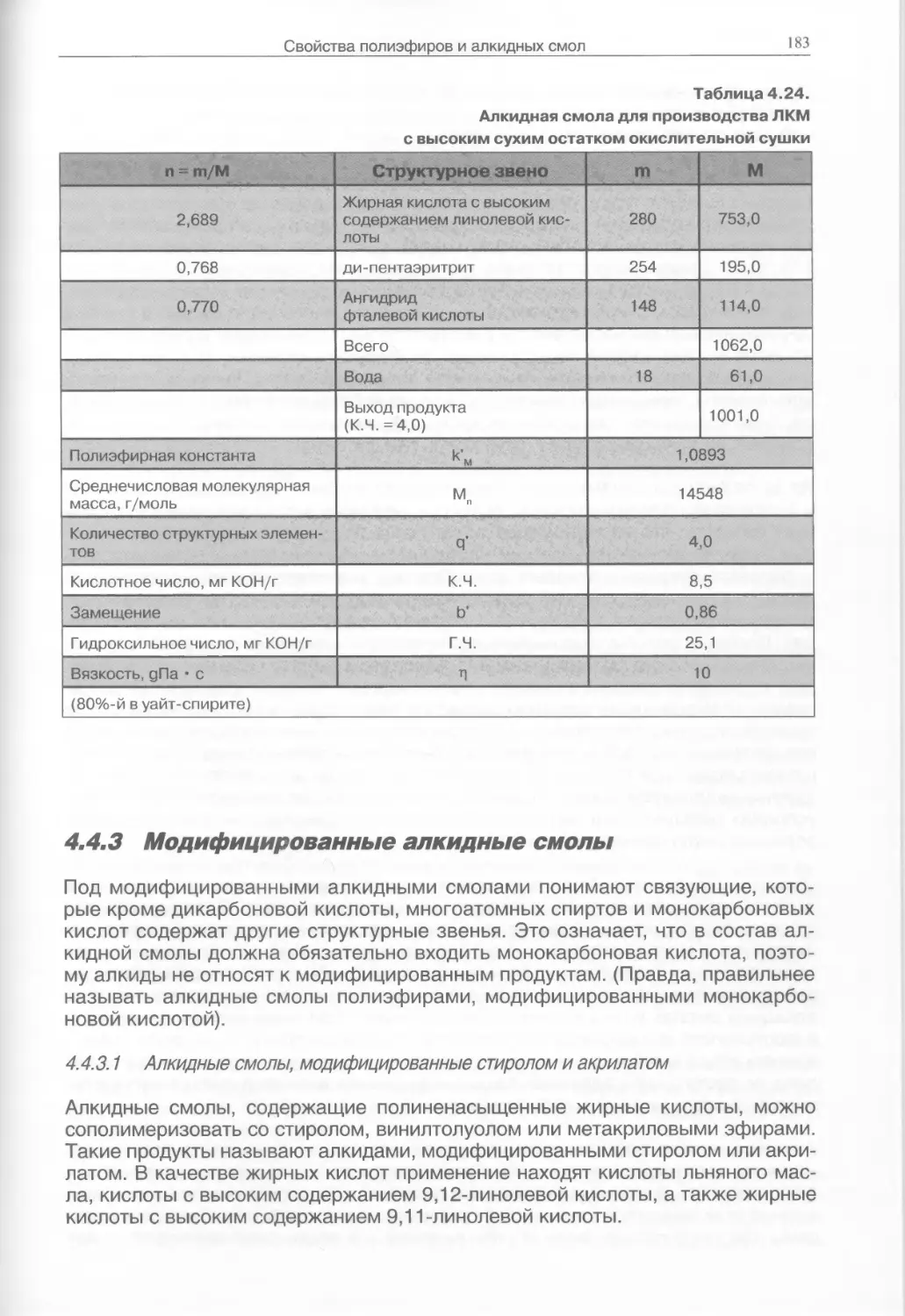
сухим остатком 181
4.4.3 Модифицированные алкидные смолы 183
4.4.3.1 Алкидные смолы, модифицированные стиролом и акрилатом 183
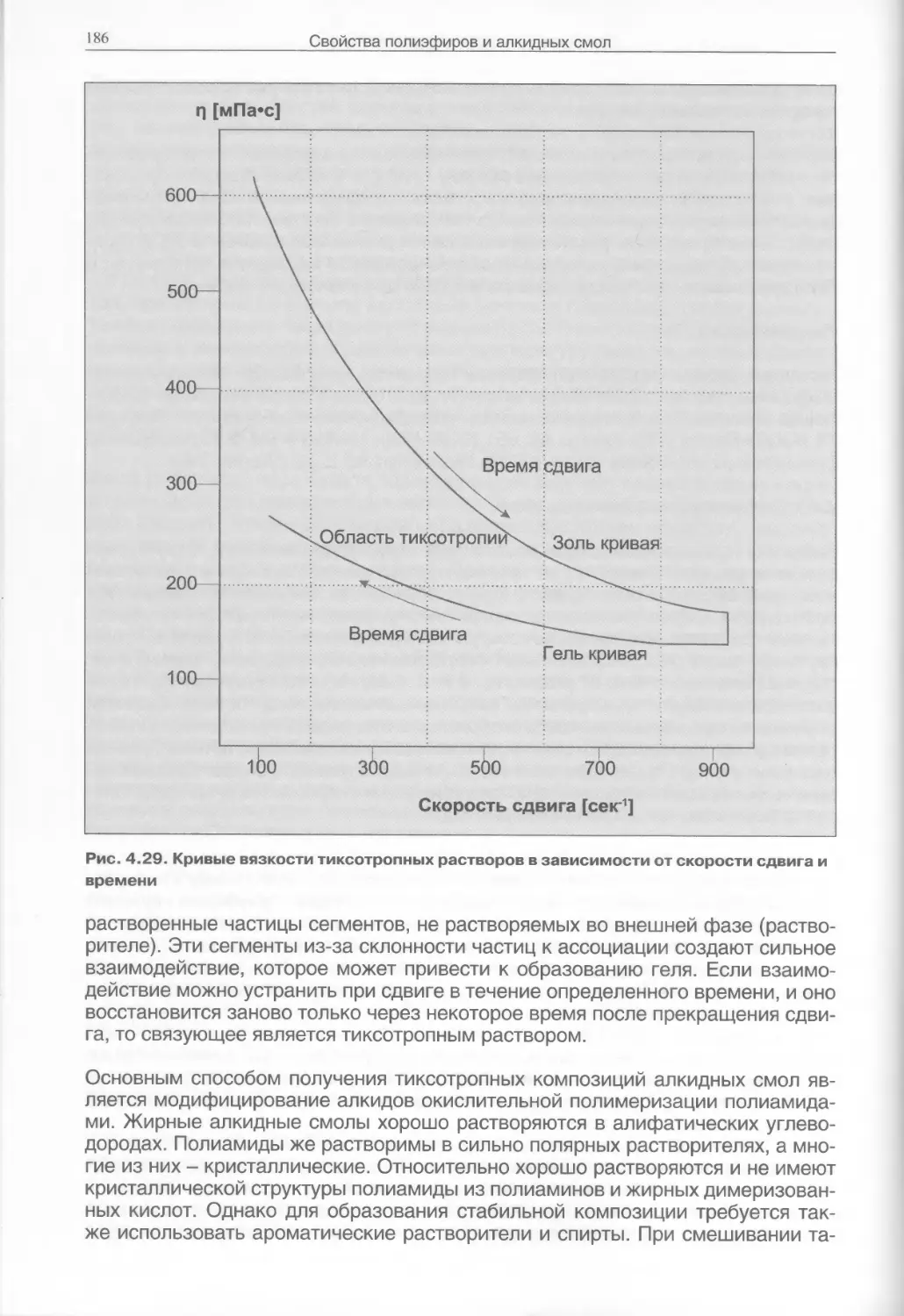
4.4.3.2 Тиксотропные алкидные смолы 185
4.4.3.3 Алкидные смолы, модифицированные уретаном 187
4.4.3.4 Прочие модифицированные алкидные смолы окислительной
сушки 189
4.4.4 Водоразбавляемые алкидные смолы, сшиваемые окислительной
полимеризацией, и алкидные эмульсии 190
4.4.5 Алкидные смолы, отверждаемые различными отвердителями 195
4.4.5.1 Алкидные смолы для ЛКМ горячей сушки 195
4.4.5.2 Алкидные смолы для ЛКМ кислотного отверждения 202
4.4.5.3 Алкидные смолы для ЛКМ, отверждаемых изоцианатами 203
4.4.5.4 Алкидные смолы для реакционноспособных ЛКМ с высоким
сухим остатком 205
4.4.5.5 Водоразбавляемые алкидные смолы для реакционноспособных
ЛКМ 207
4.4.5.6 Прочие алкидные смолы для реакционноспособных ЛКМ 210
4.4.6 Сравнение гидроксилсодержащих алкидных смол и
полиэфиров с другими типами пленкообразующих веществ 210
8
4.4.7 Использование гидроксилсодержащих алкидных смол в качестве
пластификатора в ЛКМ физической сушки 216
4.4.8 Преобразованные алкидные смолы («инверсные») 218
4.5 Специальные полиэфирные системы 219
4.5.1 Поликарбонаты 219
4.5.2 Поликапролактоны 221
4.5.3 Полиэфиры на основе продуктов присоединения диенов
к канифольным кислотам 222
4.5.4 Полимеризированные масла 224
!
Определения
9
Использование полиэфиров и алкидных смол
в качестве пленкообразователей
1. Определения
С точки зрения химии, полиэфиры - это полимеры, которые содержат в
структурной молекулярной цепи повторяющиеся сложноэфирные группы.
Полиэфиры, используемые в качестве пленкообразователей для лакокрасочных
материалов (ЛКМ), называют полиэфирными смолами. Смолы в этом смысле слова,
происходящие от природных смол, - это полимеры, способные формировать
лакокрасочную пленку. На основе этих смол можно получить материалы
(растворы в органических растворителях, водные растворы или дисперсии, неводные
дисперсии, аэрозоли), которые, после нанесения в результате сушки или
расплавления и химической реакции, образуют пленки с различными свойствами.
Согласно стандарту ДИН 55958: «Полиэфирные смолы - это синтетические
смолы на основе полиэфиров, структурные элементы которых имеют в цепи
сложноэфирные группы».
В прошлом термин «полиэфиры» неоднократно изменял свое значение. Из-за
малой растворимости (с точки зрения применения в ЛКМ) и плохой
совместимости, первые полиэфиры имели лишь небольшое значение в производстве
ЛКМ до тех пор, пока в 1925 г. Кинле не получил алкидные смолы - сложные
полиэфиры, модифицированные маслами. Термин «алкидная смола» происходит
от двух английских слов: alcohol (спирт) и acid (кислота) (в англо-американской
литературе встречается также написание через «к»). Под этим термином
подразумевается продукт взаимодействия спирта и карбоновой кислоты, которым
фактически является сложный эфир или полиэфир. Так как алкидные смолы
были первыми полиэфирными смолами, получившими широкое
распространение в лакокрасочной отрасли, то общее понятие ограничивалось этим
специальным классом веществ.
До 60-х гг. XX в. под алкидными смолами понимали сложные полиэфиры на
основе ангидрида фталевой кислоты и многоатомных спиртов,
модифицированные жирными кислотами природных жиров или масел. Но в стандартах
ДИН 55958, ДИН 53183 приводится следующее, современное определение
алкидных смол: «Алкидные смолы - это модифицированные полиэфирные
смолы, полученные поликонденсацией многоосновных карбоновых кислот с
многоатомными спиртами и маслами или кислотами жирного ряда». То есть
обозначения «алкидные смолы, модифицированные маслами» или
«модифицированные жирными кислотами», не являются корректными (тавтология
определения). Таким образом, сложные полиэфиры, модифицированные
синтетическими жирными кислотами, тоже называют алкидными смолами. В связи с тем, что
полиэфиры, главным образом, модифицируют монокарбоновыми кислотами,
то здесь все сложные полиэфиры, модифицированные монокарбоновой
кислотой, называются алкидными смолами (следовательно, определение становится
еще более широким).
О «модифицированных алкидных смолах» говорят преимущественно в том
случае, если подобные синтетические смолы, кроме таких компонентов, как поли-
карбоновая кислота, многоатомный спирт и монокарбоновая кислота, содержат
IO
Определения
и другие составляющие (стирол, акрилаты, полиамиды, уретаны, эпоксиды,
силиконы).
После алкидов ненасыщенные полиэфирные смолы надолго заняли
доминирующую позицию на рынке ЛКМ для окраски мебели. Потребители
привыкли обобщенно говорить о полиэфирных лаках, если подразумевались ЛКМ на
основе ненасыщенных полиэфирных смол (эта тенденция все еще сохранилась
и до наших дней в мебельной отрасли). Правильным же названием, конечно,
является «ненасыщенные полиэфирные смолы», для которых приводится
следующее определение (ДИН 53184): «Ненасыщенные полиэфирные смолы -
это сложные полиэфиры, в которых как минимум один из
полифункциональных компонентов (поликарбоновая кислота или многоатомный спирт) является
олефиново ненасыщенным и способен вступать в реакцию сополимеризации с
мономерными полимеризующимися соединениями». Тем самым они сильно
отличаются и от алкидных смол, которые, как известно, могут содержать
ненасыщенные монокарбоновые кислоты.
Только после появления на рынке доступного сырья - более сложных полиолов
и новых поликарбоновых кислот - большое значение в производстве ЛКМ
стали приобретать сложные полиэфиры, которые изначально следовало называть
полиэфирными смолами. Чтобы выделить сложные эфиры из известных групп
сырья, их назвали «алкидными смолами, не содержащими масла» или
«насыщенными полиэфирными смолами». Определение «алкидные смолы, не
содержащие масла» является не совсем корректным, поэтому его следует избегать.
Термин «насыщенные полиэфиры» является общеупотребительным и
используется в данной книге. Его определение: «Насыщенные полиэфирные смолы -
это полиэфиры, у которых полифункциональные компоненты (многоосновные
карбоновые кислоты и многоатомные спирты) не содержат полимеризующихся
двойных связей».
Некоторые пленкообразующие для производства ЛКМ, которые также
фактически являются полиэфирами, имеют собственное название: поликарбонаты,
поликапролактоны, смолы на основе аддуктов диена (малеиновые смолы) и по-
лимеризованные масла. Однако в широком смысле слова все они являются
полиэфирами и на них распространяются закономерности строения сложных
полиэфиров, поэтому они также будут рассматриваться в данной книге.
С химической точки зрения название книги «Полиэфиры и алкидные смолы»
кажется избыточным, т.к. алкидные смолы фактически являются специальной
группой полиэфиров. Поэтому в книге был сделан акцент на значении
алкидных смол и употреблении этих терминов.
История развития полиэфирных смол \}_
2. История развития полиэфирных смол
Еще во времена раннего средневековья высыхающие масла, например
льняное, использовали в качестве пленкообразующих и «растворителей» для вос-
ков, смол и битума, следовательно, их применяли в лакокрасочных покрытиях
(для внутренней отделки). Почти сразу же были предприняты попытки
ускорить «высыхание на воздухе», что сегодня мы называем «физической сушкой
покрытий». Было замечено, что некоторые оксиды металлов, прежде всего
используемый в качестве пигмента свинцовый глет [оксид свинца (H)],
ускоряют процесс сушки. Кроме того, обнаружили, что если высыхающее масло
в стеклянном сосуде находилось какое-то время на солнце, то происходит
сильное повышение вязкости. Модифицированные таким способом продукты
(штандоль = полимеризованное масло) высыхают быстрее, чем
необработанные масла . Хороших результатов удалось добиться при
комбинировании высыхающих масел или при модифицировании их природными
смолами (преимущество с точки зрения физической сушки). Для эффективного
перемешивания компонентов изменяли температуру. На основе композиции
из высыхающих масел, полимеризованных масел, природных смол и
определенного количества оксидов металлов получали олифу, которая в те времена
соответствовала требованиям качества (окраска кораблей, карет).
В начале новой истории достижения азиатских стран в области окрашивания
и первая стадия индустриализации (образование мануфактур)
свидетельствуют о дальнейшем развитии лакокрасочных систем. Производимые наряду с
битумными лаками масляные ЛКМ улучшали путем введения в высыхающие
масла таких компонентов, как высокоплавкие природные смолы типа
янтарной, которую, однако, позже заменила копаловая смола из колониальных
стран. Перемешивание этих компонентов требовало применения
дорогостоящего метода расплавления.
В процессе индустриализации во второй половине XIX в. требовалось все
большее количество такого сырья, спрос на которое невозможно было
удовлетворить. Особенно остро эти проблемы возникали у государств, обладающих
небольшим количеством колоний, например у немецких. Кроме того, военные
конфликты сильно затрудняли товарообмен. Именно на этот период времени
приходится становление химической промышленности. Активные поиски
подходящего сырья, необходимого для замены природных материалов, в конце
концов, завершились получением его на основе каменноугольного дегтя.
Уже в 1846 году Берцелиус одним из первых описал продукт конденсации
винной кислоты и глицерина [1], который сегодня все авторы называют
первым сложным полиэфиром. Немного позже, в 1853 и 1854 гг., Бертло [2, 3]
представляет продукты на основе глицерина и себациновой кислоты и
глицерина и камфорной кислоты. Ван Беммелен [4] в 1856 г. описывает
продукты, полученные при взаимодействии глицерина и янтарной, лимонной
кислот и их смесей, а также упоминает о взаимодействии янтарной кислоты
и маннита. Он первым обнаруживает, что, в зависимости от степени
конденсации и соотношения компонентов смеси, могут образоваться как
растворимые плавкие, так и нерастворимые неплавкие продукты. Полиэфиры,
полученные на основе ангидрида фталевой кислоты и глицерина, были впервые
описаны в 1901 г. Смитом [5]. Он первый предложил также использовать эти
продукты в формовочных композициях.
}^ История развития полиэфирных смол
Только значительно позже, в 1914 г., M. Дж. Каллахан [6] и Л. Вайсберг [7]
описали фактическое применение так называемых глифталевых смол в
производстве формовочных материалов. Эти глифталевые смолы, полученные
в результате взаимодействия ангидрида фталевой кислоты и глицерина, в
большинстве случаев имеют достаточно высокое кислотное число и до сих
пор не находят широкого применения в производстве ЛКМ. Глифталевые
смолы растворяются только в низших спиртах и кетонах и несовместимы
практически со всеми известными в те времена полимерами, используемыми в
качестве сырья для ЛКМ.
После экспериментальных попыток улучшить совместимость глифталевых
смол (как и в случае копала) с высыхающими маслами путем
предварительной термической обработки, в 1925 г. Кинле удалось получить полиэфиры на
основе ангидрида фталевой кислоты, полиолов (прежде всего глицерина) и
жирных кислот природной нефти [9]. Эти продукты назвали алкидными
смолами (от сокращенного сочетания терминов alcohol и acid). Этот класс
веществ приобрел очень большое значение в качестве сырья для получения
ЛКМ и до настоящего времени образует группу пленкообразующих веществ
для производства ЛКМ с разными областями применения.
Сначала широкое применение нашли алкидные смолы воздушной сушки,
содержащие полиненасыщенные жирные кислоты на основе природной нефти.
Затем алкидные смолы стали применять в качестве пластификатора в
лакокрасочных материалах физической сушки, например, нитроцеллюлозных.
В это же время разрабатывались композиции алкидных смол,
модифицированных невысыхающими маслами и жирами (касторовое, арахисовое,
кокосовое).
В 30-е гг. XX столетия в области промышленной окраски стали широко
использовать ЛКМ горячей сушки на основе композиции фенольных и аминных смол
с алкидными. Намного позже - лишь в 50-е гг. XX в. - было установлено, что
одновременное сшивание этих систем происходит за счет реакций между
избыточным количеством гидроксильных групп «тощих» и «средних» алкидных
смол и функциональными группами аминных смол. Подобное происходит и при
комбинировании алкидных и аминных смол в так называемых ЛКМ кислотного
отверждения, разработка и внедрение которых велись в то же время.
Избыточное содержание гидроксильных групп в алкидных смолах
образуется едва ли не случайно. С начала 30-х гг. велась тщательная теоретическая
разработка этого класса веществ [10-12]. Все теоретические расчеты
проводили в соответствии со стехиометрическими соотношениями трех типов
структурных звеньев в алкидных смолах. Правильным подходом считалось
достижение максимально высокой молекулярной массы для обеспечения
хороших свойств покрытия. В то время предпринимались неоднократные
попытки использовать полиэфиры и алкидные смолы в формовочных массах. При
этом полагали, что, как и в случае использования фенольных и аминных смол,
должны образоваться растворимые и плавкие полуфабрикаты, которые
только после нанесения (заливки в форму, а также в виде лакокрасочной пленки)
образуют сшитый, а потому стойкий полимер. Таким образом, достаточно
долго считали, что полиэфиры и алкидные смолы сшиваются во время горячей
сушки самостоятельно в результате последующей реакции этерификации.
Это тем более удивительно, т. к. еще раньше можно было бы заметить, что при
горячей сушке подобных ЛКМ реакция этерификации не может быть полной.
История развития полиэфирных смол [3
Если в JlKM горячей сушки (с сохранением необходимой твердости покрытия)
предполагалось использовать алкидные смолы с меньшим содержанием
жирных кислот, например по сравнению с первоначальными алкидными смолами
воздушной сушки, то при условии стехиометрического соотношения
функциональных групп структурных звеньев необходимо вовремя прервать реакцию
конденсации, чтобы предупредить гелеобразование. Поэтому многие работы
и публикации в период с 1930 по 1965 гг. были посвящены определению точки
гелеобразования при производстве полиэфиров и алкидных смол, т. к. в то
время придерживались стехиометрического подхода.
Если преждевременно прервать процесс конденсации и для надежности
ввести незначительный стехиометрический избыток гидроксильных групп [13,14],
то можно получить алкидные смолы с высоким содержанием свободных, так
называемых остаточных гидроксильных групп, а чаще всего еще и свободных
остаточных карбоксильных групп. Постепенно распространилось мнение, что
нет необходимости разрабатывать и производить алкидные смолы для реак-
ционноспособных ЛКМ в соответствии с рецептурой на границе диапазона
гелеобразования. Они рассматривались как носители гидроксильных групп
для проведения реакции сшивки, которые, благодаря относительно низкой
средней молекулярной массе, в сочетании со сшивающим агентом позволяют
достичь высоких свойств лакокрасочной пленки.
В то время как в США с конца 50-х гг. XX в. для получения ЛКМ горячей сушки
все шире использовали гидроксилсодержащие акриловые смолы,
вытеснившие в значительной степени алкидные смолы, в Европе разработка и
оптимизация этого класса веществ все еще продолжается. До середины 80-х гг.
алкидные смолы, разработанные сначала в Европе, а позднее и во всем мире,
за исключением США и Японии, были основными пленкообразователями в
области промышленных лакокрасочных систем (порозаполнители,
покрывные ЛКМ, однослойные ЛКМ для окраски транспортных средств, приборов,
станков). С 70-х гг. прошлого столетия на основе акриловых смол
разрабатывали преимущественно только прозрачные ЛКМ.
Начиная с указанного периода, при дальнейшем развитии технологии водных
лакокрасочных систем, доля использования алкидных смол в Европе также
стала сокращаться. Это объясняется тем, что из-за ограниченной стойкости
к омылению алкидные смолы не очень хорошо подходили для использования
в водных системах, хотя для данного случая были разработаны специальные
рецептуры.
Сразу после внедрения в производство алкидных смол (1930) [15] стали
появляться патенты на ЛКМ на основе ненасыщенных полиэфиров (ПЭ). Но только
в начале 50-х гг. XX в. увеличилось использование ненасыщенных
полиэфиров в качестве пленкообразователей, прежде всего для мебельных ЛКМ. До
конца 60-х гг. главной тенденцией в мебельной отрасли оставались
прозрачные покрытия с закрытыми порами или цветные ЛКМ (полиэфирные лаки и
покрытия, пригодные к шлифованию).
В связи с тем, что большую популярность у потребителей приобрели
поверхности с открытыми порами и с имитацией натуральных пород дерева, а
составы с закрытыми порами продолжали производить более дешевыми
методами, доля ненасыщенных полиэфиров в сегменте мебельных ЛКМ стала
сокращаться. Сегодня ненасыщенные ПЭ продолжают использовать для окраски
|4 История развития полиэфирных смол
фортепиано и для отделки приборной панели автомобилей (деревянные
элементы внутренней отделки). В настоящее время ненасыщенные ПЭ находят
широкое применение и за пределами лакокрасочной отрасли: в производстве
пластмассовых изделий и специальных покрытий (гелькоут). Однако
ремонтные шпатлевки продолжают разрабатывать на основе ненасыщенных
сложных ПЭ.
На конец 30-х гг. XX в. приходится пик популярности немодифицированных
насыщенных полиэфиров в лакокрасочной промышленности. Это было
связано с разработкой фирмы «Байер» двухкомпонентных JlKM на основе гидрок-
силсодержащих пленкообразователей, отверждаемых полиизоцианатами
[16-18]. В качестве гидроксилсодержащих пленкообразователей
использовали преимущественно насыщенные сложные полиэфиры и алкидные смолы,
а позднее - простые полиэфиры. Уже в то время использовали сложные
полиэфиры и алкидные смолы с относительно низкой молекулярной массой, т.
к. для проведения сшивки изоцианатами гидроксильное число должно быть
максимально высоким. Даже при условии стехиометрического соотношения
компонентов повышение избытка гидроксильных групп накладывало
ограничение на величину средней молекулярной массы.
После того как цены на традиционное на сегодняшний день сырье для
насыщенных полиэфиров, например изофталевую кислоту, диметилтерефталат,
неопентилгликоль, гександиол и триметилолпропан, стали доступными для
промышленного производства, применение полиэфиров в качестве
пленкообразователей еще больше увеличилось. В первую очередь расширилась
область применения сложных полиэфиров в двухкомпонентных ЛКМ. Тенденция
роста их популярности продолжалась в 70-е гг. XX столетия. Но сложные
полиэфиры на основе поликарбоновых кислот и многоатомных спиртов стали
широко использоваться в лакокрасочной промышленности лишь в последнюю
очередь. Это связано с тем, что только введение специальных
поликарбоновых кислот и, прежде всего, их смесей с диолами позволяет обеспечить
достаточную растворимость насыщенных полиэфиров в традиционных
растворителях и придать им необходимую совместимость с другим лакокрасочным
сырьем. Эти свойства являются обязательным условием для широкого
применения материалов. В настоящее время доля использования насыщенных
полиэфиров в ЛК-системах продолжает увеличиваться. Это связано с тем, что
насыщенные полиэфиры находят применение и в современных, экологически
безопасных ЛК-системах. Продолжает расти популярность
двухкомпонентных ЛКМ на основе насыщенных полиэфиров (для окраски пластмасс). В
отличие от классических алкидных смол, насыщенные полиэфиры больше
подходят для использования в водных ЛК-системах, здесь необходимо обратить
внимание на их стабильность к омылению. Наряду с эпоксидными смолами,
насыщенные полиэфиры широко применяются для получения порошковых
ЛКМ, доля которых на рынке ЛКМ продолжает увеличиваться. Сегодня
значение насыщенных сложных полиэфиров возрастает благодаря возможности
их модифицирования различными компонентами. Существуют, например, по-
лиэфиракрилаты, отверждающиеся под воздействием ультрафиолетового
излучения (УФ-отверждение), и мягкие полиэфирные компоненты для водных
полиуретановых дисперсий.
В учебных пособиях и научных публикациях даются рекомендации по
составлению рецептур полиэфирных и алкидных смол, разработанные до 60-х гг.
С тех пор в этой области было опубликовано очень мало научных исследова-
История развития полиэфирных смол
15
ний. Из последних публикаций следует, что на разработку рецептур и
производство полиэфиров и алкидных смол оказывает влияние расчетный метод и
что они до сих пор основываются на эмпирических значениях. В связи с тем,
что данный класс пленкообразующих веществ считается хорошо изученным,
в данной области не планируется проведение новых разработок.
Теоретическими расчетами также практически не занимаются.
16
Синтез и структура полиэфиров и алкидных смол
3. Синтез и структура полиэфиров и алкидных смол
В литературе полиэфиры и алкидные смолы обычно характеризуют по их
структурным звеньям. Чтобы оценить влияние различных параметров на
свойства полиэфирных и алкидных смол, необходимо сначала определить общие
принципы их строения. И только потом можно рассматривать другие факторы
влияния на свойства полиэфирных и алкидных смол (гл. 4).
3.1 Реакции получения
Зш 1ш 1 Основные реакции
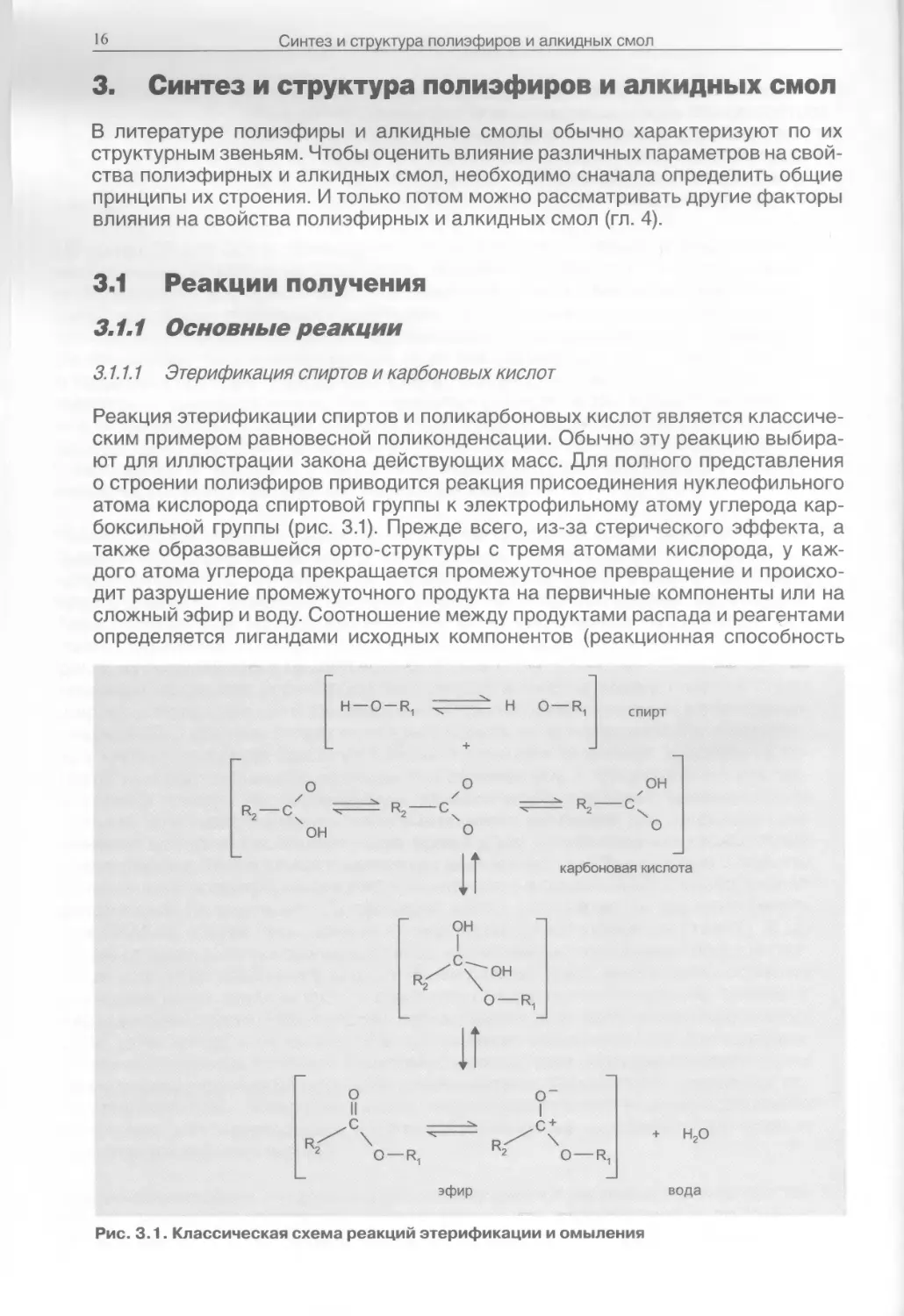
3.1.1.1 Этерификация спиртов и карбоновых кислот
Реакция этерификации спиртов и поликарбоновых кислот является
классическим примером равновесной поликонденсации. Обычно эту реакцию
выбирают для иллюстрации закона действующих масс. Для полного представления
о строении полиэфиров приводится реакция присоединения нуклеофильного
атома кислорода спиртовой группы к электрофильному атому углерода
карбоксильной группы (рис. 3.1). Прежде всего, из-за стерического эффекта, а
также образовавшейся орто-структуры с тремя атомами кислорода, у
каждого атома углерода прекращается промежуточное превращение и
происходит разрушение промежуточного продукта на первичные компоненты или на
сложный эфир и воду. Соотношение между продуктами распада и реагентами
определяется лигандами исходных компонентов (реакционная способность
R2-
O
/
-с
чон
Rf
2
н-
"*ч
о
Il
-о-
— P
/\
о-
R1 ч ч н
+
о
/
о
It
он
I
он
о—
It
Il
^.
^-
-R1
эфир
Rf
0-R1
^. D
^ R2
спирт
~
OH
O
карбоновая кислота
"
Ri
O-
I
/C +
O — R1
+ H2O
во
да
Рис. 3.1. Классическая схема реакций этерификации и омыления
Синтез и структура полиэфиров и алкидных смол
17
О
Il
R2-C-OH
карбоновая
кислота
+ НО — R1
спирт
0
Il
4 R2-C-O-R1 +
эфир
H-OH
вода
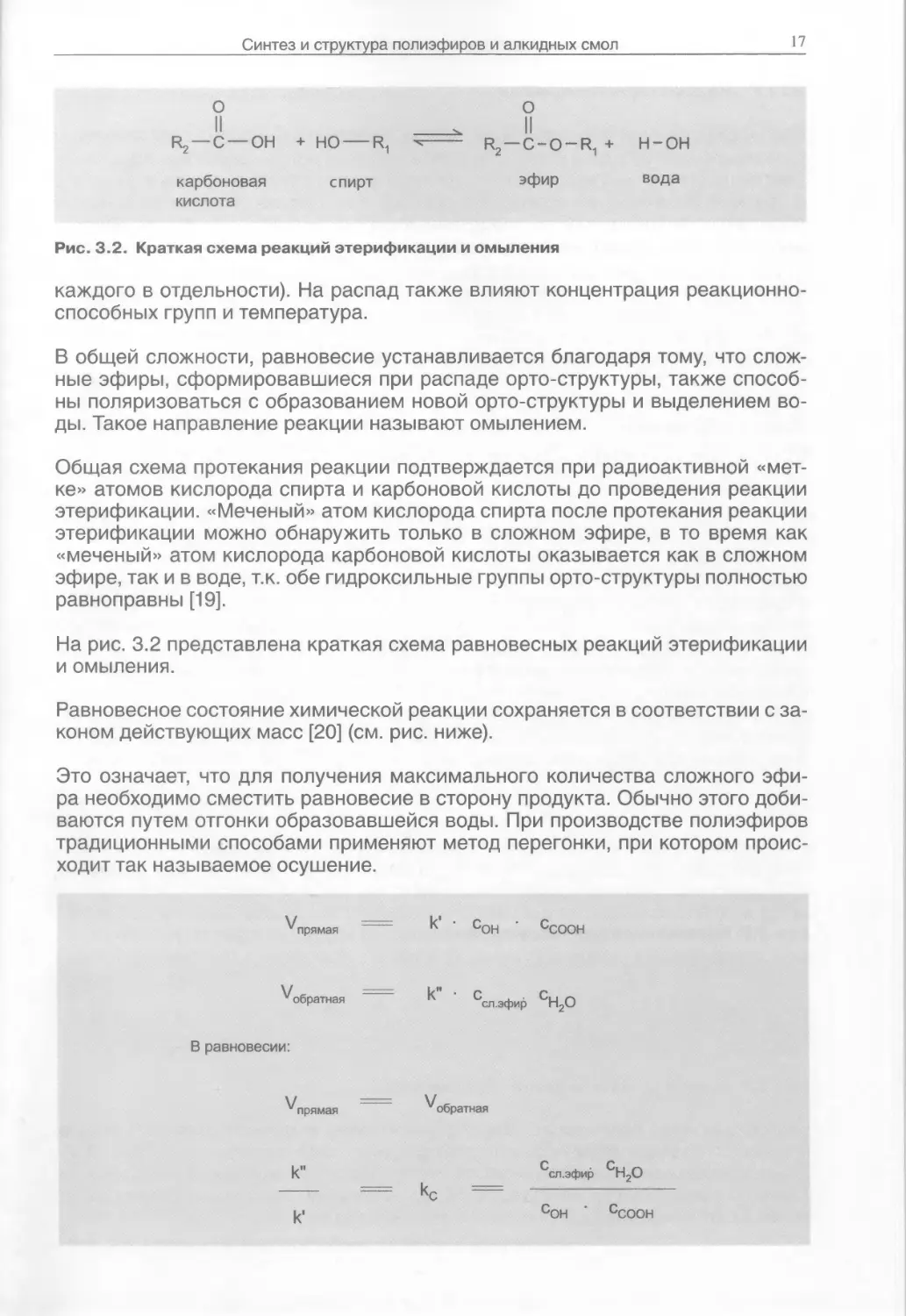
Рис. 3.2. Краткая схема реакций этерификации и омыления
каждого в отдельности). На распад также влияют концентрация реакционно-
способных групп и температура.
В общей сложности, равновесие устанавливается благодаря тому, что
сложные эфиры, сформировавшиеся при распаде орто-структуры, также
способны поляризоваться с образованием новой орто-структуры и выделением
воды. Такое направление реакции называют омылением.
Общая схема протекания реакции подтверждается при радиоактивной
«метке» атомов кислорода спирта и карбоновой кислоты до проведения реакции
этерификации. «Меченый» атом кислорода спирта после протекания реакции
этерификации можно обнаружить только в сложном эфире, в то время как
«меченый» атом кислорода карбоновой кислоты оказывается как в сложном
эфире, так и в воде, т.к. обе гидроксильные группы орто-структуры полностью
равноправны [19].
На рис. 3.2 представлена краткая схема равновесных реакций этерификации
и омыления.
Равновесное состояние химической реакции сохраняется в соответствии с
законом действующих масс [20] (см. рис. ниже).
Это означает, что для получения максимального количества сложного
эфира необходимо сместить равновесие в сторону продукта. Обычно этого
добиваются путем отгонки образовавшейся воды. При производстве полиэфиров
традиционными способами применяют метод перегонки, при котором
происходит так называемое осушение.
V =
v прямая
vобратная
В равновесии:
vпрямая
к"
к*
— к ■ сон ссоон
сл.эфир H2O
= V06^3n
с ^
сл.эфир
— \,
K0
С0Н
0H2O
0COOH
18
Синтез и структура полиэфиров и алкидных смол
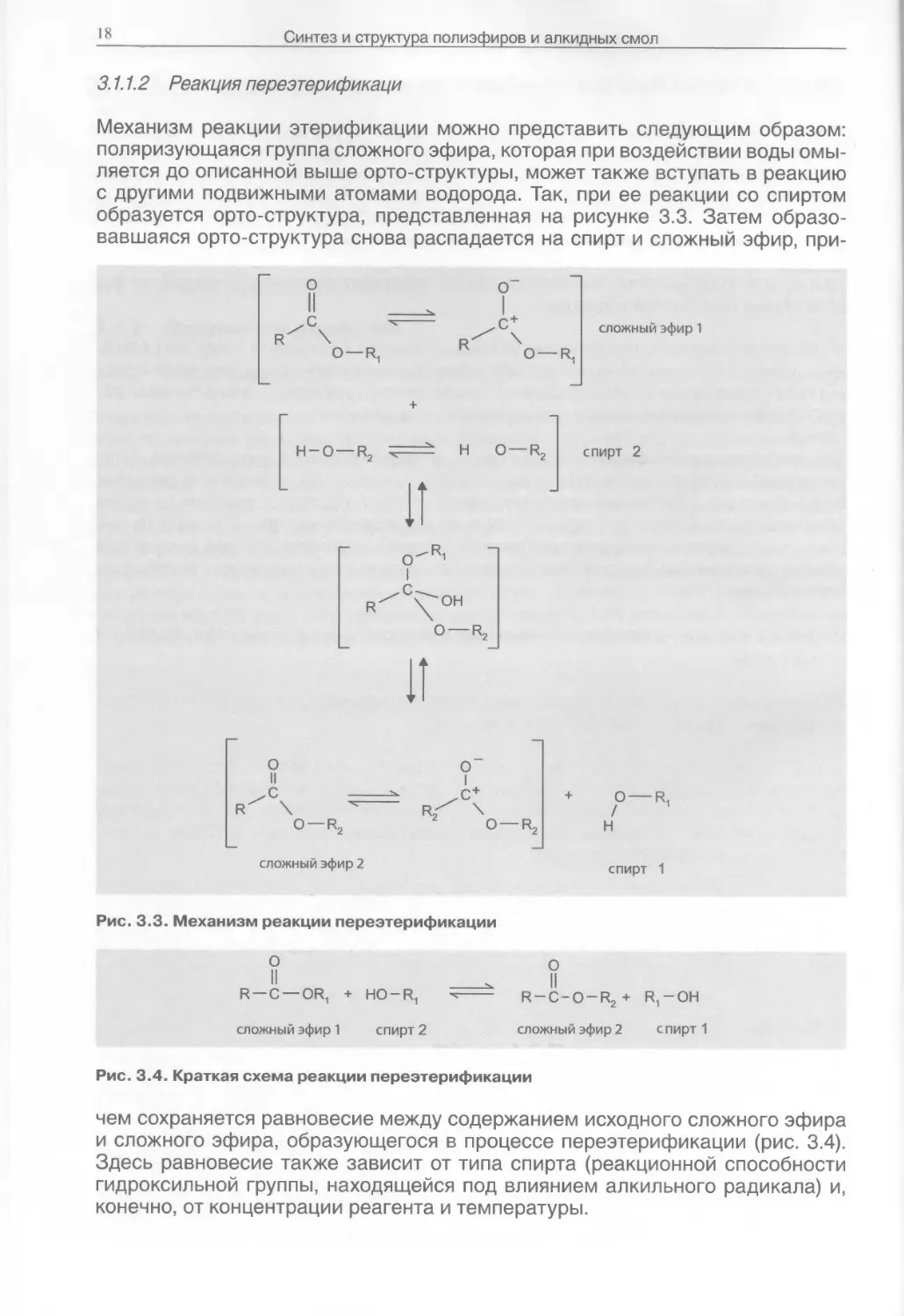
3.1.1.2 Реакция переэтерификаци
Механизм реакции этерификации можно представить следующим образом:
поляризующаяся группа сложного эфира, которая при воздействии воды омы-
ляется до описанной выше орто-структуры, может также вступать в реакцию
с другими подвижными атомами водорода. Так, при ее реакции со спиртом
образуется орто-структура, представленная на рисунке 3.3. Затем
образовавшаяся орто-структура снова распадается на спирт и сложный эфир, при-
о
Il
.с
\
О —R,
\
О — R1
сложный эфир 1
H-O-R2 ^=^ H О —R2
it
О'
I
^OH
О — R,
Il
спирт 2
О
Il
.C
\
сложный эфир 2
О
I
.C+
\
/
H
спирт 1
Рис. 3.3. Механизм реакции переэтерификации
О О
H , Il
R-C-OR1 + HO-R1 ^ R-C-O-R2+ R1-OH
сложный эфир 1 спирт 2 сложный эфир 2 спирті
Рис. 3.4. Краткая схема реакции переэтерификации
чем сохраняется равновесие между содержанием исходного сложного эфира
и сложного эфира, образующегося в процессе переэтерификации (рис. 3.4).
Здесь равновесие также зависит от типа спирта (реакционной способности
гидроксильной группы, находящейся под влиянием алкильного радикала) и,
конечно, от концентрации реагента и температуры.
Синтез и структура полиэфиров и алкидных смол
Тогда в состоянии равновесия:
с с
сл.эфир-2 спирт-1
кс =
С "С
сл.эфир-1 спирт-2
Если необходимо получить сложный эфир с максимально высоким выходом,
то равновесие необходимо сместить в соответствующую сторону. Обычно
для этого проводят отгонку одного из компонентов. Поэтому при
производстве сложных полиэфиров к полиэфирам поликарбоновых кислот в качестве
исходных компонентов добавляют низкокипящие спирты, а для обеспечения
максимально полной переэтерификации с другим спиртом отгоняют спирт
исходного компонента.
Реакция переэтерификации имеет большое значение и в производстве
алкидных смол. При этом равновесие реакции смещают в сторону продукта путем
выбора подходящего избытка со стороны реагента.
Несмотря на то, что реакция переэтерификации широко используется при
производстве полиэфирных смол и часто встречается в учебных пособиях, в
большинстве случаев при теоретическом рассмотрении структуры
полиэфиров ей не уделяют большого внимания. Методы расчета параметров,
определяющих синтез полиэфиров, т.е. определение молекулярных масс полиэфиров,
молекулярно-массового распределения и выведение так называемых
уравнений точки гелеобразования, часто требуют, чтобы кроме реакций этерификации
при получении сложных полиэфиров не протекало никаких других
межмолекулярных реакций. Реакция переэтерификации возникает не только при
производстве сложных полиэфиров и алкидных смол из простых эфиров,
используемых в качестве исходных продуктов, но также и при общем протекании реакции
(процесс производства) (см. гл. 3.4 «Молекулярно-массовое распределение»).
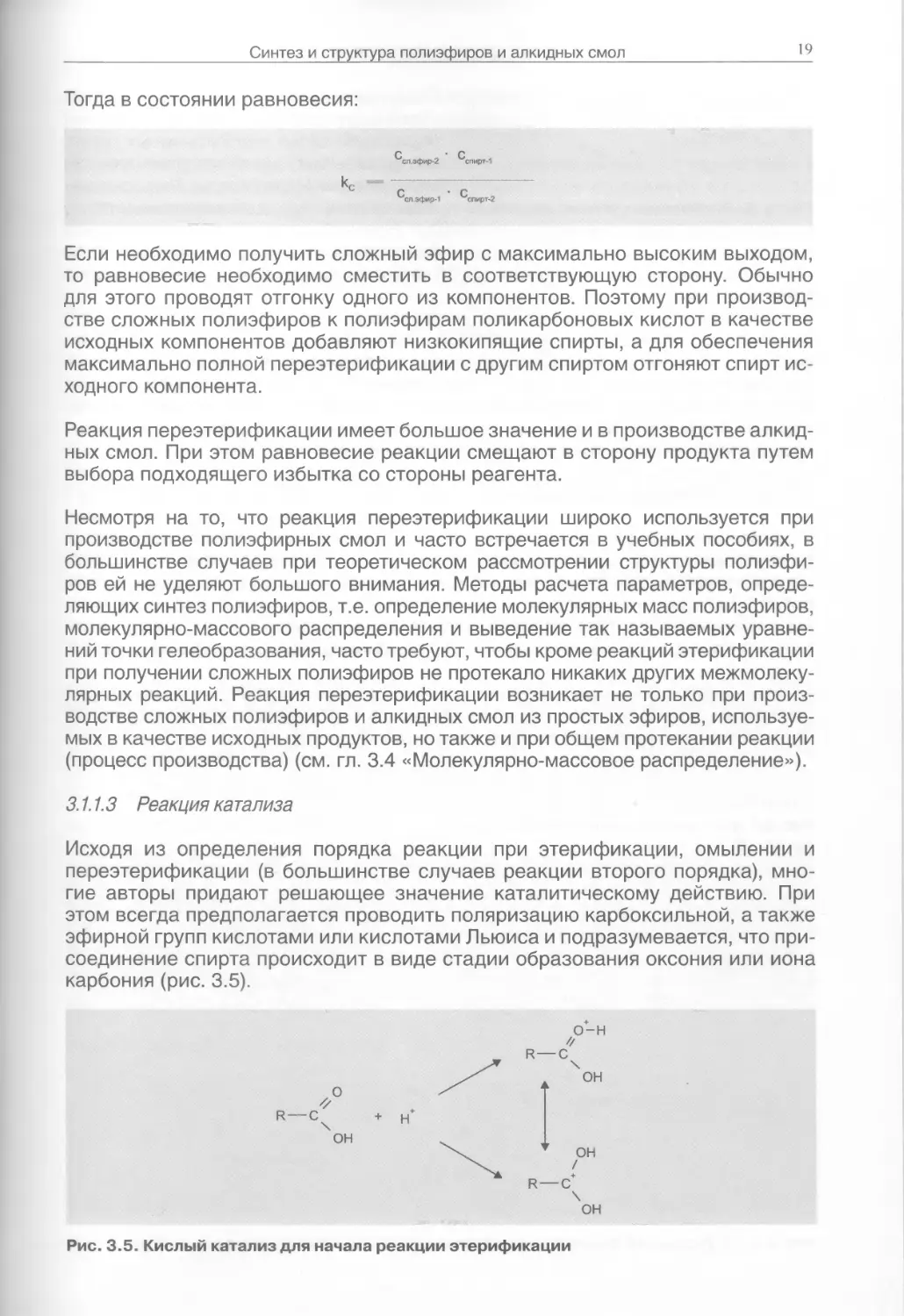
3.1.1.3 Реакция катализа
Исходя из определения порядка реакции при этерификации, омылении и
переэтерификации (в большинстве случаев реакции второго порядка),
многие авторы придают решающее значение каталитическому действию. При
этом всегда предполагается проводить поляризацию карбоксильной, а также
эфирной групп кислотами или кислотами Льюиса и подразумевается, что
присоединение спирта происходит в виде стадии образования оксония или иона
карбония (рис. 3.5).
O+-H
//
с
он
он
!
R — C+
\
он
R — C
//
он
R-
Рис. 3.5. Кислый катализ для начала реакции этерификации
20
Синтез и структура полиэфиров и алкидных смол
V
о н-
S"
С другой стороны, карбоновые кислоты
именно как кислоты сами вызывают
поляризацию своих карбоксильных групп,
что доказывает наличие димеров при
определении молекулярной массы
низкомолекулярных карбоновых кислот.
Рис. 3.6. Карбоновые кислоты могут быть
представлены в виде димеров
Аналогичным образом поляризуются
атомы водорода гидроксильных групп спиртов под воздействием соседних
молекул спирта.
Таким образом, реакции карбоксильных или эфирных групп являются
относительно сложными. В особенной степени это касается реакций третичных
спиртов и фенолов с карбоксильными группами, которые ведут себя совсем
по-другому по сравнению с первичными и вторичными алифатическими
спиртами. С другой стороны, из-за своих особенностей эти реакции не играют
практически никакой роли в производстве сложных полиэфиров.
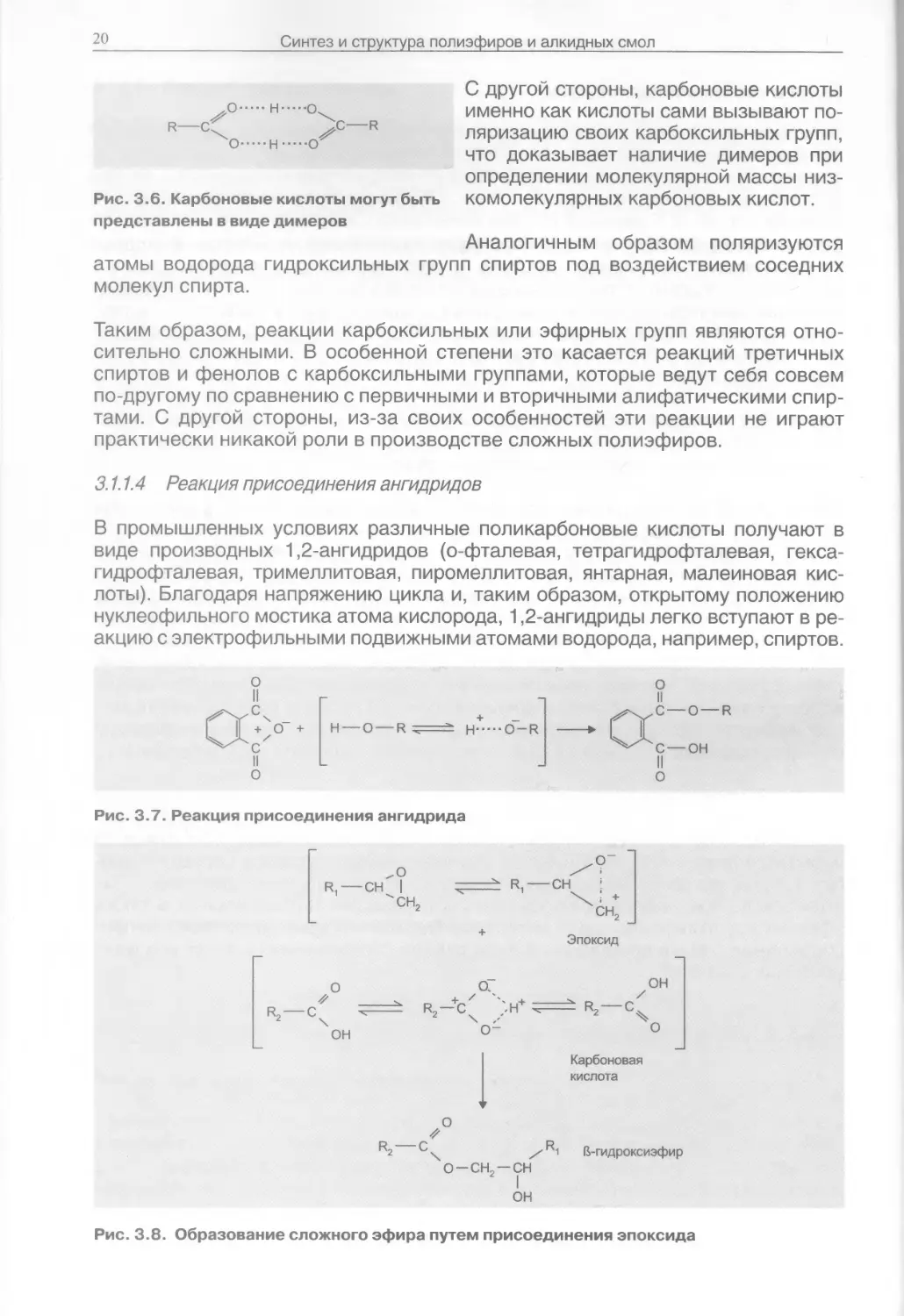
3.1.1.4 Реакция присоединения ангидридов
В промышленных условиях различные поликарбоновые кислоты получают в
виде производных 1,2-ангидридов (о-фталевая, тетрагидрофталевая, гекса-
гидрофталевая, тримеллитовая, пиромеллитовая, янтарная, малеиновая
кислоты). Благодаря напряжению цикла и, таким образом, открытому положению
нуклеофильного мостика атома кислорода, 1,2-ангидриды легко вступают в
реакцию с электрофильными подвижными атомами водорода, например, спиртов.
H — О — R ^=
О
Il
С
+ о
s
С
Il
о
Рис. 3.7. Реакция присоединения ангидрида
•0-R
О
Il
С — О — R
C — OH
Il
о
R1 CH
R0 C
OH
^CH0
о.
R0-C
-CH
CH2
Эпоксид
Чн+ ^=^ R2-C
он
Ч
Карбоновая
кислота
0-CH9
-CH
I
он
ft-гидроксиэфир
Рис. 3.8. Образование сложного эфира путем присоединения эпоксида
Синтез и структура полиэфиров и алкидных смол
21
При реакции присоединения образуются эфирная и свободная карбоксильная
группы, способные вступать в дальнейшую реакцию этерификации.
Однако скорость реакции, прежде всего у ароматических поликарбоновых
кислот, меньше из-за стерического затруднения, если сравнивать их с
изолированными группами карбоновых кислот. Реакция омыления, напротив,
ускоряется (рис. 3.7). При повышенной температуре может произойти повторное
образование ангидрида, в этом случае тоже предпочитают использовать
ароматические поликарбоновые кислоты.
3.1.1.5 Реакция присоединения эпоксидов
Формально 1,2-эпоксиды можно называть ангидридами 1,2-диолов, поэтому
они реагируют с карбоновыми кислотами посредством реакции
присоединения подвижного атома водорода карбоксильной группы с атомом кислорода
эпоксида. В результате поляризации эпоксидного кольца образуется электро-
фильный карбониевый ион, реагирующий с нуклеофильным кислородом
карбоксильной группы карбониевой кислоты с образованием эфирной группы.
Практически во всех случаях возникают вторичные гидроксильные группы,
способные к дальнейшей этерификации (рис. 3.8).
Под влиянием более сильных кислот в результате побочной реакции
самопроизвольно появляются продукты присоединения эпоксида. Образуются
простые полиэфиры.
3.1.1.6 Другие реакции образования
В органическом синтезе известны и другие реакции образования сложных
полиэфиров. Здесь следует рассмотреть две специальные полиэфирные
системы, которые пригодны для использования в качестве компонентов
пленкообразующей системы.
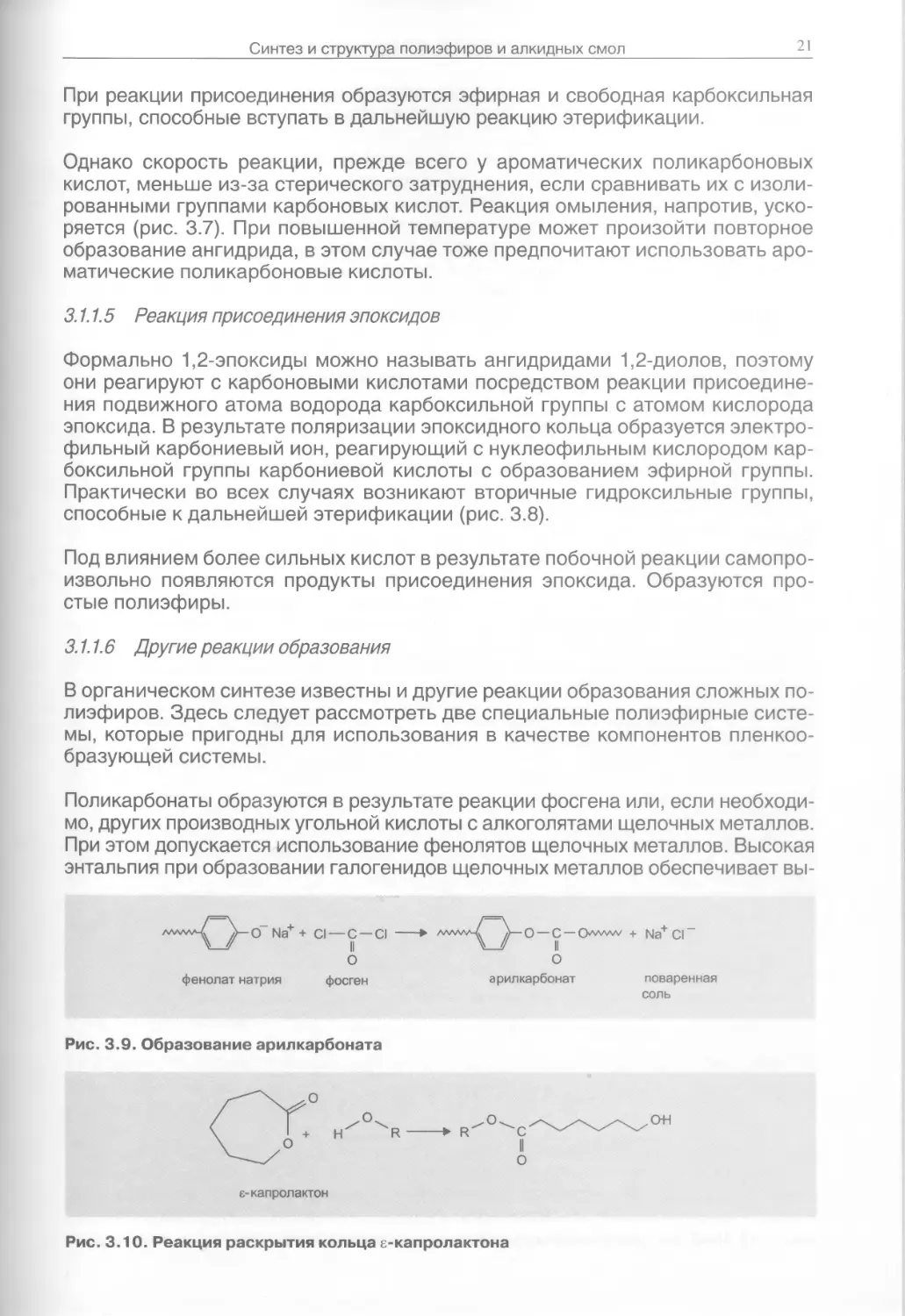
Поликарбонаты образуются в результате реакции фосгена или, если
необходимо, других производных угольной кислоты с алкоголятами щелочных металлов.
При этом допускается использование фенолятов щелочных металлов. Высокая
энтальпия при образовании галогенидов щелочных металлов обеспечивает вы-
\ /ї-0 Na+ + Cl — C-Cl ► /VWVAA^ \_о —С —Оалллл/ + Na+Cl
O O
фенолат натрия фосген арилкарбонат поваренная
соль
Рис. 3.9. Образование арилкарбоната
є-капролактон
Рис. 3.10. Реакция раскрытия кольца с-капролактона
22 Синтез и структура полиэфиров и алкидных смол
сокий выход карбонатов, чего в других случаях достаточно сложно добиться.
Полученные карбонаты обладают высокой стабильностью (рис. 3.9).
В зависимости от размеров кольца циклические сложные эфиры (лактоны)
могут быть индуцированы как при каталитическом действии, так и при
реакции с карбоновыми кислотами или со спиртами. В результате раскрытия
кольца образуются цепочечные сложные эфиры. В то время как у лактонов
молочной кислоты, у-бутиролактона и 5-валеролактона равновесие
находится преимущественно на стороне циклического эфира (пяти- и шестичленное
кольцо), равновесие реакции є-капролактона (семичленное кольцо) является
выгодной для цепного соединения (сложных полиэфиров) (рис. 3.10).
3.1.2 Получение полиэфиров и алкидных смол
3.1.2.1 Получение линейных полиэфиров
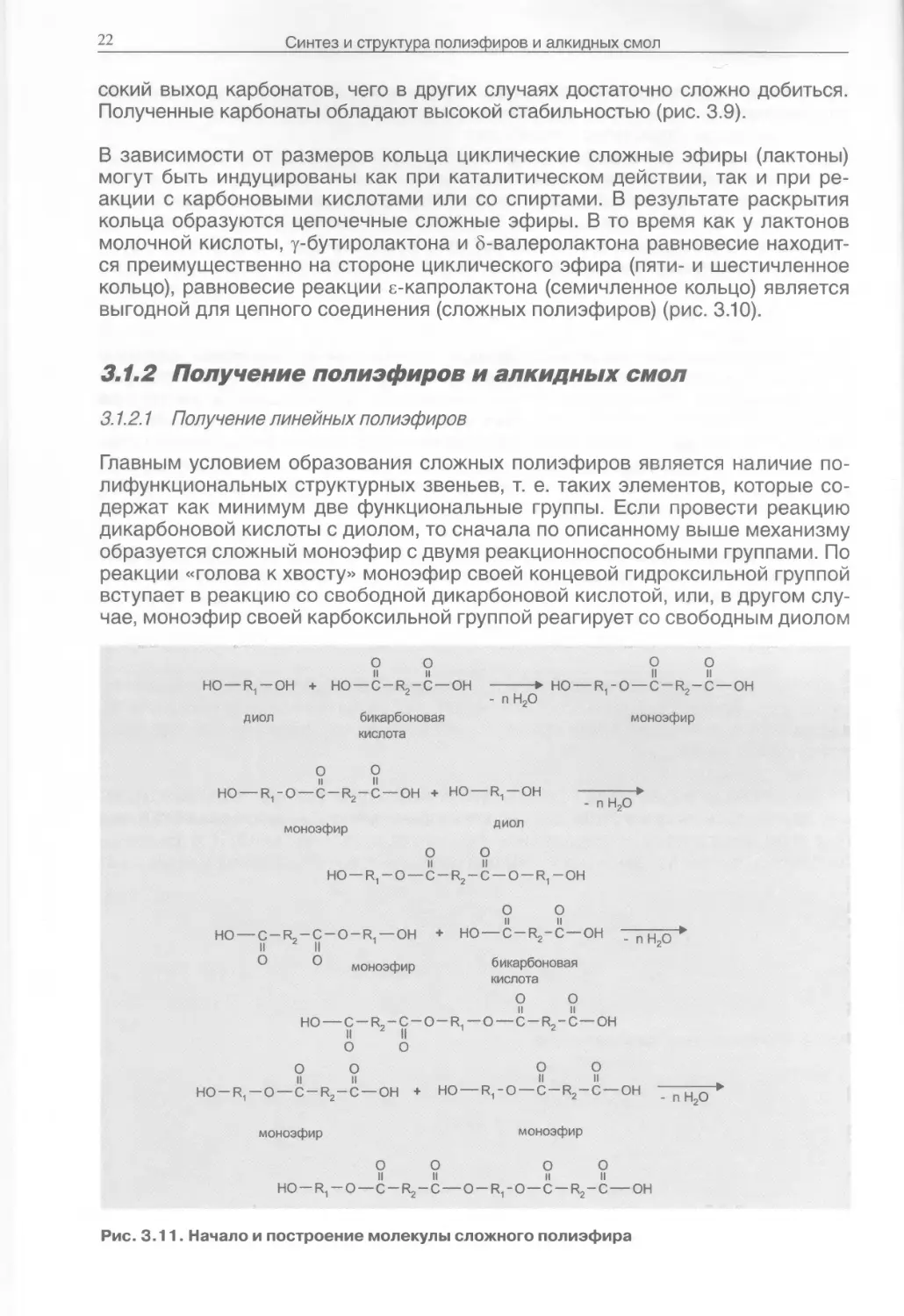
Главным условием образования сложных полиэфиров является наличие
полифункциональных структурных звеньев, т. е. таких элементов, которые
содержат как минимум две функциональные группы. Если провести реакцию
дикарбоновои кислоты с диолом, то сначала по описанному выше механизму
образуется сложный моноэфир с двумя реакционноспособными группами. По
реакции «голова к хвосту» моноэфир своей концевой гидроксильной группой
вступает в реакцию со свободной дикарбоновои кислотой, или, в другом
случае, моноэфир своей карбоксильной группой реагирует со свободным диолом
OO OO
Il Il Il Il
HO-R1-OH + HO-C-R9-C-OH ► HO — R1-O-C-R9-C-OH
- n H2O 1 2
диол бикарбоновая моноэфир
кислота
O O
и и
НО — R1-O-C-R2-C-OH + HO-R1-OH
- пН20
моноэфир диол
О О
и и
HO-R1-O-C-R2-C-O-R1-OH
О О
и и
HO-C-R9-C-O-R1-OH + HO-C-R2-C-OH . н 0 *
0 ° моноэфир бикарбоновая
кислота
О О
и и
НО — C-R9-C-O-R1-O — C-R9-C-OH
Il 2 Il 1 2
О О
OO OO
Il Il Il Il
HO-R1-O-C-R2-C-OH + HO-R1-O-C-R2-C-OH _ пНО
моноэфир моноэфир
OO OO
и и и и
HO-R1-O-C-R9-C — 0-R1-O-C-R0-C — ОН
Рис. 3.11. Начало и построение молекулы сложного полиэфира
Синтез и структура полиэфиров и алкидных смол
23
n HO-R1-OH
диол
O O
її її
пНО — C — R2-C-
бикарбоновая
кислота
- пНХ)
-OH
моноэфир
(п-1)Н20
O О
и и
НО — R1-O-T-C — R0-C — O — R1
O O
и Il
О — С — R0-C — OH
п-1
полиэфир
Рис. 3.12. Построение усредненной молекулы сложного полиэфира из п молей диола
и п молей дикарбоновой кислоты
п НО ОН + n HOOC-Q-COOH
-пНоО
n HO-
О
COOH
-(п-1) H2O
но-
е
COOH
п-1
Рис. 3.12. Построение усредненной молекулы сложного полиэфира из п молей диола
и п молей дикарбоновой кислоты
или другими аналогичными молекулами. В результате названных реакций
образуются цепные олигомеры и, в конечном счете, полимеры, т. е. линейные
молекулы сложного полиэфира (рис. 3.11).
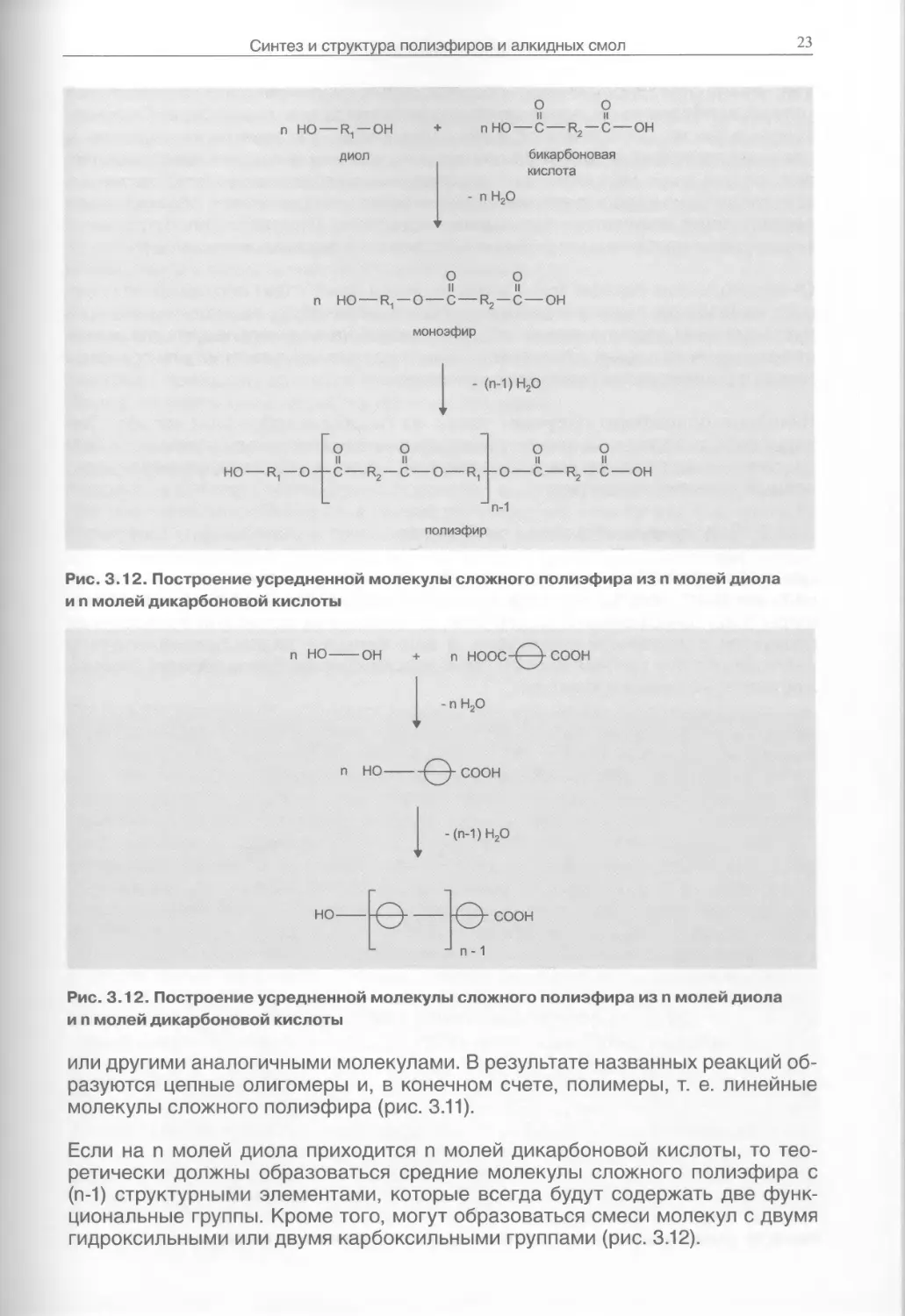
Если на п молей диола приходится п молей дикарбоновой кислоты, то
теоретически должны образоваться средние молекулы сложного полиэфира с
(п-1) структурными элементами, которые всегда будут содержать две
функциональные группы. Кроме того, могут образоваться смеси молекул с двумя
гидроксильными или двумя карбоксильными группами (рис. 3.12).
24
Синтез и структура полиэфиров и алкидных смол
Уже давно для упрощенного представления были введены специальные
условные обозначения, которые затем появились и в литературе. Поликар-
боновые кислоты обозначают круглым значком, т.к. при использовании в
сложных полиэфирах для JlKM они преимущественно состоят из
ароматических соединений. Напротив, для обозначения алифатических многоатомных
спиртов обычно используют линию. Количество концов линий в обоих случаях
соответствует количеству функциональных групп. На рис. 3.13 представлено
схематичное изображение реакции образования сложных полиэфиров.
Очевидно, что на первом этапе реакции, когда происходит образование
сложного моноэфира, выделяется большее количество воды, чем количество
продукта реакции этерификации, образующегося на всех последующих этапах
реакции вместе взятых. Это условие имеет решающее значение для
промышленного производства сложных полиэфиров.
Линейные полиэфиры получают также из гидроксикарбоновых кислот. Они
ведут себя аналогично сложному моноэфиру на основе диола и дикарбоновой
кислоты, из которого затем, в ходе реакции «голова к хвосту», образуется
линейный сложный полиэфир.
3.1.2.2 Получение разветвленных полиэфиров
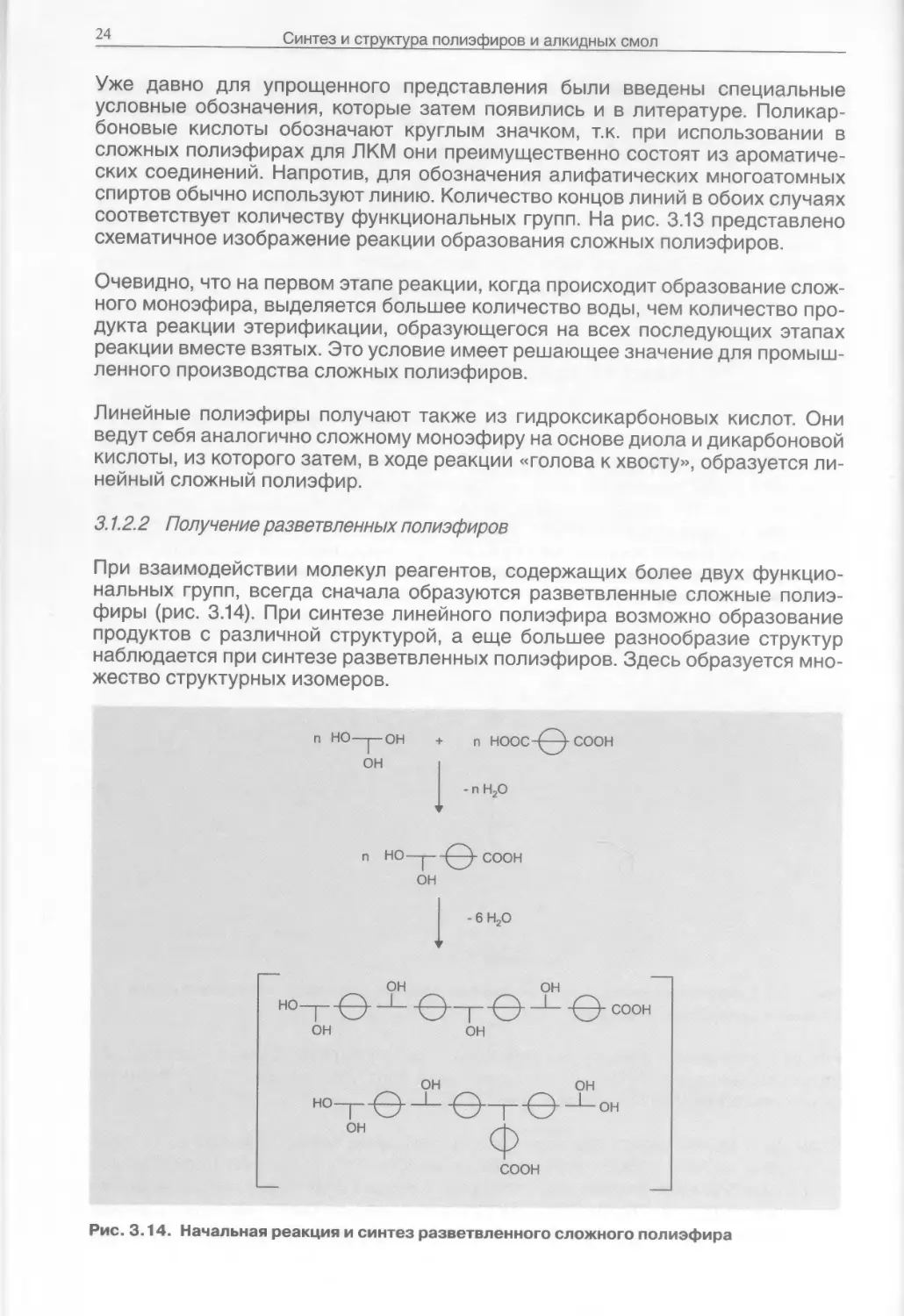
При взаимодействии молекул реагентов, содержащих более двух
функциональных групп, всегда сначала образуются разветвленные сложные
полиэфиры (рис. 3.14). При синтезе линейного полиэфира возможно образование
продуктов с различной структурой, а еще большее разнообразие структур
наблюдается при синтезе разветвленных полиэфиров. Здесь образуется
множество структурных изомеров.
п НО—г-OH + n HOOC-£^- COOH
он
-пН?0
но-
о
COOH
он
-6H9O
он он
но^О ^- -Є-ТО -1- О соон
он он
HO-
OH
он
о^о
о
ф
COOH
он
•он
Рис. 3.14. Начальная реакция и синтез разветвленного сложного полиэфира
Синтез и структура полиэфиров и алкидных смол 25
Разнообразие структурных изомеров может быть настолько широким, что
происходит образование полиэфирных молекул, содержащих только ОН-группы,
и молекул, содержащих только карбоксильные группы. Число структурных
изомеров увеличивается в геометрической прогрессии с ростом молекулы
полиэфира. Кроме того, необходимо еще учитывать молекулярно-массовое
распределение. В принципе, возможно, что при синтезе сложных полиэфиров из
молекул с более чем двумя функциональными группами, возникает некоторое
количество линейных молекул. Их содержание будет тем меньше, чем больше
молекулярная масса молекул сложного полиэфира.
Критически следует рассматривать представление о том, что из звеньев с
более чем двумя функциональными группами с разной реакционной
способностью сначала образуются только линейные полиэфирные молекулы.
Классическим примером является описание процесса получения сложных
полиэфиров, содержащих в качестве полиола глицерин.
При этом считается, что сначала образуются только линейные полиэфиры, и
лишь в конце реакции происходят, главным образом, разветвления. Конечно,
первичные ОН-группы глицерина реагируют быстрее, чем вторичные, тем
более, что первичных ОН-групп в молекуле глицерина две. Но как только часть
первичных гидроксильных групп вступила в реакцию поликонденсации,
концентрация вторичных ОН-групп, не вступивших в реакцию, достигает такого
уровня, что компенсирует их более низкую реакционную способность. Если
использовать молекулы с различной функциональностью (две и более), то
возможное число структурных изомеров еще больше увеличивается.
3.1.2.3 Циклизация как побочная реакция?
Часто в литературе [21-23] подробно рассматривают формирование
циклической структуры при получении сложных полиэфиров. Наряду с тем, что
кольца с пятью и шестью атомами формируются относительно быстро благодаря
оптимальному углу между связями атомов, внимание обращают также на то,
что кольца из 14 и более звеньев могут довольно легко образовываться.
Отсюда делают вывод, что образование циклических структур можно объяснить
отклонениями экспериментальных данных от теоретических представлений о
молекулярной массе и молярно-массовом распределении. Однако при этом
необходимо учитывать, что цепи такой длины способны образовывать очень
большое количество третичных структурных изомеров (пространственные
молекулярные структуры), так что вероятность образования
внутримолекулярной структуры «голова к хвосту» крайне мала. Кроме того, для того чтобы
реакция этерификации состоялась, требуется наличие определенных
кинетических предпосылок (модель вероятности успешных столкновений
функциональных групп как объяснение величины постоянной скорости реакции
этерификации W). Таким образом, вероятность формирования более крупных
циклических структур при образовании молекул сложного полиэфира
действительно очень мала.
За некоторыми исключениями, во время формирования полиэфирных
молекул циклизации не происходит, звенья и комбинации звеньев, которые
способны привести к циклизации во время этерификации, не рассматриваются
с точки зрения использования в сложных полиэфирах. Так, например, из
щавелевой кислоты и этиленгликоля с относительно высоким выходом
образуется диоксоландион, а с 4-гидроксимасляной кислотой в результате форми-
26 Синтез и структура полиэфиров и алкидных смол
рования внутреннего сложного эфира образуется у-бутиролактон. Поэтому
при получении сложных полиэфиров отказываются от использования этих
материалов. Имеются исследования методом газовой хроматографии [24],
которые должны доказать, что при получении полиэтилентерефталата путем
переэтерификации диметилтерефталата с образованием диэтиленгликоль-
терефталата на промежуточной стадии, образуются циклические молекулы
из двух молей терефталевой кислоты и двух молей этиленгликоля. Их
содержание может существенно ухудшить свойства высокомолекулярных сложных
полиэфиров, используемых в качестве сырья в волокнистых материалах.
Если представить планарную структуру из одного бензольного кольца и двух
карбоксильных групп терефталевой кислоты и предположить, что системы
я-электронов кольца могли бы перекрыться, то образование подобного
кольца кажется маловероятным.
3.1.2.4 Сшивание полиэфиров при синтезе
В зависимости от стехиометрических соотношений разветвленные сложные
полиэфиры могут состоять из очень крупных молекул с концевыми гидроксиль-
ными и карбоксильными группами. Если подобные молекулы реагируют друг с
другом более двух раз, из разветвленных молекул образуются сшитые
молекулы. Сшитые полиэфирные молекулы формируются также в том случае, если
две более крупные молекулы присоединяются друг к другу через «мостик»
маленьких молекул более одного раза. Необходимо сказать, что
образовавшиеся пространственные сетчатые структуры могут содержать еще более мелкие
молекулы, поэтому в пространственном отношении сетчатые структуры также
могут содержать молекулярные циклические структуры. При образовании
сшитых молекул сложного полиэфира вязкость полиэфира (расплава) меняется
скачкообразно: из расплава с максимально низкой структурной вязкостью
образуется гель с очень высокой вязкостью и явным пределом текучести. Сшитые
полиэфирные молекулы больше не способны расплавляться и растворяться в
растворителях. Поэтому их невозможно снова преобразовать в форму,
пригодную для переработки. Происходит необратимое образование пленки.
В связи с тем, что сначала пытались синтезировать сложные полиэфиры
с максимально высоким молекулярным весом, очень долгое время
занимались исследованиями, направленными на установление теоретических основ
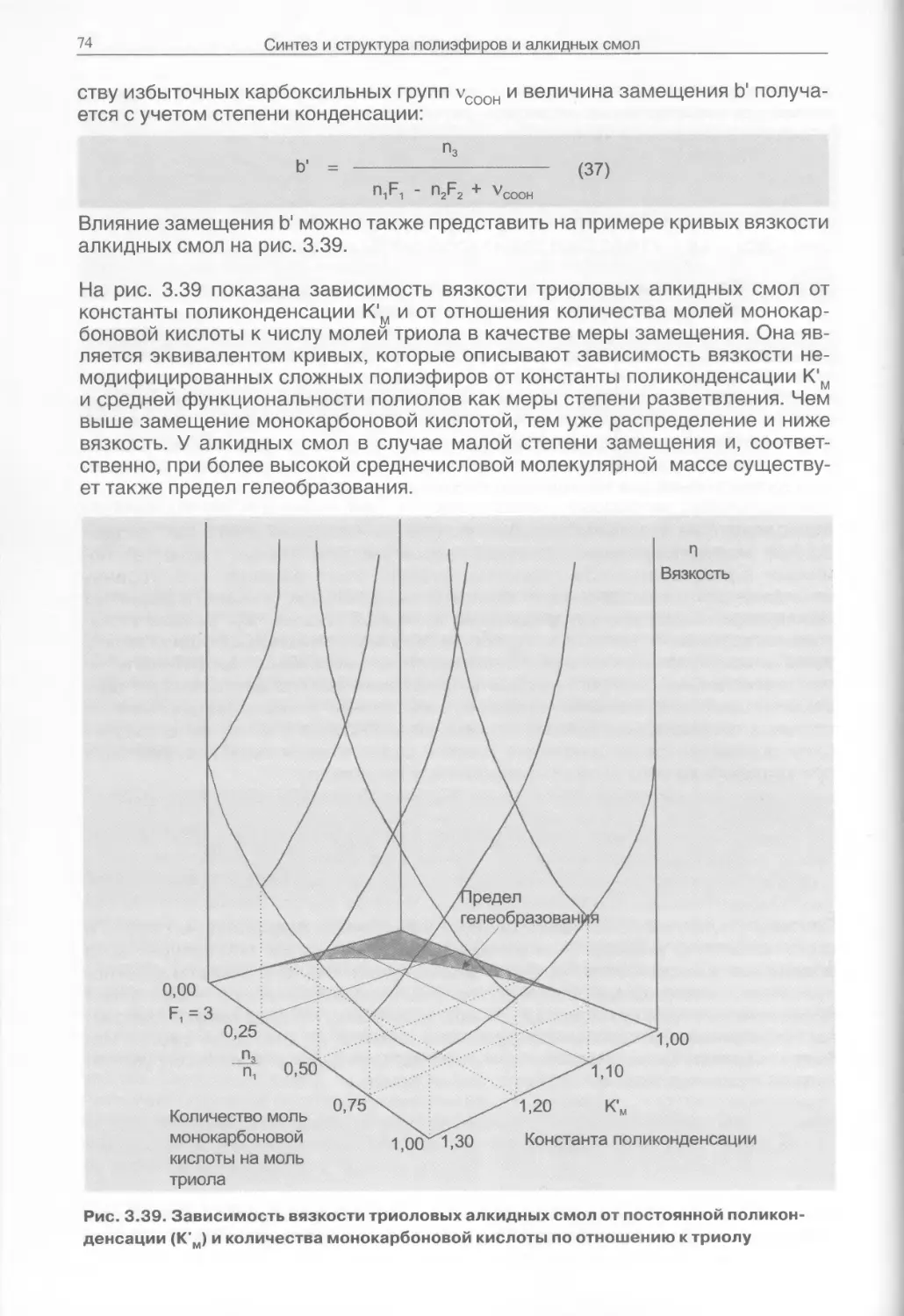
процесса гелеобразования; т. е. стремились предугадать степень
завершенности реакции, при которой происходит гелеобразование (см. гл. 3.2).
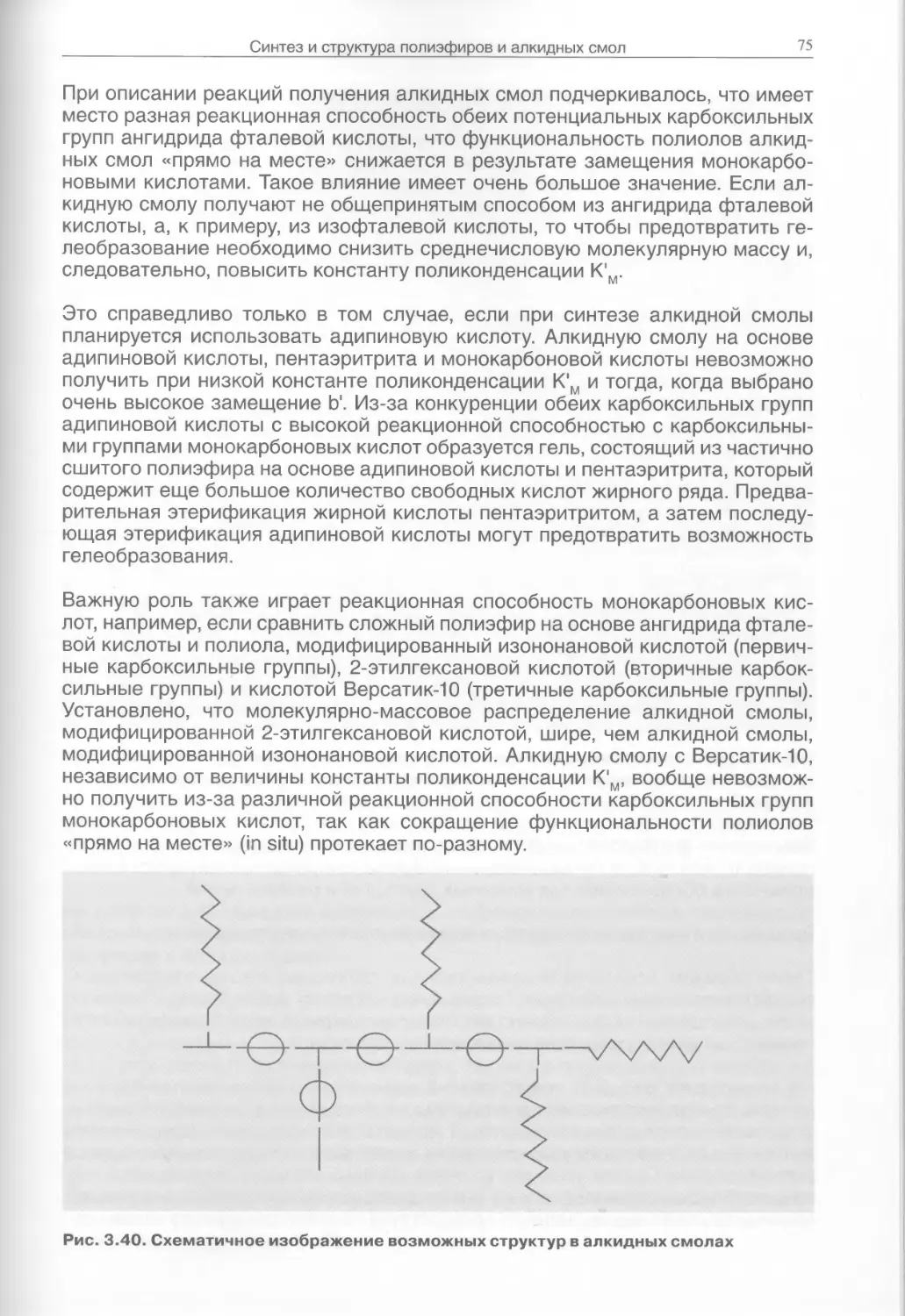
3.1.2.5 Особенности получения алкидных смол
Алкидные смолы получают на основе поликарбоновых кислот, многоатомных
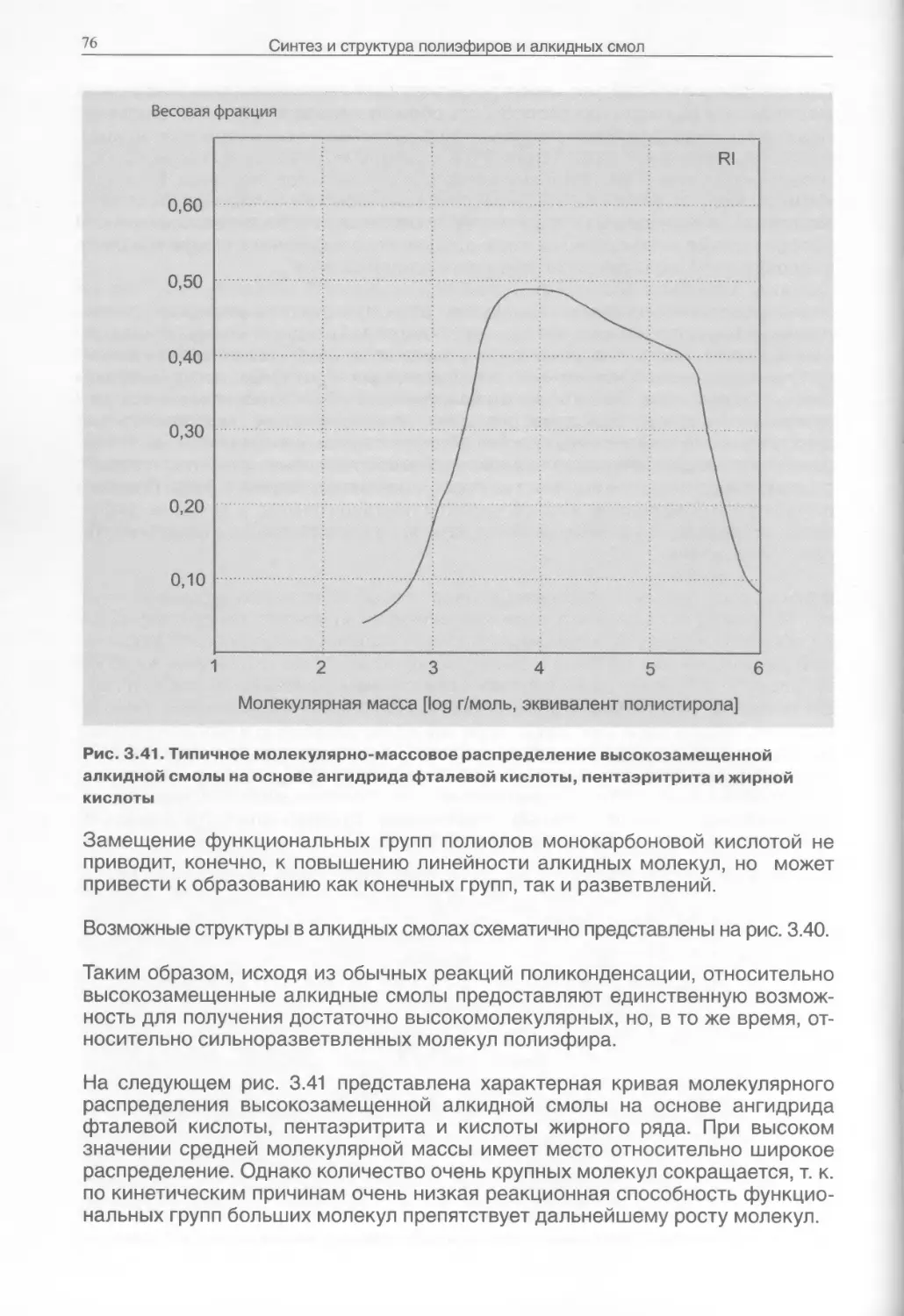
спиртов и монокарбоновых кислот (см. гл. 1 и 2). При синтезе самых
распространенных алкидных смол в качестве основных компонентов используют
чаще всего ангидрид фталевой кислоты, а не о-фталевую кислоту, а также
многоатомные спирты с тремя и более гидроксильными группами (в смесях,
в среднем, три и более) и алифатические монокарбоновые кислоты с
первичными и, реже, с вторичными карбоксильными группами.
Это связано с тем, что при производстве алкидных смол из перечисленных
реагентов реакция взаимодействия ангидрида фталевой кислоты с ОН-группой
спирта протекает с наибольшей скоростью и, следовательно, является
наиболее предпочтительной. В результате реакции образуется промежуточный
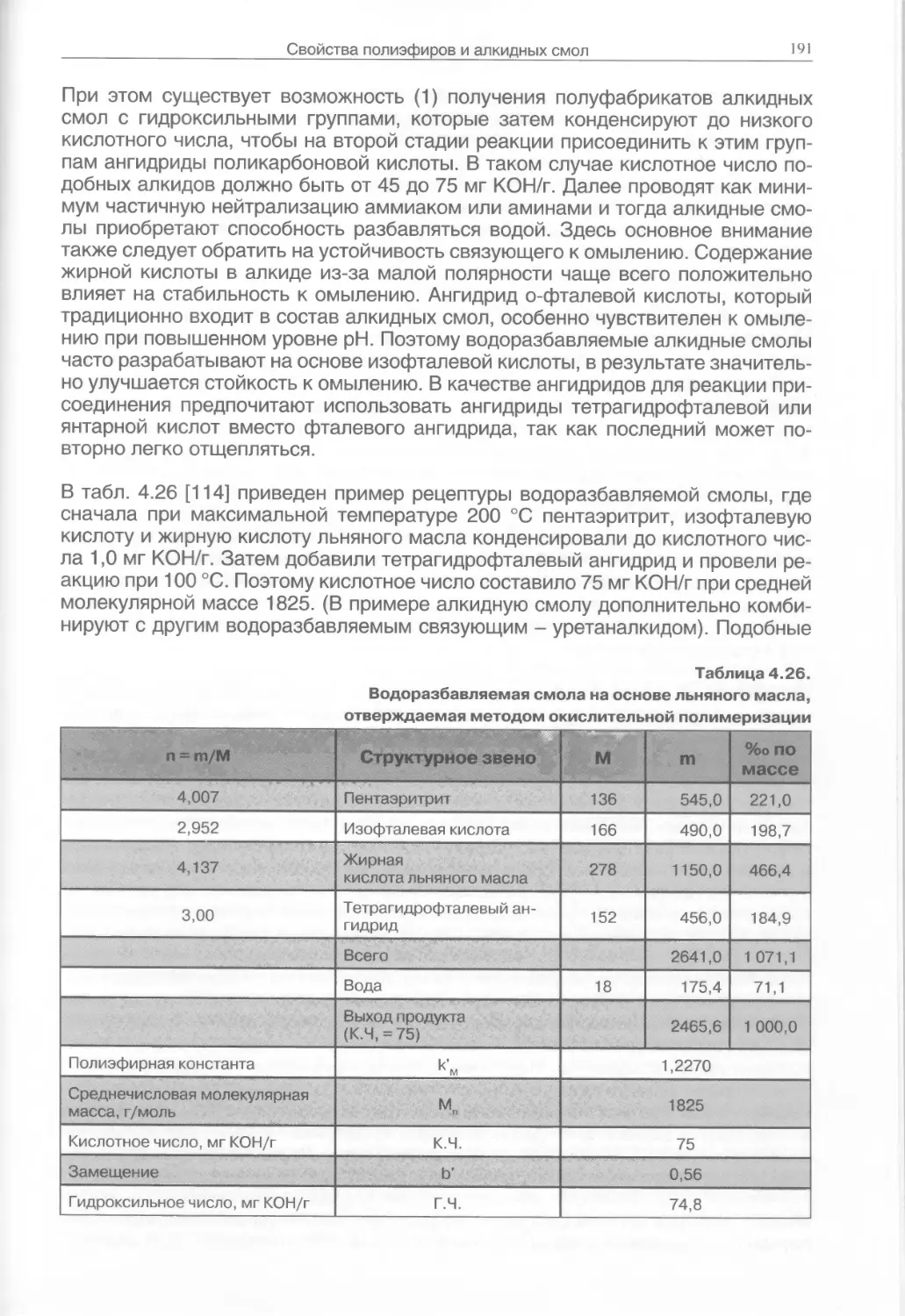
Синтез и структура полиэфиров и алкидных смол
27
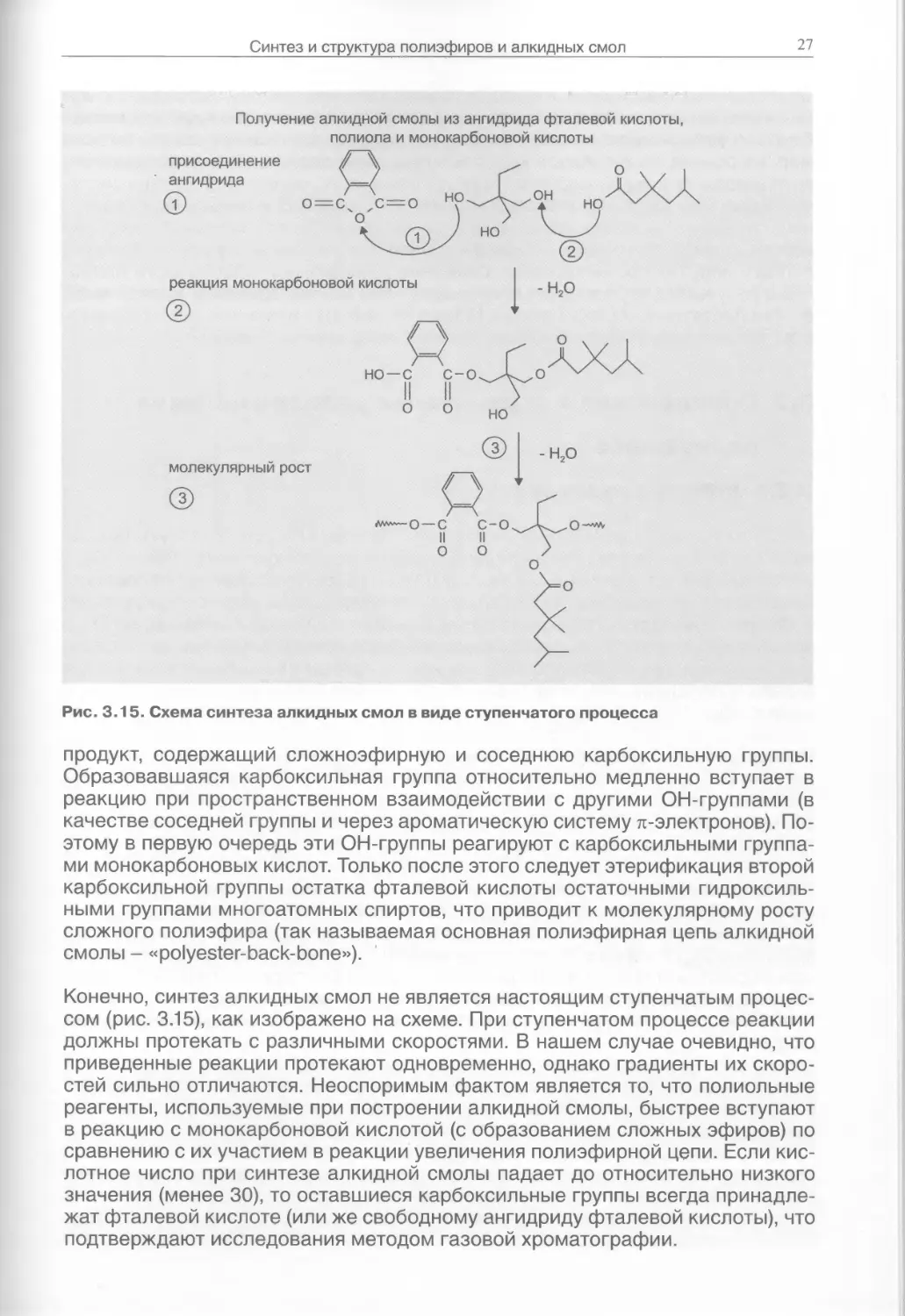
Получение алкидной смолы из ангидрида фталевой кислоты,
полиола и монокарбоновой кислоты
присоединение /\
ангидрида
реакция монокарбоновой кислоты
(D
но—с
молекулярный рост
(D
Рис. 3.15. Схема синтеза алкидных смол в виде ступенчатого процесса
продукт, содержащий сложноэфирную и соседнюю карбоксильную группы.
Образовавшаяся карбоксильная группа относительно медленно вступает в
реакцию при пространственном взаимодействии с другими ОН-группами (в
качестве соседней группы и через ароматическую систему л-электронов).
Поэтому в первую очередь эти ОН-группы реагируют с карбоксильными
группами монокарбоновых кислот. Только после этого следует этерификация второй
карбоксильной группы остатка фталевой кислоты остаточными гидроксиль-
ными группами многоатомных спиртов, что приводит к молекулярному росту
сложного полиэфира (так называемая основная полиэфирная цепь алкидной
смолы - «polyester-back-bone»).
Конечно, синтез алкидных смол не является настоящим ступенчатым
процессом (рис. 3.15), как изображено на схеме. При ступенчатом процессе реакции
должны протекать с различными скоростями. В нашем случае очевидно, что
приведенные реакции протекают одновременно, однако градиенты их
скоростей сильно отличаются. Неоспоримым фактом является то, что полиольные
реагенты, используемые при построении алкидной смолы, быстрее вступают
в реакцию с монокарбоновой кислотой (с образованием сложных эфиров) по
сравнению с их участием в реакции увеличения полиэфирной цепи. Если
кислотное число при синтезе алкидной смолы падает до относительно низкого
значения (менее 30), то оставшиеся карбоксильные группы всегда
принадлежат фталевой кислоте (или же свободному ангидриду фталевой кислоты), что
подтверждают исследования методом газовой хроматографии.
28
Синтез и структура полиэфиров и алкидных смол
Этот принцип построения влияет на распределение молекул алкидных смол
по размерам (см. главу 3.4). Синтез алкидных смол на основе других поликар-
боновых кислот вместо использования ангидрида фталевой кислоты
(например, на основе изофталевой кислоты или адипиновой кислоты в сочетании с
ангидридом фталевой кислоты), требует изменения молярного состава
системы. Здесь нет различий в скорости реакции ангидрида и второй
карбоксильной группы, испытывающей стерическое влияние. Синтез алкидных смол при
использовании третичных монокарбоновых кислот также требует принятия
особых мер, т.к. промежуточное снижение реакционной способности полио-
лов в результате образования сложных эфиров монокарбоновых кислот
является недостаточно эффективным. Можно даже найти различия, если сравнить
первичные и вторичные монокарбоновые кислоты друг с другом.
3.2 Определение и ограничение размера молекул
полиэфиров
3.2.1 Влияние размеров
После того, как эмпирическим путем были получены и соответствующим
образом описаны первые полиэфиры и, прежде всего, алкидные смолы [25], с
начала 30-х гг. XX в. ученые стали заниматься теоретическими
исследованиями в области полимерной химии сложных полиэфиров. В частности, Карозерс
и Флори занимались теоретическими основами синтеза полиэфиров. В то
время еще не удалось получить высокомолекулярные линейные полиэфиры
для производства пластмасс или волокон, но целью их исследований всегда
являлось определение условий, способствующих образованию макромолекул
полиэфира.
Исследования полиэфиров, полученных из дифункциональных реагентов,
достаточно давно показали, что величина молекулярной массы сложных
полиэфиров зависит от степени завершенности реакции синтеза и молярного
соотношения компонентов. Известны уравнения для расчета параметров
получения линейных А-Б-полимеров.
Так, величина молекулярной массы (Mn) или количество (q) структурных
звеньев линейных полиэфиров зависит от отношения фактического числа
функциональных групп полиэфира (vC00H или v0H) к числу функциональных групп
(псоон или пон) в начале реакции конденсации, причем полиэфир состоит из
одинакового молярного числа диола (^) и дикарбоновой кислоты (п2). Здесь
понятие «структурное звено» обозначает комбинацию молекулы поликарбо-
новой кислоты с прикрепленной молекулой или молекулами многоатомного
спирта.
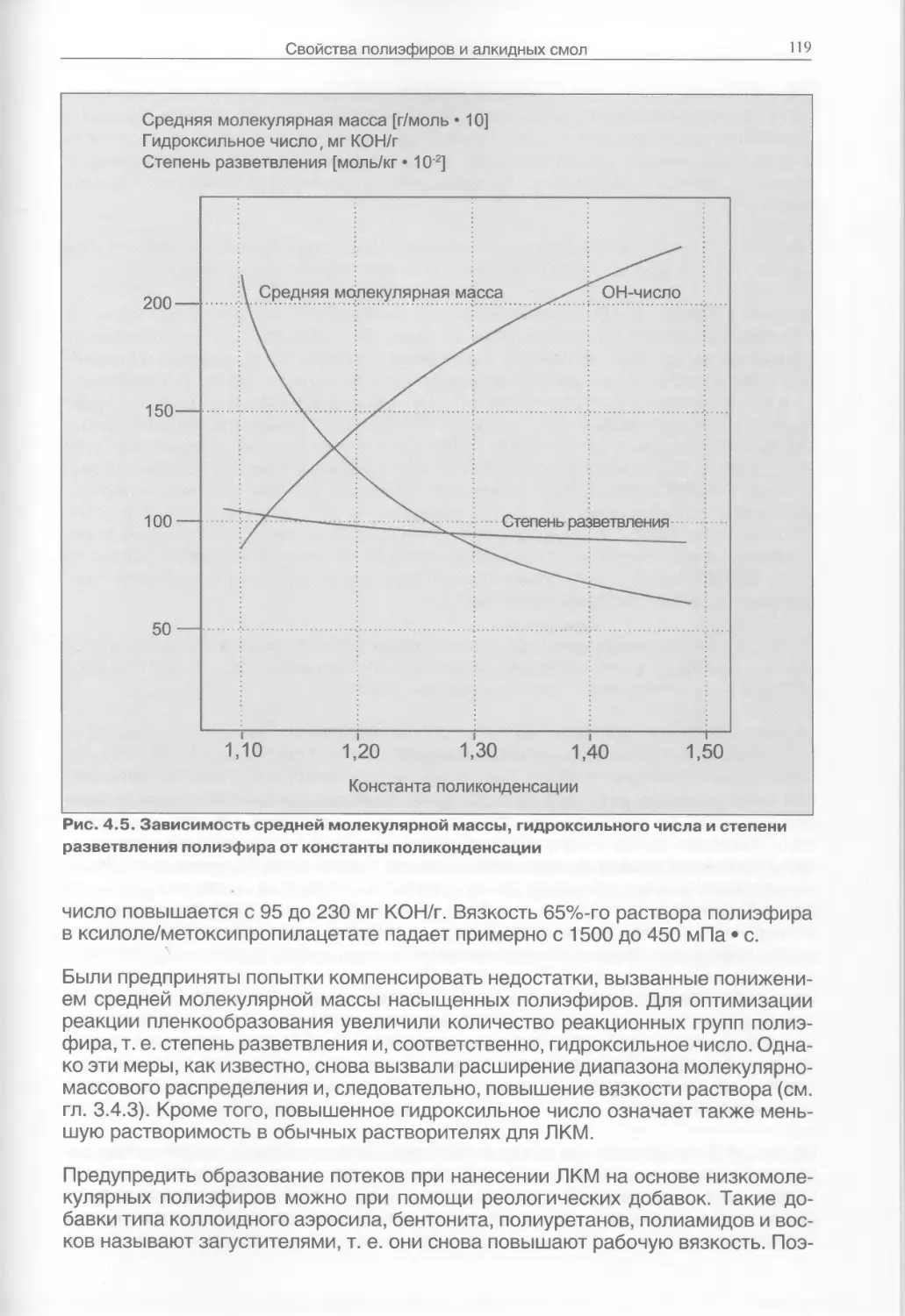
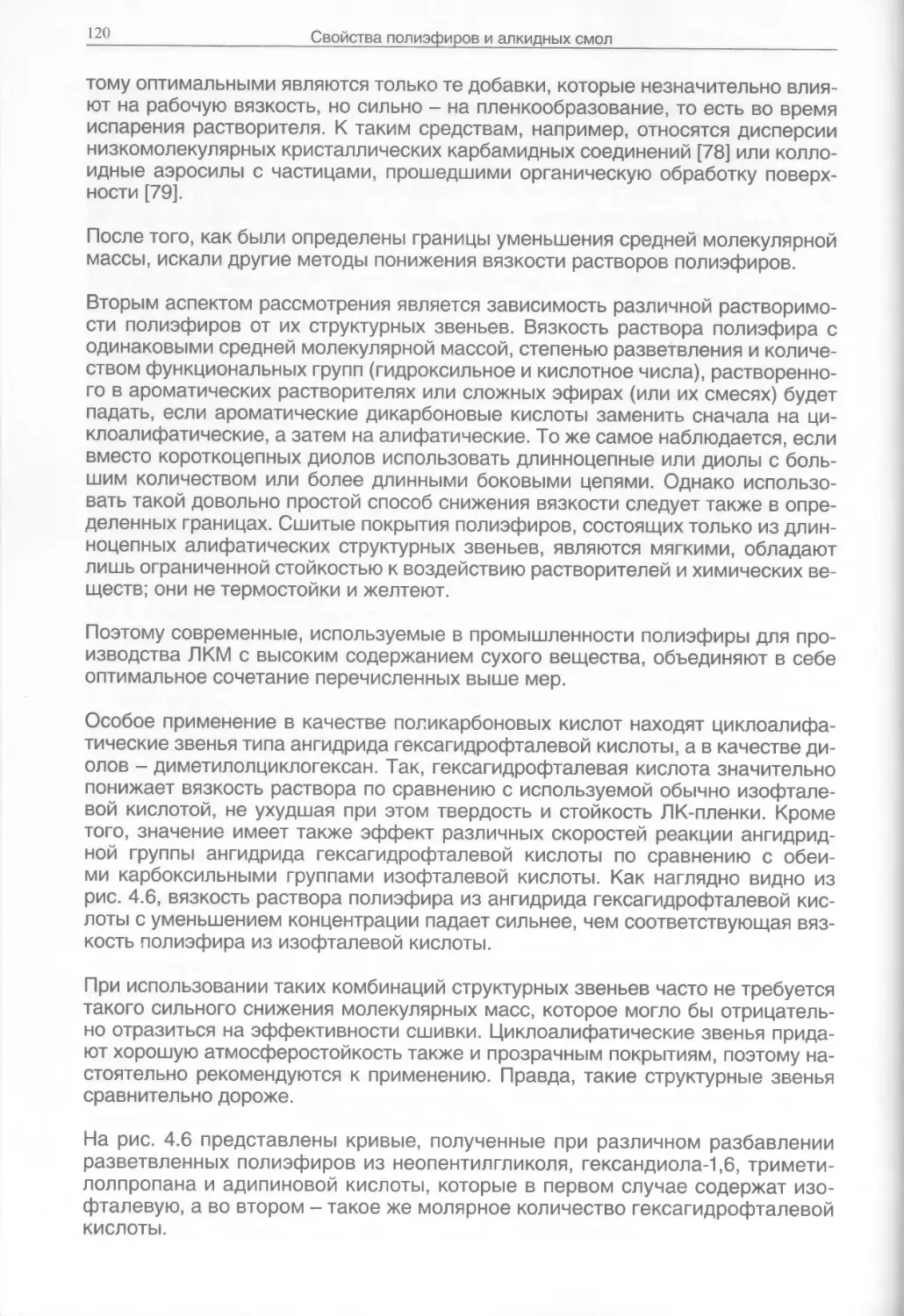
2 V4 vCOOH / п соон J 2 V V°H / n
псоон пон
2 • vcooh 2 • voh
Синтез и структура полиэфиров и алкидных смол
29
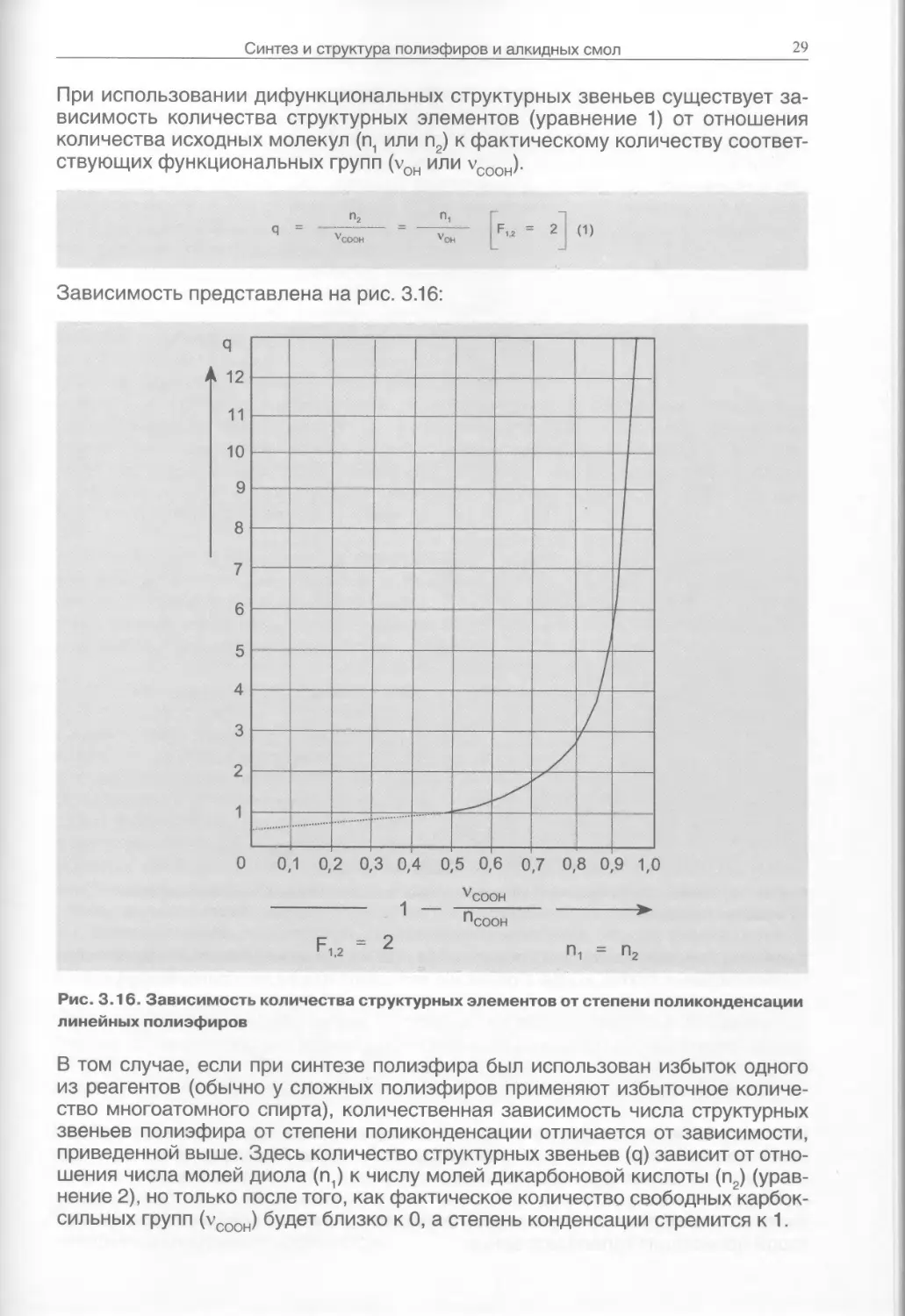
При использовании дисфункциональных структурных звеньев существует
зависимость количества структурных элементов (уравнение 1) от отношения
количества исходных молекул (^ или п2) к фактическому количеству
соответствующих функциональных групп (v0H или vC0(
)■
П2 H1
VCOOH VOH
F1, = 2
(1)
Зависимость представлена на рис. 3.16:
ч
А 12
11
10
9
8
7
6
5
4
3
2
1
/
і
/
і
—
I I
I
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
F« = 2
п, = п9
Рис. 3.16. Зависимость количества структурных элементов от степени поликонденсации
линейных полиэфиров
В том случае, если при синтезе полиэфира был использован избыток одного
из реагентов (обычно у сложных полиэфиров применяют избыточное
количество многоатомного спирта), количественная зависимость числа структурных
звеньев полиэфира от степени поликонденсации отличается от зависимости,
приведенной выше. Здесь количество структурных звеньев (q) зависит от
отношения числа молей диола (nj к числу молей дикарбоновой кислоты (п2)
(уравнение 2), но только после того, как фактическое количество свободных
карбоксильных групп (vC00H) будет близко к 0, а степень конденсации стремится к 1.
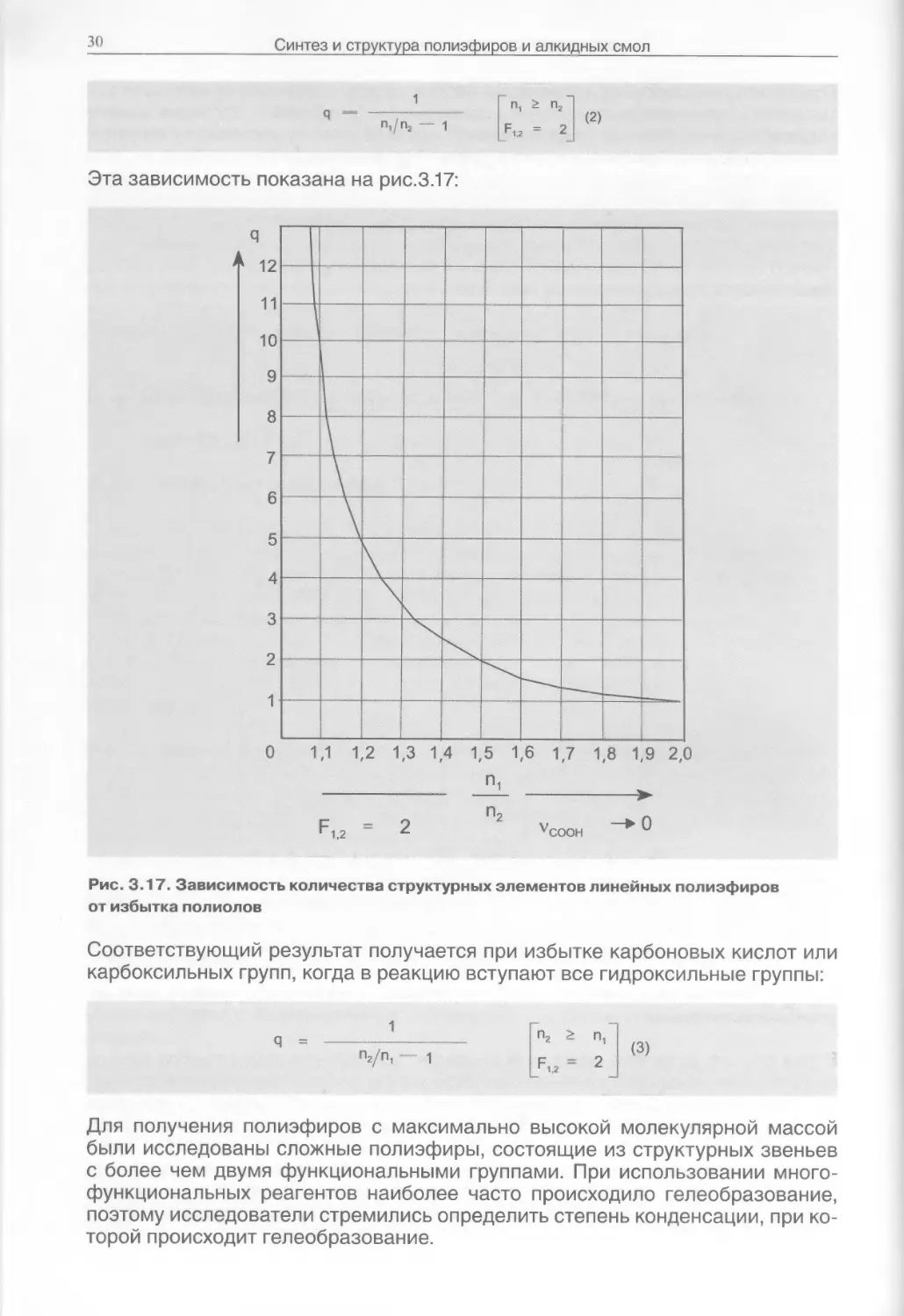
зо
Синтез и структура полиэфиров и алкидных смол
Vn2 — і
Эта зависимость показана на рис.3.17:
п, > п2
Р« = 2
(2)
12
11
10
9
8
7
6
5
4
3
2
1
\
1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0
Fi,;
п9
^COOH
о
Рис. 3.17. Зависимость количества структурных элементов линейных полиэфиров
от избытка полиолов
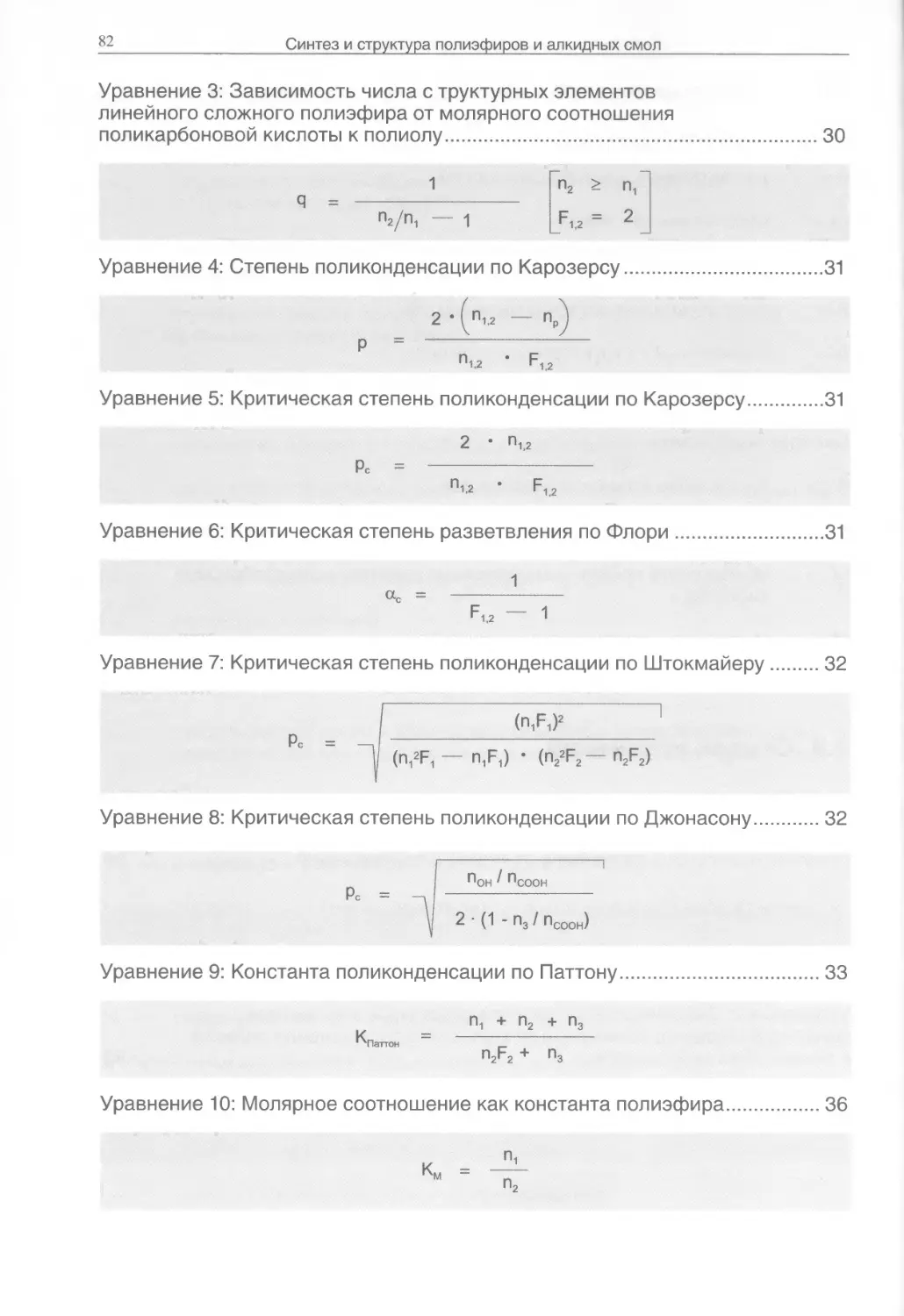
Соответствующий результат получается при избытке карбоновых кислот или
карбоксильных групп, когда в реакцию вступают все гидроксильные группы:
Vni
п2 > п
F1, = 2
1 О)
Для получения полиэфиров с максимально высокой молекулярной массой
были исследованы сложные полиэфиры, состоящие из структурных звеньев
с более чем двумя функциональными группами. При использовании
многофункциональных реагентов наиболее часто происходило гелеобразование,
поэтому исследователи стремились определить степень конденсации, при
которой происходит гелеобразование.
Синтез и структура полиэфиров и алкидных смол 31
3.2.2 Выведение уравнений точки гелеобразования
Карозерс [26] в 1935 г. вывел уравнение зависимости степени
поликонденсации (р) при синтезе сложных полиэфиров, представив ее как разницу между
числом прореагировавших молекул реагентов ^n12) и числом фактически
образовавшихся молекул полиэфира (пр) в зависимости от начального
количества функциональных групп (эквивалентов) (уравнение 4). Другие авторы
также приводят это уравнение [27-31]:
В случае, если частное, полученное
при делении количества прореагиро- 2 -(«ч» — О
вавших молекул исходных реагентов р » (4)
на количество образуемых полиэфир- °u ' F«
ных молекул, стремится к
бесконечности, т. е. когда из множества молекул исходных компонентов образуется
небольшое количество очень крупных молекул сложного полиэфира,
достигается так называемая критическая степень поликонденсации (рс). Эта
критическая степень поликонденсации является частным от деления количества
прореагировавших структурных звеньев на общее количество всех
эквивалентов, умноженным на два (уравнение
Приведенное уравнение Карозерса
свидетельствует о том, что в точке
гелеобразования среднечисловая
молекулярная масса сложных полиэфиров
стремится к бесконечности.
Флори [32 и ссылки в 27, 28, 30, 31, 36],
напротив, установил, что гелеобра-
зование наступает при значительно
меньшей степени поликонденсации,
и средневесовая молекулярная
масса стремится к бесконечности. В этой
связи молекулы полиэфира в
количестве много меньшем, чем количество
молекул реагентов, непрореагировавших на данный момент реакции
поликонденсации, являются настолько большими, что занимают практически весь
объем реакционной массы. При этом он определяет статическую величину
(а), описывающую вероятность образования мостиков между двумя цепями
полиэфирных молекул в результате взаимодействия разветвлений молекул
полиэфиров.
При гелеобразовании эта величина становится критической (ас). Величина ас
описывает вероятность соединения полиэфирных цепей мостиком более
одного раза, в результате чего образуются молекулы полиэфира с молекулярной
массой, стремящейся к бесконечности (сетчатые структуры) (уравнение 6).
Позднее другие авторы пытались дать количественную оценку этой
критической величине, опираясь на другие статические зависимости или
экспериментальные данные.
Так, Штокмайер [34] расширил уравнение Флори с учетом статического
влияния функциональности реагентов:
в 5):
P —> Pc
2 • п12
(5)
1
(6)
F12 ~ 1
32
Синтез и структура полиэфиров и алкидных смол
Pc = -J (7)
| (^F1 — 1I1F1) • OVF2- n2F2)
Джонасон [33] приходит к аналогичным результатам, рассматривая
одновременно влияние модификации полиэфиров монокарбоновыми кислотами
(т. е. алкидные смолы). Он установил, что критическая степень
поликонденсации зависит от соотношения функциональных и карбоксильных групп
мономерных карбоновых кислот к соответствующим группам поликарбоновых
кислот:
Кильб [35] пытается объяснить отличие
J n0H / псоон результатов своих исследований от
Pc = -J ———— (8) теоретических высказываний Флори и
и 2 ■ (1 - n3 / псоон) Штокмайера тем, что между
самообразующимися полиэфирными
молекулами протекают межмолекулярные
реакции, частота которых зависит от длины и жесткости цепей молекул полиэфира
и от фактической концентрации полиэфиров и концентрации их
функциональных групп в данном реакционном объеме.
Бернардо [27] делает положительные выводы о различных модельных
подходах и уравнениях и объясняет выведение точки гелеобразования на основе
экспериментальных данных, полученных при производстве алкидных смол.
Главная проблема при определении точки гелеобразования заключается,
очевидно, в том, что по теории Флори для начала процесса гелеобразования
только очень небольшое количество молекул формирующегося полиэфира
должно иметь молекулярную массу, приближенную к бесконечности.
Наибольшее влияние оказывают молекулярно-массовое распределение и
реакционная способность растущей полиэфирной молекулы на основе различных
структурных звеньев.
Флори сравнивает рост полиэфирных молекул (реакций поликонденсации)
с ростом полимерных цепей во время реакции полимеризации. Полученные
на основе этих реакций статистические данные представлены в виде
относительно плоских кривых распределения молекул полиэфиров по размерам с
относительно малым углом наклона.
Однако Кильб [35], Коршак [37] и Брезлер [38] выводят более крутую кривую
распределения Гаусса полиэфирных молекул по размерам. Получение данной
кривой было неожиданным, так как она отличалась от кривых, построенных
на основании уравнения Флори и его производных. Поэтому названные выше
и последующие авторы стали считать, что точка гелеобразования сложных
полиэфиров и алкидных смол находится между значениями,
определенными по уравнениям Карозерса и Флори [40]. Данное высказывание до сих пор
встречается в литературе [41].
Причиной отличия кривых молекулярно-массового распределения
полиэфиров, полученных на практике и рассчитанных по уравнениям, заключается в
реакциях переэтерификации при синтезе полиэфирных молекул, что ранее
было установлено Коршаком [37]. В соответствии с этим при синтезе моле-
Синтез и структура полиэфиров и алкидных смол
33
кул сложного полиэфира существует не только равновесие между сложным
эфиром, водой и спиртом, карбоновой кислотой. Более того, существуют
различные виды равновесия между молекулами сложного полиэфира различной
величины, которые способны реагировать друг с другом не только в
результате этерификации, но также в результате переэтерификации.
Разнообразие рассматриваемых здесь сложных полиэфиров, исследуемых
в соответствии с разными программами, подтверждает четкую тенденцию к
образованию молекул со средней молекулярной массой. Такая тенденция в
первую очередь зависит от функциональности использованных реагентов,
а во вторую очередь - от реакционной способности функциональных групп.
Конечно, ожидаемая средняя молекулярная масса играет решающую роль.
А условия реакции для получения названных полиэфиров имеют, как ни
удивительно, второстепенное значение.
Если считается трудным определить молекулярную массу, молекулярно-
массовое распределение или точку гелеобразования разветвленных сложных
полиэфиров, то выполнить соответствующие вычисления для алкидных смол
с учетом влияния монокарбоновых кислот, принимающих участие в
построении молекул, оказывается еще более сложным.
В связи с этим Паттон [39] в первую очередь ссылается на уравнение Каро-
зерса (5) и расширяет его для нескольких молей монокарбоновой кислоты (п3).
Преобразовав уравнение Карозерса в рамках идеи Флори, Патон вводит
величину коррекции, которую он вывел на основе обширных экспериментальных
данных, полученных при синтезах разнообразных алкидных смол. Он
определил, что соотношение числа молей всех компонентов (полиолы, поликарбоно-
вые и монокарбоновые кислоты) к количеству всех карбоксильных групп
реагентов должно составлять от 1,000 до 1,005, чтобы получить алкидные смолы,
которые и при повышенной степени конденсации не превращаются в гель. Он
называет эту величину алкидной константой (КПаттон) (9).
В настоящее время эта алкидная
константа является основой большинства +
встречающихся в литературе методов кПаттон = — — (9)
составления расчетов алкидных смол n2F2 + n3
и все еще используется многими
разработчиками и производителями.
Поскольку уравнение, в конечном счете, применимо для случая стехиометриче-
ского соотношения, методы расчета рецептур различных алкидных смол
носят достаточно ограниченный характер, прежде всего, при расчете рецептур
низкомолекулярных смол с высоким гидроксильным числом, которые находят
применение в промышленности.
Паттон перечислил ограничения и дополнения к своему уравнению.
Сандерленд [36] пытался откорректировать его уравнение. Дик [29] составил
хороший обзор, в котором сравнивает уравнения Карозерса и Флори с
уравнениями Паттона и Сандерленда.
34 Синтез и структура полиэфиров и алкидных смол
3.3 Метод вычисления средней молекулярной массы
3.3.1 Влияние различных параметров на молекулярную
массу
Необходимо сделать несколько критических замечаний, чтобы определить,
какие из рассмотренных выше расчетов и уравнений подходят для
составления рецептур сложных полиэфиров и какие можно взять за основу при
составлении программ для проведения систематических исследований.
Экспериментально установлено, что синтезировать сложные полиэфиры и ал-
кидные смолы почти на границе с точкой гелеобразования нецелесообразно,
т.к. в этом случае достаточно трудно получить пленкообразователи с
оптимальными свойствами. Поэтому в связи с возрастающими требованиями в области
защиты окружающей среды при разработке ЛКМ с высоким и максимально
высоким содержанием твердого вещества важно правильно рассчитать среднюю
молекулярную массу пленкообразователя, чтобы после нанесения и сшивки
ЛКМ на его основе можно было получить покрытие с хорошими свойствами.
Очевидно, что средняя молекулярная масса пленкообразователей в
значительной степени влияет на рабочую вязкость, поэтому важно определить
взаимосвязь между средней молекулярной массой, рабочей вязкостью и
свойствами пленки. Однако при составлении рецептур существуют ограничения,
которые определяются предельными значениями в точке гелеобразования.
Стехиометрический подход, который почти всегда встречается в описанных
выше уравнениях и производных, также ограничивает свободу при
составлении рецептур ЛКМ. Перечисленные выше авторы рассматривают
элементарные звенья сложных полиэфиров и алкидных смол с их различной
функциональностью со стехиометрической точки зрения точно так же, как ионные
компоненты неорганических солей.
Получение сложных полиэфиров можно представить следующим образом:
во время разнообразных промежуточных стадий образуются молекулы
различного размера, которые содержат различное количество и типы
функциональных групп и затем вступают в межмолекулярные реакции друг с другом.
В результате на конечной стадии образования сложных полиэфиров
получается смесь молекул с различным количеством функциональных групп
независимо от размера молекул. При этих условиях стехиометрический подход
не рассматривается. Пока не существует определенной взаимосвязи между
стехиометрическим соотношением функциональных групп и размером
молекул сложного полиэфира (см. рис. 3.18).
3.3.2 Влияние молярного соотношения полиола и пол и кар-
боновой кислоты на размер молекул полиэфира
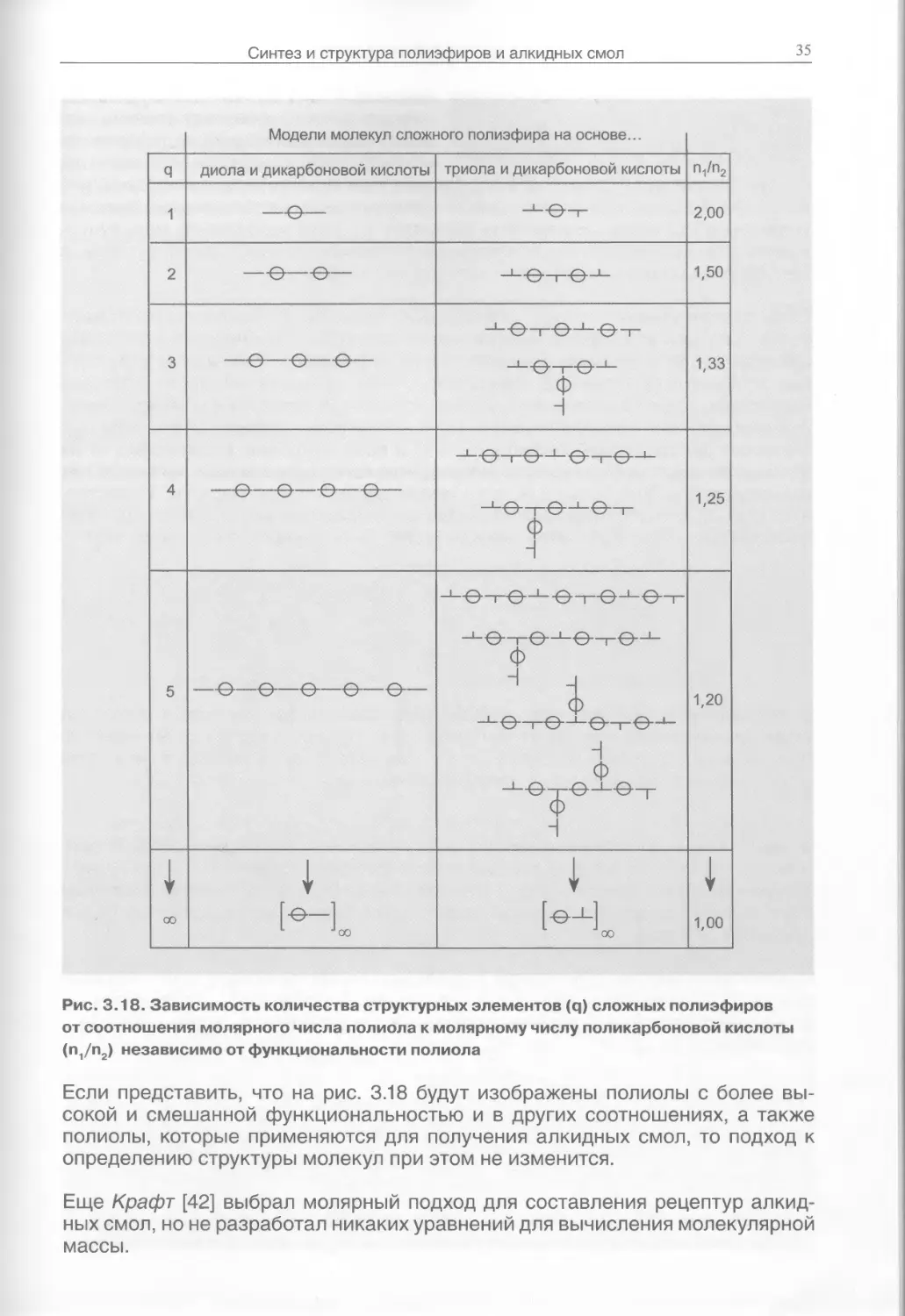
Решающим условием получения молекул среднего размера, как уже было
представлено на рис. 3.16 и 3.17, в случае линейных полиэфиров продолжает
оставаться молярное соотношение структурных звеньев и степени
конденсации при производстве сложного полиэфира. На рис. 3.18 показаны возможные
варианты структур сложного полиэфира, полученного из диолов и триолов,
размеры (количество структурных элементов) которых остаются
одинаковыми при одинаковых молярных соотношениях.
Синтез и структура полиэфиров и алкидных смол
35
Модели молекул сложного полиэфира на основе...
диола и дикарбоновой кислоты
триола и дикарбоновой кислоты
<Vn2
-O-
2,00
-е—е-
-е-т-е-
1,50
-е—е—е-
ф
1,33
-е—е—е—е-
■■в-г-е-'-е-г-е--
^Є-гЄ^Є-г
ф
1,25
-Є-гЄ^Єт-Є-^Є-
-Є-т-Є-^Є-гЄ-
-е-е—е—е—е~
ф
ф
-е-т-е-^в-т-е-
H
ф
-\
1,20
HH.
1,00
Рис. 3.18. Зависимость количества структурных элементов (q) сложных полиэфиров
от соотношения молярного числа полиола к молярному числу поликарбоновой кислоты
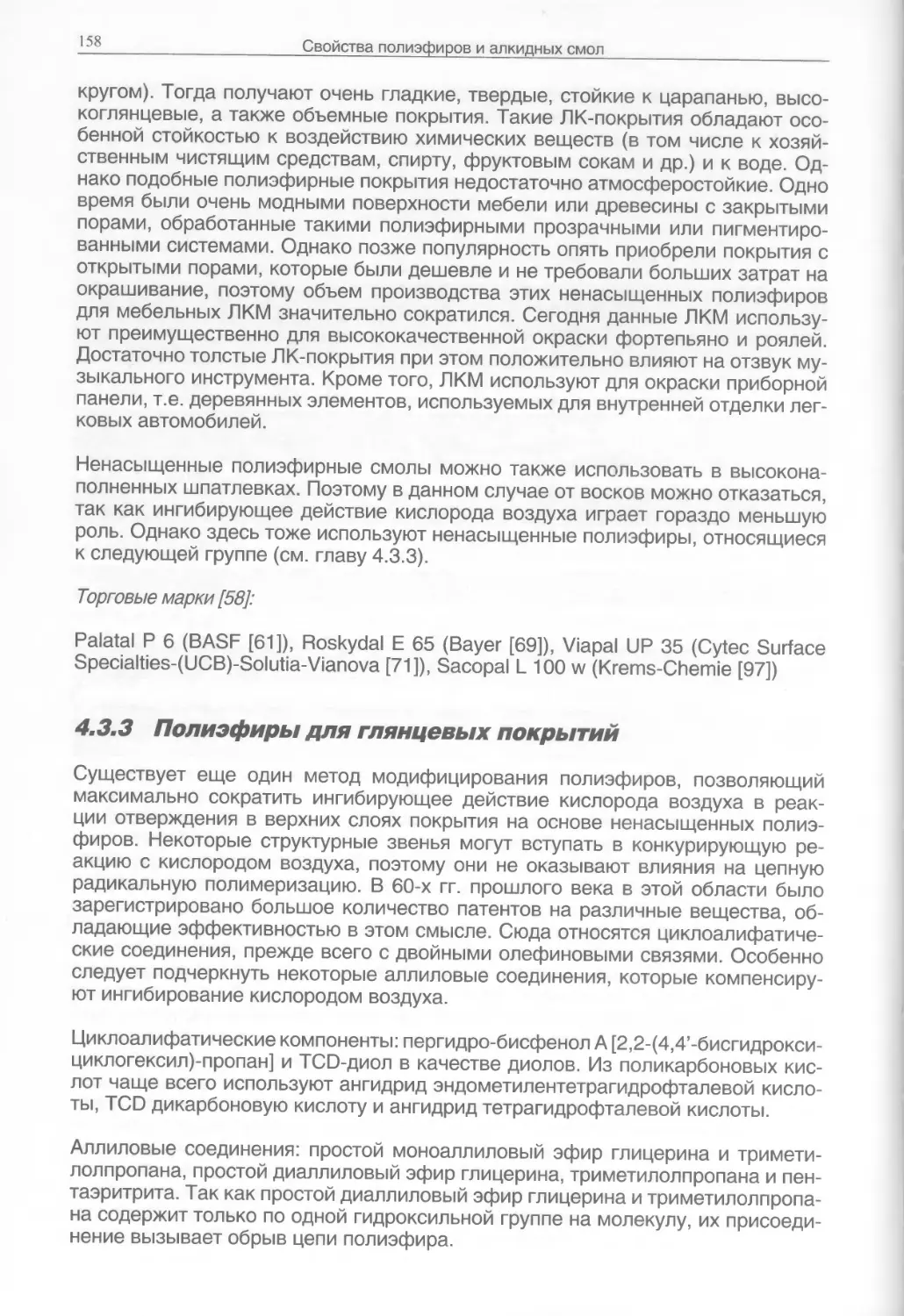
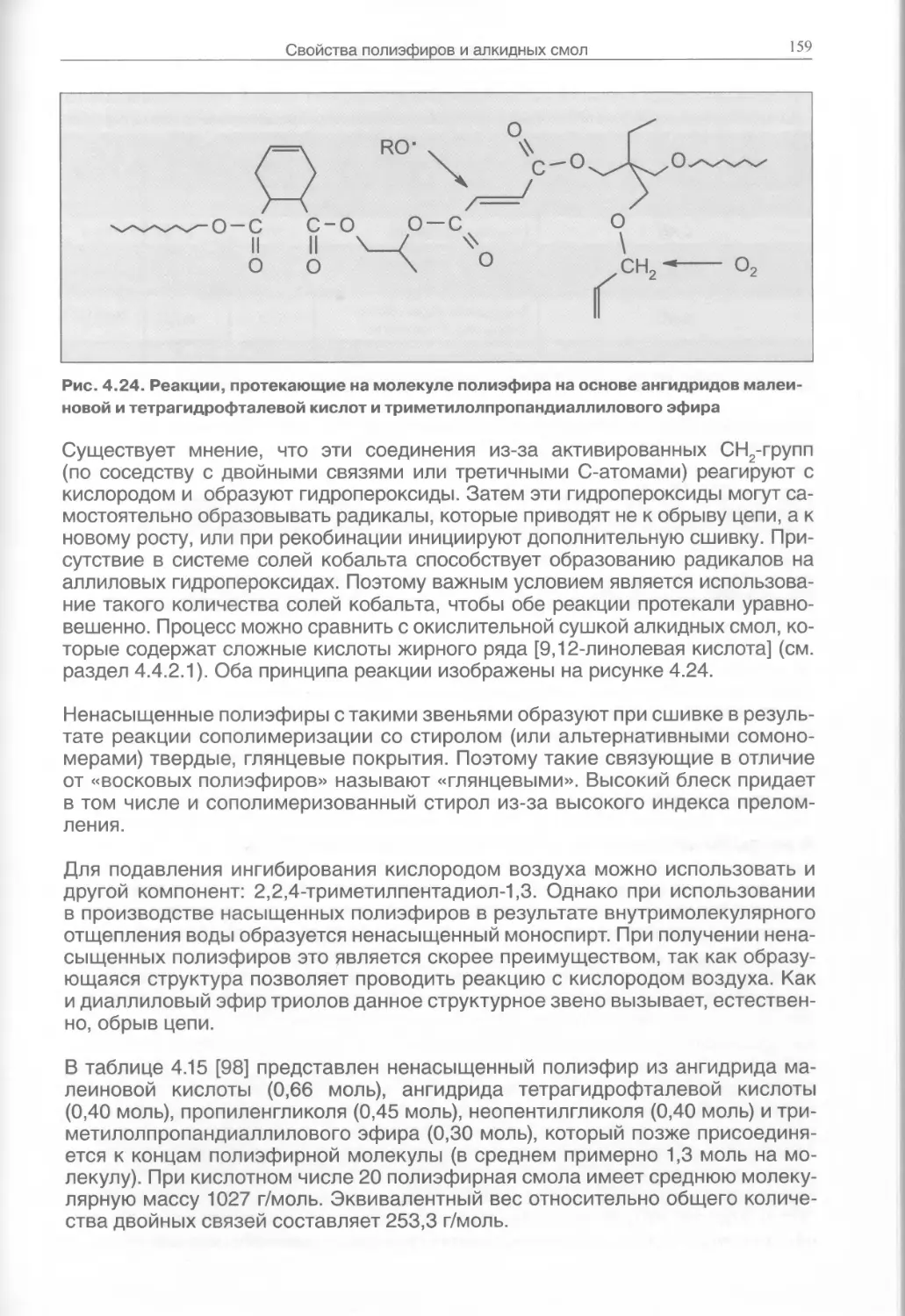
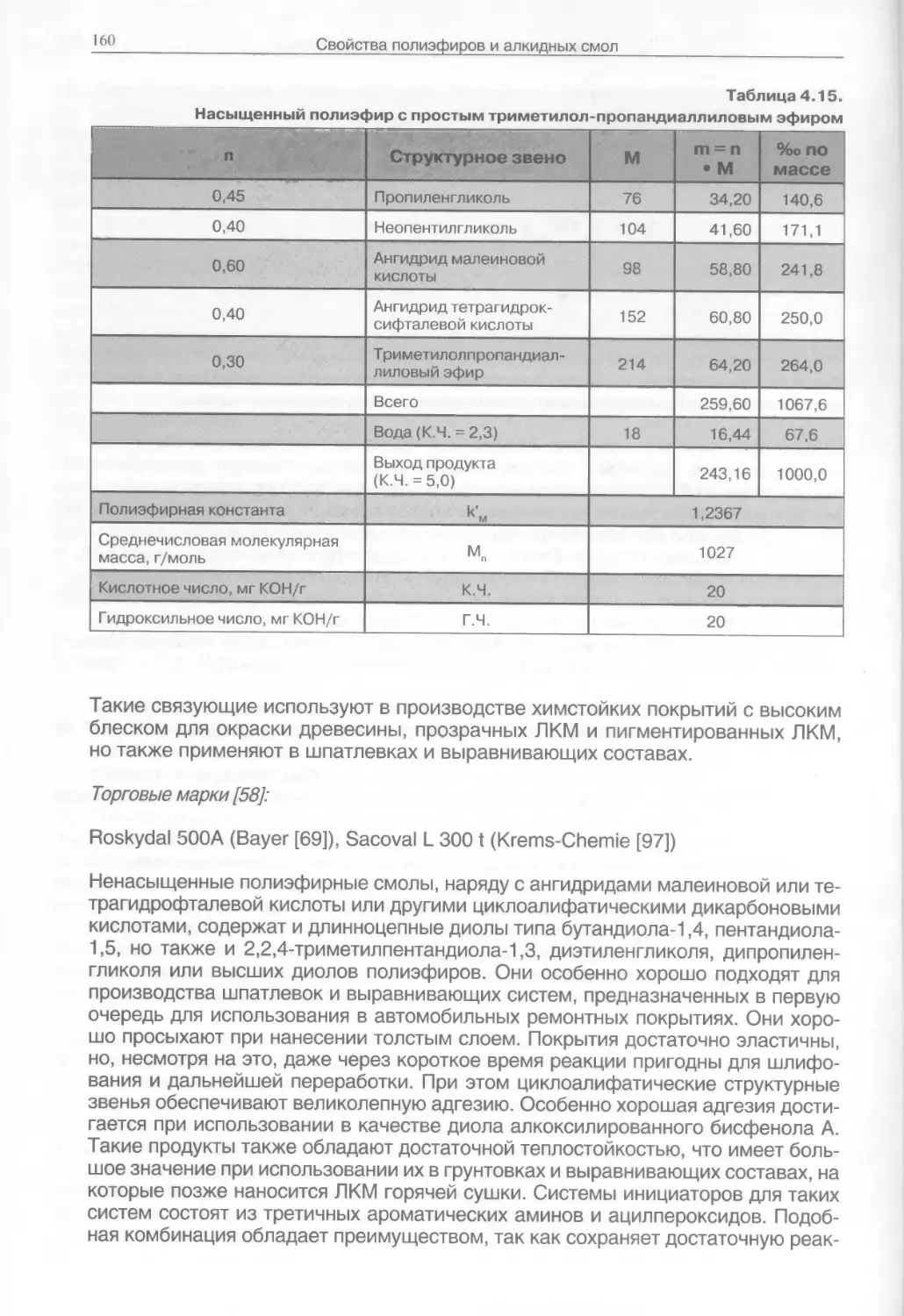
(H1Zn2) независимо от функциональности полиола
Если представить, что на рис. 3.18 будут изображены полиолы с более
высокой и смешанной функциональностью и в других соотношениях, а также
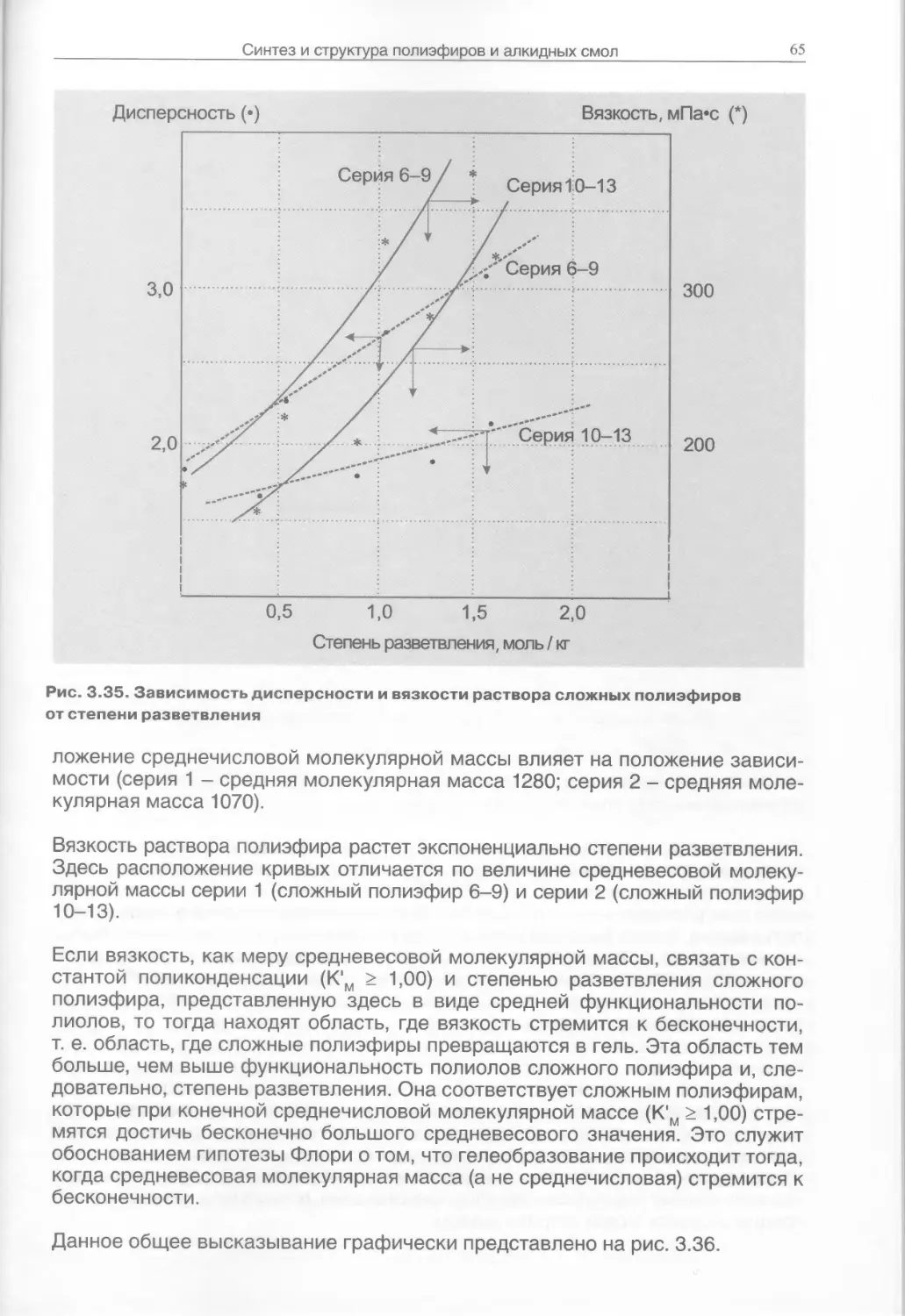
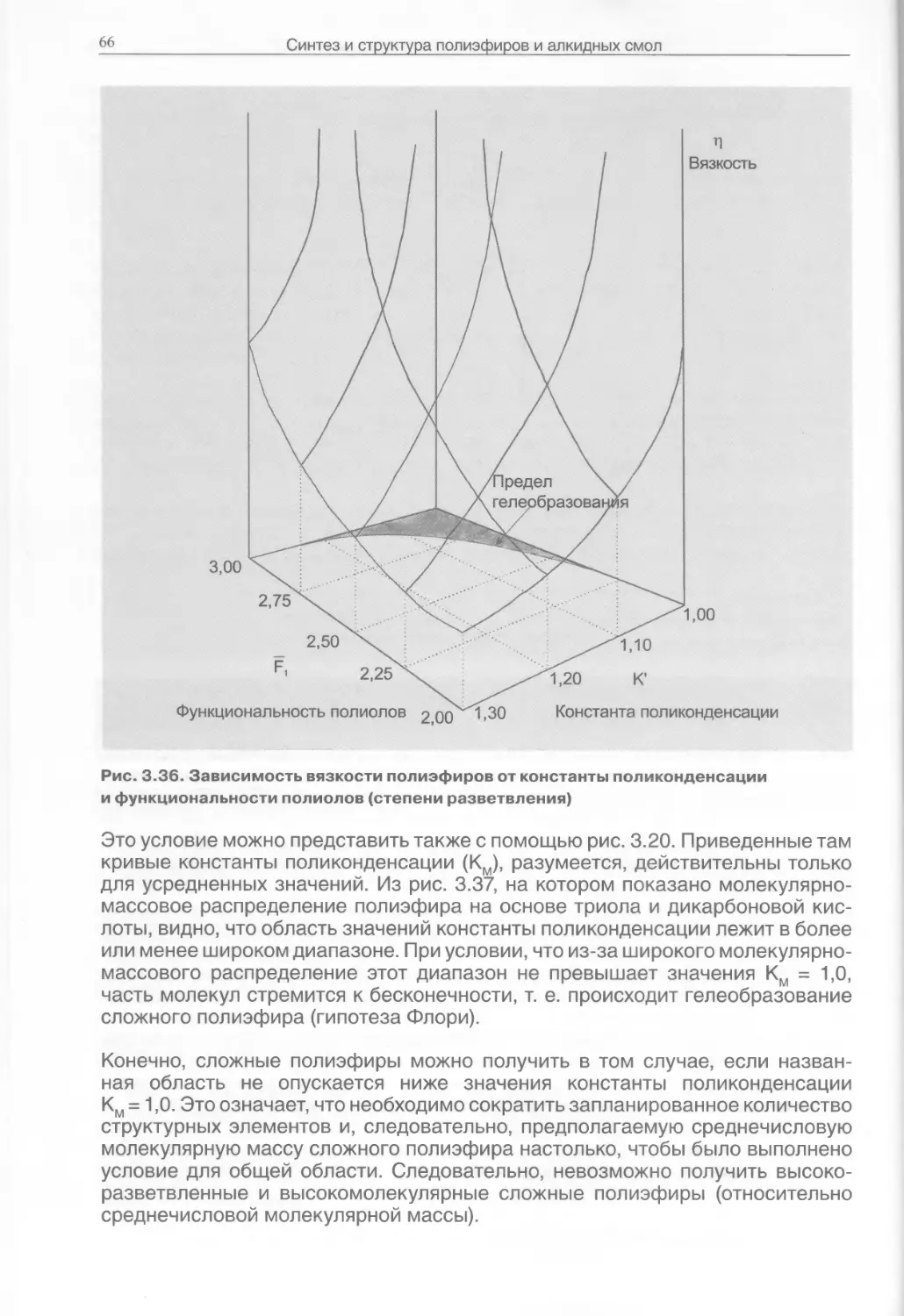
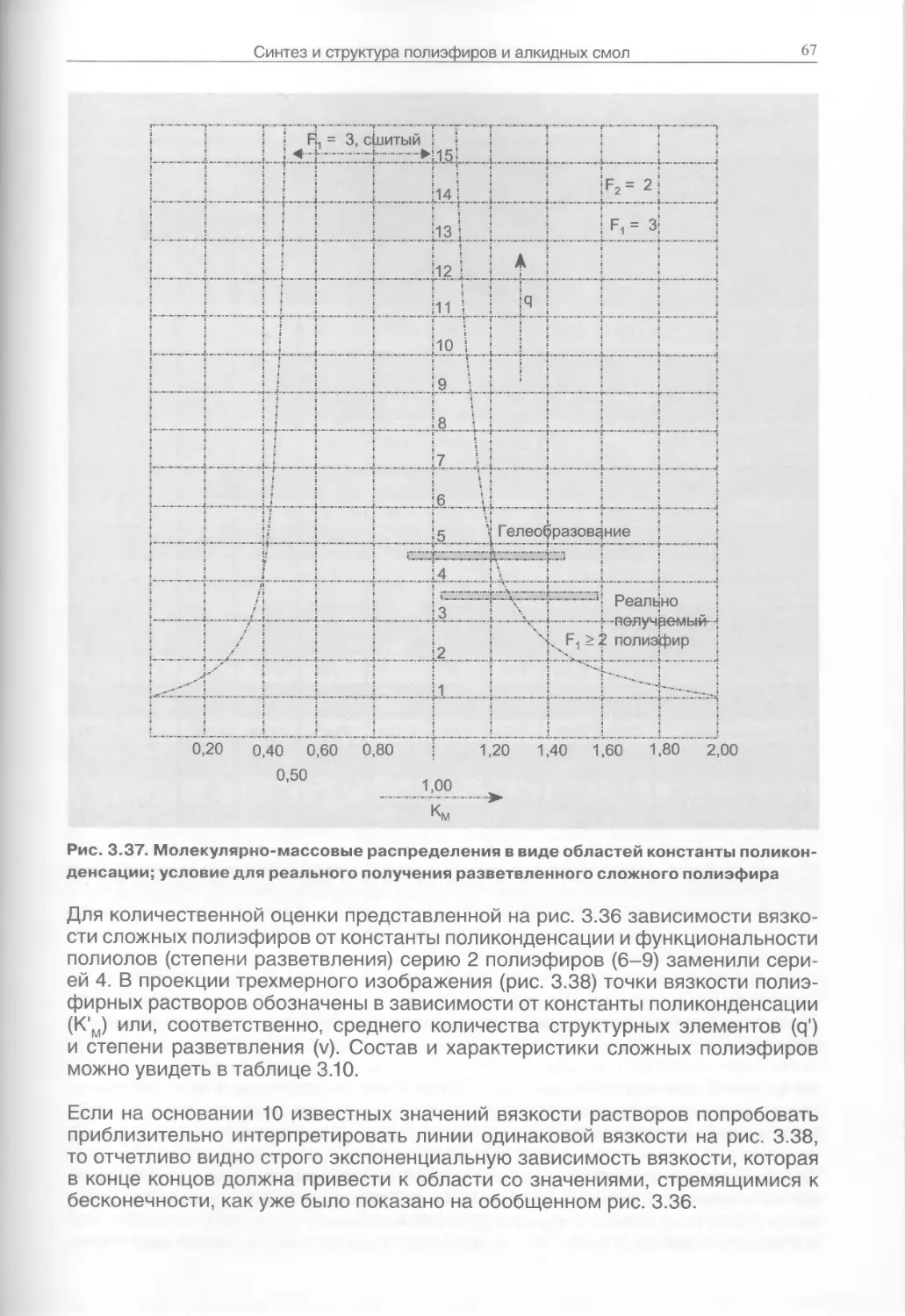
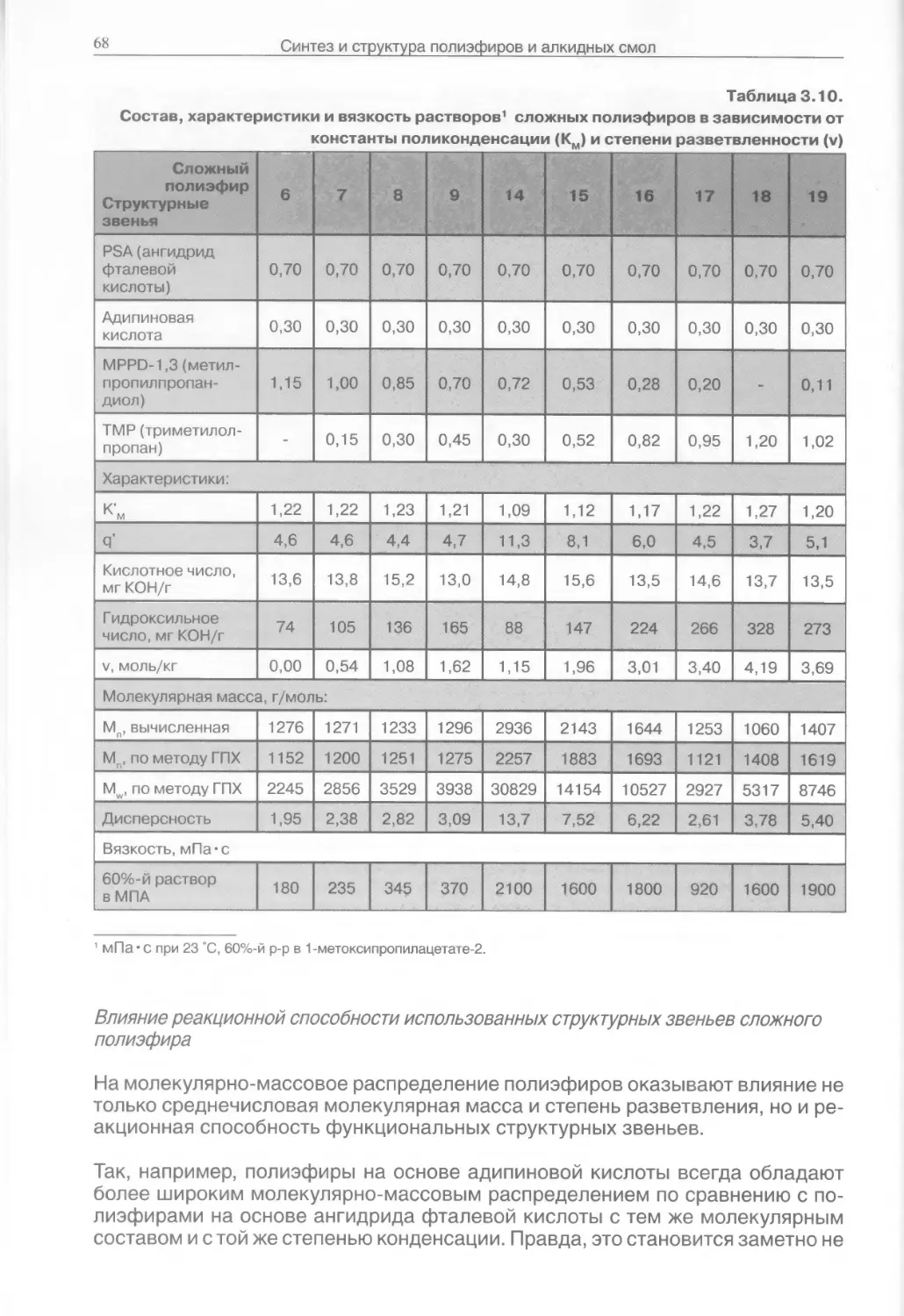
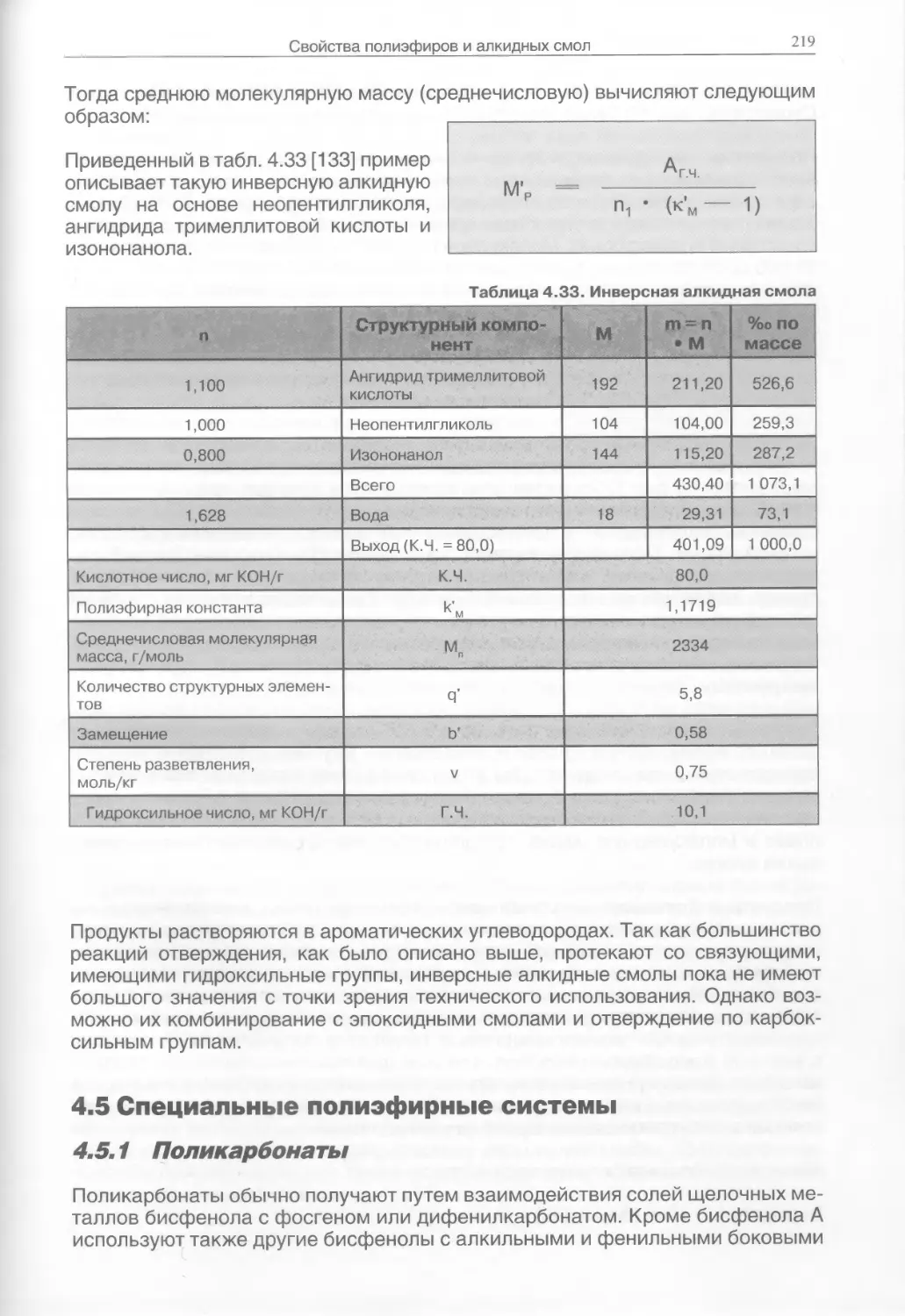
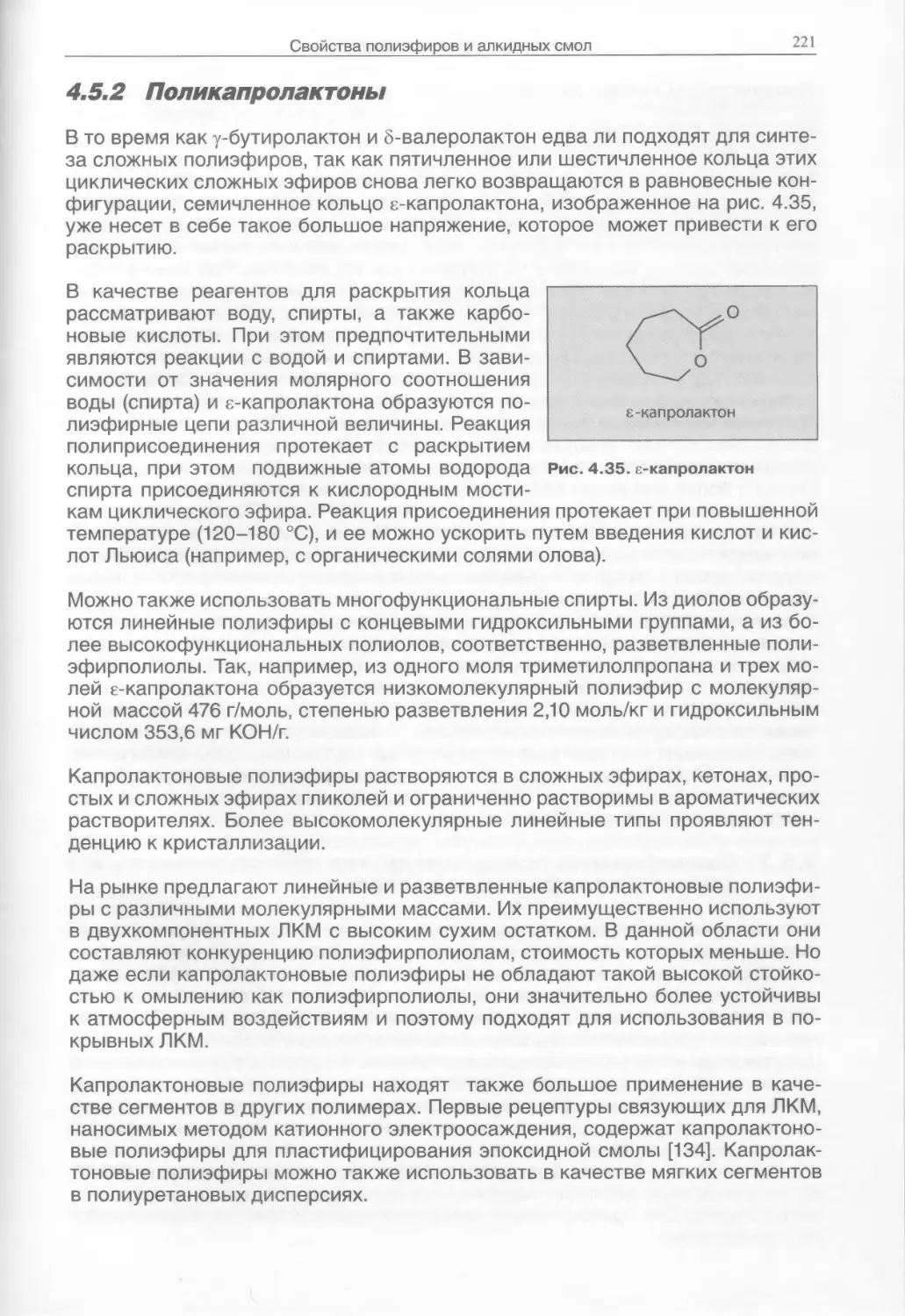
полиолы, которые применяются для получения алкидных смол, то подход к
определению структуры молекул при этом не изменится.
Еще Крафт [42] выбрал молярный подход для составления рецептур
алкидных смол, но не разработал никаких уравнений для вычисления молекулярной
массы.
36
Синтез и структура полиэфиров и алкидных смол
К,
(10)
Наконец, У. и Г Хольферт [43]
рассматривали соотношение количества
молей многоатомного спирта (^) к
количеству молей поликарбоновой кислоты
(п2) как решающее условие для определения ожидаемой среднечисловой
молекулярной массы для всех сложных полиэфиров, а не только линейных. По
уравнению (10) можно определить константу (KJ для вычисления
молекулярной массы, как молярное соотношение полиола к дикарбоновой кислоте, в
противопоставление алкидной константе Паттона (КПаттон).
Если предположить, что при образовании сложных полиэфиров протекают
только реакции этерификации и переэтерификации, и пренебречь реакциями
циклизации, то уравнение (2), по которому определяют количество
структурных элементов (q) сложного полиэфира, можно применить и для
разветвленных полиэфиров. При этом необходимо установить зависимость между
отношением количества молей полиола (^) к молям поликарбоновой кислоты (п2),
а именно дикарбоновой кислоты (F2 = 2) и всех полиолов, независимо от их
функциональности (F1 > 2), при условии, что количество молей полиолов как
минимум равно или больше (^ > п2) молей дикарбоновой кислоты. Известно,
что большую часть сложных полиэфиров разрабатывают и производят при
избытке полиолов, и эта зависимость может быть выражена уравнением (11):
Ku
Г>1
F1
F9
> п2
^ 2
= 2
(11)
В соответствии с данным уравнением, выражающим зависимость количества
структурных элементов (q) от молярного соотношения структурных звеньев
при заданном условии Jn1 > n2, F2 = 2), получается единственная кривая для
всех полиолов независимо от их функциональности (F1 > 2) (рис. 3.20).
Для диолов с функциональностью (F1 = 2) избыток дикарбоновой кислоты
оказывает такое же ограничивающее действие, как и избыток диолов. В
данном случае кривая, которая описывает зависимость количества структурных
элементов (q) от константы (Км) в диапазоне от 0 до 1, является зеркальным
отражением кривой, полученной при избытке полиолов с константой (Км) в
пределах от 1 до 2.
В действительности, у полиолов с функциональностью более 2 (F1 > 2)
константа (Км) находится в диапазоне, где количество структурных элементов (q)
не определяется или значение стремится к бесконечности [уравнение (12) и
следствие]:
Км —
F1
п2 >
F1 а
F2 =
<ґ
п,
2
2
1
(12)
Синтез и структура полиэфиров и алкидных смол
37
Из представленной на рис. 3.19
модели сегмента сложного полиэфира,
полученного из триола и дикарбоновой
кислоты при молярном соотношении
(Км) 3:4, при полном превращении
существует возможность проведения че-
OO
F1
F,
- < К < 1
> 2
= 2
о^е
■е-
ф
Рис. 3.19. Сегмент полиэфира из триола и дикарбоновой кислоты при Км = 0,75
Fi =
о,
4 I
20
Lk
і
і
0,4
h
П 4'
I
Э| O
-і = 3, Cl
сшитые
\ I
Zf1 =
,60 0,
иит
I
їй
/
2
80
15
14
13
12
11
10 I
Л
л
,
•
\
5 \
4
3
2
1
1
і
к
q
20
1
J,>;
40 1
F2= 2
>
,60 1
,80
2
0,33 0,50
1,00
Рис. 3.20. Зависимость количества стру ктурных элементов сложных полиэфиров (q) от
константы поликонденсации (Км) и количества функциональных групп пол иолов (F1)
38
Синтез и структура полиэфиров и алкидных смол
рез один сегмент двух бесконечных цепей. Это и относится к понятию
«сшитый полимер».
Область, в которой количество структурных элементов q стремится к
бесконечности, у полиэфиров, полученных из триола и дикарбоновои кислоты,
находится при значении константы Км от 0,50 до 1,00, а у полиэфиров,
полученных из тетраола и дикарбоновои кислоты, с константой Км от 0,33 до
1,00. Поэтому полиэфиры получаются только тогда, когда состав молекул
находится за пределами этой области, что еще раз приводит к необходимости
рассмотрения точки гелеобразования (см. гл. 3.4).
Разумеется, метод расчета размера полиэфирных молекул должен
распространяться на все поликарбоновые кислоты (F2 > 2), а не только на дикарбоно-
вые, как было показано ранее.
Представление о том, что избыточное содержание полиолов вызывает
ограничение размеров молекул, можно дополнить для поликарбоновои кислоты,
несущей более двух карбоксильных групп на одной молекуле, тем, что каждая
карбоксильная группа требует введения избытка полиолов выше необходимого.
На рис. 3.21 представлены сравнительные модели молекул сложного
полиэфира, которые имеют одинаковый размер относительно их структурных
элементов и состоят, соответственно, из дикарбоновои и трикарбоновой кислот.
Из рисунка видно, что аналогичное ограничение размеров сложных
полиэфиров (количество структурных элементов q) возможно в том случае, если
на каждую молекулу трикарбоновой кислоты будет израсходовано на одну
молекулу полиола больше, чем при получении соответствующего полиэфира
из дикарбоновои кислоты. Или, с другой стороны, при указанном молярном
составе полиэфира необходимо сократить количество полиола на один моль,
-е—е—е—е
^}-^— -Є--ф-
Рис. 3.21. Модели молекул сложных полиэфиров с четырьмя структурными элементами
из дикарбоновои и трикарбоновой кислот и соответствующего молярного числа диолов
если используют поликарбоновые кислоты, содержащие более двух
карбоксильных групп на молекулу.
Поэтому если в числитель выражения (^) для определения константы для
расчета молекулярной массы сложных полиэфиров (KJ ввести отрицательный
член (F2- 2) на один моль поликарбоновои кислоты, который у дикарбоновых
кислот равен 0, то для любых смесей можно использовать средние значения
Синтез и структура полиэфиров и алкидных смол
39
или разложение сомножителя. Отсюда определение константы Км (13) и
вычисление количества структурных элементов q (11) пригодно при
использовании любых структурных звеньев сложных полиэфиров.
Эти вычисления можно также применять и к гидроксикарбоновым кислотам.
Остаток гидроксикарбоновой кислоты в молекуле полиэфира считается
отдельным структурным элементом и рассматривается как комбинация
полиола и поликарбоновой кислоты. Поэтому для соответствия определениям
и уравнениям молярное число использованной гидроксикарбоновой кислоты
считают вместе с молярными числами полиола и поликарбоновой кислоты.
Тогда действительно следующее выражение:
Км =
(F2 - 2)
> 1
> 2
(13)
F1 *
F.
2
> 2
При условии, что молекулы сложного
полиэфира с ограниченной
молекулярной массой можно получить только _
в результате реакций этерификации Км-1
или переэтерификации и при этом
пренебречь циклизацией, каждую
полиэфирную молекулу, даже разветвленных полиэфиров с открытой цепью, можно
формально линеаризировать для определения размеров. Такая обобщенная
молекула полиэфира представлена на рис. 3.22, а в упрощенной форме без
функциональных групп - на рис. 3.23.
н-о-
(OH) о
I Fr2 и
O^ ^r;
O = C
I
о
в/
(ОН)
о
Il
.с-
F1-I
F9-2
О —R1-(OH)
F1-I
Рисунок 3.22. Изображение линеаризованной универсальной молекулы сложного
полиэфира
Таким образом, молекула полиэфира
состоит из q структурных элементов и
одной избыточной молекулы полиола.
Структурный элемент, напротив,
включает остаток поликарбоновой кислоты
и присоединенные молекулы полиола,
число которых на одну единицу
меньше, чем количество карбоксильных
CV
F,-2
Рисунок 3.23. Упрощенное
изображение линеаризованной универсальной
молекулы полиэфира без функциональных
групп поликарбоновой кислоты. Тогда групп
40
Синтез и структура полиэфиров и алкидных смол
при расчете величины получается, что молекулярная масса сложного
полиэфира Мр состоит из массы структурного элемента M8, умноженной на q, и массы
молекулы полиола M1:
МР
M4
(F1
Ms + M1 (14)
I)-M1 + М'2
При этом молекулярная масса
структурного элемента складывается из
массы остатка поликарбоновой
кислоты (М'2) и количества и массы
присоединенных полиолов ([F1 - 1] • M1).
Если в знаменатель подставить (Км - 1), то получается:
(F1-I) - M1 + М'2
мр = — + M1
Км - 1
(15)
мр =
(Км + F1 - 2) • M1 + М'2
Км - 1
MD
МР
ni / n2 M1 + М'2
Км - 1
1I1 M1
п2 М'2
(Км - 1)
(16)
(17)
Mp =
(18)
»2- (Км -1)
нения содержит массу выхода любого сложного полиэфира по рецептуре.
После преобразования уравнения (13)
выражение (Км + F1 - 2) соответствует
константе полиэфира (KM) при
простом молярном соотношении полиола
к поликарбоновой кислоте (п/п2).
Таким образом, молекулярную массу
молекул полиэфира можно вычислить по
уравнению (16), подставляя известные
величины O1, M1, п2, М'2, Км.
При умножении дроби (16) на
количество молей поликарбоновой кислоты
п2 для приведения дроби к общему
знаменателю получают уравнение (17),
состоящее из суммы ^ молей полиола и
молекулярной массы M1 и п2 молей
поликарбоновой кислоты и массы
кислотного остатка M2. Числитель этого урав-
Поэтому по уравнению (18) можно вычислить молекулярную массу Мр
любого сложного полиэфира с известным выходом продукта А и соотношением
структурных звеньев.
Несмотря на то, что для смесей структурных звеньев были рассчитаны
средние значения всех названных величин, целесообразно для большинства
составных композиций полиэфиров провести их разложение на сомножители,
также как и при расчете рецептуры выхода продукта. Это можно наглядно
представить на примере:
M1 = 1I11- M11 + nt2. Mt2 + nt3 . M13 (19)
для H1 = 1I11 + i\2 + IT13.
Конечно, на формирование среднего значения влияют вычисление размеров по
представленной выше модели молекулы и определение молекулярной массы
Синтез и структура полиэфиров и алкидных смол
41
сложного полиэфира (Мр). Поэтому рассчитанная здесь молекулярная масса
полиэфира является среднечисловой молекулярной массой (Mn', см. гл. 3.4).
З. З, З Влияние степени конденсации на размер молекул
полиэфира
Известно, что на размер молекул (молекулярную массу) полиэфиров
оказывает влияние не только соотношение молярных чисел их структурных
звеньев, но и степень конденсации. Как уже было показано выше (гл. 3.3.2), это
относилось к функциональным группам, которые всегда были в дефиците.
У большинства сложных полиэфиров такими являются полностью
прореагировавшие карбоксильные группы. При данных условиях молекулы полиэфира
увеличиваться не могут.
но-
о-е
ф
е-е-о
ОН
q = 6
ОН
НО
ф
е-е
COOH
q = 6
ОН
Рисунок 3.24. Избыток полиолов или степень конденсации - альтернативные способы
ограничения молекулярной массы
Однако, если количество дефицитных, обычно карбоксильных групп поли-
карбоновых кислот, еще не стремится к нулю, то при получении полиэфиров
происходит ограничение их размера. Такое явление наблюдается у всех
существующих сложных полиэфиров, т. к. скорость превращения
карбоксильных групп сокращается в результате функции затухания до очень маленьких
значений. В связи с этим необходимо, чтобы каждая, пока еще свободная
карбоксильная группа играла такую же ограничивающую роль, как и молекулы
полиола, взятые в избытке (рис. 3.24).
Поэтому уравнение (20), по которому
определяют константу молекулярной
массы сложных полиэфиров, можно
соответствующим образом
преобразовать, если ввести оставшееся
количество карбоксильных групп (vC00H).
-> n, + vc
К,
-> К',
К'
n, + vc
— n2 . (F2--2)
42
Синтез и структура полиэфиров и алкидных смол
H-O-
OH)
Fr2 O
•О'
О
Il
о о
I
(COOH)f
(°Hf2/q)
О — R1-(OH)
F1-I
Рис. 3.25. Модель универсальной молекулы сложного полиэфира, состоящей из 1I1
молей полиола и п2 молей поликарбоновой кислоты, ограниченная избытком полиола или
степенью конденсации
(COOH)f
(R1)
-R1Z(COOH^j
Рис. 3.26. Упрощенное изображение модели молекулы сложного полиэфира,
представленной на рис.3.25
Если считать, что ограничение степени конденсации является альтернативой
избыточному содержанию полиолов, то уравнение имеет силу также в том
случае, если нет избытка полиолов, т. е. для всех полиэфиров, состоящих из
1I1 молей полиола и п2 молей поликарбоновой кислоты.
На рис. 3.25 изображена линеаризованная форма для всех полиэфиров.
M- = q . M's + M1
Соответствующим образом
изменяется и уравнение (21) для вычисления
молекулярной массы:
(F2 — f2 — 1) • M1+ М'2
+ M1 (21)
Км — 1
Величина f2 соответствует количеству избыточных групп карбоновои кислоты
(vC00H) на моль поликарбоновой кислоты (п2).
Тогда в числителе член (F2 - f2 - 1) можно заменить на простое частное
молекулярной массы на основе преобразования уравнения 20:
U
n2
V™~,,
v COOH
К.Ч.
Mkoh
A
• 1000
Синтез и структура полиэфиров и алкидных смол 43
Количество избыточных карбоксиль-
ных групп можно определить, если I = к- + р
известно кислотное число сложного
полиэфира, которое соотносится с
массой выхода (Акч) при заданной
степени конденсации:
Тогда для определения средней
молекулярной массы (М'р) сложного полиэфира, состоящего из ^ молей полиола и
п2 молей поликарбоновой кислоты с массой выхода (Акч), можно использовать
уравнение (22):
R1 • M1 + п2 • M' Акч
М'р = —! = (22)
п2 .(К'м-1) п2- (К'м — 1)
Это уравнение справедливо, даже если нет молярного избытка полиолов
(^< п2), т. е. если ограничение средней молекулярной массы достигается
только за счет степени конденсации.
Масса выхода сложного полиэфира при заданном кислотном числе (Акч)
больше массы выхода сложного полиэфира при кислотном числе = О (A0) на
количество образовавшейся воды, равном количеству еще свободных
карбоксильных групп (vC00H):
г- * Акч = A0 + vC00H • Мно
Если остаточное количество карбок- кч 2
сильных групп (vC00H) определяют
через кислотное число, то для расчета массы выхода продукта при заданном
кислотном числе (Акч) получают уравнение (23):
К.Ч. • А
к.ч.
А,ч. = A0 + ШУ . ^n ' Mu0 (23)
мкон- юоо ^v-
При заданном кислотном числе (Акч) повторная зависимость от массы выхода
получается также посредством итерации в виде геометрической прогрессии:
A0
К.Ч. • Мно
1 - —^
мкон • юоо
Отсюда следует определение средней молекулярной массы сложных
полиэфиров при заданной степени конденсации (М'р):
A0
44
Синтез и структура полиэфиров и алкидных смол
После введения известных постоянных величин получается:
3.3.4 Примеры способов расчета
Методы расчета можно наглядно представить на следующих примерах:
а) Сложный полиэфир состоит из 0,70 молей изофталевой кислоты; 0,30
молей адипиновой кислоты; 0,50 молей неопентилгликоля; 0,30 молей пропилен-
гликоля и 0,25 молей триметилолпропана. Необходимо обеспечить
преобразование 96% карбоксильных групп.
Таблица 3.1
Расчет образца полиэфира с ограниченной степенью конденсации
п* F
-1,40
-0,60
+ 1,00
+0,60
+0,75
-0,08
+0,43
п
0,70
0,30
0,50
0,30
0,25
1,92
Структурные элементы
Изофталевая кислота
Адипиновая кислота
Неопентилгликоль
Пропиленгликоль
Триметилолпропан
Всего
V
COOH
VOH
Вода
Выход продукта
M
[г/моль]
166
146
104
76
134
18
п • M
116,2
43,8
52,0
22,8
33,5
268,3
34,6
233,7
%по
массе
49,72
18,74
22,25
9,76
14,33
114,81
14,81
100,00
Величина (п • F), определяющая количество функциональных групп, для
карбоксильных групп имеет отрицательное, а для гидроксильных -
положительное значение. Отсюда получается кислотное (К.Ч.) и гидроксильное число (Г.Ч.)
сложного полиэфира:
К.Ч. =
г.ч. =
VCOOH
V0H
• мкон- юоо
Ак.ч.
• Мкон • 1000
А к.ч.
0,08 • 56110
233,7
0,43 • 56110
233,7
= 19,2 мг KOH/г
= 103 мг KOH/г
Среднечисловая молекулярная масса получается:
Синтез и структура полиэфиров и алкидных смол
45
233,7
M' =
п2 * (К'м — 1) 1,00-(1,13 — 1)
1798 г/моль
б) Сложный полиэфир синтезируют из 0,75 молей изофталевой кислоты; 0,25
молей ангидрида триметиллитовой кислоты; 0,65 молей неопентилгликоля; 0,35
молей гександиола-1,6 и 0,35 молей этиленгликоля до кислотного числа 15.
Таблица 3.2.
Расчет образца полиэфира с заданным кислотным числом
ITF
- 1,50
-0,75
+ 1,30
+ 0,70
+ 0,70
+ 0,45
п
0,75
0,25
0,65
0,35
0,35
2,00
Структурные элементы
Изофталевая кислота
Ангидрид тримеллитовой
кислоты
Неопентилгликоль
Гександиол - 1,6
Этиленгликоль
Всего
VOH
Вода
A0
Акч
M
[г/моль]
166
192
104
118
62
18
п • M
124,5
48,0
67,6
41,3
21,7
303,8
36,0
267,1
268,4
%по
массе
46,10
17,97
25,31
15,64
8,12
113,48
13,48
100,00
Выход продукта при заданном кислотном числе рассчитывали следующим
образом:
А«.ч. =
1 —
A0
к-ч. • мН20
мкон • юоо
267,1
15 • 18
1
56110
= 268,4 г
Количество непрореагировавших карбоксильных групп составляет:
К.Ч.
15 • 268,4
vCOOH =
Mk
0,07 моль
-кон -1000 56110
соответственно повышается количество избыточных гидроксильных групп:
voh = 0,45 + 0,07 = 0,52 моль
Гидроксильное число равняется:
v0H . мкон -1000
А к.ч.
0,52 - 56110
268,4
= 109 мг KOH/г
46
Синтез и структура полиэфиров и алкидных смол
Константа поликонденсации получается
ГЦ + vC00H - n2. (F2 - 2) 1,35 + 0,07 - 0,25
К\
= 1,17
1,00
Значение 0,25 в числителе соответствует молярному числу трикарбоновой
кислоты и получается из разложения члена п2 • (F2 - 2).
Среднечисловая молекулярная масса тогда равна:
Акч. 268,4
M' =
1579 г/моль
п2 ' (K1M-1) 1,00.(1,17 — 1)
или по массе конечного продукта при кислотном числе = 0:
К.Ч.
мкон • юоо -к.ч.. м.
18 • 91,7
56110-18-18
0,0296 моль
Mp
A0
267,1
n2.(k'M-1 ).(1 -К.Ч.. 0,00032) 1,00-(1,17-1,00)-(1-0,0048)
= 1579 г/моль
Если не учитывать третий множитель знаменателя, то получается 1571 г/моль.
В обоих способах расчета за величину количества молей поликарбоновой
кислоты (1I1) принимают 1,00. Этот прием упрощает вычисление и делает его
более наглядным. Таким же образом целесообразно поступать и при
планировании исследований, как видно из представленного ниже примера.
в) План исследования: Изменение молекулярной массы и степени
разветвления сложного полиэфира, синтезируемого из изофталевой кислоты, адипино-
вой кислоты, неопентилгликоля и триметилолпропана:
Таблица 3.3.
Систематический план исследования сложного полиэфира
(изменение молекулярной массы и степени разветвления)
Испытания
Структурные элементы (молей)
Изофталевая кислота
Адипиновая кислота
Неопентилгликоль
Триметилолпропан
KM (К.Ч. = 0)
Кислотное число (мг КОН/г)
Молекулярная масса (г/моль) К.Ч. = 10
0,65
0,35
0,80
0,30
1,10
10
1716
0,65
0,35
0,85
0,30
1,15
10
1295
0,65
0,35
0,90
0,30
1,20
10
1049
d
0,65
0,35
0,90
0,20
1,10
10
1701
E
0,65
0,35
0,80
0,40
1,20 I
10
1058
Синтез и структура полиэфиров и алкидных смол
47
Опыты с 1 по 3 показывают влияние изменения молекулярной массы на
свойства полиэфиров (вязкость, технологические свойства); сравнение испытаний
1 с 4 и испытаний 3 и 5 показывает влияние изменения степени разветвления
на эти свойства.
Способы вычисления можно также использовать для определения массового
состава композиции сложных полиэфиров. Аналитические данные оценивают
соответствующим образом, как представлено на следующем примере.
г) Анализ полиэфира показывает содержание в нем 45,3% ангидрида фтале-
вой кислоты; 11,2% адипиновой кислоты; 10,6% глицерина; 9,0% гександиола-
1,6 и 23,9% неопентилгликоля относительно результата анализа = 100% (это
соответствует стартовой рецептуре, а не рецептуре на выходе продукта).
Кислотное число сложного полиэфира составляет 18. Расчет значений средней
молекулярной массы и гидроксильного числа приведен в табл. 3.4.
Таблица 3.4.
Расчет сложного полиэфира на основании результатов анализа
% по
массе т-%
45,3
11,2
10,6
9,0
23,9
100,0
8,3
91,7
Ангидрид фталевой кислоты
Адипиновая кислота
П2
Глицерин
Гександиол 1,6
Неопентилгликоль
П1
Всего
Вода
Выход продукта (К.Ч. = 0)
148
146
92
118
104
18
0,3061
0,0767
0,3828
0,1152
0,0763
0,2298
0,4213
0,4595
-0,6122
-0,1534
-0,7656
+0,3456
+0,1526
+0,4596
+0,9578
+0,1912
В результате реакции отщепления 0,3061 молей ангидрида фталевой кислоты
и 0,0767 молей адипиновой кислоты могут образовать максимум 0,4596 молей
воды, что соответствует 8,3 массовых частей.
При кислотном числе, равном 18, количество непрореагировавших
карбоксильных групп (vC00H) составляет
К.Ч.
18
91,7
Мкон • 1000 -К.Ч.- Мно 56110-18-18
0,0296 моль
Таким образом можно вычислить константу поликонденсации (K1J:
гц + vC00H 0,4213 + 0,0296
К\
0,3828
= 1,178
48 Синтез и структура полиэфиров и алкидных смол
Рецептура на выходе при указанном кислотном числе на 0,53 массовых долей
больше (0,296 • 18), чем при кислотном числе = 0; т. е. на выходе получается
92,23 массовых долей.
Среднюю молекулярную массу вычисляют следующим образом:
A0 91,7
М'р = = = 1355 г/моль
п2-(К'м - 1)(1-К.Ч.0,00032) 0,383(1,178-1)-(1-0,00576)
Тогда гидроксильное число равняется:
гч - V°" • М«°" • 100° = (0.1912 + 0,0296). 56110 = ^,с^кон/г
Ак, 92,23
Вычисленные значения как средней молекулярной массы, так и гидроксильно-
го числа можно сопоставить с соответствующими результатами аналитических
исследований (гельпроникающая хроматография, определение гидроксильного
числа), причем, естественно, необходимо учесть возможные систематические
ошибки и отклонения. Поэтому, хотя здесь очень подробно приведены
вычисленные значения, они служат лишь для иллюстрации метода расчета.
3.3.5 Методы расчета средней молекулярной массы
алкидных смол
Обычно в американских изданиях [44] монокарбоновые кислоты, которые
используются для получения алкидных смол, называют обрывателями цепи
(chain-stopper). Это определение, однако, не является точным, прежде всего,
в том случае, если под ним подразумевают ограничение размеров молекул
алкидных смол.
Рецептуры алкидных смол всегда составляют таким образом, чтобы
количество гидроксильных групп (пон) полиолов значительно превышало суммарное
количество карбоксильных групп (псоон) поли- и монокарбоновых кислот (п2 и
п3, соответственно):
"он ^ nC00H = H1 • F1 > (п2 • F2 + п3) (26)
Поэтому алкидные смолы содержат еще и избыточное количество
гидроксильных групп (v0H), чтобы обеспечить отсутствие свободной монокарбоновои
кислоты, которая как низкомолекулярная составляющая может значительно
ухудшить технологические свойства алкидной смолы. Если наряду со
свободными гидроксильными группами (v0H) встречаются также и свободные
карбоксильные (vC00H), то алкидная смола способна образовывать и более крупные
молекулы, что может происходить независимо от содержания
монокарбоновои кислоты. Поэтому на алкидные смолы распространяются те же
определения, методы расчета константы поликонденсации и способы вычисления
средней молекулярной массы, что и на сложные полиэфиры.
Конечно, молекулярная масса структурного элемента алкида (M's) может очень
сильно отличаться от молекулярной массы структурного элемента немоди-
Синтез и структура полиэфиров и алкидных смол
49
К'
Пі + vC00H — n2 . (F2-2)
фицированного сложного полиэфира,
поэтому необходимо учитывать
составляющую монокарбоновой кислоты (п3).
Так, к примеру, структурный элемент
алкидной смолы на основе фталевой
кислоты, пентаэритрита и 1,6 молей
монокарбоновой кислоты с массой
685 г/моль почти в три раза больше
структурного элемента сложного полиэфира из изофталевой кислоты и нео-
пентигликоля с массой 234 г/моль. Тогда массу структурного элемента (M's)
алкидной смолы можно вычислить следующим образом:
М'р = q
M's +
M1
M3 = (F2-T2-I)-M1 + !^+ 6 М\ (27)
Средняя молекулярная масса алкидной смолы рассчитывается по уравнению:
M'
• M1 + М'2 +
M1,
К',
(28)
И если в дробь ввести количество молей поликарбоновой кислоты (п2),
получается:
1I1-M1 + По • M* + По • М\
М'р = J 1 L (29)
п2-(К'м— 1)
Числитель дроби соответствует массе алкидной смолы на выходе, полученной
из 1I1 молей полиола, п2 молей поликарбоновой кислоты и п3 молей
монокарбоновой кислоты. Это уравнение справедливо и при отсутствии избыточного
количества полиолов (^ < п2), т.е. если молярное ограничение обеспечивается
только за счет степени конденсации. Однако необходимо все равно
обеспечить преобладание прореагировавших гидроксильных групп над
карбоксильными (пон > псоон). Зная массу на выходе с учетом кислотного числа (Акч),
можно рассчитать среднюю молекулярную массу по уравнению 30 при
соблюдении необходимых условий:
M'
п2 • (К;
F1>2>2
V0H > П3 > 0
К'м>1
(30)
Для алкидных смол также можно наглядно представить пример метода
вычисления.
Алкидная смола синтезирована из 1,00 моля ангидрида фталевой кислоты;
1,03 молей триметилолпропана и 0,65 молей изононановой кислоты, реакцию
поликонденсации проводят до достижения значения кислотного числа 15.
50
Синтез и структура полиэфиров и алкидных смол
n»F
-2,00
+ 3,09
-0,65
+ 0,44
1,00
1,03
0,65
1,65
Таблица 3.5.
Расчет образца алкидной смолы с заданным кислотным числом
Структурные элементы L/JLbJ I П#М I массе
Ангидрид фталевой кислоты
Триметилолпропан
Изононановая кислота
Всего
5OH
Вода
A0
Акч
148
134
158
18
148,0
138,0
102,7
388,7
29,7
359,0
360,7
41,02
38,26
28,47
107,75
7,75
100,00
Массу продукта на выходе при заданном кислотном числе вычисляли
следующим образом:
A0
359,0
К.Ч.
ML
1 —
M.
1000
15 • 18
56110
360,8 г
Количество непрореагировавших карбоксильных групп тогда составляет:
К.Ч. • Ак
M.
1000
15 • 360,8
56110
= 0,0964 моль
Следовательно, соответствующим образом повышается количество
избыточных гидроксильных групп:
v0H = 0,44 + 0,096 = 0,5364 моль
Тогда гидроксильное число равняется
Г.ч. =
M.
1000
0,536 • 56110
360,8
83,4 мгКОН/г
Константа поликонденсации:
к'м =
ГЦ + vcooh
П,
1,0300 + 0,0964
1,00
= 1,1264
Синтез и структура полиэфиров и алкидных смол
Тогда расчетная среднечисловая молекулярная масса равна:
Акч 360,8
M' = = = 2854 г/моль
п2 • (К'м — 1) 1,00.(1,1264—1)
3.4 Молекулярно-массовое распределение
полиэфиров и алкидных смол
3.4.1 Описание молекулярного распределения по размерам
Представленные выше определения и методы относились к вычислению сред-
нечисловых значений (К'м, q, Mp5 К.Ч.). Однако полиэфиры и алкидные смолы
представляют собой всегда смесь молекул различных размеров.
Можно предположить, что образование сложных полиэфиров, происходящее
сначала в результате реакции между структурными звеньями, носит характер
относительно быстро ниспадающей кривой. Однако прежде чем
промежуточная стадия (простой моноэфир) достигнет высокого уровня, уже
образуются малые молекулы полиэфира (M1) и достаточно быстро - более крупные.
Малые молекулы принимают участие в образовании более крупных молекул
сложных полиэфиров (M2, M3). Очень крупные молекулы (M4) формируются
медленно, но непрерывно. Существует тенденция образования молекул
среднего размера (M2). В соответствии с представленными здесь результатами,
это зависит в основном от способности очень крупных молекул вступать в
реакцию переэтерификации с более мелкими и образовывать при этом
молекулы полиэфира среднего размера.
В общей сложности, во время образования сложных полиэфиров существуют
разнообразные типы динамического равновесия между молекулами полиэ-
Время реакции, ч
Рис. 3.27. Моделирование образования молекул сложных полиэфиров различных
размеров в процессе реакции
52
Синтез и структура полиэфиров и алкидных смол
фиров различных размеров. При заданной степени поликонденсации (степень
завершенности реакции контролируют по кислотному числу) при наступлении
равновесия образуется смесь молекул различных размеров. Такое
протекание реакции представлено на рис. 3.27.
При установившемся равновесии можно вывести среднее значение
молекулярной массы смеси полиэфирных молекул. Существуют различные способы
определения среднего значения.
Среднечисловая молекулярная масса сложного полиэфира (Mn) может быть
выражена как отношение суммы произведений количества молей определенной
фракции на ее молекулярную массу (а • M1) к сумме общего количества молей
(п,). (Индекс і заимствован из англо-американского обозначения number average
molecular weight - среднечисловой молекулярный вес). Данная среднечисловая
молекулярная масса соответствует результату вычислений по представленным
выше уравнениям (формулы 21, 22, 25) и представлена уравнением 31:
Средневесовоезначениемолекулярной
у nj • M1 массы полиэфира (MJ можно выразить
]\/fn = ' /зі) как отношение суммы произведений
v~ п массы молекул определенной фракции
z_ ' на их молекулярную массу (гтт • M1) к
общей массе молекул системы (пг).
(Показатель w заимствован из англо-американского термина weight average molecular
weight-средневесовая молекулярная масса. Известно, что в немецком языке
слово «вес» обозначает силу, а не массу). В свою очередь масса молекул
полиэфира т. является произведением молярного числа а на молекулярную массу
Mj5 отсюда получается, что Mw равна отношению суммы произведения п( на M12
к сумме произведения п. на M1:
/L mi * Ц Z_ пі ' Mj2
Mw = = (32)
x
™\ > n, • M1
Так как масса молекул сложного полиэфира постоянно увеличивается в
отличие от количества соответствующих молекул, средневесовая молекулярная
масса постоянно возрастает по сравнению со среднечисловой. В конечном
итоге средневесовая молекулярная масса тем больше, чем шире молекулярно-
массовое распределение сложного полиэфира. Поэтому в качестве критерия
оценки ширины молекулярно-массового распределения системы выбирают
частное средневесового и среднечислового значений молекулярных масс и
данную величину обозначают как дисперсность DM:
Mw
DM = -=— (33)
Mn
При помощи примера можно наглядно представить названные величины.
Усредненный структурный элемент модельного полиэфира состоит из 0,75
молей изофталевой кислоты; 0,25 молей адипиновой кислоты; 0,75 молей неопен-
тилгликоля и 0,25 молей триметилолпропана и поэтому имеет молекулярную
Синтез и структура полиэфиров и алкидных смол
53
массу структурного элемента M5 236,5 г/моль. Избыток полиолов из
представленных частей неопентилгликоля и триметилолпропана M1 имел бы тогда
среднюю молекулярную массу 111,5 г/моль. Если пренебречь ограничением размера
молекул, то при повышении степени поликонденсации (К.Ч. = >0) можно
получить молекулы, содержащие различное количество структурных звеньев q (см.
столбец 1 в табл. 3.6) и, соответственно, имеющие различную молекулярную
массу M1 (см. столбец 3 в табл. 3.6). Значения молекулярной массы будут равны:
347 (q s'l), 585 (2), 821 (3), 1058 (4) и т. д. до 6025 (25). Тогда для
использованных смесей молекул сложного полиэфира а (столбец 2 в табл. 3.6) получают
значения, характеризующие массу той или иной фракции (а • M1, столбец 4 в
табл. 3.6), а в качестве следующей основной величины - произведение массы
фракции и ее молекулярной массы (гтт • M1 или а • M12, столбец 5 в табл. 3.6).
Таблица 3.6.
Молекулярно-массовое распределение образца сложного полиэфира
ч J
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Сумма
",
0
1
6
10
12
14
15
15
14
13
12
11
10
9
8
7
6
5
4
3
3
2
2
1
1
184
M1
347
585
821
1 058
1 294
1 531
1767
2 004
2 240
2 477
2713
2 950
3 186
3 423
3 659
3 896
4 132
4 369
4 605
4 842
5 079
5315
5 552
5 788
6 025
0
585
4 926
10 580
15 528
21 434
26 505
30 060
31 360
32 201
32 556
32 450
31 800
30 807
29 272
27 272
24 792
21 845
18 420
14 526
15 237
10 630
11 104
5 788
6 025
485 763
п, • М}2
о I
342 225 |
4 044 246 I
11 193 640 |
20 093 232 |
32 815 454 I
46 834 335 I
60 240 240 I
70 246 400 I
79 761 877 |
88 324 428 |
95 727 500 |
101 505 960 I
105 452 361 |
107 106 248 J
106 251 712 I
102 440 544 |
95 440 805
84 824 100 |
70 334 892 I
77 388 723 ]
56 498 450 |
61 649 408 I
33 500 944
36 300 625
1 548 318 349
Молекулярная масса (среднечисловая) = 485 763 / 184 = 2640 г/моль
Молекулярная масса (средневесовая) = 1548318349 / 485763 = 3187 г/моль
Дисперсность = 3187 / 2640 =1,21
54
Синтез и структура полиэфиров и алкидных смол
В результате вычислений получили, что средневесовая молекулярная масса
сложного полиэфира равна 3187, среднечисловая молекулярная масса - 2640
и дисперсность - 1,21 г/моль. Реально существующие полиэфиры этого типа
обладают дисперсностью от 2 и выше - это зависит прежде всего от того,
что лишь небольшое количество молекул имеют молекулярную массу,
превышающую значение 10 000 г/моль. Несмотря на это, функции молекулярно-
массового распределения у сложных полиэфиров всегда же, чем у продуктов
с той же молекулярной массой, полученных методом полимеризации (акри-
латные смолы).
Данные таблицы представлены на рис. 3.28.
т
S
о
18
1Є
14 |
12|
10
кол-во молей/; */ Ъ
У і J У
M...
^w
і\ і массовая доля
Г \ \ X *
if j І "4N, *V і
у/ \ \ \ \
K4* І
NxI >ч|
36000
32000
28000 s
ш
о
24000 о
ш
0)
20000 £
о
а
16000 J*
-1
12000
8000
4000
2 4 6 8 10 12 14 16 18 20 22 24
Количество структурных элементов q
Рис. 3.28. Функции молекулярного распределения образца сложного полиэфира
3.4.2 Гель-проникающая хроматография
В настоящее время метод гель-проникающей хроматографии (GPC - gel
permeation chromatography) является самым распространенным методом для
определения молекулярно-массового распределения полимеров, в том числе
и при исследовании сложных полиэфиров и алкидных смол.
Для правильной интерпретации характеристик полиэфиров и алкидных смол,
полученных при этом анализе, необходимо кратко описать данный метод.
(Здесь представлены преимущественно результаты, полученные с помощью
прибора Agilant [HP] 1100 и программного обеспечения PPS).
Метод гель-проникающей хроматографии (ГПХ) основывается на том, что
полимерные молекулы, находясь в разбавленном растворе, в зависимости от
размера обладают разным временем удерживания при прохождении через
гель в хроматографических колонках (длина - 3 • 30 см, диаметр - 8 мм).
Гель состоит из сшитого сополимера стирола с добавлением дивинилбензо-
ла. Полимерные молекулы малого размера могут находиться в порах геля
более долгое время, чем большие. В качестве растворителя для мобильной
Синтез и структура полиэфиров и алкидных смол 55
фазы ГПХ-анализа обычно используют тетрагидрофуран. Можно также
использовать диметилформамид в том случае, если требуется провести анализ
труднорастворимых полимеров. Концентрация раствора для анализа
составляет примерно 5 г/л. Исследуемый полимерный раствор автоматически, при
помощи инжектора, впрыскивают в поток. Скорость прохождения составляет
1 мл/мин, при этом необходимо строго придерживаться заданной температуры
(35 °С). После прохождения исследуемого раствора через колонки
анализируют зависимость концентрации поступающего раствора от времени. Обычно
для этой цели используют рефрактометр, но существуют и УФ-детекторы.
Рефрактометр определяет изменение коэффициента преломления через
определенные промежутки времени (несколько раз за секунду), программа анализа
интерпретирует эти изменения в виде различных весовых концентраций,
которые затем сопоставляют с общей массой. Различные весовые концентрации
сопоставляют с найденным временем элюирования или удержания. Время
элюирования соответствует определенной молекулярной массе.
Сопоставление молекулярной массы и времени элюирования исследуемого полимера
проводят в сравнении со стандартным образцом полистирола. Такие стандартные
образцы полистирола обладают известной молекулярной массой и их
получают методом полимеризации, который позволяет добиться особенно узкого
молекулярно-массового распределения. Пример кривой для полистирола
представлен на рис. 3.29 и для данного случая составлена следующая функция:
logMw = 6,097 И 7,854-1 + 21,587-t2~ 9,387-^ + 0,0-^ + 0,0 • t5
Существует также зависимость логарифма молекулярной массы (весовой
фракции) от времени, которую можно представить в виде многочлена третьей
степени.
Для других полимерных систем также существуют соответствующие
стандартные образцы (полиметилметакрилаты).
7,0
Mw
[log г/моль]
6,0
5,0
4,0
3,0
2,0
15,0 16,0 17,0 18,0 19,0 20,0 21,0 22,0 23,0
Время, мин
Рисунок 3.29. Градуировочная кривая зависимости молекулярной массы (весовой
фракции) от времени для полистирола, используемого в качестве стандартного образца
56
Синтез и структура полиэфиров и алкидных смол
Если необходимо сравнить результаты, полученные с помощью гель-
хроматографии, с вычисленными значениями, следует рассмотреть условия
проведения аналитического исследования.
В связи с тем, что существуют определенные расхождения между полученными
результатами, необходимо установить основные факторы влияния на них:
Градуировку молекулярной массы (весовой фракции) в зависимости от времени
проводят при сопоставлении с полистиролом. Полистирол - это линейный
полимер, который при растворении в тетрагидрофуране сворачивается
определенным образом в клубки. Разумеется, молекулы сложного полиэфира в растворе
тетрагидрофурана сворачиваются по-другому и взаимодействие с гелем будет
разным. В первую очередь это относится к разветвленным молекулам сложного
полиэфира. Поэтому для молекул полиэфира измеряют эквивалент
молекулярной массы полистирола (весовой фракции), а не действительное значение.
Другая погрешность может возникнуть, если результаты измерений
находятся не посередине области значений весовой фракции, а по краям. Тогда
при интегрировании площади более высокомолекулярных весовых фракций
могут быть определены в меньшем количестве, что, естественно, приводит
к занижению средней молекулярной массы. Поэтому важно придерживаться
высокой частоты измерений.
Важную роль может играть также предыстория колонок для гель-проникающей
хроматографии, которые обычно используют для проведения самых
различных испытаний. Поэтому воспроизводимость исследований не особенно
высокая и целесообразно проводить ряд параллельных измерений молекулярно-
массового распределения.
Таблица 3.7.
Молекулярный состав образцов линейных полиэфиров,
характеристики и определение молекулярной массы
Сложный полиэфир
Структурные звенья
Ангидрид фталевой кислоты
Адипиновая кислота
Неопентилгликоль
Гександиол 1,6
1
0,500
0,500
0,750
0,750
2
0,500
0,500
0,650
0,650
3
0,500
0,500
0,600
0,600
4
0,500
0,500
0,550
0,550
5
0,500
0,500
0,525
0,525
Характеристики:
Км(К.Ч. = 0)
Кислотное число (определение)
Гидроксильное число (вычисление)
1,500
4,6
200,2
1,300
5,0
132,2
1,200
6,2
94,7
1,100
4,5
50,8
1,050
4,9
28,6
Молекулярная масса (среднечисловая):
Молекулярная масса, вычисленная
Молекулярная масса,
осмометрический метод
Молекулярная масса,
метод гель-проникающей хроматографии
548
680
744
818
984
944
1113
1150
1274
2030
1903
1488
3353
2570
2089
Синтез и структура полиэфиров и алкидных смол
57
Mn
аналитически,
г/моль
30Od
2000
1000
осмометричесре
измерение
1000 2000 3000
Mn, вычисленная, г/моль
4000
Рис. 3.30. Сравнение молекулярной массы, определенной аналитическим методом
и путем вычислений (среднечисловая молекулярная масса)
Чтобы определить возможные отклонения, были изготовлены образцы
сложных полиэфиров с различной молекулярной массой и проведены сравнения
вычисленных значений (среднечисловой) молекулярной массы с
аналитическими данными. Сравнили также среднечисловую молекулярную массу,
определенную двумя аналитическими методами: осмометрическим и гель-
проникающей хроматографии. Состав сложных полиэфиров, расчет
молекулярной массы и результаты аналитических исследований представлены в
табл. 3.7 и наглядно изображены на рис. 3.30.
Из данных, приведенных в таблице и на рисунке, можно увидеть, что значения
среднечисловой молекулярной массы при низкой средней молекулярной
массе практически совпадают, однако при более высокой молекулярной массе
видны сильные отклонения от теоретических расчетов. В случае
аналитических методов среднечисловое значение молекулярной массы тем меньше, чем
больше средняя молекулярная масса. При этом результаты гель-проникающей
хроматографии в большей степени отклоняются от корреляционной кривой,
чем результаты осмометрического определения. Однако на основании этих
зависимостей нельзя делать вывод о том, что рассчитанные значения
неправильны, поэтому необходимо рассмотреть условия проведения и критерии
аналитических методов.
58
Синтез и структура полиэфиров и алкидных смол
3.4.3 Способы влияния на молекулярно-массовое
распределение полиэфиров
После того как Флори [32] сделал вывод о том, что в точке гелеобразования
лишь часть молекул сложного полиэфира стремится достичь бесконечно
большого размера, и Штокмайер [34] предпринял попытку дать
количественную оценку этой гипотезе, были проведены многочисленные исследования
по прогнозированию или расчету молекулярно-массового распределения
или средневесовой молекулярной массы сложных полиэфиров. Коршак [37]
и Брезлер [38] выяснили, что молекулярно-массовое распределение сложных
полиэфиров всегда более однородное по сравнению с чисто статистическими
расчетами Флори и Штокмайера.
В этом отношении целесообразно было провести многочисленные испытания,
которые помогли бы расширить приведенные выше определения и
составленные уравнения. Так стало возможно определить молекулярно-массовое
распределение или, как минимум, средневесовую молекулярную массу.
Поэтому на первом этапе испытаний, конечно, важно проанализировать
влияние различных факторов на молекулярно-массовое распределение. Для
испытаний использовали образцы различных синтезированных сложных
полиэфиров.
Основными факторами, которые оказывают влияние на молекулярно-
массовое распределение сложного полиэфира, являются:
• среднечисловая молекулярная масса,
• степень разветвления,
• реакционная способность прореагировавших структурных звеньев.
Другие факторы, в том числе условия проведения реакции (исключения см.
пп. 3.4.5), незначительно влияют на молекулярно-массовое распределение
сложного полиэфира.
Влияние величины среднечисловой молекулярной массы сложного полиэфира
При увеличении среднечисловой молекулярной массы сложного полиэфира
повышается и его дисперсность, т. е. молекулярно-массовое распределение
расширяется. Это объясняется тем, что рост полиэфирных молекул
различного размера происходит не ступенчато, а лишь с небольшим временным
смещением, как было представлено выше на рис. 3.27. Молекулярно-массовое
распределение расширяется, несмотря на то, что реакция переэтерификации
оказывает благоприятное влияние на выравнивание средней молекулярной
массы.
В целом, при одновременном рассмотрении всех функций распределения
на примере описанных выше образцов линейных полиэфиров с различной
среднечисловой молекулярной массой (табл. 3.7) четко видно, что
молекулярно-массовое распределение расширяется при увеличении средней
молекулярной массы (рис. 3.31). В то время как у сложного полиэфира с
константой поликонденсации Км = 1,50 молекулярная масса молекул может достигать
5 000 г/ моль; у полиэфира с Км = 1,30 она вырастает до 7 000; с Км = 1,20 -
превышает 9 000; с К = 1,10 - выше 10 000, а при Км = 1,05 доходит до 20 000 г/ моль.
Синтез и структура полиэфиров и алкидных смол
1000 3000 ^~~™5000Г~ "TOOD ~~ 9Ш0
молекулярная масса , г/моль
Рис. 3.31. Интегральные функции распределения молекулярных масс линейных
полиэфиров с различными значениями среднечисловой молекулярной массы
Влияние степени разветвления сложного полиэфира
Очень сильное влияние на молекулярное распределение оказывает степень
разветвления сложных полиэфиров. Полиэфиры с одинаковой средней
молекулярной массой, но разной степенью разветвления обладают разным
молекулярно-массовым распределением. Диапазон распределения тем
шире, чем выше степень разветвления сложного полиэфира.
Объяснить такое явление можно тем, что регулирующее действие реакции
переэтерификации у сильноразветвленных сложных полиэфиров гораздо
слабее, чем у слаборазветвленных. Напротив, в случае высокоразветвлен-
ных полиэфиров вероятность реакции роста намного выше, чем вероятность
переэтерификации. Это наглядно продемонстрировано на рис. 3.32.
Степень разветвления, оказывающая значительное влияние на молекулярно-
массовое распределение, определяется по уравнению (34). Исходя из
особенностей структурных звеньев, были учтены все возможности разветвления,
т. е. сумма всех звеньев, имеющих больше 2-х функциональных групп.
Аналогично другим параметрам степень разветвления была отнесена к единице
веса. Степенью разветвления (v) называют количество потенциальных мест
для разветвления на 1 000 г.
[IV(F1 -2) + n2.(F2-2) ] • ЮОО
v = -І і (34)
Ак.ч.
Мил D-70
/О
90
70I
50
30
10
60
Синтез и структура полиэфиров и алкидных смол
Рис. 3.32. Сравнительная модель получения молекул сложного полиэфира с
различной степенью разветвления в ходе реакций этерификации и переэтерификации
Величина степени разветвления наглядно представлена на модельном
примере (рис. 3.33). Ниже приведен пример определения степени разветвления
сложного полиэфира.
Сложный полиэфир, состоящий из 5 моль ангидрида фталевой кислоты,
5 моль неопентилгликоля и 1 моля триметилолпропана, с кислотным числом,
равным 0 мг КОН/г, имеет среднюю молекулярную массу 1304 г / моль, одно
потенциальное место образования разветвления и, следовательно, его степень
разветвления составляет 0,77 моль/кг. Напротив, если средняя молекулярная
масса сложного полиэфира, полученного из 5 моль ангидрида фталевой
кислоты, 4 молей неопентилгликоля и 2 молей триметилопропана с кислотным
числом = 0 мг КОН/г, составляет 1334 г/моль, у него будет два потенциальных
места формирования разветвлений и, следовательно, степень его
разветвления равняется 1,50 моль/кг.
Синтез и структура полиэфиров и алкидных смол
61
но-
е-^о—-о—-э
ф
ОН
Mn= 1304 г/моль
V = 0,77 моль/кг
ОН
ОН
НО-
о
о—о^^
ОН
Ф
ОН
Mn= 1334 г/моль
V=I ,50 моль/кг
Рис. 3.33. Образцы полиэфиров с разной степенью разветвления
Для определения влияния степени разветвления (v) на молекулярно-
массовое распределение были синтезированы и проанализированы
сложные полиэфиры с различным разветвлением, но обладающие одинаковой
среднечисловой молекулярной массой. Сложные полиэфиры получали из
ангидрида фталевой кислоты (PSA), адипиновой кислоты, различных долей
метилпропилпропандиола-1,3 (MPPD-1,3) и триметилолпропана (TMP), но
при одинаковом избытке полиолов (табл. 3.8). Для реакции выбирали полио-
лы с практически одинаковой молекулярной массой (MPPD-1,6 = 132 г/моль,
TMP = 134 г/моль). Таким образом, можно получить структурные элементы с
одинаковой средней молекулярной массой. Функции молекулярно-массового
распределения сложных полиэфиров представлены на рис. 3.34.
Из табл. 3.8 видно, что среднечисловая молекулярная масса, полученная при
аналитическом исследовании методом гель-проникающей хроматографии,
достаточно точно совпадают с расчетными величинами.
Представленные на рис. 3.34 различные функции молекулярно-массового
распределения свидетельствуют о том, что большая степень разветвления
вызывает увеличение содержания больших молекул. Более высокая степень
разветвления приводит к расширению функций распределения молекул по
размерам и снижает точку максимума.
При выборе полиолов с почти одинаковой молекулярной массой, которые
приводят к практически одинаковой молекулярной массе структурных элементов,
низкомолекулярные компоненты на кривой функции молекулярно-массового
распределения гель-проникающей хроматографии располагаются отдельно,
и пик, характеризующий их, у различных сложных полиэфиров практически
совпадает. Логарифмическое значение молекулярной массы первого
низкомолекулярного компонента равняется 2,58, что соответствует молекулярной
массе 380 г/моль и очень хорошо соотносится со значением суммы одного
моля смеси поликарбоновых кислот и двух молей многоатомного спирта, что
соответствует самой маленькой полиэфирной молекуле в распределении с
молекулярной массой 390 г/моль.
62
Синтез и структура полиэфиров и алкидных смол
Таблица 3.8.
Сложные полиэфиры с одинаковой среднечисловой молекулярной массой
и разной степенью разветвления
Сложный полиэфир
Структурные звенья (моль)
Ангидрид фталевой кислоты
Адипиновая кислота
MPPD-1,3
Триметилолпропан
6
0,700
0,300
1,150
0,000
0,700
0,300
1,000
0,150
0,700
0,300
0,850
0,300
0,700
0,300
0,700
0,450 |
Характеристики:
Км(К.Ч. = 0)
Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Степень разветвления, моль/кг
1,150
13,6
74,4
0,00
1,150
13,8
104,8
0,54
1,150
15,2
136,4
1,08
1,150
13,0
164,5
1,62
Молекулярная масса, г/моль:
Среднечисловая, вычисленная
Среднечисловая, по методу ГПХ
I Средневесовая, по методу ГПХ
| Дисперсность
1276
1152
2245
1,95
1271
1200
2856
2,38
1233
1251
3529
2,82
1296
1275
3938
3,09
I Вязкость:
60%-й раствор в MПА, мПа*с
65%-й раствор в МПА, мПа*с
180
375
235
520
345
710
370
850
На практике при получении сложного полиэфира важно наблюдать за
процессом формирования размеров молекул. Обычно при синтезе степень
поликонденсации контролируют путем определения кислотного числа. Было бы
слишком дорого определять молекулярную массу методом гель-проникающей
хроматографии. Вместо этого для исследований в качестве критерия оценки
средней молекулярной массы принимают вязкость определенных растворов,
а также расплавов полиэфиров.
Вязкость растворов полиэфиров сопоставляется со средневесовой
молекулярной массой, для вычисления которой можно воспользоваться
уравнениями Эйнштейна и Штаудингера [45]. В соответствии с этими уравнениями
удельная вязкость сильно разбавленного полимерного раствора зависит от
объема клубков растворенных полимеров, который в свою очередь зависит
от молекулярной массы полимеров (средневесовой). Чтобы исключить
возможность взаимодействия полимерных клубков друг с другом, вводят понятие
предельной вязкости к], которое характеризует удельную вязкость раствора
полиэфира при интерполяции ее к концентрации раствора, равной 0. Тогда
предельная вязкость равняется средней молекулярной массе (средневесовой)
в степени а, умноженной на постоянную вязкости K^. Как показатель степени
предельной вязкости а, так и постоянная вязкости зависят от взаимодействия
полимера с растворителем, и поэтому эти факторы являются определяющими
Синтез и структура полиэфиров и алкидных смол
63
Весовая фракция
0,60
0,50
0,40
0,30
0,20
0,10
Sk
Rl I
VMVv м
і)і'тту
2 3 4
Молекулярная масса [log г/моль] (эквивалент полистирола)
Рис. 3. 34. Различные функции молекулярно-массового распределения сложных
полиэфиров с одинаковой средней молекулярной массой (среднечисловой) и
различной степенью разветвления (1 серия)
при выборе веществ для анализа и, кроме того, зависящими от температуры.
Значения постоянной вязкости К{ при растворении сложных полиэфиров в
растворителе, используемом обычно для анализа (например, тетрагидрофу-
ране), находятся в диапазоне от 0,01 до 0,04, а значения показателя степени
а - от 0,70 до 0,90 (при 20 °С). Постоянную вязкости Ки и показатель степени а
нельзя рассчитать теоретически, их необходимо определять каждый раз
экспериментальным путем для различных полимеров и растворителей.
Уравнение Эйнштейна и Штаудингера [45, 46]:
л - Ло
Hm
с—*0
Л
Ло
Лзр
с
И]
Ло
Лзр
= к,
W
Mj
вязкость раствора
вязкость растворителя
удельная вязкость
концентрация раствора
предельная (характеристическая) вязкость (индекс Штаудингера)
постоянная предельной вязкости
средневесовая молекулярная масса
а - показатель степени предельной вязкости
64
Синтез и структура полиэфиров и алкидных смол
На практике достаточно наблюдать за вязкостью относительно
концентрированного раствора или определять вязкость для воспроизводимого получения
сложного полиэфира.
Взаимосвязь между степенью разветвления, молекулярно-массовым
распределением и вязкостью будет представлена на примере второй серии
полиэфиров.
Были синтезированы сложные полиэфиры на основе ангидрида фталевой
кислоты, неопентилгликоля, гександиола-1,6 и триметилолпропана, с
одинаковыми избытком полиолов и степенью конденсации и, следовательно,
практически с идентичной среднечисловои молекулярной массой, но разной
степенью разветвления (табл. 3.9).
Если сравнивать значения среднечисловои молекулярной массы, полученные
методом вычислений и гель-проникающей хроматографией, то при последнем
способе получаются несколько меньшие значения (табл. 3.9). Очевидно, что
на результаты хроматографии влияет также и состав сложного полиэфира.
На рис. 3.35 можно увидеть практически линейную зависимость дисперсности
от степени разветвления у обеих серий полиэфиров. Дисперсность сильно
возрастает с увеличением степени разветвления. При этом очевидно, что по-
Таблица 3.9.
Сложные полиэфиры с одинаковой средней молекулярной массой,
но разной степенью разветвления (2 серия)
Сложный полиэфир
Структурные звенья (моль)
Ангидрид фталевой кислоты
Неопентилгликоль
I Гександиол-1,6
Триметилолпропан
10
1,000
0,540
0,540
0,120
11
1,000
0,480
0,480
0,240
12
1,000
0,430
0,430
0,340
13
1,000 |
0,380
0,380 |
0,440 I
Характеристики:
Км(К.Ч. = 0)
Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Степень разветвления, моль/кг
1,200
11,8
121,1
0,45
1,200
11,2
144,4
0,89
1,200
10,3
163,0
1,25
1,200 |
11,0
182,8
1,60
I Молекулярная масса, г/моль:
Среднечисловая, вычисленная
I Среднечисловая, по методу ГПХ
I Средневесовая, по методу ГПХ
Дисперсность
Вязкость (60%-й раствор в МПА),
I мПа*с, 23 °С
1042
940
1629
1,733
160
1062
982
1847
1,881
205
1088
998
1991
1,995
285
1081
1037
2228
2,149
315
Синтез и структура полиэфиров и алкидных смол
65
Дисперсность (•)
Вязкость, мПа*с (*
300
200
0,5 1,0 1,5 2,0
Степень разветвления, моль / кг
Рис. 3.35. Зависимость дисперсности и вязкости раствора сложных полиэфиров
от степени разветвления
ложение среднечисловой молекулярной массы влияет на положение
зависимости (серия 1 - средняя молекулярная масса 1280; серия 2 - средняя
молекулярная масса 1070).
Вязкость раствора полиэфира растет экспоненциально степени разветвления.
Здесь расположение кривых отличается по величине средневесовой
молекулярной массы серии 1 (сложный полиэфир 6-9) и серии 2 (сложный полиэфир
10-13).
Если вязкость, как меру средневесовой молекулярной массы, связать с
константой поликонденсации (К'м > 1,00) и степенью разветвления сложного
полиэфира, представленную здесь в виде средней функциональности по-
лиолов, то тогда находят область, где вязкость стремится к бесконечности,
т. е. область, где сложные полиэфиры превращаются в гель. Эта область тем
больше, чем выше функциональность полиолов сложного полиэфира и,
следовательно, степень разветвления. Она соответствует сложным полиэфирам,
которые при конечной среднечисловой молекулярной массе (К'м > 1,00)
стремятся достичь бесконечно большого средневесового значения. Это служит
обоснованием гипотезы Флори о том, что гелеобразование происходит тогда,
когда средневесовая молекулярная масса (а не среднечисловая) стремится к
бесконечности.
Данное общее высказывание графически представлено на рис. 3.36.
66
Синтез и структура полиэфиров и алкидных смол
3,00
Л
Вязкость
Функциональность полиолов 2 00"1 -3^
1,00
1,10
1,20 К'
Константа поликонденсации
Рис. 3.36. Зависимость вязкости полиэфиров от константы поликонденсации
и функциональности полиолов (степени разветвления)
Это условие можно представить также с помощью рис. 3.20. Приведенные там
кривые константы поликонденсации (Км), разумеется, действительны только
для усредненных значений. Из рис. 3.37, на котором показано молекулярно-
массовое распределение полиэфира на основе триола и дикарбоновой
кислоты, видно, что область значений константы поликонденсации лежит в более
или менее широком диапазоне. При условии, что из-за широкого молекулярно-
массового распределение этот диапазон не превышает значения Км = 1,0,
часть молекул стремится к бесконечности, т. е. происходит гелеобразование
сложного полиэфира (гипотеза Флори).
Конечно, сложные полиэфиры можно получить в том случае, если
названная область не опускается ниже значения константы поликонденсации
Км = 1,0. Это означает, что необходимо сократить запланированное количество
структурных элементов и, следовательно, предполагаемую среднечисловую
молекулярную массу сложного полиэфира настолько, чтобы было выполнено
условие для общей области. Следовательно, невозможно получить высоко-
разветвленные и высокомолекулярные сложные полиэфиры (относительно
среднечисловой молекулярной массы).
Синтез и структура полиэфиров и алкидных смол
67
ї і R1 = 3, сіиитьій !
! . J. !z._.i._. " n.i_Lvi.! L ._.i
.'
J/ґ'
0,20 0
И4 I
.. 1. „J і.. ...Ь !.[......І і
І12 j і
In І І І4 І
Ji ІЮ і і \
JL_J Lq L _ і . J. .J
• І
! і
40 0,60 0
[в......!..] І
і_6 Ц ..[.
F2= 2 І
F1= 3|
! І
j j
і
ї
; 5 '( Гелео^разование
[4 Ц І L І j
і к:::::::'::.ЬХ-т^"^:::::::::?,
І Я ! \ І
Реалмно
I 4I4 F1 > 2 полиэфир
80 1,20 1,40 1,60 1,80 2
0,50
1,00
К„
Рис. 3.37. Молекулярно-массовые распределения в виде областей константы
поликонденсации; условие для реального получения разветвленного сложного полиэфира
Для количественной оценки представленной на рис. 3.36 зависимости
вязкости сложных полиэфиров от константы поликонденсации и функциональности
полиолов (степени разветвления) серию 2 полиэфиров (6-9) заменили
серией 4. В проекции трехмерного изображения (рис. 3.38) точки вязкости
полиэфирных растворов обозначены в зависимости от константы поликонденсации
(К'м) или, соответственно, среднего количества структурных элементов (q1)
и степени разветвления (v). Состав и характеристики сложных полиэфиров
можно увидеть в таблице 3.10.
Если на основании 10 известных значений вязкости растворов попробовать
приблизительно интерпретировать линии одинаковой вязкости на рис. 3.38,
то отчетливо видно строго экспоненциальную зависимость вязкости, которая
в конце концов должна привести к области со значениями, стремящимися к
бесконечности, как уже было показано на обобщенном рис. 3.36.
68 Синтез и структура полиэфиров и алкидных смол
Таблица 3.10.
Состав, характеристики и вязкость растворов1 сложных полиэфиров в зависимости от
константы поликонденсации (Км) и степени разветвленности (v)
Сложный
полиэфир
Структурные
звенья
PSA (ангидрид
фталевой
кислоты)
Адипиновая
кислота
МРРР-1,3(метил-
пропилпропан-
диол)
TMP (триметилол-
пропан)
6
0,70
0,30
1,15
-
7
0,70
0,30
1,00
0,15
8
0,70
0,30
0,85
0,30
9
0,70
0,30
0,70
0,45
14
0,70
0,30
0,72
0,30
15
0,70
0,30
0,53
0,52
16
0,70
0,30
0,28
0,82
17
0,70
0,30
0,20
0,95
18
0,70
0,30
-
1,20
"I
0,70
0,30
0,11
1,02
Характеристики:
M
Q'
Кислотное число,
мг КОН/г
Гидроксильное
число, мг КОН/г
V, МОЛЬ/КГ
1,22
4,6
13,6
74
0,00
1,22
4,6
13,8
105
0,54
1,23
4,4
15,2
136
1,08
1,21
4,7
13,0
165
1,62
1,09
11,3
14,8
88
1,15
1,12
8,1
15,6
147
1,96
1,17
6,0
13,5
224
3,01
1,22
4,5
14,6
266
3,40
1,27
3,7
13,7
328
4,19
1,20
5,1
13,5
273
3,69
Молекулярная масса, г/моль:
M , вычисленная
п'
Mn, по методу ГПХ
Mw, по методу ГПХ
Дисперсность
1276
1152
2245
1,95
1271
\ 1200
2856
2,38
1233
1251
3529
2,82
1296
1275
3938
3,09
2936
2257
30829
13,7
2143
1883
14154
7,52
1644
: 1693
10527
6,22
1253
1121
2927
2,61
1060
1408
5317
3,78
1407
1619
8746
5,40
Вязкость, мПа'С
60%-й раствор
I вМПА
180
235
345
370
2100
1600
1800
920
1600
1900
1 мПа*С при 23 °С, 60%-й р-р в 1-метоксипропилацетате-2.
Влияние реакционной способности использованных структурных звеньев сложного
полиэфира
На молекулярно-массовое распределение полиэфиров оказывают влияние не
только среднечисловая молекулярная масса и степень разветвления, но и
реакционная способность функциональных структурных звеньев.
Так, например, полиэфиры на основе адипиновой кислоты всегда обладают
более широким молекулярно-массовым распределением по сравнению с
полиэфирами на основе ангидрида фталевой кислоты с тем же молекулярным
составом и с той же степенью конденсации. Правда, это становится заметно не
Синтез и структура полиэфиров и алкидных смол
69
4
5
q1
20
0,00 1,00 2,00 3,00 4,00 5,00
Степень разветвления, моль / кг
Рис. 3.38. Зависимость вязкости растворов (мПа*с при 23 0C, 60 %-й
в 1-метоксипропилацетате-2) сложных полиэфиров от константы поликонденсации
(К'м) и степени разветвления (v)
по величине вязкости раствора, а только при проведении гель-проникающей
хроматографии. Причиной этого является различная растворимость
полиэфиров на основе адипиновой кислоты, которая сильно отличается от
растворимости полиэфиров на основе ортофталевой кислоты. Благодаря высокой
подвижности цепей адипиновой кислоты, используемой в качестве структурного
звена, сложные полиэфиры на ее основе имеют значительно более низкую
вязкость, чем сложные полиэфиры на основе ортофталевой кислоты,
вследствие влияния относительно жесткой структуры ортофталевых эфиров.
Объяснение более узкого диапазона молекулярно-массового распределения
ортофталевых полиэфиров заключается в очень сильно отличающейся
реакционной способности обеих потенциальных карбоксильных групп ангидрида
фталевой кислоты, используемого в качестве исходного компонента. Уже при
достаточно низких температурах в результате реакции присоединения
ангидрид образует с многоатомными спиртами сложные моноэфиры. Из-за
наличия орто-структуры вторая карбоксильная группа, образующаяся во время
реакции присоединения, реагирует значительно медленнее и по сравнению с
другими карбоксильными группами является более доступной для алкоголи-
за, который лежит в основе переэтерификации. Напротив, адипиновая
кислота обладает двумя относительно равноценными реакционноспособными
карбоксильными группами; этот факт определяет рост размеров молекул и при
этом не оказывает благоприятного влияния на реакцию переэтерификации.
К'
л г\п
70
Синтез и структура полиэфиров и алкидных смол
То же самое наблюдается при сравнении сложного полиэфира на основе
ангидрида тримеллитовой кислоты с полиэфиром на основе тримезиновой
кислоты при условии, что в остальном они обладают аналогичным
составом. У полиэфиров на основе тримеллитовой кислоты всегда более узкое
молекулярно-массовое распределение. Это действительно, даже если оба
названных структурных звена образуют лишь часть компонента поликарбо-
новой кислоты, используемой в производстве сложного полиэфира. Данные
полиэфиры отличаются также по вязкости, хотя состав и средневесовая
молекулярная масса являются одинаковыми.
Это отличие становится заметным также при сравнении полиэфира на
основе изофталевой кислоты с полиэфиром на основе ортофталевой кислоты.
Так как изофталевая кислота расплавляется только при температуре выше
300 °С, и, следовательно, не растворяется в реакционной фазе при обычных
температурах (180-240 °С), используемых в производстве сложных
полиэфиров, полиэфиры на основе изофталевой кислоты образуются в результате
реакций, протекающих на границе раздела фаз. Однако при освобождении
молекул изофталевой кислоты с поверхности суспензии обе карбоксильные
группы практически одновременно способны вступать в реакцию, что более
активно способствует молекулярному росту, чем при наличии в одном
структурном звене функциональных групп с разной реакционной способностью.
В другом примере сравнивают полиэфиры на основе терефталевой
кислоты, которые в первом случае можно получить напрямую из терефталевой
кислоты, а во втором случае - из диметилтерефталата. В начале реакции
сложные полиэфиры на основе диметилтерефталата обладают более узким
молекулярно-массовым распределением, чем полиэфиры на основе
терефталевой кислоты. Здесь также необходимо учесть, что из-за относительно
низкой температуры плавления диметилтерефталата при обычных условиях,
он полностью переходит в реакционную фазу, и сначала на стадии переэте-
рификации образуются простые моноэфиры. Напротив, свободная тереф-
талевая кислота с высокой точкой плавления и низкой реакционной
способностью вступает в реакцию аналогично уже описанной выше изофталевой
кислоте. В этом примере оба сложных полиэфира имеют одинаковый состав,
и, таким образом, отличие можно найти только при сравнении характеристик
вязкости.
Однако за степенью превращения сложных полиэфиров на основе
диметилтерефталата следить гораздо сложнее, т. к. кислотное число в этом случае не
определяется. Можно предположить, что при высокой степени превращения
и достаточной продолжительности реакции, в конце концов, происходит
сближение молекулярно-массовых распределений из-за равновесного характера
реакции переэтерификации.
Поскольку удельная реакционная способность, прежде всего поликарбоно-
вых кислот, играет большую роль в молекулярно-массовом распределении
сложных полиэфиров, на основании существующих результатов невозможно
составить универсальную формулу для вычисления молекулярно-массового
распределения или средневесовой молекулярной массы.
Таким образом, границы действия рис. 3.36, представленного выше, также
меняются на основании зависимости вязкости раствора сложных полиэфиров
от константы поликонденсации, а также степени разветвления (здесь в виде
Синтез и структура полиэфиров и алкидных смол
71
изменения средней функциональности полиолов) от использованных
структурных звеньев.
Поэтому среднечисловую молекулярную массу можно определить, зная
избыток полиолов и степень конденсации, а оценить молекулярное распределение
возможно, исходя из величины этой среднечисловой молекулярной массы,
степени разветвления и с учетом влияния структурных звеньев.
Очевидно, что условия реакции играют очень малую роль в молекулярном
распределении полиэфиров. Согласно проведенным исследованиям, это
объясняется прежде всего тем, что при производстве сложных полиэфиров
градиенты скорости реакций этерификации и переэтерификации оказываются
практически одинаковыми в обычных условиях (при температуре 160-240 °С).
Если один и тот же полиэфир сначала получать при 200 °С, а в следующий
раз при 240 °С, то при одинаковой степени конденсации полиэфиры будут
иметь одинаковые вязкость и молекулярно-массовое распределение, однако
для достижения необходимой степени конденсации при 200 °С потребуется
затратить гораздо больше времени. По-видимому, только при очень высоких
температурах реакция переэтерификации опережает этерификацию по
относительной скорости, что, однако, положительно сказывается на равновесной
реакции, определяющей молекулярно-массовое распределение. Поэтому при
получении сложных полиэфиров в лабораторных условиях реакцию можно
прервать в любой момент, не ухудшая при этом воспроизводимость средней
молекулярной массы и молекулярного распределения.
Чтобы показать эффективность реакции переэтерификации для
регулирования молекулярно-массового распределения, о которой раньше не упоминали
другие авторы, необходимо привести два следующих примера.
а). Варианты получения разветвленных сложных полиэфиров на основе те-
рефталевой кислоты
Начиная с 50-х гг. прошлого века, относительно низкомолекулярные
разветвленные сложные полиэфиры терефталевой кислоты, полученные из диме-
тилтерефталата, глицерина и этиленгликоля, занимали определенное место в
производстве термостойких ЛКМ для окраски проводов. Обычно их получают
из названных структурных звеньев путем каталитически ускоренной реакции
переэтерификации при температуре около 240 °С.
Однако такой же полиэфир можно получить на основе полиэтилентерефтала-
та (ПЭТФ), который широко применяется для изготовления волокон и
упаковочных пленок. Средняя молекулярная масса полиэтилентерефталата
составляет приблизительно 20 000 г/моль и, таким образом, он состоит из остатков
терефталевой кислоты и этиленгликоля практически в соотношении 1:1, т. е.
Км > 1,00. Если провести реакцию этого полиэфира с соответствующим
количеством избыточного полиола, используя при этом катализаторы для реакции
переэтерификации, то спустя достаточно продолжительное время получают
сложный полиэфир, который соответствует представленному выше
полиэфиру по вязкости и молекулярно-массовому распределению.
Поэтому сложные полиэфиры можно производить не только путем
переэтерификации структурных звеньев, но и при переэтерификации
высокомолекулярных полиэфиров возможно получать относительно низкомолекулярные,
72
Синтез и структура полиэфиров и алкидных смол
Таблица 3.11.
Сложные полиэфиры терефталевой кислоты, альтернативные исходные компоненты
Структурное звено
Диметилтерефталат
Полиэтилентерефталат
(ПЭТ)
Этиленгликоль
I Глицерин
I Всего:
Метанол
Выход продукта
194
(192)х
62
92
32
п
1,00
-
1,10
0,30
2,00
п • M
194,0
-
68,2
27,6
289,8
64,0
225,8
%по
массе
85,9
-
30,2
12,2
128,3
28,3
100,0
п
-
1,00
0,10
0,30
-
олиэфир 2
п • M
-
192,0
6,2
27,6
225,8
-
225,8
ITl,
%по
массе J
85,0
2,8
12,2
100,0
-
100,0
которые по молекулярной массе и молекулярно-массовому распределению
аналогичны композиционным. Здесь можно увидеть явное подтверждение
влияния переэтерификации на регулирование средней молекулярной массы.
Привлекательной представляется идея получения подобных полиэфиров из
отходов производства и использования пленочных материалов (на эти
композиции также были выданы патенты). Однако этот способ не получил
распространения, т. к. достаточно объемные отходы пленки необходимо было
добавлять в реактор только в измельченном состоянии и в конечном счете
дозировать «вручную» в связи с тем, что избыток полиолов вначале образует
слишком небольшое количество, чтобы поглотить общее количество полиэти-
лентерефталата.
б). «Восстановление» сложных полиэфиров после гелеобразования
При проведении опытов в лаборатории, а также в случае ошибок при
производстве сложных полиэфиров, может произойти гелеобразование. В
лабораторных условиях ошибка может произойти при выборе слишком
высокой степени разветвления и/или средней молекулярной массы относительно
вводимых структурных звеньев, а во время производства - при
неправильном взвешивании или при потере избыточного содержания полиолов. Тогда
вязкость реакционной смеси резко возрастает и композиция превращается
в гель. Вероятно, он состоит из относительно небольшого количества
молекул, достигших очень большой молекулярной массы (сшитых), но где большую
часть еще составляют молекулы с ограниченной молекулярной массой. Если
по этой причине гель все еще остается немного подвижным (при достаточном
усилии перемешивания), то после введения полиола, удается снова
разрушить гелеобразное состояние композиции. Это означает, что при добавлении
полиолов вследствие реакций переэтерификации уменьшается молекулярная
масса сшитых компонентов. Естественно, что реакции проводят при
достаточно высоких температурах.
При производстве после введения полиолов можно нагреть желирующуюся
реакционную смесь, имеющую максимально высокую теплопередачу, и толь-
Синтез и структура полиэфиров и алкидных смол
73
ко тогда удастся снова «оживить» сложный полиэфир. Часто при введении
полиолов, соответствующих рецептуре, можно даже получить сложный
полиэфир с заданными характеристиками и необходимого состава, т. е. получить
партию товара, пригодного для использования. Однако следует предотвратить
полную сшивку (полное гелеобразование) и охлаждение партии полиэфира в
течение продолжительного времени (плохая теплопроводность), так как это
может привести к стремительному его разрушению. Реакции переэтерифика-
ции здесь также играют свое важное регулирующее влияние.
3.4.4 Способы влияния на молекулярно-массовое
распределение алкидных смол
Установлено, что на молекулярно-массовое распределение алкидных смол и
полиэфиров оказывают влияние одни и те же параметры. К ним, прежде
всего, относятся величина ожидаемой молекулярной массы и различия в
реакционной способности функциональных групп структурных звеньев. Особенное
влияние на молекулярно-массовое распределение для алкидных смол
оказывает степень модификации монокарбоновой кислоты, в сравнении со
степенью разветвления для немодифицированных полиэфиров.
Как следует из описания реакции получения алкидных смол (см. раздел
3.1.2.5), модифицирование монокарбоновой кислоты «прямо на месте»
понижает функциональность полиолов. Степень этого влияния, т. е. уровень
модификации монокарбоновых кислот в значительной степени определяет
молекулярно-массовое распределение алкидной смолы. Чем больше
избыточные гидроксильные группы v0H использованных полиолов алкидной смолы
заняты молекулами монокарбоновой кислоты, тем меньше вероятность
непропорционально быстрого роста алкидных молекул, что соответствует
описанному действию меньшей степени разветвления у немодифицированных
сложных полиэфиров. Поэтому степень разветвления v в случае алкидных
смол определяется на основании степени разветвления скелета полиэфира
при удалении из него доли монокарбоновой кислоты п3:
[ п, • (F1 - 2) - ГЦ + "V(F2-2) ] • ЮОО
v = (35)
Поэтому у алкидных смол замещение b избыточных гидроксильных групп в
скелете цепи полиэфира (в англо-американской научной литературе часто
обозначают как back-bone) является эквивалентом степени разветвления
полиэфиров, немодифици-рованных монокарбоновой кислотой. Замещение
обозначает количество монокарбоновой кислоты п3, которой
модифицированы избыточные ОН-группы полиэфирного скелета v0H алкидной смолы.
Избыток гидроксильных групп образуется из баланса функциональных групп
полиолов и поликарбоновых кислот алкидной смолы:
Если в этом определении учесть еще и степень конденсации, то количество
избыточных гидроксильных групп v0H повышается пропорционально количе-
74
Синтез и структура полиэфиров и алкидных смол
ству избыточных карбоксильных групп vC00H и величина замещения Ь'
получается с учетом степени конденсации:
b' =
H1F1
П2г2 + VCOOH
(37)
Влияние замещения Ь' можно также представить на примере кривых вязкости
алкидных смол на рис. 3.39.
На рис. 3.39 показана зависимость вязкости триоловых алкидных смол от
константы поликонденсации К'м и от отношения количества молей
монокарбоновой кислоты к числу молей триола в качестве меры замещения. Она
является эквивалентом кривых, которые описывают зависимость вязкости не-
модифицированных сложных полиэфиров от константы поликонденсации К'м
и средней функциональности полиолов как меры степени разветвления. Чем
выше замещение монокарбоновой кислотой, тем уже распределение и ниже
вязкость. У алкидных смол в случае малой степени замещения и,
соответственно, при более высокой среднечисловой молекулярной массе
существует также предел гелеобразования.
Вязкость
Количество моль
монокарбоновой
кислоты на моль
триола
1,00 1,30
1,00
1,10
1,20 К'м
Константа поликонденсации
Рис. 3.39. Зависимость вязкости триоловых алкидных смол от постоянной
поликонденсации (К'м) и количества монокарбоновой кислоты по отношению ктриолу
Синтез и структура полиэфиров и алкидных смол 75
При описании реакций получения алкидных смол подчеркивалось, что имеет
место разная реакционная способность обеих потенциальных карбоксильных
групп ангидрида фталевой кислоты, что функциональность полиолов
алкидных смол «прямо на месте» снижается в результате замещения монокарбо-
новыми кислотами. Такое влияние имеет очень большое значение. Если ал-
кидную смолу получают не общепринятым способом из ангидрида фталевой
кислоты, а, к примеру, из изофталевой кислоты, то чтобы предотвратить ге-
леобразование необходимо снизить среднечисловую молекулярную массу и,
следовательно, повысить константу поликонденсации К'м.
Это справедливо только в том случае, если при синтезе алкидной смолы
планируется использовать адипиновую кислоту. Алкидную смолу на основе
адипиновой кислоты, пентаэритрита и монокарбоновой кислоты невозможно
получить при низкой константе поликонденсации К'м и тогда, когда выбрано
очень высокое замещение Ь'. Из-за конкуренции обеих карбоксильных групп
адипиновой кислоты с высокой реакционной способностью с
карбоксильными группами монокарбоновых кислот образуется гель, состоящий из частично
сшитого полиэфира на основе адипиновой кислоты и пентаэритрита, который
содержит еще большое количество свободных кислот жирного ряда.
Предварительная этерификация жирной кислоты пентаэритритом, а затем
последующая этерификация адипиновой кислоты могут предотвратить возможность
гелеобразования.
Важную роль также играет реакционная способность монокарбоновых
кислот, например, если сравнить сложный полиэфир на основе ангидрида
фталевой кислоты и полиола, модифицированный изононановой кислотой
(первичные карбоксильные группы), 2-этилгексановой кислотой (вторичные
карбоксильные группы) и кислотой Версатик-10 (третичные карбоксильные группы).
Установлено, что молекулярно-массовое распределение алкидной смолы,
модифицированной 2-этилгексановой кислотой, шире, чем алкидной смолы,
модифицированной изононановой кислотой. Алкидную смолу с Версатик-10,
независимо от величины константы поликонденсации К'м, вообще
невозможно получить из-за различной реакционной способности карбоксильных групп
монокарбоновых кислот, так как сокращение функциональности полиолов
«прямо на месте» (in situ) протекает по-разному.
ф
Рис. 3.40. Схематичное изображение возможных структур в алкидных смолах
76
Синтез и структура полиэфиров и алкидных смол
Весовая фракция
0,60
0,50
0,40
0,30
0,20
0,10
Rl
12 3 4 5 6
Молекулярная масса [log г/моль, эквивалент полистирола]
Рис. 3.41. Типичное молекулярно-массовое распределение высокозамещенной
алкидной смолы на основе ангидрида фталевой кислоты, пентаэритрита и жирной
кислоты
Замещение функциональных групп полиолов монокарбоновой кислотой не
приводит, конечно, к повышению линейности алкидных молекул, но может
привести к образованию как конечных групп, так и разветвлений.
Возможные структуры в алкидных смолах схематично представлены на рис. 3.40.
Таким образом, исходя из обычных реакций поликонденсации, относительно
высокозамещенные алкидные смолы предоставляют единственную
возможность для получения достаточно высокомолекулярных, но, в то же время,
относительно сильноразветвленных молекул полиэфира.
На следующем рис. 3.41 представлена характерная кривая молекулярного
распределения высокозамещенной алкидной смолы на основе ангидрида
фталевой кислоты, пентаэритрита и кислоты жирного ряда. При высоком
значении средней молекулярной массы имеет место относительно широкое
распределение. Однако количество очень крупных молекул сокращается, т. к.
по кинетическим причинам очень низкая реакционная способность
функциональных групп больших молекул препятствует дальнейшему росту молекул.
Синтез и структура полиэфиров и алкидных смол 77
3.5. Функциональность полиэфиров и алкидных смол
Сложные полиэфиры и алкидные смолы широко используются в качестве
пленкообразователей в лакокрасочных системах, способных к сшивке.
Сшивание происходит в результате реакции функциональных групп полиэфиров,
преимущественно гидроксильных, реже карбоксильных групп полиэфиров и
алкидных смол.
Содержание функциональных групп выражают через кислотное или
гидроксильное число или через ОН-%. Характеристики приводят относительно
единиц веса сложных полиэфиров и алкидных смол, как следует из
соответствующих расчетных уравнений.
Однако для определения эффективности сшивки решающей является не
только весовая концентрация функциональных групп, но и функциональность
и молекулярная масса партнера по сшивке. Так, например, линейный
полиэфир с конечными гидроксильными группами образует с полифункциональным
vcooh • Мкон • ЮОО
К.Ч. = — мгКОН/г (38)
А
мк.ч.
г.ч. =
ОН-%
V0H • Мкон- 1000
мг КОН/г ^)
Ак.ч.
voh • Мон • 100
Ак.ч.
изоцианатом иную сетчатую структуру, чем полиэфир с четырьмя
гидроксильными группами на одну молекулу, расположенными по центру. Однако оба
полученных полиэфира могут иметь одинаковое гидроксильное число. Поэтому
важно наглядно представить, как взаимосвязаны гидроксильное (и кислотное)
число и функциональность полиэфиров (FP, ОН или FP, COOH) или степень
разветвления v и средняя молекулярная масса.
На рисунке 3.42 показана взаимосвязь гидроксильного числа и степени
разветвления и средней молекулярной массы и функциональности сложных
полиэфиров и алкидных смол.
В соответствии с этим, сложный полиэфир с гидроксильным числом 112 мг
КОН/г и средней молекулярной массой 1 000 г/моль имеет только две
конечные гидроксильные группы, т. е. он является линейным, степень
разветвления у него равна 0. Сложный полиэфир с таким же гидроксильным числом, но
средней молекулярной массой, равной 2 000 г/моль, несет 4 ОН-группы и его
степень разветвления составляет 1,0 моль/кг, а у сложного полиэфира со
средней молекулярной массой 3 000 г/моль, при таком же гидроксильном числе, -
6 гидроксильных групп, и его степень разветвления составляет 1,5 моль/кг.
Такую взаимосвязь можно представить также в виде зависимости
функциональности сложных полиэфиров от гидроксильного числа и средней
молекулярной массы (рисунок 3.43).
78
Синтез и структура полиэфиров и алкидных смол
300
Гидроксильное
число,
мг KOH/ г
250
200
150
100
0 12 3
Степень разветвления, моль/кг
Рис. 3.42. Взаимосвязь среднечисловой молекулярной массы и функциональности
полиэфиров и алкидных смол от гидроксильного числа
Гидроксильное
число, мг КОН/г
300
250
200
150
100
50
\ *
\ V*
1000 2000 3000
Средняя молекулярная масса, г/моль
Рис. 3. 43. Взаимосвязь функциональности сложного полиэфира (FP0H),
гидроксильного числа и средней молекулярной массы
Синтез и структура полиэфиров и алкидных смол
79
3.6. Реакции получения полиэфиров с особым
молекулярно-массовым распределением
До настоящего момента образование сложных полиэфиров и алкидных смол
описывали как равновесные реакции, которые происходят путем этерификации
и переэтерификации. Выяснилось, что величина средней молекулярной
массы и степени разветвления или замещение монокарбоновои кислотой наряду
с материальными факторами влияния являются решающими для молекулярно-
массового распределения. Соответственно этому, высокоразветвленные
сложные полиэфиры или алкидные смолы с низким замещением
модифицированной монокарбоновои кислотой не обязательно имеют высокую среднюю
молекулярную массу, т. к. их функции распределения являются настолько
широкими, что часть молекул стремится достичь состояния сшивки.
Если сложный полиэфир производят не путем этерификации или
переэтерификации, то соблюдают другие условия. Полиэфиры можно получить путем
поэтапного присоединения и синтезировать продукты с относительно узким
молекулярно-массовым распределением. Подобные процессы являются
достаточно дорогими и насколько известно, они не находят технического
применения.
К актуальной информации по этой теме относятся описания по получению
дендримерных полимеров [47]. При этом, например, описывают, что из
полиола или производных полиола и диметилолпропионовои кислоты за одну
технологическую операцию можно получить сферические полиэфирные
молекулы, более того - высокоразветвленные и, соответственно,
высокофункциональные, но обладающие очень узким молекулярно-массовым
распределением. Такого результата, однако, нельзя добиться при обычной
этерификации. С одной стороны, достаточно сложно этерифицировать третичные
карбоксильные группы диметилолпропионовои кислоты. С другой стороны,
диметилолпропионовая кислота не только вступает в реакцию с гидроксиль-
ными группами дендримеров, образующихся на предшествующих стадиях,
но и образует статически разветвленные полиэфирные цепи сама с собой.
Подобный дендример можно получить в результате нескольких реакций
присоединения, в которых каждую новую промежуточную стадию необходимо
заново модифицировать. В результате таких усилий продукт, естественно,
становится дорогостоящим. Поэтому сначала следует обсудить вопрос, может
ли использование таких дендримерных полимеров привести к значительному
улучшению свойств ЛК-системы. В данной литературе говорят о низкой
технологической вязкости и, следовательно, более высокой нелетучей части
(высокий сухой остаток) полученных на основе этого сырья ЛК-систем, а также об
эффективной сшивке в результате высокой функциональности и однородной
молекулярной массы. В то время как первый пункт является неоспоримым,
существуют достаточно сильные сомнения в правильности второго
высказывания. Здесь было выявлено, что сложные полиэфиры с относительно широким
молекулярно-массовым распределением при сшивке достигают оптимальных
свойств в области эластичности и стойкости покрытий, в противоположность
гидроксильным полиэфирам с узким распределением. Будущее покажет,
являются ли оправданными высокие затраты, необходимые для получения
представленных дендримеров, чтобы обеспечить особые технологические
свойства ЛКМ.
80 Синтез и структура полиэфиров и алкидных смол
Зш7ш Список символов, определений и вычислений
Символы:
п - изначальное количество моль или функциональных групп
(обозначенное через индекс)
v - фактическое количество моль или функциональных групп
(обозначенное через индекс)
F - функциональность одной молекулы одного структурного звена
(в смесях - среднее значение)
M - молекулярная масса структурных звеньев или сложного полиэфира,
или алкиднои смолы
А - количество сложного полиэфира или алкиднои смолы на выходе
q - количество структурных элементов относительно количества молей
поликарбоновой кислоты и входящих в состав молей полиола
и монокарбоновой кислоты (см. уравнение 11)
р - степень поликонденсации (см. уравнение 4)
К - расчетные константы
Км - константа поликонденсации молярных отношений, (см. уравнение 20)
КПаттон - алкидная константа Паттона, (см. уравнение 8)
v - степень разветвления - количество возможных разветвлений в одном
полиэфире или алкиднои смоле, отнесенное на 1 000 г (см. уравнение 34)
а - статическая величина разветвления по Флори (см. уравнение 6)
b - замещение избыточных гидроксильных групп цепи алкиднои смолы
монокарбоновыми кислотами (см. уравнение 36)
D - дисперсность - мера характеристики молекулярной неоднородности
(см. уравнение 33)
К.Ч. - кислотное число (см. уравнение 38)
Г.Ч. - гидроксильное число (см. уравнение 39)
ОН-% - %-ное содержание гидроксильных групп (см. уравнение 40)
Индексы
1 - полиолы и их производные
2 - поликарбоновые кислоты и их производные
3 - монокарбоновые кислоты и их производные
Синтез и структура полиэфиров и алкидных смол
ОН - гидроксильные группы
COOH - карбоксильные группы
п - рассчитанные к количеству молей
m - рассчитанные к массе
M - рассчитанные к молекулярной массе
К.Ч. рассчитанные к кислотному числу
s - отнесенный к структурному элементу
с - критическое значение
Символы со штрихами
К'м - Км с учетом степени конденсации
М'2 - M2 без учета продукта конденсации (остаток поликарбоновой кислоты)
М'з - M3 без учета продукта конденсации (остаток монокарбоновой
кислоты)
М'р - Мр с учетом степени конденсации
b' - be учетом степени конденсации
3.8 Список уравнений
Страница
Уравнение 1: Зависимость количества структурных элементов
линейного сложного полиэфира от степени превращения 29
q =
F«
Уравнение 2: Зависимость количества структурных элементов
линейного сложного полиэфира от молярного соотношения полиола
к поликарбоновой кислоте 30
q
=
Пі
1
/ n2 -
- 1
Щ > n2
J12 = 2_
82 Синтез и структура полиэфиров и алкидных смол
Уравнение 3: Зависимость числа с труктурных элементов
линейного сложного полиэфира от молярного соотношения
поликарбоновой кислоты к полиолу 30
п2 > п.
1
q =
П2/П1 — 1
Уравнение 4: Степень поликонденсации по Карозерсу 31
•1.2 г1,2
Уравнение 5: Критическая степень поликонденсации по Карозерсу 31
2 • п1>2
2 - п
п1.2 * F12
Уравнение 6: Критическая степень разветвления по Флори 31
1
Fi,2 - 1
Уравнение 7: Критическая степень поликонденсации по Штокмайеру 32
(H1F1)2
OyF1- P1F1) • OVF2- n2F2)
Уравнение 8: Критическая степень поликонденсации по Джонасону 32
^OH ' ^COOH
2-(1 -п3/псоон)
Уравнение 9: Константа поликонденсации по Паттону 33
■^Паттон
n2F2 + n3
Уравнение 10: Молярное соотношение как константа полиэфира 36
Км
Синтез и структура полиэфиров и алкидных смол
83
Уравнение 11: Зависимость количества структурных элементов
от молярного соотношения полиола к поликарбоновой кислоте
независимо от функциональности полиола
36
Пі
F1
F,
> п2
£ 2
= 2
Уравнение 12: Зависимость количества структурных элементов
от молярного соотношения поликарбоновой кислоты к полиолу
независимо от функциональности поликарбоновой кислоты
36
F1
П2 > 1I1
F1 * 2
Fo = 2
Км *
1
F1-I
Уравнение 13: Полиэфирная константа для всех полиолов
и поликарбоновых кислот 39
п2 - (F2 - 2)
Км > 1
F1, * 2
Уравнение 14: Молекулярные массы всех разветвленных
сложных полиэфиров 40
Mp = q • M3 + M1
Уравнение 15: Вычисление молекулярной массы сложных полиэфиров,
состоящих из 1I1 и п2 структурных звеньев 40
МР
(F1-I) . M1 + М'2
Км - 1
+ M1
Уравнение 16: Перерасчет молекулярной массы сложных полиэфиров,
состоящих из 1I1 и п2 структурных звеньев 40
MD
1I1 / n2 M1 + М'2
Км - 1
S4
Синтез и структура полиэфиров и алкидных смол
Уравнение 17: Перерасчет молекулярной массы сложных полиэфиров,
состоящих из 1I1 и п2 структурных звеньев 40
МР =
1I1 M1 + п2 М'2
П2 • (Км - D
Уравнение 18: Вычисление молекулярной массы сложных полиэфиров
на основе рецептуры продукта на выходе 40
Mp =
H2' (Км -1)
Уравнение 19: Разложение полиолов со средним значением п и M
на фракции с индивидуальными значениями п и M 40
In1-M1 = H11- M11 + n12 • M12 + п13 • M1
Уравнение 20: Константа полиэфира с учетом степени конденсации 41
Пі + vC00H — n2 • (F2 — 2)
К'
К'м^ 1
F1|2 * 2
Уравнение 21: Вычисление молекулярной массы с учетом
степени конденсации 42
(F2-f2-1)- M1+ М'2
MV = + M1
К'м — 1
Уравнение 22: Вычисление молекулярной массы сложных полиэфиров при
заданном кислотном числе 43
М\
1I1. M1 + n2. M2
П2(К'м-1)
п2(К'м-1)
Уравнение 23: Количество полиэфира на выходе в зависимости
от кислотного числа 43
д А К.Ч. • Акч
Акч = An + • Мы п
кч ° М.он ' 1000 н2°
Синтез и структура полиэфиров и алкидных смол
85
Уравнение 24: Количество полиэфира на выходе в зависимости
от кислотного числа 43
A0
к.ч.. м
H9O
Мкон • 1000
Уравнение 25: Вычисление молекулярной массы сложного полиэфира
на основании количества продукта на выходе и кислотного числа 43
М'р
К.Ч. . M
п2 • (К*м — 1) • 1
H9O
м.
1000
Уравнение 26: Условия синтеза алкидных смол 48
Пон * nC00H = H1-F1 > (п2 • F2 + п3)
Уравнение 27: Молекулярная масса структурных элементов
алкидных смол
49
M8 = (F2 - f2 -1) • M1 + М'2 + — м\
Уравнение 28: Вычисление молекулярной массы алкидных смол 49
М*
_.Мі+М'2+^-М'3
Км" 1
Уравнение 29: Вычисление молекулярной массы алкидной смолы 49
1I1-M1 + п2 • М'2 + п3 • М'з
M'
H2-(K1M- 1)
Уравнение 30: Вычисление молекулярной массы алкидной
смолы по рецептуре выхода продукта 49
М'р =
Ак.ч.
п2 • (К'м -
1)
_ —
F12 * 2
V0H > П3 > 0
К'м>1
86 Синтез и структура полиэфиров и алкидных смол
Уравнение 31: Среднечисловая молекулярная масса 52
M, =
Уравнение 32: Средневесовая молекулярная масса 52
/ m, -M1 /_ rij • M12
M,., = =
mi У п, • M,
Уравнение 33: Мера молекулярной неоднородности (дисперсность) 52
D =А_
Mn
Уравнение 34: Степень разветвления сложных полиэфиров 59
[IV(F1-2) + n2.(F2-2)] • 1000
v =
А
к.ч.
Уравнение 35: Степень разветвления алкидных смол 73
[ п, - (F1 - 2) - n3 + IV(F2-2) ] • 1000
v =
А
к.ч.
Уравнение 36: Замещение избыточных гидроксильных групп
монокарбоновой кислотой 73
п
b = -
In1F1 - n2F2
Уравнение 37: Замещение с учетом кислотного числа 74
Ь' =
1I1F1 - n2F2 + vCOOH
Уравнение 38: Вычисление кислотного числа 77
vcooh • Мкон • ЮОО
К.Ч. = ^ мг КОН/г
^ к.ч.
Синтез и структура полиэфиров и алкидных смол
87
Уравнение 39: Вычисление гидроксильного числа 77
voh • Мкон • 1000
Г.Ч. = мгКОН/г
А«.ч.
Уравнение 40: Вычисление содержания гидроксильных групп в весовых % 77
voh • Мон • 100
ОН-% = весовой %
Ак.ч.
88 Свойства полиэфиров и алкидных смол
4. Свойства полиэфиров и алкидных смол
4.1 Принципы выбора структурных звеньев
Кроме рассмотренных выше параметров (молекулярная масса, молекулярно-
массовое распределение, степень разветвления, функциональность), большое
влияние на свойства сложных полиэфиров и алкидных смол оказывает выбор
используемых структурных звеньев. В этой главе сначала в общих чертах
рассматривают влияние структурных звеньев на свойства полимеров, а затем их
подробно сравнивают для отдельных типов связующих, особенно для сложных
полиэфиров и алкидных смол.
Используемые для получения связующих сложные полиэфиры и алкидные
смолы могут содержать множество разнообразных структурных звеньев, которые
оказывают разное влияние на свойства пленкообразователей. Прежде всего,
количество или соотношение структурных элементов и их функциональность в
значительной степени определяют способ получения и структуру полиэфиров и
алкидных смол (см. гл. 3).
Кроме того, выбор структурных звеньев влияет на растворимость и
совместимость полиэфирных и алкидных смол с другими пленкообразователями..
В конечном счете, именно структурные звенья оказывают самое сильное
влияние на свойства пленок на основе полиэфиров и алкидных смол. Различные
структурные звенья обуславливают подвижность сегментов между сложноэ-
фирными группами (длину цепи) и, таким образом, формируются ЛК-покрытия,
обладающие различной физической твердостью или эластичностью.
Аналогичным образом действуют боковые цепи структурных звеньев и
модификация алкидных смол монокарбоновой кислотой. Тип и количество
функциональных групп влияют на реакцию сшивки сложных полиэфиров и алкидных смол.
Наряду с гидроксильными и карбоксильными группами присутствуют также
системы двойных связей поликарбоновых кислот (в ненасыщенных полиэфирах)
и кислот жирного ряда (в алкидных смолах окислительной сшивки), которые
можно выбирать для реакции сшивки.
Структурные звенья для получения полиэфиров и алкидных смол подбирают
таким образом, чтобы способы производства пленкообразующих были
относительно недорогими и не вызывали сильного загрязнения окружающей среды.
Так, например, при промышленном способе производства полиэфиров (за
исключением поликарбонатов) в качестве структурных элементов обычно не
используют хлориды карбоновой кислоты или алкоголяты щелочных металлов.
Практически всегда отказываются от таких структурных элементов,
применение которых не позволит получить сложные полиэфиры и алкидные смолы с
помощью этерификации и переэтерификации.
Поэтому, к примеру, щавелевая кислота из-за реакционной способности ее
карбоксильных групп, реакций разложения и циклизации не относится к
традиционному структурному звену для получения сложных полиэфиров.
Характеристики веществ, правила безопасности, методы производства и
общие правила использования структурных звеньев (полиолов, поликарбоновых
кислот, монокарбоновых кислот) приводятся в справочнике по химии [48] и в
руководствах по технической химии [49].
Свойства полиэфиров и алкидных смол
89
4.1.1 Влияние растворимости и совместимости
В физике под термином «растворимость полимеров» понимают способность
молекул полимеров более или менее хорошо взаимодействовать с
молекулами растворителя и образовывать так называемые сольваты, которые
заполняют клубки полимерных молекул и распределяют их в фазе
растворителя. Однако с точки зрения лакокрасочной технологии хорошая растворимость
означает, что полимер (пленкообразующее) растворяется во многих часто
используемых растворителях и в определенных смесях растворителей имеет по
возможности низкую вязкость при достаточно высоком содержании
нелетучей части. В целях экономии, но прежде всего из-за особенностей
технологических процессов, лакокрасочники предпочитают использовать неполярные
растворители (алифатические и ароматические углеводороды). Были
предприняты попытки разработать классификацию растворителей и
пленкообразующих на основании так называемых параметров растворимости для
возможности расчетного подбора растворителя для каждого типа
пленкообразующего. Однако очень сложно определить параметры растворимости
пленкообразующих, а их вычисление для обычных смесей пленкообразующих и
композиций растворителей связано с высокими затратами. Поэтому на практике
в большинстве случаев опираются на эмпирическое правило «подобное
растворяется в подобном», причем здесь подразумеваются типичные структуры
молекул пленкообразующих и растворителей.
Хорошая совместимость пленкообразующих друг с другом имеет место тогда,
когда они в подходящих растворителях образуют однородные растворы и когда
во время пленкообразов ания в результате процессов диффузии формируют
однородную пленку и не разделяются.
Широкому применению в ЛК-отрасли первых промышленных полиэфиров,
прежде всего на основе фталевой кислоты и глицерина (глифталевой смолы),
помешали их ограниченные растворимость и совместимость. Эти сложные
полиэфиры растворялись только в низших спиртах и кетонах и практически были
несовместимы с большинством связующих того времени, например с
высыхающими маслами. Только модифицирование таких полиэфиров жирными
кислотами этих масел (или маслами), т. е. получение алкидных смол [9],
предоставило данному классу продуктов широкие возможности применения в самых
разнообразных ЛК-системах. В конце концов, проблему решили за счет снижения
высокой полярности первых сложных полиэфиров.
Такая тенденция красной нитью проходит через все разработки и области
применения сложных полиэфиров. Эта же тенденция прослеживается и для других
классов связующих, например аминных смол, которые в ЛК-системах
применяются только в этерифицированном виде.
Различные промышленные полиолы, прежде всего диолы, производили
относительно недорогим способом, и они способствовали снижению полярности
получаемых полиэфиров путем изменения длины основных или боковых цепей.
По сравнению с так называемыми «первыми» полиэфирами, насыщенные
полиэфиры стали использовать гораздо позднее. Поэтому важную роль в
производстве насыщенных полиэфиров и неопентиловых эфиров гидроксипивали-
новой кислоты (HPN) играет неопентилгликоль, а другие полиолы с
неоструктурами (например, 2-этил-2-бутилпропандиол-1,3) улучшают растворимость и
совместимость еще в большей степени. Полиэфиры на основе таких полиолов
90 Свойства полиэфиров и алкидных смол
хорошо растворяются в относительно неполярных органических
растворителях, например в ароматических, и для получения стабильных растворов
требуется лишь небольшое количество полярных растворителей, таких, как сложные
эфиры, простые или смешанные эфиры гликолей.
Насыщенные полиэфиры часто получают на основе ароматических поликарбо-
новых кислот (изофталевой кислоты), которые обязательно требуют
использования подходящих полярных растворителей. Полиэфиры, содержащие
небольшое количество ароматических структурных звеньев (например, гексагидро-
фталевую кислоту в качестве дикарбоновой), напротив, в большинстве случаев
полностью растворяются в ароматических углеводородах.
Представленные на рынке сложные полиэфиры, предназначенные для
использования в качестве пленкообразующих для ЛКМ, совместимы в растворе
с рядом других связующих типа аминосмол, аддуктов полиизоцианата,
сополимеров ПВХ, эпоксидных смол сложных эфиров целлюлозы. Однако
существуют ограничения по совместимости в пленке для более
высокомолекулярных типов названных пленкообразующих компонентов. Насыщенные
полиэфиры на основе ароматических дикарбоновых кислот проявляют склонность
к кристаллизации. Это учитывают при производстве волокон и пленки, т. к.
такое свойство позволяет достичь высокой прочности (полиэтилентерефталат,
полибутилентерефталат). Это свойство также используют и при производстве
жидких кристаллов. Сложные полиэфиры с высоким содержанием
структурных звеньев, обладающих более длинными алифатическими цепями, также
проявляют тенденцию к кристаллизации (становятся воскообразными).
Естественно, что пленкообразующие для получения ЛКМ не должны
кристаллизоваться, т. к. иначе значительно ухудшаются растворимость и совместимость
с другими компонентами и такие важные свойства для пленкообразования,
как смачивание, прозрачность и блеск. Кристаллизацию полиэфиров,
содержащих большое количество ароматических дикарбоновых кислот, а это
значительная часть широко известных полиэфиров (см. коммерческие продукты
и примеры рецептур), можно уменьшить, выбирая максимально сложную
композицию полиолов.
Для предупреждения кристаллизации линейные и слаборазветвленные
полиэфиры, например на основе изофталевой кислоты, должны содержать как
минимум три вида диолов. При этом выбор диолов не имеет существенного значения.
Разумеется, чем выше содержание диолов с боковыми цепями, тем слабее
тенденция к кристаллизации. Повышение степени разветвления также сокращает
склонность к формированию кристаллической структуры, так что в этом случае
количество диолов в смеси можно сократить. Если комбинировать различные
ароматические дикарбоновые кислоты, например изофталевую с терефталевой
кислотой, или смешать ароматические дикарбоновые кислоты с другими поли-
карбоновыми кислотами, то склонность к кристаллизации тоже уменьшается. В
конце концов, эффективность всех представленных здесь мер основывается на
том, что отдельные сегменты цепи полиэфирных молекул имеют по
возможности разные длины и структуры, так что эффективно предупреждается
ассоциация сегментов, отвечающих за образование кристаллических структур.
Благодаря модификации алифатическими монокарбоновыми кислотами, ал-
кидные смолы относительно неполярны и поэтому тоже растворяются в
неполярных растворителях. Это относится в особенности к алкидным смолам,
содержащим достаточно высокое количество С18-кислот жирного ряда (олеино-
Свойства полиэфиров и алкидных смол
91
вая, линолевая, линоленовая кислоты). Данные связующие растворяются даже
в чисто алифатических углеводородах и, конечно же, в ароматических
соединениях, сложных эфирах и смешанных эфирах гликолей, но не растворяются в
спиртах и простых эфирах гликолей. При добавлении этих растворителей в
растворы названных алкидных смол, в алифатических углеводородах из-за
возникновения сильной несовместимости происходит резкое падение вязкости
композиции (эффект разжижения), что можно выгодно использовать для
получения JlKM с более высоким сухим остатком.
Чем меньше алкидная смола модифицирована монокарбоновой кислотой и
чем короче цепь этой кислоты, тем выше полярность этих пленкообразующих
и, соответственно, тем больше должна быть полярность используемых
растворителей. Так, алкидные смолы, модифицированные значительным
количеством бензойной кислоты и содержащие менее 50% жирных кислот, теряют
свою неограниченную растворимость в алифатических углеводородах. Для
получения стабильных растворов необходимо введение небольшой добавки
полярного растворителя.
Наличие уже небольшой концентрации монокарбоновой кислоты в боковой
цепи алкидной смолы предупреждает склонность к кристаллизации. Также
можно представить, что алкидные смолы с более высоким содержанием моно-
карбоновых кислот с более длинной цепью ориентируются в растворе в виде
мицелл, аналогичных ПАВ, причем длинноцепные монокарбоновые кислоты в
неполярных растворителях ориентируются наружу.
Данные по производству кислот жирного ряда, их характеристики и
применение можно найти у производителей [50].
4ш 1ш2 Влияние на свойства пленки
Для свойств пленок любой ЛК-системы характерно сочетание твердости и
механической стойкости с максимально высокой эластичностью. Однако не
всегда удается достичь оптимального соотношения этих независимых друг от
друга свойств. Решение проблемы заключается в нахождении компромисса,
который, в зависимости от области применения и требуемых свойств, может быть
совсем разным.
Покрытия на основе сложных полиэфиров и алкидных смол обладают высокой
твердостью и стойкостью к механическому воздействию благодаря
использованию большого количества ароматических компонентов. Однако эти компоненты
отрицательно влияют на растворимость и эластичность. Циклоалифатические
звенья позволяют получить ЛК-системы с улучшенной растворимостью,
совместимостью и повышенной эластичностью. Структурные звенья с
алифатическими цепями понижают твердость и механическую стойкость, однако, в
зависимости от их длины, цепи образуют пленки с высокой эластичностью.
Применяемые в качестве компонентов алкидных смол алифатические монокарбоновые
кислоты в зависимости от концентрации и длины цепи понижают твердость, но
в то же время улучшают растворимость, смачиваемость и эластичность.
При разработке рецептур полиэфиров для различных областей применения
активные компоненты по-разному комбинируют друг с другом для получения
желаемых оптимальных свойств. Было установлено, что целесообразно комби-
92 Свойства полиэфиров и алкидных смол
нировать звенья с разной эффективностью таким образом, чтобы обеспечить
оптимальное сочетание необходимых свойств. Во многих случаях такие меры
являются более благоприятными по сравнению с первоначальным выбором
типа звеньев для получения среднего уровня свойств.
На выбор структурных звеньев для получения сложных полиэфиров и
алкидных смол решающим образом влияют также их доступность и затраты на
изготовление.
Ароматическими компонентами сложных полиэфиров почти всегда
являются поликарбоновые кислоты и их производные (ангидрид фталевой кислоты,
изофталевая и терефталевая кислоты или диметилтерефталат), т. к. уже давно
налажено достаточно недорогое промышленное производство этих
компонентов. Однако, едва ли существуют ароматические полиолы, предназначенные
для получения сложных полиэфиров. Фенолы и метилольные ароматические
соединения не вступают в реакцию как спирты и поэтому не применяются в
производстве сложных полиэфиров (за исключением поликарбонатов).
Ароматические поликарбоновые кислоты и их производные - это, в первую очередь,
такие компоненты, которые придают полиэфирным системам твердость и
стойкость к механическому воздействию.
Эластичность же системы обеспечивают в первую очередь алифатические
полиолы. Сегодня в производстве сложных полиэфиров можно использовать
разнообразные алифатические полиолы (этиленгликоль, пропандиолы [1,2- и
1,3-], бутандиол-1,4, гександиол-1,6, неопентилгликоль и другие неодиолы, не-
опентиловый эфир гидроксипивалиновой кислоты (HPN), триметилпентанди-
ол, полиэфирполиолы).
Если не удается достичь высокой эластичности в результате использования
полиолов, например, только полиолов с короткими цепями, то можно
дополнительно ввести несколько частей алифатических поликарбоновых кислот
(адипиновой, азелаиновой, себациновой, димеризованной жирной кислоты).
Циклоалифатические структурные звенья позволяют получить покрытия со
сбалансированными свойствами. Существуют поликарбоновые кислоты и их
производные (ангидрид гексагидрофталевой кислоты и изомерные циклогек-
сандикарбоновые кислоты, ангидриды тетрагидрофталевой, эндометиленте-
трафталевой кислот и TCD-дикарбоновая кислота) и диолы (пергидробисфенол
А, диметилолциклогексан и TCD-спирт DM). Они обеспечивают хорошую
растворимость и совместимость и улучшают эластичность ЛК-систем, не ухудшая
при этом твердость покрытия. Конечно, они значительно дороже, чем, к
примеру, ароматические поликарбоновые кислоты или алифатические полиолы.
При описании свойств полиакриловых смол указывают температуру
стеклования пленкообразующего, которую обычно рассчитывают по уравнению
Фокса на основании значений температур стеклования гомополимеров из
отдельных мономерных компонентов с учетом их массовых долей. Эти значения
температуры стеклования являются критерием физической твердости или
ожидаемой эластичности ЛК-пленки, полученной на основе этих
пленкообразующих. В принципе, на основе значений температуры стеклования можно
составить классификацию сложных полиэфиров и алкидных смол. Для ряда
относительно высокомолекулярных линейных сложных полиэфиров однородного
состава существуют результаты измерений температуры стеклования и плавле-
Свойства полиэфиров и алкидных смол
93
Таблица 4.1.
Экспериментальные данные о температуре стеклования (Тс)
и температуре плавления (Тпл) высокомолекулярных линейных полиэфиров
Полиэфир на основе
I Дикарбоновой
кислоты
Терефталевая
Терефталевая
Изофталевая
Изофталевая
Адипиновая
Адипиновая
Адипиновая
Диола
Этиленгликоль
Бутандиол-1,4
Этиленгликоль
Бутандиол-1,4
Бутандиол-1,4
Неопентилгликоль
Гександиол-1,6
е-гидроксикапроновая
T
с
+ 69 °С
+ 15-500C
+ 510C
+ 240C
-68 °С
-48 °С
-73 °С
-600C
Источник
[51]
[52]
[56]
[53]
[54]
[54]
[54]
[55]
тпл
+ 265 °С
+ 230 °С
+ 240 °С
+ 1520C
+570C
+ 460C
+ 61 °С
+ 600C
Источник
[51]
[56]
[56]
[51]
[55]
[55]
[55]
[56]
ния, которые, однако, у данного класса веществ очень сильно зависят от
кристаллизации подобных полиэфиров. Значения приведены в табл. 4.1.
Для описания подвижности цепи сложных полиэфиров, используемых в
качестве пленкообразующих для получения JlKM, представленные данные имеют
лишь ограниченное значение, т. к. в большинстве случаев речь идет о не
склонных к кристаллизации, низкомолекулярных и разветвленных сложных
полиэфирах. Но данные являются отправной точкой для определения влияния
структурных звеньев на температуру стеклообразования. Были предприняты
попытки вычислить температуру стеклования сложного полиэфира, состоящего из
смеси различных звеньев, исходя из сегментных составляющих структурных
звеньев [57]. Однако вычисления оказались несостоятельными в случае
анализа разветвленных полиэфиров. При составлении рецептур сложных
полиэфиров для оценки уровня температур стеклования существует прогнозирование
твердости и эластичности пленок. При этом важно учитывать следующее:
• в большинстве случаев температуры стеклования уменьшаются наиболее
явно при переходе от ароматических звеньев (ароматических поликарбоновых
кислот) через циклоалифатические к алифатическим структурным звеньям;
• чем длиннее линейная цепь алифатического звена, тем ниже температура
стеклования. Цепи дикарбоновых кислот активнее снижают температуру
стеклования, чем цепи диолов;
• боковые цепи вызывают понижение температуры стеклования, однако не
такое сильное, как соответствующие линейные цепи (бутадиол-1,4
обеспечивает более низкую температуру стеклования, чем метилпропанол-1,3);
• эфирные группы в алифатических цепях (полиэфирполиолы) сильнее
понижают температуру стеклования, чем СН2-группы, расположенные там же.
Модифицирование сложных полиэфиров алифатическими монокарбоновыми
кислотами, т. е. основной принцип получения алкидных смол, улучшает не
только растворимость и совместимость, но и смачиваемость, розлив и эластичность
94
Свойства полиэфиров и алкидных смол
ЛК-пленок. Естественно, твердость и стойкость покрытия к механическому
воздействию будут понижаться с увеличением доли алифатических монокарбоно-
вых кислот и длины их цепей. Учитывая структурный принцип алкидных смол,
можно повысить твердость при пропорциональной модификации
ароматическими монокарбоновыми кислотами. Циклоалифатические монокарбоновые
кислоты, а в случае алкидных смол, прежде всего, смоляные кислоты, также
улучшают твердость, не оказывая при этом отрицательного влияния на
растворимость и смачивание. Однако смоляные кислоты обеспечивают еще и
дополнительные свойства, которые препятствуют их широкому применению.
Выбор структурных звеньев влияет на сшивку во время отверждения пленки на
основе полиэфиров и алкидных смол. Эффективность сшивки определяется в
первую очередь количеством функциональных групп (почти всегда гидроксиль-
ных) относительно средней молекулярной массы и степени разветвления (см.
гл. 3.5). Но, в зависимости от типа, функциональные группы могут обладать
разной реакционной способностью. Скорость реакции первичных гидроксиль-
ных групп всегда выше, чем вторичных. Особой реакционной способностью
обладают первичные гидроксильные группы, находящиеся на более длинных
цепях (например из гександиола-1,6 или є-капролактона).
Под твердостью понимается стойкость ЛК-покрытий к механическим
воздействиям (твердость поверхности, твердость при вдавливании). С точки зрения
физики эластичность покрытий представляет собой сумму эластичной и
пластичной составляющих. В большинстве случаев эластичная составляющая
образуется в результате эффективности сшивки во время пленкообразования.
Оптимальные по свойствам покрытия, столь же твердые, сколь и эластичные,
образуются, если при использовании твердых структурных звеньев удается
добиться очень эффективного сшивания. Этот факт (!) все еще оспаривают в
справочной литературе. Там утверждается, что высокосшитый означает твердый и
хрупкий, а слабосшитый значит эластичный. Это объясняется тем, что в
большинстве случаев определенные условия пленкообразования не всегда в
состоянии обеспечить оптимальную сшивку покрытия с точки зрения физики.
Поэтому для большинства ЛК-систем, где требуется высокая эластичность,
необходимо создать это свойство путем комбинирования звеньев, обеспечивающих
пластичность и эластичность, т.е. добиться сшивки с более низкой плотностью.
Но существуют также примеры, в которых действительно удалось оптимально
объединить оба этих свойства - твердость и эластичность (см. гл. 4.2.8).
4.2 Насыщенные полиэфиры
4.2, 1 Высокомолекулярные насыщенные полиэфиры
Применяемые в качестве пленкообразующих высокомолекулярные
насыщенные полиэфиры похожи на полиэтилентерефталат или полибутилентерефта-
лат, которые служат сырьем для получения волокон. Данные полиэфиры
обладают частично кристаллической структурой, что положительно влияет на
такие свойства волокон, как прочность при растяжении и эластичность.
Однако такая частичная кристаллизация не подходит для сложных полиэфиров,
используемых в качестве пленкообразующих для получения ЛКМ. Хотя
высокомолекулярные насыщенные полиэфиры для пленкообразующих, как и
сырье для волокон, также состоят из ароматических дикарбоновых кислот и ко-
роткоцепных диолов, чтобы предупредить кристаллизацию, их получают из
Свойства полиэфиров и алкидных смол 9£
смесей различных ароматических дикарбоновых кислот и короткоцепных ди-
олов. Поэтому чаще всего комбинируют терефталевую и изофталевую
кислоты вместо использования одной только терефталевой кислоты и добавляют
смесь этиленгликоля с пропиленгликолем, а также неопентилгликоль вместо
этиленгликоля или бутандиола-1,4 в качестве единственных диолов. Несмотря
на то, что такой состав эффективно предупреждает кристаллизацию, данные
полиэфиры имеют достаточно высокие температуры стеклования.
Но их особенные свойства основаны прежде всего на высокой молекулярной
массе (15 000-20 000 г/моль) и относительно узком молекулярно-массовом
распределении этих полиэфиров (D = 2,5-3,0). Полиэфиры с такими
свойствами производят по способу, аналогичному получению полиэфиров для
волокон. Сначала из поликарбоновых кислот или их производных (изофталевой,
терефталевой кислот или диметилтерефталата) при высоком избытке
диолов (этиленгликоля, пропиленгликоля) получают низкомолекулярные
продукты. На в торой стадии при высоких температурах (более 240 °С) и низком
давлении проводят реакцию переэтерификации (кислота Льюиса в качестве
катализатора), приводящую к образованию высокомолекулярных полиэфиров;
при этом происходит отщепление диолов с более низкой температурой
кипения. Пленкообразующие для ЛКМ этого типа чаще всего получают путем
периодического процесса и при достижении конечных показателей, прежде
всего определенной вязкости, его останавливают. В результате получают
твердые смолы, которые при охлаждении гранулируют.
Данные полиэфиры растворяются в сложных эфирах, кетонах, простых и
смешанных эфирах гликолей, в диметилформамиде и н-метилпирролидоне. Такие
растворы могут содержать спирты и ароматические растворители в качестве
разбавителей. Из-за высокой молекулярной массы образуются растворы с
высокой вязкостью. Поэтому содержание нелетучей части (твердого вещества) в
растворах таких полиэфиров, широко используемых в производстве ЛКМ,
относительно низкое: от 25 до 40% масс.
Если снизить молекулярную массу полиэфиров этого типа, чего можно легко
добиться, если прервать переэтерификацию на ранней стадии, то получают
полиэфиры с хорошей совместимостью и более низкой вязкостью, но тогда
частично пропадают типичные для высокомолекулярных полиэфиров свойства.
Сначала линейные высокомолекулярные ароматические полиэфиры
использовали в качестве единственного связующего в покрывных, порошковых и
электроизоляционных ЛКМ. Кроме первоначальной области применения
сегодня они находят применение в термоплавких клеях, герметизирующих
составах, покрытиях для пленок и ламината. При этом они проявляют хорошую
стойкость к воздействию неполярных растворителей и воды. Они имеют
относительно высокую температуру плавления и являются термостойкими, а
также, благодаря высокой молекулярной массе, достаточно эластичными. Такие
свойства получаются в результате того, что кристаллизация этих
полиэфиров для ЛКМ в значительной степени подавляется благодаря смешанному
молекулярному строению, однако все еще остается ассоциация ароматических
колец с метиленовыми группами полиолов, что положительно влияет на
скорость сушки (испарение растворителя), стойкость и эластичность ЛК-пленки.
Комбинации полиэфиров с меламиновыми смолами дают особые
преимущества ЛКМ для окраски жестяной тары и рулонных материалов. Покрытия на
96
Свойства полиэфиров и алкидных смол
их основе отличаются оптимальными свойствами при формовании и
высокой химстойкостью (прежде всего, для жестяной тары). Первоначально
существовало несколько различных теорий, объясняющих наличие положительных
свойств именно у этой комбинации. При молекулярной массе около 20 тыс.
и только при концевом расположении гидроксильных групп, не происходит
эффективной сшивки покрытия. Реакцию таких ОН-групп с
высокофункциональными меламиновыми смолами рассматривают скорее как невероятную
или побочную реакцию. Также было отвергнуто более раннее предположение,
что реакции переэтерификации меламиновых смол с полиэфирами
протекают при разрушении цепи. Сегодня общепринятым считается следующее
представление: низкомолекулярные и часто полностью этерифицированные мела-
миновые смолы (преимущественно ГМММ) при воздействии высоких
температур, характерных для данных ЛК-систем, и в присутствии достаточно
сильного кислотного катализатора (сульфокислоты) сшиваются сами по себе
(отщепление муравьиных альдегидов, формальдегида и метанола).
Образовавшаяся очень хрупкая сетчатая структура нарушается из-за достаточно
высокой массовой доли внедренных молекул высокомолекулярных полиэфиров,
которые в сетчатой структуре меламиновой смолы выполняют ту же роль,
что и стальные прутья в бетонном перекрытии (однако здесь их объемное
содержание намного выше). Также существует возможность образования
разделенных доменов молекулярных групп. Такое абсолютно неоднородное
молекулярное строение придает, с одной стороны, высокую деформируемость
благодаря термопластичным свойствам полиэфира или его доменов, а с
другой стороны, - достаточно высокую химстойкость и стойкость к воздействию
растворителей, которую обеспечивает высокая плотность сетчатой структуры
в доменах меламиновой смолы. Данные свойства имеют решающее значение
для рулонных покрытий и ЛКМ для окраски жестяной тары. При добавлении
необходимого количества меламиновой смолы (8-15% связующего как ГМММ)
и кислотного катализатора (напри-
Таблица 4.2А.
Примерный состав линейного
высокомолекулярного полиэфира
Компоненты
Изофталевая к-та
Терефталевая к-та
Этиленгликоль
Неопентилгликоль
Изофталевая к-та
Терефталевая к-та
Этиленгликоль
Неопентилгликоль
Всего:
- вода
- этиленгликоль
Выход (К.Ч.)
п-1,
норма
0,500
0,500
0,825
0,500
%о ПО
массе-1
355,4
355,4
219,0
222,7
1152,6
152,6
-
1 000,0
' " ' I
0,500
0,500
0,506
0,500
%о ПО
массе-2 I
388,8
388,8 |
147,0 I
243,6
(1168,2)
(168,2)
93,3
1 000,0
мер 0,25% п-толуолсульфокислоты
от содержания связующего) можно
получить ЛК-покрытия, пригодные
к глубокой вытяжке и стойкие к
стерилизации. Стойкость пленки к
воздействию кислот относительно
хорошая. Это указывает на то, что
структуры меламиновой смолы
содержат большое количество мети-
леновых мостиков и что
полиэфирная часть препятствует диффузии
кислот. Данная комбинация
связующих также обладает достаточной
атмосферостойкостью, что
позволяет использовать ее для многих
областей применения.
Торговые марки:
Dynapol L 205, L 206 производства
«Дегусса-Хюлс» АГ [59].
(Другие примеры, в том числе и для
следующих групп продуктов, можно
Свойства полиэфиров и алкидных смол
41
Таблица 4.2В.
Примерный состав линейного высокомолекулярного полиэфира
Характеристики
Избыток ОН-групп
Остаточные карбоксильные группы
Кислотное число
Среднечисловая
молекулярная масса
Количество элементов
Гидроксильное число
VOH
VCOOH
к.ч.
Mn
Q'
г.ч.
звено
моль/п2
моль/п2
мг КОН/г
г/моль
п/моль
мг КОН/г
0,6708
0,0208
5,0
675
2,9
161,2
п-2,
норма
0,0177
0,0057
1,5
18235
85,4
4,7
найти в соответствующей литературе [58] и фирменных изданиях).
В табл. 4.2 приведены данные о составе линейной полиэфирной смолы,
полученной из 1,65 моль этиленгликоля; 1,00 моль неопентилгликоля; 1,00 моль те-
рефталевой кислоты и 1,00 моль изофталевой кислоты [60]. Четвертый столбец
таблицы содержит молярные характеристики (п-1, стандартизирован к сумме
молей дикарбоновой кислоты = 1,00) и количество частей (на 1 000 весовых
частей) в исходной весовой рецептуре. В пятом столбце представлен
соответствующий состав конечного продукта, если реакция поликонденсации происходила
путем переэтерификации в присутствии катализатора до значения средней
молекулярной массы ок. 18 000 г/моль.
Для упрощения представления предполагали, что при переэтерификиции
происходит отгонка только этиленгликоля (указано теоретически определенное
отщепленное количество), так что молярное соотношение этиленгликоля и
неопентилгликоля в конечном продукте составляет примерно 1:1. В табл. 4.2А и
4.2В [60] представлены типичные для таких продуктов характеристики.
4.2.2 Использование полиэфиров в качестве пластификаторов
Низкомолекулярные полиэфиры на основе алифатических дикарбоновых
кислот и алифатических диолов образуют исключительно мягкие смолы. В качестве
дикарбоновой кислоты преимущественно используют адипиновую, реже азелаи-
новую или себациновую кислоты. Из диолов применение находят в первую
очередь пропиленгликоль, бутандиол-1,4 и пентандиол-1,5. В большинстве случаев
для производства полиэфиров используют одну дикарбоновую кислоту и один
диол. При использовании избыточного количества диолов получают
относительно низкомолекулярные продукты и проводят конденсацию до низкого кислотного
числа (например, < 2 мг КОН/г). Эти линейные, молекулярно однородные
продукты предрасположены к кристаллизации при пониженных температурах (< 20 °С).
Они растворяются в сложных эфирах, простых и смешанных эфирах гликолей,
большей части спиртов и в кетонах, пригодны к разбавлению ароматическими
соединениями, не растворяются в алифатических соединениях и терпенах.
Полиэфирные пластификаторы получают из алифатической дикарбоновой
кислоты, диолов и длинноцепных моноспиртов, причем последние выступают в
роли ограничителей размера молекул полиэфира (см. рис. 4.1).
98
Свойства полиэфиров и алкидных смол
Рис. 4.1. Модель полиэфирного пластификатора из адипиновой кислоты,
бутандиола-1,4 и 2-этилгексанола
Полиэфирные пластификаторы можно также получить из смеси диолов с
небольшим количеством триолов и алифатических дикарбоновых кислот с
невысокой долей ароматических дикарбоновых кислот. У таких полиэфиров
тенденция к кристаллизации выражена гораздо меньше.
Полиэфирные пластификаторы используют для пластификации нитрата
целлюлозы, других сложных эфиров целлюлозы, ПВХ и его сополимеров. На
нитрат целлюлозы они действуют как гелеобразующий пластификатор. Они
светлые и цветостойкие, обладают достаточной атмосферо-, морозо- и
влагостойкостью. По сравнению с другими пластификаторами на основе сложных
эфиров (из диэфиров фталевой, адипиновой или тримеллитовой кислот с высшими
моноспиртами, органические эфиры фосфорной кислоты, моноэфиры кислот
жирного ряда) они обладают таким дополнительным преимуществом, как
стойкость к миграции даже при повышенной температуре. Как те, так и другие не
являются абсолютно стойкими к омылению. Высокомолекулярные
полиэфирные пластификаторы плохо совмещаются с низкомолекулярными сложными
эфирами и ПВХ. Из-за несовместимости с полистиролом они используются в
рецептурах ЛКМ физической сушки, предназначенных для окраски
полистирола. Благодаря отсутствию миграции в подложку, покрытия на их основе
обладают длительной эластичностью.
Данные полиэфирные пластификаторы в отличие от сложных диэфиров
фталевой кислоты и эфиров фосфорной кислоты являются физиологически
полностью безопасными, некоторые типы имеют допуск FDA (например, для ПВХ-
материалов, используемых для упаковки продуктов питания).
Торговые марки:
Palamoll 632 (BASF [61]), Paraplex G 50 (Hall-Co), Edenol 1200 (Henkel [62]),
Uraplast RA 25 (DSM [63]), Santhicizer 433 (Cytec Surface Specialities-(UCB)-
Solutia-Monsanto [64]).
4,2.3 Твердые насыщенные полиэфиры
Насыщенные полиэфиры в виде твердых смол относятся к описанному выше
классу веществ первых полиэфиров, которые производят в промышленных
масштабах. Это сложные эфиры фталевой кислоты, полученные при стехиоме-
трических соотношениях ангидрида фталевой кислоты и глицерина или пентаэ-
ритрита, которые можно переэтерифицировать только до относительно низкой
степени конденсации и поэтому имеют высокое кислотное число. Они
растворяются в спиртах, простых эфирах гликоля и кетонах, растворы можно
разбавлять сложными и смешанными эфирами гликоля. У пентаэфиров диапазон раз-
Свойства полиэфиров и алкидных смол
99
Таблица 4.3.
Состав твердой полиэфирной смолы
п
0,50
1,00
0,25
Выход (К.Ч.= 200)
50Н = 0,7541 моль
6COOH = 0'7541 М0ЛЬ
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Количество
структурных элементов
Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Структурный
компонент
Пентаэритрит
Ангидрид
фталевой кислоты
Всего
Вода
136
148
18
п ♦ M
= т
68,00
148,00
216,00
4,43
211,57
%о ПО
массе
321,4
699,5
1020,9
20,9
1000,0 |
К'м
Mn
Q'
К.Ч.
Г.Ч.
1,2541
833
3,9
200
200 |
мягчения от 75 до 85 °С (по Кофлеру), область размягчения сложных эфиров
глицерина составляет от 65 до 75 °С. Их используют в качестве связующих в
покрывных JlKM и в органосодержащих тинктурах. В комбинации со
сложными эфирами целлюлозы они применялись для улучшения блеска и повышения
содержания твердого вещества JlKM. Благодаря высокому кислотному числу,
после предварительной нейтрализации их можно использовать в водоразбав-
ляемых системах и при этом они составляют основу водорастворимых чернил.
В табл. 4.3 [66] представлен состав твердой полиэфирной смолы.
Торговые марки:
Phtalopal PP (BASF5 [61]), Rokrapol 7160 (Kraumer, [65])
4.2.4 Сегменты полиэфиров
4.2.4.1 Использование насыщенных полиэфиров для получения полиуретановых
эластомеров
Полиуретановые эластомеры состоят из твердых сегментов полиизоцианата
и различных, преимущественно мягких линейных сегментов. В качестве
последних используют простые и сложные полиэфиры, полисилоксаны и поли-
акрилаты с концевыми группами. Полиэфирами могут быть поликарбонаты
(см. гл. 4.5.1) и поликапролактоны (см. гл. 4.5.2), а также «нормальные»
сложные полиэфиры на основе дикарбоновых кислот и диолов. Широкий выбор
структурных звеньев для таких полиэфиров предоставляет возможность
выбирать вид мягкого сегмента в широком диапазоне. Использование аромати-
100
Свойства полиэфиров и алкидных смол
ческих дикарбоновых кислот позволяет значительно снизить
пластифицирующие свойства. Получаемые на их основе полиуретановые покрытия
воздушной сушки обладают довольно высокой стойкостью к воздействию
растворителей и химических веществ. Появление циклоалифатических поликарбоно-
вых кислот позволило перейти к алифатическим дикарбоновым кислотам, из
которых самым сильным пластифицирующим действием обладают димери-
зованные жирные кислоты. Среди диолов можно выделить циклоалифатиче-
ские, коротко- и длинноцепные алифатические диолы, эфиры диолов и ди-
мерные диолы. Можно также выбирать мягкие сегменты полиэфиров с
различной молекулярной массой. Изменяя молекулярную массу в диапазоне от
800 до 5 000, возможно значительно сократить количество полиизоцианата.
Полиуретановые эластомеры широко используются в водоразбавляемых
анионно-стабилизированных ЛК-системах. Уретановые группы при рН 7,5-9,0
более стабильны к омылению, чем эфирные. Поэтому обычно в твердый
сегмент изоцианата вводят структурное звено для анионных групп с помощью
уретановых или еще более стабильных мочевинных групп. При этом диме-
тилпропионовая кислота образует анионную группу, необходимую для
производства водных полиуретановых эластомеров, которые используются в
качестве связующих ЛКМ. Коллоидная структура обеспечивает высокую защиту
эфирных групп мягкого сегмента полиэфира от омыления. Поэтому при
выборе структурных звеньев и метода производства необязательно
предпринимать особые меры, которые требуются при получении водоразбавляемых
полиэфиров (см. гл. 4.2.6). Если же в мягкий сегмент полиэфира ввести
анионные группы полиуретановой дисперсии, например путем добавления димети-
лолпропионовой кислоты или эфира тримеллитовои кислоты, то стабильность
к омылению будет значительно хуже.
При производстве данной группы связующих, полиэфиры для
полиуретановых эластомеров можно использовать как для метода получения
полимеров из расплава, так и для способа получения кетонов, причем,
естественно, последний способ предоставляет более широкие возможности для
вариаций (прежде всего при выборе структурных звеньев и средней молекулярной
массы мягкого сегмента полиэфира). В качестве мягкого сегмента
полиэфира можно использовать также слаборазветвленные полиэфиры и алкидные
смолы с относительно небольшим количеством гидроксильных групп,
которые требуют введения более высокого избыточного количества
полиизоцианата для получения преполимера и не позволяют достаточно сильно повысить
среднюю молекулярную массу конечного продукта. При удлинении аминной
цепи в водной фазе, на основе таких преполимеров можно также
целенаправленно разработать достаточно стабильные полиуретановые микрогели
(сшитые частички) на водной основе.
По сравнению с простыми полиэфирами, использование сложных
полиэфиров в качестве мягкого сегмента требует более высоких затрат, но они
обладают значительно лучшей атмосферостойкостью. При этом, как было
описано выше, простые полиэфиры не проявляют высокой стойкости к омылению.
С этой точки зрения использование полиакрилатов с концевыми
функциональными группами, которые считаются особенно атмосферостойкими и стойкими
к омылению, тоже необязательно. (Эти продукты требуют очень высоких
производственных затрат, если они действительно должны быть макродиолами,
и поэтому их использование является очень невыгодным). В некоторых
случаях необходимо проверить, действительно ли введение таких полимердиолов
Свойства полиэфиров и алкидных смол
K)I
значительно улучшает свойства. Названные выше специальные сложные
полиэфиры (поликарбонаты, поликапролактоны) и полисилоксаны с концевыми
функциональными группами придают, однако, полиуретановым эластомерам
особые свойства.
Таблица 4.4.
Мягкий сегмент полиэфира для полиуретановой дисперсии
2,626
1,000
1,000
3,961
I Полиэфирная константа
Среднечисловая
молекулярная масса, г/моль
Количество
I структурных элементов
Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Гександиол-1,6
Изофталевая кислота
Димеризованная
жирная кислота (> 98%)
Всего
Вода (К.Ч.= 2,3)
Выход продукта
(К.Ч. = 2,3)
к'М
Mn
Q'
К.Ч.
г.ч.
M
118
166
567,00
18
m
309,87
166,00
567,00
1042,87
71,29
3266,6
%о ПО
массе
318,9
170,9
583,9
1073,4
73,4
1000,0
1,3327
1460
3,0
2,3
74,6
В табл. 4.4 [67] представлен пример мягкого сегмента полиэфира,
полученного на основе жирной димеризованной кислоты, изофталевой кислоты и
гександиола-1,6, который применяют в полиуретановых дисперсиях с
анионной стабилизацией.
Согласно представленному в примере способу получения кетонов, сложный
полиэфир (569,0 г) растворяют в метилэтилкетоне, затем при низких
температурах (80 °С) при взаимодействии с изофорондиизоцианатом (213,0 г IPDI, в
избытке), диметилолпропионовой кислотой (46,0 г DMPA) и неопентилгликолем
(7,0 г NPG) образуется полиуретановый преполимер. Средняя молекула препо-
лимера в полученном образце состоит из 2,56 моль полиэфира; 0,35 моль не-
опентилгликоля; 2,25 моль аддукта, состоящего из 2 моль изофорондиизоциа-
ната и диметилопропионовой кислоты и еще 1,79 моль изофорондиизоциана-
та. Средняя молекулярная масса равняется 5252 г/моль и, следовательно,
экое N
IPDl
О"
Диметилолпропионовая кислота
/VWWV uhQ-u —|— U-Q- urvvvvvv
COOH
1,56
1,25
Полиэфир
иО^ЮНГи-0Імсо
COOH L JL J
0,35 0,79
NPG
Рис. 4.2. Модель молекулы полиуретанового преполимера
102
Свойства полиэфиров и алкидных смол
Бивалентный вес NCO составляет 2626 г/моль (измеренные значения немного
выше). Кислотное число равно 25 мг КОН/г.
На рис. 4.2 представлена модель полиуретанового преполимера.
У данного преполимера (835 г, 67%-й раствор в МЭК) цепь удлиняют путем
введения триметилолпропана (24,0 г TMP). Образуется относительно
высокомолекулярный полиуретан (теоретическая молекулярная масса более
40 000 г/ моль) с концевыми и боковыми гидроксильными группами. Кислотные
группы этого полиуретана нейтрализуют с помощью Ы^-диметилэтаноламина
(25,8 г DMEA), что соответствует почти 85% степени нейтрализации, и
диспергируют в деионизированной воде (2552 г). Растворитель МЭК отгоняют в
вакууме. Образуется не содержащая растворителя, анионно-стабилизированная,
относительно высокодисперсная полиэфируретановая дисперсия,
предназначенная для производства водных автомобильных JlKM для серийной окраски [67].
Содержащие полиэфир, анионно-стабилизированные полиуретановые
дисперсии могут также содержать другие диизоцианаты и носители анионов.
Однако они используются для получения не только водных базисных ЛКМ, но и в
водных выравнивающих составах, JlKM по древесине и пленке, JlKM для
окраски пластмассы, бумаги и кожи.
В JlKM физической сушки предпочитают использовать полиуретаны с
относительно высокой молекулярной массой. Они характеризуются быстрой
сушкой, высокой эластичностью и хорошей стойкостью к воздействию воды и
химических веществ в зависимости от использованных компонентов. Подобные
полиуретановые дисперсии можно комбинировать с первичными
полиакриловыми дисперсиями.
В реакционно-способных JlKM также применяют и низкомолекулярные типы
с функциональными группами в сочетании с другими связующими и
сшивающими агентами, которые характеризуются эластичностью. Такие связующие
рекомендуются к применению, например, в двухкомпонентных водных JlKM.
Мягкие сегменты полиэфиров используются также для получения полиурета-
новых преполимеров, у которых проводят не удлинение цепи для получения
высокомолекулярных полиуретанов, а блокировку концевых NCO-групп.
Такие блокированные полиуретаны можно использовать в качестве сшивающих
агентов, которые в сочетании с другими гидроксилсодержащими связующими
придают эластичность JlKM горячей сушки.
4.2.4.2 Полиэфируретаны, отверждаемые влагой воздуха
Разветвленные полиуретановые преполимеры могут сшиваться под
воздействием влаги воздуха.
Преполимеры с концевыми NCO-группами получают в результате реакции ди-
изоцианата, взятого в избытке, с разветвленными гидроксилсодержащими
относительно низкомолекулярными полимерами. В качестве гидроксилсодер-
жащего полимера преимущественно используют сложные полиэфиры, а
также полиолы и простые полиэфиры. В качестве диизоцианата применяют толу-
илендиизоцианат (TDI), 4,4' - диизоцианатодифенилметан (метилендифени-
лизоцианат, MDI) и смеси изомеров, гексаметилендиизоцианат (HDI), гидри-
Свойства полиэфиров и алкидных смол
103
рованный гексаметилендиизоцианат (HMDI) и изофорондиизоцианат (IPDI).
Избыточное количество диизоцианата отгоняют.
Альтернативный способ заключается в реакции олигомерных аддуктов по-
лиизоцианата, которые также используют как сшивающие агенты в двухком-
понентных JlKM с гидроксилсодержащими полиэфирами. При использовании
более высокофункциональных аддуктов полиизоцианата можно также
выбрать линейные гидроксилсодержащие полиэфиры. Преимущественно ад-
дуктами полиизоцианата являются трифункциональный толуилендиизоциа-
натуретан и тримерный изофорондиизоцианат. Если данные аддукты
содержат очень малое количество мономерных диизоцианатов, то процесса
дистилляции не требуется. Такие продукты производитель JlKM может получать
самостоятельно.
Сложные полиэфиры, выбранные для получения подобных полиуретановых
преполимеров, состоят в основном из пластифицирующих структурных
звеньев (алифатические дикарбоновые кислоты, длинноцепные диолы) и их
звеньев с боковыми цепями.
Преполимеры с изоцианатными группами растворяются в ароматических
растворителях, сложных эфирах и кетонах. Их можно пигментировать. Для
предупреждения преждевременного сшивания необходимо обеспечить защиту от
воздействия влаги.
Процесс отверждения происходит таким образом, что часть свободных NCO-
групп реагирует с влагой воздуха с образованием карбаминовой кислоты,
распадающейся на первичные амины и диоксид углерода. Эти амины очень
быстро реагируют с оставшимися изоцианатными группами с
образованием карбамида. Процесс эффективно протекает при относительной
влажности воздуха минимум 30%. Процесс отверждения происходит в течение
длительного времени и повышение температуры может лишь незначительно его
ускорить, так как при этом одновременно будет понижаться влажность
воздуха. Полиуретановые преполимеры на основе ароматических полиизоциа-
натов реагируют быстрее с влагой воздуха по сравнению с преполимерами
на основе алифатических или циклоалифатических полиизоцианатов.
Обычно для ускорения процесса отверждения под воздействием влаги воздуха
используют дибутилдилаурат олова. Полученные пленки имеют ярко
выраженные свойства эластомеров: присоединенные через карбамидные группы по-
лиизоцианаты образуют твердые сегменты, а составляющая сложного (или
простого) полиэфира - мягкие. Покрытия получаются твердыми и
эластичными, стойкими к воздействию химических веществ и воды. На основе
преполимеров из алифатических и циклоалифатических полиизоцианатов получают
атмосферостойкие покрытия.
Из-за достаточно продолжительного процесса отверждения применение этих
связующих в области промышленной окраски ограниченно. Главным образом
они используются для получения высококачественных противокоррозионных
покрытий, при этом их преимуществом является способность поглощать
влагу, в том числе и из подложки. Другими областями применения являются
выравнивающие системы для нанесения на бетон и кровельные покрытия.
Представлены также системы этого типа, не содержащие органических
растворителей, которые находят применение в герметизирующих составах
(производство пластиковых окон).
104 Свойства полиэфиров и алкидных смол
4.2.4.3 Полиэфиракрила ты
Понятие «полиэфиракрилаты» включает в себя все продукты, полученные на
основе относительно низкомолекулярных сложных полиэфиров с концевыми
(в некоторых случаях и с боковыми) гидроксильными группами в присутствии
акриловой кислоты. Такие продукты с двойными связями используют в JlKM,
отверждаемых под воздействием УФ-излучения. В результате радикальной
полимеризации в присутствии УФ-инициаторов продукты сшиваются,
образуя правильную сетчатую структуру с мостиками C-C-. На свойства покрытий
УФ-отверждения сильное влияние оказывают размер и состав
полиэфирного сегмента. Естественно, плотность сетчатой структуры покрытия
возрастает пропорционально увеличению разветвления и уменьшению молекулярной
массы сложного полиэфира. Эластичность пленки тем выше, чем больше в
полиэфирном сегменте алифатических компонентов и чем длиннее
алифатические цепи этого структурного звена. Более твердые пленки образуются из
полиэфиракрилатов на основе низкомолекулярных полиэфирных сегментов,
содержащих ароматические и короткоцепные алифатические, а также
разветвленные звенья.
Очень трудно провести этерификацию акриловой кислоты гидроксильными
группами сложного полиэфира. С одной стороны, акриловая кислота очень
медленно этерифицируется из-за индуктивного эффекта двойной связи,
расположенной рядом с карбоксильной группой. Поэтому необходимо
использовать катализаторы (кислоты типа п-толуолсульфокислоты или кислоты
Льюиса). С другой стороны, следует избегать преждевременной полимеризации
акриловой кислоты и реакции присоединения по Михаэлю гидроксильных
групп к двойным связям. Вследствие этого переэтерификацию проводят при
относительно низкой температуре (макс. 120 °С) и при добавлении в самом
начале ингибиторов, например метилгидрохинона. Для эффективного
смещения равновесия этерификации в сторону продукта особенно важно
обеспечить максимально быстрое выведение образующейся воды. С этой целью
используют относительно большое количество низкокипящих агентов,
например 10% толуола, которые затем в конце переэтерификации можно отогнать
под вакуумом. В конце реакции этерификации возможный остаток не
прореагировавшей акриловой кислоты можно вывести за счет введения эпоксидных
соединений.
Конкуренцию акрилатам на основе сложных полиэфиров составляют акрила-
ты на основе простых полиэфиров, которые образуются из акриловой
кислоты, полиэтиленгликолей, полипропиленгликолей и их сополимеров или
простых полиэфиров, полученных на основе более высокофункциональных по-
лиолов, т. е. разветвленных полиэфиров.
Связующие, отверждающиеся под воздействием УФ-излучения, можно также
получить из полиуретановых преполимеров (см. гл. 4.2.4.1). При относительно
низких температурах полиуретановые преполимеры, содержащие концевые
или боковые изоцианатные группы, обрабатывают гидроксиалкилакрилатами
и получают уретанакрилаты. Данная реакция протекает с меньшими
сложностями, чем этерификация акриловой кислоты гидроксильными группами.
Не вызывает затруднений также реакция диэпоксидов (низкомолекулярных
эпоксидных смол) с акриловыми кислотами с образованием ненасыщенных
р-гидроксиэфиров, так называемых эпоксиакрилатов.
Свойства полиэфиров и алкидных смол
105
Представленные типы связующих позволяют получать покрытия УФ-
отверждения с различными свойствами.
4.2.5 Насыщенные гидроксилсодержащие полиэфиры
для органоразбавляемых ЛКМ, отверждаемых
различными отвердителями
4.2.5.1 Основные группы насыщенных полиэфирных смол
Из насыщенных полиэфиров в качестве пленкообразующих веществ для
органоразбавляемых ЛК-систем с различными отвердителями используют
насыщенные гидроксилсодержащие полиэфиры, которые образуют самую большую
группу как в количественном отношении, так и с точки зрения многообразия
областей применения и получаемых свойств. Для самых широких областей
применения выпускают различные типы полиэфиров, гидроксильные группы которых
способны вступать в реакцию с соответствующими реакционно-способными
группами отвердителя. Не существует ни одного другого класса связующих,
где встречалось бы такое разнообразие продуктов, за исключением, возможно,
гидроксилсодержащих алкидных смол, которые тоже относятся к этой группе,
так как являются модифицированными полиэфирами. Ни
гидроксилсодержащие акриловые смолы, ни какие-либо другие связующие с ОН-группами не
обладают таким разнообразием по составу, структуре и свойствам ЛК-покрытий
на их основе по сравнению с этими гидроксилсодержащими полиэфирами.
Такое многообразие, конечно, возникло не произвольно, а явилось
результатом разработки специальных связующих, которые максимально
соответствовали цели применения для удовлетворения все возрастающих требований,
предъявляемых, прежде всего, к промышленным ЛК-системам для автомобильной и
электронной отрасли. В конце концов, это привело к тому, что производители
ЛКМ стали самостоятельно получать эти связующие для «промежуточного
использования» и зарегистрировали часть из них как «ноу-хау». Таким образом,
крупные химические предприятия, специализирующиеся на производстве
связующих для ЛКМ и являющиеся прежде всего главными поставщиками
насыщенных полиэфиров, потеряли довольно большую часть рынка и
сосредоточились на более мелких ЛК-предприятиях, не имевших своего производства
связующих. При этом конкуренцию, в первую очередь по цене, составляли более
мелкие предприятия по производству искусственных смол,
специализирующиеся преимущественно на связующих для ЛК-отрасли. Несмотря на
представленный на рынке относительно широкий ассортимент торговых марок этого
класса [58], существуют продукты от разных производителей, которые по составу,
структуре и параметрам, а, следовательно, по свойствам ЛКМ практически не
отличаются друг от друга. Формирующаяся в результате этого конкуренция
является выгодной для производителей ЛКМ, так как для этого класса веществ
повсеместно сохраняются высокие объемы производства.
4.2.5.2 Структура и состав насыщенных полиэфиров для органоразбавляемых ЛКМ,
отверждаемых различными отвердителями
Сточки зрения структуры насыщенные гидроксилсодержащие полиэфиры,
сшивающиеся различными отвердителями, могут различаться по средней
молекулярной массе, степени разветвления и количеству свободных функциональных
групп (гидроксильных и карбоксильных). При этом соблюдаются все условия,
описанные в главе «Образование и структура полиэфиров и алкидных смол»
106 Свойства полиэфиров и алкидных смол
(см. гл. 3), а также подтверждается влияние степени разветвления и среднечис-
ловой молекулярной массы на молекулярно-массовое распределение (средне-
весовая молекулярная масса). Среднечисловая молекулярная масса
связующих для промышленного применения находится в диапазоне от 800 до 4 000.
Разумеется, выбор связующих зависит от степени разветвления, которая,
соответственно, может составлять от 0,4 до 2,0 моль/кг. В зависимости от
молекулярной массы и степени разветвления полиэфира гидроксильное число обычно
находится между 50 и 150 мг КОН/г. Эти гидроксильные группы должны быть
доступны для сшивки различными типами отвердителей. Существует ряд
относительно низкомолекулярных линейных полиэфиров, рекомендованных для
использования в ЛК-системах с разными отвердителями, которые затем
способны вступать в реакцию с более высокофункциональным сшивающим агентом
через концевые гидроксильные группы. Остаточные карбоксильные группы,
получившиеся как результат степени конденсации, обычно определяют
кислотное число в диапазоне от <1,0 до 25,0 мг КОН/г. Карбоксильные группы играют
здесь не только роль молекулярного ограничителя степени конденсации. Хотя
эти группы не должны напрямую участвовать в процессе сшивки, они
обладают важным каталитическим действием, прежде всего при отверждении амин-
ными смолами.
Очевидно, что эти полиэфиры отличаются по составу структурных звеньев.
Несмотря на разнообразный ассортимент предлагаемого сырья, для получения
данной группы связующих часто предпочтение отдают таким видам исходного
сырья, которые гарантируют оптимальные свойства и являются экономически
и технологически более выгодными.
В качестве сырья из поликарбоновых кислот используют, прежде всего, изо-
фталевую кислоту, которая является главным компонентом очень многих
сложных полиэфиров. Часто, чтобы снизить температуру стеклования и улучшить
растворимость, ее комбинируют с несколькими частями адипиновой кислоты.
В этой группе полиэфиров терефталевая кислота играет лишь второстепенную
роль. Насыщенные полиэфиры на основе ангидрида фталевой кислоты
являются относительно недорогими, но полученные на их основе ЛК-системы
обладают меньшей эластичностью и более низкой вязкостью. Если в случае
слабо разветвленных полиэфиров стремятся избежать пластифицирующего
действия адипиновой кислоты, а тенденцию к кристаллизации хотят сократить за
счет использования одной изофталевой кислоты, то можно комбинировать изо-
фталевую кислоту с определенным количеством ангидрида фталевой
кислоты. Для эффективного действия достаточно уже небольшого количества. Из
циклоалифатических поликарбоновых кислот используют гексагидрофталевую
кислоту (или ее ангидрид), если требуется обеспечить определенную атмосфе-
ростойкость, например прозрачных ЛKM. В качестве структурного звена тетра-
гидрофталевая кислота (или ее ангидрид) способствует улучшению межслой-
ной адгезии, однако ухудшает атмосферостойкость. Поэтому ее предпочитают
использовать в выравнивающих системах или грунтовках. Высшие
алифатические дикарбоновые кислоты дороже, чем адипиновая кислота. Хотя их
введение улучшает некоторые свойства, например адгезию и эластичность, по
сравнению с действием более или менее большого содержания адипиновой
кислоты без видимого ухудшения твердости покрытия, из-за высоких затрат такие
компоненты используют в редких случаях. Высокого пластифицирующего
действия и хорошей растворимости достигают при комбинировании различного
количества димеризованной жирной кислоты в сочетании с изофталевой
кислотой или другими более «твердыми» поликарбоновыми кислотами.
Свойства полиэфиров и алкидных смол
107
В качестве диолов наиболее часто используют неопентилгликоль. Благодаря
наличию С3-цепи он не оказывает слишком сильного пластифицирующего
действия, а обе боковые метиловые группы способствуют хорошей растворимости
полиэфира. Неопентигликоль часто комбинируют с малым количеством других
диолов, например с гександиолом-1,6 и HPN (неопентилгликолевый эфир ги-
дроксипивалиновой кислоты). Так как этиленгликоль ухудшает растворимость,
его применяют нечасто, а пропиленгликоль еще реже. Более выгодные по
затратам эфирные и полиэфирные диолы оказывают более сильное
пластифицирующее действие, но не позволяют получить достаточно атмосферостой-
кие системы и поэтому не находят применения в связующих для покрывных
ЛКМ. Следует особо отметить диолы с «неоструктурой», обладающие более
длинными боковыми цепями по сравнению с неопентилгликолем, например
этилбутилпропандиол-1,3. Полиэфиры с высоким содержанием этих диолов
полностью растворяются в ароматических соединениях (подобно тощим алкид-
ным смолам с гидроксильными группами) и обладают широкой
совместимостью. Если отказаться от введения ароматического компонента, например при
составлении рецептуры атмосферостойкого прозрачного ЛКМ, и стремиться
достичь высокой температуры стеклования и твердости пленки, то выбирают
комбинацию диметилолциклогексана и ангидрида гексагидрофталевой
кислоты с добавлением других структурных звеньев. Правда, такие композиции тоже
являются относительно дорогими.
Практически всегда в данной группе полиэфиров в качестве
разветвленного компонента применяют триметилолпропан. Его, с тремя первичными
(сравнительно реакционно-способными) гидроксильными группами, предпочитают
использовать вместо глицерина, который в дополнение к другим недостаткам
легко выцветает (пожелтение). Другие полиолы, несущие более двух
функциональных групп, используют значительно реже. В принципе, возможно
разветвление при помощи поликарбоновой кислоты, имеющей более двух
функциональных групп, например при введении тримеллитовой кислоты (или ее
ангидрида). Полиэфиры такого строения встречаются довольно редко, т. к. не
имеют особых преимуществ и их получение требует высоких затрат.
Представленные полиэфирные смолы этой группы хорошо растворяются в
сложных эфирах, спиртах, простых и смешанных эфирах гликолей и в кетонах,
некоторые также растворяются в ароматических углеводородах, а большая часть не
растворяется в алифатических углеводородах и терпенах. Также с целью
сокращения расходов для формы поставки данных полиэфиров выбирают
преимущественно комбинации из ароматических углеводородов и небольшого количества
полярных растворителей (например: 60%-й раствор в ксилоле / бутилацетате
30:10 или 60%-й раствор в сольвентнафте / метоксипропилацетате 35:5).
В основном, все насыщенные гидроксилсодержащие полиэфиры можно
комбинировать с соответствующими сшивающими агентами, при этом при
правильном подборе сшивающего агента существенно повышается их эффективность.
В качестве сшивающего агента важную роль играют аминные смолы и полии-
зоцианаты (свободные и блокированные).
42.5.3 Насыщенные гидроксилсодержащие полиэфиры,
отверждаемые аминосмолами
Насыщенные гидроксилсодержащие полиэфиры способны вступать в реакцию
с функциональными группами аминосмол. ОН-группы реагируют с метилольны-
108
Свойства полиэфиров и алкидных смол
ми группами аминосмол с отщеплением воды и с метилолэфирными группами
аминосмол через переэтерификацию и отщепление моноспирта этой группы,
см. рис. 4.3. Из аминосмол применение находят мочевино-формальдегидная,
меламино-формальдегидная, бензогуанамино-формальдегидная смолы.
Реакции протекают или при повышенной температуре (ЛКМ горячей сушки) или при
температуре окружающей среды при каталитическом ускорении в присутствии
сильных кислот (п-толуолсульфокислота, неполные эфиры фосфорной
кислоты, соляная кислота).
Однако в таких условиях аминосмолы реагируют также между собой
(самоконденсация). В результате образуется достаточно сложная молекулярная
сетчатая структура. Предполагают, что в крайних случаях эти сетчатые структуры
могут состоять из разных областей самоконденсирующейся аминосмолы
(молекулярные домены, кластеры) и других совместно сшивающихся составляющих.
В данных условиях стехиометрический подход к вычислению соотношений в
смеси не является целесообразным. Соотношение отверждения и самоконденсации
определяет свойства формирующегося ЛК-покрытия. В то время как сшивка в
большей степени определяет такие свойства покрытия, как эластичность,
адгезия, атмосферо- и химстойкость, самоконденсация положительно влияет скорее
на твердость поверхности и стойкость к воздействию растворителей.
2 >/WWW
Полиэфир
с гидроксі/
группами
с гидроксильными /О C4H9
Меламиновая смола
O = C
Рис. 4.3. Возможности одновременного отверждения гидроксилсодержащих
полиэфиров аминосмолами
Свойства полиэфиров и алкидных смол [09
> Обычно соотношение композиции гидроксилсодержащих полиэфиров к ами-
носмолам составляет от 60:40 до 85:15 весовых долей. Долю реакций
отверждения увеличивают путем повышения количества гидроксилсодержащего
полиэфира, если такой полиэфир имеет более высокое гидроксильное число и
больше реакционно-способных гидроксильных групп, а также в результате
проведения горячей сушки при достаточно низкой температуре, использования
небольших количеств кислотных катализаторов или слабых кислот, или аминос-
мол с невысокой реакционной способностью. Преимущества реакции
самоконденсации достигают при увеличении содержания аминосмол, при
использовании аминосмол с повышенной реакционной способностью, полиэфиров с
низким гидроксильным числом, высокой температуре горячей сушки или при
катализе большим количеством сильных кислот. Так как условия нанесения
оказывают сильное влияние на сшивку, при заданной системе полиэфира и аминос-
молы необходимо эмпирическим путем определить оптимальное соотношение
композиции в пределах обозначенных выше границ в соответствии с
требуемыми свойствами пленки.
Гидроксилсодержащие полиэфиры, отверждаемые аминосмолами,
преимущественно состоят из изофталевой кислоты, реже из ангидрида фталевой
кислоты, ангидрида тетрагидрофталевой кислоты или терефталевой
кислоты. Часто они содержат адипиновую кислоту (15-40% дикарбоновых кислот).
В качестве полиолов они содержат преимущественно неопентигликоль, а
также пропиленгликоль или бутандиол-1,4, гександиол-1,6, неопентигликолиевый
эфир гидроксипивалиновой кислоты или диолы сіґгак называемыми
неоструктурами, или смеси перечисленных выше веществ. В качестве
разветвленных компонентов чаще всего применение находит триметилолпропан. Сред-
нечисловая молекулярная масса этих полиэфиров составляет от 1 500 до
4 000 г/моль. При этом более высокомолекулярными являются полиэфиры с
меньшей степенью разветвленности. Гидроксильное число составляет
обычно 70-130. Кислотное число полиэфиров находится, как правило, между 10 и
25. При этом также необходимо обратить внимание, что карбоксильные
группы полиэфиров способствуют каталитическому ускорению процесса сшивки
аминосмолами. Поэтому чаще всего в случае ЛКМ горячей сушки можно
отказаться от дополнительного каталитического действия кислот. Это
необходимо, прежде всего, тогда, когда горячая сушка протекает при очень невысоких
температурах, например при 80 °С.
Так как аминные сшивающие агенты всегда более высокофункциональные, то
здесь также можно использовать линейные полиэфиры с концевыми гидрок-
сильными группами. Они могут иметь большую молекулярную массу.
Плотность сшивки тогда, естественно, намного меньше. Такие полиэфиры
предпочитают использовать для получения ЛК-пленок с особой эластичностью (ЛКМ
для окраски жестяной тары, койл-коатинга).
В общей сложности, эти комбинации полиэфиров и аминных смол находят
применение в выравнивающих составах и покрывных ЛКМ горячей сушки,
автомобильных базисных ЛКМ с эффектом «металлик», промышленных ЛКМ горячей
сушки для окраски станков и других приборов, ЛКМ для окраски жестяной тары
и рулонных материалов, а также в так называемых ЛКМ кислотного
отверждения по древесине, в производстве пленок и пластмасс. Данные комбинации
связующих имеют больше преимуществ в различных областях применения по
сравнению с другими связующими, содержащими гидроксильные группы
(гидроксилсодержащие алкидные, акриловые смолы, см. гл. 4.4.6).
UQ Свойства полиэфиров и алкидных смол
При серийной окраске автомобилей композиции гидроксилсодержащих
полиэфиров и аминосмол в базисных JlKM оказывают пластифицирующее
действие на сложный эфир целлюлозы (ацетобутират целлюлозы), который
используют в качестве связующего воздушной сушки. Эластичные свойства
можно также сохранить, если проводить сшивку этих компонентов друг с
другом при нанесении «мокрый по мокрому» прозрачных JlKM.
При комбинировании названных гидроксилсодержащих полиэфиров с мела-
миновыми смолами в подходящей пропорции получают пигментированные
JlKM горячей сушки, обладающие очень хорошей атмосферостойкостью.
Высокая химстойкость этих пленок также позволяет использовать их в
различных областях применения. Меламиновые сетчатые структуры (а также
структуры других аминных смол) являются не очень стойкими к воздействию
кислот (обратимое расщепление метилоловых эфиров), в то время как
полиэфирные компоненты более стабильны. Композиции с карбамидными и бензогуа-
номиновыми смолами не являются атмосферостойкими из-за свойств
партнера по сшивке.
Однако достаточно хорошая атмосферостойкость ЛК-пленок на основе
гидроксилсодержащих полиэфиров и меламиновых смол не свойственна
прозрачным лакам. Но ухудшение атмосферостойкости, как все еще
продолжают считать, вызвано не склонностью полиэфирных цепей к омылению при
атмосферном воздействии. В частности, при температуре окружающей среды
сложные полиэфиры являются относительно стойкими к омылению слабыми
кислотами, что следует учитывать и при атмосферном воздействии
(«кислотные» дожди); правда, к щелочной среде они не проявляют такой стойкости,
однако, при эксплуатации в естественных условиях, она едва ли когда-либо
образуется. Ухудшение атмосферостойкости прозрачных лаков на основе
полиэфиров и меламиновых смол вызывает характерное содержание в них
ароматических поликарбоновых кислот (чаще всего изофталевой кислоты).
При составлении рецептур гидроксилсодержащих полиэфиров без
ароматических структурных звеньев, например, с ангидридом гексагидрофталевой
кислоты в качестве дикарбоновой кислоты, с подходящими меламиновыми
смолами получают прозрачные покрытия, которые обладают такой же
стойкостью к атмосферным воздействиям, что и прозрачные покрытия на основе
акриловых и меламиновых смол.
В настоящее время большая часть применяемых в промышленности
гидроксилсодержащих полиэфиров обладает хорошей совместимостью с
используемыми аминными смолами. Однако если полярность связующих сильно
отличается, то при их комбинировании в форме поставки JlKM образуются
неоднородные смеси (прежде всего, при сочетании слабо разветвленных
полиэфиров и реактивных карбамидных смол). Это можно определить по мутному
раствору связующего или мутной ЛК-пленке, если отверждение проводили
только путем физической сушки. Подобные явления несовместимости ухудшают
технологические свойства при нанесении, а также свойства ЛК-покрытия. Для
таких случаев применения выбирают смешение при повышенных
температурах. Так как при повышении температуры между полиэфиром и аминной
смолой уже протекает реакция, то граница совместимости преодолевается. Такой
метод называют предварительной конденсацией. Естественно, процесс
превращения необходимо проводить в определенных границах, контролируя
вязкость смеси.
Свойства полиэфиров и алкидных смол
В табл. 4.5 [68] приведена рецептура образца разветвленного гидроксилсодер-
жащего полиэфира, который в данном случае предназначен для совместного
использования с другими связующими (аминосмолы, полиуретаны) в
производстве органосодержащих базисных ЛKM с эффектом «металлик» для серийной
окраски автомобилей.
Таблица 4.5.
Насыщенный полиэфир с гидроксильными группами,
сшиваемый аминной смолой
n = m/M
1,829
1,371
1,372
0,686
1,826
1,354
1,371
7,646
I Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
I Степень разветвления, моль/кг
I Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Структурное звено
Этиленгликоль
Неопентилгликоль
HPN (неопентилгликоле-
вый эфир гидроксипивали-
новой кислоты)
Триметилолпропан
Изофталевая кислота
HHPSA (ангидрид
гексагидро-фталевой
кислоты)
Адипиновая кислота
Всего
Вода (К.Ч.= 2,3)
Выход продукта
(К.Ч. = 5,0)
к'м
Mn
V'
К.Ч.
Г.Ч.
M
62
104
206
134
166
154
146
18
m
113,4
142,6
279,8
91,9
303,5
208,5
200,2
1339,9
137,6
1202,3
%о ПО
массе J
94,3
118,6
232,7
76,5
252,5
173,4
166,5
1114,4 |
114,4
1000,0
1,1782
1482
0,57
5,0
102,5
Торговые марки [58]:
Desmophen TO 1665 (Bayer [69]), Crodapol 0-28X (Croda [7O]), Uralac SN 820
(DSM [63]), Vialkyd AN 927 (Cytec Surface Specialities - (USB) - Solutia - Vianova
[71]), Dynapol H 700 (Degussa-Huels [59]), Setal 186 (AKZO-Resins [72]), Synolac
5025 (Cray Valley [73]), WorleePol 190 N (Worlee [74]).
4.2.5.4 Насыщенные гидроксилсодержащие полиэфиры,
отверждаемые свободными полиизоцианатами
Сложные гидроксилсодержащие полиэфиры вступают в реакцию с
полиизоцианатами уже при комнатной температуре и образуют уретаны. Поэтому оба
112
Свойства полиэфиров и алкидных смол
компонента поставляют раздельно и смешивают непосредственно перед
применением. Такие ЛКМ являются двухкомпонентными и состоят из основного
лака (из полиэфира, растворителя, при необходимости с пигментами и
добавками) и отвердителя (из аддукта полиизоцианата и растворителя). В
большинстве случаев используют аддукты полиизоцианатов, т. к. низкомолекулярные
полиизоцианаты (диизоцианаты) являются опасными для здоровья человека.
С технической точки зрения предпочитают добавлять аддукты гексаметиленди-
изоцианата (HDI), изофорондиизоцианата (IPDI), толуилендиизоцианата (TDI),
4,4'-диизоцианатодифенилметана (метилендифенилизоцианат, MDI) и 4,4'-
диизо-цианатодициклогексилметана (HMDI). Олигомеризация происходит за
счет реакции между изоцианатами и полиолами, реакции тримеризации,
приводящей к образованию изоциануратных циклов и реакций образования биуре-
тов, аллофанатов и уретдионов.
Реакция между гидроксильной и изоцианатной группами является достаточно
устойчивой. На рис. 4.4 показана реакция сшивания гидроксилсодержащего
полиэфира с изоциануратным тримером гексаметилендиизоцианата.
N = C = O
I
(сн2)6
C = O ^ -N>. ^N^
^Y + O = C = N (СН2)6 у (СН2)6 — N = C = O
C = O
I
P Изоцианурат гексаметилендиизоцианата
Сегмент полиэфира н о
N CVWVW
I
(сн2)6
'° — jj — N (СН2)Г" ^Y ^(CH2)6-N C/wwv
он о |
Сшивка
Рис. 4.4. Реакция сшивания гидроксилсодержащего полиэфира изоциануратом
гексаметилендиизоцианата
Свойства полиэфиров и алкидных смол
113
При отверждении на воздухе протекает также конкурирующая реакция изоциа-
натных групп с водой, при которой из изоцианатных групп через нестабильные
соединения карбаминовой кислоты образуются амины, которые затем снова
принимают участие в реакции сшивания и поэтому не оказывают заметного
влияния на общие свойства покрытия. Реакцию сшивки можно ускорить при
добавлении катализаторов (органические соли олова и других тяжелых
металлов, например дибутилдилаурат олова, октоат цинка и третичные амины) или
при повышении температуры. У композиций, в состав которых входят
катализаторы, более ограниченная жизнеспособность по сравнению с системами, не
содержащими катализаторов. Необходимо, чтобы после смешивания
компонентов и приготовления готовой смеси жизнеспособность ЛКМ составляла от
3 до 6 час. В области промышленной окраски для нанесения таких двухкомпо-
нентных материалов используют специальные двухкомпонентные пистолеты-
распылители, внутри которых оба компонента смешиваются непосредственно
перед нанесением, поэтому жизнеспособность материала не играет
практически никакой роли.
В отличие от описанного выше метода отверждения полиэфиров аминосмо-
лами при сшивке полиизоцианатами образуются относительно однородные,
обширные молекулярные структуры. Поэтому, при оптимально составленной
рецептуре и эффективном отверждении, ЛК-покрытия на основе
гидроксилсодержащих полиэфиров и полиизоцианатов обладают улучшенной
эластичностью и химстойкостью по сравнению с полиэфирными покрытиями,
сшитыми аминосмолами.
Ароматические полиизоцианаты реагируют с гидроксильными группами
полиэфира значительно быстрее, чем алифатические и циклоалифатические
полиизоцианаты. Но ЛК-покрытия, содержащие ароматические полиизоцианаты, не
являются атмосферостойкими. Поэтому данные отвердители используют
преимущественно в грунтовках, которые в случае оптимальной рецептуры
характеризуются твердостью, хорошей адгезией к подложке, и в то же время,
достаточно высокой эластичностью.
Покрытия из гидроксилсодержащих полиэфиров и алифатических или циклоа-
лифатических полиизоцианатов обладают лучшей атмосферостойкостью, чем
покрытия на основе полиэфиров и меламиновых смол. Здесь также
присутствует ограничение атмосферостойкости прозрачных ЛКМ на основе
названных компонентов, которое также взаимосвязано с содержанием ароматических
звеньев в полиэфирных смолах. Покрытия на основе гидроксилсодержащих
полиэфиров без ароматических соединений, отвержденные алифатическими или
циклоалифатическими полиизоцианатными аддуктами, по
атмосферостойкости не отличаются от прозрачных покрытий, полученных на основе
гидроксилсодержащих алкидных смол и полиизоцианатов. Оба покрытия превосходят
по этим свойствам соответствующие прозрачные покрытия, полученные при
отверждении меламиновыми смолами.
Несмотря на то, что одинаковые гидроксилсодержащие полиэфиры можно
отверждать как аминосмолами, так и полиизоцианатами, существуют
определенные отличия от полиэфиров, которые были разработаны или
преимущественно используются для отверждения полиизоцианатами. Так как диапазон
свойств твердость—эластичность покрытий на основе гидроксилсодержащих
полиэфиров и полиизоцианатов намного шире, то здесь можно также
использовать сложные полиэфиры фталевой кислоты. В таком случае их ограниченную
44 Свойства полиэфиров и алкидных смол
эластичность по сравнению с полиэфирами, содержащими изофталевую
кислоту, компенсируют свойства сшивающего агента. Такие полиэфиры относительно
дешевле, что, с другой стороны, также компенсирует высокие затраты на
сшивающий агент. Правда, если необходимо получить ЛК-покрытия с особой
эластичностью, при разработке рецептуры полиэфира также возвращаются к
сочетанию изофталевои и адипиновой кислот, причем можно повысить содержание
адипиновой кислоты. Особенно эластичные двухкомпонентнью ЛКМ содержат
сложные полиэфиры, полученные на основе только алифатических дикарбоно-
вых кислот. В таком случае их исключительная стойкость объясняется, прежде
всего, эффективной сшивкой при использовании подходящих полиизоцианатов.
Поэтому гидроксилсодержащие полиэфиры, отверждаемые иполиизоцианата-
ми, обладают более низкой средней молекулярной массой (800-2 500 г/моль),
повышенным гидроксильным числом (90-160 мг КОН/г) и более низким
кислотным числом (от менее 1 до 12 мг КОН/г). У полиэфиров, сшиваемых полиизоциа-
натными аддуктами, кислотное число должно быть низким, так как тогда не надо
обращать внимание на каталитический эффект, а повышенное кислотное число
приносит скорее недостатки (выцветание, сокращение жизнеспособности).
Таблица 4.6.
Насыщенный гидроксилсодержащий полиэфир,
отверждаемый свободными полиизоцианатами
п-п/М
2,115
5,892
3,767
11,780
2,948
1,354
1,371
21,374
полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Кислотное число, мг КОН/г
Степень разветвления, моль/кг
Гидроксильное число, мг КОН/г
Содержание гидроксильных
групп,%
Структурное звено
Ангидрид
фталевой кислоты
Изофталевая кислота
Адипиновая кислота
Гександиол-1,6
Триметилолпропан
HHPSA (ангидрид гекса-
гидрофталевой
кислоты)
Адипиновая кислота
Всего
Вода (К.Ч. = 2,3)
выход продукта
(К.Ч. = 1,0)
Км
Mn
К.Ч.
V'
Г.Ч.
он-%
M
148
166
146
118
134
154
146
18
M
313,0
978,0
550,0
1390,0
395,0
208,5
200,2
3626,0
384,7
3241,3
%о ПО
массе
96,6
301,7
169,7
428,8
121,9
173,4
166,5
1118,7
118,7
1000,0
1,2558
1076
1,0
0,91
154,3
4,7
Свойства полиэфиров и алкидных смол
115
Так как функциональность аддуктов полиизоцианатов составляет от 3 и выше,
здесь тоже можно использовать относительно низкомолекулярные линейные
полиэфиры с концевыми гидроксильными группами.
ЛКМ на основе гидроксилсодержащих полиэфиров и аддуктов
полиизоцианатов находят применение преимущественно в серийных и ремонтных
автомобильных ЛКМ, ЛКМ для окраски крупногабаритных транспортных средств,
ЛКМ для нанесения на пластмассу и пленки, ЛКМ для окраски малых судов
и в других высококачественных промышленных ЛКМ. Рецептуры двухкомпо-
нентных ЛКМ по древесине разрабатывают на основе таких же полиэфиров
с отверждением в присутствии ароматических полиизоцианатов. Совместное
использование полиэфира и полиизоцианата находит также применение в
покрытиях по бумаге, герметиках и клеях. Жидкие низкомолекулярные
полиэфиры применяют вместе с полиизоцианатом из изомеров метилендифенили-
зоцианата в производстве заливочных масс (100% системы).
В табл. 4.6 [75] представлен образец полиэфира, который можно отверждать
аддуктами алифатических и циклоалифатических полиизоцианатов. Этот
полиэфир можно использовать в рецептурах двухкомпонентных ЛКМ для
нанесения на пластмассовые детали и получения высокоэластичных
выравнивающих покрытий (защита от удара камнями). В рецептуре он содержит особенно
высокое количество гександиола-1,6 в качестве единственного диола. На
основе этого разветвленного полиэфира (разветвление достигается при помощи
триметилолпропана) после сшивки полиизоцианатом получаются покрытия
с особенно хорошими вязкоупругими свойствами. Однако при этом следует
использовать указанную здесь смесь дикарбоновых кислот, чтобы
предупредить тенденцию к кристаллизации из-за одиночного состава диолов.
Торговые марки [58]:
Desmodur 670 (Bayer [69]), Setal 168 (AKZO-Resins [72, 78]), Uralac SN 831 (DSM
[63]), Rokrapol 2135 (Kraemer [65]), Synolac 1500 (Cray Valley [73]), Synthoester
1130 (Synthopol-Chemie [76]), Vialkyd AN 950 (Cytec Surface Specialties - (UCB) -
Solutia - Vianova [71]).
4.2.5.5 Насыщенные гидроксилсодержащие полиэфиры, отверждаемые
блокированными полиизоцианатами
Чтобы отказаться от использования двухкомпонентных материалов и
одновременно обеспечить эффективную уретановую сшивку, используют так
называемые блокированные полиизоцианаты. Блокированные полиизоциана-
ты - это продукты, которые образуются при взаимодействии аддуктов
полиизоцианатов с соединениями, способными повторно отщепляться при
повышении температуры. Такие соединения, которые также называют
блокирующими агентами, состоят из соединений, содержащих активный атом
водорода, с относительно высокой склонностью к поляризации. Примеры
блокирующих агентов (в скобках указана оптимальная температура
взаимодействия соответствующего блокированного алифатического аддукта
полиизоцианата с гидроксильными группами сложного полиэфира): фенолы (-180 °С),
є-капролактам (-170 °С), 1,2,4-триазол (-155 °С), метилэтилкетоксим (-155 °С),
этилацетоацетат (-140 °С), 2,3-диметилпиразол-1,2 (-140 °С), диэтилмалонат
(-1300C).
116 Свойства полиэфиров и алкидных смол
В качестве полиизоцианатных аддуктов здесь можно использовать те же
соединения, что и при производстве двухкомпонентных ЛКМ. Реакция
взаимодействия блокированных полиизоцианатов с ОН-группами полиэфиров является
двухступенчатой только при повышенных температурах. При названных выше
температурах происходят преимущественно обменные реакции, которые по
механизму похожи на переэтерификацию. При этом, например в случае
использования диэтилмалоната в качестве блокирующего агента, происходит не
выделение малонового эфира, а преимущественно отщепление этанола, то есть
переэтерификация, вызванная (3-кето-положением карбонильных групп.
Большое значение для такого механизма реакции имеют количество и тип
гидроксильных групп полиэфира. Используемые при этом полиэфиры
практически не отличаются от тех, которые используют в двухкомпонентных ЛКМ.
У них тоже относительно высокое гидроксильное и низкое кислотное числа и не
очень высокая среднечисловая молекулярная масса. При выборе следует
учитывать, что ЛКМ будет отверждаться в условиях горячей сушки, поэтому
следует использовать меньше теплочувствительных структурных звеньев, например
длинноцепных алифатических дикарбоновых кислот.
Такие системы находят применение в высокоэластичных ЛКМ горячей
сушки, выравнивающих покрытиях для серийной окраски автомобилей, в ЛКМ для
окраски жестяной тары и койл-коатинга. При составлении композиций этих
ЛКМ в качестве сшивающих агентов для гидроксилсодержащих полиэфиров
часто используют блокированные полиизоцианаты в комбинации с мелами-
новыми смолами, чтобы обеспечить наиболее оптимальные свойства (баланс
эластичности и стойкости).
Разветвленные гидроксилсодержащие полиэфиры в сочетании с аддуктом
ароматического полиизоцианата, блокированного фенолом [77], используют в
покрытиях для проводов, которые пригодны для последующей прямой пайки.
Таблица 4.7.
Насыщенный гидроксилсодержащий полиэфир,
отверждаемый блокированными полиизоцианатами
10,0
8,0
3,0
19,2
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Степень разветвления, моль/кг
Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Структурное звено
Диметилтерефталат
Триметилгександиол-1,6
Триметилолпропан
Всего
Отщепление метанола
Выход продукта
К'м
Mn
к.ч.
г.ч.
M
194
160
134
32
m
1940,0
1280,0
402,0
3622,0
614,4
3007,6
массе
645,0
425,6
133,7
1204,3 |
204,3
1000,0
1,18
1671
1 0
1,0
108,2
Свойства полиэфиров и алкидных смол
117
В табл. 4.7 [77] представлен образец полиэфира, полученного при переэте-
рификации 10 моль диметилтерефталата, 8 моль триметилгександиола-1,6 и
3 моль триметилолпропана. При заданной средней молекулярной массе 1600-
1700 и гидроксильном числе 93-95 следует учитывать не совсем полное
отщепление метанола (почти до 96%). Кислотное число продукта, конечно, очень
мало и не предоставляет информации о средней молекулярной массе.
Полиэфир в сочетании с IPDI, блокированным є-капролактамом, предназначен для
производства ЛКМ для койл-коатинга.
Торговые марки [58]:
Setal 1600 (AKZO-Resins [72]), Uralac SN 810 (DSM [63]), Dynapol H 905 (Degussa-
Huels [59]).
Альтернативная композиция состоит из разветвленных гидроксилсодержащих
полиэфиров и полублокированных диизоцианатов с одной частью свободных
гидроксильных групп. В таком случае образуются самосшивающиеся
полиэфиры для JlKM горячей сушки (окраска жестяной тары, койл-коатинг).
4.2.5.6 Насыщенные гидроксилсодержащие полиэфиры для ЛКМ
с высоким сухим остатком (high- solids)
Уже давно в лакокрасочной отрасли было выдвинуто требование по
сокращению выбросов растворителей (ЛОС - летучие органические соединения).
Данное требование направлено, прежде всего, на обеспечение защиты
окружающей среды и здоровья людей, работающих с ЛКМ, а также на экономию сырья,
получаемого на основе нефти. Получить ЛКМ с более низким выделением
органических растворителей можно также при понижении вязкости органосодер-
жащих ЛК-систем в зависимости от количества твердого вещества.
Правильнее это можно выразить через понятие «доля нелетучей части в состоянии,
пригодном для нанесения», однако сокращенный вариант «твердое вещество» или
«сухой остаток» все еще часто встречается.
ЛК-системы с высоким содержанием твердого вещества называют также
системами с высоким сухим остатком (high- solids). Однако под этим
подразумевают не только максимально низкую границу нелетучей части, обозначение в
различной степени относится к разным ЛК-системам и действительно тогда,
когда достигается значительное повышение содержания этой части по
сравнению с получаемыми ранее продуктами. Так, в случае ЛКМ белого цвета, отвер-
ждаемого при горячей сушке, говорят как о ЛКМ с высоким сухим остатком,
если удается повысить долю нелетучей части с 55% до 70% и выше по массе
или до состояния, пригодного для нанесения. В случае базисного ЛКМ с
эффектом «металлик» для серийной окраски автомобилей исходят из повышения
сухого остатка с 13% до 25% по массе, так как при этом доля выброса
растворителя сокращается вдвое.
При заданной нелетучей части и определенной температуре вязкость ЛКМ
зависит, прежде всего, от связующего и растворителя. При этом на вязкость
влияют молекулярная масса, молекулярно-массовое распределение,
растворимость связующего и тип используемого растворителя.
Так как вязкость растворов при повышении температуры экспоненциально
понижается, то для достижения рабочей вязкости, необходимой для нанесения,
118 Свойства полиэфиров и алкидных смол
повышают температуру, нагревая ЛКМ до 80 °С (распыление с подогревом).
Правда, в этом случае ЛК-системы должны быть достаточно стабильны и при
данной температуре.
Очевидно, что для возможности применения насыщенных полиэфиров в ЛКМ
с высоким содержанием сухого вещества необходимо было в первую очередь
понизить среднюю молекулярную массу полиэфиров, а, следовательно, и
вязкость их растворов. При этом, однако, нужно было предотвратить ухудшение
свойств ЛКМ и ЛК- покрытий на их основе. Напротив, к новым современным
ЛК-системам предъявляли все большие требования по улучшению
эксплуатационных свойств покрытий.
Снижение средней молекулярной массы описанными выше методами, путем
повышения избыточного содержания полиолов и сокращения степени
конденсации (см. гл. 3.3 и 3.4) вызывает, конечно, падение вязкости раствора. Но
с этим также связано значительное повышение количества функциональных
групп (гидроксильное число или гидроксильное и кислотное числа), что
ухудшает растворимость продуктов, прежде всего в неполярных растворителях,
широко используемых для других целей применения. В то время как кислотное
число остается в обычном диапазоне (макс. 20 мг КОН/г), гидроксильное число
полиэфиров для ЛКМ с высоким сухим остатком часто превышает 200 мг КОН/г.
Кроме того, при низкой средней молекулярной массе увеличивается
продолжительность пленкообразования полиэфирной смолы. Это означает, что при
одинаковых условиях отверждения эффективность пленкообразования снижается,
что также может привести к ухудшению свойств ЛК-покрытия.
Так как по большей части сшивающие агенты (аминосмолы и аддукты поли-
изоцианата) обладают как минимум тремя реакционно-способными группами
в одной молекуле, для получения сшивающихся ЛК-систем можно
использовать линейные полиэфиры с концевыми гидроксильными группами. Линейные
полиэфиры обладают более узким молекулярно-массовым распределением,
(см. гл. 3.4.3), и поэтому более низкой вязкостью растворов, прежде всего
тогда, когда они содержат структурные звенья, способствующие улучшению
растворимости (с точки зрения лакокрасочников). Поэтому они подходят для
производства ЛКМ с высоким сухим остатком. Плотность сшивки, естественно,
меньше по сравнению с покрытиями на основе разветвленных полиэфиров.
Более низкая вязкость полиэфиров становится заметной и при нанесении
покрытия. Из-за более низкой молекулярной массы продолжительность
физической сушки пленки увеличивается, поэтому необходимо провести
определенную реакцию сшивания до необходимого повышения вязкости пленки. В
частности у ЛКМ горячей сушки кривая вязкости пленки проходит более длинный и
глубокий минимум. Это может означать образование потеков.
На рис. 4.5 представлена зависимость средней молекулярной массы, гидрок-
сильного числа и степени разветвления полиэфира от повышающейся
полиэфирной константы к1 с 1,10 до 1,50 при постепенном увеличении содержания
неопентилгликоля (с 0,80 до 1,15 моль). Полиэфир получен на основе изофтале-
вой кислоты (0,70 моль), адипиновой кислоты (0,30 моль), триметилолпропана
(0,25 моль) и неопентилгликоля при постоянном кислотном числе 15 мг КОН/г.
В выбранном образце падают средняя молекулярная масса (с 2100 до
570 г/моль) и степень разветвления (с 1,03 до 0,90 моль/кг), а гидроксильное
Свойства полиэфиров и алкидных смол
119
Средняя молекулярная масса [г/моль «
Гидроксильное число, мг КОН/г
Степень разветвления [моль/кг • 102]
10]
200-
150 —
100—4
1,10
1,20 1,30 1,40
Константа поликонденсации
1,50
Рис. 4.5. Зависимость средней молекулярной массы, гидроксильного числа и степени
разветвления полиэфира от константы поликонденсации
число повышается с 95 до 230 мг КОН/г. Вязкость 65%-го раствора полиэфира
в ксилоле/метоксипропилацетате падает примерно с 1500 до 450 мПа • с.
Были предприняты попытки компенсировать недостатки, вызванные
понижением средней молекулярной массы насыщенных полиэфиров. Для оптимизации
реакции пленкообразования увеличили количество реакционных групп
полиэфира, т. е. степень разветвления и, соответственно, гидроксильное число.
Однако эти меры, как известно, снова вызвали расширение диапазона молекулярно-
массового распределения и, следовательно, повышение вязкости раствора (см.
гл. 3.4.3). Кроме того, повышенное гидроксильное число означает также
меньшую растворимость в обычных растворителях для ЛКМ.
Предупредить образование потеков при нанесении ЛКМ на основе
низкомолекулярных полиэфиров можно при помощи реологических добавок. Такие
добавки типа коллоидного аэросила, бентонита, полиуретанов, полиамидов и вос-
ков называют загустителями, т. е. они снова повышают рабочую вязкость. Поэ-
120 Свойства полиэфиров и алкидных смол
тому оптимальными являются только те добавки, которые незначительно
влияют на рабочую вязкость, но сильно - на пленкообразование, то есть во время
испарения растворителя. К таким средствам, например, относятся дисперсии
низкомолекулярных кристаллических карбамидных соединений [78] или
коллоидные аэросилы с частицами, прошедшими органическую обработку
поверхности [79].
После того, как были определены границы уменьшения средней молекулярной
массы, искали другие методы понижения вязкости растворов полиэфиров.
Вторым аспектом рассмотрения является зависимость различной
растворимости полиэфиров от их структурных звеньев. Вязкость раствора полиэфира с
одинаковыми средней молекулярной массой, степенью разветвления и
количеством функциональных групп (гидроксильное и кислотное числа),
растворенного в ароматических растворителях или сложных эфирах (или их смесях) будет
падать, если ароматические дикарбоновые кислоты заменить сначала на ци-
клоалифатические, а затем на алифатические. То же самое наблюдается, если
вместо короткоцепных диолов использовать длинноцепные или диолы с
большим количеством или более длинными боковыми цепями. Однако
использовать такой довольно простой способ снижения вязкости следует также в
определенных границах. Сшитые покрытия полиэфиров, состоящих только из длин-
ноцепных алифатических структурных звеньев, являются мягкими, обладают
лишь ограниченной стойкостью к воздействию растворителей и химических
веществ; они не термостойки и желтеют.
Поэтому современные, используемые в промышленности полиэфиры для
производства JlKM с высоким содержанием сухого вещества, объединяют в себе
оптимальное сочетание перечисленных выше мер.
Особое применение в качестве поликарбоновых кислот находят циклоалифа-
тические звенья типа ангидрида гексагидрофталевой кислоты, а в качестве
диолов - диметилол циклогексан. Так, гексагидрофталевая кислота значительно
понижает вязкость раствора по сравнению с используемой обычно изофтале-
вой кислотой, не ухудшая при этом твердость и стойкость ЛК-пленки. Кроме
того, значение имеет также эффект различных скоростей реакции
ангидридной группы ангидрида гексагидрофталевой кислоты по сравнению с
обеими карбоксильными группами изофталевой кислоты. Как наглядно видно из
рис. 4.6, вязкость раствора полиэфира из ангидрида гексагидрофталевой
кислоты с уменьшением концентрации падает сильнее, чем соответствующая
вязкость полиэфира из изофталевой кислоты.
При использовании таких комбинаций структурных звеньев часто не требуется
такого сильного снижения молекулярных масс, которое могло бы
отрицательно отразиться на эффективности сшивки. Циклоалифатические звенья
придают хорошую атмосферостойкость также и прозрачным покрытиям, поэтому
настоятельно рекомендуются к применению. Правда, такие структурные звенья
сравнительно дороже.
На рис. 4.6 представлены кривые, полученные при различном разбавлении
разветвленных полиэфиров из неопентилгликоля, гександиола-1,6, тримети-
лолпропана и адипиновой кислоты, которые в первом случае содержат изо-
фталевую, а во втором - такое же молярное количество гексагидрофталевой
кислоты.
Свойства полиэфиров и алкидных смол
121
П [мПа*с]
600-
50OH
400—4
300—4
20О-Ч
100—
Полиэфир
на основе
ангидрида
гексагидрофталевой
кислоты
40 50 60 70
Доля нелетучей части [% по массе]
80
Рис. 4.6. Сравнительные кривые вязкости гидроксилсодержащих полиэфиров
с изофталевой кислотой и ангидридом гексагидрофталевой кислоты
В качестве отвердителей представленных полиэфиров используют аминосмо-
лы и аддукты полиизоцианатов со свободными изоцианатными группами (двух-
компонентные ЛКМ).
В случае аминосмол преимущественно используют низкомолекулярные,
полностью этерифицированные продукты ГМММ-типа (ГМММ = гексаметоксиметил-
меламин), которые, благодаря низкой молекулярной массе и широкому
диапазону растворимости, способствуют повышению содержания твердого вещества
в ЛКМ с высоким сухим остатком. Правда, меламиновые смолы необходимо
катализировать сильными кислотами (п-толуолсульфокислота [80]) или их амин-
ными солями, чтобы обеспечить эффективную сшивку при температуре
горячей сушки, обычной для промышленных условий.
Алифатические аддукты полиизоцианата для двухкомпонентных ЛКМ из-за
молекулярной массы и растворимости имеют относительно низкие вязкости. Так
как они уже эффективно реагируют при комнатной температуре, малая средняя
молекулярная масса партнера полиэфира имеет лишь второстепенное значение,
в то время как при сшивке аминосмолами она может ухудшить отверждение.
122
Свойства полиэфиров и алкидных смол
В табл. 4.8 [81] приведена примерная рецептура насыщенного полиэфира для
прозрачных ЛКМ с высоким сухим остатком, сшиваемых аминосмолами.
Таблица 4.8.
Насыщенный гидроксилсодержащий полиэфир
для ЛКМ с высоким сухим остатком ((high- solids)
n = m/M
3,538
0,963
1,295
2,026
4,394
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Среднее количество структурных
элементов
Степень разветвления, моль/кг
Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
структурное звено
Неопентилгликоль
Триметилолпропан
Адипиновая кислота
Ангидрид гексагидрофта-
левой кислоты
Всего
Вода
Выход продукта
(К.Ч. = 13,5)
к'м
Mn
q
V
К.Ч.
Г.Ч.
M
104
134
146
154
18
m
368,0
129,0
189,0
312,0
998,0
79,1
918,9
%оПО
массе J
400,5
140,4
205,7
339,5
1086,1
86,1
1000,0
1,4221
656
2,4
1,05
13,5
216,5
Приведенный в патентном образце состав для прозрачного ЛКМ с реакционно-
способными разбавителями, ГМММ-смолой, катализатором, добавкой для
розлива и светостабилизатором, т. е. без растворителя, должен иметь вязкость
175 мПА • с при 70 °С (ротационный вискозиметр, скорость сдвига 235 1/с).
Прозрачный лак, применяемый в качестве верхнего слоя покрытия с эффектом
«металлик» для серийной окраски автомобилей, нанесенный методом
распыления с подогревом при 70 °С, должен полностью отверждаться в условиях
горячей сушки при 150 °С в течение 30 мин.
Насыщенные полиэфиры для ЛКМ с высоким сухим остатком имеют
значение для разработки рецептур ЛКМ горячей сушки, например выравнивающих
(распыление, доля нелетучей части > 65% по массе), покрывных и
однослойных (распыление, доля нелетучей части белого ЛКМ > 65% по массе),
базисных ЛКМ с эффектом «металлик» (распыление, доля нелетучей части > 25%
по массе), ЛКМ для окраски жестяной тары и рулонных материалов (валковая
окраска, доля нелетучей части > 70% по массе). Их используют в двухкомпо-
нентных ЛКМ, например покрывных (распыление, доля нелетучей части > 70%),
прозрачных (распыление, доля нелетучей части > 55%) и в различных ЛКМ для
окраски пластмасс. Они достаточно дороги из-за использованных
компонентов, и поэтому такие полиэфиры практически не используют для окраски дре-
Свойства полиэфиров и алкидных смол 123
весины; в этом сегменте рынка сегодня невозможно обеспечить высокие
продажи дорогостоящих продуктов, несмотря на их хорошие свойства.
Торговые марки [58]:
Dynapol HS 706 (Degussa-Huels [59]), Synthalat OF 831 (Synthopol-Chemie [76]),
Uralac SY 941 (DSM [63])
Конкуренцию полиэфирам, используемым в производстве ЛК-систем с
высоким сухим остатком, составляют гидроксилсодержащие алкидные смолы
(см. гл. 4.3) и гидроксилсодержащие акриловые смолы. Еще большего
сокращения выбросов летучих органических растворителей можно добиться при
использовании водных ЛК-систем (см. гл. 4.2.6 и 4.4.5.5). Альтернативой же
полному отказу от растворителей являются порошковые краски (см. гл.4.2.7) и так
называемые 100%-ные системы.
К полиэфирам для ЛКМ с высоким сухим остатком относятся также дендриме-
ры полиэфиров (см. гл. 3.6 и [47]).
4.2.6 Водоразбавляемые насыщенные полиэфиры
Только несколько видов связующих для ЛКМ по-настоящему растворяются
в воде. К ним относятся полиэтиленоксиды (в т.ч. сополимеры и
разветвленные типы), пропиленоксиды с определенной молекулярной массой (макс.
600 г/моль у линейных типов), неэтерифицированные и этерифицированные
метанолом мочевино-формальдегидные смолы, поливиниловые спирты,
простые эфиры целлюлозы, а также специальные полиэфиры, содержащие
большое количество тригидроксиэтил-изоцианурата (THEIC). Кроме
низкомолекулярных типов, способных образовывать в воде молекулярные растворы,
большинство продуктов образуют с водой коллоидные растворы. С точки зрения
пленкообразования проблема заключается в том, что названные связующие
могут оставаться чувствительными к воздействию воды.
Другие полиэфиры обладают настолько сильными гидрофобными свойствами,
что не так-то просто обеспечить их растворение или диспергирование в воде.
Однако существуют различные способы модификации полиэфиров для
перевода их в водную фазу.
Способ модификации заключается во встраивании в цепь или по бокам поли-
этиленоксидных сегментов, которые сольватируются водой и, таким образом,
способствуют распределению полиэфира в водной фазе (мицеллы, или
коллоидные растворы). Однако пленки модифицированных таким образом
полиэфиров могут сохранять чувствительность к воде. Кроме того, сегменты полиэтиле-
ноксида оказывают сильное пластифицирующее действие.
Другим важным методом является введение в молекулу полиэфира ионных
групп, образующих с водой сольваты, которые также несут гидрофобные
молекулы полиэфиров (аналогично ПАВ). В принципе, можно также ввести кати-
онные или анионные группы. У водоразбавляемых полиэфиров
присоединяются почти всегда анионные группы, так как их можно получить, прежде
всего, из карбоксильных групп, которые всегда присутствуют у полиэфиров
(кислотное число).
124 Свойства полиэфиров и алкидных смол
Почти все полиэфиры с определенным кислотным числом можно перевести
в водную фазу путем нейтрализации кислотных групп. Для нейтрализации
в первую очередь используют третичные амины, реже щелочные металлы.
В зависимости от строения, молекулярной массы и структуры полиэфира
кислотное число должно соответствовать определенному значению, чтобы
после нейтрализации образовались анионные группы. Степень нейтрализации,
т. е. молярное соотношение между щелочью (средством для нейтрализации)
и карбоксильными группами, имеет значение для определения водоразбав-
ляемости. Сами карбоксильные группы не способствуют приданию водораз-
бавляемости.
Понятие «водоразбавляемость» означает, что полиэфиры с неионными
группами не являются по-настоящему растворимыми, однако, их распределение
в водной фазе не соответствует также и понятию дисперсии. С точки зрения
физики твердые вещества в жидкой среде могут существовать в виде
раствора, коллоидного раствора и дисперсии в зависимости от размера частиц или
коэффициента отражения света, однако такая классификация является здесь
не совсем подходящей. И в первую очередь из-за влияния так называемых
сорастворителей, которые часто добавляют в водорастворимые полиэфиры.
Сорастворители - это органические растворители, способные образовывать
сольваты с гидрофобными компонентами полиэфирных молекул, но которые
в значительной степени совместимы с водой. Наиболее часто используемыми
сорастворителями является бутилгликоль (монобутиловый эфир этиленглико-
ля). Сорастворители распределяются в соответствии с их совместимостью с
водой и возможностью сольватации молекул полиэфиров в коллоидной и
водной фазах.
В коллоидной фазе они должны ослаблять тенденцию к образованию клубков
полиэфирных молекул, снижать вязкость этой фазы и при этом предоставлять
потенциальным группам (карбоксильным или карбоксилатным) возможность
ориентироваться к внешней фазе. Образовавшиеся при этом коллоидные
частицы по структуре совсем не отличаются от коллоидных частиц
органического раствора полимера. Они могут быть приблизительно такого же размера.
Границы частиц создают молекулярные кольца, так что часто не образуется
оптически заметного перепада плотности при прохождении света. Поэтому
такие продукты могут быть полностью прозрачными и создавать впечатление
настоящего раствора. Напротив, у дисперсий четко определены границы
частиц, которые так же создают видимые оптические перепады плотности, т. е.
при определенном размере частиц они являются молочно-белыми.
Стабилизацию дисперсионных частиц обеспечивают путем введения эмульгаторов.
На рис. 4.7 наглядно представлено различие между органическим и водным
коллоидными растворами и водной дисперсией, причем для моделирования
специально использовали частицы одинакового размера (конечно, размеры
изображенных молекул не соответствуют масштабу).
Повысить содержание карбоксильных групп в молекуле полиэфира можно
различными способами:
• путем присоединения ангидридов к гидроксилсодержащим полиэфирам;
• в результате ограничения реакции конденсации полиэфиров путем
повышения кислотного числа.
Свойства полиэфиров и алкидных смол
125
о о о о ° о
) 0O0O0 ° °
°Є°°о с
ocQ <~
Оо9 о
8ё
OCo
O0^o0OO fcg°Q
-ос-^S^oo о
о о
° о 0
I О~~о~" с
°&о0о
°0GP0 С
ПгН
r\ O
дЦо о
|°о°
0°о°8§|
°о0о^
о
3 ^ Q о
^0°
о о
Хоо& I
w [JE о
о оо
DQ0-P00I
;о° g §
P *ч ■
^fV'''-
00¾
°о%
O ^O
о ^
PO,
C5-
ЙЛІоЛ*' і
£fo
-1 -"""" ep n Q
ДО OO
0Q О O!
Органический Водный Водная дисперсия
коллоидный раствор коллоидный раствор
Анионные группы
Катион «=э Эмульгатор
Полимер °
Растворитель
о Вода
Рис. 4.7. Сравнение моделей органического коллоидного раствора, водного
коллоидного раствора и водной дисперсии
В реакции присоединения в качестве ангидридов используют: ангидриды фта-
левой, малеиновой, тримеллитовой, тетрагидрофталевой, гексагидрофтале-
вой, янтарной кислот и замещенной янтарной кислоты типа додеценилянтар-
ного ангидрида.
Если необходимо получить высокое кислотное число путем ограничения
степени конденсации, то, естественно, учитывают ограничивающее влияние на
среднюю молекулярную массу, то есть выбирают пропорционально низкие
молярные количества. Высокое кислотное число у полиэфиров на основе изо-
фталевой или терефталевой кислот формируется в том случае, если во время
реакции конденсации сохраняется содержание этих высокоплавких звеньев и
не происходит образования моноэфира. Поэтому у полиэфиров, содержащих
смеси поликарбоновых кислот, рационально сначала провести максимально
полную этерификацию и затем, на второй стадии, вводить оставшиеся поли-
карбоновые кислоты и конденсировать до определенного кислотного числа.
То же самое относится и к использованию диметилтерефталата, который при
переэтерификации, конечно, не способен образовывать свободные
кислотные группы.
У полученных полиэфиров почти всегда еще достаточно высокое гидроксиль-
ное число для проведения реакции сшивки. Кислотное число продукта
преимущественно от 25 до 65 мг КОН/г. Кислотные группы данного полиэфира
нейтрализуют исключительно аминами. Основными аминами, используемыми в
качестве нейтрализующих средств, являются: триэтиламин, N, N-диметилэтаноламин
(DMEA), диэтаноламин, диизопропаноламин (DIPA), 2-амино- 2-метилпропанол
(AMP), а также аммиак. Степень нейтрализации составляет от 60 до 100% (моль
амина на количество карбоксильных групп). Так как использованные амины
являются относительно сильными щелочами, а карбоксильные группы
полиэфира - более слабыми кислотами, значение рН разбавленного водного раствора
полностью нейтрализованного полиэфира (нейтральная точка) находится
значительно выше 8. Значение рН полиэфиров в водной форме поставки
находится обычно в интервале между 7,2 и 8,5. Для получения водного раствора
полиэфира используют дистиллированную и деионизированную (полностью
обессоленную) воду, так как малейшее количество растворенных солей
щелочноземельных металлов может привести к нестабильности.
126 Свойства полиэфиров и алкидных смол
При производстве водоразбавляемых полиэфиров особую проблему
представляет значение рН. Эфирные группы имеют недостаточную стойкость к
омылению в данном диапазоне рН. Во время хранения водных растворов полиэфиров
часто происходит омыление частично этерифицированных поликарбоновых
кислот в результате присоединения ангидрида или частичной этерификации, а
также отщепления эфирных цепей. При этом исчезает способность к
разбавлению и сильно падает молекулярная масса полиэфира. Поэтому речь идет о
принятии определенных мер для предупреждения или ослабления этого эффекта,
чтобы не допустить ухудшения технологических свойств ЛКМ, получаемых на
основе данных полиэфиров.
Было установлено, что присоединенные ангидриды обладают разной
стойкостью к омылению. Сравнивали изменения изначально одинакового кислотного
числа и уровня рН при хранении при 40 °С продуктов присоединения (аддуктов)
перечисленных выше ангидридов к гидроксилсодержащим разветвленным
полиэфирам, с последующей их полной нейтрализацией диэтилэтаноламином и
разбавлением на 30% деионизированной водой. Повышение кислотного числа
и снижение уровня рН происходит у этих продуктов в следующей
последовательности:
• ангидрид фталевой кислоты;
• ангидрид тримеллитовой кислоты;
• ангидрид малеиновой кислоты;
• ангидрид тетрагидрофталевой кислоты;
• ангидрид гексагидрофталевой кислоты;
• ангидрид янтарной кислоты.
Более низкую стабильность аддуктов ароматических поликарбоновых кислот
по сравнению с циклоалифатическими и алифатическими можно объяснить
индуктивным эффектом ароматической системы тг-электронов и соседнего
расположения потенциальных карбоксильных групп (анхимерный эффект).
Для эфиров поликарбоновых кислот, входящих в состав полиэфира, также
существует последовательность в стабильности к омылению. Эфиры терефтале-
вой и изофталевой кислот гораздо более стабильны к омылению по сравнению
с эфирами тетрагидрофталевой и гексагидрофталевой кислот, но последняя,
в свою очередь, значительно стабильнее, чем эфиры фталевой и адипиновой
кислот. Особенно стабильными являются полиэфиры из жирных димеризован-
ных кислот. Это утверждение действительно также, если в полиэфире
содержится лишь небольшое количество названных поликарбоновых кислот.
Аналогичная последовательность в стабильности к омылению существует
также и у диолов, входящих в состав цепи полиэфиров. Линейные и короткоцеп-
ные диолы омыляются наиболее быстро, диолы с более длинными или
боковыми цепями и циклоалифатические диолы омыляются медленнее. Самыми
стабильными структурными звеньями в этом отношении являются: 2-этил-2-
бутилпропандиол 1,3, неопентилгликолевый эфир гидроксипивалиновой
кислоты (HPN), диметилол-циклогексан, пергидробисфенол А и димерные диолы.
Свойства полиэфиров и алкидных смол [^Z
Триметилолпропан по свойствам превосходит глицерин и пентаэритрит. Такое
различие можно объяснить тем, что неполярные структурные звенья цепи
полиэфира гидрофобны и, следовательно, вода или гидроксильные ионы имеют
меньше возможностей проникнуть к эфирной группе, что является
обязательным при реакции омыления.
Сорастворители также могут выступать в роли стабилизаторов, препятствуя
омылению. Если сорастворители смещают равновесие растворимости,
которое носит сложный характер, в сторону коллоидной фазы больше, чем в
сторону внешней фазы (вода), то они могут обеспечить защиту эфирных групп от
реакции омыления. В качестве сорастворителей можно также использовать
такие типы растворителей, которые не полностью смешиваются с водой, как
например н-бутанол или даже ограниченное количество ароматических
растворителей, например ксилол. В связи с этим установили, что бутилгликоль
действует лучше, чем полярный растворитель и, следовательно, лучше, чем
смешиваемый с водой бутилдигликоль. Тем самым сорастворители не
только понижают вязкость коллоидной фазы и способствуют ориентации ионных
групп, но и сокращают скорость омыления водоразбавляемых полиэфиров.
При повышенной температуре сорастворители, содержащие гидроксильные
группы, тоже могут вызвать реакцию переэтерификации. Кроме того,
использование сорастворителей в водных ЛКМ связано с рядом преимуществ: они
способствуют совместимости, смачиванию и розливу. Существуют формы
поставки водоразбавляемых полиэфиров только в сорастворителях, у которых
действительно более длительная стабильность при хранении по сравнению с
водными формами поставки.
Согласно этому, водоразбавляемые полиэфиры преимущественно состоят из
изофталевой кислоты, ангидридов гексагидрофталевой или тетрагидрофтале-
вой кислот в качестве твердых дикарбоновых кислот и из частей жирных диме-
ризованных кислот, если требуется придать эластичность. Наряду с неопентил-
гликолем в качестве диола они содержат другие неодиолы, неопентилглико-
левый эфир гидроксипивалиновой кислоты (HPN) или диметилолциклогексан.
В качестве триола они в большинстве случаев включают триметилолпропан.
В заключение можно сказать, что водоразбавляемые полиэфиры, за
исключением необходимых карбоксильных групп, должны содержать по
возможности гидрофобные структурные звенья, и данное утверждение лишь кажется
противоречивым.
Было установлено, что стойкость к омылению аддукта гидроксилсодержаще-
го полиэфира и ангидрида тримеллитовой кислоты можно улучшить, если
после присоединения провести этерифицирование как минимум еще одной
карбоксильной группы тримеллитовой кислоты. Тогда диэфир тримеллитовой
кислоты образует составную часть цепи с боковой карбоксильной группой. Такая
структура значительно более стабильна к омылению, чем простой продукт
присоединения. Преимущество данной структуры заключается в том, что при
одинаковом кислотном числе карбоксильные группы равномернее
распределяются в молекуле полиэфира. Тогда, при том же кислотном числе, необходимо
использовать двойное количество ангидрида тримеллитовой кислоты и
соответственно понизить содержание другой дикарбоновой кислоты, чтобы получить
сравнимую среднюю молекулярную массу. Один из главных производителей
ангидрида тримеллитовой кислоты тоже рекомендует к применению данный
метод [82]. В этом случае очевидно, что следует использовать и соответству-
^28 Свойства полиэфиров и алкидных смол
ющим образом этерифицировать такое количество ангидрида тримеллитовой
кислоты, чтобы это звено также способствовало определенному разветвлению
полиэфира.
В табл. 4.9 [83] приведен пример водоразбавляемого полиэфира, который
используется в водном базисном JlKM для серийной окраски автомобилей.
Таблица 4.9.
Водоразбавляемый насыщенный полиэфир
і
n = m/M
3,000
3,016
7,010
7,008
4,000
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
I Степень разветвления [моль/кг]
Структурное звено
Ангидрид гексагидрофта-
левои кислоты
Жирная димеризованная
кислота (98% димеров)
Неопентилгликоль
Гександиол-1,6
Ангидрид тримеллитовой
кислоты
Всего
Вода (К.Ч. = 2,3)
Выход продукта
(К.Ч. = 5,0)
*м
Mn
к.ч.
г.ч.
V'
M
154
567
104
118
192
18
m
462,0
1710,0
729,0
827,0
768,0
4496,0
265,9
4230,1
%оПО
массе J
109,2
404,2
172,3
195,9
181,6
1062,8
62,8
1000,0
1,2260
1869
30,0
83,1
0,95
После статистической обработки результатов исследований определили, что из 4 моль
ангидрида тримеллитовой кислоты образуются 1,7 моль разветвлений и 2,3 моль COOH-
носителей.
Полиэфиры чаще всего растворяют в н-бутаноле до содержания нелетучей
части 80%, карбоксильные группы нейтрализуют на 80% диметилэтаноламином и
разбавляют деионизированной водой до 60%-й концентрации в форме
поставки со значением рН = 7,8.
По статистическим данным в этом образце каждая средняя молекула
полиэфира имеет в среднем одну карбоксильную группу. Но полиэфиры, у которых
не каждая молекула содержит карбоксильную группу, тоже можно разбавлять
водой благодаря тому, что молекулы с карбоксильными группами выступают в
роли носителей.
При разбавлении полиэфира в водной форме поставки часто наблюдают
более или менее сильно выраженные аномалии вязкости. При определенной кон-
Свойства полиэфиров и алкидных смол
129
центрации вязкость не снижается экспоненциально, как обычно происходит у
органических растворителей, а временно возрастает до относительно высоких
значений, затем очень резко падает. На рис. 4.8 представлены сравнительные
кривые вязкости органоразбавляемого и водного полиэфира, а также
дополнительно приведена характерная кривая вязкости дисперсии.
Существуют различные интерпретации этой аномалии вязкости, которую часто
называют «водная горка» (Wasserberg).
Во-первых, считают, что концентрированная водная полиэфирная система
содержит воду в виде внутренней фазы, затем происходит разбавление водой до
обращения фаз (инверсии), причем точка перехода соответствует
максимальной вязкости. Представленную в таком виде систему можно сопоставить с
водными эмульсиями, у которых при превращении эмульсии типа «вода в масле»
в эмульсию типа «масло в воде» вязкость тоже проходит максимум, например
у кремов.
П [мПа»с]
бооН
wo—J
30 40 50 60 70
Содержание нелетучей части [% по массе]
Рис. 4.8. Кривые вязкости полиэфира, растворенного в органических растворителях,
водного полиэфира и дисперсии в зависимости от содержания нелетучей части
130 Свойства полиэфиров и алкидных смол
Однако предполагают, что причина аномалии заключается в сложных
равновесиях растворимости полимера в воде и сорастворителе. При разбавлении вода,
прежде всего, может мигрировать в коллоидные частицы, привести к их
увеличению и, соответственно, повышению вязкости. Начиная с определенного
соотношения воды к сорастворителю, в этих частицах способность к сольватации
смеси пропадает, частицы сжимаются и выталкивают воду и сорастворитель во
внешнюю фазу, так что вязкость резко падает. При низких концентрациях
распределение водоразбавляемого полиэфира становится все больше и больше
похожим на настоящую дисперсию. Несмотря на нейтрализацию, может даже
образоваться осадок.
На положение и величину так называемой «водной горки» на кривой вязкости
влияют структурные звенья полиэфира, их молекулярная масса и молекулярно-
массовое распределение, кислотное число, степень нейтрализации,
нейтрализующее средство, тип и количество использованного сорастворителя. Поэтому
алканоламины предпочитают использовать в качестве нейтрализующего
средства; они, как и сорастворители благотворно влияют на реологические
свойства и, следовательно, на свойства при нанесении. Аномалию вязкости
следует, прежде всего, учитывать при приготовлении водоразбавляемых JlKM из
полиэфиров в форме поставки, т. к. для высоковязкой фазы требуются
соответствующие силы сдвига. Однако они тоже влияют на характеристики ЛКМ при
нанесении. Эффект при введении меламиновых смол, которые изменяют
реологические свойства почти как сорастворители, не так ярко выражен. Однако
с точки зрения защиты окружающей среды содержание сорастворителей не
должно быть слишком высоким. Поэтому концентрация сорастворителя в
водных ЛКМ горячей сушки не должна превышать 10% по массе в состоянии,
готовом к нанесению.
Водоразбавляемые полиэфиры, содержащие как гидроксильные, так и
карбоксильные группы, комбинируют с водорастворимыми меламиновыми смолами в
ЛКМ горячей сушки. Из меламиновых смол применение находят, прежде
всего, низкомолекулярные высокоэтерифицированные метанолом типы (ГМММ).
В зависимости от условий горячей сушки для ускорения процесса отверждения
бывает достаточно относительно высокого кислотного числа полиэфира.
Однако каталитического действия на эту комбинацию можно также достичь при
введении аминных солей более сильных кислот (сульфокислот). У
меламиновых смол еще одна проблема заключается в недостаточной стабильности при
хранении. Если после смешивания в водной фазе они диффундируют в
коллоидные частицы, то концентрация карбоксильных групп повышается настолько,
что может начаться преждевременная реакция сшивки. В отличие от
органических растворов, у которых повышение вязкости произошло бы
экспоненциально, кривая вязкости водного раствора остается без видимых изменений. Из-за
сжатия частиц может даже произойти снижение вязкости. Но потом при
нанесении ухудшается розлив и образуются дефекты покрытия. В крайних случаях
коллоидная фаза высаждается.
Комбинации водоразбавляемых полиэфиров и меламиновых смол широко
применяются для получения ЛКМ горячей сушки, базисных, водных
промышленных ЛКМ, ЛКМ для окраски жестяной тары и койл-коатинга.
Существуют также водоразбавляемые ЛКМ горячей сушки, состоящие из
полиэфиров и блокированных аддуктов полиизоцианатов. Для этого можно
частично блокировать аддукты полиизоцианатов и преобразовать диметилолпро-
Свойства полиэфиров и алкидных смол
131
пионовой кислотой, которая после нейтрализации позволяет разбавлять ЛКМ
водой. Другая возможность заключается в достаточно высокой обработке
полиэфиров карбоксильными группами с последующей нейтрализацией. Такие
полиэфиры присоединяют наиболее известные блокированные аддукты
полиизоцианатов (без анионных групп) в коллоидных частицах и образуют
стабильное распределение в воде.
Торговые марки водоразбавляемых насыщенных полиэфиров [58]:
Setal 6306 (AKZO-Resins [72]), Bayhydrol D 270 (Bayer [69]), Dynapol HW 112
(Degussa-Huels [59]), Plusaqua V494 (Omya-Pluess-Staufer [84]), Synthoester WP
181 (Synthopol-Chemie [76]), WorleePol 191 (Worlee [74])
Как ни удивительно, но свободные полиизоцианаты тоже можно использовать в
производстве водных ЛКМ, несмотря на то, что свободные изоцианатные
группы вступают в реакцию с водой и через производные карбаминовой кислоты
образуют амины. Здесь существуют два пути: аддукты полиизоцианатов
относительно неполярны и гидрофобны. Если их добавить к водному раствору
полиэфира, то большая часть перемещается сквозь водную фазу и диффундирует
в еще более гидрофобные коллоидные частицы полиэфирных молекул, чтобы
там, чаще всего при взаимодействии гидроксильных групп, начать
образование уретанов (сшивка). Здесь подходят низковязкие полиизоцианаты,
способные быстрее диффундировать в частицы. По той же причине можно также
использовать растворы полиизоцианатов. В качестве растворителя и сораствори-
теля здесь, правда, нельзя использовать растворители с гидроксильными
группами. Наряду с н-метилпирролидоном и низшими кетонами, из-за
технологических преимуществ особое применение находят смешанные эфиры гликолей,
например метоксипропилацетат и диэфиры гликолей с моноспиртами. При
такой комбинации механическое смешивание обеспечивает эффективность
диффузии и, следовательно, эффективность сшивки.
Другой способ заключается в модифицировании аддуктов полиизоцианатов
полиэтиленоксидами, при этом они становятся гидрофильными.
Модифицированные полиизоцианаты легче вводятся в водные системы. Но большая часть
остается в водной фазе и реагирует с водой. Если из изоцианатных групп
образуются аминогруппы, то они могут вступать в реакцию с оставшимися изоциа-
натными группами с образованием мочевины. При достаточно высокой
функциональности образуются молекулярные сетчатые структуры из аддуктов
полиизоцианатов, обладающие хорошими свойствами. В этом случае имеет место
смешанная сшивка.
В то время как при первом способе малое количество изоцианатов реагирует с
водой, при втором способе в реакцию с водой вступает относительно большее
их количество. В соответствии с этим, в первом случае берут лишь небольшое
избыточное содержание изоцианата по отношению к гидроксильным группам
полиэфира, в то время как во втором случае добавляют значительно больший
избыток изоцианата (например до 160%).
По свойствам образующиеся покрытия совершенно похожи на покрытия на
основе традиционных двухкомпонентных ЛКМ. У водных ЛКМ отсутствует
видимый конец жизнеспособности, который можно определить не по
реологическим свойствам композиции, а только при нанесении. Данные продукты
обладают непростыми технологическими свойствами, часто при распылении обра-
132 Свойства полиэфиров и алкидных смол
зуются проколы, которые можно предупредить путем выбора подходящих
комбинаций сорастворителя и при введении добавок.
Для таких водных ЛКМ насыщенные полиэфиры обладают бесспорным
преимуществом (в т.ч. по стойкости к омылению) по сравнению с акриловыми
смолами, которые также могут сшиваться изоцианатами в водной фазе; также они
устойчивы к омылению. Коллоидные частицы полиэфиров, однако, всегда
образуют более плотные клубки, чем акриловые смолы. Таким образом,
улучшается необходимая диффузия изоцианатов к полиэфиру. Хотя часто для этих
систем рекомендуется использование вторичных акриловых дисперсий,
полиэфиры и модифицированные уретаном полиэфиры тоже играют важную роль.
Для получения водоразбавляемого связующего альтернативу присоединению
карбоксильных групп к молекуле полиэфира представляет использование ги-
дроксикарбоновых кислот вместо поликарбоновых кислот (или их ангидридов).
При введении гидроксипивалиновой кислоты можно целенаправленно создать в
полиэфире карбоксильные группы. Статистически этого можно добиться за
одноступенчатый процесс, так как третичные карбоксильные группы этого
соединения этерифицируются крайне медленно. Более известна диметилолпропионовая
кислота, которая вместе со своими первичными гидроксильными группами в
качестве сегмента цепи способна вступать в реакцию присоединения в полиэфире,
в то время как третичные карбоксильные группы из-за их низкой реактивности
сохраняются намного лучше, чем свободные карбоксильные группы. Сегмент
относительно стабилен к омылению. Очень хорошую стабильность к омылению
получают, когда диметилолпропионовую кислоту вводят в полимерные цепи не
через эфирные группы, а через уретановые. Это происходит простым способом при
добавлении двух молей диизоцианата и обработке образовавшегося аддукта при
относительно низких температурах гидроксильными группами полиэфира; после
нейтрализации получают водоразбавляемые полиэфируретаны (см. гл. 4.2.4.1).
Другими способами получения водоразбавляемых полиэфиров являются
структурные звенья с группами сульфокислоты или их солей. Для этого
предпочтительнее использовать соли щелочных металлов сульфоизофталевой кислоты
[85]. На рис. 4.9 представлена литиевая соль сульфоизофталевой кислоты,
реагирующая как дикарбоновая кислота.
Преимущество таких звеньев заключается в том, что требуется меньшее
количество молей для получения водоразбавляемого полиэфира. Недостатком же
является наличие солей только щелочных металлов данного соединения, которые
могут вызвать проблемы при нанесении, но они
не летучие и поэтому даже в сшитой пленке
являются гидрофильными компонентами.
Можно также по аналогии с полимерными
материалами ввести в полиэфир сульфо-
группы. У полиэфиров, полученных при
значительном содержании ангидрида малеи-
новой кислоты (ненасыщенные полиэфиры,
см. гл. 4.3), сложный эфир фумаровой
кислоты, образовавшийся в результате реакции
двойного соединения, может присоединять
Рис. 4.9. Литиевая соль сульфо- ГИДрОСуЛЬфаТЫ И при ЭТОМ Образуются СОЛИ
изофталевой кислоты СульфОКИСЛОТЫ.
Свойства полиэфиров и алкидных смол
133
4.2.7 Насыщенные полиэфиры для порошковых ЛKM
Сами по себе полимеры, за редким исключением, невозможно использовать
в производстве ЛКМ, так как предварительно их необходимо перевести в
форму, пригодную для переработки. Поэтому изготавливают органические
растворы и дисперсии или водные растворы и дисперсии, где тонко
распределенные полимеры пригодны для переработки в виде более или менее
низковязких жидкостей. Однако существует еще одна возможность:
распределение полимеров в воздухе, то есть образование аэрозолей. Стабильные
аэрозоли во многом похожи на жидкости, в первую очередь они должны быть
подвижными, чтобы обеспечить их подачу и нанесение. Полученные таким
способом так называемые порошковые ЛКМ обладают преимуществом при
нанесении и пленкообразовании, так как практически не выделяют
органических компонентов.
Пленкообразователи (полимеры), в нашем случае насыщенные полиэфиры,
должны соответствовать определенным условиям для использования в
порошковых красках. Они должны измельчаться до порошкообразного
состояния доступными техническими методами. Полученные порошки должны
оставаться стабильными при обычных условиях хранения. Они должны
образовывать стабильные аэрозоли, т. е. эффективно переходить в псевдосжиженное
состояние. Самым распространенным и практически единственным методом
нанесения является электростатическое распыление, поэтому они должны
обладать хорошими диэлектрическими свойствами, хорошо принимать заряд.
Они должны плавиться в определенном температурном диапазоне и иметь
вязкость расплава, которая обеспечивает хороший розлив ЛКМ.
Полиэфиры, пригодные для производства и хранения порошковых ЛКМ,
имеют температуру стеклования выше 55 °С и температуру размягчения, в
зависимости от метода измерения, более 75 °С. Требуемый диапазон зависит
также от свойств сшивающего агента, добавляемого к полиэфирам. Величина
значений температур стеклования и размягчения обеспечивает возможность
измельчения связующего или композиции на доступном мелющем
оборудовании до порошкообразного состояния, т.к. во время этого процесса происходит
выделение тепла. Затем порошок просеивают до определенного
гранулометрического состава, в результате должен получиться стабильный при
хранении продукт. Во время процесса и хранения необходимо, разумеется,
соблюдать определенный температурный режим.
Насыщенные полиэфиры с такими высокими температурами стеклования
содержат преимущественно ароматические и циклоалифатические поликарбо-
новые кислоты и короткоцепные алифатические или циклоалифатические
диолы. Алифатические дикарбоновые кислоты и длинноцепные диолы
добавляют только в определенном количестве, при котором не происходит сильного
снижения температуры стеклования. Такая низкая концентрация определяет
характеристики нанесения (вязкость расплава) и эластичность пленки.
Триметилолпропан, который из-за боковой цепи оказывает
пластифицирующее действие, следует добавлять в качестве разветвленного компонента
лишь в небольших количествах. В качестве поликарбоновой кислоты лучше
вводить ангидрид тримеллитовой кислоты. Полиэфиры для порошковых ЛКМ
при температуре пленкообразования должны иметь по возможности крутую
кривую вязкости расплава, чтобы из расплава могли образоваться пленки с
134 Свойства полиэфиров и алкидных смол
достаточным розливом. Поэтому при использовании более
высокомолекулярных полиэфиров требуются достаточно высокие температуры. Так как в
случае связующих для порошковых ЛКМ хорошая растворимость не имеет
значения, предпочтительными являются частично кристаллические структуры.
Хотя у них температура размягчения выше, при повышении температуры
кривая вязкости становится практически вертикальной. Температурный
диапазон и вязкость плавления порошковых ЛКМ должны быть, естественно,
согласованы с реакцией сшивки. Перед отверждением расплав должен достаточно
хорошо растекаться, чтобы обеспечить формирование гладкого покрытия.
4.2.7.1 Термопластичные насыщенные полиэфиры для порошковых JlKM
Подходящие высокомолекулярные, линейные полиэфиры на основе
ароматических дикарбоновых кислот (как описано в гл. 4.2.1) можно также
использовать в качестве порошковых смол. Так как они практически не несут
реакционно-способных групп, они не могут сшиваться. Из-за высокой
температуры стеклования они хорошо переходят в порошкообразную форму. В
отличие от использования в жидких органосодержащих ЛКМ, здесь применение
находят и частично кристаллические полиэфиры. Для отверждения покрытия,
нанесенного чаще всего методом электростатического распыления,
требуются достаточно высокие температуры (240 - 400 °С). Полученные покрытия
имеют хорошую адгезию, они эластичные, стойкие к воздействию воды и
достаточно стойкие к атмосферным воздействиям.
Торговые марки[58]: Dynapol P 1500 (Degussa-Huels [59]).
4.2.7.2 Полиэфиры с карбоксильными группами для порошковых ЛКМ
В количественном отношении самую большую группу полиэфиров для
производства порошковых материалов образуют полиэфиры с карбоксильными
группами. Для сшивки таких полиэфиров используют, прежде всего,
соединения, содержащие эпоксидные группы. Реакция отверждения протекает
эффективно при повышенных температурах. Преимуществом отверждения в
виде реакции присоединения является отсутствие продуктов распада.
Поэтому такие комбинации позволяют получить относительно толстые покрытия
без дефектов.
Карбоксилсодержащие полиэфиры преимущественно состоят из
ароматических поликарбоновых кислот типа терефталевой, изофталевой кислот,
ангидрида тримеллитовой кислоты, а также иногда из небольшого количества
ангидрида фталевой кислоты. Они содержат короткоцепные диолы, например,
этиленгликоль, пропиленгликоль и неопентилгликоль, или циклоалифатиче-
ские диолы типа диметилолциклогексана. Они могут содержать меньшее
количество длинноцепных алифатических соединений, например, адипиновой
кислоты или гександиола - 1,6. Такие структурные звенья можно использовать
только в количестве, которое в сочетании с другими звеньями не вызывает
понижение температуры стеклования менее 55-60 °С. Карбоксильные группы
получают точно также, как и при производстве водоразбавляемых полиэфиров
(см. раздел 4.2.6), а именно путем присоединения ангидрида или ограничения
степени конденсации при высоком кислотном числе. Кислотное число таких
полиэфиров находится преимущественно в диапазоне от 30 до 80 мг КОН/г. В
таком случае гидроксильное число остается достаточно низким.
Свойства полиэфиров и алкидных смол
135
При модификации кислотными группами путем присоединения ангидрида чаще
всего сначала получают линейный гидроксилсодержащий полиэфир, который
преимущественно содержит терефталевую или изофталевую кислоты, но
также может содержать и диметилтерефталат. Полученный полиэфир содержит
избыточное количество полиолов. Тогда в большинстве случаев добавляют
ангидрид тримеллитовой кислоты и проводят реакцию присоединения.
Молекулярная масса полученных таким способом полиэфиров составляет чаще всего
1500-3000 г/моль.
Из реактора полиэфиры выгружают в виде расплава и охлаждают на
конвейере, затем разламывают и измельчают до частиц определенного размера.
Потом добавляют сшивающий агент, например такую же измельченную
эпоксидную смолу. В смесителе для сухих материалов перемешивают остальные
компоненты порошкового JlKM: пигменты и добавки (пластификаторы,
катализаторы, добавки для улучшения розлива). Затем смесь подают через экструдер
и интенсивно гомогенизуруют при температуре, не вызывающей отверждение
материала. После выхода, охлаждения и разламывания порошковые JlKM
измельчают и просеивают. Распределение частиц по размерам решающим
образом влияет на технологические свойства материала при нанесении и на
минимальную толщину пленки с хорошим розливом.
Эпоксидные смолы, используемые в качестве сшивающего агента, должны
иметь достаточно высокую температуру стеклования или, соответственно,
высокую температуру размягчения. Выбирают ароматические эпоксидные смолы,
состоящие из бисфенола А и эпихлоргидрина, средняя молекулярная масса
которых составляет 1300-1800 г/моль и которые имеют соответствующую
эпоксидную эквивалентную массу.
Карбоксилсодержащие сложные полиэфиры и эпоксидную смолу
комбинируют обычно в стехиометрическом соотношении. Например, при использовании
эпоксидной смолы со средней эпоксидной эквивалентной массой 740 г/моль
при добавлении сложного полиэфира с кислотным числом 30 мг КОН/г
соотношение компонентов смеси полиэфир—эпоксидная смола составляет примерно
70:30 и примерно 50:50 при использовании полиэфиров с кислотным числом
80 мг КОН/г. Рис. 4.10 показывает количественное соотношение компонентов
при стехиометрическом соотношении в зависимости от кислотного числа
сложного полиэфира.
В некоторых порошковых ЛКМ доля полиэфиров увеличена (так называемые
системы 70:30) или же содержание компонентов связующего одинаковое
(системы 50:50). Повышение концентрации сложного полиэфира благоприятно
сказывается на эластичности и атмосферостойкости покрытия, повышенное
содержание эпоксидной смолы улучшает адгезию, противокоррозионную
защиту, химстойкость и стойкость к воздействию органических растворителей.
Сшивку карбоксилсодержащих полиэфиров и эпоксидных смол ускоряют с
помощью кислот и кислот Льюиса. С этой целью, прежде всего, используют оло-
воорганические соединения. Это могут быть компоненты, уже использованные
для этерификации терефталевой или изофталевой кислот и для переэтерифи-
кации диметилтетефталата, однако можно вводить и другие добавки.
Так как для реакции присоединения названные эпоксидные смолы имеют лишь
по две функциональные группы в молекуле, полиэфирные молекулы должны
136
Свойства полиэфиров и алкидных смол
Рисунок 4.10. Количественное соотношение (% по массе) композиций из карбоксилсо-
держащего полиэфира и эпоксидной смолы при стехиометрическом отношении
иметь в среднем три функциональные группы, чтобы обеспечить образование
сшитой структуры. Однако если сопоставить кислотные числа сложного
полиэфира со средней молекулярной массой, то выясняется, что кислотное
число сложного полиэфира со средней молекулярной массой более 2500 г/моль
должно превышать 67 мг КОН/г, если необходимо получить полиэфир с тремя
карбоксильными группами. Полиэфиры со средней молекулярной массой
менее 2500 г/моль и кислотным числом менее 45 мг КОН/г имеют даже меньше
двух карбоксильных групп в полиэфирной молекуле. Рис. 4.11 представляет
зависимость средней функциональности полиэфирной молекулы от ее средней
массы и кислотного числа.
Но так как в выбранных условиях горячей сушки при такой комбинации
связующих происходит формирование пленки с достаточной сшивкой, предполагают,
что протекают и другие реакции, способствующие отверждению. Сюда, без
сомнения, относятся непосредственно реакции присоединения эпоксидных и ги-
дроксильных групп эпоксидной смолы. Доля возможных реакций этерификации
является очень низкой.
В табл. 4.10 [86] представлен пример карбоксилсодержащего полиэфира,
полученного в результате двухступенчатого процесса из пропиленгликоля
Свойства полиэфиров и алкидных смол
137
Средняя функциональность
3,6-
3,4-
3,2-
з,о
2,&~
2,6-
2,4-
2,2-
2,0
1,8
1,6-
1,4
1,2
1,0-
0,8-
у /
Zf
/ ф
S^ Средняя
/ молекуляр
, Г г/мол ь1
жая масса
зо 4b so do 7о 8
Кислотное число, мг КОН/г
0
Рисунок 4.11. Зависимость средней функциональности молекулы сложного полиэфира
от средней молекулярной массы и кислотного числа
(9 моль), дипропиленгликоля (2 моль) и терефталевой кислоты (10 моль).
Из значения гидроксильного числа 28,0 мг КОН/г в патентном примере
рассчитывается потеря 7,0% использованного пропиленгликоля (в таком случае
лишь 8,37 моль). К продукту первой ступени из данных структурных звеньев
затем добавляют ангидрид тримеллитовой кислоты (0,5 моль на 1 000 г
продукта первой ступени).
Получается слабо разветвленный сложный полиэфир с кислотным числом
57,0 мг КОН/г, гидроксильным числом практически 0 мг КОН/г и средней
молекулярной массой 3913 г/моль. Такие полиэфиры пригодны для сшивки
эпоксидными смолами, но при использовании дополнительных сшивающих агентов
(как описано в патенте).
Кроме названных катализаторов отверждения связующие для подобных
порошковых ЛКМ могут дополнительно содержать другие добавки: деаэраторы
138
Свойства полиэфиров и алкидных смол
Таблица 4.10.
Карбоксилсодержащий полиэфир для порошковых ЛКМ
с добавлением ангидрида тримеллитовой кислоты
Структурное звено, моль
Пропиленгликоль (навеска 9,000)
Дипропиленгликоль
Терефталевая кислота
Ангидрид тримеллитовой кислоты
1 ступень
8,370
2,000
10,000
0,000
2 ступень I
8,370
2,000
10,000
1,105
Структурное звено, масса, %о
Пропиленгликоль (навеска 309,5)
Дипропиленгликоль
Терефталевая кислота
Ангидрид тримеллитовой кислоты
Всего
Вода
Выход продукта (при К.Ч.)
287,8
121,2
750,9
0,0
1159,9
159,9
1000,0
262,8
110,7
685,7
87,7
1146,9
146,9
1000,0
Характеристики:
Кислотное число, мг КОН/г
Полиэфирная константа к'
Среднечисловая молекулярная масса, г/моль
Количество структурных элементов
Степень разветвления, моль/кг
Гидроксильное число, мг КОН/г
Температура размягчения, °С
9,2
1,0732
3018
13,7
0,0
28,0
96-113
57,0
1,0557
3913
18,0
0,46
(-2,7)
108-120
(например, бензоин), ПАВ (воска и силиконы) и добавки для улучшения
розлива (полиакрилаты).
Нефункциональные полиакрилаты, используемые для улучшения розлива,
представляют собой высоковязкие жидкости. Введение даже малого количества
добавки нельзя проводить в экструдере. Для этого сначала составляют смесь
полиэфиров или эпоксидной смолы с довольно высокой концентрацией добавки в
расплаве (например, 10% по массе). Затем, после предварительного измельчения ее
подвергают экструзии (приготовление так называемых «маточных смесей»).
Порошковые ЛКМ из карбоксилсодержащих полиэфиров и эпоксидных смол
находят широкое применение в сфере промышленной окраски. Их используют
для окрашивания стиральных машин, холодильников и другой бытовой
техники, нагревательных приборов, деталей станков, металлических полок,
решеток, резервуаров и металлической садовой мебели. Причем пигментированные
системы с соотношением компонентов 70:30 обладают достаточно высокой ат-
мосферостойкостью.
Свойства полиэфиров и алкидных смол
139
Торговые марки [58]:
Crylcoat 327 (Cytec Surface Specialties-(UCB) [87]), Uralac P 2450 (DSM [63])
Более устойчивые свойства при отверждении показывают порошковые JlKM
с альтернативными компонентами для сшивки карбоксилсодержащих
полиэфиров.
В первую очередь следует назвать триглицидилизоцианурат (ТГИЦ/TGIC,
структурная формула на рис. 4.12). Доступный для переработки
триглицидилизоцианурат [88] имеет эквивалентную эпоксидную массу 100-108 г/моль и
благоприятный интервал температур плавления: 88-98 °С. Он намного более
реакционно-способный, чем ароматические эпоксидные смолы.
Сложные полиэфиры, пригодные для сшивки триглицидилизоциануратом, в
большинстве случаев имеют относительно низкое кислотное число (25-50 мг
КОН/г), однако проявляют тенденцию к повышению средней молекулярной
массы (2000-4000 г/моль). Метод присоединения ангидрида используют
редко, преимущественно их получают из терефталевой и изофталевой кислот в
результате неполной этерификации и прекращения реакции конденсации при
повышенном кислотном числе. Некоторые из таких полиэфиров,
представленных в продаже, называют также особым классом связующих, не содержащих
тримеллитового ангидрида. Сложные полиэфиры и триглицидилизоцианурат
чаще всего комбинируют в стехиометрическом количественном отношении.
Для отдельных полиэфиров с кислотным числом 35 мг КОН/г (эквивалентная
масса COOH тогда равна 1603 г/моль) соотношение компонентов составляет
примерно 93:7 с ТГИЦ. При выборе полиэфира с более высоким кислотным
числом и использовании большего количества триглицидилизоцианурата,
понижается температура стеклования. В целом температура стеклования
полиэфиров для проведения сшивки должна быть выше (более 60 °С), чем у
полиэфиров, сшиваемых эпоксидными смолами.
Образец, представленный в табл. 4.11 [89], представляет собой карбоксил-
содержащий полиэфир для отверждения ТГИЦ. Он состоит из терефталевой
кислоты, небольшого количества адипиновой кислоты, неопентилгликоля и
изофталевой кислоты. Полиэфир получают в две стадии: сначала проводят
конденсацию терефталевой и адипиновой кислот с неопентингликолем до
образования гидроксилсодержащего полиэфира с низким кислотным числом
CH9
/ 2^CH CH9
? V
.CH0 К| К1 сн
CH2 CH О C0 CH-CH
V \/
о о о
Рисунок 4.12. Триглицидилизоцианурат
140
Свойства полиэфиров и алкидных смол
(температура до 230 °С, для ускорения реакции используют дибутилолово-
оксид). Затем добавляют изофталевую кислоту и проводят этерификацию до
кислотного числа 35 мг КОН/г. Это означает, что используются практически
все остаточные гидроксильные группы продукта первой стадии и 88 молярных
процентов изофталевой кислоты представлены в виде сложного моноэфира.
Указанная средняя молекулярная масса почти совпадает со значениями,
вычисленными теоретическим методом.
Карбоксилсодержащий полиэфир, отверждас
n = m/M
8,668
0,519
10,194
1,782
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Значение в патенте
Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Структурное звено
Терефталевая кислота
Адипиновая кислота
Неопентилгликоль
Изофталевая кислота
Всего
Вода
Выход продукта
(К.Ч. = 35)
к'м
Mn
к.ч.
Г.Ч.
1МЫЙ ТГИЦ
166
146
104
166
18
Ta6j
или его с
1438,90
75,73
1060,20
295,89
2870,72
366,78
2503,94
1,0717
3182
3205
35
0,3
іица 4.11.
!налогами
%о ПО
массе J
574,7
30,2
423,4
118,2
1146,5
146,5
1000,0
Покрытия, полученные на основе комбинации карбоксилсодержащего
полиэфира и ТГИЦ, обладают хорошей атмосферостойкостью и не выцветают. Они
достаточно твердые и одновременно эластичные, и обладают относительно
высокой стойкостью к воздействию различных химических веществ. Поэтому их
предпочитают использовать в атмосферостойких порошковых покрытиях.
Торговые марки [58]:
Crylcoat 630 (Cytec Surface Specialties-(UCB) [87])
Однако отвердитель ТГИЦ относится к токсичным веществам [88]. Триглициди-
лизоцианурат вызывает раздражение слизистых оболочек, оказывает
сенсибилизирующее и мутагенное действие (группа 2 веществ, вредных для здоровья).
Поэтому он больше не применяется в новых порошковых системах.
В качестве альтернативы ТГИЦ для отверждения карбоксилсодержащих
полиэфиров в порошковых красках используют глицидиловые эфиры терефтале-
вой (диглицидиловые эфиры) и тримеллитовой кислот (триглицидиловые
эфиры). Их смешивают и получают продукт, готовый к продаже [90]. Эквивалентная
эпоксидная масса композиции равна 141-154 г/моль, средняя функциональ-
Свойства полиэфиров и алкидных смол 141
ность 2,3 на моль, диапазон температуры размягчения 30-102 °С. Так как три-
глицидилтримеллитат является жидким веществом, а диглицидилтерефталат -
кристаллическим, и смесь образует своего рода эвтектику, вязкость расплава
ниже, чем у других отвердителей (11,5 мПа • с при 100 °С, ТГИЦ 320 мПа • с).
Из-за повышенной эквивалентной массы для стехиометрической сшивки
необходимо использовать бульшее количество отвердителя (например, 92:8 для
полиэфира с кислотным числом 35 мг КОН/г). Так как глицидиловый эфир
вызывает понижение температуры стеклования, сшиваемые полиэфиры должны
иметь более высокую температуру размягчения. Функциональные группы гли-
цидиловых эфиров менее реакционно-способны, чем эпоксидные группы ТГИЦ.
Такие порошковые ЛКМ тоже обладают хорошей атмосферостойкостью.
Торговые марки [58]:
Crylcoat 804 (Cytec Surface Specialties-(UCB) [87])
Другие отвердители карбоксилсодержащих полиэфиров -р-гидроксиалкиламид
[91], у которого р-гидроксильные группы при индуктивном эффекте амидной
группы вступают в реакцию с карбоксильными группами при низких
температурах как «нормальные» гидроксильные группы. В ассортименте торговых
продуктов [91] представлены М,М,Ы\М'-(тетра-2-гидроксиэтил)- диамид адипиновой
кислоты и М,М,Ы',М'-(тетра-2-гидроксипропил)- диамид адипиновой кислоты
(структурная формула на рис. 4.13). Так как при данной реакции этерификации
происходит отщепление воды, в качестве добавок необходимо использовать
специальные пластификаторы и деаэраторы. Это относится, прежде всего, к
толстослойным покрытиям, у которых в противном случае после горячей сушки
могут появиться на поверхности дефекты в виде булавочных проколов. В
принципе, здесь можно использовать те же сложные полиэфиры, которые отвер-
ждают ТГИЦ, или глицидиловые эфиры. Покрытия на основе
карбоксилсодержащих полиэфиров и р-гидроксиалкиламидов хоть и являются атмосферостой-
кими, но стойкость к воздействию воды и кислот у них ниже, и из-за амидной
структуры они склонны к пожелтению.
Торговые марки [58]:
Crylcoat 810 (Cytec Surface Specialties-(UCB) [87])
В качестве отвердителей карбоксилсодержащих полиэфиров
рекомендуется также использовать циклоалифатические и алифатические полиэпоксиды
ноно-
/(H1CH3)
-CH
I
CH, CH,
>—с ч
I °
-CH
Х(Н,СН3)
CH,
^CH,
\
(н,сн3)ч
CH-
O I
Il /CH,
/С—Nx
сн, 9Н2
CH-
(H1CH3)
-он
-он
Рисунок 4.13. Ы,Ы,Ы^Ы'-(тетра-2-гидроксиалкил)-диамид адипиновой кислоты
142 Свойства полиэфиров и алкидных смол
[92]. Так как эти эпоксидные соединения являются жидкими, их смешивают с
полиэфирами прямо в расплаве, при этом следует учитывать определенную
преждевременную реакцию. Так как циклоалифатические и алифатические
эпоксиды реагируют достаточно медленно, в общую систему методом
«создания маточной смеси» вводят очень эффективные катализаторы (например
третичные аммониевые соединения). То есть представленные в продаже
продукты уже содержат готовую комбинацию веществ и их температура
размягчения относительно ниже, что может отрицательно повлиять на стабильность
при хранении.
Также для отверждения карбоксилсодержащих полиэфиров подходят
акриловые смолы, содержащие в качестве мономера глицидилметакрилат. При этом
необходимо согласовать диапазон размягчения обоих компонентов (однако
эпоксиакриловые смолы чаще всего комбинируют с поликарбоновыми
кислотами типа двухосновной додекановой, которые потом играют роль отвер-
дителя).
Обе комбинации связующих подходят для производства атмосферостойких
порошковых ЛКМ.
4.2.7.3 Гидроксилсодержащие сложные полиэфиры для порошковых ЛКМ
Для производства порошковых ЛКМ подходят и комбинации гидроксилсодер-
жащих полиэфиров с блокированными полиизоцианатами при условии, что
компоненты имеют достаточно высокие температуры стеклования или
размягчения. Диапазон размягчения у таких полиэфиров должен находиться в
пределах от 85 до 120 °С.
Поэтому сложные полиэфиры преимущественно получают из ароматических
поликарбоновых кислот и короткоцепных диолов, или они содержат
циклоалифатические структурные звенья. В большинстве случаев они включают
очень небольшое количество длинноцепных алифатических звеньев и
являются линейными или лишь немного разветвленными благодаря триметилол-
пропану. Гидроксильное число составляет 35-100 мг КОН/г, кислотное число
является низким.
Следующий образец из патента (табл. 4.12 [93]) является сложным
полиэфиром, который получают исключительно из смеси терефталевой кислоты и ди-
метилтерефталата. Его конденсируют до небольшого кислотного числа, и он
имеет не очень высокое гидроксильное число. Различие между рассчитанным
значением и данными в патентном образце заключается в потере полиолов
во время конденсации. Например, если бы пропало 6% использованного
количества неопентигликоля, при том же кислотном числе гидроксильное
число было бы равно 59,5 мг КОН/г и средняя молекулярная масса 3101 г/моль.
Сложный полиэфир предназначен для сшивки специальным блокированным
полиизоцианатом (изофорон диизоцианата - IPDI с дикетопиперазином) для
использования в порошковых ЛКМ.
В качестве отвердителей используют блокированные полиизоцианаты или их
олигомерные аддукты, которые сами по себе имеют более высокие
температуры стеклования. Так как гидроксилсодержащие полиэфиры и блокированные
полиизоцианаты предназначены для порошковых покрытий с исключительной
атмосферостойкостью, в качестве полиизоцианатов предпочитают использо-
Свойства полиэфиров и алкидных смол
Таблица 4.12.
Гидроксилсодержащий полиэфир для порошковых ЛКМ
n = m/M
12,00
12,00
11,50
6,75
5,00
3,00
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Температура стеклования, °С
I Температура размягчения, 0C
Вязкость при 1600C, мПа • с
Структурное звено
Терефталевая кислота
Диметилтерефталат
Неопентилгликоль
Гександиол-1,6
Диметилолциклогексан
Триметилолпропан
Всего
Метанол / вода
Выход продукта
(К.Ч. = 4)
к'
M
Mn
К.Ч.
г.ч.
л
M
166
194
104
118
144
134
18
M
1992,0
2328,0
1196,0
796,5
720,0
402,0
7434,5
1192,0
6242,5
%оПО
массе
319,1
372,9
191,6
127,6
115,3
64,4
1190,9 |
190,9
1000,0
1,1123
2316
4
71,4
по патенту
(3-4)
(56-61)
55
80
1600
вать изофорон диизоцианат, а также 4,4'-диизоцианатодициклогексилметан
(HMDI). Для блокирования применяют в первую очередь є-капролактам, диме-
тилпиразол, триазол, а также дикетопиперазин. Температура сшивки
составляет 160-220 °С. Было установлено, что некоторые блокирующие средства во
время горячей сушки частично остаются в покрытии и могут играть роль
добавки для улучшения розлива, а также пластификатора.
Порошковые покрытия, полученные на основе комбинации гидроксилсодер-
жащих пролиэфиров с блокированными полиизоцианатами, обладают очень
высокой атмосферостоикостью и стойкостью к пожелтению. В большинстве
случаев они высокоэластичны и стойки к воздействию химических веществ.
Поэтому такие лакокрасочные системы используют для разработки
высококачественных покрытий наружного применения. А небольшая доля на рынке
ЛКМ объясняется тем, что из-за дороговизны блокированных полиизоциана-
тов стоимость таких продуктов значительно выше, чем, например,
порошковых ЛКМ на основе полиэфира и эпоксидной смолы.
Торговые марки [58]:
Crylcoat 820 (Cytec Surface Specialties-(UCB) [87])
144
Свойства полиэфиров и алкидных смол
H3C
о >
/R\ /C^ I
О О N^
H
СН3
\СНз
^CH2-
O "К
А нзсъГ
N NCH, ^
С
О
CH3 л H3C
\ /
С
о
CH,
JLCH3
-^CH2-
H3C
0I \>
-N N-CH,
с
Il
о
п
CH3
У о
H
Рисунок 4.14. Полиуретдион из IPDI в качестве сшивающего агента
CbL-O-CH9
3 Ч2
/
ЧН
С
O = C I
\ ^c.
NH
/
CK-O-CH0
/
.N
\
CH-O-
•сн,
C=O
/
'N
CH2-O-CH3
Альтернативными сшивающими
агентами гидроксилсодержащих
полиэфиров в порошковых красках являются
уретдионы. Уретдионы - это димеры
изоцианатов, повторно расщепленные
на две изоцианатные группы. В
качестве сшивающих агентов порошковых
покрытий выбирают полиуретдионы,
чаще всего из изофорон диизоциана-
та. Его изоцианатные группы в
основном уже вступили в реакцию с диола-
ми, а оставшиеся группы реагируют во
время сшивки (рис. 4.14). В
композиции с разветвленными гидроксилсодержащими полиэфирами уретдионы
сначала стабильны и только в условиях горячей сушки начинают распадаться на
диизоцианаты, которые затем могут сшиваться с полиэфирами. Преимущество
заключается в том, что во время реакции не происходит выделения
блокирующих веществ. Такая комбинация позволяет получить порошковые покрытия,
сочетающие высокую эластичность, хорошую химстойкость и прекрасную ат-
мосферостойкость.
Рисунок 4.15. Тетраметоксиметилглико-
лурил
Другими партнерами по сшивке являются гликолурилы. Тетраметокси-
метилгликолурил - это полностью этерифицированный аминопласт [94]. Его
эквивалентная масса равна 90-125 г/моль, температура размягчения
составляет 90-110 °С, структурная формула представлена на рис. 4.15. Гликолурил
получают из мочевины и ацетилена. Проводят метилирование формальдегидом
и последующую этерификацию метанолом. Сшивка гидроксилсодержащими
полиэфирами заключается в проведении реакции переэтерификации при
повышенной температуре, кроме того, необходимо ускорить реакцию путем
введения сильных кислот. При отверждении образуется метанол, отщепление
которого следует учитывать, особенно при нанесении толстослойных покрытий.
В данном случае образуются порошковые покрытия, стойкие к воздействию
химических веществ и атмосферных условий.
Для этих сшивающих агентов в принципе выбирают те же полиэфиры, что и для
сшивки блокированными полиизоцианатами.
4,2.8 Самосшивающиеся полиэфиры [также
с гетероциклическими структурными элементами)
Вплоть до 50-х гг. прошлого века электроизоляционные ЛКМ производили
преимущественно на основе масел воздушной сушки (льняное, тунговое), их про-
Свойства полиэфиров и алкидных смол
145
изводных или в сочетании с фенольными смолами. Возросшие требования к
качеству (теплостойкость, эластичность) привели позже к разработке
самосшивающихся терефталевых полиэфиров. Эти полиэфиры относительно
низкомолекулярные и состоят из более теплостойкой, по сравнению с изофталевой, те-
рефталевой кислоты и смеси полиолов из глицерина и этиленгликоля в
различных пропорциях и высокого избыточного количества полиолов. Из-за
относительно низкой растворимости данные полиэфиры растворяют в крезолах и кси-
ленолах. В качестве разбавителей растворы содержат высшие ароматические
соединения. Полиэфиры сшиваются самостоятельно под воздействием
эффективных катализаторов переэтерификации (алкилтитанаты) и при нанесении на
медные провода в обычных условиях горячей сушки (непрерывное
многослойное покрытие проводов с эмалевой изоляцией при окружающей температуре
300 °С). При равновесной реакции переэтерификации происходит отщепление
избыточного количества относительно легколетучего этиленгликоля.
Формируются высокоэффективные сетчатые структуры из сложных эфиров терефтале-
вой кислоты, глицерина и, возможно, остаточного количества этиленгликоля.
Они обладают очень высокой стойкостью к воздействию химических веществ,
растворителей и температурной нагрузке. Лакокрасочные покрытия на основе
таких полиэфиров сочетают в себе эластичность и высокую твердость.
В 60-е гг. начался второй этап развития этого класса полиэфиров.
В качестве компонентов для разветвления и сшивки часто используют трио-
лы, например триметилолпропан. Однако применение таких триолов по
сравнению с глицерином связано, скорее, с недостатками (ухудшение
теплостойкости, твердости и стойкости к воздействию растворителей), чем с
достоинствами. Добавление в качестве триола тригидроксиэтилизоцианурата (THEIC)
представляется наиболее выгодным с точки зрения приобретаемых
преимуществ. Из-за низкой летучести полиола реакция переэетрификации
протекает более ровно и даже при повышении температуры не происходит
расщепления, как, например, при использовании в качестве триола глицерина. Кольцо
изоцианурата похоже на кольцо ароматических соединений и поэтому более
теплостойкое. Таким образом, происходит повышение теплостойкости.
Скопление кольцевых структур повышает температуру стеклования и,
следовательно, улучшает твердость и стойкость покрытия к растворителям и другим
химическим веществам. Введение в качестве триола THEIC в первую очередь
обеспечивает высокую стойкость к охлаждающим веществам, используемым
в электрических трансформаторах (покрытия для проводов, стойкие к
фреону). Хотя молекулярные сетчатые структуры покрытий для проводов
практически полностью состоят из сложных эфиров терефталевой кислоты и THEIC
(исследование методом спектрометрии), такие пленки обладают необычно
высокой эластичностью. Окрашенный провод диаметром до 0,8 мм можно
разорвать при перекручивании, и завернуть разорванные концы на диаметр
провода и при этом покрытие не нарушится (!). Такое свойство можно
объяснить тем, что молекулярные структуры этих покрытий обладают
исключительно большим растяжением. Данные покрытия являются одним из
подтверждений того, что высокая плотность сшивки не обязательно связана с низкой
эластичностью. Правда, здесь следует особо выделить это свойство, так как
циклические звенья сетчатой структуры никогда не вызывают
пластификации. Поэтому эти покрытия почти всегда обладают идеальными эластичными
свойствами. При дифференциальном термическом анализе обнаруживается
большой диапазон температуры стеклования с плавным переходом и
высокий уровень вязкоупругих свойств на графике зависимости модуля эластич-
146
Свойства полиэфиров и алкидных смол
ности от температуры. Другим признаком более сильного молекулярного
растяжения сетчатых структур является исключительная адгезионная прочность
(прочность при разрыве).
Второй инновационный подход был направлен на дальнейшее повышение
теплостойкости и заключался в использовании структурных звеньев с разным
содержанием гетероциклических соединений. Главным и достаточно недорогим
компонентом является диимиддикарбоновая кислота на основе ангидрида три-
меллитовой кислоты и диаминодифенилметана, структурная формула
представлена на рис. 4.16. Для производства полиэфиров, модифицированных дии-
миддикарбоновой кислотой, не надо синтезировать этот компонент отдельно.
Продукт получают в реальных условиях (in-situ), как и остальные стандартные
структурные звенья. Готовые продукты называют полиэфироимидами
(правильнее, имидополиэфир).
В зависимости от содержания диимиддикарбоновой кислоты, по сравнению с
количеством терефталевой кислоты, улучшается теплостойкость покрытия
(тепловой шок и стойкость к длительному воздействию тепла), но высокое
содержание может привести к незначительному снижению твердости и
эластичности. У покрытий на основе немодифицированных терефталевых полиэфиров
снижения твердости и эластичности не наблюдается. В качестве полиолов
применение находят THEIC и этиленгликоль.
В табл. 4.13 представлен образец полиэфира на основе терефталевой и дии-
миддиккарбоновой кислот в молярном соотношении 6:4 и со стехиометриче-
ским количеством тригидроксиэтилизоцианурата. Кроме того, сложный
полиэфир содержит одинаковое молярное количество этиленгликоля, что приводит
к формированию молярного избытка полиолов 1,34:1,00 [95]. Для получения
полиэфира сначала диметилтерефталат переэтерифицируют с общим
количеством полиолов при температуре максимум 240 °С с 0,1% тетрабутилтитаната
в качестве катализатора. Затем добавляют в определенном молярном
соотношении ангидрид тримеллитовой кислоты и диаминодифенилметан. При
температуре выше 160 °С, в результате реакции присоединения к кольцу ангидрида
и циклизации при отщеплении воды самопроизвольно образуется
определенное количество диимиддикарбоновой кислоты, которая позже распадается из-
за высоких температур плавления. Во время последующих реакций
конденсации (на граничной поверхности) она встраивается в молекулу полиэфира. Эте-
рификацию проводят до кислотного числа 5 мг КОН/г. Образовавшийся
полиэфир имеет среднюю молярную массу 1298 г/моль, степень разветвления 1,34
моль/кг и гидроксильное число 156,7 мг КОН/г. Из него приготавливают 60%-й
раствор в крезоле (смесь изомеров).
но-с-
//
о
с
KJ
о
//
N-
V
W
о
-f\ /Л
X=Z4CkN=/
о
W
-N
СА^
Ii
о
о
Il
^OH
J
Рисунок 4. 16. Диимиддикарбоновая кислота из ангидрида тримеллитовой кислоты
и диаминодифенилметана
Свойства полиэфиров и алкидных смол [47
Полиэфир разбавляют ксиленолом и ароматическими растворителями с более
высокой температурой кипения, смешивают с добавками для улучшения
розлива (силиконовое масло) и другими катализаторами (алкил/арил-титанатов) и
используют в производстве ЛКМ для окраски проводов. После горячей сушки
титанаты вызывают изменение цветового тона (золотисто-коричневый в
сочетании с цветом медных проводов), что не является недостатком, так как ранее,
а отчасти и до сегодняшнего дня, темный цвет окрашенных проводов считался
признаком качества.
Таблица 4.13.
Полиэфиримид для производства ЛКМ,
стойких к воздействию высоких температур, для окраски проводов
■
0,60
0,67
0,67
0,80
0,40
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Степень разветвления, моль/кг
I Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Структурное звено
Диметилтерефталат
Тригидроксиэтилизоциа-
нурат
Этиленгликоль
Ангидрид тримеллитовой
кислоты
Диаминодифенилметан
Всего
Метанол
Вода
Выход продукта
(К.Ч. = 5,0)
M
M
п
V
к.ч.
г.ч.
M
194
262
62
192
198
32
18
• M
116,4
174,87
41,54
153,6
79,2
565,61
38,39
28,01
499,21
массе J
233,2
350,2
83,2
307,6
158,7
1132,9
76,5
56,4
1000,0
1,3845
1298
1,34
5,0
156,7
ЛКМ наносят на медные провода диаметром 0,8 мм в шесть слоев методом
погружения с последующим снятием излишков. Отверждение каждого слоя
проводят в конвейерной печи при температуре 410 °С на скорости
прохождения 14 м/мин. Суммарная толщина сухой пленки должна составлять 50 мкм.
Во время горячей сушки сложный полиэфир сшивается самостоятельно в
результате переэтерификации. При этом стремятся обеспечить равновесие
nOH = пСООН, так что происходит отщепление практически всего легко
улетучивающегося этиленгликоля. Это можно подтвердить при помощи
спектроскопических методов анализа. Формируется узкая сетчатая структура из эфи-
ров дикарбоновой кислоты и тригидроксиэтилизоцианурата, которая, наряду
с высокой стойкостью, обладает превосходной эластичностью (прочность при
намотке при растяжении 25%, соответственно, растяжение внешних волокон
превышает 60%).
148 Свойства полиэфиров и алкидных смол
Хотя чаще всего в полиэфиримидах для производства ЛKM для окраски
проводов используют названную выше диимиддикарбоновую кислоту, есть и другие
гетероциклические соединения, которые применяют для модификации
самосшивающихся полиэфиров. Сюда относятся: диимиддикарбоновая кислота из
ангидрида тримеллитовой кислоты и диаминодифенилоксида (повышает
теплостойкость); имиддикарбоновая кислота из ангидрида тримеллитовой
кислоты и р-аминобензойной кислоты (повышает эластичность); диимиддикарбо-
новой кислоты из ангидрида пирромелитовой кислоты и р-аминобензойной
кислоты; дипиразолдиондикарбоновой кислоты из ангидрида тримеллитовой
кислоты и дигидразида терефталевой кислоты (высокая твердость) и пирро-
лидондикарбоновая кислота из итаконовой кислоты и диаминодифенилмета-
на (повышает эластичность).
Были проведены многочисленные исследования с целью заменить крезолы и
ксиленолы, которые относятся к группе токсических растворителей.
Положительные результаты получили при использовании высших простых этиленгли-
колевых эфиров (например метилдигликоля), которые уже находят
применение в качестве избытка спирта при производстве полиэфиримидов. Однако
такие продукты значительно дороже фенольных растворителей. Это касается
в первую очередь использования в качестве растворителей диметилформа-
мида и Н-метилпирролидона. Более того, существуют также полиэфиримиды,
не содержащие растворителей, которые наносят из расплава. Выделенный во
время окраски проводов растворитель практически полностью каталитически
разлагается и идет на получение тепла, поэтому с точки зрения защиты
окружающей среды необязательно полностью отказываться от использования
фенольных растворителей.
Представленные полиэфиры сохраняют за собой важное значение в
области производства термостойких покрытий для проводов. Сегодня чаще всего
предпочтение отдают двухслойным системам. Для первого слоя
используются так называемые полиэфиримиды, верхние слои состоят из полиимидов, по-
лиамидимидов или полигидантоинов (псевдотермопласты, с очень высокими
температурами размягчения). Все описанные продукты производители
проводов практически всегда получают самостоятельно (Schenectady, DuPont, ICI),
и на рынке они не представлены.
4.2.9 Силиконсодержащие полиэфиры
В результате преобразования кремния алкил- или арилхлоридами при
повышенной температуре (280 °С) и в присутствии металлических катализаторов
(цинк, олово) образуются алкил- и арилхлорсиланы с различной степенью
замещения алкильными или арильными группами (алкил или арил моно-, ди- и
трихлорсиланы) (синтез Мюллера-Рохова). Главным продуктом является диме-
тилдихлорсилан, полученный из кремния и двух молей метилхлорида.
Различные алкил- и арилсиланы отделяют друг от друга методом дистилляции. Для
получения структурных звеньев полимеров проводят гидролиз алкил- или арил-
хлорсиланов. При реакции с водой образуются алкил- или арилсиланы с
различной ОН-функциональностью (силанолы), со спиртами (метанол) получаются
алкоксисиланы. Благодаря амфотерным свойствам силанолы легко
конденсируются в полисилоксаны, поэтому они ограниченно стабильны при хранении.
Из них при повышенной температуре под воздействием катализаторов и воды
в результате отщепления спиртов тоже образуются полисилоксаны.
Свойства полиэфиров и алкидных смол [49
На рис. 4.17 представлен ход реакции на примере образования полидиметил-
силоксанов.
Такое течение реакции используют в производстве силиконовых масел и
других линейных силиконовых полимеров.
Если провести гидролиз три- или даже тетрахлорсиланов, то могут
образоваться трехмерные полимерные продукты. В отличие от соответствующих
соединений углерода, эти полисилоксаны способны образовать клеточную
молекулярную структуру, похожую на кристаллическую структуру диоксида
кремния. Такие сетчатые структуры обладают особенной стойкостью к
воздействию кислот, воды, атмосферных явлений и очень высоких температур.
Но они чувствительны к сильным щелочам и не эластичны. Для возможности
проведения такой сшивки силоксаны модифицируют другими структурными
звеньями связующих. При этом из силиксановых структурных звеньев
выбирают относительно низкомолекулярные полупродукты (промежуточный
продукт). Так как силоксаны, замещенные метилом, практически полностью
несовместимы с другими ЛК-связующими, выбирают продукты с фенильными
группами или смеси этих силанов с продуктами, замещенных метилом. В
качестве примера такого полупродукта можно назвать олигосилоксан,
полученный из двух молей диметоксидиметилсилана и одного моля триметоксифе-
нилсилана. На рис. 4.18 изображен образец формулы.
+ H2O
/■
CH,
I
Sk
но'' \ он
CH3
Диметилсиландисш4
-H2O
R,HO^
Кремний
Si
0Ґ
/
HCI
CH3
CH3
і
CH3
Sk
\^
Ch
Метилхлорид
CH3-CI
Синтез Мюллера-Рохова
Диметилдихлорсилан
Cl
3 4 + CH3OH
-неї ^4
CH,
I
MeO ^ \ OMe
/ CH3
Kat / + H2O / Диметоксидиметилсилан
CH,
Х -CH3OH
?Нз
Диметилполисилоксан
Sk Sk
\^0^ V^OH1R
CH3 CH3
Рисунок 4.17. Течение реакции образования полидиметилсилоксанов
150
Свойства полиэфиров и алкидных смол
CH,
CH,
CH0
СН-р" \^ ГО^ V^OCH3
CH,
CH,
Такие силоксановые полупродукты
комбинируют с насыщенными
полиэфирами. Для улучшения ограниченной
совместимости и компенсации крайне
низкой молярной массы к силоксано-
вым полупродуктам добавляют
полиэфиры и получают так называемые
предконденсаты, которые кратко
называют силиконсодержащими
полиэфирами.
Рис. 4.18. Силоксановый полупродукт ИсПОЛЬЗОВанНЬЮ При ЭТОМ ПОЛИЭфирЫ
издиметоксидиметилсилана итриметокси- ПрЄИМуЩЄСТВЄННО СОСТОЯТ ИЗ арОМЭ-
фенилсилана ТИЧЄСКИХ ПОЛИКарбОНОВЫХ КИСЛОТ ТИПа
изофталевой и терефталевой. Они
содержат алифатические диолы, главным образом с боковыми цепями, а также
циклоалифатические полиолы. В большинстве случаев они сильно
разветвлены, преимущественно триметилолпропаном, и имеют низкую молярную массу.
Затем полиэфиры преобразуют путем добавления разного количества силок-
санового предконденсата. Преобразование протекает при относительно
высоких температурах (более 180 °С) и в качестве катализатора выступает
кислота Льюиса. Самым эффективным при этом является тетрабутилтитанат (цвет!),
однако можно использовать и оловоорганические соединения. Количество си-
локсанового полупродукта обычно составляет от 30 до 50% по массе. Во время
преобразования гидроксильные группы полиэфира реагируют с метоксигруп-
пами силоксана и происходит отщепление метанола. При этом уже происходит
увеличение молекулярной массы, вязкость постепенно повышается. Реакция
прекращается при достижении заданного уровня вязкости раствора и
завершается при охлаждении.
Полученные таким способом силиконсодержащие полиэфиры очень светлые,
они растворяются в смесях сложных эфиров, простых эфирах гликолей и
смесях эфиров гликолей с ароматическими углеводородами. Они находят
применение в рецептурах ЛКМ горячей сушки. Для отверждения тоже требуются
высокие температуры и дополнительно катализаторы. В принципе, реакции
предварительной поликонденсации продолжаются. Однако, кроме реакции гидрок-
сильных групп с метоксигруппами силоксанов, силоксановые группы могут са-
CH,
Si—\-0—CH, hb
CH,
CH,
■ CH3OH
+ H2O
CH
Si 0-["CH3 CH3-O-J—S
О'' \
CH,
2 CH3OH
Рис. 4.19. Реакции сшивания силиконсодержащих полиэфиров
Свойства полиэфиров и алкидных смол
151
мостоятельно реагировать между собой с образованием мостиков Si-O-Si. Они
обладают исключительно высокой стойкостью. Вторая реакция встречается,
конечно, чаще у предконденсатов с высоким содержанием силоксанового
полупродукта (50:50).
На рис. 4.19 показаны обе возможные реакции сшивки.
Силиконсодержащие полиэфиры характеризуются хорошим смачиванием
пигментов и розливом. Покрытия горячей сушки на основе силиконсодержащих
полиэфиров стойкие к выцветанию, атмосферостойкие, твердые и, в
зависимости от степени сшивки, обладают хорошей эластичностью. Если они содержат
большое количество силоксанового полупродукта, то покрытия очень
термостойкие (до 250 °С). Благодаря силоксану, пленки приобретают гидрофобные
свойства. Однако, в зависимости от использованного количества силоксана,
такие продукты достаточно дороги.
Силиконсодержащие полиэфиры особенно хорошо подходят для атмосферо-
стойких JlKM для койл-коатинга (материалы для облицовки фасадов), в
электротехнике и в теплостойких промышленных покрытиях.
Торговые марки [58]:
Uralac SQ 871 (DSM [63]), Plusodur 261 (Omya-Pluess-Staufer [84]), Vialkyd VTS
1202 (Cytec Surface Specialties-(UCB)-Solutia-Vianova [71])
4.3 Ненасыщенные полиэфиры
4шЗш 1 Сшивка ненасыщенных полиэфиров
Определение ненасыщенных полиэфиров, согласно стандарту ДИН 53184, уже
было представлено выше и является следующим: «Ненасыщенные
полиэфирные смолы - это сложные полиэфиры, в которых как минимум один из
полифункциональных компонентов (поликарбоновая кислота или многоатомный
спирт) является олефино- ненасыщенным и способен вступать в реакцию со-
полимеризации с мономерными, полимеризующимися соединениями». Такая
реакция сополимеризации является реакцией сшивки ненасыщенных
полиэфиров. В качестве носителя олефиновой двойной связи практически всегда
используют ангидрид малеиновой кислоты. Однако при производстве
ненасыщенных полиэфиров малеиновая кислота образует слишком большое
количество изомера, в полиэфирной цепи формируются сложные эфиры фумаровой
кислоты. Они очень хорошо доступны для реакции радикальной
полимеризации. В качестве партнера сополимеризации выступают винильные соединения,
прежде всего стирол и винилтолуол, а также эфиры акриловой кислоты. Для
проведения реакции требуется использование инициаторов радикальной
полимеризации. Они образуются из пероксидов, примеры представлены на рис.
4.20. При нанесении систем на основе ненасыщенных полиэфиров их
называют катализаторами (хотя в отличие от настоящих катализаторов они
расходуются во время отверждения). При температуре окружающей среды пероксиды
при использовании окислительно-восстановительных катализаторов образуют
радикалы. В качестве катализаторов используют или органические соли
кобальта Il или третичные ароматические амины. В полиэфирных системах они
выступают в роли ускорителей. Соли кобальта II, как правило, комбинируют с
Свойства полиэфиров и алкидных смол
ноо-/н" н00>о О-с^ 0^-O
/ ^0OH \ /""ООН
CH3
метилэтилкетонпероксид циклогексанонпероксид бензоилпероксид
Рис. 4.20. Пероксиды, выступающие в роли инициаторов сшивки ненасыщенных
полиэфиров
кетонгидропероксидами, например с циклогексанонпероксидом, метилэтилке-
тонпероксидом [бутанонпероксидом]. Третичные ароматические амины,
например N, N-диметиланилин, используют совместно с ацилпероксидами, например
с бензоилпероксидом.
В случае комбинирования солей кобальта Il с кетонгидропероксидом реакция
инициаторов представляет собой разложение гидропероксида за счет иона
кобальта Il и образование гидроксильной группы и алкоксирадикала. Этот
радикал запускает реакцию радикальной цепной полимеризации в цепи полиэфира
за счет разрыва двойной связи эфира фумаровой кислоты в полиэфирной цепи
и образования нового радикала. Радикал присоединяется преимущественно к
сомономеру, например стиролу, в результате чего начинается радикальный
рост цепи. Затем довольно быстро начинается рекомбинация с радикальными
цепями стирола или радикалами фумарового эфира.
По различным параметрам полимеризации эфиров фумаровой кислоты и
стирола такое течение реакции является наиболее вероятным. На диаграмме
e/Q параметров полимеризации стирола представлены следующие значения:
е = - 0,8; Q = + 1,0 (предполагаемая норма), для фумарового эфира е = + 1,5;
Q = + 0,75. При этом Q является критерием активизация радикалов, а е -
критерием поляризации соответствующего мономера. Если эти два
взаимозависимых значения находятся рядом друг с другом, то создаются хорошие
предпосылки для проведения чередующейся сополимеризации, поэтому при сшивке
ненасыщенных полиэфиров едва ли присутствуют гомополимеры. В
результате сополимеризации образуются относительно обширные молекулярные
сетчатые структуры, которые считаются предпосылкой формирования у покрытия
хорошей химстойкости и стойкости к воздействию растворителей. Расширение
и плотность молекулярной сетчатой структуры, конечно, зависят от
концентрации радикалов (количества инициаторов, промоторов и температуры),
концентрации эфиров фумаровой кислоты, молекулярной величины полиэфира и от
молярного содержания стирола.
Ход реакции схематично представлен на рис. 4.21.
Особое преимущество этой системы заключается в том, что при переработке
стирол является хорошим растворителем ненасыщенных полиэфирных смол,
однако в результате сополимеризации во время отверждения пленки
образует отдельную составляющую покрытия (реактивный растворитель).
Благодаря этому можно без проблем получать очень толстые покрытия (до 500 мкм).
Эмиссия ЛОС в окружающую среду невысока, поэтому систему можно назвать
Свойства полиэфиров и алкидных смол
153
I
о
C = O RO
) +ROy /
о=с - ► о=с
Инициатор
О О
\ \
і
о
I
C =
if
I.
\
< <
Радикал
Ненасыщенный полиэфир
О
Il /
RO с — O^^W-w-
у^ -ЛГ~
/S^-Q-C
ь
Il р.
О Рекомбинация
О:
= 0
ROn
=С
і
О
1
Старт
ь.
W
^5¾¾¾
Стирол
{
О
I
C = O
(I5I
I
I
RO^C = O
о=с ^r
if^l
О
T
Рост цепи
$
о
I
O = C
<5о
^_
(
п
J
^OR
^C:
I
О
І
= 0
S4
^l •
<^Ч
Г і
KJ
Рис. 4.21. Отверждение ненасыщенных полиэфиров путем сополимеризации
со стиролом
экологичной, несмотря на то, что стирол относится к физиологически опасным
веществам и его применение, а также неизбежное испарение во время
нанесения, противоречат определению «экологически безопасный». Кроме
использования в JlKM с подобными связующими, его применяют также в слоистых
материалах и пластмассовых деталях (армированные стекловолокном пластмассы
для строительных элементов, корпусов лодки и др.).
Альтернативная система катализаторов на основе комбинации ацилперокси-
дов и третичных ароматических аминов (например N, N-диметиланилин и
другие производные) вступает в реакцию уже при очень низкой температуре,
однако имеет такой недостаток, как изменение цвета. Данная комбинация
изображена на рисунке 4.22, ее преимущественно используют в шпатлевках и пороза-
полняющих составах.
Для отверждения ненасыщенных полиэфиров при повышенной температуре
используют комбинацию из кумолгидропероксида и солей кобальта Il или пе-
рэфира (например, трет-бутилперэтилгексаноат, без промоторов). У таких
продуктов при температуре окружающей среды жизнеспособность гораздо
больше, чем у названной выше комбинации пероксидов и промоторов.
154
Свойства полиэфиров и алкидных смол
9 9 9
I=C ° 3 O=C ° 3 і2
^S *
** 1 *■ Начало цепи
"CO2 Ч/1
Рис. 4.22. Реакция инициаторов дибензоилпероксида с Ы,Ы-диметиланилином
Как правило, пероксиды добавляют незадолго до переработки ЛКМ на
основе ненасыщенных полиэфиров. Напротив, промоторы вводят в ЛКМ чаще
всего уже во время производства. В зависимости от типа полиэфирной смолы
промотор и инициатор по-разному определяют жизнеспособность ЛКМ. При
сшивке под воздействием ацилпероксида третичные амины могут уже
входить в состав формы поставки ненасыщенных полиэфиров.
Если остается невостребованным большое количество ЛКМ на основе
ненасыщенных полиэфиров с инициатором, то начинается блочная
полимеризация, при которой может образоваться опасно высокое количество тепла.
При промышленной переработке большого объема ЛК-систем на основе
ненасыщенных полиэфиров методом распыления, валковой окраски или с
помощью наливных машин, существуют методы, учитывающие ограниченную
жизнеспособность готовых ЛКМ с инициатором. Так, применение находят
наливные машины с двумя головками, оснащенные двумя резервуарами: один
с инициатором и ненасыщенным полиэфиром, а другой с полиэфиром и
промотором. Реакция начинается при смешивании двух слоев, нанесенных один
за другим, в результате диффузии. Второй способ - это так называемый
реактивный метод, при котором сначала тонким слоем наносят грунтовку
воздушной сушки (связующее - нитрат целлюлозы или ацетобутират
целлюлозы), содержащую пероксид. И только потом, более толстым слоем, - ЛКМ на
основе ненасыщенных полиэфиров с промотором. Здесь также реакция
сшивания происходит в результате диффузии.
Сшивка ненасыщенных полиэфирных смол в результате сополимеризации со
стиролом сопровождается сокращением объема. Такая усадка считается
преимуществом при производстве формованных деталей (легкое извлечение),
однако для ЛК-покрытий это скорее недостаток. Поэтому у традиционных
ЛК-систем на основе ненасыщенных полиэфиров плохая адгезия, например,
при нанесении ЛКМ на необработанный металл.
Ненасыщенные полиэфиры можно также отверждать под воздействием
УФ-излучения при добавлении соответствующего УФ-инициатора.
Альтернативными реактивными растворителями являются винилтолуол,
трет-бутилстирол, (-метилстирол, малеиновый диэфир моноспиртов и ме-
такрилатов). Виниловые эфиры реагируют только при повышенных тем-
б б
Свойства полиэфиров и алкидных смол
155
пературах. Полифункциональные сомономеры типа дивинилбензола или
1,4-бутандиолдиметакрилата позволяют повысить плотность сетчатой структуры.
Реакции отверждения ненасыщенных полиэфиров в результате сополимери-
зации с мономерами препятствует кислород воздуха. Исходят из того, что
кислород воздуха, способный в граничном состоянии образовывать бирадикал,
присоединяется к радикалу развивающейся сополимеризации и вызывает
обрыв цепи. Поэтому сшивка остается незавершенной. Это приводит к тому, что
самые верхние слои покрытия на основе ненасыщенных полиэфиров
остаются мягкими и клейкими. Существуют различные способы предупреждения
этого эффекта.
4.3.2 Немодифицированные ненасыщенные полиэфиры -
«восковые полиэфиры» (парафиносодержащие)
Простые ненасыщенные полиэфиры получают из ангидрида малеиновой
кислоты практически всегда в комбинации с другими поликарбоновыми
кислотами, например ангидридом фталевой кислоты, и преимущественно из коротко-
цепных диолов (этиленгликоль, пропиленгликоль, бутандиол-1,3, неопентил-
гликоль). Полиэфиры, состоящие только из малеинового ангидрида в
качестве дикарбоновой кислоты, обладают худшей растворимостью, а при сшивке
образуют покрытия с неудовлетворительными свойствами. Обычно молярное
соотношение ангидридов малеиновой и фталевой кислот находится в
диапазоне от 4:6 до 7:3. Если необходимо получить более эластичное покрытие,
то малеиновый ангидрид комбинируют с адипиновой кислотой или
выбирают длинноцепные диолы типа бутандиола-1,4, триметилпентандиола-1,3, диэ-
тиленгликоля, дипропиленгликоля, или высшие диолы простых полиэфиров.
Реже применяют триолы типа глицерина или триметилолпропана, а если и
используют, то только в небольших количествах. Эти компоненты вступают
в реакцию поликонденсации при относительно низких температурах (около
180 °С). Чаще всего в рецептуре нет большого избытка пол иолов, и реакция
прекращается уже при относительно небольшой степени конденсации
(кислотное число 30-50 мг КОН/г).
Существуют также рецептуры ненасыщенных полиэфиров, содержащие в
качестве компонента фумаровую кислоту. Недостатками использования фу-
маровой кислоты считаются высокая температура плавления (температура
плавления в закрытом капилляре 287 °С) и склонность к сублимации. В
результате реакции в пограничном слое фумаровая кислота встраивается в
полиэфир, так же как изофталевая кислота в насыщенный полиэфир. При этом
формируется более широкое молекулярно-массовое распределение, чем при
использовании малеинового ангидрида. Так как малеиновая кислота во
время этерификации преобразуется в фумаровую, то использование фумаровой
кислоты не приносит особых преимуществ.
Причина выбора меньшего избытка полиолов, отказа от встраивания более
высокофункциональных многоатомных спиртов, выбора низкой
температуры реакции и прерывания реакции преимущественно при относительно
малой степени конденсации - все это связано со стремлением предупредить
побочные реакции во время производства ненасыщенных полиэфиров. С одной
стороны, ненасыщенные полиэфиры могут уже преждевременно полимеризо-
ваться, в первую очередь, при повышенных температурах. С другой стороны,
гидроксильные группы полиолов могут вступать в реакцию присоединения по
156
Свойства полиэфиров и алкидных смол
Присоединение по Михаэлю -
НО E.
ОН
Реакции полимеризации /
E E <^^
Рис. 4.23. Побочные реакции при производстве ненасыщенных полиэфиров
Михаэлю с двойной олефиновой связью ангидрида малеиновой кислоты или
образующегося фумарового эфира. Данная реакция повышает среднюю
молекулярную массу (образуется насыщенная гидроксидикарбоновая кислота,
1I1 становится меньше) и приводит к образованию разветвлений. Кроме того,
при размягчении полиэфирных смол растворителями существует опасность,
что реакция сополимеризации уже протекает. Результаты исследований
ненасыщенных полиэфиров методом гель-проникающей хроматографии
показывают всегда более высокие значения среднечисловой молекулярной массы,
чем при расчете по рецептуре и степени конденсации. Это действительно
связано с побочными реакциями, которые представлены на рис. 4.23.
Данные ненасыщенные полиэфиры обычно растворяют при добавлении
ингибиторов и по возможности при низких температурах в стироле, доля стирола в
форме поставки составляет чаще всего 30 и 50% по массе.
Если ненасыщенный полиэфир имеет эквивалентный вес относительно
ненасыщенных компонентов примерно 300 г/моль (см. пример) и смешивается со
стиролом (молекулярная масса 104 г/моль) в соотношении 60:40, стехиоме-
трическое соотношение двойных связей составляет почти 1:2. Если бы сшивка
протекала идеально, то на двойную связь в полиэфире приходилось бы две
молекулы стирола.
В табл. 4.14 [96] представлен ненасыщенный полиэфир из фталевого
ангидрида и ангидрида малеиновой кислоты в соотношении 62:38, преобразованного
с небольшим молярным избытком пропиленгликоля (1,04/1,00) и этерифициро-
ванного до кислотного числа 46 мг КОН/г. Тогда средняя молекулярная масса
ненасыщенной полиэфирной смолы составляет 964 г/моль. Молекулы
полиэфира содержат в среднем 3,31 моль эфира фумаровой кислоты,
соответствующая эквивалентная масса равна 291 г/моль.
Ненасыщенный полиэфир растворяют в стироле до 55% по массе и
стабилизируют метилгидрохиноном в количестве 0,012% по массе.
Такие ненасыщенные полиэфиры с относительно простым составом
являются основой для получения высококачественных покрытий. Однако необходимо
принять соответствующие меры, чтобы предупредить ингибирующее действие
кислорода на отверждение поверхности ЛК-покрытия.
Свойства полиэфиров и алкидных смол 157
Раньше ненасыщенные полиэфиры получали прежде всего из компонентов со
структурными звеньями, которые придавали готовому связующему очень
высокие температуры стеклования (более 500C). Даже если в верхних слоях
покрытия сшивка не могла протекать эффективно, позже все равно образовывались
твердые и блестящие поверхности. Конечно чисто физическая сушка покрытия
отрицательно сказывалась на стойкости покрытия в целом.
Таблица 4.14.
Немодифицированный ненасыщенный полиэфир
п = п/М
10,395
3,797
6,204
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Вязкость (65 % в стироле),
мПа • с
Пропиленгликоль
Ангидрид
фталевой кислоты
Ангидрид
малеиновой кислоты
Всего
Вода (К.Ч. = 2,3)
Выход продукта
(К.Ч. = 5,0)
*'м
Mn
к.ч.
г.ч.
л
M
76
148
98
18
m
790,0
562,0
608,0
1960,0
153,4
1806,6
%о ПО
массе J
437,3
311,1
336,5
1084,9
84,9
1000,0
1,1874
964
46
70,4
1486
Более эффективный метод заключается в добавлении в системы на основе
ненасыщенных полиэфиров определенного количества воска. Для введения
выбирают парафинсодержащие воска и стеарины. Количество добавки
составляет от 0,1 до максимум 2,0% по массе в зависимости от температуры плавления
воска (40-70 °С, более высокоплавких восков добавляют меньше). Так как эти
воска растворяются прежде всего в ароматических растворителях, они
оптимально распределяются в стирольном растворе ненасыщенного полиэфира.
На рынке представлены некоторые ненасыщенные полиэфиры, которые уже
содержат определенное количество восков (парафиновых восков), или же воск
вводят во время производства полиэфирных ЛКМ. Поэтому такую группу
связующих называют «восковыми» или парафинсодержащими полиэфирами.
В начале отверждения полиэфирной смолы (реакции сополимеризации) воск
не растворяется в образующемся геле, частицы воска отделяются и всплывают
к поверхности. Восковая пленка защищает верхние слои покрытия от
проникновения кислорода воздуха и тем самым препятствует ингибирующему действию
кислорода. Кроме того, восковой слой имеет еще одно преимущество: он
сокращает потери стирола при испарении. Однако воск образует неравномерную
матовую пленку, поэтому необходимо провести дополнительную обработку
поверхности, например отполировать или отшлифовать (полирование тканевым
158
Свойства полиэфиров и алкидных смол
кругом). Тогда получают очень гладкие, твердые, стойкие к царапанью,
высокоглянцевые, а также объемные покрытия. Такие ЛК-покрытия обладают
особенной стойкостью к воздействию химических веществ (в том числе к
хозяйственным чистящим средствам, спирту, фруктовым сокам и др.) и к воде.
Однако подобные полиэфирные покрытия недостаточно атмосферостойкие. Одно
время были очень модными поверхности мебели или древесины с закрытыми
порами, обработанные такими полиэфирными прозрачными или
пигментированными системами. Однако позже популярность опять приобрели покрытия с
открытыми порами, которые были дешевле и не требовали больших затрат на
окрашивание, поэтому объем производства этих ненасыщенных полиэфиров
для мебельных ЛКМ значительно сократился. Сегодня данные ЛКМ
используют преимущественно для высококачественной окраски фортепьяно и роялей.
Достаточно толстые ЛК-покрытия при этом положительно влияют на отзвук
музыкального инструмента. Кроме того, ЛКМ используют для окраски приборной
панели, т.е. деревянных элементов, используемых для внутренней отделки
легковых автомобилей.
Ненасыщенные полиэфирные смолы можно также использовать в высокона-
полненных шпатлевках. Поэтому в данном случае от восков можно отказаться,
так как ингибирующее действие кислорода воздуха играет гораздо меньшую
роль. Однако здесь тоже используют ненасыщенные полиэфиры, относящиеся
к следующей группе (см. главу 4.3.3).
Торговые марки [58]:
Palatal P 6 (BASF [61]), Roskydal E 65 (Bayer [69]), Viapal UP 35 (Cytec Surface
Specialties-(UCB)-Solutia-Vianova [71]), Sacopal L 100 w (Krems-Chemie [97])
4. Зш 3 Полиэфиры для глянцевых покрытий
Существует еще один метод модифицирования полиэфиров, позволяющий
максимально сократить ингибирующее действие кислорода воздуха в
реакции отверждения в верхних слоях покрытия на основе ненасыщенных
полиэфиров. Некоторые структурные звенья могут вступать в конкурирующую
реакцию с кислородом воздуха, поэтому они не оказывают влияния на цепную
радикальную полимеризацию. В 60-х гг. прошлого века в этой области было
зарегистрировано большое количество патентов на различные вещества,
обладающие эффективностью в этом смысле. Сюда относятся циклоалифатиче-
ские соединения, прежде всего с двойными олефиновыми связями. Особенно
следует подчеркнуть некоторые аллиловые соединения, которые
компенсируют ингибирование кислородом воздуха.
Циклоалифатические компоненты: пергидро-бисфенол А [2,2-(4,4'-бисгидрокси-
циклогексил)-пропан] и TCD-диол в качестве диолов. Из поликарбоновых
кислот чаще всего используют ангидрид эндометилентетрагидрофталевой
кислоты, TCD дикарбоновую кислоту и ангидрид тетрагидрофталевой кислоты.
Аллиловые соединения: простой моноаллиловый эфир глицерина и тримети-
лолпропана, простой диаллиловый эфир глицерина, триметилолпропана и пен-
таэритрита. Так как простой диаллиловый эфир глицерина и
триметилолпропана содержит только по одной гидроксильной группе на молекулу, их
присоединение вызывает обрыв цепи полиэфира.
Свойства полиэфиров и алкидных смол
159
Рис. 4.24. Реакции, протекающие на молекуле полиэфира на основе ангидридов малеи-
новой и тетрагидрофталевой кислот и триметилолпропандиаллилового эфира
Существует мнение, что эти соединения из-за активированных СН2-групп
(по соседству с двойными связями или третичными С-атомами) реагируют с
кислородом и образуют гидропероксиды. Затем эти гидропероксиды могут
самостоятельно образовывать радикалы, которые приводят не к обрыву цепи, а к
новому росту, или при рекобинации инициируют дополнительную сшивку.
Присутствие в системе солей кобальта способствует образованию радикалов на
аллиловых гидропероксидах. Поэтому важным условием является
использование такого количества солей кобальта, чтобы обе реакции протекали
уравновешенно. Процесс можно сравнить с окислительной сушкой алкидных смол,
которые содержат сложные кислоты жирного ряда [9,12-линолевая кислота] (см.
раздел 4.4.2.1). Оба принципа реакции изображены на рисунке 4.24.
Ненасыщенные полиэфиры с такими звеньями образуют при сшивке в
результате реакции сополимеризации со стиролом (или альтернативными сомоно-
мерами) твердые, глянцевые покрытия. Поэтому такие связующие в отличие
от «восковых полиэфиров» называют «глянцевыми». Высокий блеск придает
в том числе и сополимеризованный стирол из-за высокого индекса
преломления.
Для подавления ингибирования кислородом воздуха можно использовать и
другой компонент: 2,2,4-триметилпентадиол-1,3. Однако при использовании
в производстве насыщенных полиэфиров в результате внутримолекулярного
отщепления воды образуется ненасыщенный моноспирт. При получении
ненасыщенных полиэфиров это является скорее преимуществом, так как
образующаяся структура позволяет проводить реакцию с кислородом воздуха. Как
и диаллиловый эфир триолов данное структурное звено вызывает,
естественно, обрыв цепи.
В таблице 4.15 [98] представлен ненасыщенный полиэфир из ангидрида ма-
леиновой кислоты (0,66 моль), ангидрида тетрагидрофталевой кислоты
(0,40 моль), пропиленгликоля (0,45 моль), неопентилгликоля (0,40 моль) и
триметилолпропандиаллилового эфира (0,30 моль), который позже
присоединяется к концам полиэфирной молекулы (в среднем примерно 1,3 моль на
молекулу). При кислотном числе 20 полиэфирная смола имеет среднюю
молекулярную массу 1027 г/моль. Эквивалентный вес относительно общего
количества двойных связей составляет 253,3 г/моль.
160
Свойства полиэфиров и алкидных смол
Таблица 4.15.
Насыщенный полиэфир с простым триметилол-пропандиаллиловым эфиром
0,45
0,40
0,60
0,40
0,30
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
I Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Структурное звено
Пропиленгликоль
Неопентилгликоль
Ангидрид малеиновой
кислоты
Ангидрид тетрагидрок-
сифталевой кислоты
Триметилолпропандиал-
лиловый эфир
Всего
Вода (К.Ч. = 2,3)
Выход продукта
(К.Ч. = 5,0)
Км
Mn
к.ч.
г.ч.
76
104
98
152
214
18
34,20
41,60
58,80
60,80
64,20
259,60
16,44
243,16
%о ПО I
массе
140,6
171,1
241,8
250,0
264,0
1067,6
67,6
1000,0
1,2367
1027
20
20
Такие связующие используют в производстве химстойких покрытий с высоким
блеском для окраски древесины, прозрачных ЛКМ и пигментированных ЛКМ,
но также применяют в шпатлевках и выравнивающих составах.
Торговые марки [58]:
Roskydal 500A (Bayer [69]), Sacoval L 300 t (Krems-Chemie [97])
Ненасыщенные полиэфирные смолы, наряду с ангидридами малеиновой или те-
трагидрофталевой кислоты или другими циклоалифатическими дикарбоновыми
кислотами, содержат и длинноцепные диолы типа бутандиола-1,4, пентандиола-
1,5, но также и 2,2,4-триметилпентандиола-1,3, диэтиленгликоля, дипропилен-
гликоля или высших диолов полиэфиров. Они особенно хорошо подходят для
производства шпатлевок и выравнивающих систем, предназначенных в первую
очередь для использования в автомобильных ремонтных покрытиях. Они
хорошо просыхают при нанесении толстым слоем. Покрытия достаточно эластичны,
но, несмотря на это, даже через короткое время реакции пригодны для
шлифования и дальнейшей переработки. При этом циклоалифатические структурные
звенья обеспечивают великолепную адгезию. Особенно хорошая адгезия
достигается при использовании в качестве диола алкоксилированного бисфенола А.
Такие продукты также обладают достаточной теплостойкостью, что имеет
большое значение при использовании их в грунтовках и выравнивающих составах, на
которые позже наносится JlKM горячей сушки. Системы инициаторов для таких
систем состоят из третичных ароматических аминов и ацилпероксидов.
Подобная комбинация обладает преимуществом, так как сохраняет достаточную реак-
Свойства полиэфиров и алкидных смол
161
тивность даже при низких температурах (около О °С). Амины в большинстве
случаев уже включены в форму поставки ненасыщенного полиэфира. Ацилперокси-
ды поставляют в виде пасты в тюбиках - пастообразную среду формируют чаще
всего пластификаторы (диалкилфталаты) - и в шпатлевку их добавляют
незадолго до переработки. При этом вручную приготавливают лишь небольшое
количество для нанесения, так как жизнеспособность готовой смеси очень мала.
Торговые марки [58]:
Roskydal E 81 (Bayer [69]), Viapal UP 156 (Cytec Surface Specialties-(UCB)-Solutia-
Vianova [71])
4шЗш4 УФ-отверждаемые ненасыщенные полиэфиры
Еще в 1955 г. были предприняты первые попытки отверждения ненасыщенных
полиэфиров под воздействием УФ-излучения [99]. Так как здесь ингибирова-
ние кислородом тоже представляло проблему, метод нашел свое продолжение
только после открытия «восковых» полиэфиров (см. главу 4.3.3). УФ-сшивка
инициируется УФ-инициаторами. Они поглощают УФ-излучение в диапазоне от
280 до 450 нм и образуют радикалы, которые в свою очередь могут вызвать
реакцию цепной радикальной полимеризации, как уже было описано выше,
двойных связей эфира фумаровой кислоты, а также сомономера (стирола). Исходят
из того, что радикально-цепная реакция может быть вызвана обоими
структурными звеньями.
УФ-инициаторы - это соединения, которые под воздействием УФ-света за
счет стерического эффекта способны распадаться на радикалы. Сюда
относятся бензофеноны, простые бензойные эфиры, бензилкетали, Я-гидрокси-
алкилфенилкетоны, р-аминоалкилфенилкетоны и бензоилфосфиноксиды
[100]. При использовании в JlKM на основе ненасыщенных полиэфиров в
прозрачные покрытия УФ-отверждения рекомендуется добавлять 2,5-3,5% по
массе р-гидроксиалкилфенилкетона относительно полиэфирной смолы, а в
пигментированных покрытиях, соответственно, 2,5-3,0% по массе бензоил-
фосфиноксида [101]. Бензоилфосфин-оксид подходит и для использования в
пигментированных системах, так как способен поглощать УФ-излучение при
длине волны до 450 нм, то есть в таком диапазоне, где диоксид титана все еще
остается частично прозрачным. На рисунке 4.25 представлены фенилкетон и
бис-бензиолфосфиноксид со связями, чувствительными к УФ-излучению.
Сиг",. fVWi
СНз ОН CH, (і ^l
(2-гидроксипропил-2)-а-фенилкетон бис-(2,4,6-триметилбензоил)-фенилфосфиноксид
Торговое название: Darocure1173 Торговое название: Irgacure819
Производитель: Ciba AG Производитель: Ciba AG
Рис. 4.25. Примеры УФ-инициаторов (с лабильными связями)
162
Свойства полиэфиров и алкидных смол
Пленки сшитых JlKM на основе УФ-отверждаемых ненасыщенных
полиэфиров (для глянцевых покрытий) содержат обширные молекулярные сетчатые
структуры, которые сохраняют высокую твердость и эластичность, придают
очень высокий блеск, хорошую стойкость к воздействию химических веществ
и влажности. Однако покрытия не обладают хорошей атмосферостойкостью.
Ненасыщенные полиэфиры, предназначенные для отверждения УФ-из-
лучением, комбинируют не только со стиролом, но и с другими сомономера-
ми, прежде всего с акриловыми эфирами (монофункциональными,
полифункциональными сомономерами, например, гександиол-1,6-диакрилат, тримети-
лолпропантриакрилат).
Если ненасыщенные полиэфиры содержат достаточное количество двойных
связей, они тоже могут сшиваться под воздействием УФ-излучения без сомо-
номеров. Для данного случая применения для поставки производят продукты
без добавления сомономеров или в виде 100%-й полиэфирной смолы или
раствора в традиционных растворителях (чаще всего в сложных эфирах,
например, бутилацетате).
Торговые марки [58]:
Roskydal 502BA, Roskydal 300/1 (Bayer [69])
Так как JlKM, отверждаемые под воздействием УФ-света, считаются
экологически безопасными материалами и после отверждения образуются
высококачественные ЛК-покрытия, область применения таких материалов
существенно расширяется. Предполагают, что в будущем продолжится увеличение
доли этой ЛК-группы на рынке. При этом в ЛКМ специального назначения
ненасыщенные полиэфиры играют второстепенную роль. Это связано с тем, что
двойные связи акриловых эфиров значительно более реакционно-способные
при сшивке УФ-светом, чем связи фумаровых эфиров ненасыщенных
полиэфирных смол. Поэтому связующие на основе акриловых эфиров играют
ведущую роль в области материалов УФ-отверждения: акрилаты сложных
(см. раздел 4.2.4.3) и простых полиэфиров, эпоксиакрилаты, полиуретанакри-
латы [100]. Существуют также и акрилаты сложных полиэфиров, содержащие
в качестве компонента ненасыщенную полиэфирную смолу и конечные
акриловые эфиры.
4.3.5 Прочие ненасыщенные полиэфиры
Если ненасыщенные полиэфиры производят из ангидрида малеиновой
кислоты, других дикарбоновых кислот и полиэфирполиолов на основе этилен-
гликоля, то получают водоразбавляемые ненасыщенные полиэфиры.
Они тоже находят применение в области разработки рецептур ЛКМ, отвер-
ждаемых УФ-излучением. При этом можно получить высокомолекулярные
полиэфиры, которые в водных растворах переводят в форму, пригодную для
переработки. В отличие от других ЛК-систем УФ-отверждения, которые
используют как 100%-ные системы, здесь, естественно, необходимы
определенные затраты на время и энергию, чтобы обеспечить испарение воды. Так как
УФ-отверждение очень эффективно, содержание таких полиэфиров не
ухудшает свойства гидрофильных компонентов.
Свойства полиэфиров и алкидных смол 163
Если при переработке ненасыщенных полиэфиров отказаться от добавления
стирола, материал приобретает хорошие адгезионные свойства. В
особенности это относится к ненасыщенным полиэфирам, содержащим циклоалифа-
тические структурные звенья. Сначала циклоалифатические компоненты
использовали преимущественно в рецептурах ненасыщенных полиэфиров,
сшивающихся без ингибирования кислородом воздуха на поверхности покрытия
(см. гл. 4.3.3). Затем в шпатлевках и выравнивающих составах стали
преимущественно использовать полиэфирные смолы с циклоалифатическими
звеньями (ангидрид тетрагидрофталевой кислоты, ангидрид эндометилентетра-
гидрофталевой кислоты). В итоге выяснилось, что такие полиэфирные
компоненты также способствуют улучшению адгезии других ЛК-систем, которые не
сшиваются посредством двойных связей. Такой эффект становится заметным
даже при невысокой концентрации этих связующих в рецептуре. Поэтому такие
ненасыщенные полиэфиры, не содержащие стирола, стали называть
адгезионными смолами. В данном случае их получают на основе ангидридов мале-
иновой и фталевой кислот (твердость) или с добавлением адипиновой
кислоты (пластичность) и диметилолтрициклолекана (TCD-диол). Они
предназначены для улучшения адгезии покрытия к металлу, в частности ЛКМ для окраски
жестяной тары и рулонных материалов.
Торговые марки [58]:
Haftharz LTH, LTW (Degussa-Huels [59])
4.4 Алкидные смолы
4.4.1 Классификация алкидных смол
Традиционно алкидные смолы классифицируют по содержанию масла. При
этом подразумевают не только алкидные смолы, полученные
непосредственно из масел путем переэтерификации, но и смолы на основе кислот жирного
ряда, а также смолы, не содержащие глицерина. Переводной коэффициент
между содержанием масла и жирной кислоты рассчитывают для масел и
жирных кислот, состоящих преимущественно из компонентов C18, по следующей
формуле:
тМасло 878 г/моль
= = 1,045
3 ■ МЖирная кислота 840 Г/МОЛЬ
Коэффициент настолько мал, что он не играет большой роли при
классификации алкидных смолы по содержанию масла или жирной кислоты.
В стандарте DIN 55945 представлена следующая классификация:
• жирные алкиды: содержание масла - 60% по массе
• алкидные смолы средней жирности: содержание масла - 40-60% по массе
• тощие алкидные смолы: содержание масла - 40% по массе
164
Свойства полиэфиров и алкидных смол
Несмотря на то, что содержание масла в алкидной смоле, в первую очередь
при окислительной сшивке, в значительной мере определяет технологические
свойства материала, здесь необходимо рассмотреть классификацию по
принципу сшивки и по молекулярной структуре. Так, например, определять
содержание масла не имеет смысла, если смолу модифицировали синтетическими
жирными кислотами или бензойными кислотами.
Алкидные смолы подразделяют на смолы окислительной сшивки, на так
называемые смолы, сшиваемые при воздействии отвердителя, и на
пластифицирующие смолы. Для сшивки первого типа алкидных смол в так называемых
реакционно-способных JlKM необходимо использовать дополнительный
компонент (сшивающий агент). В этой группе практически все связующие имеют
гидроксильные группы. Пластифицирующие алкиды по молекулярной
структуре похожи на смолы, сшиваемые отвердителем.
4ш4ш2 Алкидные смолы окислительной сушки
4.4.2.1 Реакции трехмерной полимеризации
Алкидные смолы окислительной сушки содержат, прежде всего, кислоты
жирного ряда, несущие две или более двойных связей. При этом в первую
очередь имеют в виду жирные кислоты с изолированными двойными связями,
то есть 9,12-линолевая кислота, 9, 12, 15-линоленовая кислота, структурные
формулы которых изображены на рисунке 4.26, и высшие ненасыщенные
C20-C22 кислоты жиров морских животных.
Окислительную сушку часто называют также воздушной сушкой. Раньше
отверждение жидких масел понимали как процесс сушки, и данный термин
сохранился и для обозначения отверждения алкидных ЛКМ. Однако такое
наименование не является корректным. Отверждение представленных здесь
алкидных смол заключается в испарении растворителя (физическая сушка) и
химической реакции сшивания кислородом воздуха (окислительная
полимеризация).
Начальная реакция
Практически всегда реакция сшивки (трехмерной полимеризации)
начинается с присоединения кислорода воздуха к СН2-группе, расположенной рядом с
двойными связями. При этом кислород вступает в реак цию в некотором роде
как бирадикал и реакционноспособность СН2-группы можно сопоставить с
9,12-линолевая кислота
9,12,15-линоленовая кислота
Рис. 4.26. Жирные кислоты с изолированными двойными связями
Свойства полиэфиров и алкидных смол 165
реакционно-способностью СН3-группы пропилена, которая при определенных
условиях наиболее доступна для радикальной реакции замещения
(образование аллиловых соединений). При использовании изолированных
ненасыщенных жирных кислот индуктивный эффект создается даже при наличии у одной
СН2-группы двух соседних двойных связей.
Образование радикалов
Гидропероксиды, образовавшиеся в результате присоединения кислорода,
могут распадаться на радикалы. При относительно низкой температуре
окружающей среды (комнатная температура и ниже) целесообразно использовать
катализаторы для ускорения процесса образования радикалов.
Сиккативы
Используемые с этой целью катализаторы называют сиккативами. Такое
обозначение взаимосвязано с термином «окислительная сушка» и является
некорректным, но в целом общеупотребительным.
Сиккативы состоят из органических солей металлов с различной
степенью окисления (числом зарядов). Самыми распространенными
металлами являются кобальт, марганец, цирконий и свинец. Катионы этих металлов
из-за различной степени окисления могут выступать в роли окислительно-
восстановительной системы. Были исследованы также катионы других
металлов (железо, ванадий, церий). На основании полученных результатов можно
предположить, что решающую роль (ионные радиусы, свойства приближения)
играют не только окислительно-восстановительные свойства, но и
дополнительно свойства комплексообразующего вещества в системе двойных
связей гидропероксида. Выяснилось также, что катионы, которые не способны
иметь несколько степеней окисления, в сочетании с названными выше
ионами металлов способствуют окислительной сушке (синергетические
эффекты). Сюда относятся цинк, кальций, барий и магний.
Многие из названных органических солей металлов выступают одновременно
в качестве смачивающих добавок, улучшая смачивание подложки и
пигментов (цинк, кальций, барий, свинец).
Соли кобальта являются намного более эффективными сиккативами. В
рецептурах используют лишь небольшое количество солей кобальта. Это
связано также с тем, что более высокое содержание солей кобальта
вызывает выцветание покрытия (Co2+ - соли глубокого красно-фиолетового тона,
Co3+- соли зеленого цвета).
Из-за такой высокой эффективности и большого содержания солей
кобальта процесс сшивки протекает довольно быстро, поэтому существует
вероятность, что отверждается только верхний слой ЛК-покрытия, при этом
сокращается диффузия кислорода в нижние слои и процесс отверждения остается
незавершенным. В результате разного изменения объема слоев проявляется
такой дефект покрытия, как сморщивание. Однако такой эффект может быть
и положительным: при выборе определенного типа связующего (алкиды на
основе дегидрированного касторового масла), большого количества
кобальтового сиккатива и, прежде всего, при сшивке в условиях повышенной
температуры, например около 80 °С, происходит однородное «сморщивание» по-
166
Свойства полиэфиров и алкидных смол
крытия, так что данный дефект можно выгодно использовать в области
производства ЛКМ с декоративными эффектами.
На основании результатов эмпирических исследований для оптимально
равномерного процесса сшивки уже давно стали использовать комбинации
металлов с разным действием. Классическим примером является комбинация
небольшого количества кобальта и высокой концентрации свинца, например,
0,05% кобальта, 0,80% свинца, содержание металлов к связующему (по
сухому остатку). Также рекомендовали для использования другую комбинацию с
марганцем, который по каталитическому действию находится на втором месте
после кобальта, например, 0,03% кобальта, 0,02% марганца, 0,5% свинца,
содержание металлов к связующему (по сухому остатку). Недостатком
марганцевых сиккативов является то, что покрытия с использованием даже
невысокой концентрации добавки нестойки к выцветанию. Так как растворимые
соединения свинца представляют опасность для организма человека, сиккативы
на их основе практически не находят применения в современной
промышленности. Предпочитают использовать комбинации солей кобальта и циркония,
например, 0,04% кобальта, 1,2% циркония, содержание металлов к
связующему (по сухому остатку). В данном случае рекомендуется дополнительно ввести
кальций, например, 0,2% кальция, содержание металлов к связующему (по
сухому остатку)[102]. Хотя кобальт является незаменимым микроэлементом
в организме млекопитающих (центр молекулы витамина B12, суточное
потребление кобальта у человека составляет 0,1 мкг), однако его соединения все-
таки являются опасными с физиологической точки зрения. Правда, летальная
доза достаточно высока (ЛД50 [крыса, орально] 6170 мг/кг), но при испытании
на животных выяснилось, что соли кобальта обладают канцерогенными
свойствами (классификация А2), поэтому при работе с подобными сиккативами
была установлена максимально допустимая концентрация на рабочем месте
0,1 мг/м3 [49]. Количество же сиккативов в JlKM и покрытии, напротив,
крайне мало. До настоящего времени еще не разработаны сиккативы, которые по
своему действию были бы сравнимы с кобальтом.
Органические остатки кислот сиккативов в прошлом получали на основе
технических линолевых кислот (линолаты жирных кислот таллового, соевого и
льняного масел), кислот природных смол (резинаты) и нафтеновых кислот (на-
фтенаты). Сегодня соли металлов получают в большинстве случаев на
основе 2-этилгексановой кислоты (октоаты), они более однородные и светлые, чем
представленные выше. Перечисленные кислотные остатки способствуют
хорошей растворимости и совместимости для эффективного распределения
небольшого количества катализаторов в ЛК-системе.
Таблица 4.16.
Содержание металла и рекомендуемые концентрации использования сиккативов
Кобальт 6-18 0,03-0,08
Марганец 6-Ю 0,01-0,05
Свинец 24-36 0,08-0,60
Цирконий 6-18 0,05-0,30
Свойства полиэфиров и алкидных смол
167
В таблице 4.16 [103] приведено процентное содержание металлов в
сиккативах, представленных в продаже, и рекомендуемые концентрации для
использования. Однако в некоторых случаях предлагают вводить гораздо более
высокую концентрацию, например в случае использования свинца и циркония,
что видно из приведенного выше примера [102].
Радикальная цепная полимеризация
Кислородсодержащие радикалы, образованные из гидропероксидов, могут
вместе с двойными связями остатков жирных кислот вызвать радикальную
цепную полимеризацию. Тогда в результате соединений остатков жирной кислоты
алкидной смолы через C-O-C и C-C мостики формируются сетчатые структуры.
Радикальная цепная полимеризация прерывается рекомбинациями.
При этом действуют характерные для такой реакции полимеризации
условия: высокие концентрации радикалов образуют большое количество
коротких цепей и быстрых рекомбинаций, общее время превращения очень
ограниченно. Небольшое количество радикалов образуют более длинные цепи, но
в меньшем количестве, и поздние рекомбинации и общее время
преобразования увеличивается. Количество образовавшихся радикалов зависит от
концентрации двойных связей, эффективности и использованного количества
катализаторов на основе металлов и, конечно, от температуры. Очевидно, что
оптимальное количество для разных типов сиккативов определяется не
только нижней, но и верхней границей, если речь идет о получении эффективной
сетчатой структуры с точки зрения плотности.
Влияние типа двойной связи
Начальная реакция (образование гидропероксидов) и образование
радикалов (окислительно-восстановительная реакция) происходят, как описано, в
изолированной системе двойных связей на СН2-группах в а,а'-положении.
Если произошло образование радикалов, то при радикальной цепной
полимеризации могут сформироваться также С-С-мостики с сопряженными
двойными связями. Затем они реагируют с выделением энергии посредством 1,4-
полимеризации. Также определили, что во время сшивки изолированные
двойные связи могут перегруппироваться в сопряженные. Поэтому
оптимальным решением для проведения окислительной сушки является
комбинирование определенных свойств изолированных и сопряженных двойных связей.
Тогда образуются довольно обширные сетчатые структуры, ЛК покрытия
обладают механической стойкостью и эластичностью. Кроме того, на
основании эмпирических результатов достаточно рано пришли к выводу, что
комбинации льняного и тунгового масел при производстве алкидных смол
окислительной сушки позволяют получить ЛК-покрытия более высокого качества,
чем при использовании одного льняного масла. Тунговое масло содержит
а-элеостеариновую кислоту с тройными сопряженными связями. Сегодня при
получении алкидных смол средней жирности комбинируют жирные кислоты с
большим количеством 9,12-линолевой кислоты и определенным количеством
жирных кислот с 9,11-линолевой кислотой (сопряженные связи) [104]. При этом
пленкообразование протекает очень эффективно, прежде всего, если
дополнительно использовать метод «ускоренной сушки».
В прошлом пытались выяснить различные пути протекания реакции во
время окислительной сушки [105]. В данном случае детальное объяснение реак-
168
Свойства полиэфиров и алкидных смол
ций для оценки формирующихся свойств покрытия, является
несущественным. На рис. 4.27 схематично представлено течение реакции во время
окислительной сушки.
Подводя итоги, можно сказать, что в результате присоединения остатков
жирных кислот при окислительной сушке алкидных смол образуются более или
менее обширные сетчатые структуры. Соединения состоят из C-O-C и C-C
мостиков и, вместе с тем, присутствует большое количество остаточных
двойных связей.
о
Il 9 12
—о—с
Линолевый эфир + о
Самоокисление
+ Me2+
- Me3+, -ОН"
9' 12'
Линолевый эфир
о
Окислительно-
восстановительная реакция,
образование радикалов
Начало цепи
Место разветвления
Рекомбинация
Место разветвления
Рис. 4.27. Упрощенное представление течения реакции при окислительной сушке
Свойства полиэфиров и алкидных смол
169
Окислительную сушку можно ускорить за счет повышения температуры.
Раньше алкидные смолы воздушной сушки использовали также в ЛКМ горячего
отверждения. При повышенных температурах жирные кислоты, содержащие
9,11-линолевую кислоту, обладали преимуществом по сравнению с кислотами,
содержащими 9,12-линолевую кислоту. В таком случае снижается поглощение
кислорода во время отверждения, происходит 1,4-полимеризация, но при этом
образуются стойкие и эластичные покрытия.
Реакции разложения
Активированные СН/СН2-группы и остаточные двойные связи являются
причиной того, что при старении ЛК-покрытия описанные выше реакции могут
развиваться дальше, особенно под воздействием солнечного света. В первую
очередь реакции разложения могут протекать на кислородных мостиках,
образуются дополнительные пероксиды, в результате расщепления цепи
формируются альдегиды и карбоновые группы. Поэтому алкидные покрытия, полученные
в результате окислительной сушки, не обладают достаточно хорошей атмосфе-
ростойкостью. Отрицательными последствиями продолжения реакций
являются выцветание и появление хрупкости. Раньше считалось, что при старении
алкидных покрытий происходит вторичное сшивание, которое может привести к
появлению хрупкости. На сегодняшний день известно, что хрупкость покрытия
появляется только в результате реакций разложения, то есть частичного
разрушения сетчатой структуры.
Названные реакции разложения проявляются в первую очередь при высокой
концентрации СН2-групп изолированной системы двойных связей, так как тогда
происходит максимальное поглощение кислорода, которое может продолжаться при
дальнейшем старении. Поэтому покрытия на основе алкидных смол на основе
льняного масла (а также рыбьем жире) обладают ограниченной атмосферостой-
костью. Они проявляют тенденцию к выцветанию и хрупкости. Пленки на
основе алкидных смол, в состав которых практически не входят 9,12,15-линоленовая
кислота или полиненасыщенные С20-С22-жирные кислоты, а преимущественно
содержащие 9,12-линолевую кислоту или их комбинации с 9,11-линолевой
кислотой, значительно более стойки к выцветанию и атмосферным воздействиям.
Однако по стойкости они не достигают уровня ЛК-покрытий горячей сушки на
основе алкидных смол, сшиваемых дополнительным отвердителем.
4.4.2.2 Жирные алкидные смолы окислительной сушки
Даже если не классифицировать алкидные смолы по содержанию масла или
жирной кислоты, то в любом случае способность к высыханию определяет
концентрация жирной кислоты с полиненасыщенными жирными кислотами.
Следует отметить, что образование сетчатой структуры при окислительной сушке
протекает относительно медленно и недостаточно глубоко. При этом
подразумевается не вся реакция в частности, так как радикальные цепные реакции
очень быстрые, а объем и скорость - суммарного превращения. Несмотря на
высокое содержание 9,-12-линолевой кислоты, соевое, хлопковое и даже саф-
лоровое масла как таковые не способны при окислительной сушке образовать
эффективное стойкое покрытие (поэтому их относят к полувысыхающим
маслам), однако алкидные смолы на основе жирных кислот этих масел могут
образовывать покрытия с оптимальными свойствами. Такого результата можно
добиться при производстве алкидных смол с относительно высокой
молекулярной массой. В этом случае пленкообразование связующего протекает доста-
170
Свойства полиэфиров и алкидных смол
точно быстро, так что в целом для эффективного отверждения достаточно
более длительной реакции окисления.
Стремление к максимально высокому содержанию полиненасыщенных жирных
кислот и высокой молекулярной массе алкидной смолы очень точно
соответствует теоретическим условиям синтеза алкидных смол. Высокая
молекулярная масса алкидных смол требует значительного замещения избыточных
гидроксильных групп монокарбоновыми кислотами.
Молекулярная масса (среднечисловая) алкидных смол окислительной сушки,
соответствующих данному условию, составляет от 5 000 и 9 000 г/моль и
замещение избыточных гидроксильных групп - от 70 до 85%. При более высоком
замещении существует опасность, что свободные жирные кислоты останутся в
избытке, что может вызвать ухудшение технологических свойств ЛКМ.
Таблица 4.17.
Зависимость содержания жирной кислоты алкидной смолы от компонента
полиола при одинаковом замещении, кислотном числе и молекулярной массе
Пентаэритрит
Глицерин
Ангидрид фталевой кислоты
Жирная кислота с высоким
содержанием линолевой кислоты
1,000
0,000
1,000
1,700
0,750
0,250
1,000
1,495
0,500
0,500
1,000
1,285
0,250
0,750
1,000
1,070
0,000
1,000
1,000
0,860
Структурное звено, количество, %о
Пентаэритрит
Глицерин
Ангидрид фталевой кислоты
Жирная кислота с высоким
содержанием линолевой кислоты
Всего
Вода
Выход продукта (К.4. = 10,0)
190,6
0,0
207,4
667,0
1064,5
64,5
1000,0
157,2
35,5
228,1
645,2
1066,0
66,0
1000,0
116,7
79,0
254,1
617,6
1067,4
67,4
1000,0
66,0
134,0
287,4
518,8
1069,1
69,1
1000,0
0,0
205,0
329,8
536,6
1071,4
71,4
1000,0
Характеристики
Кислотное число, мг КОН/г
Полиэфирная константа к*
Средняя молекулярная масса
(среднечисловая)
Количество структурных элементов
Степень разветвления, моль/кг
Замещение b*
Гидроксильное число, мг КОН/г
10,0
1,1272
5611
7,9
0,42
0,80
33,6
10,0
1,1156
5611
8,6
0,39
0,80
32,1
10,0
1,1038
5611
9,6
0,37
0,80
30,7
10,0
1,0918
5611
10,9
0,35
0,80
29,6
10,0
1,0800
5611
12,5
0,31
0,80
27,5
Свойства полиэфиров и алкидных смол
171
В качестве иллюстрации в табл. 4.17 представлена серия образцов алкидных
смол. Это алкидные смолы на основе ангидрида фталевой кислоты - жирной
кислоты со средней молекулярной массой 280 г/моль и молярным
соотношением полиола к дикарбоновой кислоте 1:1. Изменяется соотношение полио-
лов пентаэритрита и глицерина. Кислотное число, замещение и молекулярная
масса алкидной смолы остаются одинаковыми.
При одинаковом замещении (b' = 0,80), кислотном числе (10,0 мг КОН/г) и
молекулярной массе (5611 г/моль) содержание жирной кислоты в алкидной
смоле составляет до 66,7% по массе у пентафталевых и до 53,7% по массе у глиф-
талевых смол. Для получения алкидных смол с содержанием жирной кислоты
более 60,0% необходимо использовать большое количество пентаэритрита.
Так как молекулярные массы структурных элементов сильно отличаются, то
при одинаковой среднечисловой молекулярной массе среднее количество
структурных элементов увеличивается с 7,9 в случае пентафталевой до 12,5
у глифталевой смолы. Из-за изменения средней функциональности полиолов
при одинаковом замещении степень разветвления падает с 0,42 до 0,31. Ги-
дроксильное число при этом снижается только на 6 единиц.
Рассматриваемые здесь алкидные смолы очень хорошо растворяются в
алифатических, ароматических, терпеновых, галогензамещенных углеводородах
и высших эфирах и кетонах. Полярные растворители типа низко кипящих эфи-
ров, спиртов и простых эфиров гликолей выступают в роли разбавителей.
Например, если в раствор подобной алкидной смолы в уайт-спирите добавить
небольшое количество н-бутанола, то вязкость резко понижается. Н-бутанол
непригоден для растворения алкидных смол, так как из сольватной оболочки
частиц коллоидного раствора алкидной смолы он притягивает к себе настолько
большое количество растворителя, что эти сольваты уменьшаются, а
количество несвязанных молекул растворителя (внешняя фаза коллоидного
раствора) значительно увеличивается.
Вязкость алкидной смолы в неполярных растворителях зависит от
молекулярной массы или молекулярно-массового распределения и растворимости
связующего. Растворимость алкидной смолы также зависит от содержания
жирной кислоты по отношению к чистому содержанию полиэфира (скелет
полиэфира в алкидной смоле). Высокая концентрация жирной кислоты
понижает вязкость. Так, например, у представленных выше связующих (табл. 4.17)
вязкость раствора алкидной смолы постепенно повышается от пентэритри-
товой до глицериновой смолы с полиэфиром в алкидной молекуле. Однако
повышение вязкости остается в определенных границах, так как падает
возможная степень разветвления, что соответствующим образом сказывается на
молекулярно-массовом распределении: оно становится более узким.
Пентафталевые жирные смолы с более высокой вязкостью можно получить
путем снижения до менее 1,00 молярного соотношения пентаэритрита и
фталевого ангидрида, сохраняя при этом высокое замещение жирной кислотой и
обеспечивая ограничение размеров молекул только за счет степени конденсации.
Так, из 0,96 молей пентаэритрита, 1,00 моля ангидрида фталевой кислоты и 1,65
моля жирной кислоты с высоким содержанием линолевой кислоты получают ал-
кидную смолу с кислотным числом 10, гидроксильным 25,3 мг КОН/г,
замещением избыточных гидроксильных групп жирной кислотой 0,84, среднечисловой
молекулярной массой 8287 г/моль и содержанием масла 69,5% по массе.
172
Свойства полиэфиров и алкидных смол
Часто пентафталевые жирные алкиды получают также методом переэтерифи-
кации. Метод основывается на переэтерификации масла (триглицериды)
избыточным содержанием полиолов при повышенной температуре (240-2800C)
в присутствии катализаторов (кислота Льюиса: органические соли свинца,
цинка и, прежде всего, лития) таким образом, что статистически монокарбоновые
кислоты (жирные кислоты) распределяются практически на все полиолы.
Преимущественно таким образом получают моноэфиры полиолов. На второй
стадии реакции эти моноэфиры способны вступать в реакцию с ангидридом фта-
левой кислоты с образованием готовой алкидной смолы.
Если использовать данный метод для получения ряда алкидных смол,
представленных выше, (полиол:дикарбоновая кислота =1:1, кислотное число 10 мг
КОН/г, замещение = 0,80, средняя молекулярная масса = 5611 г/моль), то для
алкидной смолы на основе масла с высоким содержанием линолевой
кислоты, ангидрида фталевой кислоты
Таблица 4.18.
Жирная алкидная смола, полученная путем
переэтерификации масла с высоким
содержанием линолевой кислоты
и пентаэритрита получается
следующая рецептура (табл. 4.18).
Структурные элементы
Пентаэритрит
Масло с высоким содержанием
линолевой кислоты
Ангидрид фталевой кислоты
Моль
0,555
0,445
1,000
%о по массе
Пентаэритрит
Масло с высоким содержанием
линолевой кислоты
Ангидрид фталевой кислоты
Всего
Вода
Выход продукта (К.Ч. - 10,0)
126,2
653,2
247,4
1026,9
26,9
1000,0
Характеристики
Кислотное число, мг КОН/г
Полиэфирная константа к'
Средняя молекулярная масса (средне-
числовая), г/моль
Количество
I структурных элементов
Степень разветвления, моль/кг
Замещение Ь'
Гидроксильное число,
мг КОН/г
10,0
1,1066
5611
9,40
0,37
0,80
30,6
Содержание масла 65,3% по
массе соответствует содержанию
жирной кислоты 62,5% по массе.
Классической областью
применения жирных алкидных смол
окислительной сушки является
производство строительных ЛКМ. Так
как в данной области большое
значение придают стойкости
покрытия к выцветанию и атмосферо-
стойкости, то выбирают масла или
жирные кислоты с высоким
содержанием 9,12-линолевой кислоты и
при отсутствии или очень низком
содержании 9,12,15-линоленовой
кислоты. В состав обычно входят
жирные кислоты соевого,
подсолнечного, сафлорового или
талового масел. Из-за низкой
стоимости наиболее широко используют
жирные кислоты соевого и талло-
вого масел.
В области строительных ЛКМ
важную роль играет смачивание
пигментов (часто ЛКМ содержит
большое количество диоксида
титана рутильной формы),
смачивание подложки (проникновение при
окрашивании древесины),
технологические свойства(способность
к нанесению кистью, деаэрация),
сокращение скорости начального
отверждения, а также эффектив-
Свойства полиэфиров и алкидных смол J_73
ное отверждение покрытия. Пентафталевые смолы с содержанием жирной
кислоты более 60% по массе очень хорошо соответствуют перечисленным
требованиям. Несмотря на относительно высокую среднюю массу, они имеют
достаточно низкую вязкость благодаря высокому содержанию ненасыщенных
алифатических цепей (это вязкие жидкие полимеры с молекулярной массой до 8
000 г/моль). Данное свойство способствует проникновению и смачиванию.
Разработанные на основе этих смол ЛКМ обладают достаточно долгой
жизнеспособностью, что также положительно влияет на деаэрацию, способность к
нанесению кистью и возможность дальнейшей переработки. При правильном
выборе сиккатива покрытие высыхает в течение ночи. При использовании
перечисленных выше типов жирных кислот в данной области применения,
формируются покрытия с достаточно высокой стойкостью к выцветанию и
атмосферным воздействиям.
В ЛКМ, рекомендуемых для мелкосерийного производства, а также в секторе
ЛКМ в аэрозольной упаковке, стремятся сократить или даже полностью
отказаться от использования органических растворителей, опасных с точки зрения
физиологии. Содержание растворителей в белых покрывных ЛКМ
окислительной сушки для нанесения кистью составляет всего 35% по массе и ниже,
однако даже такую концентрацию необходимо сократить. Выдвинутое требование
привело сначала к использованию максимально безопасных органических
растворителей, затем к разработке строительных ЛКМ с высоким содержанием
сухого вещества и, в конце концов, к водоразбавляемым строительным ЛКМ.
На первом этапе для составления рецептур алкидных смол и ЛКМ на их основе
использовали уайт-спирит, который практически не содержит ароматических
углеводородов. Дополнительное преимущество от использования данного
растворителя заключается в том, что он почти не имеет запаха при условии
проведения соответствующей очистки (удаление даже минимального количества
серных соединений). Алифатические растворители обладают слабым
эффектом разбавления, то есть содержание твердого вещества в готовом для
переработки ЛКМ остается относительно низким. Поэтому для рецептур строительных
ЛКМ с высоким содержанием сухого остатка были разработаны специальные
алкидные смолы (см. раздел 4.4.2.5). Кроме того, на сегодняшний день
разработано большое количество водоразбавляемых строительных ЛКМ на основе
не алкидных смол, а акриловых дисперсий, которые практически не содержат
летучих органических растворителей. На основе таких дисперсий удается
получить однородные верхние покрытия с высоким блеском, что изначально было
очень затруднительно. Однако алкидные смолы с органическими
растворителями намного превосходят дисперсионные ЛКМ с точки зрения способности к
проникновению и по технологическим свойствам.
Сегодня доля строительных ЛКМ на рынке постепенно сокращается. В первую
очередь это происходит из-за того, что в производстве окон все больше
используют пластиковые технологии, которые не окрашивают традиционными
способами.
Торговые марки [58]:
Alkydal F 681 (Bayer [69]), Setal 62 (AKZO-Resins [72]), Synolac 6166 (Cray Valley
[73]), Synthalat SF 653 (Synthopol [76]), Uralac AD 96 (DSM [63]), Vialkyd AF 654 (Cytec
Surface Specialties-(UCB)-Solutia-Vianova [71]), Worleekyd B 870 (Worlee [74]).
174 Свойства полиэфиров и алкидных смол
4.4.2.3 « Тощие» и «средней жирности» алкидные смолы окислительной сушки
С одной стороны, продолжительная жизнеспособность JlKM на основе
жирных алкидных смол окислительной сушки является преимуществом при
производстве строительных JlKM5 так как положительно влияет на свойства при
нанесении. Но в других случаях применения, когда требуется быстрое
отверждение покрытия до подсохшего слоя (физическая сушка), которое
обеспечивает высокая температура размягчения связующего, такая долгая
жизнеспособность является скорее недостатком. Причиной низкой температуры
размягчения жирных алкидных смол является высокое содержание длинных
ненасыщенных алифатических цепей жирных кислот. То есть стремятся
естественно снизить содержание этого компонента и, тем самым, повысить
массовую долю полиэфирного «скелета», что должно значительно повысить
температуру размягчения. Данная тенденция уже заметна на примере перехода
от пентафталевых смол с высоким замещением к глифталевым смолам, как
представлено в табл. 4.17. При одинаковой средней молекулярной массе,
замещении и кислотном числе глифталевая смола (5) с содержанием жирной
кислоты 53,7% по массе (соответствует содержанию масла 56,1% по массе)
подсыхает быстрее, чем чисто пентафталевая смола (1) с содержанием
жирной кислоты 66,7% по массе (содержание масла 69,7%). Еще больше снизить
концентрацию жирной кислоты у данных типов смол можно путем сокращения
замещения. Тогда из-за сильно увеличившегося молекулярно-массового
распределения в любом случае необходимо было бы повысить избыток полиолов
и, следовательно, понизить среднюю молекулярную массу, так как иначе эта
алкидная смола при повышенной степени конденсации выйдет за пределы
завершенности реакции (точка гелеобразования). Сокращение содержания
жирной кислоты и ограничение молекулярной массы отрицательно влияют на
эффективность пленкообразования. С одной стороны, снижение доли жирной
кислоты, конечно, связано с сокращением двойных связей, выступающих в
роли реакционно-способных групп для окислительной сушки и,
следовательно, эффективность сшивки ухудшается. С другой стороны, при более низкой
молекулярной массе увеличивается переход до состояния пленки и,
следовательно, для полного отверждения требуется больше времени. Кроме того, для
растворения пленкообразующих необходимо использовать полярные
растворители.
Однако, удается составить рецептуру алкидной смолы с пониженным
содержанием жирной кислоты, но с высоким замещением монокарбоновыми
кислотами, и поэтому можно проводить конденсацию до относительно высокой
молекулярной массы. Способ заключается в замещении доли жирных
кислот ароматическими монокарбоновыми кислотами (бензойными). В отличие
от жирных, бензойные кислоты вместе с полиэфирным «скелетом» алкидной
смолы образуют твердые компоненты (высокая температура размягчения),
которые улучшают физическую сушку данных связующих. Если в качестве
полиола использовать пентаэритрит, то при комбинировании жирной кислоты
с различным содержанием бензойной [106] можно сильно понизить
содержание жирных кислот, не изменяя при этом в значительной степени общую
молекулярную структуру алкидной смолы. Взяв за основу только пентафталевую
смолу приведенных в табл. 4.17 образцов жирных алкидов, в следующей
серии молярное содержание жирной кислоты целенаправленно заменили
бензойной кислотой до их молярного соотношения 1:1 (см. табл. 4.19).
Свойства полиэфиров и алкидных смол
175
Таблица 4.19.
Зависимость содержания жирной кислоты алкидной смолы от количества
бензойной кислоты при одинаковом замещении, кислотном числе и молекулярной массе
Пентаэритрит
Ангидрид фталевой кислоты
Жирная кислота с высоким
содержанием линолевой кислоты
Бензойная кислота
1,000
1,000
1,700
0,000
1,000
1,000
1,700
0,200
1,000
1,000
1,300
0,400
1,000
1,000
1,090
0,600
1,000
1,000
0,840
0,840
Структурные звенья, масса, %о:
Пентаэритрит
Ангидрид фталевой кислоты
Жирная кислота с высоким
содержанием линолевой кислоты
Бензойная кислота
Всего
Вода
Выход продукта (К.Ч. = 10,0)
190,6
207,4
667,0
0,0
1064,5
64,5
1000,0
199,4
217,0
615,8
35,8
1068,1
68,1
1000,0
209,1
227,6
559,8
75,0
1071,5
71,5
1000,0
220,8
240,3
495,5
118,8
1075,4
75,4
1000,0
236,4
257,3
408,8
178,1
1080,6 |
80,6
1000,0
Характеристики:
Кислотное число, мг КОН/г
Полиэфирная константа к*
Средняя молекулярная масса
(среднечисловая), г/моль
Количество структурных элементов
Степень разветвления, моль/кг
Замещение Ь'
Гидроксильное число, мг КОН/г
10,0
1,1272
5611
7,9
0,42
0,80
33,6
10,0
1,1215
5611
8,2
0,44
0,80
34,7
10,0
1,1159
5611
8,6
0,46
0,80
35,9
10,0
1,1098
5611
9,1
0,50
0,80
38,2
10,0
1,1025
5611
9,8
0,56
0,80
41,2
При одинаковом принципе молекулярного строения алкидной смолы
содержание жирной кислоты понижается с 66,7 до 40,9% по массе (содержание
масла с 69,7 до 42,7% по массе), содержание бензойной кислоты повышается
до 17,8% по массе. Ухудшается растворимость алкидной смолы в чистых
алифатических углеводородах, поэтому используют, как минимум, частично
ароматические углеводороды (например, 60%-й раствор в уайт-спирите/ксилоле
в соотношении 30:10), а также комбинации алифатических углеводородов с
небольшим количеством полярных растворителей (например, 60%-й раствор
в уайт-спирите/изобутаноле 37:3).
Высокое содержание бензойной кислоты ухудшает не только растворимость,
но и сохранение блеска после отверждения покрытия. Такие недостатки можно
компенсировать путем замены бензойной кислоты на п-трет-бутилбензойную
[107]. Алкидные смолы с п-трет-бутилбензойной кислотой благодаря действию
третичных бутиловых групп лучше растворяются и хорошо совместимы с дру-
176 Свойства полиэфиров и алкидных смол
гими компонентами в отличие от смол, содержащих незамещенную бензойную
кислоту, и позволяют получить после отверждения покрытия с более высоким
блеском. Так как п-трет-бутилбензойная кислота значительно дороже, чем
бензойная, то можно заменить лишь некоторую часть.
Были предприняты попытки компенсировать низкую эффективность
сшивки, вызванную сокращением количества жирной кислоты, а, следовательно, и
уменьшением количества двойных связей. Эффективную сшивку можно
обеспечить в первую очередь при комбинировании изолированных и
сопряженных двойных связей в определенном соотношении. В качестве сопряженной
жирной кислоты в данном случае используют продукты, полученные при
изомеризации жирных кислот с изолированными ненасыщенными связями. В
зависимости от технологических условий такие изомеризованные технические
линолевые кислоты содержат 9,11-линолевую кислоту (см. рис. 4.34) и
остаточную 9,12-линолевую кислоту в оптимальном для процесса отверждения
соотношении.
Можно также использовать композиции, приведенные в табл. 4.20 [104].
Алкидные смолы на основе бензойной кислоты с содержанием масла от 38 до
50% по массе используют для производства промышленных JlKM, JlKM для
окраски сельскохозяйственных машин, радиаторов и автомобильных
ремонтных JlKM. Если они состоят из смеси жирных кислот с высоким
содержанием линолевой кислоты и очень низким или вообще без содержания 9,12,15-
линоленовой кислоты, то полученные покрытия обладают хорошей стойкостью
к выцветанию и высокой атмосферостойкостью.
Для разработки JlKM ускоренной сушки (автомобильные ремонтные JlKM)
прежде всего, хорошо подходят типы смол, содержащих жирные кислоты в
комбинации 9,12-линолевой и 9,11-линолевой кислотами. В алкидных смолах, а
также в жирных алкидах, используют сиккативы (например, 0,06% кобальта, 0,20%
циркония, 010% кальция и 0,20% цинка, из расчета металла на алкидную смолу
без растворителя [108]).
Торговые марки [58]:
Alkydal F 48 (Bayer [69]), Setal 196 (AKZO-Resins [72]), Synolac 3132 (Cray Valley
[73]), Synthalat F 477 (Synthopol [76]), Vialkyd AF 474 (Cytec Surface Specialties-
(UCB)-Solutia-Vianova [71]), WorleeKyd V 543 (Worlee [74])
Алкидные смолы исключительно низкой жирности получают при замещении
алкидных смол на основе триолов смесями жирных кислот с высоким
содержанием линолевой кислоты и бензойной кислоты. В качестве примера можно
привести алкидную смолу на основе триметилолпропана (1,00 моль),
фталевого ангидрида (1,00 моль), с замещением (76%) композицией жирной кислоты с
высоким содержанием линолевой кислоты и бензойной кислоты в молярном
отношении 1:1, представленную в табл. 4.21 [109].
Такие алкидные смолы очень быстро отверждаются. Они растворяются не в
алифатических углеводородах (уайт-спирите), а только в ароматических
углеводородах, сложных эфирах и кетонах. Почти всегда алкидные смолы
поставляют в виде раствора в ароматических углеводородах. Некоторые из этих
алкидных смол рекомендуются к использованию как в JlKM горячей сушки, так
Свойства полиэфиров и алкидных смол
177
Таблица 4.20.
Алкидная смола средней жирности с п-трет-бутилбензойной кислотой
7,500
7,649
1,839
5,511
3,051
17,377
I Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Количество
структурных элементов
Кислотное число, мг КОН/г
I Гидроксильное число, мг КОН/г
Степень разветвления, моль/кг
| Замещение
I Содержание масла
| Вязкость (ДИН 53211)
Доля нелетучей части, раствор
Пентаэритрит
Ангидрид
фталевой кислоты
Кислота соевого масла
Сопряженная кислота
соевого масла
п-трет-бутилбензойная
кислота
Всего
Вода (К.Ч. = 2,3)
Выход продукта
(К.Ч. = 8,5)
*м
Mn
Q'
К.Ч.
Г.Ч.
V
D'
% по массе
сек
136
148
280
280
178
18
1020,0
1132,0
515,0
1543,0
543,0
4753,0
312,8
4440,2
%о ПО |
массе J
229,7
254,9
116,0
347,5
122,3
1070,4
70,4
1000,0
1,0682
8474
14,6
8,5
62,9
1,04
0,68
48,6
56
40%-й в уайт-спирите
и в ЛК-системах естественной сушки. Областями применения являются
быстросохнущие промышленные JlKM, однослойные покрытия, грунтовки и ЛКМ
для окраски радиаторов. На основе этих алкидных смол можно разрабатывать
шпатлевки, характеризующиеся хорошим высыханием при нанесении толстым
слоем. Также иногда производят алкидные смолы этого типа с более низким
замещением, в этом случае повышается кислотное число. Оно может
достигать значения, при котором алкиды способны вступать в реакцию с аминосмо-
лами в качестве отвердителя (см. раздел 4.4.5.1). Данные алкидные смолы
рекомендуются к применению как в ЛКМ окислительной сушки, так и в ЛКМ
горячей сушки.
Торговые марки [58]:
Alkydal F 26 (Bayer [69]) Synolac 272 (Cray Valley [73]), WorleeKyd SM 426 (Worlee
[74])
Свойства полиэфиров и алкидных смол
Таблица 4.21.
Тощая алкидная смола на основе ТМП с бензойной кислотой
n = m/M
1,000
1,000
0,350
0,350
17,377
Полиэфирная константа
Среднечисловая молекулярная
I масса, г/моль
Количество структурных элемен-
I тов
Кислотное число, мг КОН/г
Гидроксильное число, мг КОН/г
Степень разветвления, моль/кг
Замещение
Содержание масла, % по массе
с„™
Триметилолпропан
Ангидрид
фталевой кислоты
Жирная кислота с высоким
содержанием линолевой
кислоты
Бензойная кислота
Всего
Вода
Выход продукта
(К.Ч. = 10,0)
км
К
Q'
к.ч.
г.ч.
V
Ь'
-
134
148
280
122
18
.
134,00
148,00
98,00
42,70
422,70
29,34
393,36
%о ПО
массе
340,7
376,2
249,1
108,6
1070,6
70,6
1000,0
1,0701
5611
14,3
10,0
52,8
0,76
0,76
26,0
4.4.2.4 Алкидные смолы для антикоррозионных ЛКМ
Если раньше алкидные смолы на льняном масле использовали в области
строительных ЛКМ, то сегодня их главной областью применения являются
антикоррозионные материалы. Кроме того, эти смолы используют в производстве
печатных красок. Благодаря содержанию 9,12,15-линоленовой кислоты, льняные
алкидные смолы сшиваются («высыхают») достаточно быстро. Отверждение
покрытия происходит значительно быстрее по сравнению с алкидными
смолами, содержащими жирные кислоты с большим количеством 9,12-линолевой
кислоты. Более того, высокая концентрация двойных связей очень
благоприятно сказывается на смачивании пигментов (особенно при высоком содержании
неорганических пигментов) и подложки.
Чаще всего алкидные смолы получают с достаточно высоким замещением
жирной кислотой. Из-за высокой скорости отверждения, обусловленной
наличием жирной кислоты с высоким содержанием линоленовой кислоты, в
рецептуре можно также использовать относительно низкомолекулярные типы, то есть
смолы с низкой вязкостью. Низковязкие алкидные смолы на льняном масле
и глицерине считаются классическим связующим для производства антикор-
Свойства полиэфиров и алкидных смол ]]^_
розионных грунтовочных материалов, в которые раньше в качестве пигмента
добавляли большое количество свинцового сурика. Сегодня от использования
свинцовых пигментов чаще всего отказываются; применяют другие активные
противокоррозионные пигменты типа фосфата цинка и щелочных силикатов,
однако для их использования требуется связующее с сильными
смачивающими свойствами. Противокоррозионные свойства свинцовых и других щелочных
антикоррозионных пигментов основываются также на том, что они способны
образовывать с жирными кислотами масел и алкидными смолами
нерастворимые в воде мыла и, соответственно, способны вступать в реакцию с
кислыми продуктами разложения этих связующих. Естественно, следует избегать
реакции со щелочными пигментами непосредственно в JlKM, поэтому кислотное
число алкидной смолы должно быть достаточно низким. Характерным
признаком данного свойства является совместимость с окисью цинка.
Алкидные смолы на основе льняного масла могут выцветать при атмосферных
воздействиях (действие света), поэтому они чаще всего находят применение
в грунтовках и выравнивающих составах. Покрывные JlKM разрабатывают на
алкидных смолах в том случае, если они содержат жирные кислоты с высоким
содержанием 9,12-линолевой кислоты (на соевом или талловом масле). Чтобы
можно было использовать и в покрывных JlKM, жирные кислоты льняного
масла комбинируют с другими ненасыщенными кислотами. В результате
получаются алкидные смолы с оптимальной скоростью сшивки («сушки») и хорошей
атмосферостойкостью, поэтому они также подходят для использования в
покрывных JlKM.
В качестве примера здесь можно привести классическую алкидную смолу на
основе льняного масла, предназначенную для производства антикоррозионной
грунтовки, см. табл. 4.22 [110].
Таблица 4.22.
Низковязкая алкидная смола на основе льняного масла
для производства антикоррозионной грунтовки
0,32
0,73
1,00
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Кислотное число, мг КОН/г
Замещение
Гидроксильное число, мг КОН/г
Структурное звено
Льняное масло
Глицерин
Ангидрид
фталевой кислоты
Всего
Вода
Выход продукта
(К.Ч. = 10,0)
M
Mn
К.Ч.
Ь'
г.ч.
M
872
92
148
18
m = n
• M
279,04
67,16
148,00
494,20
16,47
477,73
%о ПО
массе J
584,1
140,6
309,8
1034,5
34,5
1000,0
1,1351
3535
10,0
0,78
32,3
180
Свойства полиэфиров и алкидных смол
Торговые марки [58]:
Setal 16 (AKZO-Resins [72]), Synthalat L 492 (Synthopol [76]), Uralac AD 143 (DSM
[63]), Vialkyd AL 544 (Cytec Surface Specialties-(UCB)-Solutia-Vianova [71])
Для ускорения отверждения до подсохшей пленки алкидные смолы на основе
льняного масла можно модифицировать бензойной кислотой, причем принцип
действия здесь такой же, как в описанной выше рецептуре алкидных смол,
модифицированных бензойной кислотой.
Данную группу алкидных смол можно так же модифицировать и смоляными
кислотами канифоли. Канифоль получают из живицы сосен и других хвойных
деревьев, она состоит по большей части из тритерпеновых монокарбоновых
кислот (абиетиновой, левопимаровой, см. рис. 4.28).
Эти циклоалифатические монокарбоновые кислоты повышают твердость
(температуру стеклования) алкидных смол, в состав которых они входят,
аналогично ароматическим монокарбоновым кислотам (бензойные кислоты) и,
следовательно, скорость отверждения до подсохшего слоя тоже повышается. Кроме
того, они обладают дополнительными преимуществами: повышается
растворимость и смачивание. Система двойных связей этих кислот улучшает
окислительную сушку покрытий. Однако существуют и недостатки: третичные
карбоксильные группы этих монокарбоновых кислот труднее вступают в реакцию
этерификации, чем карбоксильные группы других монокарбоновых кислот.
Поэтому при относительно высокой температуре в присутствии катализаторов
кислотное число необходимо сократить до достаточно низкого уровня, чтобы
обеспечить введение смоляной кислоты в структуру алкидной смолы. Не
следует также использовать слишком высокое замещение, лучше работать с
избыточным содержанием гидроксильных групп. Кроме того, алкиды,
модифицированные природными смолами, склонны к выцветанию. Такой недостаток
ограничивает область их применения. Главными областями применения таких
алкидных смол являются производство грунтовок и шпатлевок, причем в
сочетании с жирными кислотами льняного масла можно обеспечить быстрое
начальное отверждение, хорошее полное отверждение и высокую твердость
покрытия (шлифуемость грунтовок, а также шпатлевок).
В табл. 4.23 [110] приведен типичный пример алкидной смолы, изготовленной
на основе льняного масла, модифицированной смоляной кислотой, которую
можно использовать для производства грунтовок и шпатлевок окислительной
сушки.
Ґ^Т
ґ^\^^г
' с
// \
о он
Левопимаровая
кислота
гЛ
(хГ
о он
Абиетиновая кислота
Рис.4.28. Смоляные кислоты: левопимаровая и абиетиновая
Свойства полиэфиров и алкидных смол
181
Таблица 4.23.
Низковязкая алкидная смола на основе льняного масла для производства
антикоррозионной грунтовки
п
0,17
0,87
1,00
0,20
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Кислотное число, мг КОН/г
Замещение
Гидроксильное число, мг КОН/г
Структурное звено
Льняное масло
Глицерин
Ангидрид
фталевой кислоты
Смоляная кислота
Всего
Вода
Выход продукта
(К.Ч. = 10,0)
К'м
Mn
К.Ч.
D'
г.ч.
M
872
92
148
333
m = n
• M
148,24
80,04
148,00
66,60
442,88
20,24
422,64
%оПО
массе
350,8
189,4
350,2
157,6
1047,9 |
47,9
1000,0
1,1153
3665
10,0
0,63
64,4
По сравнению с жирными алкидами и алкидами с бензойной кислотой
замещение у этих алкидных смол меньше, чтобы обеспечить максимально полную
этерификацию третичных карбоксильных групп смоляных кислот. В таком
случае следует также использовать большой избыток полиолов, так как при
высоком кислотном числе (более низкая степень конденсации) существует риск
остаточного содержания свободных смоляных кислот.
Существуют также алкидные смолы, модифицированные фенольнокани-
фольными аддуктами. Тогда фенольные смолы для данных связующих
являются компонентом поликарбоновых кислот (с неопределенной
функциональностью), которые необходимо учитывать (эмпирически) при выборе
избыточного содержания полиолов.
Торговые марки [58]:
Setal 7 (AKZO-Resins [72]), Synthalat HL 30 (Synthopol [76]), Uralac AM 352 (DSM
[63]), Vialkyd AM 342 (Cytec Surface Specialties-(UCB)-Solutia-Vianova [71])
4.4.2.5 Алкидные смолы окислительной сушки для ЛКМ с высоким сухим остатком
Как уже говорилось, с точки зрения защиты окружающей среды стремятся
сократить использование органических растворителей в ЛКМ окислительной
сушки, предназначенных для использования в мелкосерийном производстве и
при выпуске ЛКМ в аэрозольной упаковке.
182 Свойства полиэфиров и алкидных смол
Согласно накопленному опыту, содержание жирной кислоты алкидной
смолы решающим образом определяет вязкость раствора: чем выше содержание
жирной кислоты, тем ниже вязкость и, следовательно, можно разрабатывать
рецептуры JIKM с меньшим содержанием летучих компонентов (ЛОС - летучие
органические соединения).
Первый этап заключался в замене алкидных смол (преимущественно жирных)
маслами или штандолями и, следовательно, жирность увеличилась до 80% по
массе. Для хорошей совместимости данных композиций смеси получали при
повышенной температуре. В таком случае следует учитывать, что в результате
реакции переэтерификации и из-за присутствия глицерина, масел и штандолей
образуются низкомолекулярные алкидные смолы с высоким замещением.
Следовательно, такие связующие можно получать также напрямую при
повышенном избыточном содержании полиолов (например, константа
поликонденсации к0 = 1,250) и высоком замещении жирной кислотой. Недостатком здесь
является длительное отверждение до подсохшей пленки и замедленное полное
отверждение.
Компромисс заключается в использовании в таких алкидах изофталевой
кислоты в качестве дикарбоновой. Изофталевая кислота обеспечивает более
широкое молекулярно-массовое распределение и, следовательно, вязкость
повышается, однако можно также повысить избыток полиолов или использовать
жирную кислоту или масла. Компоненты этих связующих с повышенной
молекулярной массой улучшают начальное отверждение покрытия при
окислительной сушке. При этом содержание масла может составлять до 80% по массе.
Данную алкидную смолу получают методом переэтерификации. При этом
сначала можно переэтерифицировать как масло с полиолом, так и масло с
изофталевой кислотой. В таком случае это означает, что реакция представляет
собой ацидолиз. Необходимо провести эффективное ускорение реакции.
Представленные здесь алкидные смолы используют не только в строительных JlKM
с высоким сухим остатком, но и в печатных красках.
Другая возможность заключается в использовании ди-пентаэритрита или ди-
триметилолпропана в качестве полиолов. Благодаря повышенной
функциональности (F1 = 6 или 4) эти полиолы позволяют присоединить большее
количество жирной кислоты, которая обеспечивает сравнительно низкую вязкость
материала. В дальнейшем из-за повышенной подвижности эфирной цепи эти
полиэфирполиолы лучше понижают вязкость раствора по сравнению с другими
высшими полиолами.
В качестве примера в табл. 4.24 [112] представлена такая алкидная смола,
полученная на основе жирной кислоты с высоким содержанием 9,12-линолевой
кислоты, фталевого ангидрида и ди-пентаэритрита. Несмотря на очень высокую
расчетную среднюю молекулярную массу, из-за высокого замещения,
большого количества жирной кислоты и, прежде всего, влияния ди-пентаэритрита
вязкость алкидной смолы остается достаточно низкой.
Торговые марки [58]:
Setal 13 (AKZO-Resins [72]), Synthalat HS 80 (Synthopol [76]), Vialkyd AS 754 (Cytec
Surface Specialties-(UCB)-Solutia-Vianova [71]), WorleeKyd SB 990 (Worlee [74])
Свойства полиэфиров и алкидных смол
183
Таблица 4.24.
Алкидная смола для производства ЛКМ
с высоким сухим остатком окислительной сушки
2,689
0,768
0,770
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Количество структурных
элементов
Кислотное число, мг КОН/г
Замещение
I Гидроксильное число, мг КОН/г
I Вязкость, дПа • с
Жирная кислота с высоким
содержанием линолевой
кислоты
ди-пентаэритрит
Ангидрид
фталевой кислоты
Всего
Вода
Выход продукта
(К.Ч. = 4,0)
M
Mn
q'
К.Ч.
D*
Г.Ч.
Ц
280
254
148
18
753,0
195,0
114,0
1062,0
61,0
1001,0
1,0893
14548
4,0
8,5
0,86
25,1
10
(80%-й в уайт-спирите)
4„4шЗ Модифицированные алкидные смолы
Под модифицированными алкидными смолами понимают связующие,
которые кроме дикарбоновой кислоты, многоатомных спиртов и монокарбоновых
кислот содержат другие структурные звенья. Это означает, что в состав ал-
кидной смолы должна обязательно входить монокарбоновая кислота,
поэтому алкиды не относят к модифицированным продуктам. (Правда, правильнее
называть алкидные смолы полиэфирами, модифицированными монокарбо-
новой кислотой).
4.4.3.1 Алкидные смолы, модифицированные стиролом и акрилатом
Алкидные смолы, содержащие полиненасыщенные жирные кислоты, можно
сополимеризовать со стиролом, винилтолуолом или метакриловыми эфирами.
Такие продукты называют алкидами, модифицированными стиролом или
акрилатом. В качестве жирных кислот применение находят кислоты льняного
масла, кислоты с высоким содержанием 9,12-линолевой кислоты, а также жирные
кислоты с высоким содержанием 9,11-линолевой кислоты.
184
Свойства полиэфиров и алкидных смол
При этом сначала получают алкидные смолы с высоким замещением жирной
кислотой и в большинстве случаев с относительно низкой средней
молекулярной массой (например, среднечисловая - около 2 000 г/моль). Реакцию со-
полимеризации проводят в расплаве или в растворе ароматических
растворителей. Реакция представляет собой цепную радикальную полимеризацию,
которая начинается под воздействием пероксидов в качестве инициаторов и ее
проводят при повышенных температурах. Основным инициатором является ди-
трет-бутилпероксид, который можно использовать при температуре от 140 до
170 °С. В зависимости от температуры содержание инициатора составляет от
1,0 до 4,0% от массы мономера. Для сополимеризации лучше использовать
метод, при котором стирол или акриловый мономер постепенно вводят в смесь в
течение нескольких часов вместе с инициатором. По окончании добавления
мономеров и инициаторов поддерживают температуру реакции, степень
конверсии определяют путем измерения массы нелетучей части. При необходимости
для полноты реакции дополнительно вводят небольшое количество
инициатора. Количественное соотношение алкидной смолы и сополимера обычно
составляет от 60:40 до 85:15.
Из-за различных параметров полимеризации двойных связей жирных кислот
и мономеров сополимеризация является наиболее вероятной реакцией.
Следует ожидать, что из мономеров образуются достаточно короткие
полимерные цепи. В результате реакции передачи цепи полимерные цепи способны
образовать открытые боковые цепи. Правда, значительно повышается
средняя молекулярная масса связующего после реакции, так что необходимо
учитывать образование полимерных мостиков между молекулами жирных
кислот. Двойные связи с высокой реакционной способностью содержат жирные
кислоты с высоким содержанием 9,11-линолевой кислоты (см. рис. 4.33). В
общей сложности следует ожидать очень сложного течения реакции.
Параметрами, влияющими на реакцию, являются количество и тип использованной
жирной кислоты, соотношение алкидной смолы к мономеру, тип мономера,
концентрация раствора, тип растворителя, количество инициатора и
температура реакции. В отличие от радикальной полимеризации простых
ненасыщенных мономеров, здесь при повышении содержания инициатора в обычных
условиях реакции тоже происходит повышение вязкости, так как образуется
большее число полимерных мостиков.
Целью представленной модификации прежде всего является улучшение
свойств отверждения жирных алкидов до подсохшего слоя. Поэтому
выбирают сомономеры, повышающие температуру стеклования, например, стирол, ви-
нилтолуол и метилметакрилат. Ускоренное отверждение до подсохшего слоя
таких алкидных смол предоставляет возможность быстрой дальнейшей
переработки (метод окрашивания «мокрый по мокрому»). Наличие сополимеров в
алкидных смолах улучшает химстойкость (также при воздействии щелочей) и
водостойкость формирующихся покрытий. Алкидные смолы с высоким
содержанием стирола лишь ограниченно совместимы с другими связующими и
обладают не достаточной адгезией. Модифицирование винилтолуолом вместо
стирола позволяет улучшить совместимость.
У алкидных смол, модифицированных акрилатами, наряду с ускоренным
отверждением до подсохшего слоя и повышенной водостойкостью улучшается атмос-
феростойкость, адгезия и смачивание пигментов. Естественно, полное
отверждение этих связующих меньше по сравнению с немодифицированными алки-
дами, так как массовая доля жирной кислоты, с учетом содержания сополиме-
Свойства полиэфиров и алкидных смол j_85
pa, в целом ниже, и часть двойных связей жирной кислоты уже прореагировала
во время сополимеризации.
Данная группа связующих находит применение в рецептурах
антикоррозионных JlKM окислительной полимеризации, ЛКМ для окраски судов,
оборудования, в грунтовках, выравнивающих составах и шпатлевках, а также в
покрывных ЛКМ и однослойных покрытиях (в том числе и в составе толстослойных
систем). Некоторые типы рекомендуются также для использования в ЛКМ
горячей сушки. Специальные алкиды, модифицированные акрилатом, используют в
ЛКМ для окраски листового металла и в ЛКМ для упаковки в тюбики.
Торговые марки [58]:
Алкидные смолы, модифицированные стиролом: Synthalat SF 260 (Synthopol
[76]), Uralac AS 381 (DSM [63]), Vialkyd AV 352 (Cytec Surface Specialties-(UCB)-
Solutia-Vianova [71]) Алкидные смолы, модифицированные акрилом: Setyrene
78 (AKZO-Resins [72]), Uralac AC 651 (DSM [63]), Vialkyd AY 472 (Cytec Surface
Specialties-(UCB)-Solutia-Vianova [71]), WorleeKyd AC 2550 (Worlee [74])
4.4.3.2 Тиксотропные алкидные смолы
Тиксотропией называют отдельный случай структурной вязкости. Структурно-
вязкие жидкости отличаются от так называемых ньютоновских тем, что их
вязкость зависит от скорости сдвига. При этом вязкость тем ниже, чем выше
скорость сдвига. Структурно-вязкие жидкости могут также иметь предел текучести,
то есть требуется приложить некоторую минимальную скорость сдвига, чтобы
перемешать жидкость. Существуют структурно-вязкие жидкости, вязкость
которых зависит не только от скорости, но и от продолжительности сдвига. Такое
свойство называют тиксотропией. При перемешивании тиксотропной жидкости
через некоторое время вязкость экспоненциально падает при повышении
скорости сдвига (кривая золь), она также понижается еще сильнее при постоянной
скорости сдвига. При уменьшении скорости сдвига вязкость снова повышается,
однако более горизонтально, чем при увеличении скорости (гель-кривая).
Описанное свойство представлено на рис. 4.29.
С точки зрения материала объяснение структурной вязкости и тиксотропии
заключается в свойстве молекул жидкости или раствора. Если между
молекулами жидкости или, прежде всего, коллоидными частицами (клубками молекул)
полимерной композиции возникают особые взаимодействия, которые
возможно преодолеть лишь при помощи все большего и большего сдвига, то говорят
о структурной вязкости. Если же для преодоления этих взаимодействий
необходим минимальный сдвиг, то жидкость или раствор представляют собой гель
с пределом текучести.
Если для восстановления взаимодействия, разрушенного под влиянием
сдвига, требуется определенное количество времени, то говорят о тиксотропном
характере вязкости. Примерной мерой тиксотропии является площадь (интеграл)
между кривыми золя и геля.
Коллоидные растворы полимеров, какими и являются полиэфиры и
алкидные смолы, часто в результате взаимодействия между частицами проявляют
структурно-вязкие свойства, прежде всего при повышенной концентрации
раствора. Тиксотропные свойства формируются и в результате встраивания в эти
186
Свойства полиэфиров и алкидных смол
П [мПавс]
600—
500—
400—
300—
200-
100—
\\ Время
^Область тикротропиі/К.
Время сдвига
сдвига
Золь кривая
Гель кривая
іЬо ЗбО бЬо 700 900
Скорость сдвига [сек1]
Рис. 4.29. Кривые вязкости тиксотропных растворов в зависимости от скорости сдвига и
времени
растворенные частицы сегментов, не растворяемых во внешней фазе
(растворителе). Эти сегменты из-за склонности частиц к ассоциации создают сильное
взаимодействие, которое может привести к образованию геля. Если
взаимодействие можно устранить при сдвиге в течение определенного времени, и оно
восстановится заново только через некоторое время после прекращения
сдвига, то связующее является тиксотропным раствором.
Основным способом получения тиксотропных композиций алкидных смол
является модифицирование алкидов окислительной полимеризации
полиамидами. Жирные алкидные смолы хорошо растворяются в алифатических
углеводородах. Полиамиды же растворимы в сильно полярных растворителях, а
многие из них - кристаллические. Относительно хорошо растворяются и не имеют
кристаллической структуры полиамиды из полиаминов и жирных димеризован-
ных кислот. Однако для образования стабильной композиции требуется
также использовать ароматические растворители и спирты. При смешивании та-
Свойства полиэфиров и алкидных смол
187
ких полиамидов с жирными алкидными смолами, сначала наблюдается
несовместимость. Однако при повышении температуры (180-210 °С) удается
обеспечить частичную совместимость компонентов. При такой температуре между
алкидом и полиамидом происходит переамидирование. Образуются алкидные
смолы с полиамидными сегментами и полиамиды с модифицированной
жирной кислотой. После необходимого времени реакции можно получить
полностью совместимую композицию со «стандартными» реологическими
свойствами. Этот процесс прерывают при достижении некоторой совместимости, но
когда еще свойства вязкости «ненормальные». Этот момент определяют на
основании наблюдений за свойствами растворения и вязкости во время процесса.
В зависимости от алкидной смолы, типа полиамида и его количества (обычно
содержание составляет 5-15% по массе к нелетучей части) существует точка
прозрачности (визуально) и пик вязкости охлажденного образца композиции.
Процесс продолжают до наступления прозрачности массы, максимально
близко к пику вязкости, затем реакцию прерывают методом охлаждения. При точном
управлении технологическим процессом можно также задать время реакции,
чтобы избежать дополнительного дорогостоящего отбора проб. Определение
кривой тиксотропии потому является дорогим методом, что подготовительные
расчетные данные образца, как и ожидалось, хорошо совпадают с
измеренными значениями. Тиксотропные алкидные смолы окислительной полимеризации
особенно хорошо подходят для использования в рецептурах строительных JlKM
в аэрозольной упаковке, если необходимо получить толстое покрытие на
вертикальной поверхности, избегая при этом стекания и образования потеков. При
нанесении кистью происходит необходимый сдвиг, который обеспечивает
хороший розлив JlKM. Тиксотропия дожна быть такова, чтобы вязкость после
нанесения кистью или методом розлива повышалась настолько, что
препятствовала бы образованию потеков. Время от времени такие JlKM, не образующие
потеков, пользовались широким спросом. Сегодня чаще всего используют
алкидные смолы с ограниченными тиксотропными свойствами, в том числе и на
мелком производстве, чтобы обеспечить нанесение строительных JlKM и
антикоррозионных покрытий толстым слоем за одну технологическую операцию.
Торговые продукты [58]:
Setal 50270 (AKZO-Resins [72]), Gelkyd 3605 (Cray Valley [73]), Urathix AT 400
(DSM [63]), Vialkyd AM 623 tix (Cytec Surface Specialties-(UCB)-Solutia-Vianova
[71]), Worleethix S 6455 (Worlee [74]).
Существуют и другие способы влияния на реологические свойства алкидных
JlKM (структурная вязкость или тиксотропия): путем введения добавок,
например, с помощью слоистых силикатов, коллоидных растворов кремниевой
кислоты, кристаллической мочевины, низкомолекулярных полиуретанов или
гидрированного касторового масла.
4.4.3.3 Алкидные смолы, модифицированные уретаном
Связующие с особыми свойствами получают при замене части обычного
фталевого ангидрида алкидной смолы на диизоцианат. Для этого сначала
получают алкидную смолу с соответствующим низким содержанием ангидрида фта-
левой кислоты и проводят конденсацию до низкого кислотного числа. Эту
низкомолекулярную алкидную смолу с гидроксильными группами растворяют и
модифицируют диизоцианатами при относительно низкой температуре (80-
120 °С). Обычно реакцию ускоряют путем введения дибутилдилаурата олова.
188
Свойства полиэфиров и алкидных смол
Алкиды, модифицированные уретаном, должны иметь относительно большой
избыток полиолов по сравнению с алкидами на основе фталевого ангидрида,
и, следовательно, они обладают более низкой молекулярной массой. Так как
преобразование диизоцианатами в выбранных условиях не является
равновесной реакцией, то и положительного влияния на среднюю молекулярную массу
не происходит. Наряду с более широким молекулярно-массовым
распределением высокую вязкость композиции определяют уретановые группы
модифицированной алкидной смолы, затрудняющие растворимость.
Наиболее широкое применение здесь находят алкидные смолы,
модифицированные уретаном, с относительно высоким замещением полиненасыщенными
жирными кислотами, которые в качестве диизоцианата содержат толуиленди-
изоцианат (ТДИ). Молярное соотношение ангидрида и толуилендиизоцианата
составляет преимущественно 7:3 и 3:7.
В табл. 4.25 [113] представлено сравнение жирной алкидной смолы
окислительной полимеризации (см. табл. 4.16 в разделе 4.4.2.2) с соответствующей
смолой, модифицированной толуилендиизоцианатом. Образец алкидной смо-
Таблица 4.25.
Сравнение принципиального состава уретаналкида
окислительной полимеризации и жирной алкидной смолы
| СТрУкТуР„Ые звенья, моль
Пентаэритрит
Жирная кислота с высоким содержанием линолевой кислоты
Ангидрид фталевой кислоты
Толуилендиизоцианат
Алкид
1,000
1,700
1,000
-
Урета-
налкид
1,100
1,921
0,500
0,500
Структурные звенья, %о по массе:
Пентаэритрит
Жирная кислота с высоким содержанием линолевой кислоты
Ангидрид фталевой кислоты
I Толуилендиизоцианат
Всего
I Вода
Выход продукта (К.Ч. = 10,0)
190,6
667,0
207,4
-
1064,5
64,5
1000,0
185,5
667,2
91,8
107,9
1052,5
52,5
1000,0
J Характеристики:
Кислотное число, мг КОН/г
Полиэфирная константа к'
Средняя молекулярная масса (среднечисловая), г/моль
I Количество структурных элементов
Степень разветвления, моль/кги
I Замещение Ь'
Гидроксильное число, мг КОН/г
10,0
1,1272
5611
7,9
0,42
0,80
33,6
5,0
1,1719
4692
5,8
0,35
0,78
38,3
Свойства полиэфиров и алкидных смол
189
лы, модифицированной уретаном, содержит фталевый ангидрид и толуилен-
диизоцианат в молярном соотношении 1:1 и имеет практически одинаковую
жирность и такое же замещение, как и исходная алкидная смола.
Подобные алкиды, модифицированные уретаном, высыхают значительно
быстрее, чем немодифицированные алкидные смолы окислительной
полимеризации. В них добавляют определенное количество сиккативов. Благодаря
наличию уретановых групп, образуются очень твердые и одновременно вязкоу-
пругие покрытия, из-за чего ЛК-покрытия обладают повышенной стойкостью
к истиранию. Кроме того, они значительно более устойчивы к воздействию
воды и химических веществ, особенно к щелочам. Поэтому данные
связующие преимущественно используют в рецептурах ЛКМ для окраски
древесины, покрытия на основе которых подвергаются особенно сильным
механическим нагрузкам. Классической областью применения таких связующих
являются паркетные лаки и покрытия для пола. Однако они находят применение
и в мебельных ЛКМ, быстросохнущих промышленных ЛКМ для нанесения на
металлические подложки и для окраски лодок. В данной области
представлены как прозрачные (лессирующие), так и пигментированные системы.
Алкидные смолы, модифицированные уретаном, с ароматическими
диизоцианатами не обладают достаточно хорошей атмосферостойкостью. Есть
также алкиды, модифицированные алифатическими или циклоалифатическими
диизоцианатами, причем предпочитают использовать изофорондиизоцианат
(ИФДИ). В таком случае связующие значительно более устойчивы к
атмосферным воздействиям.
Торговые продукты [58]:
Alkydal U 601 (Bayer [69]), Unithane 1077, Unithane6451 (Cray Valley [73]), Uralac AL
202 (DSM [63]), Vialkyd TO 168 (Cytec Surface Specialties-(UCB)-Solutia-Vianova
[71]), WorleeKyd S 6003 (Worlee [74]).
Если суммарное содержание фталевого ангидрида в жирной алкидной смоле
окислительной полимеризации в молярном соотношении заменить диизоци-
анатом (толуилендиизоцианатом), то получают полиуретановую смолу,
модифицированную жирной кислотой, которую также называют уретановым
маслом. Такие масла обычно получают из масел описанным выше способом пе-
реэтерификации. Моноэфиры, полученные из масел и полиолов, преобразуют
диизоцианатами. Из-за реакции присоединения следует также рассчитывать
на повышенный избыток полиолов. Связующие, конечно, не относятся к
группе полиэфирных смол. Однако у них похожие свойства, как у уретаналкидов,
и наиболее оптимальные преимущества можно получить, используя уретано-
вые масла.
4.4.3.4 Прочие модифицированные алкидные смолы окислительной сушки
Существуют также другие способы модифицирования алкидных смол
окислительной полимеризации: карбоксильные группы, реакция конденсации
которых прерывается при относительно высоком кислотном числе, преобразуют
ароматическими эпоксидными смолами, таким образом получают алкидные
смолы, модифицированные эпоксидами. Эпоксиды можно добавлять уже в
начале синтеза алкидных смол. В итоге они приобретают функцию олигомерных
дериватов многоатомных спиртов, так как их эпоксидные группы преимуще-
190
Свойства полиэфиров и алкидных смол
ственно реагируют с карбоксильными. Необходимо соответствующим
образом учитывать их молярное содержание при оценке формирующейся средней
молекулярной массы связующих. Наличие эпоксида в алкидной смоле
улучшает скорость отверждения до подсохшего слоя; адгезию, в первую очередь
к металлической подложке, и антикоррозионные свойства. Эти пленкообра-
зователи используют прежде всего в рецептурах грунтовочных материалов, а
также в JlKM для окраски листового металла и в JlKM для упаковки в тюбики.
Они относятся к наиболее часто используемым эпоксиэфирным смолам.
Если алкидную смолу окислительной полимеризации, содержащую
карбоксильные, а также гидроксильные группы, преобразовать с металлами
высшей валентности, получают так называемые алкидные смолы, усиленные
металлами. Для такого способа модифицирования преимущественно
используют алкоголяты алюминия (триизопропилат алюминия). При так называемой
предварительной сушке в результате реакции с карбоксильными группами
увеличивается скорость отверждения связующих до подсохшего слоя.
Пленки обладают лучшей стойкостью к воздействию химических веществ, влаги и
механическим нагрузкам. На основе таких связующих разрабатывают
рецептуры высококачественных промышленных JlKM и JlKM для живописи, а также
ЛК-системы для окраски лодок и антикоррозионные материалы (для окраски
судов).
Торговые марки [58]:
Vialkyd SAU 150 (Cytec Surface Specialties-(UCB)-Solutia-Vianova [71])
Как и насыщенные полиэфиры, алкидные смолы можно модифицировать
промежуточными продуктами силикона (см. гл. 4.2.9). У таких алкидных смол
улучшается скорость отверждения до подсохшего слоя, стойкость к воздействию
влаги и химических веществ, атмосферостойкость и механические свойства.
Однако из-за присутствия других структурных звеньев этого связующего
повышение теплостойкости меньше, чем у описанных выше силиконовых
полиэфиров. Продукты рекомендуются к применению в высококачественных
промышленных покрытиях и строительных JlKM, а также в JlKM для окраски
судов. Однако их стоимость по сравнению с аналогичными материалами
намного выше.
Торговые марки [58]:
Synolac 5600 (Cray Valley [73]), Vialkyd VTS 1202 (Cytec Surface Specialties-(UCB)-
Solutia-Vianova [71]), WorleeKyd BS 830 (Worlee [74])
4,4,4 Водоразбавляемые алкидные смолы, сшиваемые
окислительной полимеризацией и алкидные
эмульсии
С точки зрения защиты окружающей среды выдвигают требование ограничить
или, что еще лучше, совсем отказаться от использования органических
растворителей в ЛКМ. Это привело к разработке специальных JlKM, от систем с
высоким сухим остатком до водоразбавляемых материалов. В случае алкидных
смол окислительной сшивки, которые подходят для разработки рецептур
водных JlKM, используют те же методы, что и при использовании в водных JlKM
насыщенных полиэфиров.
Свойства полиэфиров и алкидных смол
191
При этом существует возможность (1) получения полуфабрикатов алкидных
смол с гидроксильными группами, которые затем конденсируют до низкого
кислотного числа, чтобы на второй стадии реакции присоединить к этим
группам ангидриды поликарбоновой кислоты. В таком случае кислотное число
подобных алкидов должно быть от 45 до 75 мг КОН/г. Далее проводят как
минимум частичную нейтрализацию аммиаком или аминами и тогда алкидные
смолы приобретают способность разбавляться водой. Здесь основное внимание
также следует обратить на устойчивость связующего к омылению. Содержание
жирной кислоты в алкиде из-за малой полярности чаще всего положительно
влияет на стабильность к омылению. Ангидрид о-фталевой кислоты, который
традиционно входит в состав алкидных смол, особенно чувствителен к
омылению при повышенном уровне рН. Поэтому водоразбавляемые алкидные смолы
часто разрабатывают на основе изофталевой кислоты, в результате
значительно улучшается стойкость к омылению. В качестве ангидридов для реакции
присоединения предпочитают использовать ангидриды тетрагидрофталевой или
янтарной кислот вместо фталевого ангидрида, так как последний может
повторно легко отщепляться.
В табл. 4.26 [114] приведен пример рецептуры водоразбавляемой смолы, где
сначала при максимальной температуре 200 °С пентаэритрит, изофталевую
кислоту и жирную кислоту льняного масла конденсировали до кислотного
числа 1,0 мг КОН/г. Затем добавили тетрагидрофталевый ангидрид и провели
реакцию при 100 °С. Поэтому кислотное число составило 75 мг КОН/г при средней
молекулярной массе 1825. (В примере алкидную смолу дополнительно
комбинируют с другим водоразбавляемым связующим - уретаналкидом). Подобные
Таблица 4.26.
Водоразбавляемая смола на основе льняного масла,
отверждаемая методом окислительной полимеризации
4,007
2,952
4,137
3,00
Полиэфирная константа
Среднечисловая молекулярная
I масса, г/моль
Кислотное число, мг КОН/г
I Замещение
Гидроксильное число, мг КОН/г
Структурное звено
Пентаэритрит
Изофталевая кислота
Жирная
кислота льняного масла
Тетрагидрофталевый
ангидрид
Всего
Вода
Выход продукта
(К.Ч, = 75)
к'м
M
Mn
К.Ч.
D'
г.ч.
M
136
166
278
152
18
m
545,0
490,0
1150,0
456,0
2641,0
175,4
2465,6
%о ПО
массе
221,0
198,7
466,4
184,9
1071,1 |
71,1
1000,0
1,2270
1825
75
0,56
74,8
192 Свойства полиэфиров и алкидных смол
алкидные смолы растворяют в сорастворителе, нейтрализуют аминами или
аммиаком, их можно разбавлять водой и в итоге получается стабильный
гомогенный водный раствор.
Для производства водоразбавляемых алкидных смол можно также
использовать диангидриды. При этом, конечно, следует учесть еще булыиий рост
молекул и то, что для применения подходят только низкомолекулярные
полуфабрикаты. Для такого способа производства также предлагают специальные
диангидриды, состоящие из двух молей тримеллитовой кислоты и диолов [115].
Другую, только что описанную возможность (2), которая заключается в
прерывании реакции конденсации при повышенном кислотном числе, довольно
сложно осуществить при производстве алкидных смол. Повышенное кислотное
число может быть вызвано присутствием свободных кислот жирного ряда, что
нежелательно с точки зрения получения необходимых свойств покрытия. Но при
переэтерификации, когда из триглицеридов сначала получают сложный
моноэфир и не происходит образования свободных жирных кислот, последующую
этерификацию с дикарбоновыми кислотами при достаточно высоком
кислотном числе можно прервать.
Для производства водоразбавляемой алкидной смолы можно также
использовать уже описанный метод (3), при котором к низкомолекулярному
полуфабрикату с гидроксильными группами присоединяют тримеллитовый ангидрид,
затем проводят конденсацию, пока статистически не произойдет этерификации
очередной карбоксильной группы тримеллитовой кислоты и не останется
третья карбоксильная группа.
Следующий особенный метод (4) заключается в преобразовании относительно
низкомолекулярного полуфабриката алкидной смолы с невысоким кислотным
и достаточно высоким гидроксильным числом аддуктом, состоящим из двух
молей диизоцианата и одного моля диметилолпропионовой кислоты. Получается
уретаналкидная смола со свободными кислотными группами из
диметилолпропионовой кислоты. Данный метод уже рассматривали при описании
использования линейных насыщенных полиэфиров в качестве мягких сегментов в по-
лиуретановых дисперсиях (см. раздел 4.2.4.1). Подобный пример представлен
в разделе использования водоразбавляемой алкидной смолы в реакционно-
активных JlKM (см. 4.4.5.5). Уретаналкидные смолы гораздо более устойчивы
к омылению, чем связующие, у которых карбоксильные группы получены в
результате присоединения ангидрида или частичной этерификации.
Карбоксильные группы водоразбавляемых алкидных смол окислительной
полимеризации нейтрализуют аминами или аммиаком на 70-100%. Уровень рН
составляет в большинстве случаев 7,2-8,5. Для окислительной
полимеризации при температуре окружающей среды используют нейтрализующие агенты,
которые легко испаряются. Наиболее широкое применение находят аммиак и
триэтиламин. (Триэтиламин стали использовать ограниченно после
классификации его как вредного вещества класса Il в соответствии с TA-Luft ). K тому
же не следует забывать, что ионы аммиака не летучие. Поэтому для испарения
амина важную роль играют как сила кислоты, так и сила основания и
формирующееся равновесие диссоциированного и недиссоциированного амина.
Можно получить водные растворы (коллоидные растворы со свойствами
дисперсий) с содержанием нелетучей части от 35 до 50% по массе. Существуют и
Свойства полиэфиров и алкидных смол
193
продукты, не содержащие никаких растворителей, а также такие, в состав
которых входит некоторое количество сорастворителей для сохранения
способности разбавляться водой, а также для улучшения свойств при нанесении
(розлив, формирование блеска). В качестве сорастворителей прежде всего
используют: бутилгликоль, метоксипропанол и Н-метилпирролидон. Количественное
содержание должно быть максимально низким и составляет 10-30% по массе
органической фазы связующего, в форме поставки, к примеру, 40% по массе
нелетучей части, т. е. 4-12% по массе.
Для водных ЛКМ окислительной полимеризации предлагают использовать
специальные водорастворимые сиккативы [58]. Опытным путем доказали, что при
условии правильного введения в композицию в водных системах также можно
использовать нерастворимые в воде, т. е. «нормальные» сиккативы (например
октоаты). Однако этому противостоит представление, что сиккативы способны
проникать в гидрофобную часть водного раствора алкидной смолы и таким
образом влиять на свойства связующего.
Водоразбавляемые алкидные смолы находят применение в строительных ЛКМ
(для живописи, ЛКМ в аэрозольной упаковке), а также в промышленных и
антикоррозионных ЛК системах окислительной полимеризации. При этом их
комбинируют с первичными акриловыми дисперсиями только физической сушки. Так
как подобные дисперсии в большинстве своем чувствительны к сдвигу,
алкидные смолы используют для приготовления пигментных паст.
Водоразбавляемые алкидные смолы, представленные на рынке [58]:
Bayhydrol FT 145 (Bayer [69]), Resydrol AM 402w (Cytec Surface Specialties-(UCB)-
Solutia-Vianova [71]) Setal 146 (AKZO-Resins [72]), Synthalat W 46 (Synthopol-
Chemie [76]), (WorleeSol 61 A (Worlee [74])
Ненасыщенные жирные кислоты алкидных смол предоставляют еще одну
возможность (5) введения карбоксильных групп в структуру связующего.
Изолированные двойные связи, и, в первую очередь, сопряженные двойные
связи способны присоединяться к другим ненасыщенным связям. У сопряженных
двойных связей реакция происходит путем так называемого диенового
присоединения (реакция Дильса-Альдера). Такое присоединение используют
также при производстве тетрагидрофталевой кислоты и при получении смол из
диеновых аддуктов (малеиновые смолы, см. гл. 4.5.3). Изолированные
двойные связи вступают в реакцию с активированной СН2-группой между
двойными связями (псевдореакция Дильса-Альдера), которая при окислительной
полимеризации тоже является исходной точкой для начала реакции (см.
раздел 4.4.2.1). Или же реакция происходит в результате предварительной
изомеризации в сопряженные двойные связи. В качестве партнера по реакции
присоединения преимущественно используют ангидрид малеиновой кислоты,
а также акриловую кислоту.
Диеновые аддукты кислот можно нейтрализовать и получить
водоразбавляемые алкидные смолы. Из продукта присоединения малеинового ангидрида
образуются по две карбоксильные группы на моль, если при изготовлении формы
поставки ангидридное кольцо раскрывается действием воды и амина. Если
ангидрид в органической среде обработать спиртом, например сорастворителем
типа бутилгликоля, то, естественно, происходит образование лишь одной
карбоксильной группы на моль.
194
Свойства полиэфиров и алкидных смол
Хотя для присоединения диенов используются двойные связи, остается еще
достаточное количество для обеспечения эффективной окислительной
полимеризации. Преимущество диенового присоединения заключается в том, что
носители карбоксильных групп присоединяются к молекулам связующего
через связь C-C, и они обладают не меньшей стойкостью к омылению, чем при
присоединении ангидридов или при частичной этерификации через эфирные
группы.
Другой способ производства водоразбавляемых ЛК-систем окислительной
полимеризации заключается в использовании так называемых алкидных
эмульсий. При этом изготовленные представленным выше способом алкидные
смолы окислительной сшивки, которые, однако, могут иметь более высокое
кислотное число, обрабатывают эмульгаторами и полученную смесь
диспергируют в деионизированной воде. Можно брать алкидные смолы с более
высокой молекулярной массой, чем для получения водных коллоидных
растворов, следовательно, улучшается отверждение ПК покрытия. Здесь
существуют также примеры, когда полуфабрикаты сначала предварительно
растворяли в небольших количествах неполярных растворителей, например, в
ароматическом уайт-спирите. Карбоксильные группы связующего частично
нейтрализуются, продукты обычно содержат меньше амина, чем описанные выше
водоразбавляемые связующие. В качестве эмульгаторов выступают,
например, полиэтиленоксиды на основе алканолов. Ранее использовали алкилфе-
нолы, однако из-за возможного опасного воздействия на организм человека
от их использования отказались. Продукты образуют непрозрачные эмульсии
с частицами разных размеров, которые обладают абсолютно другими
реологическими свойствами, чем коллоидные растворы связующих. Кривая
вязкости более крутая в зависимости от содержания нелетучей части, вязкость при
низкой концентрации относительно низкая.
Водоразбавляемые связующие окислительной полимеризации также
получают (7) путем синтеза сополимеров алкидных смол и акрилатов. При этом
сначала производят два полуфабриката. Первый состоит из относительно
низкомолекулярной алкидной смолы с полиненасыщенными жирными кислотами
с низким кислотным числом и остаточными гидроксильными группами.
Второй полуфабрикат - это сополимер из ненасыщенной жирной кислоты и
акрилового мономера, который содержит значительное количество метакриловой
кислоты. Затем соединяют оба полуфабриката друг с другом в результате
реакции конденсации. Исходят из того, что в первую очередь будут реагировать
карбоксильные группы жирных кислот сополимера с гидроксильными
группами алкидной смолы, в то время как третичные карбоксильные группы
метакриловой кислоты сополимера могут остаться непрореагировавшими. Как
минимум, после частичной нейтрализации в деионизированной воде
образуются стабильные непрозрачные эмульсии или дисперсии, не содержащие
летучих органических компонентов. Предполагают, что образовавшиеся в
результате нейтрализации групп метакриловой кислоты гидрофильные
акриловые сополимерные цепи ориентируются наружу к водной фазе, в то время как
из-за модифицирования жирной кислоты неполярные, гидрофобные
алкидные компоненты находятся внутри частиц (внутренние дисперсии). Продукты
подходят для производства экологически безопасных ЛК-систем
окислительной полимеризации для декоративных покрытий, выравнивающих составов и
грунтовок. При использовании подходящих пигментов можно также получить
антикоррозионные покрытия [116].
Свойства полиэфиров и алкидных смол
195
Примеры алкидных эмульсий, представленных на рынке [58]:
Resydrol AY 396w (Cytec Surface Specialties-(UCB)-Solutia-Vianova [71]), Synthalat
AEM 440 (Synthopol-Chemie [76]), WorleeSol E440 W (Worlee [74])
4ш4ш5 Алкидные смолы, отверждаемые различными
отвердителями
Алкидные смолы, отверждаемые различными отвердителями, в
количественном отношении образуют самую большую группу алкидных смол. Сюда
относятся алкидные смолы, имеющие в своем составе практически только гидрок-
сильные группы. Из главных партнеров по сшивке следует назвать аминосмо-
лы (меламиновые, карбамидные, бензогуанаминовые) и полиизоцианаты (со
свободными NCO-группами и блокированные) Поэтому такие системы
называют также термореактивными ЛКМ. Из многих вариантов классификации
этой большой группы веществ настоящая основывается на технологических
особенностях. В данной главе будут представлены различия составов ЛКМ.
4.4.5.1 Алкидные смолы для JlKM горячей сушки
Изначально алкидные смолы окислительной полимеризации
использовали для разработки рецептур ЛКМ горячей сушки. При этом установили, что
повышение температуры не ускоряет процесс высыхания под воздействием
кислорода воздуха настолько, чтобы условия нанесения, требуемые в области
промышленной окраски, обеспечивали эффективное отверждение. Лишь
алкидные смолы, содержащие жирные кислоты с сопряженными двойными связями
(тунговое масло или рицинолевая кислота), могли отчасти соответствовать
поставленным требованиям.
Далее выбирали алкидные смолы, которые в ЛКМ горячей сушки, а также
кислотного отверждения на основе аминомол (карбамидных, меламиновых)
обеспечивали повышение эластичности. Самосшивающиеся аминосмолы при
использовании в качестве единственного связующего образуют лишь очень
хрупкую пленку. Алкидные смолы с эластичными свойствами совместимы с
аминосмолами только, если они достаточно полярны. То есть, если они тощие
или средней жирности и имеют достаточно высокое кислотное число.
Удивительно, что только позже обнаружили, что такие алкидные смолы можно отвер-
ждать аминосмолами [117].
Такое соотверждение решающим образом влияет на свойства ЛК-пленки на
основе комбинации связующих.
В случае ненасыщенных полиэфиров (см. раздел 4.2.5.3) описано, как
связующие, имеющие гидроксильные группы, способны реагировать с
функциональными группами аминосмол (меламиновых смол). Это представление относится
также и к алкидным смолам, содержащим ОН-группы. Здесь также следует
учитывать самоконденсацию аминосмол. Соотношение скорости соотверждения
к самоконденсации определяется количественным соотношением алкидной и
аминносмол, реактивностью и количеством функциональных групп и
условиями нанесения (температура горячей сушки, продолжительность, внутренний и
внешний катализ).
J_96 Свойства полиэфиров и алкидных смол
Сначала в рецептурах ЛКМ горячей сушки стали использовать алкидные смолы
с ненасыщенными жирными кислотами, а затем насыщенные жирные
кислоты, прежде всего в европейских рецептурах ЛКМ, стали играть все более
важную роль. Насыщенные жирные кислоты в алкидных ЛКМ горячей сушки
придают покрытию цвето- и атмосферостойкость, а также стойкость к выцветанию.
В первую очередь в таких алкидных смолах использовали кокосовое масло
(метод переэтерификации при производстве алкидной смолы) или его кислоты
(кокосового масла) (от C8 до C18, основная часть - C12). Так как кислоты
кокосового масла с более длинными цепями имели большое значение в производстве
ПАВ и в косметической отрасли, в алкидных смолах стали применять коротко-
цепные жирные кислоты кокосового масла, которые разделяли путем
фракционной перегонки.
Эти так называемые жирные кислоты головного погона рассматривают
прежде всего как менее важный побочный продукт. Они преимущественно
состоят из смеси каприловой и каприновой кислот (C8 и C10). Также к этой группе
жирных кислот (C9) относится пеларгоновая кислота, полученная в результате
озонолиза олеиновой кислоты. Алкидные смолы с короткоцепными линейными
жирными кислотами по сравнению со смесью жирных кислот кокосового масла
обладают еще большей стойкостью к выцветанию, так как содержат небольшое
количество ненасыщенных жирных кислот (5-8% по массе олеиновой кислоты).
Алкидные смолы, благодаря малой длине цепи, в сочетании с меламиновыми
позволяют получать более твердые и вязкоупругие покрытия горячей сушки.
Однако позже короткоцепные кислоты кокосового масла стали использовать в
качестве сырья для производства высококачественных смазочных материалов
(например реактивных двигателей), а также для получения жидких ПАВ,
способных к биологическому расщеплению. Вследствие этого их стоимость
увеличилась настолько, что сегодня они практически не используются в
производстве алкидных смол. Однако с тех пор, в том числе и по другим причинам,
алкидные смолы этого типа стали производить с использованием
синтетических жирных кислот, полученных при оксосинтезе и синтезе Коха.
Основными синтетическими жирными кислотами являются изононановая кислота [118]
(главным образом 3,3,5-триметилгексановая кислота), которую предпочитают
использовать из-за первичных карбоксильных групп, 2-этилгексановая кислота
и третичные, разветвленные монокарбоновые кислоты [119,120], которые
можно присоединить аналогично глицидному эфиру [121, 122] (см. рис. 4.30).
Благодаря разветвленной структуре, синтетические жирные кислоты менее
чувствительны к температуре и кислороду воздуха, чем короткоцепные
насыщенные природные жирные кислоты. Поэтому ЛК-покрытия на основе таких
связующих еще более стойкие к выцветанию и атмосферным влияниям.
Алкидные смолы с синтетическими жирными кислотами могут придавать покрытию
>?с< но>^ но>^
о о '
Изононановая кислота 2-этилгексановая кислота Кислота Версатик
Рис. 4.30. Синтетические жирные кислоты
Свойства полиэфиров и алкидных смол
197
свойства, обеспечивающие стойкость
к механическому воздействию.
В состав алкидных смол для ЛКМ
горячей сушки, содержащих
насыщенные жирные кислоты, кроме прочих
компонентов входят ангидрид фтале-
вой кислоты и триметилолпропан в
качестве полиола (реже содержат
глицерин), или же смесь пентаэритрита и
диолов (чаще всего пропиленгликоля),
или же только пентаэритрит в
качестве полиола. Существуют также
продукты, содержащие некоторое
количество бензойных кислот. Алкидные
смолы можно получать
одноступенчатым способом при температуре от 200
до 240 °С в присутствии катализатора.
Процесс контролируется путем
определения кислотного числа и
вязкости связующего. В большинстве
случаев алкидные смолы обладают
средней молекулярной массой от 1 500 до
3 000 г/моль и относительно низким
замещением избыточных гидроксиль-
ных групп монокарбоновыми
кислотами. Гидроксильное число обычно
составляет от 80 до 140 мг КОН/г, а
кислотное от 10 до 25 мг КОН/г. Такие
смолы растворяют в ароматических
растворителях или эфирах, или смеси
простых и сложных эфиров гликолей,
композиции могут также содержать
спирты (бутанол) или простые эфиры
гликолей (метоксипропанол).
В табл. 4.27 [123] представлены два
образца алкидной смолы. Первый
изготовлен из фталевого ангидрида, изо-
нонановой кислоты и триметиолпропа-
на в качестве полиола, второй из
смеси пентаэритрита и пропиленгликоля в
качестве полиола. При модификации
обоих образцов жирной кислотой на
50% содержание жирной кислоты
составляет почти 30% по массе. При
кислотном числе 15 мг КОН/г
гидроксильное число равняется примерно 100 мг
КОН/г. Вязкость растворов связующих
практически одинаковая.
Таблица 4.27.
Сравнение составов образцов алкидного
ЛКМ горячей сушки из триола и из смеси
тетраолов и диолов
Ангидрид фталевой
кислоты
Триметилолпропан
Пентаэритрит
Пропиленгликоль
Изононановая
кислота
Структурные звенья, %о
Ангидрид фталевой
кислоты
Триметилолпропан
Пентаэритрит
Пропиленгликоль
Изононановая
кислота
Всего
Вода
Выход продукта
(К.Ч. = 10,0)
Характеристики
Кислотное число,
| мг КОН/г
Полиэфирная
константа к'
Средняя
молекулярная масса(среднечис-
ловая), г/моль
Количество
структурных элементов
Степень разветвления,
моль/кг
Замещение b*
Гидроксильное число,
| мг КОН/г
1,000
1,050
0,000
0,000
0,620
по массе
412,0
140,7
0,0
0,0
272,7
1 076,4
76,4
1 000,0
15,0
1,1460
2460
6,8
1,20
0,50
97,8
1,000 I
0,000
0,500
0,570
0,620
448,9 I
0,0
206,2 |
448,9 J
297,1 I
1 083,6
83,6
1 000,0
15,0
1,1581
2085
6,3
1,15
0,50
103,5
На рис. 4.31, 4.32 и 4.33 наглядно
представлены стандартные структурные
198
Свойства полиэфиров и алкидных смол
(
г
АЛЛЛЛЛО
Il
О
}
C-O^
Il
о
ґ с
>
V Ii
> о
о
C = O
}
-л
C-O.
11 ^
о <
f
^к^СЬАЛЛЛЛ/
/^
ОН
Рис. 4.31. Модель сегмента молекулы алкидной смолы из триола
гл
W
'vwwC C-O^
Il Il
о о
г
( V
Д^О — С
V "
/ о
о
C = O
л
=(
C-O..
Il ^
о
I
Jx
О www
Рис. 4.32. Модель сегмента молекулы алкидной смолы из тетраола-диола
г\
W
WWVC C-O^
Il Il
О О
.U Г
( S=
^Л^-о—с
^Ґ Il
/ о
о
\
C = O
л
=(
C-O^
Il
о
он
jL 0"^WVW
)
О
\
C = O
Рис. 4.33. Модель сегмента молекулы алкидной смолы из тетраола
элементы алкидных смол из фталевого ангидрида, изононановои кислоты и по-
лиолов:
• триметилолпропана,
• смеси пентаэритрита и пропиленгликоля,
• (только) пентаэритрита
Свойства полиэфиров и алкидных смол 199
с замещением половины избыточных гидроксильных групп жирной кислотой,
состав смол приведен в табл. 4.27 и 4.28.
При использовании в качестве полиола только пентаэритрита при
одинаковом замещении жирной кислотой необходимо использовать повышенный
избыток полиолов. В результате получаются алкидные смолы с содержанием
жирной кислоты более 40% по массе, которые при одинаковом кислотном
числе обладают достаточно высоким гидроксильным числом - около 150 мг КОН/г.
В табл. 4.28 описывается образец такой алкидной смолы с использованием в
качестве полиола одного пентаэритрита.
Таблица 4.28.
Состав образца алкидной смолы из тетраола для применения в ЛКМ горячей сушки
n = m/M Структурный
компонент
1,000
1,080
1,240
2,119
Кислотное число, мг КОН/г
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Количество структурных
элементов
Замещение
Степень разветвления,
Імоль/кг
I Гидроксильное число [мг КОН/г]
Ангидрид фталевой
кислоты
Пентаэритрит
Изононановая кислота
Всего
Вода
Выход (К.Ч. = 15,0)
К.Ч.
M
Mn
q'
b*
V
Г.Ч.
M
148
136
158
18
m
148,00
146,88
195,92
490,80
38,14
452,66
/OO ПО
массе J
327,0
324,5
432,8
1 084,3 I
84,3
1 000,0 |
15,0
1,2010
2252
5,0
0,51
2,03
148,9
На рисунке 4.33 изображены типичные структурные элементы данной
алкидной смолы.
Эти три образца не являются, естественно, единственными, и возможны
разнообразные комбинации. Сюда относятся очень тощие алкиды, содержащие
смеси полиолов из триолов и диолов, или такие, которые, кроме небольшого
количества тетраола, содержат повышенное количество диола. Другие связующие
подобного рода с жирной кислотой (от 30 до 40% по массе) часто содержат в
качестве полиола смесь тетраола и триола.
Кроме перечисленных преимуществ, ЛКМ горячей сушки на основе
алкидных смол с использованием синтетических жирных кислот обладают также и
200
Свойства полиэфиров и алкидных смол
рядом других свойств. Алкидные смолы на основе линейных, длинноцепных
и ненасыщенных жирных кислот по сравнению с синтетическими жирными
кислотами обладают повышенным пластифицирующим действием,
улучшенной растворимостью и совместимостью, смачиванием подложек и пигментов
и положительным образом влияют на технологические свойства ЛКМ.
Линейные длинноцепные жирные кислоты также способствуют розливу и блеску
покрытий и позволяют избежать формирования кратеров при нанесении
методом распыления. Поэтому рецептуры многих алкидных смол составляют
таким образом, чтобы кроме превалирующего содержания синтетических
жирных кислот они содержали бы некоторое количество линейных длинноцепных
жирных кислот, которые могут быть также ненасыщенными. Продукты с такой
комбинацией жирных кислот, в которых главный акцент ставится на
стабильность цветового тона, содержат, к примеру, длинноцепные фракции из смеси
кислот кокосового масла, которые предварительно гидрировали. Однако, для
большинства областей применения можно выбрать определенное количество
жирных кислот с высоким содержанием 9,12-линолевой кислоты, не ухудшая
при этом стойкость к выцветанию или атмосферостойкость ЛК-покрытий на
основе таких алкидных смол для ЛКМ горячей сушки. При проведении
испытания на атмосферостойкость было установлено, что определенное
количество жирных кислот с высоким содержанием 9,12-линолевой кислоты не
только улучшает смачивание пигментов в покрывных ЛКМ, но и положительно
влияет на сохранение блеска покрытия.
Алкидные смолы для ЛКМ горячей сушки, содержащие насыщенные или же
ограниченное количество ненасыщенных жирных кислот, комбинируют с кар-
бамидными и меламиновыми смолами. Сегодня комбинация таких алкидных
смол с этерифицированными меламиновыми смолами занимает первое
место в производстве органосодержащих покрывных ЛКМ горячей сушки,
широко используемых в области промышленной окраски, окраски рулонного
металла и металлической тары, а также, прежде всего, в качестве верхних
автомобильных покрытий. Они также являются основой для изготовления
пигментных паст. ЛКМ на их основе характеризуются оптимальным сочетанием
эластичности и твердости, они достаточно стойки к выцветанию и
атмосферным воздействиям. Эти смолы превосходят другие связующие, пригодные для
данной цели применения (гидроксилсодержащие полиэфиры, гидроксилсо-
держащие акрилаты с меламиновыми смолами), с точки зрения
технологических свойств, розлива, укрывистости и блеска покрытия. В качестве
партнеров для сшивки особенно хорошо подходят меламиновые смолы, этерифици-
рованные бутанолом. В зависимости от гидроксильного числа алкидной
смолы, реактивности и средней молекулярной массы меламиновой смолы
компоненты комбинируют в соотношении от 60:40 до 85:15. Степень протекания
реакции соотверждения при пленкообразовании повышается с увеличением
содержания алкидной смолы, ее гидроксильного числа и возрастающей реак-
ционноспособности гидроксильных групп, понижением температуры горячей
сушки, меньшим каталитическим эффектом и снижением реакционной
способности меламиновых смол. Увеличить самоконденсацию можно за счет
повышения содержания меламиновых смол, использования меламиновых смол
с более высокой реакционной способностью и алкидных смол с низким ги-
дроксильным числом, повышения температуры горячей сушки и усиления
каталитического эффекта. Для оптимальной сшивки при достаточно высокой
температуре в большинстве случаев достаточно только каталитического
эффекта кислотного числа алкидной смолы. При пониженной температуре
горячей сушки или при использовании слабо реактивных меламиновых смол ис-
Свойства полиэфиров и алкидных смол ^}_
пользуют кислотные катализаторы (сульфокислоты, кислые эфиры
фосфорной кислоты, малеиновые кислоты или малеиновые полуэфиры).
Аналогично использованию насыщенных гидроксильных полиэфиров,
самоконденсация повышает твердость и стойкость покрытия к воздействию
органических растворителей, в то время как соотверждение положительно влияет на
эластичность и атмосферостойкость.
Торговые марки [58]:
Alkydal F 310 (Bayer [69]), Synolac 4422 (Cray Valley [73]), Uralac AN 633 (DSM [63]),
Vialkyd AC 451 (Cytec Surface Specialties-(UCB)-Solutia-Vianova [71]), WorleeKyd
C 628 (Worlee [74])
Кроме того, существуют алкидные смолы горячей сушки, содержащие гидрок-
сильные группы для возможности сшивки аминосмолами. Для замещения
используют только жирные кислоты с высоким содержанием 9,12-линолевой
кислоты (например талловая кислота с низким содержанием смолы, соевая
кислота). Эти продукты, конечно, не обладают достаточной стойкостью выцветанию.
Однако они хорошо смачивают пигменты, и ЛКМ обладают хорошими
технологическими свойствами при нанесении. Их предпочитают использовать в
промышленных ЛКМ горячей сушки.
Торговые марки:
Synolac 130 (Cray Valley [73])
Алкидные смолы на основе сопряженных жирных кислот
Особое значение для рецептур алкидных ЛКМ горячей сушки имеют жирные
кислоты с высоким содержанием 9,11-линолевой кислоты, возможные
структурные формулы представлены на рисунке 4.34. Их получают путем
изомеризации жирных кислот с высоким содержанием 9,12-линолевой кислоты (жирные
кислоты с сопряженными ненасыщенными связями) или путем дегидратации из
жирных кислот касторового масла (жирная кислота касторового масла).
Жирные кислоты с сопряженными ненасыщенными связями положительно
влияют на пластифицирование, смачивание пигментов, розлив и даже на
отверждение. В отличие от жирных кислот с высоким содержанием 9,12-линолевой
Рис. 4.34. Жирные кислоты с сопряженными ненасыщенными связями: 9,11 -линолевые
кислоты
202 Свойства полиэфиров и алкидных смол
кислоты, кислоты с сопряженными связями легче полимеризуются при
повышенной температуре и, следовательно, ускоряют процесс отверждения
алкидных покрытий. При этом алкидные смолы на основе жирных кислот с
сопряженными ненасыщенными связями менее склонны к выцветанию по сравнению
с жирными кислотами с высоким содержанием 9,12-линолевой кислоты, хотя
по стойкости к выцветанию их, естественно, нельзя ставить на один уровень с
насыщенными жирными кислотами. Некоторые алкидные ЛКМ горячей сушки
кроме насыщенных жирных кислот содержат достаточно большое количество
жирных кислот с сопряженными связями. Разработаны также рецептуры
алкидных смол, в состав которых входят исключительно жирные кислоты с
сопряженными ненасыщенными связями.
Обе группы можно получить напрямую из касторового масла. При этом на
первой стадии проводят одновременно переэтерификацию и дегидратацию
касторового масла с полиолами и определенным количеством фталевого ангидрида
при повышенной температуре (260-280 °С). При этом ангидрид фталевой
кислоты отвечает за дегидратацию. На второй стадии алкидную смолу с
оставшимися компонентами, прежде всего с остатками фталевого ангидрида,
конденсируют до готовности при обычной температуре этерификации (220-240 °С).
Такой тип алкиднои смолы используют преимущественно при ограниченной
температуре горячей сушки (например, в случае так называемых восьмидяси-
тиградусных покрытий). Такие ЛКМ предназначены: для нанесения на
подложки, чувствительные к температурному воздействию (пластмассы,
комбинированные конструкции), окраски крупных объектов, которые невозможно нагреть
до необходимой температуры (сельскохозяйственные машины,
крупногабаритные транспортные средства) и ремонтных систем. В перечисленных областях
применения они конкурируют с двухкомпонентными ЛКМ, которые очень
эффективно отверждаются и позволяют добиться высокой стойкости покрытия,
однако по стоимости значительно дороже.
Торговые марки [58]:
Setal 118 (AKZO-Resins [72]), Vialkyd AR 280 (Cytec Surface Specialties-(UCB)-
Solutia-Vianova [71]), Synthalat RT 35 (Synthopol [76]), Uralac AD 543 (DSM [63]),
WorleeKyd RM 232 (Worlee [74])
4.4.5.2 Алкидные смолы для ЛКМ кислотного отверждения
В принципе, описанный в предыдущем разделе (4.4.4.1) тип связующих
можно использовать и в рецептурах так называемых ЛКМ кислотного
отверждения. ЛКМ кислотного отверждения состоят из алкидных смол с гидроксильны-
ми группами и аминосмол, в данном случае преимущественно из карбамид-
ных смол. Отверждение ускоряют путем введения кислот и сшивка протекает
достаточно быстро уже при температуре окружающей среды. Используют
достаточно большое количество относительно сильных кислот: соляную,
фосфорную, кислый эфир фосфорной кислоты, сульфокислоты. После добавления
кислотных катализаторов ЛК-системы обладают ограниченным временем
переработки (жизнеспособностью). При таких условиях доля самоконденсации ами-
носмолы во время пленкообразования достаточно высока.
Для ЛКМ кислотного отверждения в качестве алкиднои смолы
преимущественно используют смолы с повышенным гидроксильным числом и высоким содер-
Свойства полиэфиров и алкидных смол
203
жанием жирных кислот, чаще всего гидроксилсодержащие алкидные смолы на
основе пентаэритрита. В качестве жирных кислот предпочитают использовать
синтетические, однако применяют и смеси из насыщенных и ненасыщенных
жирных кислот, например жирные талловые кислоты. Ненасыщенные жирные
кислоты в ЛКМ кислотного отверждения в первую очередь улучшают
пластифицирующее действие алкидной смолы. Описанные алкидные смолы
комбинируют с этерифицированными карбамидными смолами в соотношении от 50:50
до 70:30.
Алкидные ЛКМ кислотного отверждения находят широкое применение в
области окраски древесины (мебельные покрытия) и для окраски плит из слоистого
пластика. Покрытия обладают высокой твердостью и соответствующей
механической прочностью, химстойкостью и стойкостью к воздействию органических
растворителей.
Торговые марки [57]:
Setal 118 (AKZO-Resins [72]), Synolac 1035 (Cray Valley [73]), Synthalat R 43
(Synthopol-Chemie [76]), WorleeKyd SH 380 (Worlee [74])
Тем временем ЛК-системы кислотного отверждения, применяемые
преимущественно для окраски мебели, потеряли свое значение на рынке ЛКМ. Причина
заключается в том, что при ускорении процесса отверждения сильными
кислотами из аминосмол выделяется формальдегид. Остатки формальдегида еще
достаточно длительное время продолжают испаряться с поверхности мебели,
что можно определить по запаху. Формальдегид относится к классу веществ,
опасных с физиологической точки зрения, поэтому его эмиссию необходимо
уменьшить. В случае данных ЛК-систем такого эффекта можно достичь при
использовании веществ, поглощающих формальдегид, например
свободного карбамида, однако полностью избежать эмиссии невозможно. Поэтому ЛК-
системы кислотного отверждения все более вытесняются с рынка другими
видами ЛКМ. Сегодня для получения таких мебельных покрытий предпочитают
использовать водные акриловые дисперсии (первичные дисперсии несшивае-
мых акриловых смол).
4.4.5.3 Алкидные смолы, отверждаемые изоцианатами
Алкидные смолы, сшиваемые продуктами присоединения полиизоцианатов со
свободными NCO-группами, преимущественно состоят из ангидрида фталевой
кислоты, триметилолпропана или пентаэритрита и насыщенных жирных
кислот, чаще синтетических. Однако существуют также продукты, которые
содержат как минимум одну часть ненасыщенных жирных кислот. Они
принципиально не отличаются от алкидных смол, используемых в рецептурах ЛКМ горячей
сушки. Существуют также типы, специально рекомендуемые к применению в
двухкомпонентных ЛК-системах. Так как совместное отверждение алкидных
смол с полиизоцианатами является завершающим процессом, и при этом
образуются обширные сетчатые структуры, чаще всего разрабатывают
рецептуры связующих с высоким гидроксильным числом за счет повышения избытка
полиолов или низкого замещения избыточных гидроксильных групп монокар-
боновыми кислотами. Вследствие этого к данной группе относятся алкидные
смолы с максимально низким содержанием жирных кислот. Поэтому
некоторые типы связующих для компенсации ограниченной пластификации из-за
низкого содержания жирной кислоты в качестве дикарбоновой кислоты содержат
204
Свойства полиэфиров и алкидных смол
не только фталевый ангидрид, но и, например, некоторое количество адипино-
вой кислоты, обладающей пластифицирующим действием. Некоторые
связующие, кроме малого количества синтетических жирных кислот, содержат диолы
с более длинными цепями или полиэфирполиолы (диэтиленгликоль, дипропи-
ленгликоль, а также более высокие гомологи). Такие связующие по составу и
свойствам похожи на насыщенные гидроксилсодержащие полиэфиры, отвер-
ждаемые изоцианатами (см. раздел 4.2.5.4).
Благодаря очень высокой эффективности отверждения полиизоцианатами, нет
необходимости повышать среднюю молекулярную массу. Обычно она
находится ниже значений алкидных смол для JlKM горячей сушки. Как и
насыщенные гидроксилсодержащие полиэфиры, эти связующие в большинстве случаев
тоже имеют низкое кислотное число (чаще всего менее 12 мг КОН/г).
Алкидные смолы на основе синтетических жирных кислот преимущественно
используют в рецептурах двухкомпонентных покрывных ЛКМ,
характеризующихся хорошим смачиванием, эффективным розливом и высоким блеском.
Отверждение, естественно, проводят продуктами присоединения
алифатических или циклоалифатических полиизоцианатов (HDi, IPDI), что позволяет
получить покрытия с хорошей стойкостью к изменению цвета и атмосферостой-
костью. Алкидные смолы с ненасыщенными жирными кислотами находят
применение в высококачественных покрытиях по древесине. В роли отвердителя
тогда выступают продукты присоединения ароматических полиизоцианатов
(TDI и MDI и их гомологи). JlK- покрытия на основе такой комбинации очень
твердые и обладают высокой стойкостью к воздействию воды, химических
веществ и органических растворителей.
Особую группу алкидных смол для двухкомпонентных JlKM образуют
смолы, полученные на основе касторового масла. Жирные кислоты
касторового масла практически полностью состоят из 12-гидроксиолеиновой кислоты.
Эта жирная рицинолевая кислота также является гидроксикарбоновой
кислотой, содержание которой необходимо учитывать при проведении расчетов
(см. уравнение 13 и раздел 3.3.2) для определения полиэфирной константы и
средней молекулярной массы. Рицинолевая кислота обладает ярко
выраженным пластифицирующим действием. Гидроксильная группа может
участвовать как в построении полиэфирной молекулы, так и в процессе отверждения
изоцианатными группами.
Представленный ниже в табл. 4.29 [125] пример описывает образец алкид-
ной смолы, отверждаемой полиизоцианатами, на основе ангидрида фтале-
вой кислоты и адипиновой кислоты в молярном соотношении 3:1, со
значительным молярным избытком триметилолпропана и малым замещением
избыточных гидроксильных групп изононановой кислотой. При кислотном числе
8,0 мг КОН/г гидроксильное равно 126,5 мг КОН/г и средняя молекулярная
масса составляет 2101 г/моль.
Торговые марки [58]:
Desmodur RD 181 (Bayer [69]), Synolac 1333 (Cray Valley [73]), WorleePol 6631
(Worlee [74])
Алкидные смолы, содержащие ОН-группы, можно отверждать
блокированными полиизоцианатами. При этом, в зависимости от типа использованного
Свойства полиэфиров и алкидных смол
205
Таблица 4.29.
Алкидная смола на основе фталевого ангидрида, адипиновой кислоты,
триметилолпропана и изононановой кислоты для рецептур двухкомпонентных ЛКМ
n = m/M
1,120
0,750
0,250
0,600
1,799
Кислотное число, мг КОН/г
I Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Количество структурных
элементов
Замещение
I Степень разветвления, моль/кг
I Гидроксильное число, мг КОН/г
[ Вязкость (ICI, 23°С), м Па • с
Триметилолпропан
Ангидрид
фталевой кислоты
Адипиновая кислота
Изононановая кислота
Всего
Вода
Выход (К.Ч. = 8,0)
к.ч.
к'м
Mn
q'
b'
V
Г.Ч.
Л
134
148
146
158
18
150,08
111,00
35,50
94,80
392,38
32,38
360,00
массе
416,9
308,3
101,4
263,3
1 089,9
89,9
1 000,0
8,0
1,1713
2 101
5,8
0,43
1,44
126,5
4 200
полиизоцианата и блокирующего агента, сшивку необходимо проводить при
повышенной температуре. То есть структурные звенья таких алкидных смол
должны обладать достаточной тепло- и цветостойкостью. В такой
комбинации алкидные смолы обладают преимуществом с точки зрения смачивания,
розлива и блеска. Для сшивки блокированными полиизоцианатами, однако,
чаще алкидным смолам предпочитают насыщенные гидроксилсодержащие
полиэфиры.
4.4.5.4 Алкидные смолы для реакционноспособных ЛКМ с высоким сухим остатком
Для разработки рецептур реакционноспособных ЛКМ на основе алкидных
смол необходимо значительно снизить среднюю молекулярную массу
данных связующих. По сравнению со связующими воздушной сушки реакционно-
способные ЛКМ позволяют начать отверждение покрытия при очень низкой
средней молекулярной массе, достигая более эффективной реакции сшивки.
Средняя молекулярная масса алкидных смол для реакционноспособных ЛКМ
с высоким сухим остатком составляет около 800 г / моль, то есть в среднем
они состоят из 2,5-3 структурных элементов. В любом случае полярные
алкидные смолы с гидроксильными группами, которые часто содержат лишь
небольшое количество жирной кислоты, требуют также использования
полярных растворителей в форме поставки или в рецептуре. Тогда, если в таких ал-
206
Свойства полиэфиров и алкидных смол
Таблица 4.30.
Алкидная смола на основе глицидилового эфира, фталевого ангидрида,
триметилолпропана, жирной кислоты касторового масла
n = m/M
0,505
0,190
0,911
1,000
0,588
Кислотное число, мг КОН/г
I Полиэфирная константа
Среднечисловая молекулярная
| масса, г/моль
Количество структурных элемен-
I тов
Замещение
I Степень разветвления, моль/кг
Гидроксильное число, мг КОН/г
I Вязкость (ICI, 23°С), м Па • с
Структурный
компонент
Глицидиловый эфир
третичной
С10-монокарбоновой
кислоты
Жирная кислота
касторового масла
Триметиолпропан
Ангидрид
фталевой кислоты
Всего
Вода
Выход продукта
(К.Ч. = 12,4)
К.Ч.
км
Mn
Q'
b'
V
Г.Ч.
Л
M
249
280
134
148
18
m
125,75
53,20
122,07
148,00
449,02
10,56
438,43
і
%о ПО I
массе I
286,8
121,3
278,4
337,6
1024,1
24,1
1000,0
12,4
1,5129
855
1,9
0,30
1,64
211,2
60-70
кидных смолах из обычных структурных звеньев типа фталевого ангидрида и
пентаэритрита или триметилолпропана повышается доля полиэфирного
скелета (back-bone), то повышается и температура стеклования и,
следовательно, вязкость связующих. Таким же образом на вязкость раствора влияют
степень разветвления и повышенное гидроксильное число.
Поэтому если необходимо значительно повысить содержание сухого
вещества, то необходимо тщательно подходить к разработке рецептур алкидных
смол. Как и в случае насыщенных полиэфиров, существует возможность
частичной замены ароматических структурных звеньев на циклоалифатиче-
ские или даже алифатические. Однако замена изофталевой кислоты,
например гексагидрофталевым ангидридом, в насыщенных полиэфирах имеет
более сильный эффект, чем при использовании фталевого ангидрида, который
считается стандартным компонентом алкидных смол. Это объясняется тем,
что алкидная смола на основе фталевого ангидрида по сравнению с
изофталевой кислотой имеет более узкое молекулярно-массовое распределение, а
также сокращает тенденцию к кристаллизации.
Свойства полиэфиров и алкидных смол
207
Если в такие алкидные смолы встроить еще больше алифатических звеньев,
которые также могут обладать более длинными цепями или эфирными
мостиками, то при определенной молекулярной массе можно еще сильнее понизить
вязкость. Однако в таком случае необходимо учитывать пластифицирующее
действие этих структурных звеньев и низкую атмосферостоикость связующих
с эфирными группами.
Особый метод заключается в использовании глицидных эфиров
разветвленных синтетических монокарбоновых кислот. Они вступают в реакцию
практически аналогично ангидриду диола. По механизму присоединения они
встраиваются в молекулу связующего, и в результате связующее имеет более узкое
молекулярно-массовое распределение, чем с использованием полиолов.
Следующий пример из табл. 4.30 описывает алкидную смолу, полученную из
таких глицидных эфиров, ангидрида фталевой кислоты, триметилолпропана и
жирной кислоты касторового масла [129].
Алкидные смолы с высоким сухим остатком для ЛКМ горячей сушки
предпочитают комбинировать с низкомолекулярными, низковязкими аминосмолами,
прежде всего с низкомолекулярными, полностью этерифицированными
метанолом меламиновыми смолами (HMMM / гексаметоксиметилмеламин). Для
эффективной сшивки таких связующих, в том числе при повышенной
температуре (130-180 °С), требуется использование кислотных катализаторов
(например, п-толуолсульфокислоты). У JlKM горячей сушки с высоким сухим
остатком содержание твердого вещества в зависимости от пигментирования
составляет от 55% по массе (черный цвет) до 85% по массе (белый цвет). Они
образуют блестящие, атмосферостойкие покрывные ЛКМ с хорошим
розливом. В большинстве случаев необходимо введение добавки против
образования потеков. Продукты применяют в промышленных ЛКМ горячей сушки, а
также в некоторых покрывных автомобильных ЛКМ.
4.4.5.5 Водоразбавляемые алкидные смолы для реакционноспособных JlKM
Существует семь вариантов получения водоразбавляемых алкидных смол
воздушной сушки, представленных ниже:
1. Присоединение ангидрида к алкидной смоле, содержащей гидроксильные
группы, полученной на первой стадии.
2. Ограничение степени конденсации при повышенном кислотном числе.
3. Присоединение и ограниченная этерификация ангидрида тримеллитовой
кислоты.
4. Реакция аддукта изоцианата с диметилолпропионовой кислотой.
5. Диеновое присоединение малеинового ангидрида или акриловой кислоты.
6. Эмульгирование алкидной смолы с использованием эмульгаторов.
7. Эмульсии алкидных сополимеров с акриловыми мономерами, в том числе
с производными метакриловой кислоты.
208
Свойства полиэфиров и алкидных смол
Алкидные смолы для водоразбавляемых реакционно-способных ЛКМ
содержат также ненасыщенные жирные кислоты, но для получения определенных
свойств покрытия (цветостойкость, стойкость к пожелтению, атмосферостой-
кость) добавляют и насыщенные жирные кислоты (чаще синтетические).
Поэтому из перечисленных способов выбирают такой, где не требуется реакция с
ненасыщенными жирными кислотами. Это присоединение ангидрида к алкид-
ной смоле, содержащей гидроксильные группы, полученной на первой стадии
(1), присоединение и ограниченная этерификация ангидрида тримеллитовой
кислоты (3), реакция аддукта изоцианата с диметилолпропионовой кислотой
(4) и производство эмульсий алкидных смол с эмульгаторами (6).
При сшивке связующего дополнительным отвердителем важно обеспечить
наличие достаточного количества гидроксильных групп. Поэтому чаще
всего содержание монокарбоновой кислоты остается низким. Кислотное число
составляет обычно от 25 до 60 мг КОН/г. Карбоксильные группы алкидных
смол нейтрализуют аминами. Для этой цели в первую очередь подходит ди-
метилэтаноламин, а также диэтаноламин (DEA), диизопропаноламин (DIPA) и
2-амино-2-метилпропанол (AMP). Степень нейтрализации обычно составляет
70-100%. Затем при смешивании с деионизированной водой получают
коллоидные растворы, похожие на дисперсию, с долей нелетучей части от 30 до
50% по массе и значением рН от 7,5 до 8,5.
Для составления рецептур ЛКМ горячей сушки эти связующие комбинируют с
водорастворимыми аминосмолами. Здесь преимущественно используют
низкомолекулярные, этерифицированные метанолом меламиновые смолы, а
также этерифицированные метанолом бензогуанаминовые смолы. ЛКМ горячей
сушки находят применение в области промышленной окраски
(выравнивающие, покрывные ЛКМ), а также в автомобильной отрасли (покрывные ЛКМ).
Часто бывает достаточно каталитического действия высокого кислотного
числа для ускорения реакции отверждения полностью этерифицированных смол
ГМММ при температуре от 130 до 160 °С. Однако также возможно добавление
аминных солей сульфокислот в качестве катализаторов сшивки.
Водоразбавляемые алкидные смолы с достаточно высоким гидроксильным
числом можно также использовать в рецептурах двухкомпонентных ЛКМ.
Хотя модифицирование жирной кислотой несколько пространственно
отгораживает ОН-группы, однако, уменьшение полярности положительно влияет
на совместимость с продуктами присоединения алифатических и циклоали-
фатических полиизоцианатов. Кроме того, модифицирование жирной
кислотой положительно влияет на свойства ЛКМ при нанесении, в покрытии
образуется меньше кратеров, и улучшается розлив. Несмотря на то что для таких
разработок преимущественно используют гидроксилсодержащие акриловые
смолы, так как они менее чувствительны к омылению, из-за перечисленных
свойств следует обратить более пристальное внимание на алкидные смолы с
гидроксильными группами.
В табл. 4.31[13O] представлена алкидная смола, полученная из
гидрированной, фракционированной кислоты кокосового масла (фракция C16-C18), три-
метилолпропана, пентаэритрита и фталевого ангидрида. В результате
реакции присоединения с аддуктом изофорондиизоцианата и
диметилолпропионовой кислоты смола обладает такой же водорастворимостью, как и урета-
налкид. Кислотное число полуфабриката алкидной смолы составляет 1,0 мг
КОН/г, средняя молекулярная масса 899 г/моль и гидроксильное число 248,6
Свойства полиэфиров и алкидных смол
209
Таблица 4.31.
Водоразбавляемый уретаналкид с гидроксильными группами,
отверждаемый аминными смолами
n = т/М
0,043
0,058
0,024
0,051
0,019
0,075
Кислотное число, мг КОН/г
Полиэфирная константа
Среднечисловая молекулярная
I масса, г/моль
Количество структурных
элементов
[ Замещение
Степень разветвления, моль/кг
Гидроксильное число, мг КОН/г
Структурный
компонент
Гидрированная кислота
кокосового масла
^16*^18
Триметилолпропан
Пентаэритрит
Фталевый ангидрид
Аддукт из 2 IPDI + 1 DMPS
(диметилолпропионовая
кислота)
Всего
Вода
Выход продукта
(К.Ч. = 26,0)
К.Ч.
к'м
M
п
Q'
b'
V
Г.Ч.
277
134
136
148
578
18
m
11,880
7,820
3,320
7,570
10,790
41,38
1,36
40,02
массе J
296,8
195,4
83,0
189,2
269,6
1 034,0 |
34,0
1 000,0
26,0
1,1838
3119
5,4
0,32
2,07
126,3
мг КОН/г. У готового уретаналкида при кислотном числе 26,0 мг КОН/г
молекулярная масса равна 3119 и гидроксильное число 126,3 мг КОН/г. В
представленном примере связующее нейтрализовали триметиламином (степень
нейтрализации 80%), и растворяли до 88% в Н-метилпирролидоне.
Дополнительно вводили эмульгатор и разбавляли деионизированнои водой до содержания
нелетучей части 40% по массе. Связующее предназначено для разработки
водных базисных ЛКМ с декоративным эффектом для серийной окраски
автомобилей и для этого его комбинируют с водоразбавляемой меламиновой
смолой и водной полиуретановой дисперсией.
Торговые марки [58]:
Synolac 8300 (Cray Valley [73]), Synthalat KF 43 (Synthopol-Chemie [76]), WorleeSol
84 C (Worlee [74])
210
Свойства полиэфиров и алкидных смол
4.4.5.6 Прочие алкидные смолы для реакционноспособных JlKM
Как и в случае алкидных смол воздушной сушки, алкиды, сшиваемые
дополнительным отвердителем, модифицируют дополнительными структурными звеньями.
Уретаналкиды, сшиваемые отвердителем, характеризуются хорошей
подсушкой, отвержденные покрытия обладают высокой твердостью, хорошей
эластичностью, высокой водостойкостью и улучшенной химстойкостью. В
сочетании с меламиновыми смолами в ЛКМ горячей сушки или с продуктами
присоединения алифатических и циклоалифатических полиизоцианатов в двухком-
понентных ЛКМ можно получить покрытие с высокой атмосферостойкостью.
Эти связующие используют для получения высококачественных
промышленных покрытий.
Модифицирование алкидных смол, предназначенных для изготовления ЛКМ
горячей сушки, силиконовыми полупродуктами проводят аналогично
модифицированию насыщенных полиэфиров и алкидных смол воздушной сушки.
Такие силиконовые алкидные смолы способны самосшиваться при
определенном содержании силикона, однако их можно также комбинировать с
меламиновыми смолами, но чаще всего в небольших количествах. Покрытия на
их основе обладают высокой стойкостью к воздействию химических веществ,
воды, механическим нагрузкам, атмосферным влияниям и повышенным
температурам.
При введении в алкидные смолы эпоксидов получаются эпоксиалкидные
смолы, сшиваемые отвердителем. Эпоксидная составляющая в структуре
молекулы рассматривается как макрополиол. Эпоксидное структурное звено в
алкидных смолах повышает адгезию и коррозионную стойкость ЛК-покрытий.
На их основе можно разрабатывать ЛКМ горячей сушки и двухкомпонент-
ные ЛК-системы. Продукты находят применение в грунтовках и
выравнивающих составах, а такжеи, прежде всего, в ЛКМ для окраски листового металла
(окраска жестяной тары, койл-коатинг).
Особым случаем применения алкидных смол, содержащих гидроксильные
группы, является сополимеризация с акриловыми смолами. При
комбинировании положительных свойств алкидных (см. также раздел 4.4.6) и
акриловых смол часто сталкиваются с проблемой совместимости. Проблему можно
устранить путем проведения полимеризации акриловой смолы в присутствии
алкида или раствора алкидной смолы. Предполагается, что во время реакции
полимеризации в молекулах алкидной смолы протекают реакции переноса
даже в том случае, когда в молекуле отсутствуют полимеризующиеся
двойные связи. При этом получаются комбинированные связующие с
интересными свойствами, которые представляют интерес прежде всего для разработки
ремонтных ЛКМ. Эффективная сшивка алкидной смолы дополняет быструю
подсушку и стойкость, характерную для акриловых смол.
4.4,6 Сравнение гидроксилсодержащих алкидных смол
и полиэфиров с другими типами пленкообразующих
веществ
Механизм отверждения различных ЛКМ заключается в реакциях гидроксиль-
ных групп с другими реакционноспособными группами. К связующим с ги-
дроксильными группами относятся: насыщенные полиэфиры, алкидные,
Свойства полиэфиров и алкидных смол ^}}_
акриловые, эпоксидные смолы, простые полиэфиры, поливиниловые смолы
(поливинилхлоридные сополимеры, поливинилацетали, сополимер аллилово-
го спирта и стирола) и сложные эфиры целлюлозы. Первые три класса
веществ являются наиболее важными с точки зрения отверждения. На их
основе можно разрабатывать ЛКМ с органическими растворителями, водные ЛКМ,
а также так называемые 100%-ные системы.
Сшивающими агентами для связующих, содержащих гидроксильные группы,
являются аминосмолы (меламиновые, карбамидные, бензогуанаминовые),
полиизоцианаты (продукты присоединения полиизоцианатов со
свободными изоцианатными группами, блокированные полиизоцианаты), фенольные
смолы (резолы) и другие носители метилола, полученные из аддуктов
формальдегида, и силиконы (алкоксисиланы и силанолы). Наиболее
популярными являются первые два класса веществ.
Полиэфирные, алкидные и акриловые смолы, содержащие гидроксильные
группы, отличаются широким разнообразием. Связующие каждой из этих
групп имеют разную молекулярную массу, молекулярно-массовое
распределение, общую структуру (линейную или разветвленную), разное количество
реакционно-способных групп, в первую очередь гидроксильных, и не в
последнюю очередь - разнообразие свойств получаемых структурных звеньев
(мономеров). Несмотря на это, можно определить и сравнить разнообразные
свойства связующих. На основании такого сравнения можно сделать выводы
об областях применения того или иного типа связующего. Необходимо,
прежде всего, показать взаимосвязь между молекулярным строением и
структурой, технологическими свойствами ЛКМ, свойствами при нанесении и
свойствами покрытия и главными областями применения трех основных классов
связующих.
Насыщенные полиэфиры имеют молекулярную массу от 800 до 3 000 г/моль,
они могут быть линейными или в различной степени разветвленными.
Насыщенные полиэфиры образуют коллоидные растворы, состоящие из клубков
молекул, которые заполнены растворителем. Благодаря определенной
структуре молекул и растворенному состоянию, гидроксильные группы, по
сравнению с другими группами связующего, очень хорошо доступны для
проведения реакции сшивки. Поэтому из всех трех классов веществ
гидроксилсодержащие насыщенные полиэфиры обеспечивают самую эффективную сшивку.
Предпосылкой для этого является совместимость полиэфира и отвердителя,
который при пленкообразовании в процессе диффузии должен проникать к
полиэфирным молекулам. Тогда гидроксилсодержащие полиэфиры образуют
пленки с оптимальным соотношением твердости (в зависимости от
использованных структурных звеньев) и эластичности. При этом доля упругости в
эластичных свойствах пленок достаточно высока, даже если на нее влияет тип
структурных звеньев. Благодаря эффективной сшивке, покрытия также
обладают достаточно высокой химстойкостью.
Поэтому насыщенные полиэфиры с различными сшивающими агентами
предпочитают использовать в тех случаях, когда одновременно требуются
высокая эластичность, достаточно хорошая твердость и высокая химстойкость
покрытия. Комбинация таких насыщенных полиэфиров находит применение в
выравнивающих составах, а также простых грунтовках, в так называемых
базисных покрытиях двухслойных ЛК-систем с декоративным эффектом
(серийные и ремонтные автомобильные ЛКМ) и преимущественно в ЛКМ для окра-
212
Свойства полиэфиров и алкидных смол
ски пластмасс (двухкомпонентные), рулонных материалов, жестяной тары и в
электроизоляционных ЛК-системах (горячей сушки).
В принципе насыщенные полиэфиры не обладают широкими диапазонами
растворимости и совместимости по сравнению с другими типами связующих.
Поэтому необходимо тщательно подбирать как растворители, так и
соответствующие компоненты. Другие типы связующих также обладают
преимуществами с точки зрения смачивания пигментов, розлива и формирования
блеска покрытия.
Верхние покрытия на основе гидроксилсодержащих насыщенных
полиэфиров и соответствующих сшивающих агентов (меламиновых смол или аддук-
тов присоединения свободных и блокированных, алифатических и циклоали-
фатических полиизоцианатов) обладают очень хорошей атмосферостойко-
стью. Установлено, что чем эффективнее происходит формирование
молекулярной сетчатой структуры ЛК-пленки, тем меньше отрицательное влияние на
свойства пленки оказывает атмосферное воздействие. Тогда процессы
снижения блеска, выцветания, меления, повышения хрупкости, растрескивания,
образования пузырей замедляются или совсем не происходят. На атмосфе-
ростойкость прозрачных покрытий двухслойных систем с декоративным
эффектом решающее влияние оказывают количество ароматических звеньев и
температура стеклования, а не чувствительность полиэфиров к омылению,
как считалось ранее. Покрытия, содержащие ароматические полиизоциана-
ты, карбамидные и бензогуанаминовые смолы в качестве сшивающих
агентов, обладают низкой атмосферостойкостью.
Сами по себе насыщенные полиэфиры устойчивы к омылению при умеренно-
кислом рН, но эта стойкость понижается с повышением уровня рН. Правда,
меньшей стойкостью обладает аминная смола (меламиновая), которая может
разрушаться уже в слабокислой среде. Высокую стойкость проявляют
полиуретаны, сшиваемые полиизоцианатами. Таким образом, химстойкость
покрытий на основе насыщенных полиэфиров зависит в первую очередь от выбора
отвердителя.
Водорастворимые гидроксилсодержащие насыщенные полиэфиры также
образуют из клубков нескольких молекул хорошо текучие коллоидные
дисперсии при определенном количестве сорастворителя. Кроме того, гидроксиль-
ные группы полиэфиров во время сшивки эффективнее вступают в реакцию,
чем другие функциональные группы связующего. Очевидно, что в водных
двухкомпонентных ЛКМ отверждение насыщенных полиэфиров
полиизоцианатами происходит через образование низковязких продуктов присоединения
полиизоцианатов.
V гидроксилсодержащих алкидных смол молекулярная масса обычно со-
ставляетот1500до4000г/моль.Онивсегдабываютразветвленныеигидроксиль-
ное число, как правило, равняется 80-160 мг KOH / г. (алкидные смолы для ЛКМ
с высоким сухим остатком обладают более низкими молекулярной массой
и гидроксильным числом). Сохраняется представление о том, что алкидные
смолы данного типа в подходящих органических растворителях образуют
коллоидные дисперсии из клубков нескольких молекул, причем цепи жирных
кислот ориентируются наружу с образованием структуры, которая соответствует
мицеллам эмульгаторов.
Свойства полиэфиров и алкидных смол
213
Такое представление основано на том, что реакции сшивки этих алкидных
смол протекают менее эффективно, чем у немодифицированных
насыщенных полиэфиров. Так, остатки жирных кислот образуют некоторый стериче-
ский барьер для диффузии, которая необходима для реакции отверждения.
Естественно, данный эффект тем меньше, чем ниже содержание жирной
кислоты в такой алкидной смоле. Не следует, однако, делать вывод о том, что
покрытие не отвердится - сшивка будет различаться лишь по эффективности и
скорости протекания реакции.
С другой стороны, именно структура растворенных алкидных молекул
обеспечивает особые преимущества алкидных смол. Они лучше, чем
насыщенные полиэфиры, растворяются в неполярных растворителях и обладают
более широкой совместимостью с другими ЛК-связующими. Алкидные смолы
особенно хорошо смачивают пигменты, а ЛКМ на их основе имеют хорошую
способность к смачиванию подложки и создают меньше проблем при
нанесении, снижая тенденцию к образованию пузырей и проколов. Практически
всегда они улучшают розлив и обеспечивают хороший начальный блеск.
Поэтому главной областью применения гидроксилсодержащих алкидных
смол являются ЛКМ горячей сушки (для окраски станков), автомобильные
покрытия (серийные, для крупных транспортных средств, сельскохозяйственных
машин) и ЛКМ для окраски листовых металлов (для рулонных металлов и для
окраски жестяной тары), а также двухкомпонентные ЛКМ для промышленных
покрытий и ЛКМ для окраски пластмасс.
Покрытия на основе гидроксилсодержащих алкидных смол обладают
сравнительно меньшей химстойкостью, чем покрытия на основе
гидроксилсодержащих насыщенных полиэфиров, однако для большинства областей
применения она является достаточной, при условии, что в качестве отвердителя
использовали полиизоцианат. Пигментированные ЛК-системы обладают
достаточно хорошей атмосферостойкостью, но на нее влияет не алкидная смола,
а тип отвердителя. Гидроксилсодержащие алкидные смолы по смачиванию
пигментов значительно превосходят насыщенные полиэфиры при
использовании в ЛКМ с высоким содержанием пигментов. Если для отверждения
алкидных смол и насыщенных полиэфиров использовать один и тот же
сшивающий агент, то снижение блеска и меление в первом случае возникают намного
позже. Считается, что в случае прозрачных ЛКМ фталевая кислота,
содержащаяся обычно в качестве ароматического компонента в алкидной смоле,
приводит к ухудшению атмосферостойкости. Гидроксилсодержащие алкидные
смолы из алифатических и циклоалифатических структурных звеньев
придают прозрачным покрытиям хорошую атмосферостойкость.
В водных системах гидроксилсодержащие алкидные смолы являются
связующими, которые менее стабильны к омылению при повышенном уровне рН.
Структура клубков молекул отличается от органического раствора тем, что
неполярные остатки жирной кислоты направляются внутрь клубка. В
принципе хорошая совместимость алкидных смол повышает эффективность
смешивания с выбранным отвердителем и в водной фазе. Свойства при нанесении
также лучше, чем у других классов связующих.
Гидроксилсодержащие акриловые смолы - это линейные цепные
полимеры с боковыми гидроксильными группами и в значительной степени
спутанными молекулярными цепями. Они обладают молекулярной массой прей-
214
Свойства полиэфиров и алкидных смол
мущественно в диапазоне от 2 500 до 7 500 г/моль. Как правило, гидроксиль-
ное число составляет от 60 до 140 мг КОН/г. В органических композициях ги-
дроксилсодержащие акриловые смолы при использовании хорошего
растворителя образуют плотные клубки молекул. Так, например, раствор гидроксил-
содержащей акриловой смолы с молекулярной массой 5 000 г/моль обладает
примерно такой же вязкостью, что и гидроксилсодержащий насыщенный
полиэфир с молекулярной массой 1 800 г/моль, хотя был использован
одинаковый полярный растворитель. Такой результат можно объяснить разным
количеством частиц и различным размером коллоидных частиц растворов.
Поэтому ОН-группы таких акриловых смол значительно более закрыты и
менее доступны для реакции сшивки. Высокая плотность клубков
дополнительно препятствует диффузии партнера по реакции. Поэтому гидроксилсодер-
жащие акриловые смолы отверждаются менее эффективно, чем гидроксил-
содержащие алкиды и еще хуже по сравнению с гидроксилсодержащими
насыщенными полиэфирами. Следовательно, баланс между твердостью и
эластичностью необходимо обеспечивать за счет физических свойств
связующего. Акриловые смолы придают покрытиям более высокую эластичность, чем
другие связующие. Однако это означает, что оптимальное соотношение
твердости и эластичности не такое эффективное, как у гидроксилсодержащих
насыщенных полиэфиров и гидроксилсодержащих алкидных смол.
Из-за коллоидной структуры акриловые смолы хуже смачивают пигменты
(а ЛКМ на их основе - подложки), чем связующие других классов. Однако это
не означает, что они не подходят для приготовления пигментированных
композиций. Гидроксилсодержащие акриловые смолы, предназначенные для
рецептур пигментированных покрывных ЛКМ, образуют структуры, похожие на
структуры алкидов. Так, например, для таких ЛКМ рекомендуются к
применению гидроксилсодержащие акриловые смолы, модифицированные глициди-
ловыми эфирами разветвленных третичных монокарбоновых кислот.
Проводят также сополимеризацию определенного количества акриловых
мономеров с очень длинными боковыми цепями, и, следовательно, со структурами,
имитирующими алкидные смолы.
Гидроксилсодержащие акриловые смолы не обладают хорошими свойствами
при нанесении. Например, при распылении ЛКМ горячей сушки опасность
образования кратеров, пузырей и проколов больше, чем у алкидных смол.
Весьма необычно, что покрытия горячей сушки на основе гидроксилсодержащих
акриловых и меламиновых смол значительно менее укрывистые, чем такие
же покрытия на основе алкидных и меламиновых смол.
Гидроксилсодержащие акриловые смолы с учетом свойств отвердителя
позволяют получить покрытия с особенно высокими твердостью, химстойкостью
и стойкостью к выцветанию. Они достаточно устойчивы к атмосферным
воздействиям, как и другие пленкообразователи. В случае покрывных ЛКМ все-
таки следует принять меры по обеспечению эффективного смачивания
пигментов.
Однако прозрачные покрытия на основе акриловых смол с очень высокой
температурой стеклования, особенно при повышенном содержании
ароматических компонентов (стирол), обладают такой же плохой атмосферостойко-
стью, что и покрытия на основе полиэфиров и алкидных смол с
традиционными ароматическими звеньями (изофталевой кислотой или фталевым анги-
Свойства полиэфиров и алкидных смол
215
дридом). Несмотря на это, акриловые смолы по сравнению с другими
связующими предпочитают использовать для разработки рецептур прозрачных
покрытий, прежде всего двухслойных систем для серийной и ремонтной окраски
автомобилей. Объективная причина заключается не в улучшении атмосферо-
стойкости, о которой часто говорят, так как здесь действуют описанные выше
зависимости. Действительная же причина заключается в следующем:
образование плотных клубков молекул акриловых смол, с одной стороны,
отрицательно влияет на эффективность отверждения, но, с другой стороны,
является преимуществом при сушке покрытия. Высокая тенденция к ассоциации
молекул акриловых смол, лежащая в основе формирования плотных клубков,
обеспечивает более быстрое испарение растворителя по сравнению с
хорошо заполненными молекулами полиэфиров и алкидных смол. В любом
случае, если необходимо обеспечить быстрое испарение растворителя,
преимущество имеют гидроксилсодержащие акриловые смолы. Это же относится и к
прозрачным покрытиям. Прозрачные покрытия, входящие в состав
двухслойных ЛК-систем для серийной окраски автомобилей, при нанесении и
последующей горячей сушке не должны растворять базисные покрытия воздушной
сушки. Одним из многочисленных условий этого является быстрое испарение
растворителя из прозрачного ЛКМ и формирование пленки.
С объективной точки зрения, на предпочтительное использование гидроксил-
содержащих акриловых смол в прозрачных ЛКМ для серийной окраски
автомобилей влияет не улучшение атмосферостойкости, которой можно добиться
при перечисленных условиях, а свойства ЛКМ при нанесении.
Быстрое испарение растворителя играет большую роль, когда необходимо
провести отверждение при температуре окружающей среды или при ее
незначительном повышении. Однако в таком случае необходимо
дополнительно сократить время цикла. Это, прежде всего, относится к ремонтным
автомобильным покрытиям. Гидроксилсодержащие акриловые смолы, сшитые ад-
дуктами алифатических и циклоалифатических полиизоцианатов, являются
основными связующими не только для разработки прозрачных покрытий, но и
для пигментированных покрывных ЛКМ, а также для выравнивающих
составов и грунтовок.
Гидроксилсодержащие акриловые смолы применяются в двухкомпонентных
ЛКМ для окраски пластмасс в том случае, когда не требуется очень высокая
эластичность покрытия. Акриловые смолы этого типа из-за хорошей химстой-
кости и быстрой сушки покрытий используют также в промышленных
покрытиях для самых широких областей применения.
С точки зрения водных ЛКМ гидроксилсодержащие акриловые смолы
характеризуются прежде всего стойкостью к омылению. Так как ОН-группы этих
связующих получают путем сополимеризации определенного количества мо-
ноэфиров диолов с акриловой или метакриловой кислотами, следует
рассчитывать на некоторую склонность покрытия к омылению. Однако это
неправильно по двум причинам: во-первых, сложные эфиры акриловой, а особенно,
метакриловой кислоты благодаря первичным стерическим эффектам очень
устойчивы к омылению; во-вторых, вторичные и третичные эффекты клубков
и ассоциаций молекул оказывают стабилизирующее действие. Однако здесь
проявляется и недостаток, заключающийся в крайне низкой
эффективности отверждения водных систем на основе гидроксилсодержащих акриловых
смол. Это же относится и к комбинации с меламиновыми смолами в ЛКМ горя-
216
Свойства полиэфиров и алкидных смол
чей сушки, а также к водным двухкомпонентным ЛКМ. Также возникают
проблемы при нанесении водных акриловых ЛКМ.
В заключение можно сравнить основные области применения
представленных тремя типами связующих.
• Гидроксилсодержащие насыщенные полиэфиры: выравнивающие
составы, базисные ЛКМ, ЛКМ для окраски рулонных металлов и жестя
ной тары, ЛКМ по пластмассе.
• Гидроксилсодержащие алкидные смолы: ЛКМ горячей сушки, ЛКМ по
пластмассе, однослойные покрытия, пигментные пасты.
• Гидроксилсодержащие акриловые смолы: ремонтные ЛКМ, серийные
автомобильные покрытия, ЛКМ по пластмассе, промышленные покрытия.
4,4,7 Использование гидроксилсодержащих алкидных
смол в качестве пластификатора в ЛКМ физической
сушки
Пленкообразователи, отверждаемые только в естественных условиях,
являются преимущественно высокомолекулярными полимерами, которые в
результате высокой ассоциации молекул образуют достаточно хрупкие покрытия.
Поэтому в такие пленкообразователи добавляют пластификаторы.
Пластификаторы вводят в состав простых и сложных эфиров целлюлозы (ацетилцеллюлозы
и ацетобутират целлюлозы), нитрата целлюлозы, хлоркаучука и поливинилхло-
рида и их сополимеров, термопластичных акрилатов и в полистирол.
Существуют различные теории о механизме пластификации [131].
Пластификаторы действуют подобно растворителям, образуя с молекулами
пластифицируемого полимера сольваты. При этом необходимо подобрать тип и
количественное соотношение полимера и пластификатора таким образом, чтобы из
полученной композиции формировались стойкие и эластичные пленки.
Важным фактором, определяющим выбор пластификатора, наряду с
совместимостью с названными полимерами, является стойкость к старению. Свои
свойства пластификатор не должен утратить в результате миграции или испарения.
Существуют пластификаторы, которые сами являются полимерами, и поэтому
они подходят для использования в качестве пленкообразователей. В одну
группу пластификаторов входят ранее описанные «мягкие» полиэфирные смолы
(см. гл. 4.2.2), а в другую, выборочно, - алкидные смолы.
Чаще всего для относительно полярных пленкообразователей физической
сушки типа сложных эфиров целлюлозы или сополимеров ПВХ выбирают
совместимые, то есть полярные смолы. В принципе, используемые в данном случае
алкидные смолы не отличаются от гидроксилсодержащих алкидов,
используемых в рецептурах ЛКМ горячей сушки, двухкомпонентных системах или ЛКМ
кислотного отверждения. Даже если они не обладают очень высокой
молекулярной массой, в сочетании с полимерами физической сушки они
приобретают достаточную стойкость к миграции и, естественно, являются нелетучими.
В большинстве случаев содержание жирной кислоты относительно низкое.
В качестве жирных кислот используют кислоты с длительным
пластифицирующим действием, которое не ослабевает с течением времени при старении
покрытий. Поэтому в первую очередь используют алкидные смолы с
высыхающими жирными кислотами. Классическим примером считается выбор алкидных
смол, содержащих жирные кислоты с относительно большим количеством оле-
Свойства полиэфиров и алкидных смол
217
Таблица 4.32.
Образец алкидной смолы на основе жирной кислоты арахисового масла
для пластификации нитрата целлюлозы
п = пл/М
1,100
1,000
0,600
1,495
Кислотное число, мг КОН/г
Полиэфирная константа
Среднечисловая молекулярная
| масса, г/моль
Количество структурных
элементов
I Замещение
Степень разветвления,
I моль/кг
Гидроксильное число, мг КОН/г
Вязкость, мПа'С
„ент
Глицерин
Фталевый ангидрид
Жирная кислота
арахисового масла
Всего
Вода
Выход (К.Ч. = 15,0)
К.Ч.
К'м
Mn
q'
b'
V
Г.Ч.
п
M
92
148
284
18
m
101,20
148,0
170,40
419,60
26,91
392,69
массе J
257,7
376,9
433,9
1 068,5 J
68,5
1 000,0
15,0
1,2050
1916
4,9
0,43
1,27
115,0
540
(60%-й раствор смолы в ксилоле, вискозиметр ICI, 23 °С)
иновой кислоты, например, на основе арахисового масла. В качестве
пластифицирующих смол применение находят также алкидные смолы на основе рицино-
левой кислоты (см. раздел 4.4.5.3), прежде всего для пластификации нитрата
целлюлозы. Используют также и алкиды на основе рициновой кислоты.
Несмотря на то, что их жирные кислоты с сопряженными двойными связями способны
полимеризоваться, они не утрачивают своего пластифицирующего действия.
Комбинации нитрата целлюлозы с алкидной смолой приобрели большое
значение под названием «комбинированные нитроэмали». В области
автомобильных JlKM они заняли преобладающую позицию над так называемыми
«полировальными ЛКМ» на основе нитрата целлюлозы и фталевого эфира в
качестве пластификатора (прежде всего дибутилфталата) Вплоть до 60-х гг.
прошлого века комбинированные нитроэмали использовали для окраски
крупных транспортных средств. Они обладали хорошими, не вызывающими
затруднений при нанесении, свойствами, очень быстрой сушкой, высокой
насыщенностью цветового тона и высоким блеском, но поскольку они не
достаточно устойчивы к воздействию растворителей и других химических веществ,
в данной области их вытеснили реакционно-способные ЛКМ. Сегодня
комбинированные нитроэмали имеют значение в производстве недорогих систем
для окраски древесины.
218
Свойства полиэфиров и алкидных смол
В табл. 4.32 приведен образец пленкообразователя [132], представляющего
собой классическую алкидную смолу на основе глицерина, фталевого
ангидрида и жирной кислоты арахисового масла в молярном соотношении 1,0:1,0:0,6
для пластификации нитрата целлюлозы. При кислотном числе 15,0 мг КОН/г
пленкообразующее имеет среднюю молекулярную массу 1916 г/моль и ги-
дроксильное число 115,0 мг КОН/г. Содержание жирной кислоты 43,4% по
массе, что соответствует содержанию масла 45,3% по массе. Продукт обладает
достаточно низкой вязкостью.
Такие алкидные смолы комбинируют с нитратом целлюлозы в соотношении от
1:1 до 2:1 (алкидная смола:нитрат целлюлозы, по сухому остатку). При этом ал-
кидная смола является средой для диспергирования пигментов. Существуют
композиции, состоящие, с одной стороны, из нитрата целлюлозы, а с другой -
алкидных и аминных смол (карбамидных смол), которые сшиваются методом
кислотного отверждения (см. раздел 4.4.5.2). Эти ЛК-системы сочетают
достаточно быструю сушку до отлипа (благодаря нитрату целлюлозы) с
относительно высокой стойкостью к воздействию воды, органических растворителей и
других химических веществ (за счет сшивки алкидной и аминной смол).
Композиции ПВХ-сополимеров (сополимеров с винилацетатом, сложными
эфирами малеиновой кислоты, сложными эфирами акриловой кислоты) и
алкидных смол находят применение в первую очередь в антикоррозионных
защитных ЛКМ. На их основе можно получить достаточно толстослойные
покрытия с хорошей водостойкостью. Для получения ЛКМ, стойких к омылению,
ПВХ-сополимеры комбинируют с другими пластификаторами.
Торговые марки [58]:
Alkydal E 41 (Bayer [69]), Synolac 926 (Cray Valley [73]), Synthalat E 42 (Synthopol
[76]),Uralac AN 582 (DSM [63]), WorleeKyd C 640 (Worlee [74])
4ш4.8 Преобразованные алкидные смолы («инверсные»)
Если алкидные смолы состоят из дикарбоновой кислоты, более
высокофункциональных полиолов и монокарбоновых кислот, то, естественно, существует
возможность синтезировать модифицированные полиэфиры из диолов,
более высокофункциональных поликарбоновых кислот и моноспиртов. Такие
продукты называют инверсными алкидными смолами. Для формирования
структуры и размера молекул инверсных алкидов действительны те же
условия, что и для «нормальных» алкидов. В расчетных уравнениях заменяют
исходные данные о молярном числе поликарбоновых кислот и многоатомных
спиртов, индекс 3 относится к моноспиртам. Таким образом, получается
следующее уравнение полиэфирной константы:
к' *- к'
n2 + v0H — п, . (F1 — 2)
*м =
Пі
к'м * 1
F12 * 2
Свойства полиэфиров и алкидных смол
219
Тогда среднюю молекулярную массу (среднечисловую) вычисляют следующим
образом:
Приведенный в табл. 4.33 [133] пример
описывает такую инверсную алкидную
смолу на основе неопентилгликоля,
ангидрида тримеллитовой кислоты и
изононанола.
Таблица 4.33. Инверсная алкидная смола
п
1,100
1,000
0,800
1,628
Кислотное число, мг КОН/г
Полиэфирная константа
Среднечисловая молекулярная
масса, г/моль
Количество структурных
элементов
Замещение
Степень разветвления,
моль/кг
Гидроксильное число, мг КОН/г
Структурный
компонент
Ангидрид тримеллитовой
кислоты
Неопентилгликоль
Изононанол
Всего
Вода
Выход (К.Ч. = 80,0)
К.Ч.
M
Mn
q'
b'
V
г.ч.
M
192
104
144
18
m = r»
• M
211,20
104,00
115,20
430,40
29,31
401,09
массе J
526,6
259,3
287,2
1073,1
73,1
1 000,0
80,0
1,1719
2334
5,8
0,58
0,75
10,1
Продукты растворяются в ароматических углеводородах. Так как большинство
реакций отверждения, как было описано выше, протекают со связующими,
имеющими гидроксильные группы, инверсные алкидные смолы пока не имеют
большого значения с точки зрения технического использования. Однако
возможно их комбинирование с эпоксидными смолами и отверждение по
карбоксильным группам.
4.5 Специальные полиэфирные системы
4ш5.1 Поликарбонаты
Поликарбонаты обычно получают путем взаимодействия солей щелочных
металлов бисфенола с фосгеном или дифенилкарбонатом. Кроме бисфенола А
используют также другие бисфенолы с алкильными и фенильными боковыми
220
Свойства полиэфиров и алкидных смол
цепями, которые позволяют получить поликарбонаты с особыми свойствами.
Существуют два основных способа производства поликарбонатов [49].
По первому методу олигомерные поликарбонаты получают
взаимодействием бисфенолятов щелочных металлов ( в виде водного раствора с рН 9-11)
с фосгеном (раствор в хлоруглеводородах) при температуре 20-40 °С. Затем,
в присутствии катализаторов типа третичных аминов из олигомеров,
получают готовый поликарбонат. Молекулярная масса поликарбоната составляет от
20 000 до 35 000 г/моль. Однако для получения поликарбоната с более низкой
молекулярной массой можно также использовать монофенолы в качестве об-
рывателей цепи. Готовый поликарбонат промывают, осаждают и
центрифугируют или же отделяют от растворителя методом дистилляции. Второй,
менее распространенный метод заключается во взаимодействии расплава ди-
фенилкарбоната с бисфенолами в присутствии щелочных катализаторов при
температуре 190-320 °С и пониженном давлении.
Высокомолекулярные ароматические поликарбонаты растворяются только в
хлорированных углеводородах, пиридине и крезолах и поэтому не
представляют интереса для ЛК-отрасли. У этих продуктов температура стеклования
-150 °С, и расплавляются они только при температуре более 260 °С.
Поликарбонаты высокопрозрачные, теплостойкие и обладают хорошими
механическими свойствами. Поликарбонаты используют в электроиндустрии, для окраски
строительных деталей и конструкций, отделки автомобилей и в электронике,
прежде всего, при производстве CD-дисков. Существуют также их
комбинации с другими полимерами, а именно смеси (составные композиции), которые
тоже являются химическими сополимерами, где часть бисфенола заменили,
например, линейным терефталевым полиэфиром с концевыми гидроксильны-
ми группами.
Продукты, представляющие интерес для ЛК-отрасли обладают значительно
меньшей молекулярной массой и, естественно, другими свойствами, чем
высокомолекулярные продукты. Для улучшения растворимости их тоже
получают не из бисфенолов, а из более или менее длинноцепных диолов (например,
гександиола-1,6). В таком случае применяют метод переэтерификации в
расплаве и молекулярную массу продуктов регулируют за счет изменения
избытка диолов.
Продукты в большинстве случаев являются жидкостями, они растворимы в
сложных эфирах, кетонах, простых и сложных эфирах гликолей и в
ароматических углеводородах, однако из-за симметричной структуры склонны к
кристаллизации. Они очень светлые, высокоэластичные и особенно устойчивы к
омылению. Молекулярная масса таких продуктов обычно составляет 1 000-
4 000 г/моль. Их отверждают продуктами присоединения алифатических и ци-
клоалифатических полиизоцианатов. В результате получаются ЛК-покрытия
с высокой атмосферостойкостью, которые одновременно являются
твердыми и эластичными. Низкомолекулярные линейные поликарбонаты в качестве
макродиолов (полиэфирных сегментов, см. гл. 4.2.4) комбинируют
преимущественно с полиуретановыми структурными звеньями.
Примеры торговых марок продуктов:
Desmophen C 1200 (Bayer [69])
Свойства полиэфиров и алкидных смол
221
4ш5ш2 Поликапролактоны
В то время как у-бутиролактон и 5-валеролактон едва ли подходят для
синтеза сложных полиэфиров, так как пятичленное или шестичленное кольца этих
циклических сложных эфиров снова легко возвращаются в равновесные
конфигурации, семичленное кольцо є-капролактона, изображенное на рис. 4.35,
уже несет в себе такое большое напряжение, которое может привести к его
раскрытию.
В качестве реагентов для раскрытия кольца
рассматривают воду, спирты, а также карбо-
новые кислоты. При этом предпочтительными
являются реакции с водой и спиртами. В
зависимости от значения молярного соотношения
воды (спирта) и є-капролактона образуются
полиэфирные цепи различной величины. Реакция
полиприсоединения протекает с раскрытием
КОЛЬЦа, При ЭТОМ ПОДВИЖНЫе аТОМЫ ВОДОрОДа Рис. 4.35. є-капролактон
спирта присоединяются к кислородным
мостикам циклического эфира. Реакция присоединения протекает при повышенной
температуре (120-180 °С), и ее можно ускорить путем введения кислот и
кислот Льюиса (например, с органическими солями олова).
Можно также использовать многофункциональные спирты. Из диолов
образуются линейные полиэфиры с концевыми гидроксильными группами, а из
более высокофункциональных полиолов, соответственно, разветвленные поли-
эфирполиолы. Так, например, из одного моля триметилолпропана и трех
молей е-капролактона образуется низкомолекулярный полиэфир с
молекулярной массой 476 г/моль, степенью разветвления 2,10 моль/кг и гидроксильным
числом 353,6 мг КОН/г.
Капролактоновые полиэфиры растворяются в сложных эфирах, кетонах,
простых и сложных эфирах гликолеи и ограниченно растворимы в ароматических
растворителях. Более высокомолекулярные линейные типы проявляют
тенденцию к кристаллизации.
На рынке предлагают линейные и разветвленные капролактоновые
полиэфиры с различными молекулярными массами. Их преимущественно используют
в двухкомпонентных JlKM с высоким сухим остатком. В данной области они
составляют конкуренцию полиэфирполиолам, стоимость которых меньше. Но
даже если капролактоновые полиэфиры не обладают такой высокой
стойкостью к омылению как полиэфирполиолы, они значительно более устойчивы
к атмосферным воздействиям и поэтому подходят для использования в
покрывных ЛКМ.
Капролактоновые полиэфиры находят также большое применение в
качестве сегментов в других полимерах. Первые рецептуры связующих для ЛКМ,
наносимых методом катионного электроосаждения, содержат
капролактоновые полиэфиры для пластифицирования эпоксидной смолы [134].
Капролактоновые полиэфиры можно также использовать в качестве мягких сегментов
в полиуретановых дисперсиях.
222
Свойства полиэфиров и алкидных смол
Примеры торговых марок продуктов:
Tone Polyol 0200 (UCB [64])
Благодаря реакции полиприсоединения, с раскрытием кольца г-капролактона,
можно провести модифицирование полимеров. Наиболее известным
методом является модифицирование гидроксилсодержащих акриловых смол
є-капролактоном, при этом получаются акриловые смолы с боковыми
полиэфирными цепями, содержащими открытые ОН-группы [135]. Реакция
протекает в растворе уже при 140 °С, и ее можно ускорить, например с помощью
органических солей олова (октоат олова). Степень превращения контролируют
путем определения нелетучей части (непрореагировавший є-капролактон
относительно летучий). При проведении сравнительных испытаний по
модифицированию гидроксилсодержащих акриловых смол различными способами было
установлено, что реакция присоединения є-капролактона с раскрытием кольца
протекает значительно быстрее к уже присоединенным ОН-группам акриловой
смолы, чем к первоначальным. В зависимости от количества гидроксильных
групп исходного продукта и количества є-капролактона образуются акриловые
смолы с более длинными полиэфирными цепями, которые также все еще
содержат некоторое количество первоначальных ОН-групп. Поэтому получается
исключительно сегментированный полимер. Можно предположить, что гидрок-
силсодержащие акриловые смолы с относительно высокой твердостью можно
модифицировать путем присоединения мягких сегментов полиэфиров и, таким
образом, обеспечить получение продукта со специфическими свойствами. При
выборе подходящего способа отверждения, например продуктами
присоединения алифатических и циклоалифатических полиизоцианатов, можно получить
покрытия, которые сочетают высокую твердость с эластичностью. Открытые
ОН-группы, которые значительно более реактивны, чем ОН-группы,
введенные в связующее через «нормальные» гидроксиалкилакриловые мономеры,
также способствуют эффективной сшивке. Повышенную реакционную
способность связующих подтверждает также сокращение жизнеспособности двухком-
понентных ЛКМ. Другие связующие с гидроксильными группами (полиэфиры,
алкидные, эпоксидные смолы, ПВХ-сополимеры) также могут применяться для
присоединения є-капролактона.
4.5.3 Полиэфиры на основе продуктов присоединения
диенов к канифольным кислотам
Смоляные кислоты (абиетиновая и левопимаровая кислоты) содержат
сопряженные двойные связи, которые доступны для реакции присоединения
диенов. Данная реакция имеет значение при синтезе ангидрида тетрагидроф-
талевой кислоты, ангидрида эндометилентетрагидрофталевой кислоты,
TCD-дикарбоновой кислоты и водоразбавляемых алкидных смол. Из
смоляных кислот предпочитают использовать левопимаровую. Равновесная
реакция присоединения по ненасыщенным связям и группам, расположенным в
1,4-положении, приводит к образованию шестичленного кольца с только одной
двойной связью. Для реакции желательно использовать тщательно очищенные
смоляные кислоты, входящие в состав живичных смол. Главными
партнерами по реакции сопряженных ненасыщенных смоляных кислот являются мале-
иновый ангидрид, а также фумаровая кислота. При температуре выше 150 °С
из левопимаровой кислоты и малеинового ангидрида образуется трикарбоно-
вый ангидрид. Для присоединения фумаровой кислоты требуется более
высокая температура.
Свойства полиэфиров и алкидных смол
223
На рис. 4.36 представлена
молекулярная структура продукта
присоединения малеинового ангидрида.
Реакция многоядерного циклоали-
фатического трикарбонового
ангидрида с многофункциональными
спиртами (глицерином и пентаэри-
тритом) протекает при стандартных
условиях конденсации в расплаве с
образованием полиэфиров.
Полученные полиэфиры называют ма-
леинатами или фумаратами. Они
представляют собой относительно
НИЗКОМОЛекуЛЯрНЫе Твердые CMO- Рис. 4.36. Продукт присоединения малеиново-
ЛЫ, которые растворяются В арома- го ангидрида и левопимаровой кислоты
тических углеводородах, сложных
эфирах, простых и сложных эфирах гликолей, плохо растворяются в
алифатических углеводородах и не растворяются в спиртах.
Связующие для промышленных целей отличаются по содержанию
малеинового ангидрида, типу многоатомного спирта, избытку полиолов и степени
конденсации. Повышенное содержание малеинового ангидрида приводит к
получению полиэфира с высокой твердостью и высокой температурой плавления.
Соответственно, чем меньше содержание малеинового ангидрида, тем ниже
температура плавления полиэфира на основе продукта присоединения малеи-
новой кислоты, полиола и остатков смоляной кислоты в качестве монокарбо-
новой кислоты (строго говоря, алкидная смола). Естественно, что пентаэфиры
отличаются повышенной твердостью и более высокой температурой
плавления, чем сложный эфир глицерина. Температура плавления продуктов
составляет от 80 до 170 °С. Рецептуры с малым молярным избытком полиолов,
конечно, обладают большим кислотным числом. Их структура в принципе похожа на
структуру фталатных смол. Значения кислотного числа продуктов этого класса
веществ, представленных на рынке, колеблется от 50 до 200 мг КОН/г.
Связующие с такими высокими кислотными числами можно нейтрализовать аминами
или аммиаком и тогда они приобретают хорошую растворимость в воде.
Данные связующие, которые представляют собой твердые смолы, можно
комбинировать с нитратом целлюлозы (происходит улучшение блеска и
наполнения), с высыхающими маслами (их необходимо уплотнить) и алкидными
смолами (вызывает улучшение сушки и твердости). Малеинатные смолы
способствуют смачиванию пигментов и окислительной сшивке при формировании
покрытия. Связующие с повышенным содержанием малеинового ангидрида
достаточно светлые и обладают стабильностью цвета. На основе малеинатных смол
разрабатывают ЛКМ по древесине, промышленные покрытия быстрой
воздушной сушки и дорожные маркировочные ЛКМ. Водорастворимые типы этих смол
с высоким кислотным числом находят применение в печатных красках (флек-
сографская печать и пигментные пасты).
Примеры торговых марок продуктов [58]:
о
I
HO^
Ґ
Г
\
Продукт присоединения
малеинового ангидрида
CH,
^r^N о
L ^c
^7^^^
/
г \
о
СНз kj^-r/
CH \
I 4CH30
CH3 3
Erkamar 1065, 2300, 3300 (Kraemer [65])
Свойства полиэфиров и алкидных смол
Существуют также продукты,
которые получены путем
присоединения смоляных кислот и
других диенофильных продуктов. Из
левопимаровой и акриловой
кислот путем диенового
присоединения получают циклоалифатиче-
скую кислоту, структура которой
изображена на рис. 4.37. Эту ди-
карбоновую кислоту можно этери-
фицировать так же, как и продукт
присоединения малеинового
ангидрида и левопимаровой кислоты
с многофункциональными много-
Рис. 4.37. Продукт присоединения акриловой атомными спиртами. Образовав-
и левопимаровой кислот ШИЄСЯ При ЭТОМ ПОЛИЭфирЫ ОШИ-
бочно называют акриловыми
смолами, хотя по сути они не имеют ничего общего с акрилатами как продуктами
полимеризации сложных эфиров акриловой и метакриловой кислот. Эти
полиэфиры могут обладать достаточно высокой молекулярной массой, и
поэтому они плавятся при достаточно высокой температуре.
Раньше реакцию между смоляной кислотой и орто-метилолфенолами
объясняли аналогично диеновому присоединению хинонметидов, образующихся
в результате отщепления воды. Но при этом предполагали, что отщепление
воды происходит после присоединения к двойным связям. В результате
реакций образуются также многофункциональные карбоновые кислоты. Эти по-
ликарбоновые кислоты могут этерифицироваться многоатомными спиртами.
Несмотря на то, что они принадлежат к группе полиэфирных смол в
широком смысле слова, их обычно относят к фенольным смолам,
модифицированным смоляной кислотой, и описывают в соответствующем разделе. Данные
продукты относятся к первым синтетическим смолам, которые производили в
промышленном масштабе и использовали в масляных ЛКМ и которые
составили конкуренцию копаловым смолам.
4,5,4 Полимеризованные масла
Понятие «полимеризованное масло» (штандоль) основывается на
наблюдении, что высыхающие масла под воздействием солнечного света, но при
отсутствии воздуха, т. е. в герметичном состоянии, способны образовывать
высоковязкие продукты, превосходящие по пленкообразующим свойствам
необработанные масла. Позднее полимеризованные масла стали производить
при повышенной температуре без кислорода воздуха. Такой процесс
называют уплотнением. Значительное повышение вязкости масел при производстве
полимеризованных масел вызвано образованием полимерных жирных кислот
в результате реакции двойных связей исходных жирных кислот. Наряду с
диеновым присоединением протекают очень сложные реакции. В результате
присоединения получаются циклические продукты, которые способны частично
дегидрироваться с образованием ароматических колец. Однако этот процесс
сопровождается также образованием разветвленных структур с открытыми
цепями. В реакции присоединения по связи C-C могут участвовать многие
жирные кислоты, так что образуются не только димеры, но и олигомеры вые-
HO^
о
W
-Сч
С
ч/СН>.
УЇ
CH, 1
Продукт присоединения
акриловой кислоты
\
1Tl
N^
он
CH
/ 4CH3
CH3
Свойства полиэфиров и алкидных смол
225
Рис. 4.38. Зависимость вязкости льняного масла от времени и температуры
ших жирных кислот. Конечно, остаются еще монокарбоновые кислоты.
Формально именно поэтому полимеризованные масла и имеют структуру
алкидных смол, так как они состоят из глицерина, поликарбоновых кислот (здесь
полимерных жирных кислот с разной функциональностью) и монокарбоновых
кислот. При этом в зависимости от степени преобразования образуются
относительно высокомолекулярные продукты, которые также обладают широким
молекулярно-массовым распределением. На степень преобразования влияют
такие параметры, как время и температура.
Для полимеризации масел, содержащих жирные кислоты с изолированными
двойными связями, необходимы высокая температура и достаточно
длительное время. Предполагают, что во время полимеризации изолированные
двойные связи частично изомеризуются и только затем происходит диеновое
присоединение. Из льняного масла можно получить полимеризованное льняное
масло в достаточно больших количествах. Процесс проводят без кислорода
воздуха при пропускании инертных газов (диоксида углерода или азота). На
рис. 4.38 [136] изображена зависимость вязкости льняного масла от времени
и температуры.
226 Свойства полиэфиров и алкидных смол
Такие масла, как тунговое, ойтисиковое и рицинолевое (касторовое) на
основе жирных кислот с сопряженными двойными связями достаточно быстро по-
лимеризуются при повышенной температуре.
Ниже приведен пример получения полимеризованного тунгового масла
методом, который раньше широко использовали на ЛК-предприятиях [137]. В
открытый реактор с круглым медным дном и присоединенной фланцами
алюминиевой насадкой загружали небольшое количество, например 25 кг,
неочищенного тунгового масла, затем при ручном перемешивании проводили
быстрое нагревание до температуры 280 °С. После этого обогрев прекращали,
но из-за начавшейся полимеризации температура продолжала повышаться
до 290 °С. Примерно через 8 мин. при такой температуре отбирали пробы
и помещали их на холодную стеклянную пластину для последующей оценки
вязкости масла путем вытягивания нити из образца масла. Как только можно
было вытянуть нить необходимой длины, процесс полимеризации
прекращали. Этого достигали за счет добавления в масло такого же количества
готового охлажденного полимеризованного тунгового масла. Затем содержимое
реактора при перемешивании охлаждали с помощью водяной рубашки. Мелкие
партии объединяли до получения необходимого количества масла.
На основании описания этого технологического процесса становится ясно, что
на рынке отсутствует идеально чистое полимеризованное масло как торговый
продукт, а представлены лишь смеси с полимеризованным льняным маслом.
По сравнению с исходными продуктами, полимеризованные масла,
благодаря высокой молекулярной массе, характеризуются быстрой Скоростью плен-
кообразования, т. е. они обладают улучшенной «сушкой до отлипа» и
«полным высыханием». Как и в случае алкидных смол воздушной сушки, здесь
тоже используют соответствующие сиккативы. Естественно,
полимеризованные масла образуют пленки медленнее, чем, к примеру, алкидные смолы
воздушной сушки. Они очень хорошо смачивают пигменты и подложки
(металлические поверхности), обладают сравнительно низкой вязкостью и хорошо
растворяются во всех наиболее широко применяемых органических
растворителях за исключением спиртов. Как уже говорилось ранее, полимеризованные
тунговые масла чаще всего используют в комбинации с другими связующими,
содержащими изолированные двойные связи. Они способствуют
отверждению, однако может потребоваться и повышение температуры для улучшения
пленкообразования.
Если раньше полимеризованные масла использовали в качестве
единственных связующих в красках для живописи и для противокоррозионных ЛКМ, то
в настоящее время они имеют второстепенное значение. При этом на
сегодняшний день хорошей предпосылкой для широкого применения могли бы
являться продукты на основе возобновляемого сырья и отверждаемые
кислородом воздуха, т. е. в результате безопасной с физиологической точки
зрения реакции. Однако главными недостатками продуктов такого рода являются
длительное пленкообразование, ограниченная атмосферостойкость и низкая
стойкость к воздействию органических растворителей и других химических
веществ. Поэтому полимеризованные масла находят применение
преимущественно в красках для живописи. Но эти масла добавляют также в рецептуры
строительных ЛКМ и лессирующих покрытий по древесине. Свойства полиме-
ризованных масел определены в стандарте [138]. Производители, прежде
всего, специализируются на производстве полимеризованного льняного масла
Свойства полиэфиров и алкидных смол 227
различной вязкости (единицы измерения дПа • с, ранее Пуаз), которую
указывают в торговом названии. На рынке ЛК-сырья представлены различные
торговые марки продуктов в этой области.
Примеры торговых марок продуктов [58]
Асо LS 6, 30, 45, 60, 90 (Abshagen [139])
228
Список литературы
Общая литература
1. Scheiber
Chemie und Technologie der kunstlichen Harze Wissenschaftliche Verlagsanstalt m.b.H.
Stuttgart 1943
2. Wagner-Sarx
Lackkunstharze, 5. Auflage Carl Hanser Verlag, Munchen, 1971
3. Kittel
Lehrbuch der Lacke und Beschichtungen, Band 2 und Band 3
2. Auflage, S. Hirzel Verlag, Stuttgart - Leipzig, 1998 bzw. 2001
4. Don Sanders (Editor)
Waterborne & Solvent Based Saturated Polyesters and their End User Applications,
Volume IV, Surface Coatings Technology John Wiley & Sons, New York, with SITA
Technology Ltd, London, 1999
5. N. Tuck
Waterborne & Solvent Based Alkyds and their End User Applications, Volume VI,
Surface Coatings Technology John Wiley & Sons, New York, with SITA Technology Ltd,
London, 2000
6. D. Stoye, W. Freitag
Lackharze, Chemie, Eigenschaften und Anwendungen Carl Hanser Verlag,
Munchen - Wien, 1996
Ссылки
[I] J. Berzelius, Rapport annual (1847) 1847, 260
[2] M. M. Berthelot, Compt. rend. (1853) 37, 398
[3] M. M. Berthelot, Ann. chim. phys. (3) (1854) 41, 293
[4] J. M. van Bemmelen, Journ. prakt. Chem. (1) (1856) 69, 84
[5] W. Smith, Journ. soc. chem. ind. (1901) 20, 1075
[6] M. J. Callahan,AP 1 108 329
[7] L. Weisberg, Barrett Co., AP 1 413 144, AP 1 413 145, EP 173 225
[8] L. V Adams, EP 273 290, EP 638 275, AP 1 893 874
[9] R. H. Kienle, Ind. Engng. Chem. 21 (1929), AP 1 803 174 (GE, 1925), DRP 574 963
(AEG, 1926), EP 252 394 (1926)
[10] W. H. Carothers, Collected Papers on High Polymeric Substances Vol. 1, Intersciece
High Polymers Series, NY (1940)
[II] R. H. Kienle et al., J. Am. Chem. Soc. (1929) 51, 509, (1930) 52, 3636, (1939) 61,
2258, (1940) 52, 1053, (1941) 63, 491
[12] R. Houwink, Physikalische Eigenschaften und Feinbau von Natur- und Kunstharzen,
Kolloid Zeitschrift (1935) 70, 329
[13] R. Baker, Amer. Paint J. 49 (1965) 46, 12 Ref. F & L 71 (1965)]
[14] K. A. Earhar, J. Paint Techn. 41 (1969), 529, 104
[15] I. G. Farben, DRP 540 101 (1930), DRP 544 326 (1930), DRP 571 665 (1930),
DRP 598 732 (1932)
[16] I. G. Farben, DRP 728 981 (1937)
[17] O. Bayer, Angew. Chemie 59 (1947) 257
[18] O. Bayer, Das Diisocyanat-Polyadditions-Verfahren, (Historie und Grundlagen)
C. Hanser Verlag (1963)
229
L. F. Fieser, M. Fieser, Organische Chemie, VCH (1965) Кар. 11, S 436
К. H. Naser, Physikalische Chemie, VEB Verlag tiir Grundstoffindustrie (1966)
Кар.4, S 90
W. H. Carothers, J. amer. chem. soc. 51 (1929) 2548
К. Ziegler, H. HoIl Ann. 528 (1937), 143
J. Scheiber, Chemie und Technologie der kiinstlichen Harze, Kapitel: Kondensation
sharze, S 608, Wissenschaftliche Verlagsanstalt m.b.H. Stuttgart 1943
I. Goodman, Angew. Chemie 74 (1962) 607
R. H. Kienle, EP 284 349 (1927)
W. H. Carothers: Polymers and Polyfunctionality, Trans. Farad. Soc. (1936) 32, 39 - 49
Joseph J. Bernardo: Gelation Prediction and Related Concepts, Journ. of Paint
Techn. (Dec. 1968)40,527
Gunnar Christensen: Gelation of Alkyd Resins, Official Digest (Jan. 1964)
M. Dyck: Zur Berechnung der polyfunktionellen Esterkondensation unter spezieller
Berucksichtigung olmodifzierter Alkydharze, Farbe und Lack (Nov. 1965) 71, 11
D. M. French: Functionality and Observed Versus Predicted Gel,R. A. H. Strecker,
Points. Journ. Macromol. Sci. Chem. (Aug. 1971) A 5,5
Lawrence H. Brown: Condensation Polymer Formulation in the Age of Oligomers,
Journ. of Coat. Techn. (Aug. 1980) 52, 667
J. P. Flory: Principles of Condensation Polymerisation, Journ. Am. Chem. Soc.
(1936) 58, 1877, Journ. Am. Chem. Soc. (1941) 63, 3083
M. Jonason: The Gelation Point of Alkyd Resins, Journ. Appl. Polym. Sci. (1960) 4, 11
W. H. Stockmayer: Gelation Point of Polyesterresins, Journ. Appl. Polym. Sci.
(1952) 9, 69, Journ. Appl. Polym. Sci. (1953) 11, 424
R. W. KiIb: Gelation Point Equation, Phys. Chem. Review (1958) 62, 969
E. Sunderland: Alkyd Resins, a New Viewpoint, Journ. of Paint Techn.
(Jan. 1962)26, 1
W. W. Korschak: Grundgesetze der Polykondensation, VEB-Verlag Technik, Berlin,
Band 36; (1953)
S. E. Bresler: Investigation of Polymerisation Mechanism by Means of Molecu
lar Weight Distribution of Reaction Products. Journ. of Polym. Sci. 30,285
Temple C. Patton: A Unique Alkyd Constant for Designing and Assessing, Alkyd
Formulations. Official Digest (Nov. 1960)
J. P. Flory: Molecular Size Distribution in Linear Condensation Polymers. Journ.
Am. Chem. Soc. (1936) 58, 1877, Journ. Am. Chem. Soc. (1941) 83, 3091
L. A. Tysall: Calculation Techniques in the Formulations of Alkyds and Related
Resins; Toddington, England; Paint Res. Ass. (1982), 14
William M. Kraft: Molecular Approach To Alkyd Structure Official Digest,
(Aug. 1957)
U. und H. Holfort: Theoretische Betrachtungen iiber Aufbau und Einsatz von Alkyd
harzen. Farbe und Lack 68, (Aug. 1962) 513, Farbe und Lack 68, (Sept. 1962) 598
N. Tuck, Waterborne and solvent based alkyds and their end user application.
Kapitel 111,5 John Wiley & Sons, New York, with SITA Technology Ltd, London, 2000
A. Einstein: Ann. Phys. IV Folge 19, 289-306 (1906) Ann. Phys. IV Folge 34,
591-592 (1911)und beschrieben in [46]
B. Vollmert: Grundriss der makromolekularen Chemie, Vollmert Verlag, 1979
E. Malmstrom , Hyperbranched Aliphatic Polyesters, Ph. D. Thesis Royal Inst, of
Techn., Stockholm, Sweden, 1996
[48] Rompp, Lexikon Chemie, 10. Auflage, Georg Thieme Verlag, 1996 und neuere
on-line-Auflagen
[49] UUmann's Encyclopedia of Ind. Chemistry, 6. Edition, Wiley-VCH, Weinheim, 2001
[50] H. Kittel, Lehrbuch der Lacke und Beschichtungen, Band 1, Кар. 1.4, S. Hirzel
Verlag, Stuttgart - Leipzig 1998
[51] I. Goodman: Polyesters in Encyclop. of Polym. Sc. and Eng. Wiley, New York,
(1988) Vol 12, S 1
[52] T. G. Fox, P. J. Flory: J. of Appl. Physics (1950) 21, 581
[53] M. Gilbert, F. J. Hybart: Polymers (1972) 13, 327
[54] E. M. Wood, J. W. Barlow, D. R. Paul: J. Appl. Polym. Sc. (1987) 29, 197
[55] M. Ajzola, H. Suizo, C. Higuchi, T. Kashina: Polymer Degradation Stability (1998)
59, 137
[56] H. J. Kob, E. F. Izad: J. of Appl. Physics (1949) 20, 564 Elsevier Sc. Publ., New
York, (1976) 2nd Ed. Ch. 6
[58] Karsten, Lackrohstoff-Tabellen, Vincnetz-Verlag, Hannover, 10. Auflage
[59] Degussa-Huls AG, Marl [www.degussa.com, www.huels-ag.de]
[60] Patentbeispiel 1 aus der DE-AS 01 807 776 der Dynamit Nobel (Degussa-Huls)
[61] BASF AG, VL, Ludwigshafen [www.basf.de/basf/hmtl/d/produkte]
[62] Henkel KGA, COC-Coating, Dusseldorf [www.henkel.com]
[63] DSM Resins BV, Zwolle, Niederlande [www.dsm.com]
[64] Cytec Surface Specialties (UCB)-Solutia-Monsanto, St. Louis, USA
[www.cytec.com, www.solutia.com]
[65] Lackharzwerke Robert Kramer GmbH & Co., Bremen [www.rokra.de]
[66] Stochiometrische Umsetzung von Phthalsaureanhydrid und Pentaerythrit, Kondensa
tion auf Saurezahl 200 mg KOH/g, berechnet ohne Berucksichtigung moglicher
PSA-Verluste.
[67] Patenbeispiel C aus der EP 0 521 919 der BASF Lacke & Farben (BASF-Coatings)
[68] Patentbeispiel B3 aus der EP 0 137 256 der BASF Lacke & Farben (BASF-Coatings)
[69] Bayer AG, Leverkusen, Lackrohstoffe und Sondergebiete [www.bayer-ls.de]
[70] Croda Resin Ltd., South Belvedere, GB [www.croda.com]
[71] Cytec Surface Specialties (UCB)-Solutia-Vianova, Graz, Osterreich,
[www.cytec.com, www.solutia.com]
[72] Akzo Resins, Bergen op Zoom, Niederlande [www.akzonobelresins.com]
[73] Cray-Valley Ltd., Farnborough, GB [www.crayvalley.com]
[74] Worlee-Chemie GmbH, Hamburg [www.worlee.de]
[75] Patentbeispiel B aus der EP 0 142 701 der Herberts AG (DuPont Performance Coatings)
[76] Synthopol Chemie, Buxtehude [www.synthopol.com]
[77] Patentbeispiel B1 aus der DE 2 346 818 der CWH (Degussa-Huls)
[78] Grundlegendes Patent DE 27 51 791 der AKZO-Resins
[79] siehe Produktinformationen der Sivento (Degussa) zu hydrophobiertem Aerosil
[80] H. Batzer: Verwendung von p-Toluolsulfonsaure, Makromol. Chem. 5 (1960), 11
[81 ] Patenbeispiel B2 aus der DE 42 04 611 der Bayer AG
[82] Firmenschrift der AMOCO Chemical
[83] Patentbeispiel C aus der EP 0 521 919 der BASF Lacke & Farben (BASF-Coatings)
[84] Omya-Pluss Staufer [www.omya.ch]
[85] Datenblatter zu LISIPA und 5-SSIPA der Eastman Chemicals
[86] Patentbeispiel 8 der DE 02 163 962 der Unilever
[87] Cytec Surface Specialties, Belgien (UCB) [www.cytec.com (www.ucb-group.com)
[88] Merkblatt und Sicherheitsdatenblatt zu Araldit PT 810 von Ciba
[89] Patenbeispiel lb aus der EP 0 551 064 von UCB
231
[90] Merkblatt und Sicherheitsdatenblatt zu Araldit PT 910 von Ciba
[91 ] Primid XL-552 und Primid QM-1260 der Ems Chemie, Datenblatter
[92] Uranox-Typen, Datenblatter der DSM
[93] Patentbeispiel 8 aus der DE 42 04 995 von Hiils
[94] Powderlink C 1174, Datenblatt der Cytec
[95] Modellpolyester aus einer Serie: Einfluss des Anteils an Diimiddicarbonsaure auf die
Eigenschaften von THEIC-Polyestern fur hochwarmebestandige Drahtlacke,
Verfahren im Patent DE 1937312 von Dr. Kurt Herberts & Co
[96] Patentbeispiel A aus der DE 01 927 320 von Bayer
[97] KCCS, Linz, Osterreich (Krems-Chemie) [www.kccs.at]
[98] Modellbindemittel zur Untersuchung des Einflusses des Anteils an Trimethylolpro
pandiallyether
[99] C. M. McCloskey, J. Bond: Ind. Eng. Chem. 47 (1955) 2125
[100] P. G. Garratt: Strahlenhartung, Curt. R. Vincentz Verlag, Hannover 1996
[101] Datenblatt fur Roskydal 502 BA von Bayer
[ 102] Sikkativierungsempfehlung fur das Alkydal F 681, Datenblatt von Bayer
[103] Borchers: Metallgehalte und empfohlene Einsatzmengen von Sikkativen
[ 104] Patentbeispiel 2 der EP 00 01 400 von Bayer
[105] Aufklarung der Reaktionen der oxydativen Vernetzung: W. Francke: Neue Arbeiten
liber die autoxydativen Primarvorgange bei der Oltrocknung, Farben - Lacke - An
strichstoffe, 8, 4 (1950), W. Kern: Elementarvorgange bei der Oltrocknung, Farben
- Lacke -Anstrichstoffe, 4, 5 (1950), J. Scheiber: Zur Frage der Leinol Trocknung,
Fette - Seifen - Anstrichmittel, 53, 1 (1951), H. P. Kaufmann: Oxydation und Verfil
mung trockn. Ole, Fette -Seifen - Anstrichmittel, 59,3 (1957), E. Gulinski: Pflanzli-
che und tierische Fette und Ole, C. R. Vincentz-Verlag, Hannover, 1963, M. Dyck:
Der Chemismus der Oltrocknung, Farbe und Lack, 67, 7 (1961), A. Rieche, M.
Schulz, H. E. Seyfahrt, G. Gottschalk: Autoxydationsversuche an Modellsubstanzen,
zur Frage der Fett-Autoxydation, Fette - Seifen - Anstrichmittel, 64, 3 (1962)
[106] Elektrochemie: Datenblatt Benzoesaure D
[ 107] Shell-Resolution: Datenblatt p-tert.-Butylbenzoesaure
[108] Sikkativierungsempfehlung fur das Alkydal F 48, Datenblatt von Bayer
[109] Modellbindemittel: Benzoesaure-modifiziertes Trimethylolpropan-Alkydharz
[110] Modellbindemittel: Niedrigviskoses Leinolalkydharz
[111] Modellbindemittel: Harzsauremodifiziertes Leinolalkydharz
[112] Beispiel 1 des Patents EP 321 502
[113] Modell-Vergleich von Urethan-Alkydharz und „Langor-Alkydharz
[114] Beispiel 1 aus dem Patent DE 32 19 327 der Vianova
[115] Herstellung und Anwendung spezieller Bisanhydride im Patent DE 29 26 584 der
HoechstAG
[116] W. Weger: Waterborne Resins for the Paint Industry - Theory and Practice, China
Coat 98 Conference, [www.ucb-goup.com]
[117] R. Seidler, H. J. Graetz: Vorgange beim Einbrennen von Alkyd-Melamin-Gemischen,
Fette - Seifen - Anstrichmittel 64 (1962) 1135
[118] Celanese: Datenblatt Isononansaure
[119] Shell-Resolution: Datenblatter Versatic-Sauren
[ 120] Exxon: Datenblatter Neo-Acids
[121] Shell-Resolution: Datenblatter Cardura ElOP
[122] Exxon: Datenblatter GIydex
[123] Einbrennlack-Alkydharz-Modelle aus Trimethylolpropan im Vergleich zu einem
Gemisch aus Pentaerythrit und Propylenglykol, Einfluss auf die Losungsviskositat
[124] Modell-Alkydharz aus Phthalsaureanhydrid, Pentaerythrit und Isononansaure, Ein
232
fluss der Belegung der uberschiissigen OH-Gruppen mit Monocarbonsaure
[128] Modell-Alkydharz aus Phthalsaureanhydrid, Adipinsaure, Trimethylol propan und
Isononansaure, Einfluss des Anteils an Adipinsaure
[129] Modell-Rezeptur der Shell-Resolution: LR 2009
[130] Beispiel 1 des Patents DE 34 09 080 von Bayer
[131] Ullmann's Encyclopedia of Ind. Chemistry, 6. Edition, Wiley-VCH, Weinheim,
2001, Weichmacher
[132] Modellalkydharz aus Phthalsaureanhydrid, Glycerin und Erdnussfettsaure, Einfluss
der Monocarbonsaurebelegung
[133] Modell eines inversen Alkydharz aus Trimellithsaureanhydrid, Neopentylglykol und
Isononanol, Einfluss der Monoalkoholbelegung
[ 134] EP 0 074 634 der PPG-Industries
[135] Placcel EPA 2250 der Daicel Chemical Industries
[136] E. Gulinski: Pflanzliche und tierische Fette und Ole, C. R. Vincentz-Verlag,
Hannover, 1963
[137] Eigene Ausbildung im sogenannten Sudhaus der Firma Dr. Kurt Herberts & Co,
heute DuPont Performance Coatings.
[138] DIN 55391: Standole
[139] Cray-Valley, Abshagen, Hamburg
Научное издание
Пот Ульрих
ПОЛИЭФИРЫ И АЛКИДНЫЕ СМОЛЫ
Подписано в печать 17/02/2009. Формат 70x100 V16. Усл. печ. л. 14,5. Тираж 500 экз.
Заказ 270
ООО «Пэйнт-Медиа». 123100, Москва, ул. 2-я Звенигородская, 12
Email: jornal@lakikraski.info
ТИПОГРАФИЯ ОАО «КТС»
Др. Ульрих Пот, Родился в 1941г.
Окончил Нижнерейнский
Университет по специальности
«разработчик ЛКМ». Во время
обучения проходил стажировку в
компании Др. Курт Хербертс и Ко
(Dr. Kurt Herberts & Со), где
разрабатывал пленкообразователи
для электроизоляционных лаков.
По окончании университета
работал в компании БАСФ Коутингс
(BASF Coating AG),
специализируясь на пленкообразователях
для автомобильных ЛКМ,
позже возглавил направление
автомобильных ЛКМ, а затем проект
разработки прозрачных
покрытий для автомобилей. С 2002 г. на
пенсии, но продолжает
сотрудничать с компанией БАСФ Коутингс
(BASF Coating AG) по отдельным
проектам.