/






































































































Author: Твег Р.
Tags: тепловые двигатели (кроме паровых машин и паровых турбин) автодорожный транспорт двигатель автомобиля автомобили ремонт автомобилей
ISBN: 5-85907-305-4
Year: 2004




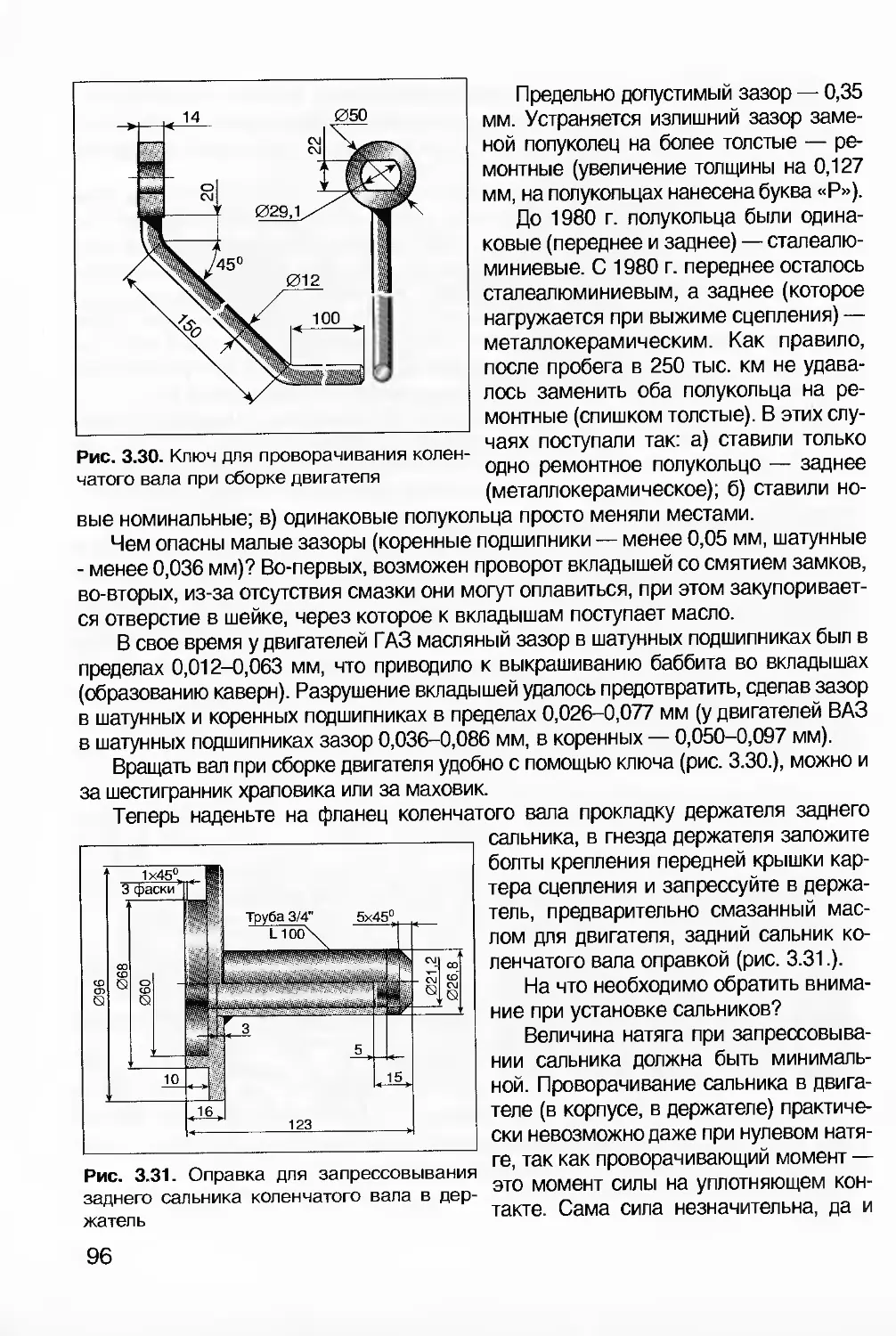
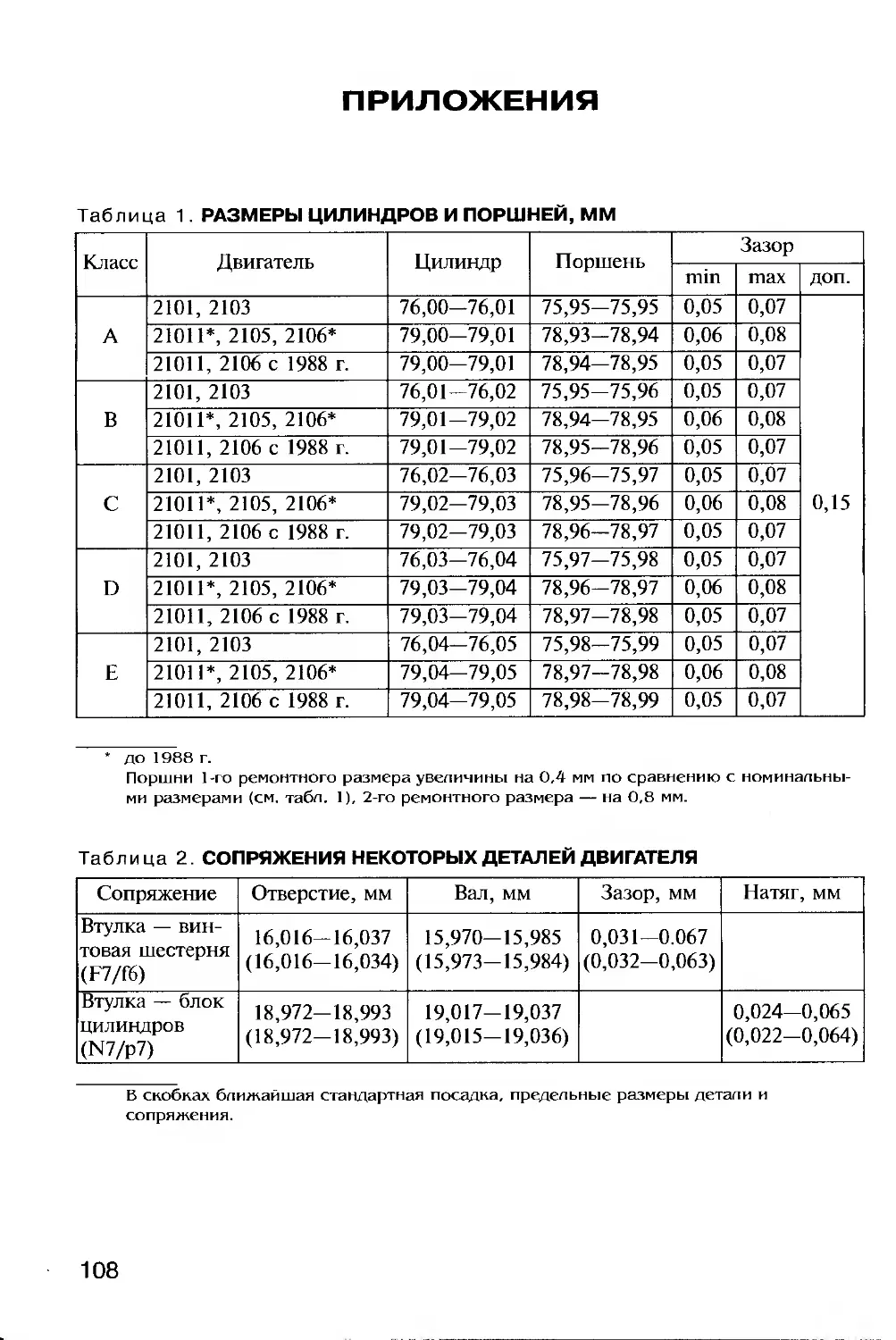
Text
ISBN 5-
•859C 305-
85859 073054
a
Росс Твег
РЕ МОНТ
ДВИГАТЕЛЕЙ
«ЖИГУЛЕЙ»
(Модели 2101, 2103, 2105, 2106, 2107)
2-е издание,
переработанное и дополненное
http://knigi.zr.ru
OK 005-93, т. 2; 953750
УДК 621.4
ББК 39.35
Росс Твег
Ремонт двигателей «Жигулей». — 2-е изд., перераб. и доп. — М.:
ЗАО «КЖИ «За рулем», 2004. — 112 с.: ил.
ISBN 5-85907-305-4(2)
Рассмотрены приемы и методы ремонта двигателей заднеприводных автомоби-
лей ВАЗ своими силами. Приведены нестандартные способы и инструмент, позволя-
ющие проводить ремонтные работы без привлечения СТО. Даны советы по эксплуа-
тации на основе богатого личного опыта автора.
1-е издание вышло в 1997 г.
2-е издание дополнено наиболее интересными и полезными советами по ремонту
двигателей «Жигулей», опубликованными в журнале «За рулем» за последние годы.
Для автомобилистов — любителей и профессионалов.
Редакция и/или издатель не несут ответственности за несчастные случаи, травматизм и по-
вреждения техники, произошедшие в результате использования данного издания, а также за из-
менения, внесенные в конструкцию заводом-изготовителем.
Перепечатка, копирование и воспроизведение в любой форме включая,электронную, запре-
щены.
ISBN 5-85907-305-4(2)
ББК 39.35
© «ЗАО «КЖИ «За рулем», 1999
К ЧИТАТЕЛЮ
Основным агрегатом, определяющим работоспособность автомобиля,
является двигатель. Если он исправно работает, то и поездка в автомоби-
ле даже на большие расстояния бывает приятной и неутомительной.
Но вот появились первые сбои в работе двигателя, посторонние шумы,
стуки, повышенный расход топлива и масла, двигатель стал терять мощ-
ность - езда превращается в нервотрепку. Может быть, неисправность-то
пустяковая, но поди узнай, что именно барахлит. Обращаться к знакомому
специалисту - дорого, да и он может ошибиться. На станции технического
обслуживания картина та же самая, гарантийного обслуживания после
ремонта не добьешься - всегда вину за выход из строя отремонтированно-
го агрегата (в том числе и двигателя) свалят на владельца.
Поэтому научитесь сами определять дефекты и сами их устранять.
В пособиях по ремонту автомобилей, написанных заводскими инженерами,
материал изложен очень скупо, изготовление рекомендуемых приспособ-
лений под силу лишь настоящему инструментальному производству.
В предлагаемом издании, помимо классических приемов ремонта дви-
гателей автомобилей “Жигули”, изложен такой порядок работ, который
можно провести самому или с одним помощником на открытой площадке
либо в гараже, где есть хотя бы слесарные тиски.
Инструмент и приспособления, рекомендуемые к использованию в этих
условиях, можно изготовить из металлолома. Приведены практические
данные, какой узел, как и когда напоминает, что на него надо обратить вни-
мание - обслужить, отремонтировать, заменить.
По сравнению с предыдущим изданием книга дополнена наиболее
интересными и полезными советами по ремонту двигателей “Жигулей”,
опубликованными в журнале “За рулем” за последние годы.
Так что читайте, запоминайте и не бойтесь, засучив рукава, приступить
к ремонту такого сложного агрегата, каким является двигатель. Потом вы
увидите, что все не так уж и страшно.
3
1. ПРИЗНАКИ НЕОБХОДИМОСТИ РЕМОНТА
ДВИГАТЕЛЯ
Порой совсем еще новая машина с трудом достигает скорости 120 км/ч.
Что на это скажешь? Если "Жигули" начинают уравниваться в показателях с
"Запорожцем", то, учитывая их близкие размеры, несущественную разницу масс и
т. д., можно смело утверждать, что мотор нашего автомобиля в его нынешнем со-
стоянии развивает что-то около 40 л. с. Где остальные ?
Их можно было бы “потерять”, скажем, на дороге, засыпанной глубоким рых-
лым песком, но у нас шоссе! Потери в трансмиссии? Они все давным-давно изуче-
ны, вычислены. И случись для них “добавочка" еще в 20-30 л.с., детали в точках
контакта стали бы гореть, плавиться... В нормальной "жизни" автомобиля такого не
бывает, разве что слить масло из коробки, редуктора - и так ездить!
Возможны ли еще какие-нибудь потери? Например, заедание тормозов? Это
случается, но не заметить подобной беды может только слепой. Раскаленный, све-
тящийся в темноте диск, поверьте, впечатляет. Очевидно, у нашего автомобиля и
с тормозами порядок. Что ещв можно придумать? Езда на приспущенных шинах?
Нет - и здесь все в норме.
Выходит, причина "вялости" машины - в самом моторе, что чаще всего на прак-
тике и бывает.
Теперь придется вспомнить об основных системах двигателя: питания, зажига-
ния, газораспределения, выпуска. Неполадки в любой из них могут проявиться по-
терей мощности. Итак, по порядку.
1.1. СИСТЕМА ПИТАНИЯ
Здвсь важно, чтобы карбюратор исправно работал на режимах, когда дрос-
сельные заслонки полностью или почти полностью открыты. Но начнем с интерес-
ного дефекта, часто свойственного “Озону". Сталкиваются же с ним те, кто не
очень любит жать педаль газа до пола. Если долго ездить на умеренных режимах,
дроссель второй камеры остается закрытым. Представьте, в этот период вго при-
хватят коррозия или попавшая сюда грязь (то и другое не редкость), а вам надо
дать полный газ В этом случае работает лишь первая камера, а вторая окажется
незадействованной. Естественно, мощность двигателя будет ограничена.
Кстати, случается, что дроссель, особенно при неправильной регулировке за-
крытого положения (когда он опирается кромкой на поверхность канала карбюра-
тора), в этом положении как раз и заедает. Способствует тому и скапливающийся
здесь слой копоти. Двигатель в этом случае ведет себя иначе, и довольно своеоб-
разно. До скорости "100" автомобиль разгоняется вполне приемлемо, может быть,
на секунду-другую медленней, чем при работе двух камер. Ощутимый же "завал"
мощности, ее явная нехватка ощущается тогда, когда по-настоящему и должна
вступать в действие вторая камера - при скорости 110-115 км/ч и выше. Машина
"как в стену упирается".
Какие еще неполадки в карбюраторе могут так сильно сказаться на мощнос-
ти двигателя? Очевидно, серьезные нарушения в смесеобразовании. Чрезмер-
4
ное обеднение или обогащение смеси
ведет к снижению мощности, причем
во втором случае и к резкому увеличе-
нию расхода бензина. Нет, расход нор-
мальный, как у всех. Может, чуть-чуть
больше..
На всякий случай напоминаем, что
нужно следить за состоянием бензона-
соса и топливного фильтра. Случается,
бензин в карбюратор поступает слабо,
и при каждой попытке выйти на режим
несколько повышенной мощности его
уровень в поплавковой камере начина-
ет падать, мотор при этом “вянет"...
Рис. 1.1. Нагар на клапане затрудняет газо-
распределение
А воздушный фильтр не может влиять? Конечно, может. Но только в сторону
обогащения смеси. Если бы вы стали замечать черный дым при работе мотора,
когда он характерно "троит", плюс повышение расхода раза в полтора... У вас же
этого нет?
Что еще в системе питания может заметно снижать мощность? Вспомните о
дросселе в карбюраторе - своеобразный "дроссель" нередко образуется сам со-
бой на впускных клапанах, в виде толстой корки нагара. Иногда "живое сечение"
канала, по которому смесь попадает в цилиндр, уменьшается очень заметно, в
первую очередь, если неисправны маслосъемные колпачки (рис. 1.1.). На этом с
системой питания мы закончили.
1.2. СИСТЕМА ЗАЖИГАНИЯ
У большинства “Жигулей” она обычная, контактная и перечень возможных в ней
дефектов минимальный. Вряд ли можно не заметить полного отказа одного из ци-
линдров, например, из-за негодной свечи. Мощность при этом падает весьма ощу-
тимо, - если считать цилиндры равноценными, то даже более чем на 25%, так как
неработающий цилиндр ничего не дает в общую "упряжку". Зато остальные три за-
трачивают часть своей мощности на преодоление сопротивления неработающего
цилиндра и сил трения в нем, сжатия несгоревшей смеси, вентиляционных потерь.
Проверили свечи, поставили новые. Картина та же.
Как влияют на показатели двигателя центробежный и вакуумный регуляторы?
При погоне за мощностью о втором можно забыть, его назначение - оптимизиро-
вать углы опережения зажигания на различных переходных режимах работы. Цент-
робежный же регулятор на максимальной мощности проявляет себя лишь в случае,
когда какая-то механическая причина, например заедание грузиков, не позволяет
им максимально разойтись. Это легко проверить и при необходимости устранить.
Другие неисправности системы - в катушке, прерывателе, "бегунке", проводах
- дают о себе знать перебоями зажигания, которые замечает даже неопытный ав-
толюбитель. Разумеется, в этом случае о высокой мощности говорить неприлично
- устраняйте дефект!
И разговор переходит к клапанам..
5
1.3. СИСТЕМА ГАЗОРАСПРЕДЕЛЕНИЯ
Какие требования мы предъявляем к клапану? Во-первых, в закрытом положе-
нии он должен плотно садиться в седло, обеспечивая требуемую компрессию в ци-
линдре. Неверная регулировка (этим часто грешат в погоне за бесшумностью) су-
щественно и прогрессивно уменьшает компрессию - охлаждение тарелки клапана
резко ухудшается. Если впускной все же охлаждается поступающей в цилиндр сме-
сью, то выпускной попросту горит.
Во-вторых, клапан должен открываться полностью! В прошлые годы, когда бы-
ли серьезные нарекания на качество распределительных валов "жигулей", неред-
ко можно было видеть распредвалы с износом кулачков до половины высоты и
больше! Ясно, что клапан, который едва открывается, серьезно нарушает процес-
сы продувки цилиндра, наполнения его смесью и т. д.
В-третьих, клапан должен вовремя открыться и закрыться. Проверим фазы -
хотя бы, как описано в книгах, по меткам на шкивах у ВАЗ-2105. Натяните ремень,
для чего, поднимите заднее колесо, включите четвертую передачу и вращайте ко-
лесо... Куда? - Как, куда? Естественно, вперед. Если вернуться к ремню, то вла-
дельцы моторов ВАЗ-2105, пытаясь его натянуть, почему-то рано или поздно со-
вершают одну и ту же ошибку. Однажды приходит в голову мысль: а что если осла-
бить натяжитель и "крутнуть" стартером? Тихонечко. Ремень при этом обязатель-
но проскакивает какое-то количество зубьев на шкивах и фазы газораспределения
нарушаются. К счастью, двигатель ВАЗ-2105 один из немногих, которые, в чисто
механическом смысле, это прощают: клапаны здесь ни при каких сбоях у фаз не
упрутся в днище поршня. Но работать нормально мотор не будет. Если ошибка со-
ставит один-два зуба, вы можете ощутить заметную потерю мощности, три-четыре
зуба делают мотор неузнаваемым. Значит, советуем абоненту еще раз заглянуть
под капот, тщательно проверить фазы газораспределения, благо изменить их, в
случае необходимости, на моторах с ременным приводом куда легче, чем на преж-
них, с цепным.
Что еще осталось обсудить?
1.4. СИСТЕМА ВЫПУСКА
Говорят, когда она в нормальном состоянии, мотор теряет здесь около 5%
мощности. Но это - в нормальном...
Дело в том, что, в принципе, управлять работой двигателя вы могли бы и в том
случае, если бы дроссельная заслонка располагалась не в карбюраторе, а с проти-
воположной стороны - в выпускной системе. Многие почему-то этого не понима-
ют! Хотя известно, например, к каким курьезным результатам порой приводит за-
битая землей выхлопная труба после езды задним ходом где-нибудь на сельских
дорогах! Если выпускная система исправна, герметична, то в этом случае мотор
вообще отказывается работать. При наличии признаков прогара (дырок) он рабо-
тает, но мощность его ограничена величиной этих дыр.
Одно из самых уязвимых мест на "жигулях" - низ "штанов", который легко смять
при грубой езде по проселочной дороге. Если трубы смяты примерно до середины
сечения, их нужно заменить, ибо это уже ощутимо ухудшает параметры двигателя.
6
Бывает, возникают и другие дефек-
ты (правда, редко), когда внутри глуши-
теля разрушается какой-то элемент
конструкции и перекрывает выход из
него. Самое же обычное дело - это на-
копление в глушителе всевозможных
смол, нагара и другой грязи, увеличива-
ющей его сопротивление. Эго, кстати,
одна из причин, по которым глушитель,
прослуживший года три-четыре и где-то
прогоревший, чинить, подваривать нет
смысла. Лучше заменять новым.
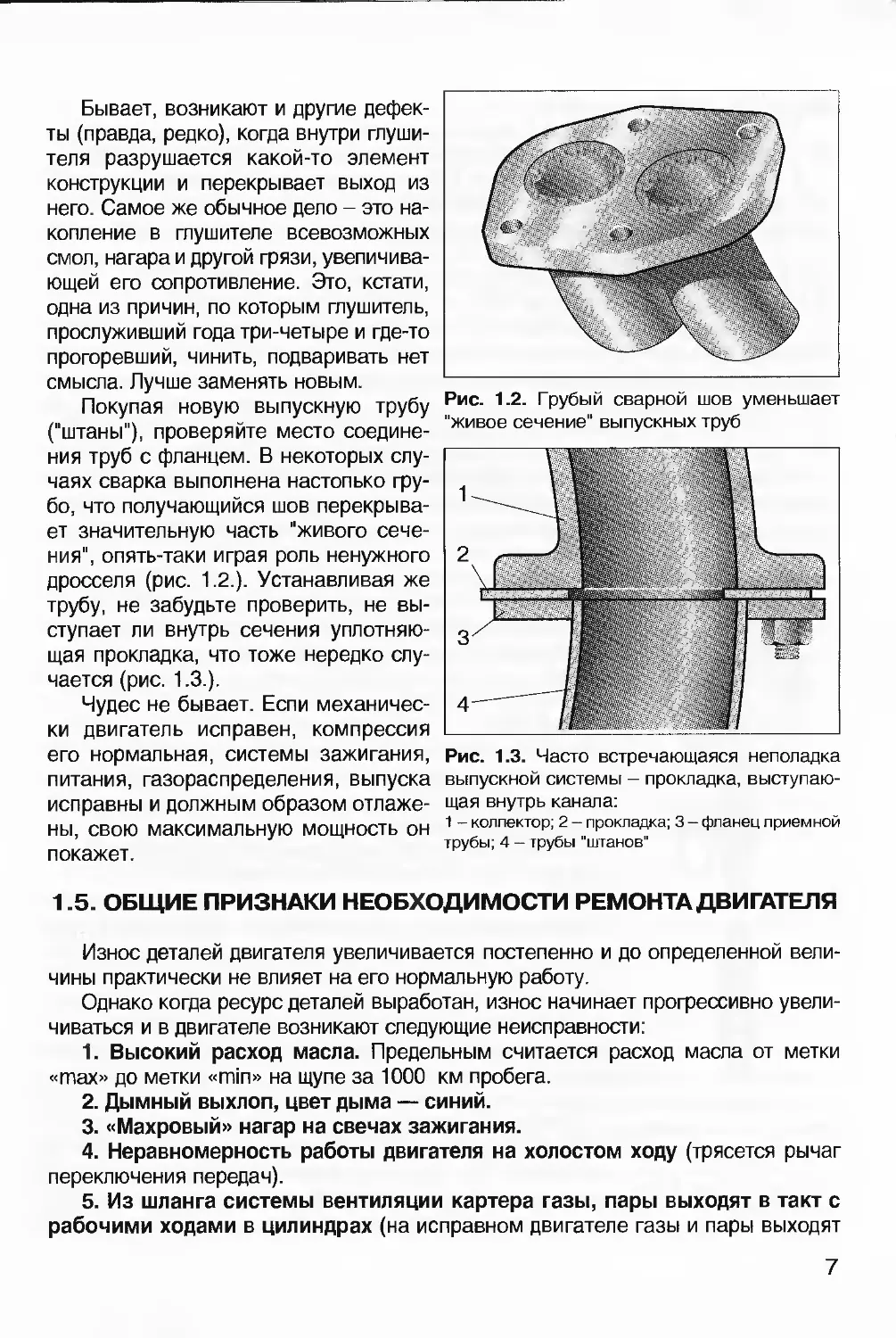
Покупая новую выпускную трубу
("штаны"), проверяйте место соедине-
ния труб с фланцем. В некоторых слу-
чаях сварка выполнена настолько гру-
бо, что получающийся шов перекрыва-
ет значительную часть "живого сече-
ния", опять-таки играя роль ненужного
дросселя (рис. 1.2.). Устанавливая же
трубу, не забудьте проверить, не вы-
ступает ли внутрь сечения уплотняю-
щая прокладка, что тоже нередко слу-
чается (рис. 1.3.).
Чудес не бывает. Если механичес-
ки двигатель исправен, компрессия
его нормальная, системы зажигания,
питания, газораспределения, выпуска
исправны и должным образом отлаже-
ны, свою максимальную мощность он
покажет.
Рис. 1.2. Грубый сварной шов уменьшает
"живое сечение" выпускных труб
Рис. 1.3. Часто встречающаяся неполадка
выпускной системы - прокладка, выступаю-
щая внутрь канала:
1 - коллектор; 2 — прокладка; 3 — фланец приемной
трубы; 4 - трубы "штанов"
1.5. ОБЩИЕ ПРИЗНАКИ НЕОБХОДИМОСТИ РЕМОНТА ДВИГАТЕЛЯ
Износ деталей двигателя увеличивается постепенно и до определенной вели-
чины практически не влияет на его нормальную работу.
Однако когда ресурс деталей выработан, износ начинает прогрессивно увели-
чиваться и в двигателе возникают следующие неисправности:
1. Высокий расход масла. Предельным считается расход масла от метки
«тах» до метки «min» на щупе за 1000 км пробега.
2. Дымный выхлоп, цвет дыма — синий.
3. «Махровый» нагар на свечах зажигания.
4. Неравномерность работы двигателя на холостом ходу (трясется рычаг
переключения передач).
5. Из шланга системы вентиляции картера газы, пары выходят в такт с
рабочими ходами в цилиндрах (на исправном двигателе газы и пары выходят
7
без четкой пульсации потока).
6. Высокий расход бензина. При городском цикле езды с частыми остановками рас-
ход бензина может увеличиваться в 2 раза и составить около 15 л на 100 км пробега.
7. Падение мощности двигателя. Снижение мощности считается существен-
ным, если время разгона автомобиля с места до 100 км/ч с переключением пере-
дач увеличивается более чем на 25 % (у ВАЗ-2102 с 23 до 29 сек; у ВАЗ-2106 с
17,5 до 22 сек; у ВАЗ-21074 с 16 до 20 сек), а максимальная скорость уменьша-
ется более чем на 15 % (у ВАЗ-2102 с 135 до 115 км/ч; у ВАЗ-21053, «21074» с 148
до 126 км/ч; у ВАЗ-2103 с 150 до 128 км/ч; у ВАЗ-2106 с 152 до 129 км/ч).
Замер времени разгона производится, когда в автомобиле водитель и один
пассажир, а максимальной скорости - при полной нагрузке. При всех замерах дви-
гатель должен быть отрегулирован, а ходовая часть исправна. Последнее проверя-
ется замером пути свободного качения (выбега) с установившейся скорости 80
км/ч до полной остановки, который должен быть не менее 800 м. Замер выбега,
как и все вышеупомянутые замеры, выполняется на горизонтальном участке сухо-
го и ровного асфальтированного шоссе при отсутствии сильного ветра и закрытых
окнах дверей. В автомобиле должны находиться водитель и один пассажир. Вели-
чина выбега определяется как среднее арифметическое результатов (замеров),
полученных при двух заездах в противоположных направлениях.
На практике о падении мощности двигателя можно судить, не прибегая к испы-
Рис.1.4. Компрессометр:
1 — манометр; 2 — штуцер;
3 — колпачковая гайка;
4—обратный клапан; 5—ре-
зиновый шланг; 6 — ре-
зиновый наконечник
таниям на максимальную скорость, — нет смысла пугать
окружающих и себя. Если на 1-й передаче автомобиль раз-
гоняется до скорости 37-38 км/ч, на 2-й — до 51-52 км/ч,
на 3-й — до 95-96 км/ч, то двигатель развивает но-
минальную (паспортную) мощность.
Другая распространенная причина снижения мощности
старого двигателя связана с ухудшением компрессии. Вот
вы вооружились компрессометром (рис. 1.4), померили и...
загрустили. Еще бы! У нового "жигулевского" мотора вели-
чина компрессии может достигать 12 кгс/см2, а у вас всего
9-10 кгс/см2. Ясно, тут уж не приходится требовать от мо-
тора былой мощности и экономичности.
Что же это такое — компрессия? По-русски — сжатие.
Топливно-воздушная смесь сжимается в цилиндре с раз-
ным результатом - смотря в каком состоянии цилиндр, пор-
шень, кольца, клапаны, их седла. Если вследствие износа
часть смеси через увеличившиеся зазоры уходит из сжима-
емого объема, компрессия низкая. При этом давление, за-
меряемое компрессометром, оказывается ниже еще и по
другой причине: чем меньше сжатие, тем меньше и нагрев
(а значит, и давление) "заряда” в цилиндре от этого сжатия.
Положим, у вас двигатель со степенью сжатия 8,5. Ес-
ли бы вы могли сжимать смесь так медленно, что она не
нагревалась бы, и в то же время исключалась утечка, в
конце сжатия вы намерили бы даже меньше 8,5 кгс/см2
(ведь впускной клапан закрывается через 40е после НМТ).
8
При реальном измерении компрессии смесь сжимается достаточно быстро, поэто-
му величина давления, показанного компрессометром, существенно выше.
Итак, чем хуже механическое состояние двигателя (изношены цилиндр, пор-
шень, кольца и т.д.), тем заметнее снижение компрессии. Можно сказать, что каж-
дая “сотка" увеличивающегося зазора снижает компрессию сильнее, чем предыду-
щая. Оценить двигатель по его компрессии можно так: 12 кгс/см2 - отлично, 10 -
посредственно, 9 кгс/см2 - плохо.
Если компрессия снижена, это особенно проявляется при холодных пусках зи-
мой - ведь смесь мало подогревается во время сжатия, поэтому хуже воспламе-
няется. На трескучем морозе старый, изношенный мотор может основательно по-
трепать нервы, так и не дав ни одной вспышки.
Итак, первое, что приводит к ухудшению компрессии — это механический износ
цилиндра, поршня, колец. Обычно в справочниках указывается наибольший допусти-
мый износ той или иной детали, скажем, для цилиндра — не более 0,1-0,15 мм на ди-
аметр. Многие автолюбители, пытаясь сэкономить, откладывают серьезный ремонт с
расточкой или заменой блока (гильз), ограничиваясь заменой поршневых колец. Мо-
тор, разумеется временно омолаживается, особенно при первой замене, когда износ
цилиндра не слишком велик. Последующие замены менее эффективны, так как коль-
ца работают во все более изношенном цилиндре с искаженной рабочей поверхностью.
Здесь хотим предостеречь от одной ошибки: нельзя в цилиндре номинального
размера, даже сильно изношенном, использовать кольца ремонтного диаметра,
пусть ближайшего. Некоторые "умельцы" полагают, что достаточно подпилить кон-
цы, чтобы кольцо как-то влезло в цилиндр - и проблема решена! В действительно-
сти такое кольцо очень плохо прилегает к цилиндру и ждать, что оно приработает-
ся, по меньшей мере, наивно.
Если вы хотите, не разбирая двигатель, определить "виновника" снижения ком-
прессии, можете воспользоваться надежным дедовским методом. Залейте через
отверстие свечи в цилиндр несколько кубиков масла и повторно проверьте ком-
прессию. Если она увеличится, значит, к ее снижению причастны кольца. В про-
тивном случае - клапаны, поскольку впрыск масла для них не имеет значения.
8. Перебои в работе цилиндров двигателя (двигатель «троит»).
9. Стуки в двигателе. Стук коленчатого вала - металлический и глухого тона.
Частота его увеличивается с повышением числа оборотов коленчатого вала.
Чрезмерный осевой зазор коленчатого вала вызывает стук более резкого тона с
неравномерными промежутками, котсоые особенно заметны при плавном ускоре-
нии или замедлении.
Стук шатунных подшипников - болеэ резкий, чем стук коренных. Прослушива-
ется при работе двигателя на холостом ходу при нейтральном положении рычага
переключения передач и усиливается с увеличением числа оборотов коленчатого
вала. Стук шатунных подшипников можно легко определить, отключая поочередно
свечи зажигания снятием с них наконечников с высоковольтными проводами.
Стук поршней - обычно незвонкий, приглушенный, подобный колокольному, вы-
зывается «перекладкой» поршня в цилиндре. Лучше всего он слышен на малых
оборотах коленчатого вала и под нагрузкой.
Стук поршневых пальцев - двойной, металлический и резкий. Вызывается чрез-
мерным зазором в сопряженных с ним деталях и лучше слышен на холостом ходу.
9
10. Слишком малое давление масла.
11. “Жесткая” работа двигателя — детонация, преждевременное зажигание, от-
дельные вспышки в цилиндрах после выключения зажигания (калильное зажигание).
12. “Выстрелы” в глушителе, “чихание” в карбюраторе — смесь воспламе-
няется при незакрытых клапанах.
13. Перегрев двигателя.
О необходимости ремонта говорит не каждый признак в отдельности, а нали-
чие в той или иной мере всех перечисленных В зависимости от условий эксплуа-
тации необходимость ремонта может возникнуть при 100-200 тыс. км пробега.
Комплексным показателем необходимости ремонта является увеличение расхо-
да бензина до 15 л на 100 км пробега.
Кто с этим не сталкивался: машина состарилась, стала неважно тянуть, зато
расход топлива вырос на четверть. Обратившись на СТО, услышите безапелляци-
онное: “Ну, это ясно — карбюратор!” Но карбюратор виноват далеко не всегда.
О других причинах падения мощности специалист средней руки обычно не хо-
чет слышать ввиду их непостижимой для него сложности. Куда проще крутить вин-
ты карбюратора, а потом, вконец его разрегулировав и получив кучу денег, отпус-
тить клиента, убедив, что больше ничего сделать нельзя.
А если фазы газораспределения сбиты?
Средний автолюбитель, особенно с “дачным” устройством ума, о фазах или
редко вспоминает или не знает вовсе. Да и зачем ему? Хуже, если не знают те, ко-
му положено - работники автосервиса.
Взгляните на диаграмму (рис. 1.5.). Здесь последовательно, через каждые 180
градусов угла поворота коленчатого вала показаны фазы газораспределения "Жи-
гулей". Обратите внимание: в отличие от упрощенного, школьного объяснения то-
го, как работает двигатель, здесь клапаны закрываются или открываются не от
ВМТ до НМТ (верхней и нижней мертвых точек). Клапан открыт существенно доль-
ше — целых 232° угла поворота коленчатого вала. Откуда же они “набегают”?
ВМТ НМТ ВМТ НМТ ВМТ
0 10 104 180 220 355360 498 540 614 708720 730
впуск Угол поворота коленчатого вала, град,
сжатие
E2Z32 Открыт впускной клапан (вОочий KW.
Открыт выпускной клапан : выпуск
Рис. 1.5. Фазы газораспределения двигателей ВАЗ-2101...-2106'
1 — нормальные фазы; 2 — смещенные фазы (на пять зубьев звездочки)
10
Представим себе процесс всасывания. Открытие клапана происходит не мгно-
венно, поскольку его движение задается специальным профилем кулачка распре-
двала. Как показал опыт моторостроителей, выгодно открывать клапан несколько
раньше, чем поршень придет в ВМТ и потом двинется вниз На "Жигулях" такое
опережение открытия впускного клапана составляет 12 градусов. А дальше - еще
интереснее: закрывается этот клапан лишь через 40 градусов после прохождения
поршнем НМТ!
Конечно, тут есть свой расчет. Во впускном канале, перед клапаном, скорость
потока топливно-воздушной смеси переменная - от нуля при закрытом клапане до
какого-то максимума при открытом. На высоких оборотах среднее значение ско-
рости потока измеряется десятками метров в секунду. Инерционность потока ис-
пользуют уже после прохождения поршнем НМТ, когда он начинает сжимать смесь
в цилиндре, силы инерции продолжают "разряжать" цилиндр, улучшая наполнение.
Не усложняя наш разговор, отметим, что наиболее эффективно инерционность по-
тока используется не во всем рабочем диапазоне, а лишь при тех оборотах, на кото-
рых возникает резонанс колебаний потока во впускной трубе. Что это означает? Га-
зовый "столб" в трубе (в нашем случае это результат смешивания воздуха и паров бен-
зина) - упругое тело с определенными колебательными характеристиками. Например,
при прочих равных условиях более длинной трубе соответствует бопее низкая часто-
та собственных колебаний газа в ней - это хорошо известно музыкантам-трубачам!
Проще говоря, если подобрать геометрические характеристики впускной трубы
так, чтобы в каком-то диапазоне оборотов колебания давления в ней помогали
"дозаряжать цилиндр, вы получите эффект наддува. Но система газораспределе-
ния должна попасть в такт этим колебаниям давления в трубе: клапан нужно во-
время открыть и закрыть. Это и обеспечивают тщательно подобранные при довод-
ке двигателя фазы газораспределения.
При неумелом обслуживании автомобиля могут быть ошибки в установке фаз
Например, вы сместили их на один зуб по шкиву привода распределительного вала
это почти 19 градусов по коленчатому валу! Ошибка на два зуба — сами понимае-
те... Кстати, если вы делаете все аккуратно, но цепь газораспределения основа-
тельно изношена и из-за этого удлинилась, смещение метки всего-то на ползуба оз-
начает изменение фаз по коленчатому валу больше чем на 9 градусов, то есть кла-
пан открывается и закрывается гораздо позже, чем должен. Напомним также, что
цепь никогда не изнашивается равномерно, ее шаг и натяжение разных участков
неодинаковы. В частности из-за этого при изношенной цепи иногда очень трудно
добиться устойчивой работы двигателя (это наиболее заметно на холостом ходу).
При распространенном у нас способе дефорсирования двигателя (для перехода на
бензин А-76), когда между блоком цилиндров и его головкой устанавливают дополни-
тельные прокладки, тоже происходит искажение фаз газораспределения - как если бы
цепь несколько укоротилась. При подъеме головки блока, например, на 1,5 мм шкив
привода цепи на распредвале повернется в направлении движения цепи (то есть в сто-
рону более раннего открытия клапана) примерно на 3 мм по пинии центров втулок це-
пи. Изменение фаз приближается к 5-6 градусам по углу поворота коленвала. Когда
цепь и звездочки изношены, этим частично компенсируется подъем головки.
Здесь пора напомнить о главной опасности. Ошибки в установке фаз газорас-
пределения недопустимы - лишь немногие двигатели сохраняют при этом боеспо-
11
собное состояние, например, ВАЗ-2105 ипи полутаропитровая "восьмерка". И у то-
го, и у другого в поршнях глубокие выемки напротив клапанов.
А у вас, к примеру, двигатель ВАЗ-2103 с плоским днищем поршня. Из диаграм-
мы на рис. 1.5. видно, что впускной клапан максимально открыт при повороте ко-
ленвала на 104° от ВМТ. Значит, еспи сделать фазы более ранними - на пять-шесть
зубьев по шкиву распредвала, клапан должен полностью открыться при самом
верхнем положении поршня. "Позвольте, детали же не резиновые!" - воскликнет
тот, кто понял. И будет прав - поломка здесь неизбежна. Она может случиться и при
попытке пуска, и при неумелой работе неопытного "мастера", пытающегося рукоят-
кой провернуть коленвал. А бывает и так, что сильно изношенная цепь в сочетании
с неработающим натяжителем и отсутствующим успокоителем при каком-то рывке
перескакивает через зубья звездочек.
Теперь остается уяснить, что для этой беды не нужно даже, чтобы клапан от-
крылся полностью. Поэтому ошибка на два-три зуба в сторону опережения фаз
уже опасна (рис. 1.6. и 1.7.).
Рис. 1.6. Ошибка в установке фаз газорас-
пределения:
а — нормальная регулировка; б — ошибка на два и
более зубтъев в сторону опережения; 1 — звездоч-
ка распредвала; 2 — цепь; 3 — звездочка коленва-
ла; 4 — метки на передней крышке двигателя;
5 — шкив привода клинового ремня
Рис. 1.7. Удар впускного клапана о пор-
шень при преждевременном открытии
(верхний рисунок). Нормальная регулиров-
ка показана на нижнем рисунке
12
Выпускной же клапан максимально открыт за 106° до прихода поршня в НМТ.
Еспи запаздывание фаз сделать равным все тем же пяти-шести зубьям по шкиву
распредвала, попомка опять обеспечена. Но часто и запаздывания на один-два зу-
ба бывает достаточно для неприятностей - это если вы любитель так называемого
спортивного стиля езды, то есть при высоких оборотах двигателя. Этот стипь для
выпускного клапана самый нежелательный. Почему?
Оба клапана открываются под воздействием купачков распредвала, система
"кулачок-рычаг-клапан" жесткая и работает примерно одинаково во всем диапазо-
не оборотов. Закрываются же клапаны усилием пружин. На высоких оборотах на-
чинает ощутимо сказываться инерционность этой системы, особенно, если пружи-
ны почему-либо ослаблены. Опыт некоторых горе-гонщиков показывает, что при
оборотах выше 7500-8000 мин-1 и самые исправные пружины могут в работе на-
столько запаздывать, что впускной клапан все-таки не успевает закрыться вовре-
мя, а поршень, догнав его, завершает депо.
Результат - согнутый клапан, поврежденная втулка головки - дорогостоящий ремонт.
Иногда считают, что дефорсированный двигатель, у которого гоповка поднята
на миллиметр-другой, в этом отношении безопасен. Это если и верно, то не для
всех моделей. Особенно обольщаться на сей счет не стоит.
В заключение напомним, что при нормальной эксплуатации "жигулей" необхо-
димость заменять детали цилиндро-поршневой группы вследствие естественного
износа возникает в большинстве двигателей через 150-160 (а нередко и больше)
тысяч километров. Еспи такое случается раньше, значит, вы что-то делали не так:
применяли масло низкого качества, не вовремя его меняли, злоупотребляли высо-
кими оборотами, перегружали машину и т.п Вот и приходится платить за ошибки.
Далее приводится порядок работ по ремонту деталей, узлов и механизмов, ко-
торые можно выполнить, не снимая двигатель с автомобиля, а также другие опе-
рации по восстановлению работоспособности двигателя, для чего его необходимо
демонтировать с машины.
2. РЕМОНТ ДВИГАТЕЛЯ НА АВТОМОБИЛЕ
2.1. ЗАМЕНА МАСЛООТРАЖАТЕЛЬНЫХ КОЛПАЧКОВ
Рис. 2.1. Головка блока цилиндров (разрез
по впускному клапану):
1 — гоповка блока цилиндров; 2 — клапан; 3 — на-
правляющая втулка; 4 — маслоотражательный кол-
пачок; 5 — рычаг (рокер); 6 — корпус подшипников
распределительного вала; 7 — распределительный
вал; 8 — регулировочный болт; 9 — контргайка;
10 — пружина. А — место измерения зазора меж-
ду кулачком распределительного вала и рычагом
Рис. 2.2. Метки установки зажигания:
1 — метка опережения зажигания на 10°; 2 — мет-
ка опережения зажигания на 5°; 3 — метка ВМТ;
4 — метка на шкиве коленчатого вала
Колпачок 4 (рис. 2.1.) не должен пол-
ностью очищать от масла стержень кла-
пана 2. Часть масла, попадая в направля-
ющую втулку 3 с винтовыми канавками,
остается там и, систематически пополня-
ясь, обеспечивает смазку стержня клапа-
на в направляющей втулке.
Потребность в замене колпачков
возникает в случае, когда приходится
часто доливать в двигатель масло при
сравнительно небольшом пробеге, а ре-
сурс мотора далеко не исчерпан.
Практически периодичность выпол-
нения этих работ составляет 18-20
тыс. км в зависимости от качества кол-
пачков. Есть мнение, что лучше колпач-
ки французские и немецкие, хуже - при-
балтийские, остальные - часто совсем
плохие. Для изготовления колпачков
используется специальная резина (кол-
пачки цветные со специфическим запа-
хом). Основные дефекты этих деталей:
потеря эластичности (затвердевание)
резины, появление трещин, отслоение
резины от арматуры, износ рабочей
кромки.
Порядок работ по замене маслоот-
ражательных колпачков непосредст-
венно на двигателе следующий.
Сначала снимите крыщку головки
блока цилиндров, совместите метку 4
(рис. 2.2.) на шкиве коленчатого вала с
длинной меткой 3 на крышке привода
распределительного вала и метку 1
(рис. 2.3.) на звездочке или шкиве рас-
пределительного вала с меткой 2 на
корпусе подшипников распределитель-
ного вала. В этом положении поршни
первого и четвертого цилиндров нахо-
дятся в ВМТ. Теперь отогните шиномон-
тажной лопаткой (или подобным ей ин-
14
Рис. 2.3. Совмещение метки на звездочке или шкиве распределительного вала с меткой
на корпусе подшипников распределительного вала:
а — двигатели 2101, 2103, 2106; б — двигатель 2105; 1,2 — метки; 3 — гайка; 4 — корпус; 5 — шпиль-
ка; 6 — звездочка; 7 — шкив
струментом) башмак 7 (рис. 2.4.), закрепите в этом положении плунжер натяжите-
ля 9 колпачковой гайкой 8. Потом ослабьте контргайки 9 (см. рис. 2.1.) и заверни-
те как можно глубже регулировочные болты 8 рычагов 5. Отогните кромку стопор-
ной шайбы 10 (см. рис. 2.4.) и, придерживая звездочку 1 рукой (через тряпку или в
толстой рукавице), накидным изогнутым ключом рывком отверните болт 11. Далее,
легкими ударами торцом ручки молотка снимите звездочку с распределительного
вала и привяжите ее к цепи.
В двигателях с ременным приводом распределительного вала (модель 2105) сни-
мите пружину 3 (рис. 2.5.) натяжного ролика 8. Потом ослабьте болты 7 и отведите
кронштейн 2 в крайнее левое положение. Затем снимите со шкива 1 ремень 6.
Отверните гайки 3 (см. рис. 2.3.) и снимите корпус 4 со шпилек 5 (на 8-й и 9-й
шпильках, указанных на рис. 2.6., установлены втулки). Снимите рычаги 5 (см. рис.
2.1.) с регулировочных болтов 8 и выньте их из пружин 10. Чтобы не нарушалась
приработка сопрягаемых поверхностей указанных деталей, обязательно пометьте
их перед разборкой. Теперь можно приступить к снятию сухарей 5 (рис. 2.7) с кла-
панов 4 первого и четвертого цилиндров. Для этого воспользуйтесь самодельным
приспособлением (рис. 2.8) для «рассухаривания» клапанов. При этой операции
следует быть внимательным и осторожным, иначе сухари могут потеряться, а
без них обратная сборка невозможна.
Снять сухари можно и другим способом. Вывинтите две крайние шпильки
крепления корпуса подшипников распределительного вала на правой стороне
двигателя. Установите штатный ключ для отворачивания свечей зажигания с
вставленной в него тряпкой на тарелку 3 (см. рис. 2.7.), плотно прижмите его к ней
и нанесите 3-4 резких удара молотком по верхней части ключа. При этом сухари,
выскочив из канавки в стержне клапана, останутся внутри ключа на тарелке
15
Рис. 2.4. Схема механизма привода рас-
пределительного вала и вспомогательных
агрегатов двигателей 2101, 2103 и 2106:
1 —- звездочка распределительного вала; 2 — цепь;
3 — успокоитель цепи; 4 — звездочка валика при-
вода вспомогательных агрегатов; 5 — звездочка
коленчатого вала; 6 — ограничительный палец;
7 — башмак натяжителя; 8 — колпачковая гай-
ка; 9 — натяжитель цели; 10 — стопорная шай-
ба; 11 — болт
Рис. 2.5. Схема механизма привода рас-
пределительного вала и вспомогательных
агрегатов двигателя 2105:
1 — шкив распределительного вала; 2 — крон-
штейн; 3 — пружина; 4 —- шкив валика привода
вспомогательных агрегатов; 5 — шкив коленчато-
го вала; 6 — зубчатый ремень; 7 — болты; 8 — на-
тяжной ролик; 9 —- болт
Рис. 2.6. Порядок затягивания гаек крепле-
ния корпуса подшипников распределитель-
ного вала
пружин, поскопьку тряпка не даст им
вылететь наверх.
После «рассухаривания» клапанов
опустите их вниз до упора в днище пор-
шня, снимите тарелку 3, пружины 1 и 2,
седло 7 и пружину 13 с маслоотража-
тельного колпачка 6. Далее замерьте
размер А и запишите на листе бумаги.
Потом подденьте лезвием отвертки за
нижнюю кромку корпус маслоотража-
тельного колпачка и, действуя отверт-
кой как рычагом, снимите колпачок с
16
втулки, а потом и с клапана. Иногда отверткой снять колпачок не удается. В этом
случае воспользуйтесь плоскогубцами. Новый колпачок должен напрессовываться
на втулку 10. Поэтому сначала попробуйте, не надевается ли он свободно. Если
новый колпачок надевается свободно, то он не годится для использования по на-
значению и устанавливать его нельзя.
Перед запрессовкой колпачка снимите пружину 13, смажьте маслом для дви-
гателя посадочные места колпачка (внутренний диаметр), втулки и клапана. Оп-
равкой 41.7853.4016, чертеж которой приводится во всех книгах по ремонту авто-
мобилей ВАЗ, пользоваться неудобно: она слишком массивна, что способствует
потере чувства меры при ударе по ней, а большая длина (160 мм) не позволяет ус-
тановить маслоотражательный колпачок на выпускной клапан 4-го цилиндра без
предварительного вывертывания шпильки крепления корпуса подшипников рас-
пределительного вала, что не всегда удается. Поэтому рекомендуется пользовать-
ся оправкой, приведенной на рис. 2.7.,в. Запрессовать колпачок можно, используя
в качестве оправки торцовую головку под шестигранник 12 мм. Колпачок напрес-
суйте без перекосов, тщательно и аккуратно, контролируя ранее записанный раз-
Рис. 2.7. Замена маслоотражательного колпачка:
а — расположение деталей; б — напрессовывание маслоотражательного колпачка; в — оправка;
1 — наружная (большая) пружина клапана; 2 — внутренняя (малая) пружина клапана; 3 — тарепка
пружин; 4 — клапан; 5 — сухарь клапана; 6 — маслоотражательный колпачок; 7 — седло внутренней
пружины; 8 — седло наружной пружины; 9 — стопорное кольцо; 10 — направляющая втулка; 11 — го-
ловка блока цилиндров; 12 — седло клапана; 13 — пружина; 14 — оправка
2 - 8376
17
Рис. 2.8. Приспособление для «рассухаривания» клапана
мер А. При достаточной освещенности запрессовку лучше контролировать по за-
зору Б (см. рис. 2.7,6), который должен быть равен нулю (нижняя кромка колпач-
ка упирается в выступ на направляющей втулке). После запрессовки колпачков
клапанов 1-го и 4-го цилиндров установите на место снятые детали (см. рис. 2.7,а).
В целях облегчения установки сухарей («засухаривание») приподнимите клапаны
отверткой, вставленной в отверстие под свечу зажигания. Этим обеспечивается
меньшее усилие для сжатия пружин клапанов. Для установки сухарей используйте
то же приспособление, что и для «рассухаривания» (см. рис. 2.8.). Не опасайтесь
погнуть клапаны при «рассухаривании» или обратной установке сухарей. Практи-
ка показывает, что клапаны вероятнее всего погнуть вращением коленчатого ва-
ла при отсутствии сухарей («незасухаренные» клапаны).
После замены колпачков клапанов 1-го и 4-го цилиндров проверните коленча-
тый вал на 180° (звездочку или шкив распределительного вала с цепью ипи рем-
нем предварительно наденьте на вороток, закрепив его на головке блока цилинд-
ров) и проведите замену колпачков клапанов 2-го и 3-го цилиндров в вышеуказан-
ном порядке. Если полного комплекта (8 шт.) новых маслоотражательных колпач-
ков нет, то лучше заменить колпачки на впускных клапанах (2, 3, 6 и 7), которые
легко определить, ориентируясь по впускному трубопроводу.
Завершив операции по замене колпачков, установите коленчатый вал в исходное
положение, провернув его еще на 360° (после положения, в котором заменялись колпач-
ки клапанов 2-го и 3-го цилиндров) до совпадения метки 4 (см. рис. 2.2.) с меткой 3. По-
том проверьте и при необходимости поверните распределительный вал в корпусе под-
шипников в положение «штифт и три отверстия на одной прямой» (рис. 2.9.). Установи-
18
Рис. 2.9. Установка распределительного
вала
Рис. 2.10. Порядок затягивания гаек креп-
ления крышки головки блока цилиндров:
а- двигателей 2101,2103,2106; б—двигателя 2105
те детали согласно рис. 2.1. на прежние места и закрепите гайками корпус подшипников
распределительного вала в порядке, приведенном на рис. 2.6., с моментом затяжки 1,9
- 2,3 кгс-м. Учтите, что неправильная затяжка указанных гаек может привести к закли-
ниванию распределительного вала, а при при ременном приводе - к проскакиванию рем-
ня. Последствия - поломка клапанов, повреждение поршней. Кроме того, при установке
корпуса подшипников распределительного вала на шпильки головки цилиндров проверь-
те, вошли пи установочные втулки 8-й и 9-й шпилек (см. рис. 2.6.) в отверстия корпуса.
Теперь напрессуйте на распределительный вал с помощью болта 11 (см. рис. 2.4.) без
шайбы 10 звездочку 1 с привязанной к ней цепью 2. Потом отверните болт 11, смажьте
его герметиком КЛТ-75Т или Super Three Bond № 50 и установите его на прежнее мес-
то вместе с шайбой 10, затяните с моментом 4,2-5,1 кгс-м и загните кромку шайбы на
грань болта.
Аналогичные работы проведите на двигателе с ременным приводом, пользуясь
схемой, представленной на рис. 2.5. Установку ремня и совмещение меток на шки-
вах коленчатого и распределительного вала (см. рис. 2.2. и 2.3.,б) проведите в по-
следовательности, изложенной в п. 2.3. После этого выполните работы по натяже-
нию цепи или ремня, регулированию зазоров между клапанами и рычагами (роке-
рами), установке зажигания в соответствии с инструкцией по эксплуатации автомо-
биля. Затем установите крышку гоповки цилиндров и затяните ее гайки в последо-
вательности, приведенной на рис. 2.10., с моментом 0,6-0,8 кгс-м. Затяжку прово-
дите постепенно, в 2-3 «обхода». Если гайки затягивать как попало, то из-за короб-
ления фланца крышки при работе двигателя маспо будет течь ручьем.
Запускать двигатель можно через час после применения герметика.
2.2. ЗАМЕНА ЦЕПИ ПРИВОДА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Критерий работоспособности (показатель выработки ресурса) для цепи - вы-
тяжка (увеличение шага). Если в случае скола втулок цепи, появления трещин на
19
«щечках» требуется немедленная замена цепи (аварийное состояние), то при нор-
мальном (постепенном) ее износе состояние цепи, требующее ее замены, не столь
очевидно и определяется мерительным инструментом.
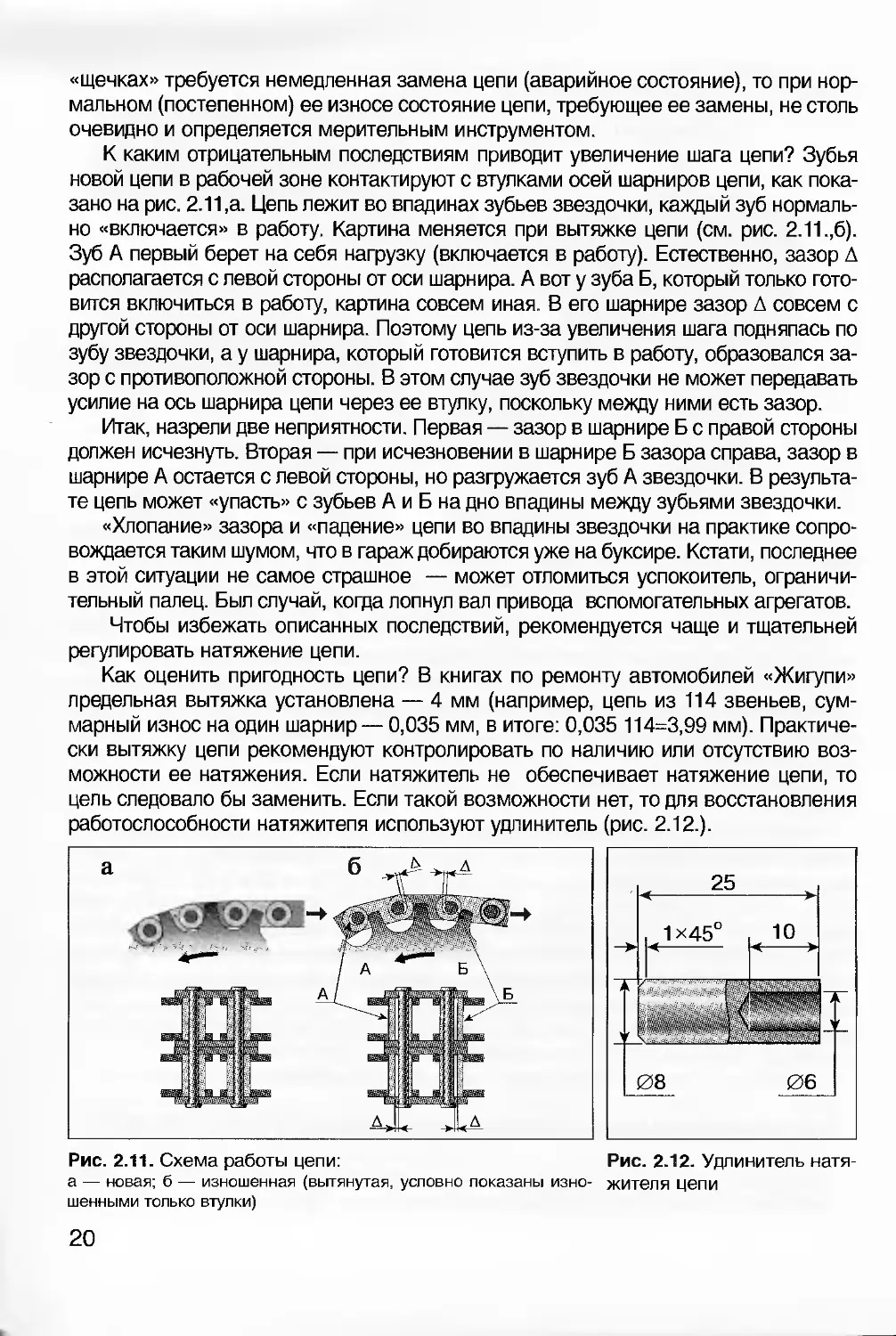
К каким отрицательным последствиям приводит увеличение шага цепи? Зубья
новой цепи в рабочей зоне контактируют с втулками осей шарниров цепи, как пока-
зано на рис. 2.11,а. Цепь лежит во впадинах зубьев звездочки, каждый зуб нормаль-
но «включается» в работу. Картина меняется при вытяжке цепи (см. рис. 2.11.,б).
Зуб А первый берет на себя нагрузку (включается в работу). Естественно, зазор А
располагается с левой стороны от оси шарнира. А вот у зуба Б, который только гото-
вится включиться в работу, картина совсем иная. В его шарнире зазор А совсем с
другой стороны от оси шарнира. Поэтому цепь из-за увеличения шага поднялась по
зубу звездочки, а у шарнира, который готовится вступить в работу, образовался за-
зор с противоположной стороны. В этом случае зуб звездочки не может передавать
усилие на ось шарнира цепи через ее втулку, поскольку между ними есть зазор.
Итак, назрели две неприятности. Первая — зазор в шарнире Б с правой стороны
должен исчезнуть. Вторая — при исчезновении в шарнире Б зазора справа, зазор в
шарнире А остается с левой стороны, но разгружается зуб А звездочки. В результа-
те цепь может «упасть» с зубьев А и Б на дно впадины между зубьями звездочки.
«Хлопание» зазора и «падение» цепи во впадины звездочки на практике сопро-
вождается таким шумом, что в гараж добираются уже на буксире. Кстати, последнее
в этой ситуации не самое страшное — может отломиться успокоитель, ограничи-
тельный палец. Был случай, когда лопнул вал привода вспомогательных агрегатов.
Чтобы избежать описанных последствий, рекомендуется чаще и тщательней
регулировать натяжение цепи.
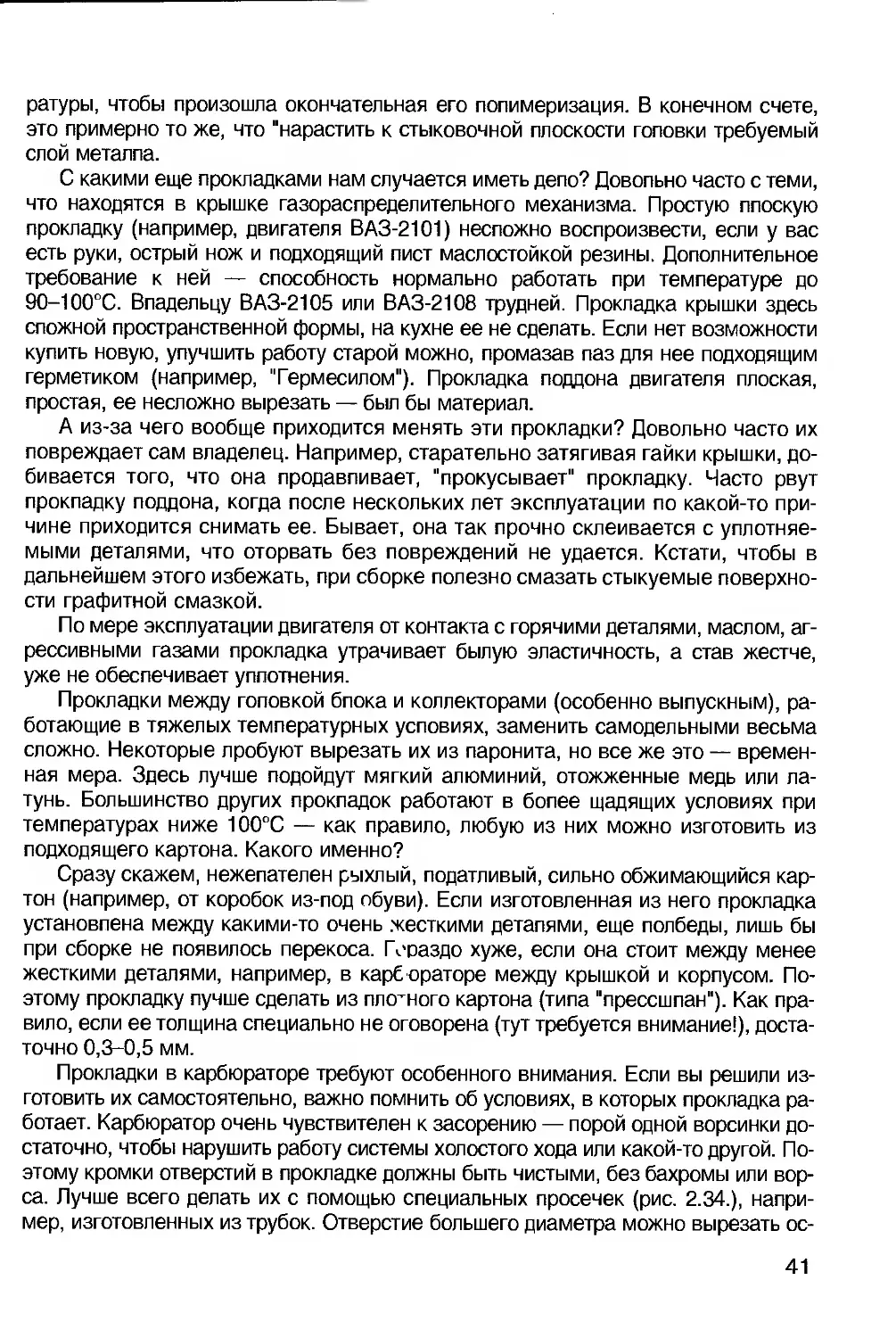
Как оценить пригодность цепи? В книгах по ремонту автомобилей «Жигупи»
предельная вытяжка установлена — 4 мм (например, цепь из 114 звеньев, сум-
марный износ на один шарнир — 0,035 мм, в итоге: 0,035 114=3,99 мм). Практиче-
ски вытяжку цепи рекомендуют контролировать по наличию или отсутствию воз-
можности ее натяжения. Если натяжитель не обеспечивает натяжение цепи, то
цель следовало бы заменить. Если такой возможности нет, то для восстановления
работоспособности натяжителя используют удлинитель (рис. 2.12.).
Рис. 2.11. Схема работы цепи:
а — новая; б — изношенная (вытянутая, условно показаны изно-
шенными только втулки)
Рис. 2.12. Удлинитель натя-
жителя цепи
20
Удлинитель установите на плунжер
натяжителя с небольшим натягом. Для
этого слегка деформируйте трубчатую
часть удлинителя. При необходимости
цепь переставляют на звездочке рас-
пределительного вала на один зуб. Од-
нако вышеуказанные способы являются
нежелательными и цепь все же лучше
заменить. Для этого слейте жидкость из
системы охлаждения двигателя. Снача-
ла отверните пробку расширительного
бачка, подложите под нее резиновую
прокладку и заверните пробку на преж-
нее место. Затем отверните пробку в
блоке цилиндров, вверните на ее место
штуцер (рис. 2.13.) с надетой на него ре-
зиновой трубкой, опущенной в емкость
(таз) объемом около 10 л. Потом отвер-
Рис. 2.13. Штуцер для слива жидкости из си-
стемы охлаждения двигателя
ните пробку в нижнем бачке радиатора, придерживая впаянный в него штуцер дру-
гим ключом, и вверните вместо пробки другой такой же штуцер (см. рис. 2.13.) с ре-
зиновой трубкой, которую опустите в ту же емкость. Пролитое количество охлажда-
ющей жидкости (при вывертывании пробок и завертывания вместо них штуцеров)
относительно невелико, в чем вы можете убедиться, когда откроете пробку расши-
рительного бачка, краник отопителя и пробку радиатора для полного слива охлаж-
дающей жидкости из системы. Это можно сделать тогда, когда поток жидкости из
только что ввернутых штуцеров с шлангами начнет ослабевать. После этого сними-
те воздушный фильтр и аккумуляторную батарею, отсоедините от карбюратора трос
привода воздушной заслонки, а от рычага на крышке головки цилиндров - тяги при-
вода дроссельных заслонок карбюратора. Потом снимите крышку головки цилинд-
ров, радиатор с кожухом (на автомобиле ВАЗ-2107 - кожух с электровентилятором),
последовательно отсоединяя шланги и провода. При отсоединении шлангов систе-
мы охлаждения имейте в виду, что их можно сравнительно легко снять с патрубков
только тогда, когда ослаблены наружная и внутренняя ленты хомутов (2 слоя). Ре-
комендуется облить места соединения шлангов с патрубками горячей водой. Далее
ослабьте натяжение и снимите приводной ремень с генератора и вентилятора. Те-
перь включите 4-ю передачу в коробке передач, отверните болт и снимите шкив при-
вода генератора и вентилятора с коленчатого вала. Затем отверните болты крепле-
ния крышки привода распределительного вала к масляному картеру (поддону) и бло-
ку цилиндров и снимите крышку. Вверните болт крепления шкива в передний торец
коленчатого вала, установите рычаг переключения передач в нейтральное положе-
ние и, вращая коленчатый вал ключом за грани ввернутого в него болта, установите
его в положение, когда метка на его звездочке совпадет с меткой на блоке цилинд-
ров (рис. 2.14.), а метка на звездочке распределительного вала совпадет с меткой на
корпусе его подшипников (см. рис. 2.3.,а). Теперь ослабьте колпачковую гайку 8 (см.
рис. 2.4.) натяжителя 9 цепи, отожмите шиномонтажной лопаткой башмак 7 и зафик-
сируйте в этом положении шток натяжителя колпачковой гайкой. Снимите звездочки
21
Рис. 2.14. Положение установочных меток
(указаны стрелками) на звездочке коленча-
того вала и блоке цилиндров двигателей
2101, 2103, 2106:
1 — ограничительный палец
Рис. 2.15. Прогиб цепи:
а—новой; б—изношенной (после пробега 200 тыс. км)
1 и 4, отверните ограничительный палец
6 и снимите цепь 2.
Прежде чем установить цепь, про-
верьте: новая она или бывшая в упо-
треблении, короткая (114 звеньев) или
длинная (116 звеньев).
Вытяжку цепи во всех книгах по ре-
монту автомобипей «Жигупи» рекомен-
дуют проверять на приспособлении, име-
ющем два ропика диаметром 31,71-37,3
мм, на который надевается цепь. Прикла-
дывая усилие величиной 15 кгс к одному
из роликов, натягивают цепь и замеряют
расстояние между осями роликов.
Прежде чем измерить расстояние,
необходимо растянуть цепь усилием 30
кгс, затем снизить его до 15 кгс, вновь
растянуть усилием 30 кгс, опять вер-
нуться к 15 кгс и произвести измерение.
Дпя новой цепи расстояние между
осями роликов составляет 486,275-
485,875 мм (двигатель 2101) и 495,8-
495,4 мм (двигатели 2103, 2106).
Еспи длина цепи составляет 489,9
мм (двигатель 2101) ипи 499,4 мм (дви-
гатели 2103,2106), ее следует заменить.
На рис. 2.15. представлен способ, ка-
ким обычно пользуются на практике.
Цепь плашмя держут рукой (100 мм). Ес-
ли прогиб 7-10 мм, то цепь новая, а если
прогиб 20 мм, то цепь отработала по
крайней мере 200 тыс. км. Особенно не-
желательно, когда две ветви цепи прови-
сают по-разному. Последнее объясняет-
ся неравномерностью износа из-за цик-
личности нагрузки.
Отпичие цепи со 114 звеньями от
цепи со 116 звеньями показано на рис.
2.16. При сложении цепи из 114 звеньев
концы получаются «разные», а у цепи из 116 звеньев — «одинаковые».
Предельный износ можно определить и по размерам А и Б. Руками растяните
звенья (рис. 2.17.,а) и замерьте размер А. Теперь сожмите звенья (см. рис. 2.17.,б)
и замерьте размер Б. Разность «А - Б» укажет на суммарный зазор в двух шарни-
рах, который образуется за счет износа двух деталей — втулки и оси.
Предельный износ: А - Б=0,7 мм, что дпя всей цепи составляет: 0,7 мм 57
зв.=3,99 мм (для «короткой» цепи) ипи 0,7 мм 58 зв. = 4,06 мм (дпя «длинной» це-
22
114 звеньев
Рис. 2.16. Определение длины цепи:
а — цепь из 114 звеньев (двигатель 2101);
б, в — цепь из 116 звеньев (двигатели 2103,
2106)
Рис. 2.17. Зазоры в шарнирах цепи:
а — при растягивании звеньев; б — при сближе-
пи), т.е. регламентированные 4 мм. При
таком износе, если цепь натянута слабо,
может оторваться успокоитель. У успо-
коителя двигателей 2101 и 2103 места
крепления можно приварить, поскольку
он выполнен из металла, а успокоитель
двигателя 2107 пластмассовый.
Удостоверившись в пригодности цепи
к использованию по назначению, присту-
пайте к ее установке. Смажьте цепь мас-
лом для двигателя и установите ее вмес-
те со звездочкой 4 (см. рис. 2.4.) на ва-
лик привода вспомогательных агрегатов.
Потом наденьте цепь на звездочку 5 ко-
ленчатого вала, установите (вверните)
ограничительный палец 6. Теперь уста-
новите на распределительный вал звез-
дочку 1 вместе с цепью и совместите
метки (см. рис. 2.3.,а), причем бопт 11
(см. рис. 2.4.) не закрепляйте оконча-
тельно. Далее, ослабьте колпачковую
гайку 8, проверните коленчатый вал на
два оборота и проверьте, совпадают пи
метки (см. рис. 2.2. и 2.3.,а). Если метки
не совпадают, то повторите установку
заново, корректируя свои действия в за-
висимости от величины и направления расхождения меток на звездочке распреде-
лительного вала и корпусе его подшипников (см. рис. 2.3.,а).
Еспи метки совпадают, то окончательно затяните бопты крепления звездо-
чек распределительного вала и вапика привода вспомогательных агрегатов с
моментом 4,2-5,1 кгс м, законтрите их, отогнув на одну из граней край стопор-
ной шайбы.
Можно заменить цепь другим способом, не спивая охлаждающую жидкость и не
снимая радиатор. Здесь нужно снять только воздушный фипьтр, карбюратор и
крышку гоповки блока цилиндров. Потом соедините «новую» цепь со «старой»,
стоящей в двигателе, предварительно распрессовав их. У «старой» и «новой» це-
пей выпрессовываются оси одного из шарниров. Как правило, в каждой цепи есть
оси, которые запрессованы более слабо. Найти такую можно по наибольшему осе-
вому зазору (см. рис. 2.17.). Распрессовку цепей проведите посредством керна,
подставки и молотка.
Значительно удобнее провести распрессовку с использованием приспособле-
ния (рис. 2.18.). Работа выполняется в два этапа. Первый: «утопите» ось в шарнир,
пока плоскость А пуансона не коснется «щечки» цепи. Второй: чтобы окончатель-
но выпрессовать ось шарнира, подложите под выступ пуансона ранее выпрессо-
ванную ось из «старой» цепи или ей подобную деталь, предварительно сняв с од-
ного конца фаску (см. рис. 2.18.,в).
23
Рис. 2.18. Приспособление для распрессовывания и запрессовывания осей цепи:
а — скоба; б — пуансон; в — обработка концов оси шарнира цепи
«Новую» цепь (также распрессованную) соедините со «старой» (гвоздем, про-
волокой). Но прежде чем вращать коленчатый вал и менять местами цепи, завер-
ните болты 8 (см. рис. 2.11.) как можно глубже. Иначе при рассогласованном по-
ложении распределительного и коленчатого валов клапаны могут упереться в пор-
шни и согнуться. Кроме того, выверните свечи. Тогда усилие, необходимое для
вращения коленчатого вала, будет минимальным и упор клапана в поршень вы
легко почувствуете и примете соответствующие меры.
Установив «новую» цепь, отсоедините «старую». Ранее выпрессованную ось
вновь (приспособлением) запрессуйте. У запрессованной оси с одного конца для
облегчения запрессовки сделайте минимальную фаску (утолщение полностью не
устраняйте, после запрессовки слегка расклепайте).
Приспособление можно использовать и для распрессовки цепи с целью умень-
шения ее длины (например, со 116 до 114 звеньев).
При работе с цепью можно не опасаться, что она спадет со звездочки колен-
чатого вала. Назначение ограничительного пальца 6 (см. рис. 2.4.) как раз и состо-
ит в том, что он, располагаясь близко к цепи (на нем появляются следы износа),
просто не дает ей сняться с зубьев звездочки. После замены цепи указанным спо-
собом проведите работы по совмещению меток на шкиве коленчатого вала и звез-
дочке распределительного вала с метками на неподвижных деталях двигателя (см.
рис. 2.2. и 2.3.,а) в последовательности, изложенной выше. Причем корректировку
действий проводите путем перестановки цепи на зубьях неподвижной звездочки 1
(см. рис. 2.4.) при вращении коленчатого вала в ту или иную сторону (звездочку
снимите с распределительного вала и, переставив на несколько зубьев звенья це-
пи, вновь установите на место, проверьте совпадение меток вращением коленча-
того вала и т.д. до абсолютного совпадения меток).
Следует иметь в виду, что перемещение метки (по дуге) на шкиве коленчатого
вала в 2,8 раза больше, чем перемещение метки на звездочке распределительно-
го вала при перестановке цепи на один зуб.
24
После завершения работ по совмещению «верхних» и «нижних» меток, про-
верьте и отрегулируйте зазоры между рычагами (рокерами) и кулачками распре-
делительного вала, момент зажигания, натяжение ремня привода вентилятора и
генератора (по необходимости) и приводы воздушных и дроссельных заспонок кар-
бюратора, предварительно установив ранее снятые узлы и детали на прежние ме-
ста. Не забудьте залить охлаждающую жидкость в систему охлаждения (при заме-
не цепи со снятием радиатора).
2.3. ЗАМЕНА РЕМНЯ ПРИВОДА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Зубчатый ремень привода распределительного вала служит в 5-6 раз меньше
цепи. Иными словами, его приходится менять через 40-50 тыс. км, если учесть,
что цепь со всеми ухищрениями по увеличению ее долговечности (см. выше) заме-
няют через 200-250 тыс. км. Нарушение работоспособности ремня не сопровож-
дается появлением такого сильного шума, как при цепном приводе распредели-
тельного вала. Однако последствия и неприятности те же.
Поэтому рекомендуется при вышеуказанном пробеге с момента установки но-
вого (подчеркиваем — нового) ремня заменить его другим новым. Для этого про-
ведите работы по снятию с двигателя деталей и узлов, затрудняющих доступ к рем-
ню (карбюратор с воздушным фильтром и радиатор снимать не надо), и совмеще-
нию меток на шкиве коленчатого и распределительного валов с метками на непо-
движных деталях двигателя (см. рис. 2.2. и 2.3.,б) в последовательности, изложен-
ной в п. 2.2. Далее снимите нижнюю и среднюю защитные крышки ременного при-
вода, пружину 3 (см. рис. 2.5.) кронштейна 2 натяжного ролика 8, ослабьте болты
7 крепления кронштейна и отведите его в крайнее левое положение, после чего
снимите зубчатый ремень 6 с двигателя.
Перед установкой другого ремня осмотрите его. Поверхность зубчатой части
ремня должна быть с четким профилем зубьев, без износа, складок, трещин, под-
резов и отслоений ткани от резины. На торцовых поверхностях ремня не должно
наблюдаться расслоения и разлохмачивания. Допускается лишь незначительное
выступание бахромы ткани. Поверхность наружной плоской части ремня должна
быть ровной, без складок, трещин, углублений и выпуклостей. При наличии хотя бы
одного из дефектов замените ремень другим, абсолютно исправным.
Кроме того, проверьте механизм натяжения ремня. Рабочая поверхность на-
тяжного ролика 8 должна быть гладкой без забоин и заусенцев. Ролик должен вра-
щаться плавно, без заеданий, что свидетельствует об исправности находящегося
внутри него шарикоподшипника. Длина пружины 3, замеренная между внутренни-
ми краями закругленных концов пружины, должна быть в свободном состоянии 70
мм, а под нагрузкой 11,9-14,5 кгс—120 мм. При необходимости замените дефект-
ные детали на исправные и приступайте к установке нового ремня.
Сначала наденьте ремень на шкив 5 коленчатого вала и, натягивая ремень в
направлении против движения часовой стрелки, наденьте его на шкив 4 валика
привода вспомогательных агрегатов и на натяжной ролик 8. После этого наденьте
ремень с переднего торца на шкив 1 распределительного вала, подожмите крон-
штейн 2 вправо и установите пружину 3. Далее установите среднюю защитную
крышку ременного привода, не затягивая болты ее крепления. Потом плавно про-
25
верните коленчатый вал на два оборота, удерживая ремень в постоянном натяже-
нии и не ослабляя его при остановке коленчатого вала. Затем проверьте совпаде-
ние установочных меток (см. рис. 2.2. и 2.3.,б). Если метки совпадают, то затяни-
те болты 7 (см. рис. 2.5.) крепления кронштейна натяжного ролика (сначала пра-
вый болт, потом левый) с моментом 2,5-3,5 кгс-м.
Если метки не совпадают, то повторите операцию по установке ремня, коррек-
тируя положение шкива 1 распределительного вала в зависимости от величины и
направления расхождения меток на нем и корпусе подшипников (см. рис. 2.3.,б).
Поспе того как вы добились совпадения «верхних» и «нижних» меток, устано-
вите на прежние места снятые детали и узлы, отрегулируйте натяжение приводно-
го ремня генератора и вентилятора, момент зажигания.
2.4. ЗАМЕНА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Рис. 2.19. Снятие упорного фланца распре-
делительного вала двигателей 2101, 2103,
2106:
1 — упорный фланец; 2 — распределительный вал;
3 — корпус подшипников распределительного ва-
ла; 4 —шпилька
В настоящее время технология изго-
товления распределительного вала ста-
билизировалась (эксперимент на вла-
дельцах «Жигулей» закончился) и ост-
рота проблемы с его заменой значи-
тельно снизилась. Кстати, у других оте-
чественных автомобилей проблем с
этой деталью никогда не было: валы де-
лаются из стали 45, на «Жигулях» — из
чугуна. Однако вероятность необходи-
мости замены распределительного вала
до капитального ремонта двигателя еще
сохраняется.
Порядок выполнения работ по сня-
тию корпуса распределительного вала с
головки цилиндров изложен в п. 2.1. У
двигателей 2101, 2103 и 2106 остается
отвернуть на верстаке гайки шпилек 4
(рис. 2.19.), снять упорный фпанец 1 и
осторожно, чтобы не повредить поверх-
ность опор корпуса 3 подшипников, вы-
нуть из него распределительный вал 2.
У двигателя 2105 на верстаке отверни-
те у корпуса 3 (рис. 2.20.) подшипников
распределительного вала гайки крепления держателя 6 сальника, снимите его и упор-
ный фланец 4. Выньте (осторожно!) распределительный вал 5 из корпуса 3 подшипников.
Перед установкой другого распределительного вала проверьте, нет ли на его
опорных шейках задиров, забоин, царапин. При их наличии зачистите и отполируй-
те поврежденные места. Еспи вал не новый (бывший в работе), проверьте отсутст-
вие следов наволакивания алюминия от корпуса подшипников, износа свыше 0,5
мм, а также задиров на рабочих поверхностях купачков. Установите вал крайни-
ми шейками на призмы и проверьте на поверочной ппите с помощью индикатора
26
часового типа биение средних шеек, ко-
торое не должно быть более 0,04 мм.
При наличии биения свыше указанного
вал нужно рихтовать на прессе. Не за-
будьте удалить керном заглушку масля-
ного канала, хорошо промыть и прочис-
тить все отверстия для смазки и вновь
заглушить канал.
При замене распределительного ва-
ла новым (неработавшим) замените
рычаги 5 (см. рис. 2.1.) новыми.
Корпус подшипников распредели-
тельного вала перед проверкой промой-
те, тщательно очистите каналы для под-
вода масла. Теперь замерьте диаметры
отверстий в опорах корпуса и шеек рас-
пределительного вала. Если разность
указанных диаметров больше 0,2 мм
для каждой пары «вал - отверстие», то,
если распределительный вал у вас но-
вый (неработавший), — замените кор-
пус подшипников. В случае, если обе
указанные детали были в употреблении,
то для принятия решения о замене од-
ной из них (или обеих) воспользуйтесь
данными, приведенными на рис. 2.21.
Скомплектовав годные детали, при-
ступайте к установке их на прежние ме-
ста в последовательности, обратной де-
монтажу.
Прежде чем приступить к установ-
ке распределительного вала (дпя всех
моделей двигателей), проверьте, на
месте ли центрирующие втупки корпу-
са подшипников (шпильки 8 и 9 на на рис. 2.6.), очистите от грязи и масла сопря-
гаемые поверхности головки цилиндра (у двигателей 2105 — и от старого герме-
тика). Потом заверните поглубже регулировочные болты 8 (см. рис. 2.1.), чтобы
рычаги 5 опустились и не мешали установке корпуса подшипников в сборе с
распределительным валом. Теперь смажьте маслом для двигателя опорные шей-
ки и кулачки распределительного вала и вставьте его в корпус подшипников, од-
новременно надевая на шпильки упорный фланец 4 (см. рис. 2.20. — для всех
моделей двигателей).
Для двигателей с цепным приводом порядок установки корпуса подшипников в
сборе с распределительным валом и других деталей подробно изложен в п. 2.1.
Для двигателя 2105 порядок сборки такой: смажьте маслом для двигателя новый
сальник распределительного вала и запрессуйте его в держатель 6. Потом прикре-
Рис. 2.20. Схема к снятию распределитель-
ного вала на двигателе 2105:
1 — крышка головки блока цилиндров; 2 — про-
кладка; 3 — корпус подшипников распределитель-
ного вала; 4 — упорный фланец; 5 — распредели-
тельный вал; 6 — держатель сальника; 7 — шкив;
8 — бопт; 9 — гоповка блока цилиндров; 10 — про-
кладка головки блока цилиндров
27
Рис. 2.21. Размеры сопрягаемых поверхностей новых деталей:
а — корпус подшипников распределительного вала; б — распределительный вал
пите держатель к корпусу подшипников 3, но гайки крепления не затягивайте окон-
чательно. Теперь установите корпус подшипников на контрольную плиту и вставьте
в держатель контрольную оправку в виде трубы с наружным диаметром 40,06-40,05
мм и внутренним 16,00-16,02 мм. После этого держатель с сальником выставьте та-
ким образом, чтобы непараллельность его нижней плоскости А (рис. 2.22.) относи-
тельно нижней плоскости Б корпуса подшипников была не более 0,15 мм. Затем за-
тяните гайки 3 держателя и выньте из него оправку. При отсутствии поверочной пли-
ты операцию по центрированию держателя сальника можно выполнить непосредствен-
но на двигателе, установив (предварительно нанеся на поверхность головки цилиндров
в месте ее сопряжения с держателем сальника герметик типа Super Three Bond № 50
или КЛТ-75Т) и закрепив по схеме (см. рис. 2.6.) корпус подшипников, не затягивая
окончательно гайки 3 (см. рис. 2.22.). По-
сле этого вставьте в держатель центри-
рующую оправку (см. выше), а если ее
нет, то шкив 7 (см. рис. 2.20.). Затем за-
тяните гайки держателя окончательно,
выньте оправку. Если в качестве оправ-
ки использовался шкив, то вверните в
распределительный вал болт 8, предва-
рительно смазав его вышеуказанным
герметиком, с моментом 6,8-8,9 кгс м.
Напоминаем, что запускать двигатель
можно не ранее, чем через 1 час после
нанесения герметика.
Далее проведите работы по совме-
Рис. 2.22. Установка держателя сальника рас-
пределительного вала на поверочной плите:
1 —держатель сальника; 2 — корпус подшипника;
3 — гайка; 4 — поверочная ппита; А — плоскость
держателя сальника; Б — плоскость корпуса под-
шипников распределительного вала
щению «верхних» и «нижних» меток,
регулированию зазоров между рычага-
ми и клапанами, момента зажигания и
т.п в последовательности, изложенной
в пп. 2.1, 2.2 и 2.3.
28
2.5. РЕМОНТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
В домашних условиях ремонт головки цилиндров обычно сводится к замене вы-
шедших из строя деталей и притирке клапанов к седлам.
Температура выпускного клапана в карбюраторных двигателях достигает
800-850°С, при этом сама тарелка клапана и часть стержня омываются газами со
средней температурой 1100-1200°С. Продлить срок службы выпускных клапанов
можно их своевременной притиркой. Однако начало потери их герметичности за-
метить практически невозможно. Здесь выход один - заняться притиркой заблаго-
временно, после пробега 100-150 тыс. км.
Разборка двигателя для притирки клапанов — дело довольно трудоемкое, по-
этому, как правило, этим заранее не занимаются, а приурочивают к замене пор-
шневых колец (п. 2.6). Да и угадать момент подгорания не так-то просто — клапан
может «сгореть» и при 100, и при 200 тыс. км пробега. Важно уловить первые при-
знаки «подгорания» и, хотя клапан уже, как правило, «не спасти», все же стои-
мость ремонта будет минимальна.
Какие же это признаки ? Обычно их три:
свечи в цилиндре постоянно «зарастают» нагаром,
неравномерность работы двигателя,
затруднен запуск двигателя.
Для устранения неполадок снимите с автомобиля и двигателя детали и узлы, за-
трудняющие или препятствующие доступ к головке блока цилиндров в последователь-
ности, указанной в пп. 2.1, 2.2, 2.3 (сливание охлаждающей жидкости из системы ох-
лаждения двигателя обязательно, а «рассухаривание» и снятие деталей клапанного
механизма проведите на верстаке при снятой с двигателя головке блока цилиндров).
Кроме того, отсоедините провода от свечей зажигания, датчика указателя темпера-
туры охлаждающей жидкости, а потом выверните из головки блока цилиндров эти де-
тали. Не забудьте совместить «верхние» и «нижние» метки на шкивах и звездочке ва-
лов (см. рис. 2.2. и 2.З.)! Потом отсоедините шланги от головки цилиндров, защитный
щиток стартера и приемную трубу глушителя от выпускного колпектора. Теперь от-
верните болты крепления головки блока цилиндров к блоку цилиндров, снимите голо-
вку и прокладку, находящуюся под ней (по необходимости). Далее установите головку
блока цилиндров на верстак, с помощью приспособления (см. рис. 2.8.) или другим
способом «рассухарьте» клапаны (не потеряйте сухари!), снимите (предварительно
пометив, что, откуда снято) детали с верхней части гоповки, переверните гоповку об-
ратной стороной и снимите клапаны (не забудьте пометить!). Осмотрите каждый кла-
пан, предварительно очистив их от нагара железной щеткой. Проверьте, не деформи-
рован ли стержень клапана (непрямопинейность не более 0,015 мм) и отсутствие тре-
щин на головке клапана. Проверьте состояние рабочей фаски тарепки клапана. При
мелких дефектах ее можно прошлифовать с углом фаски 45°25' - 45°35', следя за тем,
чтобы толщина цилиндрической части тарелки клапана не была меньше 0,5 мм, а у
выпускного клапана — не оказался бы снятым слой твердого сплава, наплавленный
на фаску. При наличии неисправимых дефектов замените клапан.
Как отличить «жигулевские» клапаны от других, выпускные — от впускных при
их покупке? Можно обратиться к рис. 2.23.
Впускные клапаны имеют тарелки большего диаметра (37 мм, у выпускных — ди-
29
Рис. 2.23. Клапаны и направляющие втулки (конструкция и размеры):
а — впускной клапан; б — направляющая втулка впускного клапана; в — направляющая втулка вы-
пускного клапана; г — выпускной клапан
аметр 31,5 мм). Отличается форма стержня и ширина фасок. Запомнить эти отли-
чия просто, поняв для чего они нужны. У выпускных клапанов стремятся уменьшить
площадь поверхности, омываемую отработавшими газами (меньше диаметр тарел-
ки), увеличивают площадь отвода тепла (больше ширина фаски). Так как выпускной
клапан сильнее покрывается нагаром, то для того, чтобы избежать заедания стерж-
Рис. 2.24. Держатель клапана для притирки
рабочей фаски:
1 — прижимной винт; 2 — вороток; 3 — стержень
клапана
ня клапана в направляющей втулке,
уменьшают диаметр стержня у головки
клапана (примерно до 7,5 мм).
Перед установкой клапанов (новых или
прежних) в головку блока цилиндров при-
трите их к седлам. Для этого наденьте на
стержень притираемого клапана легкую от-
жимную пружинку подходящих размеров и
нанесите на его фаску тонкий слой прити-
рочной пасты (продается в магазинах «Ав-
тозапчасти», иногда — в магазинах «Хо-
зяйственные товары»). Пасту можно приго-
товить самим, смешав 15 г микропорошка
белого электрокорунда М20 или М12, 15 г
карбида бора М40 с маслом для двигателя.
В качестве притирочной пасты можно при-
менить пасту ГОИ (см. п. 3.4). Теперь
вставьте клапан с пружиной в направляю-
щую втулку, наденьте на его стержень при-
способление (рис. 2.24.) или подберите
30
Рис. 2.25. Обработка седел клапанов зенке-
ром
подходящего размера резиновую трубку,
чтобы она плотно надевалась одним кон-
цом на стержень клапана, а другим - на
жало отвертки для винтов с крестооб-
разным шлицем ипи на круглый напиль-
ник с ручкой. Затем вращайте клапан с
помощью выбранного вами приспособ-
ления в обе стороны, периодически
слегка прижимая его к седлу. Ведите
притирку аккуратно, старайтесь не сни-
мать много металла, чтобы оставить
возможность для последующих ремон-
тов тарелки и седла клапана указанным
способом. К концу притирки (появление
явного притертого пояска на деталях)
уменьшите содержание наждачного по-
рошка в пасте, а когда притираемые по-
верхности станут совершенно гладкими
и приобретут ровный сероватый цвет, притирку ведите только на одном масле.
Внешним признаком удовлетворительной притирки является матово-серый цвет
(без черных пятен) рабочих поверхностей тарелки клапана (фаски) и его седла. Про-
верьте герметичность клапанов по разрывам слоя краски, нанеся ее на седла и фа-
ску тарелки клапана, или залейте керосин в камеру сгорания при свободно встав-
ленных в свои седла обоих притертых клапанах (впускном и выпускном). Если керо-
син в течение 10 секунд не убывает (нет просачивания), значит качество притирки
клапанов удовлетворительное. После этого приступайте к притирке остальных пар
клапанов. По окончании притирки и проверки на герметичность тщательно промой-
те обработанные детали и полости камеры сгорания от следов притирочной пасты.
Втулки клапанов (см. рис. 2.23) обычно при первом ремонте не заменяют (по
крайней мере до 300 тыс. км пробега). При замене втулок необходимо иметь в ви-
ду, что обработка отверстий втулок производится разверткой после их запрессов-
ки. В свою очередь, обработка седеп клапанов (удаление нагара, наклепа) произ-
водится зенкерами (рис. 2.25), которые центрируются направляющими стержня-
ми, вставленными во втулки клапанов. При такой обработке обеспечивается точ-
ность расположения отверстия во втулке и рабочих фасок седел и клапанов.
Втулки впускных и выпускных клапанов различны. Внешние признаки разли-
чий: втулка выпускного клапана длиннее (для охлаждения), спиральная канавка
для смазки нарезана на всю длину; втулка впускного клапана короче, и канавка в
ее отверстии нарезана до половины длины отверстия (только вверху для уменьше-
ния количества маспа, попадающего во впускной коллектор).
Втулки клапанов изготовлены из чугуна. Изготовление их из бронзы обеспечи-
вает более интенсивный отвод тепла от стержня клапана и улучшает работу пары
трения в условиях недостаточной смазки.
Направляющие втулки замените, если зазор в соединении со стержнем клапа-
на бопее 0,15 мм (определяется замерами и сравнивается с данными, приведенны-
ми на рис. 2.23) и он не устраняется установкой нового клапана. Выпрессовку на-
31
правляющей втулки проведите с исполь-
зованием оправки (рис. 2.26.). Новую на-
правляющую втулку 10 (см. рис. 2.7.) с
надетым на нее стопорным кольцом 9
запрессуйте указанной оправкой до упо-
ра этого кольца в плоскость головки ци-
линдра 11. У рычагов 5 (см. рис. 2.1.) кла-
панов проверьте состояние рабочих по-
верхностей, соприкасающихся с поверх-
ностью (торцом) стержня клапана и со
сферическим концом регулировочного
болта 8. Если на них имеются задиры и
риски, замените рычаг.
Если замечены дефекты на втулке
регулировочного болта или на самом
болте, то их тоже замените.
Проверьте состояние и упругость
пружин. Наличие трещин на пружинах
не допускается — такие пружины надо
заменить. Если длина наружной пружи-
ны 1 (см. рис. 2.7.) в свободном состоя-
нии меньше 50 мм, при нагрузке
27,4-30,4 кгс меньше 33,7 мм, при на-
грузке 43,7-48,3 кгс меньше 24 мм, то
замените ее годной (новой, испытав ее
по тем же параметрам). Если длина вну-
тренней пружины 2 в свободном состоя-
Рис. 2.26. Оправка для замены направляю-
щих втулок клапанов
Рис. 2.27. Схема проверки пружины рыча-
га клапана:
А — размер в свободном состоянии; Б — размер
под нагрузкой 5-6,2 кгс
нии меньше 39,2 мм, при нагрузке 13,2-14,6 кгс меньше 29,7 мм, при нагрузке
26,7-29,5 кгс меньше 20 мм, то эту пружину тоже замените годной.
Пружину 10 (см. рис. 2.1.) рычага клапана замените годной, еспи в свободном со-
стоянии размер А (рис. 2.27) больше 35 мм, а под нагрузкой 5-6,2 кгс больше 43 мм.
Поверхности прокладки головки блока цилиндров должны быть ровными, без
вмятин, трещин, вздутий и изпомов. Отслоение обкладочного материала от арма-
туры не допускается. На окантовке отверстий не должно быть трещин, прогаров и
отслоений. При обнаружении дефекта замените прокладку.
Головку блока цилиндров проверяют на отсутствие трещин особенно, еспи в
процессе эксплуатации наблюдались случаи попадания охлаждающей жидкости в
масло. Если визуально обнаружить дефектные места не удается, постарайтесь
найти возможность проверить головку на герметичность водой (опрессовка) под
давлением 5 кгс/см2 ( в течение 2 минут течь головки не должна наблюдаться) или
воздухом под давлением 1,5-2 кгс/см2 в ванне с водой ( в течение 1-1,5 мин пу-
зырьков воздуха, выходящих из головки, не должно наблюдаться). Если вы обнару-
жили в головке, что сорвана резьба под свечу зажигания, то восстановите ее, из-
готовив футорку из бронзы или стали с наружной резьбой М18><1 (не более) и вну-
тренней М14х1,25. Потом нагрейте головку, наверните футорку на свечу зажига-
ния и, предварительно обезжирив наружную резьбу футорки, заверните ее вмес-
32
Рис. 2.28. Порядок затягивания болтов
крепления головки блока цилиндров:
а — на двигателях 2101,2102,2103;б — на двига-
теле 2105
те со свечой в поврежденное отверстие
в головке цилиндров. При этом образу-
ется натяг 0,03-0,04 мм на диаметр,
что обеспечит хороший теплоотвод от
свечи при работе двигателя.
Трещины, пробоины, коррозию по
контуру отверстий рубашки охлаждения
головки цилиндров заделайте эпоксид-
ными композициями, состав которых
приведен в табл.5 (см. Приложение), со-
ставы № 11,12,13,14,17. Порядок работ
изложен в п. 3.4.
Скомплектуйте годные детали, со-
берите головку цилиндров, руководст-
вуясь рис. 2.1. и 2.7.
Установка головки в сборе с коллек-
торами, карбюратором обычно не пред-
ставляет особого труда. Однако есть
смысл обратить внимание на следую-
щее. Еспи болты не наживляются —
значит головка либо «не села» на уста-
новочные втулки, либо уперлась в при-
емную трубу глушителя или что-то другое. Нет смысла стучать по головкам болтов.
Лучше до установки гоповки проверьте, как болты проходят через прокладку, как
они ввертываются в блок. Устраните обнаруженные дефекты заранее.
Прокладку натрите с двух сторон графитовым порошком (мягким карандашом).
Приведите двигатель в рабочее состояние согласно ранее изложенному порядку
работ (см. пл 2.1-2.4). Затягивание болтов головки блока цилиндров проведите со-
гласно рис. 2.28 в два приема: сначала затяните все болты с моментом 3,4-4,2
кгс-м, а затем подтяните их с моментом 9,8-12,1 кгс-м. Причем на двигателях
2101, 2103, 2106 болт 11 (см. рис. 2.28,а) сначала затяните с моментом 1,5 кгс-м,
а потом подтяните с моментом 3,2-4,0 кгс-м.
Шпильки выпускного коллектора не относятся к числу "силовых", тем не менее
от них требуется достаточная прочность и надежность. Нарушение герметичности
стыка выпускной трубы и коллектора сопровождается не только нежелательными
"акустическими эффектами", но может обернуться и другими неприятными по-
следствиями, вплоть до пожара под капотом. Между тем шпильки работают в не-
легких условиях - при температуре узла до 400°С, способствующей быстрой кор-
розии материала шпилек и гаек (особенно еспи последние тоже из стали). Продук-
ты окисления, имеющие больший объем по сравнению с прореагировавшим метал-
лом, создают в резьбовых соединениях натяг в сочетании с эффектом "склеива-
ния" - поэтому главное испытание для шпилек не сама их работа, а процесс отво-
рачивания "закисших" гаек.
Опытный автомобилист старается облегчить этот процесс. Например, приме-
няя гайки из патуни, притом высокие, закрывающие всю резьбу на шпильке. Кое-
кто делает гайки глухими, в виде коппачков. Кроме того, резьбу смазывают гра-
3 - 8376
33
Рис. 2.29. Приспособление (кондуктор) для высверливания оборванных шпилек из выпуск-
ного коллектора:
1 — основание; 2 — гайка; 3 — сменная втулка сверла; 4 — шпилька; 5 — сменная втулка шпильки
34
фитсодержащей смазкой, уменьшающей риск пригорания (можно просто натереть
резьбу мягким простым карандашом).
Тем не менее отворачивать гайки, особенно если вы депаете это после дли-
тельной работы двигателя, нужно очень осторожно. Предварительно резьбовое со-
единение рекомендуется смочить проникающими жидкостями типа WD-40. На ху-
дой конец - такими "народными средствами", как керосин, солярка... Еспи у вас
имеется небольшая горепка, которой можно орудовать под капотом, гайки перед
отворачиванием можно основательно (градусов до 500-600) прогреть, что умень-
шит их "натяг" по резьбе. Может помочь и “тепловой пистолет" (промышленный
фен) - он лучше тем, что снижает риск пожара.
И тем не менее случается, что при попытке отвернуть гайку вы все-таки сре-
жете шпильку. Почему? Не забудьте, что материал шпильки при длительной рабо-
те в условиях высокой температуры в сочетании с вибрациями претерпевает из-
менения, о которых можно лишь сказать, что свойства шпильки они не улучшают.
В "тепе" шпильки появляются микротрещины, перерастающие в "просто" трещи-
ны - и тут уж дни ее сочтены. Нажав на ключ, вы гайку не отвернете... а срежете
шпильку.
Итак, допустим, что одна из четырех шпилек оборвана. Если после этого стык кол-
лектора и выпускной трубы сохраняет относительную герметичность, какое-то время
можно эксплуатировать автомобиль и при трех шпильках. Но если ЧП произошло в хо-
де разборки двигателя для ремонта или, не дай Бог, вы оборвали шпильку, подрядив-
шись обслужить чужой автомобиль, серьезной работы не избежать! Остаток шпильки
нужно высверлить и, "освежив" резьбу, завернуть новую. Как лучше высверливать?
(Подробности того, как для этого снимают выпускной коллектор, если двигатель нахо-
дится на автомобиле, мы сейчас опустим - это описано в руководствах по ремонту.)
Важно, чтобы сверпо при этой работе не ушло в сторону и после засверловки
резьба в отверстии не оказалась наполовину уничтожена. Между тем шпилька
стальная, а коллектор чугунный, более мягкий, так что сверло легко смещается в
более мягкий металл.
Есть люди с хорошим глазомером, делающие эту работу без каких-либо специ-
альных приспособлений. Для этого сначала определяют "на глаз" центр резьбово-
го отверстия: если остаток шпильки выступает над фланцем коллектора, ее акку-
ратно спиливают напильником и теперь уже, имея дело с плоским торцем, можно
достаточно точно засверлить его центр. Сначала - небольшим сверлом, например,
диаметром 4 мм. Затем рассверливают отверстие сверлом 5 мм, а заканчивают
сверлом 6,5 мм. Этого достаточно, чтобы остатки шпильки удалить из резьбового
отверстия (например, инструментом наподобие шила).
Так как вышеописанная работа ближе к искусству, чем к обычной слесарной, и
не всем удается, то для этой цепи лучше использовать приспособление типа кон-
дуктора, описываемое ниже. Оно показано на рис.2.29. В основание 1 снизу встав-
ляются направляющие втулки. При этом там, где шпильки не оборваны, использу-
ем короткие втулки 5 с внутренним диаметром 8,1 мм, а там, где требуется вы-
сверлить шпильку, - длинную втулку 3 (еспи остаток шпильки выступает, его, повто-
ряем, нужно сначала спилить). Эту втулку можно изготовить с отверстием диаме-
тром 6,5 мм - и тогда шпилька высверливается за один проход. Но можно подго-
товить и втулки для предварительной засверловки - с отверстиями диаметром, на-
35
Рис. 2.30. Латунная втулка и клапан со
следами наволакивания латуни
пример, 4 и 5 мм. В этом случае вы по-
тратите больше времени, но работу вы-
полните аккуратнее.
Основание прижимается к фпанцу
коллектора гайками 2. Как показала на-
ша практика, такой кондуктор эффекти-
вен даже в том случае, когда оборваны
три шпильки из четырех, особенно еспи
хотя бы у одной остаток выступает из
отверстия (тогда проще правильно уста-
новить кондуктор). На депе такое случа-
ется редко. Чаще всего бывает оборва-
на одна шпипька, иногда две.
В заключение - несколько спов о применяемых материалах. Основание, гайки
и втулки шпипек 5 можно изготовить из любой доступной стали. Втулку сверла 3
желательно закалить, так как в противном случае она будет довольно быстро из-
нашиваться.
Материал шпильки 4 должен иметь предел прочности на разрыв 50-80 кгс/мм2.
Для этих целей подходят стали марок 35, 40, 45, 50, 55, 60 или же Ст. 5. Наиболее
распространенная у нас сталь Ст. 3 имеет предел прочности на разрыв 39-49
кгс/мм2 и для изготовления шпилек коллектора не подходит.
Направляющие втулки обеспечивают нормальную работу клапанов, от состоя-
ния пары “клапан-втупка" во многом зависит расход масла. Кроме того, втулка —
это основной путь отвода теппа от стержня клапана. От тарепки клапана, пока он
закрыт, тепло отводится и через седло.
Наличие седел и втулок клапанов стало вроде бы само собой разумеющимся, меж-
ду тем появление этих деталей связано, главным образом, с внедрением алюминиевых
головок цилиндров. Не так-то уж и давно на двигателе "Опель-Рекорд Е", например, где
головка блока цилиндров была чугунная, втулки и седла клапанов составляли с ней од-
но целое.
Каждое конструктивное решение объясняется своим рядом причин. Так, процессы
отвода тепла непосредственно в монолит металла и через "посредников" (запрессован-
ные втулки, седла) существенно различаются. Если втулка запрессована, средняя тем-
пература выпускного клапана многих карбюраторных двигателей близка к 390°С, мак-
симальная же достигает почти 850е, тогда как при монолитной конструкции (втулки от-
литы вместе с головкой) соответствующие показатели падают до 316° и 720°.
Из какого материала делали и делают втулки? Раньше большей частью — из чугу-
на, применяли и металлокерамику, смесь в определенной пропорции порошков желе-
за, меди и графита, подвергнутую прессованию, спеканию и пропитке маслом (ГАЗ-66,
АЗЛК-21412).
Втулки для форсированных двигателей с наддувом изготавливали из алюминиевой
бронзы, которая обеспечивала более интенсивный отвод тепла от стержня клапана и
лучше работала в условиях недостаточной смазки. В форсированных двигателях с над-
дувом условия смазки стержней выпускных клапанов весьма неблагоприятны из-за их
высокой температуры, а стержней впускных - по причине выдувания масла воздухом,
находящимся во впускном трубопроводе под избыточным давлением.
В настоящее время для втупок, кроме чугуна, применяют и латунь. Но, как показа-
ла практика, это не столь простое дело. У латуни и бронзы коэффициент теплопровод-
36
ности примерно в два раза больше, чем у чугуна - преимущество серьезное! Но у этой
"медали" есть и оборотная сторона: у латуней (см. табл. 2.1) и бронз существенно боль-
ше коэффициент линейного расширения (а). Так, у бронз в интервале температур 0-
200°С среднее значение a = 19- 1СР6 1/°С.
Большой зазор в сопряжении "втулка — стержень клапана" не только увеличи-
вает расход масла. Если привод клапана осуществляется через коромысло или ры-
чаг, возникает хоть и небольшое по величине, но боковое усилие, приложенное к
стержню и создающее помеху правильной посадке клапана в седло. При малых же
зазорах ухудшаются условия смазки. Наконец, совсем плохо, если клапан во втул-
ке заклинивается. Зазор между стержнем клапана и втулкой зависит от темпера-
турных условий работы клапана, его конструкции и материала втулки.
При использовании латунной втулки зазор между ней и стержнем клапана при
нормальной температуре всегда должен быть несколько больше в сравнении с чу-
гунной втулкой.
В табл. 2.1 приведены значения увеличенных зазоров — пропорционально
увеличению коэффициента линейного расширения. Заметим попутно, что для чу-
гунных втулок ранее рекомендовались такие зазоры: дпя впускных клапанов
(0,005—0,010)d , для выпускных — (0,0080-0,0125)6, где d — диаметр стержня
клапана.
Что будет, если зазоры при латунных втулках выполнены недопустимо малы-
ми? В практике бывали случаи "схватывания" клапанов втулками из латуни
марки Л62 на "Жигулях" и ВАЗ-2108. "Схватывался" один из выпускных клапа-
нов. На "Жигулях" это произошло на второй день езды по городу, на ВАЗ-2108 —
буквально через несколько километров. "Схватыванию" способствует недоста-
точная твердость материала стержня клапана. Известно, что во фрикционной па-
ре "сталь-бронза (патунь)" твердость стальной поверхности должна быть порядка
HRC50-60. Сам процесс "схватывания", происходит так. При исчезновении из-за
нагрева зазора в нижней части втулки латунь начинает "наволакиваться", "нама-
зываться" на стержень клапана, разогреваясь еще сильнее. В результате проис-
ходит спайка латуни со сталью и клапан впоследствии (после остывания) прихо-
дится выбивать.
Таблица 2.1. Зазоры в сопряжении "втулка — клапан”
(втулки чугунные и латунные — Л)
Материал аЮ6-1/°С к Зазор, мм
Клапан впускной Клапан выпускной
Чугун 12 1,00 0,022-0,055 0,029-0,062
Л90, Л96 17 1,42 0,031-0,078 0,041-0,088
Л85 18,7 1,56 0,034-0,086 0,045-0,097
Л80 18,8 1,57 0,035-0,086 0,046-0,097
Л68, Л70 19 1,58 0,035-0,087 0,048-0,098
Л62 20 1,67 0,037-0,092 0,048-0,104
Примечание.
а - коэффициент линейного расширения, для чугуна о.= 0,000012 1/°С.
к - коэффициент увеличения зазора
37
Более склонны к "размазыванию" латуни с меньшим содержанием меди - Л62, Л68,
Л70 (цифра означает примерное содержание меди в процентах, остальное - цинк).
В "схватывании" втулок частично "виноват" и клапан. Рабочая температура
конца стержня клапана ниже температуры у шейки (на участке перехода в
тарелку). Так, при разности температур шейки и верхнего конца клапана t=200°C
диаметр бопее нагретого участка стержня клапана увеличится на 0,03 мм.
Возможно, для нормальной работы втулок в описанных случаях и не хватило
этих трех сотых миллиметра!
Теперь поговорим об одном интересном способе увеличения срока службы
клапанов.
Снимите клапанную крышку с любого двигателя семейства ВАЗ-2101, прослу-
жившего больше 30 тыс. км: хотя бы на одном (как правило — на нескольких) кла-
панах вы обязательно увидите на торце лунку неправильной формы, которую вы-
бил рычаг привода клапана ("рокер").
Лунка мешает кпапану вращаться — пятка рычага упирается в ее "ребро" —
поэтому износ торца быстро прогрессирует. Кстати, о вращении клапанов — оно
делает возможным равномерный износ рабочей кромки клапана и седла и обес-
печивается свойствами клапанных пружин. Вращение начинается примерно с
4000 мин-1 коленчатого вала, а до этого клапан не вращается, что и служит при-
чиной появления лунки. Ведь режим высоких оборотов многие водители исполь-
зуют редко.
Вернемся к пунке на торце клапана. Она не дает правильно отрегулировать
тепловые зазоры и способствует неравномерному износу рабочей кромки клапа-
на (ведь он не вращается). По ее вине клапан перекашивается в направляющей
втулке, разбивая и ее, и маслосъемный колпачок. Перечисленного достаточно,
чтобы понять — с ненормальной выработкой нужно бороться!
И боролись... В автомагазинах одно время даже предлагали приспособления
для обработки торцов клапанов без разборки двигателя. Правда, большим спросом
Рис. 2.31. "Жигулевский" механизм привода
клапана, показано предлагаемое измене-
ние геометрии:
1 — стержень клапана; 2 — рычаг привода; 3 — рас-
предвал; 4 — регулировочный болт
при ремонте пользуются все же ком-
плекты новых клапанов.
Но чтобы победить такой износ, на-
до определить, почему клапан не вра-
щается.
Что в наибольшей мере влияет на
работу пары рычаг-торец кпапана?
Положение точки опоры рычага. И ус-
ловие оптимальной работы клапана
очевидно - перпендикуляр из центра
качания рычага на ось клапана дол-
жен делить отрезок, в пределах кото-
рого перемещается торец клапана,
примерно пополам.
Такое расположение рычага
(рис.2.31.) обеспечивает наименьшее
смещение точки контакта и, соответст-
венно, удельное скольжение, которое
38
снижается по сравнению с прежним в три раза! Упрощая, можно сказать — теперь
рычаг в большей степени обкатывается по торцу клапана, а не скользит по нему.
И что особенно важно, клапан начинает вращаться при всего лишь 3000 мин-1 ко-
ленчатого вала, то есть много раньше, а значит — снижена возможность прежде-
временного износа торца клапана.
Как на практике изменить положение центра качания рычага? Очевидные
решения — уменьшить высоту корпуса распределительного вала или увеличить
базовый диаметр кулачков. Предложен иной, наиболее безболезненный (в мас-
совом производстве, для которого все и делалось) вариант - увеличить дпину
клапана на 0,8 мм. И все! Ненормальный, образующий лунку, износ торца клапа-
на исчезает.
Испытания подтвердили расчеты. Бопее того, Управление испытаний и довод-
ки автомобилей (УИДА) ВАЗа дало положительное заключение о проведении соот-
ветствующих испытаний на двигателе пробегом 130 тыс. км.
Если вы думаете, что за этим что-либо поспедовапо, то ошибаетесь. Это
только издали ВАЗ кажется единым, слаженно работающим организмом. На
деле это десятки отдельных производств со своими начальниками и интереса-
ми, как правило не совпадающими с интересами автовладельцев. В результате
воз и ныне там и кроме кучи официальных отписок нет ничего. Так что усовер-
шенствовать свои автомобили как и прежде придется нам с вами. Тем более
что в данном случае депо довольно простое и не требует изготовления допол-
нительных деталей.
Эту операцию лучше делать, имея специальный инструмент и оснастку. Удли-
нять стержни клапанов не придется — того же эффекта достигнем, опустив клапа-
на в седлах на 0,8 мм (рис. 2.32.). Седла надо раззенковать (лучше стандартным
комплектом зенкеров с углами при вершине 90 и 60°), оставив припуск на притир-
ку клапанов около 0,05 мм. Рекомендуемая ширина рабочих ленточек (попосок)
после притирки на фасках выпускных клапанов — 2,5, впускных — 2 мм.
Регулировочный бопт при установке тепловых зазоров ввернется чуть глуб-
же (на 1,7 мм), но, поскольку ему ничто не помешает, вы этого, возможно, и не
заметите.
И, наконец, раз мы говорим о ремонте головки блока цилиндров, нельзя не
вспомнить о различных прокладках, у
этого узла они особенно ответствен-
ные. Заодно стоит рассказать и про
другие прокладки, тем более если их
придется изготовит самому.
Так вы навсегда избавитесь от не-
желательных лунок на торцах клапанов.
При ремонте, обслуживании двига-
теля или какого-то другого агрегата
пришла в негодность та или иная про-
кладка. Купить новую? Бывает, негде.
Одна из самых важных прокладок в
автомобиле, без которой вы буквально
с места не двинетесь, находится между
Рис. 2.32. Доработка клапанного механиз-
ма. Контуром показано новое положение
клапана (после раззенковки седла)
39
блоком цилиндров и головкой. Какие бы то ни были протечки, прогары, свищи
здесь совершенно недопустимы — эта прокладка работает в очень тяжелых усло-
виях. Она непременно должна быть фирменной, заводского происхождения, как
бы дорого ни стоила, — экономия здесь неуместна!
У прокладки этой сложная конструкция, воспроизвести которую в домашних, а
тем более полевых условиях невозможно. Ее кромки, омываемые раскаленными
газами в камере сгорания, обязательно должны быть окантованы металлом.
Когда делались попытки заменить заводскую прокладку самодельной, без окан-
товки отверстий, результат, как правило, оказывался плачевным - неизбежная "ба-
хрома" на кромках, быстро нагревшись до тысячи градусов, превращалась в устрой-
ство для калильного зажигания.
Назначение окантовки — отводить тепло к массиву металла головки и бло-
ка (рис. 2.33.). Другая ее функция — упрочнение кромок, дабы исключить чис-
то механическое их повреждение при хранении, монтаже, а также при работе
двигателя.
В некоторых случаях даже фирменная прокладка может подвести. Во-первых,
если у нее собственные дефекты, это прежде всего, повреждения уже упомянутой
окантовки. Поэтому, покупая прокладку, обратите внимание на то, чтобы окантов-
ка была ровной, без забоев, трещин, разрывов. Каждый такой дефект может стать
впоследствии причиной местного перегрева, прогара прокладки, калильного зажи-
гания и т.д.
Во-вторых, когда при сборке двигатепя допускают серьезные ошибки. Напри-
мер, болты, соединяющие между собой головку и блок, затягивают недостаточно
или неравномерно. Иногда при эксплуатации двигателя с перегревом коробится
головка блока. Так или иначе, если в каком-либо месте прокладки возможен про-
рыв раскаленных газов, дни (ипи часы) ее сочтены — прогар неминуем.
Вот почему на двигателе, прошедшем после сборки 2-3 тысячи километров (и
особенно на новом!), положено проверять затяжку болтов и, при необходимости,
восстанавливать ее до требуемой величины — на первых тысячах километров
пробега прокладка и резьбовые соединения могут ощутимо осаживаться.
Вопрос о прокладках закономерно возникает у каждого, кто собирается с их
помощью дефорсировать двигатель. Способ, даже при всех его недостатках, у нас
очень популярный. Но так ли уж необходим здесь "бутерброд" из нескольких про-
кладок?
Оказывается, нет. Допустим, из расчета вы опредепили необходимую величи-
ну подъема гоповки 1,5 мм. Соответствующую “прокладку" можно изготовить из
металла (например, алюминия). Глав-
ное требование — равная толщина ее
по всей площади и чистая поверхность.
Теперь остается уплотнить соедине-
ние прокладки с гоповкой блока — и де-
ло сделано. Здесь, кстати, вполне при-
годен известный клей БФ-2. Собрав
мотор, дают клею предварительно под-
сохнуть (3-4 часа), затем пускают дви-
гатель и прогревают до рабочей темпе-
а — нормальная прокладка; б — отсутствует окан-
товка — причина калильного зажигания
40
ратуры, чтобы произошла окончательная его полимеризация. В конечном счете,
это примерно то же, что "нарастить к стыковочной плоскости гоповки требуемый
слой металла.
С какими еще прокладками нам случается иметь депо? Довольно часто с теми,
что находятся в крышке газораспределительного механизма. Простую плоскую
прокладку (например, двигателя ВАЗ-2101) несложно воспроизвести, если у вас
есть руки, острый нож и подходящий лист маслостойкой резины. Дополнительное
требование к ней — способность нормально работать при температуре до
90-100'С. Владельцу ВАЗ-2105 или ВАЗ-2108 трудней. Прокладка крышки здесь
сложной пространственной формы, на кухне ее не сделать. Если нет возможности
купить новую, улучшить работу старой можно, промазав паз для нее подходящим
герметиком (например, "Гермесилом"). Прокладка поддона двигателя плоская,
простая, ее несложно вырезать — был бы материал.
А из-за чего вообще приходится менять эти прокладки? Довольно часто их
повреждает сам владелец. Например, старательно затягивая гайки крышки, до-
бивается того, что она продавливает, “прокусывает" прокладку. Часто рвут
прокладку поддона, когда после нескольких лет эксплуатации по какой-то при-
чине приходится снимать ее. Бывает, она так прочно склеивается с уплотняе-
мыми деталями, что оторвать без повреждений не удается. Кстати, чтобы в
дальнейшем этого избежать, при сборке полезно смазать стыкуемые поверхно-
сти графитной смазкой.
По мере эксплуатации двигателя от контакта с горячими деталями, маслом, аг-
рессивными газами прокладка утрачивает былую эластичность, а став жестче,
уже не обеспечивает уплотнения.
Прокладки между гоповкой блока и коллекторами (особенно выпускным), ра-
ботающие в тяжелых температурных условиях, заменить самодельными весьма
сложно. Некоторые пробуют вырезать их из паронита, но все же это — времен-
ная мера. Здесь лучше подойдут мягкий алюминий, отожженные медь или ла-
тунь. Большинство других прокладок работают в бопее щадящих условиях при
температурах ниже 100°С — как правило, любую из них можно изготовить из
подходящего картона. Какого именно?
Сразу скажем, нежелателен рыхлый, податливый, сильно обжимающийся кар-
тон (например, от коробок из-под обуви). Если изготовленная из него прокладка
установлена между какими-то очень жесткими деталями, еще полбеды, лишь бы
при сборке не появилось перекоса. Гораздо хуже, если она стоит между менее
жесткими деталями, например, в карбюраторе между крышкой и корпусом. По-
этому прокладку пучше сделать из плотного картона (типа "прессшпан"). Как пра-
вило, если ее толщина специально не оговорена (тут требуется внимание!), доста-
точно 0,3-0,5 мм.
Прокладки в карбюраторе требуют особенного внимания. Если вы решили из-
готовить их самостоятельно, важно помнить об условиях, в которых прокладка ра-
ботает. Карбюратор очень чувствителен к засорению — порой одной ворсинки до-
статочно, чтобы нарушить работу системы холостого хода или какой-то другой. По-
этому кромки отверстий в прокладке должны быть чистыми, без бахромы или вор-
са. Лучше всего делать их с помощью специальных просечек (рис. 2.34.), напри-
мер, изготовленных из трубок. Отверстие большего диаметра можно вырезать ос-
41
Рис. 2.34. Просечка из стальной трубки.
Диаметр отверстия — А
Рис. 2.35. Отверстие в прокладке можно
выполнить измерителем с остро заточен-
ной иглой
трым ножом или, как показано на рис. 2.35., с помощью циркупя-измеритепя. Кон-
чик иглы затачивают в виде миниатюрного лезвия. Особенно хорош этот способ,
если вам приходится вырезать прокладку не из картона, а из листовой резины, ко-
жи, пластика - и не только для автомобиля!
Если прокладка дпя карбюратора ворсится, ее можно слегка обжечь в пламе-
ни горелки, а затем покрыть эластичным, но нерастворимым в бензине паком.
Ни в коем случае при сборке карбюратора не пытайтесь улучшить работу про-
кладки с помощью герметиков. Во-первых, при этом трудно избежать его попада-
ния в каналы, жиклеры и т.д. еще при сборке. Во-вторых, многие герметики под
действием температуры "ползут" и движение этих частиц всегда происходит в од-
ну сторону! Упрощенно - внутрь карбюратора, в каналы с высоким разрежением.
После этого карбюратор может оказаться засорен настолько, что его очистка ста-
нет дороже покупки нового.
2.6. ЗАМЕНА ПОРШНЕВЫХ КОЛЕЦ
Необходимость замены поршневых копец возникает при следующих признаках:
выхлопные газы синего цвета (маспо попадает в камеру сгорания из-за увеличе-
ния зазора в замках поршневых копец), интенсивное замасливание свечей, паде-
ние мощности (компрессия менее 10 кгс/см2), повышенный угар маспа (от метки
«тах» на щупе до метки «min», что составляет примерно 0,8 п, автомобиль проез-
жает 1000-5000 км, в то время как исправный двигатель расходует на этот пробег
0,08-0,4 л масла, или половину расстояния между метками на щупе), зазор в зам-
ках копец больше 2,5 мм (определяется после разборки ципиндропоршневой груп-
пы). Кроме того, если после замены всех маслоотражатепьных колпачков расход
маспа остается большим, то это также свидетельствует об износе поршневых ко-
пец и указывает на необходимость их замены.
Практика показывает, что первую замену копец лучше провести при пробеге
75-85 тыс. км с установкой копец номинального размера (табп. 1 Приложений).
Повторная замена копец может быть еще через 90-100 тыс. км (общий пробег
170-190 тыс. км). Здесь потребуются кольца 1-го ремонтного размера. Если при
общем пробеге 170-190 тыс. км замена копец производится впервые, то потребу-
ются кольца тоже 1-го ремонтного размера. Однако не исключены отклонения от
практических данных. Здесь потребуются замеры изношенных деталей и неслож-
ные расчеты, о чем будет изложено ниже.
Итак, признаки достижения предельного износа поршневых копец налицо и
42
надо их заменить. Дпя этого предсто-
ит провести частичную разборку дви-
гателя.
Сначала снимите головку цилинд-
ров. Дпя этого проведите весь ком-
плекс работ, изложенный в п. 2.5.
Кроме того, слейте маспо из системы
смазки двигателя, отверните гайку
левой опоры двигателя и приподними-
те двигатель, подставив под картер
сцепления надежный упор высотой
330 мм. Потом отверните бопты кар-
тера и снимите его с двигателя. Это
довольно утомительная работа, когда
нужно отвернуть 18 болтов, в особен-
ности, если двигатель не снят с авто-
мобиля, а последний не на опрокиды-
вателе. Здесь мешают средняя руле-
вая тяга, приемная труба глушителя,
поперечина передней подвески — ра-
ботать неудобно (к тому же, руки все
время вверху). Единственное, что
утешает в этой ситуации, это то, что
можно заменить кольца, шатунные
вкладыши и т.д. без снятия двигателя.
Дпя облегчения отвертывания болтов
поддона используются различные
ключи, в том числе и с карданными
шарнирами. Очень удобным оказался
ключ, представленный на рис. 2.36,6.
К прутку приварите трубку с шести-
гранником 10 мм, а с другого конца —
Вариант
законцовки
ключа
Рис. 2.36. Снятие поддона картера:
а — лопатка, б — ключ для болтов поддона
просто гайку Мб ипи втулку с отверстием под вороток. Основные преимущест-
ва ключа: «непадающая» торцовая головка и гибкость стержня, позволяющая
обходить препятствия. В качестве стержня используйте сварочный электрод.
Шестигранник внутри гоповки изготовьте путем деформации ее в нагретом со-
стоянии в тисках с использованием гоповки бопта подходящего размера (шес-
тигранник 10 мм).
Еспи поддон “припип”, то спереди, сначала с одного бока, а потом - с другого лег-
кими ударами по приспособлению (см. рис 2.36,а) отдепиуё поддон от прокладки, по-
сле чего снимите его, используя увеличенный зазор межд^ ним и поперечиной перед-
ней подвески, образовавшийся за счет того, что вы несколько приподняли двигатель.
Затем отверните гайки крышек шатунов, предварительно пометив крышки и
шатуны по номерам цилиндров, протолкните наверх поршни с шатунами и выньте
их из цилиндров. Шатунные вкладыши (при их снятии) тоже должны быть установ-
лены на прежние места (пометьте!).
43
Зазоры в замках колец, мм
▼ 0,30 — 0,45 - первое компрессионное
0,25 — 0,40 - второе компрессионное
0,25 — 0,40 - маслосъемное
Рис. 2.37. Размеры и расположение замков поршневых колец при установке их в цилиндры
Поршневые кольца подбирайте, исходя из максимального износа цилиндра. За-
мер максимального износа проводят с помощью верхнего кольца (номинальное
ипи 1-го ремонта) с припиленным стыком (замком). Кольцо, вставленное в ци-
линдр на глубину 5 мм, не должно иметь зазора в замке (S=0). Далее припиленное
кольцо опустите в зону максимального износа на глубину 8-10 мм от верхней пло-
скости блока цилиндров, где щупом замерьте зазор (S) в замке.
Диаметр изношенного цилиндра будет равен:
Цизн.=^нов.+$-Р-
Например, при диаметре цилиндра в верхней части DH0B =76,000 мм и зазоре
S = 0,4 мм в замке кольца, расположенного в зоне максимального износа цилинд-
ра, диаметр изношенной части цилиндра DM3H, определенный по вышеприведен-
ной формуле, будет: 76,000+0,4:3,14=76,127 мм.
Учитывая, что зазор в кольце не превышает максимально допустимый для не-
го (S=0,4<0,45 мм, рис. 2.37), а 1-й ремонтный размер цилиндра составляет
76,40-76,41 мм (табл. 2, Приложения), получается значительный припуск на рас-
точку: 76,41-76,127=0,283 (т.е. около 0,3 мм), в то время как износ составляет:
76,127-76,0=0,127 мм. Максимально допустимый износ (по потере мощности, рас-
ходу масла и бензина) — 0,15 мм. Таким образом, есть смысл заменить изношен-
ные кольца номинальными.
Любым доступным способом снимите кольца с поршней (не бойтесь поломать
кольца), тщательно очистите в поршнях канавки под кольца. Здесь вам пригодятся
сломанные при демонтаже кольца.
Делая контрольные замеры цилиндров для определения износа, постарайтесь
также определить его характер - это поможет устранить причины износа. Вот не-
сколько признаков.
Если на поверхности цилиндра видны мелкие, но частые (групповые) верти-
кальные риски по всей его высоте от места "остановки" первого компрессионного
кольца в верхней мертвой точке — значит, с последнего сошло хромовое покры-
тие, частицы которого и поцарапали цилиндр и поршень (рис. 2.38.). Вероятно, при
хромировании этого кольца (рис. 2.39.) нарушили технологию.
Если риски или царапины начинаются выше остановки первого кольца, а также они
44
есть и на поршне над первым кольцом
(здесь могут быть и вырывы металла),
очевидно, когда-то мотор перегрели. Это
могло произойти не только из-за нехват-
ки охлаждающей жидкости в системе или
неисправного термостата, но и в резуль-
тате детонации. Не исключено, что чрез-
мерно износились поршневые канавки, а
то и поршень установлен неверно.
Бывает и так: поверхность цилиндра
изношена равномерно, но имеет мато-
вый оттенок, что говорит об абразив-
ном износе. Значит, корпус воздушного
фильтра был негерметичен, и воздух с
пылью свободно проникал в цилиндр.
Во всех этих случаях нужно восста-
новить рельеф поверхности цилиндров
блока. У нас эту операцию во многих
СТО и мастерских делают плохо: либо не
знают как, либо нет подходящего обору-
дования. Абразивные бруски для хона
(основного инструмента при доводке ци-
линдров) должны иметь определенную
зернистость, чтобы создавать на зерка-
ле цилиндра риски глубиной до 0,05 мм
под углом 45° друг к другу. Это очень
важно для дальнейшей успешной работы
всей цилиндро-поршневой группы! Ведь
в этих микроуглублениях задерживается
маспо, необходимое для смазки колец и
поршней. Кстати, для этой цели на юбке
поршня ВАЗ-2108 выполнены кольцевые
микроканавки ("волна" от 20 до 40 мкм).
Благодаря им зазор между поршнем и
цилиндром в двигателе ВАЗ-2108 уда-
лось уменьшить до 0,25-0,45 мм.
Наибольшее внимание следует уде-
лить поршневым кольцам—их обязатель-
Рис.2.38. Глубокие царапины и задиры на
юбке поршня, на котором стояли “левые"
кольца
Рис. 2.39. Эти кольца продавались как не-
мецкие. Скол хрома, выход мотора из строя
после пробега 1500 км
Рис. 2.40. Маслосъемные кольца неизвест-
но меняют при капитальном ремонте. ного отечественного производителя:
Функция копец ДОВОЛЬНО сложна, как а — новое, б — полностью изношенное (пробег
и их конструкция. Ведь кольцо должно да- 500 км*
вить на стенки цилиндра с разной силой, но по строго заданной схеме (возле замка
сильнее, с противоположной стороны — меньше). Материал колец тоже непростой -
специальные чугун и сталь — с покрытием хромом, молибденом и т. д. Поэтому изго-
товить современное кольцо—задача очень сложная. Далеко не все предприятия, спе-
циализирующиеся в этом деле, успешно с ней справляются (пример - на рис. 2.40.).
45
Кольца из Мичуринска, Костромы, Ставрополя, Одессы, Перми, как показывает опыт
автолюбителей, нарезаны чуть ли не из водопроводных труб. Впрочем, об этом гово-
рят не только владельцы машин, но и специалисты.
До освоения моторов -2108 все двигатели ВАЗ комплектовали поршневыми
кольцами Мичуринского завода. В процессе доводки нового мотора от этих копец
пришлось отказаться — качество было нестабильным. Чтобы закончить програм-
му испытаний двигателя ВАЗ-2108, стали применять кольца фирмы Тётце"
("Goetze"): первое — компрессионное кольцо хромированное, бочкообразное, вто-
рое — компрессионное скребковое, третье — маслосъемное (двухкомпонентное
— кольцо и расширитель) хромированное. Кольца этой фирмы рекомендовал наш
партнер по доводочным работам как изделие высокого и стабильного качества.
Это подтвердилось в дальнейшем. Кроме того, Тётце" выполнила доводку поверх-
ности цилиндров. Наши закупки тогда были разовыми, а потому слишком дороги-
ми. К тому же фирма не проявила желания помочь в создании производства колец
в России. ВАЗу пришлось искать другого партнера. Выбрали известную японскую
фирму "Риккен" ("Rikken"). Около двух лет ВАЗ вместе с ней работал над кольцами
для новых моторов, пока добился желаемых результатов. У этой фирмы и купили
линию для производства колец.
Вот уже несколько лет ВАЗ самостоятельно изготовляет и комплектует все мо-
торы только этими кольцами. Конструкция и материал ("Rik-40") обеспечивают поч-
ти равномерное прижатие к стенкам цилиндра. А значит - максимально возможное
уплотнение, минимальный расход масла на угар, очень небольшой износ и, соответ-
ственно, высокую надежность двигателя. Эти подробности при описании историче-
ских фактов говорят о том, что выбор колец для вашего двигателя - депо серьезное,
здесь недостаточно ограничиться их подбором только по размерам. Да и произво-
дителей, этих ответственных деталей,которым можно доверять, немного.
Кроме названных (Тётце", ВАЗ), подходящими для двигателей ВАЗ качества-
ми обладают кольца европейских фирм: TRW, “Kolbenschmidt", "Mahle". Но прежде
надо убедиться, на самом ли деле предлагаемые кольца выпущены одной из на-
званных фирм. На коробочке должны быть ее название, описание и штриховой
код. Три кольца (связка) упакованы в мешочек с тремя кармашками (каждое коль-
цо отдельно от другого). Связки помещают в картонную коробку. На самих кольцах
есть маркировка; у Тётце" — точечками выгравировано около замка "Goe 1" (мо-
гут быть еще цифры от 2 до 5) с одной стороны и "ТОР" с другой. "Kolbenschmidt"
делает такое же обозначение, что и Тётце". TRW наносит "TOP", "Т", "UP" и рядом
STD" — номинальный ипи ремонтный размер, например, "76,4". "Mahle": с одной
стороны "TF", с другой — "ТОР".
Примером неудачного выбора поршневых колец для двигателя могут служить
кольца от мотора "Лянча-Бета-1300". Если их поставить, скажем, на "восьмерку",
вероятность, что двигатель получит задиры от скола хрома на первом компресси-
онном кольце, близка к 100%: его материал далек от требуемого для нашего мото-
ра (чугун с шаровидным графитом повышенной прочности).
Итак, на что обращать внимание при покупке колец? Прежде всего убедитесь,
что предлагаемые кольца — нужного вам размера. Не берите детали другого диа-
метра, рассчитывая потом подточить надфилем торцы в замках! Жизнь таких колец
будет невелика - несколько тысяч километров. На упаковке колец должно быть ука-
46
зано, для какой модели они предназначены. Конечно, обратите внимание на произ-
водителя. По опыту заводских испытаний отмечено, что кольца из Мичуринска (ве-
роятно, и иные отечественные) для моторов ВАЗ не годятся вовсе. Кольца индий-
ского производства по своим характеристикам сравнимы с мичуринскими. На упа-
ковке индийских, пакистанских и других колец может красоваться марка, к приме-
ру "Риккен", но рекомендовать их к установке нужно с большой осторожностью.
Фирменные "вазовские" копьца в двигателях ВАЗ предпочтительнее других,
поскольку эксплуатационные качества у них такие же, как у зарубежных, а цена
ниже в два — два с половиной раза. В запчасти ВАЗ выпускает маслосъемные
кольца из трех элементов — два кольца и расширитель. Такие конструкции есть и
у других фирм. Они эффективны, но менее технологичны при сборке.
Попутно скажем — устанавливать копьца на поршень необходимо всегда надпи-
сью вверх (именно это означает "ТОР"). Если надписи нет, значит, рабочие кромки
копьца одинаковы и не имеет значения, как оно будет установлено на поршень.
И еще. Убедитесь, что кольцо не было в употреблении. Кольца, покрытые хро-
мом (первое компрессионное, маслосъемное) при износе возле замка имеют раз-
ные цветовые оттенки: еспи вытереть это место насухо, то хром блестит холодно-
белым блеском, а при износе подложка или чугун имеют розоватый оттенок. Если
есть с собой увеличительное стекло (десятикратное), посмотрите через него на
хромовое покрытие: там не должно быть трещин, ворсинок и на краях — заусен-
цев. Если стекла нет, вытрите хорошенько кольцо и рабочей кромкой проведите по
чувствительному участку руки — заусенец почувствуете.
Надеюсь, вы поняли, как серьезно надо относиться к этой, кажущейся простой
детали, и сумеете отличить хорошую от плохой, чтобы спокойно ездить с ней де-
сятки тысяч километров.
Кольца даже при минимальном навыке очень просто надеть на поршень рука-
ми, без всяких приспособлений: большие папьцы — в замке кольца, средние — с
противоположной стороны. Сломать верхнее компрессионное кольцо (рис. 2.41.,г)
довольно сложно, нижнее кольцо (см. рис. 2.41.,е), маслосъемное, — практически
невозможно (отгибается под углом 90°). А вот второе компрессионное кольцо (см.
рис. 2.41.,д — темное, фосфатированное) довольно жесткое из-за сечения боль-
шой площади ломается очень легко при превышении необходимой величины (бо-
лее 2,2 мм) развода кромок замка. Чтобы не сломать это кольцо при отсутствии
навыка надевания, воспользуйтесь тремя полосками из жести (рис. 2.42.).
Перед установкой маслосъемного копьца поместите в канавку расширитель
(пружина с проволокой). При этом стык проволоки должен находиться у замка
кольца, а стык пружинного расширителя — со стороны, противоположной замку
кольца. Кольца перед установкой необходимо как минимум «обкатить» по канав-
кам поршня. Правильнее проверить зазоры колец в канавках по высоте (рис.
2.43.), которые должны быть: у первого (верхнего) — 0,045-0,047 мм, у второго —
0,025-0,057, у третьего (маслосъемного) — 0,020-0,052 мм. Малые зазоры у ком-
прессионных колец (первое и второе) вызывают прорыв газов (газы не «распира-
ют» и не прижимают кольца к зеркалу цилиндра, нет самоуплотнения) и ускорен-
ный износ всех колец и зеркала цилиндра. Потом возрастает и расход масла.
Так что если зазор между канавкой поршня и кольцом недостаточен, потрите коль-
цо на листе мелкозернистой шкурки, положенной на ровную поверхность.
47
Рис. 2.41. Поршень, кольца, шатун (конструкция и размеры):
а — поршень; б — шатун; в — поршневой палец; г — первое (верхнее) компрессионное кольцо; д — вто-
рое компрессионное кольцо; е — маслосъемное кольцо
Рис. 2.42. Надевание кольца на поршень с
помощью полосок из жести:
1 — поршень; 2 — полоска из жести 60x10x0,5
мм; 3 — поршневое кольцо
Рис. 2.43. Проверка зазора между кольцом
и канавкой в поршне:
1 — плоский щуп; 2 — поршневое кольцо;
3 — поршень
48
Рис. 2.44. Приспособление для обжима ко-
лец при установке поршня в цилиндр
Увеличенный зазор приводит к бо-
лее быстрому износу плоскостей кон-
такта канавок и колец. Чем больше
зазор, тем сильнее инерционный удар,
и кольцо от такой вибрации может во-
обще сломаться.
После установки колец в канавки
поршней смажьте их маслом для двига-
теля, вставьте болты в отверстия ни-
жней головки шатуна, установите ко-
ленчатый вал по метке (когда поршни 1 -
го и 4-го цилиндров должны быть в
ВМТ) и поочередно введите во 2-й и 3-й
цилиндры поршни с кольцами и шатуна-
ми в сборе согласно ранее нанесенным
меткам. Перед установкой в цилиндры
сориентируйте замки копец по рис.
2.37, а шатуны — согласно рис. 2.41.,б.
Для обжатия колец при установке порш-
ня в цилиндр применяйте приспособле-
ние (рис. 2.44.,а). Если приспособления
нет, можно пользоваться плоскогубца-
ми и обжимкой (см. рис. 2.44.,б), изго-
товленной из жести, или полосой из же-
сти (чтобы захватить по высоте все три
кольца с нахлестом краев 18-20 мм).
Здесь желательно иметь помощника,
который двумя руками охватывает обжимку на поршне в зоне расположения колец и при-
жимает ее торцом к верхней плоскости блока цилиндров, а вы легкими ударами торцом
ручки молотка по днищу поршня «сажаете» поршень с кольцами и шатуном в цилиндр.
Можно обойтись и одному, если аккуратно, постепенно вводить поршень в ци-
линдр, заправляя в него и в канавки поршня кромки колец двумя тонкими отвертка-
ми. После «посадки» поршней с кольцами и шатунами во 2-й и 3-й цилиндры устано-
вите на место шатунные вкладыши, предварительно смазав их и шейки коленчатого
вала маслом для двигателя, и соедините шатуны с шейками коленчатого вала. Крыш-
ки установите согласно ранее нанесенным меткам и проверьте, чтобы номер цилин-
дра на крышке находился напротив номера цилиндра на нижней головке шатуна.
Замки вкладышей должны быть расположены также с одной стороны. Болты крышек
шатунов не затягивайте окончательно, а проверните коленчатый вал на 180° и уста-
новите поршни с кольцами и шатунами в сборе в 1-й и 4-й цилиндры, соедините их
шатуны с коленчатым валом в вышеизложенной последовательности.
Окончательно затяните гайки шатунных болтов с постепенным нарастанием
усилия до момента 4,4-5,5 кгс м при непрерывном провертывании («покачива-
нии») коленчатого вала (чтобы была возможность ощутить заедание из-за случай-
но допущенного дефекта во время сборки вкладышей с шатунами или крышками).
По окончании затягивания гаек шатунов установите на место прокладку поддона,
4-8376
49
предварительно осмотрев ее дпя обнаружения дефектов (порывы, отспоения и де-
формация не допускаются), собственно поддон и закрепите его боптами равно-
мерно, крест-накрест, затягивая их до момента 0,52-0,84 кгс м (ориентируйтесь по
рис. 2.10.). Далее приведите двигатель в рабочее состояние в последовательнос-
ти, обратной последовательности разборки.
Не забудьте залить масло в систему смазки двигателя и охлаждающую жид-
кость в систему охлаждения.
2.7. РЕМОНТ НАСОСА ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
Наиболее распространенные на автомобилях “ВАЗ” насосы охлаждающей жид-
кости представлены на рис. 2.45 и 2.46.
Насос "Жигулей'1 (рис. 2.45.) имеет крышку 4 и корпус 1. В насосах, как прави-
ло, применяются специальные двухрядные подшипники, внутренним “кольцом" ко-
торых служит сам вапик. Но следует заметить, что для "Жигулей" в запасные час-
ти поставлялись и крышки 2101-1807020, в которых применялись два обычных
подшипника 203 (17x40x12 мм), в отличие от “родной" крышки 2101-1307045. На
ВАЗ-2108 крышка превратилась в корпус, который крепится непосредственно к
блоку цилиндров - см. рис. 2.46.
Конструкция сальника (рис. 2.47.), как принято говорить, устоялась и практиче-
ски не меняется.
Как отодвинуть сроки ремонта насоса? Долговечность подшипника и сальника
в значительной степени зависит от натяжения ремня привода. На "Жигулях" кпи-
Рис. 2.45. Насос охлаждающей жидкости ВАЗ-2101... 2107:
1 — корпус насоса; 2 — крыльчатка; 3 — сальник; 4 — крышка; 5 — валик; 6 — стопорный винт; 7 — на-
ружное кольцо подшипника; 8 — ступица
50
новой ремень должен быть натянут так,
чтобы в середине его ветви между на-
сосом и генератором прогиб от усилия
10 кгс составлял 10-15 мм. В сущнос-
ти, для подшипников лучше, если ре-
мень натянут слабее, но по мере умень-
шения натяжения ремень начинает
проскальзывать относительно шкивов,
особенно при резком увеличении на-
грузки на генератор. Например, при
включении фар неопытного владельца
"Жигулей” может озадачить резкий
свист под капотом - это признак про-
скальзывания ремня. В результате не
только ухудшаются охлаждение и рабо-
та генератора, но и быстро изнашива-
ются сами шкивы и ремень (последний
порой даже обугливается).
Еще важнее добиться правильного
натяжения зубчатого ремня (на автомо-
билях "Таврия", “Ока", "Самара"). Здесь
его проскальзывание относительно зуб-
чатых шкивов совершенно недопустимо.
При этом вы, как минимум, лишитесь са-
мого ремня (срезаются зубцы); одновре-
менно нарушатся фазы газораспределе-
ния. Беда не в том, что их потребуется
вновь устанавливать - на очень многих
современных двигателях, включая ВАЗ-
2108 и 21081, "сбой" фаз приведет к
"встрече" клапанов с поршнями. Погну-
тые клапаны и разбитые направляющие
втулки - это уже повод для серьезного и
дорогого ремонта двигателя.
Натяжение зубчатого ремня счита-
ется нормальным, если в средней части
ветви между шкивами ремень можно
закрутить на 90° усилием пальцев 1,5-2
кгс, приложенным к кромкам ремня.
Дело это при кажущейся простоте тре-
бует опыта. Перетянуть ремень тоже
нельзя (правда, это легко обнаружить
по характерному "реву" из-под капота
при повышении оборотов).
Вернемся к "помпе”. Довольно час-
то еще при пробеге до 100 тысяч кило-
Рис. 2.46. Насос охлаждающей жидкости
ВАЗ-2108:
1 — крыльчатка; 2 — корпус; 3 — сальник; 4 — ва-
лик; 5 — стопорный винт: 6 — наружное кольцо
подшипника; 7 — зубчатый шкив
Рис 2.47. Сальник ВАЗ-2101...2107:
1 —корпус; 2 — резиновая манжета; 3 — пружи-
на; — графитовое кольцо; Б — контролируемый
раз1ер 11 мм при запрессовке
51
метров ее подшипник заявляет о маспяном голодании характерным резким скри-
пом. Если тотчас добавить смазки, насос при удаче прослужит еще столько же. Для
этого обычно выворачивают стопорный винт, крепящий подшипник (например,
винт 6 на рис. 2.45.), заменяют его пресс-масленкой и шприцем подают в подшип-
ник смазку "Литол-24". Кстати, в дорожных условиях (временно) сюда можно зака-
пать любым способом хотя бы моторное масло.
Постоянный и неустранимый шум подшипника означает, что он сильно повреж-
ден или изношен и замена его неизбежна. Другой признак необходимости ремон-
та насоса - подтекание охлаждающей жидкости из-под валика привода: значит,
сальник потерял герметичность вследствие износа его манжет или из-за наруше-
ния "геометрии контакта" при изношенных подшипниках. Пути жидкости организо-
ваны так, что обходят подшипник снизу, как видно на рисунках. Это позволяет в
ряде случаев при ремонте ограничиться заменой негодного сальника, не трогая
подшипник. Если же требуется замена подшипника, оставлять старый сальник бес-
смысленно. Чрезмерный износ подшипника проявляется в том, что, приложив к
валику осевое усилие 5 кгс, вы оцущаете значительный люфт (если измерить, то
более 0,13 мм). После этого снимите ремень и проверьте равномерность враще-
ния валика - характерный "хруст" з подшипнике означает, что в нем развивается
процесс разрушения - питтинг. А эго явление всегда идет по нарастающей и порой
заканчивается поломкой валика по первой канавке для шариков подшипника.
При сильном износе подшипни<а крыльчатка “помпы” может задевать корпус
(рис. 2.45.) или блок цилиндров (рис. 2.46.), что порождает характерный шум. На
“Жигулях” можно убедиться в этол, временно сняв ремень и пустив двигатель, -
прекращение скрежета подтвердитзадевание. Разумеется, на “Самаре", “Таврии”
или “Оке” это делать нельзя.
Заменить “помпу” на “Жигулях” осо-
бого труда не составляет. Насосы в сбо-
ре всегда есть в продаже, хотя и стоят
недешево. Импортные изделия стоит
приобретать только в том случае, если
помпа действительно изготовлена, для
вашей машины — совет сомнительного
продавца “подходит” или “должна подой-
ти” может лишить вас круглой суммы. А
тем, кто желает сэкономить, предлага-
ем несколько советов по ремонту насо-
сов охлаждающей жидкости.
ЗАМЕНА САЛЬНИКА
Случается, что подшипник в порядке,
а заменить нужно только сальник. Для
этого снимите крышку 4 (см. рис. 2.45.)
или корпус насоса 2 (см. рис. 2.46).
Крыльчатку спрессовывают с валика
съемником (рис. 2.48.). "Жигули" предо-
ставляют еще одну возможность: в цент-
Рис. 2.48. Снятие крыльчатки:
1 - съемник; 2 - крыльчатка; 3 - крышка насоа
52
ре крыльчатки есть отверстие с резьбой М18х1,5 - оно позволяет воспользоваться
съемником, показанным на рис. 2.49., или использовать в качестве съемника регу-
лировочный болт и его втулку из "жигулевского'' газораспределительного механиз-
ма, если у вас есть в запасе эти детали. Перед съемом крыльчатки обязательно нуж-
но отметить ее положение на валике для последующего контроля при напрессовке.
Извлечь целиком сальник при установленном подшипнике практически невоз-
можно, да и не нужно. Достаточно отогнуть усики (см. рис. 2.47.) и вынуть внутрен-
ние детали. Возможно, когда-нибудь вам пригодится графитовое кольцо 4, реже -
пружина 3 и ее чашки. Манжету 2 обычно выбрасывают. Оставшийся в гнезде кор-
пус 1 можно извлечь плоскогубцами. Он деформируется и для последующей сбор-
ки негоден. Главное же - не деформировать или как-нибудь еще не повредить по-
садочное гнездо сальника в корпусе (или крышке).
Новый сальник осторожно запрессовывают простейшей деревянной оправкой ди-
аметром 40 мм с отверстием в центре диаметром 16 мм - под валик насоса. Можно
изготовить также приспособление, показанное на рис. 2.50. (владельцам небольшой
мастерской, например). Его детали 2, 3 и 4 используют при запрессовке сальника, а
при запрессовке подшипника (см. ниже) -1,2 и 4. Запрессовку лучше делать, исполь-
зуя пресс или тиски. Удары могут быть губительными для графитового кольца.
Рис. 2.50. Оправка для запрессовки сальника
и подшипника:
1 — оправка для подшипника; 2 — труба; 3 — оправка для сальника; 4 — заглушка
53
ЗАМЕНА ПОДШИПНИКА
В этом случае нужно демонтировать ступицу 8 (см. рис. 2.45.) или шкив 7 (см.
рис. 2.46.). Это делается универсальным съемником, как и некоторые дальнейшие
операции (рис. 2.51). Но для ВАЗ-2101...2107 можно изготовить и несложный съем-
ник, показанный на рис. 2.51., б.
Выворачивают стопорный винт наружного кольца подшипника и выпрессовывают
подшипник в сборе с валиком и сальником по направлению к сальнику - внутрь (рис.
2.52.). Естественно, перед этим должна быть снята крыльчатка. Бывает, подшипник из-
влекается довольно легко даже без применения оправки.
Сборку насоса начинают с запрессовки сальника (рис. 2.53.), контролируя при
этом размер Б (см. рис. 2.47.). Следовательно, вам понадобится штангенциркуль
или хотя бы подходящая линейка. Этот размер легко определить по старому саль-
нику - на нем видна “граница". При запрессовке будьте предельно осторожны: гра-
фитовое кольцо легко расколоть и сальник придет в негодность.
Теперь запрессовывают подшипник с валиком (вернемся к рис. 2.52.), исполь-
зуя уже упоминавшееся приспособление (рис. 2.50., детали 1,2 и 4) и большие сле-
сарные тиски или пресс. Удары опасны не только для сальника, но и для подшипни-
ка - появление лунок (отпечатков шариков на дорожках качения) от ударов совер-
шенно недопустимо. Но обычно посадка подшипника больших усилий не требует.
Важно не забыть о том, что в конце запрессовки отверстия под стопорный винт
в подшипнике и корпусе (крышке) должны совместиться, для чего наружное коль-
цо с самого начала операции нужно правильно сориентировать относительно кор-
Рис. 2.51. Снятие ступицы универсальным съемни-
ком (а):
1 — крышка насоса; 2 — ступица; 3 — съемник, б — де-
тали специального съемника
пуса (крышки).
Затянув стопорный винт, гнез-
до вокруг него зачеканивают, что-
бы исключить его ослабление и
самоотворачивание при работе.
(В случае пополнения смазки в
подшипнике, о чем мы говорили,
это тоже нужно не забыть.)
Ступицу 8 (см. рис. 2.45.) или
шкив 7 (см. рис. 2.46.) напрессо-
вываем на валик (натяг 0,06—0,1
мм), используя те же тиски (пресс)
и следя за соблюдением посадоч-
ных размеров, иначе плоскости
вращения шкивов на двигателе
могут не совпасть. При напрессов-
ке ступицы 8 (см. рис. 2.45.) для
этого служит опора 1 (рис. 2.54).
Чтобы напрессовать на валик
крыльчатку 4, достаточно исполь-
зовать опору 1 на переднем конце
валика и фанерку со стороны
крыльчатки. Весь "пакет" сжима-
ется тисками. Некоторые умель-
54
Рис. 2.52. Выпрессовка (или
запрессовка) подшипника с
валиком:
1 — оправка; 2 — подшипник;
3 — крышка
Рис. 2.54. Напрессовка на
валик ступицы и крыльчатки:
1 — опора; 2 — валик; 3 — крыш-
ка; 4 — крыльчатка; 5 — про-
кладка (фанера)
цы обходятся даже без опоры, но важно в самом начале не перекосить детали и
не повредить передний торец валика. Сложное приспособление, которое рекомен-
довали в некоторых книгах, при единичных случаях ремонта не требуется.
При напрессовке крыльчатки не за-
бывайте контролировать размер А, от
которого зависит зазор между лопатка-
ми крыльчатки и стенками подводящего
жидкость канала, а также сила, прижи-
мающая манжету к графитовому коль-
цу. Зазор больше предусмотренного
(например, на “Жигулях'' это 0,9-1,3
мм) ухудшает работу насоса, а его
уменьшение приводит к риску контакта
лопаток со стенкой. Значит, лучшее -
это величина, заданная чертежом, при
которой обеспечено и оптимальное
сжатие сальника.
И последнее. Если оказалось, что в
соединении ступицы с валиком нет не-
обходимого натяга, можно изготовить
новую ступицу (рис. 2.55.), так как ку- рис 2 55, ступица шкива и вентилятора на-
пить фирменную ДОВОЛЬНО СЛОЖНО. соса ВАЗ-2101...2107
55
2.8 РЕМОНТ ТЕРМОСТАТА
Не станем отвлекаться и вновь напоминать, для чего охлаждается работающий
двигатель. Однако на практике каждому автомобилисту, независимо от его квали -
фикации, то и дело приходится сталкиваться с отказом системы отвода лишнего
тепла - и тогда неизбежен вопрос: из-за чего?..
Давайте вспомним, когда теллоналряженность двигателя максимальна. Вы на-
верняка слышали (вполне расхожая теория!), что охлаждение лучше, если выше
скорость движения, поскольку-де радиатор сильнее обдувается воздухом. Так-то
оно так, но при этом часто забывают о том, что максимум "лишнего" тепла двига-
тель отдает именно при максимально развиваемой мощности. Значит, если на спи-
дометре "запредельная" скорость, а педаль газа - в "полу", система охлаждения ра-
ботает в тяжелом режиме. Это ощущали многие горе-'Тонщики1': если, например, не
в порядке радиатор "Жигулей", поддерживать скорость 80-100 км/ч еще можно, но
первая же попытка покрепче "притопить" по хорошему шоссе оборачивается пере-
Рис. 2.56. Схема системы охлаждения на автомобилях “Жигули”:
1, 2, 3, 5, 14, 17 — шланги; 4 — патрубок отвода жидкости от головки блока цилиндров; 6 — расши-
рительный бачок; 7 — рубашка охлаждения; 8 — пробка радиатора; 9 — радиатор; 10 — кожух вен-
тилятора; 11 — вентилятор; 12 — подушка радиатора; 13 — шкив; 15 — клиновой ремень; 16 — на-
сос; 18 — термостат; 19 — кран отопителя; 20 — радиатор отопителя
56
гревом. Все очень просто: двигатель выделяет столько тепла, что система охлажде-
ния с ним не справляется. И лишь в случае, когда на высокой скорости вы закры-
ваете дроссельные заслонки (сбрасываете газ), двигатель несколько охлаждается.
Насколько сильно двигатель нагревается при длительной езде на пониженной
передаче? Роль последней часто преувеличивают: если система охлаждения ис-
правна, то опять-таки не столь важна передача. По ровной горизонтальной доро-
ге с высококачественным покрытием можно достаточно долго ехать и на первой
передаче (например, в длинной пробке), не опасаясь перегрева, так как разви-
ваемая двигателем мощность невелика и тепла он выделяет сравнительно не-
много. Кстати, пробираясь через пробку, нерационально нервировать себя и ок-
ружающих "спортивными" рывками и резкими торможениями. Это не просто дур-
ной гон: ускоренно изнашиваются сцепление, шарнирные соединения и другие
узлы трансмиссии, тормоза, шины, а заодно и дополнительно нагревается двига-
тель. Здесь самый разумный стиль движения - спокойный: включите “музыку" -
и тихонько вперед!
Совсем по-другому проявляет себя езда на низших передачах в тяжелых до-
рожных условиях - рыхлый песок, глубокий снег, грязь, крутой горный подъем. Гут
двигателю приходится работать в полную силу, В этих ситуациях неполадки в сис-
теме охлаждения недопустимы, а вентилятор лучше с электрическим приводом,
достаточно эффективный даже при самых низких оборотах двигателя.
Если вы все-таки замечаете, что двигатель вот-вот перегреется, у вас остает-
ся еще два средства дополнительного охлаждения. Во-первых, это включенный
отопитель, радиатор которого существенно поможет основному. Во-вторых, мож-
но усилить циркуляцию жидкости в системе, выключив передачу и плавно увели-
чив обороты двигателя до 3-4 тысяч в минуту (на машине с механическим венти-
лятором это заодно повышает и его эффективность). Выключать же двигатель
нельзя, но об этом чуть ниже.
И так, мотор, развивающий высокую мощность, труднее охладить. Что еще мо-
жет создать проблемы.? Вспомним, какими путями отводится тепло от горячих де-
талей двигателя. Большая его часть передается охлаждающей жидкости - и вот вам
первое препятствие: в системе охлаждения за время ее службы может накопиться
немало грязи (шлама) и накипи, теплопроводность которых в десятки раз ниже, чем
у металла. Иными словами, жидкость омывает детали, но... охлаждает плохо.
Конечно, есть способы удаления накипи. Один из самых простых - кратковре-
менное использование молочной сыворотки ипи напитка “Фанта" в качестве ох-
лаждающей жидкости. Но, быть может лучше подстраховать себя от этих проблем
и продлить срок службы системы, тем б глее что рецепты известны? Во-первых, ис-
пользуя слитую при ремонте жидкостг, фильтруйте ее! Во-вторых, срок службы
"Тосола" не беспредельный - его положено менять в соответствии с инструкцией
к вашей машине. В-третьих, еспи в систему понадобилось долить воды, то даже во-
допроводная не годится - только дистиллированная! О речной, морской или болот-
ной и говорить не приходится.
Какая-то часть тепла передается маслу, циркулирующему в системе смазки,
поэтому на некоторых автомобилях его охлаждают специальным радиатором. А
если он не предусмотрен, например на "Жигулях", очень важно следить за чисто-
той поддона картера: слой грязи внутри или снаружи ухудшает охлаждение масла
57
и двигателя в целом. Между тем мотор, "заросший" снизу толстым слоем жирной
грязи - привычная у нас картина: значит, негерметичны сальники, прокладки, не-
исправна вентиляция картера. Но хозяину не до этих пустяков! Более того, многих
нисколько не смущает двигатель, грязный со всех сторон. А ведь это тоже ухудша-
ет его охлаждение. Кстати, "внутренняя аэродинамика" подкапотного пространст-
ва у многих автомобилей такова, что чрезмерное увлечение защитой двигателя от
грязи снизу может способствовать его перегреву. С этим сталкивались иные
"умельцы", когда ограничивали поток воздуха вокруг двигателя.
Тепло, унесенное жидкостью в радиатор, с его помощью рассеивается в окру-
жающей среде. Но здесь процесс теплопередачи опять может натолкнуться на все
те же грязь и накипь внутри радиатора! Кроме того, радиатор, чистый изнутри, ма-
лоэффективен, если покрыт слоем грязи снаружи. Избежать этого на наших доро-
гах не удается никому - поэтому проблема практически неразрешима. Но даже в
цивилизованных странах, где дороги все-таки моют, радиатор может быть в одно-
часье забит погибшей мошкарой - стоит лишь проехать через ее тучу теплым ве-
черком. Добавьте сюда тополиный пух - и картина завершена. Выход один - поча-
ще мыть радиатор несмотря на то, что занятие это хлопотное. Мыть кузов куда
приятнее. Более того, даже от чистого радиатора мало толку, если жидкость в нем
циркулирует слабо. Значит, насос должен быть в безукоризненном состоянии.
"Дирижирует" работой системы несложный, но порой капризный прибор - тер-
мостат. Его дефекты могут быть причиной перегрева двигателя, а в холодное вре-
мя года - переохлаждения. Например, при заклинивании основного клапана в за-
крытом положении (рис. 2.57.), вся жидкость течет по "малому кругу", минуя ради-
атор. Признаки этого: донышко термостата холоднее верхней части, шланг, идущий
от радиатора (снизу), холоднее верхнего - от головки блока.
Что делать в этом случае? Если осторожным постукиванием по корпусу термо-
стата вы не восстановите его работоспособность (изредка это удается), прикинь-
те, далеко ли вам ехать. Три-четыре километра - тихонько, на минимальной мощ-
ности (см. выше), проехать можно, включив отопитель. Жидкость проходит через
его радиатор вне зависимости от термостата.
Рис. 2.57. Положения клапанов термостата при различных температурах жидкости
58
Если же путь далек, а термостат раздобыть негде, придется снять неисправ-
ный, слив “тосол” в какую-нибудь емкость. Попробуйте “расшевелить'' его клапаны
отверткой - иногда получается. Не вышло? Тогда остается "народное средство” -
взлом. Задача - извлечь из термостата "начинку" - не так проста, как кажется на
первый взгляд. Но с помощью плоскогубцев и отвертки все же решаема.
Теперь - на “радостях" от успешного взлома! - важно не повторить ошибку
многих - установить в систему этот "экс-термостат” при открытом верхнем патруб-
ке. Иначе большая часть жидкости все-таки пойдет по малому кругу, как по более
простому пути. Верхний патрубок нужно надежно заглушить - например, вырезав
и вбив деревянную пробку. Теперь охлаждение двигателя нормализуется. Но по-
сле каждого пуска холодного двигателя (даже летом) правильного теплового режи-
ма придется ждать долго, а для двигателя это вредно. Поэтому при первой же воз-
можности поставьте вместо бутафорского полноценный термостат. "Аварийный"
же лучше положить в багажник - однажды он снова может пригодиться.
В зимнюю пору, когда, казалось бы, с охлаждением не должно быть проблем,
злую шутку с вами может сыграть небольшая картонка (или даже вполне фирмен-
ный чехол), которыми вы прикрыли радиатор, чтобы тот на морозе не переохлаж-
дался. Особенно если, как это часто бывает, с утра мороз, к обеду оттепель. В пер-
вую очередь это обнаруживается при большой нагрузке на двигатель, например
если пришлось забуксовать в снежной ловушке.
Нередко перегревают моторы и те, кто чересчур увлечен идеей "экономии" -
настолько, что ей в угоду уменьшают число лопастей вентилятора или совсем сни-
мают его на зиму. Действительно, в морозные дни можно с успехом ездить без
вентилятора (это хорошо заметно на автомобилях с электровентилятором, кото-
рый в нормальных условиях движения не включается). Но то - в нормальных.
Стоит только забуксовать в снегу - электровентилятор сразу вступит в работу:
двигатель "погнал" много тепла! А мотор ВАЗ-2101 при снятом вентиляторе? В
считанные секунды происходит перегрев! Стоимость ремонта двигателя в случае
его повреждения многократно перекроет смехотворную "экономию" от снятого
вентилятора.
Все вышесказанное относится к системе охлаждения, в которой присутствует
нужное количество жидкости. Не раз (особенно в последние годы) автовладельцы
сталкивались с ситуациями, когда в системе - едва половина положенного "Тосо-
ла”. Разумеется, это становилось причиной перегрева. При этом жидкость полно-
ценно протекает только через небольшую часть трубок радиатора. (Примерно то же
случается при воздушной пробке в батарее центрального отопления у вас дома.)
Вот еще один типичный казус. О том, что делать в уличной пробке, мы говори-
ли. А чего делать не следует? В заторе, особенно если температура двигателя
близка к верхнему пределу, опасно его выключать. Во-первых, возможен пере-
грев карбюратора, а с ним такое переобогащение смеси, что остановленный дви-
гатель пустить трудно. Во-вторых, прекращение циркуляции бензина и воздуха под
капотом может вызвать закипание бензина в бензонасосе - и тот откажет. В-тре-
тьих, внезапное прекращение охлаждения может привести к своеобразному “теп-
ловому удару" двигателя -- в контакте с раскаленными стенками рубашки охлажде-
ния жидкость закипает и пузыри пара, слившись в обширную пробку, нарушают ра-
боту насоса. Его крыльчатка, предназначенная для перекачки жидкости, не спо-
59
Рис. 2.58. Термостат:
1 — входной (от двигателя) патрубок; 2 — байпас-
ный (верхний) клапан; 3 — пружина байпасного
клапана; 4 — стакан; 5 — резиновый вкладыш;
6 — выходной патрубок; 7 — пружина основного
клапана; 8 — седло основного клапана; 9 — основ-
ной клапан; 10 — держатель; 11 — регулировоч-
ная гайка; 12 — шток; 13 — входной (от радиато-
ра) патрубок; 14 — наполнитель; 15 — обойма;
Д — вход жидкости из двигателя; Р — вход жидко-
сти из радиатора; Н — выход жидкости к насосу;
X — ход байпасного клапана
собна протолкнуть в систему газ - и
циркуляция "Тосола" прекращается. Те-
перь картина перегрева завершена:
двигатель работать не может, так как
его невозможно пустить, отвод тепла
прекращен (“помпа" тоже бездействует)
и... начинается тепловая деформация
деталей, вплоть до заклинивания по-
движных соединений, коробления голо-
вки блока цилиндров.
Срок службы термостата, как пра-
вило, более 200 тыс. км. Полный отказ
в его работе, например, не открывает-
ся основной клапан 9 (рис. 2.58.) и тог-
да циркуляция жидкости идет только по
малому кругу, в результате чего пере-
гревается двигатель, встречается ред-
ко. Более часто бывает не полный от-
каз, а ухудшение работы. В чем это вы-
ражается? После пробега 250 тыс.км у
снятого термостата обнаружили следу-
ющее: основной клапан 9 закрыт не-
плотно (обнаруживается при продуве
ртом в нижний боковой патрубок), ход
«X» байпасного клапана 2 стал 5 мм
(минимально допустимый 6 мм, нор-
мальный - более 8 мм). Ход байпасного
клапана замерялся нутромером штан-
генциркуля через верхний патрубок:
при комнатной температуре и когда
термостат вынут из кипящей воды. Герметичность его определяется просто: пло-
скогубцами наклоните термостат в кипящей воде так, чтобы вода попала в верх-
ний патрубок 1, после чего приподнимите термостат. Если клапан негерметичен,
то вода сразу польется из нижнего патрубка 13.
Действие частичных отказов обнаружить сложнее. На что же они влияют?
Неплотно закрытый основной клапан 9 служит причиной подсоса холодной жид-
кости из нижнего бачка радиатора. Зимой двигатель будет работать при температу-
ре ниже оптимальной. Если расход топлива при 90 км/ч принять за 100%, то увели-
чение расхода при городском цикле будет примерно 140%, при городском цикле зи-
мой -155%, а при неисправном термостате -200%, или 7,2-10,2-11,2-15 литров
на 100 км пути соответственно. Если верхний клапан не закрывается полностью, то
в этом случае будет поступление горячей жидкости из головки блока (не выключен
полностью малый круг с меньшим гидравлическим сопротивлением) и при длитель-
ном движении (более 1 часа) летом со скоростями, близкими к максимальным, воз-
можен перегрев двигателя.
Вот некоторые рекомендации по контролю за работой термостата:
60
Рис. 2.59. Положение стрелки указателя
температуры охлаждающей жидкости на
щитке приборов (к рекомендациям по кон-
тролю за работой термостата)
а) если при прогреве двигателя
стрелка указателя температуры охлаж-
дающей жидкости на щитке приборов
отошла от второй черты (рис. 2.59,а) на 3-
4 мм - это значит, что верхний бачок ра-
диатора должен быть нагрет до 40-60°С.
Если бачок нагрелся раньше, то ос-
новной клапан «завис» в открытом поло-
жении. Если верхний бачок совсем не
нагрелся, то основной клапан заело в за-
крытом положении. Основной клапан
должен открываться на 0,1 мм при тем-
пературе 77-86°С;
б) если стрелка указателя темпера-
туры охлаждающей жидкости посереди-
не: верх термостата должен быть горя-
чим, низ — холодным;
в) если термостат исправен, то при
прогреве двигателя, когда стрелка ука-
зателя температуры охлаждающей жид-
кости будет на расстоянии 3-4 мм от красной зоны шкалы (см. рис. 2.59,6), нижний
бачок должен быть нагрет. Температура охлаждающей жидкости в блоке будет
80-85°С, термостат — горячий (низ и верх);
г) если термостат не работает, то верхний бачок радиатора медленно нагрева-
ется при прогреве двигателя. Если термостат работает, то температура верхнего
бачка быстро возрастает;
д) если при прогретом двигателе остаются холодными нижний бачок ра-
диатора и низ термостата (осторожно, можно обжечь руку о выхлопной кол-
лектор!), то термостат не работает.
Косвенно о работе термостата можно судить зимой по состоянию свечей 1-го
и 4-го цилиндров. Дело в том, что 1-й и 4-й цилиндры при работе нагреваются
меньше (возможно, что с этим и связан их больший износ из-за конденсации бен-
зина, смывающего масляную пленку). Нагреваются они меньше по двум причи-
нам: у них с одного бока нет «горячих» соседей (1-й цилиндр кроме того еще и об-
дувается вентилятором), и от 1-го и 4-го цилиндров нагретая жидкость забирает-
ся насосом. При этом через неплотно закрытый основной клапан постоянно по-
ступает холодная жидкость из нижнего бачка радиатора.
Ремонт термостата заключается в восстановлении хода «X» байпасного клапа-
на (см. рис. 2.58.). Прежде чем говорить о восстановлении хода, рассмотрим, куда
же он «пропадает».
К стакану 4 с наполнителем 14 непосредственно припаян основной клапан 9,
который прижат цилиндрической пружиной 7 к седлу 8. Байпасный клапан 2 опи-
рается на стакан 4 посредством конической пружины 3. Перемещение его вверх
возможно только со стаканом 4, так же как и основного клапана 9.
При нагреве наполнитель увеличивается в объеме, в стакане становится тес-
но, растет давление. Наполнитель начинает вытеснять из стакана резиновый вкпа-
61
дыш 5, облегающий шток 12. Резиновый вкладыш выдавился бы из стакана, еспи
бы в нижней части последнего не была завальцована металлическая диафрагма
(перегородка).
Теперь осталось обратить внимание на то, что шток жестко закреплен на попе-
речине (гайка 11 припаяна внизу к поперечине и к штоку). Следовательно, он ос-
тается неподвижным, а вверх будет перемещаться стакан «со всем хозяйством»
(стакан как бы ползет вверх по штоку).
А отчего же пропадает часть хода стакана? Все дело в том, что при износе рези-
нового вкладыша, который трется по штоку, возникает лишний объем. Часть увели-
чивающегося при нагревании объема наполнителя тратится на заполнение появив-
шегося лишнего объема. В результате - сокращение хода «X» байпасного клапана.
Ремонт термостата - это уменьшение объема стакана на величину появивше-
гося лишнего объема или, другими словами, восстановление плотного прижатия
резинового вкладыша к штоку.
Вмятины на стакане делаются с четырех сторон тупыми стержнями.
Для того чтобы проделать указанную операцию, снимите термостат с двига-
теля, предварительно слив охлаждающую жидкость из системы охлаждения
(см. п. 2.2), отсоединив шланги, ведущие к нижнему и верхнему бачкам радиа-
тора, и муфту, соединяющую термостат с насосом. Снятый термостат устано-
вите в тиски и развальцуйте стык, соединяющий его верхнюю и нижнюю части.
Развальцовку термостата удобнее производить, еспи в одном месте завальцо-
ванный край разрезать ножовкой (рис. 2.60.). После развальцовки корпуса у
вас получатся две его части и отдельно клапанный узел с седлом 8 (см. рис.
2.58.) основного клапана, пружинами 3 и 7, стаканом 4, байпасным (верхним)
клапаном 2 и держателем 10.
Один стержень диаметром 2 мм зажмите в тисках и на него обоприте стакан.
Потом легкими ударами молотка по другому стержню тоже диаметром 2 мм сде-
лайте вмятины на противоположной стороне стакана (см. рис. 2.58.). Количество и
размер вмятин приведены в табл. 2.2.
Если взять стержни диаметром 3 мм, тогда табличные величины глубин вмятин
необходимо будет уменьшить в 2,25 раза.
Как пользоваться приведенной таблицей при ремонте термостата? Например,
если вы замерили ход «X» байпасного клапана, как было описано выше, и он ока-
зался равным 6 мм, то для компенсации объема (восстановления хода, примерно
9 мм) необходимо сделать 4 вмятины
глубиной по 2,25 мм, или 6 — по 1,5,
или 8 — по 1,12 мм. Если диаметр
вмятин 3 мм, тогда соответственно по-
лучим глубины: 4 — по 1 мм, 6 — по
0,67, 8 — по 0,5 мм. При сборке тер-
мостата резиновую прокладку П- об-
разного сечения (она обычно рвется
при развальцовке) лучше установить,
как показано на рис. 2.61. После за-
вальцовки произведите пайку стыка.
При покупке термостата имейте в
Таблица 2.2. Зависимость хода "X" от
глубины вмятин на стакане термостата
Ход "X" ММ Глубина вмятин, мм
4 вмятины 6 вмятин 8 вмятин
5 3,06 2,04 1,53
6 2,25 1,50 1,12
7 1,57 1,05 0,79
8 0,77 0,52 0,39
62
Рис. 2.60. Развальцовка кор-
пуса термостата (стрелками
Рис. 2.61. Завальцовка и
опаивание корпуса термо-
Рис. 2.62. Температура
замерзания смеси
указано место и направление стата после ремонта
разреза края ножовкой)
виду, что термостат «Нивы» отличается от термостата «Жигулей» расположением
боковых патрубков. Патрубки можно установить как нужно при частичной разваль-
цовке термостата (только для относительного поворота его частей).
В заключение обратим внимание на охлаждающую жидкость. Плотность тосо-
ла мало отличается от плотности воды (А-40: 1,075-1,085 г/см3; А-65: 1,085-1,095
г/см3), однако температура замерзания смеси существенно и довольно своеобраз-
но зависит от ее плотности (рис. 2.62.).
Плотность тосола можно измерить аккумуляторным ареометром (денсимет-
ром). На шкале ареометра самые верхние риски указывают плотность: 1,10; 1,09;
1,08 г/см3, а риску для плотности 1,07 г/см3 можно провести мысленно.
Замерзает смесь не так, как вода. Плотного монолита, «рвущего все и вся», не
образуется — это тонкие пластинки льда, чередующиеся с жидкими прослойками.
Если в системе тосоп замерз, то отопитель прогревается долго.
Отдача тепла от двигателя идет тремя путями: теплопроводность, радиация,
конвекция. Теплопроводность воздуха незначительна, за счет радиации (инфра-
красного излучения) охлаждение также не столь существенно. Охлаждение двига-
теля идет в основном в результате переноса тепла нагретым воздухом (конвек-
ция). Поэтому в гараже двигатель может «не замерзнуть» (в системе охлаждения
— вода) и за 24 часа при -5°С, в то же время «замерзание» на ветру происходит
за 2-3 часа.
2.9. РЕМОНТ ТОПЛИВНОГО НАСОСА
Основной деталью, выход из строя которой делает необходимой разборку топ-
ливного насоса для ремонта, является рабочая диафрагма 11 (рис. 2.63.). Повреж-
дение диафрагмы сопровождается, как правило, появлением в салоне запаха бен-
зина и «провалами» при резком нажатии на педаль газа (при исправных карбюра-
торе и системе зажигания), что объясняется снижением уровня топлива в поплав-
ковой камере из-за уменьшения производительности насоса. Это случается при
пробеге до 150 тыс. км. Однако, чтобы не заниматься устранением неисправнос-
63
Рис. 2.63. Топливный насос:
1 — нагнетательный патрубок (штуцер); 2 — сетчатый фильтр; 3 — корпус; 4 — всасывающий патру
бок (штуцер); 5 — винт; 6 — болт; 7 — крышка; 8 — седло клапана; 9 — всасывающий клапан,
10 — пружина клапана; 11 — рабочая диафрагма; 12 — предохранительная диафрагма, 13 — толка-
тель, 14 — пружина; 15 — рычаг ручной подкачки топлива; 16 — пружина; 17 — эксцентрик; 18 — ба-
лансир; 19 — рычаг механической подкачки топлива; 20 — пружина диафрагменного узла; 21 — ни-
жняя крышка; 22 — внутренняя дистанционная прокладка; 23 — наружная дистанционная проклад-
ка; 24 — нагнетательный клапан
ти топливного насоса в пути, проведите профилактические мероприятия, о кото-
рых будет сказано ниже, при пробеге 90-110 тыс. км.
При выходе из строя диафрагменного узла (бензин просачивается через от-
верстие в наружной дистанционной прокладке 23) весь насос с двигателя не сни-
майте, а отверните шесть винтов 5 и снимите корпус 3 насоса. Перед тем как сни-
мать диафрагменный узел, поверните коленчатый вал двигателя так, чтобы до-
биться максимального поднятия диафрагм 11 и 12 вверх. Такое положение можно
проконтролировать рычагом ручной подкачки 15. Например, положение, когда
толкатель 13 максимально утоплен и ручная подкачка не блокирована, на рычаге
15 «чувствуется» усилие сжимаемой пружины 20. Теперь нажмите на диафрагмен-
ный узел и поверните его в горизонтальной плоскости (вокруг толкателя 13) на 90°,
при этом плоский нижний конец толкателя выйдет из паза балансира 18, и весь
узел (дет. 11, 12, 22 и 23) выньте вверх.
Новый диафрагменный узел с наружной дистанционной прокладкой 23 устано-
вите в обратной последовательности: опустите конец толкателя 13, сжимая пружи-
ну 20, в паз балансира 18 и поверните диафрагменный узел на 90° так, чтобы пло-
ский конец толкателя оказался поперек паза в балансире.
Если нет диафрагменного узла, а есть отдельные диафрагмы 11 и 12, то перед
разборкой этого узла обратите внимание на относительное положение плоского
64
конца толкателя штока и отверстий в старых диафрагмах, которое надо обеспечить
при сборке диафрагменного узла с новыми диафрагмами. Произведя замену диа-
фрагменного узла, необходимо через 500-1 000 км осмотреть насос. Поэтому не
проводите эту разборку перед дальней поездкой, чтобы в спокойной «домашней»
обстановке устранить возникший дефект.
Выше была рассмотрена замена диафрагменного узла при минимальной раз-
борке без отсоединения шлангов. При наличии времени и желания есть смысл сов-
местить смену диафрагменного узла с полной проверкой насоса. Для этого отсое-
дините шланги (хомуты ослабьте полностью!) от штуцеров 1 и 4, запрессованных в
корпус 3 насоса, прикладывая минимальные усилия. Далее можно, отвернув две
гайки и удалив две конические шайбы под ними, снять весь насос с двигателя или,
как было упомянуто выше, отвернув шесть винтов 5, снять только корпус 3 насоса
(в последнем случае мы не «беспокоим» прокладки, что предпочтительней) и за-
ниматься с ним в гараже.
В корпусе 3 насоса расположены клапаны: нагнетательный (выпускной) 24 —
внизу корпуса, всасывающий (впускной) 9 — вверху. Отверните болт 6, снимите
крышку 7 и нейлоновый сетчатый фильтр 2. Аккуратно тонкой проволокой (или
иглой) нажмите на клапаны из текстолитовых пластин шестиугольной формы и
вы заметите, что у изношенных клапанов и латунных седел 8 плоскости прилега-
ния превращаются в конические поверхности, при этом клапаны получают воз-
можность становиться на ребра в отведенном им пространстве. Так клапаны
полностью теряют герметичность.
Изношенные клапаны и седла замените: седла «выдерните» крючком (часто
это удается сделать очень просто, но иногда приходится засверливать седла с од-
ного края). Под пластинами клапанов установлены довольно миниатюрные пру-
жинки 10 — будьте аккуратны и не потеряйте их. Если уж решено заменить седла
и клапаны, то останавливаться на поппути нельзя, т.к. при демонтаже седел крюч-
ком или сверлом будут испорчены их соответствующие поверхности. Далее очис-
тите отстойник (пространство в корпусе насоса) под фильтром и сам фильтр 2. При
снятых шлангах насоса продуйте трубку, идущую из бака к насосу. Магистраль
должна легко продуваться с хорошо слышимым интенсивным бурлением топлива в
баке. Перед продувкой отверните пробку бака, т.к. при завернутой пробке бак
вряд ли повредится, но бензин, находящийся в петле пластмассовой вентиляцион-
ной трубки, выльется на резиновый кожух горловины бака и потечет из-под крыш-
ки люка по крылу.
Сборку насоса и установку проведите в обратной последовательности. Необхо-
димо обратить внимание на то, чтобы при установке сетчатого фильтра 2 его от-
верстие (диаметр 7,5 мм) совпало с отверстием в седле всасывающего клапана 9,
причем кольцевой выступ этого отверстия в сетке должен быть направлен вниз
Теперь проведите проверку герметичности клапанов насоса следующим обра-
зом. Установите коленчатый вал двигателя в положение, когда ручной привод не
блокирован кулачком (т.е. действует). Потом снимите с карбюратора топливопод-
водящий шпанг, прикладывая минимальные усилия, иначе штуцер будет выпрессо-
вываться из крышки карбюратора на ходу. Затем вручную подкачайте топливо до
появления его в отверстии шланга, отверните болт 6 крышки бензонасоса и сними-
те крышку с сетчатым фильтром. Далее закройте отверстие шланга пальцем, на-
5 - 8376
65
жмите вниз до упора рычаг ручной подкачки 15 и отпустите его (нагнетание обес-
печивается пружиной 20). Считается, что клапаны достаточно герметичны, если в
течение по крайней мере 1,5 с ощущается давление на пальце, перекрывающем
отверстие в бензошланге, а из-под всасывающего клапана (вверху корпуса) выхо-
дят отдельные пузырьки и струйки топлива. Проверку можно проводить несколько
раз, пока в попости корпуса насоса имеется достаточное количество бензина. Кла-
паны герметичны практически полностью, еспи после отпускания рычага ручной
подкачки в течение 2-3 с из всасывающего клапана не появляется ни пузырьков,
ни топлива. В последнем случае при освобождении пальца, перекрывающего от-
верстие шланга, из него появляются струи топлива.
В случае, когда клапаны негерметичны, при вышеописанной проверке давле-
ние под пальцем падает за время менее 0,5 с, а из-под всасывающего клапана на-
блюдается бурный и непродолжительный выход пузырей.
Теоретическая производительность насоса зависит от величины хода толкате-
ля 13 или величины эксцентриситета цилиндрического кулачка (рис. 2.64.). Одна-
ко реальная производительность насоса зависит и от развиваемого им давления
(напора), и чем больше давление, тем лучше «держат» оба клапана. Максималь-
ное давление, развиваемое насосом (при условии, что клапаны герметичны), пол-
ностью зависит от величины сжатия пружины 20 (пружина должна сжиматься до
24 мм усилием 3,1-3,25 кгс).
Бензонасос спроектирован с большим запасом. Высота подъема им бензина
превышает высоту автомобиля в 2-2,5 раза. Производительность насоса при ско-
ростях движения 100-80-60 км/ч составляет 60-45-30 л/ч соответственно. Даже
при расходе 10 п на 100 км запас производительности будет минимум 5-кратный.
По мере износа деталей привода насоса и с потерей герметичности всасыва-
ющего и нагнетательного клапанов запас производительности к 200 тыс. км пробе-
Номинальное
значение, мм:
А = 0,27 — 0,33 мм
В = 0,7 — 0,8 мм
В* = 1,1 — 1,3 мм
Рис. 2.64. Установка насоса:
1 — кулачок; 2 — шток; 3 — блок цилиндров двига-
теля; 4 — регулировочная прокладка (А,В или В*);
5 — теплоизолирующая проставка
га может исчезнуть, что сопровождает-
ся «провалами» при разгоне (уменьше-
ние ускорения вплоть до перехода в за-
медление).
Теоретическая производительность
насоса, как упоминалось выше, опреде-
ляется величиной максимального хода
толкателя диафрагменного узпа, кото-
рый равен ходу штока 2, умноженному
на передаточное отношение рычагов
(2е><2,5=6,25 мм). Износ кулачка «Ь»
(или штока «а») на величину 0,5 мм при-
водит к потере хода толкателя диафраг-
менного узла на 0,5x2,5=1,25 мм, что
составляет 20% всего хода.
Насос на новом двигателе устанав-
ливают с использованием 3-х прокла-
док: А=0,27-0,33 мм; В=0,7-0,8 мм и
В*=1,1-1,3 мм. Прокладку А ставят
между блоком цилиндров 3 и теплоизо-
66
Рис. 2.65. Измерение минимального высту-
пания штока привода топливного насоса:
1 — теплоизолирующая проставка; 2—шток; 3—пла-
стина; 4 — штангенциркуль
ляционной проставкой 5 толщиной 12
мм.
Правило установки следующее. Если
минимальная величина выступания
штока при вращении коленчатого вала
двигателя Cmjn=0,8-1,3 мм, то между
насосом и теплоизолирующей простав-
кой поставьте прокладку А, а между
блоком цилиндров и теплоизолирующей
проставкой — прокладку В. Если Cmin
меньше 0,8 мм, то прокладку В снимите
и вместо нее поставьте прокладку А
(т.е. с обеих сторон теплоизоляционной
проставки поставьте по одной проклад-
ке А). Еспи Cmjn больше 1,3 мм, то между блоком и проставкой установите проклад-
ку В*, а между проставкой и насосом — прокладку А. Размер Cmin замеряют, ког-
да шток 2 максимально «утоплен». Это положение найдите, вращая коленчатый вал
в пределах не менее двух оборотов, т.к. одному обороту вспомогательных агрега-
тов соответствуют два оборота коленчатого вала. Непосредственно измерение
Cmiri проведите с использованием пластины 3 (рис. 2.65.). Прижмите пластину гай-
ками к проставке 1 и замерьте размер Е от пластины до торца штока (шток должен
быть прижат к кулачку). Тогда : Cmin=6 - Е, где 6 — толщина пластины в мм.
При износе кулачка, штока можно определить необходимую толщину проклад-
ки В несколько иначе, используя две формулы:
В = Dmin — Cmin — а (1) и Cmjn — а = 0,8—1,3 мм (2).
Пример определения толщины прокладки В (прокладка А=0,3 мм). Замерьте
размеры: Cmin, Dmjn, а и ход штока S. Вычислите величину износа кулачка: Ь=2е -
S. Таким образом, при: Cmiri=0,8 мм; Drnin=1,7 мм; а=0,3 мм и S=2,3 мм получим:
Ь=2,5 - 2,3=0,2 мм.
Из формулы (2) определите Cmin:
при (Cmin - а)=0,8 мм Cmin=0,8+a=0,8+0,3=1,1 мм;
при (Cmin - а)=1,3 мм Cmin=1,3+а=1,3+0,3=1,6 мм;
Из формулы (1) определите В:
при Cmin=1,1 мм В=1,7 - 1,1- 0,3=0,3 мм;
при Cmin=1,6 мм В=1,7-1,6- 0,3=(-0,2) мм.
Величину (Cmjn - а)=1,6 мм нам не обеспечить, поскольку толщина прокладки
В получилась отрицательной величиной. Если прокладка В будет толщиной 0,3 мм,
тогда (Cmin - а)=0,8 мм. Увеличить размер (Ст|п - а) можно, уменьшив толщину
прокладки В. Примем В, равной 0,1 мм, тогда из формулы (1):
Cmin=Dmin - В - а=1,7 - 0,1 - 0,3=1,3 мм.
(Cmin - а)=1,3 - 0,3=1,0 мм, что больше 0,8 мм.
Таким образом, меняя толщину прокладки В и величину размера Cmin -
а=0,8-1,3 мм, можно изменить производительность насоса. Наример, если увели-
чить толщину прокладки В (т.е. уменьшить размер Cmjn), то снизятся производи-
тельность и давление, развиваемое насосом, что препятствует повышению уров-
ня топлива в поплавковой камере карбюратора и увеличению расхода топлива.
67
Уменьшение толщины прокладки В (увеличение размера Cmjri) ведет к увеличению
производительности и давления с вытекающими отсюда последствиями.
2.10. РЕМОНТ КАРБЮРАТОРА
Итак, вспомните основное назначение карбюратора - на любых режимах рабо-
ты двигателя создавать однородную смесь бензина и воздуха, состав которой не
должен выходить за некие, довольно узкие, пределы: слишком бедная ипи богатая
смесь воспламеняться в цилиндре неспособна.
Система холостого хода карбюратора “Озон” схематически изображена на рис.
2.66. Ее называют автономной. Иными словами, эта система работает при полно-
стью закрытой дроссельной заслонке 10 первичной камеры, когда главная дозиру-
ющая система из работы выключена. Автономная система холостого хода - это как
бы мини-карбюратор, встроенный в основной. К нему подводятся воздух и топли-
во, здесь создается необходимая смесь, которая всасывается в задроссельное
пространство, то есть во впускной коллектор. На холостом режиме двигатель ра-
ботает за счет мини-карбюратора.
Основной путь воздуха в систему холостого хода - по каналу Е, в обход дрос-
сельной заслонки. Некоторое количество воздуха поступает также через сверле-
ния Д переходной системы (о ее назначении - позже!), так как при закрытом дрос-
селе давление над ним выше, чем в каналах системы холостого хода В, Г, Д...
Важнейшие детали системы - винт количества 8 с дозирующей иглой специ-
ального профиля и кольцевой распылитель 9, не случайно похожий на диффу-
зор. В щели между его внутренней поверхностью и иглой воздух движется с вы-
сокой скоростью, а значит, здесь возникает разрежение. И через радиальные
отверстия распылителя сюда всасывается и очень хорошо распыляется, смеши-
ваясь с воздухом, топливно-воздушная эмульсия, поступающая по каналам В.
Один из них можно "зарегулировать" винтом качества 6 со своей дозирующей
иглой, другой (байпасный) — нерегулируемый, расход эмульсии через него ог-
раничен жиклером 7.
Так как количество воздуха, потребляемого системой, регулируется иглой 8, а
топлива - винтом 6, друг от друга не зависящими, состав смеси на выходе из сис-
темы можно изменять в широких пределах.
Кстати, зачем нужен байпасный канал? Без него трудней регулировать состав
смеси, он реагирует на любую неточность в конфигурации иглы 6 ипи ее седла, ви-
брацию иглы, мельчайшие соринки и так далее.
Реально байпасный канал выглядит так, как показано на рис. 2.67. Он выпол-
нен непосредственно на плоскости корпуса дроссельных заслонок. При разборке
карбюратора важно не потерять эмульсионный жиклер 2, иначе смесь "по непо-
нятным причинам" станет очень богатой — и "коптящий" двигатель не удастся от-
регулировать винтом 6 (см. рис. 2.66.).
Итак, заворачивая винт 6 на правильно собранном исправном карбюраторе,
вы обедняете топливно-воздушную смесь. Но есть приборы, например, 11 Il-
li 07010 для "Оки", у которых винт качества управляет подачей воздуха. Значит, в
этом случае дпя обеднения смеси винт нужно отворачивать!
На рис. 2.66. вы видите еще один регулировочный (так называемый подстроеч-
68
Рис. 2.66. Система холостого хода карбюратора "Озон":
1 — крышка карбюратора; 2 — корпус; 3 — воздушный жиклер холостого хода; 4 — топливный жиклер
холостого хода; 5 — подстроечный винт; 6 — винт качества; 7 — эмульсионный жиклер байпасного
канала; 8 — винт количества; 9 — кольцевой распылитель; 10 — дроссельная заслонка первичной
камеры; 11 — прокладка; 12 — главный топливный жиклер; 13 — эмульсионная трубка;
14— воздушный жиклер главной дозирующей системы. А, Е — воздушные каналы; Б — топливный
канал; В, Г — эмульсионные каналы; Д — сверления переходной системы
ный) винт 5, с помощью которого можно
регулировать содержание воздуха в
эмульсии, движущейся вниз по каналу
В. На корпусе карбюратора этот винт
находится с правой стороны в приливе
и закрыт металлической заглушкой. По-
ложение винта установлено на заводе-
изготовитепе, при регулировках карбю-
ратора в эксплуатации он, как правило,
не используется.
Отчего профиль иглы 8 такой слож-
ный? Он получен после длительных ис-
следований, и интересен тем, что вы
можете в широких пределах менять
Рис. 2.67. Так выглядит байпасный канал
“Озона":
1 — жиклер; 2 — канал
69
число оборотов холостого хода, вращая винт 8, при этом состав смеси (и, следова-
тельно, содержание СО в выхлопных газах( почти не изменится. Особенно важно
это для варианта "Озона" с системой ЭПХХ, где игла при изменении режима дви-
жения автомобиля то открывается, то закрывается, — токсичность выхлопа и в
этом случае не должна превышать установленную норму.
Вернемся к топливно-воздушной эмульсии. К винту 6 (на рис. 2.66.) она поступает
по каналам В из зоны топливного жиклера 4, где поток бензина, поступающий по ка-
налу Б из "колодца" эмульсионной трубки 13, смешивается в эмульсию с воздухом, по-
ступающим по каналу А. То и другое дозируется своими жиклерами 4 и 3, поэтому со-
отношение бензина и воздуха в образующейся эмульсии колеблется незначительно.
Сразу запомните: главный топливный жиклер 12 первичной камеры — действи-
тельно главный! Если он засорится, мотор работать не сможет — это касается и хо-
лостого хода. Возможно, вам знакома ситуация: мотор удается пустить, несколько
раз нажав на педаль газа, то есть с помощью ускорительного насоса, он "подхваты-
вает", а через мгновение глохнет! Значит, засорен жиклер 12. Работа же ускори-
тельного насоса от состояния жиклера 12 не зависит.
ОТ ХОЛОСТОГО ХОДА - К НАГРУЗКЕ
Для чего нужны отверстия Д? Их называют переходными. Когда дроссельная за-
слонка приоткрывается, возле этих отверстий возникает течение воздуха с высокой
скоростью: сначала у нижнего, а потом и у верхнего появляется разрежение. Теперь
уже не воздух подсасывается в систему холостого хода, а наоборот — эмульсия из си-
стемы. Параметры переходных отверстий подобраны так, что по мере открытия дрос-
селя увеличению расхода воздуха строго соответствует увеличение расхода эмульсии
через отверстия Д — состав смеси на выходе из карбюратора остается оптимальным,
разгон автомобиля или повышение нагрузки протекают плавно, без провала.
Процесс перехода от холостого режима к нагрузке показан на рис. 2.68. На хо-
лостом ходу (рис. 2.68., а) дроссельная заслонка полностью закрыта. (Не допуска-
ется лишь жесткий упор ее кромки в стенку корпуса — исключает его винт-ограни-
читель (на схеме не показан).
Рис. 2.68. Взаимодействие выходных отверстий переходной системы с кромкой дрос-
сельной заслонки:
а — заслонка закрыта; б — начало увеличения нагрузки; 1 — эмульсионный канал (В на рис. 2.66.);
2 — отверстие переходной системы; 3 — дроссельная заслонка
70
В начале открытия дроссельной заслонки (рис. 2.68., б) появляется поток воздуха
через образующуюся щель, создающий разрежение у выхода нижнего отверстия. При
еще большем открытии заслонки зона разрежения захватывает и верхнее отверстие.
Нельзя не сказать вот о чем. Некоторые автолюбители, особенно если они ког-
да-то ездили на "жигулях" с карбюраторами "Вебер”, и на "Озоне" регулируют хо-
лостой ход винтом-ограничителем дроссельной заслонки, а не винтом 8. Иначе го-
воря, приоткрывают заслонку. Мотор работает как будто нормально, но на мани-
пуляции винтом качества 6 почти не реагирует.
Удивляться этому не приходится: теперь холостой ход обеспечивается работой
переходных отверстий Д, тогда как доля работы "законной" системы холостого хо-
да снижена: эмульсии через нее проходит меньше, разрежение за кромкой приот-
крытой заслонки снижено.
Некоторые опытные автолюбители успешно находят правильное положение за-
крытой заслонки... по изменению шума карбюратора. При снятой крышке воздухо-
фильтра на холостом ходу должен слышаться довольно сильный "свист закипающе-
го чайника" или что-то похожее. Чуть приоткроете заслонку - шум начнет исчезать.
Чем опасна регулировка по-дедовски, ограничительным винтом? В этом слу-
чае - в зависимости от ряда параметров конкретного экземпляра карбюратора -
состав смеси холостого хода может стать обогащенным. Готовьтесь к тому, что у
вас снимут номера за повышенную токсичность... Отрегулировать же ее вам вряд
ли удастся — нечем!
Конструкция карбюратора “Солеке” несколько иная. Взгляните на схему систе-
мы холостого хода (рис. 2.69 ). Она очень простая, работает с участием дроссель-
ной заслонки первичной камеры. Иными словами — не автономная.
Топливно-воздушная эмульсия образуется ниже топливного жиклера холосто-
го хода 2. По каналу В она движется к винту качества 7, дополнительно подпиты-
ваясь воздухом, поступающим (при "холостом" положении дроссельной заслонки)
из переходного отверстия 5. (Здесь оно имеет вид вертикальной щепи.) Струя
эмульсии, отрегулированная винтом 7, через выходное отверстие выбрасывается
в струю воздуха, с большой скоростью проходящую между кромкой заслонки 4 и
стенкой корпуса. Винт качества, от которого зависит, насколько приоткрыта за-
слонка, на схеме не показан — это простой винт-ограничитель.
Однажды может случиться, что вас накажут за избыток СО в выхлопе, черная
копоть за трубой подтверждает переобогащение смеси. Начнете крутить винт ка-
чества, а мотор на это — ноль внимания! Переходную систему вы не трогали, там
ничего не должно было само измениться. В чем же причина?
Не всякий (к сожалению) догадывается: топливный жиклер холостого хода не
довернут до плотной посадки в седло. Бензин в обход жиклера ручьем пьется в си-
стему холостого хода (рис. 2.70.), поступая к винту качества в таком избытке, что
получаемая смесь даже при завернутом до упора винте переобогащена.
Поворачивая жиклер, не переусердствуйте! Он (особенно в "Солексе") не бес-
предельно прочен, а смявшийся нормально работать не сможет.
В любом карбюраторе смесь топлива и воздуха может стать богаче и по другим
причинам. Например, вследствие засорения (загрязнения) воздушного жиклера. Час-
то причиной неполадок оказывается негерметичность игольчатого клапана поплавко-
вой камеры. С переполненной поплавковой камерой смесь чрезмерно обогащается.
71
Рис. 2.69. Система холостого хода карбюратора "Солеке":
1 — электромагнитный клапан; 2 — топливный жиклер холостого хода; 3 — воздушный жиклер холо-
стого хода; 4 — дроссельная заслонка первичной камеры; 5 — выходное отверстие (щель) переход-
ной системы; 6 — выходное отверстие системы холостого хода; 7 — винт регулировки качества;
А — воздушный канал; Б — топливный канал; В — эмульсионный канал
Рис. 2.70. Топливный жиклер устанавливается до упора в седло (а). Типичная ошибка -
недовернутый жиклер (б);
1 — жиклер; 2 — воздушный канал; 3 — топливный канал; 4 — эмульсионный канал
72
К нарушению работы на холостом ходу приво-
дит и обеднение смеси. Например, из-за соринки,
оказавшейся в канапе Б перед входом в топливный
жиклер. Соринка, плотно перекрывшая отверстие
жиклера, остановит двигатель. Когда она колеблет-
ся возле жиклера, изменяя расход бензина, двига-
тель работает неустойчиво.
Такая соринка ухудшит работу двигателя и на
переходном режиме (могут появиться провалы, не-
устойчивость). Как ее удалить? Для этого, как пра-
вило, нет необходимости разбирать карбюратор.
При работающем двигателе отверните жиклер
на полтора-два оборота, чтобы через образовав-
шийся зазор между ним и седлом прошла злопо-
лучная соринка — дальше ей застрять практически
негде. После этого нужно лишь не забыть вернуть
жиклер на место.
Бывает, что при неаккуратной разборке карбю-
ратора теряют воздушный жиклер. Из-за этого
смесь станет бедной. В некоторых карбюраторах
на стыке каналов между корпусами установлены
уплотняющие резиновые колечки — терять их тоже
Рис. 2.71. Конструкция электро-
магнитного запорного клапана
системы холостого хода:
1 — жиклер; 2 — запорная игла;
3 — уплотняющее кольцо; 4 — кор-
пус; 5 — обмотка; 6 — вывод
не рекомендуется.
Не меньшего внимания заслуживают колечки-
уплотнитепи регулировочных винтов количества и
качества, так как они выполняют две функции: не
дают воздуху просочиться через резьбу винта и не
позволяют винту самопроизвольно вывернуться от
вибрации.
Наконец, на любом карбюраторе, имеющем электромагнитный клапан системы
холостого хода (рис. 2.71.), вы можете столкнуться с нежеланием двигателя рабо-
тать на холостом ходу из-за отказа клапана. Если при подаче электропитания на
обмотку 5 клапана запорная игпа 2 остается закрытой, топливо через жиклер 1 не
проходит и двигатель не работает. "Оживить" его несложно. Достаточно немного
ослабить затяжку клапана в гнезде, чтобы между жиклером и его седлом появил-
ся зазор, равноценный отверстию в жиклере (черного дыма не допускать!). И вы
благополучно доедете до магазина, где купите новый клапан.
73
3. КАПИТАЛЬНЫМ РЕМОНТ ДВИГАТЕЛЯ
По достижении автомобилем пробе-
га 200-250 тыс. км в двигателе появля-
ются неисправности, которые можно
устранить только при его полной раз-
борке. К таким неисправностям отно-
сится появление чрезмерных зазоров
между поршнями, цилиндрами и коль-
цами, шейками коленчатого вала и
вкладышами коренных и шатунных под-
шипников вследствие их естественного
износа. Восстановление работоспособ-
ности цилиндропоршневой группы осу-
ществляется расточкой цилиндров с
подбором и заменой поршней и порш-
невых колец соответствующего ремонт-
ного размера, а шатуннопоршневого
Рис. 3.1. Винтовая шестерня привода мае- механизма - шлифовкой шеек коленча-
ляного насоса (показан способ ее снятия и того вала и заменой вкладышей корен-
установки с помощью отвертки): нь|х и шаТуННЫХ подшипников. Чем за-
1 — стержень отвертки; 2 — винтовая шестерня о
пастись перед ремонтом двигателя?
Необходимые узлы и детали даны в порядке снижения вероятности их потребнос-
ти (детали, указанные в поз 1, 2, 3, обычно 1-го или 2-го ремонтного размера):
1. Поршневые кольца.
2. Вкладыши шатунных и коренных подшипников коленчатого вала.
3. Поршни.
4. Винтовая шестерня (рис. 48).
5. Клапаны («сгорают» выпускные).
6. Маслоотражательные колпачки.
7. Распределительный вал.
8. Рычаги (рокеры).
9. Цепь (зубчатый ремень).
10. Звездочки (коленчатого вала Z=19, распределительного вала и вала вспо-
могательных агрегатов Z=38).
11. Втулки вала привода вспомогательных агрегатов (табл. 2 Приложения).
12. Маховик.
13. Сцепление в сборе.
14. Направляющие втулки клапанов (см. рис. 2.23.).
15. Распределитель (электрооборудование).
16. Насос охлаждающей жидкости (крышка в сборе, см. рис. 2.45.).
17. Масляный насос (чаще всего ломают маслоприемник).
18. Упорные полукольца (рис. 3.2.).
Из приведенного списка можно исключить то, что уже недавно заменялось и не
74
выработало свой ресурс (хотя бы напо-
ловину). Необходимо еще иметь в виду
и следующее: часто новое, продаваемое
как запчасти, хуже старого. Был такой
случай: поставили новый вал привода
вспомогательных агрегатов (называет-
ся обычно «поросенком»), а он лопнул
пополам при первых же поездках. Так Рис-3-2- Упорные полукольца коленчатого вала
что не торопитесь заменять, казалось бы, негодные детали - постарайтесь восста-
новить их доступными способами, о которых будет рассказано ниже.
3.1. СНЯТИЕ ДВИГАТЕЛЯ С АВТОМОБИЛЯ
Для разборки двигатель нужно снять с автомобиля в следующем порядке. Снача-
ла слейте масло из системы смазки двигателя (лучше теплое, еще лучше — горячее,
сразу после поездки) и охлаждающую жидкость из системы охлаждения (см. п. 2.2). По-
сле этого отсоедините и снимите аккумуляторную батарею и радиатор ( на автомоби-
лях 2107 - дополнительно электрический вентилятор с кожухом) и другие узлы и дета-
ли, которые могут серьезно повлиять на снижение веса двигателя и удобство его де-
монтажа. Например, снимите головку цилиндров в сборе (см. п. 2.5), генератор, стар-
тер, распределитель, насос охлаждающей жидкости, термостат, масляный фильтр и
топливный насос, предварительно отсоединив эти узлы от соединяющих их шлангов,
трубок, проводов, тросов и т.п. Обратите внимание на соблюдение особой осторожно-
сти при отгибании вверх пластины с пазом для крепления трубки, идущей к топливно-
му насосу. Не прикладывайте к трубке большое усилие, поскольку может ослабнуть по-
садка штуцера в корпусе насоса и появиться течь бензина. Кроме того, при снятии го-
ловки блока цилиндров не торопитесь и удостоверьтесь, что прокладка головки не при-
липла одной частью к самой головке, а другой - к блоку цилиндров. В противном слу-
чае устраните залипание на детали, где площадь прилипания меньше и где отлипание
происходит с меньшим усилием. После этого снимите капот, предварительно отвернув
от кузова его петли и сжав, а потом освободив пружинный фиксатор ролика ограничи-
теля. Теперь отверните посредством изогнутого накидного ключа два верхних болта,
крепящие картер сцепления к блоку цилиндров. Потом отверните две гайки верхних
подушек опоры двигателя, поднимите домкратом переднее левое колесо, установив
под порог кузова надежную опору, и снимите нижний защитный лист. Далее отверни-
те 4 болта, крепящие вертикальный лист (закрывающий картер сцепления), и выверни-
те оставшиеся два нижних болта крепления картера сцепления к блоку цилиндров. За-
тем установите под картер сцепления подставку высотой 330 мм (лучше деревянный
брус размером 150x150x300 мм) с таким расчетом, чтобы при опускании кузова не
был зажат отогнутый на картер край вертикального защитного листа.
После этого приподнимите кузов машины домкратом, уберите из-под порога
страховочную опору и опустите автомобиль на землю. В это время двигатель сни-
мается («сползает») со шпилек подушек передней опоры, опираясь картером сцеп-
ления на подставку под ним. Теперь залезьте на машину и встаньте так, чтобы но-
ги опирались на лонжероны подмоторной рамы, а двигатель находился между нога-
ми. Покачайте двигатель за блок цилиндров, одновременно перемещая его к перед-
75
ней части автомобиля сначала на 5-7 мм (чтобы снять с установочных втулок), а
потом - энергично дальше вперед до полного разобщения двигателя с коробкой пе-
редач. Помните, что при этом не допускается даже кратковременное «зависание»
конца первичного вала коробки передач на упорном фланце нажимной (диафраг-
менной) пружины сцепления, чтобы не деформировать ее соединительные пласти-
ны. Теперь, уже с помощником, выньте двигатель (вес его в таком виде около 90 кг)
из-под капотного пространства и установите на верстак или помост, где будете про-
водить ремонтные работы. После этого опять поднимите домкратом левое перед-
нее колесо, выньте подставку из-под картера сцепления и вновь опустите автомо-
биль. В результате этой операции коробка передач обопрется закрепленной на ней
приемной трубой глушителя на правый лонжерон подмоторной рамы.
Снятый с автомобиля двигатель, в том числе и предварительно снятые с двигателя
узлы и детали, тщательно очистите от всяких отложений (грязи, масла и т.п.) и подго-
товьте монтажно-демонтажный и мерительный инструмент, проверив его исправность.
3.2. РАЗБОРКА ДВИГАТЕЛЯ
Удобней всего проводить работы по разборке и сборке двигателя на специаль-
ном стенде (рис. 3.3.), который можно изготовить собственными силами при помо-
щи специалиста по сварке. Чтобы установить двигатель на стенд, снимите с него
кронштейны, опирающиеся на подушки опор поперечины. На четыре освободивши-
еся шпильки с каждой стороны прикрепите поворотные лапы 9 с шипами 7 и дис-
ками 6 через отверстия во фланце 5.
Двигатель с лапами установите в нижние крышки подшипников 4 (верхние
крышки 3 снимите), приваренные на стойках 2. В случае несоосности шипов 7 ле-
вой и правой лапы, подгоните их посредством изгиба той ее части, где приварен
диск 6, предварительно сняв лалы с двигателя.
Двигатель на стенде можно поворачивать на 360' , фиксируемый шаг поворота
-45°. Болты М16x55 крышек 3 подшипников стоек 2 затяните усилием, обеспечи-
вающим легкое вращение двигателя на стенде. При разборке (сборке) двигателя
установите фиксаторы 10 и при необходимости затяните болты подшипников.
Стойки 2 стенда посредством приваренных к ним плит 1 крепятся к полу анкерными
болтами. Расстояние между стойками — 745 мм (по наружной поверхности швеллера).
Итак, вы сняли частично разобранный двигатель, из которого надо выделить
две основные детали: блок цилиндров и коленчатый вал. Поэтому продолжите раз-
борку, поочередно демонтируя детали и узлы со снятого с автомобиля двигателя.
Теперь это уже проще и доступнее.
На двигателях с цепным приводом распределительного вала проведите работы
по снятию цепи в порядке, изложенном в п. 2.2, и, кроме того, отверните болт 2
(рис. 3.4.) и снимите башмак 3.
На двигателе 2105 разборку его передней части проведите в порядке, изложен-
ном в п. 2.3, а также руководствуясь рис. 3.5.
Здесь следует воспользоваться фиксатором 5 (рис. 3.6.) для блокировки махо-
вика при отворачивании храповика 15 (см. рис. 3.5. —для всех двигателей).
После этого (на всех двигателях) отверните болты 2 (рис. 3.7.), снимите упор-
ный фланец 1 и выньте валик 3 привода вспомогательных агрегатов. Далее, пере-
76
Рис. 3.3. Стенд для раз-
борки и сборки двигателя:
1 — плита (2 шт.); 2 — стой-
ка (2 шт.); 3 — верхняя
крышка подшипника (2 шт.);
4 — нижняя крышка подшип-
ника (2 шт.); 5 —• фланец (2
шт.); 6 — диск фиксатора
(2шт.); 7 — шип поворотной
лапы (2 шт.); 8 — пластина
фиксатора (2 шт.); 9 — пово-
ротная лапа (правая и ле-
вая); 10 — фиксатор (2 шт.)
77
Рис. 3.6. Снятие маховика и установка фиксатора
для блокировки маховика:
а — отворачивание болтов крепления маховика к фланцу
коленчатого вала; б — фиксатор; 1 — торцовый ключ;
2 — маховик; 3 — болт; 4 — шайба; 5 — фиксатор; 6 — пе-
редняя крышка картера сцепления
Рис. 3.4. Крепление натяжителя
цепи:
1 — цепь; 2 — болт; 3 — башмак; 4 — гай-
ка; 5 — натяжитель цепи; 6 — колпачко-
вая гайка; 7 — болт крепления успокоите-
ля; 8 — болт крепления звездочки валика
привода вспомогательных агрегатов
Рис. 3.5. Разборка передней части двигателя 2105:
1 — верхняя защитная крышка ременного привода; 2 — натяжной ролик; 3 —- пружина; 4 — зубча-
тый ремень; 5— крышка распределительного вала; 6 — прокладка; 7 — валик привода вспомогатель-
ных агрегатов; 8 — шпонка шкива коленчатого вала; 9 — упорный фланец; 10 — зубчатый шкив ва-
лика привода вспомогательных агрегатов; 11 — зубчатый шкив коленчатого вала; 12 — средняя за-
щитная крышка ременного привода; 13 — нижняя защитная крышка ременного привода; 14 — шкив
привода генератора и насоса охлаждающей жидкости; 15 — храповик
78
Рис. 3.7. Снятие валика привода вспомогатель-
ных агрегатов (на примере двигателя 2101):
1 — упорный фпанец; 2 — болт; 3 — валик приво-
да вспомогательных агрегатов; 4 — торцовый ключ
Рис. 3.8. Снятие (установка) масляного
насоса:
1 — масляный насос; 2 — фиксатор; 3 — сливная
трубка маслоотделителя
вернув двигатель (или положив на бок), отверните болты крепления и снимите мас-
ляный картер (поддон), масляный насос 1 (рис. 3.8.), фиксатор 2 сливной трубки 3
маслоотделителя и выньте маслоотделитель вентиляции картера.
Теперь отверните гайки шатунных болтов (см. п. 2.6), снимите крышку шатунных
подшипников с вкладышами и осторожно выньте из цилиндров поршни с шатунами и
кольцами в сборе. Не забудьте пометить указанные детали номерами цилиндров, из
которых они были вынуты (вдруг придется ставить их на прежние места, не прибегая
к замене!). Затем снимите с коленчатого вала маховик 2 (см. рис. 3.6.), шайбу 4, а по-
том и переднюю крышку 6 картера сцепления. После этого с помощью приспособле-
ния (рис. 3.9.,б) выпрессуйте передний подшипник первичного вала коробки передач
Рис. 3.9. Выпрессовывание переднего подшипника ведущего вала коробки передач из
коленчатого вала двигателя:
а — выпрессовывание подшипника; б — приспособление (детали); 1 — приспособление; 2 — держа-
тель заднего сальника коленчатого вала
79
из коленчатого вала двигателя, а затем снимите держатель 2 заднего сальника колен-
чатого вала. Далее отверните болты крышек коренных подшипников, снимите их вме-
сте с вкладышами, после чего выньте из постелей блока цилиндров коленчатый вал,
вкладыши и упорные кольца из задней опоры коленчатого вала в блоке цилиндров.
После разборки двигателя все детали тщательно вымойте в керосине и дайте
ему стечь. Потом просушите струей сжатого воздуха или протрите тканью, не ос-
тавляющей волокон (льняная ткань).
3.3. РЕМОНТ КОЛЕНЧАТОГО ВАЛА (ШЛИФОВАНИЕ ШЕЕК)
Вынув коленчатый вал из блока цилиндров, тщательно очистите его и осмотри-
те. Коленчатый вал не должен иметь трещин на коренных и шатунных шейках и ще-
ках Незначительные задиры на шейках зачистите бруском карборунда мелкой
зернистости и заполируйте пастой ГОИ.
Нужно ли шлифовать коренные и шатунные шейки коленчатого вала? Во всех кни-
гах по ремонту автомобилей ВАЗ контроль зазоров в подшипнике предлагается про-
водить с использованием пластмассовой проволоки и специальной шкалы. Отрезок
этой проволоки 1 (рис. 3.10.) располагается на шейке, затем устанавливается крыш-
ка 3 с вкладышем 2 (другой вкладыш в постели) и затягиваются болты (шатунные — с
моментом 5,2 кгс-м, коренные — 8,2 кгс-м). Потом крышки снимаются, и по шкале 4
определяют величину сплющивания калиброванной проволоки, а по ней величину за-
зора в подшипнике.
Вряд ли кто из автолюбителей видел эту проволоку со специальной шкалой. По-
этому зазор вычисляется по простейшим формулам:
Зк=(Пк - 2Тк) - К (1) и Зш=(Пш - 2Тш) - Ш (2), где:
Зк — зазор в коренном подшипнике;
Зш — зазор в шатунном подшипнике;
К—диаметр коренной шейки (табл. 3);
Ш—диаметр шатунной шейки (табл. 3);
Пк — диаметр постели коренного
подшипника, (54,520-54,507 мм);
Пш — диаметр постели шатунного
подшипника (51,346 - 51,330 мм);
Тк — толщина вкладыша коренного
подшипника (табл. 3);
Тш — толщина вкладыша шатунного
подшипника (табл. 3);
Для определения действительного
зазора замените табличные данные К и
Ш фактическими размерами шеек, из-
меренными мерительным инструмен-
том (микрометром).
Чаще используется древнейший
способ — на шейку коленчатого вала
вдоль оси кладется полоска бумаги
(10х12 мм), устанавливаются крышки
Рис. 3.10. Измерение зазора в подшипниках
коленчатого вала:
1 — калиброванная проволока; 2 — вкладыш;
3 — крышка подшипника; 4 — шкала
80
и производится затяжка боптов. Если коленчатый вал не провернуть — значит
зазор (диаметральный) равен толщине бумаги (писчая — примерно 0,1 мм; ват-
ман — примерно 0,2 мм). Аналогично поступают с проверкой зазора в шатунных
подшипниках.
Еспи зазор не превышает предельный (коренные подшипники — 0,15 мм, ша-
тунные — 0,10 мм), то вкладыши можно не заменять. Еспи зазор больше предель-
ного, то возможно использование номинальных ипи ремонтных вкладышей без
шлифовки коленчатого вапа. Однако еспи менять вкладыши без перешлифовки ко-
ленчатого вала, то срок их службы составит: 100% — новый двигатель; 58% — пер-
вая замена вкладышей; 44% — вторая замена; 29% — третья замена.
В случае, если риски на шейках достаточно глубокие ипи овальность шеек (после
измерения) превышает 0,05 мм, рекомендуется провести их шлифование таким обра-
зом, чтобы получить (в зависимости от степени износа) диаметры, соответствующие
ближайшим ремонтным размерам (см. табп. 3 Приложения), и радиусы галтелей шеек,
как указано на рис. 3.11. Шейки шлифуются на специальном шлифовальном станке
Рис. 3.12. Шлифование шеек коленчатого вала на шлифовальном станке:
1 и 8 — салазки; 2 и 7 — головки; 3 — фланец; 4 — трубка дпя подвода охлаждающей жидкости; 5 — шли-
фовальный круг; 6 — втулка; 9 — шейка коленчатого вала; 10 — опора шейки; 11 — поводок
6 - 8376
81
(рис. 3.12.).
После шлифования вала проконтролируйте размеры шеек и галтепей (см. рис.
3.11., табл. 3). Биения 2-й, 3-й, 4-й коренных шеек должны быть не более 0,03 мм (вал
установите 1 -й и 5-й шейками на призмы), биения посадочных мест под передний
подшипник первичного вала коробки передач и звездочку (если они снимались) —
не бопее 0,04 мм; овальность и конусность шатунных шеек — не бопее 0,007 мм .
Обнаруженные отклонения (биения) могут быть исправлены на гидропрессе.
Однако попытка править коленчатый вап часто кончается его поломкой, «жигулев-
ские» валы — чугунные.
Поверхности шеек коленчатого вапа и место, контактирующее с задним уплот-
нением, необходимо отполировать. Чистота поверхности должна быть примерно
такая же, как у зеркала цилиндра (Ra=0,4-0,2 мкм).
Манжетные уплотнения работают нормально при твердости вала не менее 45
НРС, шероховатости не бопее Ra=0,16-0,32 мкм и овальности вала не более 0,05 мм.
При необходимости доведите поверхности мелкозернистой шлифовальной
шкуркой, пастой ГОИ.
Как ориентироваться в шероховатости поверхностей? Можно воспользоваться
следующими примерами (среднее арифметическое отклонение профиля Ra в
мкм):
1. Гайка переднего колеса (М18* 1,5): грани шестигранника — 12,5; торец опор-
ный — 6,3; резьба — 3,2.
2. Подшипник (наружный диаметр до 80 мм): торцы — 2,5; внутренний диаметр
— 1,25; наружный — 0,63; дорожки, тела качения (шарики, ролики) — менее 0,32.
После шлифования и последующей доводки шеек тщательно промойте коленча-
тый вал дпя удаления остатков абразива, а каналы в валу следует, вынув заглуш-
ки, несколько раз промыть бензином под давлением. Тщательное удаление абра-
зива необходимо в связи с тем, что его зерна, внедряясь в сравнительно мягкий
металл вкладышей, работают далее уже в качестве резцов.
Для того чтобы в гаражных условиях не устраивать «баню» коленчатому валу,
не вынимать заглушки и не изготавливать новые, вставьте в каналы шеек деревян-
ные или бумажные пробки на всю длину, а у выходов отверстий — утопленные при-
мерно на 2 мм. Разумеется, пробки потом необходимо вынуть. Выньте пробки сле-
дующим образом. Сначала продуйте углубления, потом сместите пробку в одну
сторону на 6-8 мм. Конец, вышедший из шейки, очистите (отрежьте, отломите) и
вытолкните пробку в другую сторону.
Продувать каналы лучше так: шатунные шейки — напроход; коренные шейки —
закрывая отверстие с одного конца пальцем (см. рис. 3.11.).
3.4. РЕМОНТ БЛОКА ЦИЛИНДРОВ
После тщательной очистки блока цилиндров осмотрите его. Не допускается на-
личие трещин в опорах (постелях) коленчатого вапа, где проходят маспяные кана-
лы. С помощью плиты или линейкой, установленной по диагонали, проверьте пло-
скость разъема блока с гоповкой цилиндров. Неппоскостность должна быть в пре-
делах 0,1 мм (устраняется шлифованием на плоскошлифовальном станке).
Измерение износа цилиндров рекомендуют выполнять нутромером (рис.
82
3.13. ). Для установки нутромера на
нуль применяется специальный калибр
2 или микрометр до 100 мм. Диаметр
цилиндра измеряется в четырех поясах
на расстоянии 6, 15, 45 и 80 мм от
верхней плоскости блока цилиндров во
взаимно перпендикулярных направле-
ниях (рис. 3.14.).
Так как максимальный износ цилин-
дров находится в зоне работы первого
поршневого кольца (больше у 1 -го и 4-го
цилиндров «поперек» блока), возможно
использование нутромера, показанного
на рис. 3.15. Настройка индикатора на
нуль производится в верхней неизно-
шенной части цилиндра. Благодаря ры-
чажной системе (отношение длин рыча-
гов 1:5), индикатор становится более
чувствительным и будет показывать ве-
личину диаметрального износа увепи-
Рис. 3.13. Измерение цилиндров нутромером:
1 — нутромер; 2 — калибр; 3 — блок цилиндров
ченную в 5 раз (например, при износе
0,13 мм показание индикатора будет:
0,13x5=0,65 мм).
Цилиндры имеют «бочкообразный»
износ. Причина — боковые усилия на
зеркало цилиндра при рабочем ходе и
сжатии. Исправить это можно расточ-
кой и гильзованием цилиндра.
Расточку проводят при пробеге
150-300 тыс. км. Это, как правило, пре-
дельный пробег - налицо перечислен- Рис 3 14 Схема измерения ципиндра:
НЫе выше неисправности. Более ТОГО, дц — направления измерений; 1,2, 3. 4 — номе-
при ИЗНОСе ЦИЛИНДРОВ 0,3 ММ И бопее ра поясов измерений
начинается прогрессирующий износ
шеек коленчатого вала.
Известно, что при износах цилиндров 0,25-0,30 мм поршневые кольца требуют
очень длительного срока приработки, до наступления которой двигатель не разви-
вает полной мощности из-за чрезмерного пропуска газов и снижения компрессии
в цилиндрах. Кроме того, длительная работа двигателя в условиях пропуска газов
сопряжена сама по себе с усиленным износом всех его деталей.
При износе цилиндров до 0,15 мм их достаточно только отхонинговать. Если из-
нос более 0,15 мм, — необходимо растачивание.
Итак, после замера максимального износа определите ремонтный размер. Как
правило, после одной замены колец при пробеге 250-300 тыс. км потребуется 1-й
ремонтный размер (76,4 мм или 79,4 мм). Приобретите поршни нужного размера
и обработку цилиндров проведите под каждый из них индивидуально (на днищах
83
Рис. 3.15. Нутромер (конструкция и детали):
1 — плунжер; 2 — гильза; 3 — ось' 4 — рычаг; 5 — кронштейн (2 шт. — правый и левый); 6 — основание; 7 — индикатор часового типа; 8 — винт-фик-
сатор; 9 — наконечник: 10 — пружина
Рис. 3.16. Приспособление для выпрессовы-
вания поршневого пальца из шатуна:
1 — оправка; 2 — опора (ложе). В скобках дан раз-
мер для поршня двигателей 21011, 2105, 2106
поршней нанесите риски: первый ци-
линдр — одна, второй — две и т.д.).
Однако, прежде чем приступать к
растачиванию цилиндров, убедитесь,
что приобретенные вами новые поршни
можно правильно собрать с шатунами и
пальцами, поскольку, как правило, по-
следние используют повторно (не заме-
няют). Для этого выпрессуйте пальцы
из шатунов. Лучше всего выпрессовы-
вать палец на прессе с использованием
приспособления (рис. 3.16.). Если палец
выбивать молотком или кувалдой, мож-
но повредить все три детали (поршень,
палец, шатун). Очень просто выпрессо-
вать палец в указанном приспособле-
нии двумя — тремя легкими ударами
молотка при нагреве паяльной пампой верхней гоповки шатуна. При последнем
способе нельзя допускать, чтобы палец нагрелся до температуры более 300°С, т.к.
произойдет отпуск закаленной поверхности пальца, а также коробление или даже
оплавление поршня.
Порядок выполнения работы следующий. Уложите поршень в сборе с шатуном
на опору 2 (диаметр ложа должен совпадать с диаметром поршня!), вставьте в от-
верстие пальца оправку 1 и протолкните ее (прессом или с помощью тисков, а ес-
ли верхняя головка шатуна нагрета — ударами молотка) из поршня напроход.
При этом установите под опору 2 подставку таких размеров, чтобы обеспечить
свободный выход пальца из поршня.
Выпрессовку пальца можно производить специальным приспособлением с ги-
дравлическим домкратом 10 (рис. 3.17.). С помощью детали 7, установленной в
центре верхней пластины 5, наблюдайте процесс выпрессовки (конец выпрессов-
ки пальца наступает тогда, когда деталь 7 начинает подниматься). Перед выпрес-
совыванием пальца нагрейте шатун.
Теперь убедитесь, что папец «подходит» к поршню. Дпя этого смажьте палец
моторным маслом и введите его в отверстия бобышек поршня нажатием боль-
шого пальца руки. Поверните поршень так, чтобы ось пальца встала по вертика-
ли. При этом, если зазор нормальный (0,005-0,016 мм, предельный — 0,05 мм),
палец не должен выпадать из поршня. В противном случае подберите поршень
того же ремонтного размера, с тем же цветовым индексом, что и на торце паль-
ца. Возможно и несовпадение цветов маркировки на поршне и пальце. Однако
вышеуказанное условие (выпадение пальца из поршня недопустимо) должно
быть соблюдено.
Припуск на чистовое растачивание — не более 0,15 мм, получаемая шерохова-
тость поверхности (параметр Ra) — 1,25 мкм. В отдельных цилиндрах допускается
небольшая «чернота» в зоне наибольшего износа в виде замкнутого или разомкну-
того кольцевого пояска шириной не более 10 мм и глубиной не более 0,03 мм.
Окончательная обработка (доводка) цилиндров заключается в хонинговании до
85
СТ)
Рис. 3.17. Приспособление для выпрессовывания и запрессовывания поршневого пальца в шатун:
1 — плита нижняя; 2 — шпилька; 3 — оправка; 4 — хомут; 5 — плита верхняя; 6 — опора (поже); 7 — палец (индикатор); 8 — болт; 9 — гайка;
10 — гидравлический домкрат; 11 — штифт
Ra=0,3-0,4 мкм. Припуск на предвари-
тельную доводку 0,03-0,08 мм, оконча-
тельную 0,01-0,03 мм. При припуске на
доводку до 0,1 мм ухудшается геомет-
рическая форма цилиндров (все припу-
ски даны на диаметр).
Растачивание цилиндров проводят
на специальных расточных станках, а
окончательную обработку (доводку)
проводят тоже на специальных станках
довольно сложной хонинговальной го-
ловкой с абразивными брусками. Хо-
нинговальная головка совершает два
движения: вращательное вокруг оси об-
рабатываемого отверстия и возвратно-
поступательное вдоль оси. В результате
таких движений каждое абразивное
Рис. 3.18. Проверка зазора между поршнем
и цилиндром:
1 — блок цилиндров; 2 — поршень; 3 — плоский щуп
зерно образует на обрабатываемой поверхности риску по винтовой линии право-
го направления — при движении головки вверх и левого направления — при дви-
жении вниз Точность обработанного отверстия составляет 0,005-0,010 мм; оваль-
ность и конусность — не более 0,03 мм.
При всех замерах в паре поршень - цилиндр необходимо особенно тщательно
следить за температурой деталей. Нагрев цилиндра происходит при любой механи-
ческой обработке.
После расточки и хонингования цилиндров замерьте зазоры (рис. 3.18.) между
стенками цилиндра и поршнем (индивидуально, согласно меткам на днищах поршней).
Рекомендуемые диаметральные зазоры (вставьте поршень в цилиндр и ведите за-
мер поперек блока) для всех двигателей с номинальным диаметром цилиндров 76 мм:
0,05-0,07 мм; для двигателей с диаметром 79 мм (кроме 2106): 0,06-0,08 мм; для дви-
гателей 2106: 0,05-0,07 мм. Замер зазоров порядка 0,05-0,08 мм посредством щупа
— депо довольно тонкое и требует определенного навыка.
Применительно к зазорам в паре поршень-цилиндр обычно поступают следующим
образом. Во-первых, как отмечалось, каждый цилиндр обрабатывается под свой пор-
шень. Во-вторых, зазор контролируют по перемещению поршня в цилиндре. Чистый
поршень в чистом цилиндре при одинаковой температуре поршня и цилиндра должен
перемещаться вниз медленно под действием собственного веса или даже при легком
нажатии пальцем. Во всяком случае, поршень в цилиндре не должен падать.
Почему зазоры в паре поршень-ципиндр устанавливаются с такой точностью
(допуск всего 0,02 мм)? Потому что непременным условием хорошей смазки (жид-
костного трения) двух сопряженных деталей является наличие вполне определен-
ного зазора между ними. Толщина слоя масла на металлической поверхности при-
мерно 0,02 мм, поэтому у сопряженных цилиндрических поверхностей диамет-
ральный зазор должен быть 2-4 толщины масляного слоя. Стремление к плотному,
беззазорному прилеганию трущихся поверхностей приводит к невозможности об-
разования между ними масляной ппенки и, как следствие, к сухому трению, нагре-
ву, заеданию, задирам или даже к заклиниванию деталей.
87
Рис. 3.19. Приспособление для полирования
стенок цилиндра:
1 — гайка; 2 — шайба; 3 — войлочный круг (на-
бор); 4 — шпиндель
Большую роль в образовании эксплу-
атационного зазора играет шерохова-
тость контактирующих поверхностей.
Чем поверхность менее чистая, более
шероховатая, тем больше износ в период
приработки. Поверхности деталей сопри-
касаются своими выступами, удельное
давление и температура в отдельных точ-
ках контакта резко возрастают. Происхо-
дит интенсивное истирание выступов,
увеличивающее износ деталей. Так, если
диаметральный износ вала после чисто-
вой обточки принять за 100%, то износы
после шлифовки составят — 64%, очень
тонкой обточки — 40, и притирки — 4%.
Поэтому есть смысл, воспользовавшись ручной электродрелью, приспособлением с
войлочным кругом (рис. 3.19.), пастой ГОИ или мелкозернистой шкуркой, отполиро-
вать цилиндры до размера, когда поршень будет опускаться, если подуть на него ртом.
Паста ГОИ делится на грубую, среднюю и тонкую. Г рубая паста имеет темно-зе-
леный, почти черный цвет, средняя — темно-зеленый, тонкая — светло-зеленый.
Считается, что зеркало цилиндра должно иметь шероховатость (Ra) не более
0,63 мкм.
После окончательной подгонки поршней к цилиндрам приступайте к подборке
колец к цилиндрам по номинальным зазорам. Припиливать стыки, как правило, не
требуется. Зазоры в замках компрессионных колец могут быть до 0,2 мм, а у мас-
лосъемных — до 0,15 мм, если в последующем при обкатке двигателя не допускать
его перегрузок по оборотам, крутящему моменту и использовать бензин, соответ-
ствующий степени сжатия двигателя.
Трещины на стенках рубашки охлаждения блока цилиндров длиной до 150 мм
засверлите на краях сверлом диаметром 2,5-3,5 мм. Потом снимите фаску под уг-
лом 60° на глубину не более половины толщины стенки (2-3 мм) и после обезжи-
ривания подготовленных поверхностей вокруг трещины заделайте ее клеевой ком-
позицией с накладкой из стеклоткани. На трещинах длиной 20-30 мм накладка не
требуется (только — клеевая композиция).
Составы композиций и область их применения приведены в табл. 4 и 5
Приложения.
При трещинах бопее 200-300 мм установите вдоль них резьбовые штифты (с
резьбой МЗ-М6). Для этого просверлите отверстия в самой трещине с шагом 40-
60 мм, нарежьте в них резьбу, вверните на клею заподлицо штифты (винты без го-
ловок с пазом под отвертку) и заделайте клеевой композицией с накладкой из
стеклоткани (см. выше).
Небольшие пробоины (1-2 см2) заполните только композицией, а большие - компо-
зицией с наложением стеклотканевых или металлических накладок внахлест или за-
подлицо. Если поверхность сложной формы, то просверлите по контуру пробоины от-
верстия, сделайте сетку из мягкой (предварительно очищенной и обезжиренной) про-
волоки и нанесите на нее композицию в несколько слоев стеклотканевых накладок.
88
3.5. РЕМОНТ МАХОВИКА
0,5± 0,1
Рис. 3.20. Маховик:
1 — маховик; 2 — зубча-
тый венец. Б — лунка
У маховика 1 (рис. 3.20.) изнашивается зубчатый венец
2 и плоскость В, соприкасающаяся с ведомым диском. У зуб-
чатого венца разбиваются торцы зубьев (передние) и обра-
зуются «площадки», так как твердость зубьев шестерни
стартера значительно выше. Иногда «площадки» торцов зу-
бьев венца становятся стопь значительными, что шестерня
стартера, ударяясь о них торцами своих зубьев, уже не вхо-
дит в зацепление с ними. В этом случае необходим поворот
коленчатого вала пусковой рукояткой или минимальным пе-
рекатыванием автомобиля при включенной 4-й передаче.
Образованию упомянутых «площадок» на торцах зубьев
венца также способствуют ошибочные включения стартера
при работающем двигателе.
Кроме того, изнашиваются и боковые стороны зубьев,
т.к. наибольшая нагрузка на них происходит при прохожде-
нии поршнями верхних мертвых точек в цилиндрах. Ремонт
маховика заключается в следующем.
На «расплющенных» торцах зубьев сделайте фаски (при-
мерно 1,5x45°) или, спрессовав венец с маховика, вновь на-
прессуйте его, но уже наоборот (передние «расплющенные»
торцы обратите в сторону от коленчатого вала).
При износе боковых поверхностей зубьев венца в двух зонах спрессуйте венец
и сместите эти зоны при обратной запрессовке, повернув венец относительно махо-
вика на 90°. Целесообразна одновременная установка венца наоборот с его пово-
ротом на 90° относительно маховика. Возможна и замена зубчатого венца (он по-
ставляется в запчасти). Чтобы облегчить напрессовку, зубчатый венец нагрейте до
температуры не более 180-200°С (при нагреве более 200°С могут произойти отпуск
и снижение твердости зубьев венца). Кроме того, наличие канавок на рабочих по-
верхностях маховика (плоскость В) и нажимного диска приводит к тому, что сцепле-
ние будет «пробуксовывать» и при довольно «толстом» ведомом диске сцепления.
Плоскость В проточите, снимая слой металла не бопее 0,5 мм. При этом необ-
ходимо выдержать размер 0,4-0,6 мм до плоскости А при непараллельное™ плос-
костей А, В и Г не более 0,1 мм.
Для проточки маховика установите его на оправку, сцентрировав по отверстию
Д с упором на поверхность Г, и проверьте биение плоскостей А и В в местах, ука-
занных стрелками на рис. 3.20., которое не должно превышать 0,1 мм.
При замене маховика балансировать его не надо.
3.6. РЕМОНТ МАСЛЯНОГО НАСОСА И ЕГО ПРИВОДА
Закрепите масляный насос (рис. 3.21.) в тисках (рис. 3.22.) осторожно, чтобы
не повредить корпус 4. Снимите приемный патрубок вместе с редукционным кла-
паном 1 давления масла и пружиной 2. Потом снимите крышку 3 корпуса насоса,
выньте из корпуса 4 валик 5 насоса в комплекте с ведущей шестерней 8 (см. рис.
89
Рис. 3.21. Масляный насос:
1 — фильтрующая сетка; 2 — маслолриемный патрубок; 3 — редукционный клапан; 4 — пружина;
5 — крышка; 6 — ведомая шестерня; 7 — корпус насоса; 8 — ведущая шестерня; 9 — ось ведомой
шестерни; 10 — валик ведущей шестерни; 11 — спиральная шестерня валика привода вспомогатель-
ных агрегатов; 12 — спиральная шестерня привода масляного насоса и распределителя зажигания
3.21. ) и ведомую шестерню 6.
Промойте детали в керосине ипи бензине, продуйте каналы в корпусе и крышке на-
соса. Особенно тщательно очистите детали редукционного клапана. На пружине не
должно быть трещин, а ее длина должна быть: в свободном состоянии — не менее 38
мм, под нагрузкой 6,15-6,55 кгс не менее 20 мм. В противном случае пружину заме-
ните новой. Поверхности крышки и клапана должны быть чистыми, без загрязнений и
отложений, заусенцев и забоин, которые могут привести к заеданию клапана.
Проверьте набором щупов зазор между зубьями шестерен, который должен
быть 0,15 мм (предельно допустимый 0,25 мм), а также между шестернями и кор-
пусом насоса (рис. 3.23.,а), который допжен быть 0,11-0,18 мм (предельно допус-
тимый 0,25 мм). С помощью линейки и щупа проверьте зазор между торцами шес-
терен и плоскостью корпуса насоса (см. рис. 3.23.,б), который должен быть
0,031 —0,116 мм (предельно допустимый 0,15 мм). Если зазоры больше указанных
величин, то замените изношенные детали.
Чтобы определить, какие детали заменить, измерьте микрометром высоту веду-
щей и ведомой шестерен, которая для новых деталей составляет 29,956-29,989 мм.
Проверьте зазор между ведомой шестерней 6 (см. рис. 3.21.) и осью 9, который
должен быть 0,017-0,057 мм (предельно допустимый 0,1 мм), а также между валиком
10 и отверстием в корпусе 7, который допжен быть 0,016-0,055 мм (предельно допу-
стимый 0,1 мм). При превышении допустимых значений замените детали новыми.
90
Рис. 3.22. Разборка масля-
ного насоса:
1 — редукционный клапан; 2 — пру-
жина; 3 — крышка; 4 — корпус
насоса; 5 — валик
Рис. 3.23. Проверка зазоров в масляном насосе:
а — между наружными диаметрами шестерен и корпусом (ради-
альный зазор); б — между корпусом и торцами шестерен (осевой
зазор); 1 — щуп; 2 — линейка
Проверьте качество запрессовки: оси 9 в корпусе 7 и валика 10 в шестерне 8.
При обнаружении дефектов замените соответственно корпус (поставпяется в зап-
части с запрессованной в него осью) ипи валик в сборе с ведущей шестерней.
Заменив изношенные или поврежденные детали, соберите масляный насос в
последовательности, обратной последовательности разборки.
При необходимости масляный насос можно снять с двигателя, установленного
на автомобиле, предварительно демонтировав поддон (см. п. 2.6).
Обратите внимание на деталь, о которой обычно при ремонте забывают. Это —
винтовая шестерня 12 (см. рис. 3.1.). Внешне деталь может иметь прекрасный вид,
все размеры в норме (табл. 2 Приложения). Однако слабое место шестерни — вну-
тренние шпицы, особенно та их часть, которая взаимодействует со шпицами сталь-
ного валика масляного насоса. После пробега 100 тыс. км есть смысл проверить на-
личие зазоров в шлицевом соединении. Сняв распределитель и воспользовавшись
большой отверткой (длина примерно 250 мм, ширина конца лезвия 10 мм, рис. 3.1.),
вращайте шестерню в одну и другую сторону. Еспи зазор есть, лучше замените ше-
стерню. Выньте шестерню вверх, а затем вставьте новую с помощью той же отверт-
ки. При пробеге 150-200 тыс. км, а также при капитальном ремонте двигателя ше-
стерню обязательно замените, не дожидаясь, когда на ходу загорится красная лам-
па, указывающая на отсутствие давления масла в системе смазки двигателя.
Теперь проверьте внутреннюю поверхность втулки винтовой шестерни. Она
должна быть правильной геометрической формы (без овальностей) без следов за-
дира. Сама втулка должна быть надежно запрессована в гнезде. При наличии хо-
тя бы одного из указанных дефектов выпрессуйте эту втулку (рис. 3.24.) и запрес-
суйте новую, развернув ее до диаметра 16,016-16,037 мм.
Втулки валов вспомогательных агрегатов при зазорах бопее 0,15 мм ипи при ос-
лаблении их посадки в блоке заменяют новыми. Первая (большая втулка) сталеалю-
миниевая, задняя (маленькая) — металлокерамическая. В запасные части постав-
ляют втулки номинальные и ремонтные с уменьшенным на 0,3 мм внутренним диа-
метром. После запрессовки в блок цилиндров (рис. 3.25.) обработайте втулки сту-
пенчатой разверткой (дпя обеспечения соосности). При запрессовке передней втуп-
91
Рис 3.24. Выпрессовывание втулки вин-
товой шестерни привода масляного на-
соса и распределителя зажигания:
1 — оправка; 2 — рабочая часть оправки
Рис. 3.25. Снятие и установка
втупок валика привода вспо-
могательных агрегатов:
1 — оправка; 2 — рабочая часть
оправки для запрессовывания и
выпрессовывания задней (малой)
втулки; 3 — насадка (вставляется
в гнездо оправки 2) для выпрессо-
вывания и запрессовывания пе-
редней (большой) втулки
92
ки следите, чтобы совпали отверстия во втулке и в блоке цилиндров (не перекройте
канал для подвода масла). Масло к передней опоре вала подходит, минуя фильтр.
Входное (верхнее) отверстие канала можно увидеть, когда масляный фильтр снят.
3.7. СБОРКА ДВИГАТЕЛЯ
Скомплектуйте отремонтированные ипи новые детали для установки на двига-
тель, тщательно промойте, высушите их и приступайте к сборке.
Вначале, еспи были заменены поршни, соберите их с пальцами и шатунами со-
гласно нанесенным меткам (по цилиндрам).
Новый (ремонтный) поршень, желательно с той же категорией отверстия под
палец (предельно допустимый зазор поршень-палец составляет 0,05 мм), собери-
те с шатуном при нагреве верхней головки последнего. Палец не забивайте, а сво-
бодно вставьте посредством приспособления (рис. 3.26.). Верхнюю головку шату-
на нагрейте паяльной лампой. Палец шатуна можно охладить в морозильной
камере холодильника. Работу выполняйте в следующем порядке.
Наденьте папец на оправку 1, упор 3 плотно не затягивайте, чтобы не произо-
шло заклинивания из-за удлинения пальца от нагрева при контакте с шатуном. На-
грейте шатун до температуры 240°С, зажмите в тиски и наденьте на него поршень
(метка «П» на поршне и отверстие на нижней гоповке шатуна должны быть с одной
стороны). После этого протолкните установленный на оправку палец в отверстия
бобышек поршня и верхнюю гоповку шатуна до упора кольцевого пояска на руко-
ятке в поршень.
Работу по запрессовыванию лучше проводить вдвоем. Нагрейте верхнюю гоповку
шатуна, поворачивая и держа шатун за нижнюю головку тряпкой (или в рукавицах). Ре-
комендуемая температура нагрева 240°С (крупинки сахара на поверхности еще не
чернеют). Поршень уложите на деревянную подкладку. Его и шатун держит помощник.
Палец запрессовывайте легкими ударами молотка через латунную (можно и деревян-
ную) оправку. Главная задача при запрессовывании — не забить палец дальше, чем
нужно. Чтобы этого не произошло, контролируйте нутромером штангенциркуля 4 (рис.
3.27.) размер А:
Рис. 3.26. Приспособление для запрессовывания поршневого пальца:
1 — оправка; 2 — гильза; 3 — упор. В скобках даны размеры для двигателей 21011,2105, 2106
93
Рис. 3.27. Контроль запрессовки поршневого пальца в шатун:
1 — шатун; 2 — поршень; 3 — поршневой палец; 4 — штангенциркуль; 5 — опорная плита
А=В-1,5С+0,51_
Для запрессовки пальца в шатун можно использовать и другое приспособление
(см. рис. 3.17.): установите поршень в опору 6, палец наденьте на оправку 3 и
вставьте нагретый шатун в поршень. Домкратом 10 поднимите палец так, чтобы
его верхний торец приподнялся над плоскостью Б поршня (см. рис. 3.27.) на 2-3
мм. Это положение контролируйте подъемом пальца 7 (см. рис. 3.17.) на такую же
высоту (т.е. 2-3 мм) над плитой 5.
После охлаждения шатуна смажьте палец маслом для двигателя через три от-
верстия в каждой бобышке поршня (отверстия диаметром 6 мм снизу, два отвер-
стия диаметром 3 мм сбоку) и через зазор между бобышкой и шатуном, переме-
щая последний вместе с пальцем. Установите на поршень кольца и сориентируйте
замки колец согласно изложенному в п. 2.6.
Далее, в перевернутый блок и тщательно очищенные постели установите верх-
ние вкладыши коренных подшипников коленчатого вала. На наружной цилиндриче-
ской поверхности вкладышей выбиты цифры, указывающие ремонтный размер:
025 — 1 -й ремонтный, под шейку коленчатого вала, уменьшенную по диаметру на
0,25 мм; соответственно при 2-м, 3-м и 4-м ремонтных размерах будут цифры: 050,
075,100. Запомнить, где какие вкладыши очень просто. Шатунные вкладыши рабо-
тают индивидуально, поэтому они все одинаковые и взаимозаменяемые. Эти вкла-
дыши первыми воспринимают ударные нагрузки при воспламенении смеси, кроме
того, их диаметр меньше диаметра коренных подшипников примерно на 3 мм. По-
этому для увеличения площади контакта на шатунных вкладышах нет кольцевых
канавок (износ шатунных вкладышей больше износа коренных на 50-100%).
Давно было замечено, что при износе коренных шеек на их поверхности обра-
зуется неизношенный кольцевой поясок от масляной канавки во вкладышах, рас-
полагающийся в плоскости вращения отверстия масляного канала в шейке колен-
чатого вала. Чтобы сохранить при работе двигателя площадь подшипников, а так-
же с учетом того, что средний коренной подшипник нагружен больше на 30-40%,
чем крайние, нижние вкладыши всех опор и оба вкладыша средней опоры не име-
ют канавок. Кроме того, вкладыши средней опоры еще и шире других. Вкладыши
94
остальных опор (1-й, 2-й, 4-й и 5-й): нижние - без канавок, верхние — с канавками.
Смазав моторным маслом вкладыши и коренные шейки коленчатого вала, уло-
жите коленчатый вал в постели (опоры) блока цилиндров. Установите на среднюю
опору крышку с вкладышем (на крышке три метки, рис. 3.28.).
Затяните болты этой опоры, непрерывно поворачивая вал в обе стороны. Если
при затяжке болтов с моментом 7 кгсм вал руками за противовесы не провернуть,
то снимите крышку и осмотрите вкладыши. Как правило, места защемления у вкла-
дышей видны (обычно у замков). Аккуратно заполируйте их самой мелкозернистой
шкуркой или пастой ГОИ, (можно отполировать и шейку вала). Вновь затяните бол-
ты этой опоры с моментом 7,0-8,6 кгс-м при непрерывном вращении вала. Часто
удается добиться легкого вращения вала только постепенной затяжкой и вращени-
ем (затяните болты — вращение затрудненное; вращайте, пока не будет свобод-
ное; вновь затяните и вращайте до получения свободного вращения и т.д.).
По достижении свободного вращения вала при затянутых с моментом 7,0-8,6
кгс м болтах крышки третьей опоры, ослабьте эти болты и переходите к опорам
2—4—1—5, соблюдая этот же порядок достижения легкости вращения коленчатого ва-
ла при требуемом усилии затяжки болтов крышки. Правильность сборки определяет-
ся легкостью вращения вала руками за противовесы или за звездочку, положив на
нее тряпку. После завершения затяжки болтов заднего 5-го коренного подшипника и
достижения легкости вращения вала снимите его крышку и установите в гнезда зад-
ней опоры два упорных полукольца (см. рис. 3.2.) выемками к упорным поверхностям
коленчатого вала. Причем с передней стороны задней опоры установите сталеалю-
миниевое полукольцо (светло-серого цвета), а с задней стороны - металлокерамиче-
ское (желтого цвета). Теперь установите остальные крышки коренных подшипников с
вкладышами, затяните их болтами и проверьте осевой зазор коленчатого вала. Для
этого установите индикатор 1 (рис. 3.29.) и, воспользовавшись отвертками (или от-
верткой и шиномонтажной лопаткой), переместите коленчатый вал 2, проверяя по ин-
дикатору величину осевого зазора, который должен быть 0,06-0,26 мм.
1 2 3 4 5
Рис. 3.28. Метки на крышках коренных под-
шипников (счет опор ведется от передней
части двигателя) и условный номер блока
цилиндров
Рис. 3.29. Проверка осевого зазора колен-
чатого вала:
1 — индикатор часового типа; 2 — коленчатый вал
95
Рис. 3.30. Ключ для проворачивания колен-
чатого вала при сборке двигателя
Предельно допустимый зазор — 0,35
мм. Устраняется излишний зазор заме-
ной полуколец на более толстые — ре-
монтные (увеличение толщины на 0,127
мм, на полукольцах нанесена буква «Р»).
До 1980 г. полукольца были одина-
ковые (переднее и заднее) — сталеалю-
миниевые. С 1980 г. переднее осталось
сталеалюминиевым, а заднее (которое
нагружается при выжиме сцепления) —
металлокерамическим. Как правило,
после пробега в 250 тыс. км не удава-
лось заменить оба полукольца на ре-
монтные (слишком толстые). В этих слу-
чаях поступали так: а) ставили только
одно ремонтное полукольцо — заднее
(металлокерамическое); б) ставили но-
вые номинальные; в) одинаковые полукольца просто меняли местами.
Чем опасны малые зазоры (коренные подшипники — менее 0,05 мм, шатунные
- менее 0,036 мм)? Во-первых, возможен проворот вкладышей со смятием замков,
во-вторых, из-за отсутствия смазки они могут оплавиться, при этом закупоривает-
ся отверстие в шейке, через которое к вкладышам поступает масло.
В свое время у двигателей Г АЗ масляный зазор в шатунных подшипниках был в
пределах 0,012-0,063 мм, что приводило к выкрашиванию баббита во вкладышах
(образованию каверн). Разрушение вкладышей удалось предотвратить, сделав зазор
в шатунных и коренных подшипниках в пределах 0,026-0,077 мм (у двигателей ВАЗ
в шатунных подшипниках зазор 0,036-0,086 мм, в коренных — 0,050-0,097 мм).
Вращать вал при сборке двигателя удобно с помощью ключа (рис. 3.30.), можно и
за шестигранник храповика или за маховик.
Теперь наденьте на фланец коленчатого вала прокладку держателя заднего
Рис. 3.31. Оправка для запрессовывания
заднего сальника коленчатого вала в дер-
жатель
сальника, в гнезда держателя заложите
болты крепления передней крышки кар-
тера сцепления и запрессуйте в держа-
тель, предварительно смазанный мас-
лом для двигателя, задний сальник ко-
ленчатого вала оправкой (рис. 3.31.).
На что необходимо обратить внима-
ние при установке сальников?
Величина натяга при запрессовыва-
нии сальника должна быть минималь-
ной. Проворачивание сальника в двига-
теле (в корпусе, в держателе) практиче-
ски невозможно даже при нулевом натя-
ге, так как проворачивающий момент —
это момент силы на уплотняющем кон-
такте. Сама сила незначительна, да и
96
приложена она на меньшем (в 1,3-1,4 раза) плече.
Если нет нужной оправки, то сальник можно запрессовать посредством алюми-
ниевого (латунного) стержня. Главное - не допустите перекоса сальника и усилие
при запрессовывании прикладывайте как можно ближе к наружному диаметру
сальника. Сальник запрессовывайте до упора. Иногда есть смысл отступить от это-
го правила. Дело тут вот в чем.
Поверхность, по которой работает уплотняющая кромка сальника, поджимае-
мая браслетной пружиной, должна быть отполирована (параметр шероховатости
Ra не более 0,16-0,32 мкм). Если на уплотняемой поверхности (шейке вала) обра-
зовалась кольцевая канавка (от естественного износа), то лучше сместить уплот-
няющую кромку сальника на 0,5-0,8 мм. Сделать это можно, установив прокладку
под держатель или запрессовать сальник не до упора. Кроме того, если вал имеет
овальность около 0,1 мм и более, течь сальника не устранить ни полировкой вала,
ни увеличением усилия прижатия уплотняющей кромки сальника браслетной пру-
жиной (за счет ее укорачивания). Так что выход — только в смещении сальника, о
чем упоминалось выше. Для установки держателя с сальником в сборе рекоменду-
ется пользоваться оправкой (рис. 3.32.). Оправка центрирует задний сальник в
держателе по отверстию в торце коленчатого вала для подшипника передней опо-
ры ведущего вала коробки передач. Оправка довольно сложная и, если рассматри-
ваемые работы проводятся редко, можно обойтись без нее. Окончательная фикса-
ция держателя происходит при затяжке его болтов. Однако до затяжки крепежа
повращайте коленчатый вал и дайте возможность сальникам «самоустановиться»,
после чего затяните болты держателя окончательно (постепенно в несколько «об-
ходов»). Затем установите на две центрирующие втулки переднюю крышку 6 (см.
рис. 3.6.) картера сцепления и закрепите ее.
После этого установите на коленчатый вал маховик таким образом, чтобы мет-
ка Б (см. рис. 3.20.) находилась против оси шатунной шейки четвертого цилиндра.
Потом заблокируйте маховик фиксатором 5 (см. рис. 3.6.) и закрепите его на флан-
це коленчатого вала болтами с моментом затяжки 7,2-8,9 кгс м. Затем снимите
фиксатор, переверните блок цилиндров, установив под него деревянные бруски
Рис. 3.32. Оправка для установки держателя с задним сальником на коленчатый вал
7 - 8J76 97
для обеспечения возможности вращения коленчатого вала, поверните коленчатый
вал в положение, когда в первом и четвертом цилиндрах будет ВМТ, и вставьте во
2-й и 3-й цилиндры поршни в сборе с кольцами и шатунами в последовательности,
изложенной в п. 2.6.
Перед этой операцией наживите на болты шатунных крышек гайки, чтобы по-
сле переворачивания блока для соединения шатунов с коленчатым валом болты
не упали в поршни, откуда достать их весьма непросто. Помните, что метка «П» на
поршне и отверстие в нижней головке шатуна должны быть обращены при сборке
друг с другом в одну сторону — к передней части двигателя (от маховика). После
установки поршней с шатунами во 2-й и 3-й цилиндры поверните коленчатый вал
на 180° и вставьте поршни с шатунами в 1-й и 4-й цилиндры, соблюдая вышеупо-
мянутый порядок работ.
Установив поршни с шатунами в цилиндры, переверните блок и приступайте к
присоединению шатунов к коленчатому валу. Соблюдение рекомендуемых зазо-
ров в шатунных подшипниках гораздо более важно, чем в коренных. Здесь уже
масло подводится при меньшем давлении. Ориентироваться по моменту сопротив-
ления вращению коленчатого вала при затяжке болтов шатунных подшипников
сложнее, т.к. добавляется сопротивление при перемещении в цилиндрах поршней
с кольцами. Подберите вкладыши шатунных подшипников заранее, пока шатуны не
соединены с поршнями, а коленчатый вал не установлен в блок. Существует
старый способ проверки оптимальности зазора в шатунном подшипнике: шатун
(гайки болтов крышки затянуты с моментом 4,4-5,5 кгс м) из положения под углом
45° к горизонтальной линии под действием собственного веса должен плавно опу-
ститься в нижнее вертикальное положение или перейти через него и остаться в
этом положении.
Теперь поочередно установите нужного размера вкладыши в шатуны и крышки
шатунов, предварительно смазав их маслом для двигателя. Это делается так. Сна-
чала, отвернув одну гайку и придерживая болт за головку пальцем, вставьте вкла-
дыш в шатун поршня, находящегося в НМТ. Далее, отвернув вторую гайку и при-
держивая оба болта, присоедините крышку шатуна с уложенным в него вклады-
шем. Заверните гайки шатунных болтов, не затягивая их окончательно.
При установке крышек шатунов номер цилиндра на шатуне и крышке должен
быть с одной стороны. Так же (с одной стороны) располагаются и замки вкладышей.
После установки одной крышки установите крышку шатуна другого цилиндра,
где также НМТ. Далее, проверните коленчатый вал на 180° и установите крышки
шатунов двух оставшихся цилиндров.
Окончательную затяжку гаек шатунных болтов с моментом 4,4-5,5 кгс м осу-
ществите так же, как и затяжку болтов коренных подшипников, т.е. при непрерыв-
ном вращении вала после очередной подтяжки болтов до получения легкого (за
противовесы, за маховик или звездочку, обмотанную тряпкой) вращения.
При отсутствии возможности установить двигатель на автомобиль с использо-
ванием грузоподъемных механизмов поставьте масляный насос, поддон и на этом
завершите сборку двигателя. Для этого установите маслоотделитель вентиляции
картера, крышку сапуна и закрепите фиксатор 2 (см. рис. 3.8.) спивной трубки 3
маслоотделителя. Затем установите и закрепите масляный насос 1, а потом —
поддон картера с прокладкой.
98
Если выпрессовывался подшипник передней опоры ведущего (первичного) ва-
ла коробки передач, не забудьте запрессовать в гнездо коленчатого вала такой
же, но исправный (новый).
Дальнейшую сборку двигателя проводят уже на автомобиле в последователь-
ности, изложенной ниже.
Установите на двигатель и закрепите головку цилиндров в сборе в порядке,
указанном в п. 2.5. Если двигатель не на автомобиле, то для выполнения этой опе-
рации переверните блок цилиндров в сборе с коленчатым валом, поршнями и ша-
тунами, подложив под него деревянные подкладки.
После этого на двигателях с цепным приводом распределительного вала уста-
новите на коленчатый вал звездочку, а в блок цилиндров — валик привода вспо-
могательных агрегатов и закрепите его упорным фланцем 1 (см. рис. 3.7.). Теперь
поверните маховик так, чтобы метка на звездочке коленчатого вала совпала с
меткой на блоке цилиндров (см. рис. 2.14.). Наденьте звездочку на распредели-
тельный вал, собранный с корпусом подшипников (если он разбирался дпя осмот-
ра, ремонта или замены), и поверните его так, чтобы метка на звездочке находи-
лась против метки на корпусе подшипников (см. рис. 2.3.,а). Затем снимите звез-
дочку и, не нарушая положения распределительного вала, установите и закрепите
корпус подшипников в сборе на головке цилиндров, затянув гайки в последова-
тельности, указанной на рис. 2.6. Потом установите на головку цилиндров успоко-
итель цепи, а вслед за ним и саму цепь в таком порядке.
Смажьте цепь моторным маслом, наденьте ее на звездочку распределительно-
го вала и введите сверху в полость привода, устанавливая звездочку так, чтобы
метка на ней совпала с меткой на корпусе подшипников (см. рис. 2.3.,а). Затем ус-
тановите стопорную шайбу и болт крепления звездочки, не затягивая его до упо-
ра. Установите на валик привода вспомогательных агрегатов звездочку, стопор-
ную шайбу и болт, не затягивая его окончательно. Наденьте цепь на звездочку ко-
ленчатого вала и установите башмак 3 (см. рис. 3.4.) натяжителя цепи и натяжи-
тель 5, не затягивая колпачковую гайку, чтобы пружина натяжения могла прижать
башмак. Заверните в блок цилиндров ограничительный палец 1 (см. рис. 2.14.). По-
верните коленчатый вал на два оборота в направлении вращения часовой стрел-
ки, что обеспечит необходимое натяжение цепи, и проверьте совпадение меток на
звездочке с метками на блоке цилиндров (см. рис. 2.14.) и на корпусе подшипни-
ков распределительного вала (см. рис. 2.3.,а). Если метки совпадают, то заблоки-
руйте маховик фиксатором (см. рис. 3.6.) и окончательно затяните болты звездо-
чек с моментом 4,2-5,1 кгс-м, колпачковую гайку натяжителя цепи и отогните край
стопорных шайб на грани болтов звездочек.
Если метки не совпадают, повторите операции по установке цепи, корректируя
свои действия согласно допущенному расхождению в совпадении меток.
Потом установите крышку привода распределительного вала, предварительно
запрессовав в нее оправкой (рис. 3.33.) передний сальник, смазанный моторным
маслом, прокладку и наживите болты крепления крышки в блоке цилиндров. Повер-
ните коленчатый вал на несколько оборотов, чтобы сальник на крышке мог «самоус-
тановиться», после чего затяните ее болты окончательно, лучше в два «обхода» (по
спирали от середины крышки к ее краям). Такой способ применяется в случаях, ког-
да нет специальных, довольно сложных оправок для центрирования крышек с саль-
99
Рис. 3.33. Оправка для запрессовывания
переднего сальника коленчатого вала в
крышку привода распределительного вала
Рис. 3.34. Крышка привода распредели-
тельного вала двигателя 2105:
1 — держатель переднего сальника коленчатого
вала. Стрелками указаны выступы для центрирова-
ния держателя и крышки относительно коленчатого
вала и валика привода вспомогательных агрегатов
никами относительно уплотняемых дета-
лей. Затем установите шкив коленчатого
вала и заверните храповик, одновремен-
но напрессовывая шкив на шейку вала.
На двигателях с ременным приво-
дом распределительного вала порядок
сборки передней части двигателя сле-
дующий.
После затяжки болтов головки ци-
линдров установите на двигатель валик
привода вспомогательных агрегатов и
закрепите его упорным фланцем (см.
рис. 3.7.). Потом прикрепите к крышке
привода держатель 1 (рис. 3.34.), пред-
варительно запрессовав в него перед-
ний сальник коленчатого вала. После
этого запрессуйте в эту же крышку саль-
ник валика привода вспомогательных
агрегатов, установите крышку на блок
цилиндров, не затягивая окончательно
болты крепления.
Под крышкой должна быть проклад-
ка. Если устанавливаете новую проклад-
ку, то сначала сравните ее со старой или
приложите к фланцу крышки. Дело в том,
что если на двигатель 2105 (с ремнем)
установить прокладку двигателя 2101 (с
цепью), которые внешне похожи, то об-
разуется щель и масло будет выбрасы-
ваться под двигатель. Теперь проверни-
те коленчатый вал и валик привода
вспомогательных агрегатов на нескопь-
ко оборотов, чтобы сальники «самоуста-
новились», и затяните болты крышки и
держателя сальника окончательно (по-
степенно увеличивая момент затягива-
ния и совершая при этом несколько «об-
ходов»). При установке сальников на прежние (не замененные) детали учтите ре-
комендации, изложенные при описании работ по установке заднего сальника ко-
ленчатого вала (смещение уплотняющей кромки сальника за счет его «недопрес-
совки», см. выше).
Далее, установите зубчатый шкив 10 (см. рис. 3.5.) на валик привода вспомогатель-
ных агрегатов 7, смажьте герметиком КЛТ-75Т (или импортным, см. п. 2.1) болт креп-
ления шкива и затяните его с моментом 6,8-8,9 кгс м. Теперь установите зубчатый
шкив 11 на коленчатый вал, соберите корпус подшипников с распределительным ва-
лом, упорным фланцем, держателем сальника и шкивом (если указанный узел вы раз-
100
бирали для осмотра или ремонта) и закрепите его на головке цилиндров в соответст-
вии с порядком работ, изложенным в п. 2.4. Затем прикрепите к блоку цилиндров крон-
штейн 2 (если он снимался, см. рис. 2.5.) с натяжным роликом 8, не затягивая оконча-
тельно болты 7, и установите кронштейн в крайнее левое положение. Поверните ко-
ленчатый вал так, чтобы метка на его зубчатом шкиве совпала с меткой на крышке
привода распределительного вала, а шкив распределительного вала - до совпадения
метки на нем и корпусе лодшилников (см. рис. 2.3.,б). Теперь наденьте зубчатый ре-
мень 6 (см. рис. 2.5.) на шкив 5 коленчатого вала, лотом на шкив 4 валика привода
вспомогательных агрегатов и на натяжной ролик 8. Натяните ремень в направлении
против движения часовой стрелки, наденьте его со стороны переднего торца на шкив
1 распределительного вала, подожмите кронштейн 2 натяжного ролика вправо и уста-
новите натяжную пружину 3. Затем плавно поверните коленчатый вал на два оборота,
держа ремень в постоянном натяжении (при остановке вала придерживайте его рукой,
не допуская ослабления). При этом натяжная пружина установит необходимое натя-
жение ремня. Потом проверьте, совпадают ли «верхние» и «нижние» метки. Еспи мет-
ки совладают, то затяните болты 7 крепления кронштейна 2 натяжного ролика (снача-
ла правый, потом левый) с моментом 2,5-3,5 кгс м. Если метки не совладают, то по-
вторите установку ремня, скорректировав положение шкива распределительного ва-
ла (за счет поворота распределительного вала в ту ипи иную сторону).
После этого установите и закрепите нижнюю 13 (см. рис. 3.5.), среднюю 12 и
верхнюю 1 защитные крышки ременного привода и шкив 14 привода генератора,
напрессовав и закрепив его храповиком 15 с предварительной блокировкой махо-
вика (см. рис. 3.6.).
Далее приводится описание работ ло сборке двигателей всех рассматривае-
мых моделей.
Теперь смажьте моторным маслом уплотнительное кольцо масляного фильтра
и вверните фильтр вручную в штуцер на переходнике (двигатель 2105) или в блок
цилиндров (остальные модели двигателей).
Посредством большой отвертки (см. рис. 3.1.) установите винтовую шестерню
привода масляного насоса и распределителя зажигания.
Потом установите распределитель зажигания в такой последовательности:
снимите крышку распределителя, проверьте и при необходимости отрегулируй-
те зазор между контактами прерывателя (0,37-0,43 мм);
поверните коленчатый вал двигателя до начала такта сжатия в 1 -м цилиндре, а
затем проверните вал до совладения метки 4 (см. рис. 2.2.) с меткой 2;
поверните ротор распределителя в такое положение, лри котором его наруж-
ный контакт будет направлен в сторону контакта 1-го цилиндра на крышке распре-
делителя;
удерживая вал распределителя от проворачивания, вставьте его в гнездо на
блоке цилиндров так, чтобы мнимая осевая линия, проходящая через пружинные
защелки крышки (лри виде сверху), была примерно параллельна оси вращения ко-
ленчатого вала. После этого закрепите распределитель на блоке цилиндров.
Далее установите на двигатель все остальные узлы, агрегаты, приборы и дета-
ли с присоединением к ним соответствующих трубопроводов, проводов, шлангов и
т.п в последовательности, обратной последовательности разборки двигателя.
Установку топливного насоса проведите в порядке, изложенном в п. 2.9.
101
3.8. ЗАМЕНА СИСТЕМЫ ВЫПУСКА ОТРАБОТАВШИХ ГАЗОВ
Наверное, не найти владельца "Жигулей" (да и других наших машин), наездив-
шего хотя бы 100 тысяч, который не занимался бы системой выпуска. Уж так она
сделана, что через какое-то время приходится одно заменять, другое подваривать.
Еще недавно двигатель “шелестел”, а сегодня ревет, как “лускач” от трактора — зна-
чит, лора заняться ремонтом.
Вспомним: система выпуска состоит из трех основных частей, которые прихо-
дится периодически заменять. Это приемная труба ("штаны"), "резонатор" и основ-
ной глушитель. В зависимости от разных обстоятельств их заменяют одновремен-
но или же ло мере разрушения каждой части. Работа эта не очень сложная, но тре-
бует определенной последовательности действий, а также знания некоторых при-
емов. Дело в том, что находящиеся лод кузовом узлы и детали системы сильно
корродируют, подвергаясь действию грязи, воды, сопей и тепла. Разъединить их -
основная трудность при ремонте.
Поэтому перед началом работы необходимо очистить от грязи резьбу на бол-
тах хомутов, стягивающих трубы системы. Затем, чтобы облегчить отворачивание
гаек и болтов, нужно нанести на резьбу какой-нибудь препарат с высокой прони-
кающей способностью. Самый распространенный у автолюбителей - тормозная
жидкость, благо она лод руками. Но она помогает не всегда. Более эффективны
специальные жидкости: аэрозольная “Унисма", ЗВВС (но они сейчас редко встре-
чаются в продаже), а также универсальное средство WD-40 и его аналоги, предла-
гаемые разными зарубежными фирмами (STP, AGA и др.).
Начнем с замены основного глушителя. Отворачиваем гайку на хомуте, разжи-
маем его и пытаемся разъединить трубы. Не получается? Обстучите соединение
мопотком, смочите упомянутыми препаратами. Если не помогло, обмотайте мес-
то соединения мягкой тканью и пропитайте ее 70-процентной уксусной эссенцией.
Но будьте крайне осторожны, чтобы кислота не полапа на кожу, тем бопее в гла-
за! Через 10-15 минут трубы обычно удается разъединить.
Операция облегчается, если изготовить несложное приспособление (рис.
3.35.). Это два разъемных хомута, в одном из которых сквозные отверстия с резь-
бой и два бопта. Работает приспособление так: подвижный хомут 2 свободно сидит
на трубе 5, но упирается в торец трубы 1. Неподвижный хомут 3 с болтами 4 за-
креплен на трубе 5. Вращая поочередно болты 4, вы легко, не деформируя детали,
разъедините трубы 1 и 5.
Итак, глушитель снят. Если повреждения небольшие, попробуйте его отремонти-
ровать. Бывалые автомобилисты применяют разные способы. Например, повреж-
денное место тщательно очищают от ржавчины. Затем вырезают три куска стекло-
ткани, так чтобы первый перекрывал отверстие, а каждый следующий на 1,5-2 см с
каждой стороны перекрывал предыдущий. Эти заплатки надо прокалить паяльной
лампой, чтобы удалить из стеклоткани парафин. Затем их пропитывают силикатным
конторским клеем и поочередно накладывают на отверстие, просушивая каждый
слой. Последний обматывают проволокой. Такая залпата держится довольно долго.
Можно применить специальную залпатку - клейкую ленту (например, фирмы
AGA - “Custom Accessories"). Это термостойкий материал, позволяющий на какое-
то время отремонтировать глушитель.
102
Рис. 3.35. Разъединение выпускных труб с помощью приспособления:
1 — наружная труба; 2 — подвижный хомут; 3 — неподвижный хомут; 4 — болт Ml 0x80; 5 — внут-
ренняя труба
Чтобы демонтировать "резонатор", нужно отвернуть болт крепления приемной
трубы к коробке и ослабить стяжной хомут. Разъединяем "резонатор" и трубу та-
ким же способом, как глушитель.
Осталось снять приемную.трубу. Для этого требуется отвернуть гайки крепле-
ния фланца к выпускному коллектору. Надо иметь в виду, что эти гайки изготовле-
ны из латуни, а резьба шпилек покрыта слоем ржавчины. Нетрудно догадаться,
что, если при отворачивании приходится прилагать большую силу, то резьба на
мягкой гайке будет безнадежно испорчена. Новую же гайку найти не так легко. По-
этому резьбу шпильки нужно тщательно очистить и нанести какой-нибудь из на-
званных выше препаратов. Если все же гайка оказалась поврежденной, не заме-
103
няйте ее на стальную, потому что через короткое время стальные гайка и шпиль-
ка так "срастаются", что их потом приходится срезать. А чтобы не иметь проблем
в дальнейшем, лучше всего выточить из латуни колпачковую гайку, которая полно-
стью закрывала бы резьбу шпильки (рис. 3.36.).
Итак, гайки мы отвернули, но фланец трубы никак не может сойти со шпилек -
не хватает места. Выход есть - немного отклонить двигатель влево (ло ходу дви-
жения). Проще всего это сделать с помощью домкрата, уперев его пятку через до-
щечку в правый брызговик, а суппорт - во впускной коллектор. В некоторых слу-
чаях (когда чуть-чуть не хватает места) достаточно высоко поддомкратить правое
переднее колесо, чтобы двигатель немного наклонился влево за счет своего веса.
Монтаж новой или отремонтированной системы не занимает много времени,
но и тут стоит учесть опыт бывалых.
Чтобы в дальнейшем трубы легко разъединялись, при сборке проложите меж-
ду ними полоску медной фольги.
Если хомут недостаточно плотно стягивает трубы, снимите ножовкой или на-
пильником немного металла в стыке, как показано на рис. 3.37.
Чтобы продлить срок службы деталей выпускной системы, нанесите на них, по-
ка они новые, слой эпоксидного антикора или термостойкой краски (она есть в
продаже), которые защитят от коррозии.
Если ослабли резиновые подвески корпуса глушителя к кузову, да так, что он
чуть ли не скребет по земле, установите рядом со штатными деталями по ларе пру-
жин от старой раскладушки.
Прокладку фланца приемной трубы лучше не использовать повторно, посколь-
ку она уже сильно обжата и может прогореть.
Что делать, если прогорела прокладка приемной трубы, а новой нет? Возьми-
те кусок многожильного медного провода, очистите его от изоляции, скрутите про-
волочки в жгут. Затем сплетите жгут кольцом так, чтобы диаметр сечения был
Рис. 3.36. Колпачковая гайка 1 на шпильке
2 коллектора
Рис. 3.37. Хомут для труб (заштрихованный
участок спилить для обеспечения зазора
при затяжке)
104
8-10 мм. Диаметр кольца для "жигулей" и "москвичей" — 40-45 мм. Остается ус-
тановить его на место прокладки и затянуть гайки.
Большинство этих рекомендаций пригодны для всех автомобилей.
3.9. УСТАНОВКА ДВИГАТЕЛЯ НА АВТОМОБИЛЬ
Установить двигатель можно без грузоподъемного механизма с одним помощ-
ником. В этом случае двигатель до конца не собирайте (см. п. 3.7), а установите
еще только сцепление в сборе, отцентрировав ведомый диск по подшипнику в зад-
нем торце коленчатого вала. Сначала снимите с поперечины передней подвески
резиновые подушки опор, картер сцепления поднимите на подставках почти до
упора в кузов.
Теперь вдвоем поднимите двигатель и поставьте его кожухом сцепления («кор-
зинкой») на поперечину передней подвески (можно с наклоном вперед). При этом
используйте «промежуточную остановку», установив двигатель сначала на перед-
нюю верхнюю поперечину кузова (место крепления капота). Предварительно на
эту поперечину положите деревянный брус, иначе загнется вертикальный фланец
(правда, лотом его можно выпрямить с помощью двух молотков, обстукивая фла-
нец с двух сторон).
При установке двигателя, как и при его снятии, нельзя допускать, чтобы веду-
щий вал коробки передач опирался («зависал») на упорный фланец и соединитель-
ные пластины опорного фланца выжимного подшипника сцепления.
Итак, двигатель опирается кожухом сцепления на поперечину передней подве-
ски, максимально сдвинут вперед и не касается ведущего вала коробки передач.
Заключительная фаза установки двигателя: помощника усадите на кузове спи-
ной к ветровому стеклу, его ноги должны опираться на лонжероны лодмоторной
рамы. Пропустите прочные лямки под двигателем и уложите их на плечи помощни-
ка. Теперь установите двигатель так, чтобы была максимальная соосность колен-
чатого вала и ведущего вала коробки передач. Приподнимите или опустите двига-
тель, одновременно вращая («покачивая») его вокруг оси коленчатого вала влево
и вправо, и постарайтесь «посадить» мотор сразу на три установочных элемента:
шлицы в ведомом диске сцепления и две центрирующие втулки картера сцепления
на блоке цилиндров (см. п. 3.1). Установка двигателя занимает при минимальном
навыке не более одной минуты.
После того как двигатель «посажен», наживите по крайней мере один из четы-
рех болтов крепления (проще - левый нижний). Далее при одном завернутом от ру-
ки болте двигатель уже можно не поддерживать.
При установке двигателя будьте максимально осторожны. Руки не должны рас-
полагаться так, чтобы в случае обрыва лямки или ослабления ее помощником
пальцы оказались придавленными. Вообще, операцию по установке двигателя луч-
ше проводить не в конце рабочего дня, а в начале со свежими силами и с нелри-
тупленным вниманием, тогда все проходит легко и просто. При установке двигате-
ля вышеупомянутым способом процесс центрирования можно облегчить, восполь-
зовавшись двумя направляющими шпильками-уловителями (рис. 3.38.). Шпильки
ввертываются в проушины блока с резьбой и установочными втулками.
При наличии любого грузоподъемного механизма двигатель может быть уста-
105
Рис. 3.38. Шпилька-уловитель для установ-
ки двигателя на автомобиль:
1 — проушина блока цилиндров; 2 — установоч-
ная втулка; 3 — шпилька
Рис. 3.39. Центрирующая оправка для уста-
новки двигателя на автомобиль
новлен в сборе со всеми деталями, узлами, агрегатами. Центрирование коленча-
того вала и ведущего вала коробки передач в этом случае может облегчить специ-
альная оправка (рис. 3.39.). Центрирование начните «на дальних подступах», че-
рез нижнее отверстие картера сцепления.
Итак, завернув один болт, вверните и остальные три, после чего проведите ра-
боты в последовательности, обратной последовательности снятия двигателя с ав-
томобиля, изложенной в п. 3.1.
Закрепив двигатель на автомобиле, завершите его сборку, установив на него
недостающие узлы, агрегаты и детали согласно п. 3.7.
После этого установите на автомобиль радиатор, капот, аккумуляторную бата-
рею и другие детали и устройства, необходимые для приведения двигателя и авто-
мобиля в рабочее состояние.
Помните, что подсоединение шлангов облегчается, если их концы полить горя-
чей водой (или окунуть в нее). Когда все собрано, не торопитесь заливать тосол.
Проверьте герметичность системы охлаждения, залив туда сначала воду. Провер-
ка упрощается, если под двигатель не устанавливать нижний защитный лист, пока
полностью не проверена герметичность системы охлаждения и не устранены вы-
явленные дефекты, после чего слейте воду (если будете заливать тосол).
По окончании монтажных и осмотровых работ не забудьте залить масло в сис-
тему смазки двигателя и охлаждающую жидкость в систему охлаждения.
3.10. ОБКАТКА ОТРЕМОНТИРОВАННОГО ДВИГАТЕЛЯ
Перед обкаткой отремонтированного двигателя проведите регулировочные ра-
боты по установке зазоров между кулачками раслредительного вала и рычагами
привода клапанов (рокерами), натяжения цепи (или ремня) привода распредели-
тельного вала, момента зажигания, натяжения приводного ремня генератора и на-
соса охлаждающей жидкости и др. регулировочные операции в соответствии с Ру-
ководством по эксплуатации автомобиля. Не забудьте подзарядить аккумулятор-
ную батарею.
Если лри сборке двигателя поршни (без колец) перемещались в цилиндрах под
легким усилием пальцев, а зазоры в замках колец около 0,2 мм, двигатель старте-
106
Рис. 3.40. Ключ для подтягивания болтов го-
ловки блока цилиндров
ром не завести. Его заводят буксиров-
кой или вдвоем стартером и рукояткой.
Обычно двигатель начинает заводиться
стартером после пробега 30-100 км.
Во время обкатки иногда возникает
необходимость в подтягивании болтов го-
ловки блока. Лучше это сделать специ-
альным ключом (рис. 3.40.), не снимая
корпуса подшипников распределительно-
го вала. Как правило, через 1-3 тыс. км
возникает необходимость в «регулирова-
нии клапанов» (появляется стук). Однако
прежде чем приступить к этому, подтяни-
те гайки шпилек крепления корпуса под-
шипников распределительного вала. Под-
тяжку болтов и гаек ответственных со-
единений проводите обязательно по ре-
комендуемым схемам в пределах указан-
ного момента затягивания (см. выше).
Бывает, что и при установке мини-
мальных зазоров стук клапанов не уст-
раняется. В этих случаях помогала за-
мена шпилек корпуса подшипников рас-
пределительного вала. Очевидно, вы-
тяжка шпилек, износ резьбы приводят к потере осевой жесткости шпилек (шпиль-
ки «текут») и увеличивается склонность к самоотвинчиванию их гаек.
В период обкатки следите за подтеками масла, топлива, охлаждающей жидкос-
ти и своевременно примите меры к устранению утечек. Если после неоднократных
подтяжек стыка течь не прекращается, то замените прокладку.
Чтобы приработка трущихся поверхностей прошла лри минимальных износах,
а тем более без заедания, заклинивания, необходим щадящий режим работы дви-
гателя в обкаточный период.
Что понимается под последним? Первое - соответствие октанового числа за-
правленного бензина степени сжатия отремонтированного двигателя. Второе - не
перегружайте двигатель по оборотам и крутящему моменту, своевременно пере-
ключайте передачи (с низшей на высшую и наоборот).
Как контролировать ход обкатки? Контроль осуществляется по расходу масла,
бензина, по состоянию свечей. Масло лучше заменить, как только оно потемнеет.
Соблюдайте скоростные режимы движения на разных передачах, рекомендован-
ные в период обкатки нового автомобиля (см. «Руководство по эксплуатации»,
прилагаемое к автомобилю при продаже).
Период обкатки продолжается в течение 3-5 тыс. км пробега автомобиля. Од-
нако по достижении указанного пробега не делайте резкого увеличения скорост-
ного и нагрузочного режима, а выбирайте их такими, как позволяет сам двигатель.
Постепенно к пробегу 10-15 тыс. км (а то и больше) мотор наберет свои силы и
воздаст сторицей за ваше терпение.
107
ПРИЛОЖЕНИЯ
Таблица 1. РАЗМЕРЫ ЦИЛИНДРОВ И ПОРШНЕЙ, ММ
Класс Двигатель Цилиндр Поршень Зазор
min max ДОП.
А 2101, 2103 76,00-76,01 75,95-75,95 0,05 0,07 0,15
21011*, 2105, 2106* 79,00-79,01 78,93-78,94 0,06 0,08
21011, 2106 с 1988 г. 79,00-79,01 78,94-78,95 0,05 0,07
В 2101, 2103 76,01-76,02 75,95-75,96 0,05 0,07
21011*, 2105, 2106* 79,01-79,02 78,94-78,95 0,06 0,08
21011, 2106 с 1988 г. 79,01-79,02 78,95-78,96 0,05 0,07
С 2101, 2103 76,02-76,03 75,96-75,97 0,05 0,07
21011*, 2105, 2106* 79,02-79,03 78,95—78,96 0,06 0,08
21011, 2106 с 1988 г. 79,02—79,03 78,96-78,97 0,05 0,07
D 2101, 2103 76,03-76,04 75,97-75,98 0,05 0,07
21011*, 2105, 2106* 79,03-79,04 78,96-78,97 0,06 0,08
21011, 2106 с 1988 г. 79,03-79,04 78,97—78,98 0,05 0,07
Е 2101, 2103 76,04-76,05 75,98-75,99 0,05 0,07
21011*, 2105, 2106* 79,04-79,05 78,97—78,98 0,06 0,08
21011, 2106 с 1988 г. 79,04-79,05 78,98—78,99 0,05 0,07
до 1988 г.
Поршни 1-го ремонтного размера увеличины на 0,4 мм по сравнению с номинальны-
ми размерами (см. табл. 1), 2-го ремонтного размера — на 0,8 мм.
Таблица 2 СОПРЯЖЕНИЯ НЕКОТОРЫХ ДЕТАЛЕЙ ДВИГАТЕЛЯ
Сопряжение Отверстие, мм Вал, мм Зазор, мм Натяг, мм
Втулка — вин- товая шестерня (F7/f6) 16,016-16,037 (16,016-16,034) 15,970-15,985 (15,973-15,984) 0,031-0.067 (0,032-0,063)
Втулка — блок цилиндров (N7/p7) 18,972-18,993 (18,972—18,993) 19,017-19,037 (19,015-19,036) 0,024-0,065 (0,022-0,064)
Б скобках ближайшая стандартная посадка, предельные размеры детали и
сопряжения.
108
Таблица 3. РАЗМЕРЫ ШЕЕК И ВКЛАДЫШЕЙ КОЛЕНЧАТОГО ВАЛА, ММ
Подшипник Размер
Номи- нальный Ремонтный
1-й 2-й 3-й 4-й
Коренной Шейка вала К 50,795— 50,775 50,545- 50,525 50,295— 50,275 50,045— 50,025 49,795— 49,775
Вкладыш Т 1,831— 1,824 1,956- 1,949 2,081— 2,074 2,206- 2,199 2,331- 2,324
Шатунный Шейка вала Ш 47,834— 47,814 47,584- 47,564 47,334— 47,314 47,084— 47,064 46,834— 46,814
Вкладыш Т 1,730- 1,723 1,855— 1,848 1,980- 1,973 2,105— 2,098 2,230— 2,223
Таблица 4. ПРИМЕНЕНИЕ ЭПОКСИДНЫХ КОМПОЗИЦИЙ
Детали, подлежащие ремонту Устраняемые повреждения, износы Рекоме ндуемые композиции (табл. 5)
Блок цилиндров двигателя Трещины, пробоины. Износ по- садочных мест под вкладыши ко- ренных подшипников 9, 11, 12, 13, 14, 15, 17, 18
Головка блока ци- линдров двигателя Трещины, пробоины, коррозия по контуру отверстий рубашки охлаждения И, 12, 13, 14, 17
Поддон картера двигателя Трещины и пробоины 11, 13, 17
Картер сцепления Трещины и пробоины 9, 14, 17
Масляный радиатор Трещины и пробоины 9, 11, 19
Радиатор охлаждающей жидкости Трещины и пробоины 16, 19
Резьбовые отверстия под шпильки Износ не более 0,3 мм 1, 2, 4
109
Таблица 5. ЭПОКСИДНЫЕ КОМПОЗИЦИИ
№ соста- ва Массовая доля компонентов
Эпоксидная смола Пласти- фикатор (дибутил- фталат) Отверди- тель (полиэти- ленполи- амин) Наполнители
ЭД-16 ЭД-20
1 100 10-15 10 Нет
2 100 20 10 Нет
3 100 15 10 Алюминиевый порошок — 25
4 100 20-25 11-12 Алюминиевая пудра — 7-10
5 100 15 10 Алюминиевая пудра — 25
6 100 10-15 10 Цемент — 120
7 100 20 10-11 Молотая слюда — 50
8 100 20 10-11 Молотая слюда — 40, алюминиевая пудра — 5
9 100 20 10-11 Молотая слюда — 30, чугунный порошок — 50
10 100 15 10-11 Графит — 50
И 100 15 10-11 Чугунный порошок — 150, молотая слюда — 20
12 100 15 10-11 Окись железа — 150, молотая слюда — 20
13 100 25 11-12 Железный порошок — 150-200, алюминиевый порошок— 10
14 100 20-25 11-12 Железный порошок — 70, молотая слюда — 80, алюминиевый порошок — 7
15 100 25 11-12 Чугунный порошок — 60, молотая слюда — 30, газовая сажа — 30
16 100 20-25 11-12 Молотая слюда — 100-120
17 100 15 10-11 Железный порошок — 160
18 100 20 11 Железный порошок — 150, графит — 20
19 100 20-25 11-12 Молотая слюда — 80-100, алюминиевый порошок— 15-25
20 100 100 60 10-11 Газовая сажа — 35
21 100 100 50 10-11 Молотая слюда — 70-80
110
СОДЕРЖАНИЕ
К ЧИТАТЕЛЮ ...................................................3
1. ПРИЗНАКИ НЕОБХОДИМОСТИ РЕМОНТА ДВИГАТЕЛЯ .....................4
1.1. Система питания..........................................4
1.2. Система зажигания........................................5
1.3. Система газораспределения................................6
1.4. Система выпуска..........................................6
1.5. Общие признаки необходимости ремонта двигателя...........7
2. РЕМОНТ ДВИГАТЕЛЯ НА АВТОМОБИЛЕ ..............................14
2.1. Замена маслоотражательных колпачков.....................14
2.2. Замена цепи привода распределительного вала.............19
2.3. Замена ремня привода распределительного вала............25
2.4. Замена распределительного вала..........................26
2.5. Ремонт головки блока цилиндров..........................29
2.6. Замена поршневых колец..................................42
2.7. Ремонт насоса охлаждающей жидкости......................50
2.8. Ремонт термостата.......................................57
2.9. Ремонт топливного насоса................................63
2.10. Ремонт карбюратора.....................................68
3. КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ ................................74
3.1. Снятие двигателя с автомобиля...........................75
3.2. Разборка двигателя......................................76
3.3. Ремонт коленчатого вала (шлифование шеек)...............80
3.4. Ремонт блока цилиндров..................................82
3.5. Ремонт маховика.........................................89
3.6. Ремонт масляного насоса и его привода...................89
3.7. Сборка двигателя........................................93
3.8. Замена системы выпуска отработавших газов..............102
3.9. Установка двигателя на автомобиль......................105
3.9. Обкатка отремонтированного двигателя...................106
ПРИЛОЖЕНИЯ .................................................108
111