

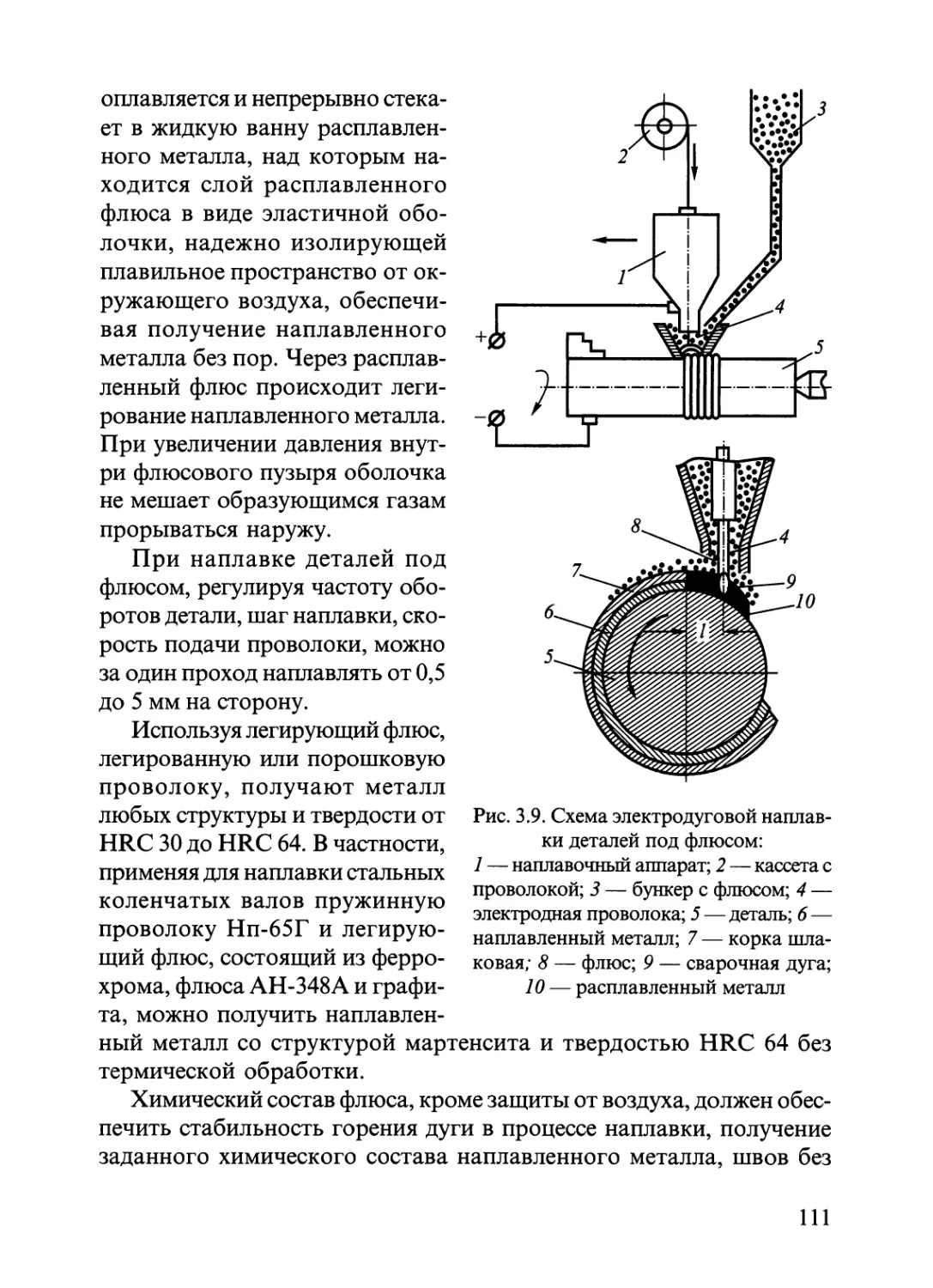



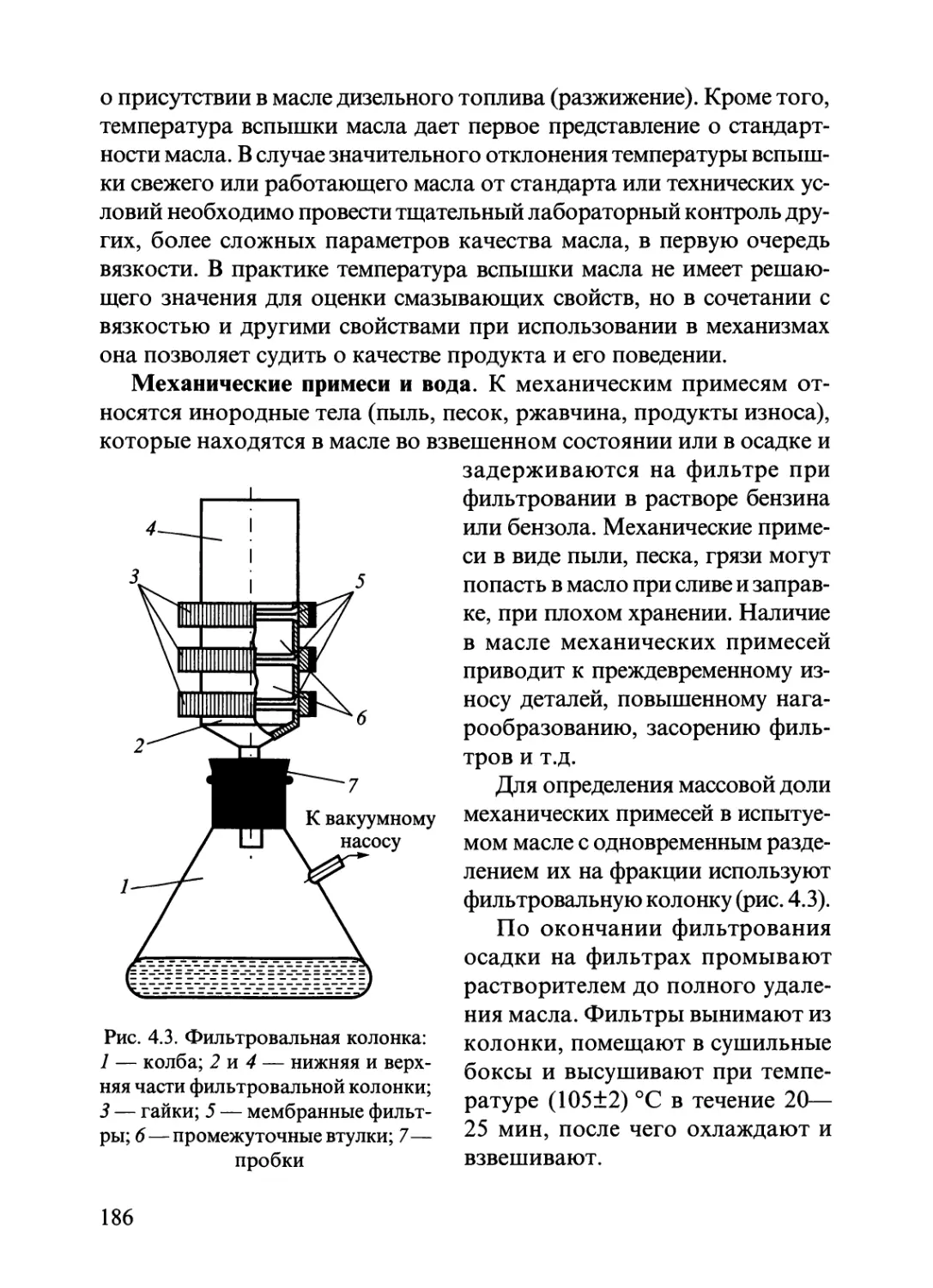

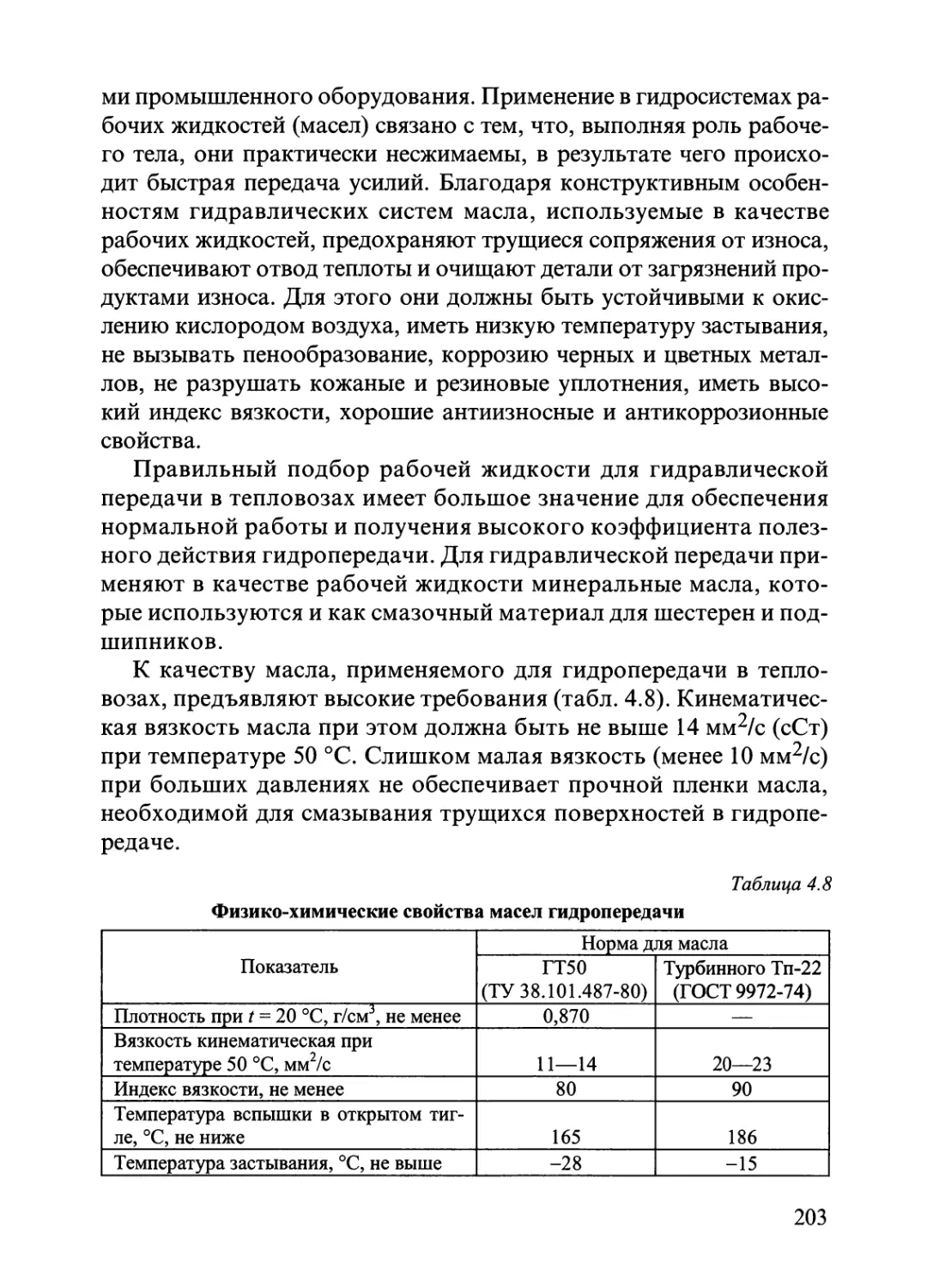
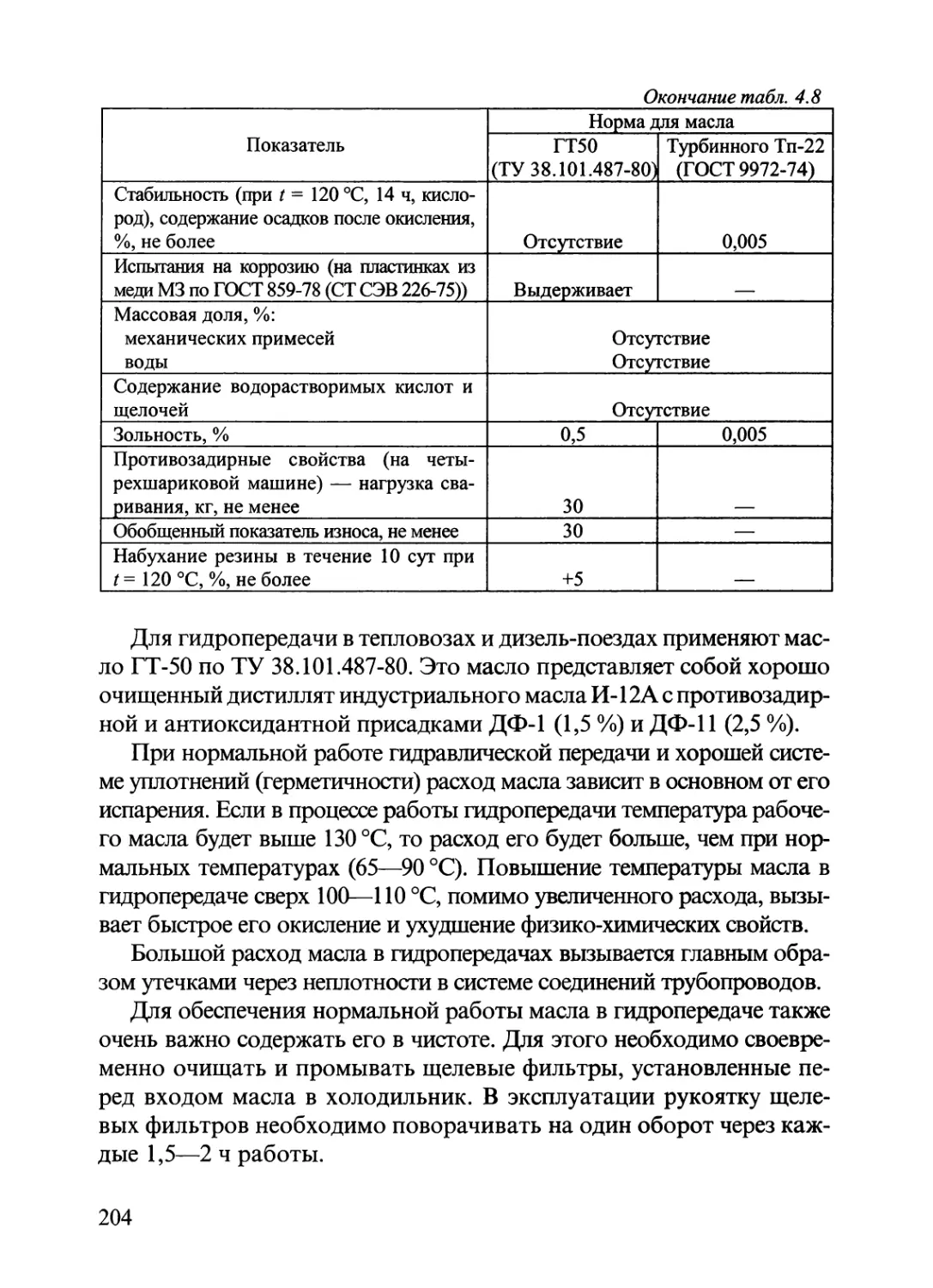
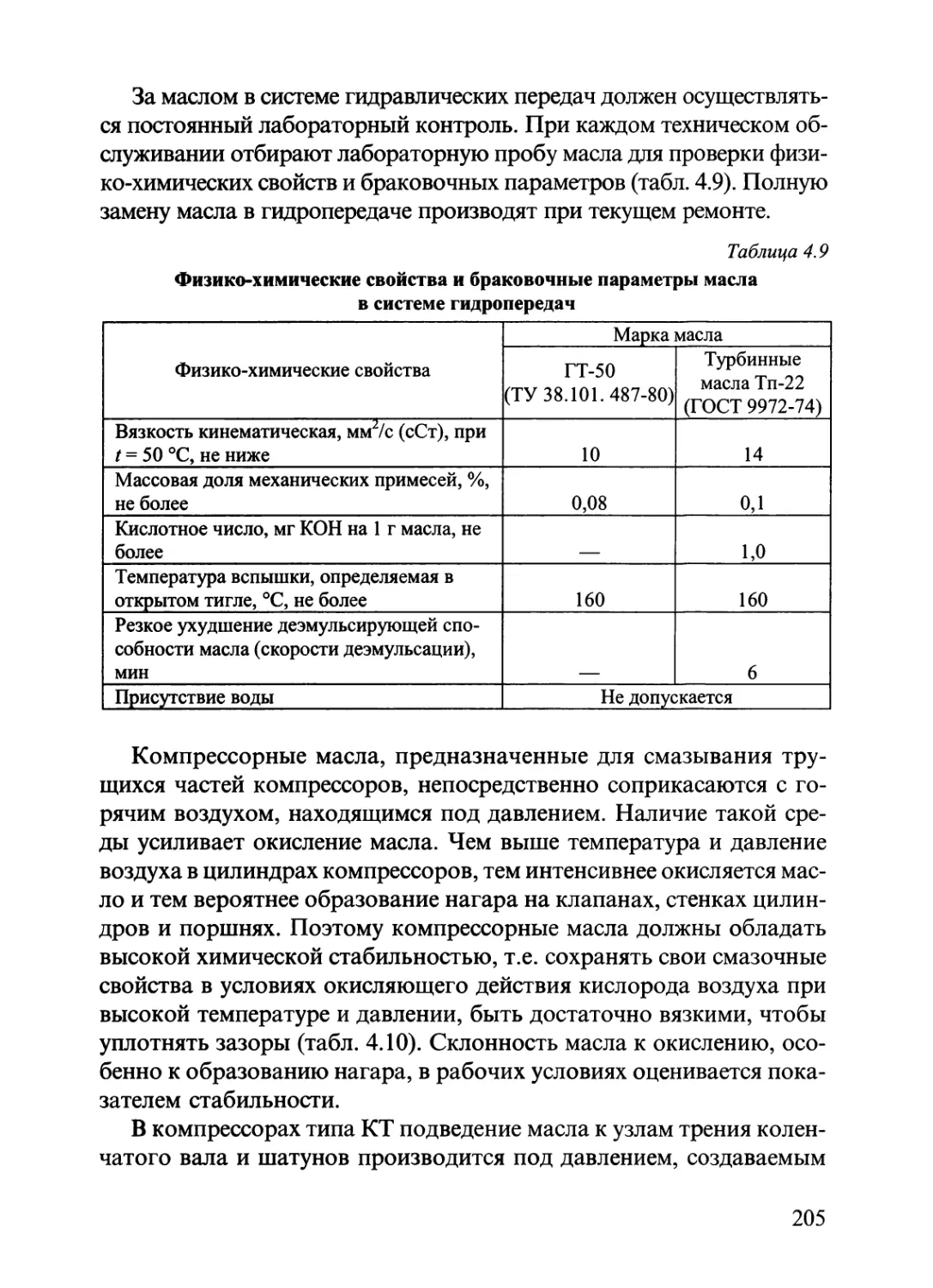


















Author: Киселев В.И. Данковцев В.Т. Четвергов В.А.
Tags: анатомия анатомия человека сравнительная анатомия управление предприятиями, организация производства, торговли и транспорта железнодорожный транспорт машиностроение механика локомотивы
ISBN: 978-5-89035-531-7
Year: 2007



В.Т. Данковцев, В.И. Киселев, В.А. Четвергов
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ ЛОКОМОТИВОВ
Рекомендовано
Управлением учебных заведений и правового обеспечения Федерального агентства железнодорожного транспорта в качестве учебника для студентов вузов железнодорожного транспорта
Москва
УДК 611.9:65.015.13(075.8)
ББК 39.23-08
Д17
Авторы: введение, гл. 6—7 написаны доктором техн, наук, проф. В.И. Киселевым, гл. 1—2 — доктором техн, наук, проф. В.А. Четверговым', гл. 2—10 — канд. техн, наук, доцентом В. Т. Данковцевым
Рецензенты: конструктор ПКБ ЦТ филиала ОАО «РЖД», канд. техн, наук А.П. Евдокимов; доцент кафедры «Локомотивы и локомотивное хозяйство» РГОТУПСа, канд. техн, наук М.А. Ибрагимов
Данковцев В.Т., Киселев В.И., Четвергов В.А.
Д17 Техническое обслуживание и ремонт локомотивов: Учебник для вузов ж.-д. транспорта / Под ред. В.А. Четвергова, В.И. Киселева. — М.: ГОУ «Учебно-методический центр по образованию на железнодорожном транспорте», 2007. — 558 с.
ISBN 978-5-89035-531-7
В учебнике изложены основные принципы и сведения по организации технического обслуживания и ремонта локомотивов, описаны эксплуатационные факторы, влияющие на эффективность работы и надежность узлов локомотивов; а также мероприятия, снижающие их негативное влияние. Подробно рассмотрены специализированные и типовые технологические процессы ремонта и восстановления основных деталей и узлов локомотивов. Рассмотрены методы и технические средства контроля и диагностирования узлов дизеля, электрооборудования и экипажной части. Особое внимание уделено методам контроля и испытания дизель-генераторных установок после текущих и капитальных ремонтов.
Учебник предназначен для студентов вузов и инженерно-технических работников железнодорожного транспорта.
УДК 611.9:65.015.13(075.8)
ББК 39.23-08
ISBN 978-5-89035-531-7
© Данковцев В.Т., Киселев В.И., Четвергов В.А., 2007
© ГОУ «Учебно-методический центр по образованию на железнодорожном транспорте», 2007
Введение
Важнейшим элементом экономики страны является транспортная система, главная задача которой состоит в полном и своевременном удовлетворении потребностей народного хозяйства и населения в перевозках, повышении эффективности и качества работы всех звеньев транспорта. Ведущее место в ней занимает железнодорожный транспорт, развитие которого неразрывно связано с техническим уровнем и эффективностью локомотивной тяги.
Железнодорожный подвижной состав представляет собой сложную многоэлементную техническую систему, в которой отдельные элементы объединены в многочисленные узлы и агрегаты. Износ такой системы характеризуется суммарным воздействием всех единичных износов ее отдельных элементов. Суммарный износ, ограничивающий продолжительность нормальной эксплуатации элементов, определяет ресурс работы каждого отдельного узла или агрегата по минимальной продолжительности работы входящих в него элементов. В связи с этим постоянно существует потребность в повышении эффективности использования и уровня надежности локомотивов. Выполнение этой задачи возложено на одну из ведущих отраслей железнодорожного транспорта — локомотивное хозяйство, которое занимается главным образом эксплуатацией локомотивов, а также техническим обслуживанием и ремонтом локомотивов.
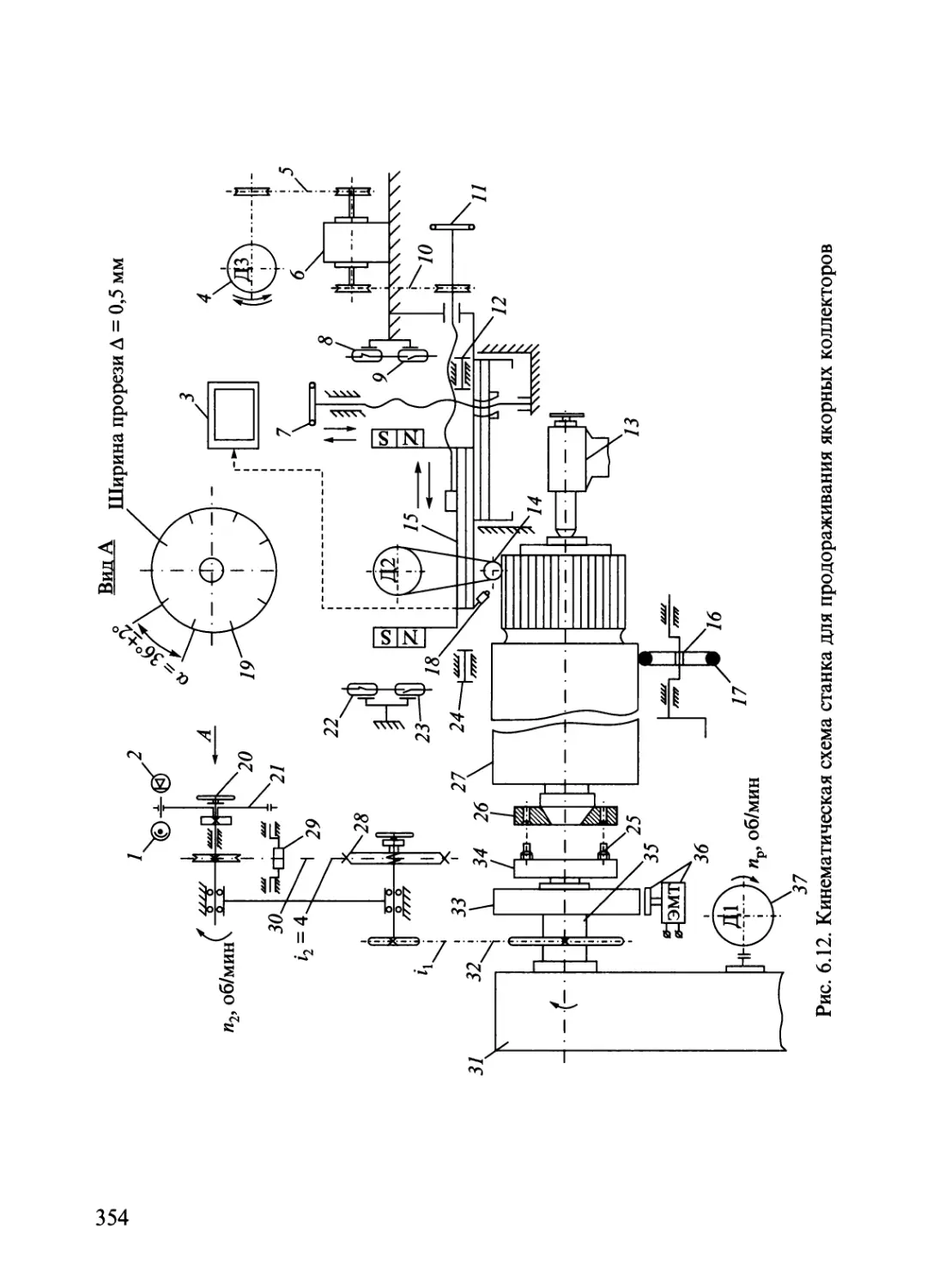
Задачей эксплуатации является оптимальное управление использованием локомотивов с целью своевременного обеспечения перевозок грузов и пассажиров при минимальных затратах ресурсов. При этом в эксплуатации снижается работоспособность локомотивов вследствие износа и старения деталей, повреждений узлов и агрегатов.
Для восстановления работоспособности и исправности локомотивов, обеспечения их надежности и безопасности движения служит система технического обслуживания и ремонт локомотивов.
За последние десятилетия созданы новые типы мощных тепловозов и электровозов, в силовых установках, тяговых передачах и уп-
равняющих устройствах которых используются современные электронные системы автоматики, а в конструкциях — высокопрочные материалы. Методы эксплуатации локомотивов в большей степени основываются на современной математической базе. К решению эксплуатационных задач все шире привлекается вычислительная техника, внедряются диагностические и испытательные стенды, комплексы, широко используются автоматические и поточные линии, ремонтное оборудование и экипировочные устройства.
Поэтому будущий инженер путей сообщения должен разбираться в вопросах содержания и эксплуатации локомотивного хозяйства, технологии обслуживания и ремонта локомотивов, в основах организации, планирования и управления производством и научной организации труда. Он должен уметь разрабатывать и внедрять прогрессивные технологические приемы работы, знать перспективы применения вычислительной техники, математического моделирования процессов эксплуатации и ремонта, анализировать использование локомотивного парка и разрабатывать мероприятия по повышению эффективности эксплуатации локомотивов.
Известно, что функциональные показатели качества и надежности локомотивов, определяющие их производительность и экономичность (мощность, сила тяги, скорость, расход топлива и электрической энергии), закладываются на стадии создания локомотивов (проектирования, конструирования, изготовления, испытаниий). Создание локомотива является начальной стадией его жизненного цикла, которая включает в себя начало активного использования локомотива по функциональному назначению, а также технического обслуживания и ремонта. Научно-техническое обоснование и организация работ по эксплуатации, техническому обслуживанию и ремонту локомотивов представляет собой важнейшую сферу инженерного труда.
В период эксплуатации локомотивов решаются следующие научные и инженерные задачи:
1) анализ конкретных условий эксплуатации локомотивов для их учета при выборе режимов работы и способов эксплуатации;
2) изучение фактических режимов работы и интенсивности использования локомотивов для их последующей оптимизации;
3) разработка технико-экономических, технологических и организационных мер, направленных на:
а) повышение производительности локомотивов;
б) снижение расхода всех видов ресурсов на эксплуатацию локомотивов;
в) уменьшение вредного воздействия на окружающую среду;
г) обеспечение безопасности движения, обслуживающего персонала и окружающих людей.
На стадии технического обслуживания и ремонта локомотивов наиболее важными видами научно-инженерных задач являются:
1) анализ надежности локомотивов и их узлов и деталей в конкретных условиях эксплуатации с определением количественных показателей безотказности, долговечности и ремонтопригодности;
2) разработка (для новых локомотивов) и совершенствование (для серийных локомотивов) системы технического обслуживания и ремонта;
3) оптимизация ремонтного цикла локомотивов и его параметров с учетом фактического уровня надежности, условий эксплуатации, режимов работы и интенсивности использования, требований безопасности и экологии, а также показателей технико-экономической эффективности;
4) разработка методов и технических средств диагностирования, настройки, испытаний и контроля качества ремонта локомотивов;
5) разработка усовершенствованных технологических процессов восстановления (замены) отказавших и изношенных элементов локомотивов, способов восстановления работоспособности и увеличения ресурса;
6) оптимизация ремонтных допусков на рабочие параметры деталей, узлов, агрегатов и локомотива в целом;
7) разработка системы материально-технического обеспечения технического обслуживания и ремонта парка локомотивов, определение оптимального запаса деталей и материалов для ремонта;
8) решение управленческих, организационных и экономических задач технического обслуживания и ремонта локомотивного парка.
Необходимые для качественного выполнения этих видов деятельности знания выпускника сформулированы в Государственном образовательном стандарте высшего профессионального образования по направлению подготовки дипломированного специалиста «Подвижной состав железных дорог» (квалификация — «Инженер путей сообщения») по специальностям «Локомотивы», «Вагоны», «Электрический транспорт железных дорог»).
В квалификационной характеристике выпускника указывают:
1. Объекты профессиональной деятельности. К объектам профессиональной деятельности относятся производство, эксплуатация, техническое обслуживание и ремонт автономных локомотивов (тепловозов, газотурбовозов) и вагонов различного типа и назначения, электропоездов, грузовых и пассажирских электровозов; методы и средства повышения надежности и долговечности подвижного состава железных дорог; разработка проектной и нормативно-технической документации; изготовление, сборка, испытания подвижного состава.
2. Виды профессиональной деятельности выпускника. Выпускник в соответствии с фундаментальной и специальной подготовкой может выполнять следующие виды профессиональной деятельности:
- производственно-технологическую;
- организационно-управленческую;
- проектно-конструкторскую;
- научно-исследовательскую.
Конкретные виды деятельности определяются содержанием образовательно-профессиональной программы, разрабатываемой вузом.
3. Задачи профессиональной деятельности выпускника. Инженер путей сообщения, специализирующийся по подвижному составу железных дорог, должен быть подготовлен к решению следующих типов задач производственно-технологической деятельности:
- организация эксплуатации подвижного состава и надзор за его безопасной эксплуатацией;
- организация производственно-технологического процесса производства и ремонта подвижного состава;
- разработка технологической документации по производству и ремонту подвижного состава;
- надзор за качеством проведения и соблюдением технологии работ по производству и ремонту подвижного состава;
- эффективное использование материалов и оборудования при техническом обслуживании и ремонте подвижного состава.
Современные рыночные отношения между ремонтными предприятиями и эксплуатационниками вызвали необходимость формирования новой концепции обеспечения качества ремонта и обслуживания при условиях минимума затрат на ресурсы, заложенные заводом-изгото
вителем. Для решения этой задачи необходимо комплексное проведение мероприятий по следующим направлениям:
- организация подготовки квалифицированных инженерных и научных кадров для ремонтных предприятий;
- проведение исследований, направленных на повышение эффективности ремонта в результате научно обоснованного выбора методов увеличения долговечности и оптимизации межремонтных пробегов;
- разработка новых технологических методов и использование передовых опытов ремонта;
- оказание помощи ремонтным предприятиям в повышении эффективности их работы и технической культуры.
Основной стратегической задачей отрасли в настоящее время является разработка и поэтапная реализация решений, направленных на повышение безопасности движения, оптимизацию эксплуатационной работы за счет совершенствования системы технического обслуживания и ремонта локомотивов и ввода в эксплуатацию подвижного состава нового поколения.
Перечисленные вопросы определяют целевую направленность и содержание настоящего учебника по курсу «Техническое обслуживание и ремонт локомотивов» в соответствии с учебной программой.
При создании учебника использовались материалы ранее выпол-неных работ известных специалистов в области ремонта локомотивов Н.Г. Лугинина, М.Д. Рахматуллина, Н.А. Тертычко, С.А. Арус-тамяна и др., а также материалы Главного управления локомотивного хозяйства (ЦТ МПС и ЦТ ОАО «РЖД») и Главного управления по ремонту подвижного состава и производству запасных частей (ЦТВР МПС и «Желдорреммаш» ОАО «РЖД»).
Глава 1. СИСТЕМА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ЛОКОМОТИВОВ
1.1. Задачи и содержание системы технического обслуживания и ремонта
Система технического обслуживания и ремонта локомотивов (СТОР) устанавливается в целях обеспечения устойчивой работы локомотивного парка, поддержания его технического состояния и повышения эксплуатационной надежности локомотивов («Положение о системе технического обслуживания и ремонта локомотивов ОАО «РЖД» от 17 января 2005 г. № Зр).
Каждый локомотив с технической точки зрения представляет собой устройство, характеризующееся ресурсом работоспособности и потребительской стоимостью, а также некоторым «выходным потоком», т.е. потерей качественных свойств во время эксплуатации. С экономической точки зрения локомотив выступает как объект, характеризующийся величиной овеществленного труда в период его создания. Объединяя локомотив с системой технического обслуживания и ремонта, получаем новую систему с параллельным соединением двух элементов, характерных для резервирования. Специфика этого соединения заключается в том, что резерв не создается за счет запаса прочности и долговечности (усложнения и утяжеления его конструкции), а остается вне локомотива в виде ремонтных цехов депо и заводов, способных восстанавливать и заменять неработоспособные элементы, продлевая срок службы локомотива.
Техническое состояние локомотивов в процессе эксплуатации изменяется под действием эксплуатационных факторов (внешних и внутренних) вследствие изнашивания деталей и механизмов, нарушения регулировок, ослабления креплений, поломок и других неисправностей. В электрических машинах и аппаратах ухудшаются электрические и механические свойства изоляции. В результате снижается надежность узлов, агрегатов и локомотива в целом (рабо
тоспособность, безотказность, а также экономичность и экологические характеристики в требуемых пределах). Таким образом, ресурс надежности, заложенный в конструкции локомотива при проектировании и постройке, постепенно расходуется, и при его значении ниже определенного уровня может произойти отказ локомотива на линии. Это может стать причиной аварии, нарушения графика движения поездов, перерасхода топлива или электроэнергии и т.п. Важнейшими задачами системы технического обслуживания и ремонта являются не только восстановление работоспособности, но также предупреждение перечисленных явлений и обеспечение безопасности движения поездов.
Роль и значение системы технического обслуживания и ремонта возросли в последний период в связи с обострением проблемы надежности локомотивного парка тягового подвижного состава (ТПС) за годы перестройки, когда из-за кризисных явлений в экономике страны локомотивный парк не обновлялся более 10 лет.
Большие задачи в области совершенствования технического обслуживания и ремонта, повышения надежности локомотивов были поставлены Министерством путей сообщения в Комплексной программе реорганизации и развития отечественного локомотиво- и вагоностроения, организации ремонта и эксплуатации пассажирского и грузового подвижного состава на период 2000—2010 гг. В ней детально рассмотрены вопросы обновления парка подвижного состава за счет капитальных ремонтов локомотивов с продлением их срока службы и глубокой модернизацией, а также освоения промышленностью производства подвижного состава нового поколения. Определены основные направления совершенствования технических решений конструктивных модулей локомотивов, которые позволят вывести отечественный подвижной состав на новый качественный уровень по эксплуатационной эффективности, надежности, безопасности движения и снижению эксплуатационных и ремонтных затрат.
В программе предусмотрено создание системы технического обслуживания и ремонта локомотивов, в основе которой будут лежать сервисное обслуживание предприятиями-изготовителями, широкое использование средств стационарного, переносного и бортового технического диагностирования, существенное увеличение межремонтных пробегов. Для поддержания парка тягового подвижного
состава в исправном техническом состоянии на сети дорог действует планово-предупредительная система технического обслуживания и ремонта. Она регламентируется соответствующими указаниями, правилами заводского и деповского ремонтов и инструкциями, разработанными для каждой серии ТПС и предусматривающими выполнение определенных ремонтных работ в обязательном порядке независимо от реального технического состояния и конкретных условий эксплуатации. Это приводит к ежесуточному отвлечению из эксплуатации для проведения технического обслуживания (ТО) и текущего ремонта (ТР) порядка 1700 единиц ТПС, или каждого восьмого локомотива.
Основными направлениями работ по совершенствованию СТОР локомотивов являются увеличение межремонтных пробегов, стремление максимально приблизить их предельные значения к технически обоснованному ресурсу долговечности базовых узлов и деталей. Применение на ряде дорог СТОР локомотивов с использованием средств технического диагностирования основных узлов уже позволило перейти на увеличенные по сравнению со среднесетевыми межремонтные пробеги без снижения уровня надежности в эксплуатации. На основании положительного опыта работы железных дорог предложена измененная СТОР, предусматривающая после проведения капитального ремонта с продлением ресурса (КРП) отмену текущего ремонта ТР-2 и введение среднего ремонта, объединяющего ТР-3 и КР-1, по определенным сериям локомотивов. Введение этой системы позволит к 2010 г. сократить число занятых на ремонте ТПС до 5000 человек. Удельный (на 1 млн км) простой магистральных локомотивов на ТО-2, ТО-3 и ТР при регламентированном применении диагностических комплексов вследствие увеличения межремонтных пробегов сократится на 6—8 %. В связи с различной готовностью железных дорог предусмотрена этапность (очередность) реализации перехода на новую, прогрессивную периодичность проведения ТО и ТР локомотивов.
Для разработки научно-обоснованных мер по реализации намеченных планов, очевидно, необходимо использовать опыт развития СТОР, добиться максимального учета условий эксплуатации ТПС на различных участках железнодорожной сети страны и количественных показателей безотказности и долговечности узлов локомотивов, а также использовать моделирование и вычислительную техни
ку для оптимизации параметров системы технического обслуживания и ремонта локомотивов. Важнейшим элементом этой деятельности является разработка методов и технических средств диагностирования узлов и агрегатов ТПС.
1.2. История развития системы технического обслуживания и ремонта
С появлением сложных орудий и механизмов наблюдался переход к разработке совокупности мер по ремонту и замене отдельных неисправных элементов для восстановления работоспособности механизма в целом. При этом по мере усложнения технических устройств усложнялась и система мероприятий по восстановлению их работоспособности. Этот процесс привел к созданию системы технического обслуживания и ремонта, когда начались серийное производство технических объектов различного функционального назначения и их массовое использование в трудовом процессе. Это произошло на заре научно-технического прогресса, т.е. промышленной революции начала XIX в; тогда же получил распространение и термин «ремонт», который происходит от французского remonter («поправить, снова собрать») и обозначает исправление повреждения, замену неисправных элементов.
Современные технические объекты (машины, аппараты, устройства, приборы) в подавляющем большинстве являются сложными, т.е. состоят из многих узлов, блоков, имеющих разную долговечность, что объясняется их различным функциональным назначением, неодинаковыми рабочими нагрузками, разными свойствами материалов и т.п. Иногда полагают, что следует стремиться проектировать и создавать машину из деталей с одинаковой долговечностью, которой и будет ограничиваться срок службы машины в целом. Такая «идеальная» машина при эксплуатации не требовала бы никакого ремонта, и ее после одновременного исчерпания ресурса всех элементов целесообразно было бы списать и заменить новой. Однако, как показывает опыт развития техники, создание машин из равнопрочных деталей в ближайшем будущем маловероятно и экономически нецелесообразно. Следовательно, сохраняется необходимость в ремонте сложных технических объектов. За счет ремонта достигается наиболее полное использование технического ресурса различных деталей,
узлов и агрегатов машины, что и обусловливает его экономическую целесообразность. Даже в условиях неспециализированных предприятий стоимость восстановленной путем ремонта детали значительно ниже стоимости новой машины.
За длительный период развития сложных технических систем и объектов в различных странах и отраслях техники разрабатывались принципы, стратегии и структуры систем технического обслуживания и ремонта технических объектов, в основе которых лежат следующие положения:
- все однотипные элементы технического объекта или системы заменяются новыми после их отказов;
- каждый элемент заменяется новым, если он проработал в течение заданного времени, т.е. назначенного ресурса (эта стратегия наиболее характерна для военной техники);
- при эксплуатации системы с перерывами организуется проверка состояния элементов; при обнаружении отказавших их заменяют новыми.
Стратегию профилактики сложных технических систем можно разделить на две группы. В первой используется только информация (известная априори) о надежности (долговечности) элементов системы (например, закон распределения длительности безотказной работы или ее среднее значение) и профилактика (ремонт) проводится регулярно, через назначенные заранее периоды времени или наработки. Во второй учитывается и «апостериорная» информация, полученная в ходе проверок путем измерения рабочих параметров системы, а решение о проведении ремонта принимается по их результатам. Первому направлению посвящено наибольшее число работ как в нашей стране, так и за рубежом. В последний период все большее внимание исследователей и практиков привлекает второе направление, обеспечивающее большую гибкость системы ремонта за счет применения методов и средств технического диагностирования. При этом существенно повышается степень использования ресурса элементов технической системы.
Комплекс взаимосвязанных положений и норм, определяющих организацию и порядок проведения работ для восстановления работоспособности и исправности технических объектов, составляет систему технического обслуживания. В нашей стране разработана и внедрена во всех отраслях техники система планово-предупредитель
ных ремонтов (ППР), которая, отражая специфику планового хозяйства, представляет собой важнейшее прогрессивное мероприятие, способствующее повышению долговечности оборудования, машин. За многие десятилетия использования система ППР доказала свои преимущества перед другими системами — системой послеосмотро-вых ремонтов, системой стандартных ремонтов и др. Достоинства системы ППР заключаются в том, что установление постоянной структуры ремонтного цикла, сохранение средних соотношений объемов ремонтных работ между отдельными видами ремонта позволяет:
- планировать ремонт парка машин;
- производить расчеты на перспективу затрат рабочей силы, оборудования, запасных частей и материалов, необходимых для ремонта;
- предусмотреть комплекс профилактических мероприятий, не допускающих наступления катастрофического износа или неожиданного выхода из строя оборудования.
С другой стороны, система ППР обладает и существенными недостатками:
- не учитывает специфики условий эксплуатации машины, изменения ее технического состояния во времени;
- не позволяет корректировать длительность межремонтных периодов и объемов ремонтных работ;
- обладает излишней жесткостью, приводящей к недоиспользованию ресурса отдельных узлов и машины в целом;
- характеризуется неоправданным увеличением ремонтных расходов.
Применяемые в различных отраслях техники (в том числе для локомотивов железных дорог) системы ППР предусматривают неодинаковое число видов ремонтов в ремонтном цикле (от 4 до 12), различную структуру цикла (порядок чередования видов ремонта), различные соотношения объемов восстановительных работ и длительности межремонтных периодов технических обслуживаний и ремонтов.
Система ремонта локомотивов зародилась в начале эпохи паровозной тяги, и за более чем вековой период использования паровозов сформировалась система их планового оздоровления, основанная на периодическом выполнении необходимого ремонта. Эта система ремонта паровозов включала в себя текущий (служебный, промывочный и подъемочный), средний и капитальный ремонты, которые производились через установленные промежутки времени или пробега.
С появлением новых видов тяги — тепловозной (с 1924 г.) и электровозной (с 1932 г.) — многие положения, определяющие систему ремонта тепловозов и электровозов, были взяты из практики ремонта паровозов. По мере накопления опыта использования новых локомотивов, а также развития ремонтной базы система их технического обслуживания и ремонта совершенствовалась. В 1937 г. впервые были предложены регламентированные виды ремонта тепловозов серии Ээл, включающие периодический ремонт первого объема, выполняемый через 40 тыс. км пробега; периодический ремонт второго объема — через 80 тыс. км пробега и средний ремонт — через 120 тыс. км. Эти виды ремонта просуществовали с некоторыми изменениями до 1945 г.
Период до 1945 г. характеризуется отсутствием достаточного опыта эксплуатации электровозов и тепловозов, низкой квалификацией обслуживающего и ремонтного персонала, слабым оснащением ремонтной базы. Доля неисправных локомотивов в текущем ремонте в этот период была велика (в 1935 г. — 32 %, в 1940 г. — 23,4 %, в 1945 г. — 20,5 %).
Начиная с 1946 г. локомотивный парк железных дорог начал пополняться отечественными тепловозами серий ТЭ1 и ТЭ2, и виды ремонта были изменены. Для поддержания исправности и работоспособности тепловозов был введен ежемесячный осмотр, а для восстановления исправности и ресурса — капитальный ремонт. При текущих видах ремонта в плановом порядке подвергались ремонту только дизель и некоторые сборочные единицы вспомогательного оборудования. В этот период были введены реостатные испытания тепловозов после периодических ремонтов. В 1952 г. были разработаны и введены Правила текущего ремонта тепловозов серий ТЭ1 и ТЭ2.
С 1945 по 1955 г. произошло увеличение межремонтных периодов. Была изменена структура ремонтного цикла, утверждена система ППР (Приказ МПС № 89Ц, 1955 г.), при которой наиболее ответственные узлы локомотивов осматривались и ремонтировались через строго установленные интервалы времени и пробега локомотивов.
Период с 1956 г. ознаменовался коренной реконструкцией тяги на железнодорожном транспорте, значительным приближением текущего содержания тепловозов и электровозов к требованиям конкретных условий их работы, созданием высокопроизводительного технологи
ческого оборудования для локомотиворемонтных предприятий, стремлением оптимизировать структуру ремонтного цикла.
В 1961 г. для усиления контроля за состоянием экипажной части тепловозов был введен ежесуточный технический осмотр магистральных тепловозов силами ремонтного персонала депо, впервые произведена дифференциация межремонтных периодов в зависимости от уровня надежности и интенсивности загрузки тепловозов. В 1964 г. введен крупноагрегатный метод ремонта тепловозов.
В 1970 г. Приказом МПС № 17Ц установлены общесетевые нормы времени работы или пробега тепловоза между осмотрами и ремонтами.
В 1975 г. Приказом № 22Ц регламентированы общесетевые нормы пробега различных серий тепловозов между осмотрами и ремонтами.
В 1981 г. Приказом № 10Ц уменьшены межремонтные пробеги, введено ТО-4, регламентирована постановка локомотивов на ТО и ТР по величине пробега или времени эксплуатации, разрешено создавать бригады для выполнения неплановых ремонтов, введен коэффициент трудоемкости и стоимости ремонта для тепловозов, находящихся в эксплуатации более 12 лет с момента постройки.
В 1986 г. Приказом № 28Ц введена корректировка норм пробега локомотивов между ТО и ТР в пределах ± 10 % в зависимости от уровня надежности локомотива, а также предусмотрена структура ремонтного цикла для каждого типа локомотива на основе норм пробегов.
Последующие уточнения системы ППР локомотивов касались главным образом межремонтных периодов и видов ремонта.
В 1994 г. указанием ЦТ МПС № М-257у установлены нормы пробегов локомотивов между ТО и ТР с корректировкой в пределах ±20 % среднего значения, а между капитальными ремонтами — в пределах ±15 %. Введено закрепление каждого локомотива за определенной комплексной бригадой; установлен следующий порядок планирования ТО и ТР: капитальные ремонты планирует Департамент локомотивного хозяйства (ЦТ МПС), ТР-2 и ТР-3 — служба локомотивного хозяйства железной дороги (Т), ТО-3, ТО-5 и ТР-1 — локомотивное депо (ТЧ).
В 1996 г. указанием ЦТ МПС № М-184у утверждены межремонтные периоды работы локомотивов, основные отличия которого от указания ЦТ МПС № М-257у заключаются в увеличении межремонтных периодов для всех локомотивов и в установлении для поездных тепловозов межремонтных периодов только в единицах пробега.
За весь период развития системы ремонта локомотивов межремонтные пробеги возросли в среднем более чем в два раза, суммарные простои локомотивов на всех видах ремонтного обслуживания уменьшились в четыре раза, деповский процент неисправных локомотивов снизился до 6—7 %.
Период подготовки и начала реструктуризации железнодорожного транспорта характеризовался усилением внимания руководства МПС к проблеме совершенствования системы технического обслуживания и ремонта тягового подвижного состава. За этот период вышел ряд нормативных документов по данной проблеме (Указания МПС: от 3 июня 1999 г. № Л-991у; от 19 марта 2001 г. № Л-389у; от 24 июля 2001 г. № Л-1328у; от 3 октября 2001 г. № 448).
Основными направлениями этой работы были:
- замена текущих ремонтов ТР-1, ТР-2, ТР-3 единым видом ТР;
- замена капитальных ремонтов КР-1 и КР-2 средним ремонтом (СР) и единым капитальным ремонтом (КР);
- концентрация СР в 50 наиболее оснащенных крупных базовых депо;
- введение капитального ремонта с продлением ресурса на 20 лет за счет модернизации основных крупных узлов (замена модулями нового поколения);
- привлечение к оздоровлению локомотивов заводов объединения «Желдорреммаш».
При этом, чтобы не рисковать техническим состоянием всего парка локомотивов, до сетевого применения нового ремонтного цикла предусматривалась его проверка в ряде регионов на наиболее технически оснащенных дорогах.
В целях совершенствования технического обслуживания и качества ремонта депо были разделены по функциям эксплуатации локомотивов и их ремонта, были внедрены методы и технические средства диагностирования узлов для перехода к системе ремонта по фактическому техническому состоянию.
Результаты перечисленных мероприятий положены в основу Положения о системе технического обслуживания и ремонта локомотивов ОАО «РЖД», утвержденного распоряжением ОАО «РЖД» от 17 января 2005 г. № Зр. Система предусматривает следующие виды планового технического обслуживания и ремонта:
- техническое обслуживание ТО-1;
- техническое обслуживание ТО-2;
- техническое обслуживание ТО-3;
- техническое обслуживание ТО-4;
- техническое обслуживание ТО-5а;
- техническое обслуживание ТО-56;
- техническое обслуживание ТО-5в;
- техническое обслуживание ТО-5г;
- текущий ремонт ТР-1;
- текущий ремонт ТР-2;
- текущий ремонт ТР-3;
- средний ремонт СР;
- капитальный ремонт КР.
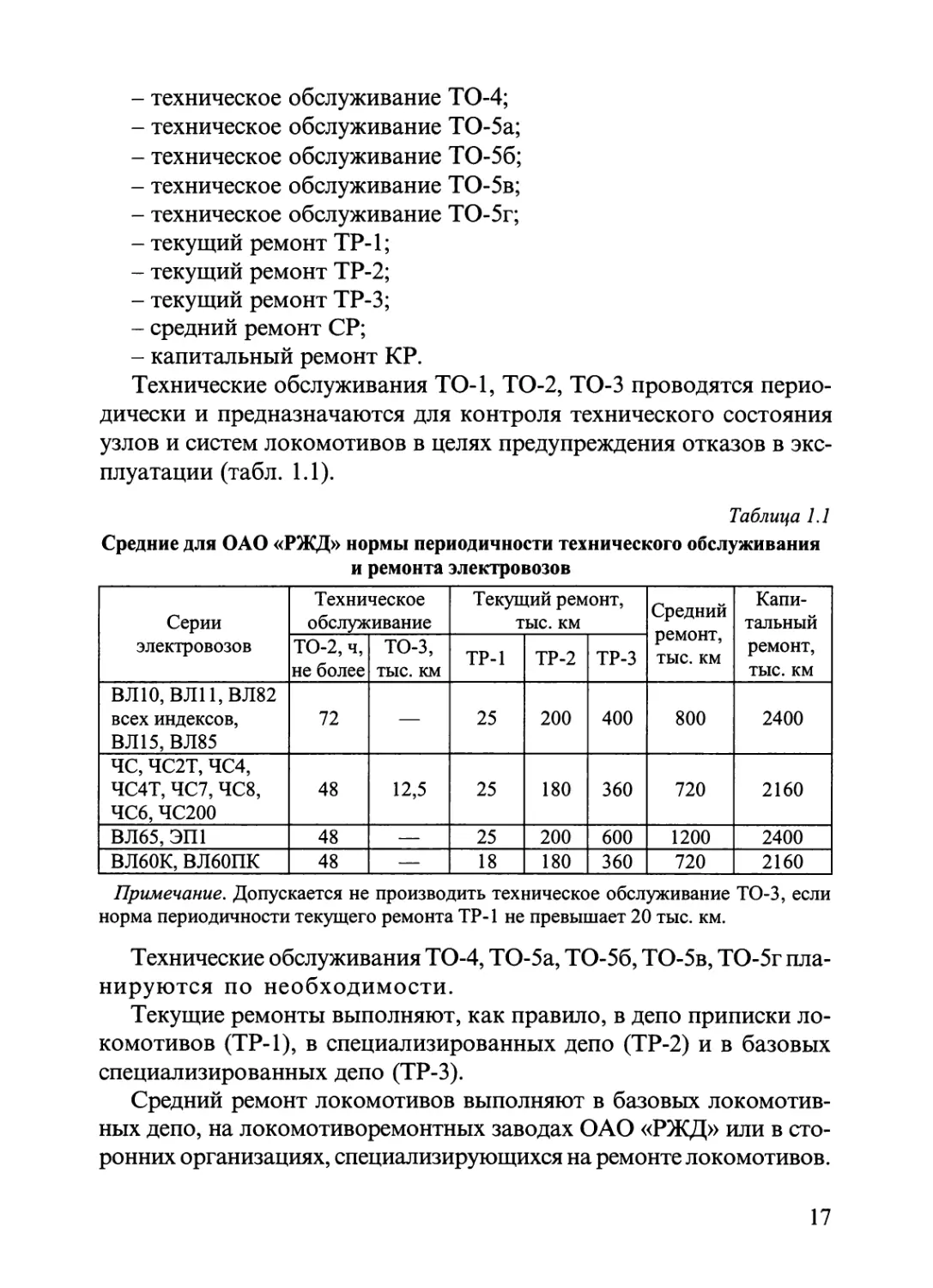
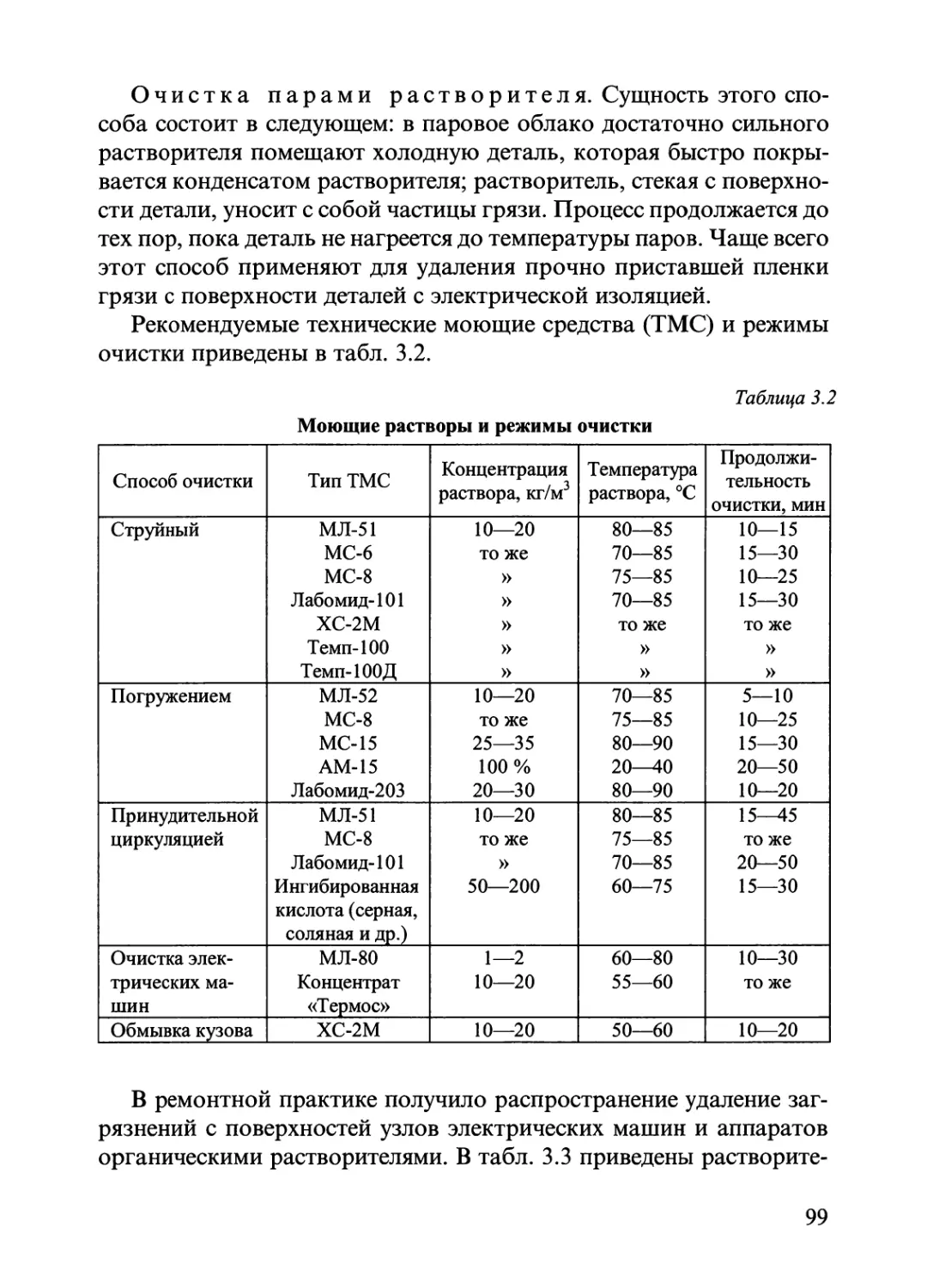
Технические обслуживания ТО-1, ТО-2, ТО-3 проводятся периодически и предназначаются для контроля технического состояния узлов и систем локомотивов в целях предупреждения отказов в эксплуатации (табл. 1.1).
Таблица 1.1
Средние для ОАО «РЖД» нормы периодичности технического обслуживания и ремонта электровозов
Серии электровозов Техническое обслуживание Текущий ремонт, тыс. км Средний ремонт, тыс. км Капитальный ремонт, тыс. км
ТО-2, ч, не более ТО-3, тыс. км ТР-1 ТР-2 ТР-3
ВЛ10, ВЛ11,ВЛ82 всех индексов, ВЛ15, ВЛ85 72 — 25 200 400 800 2400
ЧС, ЧС2Т, ЧС4, ЧС4Т, ЧС7, ЧС8, ЧС6, ЧС200 48 12,5 25 180 360 720 2160
ВЛ65, ЭП1 48 — 25 200 600 1200 2400
ВЛ60К, ВЛ60ПК 48 — 18 180 360 720 2160
Примечание. Допускается не производить техническое обслуживание ТО-3, если норма периодичности текущего ремонта ТР-1 не превышает 20 тыс. км.
Технические обслуживания ТО-4, ТО-5а, ТО-56, ТО-5в, ТО-5г планируются по необходимости.
Текущие ремонты выполняют, как правило, в депо приписки локомотивов (ТР-1), в специализированных депо (ТР-2) и в базовых специализированных депо (ТР-3).
Средний ремонт локомотивов выполняют в базовых локомотивных депо, на локомотиворемонтных заводах ОАО «РЖД» или в сторонних организациях, специализирующихся на ремонте локомотивов.
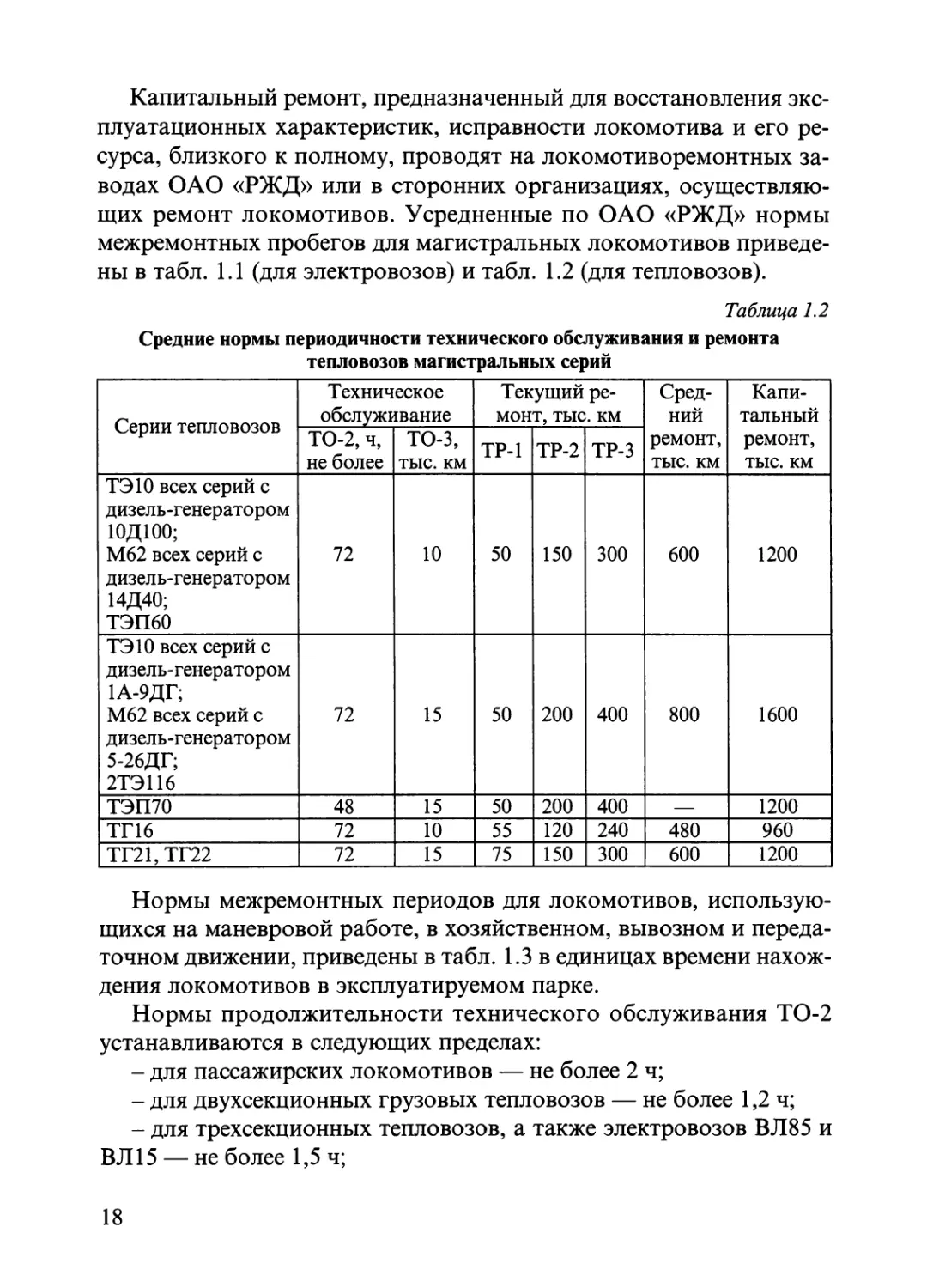
Капитальный ремонт, предназначенный для восстановления эксплуатационных характеристик, исправности локомотива и его ресурса, близкого к полному, проводят на локомотиворемонтных заводах ОАО «РЖД» или в сторонних организациях, осуществляющих ремонт локомотивов. Усредненные по ОАО «РЖД» нормы межремонтных пробегов для магистральных локомотивов приведены в табл. 1.1 (для электровозов) и табл. 1.2 (для тепловозов).
Таблица 1.2
Средние нормы периодичности технического обслуживания и ремонта тепловозов магистральных серий
Серии тепловозов Техническое обслуживание Текущий ремонт, тыс. км Средний ремонт, тыс. км Капитальный ремонт, тыс. км
ТО-2, ч, не более ТО-3, тыс. км ТР-1 ТР-2 ТР-3
ТЭ10 всех серий с дизель-генератором 10Д100; М62 всех серий с дизель-генератором 14Д40; ТЭП60 72 10 50 150 300 600 1200
ТЭ10 всех серий с дизель-генератором 1А-9ДГ; М62 всех серий с дизель-генератором 5-26ДГ; 2ТЭ116 72 15 50 200 400 800 1600
ТЭП70 48 15 50 200 400 — 1200
ТГ16 72 10 55 120 240 480 960
ТГ21, ТГ22 72 15 75 150 300 600 1200
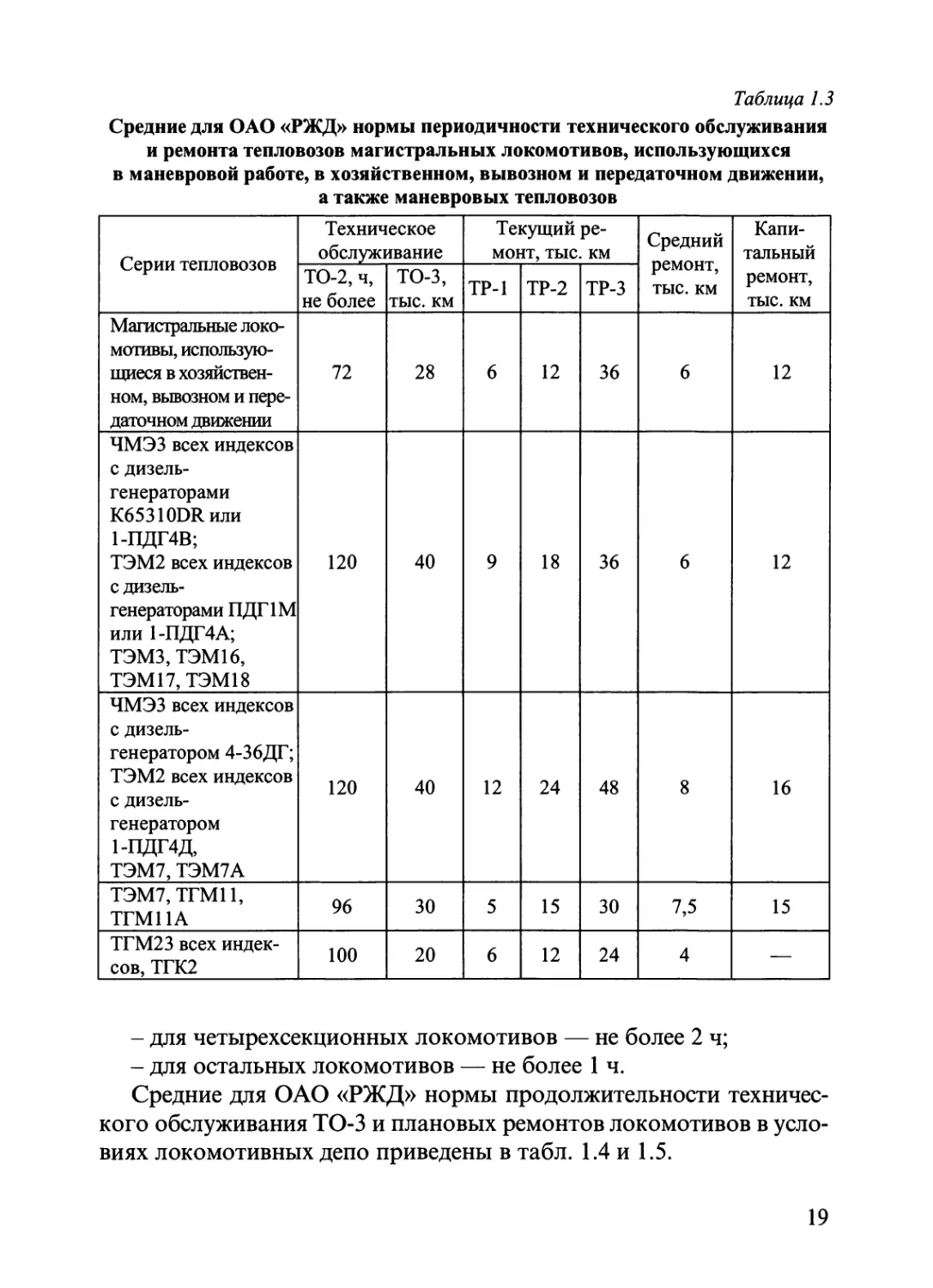
Нормы межремонтных периодов для локомотивов, использующихся на маневровой работе, в хозяйственном, вывозном и передаточном движении, приведены в табл. 1.3 в единицах времени нахождения локомотивов в эксплуатируемом парке.
Нормы продолжительности технического обслуживания ТО-2 устанавливаются в следующих пределах:
- для пассажирских локомотивов — не более 2 ч;
- для двухсекционных грузовых тепловозов — не более 1,2 ч;
- для трехсекционных тепловозов, а также электровозов ВЛ85 и ВЛ 15 — не более 1,5 ч;
Средние для ОАО «РЖД» нормы периодичности технического обслуживания и ремонта тепловозов магистральных локомотивов, использующихся в маневровой работе, в хозяйственном, вывозном и передаточном движении, а также маневровых тепловозов
Серии тепловозов Техническое обслуживание Текущий ремонт, тыс. км Средний ремонт, тыс. км Капитальный ремонт, тыс. км
ТО-2, ч, не более ТО-3, тыс. км ТР-1 ТР-2 ТР-3
Магистральные локомотивы, использующиеся в хозяйственном, вывозном и передаточном движении 72 28 6 12 36 6 12
ЧМЭЗ всех индексов с дизель-генераторами K65310DR или 1-ПДГ4В; ТЭМ2 всех индексов с дизель-генераторами ПДГ1М или 1-ПДГ4А; ТЭМЗ, ТЭМ16, ТЭМ17, ТЭМ18 120 40 9 18 36 6 12
ЧМЭЗ всех индексов с дизель-генератором 4-36ДГ; ТЭМ2 всех индексов с дизель-генератором 1-ПДГ4Д, ТЭМ7, ТЭМ7А 120 40 12 24 48 8 16
ТЭМ7, ТГМ11, ТГМ11А 96 30 5 15 30 7,5 15
ТГМ23 всех индексов, ТГК2 100 20 6 12 24 4 —
- для четырехсекционных локомотивов — не более 2 ч;
- для остальных локомотивов — не более 1 ч.
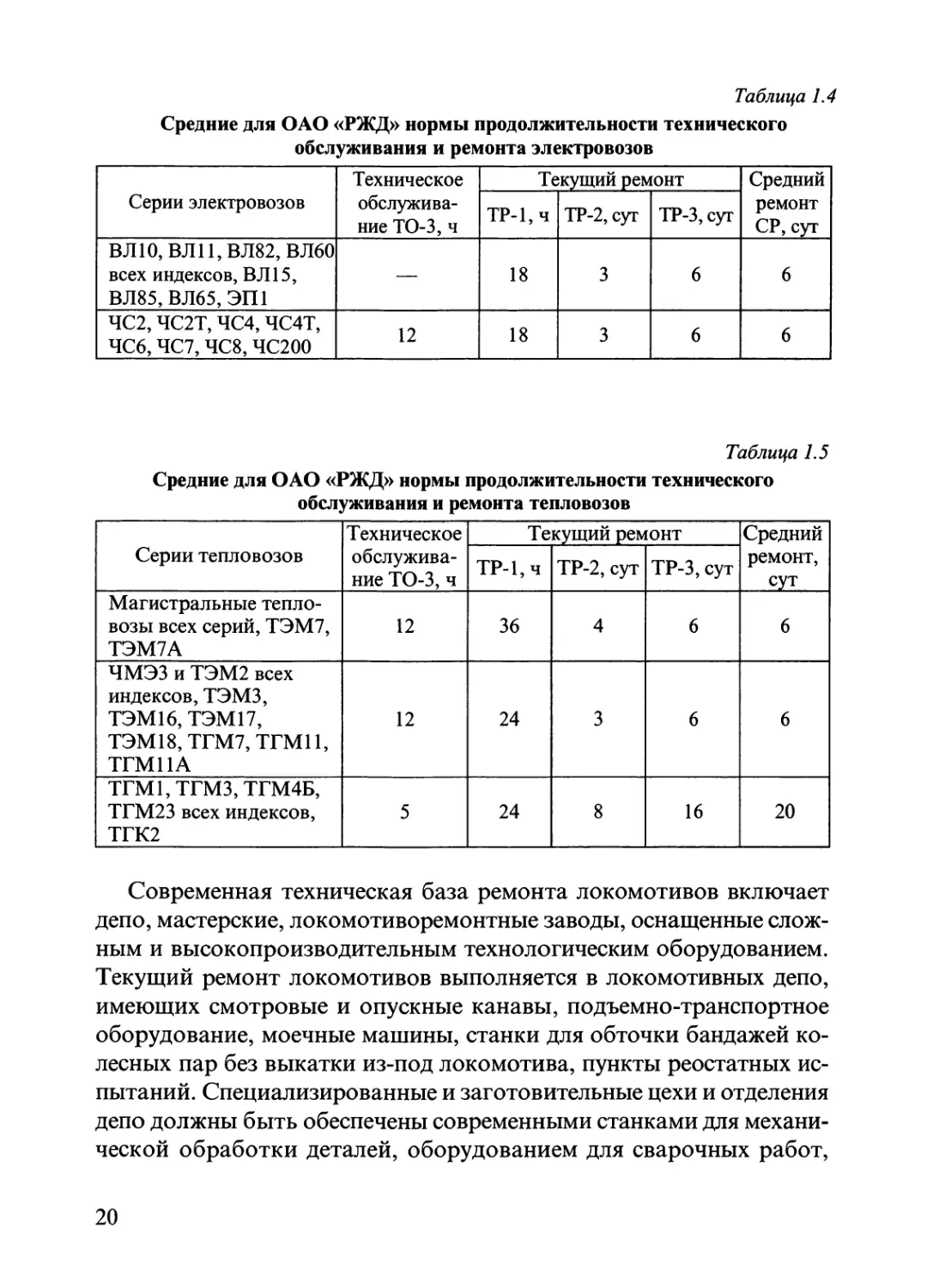
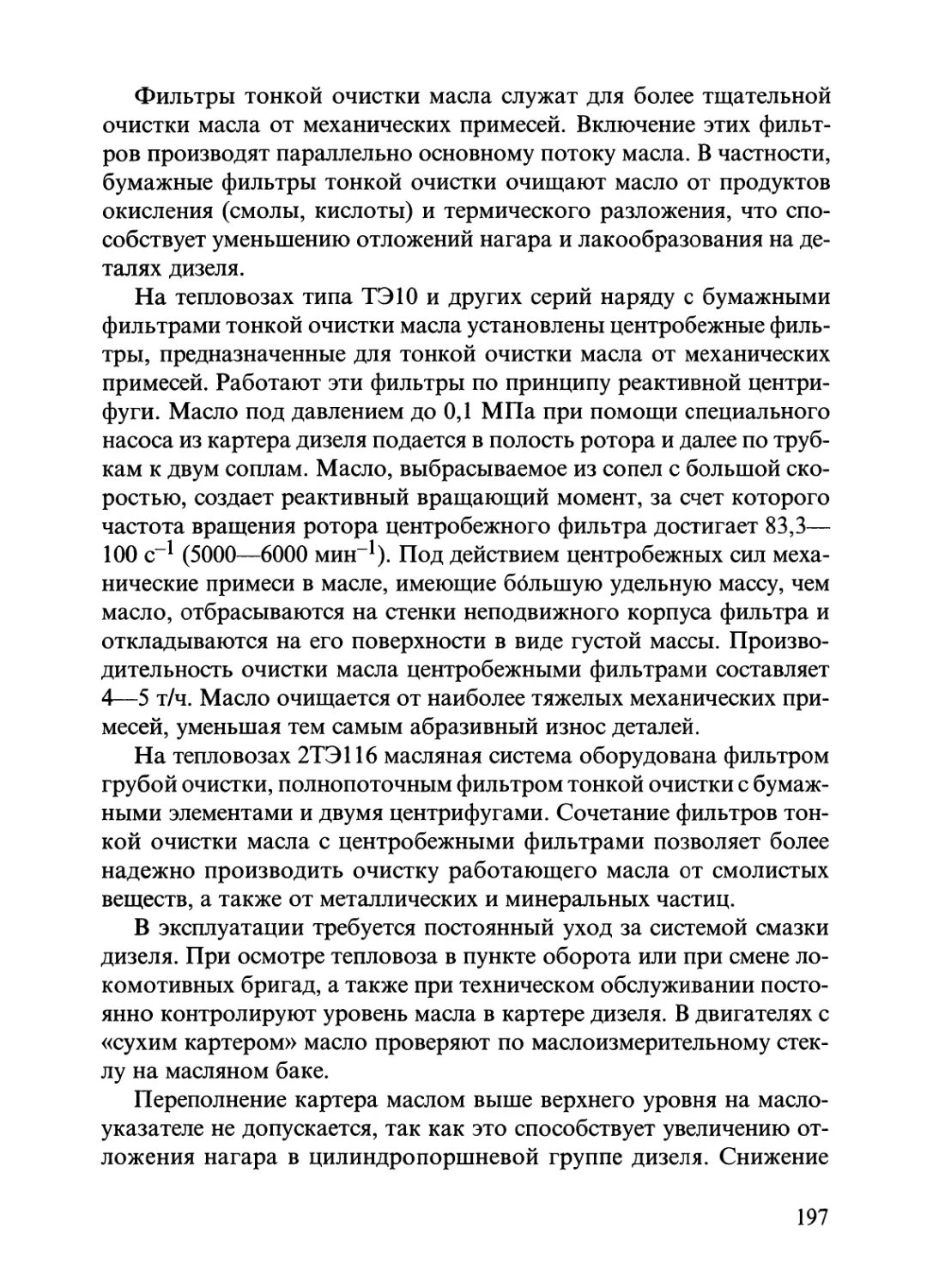
Средние для ОАО «РЖД» нормы продолжительности технического обслуживания ТО-3 и плановых ремонтов локомотивов в условиях локомотивных депо приведены в табл. 1.4 и 1.5.
Средние для ОАО «РЖД» нормы продолжительности технического обслуживания и ремонта электровозов
Серии электровозов Техническое обслуживание ТО-3, ч Текущий ремонт Средний ремонт СР, сут
ТР-1,ч ТР-2, сут ТР-3, сут
ВЛ 10, ВЛ11,ВЛ82, ВЛ60 всех индексов, ВЛ 15, ВЛ85, ВЛ65, ЭП1 — 18 3 6 6
ЧС2, ЧС2Т, ЧС4, ЧС4Т, ЧС6, ЧС7, ЧС8, ЧС200 12 18 3 6 6
Таблица 1.5
Средние для ОАО «РЖД» нормы продолжительности технического обслуживания и ремонта тепловозов
Серии тепловозов Техническое обслуживание ТО-3, ч Текущий ремонт Средний ремонт, сут
ТР-1,ч ТР-2, сут ТР-3, сут
Магистральные тепловозы всех серий, ТЭМ7, ТЭМ7А 12 36 4 6 6
ЧМЭЗ и ТЭМ2 всех индексов, ТЭМЗ, ТЭМ16, ТЭМ17, ТЭМ18, ТГМ7, ТГМ11, ТГМ11А 12 24 3 6 6
ТГМ1, ТГМЗ, ТГМ4Б, ТГМ23 всех индексов, ТГК2 5 24 8 16 20
Современная техническая база ремонта локомотивов включает депо, мастерские, локомотиворемонтные заводы, оснащенные сложным и высокопроизводительным технологическим оборудованием. Текущий ремонт локомотивов выполняется в локомотивных депо, имеющих смотровые и опускные канавы, подъемно-транспортное оборудование, моечные машины, станки для обточки бандажей колесных пар без выкатки из-под локомотива, пункты реостатных испытаний. Специализированные и заготовительные цехи и отделения депо должны быть обеспечены современными станками для механической обработки деталей, оборудованием для сварочных работ,
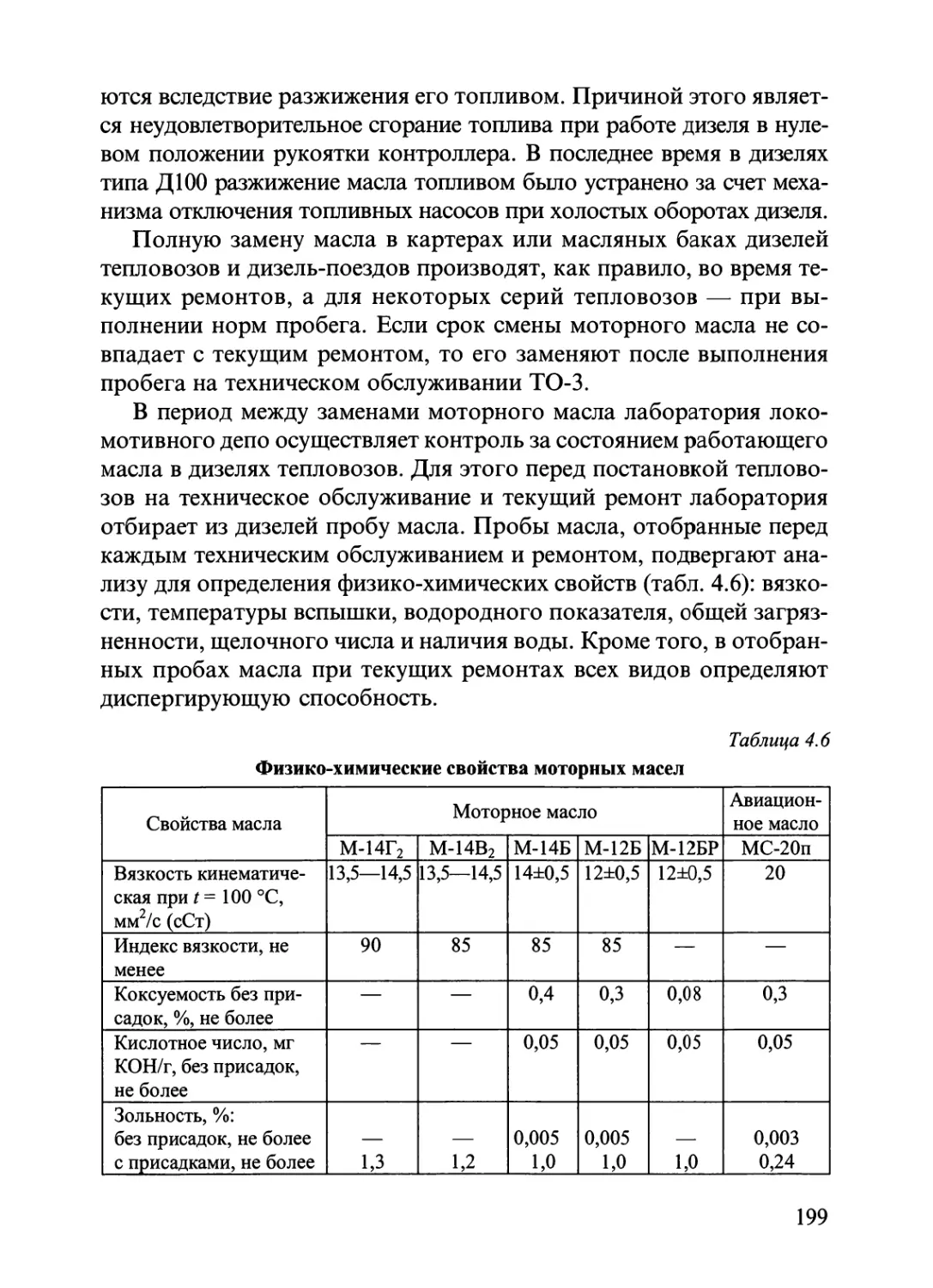
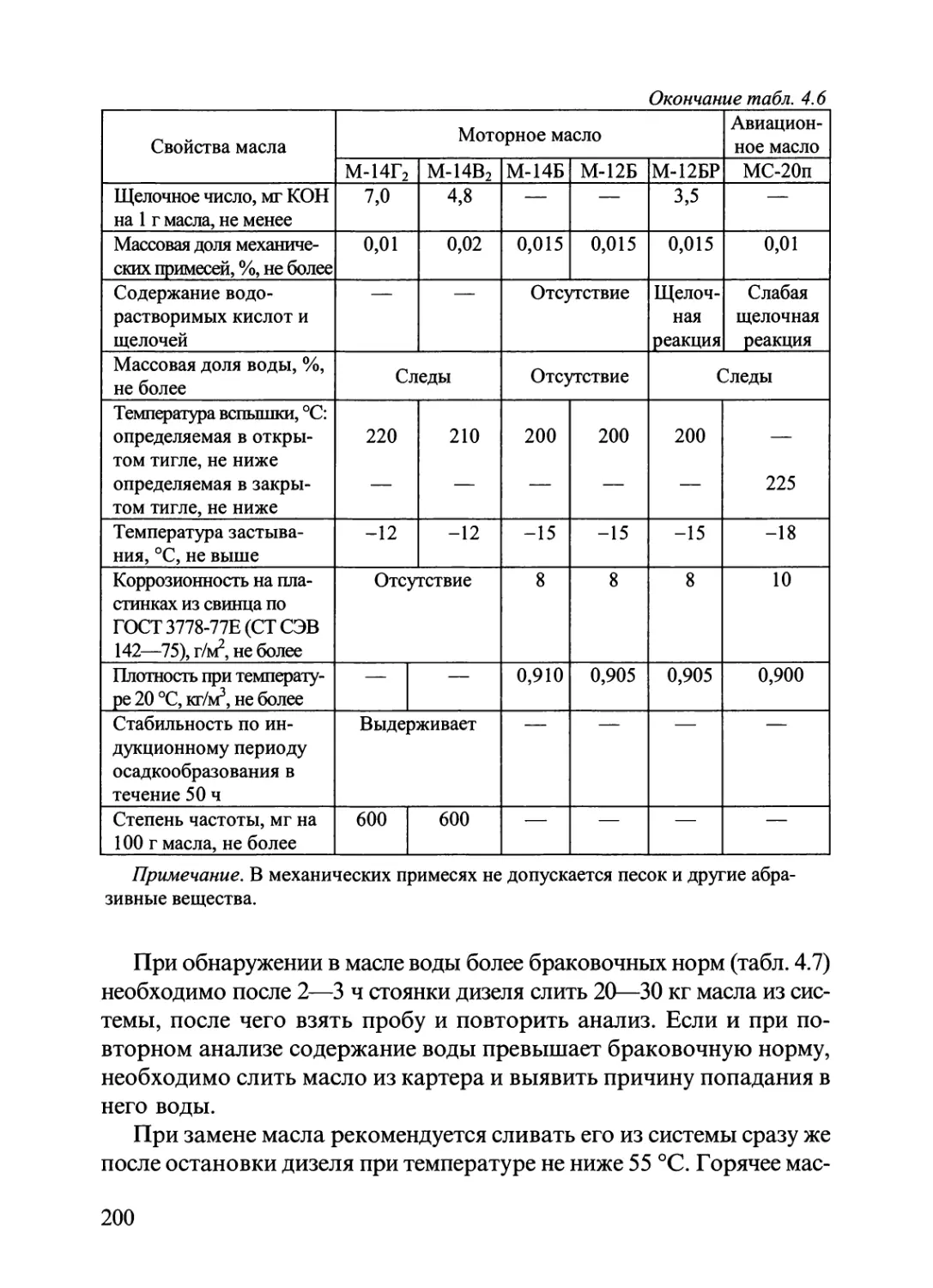
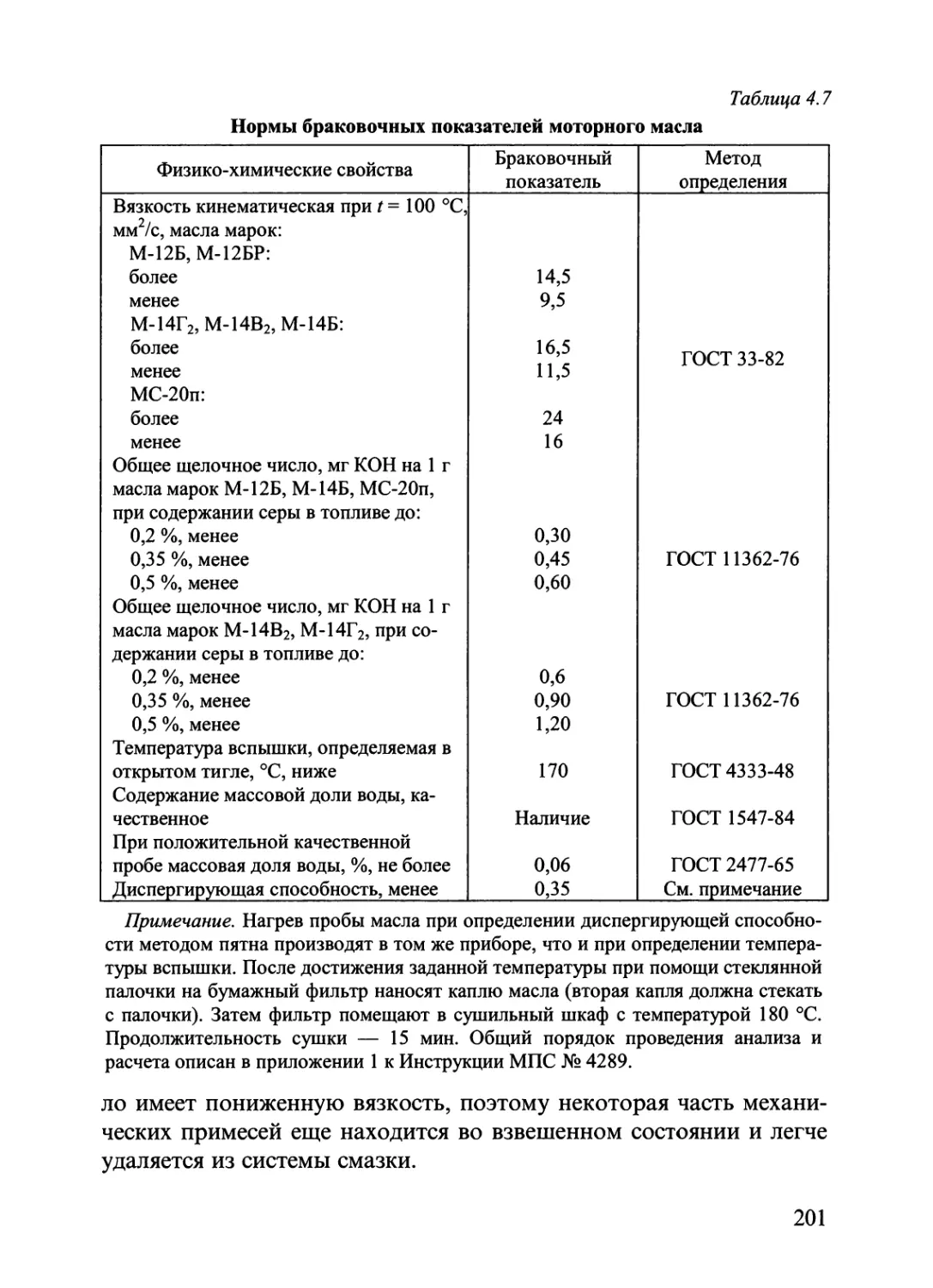
нанесения гальванических и других покрытий, поверхностного упрочнения деталей. Отличительной особенностью технического оснащения цехов локомотивных депо является наличие большого количества нестандартного оборудования, приспособлений, стендов-кантователей и другой оснастки, предназначенных для выполнения специфических ремонтных операций, контроля и испытания механических узлов, теплоэнергетического оборудования, электрических машин и аппаратов, устройств автоматики современных локомотивов.
Локомотиворемонтные заводы, их сборочные и специализированные цехи, применяющие в основном агрегатно-узловые методы ремонта, оборудованы поточными линиями, на которых выполняются ремонтные работы как локомотива в целом (локомотивосборочный цех), так и отдельных агрегатов дизеля, электрических машин, компрессоров, тележек. Локомотиворемонтные заводы имеют универсальное и специализированное оборудование, необходимое не только для восстановления, но и для изготовления новых деталей, узлов и агрегатов локомотивов для ремонта и снабжения запасными частями депо.
На зарубежных железных дорогах содержание тягового подвижного состава в исправном состоянии основано, как правило, на предупредительной системе ремонта, предусматривающей поступление локомотивов на ремонт при определенной наработке, измеряемой в километрах пробега (Франция), в часах работы дизеля (Великобритания) или по установленным календарным срокам эксплуатации (США). В большинстве стран определяются оптимальные показатели наработки между ремонтами, соответствующие минимальным значениям суммарных удельных затрат на плановые виды ремонта и техническое обслуживание с учетом ущерба от изъятия из эксплуатации локомотива.
Различия в конструкции локомотивов и условиях эксплуатации приводят к большому разнообразию видов осмотров и ремонтов. В США локомотивам проводят месячный, квартальный, полугодовой, годовой и другие ремонты, во Франции — четыре вида периодических осмотров и три вида ревизий, в Германии — случайный, основной, планово-профилактический и капитальный ремонты, в Великобритании — легкий, средний и капитальный ремонты. Ремонты проводят в депо, мастерских, на ремонтных и
строительных заводах. К локомотивным депо, выполняющим основные виды ремонтов, приписывают, как правило, крупный парк, составляющий до 700 единиц в США, 400 — в Великобритании, 150 — во Франции.
Для планирования постановки локомотивов на ремонт на зарубежных железных дорогах широко применяются ЭВМ, стационарные диагностические установки и бортовые информационные системы, позволяющие до захода локомотива в депо определить предстоящий объем ремонта, затраты рабочей силы, расход материалов и запасных частей.
Накопленный на отечественных железных дорогах опыт организации и технологии ремонта локомотивов, а также результаты исследований, проводимых Всероссийским научно-исследовательским институтом железнодорожного транспорта (ВНИИЖТ), Всероссийским научно-исследовательским и конструкционно-технологическим институтом (ВНИКТИ) и локомотивными кафедрами железнодорожных вузов, свидетельствуют о наметившихся тенденциях дальнейшего совершенствования системы ремонта и технического обслуживания локомотивов. Это в первую очередь оптимизация структуры ремонтного цикла локомотивов, определение дифференцированных, оптимальных пробегов на основе анализа надежности узлов и деталей локомотивов в конкретных условиях эксплуатации. Особое значение приобретают разработка и внедрение в практику работы депо совершенных методов автоматизированного контроля над состоянием оборудования локомотивов с помощью технических средств диагностирования, что позволит сочетать ППР локомотивов с ремонтом по фактическому состоянию и тем самым увеличить межремонтные периоды, снизить расходы на техническое обслуживание и ремонт подвижного состава.
Чтобы добиться совершенствования СТОР и повысить эффективность использования тягового подвижного состава, необходимо установить для каждого полигона тяги, как влияют на снижение работоспособности локомотивов условия эксплуатации и показатели интенсивности и режимы их работы, а также количественные показатели надежности. На базе этой информации разрабатываются научно обоснованные модели оптимизации параметров системы технического обслуживания и ремонта тягового подвижного состава.
1.3. Виды технического обслуживания и ремонта
Техническое обслуживание локомотивов. В процессе эксплуатации локомотива его узлы, детали и агрегаты подвергаются воздействию внешних факторов, приводящих к износу, коррозии, усталости металла, старению материалов и т.д.
Локомотив в процессе эксплуатации покрывается влагой, пылью, маслом; на поверхностях деталей локомотивов, охлаждаемых водой или маслом, появляются накипь, смолистые отложения, нагар. Металлические детали вследствие механического сцепления из-за шероховатости поверхностей или за счет молекулярного притяжения загрязняются, покрываются коррозией. Большинство неисправностей возникает в соединениях деталей. Значительное внимание при проведении технического обслуживания уделяется очистке или замене очищающих элементов фильтров систем дизеля, освежению или замене масла дизеля, смазке трущихся деталей, проверке качества работы форсунок, топливных насосов и т.д.
Для содержания локомотивов в исправном и работоспособном состоянии, обеспечения безопасности движения поездов, а также для предупреждения неисправностей локомотивов осуществляют техническое обслуживание локомотивов.
Перечень обязательных работ при техническом обслуживании регламентируется Инструкцией по техническому обслуживанию электровозов и тепловозов (ЦТ-685 от 27 сентября 1999 г.). В каждом локомотивном депо на основе перечня обязательных работ в зависимости от местных условий эксплуатации и технического состояния тепловозного парка устанавливают окончательный объем работ при техническом обслуживании, утвержденный службой локомотивного хозяйства дороги.
При ТО-1 предусмотрены операции по осмотру, очистке, смазке, контролю состояния узлов, агрегатов, устройств, обеспечивающих безопасность движения. Техническое обслуживание ТО-1 выполняется локомотивной бригадой в каждой поездке.
Техническое обслуживание ТО-2 магистральных локомотивов проводится в ПТОЛ высококвалифицированными слесарями под руководством мастера, маневровых и вывозных локомотивов — локомотивными бригадами или слесарями, а при управлении локомотивом «в одно лицо» — слесарями с участием машиниста. При
ТО-2 контролируют состояние дизель-генераторной установки, электрооборудования, экипажной части и вспомогательного оборудования для предупреждения неисправностей в эксплуатации. Особое внимание обращают на состояние ходовых частей, тормозного оборудования, устройств автоматической локомотивной сигнализации непрерывного действия (АЛСН), скоростемера, приборов безопасности и радиосвязи. После проведения ТО-2 в журнале формы ТУ-152 проводят необходимую отметку о техническом состоянии тепловоза.
Техническое обслуживание ТО-3 проводят на стойлах депо приписки локомотивов комплексными или специализированными бригадами. При ТО-3 осматривают все оборудование тепловоза.
Техническое обслуживание ТО-4 выполняют для поддержания профиля бандажей колесных пар в пределах, установленных Инструкцией по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520 мм (№ ЦТ-329 от 14 июля 1995 г.). При техническом обслуживании ТО-4 выполняют обточку бандажей колесных пар без выкатки из-под локомотива.
Техническое обслуживание ТО-5а проводят для подготовки локомотива к постановке в запас или резерв железной дороги. Техническое обслуживание ТО-56 предусматривается для подготовки локомотива к отправке в недействующем состоянии. Техническое обслуживание ТО-5в проводят для подготовки к эксплуатации локомотива, прибывшего в недействующем состоянии после постройки или ремонта. Для подготовки локомотива к эксплуатации после нахождения его в запасе (резерве железной дороги) предусматривается техническое обслуживание ТО-5г.
Текущий ремонт локомотивов в депо. Ремонт — это совокупность технических мероприятий по восстановлению первоначальных характеристик технического устройства, утраченных вследствие износа, старения или нештатных ситуаций.
Под нештатной ситуацией следует понимать отклонение от требований по эксплуатации, которое приводит к значительному увеличению износа и неработоспособности технического устройства. Так, несвоевременная замена масла трущихся поверхностей увеличивает износ вплоть до разрушения. Внешние механические воздействия, например при аварии, могут привести к разрушению отдельных элементов технической системы, без которых она становится неработоспособной. По этим причинам ремонт может быть плано
вым, т.е. предусмотренным техническими требованиями, и неплановым (аварийным) — из-за нештатных ситуаций. Ремонт локомотива — объективная необходимость, вызываемая техническими, эксплуатационными и экономическими причинами.
Технические причины обусловлены разнообразием выполняемых деталями функций и широким диапазоном изменения действующих на них нагрузок, наличием в сборочных единицах взаимно движущихся деталей с различными видами трения в их сопряжениях. Кроме того, имеют место отклонения от нормативных свойств материалов, допусков на точность и качество обработки, взаимного расположения деталей и т.д.
Эксплуатационные причины, различие климатических, путевых и режимных условий, в которых работают локомотивы, квалификаций локомотивных бригад, в значительной мере определяют сроки и объемы ремонтных работ.
Экономические причины связаны с целесообразностью повторного использования после восстановления базовых и наиболее дорогостоящих деталей, что позволяет уменьшить материальные и трудовые затраты.
Таким образом, для восстановления работоспособности основных узлов и агрегатов локомотивов осуществляют плановый текущий ремонт локомотивов в объемах ТР-1, ТР-2 и ТР-3. Перечень обязательных работ при текущем ремонте регламентируется Правилами технического обслуживания и текущего ремонта тепловозов соответствующих серий. В каждом локомотивном депо на основе перечня обязательных работ в зависимости от местных условий эксплуатации и технического состояния тепловозного парка устанавливают окончательный объем работ при текущем ремонте, утверждаемый начальником службы локомотивного хозяйства дороги.
При текущем ремонте ТР-1 производят работы в объеме технического обслуживания ТО-3. Дополнительно снимают для ремонта некоторые агрегаты и приборы, определяют зазоры на масло в подшипниках коленчатого вала, проводят контрольные реостатные испытания и регулировку энергосиловой установки тепловоза. Текущий ремонт ТР-1 выполняют, как правило, в локомотивных депо приписки локомотивов.
При текущем ремонте ТР-2 производят частичную разборку дизеля с выемкой поршней, снятием, ремонтом и регулировкой неко
торых электрических аппаратов, ревизией моторно-осевых подшипников, осмотром и очисткой электрических машин и другие работы. ТР-2 выполняют в специализированных депо железных дорог приписки локомотива.
При текущем ремонте ТР-3 производят разборку дизеля, выкатку тележек из-под тепловоза с последующей их разборкой, обточку бандажей и обыкновенное освидетельствование колесных пар, ремонт тяговых электродвигателей, освидетельствование и ремонт аккумуляторных батарей, ремонт секций радиатора и другие виды работ. ТР-3 выполняют в специализированных локомотивных депо железных дорог (базовых локомотивных депо).
Капитальный ремонт локомотивов. Затраты на капитальный ремонт локомотива не превышают 30 % стоимости нового локомотива, а расход металла на его ремонт значительно ниже, чем на изготовление. Кроме того, ввиду неоднородности износа в эксплуатации узлов и агрегатов подвижного состава и достаточно высокой остаточной потребительской стоимости работоспособной части становится очевидной целесообразность восстановления ресурса за счет КР. Поэтому для восстановления ресурса локомотива с заменой или восстановлением любых его частей осуществляют капитальный ремонт локомотивов в объемах КР-1 и КР-2 (в соответствии с Распоряжением ОАО «РЖД» от 17 января 2005 г.)
КР и СР выполняют, как правило, на локомотиворемонтных заводах. Перечень обязательных работ при указанных видах ремонта регламентируется Руководством по среднему и капитальному ремонту электрических машин тепловозов (РК 103.11.321—2004 ОАО «РЖД» от 16 июня 2004 г.).
СР предназначен для восстановления эксплуатационных характеристик, исправности и ресурса локомотива путем ремонта или замены только изношенных или поврежденных деталей и агрегатов. При СР проверяют состояние остальных составных частей с устранением обнаруженных неисправностей; отдельные составные части (узлы, агрегаты) подвергают модернизации.
КР предназначен для восстановления исправности и полного или близкого к полному ресурса локомотива путем замены или восстановления всех его частей, включая базовые, с последующей регулировкой, полной заменой проводов и кабелей, а также модернизацией.
Многолетний опыт показывает, что в среднем ресурс ТПС до среднего ремонта составляет три-четыре года, до капитального — пять-шесть лет. Разброс пробега в зависимости от интенсивности эксплуатации, качества текущего ремонта и обслуживания составляет 600—800 и 1800—2000 км соответственно.
У различных типов и серий ТПС срок службы установлен в пределах 20—30 лет. За это время выполняют от четырех до восьми серьезных ремонтов, из них СР — от двух до шести раз и КР — от двух до трех раз.
Уровень обновления инвентарного парка подвижного состава определяется на основании соотношения между стоимостью изготовления и нормами амортизационных отчислений. Нормальное развитие экономики транспорта и повышение уровня технического состояния подвижного состава требуют увеличения норм амортизационных отчислений и доли нового подвижного состава в эксплуатируемом парке.
Почти полное прекращение в период с 1990 по 2002 г. поставки на железные дороги нового подвижного состава привело к увеличению темпов старения эксплуатируемого парка. Ограниченность финансовых возможностей железных дорог и недостаток мощностей отечественного локомотивостроения не позволяют обеспечить опережение темпов обновления подвижного состава по сравнению с темпами его выбытия по сроку службы.
В такой ситуации становится актуальным продление срока службы подвижного состава проведением КРП, увеличивающего общий ресурс работоспособности. Одновременное улучшение тяговых и эксплуатационных характеристик при этом повышает экономическую целесообразность таких видов ремонта.
Система текущих ремонтов локомотивов по фактическому состоянию деталей и узлов. При данной системе ремонта техническое состояние локомотива контролируют в сроки, установленные в нормативно-технической документации, а объем ремонта и момент его начала определяют по техническому состоянию локомотива.
Переход на гибкую систему технического обслуживания и ремонта подвижного состава с периодическим и непрерывным контролем технического состояния, а также планового ремонта по техническому состоянию возможен только с одновременным внедрением диагностических комплексов и передовых ресурсосберегающих технологий и технических средств.
Ремонт по техническому состоянию предполагает определение объемов восстановления на основе результатов технического диагностирования, проводимого с установленной периодичностью. По результатам диагностирования определяют остаточный ресурс работоспособности. Если остаточный ресурс не удовлетворяет требованиям надежности и безопасности, то принимают решение о замене или ремонте диагностируемого узла локомотива.
Такая система обслуживания и ремонта охватывает узлы и агрегаты, конструкции которых при использовании технических средств неразрушающего контроля позволяют обеспечить ресурс до следующего регламентированного диагностирования или ремонта. К ним можно отнести подшипниковые узлы, электрические аппараты, коллекторы электрических машин и др.
Преимущества данной системы заключается в адресности ремонта. Он выполняется только тогда, когда необходим по результатам диагностирования. Это позволяет существенно снизить затраты на техническое обслуживание и ремонт. Система обеспечивает возможность прогнозирования ресурса без разборки узлов и агрегатов, гарантированную надежность при повторном использовании деталей узлов и агрегатов, выработавших ресурс по другим элементам.
Широкому распространению и внедрению системы ремонта по фактическому состоянию препятствует отсутствие необходимой базы данных, средств контроля и устройств диагностирования с высокой достоверностью технических прогнозов. Конструктивно подвижной состав базируется на устаревших технических решениях, препятствующих широкому применению данной системы ремонта.
Система ремонта по фактическому состоянию предусматривает при изготовлении подвижного состава внедрение новых технических решений, которые обеспечат ее применение. Необходимо создавать такие конструкции подвижного состава, которые обеспечивали бы применение надежных способов диагностирования и доступ ее средств к ответственным узлам. Здесь же следует учесть и потребность в значительных капиталовложениях на разработку способов и средств бортовых (встроенных) систем технического диагностирования. Кроме того, необходимы специальное оборудование рабочих мест и ремонтных цехов, а также разработка и внедрение системы определения объемов ремонтных работ. Важно также создать банк данных о техническом состоянии практически всех ответствен
ных узлов и деталей подвижного состава для соответствующей корректировки результатов диагностики.
Система ремонта по отказам. Ремонт по отказам предусматривает восстановление только в случае перехода технической системы или ее элемента из работоспособного состояния в неработоспособное. Ремонт или замена назначаются при повреждении или выходе из строя узла, т.е. тогда, когда он стал неработоспособным. Ремонт по отказам, как правило, применяют к узлам и элементам, состояние которых оценивается визуально или с помощью простых линейных измерений, а ремонт выполняется только в случае повреждений (например, к опорам дизелей, лобовым и боковым стеклам, внутренней и внешней обшивке кузова, крыше, водоотводам, лестницам, конструкционным элементам кузова, фундаментам силовых агрегатов, воздуховодам, трубопроводам и др.).
В соответствии с Программой повышения эффективности работы локомотивного хозяйства на 2005—2007 гг. (№ 893Ц от 27 сентября 2004 г.) совершенствование системы ремонта локомотивов и постепенный переход к ремонту по техническому состоянию будут осуществляться за счет непрерывного или периодического контроля и измерения параметров, определяющих техническое состояние локомотивов, и оперативного определения объема ТО и ТР для каждого локомотива в отдельности.
Комплексная система ТО и ТР должна быть дифференцирована для новых и находящихся в эксплуатации локомотивов. Улучшение технико-экономических показателей ремонта для новых локомотивов базируется на применении износостойких материалов в конструкциях узлов и деталей оборудования и на оснащенности встроенными бортовыми диагностическими средствами. Для локомотивов, находящихся в эксплуатации, внедрение комплексной системы ТО и ТР должно проводиться поэтапно.
Первый этап внедрения предполагает использование средств контроля и диагностирования для проверки исправности оборудования локомотивов после ремонта, а также для поиска места и характера отказа в целях устранения неисправностей при неплановых ремонтах.
На втором этапе для каждого базового депо определяют агрегаты, узлы, детали, состояние которых ограничивает увеличение наработки между ТО и ТР. Формируют оптимальный состав диагностических комплексов оборудования, обеспечивающий требуемые достовер
ность диагнозов, технологичность контроля, минимизацию затрат на оценку технического состояния локомотивного оборудования.
На третьем этапе на каждый локомотив составляют «электронный» паспорт, включающий данные о техническом состоянии его оборудования по результатам диагностирования, штатных измерений и осмотров.
Оснащение ремонтных предприятий локомотивного хозяйства средствами контроля и диагностирования, внедрение автоматизированных рабочих мест (АРМ) подсистемы АСУ-ремонт позволяет перейти к организации мониторинга технического состояния ТПС, предусматривающего:
- максимальное использование средств контроля и диагностирования первой очереди;
- разработку типовых технологических процессов контроля и диагностирования и соответствующую корректировку технологических процессов ТО и ТР;
- разработку и внедрение встроенных систем диагностирования для новых локомотивов или локомотивов, подвергающихся модернизации;
- создание АСУ локомотивного хозяйства, включающей АРМ для анализа диагностической информации и планирования объема ТР;
- подготовку технических требований и создание опытных образцов средств контроля и диагностирования второй очереди;
- разработку и реализацию технических требований к контролепригодности, ремонтопригодности и эксплуатационной технологичности локомотивов нового поколения для эффективного внедрения средств диагностирования, позволяющих минимизировать суммарные затраты на ТО и ТР.
В последующие пять лет предусматривается разработать и внедрить автоматизированную систему технического диагностирования (АСТД), включающую встроенные, внешние и переносные устройства контроля для каждого типа локомотивов. Намечено в этот же период организовать диагностирование с применением радиоканала «локомотив — базовое депо», а также использование навигационной системы для предупреждения предотказных ситуаций, влияющих на безопасность движения поездов. Кроме того, будет создана автоматизированная система неразрушающего контроля, включающая стационарные напольные устройства, переносные дефектоскопы, встроенные системы дефектоскопии. Значительное чис
ло депо будет включено в АСУ локомотивного хозяйства с подсистемой АСУ-ремонт в базовых локомотивных депо.
Внедрение первого этапа системы обслуживания локомотивов с применением средств диагностирования некоторых узлов и агрегатов на ряде железных дорог позволило на 20—30 % увеличить нормы межремонтных периодов без снижения эксплуатационной надежности ТПС. Организация системы ремонта с учетом технического состояния оборудования для новых локомотивов в комплексе с подсистемой АСУ позволит перейти к новой технологии управления техническим состоянием локомотива и существенно повысить технико-экономические показатели.
Преимущество такой системы заключается в минимизации затрат на ремонт. Он осуществляется только в случае необходимости, а также при отсутствии потребности в специальном оборудовании для дефектировки и измерений. Такая система не требует обязательной разборки и контроля узлов, находящихся на текущий момент в работоспособном состоянии.
Недостатками данной системы являются низкая надежность и отсутствие гарантии безаварийной работы. Такую систему ремонта целесообразно применять там, где заложены высокая конструктивная надежность и гарантия безаварийной работы и где выход из строя не повлечет за собой катастрофических последствий для всей технической системы.
Существующие на железнодорожном транспорте способы поддержания подвижного состава в исправном и работоспособном состоянии используют в разной степени все рассмотренные системы ремонта. Для повышения эффективности работы ведется постоянный поиск оптимального сочетания систем ремонта. Решающие факторы при выборе конкретных объемов работ по каждой из систем — обеспечение требуемой надежности, безопасности движения, уменьшение расходов на ремонт и эксплуатацию, окупаемость капиталовложений.
1.4. Нормативно-техническая документация по обслуживанию и текущему ремонту локомотивов
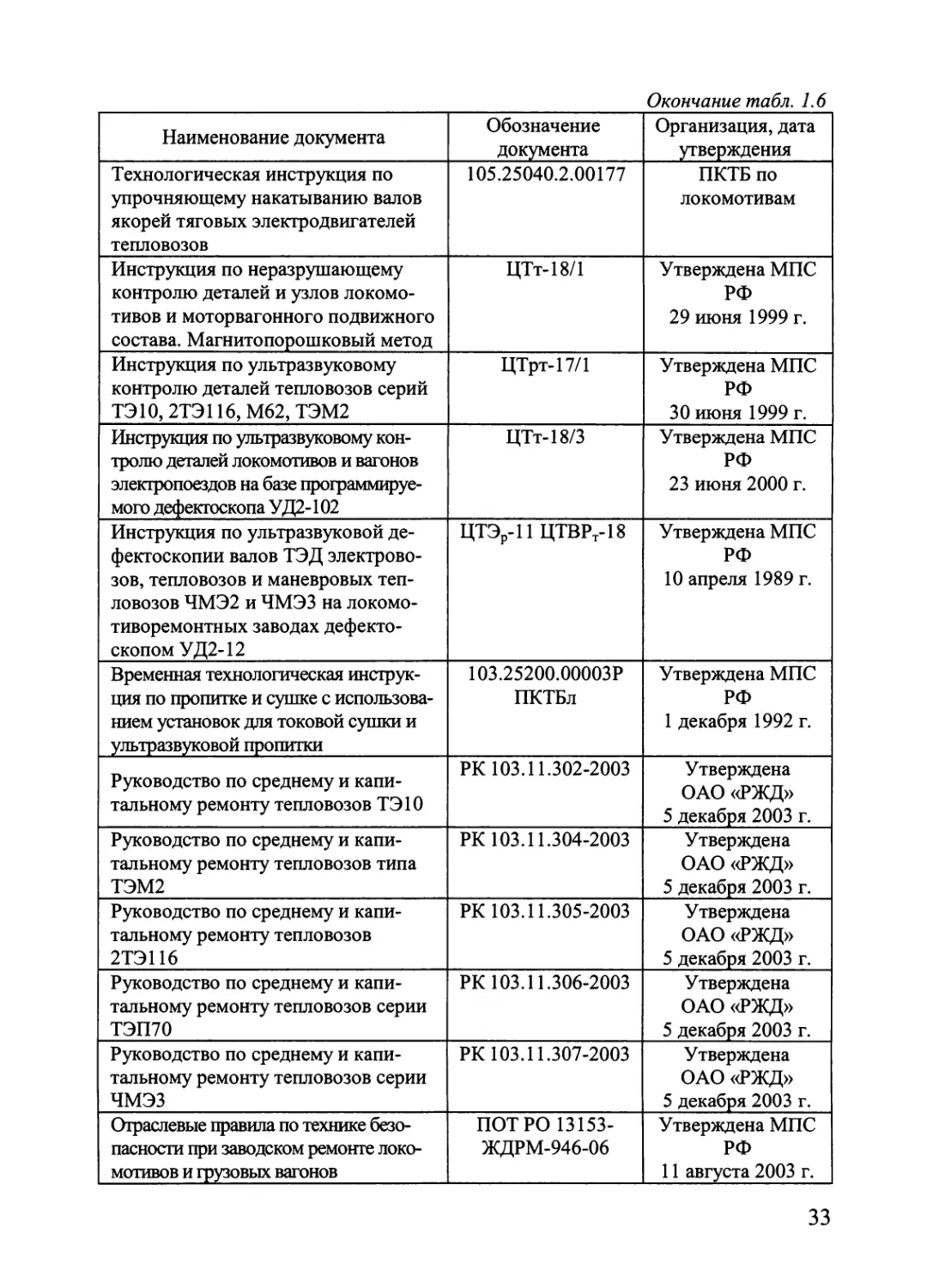
Нормативно-техническую документацию (табл. 1.6) традиционно разрабатывают научно-исследовательские и проектно-конструкторские организации, которые используют теоретические исследования,
результаты лабораторных или эксплуатационных испытаний, а также обобщенные статистические данные об износах и долговечности.
Таблица 1.6
Перечень основной технической документации
Наименование документа Обозначение документа Организация, дата утверждения
Технологическая инструкция на сушку, пропитку, компаундировку обмоток электрических машин тепловозов 105.25000.00275/89 (103.25200.00159) ПКТБ по локомотивам
Инструкция по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов ЦТ-336 Утверждена МПС РФ 11 августа 1995 г.
Инструкция по техническому содержанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава ЦТ-330 Утверждена МПС РФ 11 июня 1995 г.
Временные инструктивные указания по обслуживанию и ремонту узлов с подшипниками качения дизелей и вспомогательного оборудования тягового подвижного состава ЦТтеп-87/11 Утверждены 10 апреля 1985 г.
Основные условия ремонта и модернизация тягового подвижного состава, узлов и агрегатов на ремонтных заводах МПС России ЦТ-ЦТВР-409 Утверждены МПС РФ 20 декабря 1996 г.
Инструкция по применению смазочных материалов на локомотивах и моторвагонном подвижном составе ЦТ/940 Утверждена МПС РФ 16 мая 2003 г.
Технологическая инструкция по маркировке и клеймению деталей и узлов электрических машин тепловозов 105.25000.00184 ПКТБ по локомотивам
Технологическая инструкция на сварку обмотки с петушками коллекторов якорей электрических машин на установках АДГ507УХЛ4 и У1036МУХЛ4 105.25000.00395 ПКТБ по локомотивам
Технологическая инструкция по пропитке обмоток якорей электродвигателей в компаунде КП-99ИД класса нагревостойкости Н 103.25271.00159 ПКТБ по локомотивам
Окончание табл. 1.6
Наименование документа Обозначение документа Организация, дата утверждения
Технологическая инструкция по упрочняющему накатыванию валов якорей тяговых электродвигателей тепловозов 105.25040.2.00177 ПКТБ по локомотивам
Инструкция по неразрушающему контролю деталей и узлов локомотивов и моторвагонного подвижного состава. Магнитопорошковый метод ЦТт-18/1 Утверждена МПС РФ 29 июня 1999 г.
Инструкция по ультразвуковому контролю деталей тепловозов серий ТЭ10, 2ТЭ116, М62, ТЭМ2 ЦТрт-17/1 Утверждена МПС РФ 30 июня 1999 г.
Инструкция по ультразвуковому контролю деталей локомотивов и вагонов электропоездов на базе программируемого дефектоскопа УДО-102 ЦТт-18/3 Утверждена МПС РФ 23 июня 2000 г.
Инструкция по ультразвуковой дефектоскопии валов ТЭД электровозов, тепловозов и маневровых тепловозов ЧМЭ2 и ЧМЭЗ на локомотиворемонтных заводах дефектоскопом УД2-12 ЦТЭр-11 ЦТВРт-18 Утверждена МПС РФ 10 апреля 1989 г.
Временная технологическая инструкция по пропитке и сушке с использованием установок для токовой сушки и ультразвуковой пропитки 103.25200.00003Р ПКТБл Утверждена МПС РФ 1 декабря 1992 г.
Руководство по среднему и капитальному ремонту тепловозов ТЭ10 РК 103.11.302-2003 Утверждена ОАО «РЖД» 5 декабря 2003 г.
Руководство по среднему и капитальному ремонту тепловозов типа ТЭМ2 РК 103.11.304-2003 Утверждена ОАО «РЖД» 5 декабря 2003 г.
Руководство по среднему и капитальному ремонту тепловозов 2ТЭ116 РК 103.11.305-2003 Утверждена ОАО «РЖД» 5 декабря 2003 г.
Руководство по среднему и капитальному ремонту тепловозов серии ТЭП70 РК 103.11.306-2003 Утверждена ОАО «РЖД» 5 декабря 2003 г.
Руководство по среднему и капитальному ремонту тепловозов серии ЧМЭЗ РК 103.11.307-2003 Утверждена ОАО «РЖД» 5 декабря 2003 г.
Отраслевые правила по технике безопасности при заводском ремонте локомотивов и грузовых вагонов ПОТРО 13153-ЖДРМ-946-06 Утверждена МПС РФ 11 августа 2003 г.
Правила деповского ремонта разбиты на отдельные главы и имеют несколько приложений. В первой главе определены правила постановки тепловозов на ремонт и их приемки из ремонта. Вторая глава посвящена общим положениям по ремонту тепловозов (разборке, очистке, контролю, сварке, термообработке, креплению деталей и т.д.). В последующих главах определены объем и порядок технических обслуживаний ТО-2, ТО-3 и текущих ремонтов ТР-1, ТР-2 и ТР-3. В приложениях к Правилам приведены таблицы норм допусков на ремонтные размеры основных сборочных единиц и деталей тепловозов, перечислены технические требования и условия проведения реостатных испытаний тепловозов, испытаний электрических машин и регулировки электроаппаратов и т.д.
Правила заводского ремонта тепловозов содержат общие технологические положения по разборке, очистке, сварке, восстановлению и креплению деталей и конкретные положения по объемам работ, допускам и техническим требованиям к основным частям тепловоза: дизелю, вспомогательному оборудованию, электрооборудованию, экипажной части. В Правилах приведены нормы размеров и износов деталей, правила проверок, испытаний и регулировок основных агрегатов.
Кроме того, Департамент локомотивного хозяйства ежегодно направляет в службы локомотивного хозяйства железных дорог документ «Анализ порч и неплановых ремонтов тепловозов», в котором перечислены мероприятия по их предотвращению. Этот документ является дополнением к действующим правилам и инструкциям.
Руководящими документами являются также и инструкции по эксплуатации локомотивов, техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов, освидетельствованию и формированию колесных пар, по сварочным и наплавочным работам при ремонте локомотивов и др.
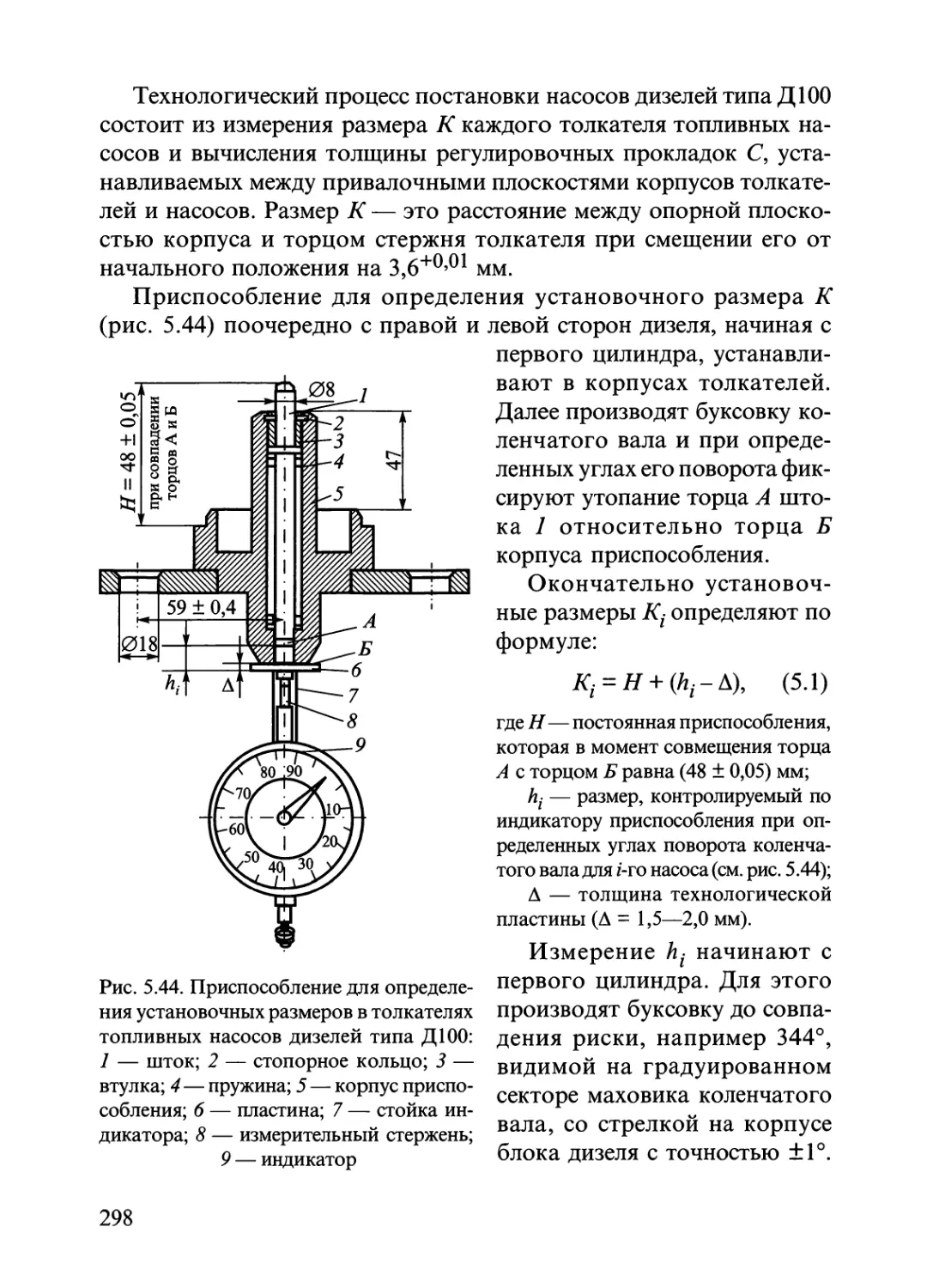
Порядок работ при ремонте локомотивов устанавливается нормами и графиками технологического процесса в виде ленточных графиков и определителей работ. Ремонт деталей и узлов осуществляется по картам технологического процесса, разработанным согласно требованиям единой системы технической документации (ЕСТД).
Кроме названной документации, при ремонте составляют или заполняют:
- книгу записи ремонта локомотива, моторвагонного подвижного состава, железнодорожных кранов (форма ТУ-28) с предварительной записью предстоящего вида и сверхнормативного объема ремонта;
- предварительную опись состояния локомотивов (форма ТУ-23);
- акт проверки технического состояния локомотива, моторвагонного подвижного состава, крана, предназначенных для пересылки в недействующем состоянии (форма ТУ-25);
- книгу регистрации ремонта, технического обслуживания и учета пробегов локомотивов, моторвагонного подвижного состава между всеми видами ремонта и технического обслуживания (форма ТУ-27);
- журнал технического состояния локомотива (форма ТУ-152) с обязательной записью прибывшего машиниста о техническом состоянии локомотива непосредственно перед поступлением в ремонт;
- технический паспорт тепловоза (форма ТУ-9Т) в комплекте с паспортами на дизель, тяговый генератор, тяговые электродвигатели, колесные пары, компрессор, насосы, главные резервуары и другие взаимозаменяемые агрегаты и узлы.
В указанных документах отражены все технические данные, виды и объемы произведенных ремонтов, пробеги (по основным агрегатам) от постройки до ремонта, данные о модернизации, смене и обмерах ответственных деталей при ремонтах, даты ремонта, заменяемые детали и др. При обезличивании агрегатов в процессе ремонта тепловоза паспорта заменяемых агрегатов перекладывают из паспорта одного тепловоза в другой.
1.5. Принципы формирования оптимальной системы технического обслуживания и ремонта локомотивов
Условия эксплуатации и режимы работы локомотивов с течением времени меняются. Это приводит к тому, что вместо детерминированной расчетной нагрузки на каждую деталь действует их распределение с некоторой плотностью вероятностей. Вероятностный характер рабочих свойств деталей, а также условий эксплуатации и режимов работы (т.е. нагрузок) приводит при эксплуатации к неизбежному разбросу длительности работы деталей и узлов до отказа. Это вполне естественно, так как длительность работы до отказа является функцией рабочих свойств, нагрузок и условий эксплуатации. Аналогичное влияние распределение рабочих свойств и условия эксплуатации оказывают и на такие параметры, характеризующие надежность локомотивов в эксплуатации, как показатели ремонтопригодности: длительность восстановления после отказа, затраты трудовых, материальных ресурсов и финансовых средств на ремонт локомотивов.
Реализованный в конкретных условиях уровень надежности локомотивов предполагает установление соответствующей системы их ремонтного обслуживания, характеризующейся определенными значениями ее параметров (виды и порядок чередования ремонтов, межремонтные пробеги, объемы восстановительных работ на ремонтах и пр.). Эти параметры оказывают влияние на показатели эксплуатационной надежности, т.е. изменение параметров системы ремонта приводит к изменению надежности локомотивов в эксплуатации. Таким образом, между надежностью локомотивов в эксплуатации и системой их ремонтного обслуживания существует как прямая, так и обратная связь.
Аналогичным образом можно показать, что обратная связь должна быть между процессом создания локомотивов и их надежностью, с одной стороны, и между режимами работы локомотивов и их надежностью — с другой. Наличие этих связей дает возможность оптимизировать процесс создания локомотивов так, чтобы общие затраты на создание, эксплуатацию и ремонтное обслуживание локомотивов были минимальными.
На стадии создания локомотивов в зависимости от затрат Ес обеспечиваются те или иные рабочие характеристики и соответствующий уровень надежности Нс. На стадии использования под воздействием условий эксплуатации и режимов работы, характеризующихся нагрузками Хэ, а также системы ремонта, характеризующейся совокупностью параметров Zp, реализуются некоторые уровни эксплуатационной надежности Нэ и затрат на ремонт Ер. Рассмотренные зависимости в общем виде можно представить следующим образом:
~~ Унэ^с’ *э)>
£э+£р — \|/ЭрС^с’ ^р)‘
Таким образом, уровень надежности фигурирует одновременно в двух сопряженных зависимостях. В первой из них (сфера создания локомотивов) надежность является функцией затрат на создание, во второй (сфера эксплуатации локомотивов) затраты на эксплуатацию и ремонт являются функцией надежности. Оптимальным следует считать такой уровень надежности, которому соответствует минимум функции суммарных народнохозяйственных затрат на создание, эксплуатацию и ремонт локомотива:
ZE = Ec + E3 + Ep = E(Xp,Jf3,Zp).
Отсюда следует, что суммарные затраты представляют собой функцию рабочих свойств Ур локомотива, заложенных на стадии создания, нагрузок Хэ, являющихся следствием конкретных условий эксплуатации и режимов работы, а также параметров системы ремонта Zp, зависящих, в свою очередь, от и Х3. Как следует из приведенных соображений, надежность локомотивов в эксплуатации служит связующим звеном, основой для выбора той или иной стратегии, которая должна применяться на стадиях изготовления, использования и ремонтного обслуживания локомотивов. Таким образом, для повышения эффективности работы локомотивов необходимо управлять их надежностью.
Искусственное расчленение рассмотренных стадий жизненного цикла локомотивов и попытки оптимизации каждого из этих процессов в отдельности без учета уровня надежности в эксплуатации не могут полностью вскрыть резервы повышения эффективности локомотивов, особенно при возрастающей сложности их конструкции, повышении интенсивности их использования и расширении климатических зон для новых железнодорожных линий. Только комплексный подход к оптимизации процессов создания, использования и ремонтного обслуживания локомотивов как единого процесса дает возможность решить проблему повышения эффективности и надежности электрической и тепловозной тяги в соответствии с современными требованиями.
На современном этапе развития техники в связи с увеличением ее сложности одной из важнейших проблем является совершенствование управления различными производственно-техническими процессами и системами. К их числу относятся и такие системы, как локомотивное хозяйство, локомотивный парк депо, отдельный локомотив, а также процессы их эксплуатации, технического обслуживания и ремонта.
При решении проблемы совершенствования управления любым процессом или системой ставится цель, заключающаяся в достижении экстремальных значений технико-экономических критериев, т.е. совершенствование управления осуществляется путем оптимизации. Оптимальным управлением называют осуществление такого режима, при котором реализуются наилучшие технико-экономические показатели.
Сущность общего метода оптимизации технических процессов, применимого к широкому классу задач, состоит в следующем. Составляются три группы уравнений: уравнения связи, математически описывающие управляемый процесс; уравнения технико-экономических показателей, связывающие предыдущие уравнения с критериями оптимальности; уравнения, выражающие алгоритмы управления процессом. Основными инструментами оптимизации управления различными процессами и системами служат математические методы, разработанные в новых разделах математики, появившихся в связи с потребностями современного производства. К ним относятся теория исследования операций, теория обслуживания, теория очередей, теория игр, теория управляемых систем и т.п.
Одним из важных вопросов оптимального управления является строгое уяснение цели и выбор критерия оптимальности (определение показателя качества). В теории исследования операций различают два вида целей и соответствующих критериев эффективности (оптимальности):
1) качественные цели, которые могут быть только или достигнуты, или не достигнуты. При этом критерий оптимальности должен принимать лишь два значения (например, 0 и 1);
2) количественные цели, определение которых заключается в стремлении увеличить (или уменьшить) значение некоторой величины, которая и определяет эффективность процесса.
В качестве критериев оптимальности могут выступать как различные технические и экономические показатели системы и ее элементов, так и некоторые обобщенные параметры, определенным образом объединяющие все или часть этих показателей. К критерию оптимальности предъявляется ряд требований (возможность количественной оценки, простота вычисления или измерения, наглядный физический смысл — эффективность). Например, при решении задачи определения оптимального уровня надежности локомотива на стадии создания в качестве критерия оптимальности выступает минимум суммарных затрат на создание, ремонт и эксплуатацию (обслуживание).
При оптимизации параметров системы технического обслуживания и ремонта возможно применение нескольких критериев оптимальности в зависимости от поставленной задачи.
Математическая модель оптимизируемой системы (объекта, процесса) представляет собой систему уравнений (неравенств), связывающих критерии оптимальности и управляемые параметры этой системы. Эти зависимости отражают объективно существующие в системе технические и экономические закономерности. К математическим моделям оптимизации предъявляют два противоречивых требования — простота и адекватность объекту исследования.
В нашем случае речь идет об управлении надежностью локомотивного парка путем совершенствования системы технического обслуживания. Под системой технического обслуживания и ремонта локомотивов понимают совокупность технико-экономических положений, определяющих содержание локомотивного парка в работоспособном (и исправном) состоянии и регламентирующих следующие параметры:
а) номенклатуру технических обслуживании и ремонтов и их количество в ремонтном цикле К^;
б) чередование технических обслуживании и ремонтов, т.е. структуру ремонтного цикла;
в) периодичность технических обслуживании и ремонтов (межремонтные пробеги и периоды Lpz, i = l...K*p);
г) глубину восстановления (характеристики технических обслу-живаний и ремонтов, т.е. объемы ремонтных и контрольно-профилактических работ).
Перечисленные параметры являются входными, управляемыми и влияют на выходные показатели эффективности системы технического обслуживания и ремонта локомотивов (критерии оптимальности).
Под восстановительной работой понимают некоторое единовременное воздействие на техническую систему (локомотив), цель которого — определение состояния системы и ликвидация отказа (если он имеет место) либо улучшение характеристик безотказности, работоспособности и экономичности. Каждая восстановительная работа (техническое обслуживание или ремонт) может быть охарактеризована тремя особенностями, влияющими на ее длительность или на потери (затраты), вызванные ее проведением.
Во-первых, проведение восстановительной работы (ремонта) может потребоваться либо в некоторый случайный момент времени (например, при отказе локомотива в период между плановыми ремонтами), либо в заранее назначенный срок (плановые ТО и ТР). Ремонт в случайный, заранее неизвестный момент (неплановый ре
монт) может потребовать дополнительного времени на организацию ремонтной бригады, рабочего места (ремонтного стойла) и тому подобной подготовительной работы. Это приводит к увеличению времени восстановления (простоя локомотива) и затрат, к ущербу от задержки поездов из-за отказа локомотива на линии, а также в ряде случаев к увеличению трудоемкости непланового ремонта.
Во-вторых, необходимо учитывать, в каком состоянии находился локомотив в начале восстановительной работы. Целесообразно предусмотреть разбиение множества возможных состояний локомотивов на два класса — работоспособное и неработоспособное. Если восстановительная работа начинается в отказавшей системе, то необходимо затратить дополнительное время на поиск отказавшего элемента и ликвидацию последствий отказа.
Наконец, особое влияние на длительность и стоимость ремонта оказывает глубина восстановления, которая характеризуется тем, какая часть системы обновляется и до какого уровня. В зависимости от глубины восстановления система приводится в работоспособное или исправное состояние, что влияет на безотказность работы и интенсивность отказов при последующей эксплуатации.
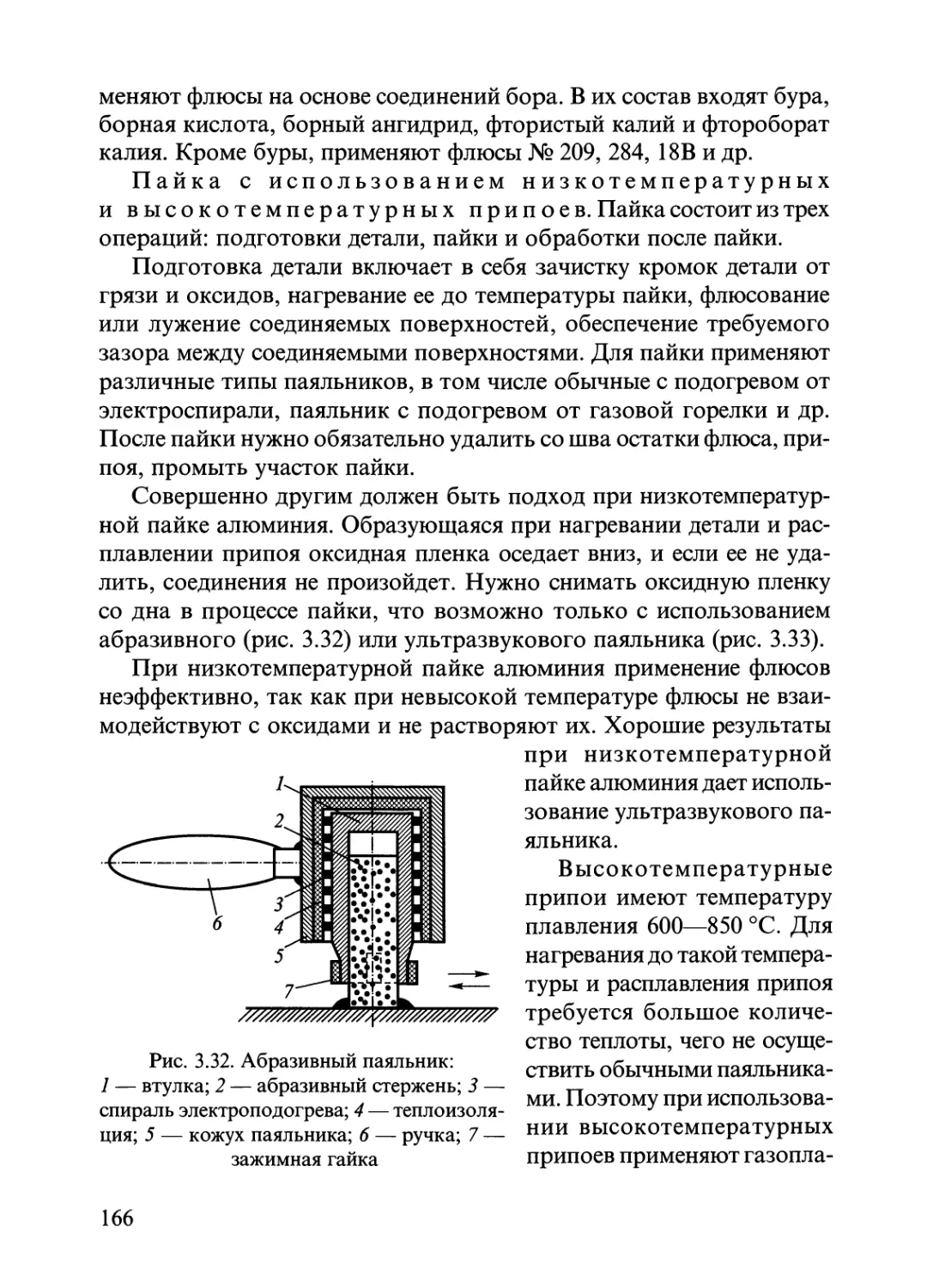
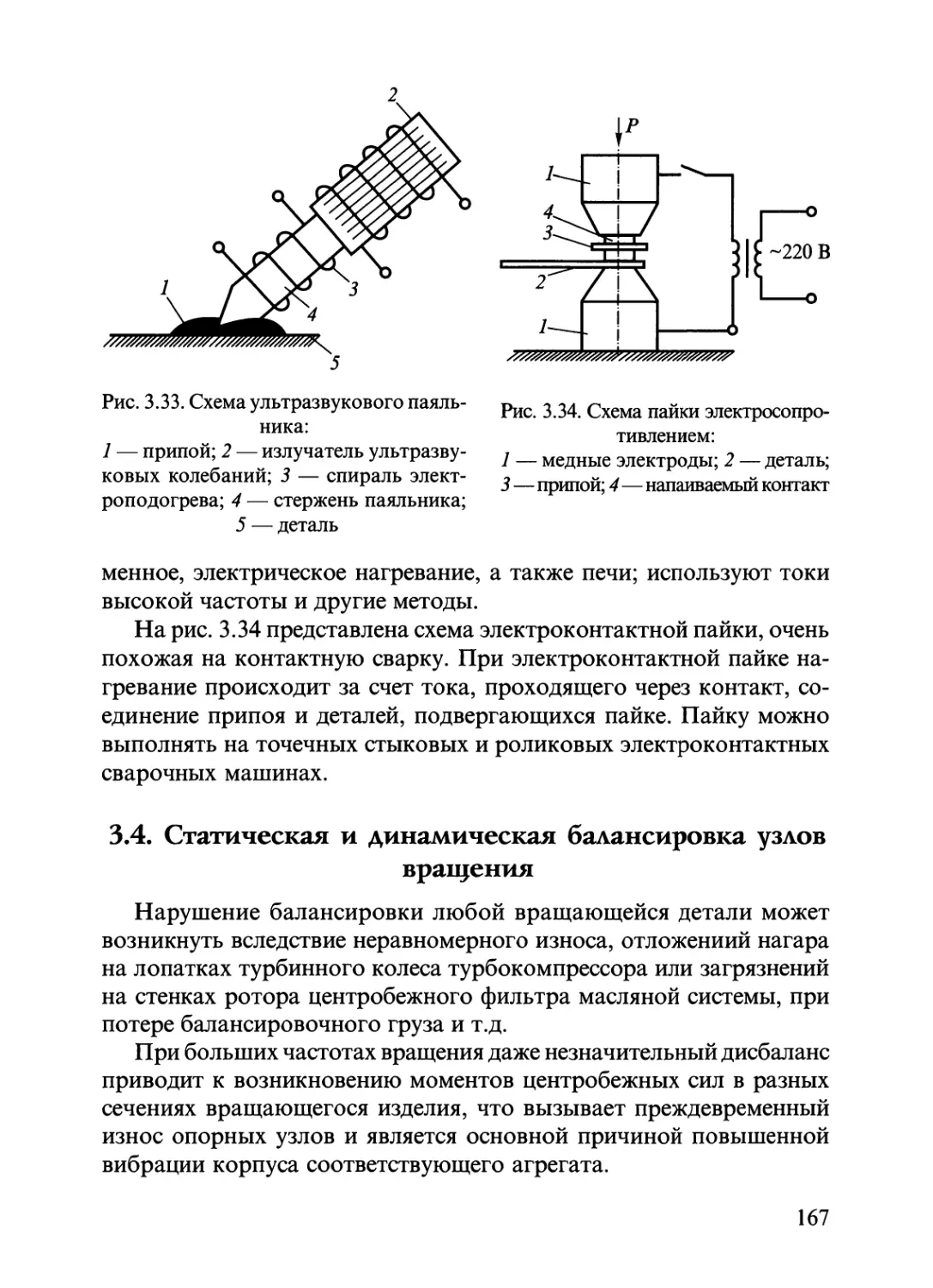
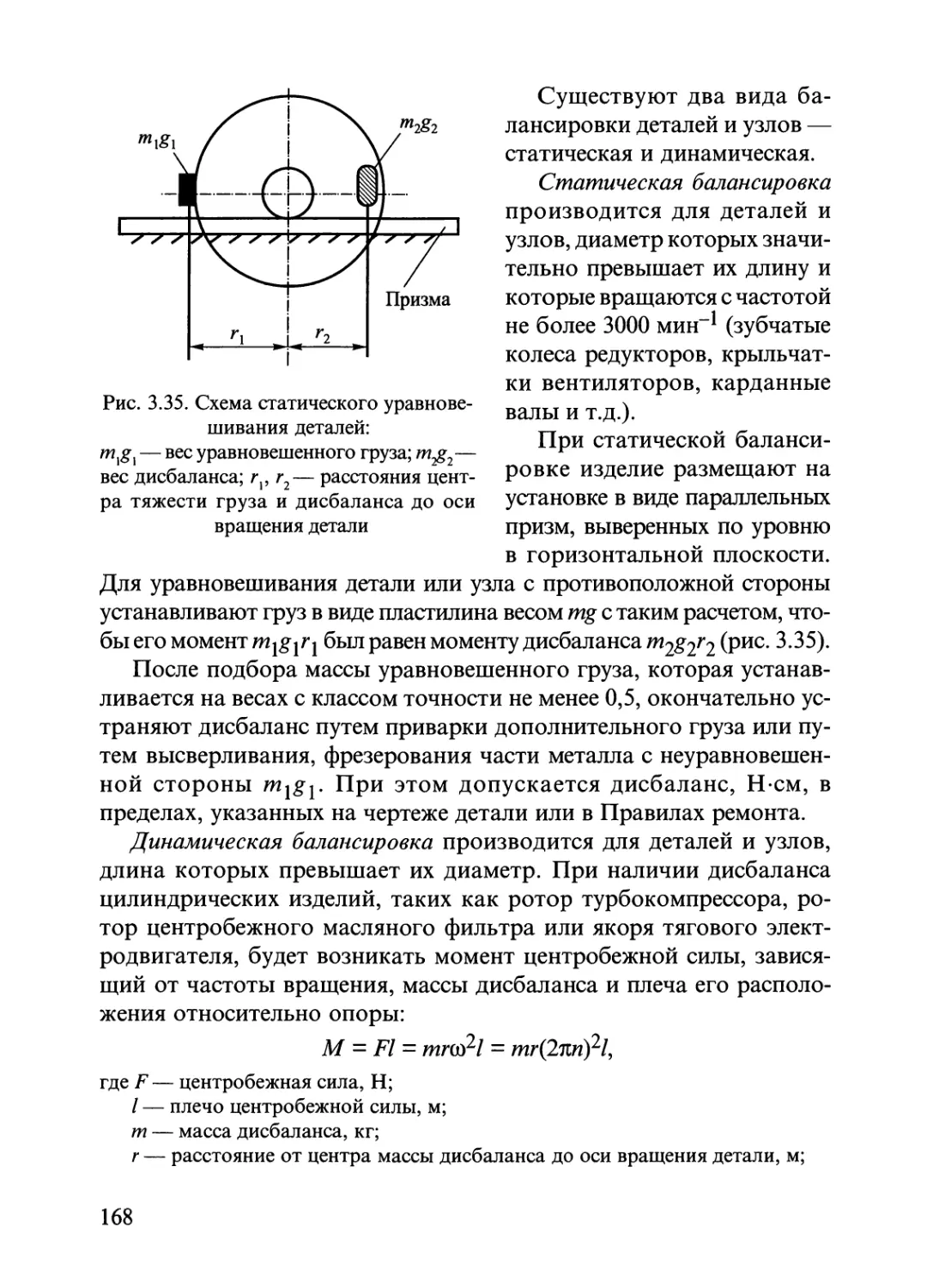
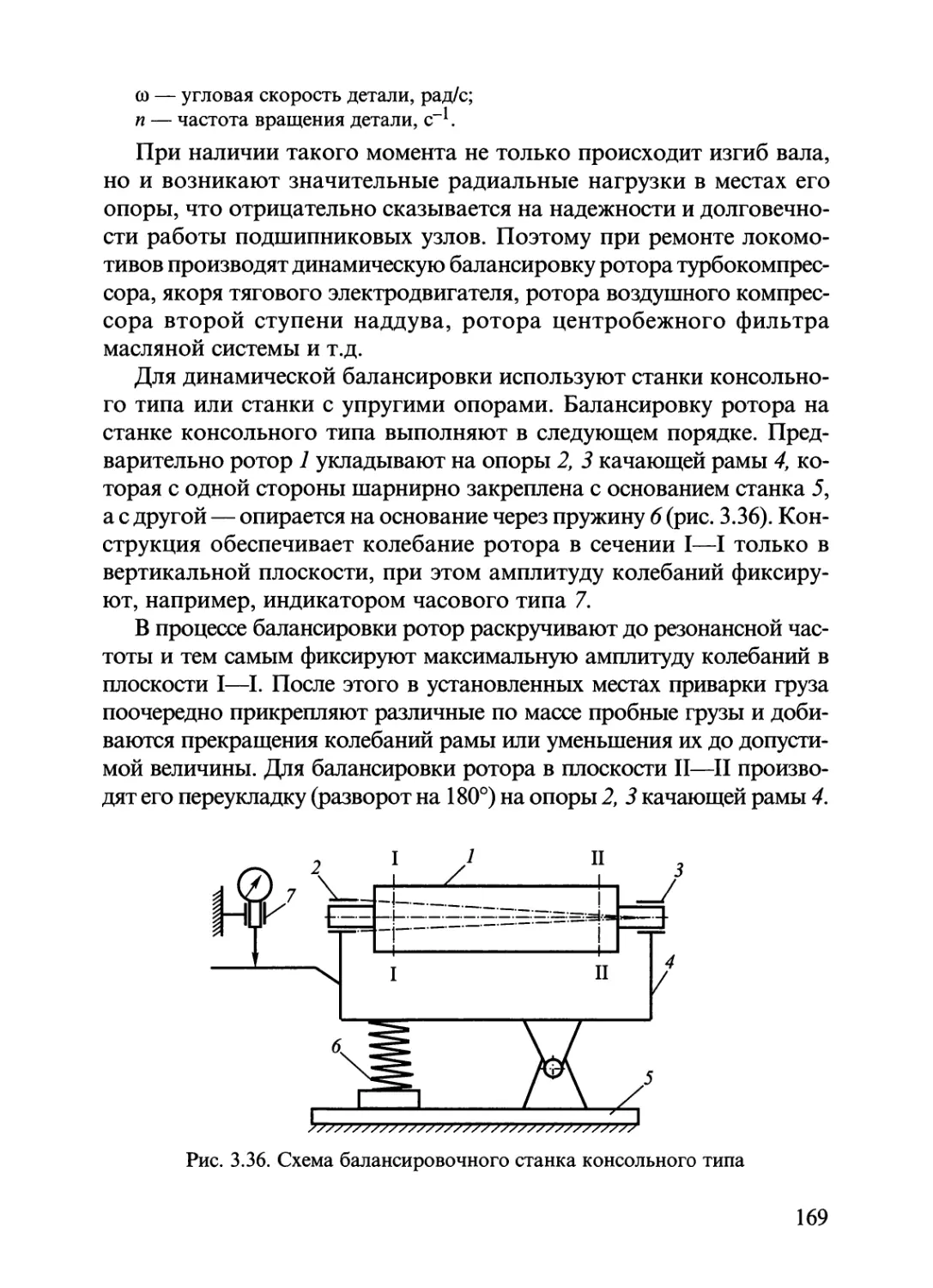
При классификации восстановительных работ локомотивов можно выделить следующие разновидности глубины восстановления:
а) восстановительные работы в локомотиве не производятся (проводятся только проверочные и контрольно-диагностические операции);
б) после восстановительной работы локомотив полностью приводится в исправное состояние;
в) после восстановительной работы обновляется часть элементов локомотива, т.е. обеспечивается лишь работоспособность локомотива и исправность части узлов и деталей.
Следует отметить, что восстановительная работа, не обновляющая ни одного элемента, проводится только в работоспособной системе для определения ее состояния. В остальных случаях — б) и в) — восстановительная работа может проводиться как с работоспособной системой, так и с отказавшей. Таким образом, весь комплекс восстановительных работ можно условно разделить на две группы:
а) технические обслуживания, предназначенные для предупреждения (профилактики) отказов;
б) ремонты (текущие и капитальные) по обнаружению и устранению отказов.
Внутри каждой из этих групп могут быть несколько разновидностей ТО и ремонтов, различающихся объемом контрольно-диагностических и ремонтных операций.
В любом случае основное требование, предъявляемое к системе ТО и ремонта, состоит в обеспечении максимальной вероятности того, что в некоторый произвольный момент времени локомотив окажется работоспособным и выполнит свои функции, а затраты труда, времени и средств для поддержания его в работоспособном состоянии будут минимальными.
В зависимости от назначения и сложности локомотива восстановительные работы могут производиться:
а) по достижении определенной наработки (планово-предупредительный ремонт);
б) по достижении назначенных предельных значений рабочих параметров узлов и деталей (по фактическому техническому состоянию);
в) по обоим названным показателям (комбинированная система).
В последний период действовал ремонтный цикл для локомотивов, включающий в себя технические обслуживания ТО-1, ТО-2, ТО-3, ТО-4, текущие ремонты ТР-1, ТР-2, ТР-3 и капитальные (заводские) ремонты КР-1, КР-2.
Номенклатура видов ТО и ремонтов определяется сложностью локомотива, т.е. тем, на сколько групп элементов, имеющих одинаковую долговечность, можно его разделить. Число же одноименных видов ТО и ремонтов определяется соотношением пробегов между различными видами ТО и ремонтами, т.е. их кратностью. Таким образом, наиболее важным параметром системы ТО и ремонта, влияющим в определенной степени на остальные параметры, является межремонтный пробег (период) Лр, определяемый долговечностью узлов и деталей локомотива. Объем восстановительных работ для каждого вида ТО и ремонта определяется числом элементов локомотива, включенных в каждый вид ремонтного обслуживания и имеющих одинаковую долговечность. От этого зависят трудоемкость и длительность того или иного вида ТО и ремонта. На эти параметры существенно влияют и способы организации и технологические особенности ремонта соответствующих узлов и деталей.
Изменение указанных параметров, в первую очередь Лро, приводит к изменению СТОР в целом, при этом сочетание оптимальных параметров обеспечит получение оптимальной системы. Совершен
ство СТОР локомотивов определяется ее выходными показателями, в качестве которых выступают характеристики технико-экономической эффективности. Поэтому при определении оптимальных пробегов локомотивов между плановыми ремонтами необходимо исходить из оптимальной продолжительности работы отдельных узлов и деталей между их ремонтами. Исходя из специфики конструкции, работы, а также степени влияния отказов элементов на безопасность движения, можно принять следующие критерии оптимальности межремонтных периодов:
- минимум суммарных затрат на плановые и неплановые ремонты элементов локомотива с учетом ущерба от порчи локомотивов на линии, а также от понижения экономичности;
- обеспечение заданной вероятности безотказной работы в период между плановыми ремонтами;
- максимум коэффициента готовности локомотива.
Для выбора наиболее целесообразного метода нахождения оптимальной продолжительности работы узлов и деталей локомотивов следует разбить их на два класса. К первому классу нужно отнести узлы и детали локомотива, отказ которых не влияет на уровень безопасности движения; ко второму классу — детали и узлы, влияющие на безопасность движения в случае их отказа.
Под оптимальной продолжительностью эксплуатации деталей первого класса между плановыми ремонтами понимают такой межремонтный пробег, при котором суммарные затраты на плановые и неплановые ремонты этих деталей с учетом ущерба от порчи на линии будут минимальными, т.е. оптимальный межремонтный период для деталей первого класса экономически целесообразен.
Для деталей второго класса экономический подход к определению межремонтного срока в большинстве случаев неприемлем, поэтому целесообразный межремонтный срок выбирают исходя из необходимости обеспечить заданную (гарантийную) вероятность безотказной работы.
На основании приведенного анализа можно сформулировать основные принципы, которые должны быть положены в основу разработки методов оптимизации надежности эксплуатации и СТОР локомотивов:
1) системный подход к решению проблемы, т.е. рассмотрение стадий проектирования, изготовления, эксплуатации и ремонта, на ко
торых закладывается, реализуется и восстанавливается надежность локомотивов, в их взаимосвязи и неразрывности;
2) оптимизация параметров системы ремонтного обслуживания локомотивов с учетом конкретных условий эксплуатации, т.е. применение дифференцированного подхода к решению задачи;
3) учет народнохозяйственной эффективности использования локомотивов при экономической оценке отказов и порчи локомотивов, а также соблюдение требований безопасности движения при определении межремонтных периодов;
4) использование характеристик надежности узлов и деталей локомотивов и вероятностно-статистических методов исследования.
Указанные принципы формирования оптимальной СТОР локомотивов положены в основу Программы повышения эффективности работы локомотивного хозяйства на 2005—2007 гг. (№ 893Ц от 27 сентября 2004 г.).
1.6. Основные понятия и количественные показатели надежности локомотивов
Определение оптимальных параметров СТОР локомотивов базируется на использовании количественных показателей надежности, полученных при их эксплуатации в конкретных условиях. Теория надежности позволяет на основе количественного анализа качества изготовления оборудования, а также изменения рабочих характеристик в процессе работы прогнозировать показатели работоспособности в разных условиях эксплуатации, определять закономерности изнашивания узлов и деталей и, главное, вероятность безотказной работы узлов, агрегатов и локомотивов в целом. Для решения этих задач в депо ведут наблюдения за техническим состоянием локомотивов, анализируют данные об отказах и повреждениях, определяют количественные показатели надежности.
В соответствии с принятой терминологией (ГОСТ 27.002.89 и ОСТ 34.46.95) надежность — это свойство локомотива сохранять во времени тяговые качества, обеспечивая значения установленных эксплуатационных показателей в заданных пределах, соответствующих режимам и условиям использования, технического обслуживания и ремонта, хранения и транспортирования. Надежность — свойство комплексное, включающее в себя безотказность, долговечность, ремонтопригодность и сохраняемость.
Безотказность — свойство локомотива (узла, детали) непрерывно сохранять работоспособность в течение заданного времени (наработки) без вынужденных перерывов.
Долговечность — способность локомотива (узла, детали) длительно сохранять работоспособность до отказа или другого предельного состояния при установленной системе технического обслуживания и ремонта.
Ремонтопригодность — это приспособленность локомотива (узла, детали) к предупреждению, обнаружению и устранению отказов и повреждений путем проведения технического обслуживания и ремонта.
Сохраняемость — свойство локомотива (узла, детали) непрерывно сохранять исправное (работоспособное) состояние в течение и после срока хранения (резерва, запаса) и транспортирования.
Надежность как свойство, проявляемое в ходе эксплуатации локомотива, характеризуется различными его состояниями и их изменениями (событиями). Различают следующие состояния, в которых может находиться локомотив (узел, деталь):
- исправное — локомотив соответствует всем требованиям правил технической эксплуатации (ПТЭ), правил ремонта и другой нормативно-технической документации; локомотив допускается к поездной и маневровой работе;
- неисправное — локомотив не удовлетворяет хотя бы одному из требований указанной нормативно-технической документации; последствия неисправности могут быть различными — от незначительных, не влияющих на выполнение тяговых функций, до катастрофических;
- работоспособное — локомотив обеспечивает выполнение тяговых функций с установленными техническими параметрами в пределах допустимых изменений состояния (работоспособное состояние может быть и при наличии некоторых неисправностей, исправный же локомотив обязательно работоспособен);
- неработоспособное — локомотив не может выполнять тяговые функции с установленными техническими показателями (в части безопасности движения, топливно-энергетической экономичности и т.п.) и поэтому не допускается к эксплуатации.
Переход из одного состояния в другое является событием. Наиболее важные события — отказ, повреждение.
Отказ — это событие, заключающееся в нарушении работоспособного состояния локомотива (узла, детали), в результате чего он
полностью или частично теряет свои тяговые свойства, и требуется восстановление или замена его элементов. Отказом локомотива следует считать любую его неисправность, вызвавшую внезапную остановку поезда на перегоне. Отказы агрегатов, узлов, деталей, распределенные во времени, называют потоком отказов.
Событие, заключающееся в нарушении исправности локомотива, при сохранении его работоспособности, называется повреждением (дефектом}. К повреждениям можно отнести перегорание осветительных ламп, вмятины на корпусах, неисправности некоторых измерительных приборов и др.
Очень важно правильно классифицировать изменение состояния локомотива и его узлов (отказ, повреждение, дефект): по месту появления и обнаружения (на линии, в депо при ТО или ТР); по влиянию на выполнение графика движения поездов (остановка, задержка движения, требование резервного локомотива); по продолжительности ликвидации отказа и величине затрат и тяжести последствий. При анализе надежности учитывают только отказы, возникшие в нормальных условиях эксплуатации, и не учитывают те, что вызваны нарушением установленных правил и норм эксплуатации.
По форме развития и проявления отказы делят на две группы — внезапные и постепенные (износовые, параметрические).
Внезапные отказы характеризуются быстрым, почти мгновенным переходом из работоспособного состояния в неработоспособное (нарушение целостности детали, скачкообразное изменение рабочего параметра с выходом за границы поля допуска и т.п.). Внезапные отказы обычно трудно предупредить, потому что определяющие их параметры либо неизвестны, либо не поддаются контролю, либо требуют весьма трудоемкого и дорогостоящего контроля. Вместе с тем современные средства технического диагностирования и неразрушающего контроля, правильно организованная система ТО и ТР позволяют сводить к минимуму потоки внезапных отказов.
Постепенные отказы связаны с наблюдаемым износом, параметры которого можно контролировать, а значит, можно предотвратить отказ соответствующими воздействиями, мерами.
Отказ, повреждение, дефект по своей природе являются событиями случайными, так как вызываются многими факторами, имеющими случайный характер. Их появление в каждый заданный момент
времени может быть определено соответствующей вероятностью Q(l), где / — пробег. Чем меньше эта вероятность, тем выше надежность (безотказность) данной детали (узла, агрегата, локомотива в целом). Длительность работы до перехода в неисправное или неработоспособное состояние (из-за повреждения, отказа), вызываемого указанными случайными факторами, является случайной величиной и может быть охарактеризована распределением вероятностей, которое называется законом распределения. Закон распределения случайной величины, например длительности работы до отказа, может быть задан в виде функции распределения:
ДО = р(£отк < О,
где р — вероятность того, что записано в фигурных скобках — пробег до отказа L0TK не более данного пробега /. Естественно, что при увеличении / эта вероятность возрастает и стремится к единице при /—>®о.
Второй формой задания закона распределения случайной величины является плотность распределения/(/), называемая дифференциальной формой закона распределения:
j{l)~---, км х.
al
Для различных деталей электромеханических систем, примерами которых являются современные тепловозы и электровозы, характерны следующие виды закона распределения длительности / работы до отказа: экспоненциальный, гамма-распределение, нормальный и Вейбулла—Гнеденко. При этом вид закона распределения /(/) и его числовые параметры для каждой конкретной детали определяются ее свойствами, заложенными при изготовлении, а также рабочими нагрузками и условиями эксплуатации.
Зная закон распределения пробега до отказа, можно определить количественные показатели надежности, среди которых основными и наиболее часто применяемыми являются:
- вероятность отказа за пробег /
I
О
- вероятность безотказной работы в течение пробега I
I
Р(0 = 1-2(Z) = 1- J7(l)dl-,
О
- частота отказов в функции пробега /
км-1;
41 <п
- интенсивность отказов
Х(7) = ^, км"1;
Р(/)’
- математическое ожидание длительности пробега до отказа (имеет физический смысл среднего значения пробега до отказа)
оо оо
M[L]= J lf(l) dl = j P(l)dl~ Lcp, KM.
о 0
Важной характеристикой уровня надежности парка эксплуатируемых локомотивов является параметр потока отказов со, среднее значение которого можно определить по статистическим данным за определенный период эксплуатации
N N
со = У п . /У L., км-1,
i=l i=l
где N — число локомотивов в парке;
иотк i — число отказов z-ro локомотива за анализируемый период;
Lz- — пробег z-ro локомотива за этот же период.
С помощью перечисленных показателей оценивают безотказность и долговечность локомотива в целом, а также его отдельных узлов и деталей. Ремонтопригодность количественно оценивается длительностью простоя на конкретных видах технического обслуживания, текущего и непланового ремонтов, а также соответствующими затратами труда, материалов и других ресурсов на восстановление работоспособности локомотива или отказавших деталей и узлов. При этом используют обычные методы осреднения статистических данных о ремонте за достаточно представительный период.
1.7. Модели оптимизации параметров ремонтного цикла локомотивов
При разработке моделей оптимизации параметров системы технического обслуживания и ремонта единиц тягового подвижного состава (ЕТПС) возможны по крайней мере два методических подхода: поэлементный и интегральный. В первом случае определяютмеж-ремонтные периоды для каждого элемента локомотива (детали, узла, блока, агрегата), после чего их группируют по признаку близости значений, получая несколько видов технического обслуживания и ремонта, т.е. ремонтный цикл локомотива. Во втором случае локомотив рассматривают как единую, нераздельную систему.
Поскольку параметры СТОР должны соответствовать уровню фактической надежности локомотивов в конкретных условиях эксплуатации, модели оптимизации ее параметров (в первую очередь межремонтных периодов) строятся на показателях безотказности и долговечности деталей, узлов и локомотива в целом. Основными формами таких данных являются закон распределения длительности работы деталей до отказа, зависимость износа деталей от пробега и зависимость параметра потока отказов локомотива от времени.
В качестве критериев оптимальности межремонтных периодов используют несколько параметров, предварительно разделив все элементы локомотива на два класса: в первый включают элементы, отказы которых не влияют на уровень безопасности движения поездов; во второй — элементы, отказы которых могут привести к нарушению безопасности движения.
Для деталей первого класса оптимальным межремонтным периодом Lpo будет такой, которому соответствуют минимальные суммарные затраты на плановые и неплановые ремонты с учетом ущерба от порчи локомотивов на линии, минимальное число замен деталей, максимальное значение коэффициента готовности (или минимальное значение коэффициента простоя на ремонте), т.е. будет экономически целесообразный межремонтный период.
Для деталей второго класса экономический подход к определению Lpo практически неприемлем; оптимальный межремонтный период должен определяться только исходя из обеспечения заданной вероятности безотказной работы.
При сохранении единства принципов оптимизации, перечисленных выше, в различных научных коллективах разработаны методы совершенствования СТОР локомотивов с использованием различных критериев оптимальности и тех или иных показателей надежности. Например, на кафедре «Электрическая тяга» МИИТа создана модель оптимизации по минимуму суммарного удельного приведенного числа ремонтов, которому пропорциональны приведенные затраты на текущие ремонты и капитальные затраты в ремонтном хозяйстве. Целевая функция, подлежащая минимизации, имеет вид:
L
р К J
р
где К = 0ц/Сп — коэффициент соотношения затрат на плановые Сп и неплановые Сн ремонты узла (детали);
co(Z) — параметр потока отказов узла;
Лр — межремонтный пробег.
Необходимо отметить, что при использовании указанной модели требуется знать зависимость параметра потока отказов от межремонтного пробега, что сопряжено со значительными трудностями.
Модели оптимизации параметров СТОР локомотивов, разработанные в Омском государственном университете путей сообщения (ОмГУПС), базируются на использовании закона распределения длительности работы элементов локомотивов до явного отказа (замены) или закономерностей нарастания износа при постепенных (износовых) отказах. Так, для деталей, имеющих явные отказы, целевая функция, подлежащая минимизации для определения оптимального межремонтного пробега Лро, имеет вид:
оо
^р) = Г--------[l-(l-YcWp)L
jp(Z)(ZZ
о
где/(/) — закон распределения (плотность вероятностей) длительности работы детали до отказа;
p^ = f/(/)<// о
вероятность безотказной работы детали;
Yc - CtJCk — отношение затрат на плановый и неплановый ремонты;
Сп — затраты на плановый ремонт детали;
Сн — затраты на неплановый ремонт детали с учетом ущерба от отказа на линии.
Определение оптимального значения межремонтного периода осуществляется путем минимизации t7(Lp), т.е. решения уравнения dU(L )
_____L_ = о Для выполнения расчетов по определению доста-dL ' Р
точно знать закон распределения длительности работы детали до отказа/(/) и его числовые параметры (математическое ожидание Lcp и среднее квадратическое отклонение оД а также затраты Сп и Сн и их отношение у .
Достижение предельного значения параметров (границ браковочного допуска), характеризующих постепенный износ детали, квалифицируется как неявный параметрический отказ. Имеет место нормальный закон распределения длительности работы до отказа. В этом случае математическое ожидание длительности работы детали Lcp и среднеквадратическое отклонение находятся по статистическим данным о нарастании износа детали при увеличении пробега локомотива.
Среди элементов локомотива, подверженных постепенному износу и разрегулировке, имеется ряд деталей и сборочных единиц (топливные насосы, форсунки), изменение состояния которых приводит к снижению экономичности, хотя и не вызывает явного отказа. При выходе рабочего параметра такой сборочной единицы за пределы допуска в период между плановыми ремонтами будет повышаться удельный расход топлива, что вызовет увеличение затрат на топливо за время эксплуатации до планового ремонта (регулировки). Для подобных элементов оптимальным следует считать такой межремонтный период, который обеспечивает минимум затрат на плановые ремонты и расход топлива, величина которого определяется формулой:
£ = П У4 Р° ] а N С ’ у т ср т
где Сп — затраты на плановый ремонт (регулировку) элемента дизеля, влияющего на экономичность, руб.;
Ст — цена топлива, руб./кг;
Куч — средняя участковая скорость, км/ч;
7Vcp — средняя мощность дизеля, кВт;
ат — коэффициент нарастания удельного расхода топлива в течение пробега, (кг/кВт-ч-км.)
Межремонтный период для деталей второго класса, отказы которых влияют на безопасность движения, должен обеспечить заданный гарантийный уровень безотказности Рг в период между плановыми ремонтами. Вероятность безотказной работы детали за пробег между плановыми ремонтами Lp
L р Pr(Lp)=l- //W О
Задавшись требуемым значением гарантийной вероятности безотказной работы Pr(Lr) и решив уравнение относительно Lp, можно определить значение межремонтного периода Lpr, которое будет тем меньше, чем выше заданный уровень безотказности.
Локомотив является сложной технической системой, состоящей из множества деталей т типов. Определив описанными способами оптимальные (гарантийные) значения межремонтных периодов для каждого типа детали Lpo/ (/ = 1 ...т), необходимо разделить их на группы с близкими значениями Lpo/, так как проводить т видов ремонтов нецелесообразно. Полученное число групп определяет количество видов технического обслуживания и ремонта К^. Для каждой группы необходимо определить общий для всех деталей, вошедших ву-ю группу, межремонтный пробег Lpy (j = 1 ...Кр). Причем у-й вид ремонта должен включать в себя все работы, входящие в ремонты с номерами от 1 до (/—1); периодичностьу-го ремонта должна быть не больше наименьшей из периодичностей Lpry ремонта деталей второго класса, включенных в данный ремонт. Кроме того,
следует обеспечить условие кратности периодичности у-го ремонта периодичностям ремонтов от первого до (/-1)-го. Число деталей, включенных в у-й вид ремонта, определяет объем восстановительных работ и соответствующую трудоемкостьу-го вида ремонта. Таким образом, сформируется ремонтный цикл с оптимальными параметрами.
Найденные описанным способом значения параметров ремонтного цикла являются оптимальными, т.е. соответствуют уровню надежности парка локомотивов, работающих в конкретных условиях эксплуатации данного депо, и минимуму ремонтных затрат с учетом ущерба от отказов локомотивов на линии. Естественно, эти параметры ремонтного цикла (в первую очередь межремонтные пробеги и объемы видов ремонта) должны обеспечивать заданный уровень Рг безотказности деталей, влияющих на безопасность движения.
Глава 2. ЭКСПЛУАТАЦИОННЫЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЭФФЕКТИВНОСТЬ РАБОТЫ
И НАДЕЖНОСТЬ УЗЛОВ ЛОКОМОТИВА
2.1. Условия эксплуатации локомотивов
В комплекс параметров внешней среды, в которой работают локомотивы, входят следующие погодно-климатические параметры:
- температура воздуха;
- атмосферное давление;
- влажность атмосферного воздуха (низкая, высокая);
- аэродинамическое сопротивление;
- запыленность воздуха (содержание абразивных частиц);
- атмосферные осадки (дождь, снег, роса, иней, гололед).
Скорость процессов, протекающих в узлах и деталях локомотивов и вызывающих снижение работоспособности и надежности, в значительной степени определяется интенсивностью использования локомотивов, режимами их работы, зависящими, в свою очередь, от следующих эксплуатационных характеристик:
- профиля пути (величины подъемов, их частоты и протяженности, количества кривых, их радиуса);
- массы грузовых поездов;
- скорости движения поездов по участку.
Воздействие окружающей среды, усиленное высокой интенсивностью использования локомотивов, на их узлы и детали приводит к нарушению работоспособности, изменению рабочих параметров и характеристик. Чтобы обеспечить безотказную и эффективную работу локомотивов, необходимо знать, какое влияние на них оказывают факторы внешней среды и системы эксплуатации.
Схемы влияния параметров окружающей среды на работоспособность и экономичность тепловозов, на надежность деталей, узлов и тепловоза в целом приведены на рис. 2.1 и 2.2.
Рис. 2.1. Влияние параметров внешней среды на функционирование тепловозов
Рис. 2.2. Влияние параметров окружающей среды на надежность узлов и деталей тепловозов (работоспособность)
Режимы работы энергосиловой установки, тяговой передачи и других узлов тепловоза определяют механические нагрузки на детали, тепловую и электрическую напряженность механических и электрических элементов. Особо вредное воздействие оказывают неблагоприятные режимы и их сочетания: частые пуски и остановки дизеля, «сбросы-наборы» позиций, холостой ход. Одним из важнейших показателей режимов работы тепловозов и интенсивности их использования является мощность. Для каждого тягового участка существует свое распределение мощности, характеризуемое средним значением, коэффициентом загрузки дизеля, коэффициентом вариации мощности.
Низкая температура наружного воздуха вызывает возрастание вибрации экипажной части и всего локомотива из-за увеличения жесткости верхнего строения пути. Это отрицательно отражается на работоспособности тяговых электродвигателей и секций радиатора холодильника. В морозные дни на головках рельсов образуется пленка — конгломерат воды, песка и пыли, которая резко снижает сцепление бандажей колесных пар с рельсами и нередко вызывает бок-сование колес. При боксовании возрастает износ бандажей колесных пар и усиливается вибрация частей локомотива. В зимнее время возможны попадание внутрь тяговых электродвигателей снега и осаждение влаги на открытых поверхностях изоляции, что приводит к ее увлажнению.
В летний период работа локомотивов также затруднена из-за встречных или боковых ветров, часто сопровождающихся пылевыми бурями. Твердые частицы, содержащиеся в воздухе, вызывают абразивный износ трущихся поверхностей деталей дизеля, тяговых электрических машин и узлов экипажной части локомотива. Высокая температура наружного воздуха способствует быстрому старению электроизоляционных материалов, потере эластичности резиновых деталей и ухудшает качество функционирования систем охлаждения воды и масла. При высокой температуре наблюдается более интенсивное испарение смазочных материалов, что способствует прилипанию пыли, содержащей абразивные и токопроводящие частицы, к поверхностям экипажной части и изоляции электрического оборудования.
Закономерное уменьшение массы воздуха, поступающего в цилиндры, ведет к понижению мощности дизеля, неполному сгоранию топлива и повышенному нагарообразованию на деталях цилиндропоршневой группы.
2.2. Влияние режимов работы локомотива на экономичность и надежность работы дизеля
Эксплуатационные режимы работы локомотивных энергетических установок отличаются большим разнообразием, обусловленным различной массой поездов, разнообразием профиля пути, климатических условий и т.п.
К числу основных режимов работы локомотивов можно отнести установившийся (стационарный) и неустановившийся (нестационарный) режимы. Нестационарный режим связан с пуском дизеля, набором и сбросом нагрузок при его работе в промежуточных позициях.
Известно, что доля холостого хода дизеля составляет примерно 50 % общего времени эксплуатации локомотива. При этом дизель используется для привода тормозного компрессора (для поддержания давления воздуха в тормозной магистрали), вентиляторов охлаждения тяговых электродвигателей и других вспомогательных агрегатов. В зимних условиях время работы тепловозных дизелей на холостом ходу значительно возрастает из-за необходимсти поддержания требуемого уровня температур теплоносителей в системах дизеля.
Работа дизеля на холостом ходу происходит обычно в его низкотемпературном состоянии, что значительно затрудняет протекание рабочего процесса из-за чрезмерного возрастания коэффициента избытка воздуха. Это приводит к снижению температуры рабочей смеси и, как следствие, к увеличению периода задержки воспламенения.
Условия работы топливной аппаратуры тепловозных дизелей на холостом ходу характеризуются нерегулярным впрыском топлива (пропуском подачи), неравномерным подъемом иглы форсунки, нестабильностью остаточного давления топлива в трубопроводе. Это вызывает изменение угла опережения впрыскивания топлива в цилиндр. Неполнота сгорания топлива способствует разжижению моторного масла и, как следствие, повышает износ узлов трения дизеля. В результате снижаются надежность и ресурс дизеля, ухудшается топливная экономичность и увеличивается удельный расход топлива.
Работа дизелей на частичных нагрузках, составляющих значительную часть эксплуатационных режимов, также отрицательно влияет на технико-экономические показатели двигателей.
23. Экономичность работы дизеля на холостом ходу
Отключение группы цилиндров. Повышение качества работы дизеля на холостом ходу достигается отключением группы цилиндров, что способствует прекращению поступления топлива в цилиндры. При этом для сохранения частоты вращения дизеля постоянной регулятор дизеля воздействует на рейки топливного насоса высого давления (ТНВД) работающих цилиндров в сторону увеличения цикловой подачи топлива, чем способствует повышению качества впрыска топлива и процесса смесеобразования. Влияние отключения цилиндров на показатели рабочего процесса двух- и четырехтактных дизелей неоднозначно.
На двухтактных тепловозных дизелях типа Д100 при двух ТНВД, работающих на один цилиндр, существенное увеличение цикловой подачи топлива насосов одного ряда достигается путем выключения насосов второго ряда (десяти ТНВД). В этом случае часовой расход топлива при работе на одном ряду насосов при изменении частоты вращения от 400 до 600 мин-1 снижается на 17—20 %, а индикаторный КПД повышается от 0,25 до 0,35. При этом значительно уменьшается количество несгоревшего топлива, а следовательно, в большей степени устраняются процессы смолоотложения в выпускном тракте и разжижения дизельного масла топливом, попадающим в картер дизеля.
Значительное улучшение работы топливной аппаратуры дизеля типа Д100 достигается отключением дополнительно пяти насосов при работе на одном ряду цилиндров (т.е. к ранее отключенным десяти насосам добавляются еще пять). В этом случае из-за повышения цикловой подачи топлива коэффициент избытка воздуха на холостом ходу снижается в два раза. Этим достигается улучшение работы дизеля: расход топлива снижается на 30 %, исключается разжижение масла.
Для четырехтактных дизелей отключение группы цилиндров оказывается менее эффективным, так как повышение индикаторного КПД из-за резкого падения коэффициента избытка воздуха компенсируется ростом насосных потерь. Насосные потери увеличиваются из-за существенного снижения температуры воздуха, удаляемого через выпускные клапаны с большими потерями. Несмотря на отсутствие эффекта по экономии топлива, отключение подачи топли
ва в группу цилиндров стабилизирует работу топливной аппаратуры, улучшает качество смесеобразования и рабочего процесса в действующих цилиндрах.
Для повышения эффективности отключения цилиндров в четырехтактных дизелях, снижения расхода топлива в режимах холостого хода и частичных нагрузок целесообразно одновременно отключать подачу топлива и прекращать массообмен за счет закрытия впускных и выпускных клапанов, что осуществляется разрывом кинематической связи кулачка с клапанами или перемещением кулачкового вала на начальную окружность кулачков.
Увеличение давления впрыска. В режимах холостого хода и малых нагрузок качество распиливания топлива зависит от давления впрыска, которое может быть увеличено за счет изменения усилия на запорный орган форсунки.
Для дизелей типа 1 ОД 100 предложена и реализована система с при-ставками-пневмодогружателями форсунок, которая одновременно с выключением группы цилиндров воздействует на запорные органы работающих форсунок, увеличивая запирающее усилие. Это достигается с помощью приставки к серийной форсунке, подсоединяемой к воздушной системе, с установленной на дизеле автоматикой для отключения насосов. Приставка включается в работу только на холостом ходу. С учетом указанного недостатка и особенностей конструкции форсунки дизеля ПД1М разработан догружатель, функционирующий в режимах холостого хода и малых нагрузок. Разработанный догружатель аналогичен конструкции, используемой для форсунок дизелей типа Д100, т.е. он содержит (рис. 2.3): воздухоподводящий штуцер 7, крышку 3, корпус-штуцер 7, уплотняющие кольца 2, 4, опорный переходник 6, контргайки 8,10, резиновую мембрану 5, пружины 9,13, шток 72, штатный штуцер 77, опору пружины 14 и штангу 75.
Схема управления догружателями форсунок 7 — 6содержит (рис. 2.4): электропневматический вентиль 9, редукционный клапан давления воздуха 72, пневмопровод 7, манометр 8 и зубчато-реечный привод 13, кинематически связанный со штоком сервомотора 75 регулятора частоты вращения коленчатого вала дизеля 14. Для расширения области функционирования догружателей в диапазоне режима холостого хода и малых нагрузок предусмотрено подключение катушки электропневматического вентиля 9 к источнику электроэнергии постоянного тока 10 через контроллер управления дизелем 77.
070
Рис. 2.3. Форсунка дизелей типа ПД1М с пневмодогружателем мембранного типа
Переменный режим функционирования догружателей обеспечивается редукционным клапаном 12 за счет изменения затяжки его пружины посредством зубчато-реечного привода 13. При этом оптимальное давление впрыска топлива в цилиндры дизеля устанавливается экспериментальным путем, исходя из условия наименьшего удельного расхода топлива. Например, для режима холостого хода рекомендуется повышение давления впрыска Ръ до 37 МПа (370 кгс/см2), и далее при загрузке дизеля до 10 % номинальной мощности рекомендуется повышение Рв до 35 МПа (350 кгс/см2), при 20 % — до 33 МПа (330 кгс/см2) и при 30 %—до 31 МПа (310 кгс/см2). При использовании догружателей не только повышается качество распыла, но и в некоторой степени автоматически изменяется в сторону уменьшения угол подачи топлива, что положительно сказывается на экономичности работы дизеля. Такие выводы
получены в результате длительного контроля работы догружателей на дизелях типа 1 ОД 100.
Целесообразность внедрения догружателей диафрагменного типа подтверждена путем их использования на дизелях типа Д100. В частно-
сти, установлено, что расход топлива на холостом ходу уменьшается на 3—4 %.
Л 2, .... 6
Двухрежимные форсунки в системе топливоподачи дизеля 10Д100. Улучшения качества впрыскивания топлива, обеспечения регулярности и равномерности его подачи на холостом ходу можно достичь установкой двухрежимных форсунок, в которых при малых давлениях и минимальных цикловых подачах впрыскивание топлива осуществляется через одно сопловое отверстие, а при полной нагрузке — через все отверстия.
Двухрежимная форсунка отличается от типовой тем, что топливо к распыливающим отверстиям поступает по двум раздельным каналам. Один канал сообщается с одним отверстием диаметром 0,45 мм, второй — с двумя отверстиями диаметром 0,65 мм. Между иглой распылителя и распыливающими отверстиями установлен раздели
тельный клапан, поджатый пружиной и давлением газов со стороны цилиндра во время работы. На холостом ходу и малых нагрузках, когда давление топлива не может открыть клапан, впрыскивание топлива в цилиндр производится через одно отверстие, при этом значительно улучшается качество распыливания топлива. С переходом на большие нагрузочные режимы цикловая подача и давление топлива растут, клапан открывается и топливо проходит через три распыливающих отверстия.
2.4. Очистка от нагара лопаток соплового аппарата и турбинного колеса турбокомпрессора
Снижение эффективности работы тепловозных дизелей в значительной степени зависит от образования нагара на лопатках соплового аппарата и турбинного колеса турбокомпрессора. При образовании нагара снижается производительность компрессора, что отрицательно сказывается на процессе полного сгорания топлива, при этом также повышается повреждаемость турбин за счет существенного роста температуры выпускных газов.
Исследованиями ВНИИЖТа установлено, что в 80 % случаев снятые турбокомпрессоры требуют только очистки газовой и лабиринтных полостей, а в 20 % случаев — других ремонтных операций. При этом конструктивно турбокомпрессор не приспособлен для очистки без снятия его с дизеля. Это условие предусматривает выполнение ряда сложных операций, составляющих более 10 % всей трудоемкости ремонта.
Учитывая трудоемкость этого процесса, проводятся экспериментальные проверки различных способов очистки турбокомпрессоров: специальными растворами в условиях эксплуатации, с использованием гидроабразивных смесей или абразивных материалов при работающем дизеле на холостом ходу. Однако использование абразивного материала на поверхностях лопаток неизбежно приводит к образованию рисок, которые способствуют более интенсивному повторному нагарообразованию. Наибольший эффект очистки достигается путем прогонки химического раствора через полости между лопатками соплового аппарата и турбинного колеса и через полости лабиринтных уплотнений.
Установка для очистки лопаток турбокомпрессора без снятия его с дизеля показана на рис. 2.5. Она включает в себя: герметичную
Рис. 2.5. Установка для очистки лопаток соплового аппарата и турбины турбокомпрессора
емкость 1 с заправочной горловиной 4, вентиль 5, вентиль с электроклапаном 5, гибкие рукава 2, 6, сопловой патрубок 8, штуцер 7, дискретное реле 10 и источник электроэнергии 9.
Очистку турбокомпрессора любого типа производят в следующем порядке. При заглушенном дизеле в штуцер 7, предназначенный для установки термопары напротив первого цилиндра, монтируют сопловой патрубок 8. Посредством гибкого рукава 6 патрубок
соединяют через управляемый электроклапан 5 с емкостью 7, которая заранее подключается к воздушной магистрали тепловоза с помощью гибкого рукава 2,
Далее производят запуск дизеля, соответствующий прогрев его систем, и после подключения дискретного реле 70 к источнику электроэнергии 9 химический раствор из емкости 7 через сопловой патрубок 8 в распыленном виде совместно с выпускными газами поступает в полости между лопатками соплового аппарата и турбинного колеса.
Эффективность очистки этим способом достигается за счет особого химического состава раствора и подачи его с перерывами через каждые 5—8 мин. При использовании пневмогидравлического способа очистки (разработанного ВНИЖТом) установлено, что очистка турбокомпрессоров на каждом ТР-1 позволяет сократить трудозатраты на 20 %, увеличить срок службы на 25 %, уменьшить расход топлива на 1,5—2 %.
В осенне-весеннее и особенно зимнее время года возникает необходимость прогрева теплоносителей в системах тепловозных дизелей (воды, масла и топлива). Это связано с поддержанием допустимого температурного уровня узлов дизеля, с обеспечением безотказности запуска, герметичности соединительных узлов, нормальных условий смазки подшипников скольжения, надежности работы топливной аппаратуры и т.д.
Как правило, прогрев систем обеспечивается теплоотдачей при работе силовых установок. При таком штатном способе прогрева продолжительность работы дизелей на холостом ходу по сети железных дорог для магистральных тепловозов достигает 50 % общего времени работы, для маневровых — более 60 %. Также известно, что доля расхода топлива в режимах холостого хода для магистральных тепловозов в среднем составляет порядка 12%, а маневровых — 16% общего расхода.
Наряду с большими затратами на дизельное топливо в режимах холостого хода наблюдается ряд отрицательных факторов в виде интенсивного нагарообразования в выпускном тракте, разжижения моторного масла, ухудшения экологических показателей и снижения ресурса дизелей.
Применяемые в настоящее время тепловозные системы внешнего прогрева недостаточно эффективны. В ОмГУПСе на кафедре «Локомотивы» разработана система прогрева силовых установок теп-
ловозов от внешнего источника энергии. Она позволяет поддерживать температуру воды, масла и топлива в диапазоне, рекомендуемом инструкцией по эксплуатации, и осуществлять подзарядку аккумуляторной батареи при длительных отстоях тепловозов.
Прогрев теплоносителей в системах дизеля маневрового тепловоза ТЭМ2 посредством бортовой установки. Для поддержания необходимой температуры теплоносителей в системах при неработающем дизеле тепловоз оборудуют бортовой установкой, работающей от промышленной сети переменного тока напряжением 380 В (рис. 2.6).
В качестве нагревательных элементов электротеплообменника предусмотрены электронагреватели (ТЭНы) на 220 В. Эффективность прогрева систем дизеля существенно зависит от места включения всасывающего и нагнетательного трубопроводов 4, 5 в водяную систему дизеля. Необходимо подключить трубопроводы таким образом, чтобы циркуляция нагретой воды осуществлялась через водя
Водяной коллектор
10 «Откр.», «Закр.»
Рис. 2.6. Схема подключения узлов бортовой установки в водяную и масляную системы дизеля типа ПД1М:
1 — электротеплообменник; 2 — центробежный насос; 3 — электродвигатель переменного тока; 4, 5 — всасывающий и нагнетательный трубопроводы; 6, 7, 8 — температурные реле; 9 — промежуточный патрубок; 10 — дисковая заслонка; 11 — водомасляный теплообменник; 12 — штатный маслопрокачивающий насос; 13 — водяной насос дизеля; 14 — топливоподогреватель; 15 — секции холодильника; 16 — калорифер; 17 — расширительный бак; 18, 19, 20, 21 — вентили;
22 — гофрированный патрубок
ную полость дизеля по штатной схеме. Для этого предусматривается включение промежуточного патрубка 9 в нижнем трубопроводе в шахте холодильника.
Принципиальная схема подключения энергопотребителей бортовой установки к внешнему источнику электроэнергии трехфазного переменного тока (380 В) приведена на рис. 2.7. В разработанной схеме энергопотребителей, кроме электротеплообменника, электродвигателя ЭД и магнитных пускателей МП1—МПЗ, предусмотрено оборудование тепловоза внешней силовой розеткой Р и установка в местах длительного отстоя тепловозов электрощитов ЭЩ, оборудованных коммутирующими аппаратами с защитой от короткого замыкания в силовых цепях.
Нагревательные элементы разделены на три группы мощностью по 18 кВт, и каждая группа соединена по схеме «звезда» через магнитные пускатели МП1—МПЗ. При этом катушки магнитных пускателей подключены к сети через блокировочные контакты температурных реле АРТ1, АРТ2 и АРТЗ, отрегулированных на отключение при температурах 84 ± 2, 60 ± 2 и 40 ± 2 °C соответственно. Такая схема подключения электронагревателей автоматизирует вариации теплопроизводительности электротеплообменника в зависимости от температуры наружного воздуха.
В схеме защиты и оповещения предусмотрена установка сигнальной лампы Л, температурного реле АРТ1 и реле заземления РЗ. В случае повышения температуры воды в теплообменнике более допустимой нормы (до 84 °C) сработает температурное реле АРТ1 и далее за счет обратной блокировки отключатся магнитные пускатели МП1—МПЗ.
Для энергообеспечения штатных электродвигателей топливного и маслопрокачивающего насосов, а также с целью подзарядки аккумуляторной батареи предусматривается установка трехфазного трансформатора Тр мощностью не менее 3,5 кВт и выпрямительного блока с выходным напряжением 72 ± 2 В (см. рис. 2.7).
Предварительные операции и подключение бортовой установки к внешнему трехфазному источнику электроэнергии выполняются в следующем порядке. На тепловозе, предназначенном для прогрева систем при длительном отстое, необходимо на холостом ходу работы дизеля произвести прогрев его систем до температуры 70—75 °C, затем заглушить дизель, слить масло из секций в картер и отключить рубильник аккумуляторной батареи.
Рис. 2.7. Схема подключения электронагревателей, электродвигателя и аппаратов бортовой установки
После остановки дизеля бортовую установку подключают к электрощиту ЭЩ посредством гибкого кабеля и внешней силовой розетки Р. С момента включения рубильника Рс включается в работу центробежный насос бортовой установки, а также обеспечиваются энер-гообеспечение низковольтной цепи тепловоза и питание электронагревателей в автоматическом режиме.
Наряду с прогревом воды в системе дизеля предусматривается, как уже отмечалось, подогрев топлива и дизельного масла. Подогрев топлива осуществляется путем его циркуляции через топливо-подогреватель. Для этого достаточно включить электродвигатель штатного топливоподкачивающего насоса.
Подогрев масла производится путем его циркуляции штатным маслопрокачивающим насосом 2 по контуру «картер—теплообменник—картер». При этом масло будет нагреваться за счет отбора теплоты при его циркуляции через дополнительно установленный в контуре водомаслянный теплообменник. При этом необходимо перекрыть вентиль, предотвращающий проход масла через масляные секции, и открыть вентиль для слива масла из секций в картер дизеля.
В локомотивных депо, имеющих развитое путевое хозяйство, рекомендуется организовывать участки отстоя локомотивов (рис. 2.8). При этом участки отстоя следует планировать в зонах наименьшего воздействия воздушного потока. Также необходимо предусмотреть участок длительного отстоя тепловозов. Вдоль такого участка предусматривается размещение воздушной линии электропитания, электроколонок, установки позиций для подвода и отвода горячей воды, устройств оперативного подключения трубопроводов, устройств контроля температуры и давления воды.
Стационарная установка для прогрева систем тепловозных дизелей от тепловой энергии котельных установок обеспечивает:
- высокий КПД процесса прогрева систем дизеля (т)пр = 0,85-5-0,90);
- оперативность подключения и отключения системы охлаждения дизеля к стационарной установке;
- подзарядку АБ и подогрев топлива по штатной схеме;
- электро- и противопожарную безопасность в процессе прогрева систем;
- непринудительный слив воды из трубопроводов напорной и сливной магистралей;
- исключение изменения химического состава охлаждающей воды дизеля при прогреве;
Линия электропитан]
Рис. 2.8. Принципиальная схема размещения позиций прогрева тепловозов
- автоматическое поддержание уровня воды в системе на уровне воды в расширительном баке локомотива.
Следует отметить, что за счет снижения времени работы дизеля на холостом ходу достигается сокращение расхода топлива до 50 % относительно общего расхода на режимах самопрогрева. Это способствует снижению расхода топлива в условиях эксплуатации до 1 % и повышению ресурса дизелей на 5—7 %.
2.5. Повышение диэлектрических свойств изоляции обмоток тяговых электродвигателей
Одной из причин выхода из строя электрических машин в эксплуатации является увлажнение изоляции, которое происходит из-за непосредственного попадания снега, влаги при метелях или дождях или вследствие конденсации влаги на изоляции при перепаде температуры воздуха в помещении. Для предотвращения этого явления при постановке локомотива в отапливаемый цех депо необходимо произвести прогрев электрических машин.
Прогрев тяговых электродвигателей током тягового генератора выполняют при постановке локомотива в отапливаемый цех после длительного отстоя в нерабочем состоянии или при выдаче локомотива из запаса после длительного отстоя, а также при отсутствии в депо калориферной установки.
Для прогрева электродвигателей от собственного генератора тепловоз должен перемещаться со скоростью не выше 3 км/ч в заторможенном состоянии при давлении воздуха в тормозных цилиндрах до 0,15 МПа (1,5 кгс/см2) и токе генератора 2000—2400 А для тепловозов типа ТЭ10. При этом наружные жалюзи на воздухозаборных патрубках тяговых электродвигателей должны быть закрыты.
Время, в течение которого можно получить необходимый прогрев электрических машин, зависит от температуры окружающего воздуха, продолжительности отстоя тепловоза при данной температуре и температуры цеха, куда будет поставлен тепловоз. Это время может достигать 40—60 мин при температуре наружного воздуха 20 °C. На тепловозах, которые ставят в стойло депо для выполнения непланового ремонта с простоем на смотровой канаве более 1,5 ч, а также для обточки колесных пар и после реостатных испытаний тяговые электродвигатели должны быть прогреты. При простое тепловоза на неплановом ремонте менее 1,5 ч тяговые электродвигате
ли допускается не прогревать, при этом открывать смотровые люки электродвигателей запрещается.
Калориферный прогрев и сушку тяговых электродвигателей выполняют во всех случаях поступления тепловоза в депо, когда температура обмоток электродвигателей ниже температуры в цехе. Для прогрева и сушки тяговых электродвигателей применяют типовые установки с электрическим или паровым калорифером, обеспечивающие температуру воздуха 90—100 °C и расход его через каждый электродвигатель 10—15 м3/мин. Калориферные установки обычно располагают на определенном расстоянии от ремонтного стойла с прокладкой в траншеях воздуховодов к каждому электродвигателю с необходимой теплоизоляцией (рис. 2.9, а) или на повышенных платформах с подачей нагретого воздуха на три электродвигателя одной тележки (по опыту депо Печора Северной железной дороги). При меньшей температуре и меньшем расходе воздуха процесс высыхания может затянуться, изоляция «распарится» и сопротивление ее не восстановится. Сушку прекращают при установившемся значении сопротивления изоляции или когда сопротивление изоляции достигает установленного правилами ремонта значения и продолжает увеличиваться. Электродвигатели, сопротивление изоляции которых за время, отведенное для технического обслуживания ТО-3, не восстанавливается, выкатывают из-под тепловоза и сушат в печах.
Во многих передовых депо канавы с устройством для сушки электродвигателей также используют для отсоса пыли из электродвигателя во время их обдува. Установка (см. рис. 2.9, а) работает следующим образом. Нагретый в калорифере 2 воздух по воздухопроводам 10, металлическим рукавам 5 и 9 с фланцами 8 подается к тяговым электродвигателям 17 (рис. 2.9, в) для их сушки. Нагретый воздух при необходимости может подаваться и в кузов по трубопроводу 3 (см. рис. 2.9, а), присоединяемому к нему при помощи зонтов 7 с дроссель-клапаном 6.
Для отсоса пыли из полостей электродвигателей необходимо открыть (выдвинуть вверх) задвижку 11, закрыть дроссель-клапан 6 на воздуховодах отсоса пыли из кузова, включить электродвигатель вентилятора 12 пылеотсоса. Продувку электродвигателей осуществляют вручную при помощи обычного шланга. Запыленный воздух не оседает в канаве, а вытягивается вентилятором и подается в фильтр 7. Для отсоса пыли из аппаратных камер необходимо закрыть задвижку 77, открыть клапаны-дроссели 6, включить вентилятор установ-
Рис. 2.9. Схема сушки тяговых электродвигателей
ки пылеотсоса. Продувку аппаратных камер производят сжатым воздухом вручную от сети через шланг с наконечником.
Устройство гидродинамического вихревого фильтра производительностью 1000 м3/ч показано на рис. 2.9, б. В металлической камере 13 фильтра параллельно друг другу установлены смесители 14 и направляющие 15, имеющие Г-образную форму. Нижняя часть камеры заполнена водой.
При работе фильтра воздух, проходя через смесители, увлекает за собой непрерывным потоком слой воды. Воздуховоды 10 (см. рис. 2.9, а) уложены в траншее 16 (см. рис. 2.9, в). По трубе 4 загрязненный воздух отсасывается из кузова.
Образование влаги на изоляционных поверхностях узлов тяговых электродвигателей в зимнее время зависит от многих факторов: от содержания влаги в воздухе, барометрического давления и температуры узлов тягового электродвигателя (ТЭД). Содержание влаги в воздухе оценивается характеристиками в виде абсолютной и относительной влажности.
Абсолютная влажность воздуха представляет собой количество пара в килограммах, содержащегося в 1 м3 влажного воздуха, а относительная — отношение действительного содержания влаги в воздухе к максимально возможному при соответствующей температуре окружающей среды.
На практике относительную влажность воздуха в отапливаемых помещениях определяют с помощью прибора типа ВИТ-2. Для этого фиксируют спиртовым термометром температуру сухого tc и влажного воздуха с точностью до ±0,1 °C, вводя поправки, приведенные в паспорте прибора. Определяют разность между полученными значениями температуры, и по психрометрической таблице (табл. 2.1) искомая относительная влажность устанавливается на пересечении строк температуры по «сухому» термометру и разности (гс — гу), °C.
После определения относительной влажности воздуха в соответствующем цехе депо фиксируют барометрическое давление и температуру узлов тягового электродвигателя локомотива, находящегося в отстое. Далее по /(/-диаграмме для влажного воздуха окончательно оценивают возможность образования «точки росы» на поверхностях узлов ТЭД. В качестве примера на рис. 2.10 показан порядок определения «точки росы» гр, °C.
Давление d, кПа
Рис. 2.10. //-диаграмма для влажного воздуха
Таблица 2.1
Психрометрическая таблица гигрометра типа ВИТ—2
Показа-ние «су-хого термометра», °C Разность показаний термометров, °C
1,0 1 1,5 1 2,0 1 2,5 1 3,0 1 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 | 6,5 | 7,0 | 7,5 | 8,0 | 8,5 | ... | 11,5
Относительная влажность, %
20 21 22 23 40 90 90 91 92 93 85 85 91 81 81 88 76 77 85 71 72 82 67 68 79 63 64 76 58 59 73 54 55 70 51 68 47 48 50 65 44 46 63 41 42 58 39 55 53 51 39
Изложенный графо-аналитический метод позволяет прогнозировать образование «точки росы» на поверхностях узлов ТЭД в здании депо на ремонтных позициях. В частности, если прогнозируются условия образования «точки росы», то для исключения такого явления рекомендуется по возможности производить ремонт в неотапливаемом помещении или перед остановкой локомотива произвести прогрев узлов ТЭД, например путем движения его в заторможенном состоянии или применением электродинамического торможения. При таком методе предусматривается работа электродвигателей одной из секций тепловоза в штатном тяговом режиме, а работа электродвигателей другой секции — в генераторном режиме. При этом для исключения возможного юза колесных пар необходимо снизить мощность дизель-генераторной установки ведущей секции тепловоза на 30—40 %. При использовании электродинамического торможения скорость движения тепловоза типа 2ТЭ10В не должна превышать 4 км/ч при токе нагрузки электродвигателей в пределах 700—800 А.
2.6. Повышение эффективности работы магистральных тепловозов за счет перераспределения нагрузок дизелей между секциями тепловоза
Опыт эксплуатации тепловозов показывает, что несмотря на ряд мероприятий, направленных на повышение их эффективности, коэффициент использования мощности остается на низком уровне и не превышает 40 % номинального значения. Особенно сильно снижение использования мощности наблюдается при движении на прямых участках пути и с легкими поездами.
Для повышения эффективности тепловозной тяги практический интерес представляет изменение традиционных режимов работы дизелей. В зависимости от массы поезда, скорости движения и профиля пути составляют режимную карту, в которой предусматривают варианты режимов тяги при работе одного дизеля под нагрузкой, а второго — на холостом ходу. При этом для обеспечения равномерности загрузки всех агрегатов следует предусмотреть чередование работы дизелей.
Возможность изменения традиционных режимов теоретически подтверждается тяговыми расчетами для тепловоза 2ТЭ10В (М) при
различных профилях пути и работе одного или двух дизелей локомотива. Расчеты приведены в табл. 2.2.
Таблица 2.2
Расчетные массы состава Q, т, в зависимости от профиля пути и скорости движения поезда
Подъем участка пути, Z, %о Расчетная скорость Ир = 24,6 км/ч Участковая скорость Куч = 40 км/ч Номинальная скорость Ин = 75 км/ч
1 секция 2 секции 1 секция 2 секции 1 секция 2 секции
1 2 34 5 6 7 8
2 7769 15 935 7132 14 670 5789 12 023
4 4900 9451 4310 8976 3743 7875
6 3171 6671 3045 6424 2730 5819
8 2405 5127 2326 4975 2124 4591
10 1918 4145 1864 4042 1722 3775
12 1580 3465 1541 3390 1435 3194
Анализ данных табл. 2.2 показывает, что при работе одного дизеля тепловоза, даже при номинальной скорости, обеспечивается возможность движения состава массой 1435 т на подъеме 12 %о. При этом коэффициент использования мощности при работе двух дизелей составляет 0,36, а при работе одного — 0,45. Внедрение рациональных режимов в значительной степени зависит от оперативности перевода работы дизелей на одинарную и двойную тягу секций тепловоза.
Принципиальная схема изменения режимов работы дизелей тепловоза 2ТЭ10В (М) показана на рис. 2.11. Переключение режимов обеспечивается за счет использования штатной схемы и дополнительно предусматривается работа одного из дизелей на холостом ходу. Для этого достаточно разомкнуть или изолировать цепь блокировочных контактов реле РУ 13, подключенных к электромагнитам регулятора частоты вращения (РЧО) — МР1 и MP4. Для оперативности перевод режимов работы дизелей также рекомендуется осуществлять не с первой позиции, как предусмотрено по штатной схеме, а с четвертой или пятой позиции контроллера. Для этого требуется модернизация профиля кулачковой шайбы контроллера машиниста, коммутирующей включение реле РУ8. Такое техническое решение позволяет сократить процесс переключения режимов работы дизелей тепловоза без особого влияния на режим тяги локомотива и на коммутацию при отключении поездных контакторов тяговых электродвигателей.
1/19 t ———0-
РУ 13
1/18_ ----—0.
ЗТ-2 зтзП\?о/з
РУ15
1/20
------0-
РУ 13^
<Х РУ13 f
рУ13
РУ13 «----
РУ13
ХД2 (хол. ход 2-й секции) 20/4
’ Педз** -4-^—«---------------0—
<ЗТ-2
<ЗТ-2
РУ 13
РУ8 включается со 2-й позиции
8/9
8/9
-0-
Рис. 2.11. Схема перевода дизеля второй секции в режим холостого хода:
* — место разрыва или изоляции цепи блокировок РУ 13, обеспечивающих подключение MP3 и MP4
Следует отметить, что работа топливных насосов с форсунками, оборудованными догружателями, обеспечивается без изменений в штатной схеме, а при отсутствии догружателей обеспечивается работа на холостом ходу с отключенными насосами левого ряда.
За счет внедрения рационального режима работы дизелей ожидается снижение расхода топлива тепловозами 2ТЭ10В (М) до 280 кг в сутки.
Одним из основных факторов, влияющих на надежность работы тепловозов, является техническое состояние АБ.
Неисправности АБ можно разделить на основные и второстепенные. К основным неисправностям относят сульфатацию пластин, осыпание их активной массы, а к второстепенным — снижение сопротивления изоляции, саморазряд, изменение плотности и уровня электролита. Второстепенные неисправности в основном зависят от качества обслуживания батареи и практически не сказываются на снижении их емкости. В то же время сульфатация пластин и осыпание их активной массы представляет собой закономерную неисправность, которая и сокращает срок службы АБ. Такая неисправность особенно прогрессирует в режимах глубоких разрядов АБ, т.е. при запуске тепловозных дизелей.
При снижении фактической емкости АБ ниже 60 % номинального значения запуск дизеля практически не обеспечивается. Батарея в этом случае не в состоянии поддерживать необходимое напряжение при разрядке пусковыми токами и подлежит замене. Во избежание замены батареи и улучшения запуска дизеля необходимо параллельно включить в пусковую цепь какой-либо перезаряженный источник энергии, который обеспечивал бы самый трудный период запуска дизеля. Это позволит продолжать использовать батарею с низкой фактической емкостью.
В качестве такого источника энергии известны комбинированные системы электростартерного пуска двигателей внутреннего сгорания, включающие в себя импульсные конденсаторы сверхвысокой емкости, устройства управления пуском и управления очередности подключения конденсаторных блоков (КБ) к стартеру или стартер-генератору, АБ, параллельно соединенную через полупроводниковый вентиль с одной или группой секций блоков КБ. Недостатками комбинированных систем электростартерного пуска являются перенасыщение полюсов, перегрев обмоток стартера в момент пуска, отсутствие условий полной отдачи энергии от КБ. Неполнота энергоотдачи от КБ объяс-
няется тем, что при его параллельном подключении к АБ отдача энергии зависит от разности потенциалов между напряжениями и U^.
Эффективность комбинированного электростартерного пуска достигается при условии 100 %-ного использования энергии одного и более блоков КБ, снижения магнитного потока в моменты стартерного пуска и в то же время повышения крутящего момента. Такая задача решается путем использования в момент пуска дизеля независимой обмотки тягового генератора, расположенной, как и пусковая обмотка, на главных полюсах.
Комбинированный способ электростартерного пуска происходит следующим образом (рис. 2.12). В процессе пуска дизеля включают рубильник аккумуляторной батареи РАБ, производят прокачку масляной системы и в автоматическом режиме подключают пусковые контакторы Ш и П2. С этого момента посредством обратных блокировок П1 разобщается плюсовой потенциал емкостей С1 и С2 с потенциалом АБ, подключается реле времени РВ, а также посредством блокировок П2 подключается якорная цепь возбудителя В к общему минусу и от плюса АБ подключается независимая обмотка возбуждения НГВ. С момента подключения П1 и П2 обеспечивается по штатной схеме пуск дизеля и его дополнительная подкрутка за счет электроэнергии от блока емкости С1, которая подводится через тиристор VS1 к якорной цепи возбудителя В (тиристор VS1 открывается после подключения пускового контактора П1).
Через 2—3 с прокрутки дизеля подключается реле времени РВ и посредством прямой блокировки РВ открывается тиристор VS2. С этого момента обеспечивается дополнительная прокрутка за счет электроэнергии блока емкости С2, которая подводится через тиристор VS2 к независимой обмотке возбуждения НГ генератора, работающего в режиме стартер-генератора.
Таким образом, суммарный крутящий момент через 2—3 с прокрутки дизеля составляет:
Мк = МкСГ + + ^кНГ’
где МкСГ — крутящий момент, создаваемый стартер-генератором по штатной схеме;
А/кВ — крутящий момент, создаваемый возбудителем от энергии конденсаторного блока С1;
i = 2,12 — передаточное число привода возбудителя;
А/кНГ — крутящий момент, создаваемый стартер-генератором за счет независимой обмотки возбуждения НГ от энергии конденсаторного блока С2.
Рис. 2.12. Комбинированный способ электростартерного пуска тепловозных дизелей
После запуска дизеля отключают поездные контакторы посредством возвратной кнопки «Пуск» и автоматически разбирают цепи подачи энергии от конденсаторных блоков С1 и С2; при этом через обратную блокировку П1, диоды VD1 и VD2 и токоограничивающие сопротивления R4 и R5 обеспечивается зарядка блоков С1 и С2.
Возможное перенасыщение главных полюсов стартер-генерато-ра при подключении независимой обмотки НГ к конденсаторному блоку С2 исключается, так как подключение НГ осуществляется с выдержкой времени 2—3 с от момента штатного пуска. За такой промежуток времени возрастут обороты якоря стартер-генератора и за счет противоЭДС снизится на 30—40 % ток в пусковой обмотке стартер-генератора, размещенной на полюсах совместно с независимой обмоткой.
Многолетний опыт эксплуатации тепловозов показывает, что эффективность их работы в значительной степени зависит также от работы РЧО. Одним из основных факторов, влияющих на процесс запуска дизель-генераторной установки, является качество функционирования типового ускорителя запуска.
2.7. Мероприятия по снижению износа бандажей колесных пар локомотивов
Интенсивность износа поверхностей бандажей в зоне их контакта колесо—рельс и колесо—тормозные колодки зависит от ряда причин: грузонапряженности и скорости движения, профиля пути, конструкции и состояния экипажной части локомотивов, материала бандажей и т.д. Для снижения интенсивности износа в настоящее время практикуют упрочнение бандажных гребней, изменение профиля бандажей и осевого разбега колесных пар, а также применяют электродинамическое и реостатное торможения, смазку гребней или боковых поверхностей рельс.
Из числа известных мероприятий, снижающих износ бандажей колесных пар, наибольший эффект достигается при использовании электродинамического реостатного торможения, гребнесмазывате-лей колесных пар или при смазывании боковой грани рельса специально созданными для этих целей устройствами.
Тепловозные электродинамические (реостатные) тормоза. В схемах электродинамического (реостатного) торможения тепловозов для перевода тяговых электродвигателей в тормозной режим их со стороны поездных контакторов отключают от тягового генератора и подключают к тормозным резисторам, а обмотки возбуждения — к источнику их подпитки, например к потенциалам тягового генератора.
В настоящее время электродинамические тормоза используются на тепловозах 2ТЭ116, ТЭП70, ТЭМ2, ТЭМ7 и ЧМЭЗ (см. в качестве примера рис. 2.13.
В режиме электрического торможения тяговые электродвигатели, соединенные в три группы по два последовательно, работают как генераторы с независимым возбуждением. Нагрузкой для каждой из групп ТЭД являются 12 резисторов типа ЛСО-9116, конструктивно секционированные в три группы и скомпонованные в общий блок, который смонтирован на крыше кабины машиниста. Набегающий поток воздуха обеспечивает достаточное охлаждение тормозных резисторов, что позволило отказаться от применения мотор-вентилятора. Группы ТЭД подключаются к тормозным резисторам с помощью контакторов КТ1—КТЗ.
Обмотки возбуждения каждой из групп ТЭД через соответствующие резисторы первой ступени ослабления поля Rm подключены к главному генератору посредством контакторов КВТ1—КВТЗ. Включение в цепь обмоток возбуждения резисторов шунтировки поля вызвано необходимостью обеспечить устойчивую работу генератора в тормозном режиме на нулевой позиции контроллера машиниста. Питая только три параллельные группы обмоток возбуждения ТЭД, генератор (Г) должен обеспечивать очень низкое напряжение, значение которого близко к значению напряжения от остаточного магнитного потока машины.
Для расширения скоростного диапазона работы ЭТ и увеличения его эффективности в зоне низких скоростей движения локомотива предусматривается шунтирование части тормозных резисторов в каждой группе ТЭД с помощью контакторов КТ4—КТ6. При этом значение активного сопротивления резисторов на группу ТЭД уменьшается вдвое, что обеспечивает эффективную работу тормоза практически до скорости 1,5—2,0 км/ч. Шунтирование части тормозных резисторов выполняется автоматически на третьей тормозной позиции при скорости движения 7—10 км/ч. Тормозные характеристики тепловоза формируются схемой возбуждения главного генератора за счет совместного действия независимой и шунтовой обмоток возбуждения возбудителя.
Независимой обмоткой возбуждения осуществляется ступенчатое изменение тока возбуждения возбудителя. Достигается это последовательным шунтированием в цепи этой обмотки части резисторов
оо
+ВГ
Рис. 2.13. Принципиальная схема электродинамического тормоза тепловоза ЧМЭЗ, разработанная ВНИКТИ совместно с проектно-конструкторским бюро локомотивного хозяйства (ПКБ ЦТ)
R81 и R82 с помощью замыкающих контактов РТ18 и РТ31 со
ответственно на первой и второй тормозных позициях. Шунтовая обмотка возбуждения в тормозном режиме через ограничительный резистор Roc и замыкающий контакт РТ11 подключена на падение напряжения по тормозному резистору первой группы ТЭД и выполняет роль отрицательной обратной связи по тормозному току. Направление тока через шунтовую обмотку в тормозном режиме противоположно направлению тока в обмотке в режиме тяги.
Для устойчивой работы возбудителя в тормозном режиме в цепь независимой обмотки возбуждения главного генератора введен до
полнительный резистор Вд, который шунтируется в тяговом режиме контактором КВВ2. Дифференциальная обмотка возбудителя в
тормозном режиме отключается от схемы возбуждения генератора
контактором КВВ1. Выбранная система регулирования обеспечивает
формирование трех уровней тормозного усилия в диапазоне скоро-
Рис. 2.14. Экспериментальные тормозные характеристики тепловоза ЧМЭЗ
стей от 40 до 2 км/ч. Использование отрицательной обратной связи по тормозному току позволило получить приемлемые для маневровых тепловозов тормозные характеристики без применения сложной электронной системы регулирования, которая использована на тепловозе ЧМЭЗТ.
Тормозные характеристики тепловоза ЧМЭЗ приведены на рис. 2.14.
В схеме электрического тормоза предусмотрены защита по максимальному тормозному току, защита от совместного применения электрического и пневматического тормозов, а также
контроль по минимальному тормозному току для автома
тического перехода с электрического торможения на пневматическое на скорости около 1,5 км/ч. При срабатывании любой из защит или в случае отказа электрического тормоза схема обеспечивает автоматический переход с электрического торможения на пневматическое. Конструктивное решение защит электрического тормоза реализовано в электронном блоке БВТ-У на базе отечественных микросхем и слаботочных герконовых реле.
Опыт эксплуатации модернизированных тепловозов свидетельствует о том, что электрический тормоз работает эффективно, электрическая схема и оборудование функционируют устойчиво, управление тормозом при производстве маневровых передвижений осуществляется практически без применения прямодействующего локомотивного тормоза. Наличие трехуровневого регулирования тормозного усилия обеспечивает эффективное применение электрического торможения как основного остановочного средства на тепловозе при выполнении маневровых работ и как вспомогательного тормоза для регулирования скорости движения при вывозной (карьерной) работе на спусках с уклоном до 24 %о с составами массой 1500—2000 т.
Использование электрического тормоза на модернизированных тепловозах обеспечивает в сравнении с тепловозами ЧМЭЗ без электрического торможения снижение темпа износа тормозных колодок в 2,5 раза, а бандажей колесных пар — в 1,5 раза. Примерно в этой же пропорции сокращается расход тормозных колодок и увеличивается срок службы бандажей колесных пар. Одновременно на модернизированных тепловозах сокращается расход песка примерно на 15 % и уменьшается количество включений компрессора в единицу времени в среднем в 1,8 раза. По результатам расчета годовая экономия дизельного топлива одним тепловозом составляет до 1380 кг.
Система реостатного торможения, используемая на тепловозах ЧМЭЗ, неприемлема для тепловозов ТЭМ2. Это связано с тем, что дифференциальная обмотка возбудителя тепловоза ТЭМ2 подключена последовательно в якорную цепь тягового генератора, а возбудитель не имеет независимой обмотки возбуждения. Поэтому реостатное торможение на тепловозах ТЭМ2 возможно при некоторой модернизации системы возбуждения тягового генератора и тяговых электродвигателей.
Такая система, представленная на рис. 2.15, кроме аналогичных решений, используемых на тепловозах ЧМЭЗ, включает в себя: уп-
00
Рис. 2.15. Принципиальная схема электродинамического тормоза тепловоза ТЭМ2:
КТВ1, КТВ2 — контакторы цепей возбуждения ТЭД; КТ1, КТ2 — контакторы цепей нагрузки ТЭД; RT1, RT2 — тормозные резисторы; УБИТ — управляемый блок источника тока; БУ — блок управления; ДТ — датчик тока; КМ — котрол-лер машиниста
равняемый блок источника тока УБИТ, блок управления БУ и датчик тока в цепи тормозных резисторов ДТ. При этом для обеспечения плавного торможения и исключения перегрузки тормозных резисторов блок управления БУ подключен к контроллеру машиниста КМ и к датчику тока в цепи резисторов ДТ.
В режиме электродинамического торможения тяговые электродвигатели тепловоза ТЭМ2, соединенные в две параллельные группы, будут функционировать как генераторы постоянного тока, подключенные через контакторы КТ1 и КТ2 к активной нагрузке в виде резисторов RT1 и RT2. Обмотки возбуждения ТЭД, так же как и на ЧМЭЗ, подключены к потенциалам тягового генератора, а независимая обмотка возбуждения генератора в моменты торможения подключена к управляемому блоку источника тока УБИТ.
Независимая система возбуждения тягового генератора и ТЭД с управлением в зависимости от позиции контроллера машиниста значительно расширяет скоростной диапазон реостатного торможения и предотвращает перегрузку тормозных резисторов.
Гребнесмазыватели локомотивных колесных пар. Движение локомотивов на кривых участках пути сопровождается трением гребней о боковые поверхности рельсов. При этом усилие бокового воздействия колеса на рельс в основном связано с увеличением углов набегания гребней колес на боковую грань рельсов и с нарушением вписывания тележек локомотивов в кривых участках пути.
Смазывание колесных пар снижает износ гребней колес и рельсов, уменьшает расход топлива, облегчает вписывание в кривые участки и в целом повышает эффективность работы локомотивов.
В настоящее время для смазки гребней используют автоматизированные гребнесмазыватели типа АГС-8. Однако они обладают недостатками, которые заключаются в том, что не предусмотрены автоматическое отключение системы при движении на кривых участках с относительно крутыми и затяжными подъемами пути, а также контроль длительности использования гребнесмазывателя.
Система гребнесмазывателя типа АГС-8 с устранением недостатков (рис. 2.16) включает в себя емкость со смазывающим составом 7, пневмомагистраль 2, электропневматические вентили 3, 4, золотниковые распределители 5, 6, маслопровод 7 и форсунки закрытого типа 8, 9, обеспечивающие подачу смазки на гребни передних колес тележек локомотива.
Рис. 2.16. Общая компоновка узлов гребнесмазывателя
Устройство для управления системой гребнесмазывателя (рис. 2.17) содержит датчики кривизны пути в виде герконов Г1, Г2, постоянный магнит М, кинематически связанный с рамой колесных пар, кнопочный возвратный выключатель КВ, конечный выключатель подачи песка КВП, датчик давления воздуха в тормозных цилиндрах ДДВ, переключатель режимов функционирования гребнесмазывателя ПР1, блок-регулятор частоты подачи смазки БРУ, переключатель ПР2, катушки электропневматических вентилей ЭПКВ и ЭПКН, а также датчик частоты вращения колесной пары Д, счетчик времени СЧВ и токовое реле ТР, включенное в силовую цепь ТЭД с обратной блокировкой ТР, последовательно включенной в цепи блокировок КВП и ДДВ.
Датчик кривизны состоит из двух герконов Г1 и Г2, установленных посредством траверсы на раме локомотива, и постоянного магнита М, кинематически связанного с рамой тележки колесных пар; тем самым обеспечивается поворотно-возвратное перемещение относительно герконов Г1 и Г2, т.е. при определенной кривизне пути обеспечивается срабатывание одного из герконов.
Варианты функционирования гребнесмазывателя возможны при трогании поезда с места, при движении на прямых и кривых участках пути, при движении поезда в тормозном режиме и т.д.
Устройство для управления системой гребнесмазывателя при различных условиях движения поезда работает следующим образом.
ПК
ТР
Рис. 2.17. Блок-схема управления электропневматическими вентилями в системе форсунок гребнесмазывателя
Предварительно перед поездкой с составом поезда переключатель ПР2 устанавливают в зависимости от направления движения локомотива в положение «Вперед» или «Назад». Такие положения на рис. 2.17 обозначены буквами «В» и «Н».
При движении поезда на кривых участках пути магнит М воздействует на один из герконов Г1 или Г2, тем самым через конечный выключатель КВП, блокировочный контакт датчиков давления воздуха в тормозных цилиндрах ДДВ, обратную блокировку токового реле ТР и переключатель режима ПР1 обеспечивается подключение к сети блока-регулятора БРУ и далее через переключатель ПР2 — подключение одной из катушек электропневматических вентилей ЭПКВ или ЭПКН. При срабатывании ЭПКВ или ЭПКН воздух из магистрали поступает в один из золотниковых распределителей 5 или 6 (см. рис. 2.17). Далее за счет избыточного давления (Ризб = 0,85 МПа)
в маслоподающей системе срабатывают форсунки 8 или 9, и тем самым обеспечивается подача смазки на гребни передних колесных пар каждой тележки локомотива. При этом за счет избыточного давления срабатывают форсунки и производится подача смазки на гребни в распыленном виде.
При движении поезда по прямому участку срабатывание датчиков кривизны пути исключается, что предопределяет прекращение функционирования системы гребнесмазывателя. При трогании поезда с места или при движении на затяжных или крутых участках пути функционирование системы гребнесмазывателя также исключается даже при наличии кривизны пути. Такое условие обеспечивается в целях предотвращения пробуксовки колесных пар локомотива, и оно осуществляется за счет отключения обратных блокировочных контактов датчика пескоподачи КВП и токового реле ТР.
Глава 3. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ РЕМОНТА ДЕТАЛЕЙ И УЗЛОВ
ЛОКОМОТИВОВ
3.1. Очистка агрегатов, деталей и узлов локомотива
Научные исследования показали, что только благодаря качественной очистке сборочных единиц и деталей в процессе ремонта ресурс отремонтированных двигателей повышается на 25—30 %, а производительность ремонтников — на 15—20 %. Поэтому очистные работы при ремонте локомотивов имеют первостепенное значение.
Очистка в процессе ремонта преследует следующие цели:
- обеспечение качества ремонта, высокой производительности труда ремонтников, культуры производства и выполнение санитарно-гигиенических требований;
- подготовка деталей для их дефектации, контроля геометрических размеров и физико-механических параметров;
- исключение или значительное сокращение коррозии деталей в период нахождения машин в ремонте;
- обеспечение требуемой чистоты поверхностей деталей при сборке агрегатов, узлов и систем.
Очистка машин, сборочных единиц и деталей заключается в удалении с поверхностей загрязнений до такой степени, при которой оставшиеся загрязнения не препятствуют проведению ремонтных операций.
При организации процесса очистки учитываются свойства материала деталей, поскольку эти свойства могут изменяться при использовании разных способов очистки, что может стать причиной коррозионного разрушения при воздействии агрессивных моющих и очищающих сред или при механическом повреждении поверхностей в результате соударения частиц твердой очищающей среды с поверхностями деталей.
Значительное влияние на выбор способа очистки оказывает остаточная загрязненность очищаемой поверхности. Значение остаточной загрязненности определяется технологическим процессом ремонта. Например, применительно к сборочным операциям допустимое количество загрязнений не должно превышать 0,10—0,15 мг/см2, при окраске — 0,005 мг/см2, при дефектации — 1,25 мг/см2, при шероховатости поверхности — до 10 мкм.
Для контроля остаточной загрязненности поверхностей применяют различные методы — весовой, визуальный, люминесцентный, смачивания водой. При весовом методе остаточную загрязненность определяют взвешиванием до и после очистки. Визуальный метод заключается в протирании определенных участков поверхности белой тканью или фильтровальной бумагой с последующим сравнением степени загрязненности ткани.
По своему составу и свойствам загрязнения представляют собой сложные продукты взаимодействия как органических, так и неорганических соединений, различных по природе образования и условиям формирования (рис. 3.1).
Механические способы очистки. Механические способы очистки основаны на воздействии твердого или упругого тела в виде воздуха и воды на объект очистки. Различают следующие способы механической очистки: пневматический, гидравлический, механическим инструментом, абразивный (гидроабразивный, пневмоабразивный), вибрационный.
Пневмоочистку применяют для сдувания струей воздуха сухой пыли с очищаемых поверхностей. Воздух подается через сопловой наконечник. Давление воздуха перед сопловым наконечником рекомендуется поддерживать в пределах 0,15—0,5 МПа (1,5—5,0 кгс/см2). Очистка ведется в специально оборудованных помещениях с вытяжной вентиляцией. В отдельных случаях воздух предварительно очищают от влаги и масла.
Гидравлическая очистка подразделяется на гидродушевую и гид-роциркуляционную. Гидро душевая очистка в сочетании с набором моющих щеток широко используется для наружной мойки локомотивов. Гидроциркуляционную очистку обычно применяют для очистки внутренних поверхностей трубопроводов, секций холодильников и теплообменников путем принудительной циркуляции водного раствора под определенным давлением.
Рис. 3.1. Классификация загрязнений
Для очистки водой секций холодильников, кроме гидроциркуля-ционной, используют и гидродинамическую очистку, при которой водовоздушная смесь с большой скоростью прогоняется через трубки, создавая в них импульсные удары, способствующие отслаиванию накипи. Стенд для гидродинамической очистки состоит из двух подвижных коллекторов с зажимами для секций, эжектора и пульсатора.
Секции очищают в следующем порядке: предварительно секцию заполняют водой, затем импульсами продолжительностью 1—2 с подают сжатый воздух. Для повышения эффективности очистки водовоздушную смесь сначала подают с одной стороны секции, а затем с противоположной.
Очистка ручным или механизированным инструментом (скребками, шаберами, металлическими щетками, наждачной бумагой и пр.) применяется при местном характере загрязнения для удаления с поверхности детали нагара, оксидов, продуктов коррозии, старой краски.
Очистка абразивами заключается в обработке загрязненной поверхности детали твердыми или мягкими абразивными материалами, направляемыми струей воздуха или жидкости. Частицы абразива, ударяясь о поверхность детали, разрушают слой загрязнения и уносят с собой грязевые частицы.
К мягким абразивным материалам относятся порошок оксида алюминия, опилки твердых пород деревьев, косточковая крошка (дробленая скорлупа косточек различных фруктов), гранулы пластмасс и т.д. Мягкие абразивы используют главным образом для очистки узлов с электрической изоляцией от прочно приставшей тонкой пленки загрязнения и дюралюминиевых деталей от различных загрязнений.
К твердым абразивным материалам относятся кварцевый песок, фарфоровая и металлическая крошка, частицы отбеленного чугуна размером 0,3—0,8 мм, которые имеют форму неправильных многоугольников. Твердые абразивы обычно применяют для удаления нагара, продуктов коррозии, оксидов и старой краски с поверхности деталей из черных металлов.
Для очистки поршней от нагара ранее использовали косточковую крошку, но из-за ее высокой себестоимости в настоящее время практикуется использование крупнозернистых опилок деревьев твердых пород. Установка для очистки поршней и других узлов состоит из рабочей камеры 2, конусной емкости для опилок деревьев 7, круглого вращающегося стола 72 для размещения очищаемых объектов (поршней) 73, инжекторного смесителя 6 с гибкими рукавами 5,8, конусного бункера 77 для накопления использованных опилок, электровибратора 75, электролампы 14, дисковых заслонок 3, 17, смотрового окна 4, гофрированного рукава 7, конусных колец 9, 10, вытяжного вентилятора 16 для отсоса пыли из рабочей камеры и технологической тележки 18 для транспортировки использованных опилок (рис. 3.2).
Опыт использования крупнозернистых опилок показывает, что происходит качественная наружная очистка поршней от нагара без царапин или матовых пятен, характеризующих разрушение очищаемой поверхности. Эффективность этого способа очистки достига
ется не только за счет исключения ручного труда, но и за счет снижения себестоимости работ по сравнению с очисткой косточковой крошкой на 60—70 %.
Заслуживает внимания и гидроабразивный способ очистки деталей. Он особенно эффективен при очистке полостей охлаждения поршней дизеля Д100. Для этого вида очистки применяют установку, работающую по принципу раздельной подачи песка и воды; она включает в себя (рис. 3.3): аккумулятор воды 7, сопло 2, смеситель 3, вентиль 4, нижнюю 5 и верхнюю 6 камеры для песка.
Рис. 3.2. Схема установки для очистки поршней дизеля от нагара
Рис. 3.3. Схема установки для гидроабразивной очистки деталей
Физико-химические способы очистки. Физико-химические способы очистки основаны на использовании различных жидкостных сред и паст. Жидкостные среды могут быть кислотными, щелочными и нейтральными, а по составу — одно- или многокомпонентными. Из неорганических жидкостей чаще всего применяется вода, в основном для наружной мойки локомотивов (смывания сухой пыли, грязи).
Органические растворители — осветительный керосин, бензин, бензол, ацетон, уайт-спирит — используют для удаления лаковых и смолистых отложений, а также загрязнений, не смываемых щелочными растворами, или там, где нельзя применять эти растворы из-за их агрессивности.
Щелочные моющие растворы используют для очистки от обычных загрязнений, масляных отложений и нагара. Температура применяемых растворов 80—90 °C. В состав раствора входят разрушающие компоненты (щелочи, соли); пенообразующие и поверхностно-активные вещества (ПАВ) — жидкое стекло, сульфонал и др.; эмульгаторы (силикат натрия, мыло), антиоксиданты (нитрит натрия, хромпик). Выпускаются они в виде порошков. Рецептура наиболее часто употребляемых синтетических щелочных моющих средств приведена в табл. 3.1.
Таблица 3.1
Состав синтетических щелочных моющих средств
Компонент Содержание компонентов, %
МЛ-51 МЛ-52 МС-6 МС-8 Лабомид-101 Лабомид-203
Сода кальцинированная 44 50 40 38 50 50
Триполифосфат натрия 34,5 30 25 25 30 30
Метасиликат натрия — — 29 29 16,5 10
Жидкое стекло 20 10 — — — —
Смачиватель ДБ 1,5 8,5 — — — 8
Сульфонал — 1,8 — — — —
Синтанол ДС-10 — — 6 8 3,5 2
Кислотными моющими растворами пользуются для снятия с поверхности деталей накипи и коррозии. В водные растворы соляной, серной, азотной, ортофосфорной кислот добавляют ингибиторы.
Технологический процесс физико-химической очистки состоит из четырех операций: сортировки деталей, очистки, ополаскивания и сушки.
Сортировка деталей перед очисткой ведется по размерам и форме, характеру загрязнения, шероховатости поверхности, материалу, из которого изготовлены детали, материалу покрытия (электрическая изоляция, полуда, полимеры, краска).
Детали из углеродистых сталей и чугуна практически не разрушаются в щелочных растворах любой концентрации, тогда как кислоты без ингибирующих добавок вызывают их разрушение — травление. Подвергаются большому разрушению в щелочных растворах и хромированные детали. Детали из алюминиевых и цинковых сплавов также нельзя очищать в щелочных и кислотных растворах.
Очистка деталей в щелочных или кислотных водных растворах заключается в следующем. Под действием раствора, нагретого до 80—90 °C, слой загрязнения смачивается и размягчается. Масляная пленка, расширяясь, разрушается, и на поверхности детали образуются мельчайшие капли масла с грязевыми частицами. Однако сила сцепления масла и металла продолжает удерживать эти капли на поверхности детали. Для снижения силы сцепления в состав раствора вводят эмульгаторы, а чтобы ускорить отрыв капель, раствор заставляют принудительно перемещаться у очищаемой поверхности. Эмульгаторы обволакивают капли масла с загрязненными частицами особой пленкой, ослабляющей силу сцепления масла с металлом, и способствуют формированию мельчайших капелек масла в растворе, т.е. эмульсии. Присутствие в растворе эмульгаторов, а также хромпика или жировой смазки предохраняет детали от коррозии.
Ополаскивание деталей водой необходимо для удаления с поверхности деталей следов щелочи или кислоты и предотвращения последующей коррозии металла, а также вредного влияния на кожу рук. Если ополаскивание ведется холодной водой, деталь после этого сушат, а если горячей водой, то сушка исключается.
Струйный способ очистки. При этом способе химическое действие раствора усиливается динамическим воздействием его струи.
Давление, под которым моющие растворы подаются на очищаемые детали, изменяется в различных моющих машинах от 0,1 до 3,5 МПа. Диаметры выходных отверстий насадок обычно составляют от 2 до 8 мм, а отношение длины отверстия к его диаметру — от 0,5 до 4 мм.
Моечные машины для струйной очистки подразделяют на камерные (одно-, двух- и многокамерные) и конвейерные.
Душевые системы, т.е. трубопроводы с ввернутыми в них соплами, у моечных машин могут быть неподвижными, когда в процессе очистки перемещаются детали, и подвижными, когда перемещается душевая система, а детали остаются неподвижными.
Струйный способ очистки достаточно эффективен. Он позволяет применять моющие растворы меньшей концентрации и использовать растворы многократно. Однако этому способу присущи и недостатки: значительная затрата электроэнергии для создания давления и перекачки моющего раствора; недостаточное поступление моющего раствора в труднодоступные места деталей; невозможность использования растворов с высокой концентрацией ПАВ ввиду их сильного пенообразования.
Очистка погружением. Объект ремонта при этом способе очистки погружается в ванну с горячим моющим раствором, циркулирующим у очищаемых поверхностей с помощью лопастных мешалок или гребных винтов.
Применение растворов с высокой концентрацией ПАВ позволяет ускорить процесс и повысить качество очистки, особенно громоздких частей сложной формы, таких как блок и рама дизеля, рама тележки, остовы тяговых электродвигателей и других, имеющих много труднодоступных мест.
Очистка погружением не имеет недостатков струйного способа очистки деталей. Недостаток этого способа — быстрое загрязнение раствора и, следовательно, необходимость частой его замены или фильтрации.
Очистка принудительной циркуляцией раство-р а. При этом способе очистка ведется путем циркуляции насосом моющего раствора через внутреннюю полость объекта ремонта. Поэтому принудительная циркуляция раствора применяется главным образом для очистки внутренних полостей секций радиатора, теплообменников, крышек цилиндров дизеля, корпуса турбокомпрессора и т.п. Кроме того, данный способ применяют для очистки полостей сборочных единиц, охлаждаемых водой, без съемки последних с тепловоза.
О качестве очистки внутренних поверхностей объектов ремонта судят по времени протекания определенного количества воды через очищаемую полость или по разности объемов воды до и после очистки.
Очистка парами растворителя. Сущность этого способа состоит в следующем: в паровое облако достаточно сильного растворителя помещают холодную деталь, которая быстро покрывается конденсатом растворителя; растворитель, стекая с поверхности детали, уносит с собой частицы грязи. Процесс продолжается до тех пор, пока деталь не нагреется до температуры паров. Чаще всего этот способ применяют для удаления прочно приставшей пленки грязи с поверхности деталей с электрической изоляцией.
Рекомендуемые технические моющие средства (ТМС) и режимы очистки приведены в табл. 3.2.
Таблица 3.2
Моющие растворы и режимы очистки
Способ очистки Тип ТМС Концентрация раствора, кг/м3 Температура раствора, °C Продолжительность очистки, мин
Струйный МЛ-51 10—20 80—85 10—15
МС-6 то же 70—85 15—30
МС-8 » 75—85 10—25
Лабомид-101 » 70—85 15—30
ХС-2М » то же то же
Темп-100 » » »
Темп-100 Д » » »
Погружением МЛ-52 10—20 70—85 5—10
МС-8 то же 75—85 10—25
МС-15 25—35 80—90 15—30
AM-15 100% 20^40 20—50
Лабомид-203 20—30 80—90 10—20
Принудительной МЛ-51 10—20 80—85 15—45
циркуляцией МС-8 то же 75—85 то же
Лабомид-101 » 70—85 20—50
Ингибированная кислота (серная, соляная и др.) 50—200 60—75 15—30
Очистка элек- МЛ-80 1—2 60—80 10—30
трических машин Концентрат «Термос» 10—20 55—60 то же
Обмывка кузова ХС-2М 10—20 50—60 10—20
В ремонтной практике получило распространение удаление загрязнений с поверхностей узлов электрических машин и аппаратов органическими растворителями. В табл. 3.3 приведены растворите
ли, получившие наибольшее распространение при очистке поверхностей от загрязнений и в целях обезжиривания.
Таблица 3.3
Растворители и их свойства
Растворитель Плотность, г/см3 Температура, °C Предельно допус-тимая массовая концентрация паров в воздухе, мг/м3
кипения вспышки
Ксилол 0,85 136—140 +29 50
Дизельное топливо 0,87—0,89 150—350 +40 300
Керосин 0,78—0,88 100—300 +28 300
Бензин 0,69—0,73 70—120 -17 300
Уайт-спирт 0,79 160—200 +35 300
Ацетон 0,80 56,2 -20 200
Термические и ультразвуковые способы очистки. Термические способы очистки основаны на удалении загрязнений их нагревом до температуры сгорания или разрушения (отслоения от детали). Существует очистка открытым огнем (кислородно-ацетиленовое или керосиновое пламя) и погружением в расплавы солей и щелочи.
Открытым огнем очищают от смолистых отложений и нагара глушитель шума выпуска, выпускные коллекторы и патрубки дизеля. К очистке деталей в расплавах солей и щелочей прибегают для удаления нагара и накипи. Очистка и обезжиривание деталей в расплавах солей и щелочей происходят эффективно и довольно быстро. Однако этому способу присущи следующие недостатки: очистка оказывает влияние на свойства металла; быстро загрязняется расплав, исключается очистка деталей сложной формы и тонкостенных деталей из-за возможности их деформации. Процесс очистки сложен и малопроизводителен, требует ручного труда.
Ультразвуковой способ позволяет ускорить процесс очистки при одновременном улучшении качества. Очистка основана на применении кавитации, возникающей в моющих растворах. При «схлопывании» кавитационного пузырька образуется мощная ударная микроволна моющего раствора, которая удаляет частицу загрязнения. Так как число кавитационных пузырьков измеряется миллионами, процесс очистки идет довольно быстро.
При очистке ультразвуком около очищаемых поверхностей деталей создается интенсивное колебание раствора, возникающее при
прохождении через него ультразвуковых волн. В растворе образуются области сжатия и разрежения, распространяющиеся по направлению ультразвуковых волн. В зоне разрежения, на границе между по
верхностью детали и жидкостью,
образуется полость С (рис. 3.4), куда Рис. 3.4. Схема образования полос-под действием местного давления ти в РаствоРе П°Д действием ультра-из пор Ж капилляров К выталкива- звуковых волн
ется раствор и загрязнение. Через
полпериода колебания в том же месте образуется область сжатия, в результате пузырек «схлопывается» и происходит гидравлический удар, способный создавать большое мгновенное местное давление,
намного превышающее исходное, вызванное распространением ультразвуковых колебаний. Это явление сопровождается характерным шумом. Благодаря большой частоте ультразвуковых колебаний эти процессы повторяются до 20 тыс. раз в секунду.
Под действием раствора и гидравлических ударов жировая пленка на поверхности детали разрушается, загрязнения превращаются в эмульсию и уносятся вместе с раствором. Скорость и качество ультразвуковой очистки зависят от химической активности и температуры раствора, а также от удельной мощности ультразвука.
Преимущества ультразвуковой очистки деталей — в более высоком качестве по сравнению с другими способами очистки и значительно меньшей продолжительности процесса. Процесс очистки легко может быть механизирован.
Перечень узлов и деталей, которые можно очищать с ипользова-нием метода ультразвука, весьма велик — топливные насосы и форсунки, узлы двигателя внутреннего сгорания, сетчатые и щелевые фильтры.
Очистка от неорганических загрязнений возможна без применения специальных моющих средств. К неорганическим загрязнениям относятся: нагар от продуктов сгорания топлива и масла, накипь от воды в системе охлаждения двигателя, пыль в воздушных фильтрах и радиаторах.
Ультразвуковая очистка узлов и деталей от органических загрязнений менее эффективна. Очистка узлов от органических загрязне
ний возможна только с применением специальных моющих средств, имеющих свойства обезжиривания. Эффективность очистки значительно увеличивается при нагревании моющих растворов до температуры 50 °C.
Зачастую применение ультразвукового метода позволяет очистить такие машинные узлы, которые ручным способом очистить невозможно из-за наличия закрытых микроскопических полостей и каналов. К таким узлам можно отнести форсунки дизеля, сетчатые и щелевые фильтры, коленчатые валы и т.д.
При загрязнении полостей и каналов узел становится нерабочим. Традиционные механические методы очистки в данном случае бессильны, а ультразвук способен проникать в скрытые полости через жидкую рабочую среду и очищать их от загрязнений.
Ультразвуковая установка для очистки деталей (рис. 3.5.) работает следующим образом.
Источник питания преобразует переменное напряжение промышленной частоты 50 Гц в постоянное напряжение от 100 до 310 В, которым питаются генераторы. Генераторы представляют собой полупроводниковые преобразователи постоянного тока в переменный ток ультразвуковой частоты. Количество генераторов равно числу ультразвуковых излучателей.
Система излучателей — это емкость с установленными на ней ультразвуковыми излучателями. Ультразвуковые излучатели могут быть двух типов — магнитострикционные и пьезоэлектрические. В последнее время магнитострикционные излучатели практически не применяются из-за их низкого КПД.
Количество и конфигурация размещения ультразвуковых излучателей в емкости зависят от типа очищаемых деталей. Очищаемая поверхность детали должна находиться напротив излучателя, но не соприкасаться с ним. Как правило, излучатели устанавливаются на дно технологической емкости, но могут устанавливаться и сбоку. Обрабатываемую деталь подвешивают или помещают в сетку.
Рис. 3.5. Структурная схема ультразвуковой установки для очистки деталей
Частота ультразвука колеблется в пределах от 14 до 50 кГц и зависит от размеров очищаемых деталей. Поскольку рабочая частота излучателей закладывается при их разработке, изменить частоту ультразвука в процессе эксплуатации невозможно. Поэтому каждая ультразвуковая установка имеет свою область применения.
3.2. Неразрушающие методы контроля деталей
Контроль узлов локомотива методами обмеливания, обстукивания, опрессовки и интегральными способами. Трещины и скрытые дефекты (раковины, поры) в деталях обнаруживают в основном с помощью дефектоскопов. В некоторых случаях дефекты определяют визуально или с применением простых способов.
Метод обмеливания заключается в том, что места для контроля на наличие трещин очищают от пыли и грязи, а при необходимости подогревают газовыми горелками. Затем смачивают керосином, протирают и наносят меловой раствор. После высыхания раствора керосин проявляется на меловой поверхности, и тем самым выявляются дефекты (трещины).
Метод обстукивания служит для определения состояния крепления винтовых соединений, посадки бандажей колесных пар на центры, шестерен на оси, различного крепежа и т.п., при этом состояние крепления или посадки определяют по тону звука.
Гидравлические испытания (опрессовку) проводят для деталей и узлов, работающих под давлением. Воздушные резервуары, трубопроводы, водяные и масляные секции, теплообменники испытывают водой с давлением, в 1,5—2 раза превышащим рабочее. Герметичность деталей и узлов проверяют по падению давления за определенное время.
Для повышения эффективности гидравлического испытания рекомендуется производить опрессовку водяных секций, теплообменников, цилиндровых крышек и водяных рубашек водой, нагретой до 60—75 °C.
Интегральные (объемные) способы основаны на сравнительной оценке измерения «служебных» свойств детали или трущейся пары. Об износе шатунно-поршневой группы дизеля судят по уменьшению компрессии в цилиндре при опрессовке сжатым воздухом, об износе плунжерных пар — по увеличению утечки топлива между деталями, а об износе отверстий распылителя — по расходу топлива.
Цветная дефектоскопия. Цветную дефектоскопию применяют для контроля состояния деталей из черных и цветных металлов, пластмасс и твердых сплавов, которые имеют пороки, выходящие на поверхность. В основе метода лежит способность определенных жидкостей, имеющих чрезвычайно высокую капиллярность, слабое поверхностное натяжение и малую вязкость, проникать в тончайшие трещины деталей.
Деталь, подлежащую контролю, очищают физико-химическими способами, обезжиривают, а затем погружают в проникающую жидкость или наносят ее на поверхность детали. По истечении 5—10 мин жидкость проникает в трещины и поры. Затем деталь промывают проточной холодной водой или 5 %-ным раствором кальцинированной соды, сушат (обычно подогретым сжатым воздухом) и покрывают мелким сухим микропористым порошком силикагеля либо водной суспензией каолина или мела (на 1 л воды — 600—700 г каолина или 300—400 г порошка мела). Нанесенный на поверхность детали каолин или мел должен высохнуть. Если деталь имеет трещину, то проникающая жидкость из нее под действием капиллярных сил заполняет микропоры силикагеля (каолина или мела), который действует как промокательная бумага. В результате над трещиной появляется цветная линия, копирующая форму и размеры трещины. По ширине этой линии (жилки) судят о глубине трещины: чем она шире, тем глубже трещина.
В качестве проникающей жидкости может служить состав, приготовленный из 80 % керосина, 20 % скипидара и 15 г краски «Судан IV» на 1 л смеси. Можно применять также состав из 75 % керосина, 20 % трансформаторного масла и 5 % антраценового масла и другие составы. Наиболее активными индикаторами являются составы шубикол и норикол.
По сравнению с другими методами цветная дефектоскопия более наглядна, проста и не требует больших затрат. Она позволяет контролировать детали в собранных узлах или конструкциях, не разбирая их, обладает хорошей результативностью, особенно при комнатной температуре, и уступает по эффективности только магнитному методу. К недостаткам следует отнести необходимость сушки громоздких и тяжелых деталей, которая сопряжена с большими трудностями.
Люминесцентный метод дефектоскопии. Такой метод основан на способности некоторых веществ светиться под воздействием ультра
фиолетового излучения. Для этого на обезжиренную поверхность детали наносят люминофор и после выдержки в течение 5—6 мин деталь протирают и наносят слой талька.
Контроль деталей на наличие дефектов производят на специальных люминесцентных дефектоскопах. При этом в качестве люминофоров используют твердые или жидкие вещества в виде антраценового масла в смеси с керосином (80 %) и трансформаторным маслом (15 %). Такая смесь дает светло-голубое свечение. Также используют раствор поликонденсированных ароматических углеводородов в керосиногазойлевой фракции. Такие смеси дают зеленовато-желтоватое свечение. В качестве источника ультрафиолетового излучения обычно применяют ртутно-кварцевые лампы.
Люминесцентный метод позволяет выявить только поверхностные дефекты и применяется для обнаружения трещин шириной до 0,01 мм в деталях из любых материалов, включая немагнитные.
Магнитная и ультразвуковая дефектоскопия. Методом магнитной дефектоскопии контролируют наиболее ответственные детали локомотива: оси колесных пар, зубья ведомых и ведущих шестерен, валы якорей электрических машин, промежуточные валы редукторов, крестовины и вилки карданных валов, валы турбокомпрессоров, водяных и масляных насосов, шатуны и шатунные болты, коленчатые валы, цилиндровые втулки, ролики и кольца подшипников качения, балансирные валики, листовые рессоры и другие детали.
Метод магнитного контроля основан на принципе концентрации ферромагнитного порошка ПЖВ-5160 или ПЖВ-5171 в зоне дефекта в виде микротрещин, отслоения металла или раковины.
Для обеспечения такого эффекта контролируемую деталь намагничивают и поливают ее поверхность ферромагнитным составом (суспензией), состоящим из ферромагнитного порошка (кузнечной окалины) с размерами частиц 50—55 мкм и минерального масла или керосина в пропорции на 1 л жидкости 180—200 г порошка.
В качестве основного состава для приготовления суспензии рекомендуется применять воду, минеральное масло или керосин.
Существует два основных способа контроля деталей: в остаточном поле и непосредственно в процессе намагничивания детали.
Намагничивание деталей производят в поле электромагнита (рис. 3.6, а), соленоида (рис. 3.6, 6) или гибкого кабеля (рис. 3.6, в). В остаточном поле намагничивания производится контроль только
Рис. 3.6. Способы намагничивания деталей
тех деталей, материал которых имеет остаточную индукцию не ниже 600 Гн (конструкционные стали и термически обработанные материалы).
Мелкие поверхностные и околоповерхностные дефекты лучше выявляются в магнитном поле. При залегании дефектов на глубине более 2 мм их практически не возможно выявить.
При дефектоскопии деталей необходимо отметить места, на которых осел порошок. Магнитный рисунок «прилипшего» порошка зависит от характера, размера и глубины залегания дефекта. Все места, где произошло «прилипание» порошка, должны быть особенно тщательно осмотрены, например с помощью лупы при хорошем освещении.
Каждая деталь после магнитной дефектоскопии должна быть размагничена, так как остаточный магнетизм притягивает из системы смазки металлический порошок, что приводит к повышенному абразивному износу деталей в эксплуатации. После размагничивания деталь не должна притягивать металлическую стружку или частички металла.
В настоящее время в локомотивных депо используют магнитные дефектоскопы типов ДГН-1Б, ДГЭ-М, ДГС-М, МД-12ПС, МД-12ПР, ЭМПД-12/36 и др.
Ультразвуковая дефектоскопия деталей в локомотиворемонтном производстве применяется для отыскания глубинных и поверхностных дефектов в поршнях, коленчатых и кулачковых валах дизелей, подступичных частях осей колесных пар, в болтах крепления ряда основных узлов, в ответственных элементах блока дизеля, рамы локомотива, рам тележек и т.д. Для этой цели применяют дефектоскопы типов УЗД-56М, УЗД-64, УДС2-32, УД2-12, УД2-102 «Пеленг» и др. В дефектоскопах используется свойство отражения ультразвуковых волн от физических неоднородных включений в контролируемых деталях.
Ультразвуковой дефектоскоп (рис. 3.7) работает от сети переменного тока частотой 50 Гц. Импульсный генератор 1 через равные промежутки времени посылает электрические импульсы частотой 0,4—5,0 МГц на пьезоэлектрическую пластинку 2 (из титаната бария), которая преобразует электроимпульсы в ультразвуковые колебания и направляет их в контролируемую деталь.
При отсутствии дефекта ультразвуковые колебания полностью отражаются от противоположной поверхности детали Б и воспринимаются датчиком 3 с углом подачи и приема ультразвуковых колебаний ноль градусов, преобразуются в электрические импульсы, а затем поступают на вертикально отклоняющие пластины электронно-лучевой трубки осциллографа через усилитель 4.
При наличии дефекта часть ультразвуковых колебаний отражается от дефекта (эхо-сигнал), а остальная часть — от противоположной стороны детали. Расположение эхо-сигналов на экране электронно-лучевой трубки также представлено на рис. 3.7.
Перечисленные типы дефектоскопов позволяют не только выявлять скрытые дефекты, но и фиксировать глубину расположения дефекта и его габаритные размеры.
Рис. 3.7. Структурная схема ультразвукового дефектоскопа типа УЗД-64: 1 — импульсный генератор; 2 — пьезоэлектрическая пластинка; 3 — корпус датчика; 4 — усилитель; 5 — экран осциллографа; 6 — блок развертки
3.3. Восстановление деталей и узлов локомотива
В зависимости от характера устраняемых дефектов способы восстановления деталей подразделяются на три основные группы: восстановление деталей с изношенными поверхностями, остаточными деформациями и механическими повреждениями, повреждениями противокоррозионных покрытий (рис. 3.8).
Восстановление деталей сваркой и наплавкой. Сварка является весьма прогрессивным и высокопроизводительным способом обработки металла. В ремонтном производстве широкое распространение получили как механизированные способы электродуговой сварки и наплавки (автоматическая и полуавтоматическая сварка и наплавка под флюсом, сварка в защитных газах, вибродуговая наплавка в различных средах), так и ручная сварка различными электродами, в том числе при сварке стали, чугуна и алюминиевых сплавов. Кроме элект-родуговых способов, при восстановлении деталей машин широко применяют газовую, преимущественно ацетилено-кислородную сварку.
Рис. 3.8. Классификация способов восстановления деталей
Ручная сварка металлическим электродом. Ручная дуговая электросварка осуществляется постоянным и переменным током. При сварке постоянным током «плюс» можно подключить к детали, а «минус» — к электроду (прямая полярность) или наоборот (обратная полярность).
Деталь перед сваркой или наплавкой должна быть очищена от грязи, масла и ржавчины. Трещины должны быть засверлены по краям. Трещины деталей толщиной до 8 мм не разделывают при заварке. При толщине более 8 мм создают V-образные канавки на всю глубину трещины.
Цилиндрические и конические поверхности наплавляют продольными валиками, которые накладывают вдоль оси, и круговыми валиками, накладываемыми по окружности или по винтовой линии. Шейки длинных валов малых диаметров удобнее наплавлять наложением продольных валиков. Каждый следующий валик накладывается на противоположной стороне шейки после проворачивания детали на 180°. Наплавку торцевых поверхностей начинают от центра и ведут концентрично. Таким же способом наплавляют сферические поверхности.
При заварке отверстий малых диаметров наплавка производится по периметру до заполнения всего отверстия. После заполнения отверстия
производится подварка с другой стороны. Применяется также способ заварки неразделанных трещин поперечными швами. Поперечный сварочный шов, остывая, стягивает трещину так плотно, что она становится водонепроницаемой при давлении воды до 29 • 104 Па.
Для сварки и наплавки используют холоднотянутую проволоку следующих диаметров: 0,3; 0,5; 0,8; 1,0; 1,2; 1,6; 1,8; 2,0; 2,5; 3; 4; 5; 6; 8; 10; 12 мм. При восстановлении деталей чаще всего применяют электроды диаметром от 1,2 до 5 мм. Для обеспечения требуемых механических свойств сварного соединения необходимо использовать соответствующие марки электродов.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла на основании следующей зависимости.
Толщина, мм ... 0,5—1,0 1,0—2,0 2,0—5,0 5,0—10,0 более 10,0
Диаметр, мм .... 1,0—1,5 1,5—2,5 2,5—4,0 4,0—6,0 5,0—8,0
При заварке отверстий малого диаметра на массивных деталях для обеспечения требуемого провара рекомендуется выбирать силу тока на 10—15 % больше расчетного значения.
Автоматическая наплавка деталей под флюсом. Автоматической наплавкой называют сварочный процесс, при котором подача электродной проволоки, перемещение сварочной дуги вдоль шва, подача защищающих и легирующих материалов в зону дуги автоматизированы. Основными преимуществами автоматической наплавки по сравнению с ручной сваркой являются: надежность получения высокого качества, стабильность технологического процесса, повышение производительности труда, невысокая квалификационная требовательность к специалистам и рабочим. Для каждого способа наплавки применяют свои режимы сварки, марки проволоки и другие наплавочные материалы.
Наплавка происходит при горении дуги между электродной проволокой и деталью под слоем сыпучего флюса, покрывающего зону дуги и расплавленного металла. В процессе наплавки дуга расплавляет ближайшие частицы флюса и горит внутри полости из эластичной оболочки расплавленного флюса, которая защищает зону дуги и расплавленного металла от попадания воздуха и пропускает выделяющиеся газы.
При автоматической наплавке под флюсом электрическая дуга горит между деталью 5 и электродной проволокой 4 (рис. 3.9). К дуге непрерывно подаются электродная проволока и флюс. Проволока
оплавляется и непрерывно стекает в жидкую ванну расплавленного металла, над которым находится слой расплавленного флюса в виде эластичной оболочки, надежно изолирующей плавильное пространство от окружающего воздуха, обеспечивая получение наплавленного металла без пор. Через расплавленный флюс происходит легирование наплавленного металла. При увеличении давления внутри флюсового пузыря оболочка не мешает образующимся газам прорываться наружу.
При наплавке деталей под флюсом, регулируя частоту оборотов детали, шаг наплавки, скорость подачи проволоки, можно за один проход наплавлять от 0,5 до 5 мм на сторону.
Используя легирующий флюс, легированную или порошковую проволоку, получают металл любых структуры и твердости от HRC 30 до HRC 64. В частности, применяя для наплавки стальных коленчатых валов пружинную проволоку Нп-65Г и легирующий флюс, состоящий из феррохрома, флюса АН-348А и графи
Рис. 3.9. Схема электродуговой наплавки деталей под флюсом:
1 — наплавочный аппарат; 2 — кассета с проволокой; 3 — бункер с флюсом; 4 — электродная проволока; 5 — деталь; 6— наплавленный металл; 7 — корка шлаковая; 8 — флюс; 9 — сварочная дуга;
10 — расплавленный металл
та, можно получить наплавлен-
ный металл со структурой мартенсита и твердостью HRC 64 без термической обработки.
Химический состав флюса, кроме защиты от воздуха, должен обеспечить стабильность горения дуги в процессе наплавки, получение заданного химического состава наплавленного металла, швов без
видимых трещин и с минимальным (допустимым) числом шлаковых включений и пор.
Для наплавки деталей из углеродистых и малолегированных сталей разработаны и изготавливаются различные составы и марки флюсов, в том числе АН-348А, АН-348АМ, ОСЦ-45, ОСЦ-45М, ФЦ-9, АН-51. Наилучшие результаты при наплавке деталей диаметром от 50 до 80 мм дает использование флюса АН-348А, который имеет следующий химический состав: оксид кремния SiO2 41—44 %; оксид марганца МпО 34—38 %; фтористый кальций CaF2 3,5—4,5 % и некоторые другие соединения.
Режимы наплавки существенно влияют на формирование наплавленного слоя. С уменьшением смещения электрода с зенита глубина проплавления увеличивается. С увеличением напряжения дуги глубина проплавления не изменяется, ширина валика возрастает. С увеличением шага наплавки уменьшается перекрытие валиков и возрастает глубина проплавления. Хорошее формирование слоя обеспечивается в том случае, если последующий валик перекрывает предыдущий на 1/3, при этом шаг наплавки равен 2/3 ширины валика.
С ростом тока глубина проплавления увеличивается. На автоматических установках ток зависит от скорости подачи и диаметра проволоки. С их увеличением ток возрастает, и наоборот. Скорость подачи проволоки и ее диаметр выбирают, исходя из требуемой толщины наплавляемого металла и диаметра детали.
Наплавку деталей из углеродистых сталей марок 30,40,45 производят углеродистыми проволоками марок Нп-30, Нп-40, Нп-50, Нп-65, Нп-80, легированной Нп-30ХГСА. Наплавленный этими проволоками под флюсом АН-348А металл по своему химическому составу мало отличается от основного металла.
При наплавке деталей, изготовленных из стали марок 35 и 45, в качестве электродного материала рекомендуется применять проволоку марок Нп-40 и Нп-50, которые позволяют получить наплавленный металл, соответствующий по химическому составу стали марок 35 и 40. Твердость наплавленного металла получается в пределах НВ 187—192.
Наплавка закаленных сталей производится с последующей их закалкой током высокой частоты, что обеспечивает получение наплавленного металла с твердостью до НКС 45. Детали, изготовленные из малоуглеродистой стали 20, наплавляют электродной проволокой
Нп-30 или Св-08 под слоем флюса. Флюс перед употреблением необходимо высушить при температуре 350—400 °C, чтобы удалить из него влагу, которая, испаряясь при наплавке, способствует образованию пор.
При наплавке гладких цилиндрических и резьбовых поверхностей по винтовой линии наплавку первого вала осуществляют вкруговую, а следующие — по винтовой линии. При наплавке необходимо устанавливать электродную проволоку по отношению к зениту цилиндрической поверхности с некоторым смещением в сторону, противоположную направлению вращения детали, обеспечив смещение электрода от зенита. При неправильной установке электродной проволоки (в зените или при смещении по ходу вращения) расплавленный металл и шлак стекают с поверхности детали, так как металл в ванне не успевает затвердеть, что приводит к ухудшению условий формирования шва.
Автоматическая вибродуговая наплавка. В зависимости от сварочного тока, напряжения, индуктивности сварочной цепи при вибрации электрода могут происходить электроискровые, контактно-искровые и контактно-дуговые процессы.
Электроискровой процесс происходит без замыкания и вибрации при высоком напряжении (более 150 В) и низком токе (менее 1 А).
Контактно-искровой процесс осуществляется при низком напряжении и большом токе в процессе периодического замыкания и размыкания электродов, (контактно-искровой способ). При этом происходит перенос металла, позволяющий наносить твердые и износостойкие металлопокрытия толщиной от 0,1 до 0,6 мм. Недостатком этого способа являются нанесение небольшого слоя покрытия, малая производительность и неоднородность наплавленного металла.
Контактно-дуговой процесс наплавки, или вибродуговая наплавка в жидкости, имеет следующие особенности по сравнению с другими способами наплавки: процесс идет при более низком напряжении чем при горении дуги в воздухе. В зону горения дуги подается охлаждающая жидкость.
Вибродуговая наплавка проходит следующие стадии:
- электрод касается детали. Так как напряжение холостого хода составляет от 12 до 18 В — ниже напряжения возбуждения электрической дуги в воздухе, электрическая дуга не загорается. Напряжение падает до нуля, а ток, как и ток короткого замыкания, возрастает до максимума, и конец проволоки оплавляется;
- электрод отрывается от детали, на которой остается капля оплавленного металла. При отрыве возникает ЭДС самоиндукции индуктивной катушки и к напряжению от источника питания сварочной дуги добавляется дополнительное напряжение ЭДС самоиндукции. Суммарного напряжения достаточно для возбуждения сварочной дуги;
- возбужденная электрическая дуга горит до следующего замыкания или меньше, в зависимости от запасенной энергии в катушке индуктивности, которая регулируется изменением числа подключенных витков. С увеличением индуктивности уменьшается ток короткого замыкания и увеличивается продолжительность горения дуги.
В зону наплавки подают охлаждающую жидкость, которую приготавливают добавлением в воду 2,5—6 % кальцинированной соды или 20 %-ного раствора глицерина. Для наплавки применяют пружинную сварочную проволоку Нп-65Г, которая обеспечивает получение качественного наплавленного металла без пор и трещин.
Вибродуговую наплавку применяют при восстановлении деталей из углеродистых, низколегированных сталей, серого, ковкого и высокопрочного чугунов. Этим способом можно наплавлять наружные и гладкие внутренние поверхности, резьбы и шлицы. Существенным преимуществом вибродуговой наплавки в жидкости является отсутствие нагревания и деформации детали, возможность закалки наплавленного металла в процессе наплавки, что исключает необходимость последующей термической обработки.
Недостаток вибродуговой наплавки — снижение прочности на 40—45 % в зоне термического влияния вследствие возникновения растягивающих напряжений под воздействием охлаждения водой нагретого металла. Поэтому детали тормозной системы и системы управления нельзя восстанавливать этим способом. Большинство других деталей машин имеют двойной и более высокий запас прочности и вполне пригодны для восстановления вибродуговой наплавкой.
Сцепляемость наплавленного металла достигает больших значений и не уступает основному металлу.
Автоматическая наплавка в среде углекислого газа. Находящийся в воздухе азот вызывает образование пор, а кислород — образование пор и выгорание легирующих элементов и углерода. Для предотвращения попадания кислорода и азота из воз
духа в зону горения сварочной дуги подают углекислый газ, применяя его в качестве защиты (рис. 3.10, 3.11).
Наплавка в среде углекислого газа имеет следующие достоинства: процесс автоматизирован по сравнению с наплавкой под флюсом; качество наплавленного металла выше, чем при вибродуговой наплавке в жидко
Рис. 3.10. Схема установки для наплавки в среде углекислого газа:
1 — электродная проволока; 2 — наплавленный металл; 3 — наплавляемая деталь
сти; усталостная прочность также выше, чем при вибродуговой наплавке в жидкости; снижение прочности составляет 20—25 % по сравнению с 45 % при вибродуговой наплавке в жидкости.
Для того чтобы избежать окислительного действия углекислого
газа, в электродную проволоку вводят раскислители — материалы, близкие по свойствам к кислороду, а именно кремний и марганец. Марганец и кремний, реагируя с кислородом, образуют расплавленные оксиды—шлаки, которые всплывают на поверхность сварочной ванны и не препятствуют процессу сварки.
Рис. 3.11. Схема установки для сварки (наплавки) в среде углекислого газа:
1 — баллон с углекислым газом; 2 — осушитель; 3 — подогреватель газа; 4 — газовый редуктор; 5 — расходомер газа; 6 — электромагнит; 7 — клапан; 8 — аппаратный ящик; 9 — механизм подачи проволоки; 10 — горелка; 11 — восстанавливаемая деталь; 12 — источник тока
Для наплавки и сварки в среде углекислого газа применяют сварочные проволоки Св-08ГС, Св-08Г2С, ЗОХГСА.
В зону сварки углекислый газ подается по медной трубке, окружающей мундштук, по которому проходит проволока. Углекислый газ в 1,5 раза тяжелее воздуха, поэтому он хорошо удерживается в зоне сварочной дуги и расплавленного металла. При расходе углекислого газа 10 л/мин обеспечивается достаточная защита.
Углекислый газ поставляется в баллонах в жидком состоянии. При испарении 1 л жидкой углекислоты получается 506 л газа. Всего в баллоне емкостью 40 л помещают 25 л жидкой углекислоты, которая, испаряясь, дает примерно 12,5 м3 газа.
Для сварки в среде углекислого газа выпускается оборудование марок: А-547-У, А-547-Р, А-577-У, А-929, ПДПГ-30 и др. В ремонтном производстве широко применяется полуавтомат А-547-У, который обеспечивает сварку металла толщиной 0,8—4,0 мм. Диаметр электродной проволоки может изменятся от 0,6 до 1,2 мм, скорость ее подачи — 140—600 м/ч, ток — 300 А. Для сварки можно использовать сварочный выпрямитель ВС-300.
В ремонтном производстве сварка в среде углекислого газа незаменима при ремонте кузовов.
Газовая сварка и наплавка. Газовая сварка в ремонтном производстве имеет широкое применение благодаря ее простоте и универсальности, возможности выполнять сложные и разнообразные сварочные и наплавочные работы. При ремонте кузовов газовая сварка преобладает по сравнению с другими видами сварки.
Известны несколько видов горючих газов. У каждого газа своя температура пламени: у бытового газа в городской сети — 2000 °C; у пропанбутана — 2600 °C; у ацетилена — 3100 °C.
Ацетилен благодаря более высокой температуре пламени находит наибольшее применение. Он представляет собой бесцветный газ и из-за наличия примесей имеет резкий специфический запах.
Ацетилен взрывается при следующих условиях:
- нагревании до температуры 450—500 °C, одновременном повышении давления до 152—196,2 КПа в смеси с воздухом и кислородом и наличии искры, открытого пламени или другого источника воспламенения;
- длительном соприкосновении с красной медью или серебром;
- температуре воды в генераторе выше 60—70 °C.
Кислород — бесцветный газ, не имеющий запаха. Масса 1 м3 кислорода при температуре О °C и давлении 981 • 102 Па равна 1,429 кг, а при температуре 20 °C и таком же давлении — 1,312 кг. В промышленности кислород добывают из воздуха методом глубокого охлаждения. Для сварочных работ применяют чистый кислород с примесями не выше 0,8—1,5 %. Кислород для сварочных работ поставляют в баллонах под давлением 147,5 кПа.
Данные для выбора диаметра сварочной проволоки приведены ниже.
Толщина наплавляемого изделия, мм..... 1—2 2—3 3—5 5—10 10—15 15 и более
Диаметр, мм........ — 2 3—4 6—8 4—6 6—8
В зависимости от соотношения ацетилена и кислорода пламя бывает нормальным, науглероживающим и окислительным (табл. 3.4). Особенности газовой сварки — медленное нагревание свариваемого металла и большая зона термического влияния.
Таблица 3.4
Область применения нормального, науглероживающего и окислительного пламени
Пламя Отношение О2/С2Н2 Температура пламени, °C Область применения
Нормальное 1 3100 Сварка мало- и среднеуглеродистой стали, алюминиевых сплавов, бронзы и меди
Науглероживающее 0,8 2700—3100 Сварка чугуна, наплавка твердых сплавов
Окислительное 1,4 3100—3300 Резка, сварка латуни, чугунов и бронзы
Устранение дефектов на деталях из алюминиевых сплавов. Алюминиевые сплавы АЛ2, АЛ4, АЛ9, из которых изготавливают корпусные детали машин, обладают рядом свойств, затрудняющих их сварку.
Для получения качественного сварного соединения необходимо удалить оксидную пленку или предупредить ее образование. Применяют различные способы предупреждения и удаления оксидной пленки: механические, химические, защитных газов и т.д.
У алюминиевых сплавов, обладающих скрытой теплотой плавления, цвет при нагревании не изменяется, поэтому их переход из
твердого состояния в жидкое почти невозможно заметить. Если не предпринять дополнительных мер (подкладки и т.д.), то расплавленный металл может вытечь. Из-за высокой теплопроводности, в 3 раза превышающей теплопроводность малоуглеродистой стали, место сварки быстро охлаждается, поэтому для сварки требуются мощные источники тепла или предварительное подогревание детали.
В сварочных швах алюминия возникают большие растягивающие напряжения из-за большой усадки при остывании после сварки, и, если не принять соответствующие меры, возможно возникновение трещин.
При сварке деталей со сложной конфигурацией необходимо учитывать, что остывание различных по толщине стенок происходит в разные промежутки времени, так как тонкие стенки остывают и приходят в окончательное состояние быстрее толстых. В результате возникают напряжения и коробление детали.
Дефекты в деталях из алюминиевых сплавов устраняют с помощью газовой, электродуговой и аргонодуговой сварки. Чтобы исключить или значительно уменьшить вероятность возникновения трещин, перед сваркой деталь целесообразно подогреть до температуры 180—300 °C в зависимости от толщины свариваемого металла.
Электродуговую сварку деталей из алюминиевых сплавов производят при постоянном токе обратной полярности, так как при переменном токе имеет место большое разбрызгивание наплавляемого металла. Наилучшие результаты получаются при сварке с использованием электрода ОЗА-2, который представляет собой алюминиевую проволоку Св-АКЗ или Св-АК10 толщиной от 4 до 8 мм, покрытую специальной обмазкой толщиной 0,6—0,8 мм методом опрессовки. Обмазка содержит следующие компоненты: флюс АФ-4А — 65 %, криолит — 25 %, хлористый калий — 9 %, губчатый титан — 1 %, раствор карбоксиметилцеллюлозы — 12—14 %.
Обмазка электрода ОЗА-2 обладает большой влагопоглощающей способностью и быстро сыреет. Отсыревшие электроды перед применением прокаливают в нагревательной камере при температуре 200—230 °C в течение 1—1,5 ч. Коэффициент наплавки электродов ОЗА-2 составляет 6,25—6,5 г/(А-ч). Диаметр электрода и силу тока подбирают в зависимости от толщины свариваемого металла: при толщине 4—9 мм используют электроды диаметром 5 мм и ток 140—260 А. Трудно восстанавливать детали с толщиной стенок менее 4 мм, так как возможны прожоги стенок.
Скорость электродуговой сварки алюминиевых сплавов в несколько раз превышает скорость сварки сталей (при аналогичных режимах) и в среднем составляет 4—6 м/мин.
При газовой сварке алюминиевых сплавов используют ацетилен и реже — пропан-бутановую смесь. Образующиеся оксиды удаляют специальными флюсами, которые реагируют с оксидами алюминия, создавая легкие шлаки, плавающие над расплавленным металлом, тем самым предохраняя его от дальнейшего окисления и попадания в него газов.
Для сварки алюминия разработаны несколько марок флюсов. Флюсы содержат хлористый калий, натрий, литий, кальций, фтористый калий, кислый сернокислый натрий, криолит в разных сочетаниях и с разным процентным количеством. Флюсы, содержащие хлористые элементы, довольно агрессивны и вызывают коррозию при соприкосновении с алюминием, поэтому после сварки остатки флюса нужно сразу удалить, прочистить место сварки стальной щеткой до появления блеска и смыть теплой водой.
Присадочным металлом при сварке деталей из алюминиевых сплавов служат прутки или проволока того же состава, что свариваемый металл, а также проволоки Св-АК12, Св-АК5, Св-АКЮ. Можно использовать кусочки алюминиевого сплава, изготовленные из деталей, которые восстанавливают в том числе из блоков, головок блока и других алюминиевых деталей.
Пламя горелки при сварке деталей из алюминиевых сплавов должно быть нейтральным или с небольшим избытком ацетилена. Давление газа устанавливают на 5—10 % меньше, чем при сварке сталей аналогичной толщины. Часовой расход газа зависит от толщины свариваемого металла. Для сварки деталей из алюминия с толщиной стенки до 5 мм применяют «левый» способ сварки, при толщине более 5 мм — «правый».
При аргоно-дуговой сварке алюминиевых деталей дуга горит между деталью и вольфрамовым электродом. В зону дуги подается аргон под определенным давлением. Одновременно с помощью дуги расплавляется присадочный материал. Дуга разрушает поверхностную оксидную пленку, а аргон предохраняет расплавленный и присадочный металл от окисления.
В качестве присадочного материала можно использовать проволоки АМГ, АМГЗ диаметром 1,6—3 мм или прутки, нарезанные из
основного металла. С присадочного материала перед сваркой необходимо удалить жир, грязь и оксидную пленку механическим или химическим способом. После очистки присадочный материал промывают в холодной воде и сушат при температуре 60—100 °C. Сварочную дугу возбуждают на графитовой пластине и после достаточного накала переносят на деталь.
В качестве неплавящегося электрода при аргоно-дуговой сварке используют вольфрамовые прутки марки ВА-1А. Возможно применение так называемых тарированных вольфрамовых электродов ВП1 и вольфрамовых прутков. Диаметр устанавливаемого в горелку электрода зависит от силы сварочного тока. Применение электродов с завышенным диаметром для данной силы сварочного тока не рекомендуется, так как из-за более низкой температуры нагревания электрода уменьшается электронная эмиссия тока.
Для сварки используют горелки ГРАД-200 и ГРАД-400 с водяным охлаждением. Малая горелка ГРАД-200 предназначена для сварки при силе тока до 200 А, большая — для сварки при силе тока до 400 А. Возможно применение горелок с естественным охлаждением АР-3 и АР-10.
Для сварки алюминиевых сплавов в качестве защитных материалов применяют аргон чистый марки А, содержащий не более 0,003— 0,005 % кислорода и не более 0,01—0,04 % азота. Аргон поставляют в баллонах емкостью 40 л под давлением 14 715-Ю3 Па. Расход аргона в основном зависит от толщины свариваемого металла.
В качестве присадочного материала при аргоно-дуговой сварке деталей из алюминиевых сплавов применяют ту же проволоку, что и при газовой сварке алюминиевых сплавов, но диаметром на 1 мм меньше.
Устранение дефектов на деталях из чугуна. Чугун обладает низкими сварочными свойствами. При его сварке в металле шва и околошовной зоне могут образоваться трещины, а на границе сплавления образуется хрупкая твердая зона отбела, не поддающаяся механической обработке режущим инструментом.
Причиной возникновения этих дефектов является поступление в наплавленный металл углерода, кремния, марганца, содержащихся в большом количестве в чугуне. При быстром охлаждении в наплавленном металле не успевают пройти процессы графитизации и металл кристаллизуется с образованием ледебурита, мартенсита, цементита — чрезвычайно хрупких структур с низкой пластичностью и высокой твердостью.
Под действием растягивающих напряжений, возникающих при усадке, металл с такой структурой растрескивается. Для предупреждения образования трещин необходимо повышать пластические свойства металла шва и околошовной зоны в процессе повышения температуры до 600—650 °C перед сваркой и после нее (горячая сварка) или вводить в шов элементы, препятствующие образованию мартенсита, ледебурита, цементита (холодная сварка). Для каждого вида дефекта существует определенный способ подготовки к сварке (табл. 3.5).
Таблица 3.5
Подготовка изделий перед сваркой
Дефект Технология подготовки дефекта к сварке
Трещина Зачистка до металлического блеска поверхности вокруг трещины на ширину 12—15 мм, вырубка канавки вдоль трещины на глубину 1/3 и ширину 2/3 толщины стенки, засверлов-ка концов трещины
Пробоина Зачистка до металлического блеска поверхности вокруг пробоины, изготовление заплаты из Ст. 3 толщиной 2—2,5 м
Облом Изготовление ремонтной детали по форме обломанной части. Зачистка скосов в местах стыковки основной и ремонтной детали
Износ отверстий: - резьбовых - гладких Рассверловка отверстия до полного снятия старой резьбы (при диаметре отверстия менее 12 мм — зенкование отверстия) Зачистка изношенной поверхности наждачной бумагой
Обрабатываемость сварных швов при сварке чугуна. Для сварки чугуна чаще всего применяют электроды, содержащие медь или никель (медножелезные, железоникелевые, хромоникелевые), такие как МНЧ-1, МНЧ-2, АНЧ-1, ОЗЧ-1, ОЗЧ-2. Значительно реже используют электроды с чугунным стержнем или стальные (ЦЧ-4 и другие), так как швы, заваренные этими электродами, трудно обрабатываются.
Режимы сварки чугуна должны обеспечить минимально возможную глубину проплавления основного металла. Порядок наложения швов должен быть таким, чтобы теплота, выделяемая при сварке, была рассредоточена равномерно по всей зоне сварки. Трещины длиной менее 100 мм заваривают в одном направлении. Трещины,
имеющие длину более 100 мм, заваривают в обратном направлении ступенчатым способом. После наложения каждого валика место сварки следует охладить до температуры 60—70 °C, прежде чем приступить к заварке следующего участка трещины.
Большинство применяемых электродов на основе меди и никеля требует послойной проковки шва, которая уплотняет металл, снимает внутренние напряжения и повышает герметичность сварного соединения. Проковку проводят сразу же после обрыва дуги легкими ударами заостренной частью молотка или бородком со сферической головкой.
Лазерная сварка и н а п л а в к а. Лазерный луч — этомощ-ный источник энергии, сконцентрированный на небольшой поверхности (плотность потока энергии — 1017 Вт/см2). Луч с такой плотностью потока энергии может расплавлять и наплавлять различные порошки и ленты, нанесенные на восстанавливаемые поверхности.
Для восстановления чаще используют порошкообразные вещества, которые предварительно наносят на восстанавливаемую поверхность в виде обмазки на основе клеевых составов.
В установках для лазерной сварки и наплавки применяют рубиновые квантовые генераторы или газовые генераторы, а в качестве рабочего тела используют смесь углекислого газа, азота и гелия (рис. 3.12).
Восстановление деталей металлизацией. Преимущества и недостатки процесса металлизации, область применения металлизации. Металлизация, или газотермическое напыление, — это процесс нанесения расплавленного и распыленного металла на восстанавливаемую поверхность детали в целях компенсации ее износа. Распыленные частицы достигают поверхности с потоком воздуха или специального газа, имея большую скорость и находясь в пластическом состоянии.
При контакте с поверхностью, на которой специально создана определенная шероховатость и с которой удалены оксиды и жир, напыляемые частицы деформируются, внедряются в шероховатости и микронеровности, сцепляются механически с основным металлом. Сцепление покрытия с поверхностью детали является в основном механическим, лишь в некоторых локальных точках отдельные частицы могут свариться с основным металлом.
К недостаткам этого способа следует отнести наличие только механического сцепления покрытия с основным металлом и, соот-
Рис. 3.12. Схема установки для лазерной сварки и наплавки с рубиновым генератором:
1 — наплавляемая деталь; 2 — сопло для подачи защитного газа аргона; 3 — фокусирующая линза; 4 — поворотное зеркало; 5 — полупрозрачное зеркало;
6 — лазерный луч; 7 — отражатель; 8 — намотка; 9 — рубиновый стержень; 10 — заднее зеркало; И — конденсаторная батарея; 12 — наносимый порошок
ветственно, более низкую по сравнению с другими способами сцеп-ляемость. Напыленный металл состоит из множества мельчайших частиц, механически связанных друг с другом. Необходимо вводить особые методы подготовки поверхности к нанесению покрытия и позаботиться о методах обработки нанесенного покрытия. Напыленный металл не выдерживает ударных нагрузок.
Достоинства способов металлизации — незначительное нагревание детали (до 200 °C), высокая производительность процесса, возможность получить толщину напыленного металла в большом диапазоне (от 0,1 до 10 мм), простота технологического процесса.
Известны следующие виды металлизации: газопламенная, элект-родуговая, высокочастотная, плазменная и др.
Дробеструйную обработку производят при давлении сжатого воздуха 0,5—0,7 МПа. В качестве абразивного материала применяют чугунную дробь ДЧК-01. После дробеструйной обработки детали обдувают сухим сжатым воздухом для удаления частиц абразива
с поверхности. Перед нанесением порошка его необходимо просушить и прокалить, чтобы избежать возникновения пор и повысить сцепляемость покрытия с металлом детали. Между дробеструйной обработкой и покрытием должно пройти не более 30 мин, так как на поверхности могут образоваться новые оксиды, которые будут снижать сцепляемость.
Механическая обработка, в том числе лезвийным инструментом или шлифованием, требует особых решений возникающих проблем, так как при шлифовании нет привычной искры, шлифовальные круги быстро засаливаются и т.д. Поэтому только из-за более низкой обрабатываемости, требующей больших затрат, чем шлифование наплавленного металла или основного металла при обработке под ремонтный размер, металлизация часто не внедрялась в производство.
Газопламенное напыление. При газопламенном напылении электродную проволоку расплавляют струей ацетилено-кислородного пламени. Распыление расплавленного металла и нанесение его на изношенную деталь производится струей сжатого воздуха (рис. 3.13).
Рис. 3.13. Распылительная головка газопламенного проволочного аппарата для напыления:
1 — смесительная камера; 2 — канал подвода кислорода; 3 — проволока; 4 — направляющая втулка; 5 — канал подвода ацетилена; 6 — воздушный канал; 7— ацетилено-кислородное пламя; 8 — газометаллическая струя; 9 — наплавляемая поверхность детали
Электродуговое напыление. Расплавление металла осуществляется посредством горения электрической дуги между двумя электродными проволоками, а распыление происходит струей сжатого воздуха.
Скорость напыляемых частиц при пролете 250 мм от сопла до детали снижается со 190 до 85 м/с, а время нахождения частиц в полете 0,003 с. Высокая скорость и малое время полета позволяют им достичь поверхности детали, имея пластическое состояние. Промышленность выпускает электрометаллизаторы КДМ-2, ЭМ-12, ЭМ-15. Для металлизации применяют проволоку Св-Ак-5 диаметром 5 мм и следующие параметры режима: ток дуги 300 А; напряжение дуги 28—32 В; давление сжатого воздуха 0,4—0,6 МПа, расстояние от сопла до детали 80—100 мм; источник питания ВДГИ-301;
толщина наносимого слоя до 5 мм, продолжительность операции 8— 10 мин, потребляемая мощность не более 10,8 кВт.
Плазменное напыление. Основными отличиями плазменной металлизации от других способов расплавления являются более высокая температура и большая мощность, что обеспечивает значительное повышение производительности процесса и возможность наносить и расплавлять любые жаростойкие и износостойкие материалы (рис. 3.14,3.15).
Температура плазменной струи при использовании аргона 15 000— 39 000 °C, при использовании азота — 10 000—15 000 °C. Для плазменной металлизации широко применяют установки УПУ и УМН, в комплект которых входят вращатель, защитная камера, плазмотрон, дозатор порошка, источник питания и пульт управления.
Рис. 3.14. Схема процесса плазменного напыления:
1 — порошковый дозатор; 2 — катод;
3 — изоляционная прокладка; 4 — анод; 5 — транспортирующий газ; 6 — охлаждающая жидкость; 7 — плазмообразующий газ
а п б п 6
Рис. 3.15. Схемы плазменно-дуговых установок: а — открытая; б — закрытая; в — комбинированная
Основной частью установки служит плазмотрон, срок службы которого определяется стойкостью сопла. Период работы плазмотрона невелик, поэтому его быстроизнашивающиеся части делают сменными. Источниками тока являются сварочные генераторы ПСО-500 или выпрямители ИПН-160/600.
В качестве плазмообразующего газа используют аргон или азот. Азот дешевле и менее дефицитен, но зажечь дугу в среде на азоте сложнее, и требуется значительно большее напряжение, что представляет опасность для обслуживающего персонала. Поэтому зажигают дугу в среде аргона, для которого напряжение возбуждения и горения дуги меньше, а затем переходят на азот. Плазмообразующий газ ионизуется и выходит из сопла плазмотрона в виде струи небольшого сечения. Обжатию способствуют стенки канала сопла и электромагнитное поле, возникающее вокруг струи. Температура плазменной струи зависит от силы тока, вида и расхода газа и изменяется от 10 000 до 30 000 °C; скорость истечения газов 100—1500 м/с. Ар-гонная плазма имеет температуру 15 000—30 000 °C, азотная — 10 000—15 000 °C.
При плазменной металлизации в качестве наносимого материала применяют гранулированный порошок с размером частиц 50— 200 мкм. Порошок подается в зону дуги транспортирующим газом (азотом), расплавляется и переносится на деталь. Скорость полета частиц порошка 150—200 м/с, расстояние от сопла до поверхности детали 50—80 мм.
Благодаря более высокой температуре наносимого материала и большей скорости полета распыляемых частиц прочность соедине
ния покрытия с деталью в этом методе выше, чем при других способах металлизации.
Плазменная металлизация, происходящая при высокой температуре плазменной струи, позволяет наносить любые материалы, в том числе самые износостойкие, но при этом возникает проблема обработки сверхтвердых и износостойких материалов.
Гальванические и химические способы восстановления деталей. Гальванические и химические способы обработки применяют при ремонте деталей транспортных, дорожно-строительных и технологических машин. Покрытия предназначены для восстановления изношенных поверхностей деталей и их упрочнения (хромирование, железнение, химическое никелирование); защиты деталей от коррозии (цинкование, кадмирование, оксидирование, фосфатирование); защитно-декоративных целей (хромирование, никелирование, оксидирование, фосфатирование); подготовки поверхностей (грунтование) под лакокрасочные покрытия (фосфатирование, анодирование); повышения электропроводности и улучшения условий пайки (серебрение, лужение).
Наиболее распространенными видами покрытий при ремонте машин являются хромирование, железнение, цинкование, оксидирование и фосфатирование.
Технологический процесс гальванического нанесения покрытий. Процесс гальванического нанесения покрытий состоит из следующих основных этапов: подготовка детали; нанесение покрытия; обработка деталей после гальванического нанесения покрытия. Содержание каждого из этапов может изменяться в зависимости от свойств и назначения гальванического покрытия.
Подготовка деталей к гальваническому нанесению покрытия включает в себя механическую обработку поверхностей, подлежащих наращиванию (рис. 3.16). Затем происходит очистка деталей от загрязнений и оксидов, предварительное обезжиривание, изоляция поверхностей, не подлежащих наращиванию, крепление деталей на подвесных приспособлениях, окончательное обезжиривание и промывка в воде, активация (анодная или химическая обработка), промывка после активации, если она проводилась химической обработкой в водном растворе кислоты.
Качество операций, выполняемых на подготовительном этапе, в значительной степени определяет прочность сцепления электролитического покрытия с поверхностью детали и его сплошность.
Рис. 3.16. Структурная схема технологического процесса гальванического наращивания
Хромирование. В ремонтном производстве хромирование получило распространение как способ компенсации износа поверхностей деталей, а также как способ их упрочнения и нанесение противокоррозионного и декоративного покрытия. Электролитический хром обладает хорошими физико-механическими свойствами: высокой твердостью и износостойкостью, низким коэффициентом трения скольжения, коррозионной стойкостью и теплопроводностью, а также достаточным сцеплением с основным металлом. Микротвердость электролитического хрома зависит от условий электролиза и изменяется в пределах 4000—12 000 МПа. Температура плавления хрома — 1800 °C, плотность — 6,9 г/см3.
Хромирование проводят в стационарных ваннах, устройство которых зависит от наличия и типа системы нагревания электролита. Так как хромовые электролиты чувствительны к колебаниям температуры, ванны для хромирования состоят из двух баков, сваренных из листовой стали толщиной 3—4 мм, установленных один в другом (рис. 3.17), оснащенных внешним подогревом, который позволяет
Рис. 3.17. Ванна для хромирования:
1 — внутренний бак; 2 — наружный бак; 3 — вентиляционный кожух; 4 — токопроводящие шланги; 5 — электроизоляторы; 6 — кран для выпуска воды из пространства между баками; 7 — водосливная труба; 8 — кран паровой магистрали;
9 — кран водяной магистрали
поддерживать температуру электролита постоянной. Между стенками баков заливают воду, которая образует водяную «рубашку» и обеспечивает равномерное нагревание электролита, заливаемого во внутренний бак. Разогрев воды может осуществляться электрическими нагревателями или паром. Внутреннюю ванну облицовывают кислотостойким и теплопроводным материалом — чаще всего свинцом. Иногда внутреннюю ванну изготавливают из нержавеющей стали. В случае облицовки внутренней ванны материалом с низким коэффициентом теплопроводности (керамические плитки, винипласт) нагревание электролита выполняют посредством освинцованных стальных змеевиков, которые погружают непосредственно в электролит. Подробнее о режимах хромирования см. табл. 3.6 и 3.7.
Таблица 3.6
Параметры режимов хромирования
Электролит 1 2 3 4 5 6
Температура электролита, °C 50—60 45—60 40—50 50—65 16—25 18—25
Плотность тока, А/дм2 30—100 20—60 15—30 40—100 20—80 100—300
Выход по току, % 15—16 12—14 10—12 18—20 25—30 35—40
В ремонтном производстве для хромирования применяют сернокислые (1, 2, 3), саморегулирующиеся (4, 6) и тетрохроматные (5) электролиты (см. табл. 3.7).
Таблица 3.7
Состав наиболее распространенных электролитов
Компонент элек-тролита Содержание компонентов в электролитах, г/л
1 2 3 4 5 6
Хромовый ангидрид 120—150 200—250 300—350 225—300 350—400 380—420
Серная кислота 1,2—1,5 2,0—2,5 3,0—3,5 — 2,5—3,0 —
Сернокислый стронций 5,5—6,5
Кремнефтористый калий — — — 18—20 — —
Едкий натр — — — — 40—60 —
Углекислый кальций — — — — — 60—75
Сернокислый кобальт — — — — — 18—20
Продолжительность «проработки» электролита определяется из расчета пропускания количества электричества 3—4 А ч через 1 л электролита.
Электролит низкой концентрации имеет более высокий выход хрома по току, хорошую рассеивающую способность и обеспечивает получение более твердых и износостойких покрытий. Этот электролит целесообразно применять при восстановлении деталей с повышенными требованиями к износостойкости.
Электролит средней концентрации по своим свойствам занимает промежуточное положение по сравнению с электролитами низкой и высокой концентрации. Его применяют при износостойком и защитно-декоративном хромировании.
Электролит высокой концентрации имеет плохую рассеивающую способность и пониженный выход хрома по току, но обладает хорошей кроющей способностью, более устойчив в работе и обеспечивает получение блестящих хромовых покрытий с высокой отражательной способностью. Этот электролит используют для получения защитно-декоративных покрытий.
В процессе хромирования на катоде (детали) происходят восстановление шестивалентного хрома СгО3 до трехвалентного Сг2О3, нанесение металлического хрома и выделение водорода. На аноде трехвалентный хром окисляется до шестивалентного и выделяется кислород.
Свойства хромовых покрытий зависят от состава электролита и режимов электролитического процесса: катодной плотности тока DK и температуры электролита /эл. Изменяя соотношение плотности тока и температуры в одном и том же электролите, можно получить три вида хромовых покрытий, различающихся своими свойствами: матовые (серые), блестящие и молочные. Блестящие хромовые покрытия отличаются высокой микротвердостью (6000—9000 МПа), повышенной износостойкостью и хрупкостью. Покрытия имеют сетку пересекающихся трещин. Молочные покрытия имеют также высокую износостойкость, большую вязкость и микротвердость 4000—6000 МПа. Сетка трещин на этих покрытиях отсутствует. Матовые покрытия хрома отличаются высокой микротвердостью (9000—12 000 МПа), хрупкостью и пониженной износостойкостью. У матовых покрытий трещины образуют густую сетку мелких и неглубоких каналов, у молочно-блестящих покрытий они редкие, широкие и глубокие.
При ремонте чаще всего применяют блестящие и молочные покрытия. Первые используют для восстановления большинства деталей, имеющих подвижные и неподвижные посадки, вторые — для обеспечения повышенной коррозионной стойкости покрытий (штоки силовых гидроцилиндров и других деталей) и их хорошей прирабатываемости.
По ристое хромирование. Обычные хромовые покрытия плохо смачиваются маслами и обладают недостаточной прираба-тываемостью.
Для повышения износостойкости деталей, работающих при больших давлениях и температуре, и при недостаточном количестве смазочного материала применяют пористое хромирование. Пористый хром представляет собой покрытие, на поверхности которого специально создается большое количество пор или сетка трещин, достаточно широких для проникновения и удержания в них масла. Пористые покрытия можно получить механическим, химическим и элек-трохимическим способами. Наиболее широко используют электрохимический способ.
Электрохимическое пористое хромирование заключается в растравливании микроскопических трещин, образующихся в хромовых покрытиях в процессе электролиза. Размеры трещин и, следовательно, их маслоемкость можно увеличить в процессе анодного травления хромовых покрытий в электролите для хромирования.
Различают канальчатый и точечный пористые хромы (рис. 3.18). Канальчатый хром получают в результате анодного травления молочных и молочно-блестящих хромовых покрытий, точечный хром — анодным травлением матово-блестящих покрытий хрома. Канальча-тая пористость характеризуется редкой сеткой трещин, заметной невооруженным глазом. Точечная пористость напоминает поверхность мягкой стали, подвергнутой пескоструйной обработке. На покрытии под микроскопом видны многочисленные светлые точки.
На анодное травление оставляют припуск 0,01—0,02 мм на диа
а б
Рис. 3.18. Схемы формирования поверхности пористого хрома: а — канальчатого; б — точечного
метр. Как правило, поверхность пористого хрома хонингуется или подвергается тонкому шлифованию. Покрытые пористым хромом детали обычно подвергаются термообработке в масле при температуре 150—200 °C в течение 1,5—2 ч для устранения водородной хрупкости и заполнения пор маслом.
Железнение. Железнением называется процесс получения твердых износостойких железных покрытий из электролитов. Этот процесс применяют в ремонтном производстве для компенсации износа поверхностей деталей. Однако он может использоваться и для исправления брака механической обработки, упрочнения рабочих поверхностей деталей из малоуглеродистой и среднеуглеродистой стали, которые не прошли термическую обработку, а также для покрытия пластинок твердого сплава, чтобы облегчить их припайку к резцам.
Химический состав электролитического железа зависит от состава исходных материалов, применяемых при электролизе. В обычных условиях электролиза с использованием растворимых анодов железо осаждается с большим количеством примесей и по химическому составу напоминает малоуглеродистую сталь. Физико-химические свойства железных покрытий характеризуются следующими показателями: мелкокристаллическая структура, плотность 7,8 г/см3, температура плавления 1535 °C, коэффициент линейного расширения 11,9-10-6 град-1, предел прочности неотожженного железа 735—776 МПа, относительное удлинение 10—50 %, микротвердость 1600—7800 МПа в зависимости от условий электролиза. Основные физико-химические и связанные с ним эксплуатационные свойства железных покрытий (структура, твердость, пластичность, износостойкость, внешний вид) изменяются в широких пределах в зависимости от условий электролиза. Износостойкость деталей, восстанавливаемых твердым электролитическим железом (микротвердость 4000—6000 МПа), не уступает износостойкости новых деталей. Таким образом, твердое электролитическое железо по химическому составу напоминает малоуглеродистую сталь, а по некоторым свойствам (твердость, прочность, износостойкость, коррозионная стойкость) — среднеуглеродистую сталь.
При железнении, как и при других электролитических процессах, состав и свойства покрытия зависят от состава электролита и режимов наращивания.
По составу электролиты разделяют на хлористые, сернокислые и смешанные (сульфатно-хлористые). Для улучшения электропроводности электролита в него вводят соли натрия, калия, кальция и марганца. Стабильность электролита повышают введением в него бу-ферирующих и противооксидных добавок, в качестве которых используют, например, аскорбиновую кислоту.
В ремонтном производстве наиболее часто применяют хлористые электролиты. Сернокислые электролиты, по сравнению с хлористыми, обладают меньшей химической агрессивностью и окисляемо-стью. Однако они уступают хлористым электролитам по производительности, качеству получаемых покрытий и другим показателям.
По температурному режиму электролиты разделяют на горячие и холодные. Первые характеризуются высокой температурой (60— 90 °C), позволяющей проводить железнение при большой плотности тока и высокой производительности процесса. Вторые (электролиз ведется без нагревания) в большинстве случаев допускают применение малых плотностей тока и поэтому малопроизводительны. Подробнее о режимах железнения см. табл. 3.8 и 3.9.
Таблица 3.8
Параметры режимов железнения
Электролит 1 2 3 4 5 6
Температура электролита, °C 70—80 70—80 70—80 95—98 20—50 30—50
Плотность тока, А/дм2 20-^0 20—50 20—60 10—15 10—30 20—25
Выход по току, % 85—92 85—95 85—95 90 85—92 85—92
Кислотность, pH 0,8—1,2 0,8—1,2 0,8—1,5 — 0,5—1,3 0,6—1,2
Таблица 3.9
Состав наиболее распространенных электролитов
Компонент элек-тролита Содержание компонентов в электролитах, г/л
1 2 3 4 5 6
Хлористое железо 200—250 300—350 600—680 400—600 150—200
Сернокислое железо — — 300 — 200
Хлористый натрий 100 — — 150 — —
Аскорбиновая кислота — — — 0,5—2,0 —
Соляная кислота — — — 0,4—0,7 — —
Электролит 1 позволяет получать плотные и гладкие покрытия микротвердостью до 6500 МПа и толщиной до 1,0—1,2 мм. Электролит 2 обладает оптимальной концентрацией, не изменяемой при длительной работе ванны, и по своим показателям близок к электролиту 1 (применяется чаще, чем электролит 1).
Концентрированный электролит 3 позволяет получать высококачественные покрытия толщиной до 3 мм. Этот электролит обычно применяют при нанесении покрытий на внутренние поверхности при вневанном железнении.
Электролиты 1 и 3 не стабильны по составу. Концентрация железа в электролите 1 постепенно увеличивается, а в электролите 3 уменьшается, стремясь к оптимальному значению, что вызывает затруднения при эксплуатации ванны.
Электролит 4 в ремонтной практике не применяют. Наличие в электролите 5 аскорбиновой кислоты предотвращает его окисление и образование гидрооксида железа, в результате чего возможно получение высококачественных покрытий при низкой температуре и достаточно высокой плотности тока.
Холодный сульфатно-хлористый электролит 6 обладает достоинствами хлористых и сернокислых электролитов: менее агрессивен и более устойчив к окислению, чем хлористые, и позволяет получать покрытия хорошего качества с высокой производительностью. Этот электролит находит применение в ремонтном производстве.
Последовательность операций при типовом технологическом процессе электролитического железнения представлена в табл. 3.10.
Таблица 3.10
Схема технологического процесса железнения
Операция Последовательность операций в вариантах
I II
Очистка деталей от грязи и масла 1 1
Обработка механическая (2) (2)
Промывка органическим растворителем (бензином, керосином и др.) 3 3
Сушка 4 4
Очитка покрываемых поверхностей (5) (5)
Изоляция поверхностей, не подлежащих покрытию, и монтаж деталей на подвесные приспособления 6 6
Окончание табл. 3.10
Операция Последовательность операций в вариантах
I II
Обезжиривание деталей 7 7
Промывка горячей водой (70—80 °C) 8 8
Промывка холодной водой 9 9
Травление анодное в электролите железнения — 10
Промывка холодной водой — 11
Обработка анодная в 30 %-м растворе серной кислоты 10 12
Промывка холодной водой И 13
Промывка теплой водой (50—60 °C) 12 14
Железнение 13 15
Промывка горячей водой (70—80 °C) 14 16
Нейтрализация 15 17
Промывка горячей водой (70—80 °C) 16 18
Демонтаж деталей с подвесок и снятие изоляции 17 19
Контроль качества покрытий 18 20
Обработка механическая 19 21
Консервация деталей (20) (22)
Примечание. Цифры в скобках означают, что данные операции выполняют в зависимости от конкретных условий.
При выборе параметров режима железнения следует иметь в виду, что чем выше катодная плотность тока, тем больше скорость осаждения железа и выше производительность процесса; чем ниже температура и концентрация электролита и выше плотность тока, тем больше твердость железных покрытий и меньше их максимально достижимая толщина; чем выше температура и концентрация электролита, тем большей плотности ток можно допустить без ущерба для качества покрытия.
Проведение железнения в ваннах затрудняет его применение при восстановлении изношенных поверхностей крупногабаритных деталей. Поэтому в ремонтной практике получил распространение процесс вневаннового проточного железнения, при котором электролит насосом прокачивают через электролизную ячейку, образованную восстанавливаемой поверхностью детали и уплотнениями. Внутри восстанавливаемой поверхности устанавливают анод (рис. 3.19). Проточное вневанное железнение не только расширяет номенклатуру восстанавливаемых деталей, но и повышает производительность процесса и улучшает качество покрытия.
После завершения процесса железнения покрытие подлежит механической обработке. Припуск на механическую обработку после железнения зависит от режима электролиза и толщины покрытия, конфигурации и размера детали. Ориентировочно припуски на механическую обработку принимают равными: 0,1—0,2 мм на шлифование и 0,2—0,3 мм на токарную обработку.
Цинкование. Цинк — металл серебристо-белого цвета. Плотность цинка 7,1 г/см3,
Рис. 3.19. Электролизная ячейка для железнения отверстий в нижней головке шатунов:
1 — нижняя плита; 2 — анод; 3—уплотнительные прокладки; 4 — верхняя плита;
5 — шатуны
°C покрытия становятся хрупкими.
температура плавления 470 °C. Цинковые покрытия обычно бывают мягкими (микротвердость 500—600 МПа), пластичными и хорошо выдерживают изгибы, развальцовку, но плохо — запрессовку. Однако при температуре выше 250 и ниже 70
Цинк легко растворяется в растворах всех кислот и едких щелочей.
В атмосферных условиях цинковые покрытия подвергаются коррозии, образуя различные химические соединения цинка.
Электролитическое цинкование широко используют для защиты деталей от коррозии. Цинковые покрытия хорошо защищают черные металлы от атмосферной коррозии, воздействия бензина, дизельного топлива, масел, пресной воды. В морской воде, а также в
средах, содержащих сероводород и сернистые соединения, цинковые покрытия нестойки. Широкое распространение электролитического цинкования объясняется тем, что цинк имеет больший отрицательный нормальный потенциал, чем железо, т.е. цинковое покрытие по отношению к железу является анодом, и в образующейся гальванической паре цинк—железо разрушению подвергается покрытие, а основной металл сохраняется. Поэтому цинковое покры
тие эффективно защищает черные металлы от атмосферной коррозии. Скорость коррозии цинкового покрытия зависит от условий эксплуатации изделий и в промышленных районах составляет 1,0—1,5 мкм в год. Процесс цинкования обладает некоторыми технико-экономическими преимуществами: исходные материалы недефицитны, дешевы, технологический процесс прост.
Цинкованию при ремонте подвергаются детали электрооборудования, трубопроводы, пружины и большинство крепежных деталей. Для деталей, работающих в условиях трения, цинковые покрытия непригодны. Для цинкования используют кислые, цианистые, цинкатные, аммиакатные электролиты. О режимах цинкования подробнее см. табл. 3.11 и 3.12.
Электролиты 1 и 2 называют сернокислыми (сульфатными), электролит 3 — хлористым, 4 — цианистым, 5 — цинкатным, 6 — аммиакатным. Электролиты 1—3 являются кислыми электролитами, электролиты 4—6 — щелочными.
Таблица 3.11
Параметры режимов цинкования
Электролит 1 2 3 4 5 6
Температура электролита, °C 15—25 15—25 40—60 15—30 50—60 15—30
Плотность тока, А/дм2: без перемешивания с перемешиванием 1—2 3—8 50 5—8 0,5—1,2 2,0—2,5 0,5—1,5
Выход цинка по току, % 95—98 98—100 — 70—80 95—96 97—98
Кислотность, pH 3,5—4,5 3,5—4,5 3,0—4,0 — — 5,9—6,5
Кислые электролиты обладают плохой рассеивающей способностью, что является основным их недостатком. Покрытия, полученные в этих электролитах, имеют более грубую структуру и меньшую коррозионную стойкость, чем в щелочных. Кислые электролиты устойчивы, допускают применение высокой плотности тока (особенно в процессе перемешивания) при высоком выходе цинка по току. Покрытия приобретают светлый цвет, характеризуются повышенной пластичностью, прочным сцеплением с основным металлом и могут выдерживать различную механическую обработку. Поэтому кислые электролиты широко используют для покрытия малорельефных деталей.
Щелочные электролиты обладают хорошей рассеивающей способностью, а покрытия, полученные в них, — более высокой корро
зийной стойкостью. Однако они менее устойчивы, допустимая плотность тока в них ниже, и с ее повышением заметно снижается выход цинка по току. Щелочные электролиты применяют в основном для цинкования деталей сложной формы.
Из кислых электролитов наиболее распространены сернокислые, наиболее простым и дешевым из которых является электролит 1. Его используют для цинкования деталей простой формы в стационарных, колокольных или барабанных ваннах.
Электролит 2 применяют для получения блестящих покрытий. При этом его необходимо перемешивать и часто фильтровать (лучше непрерывно).
Таблица 3.12
Состав наиболее распространенных электролитов
Компонент элек-тролита Содержание компонентов в электролитах, г/л
1 2 3 4 5 6
Цинк сернокислый 200—300 215^130 — — — —
Натрий сернокислый 50—100 50—100 — — — —
Алюминий сернокислый 30 30 — 35 — — — —
Декстрин 8—10 — — — — —
Кислота дисульфонафталиновая 2—3 —
Цинк хлористый — — 135—150 — — —
Натрий хлористый — — 200—230 — — —
Аммоний хлористый — — 20—25 — — 200—300
Окись цинка — — — 40 45 8—10 10—20
Натрий цианистый — — — 80—85 — —
Натр едкий — — — 40—60 70—100 —
Олово (в виде станната натрия Na2SnO3) 0,25—0,5
Кислота борная — — — — — 25—30
Клей мездровый — — — — — 1—2
Цианистый электролит 4 обладает высокими значениями коррозионной стойкости и рассеивающей способности; его широко используют для цинкования изделий сложной формы в стационарных, ко
локольных и барабанных ваннах. Но цианистые электролиты, кроме уже отмеченных выше недостатков, очень ядовиты, и обращаться с ними необходимо чрезвычайно осторожно.
Крупные детали цинкуют на подвесных приспособлениях в ваннах, внутренние стенки которых облицовывают винипластом или другими кислотостойкими материалами. Цинкование мелких и крепежных деталей (винтов, болтов, гаек и других) выполняют в колокольных или барабанных ваннах. При этом колокол или барабан вращается с частотой 8—15 мин-1 в зависимости от его конструкции. В колокольной ванне электролит заливают в колокол. Детали соприкасаются с контактным кольцом, закрепленным на дне ванны. Анодный стержень при работе погружается на специальном штативе в электролит. Недостатком цинкования в колокольных ваннах является быстрое загрязнение электролита, что снижает производительность при цинковании и не позволяет получать беспорис-тые покрытия.
Меднение. Электролитическое меднение применяют для предохранения поверхностей стальных деталей от спекания при воздействии высоких температур (болты крепления выпускных коллекторов двигателей и другие детали), защиты отдельных поверхностей деталей от науглероживания при цементации, в качестве прирабо-точного слоя и подслоя перед никелированием и хромированием, для облегчения пайки.
Медные покрытия характеризуются хорошей сцепляемостью с металлами, выдерживают глубокую вытяжку и развальцовку, хорошо полируются. Медь — электроположительный металл, поэтому по отношению к железу она является катодом, т.е. лишь механически предохраняет стальные детали от коррозии. Благодаря хорошим сцеп-ляемости, пластичности и полируемости медные покрытия широко используют в многослойных защитно-декоративных покрытиях типа медь — никель — хром в качестве промежуточной прослойки. Применение медного подслоя позволяет при сохранении защитных свойств покрытия в целом (медь—никель—хром) максимально снизить расход дорогостоящего никеля и уменьшить трудоемкость механической обработки стальных деталей (медь легче полировать, чем сталь).
Химические процессы противокоррозионной защиты поверхностей деталей. Оксидирование стальных деталей — процесс химической противокоррозионной обработки,
при котором образуются прочные окисные пленки, имеющие состав типа Fe3O4. Пленки могут иметь черный или темно-коричневый цвет с различными оттенками в зависимости от химического состава стали. Оксидирование проводят обычно в концентрированных щелочных растворах с добавками окислителей NaNO2 и NaNO3 при постоянном кипении раствора.
Фосфатирование — процесс химической обработки металлов, при котором создаются пленки, состоящие из нерастворимых солей фосфорной кислоты. При ремонте деталей в основном фосфатируют стальные детали, на которых пленка имеет бурый или светло-серый цвет и кристаллическую структуру. Цвет и толщина фосфатных пленок определяются химическим составом стали и условиями получения пленок. Толщина фосфатных пленок может меняться в широких пределах (от 7 до 42 мкм). При фосфатировании происходит некоторое растравливание поверхностей и увеличение шероховатости на один-два класса. Поэтому фосфатированию нельзя подвергать детали, имеющие точно обработанные поверхности, мелкие резьбы, острые кромки и т.п.
При оксидофосфатировании (оксидировании в кислых растворах), называемом также бесщелочным оксидированием, получают окси-дофосфатные пленки, противокоррозионные, адгезионные и механические свойства которых значительно превосходят свойства обычных оксидных и фосфатных пленок.
Цвет оксидофосфатных пленок зависит от состава металла и условий обработки. На углеродистых сталях пленка черная или темно-серая, на легированных — серовато-коричневатая. Оксидофос-фатные пленки более эластичны, чем оксидные, обладают хорошей адгезионной способностью и имеют меньшую толщину, чем фосфатные пленки (1—3 мкм).
Существенным преимуществом оксидофосфатирования является то, что продолжительность обработки сокращается примерно в 2 раза, требуется меньший расход теплоты на обогревание ванны и достигается возможность одновременной обработки деталей из черных и цветных металлов. Так как оксидофосфатные пленки имеют небольшую толщину, этот процесс можно использовать для деталей, имеющих шлифованные поверхности, точные резьбы и шлицы.
При ремонте машин оксидофосфатирование вытесняет щелочное оксидирование и даже фосфатирование. Его применяют для защиты деталей от коррозии, а также в качестве грунта под краски и лаки.
t, °C
Гомогенизация
1147
1000
Полный
L отжиг
^Ст
Ас,
Неполный^ Ъ
отжиг 2
I у^Нормали-1 < зация I ^^^^^727
А
виг
Высокий I |
°C
отпуск I
0,83
2,14
Термическая и химикотермическая обработка деталей. Для улучшения эксплуатационных характеристик деталей из стали широко используют методы их термической и химико-термической обработки.
Под термической обработкой понимают изменение внутреннего строения (микроструктуры) металла деталей под воздействием изменяющихся температурных условий и, как следствие этого, получение определенных физико-механических
G
о
Содержание углерода, %
Рис. 3.20. Участок диаграммы состояния Fe — Fe3C с нанесенными температурами для различных видов термической обработки
свойств металла. В основу выбора рациональных тепловых режимов термической обработки может быть положен участок диаграммы состояния Fe—Fe3C с нанесенными температурами для различных видов термической обработки углеродистых сталей (рис. 3.20).
Каждый из процессов термической обработки деталей состоит из трех периодов: нагревание детали с определенной скоростью до требуемой температуры; выдержка детали при этой температуре; охлаждение ее с заданной скоростью.
Под химико-термической обработкой понимают процесс изменения химического состава в поверхностных слоях металла (с последующим изменением микроструктуры) под воздействием внешних сред и температуры и, как следствие этого, получение определенных физико-механических свойств поверхности и сердцевины детали.
Химико-термическая обработка применяется для повышения предела выносливости конструкционной стали при циклических нагрузках, повышения износостойкости трущихся поверхностей деталей и противодействия влиянию внешних сред при нормальной и высокой температурах (устойчивость против коррозии и жаростойкость).
Термическая обработка стал и. Основными видами термической обработки, изменяющими структуру и свойства стали, являются отжиг, нормализация, закалка, отпуск и обработка холодом.
Любой процесс термической обработки металла состоит из процессов нагревания до заданной температуры, выдержки и охлаждения. Длительность нагревания и выдержки детали при заданной температуре зависит от вида нагревающей среды, формы изделия, его теплопроводности и от времени, необходимого для завершения структурных превращений. Скорость охлаждения выбирают в зависимости от вида термической обработки, назначения изделий, подвергающихся термообработке, и химического состава стали. Скорость охлаждения изменяют подбором сред с разной охлаждающей способностью.
Отжиг — вид термической обработки, состоящий из процессов нагревания стали до определенной температуры, выдержки и последующего, как правило, медленного охлаждения в печи для получения более равновесной структуры. Отжиг проводят для улучшения обрабатываемости стали резанием и давлением, снижения твердости, увеличения пластичности и вязкости, снятия внутренних напряжений. Применяют следующие виды отжига: полный, неполный, диффузионный, рекристаллизационный и отжиг для снятия остаточных напряжений.
Полный (смягчающий) отжиг заключается в нагревании стали до температур, на 30—50 °C превышающих температуры, соответствующие на диаграмме (см. рис. 3.20) критическим точкам Ас^ (линия GS) и выдержке с последующим медленным охлаждением в печи со скоростью 20—50 °С/ч. Этому виду отжига подвергают конструкционную сталь для создания мелкозернистой структуры, что способствует повышению ее вязкости, снижению твердости и повышению пластичности, а также снятию внутренних напряжений, например в зоне сварного шва.
Неполному отжигу подвергают инструментальные стали. Инструментальную сталь нагревают до температуры примерно 780 °C. При последующем медленном охлаждении образуется структура, способствующая повышению вязкости, пластичности, снижению твердости стали.
Диффузионный (гомогенизационный) отжиг проводят для выравнивания химического состава фасонных отливок в основном легированных сталей, у которых такая неоднородность сильно выражена. Выравнивание химического состава происходит благодаря диффузионным процессам, поэтому температура отжига должна быть
высокой (1100—1200 °C). Отжиг (выдержка) длится 8—15 ч, после чего заготовки охлаждают вместе с печью до температуры 800—850 °C в течение 6—8 ч; заготовки окончательно охлаждают на воздухе.
Отжигу для снятия остаточных напряжений подвергают главным образом сварные соединения и отливки, нагревая их до температур, при которых фазовые превращения отсутствуют, т.е. до температур ниже 727 °C. В результате отжига при температуре 600 °C в течение 20 ч напряжения почти полностью снимаются независимо от их начального значения. Для сокращения продолжительности отжига температуру нагревания увеличивают до 680—700 °C.
Отжиг является длительной операцией и может продолжаться до 10—20 ч, поэтому часто вместо отжига для деталей из углеродистой
стали применяют нормализацию.
Нормализацией называют процесс термической обработки, проводимый для улучшения обрабатываемости стальных деталей реза
нием, исправления структуры сварных швов и структуры перегретой (после горячей обработки давлением) и литой сталей, а также для подготовки стали к последующей термической обработке — закалке. Сталь нагревают до температуры на 30—50 °C выше температур, соответствующих критическим точкам Ас^ (для конструкционной стали) или Аст (для инструментальной стали) (см. рис. 3.20), с последующим охлаждением на воздухе. Температуры нагревания углеродистой стали для различ
Рис. 3.21. Оптимальный интервал закалочных температур углеродистых сталей
ных видов отжига и нормализации приведены на рис. 3.21.
Закалка — самый распространенный вид термической обработки, состоящий в нагревании стали до оптимальной температуры, выдержке при этой температуре с последующим быстрым охлаждением. В результате закалки повышаются прочность, твердость, износостойкость и предел упругости стали, а пластичность понижается. При закалке конструкционных сталей (деталей
машин) (см. рис. 3.20 и 3.21) деталь нагревают выше точки Ас^ на 30—50 °C и охлаждают со скоростью выше критической (150— 200 ° С/с). В результате этого поверхность детали приобретает твердость (51,5—66) HRC.
Для инструментальных сталей применяют неполную закалку, заключающуюся в нагревании детали выше точек Ас^ (см. рис. 3.20, линия SK), выдержке в печи для полного прогрева и завершения структурных превращений и последующем охлаждении.
Скорость охлаждения стали, нагретой до температуры закалки, оказывает решающее влияние на результат термической обработки.
В качестве охлаждающих сред при закалке используют воду, растворы солей, щелочей и масло, которые имеют разную охлаждающую способность. Воду применяют для охлаждения сталей, которым свойственна большая критическая скорость закалки, а масло — для охлаждения легированных сталей, имеющих малую критическую скорость закалки.
Основной недостаток воды как охлаждающей среды — высокая скорость охлаждения детали, которая приводит к возникновению структурных напряжений и создает опасности образования трещин. Для ответственных деталей из углеродистой стали, особенно из сталей для инструментов, применяют закалку в воде и масле. Преимущество масла как охладителя заключается в том, что оно обеспечивает небольшую скорость охлаждения, поэтому опасность образования трещин резко снижается. Недостатки машинного масла как охладителя — легкая воспламеняемость, пригорание к поверхности деталей.
Способ закалки выбирают в зависимости от марки стали, формы и размеров деталей, а также от технических требований, предъявляемых к этим деталям. При закалке в одном охладителе нагретые детали погружают в одну из закалочных сред — воду или масло. При этом деталь следует перемещать так, чтобы ее поверхность все время соприкасалась с холодной охлаждающей жидкостью во избежание образования «паровой рубашки» вокруг детали, мешающей отводу теплоты. На качество закалки влияет также и способ погружения. Мелкие изделия (например, винты, шурупы, гайки) можно погружать в термическую ванну беспорядочно. При погружении в охладитель деталей типа валов и осей необходимо, чтобы продольная ось этих деталей была перпендикулярна к поверхности охлаждающей жидкости.
Закалка холодом — процесс термической обработки, при котором деталь подвергают дополнительному охлаждению, что способствует снижению хрупкости и повышению твердости стали. Для обработки холодом закаленные детали охлаждают в холодильнике при температуре от -40 до -100 °C. Распространенным охладителем является смесь из твердой углекислоты с ацетоном (-78 °C).
В результате низкотемпературной обработки происходят стабилизация размеров и увеличение твердости детали, повышается износостойкость и предел выносливости цементированных деталей, снижается их ударная вязкость.
Изотермическая закалка обеспечивает минимальные внутренние напряжения в стали, а также удовлетворительное сочетание твердости (46,5—56 HRC) и вязкости. Эти свойства важны для таких деталей, как пружины и ударный инструмент.
Поверхностной закалке подвергают шестерни, валы, оси, кулачки, пальцы для муфт, работающие на истирание и подвергаемые динамическим (ударным) нагрузкам. Для вышеуказанных деталей необходимы высокая твердость и износостойкость поверхностного слоя, а их сердцевина должна быть вязкой и иметь повышенную усталостную прочность. Перечисленное сочетание свойств можно придать изделиям, применив индукционную закалку токами высокой частоты (ТВЧ).
При закалке ТВЧ деталь или участок детали, подвергаемой закалке, помещают в индуктор, изготовленный из медной трубки, в которую подается охлаждающая вода. К индуктору через трансформатор от специального генератора подводится ток высокой частоты (8—500 кГц). Внутри индуктора возникает переменное магнитное поле, индуктирующее на поверхности детали электродвижущую силу, под действием которой в металле возникают электрические вихревые токи. Эти токи вызывают нагревание детали до высокой температуры в течение нескольких секунд, а затем обеспечивают ее охлаждение. После закалки деталь подвергают низкому отпуску. Толщина закаленного слоя составляет 1—10 мм. Ее можно регулировать, изменяя частоту тока.
Отпуск — вид термической обработки, состоящий в нагревании закаленной стальной детали ниже критических точек А с j (см. рис. 3.20, линия PSK) в интервале температур 150—650 °C, выдержке и последующем охлаждении с любой скоростью, так как при этом виде тер
мической обработки фазовых превращений не происходит (т.е. температура отпуска не должна превышать 727 °C). Цель отпуска — ослабить или полностью предотвратить появление внутренних напряжений, возникающих при закалке, уменьшить хрупкость и твердость, а также повысить вязкость закаленной стали.
При отпуске закаленных сталей в результате нагревания происходит переход от более твердых, но менее устойчивых структур к менее твердым, но более устойчивым структурам. В зависимости от температуры нагревания различают низкий, средний и высокий отпуск.
Низкий отпуск заключается в нагревании закаленной стали до температуры 150 — 250 °C, непродолжительной выдержке (от 30 мин до 1,5 ч) при этой температуре и последующем охлаждении деталей в машинном масле или на воздухе. После низкого отпуска твердость поверхности не изменяется, но уменьшаются остаточные закалочные напряжения и несколько повышается вязкость. Такой вид отпуска применяют для режущего и измерительного инструмента, например: сверл, метчиков, плашек, калибров, скоб, шаблонов.
Средний отпуск состоит в нагревании деталей до температуры 300—500 °C. Детали приобретают упругие свойства при сохранении высокой прочности. Такому виду отпуска подвергают пружины, рессоры, мембраны.
При высоком отпуске стальные детали нагревают до температуры 450—650 °C, выдерживают при этой температуре, а затем охлаждают. Закалку вместе с последующим высоким отпуском называют улучшением стали. После этого отпуска детали приобретают повышенную твердость поверхности. Этому виду отпуска подвергают в основном ответственные детали машин, например: валы, оси, зубчатые колеса.
Термомеханическая обработка стали — вид обработки, при котором значительно повышается прочность стали и почти не снижается ее пластичность. Этот вид обработки состоит в закалке, отпуске и последующем пластическом деформировании детали. Пластическое деформирование при термомеханической обработке осуществляют прокаткой, ковкой, штамповкой. Различают высокотемпературную и низкотемпературную термомеханические обработки.
Химико-термическая обработка деталей. Времонт-ной практике широко применяют такие виды химико-термической обработки, как цементация, азотирование, цианирование, диффузионная металлизация.
Цементация стали — процесс насыщения поверхностного слоя углеродом при нагревании без доступа воздуха до температуры выше точки Аст> (см. рис. 3.20) (до 900—950 °C) в среде углерода или газов, содержащих углерод. Цементацию проводят для получения высокой твердости поверхностного слоя при условии сохранения мягкой и вязкой сердцевины, а также для повышения износостойкости и предела выносливости стальных деталей, что обеспечивается термической обработкой после цементации (закалкой и низким отпуском).
Обычно цементации подвергаются низкоуглеродистые стали с содержанием углерода до 0,25 %, в результате чего твердость внутренних слоев детали после закалки не изменяется и остается равной 160—170 НВ, а твердость поверхностного слоя повышается до 600 НВ. Толщина цементованного слоя для деталей — 0,5—2 мм, для измерительного инструмента — 0,3—1 мм, а концентрация углерода в поверхностном слое составляет 0,8—1,0 %. Различают цементацию твердым карборизатором и газовую.
Более широко применяют цементацию в газовых средах как высокопроизводительный способ. В качестве карборизатора используют, например, природные газы — метан, пропан или бутан, которые при нагревании диссоциируют с выделением атомарного углерода. Детали нагревают до температуры 900—950 °C в специальных герметически закрытых печах, в которые подается карборизатор.
При цементации газообразным карборизатором длительность процесса сокращается в 2,5—3 раза по сравнению с цементацией твердым карборизатором. Заданная концентрация углерода в поверхностном слое обеспечивается автоматическим регулированием состава газа.
Азотирование стали — процесс насыщения поверхностного слоя стали азотом при нагревании ее в среде аммиака. Азотирование проводят для повышения твердости поверхностного слоя деталей, из-носо- тепло- и коррозионной стойкости.
Азотированию подвергают детали, прошедшие термическую обработку (закалку с высоким отпуском) и обработку резанием. На неазотируемые участки наносят электролитическое покрытие оловом. Внутренние резьбы и отверстия защищают обмазками. Детали укладывают равномерно в герметически закрытый муфель (реторту), который помещают в электропечь. В муфель из баллонов подается аммиак, который при нагревании разлагается, образуя атомар
ный азот. Азот, внедряясь в поверхность деталей, взаимодействует с железом с образованием нитридов Fe2N, Fe3N.
Азотирование по сравнению с цементацией имеет следующие преимущества: твердость и износостойкость азотированного слоя значительно выше цементированного закаленного слоя. После азотирования закалку деталей не выполняют, что предотвращает их коробление. Азотированная поверхность более устойчива к коррозии. Однако азотирование — процесс более длительный и сложный, поэтому его применяют только для легированных сталей. Азотированные детали мало пригодны для работы в условиях высоких удельных нагрузок из-за недостаточной толщины азотированного слоя.
Цианирование (нитроцементация) стали — процесс одновременного насыщения поверхности стальной детали азотом и углеродом. Цианированию подвергают детали из сталей, содержащих 0,2—0,4 % углерода. Цианирование может производиться в твердых, жидких и газообразных средах. Твердое цианирование применяют крайне редко как менее эффективное по сравнению с жидким и газовым. Наиболее часто используют цианирование в жидкой среде.
Детали, прошедшие механическую обработку, погружают в специальную ванну с расплавом солей, состоящим из 20—25 % NaCN, остальное — NaCl и Na2CO3. В зависимости от необходимой толщины получаемого слоя детали нагревают до температуры 820— 960 °C. Образующиеся при нагревании атомарный азот и углерод диффундируют в сталь. При этом поверхность детали насыщается азотом (до 1—2 %) и углеродом (до 0,7 %). При температуре расплава 820—860 °C получают слой толщиной до 0,3 мм, при температуре расплава 930—960 °C — до 2 мм; продолжительность процесса — 10—40 мин. После цианирования проводят закалку и низкий отпуск, в результате твердость полученного слоя составляет 59—63 HRC. Этот процесс называют высокотемпературным цианированием.
Газовое цианирование (нитроцементация) проводят в смеси науглероживающих и азотирующих газов, например в смеси светильного или природного газа (90—97 %) и аммиака (3—10 %).
Детали нагревают до 850—870 °C, длительность нитроцементации — 2—10 ч. После нитроцементации детали подвергают закалке и низкому отпуску; твердость полученного слоя — 61—63 HRC.
Диффузионная металлизация — процесс насыщения поверхностей стальных деталей различными металлами. Наиболее часто при
меняют металлизацию алюминием (алитирование), хромом (хромирование), кремнием (силицирование) и бором (борирование). Одновременное насыщение поверхностей хромом и алюминием или хромом и вольфрамом называют соответственно хромо-алитированием, хромо-вольфрамированием. В результате диффузионной металлизации повышаются жаростойкость (окалиностойкость) до 1100 °C, износостойкость, твердость (до 2000 HV) и коррозионная стойкость стальных деталей. Насыщение проводят в твердых, жидких и газообразных средах при температуре 1000—1200 °C.
Процесс диффузии при металлизации происходит значительно медленнее, чем при других видах химико-термической обработки, поэтому образование даже очень тонких слоев требует высоких температур и длительных выдержек.
Диффузионное хромирование стали проводят для повышения жаро- и коррозионностойкости. Стали, содержащие более 0,3 % углерода, при хромировании приобретают высокую твердость и износостойкость вследствие образования на поверхности карбидов хрома. Наиболее широко применяют газовое хромирование в среде газообразного хлора или смеси водорода и хлористого водорода. Карборизатором является феррохром или хром, температура в реторте или печи — 950—1050 °C, глубина насыщения хромом — 0,1—0,2 мм, продолжительность процесса — 4—6 ч. Хромирование деталей широко используют в химической и нефтехимической промышленности, особенно в тех случаях, когда детали соприкасаются с окислительными средами.
Силицирование стали проводят для повышения окалиностойкос-ти, кислотоупорности, износостойкости и коррозионной стойкости. В основном используют газовое силицирование (процесс аналогичен газовому хромированию, но протекает быстрее). Для получения силицированного слоя толщиной 1 мм необходима выдержка при температуре 1050 °C в течение 2 ч.
Восстановление деталей и сборочных единиц с использованием полимерных материалов. При производстве, техническом обслуживании и ремонте машин широкое применение получили различные виды синтетических, полимерных, композиционных материалов и пластических масс на их основе. При этом используются физические и химические процессы взаимодействия ремонтных материалов с восстанавливаемыми деталями.
Методы восстановления деталей машин с применением анаэробных материалов. Анаэробные материалы представляют собой жидкие или вязкие композиции, способные длительное время оставаться в исходном состоянии и быстро отверждаться в зазорах между сопрягаемыми металлическими поверхностями при нарушении контакта с кислородом воздуха.
Способность анаэробных материалов заполнять микронеровности и микротрещины на рабочих поверхностях деталей, зазоры в сопряжениях деталей, фиксировать взаимное положение деталей с различными видами соединений (резьбовыми, фланцевыми, с гладкими поверхностями), быстрое отверждение с образованием прочного соединения, устойчивость к агрессивному влиянию окружающей среды (влаге, нефтепродуктам, перепаду температуры) обеспечили возможность создания качественно новой технологии ремонта механизмов и машин.
Анаэробные герметики нашли широкое применение для пропитки пористого литья, сварных швов, прессованных изделий (рис. 3.22), фиксации резьбовых соединений (рис. 3.23), фиксации подвижных соединений (рис. 3.24), уплотнения резьбовых и фланцевых соединений (рис. 3.25).
Анаэробные герметики нечувствительны к воздействию воды, минеральных масел, топлива, растворителей. Большинство этих материалов нетоксичны, не оказывают отрицательного воздействия на окружающую среду и обеспечивают надежную антикоррозионную
Рис. 3.22. Схема пропитки, устранения микропор сварных швов и микротрещин деталей
Рис. 3.23. Схема фиксации и герметизации резьбовых соединений
Рис. 3.24. Схема фиксации и герметизации подвижных соединений типа вал—втулка
Рис. 3.25. Схема уплотнения фланцевых соединений
защиту уплотняемых деталей. Важнейшим преимуществом анаэробных герметиков является возможность их применения в сопряжениях деталей из любых материалов в различных сочетаниях при допусках от -0,2 до +0,6 мм. После отверждения они сохраняют десятилетиями высокие прочностные и усталостные характеристики, обеспечивают 100%-ный контакт сопрягаемых деталей, выдерживают температуру от -60 до +250 °C и давление до 35 МПа.
Анаэробные материалы позволяют значительно повысить надежность конструкций. При установке подшипников на анаэробный герметик устраняются износ и фреттинг-коррозия на посадочных поверхностях. Эти материалы обеспечивают герметичность и высокую прочность посадки подшипника на вал или посадочное гнездо. Подшипники можно фиксировать на валу с прочностью на срез до 30 Н/мм2. При этом не возникает внутренних напряжений, которые неизбежны в случае применения нагревания для получения прессовых посадок. После выпрессовки подшипника, установленного с помощью анаэробного материала, посадочная поверхность остается чистой, и при ремонте механизма достаточно повторно нанести герметик.
Скорость отверждения анаэробных герметиков и время достижения максимальной прочности соединения зависят от температуры окружающей среды.
Для правильного выбора марки герметика необходимо учитывать вязкость состава и зазор между уплотняемыми деталями. Высоковязкий герметик трудно равномерно распределить в малом зазоре, а низковязкий не удерживается в большом зазоре и вытекает до момента отверждения.
Вязкость анаэробных матери-алов (табл. 3.13) зависит от температуры окружающей среды: повышение температуры на 5—6 °C ведет к снижению динамической вязкости материала на 1500—2000 МПа с (рис. 3.26).
Рис. 3.26. Зависимость динамической вязкости анаэробных материалов от температуры окружающей среды
Используя это свойство анаэробных материалов, можно подобрать
оптимальные параметры технологического процесса ремонта машины с учетом размеров зазоров и особенностей конструкции ремонтируемой сборочной единицы.
Расход анаэробного материала составляет 1—5 г на 100 см2 поверхности при фиксации цилиндрических соединений с зазором 0,05—0,2 мм. Окончательная прочность достигается через 24 ч.
Некоторые анаэробные материалы обладают свойством ускоренного отверждения (табл. 3.14), что важно при проведении аварийного ремонта в условиях эксплуатации. Анаэробные материалы могут контактировать с различными жидкими и газообразными средами в широком диапазоне температур и давлений. Герметики марок Унигерм-2М и Унигерм-11 способны отверждаться при пониженных температурах (до -10 °C).
Перед нанесением анаэробного герметика поверхности подлежащих сборке деталей тщательно очищают. Окалину и ржавчину удаляют механически, масляные и другие загрязнения — растворителями (ацетон, петролейный эфир, бензин, фреон, хлорсодержащие растворители).
Герметизация микродефектов (микротрещин, микропор). При устранении микродефектов (пропитки) поверх-
Таблица 3.13
Физико-механические свойства анаэробных материалов
Наименование показателя ДН-1 ДН-2 Анатерм-4 Анатерм-5МД Анатерм-6 Анатерм-6В Анатерм-8 Анатерм-17 Анатерм-18 Анатерм-125Ц
Кинематическая вязкость при температуре 20°С, 106м2/с 100—150 1000— 3000 120—180 400—700 15 000— 30 000 4000— 8000 15 000— 3000 4000— 6000 4000— 6000 100—200
Предел прочности на сдвиг через 24 ч, МПа 10,0—16,0 8,0—14,0 3,0—6,0 — 8,0—15,0 8,0—16,0 2,0—8,0 0,5—3,0 2,0—4,0 1,5—7,0
Максимальный уплотняемый зазор, мм 0,15 0,30 0,15 0,25 0,45 0,40 0,45 0,35 0,40 0,15
Температурный диапазон эксплуатации, °C -60...+150 -60...+150 -90...+120 -60...+150 -60...+150 -100...+150 -60...+150 -60...+150 -60...+150 -90...+120
Таблица 3.14
Физико-механические свойства анаэробных материалов ускоренного отверждения
Наименование показателя Анатерм-17М Анатерм-50у Анатерм-2М Анатерм-6 Анатерм-7 Анатерм-8 Анатерм-9 Анатерм-10 Анатерм-11
Кинематическая вязкость при температуре 20 °C, 106 м2/с 2000— 6000 40—60 100—300 100—200 400—700
Предел прочности на сдвиг через 24 ч, МПа 0,5—3,0 5,0—9,0 3,3—5,6 10,0—14,0 15,0—22,0 10,0—14,0 10,0—16,0 12,0—16,0 7,0—18,0
Максимальный уплотняемый зазор, мм 0,40 0,10 0,15 0,30 0,15 0,45 0,30 0,30 0,20
Температурный диапазон эксплуатации, °C -50...+150 -50...+150 -60...+150 -60...+150 -60...+150 -60...+150 -60...+150 -60...+150 -60...+150
ность детали обезжиривают, сушат, затем производят герметизацию. Активатор в этом случае не применяют. Герметик наносят мягкой кистью, а также окунанием или заливкой. Герметик наносят на место течи или на всю поверхность литых, штампованных, прессовых деталей, а при герметизации сварных соединений — на поверхность сварного шва, захватывая 10—15 мм околошовной зоны. Операцию повторяют 2—3 раза через 15—20 мин. Для ускорения процесса отверждения или при низкой температуре рабочего помещения рекомендуется через 30 мин после последней пропитки прогреть изделие при температуре 60—90 °C в течение 30—120 мин. Пропитку литья, изделий из порошков составом ПК-80 осуществляют в вакууме. Отверждение происходит при температуре 90—95 °C.
Расход анаэробных герметиков зависит от метода применения и составляет 1—5 г на 100 см2 поверхности при герметизации цилиндрических соединений с зазором 0,05—0,2 мм; 1—5 г на 100 болтов в зависимости от диаметра и высоты резьбы; 3—10 г на 1 кг литья при пропитке в зависимости от конфигурации изделия. В зависимости от применяемых марок герметика и активатора изделие может быть введено в эксплуатацию через 6—24 ч.
Механическая обработка деталей при восстановлении. Механическая обработка применяется как самостоятельный способ восстановления деталей, а также в качестве операций, связанных с подготовкой или окончательной обработкой деталей, восстановленных другими способами. Для восстановления деталей применяют токарные, сверлильные, расточные, фрезерные виды обработки, а также шлифование, полирование, хонингование и тому подобные виды операций.
Самостоятельными способами восстановления деталей механической обработкой, позволяющими устранить износы и другие повреждения рабочих поверхностей, являются обработка под ремонтный размер и постановка дополнительных ремонтных деталей.
Способ восстановления под ремонтный размер заключается в обработке одной наиболее дорогостоящей и сложной сопряженной детали под ремонтный размер, а другую заменяют новой или восстановленной также до ремонтного размера. Обработкой под ремонтный размер восстанавливают геометрическую форму, требуемую шероховатость и точностные параметры изношенных поверхностей деталей. Восстанавливаемые поверхности деталей могут иметь несколько ремонтных раз
меров. Их значения и количество зависят от степени износа детали, припуска на обработку и запаса прочности детали.
Первый ремонтный размер для наружных цилиндрических поверхностей (валов)
^р1 ~ - 2(wmax + ^)’
для внутренних цилиндрических поверхностей (отверстий)
^pl “ + 2(wmax + Z),
где tZpi и £>р1 — первый ремонтный размер вала или отверстия (рис. 3.27); dH и £>н — размер вала и отверстия по рабочему чертежу;
«шах — максимальный износ поверхности детали на каждую сторону;
Z — припуск на механическую обработку на одну из сторон.
Число ремонтных размеров для валов пв ~ (^н _ для отверстий
по “ (Алах - ^н)^’ где <Zmin — минимальный диаметр вала, мм;
£>шах — максимальный диаметр отверстия, мм;
J — межремонтный интервал.
Минимальный диаметр вала и максимальный диаметр отверстия определяют по условиям прочности детали на основании конструк
б
Рис. 3.27. Схема определения ремонтных размеров для вала (а) и отверстия (б)
тивных свойств или исходя из минимально допустимой толщины слоя химико-термической обработки поверхности детали.
Преимуществами данного способа восстановления деталей являются простота технологического процесса и используемого оборудования, высокая экономическая эффективность, сохранение взаимозаменяемости деталей в пределах одного ремонтного размера. К недостаткам способа относятся увеличение номенклатуры запасных частей, усложнение организации процессов комплектования деталей, сборки узлов и хранения на складах.
Обработкой деталей под ремонтный размер восстанавливают коренные и шатунные шейки коленчатых валов, гильзы цилиндров и другие детали.
Дополнительные ремонтные детали (ДРД) применяют для компенсации износа рабочих поверхностей деталей, а также при замене изношенной или поврежденной части сложных трудоемких деталей.
Износ рабочих поверхностей деталей устраняют постановкой непосредственно на изношенную поверхность ремонтной детали в виде гильзы, кольца, шайбы, пластины, резьбовой втулки или спирали. Если на детали сложной формы изношены отдельные ее поверхности, то ее восстанавливают полным удалением поврежденной части и установкой вместо нее заранее изготовленной дополнительной ремонтной детали.
ДРД изготавливают из того же материала, из которого изготовлена восстанавливаемая деталь. Однако при устранении дефектов в деталях из чугуна или алюминиевых сплавов ДРД могут быть изготовлены из стали. Рабочая поверхность ремонтной детали по своим свойствам должна соответствовать свойствам восстанавливаемой поверхности детали, поэтому в случае необходимости ее подвергают соответствующей термической обработке.
Крепление ДРД осуществляется благодаря посадкам с натягом или сваркой для обеспечения прочной посадки ДРД, имеющих форму втулок. Сопрягаемые поверхности втулки и детали обрабатывают по допускам посадки с шероховатостью не менее Ra = 1,25-5-0,32 мкм. В отдельных случаях могут быть использованы дополнительные крепления приваркой по торцу, постановкой стопорных винтов или штифтов. После постановки и закрепления ДРД выполняют их окончательную механическую обработку до требуемых размеров.
Преимуществами данного способа являются простота технологического процесса и используемого оборудования. Однако применение
данного способа не всегда оправдано экономически из-за больших расходов материала на изготовление ДРД. Иногда этот способ приводит к снижению механической прочности восстанавливаемой детали.
Установкой ДРД непосредственно на изношенную поверхность восстанавливают посадочные отверстия под подшипники качения в картерах редукторов 7, муфтах 2, ступицах колес 3, а также отверстия с изношенной резьбой 4 (рис. 3.28). Замена изношенной части детали применяется при восстановлении крышек и ведущих шестерен редукторов, блоков шестерен, кузовов и кабин локомотивов.
Восстановление деталей пластическим деформированием. Пластическое деформирование используют при восстановлении размеров деталей, их формы и физико-механических свойств. Изношенные детали восстанавливают осадкой, вдавливанием, раздачей, обжатием, вытяжкой и накаткой. Форму деталей, измененную вследствие деформаций от изгиба и кручения, восстанавливают правкой статическим нагружением или наклепом. Восстановление механических свойств материала деталей повышением их усталостной прочности и износостойкости осуществляют способами поверхностного пластического деформирования, к которым относятся обкатка роликами и шариками, чеканка, алмазное выглаживание, дробеструйная обработка и др.
Восстановление размеров изношенных деталей пластическим деформированием достигается в процессе перераспределения металла с нерабочих элементов деталей на изношенные. Восстановление первоначальной формы деталей правкой основано на упругих свойствах материала детали. Восстановление усталостной прочности и износостойкости деталей производится повышением твердости поверхностного слоя металла и созданием в нем благоприятных остаточных напряжений.
Рис. 3.28. Схемы восстановления деталей постановкой дополнительной ремонтной детали:
а — в виде втулок и ввертышей; б — в виде части изношенной детали
Осадку применяют для уменьшения внутреннего или увеличения наружного диаметра полых деталей (втулок), а также увеличения наружного диаметра сплошных деталей за счет уменьшения их длины (рис. 3.29, а). Уменьшение высоты втулок, воспринимающих большие нагрузки, допускается не более чем на 8 %, а для менее нагруженных втулок — на 15 %.
Вдавливание применяют для увеличения наружного размера детали за счет вытеснения металла из ограниченного участка ее нерабочей поверхности.
Раздачей восстанавливают наружные размеры полых деталей, увеличивая их внутренние размеры (рис. 3.29, б).
Обжатие применяют для уменьшения внутреннего диаметра полых деталей, уменьшая их наружный диаметр (рис. 3.29, в). При обжатии с нагреванием металл детали изменяет свою структуру, поэтому после деформации ее подвергают повторной термической обработке.
Вытяжку используют для увеличения длины деталей в результате местного обжатия (рис. 3.29, г). Деформацию производят чаще всего в холодном состоянии.
Рис. 3.29. Принципиальные схемы пластического деформирования, применяемые при восстановлении деталей:
а — осадка; б — раздача; в — обжатие; г — вытяжка; д — накатка; Р — усилие;
5 — деформация
Накатка применяется для компенсации износа наружных цилиндрических поверхностей деталей, воспринимающих удельную нагрузку не более 7 МПа, за счет выдавливания металла из восстанавливаемой поверхности (рис. 3.29, д). Накаткой восстанавливают детали с твердостью не более 30 HRC . Если твердость выше, то деталь подвергают отпуску. Накатку производят зубчатым роликом с шагом зубьев 1,5—1,8 мм, обеспечивающим высоту подъема металла на сторону не более 0,2 мм и уменьшение опорной поверхности не более 50 %. Параметры накатки для стальных деталей с твердостью 25—30 HRC при охлаждении машинным маслом приведены ниже:
Скорость вращения детали, м/мин...................15
Подача, мм/об: продольная...................................... 0,6
поперечная.......................................0,1
Правка статическим нагружением под прессом производится в холодном состоянии. Чтобы получить после правки требуемую остаточную деформацию детали, ее перегибают в обратном направлении прогибом, в 10—15 раз большим первоначального. Для повышения стабильности правки и увеличения несущей способности деталей после правки их подвергают термической обработке. Правка под прессом снижает усталостную прочность деталей на 15—20 %.
Правку наклепом производят нанесением ударов по нерабочим поверхностям деталей (рис. 3.30). От ударов, наносимых пневматическим молотком, в поверхностном слое детали возникают местные напряжения сжатия, которые вызывают устойчивую остаточную деформацию детали. Режим правки зависит от материала детали, энергии удара и конструкции ударного бойка.
Обкатку роликами и шариками применяют для упрочнения наружных и внутренних поверхностей вращения, галтелей, плоскостей и различных фасон
Рис. 3.30. Схема правки коленчатого вала наклепом (чеканкой):
1 — место наклепа; 2 — состояние до правки; 3 — состояние после правки
ных поверхностей. Точность обработки зависит от режима обкатки, материала и конструкции детали, формы и качества поверхности, полученной на предыдущем этапе. Скорость обработки устанавливается в пределах 30—150 м/мин, а подача S = KS3, где К — число роликов или шариков; 5Э — подача на один ролик или шарик (5Э = 0,1-5-0,5 мм/об — на ролик; S3 = 0,01^-0,05 мм/об — на шарик).
Дробеструйной обработкой восстанавливают усталостную прочность деталей типа спиральных пружин, рессор, торсионов, шатунов, зубчатых колес и деталей, имеющих сварные соединения. Обработку деталей осуществляют механическими или пневматическими дробеметами. В механических дробеметах дробь выбрасывается вращающимся с большой скоростью барабаном, а в пневматических — струей сжатого воздуха под давлением 0,5—0,6 МПа. При обработке деталей применяют стальную или чугунную дробь диаметром 0,5—1,5 мм. Обработку стальных деталей стальной дробью выполняют при следующих параметрах: скорость дроби — 60—100 м/с; время обработки — 3—10 мин. При этом режиме наклепанный слой имеет глубину до 1 мм.
Преимущества способа восстановления деталей пластической деформацией — простота технологического процесса и применяемого оборудования, особенно при деформировании деталей в холодном состоянии; экономическая эффективность процесса из-за отсутствия дополнительных расходов на материалы. Преимущества правки наклепом — стабильность правки во времени, высокая точность (до 0,02 мм), высокая производительность, отсутствие снижения усталостной прочности деталей. К недостаткам данного способа следует отнести ограниченность номенклатуры восстанавливаемых деталей, невозможность их повторного восстановления и некоторое снижение механической прочности деталей при восстановлении изношенных поверхностей. Правка статическим нагружением под прессом в холодном состоянии не дает хорошего качества восстановления деталей из-за возникновения в процессе правки внутренних напряжений, которые снижают усталостную прочность детали на 15—40 %, а также с течением времени приводят к повторной деформации детали.
Восстановление втулок из цветных металлов осадкой (рис. 3.31) производят в специальных приспособлениях в холодном состоянии. Если после осадки предусмотрена механическая обработка внутрен
ней поверхности втулки, то размер пальца, ограничивающего деформацию втулки по внутреннему диаметру, принимают на 0,3 мм меньше, чем диаметр окончательно обработанного отверстия. Осадкой восстанавливают также размеры стальных деталей — шейки валов, расположенные на концах деталей, толкатели клапанов и др. При этом деформацию деталей производят в штампах при нагревании до температуры ковки.
Восстановление зубьев шестерен и шлиц на валах осуществляют объемным вдавливанием в нагретом состоянии с использованием специальных приспособлений.
Восстановление наружной поверхности поршневых пальцев и других деталей производят раздачей сферическими прошивками в холодном состоянии. Если деталь подвергалась закалке или цементации, то ее перед раздачей подвергают отжигу или вы
Рис. 3.31. Приспособление для осадки втулок:
1 — пуансон; 2 — оправка; 3 — восстанавливаемая деталь; 4 — втулка
сокому отпуску, а после раздачи восстанавливают первоначальную термическую обработку.
Восстановление отверстий во втулках из цветных металлов производят обжатием. Детали, восстановленные раздачей и обжатием, необходимо проверить на отсутствие трещин.
Восстановлению накаткой подлежат посадочные поверхности валов редукторов и т.п. При накатке поверхности восстанавливаемой детали необходимо соблюдать условие nt = Z>, где п — число зубьев инструмента; t — шаг накатки; D — диаметр восстанавливаемой поверхности.
Правке подвергают детали рамы, коленчатые и распределительные валы, шатуны и другие детали. После правки коленчатых и распределительных валов, изготовленных из стали 45, статическим нагружением под прессом в холодном состоянии для стабилизации
формы необходимо нагреть их до температуры не выше 180—200 °C и выдержать при этой температуре не менее 5 ч. Такая стабилизация восстанавливает несущую способность деталей только до 60—70 %.
Ремонт узлов и деталей пайкой. Детали, ремонтируемые пайкой. Существует значительная группа деталей, для ремонта которых не подходят известные способы сварки, наплавки и другие методы. К ним относятся тонкостенные, малогабаритные детали, тонкие трубопроводы, радиаторы, топливные баки, детали из стали, медных сплавов, не допускающих сильного нагревания, а также соединения, для которых не нужны высокие требования к прочности, и т.д. Для этих деталей возможен ремонт с использованием пайки. Пайка — это процесс, при котором получают неразъемное соединение металлических изделий в процессе нагревания и расплавления в месте соединения присадочного материала—припоя, имеющего температуру плавления ниже, чем у соединяемых деталей.
Соединение припоя с металлом получается в результате диффузии припоя в металл. Степень диффузии зависит от чистоты соединяемых поверхностей, температуры пайки, времени выдержки при этой температуре, количества оксидов, состава и марки флюса. Для очистки поверхностей от оксидов и их защиты от окисления в процессе пайки применяют специальные флюсы.
При выборе марки припоя необходимо определить температуру, до которой можно нагревать соединяемые детали, и температуру, при которой работает паяное соединение, чтобы выбрать припой (низкотемпературный или высокотемпературный) исходя из требуемой прочности соединяемых деталей.
Температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. Припой должен обладать хорошей смачиваемостью, обеспечивать требуемую механическую прочность, коррозионную стойкость, электропроводность, не содержать дефицитных материалов, быть технологичным в изготовлении и при пайке.
Низкотемпературные припои — это припои, у которых температура плавления не превышает 280 °C. Низкотемпературная пайка используется при ремонте водяных и масляных радиаторов, деталей электрооборудования, топливных баков, деталей из стали, меди и ее сплавов. Для решения этих задач применяются оловяносвинцовые и другие припои.
Оловяносвинцовые припои (табл. 3.15) имеют температуру плавления не более 280 °C, обладают достаточно высокой коррозионной стойкостью и высокими технологическими свойствами. Прочность пайки этими припоями по пределу прочности на разрыв не превы-шает 7848 • 102 — 9810 • 102 Па.
Таблица 3.15
Состав, свойства и область применения оловяносвинцовых припоев
Припои Химический состав, % (остальное — свинец) Область применения
Олово Сурьма
ПОС-90 89—91 0,1—0,15 Пайка деталей из стали и медных сплавов, требующих повышенной коррозионной стойкости
ПОС-61 60—62 0,5—0,8 Пайка деталей из стали и медных сплавов, не допускающих высокого нагревания
ПОС-40 39—41 0,5—0,8 Пайка радиаторов, коллекторов электрических машин, проводов и др.
ПОС-10 9—10 — Пайка деталей из стали и медных спла-
ПОССУ-18-2 17—18 1,5—2 вов при пониженных требованиях к
ПОССу-4-6 3—4 5—6 прочности
В состав припоев, работающих в условиях тропического климата, вводят от 5 до 8 % серебра и меди, чтобы повысить коррозийную стойкость.
Высокотемпературные припои применяются для ремонта деталей, работающих при высоких температурах. Для этого используют медноцинковые припои ПМЦ-36, ПМЦ-18, ПМЦ-54, П-63, ПОК-62, серебряные припои ПСр-70, ПСр-65 и др.
Серебряные припои имеют высокую стоимость и применяются только в тех случаях, когда шов должен обладать большой механической прочностью, повышенной стойкостью к коррозии и место пайки не должно снижать электропроводность детали.
При пайке деталей электрооборудования легкоплавкими припоями рекомендуется использовать бескислотные флюсы на основе канифоли, в которые иногда вводят активирующие добавки (хлористый цинк, хлористый аммоний, салицилловую кислоту и др.), способствующие более интенсивному удалению оксидов.
Флюсами для пайки легкоплавких припоев служат хлористый цинк, хлористый цинк-аммоний, канифоль, КЭ, ЛК-2, ЛТИ-120, КС.
При пайке медными, медноцинковыми, серебряными (температура пайки — 600—950 °C) высокотемпературными припоями при
меняют флюсы на основе соединений бора. В их состав входят бура, борная кислота, борный ангидрид, фтористый калий и фтороборат калия. Кроме буры, применяют флюсы № 209, 284, 18В и др.
Пайка с использованием низкотемпературных и высокотемпературных при п о ев. Пайка состоит из трех операций: подготовки детали, пайки и обработки после пайки.
Подготовка детали включает в себя зачистку кромок детали от грязи и оксидов, нагревание ее до температуры пайки, флюсование или лужение соединяемых поверхностей, обеспечение требуемого зазора между соединяемыми поверхностями. Для пайки применяют различные типы паяльников, в том числе обычные с подогревом от электроспирали, паяльник с подогревом от газовой горелки и др. После пайки нужно обязательно удалить со шва остатки флюса, припоя, промыть участок пайки.
Совершенно другим должен быть подход при низкотемпературной пайке алюминия. Образующаяся при нагревании детали и рас
плавлении припоя оксидная пленка оседает вниз, и если ее не удалить, соединения не произойдет. Нужно снимать оксидную пленку со дна в процессе пайки, что возможно только с использованием абразивного (рис. 3.32) или ультразвукового паяльника (рис. 3.33).
При низкотемпературной пайке алюминия применение флюсов неэффективно, так как при невысокой температуре флюсы не взаимодействуют с оксидами и не растворяют их. Хорошие результаты
Рис. 3.32. Абразивный паяльник:
1 — втулка; 2 — абразивный стержень; 3 — спираль электроподогрева; 4 — теплоизоляция; 5 — кожух паяльника; 6 — ручка; 7 — зажимная гайка
при низкотемпературной пайке алюминия дает использование ультразвукового паяльника.
Высокотемпературные припои имеют температуру плавления 600—850 °C. Для нагревания до такой температуры и расплавления припоя требуется большое количество теплоты, чего не осуществить обычными паяльниками. Поэтому при использовании высокотемпературных припоев применяют газопла-
2
Рис. 3.33. Схема ультразвукового паяльника:
1 — припой; 2 — излучатель ультразвуковых колебаний; 3 — спираль электроподогрева; 4 — стержень паяльника;
5 — деталь
Рис. 3.34. Схема пайки электросопротивлением:
1 — медные электроды; 2 — деталь; 3—припой; 4—напаиваемый контакт
менное, электрическое нагревание, а также печи; используют токи высокой частоты и другие методы.
На рис. 3.34 представлена схема электроконтактной пайки, очень похожая на контактную сварку. При электроконтактной пайке нагревание происходит за счет тока, проходящего через контакт, соединение припоя и деталей, подвергающихся пайке. Пайку можно выполнять на точечных стыковых и роликовых электроконтактных сварочных машинах.
3.4. Статическая и динамическая балансировка узлов вращения
Нарушение балансировки любой вращающейся детали может возникнуть вследствие неравномерного износа, отложениий нагара на лопатках турбинного колеса турбокомпрессора или загрязнений на стенках ротора центробежного фильтра масляной системы, при потере балансировочного груза и т.д.
При больших частотах вращения даже незначительный дисбаланс приводит к возникновению моментов центробежных сил в разных сечениях вращающегося изделия, что вызывает преждевременный износ опорных узлов и является основной причиной повышенной вибрации корпуса соответствующего агрегата.
Рис. 3.35. Схема статического уравновешивания деталей:
Wjgj — вес уравновешенного груза; т^2— вес дисбаланса; г2— расстояния центра тяжести груза и дисбаланса до оси вращения детали
Для уравновешивания детали или у
Существуют два вида балансировки деталей и узлов — статическая и динамическая.
Статическая балансировка производится для деталей и узлов, диаметр которых значительно превышает их длину и которые вращаются с частотой не более 3000 мин-1 (зубчатые колеса редукторов, крыльчатки вентиляторов, карданные валы и т.д.).
При статической балансировке изделие размещают на установке в виде параллельных призм, выверенных по уровню в горизонтальной плоскости, а с противоположной стороны
устанавливают груз в виде пластилина весом mg с таким расчетом, чтобы его момент т^ц был равен моменту дисбаланса m^g^i (рис. 3.35).
После подбора массы уравновешенного груза, которая устанавливается на весах с классом точности не менее 0,5, окончательно устраняют дисбаланс путем приварки дополнительного груза или путем высверливания, фрезерования части металла с неуравновешенной стороны m^gy. При этом допускается дисбаланс, Н ем, в пределах, указанных на чертеже детали или в Правилах ремонта.
Динамическая балансировка производится для деталей и узлов, длина которых превышает их диаметр. При наличии дисбаланса цилиндрических изделий, таких как ротор турбокомпрессора, ротор центробежного масляного фильтра или якоря тягового электродвигателя, будет возникать момент центробежной силы, зависящий от частоты вращения, массы дисбаланса и плеча его расположения относительно опоры:
М = Fl- mrufil = тг(2ли)2/,
где F— центробежная сила, Н;
/ — плечо центробежной силы, м;
т — масса дисбаланса, кг;
г — расстояние от центра массы дисбаланса до оси вращения детали, м;
co — угловая скорость детали, рад/с;
п — частота вращения детали, с-1.
При наличии такого момента не только происходит изгиб вала, но и возникают значительные радиальные нагрузки в местах его опоры, что отрицательно сказывается на надежности и долговечности работы подшипниковых узлов. Поэтому при ремонте локомотивов производят динамическую балансировку ротора турбокомпрессора, якоря тягового электродвигателя, ротора воздушного компрессора второй ступени наддува, ротора центробежного фильтра масляной системы и т.д.
Для динамической балансировки используют станки консольного типа или станки с упругими опорами. Балансировку ротора на станке консольного типа выполняют в следующем порядке. Предварительно ротор 1 укладывают на опоры 2, 3 качающей рамы 4, которая с одной стороны шарнирно закреплена с основанием станка 5, а с другой — опирается на основание через пружину 6 (рис. 3.36). Конструкция обеспечивает колебание ротора в сечении I—I только в вертикальной плоскости, при этом амплитуду колебаний фиксируют, например, индикатором часового типа 7.
В процессе балансировки ротор раскручивают до резонансной частоты и тем самым фиксируют максимальную амплитуду колебаний в плоскости I—I. После этого в установленных местах приварки груза поочередно прикрепляют различные по массе пробные грузы и добиваются прекращения колебаний рамы или уменьшения их до допустимой величины. Для балансировки ротора в плоскости II—II производят его переукладку (разворот на 180°) на опоры 2, 3 качающей рамы 4.
Рис. 3.36. Схема балансировочного станка консольного типа
В настоящее время балансировку роторов и других узлов в основном производят на станках с упругими опорами, исключающими разворот ротора и позволяющими фиксировать фактический дисбаланс, а также место его расположения в сечениях I—I и II—И. Балансировочный станок с упругими опорами (рис. 3.37) состоит из рамы 7 с упругими опорными элементами 1, 6, градуировочного диска 3 с эластичной муфтой привода 2, индукционных датчиков 5, 8, кинематически связанных с опорами 1, 6, усилителя сигналов 9, блока управления 11, коммутирующего блока 12 и электролампы 4. При вращении динамически неуравновешенного ротора возникают колебания упругих опор 1, 6, которые вызывают перемещение сердечников индукционных датчиков 5, 8, вследствие чего в катушках возникает ЭДС пропорционально амплитудам колебаний. Далее колебания передаются через переключатель ПР1 и усилитель 9 на стрелочный прибор (милливольтметр) 10. При этом, подключая электроизмерительную схему попеременно к одному из индукционных датчиков 5 или 8, фиксируют по прибору 10 значения дисбаланса ротора в поясах I—I и II—И.
Рис. 3.37. Схема балансировочного станка с упругими опорами
Сигналы колебаний после их усиления поступают к блоку управления 77, который посредством коммутирующего блока 12 обеспечивает загорание электролампы 4. Таким образом, периодическое подключение электролампы 4 создает стробоскопический эффект. Такое схемное решение позволяет фиксировать не только значение дисбаланса, но и место его расположения в поясах I—I и II—II. В частности, в момент наибольшего отклонения упругой опоры обеспечивается освещение градуировочного диска 3 вспышкой стробоскопической электролампы 4. При этом визуально устанавливается по вращающемуся градуировочному диску угловое положение дисбаланса ротора.
Принимая во внимание то, что при тарировке шкалы пробные грузы устанавливались в плоскостях и в местах, предназначенных для приварки стационарных грузов или для удаления металла, фактические амплитуды колебаний, определенные по шкале прибора, будут в единицах Н • см. Вес металла, который необходимо удалить или приварить к детали,
G - Air - mrtr,
где А — фактический дисбаланс, Н • см;
т — масса груза, необходимая для устранения дисбаланса, кг;
г — расстояние центра тяжести груза до оси вращения ротора, см.
В табл. 3.16 приведены допуски дисбалансов ряда тепловозных роторов и других вращающихся узлов.
Таблица 3.16
Допуски дисбалансов тепловозных вращающихся узлов
Наименование вращающихся узлов Допуски дисбалансов, Н • см (г • см)
1. Ротор воздуходувки в сборе с зубчатым колесом 2. Ротор центробежного нагнетателя второй ступени в сборе с валом 3. Ротор турбокомпрессора 4. Ротор центробежного фильтра 5. Узлы гидромуфты переднего и заднего распределительных редукторов 6. Узлы магнитопорошковой муфты вентилятора охлаждающего устройства 7. Карданный вал в сборе: передний вал задний вал 8. Крыльчатка водяного насоса 9. Якорь тягового генератора 10. Якорь тягового электродвигателя 11. Якорь двухмашинного агрегата 0,5 (50) 0,2 (20) 0,025 (2,5) 0,05 (5,0) 0,15(15) 0,4 (40) 0,5 (50) 0,3 (30) 0,5 (50)
Глава 4. ГОРЮЧЕ-СМАЗОЧНЫЕ МАТЕРИАЛЫ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И РЕМОНТЕ ЛОКОМОТИВОВ
4.1. Дизельное топливо
Для обеспечения надежной работы дизелей тепловозов и дизель-поездов, а также меньшего расхода топлива на единицу полезной работы дизельное топливо должно обладать следующими свойствами:
- иметь высокую теплоту сгорания;
- обеспечивать плавное и полное сгорание, не вызывать образование сажи, дымного выпуска и обеспечивать легкий пуск двигателей;
- хорошо прокачиваться по топливной системе независимо от времени года и климатических условий;
- не вызывать коррозии топливной аппаратуры и топливных емкостей;
- обеспечивать необходимое смазывание топливной аппаратуры, не образовывать смолистых и лаковых отложений на иглах распылителей форсунок, приводящих к их зависанию;
- иметь высокие цетановые числа, т.е. обладать малым периодом задержки самовоспламенения;
- полностью сгорать, не образуя нагаров и отложений в камере сгорания, в цилиндрах двигателя, на поршнях и выпускном тракте;
- быть стабильным при транспортировке, хранении и применении.
Физико-химические свойства дизельного топлива оцениваются Государственным стандартом по 20 показателям качества. По этим показателям судят об эксплуатационных свойствах топлива. От качества топлива зависит степень нагарообразования, коррозия, износ деталей дизеля.
Цетановое число. Этот показатель характеризует самовоспламеняемость топлива в цилиндрах двигателя. Числовое значение цетанового числа определяется на специальной одноцилиндровой малолит
ражной моторной установке типа ИТ9-3. В качестве первичного эталона используют смесь цетана и альфа-метилнафталина. Цетан — углеводород С16Н34 парафинового ряда, который легко воспламеняется и обеспечивает мягкую работу дизеля. Его показатель самовоспламеняемости, цетановое число, условно принято за 100. Аль-фа-метилнафталин — ароматический углеводород СПН1О, трудно воспламеняющийся, имеет большой период задержки самовоспламенения. Показатель самовоспламеняемости альфа-метилнафталина (цетановое число) условно принят за ноль. Смешивая цетан с аль-фа-метилнафталином в разных пропорциях, получают эталонные топливные смеси с цетановыми числами от 0 до 100.
От значения цетанового числа зависят жесткость работы дизеля, удельный расход топлива, пусковые качества. Цетановое число топлива приближенно можно определить и по групповому химическому составу:
ЦЧ = 0,85П + 0,1Н + 0,2А,
где П, Н, А — содержание в топливе соответственно парафиновых, нафтеновых и ароматических углеводородов.
Чем ниже цетановое число топлива, тем больше период задержки или запаздывание самовоспламенения. В этом случае в камере сгорания накапливается большая масса топлива, которая затем сгорает мгновенно (взрывное горение). При этих условиях давление нарастает скачкообразно, дизель работает жестко (слышится металлический стук), на подшипники воздействуют большие динамические нагрузки, повышается их износ и, как следствие, происходит выход из строя.
Стук в дизеле тепловоза связан не только с низкими цетановыми числами дизельного топлива, он может быть следствием уменьшения степени сжатия, понижения температуры воды в системе охлаждения и т.д. В зимнее время при пуске холодного дизеля также может наблюдаться стук (жесткая работа дизеля), однако по мере прогрева дизеля стук уменьшается. Жесткая работа дизеля также может наблюдаться при слишком большом опережении впрыска топлива, а при уменьшении опережения впрыска, наоборот, работа дизеля становится мягче.
При высоких цетановых числах дизельного топлива период запаздывания воспламенения мал. Топливо воспламеняется сразу же
при входе в камеру сгорания. В этом случае давление в цилиндре нарастает плавно, двигатель работает мягко, без стуков и процесс сгорания топлива в цилиндре происходит нормально. Дизельное топливо с чрезвычайно высокими цетановыми числами (выше 65—70) не успевает полностью перемешиваться с воздухом, в результате чего оно преждевременно воспламеняется в цилиндре дизеля и догорает на линии расширения и, как следствие, снижается экономичность дизеля, появляется дымный выпуск, увеличивается нагарообразование и т.д.
Дизельное топливо, применяемое на магистральных тепловозах, имеет цетановое число не ниже 40. Такое топливо нормально сгорает и обеспечивает мягкую работу дизеля.
Фракционный состав. Этот показатель, характеризующий свойство топлива испаряться, т.е. переходить из жидкого состояния в газообразное при определенных температурах. Фракционный состав топлива определяют по ГОСТ 2177-82. Для быстроходных тепловозных дизелей, где очень мало времени приходится на процессы смесеобразования и испарения, должно применяться дизельное топливо более легкого фракционного состава. Дизельное топливо утяжеленного фракционного состава ухудшает смесеобразование, медленно испаряется. В смеси остаются недоиспарившиеся капельки, в результате чего догорание топлива происходит во время такта расширения, сгорание получается неполным, наблюдается дымный выпуск, повышаются нагарообразование, закоксовывание форсунок, увеличивается расход топлива, не реализуется полная мощность дизеля.
Использование топлива с чрезмерно облегченным фракционным составом снижает цетановое число, уменьшает вязкость, увеличивает износ топливной аппаратуры. За счет быстрого испарения большого количества смеси происходят быстрое нарастание давления в цилиндре и жесткая работа дизеля.
Вязкость. Вязкостью называют внутреннее трение жидкости, возникающее между молекулами жидкости при их перемещении под действием внешней силы. Выражается в единицах динамической и кинематической вязкости и в условных единицах.
Динамической вязкостью, или коэффициентом внутреннего трения жидкости, называют силу сопротивления двух слоев жидкости площадью 1 см2, находящихся на расстоянии 1 см друг от друга и перемещающихся один относительно другого под влиянием внешней силы в 1 Н со скоростью 1 см/с. В Международной системе еди
ниц (СИ) динамическая вязкость выражается в ныотон-секундах на квадратный метр (Н • с/м2).
Кинематическая вязкость у представляет собой отношение динамической вязкости данной жидкости к ее плотности при температуре определения:
Y - y\ld,
где Т| — динамическая вязкость;
d — плотность.
За единицу кинематической вязкости принят стокс (Ст), а его сотая часть называется сантистоксом (сСт); 1 сСт = = 1мм2/с.
Для определения кинематической вязкости в вискозиметр 3 (рис. 4.1) заливают топливо и помещают его в термостат 5 с жидкостью (глицерином, водой, прозрачным маслом и т.д.). Постепенным нагреванием температуру ванны доводят до 20 °C (для дизельного топлива и масла — до температуры 100 °C). Затем при по
Рис. 4.1. Прибор для определения кинематической вязкости нефтепродукта:
1 — термометр; 2 — мешалка; 3 — вискозиметр; 4 —отводной патрубок; 5 — термостат; 6 —капилляр вискозиметра; 7 — расширитель;
8 — электроподогреватель
мощи секундомера определяют время истечения топлива между отметками а и б через капиллярную трубку 6 в расширитель 7.
Для получения значения вязкости топлива время истечения в секундах умножают на указанное в паспорте так называемое постоянное значение данного вискозиметра.
Вязкость является очень важным эксплуатационным показателем качества дизельного топлива. При использовании топлива с малой вязкостью улучшается качество его распыливания в камере сгорания, что способствует лучшему смесеобразованию и последующему сгоранию. Это объясняется тем, что чем ниже вязкость топлива, тем меньше размер капель топлива и выше однородность распыливания. С повышением вязкости топлива размер (диаметр) капель увеличивается, при этом тонкость распыливания ухудшается, увеличи
вается неравномерность рабочей смеси, вследствие чего происходят неполное сгорание, дымный выпуск, повышенный расход топлива.
Однако понижение вязкости топлива допускается до известных пределов. Дизельное топливо с относительно малой вязкостью обладает плохими смазывающими свойствами, так как смазкой для плунжеров топливного насоса служит само топливо, и может происходить повышенный износ плунжерных пар топливного насоса. С понижением вязкости уменьшается объемная подача топлива, увеличивается подтекание через неплотности в прецизионных парах насосов и форсунок, что приводит к уменьшению подачи насоса высокого давления, снижению давления впрыска и падению мощности дизеля.
Дизельное топливо, применяемое для тепловозов, имеет следующие пределы по вязкости при 20 °C (сСт):
Нижний Верхний предел предел
Летнее............................3,0 6,0
Зимнее............................1,8 5,0
Арктическое...................... 1,5 4,0
Зольность. После сгорания дизельного топлива в цилиндрах двигателя в незначительных количествах может образовываться зола, наличие которой нежелательно, так как при попадании в дизельное масло она может стать причиной увеличенного износа деталей цилиндропоршневой группы дизеля. Кроме того, зола способствует увеличению нагара в системе дизеля. Для дизельного топлива, применяемого в дизелях тепловозов, зольность допускается по ГОСТ 305-82 не более 0,01 %.
Коксуемость. Коксуемостью дизельного топлива называют процентное содержание кокса (углистого остатка), полученного нагреванием топлива до высокой температуры (800—900 °C) без доступа воздуха. Коксуемость характеризует очистку нефтепродуктов от смолисто-асфальтовых веществ и является показателем, по которому косвенно можно судить о склонности топлива к нагарообразованию и закоксовыванию форсунок. Наибольшее количество коксующихся продуктов находится в хвостовых (конечных) фракциях дизельного топлива. Поэтому ГОСТом на дизельное топливо предусматривается определять коксуемость по 10 %-ному остатку топлива, который получается при фракционной перегонке. В дизельном топливе для тепловозов коксуемость 10 %-ного остатка должна составлять не более 0,3 %.
Коррозионные и нагарообразующие свойства топлива. Коррозионность топлива характеризуется наличием в нем кислот, щелочей и сернистых соединений, количество которых в Государственных стандартах или технических условиях на топливо ограничивается рядом показателей. Во всех видах топлива предусмотрено полное отсутствие водорастворимых кислот (серной, соляной, азотной) и щелочей (едкое кали, едкий натр), так как эти вещества вызывают сильную коррозию металлов. Присутствие в топливе органических кислот вызвано тем, что полное удаление их затруднительно. К тому же особого вреда двигателям и таре, где хранится топливо, они не приносят, так как почти не вызывают коррозии черных металлов, а при контакте с цветными металлами (в первую очередь со свинцом и цинком) коррозия незначительна. Однако при содержании органических кислот выше норм, предусмотренных ГОСТом, возрастает коррозионная агрессивность топлива, что способствует увеличенному нагарообразованию в двигателе.
Кислотным числом топлива называют количество миллиграммов едкого кали (КОН), необходимого для нейтрализации кислот, содержащихся в 100 мл топлива. В дизельном топливе для тепловозов допускается кислотность не более 5 мг КОН на 100 мл топлива.
Сера. Все вырабатываемые виды топлива в своем составе в различных количествах содержат серу. Дизельное топливо, изготовляемое из малосернистой нефти, содержит до 0,2 % серы. Такое топливо называют малосернистым.
Дизельное топливо по ГОСТ 305-82 по содержанию серы делится на две группы:
а ) массовая доля содержания серы не более 0,2 %;
б ) массовая доля серы не более 0,5 % (для марки А—не более 0,4 %).
При поставке топлива к обозначению марки добавляют цифры, указывающие процентное содержание серы: например, топливо летнее марки Л — 0,2 % (ГОСТ 305-82).
Сернистые соединения, входящие в состав дизельного топлива, принято подразделять на активные и неактивные. Активные сернистые соединения (свободная сера, сероводород, меркаптаны) при контакте с металлом вызывают коррозию. Неактивные сернистые соединения (сульфиды, дисульфиды и др.) при обычных условиях не вызывают коррозии металлов. Однако ряд исследователей установили, что сернистые соединения активной и неактивной серы, вхо
дящие в состав дизельного топлива, в условиях двигателя становятся активными. Это происходит вследствие того, что при сгорании серы образуются сернистый газ (SO2) и серный ангидрид (SO3), которые, вступая при определенных условиях в реакцию с конденсировавшейся на холодных стенках цилиндра водой, образуют сернистую (H2SO3) и серную (H2SO4) кислоты. Эти кислоты вызывают сильную коррозию деталей цилиндропоршневой группы дизеля. Наибольшая конденсация и образование воды из продуктов сгорания в дизеле могут происходить в период пуска, в особенности зимой, когда стенки цилиндров еще не прогрелись, а также при работе на малых частотах вращения коленчатого вала и при понижении температуры охлаждающей жидкости.
Хорошую эффективность по нейтрализации коррозионного воздействия соединений серы позволяют получить специальные присадки, добавляемые в дизельное топливо. Действие присадок основано на химической нейтрализации агрессивных продуктов сгорания непосредственно в цилиндре двигателя или на образовании пленок на зеркале цилиндра и поршневых кольцах.
Смолистые компоненты. Содержание смол оценивают количеством миллиграммов смол, содержащихся в 100 мл топлива. Смолы в топливе являются сложными продуктами окисления, полимеризации и конденсации непредельных углеводородов, а также других нестабильных соединений. Количество смол зависит от химического состава и качества очистки топлива при производстве. В крекинг-продуктах их значительно больше, чем в соответствующих прямогонных топливах. Наличие смол в топливе увеличивает отложения и нагарообразование в двигателе. Кроме того, смолы способствуют закоксовыванию отверстий у форсунок.
Температура вспышки и самовоспламенения. Температура, при которой пары топлива образуют с воздухом горючую смесь, вспыхивающую при поднесении к ней пламени, называют температурой вспышки. Она является показателем, гарантирующим пожарную безопасность при применении и хранении топлива. Для двигателей тепловозов температура вспышки топлива имеет очень важное значение, так как в дизельном помещении тепловоза температура окружающего воздуха достигает 60—70 °C, в результате чего концентрируется большое количество паров топлива и масла, которые при определенных условиях могут вызвать пожар. Вот почему в
ГОСТ 305-82 на дизельное топливо предусмотрена повышенная температура вспышки топлива для тепловозных дизелей (61 °C для летнего и 40 °C для зимнего топлива вместо 40 и 35 °C для дизелей общего назначения).
Прибор для определения температуры вспышки нефтепродуктов в закрытом тигле показан на рис. 4.2. Для контроля вспышки дизельного топлива используют стеклянный термометр типа ТН-1 № 1 со шкалой от 0 до +170 °C.
Рис. 4.2. Прибор для определения температуры вспышки:
1 — зажигательное устройство; 2 — заслонка; 3 — пружинный механизм; 4 — термометр; 5 — переходная муфта термометра; 6 — крышка; 7 — термовоздушная баня; 8 — электролит; 9 — мешалка; 10 — тигаль; 11 — штифт крышки
Температурой самовоспламенения называют наименьшую температуру, при которой топливо самовоспламеняется без открытого источника огня. Чем ниже температура самовоспламенения дизельного топлива, тем меньше период задержки его воспламенения, равномернее процесс сгорания и мягче работа двигателя. Установлено, что температура самовоспламенения зависит от химического и фракционного состава топлива. Парафиновые углеводороды обладают низкой температурой самовоспламенения, а ароматические — высокой. Чем тяжелее фракции топлива, тем ниже его температура самовоспламенения.
Низкотемпературные свойства дизельного топлива. Эти свойства характеризуются температурой помутнения и застывания. Температурой помутнения называют температуру, при которой в топливе начинается выделение микроскопических капель воды или твердых углеводородов. При таких условиях дизельное топливо из прозрачного становится мутным. Начало помутнения сразу может не привести к прекращению подвижности топлива. Как правило, это уже сигнал закупорки топливных фильтров, а в дальнейшем — и прекращения подачи топлива. Летние сорта дизельного топлива, применяемые для тепловозов, имеют температуру помутнения -5 °C, зимние 25 °C для умеренной зоны и -35 °C для холодной.
Температурой застывания называют температуру, при которой налитое в пробирку топливо загустевает настолько, что уровень его остается неподвижным в течение 1 мин при наклоне пробирки на 45° Температура застывания имеет важное эксплуатационное значение для оценки подвижности топлива при низких температурах окружающей среды. В ГОСТ 305-82 предусмотрена минимальная температура застывания дизельного топлива для разных климатических зон: для умеренной — летнего -10 °C, зимнего -35 °C, холодной — зимнего -45 °C и для арктической -55 °C.
Фильтруемость топлива. Этот показатель характеризует проходимость дизельного топлива через фильтры тонкой очистки при низких температурах. На фильтруемость топлива оказывает влияние химический состав входящих в него углеводородов, особенно некоторых соединений нафтеновых кислот, а в случае присутствия воды в топливе и наличия нафтеновых кислот создаются условия для образования мыла — студенистых рыхлых осадков; по этой причине забиваются фильтры тонкой очистки, а иногда образуются осадки и в фильтрах грубой очистки.
Способность топлива предотвращать забивку фильтров оценивается коэффициентом фильтруемости (ГОСТ 19006-73). Сущность определения этого коэффициента сводится к тому, что через бумажный фильтр последовательно процеживают 10 порций испытуемого топлива объемом 2 мл. Коэффициент фильтруемости (Л) подсчитывают как отношение времени фильтрации последних 2 мл (z10) топлива ко времени истечения первых 2 мл (q): К - Чем ближе значение коэффициента фильтруемости к единице, тем выше качество дизельного топлива. Коэффициент фильтруемости дизельного топлива, по ГОСТ 19006-73 должен быть не более 3,0.
Механические примеси. Дизельные двигатели предъявляют большие требования к чистоте топлива. По техническим условиям механические примеси в дизельном топливе не допускаются.
Известно, что твердость кварца (песка) в 2—3 раза выше твердости стали, из которой изготовляют детали топливной аппаратуры. Попав в насос или форсунку, частицы песка вызывают усиленный абразивный износ всех прецизионных пар, что приводит к нарушению работы насоса, подтеканию форсунки, изменению дозировки подачи топлива в камеру сгорания, перебоям в работе топливоподающей системы двигателя тепловоза.
Для того чтобы предохранить дизельное топливо от загрязнения, его перед подачей в топливный коллектор дизеля пропускают через систему фильтров, установленных в нагнетательных трубопроводах. В заправочном пистолете и горловине топливного бака тепловоза также имеются сетчатые фильтры. Перед подачей в топливную аппаратуру дизельное топливо фильтруется дважды, проходя через фильтры грубой и тонкой очистки, которые задерживают попавшие механические примеси размером от 80 до 120 мкм. Фильтры тонкой очистки, установленные перед топливным насосом высокого давления, задерживают частицы размером 20—25 мкм.
Массовая доля воды. Наличие воды в дизельном топливе ухудшает процесс сгорания и приводит к коррозии топливной аппаратуры. При понижении температуры вода превращается в мельчайшие кристаллы льда и забивает топливные фильтры, что может вызвать перебои подачи топлива. В летнее время вода из топлива выпадает в осадок на дно бака, и ее необходимо периодически удалять через нижний клапан топливного бака.
Плотность. В настоящее время вместо понятия «Удельная масса» пользуются понятием «Плотность» (отношение массы тела к его объему), которая имеет размерность г/см3. Плотность топлива определяют при помощи нефтеденсиметра (ареометра) по ГОСТ 3900-85.
Для улучшения качества в дизельное топливо при необходимости вводят присадки (изопропилнитрат, бутилнитрат, амилнитрат и перекись бутила), которые увеличивают цетановое число и улучшают пусковые свойства при низкой температуре. Для понижения температуры застывания применяют депрессорные присадки типа АзНИИ и др. Для транспортных дизелей по ГОСТ 305-82 вырабатывают дизельное топливо марок Л (летнее), 3 (зимнее) и А (арктическое) (табл. 4.1).
Таблица 4.1
Физико-химические свойства дизельного топлива
Показатель Марка топлива
Л 3 А
Цетановое число, не менее Фракционный состав: 45 45 45
50 % перегоняется при температуре, °C, не выше 280 280 255
96 % перегоняется при температуре, °C, не выше Кинематическая вязкость при температуре 360 340 330
20 °C, мм2/с Температура, °C: застывания, не выше, для климатической зоны: 3,0—6,0 1,8—5,0 1,5^1,0
умеренной -10 -35 —
холодной помутнения, не выше, для климатической зоны: — -45 -55
умеренной -5 -25 —
холодной вспышки, определяемая в закрытом тигле, не ниже: — -35 —
для тепловозных и судовых дизелей и газовых турбин 61 40 35
для дизелей общего назначения Массовая доля серы, %, не более, в топливе 40 35 30
вида: I 0,2 0,2 0,2
II 0,5 0,5 0,4
Массовая доля меркаптановой серы, %, не более Содержание: 0,01 0,01 0,01
сероводорода Отсутствие
водорастворимых кислот и щелочей Отсутствие
Окончание табл. 4.1
Показатель Марка топлива
Л 3 А
Концентрация фактических смол, мг/10-2 см3, не более 40 30 30
Кислотность, мг КОН на 100 см3 топлива, не более 5 5 5
Зольность, %, не более 0,01 0,01 0,01
Испытание на медной пластинке Выдерживает
Коксуемость 10 %-ного остатка, %, не более 0,30 0,30 0,30
Йодное число, г йода на 100 г топлива, не более 6 6 6
Плотность при температуре 20 °C, кг/м3, не более 860 840 830
Коэффициент фильтруемости, не более 3 3 3
Массовая доля, %: механических примесей воды I 1 Отсутствие Отсутствие
4.2. Моторные масла
Основное назначение смазочных материалов — уменьшение износа деталей и снижение потерь на работу при трении деталей в различных машинах и механизмах. Чем лучше подобран смазочный материал для каждого конкретного типа двигателя или трущихся деталей машин и механизмов, тем меньше износ и выше срок их службы. Кроме того, масло охлаждает нагретые детали, защищает их от коррозии, препятствует прорыву сжимаемой рабочей смеси и продуктов сгорания из цилиндра в картер двигателя.
В зависимости от назначения моторные масла для двигателей внутреннего сгорания делят на масла для автотракторных, дизельных и авиационных двигателей. В зависимости от способа производств — на дистиллятные, остаточные, компаундированные (смесь дистиллятного и остаточного масел). Почти во все моторные масла вводят присадки, которые улучшают их эксплуатационные свойства.
В соответствии с ГОСТ 17479.1-85 принята классификация моторных масел, аналогичная зарубежной. Стандарт распространяется на летние, зимние и всесезонные загущенные масла, которые предназначены для применения во всех типах двигателей внутреннего сгорания, кроме авиационных.
По вязкости незагущенные моторные масла делятся на семь классов от 6 до 20 сСт при температуре 100 °C, загущенные — на четыре.
По эксплуатационным свойствам в зависимости от типа двигателя, степени его форсировки и свойства применяемого топлива ГОСТом предусмотрены шесть групп моторных масел (А, Б, В, Г, Д, Е), указанных в табл. 4.2.
Таблица 4.2
Применение моторных масел
Группа масел по эксплуатационным свойствам Рекомендуемая область применения
А Нефорсированные карбюраторные и дизельные двигатели
Б Б| Б2 Малофорсированные карбюраторные двигатели
Малофорсированные дизельные двигатели
В Bi в2 Среднефорсированные карбюраторные двигатели
Среднефорсированные дизельные двигатели
Г Г1 Г2 Высокофорсированные карбюраторные двигатели
Высокофорсированные дизельные двигатели
д Высокофорсированные дизельные двигатели, работающие в тяжелых условиях
Е Дизельные малооборотные двигатели с лубрикаторной системой смазки, работающие на тяжелом топливе, с содержанием серы до 3,5 %
Классификация моторных масел по маркам позволяет выбирать масла в зависимости от типа двигателя, режима его работы и применяемого топлива. Кроме того, в пределах одной группы масла, имеющие различную вязкость, должны быть совместимы. Стандартом допускается возможность смешивать различные по вязкости масла одной группы без ухудшения их эксплуатационных свойств.
Моторные масла различают по классам вязкости, группам эксплуатационных свойств и сезонности применения. Так, масло моторное М-14Б2 расшифровывается так: буква М указывает, что это моторное масло, число 14 означает вязкость при температуре 100 °C, буква Б с индексом 2 говорит о том, что масло по эксплуатационным свойствам относится к группе Б и предназначено для смазывания малофорсированных дизельных двигателей.
Универсальные масла групп А, Б, В и Г можно применять как в карбюраторных двигателях, так и в дизелях; в этих случаях их мар
кируют без цифровых индексов, например М-10А. Масла групп Д и Е не являются универсальными и применяются только в дизелях.
Вязкость. Основной физико-механической характеристикой смазочных масел является вязкость. От нее зависит коэффициент трения, а следовательно — надежность и экономичность машин и механизмов. Поэтому для каждого узла трения должно быть подобрано масло определенной вязкости. Недостаточная вязкость масла приводит к повышенному трению, нагреву и усиленному износу подшипников. Чрезмерно большая вязкость масла ведет к потерям мощности на трение, а следовательно, к снижению КПД машин и механизмов. Вязкость масла изменяется при изменении температуры. При нагревании вязкость масла уменьшается, а при охлаждении увеличивается. Наиболее ценны те масла, у которых изменение вязкости с изменением температуры протекает плавно, т.е. которые имеют так называемую пологую кривую вязкости.
Степень изменения вязкости в зависимости от температуры принято характеризовать отношением значений кинематической вязкости при температурах 50 и 100 °C. Чем меньше это отношение, тем лучше вязкостно-температурные свойства масел.
Вязкость масла измеряют в единицах динамической, кинематической вязкости и в градусах вязкости условной. Динамическую вязкость масла определяют в научно-исследовательских работах. Из масел, применяемых на железнодорожном транспорте, по динамической вязкости маркируют только осевые масла. Почти во всех документах на нефтепродукты кинематическую вязкость указывают в сантистоксах. Многие виды смазочного масла маркируют по кинематической вязкости при температуре 50 или 100° С. Для перевода кинематической вязкости, выраженной в сантистоксах, в условную, выраженную в градусах условной вязкости, и наоборот имеются специальные таблицы, формулы и графики.
Температура вспышки. Температурой вспышки масла называют ту температуру, при которой выделяется достаточное количество паров и при поднесении к ним пламени происходит вспышка. Температура вспышки, определяемая в приборе открытого типа, на 20—30 °C больше, чем в приборе закрытого типа, вследствие того, что часть паров масла при нагревании в открытом тигле улетучивается. Температура вспышки масла указывает на его огнеопасность и испарение при нагревании. Низкая температура вспышки свидетельствует
о присутствии в масле дизельного топлива (разжижение). Кроме того,
температура вспышки масла дает первое представление о стандартности масла. В случае значительного отклонения температуры вспышки свежего или работающего масла от стандарта или технических условий необходимо провести тщательный лабораторный контроль других, более сложных параметров качества масла, в первую очередь вязкости. В практике температура вспышки масла не имеет решающего значения для оценки смазывающих свойств, но в сочетании с вязкостью и другими свойствами при использовании в механизмах
она позволяет судить о качестве продукта и его поведении.
Механические примеси и вода. К механическим примесям относятся инородные тела (пыль, песок, ржавчина, продукты износа),
которые находятся в масле во взвешенном состоянии или в осадке и
Рис. 4.3. Фильтровальная колонка: 1 — колба; 2 и 4 — нижняя и верхняя части фильтровальной колонки; 3 — гайки; 5 — мембранные фильтры; 6—промежуточные втулки; 7— пробки
задерживаются на фильтре при фильтровании в растворе бензина или бензола. Механические примеси в виде пыли, песка, грязи могут попасть в масло при сливе и заправке, при плохом хранении. Наличие в масле механических примесей приводит к преждевременному износу деталей, повышенному нага-рообразованию, засорению фильтров и т.д.
Для определения массовой доли механических примесей в испытуемом масле с одновременным разделением их на фракции используют фильтровальную колонку (рис. 4.3).
По окончании фильтрования осадки на фильтрах промывают растворителем до полного удаления масла. Фильтры вынимают из колонки, помещают в сушильные боксы и высушивают при температуре (105±2) °C в течение 20— 25 мин, после чего охлаждают и взвешивают.
Массовую долю отдельных фракций (по размерам) механических примесей, содержащихся в маслах, вычисляют по разности масс при взвешивании каждого фильтра (в боксах) до и после фильтрования. Общая масса механических примесей, содержащихся в пробе исследуемого масла, равна сумме масс отдельных фракций механических примесей.
Все масла без присадок изготовляют с отсутствием механических примесей, а в маслах с присадками они допускаются в количестве не более 0,015. Эти примеси не являются абразивными. Они вызваны наличием в составе масла присадки, незначительная часть которой задерживается на бумажных фильтрах при фильтровании. В эксплуатации допускается незначительное содержание механических примесей в масле.
Вода в масле, как правило, должна отсутствовать. Она, так же как и механические примеси, является инородным телом. Наличие воды ухудшает смазочные свойства масла, вызывает коррозию металлических частей. Особенно опасно присутствие воды в масле в зимнее время. Выпадая в виде мелких кристаллов льда, вода забивает фильтры, вызывает закупорку маслопроводов, способствует образованию осадков. Известно, что свежее масло и вода не смешиваются между собой, но при наличии в масле сажи и продуктов износа вода, смешиваясь с ними, может образовывать мазеобразные эмульсии, которые затем выпадают в осадок. Вода также может ухудшить эффективность моющего и диспергирующего действия масла с присадками. Содержание воды в масле определяют методом перегонки.
Коксуемость. Коксуемостью называют склонность масла под влиянием высоких температур разлагаться с образованием твердых осадков (кокса). Коксуемость зависит от химического состава масла и степени его очистки. Этот термин используют при определении происхождения масла. По коксуемости косвенным образом иногда судят о склонности масла к отложениям и нагарообразова-нию. При наличии в масле присадки коксуемость может возрасти по сравнению с базовым маслом, но свойства масла от этого не ухудшаются. Поэтому коксуемость теряет свое значение, когда в масле находится присадка.
Зольность. Зола, образующаяся при сгорании масла, представляет собой те минеральные вещества, которые находятся в масле в ра
створенном и взвешенном состоянии, главным образом в виде солей нафтеновых кислот. Содержание золы в свежем масле должно быть минимальным. Чем лучше очищено масло, тем меньше его зольность. Зольность резко возрастает с введением в масло присадки, так как в состав присадки входят металлоорганические соединения, часть которых после сгорания масла остается в золе. В стандартах на моторные масла с присадками зольность указывают до и после введения присадки.
Коррозионные свойства масел. Как известно, коррозия разрушает металл. Особенно чувствительны к коррозии вкладыши подшипников двигателей внутреннего сгорания с баббитовой заливкой. В свежих маслах не допускается наличие веществ, которые действовали бы коррозирующим образом на металл. Коррозию металлов могут вызывать две группы веществ, находящихся в масле. К первой относятся органические кислоты, образующиеся при окислении масла. Ко второй — активные сернистые соединения, которые, проникая в масло после сгорания сернистого топлива и конденсируясь вместе с водяным паром на охлаждаемых стенках втулки цилиндра, дают серную и сернистую кислоты. При попадании в масляную пленку трущихся поверхностей эти кислоты могут вызвать коррозию металлических частей.
Для борьбы с коррозией в масло вводят антикоррозионные и щелочные моющие присадки. До применения эффективных моющих присадок содержание в масле кислот оценивалось значением кислотного числа, выраженного в миллиграммах КОН, которые необходимы для нейтрализации 1 г масла. Этот показатель количественно оценивает наличие в масле органических кислот. Для ряда современных моторных масел в государственных стандартах и технических условиях кислотные числа не указывают, так как специальные щелочные присадки нейтрализуют их.
Моющие свойства. Для современных дизелей тепловозов моторные масла с моющими свойствами имеют очень важное значение. Благодаря этим свойствам масел нерастворимые продукты окисления и загрязнения удерживаются во взвешенном состоянии, не выпадают в осадок и не откладываются на металлических поверхностях деталей дизеля. Чем выше моющие свойства масла, тем меньше нагара и лаковых отложений накапливается на деталях цилиндропоршневой группы дизеля.
Моющие свойства масла оценивают по ГОСТ 5726-84 на лабораторной установке ПЗВ. Чистый поршень соответствует 0 баллам, а поршень, боковая поверхность которого покрыта черными лаковыми отложениями, — 6 баллам. У свежих моторных масел без присадок моющие свойства оценивают на установке ПЗВ в 3,5—4,0 балла, а у моторных масел с эффективными присадками — в 0,5—1 балл.
Термическая стабильность. При работе двигателя моторное масло в определенных зонах соприкасается с деталями, нагретыми до температуры 250—300 °C. В этих условиях под действием высоких температур и кислорода воздуха происходят интенсивные процессы окисления углеводородов масла и старение. Способность моторного масла противостоять ухудшению свойств (старению) называют термической стабильностью.
Окисление углеводородов масла в дизеле происходит постоянно и зависит как от их группового химического состава, так и от условий, в которых происходит окисление.
Особенно глубоко и быстро масло окисляется в условиях высоких температур и когда оно, циркулируя в системе дизеля, находится в мелкодисперсном состоянии в виде масляного тумана, будучи в непрерывном контакте с кислородом воздуха. В результате этого ухудшается качество масла, а на высоконагретых поверхностях поршня, в кольцевых канавках и на поршневых кольцах появляются отложения лаковых пленок и нагара.
Нагар в двигателях внутреннего сгорания может привести к потере подвижности или полному пригоранию поршневых колец, повышенному износу трущихся поверхностей цилиндропоршневой группы, уменьшению проходного сечения продувочных и выпускных окон (у двухтактных дизелей), что ухудшает качество продувки и приводит к уменьшению мощности дизеля. Повышение температуры поршня и снижение его теплопроводности может вызвать прогар поршня.
Для обеспечения нормальной работы и реализации полной мощности дизелей необходимо, чтобы все поршневые кольца были подвижны. Для этого должны применяться масла высокого качества с моющими, антиоксидантными и антикоррозионными присадками, повышающими термическую стабильность масла. Для оценки лакообразующих свойств дизельных (моторных) масел проверяют их антиоксидантные и моющие свойства.
4.3. Пластичные смазки
Пластичные смазки применяют в узлах трения, когда в силу ряда причин затруднено или экономически невыгодно применять жидкие минеральные масла. Например, на локомотивах к узлам трения относятся различные шлицевые соединения, роликовые и шариковые подшипники тяговых электродвигателей, вспомогательных электрических машин, буксовые роликовые подшипники и пр.
Основное преимущество смазок по сравнению с маслами состоит в том, что они способны удерживаться на наклонных и вертикальных поверхностях, не выдавливаться и не вытекать из узлов трения под действием нагрузок, а также хорошо защищать металлические поверхности от коррозии и создавать герметизацию узла трения. К недостаткам смазок следует отнести невозможность применять их в циркуляционных системах, а также в узлах трения, где происходит большое тепловыделение.
Пластичные смазки изготовляют из нефтяных или синтетических масел при помощи загустителя, который удерживает жидкий компонент (масло), образуя в нем стабильный структурный каркас и придавая смазке необходимые свойства. В зависимости от применяемого загустителя смазки подразделяют на мыльные, углеводородные, неорганические и органические (последние три типа смазок локомотивные бригады в своей практической работе не применяют). Мыльные загустители представляют собой мыла высокомолекулярных жирных кислот. В зависимости от происхождения кислоты подразделяют на жировые и синтетические. Согласно классификации (ГОСТ 23258-78) смазки разделены на четыре группы: антифрикционные (табл. 4.3), консервационные, уплотнительные и канатные.
Для железнодорожного транспорта производят специальные сорта литиевых смазок для ответственных узлов трения локомотивов. Литиевые смазки имеют широкий температурный диапазон применения: от -60 до +140 °C. Они водостойки, термостабильны, обладают хорошей механической и коллоидной стабильностью.
Железнодорожная роликовая литиевая смазка ЖРО (ТУ 32-ЦТ-520-83) — однородная гладкая мазь без комков от светлого до темно-коричневого цвета. В состав смазки входит веретенное масло АУ, загущенное литиевыми мылами стеариновой, олеиновой кислот и осерненного касторового масла. Смазка водостойкая, в качестве
Таблица 4.3
Физико-химические свойства антифрикционных смазок
Наименование смазок (ГОСТ) Показатель качества
Эффективная вязкость при / = 0°Си скорости деформации 10 с-1, Па-с Пенетра-ция при t = 25 °C Предел прочности при t = 50 °C, Па-с, не менее Темпера-тура каплепа-дения, °C Температурный предел работоспособности
нижний верхний
Солидол ЖИрОВО! (ГОСТ 1033-79): УС-1 100 330—360 100 75 -50 65
УС-2 250 230—290 200 75 -25 65
Солидол синтетический (ГОСТ 4366-76): пресс-солидол С, 100 330—360 100 50 65
солидол С 200 270—330 200 — -25 65
Консталин 250 180—250 500 130 -20 НО
жировой Графитная УСсА (ГОСТ — 250 — 75 -20 65
3333-80) ЦИАТИМ-201 1100 при 290—320 250—500 175 -60 90
(ГОСТ 6257-74) -50 °C
антиоксиданта применяется дифениламин, а противозадирной присадкой служит осерненное касторовое масло. Смазка ЖРО применяется для роликовых подшипников букс, тяговых электродвигателей, тягового генератора и других подшипников качения вспомогательных электрических машин и механизмов локомотивов и моторвагонного подвижного состава. Смазка обеспечивает нормальную работу в интервале температур от -50 до +120 °C и кратковременно — до +130 °C. Показатели качества пластичных смазок приведены в табл. 4.3.
Тормозная смазка ЖТКЗ-65 (ТУ 32-ЦТ-546-83) — однородная гладкая мазь без комков от светло-желтого до темно-желтого цвета. Смазка готовится на индустриальном масле И-5А, загущенном смесью литиевых мыл стеариновой кислоты и касторового масла с добавкой церезина. Антиоксидант — дифениламин. Смазка применя
ется для кожаных и резиновых манжет тормозных приборов автотормозов. Используемое в ее составе индустриальное масло И-5А (велосит) имеет высокую анилиновую точку, что соответствует низкому содержанию ароматических углеводородов. Благодаря этому не происходит набухания резиновых деталей.
Новая тормозная смазка ЖТ-79Л (ТУ 32-ЦТ-1176-83) должна заменить смазки ЖТКЗ-65 и ЖТ-72, применяемые для автотормозов вагонов. Смазка ЖТ-79Л имеет хорошую морозостойкость и лучшие противоизносные свойства по сравнению со смазкой ЖТ-72. Набухание резиновых деталей при использовании смазки ЖТ-79Л практически отсутствует.
Прочность. При небольших напряжениях сдвига (нагрузках) смазки не стекают с вертикальных поверхностей и не вытекают из узлов трения под действием центробежной силы. Однако при достижении некоторого критического напряжения сдвига в смазке развивается вязкое течение. Это качество смазки оценивается пределом прочности, который показывает, какое надо приложить минимальное усилие в граммах на сантиметр квадратный к смазке, чтобы изменить ее форму и, разрушая коллоидную структуру, сдвинуть один слой смазки относительно другого. Смазки, имеющие малый предел прочности, сбрасываются с движущих деталей, плохо удерживаются в не-герметизированных узлах трения. На предел прочности влияют природа и количество загустителя в смазке. С повышением температуры предел прочности смазки понижается. Предел прочности на сдвиг определяется пластометром по ГОСТ 7143-73 и измеряется в паскалях. Отношение предела прочности после и до разрушения характеризует механическую стабильность смазок, а отношение предела прочности после «отдыха» к первоначальному — степень тиксотропного восстановления.
Вязкость. Вязкостные свойства пластичных смазок имеют важное эксплуатационное значение, так как они определяют уровень потерь на трение в подшипниках качения, а также возможности прокачивания смазок по трубопроводам. В отличие от вязкости минеральных масел, вязкость пластичных смазок зависит не только от температуры, но и от времени продавливания смазки через капиллярную трубку. Чем быстрее продавливается смазка через трубки вискозиметра, тем меньше ее вязкость, а чем медленнее, тем выше вязкость при одной и той же температуре.
Вязкость зависит от скорости сдвига, поэтому одновременно с ее значением указывают температуру и градиент скорости сдвига, при которых проходило испытание. Внутреннее трение или коэффициент вязкости смазки измеряется в паскалях на секунду. Измеряют вязкость автоматическим капиллярным вискозиметром по ГОСТ 7163-84.
Пенетрация (ГОСТ 5346-78). Глубина погружения стандартного конуса в определенный объем смазки при заданной температуре называется пенетрацией и характеризует консистенцию, а также единообразие смазок, изготовленных из одного и того же сырья. Данный показатель используется для характеристики физических свойств смазок.
Температура каплепадения. Температура, при которой происходит падение первой капли смазки, нагреваемой в капсуле специального прибора в строго определенных условиях, называется температурой каплепадения. Для кальциевых, натриевых и углеводородных смазок по температуре каплепадения можно приблизительно судить о верхней температурной границе применения смазки (табл. 4.4). С появлением литиевых и бариевых смазок, которые имеют тугоплавкие загустители, этот показатель утратил свое значение. Например, температура каплепадения литиевых смазок равна 180— 200 °C, тогда как температура, до которой могут применяться эти смазки, не превышает 120—130 °C.
Таблица 4.4
Температура каплепадения пластичных смазок
Смазка Температура каплепадения, °C Температурный диапазон применения, °C
Солидол С 85—105 От —20 до +65
Пресс-солидол С 85—95 От —30 до +50
Графитная УСсА 77—90 От —20 до +65
Литол-24 185—205 От -40 до +130
Фиол-1 185—200 От -40 до +120
Униол-1 230—260 От—30 до +150
ЦИАТИМ-221 200—220 От —60 до +150
ЦИАТИМ-201 175—190 От —60 до +90
Смазка № 158 140—160 От -40 до +120
КСБ 150—190 От—30 до +110
Определение температуры каплепадения проводят стандартным термометром 2 типа Уббелоде (рис. 4.4). В нижней части термометра 2 смонтирована металлическая гильза, на которую навинчивает-
Рис. 4.4. Прибор для определения температуры каплепадения:
1 — стакан с водой или глицерином; 2 — термометр с гильзой; 3 — колба; 4 — мешалка; 5 — капсула для испытуемой смазки; 6 — электроплитка
ся металлическая трубка с конусной капсулой 5 стандартных размеров. Испытуемую пластинчатую смазку плотно размещают в капсуле прибора, следя за тем, чтобы на поверхности не было пузырьков воздуха. Затем колбу 3 с термометром 2 и с заправленной капсулой 5 помещают в ванну, заполненную водой или глицерином. Нагревают таким образом, чтобы после достижения температуры на 20 °C ниже ожидаемой температуры каплепадения скорость нагревания составляла 1°С в минуту.
За температуру каплепадения испытуемой пластичной смазки принимают температуру, при которой падает первая капля.
Термоупрочнение. При использовании смазок в узлах трения, где происходят значительные нагрев и охлаждение, некоторые сорта смазок уплотняются. В ре
зультате термоупрочнения у них повышается предел прочности. Уплотненные смазки перестают поступать к рабочим поверхностям, что приводит к повреждению трущихся поверхностей.
До недавнего времени в роликовых подшипниках тяговых электродвигателей локомотивов применяли натриево-кальциевую смазку 1-ЛЗ или ЛЗ-ЦНИИ, температурная область работоспособности которой была ниже температуры в подшипниках. В результате этого она уплотнялась и даже при достаточном ее количестве в подшипниках не поступала к рабочим поверхностям, что приводило к выходу из строя подшипников тяговых электродвигателей. При замене смазки 1-ЛЗ литиевой смазкой ЖРО, имеющей температурную область работоспособности 120—130 °C, выход из строя роликовых
подшипников локомотивов резко сократился. Для контроля показателя смазки по термоупрочнению В.В. Синицыным и А.А. Константиновым разработаны методика (ГОСТ 7143-84) и специальный прибор-прочномер.
Стабильность. Химическая стабильность, характеризующая устойчивость к окислению кислородом воздуха при хранении и применении смазок, имеет важное значение для защиты металлических поверхностей от коррозии в узлах трения. В зависимости от природы загустителя смазки могут сильно отличаться друг от друга по химической стабильности. Наиболее стабильны углеводородные смазки. Для улучшения химической стабильности смазок применяют антиоксидантные присадки. Химическую стабильность смазки определяют при повышенной температуре (120 °C) по ГОСТ 5734-76.
Коллоидная стабильность характеризует способность смазки удерживать в себе дисперсионную среду при хранении и применении. Небольшое количество выделившегося на поверхности смазки масла считается полезным, так как, попадая на трущиеся поверхности, она способствует улучшению эксплуатационных свойств. Чрезмерно «сухие» смазки плохо покрывают узлы трения и могут вызвать повышенный износ деталей. В то же время обильное выделение масла из смазки может привести к образованию затвердевшего слоя и нарушению подачи ее к трущимся поверхностям. Коллоидную стабильность определяют на приборе КСА (Климова, Синицына, Алиевой) по ГОСТ 7142-74.
Испаряемость. При использовании и хранении смазки из нее может испаряться дисперсионная среда, что чаще всего происходит у смазок, изготовленных на основе маловязких легких минеральных масел. При большом испарении дисперсионной среды у смазок ухудшаются низкотемпературные свойства, они сильно уплотняются, уменьшается их адгезия к металлу. В узлах трения такие смазки образуют корки, которые препятствуют поступлению свежей смазки при ее допрессовке в узел трения. Оценку испаряемости смазок производят по ГОСТ 9566-74.
Противозадирные и противоизносные свойства смазок. В связи с увеличением скоростей движения поездов, удлинением безостановочных пробегов, повышением нагрузок на ось в узлах трения подшипников качения возрастают осевые силы, под действием которых на поверхности роликов образуются повреждения (елочки). Такого
вида повреждения приводят к нарушению поверхности трения: появляются заусенцы, задиры, образуются трещины. Для устранения этих явлений в состав смазок вводят противозадирные и противоиз-носные присадки. Противоизносные и противозадирные свойства смазок оценивают на специальной четырехшариковой машине трения по ГОСТ 9490-75.
4.4. Смазочные материалы
Система смазки дизеля. Для обеспечения жидкостного трения в узлах дизеля во время его работы следует непрерывно подводить масло к его деталям. Для выполнения этой функции на тепловозах предусмотрена система смазки. К коренным и шатунным подшипникам коленчатого вала, головкам шатунов, поршневым пальцам, поршням для охлаждения внутренней части днища поршня масло подается под давлением. Стенки цилиндров, поршня и поршневые кольца смазывают маслом, разбрызгиваемым коленчатым валом и шатунами. В дизелях, используемых на тепловозах, система смазки в большинстве случаев принята по принципу «мокрого картера» (когда запас масла хранится в картере дизеля). Но имеются системы, где смазывание осуществляется по принципу «сухого картера» (дизели М753, М756, 1Д12-400). В этом случае запас масла хранится не в картере дизеля, а в масляном баке.
Практически на всех сериях тепловозов система внешней циркуляции масла одинакова и состоит из масляных насосов, системы трубопроводов, фильтров грубой и тонкой очистки, центробежных фильтров, манометров и аэротермометров (для измерения давления и температуры масла), перепускных и предохранительных клапанов, реле давления, секций холодильников, теплообменников и т.д.
При работе двигателя масло загрязняется частицами пыли, металлическими частицами износа деталей двигателя, продуктами неполного сгорания (кокс, сажа), а также продуктами окисления, нерастворимыми в масле. Для очистки масла от примеси в системе смазки дизелей на тепловозах предусмотрена фильтрация масла. Первичная очистка работающего масла проводится пластинчатощелевыми фильтрами грубой очистки. Эти фильтры включаются в систему смазки последовательно, и через них проходит все циркулирующее масло.
Фильтры тонкой очистки масла служат для более тщательной очистки масла от механических примесей. Включение этих фильтров производят параллельно основному потоку масла. В частности, бумажные фильтры тонкой очистки очищают масло от продуктов окисления (смолы, кислоты) и термического разложения, что способствует уменьшению отложений нагара и лакообразования на деталях дизеля.
На тепловозах типа ТЭ10 и других серий наряду с бумажными фильтрами тонкой очистки масла установлены центробежные фильтры, предназначенные для тонкой очистки масла от механических примесей. Работают эти фильтры по принципу реактивной центрифуги. Масло под давлением до 0,1 МПа при помощи специального насоса из картера дизеля подается в полость ротора и далее по трубкам к двум соплам. Масло, выбрасываемое из сопел с большой скоростью, создает реактивный вращающий момент, за счет которого частота вращения ротора центробежного фильтра достигает 83,3— 100 с-1 (5000—6000 мин-1). Под действием центробежных сил механические примеси в масле, имеющие большую удельную массу, чем масло, отбрасываются на стенки неподвижного корпуса фильтра и откладываются на его поверхности в виде густой массы. Производительность очистки масла центробежными фильтрами составляет 4—5 т/ч. Масло очищается от наиболее тяжелых механических примесей, уменьшая тем самым абразивный износ деталей.
На тепловозах 2ТЭ116 масляная система оборудована фильтром грубой очистки, полнопоточным фильтром тонкой очистки с бумажными элементами и двумя центрифугами. Сочетание фильтров тонкой очистки масла с центробежными фильтрами позволяет более надежно производить очистку работающего масла от смолистых веществ, а также от металлических и минеральных частиц.
В эксплуатации требуется постоянный уход за системой смазки дизеля. При осмотре тепловоза в пункте оборота или при смене локомотивных бригад, а также при техническом обслуживании постоянно контролируют уровень масла в картере дизеля. В двигателях с «сухим картером» масло проверяют по маслоизмерительному стеклу на масляном баке.
Переполнение картера маслом выше верхнего уровня на масло-указателе не допускается, так как это способствует увеличению отложения нагара в цилиндропоршневой группе дизеля. Снижение
уровня масла в картере ниже нижней метки на масломерном щупе приводит к снижению давления в масляной системе дизеля и недостаточному поступлению масла к трущимся деталям. После проверки уровня масла следует осмотреть масляные трубопроводы и убедиться в отсутствии течи в соединениях.
Во время работы дизеля необходимо постоянно контролировать давление масла и его температуру, чтобы не допускать превышения предельно допустимых значений этих параметров (табл. 4.5).
Таблица 4.5
Предельно допустимые параметры масла для основных серий тепловозов
Тепловоз Температура масла, °C Давление дизельного масла в маслопроводе при максимальной частоте вращения коленчатого вала, МПа
при пуске дизеля рекомендуемая при работе дизеля максимально допустимая при выходе из дизеля
ТЭП 60 25 55-65 70 0,55-0,65
ТЭП 70 25 65-70 85 0,1-0,45
2ТЭ10В, 2ТЭ10М 20 60-75 85 0,18-0,35
2ТЭ116 25 65-80 85 0,1-0,4
ТЭЗ 20 55-75 83 Не менее 0,15
М62 25 60-70 70 0,35-0,5
ЧМЭЗ 20 75-85 95 0,45-0,6
ТЭМ1, ТЭМ2 20 60-75 88 0,15-0,35
ТЭМ7 25 65-80 85 0,2-0,4
ТГМЗА 20 75-85 95 0,3-0,9
Снижение давления в масляной системе ниже допустимого приводит к повышенному износу трущихся поверхностей, их задиру и преждевременному выходу их из строя. При этом уменьшается подача масла к поршням в двигателях, где предусмотрено их масляное охлаждение. Повышение температуры масла в дизеле выше допустимой также не рекомендуется, так как это приводит к снижению вязкости масла и уменьшению прочности масляной пленки. Кроме того, при высоких температурах ускоряется процесс окисления масла. Не рекомендуется также переохлаждать масло, так как в этом случае вероятность выпадения осадков из масла значительно увеличивается. В некоторых дизелях тепловозов свойства масла ухудша
ются вследствие разжижения его топливом. Причиной этого является неудовлетворительное сгорание топлива при работе дизеля в нулевом положении рукоятки контроллера. В последнее время в дизелях типа Д100 разжижение масла топливом было устранено за счет механизма отключения топливных насосов при холостых оборотах дизеля.
Полную замену масла в картерах или масляных баках дизелей тепловозов и дизель-поездов производят, как правило, во время текущих ремонтов, а для некоторых серий тепловозов — при выполнении норм пробега. Если срок смены моторного масла не совпадает с текущим ремонтом, то его заменяют после выполнения пробега на техническом обслуживании ТО-3.
В период между заменами моторного масла лаборатория локомотивного депо осуществляет контроль за состоянием работающего масла в дизелях тепловозов. Для этого перед постановкой тепловозов на техническое обслуживание и текущий ремонт лаборатория отбирает из дизелей пробу масла. Пробы масла, отобранные перед каждым техническим обслуживанием и ремонтом, подвергают анализу для определения физико-химических свойств (табл. 4.6): вязкости, температуры вспышки, водородного показателя, общей загрязненности, щелочного числа и наличия воды. Кроме того, в отобранных пробах масла при текущих ремонтах всех видов определяют диспергирующую способность.
Таблица 4.6
Физико-химические свойства моторных масел
Свойства масла Моторное масло Авиационное масло
М-14Г2 М-14В2 М-14Б М-12Б М-12БР МС-20п
Вязкость кинематическая при t= 100 °C, мм2/с (сСт) 13,5—14,5 13,5—14,5 14±0,5 12±0,5 12±0,5 20
Индекс вязкости, не менее 90 85 85 85 — —
Коксуемость без присадок, %, не более — — 0,4 0,3 0,08 о,3
Кислотное число, мг КОН/г, без присадок, не более — — 0,05 0,05 0,05 0,05
Зольность, %: без присадок, не более с присадками, не более 1,3 1,2 0,005 1,0 0,005 1,0 1,0 0,003 0,24
Свойства масла Моторное масло Авиационное масло
М-14Г2 М-14В2 М-14Б М-12Б М-12БР МС-20п
Щелочное число, мг КОН на 1 г масла, не менее 7,0 4,8 — — 3,5 —
Массовая доля механических примесей, %, не более 0,01 0,02 0,015 0,015 0,015 0,01
Содержание водорастворимых кислот и щелочей — — Отсутствие Щелочная реакция Слабая щелочная реакция
Массовая доля воды, %, не более Следы Отсутствие Следы
Температура вспышки, °C: определяемая в открытом тигле, не ниже определяемая в закрытом тигле, не ниже 220 210 200 200 200 225
Температура застывания, °C, не выше -12 -12 -15 -15 -15 -18
Коррозионность на пластинках из свинца по ГОСТ 3778-77Е (СТ СЭВ 142—75), г/м2, не более Отсутствие 8 8 8 10
Плотность при температуре 20 °C, кг/м3, не более — — 0,910 0,905 0,905 0,900
Стабильность по индукционному периоду осадкообразования в течение 50 ч Выдерживает
Степень частоты, мг на 100 г масла, не более 600 600 — — — —
Примечание. В механических примесях не допускается песок и другие абразивные вещества.
При обнаружении в масле воды более браковочных норм (табл. 4.7) необходимо после 2—3 ч стоянки дизеля слить 20—30 кг масла из системы, после чего взять пробу и повторить анализ. Если и при повторном анализе содержание воды превышает браковочную норму, необходимо слить масло из картера и выявить причину попадания в него воды.
При замене масла рекомендуется сливать его из системы сразу же после остановки дизеля при температуре не ниже 55 °C. Горячее мас-
Нормы браковочных показателей моторного масла
Физико-химические свойства Браковочный показатель Метод определения
Вязкость кинематическая при t = 100 °C, мм2/с, масла марок: М-12Б, М-12БР: более 14,5
менее 9,5
М-14Г2, М-14В2, М-14Б: более 16,5 ГОСТ 33-82
менее 11,5
МС-20п: более 24
менее 16
Общее щелочное число, мг КОН на 1 г масла марок М-12Б, М-14Б, МС-20п, при содержании серы в топливе до: 0,2 %, менее 0,30
0,35 %, менее 0,45 ГОСТ 11362-76
0,5 %, менее 0,60
Общее щелочное число, мг КОН на 1 г масла марок М-14В2, М-14Г2, при содержании серы в топливе до: 0,2 %, менее 0,6
0,35 %, менее 0,90 ГОСТ 11362-76
0,5 %, менее 1,20
Температура вспышки, определяемая в открытом тигле, °C, ниже 170 ГОСТ 4333-48
Содержание массовой доли воды, качественное Наличие ГОСТ 1547-84
При положительной качественной пробе массовая доля воды, %, не более 0,06 ГОСТ 2477-65
Диспергирующая способность, менее 0,35 См. примечание
Примечание. Нагрев пробы масла при определении диспергирующей способности методом пятна производят в том же приборе, что и при определении температуры вспышки. После достижения заданной температуры при помощи стеклянной палочки на бумажный фильтр наносят каплю масла (вторая капля должна стекать с палочки). Затем фильтр помещают в сушильный шкаф с температурой 180 °C. Продолжительность сушки — 15 мин. Общий порядок проведения анализа и расчета описан в приложении 1 к Инструкции МПС № 4289.
ло имеет пониженную вязкость, поэтому некоторая часть механических примесей еще находится во взвешенном состоянии и легче удаляется из системы смазки.
Во всех случаях при замене отработавшее моторное масло должно быть слито полностью как из картера дизеля, так и из всей масляной системы, после чего производят промывку и протирку картера или масляного бака. В случае неполного слива оставшееся в системе масло с пониженной вязкостью может привести к снижению вязкости свежего масла. При замене разжиженного моторного масла после заправки через 10—15 мин после пуска дизеля на свежем масле и работе на 400 об/мин необходимо взять пробу масла и проверить вязкость, которая должна быть близка к вязкости свежего масла. Понижение вязкости более 0,5—0,6 мм2/с (0,5—0,6 сСт) при температуре 100 °C относительно исходного значения указывает на неполный слив разжиженного моторного масла, и в этом случае его следует заменить.
В системе смазки современного тепловоза мощностью 2400—5880 кВт находится более 3 т масла. Для обеспечения нормальной работы различных узлов трения, приборов и аппаратов на тепловозе применяется около двух десятков сортов различных смазочных материалов, многие из которых крайне дефицитны и дорогостоящи. Эксплуатационные затраты на масло в денежном выражении составляют примерно 1/10 расходов на топливо.
Причинами повышенного расхода масла в двигателях являются пригорание компрессионных и маслосъемных колец, увеличение зазора между поршнем и стенками цилиндра (вследствие больших из-носов), поломка или потеря упругости поршневых колец. Значительный перерасход моторного масла происходит в тепловозах с двигателями типа Д100 из-за разжижения картерного масла топливом. Принимаемые меры для уменьшения разжижения масла топливом пока не дают ощутимых результатов.
Качество дизельного масла также оказывает большое влияние на его расход. Если масло содержит большое количество легко испаряющихся компонентов, то его расход выше. Дизельные масла высокого качества с эффективными присадками имеют более длительный срок службы в двигателях тепловоза.
Системы смазки вспомогательного оборудования, подшипников скольжения и качения. Гидравлические системы (гидроприводы, гидропередачи) находят большое применение на тепловозах, дизель-по-ездах и в различных системах управления машинами и механизма
ми промышленного оборудования. Применение в гидросистемах рабочих жидкостей (масел) связано с тем, что, выполняя роль рабочего тела, они практически несжимаемы, в результате чего происходит быстрая передача усилий. Благодаря конструктивным особенностям гидравлических систем масла, используемые в качестве рабочих жидкостей, предохраняют трущиеся сопряжения от износа, обеспечивают отвод теплоты и очищают детали от загрязнений продуктами износа. Для этого они должны быть устойчивыми к окислению кислородом воздуха, иметь низкую температуру застывания, не вызывать пенообразование, коррозию черных и цветных металлов, не разрушать кожаные и резиновые уплотнения, иметь высокий индекс вязкости, хорошие антиизносные и антикоррозионные свойства.
Правильный подбор рабочей жидкости для гидравлической передачи в тепловозах имеет большое значение для обеспечения нормальной работы и получения высокого коэффициента полезного действия гидропередачи. Для гидравлической передачи применяют в качестве рабочей жидкости минеральные масла, которые используются и как смазочный материал для шестерен и подшипников.
К качеству масла, применяемого для гидропередачи в тепловозах, предъявляют высокие требования (табл. 4.8). Кинематическая вязкость масла при этом должна быть не выше 14 мм2/с (сСт) при температуре 50 °C. Слишком малая вязкость (менее 10 мм2/с) при больших давлениях не обеспечивает прочной пленки масла, необходимой для смазывания трущихся поверхностей в гидропередаче.
Таблица 4.8
Физико-химические свойства масел гидропередачи
Показатель Норма для масла
ГТ50 (ТУ 38.101.487-80) Турбинного Тп-22 (ГОСТ 9972-74)
Плотность при t = 20 °C, г/см3, не менее 0,870 —
Вязкость кинематическая при температуре 50 °C, мм2/с 11—14 20—23
Индекс вязкости, не менее 80 90
Температура вспышки в открытом тигле, °C, не ниже 165 186
Температура застывания, °C, не выше -28 -15
Показатель Норма для масла
ГТ50 (ТУ 38.101.487-80) Турбинного Тп-22 (ГОСТ 9972-74)
Стабильность (при t = 120 °C, 14 ч, кислород), содержание осадков после окисления, %, не более Отсутствие 0,005
Испытания на коррозию (на пластинках из меди М3 по ГОСТ 859-78 (СТ СЭВ 226-75)) Выдерживает
Массовая доля, %: механических примесей воды Отсутствие Отсутствие
Содержание водорастворимых кислот и щелочей Отсутствие
Зольность, % 0,5 0,005
Противозадирные свойства (на четырехшариковой машине) — нагрузка сваривания, кг, не менее 30
Обобщенный показатель износа, не менее 30 —
Набухание резины в течение 10 сут при t = 120 °C, %, не более +5 —
Для гидропередачи в тепловозах и дизель-поездах применяют масло ГТ-50 по ТУ 38.101.487-80. Это масло представляет собой хорошо очищенный дистиллят индустриального масла И-12А с противозадирной и антиоксидантной присадками ДФ-1 (1,5 %) и ДФ-11 (2,5 %).
При нормальной работе гидравлической передачи и хорошей системе уплотнений (герметичности) расход масла зависит в основном от его испарения. Если в процессе работы гидропередачи температура рабочего масла будет выше 130 °C, то расход его будет больше, чем при нормальных температурах (65—90 °C). Повышение температуры масла в гидропередаче сверх 100—110 °C, помимо увеличенного расхода, вызывает быстрое его окисление и ухудшение физико-химических свойств.
Большой расход масла в гидропередачах вызывается главным образом утечками через неплотности в системе соединений трубопроводов.
Для обеспечения нормальной работы масла в гидропередаче также очень важно содержать его в чистоте. Для этого необходимо своевременно очищать и промывать щелевые фильтры, установленные перед входом масла в холодильник. В эксплуатации рукоятку щелевых фильтров необходимо поворачивать на один оборот через каждые 1,5—2 ч работы.
За маслом в системе гидравлических передач должен осуществляться постоянный лабораторный контроль. При каждом техническом обслуживании отбирают лабораторную пробу масла для проверки физико-химических свойств и браковочных параметров (табл. 4.9). Полную замену масла в гидропередаче производят при текущем ремонте.
Таблица 4.9
Физико-химические свойства и браковочные параметры масла в системе гидропередач
Физико-химические свойства Марка масла
ГТ-50 (ТУ 38.101.487-80) Турбинные масла Тп-22 (ГОСТ 9972-74)
Вязкость кинематическая, мм2/с (сСт), при t = 50 °C, не ниже 10 14
Массовая доля механических примесей, %, не более 0,08 0,1
Кислотное число, мг КОН на 1 г масла, не более — 1,0
Температура вспышки, определяемая в открытом тигле, °C, не более 160 160
Резкое ухудшение деэмульсирующей способности масла (скорости деэмульсации), мин 6
Присутствие воды Не допускается
Компрессорные масла, предназначенные для смазывания трущихся частей компрессоров, непосредственно соприкасаются с горячим воздухом, находящимся под давлением. Наличие такой среды усиливает окисление масла. Чем выше температура и давление воздуха в цилиндрах компрессоров, тем интенсивнее окисляется масло и тем вероятнее образование нагара на клапанах, стенках цилиндров и поршнях. Поэтому компрессорные масла должны обладать высокой химической стабильностью, т.е. сохранять свои смазочные свойства в условиях окисляющего действия кислорода воздуха при высокой температуре и давлении, быть достаточно вязкими, чтобы уплотнять зазоры (табл. 4.10). Склонность масла к окислению, особенно к образованию нагара, в рабочих условиях оценивается показателем стабильности.
В компрессорах типа КТ подведение масла к узлам трения коленчатого вала и шатунов производится под давлением, создаваемым
Физико-химические свойства компрессорных масел
Показатель Норма для марок масла
КС-19 (ГОСТ 9243-75) К-12 (ГОСТ 1861-73)
Вязкость кинематическая, мм2/с (сСт) 18—22 11—14
Индекс вязкости, не менее 92 —
Кислотное число (масло без присадок), мг КОН на 1 г масла, не более 0,02 0,15
Зольность (масло без присадок), %, не более 0,005 0,015
Коксуемость (масло без присадок), %, не более 0,5 о,з
Стабильность против окисления, осадок, %, не более Отсутствует 0,25
Кислотное число, мг КОН/г 0,5 —
Температура застывания, °C, не выше -15 -25
Содержание: водорастворимых кислот и щелочей воды и механических примесей серы в масле без присадки, %, не более Отсут» зтвие
Отсутствие
1,0 о,з
Температура вспышки, °C, в открытом тигле, не ниже 270 216
насосом компрессора. Цилиндры смазываются маслом, стекающим из нижних и верхних подшипников шатунов и разбрызгиваемым при их движении. Давление масла в смазочной системе компрессора должно быть не ниже 0,15 МПа (1,5 кгс/см2) при п = 400 мин-1 и 0,2 МПа (2,0 кгс/см2) при п = 850 мин-1. Следует отметить, что подача масла под давлением — наиболее рациональный способ смазывания. Независимо от способа подачи масла, поступление его в цилиндры должно быть постоянным и равномерным. В случаях плохого прилегания поршневых колец к стенкам цилиндра будет происходить большой унос масла в камеры сжатия цилиндров компрессоров и переброс его в главные воздушные резервуары и во всю воздушную тормозную систему. По этой же причине может увеличиваться и нагарооб-разование на стенках цилиндра.
Для смазывания компрессоров, установленных на тепловозах и дизель-поездах ДР1, применяется всесезонное компрессорное масло КС-19 (ГОСТ 9243-75), а в компрессорах дизель-поездов Д1 летом используется компрессорное масло КС-19, а зимой — компрессорное масло К-12 (ГОСТ 1861-73) (см. табл. 4.10). Компрессорное масло
К-12 изготовляют путем смешения хорошо очищенных остаточных и дистиллятных масел из малосернистых видов нефти. Масло содержит депрессорную присадку. Компрессорное масло КС-19 вырабатывают из сернистых видов нефти с использованием селективной очистки.
Во время эксплуатации компрессоров лаборатория депо ведет наблюдение за изменением качества масла. Для этого через 25—30 тыс. км пробега поездных тепловозов и через 55—65 сут работы маневровых, вывозных тепловозов и дизель-поездов (на очередном техническом обслуживании ТО-3 и текущем ремонте) отбирают пробу масла через нижнее сливное отверстие картера компрессора в количестве 0,3 л. В отобранной пробе лаборатория определяет наличие механических примесей и кислотное число, а при необходимости — температуру вспышки, вязкость и массовую долю воды.
Установлены следующие браковочные нормы на компрессорные масла:
Массовая доля механических примесей, %, не более..........0,18
Температура вспышки в открытом тигле, °C, не менее 180
Кислотное число, мг КОН на 1 г масла, не более 0,35
Вязкость кинематическая, мм2/с (сСт), при температуре 100 °C, не ниже:
КС-19.......................................................15
К-12.......................................................9,5
Массовая доля воды, %, не более 0,03
Смазочные материалы для редукторов тепловозов и дизель-поездов снижают износ трущихся деталей, смягчают действие ударных нагрузок, защищают металл от коррозии, снижают шум, отводят теплоту от пар трения, уменьшают потери мощности на трение. Нормальная работа зубчатых передач локомотивов и увеличение срока их службы в значительной степени зависят от правильно подобранной смазки. Смазочные масла для зубчатых передач должны при всех нагрузках, скоростях и температурах обеспечивать прочную масляную пленку на зубьях шестерен. Они должны быть стабильными, не вызывать коррозии, иметь низкую температуру застывания, обеспечивающую подвижность и работоспособность в зимнее время при низких температурах наружного воздуха.
В эксплуатации редукторные масла и смазки не подвергаются воздействию высоких температур (обычно температура смазок не превышает 50—65 °C), поэтому они окисляются незначительно и
почти не изменяют своих свойств. Смазки и масла не образуют нагара и лаковых отложений на деталях зубчатой передачи. Основные изменения свойств смазок и масел происходят за счет засорения их механическими примесями и обводнения. Наличие механических примесей и воды ухудшает смазочные свойства смазок и увеличивает износ зубьев. Если шестерни зубьев не получают достаточного количества смазки, то наблюдается интенсивный износ зубьев.
На большинстве локомотивов и моторвагонного подвижного состава из-за недостаточной герметичности кожухов зубчатой передачи тяговых электродвигателей не представляется возможным применять жидкие низкотемпературные масла с присадками. На тех же локомотивах, где имеется хорошая герметичность масляной системы локомотивного редуктора, используют жидкие трансмиссионные масла ТСп-14,5, ТАп-15В, ТСп-10. Для смазывания тяговых редукторов тепловозов круглогодично применяют смазку СТП (зимнюю) по ТУ 38 УССР 2-01-23-2-80, а на железных дорогах с жарким климатом — летнюю. В состав зимней смазки СТП входят осернен-ный октол, битум и низкозастывающее трансформаторное масло.
Для обеспечения нормальной работы зубчатой передачи необходимо при осмотре постоянно проверять наличие смазки в кожухе. Известно, что во время работы смазочное масло нагревается и становится текучим. Оно разбрызгивается зубчатыми колесами, а затем снова стекает в нижнюю часть кожуха. Во избежание утечки масла уплотнения между ступицей колеса и кожухом должны быть герметичными. Если кожух не обеспечивает надлежащей плотности, то в него проникают вода, пыль, песок и грязь, которые приводят смазку в негодное состояние. В эксплуатации добавление смазки СТП в кожуха редукторов производят при техническом обслуживании ТО-3 через 7—10 тыс. км пробега поездных тепловозов и 30—35 суток работы маневровых и вывозных тепловозов.
Для смазывания моторно-осевых и буксовых подшипников скольжения тепловозов применяют осевые масла: летом — марки Л, зимой — марки 3. При особо низких температурах применяют осевое северное масло марки С.
Осевые масла имеют хорошие вязкостно-температурные характеристики, обеспечивающие жидкостное трение в широком интервале положительных и отрицательных температур (табл. 4.11). Зимнее осевое масло имеет температуру застывания -40 °C, северное ---55 °C.
Таблица 4.11
Физико-химические свойства осевых масел (ГОСТ 610-72)
Свойство масла Осевое масло марки
Л 3 С
Вязкость кинематическая, мм2/с (сСт) при t = 50 °C 42—60 Не ниже 22 12—14
Вязкость динамическая, Па • с, не более, при t, °C: 0 0,2 (2)
-10 (150) 15 — —
-30 — (600) 60 —
-50 — — (2500) 250
Температура, °C: вспышки в открытом тигле, не ниже 135 125 125
застывания, не выше — -40 -55
Массовая доля, %: механических примесей, не более 0,07 0,05 0,04
воды, не более 0,4 0,3 0,1
На ряде тепловозов смазка подается к моторно-осевым подшипникам тяговых электродвигателей при помощи шестеренчатых насосов, насаженных на ось колесной пары. Насос забрасывает масло в масляную камеру и смазывает подшипник. Из масляной камеры часть масла снова возвращается в камеру, т.е. масло работает по замкнутой циркуляционной системе. В емкость масляного резервуара каждого моторно-осевого подшипника заливают 45 л осевого масла.
Добавление масла в моторно-осевые подшипники производят при технических обслуживаниях и текущих ремонтах после измерения фактического его содержания. Полную замену масла, подбивочно-го материала или польстеров с промывкой букс производят при текущих ремонтах ТР-2 и ТР-3, а также при сезонных сменах масла.
В эксплуатации при низких температурах наружного воздуха добавление масла в подшипники производят в подогретом состоянии через верхнюю крышку. Это дает возможность улучшить (освежить) капиллярность подбивочного материала. Для предотвращения образования льда в польстерных буксах моторно-осевых подшипников при температуре наружного воздуха -10 °C допускается применение антиобледенительных жидкостей — антифриза-65 или тосо-ла-40. Прежде чем залить антифриз, необходимо слить из моторно-осевого подшипника конденсат, а при наличии льда рас
топить его и слить воду, после чего в каждую шапку налить 200 см3 антифриза и заправить моторно-осевой подшипник маслом. О заправке букс антифризом делают запись в бортовом журнале тепловоза. Смесь антифриза с конденсатом сливают при техническом обслуживании ТО-2 или ТО-3 в специальную емкость и подвергают регенерации.
Применяемые для моторно-осевых подшипников скольжения масла работают в условиях сравнительно умеренных температур (55—70 °C). Эти температуры и условия работы не вызывают интенсивного окисления масла. Изменение его качества происходит в основном за счет обводнения, засорения песком, пылью, продуктами износа (металлическими частицами). Наличие механических примесей в виде абразивных частиц приводит к увеличенному износу трущихся частей (подшипник, шейка). Кроме того, они засоряют под-бивочный материал, вследствие чего затрудняется подвод масла к трущимся поверхностям.
Наличие воды в масле ухудшает его смазочные свойства, снижает подачу масла по капиллярам подбивочного материала. В холодное время года вода, попавшая в камеру моторно-осевого подшипника, способствует смерзанию волокон и прядей подбивочного материала и затаскиванию их под подшипник, что ухудшает условия смазывания подшипника.
Для наблюдения за качеством масла, находящегося в моторно-осевом подшипнике на локомотивах, лаборатория депо через 50—60 тыс. км пробега поездных тепловозов или через 60—90 сут работы маневровых и вывозных тепловозов на плановых текущих ремонтах или техническом обслуживании производит отбор проб масла для лабораторного анализа. При наличии воды (массовая доля более 1,0 %) и механических примесей (более 0,8 %) масло и набивку полости моторно-осевого подшипника заменяют.
Большое влияние на смазку оказывают температурные условия, нагрузки, скорости. Температура буксовых подшипников, как правило, не превышает 60—70 °C, в то время как температура моторно-якорных подшипников тяговых электродвигателей достигает 100—120 °C. Скоростные режимы работы подшипников различны. Скорость вращения якорных роликовых подшипников в 3—4 раза больше, чем у буксовых. Для нормальной работы таких подшипников применяют многоцелевую смазку на литиевой основе с высокой
механической стабильностью. Эта смазка влагостойкая и работает в широком интервале низких и высоких температур и нагрузок.
Для смазывания подшипников качения локомотивов и моторвагонного подвижного состава, работающих на пластичных смазках, применяют многоцелевую роликовую смазку ЖРО (ТУ 32-ЦТ-520-83) на литиевой основе с работоспособностью в интервале температур от -55—60 до +120 °C (кратковременно — до +130 °C).
При полной замене роликовой смазки во время текущих ремонтов ТР-3 буксу тщательно очищают от старой смазки, промывают бензином или керосином и насухо вытирают. Рабочие поверхности подшипниковых колец, ролики и сепаратор покрывают тонким слоем веретенного или трансформаторного масла. В буксу смазку ЖРО заправляют при помощи маслонагнетателя, разработанного ПКБ ЦТ. При помощи этого нагнетателя подшипник заполняют смазкой под давлением 0,1—0,2 МПа до появления ее между сепаратором и внутренней обоймой по всей окружности. В буксу смазку закладывают в количестве 3—3,5 кг с таким расчетом, чтобы все свободные места между роликами, уплотнительными канавками и пространство между подшипниками были заполнены смазкой, но не более 1/3 свободного объема передней части полости буксы. Добавление смазки во время эксплуатации производят при ревизии букс и, как правило, при текущем ремонте ТР-1. Лабораторную проверку качества пластичной смазки в эксплуатации производят во время текущего ремонта ТР-2, но не реже чем через пробег 250 тыс. км, а в буксах с приводом скоростемера — через 50—60 тыс. км. При содержании в смазке механических примесей и воды в массовой доле более 1 % обводненную и загрязненную смазку удаляют из буксы.
Правильно собранная и смазанная роликовая букса во время работы не дает повышенного нагрева, шума и вытекания смазки из корпуса буксы. При нормальных условиях максимальная рабочая температура буксы в жаркое время не должна превышать температуру окружающей среды более чем на 30 °C. О степени нагрева буксы обычно судят на ощупь, прикасаясь рукой к ее корпусу. Если руку можно держать на корпусе более 30 с, то температура считается в пределах 50— 60 °C; если руку нельзя держать более 2—3 с, то температура составляет около 90 °C и выше. При обнаружении повышенной температуры буксы следует выяснить причину неисправности и устранить ее. Если причина нагревания не устранена или не выяснена, а температу
ра продолжает повышаться, следует снизить скорость движения локомотива и по прибытии в депо произвести ревизию буксы.
Для смазывания якорных роликовых подшипников применяют пластичную смазку ЖРО. Закладываемая в подшипник смазка обеспечивает его работу до очередной ревизии электродвигателя.
Перед тем как заменить смазку в камерах якорных подшипников тяговых электродвигателей по срокам ее работы, необходимо смазочные камеры и все места контакта со старой смазкой тщательно промыть и очистить от грязи, пыли и старой смазки, а при монтаже рабочие поверхности колец и роликов покрыть тонким слоем веретенного или трансформаторного масла. Пространство между роликами, лабиринтные канавки следует заполнять смазкой полностью, а смазочные камеры подшипникового щита в наружной крышке — соответственно на 2/3 их объема.
Добавление смазки в роликовые подшипники тяговых электродвигателей производят через пробег 25—35 тыс. км у поездных тепловозов и через 3—4 месяца работы маневровых тепловозов при очередном техническом обслуживании ТО-3 или текущих ремонтах. Перед добавлением смазки необходимо продуть сжатым воздухом атмосферные дренажные отверстия в подшипниковых щитах тяговых электродвигателей. Следует иметь в виду, что переполнение подшипников смазкой может привести к нагреву, а иногда и к выходу их из строя. Полную замену смазки в роликовых подшипниках тяговых электродвигателей производят при ревизиях узлов якорных подшипников первого и второго объемов.
Замену смазки в шариковых и роликовых подшипниках вспомогательных электрических машин и механизмов производят при текущих ремонтах.
Глава 5. РЕМОНТ И МЕТОДЫ КОНТРОЛЯ УЗЛОВ ДИЗЕЛЯ
5.1. Ремонт сварных и цельнолитых блоков дизеля
Цилиндровые блоки являются основными базовыми узлами дизелей, которые воспринимают силы, действующие от шатунно-поршневой группы на его элементы: бугели, подвески, вертикальные стойки, опорные поверхности и т.д.
Внешний осмотр частей блока и картера (сварных швов, крепежа, герметичности соединений и т.п.) производится при плановых видах технического обслуживания и текущего ремонта. Контроль состояния узлов и частей блока, подверженных различным повреждениям, производят при текущих, средних и капитальных ремонтах. Наиболее серьезные повреждения, возникающие в блоке и картере, — трещины, ступенчатость постелей коренных подшипников и искажение формы расточек под втулки цилиндров.
Трещины чаще всего встречаются в зонах максимальных нагрузок и концентраций напряжений. У блока дизеля Д100 они возникают в постелях коренных подшипников (в бугелях и крышках), в подвесках и сварных швах, соединяющих посадочные гнезда вертикальной передачи со стенками блока, а у дизеля Д50 — в посадочных гнездах втулок цилиндров. В картере дизеля Д50 трещины наблюдаются в местах переходов вертикальных ребер к постелям коренных подшипников и боковых стенок к лапам крепления. При этом трещины обнаруживают методом обмеливания или магнитной дефектоскопии и устраняют разделкой и заваркой поврежденных мест или вваркой технологических элементов с соблюдением мер по предупреждению коробления блока.
Искажение формы посадочных поясков под втулки цилиндров у блока дизеля Д100 происходит вдоль оси блока и чаще всего наблюдается у 5—10 цилиндров в нижней части (по третьему опорному пояску). Это имеет место из-за усилий, возникающих от нагрева и
удлинения (в сторону генератора) выпускного коллектора. Вследствие этого нижние части гильз смещаются вдоль оси коленчатого вала и прижимаются к опорным пояскам блока, что приводит к деформации как расточек блока, так и втулок цилиндров. Чрезмерный наклон и деформация втулок способствуют появлению течи воды по нижнему водяному стыку, а также задирообразованию между втулкой и поршнем вследствие нарушения равномерности диаметрального зазора между ними. Деформация расточек под вертикальную передачу приводит к ухудшению условий зацепления зубчатой передачи и к образованию на поверхности зубьев питингов и микротрещин.
У блока дизеля Д50 деформации подвержены в основном верхние пояски расточек под втулки, овализация происходит в плоскости, перпендикулярной оси коленчатого вала. Степень деформации расточек и перпендикулярность осей расточек к оси коленчатого вала определяют микрометражом.
На ремонтных заводах деформацию посадочных поясков под втулки и вертикальную передачу более допустимой нормы у блока дизеля Д100 устраняют электродуговой наплавкой с последующей обработкой под нормальный размер, а у дизеля Д50 — наращиванием отдельных участков электроискровым способом.
Ступенчатость постелей коренных подшипников возникает в результате деформации как самого блока (картера), так и крышек подшипников. При этом постели подшипников несколько смещаются и деформируются, их опорные части из-за различия в величине деформации располагаются на разных уровнях, что приводит к ступенчатости и нарушению соосности постелей. Все это оказывает отрицательное влияние на состояние подшипниковых узлов коленчатого вала.
Ступенчатость постелей коренных подшипников блока определяют с помощью технологического вала и после их восстановления — оптическим методом. При контроле технологическим валом последний должен покоиться на несущих поверхностях постелей подшипников. Восстановление соосности и цилиндрической формы, а также устранение ступенчатости производят в условиях ремонтных заводов по схеме: наплавка поверхностей постелей — подгонка крышек по замкам блока — расточка постелей на станке.
Технологический вал представляет собой цельный или составной полый вал. Диаметр рабочих шеек вала меньше номинального диа
метра постелей на двойную величину допускаемой несоосности геометрических осей отверстий (постелей) подшипников коленчатого или кулачкового вала дизеля, ротора турбокомпрессора, остова электродвигателя и т.п. Вал должен обеспечивать одновременную проверку всех (как минимум трех) постелей подшипников многоопорных валов. До проверки крышки коренных опор монтируют по своим местам согласно маркировке и производят их крепление до положения окончательной затяжки гаек.
Технологический вал при допустимой соосности и ступенчатости постелей подшипников должен легко и под действием небольшого усилия вращаться вокруг оси. При этом вал должен опираться на несущие поверхности постелей подшипников (например, у дизелей ДЮО и Д49 — на поверхности крышек коренных подшипников, а у дизеля Д50 — на опорные постели картера).
Ступенчатость измеряют щупом по зазору между шейкой технологического вала и постелью корпуса подшипника в вертикальной и горизонтальной плоскости, а степень прилегания шеек вала к несущим поверхностям постелей определяют по отпечатку краски.
Преимуществом использования технологического вала являются простота, достаточная для практических целей точность, возможность одновременной проверки соосности и ступенчатости всех постелей многоопорного вала и возможность контроля прилегания рабочих шеек к постелям. Кроме того, базой измерения служат постели менее деформированных опор, в которых сохранилась первоначальная после расточки соосность. Благодаря этому измерение получается более достоверным.
У многоопорных валов с неразъемными подшипниками скольжения технологическим валом контролируют не только соосность и ступенчатость отверстий (постелей) корпусов, но также соосность и ступенчатость самих подшипников после запрессовки втулок в корпуса. Осмотр и наплавочные работы по блоку обычно производят на стенде-кантователе, позволяющем фиксировать блок в любом его положении.
Допуски на различные геометрические параметры цилиндровых блоков дизелей (табл. 5.1) примерно одного порядка и характеризуют собой точность, задаваемую техническими условиями и правилами ремонта.
Контроль качества ремонта блоков дизелей. Для измерения геометрических отклонений, возникающих при постройке или ремонте
Таблица 5.1
Допустимые отклонения геометрических параметров в цилиндровых блоках тепловозных дизелей при постройке и капитальном ремонте
Геометрический параметр Д100 Д50 11Д45 5Д49
Строительный Ремонтный Строительный Ремонтный Строительный Ремонтный Строительный Ремонтный
мм с мм с мм с мм с мм с мм с мм с мм с
Ступенчатость постелей коленчатого вала в вертикальной плоскости:
на длине блока 0,05 — 0,06 — 0,10 — 0,10 — 0,03 — 0,06 — 0,05 — 0,05 —
между соседними постелями То же в горизонтальной плоскости: 0,03 20 0,03 20 0,05 20 0,05 20 0,03 16 0,03 16 0,03 16 0,03 16
на длине блока 0,05 — 0,10 — 0,10 — 0,10 — 0,03 — 0,05 — 0,05 — 0,05 —
между соседними опорами 0,03 20 0,03 20 0,05 20 0,05 20 0,03 16 0,03 16 0,03 16 0,03 16
Неперпендикуляр-ность осей отверстия под цилиндровую втулку к общей оси постелей верхнего коленчатого вала в габаритах детали 0,12 24 0,20 40 0,13 26 0,13 26 0,15 60 0,15 60 0,15 60 0,15 60
Неперпендикуляр-ность осей отверстий под вал вертикальной передачи к общей оси постелей верхнего коленчатого вала в габаритах детали 0,10 20 0,20 40
Окончание табл. 5.1
Г еометрический параметр Д100 Д50 11Д45 5Д49
Строител ьный Ремонтный Строительный Ремонтный Строительный Ремонтный Строительный Ремонтный
мм с мм с мм с мм с мм с мм с мм с мм с
Неплоскостность приваленной поверхности блока в габаритах детали 0,20 0,30 0,20 0,25 0,15 0,15 0,15 0,15
Непар алл ельность привалочной плоскости рамы дизеля к общей оси постелей коленчатого вала 0,20 14 0,25 16
Неплоскостность привалочной поверхности рамы дизеля в габаритах детали 0,10 0,15 — — — —
Неперпендикуляр-ность плоскости приваленного фланца тягового генератора к общей оси постелей коленчатого вала 0,10 20 0,10 20
Несоосность оси приваленного фланца тягового генератора к общей оси постелей коленчатого вала 0,05 0,08
Скрещивание правой и левой приваленных поверхностей цилиндрового блока и рамы дизеля в габаритах детали 0,15 0,15 0,10 0,10 0,10 0,10 0,10 0,10
цилиндровых блоков и рам дизеля, применяют более совершенные средства, которые по реализуемой точности измерения превышают заданный допуск в 2—3 раза. Такими средствами, получившими распространение на ремонтных заводах ОАО «РЖД» и в машиностроении, являются оптические приборы КГИ-2, в основе работы которых лежат принципы визирования и автоколлимации при шаговом измерении и неизменном взаимном расположении контролируемого объекта и измеряющего прибора — колонны со спаренной оптической системой.
Приборы марки КГИ-2, используемые для измерения цилиндровых блоков и рам тепловозных дизелей, изготовляют в нескольких модификациях в зависимости от конструктивных особенностей самого дизеля. Выпущены приборы для дизелей ДЮО, Д50, 11Д45, 14Д40 и 5Д49 (табл. 5.2).
Колонну с кареткой выпускают двух типоразмеров: длинную — для дизелей ДЮО и Д50 и короткую — для 11Д45, 14Д40 и 5Д49. Спаренная оптическая система состоит из двухкоординатного автоколлиматора с 14-кратным увеличением и зрительной телескопической трубки с 20-кратным увеличением и пределами визирования от 1500 мм до бесконечности. Визирная марка с подвижным перекрестием имеет цену деления отсчетного лимба 0,005 мм. Шаговый мостик для измерения ступенчатости постелей коленчатого вала снабжен односторонним жестко закрепленным стеклянным зеркалом, отражающая поверхность которого покрыта алюминием.
Вертикальные мостики для определения неперпендикулярности расточек под цилиндровые втулки и вертикальный вал, а также зеркальный мост для выявления непараллельности привалочных плоскостей рамы дизеля имеют двусторонние зеркала с параллельностью отражающих сторон. Совмещенная марка имеет одностороннее стеклянное зеркало с отверстием и перекрестие с подсветкой и ценой деления отсчетного лимба 0,005 мм. Юстировочная марка снабжена двусторонним стеклянным зеркалом с подсветкой. Длин-нобазный уровень с базой 300 мм и с высокоточным четырехсекундным лимбом имеет цену деления отсчетного лимба 0,0075 мм.
Для проверки геометрических размеров блока дизелей типа ДЮО его располагают на специальной плите, на которую строго перпендикулярно установлена колонна со спаренной оптической системой (рис. 5.1). На колонне закреплены два спаренных оптических
Перечень оптических приборов и номера их сборочных чертежей, применяемых для измерения цилиндровых блоков, рам и коленчатых валов тепловозных дизелей
Приборы Количество на дизель ДЮО Д50 11Д45 14Д40 5Д49
Колонна с опорой и кареткой 1 5701В 100 000 5701В 100 000 5701В 100 000 5701В 100 000 5701В 100 000
Спаренная оптическая система 1 5701В 120 000 5701В 120 000 5701В 120 000 5701В 120 000 5701В 120 000
Визирная марка 2 5701В 10 000 5701В 11 000 5701В 12 000 5701В 12 000 —
Шаговый мостик для постелей коленчатого вала 1 5701В 20 000 5701В 22 000 5701В 26 000 5701В 26 000 5701В 28 000
Вертикальный мостик для отверстий под цилиндровые втулки 1 5701В 30 000 5701В 32А000 — 5701В 33 000 —
Вертикальный мостик для отверстий под вертикальный вал 1 5701В 31 000 — — — —
Зеркальный мост 1 — 5701В 40 000 — — —
Совмещенная марка 1 — 5701В 60А000 — — —
Юстировочная марка 1 5701В 50 000 5701В 50 000 5701В 50 000 5701В 50 000 5701В 50 000
Длиннобазный уровень 1 5701В 25 000 5701В 25 000 5701В 25 000 5701В 25 000 5701В 25 000
Штатив с автоколлиматором 1 5701В 200 000 5701В 200 000 5701В 200 000 5701В 200 000 5701В 200 000
Зеркальная марка 1 58 000 — 59 000 5701В 72 000 72 000
Рис. 5.1. Схема оптической проверки блока дизеля типа Д100:
1 — визирная марка; 2 — опорный зеркальный мостик; 3 — вертикальный мостик; 4 — горизонтальный шаговый мостик; 5 — зеркальная марка; 6 — оптическая насадка с пентапризмой; 7 — автоколлиматор; 8 — зрительная труба;
9 — колонна; 10 — накладное зеркало
прибора: зрительная труба 8 и автоколлиматор 7, параллельность осей которых устанавливают с большой точностью. Зрительная труба и автоколлиматор могут перемещаться по колонне вверх и вниз и с помощью винтов — на небольшие расстояния в горизонтальной плоскости. Возможны также угловые перемещения в вертикальной и горизонтальной плоскостях. У основания колонны на плите установлено накладное зеркало 9. Отражающая плоскость зеркала должна быть перпендикулярна лучу света, выходящему из автоколлиматора 7 и через оптическую насадку 6 направляемому под прямым углом.
Для измерения соосности, ступенчатости и параллельности осей опор блока коленчатых валов дизелей типа Д100 визирные марки 1 закрепляют в первой и двенадцатой опорах коленчатых валов. Перед установкой визирных марок в постели блока их отверстия измеряют индикаторным нутромером и по фактическим диаметрам посредством винтов лимбов (цена деления лимба — 0,005 мм) совмещают центры визирных марок с центрами фактических диаметров постелей крайних опор. В частности, если фактический диаметр составляет 242,02 мм, то совмещение центров достигается перемещением лимба на его четвертое деление. Такая корректировка выполняется в горизонтальной и вертикальной плоскостях. При закреплении мостика в постелях блока ролики базовых опор располагают так, чтобы концы роликов не перекрывали кромки постелей, что проверяется уровнем, расположенным на базовой опоре мостика. Затем совмещают перекрестия зрительной трубы 8 с перекрестиями визирных марок 1 крайних опор вала. Этим добиваются совпадения оптической оси зрительной трубы 8 с геометрической осью опор коленчатого вала. Данное положение оптической системы фиксируют через автоколлиматор по неподвижному накладному зеркалу 10. Отклонения осей отдельных опор коленчатого вала определяют по отклонениям отраженного от зеркала перекрестия шагового мостика от окулярного перекрестия при нулевых положениях обоих лимбов окулярного микрометра зрительной трубы 8.
Шаговый мостик поочередно переставляют на каждую последующую опору блока. При этом автоколлиматор на колонне 9 остается неподвижным, а совмещение отраженного и окулярного перекрестий производят только с помощью лимбов окулярного микрометра автоколлиматора, по делениям которых определяют угловое
значение взаимного отклонения осей опор. Полученные значения отклонений в угловых секундах в горизонтальной и вертикальной плоскостях пересчитывают в линейные отклонения опор блока и строят графики.
Далее оптическую систему перемещают в нижнее положение, производят совмещение центров перекрестий зрительной трубы 8 и визирных марок 7, устанавливаемых на крайние опоры нижнего коленчатого вала, и фиксируют относительное изменение положения спаренной оптической системы. Разница показаний в секундах по вертикальному лимбу автоколлиматора при верхнем и нижнем положениях оптической системы дает значение непараллельное™ осей. Для перевода в линейную величину используют переводной коэффициент из условия 1 с = 0,02 мм; например, при угловом показании, равном 4 с, отклонение в линейном измерении составит 0,08 мм.
Перпендикулярность осей посадочных мест под втулки цилиндров и вертикальную передачу к оси опор верхнего коленчатого вала проверяют с помощью вертикального мостика 5, зрительной трубы 8, визирных марок 7 и автоколлиматора 7. На верхнем уровне мостика установлено зеркало, отражающие поверхности которого строго параллельны. Геометрическую ось опор верхнего коленчатого вала принимают за базу и относительно нее измеряют отклонения осей цилиндров от прямого угла. Положение вертикального мостика, закрепляемого в расточках посадочных мест горизонтальных листов блока, контролируют по взаимному расположению отраженного от зеркала и окулярного перекрестий в окуляре автоколлиматора 7. При этом отсчет неперпендикулярности проверяемого места под втулку цилиндра или вертикальной передачи фиксируют по вертикальному лимбу автоколлиматора 7 в угловых значениях. Алгебраическая полусумма двух отсчетов одного и того же посадочного места при двух положениях вертикального мостика (через 180°) показывает неперпендикулярность оси расточки посадочного места к оси опор вала в угловых секундах.
Положение опорных поверхностей для цилиндровых втулок в горизонтальной плоскости и их параллельность относительно геометрической оси верхнего коленчатого вала проверяют аналогично, используя опорный зеркальный мостик 2.
5.2. Ремонт коленчатых валов и подшипников скольжения
К основным неисправностям коленчатых валов и их подшипников относятся износ шеек, усталостные трещины в галтелях шеек, где вал наиболее напряжен, и в самих шейках. Изломы валов вызываются дефектами отливки и термообработки, а также неправильной укладкой вала в подшипниках. Выкрашивание и износ баббитовой заливки вкладышей подшипников, кавитационные разрушения баббита возникают при работе дизеля на обводненном масле. На дизелях 1 ОД 100 последних выпусков применены бесканавочные вкладыши, у которых повышена надежность и долговечность за счет снижения удельной нагрузки на поверхности вкладыша.
Радиальный износ и овальность коренных шеек коленчатого вала дизеля Д100, имеющего вкладыши с центральной канавкой, измеряют шейкомером, для чего достаточно снять крышку с вкладышами. Измерения выполняют с точностью 0,01 мм.
Состояние крышек, крепление гаек коренных и шатунных подшипников, положение стыков подшипников проверяют через люки блока или картера.
Провисание вала в коренном подшипнике, определяемое по зазору между шейкой вала и рабочим вкладышем, измеряют набором пластин щупа в вертикальной плоскости по оси коленчатого вала. Допускается провисание первой—седьмой опор до 0,05 мм, а у восьмой, девятой и десятой опор провисание не должно отличаться более чем на 0,05 мм от значения, замеренного при переукладке вала.
Провисание в коренных подшипниках коленчатых валов дизеля ПД1М не допускается. Зазор между шейкой вала и верхним вкладышем является зазором «на масло», ширина его должна быть в пределах 0,12—0,25 мм. Зазор «на масло» — это зазор между шейкой вала и вкладышами, замеряемый щупом. Для восьмой, девятой и десятой коренных опор дизелей типа Д100 под зазором «на масло» подразумевается суммарный зазор между шейкой и обоими вкладышами.
Зазор «в усах» подшипников коленчатого вала измеряют щупом с двух сторон в районе стыков.
Ступенчатостью рабочих вкладышей считают наибольшую разность толщин всех разобранных коренных подшипников. Для измерения ступенчатости достаточно измерить толщину трех подшипников. При определении ступенчатости подшипников вала, имею
щих различные ремонтные градации, толщины приводят к наименьшей градации. Например, измерением установлены следующие толщины вкладышей: 18,94; 19,18; 18,98 мм, т.е. вкладыши принадлежат соответственно к Op, 1 р, Ор градациям. Приведенная толщина 1-й градации к нулевой составит 19,18 - 0,25 = 18,93 мм (0,25 мм — разность толщин вкладышей смежных градаций). Тогда ступенчатость вкладышей будет равна 18,98 - 18,93 = 0,05 мм.
Толщину вновь устанавливаемого вкладыша подбирают равной фактической толщине заменяемого. Если невозможно установить фактическую толщину заменяемого вкладыша, то толщину нового вкладыша подбирают равной средней толщине соседних.
При ремонтах со снятием верхнего коленчатого вала его дефек-тоскопируют в обязательном порядке. Продольный разбег коленчатого вала в опорно-упорном коренном подшипнике измеряют приспособлением с индикатором. При этом разбег регулируют подбором вкладышей опорно-упорного подшипника.
При переукладке коленчатых валов заменяют сначала вкладыши нечетных опор, а затем четных (или наоборот). Ступенчатость устраняют подбором вкладышей по толщине.
Правильность укладки коленчатого вала дизеля ПД1М определяют по расхождению его щек. Наибольшее значение расхождения щек допускают у шестого кривошипа (не более 0,05 мм). По расхождению щек этого кривошипа также контролируют соосность коленчатого вала с якорем главного генератора. Для измерения расхождения щек применяют приспособление, устанавливаемое между щеками. При нижнем положении шатунной шейки стрелку индикатора устанавливают против нулевого деления. Проворачивая вал по часовой стрелке (если смотреть со стороны масляного насоса), фиксируют отклонение стрелки индикатора в четырех положениях шатунной шейки (через 90°). По отклонению стрелки индикатора определяют расхождение щек в вертикальной и горизонтальной плоскостях. Расхождение щек вала более 0,05 мм регулируют постановкой металлических прокладок между фланцами статора генератора и картером.
Восстановление геометрических размеров коренных и шатунных шеек по ремонтным градациям, а также повышение износостойкости и прочности элементов коленчатых валов в основном производят при заводских ремонтах коленчатых валов. В качестве примера на рис. 5.2 приведена структурная схема заводского ремонта коленчатых валов тепловозных дизелей.
Рис. 5.2. Структурная схема ремонта коленчатых валов тепловозных дизелей: 1— очистка от загрязнений, демонтаж антивибратора или демпфера, разборка узлов зубчатой передачи и демонтаж диска муфты; 2 — дефектоскопия и обмер коренных и шатунных шеек; 3 — контроль прогиба оси коренных шеек; 4 — правка прогиба термостатическим способом; 5 — предварительная шлифовка галтелей коренных и шатунных шеек; 6 — накатка галтелей; 7 — шлифовка коренных шеек; 8 — шлифовка шатунных шеек; 9 — полировка коренных и шатунных шеек; 10 — очистка масляных каналов; 11 — установка антивибратора или демпфера, сборка узлов зубчатой передачи, установка диска муфты и контрольный обмер геометрических размеров
Дефектоскопия коленчатых валов. Контроль состояния коленчатых валов обеспечивает безаварийную работу дизеля, а также позволяет оценить уровень надежности этой ответственной детали. При эксплуатации тепловозных дизелей применяют несколько методов выявления трещин в коленчатых валах. Наибольшее распространие получил магнитно-порошковый метод. Однако его использование при определении трещин в азотированных валах не всегда позволяет оценить объективное состояние вала.
Магнитно-порошковый контроль коленчатого вала выполняется в магнитном поле, напряженность которого снижается плавным уменьшением до нуля выходного напряжения на зажимах автотрансформатора. В этом случае намагничивание коленчатого вала после дефектоскопирования близко к нулю.
Для контроля нижнего коленчатого вала, находящегося в дизеле типа ДЮО, магнитно-порошковый метод применять нельзя из-за неизбежного загрязнения порошком масла в картере дизеля. В этом случае применяют ультразвуковой метод.
Опыт эксплуатации чугунных коленчатых валов показывает, что большинство возникающих трещин имеет усталостный характер. Чаще всего они образуются на галтелях в местах сопряжения корен
ных и шатунных шеек со щеками коленчатого вала. Длина трещин может быть от 8 мм и более. Трещины, как правило, располагаются последовательно, с небольшими промежутками между ними. При дальнейшей работе вала они соединяются в единую трещину. Большие трещины могут иметь выход на обе стороны щеки. Одновременно с ростом длины трещины увеличивается и ее глубина. Установлено, что трещины длиной 35—40 мм имеют глубину 1,5—1,8 мм, а трещины длиной 200—300 мм проникают в металл на глубину до 50—60 мм. По окружности шейки трещины располагаются в основном в нижней части колена, со стороны шатунной шейки. Помимо поперечных трещин, на галтелях и шейках вала могут быть различного рода продольные трещины. В большинстве случаев это не усталостные трещины, а различного рода литейные пороки металла (расслоения, плены и др.).
Трещины в хвостовике под антивибратором начинают развиваться или с торцовой поверхности первой коренной шейки, или с поверхности галтели сопряжения этой шейки с хвостовиком. При выявлении трещин в хвостовике антивибратора дефектоскоп работает по однощуповой схеме, когда одна и та же пластинка титана бария служит одновременно для передачи и приема ультразвуковых колебаний. Контроль трещин в хвостовике можно производить без спрес-совки антивибратора и выемки коленчатого вала из дизеля, но при этом должен быть снят первый коренной подшипник. При дефек-тоскопировании вал необходимо проворачивать на 360°.
Мероприятия, повышающие износостойкость элементов коленчатых валов. Применение для коленчатых валов тепловозных дизелей высокопрочного магниевого чугуна с шаровидным графитом, обладающего повышенной износостойкостью и более высокими механическими свойствами, все же не решило проблемы увеличения срока службы этих валов. Статистические данные и тщательный металлографический анализ изломов коленчатых валов показали, что разрушения коленчатых валов в большинстве случаев вызваны появлением и развитием усталостных трещин в наиболее напряженных местах вала — галтелях шатунных и коренных шеек. Чаще всего эти изломы у валов дизелей типа Д100 возникают по щекам между первой, четвертой, седьмой, восьмой коренными и шатунными шейками, а также между одиннадцатой коренной и десятой шатунной.
Зона наибольшей напряженности галтелей у валов различных конструкций примыкает к щеке (при щеках малой жесткости) или к цилиндрической части шейки. Поэтому при механическом упрочнении поверхности металла методом накатывания галтелей шеек у чугунных коленчатых валов целесообразно охватывать всю поверхность галтели, т.е. производить накатывание по всей длине ее образующей. Накатывать галтели можно как жестко фиксированным роликом или шариком, так и роликом, самоустанавливающимся относительно галтели. При накатывании упрочняемой детали поверхностный слой металла деформируется, что приводит к повышению его прочности, сопровождающемуся возникновением остаточных сжимающих напряжений.
Поверхностное деформирование (наклеп) металла отличается от равномерного по сечению деформирования (например, волочение или холодная прокатка) тем, что поверхностный наклеп дает значительно большее повышение предела выносливости, чем равномерный наклеп, так как при этом в поверхностных слоях металла возникают сжимающие остаточные напряжения.
После накатывания остаточные сжимающие напряжения в поверхностном слое металла могут достигать больших значений (350 МПа и более). Эти напряжения, складываясь с растягивающими напряжениями от внешних сил, уменьшают значение последних, и, следовательно, поверхностный слой в этом случае оказывается менее напряженным, чем в ненакатанных деталях. Сжатые слои детали также замедляют скорость роста трещин усталости.
Усилие на ролики накатного приспособления является основным параметром процесса накатывания, так как оно в наибольшей степени влияет на величину и характер распределения остаточных напряжений. Поэтому выбор величины усилия при накатывании производят на образцах, вырезанных из основного металла упрочняемой детали. Причем диаметр образца и радиус галтелей должны быть равны диаметру шейки и галтели упрочняемого вала. Значения остаточных напряжений в этом случае определяют методом Закса на дисках толщиной 25 мм, вырезанных из накатанных образцов.
Степень пластической деформации и остаточные напряжения связаны с контактными давлениями при накатывании. Чрезмерная пластическая деформация может вызвать разупрочнение поверхностного слоя металла, возникновение микротрещин, т.е. явление «перена-
ката», приводящего не к повышению, а к снижению прочностных и упругих свойств металла у поверхности детали.
Устройства для накатывания коленчатых валов различаются по характеру нагрузки, приложенной к накатным роликам. Существуют три варианта устройств: со статической, ударной и комбинированной (вибрирующей) нагрузками на ролики. Коленчатые валы накатывают на токарных станках с использованием накатных приспособлений или на специальных станках для накатывания коленчатых валов, а также на устройствах для внестаночного наклепа (накатки) галтелей вала.
Для создания усилия на ролики в устройствах со статической нагрузкой используют гидравлические, пневматические или комбинированные (пневмо-гидравлические) приводы, а также пружинные механизмы. Пневмогидравлические приводы наиболее удобны в управлении и сохранении заданного режима накатывания, так как они позволяют достигать высокого уровня автоматизации всех операций процесса накатывания. Наиболее широкое распространение получило накатное устройство с пневмогидравлическим приводом (рис. 5.3). С помощью этого устройства за одну установку вала можно накатывать галтели одновременно всех коренных и шатунных шеек или раздельно, исходя из конкретного состояния коленчатого вала. Упрочняющее накатывание галтелей как коренных, так и шатунных шеек производится на вращающемся коленчатом валу, что исключает деформацию оси вала под действием собственной массы. Автоматизация проведения цикла накатывания обеспечивает постоянство установленного режима и позволяет осуществить бесступенчатое регулирование всех параметров режима накатывания. Устройство сбалансировано с помощью противовесов через кулисы, на противоположных концах которых имеются скобы с накатными роликами, и поэтому в процессе накатывания оно не нагружает вал своей массой и не вызывает дополнительного его прогиба, т.е. не вызывает деформации вала в процессе его упрочнения.
Для исключения деформации вала в процессе упрочнения вал вращают, а ролики плавно нагружают. Снимают нагрузки плавно за один оборот, для чего накатное устройство снабжено полуавтоматическим управлением. После одного полного оборота вала командующий аппарат, посылающий в заданной последовательности команды исполнительным органам станка, осуществляет подачу
Рис. 5.3. Накатное устройство с пневмогидравлическим приводом:
1 — воздушная сеть; 2 — электропневмокран; 3 — электропривод к командующему аппарату; 4 — гидравлический дроссель; 5 — гибкие шланги высокого давления; 6 — пневмогидравлический усилитель; 7 — устройство для зажима коленчатого вала; 8 — трубопровод для заполнения системы жидкостью
масла из пневмогидроусилителя в силовые цилиндры скоб и обеспечивает автоматическое сохранение выбранного режима в течение всего цикла накатывания одной шейки вала.
Для обеспечения равномерного уплотнения (наклепа) металла всей поверхности галтели, а также для снижения усилия накатывания и уменьшения коробления вала каждую галтель накатывают одновременно тремя роликами с различными радиусами по своему профилю.
Для устранения провисания вала от собственной массы в проемы станины станка вмонтированы четыре подвижные подпружиненные опоры, которые с помощью пневмоцилиндров выдвигаются в верхнее рабочее положение, фиксируемое жесткими регулируемыми ограничителями. В процессе накатки эти опоры попеременно убираются вниз при подходе суппорта станка к месту их расположения.
Управление опорами производится с помощью расположенного на суппорте станка специального кулачка, который поочередно выключает золотники цилиндров соответствующих опор.
Значительное распространение получили приспособления для накатывания галтелей коленчатых валов и галтелей пальцев кривошипов. Для установки накатываемого коленчатого вала на станок верхний ролик накатного устройства смонтирован на откидной скобе. Усилие на ролик контролируется гидравлическим манометром. Двух- и четырехроликовые пружинные накатные устройства с само-устанавливающимися роликами позволяют накатывать одновременно обе галтели одной шейки. Для облегчения вписывания роликов в галтель шейки при ее накатывании они жестко монтируются на поворотных траверсах приспособления.
Четырехроликовое приспособление более совершенно, чем двухроликовое, так как возникающие при накатывании усилия, действующие параллельно оси вала и попарно направленные в разные стороны, гасятся самой рамой приспособления. Приспособление крепится к суппорту станка, а его масса частично воспринимается накатываемым коленчатым валом, что является существенным недостатком.
Накатные устройства, созданные в Научно-исследовательском тракторном институте (HATH), отличаются тем, что их профильные ролики, накатывающие галтели шеек вала, не связаны с корпусом приспособления. Давление на профильные ролики передается от корпуса приспособления через дополнительные ролики таким образом, что каждый профильный ролик получает три точки опоры (точка касания с галтелью вала и две точки касания с дополнительными роликами). Вследствие этого профильные ролики самоуста-навливаются по профилю галтели. Профильные ролики нагружаются в приспособлении тарированной пружиной, что является существенным недостатком этого устройства.
Для увеличения производительности труда процесс упрочнения галтелей шеек коленчатого вала совмещают с чистовой обработкой цилиндрической части поверхности шеек (рис. 5.4). В то время, когда профильные ролики 1 интенсивно накатывают металл галтелей, широкий цилиндрический ролик 2 сглаживает шероховатость поверхности шейки, уравновешивая усилия, возникающие при нагружении профильных роликов.
В практике упрочнения шеек коленчатых валов применяются также устройства с ударной или комбинированной (вибрирующей) нагрузкой на ролики. Возбудителем нагрузки в этих устройствах являются пневматические или механические (эксцентрики) чеканочные механизмы. Эти устройства, основанные на упрочнении вибрирующим роликом, практически сочетают в одном агрегате обычное пружинное однороликовое устройство и чеканочный механизм. Такое сочетание усилия сжатой пружины и ударной (пневматического привода или эксцентрика) нагрузки при пластической деформации обеспечивает наибольшую глубину упрочненного слоя металла.
Наряду со стационарными накатными устройствами и специальными станками для накатывания галтелей шеек на ремонтных предприятиях находят применение и переносные накатные устройства для внестаночно
го упрочнения валов. Возбудителем нагрузки в этом случае является пневматический молоток со специальным бойком, который наносит частые удары по галтели вала.
Для коленчатых валов дизелей типа ДЮО, изготовленных из высокопрочного чугуна с глобулярным графитом, усилие накатывания составляет 20 000 Н. При таком усилии наибольшие остаточные сжимающие напряжения наблюдаются на глубине 2—5 мм от поверхности детали, а поверхностная твердость возрастает на 30—50 % по отношению к ненаклепанному металлу. Такое накатывание следует производить как при изготовлении новых валов, так и при их шлифовании на ремонтный размер.
Укладка коленчатого вала на опоры блока цилиндров. При ремонте дизелей особое внимание уделяют правильной укладке коленча
Рис. 5.4. Схема совмещенного накатывания галтелей и цилиндрической поверхности шеек коленчатого вала:
1 — профильные ролики для галтелей; 2—цилиндрический ролик для шейки
того вала на опоры блока цилиндров или картера. Сохранение прямолинейности оси коленчатого вала в процессе работы дизеля обеспечивает его долговечность. При укладке вала во время ремонта дизеля в заводских условиях необходимо выполнять требование максимального уменьшения ступенчатости между опорами коленчатого вала в блоке цилиндров. В эксплуатационных условиях производится частичная или полная укладка коленчатого вала.
При изготовлении дизеля, когда ступенчатость опор коленчатого вала и несоосность коренных шеек вала соответствуют требованиям технических условий на их изготовление, укладка коленчатого вала на опоры блока цилиндров значительно упрощается. При этом толщина коренных вкладышей для всех опор определяется из условий сохранения зазора «на масло». Зная номинальный диаметр опоры £>н о, номинальный диаметр коренной шейки £>нш и номинальный зазор «на масло» А, можно опреде-
(Z> -D ) + А лить толщину вкладыша: Ь = ———------------.
Если диаметры всех опор и шеек вала, ступенчатость и несоосность не превышают допустимых пределов, то подсчитанная таким образом толщина коренного вкладыша для любой шейки данного вала может быть принята для всех шеек этого вала. Уложенный на такие вкладыши коленчатый вал не требует дополнительного контроля его положения в дизеле, т.е. нет необходимости контролировать вал на провисание. При укладке коленчатого вала помимо зазора «на провисание» необходимо учитывать возможный изгиб вала, вызываемый заменой вкладышей. В некоторых случаях он может быть определяющим.
Если при укладке такого вала необходимо ориентироваться на зазор «на провисание» (рис. 5.5, а), то для средней шейки потребуется вкладыш на 0,02 мм толще, чем крайние, а при повороте этого вала на 90° (рис. 5.5, б) средний вкладыш должен быть тоньше на 0,02 мм, чем крайние. Зазор «на провисание» средней шейки во втором положении вала достигает 0,04 мм. Однако подобную замену вкладышей производить не следует, чтобы не вызвать дополнительного изгиба коленчатого вала в течение одного его оборота и интенсивного износа вкладыша и шейки вала.
На дизель-генераторных установках типа Д100, где якорь тягового генератора, имеющий большую массу, одним концом опирает-
a
б
Рис. 5.5. Схема расположения трех смежных коренных шеек коленчатого вала: а — первоначальное положение вала; б — положение вала при повороте на 90°
ся на свободный конец нижнего коленчатого вала, провисание вала возникает не только из-за овальности или ступенчатости его опоры. Расположенные ближе к генератору восьмая—одиннадцатая шейки нижнего коленчатого вала, как правило, также имеют провисание, достигающее 0,15 мм (у десятой шейки) и более. Такое провисание на новых или капитально отремонтированных дизелях вызывается двумя причинами: большой массой якоря генератора и несоосностью якоря и коленчатого вала. От массы якоря провисание достигает 0,10—0,12 мм, а от несоосности якоря и вала — 0,05—0,06 мм.
Для сохранения в течение длительного времени наилучших условий работы нижнего коленчатого вала на указанном участке коренных шеек (провисание вала не превышает допустимого значения) соосность якоря и коленчатого вала должна быть такой, чтобы разница в толщинах эластичной муфты генератора при установке на поддизельную раму не превышала 0 или 0,05 мм. При реализации такого допуска ось якоря в первый период работы дизеля с новым или отремонтированным коленчатым валом будет располагаться ниже оси коленчатого вала, а по мере износа рабочего вкладыша двенадцатого подшипника их соосность будет близка к нулевым значениям при провисании вала у коренной десятой шейки в пределах 0,10—0,12 мм. В этом случае установка рабочего вкладыша большей толщины нецелесообразна.
Для дизелей с коленчатыми валами, имеющими обработанные щеки, укладку вала контролируют по расхождению щек. Однако такой контроль не позволяет точно оценить несоосность опор. Расхождение щек только на двух смежных коленах может быть вызвано несколькими причинами: выработкой среднего коренного вкладыша, несоосностью средней коренной шейки со смежными шейками
или несоосностью средней постели коленчатого вала со смежными постелями. Все эти причины напрямую влияют на расхождение щек и могут быть выявлены только в том случае, если на этом участке вала приложена внешняя сила (вес поршневой группы). При отсутствии внешней силы расхождение не превышает 0,02—0,03 мм.
На более длинном участке вала большая несоосность коренных шеек возможна и при отсутствии внешних сил, так как жесткость более длинного участка вала значительно ниже, а прогиб вала от собственного веса увеличивается при незначительном увеличении расхождения щек. Например, у коленчатых валов дизелей типа ПД1М при стреле общего прогиба вала, равной 0,05 мм, расхождение щек каждого колена составит лишь 0,01 мм. Такое же расхождение щек может быть при провисании только одной коренной шейки на 0,02 мм.
Разнообразие причин, вызывающих расхождение щек, приводит к неточностям в определении ступенчатости по опорам коленчатого вала. Это встречается и при сборке отремонтированного дизеля, который имел значительный срок службы. Привалочные плоскости картера и блока цилиндров такого дизеля имеют обычно большую кривизну, которая в процессе сборки приводит к искажению оси постелей коленчатого вала, а затем и самого вала. Кривизна оси всех постелей, стрела прогиба которой достигает 0,15 мм, вызывает расхождение щек каждого колена вала только на 0,03 мм. Такое расхождение щек обычно допускается при сборке дизеля, тогда как несоосность постелей, а значит, и несоосность смежных и несмежных коренных шеек не должна превышать 0,07 мм. Следовательно, расхождение щек до 0,05 мм может быть допущено лишь на одном колене. Расхождение щек до 0,03 мм допускается на трех смежных коленах, а до 0,02 мм — на всех шести коленах.
Расхождение щек у колена, ближайшего к якорю генератора, прямо пропорционально несоосности якоря с ближайшей коренной шейкой вала. Контроль расхождения щек этого колена позволяет оценить качество центровки коленчатого вала с валом якоря генератора при сборке. Расхождение для капитально отремонтированных дизелей типа ПД1М должно иметь положительное значение и достигать 0,03 мм. Это обеспечивает наилучшие условия работы коренного подшипника седьмой опоры. При полной укладке изношенного вала в дизель типа ДЮО, т.е. при замене всех рабочих коренных вкладышей, толщина вкладышей должна быть такой же,
какая была установлена при сборке нового или капитально отремонтированного дизеля. В тех случаях, когда по косвенным замерам провисания коренных шеек вала (при измерении пластинчатым щупом) требуется новый вкладыш, его толщина может отличаться от толщины вкладыша, который был установлен при постройке или капитальном ремонте дизеля, не более чем на 0,03 мм.
При частичной укладке коленчатого вала дизеля типа Д100 в эксплуатационных условиях, т.е. при частичной замене изношенных рабочих коренных вкладышей, внимание нужно уделять правильному определению толщины вновь устанавливаемых вкладышей. Новый вкладыш должен иметь толщину, близкую к толщинам двух смежных вкладышей или равную полусумме толщин этих вкладышей при учете ступенчатости опор, которая была достигнута при постройке или капитальном ремонте дизеля и зафиксирована в его паспорте. При отсутствии данных о ступенчатости опор толщину нового вкладыша определяют по формуле
где Z?2 — толщины рабочих вкладышей на двух соседних постелях;
г - 0,02 мм — наименьший радиальный износ соответствующей коренной шейки.
Частичная укладка коленчатого вала V-образных дизелей Д49, 11Д45 и других, где подвески опор имеют зубчатый стык, выполняется не только с заменой рабочих вкладышей, но и с выполнением крупного ремонта самих подвесок. Это вызвано тем, что эксплуатация таких дизелей сопровождается значительным износом зубчатого стыка бугелей и подвесок коренных подшипников и самоподтяж-кой этих подвесок с последующим возникновением ступенчатости по опорам и уменьшением зазора «на масло», т.е. с нарушением укладки коленчатого вала. Кроме того, при износе зубчатого стыка уменьшается уровень затяжки болтов подвесок, что приводит к появлению динамической нагрузки на эти болты и к их обрыву.
Для сохранения удовлетворительных условий работы коленчатого вала при эксплуатации выполняют частичную укладку вала с обязательным выполнением следующих работ:
- не отсоединяя вал от генератора, при помощи пластинчатого щупа проверяют провисание и зазоры «на масло» по всем коренным
шейкам; при этом зазор «на провисание» коренных седьмой и восьмой шеек (дизель 11Д45) должен быть 0,12—0,15 мм, шестой и девятой — 0,08—0,10 мм; провисание остальных коренных шеек не должно превышать 0,05 мм, а суммарный зазор «на масло» (измеренный под шейкой и над шейкой) должен быть менее 0,15 мм;
- при обнаружении отступлений от указанных требований по какой-либо опоре болты остальных подвесок перезатягиваются с обязательным предварительным отсоединением генератора от коленчатого вала (перезатяжку производят через одну подвеску). Если после перезатяжки всех опор зазоры «на масло» будут больше 0,15 мм, а «на провисание» — меньше 0,05 мм (кроме дефектной подвески), то ремонтируют только дефектную подвеску;
- при отсутствии или значительном уменьшении зазора «на провисание» коленчатого вала на участке между шестой и девятой опорами (пластинчатый щуп толщиной 0,05 мм под шейки не входит) и уменьшении зазора «на масло» по этим же подшипникам до 0,15 мм такие подвески разбирают, поверхности прилегания рабочих вкладышей шабрят по валу-калибру диаметром 265 мм, добиваясь зазоров «на провисание» и зазоров «на масло», указанных выше;
- после шабрения дефектных подвесок укладку коленчатого вала по всем опорам проверяют повторно. Если после выполненного ремонта зазор «на провисание» по какой-либо подвеске обнаружится снова, то ремонт этой подвески повторяют с обязательным шабрением ее по валу-калибру.
При шабрении какой-либо подвески на глубину более 0,1 мм вкладыши этого подшипника подбирают с верхним пределом натяга по его стыкам, что предохраняет его от проворачивания во время работы дизеля.
Подшипники коленчатых валов дизелей с поврежденной баббитовой заливкой (выкрашивание более 10 % или кавитационное разрушение более 20 %, износ по толщине более 0,15 мм для рабочих вкладышей, признаки ослабления посадки или трещин) заменяют. Подшипники, имеющие выкрашивание менее 10% поверхности, восстанавливают наплавкой оловом или свинцовистым припоем ПОС-20 и локализуют расчисткой до здорового металла. Характерным признаком кавитационного повреждения является резкое увеличение зазоров в подшипниках.
Фактическую толщину сравнивают с первоначальной, выбитой на нерабочем торце, и записывают в журнал дизеля. После выполнения указанных проверок контролируют величину натяга вкладышей. Признаками ослабления посадки вкладышей являются наклеп на стыках и тыльной поверхности, а также овализация отверстия под штифт на тыльной части. Прилегание вкладышей по постелям проверяют по краске, отпечаток которой должен занимать не менее 70 % поверхности каждого вкладыша. Поверхность баббитового слоя, насыщенную абразивными частицами, удаляют шабером со снятием минимального слоя баббита.
При заводском ремонте вкладыши коренных и шатунных шеек заменяют новыми. Толщину заменяемых вкладышей подбирают в зависимости от градационных размеров коренных и шатунных шеек коленчатых валов. Так, в дизеле типа ДЮО приняты пять ремонтных градационных толщин вкладышей. Разница между смежными градациями составляет 0,25 мм. Увеличение толщины вкладышей по всем градациям разрешается за счет увеличения тела вкладышей. При этом толщина баббитовой заливки должна быть в пределах, указанных на чертеже.
Натяг подшипников проверяют в специальном приспособлении измерением величины возвышения вкладышей над их постелью. Сменное гнездо устанавливают внутренним диаметром, соответствующим номинальному размеру постели блока или шатуна. Вкладыш подшипника с одной стороны упирают в планку, а с другой прижимают к постели прихватом. Величину перемещения прихвата контролируют индикатором. Благодаря постоянному усилию прижима прихвата, обеспечиваемого регулятором давления, получают устойчивые замеры. Перед проверкой индикатор настраивают по эталону, наружный диаметр которого равен диаметру постели приспособления. По разности показаний индикатора при измерении эталона и вкладыша определяют величину возвышения над плоскостью разъема постели.
При деповских ремонтах натяг вкладышей проверяют по калибру или непосредственно в их постелях. Подшипники считают годными, если они плотно прилегают к постелям крышек (щуп толщиной 0,03 мм не должен заходить на глубину более 15 мм).
5.3. Ремонт цилиндровых втулок дизеля
Основными неисправностями цилиндровых втулок являются износ и задиры рабочих поверхностей, нарушение плотности посадочных мест, а также герметичности уплотняющих узлов системы охлаждения. Наблюдаются характерные неисправности цилиндровых втулок дизелей типа Д100 в виде образования трещин в зоне адаптерных отверстий, в перемычках впускных и выпускных окон и в виде про-слабления резьбовых соединений адаптеров с гильзой втулки.
В процессе ремонта цилиндровых втулок периодически осматривают их наружное состояние на предмет выявления нарушения геометричности в узлах системы охлаждения и по возможности на дизелях типа Д100 через люки картера и воздушного ресивера осматривают состояние рабочей поверхности (зеркала) гильзы. Плановый ремонт цилиндровых втулок производят на каждом из ремонтов ТР-2, ТР-3, СР и КР.
Практически на всех типах дизелей максимальный износ гильзы наблюдается в области камеры сгорания, особенно в плоскости перекладки поршня. Такой дефект в основном возникает за счет повышения давления от верхнего кольца на гильзу и высокой температуры, приводящей к полусухому трению.
Практика показывает, что наиболее часто бракуют цилиндровые втулки дизелей типа Д100 по трещинам в районе отверстий, предназначенных под адаптеры форсунок и индикаторных кранов, а также в перемычках впускных и выпускных окон. В местах постановки адаптеров цилиндровых гильз дизелей типа Д100 нередко наблюдается ослабление резьбы адаптеров. При таких дефектах производят восстановление резьбы по ремонтным градациям — М33х1 или М36х2. При этом место под медное уплотнительное кольцо адаптерной бонки прорезают до соответствующего большего диаметра — 41 или 44 мм.
При нарезании резьбы и фрезеровании мест под уплотнительные кольца адаптеров применяют приспособления и контрольный прибор ПР-1465, обеспечивающие перпендикулярность резьбы к опорной поверхности адаптерной бонки. Внутреннюю кромку адаптерного отверстия втулки цилиндра скругляют радиусом не менее 3 мм резцом, закрепляемым в специальном приспособлении (рис. 5.6).
Перед распрессовкой рубашки проверяют совпадение адаптерных отверстий втулки и рубашки с помощью контрольной пробки с пояс
ком диаметром 44 мм, резьбовая часть которого вворачивается в стенку втулки. Если поясок при этом свободно входит в отверстие рубашки диаметром 46 мм, то смещение не превышает установленного допуска— 1 мм. Тогда на рубашке и втулке ставят контрольную риску, по которой контролируют правильность последующей посадки на втулку.
Перед посадкой рубашки в канавки втулки ставят уплотнительные резиновые кольца так, чтобы не было их скручивания. Посадочные пояса рубашки и втулки цилиндра обезжиривают и наносят на них
Рис. 5.6. Приспособление для скругления внутренней кромки адаптерного отверстия втулки цилиндра дизелей ДЮО:
1 — стержень; 2 — гайка; 3 — резец; 4 — пробка; 5 — втулка цилиндра
пленку клея ГЭН-150 (В) толщиной 0,01 мм. Рубашку нагревают элек-троиндукционным нагревателем до температуры 120—140 °C и на-
саживают на втулку цилиндра, установленную на прессе, с применением захватных и центрирующих приспособлений.
Для обеспечения совпадений по риске адаптерных отверстий рубашки и втулки применяют центровочное приспособление (рис. 5.7),
ввертываемое при примерном совпадении отверстий во время посадки рубашки в резьбовое адаптерное отверстие втулки цилиндра вручную или гайковертом. После остывания втулки цилиндра и рубашки опрессовывают водяную полость под давлением 7-105 Па в течение 5 мин для проверки герметичности уплотнений. Затем измеряют диаметр внутренней поверхности втулки. При разнице в овальности втулки до и после напрес-совки рубашки не более 0,05 мм пере-прессовка не требуется.
После окончательного монтажа цилиндровой втулки внутренний ди
Рис. 5.7. Приспособление для центровки рубашки при посадке ее на втулку цилиндра дизеля ДЮО:
1 — втулка; 2 — рубашка; 3 — стержень с резьбой; 4 — центрирующая втулка
аметр ее не должен быть менее 207 мм. При этом запрещается подтяжка болтов крепления выпускных коллекторов и коробок без последующей повторной контрольной установки втулок. Если же такая подтяжка была выполнена, то изменение диаметра втулки в тех же местах не должно превышать 0,03 мм, а диаметр втулки не должен быть менее 206,97 мм.
После установки цилиндровых втулок в блок дизеля и постановки адаптеров и водяных переходников проводят опрессовку системы охлаждения горячей водой давлением 3-105 Па в течение 8—10 мин.
В целом технологический процесс ремонта цилиндровых втулок на примере дизеля типа Д100 представлен на рис. 5.8.
Особенности демонтажа и монтажа цилиндровых втулок. Цилиндровые втулки дизелей при плановых и межпоездных ремонтах или при наличии неисправностей — течи масла по уплотнениям посадочных мест в гнездах блока и воды в уплотнениях рубашки, задира рабочей поверхности, ослабления резьбы в бонках гильзы или излом шпилек водяных переходников — демонтируют из блока.
Рис. 5.8. Структурная схема ремонта цилиндровых втулок дизеля типа Д100: 7 — обмер геометрических размеров; 2 — очистка от общего загрязнения и на-гарообразования в области камеры сгорания и в зонах впускных и выпускных окон; 3 — спрессовка рубашки; 4 — удаление резиновых колец и очистка от накипи в зоне охлаждения; 5 — очистка от накипи внутренней поверхности рубашки; 6—магнитная дефектоскопия, контроль состояния резьбы в бонках гильзы и обмер посадочных поясков; 7 — магнитная дефектоскопия и обмер посадочных поясков рубашки; 8 — восстановление посадочных поясков и резьбы в бонках гильзы; 9, 10 — антикоррозийное покрытие поверхности гильзы и рубашки; 77 — установка уплотняющих резиновых колец в ручьи гильзы, нагрев рубашки и монтаж ее на гильзу; 72 — опрессовка водяной полости; 13 — обмер геометрических размеров; 14—опрессовка водяных полостей цилиндровых втулок после установки их в блок дизеля
На дизелях с подвесными цилиндровыми втулками (дизели типа Д40, 11Д45, Д49) их демонтаж из блока осуществляют в комплекте с цилиндровыми крышками. Втулки цилиндров дизелей ПД1М и Д70 демонтируют из блока после снятия цилиндровых крышек и разборки шатунно-поршневой группы. При этом используют штатное приспособление или монтажный гидропресс (рис. 5.9).
Процесс монтажа цилиндровых втулок в блок дизелей типа Д100 состоит из следующих операций: «прикидки» втулки по блоку, размещения резиновых колец, запрессовки втулки в блок с последующим обмером диаметров в зоне посадочных поясков, сборки адаптерных узлов и подсоединения водяных переходников.
«Прикидка» без уплотняющих резиновых колец необходима для проверки свободности посадки втулки в расточку блока и огневой коробки. Местные зажимы свидетельствуют о нарушении цилиндрической формы втулки или о загрязнении поверхности посадочных поясков.
О качестве монтажа цилиндровой втулки судят по степени деформации ее рабочей поверхности после окончательного крепления ее
Рис. 5.9. Монтажный гидропресс для выпрессовки и запрессовки гильз в блок дизеля типа ПД1М:
1 — проставочное кольцо; 2 — верхняя опорная плита; 3 — серьга; 5 — гидропресс; 4, 6 — шарниры; 7 — винт; 8, 9 — нижние опорные диски
5
Рис. 5.10. Приспособление для контроля размера Яв:
1 — индикатор; 2 — вертикальная стойка; 3 — опора; 4, 6 — центра; 5 — стяжной винт
к блоку и присоединения огневой коробки к выпускному коллектору. У новой втулки допускается овальность рабочей поверхности не более 0,05 мм, а у втулки, бывшей в работе, — не более 0,08 мм. При установке гильзы в блок дизеля типа ПД1М производят ее «прикидку» по блоку в зоне посадочных поясков. При этом односторонний зажим устраняют опиловкой поверхностей гильзы.
Герметичность водяных стыков между гильзой и блоком проверяют опрессовкой под давлением 0,35 МПа (3,5 кгс/см2) в течение 20 мин. При этом течь воды по нижнему поясу устраняют заменой резиновых колец, а по верхнему поясу — шабровкой контактных поверхностей гильзы и блока с последующей их притиркой (прилегание контактирующих поверхностей по краске должно быть непрерывным и шириной не менее 2 мм).
Неплотность газового стыка устраняют обработкой контактирующих поверхностей у гильзы и уплотняющего бурта цилиндровой крышки с использованием специальных притиров. Лучший эффект герметичности газового стыка достигается путем взаимной притирки гильзы с цилиндровой крышкой.
Перед окончательной посадкой гильзы в блок контактирующие поверхности водяного стыка покрывают лаком «Герметик» и гильзу ориентируют так, чтобы риска на ее верхнем торце совпала (с отклонением не более 1,5 мм) с риской на блоке дизеля.
При замене забракованных цилиндровых втулок дизелей типа Д100 кроме вышеперечисленных технологических операций необходимо производить замер расстояний от опор втулки до центра форсуночных отверстий с использованием приспособления, приведенного на рис. 5.10. Такой контроль позволяет перед окончательной сборкой шатунно-поршневой группы скоррек
тировать толщину прокладок нижних поршней, обеспечивающих требуемый размер от оси отверстий форсунок до торца головки поршня при нахождении его в верхней мертвой точке (ВМТ) — (1,4 ± 0,2) мм или (3,4 ± 0,2) мм. Необходимая технологическая оснастка для ремонта цилиндровых втулок дизелей приведена в табл. 5.3.
Таблица 5.3
Технологическое оборудование для ремонта цилиндровых втулок дизелей (разработчик — ПКБ ЦТ)
Наименование Обозначение (тип)
Индукционный нагреватель для нагрева рубашек гильзы дизеля ДЮО ПР 1463
Поточная линия по ремонту гильз цилиндров дизелей типа ДЮО А1160.00.00
Пресс для напрессовки и спрессовки рубашек гильз цилиндровых втулок с насосной установкой А353.00.00
Установка для очистки гильз цилиндровых втулок А1140.00.00
Станок для очистки рубашек цилиндровых втулок А1154.00.00
Стенд для опрессовки цилиндровых втулок дизелей типа ДЮО А1155.00.00
Стенд для ремонта цилиндровых втулок дизелей типа ДЮО А1156.00.00
Пульт с аппаратурой для магнитной дефектоскопии цилиндровых втулок А1169.00.00
Поточная линия ремонта цилиндровых втулок дизеля 5Д49* А1837.00.00
* Разработчик — филиал ПКБ ЦТ, г. Торжок.
Оптико-визуальный метод контроля герметичности адаптерных узлов цилиндровых втулок дизелей типа ДЮО. При нарушении герметичности уплотнений адаптерных узлов цилиндровых втулок дизелей типа ДЮО со стороны камеры сгорания происходит пробой газов в водяную систему охлаждения дизеля. Такая неисправность сопровождается выбросом воды из системы охлаждения через расширительный бак, что недопустимо, особенно в летнее время года.
При существующей технологии отыскания места пробоя газов производят опрессовку водяной системы давлением не более 0,2 МПа (2 кгс/см2) и через смотровые люки выпускного коллектора и выпуск
ные окна осматривают зеркало каждой гильзы с правой и левой сторон на предмет просачивания воды через медные уплотнения адаптеров. При такой технологии контроля места крепления адаптеров не просматриваются, что часто приводит к ошибочным результатам.
Для повышения эффективности отыскания мест нарушений герметичности рекомендуется использовать оптико-визуальный метод. Метод не требует особых затрат на его внедрение, так как в настоящее время промышленность выпускает широкий ассортимент малогабаритных видеокамер и мониторов визуального изображения.
Контроль герметичности индикаторных и форсуночных адаптерных узлов выполняется в следующем порядке. Сначала производятся все работы, связанные с опрессовкой водяной системы блока дизеля, а также демонтаж всех форсунок дизеля и установка валопово-ротного механизма. После этого вместо форсунок с одной стороны устанавливают малогабаритную видеокамеру, а с другой — систему подсветки, состоящую из малогабаритной электролампы 2 с отражателем 3 и источником электроэнергии в виде аккумулятора на 3 В (рис. 5.11). После создания избыточного давления опрессовки в системе охлаждения дизеля по экрану монитора 6 контролируют герметичность уплотнения по признакам течи воды или отпотевания через уплотнения соответствующих адаптерных узлов.
Рис. 5.11. Оптико-визуальный метод контроля герметичности адаптерных узлов цилиндровых втулок:
1, 5 — цилиндрические корпуса; 2 — малогабаритная электролампа; 3 — отражатель; 4 — видеокамера; 6 —монитор; 7 — блок питания; 8, 11 — адаптеры; 9, 10 — медные кольца
5.4. Ремонт шатунно-поршневой группы
К основным неисправностям шатунно-поршневой группы относятся износ поршневых колец и снижение их упругости, износ полуды боковых поверхностей поршней, пальцев и подшипников верхней головки шатуна, нарушение качества притирки масляного уплотнительного кольца (ползушки) к головке шатуна, а также износ шатунных подшипников. Наблюдаются неисправности в виде поломки колец и загорания их в ручьях поршня, образование трещин в ручьях, натиров и задиров на поверхностях, образование разгар-ной сетки и прогар головки поршня. Также возможны неисправности шатуна в виде его скручивания и изгиба. Трещины, разгарные сетки и прогары головок поршней являются следствием отложения нагара в полости охлаждения, нарушения угла подачи топлива, перегрузки дизеля или его отдельных цилиндров.
Задиры и износ полуды на рабочей части поршней в основном выявляются визуальным осмотром. Несквозные трещины и разрушения в виде рыхлот в ручьях поршневых колец обнаруживают ультразвуковым дефектоскопом с использованием специального щупа П-образной формы.
Незначительные задиры разрешается зачищать с удалением слоя металла толщиной не менее 0,1 мм с последующим лужением. Поршни, у которых полуда изношена более чем на 15 % общей площади, перелуживают электролитическим способом. Разгарную сетку площадью менее 20 см2 устраняют шлифовкой до состояния «чистого металла» с последующим покрытием хромом толщиной 0,06—0,08 мм.
Поршневые компрессионные кольца из серого легированного чугуна с медной вставкой обычно на каждом ремонте ТР-3 заменяют новыми. Хромированные компрессионные кольца, имеющие трещины, отколы, изломы и износ хромового покрытия длиной более 40 мм, также заменяют новыми. Допускается восстанавливать хромовое покрытие колец с нормальной упругостью.
В качестве примера на рис. 5.12 приведена конструкция технологической оснастки для реставрации маслосрезывающих и маслосгонных колец поршня. Такие кольца, как уже отмечалось, в основном бракуются по причине радиального износа срезающей кромки, ширина которой у нового кольца составляет 0,5—0,6 мм, а после длительной эксплуатации увеличивается до 1,5—1,6 мм. При такой ширине резко снижается удельное давление кольца на зеркало гильзы, и
Рис. 5.12. Приспособление для реставрации маслосрезывающих и маслосгонных поршневых колец:
1 — дисковый прижим; 2 — реставрируемое кольцо; 3—корпус-калибр; 4—шайба; 5 — гайка; Д — чертежный размер маслосрезывающей кромки кольца
поверхности кольца до достижения
кольцо перестает выполнять свои функции по соскабливанию масляной пленки.
Дальнейшую работу маслосрезывающих и маслосгонных колец с упругостью в пределах нормы можно продлить снижением ширины кромки до 0,5—0,6 мм. Для этого реставрируемое кольцо устанавливают в корпус-калибр 3 и посредством дискового прижима 1 и гайки 5 закрепляют его в корпусе-калибре (см. рис. 5.12). Далее приспособление устанавливают в патрон токарного станка и производят обточку и шлифовку сферической ширины срезающей кромки в
пределах чертежного размера.
Пальцы с предельным износом рабочей поверхности допускается восстанавливать до номинального диаметра осталиванием, хромированием или плазменным напылением. При этом толщина хромового покрытия не должна превышать 0,2 мм.
Шатуны и их крышки, а также шатунные болты проверяют магнитным дефектоскопом; трещины не допускаются. Забоины, риски и другие повреждения на поверхности шатуна зачищают и полируют с плавным переходом.
Шатун с эллиптичностью отверстия нижней головки более 0,05 мм восстанавливают торцовкой поверхностей разъема, обеспечивая прилегание не менее 75 %. После ремонта шатуны проверяют на скручивание и параллельность осей отверстий верхней и нижней головок по схеме, показанной на рис 5.13. Шатуны дизелей типов ДЮО, 11Д45 и Д50 при заводских ремонтах правят в горячем состоянии с повторной проверкой магнитным дефектоскопом.
Шатуны, крышки и болты после магнитного контроля размагничивают и очищают от металлического порошка. При наличии трещин в любой части шатунного болта, срыва ниток, вытянутости,
Рис. 5.13. Схема измерения скручивания и перекоса головок шатунов: а—дизели Д100 и Д50; б—дизели 11Д45 и 5Д49; 1 — призмы; 2,4—оправки; 3 — шатун; 5 — стойка с индикатором; 6 — прицепной шатун
неправильного профиля резьбы болт заменяют комплектно с гайкой. Изношенные бронзовые втулки верхних головок шатуна заменяют новыми. При этом головку шатуна нагревают магнитным индуктором до температуры 115—120 °C. Допускается оставлять на посадочной поверхности нижней головки шатуна до двух забоин общей площадью не более 0,2 мм.
При ремонте шатунных подшипников визуально осматривают состояние баббитовой заливки, производят измерение их толщины в средней части, а также проверяют их натяг на стенде типа А448. Повреждение до 10 см2 площади баббитовой заливки (вне зоны трения) допускается устранять наплавкой припоем ПОС-20 или оловом с последующей обработкой.
В процессе сборки шатунно-поршневой группы (ШПГ) подшипников должны быть соблюдены следующие условия:
- детали одного комплекта (крышка шатуна, крепежные элементы, рабочие и нерабочие вкладыши) монтируют согласно маркировке;
- гайки шатунных болтов затягивают равномерно до совпадения меток;
- обеспечивают ориентированное положение вкладышей в постелях нижней головки шатуна (допускается несовпадение стыков вкладышей в плоскости разъема не более 2 мм);
- крепежные детали после проверки качества сборки подшипниковых узлов надежно законтривают;
- обеспечивают плотность посадки вкладышей в постелях нижней головки шатуна (между тыльной частью вкладышей и постелями допускается зазор не более 0,05 мм на глубине 5 мм).
Технологический процесс сборки ШПГ состоит из комплектования деталей, обеспечивающего:
- допуски на посадку деталей (натяги, зазоры, разбеги) в установленных пределах;
- минимальную разницу деталей по весу.
В частности, детали ШПГ дизелей типа Д100 подбирают таким образом, чтобы отдельно для нижних и для верхних коленчатых валов разновес был не более: поршней в сборе — 250 г, шатунов в сборе — 600 г и всех комплектов — 500 г. Это условие уравновешенности вращающихся частей дизеля. При необходимости массы комплектов регулируют за счет подбора или замены чугунных сливных патрубков алюминиевыми.
В процессе сборки ШПГ также выполняют ряд предварительных измерений, необходимых для регулировки линейного размера камеры сжатия (дизели 14Д40, 11Д45, 5Д49, Д100) и размера от центра форсуночных отверстий до торца нижнего поршня при нахождении его в ВМТ (дизели 2Д100, 1 ОД 100).
Структура процесса ремонта шатунно-поршневой группы представлена на рис. 5.14.
Необходимая технологическая оснастка для ремонта ШПГ и приспособления для измерения геометрических размеров приведены в табл. 5.4.
Вакуумно-нагнетательный метод контроля зазоров «на масло» в узлах шатунно-поршневой группы. В процессе эксплуатации дизелей наблюдаются неисправности в виде преждевременного износа бронзовых втулок верхних головок шатунов, пальцев и шатунных подшипников коленчатого вала. Такие неисправности влияют на
Таблица 5.4
Технологическое оборудование для ремонта шатунно-поршневой группы тепловозных дизелей (разработчик — ПКБ ЦТ)
Наименование Обозначение
Стенд для контроля шатуна с поршнем И54
Приспособление для измерения длины шатунов дизеля ДЮО в сборе с поршнями ПР 1554
Приспособление для определения размера «А» шатуннопоршневой группы дизеля ДЮО ПР 1545
Установка ультразвукового контроля поршней дизелей 11Д45 и ДЮО А650
Поворотный стенд ремонта шатунно-поршневой группы дизеля ДЮО АЮ59
Поточная линия ремонта шатунно-поршневой группы дизеля 5Д49* Стенд для определения овальности вкладышей А1337.00.00 А1352.00.00
Стенд для разборки и сборки шатуна с поршнем А1353.00.00
Стенд для разборки поршней Стенд для сборки поршней Стенд для выпрессовки втулок шатунов А1354.00.00 А1355.00.00 А1356.00.00
Поточная линия ремонта шатунно-поршневой группы дизеля ДЮО А1754.00.00
Поточная линия по нанесению покрытия ВАП-2 на поршни А1783.00.00
* Разработчик — филиал ПКБ ЦТ, г. Торжок
линейный размер камеры сгорания, вызывают снижение давления масла в системе смазки дизеля и могут привести к аварийным ситуациям.
Для исключения разборки ШПГ рекомендуется замерять зазоры «на масло» в указанных узлах вакуумно-нагнетательным способом. Сущность измерения зазоров «на масло» вакуумно-нагнетательным способом состоит в том, что поочередно в каждом цилиндре вначале создается разрежение в пределах 380—400 мм рт. ст., а затем избыточное давление 0,1—0,12 МПа (1,0—1,2 кгс/см2). При таких перепадах давления вначале выбирают зазор между пальцем поршня
Рис. 5.14. Структурная схема ремонта шатунно-поршневой группы:
1 — предварительная очистка ШПГ в сборе; 2 — позиция разборки ШПГ; 3 — очистка поршней, колец и других деталей щелочным раствором; 4 — очистка поршней от нагара; 5 — контроль геометрии поршней; 6 — восстановление полуды чугунных поршней; 7 — проточка ручьев дюралюминиевых поршней по ремонтным градациям; 8 — контроль геометрии поршневых колец и пальцев; 9 — реставрация маслосрезывающих и маслосгонных колец; 10 — очистка масляных каналов шатунов; 11 — контроль геометрии шатунов и шатунных болтов; 12 — контроль геометрии шатунных вкладышей; 13 — замена и подбор вкладышей по ремонтным градациям; 14 — позиция сборки ШПГ; 15 — взвешивание собранных комплектов ШПГ и контроль качества сборки
и бронзовым подшипником в верхней головке шатуна, а также зазор между шатунными подшипником и шейкой коленчатого вала, что в конечном счете обеспечивает перемещение поршня и шатуна в крайнее верхнее положение.
После создания избыточного давления аналогично выбирают зазоры в указанных узлах, и поршень с шатуном перемещаются в крайнее нижнее положение. Такие положения узлов ШПГ фиксируются индикаторами часового типа, которые через смотровые лючки картера заранее устанавливаются напротив шатуна и поршня при нахождении его в ВМТ.
Принципиальная схема подключения вакуумного наноса к цилиндру дизеля через форсуночное отверстие, а также места постановки индикаторов часового типа показаны на рис. 5.15. Работа насоса предусмотрена в режиме вакуумного насоса и в режиме нагнетательного компрессора. Такие режимы обеспечиваются путем переключения пробкового вентиля 4 в положение подачи или отсоса воздуха из цилиндра двигателя. Силы, действующие на пор
шень при вакууме (FB) и при избыточном давлении (£д), зависят от удельных давлений и площади поршня. В частности, в цилиндрах дизеля типа Д100 при вакууме (400 мм рт. ст., или 0,52 кгс/см2) FB = 173,2 кгс (1,7-103 Н), а при избыточном давлении, равном0,12 МПа (1,2 кгс/см2), F^ = 399,7 кгс (ЗЮ3 Н).
Соответственно, FB для дизелей 11Д45, ПД1М, Д49 и K6S310DR будет равна (в кгс): 215,9; 412,8; 275,9; 392,2, a F* — 498,3; 952,6; 636,7; 470,6. По полученным данным видно, что усилия FB и F^ зависят от диаметра поршней, и поэтому при использовании вакуумно-нагнетательного метода следует рационально увеличивать вакуум и избыточное давление.
Рис. 5.15. Схема подключения вакуумного насоса к цилиндрам дизеля:
1 — переходный патрубок; 2 — манометр; 3 — металло-резиновый рукав; 4 — двухходовой пробковый вентиль; 5 — вакуумный насос; 6, 7 — вентили; 8 — индикатор для контроля зазора «на масло» (Дп) в верхней головке шатуна; 9 — индикатор для контроля зазора «на масло» (Дш) в шатунном подшипнике
5.5. Ремонт цилиндровых крышек
В процессе работы дизеля на днища цилиндровых крышек воздействуют значительные термодинамические нагрузки, особенно в районе седел и перемычек впускных и выпускных клапанов. Поэтому закономерно возникают неисправности в виде износа посадочных поясков седел, крышек и тарелок впускных и выпускных клапанов, направляющих втулок и стержней клапанов, просадки пружин, пробоя газов через притирочные пояски и износа деталей гидротолкателя.
Наряду с износовыми неисправностями наблюдаются:
- трещины в днище крышки и (особенно часто) в перемычках между гнездами выпускных и впускных клапанов;
- трещины, выгорание посадочных поясков тарелок клапанов и газовая коррозия на притирочных поверхностях;
- трещины или выкрашивания цементированного слоя сухарей и колпачков толкателей;
- трещины или излом витков пружин.
Такие характерные неисправности, как трещины в перемычках между гнездами, выгорание посадочных поясков, чрезмерное образование нагара на поверхностях крышек со стороны камеры сгорания, можно заблаговременно обнаружить при технических осмотрах оптико-визуальным методом. Для использования такого метода необходимо укомплектовать систему визуального контроля видеокамерой, системой подсветки, монитором, блоком питания и цилиндрической оправкой для размещения видеокамеры, малогабаритной электролампы и отражателя света (рис. 5.16).
Контроль характерных неисправностей выполняют в следующем порядке. Вначале производят демонтаж форсунок, открытие инди-
Рис. 5.16. Оптико-визуальный метод контроля состояния клапанов цилиндровых крышек:
1 — видеокамера; 2 — малогабаритная электролампа; 3 — отражатель; 4 — цилиндрическая оправка; 5 — монитор; 6 — блок питания
каторных кранов и сборку механизма буксовки коленчатого вала дизеля. Затем вместо форсунок в соответствии с порядком работы цилиндров устанавливают цилиндрическую оправку, укомплектованную, как уже отмечалось, видеокамерой и подсветкой. Поворачивая оправку вокруг оси, по изображению на мониторе контролируют указанные выше неисправности.
При выполнении текущих или заводских ремонтов цилиндровых крышек после их разборки производят очистку корпуса и ряда деталей и узлов от нагара, а полости охлаждения крышки — от накипи. Перед выполнением ремонта корпуса крышки производят ее опрессовку под давлением 7,5 • 105 — 10 • 105 Па (7,5—10 кгс/см2) в течение 3—5 мин.
Стержни рабочих клапанов проверяют магнитным дефектоскопом. Изношенный конус тарелки клапана протачивают до удаления выработки, а глубокие раковины или риски в гнезде клапана выводят фрезой-шарошкой с последующей взаимной притиркой карборундовым порошком зернистостью 300, размешанным с дизельным маслом. Ширина притирочных поясков должна быть в пределах 2 мм. Плотность прилегания клапана к гнезду проверяется по отсутствию просачивания керосина при испытании в течение 8—10 мин.
При обработке клапана и гнезда необходимо следить за тем, чтобы толщина тарелки клапана и углубление (опускание) тарелки относительно фланца не выходили за пределы допускаемых. Так, в крышке дизеля ПД1М это углубление допускают до 7 мм при суммарном углублении не более 28,4 мм. Дальнейшее углубление приводит к чрезмерному увеличению объема камеры сгорания. Нормальной глубины опускания клапанов достигают заменой их новыми или торцовкой днища крышки. При этом минимальная высота крышки должна быть не менее 209 мм. Для сохранения линейного размера камеры сжатия на ту же величину торцуют и уплотнительный бурт.
При завышенной ширине зазора между стержнем клапана и направляющей втулкой последнюю заменяют. После смены поврежденной втулки проверяют соосность отверстия и седла при помощи калибра, имеющего форму рабочего клапана. В случае необходимости фрезеруют гнездо клапана с последующей притиркой. В дизеле 11Д45 износ выпускных клапанов допускается восстанавливать: тарелки — наплавкой, а стержни — хромированием.
Траверсы, направляющие траверс, гнезда крышки дизеля заменяют, если обнаружены трещины или выкрашивание цементирован
ного слоя. Допускается их восстановление хромированием или ос-таливанием. Качество притирки толкателя к втулке гидротолкателя проверяют по отсутствию просачивания керосина следующим образом. Собранный без пружины гидротолкатель наполняют керосином и создают на толкатель осевую нагрузку 10 кг. Толкатель должен опуститься на 5 мм в течении 3—6 с на конечном участке его хода. Пропуск керосина через шариковый клапан не допускается.
Пружины клапанов проверяют на упругость и на изменение высоты в свободном состоянии. В частности, у дизеля 14Д45 высота наружной пружины должна быть не менее 127 мм, а внутренней — не менее ПО мм.
После ремонта крышку собирают на стенде-кантователе в последовательности, обратной разборке. В собранной крышке проверяют выход носка распылителя по шаблону и регулируют его толщиной медного уплотнительного кольца, устанавливаемого между форсункой и крышкой.
Выход носка допускается в пределах 4,5—5,8 мм, но не менее 3,9 и не более 5,9 мм для форсунки дизеля ПД1М и 2,5—3,0 мм, но не более 4,0 мм для форсунки дизеля 11Д45.
Перед установкой цилиндровых крышек на блок дизеля типа ПД1М производят комплектацию крышки водонепроницаемыми резиновыми втулками и маслоперепускными кольцами.
После установки крышек в комплекте с цилиндровыми втулками в блок дизелей типа 14Д40, 11Д45 и Д49 вначале производят установку патрубков выпускного, наддувочного и водяного коллекторов, а затем равномерно, по диагонали, окончательно затягивают гайки цилиндровых крышек. Порядок затягивания гаек на примере дизеля ПД1М следующий: усилием одного человека и ключом с длиной рукоятки 300 мм в определенной последовательности все гайки закручивают по диагонали до упора. Далее усилием двух человек и ключом с рукояткой 1200 мм также с определенной последовательностью гайки в четыре-пять приемов дозакручивают на 1—1,5 грани.
После установки крышек на блок дизеля ПД1М через форсуночные отверстия замеряют линейный размер камер сжатия и по размерам между цилиндровой крышкой и блоком дизеля, определяемым щупом с правой и левой сторон, устанавливают разность зазоров, которая не должна превышать 0,25 мм. Если разность зазоров превышает допустимый предел, то это свидетельствует о перезатяжке гаек крышки с од-
Рис. 5.17. Структурная схема ремонта цилиндровых крышек:
1 — наружная очистка крышки; 2 — разборка узлов крышки; 3 — опрессовка водяной полости; 4 — очистка водяной полости от накипи; 5 — контроль состояния пружин и степени износа направляющих втулок впускных и выпускных клапанов; 6 — механическая обработка посадочных поясков (седел) впускных и выпускных клапанов; 7 —контроль впускных и выпускных клапанов и шлифовка их тарелок; 8 — замена направляющих втулок; 9 — притирка впускных и выпускных клапанов; 10 — сборка и контроль узлов цилиндровой крышки
ной ее стороны, что в первую очередь скажется на перераспределение усилий между гильзой и упорным буртом блока дизеля.
В целом структурная схема процесса ремонта цилиндровых крышек тепловозных дизелей показана на рис. 5.17, а технологическое оборудование, используемое при таком ремонте, приведено в табл. 5.5.
Таблица 5.5
Основное технологическое оборудование, используемое при ремонте цилиндровых крышек
Наименование Обозначение (тип)
Стенд для опрессовки цилиндровых крышек дизелей* Поточная линия ремонта цилиндровых крышек дизелей ПД1М Станок для зачистки клапанов Станок для притирки клапанов Станок для зачистки седел Установка для очистки крышек Стенд для опрессовки крышек Поточная линия ремонта цилиндровых крышек дизелей 14Д40 и 11Д45 Поточная линия ремонта цилиндровых крышек дизелей 5Д49 А717.00.00 А2052.00.00 А2052.10.00 А2052.50.00 А2052.100.00 А2052.120.00 А2052.180.00 А2052.00.00-02 А2052.00.00-03
* Разработчик — ПКБ ЦТ.
Применение электрогайковерта позволяет механизировать процесс монтажа и демонтажа цилиндровых крышек тепловозных дизелей, а также значительно повысить производительность труда (рис. 5.18). Электрогайковерт состоит из червячной передачи с двусторонним при-
Рис. 5.18. Электрогайковерт для отворачивания и заворачивания гаек цилиндровых крышек:
1 — червячная передача с двусторонним приводом; 2, 16 — рым-болты; 3 — поворотная траверса; 4 — зубчатый редуктор; 5, 15 — шлицевые втулки; 6, 14 — зубчатые муфты; 7, 13 — торцевые ключи; 8, 12 — гайки цилиндровых шпилек;
9 — цилиндровая крышка; 10 — блок дизеля; 11 — цилиндрическая опора
водом посредством электродвигателей постоянного тока, шестеренчатого редуктора, смонтированного в корпусе поворотной траверсы, торцевых ключей, подвижных в осевом направлении шлицевых втулок и зубчатых муфт, жестко связанных с одной стороны со шлицевыми втулками, а с другой — с торцевыми ключами.
Использование в конструкции червячного редуктора с двусторонним приводом обеспечивает создание значительного крутящего момента с равномерными реакциями сил, действующих на ведущий вал шестеренчатого редуктора. Электрогайковерт для демонтажа цилин-
дровых крышек используют в следующем порядке. Вначале шлицевые втулки 5, 15 перемещают в крайнее верхнее положение, при котором исключается их связь с торцевыми ключами 8, 12. Затем посредством кран-балки электрогайковерт устанавливают на крышку таким образом, чтобы все торцевые ключи вошли в зацепление с гайками цилиндровых шпилек. Шлицевые втулки 5, 15 перемещают в положение жесткой связи их зубчатых муфт с муфтами торцевых ключей.
После включения электродвигателей производится откручивание по диагонали двух гаек с частотой вращения 8—10 мин-1. При отворачивании второй пары гаек необходимо исключить жесткую связь шлицевых втулок 5, 15 с ключами 7,13, повернуть траверсу 3 напротив гаек второй пары и после обеспечения их жесткой связи произвести процесс отворачивания.
При выполнении монтажных работ, связанных с закручиванием гаек цилиндровых крышек, вначале гайки вручную или гайковертом закручивают до упора, а затем по аналогии отворачивания производят дозакручивание.
Перестановка электрогайковерта с одной цилиндровой крышки на другую производится с использованием кран-балки.
Станок для притирки клапанов цилиндровых крышек. Станок предназначен для притирки клапанов в автономном режиме, а также на поточных линиях ремонта цилиндровых крышек.
Механизм, обеспечивающий возвратно-вращательное движение с частотой 40—50 поворотов в минуту, состоит из червячного редуктора 8, ведущего шкива 4, горизонтальной тяги 3 и ведомого шкива 2, соединенного с валом ведущей шестерни зубчатого редуктора 17 (рис. 5.19). Привод притирочных клапанов обеспечивается посредством четырех шестерен меньшего диаметра зубчатого редуктора 77, шлицевых шпинделей 25, 75, шлицевых муфт 18, 13 и приводных элементов 19, 12.
Пружины 14, 26 обеспечивают прижатие (пристукивание) клапанов к притирочным седлам цилиндровой крышки, а пружины 16, 24 — поднятие (подскок) клапанов после каждого их поворота вокруг оси в правую и левую стороны на 180—240°. При этом поднятие клапанов на 4—6 мм производится посредством воздушного привода диафрагменного типа 27 через центральный шток 77 и подвижную опору 22. Процесс притирки клапанов выполняется в следующем по-
90—120'
5
6
Рис. 5.19. Станок для притирки клапанов цилиндровых крышек тепловозных дизелей:
1 — геркон; 2 — ведомый шкив; 3 — горизонтальная тяга; 4—ведущий шкив; 5 — стойка; 6—зубчатая рейка; 7 — маховик ручного привода; 8 — червячный редуктор; 9, 23 — опорные подшипники; 10 — опора; 11 — центральный шток; 12, 19 — приводные элементы; 13, 18 — шлицевые муфты; 14, 16, 24, 26 — пружины; 15, 25— шлицевые шпиндели; 17— зубчатый редуктор; 20 — электропневматичес-кий вентиль; 21 — диафрагменно-воздушный привод; 22— подвижная опора;
27 — постоянный магнит
рядке. Вначале в каждое гнездо цилиндровой крышки устанавливают совместно с опорными подшипниками 9, 23 пружины 16, 24. После этого устанавливают в направляющие втулки и посредством кран-балки цилиндровую крышку монтируют на опорную плиту прити
рочного станка. Затем корпус станка разворачивают вокруг направляющей стойки 5 до момента совмещения осей шлицевых шпинделей 15, 25 с осями клапанов. Посредством маховика 7 перемещают корпус станка вниз до сцепления приводных элементов 12, 19 с торцами тарелок клапанов, посадки клапанов к притирочным седлам и просадки пружин 14, 26 на размер, который устанавливается опытным путем из расчета Fnp > F0T на 20—30 % (см. рис. 5.19).
При включении электродвигателя червячного редуктора процесс притирки клапанов осуществляется в автоматическом режиме. Для этого предусматривается подключение в схему управления коммутирующих элементов в виде геркона 7, постоянного магнита 27 и электропневматического вентиля 20 типа ВВ-3.
В качестве притирочного материала рекомендуется использовать пасту ГОН-36 или карборундовый порошок зернистостью 300, смешанный с дизельным маслом.
Восстановление цилиндровых крышек газовой сваркой или наплавкой. При обнаружении трещины в перемычках гнезд клапанов производят по мере возможности засверловку ее концов сверлом диаметром 4—5 мм, затем выполняют разделку трещины на всю глубину ее проникновения под углом 60—70°. Дефекты в виде отколов бурта газового стыка также подлежат разделке под углом 60—70°. Нарушенные поверхности посадочных седел впускных и выпускных клапанов подлежат расточке конусными фрезами на глубину, соответствующую исключению дефектов.
Важной подготовительной операцией является предотвращение растекания расплавленного металла в процессе выполнения газосварочных работ. С этой целью рекомендуется применять графитовые пробки, обработанные по размерам гнезд. Для ограничения зон растекания расплавленного металла рекомендуется использовать формовочную смесь, состоящую из просушенного песка, литейного графита (в пределах 10—15 %) и жидкого стекла. При этом жидкое стекло добавляют до получения густой, нерастекающейся массы.
Подготовленную для устранения дефектов цилиндровую крышку устанавливают в электропечь и нагревают до температуры 720— 750 °C. При этом скорость нагрева до 200 °C не регламентируется, а в интервале от 200 до 750 °C скорость нагрева должна быть не более 100 °С/ч.
При сварке разделанных трещин вначале пламенем газовой горелки (рис. 5.20) прогревают вокруг дефектного места металл до красного цвета и далее металл в зоне дефекта доводят до температуры плавления. В образующуюся ванну расплава вводят флюс и при этом удаляют шлак из расплава концом присадочного прутка. Присадочный пруток после расплавления разделки должен плавиться только в процессе его погружения в расплавленный металл. Для растворения и удаления оксидов, образующихся на поверхности расплавленного металла, необходимо периодически вводить флюс. В качестве флюса используют прокаленную буру или смесь из 50 % углекислого и 50 % двууглекислого натрия. При добавке углекислого лития в пределах 2—3 % улучшаются растворяющие и смачивающие свойства указанных флюсов.
Для повышения качества устранения дефектов рекомендуется процесс заварки не прерывать до полного его завершения; после завершения газосварки пламя газовой горелки следует отводить от зоны наплавки на расстояние 50—60 мм, и по прошествии двух минут пламя горелки гасится. Качество наплавки также достигается за счет уплотнения металла путем проковки ударами, например, молотка.
Рис. 5.20. Технологическое оборудование для газовой сварки трещин в корпусе цилиндровой крышки:
1 — магнитный пускатель; 2 — температурное реле; 3 — указатель температуры;
4 — тигельная электропечь; 5 — теплоизоляционная дверь; 6 — технологическая тележка; 7 —цилиндровая крышка; 8 — технологическое окно (песок или шатный кирпич); 9 — асбестовая изоляция; 10 — теплоизоляционная прослойка
В качестве присадочных материалов рекомендуется использовать чугунные прутки марок СЧ21-40 или СЧ21-42. Если такой присадочный материал отсутствует, то прутки изготавливают из металла забракованных цилиндровых крышек. Описанным способом рекомендуется восстанавливать после износа посадочные гнезда выпускных или впускных клапанов.
Термическая обработка после выполнения газосварочных работ необходима для предотвращения структурных изменений, которые проявляются при ускоренном охлаждении металла в виде образования трещин, отбеливания поверхностного слоя и т.д. При структурных изменениях металла происходит снижение качества наплавки, ресурса, а в случае отбеливания — затруднение механической обработки.
Для термической обработки сразу после окончания газосварочных работ цилиндровая крышка устанавливается посредством технологической тележки в электропечь, где в течение получаса нагревается до температуры 720—750 °C и при такой температуре выдерживается в печи в течение 4—5 ч. Затем электропечь отключают и охлаждают до 200 °C. Дальнейшее охлаждение крышки можно производить в условиях окружающей среды.
Контроль качества восстановления цилиндровой крышки выполняется в два этапа. На первом этапе, перед механической обработкой, выполняют гидравлические испытания путем опрессовки крышки водой под давлением 0,25—0,3 МПа (2,5—3,0 кгс/см2), при этом течи и потение не допускаются. На втором этапе, после механической обработки, проверяются геометрические размеры обработанных отверстий или поверхностей, производится дефектоскопия наплавленных мест и дополнительно повторяется процесс гидроопрессовки крышки.
5.6. Ремонт турбокомпрессоров
Прежде всего рассмотрим технические параметры турбокомпрессоров, применяемых на тепловозных дизелях (табл. 5.6).
Для увеличения ресурса, ремонтопригодности и улучшения газодинамических характеристик компрессора и турбины турбокомпрессоры типа ТК-34 в течение длительного времени эксплуатации неоднократно модернизировались, и в настоящее время используются четыре их модификации: ТК34Н-11, ТК34Н-04С, ТК34С-09
Основные технические параметры турбокомпрессоров
Основные параметры Типы турбокомпрессоров
ТК23 ТК30 ТК34 ТК38
Диаметр колес компрессора, мм 230 300 340 380
Степень повышения давления 1,3—2,5 1,3—2,5 1,3—2,5 1,3—2,5
Температура газов перед турбиной при длительной работе, °C 600 600 600 600
Максимальная температура газов перед турбиной при длительной работе, °C 650 650 650 650
КПД компрессора 0,78 0,78 0,70 0,80
КПД турбины 0,76 0,76 0,77 0,77
Масса, кг 170 350 510 700
Установлены на дизеле 14Д40 ПД1М 1 ОД 100, ПД45 Д49, Д70
и ТК34Н-15. Конструкция одного из них с допусками зазоров в основных его узлах приведена на рис. 5.21.
К основным неисправностям турбокомпрессоров относятся: износ опорных шеек вала и подшипников скольжения, уплотняющих колец вала и гребешков лабиринтных уплотнений, а также износ и коробление лопаток турбинного колеса, лопаток компрессора и соплового аппарата. К числу неисправностей также относится образование нагара в газовых полостях, в узлах лабиринтных уплотнений, на лопатках турбины и соплового аппарата, образование накипи в полостях охлаждения турбины. Возможны неисправности в виде прогиба вала ротора, выгорания металла в зоне острых кромок лопаток турбинного колеса, трещин в корпусе турбокомпрессора.
На каждом ТО-3 компенсатор турбокомпрессора снимают, очищают, осматривают защитные решетки компенсатора и при необходимости производят его ремонт.
Снятие и разборка. Прежде чем снять турбокомпрессор с дизеля, сливают воду из системы тепловоза, отсоединяют от турбокомпрессора выпускные и наддувочные коллекторы, масляный и водяной трубопроводы и отвертывают болты крепления. При разборке турбокомпрессора снимают крышки подшипников и измеряют осевой разбег ротора, радиальные зазоры между лопатками колеса компрессора и вставкой, зазоры между лопатками колеса турбины и кожухом соплового аппарата. Для облегчения разборки турбокомпрессор устанавливают вертикально компрессором вверх. Чтобы предохранить детали от повреждения,
Осевой зазор 0,8—1,0
Рис. 5.21. Продольный разрез турбокомпрессора ТК34Н-04С:
1 — корпус компрессора; 2 — рабочее колесо компрессора; 3 — вставка; 4 — диффузор; 5 — резиновое кольцо; 6 — теплоизоляционный корпус; 7 — ротор; 8 — кожух соплового аппарата; 9 — рабочее колесо турбины; 10 — выхлопной корпус; 11 — проушина; 12 — сопловой аппарат; 13 — газоприемный корпус; 14 — опорный подшипник; 15 — крышка подшипника; 16 — штуцер; 17 — дроссель; 18 — экран; 19 — кожух ротора; 20 — кронштейн; 21 — лабиринт; 22 — опорно-упорный подшипник
на резьбовую часть ротора со стороны турбины навертывают предохранительный колпачок. Разборку ведут в такой последовательности: отжимными винтами снимают корпус компрессора; вынимают лопаточный диффузор и, вывернув винты крепления лабиринта, удаляют ротор вместе с лабиринтом и теплоизолирующим кожухом; отсоединяют газоприемный корпус от выпускного; удаляют кожух соплового аппарата. С ротора снимают половинки лабиринтов и, повернув экран на 90° относительно кожуха ротора, совмещают их разъемы, а затем разъединяют и снимают половинки теплоизоляционного кожуха.
Ремонт. При очистке деталей особое внимание уделяют масляным и воздушным каналам, по которым воздух подводится к лабиринтовым уплотнениям. Водяные полости корпуса очищают от накипи раствором ингибированной соляной кислоты. Несквозные трещины в корпусе устраняют сваркой. Трещины на лопатках газового колеса не допускаются. Неисправные лопатки на роторах с «елочным» креплением заменяют. Новые лопатки в диск ротора насаживают в диаметрально противоположных плоскостях, подбирая их по весу. Трещины в лопатках соплового аппарата заваривают. Забоины на лопастях зачищают. Погнутые лопатки выправляют, следя за тем, чтобы не повредить профиль. Проверяют суммарную площадь выходных сечений соплового аппарата, при необходимости регулируют ее в пределах 126—129 см2 подгибкой лопаток по шаблону.
Сопловой аппарат проверяют по контрольной плите и оставляют без исправления, если местный зазор между плитой и наружным ободом не превышает 0,15 мм, а между плитой и внутренним ободом — 0,25 мм. При зазоре до 1 мм исправляют эти плоскости обработкой, при большем зазоре сопловой аппарат заменяют.
Деформированный вал подлежит замене или заводскому ремонту. Изношенную поверхность цапф вала восстанавливают хромированием. Допускают уменьшение диаметра концевых шеек вала против чертежного размера до 8 мм с установкой стальных втулок толщиной 4 мм. Втулку размещают на цапфе с натягом 0,03—0,06 мм. Трещины в лопатках или диске не допускаются. Колесо заменяют при ослаблении его посадки на валу. Новое колесо устанавливают на вал с натягом 0,02—0,04 мм.
Биение поверхностей ротора после ремонта допускается в следующих пределах: по шейкам вала — не более 0,02 мм, на ступице воздушного колеса и по стенкам лабиринтов — не более 0,05 мм, по максимальному диаметру воздушного колеса — не более 0,1 мм. Пос
ле ремонта ротор без уплотнительных колец динамически балансируют. Дисбаланс более 0,025 Нс устраняют снятием металла с внутренних торцов колеса турбины или компрессора. Прилегание опорного торца подшипника к пяте, проверяемое по краске, должно быть не менее 75 % по окружности и 50 % по ширине.
Сборка. Турбокомпрессор собирают в последовательности, обратной разборке, выдерживая зазоры, указанные на рис. 5.21. Осевой разбег ротора не должен превышать 0,35 мм. При замене деталей или завышенном разбеге его регулируют в пределах 0,15—0,25 мм подбором пяты и высоты подшипника. Допускают изготовление кольцевой канавки в регулировочной шайбе для уменьшения разбега и торцовку втулки подшипника для увеличения разбега. Осевой зазор между колесом компрессора и вставкой регулируют за счет толщины компенсатора (дизели 1 ОД 100 и ПД1М), устанавливаемого под фланец опорно-упорного подшипника. Стыковые поверхности корпусов при сборке уплотняют лаком «Герметик» с шелковой ниткой. Подшипники устанавливают так, чтобы сливные каналы были внизу. Водяную полость собранного турбокомпрессора опрессовывают водой под давлением 0,3 МПа (3 кгс/см2) в течение 5 мин.
В целом технологическая цепочка ремонта турбокомпрессоров приведена на рис. 5.22; технологические инструкции на ремонт и обслуживание — в табл. 5.7, а технологическое оборудование, используемое для ремонта турбокомпрессоров тепловозных двигателей — в табл. 5.8.
Таблица 5.7
Технологические инструкции на ремонт и обслуживание турбокомпрессоров ТК34 (разработчик — ПКБ ЦТ)
Наименование и обозначение технологических инструкций Год выпуска
Ремонт турбокомпрессоров ТК34 (ТИ 279) Техническое обслуживание на ТО-3 турбокомпрессоров ТК34 1977
(ТИ 404) Альбом чертежей оборудования, приспособлений и инстру- 1977
мента для ремонта турбокомпрессоров ТК34 (Ал. 190) Безразборная промывка лабиринтов турбокомпрессора ТК34 1979
(ТИ 431) Технологическая инструкция восстановления корпусов турбокомпрессоров и нагнетателей второй ступени сваркой 1977
(105.25200.00283)* Текущий ремонт турбокомпрессоров ТК34 (дополнение к тех- 1983
нологической инструкции ТИ 275) 1997
*Разработчик — филиал ПКБ ЦТВР, г. Полтава
Технологическое оборудование, используемое для ремонта турбокомпрессоров тепловозных дизелей (разработчик — ПКБ ЦТ; изготовитель — филиал ПКБ ЦТ, г. Торжок)
Технологическое оборудование Обозначение
Кантователь турбонагнетателя дизеля Д50 Передвижная установка для безразборной промывки тур- бокомпрессоров ТК34 Кантователь турбокомпрессора ТК34 Стенд для обкатки турбокомпрессора ТК34 А81 А51570 А615.00.00 А1130.00.00
Восстановление лабиринтных уплотнений ротора турбокомпрессора. В локомотивных депо замена гребешков лабиринтных уплотнений обычно производится вручную, что отрицательно сказывается на качестве ремонта и требует значительных затрат времени и определенных навыков и квалификации исполнителей.
Механизированный технологический процесс замены гребешков лабиринтов состоит из следующих этапов:
- изготовление заготовок и формировка ленты гребешков лабиринтов ротора;
Рис. 5.22. Структурная схема ремонта турбокомпрессоров:
1 — разборка турбокомпрессора; 2 — очистка узлов ротора; 3 — контроль вала ротора, турбинного колеса, рабочего колеса компрессора и лабиринтных уплотнений; 4 — ремонт опорных шеек вала ротора и замена лопаток турбинного колеса; 5 — замена гребешков лабиринтных уплотнений; 6 — динамическая балансировка; 7 — замена уплотнительных колец вала ротора; 8 — очистка масляных, газовых и воздушных каналов, полостей охлаждения и в целом корпуса турбокомпрессора; 9 — заварка трещин и восстановление резьбовых соединений в корпусе турбокомпрессора; 10 — очистка и контроль лопаток соплового аппарата (венца); 11 — рихтовка лопаток соплового венца; 12 — очистка и де-фектировка опорного и упорно-опорного подшипников скольжения; 13—сборка турбокомпрессора; 14 — обкатка и испытание турбокомпрессора
- изготовление заготовок закаточной проволоки;
- закатка ленты в проточки ротора;
- правка и обточка гребешков лабиринтов.
Заготовку ленты гребешков из листовой стали 17Х18Н9МНТ-3-0-0,3 или 12Х18Н9МНТ-3-0-0,3 выполняют на гильотине шириной 12,5 мм и длиной 250 или 290 мм для лабиринтных уплотнений со стороны компрессора и 370 мм для лабиринтных уплотнений со стороны турбины с наружным диаметром 108 мм. Далее ленту формируют путем ее прокатки профильным роликом на токарном станке с использованием специально профилеобразующей оправки. При этом прокатку ленты выполняют постепенно на четырех формирующих ручьях оправки за 3—4 оборота при частоте вращения патрона 10—12 мин-1. Общий вид отформированной ленты для гребешков лабиринтов ротора показан на рис. 5.23, а схема прокатки проволоки — на рис. 5.24.
Изготовление закаточной проволоки из сплава 1,6БТМНМц40-1,5 диаметром 1,6 мм также выполняют на токарном станке при частоте вращения патрона 10—12 мин-1 с использованием вала-оправки и плоского ролика, устанавливаемого в резцедержатель станка посредством корпуса приспособления. Вал-оправку изготавливают из стали 45 (диаметр 120—130 мм) с высокой чистотой обработки (не ниже шестого класса) и твердостью 58—62 HRC. После прокатки проволоки (см. рис. 5.24) производят заготовку в виде ее рубки на куски
Рис. 5.23. Оправка для формирования лабиринтной ленты в виде кольца диаметром 95 мм:
I, И, III, IV — последовательность этапов формирования ленты
2
Рис. 5.24. Кинематическая схема прокатки проволоки:
1 — вал-оправка; 2,7 — катушки; 3 — заготовка (проволока диаметром 1,6 мм);
4 — ролик; 5 — резцедержатель; 6 — профиль проволоки после ее прокатки
длиной 250 или 290 мм для лабиринтных уплотнений со стороны компрессора и 370 мм для лабиринтных уплотнений со стороны турбины. После рубки заготовок рекомендуется их обжигать при температуре 850 °C в течение 30 мин или при температуре 140 °C в течение 10 ч с последующим охлаждением в условиях окружающей среды.
При закатке отформированной ленты в прорези лабиринтовых уплотнений необходимо выполнить следующие операции:
- ротор турбокомпрессора установить в патрон токарного станка и при частоте вращения 160—180 мин-1 удалить из прорезей остатки поврежденных гребешков канавочным резцом с шириной режущей кромки 1,6—2,0 мм (при необходимости восстановить прорези до чертежных размеров);
- подготовленную заготовку ленты одним концом совместно с уплотнительной проволокой зафиксировать в прорези лабиринта так, чтобы противоположный конец ленты выступал относительно конца проволоки на 16—20 мм, а стыки лент соседних гребешков были смещены по окружности относительно друг друга на угол (180±5°);
- закатать проволоку на глубину 2,4—2,7 мм от места начального контактирования. Далее закатать ленту и проволоку в прорезь с нахлестом 15—17 мм. Произвести обрез излишнего конца ленты и проволо
ки из расчета обеспечения зазора в стыке кольца ленты не более 0,5 мм и окончательно дозакатать оставшийся конец ленты и проволоки;
- при необходимости устранить коробление гребешков ленты путем обкатки их роликовым приспособлением, применявшимся для формировки заготовок ленты;
- при частоте вращения патрона станка 200—250 мин-1 обточить поверхности гребешков до диаметра, соответствующего чертежному размеру, и снять заусенцы.
Ремонт соплового аппарата. Эффективность работы турбокомпрессора любой модификации существенно зависит от отклонения
площади проходного сечения соплового аппарата, а также от коробления либо повреждения лопаток турбины соплового аппарата. Сопловые венцы подлежат ремонту при следующих неисправностях:
- повреждениях входных и выходных кромок лопаток с размера-
ми более 3 мм и протяженностью по длине кромки более 6 мм в ко-
личестве двух дефектов на одной лопатке, причем общее количество лопаток с указанными дефектами достигает более шести штук;
- короблениях входных и выходных кромок лопаток в пределах 4—5 мм.
Ремонт соплового аппарата турбокомпрессоров в основном заключается в рихтовке лопаток для сохранения стандартного профиля. Лопатки рихтуют с помощью клина определенной формы, располагаемого между лопатками перпендикулярно к оси вращения ротора.
Размеры клина (рис. 5.25), выполненного из стали 40Х с твердостью 58—62 HRC, зависят от модификации турбокомпрессоров. Деформированные входные и выходные кромки лопаток также рихтуют с помощью клина. При этом кромки рихтуют до их исходного состояния, т.е. обеспечивают их прямолинейность по высоте лопатки и радиальное положение
Рис. 5.25. Технологический
клин
в соответствии с чертежным размером.
После рихтовки лопаток производ ят сле-
сарную заправку кромок путем их закруг-
ления и шлифовки мелкой наждачной шкуркой. Окончательно качество ремонта соплового аппарата контролируют по калибру (рис. 5.26), размеры которого зависят от модификации турбокомпрессоров.
Параметры, показанные на рис. 5.25, 5.26, приведены в табл. 5.9.
Таблица 5.9
Исполнительные размеры технологического клина и калибра
Модификация турбокомпрессора Исполнительные размеры клина Исполнительные размеры калибра
мм а2, мм а°, град ТЛпрох» ММ ТЛнепрох» ММ Lb мм а°, град
ТК34Н-04С (до 1990 г.) 8,25±0,05 9,85±0,05 1°20' 9,5—0,02 9,9—0,02 34,0—0,1 1°6'
ТК34Н-04С 7,8±0,05 10,6±0,05 2°28' 10,55—0,02 10,65—0,02 32,5—0,1 2°20’
ТК34С-09 7,8±0,05 9,0±0,05 1° 8,7—0,02 9,05—0,02 34,5—0,1 0°45'
ТК34Н-15 7,8±0,05 9,8±0,05 1°40' 9,6—0,02 10,0—0,02 34,5—0,1 1°30'
Предупреждение помпажа турбокомпрессоров. Под помпажом турбокомпрессора следует понимать такой неустойчивый режим его
Рис. 5.26. Калибр:
1 — проходной; 2 — непроходной
работы, который сопровождается пульсацией воздушного потока и периодическим выбросом воздуха обратно во всасывающий патрубок с характерным хлопком. Такое явление может возникнуть при закоксовывании соплового аппарата, повреждении лопаток турбины и соплового аппарата, а также при загрязнении воздухоочистителей. Кроме этих причин, связанных с возрастанием сопротивления в газовоздушном тракте, могут иметь место случаи помпажа из-за несимметричной работы параллельно включенных в систему воздухоснабжения цилиндров дизеля двух компрессоров. Несимметричность обусловлена различием параметров проточной части турбин и проходного сечения сопловых аппаратов.
Если в эксплуатации наблюдается помпаж, то необходимо выполнить следующие профилактические работы:
- очистить впускные и выпускные окна цилиндровых втулок;
- проверить чистоту воздушных каналов воздухоочистителей;
- проверить чистоту фильтрующих кассет воздухоочистителей.
Если после выполнения перечисленных работ помпаж повторяется, то производится демонтаж турбокомпрессора для очистки лопаток турбины и соплового аппарата и контроля суммарного сечения соплового аппарата.
Стенд для обкатки и испытания турбокомпрессоров. После ремонта турбокомпрессоров тепловозных дизелей производят их «холодную» обкатку на стенде типа А1130. При этом опрессовывают водяную полость под давлением 5-105 Па (5 кгс/см2), приводят во вращение воздухом ротор турбокомпрессора при давлении (5—6)-105 Па (5—6 кгс/см2) и проверяют систему смазки подшипниковых узлов при давлении 4,5-105 Па (4,5 кгс/см2).
Такая методика испытания турбокомпрессоров не обеспечивает объективного контроля качества их ремонта. Это связано с тем, что воздушный привод ротора от магистральной сети депо даже при давлении 4,5-105 Па позволяет ротору вращаться с частотой менее 3000—3500 мин-1. При такой частоте вращения исключается эффективный контроль динамических параметров, зависящих от качества балансировки ротора и качества ремонта подшипников скольжения, а также контроль производительности компрессора, зависящей от качества ремонта соплового аппарата ротора и других узлов компрессора.
Для устранения указанных недостатков рекомендуется использовать стенд обкатки и испытания турбокомпрессоров с замкнутой воздухоприводной системой (рис. 5.27).
Стенд состоит из опорной рамы, воздушного компрессора роторного типа, нагнетательных и перепускных воздуховодов, воздушного ресивера, системы смазки подшипниковых узлов, системы водяного охлаждения, пульта и схемы управления в ручном и автоматическом режимах обкатки и испытания турбокомпрессора.
Для привода воздушного компрессора предусматривается асинхронный электродвигатель переменного тока мощностью 28—30 кВт, а для привода шестеренчатого масляного насоса — электродвигатель мощностью 1,6 кВт.
2
.3
4
Рис. 5.27. Схема стенда обкатки и испытания турбокомпрессоров тепловозных дизелей:
1 — датчик частоты вращения ротора; 2 — цифровой указатель оборотов; 3, 7, 13 — манометры; 4,6 — перепускной трубопровод; 5 — сетчатый фильтр; 8 — конусный клапан; 9—компрессор роторного типа; 10—воздухоотводящий патрубок; И, 14 — нагнетательный трубопровод; 12 — воздушный ресивер
Перед обкаткой турбокомпрессора производят опрессовку водяной полости и прокачку масляной системы, прогретой до температуры 65—70 °C. Затем при полностью открытом конусном клапане 8 включают роторный компрессор 9 и доводят частоту вращения ротора турбокомпрессора до (12—14)-103 мин-1. При холостом режиме работы турбокомпрессора производится обкатка в течение 40—60 мин. В процессе обкатки контролируют функционирование системы смазки подшипниковых узлов, вибродатчиками фиксируют вибрацию с правой и левой сторон корпуса в зоне расположения подшипниковых крышек, а также регистрируют частоту вращения ротора и время его выбега после отключения системы воздушного привода.
По времени выбега контролируют качество ремонта лабиринтных уплотнений и подшипниковых узлов, а уровень вибрации корпуса свидетельствует о качестве динамической балансировки ротора.
После обкаточных испытаний контролируют качество ремонта соплового аппарата и качество сборки рабочего колеса компрессора. Для этого посредством конусного клапана 8 создают определенный подпор сброса воздуха в атмосферу и производят раскрутку ротора до 12 • 103 мин-1. При такой частичной нагрузке турбокомпрессора фиксируют по образцовому манометру 7 статический напор воздуха в воздухоотводящем патрубке 10 и потребляемую мощность электродвигателя для привода роторного компрессора 9. Окончательно качество ремонта соплового аппарата и качество сборки рабочего колеса при прочих равных условиях определяется разностью потребления мощности электродвигателем роторного компрессора в режиме свободного сброса воздуха в атмосферу и в режиме его подпора конусным клапаном.
Для более полной оценки качества ремонта турбокомпрессора рекомендуется наряду с перечисленными параметрами фиксировать производительность компрессора, изменяя статический и динамический напор воздуха в воздухоотводящем патрубке 10. При этом следует иметь в виду, что такие параметры, как частота вращения ротора и статический напор воздуха, зависят от производительности выбранного роторного компрессора. Поэтому допустимые параметры рекомендуется устанавливать опытным путем при различных неисправностях турбокомпрессора соответствующего типа.
5.7. Ремонт топливной аппаратуры тепловозных дизелей
Система подачи топлива включает в себя оборудование, предназначенное для хранения, подогрева, очистки, поддержания давления в топливном коллекторе, а также для равномерной топливоподачи в цилиндры дизеля в строго определенный момент времени, что необходимо для равномерного распределения работы по цилиндрам, полного сгорания топлива, обеспечения заданной мощности и частоты вращения коленчатого вала дизеля.
В процессе эксплуатации дизелей происходит закономерный износ ряда деталей и элементов топливной аппаратуры и разрегулировка ее узлов, что ухудшает эксплуатационные и экономические характеристики дизеля. Признаками хорошего качества ремонта и регулировки топливной аппаратуры являются четкая равномерная
и устойчивая работа дизеля, отсутствие дымного выхлопа, одинаковые по цилиндрам температура выпускных газов и давление сгорания топлива.
Технологическое оборудование для ремонтно-монтажных и слесарно-притирочных работ. Для эффективного и качественного выполнения работ по разборке и сборке узлов топливной аппаратуры используют универсальное слесарное оборудование и ряд специальных технологических приспособлений.
Особое место в технологическом оборудовании занимают станки и приспособления для притирочных работ при ремонте прецизионных деталей. В депо и на заводах для притирки деталей топливной аппаратуры используют станок типа ПР279 (рис. 5.28), который представляет собой двухтумбовый стол 7, в котором размещены привод, электрооборудование (кремниевые выпрямители 7, регулятор напряжения 3 и электродвигатель S), включаемое пускателем 2, шпиндельная доводочная бабка 4, светильник местного освещения 5 и ящики для размещения доводочного инструмента и соответствующих приспособлений 6. Электродвигатель 8 установлен на подпружиненной раме 9 для уменьшения вибрации и регулировки натяжения клиноременной передачи.
Рис. 5.28. Станок для притирки деталей топливной аппаратуры
В зависимости от диаметра ремонтируемой детали и назначения технологической операции посредством регулятора напряжения предусматривается установка оптимальной частоты вращения шпинделя от минимальных значений и до 1000 мин-1. Для выполнения притирочных и доводочных работ предусмотрен соответствующий набор притиров и приспособлений. Так, для притирки внутренних цилиндрических прецизионных поверхностей корпусов распылителей, седел клапанов и гильз плунжерных пар применяют разжимные цилиндрические чугунные притиры на конической оправке (рис. 5.29). Конусные части оправки и притира (конусность 1:100) должны строго соответствовать друг другу. Биение рабочей поверхности притира при повороте шпинделя станка не должно превышать 0,02 мм. Диаметры притиров D предусматривают нескольких градаций.
Материал и качество изготовления притира оказывают существенное влияние на шероховатость и точность обработки деталей. Меньшая шероховатость достигается при использовании притиров из мелкозернистого чугуна перлитной структуры. Для придания чугуну высокой износостойкости его твердость должна быть 170—200 НВ. Для доводочной операции на притир накладывают абразивную пасту. Пасты характеризуются размерами зерен в микрометрах абразивного материала и его твердостью (алмазные, корундовые и др.).
Рис. 5.29. Притиры для доводки цилиндрической прецизионной поверхности корпуса распылителя (а, б) и гильзы плунжера (в):
1 — оправка; 2 — притир; 3 — обрабатываемая деталь; 4 — державка
При вращении притира и возвратно-поступательном движении обрабатываемой детали твердые частицы абразива равномерно распределяются и вдавливаются в относительно мягкий металл притира, заполняя его поверхностный слой. С увеличением усилия прижатия поверхности притира к вращающейся обрабатываемой поверхности детали зерна абразива начинают срезать с детали выступающие частицы металла. Наличие в притирочных пастах кислот и других химически активных веществ дополнительно активизирует и облегчает процесс доводки поверхности детали. Для притирки наружных цилиндрических прецизионных поверхностей иглы, клапана и плунжера используют кольцевые разрезные притиры (рис. 5.30).
Для обеспечения цилиндрической формы притиров их правят доводкой контрпритирами с использованием мелкозернистой пасты. Геометрию запирающих конических поверхностей корпусов распылителей восстанавливают набором составных конических притиров (рис. 5.31). Составной притир имеет стальную закаленную цилиндрическую направляющую часть и чугунную вставку с конической притирочной поверхностью.
Для правки корпусов ремонтируемых игл распылителей используют приспособление со скошенной поверхностью (рис. 5.32). Такое приспособление представляет собой двухступенчатую цилиндрическую втулку, имеющую скос под углом, соответствующим номинальному углу притира. Во внутренний диаметр цилиндрической втулки
Рис. 5.30. Притиры для доводки цилиндрической прецизионной поверхности иглы распылителя (а) и плунжера (б):
1 — кольцо (вороток); 2 — притир; 3 — обрабатываемая деталь; 4 — разжимной винт
вставлена промежуточная разрезная втулка, а на меньший наружный диаметр установлено подвижное кольцо.
Правку конической поверхности иглы распылителя выполняют вначале абразивным бруском, а затем плоским притиром путем перемещения его по скосу приспособления.
Ремонт и испытание форсунок. Форсунки демонтируют с
дизеля с помощью съемных приспособлений. При этом для предотвращения попадания загрязнения и продуктов повреждения сопел на штуцера и распылитель устанавливают защитные колпачки и транспортируют форсунки в таре. Перед испытаниями форсунки погружают на 15—30 мин в ванну с дизельным топливом, промывают и при необходимости очищают закоксованные наружные части соплового наконечника и накидной гайки.
Работоспособность форсунок проверяют на стенде типа А106 или А106.02 (рис. 5.33). После подсоединения форсунки включают промывочный
аккумулятор и делают несколько промывочных впрыскиваний. При
Рис. 5.31. Притир для доводки конуса корпуса распылителя:
1 — оправка; 2 — обрабатываемая деталь; 3 — вставка-притир
2
Рис. 5.32. Приспособление для правки конусов притиров и ремонтируемых игл распылителей:
1 — втулка; 2 — кольцо; 3 — косяк; 4 — притир; 5 — нажимной винт
этом визуально контролируют истечение топлива из всех сопловых отверстий. Закоксованные сопловые отверстия, а также отверстия, дающие сужение струи топлива или уменьшение ее длины, прочищают латунной или стальной проволокой, зажатой в цанговую оправку (рис. 5.34). Диаметр проволоки должен быть на 0,02—0,05 мм меньше номинального диаметра сопловых отверстий.
Рис. 5.33. Схема стенда типа А106.02:
1 — топливный бак; 2 — отстойник; 3 — фильтр; 4 — промывочный аккумулятор; 5 — перепускной клапан; 6 — топливный насос высокого давления; 7 — монометр; 8 — конусный штуцер; 9 — форсунка; 10 — пневмоцилиндр; И — опорная траверса; 12 — конусная емкость; 13 — рычаг; 14 — узел электропривода;
15 — частотный преобразователь; 16 — блок управления (БУ)
Очищенные и промытые форсунки подвергают контрольным испы
таниям, проверяя: качество распыливания топлива с контролем давле
ния начала и окончания впрыскивания; герметичность запирающего конуса; герметичность форсунки в соединениях и плотность распылителя по прецизионной части.
Рис. 5.34. Цанговое приспособление для прочистки распыливающих отверстий: 1 — цанга; 2 — проволока
Качество распыливания проверяют прокачкой профильтрованного дизельного топлива че
рез форсунку, отрегулированную на номинальное давление начала впрыскивания. Качество распыливания должно отвечать следу
ющим требованиям: распыленное топливо, выходящее из распылителя форсунки, должно быть туманообразным, без заметных на глаз отдельных капель, сплошных струек и легко различимых местных сгущений. Перед началом контрольного впрыскивания, а также после его окончания подтекание топлива через сопловые отверстия не допускается. По окончании впрыскивания возможно увлажнение носика распылителя. Впрыскивание топлива должно быть четким и сопровождаться характерным звуком.
Гидравлическая плотность форсунки определяется временем падения давления опрессовки с 34,3 до 29,4 МПа через прецизионный зазор цилиндрического уплотнения распылителя при вязкости опрессовочной жидкости 9,9—10,9 мм2/с. Такую опрессовку рекомендуется выполнять на дизельном топливе при различных объемах системы стенда. В этом случае допускается проверка плотности распылителей сравнением их с эталонными распылителями, имеющими минимальные и максимальные допустимые зазоры в прецизионной части. Плотность контролируемой форсунки (распылителя) должна находиться в пределах плотности эталонных распылителей.
Основные показатели, характеризующие качество ремонта форсунок для различных типов дизелей, приведены в табл. 5.10.
Таблица 5.10
Основные показатели качества ремонта форсунок
Тип дизеля Вид ремонта Тип стенда Давление начала впрыскивания, МПа Оптимальный перепад давления, МПа Допустимая плотность, с Браковочная плотность, с
Д100 Заводской (KPI, КР2) Деповской (ТР1,ТР2, ТРЗ) А106 20,6±0,9 4—6 500—60 100—5 Менее 5
Д50 Заводской (КР1,КР2) Деповской (ТР1, ТР2, ТРЗ) А106* 27±0,5 4—6 190—80 30—7 4
ПД45, 14Д40 Заводской (КР1,КР2) Деповской (ТР1, ТР2, ТРЗ) А106** А106* 31,4±0,5 10—13 50—25 34—1,5 Менее 0,5
Д49 Заводской (КР1,КР2) Деповской (ТР1,ТР2, ТРЗ) А106** А106* 31,4±0,5 9—12 13—7 13—5 Менее 5
* С дополнительным промывочным аккумулятором объемом 50 см3 ** Без аккумулятора (топливопровод: ZT = 1200 мм, dBH = 2,8 мм).
Корпусные и непрецизионные детали форсунок. Форсунки, не отвечающие техническим требованиям при контрольных испытаниях, а также проработавшие более 100 тыс. км, полностью разбирают.
Детали, имеющие трещины, сколы уплотнительной или опорной поверхностей глубиной более 0,5 мм, сорванные нитки резьбы, выбраковывают. Конусные поверхности, уплотняющие ниппели трубок высокого давления и штуцеры фильтров при наличии рисок и забоин проверяют зенковкой с последующей зачисткой шкуркой или притиром с пастой Ml4, М20. При этом отклонение от номинала восстановленного угла конуса не должно превышать ±40'. При износе или смятии резьбы в штуцерах разрешается восстанавливать профиль резьбы с помощью раздвижных плашек. Уменьшение среднего диаметра резьбы не должно превышать 1 мм.
Особое внимание следует уделять восстановлению плоскостности и шероховатости торцовой поверхности корпусов форсунок, обеспечивающих уплотнение с корпусом распылителя. При незначительных завалах, неглубоких (0,05—0,07 мм) рисках, следах коррозии плоскостность уплотнительной поверхности торца корпуса форсунки восстанавливают притиркой на доводочных чугунных плитах. Эту операцию для сохранения перпендикулярности притираемого торца (0,01—0,025 мм) к оси резьбы выполняют с обязательным применением приспособления в виде планшайбы (рис. 5.35).
В корпусах форсунок типа ДЮО, находящихся в эксплуатации, в результате воздействия монтажных усилий имеют место случаи искривлений осей стволов и появления биения опорного бурта под прокладкой соплового наконечника. Кривизну исправляют специальной разверткой диаметром 14+0’06 мм. Корпусы с прогибом ствола свыше 0,1 мм бракуют.
В корпусах форсунок и накидных гаек поверхности, участвующие в уплотнении газового стыка, при забоинах, рисках, короблении восстанавливают
Рис. 5.35. Приспособление для притирки торца форсунки:
1 — планшайба; 2 — корпус форсунки; 3 — притирочная плита
проточкой, обеспечивая геометрию, соответствующую техническим требованиям чертежа. Геометрию изношенной поверхности штанг, соприкасающейся с торцом хвостовика иглы, восстанавливают до чертежных размеров шлифовкой или проточкой. Натиры на цилиндрической направляющей части штанг устраняют доводкой. Риски глубиной более 0,1 мм и задиры на опорных поверхностях тарелок штанг, появляющиеся в результате износа в зоне сопряжения с опорными витками пружин, устраняют шлифованием.
Большое внимание уделяют осмотру пружин и проверке их характеристик. При трещинах, волосовинах, сколах опорных витков и просадке с уменьшением высоты в свободном состоянии менее допустимого размера пружины бракуют. При отклонении от перпендикулярности опорных витков более 0,35 мм, а также износах в виде рисок глубиной более 0,4 мм можно перешлифовать опорные поверхности в приспособлении с центровкой оси пружины по внутреннему или наружному диаметру.
Ремонт распылителя. К эксплуатационным дефектам распылителя, которые можно устранить в условиях ремонтного участка депо, относятся: потеря или ухудшение подвижности иглы, герметичности запирающего конуса или уплотнения торцов; ухудшение качества распыливания с появлением подтекания топлива или уменьшением перепада давления после впрыскивания.
Ухудшение подвижности иглы, вызванное появлением на прецизионных цилиндрических поверхностях незначительных штриховых рисок от инородных частиц, попадающих в топливо, а также деформированием этих поверхностей, устраняют взаимной притиркой сопрягающихся поверхностей.
Игла, выдвинутая из корпуса распылителя (направляющей иглы) на 1/3 длины ее рабочей цилиндрической поверхности, должна плавно и безостановочно опускаться под действием собственной массы при любом угле поворота (вокруг своей оси) относительно корпуса распылителя (или направляющей иглы), установленного под углом 45° к горизонтали.
Причиной ухудшения подвижности иглы может быть уменьшение диаметрального зазора в связи с образованием на прецизионных поверхностях пленок полимеризации топлива, осаждением смолистых веществ, частичным закоксовыванием от прорыва продуктов сгорания в камеру распылителя.
При полной потере подвижности иглы или ее зависании в направляющем отверстии корпуса в связи с образованием глубоких (2—4 мкм) рисок, следов задиров и коррозии восстанавливают геометрию цилиндрической прецизионной поверхности доводкой с применением притиров и с последующей операцией подбора деталей распылителя. Дефекты на цилиндрической прецизионной поверхности иглы устраняют доводкой с помощью кольцевых притиров с использованием паст зернистостью М7, Ml4. После устранения дефектов восстанавливают геометрию и шероховатость прецизионной поверхности. Параметры по шероховатости достигаются обработкой отдельным кольцевым притиром, специально заправленным на контрольной поверхности (другой иглы).
Доводка ведется при незначительном усилии резания с использованием паст зернистостью М3—М5 и возвратно-поступательном перемещении притира в течение 20—30 с. Геометрия контролируется при помощи измерительной стойки с оптико-механической головкой.
Аналогичные дефекты на цилиндрической поверхности корпуса распылителя устраняют также притиркой с помощью разрезных цилиндрических чугунных притиров.
Восстановленная цилиндрическая поверхность корпуса должна отвечать тем же требованиям по шероховатости, что и для иглы: конусность не должна превышать 0,002 мм при наименьшем диаметре в сторону конуса. Сложность соблюдения этих параметров прецизионной поверхности заключается в том, что в условиях деповского ремонта их можно оценить только косвенно. Такая оценка предварительно выполняется визуально или путем осмотра под микроскопом, а также опусканием контрольных игл с предварительно измеренной их прецизионной поверхностью.
Совместная притирка включает в себя операцию подбора деталей так, чтобы игла плотно входила в отверстие корпуса на 30—50 % длины цилиндрической части.
Совместно доведенные цилиндрические поверхности должны иметь ровный отблеск на всей площади соприкосновения, без следов обработки, видимых невооруженным глазом. Оттенки матовости в виде пятен на отдельных участках или по краям прецизионной поверхности характеризуют неполное спаривание. В этом случае совместную притирку необходимо продолжить.
Ремонт конического сопряжения распылителя, а также восстановление его работоспособности после спаривания по цилиндру иглы и корпуса в условиях депо производится взаимной притиркой конусов. При этом притирочный поясок (место взаимного контакта) по ширине не должен превышать 0,15—0,25 мм и должен располагаться на игле начиная с кромки большего основания конуса, а на конусе корпуса — на 0,1—0,3 мм ниже кромки большего основания конуса.
Для распылителей, ремонт конического соединения которых не обеспечивает удовлетворительного качества распыливания в герметичности, допустима замена одной из деталей. Ремонт в этом случае начинают с подбора и спаривания (взаимной притирки) деталей по цилиндру. Рекомендуется предварительно восстановить геометрию конуса корпуса с применением набора притиров. В качестве игл, как правило, используют иглы, не подвергавшиеся взаимной притирке по конусу, которые не должны иметь глубоких (более 4—5 мкм) дефектов на конусе, а также иглы, конусы которых предварительно обработаны на специальном шлифовальном оборудовании.
Визуальным осмотром с помощью лупы проверяют состояние кромок на выходе из распыливающих отверстий. При этом недопустимы сколы или неравномерно изношенные края. Предельный износ распыливающих отверстий контролируют по эталонам пропускной способности на воздушных или гидравлических стендах.
Сборка, испытания и монтаж форсунок на дизеле. Форсунки собирают, применяя приспособления, обеспечивающие, в первую очередь, удобство и возможность создания нормальных монтажных усилий, а также строгое взаимное положение отдельных деталей. Осевые усилия при сборке форсунок устанавливают динамометрическими или специальными тарировочными ключами, определяющими крутящий момент затяжки накидной гайки или нажимного стакана (форсунки типа ДЮО). Подъем иглы распылителей форсунок контролируется с помощью приспособления, представленного на рис. 5.36.
Особое внимание уделяют технологическому процессу сборки форсунок дизелей типа ДЮО. Перекосы, вызванные чрезмерным обжатием прокладок, неизбежно вызывают в этой форсунке деформации прецизионных поверхностей, соизмеримые с допустимыми отклонениями от первоначальных их геометрической формы и взаимного положения. В связи с этим необходимо ставить при каждой
Рис. 5.36. Приспособление для измерения подъема иглы форсунок дизелей Д100 (л)иД50 (б):
1 — индикатор; 2— цанговый зажим; 3— корпус; 4 — наконечник индикатора
сборке только отожженные медные прокладки, соответствующие техническим требованиям чертежа. Использование бывшей в употреблении прокладки разрешается в том случае, если она не имеет коробления, заусенцев, глубоких (более 0,2 мм) рисок и снята путем легкого обстукивания.
При сборке форсунок необходимое угловое расположение (в пределах 1—2°) распыливающих отверстий сопел (корпусов распылителей) относительно корпуса форсунки обеспечивается конструктивно, например, совмещением контрольной плоскости сопла с ограничивающей проворачивание плоскостью в корпусе форсунки. В форсунках дизелей типов Д50 и Д70, где допуск на расположение любого из распыливающих отверстий относительно вертикальной диаметральной плоскости, проходящей через ось штуцера подвода топлива, составляет ±5°, установка
распылителей может быть выполнена на опрессовочном стенде по направлению вытекающей струи топлива при прокачке.
Особенности конструкции и ремонта двухрежимных форсунок. Двухрежимные форсунки 10Д100М.17С6-1 разработаны и внедрены для устранения разжижения дизельного масла топливом и устранения повышенного нагароотложения в выпускных окнах гильз цилиндров дизелей типа 1 ОД 100.
Форсунка (рис. 5.37) отличается тем, что топливо к распыливаю-щим отверстиям поступает по разделенным каналам а и б. Канал б сообщается с одним отверстием диаметром 0,45 мм, а канал а — с двумя отверстиями диаметром 0,65 мм. Между каналом а и распы-
ливающими отверстиями соплового наконечника 5 установлен разделительный клапан 8, поджатый пружиной 7 и частично давлением газов со стороны цилиндра во время его работы. На холостом ходу и при малых нагрузках впрыскивание топлива в цилиндр производится через одно отверстие Фр тем самым значительно улучшается качество распыливания топлива. С переходом на большие нагрузочные режимы цикловая подача и давление топлива возрастают, что обеспечивает открытие клапана 8 и подачу топлива через отверстия Oj и Ф2.
В отличие от штатной, в двухрежимной форсунке предусмотрена подача топлива в полость в игольчатого клапана 2 через радиальный зазор А между иглой и корпусом распылителя 10.
Конструкция двухрежимной форсунки также отличается тем,
что щелевой фильтр 12 и толкатель 13 по сравнению с типовыми размерами укорочены на 7 мм. Для внешнего различия корпуса двухрежимных форсунок окрашены в желтый цвет, на боковой поверхности фланца выбита буква «М».
Двухрежимные форсунки должны устанавливаться на дизель ком
Рис. 5.37. Двухрежимная форсунка дизелей 1 ОД 100:
1 — корпус форсунки; 2 — игла; 3 — уплотняющий бурт корпуса распылителя; 4 — штифт; 5 — сопловой наконечник; 6—уплотняющее кольцо; 7 — пружина; 8 — разъединительный клапан;
9 — цилиндрическая проставка; 10 — распылитель; 11 — ограничитель подъема иглы; 12 — щелевой фильтр; 13 — толкатель; а, б, в — каналы и полости поступления топлива
плектно.
Настройку качества работы двухрежимных форсунок производят на типовом стенде А106. Для этого вначале при полностью ослабленной затяжке регулировочной пружины производят прокачку системы, а затем контролируют впрыскивание топлива при давлении 0,2—0,35 МПа (20—35 кгс/см2) через одно отверстие Фр Если будет наблюдаться струеобразное впрыскивание или подтекание
топлива из отверстия соплового наконечника Фр то форсунку следует разобрать и убедиться в правильности выступания торца разделительного клапана 8 над торцом соплового наконечника 5. Если выступание отсутствует, то следует заменить пружину 7 пружиной с более жесткой характеристикой и при необходимости притереть по плите сопряженные уплотнительные торцы клапана 8 и проставки 9.
После контроля впрыскивания топлива через одно отверстие Ф1 увеличивают затяжку пружины форсунки и контролируют впрыскивание топлива через основные два отверстия Ф2 при давлении 21,0+0>5 МПа (210+5 кгс/см2).
В качестве дополнительного указания, связанного со сборкой элементов двухрежимной форсунки, следует отметить, что сопловой наконечник 5 с уплотнительным кольцом 6 и размещенные в наконечнике пружину 7 и разделительный клапан 8 предварительно фиксируют в технологической оправке. Затем их монтируют в корпус форсунки до окончательной посадки. После демонтажа технологической оправки сборку форсунки выполняют в обычном порядке.
Допускается эксплуатация дизелей типа 1 ОД 100 с двухрежимными (с правой стороны) и обычными форсунками (с левой стороны дизеля). В этом случае необходимо включить вентиль ВП6, и работа дизеля на холостом ходу будет обеспечиваться двухрежимными форсунками, установленными в правом ряду топливных насосов (при включенном вентиле ВП6 насосы левого ряда отключаются). Такая комбинированная система работы разнотипных форсунок в эксплуатации дала положительный результат.
Гайки крепления форсунки, как правило, затягивают в три этапа. Сначала равномерно затягивают гайки ключом, но не создают полного рабочего осевого усилия, частично обжимая прокладку, уплотняющую газовый стык. Затем, отвернув гайки, завертывают их вручную до отказа. Окончательно затягивают усилием одной руки ключом с длиной рукоятки не более 200 мм. Достаточно эффективным мероприятием, снижающим монтажные деформации, но не устраняющим их полностью при неравномерной затяжке, является крепление форсунок дизелей типа ДЮО с помощью дополнительного центрирующего фланца. Форсунки дизелей Д50, Д70,11Д45 и Д49 можно крепить ключом с длиной рукоятки не более 250 мм при усилии одной руки человека. Для крепления форсунок дизелей Д49 рекомендуется использовать динамометрический ключ с фиксированным моментом (100 ± 20) Нм.
При монтаже очень важно проверить состояние уплотнительной прокладки и чистоту форсуночного отверстия. Не допускается уплотнение газового стыка с помощью двух прокладок или прокладок, имеющих отклонения от чертежных размеров, так как в этих случаях нарушится положение распыливающих отверстий по отношению к объему камеры сгорания. Допуск на выступание носика соплового наконечника из форсуночного отверстия крышки цилиндра (адаптера) не должен превышать 1 мм.
Ремонт топливных насосов. Разборку и сборку топливных насосов производят с использованием специального инструмента и приспособлений, например кантователя для насосов дизелей типа Д49 (рис. 5.38). Опора 1 приспособления соединена болтами со столом верстака. Укрепленный в гнезде откидной плиты насос может быть повернут и зафиксирован в удобном для ремонта и слесарной регулировки положении. В приспособлении имеется рычажное устройство для поджатия пружины и подъема плунжера при определении установочного размера Н и контроле плавности перемещения рейки. Открепление и затяжка штуцера производится с помощью шлицевой головки и динамометрического ключа. Соединения с плотной и тугой посадкой разбирают, применяя съемники (рис. 5.39).
Полностью очищенные детали проходят визуальный осмотр и микрометраж с применением стандартных и специальных измерительных средств. Корпуса топливных насосов ремонтируют при появлении трещин и недопустимых износов. Трещины заваривают газовой или электродуговой сваркой по технологическому процессу, исключающему деформационные изменения посадочных поверхностей корпуса. Особое внимание уделяют состоянию посадочного места под опорный торец гильзы. Забоины, риски, следы коррозии на этой поверхности устраняют торцовой разверткой, при этом не-перпендикулярность опорной поверхности относительно оси корпуса не должна превышать 0,05 мм. В случае увеличения в корпусе более чем на 0,2 мм диаметра отверстия для перемещения рейки допускается его расточка с последующей запрессовкой втулки.
Неисправные резьбы в отверстиях деталей насоса, кроме резьбы под нажимной штуцер, перенарезают на следующий размер с заменой сопрягаемых крепежных деталей. Болты, шпильки и гайки, имеющие более двух сорванных или забитых ниток резьбы, заменяют.
Рис. 5.38. Приспособление для сборки, разборки и определения установочного размера топливных насосов дизелей типа Д49:
1 — опора; 2 — откидная плита; 3 — фиксатор; 4 — прижимная скоба; 5 — насос; 6 — шлицевая головка; 7 — рычажное устройство
Изношенные поверхности деталей толкателя, кроме поверхностей катания ролика, восстанавливают хромированием, при этом требования к точности формы выполняют предварительным или последующим шлифованием восстанавливаемых поверхностей.
При износе в зубчатом венце поверхностей паза, ведущих поводок плунжера, их восстанавливают электроискровой наплавкой. Допустимые размеры на ширину паза и его симметричность относительно оси зубчатого венца обеспечивают подгонкой по калибру. Исправление шлифованием и притиркой изношенных опорных по-
верхностей тарелок пружин насоса допускается в пределах толщины упрочненного слоя. Непараллельность опорных поверхностей тарелок и их неплоскостность не должны превышать 0,05 мм.
Требования к размерам и упругости пружин плунжера и нагнетательного клапана выпускаемых из ремонта топливных насосов приведены в соответствующих технических условиях. Неисправности и износы кулачковых валов по профилю кулачка определяют в условиях депо внешним осмотром и измерениями. Допустимый без ремонта или замены кулач
Рис. 5.39. Приспособление-съемник для выпрессовки нагнетательного клапана:
1 — съемник; 2 — клапан; 3 — корпус насоса
ка кулачкового вала износ не должен превышать 0,25 мм. При выявлении на профиле кулачка местных сколов и питтинговых разрушений глубиной 0,2—0,25 мм допускаются их зачист
ка и полировка. При более глубоких поражениях и износах кулачковые валы (секции, кулачки) заменяют. Износы и дефекты опорных шеек кулачковых валов глубиной до 0,3 мм устраняют проточкой с последующим хромированием и шлифованием на станке.
Допустимые и браковочные зазоры в сопряжениях деталей основных узлов топливных насосов дизелей типов ДЮО, 11Д45 и Д49, выпускаемых из ремонта, приводятся в правилах ремонта. Перед сборкой все медные прокладки отжигают. Болты и гайки затягива
ют до отказа ключами соответствующих размеров.
Особое внимание уделяют созданию нормированного усилия затяжки нажимного штуцера. При чрезмерной затяжке штуцера могут возникнуть недопустимые деформации прецизионных поверхностей плунжерной и клапанной пар, которые вызывают их отказы в эксплуатации. Для топливных насосов дизелей 11Д45 и Д49 техническими условиями рекомендуется затягивать штуцер динамометрическим ключом, отрегулированным на момент 550—600 Нм. Окончательно фланец нажимного штуцера топливного насоса дизе
лей типа Д100 затягивают ключом с длиной рукоятки до 200 мм. При этом необходимо обеспечить равномерное и поочередное повертывание гаек, не допуская перекоса фланца. После затяжки нажимных штуцеров проверяют плавность перемещения плунжера, зубчатого венца по втулке и хвостовика плунжера в пазе венца.
В окончательно собранном топливном насосе перемещение рейки из одного крайнего положения в другое должно быть легким, без заеданий в любом положении плунжера по ходу его рабочего перемещения.
В блочных топливных насосах проверяют и прилегание поверхностей роликов к профилю кулачкового вала. Для этого обезжиривают проверяемые поверхности сопряжения и наносят на цилиндрическую поверхность ролика тонкий равномерный слой лазуревой краски. После проворачивания кулачкового вала по отпечатку оценивают прилегание, которое должно быть плотным по всему периметру и не менее 80 % по ширине ролика. Свисание роликов с поверхности кулачков не допускается. Такую же проверку рекомендуется проводить и для секционных топливных насосов при установке их на дизель.
В процессе сборки топливных насосов определяют их установочные размеры, необходимые для регулировки и монтажа на дизеле. Установочным размером для топливных насосов дизелей типов Д100, Д70 и ПД1М является расстояние от опорного бурта корпуса насоса до опорной поверхности хвостовика плунжера в том его положении, когда наполнительное отверстие в гильзе будет полностью перекрыто головкой плунжера, т.е. в момент отсечки топливоподводящего отверстия в гильзе. Установочный размер определяют с точностью ±0,02 мм, а сам размер выбивают на корпусе насоса.
Для измерения установочного размера в насосах дизелей типа Д100 применяют приспособление, показанное на рис. 5.40, в котором использован так называемый световой способ определения момента отсечки топливоподводящего отверстия. Секцию 2 с предварительно снятым фланцем, штуцером и демонтированным из корпуса нагнетательным клапаном устанавливают в гнездо траверсы 4 и закрепляют пневматическими зажимами 3. Затем устанавливают над гильзой плунжера осветитель 1 и вращением установочного винта 7 перемещают плунжер вверх до момента исчезновения света. Показания снимают по индикатору 72, предварительно настроенному по установочному эталону.
Рис. 5.40. Приспособление для определения нерабочего хода плунжера топливных насосов дизелей типа Д100 (а) и эталон (б):
1 — осветитель; 2 — секция топливного насоса; 3 — зажим; 4 — траверса; 5 — воздушный цилиндр; 6 — рычаг; 7—винт; 8 — воздушный кран; 9 — основание;
10, 11 — зажимы; 12 — индикатор; 13 — стойка
В секциях топливных насосов дизелей ПД1М допускается определение установочного размера менее точным способом — по стра-гиванию топлива в моментоскопе при перекрытии кромкой плунжера наполнительного окна гильзы. Установочное положение плунжера для этого насоса отмечают риской в смотровом лючке корпуса против специальной проточки на стакане пружины плунжера.
Для топливных насосов типа Д49 установочный размер измеряют от поверхности качения ролика до опорной поверхности корпуса толкателя насоса при плунжере, поднятом до упора в корпус клапана. Обкатка, регулировка насоса на стенде и установка на дизель производятся с прокладками, обеспечивающими при установочном размере Н = (56 ±0,1) мм зазор между торцами плунжера и корпуса клапана (2 ± 0,15) мм. Толщину набора прокладок выбивают на фланце корпуса насоса.
В процессе обкатки и испытания максимальный выход А рейки 31 (рис. 5.41) насоса, замеряемый от торца рейки до болта 8, ограничивается винтом 30, который препятствует повороту зубчатого венца и, соответственно, перемещению рейки. Начальная установка размера А производится при регулировании насоса на производительность на стенде путем изменения положения и пакета прокладок под болтом 8. При установке топливного насоса на дизель размер А выставляется без распломбировки после соединения механизма управления насосами с регулятором частоты вращения коленчатого вала дизеля.
Для обеспечения равномерности угла подачи топлива по цилиндрам дизеля необходимо, чтобы зазор между плунжером при нахождении его в крайнем верхнем положении и торцом корпуса нагнетательного клапана 10 был одинаковым у всех насосов и равным (2 ± 0,1) мм. Указанный размер устанавливают набором регулировочных прокладок 19 между опорными поверхностями направляющей втулки 2 толкателя и опорной поверхности посадочного блока насосов. Необходимую толщину пакета регулировочных прокладок определяют на заводах, и этот размер набора прокладок а фиксируется на поверхности корпуса насоса (см. рис. 5.41). Установленная толщина пакета прокладок является исходной при монтаже насоса на дизеле. При необходимости допускается уменьшение или увеличение толщины прокладки на 0,5 мм. В блочных топливных насосах установочные размеры, необходимые при регулировке начала подачи, обеспечивают технологическими допусками и изменением длины регулировочного болта толкателя.
Топливные насосы после сборки проходят обкатку на соответствующих стендах. После проведения обкаточных испытаний в течение 10—15 мин производят устранение дефектов, необходимую регулировку и окончательно проводят контрольные испытания.
Рис. 5.41. Топливный насос высокого давления дизеля Д49:
1, 25 — втулка; 2 — втулка направляющая; 3 — тарелка нижняя; 4 — корпус насоса; 5 — венец зубчатый; 6 — пружина; 7 — тарелка верхняя; 8 — болт; 9, 12, 18, 20 — кольца уплотнительные; 10 — корпус нагнетательного клапана; 11 — клапан; 13 — штуцер нажимной; 14 — прокладка; 75 — винт стопорный; 16 — втулка плунжера; 17 — плунжер; 19 — прокладка регулировочная; 21 — тарелка; 22 — упор; 23 — корпус толкателя; 24—ось ролика; 26—ролик; 27, 30—винты; 28— крышка; 29— пробка; 31 — рейка; 32 — колпак; 33 — фланец; 34 — штифт; 35 — винт стопорный; А, Н — установочные размеры; а — поверхность маркировки толщины прокладок; б—полость высокого давления; в — отверстие для подвода и отсечки топлива; г — кромки отсечные; д — отверстие для слива масла; е — отверстие; ж — полость низкого давления; и — отверстие для подвода масла к толкателю
Ремонт прецизионных деталей. К эксплуатационным дефектам плунжерной пары относятся ухудшение подвижности (плавности перемещения) сопрягающихся прецизионных поверхностей и потеря герметичности по уплотнительным торцам.
Плавность перемещения плунжера во втулке проверяют при тщательно промытых и смоченных профильтрованным дизельным топливом деталях. Плунжер, выдвинутый из втулки на одну треть его рабочей цилиндрической поверхности, должен плавно и безостановочно опускаться под действием собственной массы при любом угле поворота вокруг своей оси. Если прецизионная пара этим требованиям не соответствует, то после промывочных и полировочных операций допускается расхаживание путем взаимной притирки пары на станке типа ПР 279.28. При этом хвостовик плунжера закрепляют в патроне или специальном приспособлении, укрепленном на шпинделе станка. На его прецизионную поверхность в зоне дефекта наносят тонкий слой пасты М5 или М3. После этого при частоте вращения 70—150 мин-1 шпинделя вручную с помощью держателя возвратно-поступательно перемещают гильзу с частотой от 20 до 60 ходов в минуту. При этом необходимо избегать свисания гильзы с плунжера более чем на 70 % ее длины.
После выполнения притирочных операций проверяют плотность плунжерных пар на стенде А2383ПС (рис. 5.42). Технические требования и нормы плотности при опрессовке плунжерных пар насосов тепловозных дизелей приводятся в правилах ремонта.
Устранение дефектов и восстановление геометрии прецизионных поверхностей плунжеров производятся кольцевыми притирами (см. рис. 5.29), а отверстий гильз — с помощью разрезных чугунных цилиндрических притиров с коническими оправками (см. рис. 5.29, в).
Окончательно обработанные с использованием тонких паст на основе оксида алюминия прецизионные цилиндрические поверхности должны иметь овальность, не превышающую 0,5 мкм.
Для совместной притирки плунжер, подобранный к гильзе, должен входить на 25—40 % ее цилиндрической части. Для облегчения подбора детали предварительно рассортировывают по возрастанию размеров или производят размерную притирку одной из них. Совместную притирку производят с использованием только тонких паст зернистостью М3, Ml при частоте вращения шпинделя доводочной головки 200—250 мин-1.
Рис. 5.42. Схема стенда типа А2383ПС для испытания плунжерных пар на плотность:
1 — винт; 2 — запорная заглушка; 3 — сменная технологическая втулка; 4 — корпус; 5 — плунжер; 6 — гильза; 7 — регулировочный шток-толкатель; 8 — цифровой секундомер; 9, 11 — рукоятки; 10 — датчик верхнего уровня; 12 — груз; 13 — подпружиненный упор; 14, 16, 19 — рычаги системы; 75 — датчик нижнего уровня;
17— пневмоцилиндр; 18, 20— вентили
При потере герметичности нагнетательного клапана по запирающему конусу проводят совместную притирку конических поверхностей корпуса и клапана. Притирка выполняется при частоте вращения шпинделя доводочного станка 80—150 мин-1 с применением микропорошка зернистостью 20 мкм и пасты зернистостью М5—М7. Процесс притирания состоит в чередовании соприкосновения конусов с поворачиванием прижимаемой детали на 30—60° против на
правления вращения шпинделя и соударения конусов с частотой, превышающей частоту вращения шпинделя. При значительных дефектах геометрия конуса корпуса клапана может быть исправлена доводкой с использованием конического притира.
Ухудшение подвижности клапана устраняют притиркой направляющих поверхностей. При этом не допускается увеличение диаметрального зазора в клапанных парах без разгружающего пояска более 30 мкм. Плотность клапана по разгружающему пояску проверяют гидравлической опрессовкой.
Испытание, регулировка топливных насосов и монтаж их на дизеле. Контрольные испытания топливных насосов выполняют на соответствующих стендах (рис. 5.43). Насосы устанавливают на стенд с прокладками по установочным размерам насоса и гнезда стенда. Перед регулировочными операциями при постепенном повышении давления в топливном коллекторе по мениску, установленному на нагнетательном штуцере, проверяют герметичность нагнетательного клапана и давление при его открытии. Подачу насосов регулируют в комплекте с образцовыми (контрольными) трубопроводами высокого давления и форсунками. Режимы испытаний, нормированные значения регулировочных подач и размеров для фланцев топливных насосов дизелей установлены со-ответсвующими правилами ремонта.
Подачу топливного насоса регулируют выдвижением рейки. Положение рейки при максимальной нормированной подаче топлива фиксируют упором, который контрят и пломбируют. При положении рейки на упоре ее контрольная плоскость (торец для насосов дизелей Д49) должна находиться на расстоянии А от головки установочного болта, что обеспечивают подбором прокладок между головкой болта и стенкой корпуса насоса. При этом выдерживают допуск на нормированную величину выдвижения рейки при прекращении подачи топлива. Для насосов дизелей типов Д100 и ПД1М при прижатом к корпусу насоса упоре совмещают положение указательной стрелки с соответствующим нормированным делением, нанесенным на рейке, и проверяют, при каком делении при выдвижении рейки от упора прекращается подача топлива.
Для насосов, имеющих нагнетательные клапаны с разгружающим пояском, изменение максимальной подачи осуществляется подбором клапанов, различающихся разгружающим ходом и гидравли-
1
2
3
4
Рис. 5.43. Функциональная блок-схема стенда типа А2592:
1 — цифровой тахометр; 2 — частотный преобразователь; 3 — блок управления; 4 — реле управления; 5 — поворотная воронка; 6 — форсунка; 7 — испытываемый топливный насос; 8 — счетный блок; 9 — топливомерный цилиндр; 10 — электромагнит; 11 — электродвигатель; 12 — задающий блок; 13 — датчик оборотов; 14 — зубчатый диск; 15 — поддон; 16 — нагнетатель; 17 — указатель температуры топлива; 18 — указатель давления топлива; 19 — цифровой указатель числа ходов плунжера; 20, 22 — клапаны; 21 — топливный коллектор; 23,27 — фильтры; 24 — топливоподкачивающий насос; 25 — топливный бак; 26 — змеевик;
28 — желоб
ческой характеристикой. Если этими мерами не удается достичь требуемой подачи, то плунжерную пару заменяют.
Для снижения неравномерности цикловых подач топлива на холостом ходу топливные насосы дизелей типов ДЮО и ПД1М разбивают на группы и дизель комплектуют насосами одной группы.
Технологический процесс постановки насосов дизелей типа Д100 состоит из измерения размера К каждого толкателя топливных насосов и вычисления толщины регулировочных прокладок С, устанавливаемых между привалочными плоскостями корпусов толкателей и насосов. Размер К — это расстояние между опорной плоскостью корпуса и торцом стержня толкателя при смещении его от начального положения на 3,6+0’01 мм.
Приспособление для определения установочного размера К (рис. 5.44) поочередно с правой и левой сторон дизеля, начиная с
Рис. 5.44. Приспособление для определения установочных размеров в толкателях топливных насосов дизелей типа Д100: 1 — шток; 2 — стопорное кольцо; 3 — втулка; 4—пружина; 5 — корпус приспособления; 6 — пластина; 7 — стойка индикатора; 8 — измерительный стержень;
9 — индикатор
первого цилиндра, устанавливают в корпусах толкателей. Далее производят буксовку коленчатого вала и при определенных углах его поворота фиксируют утопание торца А штока 7 относительно торца Б корпуса приспособления.
Окончательно установочные размеры Kj определяют по формуле:
Т^Я + ^-Д), (5.1)
где Н—постоянная приспособления, которая в момент совмещения торца А с торцом Б равна (48 ± 0,05) мм;
/z • — размер, контролируемый по индикатору приспособления при определенных углах поворота коленчатого вала для z-ro насоса (см. рис. 5.44);
Д — толщина технологической пластины (Д = 1,5—2,0 мм).
Измерение начинают с первого цилиндра. Для этого производят буксовку до совпадения риски, например 344°, видимой на градуированном секторе маховика коленчатого вала, со стрелкой на корпусе блока дизеля с точностью ±1°.
При таком положении шток каждого толкателя первого цилиндра переместится от начального положения на 3,6 мм. Затем в корпусах толкателей вместо насосов устанавливают приспособления, фиксируют по индикаторам размеры и по выражению (5.1) окончательно определяют размер К-. В качестве дополнительного пояснения следует отметить, что технологическая пластина Б (см. рис. 5.44) необходима для настройки индикатора приспособления на нуль шкалы.
Необходимую толщину Су пакета прокладок, устанавливаемых между привалочными поверхностями корпусов толкателя и насоса, определяют по выражению:
где By — расстояние между опорным пояском корпуса насоса и торцом плунжера в момент перекрытия (отсечки) верхней кромки головки плунжера топливоподводящего отверстия в гильзе.
Размер By для каждого топливного насоса с точностью ±0,01 мм определяют на приборе типа ПР722-02 (см. рис. 5.40). Для этого перед измерением стрелку индикатора прибора настраивают на нуль по калибру размером (56 ±0,01) мм. Затем собранный насос без корпуса нагнетательного клапана устанавливают в отверстие траверсы прибора, фиксируют корпус насоса и рычагом перемещают плунжер насоса до перекрытия (отсечки) верхней кромкой головки плунжера топливоподводящего отверстия в гильзе (такой момент фиксируется визуально по исчезновению просвета через отверстие гильзы). Далее по индикатору определяют нерабочий ход плунжера Ху и окончательно рассчитывают By по выражению:
В^А-Х,
А - 56 ± 0,01 мм — размер калибра;
Xi — нерабочий ход плунжера.
При ремонте топливных насосов рекомендуется сохранять в комплекте с ними пакет регулировочных прокладок. В частности, если выполняют замену корпуса насоса или плунжерной пары, то вновь определяют размер By и по разнице между определенным размером и ранее известным, который выбивают на корпусе, корректируют толщину пакета прокладок:
±\C = Bin-Bip,
где BiH — размер до ремонта топливного насоса;
Вф — размер, устанавливаемый после замены корпуса или плунжерной пары насоса.
Процесс монтажа топливных насосов дизелей типа ПД1М состоит в установке их в гнезда общего блока насосов, регулировке геометрического угла опережения подачи топлива и соединении приводных элементов и узлов. Опережение подачи топлива можно контролировать и регулировать по меткам и моментоскопу. В ходе проверки угла по меткам снимают смотровые лючки на корпусах каждого топливного насоса и вращают коленчатый вал дизеля до совпадения риски на корпусе насоса со средней кольцевой риской на стакане толкателя. При таком положении контролируют по градуированному сектору маховика угол подачи топлива соответствующего цилиндра (рис. 5.45). Если угол подачи топлива не будет соответствовать паспортному значению [(23 ± 1,5°) или (29 ± 1,5°)], то в этом
б
а
Рис. 5.45. Контроль геометрического угла опережения подачи топлива по моментоскопу:
а — градуированный сектор на маховике коленчатого вала; б — моментоскоп; 1 — блок дизеля; 2 — маховик коленчатого вала; 3 — коленчатый вал; 4 — стрелка, устанавливаемая на блоке дизеля; 5 — мениск; б — стеклянная трубка; 7— резиновая трубка; 8 — нагнетательный штуцер; 9 — топливоподводящее отверстие;
10 — плунжер; 11 — корпус насоса; 12 — клапан
случае проворачивают коленчатый вал против хода на 20—30° и последующим вращением по ходу совмещают метку [(23 ± 1,5°) или (29 ± 1,5°)] на маховике со стрелкой на корпусе блока. В таком положении регулируют болтом толкателя насоса совпадение средней риски на стакане толкателя с риской на корпусе насоса.
В качестве пояснения следует отметить, что на дизелях типа Д50 угол подачи топлива устанавливают в пределах 27,5—30,5°, а на дизелях ПД1М с измененным (тангенциальным) профилем — в пределах 21,5—24,5°.
При контроле и настройке угла подачи топлива по моментоско-пу сначала от всех насосов отсоединяют трубки высокого давления, перемещают рейки топливных насосов в положение до упора, включают топливоподкачивающий насос и для удаления воздуха из нагнетательных полостей насосов на 3—4 оборота проворачивают коленчатый вал дизеля. Затем начиная с первого насоса устанавливают на его штуцер моментоскоп и для заполнения его стеклянной трубки повторяют проворот коленчатого вала. После заполнения трубки топливом частично удаляют его и при медленном вращении коленчатого вала визуально фиксируют момент начала подъема топлива в стеклянной трубке. Этот момент соответствует углу начала подачи топлива, который также визуально определяют по градуированному сектору маховика коленчатого вала (рис. 5.46).
Если зафиксированный угол не соответствует требуемому допуску ±1,5°, то его регулируют изменением длины болта-толкателя (поворот болта-толкателя на 1/6 часть оборота по часовой или против часовой стрелки приводит к увеличению или уменьшению угла подачи топлива на 1°).
Затем проверяют углы опережения подачи топлива в остальные цилиндры, которые не должны отличаться друг от друга на угол более 1°.
В отрегулированном топливном насосе расстояние от верхнего торца гильзы до торца головки плунжера должно быть не менее 11,5 мм при нахождении его в верхнем положении.
Контроль угла подачи топлива насосом дизеля 5Д49 рекомендуется производить по моментоскопу так же, как и для насосов дизеля ПД1М.
Рис. 5.46. Контроль геометрического угла опережения подачи топлива по технологическим рискам и меткам:
а — градуированный сектор на маховике коленчатого вала; б—риски на корпусе топливного насоса и стакане толкателя; 1 — стрелка, устанавливаемая на блоке дизеля; 2 — маховик коленчатого вала; 3 — коленчатый вал; 4 — корпус насоса;
5 — смотровое окно секции насоса; 6 — риска на корпусе насоса; 7 — риска на стакане толкателя
5.8. Ремонт регулятора частоты вращения и объединенного регулятора мощности дизеля
В настоящее время на тепловозах используются всережимные и объединенные регуляторы, которые состоят из следующих основных узлов:
- чувствительного элемента центробежного типа, воспринимающего изменение частоты вращения коленчатого вала;
- золотникового распределителя, который кинематически связан с центробежным чувствительным элементом и гидравлически — с масляной системой сервомотора;
- системы обратной связи, обеспечивающей устойчивость частоты вращения при любых режимах работы дизеля.
Узел чувствительного элемента включает в себя измеритель частоты вращения в виде вращающихся грузов и всережимную пружину, усилие затяжки которой зависит от положения контроллера ма
шиниста. При неизменной степени нагрузки дизеля усилия, возникающие со стороны центробежной силы и всережимной пружины, уравновешиваются, и тем самым обеспечивается постоянство цикловой подачи топлива в цилиндры дизеля.
Изменение нагрузки дизеля или степени затяжки всережимной пружины приводит к нарушению равновесия сил, которые посредством золотникового распределителя влияют на положения штока сервомотора, связанного с общей тягой привода реек топливных насосов.
Объединенный регулятор, в отличие от всережимного, оборудован индуктивным датчиком, который предназначен для формирования внешней характеристики тягового генератора в виде гиперболы. Сердечник индуктивного датчика через дополнительный сервомотор и золотниковый распределитель кинематически связан со штоком основного сервомотора. Конструкция объединенного регулятора отличается от всережимного также тем, что затяжка всережимной пружины осуществляется за счет гидропривода, связанного с гидросистемой регулятора частоты вращения (РЧО) через дополнительный золотниковый распределитель.
Ремонт РЧО. Регуляторы относятся к сложным системам, для которых требуются особо тщательные ремонт и сборка узлов, тонкая регулировка в процессе обкатки и настройки качества работы РЧО, например, на стенде типа А2290, функциональная схема которого приведена на рис. 5.47.
В эксплуатации и при проведении технических осмотров производят дозаправку или смену масла в системе РЧО. При ремонтах ТР-1 проверяют работу рычажного механизма предельного выключателя, настраивают частоту вращения коленчатого вала дизеля, производят замену уплотняющих колец в узлах гидросистемы, а также контролируют и корректируют их геометрические размеры. При текущих ремонтах в объеме ТР-2, ТР-3 и заводских ремонтах в объеме КР-1, КР-2 выполняют ремонт прецизионных пар РЧО, заменяют уплотняющие элементы, детали, прецизионные пары. Кроме того, контролируют:
- величину монтажной перекрыши между верхней кромкой отверстия Ф и кромкой поршня золотника;
- ход плунжера и его положение относительно золотника.
Контроль монтажной перекрыши, хода и положения плунжера относительно золотника выполняют на приспособлении, оборудо-
1
Рис. 5.47. Функциональная схема стенда А2290:
1 — электропневматический привод; 2 — испытываемый регулятор; 3 — электродвигатель; 4 — кодовый диск; 5 — цифровой тахометр; 6 — датчик частоты вращения; 7— индуктивный датчик стенда ИД1; 8 — сервомотор; 9 — сервомотор регулятора мощности; 10 — штатный индуктивный датчик ИД2; 11 — блок обратной связи; 12 — блок управления тиристорами; 13 — тиристорный блок; 14 — переключатель типа РЧО; 75 — переключатель позиций; 16 — цифровое табло
ванном измерительными индикаторами и подсветкой. Проверку монтажной перекрыши (1,6 ± 0,1) мм между верхней кромкой поршня золотника 5 обычно выполняют при замене корпуса буксы 24 или золотника 7 и при необходимости ее регулируют в допустимых пределах (рис. 5.48).
Качество функционирования обратной связи РЧО в значительной степени зависит от правильности затяжки компенсирующей пружины 4. Поэтому рекомендуется вначале посредством корончатой гайки 27 выполнить предварительную затяжку пружины 4 с обязательным соблюдением условия, связанного с совпадением торца втулки 6 с торцом нижней шайбы 3 (торцы должны находиться в одной плоскости при допуске возвышения торца шайбы 3 над торцом втулки 6 не более 0,05 мм). После выполнения этого условия сборки вначале контролируют ход золотника, который должен быть в пределах
3,2—3,3 мм, а затем, после подвески груза массой (1,1 ±0,1)кг, проверяют затяжку компенсирующей пружины (при правильной затяжке стрелка индикатора приспособления должна отклоняться от нулевого положения на 0,2—0,3 мм). При необходимости ход золотника регулируют путем подбора или изменения высоты буртов (ступиц) опорных шайб 3. Затяжку пружины 4 путем подбора толщины пакета регулировочных прокладок 26 контролируют изменением положения втулки золотника 6 в корпусе буксы. После установки необходимой величины монтажной перекрыши втулку 6 фиксируют с корпусом буксы 24 посредством двух винтов 2.
Xqjx плунжера (6,2—6,3 мм) контролируют индикатором часового типа и при необходимости регулируют за счет изменения высоты опорного бурта, ограничивающего перемещение грузов 16 при их полностью сведенном состоянии. Положение плунжера относительно золотника проверяют при полностью разведенном или связанном состоянии грузов 16, при этом сред ние отверстия в золотнике 7 должны быть полностью открыты, то
Рис. 5.48. Золотниковая часть РЧО с демпфером:
1,9 — зубчатые колеса; 2 — винт; 3 — опорная шайба; 4, 19 — пружины; 5 — поршень золотника; 6 — втулка; 7 — золотник; 8 — кольцо; 10, 13 — фланцы; 11 — траверса;
12, 18, 22 — шарикоподшипники; 14, 27 — корончатые гайки; 75 — опорная тарелка;
16 — грузы; 17 — валик; 20 — муфта; 21 — кулачковая шайба; 23—плунжер; 24—букса; 25 — хвостовик; 26 — пакет регулировочных прокладок; 27 — корончатая гайка
есть они не должны перекрываться средним диском (поршнем) плунжера 23. При необходимости положение плунжера корректируют за счет изменения толщины пакета прокладок, устанавливаемых между опорным подшипником 18 и опорным пояском плунжера 23.
Обкатка и настройка качества работы в сер е-жимного регулятора. Всережимные регуляторы частоты вращения коленчатого вала в настоящее время в основном установлены на дизелях типа Д50, ПД1М и 2Д100. После ремонта производится их обкатка и настройка на стенде типа А2290. В процессе обкатки, которая проводится на 1, 2, 6, 7 и 8-й позициях контроллера для дизелей Д50 и ПД1М и на 1, 6, 10 и 16-й позициях контроллера дизеля 2Д100, в течение 1,5 ч контролируют давление масла в системе РЧО, настраивают на указанных позициях частоту вращения, а также качество функционирования обратной связи.
Режимы обкатки всережимного регулятора приведены в табл. 5.11 и 5.12. Регулировку минимальной частоты вращения условного коленчатого вала производят при нулевом положении переключателя позиций за счет изменения длины Н вертикальной тяги 4 (рис. 5.49, а). Для этого производят расконтрогаивание муфты 5 и путем вращения ее
а
Рис. 5.49. Кинематическая схема воздействия на всережимную пружину РЧО: а — регулировка частоты вращения посредством муфты 5 на холостом режиме; б — регулировка частоты вращения посредством шарнира 9 на номинальном режиме; 1 — всережимная пружина; 2 — зубчатый стакан; 3 — зубчатый сектор; 4 — рычажная система; 5 — электропневматический привод; 6 — шарнир; 7 — прорезь; 8 — пружина возврата; 9 — муфта; 10 — тяга
б
Таблица 5.11
Режимы обкатки и порядок включения вентилей ВТ1—ВТ4 всережимного регулятора дизеля ПД1М
Позиция Включение электропневмати-ческих вентилей Частота вращения, мин-1 Давление масла в системе, кг/см2 Время обкатки, мин
ВТ1 ВТ2 втз ВТ4
0,1 — — — — 300+ 15 3,5^1,5 15
2 — - — — 300+ 15 3,5 15
3 + — — — 330+ 10 3,5 15
4 + + — — 400+ 10 3,5 15
5 — + + — 480+ 10 3,5 15
6 + — — + 570 + 10 3,5 15
7 — — + + 650 + 10 3,5 30
8 + + + + 650+ 10 3,5 30
Таблица 5.12
Режимы обкатки и порядок включения вентилей ВТ1—ВТ4 всережимного регулятора дизеля 2Д100
По-зиция Включение электропнев-матических вентилей Частота вращения, мин-1 Давление масла в системе, кг/см2 Время обкатки, мин
ВТ1 ВТ2 ВТЗ ВТ4
0,1 — — — — 400+ 10 6,5—7,5 15
2 + — — — 430+ 10 6,5—7,5 15
3 — + — — 460+ 10 6,5—7,5 15
4 + + — — 490+ 10 6,5—7,5 15
5 — — + — 520+ 10 6,5—7,5 15
6 + — + — 550+ 10 6,5—7,5 15
7 — + + — 580+ 10 6,5—7,5 30
8 + + + — 610+10 6,5—7,5 30
9 - — - + 640+ 10 6,5—7,5 30
10 + — — + 670 + 10 6,5—7,5 30
11 — + — + 700+ 10 6,5—7,5 30
12 + + — + 730+ 10 6,5—7,5 30
13 — — + + 760+ 10 6,5—7,5 30
14 + — + + 790 + 10 6,5—7,5 30
15 — + + + 820+10 6,5—7,5 30
16 + + + + 850+ 10 6,5—7,5 30
по часовой стрелке сокращают длину тяги или увеличивают ее путем вращения против часовой стрелки. В результате изменения длины тяги изменяется затяжка всережимной пружины 1 и тем самым обеспечивается изменение частоты вращения коленчатого вала.
Далее регулируют частоту вращения на 8-й позиции для дизелей типа Д50 и ПД1М и на 16-й — для дизелей типа 2Д100. При таких режимах включаются электропневматические вентили ВТ1, ВТ2, ВТЗ и ВТ4, при этом геометрическая ось хвостовика зубчатого сектора 3 принимает наклонное положение. При таком положении появляется возможность изменить затяжку всережимной пружины не за счет длины тяги, а за счет перемещения маркера 9 в прорези 10 правого плеча зубчатого сектора 3 (рис. 5.49, б). Таким образом регулируют частоту вращения коленчатого вала при номинальных режимах работы дизелей Д50, ПД1М и 2Д100.
После повторных регулировок (до двух-трех раз) при холостых и номинальных режимах проверяют также частоты вращения на промежуточных позициях. Если при этом наблюдается отклонение от указанных частот вращения, то проверяют и при необходимости регулируют выход штоков электропневматических вентилей ВТ1, ВТ2, ВТЗ и ВТ4.
После постановки регулятора частоты вращения на дизель повторяют контроль оборотов коленчатого вала и только после этого производят шплинтовку узлов РЧО, рекомендуемых правилами ремонта.
Регулировка объединенного регулятора дизеля 1 ОД100. Объединенные регуляторы разной модификации используют на дизелях типа 10Д100, 11Д45, 14Д40 и 5Д49. В качестве примера рассмотрены режимы обкатки и порядок включения электромагнитных клапанов регулятора (табл. 5.13).
Таблица 5.13
Режимы обкатки и порядок включения электромагнитных клапанов регулятора дизеля 10Д100
Позиция Включение электромагнитных клапанов Частота вращения, мин-1 Давление масла в системе, кг/см2 Время обкатки, мин
МР1 МР2 MP3 MP4
1 — — — — 400 ± 15 6,5—7,5 15
2 + — — + 430 ± 15 6,5—7,5 15
3 + — — — 465 ± 15 6,5—7,5 15
4 — + — + 495 ± 15 6,5—7,5 15
5 — + — — 530 ± 15 6,5—7,5 15
6 + + _* 560 ± 10 6,5—7,5 15
7 + + — — 590 ± 15 6,5—7,5 15
8 — — + 625 ± 15 6,5—7,5 15
9 — — + — 660 ± 15 6,5—7,5 15
10 + _* + + 690 ± 10 6,5—7,5 15
11 + - + — 720 ± 15 6,5—7,5 15
Позиция Включение электромагнитных клапанов Частота вращения, мин-1 Давление масла в системе, кг/см2 Время обкатки, мин
МР1 МР2 MP3 MP4
12 _* + + + 755 ± 10 6,5—7,5 15
13 — + + — 785 ± 15 6,5—7,5 15
14 + + + + 820 ± 10 6,5—7,5 15
15 + + + _* 850 ± 10 6,5—7,5 15
♦Пробками отключенных электромагнитных клапанов при 6, 10, 12 и 15-м положениях переключателя режимов корректируют частоту вращения коленчатого вала.
Перед настройкой частоты вращения производят регулировку хода якорей электромагнитов МР1, МР2 и MP3, который должен составлять (2,5 ± 0,1) мм. Такую регулировку производят отворачиванием пробок электромагнитов от их упоров примерно на 2,5 оборота. Ход якоря электромагнита MP4 (0,35 мм) регулируется отворачиванием на 10 делений от упора. После регулировки хода якорей переключатель позиций при работающем стенде переводят на 14-е деление, что соответствует 14-й позиции контроллера машиниста, на которой все электромагнитные клапаны будут включены (см. табл. 5.13). При таком режиме частоту вращения в пределах 830—840 мин-1 регулируют путем изменения затяжки всережимной пружины РЧО. В частности, при повороте регулировочной гайки, косвенно влияющей на затяжку пружины, по часовой стрелке частота вращения будет уменьшаться, а поворот гайки на одну грань в правую или левую стороны приводит к изменению частоты вращения на ±8 мин-1. Далее переключатель позиций переводят в 15-е положение и поворотом пробки отключенного электромагнита MP4 регулируют частоту вращения в пределах 840—860 мин-1.
Аналогичную регулировку частоты вращения выполняют при 6, 10 и 12-м положениях переключателя позиций также путем отворачивания или заворачивания пробок отключенных электромагнитов MP3, МР2 и МР1. Окончательно контроль и регулировку частоты вращения выполняют при нулевом положении переключателя позиций. При таком режиме частота вращения условного коленчатого вала должна быть 400 мин-1, и для ее стабилизации упор минимальной частоты подводят к торцу поршня, воздействующего на затяжку всережимной пружины РЧО. После выполнения указанных регулировочных работ производится законтрогаивание всех ранее рас-контрогаенных узлов.
Настройка механизма управления нагрузкой. Механизм управления нагрузкой регулируют при замкнутом контуре регулирования мощности, т.е. при включенном в схему штатном индуктивном датчике ИД2 (рис. 5.50).
Предварительно на 3-м положении переключателя позиций вращением винта 8 устанавливают траверсу 2 так, чтобы ее риска находилась напротив 8-го деления шкалы двуплечего рычага 3 (см. рис. 5.50). Далее на 4-м положении переключателя производится регулировка положения якоря ИД так, чтобы при его максимальном смещении в катушку якорь устанавливался на так называемый минимальный упор. Такое положение якоря регулируется за счет изменения размера А.
Рис. 5.50. Узлы системы управления нагрузкой дизеля 1 ОД 100:
1 — шток сервомотора; 2 — втулка; 3, 5 — контрагайки; 4 — промежуточный элемент штока; 6 — фасонный винт; 7 — двуплечий рычаг; 8 — винт регулировки соотношения плеч рычага; 9 — серьга; 10 — шпилька; 11 — всережимная пружина; 12 — поршень; 13 — винт минимальных оборотов; 14 — траверса; 75 — эксцентрик; 16 — шток золотника управления нагрузки; 17 — плунжер сервомотора управления; 18 — корпус золотника управления нагрузкой
Если якорь будет находиться в промежуточном положении или на так называемом максимальном упоре, то вращением промежуточного элемента штока 4 регулируют нужное положение якоря (вращение по часовой стрелке соответствует понижению уровня мощности, а против часовой — повышению).
Положение якоря штатного индуктивного датчика ИД2 контролируется на 15-м положении переключателя режимов. При этом якорь датчика должен переместиться до максимального упора. Положение якоря также контролируют и на 6-м положении переключателя. При этом якорь датчика должен сместиться с минимального упора на расстояние не менее 10—15 мм.
Если якорь не смещается с минимального упора, то необходимо повысить чувствительность регулятора нагрузки путем перемещения траверсы 14 в сторону силового сервомотора (перемещение траверсы в сторону всережимной пружины РЧО уменьшает чувствительность регулятора нагрузки).
На тепловозных дизелях, оборудованных электрической схемой с жесткой динамической характеристикой, установлены РЧО, имеющие возможность за счет индуктивного датчика обеспечивать минимальное возбуждение при трогании тепловоза и при его боксова-нии. Установка индуктивного датчика в положение минимального возбуждения достигается включением дополнительного электромагнита МР5. При этом якорь должен полностью переместиться в катушку индуктивного датчика. Настройку механизма управления нагрузкой следует производить при открытых на 1,5—2 оборота иглах сервомотора управления нагрузкой.
Регуляторы частоты вращения с корректорами ограничения нагрузки и подачи топлива обкатывают и настраивают по изложенной методике и дополнительно производят регулировку датчика давления наддувочного воздуха, корректора ограничения нагрузки и ограничения подачи топлива.
В процессе регулировки датчика давления наддувочного воздуха посредством редукционного клапана производится изменение давления от 0,02 до 0,13 МПа (от 0,2 до 1,3 кгс/см2), и при этом контролируют ход поршня датчика, который должен быть не менее 18 мм.
Регулировку корректора нагрузки при давлении подводимого воздуха 0,105 МПа (1,05 кгс/см2) выполняют вначале при 15-м положении переключателя позиций, а затем при 6-м при давлении под
водимого воздуха 0,025 МПа (0,25 кгс/см2). При таких режимах контролируют зазор между тягой и роликом рычажной системы корректора, который должен быть не более 0,2 мм.
Регулировку корректора ограничения подачи топлива также производят при 15-м и 6-м положениях переключателя режимов нагрузки и также при давлении подводимого воздуха 0,105 и 0,025 МПа соответственно. При таких режимах контролируют зазоры в рычажной системе корректора и, если различие зазоров превышает 0,3 мм, их равенство устанавливают путем изменения угла развала кулачка рычажной системы.
Регулировка объединенного регулятора типа 7РС2. Перед испытаниями регулятора проводят подготовительные работы, при которых проверяют легкость вращения приводного вала, перемещение поршня силового сервомотора в пределах 16,2—18,4 мм, производят регулировку хода якорей электромагнитных клапанов путем отворачивания пробок от упора на 2,5 оборота для МР1—М4 и на 10 делений для МР5, а также регулировку положения откидного болта на рычажной передаче обратной связи механизма управления частотой вращения (болт должен на 5—7 мм выступать над гайкой).
Равновесным режимом работы регулятора считают режим, при котором поршни силового и дополнительного сервомоторов в течение длительного времени не устанавливаются на упоры. Режимы обкатки и испытания РЧО типа 7РС2 при частотах вращения 400 ± 50, 700 ± 50 и 1000 ± 50 мин и при включенном электромагнитном клапане МР5 приведены в табл. 5.14.
Таблица 5.14
Режимы обкатки и испытания РЧО типа 7РС2
Позиция Включение электромагнитных клапанов Частота вращения, мин-1 Давление масла в системе, кгс/см2 Время обкатки, мин
МР1 МР2 MP3 MP4 в масляной системе в воздушной системе
1 - — - - 350 ± 15 5,5—6,5 0,55—0,65 15
2 + — — + 395 ±15 5,5—6,5 0,55—0,65 15
3 + - - - 445 ±15 5,5—6,5 0,55—0,65 15
4 - + - + 490 ±15 5,5—6,5 0,55—0,65 15
5 - + - - 535 ±15 5,5—6,5 0,55—0,65 15
6 + + _* + 580 ± 15 5,5—6,5 0,55—0,65 15
7 + + - - 630 ±15 5,5—6,5 0,55—0,65 15
Позиция Включение электромагнитных клапанов Частота вращения, мин-1 Давление масла в системе, кгс/см2 Время обкатки, мин
МР1 МР2 MP3 MP4 в масляной системе в воздушной системе
8 — — + + 675 ±15 5,: 5—6,5 0,55—0,65 30
9 — — + — 720 ± 15 5,: 5—6,5 0,55—0,65 15
10 + _* + + 770 ±15 5,: 5—6,5 0,55—0,65 15
11 + — + — 815 ± 15 5,: 5—6,5 0,55—0,65 15
12 _* + + + 860 ±15 5,: 5—6,5 0,55—0,65 15
13 — + + — 910 ± 15 5,: 5—6,5 0,55—0,65 15
14 + + + + 955 ±15 5,: 5—6,5 0,55—0,65 15
15 + + + _* 1000 ±10 5,: 5—6,5 0,55—0,65 30
* Пробками отключенных электромагнитных клапанов на 6, 10, 12 и 15-м положениях переключателя режимов корректируют частоту вращения коленчатого вала.
Наряду с настройкой частоты вращения коленчатого вала производят контроль герметичности соединительных узлов и положения поршня силового сервомотора по указательной стрелке нагрузки (рис. 5.51):
- в положении 1 («Стоп») поршень силового сервомотора должен переключаться до верхнего упора;
- в положении 2, соответствующем номинальной мощности между штифтом 2 и стрелкой указателя нагрузки должен быть зазор 2,0—2,4 мм;
- в положении э, соответствующем промежуточной мощности, между штифтом 3 и стрелкой также должен быть зазор 2,0—2,4 мм.
Остановка работы дизеля обеспечивается в моменты перемещения поршня управления частотой вращения до упорного винта. В процессе регулировки хода поршня в пределах 3,5—4,5 мм отключают электромагнитный клапан МР6, заворачивают его пробку до упо-
Рис. 5.51. Варианты положения стрелки нагрузки дизеля: av а2, а3 — размеры между стрелкой и штифтами 1, 2, 3
ра и также заворачивают винт ограничения хода до момента контактирования с поршнем. Затем отворачивают винт на 3,5—4,5 оборота, фиксируют положение поршня относительно поверхности корпуса РЧО, включают электроклапан МР6 и при отворачивании его пробки контролируют по указательной стрелке нагрузки перемещение поршня до положения «Стоп». Ход поршня должен быть в пределах 3,5—4,5 мм, при необходимости его регулируют винтом. Если ход поршня составляет менее 3,5 мм и его не удается отрегулировать винтом, то рекомендуется сторцевать поверхность, контактирующую с торцом всережимной пружины, но не более 0,5 мм.
Для регуляторов без механизма ограничения подачи топлива контролируют длительность увеличения частоты вращения при переводе рукоятки режимов с l-ro до 15-го положений. Такое время должно не превышать 40 с при температуре масла не ниже 50 °C.
Настройка регулятора мощности. Настройку регулятора мощности по зазорам а2 и а2 (см. рис. 5.51) производят с помощью шаблона, имеющего проходную сборку 2,0 + 0,02 мм и непроходную — 2,4 + 0,02 мм. Зазор а2 контролируют при 15-м положении переключателя режимов. При этом посредством винта 1 устанавливают поршень силового сервомотора в положение максимальной мощности и затем контролируют зазор а2 между штифтом 2 и стрелкой указателя нагрузки, который, как уже отмечалось, должен составлять 2,0—2,4 мм.
При 6-м положении переключателя режимов и среднем положении якоря индуктивного датчика замеряют зазор который также должен быть в пределах 2,0—2,4 мм. Если зазор больше или меньше 2,4 мм, то его корректируют винтом 4 рычажной системы регулятора мощности (рис. 5.52). При этом, если не достигается регулировка винтом 4, то рычаг 5 пересоединяют с горизонтальным рычагом 6 посредством ряда соединительных отверстий. Стабильность поддержания уровня мощности характеризуется тем, что после каждого изменения положения якоря индуктивного датчика и окончания переходного процесса указатель нагрузки регулятора должен занимать одно и то же положение.
Регулировка ограничительной характеристики по мощности.В процессе регулировки, которая выполняется на 15-м положении переключателя режимов, регулировочным винтом 10 рычажной передачи механизма ограничения по давлению надду-
Рис. 5.52. Схема рычажной системы регулятора мощности:
1,4 — регулировочные винты; 2 — стопорный винт; 3 — втулка; 5 — рычаг; 6 — горизонтальный рычаг
вочного воздуха (рис. 5.53) смещают поршень сервомотора вверх на 6,5—6,7 мм относительно положения номинальной мощности.
Регулятором давления воздуха устанавливают давление на входе в гидроусилитель 0,07±0,0015 МПа [(0,7±0,015) кгс/см2] и после этого контролируют положение поршня сервомотора, который должен быть на 0,4—0,7 мм выше положения номинальной мощности. При необходимости положение поршня сервомотора корректируют за счет смещения тяги 8 в прорези рычага передаточного механизма.
Настройка механизма отключения регулятора (приводного двигателя стенда). Настройку механизма отключения производят при отключенном контуре регулирования мощности. Первоначально при нулевом положении переключателя режимов посредством регулировочного винта 3 перемещают направляющую втулку-траверсу 4 до момента контактирования с упорным буртом штока поршня 12. Если регулировочным винтом 3 не удается переместить направляющую втулку-траверсу до указанного положения, то после увеличения давления воздуха на входе в гидроусилитель 9 регулировку повторяют (см. рис. 5.53). При 6-м положении переключателя режимов выключающий элемент 5 устанавливают в положение, когда между торцом выключающего элемента и торцом направляющей втулки-траверсы образуется зазор А = 3,0 -г- 3,2 мм.
024
Рис. 5.53. Узел ограничения хода поршня и системы рычажной передачи механизма ограничения по давлению наддува:
1 — винт ограничения хода поршня; 2 — контргайка; 3 — регулировочный винт;
4 — направляющая втулка-траверса; 5 — выключающий элемент; 6,7 — рычаги; 8 — тяга; 9 — гидроусилитель; 10 — вилка штока; И — винт; 12 — шток поршня; 13 — поршень; 14 — всережимная пружина
После такой регулировки отключают электромагнитный клапан МР6 и при правильной настройке механизма отключения выбирают зазор Л; поршень силового сервомотора должен переместиться в положение «Стоп» и находиться в таком положении до снижения давления масла в системе регулятора до 0,08—0,92 МПа (0,8 — 1,2 кгс/см2).
Срабатывание механизма отключения регулятора при падении давления масла в любом положении переключателя режимов контролируют путем снижения давления воздуха на входе в блок защиты до 0,03—0,04 МПа (0,3—0,4 кгс/см2).
Регулировка ограничительной характеристики по подаче топлива. Такую регулировку выполняют на 15-м положении переключателя режимов при отключенном контуре регулирования мощности и отсутствии давления воздуха на входе гидроусилителя.
В процессе контроля ограничительной характеристики обеспечивается перемещение поршня силового сервомотора до момента просадки частоты вращения на 30—50 мин-1. При этом поршень сервомотора должен сместиться на 5,5—5,7 мм относительно положения номинальной мощности. При необходимости перемещение поршня регулируют винтом 3 системы рычагов передачи (см. рис. 5.53).
Аналогичная проверка выполняется при избыточном давлении воздуха на входе гидроусилителя в пределах 0,0015—0,0065 МПа (0,015—0,065 кгс/см2). После обеспечения просадки частоты вращения на 30—50 мин-1 положение поршня силового сервомотора не должно отличаться от положения номинальной мощности более чем на 0,2 мм. При необходимости такое положение регулируют за счет смещения тяги 8 в прорези рычага 7 (см. рис. 5.53).
После обкатки и настройки РЧО проводят приемо-сдаточные испытания. При этом контролируют точность настройки частоты вращения по позициям переключателя режимов, давление масла в системе регулятора, стабильность поддержания уровня мощности, работу механизма защиты и сигнализации по давлению масла, а также качество настройки регулятора мощности, механизма отключения регулятора и ограничительной системы по подаче топлива.
Глава 6. РЕМОНТ И МЕТОДЫ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН
6.1. Виды ремонта и нормы пробега между ремонтами
Основополагающими техническими документами, регламентирующими ремонт электрических машин локомотивов, являются:
- Инструкция по техническому обслуживанию электровозов и тепловозов (ЦТ-685 от 27 января 1999 г.);
- О системе технического обслуживания ремонта локомотивов ОАО «РЖД» (ЗР от 17 января 2005 г.);
- Руководство по среднему и капитальному ремонту электрических машин электровозов (РД 103.11.320-2004 ОАО «РЖД» от 15 июня 2004 г.);
- Руководство по среднему и капитальному ремонту электрических машин тепловозов (РК 103.11.321-2004 ОАО «РЖД» от 16 июня 2004 г.).
Указанные документы определяют порядок технического обслуживания и ремонта генераторов, тяговых электродвигателей и вспомогательных электрических машин, устанавливают виды и объемы ремонта, а также объемы испытаний электрических машин. Ремонтные размеры деталей и узлов электрических машин устанавливаются нормами допусков и износов соответствующих руководств для каждого типа электрических машин.
Нормы пробегов тяговых электродвигателей между КР установлены в среднем по сети:
ЭД-108, ЭД-108А — восемь лет;
ЭД-118 А, Б, ЭД-120, ЭД-121А, ЭД-125 — 1200 тыс. км, но не более 10 лет;
ЭДУ-133 — 1600 км, но не более 12 лет.
Нормы пробегов тяговых генераторов между КР установлены в среднем по сети:
МПТ-99\47А, ГП-300Б, ГП-311Б — 1200 тыс. км, но не более 10 лет;
ГП-311В, ГП-321 — 1800 тыс. км, но не более 10 лет;
ГС-501 А — 2400 тыс. км;
ГС-515 — 1800 тыс. км, но не более 18 лет.
Для остальных типов тяговых генераторов нормы пробегов устанавливаются в соответствии с нормами пробегов тепловозов, на которых они эксплуатируются.
Нормы пробега двухмашинных агрегатов между КР в среднем по сети — 1200 тыс. км, но не более 10 лет.
Для вспомогательных машин, если норма не предусмотрена техническими условиями завода-изготовителя, она установлена между КР — 2400 тыс. км, но не более 16 лет.
Между капитальными ремонтами для электрических машин проводится один средний ремонт.
Пробеги электрических машин между ремонтами могут отклоняться от средней нормы в сторону уменьшения или увеличения до 20 %.
Ремонт электрических машин должен производиться в строгом соответствии с Руководством по среднему и капитальному ремонту электрических машин тепловозов (РК 103.11.321-2004), действующими чертежами и нормами допусков и износов. Если отдельные нормативы и требования по ремонту деталей и узлов машин не отражены в Руководстве, директору завода (главному инженеру) совместно с ОТК, инспектором-приемщиком ЦТ или представителем заказчика представляется право самостоятельно решать эти вопросы, исходя из технической целесообразности и безусловного обеспечения безопасности движения поездов.
Электрические машины и якоря направляются в ремонт (из ремонта) с техническими паспортами и обязательно заполненными документами на якорь и остов, где приводятся данные о пробеге от начала эксплуатации, обо всех ранее проведенных изменениях и причинах отправки машины в ремонт.
6.2. Объемы среднего и капитального ремонта электрических машин
При среднем ремонте электрических машин производятся следующие основные работы:
- разборка и сборка электрической машины со съемом и постановкой полюсных катушек (за исключением катушек роторов);
- ремонт статора и ротора с проверкой состояния обмотки в машинах переменного тока, надежности ее крепления, с пропиткой в лаке;
- ремонт катушек, пропитанных кремнийорганическими лаками;
- ремонт катушек полюсов, пропитанных лаком ФЛ-98, с очисткой, пропиткой и сушкой;
- замена негодных выводов полюсных катушек;
- проверка полюсных катушек, моноблоков на межвитковые замыкания; проверка электрической прочности изоляции; проверка соответствия нормам омического сопротивления;
- ремонт остова с расточкой (при необходимости) или восстановлением изношенных более норм горловин под подшипниковые щиты и моторно-осевые подшипники, исправление дефектных резьбовых и проходных отверстий;
- ремонт или замена сердечников полюсов, подшипниковых щитов, крышек коллекторных люков и масленок, сеток и кожухов вентиляционных отверстий, моторноосевых подшипников;
- ремонт механической части якоря, не требующей смены обмотки, упорных втулок и уплотнений, роликовых и уплотнительных колец. При необходимости замены вала якорь ремонтируется в объеме капитального ремонта со сменой обмотки.
На якорях электродвигателей ЭД-120, ЭД-121, ЭД-125 при среднем ремонте разрешаются:
- выпрессовывание вала из втулки для его замены или ремонта;
- ремонт механической части ротора и статора;
- замена клиньев якорной обмотки (при необходимости);
- замена по состоянию стеклобандажей электрических якорей, проходящих ремонт в объеме СР;
- обточка, продорожка, снятие фасок и шлифовка коллектора;
- пропитка обмотки якоря и покрытие его эмалью;
- ремонт щеткодержателей с разборкой и заменой негодных деталей или установка новых щеткодержателей;
- ремонт якорных подшипников качения или замена вышедших из строя новыми;
- обязательная динамическая балансировка якоря (ротора);
- проверка и приемосдаточные испытания электромашин на стенде;
- отделка и окраска.
Замена стеклобандажей производится при наличии следующих дефектов:
- расслоений, нарушения связей между слоями, зазора между стек-лобандажом и обмоткой якоря, что определяется по дребезжащему
глухому звуку на 1/3 длины бандажа по окружности якоря при легком отстукивании металлическим молотком массой не более 200 г;
- кольцевых трещин шириной и глубиной более 1 мм, протяженностью более 300 мм, располагающихся произвольно по окружности и ширине стеклобандажа. Общее количество трещин, не выходящих за указанные пределы, не должно превышать 10 штук. Наличие кольцевых трещин глубиной и шириной до 1 мм, протяженностью до 300 мм, располагающихся произвольно вдоль по окружности и ширине стеклобандажа, не является браковочным признаком при отсутствии расслоений, нарушения связей между слоями и других критериев отбраковки, указанных выше;
- разрушений отдельных волокон, полосок стеклобандажной ленты, надрыва крайней кромки стеклобандажа со стороны привода, а также местного подгорания, оплавления с разрушением поверхностного слоя вследствие воздействия электрической дуги (переброс, круговой огонь);
- подъема, деформации головок задней лобовой части обмотки якоря и наличия зазора более 2 мм на глубину более 30 мм между головками и наружней поверхностью задней нажимной шайбы. Допускается наличие неглубоких трещин шириной до 2 мм глубиной до 1 мм по лаковой пленке в местах прилегания головок к нажимной шайбе.
При капитальном ремонте электрических машин дополнительно к перечисленным работам при среднем ремонте производятся:
- замена или ремонт меди катушек якоря (статора) с полной сменой их изоляции, восстановление подбандажной и пазовой изоляций, а также изоляции лобовых частей якоря (статора) с сохранением собственной изоляции провода;
- разборка и ремонт коллекторов электрических машин с проверкой состояния миканитовых манжет. Коллекторы электрических машин ремонтируют с разборкой пластин при наличии износа, превышающего допустимые размеры, пробоя изоляции на корпус, замыкания между коллекторными пластинами, местных выжигов и забоин, неустранимых проточкой, изломов или трещин в петушках пластин, западания и выступания местных пластин по рабочей поверхности более чем на 0,5 мм, трещин в медных пластинах;
- замена в случае необходимости коллектора;
- ремонт полюсных катушек с заменой корпусной изоляции и перепайкой негодных выводов катушек (шинных и кабельных);
- проверка межслойной и межвитковой изоляций, перепайка и замена поврежденных выводных проводов и межкатушечных соединений, пропитка в лаке с последующим покрытием эмалью согласно требованиям чертежа;
- ремонт и замена в случае необходимости стальных листов сердечника, нажимных шайб, вала, втулки вала и других деталей якоря;
- замена якорных подшипников новыми при капитальном ремонте якоря.
Якоря тяговых электродвигателей и генераторов подлежат при СР и КР двукратной пропитке (вакуумно-нагнетательной и окунанием) с последующим покрытием поверхности якорей лаком ГФ-92ХС. Якоря вспомогательных электрических машин подлежат пропитке окунанием.
После СР и КР электрические машины тепловозов подлежат приемо-сдаточным испытаниям.
6.3. Основные неисправности электрических машин
Электрические машины локомотивов работают в условиях высоких температур, динамических нагрузок, большой запыленности, а также имеют значительные вращающие моменты, перепады рабочих температур, превышения допустимых частот вращения якоря (при боксовании). Такие условия отрицательно сказываются на состоянии изоляции и вызывают ряд механических повреждений.
Из механических повреждений наиболее часто встречаются: излом и износ щеток, коллекторных пластин и гнезд щеткодержателей; ослабление крепления главных и дополнительных полюсов; предельная остаточная деформация остова и горловин моторно-осевых подшипников, посадочных поясков подшипниковых щитов. Случаются обрывы балансировочных грузов и износ технологических накладок опорных кронштейнов остова тягового электродвигателя.
Загрязнение коллекторов щеточной пылью вызывает перебросы по коллектору или на корпус, что приводит к оплавлению пластин и образованию трещин в изоляторах щеткодержателей.
Изоляция, применяемая в электрических машинах, представляет собой разного рода композиции из органических и неорганических материалов. Свойства изоляции в условиях эксплуатации непрерывно изменяются как вследствие естественного старения, увлажнения
и загрязнения, так и в результате воздействия на нее внешних факторов — тряски и вибрации, колебания токовых нагрузок.
Ускоренное старение изоляции происходит в основном из-за повышения температуры токоведущих частей сверх допустимой для данного класса изоляции. В высоковольтных машинах кроме теплового старения может иметь место и электрическое, вызванное продуктами ионизации газовых и воздушных включений, находящихся в толще изоляции.
При движении локомотива тяговые электродвигатели воспринимают значительные динамические нагрузки со стороны рельсового пути, превышающие статические в 10—15 раз, особенно в зимнее время. Эти усилия ослабляют крепление соединительных узлов силовых цепей, приводят к появлению надломов и трещин в проводниках, механическому перетиранию и разрушению изоляции.
При ослаблении соединения проводников их сопрягаемые поверхности, как правило, окисляются, площадь контакта уменьшается, что вызывает перегрев контактных соединений и разрушение изоляционного покрытия.
Колебание токовых нагрузок оказывает существенное влияние на состояние токоведущих частей. От переменных напряжений, возникающих при нагревании и охлаждении обмотки, а также от электродинамических сил, действующих на проводники, обмотка в пазовой части сердечника якоря начинает вибрировать и вызывает появление в проводниках надломов и трещин, особенно в ее лобовых частях.
В осенне-зимний период изоляция подвергается более интенсивному увлажнению: осенью — из-за повышенной влажности воздуха, зимой — вследствие образования конденсата после постановки тепловоза в здание депо. Вода, как и масло, проникает в мельчайшие поры и трещины изоляции, что отрицательно сказывается на надежности последней.
Таким образом, повреждения токоведущих цепей и узлов электрического оборудования вызываются:
- пробоем изоляции на корпус или межвитковыми замыканиями вследствие ее старения и механического разрушения;
- увлажнением и загрязнением поверхностных слоев изоляции;
- перегревом или распайкой контактных соединений;
- возникновением трещин и надломов в проводниках и обмотках электрических узлов.
ППР электрических машин выполняют в специально оборудованных отделениях депо и специализированных цехах заводов. Отделения по ремонту электрических машин депо имеют в своем составе участки: ремонта тяговых двигателей, вспомогательных машин, пропиточно-сушильный и испытательный.
Производственные связи отделения по ремонту электрических машин предусматривают участие в ремонте других отделений депо. Так, ремонт моторно-якорных подшипников производят в роликовом участке колесного отделения. Изготовление деталей, метизов, механическая обработка после наплавки подшипниковых щитов и других деталей происходят в механическом отделении. Нанесение защитных металлопокрытий производится в гальваническом отделении. Моторно-осевые подшипники восстанавливают в заливочном и механическом отделениях.
Специализированный участок (цех) имеет в своем составе производственные участки: очистки машин, ремонта остовов и якорей, секционное и катушечное отделения, механический участок, участок сборки машин и испытательную станцию.
Технологическая схема ремонта электрических машин может быть реализована с применением поточного метода на механизированных линиях. Однако такая форма организации ремонта целесообразна только при наличии большого ремонтного фонда. В условиях ремонтных участков промышленных предприятий наиболее целесообразной следует считать организацию отдельных технически оснащенных ремонтных позиций, расположенных в соответствии с требованиями технологического процесса.
Участки и отдельные позиции оснащают необходимым технологическим оборудованием, обеспечивающим механизацию трудоемких процессов. Особое внимание уделяют организации технического диагностирования машин, средствам контроля и испытаний в процессе ремонта и после него.
Ремонт организуют на основании требований технологического процесса, с учетом новейших достижений науки и техники, с применением эффективных электроизоляционных материалов, позволяющих повысить надежность узла в эксплуатации. Планирование работ должно вестись с учетом рекомендаций по научной организации труда (НОТ).
Задачей технической диагностики является оперативное обнаружение отказов деталей тяговых электродвигателей в целях накопления информации для определения их причин и разработки профилактических мероприятий. На основании данных диагноза разрабатывается технологический процесс восстановления, обеспечивающий ресурс тяговых электродвигателей до достижения предельного состояния.
Средства общего диагностирования включают в себя:
- мегомметр МС-05 напряжением 2,5 и 0,5 кВ для измерения сопротивления относительно корпуса;
- измеритель шума и вибрации ИШВ-1 для определения степени дисбаланса якоря (ротора) и состояния моторно-якорных подшипников;
- индикатор ИЧ-10 (0,01 мм) с приспособлением для определения искажения поверхности рабочей части коллектора;
- щупы шариковые или пластинчатые для определения воздушного зазора между пакетом якоря и полюсами;
- установку для испытания высоким напряжением витковой и корпусной изоляции катушек, проводов, коллекторов, кронштейнов щеткодержателей;
- испытательный стенд для производства комплексных испытаний тяговых машин после ремонта, дополненный индикатором искрения ИИ-5 или прибором контроля коммутации (ПКК);
- типовой испытательный стенд для производства испытаний вспомогательных машин после ремонта;
- устройство для определения фаз выводов асинхронных двигателей;
- прибор ИУ-57 для определения места пробоя изоляции электрической машины; прибор для установки щеток на нейтраль;
- прибор для контроля влажности изоляции обмоток ПКВ и т.д. Структурная схема ремонта ТЭД в объеме заводского ремонта показана на рис. 6.1.
В настоящее время для ремонта локомотивных электрических машин ВНИИЖТ совместно с ПКБ ЦТ разработали и внедрили технологическую оснастку, перечень которой в сокращенном виде приведен в табл. 6.1.
В ПКБ ЦТ разработан проект (А973.00.00) поточной линии ремонта тепловозных тяговых электродвигателей, производительность которой при двухсменной работе составляет не менее восьми ТЭД в сутки.
Таблица 6.1
Технологическое оборудование, рекомендованное для ремонта электрических машин
Обозначение (тип) Наименование оборудования Изготовитель
А132.00.00 Типовая сушильная печь для сушки электрических машин ПКБ ЦТ, г. Москва
А280.06.00 Устройство для контактной пайки коллекторов Филиал ПКБ ЦТ, г. Торжок
А482.00.00 Станок для протяжки пазов щеткодержателя тяговых электродвигателей ПКБ ЦТ, г. Москва
А591.00.00 Полуавтоматический станок для обточки, шлифовки и продораживания коллекторов то же
А732.02.00 Станок для бандажировки якорей и продораживания коллекторов »
А851.00.00 Стенд для испытания тяговых электродвигателей »
А973.00.00 Поточная линия ремонта тепловозных тяговых электродвигателей типа ЭДТ-200Б, ЭД-107, ЭД-107А и ЭД-118 »
А1214.00 Машина для мойки тяговых электродвигателей »
А1707.135.00 Пресс для демонтажа шестерен тяговых электродвигателей »
А1840.00.00 Стенд для испытания якорей тяговых электродвигателей Филиал ПКБ ЦТ, г. Торжок
А2184.03.00 Приспособление (скоба) для демонтажа якоря ПКБ ЦТ, г. Москва
ПР2286.00.00 Установка для разборки тяговых электродвигателей то же
А2404.00.00 Стенд для разборки и сборки тягового электродвигателя Филиал ПКБ ЦТ, г. Торжок
А2648.00.00 Механизированная позиция очистки тяговых электродвигателей и их деталей ПКБ ЦТ, г. Москва
А2762.06.00 Кантователь для разборки и сборки тепловозных тяговых электродвигателей то же
УКИ.271.01 Установка для проверки межвитковой изоляции обмоток главных и дополнительных поясов ООО «ФИН», г. Новосибирск
УКИ273.01 Установка для испытания межвитковой изоляции якорных обмоток электрических машин то же
Рис. 6.1. Структурная схема ремонта тяговых электродвигателей:
1 — позиция разборки тягового электродвигателя; 2 — контроль геометрических размеров и параметров якорной обмотки; 3 — частичная замена изоляции; 4 — полная замена изоляции; 5 — бандажировка якоря; 6 — пропитка якорной обмотки; 7 — позиция динамической балансировки якоря; 8 — контроль сопротивления изоляции якорной обмотки и испытание ее на прочность; 9 — обточка коллектора; 10 — продорожка коллектора; 11 — контроль геометрических размеров остова и демонтаж главных и дополнительных полюсов; 12 — пропитка обмотки главных и дополнительных полюсов; 13 — контроль сопротивления изоляции обмоток главных и дополнительных полюсов и испытание их на прочность; 14 — наплавка постелей моторно-осевых подшипников и горловин остова; 15 — расточка постелей моторно-осевых подшипников и горловин остова; 16 — контроль геометрических размеров подшипниковых щитов; 17 — наплавка посадочных поясков подшипниковых щитов; 18 — обточка посадочных поясков подшипниковых щитов; 19 — ремонт щеткодержателей; 20 — позиция сборки ТЭД; 21 — стендовые испытания ТЭД методом взаимной нагрузки
6.4. Методы и средства контроля параметров основных узлов
Контроль электрической изоляции обмоток. Сопротивление изоляции относительно корпуса контролируют при проведении технических осмотров и текущих ремонтов локомотивов. При этом сопротивление изоляции измеряют мегомметром, состоящим из гене
ратора постоянного тока (0,5—2,5 кВ) с ручным приводом и стрелочным прибором со шкалами 0—°о кОм и 0—<*> МОм.
В процессе контроля изоляции провод от зажима мегомметра «линия» присоединяют к одной из коллекторных пластин якоря, а провод от зажима «земля» — к любой части корпуса электродвигателя. Далее, вращая ручку генератора с частотой 100—120 мин-1, фиксируют показание стрелочного прибора не ранее чем через 20—30 с после начального момента привода генератора.
Минимальное сопротивление изоляции новых электрических машин относительно корпуса в холодном состоянии должно быть не менее 20 МОм, а после текущих ремонтов — не менее 10 МОм. У тяговых электродвигателей и остальных электрических машин при рабочей температуре 100 °C допускается сопротивление изоляции не менее 1 МОм. Минимально допустимое сопротивление изоляции токопроводящих частей электрических машин относительно корпуса при рабочей температуре определяют по формуле
Н.=.......
min р 9
Р 1000 + —
100
где U — номинальное напряжение машины, В;
Р — номинальная мощность машины, кВт.
При оценке состояния изоляции следует учитывать степень ее увлажненности для устранения ошибочных решений о замене тягового двигателя вместо восстановления его изоляции путем сушки. Степень увлажнения изоляции оценивают по коэффициенту абсорб-ции £абс:
к =^-абс п ’ ^15
где Rffo и — сопротивления изоляции, измеренные мегомметром через 60 и 15 с после приложения напряжения.
Изоляция считается «сухой» если к^с > 2. Если к^с < 2 (при температуре окружающей среды (20 ± 5) °C), то изоляция считается влажной, и ее необходимо восстановить путем сушки. В настоящее время выпускают промышленные приборы типа ФУ 100, которые позво
ляют с высокой точностью определять сопротивление изоляции и коэффициент абсорбции.
В слоистом изоляционном материале кроме поляризации происходит медленное накопление зарядов на границах слоев, что увеличивает диэлектрическую проницаемость. Процессы внутрислоевой поляризации заметны при нагревании изоляции, особенно при ее увлажнении. Увлажнение изоляции можно оценить по соотношению емкостей токопроводящих частей, измеренных при различных частотах напряжения.
Метод измерения абсорбционной емкости основан на сравнении емкостей изоляции, определенных при различных частотах приложенного напряжения. В частности, прибором типа ПКВ, функционирующим на основе зависимости емкость—частота, измеряют соотношение емкостей изоляции при частотах 2 и 50 Гц. Если соотношение емкостей С2/С5о больше 1,4, то изоляция считается увлажненной.
Методы определения межвиткового замыкания и пробоя изоляции обмотки. Межвитковое замыкание в обмотке якоря или статора нарушает нормальную работу электрической машины. Относительно большой ток, возникающий в короткозамкнутой секции под действием наведенной электродвижущей силы, способствует превышению допустимой температуры нагрева изоляции и, как следствие, приводит к ее разрушению и пробою на корпус.
Наиболее простым методом определения дефектов в виде межвиткового замыкания, обрывов, а также качества пайки обмотки к петушкам коллекторных пластин является метод падения напряжения, основанный на законе Ома.
Для проверки обмотки якоря таким методом предварительно собирают схему измерения, состоящую из источника питания постоянного тока напряжением 10—12 В, траверсы с контактными электродами по шагу коллектора и милливольтметра со шкалой 0—50 мВ. Далее посредством резистора устанавливают в обмотке якоря ток 8—10 Айв шаговом порядке фиксируют падение напряжения между коллекторными пластинами. При исправном якоре отклонение стрелки прибора от средних показаний составляет не более 20 %. Значительное падение напряжения свидетельствует о наличии в обмотке межвиткового замыкания. Во избежание ошибок и для получения достоверной информации при слишком высоких или низких показаниях милливольтметра измерения следует повторить.
При анализе результатов измерений следует иметь в виду, что при исправной межвитковой изоляции и хорошем качестве пайки (сварки) якорной обмотки с петушками коллекторных пластин показания прибора практически одинаковы (с разницей не более 2—3 мВ). В случае некачественной пайки или надрыва обмотки показание милливольтметра намного больше среднего значения. При обрыве обмотки стрелка прибора зашкаливает, а при замыкании или низкой межвитковой изоляции показания значительно ниже среднего.
Для выявления межвитковых замыканий якорных обмоток вместо метода падения напряжения используют импульсные установки типа ИУ-57 (рис. 6.2), позволяющие не только обнаружить межвит-ковые замыкания, но и проверить электрическую прочность изоляции. Преимущество таких установок заключается в том, что при источнике небольшой мощности между витками обмотки обеспечивается достаточно высокое импульсное напряжение в пределах 480—500 В с частотой 50 Гц. Импульс высокого напряжения с крутым фронтом волны, проходя по обмотке, создает между витками достаточно высокое напряжение воздействующее на изоляцию. Установка ИУ-57 имеет три вывода, которые во время испытаний через высоковольтный трехжильный кабель подключают к подвижным электродам А, Б и В дугообразного коммутатора, изготовленного из изоляцион-
д /—х б
0- Импульсный генератор
0- Импульсный f генератор
Рис. 6.2. Схемы проверки импульсным напряжением обмоток якоря и катушек электрических машин постоянного тока:
а — контроль состояния якорных обмоток; б — контроль состояния обмоток катушек
ного материала, обычно из текстолита. Нечетное число коллекторных пластин между боковыми электродами А и В устанавливается в зависимости от типа якорной обмотки и шага по пазам. Для якорей с волновыми обмотками число коллекторных пластин должно быть 11—15, а для якорей с петлевыми обмотками — 5—7. В частности, для тепловозных электродвигателей типа ЭД-118А в секторе между электродами А и В предусмотрено семь коллекторных пластин.
В процессе диагностирования обмотки якоря с использованием установки типа ИУ-57 центральный электрод Б коммутатора подключают к выводу генератора импульсов, а боковые А и В — к осциллографу прибора (см. рис. 6.2). Такое подключение испытываемой части обмотки якоря представляет собой мостовую схему. При этом в одну диагональ моста включен импульсный генератор, а в другую — осциллограф. Импульс напряжения, поданный на центральный электрод Б, при исправной якорной обмотке равномерно распределяется в плечах Б—А и Б—В. В этом случае на экране осциллографа просматривается практически прямая линия. Если сопротивление в плечах Б—А и Б—В, которое изменяется в случае пробоя изоляции или нарушения качества пайки, различно, то на экране осциллографа появится сигнал в виде затухающего колебания.
По такому же принципу производится контроль состояния катушек главных и дополнительных полюсов электрических машин. При этом в одно плечо мостовой схемы включают исправную (эталонную) катушку, а в другое — контролируемую. Для уточнения дефектного места якорной обмотки в основном используют метод поочередного замыкания коллекторных пластин. Метод основан на том, что при замыкании пластин, между которыми находятся витки с пробоем изоляции, изображение на экране осциллографа практически остается постоянным, а при замыкании пластин, между которыми находится исправная обмотка, изображение на экране резко изменяется.
В настоящее время вместо осциллографа используют индикатор в виде микроамперметра со шкалой 0—100 мкА. При такой модернизации импульсной установки процесс контроля якорной обмотки значительно упрощается без снижения точности определения дефектных мест обмоток якоря.
Для электрических машин переменного тока возможно, по аналогии с контролем якорной обмотки машин постоянного тока, выяв
лять межвитковое замыкание статорной обмотки. Для этого трехфазную статорную обмотку подключают к импульсной установке ИУ-57 по схеме, приведенной на рис. 6.3. При такой схеме подключения производится контроль статорной обмотки в плечах мостовой схемы. В первом варианте в плечах обмоток L\ и Ly во втором — L\ и Ly и в третьем — £2 и Ly
Далее, по аналогии с контролем якорной обмотки, фиксируют по осциллографу характер сигнала, т.е. если на экране осциллографа просматривается практически прямая линия, то статорная обмотка исправна, а в случае появления сигналов в виде затухающих колебаний статорная обмотка считается неисправной. При этом для нахождения места межвиткового замыкания следует использовать бесконтактный метод контроля. В этом случае вместо осциллографа рекомендуется использовать стрелочный прибор (микроамперметр).
Методы определения межвитковых замыканий и пробоя изоляции в обмотках полюсных катушек. Одним из распространенных видов повреждения тяговых электродвигателей является пробой изоляции полюсных катушек на корпус статора. В настоящее время такие дефекты определяют методом прожигания путем пропускания через обмотки катушек относительно большого тока или прозвонкой обмоток мегомметром после ослабления болтов, предназначенных для крепления полюсов. Такие методы трудоемки и требуют больших затрат времени.
Рис. 6.3. Схемы проверки импульсным напряжением статорной обмотки электродвигателей переменного тока:
а — проверка в плечах Ll и L2; б — проверка в плечах L{ и L3; в — проверка в плечах L2 и L3
Наиболее эффективным способом определения места пробоя изоляции обмотки является способ прозвонки импульсным напряжением. Для этой цели рекомендуется использовать устройство, которое применялось для выявления межвитковых замыканий якорной обмотки. При этом один из выводов импульсного генератора подключают к корпусу статора, а другой в шаговом порядке подключают к выводам обмоток главных или дополнительных полюсов. Окончательно по показаниям индикатора находят места пробоя изоляции на корпус статора.
Основной недостаток контроля состояния обмоток полюсных катушек с использованием импульсной установки ИУ-57 заключается в том, что требуется разборка магнитной системы остовов электрической машины. Для снижения трудоемкости процесса контроля состояния изоляции обмоток полюсных катушек во ВНИИЖТе и ПКБ ЦТ спроектировано малогабаритное импульсное устройство, позволяющее эффективно выявлять дефекты в обмотках полюсных катушек без разборки магнитной системы остова.
В систему импульсного устройства входят (рис. 6.4): импульсный генератор (ИГ), датчик (Д) П-образной формы, блок усиления сигнала и стрелочный прибор (микроамперметр ц). Принцип выявления межвитковых замыканий в полюсных катушках заключается в
Рис. 6.4. Схема подключения устройства для выявления межвитковых замыканий в обмотках полюсов тягового электродвигателя
том, что при наличии дефекта в катушке датчика, устанавливаемого напротив обмотки соответствующих полюсов, наводится ЭДС, отличная от ЭДС при исправной обмотке. В частности, при отсутствии межвитковых замыканий показания стрелочного прибора на всех полюсах практически одинаковы. Если показания на 25—30 % больше среднего значения, то это свидетельствует о наличии дефекта в обмотке соответствующих полюсов.
Бесконтактный метод выявления межвитковых замыканий якорной обмотки электрических машин. Метод поочередного замыкания соседних коллекторных пластин, используемый для выявления дефектной секции якорной обмотки, трудоемок, и после его использования следует повторно производить шлифовку коллектора по той причине, что при замыкании пластин, как правило, образуется относительно большая дуга, которая поджигает края пластин.
Установка для выявления дефектных секций якорной обмотки методом трансформации состоит (рис. 6.5) из типового низкочастотного генератора 7, осциллографа 2, датчика излучателя 3, датчика приемника 5 и подвижной траверсы < на которой установлены датчики.
Датчики 3, 5 имеют П-образную форму с учетом шагового расположения якорной обмотки по пазам соответствующего электро-
Рис. 6.5. Установка для определения бесконтактным методом дефектных секций якорной обмотки
двигателя. При этом для снижения электромагнитных потерь в датчиках 3, 5 предусмотрено изготовление их магнитопроводов из ферромагнитного материала.
Процесс выявления дефектных мест якорной обмотки состоит из следующих операций. Сначала якорь устанавливают на роликовые опоры или в центрах токарного станка, далее обеспечивают минимально допустимый зазор между датчиками 3, 5 и поверхностью якоря. Подбирают посредством генератора 1 рабочую частоту, при которой на экране осциллографа 2 наблюдаются наибольшие амплитуды синусоидальных колебаний. После этого, начиная с любого отмеченного паза якоря, производят шаговый поворот и визуально контролируют изменение амплитуды колебаний.
При постоянной амплитуде якорная обмотка считается исправной. Повышение амплитуды колебаний свидетельствует о наличии межвиткового замыкания обмотки якоря, расположенного в соответствующем шаге ее укладки.
Испытание изоляции узлов электрических машин повышенным напряжением. В процессе эксплуатации между изоляцией обмотки и железом якоря наблюдаются скрытые дефекты в виде местного увлажнения изоляции, особенно в местах микротрещин и микропор, или в виде скопления в зазорах токопроводящих загрязнений и т.д. Такие дефекты путем прозвонки якорной обмотки мегомметром практически не обнаруживаются. Поэтому для определения электрической прочности изоляции производят ее испытание повышенным напряжением. Испытание повышенным напряжением переменного тока применяют главным образом для контроля изоляции якорных обмоток и полюсных катушек.
Процесс проверки электрической прочности изоляции состоит из очистки испытываемого объекта, прозвонки обмотки мегомметром и подготовки стенда для испытания. Испытательное напряжение должно прикладываться к объекту в течение времени, достаточного для развития частичных разрядов и даже для развития разряда до момента пробоя. При этом следует принять во внимание, что не допускается проверка изоляции высоким напряжением, если ее сопротивление относительно корпуса ниже установленной нормы.
Испытание узлов электрических машин начинают с напряжения, не превышающего 1/3 испытательного значения. Время повышения напряжения от половинного значения до полного должно быть не
менее 10 с. Далее узел испытывают в течение 1 мин при полном испытательном напряжении, затем плавно снижают напряжение до 1/3 испытательного и отключают питание трансформатора стенда.
Значение испытательного напряжения устанавливается Правилами ремонта электрических машин электроподвижного состава или рассчитывается по формулам:
U„rT1 = + 1000 — для машин, выпускаемых из капиталь-
xlUll 111С1А *
ного ремонта;
{7ИСп = 0’75(1,717тах + Ю00) — для машин, выпускаемых из текущего ремонта.
Результаты испытаний относительно корпуса считают удовлетворительными, если во время испытаний не произошло пробоя изоляции или перекрытия обмоток разрядами.
Измерение сопротивления обмоток электродвигателей. Увеличение активного сопротивления обмоток главных и дополнительных полюсов электрических машин наблюдается при нарушении пайки (выплавления) кабелей в наконечниках, при частичном обрыве жил кабелей и нарушении контакта в межкатушечных соединениях. Для измерения активного сопротивления обмоток используют в основном «способ моста» и «метод амперметра-вольтметра».
Первый способ заключается в сравнении измеряемого сопротивления с заранее известным. Схема «моста» (рис. 6.6, а) состоит из четырех резисторов: измеряемого Rx и трех известных — Rj—R3. В качестве резистора Rj следует использовать магазин сопротивлений, что повышает точность и ускоряет процесс определения сопротивления обмотки. Для измерения сопротивления «способом моста» сначала включают батарею, дают 2—3 мин на выдержку, а затем включают гальванометр. Подбором сопротивления Rj добиваются нулевого показания гальванометра. Искомое сопротивление, Ом, определяется по формуле:
«Метод амперметра-вольтметра» (рис. 6.6, б) наиболее распространен. При использовании приборов (амперметра и вольтметра) класса точности 0,2—0,5 обеспечивается высокая точность измерений.
Рис. 6.6. Схемы для измерения сопротивления обмоток: а — мостовая; б — «методом амперметра-вольтметра»
Замер омического сопротивления обмотки якоря или катушки полюса производится в «холодном» состоянии. Под холодным состоянием обмотки следует понимать состояние, при котором температура любой части якоря или катушки равна температуре окружающей среды или отличается от нее не более чем на ±3 °C.
В справочниках сопротивление обмоток приводится при температуре (15 ± 1) °C. Если сопротивление обмотки определяется при других значениях температуры, то пересчет следует производить по формуле
R
_ 235 + 15
1^. rj-r _ 5
т 235 + Т
tjxq — измеренное сопротивление при некоторой температуре Г, Ом;
235 — температурный коэффициент меди;
Т — фактическая температура обмотки, °C.
Контроль электрических контактных соединений. В процессе ремонта и в условиях эксплуатации постоянно производится контроль качества пайки якорной обмотки к петушкам коллекторных пластин, а также контроль состояния соединительных узлов полюсных обмоток. При этом перегрев паяных и контактных соединений оценивают по изменению цвета поверхностей или на ощупь.
Такие методы контроля не позволяют качественно оценивать состояние паяных и контактных соединений.
Для повышения эффективности контроля паяных и контактных соединений в настоящее время на предприятиях по ремонту электрических машин используют метод контроля температуры соединительных узлов по уровню инфракрасного излучения (ИК).
Установка для контроля качества пайки якорной обмотки к петушкам коллекторных пластин (рис. 6.7) состоит из опорной рамы 7, опорных роликов 8, 16, стоек 6, 17, двух щеткодержателей 7 и двух полюсов 3, электромагнитной системы для нагрева обмотки и поворотного якоря 15. Прогрев якорной обмотки предусматривается постоянным током от выпрямительного блока 14 через тумблер К1, а вращение или дискретный поворот якоря 75 также предусматривается от блока 14 через тумблеры К1 и К2.
Контроль качества пайки якорной обмотки к петушкам коллекторных пластин осуществляется типовым термографом ИРТИС-200, который состоит из приемной камеры ИК и компьютера 72. Для исключения влияния посторонних источников тепловой энергии пре-
Рис. 6.7. Установка для контроля качества пайки якорной обмотки к петушкам коллекторных пластин:
1 — опорная рама; 2 — магнитопровод полюсов; 3 — полюс (правый); 4 — поворотная траверса щеткодержателя; 5 — фиксатор траверсы; 6, 17 — опорные стойки; 7 — щеткодержатель (правый); 8, 16 — опорные ролики; 9 — приемная камера ИК; 10 — электромагнит; 77 — дерматиновая шторка; 12 — компьютер; 13 — трансформатор; 14 — выпрямительный блок; 75 — якорь
дусмотрена световая изоляция позиции контроля якоря, например дерматиновой шторкой 11.
Процесс контроля качества пайки состоит из следующих операций. После установки якоря на опорные ролики 8,16 к коллектору с правой и левой сторон подводят щеткодержатели 7 и после фиксации их положения подключают к выпрямительной установке 14 полюса 5, расположенные с правой и левой сторон якоря. Затем через якорную обмотку пропускают ток силой 120—140 А.
При такой коммутации обеспечиваются прокрутка якоря и прогрев его обмотки. По истечении 15—20 мин прогрева по экрану компьютерного монитора визуально контролируют степень нагрева петушков коллектора и по шкале на экране монитора окончательно устанавливают температуру нагрева. Посредством электромагнита 10, оборудованного красительным отметчиком, наносят метки с внешней стороны наиболее нагретых петушков коллектора. Таким способом конкретно устанавливают петушки коллектора с дефектом, связанным с некачественной их пайкой к выводам якорной обмотки.
Аналогично выполняется контроль состояния контактных соединений выводов главных и дополнительных полюсов статора. Для этого через полюсы также пропускают ток силой 120—140 А и по истечении 15—20 мин по экрану монитора устанавливают дефектные соединения выводов полюсных обмоток.
Основные технические характеристики термографа типа ИРТИС-200:
Чувствительность к перепаду температур на уровне 30 °C.......................0,05 °C
Поле зрения...................................25x20 град
Мгновенное поле зрения........................2x2 мград
Фокусное расстояние (глубина резкости)...........................от 0,5 м до
Базовый диапазон контролируемых температур................от -20 до +200 °C
Погрешность измерения
абсолютных температур по АЧТ...............±2 °C или ±2 %
Время автономного режима работы.....................5 ч
Потребление энергии ИК-камерой....................1,9 Вт
Масса ИК-камеры 1,8 кг
Габариты ИК-камеры........................100x140x210 мм
6.5. Ремонт остова, якоря, подшипниковых щитов и подшипников
Практика показывает, что наиболее часто повреждения механических частей остовов ТЭД машин возникают в узлах, связанных с подшипниками качения и скольжения. В частности, наблюдаются проворот обойм роликоподшипников, ослабление посадки подшипниковых щитов и крышек моторно-осевых подшипников, приводящие в дальнейшем к выработке посадочных мест и повреждениям подшипников, появлению трещин в корпусе остова, в постелях моторно-осевых подшипников и горловин остова под подшипниковые щиты.
Отклонение межцентрового расстояния от нормального размера более чем на 1 мм, овальность горловин под подшипниковые щиты более 0,2 мм и постелей моторно-осевых подшипников более 0,2 мм у остова ТЭД устраняют наплавкой поверхностей постелей и горловин с последующей расточкой их под нормальный размер с одной установки на специализированных расточных станках. В условиях депо необходимый натяг между подшипниковыми щитами и остовом восстанавливают наплавкой соответствующих поверхностей подшипниковых щитов и крышек подшипников с последующей механической обработкой.
Чтобы выдержать соосность и ступенчатость постелей моторноосевых подшипников в допустимых пределах, крышки по замкам остова подгоняют по технологическому валу с установкой между крышкой и остовом ранее снятых регулировочных прокладок. Подгоночные работы ведут опиловкой или шлифовкой замковых поверхностей крышки. Между крышками и остовом допускается натяг до 0,33 мм.
Перечисленные дефекты в основном возникают за счет значительных динамических нагрузок, а также за счет воздействия атмосферных условий. В частности, при движении локомотива остовы ТЭД подвергаются вибрациям с ускорением (5—17)g и более, и эти ускорения резко возрастают с увеличением жесткости пути в зимнее время.
Для дефектировки остов после очистки устанавливают на кантователь с кулачковыми захватами и осматривают с поворотом на 360°. Наиболее вероятные места появления трещин: торцовые стенки (лучевые трещины от отверстий под болты крепления подшипниковых щитов); углы горловин коллекторных люков и вентиляционных окон;
средняя часть моторно-осевой горловины; углы ушек для крепления букс, моторно-осевых подшипников; кронштейны подвески. Трещины выявляют визуально методом цветной дефектоскопии или с помощью магнитных карандашей. Контактным измерительным инструментом проверяют овальность горловин подшипниковых щитов, диаметр, овальность и конусность моторно-осевых горловин, расстояние между опорными плоскостями кронштейнов подвески двигателя.
Для измерения применяют штанги с микрометрической головкой, нутромеры, штангенциркули, штихмассы. Полученные данные сравнивают с чертежными размерами и допусками на износ. Резьбовые отверстия проверяют проходным и непроходным резьбовыми калибрами. Проходной калибр должен вворачиваться свободно, но без люфта, непроходной — только на две-три первые нитки.
Осматривают коллекторные люки, проверяют состояние замков и болтов крепления полюсов. Признаком обрыва (ослабления) болта служит разрушение компаундной заливки. Проверяют посадку катушек магнитной цепи. Признаками ослабления катушек являются сдвиги при легких ударах деревянным молотком по торцу катушки, а также появление пыли от натертости корпусной изоляции на башмаке полюса и поверхности остова на месте постановки.
Наплавку горловин остова под подшипниковые щиты и горловин моторно-осевых подшипников (МОП) в сборе с крышкой производят в вертикальном положении остова автоматической или полуавтоматической наплавкой сварочной проволокой типа СВ-08Г2С в среде углекислого газа.
Электрическая схема управления установки для наплавки горловин остовов ТЭД (рис. 6.8) позволяет производить настройку установки вручную и осуществлять наплавку в автоматическом режиме. Для этого установка оборудована соответствующими приводными механизмами и системой числового программного управления. В частности, за счет числового программного управления достигается в автоматическом режиме прекращение наплавки в секторе расположения окна моторно-осевого подшипника.
Наплавка горловин производится постоянным током от источников питания. В качестве источника питания рекомендуется использовать преобразователи типа ВДУ-506 или ВС-600. В процессе наплавки предусмотрена регулировка напряжения дуги, скорости подачи электросварочной проволоки, скорости и шага наплавки.
Рис. 6.8. Автоматизированная установка для наплавки горловин остова и горловин моторно-осевых подшипников:
1 — корпус опорных подшипников; 2 — остов тягового электродвигателя; 3 — мундштук; 4 — опорно-приводной узел мундштука; 5 — механизм вращения мундштука; 6 — маховик; 7 — консольная балка; 8 — каретка; 9 — катушка сварочной проволоки; 10 — механизм подачи сварочной проволоки; 11 — верхняя опора винта; 12 — винт перемещения траверсы; 13 — цилиндрическая траверса; 14 — пульт управления; 75 — поворотная колонна; 16 — механизм вращения
Основные технические данные автоматизированной установки для наплавки горловин:
Диаметр электросварочной проволоки..............1,2—1,6 мм
Скорость подачи электросварочной проволоки 120—650 мм/ч
Частота вращения мундштука (скорость наплавки)... 0,2—0,45 мин-1
Рабочее перемещение траверсы........... 1,99—3,7 мм/мин
Ускоренное перемещение траверсы.............. 500 мм/мин
Угол поворота траверсы..............................180°
Максимальный ход траверсы............................ 725 мм
Наибольшее радиальное перемещение наплавочной головки.................................. 270 мм
Габариты установки..................... 1500x600x2000 мм
Обработку наплавленных поверхностей горловин остова выполняют на горизонтально-расточном станке с одной установки. Обработка должна удовлетворять следующим требованиям: геометрические оси остова и горловин МОП должны быть параллельны; торцовые привалочные поверхности горловин подшипниковых щитов должны быть перпендикулярными геометрической оси горловин остова; раковины на поверхностях носителей МОП не допускаются. Овальность горловин под подшипниковые щиты при выпуске из ремонта без их расточки при затянутых подшипниках моторно-осевых с прокладками не более 0,2 мм у нового остова не превышает 0,06 мм.
Демонтируемые подшипниковые щиты очищают, производят обмер посадочных поясков и посадочных гнезд якорных подшипников. По результатам осмотра и обмеров определяют необходимый объем ремонта. Не подлежат ремонту щиты, имеющие сквозные радиальные трещины от наружного посадочного пояска до гнезда подшипника. Менее опасные трещины после соответствующей подготовки заваривают электродами Э42 с последующей механической обработкой. При предельном износе посадочных поясков их восстанавливают на автоматической наплавочной вибродуговой установке под слоем флюса проволокой Св-08, Св-ЮГАили Св-1012.
Механическая обработка восстановленного подшипникового щита состоит из следующих операций: обдирка наплавленного слоя, чистовая обработка под размер горловины остова с натягом 0,02—0,06 мм. Натяг рассчитывают по среднему арифметическому значению диаметра, найденному по трем измерениям.
При механической обработке также должны выполняться следующие требования: посадочная поверхность должна быть перпендикулярна к привалочному торцу крышки; конусность и овальность посадочной поверхности должна быть не более 0,05 мм, натяг при посадке подшипниковых щитов в горловины остова — 0,00—0,04 мм. Посадочную поверхность отверстия (гнезда) под якорный подшип
ник также восстанавливают вибродуговой наплавкой с последующей расточкой и шлифовкой до чертежного размера. При этом допускаются конусность и овальность гнезда не более 0,03—0,04 мм.
Ремонт якорных подшипников с полной разборкой выполняют на средних и капитальных видах ремонта в соответствии с Инструкцией по содержанию и ремонту роликовых подшипников ЦТ/2361. В зависимости от состояния подшипника производят ремонт без замены или с заменой его элементов. При ремонте без замены элементов производят подтяжку или замену заклепок сепаратора, шлифовку роликов и колец с обязательной проверкой их магнитной дефектоскопией на специальной установке и последующим размагничиванием.
Наружные и внутренние кольца с задирами, трещинами, вмятинами, сколами, шелушением беговых дорожек заменяют. Конусность и овальность беговой дорожки кольца проверяют индикатором. Если искажение поверхности превышает 20—25 мкм, беговую дорожку шлифуют на шлифовальном станке с наименьшим снятием металла. Черновины не допускаются.
Ролики проверяют на овальность, конусность, бочкообразность контрольным прибором 408М с одномикронным миниметром. Исправными считают ролики, у которых овальность и конусность рабочей поверхности не превышают 3—4 мкм. Если ролики имеют выпуклость по диаметру (бочкообразность) или вогнутость (корсет-ность), их шлифуют на бесцентровом шлифовальном станке. Восстановленные и пригодные к дальнейшей эксплуатации ролики подбирают в комплект с разностью диаметров не свыше 4—5 мкм. Ролики одного комплекта не должны отличаться по высоте больше чем на 20—25 мкм.
Заклепки сепаратора восстанавливают на прессе ЭКП-5 с предварительным нагревом конца заклепки электрическим током и последующим сдавливанием конца штоком пневматического цилиндра. В собранном подшипнике на специальном приспособлении, поворачивая наружное кольцо, контролируют радиальный зазор, который определяют как среднее арифметическое результатов трех измерений зазора между внутренним кольцом и тремя несмежными роликами. При отсутствии приспособления контрольные замеры выполняют щупом. Разница трех измерений не должна превышать 10—15 мкм.
Отремонтированный подшипник продувают сжатым воздухом, промывают в бензине и проверяют на свободность вращения. При
неподвижном внутреннем кольце рукой вращают наружное кольцо. Кольцо и ролики должны свободно вращаться без заеданий и шума. Ресурс якорного подшипника до ревизии — четыре года, а до ремонта с заменой элементов — восемь лет.
Шариковые подшипники и внутренние кольца роликовых подшипников устанавливаются в нагретом до 100—120 °C состоянии. Зазоры и натяги деталей в подшипниковых узлах, а также осевой разбег должны выдерживатся строго по чертежу.
Рекомендуется техническое состояние отремонтированных подшипников контролировать по уровню вибрации его наружной обоймы при вращении подшипника во всем диапазоне эксплуатационных скоростей. Для этого подшипник насаживают на вал, устанавливаемый в центр токарно-винторезного станка. На наружной обойме с помощью магнитного крепления устанавливают вибродатчик ИШВ. Изменяя частоту вращения подшипника, сравнивают уровень вибрации, создаваемый кинематическими соударениями элементов отремонтированного подшипника, с данными, полученными на эталонных подшипниках. Данный метод может быть рекомендован для входного контроля вновь получаемых подшипников.
Ремонт главных и дополнительных полюсов. Полюсы с дефектами — пробоем изоляции катушек на корпус, меж-витковыми замыканиями, поврежденными выводами и пониженным сопротивлением изоляции — демонтируют из остова для ремонта или замены. Для демонтажа любого полюса из остова, например ТЭД, предварительно разбирают межкатушечное соединение и при горизонтальном положении остова из него извлекают полюс при помощи технологической скобы. Перед демонтажом главного полюса нужно предварительно снять находящийся рядом с ним добавочный полюс. В такой же последовательности снимают и поврежденные полюсы с остова тягового генератора. Контроль состояния катушки полюса производят после выпрессов-ки сердечника и соответствующей очистки.
Ремонт катушек полюсов. Катушки полюсов из обмоточного провода или шинной меди с пробоем изоляции на корпус или межвитковым замыканием направляют на заводской ремонт. Повреждения выводов (трещины, изломы) катушек моноблочных полюсов (ЭД118А) и катушек главных полюсов генераторов устраняют на ремонтных заводах.
Сердечники полюсов с завальцованной или поврежденной поверхностью (со стороны якоря), расслоением листов или боковинами, имеющими трещины, заменяют. Ослабшие боковины укрепляют расклепкой заклепок.
Пружинную рамку с деформированной (просевшей) пружинной пластиной, трещинами и отколами следует заменить. Искривленные места рамки выправляют. Размеры рамки должны соответствовать чертежу. После ремонта рамку покрывают лаком или эмалью.
Перед сборкой полюсов катушки нагревают до 80—100 °C и затем напрессовывают на сердечник прессом с усилием 5 кН.
Сборку полюса, например главного полюса ТЭД (рис. 6.9), ведут в таком порядке: на опорные заплечики сердечника 1 устанавливают пружинную рамку 4 и затем изоляционный каркас 2, Сердечник в сборе с пружинной рамкой и каркасом запрессовывают в катушку 3. Катушка на сердечнике должна сидеть плотно (с натягом), при необходимости между ними прокладывают электрокартон. До посадки сердечника в катушку последнюю нагревают в печи до 80—90 °C.
Монтаж полюсов в остове. Этот процесс состоит из следующих операций: очистки и покрытия эмалью внутренней поверхности остова, проверки прямолинейности и плоскостности мест установки полюсов (у ТЭД), закрепления полюса в остове, проверки полярности катушек, качества контактных соединений, изолирования контактов и закрепления межкатушечных соединений. Внутреннюю поверхность остова тщательно очищают, обезжиривают бензином, после чего покрывают (кроме места под главные полюсы) электроизоляционной эмалью ГФ-92-ХС.
Место постановки полюса в остове ТЭД должно иметь ровную поверхность. Ее проверяют контрольной линейкой длиной 500 мм. Зазор между линейкой и любым участком контролируемой поверх-
Рис. 6.9. К сборке главного полюса тягового электродвигателя
ности не должен превышать 0,05 мм. Неровности устраняют опиловкой или шабровкой. Вначале в остове монтируют главный, а затем добавочный полюс. Под полюсы помещают ранее снятые регулировочные прокладки, а под добавочный полюс — пружинную рамку. Закрепляют полюсы болтами. Далее измеряют расстояние между сердечниками каждой пары полюсов и определяют разность расстояний от геометрической оси остова до сердечника каждого полюса. У одной пары полюсов разность этих расстояний допускается не более 1 мм. Регулировку ведут прокладками, помещаемыми между остовом и каждым полюсом. Допустимое расстояние между полюсами указывается на чертеже машины.
Выход из строя ТЭД часто связан с ослаблением и обрывом болтов крепления верхних полюсов. Происходит это главным образом вследствие нарушения правил крепления полюсных болтов. Плотная посадка катушки полюса в остове в необходимых случаях достигается постановкой между катушкой и остовом П-образных прокладок из электроизоляционного картона. Необходимая плотность прилегания прокладок и витков катушки достигается за счет предварительного покрытия прокладок эмалью ГФ-92-ХС (для склеивания) и изменения толщины нижней или верхней прокладки. Межкатушечные соединения монтируют, соблюдая рекомендации по сборке неподвижных разъемных контактных соединений.
Проверка полярности и чередования полюсов. Для этого по цепи катушек главных и добавочных полюсов пропускают ток (10—20 % номинального) в соответствии со схемой машины. Чередование полюсов определяют магнитной стрелкой, которую подвешивают на короткой тонкой нити и осторожно, во избежание перемагничивания, подносят поочередно к середине сердечника каждого полюса. О полярности судят по тому, какой конец магнитной стрелки подтягивается к полюсу.
После проверки полярности и чередования полюсов контролируют качество сборки межкатушечных соединений по степени их нагрева, производят изоляцию соединительных узлов и покраску электроизоляционной эмалью ГФ-92-ХС.
Ремонт якоря. Якорь является основным узлом электрической машины, который сложен по конструктивному исполнению и в процессе эксплуатации подвергается механическим и электрическим воздействиям (рис. 6.10).
Рис 6.10. Тяговый электродвигатель ЭД-118А:
1, 22 — смазочные трубки; 2, 17 — крышки подшипников; 3, 19 — роликоподшипники; 4 — упорное кольцо; 5, 21 — дистанционные кольца; 6 и 16—малый и большой подшипниковые щиты; 7— коллектор; 8 — щеткодержатель; 9— якорь;
10 — обмотка якоря; 11, 15 — стеклобандажи; 12 — сердечник якоря; 13, 14 — добавочный и главный полюсы; 18 — лабиринтное уплотнение; 20 — вал якоря
Кольца и втулки вала якоря с трещинами, износом выше нормы и ослаблением снимают с вала с помощью индукционного нагревателя и устанавливают новые. Шейки вала под кольца, втулки и конусы проверяют магнито-порошковым дефектоскопом с осмотром под лупой не менее 5-кратного увеличения. Особо тщательно осматривают места концентрации напряжений — переходные галтели (места перехода от одного диаметра к другому), края шпоночных пазов. В этих местах нередко возникают трещины. При наличии трещин вал заменяют.
Изношенные поверхности, особенно конусы валов, восстанавливают вибродуговой наплавкой. Предварительно конус протачивают для удаления дефекта. Наплавку ведут автоматом под слоем флюса. Якорь и автомат устанавливают на токарный станок и производят наплавку при низкой частоте вращения. После остывания наплавленную поверхность протачивают черновой проходкой с упрочнением конуса последующей накаткой роликами и шлифованием.
Поврежденную резьбу валов протачивают и нарезают новую до ближайшего ремонтного размера. При восстановлении до чертежного размера поврежденную резьбу протачивают на глубину до 2 мм, наплавляют, обтачивают и нарезают вновь. Заусенцы и забоины посадочной поверхности конуса зачищают. Обработанную конусную поверхность вала проверяют калибром по краске. Площадь прилегания конца вала к калибру должна быть не менее 75 % с равномерным распределением краски по поверхности, при этом отверстие и канавка для маслосъема должны быть окружены замкнутым контуром притертой поверхности. После окончания ремонта вал подлежит дефектоскопированию.
Ослабление бандажей якоря происходит за счет воздействия центробежных сил и вибраций, возникающих при движении и боксова-нии колесных пар локомотива. Ослабший бандаж не в состоянии надежно удерживать якорную обмотку, изоляция которой при таком дефекте, как правило, разрушается; в результате происходят пробой на корпус, пережог и размотка бандажа. Пережогу в большей степени подвержен передний лобовой бандаж вследствие межвиткового замыкания обмотки под бандажом. Задний лобовой бандаж выходит из строя из-за ослабления. Поэтому важно выявлять ослабление бандажа на ранней стадии.
Замена стеклобандажей производится при наличии дефектов, указанных в п. 6.2.
Укладку постоянных бандажей производят в соответствии с чертежом, контролируя число витков по счетчику, а натяжение — по динамометру.
При бандажированиии якоря необходимо следить за тем, чтобы между подбандажной изоляцией и секциями (у якорей без клинового крепления обмотки) был обеспечен натяг. При необходимости разрешается вдоль пазов якоря под бандажную изоляцию устанавливать дополнительные прокладки из электрокартона.
Для предохранения от повреждений обмотки якоря при смене бандажей под него (при наложении новых) подкладывают прокладки из электрокартона с выпуском из-под бандажа на 2—3 мм.
Запрещается намотка бандажа без контроля натяжения по динамометру или с погрешностью в измерениях более 5 %.
После наложения бандажа его последние витки закрепляются под предшествующие и спекаются с использованием электропаяльника.
Плотность установки клиньев и намотки бандажей проверяют ос-тукиванием. Разрешается ослабление клиньев на длине не более 1/3 длины паза.
Якорь с намотанными бандажами подлежит нагреву в сушильной печи для термообработки стеклобандажей.
Коллекторный бандаж миканитового конуса коллектора с прожогом, сдвигом, отслоением или вздутием ленты заменяют. После удаления старого бандажа и очистки миканитового конуса его покрывают эмалью ГФ-92-ХС. Затем накладывают в полуперекрышу десять слоев стеклоленты ЛСБ-F сечением 0,2x200 мм так, чтобы закрыть возможные пути проникновения влаги и масла под коллектор. Ленту укладывают равномерно с одинаковым натяжением. Конец ленты закрепляют под предшествующим витком бандажа, как и при наложении любого бандажа. Чтобы сделать бандаж более плотным, его поверхность проглаживают горячим валиком или электропаяльником, а затем покрывают двумя слоями эмали ГФ-92-ХС.
По внешнему виду контактной поверхности коллектора судят о состоянии и работе практически всей электрической машины. Коллектор нормально работающей машины обычно имеет глянцевую поверхность темно-коричневого цвета, одинаковую для всех пластин. Поверхность покрыта политурой — тонкой оксидной пленкой повышенной твердости. Такая пленка образуется в процессе электрического контакта между коллектором и щетками, способствует улучшению коммутации машины и уменьшает износ коллектора.
К наиболее часто встречающимся повреждениям коллекторов якорей тяговых электрических машин относятся механический и электрический (эрозионный) износ, распайка концов обмотки в петушках коллектора, затягивание и выступание пластин, задиры и риски. Все эти неисправности вызываются совокупностью факторов конструкционного, производственного, эксплуатационного и аварийного характера.
Причинами повышенного износа коллектора могут быть: применение щеток с повышенным коэффициентом трения или щеток различных заводов-производителей в одном щеткодержателе, плохая очистка воздуха, поступающего в машину для охлаждения, чрезмерное контактное нажатие щеток. Неравномерному износу во многих случаях сопутствуют перегрев отдельных пластин и биение коллектора вследствие его эксцентричности относительно оси вращения. Диаметральный износ коллектора определяют микрометрической скобой по двум поясам (щеточным следам) по длине коллектора и двум взаимно перпендикулярным плоскостям в каждом поясе. Радиальный износ грубо можно определить щупом, измерив световую щель между контрольной линейкой и коллектором, а более точно — индикаторным измерительным приспособлением.
Эрозионный (электрический) износ контактной поверхности коллектора вызывается неудовлетворительной коммутацией машины, т.е. чрезмерным искрением щеток, вызывающим подгар коллекторных пластин. Искрение нередко переходит в круговой огонь по коллектору, приводящий к прожогу и оплавлению пластин и распайке концов обмотки в петушках коллектора.
Неисправности коллектора, такие как выработка и подгары пластин, биение, затягивание меди в межламельные канавки, устраняют обточкой, продорожкой, снятием фасок, шлифовкой и полировкой. Эти операции выполняют на специальных станках. Якорь устанавливают и тщательно центрируют относительно беговой дорожки внутреннего кольца роликового подшипника. Если кольцо снято, центрируют по шейке вала. Биение коллектора должно быть не более 0,06 мм с допускаемой разницей биения в холодном и горячем состоянии не более 0,03 мм. Перед началом работы лобовую часть обмотки якоря закрывают чехлом, чтобы снимаемой стружкой не повредить изоляцию.
Продораживание — это операция углубления канавок между коллекторными пластинами путем снятия поверхности миканитовых прокладок специальной фрезой. Делают это для того, чтобы миканит по мере износа коллекторных пластин не выступал над рабочей поверхностью и не повреждал щеток. Глубина продорожки должна быть 1,4—1,6 мм для двигателей электровозов и 1,0—1,5 мм для тепловозных двигателей. Глубокая продорожка создает условия для скопления угольной пыли, что приводит к замыканию пластин меж-
ду собой. При продорожке следят, чтобы не были подрезаны стенки пластин и коллекторный миканит не оставался на их стенках (рис. 6.11).
Коллектор обтачивают в два приема. Первой обточкой устраняют выработку, овальность, эксцентричность рабочей поверхности; второй —
Рис. 6.11. Продорожка коллектора: улучшают чистоту поверхно-
1 — мелкая; 2 — глубокая; 3 — нормальная; сти. Торцы пластин закругля-4,5- остатки миканита и подрез пластин ют радиусом 3 мм Обтачи-вать следует при малой подаче резца, чтобы не было рисок на поверхности коллектора.
После обточки с верхних углов коллекторных пластин в продоль-
ном направлении специальным шабером снимают фаски размером (0,2—0,3) мм под углом 45°. Это делают для того, чтобы ликвидиро
вать острые углы, улучшить условия для выдувания пыли и предотвратить затягивание канавок между пластинами медью.
После обточки, продораживания и снятия фасок производят шлифовку коллектора предварительно абразивным бруском марки Р17 или Р17Б, а окончательно — бруском марки РЗО. Режим шлифования: частота вращения якоря 300—500 мин-1, продольная подача 0,2 мм/об. Шероховатость обработанной поверхности должна соответствовать 8—9-му классам. При отсутствии абразивных брусков указанной марки допускается применение мелкой шкурки (№ 40), укрепленной на жесткой деревянной колодке с вогнутостью, соответствующей диаметру коллектора.
Динамическая уравновешенность якоря может измениться из-за утери балансировочных грузов, вследствие замены бандажей лобовых частей или пропитки якоря. Поэтому заключительной операцией при ремонте якоря является его балансировка на специализированных балансировочных станках. Допустимый дисбаланс допускается до 400 г-см у якоря ТЭД и 4500 г-см у тягового генератора.
После обточки коллекторов, как правило, глубина утопания миканитовой изоляции между пластинами практически всегда ниже допустимой нормы. Поэтому после обточки восстанавливают ее
геометрический размер на специализированных фрезерных станках. В частности, на многих предприятиях, связанных с ремонтом электрических машин постоянного тока, подобную относительно сложную работу выполняют на станках типа А591 или А732.02. Недостатком таких фрезерных станков является то, что практически все работы выполняются вручную.
Преимущество автоматизированного станка достигается за счет повышения точности шагового поворота якоря электродвигателя, а также за счет обеспечения работы станка в автоматическом режиме и дистанционного контроля процесса продораживания межламельных промежутков коллектора.
На рис. 6.12 приведена кинематическая схема станка, а на рис. 6.13 — функциональная схема управления станком в ручном и автоматическом режимах.
Монтаж и крепление якоря 27 в станке предусматривается между приводным шпинделем 35 и задней бабкой 13. При этом для исключения потерь времени, связанных с процессом центровки и крепления якоря, узел крепления представлен ведущей полумуфтой 34, поводковыми пальцами 25 с конусными посадочными поясками и технологической ведомой полумуфтой 26, также оборудованной конусными посадочными поясками. Полумуфта 26 предварительно устанавливается без натяга на конусную посадку вала якоря и удерживается от проворота шпонкой. Кроме полумуфты 34 на приводной шпиндель 35 жестко установлена ведущая звездочка цепной передачи и маховик 33, предназначенный для торможения якоря электромагнитным тормозом 36 в момент окончания фрезерования коллектора.
Шаговый поворот якоря на угол а, зависящий от количества коллекторных пластин, осуществляется посредством основного редуктора 31, приводимого в работу электродвигателем 37. В ручном режиме шаговый поворот якоря предусматривается за счет приводного катка 16 с резиновым ободом 17, который в моменты поворота с определенным усилием контактирует с поверхностью якоря. Перемещение суппорта 75, на котором установлена фреза 14 с электроприводом, в начальный момент настройки станка предусматривается вручную маховиками 7 и 77 соответственно.
Процесс продораживания якоря в автоматическом режиме осуществляется приводным устройством, состоящим из клиноременной
Рис. 6.12. Кинематическая схема станка для продораживания якорных коллекторов
передачи 10, редуктора 6 и электродвигателя 4. При этом ограничение перемещения суппорта фрезы 14 в горизонтальной плоскости достигается за счет герконовых концевиков 9, 8, 22 и 23, а также ограничивающих упоров 12, 24.
Для обеспечения моментов шагового поворота на строго определенный угол в автоматическом режиме фрезерования коллектора предусмотрены следующие узлы и элементы: цепная передача 32, клиноременная передача 30 с натяжным роликом 29, ведущий шкив-вариатор 28, шаговый диск угла поворота 21, лазерный источник света 1, светодиод 2 и резьбовой фиксатор шагового диска 20.
В качестве коммутирующих аппаратов в схеме управления (см. рис. 6.13) предусмотрены типовые кнопки управления, магнитные пускатели (МП1—МП4), реле управления (РУ), автоматы (АВ1, АВ2) и электромагнитный тормоз (ЭМТ). Для срабатывания реле управления РУ и подачи светового сигнала от лазерного источника света 1 предусмотрены следующие блоки: блок источника энергии, блок усиления сигнала и электронный блок управления.
Перед включением станка для его функционирования в автоматическом режиме предварительно контролируют и настраивают: начальный момент фрезерования межламельного паза, положение ограничивающих упоров 24 и 12, совмещение прорези в шаговом диске угла поворота 21 в плоскости расположения лазерного источника света 1 и светодиода 2. При этом положение диска корректируют посредством винтового прижима 20, а точность совпадения угла поворота якорного коллектора с углом поворота диска 21 — посредством шкива-вариатора 28.
При таком конструктивном решении достигается высокая точность функционирования системы поворота якоря на строго определенный угол, зависящий от числа коллекторных пластин.
После предварительной настройки переключатель ПР переводят в положение автоматического режима работы станка (положение «Автоматическое»), включают электродвигатель привода фрезы Д2 и процесс продораживания выполняется в следующем порядке. В момент нахождения суппорта 75 и фрезы 14 в исходном, крайнем правом положении срабатывают герконовые концевики ГК20 и ГК22 и посредством электронного блока управления включается реле управления РУ и магнитный пускатель МП1. С этого момента отключается электромагнитный тормоз ЭМТ и включается электродвигатель Д1, который через редуктор 31 обеспечивает поворот якоря 27,
380 В
Рис. 6.13. Функциональная схема управления станком в ручном и автоматическом режимах
а также через цепную 32 и клиноременную 30 передачи поворот шагового диска 21 на угол а = 36°±2". Затем, в момент совмещения лазерного источника света 1 со светодиодом 2 через прорезь шагового диска 30, с блока управления БУ подается команда на отключение реле управления РУ, и тем самым обеспечивается остановка электродвигателя Д1 и включение электромагнитного тормоза ЭМТ.
После отключения магнитного пускателя МП1 через его обратную блокировку подключается магнитный пускатель МПЗ электродвигателя ДЗ.Через клиноременную передачу 5 и редуктор 6 производится перемещение суппорта 75, тем самым обеспечивается межламельное продораживание коллектора до момента срабатывания герконовых концевиков ГК23 и ГК21. После срабатывания ГК23 и ГК21 отключается магнитный пускатель МПЗ и включается пускатель МП4, что обеспечивает процесс реверсирования вращения ротора электродвигателя ДЗ, т.е. перемещения суппорта в обратном направлении. Затем суппорт 75 в автоматическом режиме перемещается в исходное положение, и дальнейший процесс продораживания осуществляется в изложенной выше последовательности.
Следует отметить, что срабатывание герконовых концевиков ГК20 и ГК23 с нормально разомкнутыми контактами, а также ГК21 и ГК22 с нормально замкнутыми контактами осуществляется посредством постоянных магнитов. Магниты установлены с правой и левой сторон суппорта в одной плоскости с указанными герконами. Включение реле управления РУ обеспечивается за счет сигнала, поступающего в блок управления БУ только после срабатывания герконового концевика ГК20, т.е. в момент перемещения суппорта до его исходного положения.
Для дистанционного контроля процесса продораживания предусмотрен визуально-оптический метод, который осуществляется за счет малогабаритной видеокамеры 18 и монитора 3, оборудованного масштабной сеткой (см. рис. 6.12). В процессе продораживания одну из вертикальных осей сетки заранее совмещают с условной геометрической осью межламельного паза. Это позволяет в случае нарушения условия совмещения осей дистанционно фиксировать момент нарушения процесса продораживания.
Эффективность станка при работе его в автоматическом режиме в основном достигается повышением точности шагового поворота якоря, корректировкой угла поворота шагового диска независимо от числа коллекторных пластин, а также дистанционным контролем процесса продораживания якорных коллекторов.
6.6. Пропитка и сушка изоляции обмоток электрических машин
Пропитка обмоток является заключительной ремонтной операцией, которая должна выполняться в строгом соответствии с технологическим процессом.
Изоляцию обмоток перед пропиткой тщательно очищают, так как в загрязненные поры, особенно в микрозазоры, пропиточный лак практически не проникает. Для более качественной очистки обмотки предварительно сушат, затем обдувают сжатым воздухом и протирают салфетками, смоченными в бензине, или очищают парами ПАВ в специальной установке с последующей продувкой сжатым воздухом. Сушат катушки в сушильных (желательно циркуляционных) печах или автоклавах. Вакуумная сушка способствует более тщательному удалению влаги из пор и воздушных промежутков по всей толщине изоляции и, следовательно, лучшему заполнению их лаком. Сушка происходит в вакуум-сушильной печи с циркуляцией воздуха при атмосферном давлении или при вакууме ((8—10)-10“4 Па) в течение 10—12 ч, якорь сушат 8—10 ч при температуре 130—140 °C. Температуру в печи после ее загрузки поднимают постепенно. Отсчет времени сушки начинается с момента достижения температуры 100 °C. Прерывать процесс сушки не рекомендуется. Качество и конец цикла сушки определяют по сопротивлению изоляции обмоток при температуре 110—120 °C. Для тяговых электрических машин сопротивление изоляции должно быть не менее 2 МОм, для вспомогательных — 1,5 МОм. Если сопротивление изоляции оказывается ниже нормы, сушку повторяют. После достижения необходимого сопротивления изоляции обмотки электрических машин ее подвергают пропитке.
Для пропитки изоляции тяговых электрических машин применяют термореактивный лак ФЛ-98, полиэфирноэпоксидный ПЭ-933 и компаунды. В отличие от лаков компаунды не содержат летучих растворителей, что повышает изоляционные качества изделий, подвергшихся компаундированию.
В настоящее время используют двукратную пропитку якорей: первая — вакуумно-нагнетательная с временными бандажами крепления лобовых частей обмотки якоря; вторая — окунанием с постоянными бандажами. После каждой пропитки предусмотрена сушка
якорей. На завершающем этапе — после второй сушки — бандажи покрывают электроизоляционной эмалью ГФ-92ХС.
Якоря помещают в автоклав и создают вакуум ((23—33)- 1(Н Па). Затем из лакоприемника в автоклав самотеком проходит пропиточный лак, заполняя его на 5—10 мм выше уровня петушков коллектора. В лаке якорь выдерживают 10 мин. После снятия вакуума в автоклав под давлением нагнетают нейтральный газ — азот и якорь пропитывают под давлением в течение 25—30 мин. Затем давление снимают и лак из автоклава перегоняют в специальный лакоприем-ник. Якорь удаляется из автоклава и подвергается сушке.
После сушки якорь вторично пропитывают окунанием в лак в автоклаве, где его выдерживают до прекращения выделения пузырьков воздуха. После второй пропитки якорь снова сушат в печи в течение 8—16 ч при температуре 130—140 °C.
После пропитки бандаж коллектора окрашивают электроизоляционной эмалью ГФ-92-ХС и производят дозатяжку коллекторных болтов. Затем якоря окрашивают эпоксидной эмалью ЭП-91 с последующей сушкой в печи. Процесс пропитки окунанием легко поддается механизации и автоматизации, что позволяет производить все операции на конвейерной линии.
Якоря вспомогательных электрических машин пропитывают лаком ФЛ-98 или термореактивным лаком ПЭ-933 . Двухколлекторные якоря вспомогательных машин пропитывают струйным поливом, поворачивая их при этом вокруг оси. Якоря других вспомогательных машин пропитывают так же, как и якоря тяговых машин. После пропитки якорь проверяют на межвитковое замыкание, электрическую прочность и сопротивление изоляции.
Катушки полюсов тяговых генераторов пропитывают лаком ФЛ-98 с последующим покрытием эмалью КО-911. Катушки главных полюсов тяговых электродвигателей ЭД-118 при замене покровной и корпусной изоляции пропитывают в лаке К-47 до и после наложения изоляции и запекают в печи при температуре 180 °C. После такой термообработки катушки покрывают эмалью КО-911 с последующей сушкой в печи. Катушки полюсов вспомогательных машин пропитывают при замене изоляции и при их перемотке. В депо их очищают, сушат и покрывают электроизоляционной эмалью ГФ-92-ХС или КО-911 без пропитки. Пропитку катушек выполняют в заводских условиях. Перед пропиткой катушки сушат при температуре 115—120 °C в те
чение 1 ч, затем охлаждают до температуры 50—60 °C и пропитывают погружением в лак № 447 или ФЛ-98 с последующей выдержкой в течение 30 мин. После стока лака катушки сушат в печи 12 ч при температуре 100—140 °C до достижения сопротивления изоляции 1,5 МОм, затем окрашивают черным лаком БТ-99 или эмалью ГФ-92-ХС и сушат на воздухе.
После пропитки на поверхность высушенных изделий наносят покровный лак или эмаль и вновь сушат их в печи. Покровный лак можно наносить окунанием изделия, пульверизатором или кистью. После сушки покровного слоя должна образовываться гладкая, блестящая пленка (натеки, наплывы и шероховатости недопустимы).
Сушку узлов электрических машин производят в печах с электрическим обогревом. Горячий воздух (температура 130—150 °C, а для лака ПЭ-933 — до 170 °C, в зависимости от класса нагревостой-кости изоляции) прогоняется вентилятором через печь, в которой установлены изделия. Печь снабжена приборами для измерения температуры или устройствами для ее автоматического регулирования. Применяют также сушку ПК (тепловым) излучением. Источником излучения служат лампы накаливания, которые снабжены рефлекторами, чтобы поток можно было направить в необходимом направлении. Лампы накаливания при необходимости можно устанавливать открыто на специальных подставках вблизи нагреваемого предмета, что бывает необходимо для ремонтных работ в депо, когда требуется провести сушку на месте.
Принципиальная схема сушильной печи выглядит так: вентилятор через нагревательный элемент (электрический калорифер или паровой радиатор) по трубопроводу нагнетает воздух в печь. Нагретый воздух, войдя в отверстия верхней части печи, через отверстия в нижней ее части выбрасывается наружу вентилятором по трубопроводу.
В некоторых депо используют печь с аэродинамическим рециркуляционным нагревом воздуха (рис. 6.14). Электродвигатель 1 ременной передачей 2 приводит во вращение колесо турбины 3, которое обеспечивает циркуляцию и нагрев воздуха за счет потерь на трение до 130—170 °C. Нагретый воздух по каналам 4 поступает в камеру печи со стороны двери 7, омывает объекты сушки 8 и вновь циркулирует через всасывающий патрубок турбины. В верхней части печи расположены впускной и выпускной клапаны 5, 6. Печь с
Рис. 6.14. Сушильная аэродинамическая печь аэродинамическим нагревом воздуха используют, как правило, при сушке перед пропиткой, т.е. когда не происходит взрывоопасных выделений.
Якоря ТЭД для сушки устанавливают на специальную тележку 9 по шесть штук коллекторами вверх. Для обеспечения свободного доступа воздуха расстояние между якорями и стенками камеры печи должно быть не менее 50 мм. Катушки полюсов, снятые с остовов, можно подавать в печь в специальных контейнерах. Температура воздуха в печи для более полного и быстрого удаления влаги из обмоток с изоляцией классов нагревостойкости В, F и Н должна находиться в пределах соответственно 130—140,150 и 175 °C. Прерывать процесс сушки (открывать печь и производить частичную выгрузку или загрузку) не допускается. Если же такая необходимость возникла, то продолжительность сушки увеличивают. Время сушки устанавливают для каждой машины опытным путем по сопротивлению изоляции.
В процессе сушки сопротивление изоляции вначале понижают, затем начинают медленно повышать до установившегося сравнительно постоянного значения. Сопротивление изоляции, например, якоря определяют по истечении 15 мин остывания. Если при температуре якоря 100—ПО °C сопротивление изоляции составляет 2 МОм, то сушка заканчивается, а если меньше, то якорь вновь загружают в печь и сушат в течение 4—5 ч.
Рис. 6.15. Схема установки для пропитки с применением вакуума и давления:
1 — емкость для лака; 2 — автоклав; 3 — манометр; 4,5,6 — перепускные клапаны;
7 — вакуумный насос
В качестве примера на рис. 6.15 показана схема установки для пропитки узлов электрических машин вакуумно-нагнетательным способом. Рекомендуемые режимы пропитки узлов электрических машин приведены в табл. 6.2.
Для снижения энергозатрат и повышения качества сушки рекомендуется использовать электродинамический способ сушки с подводом электроэнергии переменного
тока непосредственно в цепь изолированных обмоток электрических узлов (рис. 6.16).
Таблица 6.2
Режимы пропитки и сушки узлов электрических машин
Операция Темпера-тура якоря, °C Продолжительность пропитки и сушки якорей
тягового электродвигателя тягового генератора вспомогательного генератора и возбудителя
Предварительная сушка в печи 130—140 8ч 14—18ч 5 ч
Пропитка погружения в лак 60—70 8—10 мин 8—10 мин 8—10 мин
Стек лака — 10—15 мин 10—15 мин 10—15 мин
Сушка после пропитки в печи 130—140 10 ч 10—12 ч 4 ч
По аналогии с рассмотренными технологиями предварительных работ в сушильной камере 1 на технологической тележке 8 размещают в вертикальном положении 2-3 якоря ТЭД и после герметизации камеры от понижающего трансформатора 6 через щеточные аппараты и якорные обмотки пропускают переменный ток силой 120—140 А. При этом в обмотках каждого якоря выделяется теплота, кДж:
Ж = 3,6£Л/т,
где U — напряжение, приложенное к обмотке якоря, В;
I — ток, пропускаемый через обмотку якоря, А;
т — длительность сушки, ч.
-380 В
Рис. 6.16. Схема электродинамического способа сушки узлов электрических машин
Процесс сушки изоляции производится в такой последовательности: вначале прогревают обмотку до температуры 90—100 °C, затем включают вентилятор, обеспечивающий циркуляцию воздушного потока через влагопоглотитель 10 (сетчатую кассету, заполненную силикагелем), каналы 2, 9 и между якорями. В процессе циркуляции воздуха повышают температуру якоря обмотки до 100—120 °C. При таком режиме продолжают процесс сушки в течение 30—40 мин. После сушки отключают обмотки якорей от источника питания и продолжают выдерживать якоря в камере без отключения вентилятора до снижения температуры обмоток примерно на 40—50 °C больше начального значения.
Для функционирования установки в автоматическом режиме предусмотрены: датчик температуры 5, блок сравнения < задающий блок температуры 7 и коммутирующий блок 5.
При таком способе сушки достигается эффективность за счет нагрева изоляции непосредственно от теплоты, выделяемой якорной обмоткой, а также за счет вибрации железа якоря с частотой, например, 50 Гц, способствующей испарению влаги из микротрещин и микропор.
6.7. Сборка и испытание электрических машин после ремонта
Выпускаемые из ремонта электрические машины комплектуются из остовов и якорей, подвергаемых ремонту одного вида.
При сборке электрических машин соблюдаются следующие требования:
- установка уплотнительных колец производится в нагретом до 130—150 °C состоянии. Натяг посадки уплотнительных колец относительно вала должен соответствовать чертежу;
- шариковые подшипники, внутренние кольца роликовых подшипников устанавливают в нагретом до 100—120 °C состоянии. Торцевое биение (перекос) наружных колец подшипников ТЭД и их радиальные зазоры после сборки, а также осевой разбег якоря (ротора) должны соответствовать допустимым нормам;
- подшипниковые щиты и моторно-осевые подшипники ТЭД устанавливают в горловины с гарантированным натягом;
- запрессовывание подшипниковых щитов и подшипников производится с равномерным давлением, без перекосов, ударов и повреждений. Разрешается производить индукционный нагрев горловины;
- смазочные камеры в подшипниковых щитах и крышках заполняют смазкой в соответствии с инструкцией по применению смазочных материалов;
- якорь (ротор) заводят в остов (статор) осторожно, не допуская повреждений обмотки, коллектора и подшипников;
- щеткодержатели устанавливают так, чтобы расстояние от них до рабочей поверхности коллектора и до петушков было выдержано в соответствии с нормами, а щетки в обоих крайних положениях якоря оставались на рабочей части коллектора. Усилие нажатия на щетку должно контролироваться;
- биение коллектора не должно превышать установленных норм;
- воздушные зазоры между сердечником якоря и полюсами не должны превышать 1 мм;
- обеспечивается гарантированный зазор между головками секций задней лобовой части и подшипниковым щитом при крайнем положении якоря;
- обеспечиваются зазоры в лабиринтах между крышкой подшипникового щита и уплотнительным кольцом (проверяются вращением якоря);
- все болты крепления деталей и узлов должны устанавливаться с исправленными пружинными шайбами.
Отремонтированные электрические машины обкатывают и испытывают по программе, удовлетворяющей требованиям ГОСТ 2582-72 и правилам ремонта.
В программу испытаний входят: проверка на нагревание и уровень вибрации узлов двигателя на холостом ходу и под нагрузкой, контроль коммутации на номинальном режиме, снятие скоростной характеристики при полном поле возбуждения и при соответствующих ослабленных полях.
Для приработки якорных подшипников и щеток по коллектору двигателя проводят обкатку двигателя на холостом ходу. При этом по температурам нагревания подшипниковых узлов и степени вибрации подшипниковых щитов оценивают качество ремонта механической части двигателя.
Качество приработки щеток проверяют выборочно (прилегание щеток должно быть не менее чем на 75 % площади коллекторной поверхности).
Испытание на повышенную частоту вращения выполняют для проверки качества крепления коллекторных пластин и обмотки в пазах якоря. Такую проверку проводят на холостом ходу в течение 2 мин при частоте вращения якоря, превышающей максимальную на 20—25 %.
Омическое сопротивление обмоток якоря и полюсов определяют методом «амперметра-вольтметра», при использовании приборов класса 0,2 или 0,5, обеспечивающих требуемую точность. Сопротивление обмоток обычно проверяют при температуре окружающей среды, а затем полученные значения пересчитывают к температуре +20 °C. Сопротивление обмоток не должно отличаться от паспортного значения более чем на ±10 %.
Испытание на нагревание проводят при номинальном режиме работы машины для определения степени превышения температур перегрева обмоток и коллектора относительно допустимых уровней. В частности, максимально допустимые уровни температур обмоток электродвигателя ЭД-118 допускаются для якорной обмотки не более 140 °C, главных и дополнительных полюсов — не более 155 °C, коллектора — до 95 °C.
Коммутацию машин оценивают при номинальном режиме работы двигателя обычно визуальным способом или с помощью инди
катора искрения ИИ-5М (по ГОСТ 183-74). Коммутация, установленная визуальным способом по степени искрения под сбегающим краем щетки, подразделяется на классы: 1 — искрение отсутствует; 1М4 — слабое точечное искрение под V4 частью щетки; 1V2 — слабое точечное искрение под V2 частью щетки; 2 — искрение под всем краем щетки; 3 — значительное искрение под всем краем щетки с признаком кругового огня по коллектору.
Коммутацию ТЭД проверяют во время снятия скоростных характеристик при соответствующих токе и напряжении нагрузки вращении якоря в правую и левую стороны. Коммутацию тяговых генераторов проверяют в процессе проведения реостатных испытаний ди-зель-генераторных установок при номинальной частоте вращения якоря, максимальном токе и соответствующем напряжении.
Для тепловозных электрических машин допускается коммутация не выше первых двух классов. В случае отклонения коммутации от допустимых классов необходимо выполнить ряд регулировочных и проверочных работ:
- проверить и отрегулировать нажатие щеток на коллектор;
- проверить состояние и биение коллектора;
- проконтролировать правильность установки добавочных полюсов;
- на тяговом генераторе проверить положение щеток на нейтрали.
Если после выполнения указанных мероприятий не наблюдается улучшение коммутации, то методом положительной и отрицательной подпитки (отпитки) обмоток дополнительных полюсов определяют зону наилучшей коммутации.
Электрические машины, прошедшие испытания, считаются исправными, если не наблюдаются какие-либо механические повреждения, искрения под щетками выше допустимого уровня и отклонения скоростной характеристики от паспортных допусков при полном и ослабленном полях возбуждения.
При обкатке и испытании ТЭД электроподвижного состава используют наиболее экономичный метод — взаимной нагрузки. При таком методе поочередно один из двигателей работает в режиме двигателя, а другой — в режиме генератора, от которого вырабатываемая электрическая энергия возвращается в цепь приводного двигателя. Достигается экономия электроэнергии до 80 % номинальной мощности испытываемого двигателя, особенно при использовании
статических преобразователей в виде фазорегулирующих установок на тиристорах. В качестве примера на рис. 6.17 приведена схема силовых цепей стенда для обкатки и испытания ТЭД подвижного состава по методу их взаимной нагрузки.
Рис. 6.17. Схема силовых цепей стенда для обкатки и испытания тяговых электродвигателей:
БУ 1, БУ2 — блоки управления; 1 — линейный преобразователь; 2 — выпрямительный блок; 3 — понижающий трансформатор; 4, 11 — измерительные преобразователи; 5 — карданный вал; 6 — цифровой тахометр; 7—датчик частоты вращения; 8 — зубчатый диск; 9 — вольтодобавочный преобразователь; 10, 12 — токовые реле
Цепи выпрямленного силового тока статических преобразователей 7, 9 и испытуемых двигателей Д1 и Д2 включаются электропнев-матическими контакторами К1 и К2. Для выбора назначения двигателей (двигатель или генератор) предназначены контакторы КЗ— Кб. Смена направления вращения испытуемых тяговых двигателей осуществляется посредством контакторов К7—К10. Ослабление магнитного поля электродвигателя, работающего в режиме приводного двигателя, проводится с помощью электромагнитных контакторов Ш1—Ш4, которые подключают параллельно сериесным обмоткам возбуждения С1 и С2 (резисторы Rl, R2 или R3, R4). Дроссель Др предназначен для сглаживания пульсаций выпрямленного тока в цепи приводного электродвигателя, а токовые реле 70, 72 служат для защиты электродвигателей от «бросков» тока, возникающих при перегрузке.
Для улучшения конструкции стенда вместо традиционных полужестких муфт, предназначенных для передачи крутящего момента, целесообразно использовать узел, состоящий из технологических по луму фт и карданного вала. Такое техническое решение не требует затрат времени на центровку двигателей и значительно снижает радиальные нагрузки на якорные подшипники.
Автоматизированная система стенда осуществляет регулирование по трем параметрам — по току, напряжению и частоте вращения. Регулирование тока осуществляется вольтодобавочным преобразователем, напряжения — линейным преобразователем, а частоты вращения — соотношением выходных значений указанных преобразователей. Автоматизированная система также контролирует граничные значения тока, напряжения и частоты вращения. При превышении предельных значений предусмотрена аварийная остановка работы стенда.
Функционирование стенда в автоматическом режиме осуществляется в соответствии с программой, заложенной в ПЭВМ. Модули управления системой функционируют в режиме последовательного интерфейса RS-485, и их связь с ПЭВМ осуществляется посредством модуля преобразователя интерфейса RS232 в RS485. Таким образом, управление от ПЭВМ происходит через выход СОМ.
Модуль дискретного вывода управляет блоком промежуточных реле, через которые формируется необходимый (заданный) режим испытания. Посредством промежуточных реле также обеспечивает
ся функционирование источников тестовых сигналов и блока высоковольтных реле. Модули измерения предназначены для определения активного сопротивления, сопротивления изоляции относительно корпуса, а также тока и напряжения ТЭД (рис. 6.18).
Программа приемосдаточных испытаний ТЭД постоянного тока предусматривает следующие виды испытаний:
- измерение сопротивления изоляции в «холодном» состоянии;
- измерение сопротивления обмоток узлов электродвигателя в «холодном» состоянии;
- испытание на нагревание в течение 1 ч током часового режима;
- измерение сопротивления изоляции в «горячем» состоянии;
- измерение сопротивления обмоток узлов электродвигателя в «горячем» состоянии;
- проверку частоты вращения и реверсирования при номинальных значениях напряжения, тока нагрузки и возбуждения;
- испытание на повышенную частоту вращения;
Рис. 6.18. Структурная схема системы автоматического управления стендом для испытания ТЭД:
ПИ — преобразователь интерфейса; МУФ — модуль фазорегулятора; МЧ — модуль частотомера; ИПТ — измеритель постоянного тока; ИПН — измеритель постоянного напряжения; МДВ1, МДВ2 — модули дискретного вывода; МИ1, МИ2 — модули измерений; БУР — блок управления реле; ИВН — источник высокого напряжения; ВК — высоковольтный коммутатор; К — колонка подключения ТЭД; ФР — фазорегулятор; ДС — датчик скорости; ЦУ — цепи управления
- проверку коммутации в течение 30 с при номинальном режиме в правом и левом направлениях вращения якоря.
В процессе ремонта, сборки и испытания ТЭД приемосдаточная программа также предусматривает:
- контроль обмоток на межвитковые замыкания и испытание их на электрическую прочность изоляции;
- проверку степени нагревания якорных подшипников;
- проверку биения коллектора и уровня вибрации в зоне расположения подшипниковых щитов ТЭД.
Результаты испытаний ТЭД фиксируют в журнале формы ТУ-154, а при использовании ПЭВМ — в протоколе определенной формы.
После проведения приемосдаточных испытаний коллектор и щеткодержатели очищают от щеточной пыли и копоти; машину продувают сжатым воздухом под давлением 0,2—0,3 МПа. Головки верхних болтов и болтов, поставленных со стороны моторно-осевых ТЭД, заливают компаундной массой для предотвращения проникновения влаги по болтовым соединениям в электродвигатель.
По окончании ремонта оформленный технический паспорт отправляют вместе с машиной. В паспорте должно быть указано, какие подшипники установлены (новые или отремонтированные), сделана запись о произведенном ремонте и модернизации; к паспорту прилагают результаты испытаний машины.
Проведенные работы подтверждаются подписью представителя ОТК и инспектора-приемщика ЦТ (там, где он есть) или представителя заказчика.
6.8. Модернизация якорей тяговых электродвигателей при ремонте
Предложения, описанные ниже, направлены на снижение пробоя изоляции обмотки якоря в местах выхода передних и лобовых частей обмотки из пазов сердечника якоря электродвигателя.
Стеклометаллический бандаж. Для повышения надежности крепления лобовых частей обмотки якоря на ТЭД локомотивов проволочные (металлические) бандажи заменены бандажами из стекло-ленты типа JICB-F сечением 0,2x20 мм по ТУ 6-19-274-85.
Технологический процесс намотки стеклобандажей по сравнению с металлическими более прост из-за отсутствия трудоемкой опера
ции — пайки витков проволочных бандажей. Кроме того, при возникновении межвиткового замыкания в лобовых частях обмотки якоря не происходит размотки стеклобандажа, тогда как при проволочных бандажах он полностью разматывается с последующим повреждением изоляции полюсных катушек ТЭД.
В процессе эксплуатации в якорях электродвигателей, лобовые части которых закреплены стеклобандажами, из-за радиального перемещения лобовых частей под действием центробежных сил происходит их отрыв от наружной поверхности задней нажимной шайбы якоря. В образующийся при этом зазор между задней нажимной шайбой и приподнятыми лобовыми частями проникают пыль, влага, масляные пары, что негативно влияет на срок службы изоляции обмотки.
Радиальные перемещения задних лобовых частей, а также воздействие грязевой массы на обмотку вызывают пробой изоляции в местах выхода обмотки из пазов сердечника. Предотвратить повреждения изоляции можно устранением радиальных перемещений лобовых частей обмотки, что может быть достигнуто путем повышения прочности бандажей и увеличением жесткости проводников обмотки якоря.
Этим целям отвечает конструкция стеклометаллического бандажа (СМБ), совмещающая преимущества достоинство проволочных бандажей (прочность на растяжение) и стеклобандажей (технологичность изготовления). СМБ представляет собой бандаж, намотанный из слоев стеклоленты, внутри которого размещена намотанная впе-рекрышу со стеклолентой металлическая лента размером 0,1x20 мм из стали У-10А.
Намотку бандажа якоря 5 производят на серийных бандажиро-вочных станках 1 (рис. 6.19). Якорь размещают в центрах 2 и 9 станка. На каретке 10 расположен механизм натяжения 12 стеклоленты 6. Установленный в центрах якорь вращается приводным двигателем через коробку скоростей 14 и шпиндель 3. Ходовой вал станка приводит в действие-систему подачи каретки 10, передвигающейся по зубчатой рейке 13.
Натяжение первых слоев стеклоленты 6 на лобовые части якоря производится рукояткой 77, а при дальнейшей намотке — механизмом натяжения 72. Металлическая лента 7 для намотки бандажа размещается в катушке 8, установленной на оси кронштейна 4, закрепляемого на каретке 10 станка. По торцам катушки 8 размещены та-
9
Рис. 6.19. Намотка стеклометаллического бандажа:
7 — бандажировочный станок; 2, 9 — центры; 3 — шпиндель; 4 — кронштейн; 5 — якорь; 6—стеклолента; 7 — металлическая лента; 8 — катушка; 10 — каретка; 77 — рукоятка; 72 — механизм натяжения; 13 — зубчатая рейка; 14—коробка скоростей; 75 — тарельчатая пружина; 16 — нажимная гайка
рельчатые пружины 75, степень затяжки которых регулируется нажимной гайкой 16.
Намотку бандажа осуществляют в следующей последовательности. При неполном натяжении стеклоленты наматывают на лобовую часть обмотки якоря 1,5—2 витка (для ее закрепления). Последующие витки стеклоленты наматывают с натяжением, соответствующим техническим требованиям. После намотки по всей длине бандажа нескольких слоев стеклоленты на расстоянии 5—8 мм от края сердечника устанавливают под стеклоленту металлическую ленту 7. Натяжение металлической ленты, создаваемое тарельчатой пружиной 75, принимается равным натяжению стеклоленты 6.
Затем на первой скорости вращения станка производится одновременно намотка стеклоленты и металлической ленты в направлении от сердечника к концу бандажа (для заднего бандажа) и к коллектору (для переднего). Намотку производят с шагом, равным 1/5 ширины лент. После нанесения необходимого числа витков металлической ленты ее отрезают, продолжая намотку заданного числа витков стеклоленты. Якорь с намотанными бандажами поступает в печь для сушки якорей в соответствии с типовой технологией сушки бандажей после их намотки. В процессе сушки происходит склеивание между собой слоев стеклоленты и металлической ленты эпоксидной смолой стеклобандажной ленты с последующим затвердеванием бандажа.
Одновременная намотка металлической ленты и стеклоленты с одинаковыми усилиями натяжения повышает надежность их соединения и монолитность бандажа. Наличие металлической ленты в СМБ предотвращает деформацию бандажа под действием центробежных сил, возникающих при вращении якоря.
СМБ обеспечивает надежную работу якорей от постройки до капитального ремонта.
Устранения распушения зубцов крайних листов сердечников. В конструкциях якорей ТЭД высота отжатой части крайних зубцов сердечника (от места прижатия ее нажимной шайбой до вершины зубца сердечника) превышает их оптимальную высоту (6—10 мм). Вследствие этого имеет место «эффект отжатия» — распушение торцевых листов. Из-за прогиба вала при вращении якоря происходит вибрация зубцов крайних листов сердечника с двойной оборотной частотой. Кроме того, при прохождении крайними листами сердечника магнитных полей главных полюсов зубцы испытывают деформации от электромагнитных сил, кратных числу полюсов (краевой эффект).
При износе зубчатой передачи колесно-моторного блока локомотива на деформацию зубцов сердечника накладываются вибрации зубцовой частоты, создаваемой редуктором. Все это способствует повреждению изоляции обмотки в местах ее выхода из паза.
Конструкция сердечников якорей тяговых электрических машин не предотвращает отклонений в осевом направлении сваренных в пакет крайних зубцов листов сердечника. Это происходит по причине возникновения в них значительных деформаций в осевом на-
Рис. 6.20. Якорь ТЭД с обрезанными зубцами одного из крайних листов сердечника
правлении. При осмотре ТЭД, поступивших в ремонт, обнаруживаются отклонения крайних зубцов листов пакета сердечника от остальной его части.
Для устранения данного явления разработана технология предотвращения распушения зубцов крайних листов сердечника якорей типа ЭД 118. По предложенной технологии у листа сердечника, предшествующего двум крайним, удаляют зубцы по дну паза сердечника и производят сварку зубцов крайних листов, охватывающих лист, у которого удалены зубцы (рис. 6.20). Зубцы крайних листов перед сваркой наклоняют к поперечной оси симметрии сердечника. За счет наклона зубцов листов и последующей их сварки значительно возрастает жесткость сваренных концевых зубцов в осевом направлении, что снижает уровень их вибрации по сравнению с серийными конструкциями, в которых зубцы торцевых листов сердечника сварены без наклона крайних листов.
Выбор числа листов сердечника якоря, у которых удалены зубцы, размещение их среди крайних листов и количество свариваемых листов сердечника зависят от мощности электрической машины.
Изоляция зубцов крайних листов сердечника. Для устранения пробоя изоляции обмотки якоря ТЭД в местах выхода обмотки из паза сердечника якоря, вызываемого вибрацией его крайних листов, предусмотрена установка на зубцы крайних листов сердечника якоря фторопластовых коронок (рис. 6.21). Они охватывают боковые и
торцевую стенки крайних зубцов, причем верхняя часть коронки предотвращает повреждение обмотки острыми краями зубцов при ее укладке в паз.
Осмотр якорей с поврежденной изоляцией обмотки в местах выхода их из паза сердечника с указанными коронками позволило выявить недостатки в технологии изоляции зубцов крайних листов с использованием упомянутых коронок. По существующей технологии удаление верхней части коронки, надетой на крайние листы сердечника, производится перед установкой клиньев в пазы сердечника путем подреза боковых стенок коронок. При этом невоз-
Рис. 6.21. Фторопластовая коронка с предварительными прорезями на станке-автомате до удаления ее верхней части (а) и коронка после удаления верхней части (б):
1 — удаляемая верхняя часть надрезанной коронки; 2—основной надрез; 3 — горизонтальная прорезь торцевой стенки
можно обеспечить ровный горизонтальный подрез стенок коронок.
При заклиновке паза стеклотекстолитом происходит смещение коронок с крайних зубцов сердечника по причине упора торца клина в неровно подрезанный край коронки и смещения последней. Роль коронки как элемента, изолирующего острые края крайних зубцов сердечника, теряется, в результате повреждается изоляция обмотки якоря острыми краями зубцов при перемещениях обмотки в пазу под действием центробежных сил. Кроме того, подрезка боковых стенок коронок (при обмотке, уложенной в пазах сердечника) приводит к повреждению (зарезу) изоляции.
Добиться ровного горизонтального подреза боковых стенок при существующей технологии сложно. Следует также отметить большую трудоемкость операции. Так, в якоре ТЭД типа ЭД 118Б для удаления верхних частей коронок требуется произвести 216 подрезов их боковых стенок.
Для предотвращения сдвига коронок с крайних зубцов сердечника при заклиновке паза и повреждения (зареза) изоляции обмотки предлагается подрезать боковые стенки коронки на большей части ее длины со стороны, противоположной по торцу коронки, перед установкой ее на зубцы (линия 2 на рисунке). Для уменьшения трудоемкости этой операции ее предварительно выполняют на станке-автомате. Это позволит получить ровную линию отрыва не надрезанной
части коронки (от конца надреза 2 до горизонтальной прорези 3 ее торцевой стенки), не превышающей высоту установки клина в пазу. Удаление верхней надрезанной части 1 коронки производится со стороны надреза в радиально-продольной плоскости, проходящей через середину паза.
Предложенная технология полностью обеспечивает функциональное назначение фторопластовых коронок — исключить повреждения изоляции лобовых частей обмоток якоря в местах их выхода из паза сердечника электродвигателя.
Глава 7. РЕМОНТ КОММУТИРУЮЩИХ АППАРАТОВ И ЭЛЕКТРИЧЕСКИХ ЦЕПЕЙ
7.1. Основные неисправности и ремонт электромагнитных и электропневматических аппаратов
В электрических цепях тепловоза для осуществления процессов коммутации применяют контакторы, реле, реверсоры, контроллеры и другие аппараты, (табл. 7.1), которые в зависимости от типа привода разделяются на электропневматические и электромагнитные. Аппараты, включенные в силовую цепь тепловоза непосредственно или через добавочные резисторы, условно называют высоковольтными, а аппараты, работающие в цепях управления и освещения, напряжение которых 75 или НОВ, — низковольтными. По назначению электрические аппараты можно разделить на аппараты управления, автоматического регулирования и защиты.
В процессе эксплуатации электрические аппараты подвергаются динамическим и электродинамическим воздействиям, влиянию температурных колебаний окружающей среды. Кроме того, работоспособность аппаратов зависит от степени их увлажнения и загрязнения. Вследствие действия указанных факторов в узлах и элементах аппаратов возникают неисправности в виде подгара и оплавления контактов и медных шунтов, повреждения катушек, снижения изоляционных свойств, пропуска воздуха в узлах привода и т.д. Для содержания аппаратов в исправном и надежном состоянии в условиях эксплуатации и при технических обслуживаниях регулярно производят очистку узлов и элементов, подтяжку резьбовых соединений, смазку соответствующих узлов, контроль состояния изоляции и четкости срабатывания аппаратов.
LU oo
Типы коммутирующих аппаратов
Таблица 7.1
Наименование аппарата Тип Тепловозы, на которых установлены соответствующие типы аппаратов
2ТЭ10М М62 2ТЭ116 2ТЭ121 ТЭП70 ТЭП75 ТЭМ2 ТЭМ7
Контактор ПКГ-565 + + — — — — — —
то же ПКГ-566М — — + — — — — —
» ПК-753Б-6 + + — — — — + —
» ПК-910 — — — — + — — +
» ТКПМ-111 + + + + + + + +
» ТКПМ-121 + + + + — + + +
» ТКПД-114В — — + + + + + +
» КПВ-604 + + + + — — + +
Реле РД-3010 + + + — + + — +
то же ТРПУ-1 — — + + — + + —
» РМ-4 — — — — — — + —
» РК-211 — — — + — + + +
» РК-231 — — — + — + + —
» РК-241 — — — — — — + —
» РК-221 — — — + — — — —
» ББ-320 + + + — + + + —
» РЭМ21 — — — + — — + —
» РЭМ22 — — — + — — + —
» РЭВ-571 — — — — + + + —
» РЭВ-812 + + + — + + — +
» РЭВ-814 — — — — — + — +
» РЭВ-882 — — — — — + — —
» ВЛ-31 + + — + + + + +
» РВП-72 + — — — + + — —
» ПР-27А-3 — — — — — - - +
Окончание табл. 7.1
Наименование аппарата Тип Тепловозы, на которых установлены соответствующие типы аппаратов
2ТЭ10М М62 2ТЭ116 2ТЭ121 ТЭП70 ТЭП75 ТЭМ2 ТЭМ7
Реле РЭС-6Т — — + — — — — —
то же РКН + + — — — — — —
» АК-11Б + + + — + + — —
» КРД-2 + + + — — + + —
» КРД-3 — — — + — — + —
» КРД-4 — — + — + + — —
» РДК-3 — — — — — + — —
Контроллер машиниста КВ-1552 + + + - + + + -
» КВ-1554 — — — + — — + —
» КВ-0591 — — — + — + + —
» КВП-0854М — — — — — — — +
Переключатель-реверсор ППК-8023 - - - - - - - +
» ППК-8063 + + — — — — — —
» ППК-8064 — — + + — + + —
» ППК-8042 — — — — — — — —
» ППК-8122 - - - + - + + -
Состояние изоляции определяют по сопротивлению, которое между корпусом и силовой цепью должно быть не менее 0,5 МОм, между корпусом и вспомогательной цепью — 0,25 МОм, между вспомогательной и силовой цепями — 0,5 МОм. Ослабленные зажимы и болтовые контактные крепления перед затягиванием осматривают со снятием гаек и болтов. Состояние сопротивлений открытого типа определяют внешним осмотром, а закрытого — по виду глазури. Осматривая рубильники, проверяют состояние контактных пластин и контактов, надежность крепления рукоятки и деталей на панели. В пакетных выключателях контролируют четкую фиксацию положений, в предохранителях — состояние и плотность прилегания контактных поверхностей, в дифференциальном манометре — целостность и чистоту трубки, соединяющей манометр с картером дизеля, и состояние отверстия, соединяющего манометр с атмосферой, а также убеждаются в отсутствии утечек жидкости.
При текущем ремонте ТР-1 выполняют работу в объеме технического обслуживания ТО-3 и дополнительно проверяют работу регулятора напряжения, прожировывают манжеты электропневмати-ческих аппаратов.
Во время текущего ремонта ТР-2 дополнительно обследуют состояние всех деталей аппаратов без разборки по нормам допусков и износов и в случае необходимости их заменяют; силовые и блокировочные контакты очищают от подгара и проверяют прилегание по отпечатку (прилегание должно быть не менее 75 % их ширины). Дугогасительные камеры контакторов снимают и очищают от нагара, также снимают и регулируют на стенде реле переходов, боксования и регулятор напряжения.
При текущем ремонте ТР-3, кроме работ, выполняемых на текущем ремонте ТР-2, проверяют состояние контакторов и полупроводников, предварительно сняв их. Снимают и разбирают электро-пневматические и электромагнитные приводы, регулятор напряжения, реле, реверсор, предохранители. Остальные аппараты осматривают и ремонтируют на тепловозе.
Капитальные ремонты предусматривают приведение электроаппаратуры в состояние, обеспечивающее ее нормальную работу на протяжении установленного пробега до следующего капитального ремонта. При этом восстанавливают чертежные размеры большинства деталей, а отдельные заменяют новыми.
Силовые и блокировочные контакты. Изменение цвета детали в результате перегрева, ослабление креплений, наличие капель припоя свидетельствуют о ненадежном соединении. Электрическая дуга при разрыве подвижных контактов оплавляет поверхности, которые требуют зачистки. Серебряные и металлокерамические контакты при нагарах протирают салфеткой, смоченной в бензине или ацетоне. Контакты заменяют при износе на половину их толщины, при этом провал, начальное и конечное нажатия должны быть в пределах, допускаемых правилами ремонта.
При замене силовых или блокировочных контактов обеспечивают касание их поверхностей практически по всей площади, но не менее 75 % от общей. Изношенные контакты разрешается восстанавливать путем напайки на их поверхности медных пластин марки М1. При этом контактные поверхности после напайки опиливают по соответствующему профилю контакта, который контролируют по шаблону.
Гибкие соединения. При обрыве более 10% жил, следах нагревания и выплавления наконечника гибкие соединения заменяют новыми. Наконечники гибких соединений изготавливают из медных трубок и вместе с проводом формуют в штампе. Затем сверлят отверстие и пропаивают наконечник припоем ПОС-40. При пайке наконечник опускают в припой до середины отверстия во избежание пропайки жил за пределами наконечника. В противном случае гибкое соединение становится жестким и ломается. Контактные детали лудят гальваническим способом или в электротиглях припоем ПОС-18.
Катушки. К основным неисправностям катушек электрических аппаратов относятся: снижение сопротивления изоляции между витками, а также межвитковое замыкание, ослабление крепления выводных клемм, обрыв обмотки и нарушение качества пайки обмотки к клеммам.
Неисправные катушки обычно заменяют новыми или восстанавливают путем их перемотки. При перемотке необходимо выбрать намоточный провод в соответствии с паспортными данными, в которых приводятся марка провода, его диаметр, число витков и сопротивление при 20 °C. Активное сопротивление катушки после ее перемотки не должно отличаться от номинального более чем на ±6 %. После перемотки катушку изолируют лакотканью в два-три слоя, покрывают киперной лентой и бандажируют суровыми нитками. При этом для повышения механической прочности под нитки закладывают в один слой электрокартон толщиной 0,5 мм. После этого
катушку окрашивают масляно-асфальтовым лаком БТ-99 и сушат на воздухе в течение 3—4 ч. При ремонте катушек, как правило, используют эпоксидную изоляцию, которая хорошо предохраняет от увлажнения и возможных механических воздействий.
Пневматические приводы. В условиях эксплуатации по четкости срабатывания и пропуску воздуха в уплотнительных соединениях определяют исправность соответствующего пневмопривода. Возможные неплотности устраняют добавкой незамерзающей смазки в объеме 1—6 см3 и подтяжкой болтов или сменой уплотнительных прокладок.
При ремонте пневмоприводы разбирают и после их очистки производят обмер основных деталей и узлов, визуально контролируют состояние поверхностей, выявляют возможные трещины в корпусе цилиндра и проверяют пружины на остаточную деформацию.
Рабочую поверхность цилиндра при наличии рисок шлифуют, а при износе по диаметру более 0,5 мм заменяют или восстанавливают гальваническим способом. Поврежденные резиновые манжеты заменяют новыми, а кожаные манжеты восстанавливают прожировкой в термостате при температуре 60 °C в течение 3—4 ч. Трещины или раковины в корпусе цилиндра устраняют заваркой латунными электродами. Допускается устранение мелких дефектов клеем БФ-2 или эпоксидным составом. Подшипники рычагов и кронштейнов заменяют новыми, если их износ превышает более 0,2 мм. Перед сборкой внутреннюю поверхность цилиндров смазывают маслом ПВП, и после сборки приводы проверяют на герметичность, выход штока и четкость работы. Ремонт пневмоприводов диафрагменного типа в основном сводится к замене прорезиненной диафрагмы.
Дугогасительные устройства. Асбестоцементные стойки и перегородки дугогасительной камеры, имеющие сколы, трещины и прогары, заменяют новыми. Допускается восстановление наружных стенок камер, имеющих прогары не более 20 мм или отколы не более 40 мм. Для восстановления мест прогаров применяют специальный состав, приготовленный из равных частей гипсового порошка и асбестового волокна, тщательно перемешанных между собой и разбавленных в спиртовом лаке до получения тестообразной массы.
Электрокатушку дугогасительной камеры осматривают и при нарушении пайки выводов перепаивают или приваривают медью. Катушки, имеющие оплавление витков более 30 % площади сечения, восстанавливают наплавкой медью.
Изоляционные детали электроаппаратов. Панели, прокладки, блокировочные стойки и кронштейны при трещинах, изломах и подгарах заменяют. Новые детали изготовляют из асбоцемента, текстолита, гетинакса, стеклотекстолита, прессшпана и другого изоляционного материала, обеспечивающего надлежащую механическую прочность, теплостойкость и сопротивление. Для повышения влагостойкости детали из асбоцемента пропитывают в мазуте, а затем в битуме; из дерева, прессшпана и фибры — в льняном масле или натуральной олифе.
Изоляционные свойства окрашенных панелей проверяют мегомметром по сопротивлению, измеряемому между поверхностью отверстий для крепления аппаратов и отдельными точками, отстоящими от них на 12—15 мм. Сопротивление допускают не менее 200 МОм. Затем испытывают панель на возможность поверхностного перекрытия переменным током напряжением 3000 В с помощью заостренных электродов, устанавливаемых на расстоянии 12 мм друг от друга на лицевой поверхности панели (допускается небольшое искрение).
Реверсор. При осмотрах и ремонтах проверяют износ, прилегание и нажатие силовых и блокировочных пальцев; состояние сегментов, кулачков, изоляции, валов и стоек, крепление проводов и кабелей; исправность пневматического привода и работу реверсора. При включении электропневматического привода реверсор должен поворачиваться быстро и четко до упора. При текущем ремонте ТР-2 реверсор разбирают, заменяют дефектные диафрагмы и ремонтируют другие его детали. Во время текущего ремонта ТР-3 изношенные силовые пальцы по трущейся поверхности (на половину толщины) заменяют или восстанавливают наплавкой медью с последующей обработкой дробью для создания наклепа. Перед установкой на аппарат силовых пальцев линию контакта обрабатывают личным или полу-бархатным напильником. Касание пальцев (контактов) на всю ширину доводят непосредственно по сегментам или неподвижным контактам, т.е. после сборки. Сегменты реверсора типа ПР, имеющие раковины, наплавления или износ более 3 мм, снимают с вала; наплавляют латунью ЛК-70, обтачивают до диаметра по чертежу, притирают пальцы и регулируют их нажатие, обеспечивая давление (5—6) • 105 Па.
Поврежденную изоляцию стоек восстанавливают лакированной, асбестовой бумагой или формовочным миканитом на бакелитовом лаке с последующей опрессовкой давлением 150 • 105 Па и запеканием при температуре 180—200 °C. Мелкие поверхностные повреждения (расслоение, отколы) изоляции заделывают изоляционной лентой.
После ремонта изоляционных покрытий для увеличения влагостойкости, поверхность покрывают двумя слоями эмали ГФ-92-ХК или ГФ-92-КС. Втулки подшипников при зазоре на масло более 2 мм или потере натяга заменяют новыми.
Правильность положения кулачковых шайб реверсора ППК-8601 определяют относительно оси соответствующих роликов контакто-держателя (смещение допускается не более чем на 2,5 мм). В случае превышения зазора между валом и шайбой более 0,15 мм уплотняют соединение постановкой металлических прокладок. Выкрашивание кулачковых шайб требует их замены. Замыкание блокировочных контактов регулируют отгибанием скобы так, чтобы в крайнем положении привода шток блок-контактов имел запас хода 2—3 мм. При регулировке силовых контактов необходимо обращать внимание на одновременность замыкания и размыкания контактов, обеспечивая зазоры между контактами в разомкнутом положении (не менее 10 мм), нажатие (250—300 Н) и притирание (провал 3—5 мм).
Контроллер машиниста. При обслуживании и ремонтах проверяют легкость хода подвижных частей, состояние подвижных и неподвижных контактов, четкость фиксации позиций, плотность контакта, притирание, нажатие и последовательность включения по развертке контроллера. Детали передаточного и фиксирующего механизмов, имеющие износ и не обеспечивающие четкость фиксации, заменяют или восстанавливают наплавкой латунью с последующей обработкой по шаблону. Пружины, потерявшие упругость заменяют новыми. Изношенные кулачковые шайбы и втулки подшипников также заменяют. В процессе ремонта проверяют качество прилегания контактов и порядок замыкания их в соответствии с разверткой. Давление при нажатии контактов должно быть: начальное — (9—10) • 103 Па и конечное — 34—45 Па.
Реле. Ремонт реле (кроме термореле, реле времени и реле давления масла) аналогичен ремонту других электрических аппаратов. Контакты реле выполнены из серебра и требуют ремонта только в случае оплавления или износа. Гофрированные патрубки реле давления или температурного реле, имеющие трещины в подвижной части, заменяют. Трещины по пайке с донышком пропаивают оловом и опрессовывают под давлением от 4,5 • 105 Па. Необходимым условием хорошей работы термореле является обеспечение герметичности замкнутой системы (термобаллон, капилляр, камера сильфона). Неисправности реле и технологический процесс их ремонта аналогичны неисправностям и ремонту дистанционных термометров.
7.2. Проверка и регулировка основных параметров коммутирующих аппаратов
Регулировку аппаратов, как правило, производят на стенде с последующей проверкой и дополнительной настройкой на тепловозе в процессе проведения реостатных испытаний (рис. 7.1).
Процесс настройки аппаратов на стенде в основном сводится к регулировке токов срабатывания посредством изменения затяжки соответствующих пружин или изменения положения плунжера приводного электромагнита.
На тепловозах реле выполняют различные функции в цепях управления. Их можно разделить на токовые реле, реле напряжения,
Рис. 7.1. Схема многопозиционного стенда для испытания и настройки тепловозных электрических аппаратов:
1 — электродвигатель; 2 — компрессор; 3 — выпрямительный блок; 4 — вспомогательный генератор; 5 — бесконтактный регулятор напряжения (БРН); 6 — гидропресс; 7 — реле давления масла (РДМ); 8 — температурное реле (APT); 9 — термостат; 10 — зуммер; 11 — реле времени; 12 — реле боксования; 13 — реле заземления; 14 — реле переходов
5
4
м
Рис. 7.2. Реле типов Р-45 и Р-45Г:
1 — контакт пальцевый; 2 — вспомогательные контакты; 3 — панель установочная; 4 — магнитный сердечник; 5 — катушка; 6 — якорь
ТПП и
тепловые, а также на реле управления, защиты и автоматики. К числу электрических аппаратов также относят реле-регуляторы и специальные реле.
По паспортным и справочным данным ниже приведены конструкции и технические характеристики основных реле, используемых в тепловозных цепях управления.
Реле Р-45 и Р-45Г (рис. 7.2) представляют собой широко известные электромагнитные реле постоянного тока. Конструктивно реле состоит из панели, на которой установлены магнитный сердечник, катушка, якорь и контакты. В зависимости от типа (табл. 7.2) реле различаются количеством и типом контактов (пальцевые и мостиковые). Реле Р-45 Г отличается от реле Р-45 наличием дополнительной механической защелки, позволяющей удерживать реле во включенном положении при снятии напряжения с катушки (защелка реле освобождается вручную).
Реле РМ-4 (рис. 7.3) предназначено для включения и отключения электрических цепей переменного и постоянного тока напряжением 24 и 110 В при токе до 5 А. Реле выполнено в пластмассовом корпусе и имеет магнитную систему клапанного типа. Она состоит из магнитного сердечника с катушкой и якоря. Магнитный сердечник является также основанием, на котором укреплены пластмассовые панели с неподвижными контактами. Катушка бескаркасная, намотана на сердечник, который крепится к магнитному сердечнику. Якорь снабжен хвостовиком, воздействующим на траверсу с подвижными контактами. Возврат подвижной системы в исходное положение
Таблица 7.2
Характеристика контактов реле Р-45
Показатель Контакт
пальцевый мостиковый
Раствор, мм Провал, мм Контактное нажатие, Н Номинальный ток, А 7,5-ю,5 3 ± 0,5 2,7—3,3 10 2,5 2 1,1—1,5 2
происходит под воздействием возвратной пружины.
Реле изготовляется с четырьмя размыкающими и четырьмя замыкающими контактами с двойным разрывом цепи.
Реле РК-211 используется в цепях сброса нагрузки при боксова-нии колесных пар локомотива. Реле состоит из изоляционной панели, на которой установлены разомкнутая магнитная система, катушка и контакты. Втягивающий якорь (плунжер) укреплен на поворотном рычаге из немагнитного материала. Контактная система имеет один замыкающий и один размыкающий контакты, закрытые прозрачным кожухом. Три панели реле РК-211, соединенные вместе, образуют блок реле типа ББ-320. Реле регулируется изменением положения якоря, толщины немагнитной прокладки на якоре, положением контактов. Характеристики таких типов реле приведены в табл. 7.3.
Рис. 7.3. Реле РМ-4:
1 — пластмассовая панель с неподвижными контактами; 2 — траверса с подвижными контактами; 3 — пластмассовая крышка; 4 — винт; 5 — якорь; 6 — сердечник; 7 — возвратная пружина; 8 — катушка; 9 — магнитный сердечник
Характеристики реле
Таблица 7.3
Реле Ток срабатывания, А, не более Напряжение срабатывания, В Коэффициент возврата, не менее Раствор контактов не менее, мм Провал размыкающего контакта мм, не менее
РК-211 0,05 — 0,85 1,5 1,0
РК-221 — 2,65 0,80 1,5 1,0
РК-231 — 1,20 0,80 1,5 1,0
РК-241 — 8,00 0,80 1,5 1,0
Реле РВП-72 (рис. 7.4) предназначено для управления работой маслопрокачивающего насоса системы дизеля в момент его запуска. Характеристики реле приведены в табл. 7.4.
Таблица 7.4
Характеристики реле РВП-72
Реле Диапазон регулируемой выдержки времени, с Тип и число контактов
с выдержкой времени без выдержки времени
РВП-72-3121 0,4—180 1Ри 13 —
РВП-72-3122 0,4—180 1Ри 13 —
РВП-72-3221 0,4—180 1Ри 13 1Ри 13
РВП-72-3222 0,4—180 1Ри 13 1Ри 13
РВП-72-3323 0,4—180 2Р и 23 —
Реле состоит из пневматической приставки, имеющей контакты с временной задержкой, и электромагнитного привода, собранных на общем основании. В качестве коммутирующих контактов применены микропереключатели. Пневматическая приставка универсальна для всех типов реле.
Уставка времени регулируются винтом дросселирующего устройства. Пневматическая приставка имеет фильтр забора внешнего воздуха. В реле с двумя приставками одна функционирует с выдержкой времени после замыкания контакта управления, а другая — с выдержкой времени после размыкания контакта управления. Обе приставки управляются одним электромагнитным приводом и могут регулироваться независимо друг от друга на любую уставку в рабочем диапазоне уставок. В реле с контактами без выдержки времени микропереключатель укреплен на специальном кронштейне.
Реле дифференциальное РД-3010 (рис. 7.5) используется (взамен Р-42Б) в цепях подключения и отключения контакторов шунтировки магнитного поля главных полюсов ТЭД. Катушки реле включены соответственно на напряжение и ток тягового генератора. Реле срабатывает в зависимости от значения сигналов по току и напряжению под воздействием усилия, создаваемого катушкой напряжения, которому противодействует усилие токовой катушки и возвратной пружины. При уменьше
Рис. 7.4. Кинематическая схема реле времени РВП-72:
1 — катушка реле; 2 — якорь; 3 — шток;
4 — диафрагма; 5 — выпускной клапан;
6 — атмосферное отверстие; 7 — игла; 8—микровыключатель с выдержкой времени; 9 — микровыключатель мгновенного включения
Рис. 7.5. Реле дифференциальное РД-3010:
1 — ярмо; 2 — катушка напряжения; 3,5 — сердечники; 4 — якорь; 6 — токовая катушка; 7 — кожух; 8 — узел неподвижного контакта; 9 — узел подвижного контакта
нии тока в катушке напряжения и увеличении тока в токовой катушке до определенных значений якорь реле отпадает и контакты размыкаются. Контактная система имеет два замыкающих контакта, включенных последовательно. Подвижные контакты расположены на плоских пружинах, укрепленных на изоляционной колодке, расположенной на якоре; неподвижные контакты укреплены на изоляционной колодке, установленной на ярме. При обесточенных катушках пружина прижимает якорь к сердечнику токовой катушки. Упор ярма служит также для регулирования раствора контактов.
Характеристика контактов реле РД-3010:
раствор контактов, мм, не менее...................2
провал контактов, мм, не менее.................... 1
номинальный ток, А................................3
контактное нажатие, Н.............................0,4
Данные для настройки реле после его ремонта приведены в табл. 7.5.
Таблица 7.5
Данные настройки реле РД-3010
Положение контактов Ток токовой катушки, А Ток катушки напряжения, А
Замкнуты 0,0 0,075—0,085
Разомкнуты 0,0 0,022—0,032
Замкнуты 1,0 0,155—0,165
Разомкнуты 1,3 0,052—0,065
Реле давления РДК (рис. 7.6) предназначено для контроля давления масла и других жидких сред. Реле замыкает или размыкает электрические цепи
Рис. 7.6. Кинематическая схема реле давления РДК-3:
1 — сильфон; 2 — шток сильфона; 3 — рычаг; 4—пружина; 5, 7 — пробки; 6— ходовой винт; 8—микропереключатель
управления или сигнализации при отклонении контролируемого давления среды от установленного на шкале прибора значения.
Принцип действия реле основан на сравнении сил. Давление, действующее на сильфон, уравновешивается через шток и рычаг силой упругой деформации цилиндрической винтовой пружины. При нарушении равновесия сил рычаг воздействует на кнопку микропереключателя, замыкая или размыкая его контакты, которые включены в цепи управления или сигнализации.
Реле комбинированное КРД-1, 2, 3, 4 предназначено для защиты дизеля от превышения допустимой температуры в водяной и масляной системах дизеля.
Принцип фиксирования реле основан на уравновешивании сил, создаваемых давлением внутри чувствительной системы, состоящей из термобаллона, капиллярной трубки и сильфона, противодействующей силой, создаваемой регулируемой цилиндрической пружиной. Кинематическая схема, поясняющая конструкцию элемента комбинированного реле, показана на рис. 7.7.
Рис. 7.7. Кинематическая схема элемента комбинированного реле КРД:
1—сильфон; 2—капиллярная трубка; 3 — термобаллон; 4—микропереключатель; 5— двуплечий рычаг; 6 — упор; 7 — толкатель; 8 — стопорный винт; 9 — пружина
7.3. Бесконтактные коммутирующие аппараты
По сравнению с электрическими коммутирующими аппаратами бесконтактные имеют ряд преимуществ: отсутствие подвижных масс и рычажных систем, высокая чувствительность и быстродействие, постоянная готовность к работе, высокий КПД, универсальность, малые затраты на обслуживание и ремонт, высокая надежность. Использование бесконтактных аппаратов в тепловозных цепях управ
ления и автоматики позволяет улучшать технико-экономические характеристики дизель-генераторных установок, электрических машин и основного вспомогательного оборудования.
В настоящее время на тепловозах используют бесконтактные аппараты в цепях пуска дизеля и воздушного компрессора, в системе возбуждения тягового генератора, в противобоксовочной системе, в качестве тахометрических блоков, а также в других цепях управления.
Для контроля и настройки бесконтактных аппаратов в настоящее время используют переносные приборы и стационарные установки в виде стенда для проверки и настройки электронно-блочной аппаратуры типа А2377.00.00.
К числу бесконтактных аппаратов также относятся регуляторы напряжения, которые в зависимости от схемных решений подразделяются на регуляторы типа БРН-ЗВ и РНТ-6. Такие регуляторы предназначены для поддержания в заданных пределах напряжения вспомогательного генератора или стартер-генератора в широком диапазоне нагрузок и частот вращения якоря вспомогательного генератора.
По функциональному назначению схемы регуляторов состоят из измерительного и регулирующего блоков. Измерительный блок предназначен для измерения отклонения напряжения вспомогательного генератора от допустимого значения, а регулирующий блок — для регулирования тока в обмотке возбуждения вспомогательного генератора в зависимости от напряжения. Эти блоки выполнены из таких элементов, как стабилизаторы, транзисторы, тиристоры, диоды, резисторы и др.
Испытание и настройку регуляторов напряжения выполняют на стендах в режимах, соответствующих их функционированию на тепловозах (рис. 7.8).
После установки и подключения испытуемого регулятора через автоматический выключатель АВ1 подключают источник питания стенда к сети и посредством переключателя ПР устанавливают необходимую частоту вращения вспомогательного генератора 3. Испытание регуляторов напряжения типов ТРН-1 и БРН-ЗВ проводят при частоте вращения якоря вспомогательного генератора 850—1800 мин-1. В процессе испытаний фиксируют напряжение вспомогательного генератора и соответствующими регулировочными устройствами, например потенциометром 2, корректируют его в допустимых пределах.
7
Рис. 7.8. Принципиальная схема стенда для испытания и настройки бесконтактных регуляторов напряжения типов ТРН-1 и БРН-ЗВ:
1 — регулятор напряжения; 2 — потенциометр регулятора; 3, 5 — двухмашинный агрегат; 4 — зубчатый диск; 6 — датчик частоты вращения; 7 — цифровой тахометр; Rl, R2, R3, R4 — резисторы; R5 — регулируемое сопротивление нагрузки;
ПР — переключатель; АВ1, АВ2 — автоматические выключатели
После десяти минут работы генератора на холостом ходу посредством автомата АВ2 подключают нагрузку, которая на схеме стенда показана в виде резистора R2. Далее, так же, как и без нагрузки, дополнительно корректируют напряжение вспомогательного генератора 3. Напряжение генератора, поддерживаемое регулятором, должно быть (75 ± 1) В при любых частотах вращения и нагрузках вспомогательного генератора. После настройки регулятор пломбируют и результаты испытаний заносят в паспорт.
Эффективность стенда, представленного на рис. 7.8, достигается за счет использования возбудителя двухмашинного агрегата в качестве приводного электродвигателя. При создании таких стендов рекомендуется применять двухмашинные агрегаты типа МВТ 25/9 + МВТ 25/11 или А-7065.
7.4. Основные неисправности и контроль состояния элементов бесконтактных аппаратов
Общие сведения о полупроводниковых и магнитных элементах. В качестве основных бесконтактных элементов в аппаратах используют диоды, стабилитроны, транзисторы, тиристоры и магнитные усилители.
Полупроводниковые диоды конструктивно выполняют в виде узла — выпрямительного элемента, который помещают в герметичный корпус с выводами анода и катода. В зависимости от тока нагрузки диоды рассчитывают на значение прямого тока от нескольких миллиампер до нескольких килоампер.
Диоды малой и средней мощности (Zr < 10 А) делятся на точечные, плоскостные и бескорпусные; мощные (силовые) диоды (1Г >10 А) делятся на штыревые и таблеточные. По назначению диоды подразделяются на выпрямительные, импульсные и специальные. Импульсные диоды применяют в маломощных цепях автоматики. Они отличаются малым временем переключения из закрытого состояния в открытое и обладают хорошими частотными характеристиками.
К специальным диодам относятся стабилитроны, фотодиоды, светодиоды, вариконы и туннельные диоды.
Стабилитрон — специальный диод, который при включении в обратном направлении может длительно функционировать в режиме электрического пробоя р-и-перехода и обеспечивать при изменении обратного тока постоянное напряжение на своих зажимах. Основными параметрами кремниевых стабилитронов являются: номинальное напряжение и номинальный ток стабилизации, допустимая мощность рассеяния, динамическое сопротивление и температурный коэффициент напряжения стабилизации.
Транзистор представляет собой управляемый полупроводниковый элемент, обладающий свойствами усиления электрических сигналов. По структуре полупроводникового кристалла транзистор может быть р-п-р- или п-р-п- типа. Если база обладает электронной проводимостью, то транзистор относится к р-п-р- типу, а если база обладает «дырочной» проводимостью, то транзистор относится к п-р-п- типу.
Транзисторы могут функционировать в трех режимах: активном, когда один из р-п- переходов закрыт, а второй открыт; в режиме отсечки, когда оба перехода закрыты и через транзистор проходит малый обратный ток; в режиме отсечки, когда оба перехода открыты и через транзистор проходит большой ток. Активный режим применяют при функционировании транзистора в устройствах усиления и генерирования электрических колебаний, а два других — при использовании транзистора в ключевом режиме в качестве коммутирующего элемента электрических цепей.
Наличие трех выводов электродов у транзисторов обусловливает три возможные схемы включения, т.е. в зависимости от того, какой из электродов является общим, схемы могут быть с общей базой, с общим коллектором и с общим эмиттером. Наиболее распространенной и применяемой в тепло
Рис. 7.9. Включение транзистора типа р-п-р по схеме с общим эмиттером
возных аппаратах является схе-
ма с общим эмиттером как дающая наибольшее усиление по току и мощности. При такой схеме (рис. 7.9) напряжение питания подводится к цепи эмиттер—коллектор, соединенной последовательно с сопротивлением Ян, а напряжение управления транзистором <7э_б подводится к переходу эмиттер-база. Таким образом, напряжение управления <7э_б или ток базы являются для транзистора входным сигналом, который управляет током выхода 7К.
Тиристор представляет собой полупроводниковый элемент, имеющий четырехслойную структуру р-п-р-п с тремя р-п- переходами и одним управляющим электродом. Характеристика тиристора близ
ка к характеристике идеального ключа, т.е. он может находиться в одном из двух устойчивых состояний: закрытом, когда его сопротивление очень велико (сотни килоом), и открытом, при котором его сопротивление незначительно (сотые доли ома).
Существует множество разновидностей тиристоров. Основными типами являются диодные и триодные тиристоры. В практике наибольшее распространение получили простейшие однооперационные тиристоры, имеющие три электрода — анод, катод и управляющий
электрод.
При использовании тиристоров в цепях переменного тока их открытие при активной нагрузке осуществляется автоматически в каждый период после приложения к управляющему электроду положительного импульса.
При использовании тиристоров в схемах выпрямительных мостов напряжение на потенциалах моста, а следовательно, и ток активной нагрузки, регулируют управляющим блоком, подающим синхронно с сетью переменного тока импульсы на электроды тиристоров.
В цепях постоянного тока для отключения тиристора используют схемы принудительного запирания тиристоров посредством приложения встречного напряжения.
Магнитный усилитель — это бесконтактный электромагнитный аппарат, позволяющий плавно изменять уровень амплитуд переменного тока за счет изменения индуктивного сопротивления катушки с ферромагнитным сердечником. Магнитные усилители делятся на простые (без обратной связи), с обратной связью и релейные. Простой магнитный усилитель включает в себя два сердечника, обмотки переменного и постоянного тока (рис. 7.10). Обмотки переменного тока принято называть рабочими — ОР1 и ОР2, а обмотки постоянного тока — обмотками управления ОУ. Обмотка управления охватывает оба сердечника, а ток в цепи рабочей обмотки считается выходным сигналом магнитного усилителя. При этом ток в рабочей обмотке определяется по закону Ома для цепи переменного тока:
I =U Jx2 +(R + R )2,
Р су р v р н7 ’
где Uc — напряжение сети;
Хр — индуктивное сопротивление рабочей обмотки;
Лр — активное сопротивление рабочей обмотки;
7?н — сопротивление активной нагрузки.
Полупроводниковые и магнитные элементы очень перспективны и в настоящее время широко используются на локомотивах в качестве коммутирующих аппаратов, регуляторов напряжения, систем возбуждения машин постоянного тока и в других узлах и управляющих блоках.
Основные неисправности и контроль параметров полупроводниковых элементов. Полупроводниковые элементы — диоды, стабилитроны, транзисторы, тиристоры — в электрических схемах и блоках тепловозов функционируют при
Рис. 7.10. Схема простого магнитного усилителя:
ОУ — обмотка управления; ОР1 и ОР2 — рабочие обмотки; Uc—напряжение в сети; 1н — ток в цепи рабочих
токе, напряжении и рассеиваемой мощности, значительно меньших, чем при предельно допустимых значениях. Тем самым при нормальной эксплуатации практически исключается их преждевременный выход из строя. Основными неисправностями полупроводниковых элементов являются: пробой запирающего слоя из-за перегрева, нарушение пайки электродов из-за окисления паяных соединений, рассогласование характеристик элементов и др.
При осмотрах полупроводниковых элементов в первую очередь контролируют чистоту поверхностей и визуально, по цвету окраски или побежалости, оценивают признаки возможного перегрева. Для проверки исправности выпрямительного блока, собранного по мостовой схеме, к выводам через сопротивление активной нагрузки подводят напряжение, равное паспортному значению, и амперметром проверяют значение тока в цепи нагрузки при прямом и обратном направлениях. Если наблюдается даже незначительный обратный ток 7обр, то такой выпрямительный мост считается неисправным.
Проверку диодов обычно производят измерением тестером величины сопротивления в прямом и обратном направлениях. Величина сопротивления исправного диода в обратном направлении в сотни и даже тысячи раз больше, чем в прямом. Некоторые неисправности стабилитронов, транзисторов и тиристоров определяют также при помощи тестера. В частности, у стабилитронов измеряют сопротивление в прямом и обратном направлениях. Если оно в обоих направлениях бесконечно большое или равно нулю, то такой стабилитрон неисправен. Тиристор, проверенный тестером, считается неисправным, если сопротивление между анодом и катодом равно нулю.
Транзистор считается неисправным, когда сопротивление эмит-тер-коллекторного перехода равно нулю или бесконечно велико сопротивление переходов база—эмиттер и база—коллектор, измеренное в прямом и обратном направлениях. Основными параметрами транзисторов, определяющими гарантийную работу в схемах, являются: коэффициент усиления по току Р, начальный ток коллектора 1К н, обратный ток коллектора 1К 0, обратный ток эмиттера 1Э 0, максимально допустимая мощность рассеивания Ртах при определенной «рабочей» температуре корпуса транзистора.
Рис. 7.11. Принципиальная схема прибора для испытания транзисторов и стабилитронов:
ТР— испытуемый транзистор; ПК — переключатель полярности; А1 — миллиамперметр или амперметр в цепи коллектора; А2 — миллиамперметр или амперметр в цепи базы; Rl, R3 — ограничивающие резисторы; R2 — резистор нагрузки; ВК — выключатель; АТР — автотрансформатор; ТФ — технологический фен
Упрощенная схема прибора для испытания и контроля параметров транзистора с общим эмиттером приведена на рис. 7.11. При использовании такого прибора сопротивление ограничивающего резистора R1 подбирают так, чтобы при закороченном резисторе R2 ток базы не превышал максимально допустимого значения, указанного в паспорте соответствующего транзистора.
При испытании и контроле транзистора следует знать следующие понятия. Параметром, определяющим отсутствие пробоя между эмиттером и коллектором, а также между базой и коллектором, является начальный ток коллектора 1К н. По обратному току коллектора 1К 0 оценивают температурную стабильность транзистора, а также его «текучесть» при постоянном напряжении на коллекторе.
Чтобы убедиться в отсутствии пробоя испытуемого транзистора, переключатель ПК устанавливают, в зависимости от типа транзистора, в положение п-р-п или р-п-р (см. рис. 7.11). Далее при разомкнутом выключателе ВК фиксируют показание прибора А1, которое должно быть стабильным без каких-либо колебаний. Если показания прибора зашкаливают или отсутствуют, то в первом случае транзистор пробит, а во втором — в цепи между базой и коллектором имеется обрыв. Если с течением времени по
казание прибора Al изменяется, то это свидетельствует о наличии «текучести» транзистора.
Транзисторы, используемые в импульсных схемах, дополнительно проверяют по обратному току эмиттера 1Э о. Для этого отсоединяют коллекторный вывод, переключателем ПК изменяют полярность в цепи база—эмиттер и после включения выключателя ВК по прибору А2 замеряют обратный ток эмиттера.
Коэффициент усиления транзистора определяют по отношению разностей начального и конечного токов коллектора и базы:
Р = (4.н-4.кУ(^б.н-^кХ
где 1К н, 1К к — ток коллектора в начальном и конечном режимах нагрузки;
7б н, Ахк — ток базы в начальном и конечном режимах нагрузки.
Для определения начальных и конечных значений токов вначале в некотором промежуточном режиме нагрузки транзистора по приборам А1 и А2 фиксируют токи /к н и /б н. Затем резистором R2 повышают нагрузку транзистора и также по приборам А1 и А2 фиксируют конечные значения токов 1К к и 7б к.
Для контроля работоспособности стабилитрона необходимо вывод «анод» подключить к клемме 7, а вывод «катод» — к клемме 2 (см. рис. 7.11). При этом подводимое напряжение С7ПОД от источника АТР регулируют так, чтобы С7ПОД = (2,5 — 3,0)6^, где — напряжение стабилизации. Перед испытанием стабилитрона необходимо посредством резистора R2 установить ток нагрузки порядка 0,5 ZCT max.
По истечении 10—12 мин при токах нагрузки в пределах ZCT min — ZCT max производится контроль падения напряжения на стабилитроне, которое не должно изменяться более допустимых пределов. В качестве примера в табл. 7.6 приведены характеристики широко применяемых стабилитронов.
Таблица 7.6
Характеристики стабилитронов
Параметры Тип стабилитрона
Д815Ж Д815А Д815Б
Напряжение стабилизации, В 18 ± 1,8 5,6 ± 0,56 8,75 ± 0,75
Номинальный ток нагрузки при t = 75 °C 450 мА 1,4 А —
Максимальный ток нагрузки при t = 130 °C 110 мА 0,36 А 36 мА
Для проверки работоспособности тиристора используют простейший прибор, схема которого приведена на рис. 7.12. После установ-
Рис. 7.12. Принципиальная схема прибора для испытания тиристоров:
Т — испытуемый тиристор; А1 — амперметр в анодной цепи; А2 —амперметр в цепи управляющего электрода; R2 — резистор нагрузки; R4 — ограничивающий резистор; ВК1, ВК2 — выключатели; АТР — автотрансформатор;
ТФ — технологический фен
ки проверяемого тиристора подключают к сети автотрансформатор АТР, устанавливают необходимое напряжение и в соответствии с паспортной характеристикой через выключатель ВК1 в цепи управления кратковременно подается импульс тока, который при необходимости регулируют резистором R1. При такой коммутации тиристор будет находиться в открытом состоянии и нагружаться в зависимости от номинала резистора R2.
Для перевода тиристора в отключенное состояние необходимо снизить прямой анодный ток до значения меньшего тока удерживания или путем принудительного запирания посредством приложения обратного напряжения. Для этого в приборе предусмотрен конденсатор С, который при открытом состоянии тиристора будет заряжаться до напряжения, равного напряжению источника питания схемы. В моменты включения выключателя ВК2 к тиристору от конденсатора С будет подводиться встречное напряжение и тем самым будет происходить его перевод в исходное (закрытое состояние). Наряду с указанной проверкой тиристоры также испытывают при допустимых температурах их нагрева. Для этого в приборе предусмотрен источник тепловой энергии в виде технологического фена с контролем температуры воздушного потока.
7.5. Основные неисправности электрических цепей
Электрические цепи тепловозов условно подразделяют на цепи управления, электропередачи (силовые цепи), вспомогательных устройств, освещения, защиты и сигнализации.
В процессе эксплуатации локомотивов часто возникают неисправности в виде нарушения контакта в разъемных соединениях, нарушения пайки и обрыва жил в наконечниках, замыкания на корпус, замыкания проводов между собой или через корпус, обрыва цепи из-за ослабления контактных соединений или явного обрыва проводки, механических повреждений изоляции и т.д.
Для выявления неисправностей в электрических цепях в основном используют измерительные приборы — ампервольтметры (тестеры) или мегомметры.
Методы обнаружения неисправностей в электрических цепях. Для контроля исправности электрических цепей применяют следующие методы: внешнего визуального осмотра, сравнения, замены, последовательного перебора и универсальный.
Внешний визуальный осмотр позволяет обнаруживать видимые механические повреждения, следы оплавления, прогара и т.д., которые составляют незначительную часть дефектов.
Методом сравнения неисправности выявляют сопоставлением неисправного узла с заведомо исправным. На основании такого метода устанавливают признаки характерных неисправностей, т.е. для обнаружения дефекта требуется сопоставление ряда внешних признаков, в том числе показаний приборов и результатов проверок.
Метод замены в ремонтной практике получил широкое применение, особенно при наличии блочной аппаратуры. Метод заключается в том, что без всяких дополнительных измерений и проверок обнаруживается неисправность в виде «Да» или «Нет».
Метод последовательного перебора состоит в последовательной проверке наличия потенциала (напряжения), измеряемого тестером или вольтметром, от начала цепи (на плюсовых клеммах) до ее конца (на минусовых клеммах).
Универсальный метод проверки предусматривает строгий систематический порядок поиска неисправности (алгоритм) на основе логических связей всех цепей и оборудования тепловоза, исключая лишние операции, что гарантирует обнаружение дефекта за сравнительно короткое время.
В процесс поиска неисправности электрических цепей входят последовательные этапы: определение неисправности взаимосвязанного комплекса оборудования; нахождение неисправности конкретной цепи общего комплекса и поиск отказавшего узла, блока или аппарата.
I этап. Электрическая схема тепловоза состоит из следующих взаимосвязанных цепей: пуска дизеля, трогания, разгона, регулирования скорости движения и т.д. Функционирование каждой из этих систем характеризуется определенными внешними признаками, по которым устанавливают исправность или отказ. Внешние признаки обычно устанавливают или визуально, или при помощи контрольноизмерительных приборов по характерным процессам при включении и отключении коммутирующей аппаратуры (секвенция). Например, по звуку и скорости включения поездного контактора можно определять качество функционирования пневмопривода.
II этап. Систематизированный (упорядоченный) поиск неисправной цепи выполняют по заранее разработанным алгоритмам, наглядно демонстрирующим связь между отдельными электрическими цепями локомотива.
Логическая принципиальная схема выполняется подобно принципиально-монтажной, при этом стрелки на линиях связи должны указывать на подачу сигнала от одного узла к другому, в частности, от входа (+) до выхода (-). Кроме того, узлы располагают сверху вниз в зависимости от очередности их срабатывания.
III этап. После выполнения двух этапов производят «прозвонку» цепей и контроль наличия потенциалов (+ или -) конкретного узла или аппарата. Такой поиск осуществляют с использованием контрольной лампы или ампервольтметра (тестера). В частности, один провод контрольной лампы подключают к минусу аккумуляторной батареи, а второй — последовательно по схеме. Например, контроль цепи «Пуск дизеля» проводят в таком порядке: автоматический выключатель «Топливный насос», кнопка «Пуск дизеля», клемма «Реле времени», клемма конечника валоповоротного механизма и т.д. При отсутствии потенциала (при отрицательном результате) контрольная лампа сигнализирует об отказе одного из элементов проверяемой цепи «Пуск дизеля».
В качестве примера на рис. 7.13 показана логическая схема поиска причин отказа запуска тепловозного дизеля.
Не включается
Рис. 7.13. Логическая схема поиска отказов цепи пуска тепловозного дизеля
Контроль изолящии и определение мест пробоя изоляции на корпус. Снижение сопротивления изоляции и места ее пробоя на корпус зависят от многих факторов: старения изоляции, механических повреждений, увлажнения, образования инея (росы) на поверхностях узлов электрических машин и др. Контроль изоляции проводят путем измерения сопротивления цепей, аппаратов и узлов относительно корпуса локомотива. При этом для эффективности контроля используют мегомметры типа Ml 101М на 500 или 1000 В.
Методика контроля изоляции состоит из подготовительной работы и поиска мест пробоя. В процессе подготовительной работы переводят реверсор в положение «Вперед» или «Назад», отключают аккумуляторную батарею, реле заземления, блоки с полупроводниковыми элементами и межсекционные соединения (жоксы).
Места пробоя изоляции ищут исходя из логической взаимосвязи блоков и узлов силовых цепей и систем управления аппаратами. Такая связь в упрощенном виде показана на рис. 7.14. Поиск пробоя изоляции в силовой цепи необходимо производить в следующем порядке:
1) отсоединить провода реле боксования и реле переходов (РП1 и РП2);
2) отсоединить минусовые кабели от шунта килоамперметра;
3) «прозвонить» цепи тягового генератора и тяговых электродвигателей;
4) изолировать цепи якорей от обмоток полюсов с помощью изоляционных проставок или подъема щеток и произвести «прозвонку» данных узлов;
5) окончательно установить, в каком узле наблюдается пробой изоляции.
Поиск пробоя изоляции в цепях и аппаратах управления является наиболее сложным, и его рекомендуется производить в следующем порядке:
1) осмотреть в доступных местах состояние проводки, катушек электрических аппаратов, колодок вспомогательных электрических машин и сборочных коробок на касание проводки на корпус;
2) отсоединить минусовые провода от клеммных реек и «прозвонить» отдельные участки цепей управления;
3) по результатам «прозвонки» цепей управления установить, на каком участке и в каком узле наблюдается пробой изоляции.
Рис. 7.14. Логическая блок-схема связей цепей локомотива: а — связи в силовой цепи; б — связи в цепи управления
Провода, не показывающие пробоя изоляции, условно называют «чистыми», и их после «прозвонки» в соответствии с маркировкой вновь устанавливают на прежние клеммы. Допустимые нормы сопротивления изоляции электрооборудования тепловоза при температуре 20 °C приведены в табл. 7.7.
Таблица 7.7
Допустимые и предельные нормы сопротивления изоляции
Цепи тепловоза Сопротивление изоляции, МОм
допустимое после ремонта предельное в эксплуатации
Высоковольтная цепь относительно низковольтной 1,5 0,75
Высоковольтная цепь относительно корпуса 1,0 0,5
Цепь возбуждения тягового генератора отно-
сительно корпуса 1,0 0,5
Низковольтная цепь относительно корпуса 0,5 0,25
Аккумуляторная батарея относительно корпуса 0,5 0,25
Глава 8. РЕМОНТ И МЕТОДЫ КОНТРОЛЯ УЗЛОВ ЭКИПАЖНОЙ ЧАСТИ ЛОКОМОТИВОВ
8.1. Объем работ при ремонте узлов экипажной части тепловозов
К экипажной части локомотива принято относить следующие узлы: тележки с рессорным подвешиванием, колесными парами, роликовыми буксами, зубчатой передачей, подвешиванием тяговых электродвигателей, песочной системой, тормозным оборудованием; кабину машиниста; кузов с главной рамой и автосцепным устройством.
При ТР-2 производят ревизию подбивки моторно-осевых подшипников ТЭД, тяговых редукторов со съемкой нижних частей кожухов, промежуточную ревизию букс, а также обточку бандажей колесных пар без выкатки из-под тепловоза.
При ТР-3 тележки выкатывают из-под тепловоза для ремонта или замены износившихся деталей рессорного подвешивания, наличников букс и буксовых вырезов рамы тележки, а также для ремонта моторно-осевых и буксовых подшипников.
До выкатки тележек раму тепловоза поднимают электрифицированными консольными домкратами, для чего разъединяют концы кабелей ТЭД, рукава и трубы песочниц, трубопроводы тормозной системы, цепи рычажной передачи тормоза, привод скоростемера, брезентовые рукава, которые соединяют каналы, подводящие воздух для охлаждения электродвигателей; отсоединяют брезентовые чехлы опор рамы тепловоза. После поднятия рамы кабели одного из ТЭД присоединяют к стационарной машине постоянного тока и тележку выкатывают из-под тепловоза своим ходом.
Тележку разбирают на стенде, оборудованном специализированными домкратами (рис. 8.1). Подбуксовые струнки челюстных тележек, рессорное подвешивание и амортизаторы боковых и главных опор бесчелюстных тележек перед снятием клеймят по сопрягаемым
Рис. 8.1. Подъемник А494 для поддержки тяговых электродвигателей при разборке и сборке тележек:
1 — электродвигатель; 2 — винт подъемника; 3 — пружинная подвеска; 4 — вал; 5 — рама; 6 — редуктор; 7 — пульт управления
узлам и местам. Распускают винтовые стяжки рычажной передачи тормоза и отсоединяют кабели электродвигателей. Мостовым краном рамы снимают с поддомкраченных колесно-моторных блоков и полностью разбирают: разъединяют и снимают трубопроводы тормозов и узлов смазки, демонтируют подвески, листовые рессоры, предохранительные скобы, тормозные цилиндры, трубопроводы песочницы, опоры возвращающих устройств, боковые и главные опоры. Кроме того, у бесчелюстных тележек отсоединяют фрикционные гасители колебаний от конусов роликовых букс и буксовые поводки от кронштейнов рамы тележки.
Основными неисправностями челюстных рам тележек являются трещины в сварных швах, шкворневых балках, боковинах, корпусах опор; износ наличников; прогиб боковин и поперечных балок, износ втулки гнезда и кольца шкворня; ослабление посадки буксовых струнок по каблучкам рамы тележки; износ обойм подвески ТЭД, выработка и дефекты гнезда, верхней и нижней опорных плит, роликов и обойм роликовой опоры и др. В раме бесчелюстных тележек наблюдается также износ клиновых пазов в кронштейнах для крепления буксовых поводков.
Наибольшему износу в раме подвергаются наличники буксовых вырезов, которые изнашиваются неравномерно как по высоте, так и
по ширине. В собранной тележке износ наличников можно определить по зазору между буксой и буксовым вырезом в раме. В разобранной тележке износ определяется по разности ширины буксового выреза в раме и ширины буксы, измеренных посередине высоты наличника. Изношенные наличники толщиной менее 4,0 мм заменяют. Неравномерный износ наличников нарушает правильную установку колесных пар в раме тележки и является причиной перекоса колесных пар и возникновения ненормальной выработки по кругу катания бандажей, подреза гребней и т.д.
Геометрические параметры рамы измеряют оптическими приборами или крестовым угольником и линейкой. При этом определяют расположение поверхностей широких 10 и узких 11 наличников всех буксовых вырезов (рис. 8.2) по отношению друг к другу и к продольной оси рамы. Раму проверяют после постановки и затяжки буксовых струнок и установки ее по уровню. Проверка рамы включает в себя определение ее ширины у крайних буксовых вырезов и установку положения узких и широких наличников.
После проверки изношенные наличники срубают пневматическим зубилом или срезают газовой горелкой. Поверхность рамы в местах прилегания наличников тщательно зачищают. Подбирают по толщине новые наличники или годные прокладки, закрепляют их на раме тележки винтовыми зажимами и приваривают к раме электрозаклепками и прерывистым швом по контуру.
Гнездо шкворня проверяют на плотность керосином, который наливают слоем не менее 50 мм и выдерживают в течение 20 мин. Необходимый зазор между шкворнем рамы тепловоза и гнездом шкворня в раме тележки (0,2—2,0 мм) восстанавливают заменой втулки шкворня или кольца в гнезде.
Износ контактных поверхностей буксовых струнок Ж и челюстей рамы К (рис. 8.3) восстанавливают шлифовкой и шабровкой поверхности каблучков буксовых челюстей 1 и наплавкой поверхности буксовой струнки 3 с последующей нормализацией и обработкой на станке. Контактные поверхности буксовых челюстей и струнок подгоняют друг к другу по краске, площадь их прилегания должна составлять не менее 75 % всей поверхности. Во избежание деформации подгонку струнки по каблучкам ведут с установленными прокладками 2. При незначительном износе натяг струнок восстанавливают уменьшением толщины прокладок. При затяжке болтов между стрункой и челю-
Рис. 8.2. Рамы в сборе челюстной (а) и бесчелюстной (б) тележек:
1 — рама челюстной тележки; 2, 6 — кронштейны подвески тягового электродвигателя; 3 — шкворневая балка; 4 — кронштейн крепления тормозного цилиндра; 5 — опора рессоры; 7 — буксовая струнка; 8 — втулка; 9 — кольцо; 10, 11 — широкий и узкий наличники; 12 — рама челюстной тележки; 13 — малый кронштейн крепления буксового поводка; 14 — кронштейн для крепления фрикционного гасителя колебаний; 75 — большой кронштейн крепления буксового поводка; 16 — опора пружинного комплекта
стью устанавливают прокладку толщиной 6+1 мм. Во время текущего ремонта ТР-3 буксовые струнки подвергают магнитной дефектоскопии. При обнаружении трещин струнки заменяют.
Собранную пружинную подвеску стягивают стяжными болтами и устанавливают на кронштейны. После помещения ТЭД в раму тележки гайки стяжных болтов отворачивают до упора в шплинты, благодаря чему обоймы пружинных подвесок устанавливаются в рас-пор между приливами станины электродвигателя. Изношенные по-
Прихватить по трем граням
Рис. 8.3. Крепление подбуксовой струнки: 1 — каблучок буксовой челюсти; 2 — прокладка; 3 — подбуксовая струнка
верхности кронштейнов подвески восстанавливают наплавкой, после обработки их опорные поверхности должны находиться в одной плоскости, а расстояние между ними должно составлять 304—310 мм.
Дефектные пружины за-
меняют. Износ упора по диаметру хвостовика и толщине борта восстанавливают вибродуговой наплавкой с
последующей обработкой. Герметичность стакана проверяют наливом керосина на 30 мин. Протекание керосина не допускается.
Обследуют состояние и размеры полости коробки шкворневой балки, накладок втулок и резьбы для крепления стаканов возвращающего устройства. Герметичность коробки испытывают наливом керосина до уровня 40 мм. Выход керосина на наружные поверхности и по сварным швам коробки не допускается.
8.2. Контроль ремонта челюстной тележки оптико-механическими приборами
Для нормальной работы тележки тепловоза необходимо, чтобы оси колесных пар были перпендикулярны к продольной оси рамы, а середины расстояний между внутренними гранями бандажей колесных пар совпадали с этой осью. Чтобы достичь правильного расположения колесных пар в раме тележки, необходимо выдержать определенные размеры рамы и букс, которые проверяют оптико-механическими приборами.
Комплект приборов для оптической проверки рамы тележки включает в себя: зрительную трубу; пентапризму, обеспечивающую получение прямого угла; кронштейны для установки зрительной трубы и пентапризмы; магнитные масштабы.
Основным оптическим прибором является зрительная труба (рис. 8.4), в корпусе которой помещена трубка с окуляром и объективом. В фокальной плоскости окуляра установлена сетка с перекрестием. Оку-
ляр снабжен диоптрийной наводкой 1 для получения четкого изображения перекрестия. Фокусирующая линза, расположенная между объективом и окуляром, перемещается с помощью кремальеры 4 (зубчатого колеса и винта) и служит для получения четкого изображения шкалы масштаба при различном удалении от объектива. Оптическим нониусом управляют с помощью маховиков 5 и 6, Микрометрические винты 2 и 8 служат для ус-
Рис. 8.4. Зрительная труба:
7 — диоптрийная наводка; 2, 8 — микрометрические винты; 3 — прицельная рамка; 4 — кремальера; 5, 6 — маховички управления оптическим нониусом; 7 — гайка;
9 — стопорный винт
тановки зрительной трубы по делениям масштаба в горизонтальной и вертикальной плоскостях. Прицельная рамка 3 предназначена для грубой наводки зрительной трубы на масштаб, гайка 7 — для крепления стойки трубы к кронштейну, а стопорный винт 9 — для фиксации трубы. Пентапризма имеет пять граней, посредством которых отклонение оптического луча обеспечивается точно на 90°.
Магнитные масштабы (рис. 8.5), каждый из которых состоит из магнита, корпуса и линейки, позволяют получать числовые замеры при проверке рамы тележки. Раму тележки (рис. 8.6) проверяют следующим образом. Устанавливают раму горизонтально, что контролируется гидростатическим уровнемером. Для определения геометрической продольной оси рамы тележки с помощью микрометри-
2625242322212019181716151413 1211 10 9 8 7 6 1'1'1'1'1'1'1'1 И'1'1'1'1'1'1'1'1'1'1'1+1 9ZSZi7Z£ZZZlZ0Z6l8lLl9lSltl£lZl 1101 6 8 L 9
г
Рис. 8.5. Масштабная линейка с магнитной стойкой: 7 — масштабная линейка; 2 — корпус; 3 — магнит
1
Рис. 8.6. Схема оптической проверки рамы тележки тепловоза:
1 — гидростатические уровнемеры; 2 — рама тележки; 3—кронштейн со зрительной трубой; 4 — масштабные линейки; 5 — пентапризма
ческого нутромера замеряют ширину рамы по первой и последней буксовым направляющим {Пу и 776). Полуразность ширины рамы определяют по формуле:
\П={П6 — Пу)/2.
На правый буксовый вырез устанавливают кронштейн со зрительной трубой, а на последнюю буксовую направляющую — внутренний магнитный масштаб. Зная, что центр трубы находится от внутренней грани первой буксовой направляющей на расстоянии в = 300 мм, наводят оптический луч на деление 300 мм линейки магнитного масштаба, т.е. луч зрительной трубы устанавливают параллельно продольной оси рамы тележки. При наличии полуразности ширины рамы Д77ее необходимо учитывать.
После этой операции при постоянном положении зрительной трубы последовательно перемещают масштабную линейку 4 на остальные буксовые направляющие данной стороны рамы и фиксируют показания замеров By, В^..., В& тем самым определяя располо
жение внутренних буксовых направляющих по отношению к продольной оси рамы тележки тепловоза.
Для определения положения буксовых наличников относительно друг друга с правой и левой сторон рамы на кронштейн устанавливают пентапризму 5, а на широкий наличник правой стороны — масштабную линейку 4. Фиксируют показания А 1п, Л2г1,..., А6п. Получается отвлеченное число Л, которое характеризует расстояние от наличника до оптического луча.
Затем переносят масштабную линейку на левую сторону первого буксового выреза и также фиксируют показания на линейке Л1л', ЛЛ6л'. Сравнивая полученные значения для правой и левой сторон, находят значение а = A । л' - A । п, по которому судят о расположении буксовых направляющих.
Аналогично проверяют и другие буксовые вырезы. Разность размеров В и А учитывают при определении толщины наличников букс.
8.3. Особенности ремонта бесчелюстных тележек
При технических обслуживаниях ТО-3 осматривают раму тепловоза в местах соединения с тележками, проверяют поступление смазки через масленки к опорам рамы и шкворням. При замерзании фитилей польстера моторно-осевых подшипников оттаивают лед в буксе (шапке) путем заливки в масляную ванну буксы масла, подогретого до температуры не более 100 °C масла с последующим сливом его и влаги через спускную пробку. При замене вкладышей моторно-осевых подшипников промывают пакет фитилей и заменяют масло в буксах.
При текущем ремонте ТР-1 кроме работ, выполняемых при техническом обслуживании ТО-3, снимают нижние половинки кожухов осевых редукторов и осматривают состояние зубчатых колес, детали упругих элементов и крепление их тарелок. Замеряют радиальные зазоры в моторно-осевых подшипниках, которые должны быть в пределах 0,5—2,0 мм. Разность зазоров правой и левой сторон не должна превышать 0,3 мм. Заменяют смазку и промывают фитили польстеров в буксах моторно-осевых подшипников.
При текущем ремонте ТР-2, кроме того, проводят промежуточную ревизию букс, полный осмотр автосцепного устройства. Отсоединяют гасители колебаний от осевых букс и разбирают их для осмотра и измерения износа и ремонта. Снимают переднюю крышку
буксы с осевым упором и обоймой шарикового подшипника, проверяют состояние смазки в буксах, отсутствие в них механических примесей и воды. Изломанные пружины рессорного подвешивания заменяют пружинами той же группы, которая записана в техническом паспорте тепловоза.
При текущем ремонте ТР-3 тележки выкатывают из-под тепловоза. Перед подъемом кузова сжимают пружинные комплекты рессорного подвешивания технологическими болтами.
Тележки разбирают, все детали пропускают через моечную машину, осматривают и измеряют износы. Особое внимание уделяют соединениям валиков буксовых поводков с рамой тележки и буксами. Валик буксового поводка имеет по концам на длине 45 мм клиновую часть с уклоном 10°, которая входит в клиновой паз на раме тележки или в корпусе буксы.
Контроль качества ремонта бесчелюстной тележки оптико-механическими приборами. Для проверки рам бесчелюстных тележек применяют те же основные оптические приборы, что и для рам челюстных тележек — зрительную трубу и пентапризму. Отсутствие буксовых направляющих потребовало создания специальных кронштейнов, которые можно центрировать по клиновым пазам поводковых скоб и фиксировать относительно внутренних плоскостей этих скоб. Также необходимо предусмотреть на кронштейнах искусственные плоскости буксовых направляющих для установки масштабных линеек с магнитами.
Кроме того, поводковые скобы, положение которых требуется определить при проверке рамы бесчелюстной тележки, расположены по высоте в двух плоскостях, отстоящих друг от друга в разных сериях локомотивов на 220—550 мм. За основу приняты верхние поводковые скобы, менее повреждаемые и имеющие более стабильные размеры в эксплуатации. Поэтому зрительную трубу при проверке устанавливают в плоскости верхних поводковых скоб, а специальное устройство (угловую линейку или рейку), располагаемое на нижних поводковых скобах, переносит в плоскость зрительной трубы проверяемую точку. Положение нижних поводковых скоб (продольное смещение клиновых пазов) контролируют от предварительно проверенных верхних поводковых скоб с помощью центров и штангенцентромера (табл. 8.1).
Таблица 8.1
Перечень приборов, необходимых для оптико-механической проверки бесчелюстной тележки локомотива
Прибор Количество Номер чертежа
Кронштейн со зрительной трубой 1 5624В.01.000
Вспомогательный кронштейн 1 5624В.02.000
Угловая масштабная линейка 2 5624В.03.000
Масштаб магнитный 2 6839А.00.300
Гидростатический уровень 1 6839А.00.400
Штангенцентромер 1 6201.01.000
Измерение рам тележек тепловозов 2ТЭ116 и 2ТЭ10В выполняют в горизонтальном положении гидростатическим уровнем по выверенным базовым плоскостям. Предварительно тем же уровнем измеряют расстояния от нижней плоскости правой верхней поводковой скобы до опорных поверхностей под пружины рессорного подвешивания на кронштейнах К и раме Р (рис. 8.7). Пределы измерения гидростатического уровня — от 0 до 60 мм, а номинальные размеры К = 80 и Р = 120 мм, т.е. значительно больше. Поэтому следует пользоваться калиброванной проставкой высотой 100 мм (трубка диаметром 40 мм), которую устанавливают на раму при измерении Р:
Р = Х+ 100
или на базовую плоскость верхней поводковой скобы при измерении К:
К= 100-Х
где 100 — длина трубки, мм;
X — разница в уровнях воды в мензурках, мм.
Рис. 8.7. Схема измерения расстояний до опорных поверхностей проушин и между серединами клиновых пазов тепловозов 2ТЭ10В, 2ТЭ116 (показана левая сторона тележки)
В случаях, если рама тележки установлена (в условиях депо) с отклонением от горизонтальной плоскости более 2 мм, необходимо в фактически полученные размеры #1изм, Г1изм, 7C2h3m, А”2изм, 7<3изм, ^Зизм’ ^изм’ ? 1изм’ ^изм’ ? 2изм’ ^Зизм’ ? Зизм внести поправки.
- для правой стороны рамы
“ ^1ИЗМ’
к2 = К2изм + °’6
^3 “ ^Зизм + в>
” ^1изм “ в;
?2 ~ ^2изм “
Л “ ^Зизм ” 1 в,
- для левой стороны рамы
^з = ^з»,м + <«-«);
^ = -р'2ГОм-(»,7« + «);
^ = -Р'зизм-(1.2« + 6),
где б — поперечный наклон рамы на ее ширину, мм;
в — продольный наклон рамы на расстояние между крайними верхними поводковыми скобами, мм.
Штангенцентромером измеряют расстояния 771? 7Z2, 773, TZ4, 775, 776 между внутренними плоскостями поводковых скоб правой и левой сторон рамы. Затем на верхнюю крайнюю поводковую скобу с правой стороны рамы (рис. 8.8) устанавливают кронштейн 1. На кронштейны 7 и 2 укрепляют переходники, (рис. 8.9), которые увеличивают длину кронштейна на 88 мм. Делается это потому, что пентапризма при нормальном кронштейне попадает в положение против опоры пружины. Для того чтобы через пентапризму можно было видеть противоположную (левую) сторону рамы, ее перемещают на
Рис. 8.8. Схема измерения рам тележек тепловозов 2ТЭ10В и 2ТЭ116:
1 — кронштейн со зрительной трубой; 2 — кронштейн с пентапризмой; 3 — выносная линейка; 4 — угловая линейка; 5 — штангенцентромер; 6 — масштабная линейка с магнитом; 7 — вспомогательный кронштейн
свободное место. Предварительно с кронштейна 1 снимают гнездо для пентапризмы, на его место укрепляют корпус переходника 3 с винтом 2. Затем гнездо для пентапризмы размещают на переходнике. В комплект входят два переходника.
Если на данном ремонтном предприятии (депо или заводе) ремонтируют одну серию, то это нужно сделать только один раз, а
затем переходник не снимать. Если ведется ремонт нескольких серий, то лучше иметь запасные кронштейны, не снимать и не устанавливать каждый раз переходник. На кронштейне 1 крепят зрительную трубу со стойкой, а на последней верхней буксовой скобе — выносную линейку (см. рис. 8.8). Направляя на нее зрительную трубу, регули
Рис. 8.9. Переходник:
1 — кронштейн; 2 — винт; 3 — переходник
руют ее ось так, чтобы на шкале линейки вертикальная нить перекрестия трубы совпадала с размером
Здесь 550 — размер By постоянный по конструкции кронштейна. Затем выносную линейку 3 переставляют на среднюю верхнюю поводковую скобу и, направляя на нее зрительную трубу, определяют размер By
Для определения расстояний от визирной линии до внутренних плоскостей нижних поводковых скоб В2, В^, В§ последовательно на нижние поводковые скобы устанавливают угловую линейку 4. Линейка угловая (рис. 8.10) состоит из штанги 7, двух кронштейнов 2 и 6. Линейку крепят на нижние поводковые скобы правой и левой сторон рамы винтами 3 и 5, при этом упор 4 контактирует с внутренней плоскостью поводковой скобы. В кронштейн 6 вставляется стойка 7, по которой перемещается втулка 8. На последней укреплена линейка 9 из плексигласа со шкалой и ценой деления 1 мм. Начало отсчета до продольной оси рамы вычисляют по формуле
Л = 550 + 7^/2.
Рис. 8.10. Линейка угловая:
1 — штанга; 2, 6—кронштейны; 3, 5 — винты; 4 — упор; 7—стойка; 8 — втулка;
9 — масштабная линейка
Расстояния от внутренних плоскостей скоб правой стороны до продольной оси рамы определяют по формулам:
У1 = пхи-,
У2 = Л-В2;
У3=Л-В2,
У4 = Л - в4 и Т.д.
Для поводковых скоб левой стороны рамы эти расстояния следующие:
У'} = УХ = Щ/2;
У\ = П2-У2, У'з = Щ-Уз^
У 4 = 774- У4 и т.д.
Для тепловозов 2ТЭ116 и 2ТЭ10В номинальный размер У = 939,5 мм. Затем угловую линейку снимают и на первой поводковой скобе с левой стороны рамы укрепляют вспомогательный кронштейн 7 (см. рис. 8.8) с масштабной линейкой 6 и магнитом, а на кронштейн 7 в специальное гнездо на переходнике ставят пентапризму. Направляя через пентапризму зрительную трубу на шкалу масштабной линейки 6, определяют размер А । (см. рис. 8.6). Переставив масштабную линейку с магнитом на угольник кронштейна 7 (см. рис. 8.8), определяют таким же образом размер А'1 (см. рис. 8.6). Продольное смещение клиновых пазов поводковых скоб правой стороны относительно левой
а\ = А\~А'\-
Затем на средней верхней поводковой скобе с правой стороны рамы укрепляют кронштейн 2, а на среднюю верхнюю поводковую скобу с левой стороны переносят вспомогательный кронштейн 7. На кронштейн 2 размещают пентапризму с кронштейна 7. Визируя зрительную трубу через пентапризму на масштабные линейки с магнитами, установленные на кронштейнах 2 и 7, находят размеры А^ и А'$ (см. рис. 8.6).
Аналогичным образом определяют размеры А$ и А'$. После этого определяют
а3 ~Аз~А'у
а5 =А5~А>5-
Затем в соседние клиновые пазы вставляют центры и штанген-центромером измеряют расстояния Л/1? Л/2, Л/3, М'2, М'3, (см.
рис. 8.7):
а2=а1-(Мх-М'1);
<я4 =а3-(М2- М'2); а6=а5-(М3-М'3).
Для определения перекоса каждой поводковой скобы при измерении размера А от визирной линии до плоскости стойки кронштейна масштабную линейку с магнитом устанавливают на плоскости стойки (угольника) на ближнем и дальнем краях, т.е. на расстоянии около 200 мм. Разница в двух измерениях указывает на перекос поводковой скобы на расстоянии 200 мм, который должен быть не более 0,3 мм. Размеры А для определения указанного выше продольного смещения берутся как средние из двух измерений. Затем на вспомогательный кронштейн 7, укрепляемый последовательно на задних крайних верхних поводковых скобах, монтируют центр-стойку и штангенцентромером 5 (см. рис. 8.8) проверяют положение центра
Рис. 8.11. Центр-стойка
отверстия под шкворень относительно продольной оси рамы тележки (только при капитальном и среднем ремонтах). Предварительно ползун нужно установить так, чтобы зазоры между ним и ограничителями шкворневой балки с правой и левой сторон были одинаковые (около 40 мм). Расстояния от центра стойки до отверстия под шкворень справа и слева должны быть одинаковыми; допускается разница не более 2 мм.
Центр-стойка (рис. 8.11) состоит из стакана 7, в верхней части которого неподвижно укреплен постоянный центр 3. Центр-стойка укрепляется вин
тами 2 в специальном гнезде на кронштейне. Она служит для измерения расстояний от центра шкворневого устройства до поводковых скоб с правой и левой сторон рамы.
Соответствие клиновых пазов всех поводковых скоб установленным размерам проверяют специальным шаблоном, который входит в комплект инструментов для проверки тележек.
8.4. Неисправности и ремонт рессорного подвешивания
В рессорном подвешивании челюстных тележек наблюдаются следующие неисправности: трещины и изломы в рессорных листах, хомуте и его проушинах; ослабление и сдвиг хомута; выработка втулок под валики; износ и трещины в валиках, балансирах, подвесках; трещины, излом и потеря упругости в спиральных пружинах; расслоение резиновых шайб.
В рессорном подвешивании бесчелюстных тележек могут возникать трещины, поломки пружин и потеря их упругости из-за недостаточной и несвоевременной смазки, перекоса балансиров при прохождении кривых, заклинивания и схватывания деталей в узлах трения.
В эксплуатации при осмотре рессорного подвешивания во время приемки тепловоза и при техническом обслуживании проверяют, нет ли трещин в подвесках, балансирах и хомутах, перекоса балансиров и задевания их о раму тележки, износа рессорных подвесок, лопнувших или сдвинутых листов рессор, ослабления втулок в подвесках и балансирах, имеются ли предохранительные скобы. Все шарниры рессорного подвешивания должны быть хорошо смазаны.
При техническом обслуживании ТО-2 и ТО-3, а также при текущих ремонтах ТР-1 и ТР-2 осматривают снаружи детали рессорного подвешивания. При обнаружении трещин в балансирах, подвесках и пружинах их заменяют. Подлежат замене также листовые рессоры, имеющие трещины, ослабление и сдвиг хомута. Смазывают все шарниры соединений рессор и балансиров. При текущем ремонте ТР-3 рессорное подвешивание разбирают, очищают и осматривают для выявления и устранения износа и дефектов в его деталях.
Бесчелюстные тележки тепловозов 2ТЭ116,2ТЭ1ОВ и 2ТЭ121 оборудованы индивидуальным для каждого колеса рессорным подвешиванием (рис. 8.12), состоящим из двух комплектов цилиндрических
Рис. 8.12. Рессорное подвешивание тепловоза 2ТЭ116:
7 — фрикционный гаситель колебаний; 2 — пружинный комплект; 3 — кожух; 4 — поршень; 5 — крышка; 6, 21 — вкладыши; 7 — пружины; 8 — накладка; 9 — обойма; 10 — сухарь; 11, 15 — прокладки; 12 — тяга; 13 — шайба; 14 — гайка; 16 — верхняя опора пружины; 17 — средняя пружина; 18 — наружная пружина;
19 — внутренняя пружина; 20 — нижняя опора пружины; 21— втулка
пружин, установленных между кронштейнами каждой буксы и опорами на раме тележки. В комплект пружин входят три концентрич-но расположенные пружины — наружная и две внутренние.
Для замены неисправной пружины в пружинном комплекте сжимают технологическими болтами с шайбами оба пружинных комплекта на буксе колесной пары с помощью специального приспособления. Отсоединяют от буксы поводки, от крышки буксы — тягу гасителя колебаний и выдвигают его из буксы вверх. Предварительно ослабив пружину в передней крышке гасителя, поджимают домкратом через корпус буксы пружины с одной ее стороны и
освобождают поврежденный пружинный комплект с другой стороны. После замены неисправной пружины стянутый пружинный комплект устанавливают без перекоса на место, опускают домкрат, подсоединяют гаситель колебания и поводки, снимают технологические болты. Замену листовых рессор и пружин в челюстных тележках,
а также смену пружинных комплектов, стянутых технологическими болтами, проще делать на скатоопускной канаве.
Втулки балансиров, подвесок, стоек и опор рессор заменяют при износе по диаметру более 0,5 мм. Валики рессорного подвешивания подвергают магнитной дефектоскопии.
Разработанные под втулки отверстия, а также изношенные боковые поверхности балансиров глубиной более 1,5 мм восстанавливают наплавкой с последующей обработкой. Выработку отверстий балансиров устраняют расточкой с увеличением диаметра против чертежного размера до 2 мм и установкой новой втулки увеличенного диаметра с натягом 0,09—0,15 мм. Отверстия под втулки для парных балансиров одной буксы с одной установки обрабатывают совместно. Коробление балансира более 1,5 мм, обнаруженное щупом при проверке по плите, устраняют холодной правкой.
Поверхность опорной выемки балансира для ликвидации износа наплавляют электродами, обеспечивающими твердость в пределах 30—45 HRC, и обрабатывают на станке с выдержкой по чертежу глубины и радиуса опорной выемки. По окончании ремонта размеры балансира проверяют специальным шаблоном (рис. 8.13). На балансирах одной буксы после ремонта ставят клеймо спаренности. Износ опор
ных поверхностей рессорной подвески, гнезда пружины и рессорной опоры глубиной более 2 мм, а также рессорной подвески по толщине до 3 мм восстанавливают наплавкой. Местный износ рессорной подвески глубиной до 1,5 мм при текущем ремонте разрешается оставлять
без исправления. Концевые подвески спиральных пружин (составные и цельнокованые) после разборки подвергают магнитной дефектоскопии. При обнаружении трещин подвески заменяют. Упругие шайбы с расслоением резины заменяют.
Рессоры, признанные после наружного осмотра и обмера годны
Рис. 8.13. Шаблон для контроля балансира
ми к дальнейшей эксплуатации, подвергают испытаниям под нагрузкой на остаточную деформацию (осадку), под пробной статической нагрузкой 136 • 103 Н (остаточная деформация не допускается) и на прогиб под рабочей статической нагрузкой 82 • 103 Н (прогиб рессоры должен быть IO*? мм).
Различают две группы жесткости: первая — при стреле от 8 до 12 мм, вторая — при стреле от 12 до 16 мм. Отремонтированные или вновь изготовленные рессоры для защиты от коррозии окрашивают битумным лаком или черной эмалью. Восстановленные, а также признанные наружным осмотром и обмером годными для эксплуатации пружины подвергают испытаниям на осадку под трехкратной статической нагрузкой и на прогиб под рабочей нагрузкой.
При ремонте рессорного подвешивания запрещается:
- сваривать рессорные стойки и подвески, балансиры, рессорные листы, а также хомуты в собранной рессоре;
- очищать рессоры обжигом пламенем горелки;
- регулировать положение рессорного подвешивания изменением длины плеч балансиров;
- устанавливать термически необработанные валики и втулки.
Листовые рессоры изготавливают из желобчатой стали (ГОСТ 7419-74) марки 55С2. Каждая рессора комплектуется из листов шириной 120±1 мм (табл. 8.2). Разница длин коренных листов комплекта не должна превышать 2 мм, а разница расстояний от середины рессоры до оси отверстий в коренных листах — 3 мм. На одну тележку устанавливают рессоры, у которых стрелы прогибов различаются не более чем на 3 мм.
Таблица 8.2
Характеристики листовых рессор тепловозов
Показатели Серия тепловоза
ТЭМ2 2ТЭ10Л ТЭП60
Длина под нагрузкой, мм 1150 1150 1046 ±5
Ширина листа, мм 120 120 120
Толщина листа, мм 16 16 16
Число листов:
коренных 2 2 2
наборных 6 6 6
Ширина хомута, мм 110+1 -2 120+3 -2 ПО
Окончание табл. 8.2
Показатели Серия тепловоза
ТЭМ2 2ТЭ10Л ТЭП60
Стрела прогиба в свободном состоянии, мм Статический прогиб, мм Статическая нагрузка, 103 Н Нагрузка при испытаниях, 103 Н Масса, кг Жесткость, Н/мм 45 44 ± 3,5 82 142 114,5 1850 70,5 45,5 ±3,5 85 142 123 1850 39 ±3 39 ±3 91 155,5 104 2330
После восстановления формы и высоты до чертежных размеров пружину подвергают термической обработке и испытывают в порядке, установленном для изготовления новых пружин. Для закалки пружины нагревают в печи до температуры не менее 820—850 °C и охлаждают в воде с температурой 30—60 °C. Отпуск производят в течение 1,5—2,0 ч охлаждением на воздухе после предварительного нагрева до 480—500 °C. Твердость на поверхности опорных витков должна быть в пределах 370—440 НВ.
Увеличение долговечности пружин достигается снятием обезуглероженного поверхностного слоя методом электролитического полирования, дробеструйным наклепом или заневоливанием (путем сжатия пружины до соприкосновения витков с выдержкой под нагрузкой в течение 20—48 ч). Перечисленные методы увеличивают долговечность пружины примерно в 2—4 раза.
Пружины, признанные годными по результатам осмотра и обмера, подвергают испытанию на остаточную деформацию. Для этого пружину подвергают пробной статической нагрузке не менее двух раз. После снятия каждой нагрузки замеряют высоту пружины в свободном состоянии. Высота пружины в свободном состоянии должна оставаться неизменной.
Пружинный комплект тележки тепловоза 2ТЭ116 состоит из наружной, средней и внутренней пружин, которые размещены между опорными плитами 16 и 20 (см. рис. 8.12). Для исключения касания или заскакивания витков одной пружины между витками другой внутреннюю пружину размещают в наружной с зазором не менее 5 мм на сторону, причем пружины должны быть навиты в разные стороны.
При индивидуальном подвешивании значения жесткости и высоты в свободном состоянии пружин разных комплектов не должны сильно различаться. С учетом этого пружины подразделяют на три группы. Номер пружины для пружинного комплекта определяют по номеру группы наружной пружины. Формируют комплекты следующим образом: если наружная пружина первой группы, то внутренние должны быть первой или второй; если наружная пружина второй группы, то внутренние следует брать первой, второй или третьей; если наружная пружина третьей группы, то внутренние — второй или третьей.
На одной тележке устанавливают пружинные комплекты только одной группы. При этом на тележках секции тепловоза допускаются пружинные комплекты с первой и второй или второй и третьей группами. Номер группы жесткости пружинных комплектов указывают в паспорте тепловоза для каждой секции.
Пружины рессорного подвешивания изготовляют из стали 55С2 по ГОСТ 1452-69. Основные данные пружин для различных серий тепловозов приведены в табл. 8.3.
Таблица 8.3
Основные данные тепловозных пружин
Показатель Серия тепловоза
2ТЭ10Л, ТЭМ2 2ТЭ10В 2ТЭ116
Наружи. Внутр. Наружи. Внутр.
Средний диаметр, мм 200*2 248 172 230 155
Диаметр прутка, мм 36 23 36 23
Число витков:
полное 4,5 6,0 8,5 5,5 8,0
рабочих 3,0 4,5 7,0 4,0 6,5
Высота в свободном состоянии, мм 235 383 355 359 331
Высота под статической нагрузкой, мм 190+2 253 221 258 230
Статический прогиб, мм 130 134 101 101
Статическая нагрузка, Н 44 760 32 000 10 520 34 900 11 600
Нагрузка при испытаниях, Н 66 000 — — — —
Высота при полном сжатии, мм 165 198 185 180 172,5
Жесткость, кгс/мм 107 246 78,5 345 115
Навивка Правая Правая Левая Правая Левая
Масса, кг 24,9 35,0 15,0 31,4 12,75
Окончание табл. 8.3
Серия тепловоза
Показатель ЧМЭЗ ТЭП60 ТЭП70 и ТЭП75
Наружи. Внутр. Конц. Средн. I ступ. II ступ.
Средний диаметр, мм 182 ПО 205 185 185ч 198^
Диаметр прутка, мм Число витков: 38 22 38 38 38±0,4 42±0,4
полное 10,0 15,5 7,0 6,0 5,5 10,5
рабочих 8,5 14,0 5,5 4,5 4,0 9
Высота в свободном состоянии, мм 525 525 394 305 307 648
Высота под статической нагрузкой, мм 421 421 300 250 — —
Статический прогиб, мм 104 104 94 55 60 120
Статическая нагрузка, кгс 4390 1356 4600 4600 9932 5267
Высота при полном сжатии, мм 361 330 254 216 — —
Жесткость, кгс/мм 42,2 13,0 49 84 165,6 43,9
Навивка Правая Левая Правая Левая Правая Левая
Масса, кг 49,5 10,0 37,5 28,6 — —
С целью повышения качества ремонта и подбора по жесткости рессорных пружин в настоящее время используют автоматизированный стенд, оборудованный ПЭВМ. Такой стенд позволяет контролировать остаточную деформацию после воздействия пробной нагрузки, измерять статический прогиб и определять показатель жесткости испытуемой пружины.
Гидравлическая и принципиальная схемы стенда показаны на рис. 8.14. Для обеспечения статической нагрузки в пределах (6—7) • 104 Н предусмотрен гидропресс 16, управляемый гидрораспределителем 7 с электроприводами 6, 8. Подача рабочей жидкости в гидропресс через гидрораспределитель предусматривается от насосной станции, состоящей из насоса высокого давления 9, электродвигателя 10, фильтра 18 и перепускного клапана 17, отрегулированного на максимально допустимое давление.
Функционирование стенда в автоматическом режиме в основном осуществляется посредством процессорного блока управления 5 со специально встроенной программой испытаний и релейного блока 1, электрически связанного с электродвигателем и электроклапанами гидрораспределителя. На пульте управления 12 наряду с кнопками «Стоп», «Сжатие», «Отпуск», «Ввод» и «Отмена» расположены цифровые индикаторы для визуального контроля степени сжатия пружины и ее линейного смещения.
Рис. 8.14. Гидравлическая и принципиальная схемы автоматизированного стенда для испытания цилиндрических пружин:
1 — релейный блок; 2 — преобразователь интерфейса; 3 — ПЭВМ; 4 — принтер; 5 — процессорный блок управления; 6,8 — электроклапаны; 7—гидрораспределитель; 9—масляный насос высокого давления; 10—электродвигатель; 11 — аналого-цифровой преобразователь типа АЦП-7016; 12 — пульт управления; 13 — тензометрический датчик силы сжатия; 14 — испытуемая пружина; 75 — лазерный датчик линейного перемещения; 16 — гидропресс; 17 — перепускной клапан; 18 — фильтр
Испытание пружины под действием пробной нагрузки проводится в следующем порядке. В зависимости от максимальной силы сжатия Fmax и максимальной величины прогиба испытуемой пружины производят настройку программы испытаний. После включения кнопки «Сжатие» в автоматическом режиме обеспечиваются сжатие пружины с силой, равной пробной нагрузке, и перемещение ее до величины, установленной программой испытания. Возврат пружины в исходное положение также осуществляется в автоматическом режиме. Результаты испытаний — статический прогиб и жесткость пружины — контролируют по цифровому индикатору. По результатам испытаний пружины комплектуют по группам, что далее учитывается при сборке рессорных комплектов.
Фрикционные гасители применяются на тепловозах для гашения вертикальных колебаний, которые могут иметь амплитуду ± 30 мм и частоту до 2 Гц. Гасители устанавливают в первой ступени подвешивания между подрессоренной рамой тележки и неподрессоренными буксами ко
лесных пар. Гашение колебаний силой сухого трения сопровождается интенсивным износом (около 0,05 мм/ч) поршня гасителя и фрикционных накладок. Поэтому эксплуатационный ресурс быстроизнашиваемых элементов гасителя — не более 400 тыс. км пробега локомотива.
8.5. Сборка и регулировка рессорного подвешивания
Рессорное подвешивание челюстных тележек после ремонта подлежит регулировке. Для установки на раму тележки подбирают рессоры одной группы жесткости, парные балансиры (в соответствии с их маркировкой) и спиральные пружины (в пределах допустимой разницы по высоте). Рессорное подвешивание челюстных рам тепловоза (рис. 8.15) собирают после установки и монтажа рычажной пере-
Рис. 8.15. Рессорное подвешивание челюстной тележки:
1 — балансир; 2 — рессора; 3 — головка подвески рессоры; 4, 16,17 — втулки; 5, 75, 19 — валики; 6 — распорная втулка; 7 — стержень; 8 — пружина; 9 — тарелка; 10 — упругая шайба; 77, 13 — подкладки; 12 — опора пружины верхняя; 14, 22 — опоры пружины; 18 — рессорная подвеска; 20 — опора рессоры; 21 — предохранительная скоба
дачи тормоза. Вначале закрепляют валиком опоры пружин в проушинах хомута рессоры и собирают опору рессор в рессорных подвесках. При сборке балансиры устанавливают так, чтобы борта их втулок были обращены в сторону рессорных подвесок, а валики — смазочными ниппелями наружу.
Качество сборки рессорного подвешивания проверяют после сборки тележек и подкатки их под тепловоз на прямом горизонтальном участке пути предварительной обкаткой тепловоза на деповских путях.
На тепловозах 2ТЭ10В и 2ТЭ116 применены бесчелюстные тележки с индивидуальным рессорным подвешиванием, состоящим из винтовых пружин. Расчетный статический прогиб его составляет 126 мм. Действительный статический прогиб находится в пределах 90—100 мм, так как часть вертикальной нагрузки воспринимается буксовыми поводками. Для гашения колебаний применены фрикционные демпферы. Отказ от применения балансиров и многочисленных шарниров способствует снижению ремонтных расходов и затрат материалов на ремонт. Экономия на ремонте тележек по сравнению с челюстными тележками тепловозов 2ТЭ10Л составляет около 500 руб. в год на каждый тепловоз; расход металла в среднем за год уменьшается на 240 кг на каждый тепловоз.
Индивидуальное рессорное подвешивание имеет и недостатки. Одним из них является большая чувствительность тележек к изменению нагрузок от колес на рельсы, а также размеров и жесткости пружин, поставленных на тележку.
Следовательно, для более равномерного распределения нагрузок по колесам высота комплектов пружин на тележку под рабочей нагрузкой должна иметь одинаковый размер и для исключения ударов буксовых поводков о раму тележки размер должен быть не менее 315 мм. Поэтому при ремонте тепловозов с выкаткой и разборкой тележек необходимо измерять высоту комплектов пружин под нагрузкой 47,55 • 103 Н и прокладками доводить высоту всех комплектов до 315+3 мм.
При определении суммарной толщины прокладок под пружины следует также учесть отклонения опорных поверхностей на раме тележки от их номинального положения. Для измерения отклонений раму тележки нужно поставить так, чтобы нижние поверхности крайних верхних поводковых скоб находились в одной горизонтальной
плоскости. При этом их отклонение от поверхности двух передних (правой и левой) поводковых скоб по сравнению с правой задней должно быть не более 2 мм.
Установка производится с проверкой положения опорных поверхностей гидростатическим уровнем (рис. 8.16). Расстояния по вертикали между опорными поверхностями под пружины измеряют также гидростатическим уровнем (рис. 8.17). Номинальные расстояния по вертикали = 80 мм и = 120 мм. Мензурками гидростатического уровня может быть измерена разность в уровнях, которая должна быть не более 60 мм. Поэтому при измерении мензурками необходимо применять мерную проставку высотой 100 мм, которую устанавливают между мензуркой и проверяемой плоскостью, находящейся выше второй проверяемой плоскости (см. рис. 8.17).
Продольный уклон рамы — это разность уровней в мензурках, установленных на первой и третьей верхних поводковых скобах с правой стороны (в = Ну - Я3).
Рис. 8.16. Проверка положения опорных поверхностей под пружины: 1 — рама тележки; 2 — гидростатические уровни
Рис. 8.17. Измерение расстояния по вертикали между опорными поверхностями под пружины:
1 — рама тележки; 2 — гидростатический уровень
Если разница в уровнях по мензуркам составит X мм, то расстояния по вертикали: К = 100 - X; Р = X + 100 (см. п. 8.3). При текущем ремонте ТР-3 тепловоза в депо допускается устанавливать раму тележки по уровню, но необходимо определить уклоны тележки: продольный в и поперечный б (см. рис. 8.16). Поперечный уклон рамы определяется как разность уровней в мензурках, установленных на нижних плоскостях первых верхних поводковых скоб с правой и левой сторон (б = Н\ - Н\, где Н\ и Н\ — уровни в мензурках, установленных на нижней поверхности первых верхних поводковых скоб с правой и левой сторон).
При измерениях и в расчетах условно принято, что у всех рам тележек (независимо от того, где они стоят под тепловозом) передом является сторона, где первыми расположены поводковые скобы вверху. Обозначения размеров левой стороны отмечают штрихом. Полученные размеры К и Р сравнивают с номинальными. Разность между фактическими и номинальными размерами
Яа.= 80-А,и//р = Р-120
необходимо учесть при выборе толщины прокладок. Порядок определения толщины прокладок следующий: измеряют высоту М (рис. 8.18) комплектов пружин вместе с опорами под нагрузкой 47,55 кН. Комплекты пружин распределяют так, чтобы была минимальная разница между высотой М комплекта пружин вместе с опорами под нагрузкой и соответствующим значением 315 - йр-или Ир. Суммарные толщины прокладок, которые необходимо положить на комплекты пружин, определяют по формуле
Г=315 +И-М,
где И — поправка, установленная при измерении рамы (Ик или Яр).
При абсолютной расчетной толщине прокладки не более 3 мм ее можно не учитывать (не ставить). Если толщина некоторых регулировочных прокладок на одной тележке получается отрицательной превышает 3 мм, то следует увеличить толщину всех регулировочных прокладок на абсолютное значение наибольшей отрицательной величины минус 3, т.е. на Ф = - 3.
При разнице в диаметрах бандажей на тележке более 5 мм на все комплекты пружин колесных пар, имеющих меньший диаметр, дополнительно надо положить прокладки толщиной Тдоп, равной по-
1
2
Рис. 8.18. Взаимное расположение буксы и рамы бесчелюстной тележки:
1 — фрикционный гаситель колебаний (демпфер); 2 — рама тележки; 3 — кронштейн; 4 — пружина; 5 — нижний буксовый поводок; 6 — корпус буксы
ловине разности диаметров по кругу катания колесной пары с максимальным диаметром на этой тележке и данной колесной пары:
^доп “ Wmax
После окончания сборки тепловоз полностью экипируют и в служебном состоянии проверяют на прямом горизонтальном участке пути. На тепловозе измеряют расстояния между верхом буксовых поводков и рамой тележки, которые должны быть в пределах 40—60 мм.
8.6. Ревизия и ремонт роликовых букс
Осмотр и смазку букс производят при технических обслуживаниях ТО-2, ТО-3 и текущем ремонте ТР-1. Промежуточную ревизию букс выполняют при текущем ремонте ТР-2. Полную ревизию и разборку букс для ремонта и замены дефектных деталей делают при текущем ремонте ТР-3. На промежуточной ревизии осматривают буксу, проверяют состояние уплотнений и войлочных фитилей, снимают осевые упоры и осматривают торцы осей, наружный роликоподшипник. Выборочно, на одной из трех букс, делают лабораторный анализ мас
ла; при неудовлетворительном результате анализа выявляют качество смазки в остальных буксах. Негодную смазку заменяют.
При полной ревизии, когда колесные пары выкатывают из-под тепловоза, буксы разбирают, шейки осей дефектоскопируют, роликовые подшипники после промывки осматривают, при необходимости ремонтируют, заменяют смазку. После ремонта и сборки букс и тележек проверяют продольный и поперечный разбеги колесных пар.
В эксплуатации встречаются следующие неисправности букс: нагрев, трещины в корпусе, обрыв и износ наличников, износ сменных опор балансиров и осевых упоров, дефекты роликовых подшипников. Нагрев букс возникает из-за неправильного их монтажа, дефекта подшипников качения, недостатка или избытка смазки; обрыв наличников — при некачественной их сварке. В бесчелюстных буксах наблюдаются аналогичные неисправности, кроме того, происходит износ конусных поверхностей пазов под хвостовики поводковых валиков, резьбовых отверстий, деталей фрикционного гасителя колебаний.
При разборке челюстной буксы отворачивают болты крепления крышек, снимают осевой упор с передней крышкой, зачаливают буксу краном и снимают ее с шейки оси вместе с роликоподшипниками. При снятии пружинных осевых упоров крайних колесных пар нужно проявлять особую осторожность, так как пружины сжаты. В такой же последовательности разбирают буксы бесчелюстных тележек.
Износ бронзовой армировки осевого упора при ее толщине не более 9 мм восстанавливают наплавкой. Пружину упора с отломанными витками и трещинами заменяют. При осмотре пружины проверяют ее высоту под статической нагрузкой 22,5 кН (h^ = (144 ± 1) мм) и стрелу прогиба пружины под рабочей нагрузкой 55 103 Н (должна быть (14 ± 1,5) мм). Дефекты корпуса бесчелюстной буксы (рис. 8.19) устраняют по такой же технологии. При обнаружении трещин и надрывов в крыльях и хвостовиках букс (с пазом под буксовые поводки) независимо от их размеров корпус буксы ремонту не подлежит. Тщательному осмотру подвергают клиновидные пазы в хвостовиках корпуса буксы, размеры которых проверяют шаблоном. Уширение паза в его верхней части допускается до 1,5 мм, а увеличение высоты паза — не более 5 мм. При необходимости размеры паза восстанавливают наплавкой его поверхностей электродом Э42А с последующей механической обработкой.
A
Рис. 8.19. Букса бесчелюстной тележки
Пластмассовый кожух при наличии трещин, изломов бортов ремонтируют или заменяют.
В поводках букс заменяют пришедшие в негодность торцовые амортизаторы. Проверяют состояние и посадку цилиндрических амортизаторов поводка, при этом, если валики поводка проворачиваются во втулках, валик в сборе с втулками выпрессовывают для замены поводка или формирования поводка с новыми амортизаторами. Буксу собирают после промывки роликоподшипников в бензине, а деталей буксы — в осветительном керосине. Для сборки на шейку оси подбирают роликоподшипники с разницей радиального зазора не более 0,03 мм и лабиринтовые кольца с установленным натягом.
Сборку буксы ведут в следующей последовательности: на шейку оси монтируют лабиринтовое внутреннее кольцо заднего роликоподшипника, дистанционное и внутреннее кольцо переднего роликоподшипника. Лабиринтовое кольцо и внутренние кольца роликоподшипников устанавливают в горячем состоянии с предварительным нагревом в ванне с индустриальным маслом или в электрошкафу до температуры 100—120 °C. Положение колец на шейке фиксируют стопорным кольцом. К корпусу крепят заднюю крышку, при этом между корпусом и крышкой для плотности прокладывают в два ряда шелковую нить, а лабиринтовые канавки заполняют консистентной смазкой. Корпус буксы предварительно нагревают до температуры 80—100 °C и устанавливают вертикально задней крышкой вниз,
внутреннюю поверхность смазывают тонким слоем дизельного или авиационного масла и в корпус устанавливают блоки роликоподшипников и дистанционное кольцо между ними. Кольца роликоподшипников (внутренние и наружные) размещают клеймами наружу. Наружные кольца подшипников при установке в буксу поворачивают на 90° по часовой стрелке по отношению к положению, помеченному риской при разборке. Внутреннее пространство роликоподшипника заполняют консистентной смазкой ЖРО в количестве 1,5 кг. Корпус буксы зачаливают тросом и с помощью монтажной втулки надвигают на шейку оси колесной пары. На задней крышке двумя болтами закрепляют предохранительную планку, монтируют переднюю крышку, устанавливают пакет регулировочных прокладок и закрепляют осевой упор в сборе. Торцовые плоскости передней крышки и корпуса уплотняют шелковой нитью. Окончательную толщину пакета прокладок определяют после сборки тележки и проверки разбега колесных пар. Собранная букса должна проворачиваться на шейке оси и перемещаться вдоль нее свободно от руки.
Сборку буксы бесчелюстной тележки тепловозов 2ТЭ116 и 2ТЭ10В производят в такой же последовательности. Чтобы обеспечить необходимый разбег колесных пар, сборку и установку передних крышек букс делают в соответствии с маркировкой на торцах крышек. Осевые упоры монтируют с амортизатором для букс крайних колесных пар (разбег оси 3+1 мм) и без амортизаторов — для букс средних колесных пар (разбег оси 28+1 мм). На передних крышках букс крайних колесных пар наносят маркировку КР, для букс средних колесных пар — СР. На одну колесную пару должны устанавливаться буксы с одинаковой маркировкой крышек.
Для симметричной установки колесных пар в рельсовой колее и равномерного износа гребней всех бандажей необходимо, чтобы колесные пары в тележке занимали такое положение, при котором их оси были бы перпендикулярны продольной оси рамы тележки. Суммарный (на обе стороны) свободный разбег в буксах средних колесных пар составляет 28+1 мм, в буксах крайних колесных пар — 3+1 мм. Указанное положение колесной пары и равенство расстояний от внутренних граней бандажей до боковых наличников букс обеспечивается установкой между крышкой буксы и осевым упором дополнительных «меченых прокладок» (с двумя отверстиями диаметром 10 мм).
Рис. 8.20. Определение свободного осевого разбега колесной пары в буксах челюстной тележки
Для определения толщины прокладок буксы сдвигают до упора в торец оси и замеряют с правой и левой сторон размеры а (рис. 8.20). Из полученного большего размера а вычитают меньший. Разность дает толщину упомянутых прокладок, нужных для выравнивания той стороны, где размер а был большим. Аналогично определяют толщину прокладок у остальных колесных пар.
Свободный суммарный разбег колесных пар измеряют после сборки тележки и регулируют подбором пакета прокладок, толщину которых определяют по формулам:
Кс (суммарное средних колесных пар) = (28 + 1) — (а + b + с + d), мм;
Кк (суммарное крайних колесных пар) = (3 + 1) — (a+b + c + d), мм, где а, b — зазоры между рабочими поверхностями внутренних наличников буксы и наличников рамы тележки соответственно с правой и левой сторон рамы, мм; с, d — зазоры между осевым упором и торцом оси колесной пары соответственно с правой и левой сторон, мм.
Размеры с и d определяют как алгебраическую разность Н и М, где Н — расстояние между торцом крышки и оси колесной пары, мм; М — высота осевого упора, мм.
Размеры Н и М выявляют непосредственным измерением. Толщину пакета регулировочных прокладок у правой и левой букс од
ной колесной пары вычисляют по формуле (за вычетом толщины «меченых прокладок»), мм:
^пр — ^лев “ (^сум ^лев)^-
Допустимая разность толщины пакета прокладок Л*пр и /<лев составляет 0,5 мм. Пакет регулировочных прокладок ставят между осевым упором и передней крышкой буксы. «Меченые прокладки» устанавливают на ту буксу, где они находились до регулировки свободного разбега колесных пар.
Ремонт подшипников роликовых букс. В процессе эксплуатации локомотива на кольцах и роликах подшипников возникают дефекты в виде усталостных раковин, шелушений из-за проскальзывания роликов по дорожкам качения, точечной коррозии и коррозионных раковин из-за попадания в смазку воды, электроожогов при прохождении тока через элементы подшипника и др. По причине некачественного монтажа буксового подшипникового узла появляются дефекты в виде разнообразных забоин и задиров. На торцах роликов и бортах колец могут быть задиры типа «елочки», возникающие от осевых нагрузок при отсутствии масляной пленки. Разрывы и частичные отколы колец происходят вследствие нарушения технологии изготовления, электроожогов и заклинивания роликов. Усталостные разрушения и изломы сепараторов происходят по причине нарушения технологии изготовления, монтажа и обводнения смазки.
Детали подшипников с трещинами, отколами и коррозийными раковинами бракуют. Детали с небольшими дефектами, например обоймы с задирами и заусенцами фасок бортов, задирами типа «елочка» ремонтируют путем их шлифовки. У сепараторов разрешается восстанавливать ослабление заклепок, запиливать острые углы в перемычках и устранять шлифовкой небольшие боковые задиры.
Установлены два вида ремонта подшипников: без переборки роликов и с переборкой. Ремонт без переборки роликов выполняют при замене или шлифовке колец, замене или ремонте сепараторов. Ремонт подшипников с переборкой роликов выполняют при замене любого количества роликов и при шлифовке их торцов или цилиндрических поверхностей.
Технология ремонта подшипников с переборкой роликов или с заменой колец состоит из следующих операций: разборки, осмотра и шлифовки деталей, магнитной дефектоскопии колец и роликов,
комплектовки подшипника с соблюдением допусков. В частности, разность диаметров роликов в одном подшипнике на горячей посадке не должна превышать 0,005 мм, а разность по длине — 0,012 мм. Отремонтированные подшипники комплектуют по радиальным зазорам и диаметрам отверстий внутренних колец.
Радиальный зазор в подшипнике контролируют на специальном приспособлении индикатором часового типа. Для нового подшипника зазор не должен превышать 0,18 мм, при выпуске из текущих ремонтов — 0,35 мм, после заводского ремонта — 0,3 мм. Допускается регулировка радиального зазора заменой внутреннего или наружного кольца буксового подшипника.
Прочная посадка внутренних колец на шейку оси колесной пары обеспечивается за счет натяга, который должен быть в пределах 0,03—0,08 мм. При необходимости разрешается восстанавливать натяг путем наращивания посадочных поверхностей внутренних колец способом гальванического цинкования толщиной не более 0,2 мм с последующим шлифованием под размер диаметра шейки колесной пары. При окончательной сборке буксового узла также контролируют радиальный зазор между наружным кольцом подшипника и посадочной поверхностью корпуса буксы, который должен быть в пределах 0,04—0,06 мм (табл. 8.4).
Совершенствование процесса подбора внутренних колец роликовых подшипников к шейкам осей колесных пар достигается за счет использования специальных автоматизированных установок, позволяющих измерять линейные размеры с точностью до ±0,005 мм. Автоматизированная установка типа УПК-01 (рис. 8.21) включает в себя измерительное устройство «Призма» для контроля диаметра шейки, измерительное устройство для контроля диаметра внутреннего кольца подшипника и ПЭВМ с монитором и принтером.
Измерительное устройство типа «Призма» состоит из координирующей призмы, двух индуктивных преобразователей линейных перемещений и электромагнитного датчика для контроля правильного положения призмы на шейке оси. Для колец измерительное устройство включает в себя опорный калибр и индуктивный преобразователь линейных перемещений.
Результаты измерений — средний диаметр, овальность и конусность шейки оси колесной пары — обрабатываются на ПЭВМ, выводятся на дисплей монитора и хранятся в блоке памяти микропро-
м
Рис. 8.21. Схема автоматизированной установки типа УПК-01:
1,3 — индуктивные преобразователи; 2 — электромагнитный датчик; 4 — шейка оси колесной пары; 5 — корпус призмы; 6 — внутреннее кольцо роликового подшипника; 7 — опорный калибр; 8 — индуктивный преобразователь; ПИ — преобразователи интерфейса; М — монитор; АЦП — аналого-цифровой преобразователь; ПЭВМ — персональная электронно-вычислительная машина; Пр — принтер
цессора. Средний диаметр и овальность кольца также выводятся на дисплей монитора и хранятся в блоке памяти микропроцессора. Аналогичную автоматизированную установку используют для контроля диаметров роликов буксовых подшипников.
Таблица 8.4
Значения допустимых размеров роликовых букс
Показатель Размер по чертежу, мм Допустимый размер при выпуске из ремонтов
текущих заводских
Посадочная поверхность корпуса буксы: овальность конусность 0,040 0,035 — 0,26—0,28 0,08—016
Радиальный зазор буксовых подшипников в свободном состоянии 0,110—0,175 0,1—0,4 0,1—0,3
Натяг при горячей посадке на шейку оси 0,035—0,065 — 0,035—0,065
Натяг на посадку лабиринтовых колец 0,070—0,145 — 0,020—0,145
Наибольшая допустимая разномерность роликов в комплекте: диаметров в среднем сечении — 0,006; длин — 0,015; овальности — 0,005 и конусности — 0,008 мм (вогнутость роликов не допускается).
Для общего энергоснабжения технологического оборудования и освещения типового отделения служит установка, основным узлом которой является распределительный шкаф. Общая защита потребителей электроэнергии от перегрузок и коротких замыканий осуществляется автоматическими выключателями, установленными в распределительном шкафу (рис. 8.22).
2500 . _ 6400
Рис. 8.22. Планировка типового отделения ремонта роликовых подшипников: 1 — моечная машина; 2 — стол; 3 — стул; 4 — силовой электрощит; 5, 12 — огнетушители; 6, 13, 17 — подставки под технологическую тару; 7 — рабочее место для замера зазоров и маркировки; 8 — рабочее место для клепки сепараторов; 9 — стенд для сборки и осмотра; 10 — шкафы; 11 — рабочее место для контроля и подборки деталей; 14 — тележки; 75 — консольная кран-балка; 16 — установка для промывки деталей; 18 — технологическая тара; 19 — установка для дефектоскопии деталей, 20 — станок для шлифовки роликов; 21 — станок для зачистки торцов роликов; 22 — станок для зачистки колец; 23, 24 — стенды для разборки и сборки подшипников; 25 — стеллаж; 26 — накопитель
8.7. Ремонт моторно-осевых подшипников
Надежность работы экипажной части во многом зависит от качества ремонта моторно-осевых подшипников колесно-моторных блоков локомотивов.
Вкладыши моторно-осевых подшипников (рис. 8.23) тепловозов изготовляют из бронзы БрОПС 4-4-17 и на текущих ремонтах ТР-3 обычно заменяют новыми в полуобработанном виде для возможности подгонки к шейке оси колесной пары и к постелям остова ТЭД. Наружную поверхность парных вкладышей обтачивают до диаметра, обеспечивающего необходимый натяг, а внутреннюю растачивают для получения требуемого радиального зазора («зазора на масло») с разницей зазоров на одном колесно-моторном блоке не более 0,3 мм. Одновременно на внутренней поверхности у торцов каждого вкладыша производят углубления (холодильники) глубиной не менее 3 мм.
Контактные напряжения распределяются в подшипнике неравномерно, причем из-за изгиба оси колесной пары большую нагруз-
Рис. 8.23. Моторно-осевой подшипник тягового электродвигателя ЭД-118А:
1 — шейка оси колесной пары; 2 — вкладыши моторно-осевого подшипника; 3 — постель моторно-осевого подшипника; 4 — регулировочные прокладки; 5 — шапочный болт; 6—польстерный пакет; 7— коробка; 8— корпус; 9—ленточная пружина; 10—крышка (шапка); 11— сливная пробка; 12 — поплавок; 13—смотровая крышка;
14 — откидная крышка
ку воспринимают края вкладышей. Для уменьшения таких напряжений на электродвигателе ЭД-118А применяют расточку спаренных вкладышей по гиперболе. При этом разность диаметров гиперболической расточки на краях рабочей поверхности вкладышей и в средней части составляет 0,8—1,0 мм. После механической обработки вкладыши подгоняют (пришабривают) по шейке оси колесной пары и постелям остова ТЭД.
Для возможности корректировки «зазора на масло» без выкатки колесной пары между привалочными поверхностями крышки моторно-осевых подшипников и остова электродвигателя устанавливают регулировочные прокладки толщиной 0,35 мм. Ослабление посадки вкладышей также рекомендуется устранять за счет уменьшения толщины прокладок. У полностью собранного моторно-осевого подшипника контролируют прилегание вкладышей к постелям: щуп 0,03 мм не должен проходить на глубину более 20 мм.
Неисправности моторно-осевых подшипников возникают по многим причинам; в основном наблюдается повышенный износ, который определяют замером зазора между шейкой оси и вкладышем (см. рис. 8.23). При ремонте вкладышей не рекомендуется нарушать их парность. Для сохранения парности снятые вкладыши клеймят или стягивают хомутами до поступления в моечное отделение.
Наружную поверхность вкладышей восстанавливают электрическим меднением. При этом равномерность слоя меди достигается покрытием одновременно двух вкладышей одного подшипника. В состав электролита входят медный купорос (200—270 г/л) и серная кислота (30—50 г/л). Катодом служат спаренные вкладыши подшипника, а анодом — решетка из медной проволоки. Толщина меди на покрытие зависит от плотности электролита, тока и расстояния до анода. В частности, при плотности электролита 1,17 г/л и токе 200—220 А наращивается слой меди толщиной 0,3—0,4 мм.
Толщину буртов вкладышей определяют по листу в зависимости от допустимого зазора на разбег ТЭД по оси колесной пары, расстояния между ступицами колеса и длины остова ТЭД между внутренними кромками бортов вкладышей. Осевой разбег ТЭД на оси колесной пары должен быть в пределах 1,0—2,6 мм, при этом допускается несовпадение торцов шестерен тягового редуктора не более 3 мм.
Изношенные бурты вкладышей восстанавливают электродуговой наплавкой бронзовыми электродами ОЦС 4-4-17. Для исключения
температурного воздействия на структуру вкладышей их погружают в воду так, чтобы высота оставшейся над водой части не превышала 10—15 мм.
Изношенные вкладыши с баббитовой заливкой восстанавливают на центробежной установке. При этом баббит Б16, применяемый для заливки вкладышей, предварительно расплавляют в тигле и нагревают до температуры 460—500 °C. Припуск на обработку допускают в пределах 2,2—2,5 мм. Качество перезаливки вкладышей во многом зависит от подготовительных операций. В частности, надежная плотность прилегания баббитового слоя достигается за счет качественной очистки, травления раствором хлористого цинка и лужения поверхностей.
Наиболее перспективной и экономичной технологией является реставрация путем приварки на наружную поверхность подшипников стальных вкладышей толщиной 2—4 мм. Приспособление для реставрации подшипников, выполненное в виде винтового пресса (рис. 8.24) состоит из цилиндрического опорного калибра 7, основания винтового пресса 2, двух валиков 3 и болтов 4. Как уже отмечалось, перед реставрацией предельно изношенные ремонтопригодные вкладыши деформируют (сжимают) на гидропрессе до размера, на
Вид по А—А
Рис. 8.24. Приспособление для реставрации моторно-осевых подшипников:
1 — цилиндрический опорный калибр; 2 — заготовка стального вкладыша; 3 — реставрируемый вкладыш; 4 — валик; 5 — болт; 6 — основание винтового пресса
0,5—0,8 мм меньшего диаметра шейки оси соответствующей колесной пары. Затем торцуют стыковочные поверхности на величину, позволяющую при спаривании вкладышей образовывать цилиндрическую форму по внутреннему диаметру. Производят наружную обточку спаренных вкладышей до момента ликвидации овальности и в соответствии с диаметром постели блока ТЭД устанавливают необходимую толщину стального вкладыша с припуском 0,5—0,6 мм. Заготовку стального вкладыша выполняют на вальцовочном станке с припуском по длине в пределах 220—240 мм. Такой припуск необходим для установки в технологические отверстия заготовки двух валиков 3 (см. рис. 8.24). Поэтому перед вальцовочными работами в полосе заготовки заранее высверливают отверстия для установки валиков и технологические отверстия (окна) для приварки стального вкладыша к наружной поверхности реставрируемого подшипника.
Процесс сварки стальных вкладышей выполняют в следующем порядке. Вначале на опорный калибр 1 устанавливают реставрируемый вкладыш 3 и заготовку 2. Далее монтируют валики 4 и посредством болтов 5 путем обстукивания осуществляют плотную посадку заготовки к наружной поверхности вкладыша. После подвода охлаждающей воды через технологические окна приваривают заготовку к подшипнику. Затем производят срезку припусков заготовки, спаривание отреставрированных вкладышей и обточку их на токарном станке по размерам, обеспечивающим необходимый натяг и радиальный «зазор на масло». Выполнение сварочных работ рекомендуется производить на кантователе.
Качество ремонта моторно-осевых подшипников в конечном счете контролируют в процессе обкатки колесно-моторного блока. Обкатку начинают с малой частотой вращения при нагрузке на буксу 104 Н, затем частоту вращения якоря ТЭД увеличивают до 200—250 мин-1, а нагрузку на буксу — до 4-104 Н. При этом температура нагрева буксовых и моторно-осевых подшипников не должна превышать 60 °C.
Глава 9. МЕТОДЫ ДИАГНОСТИРОВАНИЯ АГРЕГАТОВ И УЗЛОВ ТЕПЛОВОЗОВ
ПРИ РЕМОНТЕ И В ЭКСПЛУАТАЦИИ
9.1. Основные понятия технической диагностики
Главное назначение технической диагностики состоит в повышении надежности объектов на этапе их ремонта и в эксплуатации, а также в предотвращении производственного брака на этапе изготовления объектов и их составных частей. Повышение надежности обеспечивается улучшением таких показателей, как коэффициент готовности, коэффициент технического использования, время восстановления работоспособного состояния, а также ресурс или срок службы и наработка до отказа или наработка на отказ для резервированных объектов с восстановлением. Кроме того, диагностическое обеспечение позволяет получать высокие значения достоверности правильного функционирования объектов. Предотвращение производственного брака достигается организацией диагностирования на операциях входного контроля комплектующих изделий и материалов и контроля технологических процессов изготовления объектов, включая выходной контроль последних.
Для условий эксплуатации наиболее важно понятие работоспособного технического состояния объекта. Объект работоспособен. если он может выполнять все свои функции с сохранением значений заданных параметров (признаков) в требуемых пределах.
Обнаружение и поиск дефектов — это процессы определения технического состояния объекта, которые объединяются общим термином диагностирование', диагноз есть результат диагностирования. Таким образом, задачами диагностирования являются проверка исправности, работоспособности и правильности функционирования объекта, а также поиск дефектов, нарушающих исправность, работоспособность или правильность функционирования. Строгая по
становка этих задач предполагает, во-первых, прямое или косвенное задание класса возможных (рассматриваемых, заданных, наиболее вероятных) дефектов и, во-вторых, наличие формализованных методов построения алгоритмов диагностирования, реализация которых обеспечивает обнаружение дефектов из заданного класса с требуемой полнотой или поиск последних с требуемой глубиной.
Диагностирование технического состояния любого объекта осуществляется теми или иными средствами диагностирования. Средства могут быть аппаратными или программными; в качестве средств диагностирования может также выступать человек — оператор, контролер, наладчик. Средства и объект диагностирования, взаимодействующие между собой, образуют систему диагностирования. Различают системы тестового и функционального диагностирования. В системах тестового диагностирования на объект подаются специально организуемые тестовые воздействия. В системах функционального диагностирования, которые работают в процессе применения объекта по назначению, подача тестовых воздействий, как правило, исключается. На объект поступают только рабочие воздействия, предусмотренные алгоритмом его функционирования. В системах обоих видов средства диагностирования воспринимают и анализируют ответы объекта на входные (тестовые или рабочие) воздействия и выдают результат диагностирования, т.е. ставят диагноз: объект исправен или неисправен, работоспособен или неработоспособен, функционирует правильно или неправильно, имеет такой-то дефект или в объекте повреждена такая-то его составная часть и т.п. Системы тестового диагностирования необходимы для проверки исправности и работоспособности, а также поиска дефектов, нарушающих исправность или работоспособность объекта. Системы функционального диагностирования необходимы для проверки правильности работы и поиска дефектов, нарушающих функционирование объекта.
Система диагностирования в процессе определения технического состояния объекта реализует некоторый алгоритм диагностирования (тестового или функционального). Алгоритм диагнос-тирования в общем случае состоит из совокупности так называемых элементарных проверок объекта, а также правил, устанавливающих последовательность реализации элементарных проверок, и правил анализа результатов последних. Каждая элементарная проверка определяется
своим тестовым или рабочим воздействием, подаваемым или поступающим на объект, и составом контрольных точек, с которых снимают ответы объекта на это воздействие. Результатом элементарной проверки являются конкретные значения ответных сигналов объекта в соответствующих контрольных точках. Диагноз (окончательное заключение о техническом состоянии объекта) ставится по совокупности полученных результатов элементарных проверок.
Системы тестового диагностирования являются системами управления, поскольку в них реализуется выработка специально организованных тестовых (т.е. управляющих) воздействий на объект для определения технического состояния последнего. Системы функционального диагностирования представляют собой типичные системы контроля (в широком смысле этого слова), не требующие подачи на объект целенаправленных воздействий. Это важно знать и учитывать разработчику систем диагностирования. Системы как тестового, так и функционального диагностирования пользователь, которого не интересуют «внутренние проблемы» разработчика, может называть системами контроля технического состояния объекта. С изложенной точки зрения системы, получившие название систем неразрушающего контроля, являются классом систем тестового диагностирования, а виброакустические системы контроля технического состояния—классом систем функционального диагностирования.
Задачи изучения физических свойств объектов и их возможных дефектов достаточно специфичны и вряд ли поддаются какому-либо обобщению из-за многообразия и различия отдельных классов объектов. Если предшествующего опыта по диагностированию изучаемого объекта нет или такой опыт недостаточен, то существенной становится роль технолога-разработчика, работающего со специалистом-диагностом либо, что еще лучше, являющегося таким специалистом. В результате должен быть определен (например, явно — в виде списка или неявно — через указание свойств классов) перечень дефектов, подлежащих обнаружению и поиску в условиях производства и эксплуатации объекта, а также установлены признаки проявления дефектов, включаемых в перечень. При формировании перечня следует учитывать опыт производства и эксплуатации аналогичных или таких же объектов, статистические данные по дефектам и т.п. Другим результатом изучения объекта должно быть установление тре-
буемой или, точнее, желательной полноты обнаружения дефектов, а также желательной глубины их поиска, т.е. той «точности» (выраженной в терминах конструктивных единиц объекта или в терминах групп, не требующих различения дефектов), с которой должны указываться при диагностировании места дефектов.
Модели объектов бывают функциональные и структурные. Первые отражают только выполняемые объектом (исправным или неисправным) функции, определенные относительно рабочих входов и рабочих выходов объекта, а вторые, кроме того, содержат информацию о внутренней организации объекта, его структуре. Функциональные модели позволяют решать задачи проверки работоспособности и правильности функционирования объекта. Для проверки исправности (в общем случае) и поиска дефектов с глубиной, большей, чем объект в целом, требуются структурные модели.
В некоторых случаях применяются модели, в которых используются зависимости (установленные опытным путем) между техническими состояниями объекта и такими его параметрами, которые не входят в общепринятые функциональные или структурные описания объекта.
Наконец, модели объектов диагностирования могут быть детерминированными и вероятностными. К вероятностному представлению прибегают чаще всего при невозможности или неумении описать детерминированно поведение объекта.
Модели объектов диагностирования нужны для построения алгоритмов диагностирования формализованными методами. Другим важным назначением моделей объектов диагностирования является их применение для формализованного анализа заданных (в том числе построенных интуитивно, вручную) алгоритмов диагностирования на полноту обнаружения, глубину поиска дефектов или предмет построения диагностических словарей.
Построение алгоритмов диагностирования заключается в выборе такой совокупности элементарных проверок, по результатам которых в задачах обнаружения дефектов можно отличить исправное, работоспособное состояние, или состояние правильного функционирования объекта, от его неисправных состояний, а также в задачах поиска дефектов различать неисправные состояния (или группы неисправных состояний).
При построении алгоритмов диагностирования по явным моделям объектов элементарные проверки выбирают путем попарного
сравнения тех описаний, технические состояния которых требуется различать. В задачах тестового диагностирования составы контрольных точек объекта часто определены предварительно, и они одинаковы для всех элементарных проверок. В таких случаях выбирают только входные воздействия элементарных проверок — это задачи построения тестов. В задачах функционального диагностирования, наоборот, входные воздействия элементарных проверок определены заранее рабочим алгоритмом функционирования объекта, и выбору подлежат только составы контрольных точек.
Построение алгоритмов функционального диагностирования состоит в определении условий работы средств, реализующих эти алгоритмы. Средства функционального диагностирования, как правило, встроены в объект диагностирования и часто называются средствами встроенного контроля. Обычно стремятся к тому, чтобы при нормальном функционировании объекта в условиях применения его по назначению средства встроенного контроля на выходе выдавали известные постоянные значения сигналов и меняли эти значения при нарушении правильности функционирования объекта. На этом принципе строятся схемы встроенного контроля дискретных объектов (схемы сравнения, схемы контроля по модулю и др.). На этой же идее основана работа средств встроенного контроля методом избыточных переменных для аналоговых объектов. При организации проверки правильности функционирования или поиска дефектов, нарушающих правильное функционирование аналоговых объектов, на основе допускового способа контроля параметров задача построения алгоритмов диагностирования сводится к выбору составов контрольных точек.
Оптимизация алгоритмов диагностирования возможна тогда, когда число элементарных проверок, достаточных для решения конкретной задачи диагностирования, меньше числа допустимых (т.е. физически возможных и реализуемых) элементарных проверок данного объекта. Разные элементарные проверки требуют различных затрат на их реализацию; эти проверки могут давать разную информацию о техническом состоянии объекта. Кроме того, одни и те же элементарные проверки могут быть реализованы в различной последовательности. Поэтому для решения одной и той же задачи диагностирования (например, проверки исправности) можно построить несколько алгоритмов, различающихся либо составом элементарных проверок,
либо последовательностью их реализации, либо тем и другим вместе, что предполагает разные затраты на их реализацию.
Необходимость увеличения производительности труда на операциях диагностирования, сокращения времени обнаружения, поиска и устранения неисправностей, уменьшения объемов и сложности средств диагностирования вызывает интерес к разработке методов построения оптимальных алгоритмов, требующих минимальных затрат на реализацию подобных операций. Построение оптимальных алгоритмов во многих случаях сопряжено с трудностями вычислений и поэтому зачастую удовлетворяются оптимизированными алгоритмами диагностирования, затраты на реализацию которых уменьшены, но не обязательно минимальны.
Задачи построения оптимальных алгоритмов диагностирования при невысокой размерности могут успешно решаться методами обработки таблиц покрытий (для безусловных алгоритмов) и методами теории вопросников (для условных алгоритмов).
Эффективность процессов диагностирования определяется не только качеством алгоритмов диагностирования, но и в не меньшей степени качеством средств диагностирования. Последние могут быть аппаратными или программными, внешними или встроенными, ручными, автоматизированными или автоматическими, специализированными или универсальными.
Выбор и разработка средств тестового диагностирования должны осуществляться с учетом многих факторов: наличия серийного выпуска требуемых средств, наличия подходящих средств на заводе-изготовителе, массовости выпуска объекта и его сложности, требуемой производительности средств и т.п.
Средства функционального диагностирования являются, как правило, встроенными и поэтому разрабатываются и создаются одновременно с объектом. К встроенным средствам тестового диагностирования можно отнести дополнительные контрольные точки, дополнительные входы для блокирования сигналов и задания требуемых значений сигналов, а также специальную аппаратуру, которая при диагностировании изменяет структуру объекта, оставляя ее исходной в режиме эксплуатации, генерирует тесты и анализирует результаты их реализации.
Для диагностирования и контроля технического состояния локомотивов, их систем, узлов и агрегатов используют различные методы
и средства. Многообразие методов и средств обусловлено в основном сложностью систем диагностирования и разнообразием задач технического диагностирования, которые вытекают из требований, предъявляемых к обслуживанию и ремонту локомотивов.
В целом методы диагностирования и контроля дизелей и вспомогательного оборудования, а также электрических аппаратов, узлов электрических машин и экипажной части показаны на рис. 9.1 и 9.2.
Рис. 9.1. Структурная схема методов диагностирования и контроля дизелей и вспомогательного оборудования
Рис. 9.2. Структурная схема методов диагностирования и контроля электрических аппаратов, узлов электрических машин и экипажной части
9.2. Методы диагностирования дизелей
Диагностирование технического состояния дизеля методом спектрального анализа масла. Основными задачами технического диагностирования и прогнозирования остаточного ресурса дизелей методом спектрального анализа масла являются выявление дефектов в трущихся деталях дизеля на ранней стадии их развития, а также определение межремонтных пробегов тепловозов в соответствии с техническим состоянием дизелей.
Методом спектрального анализа картерного масла определяют концентрацию продуктов износа — железа, меди, свинца, аллюми-ния, кремния, сурьмы, хрома и т.д.
По изменению концентрации элементов относительно некоторых допустимых уровней и производится оценка технического состояния узлов двигателя.
При проведении спектрального анализа картерного масла используют атомно-эмиссионный метод. При этом, чтобы продукты износа (металлы, содержащиеся в масле) излучали свет, необходимо нагреть их до температуры, обеспечивающей возбуждение атомов. Возвращаясь в обычное состояние, атомы анализируемого вещества отдают избыточную энергию в виде света, который излучается по закону электромагнитных колебаний с различными длинами волн X. Длина световой волны для конкретного элемента есть постоянная величина, измеряемая в ангстремах (А) или микронах.
В настоящее время для проведения спектрального анализа используют фотоэлектрические установки типа МФС-3 или МФС-7 с чувствительностью количественного анализа до 3 г/т (3 • 10-6 %). Такие десятиканальные установки, функционирующие по принципу атомной эмиссии, имеют следующие основные узлы (рис. 9.3): генератор дуги 1 с блоком управления 23, штатив 5, фокусирующие линзы 6, 7 и сферический корпус 72, содержащий входную щель 17, вогнутую дифракционную решетку 13 и выходные щели 8, 77, 14, 16.
Напротив выходных щелей, расположенных в фокальной плоскости, установлены фотоэлементы 9, 10, 15, 18, которые пропорционально преобразуют потоки (сфокусированные пучки) световой энергии в электрический сигнал.
В штативе 3 расположены: стержневый 4 и дисковый 5 химически «чистые» графитовые электроды, ванна 19 на поддоне 20 с анализируемой пробой масла и вытяжной патрубок 2, предназначенный для отсоса газов из полости штатива.
Фотоэлектрическая установка МФС-7 функционирует в автоматическом режиме. Для этого установка оборудована (см. рис. 9.3) многоканальным усилителем сигналов 25, многоканальным аналого-цифровым блоком 26, интерфейсом 24, персональным компьютером 22 с монитором 27 и принтером 27.
За счет высокой температуры электрической дуги (4000—5000 °C) происходят выгорание (испарение) поверхностного слоя масла, об-
Рис. 9.3. Структурная и принципиальная схемы атомно-эмиссионной установки типа МФС-7
разование на поверхности дискового электрода золы, включающей элементы продуктов износа, а также обеспечивается возбуждение атомов продуктов износа. В зоне с относительно низкой температурой дискового электрода (400—500 °C) возбужденные атомы элементов переходят в исходное состояние, что сопровождается излучением света с длинами волн Х2,..., соответствующими металлам, содержащимся в золе. Затем излучаемый свет через фокусирующие линзы 6, 7 и входную щель 17 направляется на вогнутую дифракционную решетку 73, которая отражает поток света в виде спектра в диапазоне длин волн от 2000—6000 А.
Отраженные пучки такого света фокусируются в фокальной плоскости и через выходные щели 8, 11, 14, 16 воспринимаются фотоэлементами 9,10,15,18, которые преобразуют световую энергию в электрический сигнал.
Расшифровка светового спектра и выполнение количественного анализа обеспечивается в автоматическом режиме посредством персонального компьютера 22, окончательно результаты фиксируются в протоколе ЭВМ.
Точность определения концентрации продуктов износа в значительной степени зависит от выбранного режима сжигания анализируемого масла. По опыту проведения спектрального анализа на фотоэлектрических установках типа МФС-7 рекомендуются следую-
щие режимы: частота вращения дискового электрода............5—6 мин-1
сила тока в цепи электрической дуги.............8—10 А
время обжига.......................................15с
время экспозиции...................................20 с
разрежение в полости штатива.............5—10 мм вод.ст.
межэлектродный промежуток....................1,5—2 мм
глубина погружения дискового электрода в анализируемое масло........................0,1—0,2 мм
Точность результатов спектрального анализа также зависит от химической «чистоты» графитовых электродов; в частности, рекомендуется использовать дисковые электроды с пористостью до 60 с и с пористостью 60—80 с. Пористость дисковых электродов определяют на специальном приборе, фиксирующем время снижения уровня жидкости в капиллярной трубке в промежутке 20 мм.
К числу дополнительных операций, связанных с проведением спектрального анализа, относятся также отбор проб масла из систем дизелей, приготовление эталонов, построение тарировочных графиков и ряд других работ.
Отбор проб масла. Отбор проб масла производится при работающем и прогретом дизеле из его масляной системы. Для этого предварительно через вентиль системы необходимо слить не менее 0,5 л масла и только после этого отобрать пробу в чистую посуду емкостью 0,5 л.
После отбора пробы на этикетке посуды указывают:
- серию, номер тепловоза и вид секции — «А» или «Б»;
- вид технического обслуживания или текущего ремонта тепловоза;
- марку масла;
- дату отбора пробы и пробег от последней смены масла.
Непосредственно перед спектральным анализом пробы должны быть подготовлены путем их перемешивания на механической мешалке типа У1024 в течение 30 мин.
Приготовление эталонов. Образцы эталонов для спектрального анализа приготавливают из «чистых» масел тех же марок, которые используются в соответствующих типах дизелей.
Для приготовления эталонов применяют химически чистые оксиды металлов, навески которых перед перемешиванием с «чистым» маслом растираются в агатовой ступке в течение 1,5—2 ч до пудрообразного состояния. Расчет навесок производится в соответствии с химическим составом оксидов и заданной концентрацией в эталоне по соотношению:
(9.1)
где f — относительное содержание элемента в оксиде, г;
К — заданная концентрация элемента в эталоне, г/т;
(7М — масса «чистого» масла, г.
Относительное содержание соответствующего элемента (железа, меди, свинца, алюминия и т.п.) предварительно определяют исходя из молекулярных масс элементов соответствующего оксида. Например, для Fe2O3 относительное содержание железа равно:
r _Fe2+O3 2-55,85 + 3-16
Fe
(9-2)
2-55,85
Относительные показатели, характеризующие содержание элементов в оксидах Fe2O3, CuO, PbO, А12О3, SnO2, Cr2O3, SiO2, рассчитанные по выражению (9.2), соответственно равны: 1,4297; 1,2518; 1,0772; 1,8895; 1,269 58; 1,461 44 и 2,139 19.
В соответствии с ГОСТ 20759-90 в табл. 9.1 приведены варианты эталонов с концентрацией элементов, рекомендованной для диагностирования тепловозных дизелей.
В качестве примера для приготовления эталона № 1 массой 400 г навески оксидов, рассчитанные по выражению (9.1), в весовых единицах составляют: Fe2O3 — 0,0017; CuO — 0,3; PbO — 0,0432; А12О3 — 0,0076; SnO2 — 0,015; Cr2O3 — 0,0175 и SiO2 — 0,0043 г.
По результатам расчета навесок для эталона № 1 видно, что их массы очень незначительны; взвешивать такие навески трудно даже на высокоточных аналитических весах. Поэтому рекомендуется вначале приготавливать составы с наибольшей концентрацией элементов, а затем путем пропорционального разбавления состава «чистым» маслом получать эталон с меньшим содержанием соответствующих элементов.
Построение эталонных графиков и выполнение количественного анализа. Исходными данными для построения эталонных графиков являются усредненные показатели качественного анализа не менее четырех вариантов эталонов, приведенных в табл. 9.1
Таблица 9.1
Содержание элементов в эталонах
Элемент Содержание элементов в эталонах, г/м
Железо (Fe) 3 5 10 30 50 100 300
Медь (Си) 300 3 5 10 30 50 100
Свинец(РЬ) 100 300 3 5 10 30 50
Алюминий (А1) 10 30 50 100 300 3 5
Олово (Sn) 3 10 1 3 5 100 30
Хром (Сг) 30 3 10 1 3 5 10
Кремний (Si) 5 10 30 50 3 10 3
При этом в качестве показателя качественного анализа принято напряжение, фиксируемое стрелочным прибором при использовании спектральной установки типа МФС-3 или персональным компьютером на установке типа МФС-7.
После каждого качественного анализа (всего не менее десяти) рассчитывают среднее значение показаний по формуле:
1 п
Гср=-ХП’ (9.3)
п Z=1
где п — число анализов;
— показание в вольтах для z-ro анализа.
Среднее квадратическое отклонение относительно среднего значения показаний указывает на погрешность проведенного анализа, которая допускается не более 5 %.
Эталонные графики для каждого элемента следует выполнять в координатах: по оси абсцисс в логарифмической шкале откладывают концентрацию соответствующих элементов в z-м эталоне масла, а по оси ординат — среднее значение качественного показателя, определенное по формуле (9.3). В качестве примера на рис. 9.4 показаны эталонные графики для трех элементов, которые построены в соответствии с эталонами № 1, 2, 3, 4 и 5, приведенными в табл. 9.1.
По эталонным графикам устанавливают содержание элементов в z-x пробах масла. Для этого на эталонном графике (см. рис. 9.4) отмечают качественный показатель Ц спектрального анализа и по оси абсцисс устанавливают фактическую концентрацию — Кф^ г/т, в отобранной пробе масла. При этом для повышения точности перед анализом производят перемешивание пробы на механической мешалке в течение 30 мин и усреднение результата выполняют по трем показателям спектрального анализа.
Приведенная графическая методика количественного анализа требует значительных затрат времени. Такой недостаток устраняется при использовании персонального компьютера на установке типа МФС-7.
Диагностирование дизелей по результатам спектрального анализа. Сущность диагностирования двигателей внутреннего сгорания заключается в сравнении среднеэксплуатационной концентрации продуктов износа с допустимыми уровнями (рис. 9.5, а, б, в). Для определения среднеэксплуатационной концентрации Л*Ср э обычно через каждые 10—12 суток производят отбор проб масла и по результатам спектрального анализа рассчитывают /Сср э:
1 п
(9.4) " /=1
где п — число анализов, проведенных перед выполнением текущих ремонтов;
КфУ — фактическая концентрация соответствующего элемента, определенная по пробам масла в z-й момент времени.
Рис. 9.5. Варианты изменения концентрации железа в масляной системе дизеля 10Д100
Допустимые уровни концентрации продуктов износа устанавливают статическим путем при следующих условиях:
- нормальный уровень, при котором не было неплановых смен деталей, а количество деталей, сменяемых по износу на плановых ремонтах ТР2 и ТРЗ, не превышало норму;
- повышенный уровень, при котором не было неплановых смен деталей, а количество деталей, сменяемых по износу на плановых ремонтах, превышало норму;
- аварийный уровень, при котором имели место неплановые замены деталей из-за их предельного износа.
Ориентировочные предельные значения концентраций продуктов износа для различных типов тепловозных дизелей в соответствии с ГОСТ 20759-90 приведены в табл. 9.2. При этом концентрация в числителе соответствует первому предельному значению /Ср а в знаменателе — второму предельному значению К^.
Логический алгоритм оценки состояния дизеля основан на сравнении среднеэксплуатационных концентраций /Сср э с их граничными зна-
Таблица 9.2
Граничные (предельные) значения концентраций и К2
Элемент Тип дизеля и серия тепловоза
2Д100; 10Д100 ТЭЗ, 2ТЭ10 11Д45 ТЭП60 14Д40 М62 5Д49 2ТЭ116 ПД1М ТЭМ2, ТЭМ1 6S310DR ЧМЭ2, ЧМЭЗ
Железо 50/100 50/100 50/100 65/100 100/200 100/200
Медь 25/70 35/70 50/100 50/100 40/60 20/40
Свинец 25/100 15/25 25/100 15/20 40/100 40/100
Алюминий 20/30 20/30 15/10 20/30 25/50 25/50
Олово 5/10 5/10 5/10 5/10 5/10 5/10
Хром 10/15 10/15 5/10 10/15 — —
Кремний 10/20 10/20 10/20 10/20 10/20 10/20
чениями К। и К2. При содержании элемента 7Сср э < К\ состояние дизеля оценивается как нормальное. При 7Сср э > К^, но Л*ср э< К2 состояние дизеля оценивается как неудовлетворительное; при Л*ср э > К2 — как аварийное.
Рост концентрации основных элементов в масле связан со следующими причинами:
- меди — от износа и увеличения зазоров во втулках верхних головок шатунов, подшипника турбокомпрессоров ТК-34 (дизель 1 ОД 100), от износа бронзовых вставок компрессионных колец поршней;
- железа — от износа поршневых колец, цилиндровых гильз, зубчатых колес редукторов, приводов, насосов и др.;
- кремния (абразивная пыль) — от неудовлетворительной работы воздушных фильтров;
- олова — вследствие износа полуды поршней;
- хрома — от износа хромированных компрессионных колец поршней;
- натрия — из-за попадания воды в масло из охлаждающей системы дизеля;
- свинца — вследствие износа баббитового слоя подшипников из-за разрывов и разрушения сплошности масляной пленки между шейками и подшипниками, попадания воды в масло из охлаждающей системы дизеля и загрязненного воздухоснабжения;
- алюминия — от износа роторов воздухонагнетателей.
Изложенный подход к диагностированию справедлив при условии нормальной добавки масла в картер дизеля. Однако в практике имеет место частичная или полная замена масла из-за разжижения,
обводнения или завышенного уровня механических примесей. В таких случаях концентрация искусственно занижается, что приводит к ошибкам в диагностировании. Для получения достоверных результатов необходимо корректировать уровень концентрации при частичной или полной замене масла (см. рис. 9.5, б), т.е.:
1 п
К = —УЛ’.+ДЛ’, (9.5)
ср.э и Z-/ ф/ ’ п м
где — текущее значение концентрации после частичной или полной замены масла, г/т;
Д/l = (Яф! - Аф2) — разность концентраций, определенных перед сменой масла и после нее, г/т.
Изложенный порядок определения среднеэксплуатационного уровня концентрации справедлив при условии колебаний фактических концентраций относительно некоторой горизонтальной линии в течение длительного периода эксплуатации тепловоза. Однако в практике диагностирования дизелей часто наблюдается неуклонный рост фактических концентраций. Подобный характер изменения концентрации считается аварийным, и в таких случаях следует прогнозировать момент достижения среднеэксплуатационной концентрации, возрастающей по наклонной прямой до аварийного уровня (см. рис. 9.2, в). Такая задача легко решается графическим или расчетным путем:
где ДА — искомый пробег тепловоза до предельного (аварийного) уровня концентрации, 103 км;
К2 — предельный (аварийный) уровень концентрации, г/т;
7<ср э/ — среднеэксплуатационный уровень концентрации при пробеге тепловоза Lt, г/т;
tga — тангенс угла наклона графика среднеэксплуатационного уровня концентрации.
Прогнозирование остаточного ресурса двигателя по результатам спектрального анализа производится на основании следующих данных: среднего уровня концентрации металла э, расхода масла Q
и допустимого веса металла (?доп от износа деталей между плановыми ремонтами.
На основании значений Кс% эг- и Q определяют количество металла, накопленного в некоторый момент диагностирования:
Gi=Kcp.3iQ- (9.7)
Тогда остаточный ресурс работы дизеля до допустимого износа деталей устанавливают по выражению:
где (7Д0П — допустимая масса металла, определяемая по допускам износа деталей, установленным правилами ремонта, г;
(7ср э — средняя масса металла, установленная по результатам спектрального анализа и расхода масла в условиях эксплуатации, г;
— плановый пробег тепловоза между z-м и (Z—1) ремонтами, 103 км.
Методы контроля топливной аппаратуры и турбокомпрессоров. В процессе эксплуатации тепловозных дизелей с течением времени снижается их эффективная мощность и увеличивается удельный расход топлива. Ухудшение этих показателей часто происходит из-за разрегулирования работы топливной аппаратуры, снижения давления сжатия в цилиндрах и уменьшения производительности наддувочного агрегата дизеля. При этом в большинстве случаев эффективность работы дизелей можно восстановить путем улучшения качества работы топливной аппаратуры и наддувочного агрегата. Поэтому первоочередной задачей является своевременное выявление причин, снижающих эффективность работы дизеля.
Такая задача решается путем использования оперативных методов и технических средств диагностирования и контроля качества работы топливной аппаратуры и наддувочных агрегатов — турбокомпрессоров различных типов. При этом следует принять во внимание, что эффективность диагностирования во многом зависит от выбора оптимального количества диагностических параметров и правильности построения диагностической модели. В частности, диагностирование дизелей в условиях эксплуатации рекомендуется проводить после выполнения технических осмотров ТО-3 или теку
щих ремонтов ТР-1. Такое условие позволяет исключить влияние на качество работы дизеля таких факторов, как нагарообразование в выпускном коллекторе, температурные зазоры в клапанах, состояние форсунок и фильтров в системах дизеля и др.
Структурная схема диагностирования дизелей с использованием оперативных методов и технических средств показана на рис. 9.6.
В качестве оперативных методов и технических средств предусматривается оценка качества работы дизеля и отдельных его цилиндров по концентрации несгоревших продуктов, контроль давления сжатия и угла подачи топлива путем использования штатных приборов, а контроль производительности топливных насосов без снятия их с дизеля предусматривается переносным топливомерным устройством.
Теплотехническое состояние дизеля и качество сгорания топлива в соответствующем цилиндре можно в любой момент эксплуатации оценить по содержанию продуктов сгорания в выпускных газах. Для
Рис. 9.6. Структурная схема диагностирования дизелей в условиях их эксплуатации
этой цели рекомендуются инфракрасные газоанализаторы, которые позволяют раздельно определять концентрацию основных компонентов в отработавших газах: С, СО, СО2, СН и О2. Принцип работы анализатора основан на избирательном поглощении ИК-излучения молекулами газов, т.е. каждый компонент газа поглощает ИК-излу-чение со строго определенной длиной волны. При этом степень поглощения пропорциональна концентрации компонентов.
Источниками инфракрасного излучения (рис. 9.7) являются нихромовые спирали 7, потоки излучения которых, отражаясь от сферических зеркал 2, поступают в оптические каналы, прерываясь шесть раз в секунду посредством диска 5, приводимого синхронным двигателем 4. В верхнем оптическом канале расположена рабочая камера 7, через которую с помощью подводящего и отводящего штуцеров обеспечивается непрерывная циркуляция отработавшего газа.
В нижнем оптическом канале анализатора расположена сравнительная камера 5, заполненная азотом или чистым воздухом. После прохождения камер 5 и 7 световые потоки проходят через оптические фильтры 6, которые поглощают неизмеряемые компоненты ИК-излучения, и попадают в дифференциальный приемник излучения 8, заполненный газом с компонентами, которые подлежат измерению в отработавших газах. В камере 8 размещен емкостный датчик 9, сигнал с которого через усилитель 70 и фазовый детектор 77 поступает на цифровой прибор 72.
Рис. 9.7. Схема ИК-анализатора отработавших газов в двигателях внутреннего сгорания
Такие газоанализаторы позволяют определять содержание в отработавших газах несгоревших продуктов С и СО в количестве О—10 % с погрешностью измерения верхнего предела ±2%. В настоящее время серийно выпускаются газоанализаторы типа «АВТО-ТЕСТ-02.02.П», оборудованные персональными компьютерами и принтерами.
Процесс выявления неисправных цилиндров по результатам анализа выпускных газов при работе дизеля в холостом режиме выполняется в следующем порядке. После установки и подключения газоанализатора запускают и прогревают дизель до его рабочей температуры. Далее при номинальной частоте вращения коленчатого вала производят поочередное перемещение реек топливных насосов в максимальное их положение, т.е. до упора. При таком режиме работы дизеля один из его цилиндров будет кратковременно нагружен в пределах 60—70 % общей развиваемой мощности. Следовательно, результаты анализа выпускных газов в основном характеризуют качество процесса в z-м перегруженном цилиндре дизеля. При этом методика выявления неисправного цилиндра заключается в сравнительной оценке концентрации несгоревших продуктов, в основном С и СО. Для этого определяют концентрацию С и СО для каждого цилиндра и относительно среднего уровня окончательно устанавливают количество неисправных цилиндров дизеля.
На качество протекания рабочих процессов в цилиндрах дизеля существенно влияет производительность воздухонагнетательного агрегата. Поэтому в структурной схеме диагностирования предусматривают контроль качества работы соответствующего турбокомпрессора по времени выбега его ротора после остановки работы дизеля. Естественно, при такой методике контроля качество диагностирования в основном зависит от точности измерения времени выбега ротора. На многих ремонтных предприятиях используют автоматизированную систему контроля (рис. 9.8), состоящую из микрофона 7, цифрового таймера и промежуточных звеньев в виде блока усиления звукового сигнала 2 и блока управления БУ, подключенного через обратную блокировку РУ в цепь управления работой топливоподкачивающего насоса.
Процесс контроля времени выбега ротора заключается в следующем. В момент отключения топливоподкачивающего насоса подается через обратную блокировку РУ потенциал на блок управления 5,
Магнит
Блок-контакт РУ топливного насоса
Рис. 9.8. Структурная схема системы для контроля времени выбега ротора турбокомпрессора
который через 5—6 с включает цифровой таймер, и в момент снижения шума до минимального предельного уровня функционирование цифрового таймера прекращается. Таким образом, по таймеру фиксируется время выбега ротора от момента прекращения работы дизеля до момента прекращения вращения ротора турбокомпрессора. Окончательно качество работы турбокомпрессора оценивают сравнением с характеристиками, значения которых устанавливаются опытным путем. В частности, ротор турбокомпрессора типа ТК-34 должен вращаться после остановки дизеля не менее 60 с при температуре моторного масла 65—70 °C.
Для контроля давления сжатия Рс, характеризующего компрессию в цилиндрах дизеля, целесообразно использовать штатный прибор — максиметр со шкалой манометра 0—60 кгс/см2 (0—6 МПа), а для контроля угла опережения подачи топлива — универсальный электронный прибор, основанный на подсчете импульсных сигналов (например, с частотой 3,6 МГц) между началом подачи топлива, верхней мертвой точкой (ВМТ) соответствующего цилиндра и моментом подсчета импульсных сигналов такой же частоты между смежными ВМТ, т.е. через каждые 360° поворота коленчатого вала двигателя. По таким данным при любых частотах вращения вала угол подачи топлива Фу п т будет равен:
ф
Ту.п.т
Vr 360°
L 1 Zq
(9-9)
где EQ — количество импульсных сигналов между началом подачи топлива и ВМТ базового, например первого цилиндра;
ХС2 — количество импульсных сигналов между смежными ВМТ через 360° поворота коленчатого вала.
360°
В выражении (9.9) есть угловой показатель поворота коленчатого вала между импульсными сигналами в течение одного оборота. Этим и обеспечивается независимость результатов контроля угла опережения подачи топлива от возможного изменения частоты вращения вала.
Таким образом, усредненный угол опережения подачи топлива Фер у п т в соответствующий цилиндр будет равен:
= 1V Vr 360°
^ср.у.п.т XYC2
360° Т 2Z
(9.Ю)
где п — число замеров углов опережения подачи топлива для одного цилиндра (не менее трех);
Т — тактность двигателя;
Z — количество цилиндров;
Ni — порядковый номер z-ro цилиндра.
Измерительное устройство электронного прибора для контроля усредненных углов опережения подачи топлива применительно к любым типам дизельных двигателей (рис. 9.9) содержит: комплект датчиков подачи топлива КДПТ, датчик ВМТ, переключатель контролируемых цилиндров (ПРКЦ) 3, усилители сигналов, формирователи импульсов (ФИ), управляющий блок базовых сигналов (УББС), электронные ключи (Кл1, Кл2), счетчики импульсных сигналов (Сч1, Сч2), блоки памяти (БШ, БП2), счетно-вычислительный блок (СВБ), программный блок количества измерений (ПБКИ), переключатель типа дизеля (ПРТД), дешифратор (ДШ) и цифровой индикатор (ИД), предназначенный для визуального контроля подачи топлива. В качестве источника импульсных сигналов, на-
Маховик коленчатого вала
Рис. 9.9. Структурная схема измерительного устройства электронного прибора для контроля угла опережения подачи топлива
пример с частотой f = 3,6 МГц, предусматривается частотный генератор, который в структурной схеме измерительного устройства не показан.
Измерительное устройство функционирует следующим образом. Перед измерением на каждую форсуночную трубку высокого давления устанавливают датчики начала подачи топлива, а напротив маховика коленчатого вала — датчик ВМТ. Далее запускают дизель, устанавливают соответствующий режим его нагрузки, например номинальный, и посредством переключателя ПРКЦ устанавливают, начиная с первого, номера контролируемых цилиндров, которые должны соответствовать порядку работы цилиндров дизеля. С момента установления номера контролируемого цилиндра счетчик Сч1
будет фиксировать количество импульсных сигналов между началом подачи топлива и ВМТ, например первого цилиндра, а счетчик Сч2 — количество импульсных сигналов между ВМТ за один оборот коленчатого вала. После прохождения Сч1 и Сч2 сумма импульсных сигналов фиксируется в блоках памяти БП1 и БП2 и затем в зависимости от заданной программы измерений (не менее трех измерений) накопленные суммы импульсных сигналов сбрасываются в счетно-вычислительный блок СВБ, который по выражению (9.10) вычисляет усредненный угол опережения подачи топлива в контролируемом цилиндре. Окончательно этот угол высвечивается на табло цифрового индикатора ИД. Угол, рассчитанный по выражению (9.10), зависит от числа контролируемых цилиндров и тактности дизеля. Поэтому в измерительном устройстве предусмотрена связь счетно-вычислительного блока СВБ с переключателем контролируемых цилиндров ПРКЦ и с переключателем тактности дизеля ПРТД. При этом следует отметить, что посредством управляющего блока базовых сигналов УББС, подключаемого к ПРКЦ после одного оборота вала, обеспечивается пропуск сигналов ВМТ к электронному ключу Кл1 вначале через каждые 360°, а затем — после полного оборота, т.е. через каждые 720°. Такое условие функционирования измерительного устройства предусматривается только для четырехтактных дизелей.
Таким образом, измерительное устройство позволяет контролировать угол опережения подачи топлива независимо от числа цилиндров, тактности дизеля и частоты вращения вала. При этом высокая точность достигается за счет усреднения результатов измерений для каждого контролируемого цилиндра.
Наряду с контролем углов подачи топлива на этом устройстве также можно диагностировать качество работы форсунок по сигналам, получаемым от вибродатчиков. Для этого предусмотрено подключение осциллографа Осц в цепь переключателя ПРКЦ. Методика диагностирования качества работы форсунок по осциллографу заключается в сравнении сигнала, характеризующего впрыск топлива, с эталонными сигналами, которые заранее устанавливаются при испытании исправных и неисправных форсунок. В частности, таким методом можно установить неисправности в виде зависания иглы и наличия подвпрыска.
Согласно структурной схеме диагностирования (см. рис. 9.6), после выявления неисправных цилиндров наряду с контролем факти
ческих углов подачи топлива и качества работы форсунок предусматривается контроль производительности топливных насосов без снятия их с дизеля. Это осуществляется путем внедрения в систему диагностирования переносного топливомера типа ЭПТД-2М (рис. 9.10), который состоит из основного и съемного корпусов 1, 13, трубки высокого давления 2, датчика давления впрыска топлива 3, эталонной форсунки 4, пеногасителя 17, гибкого патрубка 16, электромагнита 11, возвращающей пружины 15, сливного патрубка 14 и измерительной емкости 12 с делениями в миллилитрах. Для управления работой топливомера в автоматическом режиме предусматриваются блоки в виде: усилительного блока сигналов 5, формирователя сигналов 6, счетчика числа ходов плунжера 9, задающего блока числа ходов 10, блока управления 8 и реле управления электромагнитом 7.
Производительность топливных насосов измеряют при работе дизеля в холостом режиме. Для этого отключают один из топливных насосов, отсоединяют штатную трубку высокого давления, под-
Рис. 9.10. Топливомер для контроля производительности топливных насосов без снятия их с дизеля
ключают испытываемый насос к эталонной форсунке, а систему управления топливомером — к бортовой сети тепловоза.
После перечисленных подготовительных операций задающим блоком числа ходов плунжера устанавливают контрольное число ходов плунжера (200, 400 или 800), переводят рейку испытываемого топливного насоса в необходимое положение (см. правила испытания насосов на стенде) и на нулевой или на номинальной позиции контроллера машиниста кнопкой блока управления 8 включают топ-ливомер в режим измерения производительности испытываемого насоса. С этого момента гибкий рукав из положения I переместится в положение II, и топливо через эталонную форсунку за 200, 400 или 800 ходов плунжера будет сливаться в измерительную емкость 12. После отключения электромагнита 11 гибкий патрубок 16 переместится в первоначальное положение I, при котором топливо через сливной патрубок 14 будет отводиться в переносную емкость или непосредственно в топливный бак тепловоза. Точность определения производительности в основном зависит от точности измерения объема топлива в измерительной емкости 12. Для этого необходимо контролировать объем при горизонтальном положении емкости.
По производительности топливного насоса оценивают не только качество работы насоса, но и возможные неисправности, связанные с приводом плунжерной пары насоса, что повышает глубину поиска дефектов. После выполнения текущих ремонтов (ТР-2 или ТР-3), средних и капитальных ремонтов целесообразно контролировать качество выполненных ремонтов по удельному расходу топлива в целом по дизелю и также по относительным расходам между цилиндрами дизеля. Только при таком подходе значительно повышается эффективность диагностирования транспортных двигателей внутреннего сгорания. В частности, по удельному расходу топлива более объективно оценивается качество ремонта цилиндро-поршневой группы и топливной аппаратуры.
Из числа различных вариантов измерительных устройств для определения удельного расхода топлива наиболее совершенным является автоматизированный вариант с использованием электронных весов и измерительной системы, состоящей из датчиков тока и напряжения в силовой цепи тягового генератора и персонального компьютера. В комплект топливоизмерительного устройства входят следующие основные элементы и узлы (рис. 9.11): электронные весы 20 типа
2
3
4
Д АЦ П
ПЭВМ
5
7 кТНВД 6 ----**
Топливный коллектор AAAiAAAA
я 9 \^ | I I || 4 /О
ЭМ
19 18
РУ
25
ЗБВ
Рис. 9.11. Схема подключения топливоизмерительного устройства и автоматизированной системы для определения удельного расхода топлива
SK-10K с дискретностью от 0,5 до 20 г, топливомерная емкость 77, золотниковый распределитель 13, редукционный воздушный клапан 75, вентили 14,18, гибкие маслостойкие рукава 5, 9, 79 и заглушки 10, 77. Принципиальная схема автоматизированной системы для определения удельного расхода топлива, приведенная на рис. 9.11, включает
следующие блоки и измерительные элементы: блок управления 24, реле управления 26, реле времени 21, цифровой таймер 23, задающий блок времени 25, датчик тока 2 и датчик напряжения 1, устанавливаемые в силовой цепи нагрузки тягового генератора. Поступление информации от топливоизмерительного устройства и от датчиков, характеризующих нагрузку дизель-генераторной установки, предусматривается в персональный компьютер 5 через аналого-цифровые преобразователи 3, 7 и преобразователи интерфейса 4, 6, 22.
Реле времени 21, установленное в цепи подключения компьютера 5, обеспечивает функционирование его после выдержки 2—3 мин. Такое условие необходимо для стабилизации процесса измерения расхода топлива дизелем из измерительной емкости устройства.
При наличии данных часового расхода топлива и значений тока и напряжения в цепи нагрузки дизель-генератора удельный расход топлива дизеля в аналитическом виде будет равен:
В
(9.11) Г
где Вч — часовой расход топлива, г/ч;
Рг — мощность генератора, кВт;
т]г — КПД генератора.
Подключение топливоизмерительного устройства к топливному коллектору дизеля состоит из операций:
- разборки переходного патрубка между фильтром тонкой очистки и топливным коллектором дизеля;
- подключения вместо переходного патрубка гибких рукавов золотникового распределителя;
- разборки отводящего трубопровода после штатного перепускного клапана и установки заглушек;
- подключения топливомерной емкости к золотниковому распределителю и воздушной магистрали локомотива;
- установки датчиков тока и напряжения в цепи нагрузки тягового генератора и подключения их к ПЭВМ.
После выполнения перечисленных операций включают топливоподкачивающий насос дизеля и посредством штатного клапана максимального давления регулируют давление топлива в коллекторе дизеля в пределах 1,5—2 кгс/см2; после заполнения топливомерной
емкости посредством редукционного клапана 75 также регулируют давление воздуха в топливомерной емкости в пределах 1,5—2 кгс/см2.
Удельный расход топлива при любых режимах работы дизеля определяют в следующем порядке. После прогрева систем дизеля и обмоток тягового генератора задающим блоком 25 устанавливают время измерения расхода топлива; после включения кнопки «Пуск» блока управления 24 включается электромагнит золотникового распределителя 75, и с этого момента топливо из емкости 77 поступает в топливный коллектор дизеля. После стабилизации режима топли-воподачи подключается компьютер и по выражению (9.11) окончательно устанавливается удельный расход топлива. Кроме удельного расхода топлива, в протоколе результатов измерения предусмотрена регистрация эффективной мощности дизеля, частоты вращения коленчатого вала, позиции контроллера машиниста и часового расхода топлива в z-м режиме работы дизеля.
В процессе диагностирования путем сравнения фактического удельного расхода топлива с паспортным значением характеризуют качество настройки и ремонта дизеля. Если такой анализ показывает отрицательный результат, то также по удельному расходу топлива устанавливают неисправный цилиндр дизеля. Для этого в порядке работы цилиндров дизеля отключают рейкой насоса подачу топлива в один из цилиндров и определяют расход топлива. При этом неисправным цилиндром считается тот, при отключении которого наблюдается относительно резкое снижение удельного расхода топлива. В аналитическом виде такая оценка выполняется путем сравнения удельных расходов топлива при работе всех цилиндров и при работе дизеля с одним отключенным цилиндром, т.е.:
Z-l Z ’
где Ъе — удельный расход топлива при выключенном цилиндре;
Ъе — удельный расход топлива при работе всех цилиндров дизеля;
Z — количество цилиндров.
Во избежание перегрузки цилиндров выявление неисправных по изменению удельного расхода топлива следует производить на частичных нагрузках на 20—30 % ниже номинальной.
Бортовые системы диагностирования дизелей. Первая бортовая (встроенная) установка диагностирования была создана в 1985 г. и прошла стендовые и эксплуатационные испытания. В качестве диагностических параметров используют: мощность (нагрузку) генератора Pv частоту вращения коленчатого вала як; частоту вращения ротора турбокомпрессора пТ к; длину перемещения реек топливных насосов йр; давление наддувочного воздуха Рн в; давление наддувочного воздуха на входе в фильтр непрерывного действия Рв; давление перед турбиной Рт к; давление газов в картере Рк г; температуру отработавших газов То г; температуру отработавших газов перед турбиной Тг Основную роль в бортовой системе играет выбор датчиков и преобразователей. Датчики должны обладать высокой помехозащищенностью, устойчивостью к вибрациям и колебаниям температуры, влажности, а преобразователи сигналов — высокой помехоустойчивостью, высоким качеством преобразования и большой точностью.
Информация от всех датчиков поступает в функциональнологический блок (ФЛБ, рис. 9.12), а затем в блок сигнализации (БС).
Рассмотрим функционирование датчиков, используемых в системе диагностирования.
Рис. 9.12. Структурная схема бортового устройства диагностирования дизеля
Нагрузку двигателя определяют как произведение значений тока и напряжения генератора. Сигнал, пропорциональный этому произведению, снимают с датчика мощности. Частоту вращения коленчатого вала двигателя и ротора турбокомпрессора измеряют с помощью специальных индукционных датчиков типа БТП-101.
Давление наддувочного воздуха на входе и выходе из воздухоохладителя, на входе в фильтр непрерывного действия, а также давление газов перед турбиной измеряют малогабаритным измерительным комплексом ИКД6Т. Он включает в себя упругий чувствительный элемент, индукционный преобразователь перемещения чувствительного элемента, генератор и выпрямитель. Измеряемое давление воспринимается упругим чувствительным элементом, перемещение которого преобразуется индукционным преобразователем в электрический сигнал. Выходное напряжение индукционного преобразователя после прохождения сигналом выпрямителя поступает на выходные клеммы прибора в виде напряжения постоянного тока, пропорционального измеряемому давлению. Температуру отработавших газов после цилиндров и перед турбиной измеряют датчиками типа ИС. Принцип их действия основан на термоэлектрическом эффекте — строгой зависимости термоЭДС, возникающей в цепи из разнородных материалов, от температуры мест их соединения.
Все датчики соединены с программно-коммутационным устройством, которое поочередно подключает их к ФЛБ. В последнем заложены эталонные значения диагностических параметров, с которыми сравнивается поступающая от датчиков информация. В случае отклонения от них сигнал о нарушении поступает в блок сигнализации и далее в систему сбора информации (микропроцессорные системы, запоминающие устройства и пр.).
Информация обрабатывается по готовым алгоритмам. Алгоритм определения технического состояния регулятора мощности заключается в сравнении сигналов частоты вращения вала двигателя и его нагрузки Рг с сигналом выхода реек топливных насосов /гр. При несоответствии этого соотношения эталонным данным поступает сигнал в блок сигнализации.
Алгоритм определения технического состояния турбокомпрессора заключается в сравнении сигналов, полученных от датчика давления наддувочного воздуха перед цилиндрами Рв и датчика частоты вращения ротора турбокомпрессора пт к, с эталонными значени
ями. Если значения Ръ и пт к ниже нормы, то БС выдает сигнал о неисправности турбокомпрессора.
Алгоритм состояния топливной аппаратуры заключается в сравнении сигналов от датчиков мощности Рг и температуры То г, поступающих в ФЛБ, с эталонными для каждого цилиндра. Если мощность Рг ниже нормы, а температура отработанных газов после цилиндров выше или ниже эталонного значения, то в БС появляется сигнал с номером цилиндра, в котором неисправна топливная аппаратура.
Основным критерием при разработке алгоритма диагностирования нагароотложения является тот фактор, что повышенное нага-роотложение на окнах гильз цилиндров характеризуется увеличением перепада давлений Рн в и Рв и температуры То г. Сигналы от датчиков температуры То г и давления Рн в и Ръ поступают в ФБЛ, где преобразуются в разность и сравниваются с эталонными значениями. При превышении эталонных значений в БС поступает сигнал, информирующий о повышенном нагароотложении.
При разработке алгоритма диагностирования воздухоохладителя исходят из предположения, что при нормальной работе перепад давления наддувочного воздуха соответствует строго определенному значению в зависимости от режима работы двигателя. Сигнал от датчика перепада давлений поступает в ФЛБ, где сравнивается с эталонными значениями и при отклонении от них поступает в БС, сигнализируя о ненормальной работе воздухоохладителя.
Исправно работающий фильтр непрерывного действия оказывает определенное сопротивление проходящему через него воздуху. Поэтому диагностирование фильтра основано на измерении давления Рв на входе в фильтр с последующим его сравнением с эталонным значением. При превышении давления БС выдает сигнал о неисправности фильтра непрерывного действия.
При появлении прогарных трещин в поршне происходит повышенное истечение газов из камеры сгорания в картер двигателя, что приводит к увеличению давления картерных газов. Поэтому диагностирование поршня основано на сравнении фактического значения давления картерных газов Рк г с эталонными при нормальной работе агрегатов наддува, осуществляющих вентиляцию картера.
Эффективность диагностирования тепловозных дизелей в значительной степени повысится, если в бортовых системах предусмот
реть контроль удельного расхода топлива. По такому показателю более достоверно можно оценивать техническое состояние дизеля, обходя ряд менее объективных показателей. Такая задача технической диагностики решается путем незначительной модернизации существующей топливоподающей системы дизеля, заключающейся в установке параллельно штатному топливному коллектору обводного трубопровода и увязке его с коллектором через топливный датчик (рис. 9.13). Модернизированная схема наряду со штатными элементами и узлами включает в себя: обводной трубопровод 7, перемычку 2 с топливомерным датчиком 3, температурный датчик 4, подпорный клапан 7 и электроклапан 6.
При такой схеме циркуляция топлива через штатный коллектор 5 исключается, при этом для отвода воздуха из коллектора предусмотрен электроклапан 6, который включается перед запуском дизеля в период прокачки топливной системы. Давление топлива в обводном трубопроводе и его подогрев обеспечиваются водотопливным теплообменником 8.
Эффективная мощность дизеля, Рэ
Рис. 9.13. Модернизированная схема топливоподающей системы тепловозных дизелей
При внедрении такой системы достоверность результатов измерений расхода топлива в значительной степени будет зависеть от погрешности топливомерного датчика. Поэтому при выборе датчика следует руководствоваться критерием минимальной погрешности в диапазоне расходов топлива от 10 до 6000 кг/ч.
Устройство для контроля общего и удельного расхода топлива (см. рис. 9.13) включает в себя: коммутирующий блок режимов работы дизеля (КБРД), счетно-вычислительный блок расхода топлива в режиме нагрузки дизеля (СЧВБ1), счетно-вычислительный блок расхода топлива в режиме холостого хода (СЧВБ2), цифровой регистратор расхода топлива в режиме нагрузки (ЦРН) и в режиме холостого хода (ЦРХХ), функциональный блок удельного веса топлива (ФБУВ), счетно-вычислительный блок удельного расхода топлива (СЧВБЗ) и цифровой регистратор удельного расхода топлива (ЦРУД).
КБРД предназначен для подключения топливомерного датчика 3 к блоку СЧВБ1 или СЧВБ2, где подсчитываются г-е объемы топлива за каждый оборот ротора датчика и по аналитической зависимости производится расчет расхода топлива, кг, дизелем:
гп=Ук-у -ю-3,
Д i 1 т ’
i=l
где — перетекаемый z-й объем топлива, см3, за один оборот ротора датчика; ут — удельный вес топлива при соответствующей температуре.
Для корректировки показателя у предусмотрен температурный датчик топлива 4, который связан с блоком ФБУВ и с блоками СЧВБ1 и СЧВБ2.
Блок СЧВБЗ предназначен для расчета часового и удельного расхода топлива по выражению:
где Вч — часовой расход топлива дизелем кг/ч;
Рэ — эффективная мощность дизеля, кВт.
Результаты расчетов расхода топлива дизелем при работе его на холостом ходу и под нагрузкой, а также показатель удельного рас-
хода топлива, определяемый для номинального режима, фиксируются посредством цифровых регистраторов ЦРХХ, ЦРН и ЦРУД.
В процессе диагностирования путем сравнения фактического удельного расхода топлива с паспортным значением, а также с уровнями, характеризующими техническое состояние дизеля, обеспечивается возможность объективного планирования ремонта дизеля. При использовании описанной системы достигается более жесткий контроль за расходом топлива в условиях эксплуатации.
9.3. Диагностирование колесно-моторных блоков локомотивов
Спектр вибрации работающего колесно-моторного блока (КМБ) занимает значительный диапазон звуковых частот и включает в себя частоты роторной вибрации якоря и вибрации, возбуждаемой как зубчатой передачей, так и подшипниковыми узлами.
Достоверность результатов измерений параметров при вибро-акустической диагностике во многом зависит от выбора датчиков вибросигналов, методики проведения процесса диагностирования и аппаратуры, используемой для контроля параметров. Практический интерес представляет виброакустическая система «Компакс-экс-пресс» (табл. 9.3, рис. 9.14), которая в настоящее время внедрена на многих предприятиях по ремонту электроподвижного состава. Эта система определяет количественные характеристики физических величин, используемых в качестве диагностических признаков, и отображает их на экране монитора в виде специального табло.
Таблица 9.3
Основные технические характеристики системы «Компакс-экспресс»
Характеристика Значение
Рабочий диапазон частот измерения параметров вибрации: виброускорения, м/с2 виброскорости, мм/с виброперемещения, мкм 10—3000 10—1000 10—200
Динамический диапазон измеряемых среднеквадратических значений параметров вибрации (программируется): виброускорения, м/с2 виброскорости, мм/с виброперемещения, мкм 1—100 1—100 4—100
Окончание табл. 9.3
Характеристика Значение
Уровень собственных шумов при максимальной длине кабелей, не более: виброускорения, м/с2 виброскорости, мм/с виброперемещения, мкм 0,3 0,5 3
Основная относительная погрешность измерения параметров вибрации на базовой частоте (f = 159,2 Гц), %: виброускорения, м/с2 виброскорости, мм/с виброперемещения, мкм ±3,5 ±3,5 ±4,7
Неравномерность амплитудно-частотной характеристики (АЧХ) в рабочем диапазоне частот не должна превышать, %: виброускорения, м/с2 виброскорости, мм/с виброперемещения, мкм ±5,0 ±4,0 ±5,5
Максимальное время измерения по каналу, с, не более 1,0
Время установления рабочего режима, мин, не более 3,о
Срок службы, лет 10
Максимальная длина кабеля, м: от датчика до выносного модуля от выносного модуля до поста оператора 10 500
Параметры питающей сети: напряжение, В частота, Гц 220 ±10 % 50,0 ± 0,4
Потребляемая мощность, В • А, не более 180
Габаритные размеры, мм, не более: пост оператора (в сборе) модуль МИУ-15 740x1200x1200 500x190x460
Масса, кг, не более: пост оператора модуль МУИ-15 150 15
Система осуществляет программное управление процессом вибродиагностики, состоящим из следующих операций:
- включение и отключение подачи напряжения питания ТЭД (КМБ);
- управление разгоном электродвигателя до заданной частоты вращения колесной пары;
- поддержание стабильности заданной частоты вращения колесной пары в процессе всего времени испытания КМБ.
Система также регистрирует на печатном устройстве текстовую и графическую информацию о техническом состоянии КМБ по ре-
Рис. 9.14. Структурная схема системы «Компакс-экспресс»
зультатам испытаний, автоматически архивирует результаты испытаний в виде актов и имеет встроенную экспертную часть, которая автоматически выдает сообщение на экране монитора.
На позиции испытания КМБ, оборудованной гидродомкратами и разъемами электроцепей датчиков, предварительно вывешивают колесную пару, готовят места установки датчиков вибрации и датчика частоты вращения колесной пары. Далее производят подключение силовых цепей и линий связи для передачи измерительных сигналов, сигнала питания и управления.
При подборе датчиков вибрации следует иметь в виду, что каждому узлу соответствуют свои полосы резонансных частот, которые определяются экспериментальным путем на абсолютно исправном (эталонном) КМБ.
В практике в основном используют пьезоэлектрические датчики типа 5105, 5106 или КД-15, обладающие высокой помехозащищенностью, точностью и универсальностью. Такие датчики крепятся посредством винтов или постоянного магнита, устанавливаемого между датчиком и корпусом испытуемого объекта.
Места установки датчиков вибрации и датчика частоты вращения тепловозного КМБ показаны на рис. 9.15.
Особенности виброакустического контроля подшипников и шестерен. Подшипники качения в настоящее время диагностируются мето-
Рис. 9.15. Места установки датчиков вибрации и датчиков частоты вращения КМБ: 1, 5 — места на корпусах роликовых букс; 2, 3 — места на корпусах моторноосевых подшипников; 4 — датчик частоты вращения колесной пары; 6, 10—гидродомкраты; 7, 8 — места на подшипниковых щитах ТЭД; 9 — место в зоне ведущей шестерни редуктора
дом анализа высокочастотной вибрации (методом ударных импульсов). Для выполнения такого вида анализа созданы специализированные измерительные приборы, которые благодаря их небольшой стоимости стали самыми распространенными средствами контроля состояния подшипников качения.
Суть метода ударных импульсов состоит в том, что наличие даже зарождающихся дефектов в подшипнике приводит к появлению высокочастотных импульсов и, следовательно, к увеличению пиковых уровней в высокочастотном сигнале вибрации, при этом его среднеквадратические уровни могут даже оставаться неизменными. Таким образом, отношение пикового и среднеквадратического значения, которое называется пик-фактором, является диагностическим признаком.
В случае отсутствия ударных импульсов пик-фактор высокочастотной вибрации подшипника качения меньше пяти, а при наличии ударных импульсов этот показатель может быть выше десяти. Принцип действия метода ударных импульсов проиллюстрирован на примере высокочастотных временных сигналов вибрации исправного подшипника качения (рис. 9.16, а), подшипника с износом поверхности трения (рис. 9.16, б) и подшипника с раковиной на поверхности качения (рис. 9.16, в).
Метод ударных импульсов и реализующие его достаточно простые приборы, измеряющие пик-фактор (или некоторые его модификации, например крест-фактор и т.п.), вибрации в диапазоне час-
a
/,Гц
Рис. 9.16. Временные сигналы высокочастотной вибрации подшипника качения и спектры ее огибающей:
а — исправный подшипник; б — подшипник с износом поверхности трения; в — подшипник с раковиной на поверхности трения
тот выше 25 кГц, широко используются для контроля состояния подшипников качения. Хотя этот метод чувствителен даже к зарождающимся дефектам, не все дефекты в подшипниках качения сопровождаются появлением ударных импульсов. Так, дефекты, которые не приводят к продавливанию слоя смазки, например дефекты монтажа, невозможно обнаружить методом ударных импульсов. Ввиду того, что ударные импульсы могут появляться при различных видах дефектов, а также при изменении качества смазки, этот метод не дает возможности идентифицировать вид дефекта. Кроме того, метод ударных импульсов не позволяет осуществлять долгосрочный прогноз ввиду невозможности определять вид дефекта, а, как известно,
различные дефекты имеют различные скорости развития. Еще одна существенная особенность метода ударных импульсов — это наличие ударных импульсов в высокочастотной области вибрации исправных низкооборотных подшипников с частотой вращения ниже 50—100 мин-1, что принципиально затрудняет использование этого метода и снижает его достоверность. Следовательно, метод ударных импульсов позволяет контролировать состояние подшипников качения, но не диагностировать его.
В 1978 г. специалистами из Санкт-Петербурга был предложен метод диагностики, который по аналогии с существующими методами назвали методом огибающей. Этот метод, в котором анализируется не сама высокочастотная вибрация, а низкочастотные колебания ее мощности, позволил снять практически все ограничения, характерные для метода ударных импульсов, значительно расширил область использования методов диагностики машин по высокочастотной вибрации, повысил достоверность результатов диагностирования и, что особенно важно, качество долгосрочного прогноза состояния диагностируемого оборудования.
Суть метода огибающей состоит в следующем. Силы трения, возбуждающие случайную высокочастотную вибрацию, стационарны только при отсутствии дефектов. В бездефектных узлах трения стационарна и случайная высокочастотная вибрация. Ее мощность постоянна во времени. При появлении дефектов, приводящих даже к частичному «продавливанию» смазки, изменяются периодически во времени силы трения или возникают удары, возбуждающие высокочастотную вибрацию. Также удары могут появиться, если используется некачественная смазка и ее слой легко «рвется».
Таким образом, при наличии дефектов силы трения и мощность вибрации изменяются во времени, т.е. появляется модуляция мощности высокочастотной вибрации.
Глубину модуляции т случайного амплитудно-модулированно-го сигнала вибрации Х(х) можно определить в процентах, используя среднее значение огибающей X (т):
X (т)-У . (т) т = max'------. wo о/
X (т) + У . (т) max' 7 тт' 7
где Ттах, Tmin — максимальное и минимальное значения огибающей сигналов.
При изменении вида дефекта частота модуляции изменяется. Чем больше степень развития дефекта, тем больше глубина модуляции. Следовательно, частота модуляции определяет вид дефекта, а глубина модуляции — степень его развития (см. рис. 9.16). Таким образом, наиболее полная информация содержится в огибающей высокочастотного сигнала. Спектры огибающей вибрации исправного подшипника с износом и с раковиной на поверхности трения представлены на рис. 9.16 справа.
Как видно из рис. 9.16, в спектре огибающей случайной вибрации бездефектного подшипника отсутствуют гармонические составляющие. В спектре огибающей вибрации подшипника с износом видна одна сильная гармоническая составляющая, указывающая на плавное и периодическое изменение мощности сигнала вибрации. В подшипнике с ударными импульсами мощность высокочастотной вибрации изменяется скачками, и в спектре ее огибающей присутствует ряд кратных по частоте гармонических составляющих.
В спектре огибающей высокочастотной вибрации можно наблюдать за развитием одновременно всех дефектов по величинам превышения над фоном гармонических составляющих на определенных частотах. Таким образом, появляется возможность определения парциальных глубин модуляции, т.е. глубин модуляции для каждого из дефектов. Это позволяет определять степень развития всех дефектов и идентифицировать их. Следовательно, можно прогнозировать состояние диагностируемого узла, так как каждый вид дефекта имеет свою скорость развития.
Глубина модуляции т связана с разностью AL уровней гармонической и случайной составляющих спектра огибающей (см. рис. 9.16, б) выражением:
т = J(10AL/1° -1)—,
V Д/Ф
где Д/J — ширина полосы спектра огибающей;
Д/Ф— ширина полосы фильтра, выделяющего высокочастотную вибрацию.
Значительное повышение качества результатов диагностирования определяется не только использованием нового метода анализа вибрации, но и повышением объема накапливаемой информации. В частности, метод ударных импульсов требует измерения вибра
ции за два-три оборота диагностируемого узла, а для использования метода огибающей необходимо проводить измерения в течение 50— 100 оборотов, т.е. время измерения вибрации в низкооборотных машинах может составлять несколько минут.
На результаты диагностирования подшипников качения по спектру огибающей вибрации сильное влияние оказывает качество смазки. Так, из-за плохой смазки могут происходить разрывы масляной пленки, которые по своим признакам похожи на признаки раковин на дорожках или телах качения. Поэтому в тех случаях, когда диагностика подшипников производится по однократному измерению, целесообразно контролировать и спектр вибрации подшипникового узла с использованием эталона по группе одинаковых машин. В этом случае по совокупности результатов измерений спектра вибрации и спектра огибающей удается простыми методами исключить ошибки в идентификации дефектов при однократных измерениях вибрации любого подшипника качения на любом этапе его эксплуатации.
Подшипники скольжения диагностируют практически всегда по совместным измерениям спектра низкочастотной вибрации и спектра огибающей высокочастотной вибрации подшипника, возбуждаемой силами трения.
Дефекты подшипников скольжения обнаруживаются по трем ос
новным признакам:
1) по флуктуациям толщины и места расположения масляного кли
Рис. 9.17. Спектр огибающей высокочастотной вибрации подшипника скольжения с износом (обнаружение по нестабильности масляного клина)
на, которые модулируют случайную вибрацию низкочастотным случайным процессом. В результате в спектре огибающей появляется подъем на низких частотах (рис. 9.17);
2) по появлению ударов (сухих и гидродинамических). В этом случае в спектре огибающей высокочастотной вибрации подшипника появляются слабо затухающие составляющие, кратные частоте вращения вала (рис. 9.18);
Рис. 9.18. Спектр огибающей вибрации подшипника скольжения при сухих и гидродинамических ударах
3) по спектрам огибающей высокочастотной вибрации, измеряемой на подшипниках этих шестерен, и по спектрам низкочастотной и среднечастотной вибрации, в которых анализируются свойства зубцовой вибрации (диагностирование шестерен и зацепления, рис. 9.19).
Рис. 9.19. Спектр вибрации подшипника редуктора и ее огибающей при износе зубьев
Основной диагностический признак дефектов — появление динамических нагрузок на подшипники. Этот признак работает во много раз эффективнее, чем используемый многими специалистами признак появления ударов в зацеплении. Дело в том, что при дефектах зубьев очень часто этот удар бывает «отрицательным», т.е. нагрузка в зацеплении не растет, а падает. В этих случаях метод обнаружения ударов в зацеплении не работает.
Безразборный метод контроля износа зубьев шестерен тяговых редукторов. Сущность безразборного метода контроля износа зубьев шестерен тяговых редукторов заключается в том, что боковой зазор между зубьями ведущей и ведомой шестерен определяется по углу поворота якоря соответствующего ТЭД. При таком методе не требуются разборка кожухов зубчатой передачи и, естественно, обмер толщины зубьев. Для осуществления этого метода предусматривается использование электромеханического датчика (рис. 9.20), который в процессе контроля устанавливается в щеткодержатель одного из ТЭД локомотива.
Датчик состоит из текстолитового корпуса 7, соизмеримого с размерами тяговой графитовой щетки, поворотного корпуса 2, подвижной штанги 4 с резиновым наконечником 3, датчика-резистора S, измерительного прибора 7, поворотного стержня 6 и оси 5, жестко установленной в корпусе датчика.
Рис. 9.20. Электромеханический датчик и схема подключения его к измерительному прибору
Для контроля бокового зазора использована мостовая схема постоянного тока, в которой в плечо АБ подключен датчик-резистор Rp а в плечо АГ— подстроечный резистор R4 (см. рис. 9.20).
Зазоры между зубьями шестерен выбирают путем вращения якоря в правую и левую стороны посредством подключения одного из ТЭД к аккумуляторной батарее локомотива (рис. 9.21).
Контроль износа зубьев шестерен ТЭД, который рекомендуется производить при выполнении технических осмотров, выполняют в следующей последовательности. После снятия смотровых лючков ТЭД вместо одной из щеток устанавливают электромеханический датчик, подключают измерительную схему контроля зазоров и силовые цепи ТЭД в поочередном порядке подключают к аккумуляторной батарее. Далее в заторможенном состоянии локомотива через автоматический выключатель АВ и ограничивающий резистор Ro подключают, например, первый тяговый электродвигатель Д1 (см. рис. 9.21). При этой схеме подключения в штатном порядке произойдет поворот якоря до момента выборки зазоров между зубьями шестерен тягового редуктора. В таком положении шестерен настраивают стрелку измерительного прибора (милливольтметра) на ноль и переключают реверс в обратное положение. Далее произойдет поворот якоря в обратном направлении до момента выборки зазора, а также поворот штанги электромеханического датчика (см. рис. 9.21).
За счет угла поворота ведущей шестерни якоря произойдет разбалансировка мостовой схемы, и измерительный прибор зафикси-
Рис. 9.21. Схема подключения ТЭД к аккумуляторной батарее на примере тепловозов 2ТЭ10В и 2ТЭ116
рует фактический зазор между зубьями шестерен, пропорциональный углу поворота. При этом шкала измерительного прибора предварительно тарируется в миллиметровых делениях на базе обмеров КМБ с различными зазорами.
По результатам измерений зазоров окончательно оценивают степень износа зубьев и при наличии статистических данных прогнозируют пробег Д£ локомотива до допустимого зазора между зубьями, т.е.:
Д -Д.
AL = L тах------i
1 Д.-Д i н
где L; — пробег локомотива в /-й момент контроля зазора между зубьями тягового редуктора, 103 км;
Дтах — допустимый зазор между зубьями, мм;
Az — зазор между зубьями в z-й момент его измерения, мм;
Дн — начальный зазор между зубьями, мм.
Эффективность изложенного метода контроля степени износа зубьев достигается не только за счет исключения демонтажных работ кожухов зубчатой передачи, но и за счет контроля с относительно высокой точностью (±0,05 мм).
Мощность, необходимая для поворота якоря ТЭД на угол 1—2° (с учетом механических потерь), не превышает 1 кВт. Поэтому ограничивающее сопротивление Ro в цепи подключения ТЭД подбирается из расчета ограничения тока значениями 30—40 А при напряжении аккумуляторной батареи 75 В, а при напряжении 110 В — значениями 20—30 А.
9.4. Диагностирование узлов электрических машин, аппаратов и элементов электрических цепей
Основные неисправности в узлах электрических машин, коммутирующих аппаратов и в элементах электрических цепей подразделяются на дефекты в виде:
- межвиткового замыкания полюсных обмоток и нарушения качества пайки обмотки якоря к петушкам коллекторных пластин и качества контактных соединений;
- нарушения переходного сопротивления контакта щетка—коллектор;
- межвиткового замыкания или обрыва катушечных обмоток коммутирующих аппаратов;
- нарушения переходного сопротивления силовых и блокировочных контактов;
- отклонения времени срабатывания и отключения аппаратов;
- отклонения сопротивления резисторов, индуктивных шунтов и т.д. от номинальных значений.
Система контроля и диагностирования (СКД) типа «Доктор-030М» (рис. 9.22) предназначена для измерения напряжения постоянного и переменного токов, сопротивлений резисторов, индуктивности, временных интервалов, а также для выдачи соответственного напряжения, используемого для диагностирования и настройки электрических цепей локомотива, и для прогнозирования возможных отказов коммутирующей аппаратуры и узлов электрических машин постоянного тока. Система позволяет измерять параметры электрических аппаратов, производить обработку полученной информации и вывод результатов на встроенный дисплей или печатающее устройство, а также накапливать статистические данные о па-
Рис. 9.22. Структурная схема системы контроля и диагностирования прибором типа «Доктор-ОЗОМ»
раметрах для дальнейшей обработки и прогнозирования состояния электрооборудования локомотива.
Питание прибора типа «Доктор-ОЗОМ» осуществляется от источника переменного тока напряжением 36—60 В или от источника постоянного тока 75 либо ПО В.
СКД «Доктор-ОЗОМ» позволяет оценить общее состояние силовых цепей, цепей управления и вспомогательных цепей локомотива с помощью метода экспресс-контроля. Метод экспресс-контроля позволяет вовремя определить предотказное состояние или конкретную неисправность оборудования. Он основан на сравнении паспортных данных (установочных значений), зафиксированных после прохождения ремонтов ТР-3, КР-1 или КР-2, и полученных после текущих измерений показателей.
Во время проведения экспресс-диагностирования контролируются:
- наличие межвиткового замыкания катушек реле, контакторов и индуктивных шунтов;
- время включения и отключения реле и контакторов;
- переходные сопротивления контакторов и якорной цепи электрических машин.
Контролируются также секвенции включения аппаратов от контроллера машиниста, сопротивления регулировочных и пусковых резисторов и т.д.
Вся информация, полученная при проведении диагностирования методом экспресс-контроля, хранится на диске СКД в каталоге «C:\DIAG030\ [тип объекта]» и в директории «C:\DIAG030\», в файлах table_exp.dbf, bufferl.dbf.
Для проведения диагностирования методом экспресс-контроля необходимо:
- включить СКД (после окончания внутреннего тестирования прибор готов к работе);
- в главном меню выбрать пункт «Диагностика»;
- выбрать тип и номер локомотива и указать, что измерения производятся «до» или «после» ремонта;
- в следующем меню выбрать пункт «Экспресс».
Перед тем как выполнять диагностирование, необходимо создать уставки — эталонные значения на каждый отдельно взятый локомотив, т.е. для каждого диагностируемого локомотива должны быть созданы свои уставочные значения. Уставочные измерения для экс
пресс-диагностирования выполняются активизацией режима «Создать уставки». В дальнейшем уставочное измерение сравнивается с текущим и на основании результата сравнения выдается рекомендация ремонтному персоналу.
Перемещая рукоятку контроллера машиниста по позициям либо выполняя последовательность других сборок электрической схемы, оператор должен выбирать параметры измерения на данной позиции, предложенные программой экспресс-диагностирования.
Определение межвиткового замыкания в катушках электромагнитных систем (рис. 9.23). Известно, что любая катушка электромагнитной системы об
Рис. 9.23. Структурная схема процесса контроля межвиткового замыкания в катушках: ПК — персональный компьютер; ПИ — преобразователь интерфейсов; МБУ — микропроцессорный блок управления; ЖК — жидкокристаллический дисплей; ГПН — генератор пилообразного напряжения; БДС—блок добавочных сопротивлений; ПД — пиковый детектор; АЦП — аналого-цифровой преобразователь
ладает индуктивностью, которая при прочих равных условиях и исправном состоянии катушки является постоянной величиной для соответствующей катушки. В случае межвиткового замыкания индуктивность катушки будет отличаться от начальной индуктивности, на чем и основан метод определения такого дефекта.
При контроле состояния индуктивной катушки собирают схему, состоящую из последовательно подключенных к генератору пилообразного напряжения подборочного резистора Яд и контролируемой индуктивной катушки Lx. При межвитковом замыкании падение амплитудного напряжения на контролируемой катушке будет меньше, чем на исправной, что и указывает на наличие в ней дефекта.
Контроль времени включения и отключения электрических аппаратов (рис. 9.24). Метод контроля основан на фиксации времени включения и отключения коммутирующего аппарата цепей управления или силовых цепей посредством цифрового таймера. При этом
Рис. 9.24. Структурная схема контроля включения-выключения аппарата: ПК — персональный компьютер; ПИ — преобразователь интерфейсов; МБУ — микропроцессорный блок управления; ЖК — жидкокристаллический дисплей; Д — детектор замыкания-размыкания контактов электрического аппарата;
Т — таймер цифровой; К — ключ включения катушки аппарата
контроль времени включения или отключения аппарата производится совместно с модулем «Экспресс».
Для этого с выхода модуля «Экспресс» на катушку аппарата подается постоянное напряжение 75 или 110 В и одновременно запускается цифровой таймер. В моменты замыкания или отключения обесточивается катушка аппарата, посредством цифрового таймера фиксируется время его включения или отключения, и одновременно результаты измерения фиксируются в блоке памяти прибора «Док-тор-ОЗОМ».
Контроль переходного сопротивления в цепи силовых контактов аппаратов или в соединительных контактах узлов электрических машин (рис. 9.25). Этот метод контроля основан на законе Ома. При контроле переходных сопротивлений от источника тока модуля «URL» через контролируемое контактное соединение пропускается стабилизированный ток и по падению напряжения оценивается величина переходного сопротивления. Результаты измерения автоматически записываются в блок памяти прибора «Доктор-ОЗОМ».
Рис. 9.25. Структурная схема контроля переходного сопротивления:
ПК — персональный компьютер; ПИ — преобразователь интерфейсов; МБУ — микропроцессорный блок управления; ЖК — жидкокристаллический дисплей; ИСТ — источник стабилизированного тока; У — усилитель; АЦП — аналого-цифровой преобразователь; К — ключ включения катушки аппарата
Аналогично изложенной технологии производится контроль номиналов любых резисторов в силовых цепях или цепях управления аппаратов локомотива.
9.5. Автоматизированный контроль износа бандажей колесных пар локомотивов в условиях эксплуатации
Колесная пара является наиболее ответственным и изнашиваемым элементом экипажной части локомотивов, от которого в значительной степени зависит безотказная и безаварийная работа подвижного состава. Интенсивность износа бандажей в виде проката, износа и остроконечного наката гребня при прочих равных условиях зависит от показателя использования мощности локомотива, состояния и профиля пути, типа рельсов, динамических нагрузок и т.д.
Дефекты на поверхности катания бандажа в виде выщербин, отслаивания металла, выбоин и ползунов в основном возникают из-за нарушения технологических норм, допущенных при изготовлении и ремонте колесных пар, а также из-за нарушения правил эксплуатации локомотивов.
Для контроля состояния бандажей наряду со штатным измерительным инструментом в настоящее время используют измеритель
ные приборы, выполненные в виде компактных микропроцессорных устройств, которые позволяют без выкатки колесных пар измерять диаметр колеса и толщину гребня с точностью ±0,5 мм. К числу таких измерительных устройств, используемых в производстве, относится малогабаритный автоматизированный прибор с блоком памяти типа МАИК.
Повышение безопасности работы подвижного состава, в том числе и локомотивов, достигается за счет контроля геометрических размеров бандажей колесных пар в условиях эксплуатации при любых скоростях движения состава. Это обеспечивается за счет использования в измерительной технике сфокусированных лазерных источников света, фотоприемных матричных «линеек» и специальной позиции, оборудованной вставками контрольных рельсов с датчиками и приборами, а также ограждением, исключающим попадание атмосферных осадков.
Сущность измерения диаметра колес лазерным измерительным устройством (рис. 9.26) заключается в расчете диаметра колеса по кругу катания в зависимости от фиксируемой хорды at на постоянном уровне от головки рельса и фиксируемой высоты h гребня от поверхности контактирования колесной пары с рельсом.
При этом текущие значения диаметров колесных пар по кругу их катания равны:
(9.12)
где — измеряемый размер хорды на уровне от головки рельса, мм;
— высота гребня от поверхности катания колеса, мм.
Из выражения (9.12) видно, что кроме и в системе измерения необходимо предусматривать контроль высоты гребня А •, которая с учетом износа (проката) бандажа 8Z- равна:
h. = (Ан + ^.), мм, (9.13)
где Лн — номинальная высота гребня при отсутствии износа бандажа.
Рис. 9.26. Схемы определения геометрических размеров колесной пары
Из уравнения (9.13) видно, что износ (прокат) бандажа колесной пары равен:
8. = (Л. - йн), мм.
Таким образом, наряду с измерением диаметра dik, этот способ позволяет контролировать степень износа бандажа.
Фотолазерное устройство для измерения хорды колеса и высоты гребня /г- включает в себя (рис. 9.27, 9.28): рельсовую вставку 1 с технологическим окном 2, горизонтальную и вертикальную фотоприемные матричные «линейки» 7, 10, типовые фотоэлементы 8, 9 и лазерные источники света 3, 4, 5, 6, которые подразделяются на ли-
Рис. 9.27. Схема позиции для контроля геометрических размеров колесной пары
Рис. 9.28. Схема позиции для контроля высоты гребня
нейно-лучевые — 5, 6 и плосколучевые — 3, 4, оборудованные плосковыпуклыми линзами. Структурная схема измерительной системы устройства состоит из блока питания лазерных источников света, коммутирующего блока, дешифраторов (ДШ1, ДШ2), персонального компьютера (ПК) и блока регистрации результатов измерений (БР).
На рис. 9.28 показаны размеры гребня Лн, hj, износ (про
кат) бандажа 5Z, а также расположение лазерного источника света 3 и матричной «линейки» 7 напротив технологического окна 2 рельсовой вставки 1 (обозначения — с рис. 9.27). Следует отметить, что для повышения точности предусматриваются матричные «линейки» 7, 10 с линейным шагом фотоэлементов не более 0,1 мм. При этом размер Я- устанавливается из условия свободности «прострела» лазерных источников света 5, 8, 9 под рамой тележки колесных пар локомотива или вагона с одной стороны путей на другую.
Фотолазерное устройство функционирует следующим образом. Перед началом контроля колесных пар поезда оператор включает измерительную систему и в автоматическом режиме производится замер высоты гребня hi и хорды ai каждой колесной пары на уровне Я- от головки рельса. В момент отсечки луча света от лазерного источника 5 посредством коммутирующего блока КБ обеспечивается подключение лазерных источников 3, 4, 6 и в зависимости от размера хорды и высоты гребня подаются сигналы на дешифраторы ДШ1 и ДШ2. При этом значение hL фиксируется в момент минимального освещения матричной «линейки» 7. Окончательно по выражению (9.12) расчет диаметра колеса по кругу катания производится персональным компьютером. Аналогично по результату измерения также посредством компьютера определяют износ (прокат) бандажа 5Z.
Отключение измерительной системы осуществляется автоматически с помощью фотоэлемента 8 и коммутирующего блока КБ в момент отсечки гребнем колеса линейного лазерного источника света 6.
Эффективность этого способа контроля и фотолазерного устройства, предназначенного для его осуществления, достигается за счет повышения класса точности измерения и надежности функционирования измерительных элементов при любых погодных условиях. В частности, за счет использования лазерных источников света и фотоприемников в виде матричных «линеек» достигается точность измерения геометрических размеров колесной пары в пределах ±0,1 мм.
Для автоматического контроля толщины гребня колесной пары практический интерес представляет измерительное устройство, состоящее из индуктивного датчика П-образной формы и микропроцессорного устройства для обработки результатов измерения (рис. 9.29).
70
Рис. 9.29. Схема автоматизированной измерительной системы для контроля толщины гребня колесной пары
В качестве выходного сигнала, характеризующего изменение зазоров 8j и 32 между полюсами индуктивного датчика и гребнем колеса, выбран измеряемый ток в обмотке индуктивного датчика, так как:
107С/ X 2тг/о)25м
(9.14)
где U — напряжение, приложенное к обмотке индуктивного датчика от генератора переменного тока;
2л/ — угловая частота генератора переменного тока;
со — число витков обмотки индуктивного датчика;
5М — площадь магнитопровода индуктивного датчика;
бу — суммарный воздушный зазор между полюсами датчика и гребнем колеса (бу = + б2).
В выражении (9.14) U, f со, и 5М для соответствующего индуктивного датчика есть постоянные величины, тогда
Ii=K-8i, (9.15)
где К — постоянный коэффициент передачи.
Исходя из выражения (9.15) и размеров, приведенных на рис. 9.30, толщина гребня z-го колеса равна:
ЛГ=П-^, (9.16)
где П — расстояние между полюсами индуктивного датчика, мм;
I
— — суммарный зазор между полюсами датчика и гребнем /-го колеса К
+ 82), мм.
Использование измерительной системы с индуктивными датчиками обеспечивает точность измерения ±0,1 мм.
Глава 10. РЕОСТАТНЫЕ ИСПЫТАНИЯ ТЕПЛОВОЗОВ
10.1. Нагружающие устройства дизель-генераторных установок
Реостатные испытания — это заключительный этап капитального или текущего ремонта тепловоза. На заводе кроме реостатных испытаний проводят стендовые испытания дизель-генераторных установок (ДГУ). В локомотивных депо реостатные испытания подразделяются на полные и контрольные. Полные реостатные испытания проводят при выпуске из текущих ремонтов ТР-2 и ТР-3, которые состоят из обкаточных (в течение четырех часов) и сдаточных (в пределах одного часа) испытаний.
Цель обкаточных испытаний — приработка деталей ДГУ, компрессора, электрических машин, вспомогательного оборудования, окончательная регулировка параметров ДГУ и аппаратов электрооборудования. В процессе обкаточных испытаний предусматриваются кратковременные остановки работы дизеля, связанные с проверкой ряда узлов, регулировкой и устранением неисправностей, не требующих разборки.
Цель сдаточных испытаний — сдача всего силового оборудования тепловоза и проведение качественной настройки ДГУ. При сдаточном цикле не допускаются:
- дополнительная регулировка узлов ДГУ и электрооборудования;
- остановка и последующий пуск дизель-генератора, за исключением аварийных случаев.
При наличии топливомерного устройства во время сдаточных испытаний обязательно определяют удельный расход топлива.
Если во время сдаточных испытаний выявляется необходимость замены основных узлов дизеля (цилиндровых втулок, подшипников коленчатого вала, поршней, цилиндровых крышек и др.), а также
агрегатов и узлов вспомогательного оборудования, то необходимы повторные испытания.
Контрольные испытания проводятся:
- после каждого четного текущего ремонта ТР-1;
- после расконсервации тепловоза из базы запаса;
- при наличии записей машиниста в журнале технического состояния тепловоза о ненормальной работе ДГУ или электрооборудования (недостаточная мощность, дымный выхлоп, неудовлетворительная работа реле переходов или узла автоматической регулировки мощности, броски тока или напряжения при трогании с места и др.);
- при неисправностях, связанных с заменой цилиндровых комплектов, кулачкового вала, топливных насосов высокого давления (более трех комплектов), объединенного регулятора мощности, турбокомпрессора и т.д.;
- при замене дизеля, возбудителя тягового генератора, выпрямительной установки, трансформаторов постоянного тока и напряжения, реле переходов, сопротивления в цепях возбуждения и т.д.
Цель контрольных испытаний — проверка типовых параметров дизеля и мощности ДГУ, регулировка узлов и аппаратов электрооборудования, приработка замененных узлов и деталей.
Результаты реостатных испытаний обязательно фиксируют в журнале реостатных испытаний при выпуске из плановых ремонтов и в книге технического состояния при выпуске из неплановых ремонтов.
Перед постановкой тепловоза на реостатные испытания выполняют ряд подготовительных операций, которые включают в себя экипировку тепловоза, проверку герметичности соединений трубопроводов, измерение сопротивления изоляции цепей электрооборудования и подключение тепловоза к нагружающему устройству.
Для подключения тепловоза к реостатной установке предварительно (со стороны цепей ТЭД), отсоединяют кабели от поездных контакторов и шунта амперметра и вместо них подсоединяют плюсовые и минусовые кабели от пластин реостата. Далее переводят реле заземления в отключенное состояние и посредством штепсельной розетки подключают пульт управления реостата с цепями управления тепловозом (секциями).
Перед началом испытаний прогревают системы дизеля, контролируют работу цепей управления и полярность подключения измерительных приборов. Все работы, связанные с подготовительными
операциями — пуском дизеля, регулировкой и настройкой сборочных узлов тепловоза, а также их функционированием, выполняют в соответствии с правилами ремонта и руководства по эксплуатации и обслуживанию тепловоза соответствующей серии.
Для нагрузки ДГУ в основном используют водяные реостатные установки с баками 20—30 м3. Такие нагружающие устройства позволяют плавно изменять нагрузку тепловозных ДГУ до 4000 кВт. Типовой водяной реостат состоит из металлического бака, в котором смонтирована группа неподвижных пластин (электродов), а между ними расположены подвижные пластины трапецеидальной формы толщиной 6—10 мм. При этом пластины каждой группы изолированы между собой и относительно корпуса бака.
Изменение нагрузки тягового генератора достигается за счет вертикального перемещения подвижных пластин в среде электролита посредством подъемного устройства, состоящего из электродвигателя, редуктора, полиспаста и тросовой связи с траверсой подвижных пластин. В качестве электролита используют проточную воду с добавлением поваренной соли из расчета 0,3—0,5 кг на 1 м3. Вместимость бака, размеры и число пластин реостата зависят от мощности ДГУ тепловоза.
Для обеспечения стабильности нагрузки тягового генератора рекомендуется при проведении реостатных испытаний поддерживать температуру воды в пределах 70—80 °C. Такое условие объясняется тем, что общее электрическое сопротивление водяного реостата значительно зависит от температуры воды и содержания в ней естественных солей. Практически температуру воды в баке поддерживают за счет изменения циркуляции проточной воды.
Преимущества жидкостных реостатов заключаются в том, что в них отсутствуют коммутирующие аппараты и они обеспечивают плавное изменение нагрузки при любых режимах работы дизеля. Однако наряду с указанными преимуществами жидкостные реостаты требуют значительных эксплуатационных затрат, связанных с расходом воды, периодической очисткой бака и заменой электродов (стальных пластин), а также с дополнительными расходами в холодное время года и, главное, жидкостные реостаты практически не позволяют утилизировать тепловую энергию.
При внедрении других, более эффективных нагружающих устройств следует принять во внимание то, что практически корректировку положения внешней характеристики тягового генератора про
изводят по двум-трем нагружающим режимам с допуском ±2 % установленного уровня. Например, для настройки селективной характеристики достаточно проконтролировать ее положение в двух режимах нагрузки ДГУ (рис. 10.1, точки А, Б), а для настройки внешней (гиперболической) характеристики — в трех режимах (см. рис. 10.1, точки В, Г, Д).
Изложенные условия настройки характеристик тягового генератора по контрольным точкам позволяют применять «сухой» реостат вместо типового жидкостного.
Рис. 10.1. Внешняя (1) и селективная (2) характеристики тягового генератора при номинальном режиме нагрузки ДГУ:
А, Б — точки контроля селективной характеристики тягового генератора; В, Г, Д — точки контроля внешней (гиперболической) характеристики тягового генератора; 3, 4 — линейные зависимости I, II — режимы контроля ограничения нагрузки тягового генератора по напряжению и току
При этом нагружающие элементы (резисторы) «сухого» реостата компонуются с условием возможности реализации нагрузки ДГУ при относи
тельно малых, средних, номинальных и максимальных токах нагрузки.
Наряду с корректировкой характеристик тяговых генераторов в процессе реостатных испытаний производят контроль и настройку реле переходов, аварийных систем возбуждения и ряда других узлов управления. Для этого требуются различные варианты нагрузки ДГУ, которые при использовании «сухого» реостата достаточно просто решаются за счет обеспечения уровня мощности тягового генератора в виде линейной зависимости Ur = f(Ir). В частности, в процессе изменения нагрузки по линейной зависимости 3 представляется возможность контролировать и настраивать реле переходов в точках нагрузки 77|, 772,773 и 77д, а по зависимости 4 — схему аварийного режима в точке нагрузки Е (см. рис. 10.1, линейные зависимости 3, 4).
В качестве нагружающих элементов «сухого» реостата рекомендуется использовать ленточные фехралевые резисторы марки ОХ23Ю5А с удельным сопротивлением 1,3—1,4 Ом-мм2/м. Такие резисторы практически без изменения удельного сопротивления выдерживают температуру нагрева до 1100 °C.
При расчете номинальных сопротивлений резисторов, предназначенных для функционирования в длительном режиме, следует исходить из компоновочной схемы последовательно-параллельного подключения, учета потерь мощности на резисторах и режима их охлаждения (рекомендуется предусматривать охлаждение резисторов воздухом со скоростью 3—4 м/с).
В табл. 10.1 приведены расчетные номинальные сопротивления резисторов «сухого» реостата, обеспечивающие режимы нагрузки тягового генератора, например ГП-312, при настройке селективной и внешней (гиперболической) характеристик (режим нагрузки длительный).
Таблица 10.1
Режимы нагрузки и расчетные значения сопротивлений резисторов «сухого» реостата
Характеристики тягового генератора Показатели режимов нагрузки Среднерасчетное сопротивление резисторов, Ом
Ток, А Напряжение, В
Контроль и настройка селективной характеристики: в точке А 2000—2100 570—580 0,280
в точке Б 4250—4800 210—220 0,045
Контроль и настройка внешней характеристики: в точке В 2250—3000 580—590 0,260
в точке Г 3500—3600 410—420 0,116
в точке Д 5750—5800 220—230 0,040
Преимущества «сухого» реостата объясняются не только его оперативной готовностью при любых условиях окружающей среды, но и возможностью утилизации тепловой энергии, выделяемой нагружаемыми резисторами. При этом утилизированную теплоту целесообразно использовать для обогрева производственных помещений депо или для подогрева воды, используемой для производственнотехнологических целей.
В последние годы на испытательных станциях ДГУ используют статические нагружающие устройства, позволяющие рекуперировать электрическую энергию тягового генератора в сеть переменного тока. В таких устройствах для рекуперации в основном применяют инверторы трехфазного тока, которые преобразуют постоянный ток тягового генератора в переменный и позволяют за счет передаваемой в сеть энергии изменять нагрузку ДГУ в соответствии с требуемыми
режимами испытаний (рис. 10.2). Установка содержит инверторный преобразователь (ИП), силовой трансформатор (ТР), систему автоматического управления (САУ), блок синхронизации (БС), датчики переменного тока (Д1, Д2, ДЗ), датчик постоянного тока (ДПТ), элемент сравнения сигналов (ЭС) и задающий датчик тока (ЗДТ).
В процессе испытания ДГУ на ЭС будут поступать два сигнала: один от ДПТ, а другой от ЗДТ. После сравнения таких сигналов подается команда на САУ, тем самым обеспечивается необходимый уровень открытия тиристоров инверторного преобразователя. При этом согласование фаз переменного тока осуществляется блоком БС, а равномерное распределение фазных токов — датчиками Д1, Д2 и ДЗ.
Наряду с явным преимуществом статических нагружающих устройств имеются недостатки, связанные с искажением формы сину-
Рис. 10.2. Функциональная схема инверторной установки для испытания ДГУ
соиды сетевого тока и с усложнением системы автоматического регулирования на переменных режимах нагрузки ДГУ, поэтому серийное внедрение статических нагружающих устройств, особенно на реостатных станциях локомотивных депо, ограничено.
Стендовые испытания дизелей маневровых тепловозов с гидропередачей (типа ТГМКГГМ7 и др.) проводят на установках, оборудованных нагружающим устройством в виде гидравлического тормоза. Гидравлический тормоз (рис. 10.3) состоит из следующих основных узлов и частей: рамы 1 с опорными стойками 2,15, приводной муфты, вала ротора 12 с опорными подшипниками 5, 13, ротора 9 и корпуса 10, установленного на вал ротора посредством подшипников 4, 14. Система водообеспечения гидротормоза включает в себя: центробежный насос 16, сливной бак 17, напорный бак 8, водяной теплообменник и трубопровод 11. Для контроля частоты вращения ротора гидротормоза предусматриваются: зубчатый диск 3, датчик частоты вращения 6 и цифровой индикатор 7.
Рис. 10.3. Гидравлический тормоз стенда испытаний дизелей маневровых тепловозов
Принцип действия гидравлического тормоза основан на сопротивлении вращению ротора в воде, протекающей через корпус тормоза. Вода из напорной емкости 8 поступает по трубопроводу к центральной части тормоза и под действием центробежных сил отбрасывается ротором в верхнюю полость корпуса 10, образуя кольцевой слой, в котором и возникает тормозное сопротивление между ротором и средой (чем толще кольцевой слой, тем больше тормозное сопротивление). За счет сил «сцепления» кольцевого слоя воды с корпусом гидротормоза возникает крутящий момент который разворачивает корпус гидротормоза 10 в сторону вращения ротора. При этом крутящий момент уравновешивается силоизмерительным устройством, состоящим из опорного кронштейна, пружины, динамометра и опорной плиты. Обычно шкала динамометра градуирована в единицах силы F— в килограммах.
Таким образом, в процессе испытания дизеля по силоизмерительному устройству фиксируют силу F, по цифровому индикатору — частоту вращения ротора, связанного с коленчатым валом, и тогда при плече L эффективную мощность дизеля можно найти по формуле:
FLn Мкрп N =-----------=-------—, л.с,
е 716,2ц 716,2ц
1тг ’ 1 тг
или
м
’ =----——, кВт,
е 973,8ц
’ ‘тг
где Мкр — крутящий момент, кгс-м;
п — частота вращения ротора гидротормоза, мин-1; цтг — КПД гидротормоза.
10.2. Внешние характеристики тяговых генераторов и методы их формирования
Свойства генераторов постоянного тока определяются в основном способом включения обмотки возбуждения. В зависимости от этого различают генераторы с независимым, параллельным, последовательным и смешанным возбуждением.
Особенностью тепловозных тяговых генераторов с независимым возбуждением является то, что ток возбуждения не зависит от тока якоря, а определяется только напряжением, подаваемым на обмотку возбуждения.
Внешняя характеристика тягового генератора с независимым возбуждением представляет собой зависимость напряжения UY от тока нагрузки /г, т.е. Ur = /(1^. При этом напряжение генератора UT будет всегда меньше его ЭДС на величину падения напряжения 1^ЛЯ во всех обмотках, включенных последовательно в цепь якоря. Следовательно, с увеличением тока нагрузки 1Г напряжение генератора Ur будет уменьшаться из-за увеличения падения напряжения 1я^Яя в цепи обмотки якоря, а также из-за уменьшения ЭДС в результате размагничивающего действия потока якоря, что называется воздействием реакции якоря. При коротком замыкании ток в обмотке якоря генератора повышается до недопустимого значения (примерно в 15—20 раз больше номинального).
Внешние характеристики синхронного тягового агрегата с независимым возбуждением представляют, так же как и для генератора постоянного тока, зависимости напряжения от тока нагрузки Ur = /(/г) при постоянных частоте вращения, токе возбуждения и cos(cp). Коэффициент мощности cos(cp) определяется соотношением между активным и реактивным сопротивлениями нагрузочных потребителей. При активной и активно-реактивной нагрузках напряжение генератора с ростом тока нагрузки уменьшается, причем при активно-индуктивной нагрузке падение напряжения происходит быстрее, т.е. чем больше угол сдвига фаз ср между током якоря 1Г и напряжением С7Г, тем сильнее размагничивающее действие реакции и тем круче изменяется внешняя характеристика генератора.
При коротком замыкании асинхронного генератора ток замыкания 1К ограничивается внутренним сопротивлением обмотки якоря, которое имеет индуктивный характер. Поэтому ток 1К отстает от напряжения на угол, близкий к 90°, и реакция якоря сильнее размагничивает результирующий магнитный поток, вследствие чего ЭДС генератора резко снижается. Однако из этого нельзя сделать вывод, что короткое замыкание не опасно для генераторов переменного тока. При внезапном коротком замыкании и уменьшении результирующего магнитного потока Фрез в обмотках возбуждения возникают токи, которые, согласно правилу Ленца, препятствуют из-
менению магнитного потока Фрез. В результате ток в обмотке якоря в начальный момент короткого замыкания резко возрастает, а затем постепенно уменьшается. Наибольший ток короткого замыкания называется ударным (он может превышать амплитуду номинального тока якоря в 10—15 раз).
Внешние характеристики тяговых генераторов в зависимости от систем возбуждения подразделяются на выпуклые (типовые), линейные
Рис. 10.4. Внешние характеристики тяговых генераторов:
1 — выпуклая (типовая) характеристика; 2— линейная (селективная) характеристика; 3 — вогнутая (гиперболическая) характеристика
(селективные) и вогнутые (гиперболические) (рис. 10.4).
Если допустить функционирование генератора по некоторой линейной характеристике, то получим неравенство мощностей в виде:
U.L<U I >и.Ц.
11 ср ср 2 2
В этом случае при относительно малых и больших токах нагрузки отбираемая от дизеля мощность всегда меньше, чем при некоторой средней нагрузке ^ср^ср. Следовательно, при прочих равных условиях режим работы дизеля будет весьма непостоянным. Такой режим работы дизеля в основном отрицательно сказывается на его экономичности. Это связано с тем, что изменение режима из-за инерционности надувочных агрегатов и нарушения оптимальности состава рабочей смеси (обогащенной или обедненной) закономерно приводит к неполноте сгорания топлива. Следует отметить, что переменный режим работы дизеля отрицательно влияет не только на расход топлива, но и на его моторесурс. Поэтому внешнюю характеристику тягового генератора формируют в виде гиперболы, при которой обеспечивается равенство (см. рис. 10.4):
C/7 =и' I =и'К.
11 ср ср 2 2
Для формирования гиперболической характеристики тяговых генераторов используют возбудители (генераторы постоянного тока) и системы, включающие в себят магнитный усилитель (амплистат), селективный узел и возбудитель.
По конструкции полюсов возбудители подразделяются на возбудители с продольным и радиальным расщеплением полюсов, а также на возбудители с независимым возбуждением через выпрямитель с регулированием напряжения посредством магнитного усилителя и селективного узла.
Использование полюсов с продольным или радиальным расщеплением обеспечивает их полное насыщение магнитным потоком, поэтому такие полюса называют насыщенными.
Магнитный поток Ф, проходящий через поперечное сечение полюса, определяется общим числом магнитных силовых линий, пронизывающих соответствующую площадь, при этом удельная плотность магнитных силовых линий равна:
где Ф — магнитный поток, Вб;
5 — площадь поперечного сечения, м2.
Следует отметить, что для полюсов электрических машин, выполненных из ферромагнитного материала, магнитная индукция В допускается в пределах 1,6—1,8 Тл (1 Тл = 1 Вб/м2). Поэтому если удельная плотность магнитного потока ниже 1,6—1,8 Тл, такие полюсы считаются ненасыщенными, а если удельная плотность равна 1,6—1,8 Тл — насыщенными.
На тепловозах ТЭМ2 и ЧМЭЗ используют четырехполюсные возбудители с продольным расщеплением полюсов (рис. 10.5, а, б). Каждый полюс возбудителя разделен в продольном направлении на две части — ненасыщенную П1 и насыщенную П2. На обеих частях полюсов смонтирована шунтовая обмотка, а на насыщенной части — дифференциальная обмотка возбуждения, включенная последовательно с якорем тягового генератора. При этом магнитодвижущая сила (МДС) дифференциальной обмотки направлена навстречу шунтовой, поэтому магнитный поток насыщенной части полюсов П1 определяется по разности МДС обеих обмоток.
Рис. 10.5. Принципиальная схема системы возбуждения тягового генератора возбудителем с продольным расщеплением полюсов:
а— схема возбуждения генератора тепловоза ТЭМ2; б — размещение обмоток на расщепленном полюсе возбудителя
Анализ характеристик возбудителя UB= f(Ir) с продольным расщеплением полюсов (рис. 10.6) показывает, что напряжение возбудителя Ц-ц, создаваемое магнитным потоком шунтовой обмотки в ненасыщенных полюсах Ш, с увеличени
ем тока нагрузки генератора из-за противодействия реакции якоря генератора будет снижаться.
Напряжение возбудителя С7П2? создаваемое противодействующими магнитными потоками шунтовой и дифференциальной обмоток в насыщенных полюсах П2, с изменением нагрузки будет изменяться от положительного до отрицательного уровня с перегибом в момент равенства магнитных потоков (см. рис. 10.6). При таком виде характеристик при относительно малом токе нагрузки напряжение преимущественно зависит от магнитного потока шунтовой обмотки, а при относительно большом токе нагрузки — от магнитного потока дифференциаль
Рис. 10.6. Характеристики возбудителя с продольным расщеплением полюсов
ной обмотки. В конечном счете напряжение возбудителя с продольным расщеплением полюсов определяется результирующей зависимостью:
UP - иП2
Таким образом, результирующая зависимость UB= /(1Г) обеспечивает формирование внешней характеристики тягового генератора гиперболической формы (рис. 10.7). В частности, если в процессе формирования наблюдается отклонение характеристики относительно поля допуска в области малых токов нагрузки, то ее положение корректируют изменением магнитного потока в шунтовой обмотке посредством сопротивления СВВ. По мере увеличения тока нагрузки генератора и, следовательно, тока в дифференциальной обмотке возможны моменты равенства магнитных потоков в насыщенном полюсе П2 и значительное превосходство магнитного потока, создаваемого дифференциальной обмоткой. При этом рекомендуется корректировать внешнюю характеристику генератора путем изменения магнитного потока шунтовой обмотки посредством резистора СВГ (см. рис. 10.5 и 10.7).
Такое схемное решение системы формирования внешней характеристики тягового генератора весьма неэффективно, поэтому в практике наряду с изменением магнитного потока в шунтовой обмотке корректируют характеристику за счет изменения воздушного зазора Аг между якорем возбудителя и насыщенным полюсом П2 (см. рис. 10.5, б).
Такой недостаток, связанный с трудностью настройки внешней характеристики тягового генератора в пределах поля допуска, в некоторой степени устранен в системе возбуждения тягового генератора тепловоза ЧМЭЗ. Для этого, кроме шунтовой обмотки, подключенной в цепь самовозбуждения, на полюсах возбудителя дополнительно смон
Рис. 10.7. Варианты отклонений внешней характеристики тягового
тирована независимая обмотка возбуждения. Магнитный поток дифференциальной обмотки в насыщенном полюсе направлен навстречу МДС шунтовой и независимой обмоток. Характер изменения напряжения возбудителя для тепловоза ЧМЭЗ в зависимости от тока нагрузки тягового генератора аналогичен возбудителю для тепловоза ТЭМ2. Однако за счет независимой обмотки, подключенной через регулируемый резистор к потенциалам вспомогательного генератора для ЧМЭЗ, обеспечивается более гибкое формирование внешней характеристики тягового генератора.
К числу наиболее совершенных систем формирования внешней характеристики тягового генератора относятся возбудители с радиальным расщеплением полюсов. Такие возбудители имеют шесть полюсов, которые подразделяются на четыре ненасыщенных и два насыщенных полюса с радиальным расщеплением сердечников.
На ненасыщенных полюсах смонтированы обмотки: независимая НВ-НВВ, последовательная (сериесная) С1-С2, регулировочная Р-РР и ограничительная М-ММ. Независимая обмотка через контактор ВВ и регулировочный резистор СВВ(Н) подключена к потенциалу вспомогательного генератора, поэтому напряжение возбудителя постоянно независимо от тока нагрузки тягового генератора. Регулировочная и ограничительная обмотки входят в узлы автоматического регулирования мощности (АРМ) и ограничения пускового тока (ОПТ).
На насыщенных двух полюсах смонтированы шунтовая ШВ-ШШВ и дифференциальная 0-00 обмотки. Шунтовая обмотка через регулировочный резистор СВВ(Ш) подключена параллельно якорю возбудителя, и МДС этой обмотки направлена согласованно с МДС независимой обмотки.
Дифференциальная обмотка через регулировочный резистор СВВ(Д) включена параллельно обмотке добавочных полюсов тягового генератора, и ее МДС направлена навстречу МДС шунтовой обмотки. За счет встречных МДС возбудитель может функционировать как генератор с шестью, четырьмя и двумя полюсами (рис. 10.8). При малых токах нагрузки генератора, когда МДС дифференциальной обмотки меньше МДС шунтовой, полярность полюсов типична для шестиполюсной машины. При больших токах нагрузки МДС дифференциальной обмотки превысит МДС шунтовой, тогда полярность насыщенных полюсов изменится и тем самым возбудитель
будет представлять собой двухполюсную машину. При равенстве МДС обмоток в насыщенных полюсах магнитный поток практически полностью исчезает, тогда возбудитель представляет собой четырехполюсную машину.
В конечном счете результирующая характеристика С/р=/(/г) возбудителя с радиальным расщеплением полюсов (рис. 10.9) оп-
Рис. 10.8. Варианты полярности полюсов ределяется выражением:
возбудителя МВТ25/9:
1, 3,4,6—ненасыщенные полюса; 2,5 — U =U +(U )
р н v ш.д7 насыщенные радиально-расщепленные н
полюса Приведенная система исполь-
зуется для формирования внешней характеристики тягового генера
тора тепловоза ТЭЗ, является весьма гибкой и не представляет каких-либо трудностей при настройке характеристики гиперболической формы. В частности:
- если наблюдается отклонение характеристики от поля допуска
Рис. 10.9. Характеристики возбудителя с радиальным расщеплением полюсов: UH — напряжение возбудителя, определяемое МДС независимой обмотки; Um д — напряжение возбудителя, определяемое МДС шунтовой и дифференциальной обмоток; Up — результирующее напряжение возбудителя
при различных вариациях тока нагрузки генератора, то ее корректируют за счет изменения магнитного потока в независимой обмотке возбуждения посредством резистора СВВ(Н);
- если наблюдается отклонение характеристики от поля допуска при относительно малых или больших токах нагрузки генератора, то ее корректируют за счет изменения магнитных потоков в шунтовой или дифференциальной обмотке.
На современных тепловозах формирование внешних характеристик генераторов постоянного или переменного тока осуществля
ют более гибкими многофункциональными системами возбуждения, которые классифицируются на системы:
- с независимым возбуждением от возбудителя постоянного тока с регулированием его напряжения посредством магнитного усилителя (амплистата) и селективного узла;
- с независимым возбуждением от возбудителя переменного тока с регулированием его напряжения посредством управляемого тиристорного выпрямителя возбуждения.
В современных системах автоматического управления (САУ) возбуждением тяговых генераторов в основном используют магнитные усилители, выпрямительные блоки, селективные узлы, индуктивные датчики и бесконтактные тахометрические блоки.
В качестве трансформаторов постоянного напряжения (ТПН) и тока (ТПТ) используют магнитные усилители (МУ). При этом следует отметить, что магнитным усилителем называется электромагнитный управляющий аппарат, который позволяет плавно изменять значение переменного тока путем изменения индуктивного сопротивления катушки с ферромагнитным сердечником при подмагничивании его управляющими обмотками постоянного тока.
Основное требование, которое предъявляют к ТПН и ТПТ, заключается в том, чтобы с достаточно высокой точностью обеспечить пропорциональность между МДС управления и током выхода. Поэтому ТПН и ТПТ выполняются как простейшие МУ без обратных связей.
Амплистат возбуждения представляет собой МУ с внутренней положительной обратной связью. Амплистат марки АВ-ЗА в системе автоматического управления тяговым генератором тепловозов ЗТЭ10М, 2ТЭ10М, 2ТЭ10В, 2ТЭ10Л и ТЭП60 является основным управляющим аппаратом. Он суммирует сигнал задания (пропорциональный частоте вращения вала дизеля), сигнал от индуктивного датчика объединенного регулятора, а также сигналы силовой тяговой цепи (пропорциональные току, напряжению или их сумме), подавая результирующий и усиленный сигналы на обмотку возбуждения возбудителя.
Рабочие обмотки амплистата ОР1 и ОР2 включены последовательно с диодами так, что в каждой из них ток протекает только одну половину периода и только в одном направлении.
Амплистат, как уже отмечалось, имеет четыре обмотки управления: задающую (ОЗ), управляющую (ОУ), регулировочную (ОР) и
стабилизирующую (ОС). Задающая обмотка создает основную положительную МДС Fq3 и получает питание через бесконтактный тахометрический блок (БТ). Таким образом, МДС задающей обмотки пропорциональна частоте вращения вала дизель-генератора, благодаря чему осуществляется автоматическое управление генератором по частоте вращения.
Управляющая обмотка смонтирована на сердечнике амплистата так, что ее МДС F^y направлена навстречу МДС задающей обмотки и подключена через селективный узел к рабочим обмоткам ТПТ и ТПН. Поэтому ток в управляющей обмотке зависит от тока или напряжения генератора.
Регулировочная обмотка служит для дополнительного автоматического управления дизель-генератором по мощности. МДС этой обмотки Fqp направлена согласно МДС задающей обмотки. В цепь регулировочной обмотки включен индуктивный датчик, который управляется объединенным регулятором. Ток в регулировочной обмотке обратно пропорционален перегрузке дизеля относительно уставки его мощности, определяемой регулятором на каждой позиции контроллера машиниста (КМ).
В стабилизирующей обмотке ток протекает от стабилизирующего трансформатора (ТС) только при переходных процессах возбудителя, например, при изменении позиций КМ. МДС этой обмотки Fqc увеличивает или уменьшает подмагничивание амплистата, осуществляя гибкую обратную связь по напряжению возбудителя. Обратная связь приводит к сглаживанию переходных процессов, чем обеспечивает устойчивость работы системы.
Таким образом, результирующая МДС обмоток управления амплистата определяется в виде суммы составляющих:
V F =F + F - F + F
Ly ОЗ ОР ОУ “ ОС*
При этом положительную МДС создают две обмотки — задающая Fq3 и регулировочная Fop, поэтому их результирующая МДС составляет МДС уставки амплистата, т.е.:
Fy = FO3 +FOP'
МДС Fqy направлена встречно МДС Ту МДС Foc при установившемся режиме равна нулю.
Результирующая МДС обмоток управления:
Yf =F -F^.
Z-j у у ОУ
Это значение £Fy отложено по оси абсцисс характеристики управления амплистата (рис. 10.10). По оси ординат отложен рабочий ток 1^ после его выпрямления — ток возбуждения возбудителя /в. В рабочей части характеристики рабочий ток амплистата изменяется в пределах от 0,2 до 11 А, т.е. кратность выходного тока амплистата равна 55.
При токе в управляющей обмотке, равном нулю (FOy = 0), результирующая МДС обмоток управления Fy и рабочий ток амплистата будут максимальными (точка Е). При увеличении тока в управляющей обмотке результирующая МДС обмоток управления будет уменьшаться. При этом вначале рабочий ток изменяться почти не будет (линия Е—Г). Это режим максимальной отдачи. Затем рабочий ток будет резко уменьшаться. При Foy = Fy (точка В на характеристике) результирующая МДС обмоток управления £Fy равна нулю. При этом рабочий ток амплистата будет равен току холостого хода /х х (амплистат намагничен за счет самоподмагничивания). При Foy больше Fy результирующая МДС обмоток управления £Fy станет отрицательной, направленной навстречу самоподмагничива-
Рис. 10.10. Характеристика управления амплистата АВ-ЗА
нию от рабочих обмоток. Увеличение отрицательного значения ХГу приведет к дальнейшему снижению рабочего тока.
В рабочей части характеристики YFy изменяется в пределах от -30 до 90 А. Значит, при Fy=700 А МДС Foy изменяется в пределах от 610 до 730 А. Так как управляющая обмотка имеет 500 витков, ток в ней в процессе управления изменяется в пределах от 1,22 до 1,46 А. Если же взять лишь ту часть характеристики (линия Б—Г), где поддерживает
ся неизменная мощность генератора, то предел изменения тока в управляющей обмотке будет еще меньше — от 1,22 до 1,46 А.
Из характеристики амплистата видно, что значительное изменение рабочего тока (от 0,2 до 11 А) имеет место при сравнительно небольшом изменении МДС обмоток управления (на 120 А, т.е. на 20 %). Это говорит о высоком коэффициенте усиления амплистата и о том, что ток в управляющей обмотке в процессе управления изменяется в весьма малых пределах. Чем круче характеристика амплистата (т.е. чем больше его коэффициент усиления), тем меньше изменяется ток в управляющей обмотке. При крутой характеристике амплистата можно считать, что ток в управляющей обмотке в процессе управления остается неизменным.
Селективный узел — это основной узел системы автоматического управления тяговым генератором, который совместно с амплис-татом, ТПН и ТПТ обеспечивает автоматическое управление тяго-
вым генератором по току нагрузки.
Посредством селективного узла формируют требуемую внешнюю
Рис. 10.11. Три области на внешней характеристике тягового генератора
(селективную) характеристику тягового генератора, состоящую из трех областей (рис. 10.11): ограничение пускового тока (область I, линия АБ), ограничение максимального напряжения (область II, линия ГД), ограничение мощности (область III, линия БГ).
Селективный узел тепловозов ТЭ10 без динамической жесткой характеристики генератора включает в себя (рис. 10.12) балластные резисторы СБТН и СБТТ, два выпрямительных моста В1 и В2, управляющую обмотку ОУ амплистата и регулируемый резистор СОУ
Рис. 10.12. Схема селективного узла тепловоза типа ТЭ10
Через резистор СБТТ протекает переменный ток цепи рабочих обмоток ТПТ, который пропорционален току тягового генератора. Через резистор СБТН протекает переменный ток цепи рабочих обмоток ТПН, пропорциональный напряжению генератора.
Мосты В1 и В2 выпрямляют переменный ток цепей рабочих обмоток ТПТ и ТПН в постоянный ток для питания управляющей обмотки амплистата и, кроме того, выполняют запирающие функции в селективном узле в зависимости от уровней их потенциалов.
Селективный узел в схеме с динамической жесткой характеристикой тягового генератора, в принципе, аналогичен ранее рассмотренному (см. рис. 10.12). Различия заключаются в том, что в цепях рабочих обмоток ТПТ (рис. 10.13) имеются четыре выпрямительных моста В1 -ь В4 (по числу ТПТ), а в цепи рабочих обмоток ТПН — выпрямительный мост В5. Выпрямительный ток замыкается на балластных резисторах СБТТ и СБТН, и падение напряжения на них
Рис. 10.13. Схема селективного узла тепловозов ЗТЭ10М, 2ТЭ10М, 2ТЭ10В и 2ТЭ10Л с динамической жесткой характеристикой тягового генератора
подводится к управляющей обмотке амплистата (в рассмотренной ранее схеме балластные резисторы СБТТ и СБТН включены в цепь рабочих обмоток ТПТ и ТПН, а падение напряжения на них после выпрямления подводится к управляющей обмотке). В связи с этим в новой схеме выпрямительные мосты не выполняют запирающих функций, для этой цели добавлены вентили В6 и В7.
Описанные свойства селективного узла полностью относятся и к селективному узлу тепловозов с динамической жесткой характеристикой генератора. Когда ток тягового генератора велик, а напряжение мало, потенциал точки а выше, чем потенциал точки в (см. рис. 10.13), и питание управляющей обмотки осуществляется через вентиль В6 от цепи рабочей обмотки «ведущего» ТПТ током, пропорциональным наибольшему току ТЭД небоксующих колесных пар. При малом токе тягового генератора и большом его напряжении управляющая обмотка получает питание от цепи рабочих обмоток ТПН через вентиль В7. При средних значениях тока тягового генератора управляющая обмотка ОУ получает питание как от цепи рабочих обмоток ТПТ, так и от цепи рабочих обмоток ТПН.
На тепловозах 2ТЭ116, ТЭП70, ТЭМ7 и некоторых других система формирования внешних характеристик тяговых генераторов, как уже отмечалось, относится к числу электроаппаратных САУ с использованием полупроводниковых блоков и управляемых выпрямителей возбуждения.
Основными возмущающими воздействиями на возбуждение тягового генератора переменного тока (рис. 10.14) являются ток и напряжение в силовой цепи его нагрузки, сигналы с которых посредством трансформаторов ТПТ и ТПН подаются в узел суммирования сигналов СУ В узле суммирования сигналы по току и напряжению генератора сравниваются с сигналами задания, получаемыми от бесконтактного тахометрического блока (блока задания возбуждения БЗВ) и индуктивного датчика объединенного регулятора дизеля. Сигнал, получаемый от БЗВ, служит для управления мощностью генератора в зависимости от частоты вращения якоря. Сигнал от индуктивного датчика объединенного регулятора служит для управления дизель-генератором по мощности.
В результате сравнения сигналов силовой цепи генератора с сигналами задания устанавливается сигнал рассогласования, который поступает в обмотку управления магнитного усилителя блока БУВ
Рис. 10.14. Структурная блок-схема автоматической системы управления возбуждением тягового генератора переменного тока:
Г — тяговый генератор; ВУ — выпрямительная установка; СВ(В) — синхронный возбудитель; УВВ — управляемый выпрямитель возбуждения; ТрК — трансформатор коррекции; АБ — аккумуляторная батарея; СтГ — стартер-генератор; ТПН — трансформатор постоянного напряжения; ТПТ 1-4 — трансформаторы постоянного тока; УВМ — узел выделения максимального сигнала; СУ — селективный узел; ИД — индуктивный датчик объединенного регулятора; БЗВ — блок задания возбуждения (тахометрический блок); БУВ — блок управления выпрямителем;
БСт — блок стабилизации
и далее как управляющий сигнал — в тиристорный управляемый выпрямитель возбуждения УВВ.
В конечном счете такая система возбуждения тяговых генераторов исключает влияние на их внешние характеристики некоторых факторов (температуры обмоток возбуждения, гистерезиса и других), отличается стабильностью в работе, гибкостью в настройке и обеспечивает ограничение пускового тока, максимального тока нагрузки и напряжения генератора.
Управляемый выпрямитель возбуждения представляет собой тиристорный усилитель (регулятор) в виде управляемого трехфазного моста на кремниевых тиристорах и диодах, размещенных в обдуваемом воздухом блоке. Для управления током возбуждения тягового генератора используется импульсно-фазовый способ управления тиристорами, который характеризуется углом управления. При изменении угла управления изменяется время, в течение которого тиристор находится во включенном состоянии, и тем самым обеспечивается управление током возбуждения тягового генератора.
Блок управления выпрямителем служит для импульсно-фазового управления тиристорами. Основными узлами БУВ являются генераторы электрических импульсов, обеспечивающих открытие тиристоров, и фазосдвигающее устройство, изменяющее угол управления тиристорами.
Селективный узел тепловозов ТЭ116, ТЭП70, ТЭМ7 и других по сравнению с тепловозами ТЭ10 обладает существенными достоинствами:
1. Селективный узел имеет раздельные каналы управления по току, напряжению и мощности. Настройка каждого из каналов практически не оказывает влияния на параметры других каналов. Это не только облегчает процесс настройки внешней характеристики, но и позволяет обеспечить самостоятельные зависимости тока, напряжения или мощности от частоты вращения вала дизеля.
2. Селективный узел обеспечивает достаточное приближение селективной характеристики генератора к гиперболической, что снижает потребный диапазон действия объединенного регулятора и повышает устойчивость работы автоматической системы управления.
Стартер-генератор СтГ — электрическая машина постоянного тока, предназначеная для функционирования в двух режимах: стартер — в качестве электродвигателя последовательного (сериесного) возбуждения, осуществляющего вращение коленчатого вала во время пуска дизеля, генератор — в качестве вспомогательного независимого возбуждения, обеспечивающего питание обмотки возбуждения синхронного возбудителя СВ(В), цепей вспомогательных электрических машин, цепей управления, освещения, а также зарядку аккумуляторной батареи. Синхронный возбудитель СВ(В) переменного тока предназначен для питания обмотки возбуждения тягового генератора.
На тепловозных дизелях типа 1 ОД 100, 11Д45 и Д49 применяются объединенные регуляторы частоты вращения и мощности. При этом принцип функционирования регуляторов мощности на всех типах объединенных регуляторов аналогичен. Регулятор мощности состоит (рис. 10.15) из серводвигателя нагрузки 2, управляющего золотника 4 и индуктивного датчика 7. Серводвигатель нагрузки управляет возбуждением тягового генератора, для этого шток его поршня кинематически связан с якорем индуктивного датчика, через который на тепловозах ТЭ10 получает питание регулировочная обмотка ОР амплистата или через который на тепловозах 2ТЭ116, ТЭП70, ТЭМ7 и других формируется сигнал задания мощности в селективном узле.
Принцип работы регулятора состоит в следующем. Если нагрузка дизеля на некоторой позиции КМ возросла, в начальный момент про-
Рис. 10.15. Кинематическая схема узлов объединенного регулятора частоты вращения вала и мощности дизеля:
1 — индуктивный датчик; 2 — серводвигатель нагрузки; 3 — шток; 4 — управляющий золотник; 5 — вертикальная тяга; 6 — эксцентрик; 7, 8 — игольчатые клапаны золотника; 9—гидропривод затяжки всережимной пружины; 10 — упор максимальных оборотов вала дизеля; 11 — серводвигатель подачи топлива;
12 — игольчатый клапан изодромной обратной связи
изойдет просадка оборотов и грузы центробежного регулятора будут сходиться. За счет этого среагирует золотниковая часть РЧО, и масло из напорной системы поступит под силовой поршень серводвигателя подачи топлива 11, который совместно со штоком 3 переместится вверх, т.е. в сторону увеличения цикловой подачи топлива. Такое первоначальное функционирование регулятора в первую очередь связано с поддержанием частоты вращения вала дизеля независимо от степени его нагрузки. Однако при перемещении вверх штока 3, который кинемати
чески связан со штоком управляющего золотника 4, масло из напорной магистрали через золотник 4 поступит в нижнюю полость серводвигателя нагрузки 2, тем самым поршень серводвигателя переместится вверх в некоторое z-e положение и одновременно якорь индуктивного датчика также переместится вверх. За счет выхода якоря из катушки общее сопротивление индуктивного датчика уменьшится; соответственно, ток в регулировочной обмотке амплистата также уменьшится, и в конечном счете снизится мощность тягового генератора.
По аналогии, уменьшение нагрузки дизеля приведет к перемещению поршня серводвигателя 2 вниз в некоторое z-e положение, увеличению тока возбуждения и, естественно, мощности генератора. Следует отметить, что грузы золотниковой части РЧО после их схождения или расхождения, связанного с изменением частоты вращения вала или нагрузки дизеля, всегда принимают исходное положение, например, вертикальное. Меняется положение только штока серводвигателя нагрузки подачи
топлива, штока серводвигателя нагрузки, якоря индуктивного датчика
и положение поршня гидропривода всережимной пружины РЧО.
Настройку функционирования индуктивного датчика осуществляют
за счет изменения длины горизонтальных плеч L\ и а также за счет высоты штока 3 или длины вертикальной тяги посредством эксцентри-
ка 6, при этом скорость перемещения якоря индуктивного датчика регулируют игольчатыми клапанами 7, 8 (подробнее о настройке индуктивного датчика см. в п. 5.8). Следует отметить, что в системах возбуждения генераторов переменного тока задающий сигнал от индуктивного датчика поступает в селективный узел.
Рис. 10.16. Характеристики тяговых генераторов:
7 — селективная характеристика; 2 — гиперболическая характеристика
Процесс формирования внешней гиперболической характеристики тягового генератора осуществляется также за счет регулятора мощности. Предположим, что тяговый генератор нагружен до уровня, соответствующего средней точке б селективной характеристики 1 ( рис. 10.16). Далее при изменении тока нагрузки вправо или влево от среднего уровня по селективной зависи
мости до уровней, обозначенных точками «ив, получим неравенство мощностей ЩЦ < и < ^ср^ср- Однак° за счет регулятора мощности нагрузка генератора при любых вариациях тока нагрузки будет поддерживаться постоянной, и тогда вместо селективной автоматически сформируется внешняя гиперболическая характеристика, при которой имеем: Щ'Ц = {7cpZcp = (см- Рис- Ю16).
10.3. Контроль и настройка параметров дизеля
В процессе проведения реостатных испытаний для приработки деталей и узлов дизеля в первую очередь производят его обкатку под нагрузкой с выдержкой времени в пределах 10—15 мин на каждой позиции КМ.
При этом для осмотра трущихся деталей и узлов периодически на определенных позициях КМ производят остановку работы дизеля.
Во время обкаточных испытаний проверяют ритмичность работы дизеля, степень нагрева его узлов, частоту вращения коленчатого вала, давление сжатия и сгорания топлива по цилиндрам дизеля, температуру отработавших газов, температуру воды и масла, давление масла, топлива и воздуха в системах, давление воздуха в ресивере, разрежение газов в картере и другие параметры. Для контроля параметров дизеля используют ряд приборов: максиметр — для измерения давления сжатия и максимального давления сгорания топлива; термоэлектрический комплекс типа ТКД-50М — для измерения температуры газов по цилиндрам дизеля; жидкостные U-образ-ные дифманометры — для измерения давления воздуха и разрежения газов в картере дизеля; контрольный тахометр — для определения числа оборотов дизеля; топливомер весового типа — для контроля удельного расхода топлива; электронный прибор — для определения фактического угла впрыска топлива.
Особенность конструкции максиметра заключается в том, что он оборудован обратным клапаном, благодаря которому обеспечивается возможность фиксировать по манометру максимальное давление сжатия газов Рс или максимальное давление сгорания топлива Pz в цилиндрах дизеля (рис. 10.17).
На нулевой или первой позициях, без нагрузки дизеля и при выключенном топливном насосе, контролируют максимальное давление сжатия газов Рс. Указанное давление зависит от правильности сборки и
Рис. 10.17. Диаграммы давлений сжатия газов и сгорания топлива в зависимости от угла поворота коленчатого вала
степени приработки компрессионных колец, настройки линейного размера камеры сжатия и от других факторов. Поэтому если Рс будет ниже допустимой нормы, приработку дизеля продолжают или находят причину, связанную с ремонтом цилиндро-поршневой группы.
На номинальном режиме нагрузки прежде всего контролируют температуру отработавших газов tT и максимальное давление сгорания топлива Pz по цилиндрам дизеля. Температура отработавших газов в основном свидетельствует о количестве подаваемого в цилиндр топлива, поэтому температуру выпускных газов регулируют перемещением реек топливных насосов в сторону увеличения или уменьшения цикловой подачи топлива. Перед такой регулировкой необходимо убедиться в нормальной работе форсунок, обращая внимание на каплепадение из сливных трубок. К числу основных неисправностей форсунки главным образом относится ухудшение качества распыла топлива, что приводит к недопустимому догоранию топлива на такте расширения газов, образованию нагара на поверхности и в ручьях поршня, загрязнению отверстий распылителя и, как следствие, к увеличению расхода топлива. На практике даже при наличии неявной неисправности форсунку заменяют и далее повторяют контроль tr Для выравнивания температур выпускных газов также практикуют замену топливных насосов насосами с другой производительностью.
Максимальное давление сгорания топлива контролируют в каждом цилиндре и при необходимости регулируют за счет изменения угла подачи топлива. При этом угол подачи топлива влияет не только
на Pz, но и на температуру выпускных газов; поэтому после изменения угла следует повторить контроль температуры выпускных газов.
Особенность контроля максимального давления сгорания топлива на дизелях типа Д100 заключается в том, что Pz замеряют при работе всех топливных насосов и при работе их с правой и левой сторон. Такая методика позволяет точнее установить возможные неисправности комплектов топливной аппаратуры с правой и левой сторон дизеля.
Наряду с контролем Рс, Pz и tr при работе дизеля на номинальной мощности проверяют и регулируют ряд параметров его систем:
- давление масла при максимальных и номинальных частотах вращения вала в коллекторе дизеля (на дизелях типа Д100 давление масла замеряют в верхнем коллекторе);
- давление топлива по манометру пульта;
- давление масла перед центробежным фильтром;
- разрежение газов в картере дизеля;
- температуру воды на выходе из дизеля по термометру на пульте управления;
- давление наддувочного воздуха в воздушном ресивере дизеля, а также между первой и второй ступенями.
Контроль качества функционирования систем защиты дизеля обычно выполняют в начале реостатных испытаний. При этом проверяют срабатывание системы остановки дизеля при повышенном давлении газов в картере. Повышенное давление в пределах 30—35 мм вод.ст. обеспечивают искусственно отсосом воздуха из трубки дифманометра со стороны его атмосферной связи. Проверяют срабатывание термореле воды и масла. Сброс нагрузки по воде должен осуществляться при температуре 94—95 °C, а по маслу — при 84—85 °C. При этом для достижения таких температур используют переносной электрорегулируемый термостат, заполняемый дизельным маслом. Срабатывание предельного регулятора контролируют на холостом ходу дизеля при номинальной частоте вращения вала путем принудительного повышения оборотов до предельного значения.
Последовательность контроля параметров дизеля и его систем представлена в виде структурной схемы на рис. 10.18, а параметры с допусками, характеризующими качество работы цилиндров в дизелях типа Д100, 5Д49, ПД1М и K6S310DR, и параметры их основных систем приведены в табл. 10.2.
Рис. 10.18. Структурная схема последовательности контроля параметров дизеля и основных систем в процессе проведения реостатных испытаний
Таблица 10.2
Параметры дизеля и основных систем
Параметры дизеля и его систем Дизели
2Д100 10Д100 5Д49 ПД1М K6S310DR
Частота вращения коленчатого вала, об/мин: холостой ход номинальные обороты предельные обороты 400 ±10 850 ±10 980 400 ±10 850^° 980 350 ±15 1000 ±10 300 + 12 750 ± 7,5 850 ±15 350 ±5 78Очо 840 ±10
Давление сжатия газов (Рс) на нулевой позиции, кгс/см2: допустимая разница 29—36 3 29—36 3 23—30 3 35—40 3
Температура отработавших газов tr, °C: после ТР2 и ТРЗ после ТР1 допустимая разница, не более 440 450 60 430 430 60 580 100 480 490 30 430—490 470—520 60
Параметры дизеля и его систем Дизели
2Д100 10Д100 5Д49 ПД1М K6S310DR
Максимальное давление сгорания топлива Pz, кгс/см2: допустимая разница 88 8 100 8 115 8 70 2 85 5
Геометрический угол опережения подачи топлива, град 16 ± 1 Ю-0,5 +1 28 ±1 23 ± 1,5 26 ±1
Давление топлива по электроманометру пульта, кгс/см2 1,5—2,5 1,5—2,5 1,5—2,5 1,5—2,5 2—2,5
Давление масла в коллекторе дизеля по электроманометру пульта, кгс/см2: при минимальной частоте вращения вала, не менее при номинальной частоте вращения вала, не менее 0,6 1,5 0,6 1,5 1,0 4,0 1,5 1,5 4,5
Давление масла перед центробежным фильтром при номинальных частотах вращения вала, кгс/см2 8—10,5 8—10,5 — — —
Разряжение газов в картере дизеля, мм вод.ст. 10—60 10—60 10—100 — —
Давление газов в картере, при котором срабатывает система остановки дизеля, мм вод.ст. 30—35 30—35 30—35 — —
Давление воздуха в воздушном ресивере при номинальном режиме нагрузки дизеля, кгс/см2 0,28—0,35 1,2—1,35 1,35—1,55 0,3—0,35 1,5
Удельный расход топлива г/кВт-ч 232 ±6 223 ±6 209 ±5 218±4 220 ±4
Приведенные в табл. 10.2 значения углов подачи топлива называются геометрическими. Их контролируют и регулируют в процессе ремонта топливной аппаратуры. Электронным прибором контролируют фактический угол подачи топлива при работающем дизеле, который в 1,6—1,7 раза меньше геометрического. Такое различие объясняется тем, что процесс впрыска топлива начинается не с момента отсечки топливоподводящего отверстия в гильзе плунжерной пары, а только в момент подъема иглы форсунки.
Режимы обкаточных испытаний дизель-генераторных установок обычно приводятся в правилах ремонта тепловозов или в специальных технологических указаниях на проведение реостатных испытаний (пример см. в табл. 10.3).
При наличии топливомерного устройства кроме параметров дизеля и его систем определяют удельный расход топлива, по которому окончательно характеризуют качество ремонта дизеля:
где Вч — часовой расход топлива, кг/ч;
С7Г, 1Г — напряжение и ток в цепи нагрузки генератора;
цг — КПД генератора.
В настоящее время многие станции реостатных испытаний укомплектованы газоанализаторами и дымомерами, посредством которых определяют процентное содержание в выпускных газах несгоревших продуктов, и если их концентрация превышает норму, то в Таблица 10.3
Режимы обкатки дизель-генераторных установок
пкм Дизель-генератор 1ОДГ100 Дизель-генератор 1А-9ДГ
Частота вращения коленчатого вала, мин-1 Мощность дизель-генера-тора, кВт Продолжительность режимов обкатки, мин Частота вращения коленчатого вала, мин-1 Мощность дизель-генера-тора, кВт Продолжительность режимов обкатки, мин
№ 1 №2 №3
0 400 ±15 — 350 ±15 — 5 5 5
1 400 ±15 40—110 5 350 ±15 150 ± 10 10 10 5
2 430 ± 15 125—260 10 395 ±15 210 ± 10 15 — —
3 465 ±15 340 10 445 ±15 300 ±10 15 — —
4 495 ±15 470 15 490 ±15 390 ±10 15 10 5
5 530 ±15 620 — 535 ±15 490 ±10 — — —
6 560 ± 15 550—800 20 580 ±15 600 ±10 20 10 5
7 590 ± 15 870 30 630 ±15 740 ± 10 — 10 —
8 625 ±15 1020 30 675 ±15 880 ± 15 — 15 5
9 660 ±15 1140 30 720 ±15 1020 ±15 — 15 —
10 690 ±15 1250 — 770 ±15 1280 ±20 — 15 5
11 720 ± 15 1370 — 815 ±15 1360 ±20 — 40 —
12 755 ±15 1470 — 800 ±15 1550 ±20 — — 5
13 785 ±15 1550 — 910 ± 15 1730 ±20 — — 15
14 820 ±15 1670 30 955 ±15 1880 ±20 — — 15
15 850^° 1780+^ -40 60 1000^° 2085^ -40 — — 70
пкм Дизель-генератор ПДГ1М Дизель-генератор тепловоза ЧМЭЗ
Частота вращения коленчатого вала, мин-1 Мощность дизель-генерато-ра, кВт Продолжительность режимов обкатки, мин Частота вращения коленчатого вала, мин-1 Мощность дизель-генерато-ра, кВт Продолжительность режимов обкатки, мин
0 300 ±10 — 10 350 ±5 0 —
1 300 ±10 25 ±10 10 350 ± 10 20^10 10
2 300 ±10 85 ±10 10 380 ±10 80—100 10
3 300 130 ±10 15 420 ±10 160—190 15
4 400 230 ±10 20 460 ±10 260—290 20
5 480 350 ±10 25 510 ± 10 380^110 25
6 570 490 ±10 40 560 ± 10 520—575 40
7 650 620 ±10 60 660 ± 10 680—720 60
8 750 ± 7,5 740 ± 15 50 780 730+1° 840—890 60
этом случае необходимо повторить контроль и настройку топливной аппаратуры дизеля.
10.4. Особенности настройки характеристик тягового генератора и основных систем автоматического управления тепловоза 2ТЭ10М
После отладки работы дизеля производят настройку селективной и гиперболической характеристик тягового генератора, а также контроль и настройку схем плавного пуска, аварийной схемы возбуждения, реле переходов и других узлов электрооборудования.
Для выполнения этих работ реостатные станции оборудованы пультами управления с приборами, приведенными в табл. 10.4.
Таблица 10.4
Приборы пульта управления
Измеряемый параметр Предел измерения, класс
Ток задающей обмотки амплистата Ток регулировочной обмотки амплистата Ток управляющей обмотки амплистата Ток независимого возбуждения возбудителя Ток размагничивающей обмотки возбуждения возбудителя Амперметр с шунтом 75 мВ; 0—5 А; кл. 1,5 Амперметр с шунтом 75 мВ; 0—5 А; кл. 1,5 Амперметр с шунтом 75 мВ; 0—5 А; кл. 1,5 Амперметр с шунтом 75 мВ; 0—5 А; кл. 1,5 Амперметр с шунтом 75 мВ; 0—5 А; кл. 1,5
Измеряемый параметр Предел измерения, класс
Ток возбуждения тягового генератора Ток в цепи нагрузки тягового генератора Напряжение тягового генератора Напряжение синхронного подвозбудителя Амперметр с шунтом 75 мВ; 0—150 А; кл. 1,5 Амперметр с шунтом 75 мВ; 0—7500 А; кл. 0,5 Вольтметр постоянного тока 0—1000 В; кл. 0,5 Вольтметр постоянного тока 0—150 В; кл. 0,5
Предварительно перед настройкой характеристик в пятнадцатой позиции по приборам пульта управления проверяют ток и напряжение в цепях возбудителя, генератора, синхронного подвозбудителя и обмоток амплистата.
Если производилась замена амплистата, то следует проверить полярность включения регулировочной и управляющей обмоток. Для этого на нулевой позиции КМ отключают цепи контролируемых обмоток, закорачивают стабилизирующую обмотку амплистата и переводят рукояту КМ в четвертую позицию. Если полярность правильная, то при включении задающей и регулировочной обмоток ток в независимой обмотке возбудителя должен возрасти, при включении управляющей обмотки ток в независимой обмотке возбудителя вначале снижается, а затем возрастает.
При замене возбудителя также следует проверить полярность включения размагничивающей обмотки. Для этого при отключенной обмотке контролируют ток в независимой обмотке возбуждения тягового генератора. При правильной полярности ток в независимой обмотке должен возрасти.
Окончательно правильность включения всех цепей возбуждения тягового генератора проверяют по напряжению на зажимах силовой цепи тягового генератора. Если после включения контактора возбуждения КВ на зажимах генератора появляется напряжение, то это свидетельствует об исправности всех цепей возбуждения. После таких проверок приступают к настройке схемы возбуждения тягового генератора.
Под настройкой селективной характеристики понимают проверку всех элементов этого узла при разных токах нагрузки тягового генератора. В частности, при изменении тока генератора от 0 до 2000 А схема селективного узла должна поддерживать почти постоянное
напряжение, чем и достигается ограничение генератора по напряжению (рис. 10.19, участок АБ). При токах нагрузки от 2000 до 4000 А напряжение должно изменяться по наклонной прямой, а при токе 4600—4700 А напряжение должно резко снижаться практически по вертикальной прямой, что и обеспечивает ограничение селективной характеристики по току (см. рис. 10.19, участок ВГ).
Проверку и настройку селективной характеристики выполняют в пятнадцатой позиции КМ при выключенном индуктивном датчике в следующем порядке. Посредством регулировочного сопротив
Рис. 10.19. Варианты отклонений селективной характеристики от поля допуска: а — угол поворота наклона селективной характеристики; б — отклонение характеристики при относительно малом токе нагрузки; в — отклонение характеристики при относительно большом токе нагрузки; г — отклонение характеристики при любых вариантах тока нагрузки
ления СВВ в цепи размагничивающей обмотки возбудителя устанавливают ток амплистата, равный 1,4 А, а также посредством регулировочного сопротивления СПВ в цепи возбуждения синхронного подвозбудителя устанавливают его напряжение 95—100В. Затем в цепи задающей обмотки ОЗ амплистата посредством сопротивления СОЗ устанавливают ток 0,9—1 А и проверяют напряжения с выходных обмоток распределительного трансформатора РТр, которые должны быть равны:
- для питания амплистата — (60 ± 2) В;
- для питания обмотки ТПН — (30 ± 1) В;
- для питания обмоток ТПТ 1-4 — (70 ± 2) В.
После этого через каждые 200 А нагрузки генератора проверяют селективную характеристику, которая должна быть расположена в поле допуска, представленном на рис. 10.19.
Если наблюдается отклонение характеристики от поля допуска, то прежде всего регулируют наклон характеристики путем изменения сопротивления СТН в цепи обмотки подмагничивания трансформатора постоянного напряжения ТПН (см. рис. 10.19, а). Далее для совмещения селективной характеристики с полем допуска при относительно малых и больших токах нагрузки изменяют магнитный поток в управляющей обмотке амплистата (в первом случае за счет балластного резистора СБТН, а во втором — за счет СБТТ (см. рис. 10.19, б и в).
Длину наклонной части характеристики БВ (см. рис. 10.19, г) в пределах 2100—4600 А и одновременно ее положение относительно поля допуска регулируют изменением тока в задающей обмотке амплистата. Для увеличения или сокращения длины наклонной части характеристики изменяют ток в задающей обмотке на 0,1—0,2 А соответственно.
Если селективная характеристика не настраивается, необходимо повторно проверить цепи селективного узла. При отсутствии ограничения тока или недостаточном наклоне характеристики следует обратить внимание на узел ТПТ, а при недостаточном ограничении напряжения — на узел трансформатора ТПН.
Внешнюю (гиперболическую) характеристику тягового генератора контролируют и настраивают в пятнадцатом положении рукоятки КМ при включенном индуктивном датчике объединенного регулятора, т.е. при включенной регулировочной обмотке амплистата.
Перед настройкой внешней характеристики нагружают тяговый генератор током 1800—2000 А при напряжении не более 750 В, устанавливают посредством резистора СОР ток в регулировочной обмотке 0,7—1,1 А и проверяют положение якоря индуктивного датчика, который должен находиться на максимально выведенном положении (на наибольшем упоре). Затем производят контроль и регулировку уровня полной мощности, значение которой при всех включенных потребителях должно быть не менее 1780 кВт при нормальных атмосферных условиях. При этом зазор под упором, ограничивающим наибольшую подачу топлива, должен быть таким, чтобы обеспечивался запас мощности не менее 36 кВт.
В случае несоответствия запаса мощности допускается вскрытие крышки объединенного регулятора, и при токе нагрузки 4000—4320 А при включенном компрессоре и работе вентилятора холодильника регулируют мощность посредством механизма уровня мощности (см. п. 5.8). При этом устанавливают положение якоря индуктивного датчика так, чтобы уровень нагрузки, поддерживаемый регулятором, был не менее чем на 36 кВт ниже мощности, измеряемой при работе дизеля на упоре.
Наибольший уровень напряжения генератора, который должен быть не более 720 В при токе нагрузки 1800—2000 А, при необходимости регулируют за счет изменения тока в регулировочной обмотке посредством резистора СОР в пределах 0,7—1,1 А. Перед окончательным контролем внешней характеристики проверяют значения токов в обмотках независимого возбуждения и в управляющей обмотке амплистата, которые должны быть на уровне:
- в обмотке возбуждения тягового генератора — 115 А;
- в обмотке возбуждения возбудителя — 7 А;
- в управляющей обмотке амплистата — 1,3 А.
Затем производят построение внешней характеристики до точки наименьшего напряжения — 200 В. Полученная характеристика должна иметь гиперболическую форму и удовлетворять следующим требованиям:
- наибольшее напряжение — 720—750 кВт;
- наибольший ограничивающий ток на гиперболе — 6000—6300 А;
- значение мощности при токе 4000—4320 А должно соответствовать мощности 1780—1800 кВт при нормальных атмосферных условиях.
Уровень мощности также проверяют в шестой позиции контроллера машиниста. Для этого в пятнадцатой позиции устанавливают
ток нагрузки 4000—4320 А, переводят рукоятку КМ в шестую позицию и фиксируют мощность, которая должна быть в пределах 550—800 кВт. Если мощность не соответствует такому пределу, то производят корректировку за счет механизма регулирования уровня мощности объединенного регулятора.
В процессе проведения реостатных испытаний кроме настройки внешней характеристики тягового генератора производят контроль и настройку схемы плавного пуска, характеристики аварийного режима, аварийной схемы возбуждения и срабатывания реле переходов.
Для обеспечения плавного трогания тепловоза необходимо настроить схему возбуждения тягового генератора так, чтобы в первой позиции КМ мощность генератора составила 80—100 кВт, а во второй — 120—160 кВт. Такие пределы мощности настраивают путем изменения тока в задающей обмотке амплистата посредством резистора СОЗ.
Аварийным режимом считается такой режим, при котором отключают один из ТЭД. При этом, чтобы не перегружались остальные двигатели, необходимо снизить мощность генератора примерно на 20—25 %.
Для настройки аварийного режима нужно выключить один из переключателей ТЭД, установить в пятнадцатую позицию КМ и при токе 3500 А резистором СОЗ отрегулировать мощность генератора в пределах 1520—1650 кВт.
Аварийная схема возбуждения. Эта система обеспечивает работу тепловоза при выходе из строя одного из узлов амплистата или элементов селективного узла. Для этого предусматривается аварийный переключатель ПР (рис. 10.20), который в аварийном положении отключает питание амплистата и осуществляет возбуждение возбудителя от МДС размагничивающей обмотки, в которой меняется направление тока.
Настройку аварийной схемы возбуждения выполняют в пятнадцатой, второй и первой позициях КМ. В пятнадцатой позиции при токе генератора 4000 А регулируют его напряжение до 400—450 В путем изменения сопротивления резистора СВВ. Для настройки плавного трогания при аварийной схеме возбуждения необходимо выключить переключатели ТЭД и отрегулировать напряжение генератора посредством резисторов СВВ в пределах:
- во второй позиции — 80—100 В;
- в первой позиции — 30—50В.
свв
Рис. 10.20. Принципиальная схема системы возбуждения тягового генератора тепловозов типа ТЭ10
Настройку реле переходов выполняют в пятнадцатой позиции КМ после настройки внешней характеристики тягового генератора и контроля тока в токовых катушках РП, РП2 и РПЗ, которые регулируются посредством резисторов СРПТ1, СРПТ2 и СРПТЗ.
Включение реле переходов должно происходить при токах генератора, равных 3050—3100 для РП1, 2850—2900 А для РП2 и 2550— 2600 А для РПЗ. Отключение реле переходов РП2, а затем РП1 осуществляется при токах генератора, равных 4200—4250 А для РП2 и 4350—4400 А для РП1. При срабатывании РПЗ происходит сброс нагрузки, поэтому его отключение не контролируют.
Срабатывание РП1, РП2 и РПЗ регулируют путем изменения сопротивления резисторов СРПН1, СРПН2, СРПНЗ, установленных в цепи катушек напряжения реле переходов. Моменты отключения РП2 и РП1 регулируют путем изменения сопротивления дополнительных резисторов СРПН1, СРПН2 в цепи катушек напряжения, которые после включения РП2 и РП1 расшунтируются обратными блокировками контакторов ВШ1 и ВШ2.
10.5. Особенности настройки характеристик тяговых генераторов тепловозов 2ТЭ116, ТЭП70 и ТЭМ7
В соответствии со структурной блок-схемой автоматической системы управления возбуждением тягового генератора переменного тока (см. рис. 10.14) в селективный узел СУ поступают сигналы от ТПТ1-ь4 и ТПН, где они сравниваются с сигналом задания от блока возбуждения БЗВ и индуктивного датчика ИД. В результате сравнения вырабатывается сигнал рассогласования, который поступает в виде тока в обмотку управления магнитного усилителя блока БУ В. В зависимости от величины этого сигнала меняется угол управления тиристорами и тем самым происходит управление током возбуждения в цепи независимой обмотки тягового генератора.
Селективный узел тепловоза 2ТЭ116 (рис. 10.21) состоит из резисторов сигналов силовой тяговой цепи Ra, R6, RB, резисторов задания Rr, Ra, Re, резистора индуктивного датчика R^, а также из разделительных диодов Д1, Д2 и ДЗ.
На резисторах сигналов в силовой тяговой цепи выделяются сигналы в виде падений напряжения — сигналы по току нагрузки генератора (7аг, напряжению (7ВГ и сумме тока и напряжения (7бг. К рези-
ТПТ1
Рис. 10.21. Схема селективного узла в системе управления тяговым генератором 2ТЭ116
сторам задания подключен блок БЗВ так, что на резисторах образуются падения напряжения £7ГГ, £/дг и £7ег, которые являются сигналами задания, пропорциональными частоте вращения коленчатого вала.
К резистору индуктивного датчика Яцд п°Дв°Дится напряжение t/цд, которое меняется в зависимости от сопротивления катушки индуктивного датчика (ИД) объединенного регулятора. За счет сигнала ИД обеспечивается преобразование селективной характеристики в гиперболическую. Минусы резисторов сигналов силовой тяговой цепи и резисторов задания соединены между собой через обмотку управления МУ БУВ. Плюсовые точки резисторов соединены так, что каждая пара сигналов (силовой цепи и задания) направлена навстречу друг другу. Таким образом, в обмотке МУ БУВ протекает ток, зависящий от разности сигналов силовой цепи и задания.
Пара сигналов с включенным в их цепь разделительным диодом и обмоткой управления МУ БУВ образует канал управления. Разделительные диоды Д1, Д2 и ДЗ включены так, что ток в цепи канала протекает только в тех случаях, если сигнал в силовой цепи тягового генератора больше сигнала задания, и тем самым обеспечивается последовательность действия каналов I, II и III (рис. 10.22).
Внешняя (селективная) характеристика генераторов тепловозов 2ТЭ116, ТЭП70 и ТЭМ7, формируемая селективным узлом, состоит из трех областей: ограничения пускового тока (область I, участок ГД), ограничения максимального напряжения (область II, участок ЕА) и ограничения мощности (область III, участки АБ, БВ и ВГ). Селективная характеристика в области III представляет не прямую, а ломаную линию — АБ, БВ и ВГ, благодаря чему заранее формируется характеристика, близкая по форме к внешней гиперболической.
При функционировании канала I поддерживается примерно неизменный пусковой ток генератора (участок ГД), а при функционировании канала II — постоянство напряжения (участок ЕА). Незначительные наклоны участков ЕА и ГД объясняются взаимным влиянием каналов. При работе канала III формируется рабочая часть селективной характеристики АБ, БВ и ВГ.
Очередность функционирования каналов I, II и III зависит от напряжения и тока нагрузки тягового генератора. В частности, при больших токах нагрузки и малом напряжении (область I) диод Д1 открыт, а диоды Д2 и ДЗ закрыты — работает канал I. В точке Г селективной характеристики диод Д1 запирается, а ДЗ открывается, что обеспечивает работу III канала. В точке А диод ДЗ запирается, а Д2 открывается — работает II канал.
Рис. 10.22. Внешние характеристики тягового генератора тепловозов 2ТЭ116, ТЭП70 и ТЭМ7:
АБВГ — селективная характеристика; ЕА — ограничение по напряжению; ГД — ограничение по току; КМ — внешняя гиперболическая характеристика; НО — внешняя характеристика
Таким образом, в селективном узле используется принцип многоканального диодно-потенциометрического сравнения сигналов силовой тяговой цепи и задания. При изменении сигнала задания прямо пропорционально будет изменяться управляемая величина.
Для получения рабочей части селективной характеристики в виде ломаной линии АБ, БВ и ВГ применена шунтирующая цепочка, включающая два параллельно соединенных диода Д4 и Д5 (см. рис. 10.21). При средних токах нагрузки генератора в области III потенциалы в точках Р1 и Р9 балансировочного резистора R6 будут равны друг другу, поэтому при равенстве плеч резистора R6 между шунтирующей цепочкой и потенциалами резистора Р4 и Р5 диоды Д4 и Д5 находятся в закрытом состоянии, что и обеспечивает нагрузку генератора в пределах среднего участка селективной характеристики БВ (см. рис. 10.22). При относительно небольшом токе нагрузки разность потенциалов на резисторе R6 возрастет, тем самым откроется диод Д4 и ток через шунтирующую цепочку Р5 будет поступать от точки Р9 к точке Р1. При таком направлении тока нагрузка генератора будет осуществляться по более крутой характеристике АБ. В случае возрастания тока нагрузки диод Д4 закроется, а диод Д5 откроется, и тогда ток также будет направлен от точки Р1 к точке Р9 через шунтирующую цепочку Р5, чем и обеспечится нагрузка генератора по более пологой характеристике (участок ВГ).
В результате такого схемного решения в конечном счете осуществляется нагрузка тягового генератора не по прямой, а по ломаной характеристике — АБ, БВ и ВГ, близкой к гиперболической.
Контроль и настройку селективной характеристики выполняют при зашунтированном индуктивном датчике на тепловозах 2ТЭ116 и ТЭП7 в пятнадцатой, а на тепловозах ТЭМ7 — в восьмой позиции контроллера машиниста. Регулировку наклона участков селективной характеристики начинают со среднего участка БВ, так как от его наклона будет зависеть положение участков АБ и БГ. Регулировку наклона участка БВ осуществляют путем перемещения вправо или влево контактного пояска шунтирующей цепочки, подключенной к клемме Р5.
Затем посредством контактирующих поясков балансировочного резистора R6 регулируют наклоны верхнего (АБ) и нижнего (ВГ) участков селективной характеристики.
Такая регулировка производится путем перемещения поясков от клемм Р4 и Р6 к клеммам Р1 или Р9. В частности, перемещение кон
тактирующего пояска клеммы Р6 в сторону Р9 приводит к увеличению наклона верхнего участка характеристики АБ, а перемещение пояска клеммы Р4 в сторону клеммы Р1 приводит к уменьшению наклона нижнего участка характеристики ВГ. После настройки средней части характеристики приступают к настройке каналов I и И, ограничивающих ток нагрузки и напряжение тягового генератора. Настройку ограничения по току нагрузки тягового генератора (рис. 10.22, участок ГД) осуществляют посредством резистора Re, ограничение по напряжению — посредством резистора Rr. В конечном результате селективная характеристика должна находиться в поле допуска и обеспечивать ограничение тягового генератора по напряжению и току нагрузки.
После настройки селективной характеристики приступают к настройке внешней — гиперболической. Вначале подключают индуктивный датчик путем его расшунтировки и при среднем токе нагрузки и максимально введенном сердечнике индуктивного датчика контролируют падение напряжения на резисторе R^j, которое при необходимости регулируют путем частичной его шунтировки.
Процесс настройки внешней характеристики выполняется по аналогии с ее настройкой на тепловозах ТЭК). Сначала контролируют правильность положения сердечника (якоря) в катушке индуктивного датчика, который при средней мощности должен быть полностью введенным в катушку датчика, а при относительно малом и большом токе нагрузки генератора — быть выведенным из катушки датчика. После такой проверки через каждые 200—300 А приступают к построению гиперболической характеристики, которая должна находиться в поле допуска. Если в процессе настройки не удается скорректировать положение характеристики в поле допуска или наблюдается неустойчивая работа дизеля, то необходимо отрегулировать качество функционирования узла уровня мощности объединенного регулятора (см. п. 5.8).
Наряду с построением характеристик на номинальном режиме производят контроль, а при необходимости — настройку частичных характеристик на промежуточных позициях контроллера машиниста. Настройку таких характеристик выполняют, изменяя сигналы от тахометрического блока задания возбуждения БЗВ.
Наряду с контролем и настройкой внешней характеристики производят настройку мощности плавного трогания, настройку внеш
ней характеристики при аварийном возбуждении, выполняют регулировку схемы боксования, производят настройку включения и отключения реле переходов, а также контролируют и при необходимости настраивают характеристики генератора в промежуточных позициях КМ.
Настройку мощности плавного трогания выполняют в первой позиции контроллера машиниста при нагрузке 2000—2100 А. При этом мощность генератора должна быть в пределах 140—160 кВт, и при необходимости ее регулируют посредством блока задания возбуждения (БЗВ). Во время такой настройки также контролируют отклонение индуктивного датчика (в первой позиции КМ сердечник датчика должен быть полностью введен в катушку).
Перед настройкой внешней характеристики аварийного возбуждения переключатель АП устанавливают в положение «Аварийное», а также на 4-й позиции КМ контролирует включение контактора аварийного возбуждения (КАВ). При переводе переключателя АП в положение «Аварийное» обмотка возбуждения синхронного подвозбудителя (СВ) переменного тока подключается к источнику через резисторы САВ1, САВ2, СВВ1 и СВВ2. Включение резистора САВ2 на первых позициях КМ обеспечивает плавное трогание тепловоза. С 4-ой позиции этот резистор шунтируется контактором КАВ, что увеличивает ток возбуждения возбудителя СВ и, естественно, напряжение тягового генератора.
Независимо от позиции КМ через обмотку возбуждения СВ при аварийном режиме протекает постоянный ток. Следовательно, ток возбуждения и напряжение тягового генератора будут зависеть только от частоты вращения вала дизеля. Настройку уровня мощности генератора выполняют в 15-ой позиции при токе нагрузки 4000—4200 А. Для этого посредством регулируемого резистора САВ1 меняют возбуждение тягового генератора и устанавливают его мощность в пределах 1600—1800 кВт. На рис. 10.22 внешняя характеристика тягового генератора НО показана в виде резко падающей кривой при возрастании тока нагрузки. Такая форма зависимости Ur =У(/Г) связана с действием размагничивающей статорной обмотки СВ.
На последних выпусках тепловозов 2ТЭ116 применено автоматическое двухступенчатое ослабление возбуждения ТЭД с использованием электронных реле переходов. Эти реле, встроенные в устройство автоматики БА1, срабатывают от сигнала по скорости теп
ловоза, который подается от тахогенераторов ГТ1-ГТ6, размещенных на осях колесных пар. При срабатывании реле подключаются соответствующие контакторы ослабления возбуждения ТЭД, при этом для предотвращения включения контакторов в процессе боксования электронные реле имеют выдержку времени включения 8—10 с.
На тепловозах, оборудованных штатными схемами управления включением и отключением РП1-РП2, их настройку выполняют по соответствующим токам нагрузки генератора посредством регулировочных резисторов, установленных в цепи токовых катушек РП.
Для осуществления контроля за режимами настройки системы возбуждения тягового генератора реостатные станции оборудованы пультами с соответствующими измерительными приборами (табл. 10.5).
Таблица 10.5
Электроизмерительные приборы пульта управления
Измеряемые параметры Предел измерения, класс
Напряжение на выходе выпрямительной установки Вольтметр постоянного тока 0—1000 В; кл. 0,5
Ток в силовой цепи генератора Амперметр с шунтом 75 мВ; 0—7500 А; кл. 0,5
Ток возбуждения тягового генератора Амперметр с шунтом 75 мВ; 0—200 А; кл. 1,5
Напряжение возбудителя Вольтметр постоянного тока 0—300 В; кл. 1,5
Ток возбуждения возбудителя Амперметр с шунтом 75 мВ; 0—20 А; кл. 1,5
Напряжение блока задания возбудителя Вольтметр постоянного тока 0—50 В; кл. 1,5
Ток управляющей обмотки возбудителя БУВ Амперметр постоянного тока 0—1,5 А; кл. 1,5
Ток выхода ТПГ Амперметр с шунтом 75 мВ; 0—5 А; кл. 1,5
Напряжение сопротивления индуктивного датчика Вольтметр постоянного тока 0—50 В; кл. 1,5
Напряжение селективного узла между его потенциалами Вольтметр постоянного тока 0—50 В; кл. 1,5
Напряжение питания БУВ Вольтметр постоянного тока 0—30 В; кл. 1,5
Отопительно-вентиляционная установка. При включенном электродвигателе установки проверяется герметичность соединения воздушных каналов и труб, а также функционирование
отопительно-вентиляционной установки при заборе воздуха снаружи и изнутри кабины машиниста. Прогрев кабины машиниста должен быть эффективным при любых температурах наружного воздуха.
Редукторы—распределительный, задний и передний. При частоте вращения вала дизеля 850 мин-1 контролируют давление масла в системах смазки узлов редукторов и при необходимости посредством редукционных клапанов регулируют давление в пределах 0,4—0,7 МПа. При частоте вращения 400 мин-1 давление масла должно быть не ниже 0,3 МПа. Работа редукторов должна быть бесшумной и без признаков каких-либо местных перегревов. Течи масла через сальники и соединительные узлы не допускаются.
Гидромеханический редуктор привода вентилятора. При номинальной частоте вращения вала дизеля контролируют и регулируют давление масла, поступающего в гидромуфту редуктора, в пределах 0,7—7,2 МПа. При этом давление масла, поступающего на смазку конических шестерен и подшипников гидропривода, должно быть 0,4—0,7 МПа.
При частоте вращения вала 400 об/мин давление масла при открытых верхних жалюзи должно быть не менее 0,3 МПа, а в системе смазки конических шестерен и подшипников — не менее 0,1 МПа. Температура поверхности картера возле подшипников не должна превышать 85 °C.
Редуктор привода вентилятора охлаждения тягового генератора. При работе редуктора не должно быть ненормальных шумов и стуков. Течи масла по сальникам уплотнительных колец не допускается. Уровень масла контролируют по шуму при отвернутой головке масломера.
Вентиляторы охлаждения тяговых электродвигателей. Качество работы вентиляторов контролируют на слух на предмет ненормальных стуков и шумов. Статическое давление в коллекторной камере при частоте вращения вала дизеля 850 мин-1 и при незаглушенных вентиляционных окнах ТЭД должно быть не ниже 160 мм вод.ст.
Клиноременный привод синхронного подвозбудителя. Ремни клиноременного привода должны быть установлены без перекручивания и с определенным натяжением. Натяжение ремней контролируют по их прогибу при приложении определенного усилия на равных расстояниях от осей шкивов.
Холодильник. Качество функционирования секций холодильника контролируют по температуре их головок сразу после остановки работы дизеля. Резкой разницы температур между секциями холодильника не должно быть. Течь воды в местах постановки секций к коллекторам не допускается.
Компрессор КТ6. Режим работы компрессора контролируют путем сброса давления воздуха из главных резервуаров через дренажный вентиль. При снижении давления воздуха до 7,5 МПа компрессор должен включаться в рабочий режим, а при повышении давления до 8,5 МПа должен перейти в режим холостого хода. Такие режимы обеспечиваются регулятором давления типа ЗРД. Давление в главных резервуарах одной секции тепловоза должно достигать от 7,5 до 8,5 МПа за время не более 45 с при работе дизеля в нулевой или первой позиции КМ и при включенной системе сушки сжатого воздуха. При работе компрессора не должно быть ненормальных шумов, стуков и вибраций. Давление масла в системе смазки должно быть при минимальных частотах вращения вала двигателя не менее 1,5 МПа, а при максимальных — не более 6,0 МПа. Выброс масла через воздушные фильтры компрессора не допускается.
Тормозная система. Исправность тормозной системы проверяют в соответствии с действующей Инструкцией по технологическому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава.
В частности, в соответствии с инструкцией проверяют плотность питательной и тормозной сети, плотность тормозных цилиндров и их трубопроводов, а такжн функционирование крана машиниста, крана локомотива и т.д.
Для проверки плотности питательной сети перекрывается кран двойной тяги и при отключенном компрессоре замеряют время падения давления в главных резервуарах от 8,0 до 7,5 МПа, которое не должно быть менее 50 с.
Плотность тормозной сети проверяют по падению давления в тормозной магистрали, которое допускается не более 0,2 МПа в минуту или 0,5 МПа за 2,5 мин.
У кранов машиниста № 222, 394 и 395 проверяют проходимость воздуха при нахождении ручки крана во втором положении. При этом проходимость воздуха считается нормальной, если при открытии концевого крана и при начальном давлении в главных резерву
арах 8 МПа и выключенных компрессорах падение давления с 6,0 до 5,0 МПа происходит за время не более 20 с.
Кран вспомогательного тормоза регулируется на давление в тормозных цилиндрах в пределах 3,8—4,0 МПа и проверяется на время наполнения цилиндров краном до 3,0 МПа, а также на время отпуска тормозов от 3,0 до 0,4 МПа.
Установка пенного пожаротушения. В процессе осмотра установки проверяют щупом уровень раствора в емкости, производят контроль и очистку отверстия диаметром 1 мм в банке на воздухопроводе, осматривают состояние гибких рукавов, а также проверяют качество пенообразования по кратности выхода пены при давлении воздуха в главных резервуарах тормозной системы 7,5—8,5 кгс/см2. Кратность пены определяется по отношению объема пены к объему жидкости, полученной после отстоя пены. Кратность выхода пены должна быть не менее 70 ед.
Для повышения пожарной безопасности в последние годы стали применять автоматические пожарные сигнализации и установки автоматического пожаротушения. В качестве термодатчиков, реагирующих на повышение температуры, на большинстве тепловозов используются выпускаемые промышленностью термодатчики типа КМТ-10. При таком оборудовании пожарная сигнализация должна срабатывать при температуре вблизи датчика свыше 85 °C. Напряжение, подводимое к термодатчикам, регулируется потенциометром в цепи датчиков в зависимости от типа применяемых датчиков, которые подразделяются на четыре группы и соответственно окрашиваются в разные цвета: красный — (28± 1), желтый — (33± 1), зеленый — (38± 1) и синий — (43± 1) В.
Рекомендуемая литература
ГОСТ 20759-90. Техническое диагностирование и прогнозирование остаточного ресурса методом спектрального анализа масла. Общие требования. — М.: Изд-во Стандартов, 1991. — 24 с.
Правила МПС СССР от 15.08.1986 № ЦТ-4410 «Правила технического обслуживания и текущего ремонта тепловозов типа ТЭЗ и ТЭ10» (изменены и дополнены Указаниями МПС России от 17.12.1996№Н-1110у, от 15.12.1997 №К-1426у, от 15.10.1998 №А-1201, от 04.06.2002 № П-480у). — М.: Транспорт, 1988. — 256 с.
Правила МПС РФ от 03.11.97 г. № ЦТ-519. «Правила технического обслуживания и текущего ремонта тепловозов ТЭМ2, ТЭМ2А, ТЭМ2У и ТЭМ2УМ». — М.: Изд-во РОО Техинформ, 1998. — 178 с.
Правила заводского ремонта тепловозов типа ТЭЗ и ТЭ10. — М.: Транспорт, 1972. — 285 с.
Правила МПС СССР от 15.03.1989 № ЦТ-ЦТВР-4677. «Правила ремонта электрических машин тепловозов» (в ред. Указаний МПС России от 17.12.1996№ Н-1110у, от 04.06.2002 № П-480у, от 15.12.1997 № К-1426у). — М.: Транспорт, 1979. — 141 с.
Правила МПС России от 24.06.1997 № ЦТ-468. «Правила технического обслуживания и текущего ремонта тепловозов 2ТЭ116». — М.: Транспорт, 1997. — 310 с.
Правила технического обслуживания и текущих ремонтов тепловозов ЧМЭ2, ЧМЭЗ № ЦТ-4320 (с Дополнением от 28.12.1996 № ЦТ-418 и Инструкцией МПС России от 11.08.1995 № ЦТ-336). — М.: Транспорт, 1986. — 152 с.
Инструкция по содержанию и ремонту роликовых подшипников локомотивов и моторвагонного подвижного состава № 2361. — М.: Транспорт, 1965. — 96 с.
Вилъкевич Б. И. Автоматические управления электрической передачей и электрические схемы тепловозов. — М.: Транспорт, 1987. — 272 с.
Воловик Е.Л. Справочник по восстановлению деталей. — М.: Колос, 1981, —351 с.
Гончаров В.М.. Мурзин Л.Г. Топливо, смазка, вода. — М.: Транспорт, 1972. — 198 с.
Денисова Т.В. Ремонт электрооборудования тепловозов. — М.: Транспорт, 1980. — 295 с.
Дефектоскопия деталей локомотивов и вагонов / Под ред. Ф.В. Левы-кина. — М.: Транспорт, 1974. — 238 с.
Евстратов А. С. Экипажные части тепловозов. — М.: Транспорт, 1987. — 134 с.
Комолов В.Г.. Файб С.И.. Алексеев А.А. Ремонт электрических машин. — М.: Транспорт, 1975. — 360 с.
Молодых Н.В., Зенкин А. С. Восстановление деталей машин. — М.: Машиностроение, 1989. — 480 с.
Норкин Я.А.. Вождоев И.Н., Подольский В.И. и др. Ремонт тепловозов. — М.: Транспорт, 1974. — 317 с.
Пойда Л.А., Хуторянский Н.М., Кононов В.Е. Тепловозы: Механическое оборудование, устройство и ремонт. — М.: Транспорт, 1986. — 328 с.
Пупыгин Г.А., Осипов С.В.. Новиков В.М. и др. Реостатные испытания тепловозов 2ТЭ10Л. — М.: Транспорт, 1969. — 76 с.
Рахматуллин МД. Ремонт тепловозов. — М.: Транспорт, 1977. — 777 с.
Рахматуллин М.Д. Технология ремонта тепловозов. — М.: Транспорт, 1983. — 319 с.
Ремонт электроподвижного состава промышленного транспорта / Под ред. М.Г. Потапова. — М.: Транспорт, 1982. — 288 с.
Рудая К И. Электрическое оборудование тепловозов. Устройство и ремонт. — М.: Транспорт, 1981. — 285 с.
Скепский В.П.. Скуев В. Б. Ремонт механического оборудования тепловозов. — М.: Транспорт, 1991. — 334 с.
Справочник по ремонту тепловозов / И.Г. Кокошинский, Л.В. Клименко, В.А. Горбатюк и др. — М.: Транспорт, 1976. — 299 с.
Справочник по электроподвижному составу, тепловозам и дизель-поездам. Т.1 / Под ред. И.И. Тищенко. — М.: Транспорт, 1976. —430 с.
Стеценко Е.Г., Минченко Н.И. Оптико-механические методы измерения при ремонте локомотивов / Под ред. Е.Г. Стеценко. — М.: Транспорт, 1979. — 117 с.
Технические средства диагностирования: Справочник / Под ред. В.В. Клюева. — М.: Машиностроение, 1989. — 672 с.
Технология ремонта тепловозов / Под ред. В.П. Иванова. — М.: Транспорт, 1975. — 429 с.
Федотов Г.Б.. Левин Г,И. Топливные системы тепловозных дизелей. Ремонт, испытания, совершенствование. — М.: Транспорт, 1983. — 192 с.
Четвергов В.А.. Королев А.И., Скиба М.Ф. и др. Ремонт подвижного состава / Железнодорожный транспорт: Энциклопедия / Гл. ред. Н.С. Конарев. — М.: Большая Российская Энциклопедия, 1994. — 559 с.
Четвергов В.А,. Пузанков А.Д. Надежность локомотивов: Учебник для вузов ж.-д. трансп. / Под ред. д-ра техн, наук, проф. В.А. Чет-вергова. — М.: Маршрут, 2003. — 415 с.
Шубников П. Ф., Мазо С.Я. Ремонт оборудования электроподвиж-ного состава. — М.: Транспорт, 1986. — 316 с.
Электрооборудование тепловозов: Справочник / В.С. Марченко, А.А. Сергеев, В.Т. Иванченко и др. — М.: ИКЦ Академкнига, 2003. —248 с.
Оглавление
Введение....................................................3
Глава 1. Система технического обслуживания и ремонта локомотивов.................................................8
1.1. Задачи и содержание системы технического обслуживания и ремонта...................................................8
1.2. История развития системы технического обслуживания и ремонта..................................................11
1.3. Виды технического обслуживания и ремонта..............23
1.4. Нормативно-техническая документация по обслуживанию и текущему ремонту локомотивов..............................31
1.5. Принципы формирования оптимальной системы технического обслуживания и ремонта локомотивов..........................35
1.6. Основные понятия и количественные показатели надежности локомотивов.................................................43
1.7. Модели оптимизации параметров ремонтного цикла локомотивов.................................................48
Глава 2. Эксплуатационные факторы, влияющие на эффективность работы и надежность узлов локомотива.......................53
2.1. Условия эксплуатации локомотивов......................53
2.2. Влияние режимов работы локомотива на экономичность и надежность работы дизеля.................................57
2.3. Экономичность работы дизеля на холостом ходу..........58
2.4. Очистка от нагара лопаток соплового аппарата и турбинного колеса турбокомпрессора.....................................62
2.5. Повышение диэлектрических свойств изоляции обмоток тяговых электродвигателей...................................70
2.6. Повышение эффективности работы магистральных тепловозов за счет перераспределения нагрузок дизелей между секциями тепловоза...................................................75
2.7. Мероприятия по снижению износа бандажей колесных пар локомотивов.................................................81
Глава 3. Основные технологические процессы ремонта деталей и узлов локомотивов.......................................91
3.1. Очистка агрегатов, деталей и узлов локомотива........91
3.2. Неразрушающие методы контроля деталей.............. 103
3.3. Восстановление деталей и узлов локомотива.......... 108
3.4. Статическая и динамическая балансировка узлов вращения. 167
Глава 4. Горюче-смазочные материалы при техническом обслуживании и ремонте локомотивов...................... 172
4.1. Дизельное топливо.................................. 172
4.2. Моторные масла..................................... 183
4.3. Пластичные смазки.................................. 190
4.4. Смазочные материалы................................ 196
Глава 5. Ремонт и методы контроля узлов дизеля...........213
5.1. Ремонт сварных и цельнолитых блоков дизеля..........213
5.2. Ремонт коленчатых валов и подшипников скольжения....223
5.3. Ремонт цилиндровых втулок дизеля....................238
5.4. Ремонт шатунно-поршневой группы.....................245
5.5. Ремонт цилиндровых крышек...........................251
5.6. Ремонт турбокомпрессоров............................261
5.7. Ремонт топливной аппаратуры тепловозных дизелей.....273
5.8. Ремонт регулятора частоты вращения и объединенного регулятора мощности дизеля...............................302
Глава 6. Ремонт и методы контроля технического состояния электрических машин......................................318
6.1. Виды ремонта и нормы пробега между ремонтами........318
6.2. Объемы среднего и капитального ремонта электрических машин....................................................319
6.3. Основные неисправности электрических машин..........322
6.4. Методы и средства контроля параметров основных узлов...327
6.5. Ремонт остова, якоря, подшипниковых щитов и подшипников ... 340
6.6. Пропитка и сушка изоляции обмоток электрических машин..358
6.7. Сборка и испытание электрических машин после ремонта...364
6.8. Модернизация якорей тяговых электродвигателей при ремонте ... 370
Глава 7. Ремонт коммутирующих аппаратов и электрических цепей .... 377
7.1. Основные неисправности и ремонт электромагнитных и электропневматических аппаратов.........................377
7.2. Проверка и регулировка основных параметров коммутирующих аппаратов...................................385
7.3. Бесконтактные коммутирующие аппараты.................391
7.4. Основные неисправности и контроль состояния элементов бесконтактных аппаратов...................................393
7.5. Основные неисправности электрических цепей...........401
Глава 8. Ремонт и методы контроля узлов экипажной части локомотивов...............................................406
8.1. Объем работ при ремонте узлов экипажной части тепловозов.406
8.2. Контроль ремонта челюстной тележки оптико-механическими приборами.................................................410
8.3. Особенности ремонта бесчелюстных тележек.............413
8.4. Неисправности и ремонт рессорного подвешивания.......421
8.5. Сборка и регулировка рессорного подвешивания.........429
8.6. Ревизия и ремонт роликовых букс......................433
8.7. Ремонт моторно-осевых подшипников....................442
Глава 9. Методы диагностирования агрегатов и узлов тепловозов при ремонте и в эксплуатации..............................446
9.1. Основные понятия технической диагностики.............446
9.2. Методы диагностирования дизелей......................453
9.3. Диагностирование колесно-моторных блоков локомотивов.....481
9.4. Диагностирование узлов электрических машин, аппаратов и элементов электрических цепей...........................492
9.5. Автоматизированный контроль износа бандажей колесных пар локомотивов в условиях эксплуатации...................497
Глава 10. Реостатные испытания тепловозов.................504
10.1. Нагружающие устройства дизель-генераторных установок....504
10.2. Внешние характеристики тяговых генераторов и методы их формирования..................................511
10.3. Контроль и настройка параметров дизеля..............529
10.4. Особенности настройки характеристик тягового генератора и основных систем автоматического управления тепловоза 2ТЭ10М..........................................535
10.5. Особенности настройки характеристик тяговых генераторов тепловозов 2ТЭ116, ТЭП70 и ТЭМ7...............542
Рекомендуемая литература..................................552
Учебное издание
Вячеслав Тихонович Данковцев Валентин Иванович Киселев Виталий Алексеевич Четвергов
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
И РЕМОНТ ЛОКОМОТИВОВ
Учебник для вузов железнодорожного транспорта
Редактор Е.В. Сатарова Художественный редактор Г. Б. Климова Корректоры Н.В. Васильева, А.А. Животовская Компьютерная верстка А.Н. Рудякова
Подписано в печать 27.12.2007 г.
Формат 60X84 . Печ. л. 35,0. Тираж 3000 экз. Заказ №180.
ГОУ «Учебно-методический центр по образованию на железнодорожном транспорте»
107078 Москва, Басманный пер., д. 6
Тел.: +7 (495) 262-12-47
e-mail: marketing@umczdt.ru;
http://www.umczdt.ru
ООО «Издательский дом «Транспортная книга» 109202, Москва, Перовское ш., д.19, стр.1
Отпечатано в ОАО «Московская типография №6» 115088, Москва, ул. Южнопортовая, 24