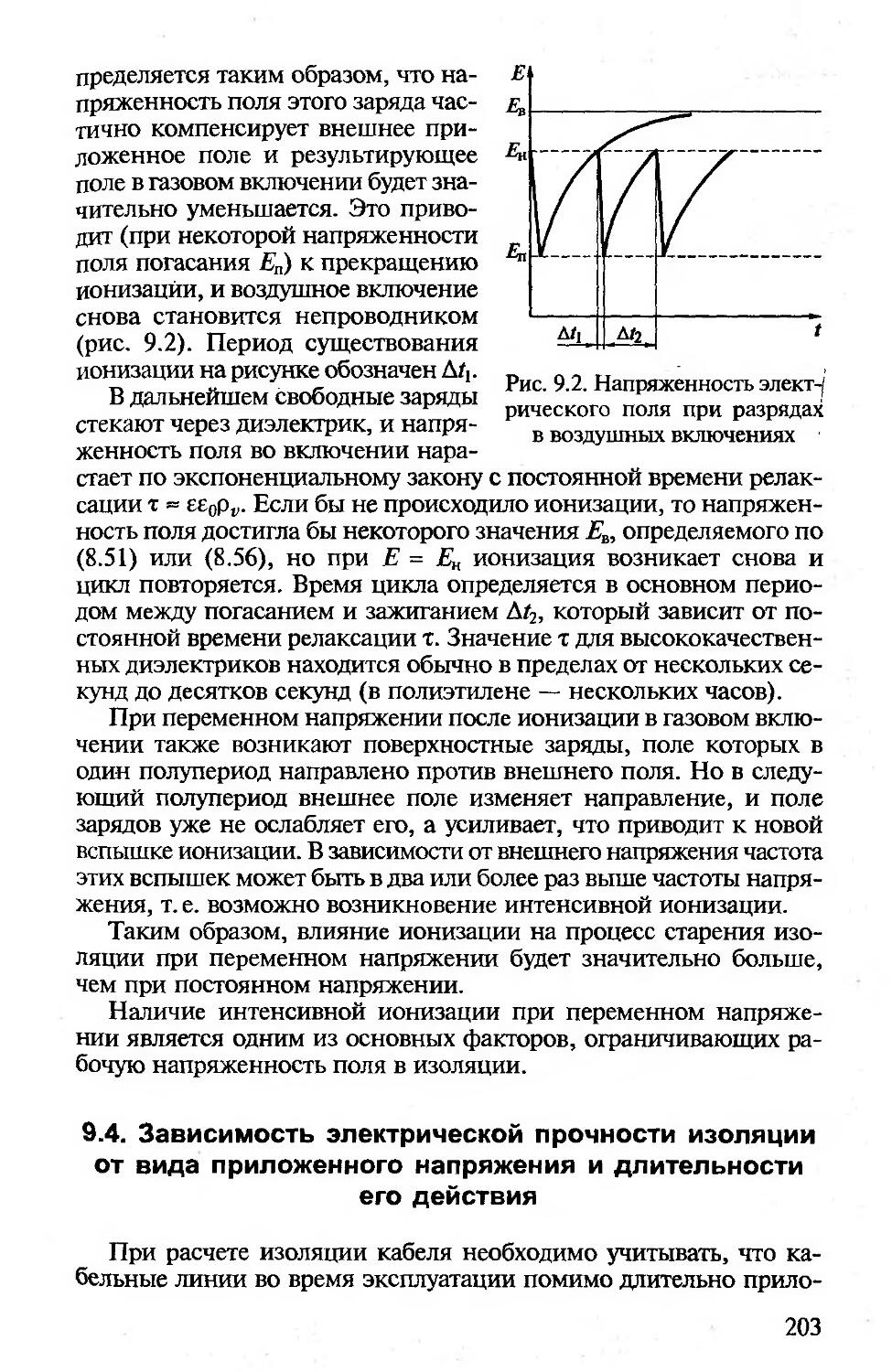
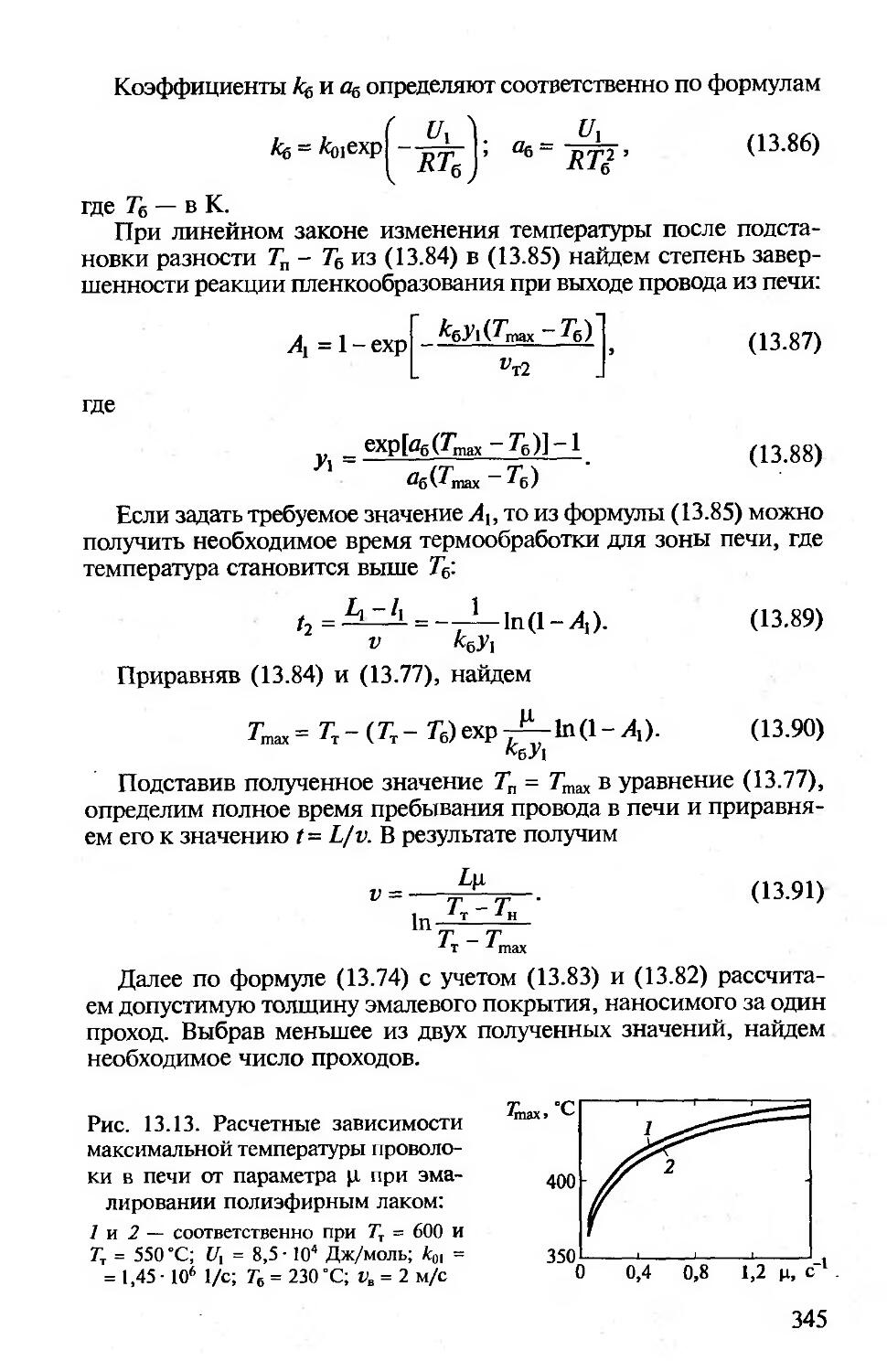
/








































































































































Author: Пешков И.Б. Леонов В.М. Рязанов И.Б. Холодный С.Д.
Tags: состояние веществ (материалов) форма и конфигурация поверхностей, предметов и изделий электротехнические материалы и изделия кабельная техника
ISBN: 5-7695-1647-X
Year: 2006




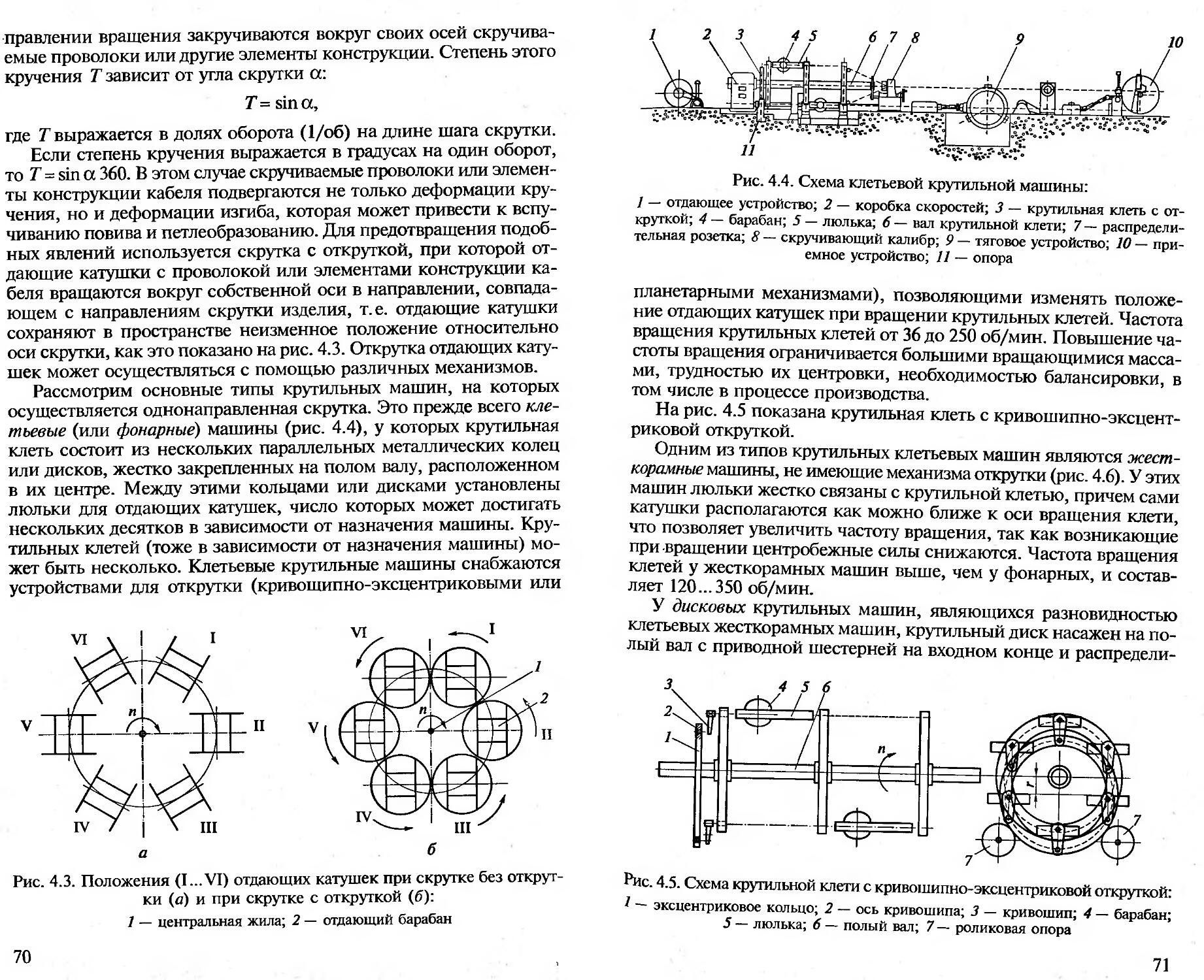
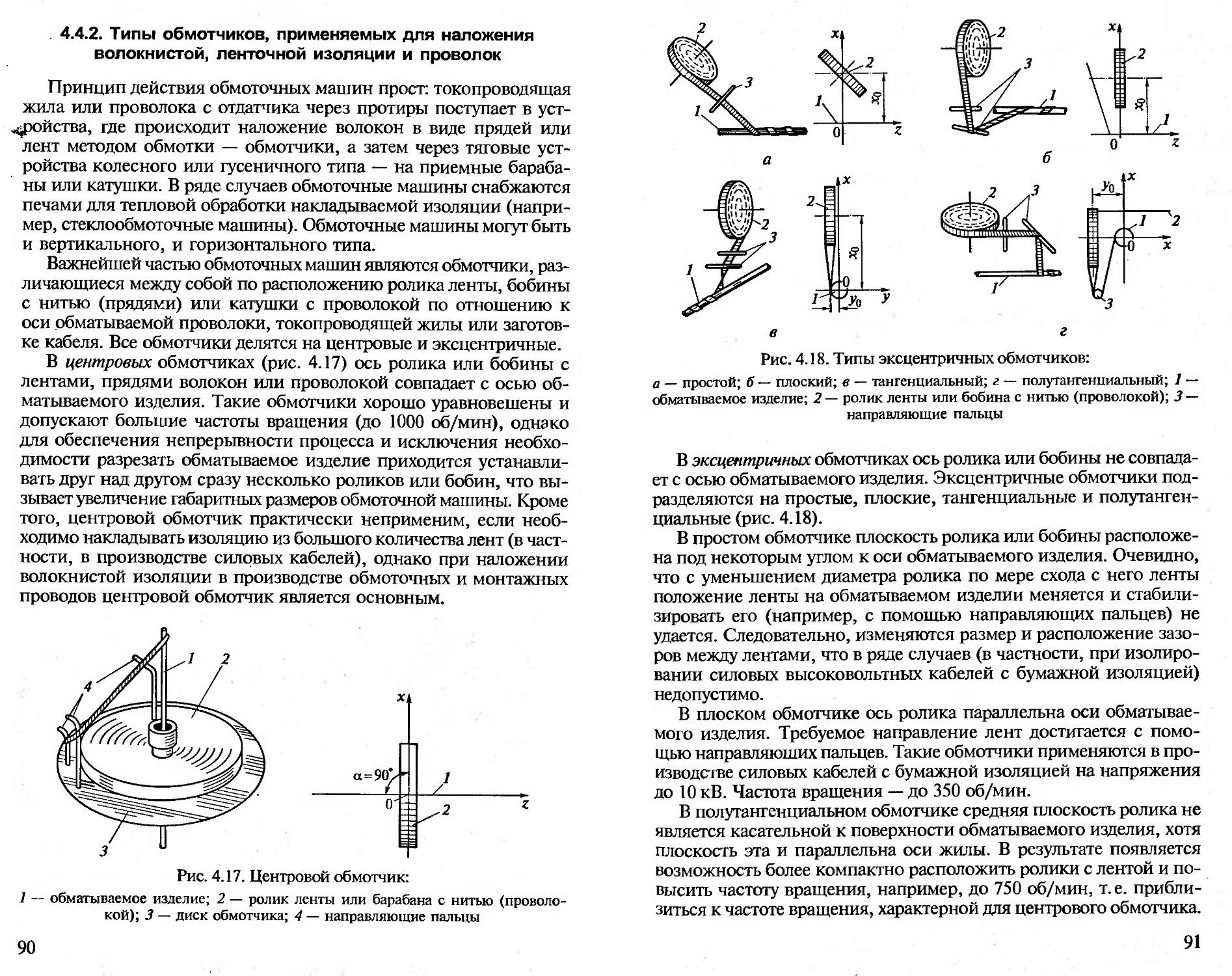
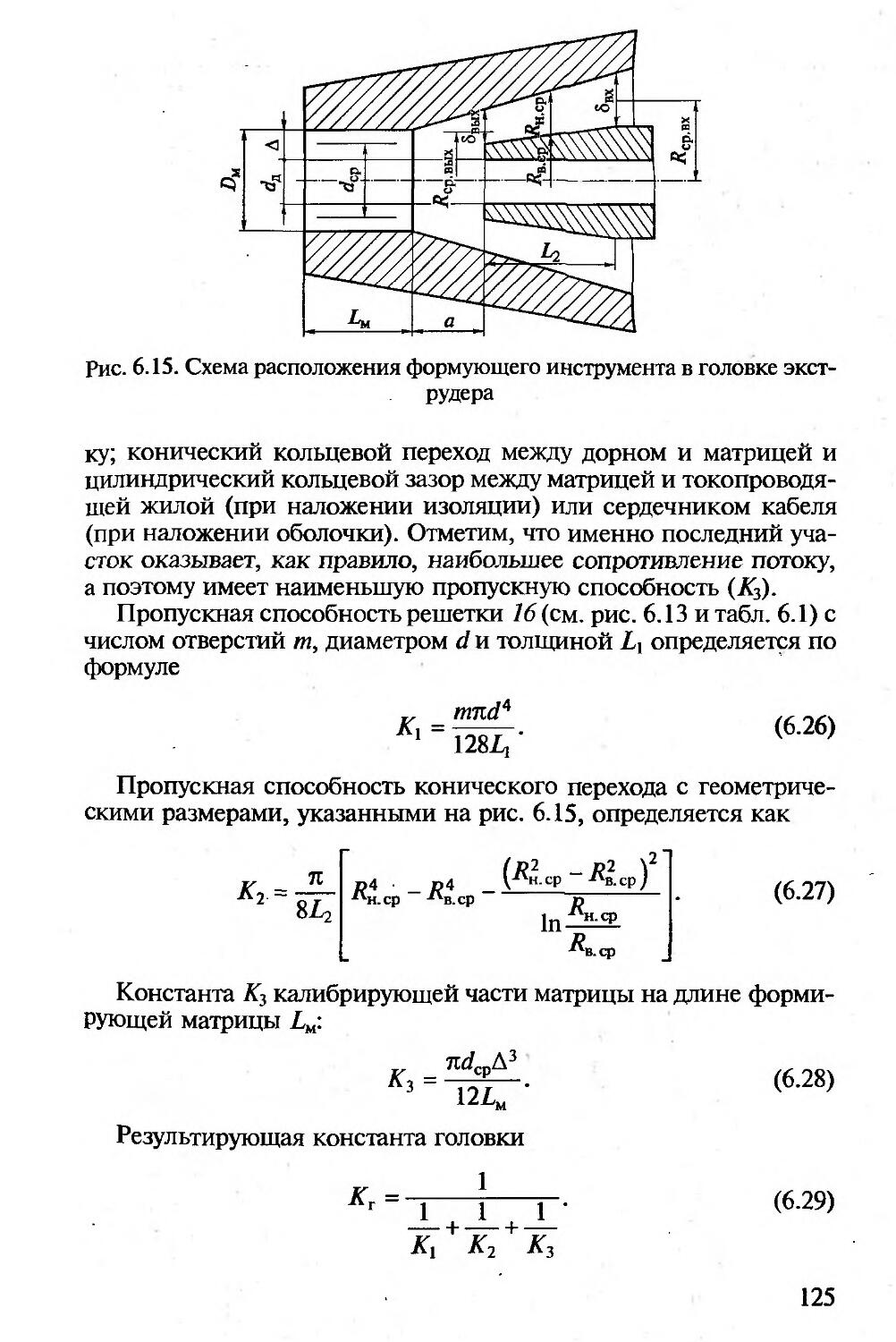
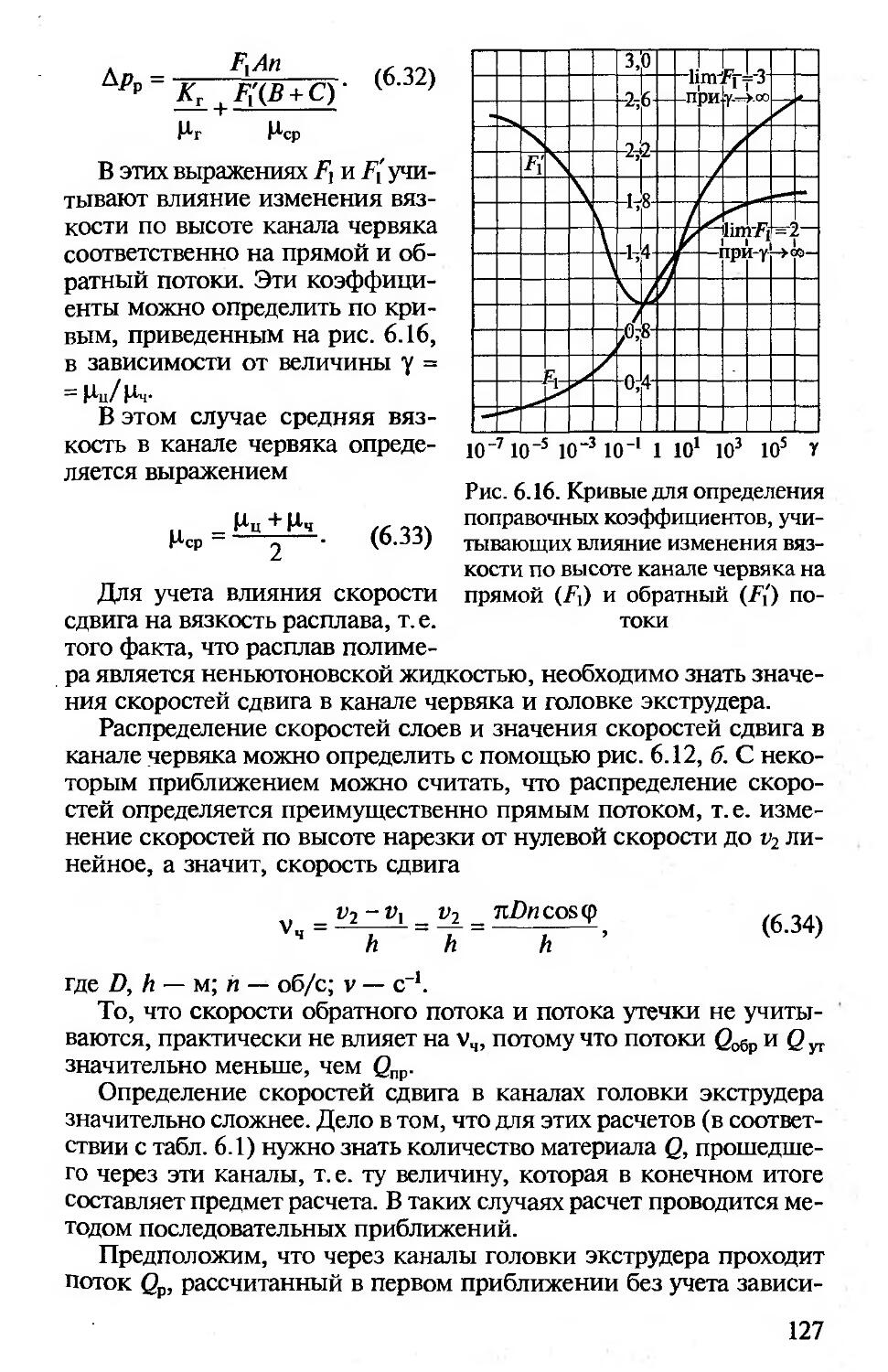
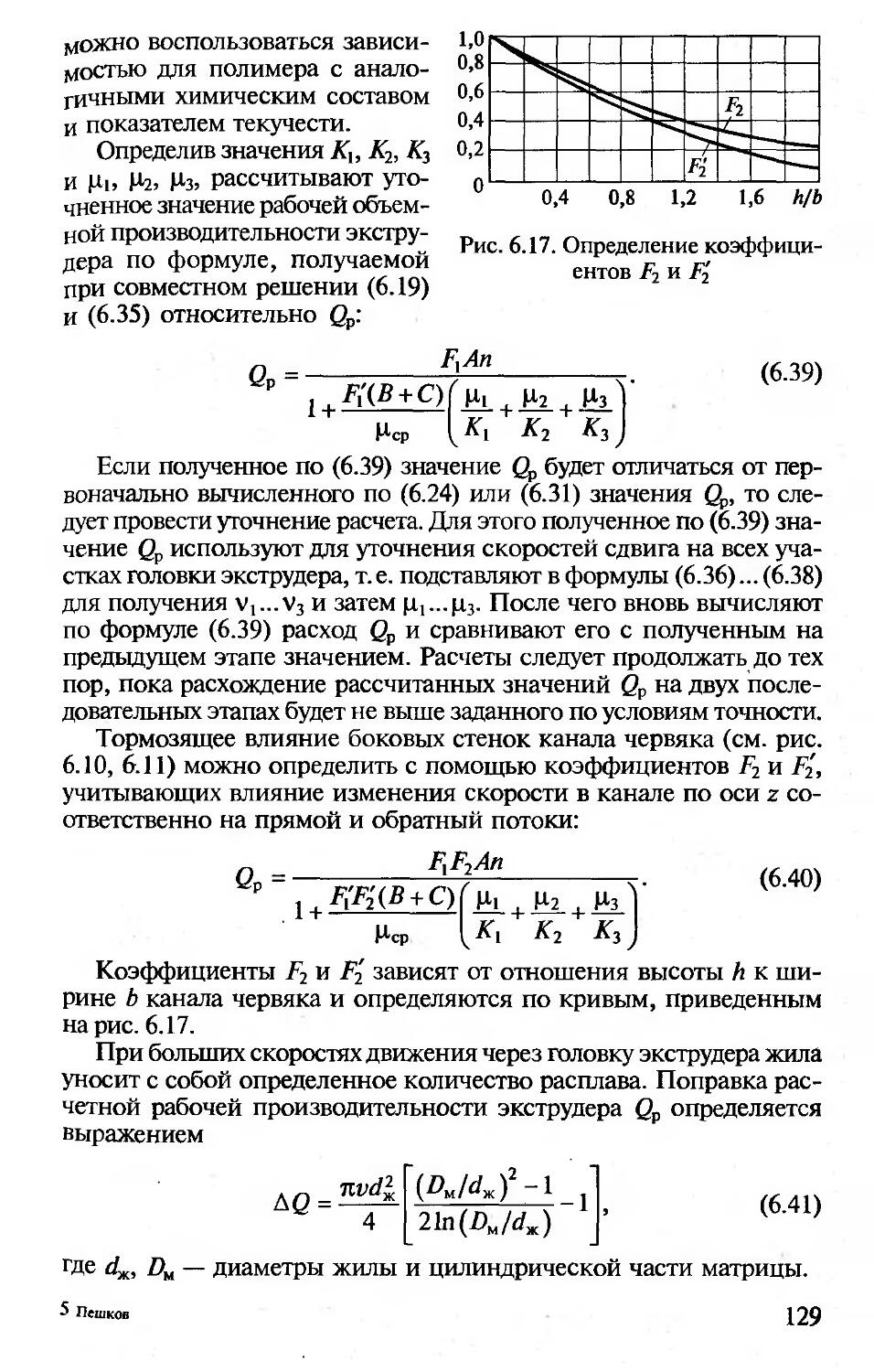
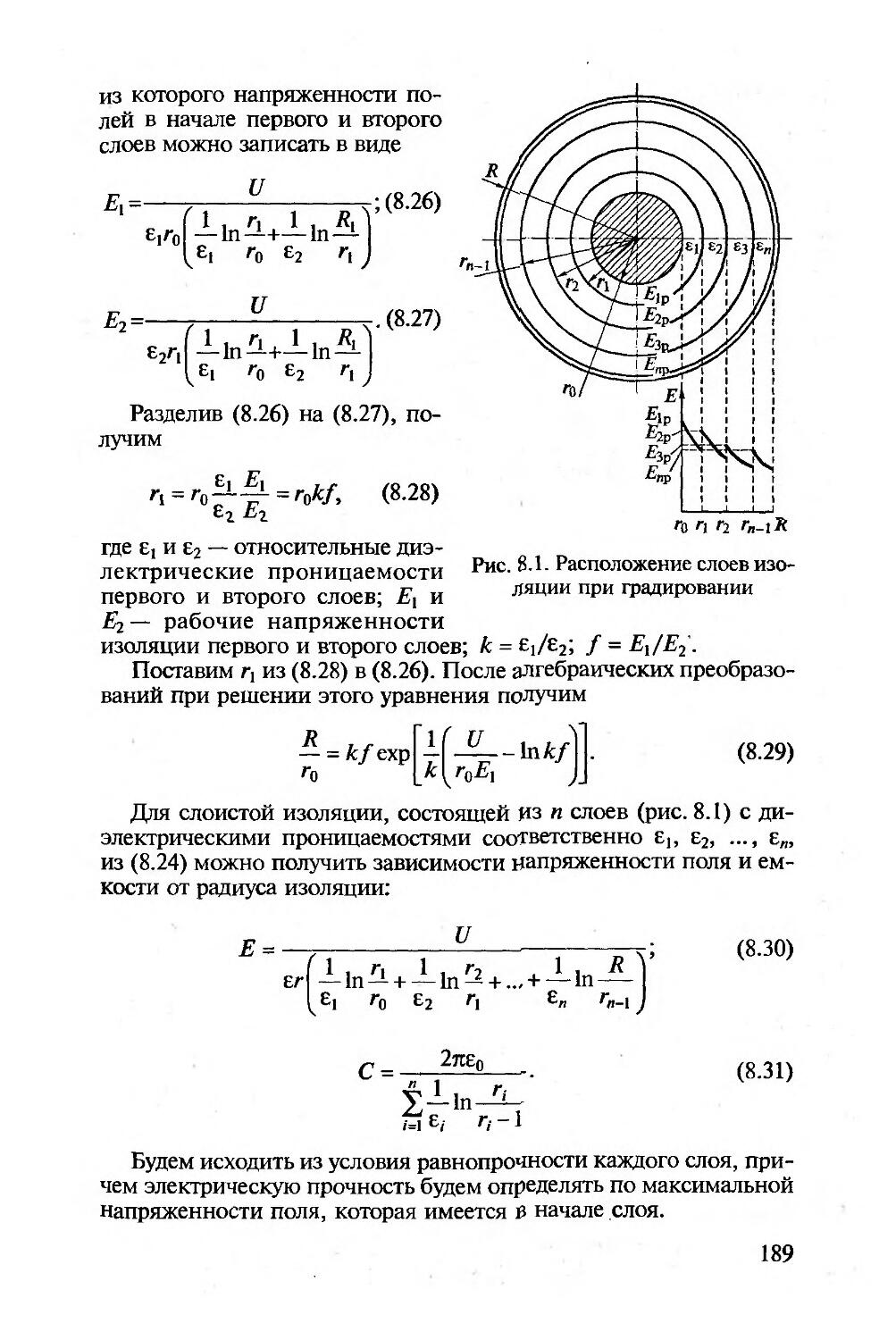
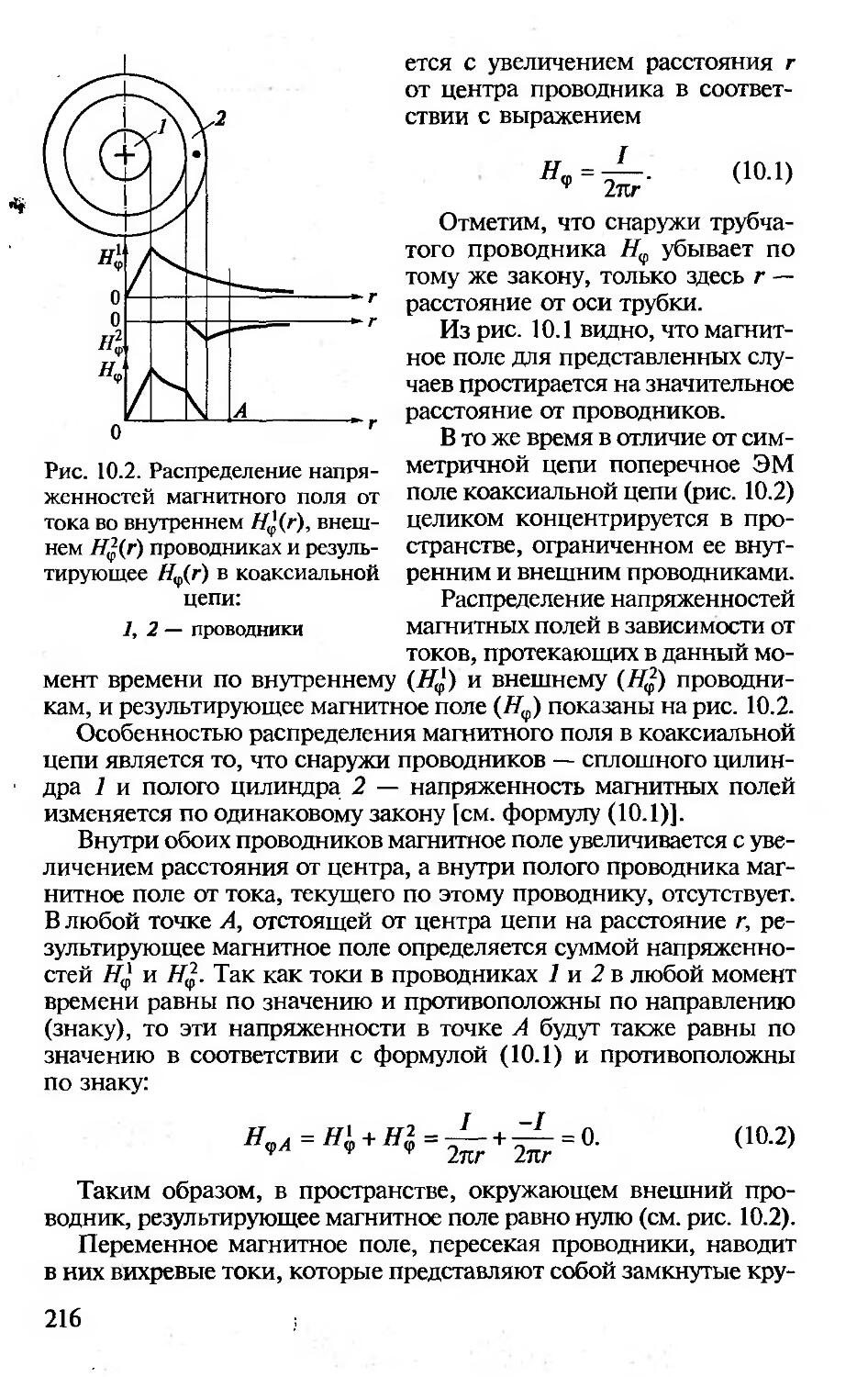
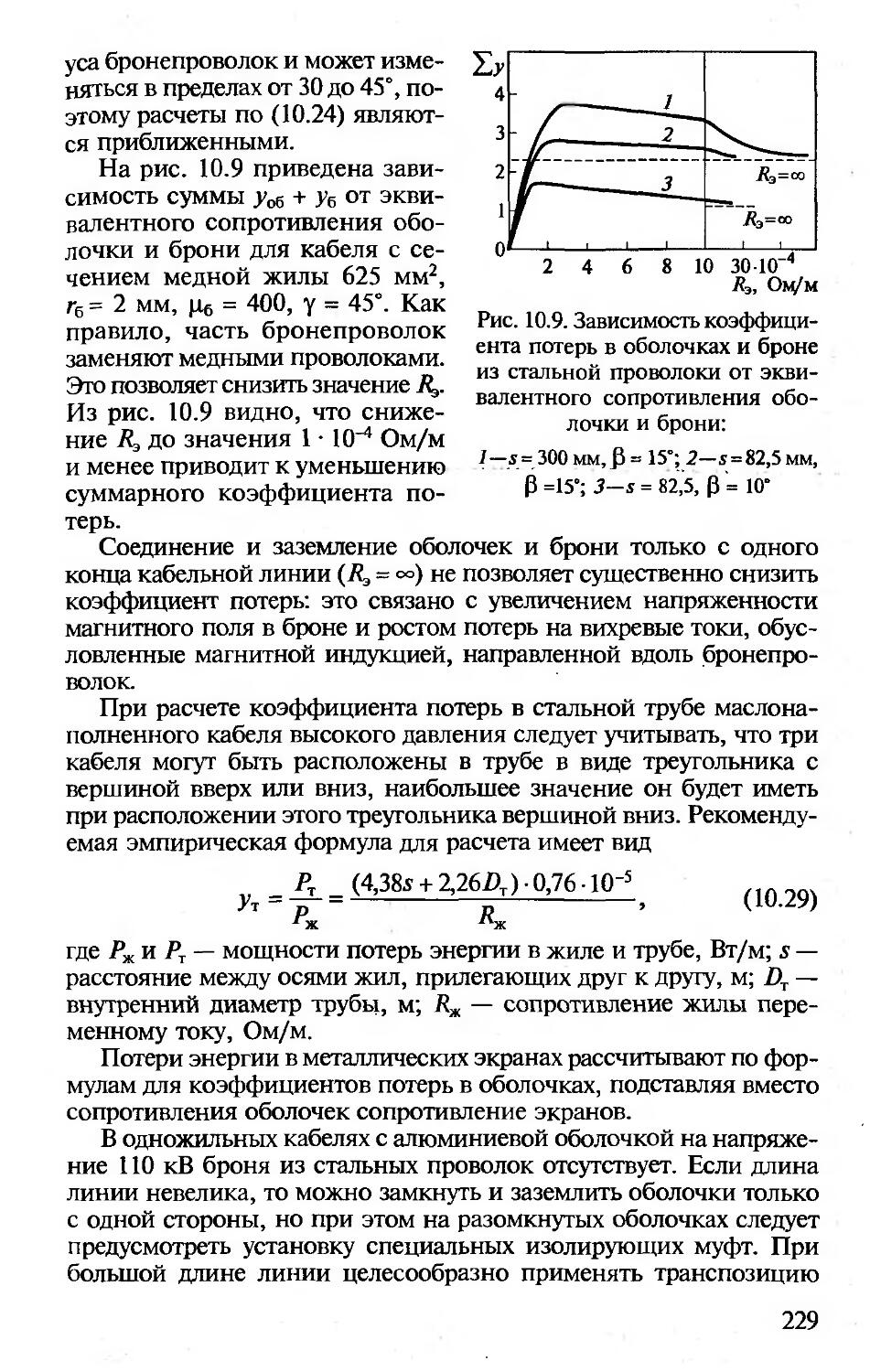
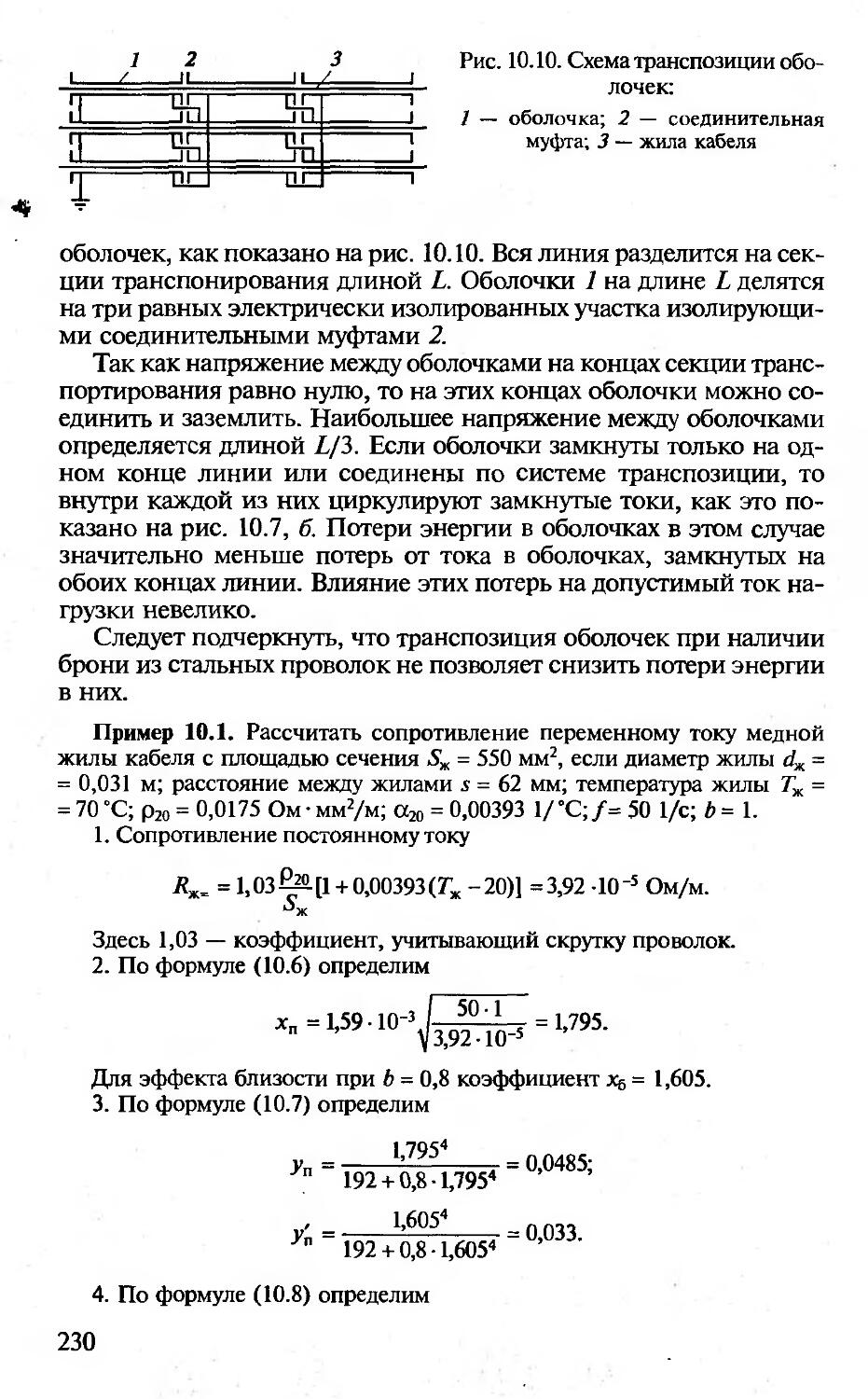
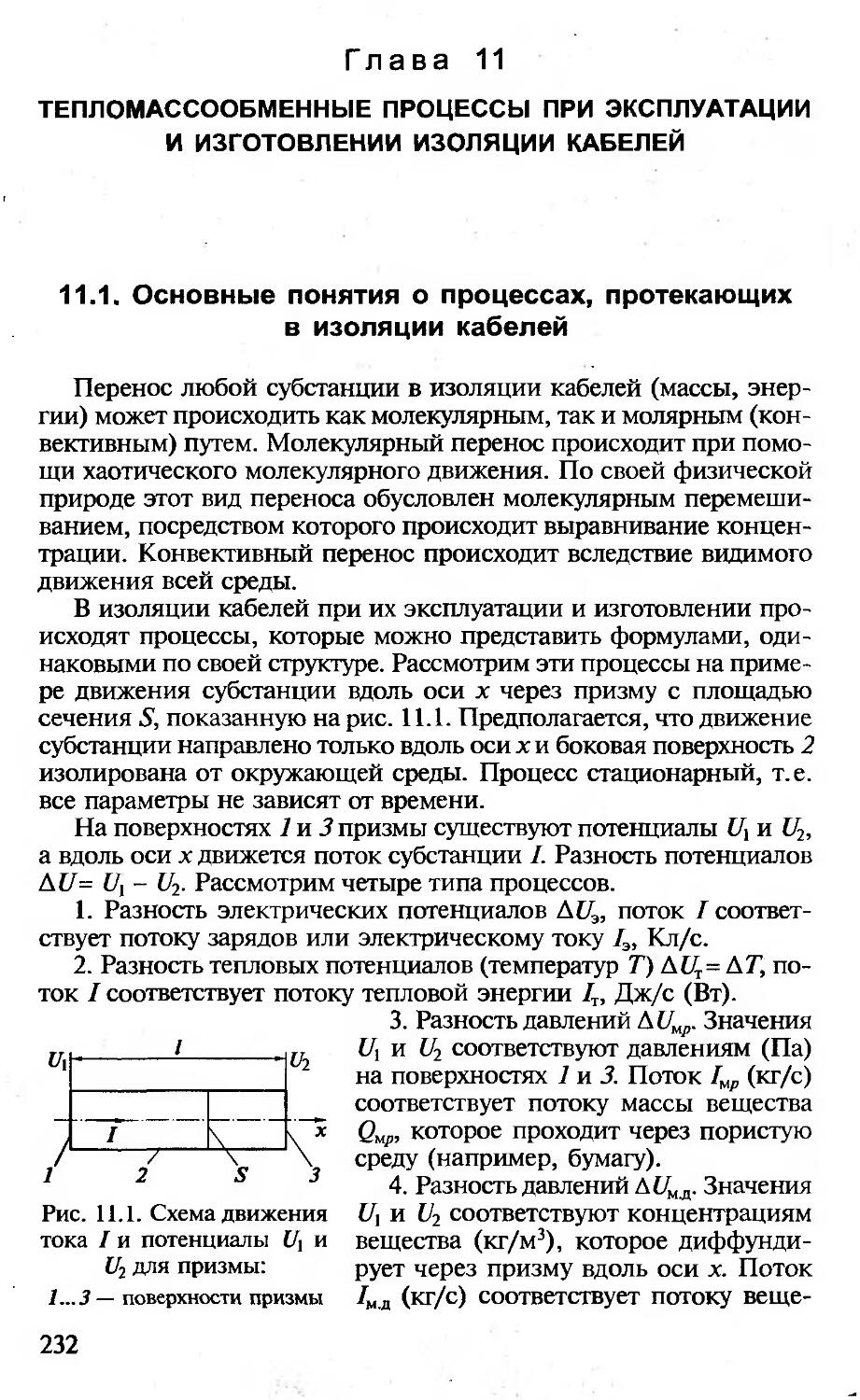
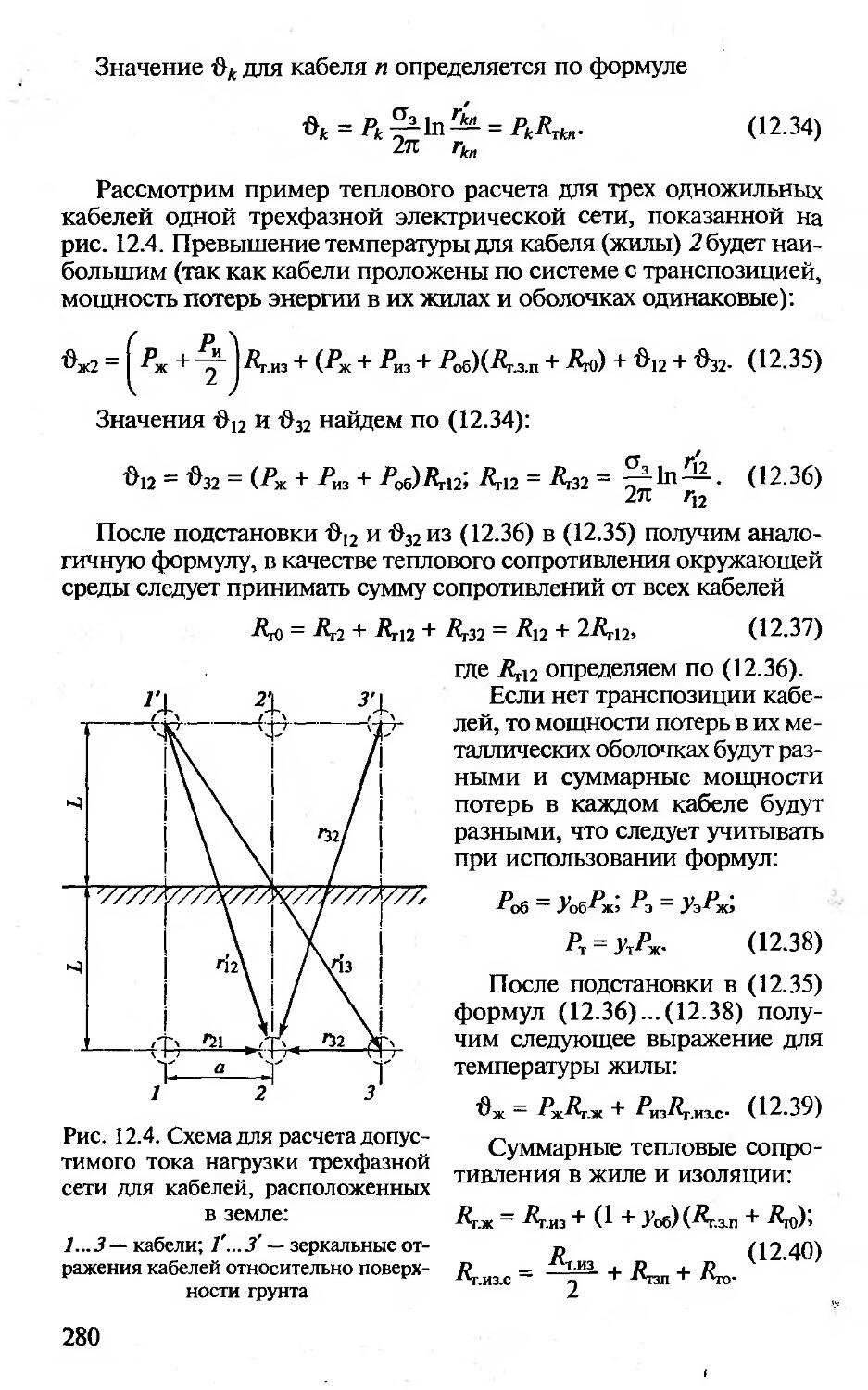
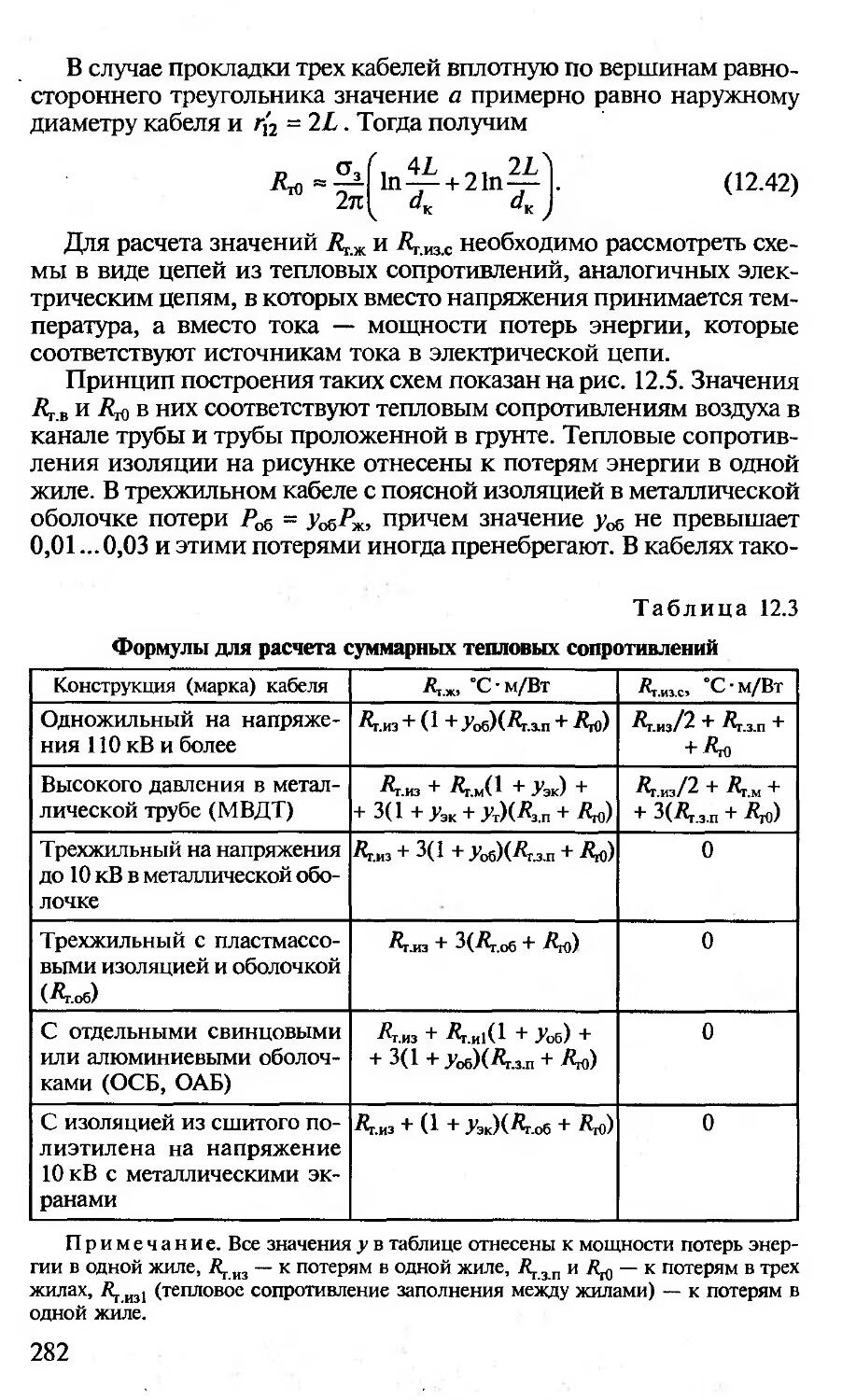
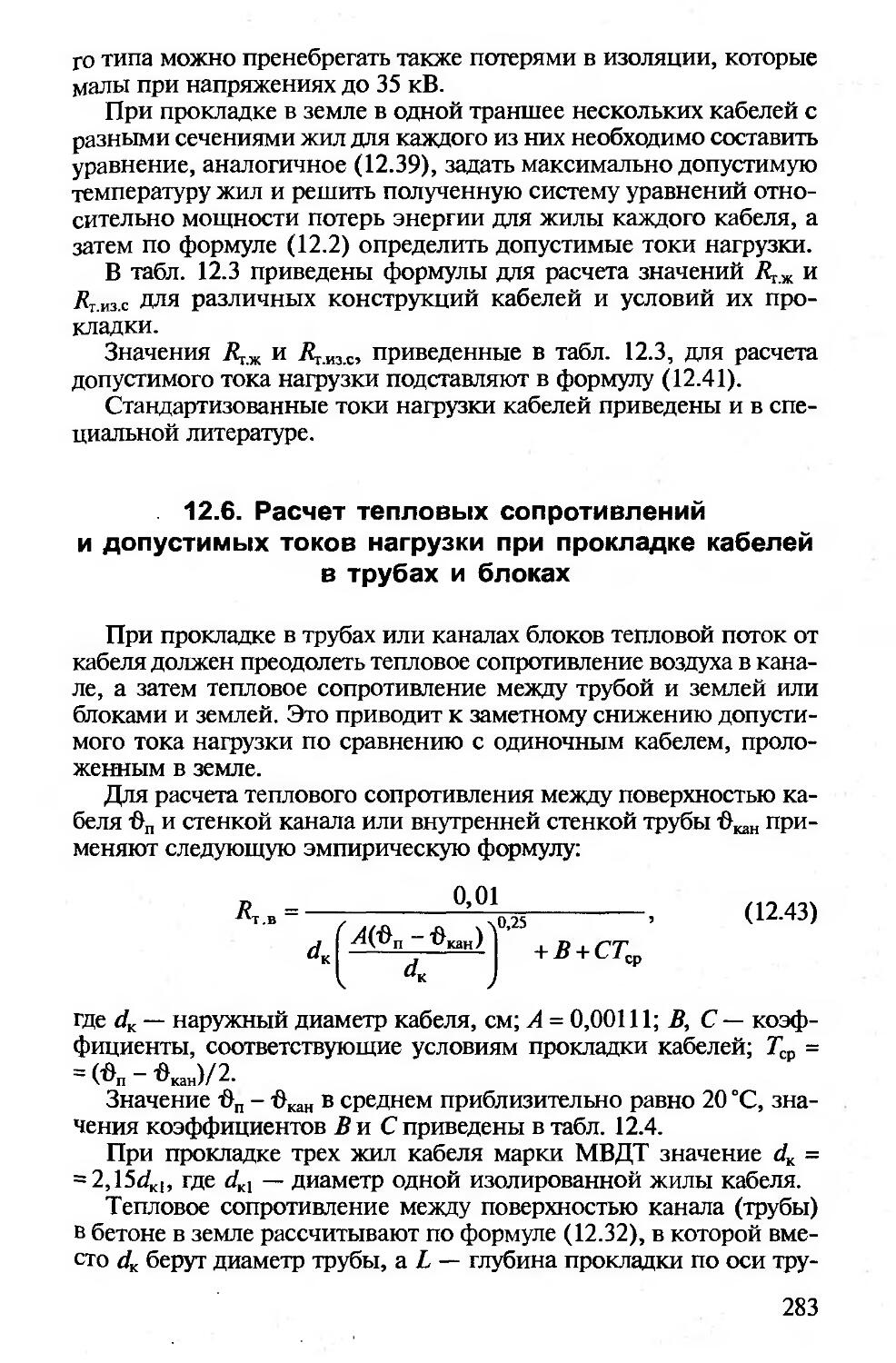
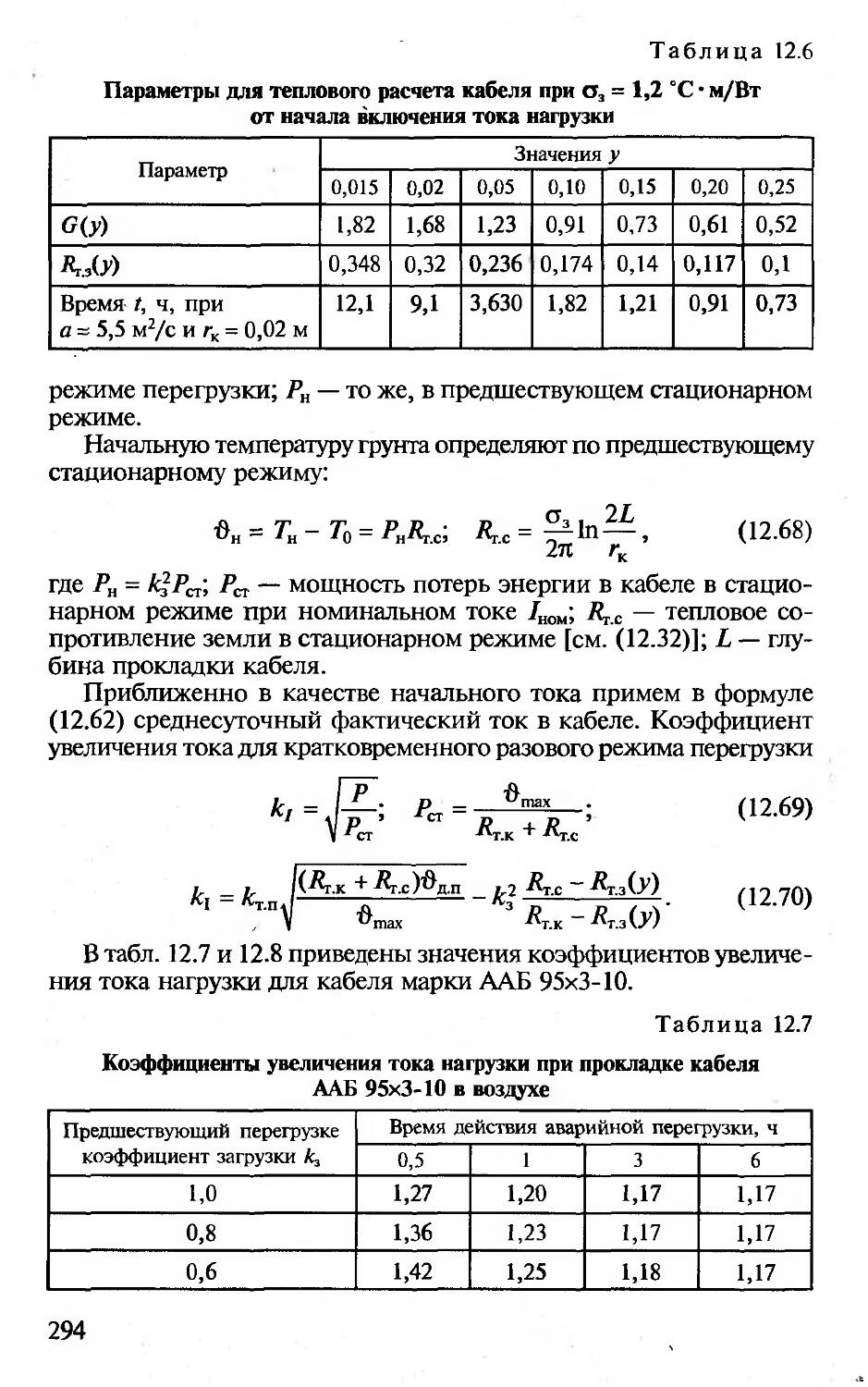
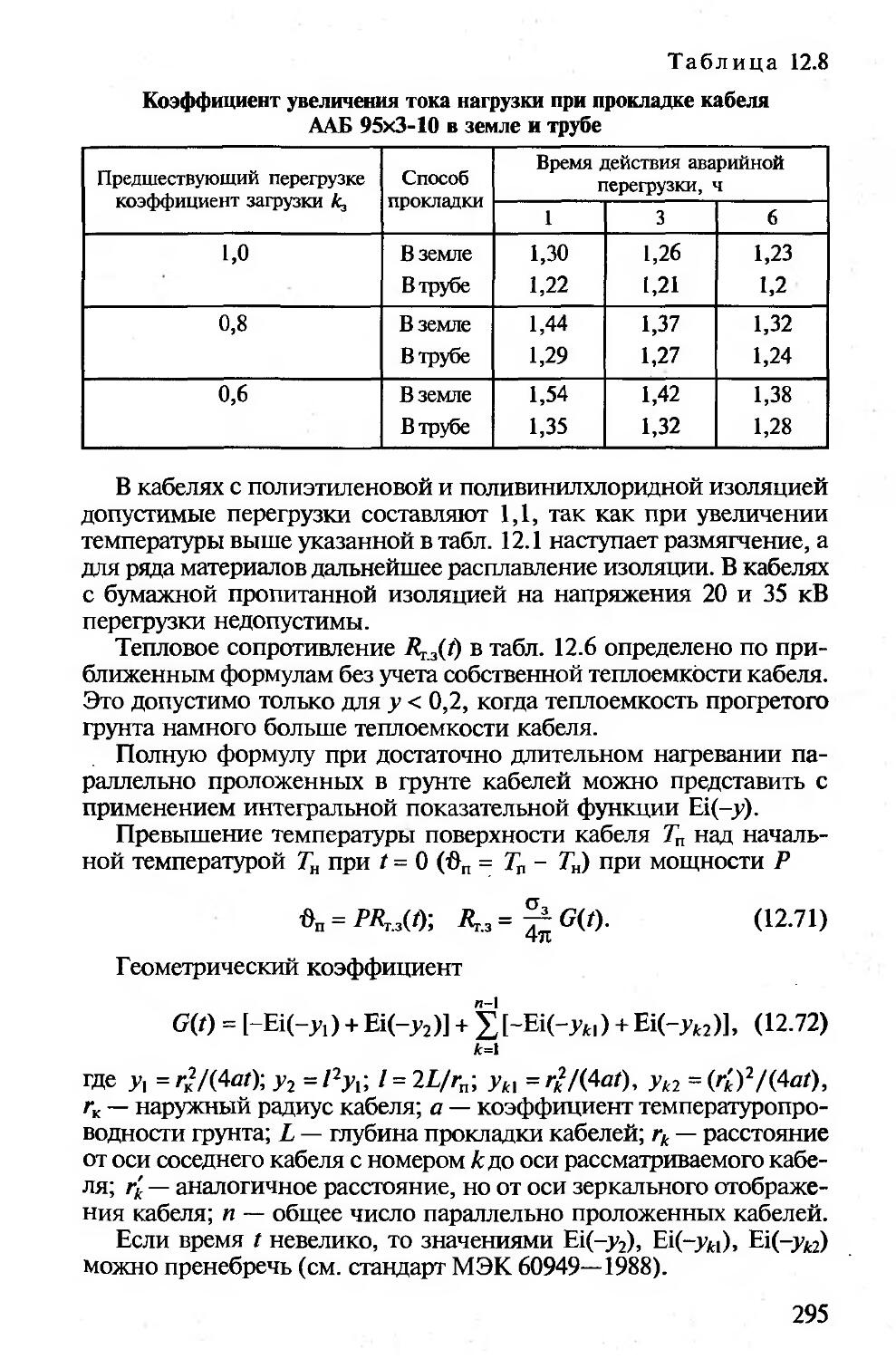
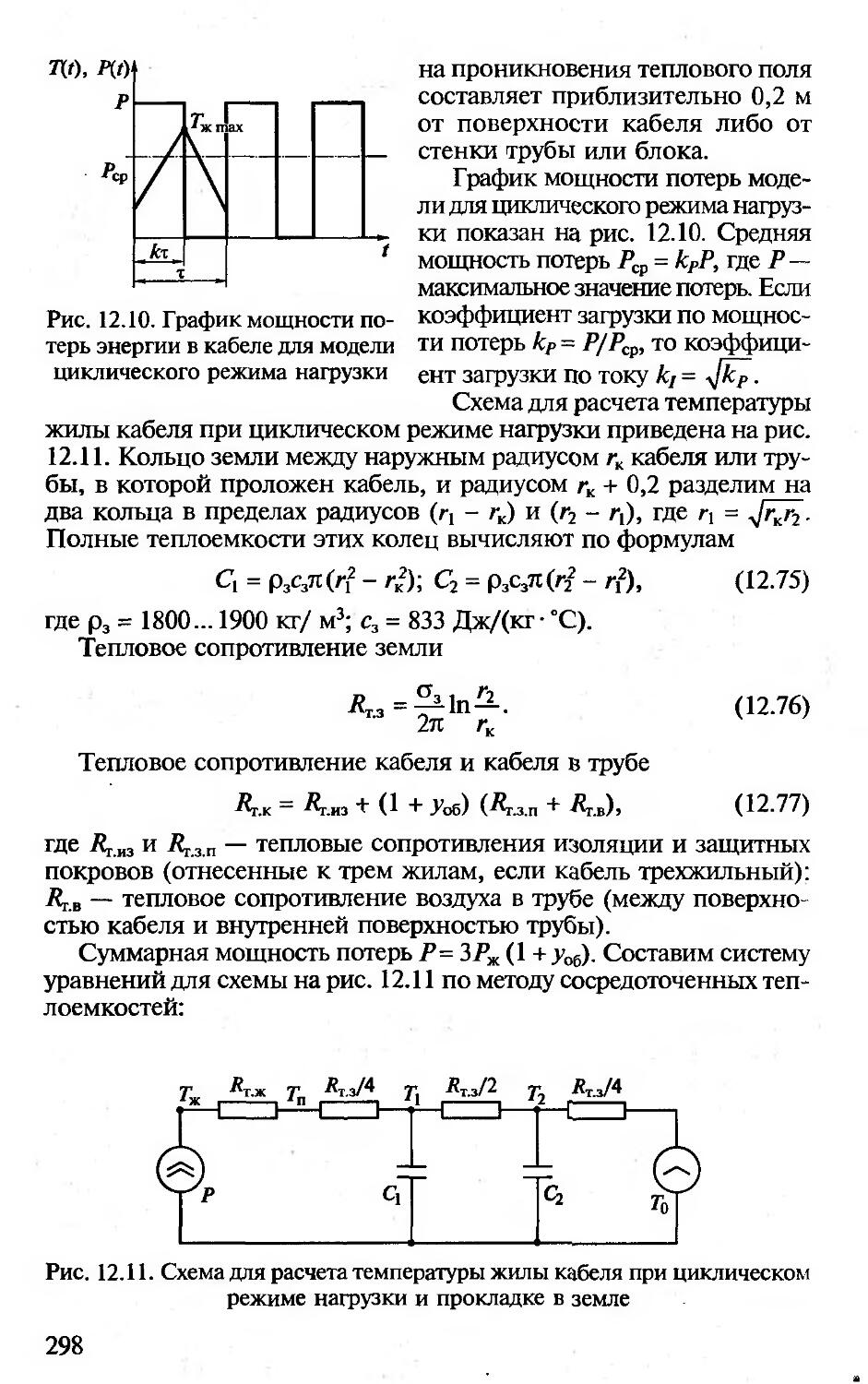
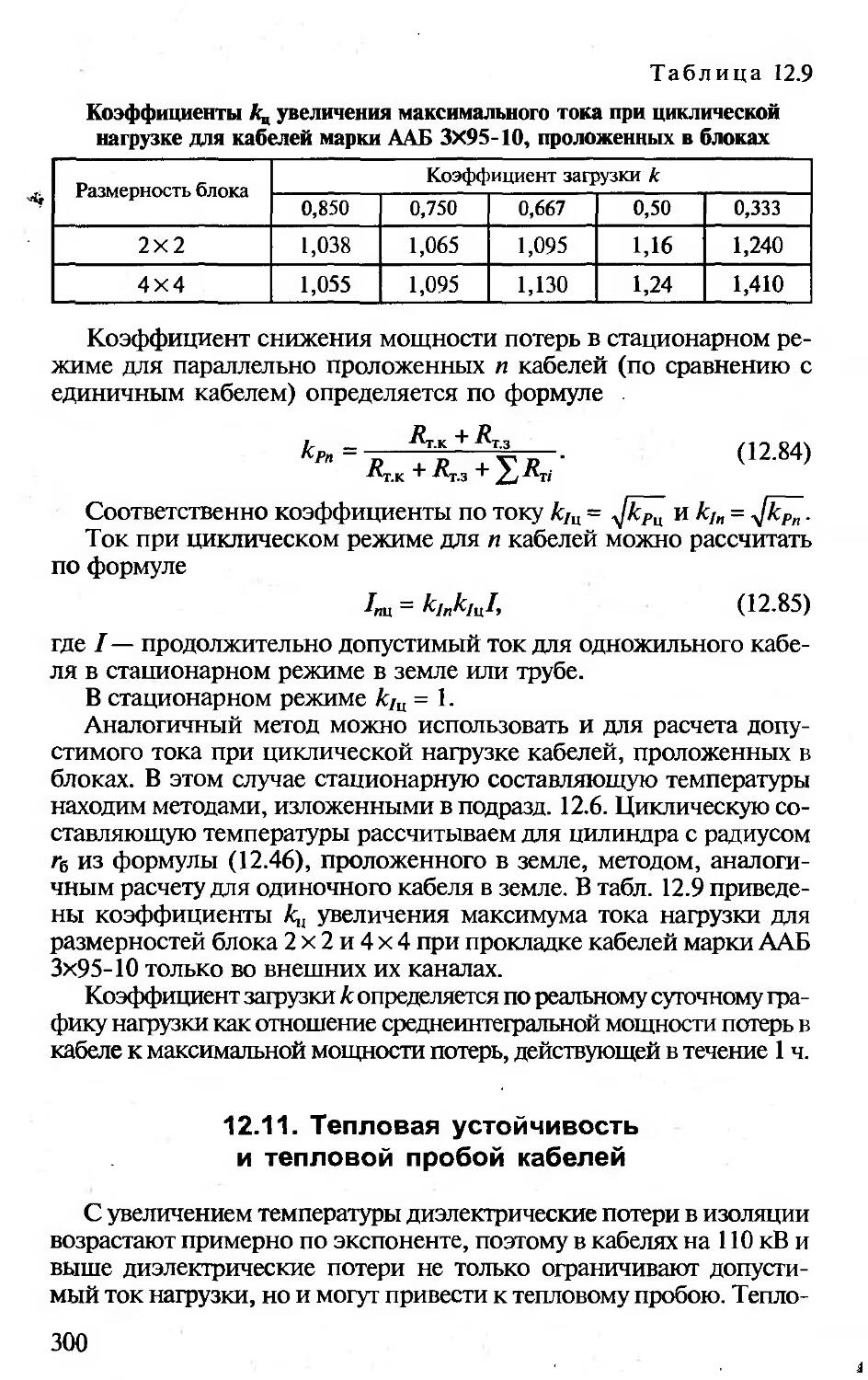
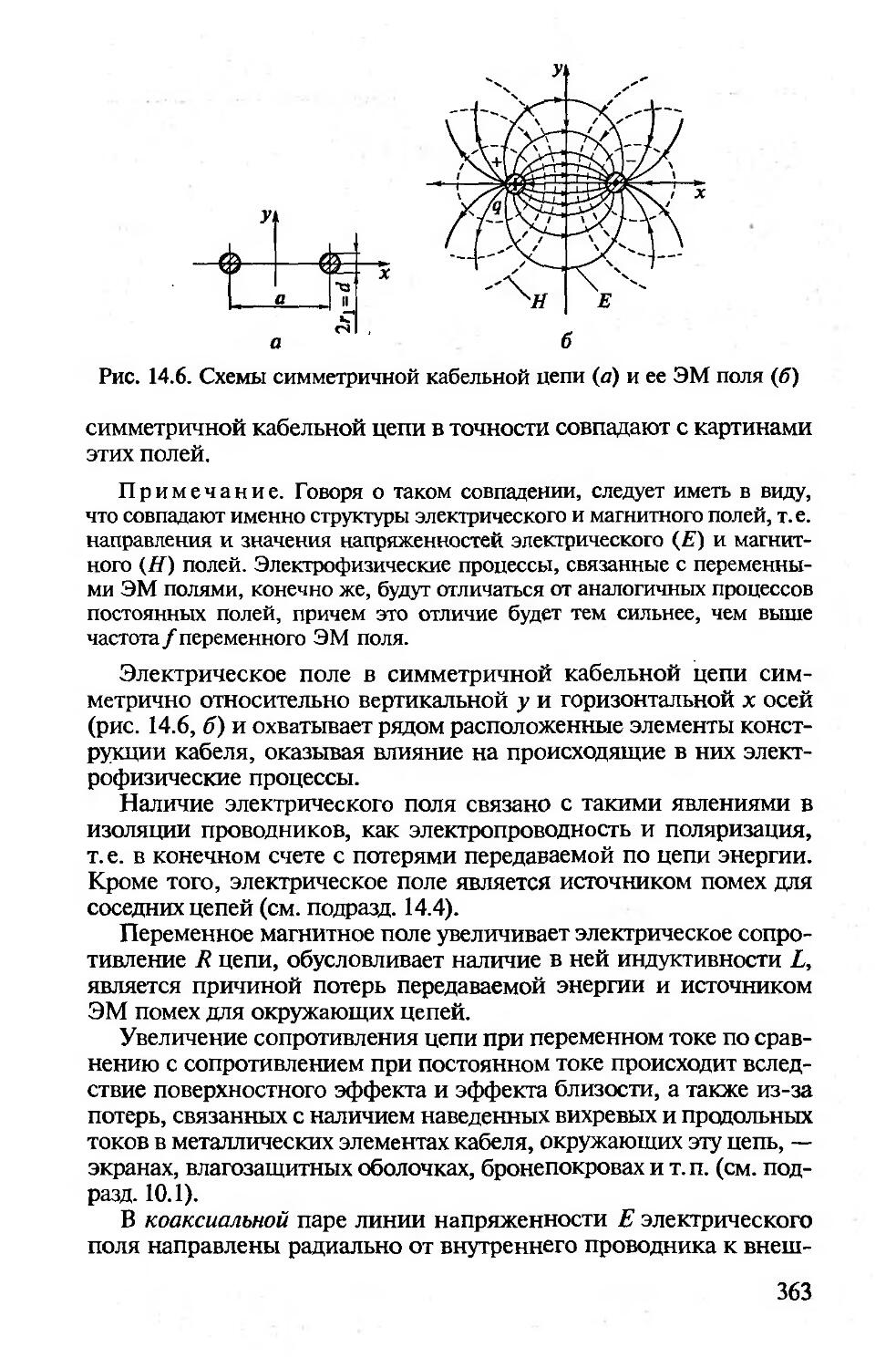
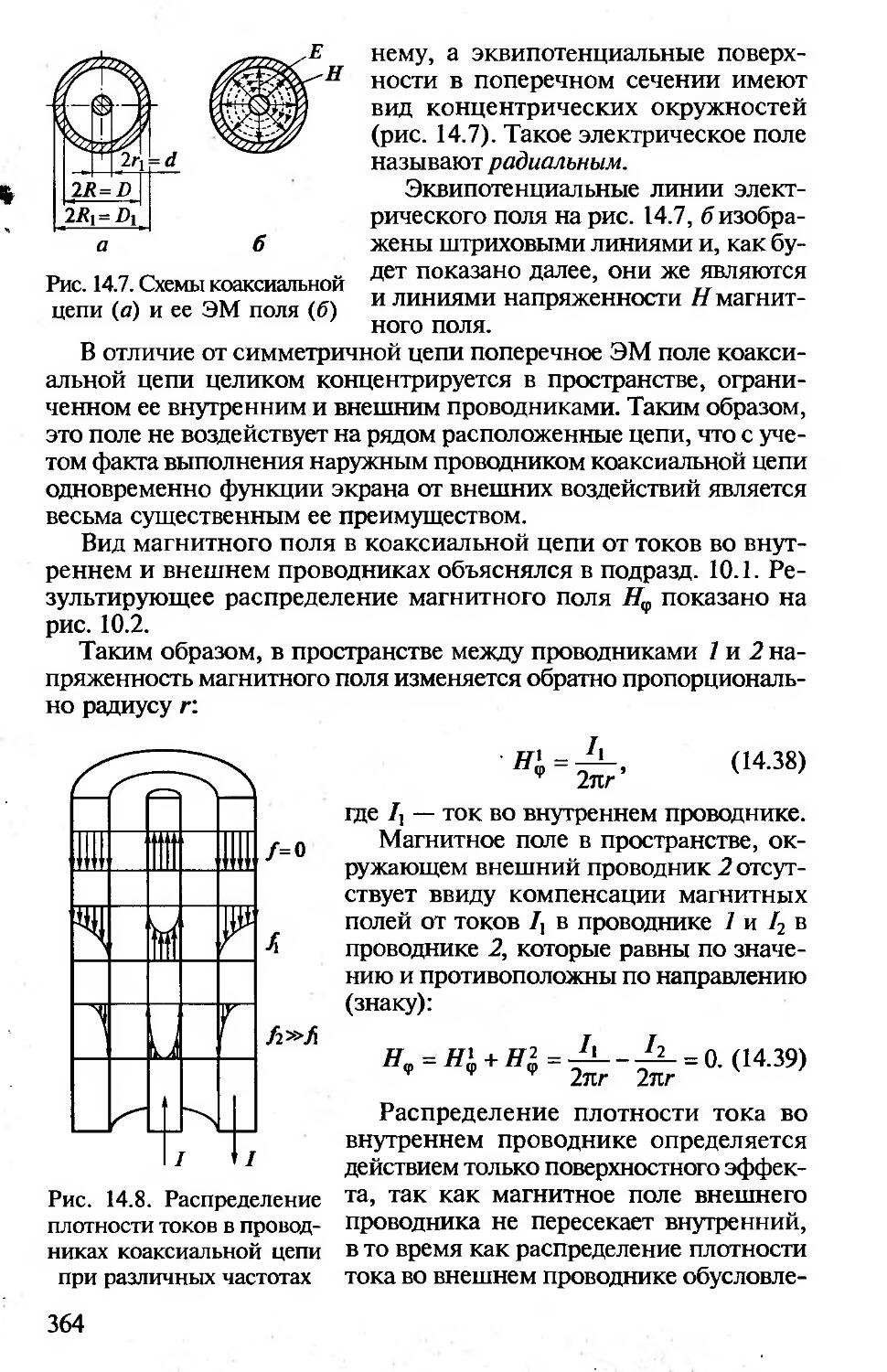
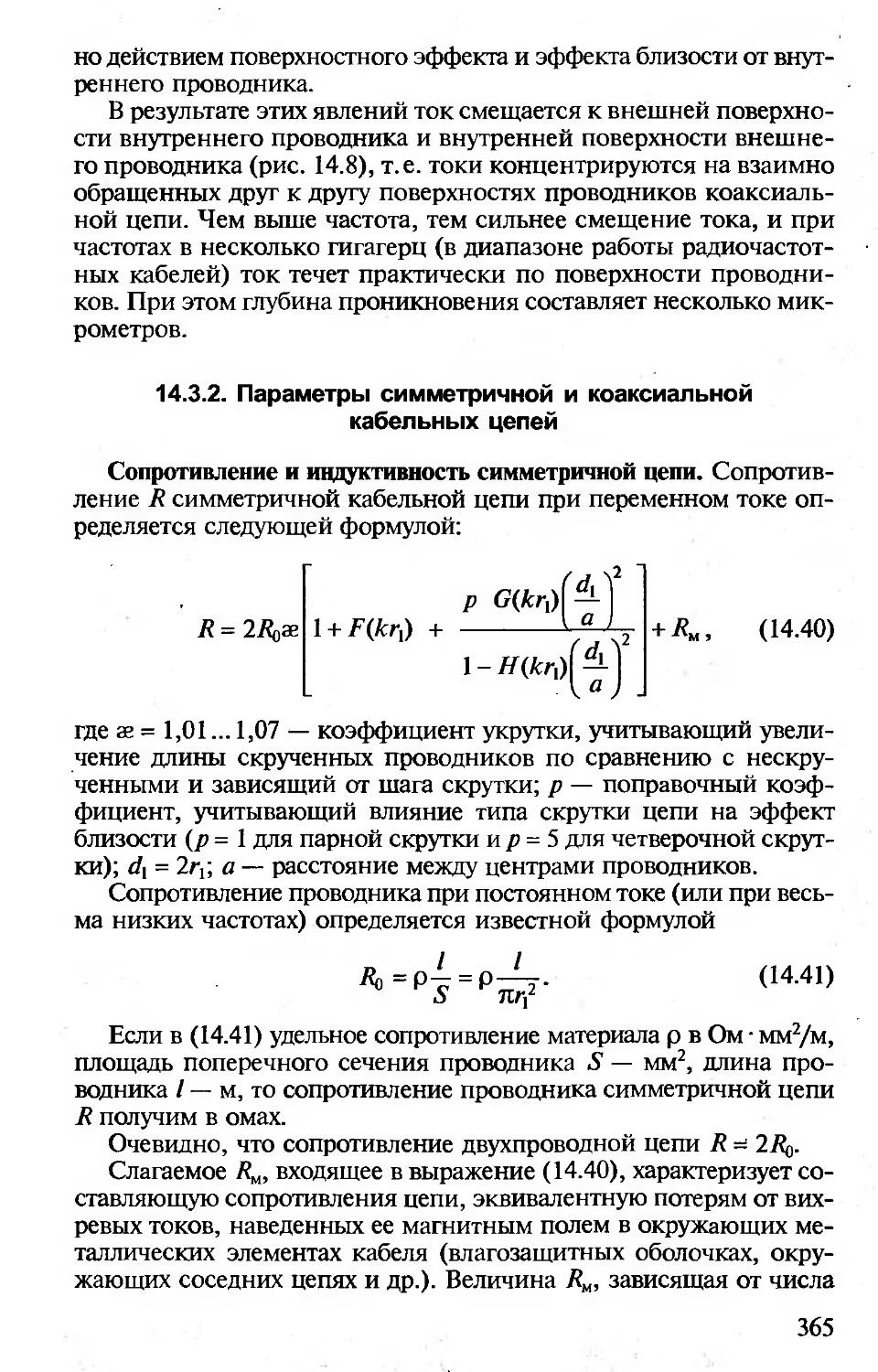
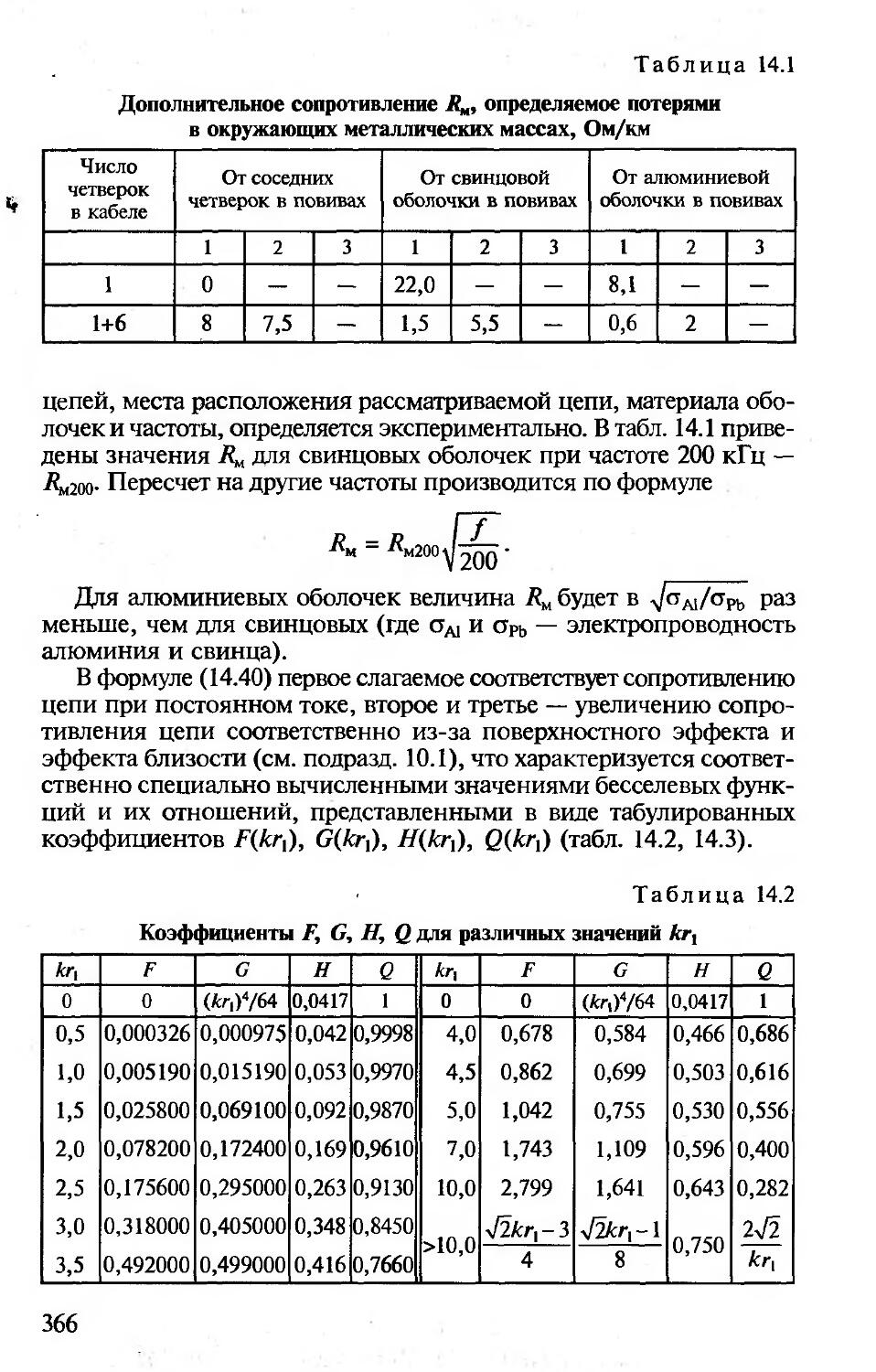
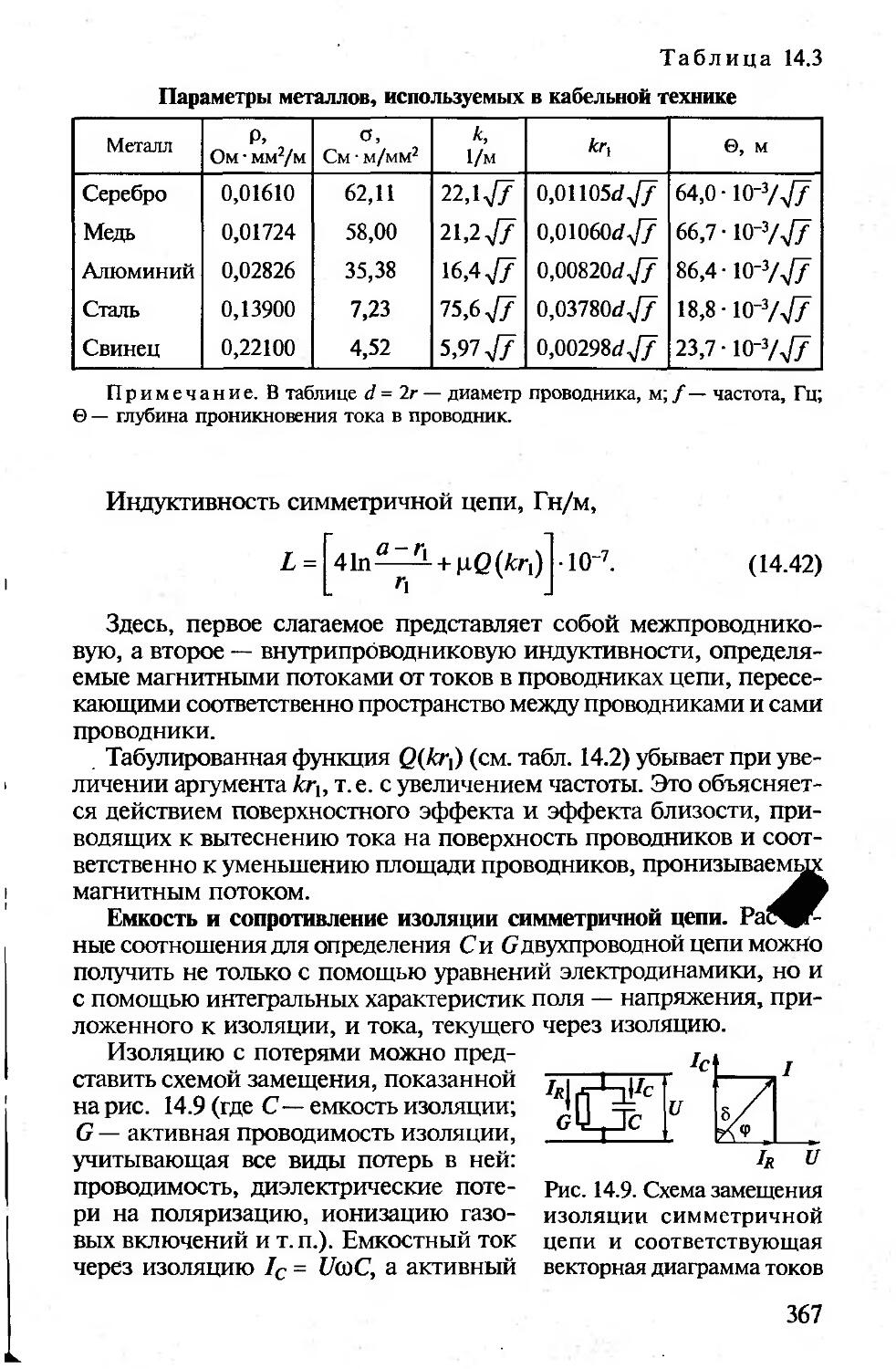
Text
Учебник
Высшее профессиональное образование
Электротехника
основы
КАБЕЛЬНОЙ
УДК 62-427.4(075.8)
ББК 31.232.3я73
0-753
Авторы:
В. М.Леонов, И. Б. Пешков, И. Б. Рязанов, С.Д. Холодный
Рецензенты:
зам. генерального директора ВНИИ кабельной промышленности, д-р техн, наук Г. Г. Свалов;
доцент кафедры ФЭМАЭК МЭИ А. С. Воробьев
Основы кабельной техники: учебник для студ. высш. учеб. 0-753 заведений / [В.М.Леонов, И.Б.Пешков, И.Б.Рязанов, С. Д. Холодный]; под ред. И. Б. Пешкова. — М.: Издательский центр «Академия», 2006. — 432 с.
ISBN 5-7695-1647-Х
Даны характеристика кабельных изделий как средств передачи энергии и информации, их классификация, а также основы теории и технологии процессов производства. Рассмотрены электрические и магнитные поля в кабельных изделиях и связанные с ними электрофизические процессы. Изложены основы теории тепломассобменных процессов, имеющих место в производстве и эксплуатации кабельных изделий. Даны основы теории электрических и оптических кабелей связи. Рассмотрены вопросы автоматизации производства и испытаний кабельной продукции.
Для студентов высших учебных заведений. Может быть полезен инженерно-техническим работникам кабельной промышленности и специалистам, занимающимся эксплуатацией кабелей и проводов.
УДК 62-427.4(075.8)
ББК 31.232.3я73
Оригинал-макет данного издания является собственностью Издательского центра «Академия», и его воспроизведение любым способом без согласия правообладателя запрещается
ISBN 5-7695-1647-Х
©Леонов В. М„ Пешков И. Б., Рязанов И. Б., Холодный С. Д., 2006 © Образовательно-издательский центр «Академия», 2006
© Оформление. Издательский центр «Академия», 2006
ПРЕДИСЛОВИЕ
В последнее десятилетие несмотря на экономический кризис в России спрос на кабельную продукцию сохранился, хотя объемы производства по сравнению с 1990 г. заметно снизились.
В настоящее время наряду с имеющими многолетнюю историю крупными кабельными заводами работают много новых предприятий со сравнительно небольшим объемом выпуска тех или иных кабельных изделий.
Постоянно растущая потребность в кабельной продукции, используемой в электроэнергетике, системах передачи информации, специальных областях техники и быту, обусловлена прогрессом в этих отраслях, т.е. появлением новых систем передачи информации, усовершенствованием бытовой техники и т.д.
Все это увеличивает спрос на квалифицированных специалистов в данной области, а следовательно, становится более востребованной учебная литература, отражающая теоретические основы и современное состояние кабельной техники.
В данном учебнике учтены последние достижения в области кабельной техники: приведены новые метода электрического и теплового расчетов кабельных конструкций и рассмотрены новые виды кабельных изделий (например, оптические кабели связи, компьютерные кабели для структурированных кабельных систем и др.).
При написании учебника авторы использовали опыт преподавания данной и других кабельных дисциплин в Московском энергетическом институте (Техническом университете).
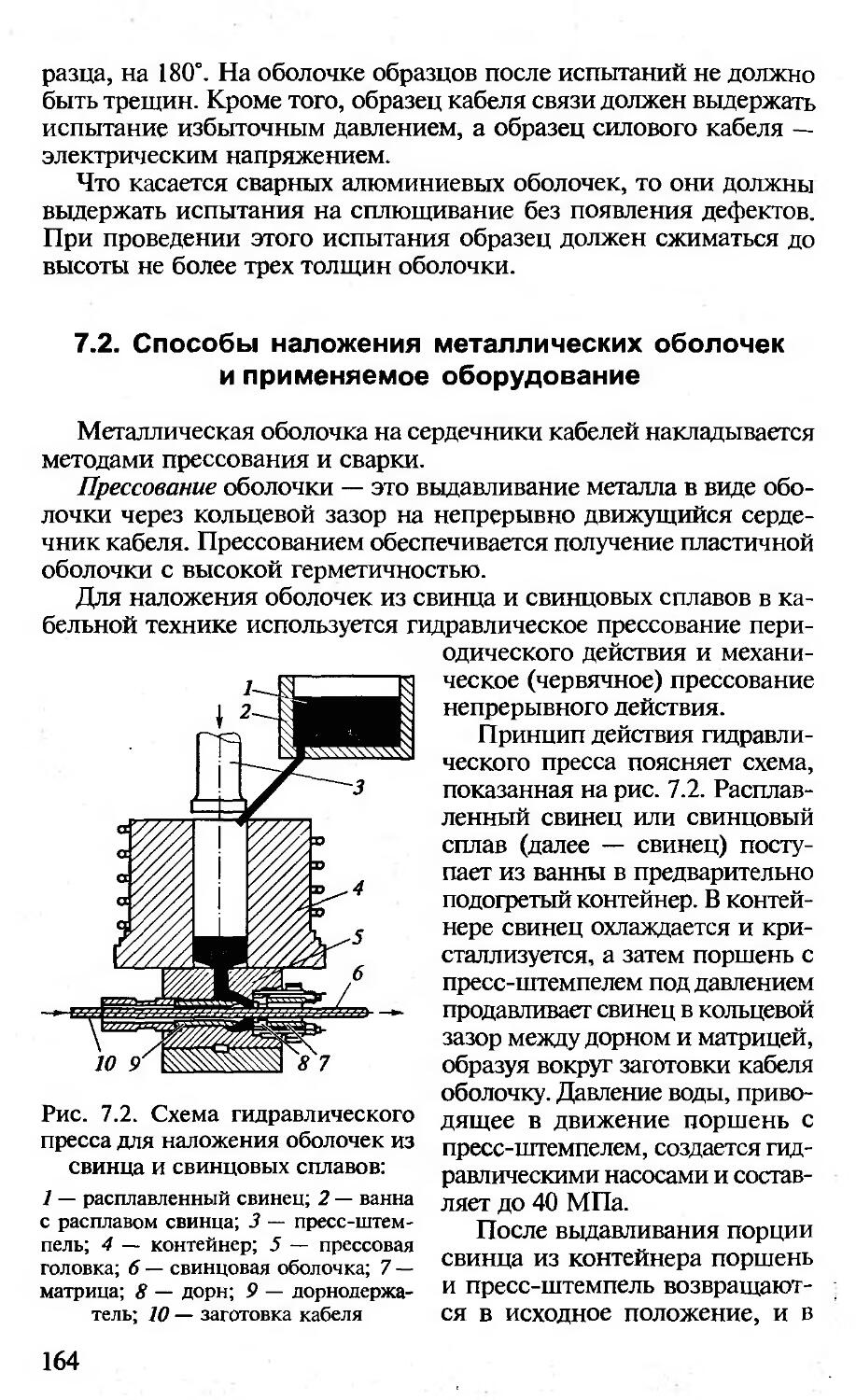
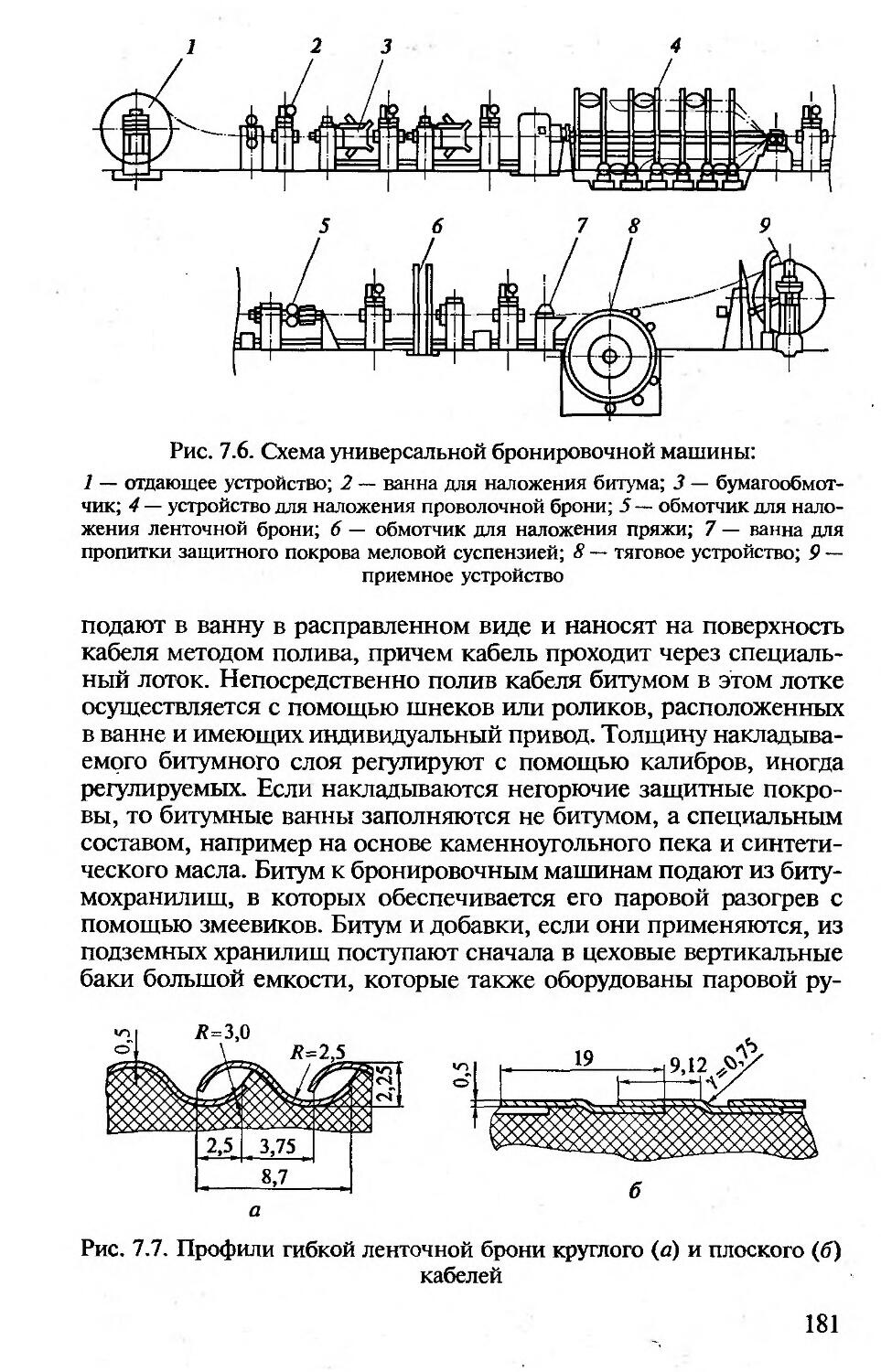
Материал книги распределяется следующим образом: предисловие, гл. 1, 2 (за исключением подразд. 2.2.1, 2.2.2 и 2.2.5), гл. 6 (за исключением подразд. 6.2.3,6.2.4 и 6.3), гл. 14,15 и подразд. 10.1 написаны И. Б. Рязановым; гл. 3, 5, 8, 9 (за исключением подразд. 9.5) и подразд. 2.2.1, 2.2.2 и 2.2.5 — В.М.Леоновым; гл. 4, 7, 16, подразд. 6.2.3, 6.2.4 и 6.3 — И. Б. Пешковым; гл. 11... 13, подразд. 9.5 и 10.2 — С. Д. Холодным.
Авторы выражают благодарность А. А. Репкину за помощь в подготовке учебника к печати.
Глава 1
КАБЕЛЬНЫЕ ИЗДЕЛИЯ КАК СРЕДСТВА ПЕРЕДАЧИ ЭНЕРГИИ И ИНФОРМАЦИИ
1.1. Общая характеристика кабельных изделий
Кабельные изделия предназначены для передачи электрической энергии или информации на расстояние, т.е. для создания самых разнообразных электрических, электронных, радиотехнических и волоконно-оптических схем и цепей. Ни одно современное техническое устройство, работа которого связана с использованием электрических и электронных схем, не может работать без кабелей и проводов, которые образуют системы электроснабжения, информатики и управления работой этого устройства.
Большое разнообразие кабельных изделий определяется не только разнообразием того, что передается по ним, но и тем, где они работают (т.е. условиями их эксплуатации), а работают они в космосе, под землей, под водой, при очень высоких (до +200 °C и выше) и очень низких (вплоть до значений, близких к абсолютному нулю) температурах окружающей среды, в условиях глубокого вакуума и под давлением в десятки и сотни атмосфер, в различных агрессивных химических средах и при наличии проникающих излучений, а также при действии разнообразных растягивающих, сжимающих, раздавливающих, скручивающих, истирающих и вибрационных механических нагрузок. При этом энергия или информация должны передаваться адресату без заметных потерь и искажений.
Следует заметить, что термины «передача энергии» и «передача информации» не точны со строго научной точки зрения. Действительно, энергия или мощность — это некоторые количественные показатели, аналогичные, например, напряжению, току, частоте и др. Правильнее говорить о передаче электромагнитного поля (или электромагнитных колебаний), характеризуемого энергией определенного значения или несущего определенный объем информации.
В соответствии со сложившимися научными представлениями есть две формы существования материи — вещество и поле. Подобно веществу, поле обладает массой, энергией, движением, т. е. теми свойствами материи, которые подчиняются всеобщим законам сохранения.
4
Таким образом, по линиям электропередачи (ЛЭП) или линиям связи (ЛС) передается электромагнитное (ЭМ) поле. Оно может быть постоянным или переменным, изменяющимся во времени и пространстве, может быть «сильным» или «слабым». В последнем случае энергия является количественной характеристикой этого поля. Сама по себе энергия передаваться не может (это лишь параметр передаваемого электромагнитного поля), но такие выражения, как выработка, передача, потребление, экономия, оплата энергии настолько прижились в обыденной речи, что они будут использоваться и в тексте настоящего учебного пособия.
Под термином «передача информации» следует понимать передачу электромагнитных колебаний (электромагнитного поля) определенной формы. Количественные параметры этих колебаний (например, амплитуда, частота или фаза) должны изменяться (модулироваться) определенным образом, соответствующим характеру передаваемой этим полем полезной информации. Таким образом, при передаче информации по ЛС передаются модулированные электромагнитные колебания или определенные последовательности импульсов.
Отметим еще одну особенность передачи информации по Л С. Передача энергии по ЛЭП связана, как правило, с передачей «сильных» электромагнитных полей, т. е. полей, определяемых очень большими значениями энергии, а следовательно, и высокими значениями напряжения (десятки, сотни тысяч вольт) и тока (сотни ампер). В то же время в ЛС при передаче информации мощность электромагнитных колебаний невелика (обычно доли ватта), напряжение составляет менее 100 В, токи — доли ампера. Однако частота этих колебаний очень высокая — от десятков тысяч (килогерцы) до миллионов (мегагерцы) и миллиардов (гигагерцы) герц, так как чем выше частота электромагнитных колебаний, тем больший объем полезной информации они могут нести.
И наконец, еще одно характерное свойство кабельных изделий — они являются длинномерными, а это в свою очередь обусловливает следующие их специфические особенности:
для производства этих изделий требуется большое количество материалов (часто дефицитных и дорогостоящих);
в процессе изготовления различные элементы конструкции накладываются на «внутри лежащие» элементы при непрерывном движении изделия через узлы кабельного оборудования;
необходимость учета закономерностей распространения энергии или информации по длинным электрическим цепям (т. е. потери, искажения, встречные потоки и т.п.);
требование обладания определенной гибкостью, необходимой как при их прокладке или эксплуатации, так и при намотке на барабаны (катушки, бухты), используемые для транспортировки.
5
1.2. Передача электроэнергии и общие принципы электрораспределения
Для передачи и распределения электроэнергии в России создана единая энергетическая система (ЕЭС), которая объединяет энергетические системы отдельных регионов посредством линий электропередачи.
Часть энергетической системы, состоящую из генераторов, распределительных устройств, повышающих и понижающих подстанций, линий электрической сети и приемников электроэнергии, называют электроэнергетической системой.
Электрической сетью называют совокупность электроустановок для передачи и распределения электроэнергии, включающую в себя подстанции и распределительные устройства, соединенные линиями передачи и работающие на определенной территории.
Система электроснабжения объекта объединяет понижающие и преобразовательные подстанции, распределительные пункты, электроприемники (электродвигатели, электротермические установки, установки электроосвещения и др.) и ЛЭП. Подстанции, на которых происходит прием и распределение электроэнергии, состоят из трансформаторов, распределительных устройств, а также из устройств для управления, защиты и измерений. Распределение поступающей энергии без ее трансформации или преобразования осуществляется на распределительных подстанциях (РП).
Электрические сети по назначению и характеру потребителей классифицируются следующим образом:
сети для соединения крупных электроэнергетических систем на напряжения 330, 500 и 750 кВ;
районные сети для соединения крупных электрических станций и подстанций на напряжения выше 35 кВ;
сети городские, сельские, промышленных предприятий, электрического транспорта.
Номинальное напряжение сети совпадает с номинальным напряжением ее приемников, в то время как генераторы электрических станций и вторичные обмотки трансформаторов, находящихся в начале питаемой ими сети, должны иметь напряжения выше номинального напряжения приемников на значение падения напряжения в сети (обычно это значение составляет 5... 10 %).
Приняты следующие номинальные напряжения:
для приемников и сетей (кВ) — 0,22; 0,38; 0,66; 1,0; (3)*; 6; 10; 20; 35; 110; (150); 220; 330; 500; 750; 1150;
на зажимах генераторов — 0,23; 0,4; 0,69; 1,05; (3,15); 6,3; 10,5; 21;
* Напряжения, указанные в скобках, для вновь проектируемых сетей не рекомендуются.
6
на вторичных обмотках трансформаторов — 0,23; 0,4; 0,69; (3,15); 6,3 и 6,6; 10,5 и И; 22; 38,5; 115 и 121; (158); 230 и 240; 347.
На напряжения до 1 кВ используются четырехпроводные сети с глухозаземленной нейтралью. Наиболее распространенные четырехпроводные сети с напряжениями до 380 В для силовых и осветительных электроприемников должны обязательно иметь заземленные нейтраль и нейтральный провод.
В последнее время получают распространение пятипроводные сети (три фазных провода, заземленные нейтраль и защищенный провод) с номинальными напряжениями 6... 35 кВ. Они работают с изолированными нейтралями при небольших емкостных токах замыкания на землю, а при определенных повышенных значениях емкостных токов — с нейтралью, заземленной через дугогасящий реактор.
Электрические сети с напряжениями ПО кВ и выше (большие токи замыкания на землю) работают с эффективно заземленными нейтралями.
Различают сети питающие или распределительные, а по конструктивному выполнению — воздушные, кабельные и токопроводы.
Воздушные линии передачи (ВЛЭП) применяются для передачи электроэнергии на большие расстояния и прокладываются в основном в сельской местности. Кабельные линии используются в городских сетях и сетях промышленных предприятий для прокладки в земле, под водой, на открытом воздухе и внутри помещений. Сети с напряжениями до 1 кВ внутри помещений выполняются изолированными проводами (токопроводами).
Кабели на напряжения 110 кВ и выше используются вместо ВЛЭП при прокладке сетей в городах, а также на крупных электростанциях для передачи электроэнергии от трансформаторных блоков в открытые распределительные устройства.
Сеть энергоснабжения круп кого города с напряжениями 35... 110 кВ, включающая в себя понижающие подстанции, состоит, как правило, из воздушной кольцевой сети, охватывающей город, и сети глубокого ввода. Кольцевая сеть связывает между собой источники питания и распределяет энергию между районами города. Сеть глубокого ввода используется для подачи электроэнергии в центральные районы или непосредственно крупным потребителям. Применение кабельных линий прежде всего эффективно для сетей глубокого ввода, где использование ВЛЭП практически невозможно.
В перспективе для увеличения площади городской застройки и из эстетических соображений кольцевую сеть также будут выполнять кабелями высокого напряжения. Препятствием этому пока служит тот факт, что сооружение и эксплуатация кабельных линий значительно дороже воздушных, причем стоимость кабельных линий резко возрастает с увеличением напряжения. Так, если кабельные линии на напряжения до ПО кВ в 4—5 раз дороже воз
7
душных, то с повышением напряжения до 500 кВ их стоимость будет уже в 18—20 раз превышать стоимость ВЛЭП.
1.3. Общие принципы организации электросвязи
Электрическая связь в России осуществляется на базе единой автоматизированной системы связи (ЕАСС), которая объединяет в единое целое различные средства связи — кабельные, радиорелейные, воздушные линии, радиолинии и каналы, создаваемые через искусственные спутники Земли. Также ЕАСС объединяет в масштабе всей страны все сети магистральной, зоновой (областной), сельской и городской связи, обеспечивая их развитие в едином автоматизированном комплексе с единой нумерацией и коммутацией.
ЕАСС включает в себя передачу всех видов современной информации. Составными частями ЕАСС являются: автоматизированная телефонная сеть (ТФ); телеграфная сеть (ТГ); сеть передачи данных (ПД); сеть звукового вещания (ВЩ); сеть факсимильной связи (ФС) — фототелеграф, газеты; сеть телевизионного вещания (ТВ); ведомственные сети и др.
В электронно-вычислительных центрах, входящих в систему ЕАСС, различные виды информации преобразуются в цифровую форму, а затем передаются по каналам связи. Основой ЕАСС являются современные кабельные магистрали в сочетании с радиорелейными и развивающимися спутниковыми линиями.
Сети связи страны состоят из магистральных и зоновых сетей.
Магистральная сеть соединяет столицу с центрами зоновых сетей, а также зоны между собой. Зоновая сеть организуется в пределах одной-двух областей (или республик, краев) и подразделяется на внутризоновую и местную. Внутризоновая связь соединяет областной центр с районами. Местная связь включает в себя сельскую (райцентр с деревнями, рабочими поселками) и городскую.
Абоненты зоны охватываются единой семизначной нумерацией, а следовательно, в зоне может быть до 107 телефонов.
Линейные сооружения городской телефонной сети состоят из абонентских и соединительных линий. Обычно в городах строится несколько районных автоматизированных телефонных станций (РАТС).
Линии, соединяющие телефонные аппараты абонентов с РАТС, называются абонентскими, а линии, соединяющие РАТС между собой, — соединительными.
Построение сетей абонентских линий осуществляется, как правило, на основе так называемой шкафной системы: на абонентских линиях по одной физической двухпроводной цепи в кабеле передается один разговор и абонент через систему последователь-
8
него включения в различных кабелях непосредственно соединен со своим номером на АТС.
Включение абонентов в телефонную станцию осуществляется через распределительные коробки (РК) и распределительные шкафы (РШ). От телефонной станции в различных направлениях отходят крупные по емкости (с числом пар проводов — сотни и тысячи) городские телефонные кабели, которые, разветвляясь на более мелкие, заходят в РШ (с емкостью, кратной сотням пар). Эти кабели вместе с относящимся к ним линейным оборудованием составляют так называемую магистральную городскую сеть. От РШ отходят меньшие по емкости кабели (100...50 пар), которые, разветвляясь на более мелкие, подходят к распределительным коробкам, обычно размещаемым на этажах зданий, и имеющим емкость 10 пар (10x2). Эти кабели с относящимся к ним линейным оборудованием составляют распределительную сеть. От РК к телефонным аппаратам абонентов прокладывается однопарная абонентская проводка.
Рассмотренные принципы построения сетей связи позволяют объяснить различие конструкций кабелей связи, применяющихся в разных сетях.
1.4. Основные конструктивные элементы кабельных изделий
Вее кабельные изделия можно подразделить на три группы — непосредственно кабели, провода и шнуры.
Провода — это либо только неизолированная жила, либо жила и изоляция. Шнуры можно определить как провода повышенной гибкости.
Основными элементами кабелей являются токопроводящие жилы, изоляция, электрические экраны и защитные покровы, в том числе влагозащитные оболочки.
Токопроводящие жилы предназначены для направления потока ЭМ энергии или информации.
Для токопроводящих жил используется медная, алюминиевая и стальная проволока, а также проволока из сплавов низкого и высокого сопротивления. Диаметры кабельной проволоки Moiyr быть от нескольких микрометров до 10 мм.
Основные требования к материалам токопроводящих жил: высокие электропроводность, механические характеристики и коррозионная стойкость, а также технологичность, экономичность и недефицитность. Высокая электропроводность и размер (площадь сечения) жил — это параметры, которые оказывают решающее влияние на допустимый ток нагрузки при передаче энергии или на затухание сигналов (потери) в информационных кабелях.
9
Значение электропроводности определяет выбор сечений токопроводящих жил. Высокие механические характеристики проводниковых материалов обеспечивают работоспособность кабельных изделий при растяжении, изгибе, кручении, вибрации. Высокая ** коррозионная стойкость обусловливает их сохранность при воз-
действии климатических и химических факторов. Под технологичностью проводниковых материалов понимают возможность получения проволок большой строительной длины, а также их надежного соединения путем пайки или сварки. Ввиду того что кабельная промышленность является одним из основных потребителей цветных металлов, экономичность и недефицитность проводниковых материалов также имеют важное значение.
Медь имеет наибольшую электропроводность среди всех металлов (исключая серебро). Она также обладает хорошей способностью к прокатке и волочению, что обеспечивает возможность получения проволоки большой длины (практически любой). Для предохранения медной проволоки от коррозии при повышенных температурах (более 100 °C) применяют защитные покрытия (лужение оловом или свинцово-оловянистыми сплавами), а при высоких температурах используют посеребренную или никелированную проволоку.
Алюминий по электропроводности уступает лишь меди (и серебру), и по этой причине (а также из-за его сравнительной дешевизны, легкости и неограниченных запасов в природе) он является основным материалом, заменяющим дефицитную медь.
Механические характеристики алюминия невысоки. Низкая по сравнению с медью стойкость алюминиевых проволок к многократным перегибам ограничивает область их применения условиями неподвижной (фиксированной) прокладки.
На воздухе алюминий покрыт (вследствие химической коррозии) тончайшей оксидной пленкой, которая препятствует дальнейшему окислению металла. Эта пленка является диэлектриком, что создает трудности при сращивании тонкой алюминиевой проволоки и приводит к недостаточной надежности таких соединений.
Одним из основных недостатков алюминиевой проволоки является ее сравнительно низкая технологичность. Механическая прочность этой проволоки при малых диаметрах соизмерима с усилиями, возникающими на технологическом оборудовании в процессе изготовления кабельных изделий, поэтому для кабельных изделий с алюминиевыми жилами используется проволока диаметром свыше 0,67 мм. Тонкая алюминиевая проволока (диаметром до 0,55 мм) используется только для изготовления эмалированных обмоточных проводов с наиболее простым технологическим циклом.
Из-за худшей электропроводности сечение алюминиевой проволоки должно быть в 1,68 раза больше, чем медной (для сохране
10
ния того же значения электрического сопротивления), или ее диаметр должен быть в 1,3 раза больше. По этой причине алюминиевые жилы используются для кабельных изделий, у которых изоляция и защитные покровы выполняются из недефицитных и недорогих материалов. При использовании, например, в качестве изоляции или защитных покровов таких дефицитных материалов, как фторопласты или свинец, применение алюминиевых жил экономически нецелесообразно,
В некоторых случаях для токопроводящих жил применяется стальная проволока (в неизолированных проводах воздушных линий передачи или воздушных линий связи, полевых проводах связи, кабелях для геофизических работ, миниатюрных кабельных изделиях и др.). Чаще стальную проволоку применяют в сталемедных или сталеалюминиевых токопроводящих жилах, в которых медная или алюминиевая проволока несет электрическую нагрузку, а стальная — обеспечивает повышенную механическую прочность.
Общей особенностью всех видов стальной проволоки, применяемой в кабельной технике, является необходимость защитных покрытий, что объясняется весьма низкой стойкостью стальной проволоки к любым видам коррозии.
Проволока из медных сплавов высокой проводимости применяется для упрочнения токопроводящих жил малых сечений. При этом она имеет более низкую проводимость по сравнению с проволокой из меди. В качестве таких сплавов применяют бронзу — сплав меди с оловом и другими металлами (хромом, бериллием, кадмием и др.), латунь — сплав меди с цинком, а также низколегированные сплавы меди (с общим количеством добавок таких элементов, как хром, цирконий, олово, титан, не более 1%).
Проволока из сплавов высокого сопротивления применяется в качестве токопроводящих жил обмоточных проводов, предназначенных для намотки магазинов сопротивлений, электроизмерительных приборов, реостатов, нагревательных приборов и нагревательных кабелей. Это такие сплавы, как манганин (сплав марганца, никеля и меди), константан (сплав никеля и меди с присадкой марганца) и нихром.
Изоляция предназначена для создания электрически прочного диэлектрического промежутка между токопроводящими жилами и между жилами и другими заземленными элементами (экранами, металлическими оболочками). Кроме того, очень часто изоляция должна обладать большой геометрической стабильностью размеров, что важно для кабелей связи, особенно радиочастотных. Материал, толщина и форма изоляции определяют максимальное значение рабочего напряжения данного кабельного изделия.
Электрические экраны применяются для создания в изоляции радиального электрического поля или защиты передаваемых информационных сигналов от ЭМ помех.
11
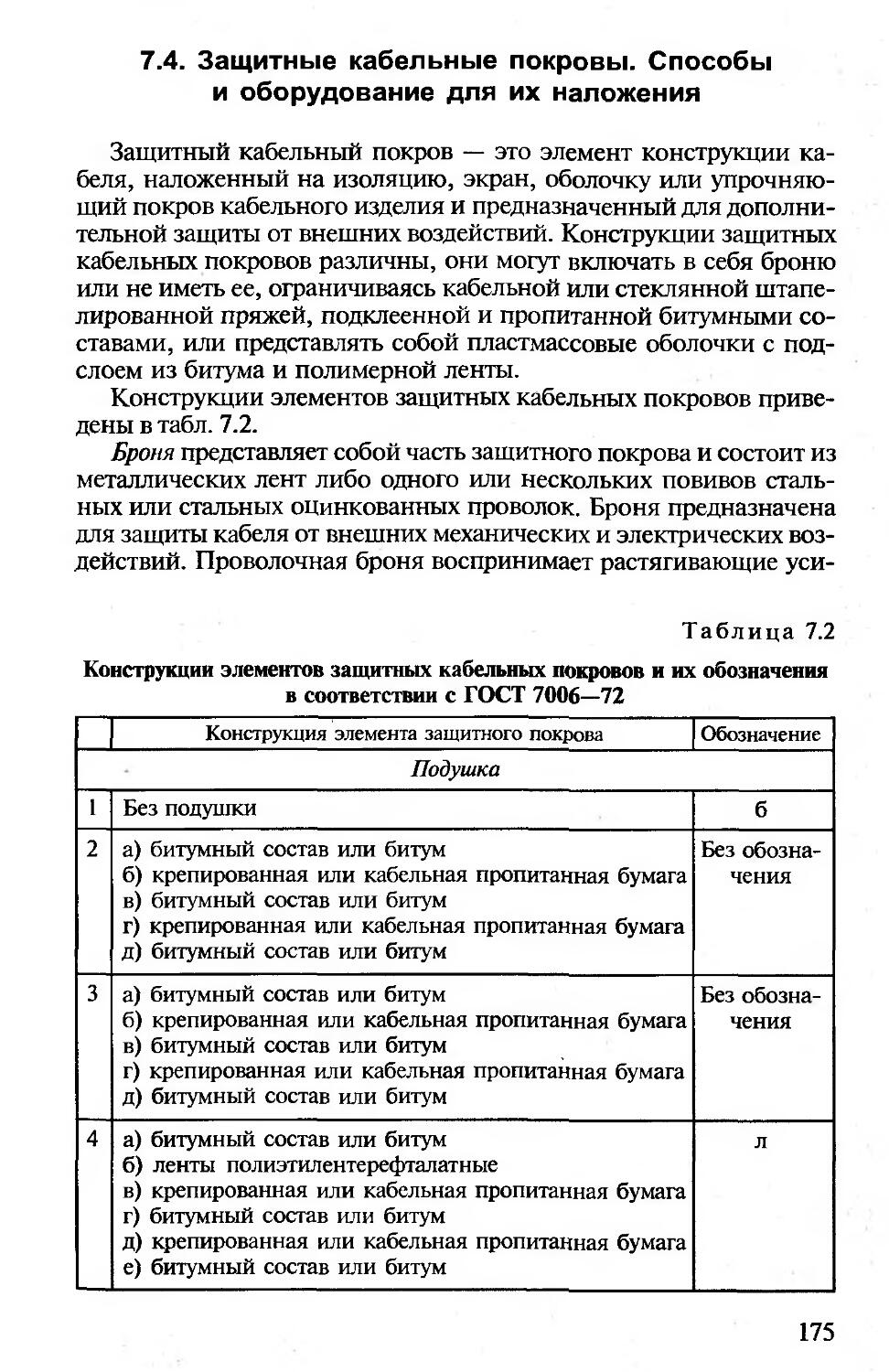
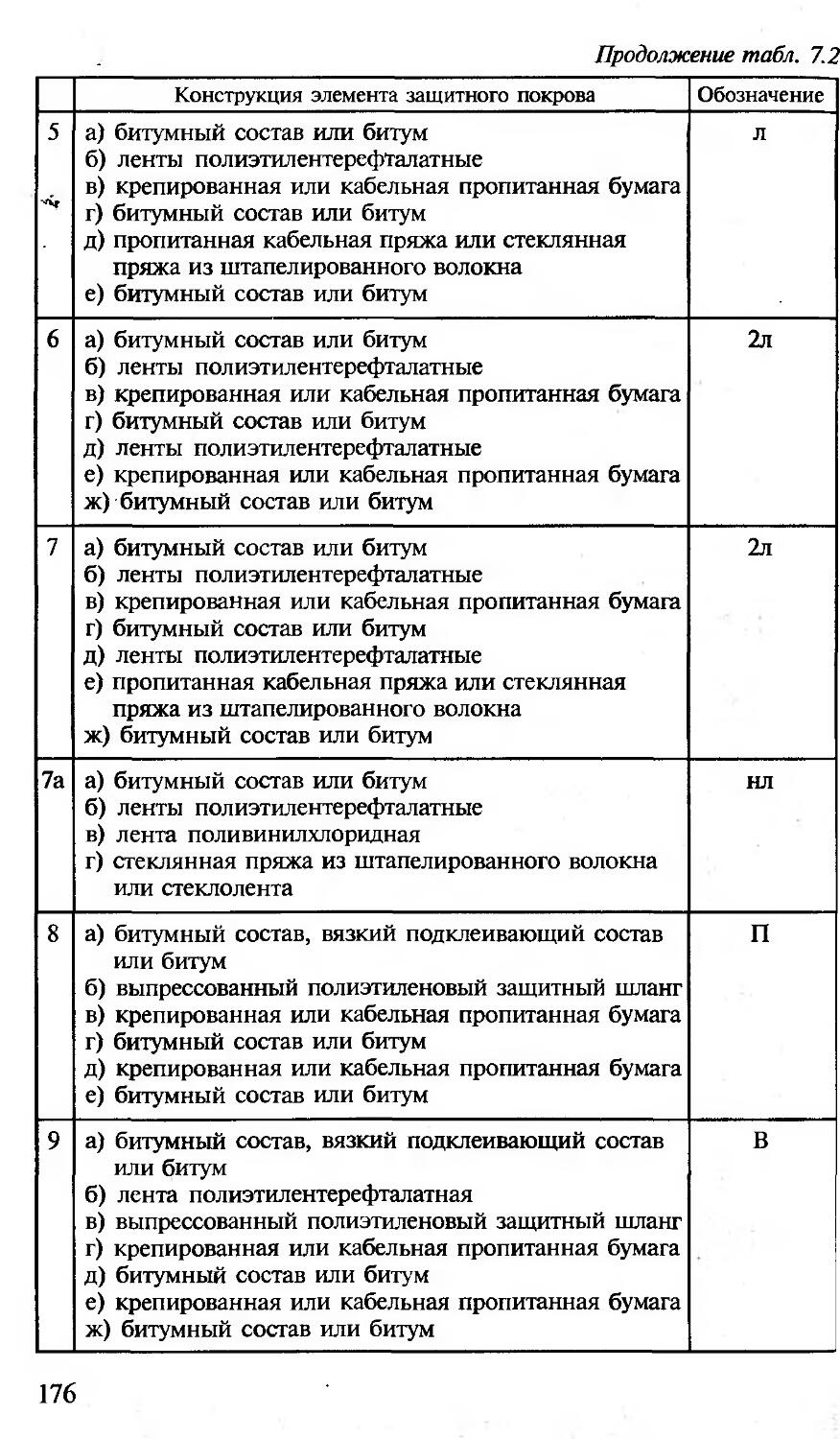
Защитные покровы, обычно состоящие из влагозащитной оболочки и наружных защитных покровов, предназначены для защиты всех элементов кабелей от механических, климатических и химических воздействий.
Влагозащитные оболочки предотвращают проникновение вла-ги внутрь изоляции; они могут быть металлическими (свинцовыми, алюминиевыми, стальными гофрированными), пластмассовыми (из полиэтилена и поливинилхлоридного пластиката) или резиновыми. Металлические оболочки обеспечивают полную защиту изоляции от влаги и поэтому применяются в тех случаях, когда материал изоляции обладает способностью впитывать влаху (бумага, пористые материалы и т. п.), или при специальных требованиях повышенной надежности. Полимерные оболочки хотя и имеют очень низкие коэффициенты влагопроницаемости (особенно полиэтилен), тем не менее допускают проникновение влаги внутрь кабеля. Эта влага за годы эксплуатации диффундирует через оболочку, что приводит сначала к ухудшению качества изоляции (снижению сопротивления, увеличению относительной диэлектрической проницаемости (е) и тангенса угла диэлектрических потерь (tg 5), увеличению диэлектрических потерь), а затем к ее про-, бою в силовых кабелях или существенному ухудшению передачи сигналов в кабелях связи. По этой причине полимерные влагозащитные оболочки применяются в тех кабелях, изоляция которых достаточно влагостойка, т. е. в разнообразных кабелях со сплошной полиэтиленовой или поливинилхлоридной изоляцией.
Поверх металлических оболочек (особенно свинцовых) при прокладке кабелей в землю или под воду накладываются броневые покровы — стальные ленты или повив круглых стальных оцинкованных проволок (при подводной прокладке), а поверх брони — антикоррозийные защитные покровы (различные комбинации слоев пропитанной бумаги, кабельной пряжи, полимерных лент и битума).
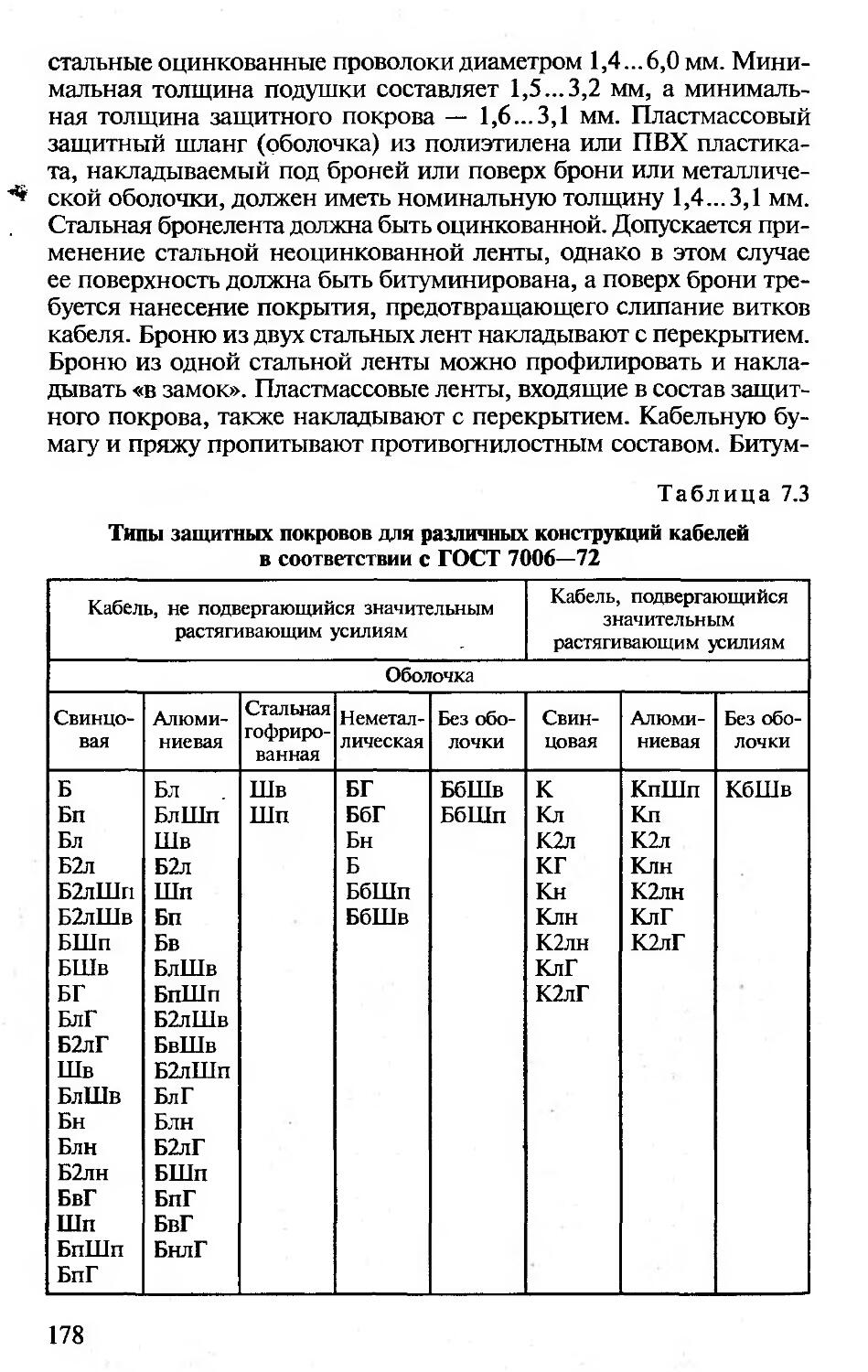
Следует иметь в виду тот факт, что основные различия кабелей разного типа определяются той их частью, которая находится под влагозащитной оболочкой (изолированные жилы, экраны) и которую часто называют сердечником кабеля. Структура же защитных покровов (влагозащитные оболочки, броня, антикоррозийные покровы) в основном одинаковая для кабелей разного назначения и определяется условиями прокладки и эксплуатации (хотя некоторые отличительные особенности для некоторых кабелей имеются).
1.5. Направляющие системы для передачи электромагнитного поля
Под направляющей системой (НС) будем понимать линию или устройство для передачи ЭМ поля на расстояние. В зависимости от 12
условий, способа возбуждения и вида направляющей системы ЭМ поле может распространяться в разных направлениях. Например, от точечного излучателя распространяются сферические волны во все стороны равномерно; параболическая антенна дает направленное излучение, плотность которого определяется так называемой диаграммой направленности, зависящей от конструктивных особенностей излучателя. Электромагнитное поле в проводных НС передается вдоль линий и т.д.
Использование различных материальных НС основано на свойстве ЭМ поля концентрироваться и передаваться вдоль границы раздела двух сред, отличающихся следующими электрофизическими параметрами: абсолютной диэлектрической проницаемостью еа = еое, абсолютной магнитной проницаемостью ца = цоц, удельной электрической проводимостью среды а. Здесь е, ц — соответственно относительные диэлектрическая и магнитная проницаемости; Eq = [1/(Збл)] • 10-9= 8,85 • 10-12 Ф/м — электрическая постоянная, Цо = 4л • 10-7 Гн/м — магнитная постоянная.
Таким образом, направляющей системой передачи ЭМ поля может быть любая граница раздела двух сред, отличающихся электрофизическими параметрами, способная замедлять распространение ЭМ поля по сравнению с распространением его в вакууме.
Скорость распространения ЭМ поля в вакууме (скорость света) с = 1Д/еойо = 300 000 км/с (при этом е = 1 и ц = 1).
Скорость распространения ЭМ поля в однородной среде с параметрами еаи ца определяется выражением v = 1Д/Еаца = сД/ЁЦ •
Распространение ЭМ поля замедляется, если одна из двух сред имеет повышенное значение е (е > 1) или ц (ц > 1) либо конечное значение электропроводности а (а ф ~).
Чем больше замедляется скорость распространения поля, тем больше оно концентрируется вдоль границы раздела сред и тем более эффективна для передачи данная НС.
Типы волн в направляющих системах. По НС возможна передача различных типов ЭМ полей (обычно говорят «типов волн»), отличающихся конфигурацией электрического и магнитного полей и их свойствами при распространении. Различают основную бездисперсионную волну типа ТЕМ к дисперсионные волны высших типов — электрические типа Е (поперечно-магнитные типа ТМ), магнитные типа Н (поперечно-электрические типа ТЕ) и смешанные (или дипольные) типов ЕН или НЕ.
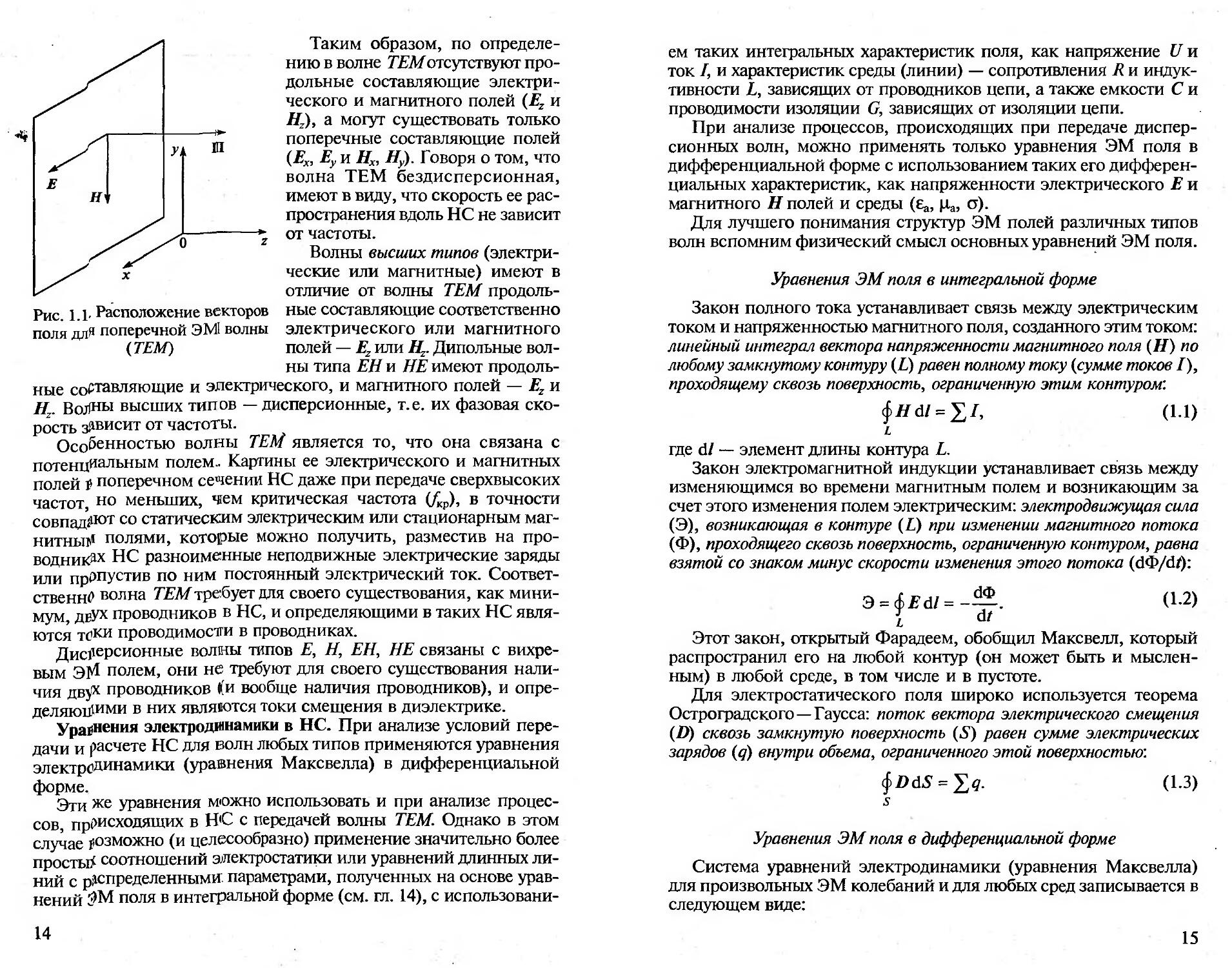
Основная ЭМ волна типа ТЕМ (или Т) при распространении вдоль НС по оси z (рис. 1.1) имеет электрическое и магнитное поля, силовые линии которых лежат в плоскости поперечного сечения линии, т.е. в плоскости хОу. Напомним, что направление распространения ЭМ поля характеризуется вектором Пойнтинга (П), который в каждой точке пространства равен векторному произведению векторов электрического (Е) и магнитного (Н) полей.
13
Таким образом, по определению в волне ТЕМ отсутствуют продольные составляющие электрического и магнитного полей (Ez и Hz), а могут существовать только поперечные составляющие полей (Ех, Еу и Нх, Ну). Говоря о том, что волна ТЕМ бездисперсионная, имеют в виду, что скорость ее распространения вдоль НС не зависит от частоты.
Волны высших типов (электрические или магнитные) имеют в отличие от волны ТЕМ продольные составляющие соответственно электрического или магнитного полей — Ez или Hz. Дипольные волны типа ЕН к НЕ имеют продоль-
Рис. 1.L Расположение векторов поля для поперечной ЭМ волны (ТЕМ)
ные составляющие и электрического, и магнитного полей — Ez и Н. ВоЛны высших типов — дисперсионные, т.е. их фазовая скорость зависит от частоты.
Особенностью волны ТЕМ является то, что она связана с потенциальным полем.. Картины ее электрического и магнитных полей S поперечном сечении НС даже при передаче сверхвысоких частот но меньших, чем критическая частота (^р), в точности совпад£ют со статическим электрическим или стационарным магнитный полями, которые можно получить, разместив на проводниках НС разноименные неподвижные электрические заряды или пропустив по ним постоянный электрический ток. Соответственно волна ТЕМ требует для своего существования, как минимум, деУх проводников в НС, и определяющими в таких НС являются тСки проводимости в проводниках.
Дисперсионные волны типов Е, Н, ЕН, НЕ связаны с вихревым ЭУ1 полем, они не требуют для своего существования наличия двух проводников Ки вообще наличия проводников), и определяющими в них являются токи смещения в диэлектрике.
Уравнения электродинамики в НС. При анализе условий передачи и расчете НС для волн любых типов применяются уравнения электродинамики (уравнения Максвелла) в дифференциальной форме.
Эти же уравнения можно использовать и при анализе процессов, происходящих в НС с передачей волны ТЕМ. Однако в этом случае возможно (и целесообразно) применение значительно более простыв соотношений электростатики или уравнений длинных линий с распределенными параметрами, полученных на основе уравнений 5?М поля в интегральной форме (см. гл. 14), с использовани
14
ем таких интегральных характеристик поля, как напряжение U и ток I, и характеристик среды (линии) — сопротивления R и индуктивности L, зависящих от проводников цепи, а также емкости С и проводимости изоляции G, зависящих от изоляции цепи.
При анализе процессов, происходящих при передаче дисперсионных волн, можно применять только уравнения ЭМ поля в дифференциальной форме с использованием таких его дифференциальных характеристик, как напряженности электрического Е и магнитного Н полей и среды (Еа, ца, а).
Для лучшего понимания структур ЭМ полей различных типов волн вспомним физический смысл основных уравнений ЭМ поля.
Уравнения ЭМ поля в интегральной форме
Закон полного тока устанавливает связь между электрическим током и напряженностью магнитного поля, созданного этим током: линейный интеграл вектора напряженности магнитного поля (Н) по любому замкнутому контуру (Z) равен полному току (сумме токов I), проходящему сквозь поверхность, ограниченную этим контуром:
(1.1)
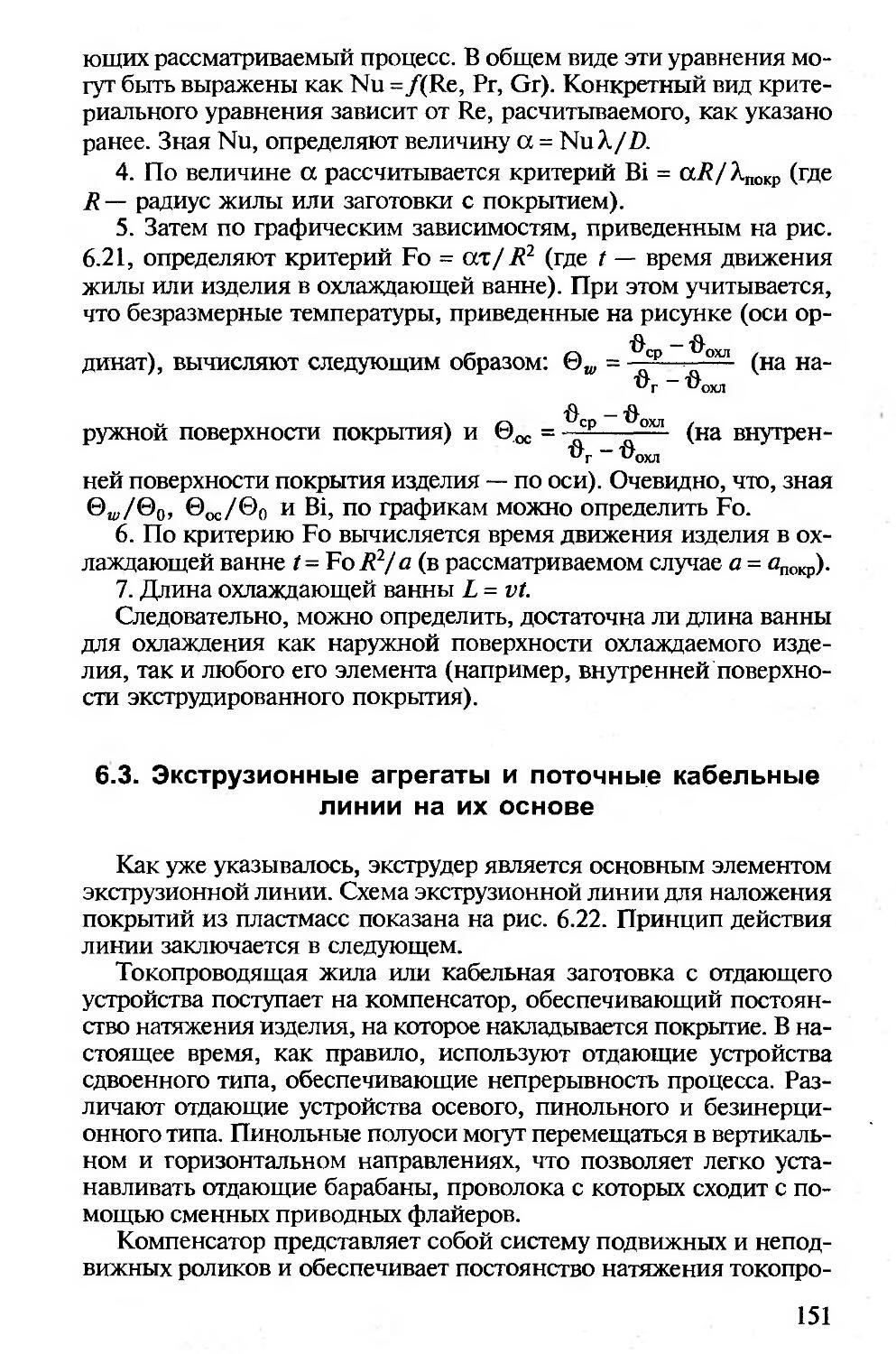
L
где d/ — элемент длины контура L.
Закон электромагнитной индукции устанавливает связь между изменяющимся во времени магнитным полем и возникающим за счет этого изменения полем электрическим: электродвижущая сила (Э), возникающая в контуре (Z) при изменении магнитного потока (Ф), проходящего сквозь поверхность, ограниченную контуром, равна взятой со знаком минус скорости изменения этого потока (йФ/й/):
9 = 6£dZ = -—. (1-2)
l d/
Этот закон, открытый Фарадеем, обобщил Максвелл, который распространил его на любой контур (он может быть и мысленным) в любой среде, в том числе и в пустоте.
Для электростатического поля широко используется теорема Остроградского—Гаусса: поток вектора электрического смещения (D) сквозь замкнутую поверхность (S) равен сумме электрических зарядов (q) внутри объема, ограниченного этой поверхностью:
(1.3)
Уравнения ЭМ поля в дифференциальной форме
Система уравнений электродинамики (уравнения Максвелла) для произвольных ЭМ колебаний и для любых сред записывается в следующем виде:
15
rot Н = аЕ + ~ = Jnp + JCM; « lip СМ' (1.4)
rot/? = ; St div D = p; (1-5) (1-6)
div j? = 0; J = cE, D = £aE; 5 = ЦаЯ, (1.7) (1.8) (1.9) (1.Ю)
где Jnp — вектор плотности тока проводимости; JCM — вектор плотности тока смещения; р — плотность электрических зарядов; В — вектор магнитной индукции.
Для гармонических ЭМ колебаний напряженности электрического и магнитного полей записываются в следующем виде:
Е = EmeJea; Н = Нте^' где Ет, Нт — амплитудные значения.
Соответственно
(1.П)
ЪВ ЪЕ „ дВ ан . „
— — J^&E, — Ца — /®Ра^>
at at at at
уравнения (1.4), (1.5) будут иметь вид
rot// = оЕ + J(PEaE; (1-12)
rot Е = -Jwpa Н, (1-13)
где J — мнимое число.
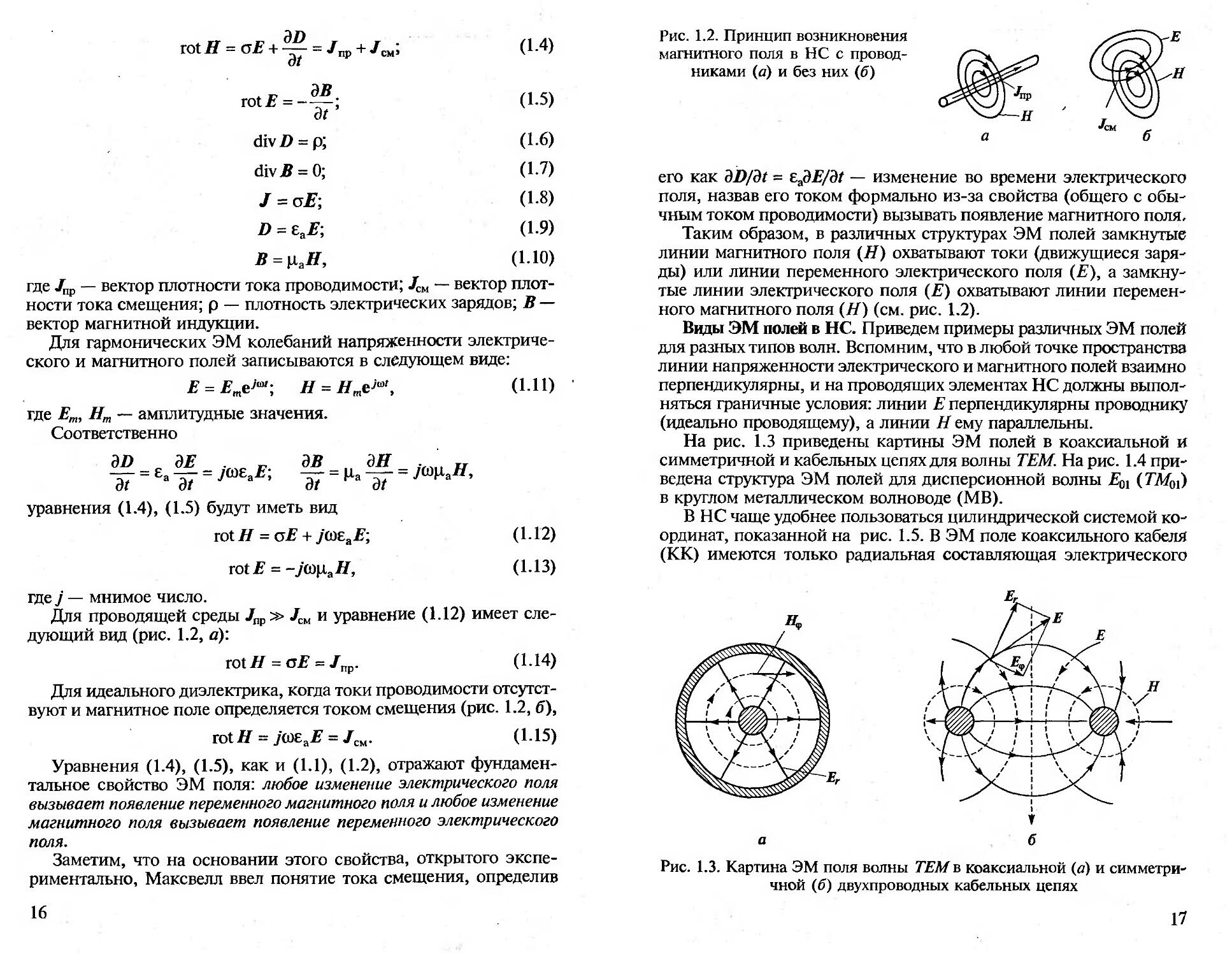
Для проводящей среды Jnp » JCM и уравнение (1.12) имеет следующий вид (рис. 1.2, а):
rotH = aE = /пр. (1.14)
Для идеального диэлектрика, когда токи проводимости отсутствуют и магнитное поле определяется током смещения (рис. 1.2, б),
rotH = jUEaE = JCM. (1.15)
Уравнения (1.4), (1.5), как и (1.1), (1.2), отражают фундаментальное свойство ЭМ поля: любое изменение электрического поля вызывает появление переменного магнитного поля и любое изменение магнитного поля вызывает появление переменного электрического поля.
Заметим, что на основании этого свойства, открытого экспериментально, Максвелл ввел понятие тока смещения, определив
16
Рис. 1.2. Принцип возникновения магнитного поля в НС с проводниками (а) и без них (б)
а
его как dD/dt = z$E/dt — изменение во времени электрического поля, назвав его током формально из-за свойства (общего с обычным током проводимости) вызывать появление магнитного поля. Таким образом, в различных структурах ЭМ полей замкнутые линии магнитного поля (Н) охватывают токи (движущиеся заряды) или линии переменного электрического поля (£), а замкнутые линии электрического поля (Е) охватывают линии переменного магнитного поля (И) (см. рис. 1.2).
Виды ЭМ полей в НС. Приведем примеры различных ЭМ полей для разных типов волн. Вспомним, что в любой точке пространства линии напряженности электрического и магнитного полей взаимно перпендикулярны, и на проводящих элементах НС должны выполняться граничные условия: линии Е перпендикулярны проводнику (идеально проводящему), а линии Н ему параллельны.
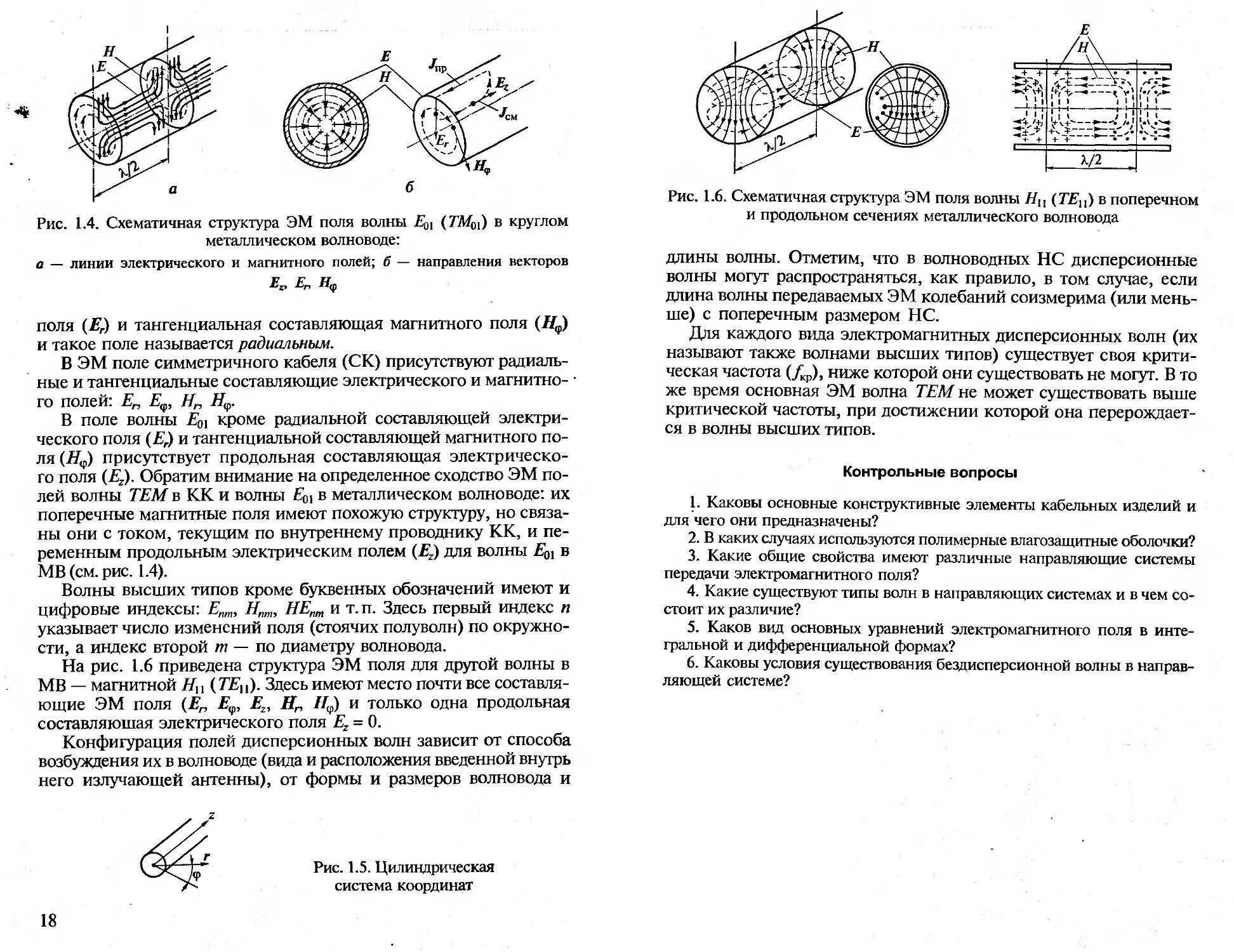
На рис. 1.3 приведены картины ЭМ полей в коаксиальной и симметричной и кабельных цепях для волны ТЕМ. На рис. 1.4 приведена структура ЭМ полей для дисперсионной волны EOi (ТМ01) в круглом металлическом волноводе (МВ).
В НС чаще удобнее пользоваться цилиндрической системой координат, показанной на рис. 1.5. В ЭМ поле коаксильного кабеля (КК) имеются только радиальная составляющая электрического
Рис. 1.3. Картина ЭМ поля волны ТЕМ в коаксиальной (а) и симметричной (б) двухпроводных кабельных цепях
17
Рис. 1.4. Схематичная структура ЭМ поля волны £01 (TMOi) в круглом металлическом волноводе:
а — линии электрического и магнитного полей; б — направления векторов £г, Еп Щ
поля (Д) и тангенциальная составляющая магнитного поля (Яф) и такое поле называется радиальным.
В ЭМ поле симметричного кабеля (СК) присутствуют радиальные и тангенциальные составляющие электрического и магнитного полей: Еп Ev, Нп Hv.
В поле волны Е0| кроме радиальной составляющей электрического поля (£г) и тангенциальной составляющей магнитного поля (Яф) присутствует продольная составляющая электрического поля (Д). Обратим внимание на определенное сходство ЭМ полей волны ТЕМ в КК и волны Е01 в металлическом волноводе: их поперечные магнитные поля имеют похожую структуру, но связаны они с током, текущим по внутреннему проводнику КК, и переменным продольным электрическим полем (Д) для волны Еох в МВ (см. рис. 1.4).
Волны высших типов кроме буквенных обозначений имеют и цифровые индексы: Н„т, НЕпт и т. п. Здесь первый индекс п
указывает число изменений поля (стоячих полуволн) по окружности, а индекс второй т — по диаметру волновода.
На рис. 1.6 приведена структура ЭМ поля для другой волны в МВ — магнитной Нх i (ТЕХ ।). Здесь имеют место почти все составляющие ЭМ поля (Д, Еч, Ez, Нп Ну) и только одна продольная составляющая электрического поля Е2 = 0.
Конфигурация полей дисперсионных волн зависит от способа возбуждения их в волноводе (вида и расположения введенной внутрь него излучающей антенны), от формы и размеров волновода и
Рис. 1.5. Цилиндрическая система координат
18
Рис. 1.6. Схематичная структура ЭМ поля волны Ни (ТЕи) в поперечном и продольном сечениях металлического волновода
Е
длины волны. Отметим, что в волноводных НС дисперсионные волны могут распространяться, как правило, в том случае, если длина волны передаваемых ЭМ колебаний соизмерима (или меньше) с поперечным размером НС.
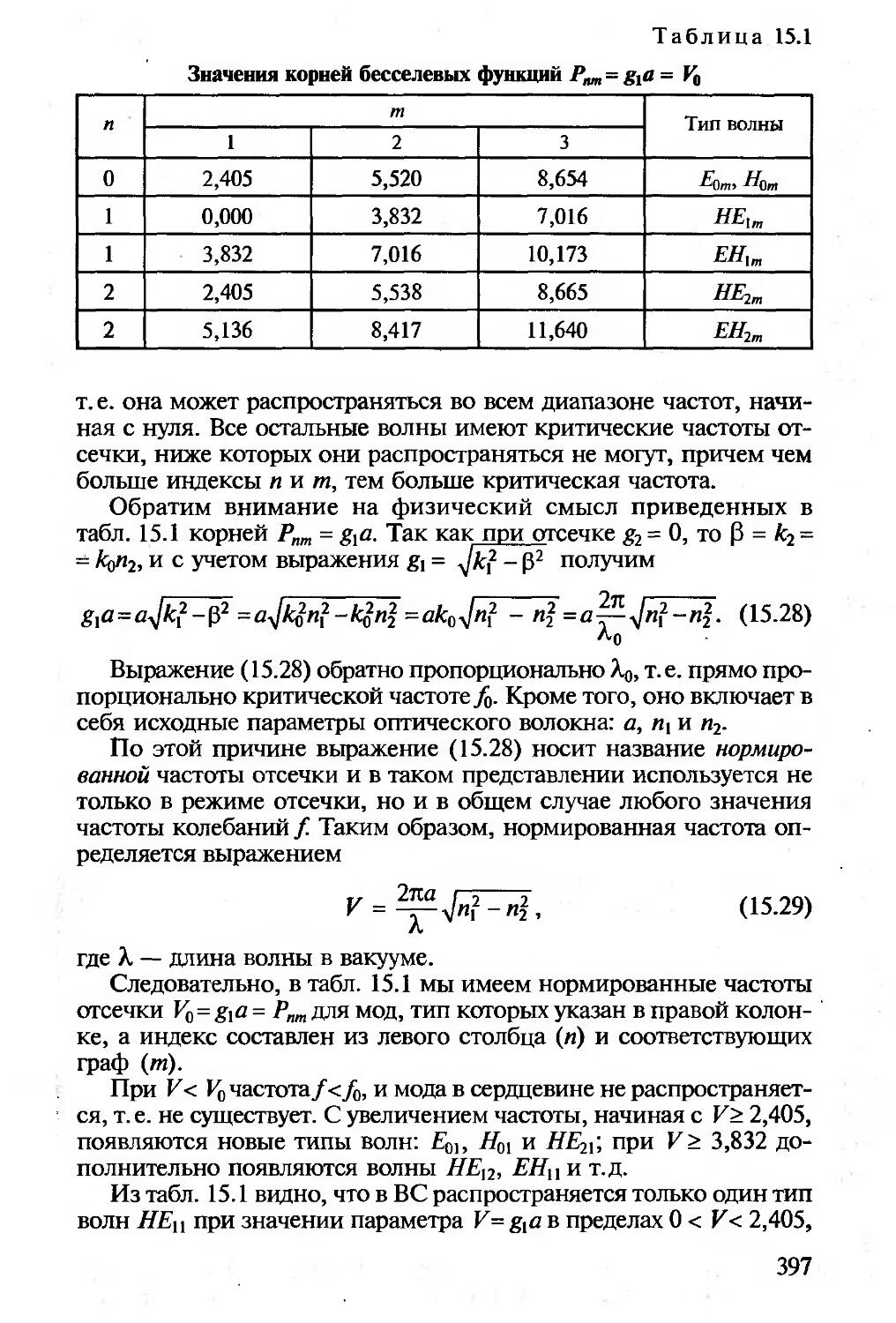
Для каждого вида электромагнитных дисперсионных волн (их называют также волнами высших типов) существует своя критическая частота ниже которой они существовать не могут. В то же время основная ЭМ волна ТЕМ не может существовать выше критической частоты, при достижении которой она перерождается в волны высших типов.
Контрольные вопросы
1. Каковы основные конструктивные элементы кабельных изделий и для чего они предназначены?
2. В каких случаях используются полимерные влагозащитные оболочки?
3. Какие общие свойства имеют различные направляющие системы передачи электромагнитного поля?
4. Какие существуют типы волн в направляющих системах и в чем состоит их различие?
5. Каков вид основных уравнений электромагнитного поля в интегральной и дифференциальной формах?
6. Каковы условия существования бездисперсионной волны в направляющей системе?
Глава 2
КЛАССИФИКАЦИЯ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ КАБЕЛЬНЫХ ИЗДЕЛИЙ
2.1. Принципы классификации кабельных изделий
Кабельные изделия можно классифицировать по различным признакам:
по группам однородной продукции;
составу конструктивных элементов;
материалу изоляции;
назначению;
области применения.
По группам однородной продукции стандартизуются кабельные изделия в целом. Установлены 25 групп однородной кабельной продукции:
1 — кабели силовые для стационарной прокладки на напряжения до 35 кВ;
2 — кабели силовые для стационарной прокладки на напряжение ПО кВ и выше;
3 — кабели силовые для нестационарной прокладки;
4 — кабели связи симметричные;
5 — кабели связи коаксиальные;
6 — кабели связи телефонные;
7 — кабели связи телефонные распределительные;
8 — кабели радиочастотные;
9 — кабели оптические;
10 — кабели управления;
11 — кабели контрольные;
12 — провода неизолированные для воздушных линий электропередачи;
13 — провода неизолированные гибкие;
14 — провода силовые изолированные;
15 — провода обмоточные с эмалевой изоляцией;
16 — провода обмоточные с эмалево-волокнистой, волокнистой, пластмассовой и пленочной изоляцией;
17 — провода монтажные низковольтные;
18 — провода монтажные высоковольтные;
19 — провода бортовые;
20 — провода ленточные;
20
21 — провода зажигания;
22 — шнуры силовые;
23 — провода телефонные распределительные;
24 — арматура силовых кабелей;
25 — шнуры слаботочные.
Кроме того, имеется еще одна (26-я) общая группа продукции, в которую входят отдельные виды или группы кабельных изделий, не вошедшие в 25 перечисленных групп.
По составу конструктивных элементов кабельные изделия можно подразделить на следующие большие группы: электрические провода, электрические шнуры и электрические кабели.
Провод — это кабельное изделие, содержащее одну или несколько скрученных проволок либо одну или более изолированных жил, поверх которых (в зависимости от условий прокладки и эксплуатации) может иметься легкая неметаллическая оболочка, обмотка и (или) оплетка из волокнистых материалов или проволоки; не предназначено, как правило, для прокладки в земле.
Шнур — это провод с изолированными жилами повышенной гибкости, служащий для соединения с подвижными устройствами.
Кабель — это кабельное изделие, содержащее одну или более изолированных жил (проводников), заключенных в металлическую или неметаллическую оболочку, поверх которой в зависимости от условий прокладки и эксплуатации может иметься соответствующий защитный покров (возможно, с броней), и пригодное, в частности, для прокладки в земле или под водой.
По материалу изоляции все кабельные изделия можно подразделить на следующие группы:
неизолированные провода;
кабели и провода с бумажной (пропитанной и непропитанной) изоляцией;
кабели, провода и шнуры с пластмассовой изоляцией;
кабели, провода и шнуры с резиновой изоляцией;
эмалированные провода;
провода и кабели с волокнистой и комбинированной изоляцией.
Классификация по этому признаку важна при рассмотрении вопросов, связанных с технологией производства кабельных изделий, в соответствии с которой производится специализация кабельных цехов или заводов.
Однако приведенные три варианта классификации не отражают главного в кабельном изделии — его назначения.
По назначению кабельные изделия можно подразделить на следующие группы:
кабели и провода высокого напряжения; 1
кабели, провода и шнуры низкого напряжения;
21
кабели связи;
радиочастотные кабели;
обмоточные провода.
Кабели и провода высокого напряжения характеризуются высоким (свыше 1000 В) значением рабочего напряжения. К ним отно-'*г сятся неизолированные провода для воздушных ЛЭП, силовые кабели для передачи и распределения электроэнергии, высоковольтные монтажные провода для соединения элементов радиоэлектронной и электротехнической аппаратуры, а также провода для систем зажигания и запуска автомобилей и летательных аппаратов.
Кабели, провода и шнуры низкого напряжения предназначены для распределения электроэнергии во вторичных (низковольтных) сетях, для осуществления дистанционного управления системами контроля и автоматики и их силового питания (кабели управления и контроля), монтажа низковольтных схем электро- и радиоэлектронной аппаратуры (монтажные провода и кабели), цепей освещения и подключения бытовой аппаратуры (установочные провода и бытовые шнуры).
Кабели связи используются для передачи информации, т.е. во всех видах проводной связи (телефонной, телевизионной, передаче данных и др.) как в аналоговой, так и в цифровой (импульсной) форме.
В зависимости от диапазона рабочих частот они могут быть низкочастотными (местная связь), высокочастотными (дальняя связь) и оптическими.
Радиочастотные кабели применяются для передачи высокочастотной (свыше 1 МГц) электроэнергии в качестве фидеров, соединяющих передающую и приемную аппаратуру с антеннами, а также для монтажа и соединения радиоаппаратуры и систем кабельного телевидения.
Обмоточные провода применяются для изготовления разнообразных обмоток электрических машин, аппаратов и электроизмерительных приборов.
Внутри каждой из перечисленных групп существует подразделение кабельных изделий в зависимости от их основных технических параметров, особенностей конструкции или применяемых материалов. Однако общие принципы конструирования и расчета (методы и основные формулы расчета, рекомендации по выбору конструкций и материалов и др.) в пределах одной классификационной группы остаются неизменными. Например, силовые кабели могут иметь разные число и форму токопроводящих жил, а следовательно, и разную конфигурацию электрического поля в изоляции (радиальное и нерадиальное), также они могут иметь разную изоляцию, но принцип расчета конструкций этих кабелей один — выполнение электрического и теплового расчетов, т. е. оп
22
ределение необходимой толщины изоляции, обеспечивающей длительную работу кабеля при приложении заданного рабочего напряжения, и значения допустимого рабочего тока.
Классификация кабельных изделий по назначению выполняется в зависимости от значения трех основных «электрических» параметров — напряжения, тока и частоты, которыми и определяются особенности конструирования и расчета перечисленных групп кабельных изделий.
Для кабельных изделий высокого напряжения расчет толщины изоляции проводится исходя из ее электрической прочности, а площадь сечения токопроводящих жил определяет допустимый рабочий ток кабеля.
Для кабельных изделий низкого напряжения толщина изоляции выбирается исходя из технологических соображений или необходимости обеспечения достаточной механической прочности.
По кабельным изделиям высокого и низкого напряжения могут передаваться как значительные, так и незначительные токи. В первом случае площадь сечения токопроводящих жил выбирается исходя из нагревостойкости изоляции, т.е. требования обеспечения длительно допустимой температуры жилы (из теплового расчета). В случае небольших токов площадь сечения жил выбирается исходя из допустимого значения падения напряжения по длине кабельного изделия или же из соображений обеспечения достаточной механической прочности жилы.
Вид напряжения (переменное, постоянное) и частота тока также оказывают решающее влияние на принципы конструирования кабельных изделий.
По области применения все кабельные изделия условно можно подразделить на две большие группы — изделия общего и специального применения.
Кабельные изделия общего применения используются для обеспечения энергоснабжения промышленных предприятий, гражданских сооружений и электрифицированного транспорта, всех видов местной и дальней связи, а также для обеспечения бытовых нужд населения.
К кабельным изделиям общего применения можно отнести:
силовые кабели с пропитанной бумажной, пластмассовой и резиновой изоляцией;
силовые кабели с пластмассовой изоляцией для сельского хозяйства;
провода с пластмассовой и резиновой изоляцией для распределения электрической энергии и выводов обмоток электрических машин и аппаратов;
кабели контрольные, управления, сигнализации и блокировки; монтажные провода и кабели;
23
гибкие кабели, провода и шнуры для присоединения к передвижным или переносным электроустановкам и бытовой электро-и радиоэлектронной аппаратуры;
кабели и провода для электрифицированного транспорта;
кабели местной и дальней связи;
радиочастотные кабели.
Кабельные изделия специального применения отличаются от соответствующих изделий общего применения наличием предъявляемых к ним особых требований, вызванных спецификой их использования в различных отраслях или в условиях особых климатических воздействий.
Кабельные изделия специального применения можно подразделить на следующие основные группы:
кабели для питания передвижных механизмов, используемых для землеройных и открытых горных работ;
шахтные кабели и провода;
кабели для нефтегазовой промышленности;
кабели и провода для геофизических работ;
кабели и провода для авиационной и космической техники; судовые кабели и провода;
подводные кабели;
кабели для систем кабельного телевидения; нагревательные кабели, провода и шнуры;
специальные кабели и провода для различных областей техники.
Кабели для питания передвижных механизмов работают в условиях перемещения по поверхности земли, т. е. при наличии неровностей почвы, а следовательно, они должны обладать повышенной гибкостью, стойкостью к механическим растягивающим, ударным и истирающим нагрузкам, а также высокими влагостойкостью и химической стойкостью. В случае питания мощных энергоемких механизмов эти кабели должны быть высоковольтными (до 35 кВ) и иметь вспомогательные жилы для обеспечения заземления корпуса механизма в условиях его перемещения.
Шахтные кабели и провода используются для питания угольных комбайнов и другой специальной техники, а также для освещения, управления и сигнализации, монтажа различной электроаппаратуры и организации местной связи. Эти кабельные изделия работают в условиях ограниченного свободного пространства. При перемещении по штрекам колесного транспорта существует вероятность наезда на проложенный кабель или повреждения его в случае локальных обвалов пород. Учитывая наличие в шахтах взрывоопасных газов, необходимо исключить возможность короткого замыкания при повреждении кабелей, т.е. шахтные кабели должны обладать высокой гибкостью, повышенной механической прочностью (стойкостью к ударам и раздавливанию), быть негорючими, пожаробезопасными. По этой причине в конструкции ряда
24
кабелей предусматривается применение специальных упрочняющих профильных сердечников между изолированными жилами, а также специальных конструктивных элементов (экранов, дополнительных жил) для создания систем опережающего отключения, которые обесточивают кабель до момента замыкания жил при его механическом повреждении. В качестве материалов для шахтных кабелей используются резины, не распространяющие горение, и поливинилхлоридные (ПВХ) пластикаты.
Кабели для нефтегазовой промышленности обеспечивают питание электродвигателей погружных насосов, применяемых для добычи нефти, и нефтебуров, используемых при бурении нефтяных скважин. Эти кабели должны обладать повышенной гибкостью, радиальной герметичностью, стойкостью к агрессивным средам, способностью работать при повышенном гидростатическом давлении в условиях вибраций, динамических нагрузок и частых спусков в скважины.
Кабели и провода для геофизических работ применяются при исследовании скважин, бурящихся на нефть, газ, уголь, руду и другие ископаемые, а также при проведении полевых геофизических работ различными методами. Их можно подразделить на две группы: кабели грузонесущие для работы в глубоких скважинах и кабели и провода для полевых геофизических работ.
Особенностью грузонесущих кабелей является их работа в скважинах на значительной глубине в различных буровых растворах при повышенных температурах и давлениях, которые к тому же растут по мере углубления скважины. Эти кабели должны выдерживать значительные разрывные нагрузки под действием собственной массы и массы приборов, подвешиваемых на их конце, а также резких толчков и других механических воздействий, возникающих при спуске и подъеме кабеля. Механическую прочность таким кабелям придают использованием брони в виде двух повивов высокопрочной стальной оцинкованной проволоки диаметром 0,8... 1,3 мм, а также использованием сталемедных токопроводящих жил. В зависимости от требуемой нагревостойкости в качестве материалов для изоляции используются резины, полиэтилен или плавкие фторопласты, а для оболочки — нефтемаслостойкие и теплостойкие резины или нагревостойкие пластмассы, например плавкие фторопласты. Особенностями этих кабелей является также то, что они должны выпускаться большой строительной длиной, соответствующей глубине скважин, и обладать способностью передавать информационные сигналы от аппаратуры в скважине, что определяет специальные требования по высокочастотным свойствам к жилам и изоляции.
Кабели и провода для геофизических исследований в полевых условиях работают при температурах окружающей среды от -50 до +50 °C, их токопроводящие жилы выполняются из сталемедной про
25
волоки или из стальных и медных проволок, изоляция — из полиэтилена, оболочка — из ПВХ пластиката.
Кабели и провода для авиационной и космической техники обеспечивают монтаж бортовой сети, различной радиоэлектронной аппаратуры и приборов, а также систем зажигания и запуска само-летов, ракет и космических аппаратов. Основными специальными требованиями к этим кабельным изделиям являются малая масса, негорючесть, стойкость к воздействию глубокого вакуума, циклическим изменениям температуры, ионизирующим излучениям, вибрациям, ударам, а также высокие нагревостойкость, морозостойкость и повышенная надежность. Миниатюризация конструкций кабелей и проводов, т. е. уменьшение их размеров (и прежде всего, площади сечения токопроводящих жил), неизбежно вызывает требование обеспечения повышенной нагревостойкости изоляции, поэтому в этих изделиях широко применяются различные фторопласты и теплостойкие резины (на основе кремнийоргани-ческих каучуков и фторкаучуков). Также используются жилы упрочненные и имеющие защитные покрытия (луженые или посеребренные).
Судовые кабели и провода предназначены для цепей силового питания, контроля, освещения, сигнализации и связи на судах морского и речного флота, а также на береговых и плавучих сооружениях. К ним предъявляются особые требования, вызванные спецификой их работы: прокладка в ограниченном пространстве, в пучках, часто проходящих через водонепроницаемые перегородки, разделяющие отсеки в трюмах. По этой причине от них требуются повышенная нагревостойкость, негорючесть, стойкость к действию морской воды, нефти, различных масел, радиальная и продольная герметичность, пожаростойкость и повышенная надежность. Для таких кабельных изделий используются различные резины, облученный полиэтилен, специальные ПВХ пластикаты, минеральная изоляция, а для продольной герметизации применяются термопластичные и термореактивные эластомеры.
Подводные кабели предназначены для сооружения магистральных линий связи, пересекающих большие водные пространства. Эти кабели должны обладать высокой прочностью к растягивающим нагрузкам, возникающим под действием собственной массы при прокладке их с кабелеукладочного судна, стойкостью к морской воде, способностью работать при высоком гидростатическом давлении (до 70 МПа на глубинах 6...7 км). Кроме того, подводные кабели должны выпускаться большой строительной длины и иметь встроенные промежуточные усилители. Ранее для этих целей использовались коаксиальные кабели большого размера со сплошной полиэтиленовой изоляцией и броней из круглых проволок, наложенных поверх наружного проводника, или со стальным тросом внутри трубчатого внутреннего проводника
26
для обеспечения необходимой разрывной прочности. В последнее время широко используются оптические кабели связи для подводной прокладки, которые имеют значительно большие пропускную способность и расстояние между встроенными регенераторами.
Кабели для систем кабельного телевидения обеспечивают передачу телевизионного сигнала от передающего центра непосредственно до телевизионного приемника по материальной среде двухпроводной (коаксиальной) цепи. По конструкции это коаксиальные радиочастотные кабели, но условия их работы отличаются от обычных для этих кабелей. Во-первых, длина их может достигать сотен и тысяч метров, что отвечает особенностям использования кабелей дальней связи. Во-вторых, они прокладываются в телефонной кабельной канализации, как и городские телефонные кабели, а по диапазону частот (сотни мегагерц) соответствуют обычным радиочастотным кабелям.
Нагревательные кабели, провода и шнуры используются для обогрева производственных, сельскохозяйственных, жилых помещений, гражданских объектов (крыш и карнизов зданий, тротуаров и т.п.), промышленных объектов (трубопроводов), а также для нагрева различных промышленных агрегатов и в бытовых нагревательных устройствах. Они представляют собой распределенные по длине нагреватели, которые могут быть проложены под полами, внутри стен, чехлов и т.п.
Особенностью этих кабельных изделий является схема включения, в которой обычно начало и конец одной токопроводящей жилы подключается к питающему напряжению и ток определяется сопротивлением этой жилы. Длина таких кабелей может быть от одного до сотен метров, токопроводящие жилы могут быть медными, стальными или из сплавов с высоким сопротивлением, а изоляция — обычной теплостойкости (полиэтилен) или нагревостойкой (фторопласты, кремнийорганические резины или неорганические минеральные материалы).
Перечисленные группы кабельных изделий не охватывают все разнообразие выпускаемой кабельной продукции. Ввиду ограниченности объема данной книги не представляется возможным рассмотреть особенности многих других типов кабелей и проводов, поэтому можно объединить их все в одну общую группу — специальные кабели и провода для различных отраслей техники. Сюда можно отнести кабели рентгеновские для электронных микроскопов, излучающие радиочастотные, аэродромные и прожекторные, для электросварки, питания осветительных приборов студий телецентров, а также протяженные кабели — датчики температуры для использования в системах противопожарной сигнализации, термопарные кабели, медицинские кабели и провода, в том числе вживляемые в человеческий организм, и др.
27
2.2. Характеристики некоторых групп кабельных изделий
2.2.1. Кабели и провода энергетического назначения
К кабелям и проводам энергетического назначения относятся силовые кабели, неизолированные провода для воздушных линий электропередачи, изолированные самонесущие провода, контрольные кабели и различные типы силовых проводов.
Провода для воздушных линий электропередачи. Для передачи энергии, производимой с высоким напряжением, на дальние расстояния предпочтительно использование воздушных линий электропередачи, так как кабельные линии в большинстве случаев значительно дороже.
Для воздушных линий электропередачи, а также для соединений на подстанциях и электроснабжения электрифицированного транспорта используют неизолированные провода. Провода для воздушных линий изготавливаются из алюминия (провода марки А с сечением 10... 1500 мм2), реже из меди (провода марки М с сечением 4...400 мм2). Широко используются также усиленные сталеалюминиевые провода марки АС с сечением 10... 1250 мм2. Сталеалюминиевые провода имеют большую механическую прочность в продольном направлении по сравнению с алюминиевыми за счет наличия стального сердечника.
Алюминиевые и (в большей степени) сталеалюминиевые провода имеют меньшую коррозионную стойкость, чем медные, особенно при воздействии агрессивных сред (например, вблизи морских побережий). В этом случае используются провода аналогичной конструкции, покрытые слоем антикоррозионного защитного смазочного материала. Медные провода для воздушных линий электропередачи из-за их дефицитности и большей стоимости используются только там, где их невозможно заменить алюминиевыми и сталеалюминиевыми. Так как передача электрической энергии по воздушным ЛЭП на большие расстояния по экономическим причинам предпочтительнее передачи энергии по кабельным линиям, неизолированные сталеалюминиевые провода в настоящее время выпускаются и используются в энергетике в больших объемах.
Силовые кабели с бумажной пропитанной изоляцией на напряжения 1...35 кВ. Эти кабели предназначены для передачи и распределения электрической энергии в стационарных установках на номинальные напряжения от 1 до 35 кВ с частотой 50 Гц в сетях с изолированной нейтралью, а также в сетях с заземленной нейтралью и сетях постоянного напряжения. Силовые кабели выпускаются одно-, двух-, трех- или четырехжильными. Жилы могут быть медными или алюминиевыми, круглой, секторной или сегмент
28
ной формы. Кабели на напряжения 1... 10 кВ имеют, как правило, трехфазное исполнение. Использование двух- и четырехжильных кабелей возможно только на напряжение 1 кВ.
Кабели с бумажной пропитанной изоляцией могут быть одно-, трех- и четырехжильными, причем одно- и четырехжильные кабели изготавливают только на напряжение 1 кВ, а трехжильные могут быть на 1; 3; 6 и 10 кВ. Основными особенностями кабелей на напряжения 1... 10 кВ является отсутствие экранов на изоляции и применение секторных токопроводящих жил, что позволяет уменьшить их наружный диаметр на 15... 25 %, а также массу и стоимость.
На напряжения 20 и 35 кВ используются конструкции кабелей с отдельно экранированными жилами и радиальным электрическим полем. В отечественной практике используются кабели с отдельно освинцованными жилами.
Определить, к какой группе и какому типу относится данный кабель или провод можно по его марке, которая представляет собой некоторый набор букв и цифр. Буквы обычно указывают основные конструктивные особенности кабеля или (иногда) его назначение. Цифры могут указывать (например, для силового кабеля) число и площадь сечения фаз кабеля или класс напряжения, для которого этот кабель предназначен.
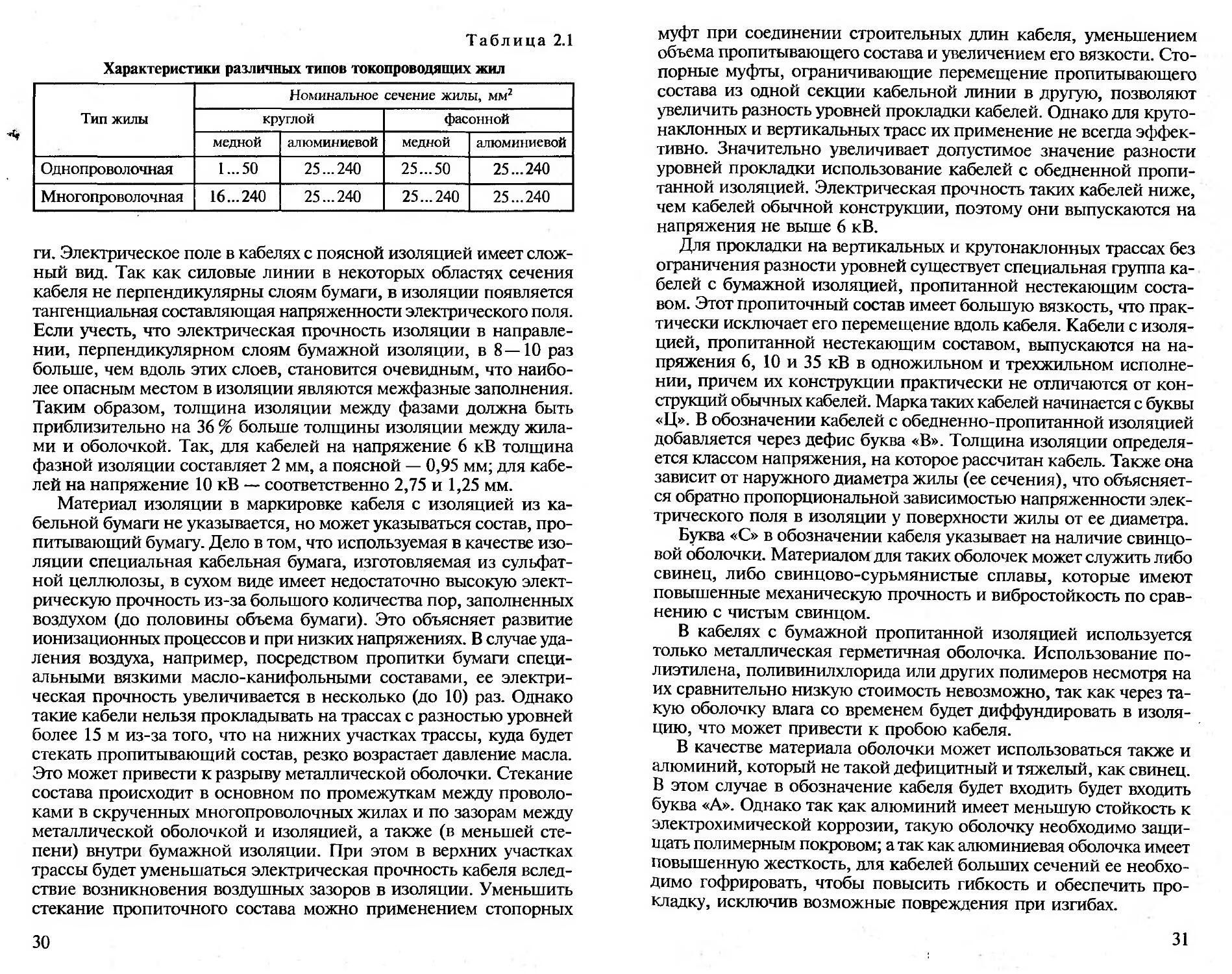
Для силовых кабелей с бумажной пропитанной изоляцией на напряжения 1; 3; 6; 10; 20 и 35 кВ буква «А» в начале марки означает, что их жила изготовлена из алюминия, если же эта буква отсутствует, это означает, что в качестве материала жилы использовалась медь. Для увеличения гибкости жилы большого сечения изготавливаются многопроволочными, т. е. из нескольких десятков отдельных проволок, которые скручиваются вокруг центрального сердечника для придания большей геометрической устойчивости конструкции. Это также снижает электрическое сопротивление жилы за счет уменьшения поверхностного эффекта и эффекта близости от токов в соседних кабелях (которые особенно проявляются на высоких частотах). Жилы для увеличения коэффициента заполнения (отношение площади сечения жилы по меди к геометрической площади ее поперечного сечения) могут выполняться уплотненными. Для этого после скрутки их подвергают воздействию сжимающих усилий в радиальном направлении. Характеристики различных типов токопроводящих жил представлены в табл. 2.1.
Требуемые сечения жил в основном определяются током, на который рассчитан кабель, его конструкцией и способом прокладки.
Изоляция силовых кабелей состоит из лент кабельной бумаги,, пропитанной маслоканифольным составом. Каждая фаза кабеля сначала изолируется отдельно, а затем поверх скрученных изолированных жил накладывается общая поясная изоляция. Промежутки между изолированными жилами заполняются жгутами из бума-
29
Таблица 2.1
Характеристики различных типов токопроводящих жил
Тип жилы Номинальное сечение жилы, мм2
круглой фасонной
медной алюминиевой медной алюминиевой
Однопроволочная 1...50 25...240 25...50 25 ...240
Многопроволочная 16... 240 25...240 25... 240 25...240
ги. Электрическое поле в кабелях с поясной изоляцией имеет сложный вид. Так как силовые линии в некоторых областях сечения кабеля не перпендикулярны слоям бумаги, в изоляции появляется тангенциальная составляющая напряженности электрического поля. Если учесть, что электрическая прочность изоляции в направлении, перпендикулярном слоям бумажной изоляции, в 8—10 раз больше, чем вдоль этих слоев, становится очевидным, что наиболее опасным местом в изоляции являются межфазные заполнения. Таким образом, толщина изоляции между фазами должна быть приблизительно на 36 % больше толщины изоляции между жилами и оболочкой. Так, для кабелей на напряжение 6 кВ толщина фазной изоляции составляет 2 мм, а поясной — 0,95 мм; для кабелей на напряжение 10 кВ — соответственно 2,75 и 1,25 мм.
Материал изоляции в маркировке кабеля с изоляцией из кабельной бумаги не указывается, но может указываться состав, пропитывающий бумагу. Дело в том, что используемая в качестве изоляции специальная кабельная бумага, изготовляемая из сульфатной целлюлозы, в сухом виде имеет недостаточно высокую электрическую прочность из-за большого количества пор, заполненных воздухом (до половины объема бумаги). Это объясняет развитие ионизационных процессов и при низких напряжениях. В случае удаления воздуха, например, посредством пропитки бумаги специальными вязкими масло-канифольными составами, ее электрическая прочность увеличивается в несколько (до 10) раз. Однако такие кабели нельзя прокладывать на трассах с разностью уровней более 15 м из-за того, что на нижних участках трассы, куда будет стекать пропитывающий состав, резко возрастает давление масла. Это может привести к разрыву металлической оболочки. Стекание состава происходит в основном по промежуткам между проволоками в скрученных многопроволочных жилах и по зазорам между металлической оболочкой и изоляцией, а также (в меньшей степени) внутри бумажной изоляции. При этом в верхних участках трассы будет уменьшаться электрическая прочность кабеля вследствие возникновения воздушных зазоров в изоляции. Уменьшить стекание пропиточного состава можно применением стопорных
30
муфт при соединении строительных длин кабеля, уменьшением объема пропитывающего состава и увеличением его вязкости. Стопорные муфты, ограничивающие перемещение пропитывающего состава из одной секции кабельной линии в другую, позволяют увеличить разность уровней прокладки кабелей. Однако для крутонаклонных и вертикальных трасс их применение не всегда эффективно. Значительно увеличивает допустимое значение разности уровней прокладки использование кабелей с обедненной пропитанной изоляцией. Электрическая прочность таких кабелей ниже, чем кабелей обычной конструкции, поэтому они выпускаются на напряжения не выше 6 кВ.
Для прокладки на вертикальных и крутонаклонных трассах без ограничения разности уровней существует специальная группа кабелей с бумажной изоляцией, пропитанной нестекающим составом. Этот пропиточный состав имеет большую вязкость, что практически исключает его перемещение вдоль кабеля. Кабели с изоляцией, пропитанной нестекающим составом, выпускаются на напряжения 6, 10 и 35 кВ в одножильном и трехжильном исполнении, причем их конструкции практически не отличаются от конструкций обычных кабелей. Марка таких кабелей начинается с буквы «Ц». В обозначении кабелей с обедненно-пропитанной изоляцией добавляется через дефис буква «В». Толщина изоляции определяется классом напряжения, на которое рассчитан кабель. Также она зависит от наружного диаметра жилы (ее сечения), что объясняется обратно пропорциональной зависимостью напряженности электрического поля в изоляции у поверхности жилы от ее диаметра.
Буква «С» в обозначении кабеля указывает на наличие свинцовой оболочки. Материалом для таких оболочек может служить либо свинец, либо свинцово-сурьмянистые сплавы, которые имеют повышенные механическую прочность и вибростойкость по сравнению с чистым свинцом.
В кабелях с бумажной пропитанной изоляцией используется только металлическая герметичная оболочка. Использование полиэтилена, поливинилхлорида или других полимеров несмотря на их сравнительно низкую стоимость невозможно, так как через такую оболочку влага со временем будет диффундировать в изоляцию, что может привести к пробою кабеля.
В качестве материала оболочки может использоваться также и алюминий, который не такой дефицитный и тяжелый, как свинец. В этом случае в обозначение кабеля будет входить будет входить буква «А». Однако так как алюминий имеет меньшую стойкость к электрохимической коррозии, такую оболочку необходимо защищать полимерным покровом; атак как алюминиевая оболочка имеет повышенную жесткость, для кабелей больших сечений ее необходимо гофрировать, чтобы повысить гибкость и обеспечить прокладку, исключив возможные повреждения при изгибах.
31
Кроме того, алюминиевые оболочки в 2—2,5 раза прочнее свинцовых и более стойкие к вибрационным воздействиям. Так, при повышенных температурах и под воздействием вибрационных нагрузок наблюдается самопроизвольный рост кристаллов свинца, что ведет к ухудшению его механических свойств и образованию трещин. При длительном приложении растягивающих усилий прочность свинцовой оболочки снижается и она вытягивается. Из-за этого на нижних участках вертикальных и крутонаклонных трасс наблюдаются необратимые процессы растяжения свинцовых оболочек маслонаполненных кабелей, которые могут привести к их разрыву.
Высокая электропроводность алюминия дает возможность использовать оболочки из него в качестве экрана для зашиты кабеля от внешних электрических воздействий, особенно при высоких частотах или в случае использования оболочки в качестве нулевой жилы.
Металлические оболочки достаточно герметичны, но не всегда могут обеспечить необходимую защиту от механических воздействий. Так, при прокладке в земле на кабель могут оказываться значительные радиальные воздействия. В этом случае обычно поверх оболочки с небольшим шагом накладывают броню из двух стальных лент толщиной 0,3...0,8 мм. Чтобы броня не повреждала свинцовую или алюминиевую оболочку, ее укладывают на подушку, которая представляет собой чередующиеся слои кабельной пряжи и кабельной бумаги, пропитанные битумным составом. Для предотвращения коррозии стальных лент поверх брони накладывают наружный покров. Такой тип защитных покровов маркируется буквой «Б», которая в зависимости от типов подушки и наружного покрова может иметь соответствующий индекс.
Если при прокладке на кабель действуют значительные растягивающие усилия, от которых броня из стальных лент, наложенных с небольшим шагом, защитить не может, используют стальные оцинкованные проволоки диаметром 4 или 6 мм. Проволочную броню накладывают с небольшим шагом сплошным пови-вом, и она способна выдержать значительные растягивающие усилия. В этой конструкции также предусматриваются подушка под броню и наружный покров. Маркируется такой защитный покров буквой «К» с индексом, указывающим особенности конструкции подушки под броню и наружного покрова.
Наружный покров кабелей может изготавливаться из волокнистых материалов или пластмассы. Волокнистый наружный покров состоит из слоя битумного состава, пропитанной кабельной пряжи, еще одного слоя битумного состава и мела (или дробленой слюды), предотвращающего слипание витков кабеля на барабане. Пластмассовый наружный покров кабелей состоит из слоя битумного состава, полимерных лент и полиэтиленового (ПЭ) или ПВХ
32
шланга. ПВХ шланги, наложенные поверх брони силовых кабелей, обеспечивают их негорючесть. ПЭ шланги, обладающие большей влагостойкостью и меньшей водопроницаемостью, используют для защиты алюминиевых оболочек от коррозии.
В случае прокладки кабеля в воздухе необходимость его защиты от механических воздействий отпадает, но в этом случае металлическая оболочка должна быть защищена от атмосферных воздействий. Соответствующий защитный покров обозначается буквой «Г». Благодаря большей механической прочности кабели с алюминиевыми оболочками могут выполняться небронированными.
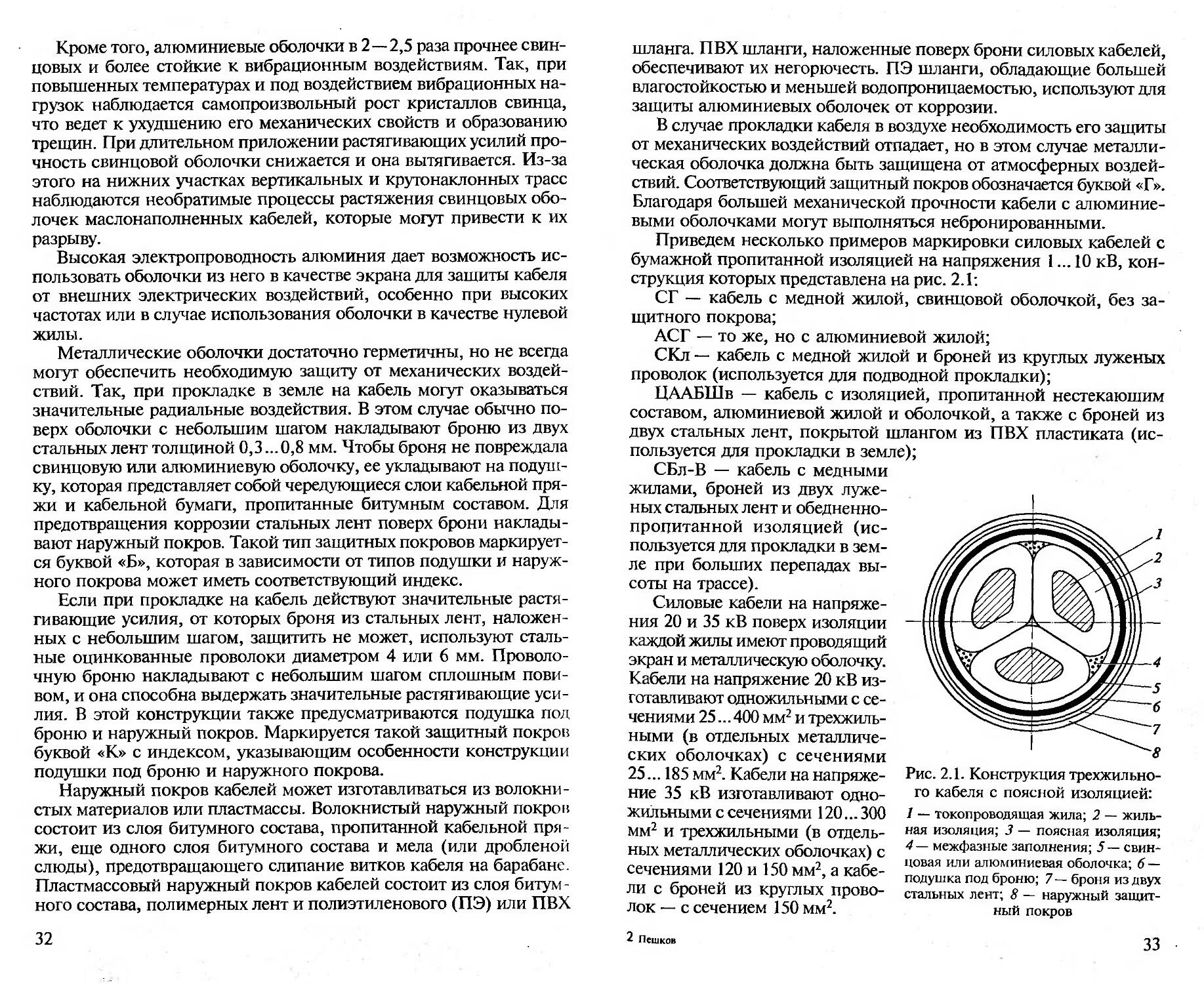
Приведем несколько примеров маркировки силовых кабелей с бумажной пропитанной изоляцией на напряжения 1... 10 кВ, конструкция которых представлена на рис. 2. Г.
СГ — кабель с медной жилой, свинцовой оболочкой, без защитного покрова;
АСГ — то же, но с алюминиевой жилой;
СКл — кабель с медной жилой и броней из круглых луженых проволок (используется для подводной прокладки);
ЦААБШв — кабель с изоляцией, пропитанной нестекаюшим составом, алюминиевой жилой и оболочкой, а также с броней из двух стальных лент, покрытой шлангом из ПВХ пластиката (используется для прокладки в земле);
СБл-В — кабель с медными жилами, броней из двух луженых стальных лент и обедненно-пропитанной изоляцией (используется для прокладки в земле при больших перепадах высоты на трассе).
Силовые кабели на напряжения 20 и 35 кВ поверх изоляции каждой жилы имеют проводящий экран и металлическую оболочку. Кабели на напряжение 20 кВ изготавливают одножильными с сечениями 25... 400 мм2 и трехжильными (в отдельных металлических оболочках) с сечениями 25... 185 мм2. Кабели на напряжение 35 кВ изготавливают одножильными с сечениями 120... 300 мм2 и трехжильными (в отдельных металлических оболочках) с сечениями 120 и 150 мм2, а кабели с броней из круглых проволок — с сечением 150 мм2.
Рис. 2.1. Конструкция трехжильного кабеля с поясной изоляцией:
1 — токопроводящая жила; 2 — жильная изоляция; 3 — поясная изоляция;
4 — межфазные заполнения; 5 — свинцовая или алюминиевая оболочка; 6 — подушка под броню; 7— броня из двух стальных лент; 8 — наружный защитный покров
2 Пешков
33
Рис. 2.2. Конструкция трехжильного кабеля с отдельно освинцованными жилами для подводной прокладки:
1 — токопроводящая жила; 2, 4— экран из полупроводящей бумаги; 3 — пропитанная бумажная изоляция; 5— свинцовая оболочка; 6 — заполнение из пропитанной кабельной пряжи; 7— проволочная броня; 8— наружный защитный покров
В кабелях на напряжение 35 кВ не используют жилы с небольшими сечениями, так как в этом случае толщина изоляции получается неоправданно большой, т.е. применение таких кабелей становится неэкономичным. Поверх круглых медных или алюминиевых жил в этих кабелях накладывают экран из полупроводящих лент, затем бумажную пропитанную изоляцию, снова экран и свинцовую оболочку. Конструкция кабеля для подводной прокладки представлена на рис. 2.2.
Толщина изоляции в кабелях на 20 кВ составляет 6... 7 мм в зависимости от сечения жилы, а в кабелях на 35 кВ — не превышает 9 мм. Толщина свинцовой оболочки этих кабелей зависит от сечения жилы и составляет 1,4...2,8 мм. (Алюминиевые оболочки для та-
ких кабелей из-за своей жесткости применения не нашли.) От-
дельно освинцованные жилы скручивают с заполнением проме-
жутков между ними пропитанной кабельной пряжей или стекло-пряжей. Снаружи на скрученные фазы с заполнением накладывают тканевую ленту или кабельную пряжу, а затем защитные по
кровы.
Приведем примеры маркировки силовых кабелей на напряжения 20 и 35 кВ:
ОСБ — силовой кабель с тремя отдельно изолированными и освинцованными медными жилами и ленточной броней;
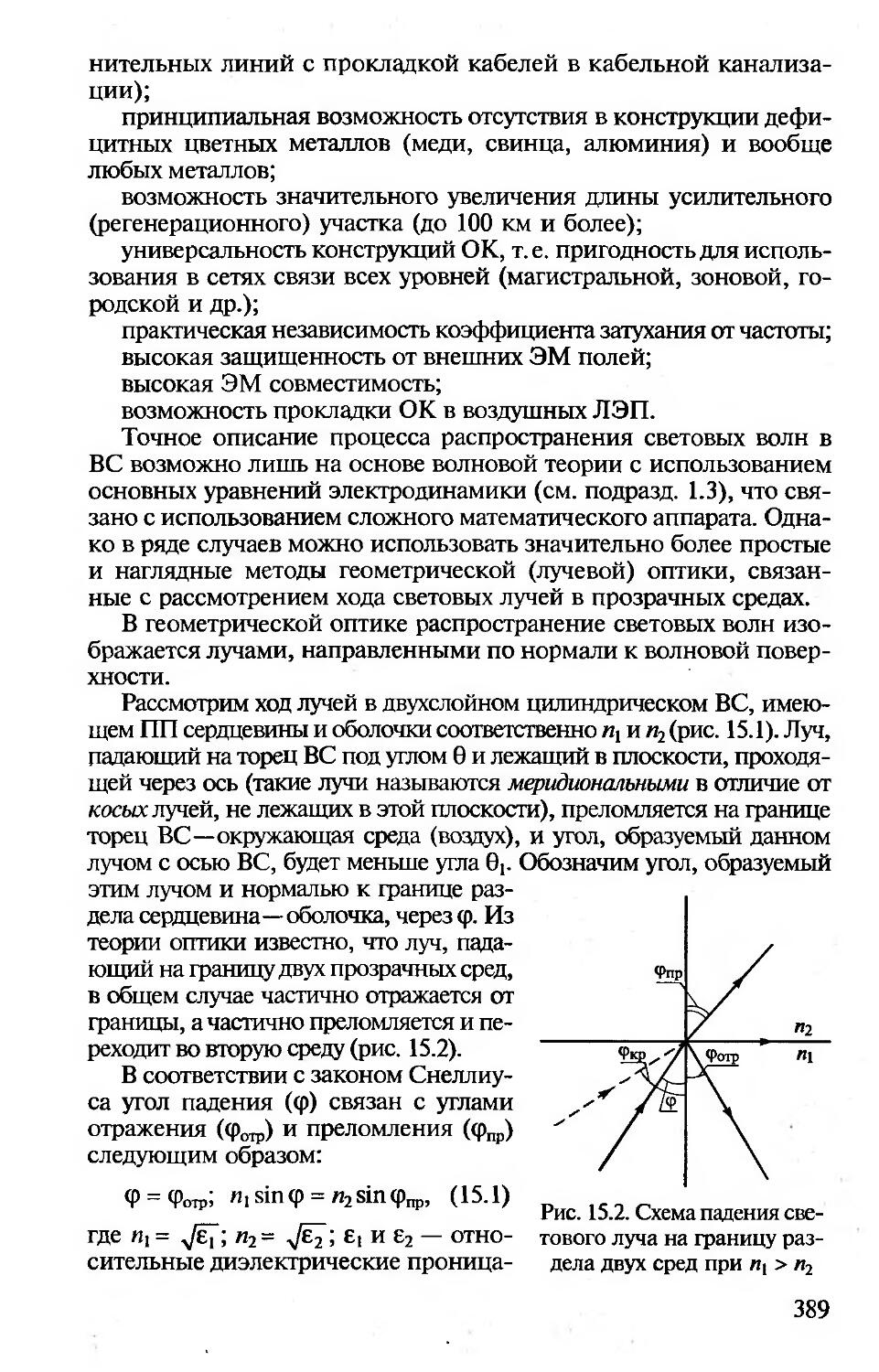
АОСК — силовой кабель с тремя отдельно изолированными и освинцованными алюминиевыми токопроводящими жилами и броней из круглых проволок.
За рубежом большое распространение получили так называемые Я-кабели, в которых три изолированные и экранированные жилы скручивают вместе и помещают в общую свинцовую или гофрированную алюминиевую оболочку. Радиальное поле в них обеспечивает экран из медных лент, накладываемый поверх изоляции каждой жилы. В последнее время нашли распространение Я-кабели с секторными жилами.
На изготовление Я-кабелей, имеющих несколько меньшую площадь поперечного сечения, требуется меньше материалов, однако кабели с отдельно освинцованными жилами более гибкие, содер
34
жат меньшее количество пропитывающего состава и обеспечива
ют лучшие условия теплоотвода.
Маслонаполненные кабели низкого и высокого давления. Маслонаполненные кабели с бумажной пропитанной изоляцией на
высокое напряжение изготавливаются только с медными жилами и свинцовыми или алюминиевыми оболочками. Такие кабели находят применение при подводной прокладке, в системах электроснабжения крупных городов, для вывода мощности и схемных соединений на электростанциях и т.п.
Для повышения электрической прочности изоляцию пропитывают маловязким маслом под давлением, что препятствует образованию воздушных включений в газовых пленках, увеличивая давление в них. По избыточному давлению масла в изоляции различают маслонаполненные кабели низкого и высокого давления. В кабелях низкого давления со свинцовой оболочкой избыточное давление составляет 0,025...0,3 МПа, а с алюминиевой гофрированной оболочкой — 0,025...0,5 МПа. В кабелях высокого давления оно равно 0,11 ...0,16 МПа. В отечественной практике кабели низкого давления с сечениями жил 120...800 мм2 используют в трехфазных цепях с номинальным напряжением ПО...220 кВ. Кабели высокого давления с жилами тех же сечений рассчитаны на напряжения ПО... 500 кВ.
Кабели низкого давления имеют однофазную конструкцию с масляным каналом в центре круглой жилы, изготовленной из медных отожженных луженых проволок. Если изоляция кабеля пропитывается синтетическим маслом, допускается использование жилы
Рис. 2.3. Поперечное сечение токопроводящей жилы с внутренним повивом из Z-образных проволок
из нелуженых проволок.
Жила сечением 120 мм2 должна иметь в центре канал диаметром 9 мм, сечениями 150...625 мм2 — 12 мм, а сечением 800 мм2 — не менее 14 мм. Масло под давлением из этого канала может проникать в бумажную изоляцию. Чтобы обеспечить достаточную жесткость и геометрическую стабильность формы, жилы маслонаполненных кабелей низкого давления изготавливают преимущественно из луженых Z-образных проволок, образующих канал необходимого размера, и одного или двух пови-вов сегментных проволок в зависимости от требуемого сечения жилы (рис. 2.3).
Для обеспечения свободного проникновения масла из внутреннего канала в изоляцию на поверхности проволок, образующих этот санал, наносят специальные насечки. Поверх килы накладывают электрический экран из «скольких лент полупроводящей бумаги и 1золяцию из высоковольтной кабельной бумаги. Слой изоляции, прилегающий к экрану
35
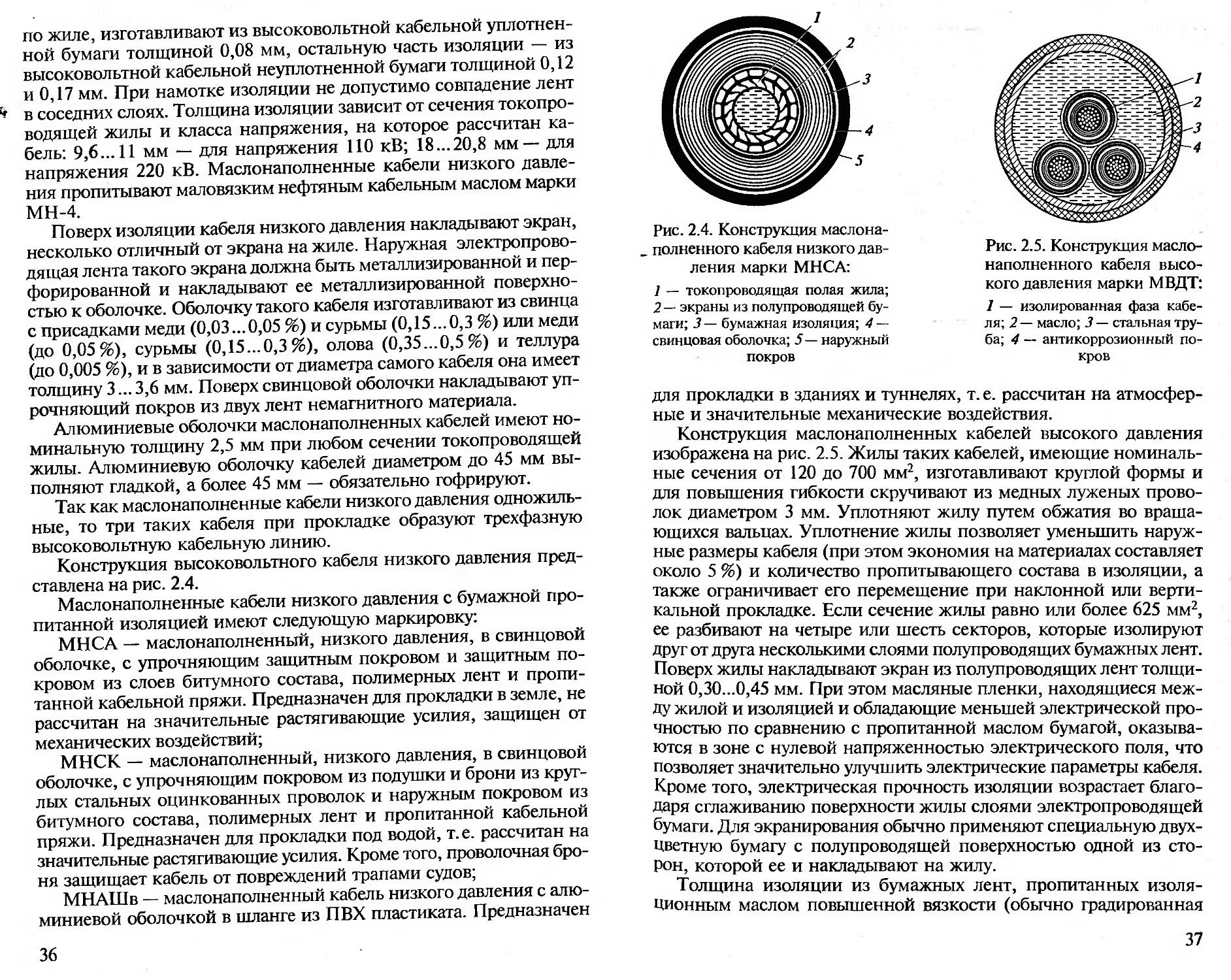
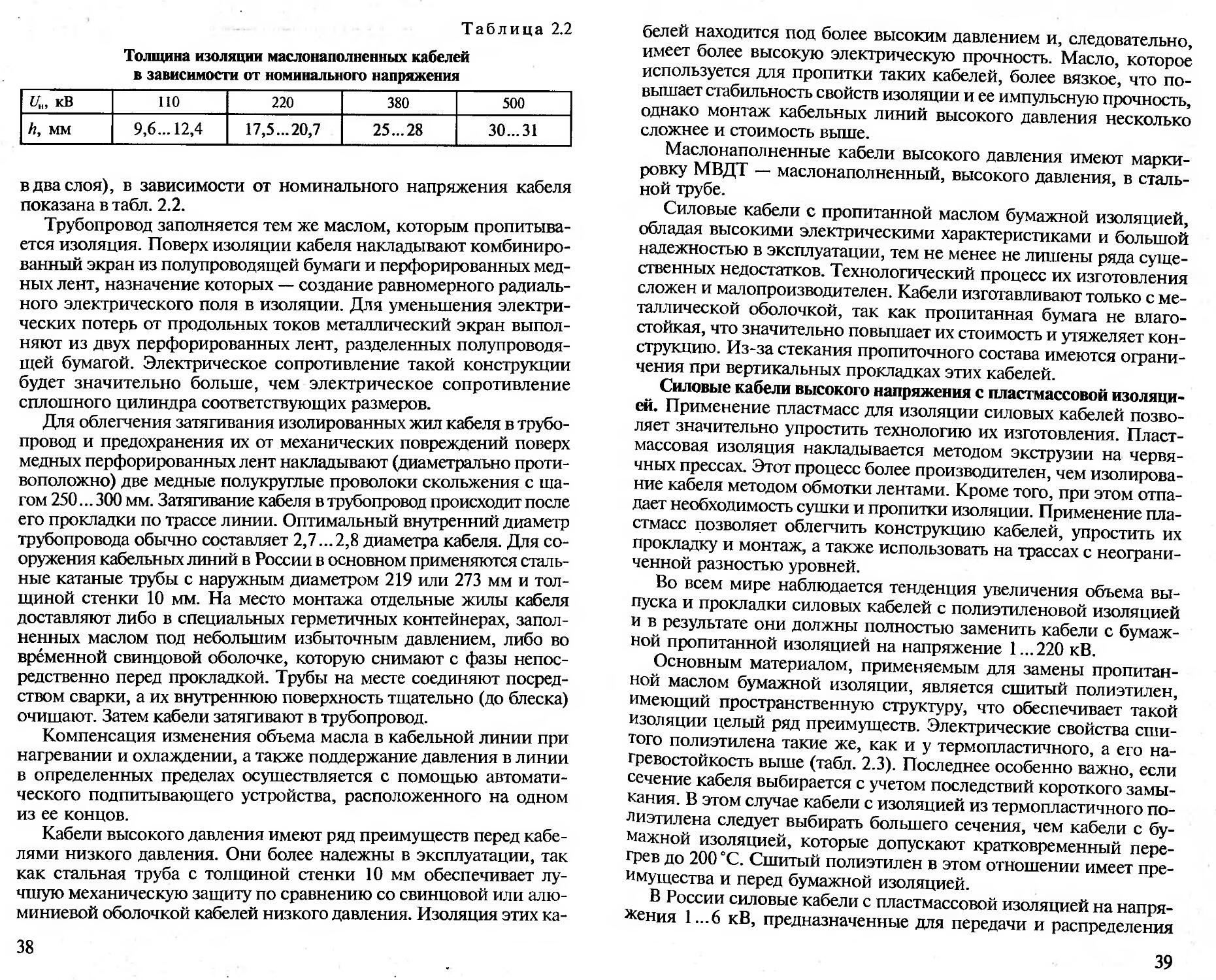
по жиле, изготавливают из высоковольтной кабельной уплотненной бумаги толщиной 0,08 мм, остальную часть изоляции — из высоковольтной кабельной неуплотненной бумаги толщиной 0,12 и 0,17 мм. При намотке изоляции не допустимо совпадение лент в соседних слоях. Толщина изоляции зависит от сечения токопроводящей жилы и класса напряжения, на которое рассчитан кабель: 9,6...11 мм — для напряжения НО кВ; 18 — 20,8 мм— для напряжения 220 кВ. Маслонаполненные кабели низкого давления пропитывают маловязким нефтяным кабельным маслом марки МН-4.
Поверх изоляции кабеля низкого давления накладывают экран, несколько отличный от экрана на жиле. Наружная электропроводящая лента такого экрана должна быть металлизированной и перфорированной и накладывают ее металлизированной поверхностью к оболочке. Оболочку такого кабеля изготавливают из свинца с присадками меди (0,03...0,05 %) и сурьмы (0,15...0,3 %) или меди (до 0,05%), сурьмы (0,15 — 0,3%), олова (0,35 — 0,5%) и теллура (до 0,005 %), и в зависимости от диаметра самого кабеля она имеет толщину 3... 3,6 мм. Поверх свинцовой оболочки накладывают упрочняющий покров из двух лент немагнитного материала.
Алюминиевые оболочки маслонаполненных кабелей имеют номинальную толщину 2,5 мм при любом сечении токопроводящей жилы. Алюминиевую оболочку кабелей диаметром до 45 мм выполняют гладкой, а более 45 мм — обязательно гофрируют.
Так как маслонаполненные кабели низкого давления одножильные, то три таких кабеля при прокладке образуют трехфазную высоковольтную кабельную линию.
Конструкция высоковольтного кабеля низкого давления представлена на рис. 2.4.
Маслонаполненные кабели низкого давления с бумажной пропитанной изоляцией имеют следующую маркировку:
МНСА — маслонаполненный, низкого давления, в свинцовой оболочке, с упрочняющим защитным покровом и защитным покровом из слоев битумного состава, полимерных лент и пропитанной кабельной пряжи. Предназначен для прокладки в земле, не рассчитан на значительные растягивающие усилия, защищен от механических воздействий;
МНСК — маслонаполненный, низкого давления, в свинцовой оболочке, с упрочняющим покровом из подушки и брони из круглых стальных оцинкованных проволок и наружным покровом из битумного состава, полимерных лент и пропитанной кабельной пряжи. Предназначен для прокладки под водой, т.е. рассчитан на значительные растягивающие усилия. Кроме того, проволочная броня защищает кабель от повреждений трапами судов;
МНАШв — маслонаполненный кабель низкого давления с алюминиевой оболочкой в шланге из ПВХ пластиката. Предназначен
36
1
Рис. 2.4. Конструкция маслонаполненного кабеля низкого давления марки МНСА:
1 — токопроводящая полая жила; 2 — экраны из полупроводящей бумаги; 3 — бумажная изоляция; 4 — свинцовая оболочка; 5— наружный покров
Рис. 2.5. Конструкция маслонаполненного кабеля высокого давления марки МВДТ: 1 — изолированная фаза кабеля; 2 — масло; 3 — стальная труба; 4 — антикоррозионный покров
для прокладки в зданиях и туннелях, т. е. рассчитан на атмосферные и значительные механические воздействия.
Конструкция маслонаполненных кабелей высокого давления изображена на рис. 2.5. Жилы таких кабелей, имеющие номинальные сечения от 120 до 700 мм2, изготавливают круглой формы и для повышения гибкости скручивают из медных луженых проволок диаметром 3 мм. Уплотняют жилу путем обжатия во вращающихся вальцах. Уплотнение жилы позволяет уменьшить наружные размеры кабеля (при этом экономия на материалах составляет около 5 %) и количество пропитывающего состава в изоляции, а также ограничивает его перемещение при наклонной или вертикальной прокладке. Если сечение жилы равно или более 625 мм2, ее разбивают на четыре или шесть секторов, которые изолируют друг от друга несколькими слоями полупроводящих бумажных лент. Поверх жилы накладывают экран из полупроводящих лент толщиной 0,30...0,45 мм. При этом масляные пленки, находящиеся между жилой и изоляцией и обладающие меньшей электрической прочностью по сравнению с пропитанной маслом бумагой, оказываются в зоне с нулевой напряженностью электрического поля, что позволяет значительно улучшить электрические параметры кабеля. Кроме того, электрическая прочность изоляции возрастает благодаря сглаживанию поверхности жилы слоями электропроводящей бумаги. Для экранирования обычно применяют специальную двухцветную бумагу с полупроводящей поверхностью одной из сторон, которой ее и накладывают на жилу.
Толщина изоляции из бумажных лент, пропитанных изоляционным маслом повышенной вязкости (обычно градированная
37
Таблица 2.2
Толщина изоляции маслонаполненных кабелей в зависимости от номинального напряжения
1/н, кВ ПО 220 380 500
И, мм 9,6... 12,4 17,5...20,7 25...28 30... 31
в два слоя), в зависимости от номинального напряжения кабеля показана в табл. 2.2.
Трубопровод заполняется тем же маслом, которым пропитывается изоляция. Поверх изоляции кабеля накладывают комбинированный экран из полупроводящей бумаги и перфорированных медных лент, назначение которых — создание равномерного радиального электрического поля в изоляции. Для уменьшения электрических потерь от продольных токов металлический экран выполняют из двух перфорированных лент, разделенных полупроводящей бумагой. Электрическое сопротивление такой конструкции будет значительно больше, чем электрическое сопротивление сплошного цилиндра соответствующих размеров.
Для облегчения затягивания изолированных жил кабеля в трубопровод и предохранения их от механических повреждений поверх медных перфорированных лент накладывают (диаметрально противоположно) две медные полукруглые проволоки скольжения с шагом 250... 300 мм. Затягивание кабеля в трубопровод происходит после его прокладки по трассе линии. Оптимальный внутренний диаметр трубопровода обычно составляет 2,7...2,8 диаметра кабеля. Для сооружения кабельных линий в России в основном применяются стальные катаные трубы с наружным диаметром 219 или 273 мм и толщиной стенки 10 мм. На место монтажа отдельные жилы кабеля доставляют либо в специальных герметичных контейнерах, заполненных маслом под небольшим избыточным давлением, либо во временной свинцовой оболочке, которую снимают с фазы непосредственно перед прокладкой. Трубы на месте соединяют посредством сварки, а их внутреннюю поверхность тщательно (до блеска) очищают. Затем кабели затягивают в трубопровод.
Компенсация изменения объема масла в кабельной линии при нагревании и охлаждении, а также поддержание давления в линии в определенных пределах осуществляется с помощью автоматического подпитывающего устройства, расположенного на одном из ее концов.
Кабели высокого давления имеют ряд преимуществ перед кабелями низкого давления. Они более надежны в эксплуатации, так как стальная труба с толщиной стенки 10 мм обеспечивает лучшую механическую защиту по сравнению со свинцовой или алюминиевой оболочкой кабелей низкого давления. Изоляция этих ка-
38
белей находится под более высоким давлением и, следовательно, имеет более высокую электрическую прочность. Масло, которое используется для пропитки таких кабелей, более вязкое, что повышает стабильность свойств изоляции и ее импульсную прочность, однако монтаж кабельных линий высокого давления несколько сложнее и стоимость выше.
Маслонаполненные кабели высокого давления имеют маркировку МВДТ — маслонаполненный, высокого давления, в стальной трубе.
Силовые кабели с пропитанной маслом бумажной изоляцией, обладая высокими электрическими характеристиками и большой надежностью в эксплуатации, тем не менее не лишены ряда существенных недостатков. Технологический процесс их изготовления сложен и малопроизводителен. Кабели изготавливают только с металлической оболочкой, так как пропитанная бумага не влагостойкая, что значительно повышает их стоимость и утяжеляет конструкцию. Из-за стекания пропиточного состава имеются ограничения при вертикальных прокладках этих кабелей.
Силовые кабели высокого напряжения с пластмассовой изоляцией. Применение пластмасс для изоляции силовых кабелей позволяет значительно упростить технологию их изготовления. Пластмассовая изоляция накладывается методом экструзии на червячных прессах. Этот процесс более производителен, чем изолирование кабеля методом обмотки лентами. Кроме того, при этом отпадает необходимость сушки и пропитки изоляции. Применение пластмасс позволяет облегчить конструкцию кабелей, упростить их прокладку и монтаж, а также использовать на трассах с неограниченной разностью уровней.
Во всем мире наблюдается тенденция увеличения объема выпуска и прокладки силовых кабелей с полиэтиленовой изоляцией и в результате они должны полностью заменить кабели с бумажной пропитанной изоляцией на напряжение 1...220 кВ.
Основным материалом, применяемым для замены пропитанной маслом бумажной изоляции, является сшитый полиэтилен, имеющий пространственную структуру, что обеспечивает такой изоляции целый ряд преимуществ. Электрические свойства сшитого полиэтилена такие же, как и у термопластичного, а его нагревостойкость выше (табл. 2.3). Последнее особенно важно, если сечение кабеля выбирается с учетом последствий короткого замыкания. В этом случае кабели с изоляцией из термопластичного полиэтилена следует выбирать большего сечения, чем кабели с бумажной изоляцией, которые допускают кратковременный перегрев до 200 °C. Сшитый полиэтилен в этом отношении имеет преимущества и перед бумажной изоляцией.
В России силовые кабели с пластмассовой изоляцией на напряжения 1...6 кВ, предназначенные для передачи и распределения
39
Таблица 2.3
Нагревостойкость полиэтиленовой изоляции
Материал изоляции Длительная предельно допустимая температура, °C Температура при токах короткого замыкания, °C
Полиэтилен 70 150
Сшитый полиэтилен 90 250
энергии в стационарных установках, выпускаются с медными и алюминиевыми жилами с сечениями 1,5... 240 мм2. Жилы этих кабелей могут быть круглыми или секторными. В качестве изоляции используют ПВХ пластикат, а также самозатухающий и вулканизированный полиэтилен. Толщина изоляции в зависимости от сечения жил составляет до 3,4 мм. В качестве межфазного заполнителя обычно используют материал изоляции. В трехжильных кабелях на напряжение 6 кВ поверх поясной изоляции методом экструзии или обмотки лентами накладывается экран из электропроводящего материала, соответствующего материалу изоляции, толщиной не менее 0,2 мм. В большинстве конструкций кабелей этого класса напряжения поверх электропроводящего экрана накладывается также металлический экран из медных или алюминиевых лент либо фольги в комбинации с обмоткой лентами из полиэтилентерефталатной или ПВХ пленки. Для защиты кабелей от влаги и механических повреждений используют пластмассовую или свинцовую оболочку.
Силовые кабели на напряжения 10...35 кВ выпускаются, как правило, с изоляцией из сшитого полиэтилена одножильными и трехжильными. Наиболее часто используются одножильные кабели, которые поставляются большой строительной длины, т.е. они более просты в монтаже и эксплуатации (ремонте).
В России одножильные кабели с изоляцией из сшитого полиэтилена на напряжение 10 кВ выпускаются с алюминиевыми токопроводящими жилами с сечениями 70... 240 мм2. Оболочка таких кабелей толщиной 1,9...2,1 мм может быть изготовлена из ПВХ пластиката или светостабилизированного самозатухающего полиэтилена. Номинальная толщина их изоляции — 4 мм. Электропроводящие экраны по жиле и изоляции должны иметь номинальную толщину 0,7 мм. Поверх экрана по изоляции может быть наложен экран из медной ленты, гофрированной в поперечном направлении.
Аналогичную конструкцию имеют и отечественные кабели на напряжение 35 кВ. В качестве их изоляции используется сшитый полиэтилен, а в качестве оболочки — полиэтилен, самозатухающий полиэтилен или ПВХ пластикат. При наличии значительных растягивающих усилий, действующих на кабель в процессе эксп-
40
луатации, может применяться броня из круглых стальных оцинкованных проволок. Токопроводящие жилы таких кабелей — медные и алюминиевые с сечениями 0,95...240 мм2, толщина изоляции — 7 мм, толщина токопроводящего экрана по жиле — 1 мм, номинальная толщина оболочки — 2,3...2,5 мм.
Первые кабели с изоляцией из термопластичного полиэтилена на напряжения НО...220 кВ появились в конце 60-х годов XX в. Затем начинает использоваться изоляция из сшитого (вулканизованного) полиэтилена, и, наконец, в начале 1980-х годов кабели такого типа становятся основными, успешно заменив маслонаполненные кабели.
В 1986—1988 годах были изготовлены первые образцы кабелей с изоляцией из сшитого полиэтилена на напряжения 400 и 500 кВ.
В России на напряжения ПО...220 кВ используются конструкции кабелей с алюминиевыми токопроводящими жилами с сечениями до 625 мм2 и изоляцией из сшитого полиэтилена. При этом токопроводящие жилы могут быть однопроволочными (с сечениями до 500 мм2) и комбинированными, состоящими из многопроволочного сердечника и прессованной алюминиевой оболочки. Выбор токопроводящих жил кабелей таких конструкций обусловлен необходимостью обеспечения продольной герметизации этих жил и исключения эффекта проволочности. Данные кабели имеют следующие особенности, обеспечивающие существенное повышение их технико-экономических и эксплутационных показателей:
в качестве электрической изоляции применяется сшитый полиэтилен, предварительно очищенный методом фильтрации от посторонних примесей размером более 50 мкм;
наложение изоляции и электропроводящих экранов производится методом экструзии за один проход с последующей их вулканизацией в бес паровой среде (сухим методом), что обеспечивает отсутствие в них влаги и газовых включений.
Для кабелей с пластмассовой изоляцией длительно допустимые рабочие напряженности электрического поля составляют 8,8... 9,5 МВ/м. В результате для напряжения 110 кВ удается обеспечить радиальную толщину изоляции, равную 12 мм, для напряжения 220 кВ — 23 мм. Длительная рабочая температура на жиле такого кабеля не должна превышать 90 °C, допустимая температура при перегрузках — 130 °C. В режиме короткого замыкания допустимая температура составляет 250 °C. Толщина электропроводящего экрана из сшитого полиэтилена — 1,15... 1,25 мм. Поверх электропроводящего экрана по изоляции накладывается экран из гофрированной медной ленты толщиной 0,25 мм. Наружная оболочка толщиной 2,8 мм может быть выполнена из полиэтилена, самоза-тухающего полиэтилена или ПВХ пластиката.
Все конструкции кабелей на напряжения 110 и 220 кВ должны Иметь элементы продольной и радиальной герметизации, так как
41
проникновение влаги в кабель сокращает срок его службы. Герметичность высоковольтных кабелей обеспечивается использованием:
пластмассовой оболочки из полиэтилена;
многослойной оболочки, состоящей из металлических или металлопластмассовых лент, имеющих достаточно хорошую взаимную адгезию;
сплошной металлической оболочки.
Если радиальный барьер поврежден, то особое значение приобретает продольная герметизация кабеля, которая может быть как непрерывной, так и дискретной. Продольная герметизация по жиле обеспечивается прежде всего конструкцией, т.е. использованием либо сплошной алюминиевой жилы, либо комбинированной со сплошной оболочкой поверх скрученного сердечника. Возможно заполнение межпроволочного пространства жилы массой, препятствующей продольному распространению воды в случае ее попадания в кабель.
Продольная герметизация под наружной оболочкой осуществляется следующим образом. Поверх электропроводящего покрытия по изоляции наносится слой пудры, набухающий при увлажнении и препятствующий продольному распространению воды. В пространство между электропроводящим экраном и металлическим экраном кабеля по изоляции также могут вводиться гигроскопичные ленты. При попадании воды под оболочку кабеля такие ленты набухают, значительно увеличиваясь в объеме, и создают преграду для распространения влаги вдоль кабеля.
Конструкция кабеля с полиэтиленовой изоляцией представлена на рис. 2.6.
Маркируются кабели с пластмассовой изоляцией следующим образом:
ПвВ — кабель с медными жилами, изоляцией из вулканизованного полиэтилена и оболочкой из ПВХ пластиката. Используется
Рис. 2.6. Конструкция высоковольтного кабеля с полиэтиленовой изоляцией:
1 — токопроводящая медная жила; 2— полупроводящий слой по жиле; 3 — изоляция; 4 — полу проводящий слой по изоляции; 5 — водонабухающая по-лупроводяшая лента; 6 — экран из медных проволок; 7 — медная лента; 8 — водонабухающая лента; 9 — оболочка из полиэтилена
42
для прокладки в производственных помещениях, кабельных сооружениях и сухих грунтах. В случае прокладки в грунте с повышенной влажностью или в сырых помещениях герметизируется;
ПвПг — кабель с медными жилами, изоляцией из вулканизованного полиэтилена, с полиэтиленовой оболочкой и продольной герметизацией экрана водонабухающими лентами;
АПвПу — кабель с алюминиевыми токопроводящими жилами, полиэтиленовой изоляцией и оболочкой, усиленной ребрами жесткости. Используется при прокладке на сложных участках трасс.
Силовые кабели низкого и среднего напряжений с резиновой изоляцией. Силовые кабели с резиновой изоляцией предназначены для стационарной прокладки в электрических сетях, а также для передачи и распределения электрической энергии на трассах с неограниченной разностью уровней прокладки при переменном напряжении 660 В или постоянном напряжении 1000 В и при переменном и постоянном напряжениях 3, 6 и 10 кВ.
Такие кабели могут быть с медными или алюминиевыми жилами. На их токопроводящие жилы накладывают резиновую изоляцию и скручивают. Для защиты резиновой изоляции от влаги, света, химически активных сред и механических воздействий поверх скрученных жил накладывают оболочку из свинца (кабели типов СРВ и СРГ), ПВХ пластиката (кабели типов АВРБ и ВРГ) или резины на основе полихлоропренового каучука (кабели типов АНРГ.и НРБ).
По физико-механическим и электроизоляционным свойствам резины существенно уступают пластмассам. Кроме того, у изоляционных резин с течением времени наблюдается значительное снижение эластичности и других физико-механических и электроизоляционных свойств. Старение резиновой изоляции происходит под воздействием повышенной температуры, света, озона, агрессивных сред и является следствием окислительной деструкции содержащегося в резине каучука, а также миграции из изоляции отдельных ингредиентов резиновой смеси. Улучшить характеристики кабельных резин можно, применяя комбинации каучуков различных видов и добавляя в резиновую смесь противостарители, мягчители, наполнители и др. Несмотря на указанные недостатки резина широко используется в кабельной промышленности, вследствие ее хорошей гибкости и способности выдерживать повышенные температуры.
Резина в качестве изоляции и оболочек кроме силовых кабелей применяется также в кабелях для геофизических работ, в рентгеновских, шахтных, судовых, установочных проводах и шнурах, в проводах и шнурах погружных насосов, в гибких кабелях различных типов и т. д.
Высоковольтные монтажные кабели и провода с резиновой изоляцией предназначены для монтажа высоковольтных цепей радиоэлектронной аппаратуры. Так как ток, передаваемый по таким ка
43
белям и проводам, как правило, невелик, то сечения жил выбирают из соображений механической прочности либо по допустимому падению напряжения.
2.2.2. Кабели и провода низкого напряжения
Кабели и провода на напряжения до 1000 В предназначены для распределения электрической энергии в низковольтных цепях и монтажа низковольтных схем радиотехнической аппаратуры, а также для силового питания и дистанционного управления системами контроля и автоматики. Кабели и провода низкого напряжения являются одной из самых распространенных групп кабельных изделий. Характерная особенность таких кабелей и проводов — незначительный пропускаемый по ним ток.
Групповое силовое питание приборов и аппаратов можно осуществить с помощью жгута из проводов питания (например, установочных) или многожильного контрольного кабеля. Последний способ упрощает монтажные работы и снижает расход различных монтажных материалов. Как правило, контрольные кабели предназначены для стационарной прокладки, поэтому токопроводящие жилы для них рекомендуются однопроволочные. Диапазон сечений этих жил от 0,75 до 10 мм2. В кабелях с бумажной пропитанной изоляцией и металлической оболочкой в качестве материала жилы используется только медь. В кабелях с пластмассовыми изоляцией и оболочкой применяются медные и алюминиевые жилы. Перспективна изоляция из сшитого полиэтилена, которая, сохраняя все преимущества этого материала (высокие скорости процесса изолирования, минимальную толщину изоляции, повышенные электрические и механические характеристики), в данных кабельных изделиях обладает высокой стойкостью к кратковременным перегревам.
В настоящее время контрольные кабели выпускаются с числом изолированных жил от 4 до 37. Сердечники этих кабелей имеют круглую форму, а изолированные жилы скручивают концентрическими повивами по системе нормальной правильной скрутки. Поверх скрученных жил в них обычно используется покрытие в виде спиральной обмотки из лент или пленок. Конструкции защитных оболочек и броневых покровов контрольных кабелей аналогичны конструкциям этих элементов для силовых кабелей.
Внутриблочный и межблочный монтаж различной электрической аппаратуры производится с помощью отдельных монтажных проводов или наборных жгутов из этих проводов. Когда жгуты не имеют большого числа разветвлений, их целесообразно заменять монтажными кабелями. Кабели управления предназначены для многоточечного дистанционного управления различными автоматическими процессами.
44
Принципиальные отличия монтажных кабелей от кабелей управления следующие:
монтажные кабели используют короткими отрезками, а кабели управления могут быть довольно большой длины;
условия монтажа и эксплуатации монтажных кабелей, как правило, менее жесткие, чем кабелей управления.
Токопроводящие жилы монтажных кабелей и проводов выполняют из медных проволок, защищенных оловом или серебром, а жилы кабелей управления скручивают из незащищенных медных проволок. Сердечники кабелей управления и монтажных кабелей могут быть круглыми, плоскими и ленточными. В качестве изоляции в них используют резину, ПВХ пластикат или полиэтилен.
В настоящее время большинство кабелей управления и монтажных кабелей имеют круглое сечение и могут быть однородными (состоящими из экранированных изолированных жил одного и того же сечения), неоднородными (из изолированных жил разных сечений) и комбинированными (с частично экранированными изолированными жилами). Кроме того, они могут иметь общий экран или не иметь его.
Примеры маркировки кабелей и проводов низкого напряжения:
КВВГ — контрольный кабель с медными жилами, ПВХ изоляцией и ПВХ оболочкой. Предназначен для прокладки в помещениях и блоках, т.е. не рассчитан на механические воздействия;
КП В — кабель управления с медными жилами, полиэтиленовой изоляцией и ПВХ оболочкой.
2.2.3. Кабели связи
Классификация кабелей связи. В зависимости от назначения различают кабели дальней связи, городские телефонные кабели, кабели зоновой и сельской связи.
В зависимости от области применения различают кабели для подземной и подводной прокладки, воздушной подвески, для прокладки в телефонной канализации (трубах, коллекторах) и внутри помещений.
В зависимости от диапазона передаваемых частот различают кабели низко- и высокочастотные. К низкочастотным относятся кабели местной связи (городские, пригородные, внутрирайонные, служебные и т.п.). К высокочастотным относятся кабели дальней и зоновой связи.
В зависимости от материала передающей среды различают кабели связи с медными проводниками (в публикациях часто применяют не очень удачный термин «медные кабели» — практически дословный перевод английского copper cable) и оптические кабели (ОК).
45
. В зависимости от расположения проводников цепи кабели с медными проводниками подразделяются на симметричные и коаксиальные.
В зависимости от материала влагозащитной оболочки различают кабели с металлической (свинцовой, алюминие-вой, стальной гофрированной), пластмассовой (полиэтиленовой и из ПВХ пластиката) и комбинированной (металло-пластмассовой) оболочками.
В зависимости от типа защитной брони, предохраняющей кабель от механических воздействий при прокладке в грунте или воде, различают кабели со стальной ленточной, проволочной круглой или плоской броней.
Особенности конструкций и применение городских телефонных кабелей. Городские телефонные кабели (ГТК) применяются в качестве линий городской телефонной сети, при помощи которых автоматические телефонные станции (АТС) соединяются с абонентами (абонентские линии) и между собой (соединительные линии). ГТК обычно низкочастотные, следовательно, каждому абоненту должна быть предоставлена отдельная двухпроводная цепь и в таких кабелях число пар может быть от десятков до нескольких тысяч.
ГТК прокладываются в основном в кабельной канализации и, следовательно, не имеют защитных покровов поверх влагозащитной оболочки. Ряд конструктивных особенностей отличает их от кабелей дальней связи. Это, во-первых, малые диаметры токопроводящих жил (0,32...0,5 мм), что объясняется небольшой длиной абонентских линий и стремлением разместить в одном кабеле возможно большее число цепей, во-вторых, большое число физических цепей, а в-третьих, кратность числа цепей в кабелях 10 или 100, что обусловлено стандартной емкостью распределительных устройств (10-парные распределительные коробки на этажах и 100-парные щитки в распределительных шкафах).
Изоляция ГТК может быть воздушно-бумажной или сплошной полиэтиленовой. Причем для последней может применяться пластмассовая влагозащитная оболочка, тогда как воздушно-бумажная требует применения металлической оболочки.
Основу маркировки ГТК составляет буква «Т» (телефонный). Для воздушно-бумажной изоляции и свинцовой оболочки специальные буквы в маркировке не применяются, т.е. такие кабели без защитного покрова имеют обозначение ТГ. Полиэтиленовая изоляция и оболочка обозначаются двумя буквами «П». При использовании ленточной стальной брони (для прокладки в грунте) в конце буквенного обозначения ГТК появляется буква «Б», а при применении более мощной брони из повива круглых стальных проволок (для прокладки по дну водоема) — буква «К». Кроме букв в марке кабелей указывается ряд цифр, обозначающих число це-
46
Рис. 2.7. Городской телефонный кабель типа ТПП с пучковой скруткой пар изолированных жил и полиэтиленовой изоляцией:
1 — скрученные пары жил; 2 — пучки пар жил; 3 — скрепляющие ленты; 4 — алюминиевый экран; 5 — полиэтиленовая влагозащитная оболочка
пей, систему скрутки изолированных жил (парами или четверками), а также диаметр токопроводящей жилы. Например: ТГ 600x2x0,5; ТБ 300x2x0,5; ТПП 300x4x0,4 и т.д.
Конструкция ГТК типа ТПП показана на рис. 2.7.
Особенности конструкций и применение кабелей дальней связи с медными проводниками. По области применения кабели дальней связи (КДС) можно подразделить на междугородные магистральные, низкочастотные (применяющиеся для соединительных линий и кабельных вставок в воздушных линиях связи), внутриобластной (зоновой) и внутрирайонной (сельской) связи.
В симметричных междугородных кабелях медные проводники большего диаметра, чем в ГТК (обычно 1,2 мм). Это связано с необходимостью уменьшения затухания сигнала в линии при организации дальней высокочастотной связи, что позволит обеспечить увеличение расстояний между усилительными пунктами по длине магистрали. Наиболее распространена система высокочастотного уплотнения К-60 (12... 252 кГц). Скрутка изолированных проводников в четверку обеспечивает их защиту от взаимных влияний. Таких четверок в КДС может быть 4 или 7. Влагозащитная оболочка может быть свинцовой, алюминиевой или стальной гофрированной. Для КДС, прокладываемых в грунте, применяется броня типа Б, а для прокладываемых под водой — типа К. Наиболее распространена кордельно-полистирольная изоляция.
Приведем примеры марок КДС: МКСБ 7х4х1,2; МКСАШ 7х4х1,2; МКСС4х4х1,2.
Рис. 2.8. Симметричный одночетверочный кабель зоновой связи ЗКП 1x4 (а) и однопарный кабель сельской связи ПРППМ (б):
1 — токопроводящая жила; 2, 3 — соответственно полиэтиленовые изоляция и заполнение; 4 — экран (алюминий); 5 — полиэтиленовая оболочка
47
Рис. 2.9. Однокоаксиальный кабель зоновой связи:
а — для подземной прокладки ВКПАШп; б—для воздушной подвески ВКПАШпт; 1 — внутренний медный проводник; 2 — пористая полиэтиленовая изоляция; 3— алюминиевый внешний проводник; 4 — полиэтиленовая оболочка;
5 — стальной трос
Кабели зоновой и сельской связи предназначены для передачи меньшего объема информации по сравнению с КДС, поэтому они работают при более низких частотах, но общая протяженность таких линий велика, т. е. кабелей требуется очень много и конструкция их должна быть технологичной. Симметричные кабели (рис. 2.8) выпускаются одночетверочными (например, марки ЗКП 1x4) или однопарными (марки ПРППМ 1x2).
Коаксиальные кабели могут содержать четыре или две малогабаритные коаксиальные пары с соотношением диаметров проводников 1,2/4,6 (кабели типа МКТП-4, МКТП-2) или могут быть однопарными (ВКПАШп, ВКПАШпт) (рис. 2.9).
Оптические кабели связи. По своему назначению оптические кабели подразделяются на междугородные, городские, объектовые и монтажные.
Междугородные ОК предназначены для передачи значительного объема информации на большие расстояния и поэтому должны обеспечивать малое затухание сигнала, иметь малую дисперсию и быть широкополосносными. Этого можно достигнуть за счет применения градиентных или одномодовых оптических волокон (см. гл. 15).
Городские ОК используются в качестве соединительных линий между городскими АТС и узлами связи. Они, как правило, рассчитаны на работу без промежуточных линейных регенераторов, т. е. на короткие расстояния (5... 10 км), и относительно небольшое число каналов. В этих кабелях могут применяться многомодовые ступенчатые или градиентные оптические волокна (ОВ).
Объектовые ОК служат для передачи различной информации внутри объекта. К ним относятся кабели для информационных систем отдельных объектов (самолетов, кораблей и др.) и кабели для организации различных видов связи в учреждениях. Кабели для этих линий имеют относительно упрощенную конструкцию, т. е. легкий защитный покров, так как прокладываются они внутри помещений. Их оболочка обычно выполняется из материала, не поддерживающего горение (ПВХ пластиката).
Монтажные ОК предназначены для внутри- и межблочного монтажа аппаратуры.
В зависимости от условий прокладки и эксплуатации ОК подразделяются на подземные (для прокладки в грунте или телефон
48
ной кабельной канализации), подводные (для организации связи через большие водные преграды) и полевые (для прокладки непосредственно по поверхности земли).
Отличительной особенностью ОК является высокая чувствительность основного их функционального элемента — оптического волокна — к механическим и другим воздействиям окружающей среды, а основной конструктивный элемент — оптический модуль (ОМ), т.е. оптическое волокно с наложенным на него плотным или трубчатым полимерным защитным покрытием.
В последнее время более широкое распространение получили модули в виде трубки диаметром около 2 мм, внутри которой с некоторым запасом по длине (т. е. с избыточной длиной) расположено одно или несколько оптических волокон. Внутрь такого модуля обычно вводится герметизирующий состав и упрочняющие высокопрочные полимерные нити. Наиболее распространенной является так называемая модульная конструкция ОК, в которой несколько модулей скручены вокруг центрального силового элемента, и поверх такого сердечника наложены демпфирующие элементы, влагозащитные оболочки и бронепокровы (в зависимости от условий прокладки кабеля).
Типовые конструкции ОК представлены на рис. 2.10.
Рис. 2.10. Типовые конструкции оптических кабелей:
а — с сердечником в виде повива оптических модулей; б — ленточная; в — с профильным сердечником; г — с центральной трубкой; 1 — оптическое волокно; 2 — оптический модуль; 3 — упрочняющий элемент; 4 — наружная защитная полимерная оболочка; 5 — профильный сердечник
49
Следует иметь в виду, что, так как ОК имеют целый ряд существенных преимуществ перед традиционными кабелями связи с медными проводниками, они практически вытесняют последние из линий связи. Так, во вновь строящихся линиях дальней, зоновой связи и в соединительных линиях городских телефонных сетей .^спользуются исключительно ОК. Традиционные кабели связи используются в городских абонентских линиях и линиях сельской связи. Выпуск симметричных кабелей дальней и зоновой связи с медными проводниками ограничен в настоящее время потребностью в них для ремонта ранее построенных и эксплуатирующихся линий. Кроме того, кабели зоновой связи с медными проводниками используются для ранее разработанных проектов специальных линий.
2.2.4. Радиочастотные кабели
Радиочастотные кабели (РЧК) предназначены для выполнения соединений приемно-передающей радиоаппаратуры с антеннами, межблочных и внутриблочных соединений в радиостанциях и радиорелейных станциях, телевидении, радиолокации, электронно-вычислительных машинах (ЭВМ) и т.д.
Наиболее распространенные гибкие РЧК используются для соединения частей радиоаппаратуры, перемещающихся друг относительно друга: в качающихся антеннах, измерительных головках, выдвижных блоках и т. п.
Можно назвать три направления, в которых наиболее широко используются РЧК:
в радиотехнических устройствах;
системах коллективного приема телевидения (СКПТ);
ЭВМ (для внутри- и межблочного монтажа, связи с удаленными терминалами, построения локальных сетей ЭВМ).
Отличительные особенности РЧК по сравнению с другими кабелями связи следующие:
использование в диапазоне ультравысоких и сверхвысоких частот (от единиц мегагерц до 40 ГГц);
длина линий на их основе может составить от одного до десятков метров;
наличие одной двухпроводной цепи;
как правило, обладание повышенной гибкостью;
частая передача электромагнитных сигналов большой мощности требует теплового расчета.
По расположению и конструкции проводников различают РЧК коаксиальные, симметричные, полосковые и со спиральным внутренним проводником (рис. 2.11).
Коаксиальные кабели. Наиболее широко распространены коаксиальные РЧК (см. рис. 2.1 Г, а), в которых наружный проводник, 50
Рис. 2.11. Радиочастотные кабели:
а — коаксиальный; б — симметричный (неэкранированный); в — симметричный экранированный; г — симметричный с общим и индивидуальными экранами изолированных жил; д — полосковый; е — со спиральным внутренним проводником; 1 — внутренний проводник; 2 — изоляция; 3 — внешний проводник; 4 — оболочка; 5 — экран; б — диэлектрический (магнитодиэлектрический) стержень
чаще всего выполняемый в виде оплетки из медных проволок, контактирует с заземленным корпусом прибора.
Изоляция коаксиальных РЧК может быть сплошной и воздушно-пластмассовой. Поверх наружного проводника накладывается защитная оболочка из светостабилизированного (с добавкой около 3 % сажи) полиэтилена или ПВХ пластиката.
В кабелях с фторопластовой изоляцией для защитных покровов применяются такие теплостойкие материалы, как кремнийорга-нические резины, плавкие фторопласты (фт-4МБ, фт-40Ш и др.), а также оплетка из стекловолокна, пропитанная кремнийоргани-ческим лаком. Напомним, что материал защитной оболочки не оказывает влияния на характеристики коаксиальных РЧК, так как его электромагнитное поле сосредоточено в пространстве между внутренним и наружным проводниками.
Пример маркировки коаксиального РЧК: РК-75-4-11. Здесь 75 — волновое сопротивление, 4 — округленный диаметр по изоляции, а в последнем числе первая цифра указывает материал и вид изоляции (1 — сплошная полиэтиленовая, 2 — сплошная из лент фторопласта-4 и т.д.), а вторая — номер разработки.
Кабели симметричные, полосковые и задержки. Симметричные РК применяются, когда аппаратура в импульсных или высокочастотных линиях передачи имеет симметричные (относительно земли) входы и выходы, т.е. в различных СВЧ устройствах, мостовых схемах, ответвителях, разветвителях, трансформаторах, линиях задержки в осциллографах и др.
51
Симметричные РЧК выпускаются трех модификаций (см. рис. 2.11, б... г):
неэкранированные;
с проводниками в общем экране;
с экранированными проводниками в общем экране (двухкоак-£иальные в общем экране).
Кабели с полиэтиленовой изоляцией представляют собой группу среднегабаритных (с диаметром по изоляции от 3,7 до 11 мм) экранированных и двухкоаксиальных, а с фторопластовой изоляцией — группу субминиатюрных и миниатюрных неэкранированных и в общем экране кабелей.
Полосковые РЧК предназначены для передачи высокочастотной (1,5...60 МГц) энергии в радиоаппаратуре (см. рис. 2.11, д). Проводниками в них являются две медные ленты толщиной около 0,15 мм, расположенные продольно. Ширина этихлент 3,4...7,5 мм. Изоляция выполняется из фторопластовой пленки толщиной 0,03 ...0,4 мм, ширина которой больше ширины медных лент на 0,1 мм. Вся конструкция имеет оболочку из светостабилизированного полиэтилена.
Волновое сопротивление полосковых РЧКсоставляет 3,2... 19 Ом.
Если емкость коаксиальных РЧК обычно составляет 50... 100 пФ/м, то емкость полосковых РЧК может доходить до 1500 пФ/м. Особенностью этих кабелей является также возможность их работы под напряжением от 20 до 150 В при частоте 1,76 МГц.
Кабели задержки отличаются от коаксиальных РЧК конструкцией внутреннего проводника, который выполняется в них в виде плотной изолированной проволочной спирали, наложенной на диэлектрической сердечник (см. рис. 2.11, е). Эти кабели обладают повышенной индуктивностью за счет сильного продольного магнитного поля внутри спирального проводника, что, в свою очередь, определяет большее волновое сопротивление (ZB = у]L/C) или меньшую скорость распространения электромагнитной волны (v = 1 /yjL/С ). Поэтому такие спиральные РЧК используют в качестве линий задержки или согласующих линий для аппаратуры с высокоомным входом и выходом в диапазоне частот менее 200...250 МГц.
Кабели для систем кабельного телевидения. В системах кабельного телевидения (КТВ) передаваемые телевизионные сигналы распространяются не в атмосфере от передающей станции к антенне на крыше дома, а по широкополосным линиям связи, основу которых составляют коаксиальные РЧК. Системы КТВ обеспечивают ряд преимуществ по сравнению с «атмосферными» системами передачи: улучшают качество изображения благодаря хорошей защищен ности линий от внешних помех;
осуществляют передачу телевизионных сигналов в районы раз ноэтажной застройки, где есть зоны частичного или полного «затемнения» от высотных зданий и зоны с интенсивными отражен-
52
ними сигналами, значительно ухудшающими качество изображения (в то время как телевизионные сигналы в атмосфере транслируются радиоволнами прямолинейно от антенны передающей станции в пределах прямой видимости);
увеличивают число телепрограмм до 20 и более;
увеличивают дальность передач с использованием спутников связи;
осуществляют двустороннюю связь передающий центр—абонент, что дает возможность организации набора совершенно новых услуг: просмотра телепрограмм по заявкам, получения необходимой информации по запросу из централизованных хранилищ, дистанционного считывания показаний различных приборов, работы различных систем защиты зданий и квартир; проведения опросов общественного мнения, референдумов и т. п.
В системах КТВ сигнал (посылаемый, например, со спутника связи) принимается антенной, расположенной в зоне уверенного приема, преобразуется в соответствии с требованиями действующего стандарта и через распределительную кабельную систему передается (из передающего центра) индивидуальным абонентам.
Распределительная система КТВ включает в себя магистральную, распределительную и абонентскую сети. Магистраль представляет собой кабельную линию, соединяющую приемный пункт (или телевизионную студию, где непосредственно создаются телепрограммы) с распределительными пунктами. Вдоль магистрали располагаются высококачественные трансляционные усилители. Длина магистрали в больших системах достигает 30 км и более. Распределительная сеть состоит из распределительных кабелей, усилителей и направленных ответвителей. Элементом распределительной сети является абонентская сеть, состоящая из гибких РК малого диаметра, согласующих трансформаторов и абонентских телеприемников. Длина распределительных линий в системе КТВ, как правило, не превышает нескольких километров, а длина абонентских линий — нескольких десятков метров.
Для передачи 12 телевизионных каналов требуется полоса частот до 230 МГц. Однако с учетом дополнительных услуг кабели для систем КТВ должны рассчитываться на использование в частотном диапазоне до 1000 МГц.
В системах КТВ используются три типа коаксиальных кабелей: магистральные, распределительные и абонентские. Магистральные и распределительные кабели для КТВ по диапазону частот близки к РЧК, по своему функциональному использованию — к кабелям дальней связи (при частотах в сотни мегагерц линия длиной в несколько километров является электрически длинной, так как затухание сигнала в ней весьма велико), а по условиям прокладки — к городским телефонным кабелям (так как для их прокладки используется городская телефонная канализация).
53
Кабели для систем КТВ должны иметь малый коэффициент затухания (не более 30 дБ/км — магистральные и не более 40 дБ/км — распределительные на частоте 230 МГц), однородные и стабильные электрические параметры в условиях эксплуатации и высокую степень защищенности от внешних ЭМ полей. Абонентские кабели используются для прокладки в коридорах, холлах этажей и квартирах, поэтому одним из важнейших требований к ним является повышенная гибкость.
Кабели для систем КТВ выпускают с волновым сопротивлением 75 Ом, их внутренний проводник — медная проволока, изоляция выполняется из полиэтилена низкой плотности (в некоторых конструкциях — из пористого полиэтилена). Для защитной оболочки используется светостабилизированный полиэтилен, а для абонентских кабелей чаще — негорючий поливинилхлоридный пластикат.
Диаметр по изоляции магистральных кабелей составляет 17,3...24мм, распределительных — 9,5... 10,5 мм, абонентских — 3,7... 7,3 мм.
Внешний проводник магистральных и распределительных кабелей изготавливается в виде гладких или гофрированных трубок из меди (или алюминия), а гибких абонентских кабелей — обычно в виде оплетки из медных проволок.
Кабели для структурированных кабельных сетей. С бурным развитием компьютерной техники в конце XX в. во все сферы деятельности предприятий и организаций быстрыми темпами стали внедряться локальные вычислительные сети (ЛВС). Это позволило резко увеличить объем информации, передаваемой внутри одного здания или комплекса зданий, расположенных на одной территории.
Особенностями кабелей для ЛВС являются: способность работы при высоких частотах (до 300 МГц и выше) и передачи информации с высокими скоростями (до 200 Мбит/с, в перспективе до 1000 Мбит/с), преимущественная работа внутри помещений и сравнительно небольшие (сотни метров) длины их участков — сегментов.
В 80-х годах XX в. в первых разрабатываемых ЛВС в качестве передающей среды использовали радиочастотные коаксиальные кабели как наиболее высокочастотные в то время. Например, самые распространенные сети Ethernet строили сначала на так называемом толстом коаксиале — кабеле, обеспечивающем темп передачи — 10 Мбит/с, с длиной участка цепи до 500 м, при наличии на участке до 100 устройств — компьютеров, приемопередатчиков и т.п.— и на тонком коаксиале — кабеле типа RG-58, который легче и дешевле, передачу может осуществлять с той же скоростью, но длина сегмента сети из него меньше — до 185 м, и можно подключить к нему только до 30 устройств. Подключение устройств
54
сети к коаксиальным кабелям осуществляется при помощи специальных съемников, врезаемых снаружи.
В настоящее время коаксиальные кабели в компьютерных сетях практически вытеснены оптическими кабелями и высокочастотными симметричными кабелями на основе так называемых витых пар.
Совсем недавно считалось, что использовать симметричные кабели связи на частотах свыше 250 кГц невозможно из-за очень сильных электромагнитных помех, оказываемых симметричными цепями друг на друга. Однако были разработаны симметричные кабели для работы на частотах до 100 МГц и выше, чему способствовали следующие обстоятельства. Во-первых, в ЛВС используется цифровая передача данных, а импульсные системы передачи, как известно, значительно менее подвержены мешающим электромагнитным влияниям по сравнению с аналоговыми. Во-вторых, в этих кабелях использован весьма эффективный способ защиты симметричных цепей от взаимных влияний — специально подобраны разные шаги скрутки изолированных жил в пары, что наряду с тщательным соблюдением технологии производства (минимальных допусков на размеры жил, изоляции и т.п.) обеспечивает допустимое электромагнитное влияние при таких высоких рабочих частотах. В-третьих, длины кабельных линий в ЛВС сравнительно невелики.
В последнее время при построении компьютерных сетей принята концепция создания так называемых структурированных кабельных систем (СКС), т.е. систем более высокого порядка, чем ЛВС.
Особенностью СКС является то, что они строятся без привязки к конкретным видам кабелей, коммутационного оборудования и оборудования рабочих мест. При их проектировании задаются определенные технические требования, которые могут быть реализованы не какой-то определенной, а любой (оптической, электрической) технологией передачи сигналов. При этом число и расположение информационных розеток для подключения рабочих мест определяется не планами размещения сотрудников и офисной мебели, а площадью и расположением рабочих помещений, что позволяет оперативно развивать и видоизменять систему (перемещать рабочие места и оборудование, создавать новые рабочие места и т.п.) Существенной особенностью СКС является их структуризация, т. е. разбиение кабельной сети на отдельные части или подсистемы, в состав которых обязательно включаются средства переключения, позволяющие создавать легко и быстро меняющиеся конфигурации сетей.
Обычно СКС содержат следующие подсистемы: горизонтальную — компьютерная сеть на этаже, вертикальную — межэтажная сеть и внешнюю — для соединения с другими зданиями или внешними сетями. Имеются также подсистемы управления и рабочих мест.
В СКС в соответствии с международным стандартом допускается использование следующих кабелей:
55
симметричных электрических на основе витых пар с волновым сопротивлением 100, 120 и 150 Ом в экранированном и неэкранированном исполнении (рис. 2.12);
оптических на основе одномодовых и многомодовых волокон.
В горизонтальных и вертикальных подсистемах СКС применяется преимущественно неэкранированные четырехпарные или экранированные двухпарные симметричные кабели на основе витых пар, а также оптические кабели. Во внешних проводках в основном применяются ОК на основе одномодовых волокон, а во внутренних (горизонтальной, вертикальной) — ОК на основе многомодовых волокон. Конструкции ОК для СКС аналогичны конструкциям объектовых ОК.
Конструктивные размеры кабелей на основе витой пары следующие: диаметр медного проводника — 0,5 мм; диаметр изолированной жилы — 0,9... 1 мм; наружный диаметр — 5... 5,3 мм; шаги
Рис. 2.12. Конструкции симметричных кабелей для структурированных кабельных сетей:
а — кабель из неэкранированных витых пар и без общего экрана вокруг сердечника (UTR); б — кабель с общим внешним экраном вокруг неэкранированных витых пар (S/UTR); в — кабель из витых пар с индивидуальной экранировкой каждой из них (STR); г — кабель из витых пар с индивидуальной экранировкой каждой из них и общим экраном (S/STR); 1 — витая пара; 2 — оболочка; 3 — общий экран; 4 — дренажный проводник (для обеспечения «продольной электрической целостности» экрана, выполняемого из металлизированных полимерных лент); 5 — экран витой пары
скрутки пар — 14... 32 мм. Материал изоляции — сплошной или вспененный полиэтилен. Цвета изоляции, рекомендуемые стандартом для четырех пар, — синий, оранжевый, зеленый и коричневый. Оболочка — из ПВХ пластиката (обычно серого цвета) либо негорючих или не содержащих галогены компаундов. При использовании этого типа кабелей для внешней прокладки применяется более влагостойкая полиэтиленовая оболочка.
Электрические кабели используются в основном для создания горизонтальной разводки. По ним передаются как телефонные сигналы и низкоскоростные данные, так и данные высокоскоростных приложений. Оптические кабели в горизонтальных подсистемах в настоящее время применяются достаточно редко, хотя их доля растет очень быстрыми темпами (на основании решений в рамках концепции fibre to the desk). В подсистемах внутренних магистралей электрические и оптические кабели применяются одинаково
56
часто. При этом электрические кабели предназначаются для передачи главным образом телефонных сигналов и данных с тактовыми частотами до 1 МГц, тогда как оптические обеспечивают передачу данных высокоскоростных приложений. На внешних магистралях ОК играют доминирующую роль. Прямое использование волоконно-оптического кабеля для передачи телефонных сигналов и низкоскоростных данных экономически нецелесообразно и применяется крайне редко, т.е. в тех ситуациях, когда другие решения невозможны или при особых требованиях в отношении защиты информации от несанкционированного доступа.
Для построения горизонтальной подсистемы СКС стандартами допускается применение экранированного и неэкранированного кабелей. Экранированный симметричный кабель потенциально обладает лучшими электрическими (а в некоторых случаях и прочностными) характеристиками по сравнению с неэкранированным. Однако этот кабель требует очень высокого качества выполнения монтажа и заземления, имеет большую стоимость и худшие массогабаритные показатели по сравнению с неэкранированным, поэтому пока для передачи электрических сигналов по СКС (по крайней мере, в России) в основном используются кабели на основе неэкранированных витых пар с волновым сопротивлением 100, 120 и 150 Ом.
Многомодовые ОК, как правило, являются основными в подсистеме внутренних магистралей. Одномодовые ОК рекомендуется применять только для построения длинных внешних магистралей. Коаксиальные кабели не входят в число разрешенных к применению в новых стандартах и исключены в последних изданиях старых. Это объясняется низкой надежностью сетей, построенных на их основе, невысокой технологичностью и более высокой стоимостью по сравнению с кабелями на основе витых пар. Для обеспечения возможности работы в СКС сетевой аппаратуры с коаксиальным и триаксиальным интерфейсом используется широкая номенклатура адаптеров различных видов.
2.2.5. Обмоточные провода
Обмоточными являются провода, применяемые для изготовления обмоток электрических машин, аппаратов и приборов. По применяемым проводниковым материалам обмоточные провода делятся на медные, алюминиевые и из сплавов низкого сопротивления. Незначительная часть проводов выпускается с проводниками из биметаллов, драгоценных металлов и специальных сплавов, в частности сверхпроводящих. По видам изоляции обмоточные провода классифицируются следующим образом:
с эмалевой изоляцией, или эмалированные провода;
с волокнистой или комбинированной эмалево-волокнистой изоляцией, в том числе со стекловолокнистой и бумажной;
57
с пластмассовой изоляцией, в том числе с пленочной;
специального назначения с керамической и стеклоэмалевой изоляцией.
Основную часть выпускаемых обмоточных проводов составляют эмалированные провода, которые имеют малую толщину изоляции и постепенно вытесняют другие типы обмоточных проводов. Использование эмалированных проводов позволяет увеличить коэффициент использования паза в электрических машинах и аппаратах, а следовательно, либо повысить их мощность в прежних габаритных размерах, либо снизить их габаритные размеры с сохранением существующих параметров. К тому же производительность труда при изготовлении эмалированных проводов выше, чем при производстве проводов с волокнистой изоляцией.
Важное место в данной группе занимают провода с пленочной полимидно-фторопластовой изоляцией, применяемые для намотки электродвигателей погружных насосов при добыче нефти. После нанесения обмотки пленочную изоляцию герметизируют нагреванием.
Одной из важнейших характеристик обмоточных проводов является нагревостойкость, хотя их работоспособность зависит не только от температуры, но и от целого ряда факторов, определяющих условия эксплуатации. В мировой и отечественной практике соответственно используется классификация обмоточных проводов по нагревостойкости, под которой понимается способность любой конструкции выполнять свои функции при воздействии на каждый материал, входящий в нее, рабочей температуры в течение времени, сравнимого с расчетным сроком эксплуатации, при определенных значениях остальных эксплуатационных факторов. Нагревостойкость обмоточных проводов оценивается по температурному индексу, численно равному температуре, при которой в течение 20 000 ч пробивное напряжение (или другой важный параметр) сохраняется выше заданного уровня.
По значению температурного индекса обмоточные провода можно классифицировать следующим образом:
105 — провода с поливинилацеталевой изоляцией и изоляцией на основе масляных лаков, пропитанного натурального шелка, бумаги;
120 — провода с полиуретановой изоляцией, изоляцией из волокна лавсан и т.д.;
130 — провода с немодифицированной полиэфирной изоляцией;
155 — провода с полиэфиримидной изоляцией, стекловолокнистой изоляцией, пропитанной глифталевыми лаками;
180 — провода со стекловолокнистой изоляцией, пропитанной кремнийорганическими лаками и некоторыми модифицированными полиэфиримидными лаками;
58
200 — провода с полиамидной изоляцией;
220... 240 — провода с полиимидной изоляцией.
Работоспособность обмоточных проводов в составе изделий во многом определяется правильностью их выбора с точки зрения условий и режимов эксплуатации, конструкции и технологии изготовления самого изделия. Срок службы одного и того же провода в составе различных изделий может отличаться в несколько раз, даже при близких температурах эксплуатации.
Контрольные вопросы
1. По каким признакам классифицируют кабельные изделия?
2. Что представляют собой кабель, провод и шнур?
3. Чем отличается классификация кабельных изделий по назначению от классификации по области применения?
4. В чем состоит основное отличие конструкций силовых кабелей на напряжения 1...10 кВ, 20 и 35 кВ, ПО кВ и выше?
5. Чем отличаются конструкции городских телефонных кабелей, кабелей дальней, зоновой и сельской связи с медными проводниками?
6. Каковы перспективы использования кабелей связи с медными проводниками и оптических кабелей?
7. Каковы особенности работы и конструкций радиочастотных кабелей и кабелей, используемых для систем кабельного телевидения?
8. Каковы виды и особенности конструкций кабелей, используемых для структурированных кабельных сетей?
Глава 3
ОБЩАЯ ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРОИЗВОДСТВА КАБЕЛЬНЫХ ИЗДЕЛИЙ
3.1. Особенности производства кабельных изделий и классификация технологических процессов
Длина кабелей (проводов, шнуров) во много раз превышает их наружный диаметр или площадь поперечных сечений. Вследствие этого большинство технологических процессов и операций по изготовлению кабеля (провода, шнура) выполняется при поступательном (осевом) перемещении заготовки через машину или агрегат. Благодаря одинаковому диаметру или сечению токопроводящей жилы по длине имеется возможность непрерывного наложения на нее изоляции заданной толщины. Скрученные из изолированных жил кабели (провода) также имеют постоянный по длине диаметр или площадь поперечного сечения, и на них также могут непрерывно накладываться оболочка и защитные покровы. Для обеспечения возможности перемещения по цеху в целях выполнения последующих технологических процессов полуфабрикаты кабелей (проводов, шнуров) принимают на барабаны, катушки, в контейнеры или бухты.
Определенная последовательность технологических процессов и операций кабельного производства должна обеспечивать получение кабеля или провода заданной конструкции, с заданными электрическими и физико-механическими свойствами, нормированной строительной длины и гарантированной надежности. Различие конструкций кабельных изделий обусловливает разную последовательность технологических процессов и операций. Общим для всех кабельных изделий является наличие металлических (обычно медных или алюминиевых) токопроводящих жил, исключение составляют оптические кабели, в которых используются оптические волокна различных типов.
Жилы силовых кабелей как для стационарной прокладки, так и для передвижных механизмов, а также силовых, осветительных, бортовых, монтажных и других проводов иногда изготовляют однопроволочными, но чаще многопроволочными, при этом и те и другие могут быть круглыми или фасонными (секторными, сегментными). Жилы гибких проводов и шнуров всегда многопроволочные; жилы кабелей связи и обмоточных проводов, наоборот, в подавляющем большинстве случаев однопроволочные; жилы кон
60
трольных и сигнально-блокировочных кабелей только однопроволочные. Внутренний проводник коаксиальных радиочастотных кабелей может быть однопроволочным и многопроволочным.
В зависимости от конструкции токопроводящих жил процессы изготовления кабелей и проводов начинаются либо со скрутки жил с последующим их изолированием, либо непосредственно с изолирования жил. При изготовлении некоторых типов обмоточных и монтажных проводов изолирование является единственным технологическим процессом.
В зависимости от назначения различают следующие технологические процессы и операции кабельного производства: скрутку (проволок в токопроводящие жилы и изолированных жил в кабель); изолирование (токопроводящих жил и сердечника наложением на него поясной изоляции); экранирование (жил, групп, кабелей); сушку и пропитку (изоляции кабелей); наложение оболочки (металлической, пластмассовой, резиновой); наложение защитных покровов, в том числе брони.
Скрутка может быть однонаправленная и разнонаправленная, повивная и пучковая.
Изолирование может производиться:
методом обмотки лентами (бумажными, пластмассовыми, синтетическими) и (или) нитями (из бумаги, натурального или искусственного волокна);
методом экструзии, т. е. выпрессования (пластмассы или резины);
методом наложения лака из раствора или расплава, а также бумажной массы из водной суспензии волокон целлюлозы.
Экранирование выполняется либо методом обмотки металлическими или металлизированными лентами, либо методом оплетки прядями из проволок.
Сушку изоляции производят методом нагрева при атмосферном давлении или в сочетании с вакуумированием.
Пропитка осуществляется либо путем простого контакта заготовки с пропиточным компаундом, либо путем ввода последнего в заготовку под давлением.
Наложение оболочки возможно тремя методами: экструзии (пластмассы, резины); прессования (свинца, алюминия); сварки (алюминиевой и стальной ленты).
Процессы наложения защитных покровов, как и сами покровы, разнообразны. При этом используются многие из уже перечисленных методов: обмотка бронелентами, крепированной бумагой, кабельной пряжей, стекловолокном; оплетка волокнистыми материалами; пропитка методом поливки компаундами. Смешанный обмоточно-крутильный процесс используется для наложения брони из стальных круглых или фасонных проволок. Применяется также экструдирование защитного пластмассового шланга или покрытия на основе резиновой смеси.
61
Нетиповыми операциями кабельного производства можно считать формирование изоляции из полиэтиленовых шайб на внутреннем проводнике коаксиального кабеля связи методами насадки или отливки, изготовление жаростойких кабелей с минеральной изоляцией, а также изолирование жил городских телефонных ^сабелей пористой бумажной массой.
По характеру воздействия на заготовку часть технологических процессов кабельного производства относится к механической обработке — это обмотка, оплетка, скрутка. К тепловой обработке относятся операции сушки, отжига, спекания. Сочетания механической и тепловой обработок представляют собой: процесс экст-рудирования пластмассовой и резиновой изоляции, в том числе с вулканизацией последней; процесс экструдирования неметаллической и прессование металлической оболочки; процесс наложения стекловолокнистой изоляции. Процессы эмалирования и изолирования бумажной массой сочетают в себе осаждение изоляции с тепловым воздействием на нее (и механическим — в случае использования бумажной массы).
Подавляющее большинство технологических операций непрерывны в том смысле, что они осуществляются последовательно по мере прохождения через машину изготавливаемого изделия установленной строительной длины (кратковременные остановки — периодические для смены заготовки и случайные для устранения возникших дефектов — принципиально характер процесса не изменяют). К циклическим операциям относятся отжиг проволоки в печах периодического действия, сушка и пропитка кабеля в котлах.
3.2. Технологические процессы с применением термообработки изоляции кабелей и проводов
Изоляцию наносят на жилу в виде лент или волокон, а также в расплавленном (термопластичном, вязкотекучем) состоянии или в виде раствора полимеров. В дальнейшем ее подвергают термообработке. При этом из лаков удаляются растворители, а термопластичные полимеры в результате дополнительной поликонденсации переходят в неплавкое и нерастворимое состояние, что существенно улучшает эксплуатационные качества кабелей и проводов. После термообработки ленты изоляции сваривают между собой с образованием монолитной и герметичной изоляции.
Перечислим технологические процессы с применением термообработки: вулканизация резины и других полимеров, эмалирование проводов, пропитка и подклейка стекловолокнистой изоляции, лакировка оплетки, сварка лент при изготовлении ленточных монтажных проводов.
62
В нагретом состоянии производятся сушка и пропитка бумажной ленточной изоляции. После наложения изоляции на червячных прессах и после вулканизации изделие подвергается интенсивному охлаждению в воде, что также связано с технологической термообработкой.
Вулканизация кабелей с резиновой изоляцией в основном производится в среде насыщенного пара или инертного сухого газа.
Нагревание всех витков кабеля на барабане происходит одновременно, так как пар конденсируется сразу на всех витках и отдает им свое тепло. Повышенное давление при вулканизации препятствует образованию газовых включений в изоляции. Однако нагревание витков кабеля на барабане в начальный период, когда изоляция еще не успела вулканизироваться, приводит к ее размягчению и деформации при механическом воздействии витков друг на друга, поэтому этот способ вулканизации устарел.
Термообработка резиновых покрытий производится на кабельных линиях непрерывной вулканизации (ЛКНВ). После наложения изоляции кабель поступает в вулканизационную трубу, где вулканизация производится в среде насыщенного пара при температуре 180...200 °C под давлением 1,2... 1,6 МПа или в атмосфере азота. Время вулканизации 1... 5 мин. Вулканизационная труба переходит затем в секцию охлаждения, где изоляция под давлением охлаждается приблизительно до 100 °C, а затем происходит окончательное ее охлаждение проточной водой в желобе без повышенного давления. Длина вулканизационной трубы достигает 100... 120 м.
Вулканизации подвергается полиэтилен и другие полимеры, применяемые для изоляции кабелей повышенного напряжения. Из насыщенного пара под давлением влага диффундирует в наружные слои изоляции, в которых и при эксплуатации кабелей со временем образуются так называемые водные триинги, поэтому вулканизацию этой изоляции производят либо в среде азота под давлением 2 МПа, либо в среде жидких теплоносителей (например, диэтиленгликоля).
Полиэтиленовая изоляция кабелей высокого напряжения имеет большую толщину, и при нагревании в начальный период вулканизации она может деформироваться даже под действием собственного веса, поэтому при производстве таких кабелей используются вертикальные или наклонные агрегаты вулканизации, в которых наклон трубы (цепная линия) рассчитывается исходя из стрелы прогиба движущегося кабеля. При вулканизации в среде жидкого теплоносителя вулканизационная труба имеет внутренний диаметр, близкий к наружному диаметру изоляции, и теплоноситель под давлением нагнетается в зазор между изоляцией и вулканизационной трубой.
Для улучшения качества изоляции при ее наложении методом экструзии иногда применяют вибрационные воздействия, напри
63
мер, для создания вибрации дорна в червячном прессе используют ультразвук. Низкочастотные колебания дорна получают, сообщая ему вращательные колебания. Такая технология опробована, однако широкого распространения пока не получила. Вибровоздействия позволяют получить более гомогенную изоляцию, а в резиновой изоляции происходит лучшее диспергирование наполнителей. Кроме того, заметно улучшается качество поверхности изоляции. В результате дополнительных сдвиговых перемещений изоляция нагревается в процессе ее наложения на жилу, что уменьшает время, необходимое для термообработки в вулканизационной трубе.
Эмалирование проводов выполняют следующим образом: один слой покрытия из эмаль-лака накладывается за один проход, а нанесение общего слоя эмали осуществляется за 7... 12 проходов. Чем больше диаметр провода, тем толще изоляция и меньше скорость эмалирования. Скорость движения провода изменяется в пределах от 5 до 400 м/мин, а длина печи — от 2 до 8 м. При эмалировании проводов большого сечения агрегаты имеют вертикальное расположение, а при эмалировании проводов малого диаметра — горизонтальное. При вертикальном расположении агрегатов необходимо строить высокое здание цеха, а горизонтальные агрегаты занимают большую производственную площадь.
В современных эмаль-агрегатах применяют каталитическое дожигание паров растворителей. Это позволяет уменьшить загрязнение окружающей среды парами токсичных растворителей. Часть горячих газов после дожигания паров растворителя может снова быть использована в печи агрегата, тем самым осуществляется рекуперация тепла и снижение расхода электроэнергии при эмалировании.
Тепло, выделяющееся в процессе окисления паров растворителя, большей частью используется для поддержания необходимой температуры печи. Увеличение интенсивности теплообмена между горячим газом и проводом приводит к увеличению скорости эмалирования, что возможно только с одновременным уменьшением толщины эмаль-слоя, наносимого за один проход.
При повышенных скоростях эмалирования не всегда в необходимой степени осуществляется отжиг проволоки, поэтому перед эмалированием провод пропускают через печь отжига с инертной атмосферой (парами воды).
Существует также технология эмалирования проводов из расплава смолы. В этом случае в лаконаносящем узле производится нанесение слоя смолы в расплавленном состоянии. Отсутствие растворителя снижает затраты на изготовление провода, не происходит загрязнения окружающей среды, улучшается атмосфера в цехе. В этом случае существенно изменяется режим работы эмаль-печи, так как отсутствует выделение тепла при сжигании паров растворителя.
64
Наибольший объем (из всех эмаль-проводов) занимает производство проводов на основе нагревостойких полиэфирных и полиэфиримидных лаков. В будущем применение проводов повышенной нагревостойкости с изоляцией на основе модифицированных цолиимидов (полиэфиримидов, полиамидимидов и др.) будет увеличиваться. Существует тенденция разработки эмалированных проводов с двухслойным покрытием. Например, первый слой покрытия имеет улучшенные электроизоляционные свойства, а второй — высокие механические характеристики. Применяют также провода с дополнительным подклеивающим термопластичным и термореактивным слоем.
При изготовлении обмоточных проводов со стекловолокнистой изоляцией необходимо производить ее пропитку и подклейку для увеличения механической и электрической прочности. После обмотки стекловолокном провод пропускают через ванну с лаком. Затем провод поступает в печь, где происходит удаление растворителя из лака и дополнительная поликонденсация его полимерной основы (как при эмалировании проводов). Для этой цели применяют глифталевый и кремнийорганический лаки. Подклейку волокон стекла можно производить и без лаков. С этой целью при обмотке волокном в провод добавляют нити из лавсана, а затем его нагревают. Нити из лавсана плавятся и подклеивают стеклянные волокна.
У некоторых нагревостойких проводов изоляция состоит из лент фторопласта или так называемых дублированных лент (полиимид-ных лент, покрытых слоем фторопласта). В процессе термообработки ленты сваривают с образованием монолитной герметичной изоляции. Для получения необходимой степени сварки изоляцию нагревают до определенной температуры, а ленты сжимают с определенным давлением. Давление обеспечивают заданным натяжением при намотке лент.
При сварке фторопласта необходимо выдерживать узкий температурный интервал (около 370 °C). Для ускорения нагревания проводов с большим сечением жил на начальной стадии процесса используют высокочастотные индукторы. После достижения заданной температуры ее поддерживают с помощью обычной печи с электронагревателями.
В заключение заметим, что пространственную структуру полимерной изоляции можно получить и без термообработки. Так, при обработке полимеров после их наложения на жилу ускоренными электронами в их структуре образуются дополнительные химические связи, и изоляция переходит в неплавкое и нерастворимое состояние. Одновременно происходит частичная деструкция полимера под воздействием ионизирующего излучения. Подбор оптимальной дозы облучения и ввод в полимер специальных добавок обеспечивает наилучшее качество изоляции. В кабельной технике
3 Пешков
65
для серийного производства проводов используют специально сконструированные электронные ускорители. Свойства изоляции получаемых таким образом проводов приблизительно соответствуют свойствам изоляции, получаемой при химическом способе образования ее пространственной структуры.
Контрольные вопросы
1. Какими методами производится изолирование жил кабелей и проводов?
2. Какие технологические операции можно отнести к типовым в кабельном производстве?
3. В чем состоят особенности технологических операций, связанных с применением термообработки в кабельном производстве?
4. Каковы особенности наложения полиэтиленовой изоляции на жилы высоковольтных кабелей?
5. В чем заключается сущность принципа изолирования проводов с эмалевой изоляцией?
6. Каковы особенности технологии изготовления обмоточных проводов с фторопластовой изоляцией?
Глава 4
ОСНОВЫ ТЕОРИИ СКРУТКИ, ОБМОТКИ И ОПЛЕТКИ
4.1. Скрутка
4.1.1. Основы теории скрутки
Скрутка — это процесс объединения отдельных элементов (про
волок, стренг, изолированных жил, в том числе в виде групп и пучков), при котором каждый из них располагается по винтовой линии вокруг центральных (одного или нескольких) элементов.
Скрутка является одним из основных технологических процессов кабельного производства. В результате скрутки кабельное изделие приобретает устойчивую форму. Кручение элементов изделия происходит за счет совместного действия двух движений — прямолинейного (поступательного) и вращательного. Вращение элементов может производиться в одном направлении. В этом случае имеет место однонаправленная скрутка, причем вращение может производиться как по часовой стрелке, так и против, т.е. скрутка может быть и правой, и левой. При правой скрутке элемент скручиваемого изделия, если смотреть на него по направлению оси, поднимается слева направо; при левой скрутке, наоборот, — справа налево (рис. 4.1).
При производстве многопроволочных токопроводящих жил используются два типа однонаправленной скрутки: повивная и пучковая. При повивной системе скрутки поверх одной или нескольких проволок либо изолированных жил, скрученных вместе, накладывают один или несколько коаксиальных повивов, причем
каждый последующий повив накладывают в направлении, противоположном предыдущему. При пучковой скрутке элементы кабельного изделия скручиваются все вместе в одну сторону. Пучковая скрутка применяется также при скрутке элементарных пучков изолированных жил телефонных кабелей в сердечник или главный пучок.
Скрутка может быть разнонаправленной. В этом случае направление кручения периодически
Рис. 4.1. Схемы скруток: а — левая скрутка; б — правая скрутка
67
• изменяется, т. е. каждый последующий участок скручивается в сторону, противоположную той, в которую был скручен предыдущий участок.
Технологическими параметрами процесса скрутки (рис. 4.2) являются шаг, угол и модуль скрутки.
Шаг скрутки — это расстояние по длине скручиваемого кабельного изделия или его полуфабриката, которое соответствует одному обороту вокруг него любого из подвергающихся скрутке элементов данного повива. Шаг скрутки в кабельной технике обычно обозначается Н и выражается в миллиметрах. Однако сам по себе шаг скрутки характеризует степень скрутки (крутизну) в недостаточной степени, так как диаметры скручиваемых изделий различны, и один и тот же шаг скрутки при различных диаметрах скручиваемого изделия лает различную крутизну скрутки. По этой причине на практике при расчете и конструировании кабельных изделий удобнее пользоваться так называемой кратностью шага скрутки — безразмерным отношением шага скрутки к диаметру окружности скручиваемого повива: т = Н/D. Если шаг скрутки отнести к диаметру окружности (Z)o), проходящей по центрам образующих повив элементов с диаметром d, то получим теоретическую крат-
Рис. 4.2. Схемы для определения технологических параметров процесса скрутки:
а — расположение витка одной из проволок (жил) в повиве на длине шага скрутки; б — развертка на плоскости одного витка проволоки (жилы)
68
ность шага скрутки тт. На практике обычно используют так называемую практическую кратность шага скрутки тпр, т.е. относят шаг скрутки не к диаметру Do, а к наружному диаметру повива D, который легче измерить. Следовательно, можно записать:
(4.1)
Угол скрутки а — это угол между нормалью к оси скручиваемого изделия и осью развертки на плоскость элемента скрутки, т. е.
tga =
И
(4.2)
л '
Модуль скрутки, обычно обозначаемый как М, представляет собой отношение числа оборотов крутильного устройства икруг к линейной скорости прохождения кабельного изделия или его полуфабриката vn:
jyy - Цуруу
(4.3)
Фактически величина М— это число круток на единицу длины изделия. Нетрудно увидеть, что модуль скрутки — величина, обратная шагу скрутки. Однако шаг скрутки обычно измеряется в мм, а модуль — в м“‘, поэтому зависимость между ними может быть выражена как
1000 И
„ 1000 или Н------.
м
(4-4)
4.1.2. Однонаправленная скрутка
Для получения однонаправленного кручения изделие необходимо вращать либо со стороны одного из его концов, сохраняя второй неподвижным, либо с обоих концов, но в разные стороны, поэтому в каждой крутильной машине должен быть по крайней мере один узел, вращающийся относительно оси скрутки. В соответствии с этим различают следующие базовые типы машин однонаправленной скрутки: с крутильно-отдающим устройством; Крутильно-приемным устройством; крутильным узлом (рамкой), вращающимся вокруг отдающего устройства; крутильным узлом, вращающимся вокруг приемного устройства.
При скрутке скручивающиеся между собой проволоки или другие элементы конструкции кабеля подвергаются закрутке вокруг собственной оси. Например, если отдающие катушки жестко связны с крутильным устройством и вращаются вместе с ним, то за каждый оборот крутильного устройства вместе с катушками в на
69
правлении вращения закручиваются вокруг своих осей скручиваемые проволоки или другие элементы конструкции. Степень этого кручения Т зависит от угла скрутки а:
Т = sin а,
где Т выражается в долях оборота (1/об) на длине шага скрутки.
Если степень кручения выражается в градусах на один оборот, то Т = sin а 360. В этом случае скручиваемые проволоки или элементы конструкции кабеля подвергаются не только деформации кручения, но и деформации изгиба, которая может привести к вспучиванию повива и петлеобразованию. Для предотвращения подобных явлений используется скрутка с откруткой, при которой отдающие катушки с проволокой или элементами конструкции кабеля вращаются вокруг собственной оси в направлении, совпадающем с направлениям скрутки изделия, т.е. отдающие катушки сохраняют в пространстве неизменное положение относительно оси скрутки, как это показано на рис. 4.3. Открутка отдающих катушек может осуществляться с помощью различных механизмов.
Рассмотрим основные типы крутильных машин, на которых осуществляется однонаправленная скрутка. Это прежде всего кле-тьевые (или фонарные) машины (рис. 4.4), у которых крутильная клеть состоит из нескольких параллельных металлических колец или дисков, жестко закрепленных на полом валу, расположенном в их центре. Между этими кольцами или дисками установлены люльки для отдающих катушек, число которых может достигать нескольких десятков в зависимости от назначения машины. Крутильных клетей (тоже в зависимости от назначения машины) может быть несколько. Клетьевые крутильные машины снабжаются устройствами для открутки (кривошипно-эксцентриковыми или
Рис. 4.3. Положения (I... VI) отдающих катушек при скрутке без открутки (а) и при скрутке с откруткой (б):
1 — центральная жила; 2 — отдающий барабан
70
Рис. 4.4. Схема клетьевой крутильной машины:
/ — отдающее устройство; 2 — коробка скоростей; 3 — крутильная клеть с откруткой; 4 — барабан; 5 — люлька; 6 — вал крутильной клети; 7 — распределительная розетка; 8 — скручивающий калибр; 9 — тяговое устройство; 10 — приемное устройство; 11 — опора
планетарными механизмами), позволяющими изменять положение отдающих катушек при вращении крутильных клетей. Частота вращения крутильных клетей от 36 до 250 об/мин. Повышение частоты вращения ограничивается большими вращающимися массами, трудностью их центровки, необходимостью балансировки, в том числе в процессе производства.
На рис. 4.5 показана крутильная клеть с кривошипно-эксцентриковой откруткой.
Одним из типов крутильных клетьевых машин являются жесткорамные машины, не имеющие механизма откругки (рис. 4.6). У этих машин люльки жестко связаны с крутильной клетью, причем сами катушки располагаются как можно ближе к оси вращения клети, что позволяет увеличить частоту вращения, так как возникающие при вращении центробежные силы снижаются. Частота вращения клетей у жесткорамных машин выше, чем у фонарных, и составляет 120...350 об/мин.
У дисковых крутильных машин, являющихся разновидностью клетьевых жесткорамных машин, крутильный диск насажен на полый вал с приводной шестерней на входном конце и распредели-
Рис. 4.5. Схема крутильной клети с кривошипно-эксцентриковой откруткой: 1 — эксцентриковое кольцо; 2 — ось кривошипа; 3 — кривошип; 4 — барабан; 5 — люлька; б — полый вал; 7 — роликовая опора
71
Рис. 4.6. Схема жесткорамной крутильной машины:
1 — отдатчик; 2 — клеть; 3 — распределительная розетка; 4 — скручивающий калибр; 5 — счетчик метража; 6 — тяговое устройство; 7 — скрученная многопроволочная жила; 8 — приемное устройство
тельной розеткой на выходном. В отличие от большинства клеть-евых машин отдающие катушки в них жестко связаны с несущими дисками, которых также может быть несколько в зависимости от назначения машины. Частота вращения дисков несколько меньше, чем частоты вращения клетей жесткорамных машин, так как отдающие катушки располагаются на периферии диска, а следовательно, больше вращающиеся массы. Практически частота вращения дисков такая же, как и клетей в фонарных машинах.
На клетьевых крутильных машинах могут скручиваться 19-про-волочные алюминиевые и сталеалюминевые неизолированные провода для воздушных линий электропередачи, причем повивы проволок накладывают в разные стороны. Клетьевые крутильные машины используются для скрутки проводов с сечениями 125... 185 мм2 и выше, а также для токопроводящих жил кабелей сечением 95... 1000 мм2.
Клетьевые крутильные машины применяются также для скрутки различных кабельных изделий, особенно в тех случаях, когда требуется обеспечить стабильность и устойчивость конструкции жилы (например, для геофизических кабелей, транспонированных проводов, кабелей дальней связи и т.д.).
Дисковые крутильные машины в основном применяются для скрутки жил силовых кабелей, прежде всего секторных. В последнем случае три барабана располагаются в люльках между двумя дисками, образующими крутильно-отдающее устройство. Если кабель четырехжильный, то четвертый барабан устанавливается за пределами машины в неподвижной люльке.
Значительное повышение частоты вращения крутильной рамки и связанной с этим производительности достигается при использовании рамочных машин, у которых отсутствуют тяжелые вращающиеся узлы. За счет конструктивной прочности и балансировки крутильной рамки частота ее вращения достигает нескольких тысяч оборотов в минуту. Кроме того, если направления поступательного движения скручиваемого изделия реверсируются, то при условии, что эти направления при входе на крутильную рамку и сходе с нее взаимно противоположны, за один оборот крутильной рамки производится двойная скрутка.
72
Крутильные машины с узкой, длинной, обтекаемой формы рамкой, вращающейся вокруг отдающего устройства, называются сигарными. Схема крутильной машины сигарного типа показана на рис. 4.7. Крутильную рамку такой машины выполняют в виде литого или сварного полого цилиндра, обычно составленного из нескольких последовательно и шарнирно соединенных секций, с вырезами для установки отдающих катушек. Эта рамка, часто называемая ротором, на концах имеет конусы, придающие машине сигарообразный вид. Выполнение ротора из составных секций облегчает его балансировку и позволяет достигать (на крутильных машинах с малым диаметром отдающих катушек) частоты вращения до 3000 об/мин. При вращении ротора отдающие катушки остаются неподвижными в пространстве, только слегка покачиваются. Однако они вращаются вокруг своей оси, отдавая проволоку, образующую скручиваемую жилу.
В машинах сигарного типа для снижения шума часто используют ротор на воздушной подушке, т. е. в нескольких местах по длине такого ротора имеются манжеты, в которые из отверстий, расположенных по его окружности под давлением 0,7 МПа подается сжатый воздух, образующий воздушную подушку. При снижении давления воздуха ниже рабочего машина автоматически останавливается. Такие крутильные машины могут иметь модификации, рассчитанные на 6, 12, 18 и более отдающих катушек. Эти машины позволяют накладывать повив на центральную заготовку любого размера, располагаемую на отдельном отдающем устройстве, расположенном вне пределов крутильной рамки.
Диаметр отдающих катушек, расположенных внутри ротора, может составлять 100... 1000 мм. В зависимости от этого диаметра машины сигарного типа могут использоваться для скрутки токопроводящих жил различного сечения, например, для скрутки семипроволочных алюминиевых проводов с сечениями 16...95 мм2. Для скрутки 19-проволочных алюминиевых проводов можно использовать две машины сигарного типа с 6 и 12 отдающими ка-
Рис. 4.7. Схема крутильной машины сигарного типа:
1 — привод; 2 — крутильная рамка (ротор); 3 — люлька с барабаном; 4 — проволока; 5 — направляющий ролик; 6 — распределительная розетка; 7 — скручивающий калибр; 8 — тяговое устройство; 9 — приемное устройство; 10 — опорный ролик
73
тушками, установленные в тандем, или же выполнять скрутку в два прохода, если эти машины установлены раздельно. Для скрутки проводов больших сечений (для воздушных линий электропередачи) может использоваться также комбинация машин сигарного типа и клетьевых крутильных машин.
Семипроволочные медные и алюминиевые жилы кабелей и проводов с сечениями 10...70 мм2 и семистренговые жилы с сечениями 6...25мм2 скручивают также на машинах сигарного типа. Эти машины позволяют скручивать и 19-стренговые жилы с сечениями 120... 400 мм2 (последние либо за два прохода, либо на двух машинах, установленных в тандем). Как и при скрутке проводов для линий электропередачи, в этом случае возможно комбинированное использование машин сигарного типа и клетьевых.
В машинах рамочного типа крутильная рамка состоит из сплошных или полых трубчатых стержней — двух или нескольких, равномерно распределенных по окружности и жестко связанных между собой. В последних конструкциях машин такого типа крутильная рамка состоит, как правило, из спрессованных углеродных волокон. Машины с вращающейся рамкой различают одинарной скрутки (с откруткой или без нее) и двойной скрутки (без от-крутки) (рис. 4.8).
В машинах одинарной скрутки рамка вращается только вокруг приемного устройства, причем оси вращения рамки и приемного барабана совпадают. Направляющие рамки установлены в крутильной рамке. Вращающийся конец скручиваемого изделия совершает за один оборот крутильного узла одно кручение. При этом тяговое устройство жестко связано с крутильной рамкой. Если обозначить линейную скорость движения кабельного изделия при одинарной скрутке влЬ частоту вращения крутильного узла щ, модуль скрутки Mt и шаг скрутки то можно записать:
= (4.5)
В машинах одинарной скрутки частота вращения рамки достигает 3250 об/мин.
В машинах двойной скрутки рамка вращается вокруг как приемного, так и отдающего устройства. Поэтому в машинах двойной скрутки пучок проволок, сходящих с отдающих катушек, совершает два оборота: перед выходом на рамку и при сходе с нее. Следовательно, за каждый оборот крутильного узла скручиваемое изделие совершает два кручения вокруг оси скрутки, т. е.
(4.6)
^л2
Индексом 2 обозначают параметры, относящиеся к машине двойной скрутки.
74
Рис. 4.8. Схемы рамочных крутильных машин:
а ~ одинарной скрутки; б — двойной скрутки; I — отдающее устройство; 2 — скручивающий калибр; 3— направляющая трубка; 4 — привод; 5 — крутильная рамка; 6 — барабан; 7 — направляющие ролики; 8 — привод раскладки; 9 — привод корпуса приемного барабана; 10— распределительная розетка; 11 — счетчик метража; 12 — люлька; 13 — тяговое колесо
Так как шаг скрутки задается технологически исходя из конструкции кабельного изделия, то Н = Нх - Н2. В этом случае при равенстве числа оборотов рамок машин одинарной и двойной скрутки получим
пл2 = 2л2Я2 = 2^1^ = 2пл1. (4.7)
Следовательно, машина двойной скрутки по сравнению с машиной одинарной скрутки позволяет повысить линейную скорость Движения изделия и производительность вдвое. В частности, при частоте вращения рамки 3250 об/мин число скруток равно 6500 1/мин. При работе крутильной машины с большим числом оборотов, т.е.
75
при скрутке жил из тонкой проволоки, важную роль играет стабильность работы отдающих устройств (исключение обрывности проволоки). Отдающие катушки в этом случае устанавливаются вертикально, а отдача проволоки осуществляется с помощью приводных вращающихся флайеров. На машинах рамочного типа скручивают как 7- и 19-проволочные медные жилы с сечениями 0,05 ...4 мм2, так и жилы больших сечений — до 25 мм2. Эти же машины широко применяются для скрутки стренг из 7...49 проволок, которые затем используются для скрутки токопроводящих жил на машинах сигарного типа или клетьевых. Существуют машины рамочного типа, позволяющие скручивать пучок из 144 проволок в жилу сечением до 50 мм2. Машины рамочного типа используются также для скрутки изолированных жил различных типов кабелей с пластмассовой и резиновой изоляцией, в том числе городских телефонных, дальней связи и силовых.
Известны также машины четверной скрутки, которые имеют две рамки, вращающиеся навстречу друг другу, а пучок проволок, проходящий по этим рамкам, претерпевает четыре изгиба. При этом за один оборот каждой рамки достигается двойная (а за один проход жилы — четверная) скрутка. Естественно, что конструкция машины такого типа и условия ее эксплуатации несколько усложняются.
Как указывалось ранее, при скрутке заготовок кабельных изделий или токопроводящих жил скручиваемые элементы подвергаются закрутке вокруг собственной оси, причем степень кручения может достигать почти полного оборота. Направление закручивания заготовок в каждом случае соответствует направлению скрутки изделия, поэтому на машинах с крутильно-отдающим и крутильно-приемным устройствами направления закручивания противоположны. В частности, в клетьевых машинах люльки с отдающими катушками при скрутке с откруткой поворачиваются в сторону, противоположную направлению вращения клети, а в машинах с вращающимся приемным устройством — в ту же сторону, что и само крутильно-приемное устройство.
Для скрутки проводов и кабелей широкой номенклатуры используются машины с крутильно-приемным устройством, в которых скрутка осуществляется за счет вращения тягового и приемного устройств вокруг оси скручиваемого изделия. Такие машины называют универсальными крутильными (за рубежом — Drum Twister).
Схема действия универсальной крутильной машины показана на рис. 4.9. Опорный каркас тягового устройства в такой машине обычно механически связан с каркасом вращающегося приемного устройства и располагается либо отдельно, либо внутри каркаса приемного устройства. Основное преимущество универсальных крутильных машин — неподвижные отдающие устройства, что обеспечивает быструю смену отдающей тары, возможность регулиро-
76
Рис. 4.9. Схема универсальной крутильной машины:
1 — стационарное отдающее устройство; 2 — барабан; 3 — распределительная розетка; 4 — скручивающий калибр; 5— привод тягового и приемного устройств;
6 — вращающееся тяговое ленточное устройство; 7 — вращающееся приемное устройство; 8 — приемный барабан
вания натяжения неизолированных или изолированных жил, расположенных на отдающих катушках, и расширение использования одной и той же крутильной части машины за счет смены отдающих устройств. Такие машины отличаются высокой производительностью. Их отдающие устройства могут быть оборудованы устройствами для открутки. Недостатками универсальных крутильных машин являются относительная сложность перезаправки и ограниченные размеры приемной тары.
В крутильных машинах используют два типа механизмов для открутки: кривошипно-эксцентриковые и планетарные с зубчатыми колесами. Известны также механизмы открутки с помощью индивидуальных электродвигателей.
4.1.3. Разнонаправленная скрутка
В отличие от однонаправленной (классической) скрутки (рис. 4.10, а) при разнонаправленной скрутке последовательно расположенные участки скручиваемого изделия имеют попеременно левую и правую скрутку (рис. 4.10, б). Эта система скрутки получила название S/Z-скрутки (где S и Z — условные графические обозначения левой и правой скруток). При разнонаправленной скрутке как приемные, так и отдающие устройства остаются неподвижными в пространстве, т. е. не вращаются вокруг своей оси. Какие-либо вращающиеся рамки также отсутствуют. Скрутка осуществляется с помощью реверсируемых крутильных розеток или накопителей, вращающихся попеременно в разные стороны.
Применение разнонаправленной скрутки позволяет осуществить ее непрерывность, а следовательно, создает возможность объединения в один технологический процесс нескольких операций (например, скрутки изолированных жил и наложения оболочки на скрученный сердечник). В результате потери времени на ряде про-
77
x\\\\\\\\\\\\\\\\v
a
S Z
X\\\\V//////A\\\VZ
6
Рис. 4.10. Схемы скруток жил:
а — однонаправленная; б — разнонаправленная (S/Z-скрутка)
межуточных операций резко сокращаются и производительность труда заметно повышается. Кроме того, в этом случае высвобождаются производственные площади. Разнонаправленная скрутка, при которой участки переменного направления коротки и не имеют законченных витков с установившимся шагом, называется волновой. Эта скрутка получила такое название в связи с тем, что укладка витков имеет характер периодически повторяющейся волны. Волновая скрутка, как правило, осуществляется с помощью крутильных розеток, имеющих периферийные отверстия, через которые и проходят скручиваемые изолированные жилы. Скручиваемые жилы перемещаются в продольном направлении равномерно, а вращение крутильной розетки периодически реверсируется. Розетки поочередно делают неполные обороты (180... 270°) в разные стороны, в результате чего происходит не полная скрутка, а спиралеобразная укладка изолированных жил или пучков, т. е. законченные витки в этом случае отсутствуют.
Параметры, характеризующие волновую скрутку, несколько отличаются от параметров классической однонаправленной скрутки. Так, вместо шага скрутки появляется понятие шага укладки, или шага волновой скрутки, определяемого расстоянием между двумя одинаковыми положениями скручиваемого элемента после совершения им полного периода закрутки, измеренным вдоль оси скручиваемого изделия. При этом шаг волновой скрутки (Я„) больше шага классической скрутки (/4):
(4.8)
Нк 180’
где а3 — угол закрутки, равный углу между лучами, проведенными из центра пучка через точки начального положения скручиваемого элемента и его наибольшего смещения.
Так, если а3 = 270°, то = 1,5; если а3 = 240, то = 1,66, Н НК Нк
ит.д. Величина —- называется коэффициентом волновой скрутки и обычно обозначается как Кв. Кроме того, при анализе процессов волновой скрутки используются понятия кратности шага укладки —
78
отношения шага укладки к диаметру скрученного пучка — и коэффициента укрутки — отношения длины скручиваемого элемента, приходящейся на один шаг укладки, к шагу укладки.
Если обозначить число двойных колебаний вращающейся розетки «2аз, а число однопарных колебаний ла3, то линейную скорость крутильной машины можно записать в виде
ул = НъП2о.з = ^в2лаз- (4.9)
Если скручиваемые элементы закручиваются поочередно в каждом направлении на один неполный виток, то волновая скрутка называется одновитковой. Если на длине скрутки в одном направлении располагаются несколько витков, то волновая скрутка называется многовитковой.
Производительность машин S/Z-скрутки с вращающимися реверсируемыми розетками тем выше, чем выше частота вращения розеток. Однако повышение частоты вращения розеток создает трудности в работе реверсивного механизма, требует использования сложного электропривода и, следовательно, ограничивается. Кроме того, часто требуются более длинные участки однонаправленной скрутки, чем те, которые можно получить при использовании машин с крутильными реверсируемыми розетками, поэтому волновая скрутка в настоящее время практически не применяется.
Недостатки, присущие методу волновой скрутки, отсутствуют у крутильных машин разнонаправленной многовитковой скрутки с наполнителями, поочередно вращающимися в разные стороны. Такие машины часто называют машинами циклической разнонаправленной скрутки, или машинами собственно S/Z-скрутки, что на самом деле неточно, так как это оборудование является лишь одним из вариантов машин S/Z-скрутки. Крутильные машины с вращающимися накопителями не требуют высокой частоты реверсирования и позволяют получать длинные участки однонаправленной скрутки.
В основном применяются два способа скрутки с использованием вращающихся накопителей:
накопители вращаются с постоянной скоростью, а направление вращения поочередно меняется, при этом линейная скорость движения скручиваемых жил постоянна;
накопители нереверсируемые и вращаются с постоянной скоростью, при этом линейная скорость скручиваемых жил на отдельных участках крутильного устройства периодически изменяется, а на выходном участке сохраняется постоянная скорость скручиваемого изделия.
Схема скрутки с помощью вращающегося реверсируемого накопителя показана на рис. 4.11. Принцип работы накопителя такого типа заключается в следующем. Скручиваемые жилы поступают
79
1 2
3
±«„ 4 3
2
Рис. 4.11. Схема S/Z-скрутки с помощью вращающегося реверсируемого накопителя:
1 — неподвижный ниппель; 2 — направляющий ролик; 3 — ролики накопителя;
4 — накопитель
с отдающих устройств в неподвижный ниппель и через направляющий ролик на ролики накопителя. После того как скручиваемые жилы сделают несколько витков вокруг роликов, они поступают во второй неподвижный ниппель, а затем на тяговое и приемное устройства. Наполнитель вращается вокруг своей продольной оси, и пучок проводов при этом скручивается с шагом Н= v/nw где v — линейная скорость скручиваемого изделия, а лн — частота вращения накопителя.
Как только пучок скручиваемых жил заполнит всю емкость накопителя, происходит реверсирование его вращения. В результате скручиваемый пучок получает дополнительную крутку, число круток на единицу длины удваивается, а на тяговое устройство поступает пучок жил с шагом крутки, обратной направлению первоначальной. Одновременно с реверсированием вращения накопителя происходит раскрутка участка пучка, ранее скрученного, например правой круткой с указанным шагом, и начинается закрутка его с шагом левой скрутки, равным Н= v/(2nK). При этом на скручиваемом пучке появляется переходный участок, на котором шаг скрутки искажен и не соответствует расчетному.
Следовательно, в процессе данной скрутки получают пучок жил с чередующимися участками правой и левой (или левой и правой — в зависимости от направления вращения накопителя) крутки и переходными участками от одного направления к другому. Общая длина переходного участка возрастает с увеличением продолжительности реверсирования вращения накопителя и длины участков между неподвижными ниппелями и накопителем. Следует отметить, что если при отсутствии реверсирования вращения накопителя на участке между накопителем и выходным подвижным ниппелем произойдет полное раскручивание пучка жил, то соответственно на тяговое и приемное устройства будет поступать заготовка в виде нескрученного пучка жил.
При использовании крутильных машин с вращающимся реверсивным накопителем справедливо соотношение линейной скорости, частоты вращения и шага скрутки, характерное для рамочных машин двойной однонаправленной скрутки v= 2пнН. Поэтому эти
80
машины, с одной стороны, имеют высокую производительность, а с другой — в отличие от рамочных машин обеспечивают непрерывную скрутку без остановок для смены приемного барабана. К недостаткам машин S/Z-скрутки с вращающимся реверсируемым накопителем следует отнести сложность выполнения достаточно частого реверсирования вращения накопителя и наличие переходного участка на скручиваемой заготовке, что для ряда кабельных изделий может означать снижение отдельных характеристик или затруднение их достижения при скрутке жил.
Однако получить равнонаправленную скрутку можно и при наличии накопителя, вращающегося в одну сторону с постоянной частотой, изменяя линейную скорость скручиваемого пучка жил, т. е. при постоянной частоте вращения накопителя пн и периодически скачкообразно изменяющейся линейной скорости v. В этом случае скручиваемые жилы поступают в накопитель с линейной скоростью Vi в первый период цикла в течение времени tx и со скоростью v2 — в течение времени t2. Процесс скрутки происходит примерно так же, как и в крутильной машине с вращающимся реверсируемым наполнителем, однако в момент tx происходит изменение скорости Vj на v2. В результате по мере заполнения накопителя и изменения линейной скорости пучок скручиваемых жил на выходе из накопителя получит скрутку обратного по сравнению с первоначальным направления. Входящий в накопитель новый участок пучка в течение времени t2 будет скручиваться уже с другим шагом. В результате, как и в рассмотренной ранее крутильной машине, из накопителя на тяговое устройство будет поступать пучок жил (заготовка кабеля) со скрученными в противоположных направлениях, но с одинаковыми шагами скрутки участками и переходными участками между участками скрутки. Обозначив отношение линейных скоростей как т = vx/v2, получим основные параметрические соотношения для S/Z-скрутки такого типа.
Итоговое число круток на выходе из наполнителя
Кн= — = -—, (4.10)
vx mv2
где п — частота вращения накопителя.
Итоговый шаг скрутки пучка на выходе из накопителя
Я = А = _^. (4.11)
2п 2п
Для определения линейной скорости крутильной машины, обозначив емкость накопителя как I и учитывая, что vxtx = vfa = I, можно воспользоваться следующим выражением:
6+^2 tx+mtx tx(i. + m)'
81
Из (4.12) видно, что если принять т = 3, то v= 1/(2 + 1), т.е. по сравнению с крутильной машиной с вращающимися реверсируемыми накопителями для сохранения одного и того же шага скрутки придется линейную скорость данной машины снизить вдвое, а следовательно, снизится и ее производительность. Однако крутильные машины такого типа продолжают применяться, так как имеют некоторые конструктивные и эксплуатационные преимущества, и прежде всего то, что в них не используется реверс накопителя.
Каким же образом можно изменять линейную скорость? Простейший способ — изменение скорости тягового устройства — практически неприемлем, так как требует периодических остановок и других узлов линии для изготовления кабеля и фактически исключает возможность автоматизации производства. При этом могут наблюдаться рывки скручиваемых жил, которые могут привести к их вытягиванию или даже обрывам. Поэтому на практике применяют другие методы S/Z-скрутки с использованием вращающегося нереверсируемого накопителя. Основной является скрутка с помощью двух накопителей, в пределах которых линейная скорость скручиваемого пучка изменяется, оставаясь постоянной на тяговом устройстве.
В этом случае используются машины двух типов:
с одним вращающимся нереверсивным накопителем и одним невращающимся накопителем переменной емкости (полиспастом);
двумя вращающимися накопителями.
Схема S/Z-скрутки с одним вращающимся и одним невращающимся накопителем приведена на рис. 4.12. Здесь между выходом из вращающегося накопителя и тяговым устройством имеется промежуточное звено — невращающийся накопитель-полиспаст, фактически играющий роль компенсатора. Емкость этого полиспаста периодически изменяется, причем верхняя ось полиспаста закреплена неподвижно, а нижняя ось (в отличие от обычного компенсатора) имеет принудительный привод, позволяющий периодически изменять скорость (значение и знак) вертикального перемещения. Тяговое устройство работает с постоянной скоростью, однако скорость на участках между первым неподвижным ниппелем и входом во вращающийся накопитель, а также скорость между вторым неподвижным ниппелем и входом в полиспаст будут складываться с общей линейной скоростью, задаваемой тяговым устройством. В результате при постоянной линейной скорости движения скручиваемого пучка на тяговом устройстве движение этого пучка от отдающих устройств до полиспаста происходит с переменной скоростью. Все параметрические соотношения для S/Z-скрутки с нереверсируемым вращающимся накопителем и невращающимся накопителем-полиспастом переменной емкости остаются, естественно, теми же, что и для нереверсируемого вращающегося накопителя с переменной линейной скоростью изделия.
82
1 2
3 4
3
2
Рис. 4.12. Схема S/Z-скрутки с вращающимся нереверсируемым накопителем и невращаю-щимся накопителем-полиспастом переменной емкости:
1 — неподвижный ниппель; 2 — направляющие ролики; 3 — ролики накопителя; 4 — накопитель;
5 — верхняя ось накопителя-полиспаста; 6 — накопитель-полиспаст; 7 — нижняя ось накопителя-полиспаста
Однако следует отметить, что скорость скручиваемых жил на входе в крутильную машину непостоянна, а движущаяся в машину жила подвергается периодическим рывкам, что является недостатком машин данного типа.
Схема S/Z-скрутки с двумя вращающимися в противоположные стороны накопителями-полиспастами показана на рис. 4.13. По существу, это схема конструктивного объединения вращающе-
Рис. 4.13. Схема S/Z-скрутки с двумя вращающимися в противоположные стороны накопителями-полиспастами переменной емкости:
I — первый полиспаст; 2 — неподвижный ролик первого полиспаста; 3 — подвижный ролик первого полиспаста; 4 — второй полиспаст; 5 — подвижный ролик второго полиспаста; 6 — неподвижный ролик второго полиспаста; 7 — направляющие ролики
83
гося накопителя постоянной емкости и невращающегося наполнителя-полиспаста переменной емкости в один вращающийся накопитель-полиспаст переменной емкости. Линейная скорость v0 жил на входе в крутильную машину и скрученного пучка на выходе из нее одинакова. Принцип S/Z-скрутки с двумя вращающимися в противоположные стороны накопителями-полиспастами сводится к следующему. Длины участков пучков, накопленные в каждом из накопителей, периодически меняются, однако их сумма (х + у) остается постоянной. Если расстояние между осями блоков первого накопителя-полиспаста уменьшается, то расстояние между осями блоков второго наполнителя-полиспаста увеличивается. В результате общая длина жилы, которая проходит через оба накопителя-полиспаста, остается постоянной, так как постоянна сумма межосевых расстояний обоих накопителей.
Скручиваемый пучок, поступающий через калибр на тяговое устройство, имеет попеременную правую или левую (или наоборот) крутку с шагом Н= v^/n. Если обозначить частоту вращения первого накопителя-полиспаста пх, а второго — п2, то при nt ф п2 или пх = кп2 справедливо следующее параметрическое соотношение:
vn=(k + \)n2H^, (4.13)
р + 2
где ил — линейная скорость скрутки; р= vx/vi, vt, v2 — скорости движения жилы соответственно в первом и втором накопителях полиспастах.
При пх = п2 = п имеем
v = 2л№—(4.14) р + 1 v ’
Последняя схема S/Z-скрутки является наиболее совершенной: скорость скручиваемых жил и скрученного пучка постоянна как на входе в машину, так и на выходе из нее, т.е. не требуется реверса накопителей.
Методы S/Z-скрутки постоянно совершенствуются. Уже используются методы S/Z-скрутки с применением вместо накопителей двух крутильных головок, вращающихся в противоположные стороны с периодически изменяющейся частотой вращения; с гусеничными тягами; с осями, перекручивающимися под острым, периодически изменяющимся углом; с вращающимися реверсируемыми накопителями с периодически изменяющейся частотой вращения и т.д.
В частности, на практике широкое распространение получил метод S/Z-скрутки с использованием крутильных головок и линейного накопителя. В этом случае, например, узел скрутки двух жил состоит из двух скручивающих калибров и двух крутильных
84
головок, имеющих электроприводы постоянного тока. Крутильная головка может представлять собой легкую крутильную рамку, соединенную с валом электродвигателя. Крутильные головки вращаются синхронно. При этом на участке между входным скручивающим калибром и первой крутильной головкой жилы скручиваются в направлении S, а на участке между второй крутильной головкой и входным калибром — в направлении Z. При синхронном изменении направления вращения крутильных головок или изменении частоты их вращения направление скрутки меняется на противоположное. Длина линейного накопителя в такой схеме определяет длину однонаправленного скрученного отрезка пары в направлении S или Z. Если используются быстродействующие электродвигатели, а крутильная рамка максимально облегчена, то при изменении направления скрутки с S на Z, т.е. слева направо, длина образующегося переходного участка минимальна. При S/Z-скрут-ке нескольких пар жил каждая пара крутильных головок должна иметь различные скорости вращения, что обеспечит разный шаг скрутки в каждой паре. Исключить совпадение переходных участков при изменении направления скрутки пар можно, в частности, установкой блока направляющих роликов, обеспечивающих прохождение разными скрученными парами разного пути. В результате переходные участки пар жил в пучке разносятся по длине заготовки.
Линия для S/Z-скрутки 10-парного пучка телефонного кабеля позволяет осуществить скрутку 10 пар или 5 четверток, скрутку 10-парного пучка, обмотку пучка нитью или узкой лентой, прием готового пучка на барабан. Перед узлом скрутки пар устанавливаются компенсаторы натяжения, смягчающие возможные колебания натяжения в процессе вымотки жил из контейнеров и обеспечивающие подачу сигнала при запутывании их в контейнере или обрыве. Линейный накопитель образуется между корпусами крутильных головок, расположенных на расстоянии 4...7 м друг от друга. Скрутка пучка осуществляется аналогично скрутке пар, принцип которой был изложен ранее.
Для S/Z-скрутки 100-парного сердечника широко используется метод розеточной скрутки с трубчатым накопителем. Схема линии для скрутки пучка телефонных кабелей с числом пар жил от 10 до 100 показана на рис. 4.14. На данной линии скрутка осуществляется в два повива: в первом повиве скручиваются три десятипарных пучка, во втором — еще семь. Узел скрутки состоит из стационарной распределительной и крутильной розеток. Между стационарной и крутильной розетками устанавливается труба, которая и является собственно накопителем. Внутри трубы для второго повива свободно проходит скрученный сердечник первого повива, причем внутренняя поверхность трубы износоустойчива и имеет малый коэффициент трения. Масса самой трубы должна быть невелика. S/Z-скрутка осуществляется на участке между крутильной ро-
85
Рис. 4.14. Линия S/Z-скрутки сердечника с числом пар жил до 100:
1 — отдающее устройство; 2 — компенсатор; 3 — распределительная стойка; 4 — поворотная стойка; 5 — узел S/Z-скрутки 30-парного пучка; 6 — калибр; 7 — нитеобмотчик; 8 — узел S/Z-скрутки 100-парного сердечника; 9 — тяговое устройство; 10 — компенсатор; 11 — приемное устройство
зеткой и стационарным калибром, установленным за ней. Вращение крутильной розетки реверсивное. При вращении крутильной розетки пучки на участке между ней и стационарной розеткой периодически обвивают трубу-накопитель с переменным шагом. Число оборотов крутильной розетки в одном направлении обычно 6... 10. Длина отрезка сердечника, скрученного в направлении S или Z, равна произведению шага скрутки пучков данного повива и числа оборотов розетки в одном направлении. Частота вращения крутильной розетки в каждом узле скрутки различна и должна соответствовать шагу, не превышающему 75 диаметров скрученного сердечника.
В целом базовые принципы разнонаправленной S/Z-скрутки сохраняются, а области использования этого метода в кабельной промышленности непрерывно расширяются.
4.2. Обмотка
4.2.1. Основы теории обмотки
Обмотка — это технологический процесс спирального наложения на токопроводящую жилу или заготовку кабеля лент, нитей или проволок. Спиральная обмотка может быть наложена тремя способами: встык, с перекрытием и с зазором.
При обмотке встык края соседних витков лент, нитей или проволок соприкасаются между собой. Однако этот способ в кабельной технике используется достаточно редко, так как при изгибах обмоточные жилы или заготовки части витков, расположенные с внутренней стороны, могут выпучиваться, а с наружной — расходиться. Таким способом обычно накладывается на проволоку волокнистая изоляция при производстве обмоточных проводов. Для того чтобы исключить указанный недостаток, необходимо подклеивать наносимые ленты или волокна к проволоке или склеивать ленты между собой, как это делается, например, при наложении изоляции из сырой (каландрированной) фторопластовой пленки.
об
При обмотке с перекрытием каждый виток ленты перекрывает часть предыдущего витка. Если число накладываемых слоев велико, то такая обмотка становится недостаточно гибкой. Более того, при изгибах кабеля или провода могут наблюдаться надрывы лент. Наложение обмотки с перекрытием используется чаще всего для повышения электрической прочности изоляции. Кроме того, наружные слои лент всегда накладываются с перекрытием, что обеспечивает гладкость поверхности изоляции.
При обмотке с зазором между соседними витками одной и той же ленты имеется небольшой (по сравнению с шириной ленты) зазор. Часто в отличие от обмотки с перекрытием (положительным) обмотку с зазором называют обмоткой с отрицательным перекрытием. Обмотка с зазором наиболее часто используется при наложении изоляции из бумажных лент в производстве силовых кабелей. При наложении обмотки с зазором особое внимание необходимо уделять тому, чтобы зазоры в двух и более слоях изоля-
ции не совпадали, так как это приводит к снижению электрической прочности изоляции. Если зазор между соседними витками ленты, нити или проволоки много больше их ширины или диаметра, то это обмотка открытой спиралью, представляющая собой частный случай обмотки с зазором. Обмотка открытой спиралью
применяется при наложении скрепляющих или опознавательных
нитей или проволок и т.п.
Основные технологические параметры обмотки:
шаг h обмотки, равный расстоянию между двумя точками, соответствующими одному полному обороту элемента обмотки (ленты, нити или пряди нитей), измеренному вдоль оси обматываемой проволоки, токопроводящей жилы или заготовки кабеля;
ширина b элемента обмотки;
угол а наложения обмотки, соответствующий углу, образованному направлениями элемента обмотки и перпендикуляром, восстановленным к оси обматываемого изделия;
перекрытие е одного витка ленты соседним, измеренное вдоль линии, параллельной оси обматываемого изделия (аксиальное перекрытие).
Соотношения между технологическими параметрами обмотки могут быть получены из анализа раз-
вертки на плоскость одного полно- Рис. 4.15. Развертка на плоскость го витка ее элемента, показанной одного полного витка элемента на рис. 4.15. обмотки
87
Диаметр жилы, мм
Рис. 4.16. Номограммы для определения параметров наложения ленточной изоляции методом обмотки на токопроводящую жилу диаметром 4... 50 мм
88
Так как треугольники АВС и ADE подобны, то
+ S) /4 15)
Л ± е фг2 + + 5)2 ’
где b — ширина элемента обмотки; h — шаг обмотки; е — перекрытие одного элемента обмотки другим; d — диаметр обматываемого изделия; б — толщина элемента обмотки.
Знак «+» в знаменателе левой части уравнения обозначает перекрытие, знак «-» — зазор, или отрицательное перекрытие. В случае если обмотка производится встык, то величина е равна нулю.
При обмотке лентами, толщина которых много меньше диаметра обматываемого изделия, значением б можно пренебречь, и тогда выражение (4.13) можно записать в следующем виде:
— = (4.16)
h + e Jh2+n2d2
Однако для расчета режимов обмотки проволоки малого диаметра волокнистыми материалами следует применять выражение (4.13), чтобы погрешности расчета не выходили за допустимые.
Перекрытие е обычно выражается в долях шага обмотки или процентах от него, т. е. е = kh. Тогда после несложных преобразований можно получить следующее выражение:
(1±£)2 1 1
b2 n2d2 + И2'
&АТ)
Выражение (4.17) представляет собой уравнение окружности. Если по оси ординат откладывать /г1, а по оси абсцисс (га/)-1, то величина (1 ± к)/b будет выражать радиус одной из концентрических окружностей. Так как h = n(d + 5) tg а, то на диаграмму, построенную в виде зависимости h от (d + 5) с пересечением концентрическими окружностями, могут быть нанесены прямые линии под различными углами наклона а, поэтому основные параметрические соотношения обмотки можно представить графически в форме номограмм. В результате, задаваясь диаметром обматываемой проволоки и толщиной изоляции, можно определить шаг обмотки и требуемую ширину прядки из волокнистых нитей и т. д. Номограмма для определения параметров наложения ленточной изоляции методом обмотки на токопроводящую жилу приведена на рис. 4.16. При проведении расчетов необходимо учитывать, что на номограмме под шириной бумажной ленты понимается не непосредственная ширина Ь, а ширина ленты при обмотке встык Ь' = Ь/(1 ± к). Следует отметить, что формулы для расчета ширины ленты Ь, шага обмотки h и угла обмотки а при всех способах наложения обмотки (встык, с зазором и перекрытием) приведены в специальной литературе по технологии кабельного производства.
89
4.4.2. Типы обмотчиков, применяемых для наложения волокнистой, ленточной изоляции и проволок
Принцип действия обмоточных машин прост: токопроводящая жила или проволока с отдатчика через протиры поступает в устройства, где происходит наложение волокон в виде прядей или лент методом обмотки — обмотчики, а затем через тяговые устройства колесного или гусеничного типа — на приемные барабаны или катушки. В ряде случаев обмоточные машины снабжаются печами для тепловой обработки накладываемой изоляции (например, стеклообмоточные машины). Обмоточные машины могут быть и вертикального, и горизонтального типа.
Важнейшей частью обмоточных машин являются обмотчики, различающиеся между собой по расположению ролика ленты, бобины с нитью (прядями) или катушки с проволокой по отношению к оси обматываемой проволоки, токопроводящей жилы или заготовке кабеля. Все обмотчики делятся на центровые и эксцентричные.
В центровых обмотчиках (рис. 4.17) ось ролика или бобины с лентами, прядями волокон или проволокой совпадает с осью обматываемого изделия. Такие обмотчики хорошо уравновешены и допускают большие частоты вращения (до 1000 об/мин), однако для обеспечения непрерывности процесса и исключения необходимости разрезать обматываемое изделие приходится устанавливать друг над другом сразу несколько роликов или бобин, что вызывает увеличение габаритных размеров обмоточной машины. Кроме того, центровой обмотчик практически неприменим, если необходимо накладывать изоляцию из большого количества лент (в частности, в производстве силовых кабелей), однако при наложении волокнистой изоляции в производстве обмоточных и монтажных проводов центровой обмотчик является основным.
Рис. 4.17. Центровой обмотчик:
1 — обматываемое изделие; 2 — ролик ленты или барабана с нитью (проволокой); 3 — диск обмотчика; 4 — направляющие пальцы
90
Рис. 4.18. Типы эксцентричных обмотчиков:
а — простой; б — плоский; в — тангенциальный; г — полутангенциальный; 1 — обматываемое изделие; 2 — ролик ленты или бобина с нитью (проволокой); 3 — направляющие пальцы
В эксцентричных обмотчиках ось ролика или бобины не совпадает с осью обматываемого изделия. Эксцентричные обмотчики подразделяются на простые, плоские, тангенциальные и полутанген-циальные (рис. 4.18).
В простом обмотчике плоскость ролика или бобины расположена под некоторым углом к оси обматываемого изделия. Очевидно, что с уменьшением диаметра ролика по мере схода с него ленты положение ленты на обматываемом изделии меняется и стабилизировать его (например, с помощью направляющих пальцев) не удается. Следовательно, изменяются размер и расположение зазоров между лентами, что в ряде случаев (в частности, при изолировании силовых высоковольтных кабелей с бумажной изоляцией) недопустимо.
В плоском обмотчике ось ролика параллельна оси обматываемого изделия. Требуемое направление лент достигается с помощью направляющих пальцев. Такие обмотчики применяются в производстве силовых кабелей с бумажной изоляцией на напряжения до 10 кВ. Частота вращения — до 350 об/мин.
В полутангенциальном обмотчике средняя плоскость ролика не является касательной к поверхности обматываемого изделия, хотя плоскость эта и параллельна оси жилы. В результате появляется возможность более компактно расположить ролики с лентой и повысить частоту вращения, например, до 750 об/мин, т. е. приблизиться к частоте вращения, характерной для центрового обмотчика.
91
Необходимая плотность наложения лент или нитей определяется постоянством их натяжения при обмотке, поэтому обмоточные машины снабжаются устройствами различных конструкций, обеспечивающими поддержание натяжения в заданных пределах. Кроме того, обмоточные машины имеют автоматические приспо-собления, реагирующие на обрыв ленты или нити и останавливающие при этом обмоточную машину.
4.3. Оплетка
4.3.1. Основы теории оплетки
Оплетка — это покрытие кабельного изделия прядями (пасмами) проволоки или волокон в двух направлениях, т.е. покрытие при котором пряди, накладываемые в одном направлении, переплетаются с прядями, накладываемыми в противоположном направлении.
Основными технологическими параметрами оплетки являются шаг оплетки h, угол наложения оплетки а и поверхностная плотность оплетки Н. Основные параметрические соотношения оплетки можно получить из анализа ее развертки на плоскость, показанной на рис. 4.19. Если считать, что нити оплетки несжимаемы (например, в случае использования металлической проволоки), то шаг оплетки можно определить следующим образом:
h = ~, nD- , (4.18)
ГтШ Г _
Ч «8 J
где D = + 2d', D.ar — диаметр оплетаемого кабельного изделия.
d — диаметр проволок (нитей) оплетки; а — число прядей, идущих в одном направлении; 5 — ширина пряди.
Рис. 4.19. Развертка оплетки на плоскость
92
Если проволоки (нити) переплетаются без местных утолщений й практически несжимаемы, то расстояние между прядями
K = j4d2-d2-d~0,73d.
При К < 0,73d в местах переплетения появляются утолщения и обмотка выглядит неравномерной. При К> 0,73d в оплетке появляются просветы. Если учесть расстояние между прядями и обозначить число проволок (нитей) в пряди через п, то выражение (4.18) можно представить в следующем виде:
jtT)
й = -----я— Ч—. (4.19)
TiD J
ad(« + 0,73) J
Используя (4.19), можно построить зависимости величины 8' (л+ 0,73) -
— = -----—- от л при различных углах а, что облегчит расчеты в
d cos а производственных условиях. Так, например, выбирают число проволок (нитей) в пряди и угол оплетки при заданном числе прядей, шаге оплетки и диаметре оплетаемой заготовки. Если нити в местах переплетения сплющиваются (сжимаются), как это происходит в случае оплетки волокнистыми материалами, например хлопчатобумажной пряжей, то К ~ 0,6d, что и необходимо учитывать при проведении расчетов.
При оплетке проволокой допустимые углы оплетки 35...65°, так как при выходе за эти пределы проволока подвергается заметным деформациям, что может привести либо к выпучиванию проволок, либо неплотному прилеганию прядей к поверхности оплетаемого сердечника. Для прочных и эластичных нитей углы оплетки не ограничиваются, но практически находятся в пределах 20... 75°.
Основным критерием качества оплетки в кабельной технике является ее поверхностная плотность, представляющая собой отношение площади поверхности, покрытой оплетающим материалом, к площади всей поверхности, на которую наложена оплетка.
В случае выполнения оплетки несжимаемыми нитями (в частности, проволокой) поверхностная плотность оплетки
( о 73 V
= <4М>
При увеличении числа проволок п в пряли поверхностная плотность оплетки возрастает, а при уменьшении — снижается, однако при этом достигается заметная экономия оплетающего материала.
Накладываемые на сердечник пасмы могут состоять из различного числа проволок, например л1 и п2. Если обозначить не по
93
крытый проволокой промежуток, приходящийся на одну прядь, как К, то значения К для прядей с различным числом проволок в нашем случае будут равны соответственно Кх и К2. Тогда в общем случае при наложении прядей с различным числом проволок
JJ _ 1______________________
пов (nxd + Kx){n2d + К2)‘
(4.21)
Выражение (4.21) может быть использовано и для расчета оплетки, выполняемой проволоками различного диаметра. Величины К{ и К2 можно измерить непосредственно, но если это затруднительно, можно определить их расчетным путем:
К = — cos а - nd. (4.22)
а
Поверхностную плотность оплетки можно вычислить также по формуле вида
Япов = 2Р- Р2 = 1 -(1 -. (4.23)
Acosa j
Здесь Р — линейная плотность оплетки, представляющая собой отношение площади поверхности, закрытой прядями одного направления, к полной площади поверхности оплетаемого сердечника:
nda
Acosa’
При оплетке сплющивающимися волокнами
ТТ — 1 —
27 пов 1
0,68 V п + 0,68 I
(4.24)
а при оплетке конкретно хлопчатобумажной пряжей
' 0,60 у Л2 + 0, 60 J
(4.25)
При оплетке проволокой в кабельной технике обычно используются значения поверхностной плотности оплетки 70, 80, 90 и 96 %, при оплетке волокнами (нитями) — 90 и 96 %. При плотности оплетки выше 96 % отдельные проволоки или нити выпучиваются, а пряди неплотно прилегают к поверхности оплетаемого изделия. Как следствие, увеличивается радиальная толщина оплет
ки, а значит, и расход материала.
В производственных условиях для расчета оплетки удобно использовать номограммы, представляющие собой зависимости шага оплетки от диаметра оплетаемого изделия при заданных значениях
94
ширины пряди и угла оплетки. Однако каждая такая номограмма может быть использована только для расчета оплетки с определенной поверхностной плотностью. Тем не менее комплект таких номограмм позволяет на практике сократить выбор технологического режима оплетки.
4.3.2. Типы оплеточных машин
Все оплеточные машины, применяемые в кабельной промышленности, подразделяются на два типа: коклюшечные (челночные) и карусельные (катушечные).
Коклюшечные машины, как правило, многоходовые, причем каждый ход такой машины состоит из металлического вращающегося стола, в котором в двух направлениях сделаны волнообразные замкнутые прорези. В этих прорезях движутся челноки, на которые надеты шпули с оплетающим материалом. При работе машины часть челноков движется по волновой замкнутой кривой в направлении по часовой стрелке, а другая часть — в противоположном направлении, в результате чего и происходит переплетение нитей, т.е. образуется покрытие поверхности оплетаемого изделия в виде оплетки. Общий вид оплеточной машины коклюшечного типа показан на рис. 4.20. Натяжение оплетающей пряди в процессе вращения стола меняется, что объясняется следующим образом. Пряди, сходящие с бобин, образуют при движении как бы волнообразные конические поверхности с вершиной в месте переплетения. Естественно, что при волнообразном движении челнока длина пряди за время одного полного его оборота изменяется, причем в доволь-
Рис. 4.20. Общий вид оплеточной машины коклюшечнего типа
95
Рис. 4.21. Общий вид оплеточной машины карусельного типа
но широких пределах, что и приводит к изменению натяжения. На одном основании располагается несколько (обычно 25) столов, хотя машины коклюшечного типа для оплетки проволокой обычно одноходовые. В целях снижения уровня шума в производственном помещении столы оплеточных машин такого типа могут быть изготовлены из прессованных материалов или наполненных пластмасс. Считается, что коклюшечные оплеточные машины более просты и легче в эксплуатации по сравнению с карусельными, хотя и имеют меньшую производительность.
У карусельных оплеточных машин корпус стола выполнен в форме кольца с двумя бортами. На столе в два ряда расположены катушкодержатели (один над другим), которые с помощью специального механизма получают вращение. При этом
одна половина катушек или шпуль с прядями движется по часовой стрелке, а другая — в противоположном направлении, в результате чего и происходит переплетение прядей. Общий вид карусельной оплеточной машины показан на рис. 4.21.
Несмотря на то что длина оплетающей пряди в процессе оплетки на машине карусельного типа, как и в коклюшечных оплето
чных машинах, изменяется, наложение направляющих конструктивно выбирается таким, чтобы изменение длины пряди до места переплетения не превышало 65 %. Карусельные оплеточные машины более быстроходны по сравнению с коклюшечными, но создают повышенный уровень шума и более сложны в эксплуатации.
Контрольные вопросы
1. Каковы технологические параметры скрутки элементов и заготовок кабельных изделий?
2. Какие базовые типы машин однонаправленной скрутки вы знаете?
3. Что представляет собой скрутка с закруткой?
4. Какие два способа скрутки с использованием вращающихся накопителей применяют в кабельном производстве?
96
5. Можно ли осуществить S/Z-скрутку с использованием одного вращающегося и одного невращающегося накопителей? Если можно, то как это происходит?
6. Каковы технологические параметры обмотки?
7. Какие типы обмотчиков, применяемых в кабельном производстве, вы знаете?
8. Каковы технологические параметры оплетки?
9. Что такое поверхностная и линейная плотность оплетки?
4 Пешков
Глава 5
СУШКА И ПРОПИТКА БУМАЖНОЙ ИЗОЛЯЦИИ СИЛОВЫХ КАБЕЛЕЙ
5.1. Состав, структура и свойства бумаги и пропитывающих составов. Стадии сушки и пропитки
Поскольку силовые кабели с бумажной изоляцией работают при повышенном напряжении, то пропитанная бумага должна обладать большой электрической прочностью, малыми диэлектрическими потерями, высоким электрическим сопротивлением и высокой механической прочностью для обеспечения необходимого технологического натяжения бумажных лент и надежности при эксплуатации кабеля.
Повышение нагревостойкости пропитанной изоляции позволяет увеличить допустимый ток нагрузки по жилам. По области применения и уровню технологии изготовления кабельные бумаги, пропитывающие составы и технологические режимы можно разделить на два класса: для кабелей на напряжения до 35 и более 35 кВ.
Выполнение высоких требований к характеристикам кабельной бумаги обеспечивается повышением чистоты бумаги, для изготовления которой применяют сульфатную целлюлозу, деионизированную воду и специальное оборудование. Обработка целлюлозы углекислым магнием позволяет получить бумагу более высокого качества. Сульфатная целлюлоза представляет собой высокомолекулярное соединение, в структуре которого имеется много гидроксильных групп, что обусловливает высокую гигроскопичность бумаги.
Большинство свойств бумаги существенно зависит от ее влаго-содержания. При обычной влажности воздуха (70 %) бумага по массе содержит 7... 9,5 % воды. Для получения высоких электроизоляционных свойств необходимо снизить влагосодержание бумаги до 0,3 % и менее, а затем пропитать ее сухим дегазированным пропитывающим составом, изготовленным на основе минеральных масел. Следовательно, сушка и пропитка бумаги — важнейшие технологические операции, обеспечивающие высокие электроизоляционные свойства.
Отдельные волокна в бумажных лентах имеют длину 0,1... 3 мм, толщину 0,01 ...0,04 мм и состоят из фибрилл — тонких нитей длиной 10... 90 мкм и толщиной в несколько десятых долей микрометра.
98
Такое строение обеспечивает гетерокапиллярную структуру бумаги. Диаметр капилляров может изменяться от 10“5 до 10~8 м. Большая часть волокон расположена вдоль бумажной ленты, поэтому тонкие внутренние капилляры направлены в основном вдоль бумажного листа, а более толстые внешние капилляры пронизывают толщину бумажного листа в виде извилистых каналов. Общий относительный объем капилляров 0,3...0,5.
Диэлектрическая проницаемость целлюлозы Е = 6,6... 7, а ее tg 5 = = 0,006. ..0,01. Сухая бумага имеет е = 1,5...2,5. При заполнении пор пропитывающим составом с Е = 2,2...2,3 диэлектрическая проницаемость бумаги достигает 3,3...4,2 (в зависимости от плотности). Основные характеристики кабельных бумаг некоторых марок, применяемых для изолирования силовых кабелей, приведены в табл. 5.1, а зависимости tg 8 бумаги с различным содержанием влаги W от температуры показаны на рис. 5.1.
Таблица 5.1
Основные характеристики кабельных бумаг различных марок
Характеристика К-120 КМ-120 КВМ-120 КВМСУ-080 КВМС-120 КВМС-170
Плотность, кг - м3 760 + 60 760 + 60 760 + 60 1100 + 50 700 + 50 700 + 40
Разрушающее усилие в продольном направлении, Н/см 127,5 142,2 142,2 117,6 107,8 147
Разрушающее усилие в поперечном направлении, Н/см 58,9 63,8 63,8 51,9 49 68,6
Воздухопроницаемость, мл/мин 40 40 25 10 30 35
tgS сухой бумаги — — 0,0023 0,0024 0,0019 0,0019
tgS пропитанной бумаги — — 0,0030 — — —
99
Рис. 5.1. Зависимость tg8 непропитанной бумаги с различным содержанием влаги от температуры
Из рис. 5.1 видно, что при влагосо-держании 0,3 % и менее tgS слабо зависит от температуры, а при снижении вла-госодержания от 0,3 до 0,1 % значение tg 8 уменьшается с 0,004 до 0,002. Из этого следует, что для кабелей на напряжения более 110 кВ необходимо в процессе сушки снизить влагосодержание бумаги до значения менее 0,1 %.
Зависимости диэлектрической проницаемости Е и усадки А/ от содержания влаги 1Ив исходной бумаге и относитель-
ной влажности воздуха ф приведены на рис. 5.2. Для получения изоляции необходимой плотности изолирование кабелей высокого напряжения производят предварительно подсушенной бумагой с
заданным натяжением лент и в кондиционированных условиях. Мак-
симальная разрывная прочность бумаги соответствует содержанию в ней влаги при относительной влажности воздуха 40 %.
При испарении жидкости со свободной поверхности часть молекул, обладающих большей энергией, чем энергия отрыва, переходит в парообразную фазу. Одновременно часть молекул поглощается жидкостью из пара обратно. С течением времени в замкну
том объеме устанавливается динамическое равновесие, при кото-
ром давление пара над поверхностью жидкости называют давлением насыщенных паров.
Давление насыщенных паров увеличивается с повышением температуры приблизительно по экспоненте. Так, при 20 °C давление паров воды составляет 2,28 • 103 Па, а при 100 °C — около 98 • 103 Па. Давление смеси газов можно представить как сумму давлений молекул отдельных ее компонентов, которые называют парциальными давлениями. Если испарение происходит в воздушную среду, то парциальное давление паров воды устанавливается равным давлению насыщенных паров.
Рис. 5.2. Влияние содержания влаги на диэлектрическую проницаемость (а), усадку по длине (б) бумаги КМ-120 и зависимость ее усадки по толщине от относительной влажности воздуха (в)
100
Рис. 5.3. Изотермы двух марок кабельных бумаг при атмосферном давлении:
1 — для бумаги КВ-125 при Т = 20 °C; 2—5 — для бумаги К-120 соответственно при температуре 20, 40, 60, 80°С
Так как при поглощении влаги гигроскопичным материалом выделяется определенная дополнительная энергия, то для удаления влаги из материала требуется большая энергия отрыва, чем при испарении ее со свободной поверхности воды, поэтому давление насыщенных паров над материалом будет ниже. Выделяемую дополнительную энергию, отнесенную к 1 кг воды, назовем дополнительной дифференциальной теплотой испарения. Если предположить, что в небольшом интервале изменения температуры дополнительная дифференциальная теплота испарения Q' постоянна, то справедлива формула
Pw =РнехР| --(5.1) \ *** /
где pw и рн — давления насыщенного пара соответственно над материалом с заданным влагосодержанием и над свободной поверхностью; R — газовая постоянная; Т — абсолютная температура.
Дифференциальная энергия связи заметно возрастает с уменьшением влагосодержания, при этом давление pw убывает. При давлении насыщенных паров над материалом, равным парциальному давлению пара в окружающем воздухе, сушка прекратится. Зависимость давления насыщенных паров (или относительной влажности воздуха) от влагосодержания материала при постоянной температуре называют изотермой. Изотермы для двух марок кабельной бумаги приведены на рис. 5.3. Под влагосодержанием (И7) понимают массу воды, содержащуюся в 1 кг сухой бумаги. Относительная влажность воздуха (р = р/рн, где р — парциальное давление пара в воздухе.
На рис. 5.4 приведены изотермы кабельной бумаги при повышенной температуре и пониженном давлении пара. Из рисунка видно, что для уменьшения влагосодержания до 0,1 % при температуре 120 °C необходимо снизить давление пара над поверхностью бумаги до 10 Па (около 10-2 мм рт. ст.). Подробнее эти зависимости рассматриваются в гл. 12.
Примерные режимы сушки и пропитки бумажных кабелей на различные напряжения приведены в табл. 5.2.
Температура сушки во избежание заметной деструкции бумаги не должна превышать 130 °C.
101
Рис. 5.4. Изотермы для кабельной бумаги при повышенной температуре и пониженном давлении пара
Для пропитки изоляции кабелей на напряжения 1... 35 кВ применяются электроизоляционные пропитывающие составы на основе минерального масла, в которое для повышения вязкости добавляют загустители.
С одной стороны, для ускорения пропитки бумаги необходима низкая вязкость пропитывающих составов при температуре 130 °C. С другой стороны, при температуре около 70 °C происходит эксплуатация изоляции и для уменьшения стекания пропитывающего состава вдоль кабеля его вязкость должна быть большой. Удельное объемное сопротивление любых пропитывающих составов при температуре 100 °C должно быть больше 1,5 • 10*1 Ом • см, tg 8 — меньше 0,05, а электрическая прочность — больше 12 МВ/м.
Для пропитки кабелей на напряжения 110...500 кВ используют минеральные масла повышенного качества, подвергнутые специальной очистке. Кабели марки МВДТ заполняют маслом С-220, обладающим повышенной вязкостью, что увеличивает импульсную прочность изоляции. Для улучшения подпитки в процессе эксплуатации для маслонаполненных кабелей с центральным масляным каналом применяют маловязкое масло МН-4. Высокими электроизоляционными характеристиками обладает синтетическое масло из алкилбензолов. Параметры некоторых кабельных масел приведены в табл. 5.3.
Дополнительную очистку масла производят специальными адсорбентами (зикеевской землей).
Для дегазации составов используют дегазационные котлы, в которых при температуре 125 °C создается остаточное давление не более 2,6 • 103 Па для кабелей на напряжения до 10 кВ и не более 1,3 • 103 Па для кабелей на 20 и 35 кВ. При дегазации масла, пред-
102
Примерные режимы сушки и пропитки бумажной изоляции силовых кабелей
см <с>
КЗ Я
S ч ю с!
Напряжение, на которое рассчитан кабель, кВ 00S © © ' о _ О : о о : о gq g • о m . Tt * си । о 2 § § Д S ® ° ©
220 о - s 'Т S Й - о 8 й 1 ; 1 1 • я § S £ S © * Т—1
ПО 20 1 400 15 30 110...115 45... 60 МН-4 0,001
«С> -> £ ° 2 £ S S3 S3 § СС § ©
О 2 2 Я Хг S3 2 Й 3 С С § ©
О m _ ° тГ —< С4 гч Т © - <ч : © ЁЁ | □- s
40 о —Г сп Г4 СчТспчо-1 <Q <4 © $ ЁС 1
I (3) и - «п S' о 7 2 . SJ ” О 2 о ~ S С С I £ S3
Параметр Время нагревания tt током до температуры 90... 120°C, ч Плотность тока j, А/мм2 Остаточное давление р^, Па Время /2 сушки при р^, ч Общее время сушки t3, ч Время /4 впуска пропитывающего состава ПОД Рост, ч Температура пропитывающего состава ТП1С, °C Время пропитки под атмосферным давлением ?5, ч Время охлаждения и подпитки t6, ч Температура, до которой производится охлаждение Тох, °C Марка пропитывающего состава Остаточное влагосодсржание
103
Таблица 5.3
Параметры некоторых кабельных масел
Параметр МНК-2 МН-4 С-220
Плотность при 20 °C р, кг/м3 860 890 892
Кинетическая вязкость V при 20 °C, м2/с 8 27 800
Температура застывания Т3, с -60 -45 -30
tg8H при 100 °C и 50 Гц после изготовления кабеля в течение 300 ч в присутствии меди 0,0015 0,0030 0,0020
tg8c при 100 °C и 50 Гц после старения в течение 300 ч в присутствии меди 0,0030 0,25 0,12
Электрическая прочность при 20 °C и 50 Гц Епр, мВ/м 20 18 21
назначенного для кабелей на напряжения ПО кВ и более, применяют способ капельного распыления в дегазационный котел или более прогрессивный способ поверхностного растекания (масло протекает через вещество с развитой поверхностью). Давление при дегазации поддерживается на уровне 1... 10 Па. Процесс дегазации длится от нескольких сотен до нескольких десятков часов. Растворимость газов, не имеющих дополнительной энергии связи с молекулами пропитывающего состава, может быть выражена соотношением Кг = арУж, где Vr — объем растворенного газа при заданных давлении и температуре; ар — коэффициент растворимости;
— объем пропитывающего состава.
Средние значения коэффициента растворимости газов в пропитывающих составах следующие:
Воздух
N2
q,...........0,13
0,22 0,125
СО2 Н2
2,2 0,065
Зависимость влажности пропитывающего маслоканифольного состава иы (%) от давления в котле для дегазации р (Па) можно представить в виде следующей экспериментальной формулы: им = 5,33- 106р (при температуре 130 °C).
При заполнении пор высушенной бумаги пропитывающим составом часть влаги может переходить из бумаги в состав, и наоборот. В равновесном состоянии содержание влаги в компонентах состава устанавливается таким, что давление пара над бумагой и составом становится одинаковым, поэтому, если пропитывать бумагу хорошо просушенным составом, возможна дополнительная сушка бумаги при пропитке. Если состав был недостаточно сухим, то при пропитке часть влаги перейдет в бумагу и в целом tg8 пропитанной бумаги увеличится, а ру уменьшится.
104
5.2. Практическая технология сушки и пропитки
Кабель поступает в сушильно-пропиточное отделение уложенным в металлическую корзину. По две такие корзины загружаются в вакуумный сушильно-пропиточный котел. Минимальное давление при сушке — 66 Па. Котел позволяет создавать рабочее давление 0,3 МПа. Каждый котел включен в систему цеховых массопроводов для подачи в него пропитывающего состава. В систему вакуумопро-водов входят вакуумные насосы и конденсационные колонки.
В прогрессивном технологическом оборудовании имеются также циркуляционные насосы и теплообменники для пропитки и охлаждения кабелей ускоренным методом с применением повышенного давления до 0,3 МПа, а сушку можно производить при давлении 1... 2 Па. Такое оборудование позволяет сушить и пропитывать кабели на напряжения до 500 кВ.
Технология сушки и пропитки кабеля предусматривает следующие режимы (см. табл. 5.2):
нагревание до 90... 120 °C при атмосферном давлении пропусканием электрического тока по жилам кабеля (время нахождения в нагретом котле /0;
сушка при пониженном давлении до остаточного влагосодер-жания И4сТ при температуре Тс ~ 120 °C (время /2, 6 = 6 + ЬУ>
впуск пропитывающего состава при давлении в котле ржт (время /4);
пропитка изоляции при атмосферном давлении пропитывающим составом с температурой 7'11С (время /5);
охлаждение кабелей с пропитанной изоляцией до температуры Тт (время г6).
Плотность тока по мере нагревания кабеля постепенно снижают приблизительно до 70% от исходного значения, так как по мере нагревания электрическое сопротивление жил возрастает. Кроме того, с уменьшением влагосодержания необходима все меньшая энергия для удаления влаги. В прогрессивных технологических системах при использовании соответствующих вакуумных насосов применяется откачка воздуха уже на первом этапе. Это сокращает время, необходимое для снижения давления в котле и достижения необходимого остаточного давления при сушке.
Совершенствование технологии сушки-пропитки бумажной изоляции происходит по следующим направлениям:
применение более мощных источников постоянного тока и увеличение плотности тока при нагревании кабелей (особенно рассчитанных на напряжения НО кВ и более);
использование более совершенных вакуумных насосов, позволяющих быстрее получить пониженное остаточное давление при сушке;
105
повышение давления при пропитке и охлаждении с одновременным искусственным охлаждением пропитывающего состава с использованием теплообменников и циркуляционной системы.
Сушка и пропитка изоляции кабелей на напряжения 110 кВ и более имеет свои особенности. Так, после сушки изоляции маслонаполненного кабеля его охлаждают до 45...60°C (при этом в котел подается осушенный газ СО2), а затем накладывают свинцовую оболочку. Далее производят вторую сушку, при которой при температуре 100 °C откачивают газы до остаточного давления 20... 30 Па и выдерживают при этом давлении 12... 18 ч. Далее изоляцию кабеля через маслопроводящий канал заполняют дегазированным маслом, двукратно промывают и охлаждают до окружающей температуры. Пропитка изоляции кабелей высокого давления (типа МВДТ) производится при избыточном давлении сухого азота над поверхностью масла 0,01 ...0,02 МПа. Охлаждение производится также под давлением азота.
Контрольные вопросы
1. Какими свойствами должна обладать бумажная изоляция маслонаполненных кабелей?
2. Для чего производят сушку и пропитку бумажных лент, используемых для изолирования жил силовых кабелей?
3. Какова физика процесса сушки бумажной изоляции?
4. В чем заключаются различия пропитывающих составов для кабелей с бумажной пропитанной изоляцией и маслонаполненных кабелей?
5. Каковы основные этапы сушки бумажной изоляции силовых кабелей? 6. Каковы особенности сушки кабелей на напряжения 110 кВ и выше?
Глава 6
ТЕОРИЯ И ТЕХНОЛОГИЯ НАЛОЖЕНИЯ ИЗОЛЯЦИИ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ И РЕЗИН
6.1. Основы теории экструдирования и расчета экструдеров
6.1.1. Принцип действия экструдера
Наложение полимерных покрытий на экструзионных линиях — наиболее распространенный способ при производстве кабельных изделий. В основе этого метода лежит способность термопластичных полимеров в расплавленном состоянии протекать через узкие отверстия под действием выдавливающего усилия. Этот процесс переработки, называемый экструзией, широко применяется для таких «хорошо текучих» материалов, как полиэтилен, полипропилен, полиамиды, поливинилхлоридные пластикаты, некоторые виды фторопластов, а также для различных резиновых смесей.
Экструзия обеспечивает высокую производительность и непрерывность процесса, что дает возможность выпускать продукцию большой длины, совмещать изолирование или наложение оболочки с другими технологическими операциями (например, волочением и отжигом проволоки для токопроводящей жилы, контролем изолированной жилы, скруткой изолированных жил и др.), а также открывает широкие возможности для автоматизации и создания поточных линий совмещенных процессов.
Основным рабочим узлом экструзионной линии является экструдер, в котором осуществляется непосредственное наложение изоляции или оболочки.
На рис. 6.1 приведена принципиальная схема экструдера. Основной его частью является рабочий цилиндр 5, внутри которого размещается втулка 4, выполненная из специальных износоустойчивых легированных сталей, которая плотно запрессована в цилиндр и имеет обогрев при помощи нагревателей 6 электрического или индукционного типа. Предусматривается также внешнее охлаждение 75 цилиндра воздухом от вентилятора 16 или водой 19.
Основным рабочим инструментом эктрудера является червяк (или шнек) 3, который расположен внутри втулки цилиндра и закреплен консольно, имея опоры в подшипниках 20 и 21, рассчитанных на большие осевые нагрузки. Червяк приводится во вращение электродвигателем 77через редуктор 18. Он имеет спиральную винтовую нарезку, которая расположена на рабочей части, занимающей значительную длину. В зависимости от типа экструде-
107
a
б
Рис. 6.1. Внешний вид (а) и схема {б) экструдера: .
1 — перерабатываемый материал; 2 — загрузочная воронка экструдера; 3 — червяк; 4 — втулка; 5 — рабочий цилиндр; 6 — нагреватель; 7 — насадка червяка; 8— расплав; 9 — головка экструдера; 10 — дорн; 11 — матрица; 12 — заданный слой изоляции; 13 — токопроводящая жила; 14 — решетка; 15 — внешнее охлаждение цилиндра; 16 — вентилятор; 17 — электродвигатель; 18 — редуктор; 19 — охлаждающая вода; 20, 21 — подшипники
ра и вида перерабатываемого материала рабочая длина червяка в 4—25 раз превышает его диаметр.
Перерабатываемый материал 1 в виде гранул периодически подается в загрузочную воронку 2 экструдера. Вращающийся червяк захватывает подаваемый материал, который нагревается, уплотняется, расплавляется, гомогенизируется и, продвигаясь по винтовой нарезке червяка, поступает в головку 9 экструдера, где расположен формующий инструмент — дорн 10 и матрица 77, — который обеспечивает наложение заданного слоя 72 изоляции (или оболочки) на токопроводящую жилу 13 (или сердечник кабеля).
108
Для уплотнения материала объем витка нарезки червяка на выходе делается меньше, чем на входе. Отношение этих объемов называется компрессией (степенью сжатия), которая равна отношению плотности расплава 8 (на выходе из цилиндра) к так называемому насыпному весу гранулированного материала (на входе в цилиндр). Для переработки пластмасс компрессия обычно осуществляется за счет уменьшения глубины нарезки червяка при постоянном шаге. Это уменьшение происходит в зоне II экструдера, которая и называется зоной сжатия, тогда как зона I — это загрузочная зона, а зона III — дозирующая, или зона выдавливания.
Длина зон и температура в различных зонах экструдера разные,
а также разные состояние материала, механизмы его перемещения и происходящие физико-механические процессы, поэтому для объяснения причин перемещения перерабатываемого материала в цилиндре экструдера используются различные физические модели.
Перемещение материала в загрузочной зоне экструдера. В загрузочной зоне происходит перемещение сыпучего и частично уже
расплавленного полимера, заполняющего винтовую нарезку вращающегося червяка. Для объяснения механизма этого перемещения можно провести его сравнение с перемещающейся по вращающемуся винту гайкой, которая внешним усилием удерживается от вращения вместе с ним. Действительно, если закрепить винт в неподвижных опорах, позволяющих ему вращаться без осевого перемещения, то при этом находящаяся на нем гайка будет перемещаться вдоль его оси. Это будет происходить при условии, что она
удерживается от вращения вместе с винтом внешним усилием, например направляющими. Если убрать направляющие, то за счет трения нарезок гайки и винта гайка будет вращаться вместе с вин-
том и осевого ее перемещения не будет.
Материал 2, заполняющий спиральный канал нарезки червяка 7 в загрузочной зоне (рис. 6.2), с определенным приближением
аналогичен гайке, расположенной на винте. Чтобы этот материал перемещался (на рис. 6.2 влево) при вращении червяка (по стрел-
ке), необходимо, чтобы червяк проскальзывал относительно этого материала, а стенки цилиндра 3 удерживали материал от вращения вместе с червяком. Данное условие можно реализовать, учитывая тот факт, что трение полимера по стали существенно зависит от температуры (рис. 6.3).
Если, например, охлаждать
7777777777777777777777777777777777,
Рис. 6.2. Схема заполнения перера-
батываемым материалом спиральной нарезки червяка:
1 — червяк; 2 — материал; 3 — цилиндр
червяк и нагревать стенку цилиндра, то можно получить минимальный коэффициент тре-
109
Рис. 6.3. Зависимость коэффициента трения полимеров по стали от температуры:
1 — полиэтилен низкой плотности; 2— полиэтилен высокой плотности;
3 — поливинилхлоридный пластикат шем) гомогенизации расплава,
ния между полимером и червяком (см. рис. 6.2, точка Я) и максимальный — между полимером и стенкой цилиндра (точка Б). Гранулированный сыпучий материал 2, заполняющий спиральный канал нарезки червяка, испытывает давление со стороны боковой поверхности спиральной нарезки (рис. 6.4). При этом на частицы этого материала действуют как окружные (Р')> так и осевые (Р") усилия. Первые вызывают срезающие деформации, способствующие перемешиванию частиц материала и (в далъней-вторые обусловливают осевое пе
ремещение материала по длине червяка к головке экструдера.
Таким образом, в загрузочной зоне происходит захватывание материала вращающимся червяком, частичное перемешивание его и перемещение по направлению к головке. Одновременно из-за принудительного нагрева и сил внутреннего трения материал постепенно переходит в состояние расплава.
Из рис. 6.4 видно, в какую сторону перемещает материал червяк. Так как точки Си Л вращаются в плоскостях 2—2' и 1—1', то при вращении червяка в направлении, указанном стрелкой, линия CD (боковая стена нарезки) занимает положение C'D', т.е. перемешает материал влево.
В зоне сжатия происходит уплотнение материала с окончательным заполнением всего объема нарезки расплавленным полимером, который затем поступает в дозирующую зону. В этой зоне перемещение расплава подчиняется уже другим закономерностям:
Рис. 6.4. Силы, действующие на полимер в спиральном канале разгрузочной зоны
ПО
происходит вынужденное течение вязкой жидкости в спиральном канале червяка под действием выдавливающего усилия, создаваемого в зонах загрузки и сжатия.
Реологические свойства расплавов полимеров. Одной из важных в технологическом отношении особенностей полимеров является их способность в расплавленном состоянии протекать через каналы и выдавливаться через малые отверстия. Реология (или наука о течении) изучает, в частности, закономерности протекания вязких жидкостей в каналах различной формы.
Рассматривая особенности реологии расплавов полимеров следует иметь в виду, что их поведение существенно зависит от молекулярной структуры полимера и сил межмолекулярного взаимодействия. При увеличении температуры сверх температуры текучести силы межмолекулярного взаимодействия ослабляются и под действием приложенного выдавливающего усилия молекулы перемещаются относительно друг друга; деформации носят при этом необратимый характер, т. е. полимер переходит в состояние пластического течения. Чем больше силы межмолекулярного взаимодействия, тем выше вязкость и тем большие усилия необходимо приложить для выдавливания полимера либо следует повысить температуру переработки. Поэтому такие нагревостойкие полимеры, как, например, плавкие фторопласты, фторкаучуки, у которых силы межмолекулярного взаимодействия велики, имеют и высокую температуру переработки, близкую к температуре разложения, что создает большие трудности при их экструзии.
Рассмотрим течение вязкой жидкости (расплава полимера) под действием выдавливающего усилия Р через канал прямоугольной формы (рис. 6.5, а). Слои жидкости в нем движутся с разными скоростями: в центре канала скорости выше, а вследствие соприкосновения жидкости с неподвижными стенками канала скорость ее у стенки можно считать равной нулю (условие «прилипания»). Этора распределения скоростей при вынужденном течении жидкости в канале в плоскости ух представлена на рис. 6.5, б.
Рис. 6.5. Вынужденное протекание вязкой жидкости в канале прямоугольной формы (а) и эпюра распределения ее скоростей в плоскости ух (б)
111
Внешняя сила Р, обеспечивающая приведенное распределение скоростей слоев жидкости по сечению, равна и противоположна по знаку силе внутреннего трения между ее слоями. Изменение скорости перемещения слоев жидкости v в направлении, перпендикулярном ее течению, называется градиентом скорости, или ско-t, ростью сдвига, и обозначается, например, для случая, изображенного на рис. 6.5, через dv/dy = v.
Сила Р связана со скоростью сдвига уравнением Ньютона:
dy
(6-1)
где ц — коэффициент пропорциональности (динамическая вязкость жидкости); S — площадь поверхности соприкосновения слоев жидкости.
Коэффициент ц численно равен силе внутреннего трения между двумя слоями жидкости с площадью, равной единице, при скорости сдвига, равной единице.
Уравнение Ньютона можно записать также в виде dr т = м-г> dy
где т — напряжение сдвига, равное силе Р, отнесенной к единице площади, т.е.
(6.2)
Т S'
(6.3)
Уравнение Ньютона в виде (6.1) или (6.2) справедливо для ламинарного течения вязких несжимаемых жидкостей, вязкость которых не зависит от скорости и напряжения сдвига, а зависит только от температуры. Такие жидкости называются ньютоновскими. Большинство расплавов полимеров, используемых в кабельном производстве, не являются ньютоновскими жидкостями: их вязкость сложным образом зависит от скорости, напряжения сдвига, ориентации молекул и времени действия сдвигающих усилий.
При низких скоростях сдвига ориентация молекул мала, тепловое хаотическое движение превалирует, вязкость полимера высока и расплав ведет себя как ньютоновская жидкость. При высоких скоростях сдвига определяющим фактором является ориентация молекул за счет сдвигающих усилий, а влиянием хаотического теплового движения можно пренебречь. Дальнейшее увеличение скорости сдвига в этом случае заметно уже не влияет на ориентацию молекул, выпрямленных в направлении течения, и расплав по свойствам также близок к ньютоновской жидкости.
В широкой области средних значений скорости сдвига расплавы полимеров являются неньютоновскими жидкостями и для характеристики их свойств вводят понятия эффективной вязкости Цэф и
112
Рис. 6.6. Зависимость вязкости полиэтилена низкой плотности от скорости сдвига при разных температурах:
а — при показателе текучести расплава 0,2 г/10 мин; б — при показателе текучести расплава 2,1 г/10 мин
Рис. 6.7. Зависимость вязкости полиэтилена высокой плотности (960 кг/м3) от скорости сдвига при разных температурах и показателе текучести расплава 0,9 г/10 мин
Рис. 6.8. Зависимость вязкости поливинилхлоридного пластиката от скорости сдвига при разных температурах:
о — при плотности 1340 кг/м3 и показателе текучести расплава 0,07 г/10 мин; б — при плотности 1370 кг/м3 и показателе текучести расплава 4,59 г/10 мин
113
эффективной скорости сдвига, которые определяются экспериментально.
На рис. 6.6... 6.8 приведены зависимости эффективной вязкости полиэтилена разной плотности и поливинилхлоридного пластиката от эффективной скорости сдвига при разных температурах.
При протекании расплава полимера по каналам разной формы он испытывает различное сопротивление течению. Если обозначить через Q объемный расход полимера (т.е. объем материала, прошедшего через поперечное сечение канала в единицу времени) при протекании через канал с сопротивлением Лк, его величину можно определить следующим образом:
РЛ’
(6-4)
где Др — падение давления по пути протекания полимера; ц — эффективная вязкость.
Вместо R* чаще используют обратную величину К = 1/Ак. Эта величина, называемая константой сопротивления канала, характеризует пропускную способность (проводимость) канала и зависит от его размеров и профиля отверстия. Тогда формула (6.4) примет следующий вид:
Др Ц
(6.5)
Скорости сдвига расплава, протекающего в каналах разной формы, зависят также и от абсолютных скоростей отдельных слоев потока. Из рис. 6.5 видно, что чем выше скорости движения центрального слоя расплава, тем больше отличаются скорости разных слоев, т.е. тем выше скорость сдвига. Следовательно, скорости сдвига зависят от объемного расхода Q: чем он больше, тем выше скорости сдвига.
В табл. 6.1 приведены формулы для определения значений Л'и скоростей сдвига v для каналов различной формы. Геометрические размеры каналов указаны на рисунках в таблице. Если размеры каналов взять в метрах, a Q — в м3/с, то единицей измерения К будет м3, а скорости сдвига — с-1. Эффективная динамическая вязкость расплава имеет размерность Н с/м2 или Па • с.
При высоких (критических) скоростях сдвига поток расплава может потерять стабильность, поверхность выпрессованного материала при этом станет шероховатой, неровной и даже могут наблюдаться разрывы сплошного покрытия. Это явление, которое называется разрывом, или изломом расплава, может наступить при экструди-ровании с большими скоростями через отверстия малых размеров высоковязких полимеров (например, плавких фторопластов). Во избежание разрыва (излома) расплава следует проводить процесс экструзии с меньшими скоростями и увеличивать сечения каналов.
114
Таблица 6.1
Текучесть полимеров количественно определяется показателем текучести расплава (ПТР), который иногда называют индексом расплава. Этот показатель характеризуется массой полимера, выдавленной за определенное время при установленной температуре через стандартное цилиндрическое отверстие под действием определенного груза: чем больше масса выдавленного материала, тем выше ПТР и лучше текучесть расплава полимера.
При одинаковом химическом строении полимеры с большей молекулярной массой и большей плотностью, имеют, как правило, меньший ПТР. Такие материалы имеют повышенные механические характеристики и обладают стойкостью к растрескиванию.
Течение расплава полимера в дозирующей зоне экструдера. Перемещаясь внутри цилиндра по направлению к головке, расплав полимера испытывает сопротивление как в результате трения о стен-
115
Рис. 6.9. Кривые распределения давления вдоль зон I... III червяка: 1, 2 — возможные реальные; 3 — принятая для расчета
тате между концом цилиндра
ки спирального канала, образуемого поверхностями червяка и втулки цилиндра, так и из-за противодействия, оказываемого различными участками головки (сетками, решеткой, кольцевым каналом в формующем инструменте и др.). Эго приводит к воз-
растанию давления внутри экструдера (рис. 6.9), которое становится максимальным примерно в конце дозирующей зоны (III), перед входом в головку. В резуль-;е давление максимально) и его
началом (где давление атмосферное) имеется разность давлений, которая обычно называется противодавлением, и в несколько десятков раз превышает атмосферное давление.
Из-за наличия противодавления уменьшается количество ма-
териала, поступающего в головку, т.е. происходит уменьшение объемной производительности экструдера. Однако противодавление необходимо, так как оно способствует уплотнению материала, созданию в конечном итоге монолитного, гомогенного, полимерного покрытия без воздушных включений, что определяет высокое качество экструдируемой изоляции или оболочки. Поэтому часто применяют специальные меры для увеличения противодавления (или, как часто говорят, просто давления) в экструдере, используя дополнительные сетки, специальные решетки (см. рис. 6.1, б, поз. 14) и др.
Рассматривая вынужденное течение расплава полимера в спиральном канале нарезки червяка в дозирующей зоне, необходимо учитывать, что сам канал перемещается в пространстве относительно неподвижной стенки втулки цилиндра за счет вращения
червяка.
Относительное перемещение червяка, материала в червяке и цилиндра не изменится, если для удобства рассмотрения процессов условно принять, что червяк неподвижен, а цилиндр вращается вокруг него с той же окружной скоростью, но в сторону, противоположную направлению реального вращения червяка. В этом случае рассматривается (рис. 6.10) вынужденное течение полимера в прямоугольном канале, дно и боковые стенки которого 1, образованные поверхностью спиральной нарезки червяка, неподвижны, а верхняя стенка 2 канала, образованная внутренней поверхностью втулки цилиндра, перемещается со скоростью г2, м/с, зависящей от окружной скорости вращения цилиндра v = nDn (где D — диаметр червяка по нарезке, м; п — частота вращения цилиндра, об/с).
116
'Рис. 6.10. Схема для определения количества расплава Q, поступающего из дозирующей зоны червяка:
1 — дно и боковые стенки канала; 2 — верхняя стенка канала
С учетом наличия противодавления общий поток полимера (?ч, перемещающийся по каналу червяка, обычно представляют в виде .суммы трех составляющих:
еч=епР-бобр-бут. (6.6)
В уравнении (6.6) основная часть потока, который называют [прямым, обозначена 0пр. Прямой поток обусловлен выдавливающим ^действием червяка и протекает по каналу по направлению скорости v2 (см. рис. 6.10 и рис. 6.11). Обратный поток Qo6p направлен навстречу прямому и обусловлен противодавлением в экструдере. । Поток утечки также обусловлен противодавлением и суще-:ствованием небольшого зазора 8 между гребнем нарезки червяка и стенкой цилиндра. Этот зазор весьма невелик и необходим для свободного вращения червяка внутри цилиндра.
Следует учитывать, что в действительности имеется один поток расплава в червяке Q4, движущийся по каналу в направлении
Рис. 6.11. Течение расплава в канале дозирующей зоны червяка: а — скорости, направления потоков и геометрические размеры канала; б — развертка витка нарезки червяка
t
117
головки, а потоки 0обр и лишь уменьшают значение основного прямого потока Qnp. Представление общего потока в виде суммы трех его составляющих более удобно для качественного и количественного анализа работы экструдера.
Течение жидкости в общем случае описывается линейным дифференциальным уравнением Навье—Стокса, которое связывает скорость потока с градиентом давления:
gradp = цДг, (6.7)
где р — локальное давление; ц — вязкость, зависящая только от температуры; Д — оператор Лапласа; у — вектор локальной скорости расплавленного материала.
Применив формулу (6.7) для описания ламинарного течения несжимаемой изотропной жидкости вдоль канала червяка по оси х получим
др _ (д2ух d2vx dvx Эр dvx Эр
дх dz2 ду2 + dz dz + ду ду'
(6-8)
Так как в (6.8) вязкость ц может зависеть от положения элемента жидкости в канале и определяться температурой и градиентом скорости в этой точке, то это уравнение не требует, чтобы жидкость обладала ньютоновскими свойствами и процесс был изотермичным.
Обычно вязкость расплава очень мало меняется вдоль оси z в поперечном сечении канала. Поэтому можно считать, что = О, и тогда уравнение (6.8) примет следующий вид:
др =ЦГ d2vx d2vx А [ dvx Эр
Эх [ dz2 ду2 J ду ду'
(6-9)
Решение уравнения (6.9) весьма сложное, поэтому ограничиваются некоторыми частными случаями, которые применяются на практике.
Например, приняв, что вязкость расплава постоянна по всей
Эр л _
площади поперечного сечения канала, имеем = 0. Это допуще-Эу
ние предполагает изотермический режим работы, т. е. что температура расплава по всей плошали сечения канала постоянна и второе слагаемое в правой части уравнения (6.9) равно нулю.
Для червяков с малым отношением глубины h канала к его ширине b можно пренебречь изменением скорости ух по оси z. В этом случае —= 0 и уравнение (6.9) принимает следующий вид: dz2
дх ду2
d2vx 1 др или Т2~ = ~Т~ ду2 ц Эх
(6.10)
118
Рис. 6.12. Схема двухпластинчатой модели канала (а), распределение скоростей прямого и обратного потоков (б) и результирующая эпюра скоростей (в):
1, 2 — соответственно неподвижная и перемещающаяся пластины; 3 — вязкая жидкость
Уравнение (6.10) описывает одномерное течение ньютоновской жидкости в канале червяка, которое соответствует наиболее простому случаю — поведению вязкой жидкости, расположенной между двумя пластинами, одна из которых неподвижна («дно» канала червяка), а вторая — перемещается со скоростью (рис. 6.12). При этом предполагается, что вязкость и скорость сдвига постоянны по всему объему между пластинами.
Граничные условия для решения дифференциального уравнения (6.10) вытекают из предположения, что жидкость 3 смачивает поверхности движущейся 2 и неподвижной 1 пластин, а следовательно, имеет в точках соприкосновения такие же скорости, как и сами пластины, т.е.
их = 0; v2 = v cos(p = TiDn cos(p, (6.11)
где v — скорость перемещения движущейся пластины (линейная скорость вращения цилиндра).
Если расстояние между двумя пластинами (глубина канала, соответствующая высоте нарезки червяка) равно Л, то путем двукратного интегрирования уравнения (6.10) по переменной у с учетом граничных условий уравнения (6.11), предположив, что ~ = = const, получаем °х
Vx"^h~~ ИУ2\1 М = Vnp ~ Vo6p' (6’12)
Здесь первый член уравнения характеризует скорости прямого Потока, а второй — обратного.
Уравнение (6.12) получено в предположении, что величина .. др dp
М = — = — = const, т. е. давление по длине дозирующей зоны ка-дх dx
Нала изменяется (увеличивается) линейно и все противодавление Приходится на эту зону. Этому случаю соответствует пунктирная кривая 3 на рис. 6.9. В реальных условиях давление распределяется
119
несколько иначе (кривые 1 и 2), причем кривая 1, например, соответствует случаю повышенного сопротивления головки течению расплава полимера, а следовательно, повышенному давлению в экструдере.
6.1.2. Расчет процесса экструзии
Расчет количества полимера, поступающего в головку из цилиндра. Для определения количества расплава А С, проходящего через элементарную площадку, следует умножить скорость прохода расплава vx через данную площадку (см. рис. 6.10) на ее площадь ДА, т. е. Д(? = vxAS= vxbLy. Так как скорости слоев различны по высоте канала и определяются уравнением (6.12), то общее количество расплава, подаваемого из дозирующей зоны червяком в головку экструдера в единицу времени (объемная производительность «червяка» — (?ч), определяется суммированием элементарных количеств материала Д0 по сечению всего канала нарезки червяка, т. е. следующим интегралом:
г rfv2y hy-y2 vybh bh3 dp ~ ~
Q4 = bxMy=j M bdy=-±-———=Cnp-Co6p- (6.13)
J h 2ц J 2 12ц dx p
Выразим величины v2, b и dx, входящие в уравнение (6.13), через параметры экструдера — частоту вращения п, диаметр червяка Р и длину дозирующей зоны Дд.
В соответствии с рис. 6.10 и 6.11
v2 = rcostp = 7lZ>«COS(p;
b = (/-e)cos<p;
^ = 7iZ)tg(p; (6-14)
. d/
dx =-----,
sintp
где dl — расстояние, на которое переместится расплав по оси червяка при прохождении участка dx по оси канала х.
При условии, что е «: t, можно записать:
b = /cosф = 7iZ>tg(pcos(p = 7iZ)sintp. * (6.15)
Подставив (6.14) и (6.15) в формулу (6.13), получим
q _ пРп cos qmPh sin <p _ nPh3 sin (p dp _
4 2 12ц dl
_ n2P2hcos(p sinф nPh3 sin2 ф dp , м
" 2 П 12ц d7‘ ‘
120
Уравнение (6.16) не учитывает поток утечки расплава по оси z через зазор между гребнем нарезки червяка и стенкой цилиндра. Этот канал шириной /ср = nP/cos <р имеет длину е cos ф и высоту 5 (см. рис. 6.11). Поток утечки через этот канал
7i2P253tg9dp
Vyr 12це d/’ °
Величину dp/d/ можно определить с учетом принятого линейного увеличения давления (см. прямую 3 на рис. 6.9) от р\ (атмосферного) в начале дозирующей зоны до максимального р2 в конце дозирующей зоны в виде
&Р _ Рг~ Pi &Рч d/ Ln La ’
(6.18)
где Арч — противодавление в червяке; £д — длина дозирующей зоны.
В окончательном виде уравнение для расчета количества расплава, подаваемого червяком из дозирующей зоны в головку экструдера, имеет следующий вид:
£?ч ’ Спр Собр Сут ~
л2Р2йсо8ф sin9 „ nDh3 sin2 ф Арч
2 П 12ц Z7
л2Р28Чёф^ = л + 12це £д Ц.,
где ц, — эффективная динамическая вязкость в канале червяка.
Коэффициенты А, В, С, характеризующие соответственно потоки прямой, обратный и утечки, зависят только от геометрических размеров червяка и цилиндра:
_ n2D2hcosф sin ф о _ nDh3 sin2 ф. г _ л2Р253 tgф ., 2 ’ 12£д ’ “ 12е£д ’ ( ‘ '
Если в уравнениях (6.19) и (6.20) геометрические размеры выразить в метрах, п — в об/с, цч — в Па • с, а Ар — в Па, то размерность Q4 , будет м3/с.
Расчет общей объемной производительности экструдера. Из цилиндра расплав поступает в головку экструдера (рис. 6.13), которая оказывает ему определенное сопротивление и от значения которого зависит общая (рабочая) производительность экструдера и рабочее давление в нем.
Для оценки влияния сопротивления головки на работу экстру-Дера рассмотрим два теоретических случая: когда головка отсутствует, т.е. выход из цилиндра полностью открыт, и когда выход из цилиндра полностью закрыт.
121
Рис. 6.13. Головка экструдера для наложения полиэтиленовой изоляции или оболочки:
1 — матрица; 2 — матрицедержатель; 3 — дорн; 4 — корпус; 5 — дорнодержатель; 6 — нагреватели; 7 — гайка; 8 — гайка специальная; 9 — насадка; 10 — патрубок (к вакуум-насосу); 11 — вкладыш; 12 — гайка; 13 — кронштейн; 14 — сетка; 15 — насадка к червяку; 16 — решетка; 17 — червяк; 18 — цилиндр
В первом случае внутри цилиндра нет сопротивления протеканию расплава, так как сопротивление, оказываемое стенками канала червяка, намного меньше, чем сопротивление, оказываемое элементами головки, а следовательно, давление в экструдере практически равно нулю и отсутствуют потоки обратный и утечки, т. е.
Др = 0, Собр = Сут = 0,
(O.Z1) Сч = Спр = Qh max =
В этом случае производительность экструдера теоретически максимальна, но качество неуплотненного материала, выходящего из цилиндра, неудовлетворительное.
122
Второй теоретический случай, соответствующий полному закрытию цилиндра, характеризуется тем, что выхода из него нет, т.е. Сч = 0, и прямой поток равен сумме потоков обратного и утечки, т. е. Спр = Собр + Сут-
Для этого случая из (6.19) можно найти давление в конце цилиндра, которое будет максимально возможным при заданных значениях А, В, С, пулц:
Лд = (5 + С)^; ДРтах=-^.. (6.22)
Давление Дртах следует учитывать при расчете крепежных устройств, соединяющих головку с цилиндром экструдера.
Реальному случаю работы экструдера с конкретной конструкцией головки и формующего инструмента (дорна и матрицы) для наложения изоляции или оболочки будут соответствовать рабочая производительность экструдера Qp и рабочее давление (противодавление) Дрр, значения которых соответственно меньше, чем значения Q,mx и Дртах, определяемые по формулам (6.21) и (6.22).
Для определения Qp и Дрр необходимо совместно решить уравнения, определяющие количества материала, проходящего через дозирующую зону ((2ч) и каналы головки (Qr) экструдера. Величину Q, можно найти по уравнению (6.19), a QT в соответствии с (6.5) можно записать в виде
QT = Kr^, (6.23)
Цг
где Кг — константа (или пропускная способность) головки; Дрг — перепад давлений в головке; цг — вязкость расплава при температуре головки.
Очевидно, что все количество материала, поступающее из цилиндра в головку экструдера, проходит через нее и накладывается на заготовку, т.е. Q4 = Qr = Qp, а также с определенным приближением можно записать, что Дрч в уравнении (6.19) равно Дрг в уравнении (6.23). Решив с учетом этого положения уравнения (6.19) и (6.23) относительно Qp, получим
Ли
= <6-24*
цч
Решив эти же уравнения относительно Дрр, получим
Д/,р=Х ~В + С' <6’25>
— +------
Рг Рч
123
Рис. 6.14. Характеристики червяка (У; Г) и головки экструдера (2; 2')
Выражения (6.24) и (6.25) определяют рабочие производительность и давление в экструдере.
Эти величины можно найти также путем совместного графического решения уравнений (6.19) и (6.23). Если построить зависимости Q4 от Др по уравнению (6.19) и Qr от Др по уравнению (6.23), то им будут соответствовать прямые 1 (характеристика червяка) и 2 (характе
ристика головки) на рис. 6.14. Пересечение характеристик червяка и головки (точка А) определяет Qp и Дрр.
Меняя значения величин, входящих в уравнения (6.19) и (6.23),
можно менять наклон прямых 7 и 2 и регулировать таким образом Qp и Дрр. Например, характеристика червяка Г, изображенная на рис. 6.14 пунктирной линией, соответствует меньшей температуре
расплава в дозирующей зоне, а следовательно, большему значению вязкости цч и согласно уравнению (6.19) — меньшим значениям 6обр и бут. Поэтому эта прямая имеет меньший наклон к оси Др, и рабочие значения Qp и Дрр (при той же характеристике головки — прямая 2), соответствующие точке А', будут выше, чем для точки А. Если же, например, увеличить константу головки Кг без изменения остальных параметров экструдера, то это увеличит наклон характеристики головки (пунктирная линия 2') и сместит рабочую точку в положение В, что обеспечит большую производительность Qp, но меньшее значение давления Дрр.
В ряде технологических случаев производства кабельных изделий
выгоднее повысить производительность экструдера, а в некоторых случаях предпочтительнее получить более пологие характеристики червяка и головки, которые обеспечивают большую стабильность выхода расплава и давления в головке, хотя и при меньшей производительности. При этом получают более стабильные размеры вып-рессовываемого изделия, что, например, при изолировании кабелей связи (особенно кабелей для структурированных кабельных систем и радиочастотных кабелей, оптических модулей и др.) является решающим требованием к процессу экструдирования.
Рассмотрим влияние конструктивных особенностей головки экструдера на ее пропускную способность, т. е. методы расчета константы Кг.
Поступающий из цилиндра расплав последовательно проходит в головке экструдера через несколько разных участков, из которых наибольшее сопротивление его протеканию оказывают следующие: решетки и фильтрующие сетки, расположенные на входе в голов-
124
Рис. 6.15. Схема расположения формующего инструмента в головке экструдера
ку; конический кольцевой переход между дорном и матрицей и цилиндрический кольцевой зазор между матрицей и токопроводящей жилой (при наложении изоляции) или сердечником кабеля (при наложении оболочки). Отметим, что именно последний участок оказывает, как правило, наибольшее сопротивление потоку, а поэтому имеет наименьшую пропускную способность (К3).
Пропускная способность решетки 16 (см. рис. 6.13 и табл. 6.1) с числом отверстий т, диаметром d и толщиной Zi определяется по формуле
. _ nmdA
1 " 128Д ’
(6.26)
Пропускная способность конического перехода с геометрическими размерами, указанными на рис. 6.15, определяется как
Константа К3 калибрирующей части матрицы на длине формирующей матрицы £м:
х, = ^?г-- <6-28*
Результирующая константа головки
*г=Л------j----Г. (6.29)
125
Если геометрические размеры в формулах (6.26) ...(6.29) выразить в метрах, то размерность А"г будет в м3.
Напомним, что уравнения (6.24) и (6.25) получены при следующих допущениях: расплав полимера является ньютоновской жидкостью; давление линейно возрастает от начала к концу дозиру-лрщей зоны; тормозящее влияние боковых стенок нарезки червяка (—= 0) не учитывается; температура (а следовательно, и вяз-dz \
кость цч) постоянна по всему сечению канала червяка; ширина гребня нарезки червяка много меньше ширины канала (е «: Ь).
Таким образом, уравнения (6.24) и (6.25) являются упрощенными для расчета процесса экструзии.
В ряде конкретных случаев указанные выше допущения не могут считаться справедливыми, поэтому существуют уточненные методы расчета параметров экструзии.
6.1.3. Уточненные методы расчета экструзии
Уточненные методы расчета далеко не всегда целесообразно применять, т.е. часто возможно использование приближенного метода расчета, изложенного ранее. Однако в некоторых случаях необходим учет определенных факторов, опущенных при получении выражений (6.24) и (6.25).
Если шириной е гребня нарезки нельзя пренебречь по сравнению с шагом t (см. рис. 6.11), величины А и В определяются следующими выражениями:
, . nDh? 1-- sinI 2<p
А = 7i2D2h( 1 -уJsinфcostp; В =--- 12Z -----’ ^О)
Учет изменения вязкости расплава по высоте нарезки червяка необходим при неодинаковой температуре расплава по высоте канала, что наблюдается в случае относительно большой глубины канала h и когда тело червяка искусственно охлаждают при нагревающемся цилиндре. Поэтому, даже считая расплав ньютоновской жидкостью, следует учитывать, что вязкость расплава по высоте нарезки будет различной.
Будем считать, что вязкость линейно изменяется по оси у от значения щ, определяемого при температуре поверхности червяка, до значения цц, определяемого температурой стенки цилиндра в дозирующей зоне. Для этого случая уравнения (6.24) и (6.25) примут следующий вид:
I F'An
” ! , ВД + О Цг ’ К? Нср
(6.31)
126
(6J2)
Вг Цср
В этих выражениях Ft и Т-j' учитывают влияние изменения вязкости по высоте канала червяка соответственно на прямой и обратный потоки. Эти коэффициенты можно определить по кривым, приведенным на рис. 6.16, в зависимости от величины у = = Цц/Мч-
В этом случае средняя вязкость в канале червяка определяется выражением
^=^4^- (б-зз>
Для учета влияния скорости
Рис. 6.16. Кривые для определения поправочных коэффициентов, учитывающих влияние изменения вязкости по высоте канале червяка на прямой (Fi) и обратный (F{) по-
сдвига на вязкость расплава, т. е. токи
того факта, что расплав полиме-
ра является неньютоновской жидкостью, необходимо знать значения скоростей сдвига в канале червяка и головке экструдера.
Распределение скоростей слоев и значения скоростей сдвига в канале червяка можно определить с помощью рис. 6.12, б. С некоторым приближением можно считать, что распределение скоростей определяется преимущественно прямым потоком, т. е. изменение скоростей по высоте нарезки от нулевой скорости до v2 линейное, а значит, скорость сдвига
_ v2-Vi _ £2 _ nZtocoscp h h h ’ ( ’
где D, h — м; п — об/с; v — с-1.
То, что скорости обратного потока и потока утечки не учитываются, практически не влияет на v4, потому что потоки и значительно меньше, чем Спр.
Определение скоростей сдвига в каналах головки экструдера значительно сложнее. Дело в том, что для этих расчетов (в соответствии с табл. 6.1) нужно знать количество материала Q, прошедшего через эти каналы, т. е. ту величину, которая в конечном итоге составляет предмет расчета. В таких случаях расчет проводится методом последовательных приближений.
Предположим, что через каналы головки экструдера проходит поток Qp, рассчитанный в первом приближении без учета зависи
127
мости вязкости от скорости сдвига, например, по формуле (6.24) или (6.31). Теперь, зная Qp, можно уточнить перепад давлений Дд с учетом свойств неньютоновской жидкости.
Ранее отмечалось, что головка экструдера состоит из нескольких участков, соединенных последовательно, поэтому общий пе-репад давлений Дрг (т. е. разность давлений на входе в головку и выходе из матрицы) можно с учетом уравнения (6.5) выразить в виде
Ддг = Да + Др2 + Aft = Qp 77- + F’+ F"
I Л, Л2 Лз
(6.35)
где Ср — общий поток, который вследствие непрерывности течения расплава одинаковый для всех участков головки.
Значения Къ К2, К3 определяются по формулам (6.26)...(6.28) и табл. 6.1.
Значения скоростей сдвига (см. рис. 6.13) в решетке 16 (участок 7), конусном переходе между дорном 3 и матрицей 7 (участок 2) и в формующей полости на длине цилиндрической части матрицы I определяются следующим образом.
На участке 7
V1
32QP mndi ’
(6.36)
где т — число отверстий в решетке; — диаметр отверстия.
На участке 2 (см. рис. 6.15)
v _____________24Qp___________
.вх + ^ср.вых )(^ВХ "* ^вых)
где Д.р вх, Лер вых — радиусы средней окружности на входе и выходе конусной кольцевой щели; 5ВХ, 5ВЫХ — радиальные размеры кольцевой щели на входе и выходе конусного перехода.
На участке 3, определяемом длиной £м цилиндрической части матрицы
V, =-----—----
Д2(л4р + Д)’
(6.38)
где dcp — средний диаметр кольцевого отверстия между жилой и матрицей; Д — радиальная величина кольцевого отверстия (определяет толщину изоляции или оболочки).
По рассчитанным значениям vb v2, v3 при известных температурах в головке экструдера и матрице определяются значения эффективной вязкости Ц], ц2, Нз Для расплава данного полимера (например, по графическим зависимостям, приведенным на рис. 6.6... 6.8). Если для данного расплава нет реологических данных, то
128
можно воспользоваться зависимостью для полимера с аналогичными химическим составом и показателем текучести.
Определив значения Кь К2, К3 и Ць Ра, Цз> рассчитывают уточненное значение рабочей объемной производительности экструдера по формуле, получаемой при совместном решении (6.19) и (6.35) относительно Qp:
Рис. 6.17. Определение коэффициентов F2 и F2
Qp =-------------------------г • (6-39)
1 , Из
Цср к2 к3
Если полученное по (6.39) значение Qp будет отличаться от первоначально вычисленного по (6.24) или (6.31) значения Qp, то следует провести уточнение расчета. Для этого полученное по (6.39) значение Qp используют для уточнения скоростей сдвига на всех участках головки экструдера, т. е. подставляют в формулы (6.36)... (6.38) для получения Vp.-Уз и затем ц^.-Цз- После чего вновь вычисляют по формуле (6.39) расход Qp и сравнивают его с полученным на предыдущем этапе значением. Расчеты следует продолжать до тех пор, пока расхождение рассчитанных значений Qp на двух последовательных этапах будет не выше заданного по условиям точности.
Тормозящее влияние боковых стенок канала червяка (см. рис. 6.10, 6.11) можно определить с помощью коэффициентов F2 и F2, учитывающих влияние изменения скорости в канале по оси z соответственно на прямой и обратный потоки:
Ср =----р7 ,2------------------Г. (6.40)
। + Q Ц. t М-2 , М-з
Цср К2 J
Коэффициенты F2 и F2 зависят от отношения высоты h к ширине b канала червяка и определяются по кривым, приведенным на рис. 6.17.
При больших скоростях движения через головку экструдера жила уносит с собой определенное количество расплава. Поправка расчетной рабочей производительности экструдера Qp определяется выражением
Ttvdl (Дм/^ж)2~1
4 21п(Лм/б?ж)
(6.41)
где б/ж, DK — диаметры жилы и цилиндрической части матрицы.
5 Пешков
129
6.1.4. Особенности экструдеров для переработки резиновых смесей
Экструдеры для наложения резиновой изоляции или оболочки имеют ряд существенных особенностей, отличающих их от экструдеров для переработки термопластичных полимеров. Эти особенности характерны как для конструкций элементов экструдера и режимов его работы, так и для методов расчета производительности.
В этих экструдерах перерабатывают невулканизованные резины, представляющие собой сложные многокомпонентные смеси различных каучуков с другими ингредиентами. Каучуки относятся к так называемым эластомерам — веществам, в которых преобладают высокоэластические деформации, характеризуемые определенным временем релаксации, т. е. восстановления прежнего состояния тела (например, размеров) после снятия деформирующих усилий.
Высокоэластическое состояние, присущее только высокомолекулярным полимерам, является промежуточным между стеклообразным фазовым (твердым) и вязкотекучим состояниями. Соответственно первое состояние характеризуется упругими деформациями, а второе — пластическими (необратимыми). Пребывание полимера в том или ином состоянии зависит от его химического строения и температуры.
Для переработки в экструдерах полимер должен быть переведен в вязкотекучее состояние, а каучуки в обычных условиях находятся в высокоэластическом состоянии, поэтому для переработки их смешивают с пластификаторами, которые увеличивают пластичность резиновой смеси, т. е. приближают ее к вязкотекучему состоянию.
Следует иметь в виду, что в состав резиновой смеси, перерабатываемой на экструдерах, входят вулканизаторы — вещества, способствующие под действием определенной температуры образованию определенного числа поперечных химических связей между длинными молекулами каучука. Эти связи и определяют присущие резинам известные свойства эластических деформаций. Процесс образования таких связей (вулканизация резиновой смеси) происходит тем интенсивнее, чем выше температура, и для многих каучуков он начинается при температуре 115... 130 °C.
Вулканизация проводится для уже сформировавшегося слоя изоляции или оболочки, т. е. после выхода невулканизованного резинового покрытия из головки экструдера, поэтому температура внутри экструдеров для переработки резиновых смесей существенно ниже, чем для переработки термопластов, и обычно не превышает 50... 90 °C во избежание вулканизации смеси внутри экструдера. Часто резиновую смесь предварительно подогревают при подаче в загрузочное отверстие экструдера (от 20 до 40...70 °C).
130
Для переработки резиновых смесей применяют более короткие и часто многозаходные червяки. Длина их колеблется обычно в пределах (4... 12)/?, в то время как длина червяков для переработки пластмасс составляет (15...30)D.
Таким образом, резиновые смеси, обладающие по сравнению с пластмассами меньшей пластичностью и большими эластическими деформациями, перерабатывают при сравнительно низких температурах и на экструдерах с относительно короткими червяками. Все это позволяет считать, что для объяснения механизма перемещения резиновой смеси в цилиндре экструдера можно использовать положения, приведенные при рассмотрении процессов, происходящих в загрузочной зоне экструдера для переработки пластмасс.
С учетом изложенного производительность экструдера при переработке резиновых смесей определяют количеством смеси, заполняющей объем нарезки червяка на длине одного шага, а также числом нарезок червяка, частотой его вращения и плотностью смеси.
Если нарезка однозаходная, то за один оборот червяка (при условии полного заполнения смесью всей нарезки) в головку экструдера поступает объем смеси V, равный объему витка нарезки на длине /q, одного шага t. В соответствии с рис. 6.10 и 6.11 запишем:
cosip cosip
(6.42) cosip
При заданных частоте вращения червяка п, об/с, геометрических размерах, м, и числе заходов нарезки червяка i объем материала, подаваемый в головку экструдера в одну секунду, составит, м3/с:
Qi = 7i(Z? + tyh(t - e)in. (6.43)
Если плотность смеси равна у, кг/м3, то производительность, кг/с, определяется следующим выражением:
Qi = it(D + h)h(t - e)iyn. (6.44)
Выражение (6.44) определяет максимально возможное количество смеси, подаваемое червяком в головку экструдера. В действительности реальная производительность будет существенно меньше. Это обусловлено такими факторами, как наличие противодавления, неполное заполнение нарезки червяка резиновой смесью, а также тем, что имеются окружные и осевые смешения отдельных участков смеси, заполняющей нарезку червяка, вызванные силами Р' и Р" (см. рис. 6.4).
131
По этой причине нельзя считать, что за один оборот червяка полностью выдавливается объем витка на длине одного шага, как было бы в идеальном процессе, описываемом моделью перемещающейся по винту гайки. Указанные факторы, снижающие производительность экструдера, можно учесть некоторым коэффициентом а, фактически представляющим собой КПД экструдера:
Qi=an(D + h)h(t-e)iyn. (6.45)
Значение а может колебаться довольно значительно: в пределах 0,1...0,3.
Пример 6.1. Рассчитать производительность экструдера для изолирования радиочастотного кабеля типа РК-75-17-12 при следующих исходных данных: диаметр червяка — 120 мм; материал изоляции — полиэтилен низкой плотности; показатель текучести расплава — 1,5 г / 10 мин; диаметр внутреннего проводника — 2,63 мм; диаметр по изоляции — 17,3 мм.
1. В соответствии с техническими характеристиками экструдера и рекомендациями по выбору технологических параметров и режимов зададимся следующими величинами: число оборотов червяка — 60 об/мин; длина дозирующей зоны La — 720 мм; средняя глубина нарезки в дозируюшей зоне h — 7 мм; шаг нарезки t — 120 мм; ширина гребня нарезки е — 10 мм; зазор между гребнем червяка и втулкой цилиндра 5 — 0,2 мм; угол нарезки <р — 20°; температурный режим по зонам цилиндра, °C: зона I — 140, зона II — 150, зона III — 180, головка экструдера — 190.
2. Выберем рабочий инструмент. Обычно при наложении изоляции большой радиальной толщины применяют поочередное опрессовывание за два прохода. Для изолирования рассматриваемого кабеля разработана технология изолирования за один проход с применением специальной двухконусной удлиненной матрицы с экспериментально подобранными размерами. Для упрошения расчета будем считать, что применяется обычная цилиндрическая матрица. Размеры ее, а также размеры дорна и конусного перехода (см. рис. 6.15) выбраны следующими:
dcp = 9,51 мм; DM = 16,4 мм; LM = 164 мм; dD = 2,7 мм;
7?HiCp = 23 мм, /?В-Ср — 7,87 мм, Дср,вх= 22 мм, Дер.вых= 9,25 мм,
5ВХ = 17 мм; 5ВЫХ = 14 мм; Д = 6,88 мм; L2 = 32 мм.
В конце дозирующей зоны перед входом в головку экструдера помещается решетка с 498 отверстиями диаметром 2 мм; толщина решетки Ц = 13 мм.
3. Рассчитаем производительности экструдера. По формулам (6.20) определим коэффициенты Л, В, С:
А = (3,14)2 • (120 10-3)2 7 • 10-3 0,342 0,94 = 1Д1.1()^м3.
2
В = 3,14-12О1О-3-(7 -1О-3)3 -(О,342)2 = м3.
12 720-10“3
C = (3»14)2<120'10~3)2' (0.2 10-y • 0,364 = 4>8.10_12m3
12 10 10~3-720 10-3
132
По формулам (6.26)...(6.29) вычислим значения констант на различных участках головки экструдера.
Решетка-.
_ 498-3,14-(2-10-3)< _151.1О-8мз.
К'~ 128-13-10-3 -1’51 10 М’
Кольцевой конический переход:
„ 3’14
2 8-32-10-3
In 23 /7,87
= 8,73 -10-’ м3.
Цилиндрический зазор между дорном и матрицей:
^ = 3’14-9^?;Г?У-,810~3)3 = 4,96 • Ю'9 м3.
12-164- IO*3
Общее значение константы головки экструдера:
1
Скорость сдвига в канале червяка по (6.34):
3,14-120-1 .
v4 = —— ------- = 54 с-1.
7
Считая в первом приближении скорости сдвига в канале червяка и головке экструдера равными, определим значения вязкости при температуре червяка в дозирующей зоне 180 °C и температуре головки 190 °C по кривым на рис. 6.6, б: рч 180 = 1,2 • 10"3 МПа • с; рг 190 = 1,0 • 10“3 МПа с.
Производительность определяем по формуле (6.24):
1,11-10^-1
Ql 1 + 1,67-10-9+4,8-10-|21,0-10-3 8>07’10’5м3/с-
3,71 Ю-9 1,2-10-3
Зная производительность, можно определить значения скоростей сдвига и вязкости на разных участках головки экструдера [формулы (6.36)... (6.38)].
Решетка:
32-8,07-Ю-5
V| ~ 498 • 3,14 (2 • 10-3)3 = 207 с '•
Для /г = 190 °C и Vj = 207 с*1 по рис. 6.6, б найдем щ = 4,5 • 10-4 Мпа с.
Тогда по формуле (6. 35) определим:
Да = =efsViol =3 •104 Q МПа-Л ] 1, • 1U
Кольцевой конический переход по формуле (6.37):
24-8,07-Ю"5
V = ________~ ~ ~.
2 3,14(22-10-3+9,25-10“3)(17-10~3+14-10"3)2 ’ ’
133
Для tT = 190 °C и v2 = 20,8 с 1 по рис. 6.7 найдем Ц2 = 2 • 10-3 МПа • с. Тогда
7 • 10'3
Ар2=О-±-^—=2,3-103(2МПа.
о,/j • 1U
Цилиндрический зазор между дорном и матрицей.
=____________6-8,07 10~5_________ =
Уз (6,88-10~3)2(3,14-9,51 • 10“3+ 6,88 • 10~3) С ‘
Для = 190 °C и v3 = 269 с'1 по рис. 6.6 найдем ц2 = 4 • 10-4 МПа • с. Тогда
4.10-4 Ай"0дао5=8’11<ИОМПа-
Общий перепад давлений в головке экструдера:
Арг = Ал + Ар2 + Ар3 = (3 • Ю4+ 2,3 • 103+ 8,1 • 104)Q = 1,13 • 105Q МПа.
По формуле (6.39) найдем уточненное значение производительности без учета коэффициентов Ц и F{:
п _ IJl lO-4 !
i+1671?; 1,13-цр
1,2 IO’3
= 9,6 • 10~5 м3/с.
Значение 02 отличается от значения Qt, полученного по упрощенной формуле (6.24). Поэтому проведем второе уточнение расчета скоростей сдвига и вязкостей в головке экструдера, используя значение Q2 = 9,6- 10~5м3/с.
Решетка'.
, 32-9,6-Ю-5 „„
V| 498-3,14-(2-10-3)3 - 246с •
Для tf = 190 °C и vf = 246 с-1 по рис. 6.6 найдем |Д = 4 • 10-4 МПа с. Тогда
Д/i = 02151П0~-8 = 2’ 67'10402 МПа-
Кольцевой конический переход'.
v' __________________—0?___________________ = 24 7 с-1
2 3,14(22-10‘3 +9,25 10 3)(17-10“3+14 10-3)2
Для tt = 190 °C и v2 = 24,7 с"1 по рис. 6.7 найдем ц2 = 1,3 10“3 МПа • с. Тогда
АД2 = 02 g<10^ = 1,62 103С2 МПа.
Цилиндрический зазор между дорном и матрицей'.
м' ___________________^Qi_______________ _ Jon c-i
3 (6,88-10“3)2(3,14-9,51-10"3 + 6,88-10*3)
134
Для tT = 190 °C и V3 = 320 с_| по рис. 6.7 найдем р2 = 3,4 • 10-4 МПа • с. Тогда
3 4 • 10-4
Д/з = & д ок 1П-9 = 6’85 • 104& МПа.
4, У о -10
Общий перепад давлений в головке экструдера:
Др, = Ар[ +Ар2 +Ар3'= £)2(2,67-104+1,62-103+ 6,85-104) = 9,68-104£?2 МПа.
Уточненное значение производительности:
0> = .ет'щТ'1-----------=9,8 10' м»/с.
Значение производительности Q3 практически совпадает с предыдущим значением Q2 и поэтому принимается за окончательный результат расчета.
Зная объемную производительность экструдера Q3 и поперечное сечение накладываемого слоя изоляции 5, легко определить линейную скорость изолирования:
v„ = Q = 9’8 10 = 4 26 • ГО4 м/с = 25,6 м/мин,
S 2,3-Ю-4
где
5 = J(^ j [(17,3 • КГ3)2 - (2,63 • IO 3)2] = 2,3 • 10-4 м2.
6.2. Влияние технологических параметров и режимов на работу экструзионных линий и качество изготавливаемых кабельных изделий
6.2.1. Влияние формующего инструмента
На производительность экструзионного агрегата и качество выпускаемой кабельной продукции существенное влияние оказывает формующий инструмент (дорн, матрица), в котором происходит непосредственное формирование расплава полимера в цилиндрический слой изоляции или оболочки. Кроме того, большое значение имеют такие технологические параметры, как геометрические размеры червяка и цилиндра, частота вращения червяка, температурный режим в цилиндре и головке, скорость прохождения заготовки через головку экструдера.
От взаимного расположения дорна и матрицы (рис. 6.18) зависит плотность наложения изоляции на токопроводящую жилу или, как обычно говорят, степень обжатия, а также производительность экструдера. Наиболее часто используется расположение форму-
135
Рис. 6.18. Схемы взаимного расположения дорна и матрицы: а — плотное наложение изоляции (с обжатием); б — свободное наложение изоляции (трубкой); в — наложение изоляции с малым обжатием
ющего инструмента, представленное на рис. 6.18, а, при котором обеспечивается наиболее плотное наложение изоляции. При расположении, соответствующем рис. 6.18, б, наоборот, происходит свободное выпрессовывание слоя полимера, который накладывается на жилу или сердечник кабеля свободно, без обжатия в виде трубки. Расположение инструмента в соответствии со схемой, показанной на рис. 6.18, в, обеспечивает промежуточный результат, т. е. наложение полимера в этом случае происходит с малым обжатием.
Высокая степень обжатия применяется обычно при изготовлении кабельных изделий высокого напряжения, для которых недопустимо наличие воздушных включений у поверхности жилы. При наложении изоляции кабелей и проводов, работающих при низком напряжении, когда наличие воздушных включений не опасно, так как мала напряженность электрического поля в изоляции, возможно расположение формующего инструмента по схеме, обеспечивающей изолирование с малым обжатием. Свободное наложение слоя полимера обычно применяется в следующих случаях: наложение пластмассовых оболочек на сердечник кабеля; наложение изоляции на жилу некруглой формы (например, секторную) с использованием вакуумирования дорна; наложение изоляции с вытяжкой.
Свободное наложение оболочек используется для обеспечения целости их при изгибах кабеля. При намотке (например, на барабан) элементы кабеля, расположенные около центральной продольной оси, находятся в ненагруженном состоянии, в то время как из-за разного радиуса изгиба наружные слои растягиваются, а внутренние — сжимаются. При «жестком» сцеплении оболочки с внутрилежащими элементами кабеля (при наложении оболочки с обжатием) возможны ее деформации и разрывы.
При изолировании жил некруглой формы выходящая свободно без обжатия трубка за счет разрежения во внутреннем отверстии
136
дорна (куда подключен вакуум-насос через патрубок 10, см. рис. 6.13) плотно облегает жилу.
Наложение изоляции с вытяжкой происходит в том случае, когда жила движется через головку экструдера быстрее, чем выпрессо-вывается слой полимера. При этом происходит вытягивание полимера движущейся жилой и уменьшение радиальной толщины изоляции. Для получения нужной толщины изоляции при наложении ее с вытяжкой следует увеличить зазор между дорном и цилиндрической частью матрицы. Степень вытяжки характеризуется коэффициентом вытяжки кв, который равен отношению площади сечения потока расплава полимера в зазоре между дорном и матрицей к площади сечения слоя, полученного при вытяжке изоляции, т.е. = 5Р/5И3. Чем выше кв, тем выше линейная скорость изолирования и меньше скорость сдвига в формующей части матрицы.
Наложение изоляции с вытяжкой применяют для полимеров с низкими значениями критической скорости сдвига vKp и для получения тонких слоев изоляции с большими скоростями, когда имеется опасность достижения vKp и возможен «разрыв расплава».
Ряд полимеров (полиамиды, поликарбонат, плавкие фторопласты — Ф-4МБ, Ф-2М и др.) допускает высокую степень вытяжки, их кв может достигать 50... 250, в то время как у других полимеров допустимая степень вытяжки существенно меньше: у полиэтилена низкой плотности кв - 5...20, а у ПВХ пластикатов — 2...6.
Следует иметь в виду, что при вытяжке происходит продольная ориентация полимерных молекул, и после охлаждения такая структура фиксируется. В результате появляются внутренние напряжения в полученном полимерном покрытии, которые при последующей работе изделия могут привести к релаксационным изменениям его размеров. Это происходит потому, что «обычная» структура полимеров имеет хаотическое (неупорядоченное) расположение длинных полимерных молекул. Ориентированная структура, полученная при вытяжке, сохраняется в результате увеличенных сил межмолекулярного взаимодействия, вызванных охлаждением расплава, поэтому и говорят об образовании при экструзии с вытяжкой так называемых замороженных внутренних напряжений. Если эти напряжения велики, то при механических деформациях полимера они могут привести к его растрескиванию. В этом случае для уменьшения внутренних напряжений рекомендуется работа при минимальных степенях вытяжки с применением больших кв, только если это дает определенные преимущества: при наложении очень тонких полимерных покрытий или для полимеров с низкой критической скоростью сдвига vKp (например, для плавких фторопластов).
Расстояние между концом дорна и началом цилиндрической части матрицы а (рис. 6.19) влияет как на степень обжатия, так и на производительность экструдера. При увеличении расстояния а уве-
137
Рис. 6.19. Схема расположения дорна и матрицы
личивается конусный кольцевой зазор между дорном и матрицей, а следовательно, пропускная способность головки К2. Слишком большое расстояние между дорном и матрицей может привести к обрыву токопроводящей жилы и нарушению ее центровки жилы в цилиндрической части матрицы. Обычно расстояние а при плотном наложении изоляции принимается не менее удвоенной радиальной толщины накладываемого слоя изоляции.
Угол между образующими конусных поверхностей дорна и матрицы (Р - С0/2 влияет на производительность, так как определяет пропускную способность данного участка
головки экструдера К2. С увеличением этого угла производитель-
ность увеличивается, однако с точки зрения лучшего прогрева слоя полимера за счет нагретых поверхностей дорна и матрицы этот угол целесообразно выбирать небольшим (0... 10°).
Диаметр цилиндрической части матрицы DM определяет наружный диаметр Лиз выпрессованного слоя полимера, поэтому (если только прессование не ведется с вытяжкой) DM ~ Dm. Однако следует учитывать, что ряд полимеров после выхода из головки экструдера и последующего охлаждения меняет свои размеры. Так как полиэтиленовая изоляция из-за сравнительно большого температурного коэффициента расширения в процессе охлаждения имеет заметную усадку, то DM для нее принимают примерно на 10 % больше, чем требуемый диаметр Dm. В то же время изоляция из пористого полиэтилена или невулканизованной резиновой смеси после выхода из головки экструдера несколько увеличивает свои размеры, что связано с наличием пузырьков газа под давлением и высокоэластических деформаций, поэтому £>м для этих материалов выбирают несколько меньшим, чем требуемый диаметр Dm.
При эктрудировании поливинилхлоридного пластиката Dw принимают равным диаметру изготавливаемого изделия.
Длина цилиндрической части матрицы Lu оказывает весьма существенное влияние как на производительность экструдера, так и на качество накладываемого полимерного покрытия. На этом участке происходит формирование слоя изоляции, поэтому увеличение его длины способствует более стабильному течению потока расплава в этой зоне, а следовательно, и получению более качественной и однородной изоляции. Однако с увеличением LM пропорционально увеличивается сопротивление, оказываемое потоку
138
расплава этим участком, т. е. уменьшается пропускная способность Кз, а именно эта величина оказывает решающее влияние на общую пропускную способность головки Кг и в конечном счете на производительность экструдера.
На практике Ьы принимают обычно не более диаметра матрицы DM, а при наложении полиэтиленовой или поливинилхлоридной изоляции — в пределах 1 ...8 мм.
В ряде случаев применяют так называемые двухконусные матрицы, которые имеют значительно большую длину по сравнению с обычными. Угол у выходного конуса в них обычно небольшой (несколько градусов), угол 0 второго конуса в них значительно больше. Применение таких матриц обеспечивает уплотнение и большую стабильность изоляции. Их применяют в ряде случаев при наложении изоляции большой радиальной толщины за один проход, а также при наложении изоляции из полимеров с большой вязкостью расплава (например, некоторых плавких фторопластов) и при наложении тонкослойной изоляции. В последнем случае в результате увеличения длины матрицы увеличивается сопротивление головки экструдера, что соответствует повышению стабильности процесса изолирования, так как характеристика (2(Др) на рис. 6.14 более пологая.
Внутренний выходной диаметр дорна дл приблизительно равен диаметру токопроводящей жилы (больше на 0,05... 0,5 мм для обеспечения свободного прохождения жилы). При заметном увеличении зазора между жилой и внутренней поверхностью выходного отверстия дорна жила может оборваться из-за проникновения в этот зазор полимера, находящегося под избыточным давлением.
Кроме формующего инструмента на производительность технологических линий и качество изготавливаемых на экструдерах кабельных изделий существенное влияние оказывают размеры и форма червяка и температурные режимы в зонах цилиндра, головки и охлаждающих устройствах.
6.2.2. Влияние размеров червяка и температур в экструдере
Форма и размеры червяка зависят от типа экструдера и вида перерабатываемого полимера (рис. 6.20). Основным параметром червяка является диаметр D. Остальные размеры обычно выражаются относительно диаметра. Для таких широко применяемых полимеров, как полиэтилен и поливинилхлоридные пластикаты, применяют червяки с большой длиной L, достигающей (20... 25)2) и выше, и относительно небольшой глубиной нарезки.
Глубину нарезки в дозирующей зоне ha для пластмасс обычно выбирают в пределах (0,05... 0,15)2), а степень сжатия (компрессия), Равная отношению глубины нарезки в зоне загрузки й3 и зоне дозирования йд, в зависимости от вида перерабатываемого матери-
139
I Зона дозирования Переходная зона (9...8)Р (3...7)Р
б
Рис. 6.20. Червяки разных конструкций: а — для полиэтилена; б — для поливинилхлоридного пластиката
ала составляет 2,0...4,5. Чем меньше Лд, тем более равномерно расплав прогревается, а следовательно, обеспечиваются более стабильные вязкость в канале червяка и соответственно однородность изоляции.
Чем больше длина зоны дозирования La, тем выше стабильность работы экструдера, так как при этом больше выравнивается температура, а значит, и вязкость расплава в этой зоне. Кроме того, при увеличении £д, как следует из формулы (6.19), уменьшаются Сут и Собр, чем обеспечивается более пологая характеристика червяка, что также способствует большей стабильности Qp, поэтому обычно длину зоны дозирования берут не меньше 4£), а в ряде случаев — до 12D. Длина переходной зоны или зоны сжатия обычно бывает небольшой (0,5... 1 )D.
Шаг нарезки 7 для большинства червяков, используемых для переработки пластмасс, постоянен по всей длине червяка и обычно равен диаметру червяка по нарезке D.
Угол нарезки <р червяка определяют при известных шаге t и диаметре D из соотношения tg ф = //(л£>).
Ширина гребня нарезки е червяка обычно составляет (0,1... 0,15)£>.
Зазор 5 между гребнем нарезки и стенкой цилиндра должен быть как можно меньше и составлять (0,001... 0,002)£). В процессе работы допускается некоторое увеличение зазора 5 до 0,004£).
Температура в зонах цилиндра, головки экструдера и охлаждающем устройстве оказывает большое влияние на качество изоляции и производительность экструдера.
В зоне загрузки, как отмечалось ранее, температуры стенки цилиндра t ц и поверхности червяка /ч выбирают такими, чтобы обеспечивался наибольший коэффициент трения между полимером и стенкой цилиндра и наименьший — между полимером и поверхностью червяка (см. рис. 6.3),
140
В дозирующей зоне важно иметь равномерный нагрев по всему объему нарезки червяка, что обеспечивает однородность расплава и соответственно однородность свойств по толщине слоя изоляции, т. е. ее высокое качество.
Наибольшая производительность экструдера обеспечивается при максимально высокой температуре червяка. В этом случае вязкость расплава у его поверхности цч существенно снижается, увеличивается величина у = Цц/Цч и в соответствии с рис. 6.16 коэффициент Ft стремится к своему предельному значению, равному 2. Однако следует иметь в виду, что при этом из-за разной температуры по высоте канала ухудшается гомогенность расплава, а также имеется опасность чрезмерного перегрева полимера и его разложения.
Уменьшение температуры как цилиндра, так и червяка из-за увеличения вязкости расплава ведет в целом к уменьшению производительности экструдера. Однако при этом уменьшаются обратный поток и поток утечки, что обеспечивает более пологую характеристику червяка (см. рис. 6.14), а значит, и более стабильную работу экструдера, т.е. меньшие колебания его производительности Ср, а следовательно, и размеров кабельного изделия при отклонении от нормы технологических параметров (при колебаниях напряжения сети, однородности загружаемого полимера и др.).
По этой причине, в случаях когда обеспечение стабильности размеров изготавливаемого кабельного изделия имеет большое значение, применяют охлаждение червяка и особенно его дозирующей зоны. Прежде всего это эффективно для червяков с глубокой нарезкой.
Температуру в головке экструдера выбирают, как правило, выше, чем в дозирующей зоне, на 10...40°C (в зависимости от перерабатываемого материала), а температура матрицы, в свою очередь, должна быть несколько выше, чем температура головки.
Поступающую в головку экструдера токопроводящую жилу или кабельную заготовку необходимо подогревать. Это нужно, во-первых, для удаления имеющихся на поверхности заготовки следов влаги и загрязнений, которые при соприкосновении с расплавом полимера в головке, испаряясь, могут образовать газовые пузырьки, а также уменьшить адгезию полимера к заготовке. Во-вторых, подогрев предотвращает уменьшение температуры расплава в головке из-за «отвода» тепла в заготовку (особенно это существенно для металлической токопроводящей жилы). Такое уменьшение температуры может привести к появлению внутренних механических напряжений в наложенном слое полимера (в этом случае говорят о появлении замороженных внутренних напряжений), которые при эксплуатации могут привести к его растрескиванию.
141
6.2.3. Типовые температурные режимы наложения покрытий из полимерных материалов
Типовые температурные режимы наложения покрытий из полимерных материалов в отечественной практике унифицированы, хотя это не означает, что производство кабелей и проводов не может осуществляться с отклонениями от регламентируемых температур расплава и линейных скоростей, тем более с учетом появления на кабельных заводах новых современных экструзионных линий. Примерные температурные режимы экструдера при наложении покрытий из полиэтилена низкой и высокой плотности и ПВХ пластикате® приведены в табл. 6.2.
При наложении покрытий из полиэтилена необходимо поддерживать высокую стабильность температуры. Современные системы регулирования температуры обеспечивают точность в пределах +1 °C. Следует учитывать, что стабильность температуры расплава, как и его давления, зависит не только от температуры цилиндра, но и от профиля распределения температуры по зонам экструдера, конструкции червяка, его охлаждения и т.д. В современных экструдерах колебания температуры и давления минимальны.
При наложении покрытий из полиэтилена и поливинилхлоридного пластиката важным фактором температурного режима является подогрев токопроводящей жилы или заготовки кабеля перед входом в головку экструдера до температуры 90... 150 °C.
При переработке ПВХ пластиката температура в экструдере несколько ниже, чем при переработке полиэтилена (см. табл. 6.2).
Таблица 6.2
Температурные режимы переработки кабельных полиэтиленовых композиций и ПВХ пластикатов
Тип полиэтилена Температура нагрева, °C
Зоны цилиндра Головка экструдера Матрица
I II III
Полиэтилен низкой плотности: при радиальной толщине покрытия < 0,8 мм при радиальной толщине покрытия > 0,8 мм 130... 150 160... 180 160... 180 160... 180 180...210 170... 190 200... 230 180... 200 220... 240 190... 200
Полиэтилен высокой плотности 200...220 230... 250 240...260 250... 270 260... 280
ПВХ пластикат 135 145... 150 150... 165 165 175
142
Перед пуском в переработку ПВХ пластикат рекомендуется не только выдерживать в производственном помещении до 12 ч, но и подвергать сушке в отдельных печах или загрузочном бункере экструдера. Это особенно важно, когда пластикат с завода-изготовителя транспортируется на большие расстояния и при этом увлажняется. При переработке вулканизирующегося (сшиваемого) полиэтилена температура расплава должна быть ниже, чем при переработке стандартных полиэтиленовых композиций во избежание преждевременной (хотя бы и частичной) вулканизации материала в экструдере, поэтому обычно температура в цилиндре экструдера составляет 100... 120 °C, а в головке — 120... 130°C.
При переработке вспенивающегося полиэтилена температура по зонам цилиндра экструдера также должна быть несколько ниже, чем при переработке обычных полиэтиленовых композиций. Особенно это важно для химического метода вспенивания. Так как для вспенивания применяются порообразующие вещества (порофоры), температура разложения которых 120... 140 °C, во избежание преждевременного порообразования необходимо по зонам цилиндра поддерживать температуру в пределах НО... 140 °C, при этом в матрице, когда выделяющийся азот образует ячеистую структуру с мелкими замкнутыми порами, она уже может достигать 200 °C. Точность поддержания температуры должна быть также достаточно высокой, т.е. в пределах ±1 °C. Особенно важен предварительный подогрев токопроводящей жилы при наложении вспенивающейся изоляции. Если жила не подогрета до нужной температуры, то вокруг нее может образоваться невспененный монолитный слой; и наоборот, если жила имеет слишком высокую температуру, то могут образоваться крупные ячейки, и кабельное изделие не будет отвечать заданным техническим требованиям.
Температурные режимы переработки термопластичных фторполимеров (табл. 6.3) имеют свои особенности. При переработке этих материалов практически всегда необходимо применять предварительный подогрев токопроводящей жилы до температуры 150... 180 °C.
Все термопластичные фторопласты имеют высокую вязкость расплава при низких критических скоростях сдвига, поэтому приходится не только конструировать головки экструдера и инструмента, но и применять экструдеры с небольшим диаметром червяка (в основном до 45 мм) и небольшой частотой вращения (до 30 об/мин).
При температурах переработки, приведенных в табл. 6.3, происходит выделение агрессивных летучих продуктов, оказывающих вредное воздействие как на технологическое оборудование, так и на обслуживающий персонал, и которые должны немедленно удаляться из производственного помещения с помощью усиленных систем вентиляции.
143
Таблица 6.3
Температурные режимы переработки термопластичных фторполимеров
Тип фторполимера Температура нагрева, °C
Зоны цилиндра Головка экструдера Матрица
I [I III
Фторированный эти-ленпропилен Ф-4МБ 260...310 280... 320 320... 340 340... 380 330... 370
Сополимер этилена и тетрафторэтилена Ф-40Ш 260... 280 280...310 330... 340 340... 350 310...330
Поливинилиденфторид Ф-2М 180...210 220... 240 250... 270 270... 290 260... 270
Температурные режимы экструдера при переработке термопластичных фторопластов должны быть исключительно стабильны, ввиду возможного разложения материала при температурах переработки, превышающих допустимые. Даже местное охлаждение расплава приводит к резкому увеличению его вязкости и торможению потока, что может привести к разложению фторполимера или образованию в покрытии участков с повышенными внутренними напряжениями, увеличивающими склонность покрытия к растрескиванию.
Наложение покрытий из резиновых смесей представляет собой более простой процесс по сравнению с переработкой пластмасс, так как резиновая смесь не переходит в состояние расплава. Однако при перемещении резиновой смеси в цилиндре экструдера необходимо принять меры для исключения задержки потока смеси и ее местных перегревов. В противном случае может начаться преждевременная вулканизация, исключающая получение качественной продукции. Температура при экструдировании резиновых смесей в зоне I цилиндра — 30...60°C, в зоне II (часто для переработки резины используют только две зоны нагрева цилиндра) — 30...80°C, а температура в головке экструдера — 55...90°C. Естественно, что конкретная температура нагрева определяется типом применяемой резиновой смеси.
6.2.4. Влияние охлаждения после экструдирования и расчет режимов охлаждения
Влияние охлаждения. Условия охлаждения после экструдирования являются одним из основных факторов, определяющих как качество наложенного полимерного покрытия, так и линейную скорость изолирования или ошлангования. Полимерное покрытие
144
после экструдирования необходимо охладить до температуры, при которой оно не будет деформироваться или повреждаться на приемном барабане. Эти температуры достаточно высоки: для полиэтилена низкой плотности — 60...80°C, для ПВХ пластиката — 60...90 °C, для фторопластов — 110...200 °C и т.д. Однако в реальных условиях экструдированное покрытие охлаждают до температур 40...50°C, что отвечает требованиям техники безопасности.
При резком охлаждении полимерных покрытий могут происходить изменения структуры и некоторых физических свойств материала. Так как в этом случае релаксационные процессы не успевают завершиться и образуется неравновесная структура материала, в которой преобладает аморфная фаза. Плотность такой структуры ниже, чем у неравновесной, возникающей при медленном охлаждении кабельного изделия. В результате внутренние напряжения, связанные с разбуханием и ориентацией расплава, замораживаются. В процессе эксплуатации (особенно при повышенных температурах) структура будет стремиться прийти в равновесное состояние, что приведет к перераспределению напряжений и ее усадке, которые могут вызвать появление трещин при тепловом старении и снижение морозостойкости. Причем трещины как раз и появляются в местах концентрации механических напряжений.
Следствием быстрого охлаждения является также образование внутренних пустот в покрытии. Особенно это касается переработки полиэтилена, объем расплава которого при температуре 200 °C примерно на 25 % выше, чем при 20° С, причем резкое изменение объема происходит вблизи его температуры плавления. В охлаждающей ванне понижение температуры начинается с поверхности изделия. Поверхностный слой, охлаждаясь, стремится сократить свой объем, а внутренние, еще не остывшие слои препятствуют этому сокращению. При этом поверхностный слой затвердевает под воздействием радиального давления и находится в растянутом состоянии с замороженными внутренними напряжениями. При последующем охлаждении внутренних слоев их объем сокращается, но это происходит в условиях, когда наружные слои уже затвердели. Сокращение объема может проходить не равномерно, а по наиболее механически слабым местам, т.е. там, где покрытие охлаждается в последнюю очередь, поэтому внутри покрытия могут образоваться пузыри и пустоты, в основном у жилы. Чем ближе температура охлаждающей среды к температуре плавления полимерного материала, тем меньше вероятность образования пустот в покрытии. Поэтому теоретически идеально охлаждение покрытия при температуре охлаждающей среды, равной температуре плавления материала покрытия (что, однако, практически невозможно).
Известно, что пустоты в полиэтиленовом покрытии не образуются, если охлаждение начинать с температуры порядка 80...90° С.
145
В то же время при повышении температуры охлаждающей среды линейная скорость изолирования может снизиться на 10... 15 %. Следовательно, охлаждение покрытий из полиэтилена следует производить ступенчато. Чаще всего используют трехсекционные ванны. Температура воды в первой секции должна составлять 80... 90 °C, во второй — 50...70 °C, а в третьей секции используется холодная водопроводная вода. Перепад температур в покрытии малой толщины (менее 0,7 мм) невелик, поэтому такое покрытие можно охлаждать холодной водопроводной водой.
Поливинилхлоридный пластикат имеет небольшой температурный коэффициент объемного расширения. Кроме того, плотность его вблизи температуры плавления резко не изменяется, и, следовательно, склонность к образованию пустот у него значительно ниже. По этой причине допускается охлаждение покрытий из ПВХ пластиката в водопроводной воде.
Холодную воду используют также для охлаждения резиновых покрытий.
Неравномерность охлаждения возрастает с увеличением не только толщины покрытия, но и его температуры при выходе из экструдера. Более того, у ряда термопластичных фторопластов при резком охлаждении расплава образуется структура с меньшей степенью кристалличности, поэтому покрытия из этих фторопластов толщиной, превышающей 0,5 ...0,8 мм, сначала до входа в ванну с охлаждающей водой охлаждают в воздушной среде либо воду вообще не применяют.
Расчет режима охлаждения экструдированных покрытий производится двумя методами. Первый — используется для кабельных изделий с тонкослойной изоляцией (толщиной в пределе 0,8... 1,0 мм), а второй — при необходимости учета перепада температур по толщине изоляции. В основу расчета в обоих случаях положен конвективный теплообмен между охлаждаемым кабельным изделием и охлаждающей средой.
Расчет режима охлаждения кабельных изделий с тонкослойным покрытием. Расчет производят на основе уравнения теплового баланса количества теплоты, поступившего с жилой или заготовкой с наложенным тонкослойным покрытием, и количества теплоты, отводимого в окружающую охлаждающую среду. Перепад температур по толщине покрытия не учитывают.
Количество теплоты, поступившее с кабельным изделием,
Q, =Ск(Ог-0охл), (6.46)
где Ск — теплоемкость кабельного изделия на единицу длины; Ог — температура изделия на входе в охлаждающую ванну, принимаемая равной температуре головки экструдера; Оохл — температура, до которой охлаждается кабельное изделие (обычно 40... 50 °C).
146
Теплоемкость кабельного изделия:
Ск = C|W| + с2т2 + ... + спт„, (6.47)
где с2, с„~ теплоемкости элементов конструкции кабельного
изделия; 1щ, т2, ..., т„ — массы элементов конструкции кабельного изделия.
Масса кабельного изделия
т = vyF, (6.48)
где v — скорость движения изделия через охлаждающую ванну; у — плотность материала элемента конструкции кабельного изделия; F— площадь поперечного сечения элемента конструкции кабельного изделия.
Если кабельное изделие имеет п элементов конструкции,
Qi = (ti^iYi + c2F2y2 +... + c„F„y„)v(О, -Оохл). (6.49)
При охлаждении кабельное изделие отдает с поверхности количество теплоты
□2=сот</£(Оср-О0), (6.50)
где а — коэффициент теплоотдачи; d — диаметр изделия по покрытию; L — длина охлаждающей ванны экструзионной линии; $ср — средняя температура охлаждаемого изделия; О0 — температура охлаждающей среды.
При определении Оср считают, что температура изделия по длине охлаждающей ванны меняется линейно от Ог до Оохл. Тогда
Л -4-эЯ — ' °охл
аср 2
Очевидно, что количество теплоты, поступившее с жилой или заготовкой с наложенным покрытием, и количество теплоты, отводимого в окружающую среду, равны, т. е. Qt = Q2. Тогда
(ci^Yi + c2F2y2 +... + cnFnyn)v($r-&охл) = anJZ(dcp -O0). (6.51)
Следовательно, если задана длина охлаждающей ванны, что очевидно при решении практических задач в цехе кабельного завода, то можно определить необходимую для охлаждения скорость движения кабельного изделия через эту ванну:
v =___________а^£(Оср -О0)___________
(cil^Yi +c2F2y2 + ... + c„F„y„)(&,. -Оохл)‘
Как правило, скорость движения кабельного изделия на экструзионной линии лимитируется производительностью экструдера, поэтому очевидно, что значение v, рассчитанное по (6.52), не должно превышать значение v, полученное при расчете производительности экструдера.
147
. Наоборот, если задана скорость движения кабельного изделия через охлаждающую ванну, то длину ванны, необходимую для охлаждения этого изделия до требуемой температуры, можно определить следующим образом:
т _ (ci^iYi + + - + c„F„y„)v (flr Фрхл) /Г ст\
ал</(Яср-Я0) * • 7
Если охлаждающая ванна состоит из нескольких секций с различной температурой охлаждающей воды, то длину каждой секции рассчитывают по (6.53) и полученные значения длин секции суммируют.
Расчет режима охлаждения кабельных изделий с учетом изменения температуры по толщине покрытия. Расчет в этом случае проводят на основе теории нестационарной теплопроводности с использованием графических зависимостей безразмерных температур от критериев Фурье и Био. Основное допущение при проведении этого расчета заключается в том, что охлаждаемое изделие рассматривается как однородный цилиндр, хотя в принципе наличие токопроводящей жилы изменяет характер теплоотвода. В основе расчета лежит решение уравнения Фурье, которое определяет условия распространения тепла в твердом теле:
V2t = -—, (6.54)
a dt
где V2 — оператор Лапласа; v — температура; а — коэффициент теплопроводности; t — время.
Уравнение (6.54) может быть записано в цилиндрических или радиальных координатах и сведено с учетом ряда допущений к следующей форме в радиальных координатах:
026(г,т) 1 £Ю(г,т) _ 1 0О(Г,Т)
—^“5 +------------------’ (6.55)
Эг2 г dr a dt
где О(г,т) — разность температур в рассматриваемой точке экструдированного покрытия и окружающей среды; г— радиус жилы или заготовки в рассматриваемой точке.
В то же время известно, что а = Х/(су), где X — коэффициент теплопроводности покрытия; с — удельная теплоемкость покрытия; у — плотность покрытия.
Для аналитического решения уравнения (6.55) необходимо знать начальное распределение температуры в покрытии и условия теплообмена с окружающей средой на поверхности тела. Последние могут быть заданы, например, в виде граничных условий III рода, когда известны температура окружающей среды О0 и коэффициент теплоотдачи а:
Эй _ а drr=i~ х
(6.56)
148
где ЭО/Эг — производная от температуры по нормали к поверхности (в данном случае по радиусу); © — разность температур поверхности покрытия и охлаждающей среды.
Граничное условие III рода по существу показывает, что количество тепла, подводимое от внутренней части жилы или заготовки с наложенным покрытием к его поверхности, равно количеству тепла, отводимого с поверхности изделия в окружающую среду. Начальные условия при решении уравнения (6.55) сводятся к следующему: 0(г,О) = ©0(г). Решение уравнения (6.55) получают в виде рядов Фурье, но это решение и его использование на практике достаточно сложны.
Однако решения для температур в отдельных точках покрытия можно сгруппировать в безразмерные комплексы-критерии, позволяющие произвести расчет по известным критериям Bi (Био) и Fo (Фурье). Критерий Bi = а7?/Хс (или критерий краевого подобия) характеризует связь между полем температур в покрытии и условиями теплоотдачи на его поверхности. Критерий Fo = at/R1 характеризует связь между скоростью изменения температурного поля, физическими характеристиками и размерами тела. Решение можно представить в следующей форме:
0 = -^-=^- = /(Bi,Fo), (6.57)
где 0 — некоторая безразмерная величина, характеризующая температуру; Он — температура покрытия в начальной момент времени; & — температура тела в любой текущий момент времени.
Решение (6.57) может быть представлено в виде графиков, показанных на рис. 6.21. Здесь ©w — безразмерная величина, характеризующая температуру на наружной поверхности покрытия; а — безразмерная величина, характеризующая температуру на поверхности покрытия, примыкающего к токопроводящей жиле (или наружной поверхности кабельной заготовки (при наложении оболочки).
Исходные данные для расчета: 0н — начальная температура покрытия, принимаемая равной температуре головки экструдера Фг; — температура окружающей среды; R — радиус жилы или заготовки кабеля по поверхности покрытия; Д — толщина экструдированного покрытия.
Расчет производят в следующем порядке.
1. Определяют теплофизические параметры, характеризующие материал покрытия (Хпокр, спокр, упокр, «покр) и охлаждающую среду (Л, V, с, у, Р)- В дополнение к ранее введенным обозначениям следует отметить, что V — коэффициент кинематической вязкости, а Р — коэффициент объемного расширения.
Параметры покрытия определяют при его средней температуре Фср = (Фг + ^охл)/2, а параметры окружающей среды — при температуре пограничного слоя:
149
_ flCp+flo _ (ег +еохл)/2+е0 Оср 2 2
2. Зная теплофизические параметры покрытия и охлаждающей среды можно вычислить критерии Рейнольдса (Re), Прандтля (Рг) и Грассгофа (Gr). Как известно, критерий Рейнольдса характеризует гидродинамический режим потока: Re = vl/v (где I— определяющий размер; в рассматриваемом случае наружный диаметр жилы или заготовки с покрытием D). Критерий Прандтля Рг = v/a является мерой подобия температурных и скоростных полей. Критерий Грассгофа характеризует взаимодействие сил молекулярного трения и подъемной силы, обусловленной различием плотностей в я/3
отдельных точках неизотермического потока: Gr = Д-у- ВДО (где g — v2
ускорение свободного падения; / — определяющий размер, в рассматриваемом случае это D; Л& — температурный напор, или разность температур).
3. Далее по критериальным уравнениям вычисляют критерий Нуссельта: Nu = а//А, в котором / = D. Критериальные уравнения, определяемые из теории подобия, представляют собой зависимости Nu от тех или иных определяющих параметров, характеризу-
Рис. 6.21. Зависимости между температурами в покрытии кабельного изделия и критериями Bi и Fo:
а — на наружной поверхности покрытия; б — на оси кабельного изделия
150
ющих рассматриваемый процесс. В общем виде эти уравнения могут быть выражены как Nu = /(Re, Pr, Gr). Конкретный вид критериального уравнения зависит от Re, расчитываемого, как указано ранее. Зная Nu, определяют величину а = NuX/D.
4. По величине а рассчитывается критерий Bi = а7?/Хпокр (где R — радиус жилы или заготовки с покрытием).
5. Затем по графическим зависимостям, приведенным на рис. 6.21, определяют критерий Fo = ат/ R2 (где t — время движения жилы или изделия в охлаждающей ванне). При этом учитывается, что безразмерные температуры, приведенные на рисунке (оси ор-
динат), вычисляют следующим образом:
гл — СР °охл w~ & -& г ^охл
(на на-
ружной поверхности покрытия) и
0 _ СР °охл
00 ~ А — А
wr мохл
(на внутрен-
ней поверхности покрытия изделия — по оси). Очевидно, что, зная 0W/0O, ®ос/®о и Bi, по графикам можно определить Fo.
6. По критерию Fo вычисляется время движения изделия в охлаждающей ванне t= Fo7?2/a (в рассматриваемом случае а = апокр).
7. Длина охлаждающей ванны L = vt.
Следовательно, можно определить, достаточна ли длина ванны для охлаждения как наружной поверхности охлаждаемого изделия, так и любого его элемента (например, внутренней поверхности экструдированного покрытия).
6.3. Экструзионные агрегаты и поточные кабельные линии на их основе
Как уже указывалось, экструдер является основным элементом экструзионной линии. Схема экструзионной линии для наложения покрытий из пластмасс показана на рис. 6.22. Принцип действия линии заключается в следующем.
Токопроводящая жила или кабельная заготовка с отдающего устройства поступает на компенсатор, обеспечивающий постоянство натяжения изделия, на которое накладывается покрытие. В настоящее время, как правило, используют отдающие устройства сдвоенного типа, обеспечивающие непрерывность процесса. Различают отдающие устройства осевого, пинольного и безинерци-онного типа. Пинольные полуоси могут перемещаться в вертикальном и горизонтальном направлениях, что позволяет легко устанавливать отдающие барабаны, проволока с которых сходит с помощью сменных приводных флайеров.
Компенсатор представляет собой систему подвижных и неподвижных роликов и обеспечивает постоянство натяжения токопро-
151
1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16
Рис. 6.22. Схема экструзионной линии:
1 — отдающее устройство; 2 — токопроводящая жила или кабельная заготовка; 3, 15 — компенсаторы; 4 — протирочное устройство; 5 — прямильное устройство; 6 — устройство подогрева токопроводящей жилы; 7 — экструдер; 8 — токопроводящая жила или заготовка с наложенным покрытием; 9 — бесконтактный измеритель диаметра; 10 — охлаждающее устройство; 11 — устройство для удаления влаги с поверхности; 12 — контактный измеритель диаметра; 13 — тяговое устройство; 14 — измеритель длины; 16 — приемное устройство
водящей жилы или заготовки, поступающей с отдающего устройства. При ослаблении натяжения подвижный ролик опускается вниз, при увеличении натяжения — поднимается вверх. Это перемещение используется для передачи движения на тормозное устройство отдающего барабана. Далее по ходу движения изделия, на которое накладывается покрытие, располагаются протирочное и прямильное устройства (для однопроволочных токопроводящих жил). Ролики прямильного устройства неприводные (приводимые во вращение за счет движения жилы) располагаются попарно со смешением по отношению друг к другу.
Подогрев токопроводящей жилы производят для обеспечения лучшей адгезии изоляции к ней и во избежание охлаждения расплава полимера в головке экструдера. При наложении изоляции из полиэтилена и поливинилхлоридного пластиката температура подогрева должна составлять 100... 150 °C. Устройство для подогрева представляет собой систему контактных (обычно латунных) роликов, через которые и подводится ток к участку жилы, огибающей эти ролики.
После выхода из экструдера токопроводящая жила или кабельная заготовка с экструдированным покрытием поступает в охлаждающую ванну, наполненную циркулирующей водой. Обычно ванна секционирована, что позволяет обеспечивать ступенчатое (более равномерное) охлаждение. Длина ванны и температура охлаждающей воды зависят от размеров жилы или заготовки, линейной скорости изолируемого изделия и материала покрытия.
Ванна охлаждения каждой секции, как правило, представляет собой два желоба, вставленных один в другой. По внутреннему желобу в потоке воды проходит охлаждаемое изделие, а наружный желоб используется для транспортировки воды, поступающей из внутреннего желоба. Применяемые системы охлаждения можно подразделить на открытые, замкнутые и полузамкнутые. Для открытой системы воду забирают из общезаводской системы охлаждения и
152
после нагрева ее в результате охлаждения покрываемого изделия снова возвращают в эту систему. При замкнутой системе резервуар для воды, теплообменник и охлаждающая система связаны между собой таким образом, что находящаяся в резервуаре вода насосами подается к ванне и затем снова возвращается в резервуар. В полузамкнутой системе резервуар для воды, теплообменник и охлаждающая система соединены с наружной водопроводной сетью. При повышении в результате охлаждения изделия температуры воды выше определенного значения, т. е. когда мощность теплообменника уже недостаточна для охлаждения, автоматически начинается отвод нагретой воды и подвод воды из внешней сети.
После охлаждающей ванны размещают обдувочное устройство для удаления влаги с поверхности изолируемого изделия струей воздуха под давлением 0,2 МПа. (
В экструзионных линиях используют тяговые устройства колесного и гусеничного типа. Колесное тяговое устройство состоит из двух шкивов, которые несколько раз огибаются изделием с уже наложенным покрытием. Кроме того, такое тяговое устройство может иметь шкивы с трапецеидальным желобом, в который укладывается кабельное изделие, и клиновидные (по форме желоба) ремни, прижимающие это изделие к поверхности желоба. Положение прижимных ремней может изменяться в зависимости от диаметра изделия с наложенным покрытием. Гусеничные тяговые устройства имеют две или три гусеницы, расположенные в вертикальной или горизонтальной плоскости и движущиеся в противоположных направлениях.
Поверх ремней или цепей гусениц имеются резиновые накладки с желобообразным профилем, в котором и размещается изделие с экструдированным покрытием. Гусеничные тяговые устройства используются при производстве кабелей больших диаметров или с большой толщиной изоляции, а также при наложении покрытия из материала с высокой пластичностью. После тягового устройства располагается компенсатор, обеспечивающий равномерное натяжение движущегося изделия путем регулирования его линейной скорости, изменяющейся по мере увеличения диаметра по намотке на приемном барабане.
Экструзионные линии оборудуют различной контрольно-измерительной аппаратурой. На линиях могут устанавливаться бесконтактные и контактные измерители диаметра. Бесконтактные датчики располагают непосредственно после экструдера. Принцип их действия следующий: фотоэлектрический луч лазера сканируется на поверхность изделия и фокусируется в фотощели. Полученную информацию анализируют и передают на компьютер, где воспроизводится форма или размер измеряемого изделия. Контактные измерители диаметра несколько проще. Обычно они состоят из двух роликов, между которыми проходит измеряемое изделие. Такие
153
измерители размещают непосредственно после охлаждающей ванны. В случае отклонения размера изделия от заданного один из роликов (подвижный) перемещается, а затем это перемещение преобразуется в электрический сигнал, обычно изменяющий частоту вращения тягового механизма. Следует отметить, что при использовании контактных измерителей диаметра (при высоких линейных скоростях и охлаждающих ваннах значительной длины) большие участки готовой продукции могут выходить за пределы установленных параметров изделия.
Измеритель длины в принципе представляет собой ролик, огибаемый движущимся изделием. При вращении такого ролика подсчитывается количество электрических импульсов, поступающих от концевого выключателя, хотя конструкции измерителей длины могут быть различными.
Экструзионные линии оснащают приборами (как контактного, так и бесконтактного типа) для контроля покрытия электрическим напряжением, а также приборами для измерения емкости изделия, эксцентриситета покрытия и т.д.
На экструзионных линиях в основном используют автоматические приемные устройства сдвоенного типа, обеспечивающие непрерывность работы линии. При заполнении одного из приемных барабанов кабельное изделие переводится на соседний пустой барабан, а заполненный барабан снимается с отдающего устройства, причем загрузка и съем барабанов на современных линиях автоматизированы. В ряде случаев используют приемные устройства контейнерного типа. В контейнеры кабельное изделие принимается по спирали. При этом в приемное устройство встраивают компенсатор, обеспечивающий заполнение контейнера без снижения рабочей скорости. Используют также бухтоприемные устройства, на которых увязка, съем и упаковка бухт производятся автоматически.
Экструзионные линии классифицируют по диаметру червяка экструдера: 20, 32, 45, 63, 90, 125, 160, 200 мм. Однако не исключается наличие сравнительно небольшого количества линий с диаметрами червяка, отличающимися от указанных (по требованию потребителей или из-за характеристик перерабатываемого материала).
Параметры экструзионных линий, наиболее широко применяемых в отечественной практике, приведены в табл. 6.4. Данные этой таблицы относятся к основной массе экструзионных линий, которыми оснашены кабельные заводы. Однако в настоящее время на ряде кабельных заводов СНГ уже эксплуатируют линии, которые по своим характеристикам превосходят указанные.
Технологический процесс экструдирования в принципе позволяет совмещать несколько технологических операций изготовления кабельной продукции в одну последовательную цепочку. При таком совмещении достигается повышение производительности линии за счет исключения ряда промежуточных операций, эконо-
154
Таблица 6.4
Параметры экструзионных линий, применяемых в отечественной практике
Параметр Диаметр червяка, мм
30 45 60 90 120 160
Частота вращения червяка, об/мин 7...261 14... 142 15... 150 6... 120 10... 100 10...90
Максимальная линейная скорость, м/мин 300 390 700 600 200 70
Производительность, кг/ч 30 45 90 200 300 500
Диаметр кабельного изделия по изоляции, мм 0,4... 3 0,4...3 0,8 ...4 1...10 5... 30 20... 60
Диаметр кабельного изделия по оболочке, мм До 3,9 До 4 До 4 До 10 До 30 До 60
мии производственных площадей и сокращения количества обслуживающего персонала. Кроме того, создаются возможности для более широкой и комплексной автоматизации производства.
Поточные линии, совмещающие несколько технологических процессов, широко используются для производства изолированных жил городских телефонных, сигнально-блокировочных и силовых кабелей, установочных и монтажных проводов и т.д.
Принцип действия поточных линий можно пояснить на примере линии по производству изолированных жил городских телефонных кабелей (рис. 6.23), которая была первой поточной линией, используемой в кабельной технике. Эта линия обеспечивает
Рис. 6.23. Схема поточной линии для производства изолированных жил городских телефонных кабелей;
1 — рабочая площадка с подвижным приемником и стационарными контейнерами; 2 — волочильная машина; 3 — установка непрерывного отжига; 4 — компенсатор; 5 — измеритель температуры; 6 — экструдер (один или несколько); 7 — фотоэлектрический измеритель диаметра; 8 — ванна охлаждения; 9 — высокочастотный аппарат сухого испытания; 10 — приемное устройство (на конусы)
155
10
Рис. 6.24. Горизонтальная кабельная линия 1 — экструдер; 2, 13 — тяговые устройства; 3 — талькирующее устройство; 4 — 7— контроль уровня воды; 8— охлаждающая камера; 9 — концевой затвор; 10 — сухого испытания;
изготовление изолированных полиэтиленом жил городских телефонных кабелей диаметром 0,32...0,9 мм со скоростью 2400...2500 м/мин и совмещает в себе следующие технологические операции: волочение медной заготовки диаметром 2,5... 3 мм до требуемого размера;
отжиг нагартованной в процессе волочения проволоки;
наложение сплошной или пленкопористой полиэтиленовой изоляции;
охлаждение изолированной жилы;
контроль геометрических размеров и электрических параметров изолированной жилы;
прием изолированной жилы (на конусы, в контейнеры или на барабаны).
Поточные автоматические линии снабжены компьютерным управлением.
Несколько технологических операций совмещают также в агрегатах непрерывной вулканизации резиновых покрытий и покрытий из сшитого полиэтилена — так называемых кабельных линиях непрерывной вулканизации (ЛКНВ). На этих линиях процесс эк-струдирования покрытия совмещается с его вулканизацией.
В состав ЛКНВ входят следующие основные узлы: отдающее устройство; компенсатор; экструдер; заправочная камера; вулканизационная камера; охлаждающее, тяговое и приемное устройства. Линии оснащены также вспомогательным оборудованием (аппаратами сухого испытания, устройствами для измерения диаметра и эксцентриситета, маркирующими устройствами и др.). По расположению вулканизационных камер ЛКНВ можно разделить на горизонтальные, наклонные и вертикальные.
Горизонтальные ЛКНВ (рис. 6.24) используют, как правило, для производства кабельных изделий с наружным диаметром до 25 мм. При вулканизации изоляции и оболочек кабелей большего диаметра провисание кабельного изделия за счет собственной массы может достигать таких значений, что поверхность вулканизируе-
156
непрерывной вулканизации типа:
отдающее устройство; 5 — заправочная камера; б — вулканизационная камера; охлаждающий желоб; 11 — устройство для измерения диаметра; 12 — аппарат 14 — приемное устройство
мого покрытия будет соприкасаться с внутренней поверхностью вулканизационной трубы, образуя поверхностные дефекты (так называемые зализы). При наложении резинового покрытия также может наблюдаться его эксцентричность. Указанные недостатки отсутствуют у наклонных ЛКНВ (рис. 6.25), в которых вулканизационная камера имеет форму цепной линии, по которой внутри трубы кабельное изделие располагается под действием собственной массы. Причем при производстве кабелей с наружным диаметром до 100 мм контакт поверхности покрытия с внутренней поверхностью трубы практически исключается. Тем не менее в наклонных ЛКНВ масса кабеля, приходящаяся на единицу его длины, ограничивается допустимым натяжением кабеля в наклонной вулканизационной камере.
Радикальным решением является использование вертикальных ЛКНВ (рис. 6.26), в которых эксцентриситет даже толстостенной изоляции или оболочки и соприкосновение поверхности покрытия с внутренней поверхностью вулканизационной трубы исключаются. Однако капитальные затраты в этом случае заметно возра-
Рис. 6.25. Наклонная кабельная линия непрерывной вулканизации:
1 — отдающее устройство; 2, 8 — тяговые устройства; 3 — талькирующее устройство; 4 — экструдер; 5 — заправочная камера; 6 — приемное устройство; 7 — вулканизационная камера; 9 — аппарат сухого испытания; 10 — устройство для измерения диаметра; 11 — контроль уровня воды; 12 — охлаждающая камера;
13 — охлаждающий желоб; 14 — концевой затвор
157
Рис. 6.26. Вертикальная кабельная линия непрерывной вулканизации:
1 — отдающее устройство; 2 — поворотный ролик; 3 — устройство для предварительного подогрева заготовки кабеля; 4 — талькирующее устройство; 5, 14 — тяговые устройства; 6 — экструдер; 7 — заправочный затвор; 8 — вулканизационная камера; 9 — контроль уровня воды; 10 — концевой затвор; 11 — водяная камера; 12 — прибор для измерения эксцентриситета; 13 — аппарат сухого испытания; 75 — приемное устройство
стают, так как для установки ЛКНВ приходится сооружать здание башенного типа. Кроме того, высота башни имеет свои пределы, что приводит к снижению линейной скорости движения кабельного изделия с вулканизируемым покрытием. Тем не менее на вертикальных ЛКНВ можно изготавливать кабели практически любого диаметра с идеально наложенным изоляционным или шланговым покрытием.
Для одновременного наложения на жилу провода или кабеля изоляции и на заготовку кабеля оболочки могут использовать ЛКНВ с несколькими экструдерами. Если экструдеры сдвоенные, то они могут быть размещены под углом -45° (V-образное расположение) или встык, навстречу друг другу (Т-образное расположение). Для наложения двух электропроводящих слоев и изоляции применяются строенные экструдеры, причем, как и в случае сдвоенных экструдеров, каждый их цилиндр используется для переработки различных материалов.
Технические данные наиболее широко применяемых в отечественной практике ЛКНВ приведены в табл. 6.5. Буква «И» в марке ЛКНВ обозначает предназначение для наложения изоляционного покрытия, а буква «Ш» — шлангового. Обозначения 63x63,160x160, 9x90 характеризуют сдвоенные агрегаты, причем на этих агрегатах может накладываться как однослойное, так и двухслойное покрытие.
158
Таблица 6.5
Технические данные ЛКНВ, применяемых в отечественной практике
Параметр ЛКНВ-125И ЛКНВ-125Ш ЛКНВ-бЗхбЗ ЛКНВ-160х160 ЛКНВ-160 ЛКНВ-9х90
Диаметр червяка экструдера, мм 125 125 63 160 160 90
Скорость опрессо-вания, м/мин 25...300 15... 150 15...300 0,5-20 5-80 20... 200
Диаметр токопроводящих жил или заготовок кабелей до опрессования, мм 0,97 — 3,0 (в два ручья), 0,97-4,9 (в один ручей) 4,5-15 0,65-4,0 30...90 9,05-30 2,8-15,5
Диаметр кабельного изделия после опрессования, мм 2,17-5,0 (в два ручья), 2,17-10,9 (в два ручья) 6,7-21 1,8-7 35...100 12...35 4,4-19 (с одним слоем), 5,4-20 (с двумя слоями)
Длина вулканизационной камеры, м 75 • 75 70 36 90 66
Длина охлаждающей камеры, м 24 24 10 24 20 10
Фактические скорости наложения покрытия зависят от температуры и давления вулканизационной среды, толщины покрытия и наружного диаметра токопроводящей жилы или сердечника кабеля, на которые накладывается покрытие. Для изоляционных покрытий линейные скорости движения кабельного изделия обычно не превышают 190... 200 м/мин, а для шланговых — 60... 80 м/мин. При этом наложение покрытий на заготовки большего диаметра или наложение покрытий большой толщины может производиться с небольшими скоростями, начиная с 2...3 м/мин.
Контрольные вопросы
1. Чем отличаются процессы перемещения полимера в загрузочной, переходной и дозирующей зонах экструдера?
2. В чем состоят особенности течения расплава полимера?
3. Что представляют собой скорость и напряжение сдвига при течении расплава полимера?
4. Как влияет противодавление на работу экструдера и от чего оно зависит?
5. Что представляют собой потоки прямой, обратный и утечки и от чего они зависят?
6. Какие допущения были приняты при выводе упрощенных уравнений для расчета рабочей производительности и рабочего давления в экструдере?
7. Как влияют форма и расположение формующего инструмента на условия экструдирования?
8. Как осуществляется и что дает экструдирование с вытяжкой?
9. В чем состоят особенности работы экструдеров для переработки резиновых смесей?
10. Для чего рекомендуется подогревать токопроводящую жилу или кабельную заготовку перед входом в головку экструдера?
11. Какие особенности характерны для температурных режимов переработки термопластичных фторполимеров?
12. Почему покрытия из полиэтилена не рекомендуется быстро охлаждать после экструдирования?
13. Каковы этапы расчета длины охлаждающей ванны экструзионной линии с учетом изменения температуры по толщине изоляции?
14. По какому параметру классифицируются экструдеры?
15. Почему нельзя использовать горизонтальные линии непрерывной вулканизации для производства кабелей больших диаметров?
Глава 7
ВЛАГОЗАЩИТНЫЕ ОБОЛОЧКИ И ЗАЩИТНЫЕ ПОКРОВЫ
7.1. Металлические оболочки. Назначение и свойства
Металлические оболочки применяются в основном в конструкциях силовых кабелей и кабелей связи и предназначаются для защиты изоляции кабелей от влаги, газов, механических воздействий, а также (для отдельных типов кабелей) от электромагнитных влияний. Металлические оболочки представляют собой гладкую или гофрированную трубу из свинца или алюминия. Применяются также стальные гофрированные оболочки. Как правило, металлические оболочки имеют дополнительное поверхностное покрытие для защиты от коррозии. Отдельные специальные типы кабелей могут иметь сварную гофрированную оболочку, свариваемую из медной ленты.
Толщина свинцовых оболочек для кабелей связи составляет 0,95... 2,9 мм и 0,9... 2,71 мм (в зависимости от диаметра кабеля); толщина оболочек из свинцовых сплавов для силовых кабелей составляет 1... 2,45 мм. Толщина алюминиевых оболочек находится в пределах 0,65... 1,7 мм, причем она зависит не только от диаметра кабеля, но и от способа наложения оболочки на сердечник кабеля. Толщина стальных оболочек, свариваемых из лент, — 0,3...0,5 мм. Толщина металлических оболочек определяется значением напряжений, возникающих при изгибе кабеля, а для силовых высоковольтных кабелей также и внутренним давлением изоляционного масла. Напряжения, возникающие в оболочке при изгибе, прямо пропорциональны модулю упругости металла оболочки и отношению диаметра кабеля к радиусу его изгиба при монтаже или эксплуатации.
Для определения примерной толщины оболочки используется следующее выражение:
Доб = K+fdK, (7.1)
где К и f -— коэффициенты, зависящие от материала оболочки; с?к — диаметр заготовки кабеля под оболочкой.
Толщина алюминиевых гладких оболочек 0,775 + 0,0225dK, а гофрированных — 0,65 + 0,02cfK.
Толщина свинцовых оболочек силовых кабелей на напряжения до 10 кВ составляет 0,825 + 0,0265с?к, а для кабелей на напряжения выше 10 кВ — 0,8 + 0,02JK.
6 Пешков
161
Свинцовые оболочки силовых кабелей изготавливают из свинца или свинцово-сурьмянистых сплавов, однако они могут содержать присадки различных металлов (до 0,8 %), теллура (до 0,05 %) и меди (до 0,05 %).
Силовые кабели со свинцовыми оболочками применяют в тех случаях, когда при прокладке в грунтах возможно воздействие на них агрессивных сред, так как свинец сам по себе обладает высокой коррозионной стойкостью. Свинец и его сплавы очень пластичны, поэтому оболочки кабелей из этих материалов легко вып-рессовываются при сравнительно невысоких давлении и температуре.
В состав свинцово-сурьмянистых сплавов, применяемых для оболочек силовых кабелей, могут входить также олово и теллур, что повышает прочностные характеристики оболочки при растяжении, ползучести и усталостном нагружении, хотя такой сплав обладает по сравнению со свинцом несколько меньшей пластичностью. Оболочки из свинца имеют недостаточно высокие механические характеристики, так что в ряде случаев приходится вводить в конструкцию силовых кабелей усиливающие элементы из проволоки или ленты, наложенные на оболочку по спирали (броню). Свинцовые оболочки кабелей связи изготавливаются из сплавов свинца и сурьмы. Если кабели связи предназначены для эксплуатации в условиях повышенных вибрационных нагрузок, содержание сурьмы должно составлять 0,6... 0,8 %. В противном случае в оболочках кабелей, например проложенных в туннелях метрополитена, могут возникать поперечные трещины.
Алюминиевые оболочки силовых кабелей и кабелей связи должны изготавливаться из алюминия повышенной чистоты. Если в конструкции кабелей применяется гофрированная алюминиевая оболочка, то форма гофра может быть синусоидальной, S-образной или синусоидальной с цилиндрической впадиной (рис. 7.1). Шаг гофра, т.е. расстояние между выступами оболочки, составляет 0,3...0,5 от наружного диаметра выступов. Степень гофрирования, представляющая собой отношение диаметра оболочки по ее выступам к диаметру по впадинам, находится в пределах 1,10... 1,25. Алюминиевые оболочки по сравнению со свинцовыми обладают лучшими прочностными характеристиками, повышенной вибро-
Рис. 7.1. Профили гофрированных оболочек кабелей:
а — S-образный; б — синусоидальный; в — синусоидальный с цилиндрической впадиной
162
стойкостью, меньшей массой и более низкой стоимостью. Они не требуют применения бронепокровов, однако, как указывалось ранее, коррозионная стойкость алюминия невысока, и поэтому алюминиевые оболочки должны иметь усиленную коррозионную защиту. Коррозия алюминиевых оболочек заметно ускоряется под действием блуждающих токов.
Ко всем металлическим оболочкам предъявляется ряд общих требований. Прежде всего оболочки должны быть герметичными. В основном оболочки силовых кабелей не подвергаются проверке на герметичность, которая обеспечивается соблюдением установленных технологических режимов. В особо ответственных случаях (например, при производстве высоковольтных маслонаполненных кабелей) проверку оболочек на герметичность производят с помощью повышенного давления масла при пропитке или сжатого воздуха до пропитки.
Герметичность оболочек кабелей связи, конструкция которых позволяет производить подачу газа под оболочку, проверяется после подачи сухого азота (или сухого воздуха) через один конец кабеля с установкой на другом конце манометра. Такие кабели сейчас выпускаются в основном для ремонтных целей, так как в эксплуатации их находится многие десятки тысяч километров.
На оболочках недопустимо наличие рисок, вмятин, раковин и посторонних включений, после зачистки которых толщина оболочки выходит за пределы минимальной. Дефекты свинцовых и алюминиевых оболочек могут быть запаяны, однако место пайки должно быть ровным и гладким, а число таких паек на строительной длине кабеля не должно быть более трех.
Оболочка кабелей из свинцовых сплавов и алюминиевая оболочка с внутренним диаметром более 10 мм должны без разрыва выдерживать испытание на растяжение до 1,3-кратного первоначального внутреннего диаметра, а оболочка из свинца — до 1,5-кратного первоначального внутреннего диаметра.
Оболочки силовых кабелей и алюминиевые оболочки кабелей связи должны выдерживать испытания на изгиб, причем для испытаний берется образец силового кабеля с защитным покровом, а образец кабеля связи — без защитного покрова. Испытания проводятся намоткой образца кабеля связи на цилиндр диаметром, кратным 15...40 наружным диаметрам (D) гладкой оболочки или наружным диаметрам выступов гофрированной оболочки (в зависимости от диаметра кабеля). Диаметр цилиндра для намотки силовых кабелей составляет 15...25(Z)+d), где d — диаметр круглой токопроводящей жилы кабеля или диаметр жилы круглой формы, эквивалентной по площади поперечного сечения секторной или сегментной жиле. Намотка образца на цилиндр двойная, т. е. это намотка, смотка, выпрямление и снова намотка со смещением образующей поверхности, соприкасающейся с поверхностью об
163
разца, на 180°. На оболочке образцов после испытаний не должно быть трещин. Кроме того, образец кабеля связи должен выдержать испытание избыточным давлением, а образец силового кабеля — электрическим напряжением.
Что касается сварных алюминиевых оболочек, то они должны выдержать испытания на сплющивание без появления дефектов. При проведении этого испытания образец должен сжиматься до высоты не более трех толщин оболочки.
7.2. Способы наложения металлических оболочек и применяемое оборудование
Металлическая оболочка на сердечники кабелей накладывается
методами прессования и сварки.
Прессование оболочки — это выдавливание металла в виде оболочки через кольцевой зазор на непрерывно движущийся сердечник кабеля. Прессованием обеспечивается получение пластичной оболочки с высокой герметичностью.
Для наложения оболочек из свинца и свинцовых сплавов в кабельной технике используется гидравлическое прессование периодического действия и механи-
Рис. 7.2. Схема гидравлического пресса для наложения оболочек из свинца и свинцовых сплавов:
1 — расплавленный свинец; 2 — ванна с расплавом свинца; 3 — пресс-штемпель; 4 — контейнер; 5 — прессовая головка; 6 — свинцовая оболочка; 7 — матрица; 8 — дорн; 9 — дорнодержа-тель; 10 — заготовка кабеля
ческое (червячное) прессование непрерывного действия.
Принцип действия гидравлического пресса поясняет схема, показанная на рис. 7.2. Расплавленный свинец или свинцовый сплав (далее — свинец) поступает из ванны в предварительно подогретый контейнер. В контейнере свинец охлаждается и кристаллизуется, а затем поршень с пресс-штемпелем под давлением продавливает свинец в кольцевой зазор между дорном и матрицей, образуя вокруг заготовки кабеля оболочку. Давление воды, приводящее в движение поршень с пресс-штемпелем, создается гидравлическими насосами и составляет до 40 МПа.
После выдавливания порции свинца из контейнера поршень и пресс-штемпель возвращаются в исходное положение, и в
164
контейнер заливают новую порцию свинца, которая приваривается к части свинца, оставшейся в контейнере (пресс-остатку) и снова кристаллизуется. Затем процесс повторяется. В промежутке времени между движениями поршня и пресс-штемпеля заготовка кабеля остается в прессовой головке. Таким образом, прессование оболочки происходит циклично, однако опрессованная оболочка кабеля может иметь неограниченную длину.
Обычно гидравлические прессы для наложения оболочек из свинца и свинцовых сплавов вертикальные. Центральный узел таких прессов состоит из контейнера и прессовой головки. Контейнер представляет собой толстостенный полый цилиндр из легированной температуростойкой стали, который имеет каналы для нагрева и охлаждения с помощью воды, пара или масла.
Прессовую головку изготавливают также из легированной стали и устанавливают под контейнером. Нагрев головки до рабочих температур электрический, с помощью нагревателей. Поток свинца, выходящий из контейнера сверху вниз, делится в головке на два потока и, поворачиваясь на 90°, выдавливается через инструмент в виде оболочки. Полости и каналы внутри прессовой заготовки имеют сложную форму для обеспечения максимальной равномерности толщины оболочки.
Прессы периодического действия еще эксплуатируются на ряде кабельных заводов, однако на смену им уже пришли более производительные механические (червячные) прессы непрерывного действия (рис. 7.3). Здесь, как и в гидравлических прессах периодического действия, расплавленный свинец с температурой 380.„420 °C из ванны поступает в контейнер. Однако в контейнере располагается червяк, перемещающий расплав, который по мере движения постепенно кристаллизуется и затем подается в прессовую головку, где и происходит образование оболочки кабеля. Перед пуском головку червячного пресса подогревают до температуры 295... 305 °C. Важное значение имеет температурный режим нагрева свинца на пути от плавильной ванны до матрицы головки. Понижение температуры контейнера приводит к перегрузке электродвигателя, повышение температуры за счет расширения области жидкого металла — к уменьшению давления, развиваемого шнеком, а значит, и к уменьшению производительности. Остановка пресса нарушает температурный режим, который затем очень трудно восстанавливать, поэтому, например, при смене отдающего или приемного барабана процесс прессования не прекращают, а выпрес-совываемую свинцовую трубку направляют обратно в плавильную ванну.
Наибольшее распространение получили прессы непрерывного действия с вертикальным расположением червяка, при котором поток свинца изменяет направление движения на 90°, т. е. ось заготовки кабеля перпендикулярна оси потока свинца.
165
Рис. 7.3. Схема червячного пресса непрерывного действия для наложения оболочек из свинца и свинцовых сплавов:
1 — расплавленный свинец; 2 — ванна с расплавом свинца; 3 — свинцепровод; 4 — контейнер; 5 — червяк; 6 — дорнодержатель; 7 — заготовка кабеля; 8 — дорн; 9 — головка пресса; 10 — матрица; 11 — свинцовая оболочка; 12 — электродвигатель; 13 — редуктор
На кабельных заводах имеются также непрерывные прессы с горизонтальным расположением червяка, которые несколько сложнее в эксплуатации.
При наложении оболочек из сплавов свинца производительность червячных прессов снижается в 1,5—2 раза, так как при этом требуются повышенные усилия прессования. Необходимо также учитывать в этом случае возможную неоднородность химического состава оболочки по длине, в первую очередь концентрацию основной добавки к свинцу — сурьмы.
На червячных свинцовых прессах можно накладывать оболочки диаметром 6... 115 мм. Вместимость плавильных ванн 4,3... 10 т свинца. Производительность прессов на чистом свинце 23... 55 кг/мин.
Алюминиевые оболочки накладывают на заготовку кабеля методом прессования на гидравлических прессах. При прессовании предварительно нагретый до 450... 500 °C алюминий выдавливается в виде сплошной оболочки на непрерывно движущуюся заготовку. Поскольку температура плавления алюминия 658 °C (т. е. значительно выше, чем свинца), заливка расплавленного алюминия в контейнер пресса невозможна, так как в этом случае заготовка кабеля, рабочий цилиндр и прессовая головка с инструментом были бы повреждены, поэтому вместо расплава металла в контейнер алюминиевого пресса загружают предварительно нагретые алюминиевые слитки.
166
Основным типом гидравлических прессов для наложения алюминиевых оболочек являются горизонтальные прессы с двумя рабочими цилиндрами (контейнерами), расположенными симметрично относительно его головки (рис. 7.4). Использование двух контейнеров позволяет снизить усилия прессования, так как необходимое давление прикладывается с двух сторон. При использовании двухконтейнерного прессования алюминиевая оболочка имеет два продольных шва.
Нагрев алюминиевых слитков осуществляется в индукционных электрических печах и может быть равномерным или градиентным. При равномерном нагреве весь слиток имеет равномерную температуру; при градиентном — часть слитка, примыкающая к головке, имеет температуру на 80... 100°C выше, чем остальная часть. Преимущество градиентного нагрева перед равномерным заключается в том, что слиток выпрессовывается от более нагретой (а следовательно, и более пластичной) передней части к менее нагретой задней, и в результате воздух постепенно удаляется из контейнера. В случае равномерного нагрева во избежание образования воздушных пузырей приходится производить предварительное вакуумирование контейнера.
Рис. 7.4. Схема горизонтального гидравлического пресса для наложения алюминиевых оболочек:
1 — отдающее устройство; 2 — направляющее устройство; 3 — механизм резки заготовки кабеля; 4 — индукционная печь; 5 — слитки алюминия; б — маслоохладитель; 7 — пресс; 8 — устройство для охлаждения кабеля; 9 — счетчик Длины и указатель скорости кабеля; 10 — пульт управления; 11 — регулятор скорости приемного устройства; 12 — приемное устройство; 13 — гидравлический привод
167
Процесс прессования алюминиевых оболочек цикличный. После прессования первой пары слитков пресс-штемпели, соединенные с плунжером гидравлического пресса, возвращаются в исходное положение, а в контейнеры подается новая пара слитков, которые привариваются в контейнерах к пресс-остатку, и цикл по-4, вторяется снова. В момент смены слитков процесс прессования прерывается, а при возобновлении процесса на алюминиевой оболочке образуется так называемое бамбуковое кольцо, представляющее собой участок с резко неравномерной толщиной, являющийся ослабленным местом оболочки. Для исключения появления бамбукового кольца или его сглаживания на современных прессах при начале прессования автоматически изменяется расстояние между дорном и матрицей, образующими технологический прессовый инструмент. Головка, контейнер и пресс-штемпель называются тяжелым прессовым инструментом.
Температура в головке при прессовании составляет примерно 500 °C, поэтому изоляция кабеля алюминиевой оболочки может повреждаться, если не принять специальные меры защиты от действия повышенной температуры. Для зашиты изоляции от перегрева между дорнодержателем и заготовкой кабеля со стороны дорна располагается специальное устройство, представляющее собой многостенную трубку, оканчивающуюся сменным инструментом — наконечником дорна, не позволяющим изоляции кабеля соприкасаться с горячим дорном. Внутри многостенной трубки циркулирует вода. Со стороны матрицы располагается душирующее устройство — двухстенная труба с дюзой, имеющей большое количество небольших отверстий, через которые на выпрессованную алюминиевую оболочку под давлением подается вода. Для получения (при наличии двух контейнеров) равностенной оболочки пресс-штемпели должны перемещаться синхронно и иметь равное расстояние от вертикальной оси головки, поэтому гидравлические алюминиевые прессы снабжают специальными системами синхронизации, обеспечивающими одинаковое давление в обоих контейнерах пресса и одинаковое перемещение пресс-штемпелей.
Важное значение при прессовании алюминиевых оболочек имеет чистота применяемого алюминия. Так, при содержании в алюминии примесей в количестве, превышающем 0,04...0,05 %, усилия прессования, а следовательно, нагрузки на привод, тяжелый прессовый и технологический инструмент резко возрастают. Кроме того, разброс толщины выпрессованной в этом случае алюминиевой оболочки достаточно велик, что приводит к необходимости увеличения средней толщины оболочки в целях гарантирования ее минимальной толщины. Поэтому в ряде случаев незаменимым является процесс наложения металлической оболочки из ленты с последующей сваркой ее кромок. Такие сварные оболочки могут быть алюминиевыми, стальными или медными. При этом в основном ис
168
пользуют два способа: дуговую сварку (в атмосфере аргона или смесей инертных газов) и высокочастотную сварку.
При аргонно-дуговой сварке нагрев и оплавление кромок ленты происходят за счет электрической дуги, образующейся между лентой и электродом. При сварке на воздухе из-за содержащихся в нем кислорода и азота в зоне сварного шва могут образовываться оксиды и нитриды, снижающие прочность шва. Именно для исключения этого явления сварку производят в атмосфере аргона либо других инертных газов (например, гелия или его смеси с аргоном).
Схема установки для аргонно-дуговой сварки кабельных оболочек показана на рис. 7.5. Принцип работы установки заключается в следующем. После обрезки кромок и очистки металлическая лента поступает в формующее устройство, куда одновременно поступает и заготовка кабеля. Затем лента формуется вокруг заготовки кабеля, и ее кромки свариваются в сварочной головке в атмосфере азота. Формующий инструмент чаще всего неприводной роликовый или фильерный. Качество сварного шва во многом определяется точностью формовки, которая производится в 3...5 ступеней. Так, алюминиевая оболочка последовательно формуется в трех ступенях: в цилиндрических направляющих, конусе и кольце. Конус и кольцо изготавливают из полиэтилена высокой плотности. При формовании стальной оболочки ступеней уже пять: три ступени — стальные цилиндрические валки, четвертая — стальной конус, пятая — кольцо из твердосплавного металла.
Рис. 7.5. Схема установки для аргонно-дуговой сварки:
1 — отдающее устройство для заготовки кабеля; 2 — отдающее устройство для ленты; 3 — устройство для обрезания кромок ленты; 4 — устройство для очистки ленты; 5 — стол для формования оболочки; 6 — узел сварки; 7 — тяговое устройство; 8 — гофрирующее устройство; 9 — приемное устройство
169
Сварочное устройство включает в себя сварочную горелку с охлаждением ее держателя водой, приспособление для подачи защитного газа и проекционный микроскоп, позволяющий наблюдать за положением дуги относительно кромок и соблюдением рас-, стояния между кромками. Сварочные электроды изготовлены из сплава вольфрама и тория. Как правило, сварочная головка имеет три электрода, что позволяет повысить скорость сварки.
После сварки оболочка имеет овальную форму, обеспечивающую более точное схождение кромок ленты, обрезаемых перпендикулярно ее поверхности. Затем оболочке с помощью калибрующих валков придают круглую форму. Перед гофрированием сварную оболочку охлаждают и смазывают эмульсией. Гофрирующие ролики приводят во вращение с помощью планетарной передачи. Крутящий момент, прикладываемый к оболочке в процессе гофрирования, гасят в гусеничном тяговом устройстве. Если гофрирования оболочки не требуется, то вместо гофрирующего устройства устанавливают калибрующее устройство валкового типа или волоки.
Серийные агрегаты позволяют обеспечить сварку оболочек диаметром от 1,2 до 315 мм. Толщина свариваемой стальной оболочки 0,1 ...2 мм, алюминиевой — 0,2...4 мм. Паспортная скорость сварки стальных оболочек 8... 15 м/мин, алюминиевых — 4... 30 м/мин. При аргонно-дуговой сварке длина изготавливаемого кабеля ограничивается не самим технологическим процессом, а длиной заготовки кабеля, на которой формуется оболочка. Преимуществом этого способа сварки является также практическое отсутствие грата на внутренней поверхности оболочки, что является обязательным в некоторых конструкциях кабелей (например, высокочастотных). Так как объем нагреваемого металла ограничен, то изоляция кабеля не подвергается большим тепловым воздействием. Основным недостатком дуговой сварки в атмосфере защитного газа является сравнительно невысокая производительность. Способ аргонно-дуговой сварки применяют не только при производстве кабельных оболочек, но и при изготовлении внутреннего и внешнего проводников радиочастотных кабелей, а также волноводов.
При высокочастотной сварке оболочек из металлической ленты ток высокой частоты протекает по одной из кромок ленты до места ее соприкосновения с другой и далее по второй кромке, нагревая и оплавляя их. Затем оплавленные кромки сжимают валками и сваривают, причем сформованная из ленты заготовка имеет шель V-образной формы. Чем выше частота тока, тем меньше глубина его проникновения в кромки и объем нагреваемого металла. При сварке часть расплавленного металла выдавливается наружу и внутрь образующейся оболочки. Если грат с наружной поверхности оболочки может быть удален, то с внутренней поверхности оболочки удалить его невозможно, что исключает при
170
менение такого способа сварки для некоторых конструкций кабельных изделий. Принципиальная схема установки для высокочастотной сварки оболочек такая же, как и установки для аргон-но-дуговой сварки, различаются только их узлы. Для обеспечения непрерывной работы установка имеет сдвоенные приемные и отдающие устройства для заготовки кабеля, сдвоенные отдающие устройства и накопитель для ленты, а также стыкосварочную машину. В накопителе автоматически поддерживается полное заполнение лентой.
Механизм формования ленты в заготовку включает в себя рабочие клети, систему вертикальных роликов и формующий конус. Верхний валок рабочей клети может перемещаться в вертикальном и горизонтальном направлениях, что позволяет производить регулировку в случае разной толщины сформованной заготовки в продольном и поперечном направлениях. Сварочное устройство состоит из сварочных валков, изготавливаемых из латуни или бронзы, которые связаны между собой синхронизирующими шестернями.
Для гофрирования сварной оболочки на установках высокочастотной сварки используется способ непрерывной продольной прокатки в профилированных валках, т.е. оболочка последовательно прокатывается через пять-шесть валковых зубчатых калибров, каждый из которых повернут относительно предыдущего на 60° и образован тремя зубчатыми валками. При этом каждая последующая группа валков углубляет кольцевые впадины, образованные предыдущими. Такой способ гофрирования практически исключает образование вращающегося момента, прикладываемого к оболочке, и, следовательно, ее возможное закручивание, которое на установках аргонно-дуговой сварки приходится устранять с помощью специальной конструкции тягового устройства. Способ гофрирования путем непрерывной продольной прокатки в профилированных валках практически не имеет ограничений по линейной скорости движения свариваемой заготовки, но более сложен с точки зрения перехода с одного размера заготовки на другой и изготовления гофрирующего инструмента.
Агрегаты высокочастотной сварки применяют для стальных и алюминиевых оболочек диаметром 10... 35 мм. Скорость наложения алюминиевых оболочек 20... 120 м/мин, стальных — 15 ...90 м/мин. Применение высокочастотной сварки оболочек эффективно при крупносерийном производстве ограниченного числа макроразмеров кабеля. В последнее время появились агрегаты сварки с помощью лазера, на которых изготавливаются трубки, образующие сердечник волоконно-оптического кабеля. Такие трубки из алюминиевой и стальной ленты имеют диаметр 1,5...3 мм. Внутри трубок размещаются продольно расположенные оптические волокна.
171
7.3. Резиновые и пластмассовые оболочки
Резиновые и пластмассовые оболочки кабелей предназначены для защиты изоляции жил от воздействия света, влаги, различных химических веществ, а также механических воздействий. Хотя та-^ие оболочки уступают металлическим по влагопронипаемости, они имеют целый ряд других преимуществ и прежде всего лучшую гибкость и меньший вес. Поэтому, если изоляция достаточно влагостойка, применяют резиновые и пластмассовые оболочки.
В соответствии с ГОСТ 23286—78 оболочки кабельных изделий в зависимости от условий их эксплуатации подразделяют на следующие категории:
06-1 — для переносных кабельных изделий, работающих в тяжелых условиях (землеройных и им подобных машинах);
06-2 — для переносных кабельных изделий, работающих в средних условиях (все случаи применения, кроме предусмотренных для категорий 06-1 и Об-З) и для кабельных изделий, прокладываемых стационарно;
Об-З — для переносных кабельных изделий, работающих в легких условиях (бытовых электроприборах и токоприемниках, т.е. там, где отсутствуют механические нагрузки).
При обозначении категории оболочки также добавляют соответственно буквы «р» — для резины и букву «п» — для пластмассы (например, Обр-1). Номинальная толщина различных оболочек приведена в табл. 7.1.
При одновременном наложении изоляции и оболочки или двухслойной оболочки их толщина должна быть оговорена в соответствующей нормативно-технической документации на кабельные изделия. В технически обоснованных случаях допускается уменьшение толщины кабельных оболочек.
Предельное отклонение по толщине пластмассовой оболочки (кроме вулканизующегося полиэтилена) составляет минус 15 %, а для оболочек резиновой и из вулканизующегося полиэтилена — минус 20 %, если в нормативно-технической документации на кабельные изделия не установлены другие значения.
В технически обоснованных случаях допускается плюсовое отклонение, предельное значение которого должно быть оговорено в нормативно-технической документации на кабельные изделия.
Резиновые и пластмассовые оболочки в зависимости от назначения кабельных изделий могут испытываться переменным напряжением частотой 50 Гц без погружения в воду, с погружением в воду или после выдержки в ней (категория испытаний ЭИ-1), а также напряжением на проход (категория испытаний ЭИ-2).
Переменное испытательное напряжение С7исп, В, в зависимости от номинальной толщины оболочки а, мм, при стационарных испытаниях вычисляют следующим образом: С7исп = 1000с + 2000,
172
Таблица 7.1
Номинальная толщина резиновых и пластмассовых оболочек различных категорий, мм
Диаметр кабельного изделия под оболочкой, мм Обр-1 Обп-1 Обр-2 Обп-2 Обр-3 Обп-3
До 6 1,5 1,2 1,5 1,2 1,0 0,8
Свыше 6 до 10 2,0 1,7 1,7 1,5 1,0 1,0
Свыше 10 до 15 2,5 1,7 2,0 1,5 1,2 1,2
Свыше 15 до 20 3,0 2,0 2,0 1,7 —- —
Свыше 20 до 25 3,5 2,3 2,5 1,9 — —
Свыше 25 до 30 4,5 2,5 3,0 1,9 — —
Свыше 30 до 40 5,0 3,5 4,0 2,3 — —
Свыше 40 до 50 5,0 4,0 4,5 2,5 — —
Свыше 50 до 60 6,0 4,0 4,5 2,5 — —
Свыше 60 6,0 — — 3,0 — —
с округлением до 500 В в сторону максимума. Если испытания проводят на проход, то для резиновых оболочек с номинальной толщиной 1...6 мм пиковое значение испытательного напряжения находится в пределах 9... 50 кВ, а для пластмассовых оболочек толщиной 0,8...3,9 мм — в пределах 12...45 кВ.
Резиновые оболочки применяют в основном для переносных кабелей и проводов с резиновой изоляцией, которые должны иметь максимальную гибкость. Это прежде всего кабели и провода общего применения, шахтные, экскаваторные, судовые кабели и т.д. Кроме того, резиновые оболочки используют и для отдельных типов кабелей стационарной прокладки (например, силовых кабелей с резиновой изоляцией).
Экскаваторные кабели, эксплуатируемые в тяжелых условиях, подвергаются повышенным механическим воздействиям (на них могут попадать куски добываемой породы, по ним могут проезжать автомобили), поэтому их защитные оболочки изготавливают из более механически прочных резин, содержащих 50 % каучуков. Оболочки кабелей, эксплуатируемых в средних и легких условиях, содержат 40...45 % каучуков. К резиновым оболочкам для ряда кабелей предъявляются также дополнительные требования по маслостойкости и нераспространению горения. Отдельные типы резиновых оболочек рассчитаны на эксплуатацию при температурах до -50 °C (в частности, в районах Сибири и Крайнего Севера).
173
Пластмассовые оболочки кабелей и проводов выполняют из шлангового поливинилхлоридного пластиката и полиэтилена. Шланговый ПВХ пластикат отличается от изоляционного повышенной светостойкостью и механической прочностью, что достигается соответствующим подбором наполнителей, пластификаторов и стабилизаторов. Диэлектрические характеристики шланговых пластикатов невысоки, однако это и не требуется для обеспечения надежной эксплуатации кабельных изделий. Важным преимуществом оболочек из ПВХ пластиката является их способность затухать при вынесении из пламени, что объясняется прежде всего наличием значительного количества атомов хлора в структурной цепи смолы. При возгорании ПВХ пластиката из смолы выделяется хлористый водород НС1, что и приводит к снижению температуры в зоне горения и самозатуханию пластиката при удалении источника пламени. Однако при расположении кабелей с оболочками из ПВХ пластиката в пучке при возгорании высокая температура в зоне его горения сохраняется и в отличие от возгорания одиночного кабеля самозатухания не происходит. В настоящее время для оболочек кабельных изделий все шире применяют специальные ПВХ пластиката с пониженным газо- и дымо-выделением, что достигается введением таких наполнителей, как гидроксид алюминия или магния, а также фосфатных пластификаторов и т. п.
Полиэтиленовые оболочки по сравнению с поливинилхлоридными обладают меньшей влагопроницаемостью и лучшими физико-механическими свойствами, что наиболее эффективно используется в конструкциях кабелей связи. Для увеличения светостойкости в состав шланговых полиэтиленовых композиций вводят до 2 % сажи. Однако следует отметить, что полиэтилен является горючим материалом, поэтому кабели с оболочками из полиэтилена прокладывают в земле и не рекомендуют для прокладки внутри помещений.
В процессе эксплуатации и старения кабельных изделий характеристики оболочек, особенно физико-механические, изменяются. Так, при эксплуатации ПВХ оболочек снижается их относительное удлинение при растяжении, повышаются разрывная прочность и температура хрупкости.
Это является прежде всего следствием снижения содержания пластификаторов из-за их миграции при повышенных температурах или вымывания в условиях влажных грунтов (например, в болотных) и воды. Аналогичные изменения происходят и при старении резиновых оболочек, что необходимо учитывать при оценке ресурса кабельных изделий. Наложение резиновых и пластмассовых оболочек на сердечник кабелей производят на стандартном кабельном оборудовании — кабельных линиях непрерывной вулканизации (см. гл. 6).
174
7.4. Защитные кабельные покровы. Способы и оборудование для их наложения
Защитный кабельный покров — это элемент конструкции кабеля, наложенный на изоляцию, экран, оболочку или упрочняющий покров кабельного изделия и предназначенный для дополнительной защиты от внешних воздействий. Конструкции защитных кабельных покровов различны, они могут включать в себя броню или не иметь ее, ограничиваясь кабельной или стеклянной штапе-лированной пряжей, подклеенной и пропитанной битумными составами, или представлять собой пластмассовые оболочки с подслоем из битума и полимерной ленты.
Конструкции элементов защитных кабельных покровов приведены в табл. 7.2.
Броня представляет собой часть защитного покрова и состоит из металлических лент либо одного или нескольких повивов стальных или стальных оцинкованных проволок. Броня предназначена для защиты кабеля от внешних механических и электрических воздействий. Проволочная броня воспринимает растягивающие уси-
Таблица 7.2
Конструкции элементов защитных кабельных покровов и их обозначения в соответствии с ГОСТ 7006—72
Конструкция элемента защитного покрова Обозначение
Подушка
1 Без подушки б
2 а) битумный состав или битум б) крепированная или кабельная пропитанная бумага в) битумный состав или битум г) крепированная или кабельная пропитанная бумага д) битумный состав или битум Без обозначения
3 а) битумный состав или битум б) крепированная или кабельная пропитанная бумага в) битумный состав или битум г) крепированная или кабельная пропитанная бумага д) битумный состав или битум Без обозначения
4 а) битумный состав или битум б) ленты полиэтилентерефталатные в) крепированная или кабельная пропитанная бумага г) битумный состав или битум д) крепированная или кабельная пропитанная бумага е) битумный состав или битум Л
175
Продолжение табл. 7.2
Конструкция элемента защитного покрова Обозначение
5 а) битумный состав или битум б) ленты полиэтилентерефталатные в) крепированная или кабельная пропитанная бумага г) битумный состав или битум д) пропитанная кабельная пряжа или стеклянная пряжа из штапелированного волокна е) битумный состав или битум Л
6 а) битумный состав или битум б) ленты полиэтилентерефталатные в) крепированная или кабельная пропитанная бумага г) битумный состав или битум д) ленты полиэтилентерефталатные е) крепированная или кабельная пропитанная бумага ж) битумный состав или битум 2л
7 а) битумный состав или битум б) ленты полиэтилентерефталатные в) крепированная или кабельная пропитанная бумага г) битумный состав или битум д) ленты полиэтилентерефталатные е) пропитанная кабельная пряжа или стеклянная пряжа из штапелированного волокна ж) битумный состав или битум 2л
7а а) битумный состав или битум б) ленты полиэтилентерефталатные в) лента поливинилхлоридная г) стеклянная пряжа из штапелированного волокна или стеклолента нл
8 а) битумный состав, вязкий подклеивающий состав или битум б) выпрессованный полиэтиленовый защитный шланг в) крепированная или кабельная пропитанная бумага г) битумный состав или битум д) крепированная или кабельная пропитанная бумага е) битумный состав или битум П
9 а) битумный состав, вязкий подклеивающий состав или битум б) лента полиэтилентерефталатная в) выпрессованный полиэтиленовый защитный шланг г) крепированная или кабельная пропитанная бумага д) битумный состав или битум е) крепированная или кабельная пропитанная бумага ж) битумный состав или битум В
176
Окончание табл. 7.2
Конструкция элемента защитного покрова Обозначение
Броня
10 Стальные оцинкованные ленты Б
11 Стальные оцинкованные круглые проволоки К
Наружный покров
12 а) битумный состав или битум, вязкий подклеивающий состав или битум б) пропитанная кабельная пряжа или стеклянная пряжа из штапелированного волокна в) битумный состав или битум г) покрытие, предохраняющее витки кабеля от слипания Без обозначения
13 а) негорючий состав б) стеклянная пряжа из штапелированного волокна в) негорючий состав г) покрытие, предохраняющее витки кабеля от слипания н
14 а) битумный состав, вязкий подклеивающий состав или битум б) лента поливинилхлоридная, полиэтилентерефталатная или другая равноценная в) выпрессованный полиэтиленовый защитный шланг Шп
15 а) битумный состав, вязкий подклеивающий состав или битум б) лента полиэтилентерефталатная в) выпрессованный полиэтиленовый защитный шланг Шв
16 Без наружного покрова Г
лия. Чтобы не повредить сердечник при наложении брони и защитить его от механических повреждений и коррозии непосредственно на сердечник кабеля или промежуточную оболочку под броней накладывается так называемая подушка. В конструкцию подушки, как следует из табл. 7.2, могут входить битумный состав, пропитанная или крепированная кабельная бумага, пропитанная кабельная хлопчатобумажная пряжа или стеклянная штапелированная пряжа, полиэтилентерефталатная или равноценная ей пластмассовая лента.
Типы защитных покровов для различных конструкций кабелей приведены в табл. 7.3 (с использованием обозначений из табл. 7.2).
Для брони применяются стальные ленты толщиной 0,3... 0,8 мм (в зависимости от диаметра кабеля по оболочке) и стальные или
177
стальные оцинкованные проволоки диаметром 1,4... 6,0 мм. Минимальная толщина подушки составляет 1,5...3,2 мм, а минимальная толщина защитного покрова — 1,6...3,1 мм. Пластмассовый защитный шланг (оболочка) из полиэтилена или ПВХ пластиката, накладываемый под броней или поверх брони или металлической оболочки, должен иметь номинальную толщину 1,4... 3,1 мм. Стальная бронелента должна быть оцинкованной. Допускается применение стальной неоцинкованной ленты, однако в этом случае ее поверхность должна быть битуминирована, а поверх брони требуется нанесение покрытия, предотвращающего слипание витков кабеля. Броню из двух стальных лент накладывают с перекрытием. Броню из одной стальной ленты можно профилировать и накладывать «в замок». Пластмассовые ленты, входящие в состав защитного покрова, также накладывают с перекрытием. Кабельную бумагу и пряжу пропитывают противогнилостным составом. Битум-
Таблица 7.3
Типы защитных покровов для различных конструкций кабелей в соответствии с ГОСТ 7006—72
Кабель, не подвергающийся значительным растягивающим усилиям Кабель, подвергающийся значительным растягивающим усилиям
Оболочка
Свинцовая Алюминиевая Стальная гофрированная Неметаллическая Без оболочки Свинцовая Алюминиевая Без оболочки
Б Бп Бл Б2л Б2лШп Б2лШв БШп БШв БГ БлГ Б2лГ Шв БлШв Бн Блн Б2лн БвГ Шп БпШп БпГ Бл БлШп Шв Б2л Шп Бп Бв БлШв БпШп Б2лШв БвШв Б2лШп БлГ Блн Б2лГ БШп БпГ БвГ БнлГ Шв Шп БГ БбГ Бн Б БбШп БбШв БбШв БбШп к Кл К2л КГ Кн Клн К2лн КлГ К2лГ КпШп Кп К2л Клн К2лн КлГ К2лГ КбШв
178
ный состав, входящий в наружные покровы, в зависимости от типа этих покровов не должен вытекать при температурах 45, 50 или 70 °C. Наружные защитные покровы в зависимости от их конструкции могут не распространять горение. Кабели с отдельными типами защитных покровов должны проходить последовательно испытания на изгиб, истирание, циклический нагрев в солевой ванне и считаются выдержавшими эти испытания, если после их проведения имеют электрическое сопротивление не ниже регламентируемого в технической документации.
Пластмассовый защитный шланг, наложенный поверх металлической оболочки, брони или под броней, проверяют на герметичность. Проверку герметичности пластмассового шланга производят испытанием в воде (стационарно или на проход) и испытанием на проход электрическим напряжением.
Наружные защитные покровы отдельных конструкций испытываются также на хладоустойчивость: после выдержки образца кабеля в холодильной камере при температуре -40 °C его трехкратно подвергают ударной нагрузке. После такого испытания защитный покров не должен разрушаться, хотя допускается осыпание битума, битумного или негорючего состава в виде мелких частиц и пыли.
Технология наложения защитных покровов зависит от конструкции последних. Защитные покровы шлангового типа накладывают на стандартных экструзионных линиях, которые подробно описаны в гл. 6. Наложение слоистых защитных покровов производят на бронировочных машинах (бронемашинах), которые делятся на универсальные и лентобронировочные. Если универсальные машины позволяют накладывать как проволочную, так и ленточную броню, то лентобронировочные машины предназначены только для наложения ленточной брони.
Основные технологические параметры наложения ленточной брони: h — шаг наложения бронеленты; а — угол подъема броне-ленты; а — зазор между соседними витками бронеленты; 8 — толщина бронеленты; b — ширина бронеленты. Как правило, бронеленты накладывают в два слоя с 50 %-м положительным перекрытием. Соотношения между параметрами в этом случае можно представить в следующем виде:
. Ь\ Zb
h = а + —1— = а + —-—; cos ос. cos а2
1 2 (7.2)
tg81 = л(Л + 8); tg§2 = л(Л + 38)’
где D — диаметр сердечника кабеля; cq и bt — соответственно угол подъема и ширина первого слоя брони; а2 и Ь2 — соответственно угол подъема и ширина второго слоя брони.
179
. Практически геометрические соотношения между параметрами наложения ленточной брони те же, что и при изолировании токопроводящей жилы или проволоки бумажными лентами, однако необходимо учитывать, что бронеленту никогда не накладывают на заготовку кабеля с зазором.
Основные технологические параметры при наложении проволочной брони на сердечник кабеля диаметром D следующие: d — диаметр бронепроволоки; т — коэффициент скрутки; h — шаг скрутки; п — число бронепроволок в повиве; а — угол подъема проволоки. При наложении проволочной брони суммарный просвет между проволоками не должен превышать одного их диаметра. Соотношение между параметрами бронирования проволокой выглядит следующим образом:
n(£+J)
(7.3)
где К = -
„ If л У h
2\т J D + d
Шаг наложения проволочной брони обычно составляет 8... 15 диаметров по подушке (заготовке кабеля). В состав стальной проволочной брони силовых одножильных кабелей входят также медные проволоки, разделяемые стальными проволоками. Медные проволоки (как известно, медь — немагнитный материал), входящие в состав брони, снижают электрические потери в броне.
Схема универсальной бронировочной машины показана на рис. 7.6. Из схемы очевидно, что на такой машине можно накладывать защитные покровы любой конструкции, включая как проволочную, так и ленточную броню.
Бумагообмотчики, как правило, полутангенциальные. На таких же обмотчиках накладывают и пластмассовые ленты. Обмотчики снабжены устройствами для регулирования натяжения лент в достаточно широких пределах.
Обмотчик для наложения пряжи представляет собой металлический диск, консольно закрепленный на подшипнике. Диск имеет стержни — оси, на которых и устанавливают бобины с пряжей.
Крутильная клеть для наложения проволочной брони имеет откручивающее устройство, и наложение круглой проволочной брони всегда производится с откруткой. В тяговой ванне на поверхность кабеля с защитными покровами наносят меловую суспензию или суспензию на основе смеси талька и частиц слюды, что предотвращает слипание витков кабеля между собой. Избыток суспензии снимают с поверхности кабеля либо калибром, либо жгутом из ткани. Битумная ванна имеет рубашку, чаще всего заполняемую маслом с повышенной температурой вспышки паров, внутри которой размещают электронагреватели закрытого типа. Битум
180
Рис. 7.6. Схема универсальной бронировочной машины:
1 — отдающее устройство; 2 — ванна для наложения битума; 3 — бумагообмот-чик; 4 — устройство для наложения проволочной брони; 5 — обмотчик для наложения ленточной брони; 6 — обмотчик для наложения пряжи; 7 — ванна для пропитки защитного покрова меловой суспензией; 8 — тяговое устройство; 9 — приемное устройство
подают в ванну в расправленном виде и наносят на поверхность кабеля методом полива, причем кабель проходит через специальный лоток. Непосредственно полив кабеля битумом в этом лотке осуществляется с помощью шнеков или роликов, расположенных в ванне и имеющих индивидуальный привод. Толщину накладываемого битумного слоя регулируют с помощью калибров, иногда регулируемых. Если накладываются негорючие защитные покровы, то битумные ванны заполняются не битумом, а специальным составом, например на основе каменноугольного пека и синтетического масла. Битум к бронировочным машинам подают из биту-мохранилищ, в которых обеспечивается его паровой разогрев с помощью змеевиков. Битум и добавки, если они применяются, из подземных хранилищ поступают сначала в цеховые вертикальные баки большой емкости, которые также оборудованы паровой ру-
Рис. 7.7. Профили гибкой ленточной брони круглого (а) и плоского (б) кабелей
181
башкой и мешалкой, обеспечивающей смешение компонентов состава.
В ряде случаев в конструкции кабелей используют профильную гибкую броню. Так, например, гибкая броня необходима для кабелей, предназначенных для питания электронасосов добычи нефти, многократно подвергаемых воздействию нагрузок, возникающих при подъемах и спусках их в скважину.
Так как кабели изготавливают как круглыми, так и плоскими, то и гибкая броня может быть двух профилей (рис. 7.7).
Бронеголовка для наложения гибкой профильной брони имеет диск-обмотчик с роликами, профилирующими стальную ленту S-образной формы.
Контрольные вопросы
1. Каковы преимущества и недостатки свинцовых и алюминиевых оболочек кабелей?
2. Каким образом защищают изоляцию кабеля от перегрева в головке пресса при наложении алюминиевых оболочек?
3. Каковы преимущества и недостатки аргонно-дуговой и высокочастотной сварок кабельных оболочек?
4. Каковы основные элементы конструкций защитных кабельных покровов?
5. Назовите основные технологические параметры наложения ленточной и круглой брони на заготовку кабеля.
Глава 8
ЭЛЕКТРИЧЕСКОЕ ПОЛЕ В КАБЕЛЬНОЙ ИЗОЛЯЦИИ
8.1. Общие задачи и порядок расчета силовых кабелей
Основной задачей расчета силовых кабелей является создание конструкций, надежных в работе и экономичных по использованию материалов.
Для выполнения расчета кабеля должны быть заданы: передаваемая мощность и рабочее напряжение кабельной линии, режим изменения нагрузки в линии, значения и характер возможных перенапряжений и токов короткого замыкания, а также условия про- ; кладки кабеля по длине линии.
Современные изоляционные материалы обладают высокой электрической прочностью, поэтому толщину изоляции кабелей на напряжения ниже 6 кВ выбирают главным образом из соображений ее механической прочности. Для таких кабелей производят лишь поверочные расчеты электрической прочности изоляции.
В кабелях повышенного напряжения тепловые расчеты тесно связаны с электрическими, так как энергия электрического поля, частично рассеиваясь в диэлектрике, переходит в тепло и вызывает нагревание кабеля.
В свою очередь, нагревание снижает электрическую прочность и увеличивает tgS изоляции.
Порядок расчета кабеля следующий:
выбор сечения и конструкции жилы кабеля на основании имеющихся данных для подобных конструкций, предназначенных для заданной нагрузки и условий прокладки;
выбор допустимой рабочей напряженности электрического поля в изоляции и расчет ее толщины;
расчет допустимой нагрузки для выбранного сечения кабеля с учетом выделяемого тепла в жиле, изоляции, оболочках и броне при заданных условиях прокладки и режиме нагрузки во времени.
Далее производят корректировку сечения токопроводящей жилы (если это оказывается необходимым) и новый поверочный расчет.
Для кабелей высокого напряжения необходимо производить расчет условий, при которых в кабеле может возникнуть тепловой пробой.
183
8.2. Уравнение электрического поля в кабеле
В общем случае при переменном токе должны рассматриваться электромагнитные процессы в изоляции кабеля. Из теории электротехники известно, что если длина волны в изоляции значительно больше диаметра кабеля, то электрическое и магнитное поля можно рассматривать отдельно. При этом для потенциала U электрического поля в изоляции применимо уравнение Пуассона:
V1 2t7 = -^-, (8.1)
ЕЕ0
где V2 — оператор Лапласа; Q — заряд единицы объема изоляции, Кл/м3; в — относительная диэлектрическая проницаемость изоляции; Во = 8,85... 10“12 Ф/м — диэлектрическая проницаемость вакуума.
При расчете электрического поля в кабеле применяется в основном уравнение (8.1), которое справедливо при постоянных значениях £.
Оператор Лапласа в цилиндрических координатах, наиболее удобных при вычислении электрического поля в кабелях, имеет следующий вид:
V2L/ = lAfr^ rdr[ dr J
1 д21/ д2Ц г2 Э2ф d2z
(8-2)
В частном случае (для одножильных кабелей), потенциал зависит только от расстояния до центра кабеля и оператор Лапласа будет иметь следующий вид:
v2£/=l Э_Г„Э£/ г дг
(8.3)
Г дг
Если в изоляции нет объемных зарядов, то для электрического поля будет справедливо уравнение Лапласа
V2U = 0.
(8-4)
8.3. Радиальное электрическое поле в одножильном кабеле
Распределение потенциала в электрическом поле можно получить при решении уравнения (8.4):
1 д ( dU} п
= 0.
dr J
184
Так как потенциал зависит только от радиуса, знак частной производной можно заменить знаком обычной производной. Интегрируя это уравнение, получим
ЭСЛ . /о сч
г— = А, дг
где А — постоянная интегрирования.
При г = г0 полагаем U = Uo. Здесь г0 — радиус жилы, a Uq — потенциал жилы.
Если потенциал оболочки принять равным нулю, то после интегрирования уравнения (8.5) получим
л Uo
Л = ~1 zp/~7> (8.6)
ln(A/r0) v '
где R — радиус кабеля по изоляции.
Подставив выражение для А в (8.5) и учитывая, что Е = -получим
dU dr ’
U0 rln(R/r0)'
(8.7)
Уравнение (8.7) справедливо лишь при постоянных электрических параметрах среды. Если среда будет неоднородной, то для простейшего случая радиального поля можно не решать общие сложные уравнения, а получить расчетные формулы более простым способом.
Изоляционная среда характеризуется диэлектрической проницаемостью Е и удельным объемным сопротивлением рк= 1 /у (где у — удельная электрическая проводимость изоляции). В неоднородной среде в первый момент после включения постоянного напряжения напряженность поля распределяется в соответствии с диэлектрическими проницаемостями неоднородностей. С течением времени на границах неоднородностей появляются поверхностные заряды, процесс накопления которых вызывает ток абсорбции. В установившемся режиме напряженность постоянного электрического поля распределяется в соответствии с проводимостями неоднородностей.
Постоянная времени переходного процесса накопления зарядов внутри изоляции зависит главным образом от ее электрических свойств, а также от формы и размеров неоднородностей и по порядку значения совпадает с произведением ЕЕоркдля изоляции.
При переменном напряжении, если постоянная времени значительно больше полупериода ЕЕор^» 1/(2/), объемные заряды не успевают накапливаться и напряженность поля распределяется в соответствии с Е, а при ЕЕори «; 1/(2/) процесс накопления зарядов успевает завершиться полностью и напряженность поля распределяется в соответствии с проводимостями (при постоян
185
ном токе). Если £Еорк= 1 /(2/), необходимо исследовать неустано-вившийся режим накопления зарядов внутри диэлектрика, но такой случай в силовых кабелях (при промышленной частоте) может быть только в полупроводящей среде.
Таким образом, в первом случае справедливо соотношение
D = ее0Е = ее0 (8-8)
где D — электрическое смещение.
Во втором случае
j = Y£ = -Y^, (8.9)
dr
где j — плотность тока в изоляции.
Очевидно, что
D~j', ее0 ~ у. (8.10)
Соответственно для уравнений (8.8), (8.9) можно записать интегральные соотношения:
j>DdS = Q; (8.11)
jjdS = I, (8.12)
s
где S— площадь замкнутой поверхности; Q — заряд внутри поверхности 5; j — общее число зарядов, вытекающих из объема, ограниченного поверхностью 5 (общий ток утечки).
При решении уравнения (8.11) будем предполагать, что диэлектрик не имеет объемных зарядов.
Выберем поверхность S в виде концентрического цилиндра с образующей, равной единице длины кабеля. Если поле радиально, то на цилиндрической поверхности значения DmJ будут постоянными и могут быть вынесены за знак интеграла. При этом решения уравнений (8.11) и (8.12) с учетом соотношений (8.8)...(8.10) можно получить в следующем виде:
^ = £ = -е_; dr 2тггее0
(8.13)
dr 2лгу
(8.14)
где Q — линейная плотность заряда, Кл/м; I — линейная плотность общего тока утечки от жилы через изоляцию.
Уравнения для обоих рассматриваемых случаев одинаковы, поэтому с учетом (8.10) достаточно привести решение для одного из них.
186
Проинтегрируем уравнение (8.13), взяв в качестве пределов радиусы по жиле и изоляции. Получим соотношение между зарядом на жиле и ее потенциалом:
Qj dr
2л J
r0
(8.15)
Подставив выражение для Q из (8.15) в (8.13), получим
E = U0/ ге— . irE
(8.16)
Емкость кабеля найдем по формуле
Со /Г гdr 77 = 2л£0 / J — 6 ' ГЕ
'Ь
При е = const емкость кабеля
2лее0 1п(А/г0)‘
(8.17)
(8.18)
Проинтегрировав (8.14), получим формулы для кабеля постоянного тока:
dr
’ yr r0 1
(8.19)
а при у = const сопротивление изоляции на единицу длины кабеля
Ян, =-Lin А (8.21)
2лу г0
Таким образом, к (8.10) после сравнения уравнений (8.18) и (8.21) можно добавить соотношение
77-До. (8.22)
Параметр 1п(Я/г0) можно рассматривать как геометрический коэффициент (фактор) G, который зависит только от конфигурации электродов.
Из теории поля известно, что если электрическое поле подчиняется уравнению Лапласа, то при любой конфигурации электродов в однородной изоляционной среде геометрический коэффи-
187
циент будет одинаковым для электрического смещения, проводимости и теплового поля.
При этом достаточно знать одну из величин уравнения (8.22), чтобы рассчитать другую.
Если изоляционная среда неоднородна, то геометрический фактор будет одинаковым при условии, что зависимость параметров среды от радиуса будет одинаковой.
8.4. Градирование изоляции
В соответствии с (8.7) в однородной изоляции напряженность электрического поля максимальна у жилы и убывает по направлению к оболочке. При этом не полностью используется запас электрической прочности изоляции, что можно количественно оценить коэффициентом использования изоляции
. R . R
roln— In —
= = <8 23)
^max *' Го In — ~ 1
Го
где Еср — средняя напряженность поля в кабеле, которая имела бы место в конденсаторе с плоскопараллельными электродами и толщиной изоляции Д = R — г0.
В большинстве случаев толщина изоляции кабеля определяется максимально допустимой рабочей напряженностью поля £р. При этом значение R/r0 можно найти по формуле, которая следует из (8.7):
R U ,о ~
— = схр——. (8.24)
го г0Ер
Из формул (8.16) и (8.19) видно, что при ег = const (переменное напряжение) или yr = const (постоянное напряжение) напряженность поля будет постоянной и равной Еср = U0/(R - г0). При этом толщина изоляции будет минимальной, а коэффициент использования равен 1.
Практически при переменном напряжении уменьшение Е с увеличением радиуса производится ступенями. Такая изоляция называется градированной. При двухслойном градировании интеграл из (8.16) можно разделить на два с пределами от г0 до г{ и от до R, в которых Ei и е2 будут постоянными. После интегрирования получим уравнение
_________U_________
1 . и 1 , Rt Y ЕГ —In —+ —In —
1ЧЕ1 Го Е2 И )
(8.25)
188
где Е, и е2 — относительные диэ-
лектрические проницаемости Рис. 8.1. Расположение слоев изопервого и второго слоев; Ех и лвдии при градировании Е2 — рабочие напряженности
изоляции первого и второго слоев; к = £]/е2; f = Ех/Е2.
Поставим и из (8.28) в (8.26). После алгебраических преобразований при решении этого уравнения получим
— = kf exp го
—1пЛ/
(8.29)
Для слоистой изоляции, состоящей из п слоев (рис. 8.1) с диэлектрическими проницаемостями соответственно Еь е2, ..., Е„, из (8.24) можно получить зависимости напряженности поля и емкости от радиуса изоляции:
Erf—- In—+ — In — + 1П——-
^61 Го Е2 Г] Ел Г„_|
Будем исходить из условия равнопрочности каждого слоя, причем электрическую прочность будем определять по максимальной напряженности поля, которая имеется в начале слоя.
189
Примем допустимые значения (расчетные) максимальной напряженности поля в каждом слое Ех, Е2, Eh Еп и введем следующие обозначения:
s к,=-^~. (8.32)
Д+1 £;+1
Так как выражение в круглых скобках уравнения (8.30) имеет постоянное значение, то можно записать:
Д _ Е/+10
Д+1 Е1г0 или
= (8.33)
г, kifi
При этом на границе в начале каждого слоя будем иметь расчетную напряженность поля, соответствующую этому слою.
После подстановки формулы (8.33) в (8.30) и некоторых алгебраических преобразований получим
R I f 1 U , f, . . fik2 i
—=knAfnA exp------тг-М*! ~кх
го Д-11гоД Ji^i
1ПАф±. /и-гД-2
.(8.34)
Из уравнения (8.33) очевидно, что градирование имеет смысл лишь при следующих условиях:
/Л>1; ^±L>1- (8.35)
В отечественной практике кабели с пропитанной бумажной изоляцией градируются в два слоя, так как диапазон плотности бумаги находится в пределах 1200...850 кг/м3, а допуск на плотность бумаги составляет 50 кг/м3. При этом Е пропитанной бумаги с наибольшей плотностью составляет 4,3, а с наименьшей — 3,5.
Пример 8.1. Рассчитать радиус кабеля по изоляции, если радиус жилы г0 = 12,2 мм, допустимая рабочая напряженность поля Ер = 12,5 МВ/м и номинальное напряжение кабеля 220 кВ.
По (8.24) найдем радиус по изоляции:
R = гоехр—— = 12,2ехр-=------------= 28,1 мм.
г0Ер 73-12,2-12,5
Пример 8.2. Рассчитать радиус кабеля по изоляции, если она состоит из двух слоев. В первом слое E, = 4,3; Ех = 9,2 МВ/м, а во втором слое е2 = = 3,5, Е2 = 8,6 МВ/м. Радиус жилы г0 = 12,2 мм. Номинальное напряжение кабеля 220 кВ.
. тт - , Е| 4,3 , г Ех 9,2
1. Найдем к = — = = 1,23 и f = —!- = —— = 1,064.
е2 3,5 Е2 8,6
190
2. Из формулы (8.29)
Е, МВ/м
Я = 12,2-1,064-1,23ехрх
1 Г 220
1,23 [Л-12,2 -9,2
-In (1,23-1,064)
= 32,3.
Тогда толщина изоляции Д = R -- г0= 32,3 — 12,2 = 20,1 мм.
На рис. 8.2 приведены зависимости напряженности электрического поля от радиуса изоляции, рассчитанные по данным примера 8.1, из которых видно, что использование во втором слое бумаги с уменьшенной диэлектрической проницаемостью приводит к возрастанию электрического поля в этом слое. Площадь под кривой зависимости напряженно
10 20 г, мм
Рис. 8.2. Зависимости напряженности электрического поля от радиуса изоляции:
1, 2 — соответственно для неградированной и градированной изоляции; 3 — для идеального случая
сти поля от радиуса равна напря-
жению, приложенному к кабелю (220/л/З кВ), что видно из уравнения (8.16), поэтому при постоянной напряженности поля (прямая 3) толщина изоляции будет наименьшей. Градирование наиболее эффективно при большом значении соотношения Rfr^, так как при малом его значении неравномерность поля невелика, и выравнивание поля лишь незначительно сказывается на уменьшении толщины изоляции.
8.5. Приближенный расчет кабелей с нерадиальным электрическим полем
В трехжильных кабелях с неэкранированными изолированными жилами и в кабелях с жилой некруглой формы имеется нерадиальное электрическое поле, точный расчет которого очень сложен. Составляющая напряженности электрического поля, направленная вдоль бумажных лент (тангенциальная), способствует развитию скользящих разрядов. Допустимое значение тангенциальной составляющей напряженности поля в 8—10 раз меньше радиальной, поэтому в кабелях на напряжения 20 кВ и выше изолированные жилы экранируют, создавая радиальное поле. В то же время при напряжении ниже 6 кВ толщина изоляции определяется в основном ее механическими характеристиками, и напряженность поля в таких кабелях обычно ниже допустимой для данного типа изоляции. В этом
191
Рис. 8.3. Схема расчета максимальной напряженности электрического поля в трехжильных кабелях с круглыми жилами (1...3)
Рис. 8.4. Сечение кабеля с секторными жилами
случае производят лишь проверку электрической прочности по приближенным формулам.
В трехжильном кабеле с круглыми жилами и поясной изоляцией в момент, когда трехфазное напряжение между жилами 1 и 2 (рис. 8.3) равно линейному Un, наибольшая напряженность поля будет в точке а.
В момент, когда фазное напряжение (иф) на жиле 1 наибольшее, жилы 2 и 3 имеют потенциалы, равные -0,5 иф. В этом случае наибольшая напряженность поля будет в точке Ь.
Максимальную напряженность поля, МВ/м, можно рассчитать приближенно по формуле
р
^тах
ГТ (п 0,18 = U„ 0,5Д + —— го
(8.36)
где А = R - г0 — толщина жильной изоляции, мм; г0 — радиус жилы, мм.
Наибольшую напряженность поля в точке а можно вычислить по формуле из теории поля для параллельных цилиндров, пренебрегая влиянием оболочки кабеля:
Uj(N + V)/(N-V) 2roln(7V + V№-l)’
(8.37)
где N= R/r0.
Для N= 1,1 ...2,0 результаты, получаемые по (8.36), превышают результаты вычислений по (8.37) не более чем на 4%.
В трехжильных кабелях с секторными жилами поверочный расчет напряженности поля производят для трех характерных точек: а, си к (рис. 8.4).
192
Напряженность поля в точке а можно вычислить по формуле (8.7) для одножильного кабеля, взяв вместо радиуса жилы радиус закругления секторной жилы (радиус по скрутке) а вместо радиуса по жильной изоляции — радиус по поясной изоляции:
Е
/?ск1п7?ск + А+-1
СК
(8.38)
где Д1 — толщина поясной изоляции.
Напряженность поля у внутреннего ребра жилы в точке к также вычисляют по формуле (8.4), но вместо радиуса жилы в этом случае берут радиус закругления внутреннего (центрального) ребра сектора (гД а толщину изоляции принимают равной расстоянию от точки к до оси кабеля (на оси кабеля потенциал равен нулю):
к , rfc+l,155A‘ rfcln------------------
Гк
(8.39)
Приближенное значение напряженности поля между внешними ребрами двух жил (в точке с) находим при напряжении Un по формуле (8.37) для двух параллельных цилиндров, подставив в нее вместо г0 радиус гс, а вместо R — сумму гс + Д.
Для кабелей с отдельно экранированными секторными жилами напряженность поля в точке а вычисляют по формуле
Е -
° _ . ДсК + Д
а в точках с и к — по формуле
F = тах , г + Д’ гт------------
г
(8.40)
(8.41)
где г — радиус закругления сектора в точках с или к.
У кабелей с жилами овальной формы наибольшая напряженность поля в точке А (рис. 8.5), вычисляется она по формуле
а
«I
—р<+А- <842>
Рл
где рл — радиус кривизны в точке Рис. 8.5. Сечение жилы оваль-
А, равный №/а. ной формы
7 Пешков
193
До сих пор мы рассматривали электрическое поле для жилы с идеально гладкой поверхностью. Однако любая неровность поверхности жилы создает местные увеличения напряженности поля в самом ответственном месте изоляции. Для исключения таких искажений применяют полупроводящие экраны.
Если круглая жила не экранирована и скручена из круглых проволок, то местную максимальную напряженность поля можно вычислить по формуле
£ =------------------MnlgAo)------, (8.43)
г01п(7?//-0) 1п(Х//и) + т \п(К/го)
, l + msin(7t/wi)
где Л =---:----!; т — число проволок во внешнем повиве жилы.
sin(7r//n)
Формула (8.43) справедлива, когда в наружном повиве имеется не менее 12 проволок.
Предельное увеличение напряженности поля за счет «проволочное™» жилы достегает 30 %.
8.6. Электрическое поле в неоднородной изоляции
Кабельная изоляция имеет следующие особенности:
неоднородность структуры (слоистость, волокнистость, зернистость);
наличие воздуха и влаги в виде мелких включений и пленок;
зависимость основных характеристик от температуры;
неизбежное старение диэлектрика (постепенное ухудшение основных свойств во времени).
Эти особенности влияют на распределение потенциала в изо
лирующем слое, его электрическую прочность и характер использования изолирующего материала в конструкциях кабелей высо
кого напряжения.
В силовых кабелях с пропитанной бумажной изоляцией наличие слоев бумаги и находящихся между ними прослоек масла со-
s' < ем
и < ев
\D < Еб
Рис. 8.6. Схема элементарного слоя бумажной изоляции, пропитанной маслом
здает неоднородность структуры изоляции и неравномерность распределения электрического поля по объему изоляции.
Наиболее опасны газовые включения, поэтому представляет интерес определение напряженности поля в воздушных включениях в зависимости от их размеров и электрических свойств соприкасающихся с ними слоев кабельной изоляции.
194
Предположим, что элементарный слой кабельной изоляции толщиной Дг (рис. 8.6) расположен на расстоянии г от центра одножильного кабеля и состоит из трех слоев: пропитанной бумаги (Дб), масла или пропиточного состава (Дм) и газа или воздуха (Дв).
Так как Дг«: г, то падение напряжения в электрическом поле элементарного слоя изоляции одножильного кабеля с учетом формулы (8.7) можно записать в виде
MJ = £ДГ
(8.44)
гВДАоЛ'
Слои бумаги, масла и воздуха могут рассматриваться как три последовательно соединенных конденсатора. Общую емкость С элементарного слоя толщиной Дг можно найти из выражения
1 1 ( Дб Дм Дв"|
С Inr EgEg ЕмЕ0 Eq J
(8.45)
Напряжение, приходящееся на слой воздуха, найдем из соотношения ДС7В/ДС/ = С/Св (где Св = Е0/Дв — емкость воздушного слоя), откуда
ДС7в=ДС7-г---------. (8.46)
в Дб Дм А
—- + —^ + ДВ
Еб Ем
Подставив Д t/из (8.44) в (8.46) и учитывая, что Дг= Дв + Дм + Дб, получим выражение для напряженности поля в пленке воздуха:
1 I + ьив __Е Лв
Дв 1 , ебАм + емАб ЕбЕмДв
(8.47)
Отношение напряженности поля в слое воздуха к напряженности поля в данной точке однородной изоляции будет иметь вид
! , Лм+Л6
А =-----—А--------. (8.48)
Е 1 + Дм + Дб
ДвЕм ДвЕб
Аналогичное отношение получим для напряженности поля в слое масла:
1 . лв+Д6
F Л
-# = • де де— (849>
£ 1 + ZA6)bM
Дм ДмЕб
195
Рассмотрим некоторые частные случаи применения полученных формул.
Кабельную бумагу наматывают на жилу кабеля с большой плотностью, поэтому слои воздуха и масла между лентами значительно тоньше слоя бумаги. Из формул (8.48) и (8.49) следует:
^ = е6; (8-5°)
Однако бумажные ленты обычно накладывают с зазорами; эти зазоры, толщина которых примерно соответствует толщине ленты, обычно заполнены маслом (или пропиточным составом), но при неполной пропитке в них может находиться воздух.
Для случая, когда Лм = 0, напряженность поля в воздушном зазоре Ев можно определить по формуле
Ев _ 1 + п
Е 1 + П/Еб’
(8.51)
где и — число бумажных лент между зазорами (при условии, что зазоры целиком заполнены газом, что соответствует конструкции газонаполненного кабеля).
Если Дв = 0, то напряженность поля в масляном зазоре Еи можно определить по формуле
1 + п
Е 1 + пем/е6’
(8.52)
что соответствует конструкции маслонаполненного кабеля.
При относительном перекрытии, равном 50%, число бумажных лент п = 1, а при 33 %-м перекрытии п = 2.
Наконец, может иметь место случай, когда почти все зазоры ; заполнены пропиточным составом и лишь отдельные — воздухом. При этом можно приближенно считать, что Дв« Дб, Дв« Дм, Ag « иДм. Тогда из формулы (8.48) получим
Ев _ 1 + п
Е 1/ги+п/гъ'
(8.53)
Диэлектрическая проницаемость масла равна примерно 2,2, а пропитанной бумаги — 3,5.„4,3 в зависимости от ее плотности, поэтому при переменном напряжении в пленках газа и масла происходит повышение напряженности поля, которое зависит от соотношения диэлектрических проницаемостей и относительных размеров слоев изоляции.
Из формул (8.51)... (8.53) следует, что с увеличением числа лент бумаги между двумя последовательными зазорами напряженность поля в масляном или воздушном зазоре возрастает, и при весьма большом числе бумажных лент повышение напряженности поля
196
будет равно отношению диэлектрических проницаемостей пропитанной бумаги и материала, заполняющего данный зазор.
Выведенные уравнения справедливы для переменного напряжения лишь при выполнении соотношения £Еори «с 1/(2/) для каждого слоя (см. подразд. 8.3).
Однако и при постоянном напряжении справедливо соотношение Е£оР|/«: 1/(2/), и тогда напряженность поля распределяется между отдельными слоями диэлектрика в соответствии с их проводимостями.
В этом случае проводимость элементарного слоя изоляции G при Лв = О можно найти из формулы
± = _L|4> + V|
(8-54)
Напряжение в масляном слое найдем из соотношения, аналогичного (8.46):
=G_ GM'
(8.55)
Сравнив пары соотношений (8.54), (8.55) и (8.45), (8.46), заключаем, что при постоянном токе в уравнении для Еы/Е вместо диэлектрической проницаемости необходимо подставить проводимость слоев у.
Проводимость масла больше, чем пропитанной бумаги, поэтому напряженность поля в масляных пленках будет меньше. Таким образом, при постоянном напряжении наибольшая напряженность поля приходится на слой пропитанной бумаги, которая имеет наиболее высокую электрическую прочность, в то время как при переменном напряжении большая напряженность поля имеет место в масляных пленках, обладающих меньшей электрической прочностью. Это обстоятельство является одной из причин, обусловливающих повышенную электрическую прочность кабельной изоляции при постоянном напряжении.
Если в зазорах вместо масла будут воздушные включения, проводимость которых очень мала, то все напряжение будет приложено к воздушным промежуткам, в этом случае Еъ/Е = (Дв + Дм + Дб) Дв.
Как будет показано далее, значительное увеличение напряженности поля в воздушных включениях при постоянном напряжении вызывает менее интенсивную ионизацию и оказывает менее существенное влияние на электрическую прочность изоляции, чем при переменном напряжении.
Полученные формулы являются приближенными и относятся к слоистому диэлектрику с правильным чередованием слоев для случая, когда можно пренебречь краевым эффектом — искажением электрического поля у краев включений.
197
Рис. 8.7. Схема расположения эллипсоидального включения в электрическом поле
В пластмассовой изоляции кабелей включения могут иметь произвольную форму, и расчет напряженности поля в них сложный. Если приближенно считать, что включение имеет форму эллипсоида вращения с направлением оси вращения х (рис. 8.7) вдоль направления однородного электрического поля Еср, то напряженность поля внутри такого включения Евк также будет однородной и может быть подсчитана (при переменном напряжении) следующим образом:
4Ч £
(4 + %)£1-Хб2 ‘
(8.56)
где Еср — напряженность однородного поля при отсутствии включения; Е! и е2 — соответственно диэлектрические проницаемости среды и включения.
Коэффициент % при различных значениях соотношения осей эллипсоида Ф = с1/а1 можно найти по следующим формулам:
при Ф < 1
2Ф С 1 , 1 + Л^Ф 1
-—2--Г- —In----т— - ;
1-ф V1 -Ф I + a/14-Ф
4.
3’
при Ф = 1 (сферическое включение) % = -
4Ф ( 1 I--
при Ф > 1 % = —— 1 —y===arctgVO-l 1 - ФI VI - Ф
Максимальная напряженность поля Етах в диэлектрике вне включения будет в точке А и ее можно получить из соотношения е2^вк = = ElAnax [ см. (8.56)]:
F =
^шах
_____4£2_____£
(4 + х)Е1-ХЕ2 ср’
(8.57)
При очень вытянутом (иглообразном) включении Ф -> 0 и % 0. При этом из формулы (8.56) следует, что Евк ~ Еср, а из формулы (8.57) — что Emia ~ E^/Ei).
При чечевицеобразном включении Ф —> »=, а % -4 и соответ-
ственно (е2/е1)Еср ~ Еср, а Е^ = Еср.
При постоянном напряжении в уравнения (8.56), (8.57) следует вместо диэлектрических проницаемостей подставлять проводимости изоляции.
198
Очевидно, что наибольшая напряженность поля будет в чечевицеобразных воздушных включениях, а в изоляционной среде — в иглообразных включениях с большими диэлектрической проницаемостью и проводимостью (влага, полупроводящие или металлические нити). В последнем случае напряженность поля Етах в точке А (см. рис. 8.7) может во много раз превышать Еср, и эта точка будет слабым местом, в котором с наибольшей вероятностью начнется развитие пробоя в изоляции.
Контрольные вопросы
1. Каково назначение и в чем состоит сущность принципа градирования электрической изоляции высоковольтных кабелей?
2. Почему градирование электрической изоляции наиболее эффективно для кабелей на напряжения 220 кВ и выше?
3. Почему в силовых кабелях на напряжения выше 10 кВ не используют секторные жилы?
4. Что такое эффект «проволочности» и как его уменьшить?
5. Почему в силовых кабелях опасно возникновение газовых включений?
6. Как влияет форма инородных включений на напряженность электрического поля в изоляции силовых высоковольтных кабелей?
Глава 9
ЭЛЕКТРИЧЕСКАЯ ПРОЧНОСТЬ КАБЕЛЬНОЙ ИЗОЛЯЦИИ
9.1. Пробои изоляции
Пробивное напряжение является сложной функцией физических свойств материала, размеров образца, условий окружающей среды и характера приложенного напряжения.
Различают два основных вида пробоя однородных диэлектриков: электрический и тепловой. Кроме того, существует еще ионизационный пробой, который является следствием ионизации газовых включений, содержащихся в твердом изолирующем материале.
Существенное влияние на механизм пробоя в слоистой изоляции оказывает развитие скользящих разрядов вдоль лент. Электрическая прочность применяемых на практике диэлектриков существенно зависит от неоднородности поля, а также от характера и интенсивности таких процессов в них, как ионизация газовых включений и химические изменения материала изоляции. Наличие слабых мест приводит к тому, что отдельные образцы одного и того же материала пробиваются при различном напряжении, т. е. к появлению разброса значений электрической прочности, который зависит от степени однородности диэлектрика.
Обычно пробивное напряжение оценивается средним значением многочисленных результатов испытаний отдельных образцов. Для кабельной изоляции вследствие большой протяженности кабеля необходимо определить главным образом минимальное значение пробивного напряжения, возможного при данной технологии производства.
В связи с целым рядом факторов, определяющих пробивное напряжение изоляции, выбор рабочей(напряженности электрического поля является сложной и ответственной частью расчета кабеля. Методы оценки пробивного напряжения и экспериментальные значения электрической прочности кабельной изоляции, а также методика выбора и расчета рабочей напряженности изоляции кабелей будут рассмотрены далее. При этом необходимо рассмотреть влияние тонких пленок газов и масел на пробой кабельной изоляции, разряды в воздушных включениях, зависимость электрической прочности от вида приложенного напряжения и длительности его действия.
200
9.2. Влияние тонких пленок газов и масла на пробой кабельной изоляции
В подразд. 8.6 было показано, что напряженность поля в газовых (а при переменном напряжении — и в масляных) включениях будет выше, чем в однородной изоляции. Это приводит к уменьшению электрической прочности изоляции, так как эти включения в электрическом отношении представляют собой ее наиболее слабые места.
Как известно, электрическая прочность газа зависит от его природы и (согласно закону Пашена) является функцией произведения плотности (давления) и толщины слоя газа: Upp = f(p&).
Под электрической прочностью газовой пленки понимается напряженность электрического поля Ен, при которой начинаются разряды в газе.
Зависимость Unp = f(p&) имеет вид кривой с резко выраженным минимумом. Минимальное значение Unp для воздуха соответствует рД = 750 Па • мм и равно 327 В. Для меньших значений рД пробивное напряжение возрастает, потому что плотность воздуха (или толщина слоя Д) значительно уменьшается и ионизирующее столкновение в газовом промежутке Д становится все менее вероятным. Для рД > 750 Па • мм пробивное напряжение возрастает примерно по линейному закону, который нарушается лишь при абсолютном давлении более 2 МПа.
Закон Пашена в полном виде установлен для газовых промежутков между металлическими электродами. В изоляции кабелей газовые
включения располагаются или внутри изоляционного слоя, или между изоляционным слоем и металлической поверхностью жилы либо оболочки. В этом случае возможны отклонения от закона Пашена, особенно в области малых значений pD, так как возможно развитие разрядов по поверхности газовых включений.
Для воздушных прослоек, расположенных между стеклянными пластинами, С. М. Брагиным была получена зависимость Unp от рД при переменном напряжении, которую можно рекомендовать для приближенных расчетов в кабельной изоляции (рис. 9.1).
В табл. 9.1 приведены значения напряженности электрического поля, соответствующие однородному диэлектрику [для расчета по формуле
Рис. 9.1. Зависимость пробивного напряжения пленки газа от произведения рД
201
Таблица 9.1
Напряженность Е электрического поля в начале ионизации, МВ/м
Толщина воздушного зазора, мм Е при р = 0,1 МПа Е при рД = 0,001 МПа - мм
п= 1 л = 2 и= 1 п = 2
0,12 3,9 3,2 1,7 1,4
0,06 5,4 4,4 3,5 2,8
Примечание. Здесь п — отношение толщины слоев бумаги и воздуха Дб/Дв.
(8.24)], при которых начинается ионизация в воздушных промежутках кабелей с вязкой пропиткой бумаги (е6 = 3,5), если считать, что зазоры заполнены воздухом [см. (8.29)] и толщина их равна толщине бумажной ленты. Из таблицы видно, насколько опасно появление в изоляции воздушных включений с пониженным давлением.
Электрическая прочность газовой пленки зависит также от природы самого газа. Для повышения электрической прочности газонаполненных кабелей применяют элегаз (SF6) и фреон (CC12F2). Электрическая прочность этих газов примерно в 2,2—2,5 раза выше электрической прочности воздуха.
Известно, что зависимость напряженности поля, соответствующей началу разрядов в масле, МВ/м, от толщины масляных пленок следует приближенным закономерностям вида
<91) л/Д
или
Еы = 31,1-Д~0>2085 ,
где Д — толщина масляной пленки, мм; а — коэффициент, зависящий от чистоты и природы масла и давления.
Зависимость (9.1) справедлива для пленки масла в зазоре, прилегающем к жиле. Электрическая прочность пленки толщиной 0,12 мм при кратковременном приложении напряжения промышленной частоты может быть принята равной примерно 60 МВ/м.
9.3. Разряды в воздушных включениях при постоянном и переменном напряжении
При постоянном напряжении и высокой начальной напряженности поля Ек в газовом включении возникает ионизация, в результате которой на некоторое время (примерно на 10-7 с) газ становится проводником. При этом на поверхности включения образуется свободный поверхностный заряд. Плотность заряда рас-
202
Рис. 9.2. Напряженность элект-; рического поля при разрядах в воздушных включениях
пределяется таким образом, что напряженность поля этого заряда частично компенсирует внешнее приложенное поле и результирующее поле в газовом включении будет значительно уменьшается. Это приводит (при некоторой напряженности поля погасания Еп) к прекращению ионизации, и воздушное включение снова становится непроводником (рис. 9.2). Период существования ионизации на рисунке обозначен Д/ь
В дальнейшем свободные заряды стекают через диэлектрик, и напряженность поля во включении нара
стает по экспоненциальному закону с постоянной времени релаксации т = ееорг. Если бы не происходило ионизации, то напряженность поля достигла бы некоторого значения Ев, определяемого по (8.51) или (8.56), но при Е = Еи ионизация возникает снова и цикл повторяется. Время цикла определяется в основном периодом между погасанием и зажиганием Д/2, который зависит от постоянной времени релаксации т. Значение т для высококачественных диэлектриков находится обычно в пределах от нескольких секунд до десятков секунд (в полиэтилене — нескольких часов).
При переменном напряжении после ионизации в газовом включении также возникают поверхностные заряды, поле которых в один полупериод направлено против внешнего поля. Но в следующий полупериод внешнее поле изменяет направление, и поле зарядов уже не ослабляет его, а усиливает, что приводит к новой вспышке ионизации. В зависимости от внешнего напряжения частота этих вспышек может быть в два или более раз выше частоты напряжения, т. е. возможно возникновение интенсивной ионизации.
Таким образом, влияние ионизации на процесс старения изоляции при переменном напряжении будет значительно больше, чем при постоянном напряжении.
Наличие интенсивной ионизации при переменном напряжении является одним из основных факторов, ограничивающих рабочую напряженность поля в изоляции.
9.4. Зависимость электрической прочности изоляции от вида приложенного напряжения и длительности его действия
При расчете изоляции кабеля необходимо учитывать, что кабельные линии во время эксплуатации помимо длительно прило
203
женного рабочего напряжения подвергаются воздействию внутренних и атмосферных перенапряжений, значение и длительность которых определяются параметрами сети и установленной защитной аппаратурой. Необходимо учитывать также неоднородность изоляции по длине кабеля вследствие различного взаимного расположения зазоров между бумажными лентами, наличия в них дефектов в виде морщин и вмятин, а также совпадений зазоров между лентами.
В связи с этим для выбора изоляции целесообразно установить два расчетных напряжения: промышленной частоты и импульсное. Конструирование изоляции должно производиться с учетом обоих напряжений.
Линейное напряжение сети, для которой предназначен проектируемый кабель, в основном определяет тип этого кабеля и вид изоляции. Надежность работы изоляции гарантируется совокупностью испытательных напряжений, которые кабель должен выдержать.
В настоящее время при выборе расчетных значений напряжений ориентируются на испытательные значения. Требования к кабельной изоляции должны быть установлены с учетом требований к изоляции электрооборудования, разработанных Международной электротехнической комиссией (МЭК).
В условиях эксплуатации кабельная линия, как и другое сетевое электрооборудование, может подвергаться следующим воздействиям: напряжению промышленной частоты, не превышающему максимальное рабочее напряжение;
грозовым перенапряжениям;
коммутационным перенапряжениям, вызванным коммутацией, повреждением или другой причиной.
Согласно рекомендациям МЭК для оценки стойкости изоляции к перенапряжениям электрооборудование можно подвергать следующим видам электрических испытаний: напряжением промышленной частоты в течение 24 ч; грозовым импульсом; коммутационным импульсом.
Однако, как правило, в диапазоне напряжений до 300 кВ стойкость изоляции электрооборудования по отношению к рабочему напряжению и коммутационным перенапряжениям проверяется кратковременным испытанием напряжением промышленной частоты, а стойкость к грозовым перенапряжениям — испытаниям полным грозовым импульсом. Для электрооборудования, рассчитанного на напряжение 300 кВ и выше, помимо испытаний грозовым импульсом вводится испытание коммутационным импульсом.
Требования МЭК к уровням испытательных напряжений различных классов приведены в табл. 9.2.
Испытательные напряжения, гарантирующие необходимый уровень изоляции кабеля, могут быть в каждом конкретном случае скор-
204
Таблица 9.2
Испытательные напряжения для изоляции кабелей, рассчитанных на напряжения 110 ...750 кВ
Номинальное напряжение системы, кВ Переменное напряжение длительностью 24 ч, кВ Максимальное значение грозового импульса, кВ Максимальное значение коммутационного импульса, кВ
НО 159 ±540 —
220 275 ±995 —
330 400 ±1335 —
380 460 ±1537 850
500 607 ±1734 1175
750 850 ±2500 1550
ректированы в зависимости от способа заземления и места расположения кабельной линии (наличия или отсутствия непосредственной связи кабеля с воздушными линиями электропередачи и т.д.).
Однако для кабельных линий на напряжения 110 и 220 кВ распределительных городских сетей значения импульсных грозовых воздействий намного меньше приведенных в табл. 9.2, поэтому соответственно требования к уровню изоляции этих кабелей должны быть снижены.
Значения испытательных напряжений, приведенные в табл. 9.2, при соответствующей корреляции могут быть использованы для определения расчетных напряжений. При этом следует учитывать, что коммутационные перенапряжения, возникающие на кабельных линиях, не являются опасными для изоляции кабелей, так как их амплитуда быстро уменьшается по длине линии. Эти перенапряжения следует принимать во внимание при выборе изоляции концевых устройств (муфт, вводов в трансформатор и т. п.).
Значения переменного испытательного напряжения длительностью 24 ч выбираются для проверки способности изоляции работать в течение требуемого срока эксплуатации. Наиболее правильно эти значения могут быть выбраны после анализа «кривой жизни» кабельной изоляции. В настоящее время отсутствуют надежные экспериментальные данные, позволяющие уточнить эти значения именно для кабельной изоляции, поэтому испытательное переменное напряжение также не может иметь решающего значения для выбора толщины и структуры изоляции кабелей.
Для рабочего варианта конструкции изоляции маслонаполненного кабеля можно использовать испытательные импульсные напряжения.
Расчетное импульсное напряжение выбирается на 20 % больше значений грозового импульса, приведенных в табл. 9.2.
205
Расчетная импульсная напряженность принимается равной электрической прочности изоляции при многократном воздействии импульсов с отрицательной полярностью на жиле. Такой выбор значений расчетных напряженностей обеспечивает соответствующий запас электрической прочности кабеля.
Известно, что электрическая прочность пропитанной бумажной изоляции зависит от толщины бумажных лент; кроме того, при напряжении промышленной частоты наблюдается также зависимость электрической прочности от давления масла. В расчетах рекомендуется использовать ориентировочные значения электрической прочности бумажной изоляции в маслонаполненных кабелях, приведенные в табл. 9.3.
Электрическая прочность при импульсном воздействии не зависит от давления масла и близка к электрической прочности кабельной изоляции при постоянном напряжении.
При расчете толщины изоляции высоковольтных кабелей градирование по диэлектрической проницаемости обычно производится в два слоя. В каждом таком слое напряженность поля убывает с увеличением радиуса изоляции, поэтому толщина бумажных лент постепенно, ступенями, увеличивается таким образом, чтобы запас прочности по всей толщине изоляции оставался примерно одинаковым. Такая конструкция позволяет уменьшить число бумажных лент в изоляции, что облегчает ее наложение и позволяет повысить качество намотки.
Толщина изоляции рассчитывается с использованием формулы (8.29) по двум расчетным напряжениям: промышленной частоты Ui и импульсному U2. При этом выбирается большая толщина изоляции (например, по U2) и по формуле (8.28) производится расчет радиусов, при которых следует изменять диэлектрическую проницаемость и толщину бумажных лент.
Таблица 9.3
Электрическая прочность и относительная диэлектрическая проницаемость бумажной изоляции в маслонаполненных кабелях
Параметр Толщина бумажных лент, мм
0,015 0,025 0,045 0,08 0,12 0,17 0,24
Электрическая прочность, МВ/м при импульсном воздействии при напряжении промышленной частоты и давлений масла 1,5 МПа 137 58,5 120 56,0 111 52,5 99 49,0 91 46,5 86 46,0 84 45,5
Относительная диэлектрическая проницаемость 4,3 4,3 4,3 3,7 3,3 3,3 3,3
206
Проверочные расчеты для выбранной структуры изоляции заключаются в определении максимальной рабочей напряженности, т. е. напряженности в слоях изоляции, прилегающих к жиле, при фазном напряжении. Эта проверка необходима потому, что расчет изоляции маслонаполненных кабелей на основании максимально возможных при эксплуатации напряженностей электрического поля не учитывает старения изоляции под действием теплового и электрического полей.
В процессе эксплуатации изоляция испытывает воздействие рабочих напряженностей поля, и именно под воздействием этих напряженностей и происходит ее старение. Следовательно, для обеспечения необходимого срока службы кабеля очень важно правильно выбрать значение рабочей напряженности, т.е. напряженности, возникающей в изоляции под действием номинального напряжения. К сожалению, опыт эксплуатации кабелей и данные экспериментов не могут пока установить однозначной связи между значением рабочей напряженности и сроком службы кабеля, поэтому для оценки надежности конструкции следует сравнивать полученные значения с напряженностью в известных конструкциях кабелей. Для определения максимальных рабочих напряженностей следует воспользоваться формулой (8.25), приняв в ней г=гои U= иф.
Полученные рабочие напряженности не должны слишком отличаться от рабочих напряженностей в кабелях ранее разработанных конструкций и зарекомендовавших себя безаварийной эксплуатацией. Например, кабели низкого давления на напряжения 110 и 220 кВ, находящиеся в эксплуатации, имеют максимальную рабочую напряженность соответственно 8,0 и 9,5 МВ/м, а кабели высокого давления — 8,0 и 9,8 МВ/м.
Серийно выпускаемые в настоящее время кабели низкого давления имеют максимальную рабочую напряженность 10 МВ/м, а кабели высокого давления — 15 МВ/м. Для опытно-промышленных партий соответственно рекомендуются значения рабочих напряженностей 12 и 18 МВ/м.
При выборе конструкции кабельной изоляции обычно рассматривают несколько вариантов. Окончательный выбор определяется с учетом как технических, так и экономических соображений (стоимости кабеля, потерь энергии в изоляции и др.).
При выборе структуры изоляции необходимо также делать проверочные расчеты напряженности поля в масляных пленках, которые можно проводить по упрощенной формуле:
~ £р(л + 1)
1 + ЛЕгм/Егб’
(9.2)
где Етах — максимальная напряженность в масляной пленке; Ер — рабочая напряженность в изоляции у жилы; п — число бумажных
207
лент, приходящихся на один масляный зазор (п = 2 при перекрытии 33 % и п = 1 при перекрытии 50 %); егм и егб — диэлектрические проницаемости соответственно масла и пропитанной бумаги.
В качестве проверки следует также рассчитать максимальную напряженность поля в изоляции кабеля, возникающую при испытаниях импульсами.
Рабочая напряженность поля в изоляции кабелей с вязкой пропиткой выбирается, исходя из электрической прочности при длительном приложении напряжения Е„ = 12 МВ/м.
Учитывая, что общий коэффициент запаса выбирается в пределах 3,6... 4,0, рабочая напряженность поля в кабелях типа ОСБ на 20 кВ берется в пределах 2,6... 2,8 МВ/м, в кабелях типа ОСБ на 35 кВ — 3,2...3,3 МВ/м.
Импульсная электрическая прочность изоляции кабеля с вязкой пропиткой значительно превышает £м, поэтому такие кабели имеют большой запас по импульсной прочности и соответствующие расчеты для них можно не производить.
Для кабелей с нерадиальным полем и секторными жилами на напряжения 6 и 10 кВ рабочую напряженность поля выбирают несколько меньшей, чем для кабелей с радиальным полем. При этом необходимо проверить максимальную напряженность поля около ребер секторной жилы по формулам (8.39)...(8.41).
В кабелях с пластмассовой изоляцией максимальное пробивное напряжение (около жилы) заметно зависит от радиуса жилы: с увеличением радиуса жилы оно уменьшается (что особенно заметно при небольших радиусах). В то же время среднее пробивное напряжение слабо зависит от радиуса жилы (при ступенчатом подъеме постоянного и переменного напряжения) и примерно соответствует электрической прочности изоляции в однородном поле (на пластинах).
Поэтому в отличие от кабелей с бумажной пропитанной изоляцией электрический расчет кабелей с полиэтиленовой изоляцией производится не по максимальной, а по средней напряженности поля. Толщину изоляции вычисляют по формуле Диз = £ф/£ср. Для стабилизированного полиэтилена, применяемого для изготовления силовых кабелей на напряжения переменного тока до 35 кВ, значение £ср принимают равным 2,5 МВ/м. В кабелях на напряжения 1... 6 кВ напряженность £ср значительно меньше, так как здесь толщина изоляции зависит еще и от запаса механической прочности.
Изоляцию кабелей на повышенные напряжения обычно экранируют как со стороны жилы, так и со стороны оболочки для выравнивания поля и уменьшения влияния металлов на ее старение. От степени надежности экранирования и плотности прилегания экранов к изоляции (исключения воздушного зазора между экраном и изоляцией) зависит напряжение начала ионизации в кабеле и в конечном счете допустимая рабочая напряженность поля в изоляции.
208
Наиболее эффективны экраны, изготовленные из материала, аналогичного изоляции по физико-механическим характеристикам. В этом случае температурные коэффициенты линейного расширения у изоляции и экрана будут одинаковыми и при изменениях температуры экран всегда будет плотно прилегать к изоляции, исключая появление газовых включений.
В кабелях с бумажной пропитанной изоляцией наиболее эффективны экраны, в которых последняя, прилегающая к изоляции лента в экране из полупроводящих бумаг берется той же толщины, что и первая изоляционная лента, и которая состоит из двух слоев: полупроводящего (примыкающего к экрану) и изоляционного (прилегающего к изоляции).
В кабелях с пластмассовой изоляцией жила сначала опрессовывается тонким слоем полупроводящего полиэтилена, а затем накладывается основная изоляция, которая сверху экранируется коллоидальным графитом или полупроводящим полиэтиленом.
9.5. Электрическая прочность изоляции при старении в процессе эксплуатации кабелей
Отказ (выход из строя) кабеля происходит вследствие накопления признаков старения в процессе эксплуатации или ускоренных испытаний. Многочисленные эксперименты показали, что время наработки (до пробоя изоляции) для заданных температуры Т, напряженности электрического поля Е и степени старения может быть представлено функцией
/р = АЕ~п exp——, Р Г- nrji >
(9.3)
где Лип — постоянные коэффициенты для данной изоляции; W— энергия активации процесса старения, Дж/моль; R=8,31 Дж/(моль • К).
Зависимость tp от Е представлена на рис. 9.3. На участке 1 коэффициент п велик вследствие малого времени воздействия напряжения (импульсов), а на участке 2 при меньшей напряженности поля значение п существенно уменьшается. На этом участке возникают частичные разряды. На участке 3, где интенсивность ЧР слабая, коэффициент п снова возрастает. Поданным многочисленных публикаций, электрического старения на
Рис. 9.3. Логарифмическая зависимость /р от Е :
— участки характеристики
209
участке 3 почти не происходит, если интенсивность ЧР в изоляции не превышает некоторого безопасного уровня.
В кабелях с изоляцией, пропитанной вязким электроизоляционным составом, возможно образование газовых включений, в которых возникают частичные разряды. Исследования при циклическом режиме нагревания и охлаждения были проведены для кабелей на напряжение 35 кВ марок ААШв 1x120 и АСШв 1x150 с изоляцией, пропитанной составом МП-2, и марки ЦАСШв с пропиткой нестекающим составом МП-5. Образцы кабелей длиной 30 м с герметизированными концевыми заделками подвергали циклическому нагреванию и охлаждению до температуры окружающей среды. Внутри жилы и под оболочкой были смонтированы медные трубки, соединенные с манометрами. Зависимости тока, текущего по жиле (тока нагрузки), температуры жилы и давления пропитывающего состава изоляции от времени в течение цикла нагревание-охлаждение приведены на рис. 9.4. Из рисунка видно, что в период охлаждения давление в кабеле становится ниже атмосферного, что приводит к образованию газовых включений с пониженным давлением. В соответствии с законом Пашена это способствует возникновению частичных разрядов.
Измерения зависимости tg 5 от напряжения показали, что в период нагревания приращение его с повышением напряжения отсутствует, а это свидетельствует об отсутствии частичных разрядов. В период охлаждения происходит увеличение tg5, что характерно для напряжения нормальной эксплуатации кабелей или меньшего. Это особенно важно при перенапряжениях, возникающих в кабелях в режимах с одноместным замыканием на землю в сетях с изолированной нейтралью (при линейном напряжении вместо фазного между жилой и оболочкой).
В период нагревания изоляция подвергается медленному старению по механизму термической деструкции. В период охлаждения происходит ее старение под действием ионизации в газовых включениях, а термическое старение замедляется в связи с понижением температуры. Для выражения такого комплексного старения предложена эмпирическая зависимость, подтвержденная экспериментально:
In Unp = In L'np0 - In t, (9.4)
где U„p — пробивное напряжение.
Зависимость (9.4) получена при испытании образцов кабеля марки ААШв 3x95 на напряжение 10 кВ длиной 45 м. Образцы размещали таким образом, чтобы вертикально расположенный участок имел длину 15 м. К образцам непрерывно было приложено напряжение 17,3 кВ. Продолжительности нагревания и охлаждения в цикле составляли по 4 ч, общее время цикла — 8 ч. Через
210
Рис. 9.4. Зависимости тока нагрузки /н, температуры токопроводящей жилы Тж и давления пропитывающего состава изоляции р от времени в течение цикла нагревание—охлаждение в кабелях марок ААШв и АСШв:
Рм,г0 ~ Давление масла у жилы; риг — давление масла у оболочки
заданные интервалы времени отбирали образцы от кабельных линий (пять образцов длиной по 7 м) и определяли пробивное напряжение при его ступенчатом подъеме до пробоя. По результатам испытаний рассчитывали эквивалентное пробивное напряжение по формуле (9.4) при коэффициенте п-1.
На рис. 9.5 приведены зависимости пробивного напряжения образцов от времени старения при различных температурах, соответствующие формуле (9.4). Из рис. 9.5 можно получить зависимость
( W} и = иоехр .
I 1X1 I
(9.5)
211
Рис. 9.5. Логарифмическая зависимость пробивного напряжения изоляции от времени старения при различной температуре
В узком диапазоне температур
п = пх exp [-Р (7тах - То )], (9.6)
где In п = 4,29 - 0,О267'тах; Tmia — максимальная температура в цикле, °C.
Если цикл испытаний составляет 8 ч, то для подтверждения 30 лет срока службы кабеля на 10 кВ при длительно допустимой температуре нагревания жилы 70 °C необходимо, чтобы он выдержал без пробоя испытания в течение 400 циклов при напряжении 17,3 кВ и максимальной температуре в цикле 90 °C. Этот норматив применяется при испытаниях кабелей, если произошли изменения в составе изоляции.
В маслонаполненных кабелях повышенное давление в пропитывающем бумажную изоляцию масле предотвращает образование газовых включений и возникновение в них частичных разрядов. При термическом старении изоляции происходит возрастание tg 5 и постепенное повышение температуры изоляции, которое приводит в конечном счете к тепловому пробою. Подробнее этот процесс будет рассмотрен в подразд. 12.12.
В процессе старения пропитанной бумажной изоляции происходит выделение газообразных продуктов термической деструкции: водорода, метана, СО2, СО и др. Содержание газов в пропитывающем составе определяют по пробам масла, взятым из кабельной линии с применением метода газовой хроматографии. Если содержание газов превысит предел их растворимости в пропитывающем составе при нижнем пределе давления в кабельной линии, могут образовываться газовые включения и возникать частичные разряды, которые приведут к ускоренному старению и пробою изоляции.
212
При расчете полиэтиленовой изоляции кабелей высокого напряжения используют средние значения допустимой напряженности электрического поля в изоляции, а также проводят расчет по электрической прочности при воздействии импульсных перенапряжений (аналогично маслонаполненным кабелям). Толщину изоляции определяют по формуле
Диз=^р,
где U — расчетное напряжение; Ер — расчетное значение средней напряженности поля.
В качестве изоляции применяют полиэтилен низкой плотности, сшитый с применением перекиси дикумила. Процесс сшивания и охлаждения изоляции проводят при повышенном давлении (1... 2 МПа), что предотвращает образование газовых включений и частичных разрядов в изоляции.
В формуле (9.3) п > 12 при отсутствии влаги (имеется металлическая оболочка) и п ~ 10 при возможности воздействия влаги в процессе эксплуатации.
Многочисленные экспериментальные данные по старению полиэтиленовой изоляции показали, что в ней образуются дефекты, получившие название триинги. Различают электрические и водные триинги. После эксплуатации в течение нескольких лет кабелей на напряжения 6... 10 кВ при контакте с влагой триинги увеличиваются по длине и, достигая нескольких десятых долей миллиметра, приводят к пробою изоляции.
Триинги возникают и развиваются в местах локальной концентрации электрического поля, т. е. посторонних примесей и дефектов технологического происхождения — выступов полупроводящих экранов, продуктов термической и механической деструкции, образующихся в процессе нанесения изоляции. Борьба с возникновением триингов заключается в тщательной очистке исходного полиэтилена и исключении контакта изоляции с влагой при эксплуатации. Возможно применение специальных стабилизаторов.
Пример 9.1. Определить толщину изоляции маслонаполненного кабеля низкого давления на напряжение 380 кВ с сечением жилы 1250 мм2, если жила кабеля имеет маслопроводящий канал диаметром 20 мм.
1. Определим радиус жилы, которую целесообразно изготовить из шести сегментов, изолированных полупроводящей бумагой. Коэффициент заполнения такой жилы примем равным 0,84. Тогда
r,--R у п
FM л-202 1250 2
— = —-— + —— = 1802 мм2, ц 4 0,84
где FK — площадь сечения канала; FM — площадь сечения медной жилы.
213
' I1OUZ
Следовательно, r0 = J-----= 24 мм.
V it
2. Выберем значения расчетных напряжений и напряженностей. Значение расчетного импульсного напряжения определяется с помощью табл. 9.2:
Ц,.имп = 1,2 1537 = 1844 кВ.
Градированная изоляция кабеля выполняется в два слоя. У жилы накладывается бумага типа КВМУ с еГ1 = 3,7, а второй слой выполняется из бумаги типа КВМ с еГ2 = 3,3. Соответственно толщина бумажных лент у жилы и в начале второго слоя градирования равна 0,08 и 0,12 мм.
Тогда расчетные напряженности для первого и второго слоев изоляции найдем по табл. 9.3:
£1Р.имп = 99 МВ/м; £^р.имп = 91 МВ/м.
3. Для определения радиусов по изоляции воспользуемся выражением (8.29) с учетом того, что
99 3 7
/ = 11 = !,°9; ^ = || = 1,14,
т.е. R = 24 • 1,14 • 1,09 ехр
1 Г 1844
1,14(24-99
-In (1,14-1,09)
= 48,69 мм.
Выбираем радиус 48,7 мм, тогда толщина изоляции составит
48,7 - 24 = 24,7 мм.
Контрольные вопросы
1. Почему влияние ионизации на процесс старения изоляции при переменном напряжении будет значительно больше, чем при постоянном?
2. С учетом каких воздействий в процессе эксплуатации конструируются кабельные линии?
3. Каково назначение и в чем состоит сущность принципа действия электрических экранов в кабельной изоляции?
4. Какие проверочные расчеты выполняются после того, как сконструирована изоляция маслонаполненных кабелей?
5. Для чего масло в электрической изоляции маслонаполненных кабелей находится под избыточным давлением?
6. Каков процесс образования триингов в полиэтиленовой изоляции высоковольтных кабелей?
Глава 10
МАГНИТНОЕ ПОЛЕ В КАБЕЛЬНЫХ ИЗДЕЛИЯХ
10.1. Магнитные поля в концентрических, двухпроводных симметричных и многопроводных кабельных цепях
По токопроводящим жилам кабельных изделий протекают токи, которые обусловливают наличие магнитных полей, в свою очередь являющихся причиной целого ряда электрофизических процессов, оказывающих существенное влияние на работу этих изделий. К ним относятся такие явления, как поверхностный эффект и эффект близости, увеличивающие сопротивление жил; потери в металлических элементах конструкций кабелей (металлических оболочках, экранах, броне и др.), приводящие к потерям передаваемой по кабелям энергии; электродинамические силы, приводящие к механическим воздействиям на кабели. Кроме того, магнитные поля влияют на такие параметры кабельных цепей, как индуктивность и взаимоиндуктивность и обусловливают воздействия на соседние цепи, по которым передаются информационные сигналы.
Вид и интенсивность магнитного поля существенно зависят от
значения и частоты тока в проводящих жилах, геометрического расположения проводников кабельной цепи и магнитных свойств пространства, в котором действует это поле.
На рис. 10.1 приведены приближенные картины магнитных полей и графики распределения напряженностей магнитных полей для одиночного проводника, двухпроводной симметричной цепи и одиночного трубчатого проводника.
Направления линий (и векторов) напряженности магнитного поля определяются по правилу буравчика.
Внутри проводника с током I напряженность магнитного поля линейно увеличивается от центра к его поверхности, а снаружи проводника уменьша-
a б в
Рис. 10.1. Виды и графики распределения напряженности магнитного поля Яф для одиночного проводника с током (а), двухпроводной симметричной цепи (б) и трубчатого проводника (в)
215
Рис. 10.2. Распределение напряженностей магнитного поля от
тока во внутреннем Н*(г), внешнем Н*(г) проводниках и результирующее йф(г) в коаксиальной цепи:
ется с увеличением расстояния г от центра проводника в соответствии с выражением
ЯФ=тД (10.1) v 2пг
Отметим, что снаружи трубчатого проводника убывает по тому же закону, только здесь г — расстояние от оси трубки.
Из рис. 10.1 видно, что магнитное поле для представленных случаев простирается на значительное расстояние от проводников.
В то же время в отличие от симметричной цепи поперечное ЭМ поле коаксиальной цепи (рис. 10.2)
целиком концентрируется в пространстве, ограниченном ее внутренним и внешним проводниками.
Распределение напряженностей
1, 2 — проводники магнитных полей в зависимости от
токов, протекающих в данный момент времени по внутреннему (Др1) и внешнему (Яф) проводникам, и результирующее магнитное поле (Яф) показаны на рис. 10.2. Особенностью распределения магнитного поля в коаксиальной
цепи является то, что снаружи проводников — сплошного цилиндра 1 и полого цилиндра 2 — напряженность магнитных полей изменяется по одинаковому закону [см. формулу (10.1)].
Внутри обоих проводников магнитное поле увеличивается с увеличением расстояния от центра, а внутри полого проводника магнитное поле от тока, текущего по этому проводнику, отсутствует. В любой точке А, отстоящей от центра цепи на расстояние г, результирующее магнитное поле определяется суммой напряженностей и Яф. Так как токи в проводниках 7 и 2 в любой момент времени равны по значению и противоположны по направлению (знаку), то эти напряженности в точке А будут также равны по значению в соответствии с формулой (10.1) и противоположны
по знаку:
-яф + яф-2лг + 2лг-0-
(10.2)
Таким образом, в пространстве, окружающем внешний проводник, результирующее магнитное поле равно нулю (см. рис. 10.2).
Переменное магнитное поле, пересекая проводники, наводит в них вихревые токи, которые представляют собой замкнутые кру-
216
Рис. 10.3. Схемы, объясняющие возникновение поверхностного эффекта (а), эффекта близости (б) и потерь в металлических оболочках (в) симметричной цепи в результате взаимодействия вихревых токов с основным током:
1, 2 — проводники
говне линии тока, охватывающие линии напряженности магнитного поля.
Направление этих токов определяется обратным правилом буравчика (рис. 10.3). Взаимодействие вихревых токов с основным током в проводниках цепи приводит к перераспределению плотности тока в них. В итоге ток течет не по всему сечению проводника и, следовательно, сопротивление его увеличивается.
При поверхностном эффекте вихревые токи от переменного магнитного поля проводника с током /взаимодействуют с током этого же проводника (см. рис. 10.3, а). В результате плотность тока увеличивается по мере удаления от центра проводника к его поверхности. Внутренние слои проводника при этом как бы не используются.
Эффект близости наблюдается при взаимодействии вихревых токов, наведенных магнитным полем проводника 7 в соседнем проводнике 2, с основным током этого проводника (см. рис. 10.3, б). В результате такого взаимодействия происходит перераспределение плотности тока во втором проводнике. При этом плотность увеличивается на обращенных друг к другу сторонах проводников симметричной цепи, если токи в этих проводниках текут в противоположных направлениях, и на удаленных друг от друга поверхностях проводников при одинаковом направлении токов. В обоих
217
случаях сопротивление проводников увеличивается, а эффект близости заметнее у близко расположенных проводников.
Следует заметить, что приведенное объяснение механизма возникновения рассмотренных эффектов не совсем строгое. Правильнее рассматривать распространение ЭМ поля в проводниках цепи 4 и распределение его по сечению с решением уравнений электродинамики [например, (1.12), (1.13)], но для простоты ограничимся приведенными качественными объяснениями.
Поверхностный эффект и эффект близости особенно сильно проявляются при высоких частотах тока, больших диаметрах проводников и при наличии ферромагнитных материалов.
Количественно поверхностный эффект и эффект близости характеризуют произведением
кг = J(£>na<5 г, (10.3)
где к=у](х)\1ао — коэффициент вихревых токов; со — угловая частота; цо — абсолютная магнитная проницаемость; о — удельная проводимость; г — радиус проводника.
Чем больше величина кг, тем сильнее проявляются указанные эффекты.
Переменное магнитное поле, возникающее вокруг проводников с током, приводит также к появлению потерь в металлических оболочках кабеля (см. рис. 10.3, в) в результате образования в них вихревых токов.
Кроме того, в кабелях со стальной броней имеют место потери на перемагничивание и (в ряде случаев) потери от продольных токов в заземленных металлических оболочках кабелей соседних фаз трехфазных линий.
На рис. 10.4 изображены два одножильных кабеля, один из которых имеет поверх токопроводящей жилы 7, изоляции 2 и влагозащитной оболочки 3 ленточную стальную броню 4, а второй — броню 4 в виде повива круглых стальных оцинкованных проволок.
В кабеле, показанном на рис. 10.4, а, при наличии непрерывного цилиндрического слоя из ферромагнитного материала будут происходить потери на перемагничивание вследствие вихревых токов, приблизительно пропорциональные произведению f2B2 (где f — частота тока; В — магнитная индукция) и потери на перемагничивание вследствие гистерезиса, пропорциональные произведению fB2. И потери эти будут весьма значительны, так как магнитная проницаемость стали ц, а следовательно, и индукция В = цоцЯ также велики.
Кабель, изображенный на рис. 10.4, б, представляет собой одну фазу высоковольтного маслонаполненного кабеля. Для уменьшения потерь в таких кабелях поверх влагозащитной свинцовой оболочки накладывают не ленточную стальную броню, а броню в виде повива из круглых стальных проволок. Такая конструкция за счет повышения магнитного сопротивления в местах переходов от од-
218
Рис. 10.4. Схемы, объясняющие возникновение потерь в металлических оболочках и броне одножильных кабелей из-за вихревых токов и гистерезиса:
а — кабель с ленточной стальной броней; б — кабель с броней из круглых стальных оцинкованных проволок; 1 — токопроводящая жила; 2 — изоляция; 3 — влагозащитная оболочка; 4 — броня стальная; 5 — проволоки медные
ной проволоки к другой (так как касаются проволоки практически в одной точке в сечении, например А, Б, ...) приводит к уменьшению потока и соответственно потерь. Кроме того, обычно в такой броне часть стальных оцинкованных проволок заменяют медными проволоками 5, расположенными равномерно по окружности кабеля, что также существенно увеличивает ее магнитное сопротивление.
Для трехжильных силовых кабелей в общей металлической оболочке (рис. 10.5, а) допускается применение ленточной стальной брони 5 поверх свинцовой оболочки 4 в целях ее механической защиты.
Конструктивным элементом высоковольтных маслонаполненных кабелей высокого давления является также общая стальная
Рис. 10.5. Схемы, объясняющие потери в трехжильных кабелях:
а — в общей металлической оболочке с ленточной стальной броней; б — в общей стальной трубе; в, г — соответственно схемы взаимной и идеальной компенсации магнитных полей от токов; / — токопроводящая жила; 2 — фазная изоляция; 3 — поясная изоляция; 4 — свинцовая оболочка; 5 — ленточная стальная броня; 6 — стальная труба; 7 — перфорированная медная лента
219
труба б, в которую помещают три фазы, выполненные в виде концентрических одножильных кабелей. Поверх бумажной изоляции кабелей каждой фазы накладывается перфорированная медная лента 7, которая заземляется (см. рис. 10.5, б). Труба заполняется изоляционным маловязким маслом под давлением порядка 1,2 МПа.
В обоих указанных случаях потери в броне или стальной трубе сравнительно невелики. Причина этого — взаимная компенсация магнитных полей от токов в трехфазной системе (см. рис. 10.5, в), равных по значению и сдвинутых по фазе на 120°, в результате чего сумма мгновенных значений этих токов (а следовательно, и магнитных потоков, ими создаваемых) в любой момент времени равна нулю. Следует отметить, что полная компенсация магнитных полей была бы в случае совпадения в одной точке осей всех трех проводников (расположение, близкое к изображенному на рис. 10.5, г), что в реальных конструкциях невозможно из-за изоляции жил, смещения осей кабелей от центра трубы вниз и т.п. Однако в целом эти потери для указанных случаев незначительны.
В трехфазных кабельных линиях, выполненных с применением одножильных кабелей для разных фаз, имеются потери от продольных токов в соединенных и заземленных металлических оболочках.
Высоковольтные кабельные линии на напряжения 110 кВ и выше выполняются с использованием маслонаполненных кабелей. Каждая фаза таких кабелей, представляющая собой отдельный концентрический кабель с металлической (свинцовой или алюминиевой) влагозащитной оболочкой, поверх которой наложены металлические упрочняющие бронепокровы, прокладывается в земле параллельно в горизонтальной плоскости или по вершинам равностороннего треугольника. При эксплуатации металлические обо
Рис. 10.6. Схемы, объясняющие потери из-за продольных токов в металлических оболочках трехфазной линии:
а — соединение оболочек с одного конца линии; б — соединение и заземление оболочек с двух концов линии; 1...3 — фазы
220
дочки таких линий заземляются и, таким образом, между токопроводящей жилой и оболочкой прикладывается фазное напряжение, а между жилами соседних фаз — линейное. Оболочки обычно соединяются между собой. Если они соединены только на одном конце линии (рис. 10.6, а), то между оболочками на другом ее конце возникает напряжение, пропорциональное току в жилах и длине линии и зависящее от расстояния между фазами, материала оболочки и наложенных поверх нее бронепокровов, а точнее, от взаимной индуктивности Л/12 между двумя рассматриваемыми фазами (например, 7 и 2).
Причиной этого нежелательного напряжения, которое может достигать десятков и сотен вольт, является электродвижущая сила (ЭДС) взаимоиндукции Е2\, наводимая в контуре, образованном двумя соседними соединенными металлическими оболочками (назовем его вторым контуром), за счет магнитного поля, создаваемого током в жиле фазы 7.
Если оболочки соединены с двух концов линии (рис. 10.6, б), то под действием этой ЭДС по контуру, образованному ими, будет протекать ток /об. В этом случае наведенная ЭДС уравновесится падением напряжения в контуре от протекания этого тока и потенциалы оболочек будут близки к нулю. Однако протекающий при этом по оболочкам ток, который может достигать 20... 80 % от рабочего тока в жилах, приводит к значительным потерям энергии.
В обычных кабелях потери в оболочках приблизительно пропорциональны взаимной индуктивности М, значение которой возрастает с увеличением расстояния между фазами кабеля, так как при . этом увеличивается площадь контура, образованного соседними оболочками, а следовательно, и магнитный поток взаимоиндукции, и наводимая ЭДС, и ток /об. Поэтому для уменьшения потерь в оболочках от продольных токов кабели следует прокладывать ближе друг к другу. В то же время это ухудшает условия теплоотвода от кабелей, т. е. для конкретных случаев существует оптимальное расстояние между фазами.
10.2. Расчет мощности потерь энергии в металлических элементах силовых кабелей
Как уже отмечалось, при прохождении переменного тока по жилам кабелей появляется магнитное поле, которое приводит к увеличению электрического сопротивления токопроводящих жил вследствие поверхностного эффекта и эффекта близости, а также к возникновению потерь в металлических оболочках, экранах и броне кабеля.
Также отмечалось, что распределение переменного тока в проводе зависит от параметра к = ^/соццосг. При прохождении рассто
221
яния So = V2 /Лг вглубь от поверхности проводящего тела амплитуда электромагнитной волны убывает в е раз. Расстояние 80, условно называемое глубиной проникновения, при частоте тока 50 1/с в меди — приблизительно 8 мм, в алюминии — И мм, в стали — 1 мм.
Отношение сопротивления токопроводящей жилы при переменном токе к ее сопротивлению при постоянном токе можно выразить через коэффициенты уп и уб, соответственно учитывающие возрастание сопротивления вследствие поверхностного эффекта и эффекта близости:
Дж_ 1
-^- = 1 + Тп+Уб-
(Ю.4)
Коэффициенты уп и уб определяются параметром х = kdx/2 (где dx — диаметр жилы). Поскольку сопротивление жилы постоянному току на единицу длины жилы 7?ж = 4/(ол</ж), то формула для определения параметра х будет иметь вид
х -
W 7?ж_
Эта формула справедлива для жилы, изготовленной из сплошного металла. После подстановки значения Цо для р = 1 получим
(10.5)
х =
1,59-10-3/-^-, у Лж=
(10.6)
где f — частота, 1/с; Лж= — сопротивление жилы, Ом/м.
Коэффициент b < 1 учитывает конструкцию жилы. Для уменьшения коэффициентов уп и у6 жилы больших сечений изготавливают в виде скрученных секций, изолированных друг от друга (обычно бумажными полупроводящими лентами). В табл. 10.1 приведены рекомендуемые значения коэффициента Ь.
Таблица 10.1
Рекомендуемые значения коэффициента b
Конструкция жилы Поверхностный эффект Эффект близости
Круглая и секторная, скрученные из проволок 1,0 0,8
С числом изолированных секторов (или сегментов для полых жил):
4 0,435 0,37
6 0,39 0,37
222
При слабо выраженном поверхностном эффекте (х < 2,8) справедливы следующие приближенные формулы:
= <“-7>
Тб = Тп
S
УГ 1,18
J [Уп+0,27
(d + 0,312
(10.8)
Здесь значение у'п определяют по формуле (10.7) при коэффициентах Ь, рекомендованных для эффекта близости; as — расстояние между осями жил.
В кабелях, проложенных в стальном трубопроводе или бронированных стальной броней, значения уп и у5 рекомендуется увеличивать в 1,7 раза, так как наличие брони приводит к возрастанию магнитного поля. Поверхностный эффект и эффект близости практически начинают проявляться только у медных жил с сечениями 300 мм2 и более.
Рекомендуются следующие значения удельных сопротивлений р при 20 °C и температурных коэффициентов сопротивления а20 для проводников:
р, Ом-м а2о, 1/°С
Медь........................ 1,724- 10’8 0,00393
Алюминий.................... 2,826- 10-8 0,00403
Сталь......................... 13,8 • 10-8 0,0045
Свинец....................... 21,4- 10~8 0,004
Однако удельные сопротивления проволок, изготовленных из этих металлов, несколько превышают эти значения.
При передаче переменного тока по одножильным кабелям однофазной и трехфазной сети жилы образуют первичную обмотку трансформатора без стального сердечника, а вторичную обмотку образуют металлические оболочки.
Если оболочки замкнуты и заземлены только с одного конца линии, то на противоположном конце этой линии между ними возникает напряжение, пропорциональное току в жилах и длине линии. Это напряжение может достигать нескольких десятков вольт на длине 1 км, а в режиме короткого замыкания оно увеличивается до нескольких тысяч вольт. Наличие такого напряжения нежелательно, и для его устранения замыкают оболочки на обоих концах линии. В этом случае по оболочкам проходит ток, который составляет 20... 80 % тока в жилах, а напряжения между оболочками близки к нулю по всей длине линии.
Рассмотрим электромагнитные процессы в оболочках на примере однофазной линии. Ток /в жиле кабеля 1 (рис. 10.7, а) опре-
223
10.7. Магнитное поле и токи двух одножильных кабелей:
а — схема расположения кабелей в поперечном сечении; б — схема протекания токов в оболочке; в — общая схема соединения оболочек; 1, 2 — кабели
деляет магнитное поле с напряженностью Н, которая направлена по концентрическим окружностям, причем
Н = —. (10.9)
2лг
ЭДС, возникающая в контуре, ограниченном оболочкой кабеля Z и отдельными участками оболочки кабеля 2, пропорциональна магнитному потоку от суммы токов в жиле и оболочке кабеля 1, заключенного в этом контуре. В точке а она будет наименьшей, а в точке b — наибольшей.
Если оболочки на одном из концов кабельной линии разомкнуты, то по оболочке кабеля 2 будут проходить замкнутые токи, как это показано на рис. 10.7, б. В этом случае на конце оболочки появится среднее общее напряжение, приблизительно определяемое магнитным потоком между осью кабеля 2 и оболочкой кабеля 1. Этот магнитный поток вычисляют следующим образом:
224
_ Цп т r dr
ro6
(10.10)
где Цо = 4л • 10~7 Гн/м; s — расстояние между осями кабелей; — средний радиус оболочки.
Магнитное поле, которое проходит в области между радиусами го и Гоб, не пересекает контур между оболочками и поэтому не учитывается при расчете ЭДС в контуре оболочек.
Относительную магнитную постоянную р. для всех материалов, кроме стальной брони, можно принять равной 1. Тогда, разделив интеграл (10.10) на два слагаемых для областей приблизительно между гоб и s с ц = 1 и между гбр и гбр + Дбр со значением ц для брони (где Дбр — толщина брони, причем Дбр/г6р <к 1), после интегрирования получим следующую формулу:
фяИо/1п—+
2л ^об ^бр ;
(10.11)
По определению взаимная’индуктивность между жилой кабеля 7 и контуром оболочек
I Гоб Гбр '
(10.12)
а ЭДС в контуре оболочек на единице длины кабеля Е = j(f>ML Аналогичные выводы справедливы и для тока в кабеле 2, при этом суммарная ЭДС в контуре оболочек от токов в двух жилах
E=2jaML (10.13)
По формуле (10.13) рассчитывают напряжение между оболочками, разомкнутыми на одном конце кабельной линии.
Если оболочки замкнуты на обоих концах линии (см. рис. 10.7, в), то ЭДС магнитного поля будет определяться суммой токов в жиле и оболочке, т. е. Е- 2jtf)M(j+ /об). Ток /об вызовет в контуре оболочек падение напряжения на электрическое сопротивление оболочки Еоъ, равное 2/об7^. Тогда в соответствии с правилом Кирхгофа
2УсоМ(/ + /об) + 2/обДоб = 0. (10.14)
Из уравнения (10.14) следует формула для расчета тока в оболочках:
i _ IjusM 06 ZU + №М ’
модуль которого будет иметь вид
г _ 1<лМ
06 ' М + (“Л/)2
(10.15)
8 Пешков
225
Коэффициент мощности потерь в оболочке равен отношению мощностей потерь энергии в оболочке и жиле:
v _ т ^Об ЛА 1Г\
где
т2 (™М)2
К^+^М)2'
(10.17)
Если кабели трехфазной линии расположены по углам равностороннего треугольника, то справедлива формула (10.17). При другом расположении кабелей формула (10.16) остается неизменной, изменяется только значение т2.
Индуктивность линии L определяют по формуле, аналогичной (10.12), но вместо гоб подставляют радиус жилы г0. Кроме того, следует учитывать магнитное поле внутри жилы, которое приводит к появлению внутренней индуктивности £г- При слабо выраженном поверхностном эффекте формула суммарной индуктивности кабельной линии, отнесенная к току в одном кабеле, будет иметь вид
г _Но
2л
1 § Дбр 1 I 1П— + ц—5Е- + - .
Го % 2 J
При разомкнутом контуре оболочек падение напряжения в кабельной линии
(10.18)
ДС= 27(7?ж + jcol). (10.19)
При замкнутых оболочках следует учесть ЭДС, наведенную в контуре жил за счет токов в оболочках:
Д U = 2 (Дж + jwL)I + 24s JwM. (10.20)
Подставив в (10.14) /об из (10.15), получим
ДС7= IZ; Z= 2[/?ж(1 + + Jw(L - оЛИ)]. (10.21)
Наличие тока в оболочках приводит к увеличению активной составляющей падения напряжения и к уменьшению реактивной.
Мощность потерь энергии в оболочках зависит от соотношения Коб/(ыМ), при этом формула (10.16) примет следующий вид:
<10И)
Значение уоб имеет максимум, равный 7?об/(2Дж), который может быть больше 1 при соотношении /?об/(соЛ/) = 1. В большинстве случаев со Л/ < 0,3 тогда из формулы (10.16) следует, что
226
(gjM)2
°б n n
Лю-^ж
(10.23)
Формулу (10.23) применяют при расчете мощности потерь энергии в металлических экранах, причем вместо берут сопротивление экранов /?эк.
Коэффициент М возрастает с увеличением расстояния между кабелями, поэтому для уменьшения потерь энергии в оболочках следует прокладывать кабели на меньшем расстоянии друг от друга. В то же время это ухудшает условия теплоотвода от кабелей, поэтому для каждого конкретного случая следует рассчитывать оптимальное расстояние между ними.
Наличие брони из стальных лент может в несколько раз увеличить значение М, что вызовет значительное увеличение потерь энергии в оболочках и падение напряжения в кабельной линии. Поэтому для одножильных кабелей броню из стальных лент не применяют, а используют броню из стальных круглых оцинкованных проволок, это приводит к существенному увеличению магнитного сопротивления данной цепи [см. (10.1)].
В трехжильных кабелях, работающих в трехфазной системе, сумма токов во всех жилах равна нулю и отсутствует магнитодвижущая сила, направленная вдоль замкнутой ферромагнитной цепи, состоящей из стальной брони, расположенной вокруг трех жил. Магнитное поле в броне в этом случае значительно меньше, чем в одножильном кабеле, и это позволяет применять броню из стальных лент.
Городские кабельные линии на напряжения 110 и 220 кВ, прокладываемые в грунте, обычно имеют защитную оболочку из свинца или алюминия и броню из стальных проволок. Коэффициенты потерь энергии рассчитывают по формуле
, _ К3 Х1 + х2 + Т?э*2
06 6 Лк (Х2 +Лэ)2 +Х12
(10.24)
где R3 — эквивалентное сопротивление брони и оболочки; =
— (Л/1 + Мд + Л/з)со; х% = соЛ/2-
Значение Мо определяют по формуле (10.12). Коэффициенты М\ и Мз связаны с магнитными потоками в броне из стальных
Рис. 10.8. Схема магнитных потоков в броне из стальных проволок
227
проволок. Схема этих потоков показана на рис. 10.8. Вектор напряженности магнитного поля Нг направлен по окружности вокруг оси кабеля. Для окружности по среднему диаметру брони £>б вокруг оси кабеля
(10.25)
где I и /об — токи в жиле и оболочке.
Представим вектор Нгв виде суммы двух векторов: Н2, направленного по оси z проволоки, и Нл, направленного перпендикулярно оси z. Магнитные потоки, возникающие по направлению этих векторов, определяют дополнительные взаимные индуктивности Л/[, М2, М3.
Взаимная индуктивность, обусловленная влиянием вектора Нл,
2r6COS2B zinnzrx
М3 = Цо(Нп ~ В (Ю-26)
7lZ)6
где г6 — радиус бронепроволок; 0 — угол между осью кабеля и осью проволоки.
Магнитную постоянную цп рекомендуется выбирать равной 10, если бронепроволоки плотно соприкасаются друг с другом. Значение цп убывает до 1, если проволоки нанесены повивом не вплотную. Выбор значения цп несколько произволен, но это не вносит существенную погрешность, так как влияние составляющей М3 невелико.
Взаимная индуктивность, обусловленная влиянием вектора Hz,
Мх = Цо |Вб| «с ^2 sin ₽tg ₽ cos Y, (10.27)
где nc — число стальных проволок в повиве.
Взаимная индуктивность М2 соответствует активной составляющей магнитного потока вдоль оси Z:
Л/2 = Л/Цёу. (10.28)
Значение |цб| соответствует модулю магнитной постоянной вдоль бронепроволок, причем цб = |цб| (cos у -j sin у). Рекомендуются значения |цб| ~ 400, у = 45°. Угол у соответствует сдвигу по фазе между магнитной индукцией и напряженностью магнитного поля вдоль оси бронепроволок.
Эквивалентное сопротивление /?э равно сопротивлению при параллельном соединении активных составляющих сопротивлений оболочки Д,б и брони Абр. Для приближенных расчетов R3 определяют как для сопротивлений постоянному току.
Следует учитывать, что магнитная постоянная цб зависит от напряженности магнитного поля, а угол у зависит также от ради-
228
уса бронепроволок и может изменяться в пределах от 30 до 45°, поэтому расчеты по (10.24) являются приближенными.
На рис. 10.9 приведена зависимость суммы уОб + Уб от эквивалентного сопротивления оболочки и брони для кабеля с сечением медной жилы 625 мм2, гб = 2 мм, Це = 400, у = 45°. Как правило, часть бронепроволок заменяют медными проволоками. Это позволяет снизить значение Л,. Из рис. 10.9 видно, что снижение Лэ до значения 1 • КГ4 Ом/м и менее приводит к уменьшению суммарного коэффициента по-
Рис. 10.9. Зависимость коэффициента потерь в оболочках и броне из стальной проволоки от эквивалентного сопротивления оболочки и брони:
7—s= 300 мм, Р = 15°; 2—5 = 82,5 мм, Р =15°; 3—s = 82,5, Р = 10°
терь.
Соединение и заземление оболочек и брони только с одного конца кабельной линии (Яэ = не позволяет существенно снизить коэффициент потерь: это связано с увеличением напряженности магнитного поля в броне и ростом потерь на вихревые токи, обусловленные магнитной индукцией, направленной вдоль бронепроволок.
При расчете коэффициента потерь в стальной трубе маслонаполненного кабеля высокого давления следует учитывать, что три кабеля могут быть расположены в трубе в виде треугольника с вершиной вверх или вниз, наибольшее значение он будет иметь при расположении этого треугольника вершиной вниз. Рекомендуемая эмпирическая формула для расчета имеет вид
Ут = Л = (4,38s+ 2,26Д)-0,76-10-^ (Ю 29)
Лс «ж
где Рж и Рт — мощности потерь энергии в жиле и трубе, Вт/м; s — расстояние между осями жил, прилегающих друг к другу, м; Д. — внутренний диаметр трубы, м; R* — сопротивление жилы переменному току, Ом/м.
Потери энергии в металлических экранах рассчитывают по формулам для коэффициентов потерь в оболочках, подставляя вместо сопротивления оболочек сопротивление экранов.
В одножильных кабелях с алюминиевой оболочкой на напряжение 110 кВ броня из стальных проволок отсутствует. Если длина линии невелика, то можно замкнуть и заземлить оболочки только с одной стороны, но при этом на разомкнутых оболочках следует предусмотреть установку специальных изолирующих муфт. При большой длине линии целесообразно применять транспозицию
229
Рис. 10.10. Схема транспозиции оболочек:
1 — оболочка; 2 — соединительная муфта; 3 — жила кабеля
оболочек, как показано на рис. 10.10. Вся линия разделится на секции транспонирования длиной L. Оболочки 1 на длине L делятся на три равных электрически изолированных участка изолирующими соединительными муфтами 2.
Так как напряжение между оболочками на концах секции транспортирования равно нулю, то на этих концах оболочки можно соединить и заземлить. Наибольшее напряжение между оболочками определяется длиной Z/3. Если оболочки замкнуты только на одном конце линии или соединены по системе транспозиции, то внутри каждой из них циркулируют замкнутые токи, как это показано на рис. 10.7, б. Потери энергии в оболочках в этом случае значительно меньше потерь от тока в оболочках, замкнутых на обоих концах линии. Влияние этих потерь на допустимый ток нагрузки невелико.
Следует подчеркнуть, что транспозиция оболочек при наличии брони из стальных проволок не позволяет снизить потери энергии в них.
Пример 10.1. Рассчитать сопротивление переменному току медной жилы кабеля с площадью сечения 5Ж = 550 мм2, если диаметр жилы <7Ж = = 0,031 м; расстояние между жилами 5 = 62 мм; температура жилы Тж = = 70 °C; р20 = 0,0175 Ом • мм2/м; а20 = 0,00393 1/ °C; /= 50 1/с; b = 1.
1. Сопротивление постоянному току
Дж= = 1,03ф2-[1 + 0,00393(Тж -20)] =3,92 10“5 Ом/м.
Здесь 1,03 — коэффициент, учитывающий скрутку проволок.
2. По формуле (10.6) определим
хп = 1,59 • = 1,795.
\3,92-10“5
Для эффекта близости при b = 0,8 коэффициент = 1,605.
3. По формуле (10.7) определим
у =------------------- = о,О485;
п 192 + 0,8 1,7954
, 1,6054 „
Jn 192 + 0,8 • 1,6054 ’ ’
4. По формуле (10.8) определим
230
yn = 0,03з( Г---------------+ 0,312 ( 1 = 0,032.
п [ 0,062J [0,033 + 0,27 [62J
5. Электрическое сопротивление жилы переменному току
R* = ЯЖД1 + 0,0485 + 0,032) = 4,24- Ю-5Ом/м.
Пример 10.2. Определить коэффициенту^ для маслонаполненного кабеля с площадью сечения жилы 5Ж = 550 мм2, если наружный диаметр кабеля d„ = 0,082 м; расстояние между осями кабеля 5 = 0,082 м. Кабели расположены в форме треугольника вплотную. Толщина алюминиевой оболочки Лоб = 2,5 мм; рл1 = 0,0283 Ом • мм2/м; температура оболочки = = 50 °C; а20 = 0,00403.
1. Площадь сечения оболочки
= (822 - 7,72)л/4 = 628 мм2.
2. Сопротивление оболочки
= (0,0283/628) (1 + 0,00403 • 30) = 5,05 • 10’5 Ом/м.
3. Из примера 10.1 возьмем 7?ж = 3,92 • Ю“5Ом/м.
4. Определим значение М по формуле (10.12) (Дбр = 0):
.. 4л 10'7 .82 . ,о 1п_7 _ .
М =---------In— = 1,38 • 10 7 Гн/м.
2л 41 ’ '
Тогда йЛ/ = 4,33 • 10-5 Ом/м.
5. По формуле (10.22)
_ 5,05/3,92
Jo6 1 + (5,05/4,ЗЗ)2 ’ ’
Контрольные вопросы
1. Чем отличаются магнитные поля симметричной и коаксиальной кабельных цепей?
2. Что такое поверхностный эффект и эффект близости?
3. Какова природа потерь энергии в металлических кабельных оболочках?
4. Как можно уменьшить потери от продольных токов в соединенных и заземленных металлических оболочках трехфазных кабельных линий?
Глава 11
ТЕПЛОМАССООБМЕННЫЕ ПРОЦЕССЫ ПРИ ЭКСПЛУАТАЦИИ И ИЗГОТОВЛЕНИИ ИЗОЛЯЦИИ КАБЕЛЕЙ
11 .1. Основные понятия о процессах, протекающих в изоляции кабелей
Перенос любой субстанции в изоляции кабелей (массы, энергии) может происходить как молекулярным, так и молярным (конвективным) путем. Молекулярный перенос происходит при помощи хаотического молекулярного движения. По своей физической природе этот вид переноса обусловлен молекулярным перемеши
ванием, посредством которого происходит выравнивание концентрации. Конвективный перенос происходит вследствие видимого движения всей среды.
В изоляции кабелей при их эксплуатации и изготовлении происходят процессы, которые можно представить формулами, одинаковыми по своей структуре. Рассмотрим эти процессы на примере движения субстанции вдоль оси х через призму с площадью сечения 5”, показанную на рис. 11.1. Предполагается, что движение субстанции направлено только вдоль оси х и боковая поверхность 2 изолирована от окружающей среды. Процесс стационарный, т.е.
Ui
U2
Рис. тока
3
11.1. Схема движения I и потенциалы U] и U2 для призмы:
1...3 — поверхности призмы
все параметры не зависят от времени.
На поверхностях 1иЗ призмы существуют потенциалы U\ и U2, а вдоль оси х движется поток субстанции I. Разность потенциалов Д1/= Uy - U2. Рассмотрим четыре типа процессов.
1. Разность электрических потенциалов Д1/э, поток I соответствует потоку зарядов или электрическому току /э, Кл/с.
2. Разность тепловых потенциалов (температур Г) Д1/= ДГ, поток I соответствует потоку тепловой энергии /т, Дж/с (Вт).
3. Разность давлений Д UMp. Значения СТ] и U2 соответствуют давлениям (Па) на поверхностях 7 и 3. Поток /мр (кг/с) соответствует потоку массы вещества QU[), которое проходит через пористую среду (например, бумагу).
4. Разность давлений &иыл. Значения t/j и U2 соответствуют концентрациям вещества (кг/м3), которое диффундирует через призму вдоль оси х. Поток /м д (кг/с) соответствует потоку веще
232
ства (2м.д, перемещающемуся путем диффузии (молекулярного перемешивания).
Предполагаем, что свойства вещества призмы не зависят от интенсивности потока I, т.е. процесс протекания линейный. В этом случае все процессы подчиняются формуле закона Ома:
ДС4 = 4^3, — IftpRup, — ^4,д/?м.Д>
1Э = &U3G3; /т = &UTGT‘, IMp - MJupGup, 1мЛ = AUMaGMJi.
Для всех четырех процессов сопротивление R рассчитывают по формуле
R = (Н.2)
где р = RS/1 — удельные сопротивления рэ, рт, Рмр, рм д для четырех процессов соответственно. (В частности, рэ — это удельное электрическое сопротивление, Ом • м; рт — удельное тепловое сопротивление, м • K/Вт или м • °С/Вт).
Проводимости призмы для всех четырех процессов рассчитывают по формуле
(7 = у-, (11.3)
где X = 1/р — удельные проводимости Xg, Х„ Хм/), Хмд для четырех процессов соответственно. (В частности, Хэ= уэ — удельная электрическая проводимость, 1/Ом • м; Хг — теплопроводность Вт/(К • м); Хмд - D — коэффициент диффузии, м2/с.)
Все обозначения и размерности для четырех процессов представлены в табл. 11.1.
Методы расчета электрических цепей применимы и для расчета трех других типов процессов. В частности, если призма включает в себя последовательно части из разных веществ, то сопротивления этих частей суммируются, а при параллельном расположении нескольких призм суммируются их проводимости.
По аналогии с формулой емкости цилиндрического электрического конденсатора запишем формулу для теплового сопротивления цилиндрического (кольцевого) слоя изоляции:
2пХт г{
где г, — внутренний радиус кольца; г2 — внешний радиус кольца.
Передача тепловой энергии или массы вещества от твердой поверхности тела 1 (рис. 11.2) к жидкой или газообразной среде происходит путем конвекции. Движение среды вокруг твердого тела может быть принудительным (например, от вентилятора), или вызываться естественной конвекцией при нагревании твер-
233
Таблица 11.1
Параметры теплообменных процессов в кабелях при их изготовлении и эксплуатации
Параметр Тип процесса
Электрический Тепловой Поток массы под давлением Диффузионный , поток массы
Обозначение Размерность Обозначение Размерность Обозначение Размерность Обозначение Размерность
Субстанция 0э Кл От Дж Q»p кг 0мл кг
Потенциал (или разность потенциалов) и3 В 6/т(Т) К(”С) имр Па ^„.д кг/м3
Поток в единицу времени (0/Z) 4 Кл/с (А) /т Дж/с (Вт) кг/с Тм.Д кг/с
Обобщенное сопротивление (7? = U/1) Д В/A (Ом) л К/Вт (°С/Вт) Кир Па • с/кг 7?мл с/м3
Проводимость (G = 1/7?) G3 1/Ом Ст Вт/К GUp кг/(Па • с) Gmj м3/с
Удельное сопротивление (р = ИЗ/Г) Рэ Омм Рт К • м/Вт Рмр Па • с • м/кг (1/с) Рм.д с/м2
Удельная проводимость (1/р) Уэ 1/(0м • м) (см) Хт ВтДК'м) Хмр с D м2/с
Плотность потоков <J=I/S) А/м2 Ут Вт/м2 Умр кг/(с • м) 7мл кг/(с • м2)
Проводимость при конвекции — — Gr.K Вт/К со со Gmj.k м3/с
Удельная проводимость (G/5) — — От Вт/(К'М2) со со Ом м/с
Сопротивление при конвекции (7? = 1 / G) — — Т^г.к К/Вт 0 0 7?М.Д.К с/м3
Емкость единицы объема Су Сз Ф/м3 СгИ ДжДК'М3) Оф кг/(м3 • Па) Gmj 1
Отношение a = \/Cv — — От м2/с ^мр м2/с Ад/(Д) м2/с
Плотность субстанции (р = ^И) а/ — Кл/м3 А Вт/м3 Рр кг/(м3 • с) Рм кг/(м3 • с)
Рис. 11.2. Схема конвективных потоков газа (жидкости) около нагретого цилиндра:
1 — твердое тело; 2 — линия ламинарного движения; 3 — линия турбулентного движе-
дого тела. Вблизи границы твердого тела потоки вещества направлены параллельно поверхности тела (ламинарное движение, линия 3). На некотором расстоянии от тела движение происходит с перемешиванием газа или жидкости (турбулентное движение, линия 2). Слой вещества, в котором происходит ламинарное движение, называют пограничным и его толщину обозначают 5П. Через этот слой тепловая энергия передается за счет
теплопроводности. Если из твердого тела выделяется некоторое вещество, то оно проходит через пограничный слой путем диффузии в вещество окружающей среды.
Сопротивление при конвекции определяется толщиной пограничного
НИЯ
слоя и свойствами вещества окружающей среды.
Сопротивление за пределами пограничного слоя значительно
меньше, и оно не учитывается.
Для процессов теплопередачи и массообмена справедливы формулы (11.1)...(11.3), но в этом случае в качестве разности потенциалов используют разность температур между поверхностью твердого тела Тп и окружающей среды То.
При массообмене в качестве потенциала иыл около твердого тела необходимо использовать концентрацию выделяющегося из него вещества в веществе окружающей среды (кг/м3). Движущей силой является разность концентраций непосредственно около твердой поверхности (14л.п) и в окружающей среде на удалении т.е. за пределами пограничного слоя (иил0).
Обозначения проводимостей — GT к, (7МЛ к, сопротивлений — 7^ к, 7?мдк, удельных коэффициентов конвективной передачи — о^, ам (их размерности см. в табл. 11.1). Значения сопротивлений и проводимостей определяются толщиной пограничного слоя:
Ст.к = т- = 5пат; <7MAK=^S- = ^ = 5n(Xi<, (11.4) Оп vn Оп
где 5П — площадь поверхности твердого тела, м2; — удельная
теплопроводность окружающей среды, Вт/(м К); D — коэффициент диффузии вещества, выделяющегося из твердого тела в окружающую среду, м2/с.
Отношение Хг/5П = а? называют коэффициентом теплопередачи при конвекции, Вт/(м2- К), а отношение 7)/5п = ам — коэффициентом массообмена, м/с.
236
Сопротивление конвекции для третьего процесса — движения вещества под действием давления — принимают равным нулю.
Из формулы (11.4) следует, что коэффициент массообмена можно выразить через коэффициент теплообмена:
Применяется также следующее соотношение:
=U
^тв
где Le = Рг/Ргд — число Льюиса; Ргв = 2,1...2,6 — диффузионное число Прандтля для растворителей в воздухе.
Сопротивления при теплообмене и массообмене определяются соответственно по формулам 7?г.к= 1/(7т.к и 7?мдк = l/(7MJl.K.
Для расчета нестационарных процессов, параметры которых зависят от времени, рассмотрим понятия различных емкостей.
1. Формальное определение электрической емкости:
<7э = Д1/ЭСЭ или Сэ = (11.6)
Д1/э
где дэ — электрический заряд, Кл; ДЦ — электрический потенциал, В; С, — в Кл/В или Ф.
2. Теплоемкость:
9т = ДU.{C1VV или СтИ = , (11.7)
где qT — приращение тепловой энергии, Дж; ДС/Т = ДТ — приращение температуры, К; К — объем тела, м3; СтГ — теплоемкость единицы объема, Дж/(К-м3).
Применяют также теплоемкость единицы массы Стр, Дж/кг • К, причем CtV = рСтр, где р — плотность тела, кг/м3.
3. Массоемкость при переносе массы через пористое тело под действием давления:
qMp = AUupQpK (11.8)
где <?м/, — приращение массы, кг; Д — приращение давления, Па; Сыр — массоемкость, кг/(Па • м3).
4. Массоемкость при переносе массы путем диффузии:
<7мл = А*4дСмДИ, (11.9)
гДе <?м.д — приращение массы, кг; ДС/мд —приращение концентрации вещества в твердом теле, кг/м3; Сыл — массоемкость (безразмерная величина).
237
В этом процессе приращение концентрации равно приращению массы в единице объема.
Скорость нестационарных процессов определяется коэффициентом а = Х/с. Тепловые процессы определяются коэффициентом температуропроводности ат=к1/Сту, м2/с. Процессы течения через пористые среды под действием давления определяются коэффициентом Оир = \{р/Смр, м2/с, а процессы течения путем диффузии— коэффициентом омд=Хмд/Смд, м2/с.
Примечание. Далее используются буквенные обозначения, принятые для каждого типа процесса.
Физическая природа нестационарных электрических процессов отличается от процессов тепломассопереноса. В некоторых случаях нестационарные процессы тепломассопереноса формально могут быть представлены схемами, подобными электрическим цепям, в которых используются аналоги электрических сопротивлений и емкостей. В качестве примера на рис. 11.3 показаны схема и соответствующая характеристика охлаждения нагретой металлической проволоки в воздухе. Принимаем, что температура металла одинакова по всему сечению вследствие его высокой температуропроводности. Схема замещения аналогична схеме разряда электрического конденсатора через электрическое сопротивление. На схеме обозначены: Тп — температура проволоки; То — температура окружающего воздуха; ДГ = Тп - То; — начальный перепад температур в момент времени t = 0. Формула для расчета охлаждения имеет вид
t
(11.10)
ДГ = Д7И ехр ——— ,
где RtC7 — постоянная времени охлаждения, с; Ст = СтК5; S — площадь сечения проволоки, м2; Ст — полная теплоемкость проволоки, Дж/(К-м).
В изоляции кабелей возможно выделение теплоты и массы. Так, при работе изоляции при переменном напряжении диэлектрические потери являются источником теплоты. Теплота может выделяться в изоляции при химических реакциях (например, в процессе химического сшивания). Во влажной бумаге при переходе влаги из жидкого в парообразное состояние в процессе сушки происхо
Рис. 11.3. Схема и график для расчета охлаждения металлической проволоки в воздухе
238
дит поглощение теплоты. В процессе химического сшивания в изоляции выделяются побочные продукты реакции, т. е. имеются источники массы вещества. В частности, выделение побочных продуктов реакции поликонденсации происходит при эмалировании проволоки. Интенсивность выделения или поглощения субстанции в единице объема определяется следующим образом:
Э =^L- Р =10м т dt ’ м dt
(Н.Н)
где Рт — в Вт/м3; Ри — в кг/(м3- с).
Если между поверхностями 1 и 3 призмы на рис. 11.1 имеется разность температур, то это может привести к массопереносу от точки с большей температурой к точке с меньшей температурой. Природу этого явления рассмотрим далее для конкретных процессов. Формально это явление представим формулами для плотности потока (см. табл. 11.1):
= кДдДт; (н.п)
где 5мр, Па/К, и 5ВД, кг/К • м3, — термоградиентные коэффициенты.
11.2. Уравнения тепломассопереноса
Если длина призмы на рис. 11.1 стремится к бесконечно малому значению I = dx, то формулы (11.1) и (11.2) можно представить в дифференциальной форме для рассмотренных в подразд. 11.1 четырех типов процессов, протекающих в изоляции:
Знак минус в формуле (11.13) свидетельствует о том, что поток направлен от точки с большим потенциалом к точке с меньшим потенциалом.
В общем случае перенос субстанции происходит во всех направлениях, но в одном из них (по нормали к изоконцентрационной поверхности) перенос наибольший, что можно выразить следующим уравнением:
j = -Zgrad[/. (11.14)
Плотность потока j — векторная величина.
С учетом термоградиентного коэффициента для потока массы вещества в процессах третьего и четвертого типов
к = -К&^(иы + ЪТ). (11.15)
(для процесса четвертого типа Хм = D).
239
Для потока тепла при U= UT = Т
A^gradr. (11.16)
С учетом источников тепла и массы получим следующую систему уравнений:
ЯГ Р
— = div (gt grad Т)+ —^-; (11-17)
ut
= div [D grad (17мд + бмдТ)] + Рм, (11.18)
ot
где иыл — концентрация вещества, кг/м3; D коэффициент диффузии.
Если UMp соответствует давлению в пористой среде, то вместо формулы (11.18) можно записать:
= div[aM/J grad(t^ + ЬмрТ)] + -^. (11.19)
Таким образом, нестационарные процессы при эксплуатации и изготовлении кабелей характеризуются системами уравнений (11.17) и (11.18) для процессов диффузии и (11.17) и (11.19) для процессов, связанных с давлением в газах или жидкостях в пористой среде. Эти уравнения связаны. Температура входит как в (11.17), так и в (11.18) или (11.19). Мощность выделения или поглощения теплоты Рт в (11.17) зависит от скорости изменения концентрации вещества в (11.18) или (11.19).
Температуропроводность ат в общем случае зависит от температуры, а коэффициент D — от концентрации вещества. Решение этих систем может быть получено численными методами. Если принять Or, Dm амр постоянными, то уравнения (11.17), (11.18), (11.19) упрощаются:
^ = gtV2T + -£-; (11.20)
ut
= Л72(С7МД + 5МДТ)+ Л<; (И.21)
= амр?Чимр + 8мрТ) + -рЧ (11.22) С'* Ь'мр
где знак V2 — оператор Лапласа.
В большинстве случаев процесс переноса теплоты происходит намного быстрее, чем процесс диффузии. Тогда уравнение (11.20) можно решать без учета уравнения (11.21), а затем полученные выражения для температуры подставлять в уравнение (11.21).
240
ет=[ег1+^-(Ео1-1)
I Л)
11.3. Тепломассообмен между кабелем и окружающей средой. Граничные условия
Нагревание и охлаждение кабелей происходит в среде жидких или газообразных теплоносителей. Теплопередача определяется процессами конвекции и теплообмена лучеиспусканием:
ctr = (XK + a.K, (11.23)
где а,. — суммарный коэффициент теплопередачи; ак и сси — соответственно коэффициенты теплопередачи конвекцией и лучеиспусканием.
Значение сси определяется по закону Стефана—Больцмана:
аи = ФйетО)е. (11.24)
Здесь
П-То\ Тп-Т0’
(ри — коэффициент излучения, зависящий от взаимного расположения поверхностей кабеля и окружающей среды; Со = 5,7 • 10-8 — постоянная излучения абсолютно черного тела, Вт/(м2-К4); Е| и Fi — соответственно коэффициент черноты и площадь поверхности тела; е0 и Fo — соответственно коэффициент черноты и площадь твердой поверхности, окружающей кабель; Тпи То — соответственно температуры поверхности тела и окружающей среды в единицах абсолютной шкалы (К).
Коэффициент черноты Е! для большинства органических веществ (полимеров) в инфракрасной области составляет 0,8...0,9, для окисленных металлов — ® 0,5, а для полированной чистой поверхности металлов — ~ 0,05...0,1.
Коэффициент теплопередачи конвекцией определяют с применением критерия Нуссельта (Nu):
(Xk=Nu4, (11.25)
а
где А — удельная теплопроводность вещества среды, окружающей кабель или любое твердое тело, Вт/(м • К); d — определяющий размер тела, м.
В качестве определяющего размера тела принимают диаметр кабеля (для провода прямоугольного сечения — его большую сторону), а при расчете технологического оборудования — вертикальный размер теплопередающей стенки.
Если теплообмен происходит в большом объеме вследствие естественных конвекционных потоков вокруг нагретого тела, то
241
Nu = C] (Gr • Pr)m*, (11.26)
где Gr = p^nc?3g/v2 — критерий Грассгофа; Pr = v/a — критерий Прандтля; v, a, 0 — соответственно кинематическая вязкость, температуропроводность и коэффициент расширения окружающей среды, м2/с, м2/с, К-1; g = 9,81 м2/с.
Значения коэффициентов Q и т зависят от произведения Gr • Рг:
G "0
0,5 0
0,18 0,125
0,54 0,25
0,135 0,333
Менее 10 3...........................
1 О'3...0,5 • 102....................
S-IOX.^-IO7..........................
2- 1О7...1О13........................
Для газов Р = 1/Тср (где 7ср, К). Все значения параметров среды в формулах берут при средней температуре окружающей среды: Тср = (Тп + Т0)/2. Температурный напор £>п = Тп - То.
Если цилиндр находится в потоке газа или жидкости, то критерий Нуссельта определяют по следующей формуле:
Nu = (0,43 + С2 Re"2 Pr0-38) eyes, (11.27)
где Re = vd/v — критерий Рейнольдса; v — скорость потока газа, м/с; Еу — коэффициент, учитывающий направление потока; es = = 1... 1,6 — коэффициент, учитывающий степень турбулентности потока.
При направлении движения газа, перпендикулярном оси цилиндра, а. = 1, а при параллельном направлении — 0,5. В диапазоне Re = 1 ...4000 коэффициент С2 = 0,5, а т2 = 0,5.
При конденсации на поверхности горизонтального цилиндра из среды насыщенного пара коэффициент теплопередачи определяют по следующей формуле:
а = 0,725
дУр/Н0,25 venc? ,
(11.28)
где X, р, v — соответственно теплопроводность, плотность, кинематическая вязкость конденсата (жидкости) при температуре насыщенного пара; R — теплота парообразования при температуре насыщенного пара, Дж/кг.
Так как в большинстве случаев массообмен подобен теплообмену, то приближенно коэффициент массообмена определяют по соотношению Льюиса:
«м=^Кш, (11.29)
где Су= рСр, Дж/(К- м3); Ср — теплоемкость среды при постоянном давлении Дж/(кг • К); Кш — число Шмидта, которое учитыва
242
ет коэффициент диффузии вещества, переносимого в окружающую среду.
Более точно значение ам можно определить по формуле (11.5).
Приведенные формулы справедливы для стационарного тепломассообмена. Для приближенного расчета В нестационарном тепловом режиме их можно применять только Р том случае, если скорость стабилизации стационарного режима теплообмена намного больше скорости изменения температуры поверхности тела.
При удалении летучих веществ из твердой или жидкой изоляции в газообразную среду концентрация их около поверхности изоляции (см. подразд. 11.1) зависит от давления насыщенных паров рн над поверхностью изоляции:
U -РцМ (11.30)
где М — молекулярная масса удаляющегося летучего вещества, г/моль; R = 8,31 Дж/(моль • К).
Плотность потока вещества зависит от единицы площади поверхности изоляции, кг/(с-м2):
JM = au(UMJ>-UM0), (11.31)
где С7м0 — концентрация вещества, удаляющегося в окружающую среду, кг/м3.
Плотность потока тепловой энергии, Вт/м2,
7; = 0С1(7п- То). (11.32)
. Поток вещества jM или тепловой энергии Л с единицы площади поверхности определяется процессом диффузии или теплопроводности непосредственно около поверхности изоляции:
dT
dx п
; -
Jm ыр dx
’ dx
П
. (11.33) п
Из условия равенства потоков, подходящих к поверхности изоляции и удаляющихся с поверхности в окружающую среду, запишем граничные условия обмена теплоты и массы:
А ах
+ aT(7n-7o) = O; п
(11.34)
dx
+ С^м(^м.п ^мо) 0.
(11.35)
Отношение перепада температур или концентраций на слое изоляции толщиной Диз и между ее поверхностью и окружающей средой в среднем определяются критерием Био для теплообмена и массообмена:
243
gj _ С^т^из . gj _ С^м^из XT D
(11.36)
Если BiT >10 или BiM > 10, то скорость процессов определяется теплопроводностью или диффузией. Если BiT <0,1 или BiM <0,1, то скорость процессов обусловлена внешним теплообменом или массообменном.
Уравнения (11.34) и (11.35) называют граничными условиями обмена третьего рода. При BiT >> 1 или BiM >> 1 применимы условия обмена первого рода:
- То = 0; ^-1^ = 0; ^-14,0 = 0. (11.37)
Если передача тепла или массы от поверхности изоляции отсутствует, то эти условия называют условиями обмена второго рода:
dT =0. dU^ dx п dx
(11.38)
В процессе переноса вещества через пористую среду под давлением значение ам 1, поэтому в этом случае применимы условия обмена первого рода.
Давление пара растворенных веществ над поверхностью изоляции зависит от их концентрации и особенно сильно от температуры. В узком диапазоне температур (50... 100 К) зависимость давления насыщенного пара над чистой жидкостью от температуры, обозначив (7Мр = А можно представить в виде
Рно в Ро ехр| —Д; |, (11.39)
I ЛХ.1 J
где р0 — постоянный коэффициент, Па; Q — энергия испарения вещества, Дж/моль.
При растворении вещества в твердой изоляции (или лаке) энергия Q увеличивается на ДО- Чем меньше концентрация растворенных веществ, тем больше ДО- Давление насыщенного пара растворенного вещества определяется по приближенной формуле:
( ДОА
Рн “Рноехр . (11.40)
В некоторых случаях зависимость ДО от концентрации растворенного вещества можно представить в следующем виде:
до-
a
<b + UM)2’
(П-41)
где а и b — постоянные для данных веществ и изоляции коэффициенты; UM — концентрация вещества, кг/м3.
244
(11.42)
Коэффициент диффузии также зависит от температуры: Л = Лоехр(-^Д I Ki j
где Do — постоянный коэффициент, м2/с; Q„ — эффективная энергия активации процесса диффузии, Дж/моль.
В растворах полимеров (электроизоляционных лаках) коэффициент диффузии значительно уменьшается при снижении концентрации растворителя.
Если изоляция имеет толщину больше 1 мм, то, как правило, скорость удаления различных веществ из нее определяется процессом диффузии (BiM » 1). Для очень тонкой изоляции (порядка нескольких микрометров) скорость удаления вещества зависит от условий внешнего массообмена (BiM <к 1). Потеря пластификаторов при эксплуатации изделий также зависит от условий внешнего массообмена, так как давление насыщенных паров пластифицирующих веществ может быть очень низким.
11.4. Аналитические решения уравнений теплопроводности и диффузии
Приняв в уравнениях (11.20)...(11.22) значения a?, D постоянными, а значения а, 5МД, Рт, Ры равными нулю, получим известные параболические уравнения теплопроводности и диффузии в частных производных (для упрощения записей индексы опускаем:
= ^МЛ = 1^).
— = аЧ2Т\ — = DV2U. (11.43)
di dt
Для простейших условий пластины, цилиндра и кольца, схемы которых приведены на рис. 11.4, имеются аналитические решения уравнений (11.43) при граничных условиях первого, второго и третьего рода.
Рис. 11.4. Схемы пластины (а), цилиндра (б), кольца (в)
245
Пластина и цилиндр (см. рис. 11.4, а, б) нагреваются или охлаждаются в газообразной или жидкой среде, так что в общем случае на внешней границе при х = ±Д и г = R существует граничное условие третьего рода [см. (11.34), (11.35)]. На границе с жилой г = г0 (см. рис. 11.4, в) для процесса массопереноса применимо условие второго рода {Ъи/Ъг= 0). Для процесса теплопроводности необходимо решать систему из уравнений для кольца изоляции и цилиндрической жилы. Аналитическое решение такой задачи очень громоздко, и ее целесообразно решать численными методами с применением ЭВМ.
Приведем некоторые простейшие решения уравнений теплопроводности и диффузии при равномерном начальном распределении температуры и концентрации (при t = 0, Т = Тн, U = С7Н). Введем для этого безразмерные температуру (Г), концентрацию (U) и координату (£):
Т(& FoT) = ; £ = - или £ = -£;
(11.44)
Го-Гн
U^FOu) = U~^t}~U\ VO ~ин
где То и Uo — температура и концентрация диффундирующего вещества в окружающей среде.
Для расчетов используют критерии Фурье и Био:
„ at F°T" д2 или „ at F°t-^2;
_ Dt F°M = Д2 или К Fo = ^; Ыт = ?;
или
BiM = Д или BiM = ™
(И-45)
Рассмотрим случай, когда тело погружается в газообразную или жидкую среду и происходит его нагревание или насыщение диффундирующим веществом.
Для пластины имеем следующее решение (условие третьего рода):
Т& FO,) = 1 - ±С, exp^nSFo,),
л=1 Цл Щи )
(11.46)
Г - Bi?
ГДеСй p2+Bi?+Bi.
— корни уравнения
cos(p) _ ц sin(p) BiT ’
(Н.47)
246
Среднеинтегральная температура определяется по формуле
Tcp(FoT) = 1 - X^rexp(^Fo.r). (11.48)
п=1 Цл
Для цилиндра имеем решение
ТFoT) = 1 - X С, exp(-p2FoT). (11.49) n=i НиЛФл)
Здесь
— корни уравнения
/о(Ц) = _Р_ (11.51)
Л(ц) Bit’
где Jo и Ji — цилиндрические функции Бесселя первого рода нулевого и первого порядков соответственно (эти функции табулированы).
Средняя температура изоляции определяется по формуле
~ Д.С
Тср = 1 - £^exp(-p2FoT). (11.52)
л=1 Цл
Если в формулах (11.46) ...(11.52) T(£j,Fo^), FoT, BiT заменить на и(^, FoM), FoM, BiM, получим формулы для увеличения концентрации диффундирующего вещества.
Т -Т
Зависимости -----— от значений Fo и Bi для сплошного ци-
т0-тн
линдра приведены на рис. 11.5.
Для кольца, у которого при г = R используется граничное условие первого рода, а при г - г0 — граничное условие второго рода, имеется следующее решение:
U(£, Fo) = 1 - fn (г) ехр(-Ц2 Fo).
Л=1
Здесь — корни уравнения
(11.53)
(11.54)
Л)(Ц) _ J? J Уо(Ц) yfPoY \ R ) где Yo и Yi — цилиндрические функции второго рода нулевого и первого порядков.
Длительность процессов нагревания и диффузии определяется первым членом ряда (и = 1) в формулах (11.46) ...(11.52), так как Щ значительно меньше ц2 и последующих значений.
247
Т-Т
Рис. 11.5. Зависимости /(Bi, Fo) = ——=-
а — на поверхности цилиндра; б — на оси цилиндра; Тн — начальная температура цилиндра; То — температура окружающей среды
В решении (11.53) величина/(г) определяется по формуле
/1(0-^,
(11.55)
где
Д = 0,5Ц1
4(г) = Л
R ) °[ R /
I Л J Л J
248
Рис. 11.6. Зависимость коэффициента р.] от отношения R/r^ для кольца
Для массы вещества Gn, содержащейся в кольце изоляции, имеется формула
^-~Вехр(-ц?Ром), (Ц.56)
^в.н - ^вО
где (?вн — масса вещества, содержащегося в изоляции в начале процесса при t = 0; Gb0 — масса вещества, содержащегося в изоляции на конечной стадии процесса, т.е. при t ->
В=2—.
1-ObM) L I я J I R J J
Зависимость коэффициента pi от отношения R/r0 для кольца приведена на рис. 11.6.
По формулам (11.53)...(11.56) рассчитывают процесс сушки бумажной изоляции, в случае когда коэффициент диффузии (вла-гопроводности) можно считать постоянным.
Значения корней уравнений (11.47), (11.50), (11.54) быстро возрастают с увеличением номера п. Например, для граничных условий первого рода (Bi » 1) уравнение (11.47) будет иметь вид р.„ = = (2и - 1)л/2, при этом щ = л/2, ц2 = л/2 + л, т. е. ц2/М1 = 3. Поскольку значения ц„ входят в показатель экспоненты формулы (11.46) во второй степени, то второе слагаемое в сумме этой формулы убывает с возрастанием времени значительно быстрее, чем первое.
Если pjFo > 0,2, то в формулах (11.46), (11.48), (11.49), (11.52), (11.53) можно учитывать только первое слагаемое под знаком суммы.
В случае когда учитывают только первое слагаемое, при решении уравнений теплопроводности и диффузии говорят о регулярном режиме. Например, для пластины в регулярном режиме нагревания при BiM > 10, х = 0 и m2FoM >0,2 для уравнений (11.46) и (11.48) получим
— 4 ( А
f/(0,FoM) = 1- —exp -^FoM ;
Я 4 )
8 ( 71^
^cp(FoM) == 1--^-ехр -^-FoM
I 4 J
(11.57)
249
Масса вещества, содержащегося в пластине, пропорциональна средней концентрации Д.р(Еом). Тогда из формулы (11.57) и определения FoM = ZV/Д2 [см. (11.45)] следует, что
GB - 8 [
T^-==1-^2eXP "
<?в0 П I
n2Dt'
4Д2 )’
(11.58)
где Gb0 — содержание вещества (например, влаги) в насыщенном (равновесном) состоянии при Г
Уравнение (11.46) справедливо для случая, когда пластину помещают в вещество (жидкость, пар, газ), и это вещество со временем диффундирует в пластину. Если в начальный момент процесса растворено вещество с массой G^, то при сушке пластины его концентрация изменится в соответствии с формулой
GB
= ехр ^вО
п2 Dt'
4Д2 J
(11.59)
Формулу (11.58) или (11.59) используют для расчета коэффициента диффузии по результатам измерения массы пластины в зависимости от времени при постоянной температуре. Концентрация вещества в центре пластины при сушке изменяется в соответствии с формулой
~ = ехр(-£дГ), (11.60)
с/н
тт 1 K2D
где UH — начальная концентрация вещества при t = 0; кд = .
По аналогии с коэффициентом скорости химической реакции назовем кд коэффициентом скорости процесса диффузии. Этот коэффициент характеризует скорость процесса удаления растворенного вещества из образца (или скорость насыщения образца веще-
ством из внешней среды, например при увлажнении).
Для кольцевого слоя приблизительно вместо Д в формулу для кд подставляют толщину кольца R - г0.
Полученные формулы можно использоваться также для определения коэффициента температуропроводности в процессах на-
гревания и охлаждения пластины (или проволоки).
11.5. Методы численного решения задач нестационарных процессов тепломассопереноса
Для составного тела (например, включающего в себя жилу, изоляцию, оболочку) аналитическое решение данных задач сложное и громоздкое. Если параметры вещества зависят от температуры и концентрации, их аналитическое решение невозможно. В та
250
ких случаях целесообразно решать уравнения численными методами с применением ЭВМ.
С этой целью изоляцию необходимо условно разделить на несколько колец и уравнения (11.20) и (11.21), или (11.22) в
частных производных преобразовать в систему дифференциальных уравнений одного переменного (времени Г). Если сделать допущение, что скорость изменения температуры (или концентрации) в пределах каждого из колец одинаковая (не зависит от радиуса в
Рис. 11.7. Схема разделения изоляции на ряд колец для численного расчета температуры
пределах кольца), то с учетом схемы разделения на рис. 11.7 и схемы замещения на рис. 11.8 можно методом узловых потенциалов получить следующую систему уравнений для теплопереноса:
с — р
ж dr Л. ж’
с, —И+гИ—Н + 2-Д-ЁН в р;
dr /?т1 7?т1 + Rt2
Ct — + 2 п- Ъ4'+ 2-ЁглНц_ = 7>;
dr Л,-, + Rji-i RTl + R-rt+i
С Ё2к : 2 П ~ H-i + 2—ZkzZb _ p dr RTn + Rm_{ RXJ2 + R^
(11.61)
а также уравнение для температуры поверхности изоляции:
+ • (11-62)
Лтл/2 *40
Рис. 11.8. Схема замещения тепловой цепи для численного расчета температуры
251
Число колец, на которое разделена изоляция, равно п. Для вычислений удобно, когда радиусы колец возрастают в геометрической прогрессии, т.е. если rt / = (r„ /г0)1/и • Тогда
а полная теплоемкость каждого кольца
^7 — QP»*S‘j
(11.64)
где Л,, с,-, р, — соответственно теплопроводность, удельная теплоемкость (на единицу массы), плотность материала каждого кольца. (Предполагается, что эти параметры могут зависеть от температуры данного кольца.)
Площадь сечения кольца
St = -гД) = Ttrf-i
-1
Температуру 7} каждого кольца относят к среднему радиусу кольца: гср/ = . Температуропроводность металла жилы велика,
поэтому температура во всех точках сечения жилы практически одинаковая, при этом теплоемкость жилы
— СжИ*5ж1
(11.65)
где сжГ— теплоемкость единицы объема, Дж/(м3-К); 5Ж — площадь сечения жилы, м2.
Тепловое сопротивление при теплообмене поверхности твердого тела с жилой или газообразной средой можно вычислить по формуле
2лг„ат
(11.66)
Температура окружающей среды То в общем случае изменяется в процессе нагревания и охлаждения кабеля. Температура в печи при технологической термообработке может плавно или скачкообразно изменяться по мере движения кабеля или провода в печи.
Выделение теплоты в жиле с мощностью Рж может происходить при воздействии тока нагрузки или при высокочастотном индукционном ее нагревании. Мощность тепловыделения в каждом кольце изоляции при химической реакции сшивания или при изменении влагосодержания (при сушке) вследствие испарения влаги, Вт/м,
(11.67)
где Qj — удельная теплота реакции или испарения влаги, Дж/кг; Uj— концентрация вещества, вступающего в химическую реакцию, или концентрация влаги, кг/м3.
252
При высокочастотном нагревании в технологическом процессе или работе кабеля при высоком напряжении мощность выделяемой в изоляции теплоты
Р,= РУДЛ5 (11.68)
где Руд,- = £7(ОЕ,е0 tg 8,-; Et — напряженность электрического поля, В/м; со = 2л/;/— частота тока, 1/с; е, — относительная диэлектрическая проницаемость; Ео = 8,5 • 10-12 Ф/м; tg 8,- — тангенс угла диэлектрических потерь для температуры середины г-го кольца.
Для нестационарного процесса массопереноса на основе уравнения (11.18) по аналогии с (11.61) запишем следующую систему уравнений:
(W, ut-u2 i\-t2 Г .
Л1 Ям1+Я„2 й„,/8|+Яи2/82
С^2
Ф РМ1 + РМ/-1 Рм< + Рм1+1
+ 2 Т, - /|+ 2 Т-, - 7]+|
Рм< / 5,- + Рм/_1 / S/-i Рм/ / 5/ + Рм<+1 / S/+1
с аи„ 1 2 u„-un~i | 2 ип-ил |
dr RMII + PM„_i Рм„ + Рмя+1
, 2~ P»-i, 2 ~ го ~ р
Рмл/Йл+Рмл-./^-! РМЯ/5Й “
где U, — содержание массы диффундирующего вещества в единице объема изоляции, кг/м3.
Относительное содержание вещества по массе W = U/p0 (где ро — плотность изоляции).
Сопротивление при массопереносе (на единицу длины кабеля), с/м2,
й"'= <1L70)
Полная массоемкость кольца См/ = St. Сопротивление внешнего массообмена Рм0 = 1/(2лг„ам). Интенсивность выделения побочных продуктов химической реакции, кг/(м • с),
Рм1=кст5^, (11.71)
си
где к„ — стехиометрический коэффициент.
Полное решение включает в себя совместные вычисления по системам дифференциальных уравнений (11.61) и (11.69) с учетом уравнений (11.67) и (11.71) известными численными методами.
253
Однако при этом необходимо знать функциональные зависимости параметров материалов от температуры и концентрации растворенного вещества, а также сопротивления и 7?г М для внешнего теплообмена и массообмена. Эти величины обычно известны с погрешностью порядка 10 %, поэтому при вычислениях необходимо использовать упрощающие допущения и сравнительный анализ для определения влияния различных параметров на результаты, а затем пренебречь малозначащими величинами. Такой подход может существенно упростить вычисления и последующий анализ полученных зависимостей, что позволит предварительно выбрать для технологического режима достаточно узкие оптимальные диапазоны параметров. Окончательно технологический режим уточняется на практике, т.е. на основе анализа качества полученных изделий.
11.6. Образование газовых включений при технологической термообработке полимерной изоляции
При технологической термообработке изоляции в ней протекают дополнительные химические реакции, в результате которых выделяются побочные продукты (например, вода, продукты разложения органических перекисей). Если концентрация этих продуктов меньше некоторой допустимой величины Ua, то они содержатся в изоляции в растворенном состоянии. Если их концентрация превысит значение 1/д, то в изоляции образуются газообразные включения — поры. Давление насыщенного пара растворенного вещества существенно возрастает с увеличением температуры, как это следует из выражений (11.39) и (11.40). Газовые включения образуются, когда давление пара растворенного вещества превышает давление снаружи изоляции.
Допустимое значение концентрации побочных продуктов реакции примерно пропорционально внешнему давлению, приложенному к изоляции, поэтому для исключения появления пор в изоляции ее термообработку проводят при повышенном давлении (например, давление при вулканизации и последующем охлаждении полимерной изоляции достигает 2 МПа).
Как известно, наличие газовых пор приводит к появлению частичных разрядов в изоляции при повышенном напряжении и к быстрому ее старению.
Для образования газового включения давление насыщенного пара во включениях внутри изоляции должно преодолеть внешнее давление среды, окружающей кабель, давление сил поверхностного натяжения и давление упругих сил при растяжении полимера. При охлаждении полимера после вулканизации давление насыщенного пара существенно снижается, а модуль упругости
254
возрастает. Особенно это характерно для полимеров, которые при этом переходят из высокоэластического в стеклообразное или кристаллическое состояние. В этих условиях рост газовых включений становится невозможным. Так, в полиэтилене низкой плотности рост газовых включений исключается уже при температуре ниже 100 °C.
Для приближенного анализа возможности образования газовых включений рассмотрим упрощенное решение уравнения (11.21) для пластины. Пренебрегая термоградиентной составляющей мас-сопереноса (8М = 0), получим
^L = d—+p dt дх2 “•
(11.72)
Масса выделяющегося в единице объема в единицу времени вещества Рм пропорциональна скорости убывания концентрации химически активного вещества:
PM=kCT-f-, (П-73)
где Up — концентрация растворителя.
Стехиометрический коэффициент к„ определяют по уравнению химической реакции (например, реакции сшивания, при которой выделяются газообразные продукты).
В общем случае уравнение химической реакции можно записать в несколько упрощенном виде:
^ = -W, (11.74)
где кр — коэффициент скорости реакции; и — порядок реакции.
Рассмотрим наиболее часто встречающийся частный случай, когда происходит реакция первого порядка (и = 1), а на внешней границе пластины при х = А существует граничное условие первого рода, т.е. U= 0. На внутренней границе (при х = 0), где изоляция прилегает к металлической поверхности жилы, dU/dt = 0. Значение А соответствует толшине изоляции. Проводя термообработку при постоянной температуре, получим
Рм = кр Ц,о exp (-kpt), (11.75)
где и#, — концентрация побочных продуктов реакции при ее полном завершении (при условии отсутствия удаления этих продуктов из пластины путем диффузии).
Подставив (11.75) в (11.72), получим аналитическое решение этого уравнения при начальных условиях Up = 0, t = 0.
Через некоторое время после начала реакции (предположим, что после момента t = 0 температура резко возрастает до заданной температуры проведения реакции) концентрация Up достигает макси
255
мума J7max, а затем начнет постепенно убывать до нуля. Отношение С^пах/^о характеризует степень удаляемости побочных продуктов при заданных условиях реакции (температуре, толщине пластины). Если отношение U^/U^ близко к единице, то побочные продукты реакции практически не успевают удаляться из изоляции в процессе технологической термообработки. Если же Дпах/Ц>о<к 1, то большая часть побочных продуктов реакции в процессе технологической термообработки удаляется из изоляции. В первом случае изменение режима термообработки (температуры) мало влияет на механизм образования максимальной концентрации Z7max, и обеспечить условие Z7max < Ua можно, только повышая давление, т.е. увеличивая допустимую концентрацию Ua. Во втором случае снизить Umm можно более медленным нагреванием кабеля в процессе термообработки.
Теоретический анализ показывает, что отношение Um^/UpQ зависит от параметра Z = к?/кп, где кл — коэффициент скорости диффузии [см. (11.60)]. Если Z> 1, то С4пах/^ро > 0,5. Если Z< 0,1, то £7гаах/Ц,0 < 0,5. Эти результаты приблизительно справедливы и для кольцевого слоя изоляции толщиной А.
Анализ практических режимов термообработки показывает, что при Z < 0,1 величина dU/dt в уравнении (11.72) мала по сравнению с другими членами, поэтому для приближенных расчетов можно использовать выражение
= ЧАл ехр (-А:РО. (11.76)
dx2
Решив (11.76) при граничных условиях первого рода, получим максимум концентрации для 0:
Umax. _ ^Р^2 £7ро 2D :
(11.77)
Коэффициенты скорости реакции и диффузии существенно возрастают с увеличением температуры в соответствии с формулами
/ / Г ИО А
кр = кро ехр --^7 ;
(11.78)
( W О
Д = Доехр--ф, (11.79)
k *4' J
где кро и Do — постоянные коэффициенты, 1/с и м2/с; ИО и WR — эффективные энергии активации соответственно процессов химической реакции и диффузии, Дж/моль; Д = 8,31 Дж/(моль-К); Т— температура, К. Обычно Посоставляет (7...9)104, а -~ 4 • 104 Дж/моль.
256
Отношение (11.77) зависит от температуры:
^ах-^роА2 f
2D0 RrT
(11.80)
Так как Wt - WR > 0, то максимум концентрации побочных продуктов реакции при Z< 0,1 увеличивается с возрастанием температуры.
11.7. Нагревание однородного и изолированного проводов в регулярном режиме
Если считать, что температура в любой момент времени t по всему сечению провода одинаковая, следует рассматривать только первое уравнение системы из (11.61). При расположении провода в воздухе
С^ + -®- = р, (11.81)
dt RT
где С = cyS — полная теплоемкость на единице длины провода; Су — теплоемкость единицы объема, Дж/(м3- С); 5 — площадь сечения провода, м2; © = Т — Го; Т — температура провода; То — температура окружающего воздуха; R? — тепловое сопротивление воздуха, °C • м/Вт; Р — мощность тепловыделения в проводе на единице длины, Вт/м.
Уравнение (11.81) применимо для металлического провода, так как температуропроводность металла велика и температура по всему сечению практически одинаков. Значение Р в общем случае зависит от времени.
Если по металлическому проводу пропускать неизменный во времени ток, то мощность тепловыделения
Р = Ро(1 + cq,©), (11.82)
где Ро — мощность тепловыделения в проводе при температуре окружающей среды, Вт/м; Oq — температурный коэффициент сопротивления при температуре окружающей среды, 1/ °C.
Подставив (11.82) в (11.81) и разделив переменные, получим
d© _ d/_
©-©max
(11.83)
_ _ PqRj q _ RTC
м 1-ЗДа0’ 1-Р0Ята0'
В момент времени t= 0 имеем начальную температуру ©н. Интегрированием (11.83) получим
257
9 Пешков
fl = Вне~'/0 + fl^axd - e-'/0). (11.84)
Для времени t» 0 имеем fl = flmax, т.е. значение flmax соответствует температуре нагревания провода в стационарном режиме. Величину 0 называют постоянной времени нагревания. Полученное решение аналогично нарастанию напряжения на конденсаторе при его зарядке от источника постоянного напряжения через электрическое сопротивление.
Если значение Дне зависит от времени (Oq = 0), то постоянная времени 0 = CRr. В общем случае (а * 0) увеличение Ро приводит к уменьшению знаменателей в выражениях (11.83) для flmax и 0 и соответственно к увеличению значений flmax и 0. В случае когда (1 - Pomelo) < 0, температура неограниченно возрастает со временем.
При отключении тока провод охлаждается, и интегрированием (11.83) получаем
fl = flHe-'/0 (11.85)
где 0 = CRr.
Формула (11.85) аналогична формуле (11.10), полученной ранее.
Нагревание изолированной жилы кабеля при наличии металлической оболочки поверх изоляции происходит с меньшей скоростью. В начальный период режим нагревания определяется суммой экспонент [см. (11.46)...(11.52)]. Затем с некоторого момента наступает приблизительно регулярный режим, когда можно учитывать только одну первую экспоненту.
Для регулярного режима справедливы формулы нагревания жилы кабеля (11.84) и (11.83), в которых
~ Q + {-"ИЗ^ИЗ + ^'об^об>
(11.86)
Лг = Дг.ИЗ *" ^г.в»
где Сх — Су-yyrS^ Си с^из^из, ^-т>б — ^гоб теплоем-
кости единицы объема соответственно материалов жилы, изоляции, оболочки; 5Ж, 5ИЗ, 5об — площади сечений соответственно жилы, изоляции, оболочки; и R^ — тепловые сопротивления изоляции кабеля и окружающей среды (воздуха).
Коэффициенты для жилы и оболочки определяются по формулам
К _ R-T.B + <*из /(4ft) _ ^т.из_____.
Лнз ~ D . D D . D -2 _ 2 ’
Лт.в *** /ут.из Лт.из Лт.в 'из Ц)
к с - ^т в
06 R 4- R
/VT.B *“ /VT.H3
Считают, что &из = 0,5...0,7, а = 0,3...0,5.
258
11.8. Расчет нагревания провода с изоляцией методом сосредоточенных теплоемкостей
Для расчета температуры жилы и изоляции провода (кабеля) при его размещении в газе или жидкости используется система уравнений (11.61). Если отношение радиусов по изоляции к радиусу жилы Ги/гж < 1,5, то с достаточной для практики точностью можно представить всю изоляцию в виде одного кольца. Тогда получим только два уравнения: для жилы и изоляции. Для упрощения будем также использовать разность температур между элементами кабеля и окружающей средой (© = Т- То\.
(11.87)
d'ft Ф
ж । 7 ж из — Р • ж dr из
f d©H3 ~ ©из ~©Ж ,________________
из d/ Я™ (/?*,+Киз)/2 Хиз’
где Сж = сж5ж и Сиз = сиз5из — полные теплоемкости жилы и изоляции, Дж/(м • °C); сж и сиз — теплоемкости единицы объема жилы и изоляции, Дж/(м3 • °C); и 5Ю - площади сечений жилы и изоляции, м2; ©ж и ©из — температуры жилы и изоляции на среднегеометрическом радиусе rcp = у1гжгиз, °C; — тепловое сопротив-
ление окружающей среды, °C • м/Вт; 7^ из — тепловое сопротивление изоляции, °С-м/Вт; Рж и Риз — мощности тепловыделения в жиле и изоляции в единицу времени, Вт/м.
Температура поверхности кабеля
ф _____
" изЛт.из + 2^
Решение системы двух дифференциальных уравнений (11.87) имеет следующий вид:
(11.88)
©ж.н^2 + 2
^ж.н ^из.н
С R '-'жЛт.из
©жн«1 + 2
© -©
Ж.Н^из.н
С1 R ижЛтлз
(11.89)
О^^-'ж^т.из
2
©из =—-— а2 - а.
ж-*1т.из
2
©ж н0С] + 2
а -© иж.н циз.н
^ж^т.из
(11.90)
где ©жни ©изн — начальные при t= 0 температуры жилы и изоляции, °C.
259
Коэффициент теплопередачи определяется по формуле
1
(-1 , '>(-< ^т.из ^тО ।
’-из + Г, . OJ? 1
лт.из + zat0
а’’2 с с с 1
'-'ж'^из'^т.из _
\2
-4С С чл-'из'-:
। I (-1 , 'jf-i ^т.из + ^тО
^из , пп
Лт.из + zat0 J
Тепловое сопротивление изоляции
р _
Лт.из
|| г
1п—
2ллиз гж
Тепловое сопротивление окружающей среды
/2^ —
2лгизат ’
2^т.из ^т.из
(Н.91)
(11.92)
где Хиз — удельная теплопроводность изоляции, Вт/(м- °C); —
коэффициент теплопередачи от поверхности изоляции, Вт/(м2- °C).
Полная температура Гж = Фж + То и Тт = йиз + То- Рассмотренный метод позволяет рассчитать температуру жилы и изоляции, в случае если их начальные температуры не одинаковые.
При малой толщине изоляции гиз/гж <0,1 (например, у эмаль-провода) и небольшом значении числа Био разностью температур между жилой и изоляцией можно пренебречь, тогда
б©ж йж
dz Rjq + Rj
(11.93)
где Ьиз (Сж+Сиз)/Сж.
При постоянной величине Рж получим следующее решение:
Л _ Л
° max иж _ p-Z/0
17 max ин
(11.94)
где йж = + Rlиз) — максимальный перепад температур жилы
(в стационарном режиме); 0 = b^C^R^ + Д ^) — постоянная времени процесса нагревания.
Если Рж зависит от времени, то температуру жилы можно определить, используя интеграл Дюамеля. Для этого берут зависимость температуры от времени при постоянном значении Рж в виде функции Дж = P^f(t) и при переменных значениях Рж получают
5-dP
«Ж = + J - x)dx, (11.95)
о dx
где Рж н — мощность тепловыделения в жиле в начале процесса (при t= 0); t— момент времени, для которого ведется расчет температуры; х — переменное время интегрирования.
260
11.9. Нагревание жил и металлических экранов кабелей при коротких замыканиях
Длительность протекания токов короткого замыкания в кабельных сетях обычно составляет 0,5... 2,5 с, но при этом значения этих токов в десятки раз превышают номинальный ток в кабеле.
При такой малой длительности, как правило, можно считать, что выделившаяся в процессе короткого замыкания энергия расходуется только на нагревание жилы. Такой режим называют адиабатическим. Если ток короткого замыкания не зависит от времени, и RT -> °°, то из (11.81) и (11.82) следует уравнение
С^ = Р20[1 + а20(Т-20)], (11.96)
at
где Р20 — мощность тепловыделения при 20 °C, Вт/м; а20 — температурный коэффициент сопротивления при 20 °C.
В уравнении (11.96) значения Р20 и а20 приведены к температуре 20 °C, так как в стандартах нормированы электрическое сопротивление жилы Rx и а20. Мощность р20 = /?20/2.
Интегрированием уравнения (11.96) при начальной температуре жилы Т„ и постоянном значении теплоемкости С получаем следующую формулу:
Т= — (eb‘ - 1) + (Тн - 20)е4' + 20, (11.97)
а20
где b = а2ОР2о/С.
При протекании тока короткого замыкания по металлическому экрану необходимо учитывать, что тепло передается от него к изоляции и пластмассовой оболочке кабеля. Толщина экрана намного меньше радиуса кабеля по изоляции, поэтому рассмотрим его развертку на плоскости (рис. 11.9). На изоляцию 4 наносятся барьерный слой 2 из бумаги или пористой полимерной ленты, затем
металлический экран 3, потом снова барьерный слой 2, а далее пластмассовая оболочка 1. Глубина проникновения теплового поля за время короткого замыкания не более 1 мм, поэтому толщины изоляции и оболочки принимаем бесконечными.
Рассмотрим простейший случай, когда материал изоляции и оболочки одинаковый (например, полиэтилен). Тогда можно рассмотреть задачу только по одну сторону от линии симметрии.
Предположим, что экран — это элемент с сосредоточенной теплоемкостью.
Рис. 11.9. Развертка металлического экрана на плоскости:
1 — оболочка; 2 — барьерный слой; 3 — экран; 4 — изоляция
261
В простейшем случае барьерные слои отсутствуют, а теплоемкость и теплопроводность изоляции не зависят от температуры.
Получим решение уравнения теплопроводности (11.20) при Рт = 0:
д2Т = 1 дТ
Эх2 a dt ’
(11.98)
где а — температуропроводность изоляции, м2/с.
Проводим отсчет по координате х в изоляции, начиная от экрана, где х = 0. На границе с экраном (при Д2 = 0) уравнение теплового баланса имеет вид
dT d/
dx *=о
(11.99)
х=0
где Р — мощность тепловыделения на единице площади экрана, Вт/м2; С = сГэДэ — полная теплоемкость единицы площади экрана, Дж/(м2 • °C); сУэ—удельная теплоемкость материала экрана, Дж/(м3 • °C); Дэ — толщина экрана, м; Л — теплопроводность изоляции, Вт/(м • °C).
Левая часть в формуле (11.99) представляет собой мощность теплового потока от экрана к изоляции, а правая — тепловой поток в изоляции, обусловленный градиентом температуры.
Если принять значения Р, С и X постоянными и предположить, что при t= 0 температура в изоляции не зависит от х и равна Т„, то можно получить следующее аналитическое решение:
При х = 0 температура экрана
Г = Тн+|лф>/7);
(11.101)
(11.102)
1 Г 7
f (Sfh/i) - ;---------(pVF-1 + exp (ф2/) erfc (ф7/) ,
где ф = Х/Сл/о; erfc(z) — табулированная функция.
Если рассматривать нагревание жилы, то С = сГж1Уж/(2лгж), где сгж — удельная теплоемкость материала жилы, Дж/(м3- °C); 5Ж — сечение жилы, м2; гж — радиус жилы, м.
Значение С для жилы, как правило, большое, а значение пара- , метра ф — малое. Для ф < 0,2 удобнее применять разложение в ряд:
/(у) = 1 - 0,75у + 0,5/ - 0,3/ + 0,167/ - 0,086/, (11.103) где y = qhfi.
262
Рис. 11.10. Зависимость f(y), соответствующая формулам (11.102) и (11.103), при у = <pV7
Полученные формулы применяются для приближенных расчетов, так как величины а, X, cv зависят от температуры, а значение Р зависит от времени. Для более точных расчетов необходимо применять численные методы.
Мощность тепловыделения на единице площади экрана
г2 р
'эк'Ьк, (11.104)
2лгэк
где /эк — ток в экране, А; 7?эк — электрическое сопротивление экрана (при средней температуре в процессе нагревания), Ом/м.
Зависимость f(y) показана на рис. 11.10.
11.10. Тепловое поле в грунте
При прокладке кабеля в земле поверхности земли и кабеля можно считать изотермами, а теплопроводность грунта — независимой от глубины. Тогда, используя метод зеркальных отображений для однородного грунта, по аналогии с электрическим полем можно записать выражение для теплового сопротивления при теплопередаче от кабеля в грунт:
RT —
_J_ln(2Z+ /4Z2 t
2лХ3 dK \ d*
(11.105)
где Xj — удельная теплопроводность земли; L — глубина прокладки кабеля; dK — наружный диметр кабеля.
263
Рис. 11.11. Схема прокладки кабеля в земле '
На рис. 11.11 показана схема прокладки кабеля в земле. При получении формулы (11.105) рассматривалось реальное расположение на глубине L кабеля, с мощностью тепловыделения Р и его зеркальное отображение с мощностью потерь тепловыделения -Р.
Температуру в любой точке грунта можно получить по формуле
Г-Тп=т^-1п^-, (11.106) 2лЛ3 г
где Тв — температура поверхности грунта; rt — расстояние от оси зеркального отображения кабеля; г— расстояние от оси реального кабеля.
Если параллельно проложены несколько кабелей, то тепловые поля, создаваемые каждым из них, суммируются.
При нестационарном тепловом режиме имеется аналитическое решение для следующей задачи: тепловыделение происходит на тонкой оси, мощность тепловыделения Р не зависит от времени, грунт однородный. В этом случае температуру на расстоянии г от оси кабеля рассчитывают по формуле
т-ти
4лЛ3
-2 А 4Ш 1 ’
( г2 \ ( г2
-Ei + Ei—5-
l 4at I s
(11.107)
где T„ — начальная температура грунта (при t = 0); Ei — интегральная показательная функция; г и — соответственно расстояния от оси кабеля и его зеркального отображения. (Предполагается, что значение Т„ не зависит от расстояния от теплопроводящей оси.)
Нестационарный режим при прокладке в земле продолжается в течение нескольких недель. Формула (11.106) позволяет определить превышение температуры поверхности кабеля над среднегодовой температурой поверхности грунта в данной местности. Суточные колебания температуры грунта на глубине прокладки кабеля практически отсутствуют, однако сезонные колебания температуры могут быть значительными и подлежат учету.
Будем считать, что колебания температуры поверхности грунта носят периодический характер (период равен году). Тогда отклонения температуры поверхности грунта от среднегодовой приближенно можно определить следующим выражением:
264
fln = flmax sin (Df,
(11.108)
где $max — максимальное отклонение температуры поверхности грунта от среднегодовой температуры; со = 2л/0 (при 0=1 год).
В формуле (11.108) t= 0 в момент, когда температура поверхности грунта равна среднегодовой.
запишем решение уравнения теплопроводности при граничном условии (11.108) в виде периодической функции:
fl = flmax expf-xJ^lsinf^r - (11.109)
\a& J 0 \a&j
где $ — отклонение температуры от среднегодовой на глубине х.
В среднем для грунта коэффициент температуропроводности о=5,4-10~’ м2/с, при этом у]п/(а&) = 0,43 1/м. Тогда амплитуда колебаний температуры на глубине х= 0,7 м составит 0,74f}max, а на глубине х= 1,5 м — 0,525f>max. Таким образом, на глубине прокладки 0,7 м амплитуда сезонных колебаний температуры значительно больше.
Сдвиг температуры по фазе определяется значением Xyjn/(a&). На глубине 0,7 м значение этого параметра составит 0,3. Относительное время сдвига по фазе t/& = 0,3/(2л) = 0,048. Время сдвига t = 0,048 года или 0,575 месяца, т. е. максимум температуры на глубине 0,7 м отстает на 0,575 месяца.
В качестве расчетной температуры окружающей среды для данного годового сезона может быть принята температура То= Tcv + -О, где Тср — среднегодовая температура поверхности земли, а значение О определяется по (11.109).
Пример 11.1. Рассчитать тепловое сопротивление при теплопередаче от поверхности кабеля марки ААШв-Зх95 на 10 кВ, если его внешний диаметр dn = 41,7 мм, толщина внешней ПВХ оболочки Дзп = 2,6 мм; толщина алюминиевой оболочки = 2 мм; толщина поясной изоляции Аи1 = 1,25 мм; толщина жильной изоляции Диз = 2,75 мм. Температура жилы Тж = 70 °C; температура поверхности кабеля Тп = 55 °C; температура окружающего воздуха То = 25 °C.
1. Определим температурный напор: 6П = Т„ - То = 30 °C.
Средняя температура воздуха Тср = (Го + Тп)/2 = 40 °C. Для этой температуры воздуха по справочнику находим; X = 0,027 Вт/(м°С); v = = 1,65 105 м2/с.
2. Определим [см. (11.26)] критерий Грассгофа, подставив следующие значения: #=9,81 м2/с; 0 = 1/(273 + 40); V = 1,65 • 10~5 м2/с: Gr= 2,28 • 105.
Критерий Прандтля Рг = 0,7.
Произведение Gr • Рг = 1,5 • 105; для этого значения Ct = 0,54; ш = 0,25.
По формуле (11.26) найдем критерий Нуссельта: Nu = 10,6.
По формуле (11.25), если dn = 0,0417 м, X = 0,027 Вт/(м- °C), коэффициент конвективной теплопередачи ак = 6,8 Вт/(м2- °C).
3. Рассчитаем коэффициент теплопередачи тепловым излучением.
265
В формулу (11.24) подставим Тп = 273 + 40 = 313 К; То = 298 К; Со = = 5,7- 10~8Вт/(м2-К).
Для полимеров в инфракрасной области спектра = 0,8.
Примем <риз = 1, тогда аи = 5,6 Вт/(м2 - °C).
Суммарное значение коэффициента теплопередачи а = 6,8 + 5,6 = = 12,4 Вт/(м2- °C).
4. Тепловое сопротивление Д. в = 1/атЦ.) = 1/(12,4п 0,0417)=0,61 °C • м/Вт.
Пример 11.2. Рассчитать коэффициент конвективной теплопередачи между проводом диаметром d = 1,5 мм и воздухом, который движется вдоль провода со скоростью v = 1 м/с.
Для температуры воздуха 200 °C v=3,49 • 10~5 м2/с, X=3,92 • 10-2 Вт/(м • °C).
1. Определим число Рейнольдса:
Re = dv/v = 1,5 • 10-3-1/(3,49 • IO’5) = 43.
2. Определим число Нуссельта по формуле (11.27), принимая Еу = 0,5; ЕЯ = 1,2; т2 = 0,5; С2 = 0,5; Рг = 0,7:
Nu = (0,43 + 0,5 • 430-5) 1,2 • 0,5 = 2.
3. По формуле (11.25) определим коэффициент конвективной теплопередачи:
ак = 2 • 3,92 • 10’7(1,5 • КГ3) = 52,5 Вт/(м2- °C).
Пример 11.3. Определить эффективную теплоемкость для расчета на-тревания кабеля в нестационарном регулярном режиме по данным из примера 11.1.
1. Площади сечений в кабеле следующие: = 3 95 • Ю’6 = 2,85 • 1 О’4; 5ИЗ =
= 5,4 • 10-4; 5об = 2,16 • КГ4; 5ЗП = 2,6 • ПТ4 м2.
2. Теплоемкости единицы объема составляют: сУю = 1,72 • 106; сУо6 = = 2,52 106; сУз „ = 1,7 • 106 Дж/(м3 • °C).
Тогда Сх = 2,56 • 2,85 • 10’4 • 106 = 720; Сю = 1,72 • 5,4 • 102 = 930; = 545;
Сзп = 550 Дж/(м • °C).
3. В формуле (11.86) примем киз = 0,7; = 0,5; кзп = 0,5, тогда
С = 720 + 930 • 0,7 + 0,5(545 + 550) = 1918 Дж/(м • °C).
Пример 11.4. Поданным примеров 11.1 и 11.3 определить постоянную времени нагревания кабеля.
Тепловое сопротивление изоляции (см. гл. 12) Т^из = 027, защитных покровов Rr_„3 = 0,18, a = 0,61 °C - м/Вт.
Суммарное тепловое сопротивление /^ = 0,61 + 0,27 + 0,18 = 1,06.
Без учета изменения сопротивления жил при нагревании
0=0?,= 1918 -1,06 = 2030 с.
Контрольные вопросы
1. В чем заключается аналогия между электрическими и тепловыми полями и чем она объясняется?
2. В чем состоит разница между коэффициентами теплопроводности и температуропроводности?
266
3. В чем заключается смысл критерия Био для процессов теплопередачи и влагопереноса? Как влияет критерий Био на распределение температуры в изоляции кабеля при нестационарных процессах нагревания и охлаждения?
4. Что представляет собой переходный, регулярный и стационарный режимы в процессе нагревания кабелей?
5. В чем состоит смысл метода сосредоточенных теплоемкостей при расчете нагревания кабелей?
6. Почему образуются газовые включения в изоляции кабелей при ее технологической термообработке?
7. Что такое энергия активации? Каковы уравнения химической кинетики для процессов, происходящих в изоляции кабелей при ее нагревании?
8. По какой причине необходимо рассчитывать температуру токопроводящих жил и металлических экранов кабелей при коротких замыканиях в электрических сетях?
Глава 12
РАСЧЕТ ДОПУСТИМЫХ ТОКОВЫХ НАГРУЗОК КАБЕЛЕЙ
12.1. Общие понятия о тепловом расчете кабеля
Вопрос о предельно допустимой температуре нагрева кабеля имеет большое значение, так как от нее зависят нагрузочная способность, срок службы и надежность работы кабеля. При нагревании кабеля наиболее быстрому старению подвергается бумага, механическая прочность и эластичность которой при этом понижаются.
Основной целью теплового расчета является определение допустимого тока нагрузки, при котором наибольшая температура в кабеле не превысит установленного значения.
При включении постоянной нагрузки температура кабеля постепенно нарастает (неустановившийся режим), а после определенного промежутка времени принимает постоянное значение. Практически наибольшую температуру всегда имеют жилы кабеля и слои изоляции, непосредственно прилегающие к жиле, поэтому тепловой расчет кабеля сводится прежде всего к определению температуры жилы. Допустимые температуры для различных кабелей приведены в табл. 12.1.
В гл. 11 было введено понятие теплового сопротивления кабеля. Аналогично можно рассматривать и тепловое сопротивление среды, окружающей кабель. Тогда температуру жилы можно выразить упрощенной формулой:
К = (Лс + Лв /2)^г.из + Лл(^т.з.п + Ло) + Л), (12.1)
где То — температура окружающей среды; Ры — мощность суммарных потерь энергии в кабеле (Рж + Риз + Ро6); Л.из, Л.з.п и R^ — соответственно тепловые сопротивления изоляции, защитных покровов и окружающей среды.
Конкретная структура формулы (12.1) зависит от конструкции кабеля и условий его прокладки.
Мощность потерь в жиле рассчитывают по следующей формуле:
Рж=/?ж/2, (12.2)
где /?ж — активное сопротивление жилы переменному току с учетом поверхностного эффекта и эффекта близости при заданной температуре (см. табл. 12.1); I— ток в жиле, А.
268
Таблица 12.1
Максимально допустимая температура для различных кабелей
Температура С бумажной изоляцией и вязкой пропиткой на напряжения, кВ С полиэтиленовой изоляцией на 1...35кВ С поливинилхлоридной изоляцией на 1... 10 кВ С резиновой изоляцией на 1...10 кВ Маслонаполненный на напряжения, кВ
1...3 6 10 20... 35 НО... 220 500
Длительно допустимая, °C 80 80 70 65 70 70 65 85 75
Кратковременно допустимая (не более 100 ч в год), °C 90 80
(12.3)
Приравнивая Тж к максимально допустимому значению из табл. 12.1, по формуле (12.1) определяем Рж, а по формуле (12.2) — допустимый ток нагрузки.
Электрическое сопротивление жилы на единице длины кабеля при постоянном токе определяют по формуле
= ^*)р2°- [1 + <Х2о(Тх -20)],
где к= 0,015...0,03 — коэффициент укрутки; р20 — удельное электрическое сопротивление проволоки, из которой изготовлена жилы (при 20 °C); — номинальное сечение жилы; ос2о — температур-
ный коэффициент увеличения сопротивления меди и алюминия.
Мощность потерь энергии в защитных металлических оболочках важна для одножильных кабелей в сетях переменного тока (см. гл. 10):
Лб= РжУоб- (12.4)
В кабелях высокого напряжения влияние выделения теплоты в изоляции за счет диэлектрических потерь весьма существенно. Мощность диэлектрических потерь можно вычислить (при условии независимости tg 5 и е от радиуса) по формуле
Риз= tf2coCtg8. (12.5)
Емкость одножильного кабеля определяется по формуле
С _ 271£Ео
1пСК/г0)’
(12.6)
269
12.2. Расчет теплового сопротивления одножильного кабеля и учет диэлектрических потерь в изоляции
Расчет теплового сопротивления изоляции одножильного кабеля на единицу длины производится по следующей формуле:
(12-7) 2л г0
где оиз = 1/Х — удельное тепловое сопротивление изоляции; R — радиус по изоляции; г0 — радиус жилы.
Расчет теплового сопротивления защитных покровов производится по формуле, аналогичной (12.7), только логарифм берут от отношения радиуса по защитным покровам к радиусу кабеля под защитными покровами.
Значения удельных тепловых сопротивлений различных материалов приведены в табл. 12.2.
Тепловые потери в диэлектрике (в отличие от потерь в жиле) распределены по всей изоляции кабеля, поэтому расчет перегрева кабеля за счет диэлектрических потерь будет несколько иным.
Диэлектрические потери в единице объема находят по формуле
С U У2
Р = £2соеео tgS = — соее0 tg& (12.8)
|jln(P/r0) J
Диэлектрические потери в слое между г и г + dr на единице длины кабеля (объем слоя равен 2л г dr)
dP = f .р J «• 2та.е0tgS—. (12.9)
^ln(P/r0) J г
С учетом (12.5), (12.6) и (12.8) формулу (12.9) можно записать в виде
dP = Тиз dr 1п(Р/г0) г ‘
(12.10)
Мощность диэлектрических потерь в слое с радиусом г определяют по формуле
р _ Г jр _ Д13 f ^Г _ Риз In(r/Гд) Q2
' Jo ln(P/ro)Jor ln(P/r0) •
Перепад температур в слое
dx = PrdPT = Pr (12-12)
2лг ln(P/r0) 2л г
270
Таблица 12.2
Теплофизические свойства различных материалов
Материал Удельное тепловое сопротивление о, °C-м/Вт Удельная теплоемкость с 103, Дж/(кг-°С) Плотность р, кг/м3
Бумажная изоляция с вязкой пропиткой для кабелей в состоянии поставки на напряжения: 1... 10 кВ 20 и 35 кВ 5...6,5 5-5,5 1,37 1,37 1252 1252
То же, для кабелей в нормальной эксплуатации на напряжения: 1...10 кВ 20 и 35 кВ — 1,37 1,37 1252 1252
Обедненная пропитка 7-7,5 — —-
Бумажная изоляция маслонаполненных кабелей 5 1,37 1252... 1365
Полиэтилен: при 20 °C при 80 °C 3,5 3,5 2,3 3,75 950 950
Поливинилхлоридный пластикат 5-6 1,33 1250
Резина изоляционная 5 1,35-1,65 1400
Резина шланговая 5 1,35-1,65 1400
Кабельная пряжа пропитанная 5,5-6,5 — —
То же, с ленточной броней 3 — —
Кабельная пряжа непропитанная — 1,33 500
Медь 2,7 • 10‘3 0,38 8800
Алюминий 4,8 • 103 0,92 2700
Свинец 29 IO3 0,13 11340
Сталь (14,4... 12,3)- IO"2 0,46 7800
Минеральное масло 8,5 1,65 900
271
Окончание табл. J2.2
Материал Удельное тепловое сопротивление о, “С м/Вт Удельная теплоемкость с 103, Дж/(кг-°С) Плотность р, кг/м3
Почва с повышенной влажностью (> 9 % — песчаная, > 14 % — песчано-глинистая) 0,8 До 2,1 2200-2000
Почва с нормальной влажностью (7...9 % — песчаная, 12... 14 % — песчано-глинистая) 1,2 0,83 1900
Почва с пониженной влажностью (4...7 % — песчаная, 8... 12 % — песчано-глинистая) 1,8 0,83 1800
Сухая почва (4 % — песчаная, каменистая) 2,4 0,80 1430
Бетон 0,9 0,83 2200
Асфальт 1,6 1,65 1000
Разность температур между жилой и оболочкой определяется по формуле
Л р ~
т _ [ ^изииз
х J
j in(^dr=^3 о^1п(7г/го)=^Л (1213)
• г 2 2л 2
Таким образом, перепад температур в изоляции, обусловленный диэлектрическими потерями, равен половине произведения потерь в изоляции на тепловое сопротивление изоляции между жилой и оболочкой. Это обусловлено тем, что поток от потерь в слоях изоляции, расположенных ближе к оболочке, проходит не через всю изоляцию, а только через слои, отделяющие рассматриваемый слой от оболочки.
При наличии потерь в жиле и изоляции перепад температур между жилой и оболочкой
Диэлектрические потери в изоляции при определении нагрева учитываются только в кабелях на напряжения 100 кВ и выше, так как в современных кабелях на меньшие напряжения диэлектрические потери весьма малы по сравнению с потерями в жиле.
272
12.3. Расчет теплового сопротивления многожильных кабелей
По аналогии с формулой (12.7) тепловое сопротивление изоляции многожильного кабеля можно отнести к потерям во всех жилах:
Л.из=§^, (12.15)
2лп
где п — число жил (если потери в них одинаковые); G — геометрический коэффициент.
Так как теплопроводность жилы и оболочки во много раз больше теплопроводности изоляции, то делаем допущение, что поверхности жилы и оболочки являются изотермическими.
Приближенную картину поля внутри многожильного кабеля можно получить, заменив оболочку соответствующими зеркальными отображениями каждой жилы. При построении поля будем считать, что источники тепла сконцентрированы на осях жил. Тогда для теплового сопротивления двухжильного кабеля можно записать выражение
Лтиз"2д1ПГо27^Т1’
(12.16)
где R = 2(г0 + А) + Д! — радиус оболочки; а = г0 + Д; г0 — радиус жилы; Д — толщина изоляции на жиле; Д1 — толщина общего (поясного) слоя изоляции.
При графическом построении картины плоскопараллельного поля должны быть соблюдены следующие условия:
линии теплового поля и линии равной температуры (изотермические) должны пересекаться всегда под прямым углом;
линии теплового поля должны быть перпендикулярны к поверхности жилы и оболочки;
ячейки сетки, образованной линиями теплового поля и изотермическими линиями, по возможности должны быть подобными друг другу, т. е. отношения Ди/Да должны быть одинаковыми во всех ячейках.
На рис. 12.1 показан пример построения теплового поля трехжильного кабеля с круглыми жилами. Вследствие симметрии в этом случае достаточно рассмотреть поле в секторе с углом 60°. Тепловое сопротивление каждой ячейки равно ДТ^ = сгиз(Дл/Да).
Рис. 12.1. Пример построения теплового поля трехжильного кабеля
273
Общее тепловое сопротивление можно получить, сложив последовательно и параллельно (в соответствии с чертежом поля) сопротивления отдельных ячеек.
С помощью графического метода можно получить уравнение для вычисления геометрического коэффициента трехжильного кабеля с поясной изоляцией:
G = (0,85 + 0,2я) In [(8,3 - 2,2п)т + 1], (12.17)
где п = Д/Дь т = (Д + Д1)/(2г0)-
Для кабелей с числом жил т более трех можно использовать приближенную формулу
(7 = In
w(8A + Ai)(A + At) t t 8r0A]
(12.18)
При вычислении теплового сопротивления кабеля с секторными жилами можно найти его наибольшее и наименьшее значения.
Если вместо кабеля с тремя секторными жилами взять кабель с одной жилой большого сечения с радиусом, равным радиусу закругления секторных жил Rc к, то значение теплового сопротивления последнего будет являться нижним пределом теплового сопротивления первого:
*г.н.п = ^In^-^L. (12.19)
2л /?с.к
Верхний предел теплового сопротивления кабеля с секторными жилами получим, если будем учитывать теплопередачу только от внешней поверхности жил к металлической оболочке:
= 57 (12.20)
271 271Г2 ~ Одд Ас.к
где Г2 ~ Д. к + Д.
Фактическое значение = ^r.H.n.../?rBn. Обычно имеет место соотношение RTe.„/7?ТНГ1 = 1,1 — 1,2, поэтому тепловое сопротивление можно вычислить по формуле
Лж=1,1Л.нл. (12.21)
Это сопротивление трех жил по отношению к внешней оболочке.
При наличии экранов на каждой жиле трехжильного кабеля уменьшение теплового сопротивления можно определить с использованием стандарта МЭК 60949—88 в зависимости от безразмерного параметра р:
р = (12.22)
2^0 ^эк
где Дэк — толщина экрана; сгэк — удельное тепловое сопротивление экрана.
274
При определении теплового сопротивления изоляции отдельные металлические (свинцовые или алюминиевые) оболочки вокруг каждой фазы кабеля вследствие значительной толщины и теплопроводности можно рассматривать как изотермические поверхности. Тогда тепловое сопротивление фазы кабеля от жилы до брони можно определить как сумму тепловых сопротивлений изоляции одножильного кабеля и заполнения между оболочкой и броней.
Если броню кабеля также принять за эквитермическую поверхность, то тепловое сопротивление заполнения RK п можно найти по формулам (12.15) и (12.17), подставив в них вместо г0 наружный радиус свинцовой оболочки, вместо А — толщину подушки, нанесенной на каждую свинцовую оболочку, а вместо At — толщину подушки, нанесенной вокруг трех скрученных отдельно освинцованных жил.
Таким образом, тепловое сопротивление кабелей марок ОАБ и ОСБ можно определить по формуле
^_ = ^H3+7?Kn=jRrKj (12.23)
где тж — перепад температур между жилой и броней; Рж — потери в жиле; 7?т из — тепловое сопротивление между жилой и свинцовой оболочкой [см. (12.7)].
12.4. Тепловое сопротивление кабелей в трубопроводе с маслом или газом под давлением
При расположении фаз кабеля в трубе в виде треугольника с вершиной в верхнем положении (рис. 12.2) наибольшую температуру имеет верхняя жила, поэтому все расчеты производятся именно для нее.
Как показывают эксперименты, экраны на изолированной жиле и трубу можно принять за изотермические поверхности, а перепад температур в масле или газе вследствие конвективной теплопередачи имеется в основном у поверхности кабеля и трубопровода; в средней же части масляной или газовой зоны он практически не наблюдается.
В этом случае тепловое сопротивление в зоне масла можно рассматривать как сумму следующих сопротивлений теплопередачи: от поверхности кабеля в среду, заполняющую трубопровод, — 7?м1 и от среды к стенке трубопровода — Т?м2:
«гмО = Ли! + Rm2 = -4- + (12.24)
7CuK| 7tUrC2
где b — удельное сопротивление теплоперехода от поверхности экрана или трубопровода в среду, заполняющую трубопровод; d —
275
Рис. 12.2. Схема расположения кабеля в трубопроводе
диаметр кабеля по экрану; D — внутренний диаметр трубопровода; кх = а/(2л) = 5/6 — коэффициент, учитывающий, какая часть периметра верхнего кабеля участвует в теплоотводе через масло; к2 = Р/(2л) — коэффициент, учитывающий, какая часть периметра внутренней поверхности трубопровода участвует в теплопередаче через масло (определяется графически по рис. 12.2).
Если трубопровод заполнен маслом средней вязкости, то при 40...60°C удельное сопротивление b = 4,25 • 10-2 °C м2/Вт,
а при заполнении трубопровода азотом под давлением 1,4 МПа оно составляет 4,25 • 10"2 °C • м2/Вт.
При расчете полного теплового сопротивления в зоне масла 7?т м
необходимо учитывать также теплоотвод от поверхности верхнего кабеля к трубопроводу благодаря непосредственному соприкосновению кабелей между собой и с трубопроводом, т.е. теплоотвод вдоль экранов, тепловое сопротивление R3K которых подключено параллельно Ru0,
(12.25)
П _ ^мО^ЭК ТМ Р . D Лм0 + Лэк
Для кабеля с покровом из двух медных лент и двух полукруглых проволок R3K составляет примерно 2,30 °C м/Вт.
12.5. Тепловое сопротивление среды, окружающей кабель, и схемы замещения для теплового расчета кабелей
С точки зрения нагрева жил при нагрузке в наилучших условиях по сравнению с другими видами прокладки находится подводный кабель, так как вода, омывающая этот кабель, обеспечивает хороший отвод тепла с его наружной поверхности, и тепловое сопротивление среды в этом случае можно считать практически равным нулю. Однако прокладка в воде в большинстве случаев сводится к прокладке во влажной почве, так как большинство подводных кабелей при прокладке углубляется в дно реки, а если они и прокладываются без углубления, то через некоторое время заносятся грунтом.
276
Кабель, проложенный по воздуху, охлаждается посредством переноса тепла от наружной его поверхности в окружающую среду путем конвекции. Однако некоторое значение в этом случае имеет и передача тепла посредством теплового излучения. Охлаждение кабеля может быть различным в зависимости от скорости и направления перемещения воздуха (обдувания). На практике для расчетов обычно принимают среднее значение коэффициента теплопередачи для
Рис. 12.3. Пример прокладки кабелей в земле:
1, 2 — кабели; 3 — бетонная плита; 4 — мягкий грунт (песок)
свободной конвекции. При прокладке кабеля по воздуху температуру окружающей среды принимают равной 25 °C, а в земле — 15 °C. При прокладке кабелей в туннелях и каналах следует учитывать
общий нагрев воздуха в туннеле, а также наличие горячих восходящих потоков воздуха от ниже расположенных кабелей и нагретых труб.
Пример прокладки кабелей в земле приведен на рис. 12.3. Кабе
ли укладывают на дно траншеи и засыпают мягким грунтом с последующей тщательной утрамбовкой его. Слой земли, непосредственно примыкающий к кабелю, должен плотно прилегать к его поверхности. Лучше всего это достигается при использовании подсыпки из мягкой земли или песка. В одной траншее можно прокладывать несколько кабелей.
В городских условиях кабели часто прокладывают в асбоцементных или пластмассовых трубах, уложенных так, как показано на рис. 12.3. Наибольшее число параллельно прокладываемых труб — 6. В трубах обычно размещают одинаковые кабели для передачи энергии значительной мощности. Наибольшее число параллельных кабелей прокладывают в бетонных блоках. Количество отверстий в блоках достигает 30.
При прокладке в воздухе превышение температуры поверхности кабеля Тп над температурой окружающего воздуха То вычисляем по формуле
- Тп- То - RtoP,
(12.26)
где Р — мощность суммарных потерь в кабеле, Вт/м.
Тепловое сопротивление кабеля при прокладке его в воздухе, “С-м/Вт,
л</ка
(12.27)
где г/к — наружный диаметр кабеля, м; а — коэффициент теплопередачи, Вт/(м-°С).
277
Методика расчета а приведена в гл. 11. Обычно расчет проводят для свободной конвекции. В частности, коэффициент теплопередачи, обусловленный конвективным теплообменом, можно определить по приближенной формуле
= 4’5Ж (12-28)
V«K
где dK — наружный диаметр кабеля, см.
Формулу (12.27) можно записать в следующем виде:
1
2^ =____________________
7rJn(aK +ekCo0)’
(12.29)
где Со = 5,7 • 10'8 Вт/(м2 • К); 0 = « Г03 f 4 + ; Тп и Т(1 -
в К. вп Т° )
Коэффициент черноты еп в инфракрасной области излучения для пластмасс и других органических покровов равен приблизительно 0,8. Для металлических поверхностей Еп зависит от степени окисления и может изменяться в пределах 0,2...0,6.
Для больших кабельных коммуникаций используют специальные туннели, в которых прокладывают кабели различного назначения. Группу силовых кабелей располагают на одной стороне такого туннеля на специальных лотках, число которых по его вертикальной стенке может быть три или более. Группа силовых кабелей должна отделяться от кабелей связи в целях предотвращения возгорания последних при возгорании силового кабеля (при коротких замыканиях). На каждом лотке располагают несколько кабелей. Расстояние между кабелями в свету должно быть не меньше их диаметра. В этом случае при тепловом расчете можно не учитывать влияние рядом расположенных кабелей, однако совместное тепловыделение всех кабелей приводит к повышению температуры воздуха в туннеле. Расчетная температура окружающей среды при прокладке кабелей в воздухе То = 25 °C. В туннеле допускается То = = 35 °C, поддерживаемая посредством вентиляции, которую следует закрыть при возникновении пожара.
В случае ограниченности места кабели прокладывают плотной группой. При этом допустимый ток нагрузки снижается, однако необходимость увеличения сечения жил кабелей компенсируется экономией и удобством монтажа. Ток в группе кабелей
Ар = U (12.30)
где I — допустимый ток нагрузки для одиночно проложенного кабеля.
Коэффициент снижения нагрузки для кабелей, проложенных группой
278
к = . ^6р --------, (12.31)
J[l + lg-|(l + 2,31gw)
т)
где АбР — коэффициент, зависящий от наличия металлической брони; п — общее число кабелей в группе; т — число слоев в группе.
Для кабелей с пластмассовой и резиновой изоляцией без брони Абр = 1. При наличии брони без защитных покровов Agp = 1,15. Если броня имеет защитные покровы, к5р = 1,08. Число слоев т кабелей в группе рекомендуется выбирать не более трех.
Формула для расчета теплового сопротивления земли, полученная методом зеркальных отображений, приведена в подразд. 11.10. Глубина прокладки L ~ 0,7 м, что намного больше наружного диаметра кабеля dK, поэтому для расчета теплового сопротивления можно использовать приближенную формулу
7?rt=^ln^, (12.32)
2л аК
где сг3 = 1/Л3.
Удельное тепловое сопротивление земли сг3 сильно зависит от влажности грунта. В процессе работы кабеля происходит осушение грунта вокруг кабеля и увеличение сг3. Кроме того, сг3 может быть разным на различной глубине. Поэтому формула (12.32) является приближенной. Для стандартных расчетов принимают сг3 = = 1,2 °C • м/Вт. Для песчаных меловых и содержащих гравий грунтов сг3 = 0,9. Для сухих каменистых грунтов при сильной загрузке кабелей в сухое время года а3 « 1,5.
Правильный выбор значения сг3 позволяет снизить стоимость кабельной линии (за счет правильного выбора сечения жил), поэтому при прокладке кабелей высокого напряжения большой мощности рекомендуется проводить измерение а3 по трассе и в случае необходимости использовать специально привезенный грунт с меньшим значением сг3.
Нагревание наружной поверхности ряда параллельно проложенных кабелей (общее число т) определяется суммированием тепловых полей в грунте от всех этих кабелей. Превышение температуры л-го кабеля над температурой поверхности земли может быть выражено суммой превышения температур от всех т кабелей:
т-1
V„ = PnRrt + '£$k, (12.33)
1
где Р„ — мощность потерь энергии в рассматриваемом кабеле; — тепловое сопротивление единичного кабеля; — дополнительное увеличение температуры земли на оси рассматриваемого кабеля с номером п под действием потерь энергии Рк в кабеле с номером к.
279
Значение -&к для кабеля п определяется по формуле
^k=Pk^-^ = PkRTkn. 2л гк„
(12.34)
Рассмотрим пример теплового расчета для трех одножильных кабелей одной трехфазной электрической сети, показанной на рис. 12.4. Превышение температуры для кабеля (жилы) 2 будет наибольшим (так как кабели проложены по системе с транспозицией, мощность потерь энергии в их жилах и оболочках одинаковые):
Дк2 - Д + Д.из + (Д + Дз + Дб)(Д.з.п + До) + Дг + $32- (12.35)
Значения f)12 и Д2 найдем по (12.34):
О12 = О32 = (Рж + Д3 + Д12 = Д32 = Sln~ • (12-36>
После подстановки 012 и О32 из (12.36) в (12.35) получим аналогичную формулу, в качестве теплового сопротивления окружающей среды следует принимать сумму сопротивлений от всех кабелей
До - Дг + Д12 + Дзг - Дг + 2Д12,
(12.37)
Рис. 12.4. Схема для расчета допустимого тока нагрузки трехфазной сети для кабелей, расположенных в земле:
1...3 — кабели; 1'...3’ — зеркальные отражения кабелей относительно поверхности грунта
где Rm определяем по (12.36).
Если нет транспозиции кабелей, то мощности потерь в их металлических оболочках будут разными и суммарные мощности потерь в каждом кабеле будут разными, что следует учитывать при использовании формул:
Д>б= УобД<> Д ~ УэДо
Д = утД. (12.38)
После подстановки в (12.35) формул (12.36) ...(12.38) получим следующее выражение для температуры жилы:
Д = ДД.ж + ДзД.из.с- (12.39)
Суммарные тепловые сопротивления в жиле и изоляции:
Д.Ж = Д.ИЗ + G + Уоб)(Д.з.п До)>
R (12.40)
Д.из.с= ^ + Дзп+ До-
280
Если приравнять Тж к максимально допустимой температуре Етах и учесть, что Ож = Тх - То, а также выражение (12.2), получим формулу для расчета допустимого тока нагрузки:
'Т — Т — Р Р
ЛМ *0 х ИЗ^Ч.ИЗ.С
D р ЛЖЛТ.Ж
(12.41)
Структура формулы (12.41) остается неизменной для различных конструкций кабелей и условий их прокладки и охлаждения. Изменяются только формулы для расчета АгЖ и 7?г.Из.с.
Для указанного на рис. 12.4 расположения кабелей
Ят12 = ^1п^(2£)2+— 2л а
где а — расстояние между осями кабелей 1 и 2.
Рис. 12.5. Схемы замещения для расчета допустимых токов нагрузки:
° — одножильного кабеля высокого напряжения; б — кабеля в трубе с маслом под давлением; в — трехжильного кабеля, проложенного в трубе в земле
281
В случае прокладки трех кабелей вплотную по вершинам равностороннего треугольника значение а примерно равно наружному диаметру кабеля и r{2 = 2L. Тогда получим
Р3
2л
1 41 2L
In—+ 2 In— ок ок
(12.42)
Для расчета значений 7?^ и Rr.m.c необходимо рассмотреть схемы в виде цепей из тепловых сопротивлений, аналогичных электрическим цепям, в которых вместо напряжения принимается температура, а вместо тока — мощности потерь энергии, которые соответствуют источникам тока в электрической цепи.
Принцип построения таких схем показан на рис. 12.5. Значения 7^ в и Rjq в них соответствуют тепловым сопротивлениям воздуха в канале трубы и трубы проложенной в грунте. Тепловые сопротивления изоляции на рисунке отнесены к потерям энергии в одной жиле. В трехжильном кабеле с поясной изоляцией в металлической оболочке потери = УобДк, причем значение Уоб не превышает 0,01... 0,03 и этими потерями иногда пренебрегают. В кабелях тако-
Таблица 12.3
Формулы для расчета суммарных тепловых сопротивлений
Конструкция (марка) кабеля Л.ж, "См/Вт Л.И1.С, “С-м/Вт
Одножильный на напряжения 110 кВ и более Л.ИЗ + (1 + Доб)(Л.З.П + Лю) Л.Из/2 + Л.З.П + + Лю
Высокого давления в металлической трубе (МВДТ) Л.ИЗ Л.мО + Зэк) + + 3(1+ уэк + Дт)(Л.п + Лю) 7?г.из/2 + Лг.м + + 3(Лг.з.п + Rjo)
Трехжильный на напряжения до 10 кВ в металлической оболочке Л.ИЗ + 3(1 + Доб)(Л.З.П + Лю) 0
Трехжильный с пластмассовыми изоляцией и оболочкой (Т^г.об) 7?г.из + 3(Лгоб + До) 0
С отдельными свинцовыми или алюминиевыми оболочками (ОСБ, ОАБ) Л.ИЗ + Лг.и1(1 Зоб) + + 3(1 + Уоб)(Л.з.п + Лю) 0
С изоляцией из сшитого полиэтилена на напряжение 10 кВ с металлическими экранами Л.ИЗ + (1 + Дэк)(Л.об Ло) 0
Примечание. Все значения у в таблице отнесены к мощности потерь энергии в одной жиле, Яр из — к потерям в одной жиле, Яр 3 п и Я^ — к потерям в трех жилах, Я]. из1 (тепловое сопротивление заполнения между жилами) — к потерям в одной жиле.
282
го типа можно пренебрегать также потерями в изоляции, которые малы при напряжениях до 35 кВ.
При прокладке в земле в одной траншее нескольких кабелей с разными сечениями жил для каждого из них необходимо составить уравнение, аналогичное (12.39), задать максимально допустимую температуру жил и решить полученную систему уравнений относительно мощности потерь энергии для жилы каждого кабеля, а затем по формуле (12.2) определить допустимые токи нагрузки.
В табл. 12.3 приведены формулы для расчета значений и 7?тизс Для различных конструкций кабелей и условий их прокладки.
Значения R^ и R^c, приведенные в табл. 12.3, для расчета допустимого тока нагрузки подставляют в формулу (12.41).
Стандартизованные токи нагрузки кабелей приведены и в специальной литературе.
12.6. Расчет тепловых сопротивлений и допустимых токов нагрузки при прокладке кабелей в трубах и блоках
При прокладке в трубах или каналах блоков тепловой поток от кабеля должен преодолеть тепловое сопротивление воздуха в канале, а затем тепловое сопротивление между трубой и землей или блоками и землей. Это приводит к заметному снижению допустимого тока нагрузки по сравнению с одиночным кабелем, проложенным в земле.
Для расчета теплового сопротивления между поверхностью кабеля Дп и стенкой канала или внутренней стенкой трубы применяют следующую эмпирическую формулу:
Л.в = —------2 —Ls-------------, (12.43)
4 [ Арп-Акан) ] + в + СТ
V «к )
где dK — наружный диаметр кабеля, см; А = 0,00111; В, С — коэффициенты, соответствующие условиям прокладки кабелей; Тср = = (£п"£кан)/2.
Значение Дп - в среднем приблизительно равно 20 °C, значения коэффициентов В и С приведены в табл. 12.4.
При прокладке трех жил кабеля марки МВДТ значение 4 = = 2,15JK1, где 4i — диаметр одной изолированной жилы кабеля.
Тепловое сопротивление между поверхностью канала (трубы) в бетоне в земле рассчитывают по формуле (12.32), в которой вместо 4 берут диаметр трубы, a Z — глубина прокладки по оси тру-
283
Таблица 12.4
Значения постоянных коэффициентов В и С
Условия прокладки кабеля Дх 10~3 Сх кг6
В металлической трубе 1,56 22
В фибровом канале в воздухе 0,465 11,62
То же, в бетоне 0,555 18,08
В асбоцементном канале в воздухе 1,111 10,33
То же, в бетоне 1,02 20,66
бы. В среднем при прокладке кабеля в одиночной трубе ток нагрузки одиночного кабеля в земле умножают на 0,85.
Рассмотрим методику расчета теплового сопротивления нескольких одинаковых (трехжильных) кабелей при прокладке их непосредственно в земле и в параллельных трубах, проложенных в земле. Такой способ прокладки кабелей необходим для передачи суммарной энергии большой мощности. Обычно таким способом прокладывают кабели на напряжение 10 кВ.
Рассмотрим для примера схему, показанную на рис. 12.6. Мощности потерь энергии в этих кабелях почти одинаковые (так как токи в них одинаковые). Наиболее нагретым будет средний кабель 3. Тепловые сопротивления влияния кабелей 7—5 и 2—4 одинаковые; определим их:
; Л2з=^1пХ • (12.44)
2л г13 2л г2з
Тепловое сопротивление окружающей среды
^то — 2?т.з + 2(7?Т1з + Т^з)- (12.45)
Сопротивление 7?тз определяют по формуле (12.32), подставляя в нее значение наружного диаметра кабеля или трубы.
Далее расчет проводят по схемам, приведенным на рис. 12.5. Для кабеля без трубы 7?тж = 7fTH3 + 3(7?тзп + 7?^), а для кабелей в трубе 7?тж = 7?тиз + 3(7?тз п + 7?тв + 7?rt). Значение 7?^ вычисляют по формуле (12.45). Подставив в формулу (12.41) полученные значения при Рт = 0, получают допустимый ток нагрузки.
Для передачи энергии большой мощности кабели прокладывают в блоках. Схема такой прокладки показана на рис. 12.7. Как показал теоретический анализ, прокладка кабелей во внутренних каналах блока неэффективна, поэтому рассмотрим метод расчета теплового сопротивления окружающей среды при прокладке кабелей только во внешних каналах блока. Введем следующие обозначения: N — число горизонтальных каналов; М — число вертикальных каналов; П — периметр блока по центрам внешних кана-
284
Рис. 12.6. Схема для расчета допустимого тока нагрузки в пяти (/...5) параллельно проложенных в земле кабелях
Рис. 12.7. Схема прокладки кабелей в блоке:
1 — кабель; 2 — канал в блоке; 3 — бетонный блок; 4 — поверхность грунта
лов; Zcp — глубина залегания геометрического центра блока; гб — эквивалентный радиус блока. Тогда можно записать
NN П
П = (#+М-2)2Л^; Zcp = Z+^^; гб = (12.46)
где 7Усум — расстояние между центрами каналов; Z ~ 0,7 м — глубина залегания центров верхних каналов блока.
Тепловое сопротивление блока приблизительно определяется по формуле
(12.47)
где о3 = 1,2°C-м/Вт — удельное тепловое сопротивление земли.
По экспериментальным данным, допустимый ток в угловых кабелях составляет 1,1 от тока в средних внешних каналах блока. Тогда ток в средних каналах можно рассчитать по формуле (12.41), в которой
^г.ж = ^г.из + 3(1 + Уоб)(^г.з.п + ^г.в) + (Z + 0,8)7^6, (12.48) где Z — число фактически проложенных кабелей.
В формуле (12.48) учтено, что не все внешние каналы в блоке могут быть заполнены силовыми кабелями. Обычно в блоках прокладывают трехжильные кабели на напряжение 10 кВ с площадью сечения жил 240 мм2.
285
12.7. Расчет допустимого тока нагрузки при искусственном охлаждении кабелей
Мощность энергии, передаваемой по электрической сети, определяют как W = V3 UI, где U — линейное напряжение.
Для передачи энергии большой мощности применяют кабели высокого напряжения. В настоящее время электрические сети выполняются кабелями типа МВДТ на напряжения 220 и 500 кВ. Однако дальнейшее повышение напряжения ограничивает электрическая прочность изоляции. При увеличении напряжения растут диэлектрические потери в изоляции, и из формулы (12.41) видно, что это приводит к снижению допустимого тока нагрузки.
Увеличение сечения жил позволяет снизить Яж в формуле (12.41), однако это приводит к росту емкости кабеля и увеличению диэлектрических потерь, что ограничивает допустимый ток нагрузки. Увеличение сечения жил приводит также к росту суммарной мощности потерь в кабеле, которая не может быть достаточно эффективно рассеяна в окружающей среде. Увеличение сечения жил и диаметра кабеля ограничено также технологическими трудностями.
Для увеличения допустимого тока нагрузки применяют искусственное охлаждение кабелей. Различают следующие способы искусственного охлаждения кабелей:
косвенное — трубы с проточной водой прокладывают в земле или в свободных ячейках блока около кабеля. Этот способ удобен и надежен в эксплуатации, так как не требует вмешательства в конструкцию кабеля, однако его эффективность недостаточна. При таком способе охлаждения уменьшается тепловое сопротивление окружающей среды;
внешнее — охлаждают непосредственно поверхность кабеля (маслом, водой или воздухом). В качестве примера можно привести конструкцию кабеля типа МВДТ на 500 кВ, у которого по трубе циркулирует масло, охлаждаемое вне кабеля в теплообменнике. Кабели в металлической оболочке могут быть проложены в трубе, по которой протекает холодная вода;
внутреннее — охлаждающая среда (масло, вода, жидкий азот) протекает по центральному каналу в жиле, охлаждаясь в теплообменнике вне кабеля. Этот способ является наиболее эффективным, так как обеспечивает отвод тепла непосредственно от жилы.
В качестве примера рассмотрим расчет внутреннего охлаждения. Если обозначить мощность энергии, отводимой охлаждающей жидкостью на единице длины, Р{, то на длине dx температура жидкости возрастет на величину йДр
P1dx= (12.49)
где Q — расход охлаждающей жидкости, м3/с; cv — теплоемкость единицы объема охлаждающей жидкости, Дж/(м3 • °C).
286
Через изоляцию кабеля в окружающую среду будет проходить поток энергии мощностью Рж + Рт - Рх. Тогда
П
дж = (Лс + - Л)Яг.из + [Лк(1 + Уоб) + Лз - А1(Яг.3.п + До). (12.50)
Если температуру жилы при отсутствии искусственного охлаждения, т.е. при А = 0, в формуле (12.50) обозначить f>0, можно записать:
^ж - ~ А(*$из + *%.п + До)-
(12.51)
Передача потока энергии мощностью Р\ от жилы к охлаждающей жидкости происходит через тепловое сопротивление /?т1:
&ж ~ - АД1,
(12.52)
где — температура охлаждающей жидкости.
Подставив А из (12.51) в (12.52), получим температуру жилы:
ф _ Q2 53)
Рт1 + Д.из + Rj.3.n + До
Решив совместно (12.49), (12.51) и (12.53), получим дифференциальное уравнение
где Iq — + Д-.3.п + До).
Решив (12.54), найдем температуру жилы:
Дк = Л) - (Д - #ж.н)ехр
(12.55)
V <0
где фжн — температура жилы в начале линии, вычисляемая по формуле (12.53), в которую подставляем температуру жидкости й1н в начале линии, т. е. при х = 0. (Значение f)1H определяется работой теплообменника.)
Подставим значение из формулы (12.50) в (12.53) при Р{ = 0. Приравняем Ож к максимально допустимому перегреву &тах = = 7тах - 70. Наибольшая температура Ттах будет в конце линии длиной /, т. е. при х = /. Решив полученное уравнение относительно Рж, найдем ток нагрузки по формуле (12.41), где и Дизс — значения, соответствующие различным случаям искусственного охлаждения [см. (12.56), (12.57) и (12.60)].
Если проложено п труб с охлаждающей водой, то для решения задачи косвенного охлаждения необходимо составить «дифференциальных уравнений. Такую задачу целесообразно решать численными методами.
287
Для трех одножильных кабелей с охлаждением по каналу в жиле (внутренним):
+ Уоб)(^г.з.п
Rrt)
1 -к exp
Яг.ж=(1
^т.из.с
+ 1-fcexp
- -$1Hfcexp --‘о ) I ‘о
(12.56)
^Т.ИЗ ^т.з.п + ^тО
^1 ^Т.ИЗ ^Т.З.П ^тО
/q — cG^R^ + Лг.из + ^г.з.п + -^го)-
Для кабеля типа МВДТ с охлаждением циркуляцией масла в трубе (внешним):
^г.ж- ^г.из *(! +Уэк)^т.м + [^Г_М +3(1 +Ут)(^Г.З.П
+Ло)] 1-ехр --L I zo / J
I
п
р _ /хт.из . pl
-/хт.из.с ~ 2 Лт
4
Г 1 । Г /
+ + 3(/гг.з п + R^) 1 - exp — j - Ъ^к ехр| —- ;
Н
(12.57)
/0 = cG(R'„ + + R^y, уэ = ^;ут =
Тепловые сопротивления при теплопередаче конвекцией от экранов к маслу и от масла к трубопроводу определяются соответственно по формулам
Dl _ 3b . Dll _ 3b т м ndKk3' ™ п^кг'
Здесь коэффициент к3» 2 представляет собой отношение поверхности экранов всех трех кабелей, участвующих в теплопередаче от экранов к маслу, к значению рс?к; коэффициент к3 равен отношению внутренней поверхности трубы, участвующей в теплопередаче, к полной поверхности трубы; коэффициент b определяется коэффициентом теплопередачи а (Ь = 1/а) и рассчитывается методами, рассмотренными в гл. 11 (а зависит от скорости движения масла и его вязкости).
Рассмотрим случай, когда три одинаковых кабеля проложены вплотную по треугольнику, а с двух сторон от них симметрично расположены две полиэтиленовые трубы с охлаждающей водой. В начале линии при х = 0 в первую трубу подается охлаждающая вода с температурой 1\К. В конце линии при х = I трубы соединяют
288
ся, и температура воды в них будет одинаковая: Ти = T2t. При этом расход воды в первой трубе +G, а во второй трубе -G.
Собственные тепловые сопротивления труб и трех кабелей Rjq рассчитываем по следующим формулам:
7?т.т=^1п^; До=Мип^ + С31 (12.58)
2л dv 271^ dOK j
где t/OK — диаметр окружности вокруг трех кабелей; (73 = (0,85 + + 0,2и)1п[(8,3 — 2,2n)w + 1]; п = 0; m = Дзп — толщина защитных покровов; — наружный диаметр кабеля.
Переходные тепловые сопротивления можно записать в виде
Д12 = Д13 = ^ь1(2£)2+Г|'-, (12.59)
271 у /|2
где Г]2 — расстояние между центром трех кабелей и осью трубы. Допустимый ток нагрузки рассчитывают по формуле (12.41), в
которой для кабеля с косвенным охлаждением
Д.ж ~ Д.из + (1 + Уоб)(Д-з.п "* До) "* 2Д12-Д
Д.из.с = ' ^И3 + Д.з.п + До + 2Д]2Л;
а 2А13ц1(1-й21)
^lexpO^O + expHV)’ (12.60)
Дз cGRtYii Ш r~z-------~z~ > ^21 ^Д.т Д-12 ,
\Д1 ~^12
= cGRj^ b[2 ~ ^GRpi29
где с — удельная теплоемкость воды, Дж/(кг • °C); G — расход воды, кг/с.
Если теплообменники для охлаждения воды установить на обоих концах линии, то при х = 0 температура Д] = Д1Н, а при х = / температура Д2 = $2н- В этом случае в расчетные формулы вместо / подставляем 1/2.
Допустимый ток нагрузки, рассчитанный с учетом формул (12.56), (12.57), (12.60), будет несколько занижен, так как при составлении дифференциального уравнения (12.49) было принято, что тепловые потери в кабеле не зависят от его длины и равны потерям в наиболее нагретом, дальнем конце линии, т.е. сопротивление жилы принято постоянным по длине и равным сопротивлению при максимально допустимой температуре.
Анализ этих формул показывает, что допустимый ток нагрузки определяется отношением длины линии к расходу охлаждающей
Ю Пешков
289
жидкости и при ///о —> °° оказывается равным допустимому току нагрузки кабеля без искусственного охлаждения.
Тепловой расчет кабелей, рассмотренный ранее, позволяет определить максимально допустимый ток, который можно длительно пропускать через кабель без опасного нагрева его изоляции, однако экономически не всегда целесообразно пропускать через кабель именно такой ток. Суммарные затраты на линию состоят из капитальных вложений на ее сооружение и эксплуатационных расходов. В свою очередь, капитальные вложения складываются из стоимости материалов, стоимости изготовления кабеля и стоимости его прокладки, а эксплуатационные расходы состоят главным образом из стоимости потерь электроэнергии в линии.
Экономическая эффективность передачи будет характеризоваться отношением суммарной стоимости единицы длины линии к переданному по этой линии количеству электроэнергии. При заданном передаваемом токе с возрастанием сечения жил кабеля увеличиваются капитальные вложения в линию, но снижаются потери энергии в ней и уменьшаются эксплуатационные расходы. При определенной площади сечения жил сумма затрат будет минимальная. Для каждого кабеля имеется определенная плотность тока в жиле, при которой экономическая эффективность передачи энергии будет наибольшей.
В некоторых случаях выбор сечения протяженных линий передачи необходимо проводить в соответствии с рекомендуемой экономической плотностью тока, равной в среднем 2 А/мм2, даже если кабель по условиям нагрева способен пропустить больший ток. Кроме того, накладывается ограничение на максимальное падение напряжения в кабеле, которое должно быть не выше 5 % £/ном, в том случае если к нему подключены асинхронные двигатели. Указанные рекомендации относятся главным образом к кабелям низкого напряжения. Применение интенсивного искусственного охлаждения в высоковольтных линиях позволяет значительно увеличить допустимый ток нагрузки за счет того, что обеспечивается отвод увеличивающихся потерь мощности в кабеле, однако это приводит к увеличению эксплуатационных расходов. Передаваемая мощность растет пропорционально току, а ее потери — квадрату тока. Это может привести к ухудшению экономических показателей передачи, т.е. применение искусственного охлаждения должно быть обосновано экономически.
12.8. Криопроводящие и сверхпроводящие кабели
Удельное сопротивление металлов высокой чистоты (меди, алюминия) при температуре жидкого азота 77,4 К снижается примерно в 10 раз, а при температуре жидкого водорода 20 К — примерно в 1000 раз. При таком снижении сопротивления жил Rx и ис
290
кусственном охлаждении их криогенными жидкостями ток в кабеле может быть существенно увеличен.
Однако в этом случае необходимы применение рефрижераторов для охлаждения теплоносителей и теплоизоляция кабелей, которые увеличивают стоимость сооружения кабельной линии. Коэффициент полезного действия рефрижераторов для жидкого азота составляет примерно 0,1, а для жидкого водорода — 0,02. Тогда как для отвода потерь энергии мощностью 1 Вт необходимо затратить на их работу соответственно 10 и 50 Вт. Как показали детальные расчеты, применение криопроводящих кабелей в настоящее время экономически не оправдано.
Ранее наиболее перспективным в качестве сверхпроводящих материалов считалось соединение Nb3Sn. Жила, изготовленная из этого материала, позволяет пропускать переменный ток значительной силы. Однако это достигается только при температуре жидкого гелия, что требует применения высокоэффективной вакуумной теплоизоляции с теплопритоком не более 0,2 Вт/м, а это очень трудно осуществить при большой длине кабеля, поэтому такие кабели не нашли реального применения в электрических сетях.
В настоящее время разработаны материалы на основе керамики типа YBa2Cu3O7.s, которая имеет сверхпроводящие свойства при 78 К. Это новое свойство получило название высокотемпературной сверхпроводимости (ВТСП).
Для получения такой композиции керамический материал помещают в серебряную трубку и подвергают заполненную трубку волочению до получения необходимой тонкой нити, при этом в процессе волочения используются промежуточные отжиги. Готовые сверхпроводящие ленты подвергают специальной температурной обработке для получения сверхпроводящих свойств. Серебро является стабилизирующим металлом, который обеспечивает получение сверхпроводящих свойств на значительной длине жилы.
При определенной критической напряженности магнитного поля или критической плотности тока состояние сверхпроводимости исчезает. Ленты, обладающие ВТСП позволяют пропускать ток плотностью до 2 А/см2, что обеспечивает необходимые экономические показатели для создания в будущем сверхпроводящих кабелей. Требования к теплоизоляции кабелей при температуре жидкого азота менее жесткие, чем при температуре жидкого гелия. В настоящее время ведутся интенсивные исследовательские работы по созданию и испытанию сверхпроводящих кабельных линий.
12.9. Тепловой расчет при кратковременных нагрузках
Зависимость (11.84) температуры жилы от времени t в регулярном нестационарном режиме работы при прокладке в воздухе имеет вид
291
t
й = йнехр + ftmax
!-ехр-Х
(12.61)
0
где ft = Т - То, ftmax = 7max - То, ftH = Тн - 7О; 70 — температура окружающей среды; Тк — начальная температура жилы при t = 0; Tmax — максимальная температура в режиме нагрузки (в стационарном режиме при t = °°); 0 — постоянная времени нагревания кабеля.
Если в режиме, предшествующем нагрузке, ток /н в кабеле был меньше максимально допустимого для длительного режима нагрузки /тах, то температуру жилы в стационарном режиме при 1Н можно определить по формуле
ftH = ^(^max - То),
(12.62)
где коэффициент загрузки к3 =
Если ft приравнять к йдп = 7^п - 7о&тахп — максимально допустимой температуре жил при перегрузке, — то из формулы (12.61) можно получить коэффициент увеличения допустимого тока нагрузки для времени перегрузки t:
Т ~ ^/Лпах> ^1 ~ ^т.п
^тах
ft
^тахп
(12.63)
к
"'Т.П
1 1 + а20(Т -20)
1 + а2о(Тд.п - 20)
Здесь коэффициент п учитывает увеличение сопротивления жилы с возрастанием ее температуры, а значение
ft
'-'тахп
1-ехр
(12.64)
Значение йдп при регулярных колебаниях тока нагрузки равно максимально допустимой температуре для длительного режима нагрузки
При аварийных режимах в электрической сети допускается кратковременное повышение значения температуры йл п. Значения максимально допустимых температур для жил при перегрузке приведены в табл. 12.5.
Приведем упрощенный метод расчета нагревания кабеля в грунте по формулам (11.107), пригодным для определенных интервалов времени.
292
Таблица 12.5
Максимально допустимые температуры для жил кабелей при перегрузке, °C
Вид изоляции Напряжение U, кВ В длительном режиме TmXi В аварийном режиме Гц п
Бумажная пропитанная 1...6 10 80 70 105 90
Полиэтилен и поливинилхлоридный пластикат 1...10 70 80
Сшитый полиэтилен 1...10 90 130
Для расчета температуры в грунте на расстоянии г от оси источника потока тепловой энергии с мощностью Р используем формулы
Т- Ти= PR.r i{t, г);
(12.65) /и/,г) = 4Д
где Тн — начальная температура грунта в области расположения кабеля (при t = 0); RT3(t, г) — тепловое сопротивление земли, которое зависит от времени t и радиуса г; G(t, г) — геометрический коэффициент.
В общем случае величина G(t, г) выражается через интегральную показательную функцию Ei(y). Если значение у находится в пределах 0,200...0,004, то для определения G(t, г) используем формулу
G(y) ~(у,-^- 1пЛ - 0,5772), (12.66)
где у, =гк2/(4а/); г„ — наружный радиус кабеля, м; а = 1/(о3сг) = ~ 5,5 • 10~7 — температуропроводность грунта, м2/с; сг3 — удельное тепловое сопротивление земли; cv — теплоемкость единицы объема грунта, Дж/(м3 - °C); t — время, с.
Данные решения не учитывают теплоемкость самого кабеля, которая считается малой по сравнению с теплоемкостью массы прогреваемого грунта, что соответствует условию у < 0,2. Зависимости G(y) и Лр.з^у) при о3 = 1,2 приведены в табл. 12.6.
Температура на жиле в зависимости от времени включения нагрузки
«Ж = Тх - То » PRr-к + (Р - ЛЖ.з(>'), (12.67)
где R^ = Лгиз + Лгз п + R^ J?™., и — тепловые сопротивления изоляции и защитных покровов (потерями в оболочках пренебрегаем); Лр в — тепловое сопротивление воздуха при прокладке кабеля в трубе (см. подразд. 12.8); Р— мощность потерь энергии в кабеле в
293
Таблица 12.6
Параметры для теплового расчета кабеля при о3 = 1,2 °C * м/Вт от начала включения тока нагрузки
Параметр Значения у
0,015 0,02 0,05 0,10 0,15 0,20 0,25
С(У) 1,82 1,68 1,23 0,91 0,73 0,61 0,52
ЯтЛУ) 0,348 0,32 0,236 0,174 0,14 0,117 0,1
Время t, ч, при а = 5,5 м2/с и гК = 0,02 м 12,1 9,1 3,630 1,82 1,21 0,91 0,73
режиме перегрузки; Рн — то же, в предшествующем стационарном режиме.
Начальную температуру грунта определяют по предшествующему стационарному режиму:
«и = Гн - То = Р^; = £1п^, (12.68)
2л гк
где Р„ = кзР^', Рст — мощность потерь энергии в кабеле в стационарном режиме при номинальном токе JHOM; R^ — тепловое сопротивление земли в стационарном режиме [см. (12.32)]; L — глубина прокладки кабеля.
Приближенно в качестве начального тока примем в формуле (12.62) среднесуточный фактический ток в кабеле. Коэффициент увеличения тока для кратковременного разового режима перегрузки
1г _ . р _ $тах . лп 4QX
к'-^’ (12'69)
к, ° ~ <12-7°)
, 1 Щпах ^т.к Л.з(у)
В табл. 12.7 и 12.8 приведены значения коэффициентов увеличения тока нагрузки для кабеля марки ААБ 95x3-10.
Таблица 12.7
Коэффициенты увеличения тока нагрузки при прокладке кабеля ААБ 95x3-10 в воздухе
Предшествующий перегрузке коэффициент загрузки Время действия аварийной перегрузки, ч
0,5 1 3 6
1,0 1,27 1,20 1,17 1,17
0,8 1,36 1,23 1,17 1,17
0,6 1,42 1,25 1,18 1,17
294
Таблица 12.8
Коэффициент увеличения тока нагрузки при прокладке кабеля ЛАБ 95x3-10 в земле и трубе
Предшествующий перегрузке коэффициент загрузки fc, Способ прокладки Время действия аварийной перегрузки, ч
1 3 6
1,0 В земле 1,30 1,26 1,23
В трубе 1,22 1,21 1,2
0,8 В земле 1,44 1,37 1,32
В трубе 1,29 1,27 1,24
0,6 В земле 1,54 1,42 1,38
В трубе 1,35 1,32 1,28
В кабелях с полиэтиленовой и поливинилхлоридной изоляцией допустимые перегрузки составляют 1,1, так как при увеличении температуры выше указанной в табл. 12.1 наступает размягчение, а для ряда материалов дальнейшее расплавление изоляции. В кабелях с бумажной пропитанной изоляцией на напряжения 20 и 35 кВ перегрузки недопустимы.
Тепловое сопротивление R^ft) в табл. 12.6 определено по приближенным формулам без учета собственной теплоемкости кабеля. Это допустимо только для у < 0,2, когда теплоемкость прогретого грунта намного больше теплоемкости кабеля.
Полную формулу при достаточно длительном нагревании параллельно проложенных в грунте кабелей можно представить с применением интегральной показательной функции Ei(-y).
Превышение температуры поверхности кабеля Тп над начальной температурой Ти при t = 0 (Фп = Тп - Гн) при мощности Р
(12.71)
Геометрический коэффициент
G(t) = [-Ei(-y,) + Ei(—у2)] + J [-Ei(-№,) + Ei(-j/fc2)], (12.72) л=1
где yt = r2/(4ar); y2 = /2yt; l = 2L/rn; ykl = r£/(4at), yk2 =(rk)2/(4af), rK — наружный радиус кабеля; a — коэффициент температуропроводности грунта; L — глубина прокладки кабелей; гк — расстояние от оси соседнего кабеля с номером к до оси рассматриваемого кабеля; гк — аналогичное расстояние, но от оси зеркального отображения кабеля; п — общее число параллельно проложенных кабелей.
Если время t невелико, то значениями Ei(-y2), Ei(-yH), Ei(-yA.2) можно пренебречь (см. стандарт МЭК 60949—1988).
295
Рис. 12.8. Зависимость изменения температуры грунта от критерия Фурье Fo = at/г1 при различных значениях /
Графики изменения G(f) в зависимости от lg(a//r„2) и значения / показаны на рис. 12.8. Обычно число / > 20, тогда из рисунка видно, что для критерия Фурье (Fo = at/г2) меньше 100 (у, > 0,0025) влияние зеркального источника отсутствует. Стационарный режим наступает при времени от двух недель до нескольких месяцев.
Рассмотренные методы расчета нагревания кабелей, проложенных в воздухе, пригодны лишь для простых конструкций, постоянных значений тока или
мощности потерь энергии в жиле и достаточно большого времени процесса нагревания (для регулярного режима). Точное решение уравнения теплопроводности в частных производных в большин
стве случаев принципиально возможно, но очень громоздко и может быть реализовано только с помощью ЭВМ. Однако уже при постановке задачи обычно вводится ряд допущений. Так, например, предполагают, что тепловые характеристики материалов и коэффициент теплопередачи не зависят от температуры.
Конструктивные размеры кабеля также имеют определенные отклонения. На практике можно использовать сравнительно простой приближенный метод сосредоточенных теплоемкостей, который поясним на примере расчета одножильного кабеля с металлической оболочкой, проложенного в воздухе.
Применив метод сосредоточенных теплоемкостей, рассмотренный в подразд. 11.8, по схеме, приведенной на рис. 12.9, составим систему из трех уравнений для температур: жилы Тж, изоляции 7ИЗ и оболочки 7^:
, 2^ж-^из.
d/ RTM3
р = С из । 2 из ж । 2 —из ——'
И3 И3 d/ Лиз Лиз ’
Р _ Z-< dOpg ~ Фоб ~ Л<3 ,_________Л>б
Лй <-06 d +Z п + п п !
Ш ЛТ.ИЗ ЛТ.З.П +
(12.73)
где Рж, Ркз, Ptf — мощности потерь энергии в жиле, изоляции и оболочке, Вт/м; Сж, Сиз, — полные теплоемкости жилы, изоляции и оболочки, Дж/(м • °C); & = Т~ То; Rtm, R^, R^ — тепло-
296
Рис. 12.9. Схема для расчета нагревания кабеля по методу сосредоточенных теплоемкостей
вые сопротивления изоляции, защитных покровов и окружающего воздуха, °C • м/Вт.
В схеме на рис. 11.8 и уравнениях (12.73) в качестве принята сумма полных теплоемкостей металлической оболочки и защитных покровов. Решение этой системы состоит из суммы трех экспонент и может быть получено аналитически (например, операторным методом), но оно очень громоздкое. В рассматриваемом случае для решения целесообразно применять численные методы.
12.10. Тепловой расчет кабелей при циклически изменяющейся нагрузке
Во многих случаях нагрузка кабелей на напряжения до 10 кВ в дневное время суток увеличивается, а в ночное — уменьшается. График распределения нагрузки приблизительно повторяется каждые сутки. Постоянная времени нагревания таких кабелей при прокладке в воздухе составляет 1500... 2500 с, т.е. для суточного периода изменения нагрузки температура жил таких кабелей успевает принимать установившееся значение. При прокладке в земле температура кабеля изменяется медленно. Представим мощность потерь энергии в виде двух слагаемых:
Р=Рср + Л, (12.74)
где Рср — среднеинтегральная составляющая мощности потерь за сутки; Р] — периодическая составляющая мощности потерь за сутки.
Точный расчет температуры кабеля производится для произвольно изменяющейся циклической нагрузки. При этом изменение нагрузки разлагают в ряд Фурье, и для каждой гармонической составляющей мощности потерь определяют температуры. Затем полученные температуры по всем гармоникам суммируют.
В подразд. 11.10 была получена формула (11.109) для расчета глубины проникновения в грунт циклической составляющей температуры. Аналогичную формулу можно получить для расчета глубины проникновения цилиндрической составляющей. Расчеты показывают, что для суточного периода изменения нагрузки глуби-
297
Рис. 12.10. График мощности потерь энергии в кабеле для модели циклического режима нагрузки
на проникновения теплового поля составляет приблизительно 0,2 м от поверхности кабеля либо от стенки трубы или блока.
График мощности потерь модели для циклического режима нагрузки показан на рис. 12.10. Средняя мощность потерь Рср = кРР, где Р — максимальное значение потерь. Если
коэффициент загрузки по мощности потерь кР = Р/Рср, то коэффициент загрузки по току к[ = -\[кр.
Схема для расчета температуры
жилы кабеля при циклическом режиме нагрузки приведена на рис.
12.11. Кольцо земли между наружным радиусом гк кабеля или трубы, в которой проложен кабель, и радиусом гк + 0,2 разделим на два кольца в пределах радиусов fo - гк) и fo - г,), где и = ^/гкг2. Полные теплоемкости этих колец вычисляют по формулам
q = p3c3nfo2 - г2); С2 = p3c3nfo2 - г,2), где р3 = 1800... 1900 кг/ м3; с3 = 833 Дж/(кг• °C). Тепловое сопротивление земли
(12.75)
Ям=£1п'1. (12.76)
2л /*к
Тепловое сопротивление кабеля и кабеля в трубе
^г.к = Вгмз + (1 + Гоб) (^г.з.п + 7?t_b), (12.77)
где Я,. из и Яг з п — тепловые сопротивления изоляции и защитных покровов (отнесенные к трем жилам, если кабель трехжильный): Ягв — тепловое сопротивление воздуха в трубе (между поверхностью кабеля и внутренней поверхностью трубы).
Суммарная мощность потерь Р= ЗРЖ (1 + уоб). Составим систему уравнений для схемы на рис. 12.11 по методу сосредоточенных теплоемкостей:
Рис. 12.11. Схема для расчета температуры жилы кабеля при циклическом режиме нагрузки и прокладке в земле
298
(12.78)
С1^Д + 2^~^= Г; d/ R,*
С2^ + 2Т^7\+4Т^ = 0 U* *4.3 *4.3
В результате решения системы (12.78) для начальных условий
при t = 0 и Тх- Т2 = 0 получим
#ж= Тж- То= Р[Лг.к+ Лг.з(1 - 0,75aiexp (М - 0,75а2ехр (62Г);
«1 = (1/3 - Wi - № a2 = b\- b2; (12.79)
^1,2 ~ ~(С2 + 3Q)±
'(Сг-ьЗС,)2-^^
После многократного повторения циклов максимальную температуру жилы Тжтах найдем из формулы
^жтах ~ ^жтах ~ T^P(Rtx + <pRr^. (12.80)
Здесь
<0 = 1 - 0 75а exP(feiTfr)~exP(Z)iT) а ехр(/>2т£)-ехр(62т) / j 2 8 м 1 l-exp^T) 2 l-exp(Z>2T)
Приравняв температуру Тжтах к максимально допустимому значению температуры жилы Тлтах, из (12.80) найдем допустимую максимальную мощность потерь Р при циклической нагрузке в зависимости от коэффициента загрузки А; для графика на рис. 12.10.
При стационарной нагрузке к - 1 и ср = 1; отношение допустимой максимальной мощности потерь при циклической нагрузке к мощности стационарной нагрузки имеет вид
Р ____ Pj.K + ^т.з
^СТ Ртх "* ф-^г.3
(12.82)
Рассмотрим теперь несколько одинаковых кабелей, проложенных параллельно в земле (см. рис. 12.6) или трубах (в земле). Принимаем, что значения Р и Рст для всех кабелей одинаковые. Тогда в формуле (12.80) появятся дополнительные слагаемые, обусловленные подогреванием соседних кабелей, в которых в этом случае средняя мощность потерь Рст = кР, а коэффициент изменения мощности потерь можно записать в виде
— ^т-к + ^т.з + P-ti Рт.к + фЛ.з + ’
(12.83)
где Rtf — тепловые сопротивления, обусловленные влиянием соседних кабелей (см. подразд. 12.6).
299
Таблица 12.9
Коэффициенты Ац увеличения максимального тока при циклической нагрузке для кабелей марки ЛАБ 3x95-10, проложенных в блоках
Размерность блока Коэффициент загрузки к
0,850 0,750 0,667 0,50 0,333
2X2 1,038 1,065 1,095 1,16 1,240
4x4 1,055 1,095 1,130 1,24 1,410
Коэффициент снижения мощности потерь в стационарном режиме для параллельно проложенных п кабелей (по сравнению с единичным кабелем) определяется по формуле
крп
_____^т.к + ^т.з____ ^т.к + &Г.З +
(12.84)
Соответственно коэффициенты по току к1и = jkPn и к{„ = -jkPn.
Ток при циклическом режиме для п кабелей можно рассчитать по формуле
Лщ — к]пк]п1,
(12.85)
где I— продолжительно допустимый ток для одножильного кабеля в стационарном режиме в земле или трубе.
В стационарном режиме к1и= 1.
Аналогичный метод можно использовать и для расчета допустимого тока при циклической нагрузке кабелей, проложенных в блоках. В этом случае стационарную составляющую температуры находим методами, изложенными в подразд. 12.6. Циклическую составляющую температуры рассчитываем для цилиндра с радиусом Гб из формулы (12.46), проложенного в земле, методом, аналогичным расчету для одиночного кабеля в земле. В табл. 12.9 приведены коэффициенты кц увеличения максимума тока нагрузки для размерностей блока 2 х 2 и 4 х 4 при прокладке кабелей марки ААБ 3x95-10 только во внешних их каналах.
Коэффициент загрузки к определяется по реальному суточному графику нагрузки как отношение среднеинтегральной мощности потерь в кабеле к максимальной мощности потерь, действующей в течение 1 ч.
12.11. Тепловая устойчивость и тепловой пробой кабелей
С увеличением температуры диэлектрические потери в изоляции возрастают примерно по экспоненте, поэтому в кабелях на 110 кВ и выше диэлектрические потери не только ограничивают допустимый ток нагрузки, но и могут привести к тепловому пробою. Тепло-
300
вую устойчивость одножильного кабеля обычно определяют посредством диаграммы, представленной на рис. 12.12, на которой по оси абсцисс откладывается температура оболочки кабеля 7^, а по оси ординат — суммарные потери, отводимые в окружающую среду с температурой То. Последним соответствует прямая 2 на рисунке и уравнение Р = = (Гоб - T^/Rtf. Угол наклона а прямой 2 возрастает с увеличением теплового сопротивления окружающей среды.
Точка а диаграммы соответствует ус-
Рис. 12.12. Диаграмма тепловой устойчивости кабеля:
тойчивому тепловому режиму с нагрева- 1 — кривая реальных потерь; нием оболочки кабеля до температуры Т}. 2 — прямая суммарных по-При случайном увеличении температуры терь> отводимых в окружаю-оболочки кабеля теплоотдача возрастает щую среду
сильнее тепловыделения и температура оболочки возвращается в
исходное состояние, а при случайном уменьшении температуры оболочки тепловыделение возрастает сильнее теплоотдачи и темпе-
ратура оболочки также возвращается в исходное состояние.
Точка 6 диаграммы с нагреванием оболочки до температуры Т2 соответствует неустойчивому тепловому режиму. При этом если прямая 2 касается кривой 1, то точка в является точкой неустойчивого равновесия, и такое их расположение будет критерием теплового пробоя, который может наступить вследствие:
увеличения внешнего теплового сопротивления по сравнению с расчетным до значения, соответствующего тепловому пробою (увеличивается угол а);
увеличения температуры окружающей среды То по сравнению с расчетной (прямая 2 смещается вправо);
увеличения тока нагрузки по сравнению с номинальным значением (кривая 1 смещается вверх).
Надежность кабелей в отношении теплового пробоя можно оценить, определяя предельные изменения перечисленных параметров.
При построении кривой тепловыделения необходимо учитывать, что tg 5 изменяется при градировании изоляции и зависит от температуры и напряженности электрического поля. Для проведения приближенного расчета изоляцию разделяют на достаточно тонкие слои, в пределах которых считают tg 5 постоянным и учитывают изменение его только при переходе от слоя к слою (для удобства расчета целесообразно выбирать радиусы слоев таким образом, чтобы емкости и тепловые сопротивления слоев были одинаковыми). Расчет производится в следующем порядке.
Задавая температуру жилы и приложенное напряжение, находят выделяющееся тепло в первом слое изоляции, предполагая,
301
что tg определяется при температуре и напряженности поля на поверхности жилы. Мощность диэлектрических потерь в первом слое вычисляют по формуле
др1 = t/faqtgS,, (12.86)
где — напряжение, приложенное к первому слою; Q — емкость первого слоя.
Перепад температур в первом слое с тепловым сопротивлением RTl под влиянием потерь мощности в жиле Рж и диэлектрике ЛР{ вычисляют по формуле
ДТ1 = РжЛг1+|аР1Лг1. (12.87)
Температура на поверхности второго слоя
Т2=ТЖ- ДТ(.
Перепад температур во втором слое
ДТ2 = (Рж + ДР,)/^ + | ДР^, (12.88)
где Д Р2 = t/22wC2tg S2 — тепловыделение во втором слое изоляции.
Значение tg52 берут в соответствии с температурой и напряженностью поля в начале второго слоя.
Аналогично определяют и перепады температур во всех последующих слоях.
Задавая несколько значений температуры жилы (от номинальной и выше) при установленной нагрузке кабеля, также вычисляют соответствующие температуры оболочки и строят кривую тепловыделения в изоляции и токопроводящей жиле в зависимости от температуры оболочки.
Температуру окружающей среды определяют с учетом параллельно проложенных кабелей и других источников тепла.
При прокладке кабелей, принадлежащих к одной линии, в сопротивлении следует учитывать наличие соседних кабелей. При расчете кабеля типа МВДТ вместо температуры оболочки следует брать температуру экрана из медных лент, наложенных на изоляцию жилы, а вместо теплового сопротивления окружающей среды — сумму тепловых сопротивлений масла в трубе, защитных покровов и окружающей среды, отнесенных к одной жиле.
12.12. Тепловое старение маслонаполненных кабелей высокого напряжения
В результате длительных тепловых испытаний установлено, что tg 5 маслонаполненных кабелей возрастает в процессе старения при постоянной температуре Т по функциональной зависимости
302
tg8 = tg50exp (Co exp (yT)Z),
(12.89)
где tg50 — начальное значение при времени t= 0; Со — коэффициент, определяемый свойствами изоляции, 1/ч; у — коэффициент теплового старения, 1/°С.
По мере возрастания tg 5 при неизменном токе нагрузки увеличивается температура жилы и изоляции кабеля. При переменной температуре происходит суммирование эффекта старения, и формула (12.89) принимает следующий вид:
< t х
tg 5 = tg 5о ехр Со J exp(yT)d/
I 0 J
(12.90)
Значение tg 5 зависит от температуры. Для кабеля высокого давления типа МВДТ экспериментально получена зависимость
tg5 = tg520/(T); (12.91)
/(Г) = 1,13ехр (-0,009) + 0,032 ехр (0,025 Г), (12.92)
где tg520 — значение при 20 °C.
Значение /(Г) мало изменяется в пределах 50... 100 °C и имеет слабо выраженный минимум при температуре, близкой к 70 °C, которая соответствует номинальной температуре жилы. По этой температуре рассчитывают допустимый ток нагрузки по жилам кабелей. Такая теория старения кабеля по изменению tg 5 в процессе старения предложена ВНИИКП.
Если считать, что tg 5 слабо зависит от температуры в пределах от 50 до 100 °C, продифференцировав (12.90), получим
= tg50ехр[ Соjexp(yT)dt |С0ехр(уГ) = Со tg5exp(yr). (12.93)
Формулу (12.1) можно представить в виде двух слагаемых:
Т = А + В tg 5.
(12.94)
Первое слагаемое пропорционально току нагрузки: А = АХР* (где Рж — мощность потерь энергии в жиле иАх — коэффициент, определяемый конструкцией и условиями прокладки кабеля и имеющий размерность теплового сопротивления, °C м/Вт). Второе слагаемое пропорционально мощности потерь энергии в изоляции, т.е. коэффициент В определяется тепловыми сопротивлениями, емкостью кабеля и напряжением и имеет размерность °C.
После подстановки (12.94) в (12.93) и интегрирования полученного дифференциального уравнения запишем формулу для расчета времени, в течение которого температура кабеля достигнет конечной заданной температуры Тк:
tK= 77- ехР IEi (-ЧВtg5К) - Ei(-уВtg5„)]. (12.95)
303
Здесь tg 5К = (Тк - А}/В — конечное значение; tg 5Н — начальное значение при t = tH; Ei — интегральная показательная функция.
Если измерить tg5H в процессе эксплуатации кабельной линии, то по формуле (12.95) можно определить ее остаточный ресурс по времени эксплуатации в заданном неизменном режиме (при неиз-ч, менном токе нагрузки).
На конечной стадии старения (при температуре выше 100 °C) tg 5 существенно зависит от температуры. Представим приближенно эту зависимость в виде экспоненты, т. е. tg 5 = f(T) = Z>exp (0Т). Тогда формулу (12.90) следует умножить на f(T). Продифференцировав полученную функцию, запишем:
gg(-yltg8)dtg8 _ p^exp(-Y^tg5)dtg5 = Соехр(уЛ)б/. (12.96) tgo
После интегрирования для времени, необходимого для изменения tg 5 от конечного значения температуры Тк до критического Ткр, получим
4р ~ 4 = 7^exp(-Y^){Ei(-Y^tg5Kp) - Ei(-yBtg5K) -со
- - [exp (~уВ tg 5кр) - exp (~уВ tg 8К)]}. (12.97)
Y
Значения /кр, Гкр и tg5Kp соответствуют условию теплового пробоя изоляции кабеля. Для этой стадии старения в формуле (12.95) появляется дополнительное слагаемое и время /кр - tK намного меньше /к. Время окончательного старения при Тк выше 100 °C намного меньше времени возрастания tg5 до значения tg5K.
Критическую температуру и tg 5кр получим из условий теплового пробоя. Из диаграммы на рис. 12.12 следует, что в точке касания линий 1 и 2 равны значения указанных величин и их производные. Продифференцируем формулу (12.94) по температуре:
1 ndtg5
1 в~ат‘ откуда
tg6*p=^R- (12-98)
Подставив (12.98) в (12.91), получим температуру начала теплового пробоя:
Г.ф = Л + |. (12.99)
Функцию (12.92) можно представить в виде одной экспоненты f(T) = А1ехр(071). Чтобы получить значения Ь\ и 0 надо приравнять
^0tg5Kp,
304
функцию f(T) к формуле (12.92) в двух точках. Примем точки 100 и 140 °C. Тогда Ь} = 0,253 и Р = = 0,0121 1/°С. В формуле (12.99) 1/р = 82,7 °C и А = 40 °C. Коэффициенты Со = 2,2 • 10'9 1/ч и у = = 0,087 1/°С.
На рис. 12.13 в качестве примера приведено изменение во времени температуры жилы и отношения tg S/tg80 для кабеля МВДТ на 500 кВ при прокладке его в земле.
Таким образом, предельный срок эксплуатации кабелей в зна-
Рис. 12.13. Изменение во времени отношения tgS/tgSo (7) и температуры жилы (2) в процессе старения кабеля МВДТ на 500 кВ, проложенного в грунте
чительной степени определяется током нагрузки: чем больше ток, тем меньше ресурс кабеля. Когда температура жилы вследствие роста tg 5 повышается, срок эксплуатации кабеля можно продлить, постепенно снижая ток нагрузки. Срок эксплуатации можно также продлить, улучшая условия охлаждения кабелей (использование
вентиляции при прокладке в воздухе и искусственного охлаждения водой, протекающей по трубам, проложенным параллельно кабелям в земле). Очевидно, что увеличение напряженности поля в изоляции приведет к сокращению срока службы, так как увеличится коэффициент В в формуле (12.94).
12.13. Расчет нагревания жил и проволочных металлических экранов при коротких замыканиях
Методика расчета нагревания жил и металлических экранов в виде лент рассмотрена в подразд. 11.9. В действительности, как правило, экраны изготавливают в виде повива из медных проволок 4, как это показано на рис. 12.14. Для снижения температуры изоляции 1, на которую нанесен экран, между проволоками экрана и полимерной оболочкой 3 и изоляцией располагают барьерные слои 2 из повивов бумажных или пластмассовых лент. Следует также учитывать, что по мере увеличения температуры возрастает сопротивление экрана и снижается ток короткого замыкания, а также изменяются теплофизические свойства материалов. При этих условиях возможно только численное решение задачи нагревания экрана, изоляции и оболочки.
Проведем приближенную оценку температур для проволочного экрана при постоянной мощности потерь энергии в нем. В общем случае материалы изоляции и оболочки разные (например, полиэти-
305
Рис. 12.14. Схема для расчета нагревания экрана из проволок при коротких замыканиях:
1 — изоляция; 2 — барьерные слои; 3 — оболочка; 4 — проволока экрана
лен и поливинилхлоридный пластикат). Рассмотрим упрощенную задачу, когда оболочка выполнена из самозатухающего полиэтилена. Тогда приблизительно половина потерь энергии в экране Ж,к (на единице площади) воздействует на изоляцию (или оболочку).
При наложении оболочки экструдирова-нием и нагревании экрана при коротких за
мыканиях происходит продавливание полимерных слоев изоляции 1 и оболочки 3. Углы соприкосновения экрана с изоляцией и оболочкой обозначим р. Предположим, что толщина барьерного слоя Д( значительно меньше диаметра проволоки Jnp, а диаметр проволоки значительно меньше толщин оболочки и изоляции. В процессе короткого замыкания глубина проникновения поля температуры (0,2...0,5 мм) в изоляции (или обо-
лочке) меньше радиуса проволоки (0,6 мм).
Эквивалентная (по объему материала, соприкасающегося с изоляцией) толщина экрана ДЭ1
Дэк1 —
^пр 4&ЭК ’
(12.100)
где кэк = 20/2л.
Для экрана из медных лент толщиной Д получим Дэк = Д/2.
Упрощенно считаем, что теплоемкость барьерного слоя из бумаги мала и добавляем ее к теплоемкости экрана, полная теплоемкость которого на единице площади
Сэк — Сэк1 + С) = С(^Э1СДЭК]Лс], (12.101)
где Сэк1 = сГэкДЭК| — полная теплоемкость медного экрана на единице площади; Q = сиД, — полная теплоемкость барьерного слоя; сг— теплоемкость единицы объема экрана; сп — теплоемкость единицы объема барьерного слоя; к{ = (Сэк1 + С{)/Сж1.
Рассмотрим барьерный слой в расчетных уравнениях как тепловое сопротивление 7^, = Дi/Л, (где Л, — теплопроводность материала). Считая температуру по сечению проволоки одинаковой, запишем отношение
W _ 8эКрэк
Сэк ^Иэк ^-1
(12.102)
где 8ЭК — плотность тока в экране; рэк = (рн + ртах)/2.
Начальное удельное электрическое сопротивление и удельное электрическое сопротивление экрана для максимальной тем
306
пературы в конце короткого замыкания соответственно составляют:
Рн = Рго[1 + <*2о(Тн ~ 20)]; ртах = Р20П + ОСгоСТтах “ 20)]. (12.103)
В подразд. 11.9 рассматривалась методика расчета температур кабеля без барьерного слоя. Полное решение задачи расчета кабеля с барьерным слоем включает в себя очень громоздкие формулы. Проведем приближенную оценку влияния барьерного слоя на нагревание кабеля для времени короткого замыкания t = 0,5...2,5 с.
Температура изоляции (или оболочки) около барьерного слоя
О
Ьш-Тт-Тн=^-. (12.104)
кб.с
Температура экрана с учетом барьерного слоя
®«1 = вэЛ.с- (12.105)
Коэффициент барьерного слоя
А^=1+АО«Фу, (12.106)
где <р = ’kC3tjJa, с~1/2; Л, — теплопроводность изоляции (или оболочки), Вт/(м-°С); а— температуропроводность изоляции, м2/с; Сэк вДж/(м2-с).
Значение Оэк рассчитывается без учета влияния барьерных слоев (см. подразд. 11.9). Величину Сэк определяют по (12.101), Дэк — по (12.100), отношение И7СЭК — по (12.102), 5 = 1/$ж, I — ток в экране, 5ЭК — площадь сечения экрана.
В кабеле марки АПвП 1x240 + 1x35-10 экран имеет площадь сечения 35 мм2 и состоит из медных проволок диаметром 1,2 мм с барьерным слоем из бумажной ленты толщиной 0,1 мм. Коэффициент экрана кж = 0,5. При начальной температуре Тн = 70 °C, максимальной температуре Ттах = 350 °C и времени t - 1,5 с температура изоляции составляет 210 °C. Таким образом, наличие барьерного слоя существенно уменьшает максимальную температуру поверхности изоляции (или оболочки).
Температура экранов и изоляции зависит от угла соприкосновения Р между проволоками и изоляцией или оболочкой. Этот угол определяется технологией нанесения оболочки, степенью размягчения пластмасс при нагревании и заранее не может быть точно определен. Приближенное значение этого угла устанавливают по результатам разборки образцов кабелей после коротких замыканий.
После отключения тока короткого замыкания происходит охлаждение экрана и жилы и постепенное нагревание изоляции и пластмассовой оболочки в более глубоких слоях. Зависимость тем-
307
перагуры от расстояния х от экрана или жилы рассчитываем по приближенной формуле
Т - 7]Н - (71н “ ^2h)V>
(12.107)
erfc(z) = 1 - Ф(г>/2); <р =
Ъа1 Г С 4а
где Г1Н — начальная температура изоляции или оболочки; Г2н — начальная температура экрана или жилы; у = ехр| + /<р2 I х
I5'0 )
; г — радиус
жилы4 или экрана, м; С = cvS — полная теплоемкость экрана или
жилы, Дж/(м • °C); cv — теплоемкость единицы объема материала экрана или жилы, Дж/(м3- °C); 5 — площадь сечения жилы или экрана, м2; а — температуропроводность изоляции или оболочки, м2/с; Ф — интеграл вероятности.
По (12.107) можно рассчитать, до какой температуры прогре-
ется вся масса оболочки после прекращения режима короткого замыкания при прокладке кабеля в воздухе, каналах, трубах. Если
эта температура превысит температуру расплавления материала оболочки, то она будет разрушена.
В качестве эксплуатационной характеристики кабелей рассматривают максимально допустимый ток нагрузки при длительном режиме их работы. Не менее важной характеристикой является стойкость кабеля по отношению к токам короткого замыкания. Так как
Таблица 12.10
Допустимые расчетные температуры нагрева токопроводящих жил кабелей в режимах короткого замыкания
Тип кабеля Для проверки кабелей на не-возгорание Для определения пригодности кабелей к дальнейшей эксплуатации
Бронированный с пропитанной бумажной изоляцией на напряжения до 6 кВ 400 200 300
То же, на напряжение 10 кВ 360 200 300
Небронированный с пропитанной бумажной изоляцией на напряжения до 6 кВ 350 200 300
То же, на напряжение 10 кВ 310 200 280
С пластмассовой (из поливинилхлоридного пластиката) и резиновой изоляцией 350 160 250
С изоляцией из вулканизированного полиэтилена 400 250 300
308
коэффициент <р (см. подразд. 11.9) очень мал, как правило, расчет температуры жил проводят в адиабатическом режиме, т. е. принимают коэффициент в (11.101) равным единице.
В табл. 12.10 приведены допустимые расчетные температуры нагрева жил кабелей в режимах короткого замыкания при длительности токов до 4 с, полученные на основании экспериментальных исследований.
После каждого воздействия токов короткого замыкания следует выполнять расчет температуры токопроводящих жил кабелей и определять пригодность кабелей к дальнейшей эксплуатации, руководствуясь следующими правилами:
при температурах нагрева токопроводящих жил, не превышающих значения, указанные в третьей графе табл. 12.10, кабели пригодны к дальнейшей эксплуатации;
при температурах нагрева токопроводящих жил в интервалах значений, указанных в третьей и четвертой графах, допускается эксплуатация кабелей в течение одного года. Такие кабельные линии перед включением в работу должны быть дополнительно осмотрены, отремонтированы (при необходимости) и испытаны выпрямленным напряжением 4t/HOM в течение 5 мин (где t/HOM — номинальное линейное напряжение);
при температурах нагрева токопроводящих жил, превышающих значения, указанные во второй графе, возможно возгорание кабелей (металлическую оболочку кабелей разрывают газы, образовавшиеся в результате разложения изоляции).
12.14. Пожароопасность кабельных линий
Во многих случаях кабели прокладывают в специальных кабельных туннелях, каналах, вертикальных шахтах. Большой объем и концентрация кабелей приводят к повышенной пожарной опасности кабельных коммуникаций.
Для оценки пожарной опасности используются следующие показатели: нераспространение горения, оптическая плотность ды-мообразования, коррозионная активность и токсичность продуктов газовыделения, огнестойкость.
Нераспространение горения оценивается по испытаниям группы параллельных, проложенных вертикально образцов кабелей при воздействии открытого пламени. Если после удаления постороннего источника пламени горение кабелей прекращается, то такие кабели считаются не распространяющими горение.
Оптическая плотность дымообразования определяет условия тушения пожара; то же относится и к показателю токсичности.
Наибольшее распространение в качестве показателя горючести материалов получил кислородный индекс (КИ), который равен
309
относительному (%) объемному содержанию кислорода в азотно-кислородной смеси. Материалы с КИ меньше 21 являются горючими (КИ равен 21 в открытом воздухе). Значения КИ для некоторых материалов следующие: полиэтилен — 18, полиэтилен само-затухающий — 24...27, ПВХ пластикат — 24, ПВХ пластикат по-ниженной горючести — 32... 40, резина на основе бутилкаучука — 16, резина на основе хлорпренового каучука — 26.
В последнее время все шире применяются электроизоляционные полимерные материалы и материалы для оболочек кабелей с пониженным содержанием галогенов (или без галогенов), что снижает токсичность и коррозионную активность продуктов горения. Это особенно важно для кабельных прокладок на атомных электростанциях. В то же время такие кабели необходимо использовать на всех электростанциях, в аэропортах и других местах массового скопления людей (на стадионах, в кинотеатрах и т.д.).
Для снижения пожароопасности применяют специальные покрытия в виде мастик, которые наносят после монтажа кабелей поверх защитных покровов. Толщина слоя мастики составляет приблизительно 1,5 мм. Однако при использовании такой мастики допустимый ток нагрузки снижается приблизительно на 3 %.
Огнестойкие кабели во время пожара обеспечивают питание особо важных объектов, которые по тем или иным причинам не могут быть отключены сразу. В одной из конструкций таких кабелей поверх токопроводящей жилы сначала наносят огнестойкий слой в виде повивов из стеклослюдинитовых лент, а затем изоляцию из ПВХ пластиката.
Пример 12.1. Определить допустимый ток нагрузки маслонаполненного кабеля на напряжение 220 кВ с площадью сечения жилы = 1250 мм2 при прокладке его в земле вплотную в виде треугольника. Размеры кабеля: диаметр жилы 2г0 = 48 мм; диаметр по изоляции 2R - 100 мм (изоляция градирована в два слоя с п = 28 мм), толщина свинцовой оболочки До6 = = 2,5 мм; наружный диаметр кабеля 2гк = 130 мм, толщина защитных покровов Дзп = 12,5 мм. Электрическое сопротивление жилы при 85 °C Rx = = 1,7 10~5 Ом/м. Коэффициент потерь энергии в оболочке = 0,5; е, = = 3,75; е2 = 3,3; tg5 = 0,004. Глубина прокладки L = 1,5 м.
1. Определим емкость кабеля с градированной изоляцией:
2ле0 _ 2л -8,85 -10’12
1 . 2n 1 , 2R 1 . 56 1 . 100
— In —- + —In— 1П-— + — In ——
Ej 2r0 e2 2rt 3,75 48 3,3 56
= 2,573-IO10 Ф/м.
2. Рассчитаем мощность потерь энергии в изоляции по приближенной
формуле (без учета распределения напряжения по слоям градированной
изоляции):
Рт = l/2<oCtg8 =
р20-103 *У [ 7з J
314 2,573 10’° 0,004 = 5,21 Вт/м.
310
3. Найдем тепловые сопротивления изоляции и защитных покровов:
Ягиз = = 0,58 °C- м/Вт;
2л 24
Яг.з.п= In Д = 0,2’С м/Вт.
2Л 52,5
4. Определим эффективное тепловое сопротивление земли с учетом засыпки траншеи грунтом, имеющим удельное тепловое сопротивление о3 = 0,8 °C м/Вт:
Ж1пд^г+21п^г1= 1>28°С’М/Вт-
2л L 65 65
5. Допустимый ток нагрузки
I =
1
85-15-5,21(^ + 0,2 + 1,28
_________ Д 2
1,7 • 10"5 [0,58 + (1 + 0,5)(0,2 +1,28)]
= 1130 А.
Пример 12.2. Кабель с наружным радиусом гк = 25 мм проложен в земле на глубине L ~ 0,7 м. Найти температуру на поверхности кабеля через 10 ч после включения его под нагрузку, если суммарная мощность потерь энергии в нем Р = 50 Вт/м.
1. По табл. 12.2 выбираем для грунта следующие значения: р = 1800 кг/м3; с = 0,83-103 Дж/(кг • °C); о= 1,2 [Л = 0,83 Вт/(м-°C)]. Тогда температуропроводность а = Х/(ср) = 0,556 • 10“6 м2/с.
Для наружной поверхности кабеля /= 2£/гк = 56, /2 = 3136.
Из (12.84) найдем:
г1 00252
* = £ = 4-5,56-^3,6-104 = 0’00781; * = °’00781 •3136 = 24’5’
2. По (12.66) определим значение
G(y) =У1~ InУ1 - 0,5772 = 0,00781 + 4,85 - 0,5772 = 4,281.
Тогда значение G(t) = 4,281.
Тепловое сопротивление R^ (/) = 4,281 = 0,41.
Превышение температуры поверхности кабеля над начальной температурой (при Г = 0) Дп = PR^ft) = 50 • 0,41 = 20,5 °C.
Контрольные вопросы
1. Каковы источники тепловой энергии в кабелях?
2. Что такое тепловое сопротивление и какие тепловые сопротивления составляют цепь теплового потока от жилы кабеля?
3. В чем состоит особенность учета мощности потерь энергии в изоляции кабеля?
4. Как рассчитывают тепловое сопротивление при теплопередаче в окружающую среду при прокладке кабеля в воздухе и в грунте?
311
5. В каких случаях применяют искусственное охлаждение кабелей и какие способы при этом используют?
6. Каковы особенности расчета токовых нагрузок кабелей с учетом кратковременных перегрузок при прокладке их в воздухе и в грунте?
7. Какова схема соединения тепловых сопротивлений и теплоемкостей для одножильного кабеля с металлической оболочкой, применяемая для расчета нестационарного процесса нагревания с использованием метода сосредоточенных емкостей?
8. Каковы причины возникновения тепловой неустойчивости кабеля и при каких условиях возникает тепловой пробой изоляции кабеля?
9. Как рассчитывают ресурс маслонаполненных высоковольтных кабелей?
10. Каковы предельно допустимые температуры для кабелей в режимах короткого замыкания?
11. Каковы методы снижения пожарной опасности кабелей?
Глава 13
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ, СВЯЗАННЫХ С НАГРЕВАНИЕМ И ОХЛАЖДЕНИЕМ КАБЕЛЕЙ
13.1. Общие задачи расчетов технологических режимов
При расчете технологических процессов могут быть поставлены три основные задачи.
1. Имеется готовое технологическое оборудование и заданы распределение температуры, теплоносители (среда, окружающая кабель) и скорость их движения. Требуется рассчитать линейную скорость протягивания кабеля, которая обеспечивает необходимое качество изоляции при наибольшей производительности.
2. На основании теоретических расчетов и экспериментальных исследований определен оптимальный режим нагревания, обеспечивающий получение наилучшего качества изоляции при минимально возможном времени ее термообработки. Требуется рассчитать температуру и скорость движения теплоносителей на различных участках технологического оборудования для выполнения оптимального режима нагревания и охлаждения изоляции.
3. При решении второй задачи определены оптимальные режимы изменения температуры и скорости теплоносителей на различных участках технологического оборудования. Необходимо рассчитать распределение мощности электронагревателей по различным зонам этого оборудования, его внешнюю теплоизоляцию, требуемые насосы и вентиляторы для создания заданной скорости теплоносителя.
Вторая и третья задачи неразрывно связаны между собой, и их решение наиболее сложное.
Обычно тепловые расчеты не отличаются высокой точностью, особенно если они связаны с конвективным теплообменом. Погрешность при вычислении конвективного коэффициента теплопередачи может достигать 10 %, поэтому при быстром изменении температуры кабелей и проводов в технологическом оборудовании ошибка ее вычисления может достигать 5... 10 %. Например, при нагревании кабелей и проводов от 20 до 220 °C и погрешности вычисления 5 % абсолютная погрешность определения температуры составит 10 °C.
Скорость химических процессов структурирования или деструкции в изоляции экспоненциально зависит от температуры. При
313
увеличении температуры на 10... 20 °C скорость этих процессов возрастает приблизительно в два раза. Таким образом, ошибка на 10 °C при вычислении температуры движущегося кабеля или провода в нестационарном тепловом режиме при технологической термообработке может привести к 50 %-й погрешности вычисления необходимого времени термообработки и соответственно линейной скорости движения провода или длины технологической печи.
Полученную при расчетах погрешность порядка 10... 20 °C компенсируют изменением (подбором) температуры в технологическом оборудовании при практической наладке режима термообработки.
Температура в печи, скорость теплоносителя или линейная скорость движения провода на практике подбираются таким образом, чтобы получить наилучшее качество изоляции. Часто такой подбор осуществляют методом планирования эксперимента.
Расчет скорости движения провода при заданной температуре в технологическом оборудовании позволяет начать экспериментальный подбор режимов вблизи оптимальных режимов. Это уменьшает расход дорогостоящих материалов и трудовых ресурсов на проведение экспериментального подбора режима термообработки (особенно для новых материалов или новых конструкций кабеля).
Изменяя температуру в печи, скорость теплоносителя и скорость движения провода при расчетах, оценивают влияние этих факторов на степень завершенности процесса структурирования изоляции и тем самым определяют допустимые отклонения от заданного технологического режима, а также насколько повышение температуры или скорости теплоносителя может увеличить линейную скорость провода, т. е. повысить производительность оборудования.
Распределение мощности нагревателей в оборудовании рассчитывают для оптимизации скорости нагревания провода и определения максимальной производительности без образования газовых включений в изоляции. Окончательно режим термообработки уточняется экспериментальным регулированием на практике.
Таким образом, в большинстве случаев расчет режимов технологической термообработки позволяет получить только предварительные результаты, требующие экспериментального уточнения на практике. Погрешности расчета компенсируют небольшим изменением температуры или скорости теплоносителя (приблизительно на 10 %) в технологическом оборудовании. В связи с этим при расчете конкретных режимов принимают упрощающие допущения, которые не влияют на достоверность получаемых результатов, но значительно упрощают технику расчетов.
Многие технологические процессы происходят с большой скоростью нагревания. Например, термообработка в процессе эмали
314
рования проводов малых диаметров при нагревании до 300... 400 °C завершается менее чем за одну секунду, т. е. скорость нагревания составляет до 500 °С/с или более. Экспериментальное измерение параметров химической кинетики и других параметров при таких условиях затруднительно: время термообработки при экспериментах составляет десятки секунд. В точных приборах для термического анализа скорость нагревания составляет всего 1... 20 °С/мин.
13.2. Процессы химической кинетики при термообработке полимерной изоляции
Во время термообработки при наличии специальных добавок в полимерной изоляции образуются дополнительные химические связи, которые приводят к появлению пространственной химической структуры. Изоляция переходит в неплавкое и нерастворимое состояние. Под действием растворителей возможно только некоторое набухание материала. Образование пространственной структуры иногда называют процессом сшивания молекул полимера или структурированием. В технологии обработки резиновой изоляции этот процесс называют вулканизацией, а при эмалировании проводов — пленкообразованием.
Не рассматривая конкретные химические превращения при этих реакциях, будем предполагать, что в начальный момент термообработки (при t = 0) число реакционных групп в полимере составляет 7V01 (м-3). Число реакционных групп, оставшихся к моменту времени t, равно NY. Известное уравнение химической кинетики имеет вид
_^1L = W, (13Л)
at
где kY = k0Yexp(-UY /RT)‘, к^ — постоянный коэффициент, 1/с; UY — эффективная энергия активации сшивания, Дж/моль; R = = 8,31 Дж/моль • К; Т— абсолютная температура, К; nY — порядок химической реакции.
Решения уравнения (13.1) для общего случая и для п = 1 (температура зависит от времени) соответственно имеют вид
।
— d/ , RT
(13.2)
(13.3)
где k(jYN0^ni~ Ч.
315
Число уже прореагировавших групп, а следовательно, и число образовавшихся поперечных связей равно разности JV0I - Nx. Тогда степень завершенности реакции сшивания
4=1-^. (13.4)
-'voi
При постоянной температуре из уравнений (13.2)...(13.4) для «1 = 1 и «1 * 1 соответственно
Aj = 1 - exp(-fc]/); (13.5)
A’l-n+dh-nwr^'0, (13.6)
где klN = kyNtf' ~
Если время реакции /->«>, то 4 1, т.е. все возможные химические реакции сшивания реализуются. Удовлетворительные свойства изоляции достигаются, если степень завершенности реакции будет не меньше некоторой фиксированной допустимой величины 4д- Конкретное значение этой величины определяется свойствами данного материала изоляции. Одновременно с реакцией сшивания при нагревании протекает реакция термоокислительной деструкции. Концентрацию молекул, подвергающихся деструкции, обозначим N2. Тогда по аналогии с (13.1)...(13.6) запишем
4=1--^-. (13-7)
^02
При этом в соотношениях (13.1)... (13.3) у всех параметров должен быть индекс 2.
Степень деструкции не должна превышать некоторую допустимую величину 4Д, иначе свойства изоляции станут ниже нормы.
Если ввести ограничения > А1д и А2 < А1д, то при л12 = 1
получим Mexp(--j Лог/ехр^--- Если «12 > 1, . 'с ( и2 *2л]ехр с 0 к Л , >-1п(1-4д); (13.8) ^dz <-1п(1-4ц). (13.9) 1 Г 1 \t<— ± г-1 • (13.11) «2-11 1-^ "г"1
316
При постоянной температуре уравнения (13.8) и (13.9) имеют следующие решения:
,'г-^1п(1-4«)ехр и
(13.12)
'"1;1п,Ь4-)е4и
(13.13)
Аналогично можно получить решения и для (13.10) и (13.11). Отношение максимально допустимого времени t2 к минимально допустимому времени характеризует технологический диапазон процесса термообработки изоляции. Чем больше отношение t-Jty, тем в более широких пределах возможно отклонение технологического режима от установленных номинальных параметров. Обычно t/2 > иъ и при повышении температуры обработки уменьшается технологический диапазон, а значит, более жесткие требования необходимо предъявлять к регулировке технологического режима.
Обычно значения и t2 определяют по свойствам изоляции во время термообработки при некоторой базовой температуре Тъ. Тогда из уравнений (13.12) и (13.13) можно найти правые части уравнений (13.8) и (13.9). Таким же образом определяют правые части уравнений (13.10) и (13.11). После их подстановки в (13.5) ...(13.8) получают уравнения для любых значений пх и п2.
Ui(T-T6) RTT6
df>66;
(13.14)
u2(T-T6y\
RTTs
d/ t2Q,
(13.15)
где /1б — минимальное время, необходимое для термообработки при постоянной базовой температуре Т5; t26 — максимальное время, допустимое для термообработки при температуре Т6.
Фактическое время, необходимое для термообработки при переменной температуре, находят из решения уравнений (13.14) и (13.15).
Так как разность Т- Тб обычно не превышает 50... 100 К, то Т в знаменателе (13.14) и (13.15) принимают постоянной и тогда получают следующие уравнения:
J ехр (^0)0/ > /|б; Jexp(o2^)d/</26, о о
где «j = ; а2 = ; & = Т - Тъ.
1 RTg ’ 2 Rig 6
(13.16)
317
В полимере могут присутствовать реактивные группы с различной энергией активации. Тогда концентрация No будет функцией, распределенной по значению энергии активации, поэтому приведенные уравнения являются приближенными, a U — это среднее эффективное значение. Значения U\, U2 применимы в сравнительно узком диапазоне температур в математической модели для технологических процессов. Параметры уравнений для использования в конкретной области технологических режимов определяют на основе экспериментальных данных. '
При повышении степени завершенности процесса сшивания возрастают модуль упругости полимера и его разрывная прочность. В некоторых случаях увеличиваются удельное объемное сопротивление, электрическая прочность и уменьшается тангенс угла диэлектрических потерь. Иногда изменяются также цвет материала и другие его параметры. Все эти свойства могут быть функциями At. Обычно модуль упругости полимера прямо пропорционален Alt а другие параметры могут заметно отклоняться от пропорциональной (прямолинейной) зависимости.
При реакции сшивания происходит выделение побочных продуктов реакции. Потеря массы полимера приблизительно пропорциональна Л]. Однако при термообработке полимеров могут удаляться остатки растворителей, пластификаторы, низкомолекулярные фракции, продукты частичной деструкции, т.е. потеря массы не всегда точно пропорциональна At.
Предположим, что какое-то свойство ж есть функция от А}. При постоянной температуре А, сначала быстро возрастает, а затем все медленнее стремится к 1 [см. (13.5) и (13.6)]. Следовательно, свойство аг также сначала меняется быстро, а затем все медленнее стремится к предельному значению зе0. Рассмотрим пример, когда свойство аг возрастает, как это показано на рис. 13.1 (другое свойство может уменьшаться). Данные получены при температурах 7], Т2 и Т3. Минимально допустимое значение аг = гед. Тогда минимальное время термообработки при температуре 7] составит /|д. Если провести линию при каком-то постоянном значении аго, то время обработки при температурах 7], Т2 и Т3 составит соответственно th t2 и t3. Очевидно, что заданному значению жо соответствует одно и то же значение (1 - At). Из уравнения (13.5) и (13.6) следует, что при этом постоянным будет и произведение kvt. Учитывая зависимость к{ от температуры, заданную в (13.1), можно сделать вывод, что зависимость In t от Т1-1 для заданной постоянной гео будет прямолинейной (рис. 13.2).
Энергию активации вычисляем по двум точкам этой зависимости:
' U ^(^г-М) (13.17)
1 \/1\-\/Т2
318
Рис. 13.1. Измерение свойств материала в процессе обработки при постоянной температуре
Рис. 13.2. График для расчета энергии активации процесса сшивания
По нескольким значениям /, (7}) найдем U{/R для прямой линии, рассчитанной по методу наименьших квадратов. Такие же расчеты можно провести и для других значений ж, а затем вычислить среднее значение UY методами статистической обработки данных.
При повышенных температурах процесс сшивания происходит быстро и получить экспериментально зависимость ж(/) с удовлетворительной точностью трудно. Поэтому время, когда свойство ж достигает максимально допустимого значения жд, обычно определяется при несколько пониженной температуре обработки (базовой температуре Тб). Например, примем Т- Т6 (см. рис. 13.1), тогда в уравнениях (13.14) и (13.16) = tl5. Если Т2 * Тъ, то /|6 найдем по формуле, которая следует из (13.14):
t -t ехп^1^2”7®^ из 1ST
‘б ~ ‘2д ехр————. (13.18)
При известных UY и Zi6 по уравнениям (13.14) или (13.16) рассчитаем минимальное время термообработки при переменной температуре.
Зависимость разрывной прочности резины от времени термообработки при постоянной температуре показана на рис. 13.3. Сначала разрывная прочность резины растет и достигает максимально допустимого значения од при времени ta. После времени /б разрывная прочность начинает заметно снижаться. Область между ta и /б называется плато вулканизации (технологический диапазон). За минимальное время вулканизации можно принимать ta. Расчеты, аналогичные вычислениям по формулам (13.17) и (13.18), проводят и для процесса деструкции полимера, используя при этом изменение какого-либо свойства ж материала в зависимости от степени деструкции, например, разрывной прочности в области ее уменьшения около t6. Определив U2 и /26 по уравнениям (13.15) и (13.16), найдем максимальное время термообработки.
319
Рис. 13.3. Зависимость разрывной прочности резины от времени термообработки при постоянных температурах (Ti > Т2)
Во многих случаях при растяжении стержня из эластичного полимера зависимость о от степени растяжения £, имеет вид
о = ВД-^2), (13.19)
где Ку — коэффициент упругости, Па; £, = // /0; / — длина растянутого стержня; /0 — исходная длина стержня.
В то же время и = F/S (где F— растягивающая сила; S — площадь сечения стержня), а относительное удлинение е = (/ - /0)//0 = £, - 1.
В большинстве случаев Ку прямо пропорционален степени завершенности реакции сшивания. Потеря массы при реакции сшивания в полимере также приближенно пропорциональна А,. Если Ку или потерю массы принять за исследуемое свойство, то ж = ЬАу (где b — коэффициент пропорциональности). При очень длительной термообработке ге стремится к максимальному постоянному значению эе0. И тогда = ге/ге0.
По изменению свойства ге в зависимости от времени термообработки рассчитывают все кинетические параметры реакции сшивания: L/], koi, пу. Для этого достаточно получить зависимость данного свойства от времени при двух постоянных температурах. Эти параметры можно определить также по кривой изменения массы или выделению энергии в процессе сшивания при постоянной скорости нагревания (с помощью термических методов анализа). Расчеты при постоянной температуре производятся по формулам (13.5)...(13.7), в которых Аг = ге/ае0.
13.3. Кинетика процесса сушки бумажной изоляции
На практике большое значение имеет время, необходимое для сушки, поэтому рассмотрим кинетику этого процесса.
Процесс переноса влаги внутри изоляции при сушке подчиняется законам, аналогичным процессу диффузии:
J = -aBPo(VlK+5Vn, (13.20)
где у — количество влаги, переносимое через единицу поверхности в единицу времени, кг/(с • м2); ав — коэффициент влагопереноса, м2/с (аналогичен коэффициенту диффузии); р0 — плотность сухой бумаги, кг/м3; VPKn VT— градиенты влагосодержания и температуры соответственно; 5 — коэффициент термовлагопроводности, 1/К.
Если рассматривать в качестве примера сушку одножильного кабеля с круглой жилой, то на основе общих дифференциальных
320
уравнений, приведенных в подразд. 11.2, можно записать систему уравнений для влаго- и термопереноса:
ЭГК1 Э
Ф г dr
dw
—— + о— \аъг дг дг в
(13.21)
ЭТ_д Э/ЭП рогиЭ*Г dt г дг дг; pc dt
(13.22)
где ав — коэффициент влагопроводности; а — коэффициент температуропроводности изоляции, м2/с (считается не зависящим от радиуса); р — плотность изоляции с содержанием влажности W, кг/м3; с — удельная теплоемкость изоляции, Дж/(кг’ К); гп — удельная теплота испарения влаги, Дж/кг.
В общем случае коэффициенты аъ и 5 зависят от W, а следова
тельно, и от радиуса изоляции.
Влагосодержание в процессе сушки определяется решением уравнений (13.21) и (13.22). На границе по радиусу жилы г0 существует граничное условие второго рода (dW/dt = 0), а на границе по радиусу изоляции R — граничное условие третьего рода (см. подразд. 11.3). В начальный момент сушки при времени t = 0 имеется начальное содержание влаги WK, одинаковое по всей изоляции. При t = °® во всей изоляции будет равновесное влагосодержание WK, обусловленное температурой и давлением пара в сушильном котле. На практике равновесная влажность не достигается.
Градиент влагосодержания меньше нуля, при этом величина j в уравнении (13.20) положительная.
Процесс сушки можно разделить на две стадии. На первой — происходит нагревание изоляции до температуры 100... 120 °C, при этом влагосодержание в бумаге уменьшается с 7...9,5 до 1...2 %, т. е. удаляется большая часть влаги. На
второй — происходит окончательная сушка изоляции, которая характеризуется малой скоростью удаления влаги, большим общим временем процесса и установкой в конце этой стадии остаточного давления при сушке, для кабелей на напряжения 20, 35, 110, 220, 500 кВ равного соответственно 2660, 2660, 400, 400, 70 Па.
Дополнительная подсушка бумаги может происходить за счет сухого маслоканифольного состава (рис. 13.4).
На первой стадии процесса сушки заметную роль играют вторые слагаемые правых частей уравнений (13.21)
Рис. 13.4. Зависимости равновесного влагосодержания пропитанной кабельной бумаги от влагосодержания маслоканифольного пропитывающего состава при разной температуре
11 Пешков
321
и (13.22). Интенсивное уменьшение влагосодержания сопровождается большим расходом теплоты на удаление влаги. При этом второе слагаемое правой части уравнения (13.22) может быть настолько велико, что скорость изменения температуры станет отрицательной, и изоляция начнет охлаждаться, что приведет к уменьшению скорости сушки, поэтому сушка на данной стадии требует интенсивного подвода тепла.
Теплообмен с внешней стороны изоляции оказывается недостаточно эффективным. Для нагревания кабеля концы жил подключают к источнику тока, причем если подключают начало и конец барабана или корзины с кабелем, то необходим источник постоянного тока. Плотность тока по жиле составляет 1,5... 2,5 А/мм2, а время нагревания — около 2 ч.
Многовитковая корзина с кабелем имеет большую индуктивность, поэтому при переменном токе требуется источник с большими напряжением и мощностью тока. Трехжильный кабель подключают одним концом к источнику трехфазного тока, а жилы второго конца соединяются накоротко.
Коэффициент 5 в уравнении (13.21) на первой стадии сушки составляет 0,05... 0,01 и уменьшается со снижением влагосодержания. При нагревании током одновременно нагреваются жилы всех витков в корзине с кабелем. В этом случае температура жил на несколько градусов превышает температуру поверхности кабеля, а слагаемое 5 dT/dr сопоставимо с dW/dt. Градиент температуры способствует перемещению влаги от жилы к поверхности изоляции.
Влага в капиллярах бумаги движется в основном в виде пара. Если на одном конце капилляра температура Ту больше, чем на другом Т2 (рис. 13.5), то давление пара ру > р2 и влага движется от точки с большей температурой к точке с меньшей температурой. В заполненном капилляре силы Fy и F2 пропорциональны поверхностному натяжению воды о, и о2- Но с увеличением температуры поверхностное натяжение снижается, при этом Fy будет меньше F2 и влага также будет перемещаться в направлении теплового потока.
Если влагосодержание меньше 7...8%, перенос влаги осуществляется преимущественно в виде пара, и его можно представить следующей формулой:
j=kpVp, (13.23)
где кр — коэффициент молярного переноса, с; "Чр — градиент давления, Н/м3.
При атмосферном давлении средняя длина свободного пробега молекул / составляет приблизительно 10“7 м. Механизм движения молекул газа и пара по капиллярам зависит от отношения 1/г (где г — радиус капилляра). Для условия l/r < 1 (макрокапилляров) движение газа происходит по законам молекулярно-кинетической
322
Tl Pi T2 P2
'77777/77/7777 a
Рис. 13.5. Перемещение пара (а) и жидкости (б) по капиллярам бумаги
теории газов. Когда общий градиент давления в смеси газов отсутствует, перенос влаги осуществляется за счет разности парциального давления паров воды путем диффузии вдоль капилляров через газовую смесь (пара с воздухом). При наличии общего градиента давления (при вакуумной сушке) перемещение смеси газов представляет собой аэродинамическое движение. В микрокапиллярах (//г < 1) соударение молекул между собой имеет меньшее значение, чем их соударение со стенками капилляров, и движение газа подчиняется законам течения весьма разреженных газов (эффузии). На конечной стадии сушки, когда давление в порах бумаги меньше 104 Па, движение пара практически во всех капиллярах эффузионное.
При сушке одножильного кабеля с круглой жилой градиент давления можно представить формулой
dj> _ dj> dlT dp dT dr dlF dr d7' dr ’
Подставив (13.24) в (13.23) и сравнив результат с (13.20), получим
8-
dp/dT dp/dlK'
(13.25)
Как показывают эксперименты, кр для бумажной изоляции кабеля высокого напряжения составляет приблизительно 3 • 10-12 с и мало зависит от давления пара в изоляции (особенно при р < 300 Па).
Зависимость давления насыщенного пара pw от влагосодержа-ния W и температуры имеет сложный характер.
Кривую равновесной влажности (см. рис. 5.3) условно разделим на два участка. Первый участок при влагосодержании 2... 12 % приближенно заменим прямой линией <р = b(W- Wo) (где b — коэффициент наклона прямой линии), а второй — при влагосодержании менее 2 % можно описать формулой
Pw = AWf exp
(13.26)
где А = 6,6-1015 Па; W— безразмерная величина; f = 1,71; Q = = 66 000 Дж/моль; А = 8,31 Дж/(моль • К).
323
На первом участке давление насыщенного пара, Па,
Pw = Aw exp
(13.27)
J
где Aw— постоянный коэффициент, Па; Q — сумма энергии испарения свободной воды и дополнительной величины Q', которая на данном участке приблизительно равна 4,5 • 104 Дж/моль.
Подставив уравнение (13.27) в (13.25), получим приближенные формулы для вычисления коэффициентов ав и 5 при движении парообразной влаги (И/> 0,02):
МРн . g _(1Г-0,02)С в ро(1Г-О,О2)’ RT2
(13.28)
Отношение <р/( W- 0,02) может быть вычислено как коэффициент наклона условной прямой на рис. 5.3. Давление пара свободной воды рк экспоненциально возрастает с увеличением температуры, а следовательно, резко возрастает и коэффициент влагопроницае-мости ов. Из формулы (13.28) следует также, что коэффициент 5 постепенно уменьшается при снижении содержания влаги. Так как в области влагосодержания 0,02.„0,12 отношение <р/(1И- 0,02) почти постоянно, то и коэффициент ав также не зависит от влагосодержания и радиуса по изоляции, что позволяет существенно упростить уравнение (13.21).
При влагосодержании меньше 0,02 в формулы (13.25) следует подставить (13.26), тогда можно записать:
kpfp я ИИ0
8=7^' <13М>
где f= 1,71 — показатель степени влагосодержания; Q = 66000 — энергия связи, Дж/моль.
При уменьшении влагосодержания отношение p/W уменьшается, как функция И70’71; следовательно, и ав уменьшается так же. Кроме того, ав будет зависеть от радиуса по изоляции. Коэффициент 5 в этом случае мал и не имеет существенного значения при переносе влаги на этом этапе.
Скорость процесса изменения температуры определяется коэффициентом а, а изменения влагосодержания — коэффициентом ав. Отношение темпа изменения влагосодержания к темпу изменения температуры носит название числа Лыкова: Lu = ав/а. Подстановка конкретных численных значений параметров показывает, что значение Lu при сушке бумаги значительно меньше единицы. Следовательно, если нагревание изоляции происходит контактным методом (при нагревании жилы электрическим током), уравнение (13.22) можно приближенно решать без учета d W/dt. При нагревании за счет внешнего теплообмена от нагретого котла к виткам
324
кабеля, интенсивность которого значительно меньше, учет второго слагаемого в уравнении (13.22) на определенных этапах сушки с откачкой воздуха из котла может привести к понижению темпе
ратуры изоляции и уменьшению скорости сушки.
На скорость сушки влияет процесс тепло- и массообмена на внешней поверхности изоляции (см. подразд. 11.3). Такой обмен для витков кабеля, расположенных внутри барабана или корзины, затруднен по сравнению с одиночно расположенным кабелем. Аэродинамическое сопротивление промежутков между витками кабеля зависит от плотности их прилегания и давления в котле. В связи с этим сушку изоляции кабелей высокого напряжения рекомендуется проводить при двухслойной намотке на барабан.
Характер изменения температуры кабеля Т, удельного объемного сопротивления pv, влагосодержания в изоляции W, давления в котле р и tg5 изоляции в процессе сушки показан на рис. 13.6. Нагревание кабеля током по жиле производят без откачки воздуха из котла (при открытой крышке котла). При этом большая часть удаляемой влаги не проходит через вакуумную систему. Однако прогрессивная технология предусматривает откачку воздуха сразу после начала сушки, т. е. снижение давления с самого начала про
цесса.
Необходимо учитывать, что объем котла большой и давление в нем снижается постепенно, тем более что происходит постоянное выделение паров воды. Для того чтобы пары воды не проходили через вакуумную систему насосов (это до нескольких десятков килограмм воды), смесь газов из котла пропускают через конденсатор, где после охлаждения большая часть паров конденсируется и
в виде жидкости выводится из системы.
Влагосодержание около жилы в конце сушки больше, чем снаружи изоляции. Так, после сушки в течение 50 ч при 100 °C давление в канале кабеля заметно больше, чем в котле, и не зависит от последующей сушки. Например, при давлении в котле 0,05 Па давление в канале кабеля на напряжение 10 кВ — 0,4 Па; на НО кВ — 10 Па; на 220 кВ — 100 Па, и снижение давления в котле практически не влияет на давление в канале кабеля. Окончание процесса
сушки можно контролировать по значениям электрических характеристик — tgS и рк, которые зависят
от температуры и качества бумаги.
Заслуживает внимания способ определения остаточного влагосодержания, при котором измеряется уменьшение рг при ступенчатом изменении напряжения. У хорошо вы-
Рис. 13.6. Изменение свойств изоляции во времени в про-
цессе сушки в котле
сушенной изоляции это изменение минимальное. Окончание процесса
сушки определяют по натеканию газа
325
в котле, о котором судят по возрастанию в нем давления за определенное время при выключенных насосах и перекрытой вакуумной магистрали. Натекание газа тем больше, чем выше влагосо-держание бумаги. Натекание газа в котле при отсутствии кабеля измеряется отдельно.
В конце процесса сушки в составе откачиваемых газов преобладают СО и СО2, а не вода. Состав газов определяют посредством масс-спектрометрических измерений их проб.
13.4. Кинетика процессов пропитки и подпитки бумажной изоляции
В конце процесса сушки в котле устанавливается некоторое остаточное давление р^. В порах бумаги в этот момент остается несколько большее давление газов — в основном водяных паров с примесью СО и СО2. Затем в сушильно-пропиточный котел снизу производится медленный впуск пропитывающего состава с одновременной работой вакуумных насосов для сохранения давления Рост. При этом из пропитывающего состава выделяется часть растворенных в нем газов.
После заполнения котла пропитывающим составом в нем создается атмосферное давление, ускоряющее пропитку. Для ускорения пропитки в котле создают избыточное давление, но это требует применения специального оборудования. При давлении р^ пропитка происходит медленно под действием капиллярных сил.
Скорость заполнения бумажной изоляции пропитывающим составом, или количество пропитывающего состава, проникающего в изоляцию через единицу поверхности в единицу времени, кг/(м2- с), определяется формулой
j = -£Mgradp, (13.30)
где км — коэффициент маслопроницаемости, с; р — давление масла в изоляции, Па.
Таблица 13.1
Постоянные коэффициенты Я2 и Ь для различных напряжений и температур
Напряжение, кВ Т= 40. ..70 °C Т = 70... 135 °C
•^2 b Л2 b
20 1,08 • 10"22 9,2 4,53 • IO’20 3,0
35 2,70- IO'38 13,05 6,21 1О-20 3,0
10 1,15- IO’22 4,1 1,56 -1019 2,5
Вдоль слоев бумаги 2,42-10~30 10,1 2,80- 10~16 2,57
326
Коэффициент км обратно пропорционален вязкости пропитывающего состава т]м, а также зависит от коэффициента воздухопроницаемости бумаги кв, который нормируется для бумаги:
= (13.31)
Пм
где к™ < 1 — коэффициент, учитывающий уменьшение проницаемости при плотной намотке бумаги в составе общей изоляции; т]в — вязкость воздуха в нормальных условиях.
Зависимость коэффициента маслопроницаемости км, м2/(Па • с), от температуры для изоляции кабелей на напряжения 20 и 35 кВ можно выразить в виде эмпирической формулы
км=А2Ть, (13.32)
где А2 и b — постоянные коэффициенты, приведенные в табл. 13.1, Т — температура, °C.
Процесс пропитки одножильного кабеля поясняет рис. 13.7. Граница между пропитанной и непропитанной частями изоляции в рассматриваемый момент времени проходит по радиусу г. Для пропитанной зоны при произвольном радиусе у на основании (13.30) можно определить количество вещества, проникающего внутрь кабеля в единицу времени:
9 = -27iyfcM^. (13.33)
Дифференциальное уравнение (13.33) с разделяющимися переменными:
dy 2пки
У 9
(13.34)
R
го
dr
dy
Рис. 13.7. Схема сечения изоляции в процессе пропитки
При у = R давление пропитывающего состава в котле атмосферное или избыточное. При у = г давление равно р2 (это давление в порах изоляции).
Таким образом, после интегрирования уравнения (13.34) получим
<13-35’
За время d/ в изоляцию проникает количество состава, равное q dt, которое заполняет поры в кольце шириной dr:
qdt = pM2nwirdr, (13.36)
где рм — плотность пропитывающего состава, кг/м3.
327
Рис. 13.8. Схема структуры бумаги
Подставив q из формулы (13.35) в (13.36), получим
dz^ (13.37)
кЛР\ -Рг)
где /П] — относительный объем макропор в изоляции.
Процесс пропитки можно разделить на две стадии: на первой стадии проис-
ходит заполнение макропор с относительным объемом /И] в области от радиуса по изоляции R до радиуса жилы г0, а
на второй — медленное заполнение микропор с относительным объемом т2. Коэффициент маслопроницаемости относится в основном к процессу заполнения макропор. Так как изоляция состоит из слоев бумаги, намотанных на кабель, то пропитывающий состав на первой стадии частично движется между слоями бумаги. При этом проницаемость изоляции, намотанной из узких лент выше, чем проницаемость образцов, намотанных из широкой рулонной бумаги.
Под относительным объемом понимают отношение объема пор к полному объему бумаги. Общий относительный объем пор т = = Ш\ + т2 составляет 0,5 ...0,3 в зависимости от плотности бумаги.
В процессе заполнения макропор пары воды оттесняются пропитывающим составом. При уменьшении объема пара его давление возрастает, при этом влага частично поглощается бумагой. Тем
не менее давление р2 не является постоянным, поэтому при интегрировании (13.37) необходимо сначала определить, каким образом р2 зависит от г.
Для упрощения алгебраических вычислений рассмотрим задачу в декартовых координатах на единице площади изоляции. Граница х = 0 на рис. 13.8 соответствует жиле, а х = Д — внешнему радиусу изоляции R. Область от х до Д в данный момент времени в макропорах заполнена пропитывающим составом.
Количество влаги Gx, которое имеется в области от 0 до х, состоит из влаги G6, содержащейся в бумаге, и парообразной влаги Gn, присутствующей в макро- и микропорах, т.е.
Gx=(Gn+G6)x; G6 = p0Wx, Gn=^-, (13.38)
Ki
где p0 — плотность сухой бумаги; W — влагосодержание; ц — молекулярная масса влаги, равная 18 г/моль; R = 8,31 Дж/(моль • К); Т — абсолютная температура.
Продифференцируем Gx по х:
dG’ трр
d/ ^ ’ /d/
f dW
+ Po-^—+
I dx
(13.39)
ЯГ dx J
328
В то же время изменение количества влаги Gx при перемещении границы х на величину dx можно получить вычислением влаги, содержащейся в этом слое dx (в бумаге и микропорах в виде пара):
dGx = p0Wdx+^dx. (13.40)
d G
Определим из (13.40) —подставим в (13.39) и с учетом dp dp dW
равенства = -~г~—— получим следующее дифференциальное
dx dlr dx
уравнение: dx
<P1(Z- l)^vdir+ <p2d(lnp) = , (13.41)
x
где Ф1 = 77-1^7-----<₽* = ——> W [cM- <13-26)b b =
(/-1)Ьр.(т-т2) m-m2
л ( Q У
= Лехр —-
\ RT J
При x = Д и p = Рост решением (13.41) получим формулу
( Л4’2 г
I =^J exp^^y^1-^ (13.42)
Формула (13.42) справедлива при р < 104 Па, что соответствует W< 0,02. Численные расчеты показывают, что х/А < 10-6 прир = = 104 Па и Рост = 102 Па. Это значит, что р2 < 104 Па практически на всей первой стадии пропитки.
Разность давлений Р\ - р2~ Р\, если Р] > 105 Па. В этом случае интегрированием (13.37) получаем формулу для вычисления времени tx на первой стадии пропитки:
. 1^1 1п(Л/г0)
6=PMWir02—-1 —(13-43) r02 J 1кырА
Расчет по формуле (13.43) с учетом (13.32) показывает, что при температуре 120 °C время не превышает нескольких минут, что значительно меньше полного времени пропитки.
В конце первой стадии пропитки практически все макропоры изоляции будут заполнены пропитывающим составом, а в очень тонком слое, прилегающем к жиле, образуется слой с высоким содержанием влаги. Если в смеси газов, находящихся в порах изоляции, учесть присутствие СО2 и СО, то величина х/А, получаемая по формуле (13.42), будет несколько больше, а если кабель имеет многопроволочную жилу, то этот слой отсутствует и остатки паров воды переходят в промежутки между проволоками в жиле.
На второй стадии пропитки происходит заполнение микропор в объеме т2 пропитывающим составом. Этот процесс длится ос-
329
/ о о о о / о о о о - Т ' О О О О / О О О О / / _ , /
Рис. 13.9. Схема укладки кабеля в корзине
новное время, установленное для пропитки на основе экспериментальных исследований. В то же время влага диффундирует из тонкого слоя, расположенного около жилы, в основной объем изоляции. Если пропитывающий состав хорошо просушен, то часть влаги из изоляции может пере
ходить в пропитывающий состав, находящийся в котле, т.е. про-
исходит дополнительная сушка изоляции пропитывающим составом. В конце пропитки величины е и tg5 перестают изменяться со временем.
По экспериментальным данным, коэффициент диффузии влаги в изоляции кабеля, пропитанной маслоканифольным составом при температуре 120 °C, составляет приблизительно 1,4 • Ю"10 м2/с. При этом время выравнивания концентрации влаги по объему изоляции не превышает 1... 5 ч.
После пропитки корзины с кабелем (рис. 13.9), заполненные пропитывающим составом, вынимают из котла и охлаждают. В боль
шинстве случаев охлаждение происходит естественным путем в атмосфере цеха. Поскольку объем корзины велик, то естественное охлаждение длится несколько десятков часов. В процессе охлаждения происходит уменьшение объема пропитывающего состава в изоляции и ее дополнительная подпитка пропитывающим составом.
Коэффициент объемного расширения пропитывающего состава, составляющий приблизительно 8 • 10"4, определяется следующим образом:
Приращение объема в кольце изоляции между радиусами г и г0 (когда заполнены только поры)
dF] = Ртел(г2 - /j?)dT. (13.44)
Изменение объема изоляции в жиле
dr2 = ₽nr02(l- n)d!T, (13.45)
где т] — коэффициент заполнения жилы.
Перепад давлений на кольце изоляции толщиной dr составит
dp = Pm(^i (13.46)
2nrfcMd?
Изменение температуры во времени при медленном охлаждении не зависит от радиуса. Подставляя (13.44) и (13.45) в (13.46) и учитывая, что минимальное давление пропитывающего состава
330
около жилы намного меньше атмосферного давления р, получим
Pi =5^ф(Л,г0)^, (13.47)
/п \ R2-to 2/ 1 Ч, R
где <р(Л,г0) =————/o2(w-l + т])1п—.
2 г0
После разделения переменных проинтегрируем уравнение (13.47) [коэффициент /см зависит от температуры — см. (13.32)]:
Рис. 13.10. Расчетная оптимальная зависимость температуры от времени охлаждения после пропитки
f ~РмР<РСК,/о) 2pi
т изоляции
f (13.48) Гпр
где Тпр — температура при пропитке; Тох — температура в конце процесса охлаждения.
Чем ниже температура в конце процесса охлаждения, тем меньше вероятность появления газовых включений в процессе эксплуатации кабеля и меньше возможность возникновения частичных разрядов. Если температура Ток слишком высока или процесс подпитки производится со скоростью больше допустимой, то при испытании готового кабеля характеристика приращения Atg5 возрастает при увеличении напряжения выше установленной нормы.
Зависимость температуры от времени охлаждения, рассчитанная по (13.48), для кабелей на напряжения 20 и 35 кВ с сечениями 95...150 мм2 показана на рис. 13.10. Если скорость охлаждения превысит значения, определяемые кривой, то в кабеле возможно появление газовых включений. Если время охлаждения увеличить, то это значительно увеличит общее время, необходимое для изготовления кабеля, а при времени охлаждения более 80 ч происходит дополнительное насыщение пропитывающего состава и кабеля влагой, сорбируемой из атмосферного воздуха, что ухудшает tg 5 и рг изоляции. При расчете процесса пропитки и охлаждения трехжильных кабелей с секторной жилой следует учитывать, что проницаемость масла вдоль лент изоляции значительно больше, чем поперек. В целом это не меняет принципов расчета, но приводит к более громоздким формулам.
13.5. Расчет процесса сушки бумажной изоляции кабелей
На основании формул, полученных ранее, можно предложить конкретные приближенные методы расчета процесса сушки. На первой стадии сушки происходит нагревание кабеля при атмосферном давлении до температуры 100... 120 °C, при этом влагосо-
331
держание в изоляции снижается от 0,08 до 0,02. На второй стадии сушки, которая происходит при вакуумировании котла, влагосодержание снижается до 0,003...0,005. Рассмотрим методы расчета этих двух стадий сушки.
На первой стадии сушки (см. подразд. 13.3) можно считать, что коэффициент влагопроводности не зависит от радиуса. Критерий Био для массообмена намного больше единицы, и можно использовать граничные условия первого рода. При температуре 100 °C коэффициент ав = 3,18 • 10 9 м2/с. Решением уравнения (13.21) при постоянном ави S = 0 получаем формулу (11.46), из которой следует, что постоянная времени для этого случая вычисляется как FoM =
_ R2
= -Л-, т. е. будет иметь вид 6 =-=•.
R W
Оценим значение 0] для кабеля на напряжение 220 кВ с радиусом жилы 14,2 мм и радиусом по изоляции 32,2 мм. По кривой на рис. 11.6 находим Ц] = 3,25. Тогда постоянная времени составит 3,1 • 104 с. Процесс первой стадии сушки практически заканчивается при времени t = (:2...3)0] или за 17...26 ч. На практике время нагревания несколько больше. Однако следует учитывать, что кабель постепенно нагревается до температуры 110... 120 °C и при более низких температурах коэффициент ав меньше.
Тепло, которое выделяется в жиле на первой стадии сушки, затрачивается на нагревание жилы, изоляции и удаление влаги. При этом из уравнения теплового баланса можно получить плотность тока в жиле, которая необходима для нагревания кабеля к концу первого периода сушки до температуры Т\:
РжСжб
(13.49)
где Тц — температура в цехе; рж — удельное объемное сопротивление материала жилы, вычисленное при Тср = (Т + Тц)/2; 0Ж — сечение жилы; —время первого периода сушки.
Эффективная теплоемкость кабеля на единице длины
С = сж (2Ж + cH3QH3 + 5Д ^СизРо , (13.50)
Т] ~ 1ц
где сж — удельная теплоемкость материала жилы; сиз — удельная теплоемкость бумаги; 0ИЗ — сечение изоляции; ги — удельная теплота испарения влаги, равная 2,24 • 106 Дж/кг; WK — начальное влагосодержание; Ио] — влагосодержание в конце первого периода сушки.
После нагревания кабеля до температуры 90... 100 °C необходимо снизить плотность тока в жиле, чтобы выделяющееся тепло расходовалось в основном на компенсацию его потерь на испарение влаги. Для расчета этой стадии сушки используем формулу, аналогичную (11.58) при постоянной температуре:
332
= (13.51)
где GB — масса влаги в момент времени /; GBH и GB| — массы влаги на единице длины кабеля в начале и конце первого периода сушки; коэффициент В ~ 0,6...0,9.
Из уравнения теплового баланса в этот период времени можно записать:
/2Р^ = _Ги£^в (13.52)
Сж dt
При ЭТОМ GBн — WhPoQh3> ^в! — Wqi СизРо-
Из уравнений (13.51) и (13.52) получим зависимость, в соответствии с которой необходимо снижать плотность тока:
: _ ^иРоС(И^н ~ ^01)ВЦ1Ов f ИЗ 53^
\ PvxQx.^ L >
С учетом влияния термовлагопроводности время первого периода сушки несколько сокращается. В целом для грубой оценки времени первого периода сушки используют формулу
ti « 20ь (13.54)
дд2
где 01 = ; Диз = R - г0.
71 Ов
По формуле (13.54) при ав = 3,18 • 10-9м2/с и температуре 100 °C получают следующие значения времени первого периода сушки для кабелей на различные напряжения:
U, кВ 20 35 ПО 220 500
Диз, мм 7 10 10 18 28
6, ч 3,5 7,2 7,2 23,0 54,0
Эти результаты близки к практически применяемым режимам.
Увеличение плотности тока при сушке кабелей на напряжение ПО кВ с 1,0 до 1,7 А/мм2 позволяет уменьшить время первого периода сушки до 5 ч.
Во время сушки при пониженном давлении в котле влагосодер-жание изменяется от 0,02 до 0,003...0,005. При этом коэффициент влагопроводности рассчитывают следующим образом:
_ kpf№f-'bB .
Ро
где кр = 3 • 10-12 с; /= 1,71; Ьв = Лехр(--О __________ . ,
А = 6,6 • 1015 Па; Q = 66 000 Дж/моль.
(13.55)
Ро = 0,85 • 103 кг/м3;
333
В формуле (13.55) Ьв зависит от температуры по радиусу изоляции, следовательно, ов также зависит от радиуса по изоляции и времени.
Температуру изоляции в этот период принимают постоянной и не зависящей от радиуса. Для грубой оценки времени второго периода сушки также используют формулу (13.54). Коэффициент ав рассчитывают для минимального остаточного влагосодержания в конце сушки. Например, при температуре 120 °C по формулам (13.54) и (13.55) для кабелей на различные напряжения получают следующие значения времени второго периода сушки:
и, кВ 20 35 НО 220 500
7 10 10 18 28
И'ост, Па 0,002 0,002 0,003 0,003 0,001
ов-10~9 м2/с 1,0 1,0 1,3 1,3 0,57
*ъ ч 11,0 22,6 17,2 56,0 280,0
Расчетное время сушки несколько завышено, так как коэффициент ав определяют для минимального влагосодержания в конце процесса. В действительности, в процессе сушки влагосодержание выше, а значит, и ав также будет больше.
Для более точных расчетов применяют численные методы с использованием ЭВМ. Общие методы получения системы дифференциальных уравнений для расчета нестационарных процессов тепло- и массообмена см. в гл. 11. Система уравнений для расчетов приведена в подразд. 11.5.
13.6. Расчет процесса вулканизации изоляции или оболочки
После наложения резиновой или пластмассовой изоляции или оболочки (далее — изоляции) на жилу заготовка кабеля поступает в вулканизационную трубу, где подвергается нагреву. Для предотвращения образования газовых включений в изоляции во время процесса вулканизации теплоноситель в трубе находится под давлением 0,3... 2,0 МПа. Затем кабель поступает в секцию трубы, где изоляция охлаждается. При этом на первой стадии охлаждения также поддерживают повышенное давление. После снижения температуры примерно до 100 °C опасность образования газовых включений исчезает и окончательное охлаждение можно производить при атмосферном давлении.
Обычно теплоносителем при вулканизации служит насыщенный пар, а при охлаждении — вода. Однако вулканизация в среде насыщенного пара ухудшает электроизоляционные качества изоляции, особенно в процессе длительной эксплуатации кабелей.
334
Поэтому при вулканизации изоляции кабелей высокого напряжения вместо пара применяют различные жидкости (например, диэтиленгликоль) или азот под давлением 2 МПа. На первой стадии охлаждения вместо воды также могут применяться эти теплоносители.
При теплообмене в среде насыщенного пара или воды коэффициент теплопередачи высокий и для расчета температуры в изоляции большой толщины применяют граничные условия первого рода (так как критерий Био велик). При использовании органической жидкости внутренний диаметр вулканизационной трубы близок к диаметру изоляции кабеля, а жидкость под давлением нагнетается в промежуток между изоляцией и трубой (граничное условие первого рода). Для нагревания в газообразной среде применяют граничное условие третьего рода.
Рассмотрим методику расчета на примере вулканизации полиэтиленовой изоляции кабеля на напряжение 110 кВ. Для расчета температуры жилы и изоляции используем систему уравнений (11.61), считая мощность Р энергии, выделяемой в изоляции при химических реакциях, малой и пренебрегая ей. Потери мощности в жиле Рж также равны нулю.
Разделим изоляцию на три слоя, тогда на основе (11.61) получим систему из четырех уравнений, в которых Тъ Т2, Т3 и Т4 — соответственно температуры жилы, первого, второго и третьего слоев изоляции.
При вулканизации температура То соответствует температуре теплоносителя в вулканизационной трубе, а при охлаждении — температуре среды охлаждения. Для граничных условий первого рода 11^ = 0.
В начальный момент вулканизации при t = 0 температура жилы Т\н, а изоляции — Тн. Полные теплоемкости жилы Ct и слоев изоляции С2, С3, С4 вычисляются по формулам (11.64) и (11.65), а тепловые сопротивления R^, R^, R^ для первого, второго и третьего слоев изоляции — по формулам (11.63):
Ci = CiTOifr);
С2 = c2nrl{k1 - 1);
С3 = c3Ttr^{kl - l)A]2; (13.56)
С4 = с47ГгоЛ14(^ - 1);
п _ 8 . п _ 8 . п _ 8
Лт1 т > *42 ~ з > *43 л >
Л] Л2 Л3
где с\, с2, с3, с4 — теплоемкости единицы объема жилы, первого, второго и третьего слоев изоляции; т] — коэффициент заполнения жилы, г0 — радиус жилы; kt = (7?/г0)|/3; g = J-ln(7?/r0); R — радиус 6л
335
Рис. 13.11. Зависимости теплоемкости и теплопроводности сшитого полиэтилена от температуры
изоляции, Л2, — удельные теплопроводности первого, вто-
рого и третьего слоев изоляции.
Зависимости Л и с от температуры для сшитого полиэтилена представлены на рис. 13.11. Приближенно их можно апроксимиро-вать следующими функциями:
Л = 0,41 - 0,001 Т при Т < 120 °C; (13.57)
Л = 0,34 Вт/(м • °C) при Т> 120 °C; (13.58)
с= 3,15 Дж/(м3-°С) при Т> 115 °C; (13.59)
с = (3,75 + 4,78 • 10-3П 106 при Т< 115 °C. (13.60)
Если нагревание или охлаждение производится в газообразной среде,
2лла
Коэффициент теплопередачи можно рассчитать с учетом конвекции и лучистого теплообмена по методике, изложенной в подразд. 11.3. Степень завершенности процесса вулканизации для слоя изоляции, который имеет наименьшую температуру в конце нагревания, рассчитывают по (13.14), а степень процессов деструкции для слоя изоляции, имеющего наибольшую температуру в конце нагревания, — по формуле (13.15).
При нагревании внешним теплоносителем наименьшую температуру имеет жила, а наибольшую — поверхность изоляции. Соответственно для этих температур вычисляют интегралы по формулам (13.14) и (13.15). В случае нагревания жилы токами высокой частоты или изоляции за счет диэлектрических потерь с использованием напряжения сверхвысокой частоты наибольшую температуру может иметь жила или середина изоляции.
Когда значение интеграла в (13.14) станет равным или больше, чем оптимальное приведенное время вулканизации /16, процесс нагревания заканчивается. Далее рассчитывают процесс охлаждения изоляции. Для этого величину 70 приравнивают к температуре
336
охлаждающего вещества (воды, сжатого газа). Так как полиэтилен в процессе охлаждения имеет большую усадку, снижение температуры по всей толщине изоляции необходимо производить равномерно. С этой целью температуру охлаждающей воды изменяют ступенями от 90 до 20 °C. При охлаждении в газообразной среде в этом нет необходимости.
В начале процесса охлаждения температура жилы остается достаточно высокой и процесс вулканизации в слоях изоляции около жилы продолжается, поэтому в конце процесса нагревания значение интеграла в (13.14) должно быть несколько меньше значения /|б. Степень уменьшения значения интеграла в конце нагревания подбирают посредством выполнения нескольких вариантов расчета.
Одновременно вычисляют интеграл (13.15) для наибольшей температуры в изоляции. Если его значение не превысит допустимое эквивалентное время деструкции то заданный режим вулканизации можно считать допустимым. В противном случае следует рассчитать менее интенсивный режим с уменьшенной температурой теплоносителя То в зоне нагревания. При этом скорость процесса снизится.
В результате расчета получают время Гн, необходимое для нагревания, и время Zox, необходимое для охлаждения. Время для охлаждения под давлением (в трубе) рассчитывают до момента, когда температура жилы снизится до безопасного значения 7"ох - 100 °C, далее охлаждение можно проводить вне трубы без избыточного давления. Линейная скорость продвижения кабеля
где L — полная длина трубы.
Длину секций трубы для нагревания и охлаждения представим в следующем виде:
4=-^-; Lox=/^~. (13.63)
Если задана линейная скорость кабеля v, определяемая, например, процессом наложения изоляции на червячном прессе, то длину секций рассчитывают по формулам
Ен = ^ох = ^(ох> L = ^(41 4>х)- (13.64)
Если заданы v и L, то согласование скоростей при наложении изоляции и вулканизации производят, варьируя температуру в вулканизационной трубе.
На рис. 13.12 показан пример такой зависимости для кабеля с полиэтиленовой изоляцией на напряжение 110 кВ с площадью сечения алюминиевой жилы 625 мм2 и толщиной полимера (вместе
337
Рис. 13.12. Зависимость температуры в вулканизационной трубе от времени для кабеля на напряжение 110 кВ в различных точках полиэтиленовой изоляции и жиле:
1...6 — соответственно г= 16.25 мм (жила); 17,69; 20,71; 23,73; 26,75; 28,3 мм (наружная поверхность)
с полупроводящими экранами) 12 мм, изоляция которого делилась на четыре расчетных слоя (т. е. решалась система из пяти уравнений).
Для ускорения процесса нагревания кабеля в вулканизационной трубе можно предварительно подогревать жилу (т. е. увеличить Тю). Возможно также нагревание жилы в трубе токами высокой частоты.
При вулканизации кабелей с изоляцией из кремнийорганиче-ской резины, как правило, не используют повышение давление газообразного теплоносителя (воздуха). Для повышения интенсивности теплообмена при граничных условиях третьего рода применяют принудительную циркуляцию воздуха в вулканизационной трубе. Так как в процессе разложения вулканизирующего агента выделяются вещества, снижающие электроизоляционные свойства кремнийорганической резины, для удаления вредных веществ путем диффузии из изоляции кабель на барабанах подвергается второй (длительной) стадии термообработки. При этом более полно протекает и процесс вулканизации.
Резиновую или пластмассовую оболочку накладывают на изолированную жилу. Для одножильного кабеля температуру рассчитывают по аналогичному алгоритму, но разделение изоляции и оболочки на расчетные кольца производят отдельно. Например, изоляцию, если она тонкая, не разделяют на слои, а оболочку разделяют на два слоя, и получают также систему из четырех уравнений (11.61) для температуры жилы Т\, изоляции Т2, первого слоя оболочки Ту и второго слоя оболочки 74. Для определения С2
338
и 7?ri используют теплоемкость и теплопроводность изоляции, а при вычислении С3, С4, R&, — оболочки (соответственно дол-
жны быть заданы начальные температуры).
13.7. Расчет процесса эмалирования проволоки
Круглые эмалированные провода изготовляют, как правило, с диаметрами в диапазоне от 0,05 до 2,5 мм; при этом минимальная толщина изоляции (на одну сторону) составляет в среднем соответственно от 0,005 до 0,035 мм. Нанесение лака на проволоку производится за 5... 12 проходов с последующей термообработкой в печи.
Следовательно, при каждом проходе наносят слой эмали толщиной 0,001 ...0,004 мм. Максимальное отношение диаметра изолированного провода к диаметру металлического провода не превышает 1,2, поэтому скорости нагревания металла и изоляции можно приближенно принимать одинаковыми. Тогда в системе уравнений (11.61) остается только одно уравнение.
При нагревании проволоки с нанесенным на нее слоем лака сначала происходит удаление растворителя, при котором расходуется энергия на его испарение. Эту энергию следует учитывать при расчете нагревания провода, особенно если его диаметр меньше 0,1 мм.
Нагревание провода происходит как за счет поступления теплоты при конвективном теплообмене с горячим воздухом qK, так и при теплообмене лучеиспусканием со стенками камеры печи — qH. Тепловой баланс для провода можно записать в виде уравнения
Ям + Яэ + ЯР = Як + Яи, (13.65)
где qM, q3, qp — соответственно расход тепловой энергии на нагревание металлической проволоки, слоя эмали и удаление растворителя.
Определим расход энергии на нагревание металлической проволоки и эмали на единице длины провода:
Ям + Яэ = (См + С,)^- = (13.66)
dr си
а также расход энергии на удаление растворителя:
dGL dW
<JP = -^и-ТГ = -'•„PaGl-T-, (13.67)
dr dr
где См = cHQM; С3 = c3Q3; Тп — температура провода; кэ — коэффициент увеличения теплоемкости провода за счет эмаль-слоя; ги — удельная теплота испарения растворителя из лака при начальной температуре провода; Gp — концентрация растворителя; рэ — плот
339
ность эмали; Qt — площадь сечения слоя эмали, наносимого за один проход; W — масса растворителя, содержащегося в единице массы сухой эмали; см и сэ — удельные теплоемкости; QM и Q3 — сечения металла и эмали.
Поступление теплоты за счет конвекции определим по формуле
<7к = Пак(7в- Тп), (13.68)
где П — наружный периметр провода; ак — коэффициент конвективного теплообмена; Тв — температура воздуха в камере печи.
Поступление теплоты за счет теплового излучения:
qK = П«„(7С - Тп), (13.69)
где сс„ = српЕп Со0; Тс — температура стенок камеры печи; срп = 0,8... 0,9 — угловой коэффициент облученности провода; £п — коэффициент черноты поверхности провода; Со = 5,7 • 10~8 Дж/(м2- К4) — постоянная излучения абсолютно черного тела; 0 = (Тв - ТВ)/(ТС -Тп), Тс и Тп выражены в К.
Если в камеру печи поместить неподвижную термопару, то в стационарном режиме <?м = q3 = qp = 0, и тогда из (13.65)...(13.69) следует
OU?; - Тт) + cc„.T(7; - Тт) = О, (13.70)
где ак т и Оц т — коэффициенты теплопередачи конвекцией и излучением для термопары; Тт — температура термопары.
В камере печей эмальагрегатов горячий воздух движется со значительной скоростью (от 0,2 до 8 м/с), поэтому разность температур воздуха и нагретых внутренних стенок камеры печи может достигать нескольких десятков градусов (иногда более 100 °C). В соответствии с уравнением (13.70) температура термопары находится в промежутке между значениями Тв и Тс, поэтому при измерении температуры в печи протягиванием через нее термопары определяем некоторую эффективную температуру термопарного датчика, отличающуюся от температуры воздуха в печи. Из уравнений (13.65)...(13.69) получим дифференциальное уравнение нагревания проволоки:
AT dW
k3cMQM^ + ГиРэй^- = акП(Тв - Тп) + а„П(Тс - Тп). (13.71) си СИ
Если измерение температуры производить термопарой, имеющей одинаковые с проводом диаметр и коэффициент черноты поверхности, то справедливы равенства ак = ак.т и аи = а„ т. Тогда из (13.70) и (13.71) получим
к3сы QM + гирэ Qi = ocll( 7? ~ 7П),
си си
(13.72)
где а = ак + аи.
340
При расчете проволоки диаметром менее 0,1 мм к уравнению (13.72) следует добавить уравнения, соответствующие удалению растворителя (причем W= Wt + И^):
dlFi . U7 dW2 .
(13.73)
Фг
RT
, 7T2Z>1 , 1l2D2 n n ( <P1 'I n n
где kla= 4Д2 ’ 4Д2 ’ Pi=Z)oiexP ’ A =^>02exp
Al — толщина сухой основы эмали, наносимой за один проход (на одну сторону)
Значения Роь Д02, срь (р2 Для некоторых эмалей приведены в табл. 13.2.
В общем случае температуры термопары, воздуха и стенки печи переменные по длине печи. Они зависят от координаты х, отсчитываемой от входа провода в печь, причем х = vt (где v — скорость движения провода). Если в уравнения (13.71) и (13.73) подставить t = x/v, то по ним можно рассчитать температуру движущегося провода в любой точке печи. Если зависимость 7/(х) получена экспериментально с применением термопары, имеющей диаметр и коэффициент черноты поверхности, соответствующие проводу, то вычисления производятся по уравнению (13.72) с учетом (13.73).
При измерении зависимости Тв(х) применяют термопару диаметром менее 0,1 мм с экраном для защиты от излучения. Для определения зависимости Тс(х) производят дополнительные измерения термопарой с диаметром 1...2 мм с известным коэффициентом черноты поверхности. Значение Тс(х) находят из уравнения (13.70) для этой термопары при известной зависимости 7в(х). Следует также учесть зависимость аи от Тс в формуле (13.69).
Таблица 13.2
Значения расчетных величин для различных эмалевых покрытий проволоки
Лак (марка) Ди, м2/с Doi, м1/с Ф„ • 104 Дж/моль ф2, Ю4 Дж/моль
Полиамидный 3,60 • IO’5 3,00 -10-6 3,7 3,4
Полиуретановый (УР-973) 1,50- IO"6 3,40 • 10-6 3,4 4,3
Полиэфирный (ПЭ-939) 0,91 • IO’6 2,15-10-7 3,0 4,2
Полиэфирциануратный (ПЭ-999) 2,85 IO’8 4,83 • 10-7 3,7 6,3
Поливинилацеталевый — винифлекс (ВЛ-931) 1,44-КГ6 — 2,96 —
Поливинилацеталевый — металвин (ВЛ-941) 1,12-10-7 4,20-10"7 4,47 6,25
341
Если зависимости Тс(х), Тв(х) или Тп(х) определены экспериментально, можно решить первую задачу, поставленную в подразд. 13.1. Для этого вычисляют температуру движущегося провода при заданной скорости v и по этой температуре рассчитывают степень завершенности процесса пленкообразования А\ при выходе его из печи. Если значение А\ меньше необходимой для оптимального качества провода, то скорость его движения уменьшают (если больше — скорость увеличивают), т.е. расчет повторяют до получения удовлетворительного значения At.
Если диаметр провода d < 0,1 мм, то расчет температуры провода производят с учетом уравнений (13.73), а при d > 0,1 мм ги принимают равной нулю.
Максимально допустимая скорость нагревания в зонах удаления растворителя и пленкообразования определяется по формулам
гт| = гт2 = Ь3^1Ь\ (13.74)
где Ьх и Ь2, Ь3м Ь4 — постоянные коэффициенты соответственно для зоны удаления растворителя и зоны пленкообразования; Д| — в мкм.
По полученной функции Тп(х) находят среднюю скорость нагревания провода в зонах удаления растворителя и пленкообразования, а по формуле (13.74) определяют допустимую толщину слоя сухой основы эмали, наносимого за один проход.
Значения коэффициентов Ьь Ь3, Ь4 приведены в табл. 13.3. Образование газовых включений происходит в области критической температуры Ткр. Коэффициент Ь2 всегда равен 2.
По представленным уравнениям можно решить вторую поставленную задачу. С этой целью из условий кинетики процесса пленкообразования задается оптимальная температурная кривая нагревания провода Тп(х). Тогда из уравнения (13.72) рассчитывается
Таблица 13.3
Значения постоянных коэффициентов bt, Ь3, Ь4 для зон удаления растворителя и пленкообразования
Лак и марка провода Ьъ К мкм/с СР-кр Ткр, ”С Ьз, К • мкм/с ь4
Полиэфирный ПЭ-939 (ПЭТВ) 9000 0,14 230 2,70 104 4,05
Поливинилацеталевый ВЛ-931 (ПЭВ) 3000 0,25 145 — —
Полиуретановый УР-973 (ПЭВТЛ) 1400 0,18 175 3,56-104 3,15
Полиамидный 1450 0,15 180 2,65 • 104 2,75
342
зависимость Тт(х), т.е. кривая оптимальной температуры в печи, измеренная соответствующей проводу термопарой.
Для получения полного решения второй задачи необходимо вычислить Тс(х) и Тв(х), между которыми, в свою очередь, существуют функциональные зависимости, определяемые конструктивными особенностями печи, расположением и мощностью нагревателей, скоростью воздуха. Таким образом, вторая и третья задачи становятся неразделимыми.
Для повышения скорости эмалирования увеличивают интенсивность нагревания проволоки. Для этого стремятся поддерживать максимальную температуру по всей камере печи и увеличить коэффициент теплообмена повышением скорости циркуляции газов в ней. Однако при очень высокой температуре возможно воспламенение паров растворителя и лака на проводе, особенно в моменты обрыва провода и остановок по другим причинам. Кроме того, при высокой температуре прочность металла уменьшается и увеличивается обрывность проволоки. Обычно температура термопары не превышает 500...550°C, а скорость газов составляет 2...8 м/с.
Если d > 0,1 мм, то в печах без принудительной циркуляции (старые конструкции) скорость газов невелика и при расчете коэффициента конвективной теплопередачи используют формулы для свободной конвекции:
ак = 0,47J-°’625. (13.75)
При скорости движения воздуха более 0,5 м/с в печах с принудительной циркуляцией газов применяют формулу
ак = l,41rB°-4IJ-°’59, (13.76)
где vB — скорость воздуха, м/с; d — в м.
Рассмотрим решение первой поставленной задачи для самого простого случая: печь имеет одну общую зону со скоростью воздуха 2...8 м/с. Температура в такой печи поддерживается почти постоянной и максимальной по всей длине зоны нагревания, т.е. Тт не будет зависеть от координаты х и времени t. Проведем расчет для проводов с диаметром больше 0,1 мм. Так как при этих условиях теплоту испарения растворителя не учитывают, из уравнения (13.72) получим
Тп=Тт-(Тт-Тн)еЧ", (13.77)
где Тн — начальная температура проволоки при входе в печь (х = 0, ' = 0).
Коэффициент
Н = (13.78)
*эсмСм
343
а для проводов круглого сечения
4а £ЭСМС?
(13.79)
По мере нагревания температура проволоки достигает базового -значения Тъ при х = 1{. На участке изменения х от 0 до значения 1{ удаляется растворитель. При дальнейшем нагревании проволоки на участке от х = /, до х = £ (где L — полная длина печи) происходит процесс пленкообразования. В конце нагревания при х = £ температура провода максимальна (£п = Ттах). Средние скорости нагревания в каждой зоне определяют по формулам
t,Tl = У^б-Тн) . Гт2 = yC^max (13.80)
/1 £i - /1
Приравняв Т„ из (13.77) к Т5, можно получить время пребывания провода в зоне удаления растворителя ty = IJv.
Время пребывания проволоки в зоне от Ц до £ вычисляют по формуле
f - ~ = _ in ~
v Ц Tr-Tmta
Тогда средняя скорость нагревания в каждой зоне:
„ _й(^б-^и).
In т -
тт-т6
(13.81)
(13.82)
гт2 = Ы^^б) (1з .83)
1п С-7н .
Т -Т
Для приближенного расчета зоны пленкообразования вместо уравнения (13.77) используем линейный закон нагревания:
Гп-Тб = гт2/=г12^. (13.84)
v
Температура, рассчитанная по формуле (13.84), в середине интервала (£ - /J будет несколько меньше, чем вычисленная по формуле (13.77), т.е. в конце расчетов получают несколько заниженную скорость эмалирования.
Для небольшого диапазона изменения температуры формулу (13.3) преобразуют к виду
4=1-
А. ^01
= 1 - ехр
-къJ ехр[аб(Гп - Тб)]сЙ а
(13.85)
344
Коэффициенты и а& определяют соответственно по формулам
Ае = ^ехрС-^-р аъ=~^, (13.86)
где Гб — в К.
При линейном законе изменения температуры после подстановки разности Тп - Т6 из (13.84) в (13.85) найдем степень завершенности реакции пленкообразования при выходе провода из печи:
(13.87)
(13.88)
А — 1—ехп ^бУ1(^тах ^б) Z1] — 1 Сл —
гт2
где
... ехр[д6(Ттах-Гб)Р1 ^(7^-Тб) ’
Если задать требуемое значение Аь то из формулы (13.85) можно получить необходимое время термообработки для зоны печи, где температура становится выше 7б:
6 = Az£ = _J_in(i_4). (13.89)
v 1%У1
Приравняв (13.84) и (13.77), найдем
Тках = Тг - (Тт - Т6) exp T^-lnd- 4). (13.90)
^6X1
Подставив полученное значение Tn = Tmax в уравнение (13.77), определим полное время пребывания провода в печи и приравняем его к значению t - L/v. В результате получим
п =(13-91) 1п^_т ' т -'max
Далее по формуле (13.74) с учетом (13.83) и (13.82) рассчитаем допустимую толщину эмалевого покрытия, наносимого за один проход. Выбрав меньшее из двух полученных значений, найдем необходимое число проходов.
Рис. 13.13. Расчетные зависимости максимальной температуры проволоки в печи от параметра ц при эмалировании полиэфирным лаком:
1 и 2 — соответственно при Гт = 600 и Тт = 550 °C; (7, = 8,5-104 Дж/моль; £Oi = = 1,45 106 1/с; Г6 = 230 °C; VB = 2 м/с
345
Таблица 13.4
Коэффициенты для расчета степени завершенности процесса пленкообразования
Лак (марка провода) Ттах/С t/,-104, Дж/моль *Ь1,1/с То, “С
Полиамидимидный (ПЭТ-200) 220 ...290 6,7 1,50 • 105 180
Полиамидимидный ПИ-9155 Б (ПЭТ-200) 223...265 7,2 1,10-105 180
Полиуретановый УР-973 (ПЭВТЛ) 190... 240 8,2 2,00- 10б 175
Поливинилацеталевый ВЛ-931 (ПЭВ) 170 ...230 7,9 2,10-106 160
Полиэфирный ПЭ-939 (ПЭТВ) 230 ...300 8,5 1,45 • 10б 230
Металвин ВЛ-941 (ПЭМ) 230... 300 9,7 1,70 108 190
Полиэфирциануратный ПЭ-999 (ПЭФ) 230... 300 9,1 1,10-108 190
Таблица 13.5
Расчетный удельный параметр vd/L, мм/(мин * м), для полиэфирного лака и д лины печи 1 м
Диаметр провода d, мм
</В’ lvl/w 0,2 0,3 0,4 0,6 0,8 1,0 1,5 2,0
Тт= 500 °C
2 11,8 9,3 7,9 6,2 5,6 5,2 4,4 4,0
4 15,0 11,7 10,0 7,8 7,1 6,5 5,6 5,1
7;= 550°С
2 14,1 11,1 9,5 7,4 6,7 6,2 5,3 4,8
4 17,9 14,0 12,0 9,4 8,5 7,8 6,7 6,1
Тт = 600°С
2 16,3 12,9 11,0 8,6 7,8 7,2 6,1 5,5
4 20,7 16,2 13,9 10,9 9,8 9,0 7,7 7,1
346
При движении воздуха навстречу движению провода (противоток) относительная скорость воздуха в уравнении (13.76) является суммой скоростей (гв + г).
Результаты расчетов максимальной температуры проволоки при эмалировании провода с диаметром от 0,2 до 1,6 мм полиэфирным лаком приведены на рис. 13.13.
Параметры лаков для расчетов приведены в табл. 13.4.
Обработка численных расчетов показала, что зависимость скорости эмалирования от параметра ц можно выразить приближенной формулой
v/L = Др0-855. (13.92)
Коэффициент Д для температур Тп равных 500, 550, 600 °C, соответственно составляет 0,56; 0,67; 0,78 с-0,145 (размерность ц — 1/с).
Эффективность оборудования для эмалирования проводов принято оценивать удельным параметром vd/L (табл. 13.5).
Пример 13.1. Рассчитать коэффициент влагопроводности ав и постоянную времени 0] для первой стадии процесса сушки при следующих исходных данных: средняя температура изоляции Тср = 80 °C; коэффициент проницаемости кр = 3 • 10~12 с; отношение b = <р/( W- 0,02) = 9; наружный радиус кабеля R = 0,03 м; радиус жилы г0 = 0,021 м; плотность сухой бумаги ро = 850 кг/м3; давление насыщенных паров воды при 80 °C рн = = 0,473-105 Па.
1. По формуле (13.28) определим
ов = 3 • 10*12 • 0,473 • 105 • 9/850 = 1,5 • 10~9 м2/с.
Для R/r0 = 1,43 (см. рис. 11.6) найдем щ = 5,2.
2. По формуле (11.46) рассчитаем >
а _ R2 _ 0,ОЗ2 1П4
01 овц? 1,5 -10-9-5,22 ~2’23 10 С‘
Пример 13.2. Рассчитать коэффициент влагопроводности для второго периода сушки, если среднее влагосодержание в изоляции W = 0,001, а температура 120 °C (393 К).
1. По формуле (13.55):
( 66000
Ьв = 6,6 • 1015ехр1 393-831
= 1,05- 107Па;
3-10-'2-1,71 (0,001)°-71-1,05-107
= 4,7 • 10-'° м2/с.
Пример 13.3. Определить степень завершенности процесса сшивания полиэтиленовой изоляции At при температуре 200 °C и времени термообработки 300 с, если энергия активации при сшивании молекул полиэтилена с применением перекиси дикумила Ut = 8,7 • 104 Дж/моль, постоянный коэффициент &01 = 2,4 • 107 1/с, Т = 273 + 200 = 473 К.
347
1. Из формулы (13.1) найдем коэффициент кх при постоянной температуре:
, , ( U, ( 87 ООО 'l , _, „j .
к, = к0, ехр —к- = 2,4 • 107 ехр -_- - = 5,76 10 3 1/с.
1 RT J ( 8,31-473J
2. По формуле (13.5) найдем
Ai = 1 - ехр(-5,76-10-3- 300) = 0,723.
Пример 13.4. Определить скорость эмалирования в печи длиной £ = 5 м при температуре 500 °C и скорости потока газов 4 м/с провода диаметром 1,5 мм, если лак полиэфирный.
По табл. 13.5 параметр vd/L = 5,6, тогда скорость эмалирования
v = 5,6 4 = 5,6 -4 = 18,6 м/мин. а 1,5
Контрольные вопросы
1. В каких случаях необходимо рассматривать процессы химической кинетики при термообработке изоляции?
2. По каким свойствам можно определить степень завершенности процесса сшивания изоляции?
3. В чем состоит сущность процесса влагопереноса при сушке бумажной изоляции?
4. Почему при сушке бумажной изоляции необходимо применять не только ее нагревание, но и вакуумирование в сушильных котлах?
5. В чем состоит сущность процессов пропитки и подпитки бумажной изоляции после ее сушки?
6. Почему необходимо наличие повышенного давления в процессе вулканизации изоляции и при ее охлаждении после вулканизации?
7. Каковы уравнения теплового баланса для провода и эмаль-печи при эмалировании проволоки?
8. Почему необходимо применять принудительную циркуляцию воздуха в печах эмаль-агрегатов?
9. Чем ограничивается толщина слоя лака, наносимого на проволоку за один проход при ее эмалировании?
Глава 14
ТЕОРИЯ КАБЕЛЕЙ СВЯЗИ
14.1. Электрическая связь и особенности передачи информации по кабельным линиям
Проводная связь является самой надежной и качественной, так как источник и приемник информации в этом случае соединяются двухпроводной электрической цепью.
Различают воздушные (ВЛС) и кабельные (КЛС) линии проводной связи.
В ВЛС электрические цепи состоят из медных или стальных неизолированных проводников, размещенных в воздухе с креплением на деревянных или железобетонных опорах.
В КЛС электрическая цепь, соединяющая источник и приемник информации, оптимальна для передачи и защищена от различных нежелательных воздействий (атмосферных факторов, влаги, механических нагрузок, электромагнитных помех и т.п.). Кроме того, таких цепей в кабеле много, и по каждой (за счет различных систем разделения каналов) можно передавать от десятков до тысяч каналов связи. Кабели связи обычно прокладываются в земле, хотя применяются также подводная прокладка и воздушная подвеска.
КЛС имеют следующие существенные преимущества: обеспечивают самую надежную и качественную связь; обеспечивают передачу большого числа каналов (одна симметричная цепь — до 60, а одна коаксиальная — до нескольких тысяч).
Единственным недостатком КЛС является их высокая стоимость, обусловленная затратами на изготовление, прокладку и (главным образом) большой материалоемкостью кабелей, протяженность которых составляет многие десятки и сотни тысяч километров. В качестве иллюстрации названного факта приведем такие данные: всего лишь на 1 км симметричного кабеля дальней связи марки МКСБ 4x4x1,2, по которому можно передавать до 500 каналов связи, требуется около 0,5 т меди для токопроводящих жил и около 2 т свинца для влагозащитной оболочки. Однако, несмотря на указанный недостаток, КЛС являются наряду с радиорелейными линиями основными в организации сети связи России.
Широкое внедрение оптических кабелей связи в последние десятилетия кардинально решает проблему экономии дефицитных цветных металлов.
349
В настоящее время возрастает роль спутниковых систем как при организации дальней связи, так и локальной (сотовой).
Ввды электрической связи. Различают следующие виды электрической связи: телеграф (ТГ), телефон (ТЛФ), радиовещание (РВЩ), фототелеграф (ФТГ), телевидение (ТЛВ), видеотелефон (ВТЛФ), передача газетных полос (ПГ), передача данных (ПД) (например, потоки информации между ЭВМ), передача сигналов управления и телемеханики и др.
Следует отметить, что, несмотря на разнообразие источников информации, при любых видах связи непосредственно по линиям передаются электромагнитные колебания, отличающиеся частотой, формой или длительностью.
При телефонной передаче частота передаваемых ЭМ колебаний определяется частотой звуковых колебаний (речи). Известно, что человеческое ухо способно различать звуки частотой в среднем от 10 до 16 000 Гц. При этом наиболее разборчивы звуки с частотой 800... 1000 Гц (тональной частотой). Чем шире диапазон принимаемых и воспроизводимых звуков, тем качественнее речь. Однако установлено, что для обеспечения необходимой разборчивости речи достаточно передавать звуковые колебания в диапазоне 300...3400 Гц, поэтому ширина телефонного канала и составляет 4000 Гц (4 кГц). Эта величина принята за единицу оценки пропускной способности различных линий связи и называется каналом связи.
В системах телевидения производится передача быстро меняющихся изображений (кадров), поэтому для телевизионной передачи требуется значительно более широкий диапазон частот — до 6000 кГц (6 МГц). Таким образом, один ТЛВ канал эквивалентен по занимаемой в линии связи полосе частот 1500 ТЛФ каналам.
Другие виды связи для передачи требуют следующие частотные диапазоны:
видеотелефон (телевизионная упрощенная передача изображения собеседника и ТЛФ разговор) — 1200 кГц (300 ТЛФ каналов);
передача газетных полос — 60...240 кГц (12...60 ТЛФ каналов); передача данных — до 60 кГц (12 ТЛФ каналов) и выше.
Принципы уплотнения линий связи. С начала развития проводной связи по одной физической цепи (двухпроводной линии) стремились передать одновременно не один, а большее число разговоров. Реализовывалось это сначала схемным путем: за счет использования земли в качестве одного из проводников и так называемой фантомной (искусственной) цепи, т. е. соответствующим подключением проводников двух цепей обеспечивалась передача не двух, а трех телефонных разговоров.
Эти простейшие методы уплотнения междугородных цепей не давали значительного эффекта, поэтому для повышения пропускной способности линий связи были разработаны многоканальные
350
системы связи, основанные на принципах частотного и временного разделения каналов.
Основные принципы частотного разделения каналов связи состоят в том, что исходную полосу частот разговорных токов, примерно одинаковую в каждом канале (300... 3400 Гц), путем преобразования переводят в линейный спектр частот. В этом спектре для каждого канала связи отводят свою полосу частот, отличную от полос, отводимых для других каналов. Для этого каждый исходный спектр частот модулирует свою, отличающуюся от других каналов, несущую частоту. Так как полоса частот, которая может быть передана по цепи (определяемая частотными возможностями применяемых линий связи), значительно шире полосы частот, требуемой для осуществления одного телефонного разговора, то этим способом можно организовать передачу сигналов многих телефонных каналов.
В пункте приема сигналы различных каналов разделяют при помощи фильтров, и посредством преобразователей частоты (демодуляторов) спектр линейных частот вновь преобразуется в спектр разговорных частот.
Преобразование спектра разговорных частот в линейный спектр частот называется модуляцией, а обратное преобразование линейного спектра частот в разговорный называется демодуляцией.
Несущие частоты отличаются между собой на тот диапазон, который они «несут», т.е. на 4 кГц. В симметричных кабелях высокочастотное уплотнение начинается с 12 кГц, так как при меньших частотах наблюдается большая нелинейность затухания сигналов, что приводит к их искажениям.
В коаксиальных кабелях уплотнение начинается с частот 60... 300 кГц (для разных типов кабелей), так как при более низких частотах их использование неэффективно из-за больших взаимных влияний между цепями.
В симметричных кабелях используются системы уплотнения К-12, К-24, К-60; в коаксиальных — К-120, К-300, К-1920, К-3600, К-10800 (где буква «К» означает кабельную систему, а цифра — число каналов, передаваемых по одной двухпроводной цепи).
При временном разделении каналов двухпроводная цепь как бы «по очереди» предоставляется для передачи различных каналов связи. Технически это реализуется путем передачи последовательности импульсов, в которой импульсы одного канала следуют не друг за другом, а размещаются между импульсами других каналов.
Длительность передаваемых импульсов в системах с временным разделением каналов составляет 10“9... 10-6 с, а сами импульсы формируются электронными устройствами.
Чтобы перевести аналоговый звуковой сигнал в цифровую (импульсную) форму, необходимо выполнить ряд операций: дискретизацию, уплотнение дискретизированных импульсов, соответству-
351
Рис. 14.1. Принципы дискретизации аналогового сигнала (а) и кодирова-
ния импульсов (б) в цифровых системах передачи
ющих разным ТЛФ каналам, и аналого-цифровое преобразование (кодирование).
При дискретизации аналоговый сигнал (речь) представляется набором дискретных значений (импульсов), разных по амплитуде А, В, С (рис. 14.1, а). Число импульсов, необходимое для качественного воспроизведения исходного сигнала, определяется теоремой Котельникова, которую применительно к рассматриваемому случаю можно сформулировать следующим образом: если число импульсов в два раза превышает верхнюю частоту спектра сигнала, то дискретный сигнал содержит всю информацию об исходном аналоговом сигнале.
При уплотнении дискретизированных импульсов в свободном интервале между двумя последовательными импульсами одного канала помещают импульсы других каналов. Такая операция называется уплотнением с разделением во времени.
Для того чтобы идентифицировать импульс в целях его распознания и восстановления на приемном конце, его кодируют. Для этого амплитуда импульсов, полученных в результате дискретизации, измеряется и заменяется ближайшим значением в двоичном коде — квантуется. Каждый уровень квантования представляется 8-разрядным двоичным числом (т. е. имеется 28 = 256 уровней квантования) и преобразуется в бинарные (1 или 0) электрические импульсы (рис. 14.1, б).
Таким образом, для передачи одного ТЛФ канала требуется в секунду передавать 2 х 4000 х 8 = 64 000 импульсов, что соответствует ширине полосы частот 64 кГц.
Системы временного разделения каналов имеют следующие достоинства:
простота восстановления (регенерации) импульсов;
возможность передачи информации в импульсной форме на большие расстояния (за счет значительно более простых способов отфильтровывания помех);
высокая помехозащищенность цепей;
352
возможность непосредственного ввода передаваемой информации в ЭВМ.
Недостатком этих систем является значительно более широкий канал связи (64 кГц против 4 кГц).
В современных цифровых системах связи широкое распространение получила импульсно-кодовая модуляция (ИКМ) с импульсами микросекундной и наносекундной длительности. При этом системы ИКМ-30 и ИКМ-120 (цифра означает число каналов по одной цепи) применяются для многоканальных соединительных линий между автоматическими телефонными станциями в городской связи, а более мощные системы ИКМ-480 и ИКМ-1920 — соответственно для зоновой и дальней связи как по коаксиальным, так и по оптическим кабелям.
14.2. Основы теории передачи по длинным кабельным цепям
14.2.1. Уравнения длинных линий
При анализе распространения основной ЭМ волны ТЕМ вдоль проводниковых направляющих систем, т. е. кабельных цепей, удобно (и допустимо) использовать соотношения теории длинных линий с распределенными параметрами. Рассмотрим вывод и особенности этих соотношений.
При распространении вдоль электрической линии энергия ЭМ волны уменьшается за счет потерь в металлических проводниках линии и изоляции. Отнесенные к единице длины линии активное сопротивление проводников R, индуктивность проводов L, активную проводимость изоляции G и емкость линии С называют первичными параметрами линии.
Если эти параметры равномерно распределены по всей длине линии, то такие линии называют однородными линиями с распределенными параметрами, и при рассмотрении распространения ЭМ волн по таким линиям их заменяют эквивалентными схемами (рис. 14.2), представляющими собой последовательное соединение бесконечно большого числа элементарных участков бесконечно малой длины.
При прохождении волной элементарного участка dx напряжение и ток уменьшаются на некоторые величины.
Уменьшение напряжения на единицу длины равно падению напряжения на сопротивлении R, сложенному с падением напряжения, вызванным индуктивностью линии:
~^ = iR + Lft- (14Л)
OX ОТ
12 Пешков
353
Рис. 14.2. Схема длинной кабельной линии (а) и эквивалентная схема ее участка (б) длиной dx
Уменьшение тока на единицу длины равно току проводимости изоляции, сложенному с зарядным током емкости линии:
-^- = uG + C^-. (14.2)
дх dt
При гармонических (синусоидальных) колебаниях удобнее выражать напряжение и ток в символической форме:
и=ит^‘- (14.3)
Тогда уравнения (14.1) и (14.2) примут следующий вид:
= IR + Lj(Pl= I(R + ycoZ); (14.4)
— = UG+ Cj(i)U= U(G + j(aC). dx
(14.5)
Примечание. В формулах (14.3) мгновенные значения напряжения и, тока i и их амплитуды Um и 1т являются комплексными величинами и следовало бы над ними ставить точку. В момент времени t = 0 мгновенные значения равны амплитудным, обозначаемым U и / для удобства записей без точек, при этом имеется в виду, что это комплексные амплитудные
значения напряжения и тока соответственно.
Продифференцировав по х (14.4) и используя величину из
(14.5), получим х
d2U
= U(R + j(PL)(G + jcoC).
Введем обозначение (R + JcoL)(G + jmC) = у2. Тогда решение дифференциального уравнения —-у = уU можно записать в следующем виде:
U = Ле1* + ЛеЛ (14.6)
где у — коэффициент распространения волны, т.е. величина, определяющая характер изменения волны вдоль линии.
354
Решая (14.5) с учетом (14.6) и введя еще одно обозначение (Л + j(i>L)/y = Zb, получим
л В
1= ~tfx + ^-еух. (14.7)
Здесь Zb — волновое (или характеристическое) сопротивление линии (см. подразд. 14.2.2); А, Л — постоянные, которые определяются из начальных условий, т. е. при х = 0 считают U= Uo и I = 10. Тогда из (14.6) и (14.7) имеем
и _ ~ . п _ Up + (14 8)
2 2
Подставляя (14.8) в (14.6) и (14.7) и учитывая, что (eVx+ e-Y*)/2 = = ch ух и (еух - e-Yx)/2 = shyx, можно записать:
Ux = Uo ch ух - I0Zb sh ух;
(14.9)
Ix = Io ch ух - UqZb sh ух.
Из уравнений (14.9) получаем выражения, связывающие напряжения или токи в начале (Uo, 10) и конце (Uh Ij) линии длиной I:
U/= Uochyl - /0ZBshy/;
U (14.10)
4=70chy/- -^shyZ;
Uo = 7/ch у/ + I,Zb sh yZ;
(14.11)
Io = 4ch yZ + I/Zb sh yZ.
Уравнения (14.9), (14.10) называют основными уравнениями длинной однородной линии. Они связывают значения напряжений и токов в начале и конце линии при любых нагрузках, т.е. учитывают наличие отраженных волн.
Действительно, из уравнения (14.6) видно, что напряжение в произвольной точке х от начала линии можно представить суммой двух величин, одна из которых возрастает с увеличением х, а другая убывает, т.е. вдоль линии непрерывно перемещается волна напряжения, движущаяся от начала к концу и называемая прямой, или падающей (Ве~ух). Первое слагаемое (Аеух) уравнения (14.6) также характеризует бегущую волну, но положительный знак показателя степени экспоненты здесь указывает на то, что волна распространяется от конца линии к ее началу. Эту волну называют обратной, или отраженной.
Таким образом, уравнения (14.6) и (14.7) можно записать в следующем виде:
U= ~ Лид + ^>тр- (14.12)
355
14.2.2. Линия с согласованной нагрузкой. Вторичные параметры передачи
Линия, в которой полное сопротивление нагрузки на конце Zt равно волновому сопротивлению Z^, называется линией с согласо-ванной нагрузкой.
Пусть Zq - Zt = Z^. Тогда имеют место следующие соотношения:
Ut= 1&= Ifa, I^Ut/Z^U^. (14.13)
Подставив (14.13) в (14.10), с учетом того, что chy/ + shy/ = eY/, получим следующие выражения:
СЛ0 = CZ,eY/; Io= 7,eY/ или U,= Uoe*-, It= I^1, (14.14) которые являются уравнениями однородной линии с согласованной нагрузкой.
Особенность этих линий состоит в том, что в них перемешаются только падающие волны. Энергия, передаваемая генератором, проходит по линии, уменьшаясь по значению из-за потерь в ней, и полностью поглощается нагрузкой. Отраженных волн нет.
Такой режим работы наиболее желателен на практике, так как наличие отраженных волн приводит к таким нежелательным в эксплуатации явлениям, как снижение КПД передачи, увеличение потерь, ухудшение условий прохождения сигналов, увеличение взаимных влияний в цепях и т.д.
Вторичными параметрами кабельной цепи являются: волновое сопротивление Z^, коэффициент распространения у и его составляющие — коэффициенты затухания а и фазы 0, а также скорость v распространения сигнала по цепи. Это важнейшие параметры кабельной линии, так как они определяют характер распространения ЭМ поля вдоль нее.
Волновым сопротивлением называется постоянное соотношение между напряжением и током в волне, распространяющейся по линии без отражений.
Такой физический смысл волнового сопротивления следует из уравнений (14.6), (14.7) и (14.11), откуда видно, что
ZB = ^\ или ZB=^. (14.15)
* пад * огр
Волновое сопротивление имеет и более широкий физический смысл — это соотношение между электрическим и магнитным полями в распространяющейся в НС бегущей ЭМ волне, т. е. справедливо и выражение Z^ = U/I, или Z^ = Е/Н(гце U, /и Е, Н— соответственно напряжение, ток и напряженности электрического и магнитного полей в данной точке двухпроводной цепи или НС).
При выводе уравнений (14.6) и (14.7) были введены обозначения, которые устанавливают связь между величинами у, Z и первичными параметрами линии R, L, С и G:
356
Y = + (G + J^C);
(14.16)
(14.17)
7 _ Р + J(aL B-\G + j<oC’
Из (14.13) и (14.17) видно, что волновое сопротивление представляет собой комплексное число ZB = |U/I\е7Ч>в, модуль которого равен отношению модулей напряжения и тока в данной точке, а аргумент срв определяет сдвиг фаз между векторами напряжения и тока.
Волновое сопротивление имеет размерность сопротивления и целиком определятся материалами, размерами НС и частотой. Эта величина постоянна по длине линии.
Коэффициент распространения у характеризует изменение напряжения (или тока) по длине линии. Так как величина у комплексная, то она имеет действительную и мнимую части:
у = а+/Р- (14.18)
Здесь а характеризует уменьшение величины напряжения (или тока) по длине линии и называется коэффициентом затухания, а Р — характеризует изменение фазы вектора напряжения (или тока) по длине линии и называется коэффициентом фазы.
Из (14.14) следует, что
= А. = еу/ = еа/еуР/ = Се74' Z,
Здесь величина С =|t70/tZ/|=|/0///|= еа/показывает, во сколько раз уменьшилась амплитуда напряжения или тока в конце линии по сравнению с ее началом. Аргумент у = р/ = р0 - р/ показывает значение сдвига фаз напряжения или тока в конце линии по сравнению с ее началом.
Таким образом, вещественная часть а коэффициента распространения у характеризует уменьшение напряжения или тока по длине линии, а мнимая часть р — положение вектора тока или напряжения:
al = In ; и,
al = In
Л
(14.19)
a/--In Д .
2 Р,
Выражения (14.19) позволяют ввести единицы для затухания линии. Если считать сс/= 1, то можно записать:
357
In
^0 и,
= In
/о I,
Следовательно,
£o и,
Ip
= е = 2,718.
Итак, затухание в 1 Нп (Непер) имеет место, когда напряжение (ток) в конце линии в е = 2,718 раз меньше напряжения (тока) в ее начале.
Отношение же мощностей в начале и конце линии с затуханием 1 Нп равно е2 = 7,4.
В СИ затухание выражают в других единицах — децибелах (дБ), которые соответствуют десятичным логарифмам отношений рассматриваемых величин:
а! = 201g
Up й.
= 201g
= 101g
Л р,
(14.20)
Л Л
Соотношения между единицами измерения затухания следующие: 1 Нп = 8,69 дБ, 1 дБ = 0,115 Нп.
Коэффициент фазы р измеряется в радианах или градусах на 1 км (1 рад = 57,3°). Зная коэффициент фазы, можно определить скорость v распространения падающей (или отраженной) волны. Согласно физическому смыслу коэффициента фазы за единицу длины линии фаза меняется на величину р, а на отрезке линии длиной, равной X, на величину 2л, т.е. можно записать:
Хр = 2л, или X = —. (14.21)
С другой стороны, v = X/ (14.22)
Подставив выражение из (14.21) в формулу (14.22), получим
2л/ (О
V~ Р
(14.23)
Фазовая скорость характеризует скорость распространения энергии в кабельной цепи.
14.2.3. Частотные зависимости вторичных параметров передачи
Вторичные параметры передачи зависят от первичных параметров цепи R, L, С, Gm частоты, причем при разных частотах определяющими являются разные первичные параметры.
358
При любых частотах величины 7^ и у определяются выражениями (14.16) и (14.17), но в определенных частотных диапазонах можно применять более простые формулы.
При постоянном токе (f = 0):
у = y](R + + j($C) = a + j’P = JRG,
(14.24)
откуда видно, что a = *jRG, а p = 0.
Таким образом, при постоянном токе затухание линии определяется лишь активными потерями в проводниках и изоляции.
Волновое сопротивление в этом случае является чисто активным:
„ _ / К + j’coL _ Гк ByG + jcoCNG'
Скорость передачи определяется выражением
1
V ~----г—7-------Гп-
if— —
v [21лс + £<71
(14.25)
(14.26)
В области низких частот (f= 0,8... 1,0 кГц) обычно справедливы следующие соотношения между параметрами: R » (о£ и (ОС» G.
Пренебрегая величинами со£ и G, получаем
Таким образом, a = ₽ = (14-27)
Волновое сопротивление в этом случае
<ми>
Скорость передачи (О /2со .. Л
V Р jaCR/2 NCR’ (1429)
Если не пренебрегать полностью величиной со£ и учесть соот-ношение — > 5, можно использовать следующее выражение: со£
<х = Ji^(K-coZ). (1430)
359
В диапазоне высоких частот (десятки килогерц и выше) обычно имеют место следующие соотношения:
со£ , соС ~R> ’ ~G
В этом случае, преобразуя (14.16) с учетом (14.31), можно получить следующие широко применяемые выражения:
(14.31)
а =
(14.32)
P = (W7Z\ (14.33)
Волновое сопротивление тогда будет определяться выражением
= (14.34)
Скорость распространения ЭМ поля по цепи с учетом (14.33): (О 1
V‘riLC- <,435>
С учетом (14.34) выражение (14.32) можно записать в следующем виде:
R GZB
а =----+ —- = ап + ап,
2ZB 2 п д
(14.36)
где ОпИ ад — коэффициенты затухания из-за потерь соответствен-
но в проводниках и диэлектрике.
Следует отметить, что формулы (14.28)...(14.36) являются приближенными и для получения более точных значений а, Р, 4и v
Рис. 14.3. Частотные зависимости коэффициента затухания а, фазы Р, волнового сопротивления Zg и скорости V
необходимо использовать полные формулы (14.16) и (14.17). Этими же формулами необходимо пользоваться и при так называемых средних частотах (килогерцы), когда не выполняются условия (14.31).
На рис. 14.3 приведены характерные частотные зависимости а и Р: коэффициент затухания а увеличивается с ростом частоты примерно пропорционально y/f, а зависимость коэффициента фазы р от частоты близка к прямой линии. На рисунке приведена также частотная зависимость волнового сопротивления ^кабельной
360
цепи: с ростом частоты оно уменьшается, а при высоких частотах равно у/L/C и практически не зависит от частоты. Отрицательный знак аргумента при низких и средних частотах свидетельствует о емкостном характере волнового сопротивления кабеля.
Кроме того, на рис. 14.3 показано изменение скорости v распространения ЭМ поля по кабельной цепи в зависимости от частоты. При постоянном токе эта скорость для кабельных цепей близка к 10000 км/с, в области низких частот возрастает примерно пропорционально jf, а при высоких частотах мало зависит от частоты [см. (14.35)] и приближается к скорости света с в изоляции кабеля: v = с/у/Ёр. = c/jt.
Из рис. 14.3 видно, что в кабельной цепи, несмотря на передачу волны ТЕМ, наблюдается дисперсия, однако это связано с наличием потерь в линии и зависимостью от частоты коэффициента фазы 0 = у]2(п/(CR). Если же р не зависит от со, то и скорость v не зависит от частоты.
14.2.4. Несогласованные и неоднородные кабельные линии
В случае если сопротивление нагрузки Z/ не равно волновому сопротивлению линии Z^ или по длине линии 2^ непостоянно, кроме бегущей волны в линии наблюдаются отраженные волны, и такие линии называют несогласованными и неоднородными.
ЭМ волна при распространении в НС отражается от любой «неоднородности». При этом под неоднородностью понимают отклонение волнового сопротивления НС от своего номинального значения (определяемого параметрами среды и частотой). На рис. 14.4 условно показано прохождение ЭМ волны через неоднородность. Из-за разницы 41 и 4: в месте «электрического стыка» линий происходит частичное отражение падающей волны, а определенная часть ее проходит в направлении первоначального распространения. Количественное соотношение между указанными частями волны определяет коэффициент отражения’.
п _ ^отр _ -Z'b ~ -^в _ AZ,, С14 371
Р илал ZB + ZB 2ZB 1 ’
где ZB — волновое сопротивление неоднородного участка линии, отличающееся от номинального значения 2^; С/Пад, Утр и Unp — соответственно амплитуды падающей, отраженной и прошедшей волн (рис. 14.5).
В длинных линиях наличие многочисленных неоднородностей и несогласованность нагрузки приводит к та-
Рис. 14.4. Схема прохождения ЭМ волны через неоднородность линии
361
4з
Основной поток
Обратный (отраженный) поток
Попутный поток
Рис. 14.5. Схема образования отраженного и попутного потоков в неоднородной линии
ким нежелательным явлениям, как отраженный и попутный потоки. Отраженный поток обусловливает зависимость входного сопротивления неоднородной линии от ее длины и частоты в отличие от однородной согласованной линии, в которой входное сопротивление равно 2^ и постоянно. Указанная зависимость существенно ухудшает прохождение модулированных сигналов по кабельной цепи.
Наличие попутного потока, приходящего к концу линии с временным сдвигом, приводит к искажению сигналов, особенно в телевизионных линиях.
И наконец, отраженный и попутный потоки определяют увеличение потерь в линии, а также увеличение взаимных помех между соседними цепями.
14.3. Электромагнитные поля и параметры симметричной и коаксиальной кабельных цепей
14.3.1. Физические процессы в симметричной и коаксиальной кабельных цепях
Симметричной кабельной (СК) цепью называют двухпроводную линию, состоящую из токопроводящих жил одного диаметра d, имеющих одинаковую изоляцию и отстоящих одна от другой на расстояние а, неизменное по длине линии (рис. 14.6, а). Так как по СК цепи передается волна ТЕМ, то удобно при анализе структуры ЭМ поля рассматривать отдельно электростатическое поле (неподвижных зарядов, например q и -q) и стационарное магнитное поле (создаваемое постоянным током I, текущим по проводникам СК цепи). Это допустимо, так как в фиксированный момент времени картины переменных электрического и магнитного полей ЭМ поля
362
Рис. 14.6. Схемы симметричной кабельной цепи (а) и ее ЭМ поля (б) симметричной кабельной цепи в точности совпадают с картинами этих полей.
Примечание. Говоря о таком совпадении, следует иметь в виду, что совпадают именно структуры электрического и магнитного полей, т.е. направления и значения напряженностей электрического (Е) и магнитного (Я) полей. Электрофизические процессы, связанные с переменными ЭМ полями, конечно же, будут отличаться от аналогичных процессов постоянных полей, причем это отличие будет тем сильнее, чем выше частота f переменного ЭМ поля.
Электрическое поле в симметричной кабельной цепи симметрично относительно вертикальной у и горизонтальной х осей (рис. 14.6, б) и охватывает рядом расположенные элементы конструкции кабеля, оказывая влияние на происходящие в них электрофизические процессы.
Наличие электрического поля связано с такими явлениями в изоляции проводников, как электропроводность и поляризация, т. е. в конечном счете с потерями передаваемой по цепи энергии. Кроме того, электрическое поле является источником помех для соседних цепей (см. подразд. 14.4).
Переменное магнитное поле увеличивает электрическое сопротивление Я цепи, обусловливает наличие в ней индуктивности L, является причиной потерь передаваемой энергии и источником ЭМ помех для окружающих цепей.
Увеличение сопротивления цепи при переменном токе по сравнению с сопротивлением при постоянном токе происходит вследствие поверхностного эффекта и эффекта близости, а также из-за потерь, связанных с наличием наведенных вихревых и продольных токов в металлических элементах кабеля, окружающих эту цепь, — экранах, влагозащитных оболочках, бронепокровах и т.п. (см. подразд. 10.1).
В коаксиальной паре линии напряженности Е электрического поля направлены радиально от внутреннего проводника к внеш-
363
Рис. 14.7. Схемы коаксиальной цепи (а) и ее ЭМ поля (б)
нему, а эквипотенциальные поверхности в поперечном сечении имеют вид концентрических окружностей (рис. 14.7). Такое электрическое поле называют радиальным.
Эквипотенциальные линии электрического поля на рис. 14.7, б изображены штриховыми линиями и, как будет показано далее, они же являются и линиями напряженности Н магнитного поля.
В отличие от симметричной цепи поперечное ЭМ поле коаксиальной цепи целиком концентрируется в пространстве, ограниченном ее внутренним и внешним проводниками. Таким образом, это поле не воздействует на рядом расположенные цепи, что с учетом факта выполнения наружным проводником коаксиальной цепи одновременно функции экрана от внешних воздействий является
весьма существенным ее преимуществом.
Вид магнитного поля в коаксиальной цепи от токов во внутреннем и внешнем проводниках объяснялся в подразд. 10.1. Результирующее распределение магнитного поля показано на рис. 10.2.
Таким образом, в пространстве между проводниками 7 и 2 напряженность магнитного поля изменяется обратно пропорционально радиусу г:
Рис. 14.8. Распределение плотности токов в проводниках коаксиальной цепи при различных частотах
(14.38) 2лг
1де 7] — ток во внутреннем проводнике.
Магнитное поле в пространстве, окружающем внешний проводник 2 отсутствует ввиду компенсации магнитных полей от токов Д в проводнике 1 и /2 в проводнике 2, которые равны по значению и противоположны по направлению (знаку):
Яф = Я* + Я’ = Ji- - А- = 0. (14.39) 2лг 2лг
Распределение плотности тока во внутреннем проводнике определяется действием только поверхностного эффекта, так как магнитное поле внешнего проводника не пересекает внутренний, в то время как распределение плотности тока во внешнем проводнике обусловле
364
но действием поверхностного эффекта и эффекта близости от внутреннего проводника.
В результате этих явлений ток смещается к внешней поверхности внутреннего проводника и внутренней поверхности внешнего проводника (рис. 14.8), т.е. токи концентрируются на взаимно обращенных друг к другу поверхностях проводников коаксиальной цепи. Чем выше частота, тем сильнее смещение тока, и при частотах в несколько гигагерц (в диапазоне работы радиочастотных кабелей) ток течет практически по поверхности проводников. При этом глубина проникновения составляет несколько микрометров.
14.3.2. Параметры симметричной и коаксиальной кабельных цепей
Сопротивление и индуктивность симметричной цепи. Сопротивление R симметричной кабельной цепи при переменном токе определяется следующей формулой:
R = 2/^ж 1 + F(krt) +
/ . ч2
р
{ а )
l-H(kri) р-
(14.40)
где ж = 1,01... 1,07 — коэффициент укрутки, учитывающий увеличение длины скрученных проводников по сравнению с нескру-ченными и зависящий от шага скрутки; р — поправочный коэффициент, учитывающий влияние типа скрутки цепи на эффект близости (р = 1 для парной скрутки и р = 5 для четверочной скрутки); d\ = 2г,; а — расстояние между центрами проводников.
Сопротивление проводника при постоянном токе (или при весьма низких частотах) определяется известной формулой
(1441)
Л ДГ|
Если в (14.41) удельное сопротивление материала р в Ом • мм2/м, площадь поперечного сечения проводника 5 — мм2, длина проводника / — м, то сопротивление проводника симметричной цепи R получим в омах.
Очевидно, что сопротивление двухпроводной цепи R = 2Rq.
Слагаемое RM, входящее в выражение (14.40), характеризует составляющую сопротивления цепи, эквивалентную потерям от вихревых токов, наведенных ее магнитным полем в окружающих металлических элементах кабеля (влагозащитных оболочках, окружающих соседних цепях и др.). Величина RM, зависящая от числа
365
Таблица 14.1
Дополнительное сопротивление Лм, определяемое потерями в окружающих металлических массах, Ом/км
Число четверок в кабеле От соседних четверок в повивах От свинцовой оболочки в повивах От алюминиевой оболочки в повивах
1 2 3 1 2 3 1 2 3
1 0 — — 22,0 — — 8,1 — —
1+6 8 7,5 — 1,5 5,5 — 0,6 2 —
цепей, места расположения рассматриваемой цепи, материала оболочек и частоты, определяется экспериментально. В табл. 14.1 приведены значения RM для свинцовых оболочек при частоте 200 кГц — ЛМ2оо- Пересчет на другие частоты производится по формуле
Для алюминиевых оболочек величина 7?м будет в х/пА1/стРЬ раз меньше, чем для свинцовых (где и оРЬ — электропроводность алюминия и свинца).
В формуле (14.40) первое слагаемое соответствует сопротивлению цепи при постоянном токе, второе и третье — увеличению сопротивления цепи соответственно из-за поверхностного эффекта и эффекта близости (см. подразд. 10.1), что характеризуется соответственно специально вычисленными значениями бесселевых функций и их отношений, представленными в виде табулированных коэффициентов F(kri), G(krx), H(kt\), Q(kt\) (табл. 14.2, 14.3).
Таблица 14.2
Коэффициенты F, G, Н, Q для различных значений кгх
Ли F G Н Q кг, F G Н Q
0 0 (*Ч)4/64 0,0417 1 0 0 0,0417 1
0,5 0,000326 0,000975 0,042 0,9998 4,0 0,678 0,584 0,466 0,686
1,о 0,005190 0,015190 0,053 0,9970 4,5 0,862 0,699 0,503 0,616
1,5 0,025800 0,069100 0,092 0,9870 5,0 1,042 0,755 0,530 0,556
2,0 0,078200 0,172400 0,169 0,9610 7,0 1,743 1,109 0,596 0,400
2,5 0,175600 0,295000 0,263 0,9130 10,0 2,799 1,641 0,643 0,282
з,о 0,318000 0,405000 0,348 0,8450 >10,0 х/2£г,-3 •j2kr,-\ 0,750 2х/2
3,5 0,492000 0,499000 0,416 0,7660 4 8 кг.
366
Таблица 14.3
Параметры металлов, используемых в кабельной технике
Металл Р, Ом • мм2/м о, См м/мм2 к, 1/м 0, м
Серебро 0,01610 62,11 22,177 0,01105^77 64,0 10-777
Медь 0,01724 58,00 21,277 0,01060^77 66,7- ю-3/77
Алюминий 0,02826 35,38 16,477 0,00820^77 86,4-10-3/77
Сталь 0,13900 7,23 75,677 0,03780^77 18,8 -10-777
Свинец 0,22100 4,52 5,97 77 0,00298^77 23,7 10’777
Примечание. В таблице d = 2г — диаметр проводника, м;/— частота, Гц; 0 — глубина проникновения тока в проводник.
Индуктивность симметричной цепи, Гн/м,
L = 41п
+ 10 7.
(14.42)
П
Здесь, первое слагаемое представляет собой межпроводниковую, а второе — внутрипрбводниковую индуктивности, определяемые магнитными потоками от токов в проводниках цепи, пересекающими соответственно пространство между проводниками и сами
проводники.
Табулированная функция Q(kt\) (см. табл. 14.2) убывает при увеличении аргумента кгъ т. е. с увеличением частоты. Это объясняется действием поверхностного эффекта и эффекта близости, приводящих к вытеснению тока на поверхность проводников и соответственно к уменьшению площади проводников, пронизываем^ магнитным потоком.
Емкость и сопротивление изоляции симметричной цепи. PaJ^F ные соотношения для определения С и G двухпроводной цепи можно получить не только с помощью уравнений электродинамики, но и с помощью интегральных характеристик поля — напряжения, приложенного к изоляции, и тока, текущего через изоляцию.
Изоляцию с потерями можно представить схемой замещения, показанной на рис. 14.9 (где С— емкость изоляции; G — активная проводимость изоляции, учитывающая все виды потерь в ней: проводимость, диэлектрические потери на поляризацию, ионизацию газовых включений и т.п.). Емкостный ток через изоляцию Ic = U(i)C, а активный
4 U
Рис. 14.9. Схема замещения изоляции симметричной цепи и соответствующая векторная диаграмма токов
367
IR = UG. Соответственно tg5 = Ir/Ic- G/(&C), откуда проводимость изоляции
G= coCtg5.
(14.43)
Для вывода формулы, определяющей емкость симметричной ’**' кабельной цепи, рассмотрим сначала «уединенный» проводник с зарядом q (см. рис. 14.6, б).
Таким образом, имеем электростатическое поле, создаваемое одним из проводников симметричной кабельной цепи. Это допустимо, так как рассматривается волна ТЕМ (см. подразд. 1.3).
По теореме Гаусса поток вектора электрического смещения D через замкнутую поверхность 5 равен сумме зарядов, заключенных внутри этой поверхности:
фВ<15 = 5>, (14.44)
где 5 — площадь боковой поверхности цилиндра радиусом г и длиной /.
Считая среду (изоляцию) однородной с диэлектрической проницаемостью ео = еое, и с учетом того, что электрическое поле «уединенного» проводника радиальное, из формулы (14.44) получим
2л
J E^/rdcp = q, о
откуда гаЕг1г -2n = q. Тогда
Е -
2л£.аг1
(14.45)
Это известная формула, определяющая напряженность электрического поля, создаваемого заряженной осью. Зная величину Ег, можно определить напряжение как линейный интеграл от напряженности вдоль определенной линии интегрирования (в нашем случае это расстояние от г\ до а - г1г т. е. линия, соединяющая центры проводников симметричной кабельной цепи на рис. 14.6, а):
Ux = 7 Er dr = 7^7 = (14-46)
1 1 2лей/г 2тка1 г.
где U\ — разность потенциалов, создаваемая зарядом q между двумя проводниками СК цепи.
Очевидно, что и заряд на втором проводнике в силу симметрии создает такую же разность потенциалов. Тогда
U = 21/, = -2-In—(14.47)
ЛЕО/ Г,
368
(14.48)
По определению электрическая емкость равна отношению заряда к разности потенциалов, т. е. запишем:
с _ о_ = яео/ = 7ie0£/
* v ’
n n
С учетом того, что е0 = 1/(36л) • 10'9 Ф/м, приняв I = 1 м, получим емкость, Ф/м:
с = —£—io-9. 361п^ п
(14.49)
В выражениях (14.43) и (14.49) вместо tg 5 и £ подставляются их эквивалентные значения еэ и tg 5Э, соответствующие конкретным видам воздушно-пластмассовой изоляции СК.
Зависимость первичных параметров симметричной цепи от ее геометрических размеров и частоты. С увеличением частоты (рис. 14.10) увеличивается активное сопротивление цепи R из-за более резко выраженных поверхностного эффекта и эффекта близости, а так
же из-за увеличения потерь в окружающих металлических элементах кабеля.
Проводимость G изоляции прямо пропорциональна частоте [см. (14.43)], но с учетом слабой зависимости tgS от частоты для реальной изоляции симметричной кабельной цепи эта зависимость имеет вид кривой, показанной на рис. 14.10. Так как £ неполярной
изоляции практически не зависит от частоты, то и емкость С симметричной кабельной цепи также от нее не зависит. Индуктив-
ность L симметричной цепи уменьшается с увеличением частоты, так как из-за более сильного проявления поверхностного эффекта и эффекта близости наблюдается вытеснение тока к наружным
слоям проводников. При этом внутренние слои не пронизываются магнитным потоком, что ведет к уменьшению внутрипроводниковой индуктивности. В результате общая индуктивность цепи уменьшается и при высоких частотах определяющей является межпроводниковая индуктивность LMn, не зависящая от частоты.
Сопротивление и индуктивность коаксиальной цепи. Особенности коаксиальных цепей:
Рис. 14.10. Частотная зависимость первичных параметров передачи симметричной цепи
электрическое поле в них радиальное, а следовательно, не зависит от азимутальной координаты;
13 Пешков
369
использование при высоких частотах;
их проводники неодинаковые по размерам.
Сопротивление проводников коаксиальной пары определяется следующим выражением:
R = Rd + RD = +-М, (14.50)
и R;
где Rd и Rd — сопротивления соответственно внутреннего и внешнего проводников; к — коэффициент вихревых токов; / — длина кабельной цепи; о — удельная проводимость материала проводников.
Индуктивность коаксиальной пары состоит из межпроводниковой индуктивности Ьмп, определяемой магнитным потоком, пронизывающим межпроводниковое пространство цепи (изоляцию), и внутрипроводниковой индуктивности, определяемой магнитным потоком, пронизывающим соответственно внутренний (Ld) и внешний (Ld) проводники:
Z = + + + (14.51)
2л г, 4лк Г] 4лк R
где — абсолютная магнитная проницаемость материала проводников или изоляции.
Для медных проводников (о = 58 • 106 1/(Ом • м); цо= ЦоЦг= Цо = = 4л • 10"7 Гн/м, / = 1 м) с учетом того, что d = 2гь D = 2R, окончательные формулы для определения R, Ом/м, и L, Гн/м, коаксиальной пары имеют следующий вид:
Л = 0,0835л/7Г| + -^110-3;
(14.52)
2 In— + d
133,3/1 n
4f
10-7,
(14.53)
где /—в Гц; d и D — в мм.
Емкость и проводимость изоляции коаксиального кабеля. Для определения емкости и проводимости изоляции воспользуемся уравнением Максвелла, описывающим магнитное поле в диэлектрике с потерями [формула (1.12)]:
rot Н = оЕ + j^aE = Jn= Jnp + JCM, (14.54) где J„ — плотность полного тока через изоляцию, т.е. суммы токов проводимости Jnp и смещения JCM.
Проведем некоторые преобразования, введя комплексную диэлектрическую проницаемость изоляции Ё:
370
J„ = сЕ + j(ffcaE = j(£)E £о + — = jO)£f. I
(14.55)
Здесь
о .0 , . „
e = ee+—= £fl-j- = £ -уе;
JO) О)
/ Л. $* ГТ f , Q
£ = £o = £0£; — = —= tg5; £=£tg5.
C UJC,a
Полный ток через изоляцию, протекающий в радиальном направлении под действием составляющей электрического поля в изоляции Ег, равен произведению плотности полного тока (Jn) на площадь поверхности, через которую он протекает (боковой поверхности цилиндра радиусом г и длиной /):
In = jn2лг/ = jvx.Er 2nrl. (14.57)
Из (14.57) выразим значение Ег на расстоянии г от оси пары:
(14.56)
Ё=-----------.
j(i)£ • 2nrl
Соответственно напряжение между проводниками
rr f ё- Я f 4 dr in 1 R
U = \Er dr = . ” —- = -—2—In—. J J J(l)£27tr/ JCOE271/ Г,
Зная напряжение U и ток 7П через изоляцию, определим ее полную (комплексную) проводимость:
(14.58)
(14.59)
r = ^ = G + jcoC.
С учетом формулы (14.59)
(14.60)
откуда
/,,1п(/?/г1) = у(1)Ё2л/ = j(o(E'- jE")27ll _ jOElnl 1п(Л/Г]) 1п(Л/п)
. 0)6'271/ _ О)£*/ _ . .
1 ]n(R/r\) + Я1п(Л/г1)'- +УО) ’
(14.61)
2л/е' _ 2л/е0е 1п(Л/п) " IntD/dS
п
371
С учетом того, что Ео = [ 1/(36л)] • 10-9, Ф/м, и приняв I = 1 м, получим емкость, Ф/м:
С =---------- ю-9.
181n(Z)/J)
Проводимость изоляции „ 2д/(0е' 2л/о 2nl 1
(14.62)
(14.63)
ln(Z)/J) ln(Z>/J) Ру ln(Z>/J)’
где о — удельная проводимость изоляции; ру — удельное объем-
ное электрическое сопротивление изоляции (о = 1/Ру).^
Проводимость G — величина, обратная RKi = -^-In— — изве-
2л/ а
стная формула, определяющая сопротивление изоляции цилинд
рического конденсатора или концентрического кабеля при постоянном токе; ру обычно определяется при постоянном токе.
Учитывая, что е' = e'tg§, можно получить выражение для оп-
ределения проводимости в виде
G = = T^Vwtg5 = “ctg5- (1464)
1п(Л/о) ln(Z)/J)
Таким образом, можно записать:
G = ~^- = ^c^. (14-65) In (D/d)
Формулы (14.63) и (14.64) — это разные выражения для одной и той же величины, поэтому заметим, что встречающееся в некоторых изданиях соотношение
Gf= G0 + coCtg5 (14.66)
с пояснением, что «проводимость изоляции на переменном токе Gj равна проводимости изоляции на постоянном токе (?0, сложенной с проводимостью, обусловленной потерями на поляризацию со С tg 5», неверное.
Отметим также, что в приведенные ранее выражения вместо значений е и tg 5 для коаксиальных цепей с комбинированной (обычно воздушно-пластмассовой) изоляцией следует подставлять эквивалентные значения Ед и tg 5Э для конкретных видов изоляции.
Вторичные параметры коаксиальной цепи (а, Р, ZB, v) определяются через первичные параметры. Так как коаксиальные кабели эксплуатируются при высоких частотах, то для этого расчета используются формулы (14.32)...(14.35).
Пример 14.1. Определить параметры симметричного кабеля зоновой связи ЗКП 1x4 с медными жилами диаметром d = 2г = 1,2 мм и сплошной
372
полиэтиленовой изоляцией при частоте 250 кГц и диаметре изолированной жилы = 3,4 мм.
1. Расстояние между центрами жил (см. рис. 14.15, а) dx 3,4 л о
‘,-JS4? = W=4'8MM-
2. Сопротивление цепи найдем по формулам (14.40) и (14.41):
D 0,0175-Ю3 ,
3,140,6* °15-4°М/™-
По данным табл. 14.3 определим
Ат = 0,0106г/77 = 0,0106-1,2 7250 000 = 6,36.
Значения F(kr), H(kr), G(kr), Q(kr) находим из табл. 14.2: F= 1,4; G= 1; Я= 0,58; С = 0,45.
3.
(1,2/4,8)2
= 31,5 [1 + 1,4 + 0,324] =
R = 2-15,4-1,02 1 + 1,4 + 51 лгп,л,,п? 1-0,58(1,2/4,8)2.
= 85,8 Ом/км.
Индуктивность по (14.42):
4In 4Л~,°’- +1 • 0,45 10"* = (7,78 + 0,45) • КН = 0,82 • 10~3 Гн/км.
L =
4.
0,6
Емкость по (14.49):
9 “X 1П-6
с = ’ л о л г = 0,033 • 10-6 Ф • км.
361пЦ^ 0,6
5. Проводимость изоляции по (14.43):
G = 2 3,14 • 250 103- 0,033 • КН- 5 10"4 = 25,9 • Ю’6 См/км.
6. Коэффициент затухания по (14.32):
a =
85,8 I 33-10-’ +25,9 10-« /0,82-10-3
2 уО,82-1О"3 + 2
8,69 = (272 + 2)-10-3-8,69 =
33 -io-9
= 2,38 дБ/км.
7. Коэффициент фазы по (14.33):
Р = 2 • 3,14 • 250 • 103 ^0,82 • 10~3 33 • 10-9 = 8,16 рад/км.
8. Волновое сопротивление, Ом, в области высоких частот по (14.34):
0,8210-3 _
V 33-Ю-9 ’157 Ом-
9. Скорость распространения по (14.35): 1
v= I —................= 192000 км/с.
V0,82 10-3 -33 10-9
373
10. Время распространения на 1 км:
J'-rWao-5’2'o"c/“''
Пример 14.2. Определить параметры коаксиального кабеля зоновой связи типа ВКПАП с медным внутренним и алюминиевым внешним проводниками с пористой полиэтиленовой изоляцией при частоте 1 МГц.
Внутренний медный проводник: d= 2,14 мм; о = 58 См • м/мм2 = 58 • 106 См/м; к = 21,247 1/м.
Внешний алюминиевый проводник: D = 9,7 мм; а = 35,38 См • м/мм2 = = 35,38 • 106 См/м; к = 16,4jf, 1/м.
Пористая полиэтиленовая изоляция: Е= 1,45, tg8 = 3 • 10"*.
1. Активное сопротивление по (14.50):
^-21,2->Я0® 103 42-16,4-410*-103
4 • 3,14 • 58 • 106 • 1,07 • IO'3 + 4 • 3,14 • 35,38 106 • 4,85 • IO’3
= 38,47 + 10,8 = 49,3 Ом/км.
2. Индуктивность по (14.51):
L = 4-3,14 10-7-Ы03 ы4,85 + j2-4-3,14-lQ-7-1103 +
2-3,14 П 1,07 + 4 -3,14 -21,2 -410* -1,07-10’3 +
42-4-3,14-Ю"7-1-Ю3
4-3,14-16,4-106 -4,85-Ю-3 " (3,0° + 0,0628 + 0,017) ’10 = 3,08 ’10 Гн/км-
3. Емкость по (14.62):
С^81Х'/М4)-53'31^Ф/“-
4. Проводимость изоляции по (14.65):
G = 2 3,14 • 106- 53,3 • 10-9- 3 • 10"* = 10,04 • 10"6 См/км.
а =
8,69 = (0,3243 + 0,00038) • 8,69 = 2,82 дБ/км.
5. Волновое сопротивление по (14.34):
„ /3,08-10"* _
Z,= о = 76 Ом.
V 53,3-10-’
6. Коэффициент затухания по (14.36):
49,3 10,04 -10-6 -76
2-7б+ 2
7. Коэффициент фазы по (14.33):
Р = 2 • 3,14 106 • ^3,08 -10"*-53,3-10-’ = 25,45 рад/км.
8. Скорость распространения по (14.35):
v = . .....и 1 ...—..- = 246910 км/с.
Д08-10"*-53,3 -10-’
374
9. Время распространения на 1 км:
Т = 4LC = 73,08-10^ -53,3 10-9 = 4,05 • КГ6 с/км.
14.4. Взаимные влияния между цепями кабелей связи и способы защиты от них
14.4.1. Первичные и вторичные параметры влияния
В кабелях связи передача информации осуществляется по многим двухпроводным цепям, расположенным рядом под общей оболочкой, поэтому в соседних цепях происходит взаимное влияние ЭМ поля, что приводит к появлению переходных разговоров и шумов. Взаимное влияние между цепями характеризуется первичными и вторичными параметрами.
Кпервичным параметрам влияния относят величины с, g, m, г, характеризующие связь между цепями за счет электрического и магнитного полей.
Обычно рассматривают отдельно взаимодействия, обусловленные электрическим (рис. 14.11, а) и магнитным (рис. 14.12, а) полями, хотя в действительности существует общее ЭМ поле.
Электрическое поле, образующееся в результате того, что между проводами 7 и 2 цепи есть напряжение, влияет на рядом расположенную цепь, образованную проводами 3 и 4 (рис. 14.11, б). Под воздействием электрического поля цепи 7—2 между проводами 3 и 4 возникает разность потенциалов и начинает протекать ток /2, оказывающий мешающее влияние на собственную передачу сиг-
нала в этой цепи.
б
Рис. 14.11. Влияние, обусловленное электрическим полем (д), и схема замещения электрической связи (б):
1...4 — провода цепей 1—2 и 3—4
375
a
Рис. 14.12. Влияние, обусловленное магнитным полем (а), и схема замещения магнитной связи (б)
Отношение наведенного тока 12 к разности потенциалов Ux во влияющей цепи называется электрической связью между этими цепями:
С12 = = g + jwc. (14.67)
“I
Взаимодействие электрического поля влияющей цепи 1—2 с цепью, подверженной влиянию 3—4, можно представить схемой замещения, в которой с — электрическая (емкостная) связь, a g ее активная составляющая.
Магнитное поле, создаваемое током 1Х во влияющей цепи 1—2, наводит в рядом расположенной цепи 3— 4 электродвижущую силу взаимоиндукции Е2, под действием которой в этой цепи возникает ток помех (рис. 14.12, б).
Величина, зависящая от отношения Е2 и вызвавшего ее появление тока /], называется магнитной связью между цепями:
El
Л/12 = —= г + jiam,
(14.68)
где г — активная составляющая магнитной связи; т — магнитная
(индуктивная) связь.
Рис. 14.13. Вторичные параметры влияния между цепями
К вторичным параметрам влияния относят переходное затухание на ближнем конце Ао, переходное затухание на дальнем конце At и защищенность цепи Аз. Физический смысл этих параметров поясняет рис. 14.13, где первую цепь 1—2 будем считать влияющей, а вторую 3—4 — подверженной влиянию. Мощность полезного
376
сигнала в начале первой цепи обозначим Р10. Мощность полезного сигнала в конце этой цепи, которая из-за потерь энергии будет меньше, чем в начале, обозначим Ри. В результате наличия электрической и магнитной связи часть энергии, передаваемой по первой цепи, перейдет во вторую цепь. Обозначим Р20 мощность помех в начале второй цепи и Р2/— мощность помех в ее конце.
Для сравнения мощности полезного сигнала в начале влияющей цепи Р10 с мощностью помех в начале второй цепи (Р20) используют понятие переходного затухания на ближнем конце 4):
Л =|bi
^10
Ло
[Нп], или 4) - 101g
[ДБ].
(14.69)
Ло
Переходное затухание на дальнем конце А, характеризует соотношение между мощностями полезного сигнала в начале первой цепи Р10 и помех в конце второй цепи Р21:
4 = iln ' 2
Л/
[Нп], или 4 = 101g
jQo Л/
[ДБ].
(14.70)
Параметр защищенность цепи 4з характеризует соотношение мощностей полезного сигнала Ри и сигнала помех Р2,в конце линии:
Ри
Рц
[Нп], или А3 = 10 1g
Ри Ри
[ДБ].
(14.71)
. Следует учитывать, что при рассмотрении процессов влияния вторая цепь условно рассматривалась как пассивная. В действительности по ней также осуществляется передача сигналов, а так как в
ю
кабеле все цепи имеют примерно одинаковые параметры, то мощность собственного полезного сигнала в конце второй цепи также можно считать равной Ри.
Имея в виду, что собственное затухание al = -In
, легко
получить соотношение между вторичными параметрами 4з и Ар
4 -А3 + al.
(14.72)
14.4.2. Электромагнитные связи в симметричных кабелях
Рассмотрим, от каких факторов зависят первичные параметры влияния — электрическая С12 и магнитная М12 связи. На рис. 14.14 изображены две рядом расположенные пары изолированных жил. Такое расположение цепей соответствует так называемой парной скрутке сердечника в симметричных кабелях связи. Пусть прово-
377
Рис. 14.14. Расположение соседних цепей при парной скрутке (а) и схема частичных емкостей между проводниками цепи (б)
+ U/2 С13
-U/2
б
да 7 и 2 образуют влияющую цепь. Определим, при каких условиях в цепи 3— 4 будет появляться ток помех из-за электрической связи с влияющей цепью.
Пусть провод 7 имеет потенциал +U/2, а провод 2 — потенциал -V/2, т. е. напряжение между проводами влияющей (первой) цепи равно U. На проводах 3 и 4, находящихся в электрическом поле второй цепи, будут индуцироваться электрические заряды,
зависящие от потенциалов проводов 7 и 2 и потенциальных коэффициентов (или частичных емкостей), на которые влияет взаимное расположение проводников 7, 2 и 3, 4. На проводнике 3 образуется заряд 03, равный сумме заряда (У3, вызванного влиянием провода 7, и заряда Q%, вызванного влиянием провода 2,
0з - 0з + 0з - у с13 +(—2 ]С23 " у (с,э ~С23)'
Аналогично, на проводнике 4 образуется заряд (?4, равный сумме зарядов, вызванных влиянием проводов 7 и 2 первой цепи
04 - Q\ + Q\ - у с14 2 ^С24 ~ у(С14 -С24)’
Если Оз * 04, то происходит перемещение заряда в замкнутой второй цепи, т.е. появляется ток помех /2. Условием отсутствия этого тока является равенство наведенных зарядов Q3 и 04, т. е.
03-04=0, (14.73)
или
03 - 04 - у (с13 - с23 ) ~ у (с14 ~ с24 ) - у [(с13 + с24 ) “ (с14 + с23 )] - (14.74)
Так как U* 0, то для выполнения равенства (14.73) необходимо выполнение условия
(С13 + с24 ) — (с14 + с23 ) = 0- (14.75)
Если это условие не выполняется, энергия будет переходить из первой цепи во вторую, обусловлено наличием емкостной связи с, т.е.
с = (с13+с24)-(с14+с23). (14.76)
На рис. 14.15 показано расположение двух цепей при четверочной, или звездной, скрутке изолированных жил в симметричном
378
кабеле. Рабочие цепи образуются здесь размещенными напротив друг друга проводами (т.е. это цепи 1—2 и 3—4).
Так как частичные емкости между проводниками цепей зависят от диэлектрической проницаемости изоляции (т.е. от е) и расстояния
Рис. 14.15. Кабельная четверка (а) и эквивалентная схема (б) моста частичных емкостей и проводимостей изоляции между влияющей (1—2) и подверженной влиянию (3—4) цепями
между проводниками, то очевидно, что в цепях, расположенных рядом, при звездной скрутке взаимное влияние меньше, чем при парной скрутке.
Из-за симметричного расположе
ния проводов в четверке емкости с13, с14, с23 и с24 в первом приближении равны и условие формулы (14.75) выполняется.
Частичные емкости в кабельной четверке образуют емкостный мост, условием равновесия которого и является формула (14.75). При нарушении равновесия этого моста появляется емкостная связь с, которую можно охарактеризовать как асимметрию кабельной четверки по частичным емкостям между жилами.
Изоляция жил при переменном напряжении обладает проводимостью g= со Cig 5. В кабельной четверке частичные проводимости между жилами также образуют мост. Если этот мост не уравновешен, то имеет место активная составляющая электрической связи
g = (^i3+ft4)-(gi4+g23), (14.77)
которая характеризует асимметрию кабельной четверки по частичным проводимостям изоляции между жилами. Параметры eng определяются неоднородностями в изоляции, отклонениями в ее толщине и т. п.
Рис. 14.16. Схема магнитного влияния (а) при четверочной скрутке и условная схема моста частичных взаимоиндуктивностей между цепями (б)
379
Индуктивную (магнитную) связь можно представить по аналогии с электрической связью мостом частичных взаимоиндуктив-ностей (рис. 14.16).
Эта схема условна, так как в действительности между жилами двух цепей существует связь за счет переменных магнитных потоков. Так как эти потоки вызывают активные потери на вихревые токи в проводниках цепей, то в схему введены параметры г13, г14, г23, г24> характеризующие активные потери в жилах четверки. Таким образом, индуктивная связь характеризует асимметрию кабельной четверки по частичным взаимным индуктивностям'.
т = {т13 + т24) - (ти + т23). (14.78)
Уравновешенность этого условного моста показывает, что в жилах цепи, подверженной влиянию, наводятся взаимно уравновешивающиеся ЭДС взаимоиндукции, вызванные магнитными потоками от токов в первом и втором проводниках влияющей цепи.
Активная составляющая магнитной связи г характеризует асимметрию активных потерь на вихревые токи в жилах цепей и выражается в следующей форме:
г = (г13 + г24) - (г14 + г23). (14.79)
Неравенство нулю параметра г означает, что в подверженной влиянию цепи неуравновешены активные составляющие наведенных ЭДС и это приводит к появлению тока помех.
Так как токи помех зависят от первичных параметров влияния (с, g, т, г), то существует зависимость между первичными и вторичными (Aq, А,) параметрами, которую называют уравнением влияния.
Можно показать, что для нескрученных цепей (соответствующих цепям воздушных линий связи или двум парам жил в одной четверке) в начале второй цепи токи помех из-за наличия электрического и магнитного влияний имеют одинаковое направление, а в конце — противоположное, поэтому ток помех в начале второй цепи 120 больше, чем ток помех в конце второй цепи 121.
Часто используют понятия параметров влияния на ближнем и дальнем конце, выражая их соответственно
Мг = Cl2Z, + ^P- = (g + j(oc)ZB +
(14.80)
F12 = C12ZB -= (g + ycoc)ZB -Г+^т-.
Знак «+» в выражении, определяющем TV12, соответствует сложению токов, обусловленных электрическим и магнитным влиянием, а знак «-» для f12 — их вычитанию.
380
С учетом сказанного уравнения влияния для указанных цепей будут иметь следующий вид:
/1
Ло
= 1П
2
TV12
4 = in
= 1п
(14.82)
(14.81)
Рис. 14.17. Зависимости переходных затуханий от ча-
Так как Nn > Fi2, то 4>Л, т.е. пере-
4, = 1п
Л
1ц
2
Л2
ходное затухание на дальнем конце цепи стоты
больше, а следовательно, мешающее
влияние меньше. С увеличением частоты влияние, обусловленное
переменными электрическими и магнитными полями растет, поэтому переходные затухания с увеличением частоты уменьшаются (рис. 14.17).
14.4.3. Электромагнитное влияние между коаксиальными цепями
В коаксиальных цепях отсутствует наружное поперечное ЭМ поле, являющееся основным источником взаимных влияний между цепями симметричных кабелей. Однако взаимное ЭМ влияние существует и между коаксиальными цепями. Причиной этого влияния является наличие продольной составляющей электрического поля д, на наружной поверхности внешнего проводника коаксиальной цепи (см. рис. 14.18).
Ранее (см. подразд. 14.3.1) было установлено, что плотность тока по сечению внешнего проводника распределяется неравномерно. При определенных частотах часть тока протекает по наружной поверхности, поэтому происходит падение напряжения вдоль нее, т. е. возникает составляющая напряженности электрического поля
Рис. 14.18. Схема взаимного влияния между коаксиальными цепями: I, II — основные влияющие цепи; III — промежуточная цепь
381
вдоль оси кабеля Ez. Так как на границе раздела (проводник — окружающая среда) продольные составляющие ЭМ полей всегда равны, то в пространстве, окружающем внешний проводник цепи, существует переменное электрическое поле помех, напряженность которого направлена по оси z.
Влияние между коаксиальными цепями показано на рис. 14.18 через промежуточную цепь III, образованную внешними проводниками пар I и II. В цепи III как бы действует источник помех обусловленный падением напряжения из-за наличия Ez вдоль внешнего проводника влияющей цепи I.
Характерной особенностью взаимных влияний в коаксиальных кабелях является то, что они ослабляются с ростом частоты. Из-за вытеснения тока /на внутреннюю поверхность внешнего проводника влияющей цепи I напряженность Ez на его поверхности уменьшается и при больших частотах стремится к нулю. Кроме того, наведенный ток помех через цепь III во внешнем проводнике цепи II, подверженной влиянию, с повышением частоты в результате поверхностного эффекта вытесняется на наружную поверхность этого проводника. Чем больше частота тока и толщина внешнего проводника, тем сильнее «отдаляются» друг от друга основной рабочий ток в цепи II и ток помех от цепи I.
Количественно влияние между коаксиальными цепями оценивается с помощью так называемого сопротивления связи, которое можно рассматривать как первичный параметр влияния коаксиальной цепи:
Z12=^, (14.83)
где Ez — составляющая напряженности на наружной поверхности внешнего проводника.
Сопротивление Z12 зависит от геометрических размеров и свойств материалов коаксиальной цепи следующим образом:
Z, 1 1
27ty]rbrc о sh 77 kt ’
(14.84)
где гь и rc — внутренний и наружный радиусы внешнего проводника, мм; к — коэффициент вихревых токов, определяемый из (10.3) или табл. 14.3, 1/мм; о — удельная проводимость материала проводника, м/(Ом • мм); t — толщина внешнего проводника, мм.
С увеличением частоты сопротивление Z12 связи уменьшается, так как ток вытесняется на внутреннюю поверхность внешнего проводника и составляющая Ez уменьшается. При низких же частотах сопротивление связи велико, и по этой причине коаксиальные кабели при частотах до 60 кГц вообще не применяются, так как они уступают в этом случае по характеристикам симметричным кабелям
382
из-за неодинаковости параметров внутреннего и внешнего проводников.
Как и в симметричных кабелях, в ко-; аксиальных взаимное влияние оценива-| ется с помощью параметров Ао, A/t А3, | которые для достаточно длинных цепей | (ос/> 1,5 Нп или 13 дБ) выражаются сле-I дующими соотношениями:
4ZBZmy .
4» = in
Z?2
(14.85)
Рис. 14.19. Частотная зависимость Ao и Ai в коаксиальных цепях (норма — не менее 85 дБ)
A3 = In
2ZBZni Z22
(14.86)
A, -A3 + al,
(14.87)
где у = а + Р — коэффициент распространения; I — длина кабеля. Полное сопротивление промежуточной цепи III:
Zjjj — 2Z + j(oZjjj, (14.88)
где Z — полное сопротивление внешнего проводника коаксаль-ной цепи (считаем обе коаксиальные пары одинаковыми); ZIU — индуктивность цепи III, зависящая от материала и размеров элементов, расположенных поверх внешнего проводника.
Для наиболее распространенного случая наличия диэлектрического слоя поверх коаксиальной пары полное сопротивление и индуктивность цепи III, Гн/м, определяются следующим образом:
Zin “ Jw£ni; Zni - 4 In------—10 7,
rc
(14.89)
где а — расстояние между центрами коаксиальных пар.
Для коротких линий (а/ <4,3 дБ) переходные затухания определяются в виде
Ао = А/ = In
2ZBZni
zs22/
At = A3 + al.
(14.90)
С увеличением частоты параметры 4ъ Ah А3 возрастают, так как взаимное влияние в коаксиальных цепях в этом случае уменьшается (рис. 14.19). При этом в отличие от симметричных цепей Ло> А,. Это объясняется тем, что к концу влияющей цепи увеличивается падение напряжения из-за составляющей Ez (Ц = EJ). Поэтому ток помех, перешедший в цепь II через промежуточную цепь III, оказывает большее мешающее влияние в конце цепи, подверженной влиянию. К началу же этой цепи ток помех приходит ослабленным из-за наличия собственного затухания в цепи.
383
14.4.4. Способы защиты кабельных цепей от взаимных и внешних влияний
Уменьшение мешающих ЭМ влияний производится разными способами при производстве и прокладке кабелей связи в зависимости от их типа, частоты мешающих ЭМ полей и вида источников помех.
Защита от влияний в симметричных кабелях. Основными способами защиты цепей симметричных кабелей от взаимных ЭМ влияний являются скрутка кабельных цепей и их экранирование. Обе эти операции осуществляются непосредственно в процессе изготовления кабелей связи.
Скрутка кабельных цепей и групп является основным способом увеличения их помехозащищенности. Причину снижения ЭМ влияния за счет скрутки поясним с помощью рис. 14.20. Вследствие ЭМ влияния цепи 7—2, в которой протекает влияющий ток 7j, в соседней цепи 3— 4 будет наводиться ток помех /2 (см. рис. 14.20, а). Если вторая цепь скручена (см. рис. 14.20, б), то на участке цепи 3— 4 по длине 4 будет наводиться ток помех 12, а на участке этой же цепи по длине 12 — примерно такой же ток I".
Однако в результате скрутки цепи проводники 3 и 4 меняются местами на участке /2 и токи помех взаимно компенсируются в них.
Чем чаще будут меняться местами провода 3 и 4 по отношению к цепи 7—2 (т.е. чем меньше длина /2), тем сильнее будет эффект уменьшения влияния за счет скрещивания проводников. Скрутка кабельных цепей аналогична рассмотренному ранее скрещиванию цепей, причем перемена мест проводников цепи в этом случае происходит не в одной точке, а равномерно по длине цепи.
Если обе рассматриваемые цепи скрестить в одной точке (см. рис. 14.20, в) или скрутить с одинаковыми шагами, то эффект скрещивания пропадет, так как в этом случае взаимное положение цепей будет соответствовать показанному на рис. 14.20, а. Поэтому цепи симметричных кабелей скручивают с разными взаимно согласованными шагами скрутки.
Рис. 14.20. Токи помех в нескрученных (а), скрученных (б) и скрещенных в одной точке (в) цепях
384
Экранирование кабельных цепей также является одним из эффективных способов их зашиты, причем не только от взаимных, но и от внешних помех.
Принцип экранирования заключается в том, что влияющие и подверженные влиянию цепи разделяются металлической (точнее, проводящей) прослойкой, которая в кабелях обычно бывает цилиндрической формы. Защитное действие экрана различно на разных частотах: при низких частотах защита цепей экранами производится по принципу электростатического и магнитостатического экранирования.
Электростатическое экранирование состоит в том, что заземленная замкнутая металлическая оболочка окружает защищаемую цепь. При этом заряды наводятся внешним электростатическим полем не на проводниках цепи, а на указанной оболочке, поэтому при надежном заземлении они стекают в землю и электрического влияния на защищаемую цепь не наблюдается.
Магнитостатическое экранирование заключается в том, что магнитное мешающее поле концентрируется в основном внутри замкнутого металлического экрана, выполненного из ферромагнитного материала (ц > 1) и имеющего поэтому малое магнитное сопротивление. Таким образом, за счет шунтирующего действия этого экрана осуществляется защита цепи от влияния внеш
него магнитного поля.
При повышении частоты электромагнитное экранирование основывается на значительном ослаблении при распространении мешающего ЭМ поля за счет явлений его отражения от границ
экрана и поглощения энергии из-за тепловых потерь внутри экрана (рис. 14.21). Поэтому на экранированную цепь действует значительно ослабленное поле (И^) по сравнению с первоначальным (И^).
Отраженная энергия соответственно на первой и второй границах обозначена Ищ и Hq2. Таким образом, энергия действующего на цепь ослабленного поля W2= - W0l - Wn - Wo2 (где W„ —
поглощенная внутри экрана часть ЭМ волны).
Количественной характеристикой эффективности экрана служит коэффициент экранирования S, показывающий во сколько раз уменьшилась напряженность электрического (Е) или магнит-
ного (Н) поля за счет экрана:
Hi
5 =
Значение коэффициента S меняется от 1 до 0, причем нуль соответствует случаю полного экранирующего эффекта. Коэффициент экранирования
(14.91)
Рис. 14.21. Схема прохождения ЭМ волны через экран
.S'— *5'ОТ5,П,
(14.92)
385
где 5ОТ — коэффициент экранирования отражения; 5П — коэффициент экранирования поглощения.
Эффективность экранирования выражают часто через его затухание:
*
Л 1 1 I
Аэ = In — = In
*3
1
(14.93)
— Лп + Ат.
Затухание экранирования за счет поглощения
(14.94)
а затухание экранирования за счет отражения
Лот = In
1
*$от
= 1П
2
(14.95)
где к=у](О[1й0 — коэффициент вихревых токов; t — толщина экрана; ZR = J(Dp^r3 — волновое сопротивление диэлектрика (среды, окружающей экран); ZM = — волновое сопротивление
металла, используемого для экрана; гэ — радиус экрана; о — удельная проводимость материала экрана.
Чем выше Аэ и соответственно ее составляющие Ап и Ат, тем меньше влияние на цепь. Следует иметь в виду, что большим затуханием за счет поглощения обладают ферромагнитные металлы (сталь), и эта составляющая особенно сказывается в них при высоких частотах. В то же время затухание по отражению более эффективно в диамагнитных экранах (медных, алюминиевых).
На рис. 14.22 дана частотная зависимость затухания экранирования для диамагнитных и ферромагнитных материалов. В зоне частот до fi = 3... 10 кГц наиболее эффективны ферромагнитные эк
Рис. 14.22. Зависимость затухания экранирования от частоты: 1 — для диамагнитных материалов (меди, алюминия, свинца); 2 — для ферромагнитные матералов (стали)
раны, действующие по магнитостатическому принципу. В диапазоне частот от/, aof2 = 0,8... 1 МГц предпочтительны диамагнитные экраны из-за их лучшей отражающей способности в этом случае. При частотах свыше 1 МГц, когда сильно возрастают потери на вихревые токи внутри экрана, применяют ферромагнитные (стальные) металлы.
Иногда применяют биметаллические и многослойные экраны, причем наиболее эффективны из них те, в которых сочетаются экранирующие свойства диамагнитных и ферромаг
386
нитных материалов (например, экраны, состоящие из трех чередующихся слоев медь—сталь—медь или из пяти таких слоев). При этом для увеличения затухания экранирования за счет отражения Лот и уменьшения потерь в цепи передачи [см. RK, в (14.40)] наружные слои выполняют из диамагнитного материала.
Защита от влияний в коаксиальных кабелях. Здесь защита цепей передачи от взаимных и внешних влияний производится путем применения экранов, располагающихся поверх внешнего проводника коаксиальной цепи. Так как коаксиальные кабели работают при повышенных частотах, то в них используют ферромагнитные экраны, обычно выполняемые в виде повива из двух стальных лент, наложенных на медный внешний проводник и обмотанных сверху двумя лентами из диэлектрика (поливинилхлоридного пластиката или бумаги). Эти ленты не дают возможности соприкасаться наружным проводникам (экранам) соседних коаксиальных цепей в кабеле, что существенно повышает переходные затухания между цепями за счет увеличения сопротивления цепи III, значительная часть которого приходится в этом случае на величину £ш из формулы (14.88).
Контрольные вопросы
1. Каковы основные принципы высокочастотного и временного способов разделения каналов связи?
2. Каковы основные уравнения передачи длинной однородной линии?
3. Каковы особенности работы линии с согласованной нагрузкой?
4. В чем заключается физический смысл вторичных параметров передачи?
5. Как зависят вторичные параметры передачи от ее первичных параметров и частоты?
6. В чем состоят особенности передачи информации по неоднородным и несогласованным кабельным линиям связи?
7. Каковы приближенные картины поперечных ЭМ полей в симметричной и коаксиальной кабельных цепях?
8. Какие электрофизические процессы обусловливают повышенное сопротивление цепи при переменном токе?
9. Каковы графические зависимости первичных параметров симметричных кабельных цепей от частоты? Поясните их.
10. В чем состоит различие физических процессов взаимного влияния между симметричными и коаксильными цепями?
Глава 15
ОПТИЧЕСКИЕ КАБЕЛИ СВЯЗИ
I
15.1. Основные положения лучевой оптики при распределении света в волоконных световодах
Последние 15—20 лет характеризуются бурным развитием волоконно-оптических линий связи (ВОЛС). В этих линиях информация передается по оптическим кабелям (ОК), основным функциональным элементом которых является оптическое волокно (ОВ) или волоконный световод (ВС).
Волоконный световод — это гибкий цилиндрический диэлектрический волновод, работающий в диапазоне оптических волн (1014... 1015 Гц) и выполненный из оптически прозрачного диэлектрика.
Обычно ВС имеет двухслойную конструкцию и состоит из сердцевины и светоотражающей оболочки, с разными показателями преломления (ПП) света nt и п2, причем щ > п2.
При передаче информации по ВС обычно используются видимые лучи спектра (А = 0,4...0,75 мкм) и ближний диапазон инфракрасных лучей (А, = 0,85; 1,3; 1,5...6 мкм).
Бурное развитие ОК и ВОЛС обусловлено целым рядом их существенных преимуществ по сравнению с традиционными линиями связи на основе кабелей с металлическими проводниками:
высокая пропускная способность (теоретически можно передать сотни тысяч каналов по одному ОВ);
малые размеры ОК, масса и материалоемкость;
малая площадь поперечного сечения относительно ширины рабочей полосы частот (что весьма важно для городских соеди-
Рис. 15.1. Схема прохождения меридиональных лучей по волоконному световоду
388
нительных линий с прокладкой кабелей в кабельной канализации);
принципиальная возможность отсутствия в конструкции дефицитных цветных металлов (меди, свинца, алюминия) и вообще любых металлов;
возможность значительного увеличения длины усилительного (регенерационного) участка (до 100 км и более);
универсальность конструкций ОК, т. е. пригодность для использования в сетях связи всех уровней (магистральной, зоновой, городской и др.);
практическая независимость коэффициента затухания от частоты;
высокая защищенность от внешних ЭМ полей;
высокая ЭМ совместимость;
возможность прокладки ОК в воздушных ЛЭП.
Точное описание процесса распространения световых волн в ВС возможно лишь на основе волновой теории с использованием основных уравнений электродинамики (см. подразд. 1.3), что связано с использованием сложного математического аппарата. Однако в ряде случаев можно использовать значительно более простые и наглядные методы геометрической (лучевой) оптики, связанные с рассмотрением хода световых лучей в прозрачных средах.
В геометрической оптике распространение световых волн изображается лучами, направленными по нормали к волновой поверхности.
Рассмотрим ход лучей в двухслойном цилиндрическом ВС, имеющем ПП сердцевины и оболочки соответственно и и2 (рис. 15.1). Луч, падающий на торец ВС под углом 0 и лежащий в плоскости, проходящей через ось (такие лучи называются меридиональными в отличие от косых лучей, не лежащих в этой плоскости), преломляется на границе торец ВС—окружающая среда (воздух), и угол, образуемый данном лучом с осью ВС, будет меньше угла 0Ь Обозначим угол, образуемый
этим лучом и нормалью к границе раздела сердцевина—оболочка, через ф. Из теории оптики известно, что луч, падающий на границу двух прозрачных сред, в общем случае частично отражается от границы, а частично преломляется и переходит во вторую среду (рис. 15.2).
В соответствии с законом Снеллиу-са угол падения (ф) связан с углами отражения (фО1р) и преломления (фпр) следующим образом:
<Р = <Ротр; щ sin ф = и2 sin фпр, (15.1) где И] = ^/Ё7; и2= ^/Ё^; Е( и е2 — относительные диэлектрические проница
Рис. 15.2. Схема падения светового луча на границу раздела двух сред при > л2
389
емости соответственно сердцевины и светоотражающей оболочки ВС.
Из (15.1) следует, что при пх > п2 всегда существует некоторый предельный угол падения, при котором фпр = л/2, т.е. волна не преломляется, а полностью отражается от границы раздела. Это явление называется полным внутренним отражением, а угол назы-. вается критическим'.
фкр = arcsin —. (15.2)
Л1
Таким образом, при ф > фкр свет полностью распространяется только в сердцевине, не проникая в оболочку, которая поэтому и называется светоотражащей.
Световые волны, многократно отражаясь от границы, накладываются сами на себя и, распространяясь вдоль ВС, образуют направляемые волны — моды. Лучи, падающие на границу под углом ф < фкр, уходят из сердцевины наружу и образуют волны, распространяющиеся в оболочке (моды оболочки), или волны, излучаемые из оболочки наружу (моды излучения). Соотношение мод оболочки и излучения зависит от условий отражения и преломления на второй границе раздела оболочка—защитное покрытие ОВ.
Значение угла 6тах (соответствующее углу падения ф = фкр), при котором луч еще удерживается сердцевиной, характеризуют величиной, называемой числовой апертурой (Numerical Aperture) NA:
NA = «osin 6max. (15.3)
Таким образом, все лучи, падающие на торец ВС в пределах конуса с углом 0тах, испытывают полное внутреннее отражение и образуют направляемые моды. Числовая апертура связана с ПП nt и л2 соотношением, которое легко получается из формул (15.2) и (15.3):
NA = (15.4)
Чем больше NA, тем легче вводить световую энергию в ВС, однако при этом ухудшаются условия передачи и прежде всего увеличивается дисперсия (см. далее), которая тем выше, чем больше относительная разность ПП сердцевины и оболочки:
Д = Я1Л«2 (15.5)
«1
Для большинства ОВ разность пх - п2 весьма мала (10-3... 10-2); числовая апертура для ОВ, используемых в системах связи, обычно составляет 0,18.„О,23.
Диаметры сердцевины (dc = 2а) и светоотражающей оболочки (г/об = 2Ь) ВС очень малы и составляют соответственно 6...50 и 125... 500 мкм.
390
Величины Л] и п2 могут быть постоянными или изменяться вдоль радиуса ВС по определенному закону, который называют профилем показателя преломления (ППП). При постоянном значении ПП сердцевины ППП волоконного световода называют ступенчатым. ППП, являющийся монотонно убывающей функцией радиуса в пределах сердцевины ВС, называют градиентным. При этом чаще используется параболический закон изменения ир
I г 2
пг = л1./1-2Д^-, (15.6)
у а
где пг — текущее значение ПП; щ — значение ПП на оси; г — текущий радиус; а — радиус сердцевины.
Для ВС со ступенчатым ППП связь между «1 и л2 определяется выражением
Л2=Л!(1-Д). (15.7)
На практике для обозначения ОВ с указанными ППП обычно употребляют упрощенные термины: ступенчатое и градиентное волокно.
В зависимости от соотношения диаметров сердцевины и оболочки и ППП различают разные типы ВС или ОВ:
многомодовое ОВ (МОВ);
одномодовое ОВ (ООВ);
МОВ со ступенчатым ППП;
МОВ с градиентным ППП;
ООВ с различными ППП (ступенчатым, градиентным,W-типа и др.).
МВС со ступенчатым ППП (рис. 15.3, л) имеет диаметр сердцевины 2а = 30...90 мкм, и световые лучи распространяются по ней зигзагообразно, многократно отражаясь от стенок. Разные лучи имеют разные углы наклона к границе, их может быть достаточно много, и поэтому в таком ВС распространяется большое количество мод.
МВС с градиентным ППП имеет диаметр сердцевины также 30...90 мкм, но другой характер хода распространения лучей (рис. 15.3, б). По такому ВС также может распространяться большое число мод.
ООВ имеет диаметр сердцевины (5... 10 мкм), соизмеримый с длиной волны передаваемого излучения (рис. 15.3, в). В данном случае использование методов лучевой оптики вообще невозможно, представление распространения света ходом лучей неправомерно и следует применять основные методы волновой теории распространения ЭМ волны в диэлектрическом волноводе (см. подразд. 15.2).
Преимуществом МОВ с градиентным ППП по сравнению со ступенчатым ППП являются лучшие передаточные параметры и, в частности, меньшая дисперсия. В МОВ со ступенчатым ППП раз-
391
Рис. 15.3. Многомодовое ступенчатое (а), многомодовое градиентное (б) и одномодовое ступенчатое (в) оптическое волокно
ные лучи проходят разный по длине путь, распространяясь с одной и той же скоростью, поэтому лучи, соответствующие разным составляющим передаваемого сигнала, приходят на конец ВС с временным сдвигом. Информация передается по ВС обычно в виде последовательности оптических импульсов [например, в цифровых системах в двоичном коде: 1 (есть импульс), 0 (нет импульса)]. При временном сдвиге соотношение составляющих оптических импульсов на выходе ВС будет иным, чем на входе. Импульс искажается или, как говорят, уширяется, так как одни составляющие приходят раньше, а другие запаздывают (рис. 15.4).
Разница между длительностью импульса (на уровне 0,5 амплитуды) на выходе (ZBbIX) и входе (4J линии и определяет уширение импульса или дисперсию ВС:
Передача
Рис. 15.4. Схема уширения импульса за счет дисперсии
т = (15-8)
Чем больше дисперсия, тем хуже качество передачи, так как соседние импульсы могут перекрываться, и передаваемая последовательность их будут искажаться. Очевидно, что при использовании ООВ это явление сводится к минимуму, так как в этом случае передается только одна мода.
В МОВ с градиентным ППП межмодовая дисперсия значительно меньше, чем в МОВ со ступенчатым ППП. Это объясняется тем, что хотя лучи,
392
соответствующие разным модам, также проходят в сердцевине пути различной длины (см. рис. 15.3, б), но скорость их разная в 4 отличие от случая, представленного на рис. 15.3, а. Скорость распространения света (ЭМ поля) в среде с показателем преломления я = >/ё определяется выражением
v = с/п, (15.9)
где с — скорость света в вакууме (с = 1 Д/е0Ц0 )•
В МОВ со ступенчатым ППП все лучи распространяются с одной скоростью v = с/щ, а в МОВ с градиентным ППП луч, проходящий больший путь, имеет и большую скорость, так как ПП сердцевины убывает от центра к оболочке. Таким образом, время пробега разных лучей выравнивается, и дисперсия в этом случае будет меньше.
I
15.2. Основные положения волновой теории для ступенчатых волоконных световодов
Рассматривая распространение ЭМ поля в ВС, будем иметь в виду, что ВС — это диэлектрический волновод, работающий в диапазоне световых волн, поэтому рассмотрению подлежит двухслойный цилиндр, для которого удобно применить цилиндрическую систему координат (рис. 15.5).
Для монохроматических гармонических ЭМ полей уравнения Максвелла, в предположении, что диэлектрик без потерь, имеют следующий вид:
rotH = jdi£aE-, rotf = (15.10)
Среди ряда граничных условий, необходимых для определения составляющих векторов Е и Н при решении уравнений (15.10), отметим следующие:
на границе раздела двух диэлектрических сред с различными значениями диэлектрической проницаемости fo = nf и е2 = я2) должны быть равны тангенциальные составляющие векторов напряженности электрического и магнитного полей (Е и Н) и нормальные составляющие векторов электрического смещения (D) и магнитной индукции (В), т.е.
®1т — Е^х, Н\т — Н2х, и) = D2n', В\„ = Bin,
считаем, что поле на внешней поверхности оптической оболочки пренебрежимо мало, т.е. оболочка в радиальном направлении простирается до бесконечности (Ь -> °°);
Рис. 15.5. Двухслойная модель ступенчатого ВС
393
исходя из физической сущности процесса функции, описывающие поведение ЭМ поля в сердечнике (0 < г < а), должны быть конечными по значению, а для оболочки (г > а) должны описывать уменьшающееся в радиальном направлении поле;
как и в других линиях передачи, распространяющиеся вдоль оси ВС моды, удовлетворяющие уравнениям (15.10), представляют обычно в виде изменяющихся по оси z функций:
Е(г, <р, z) = Е(г, (р)е~№; H(r, (p,z) = Н(г, <р)е~№, (15.12)
где у = сх + р = jp — коэффициент распространения (т. е. среда без потерь, коэффициент затухания а = 0); Р — коэффициент фазы (передаточное волновое число).
Записав уравнения (15.10) в цилиндрической системе координат, с использованием (15.12) и учетом того, что для диэлектрической среды цо = Цо, можно выразить зависимость поперечных составляющих поля (Ег, Е^ и Нг, Н^) через продольные составляющие Ez и Hz. В неявном виде эта зависимость имеет вид
Д; Д>; Я; Hz, о, gh g2, р, efl, Цо, г), (15.13)
где
gi2 = со2ео1ц0 - Р2 = kl - р2; (15.14)
&2 = Р2 - со2еа2ц0 = Р2 - (15.15)
К = С1\/Ео1Ц0 = СО^/ЕоРол/ЁГ = кОу/ё[ = fc0«i; (15.16)
к2 = ~ коу/Ё2 = кйп2. (15.17)
Учитывая, что с= 1/д/еойо и с = X/, можно записать:
kt = (о7еоЦоя1 = — п\ = 2Л^И-‘- = ^«15 (15.18)
с с к
к2 = (О^ЕоНоЯг = п2 = «2- (15.19)
В выражениях (15.14)...(15.19) gj, g2 — поперечные составляющие волновых чисел соответственно сердцевины и светоотражающей оболочки ВС; к1} к2 — волновые числа.
Путем ряда преобразований можно получить выражения для Ег и Hz, а, зная эти величины, из (15.13) найти значения всех составляющих векторов EwH,i. е. определить структуру ЭМ поля в ВС.
Для сердцевины
= А„Е„(^г)е^е-^;
Н2 = BnJn{gxr)^^,
394
а для оболочки
Ez = CnH^\jg2r)^^-,
n (15.21)
Hz = DnH^{jg2r)e^^,
где A„, B„, C„, D„ — постоянные интегрирования; J„, Я„(1) — соответственно функции Бесселя и Ханкеля первого рода л-го порядка.
Не приводя промежуточных выкладок, представим конечный результат решения уравнений (15.10) с учетом приведенных граничных условий (15.11) в виде дисперсионного уравнения, связывающего коэффициент распространения 0 с параметрами ВС (размерами, материалом) и частотой со:
1 jH(P'(jg2a)
gi Jn(gia) g2H%\jg2d) giJn(gia) g2H^{jg2a)
( 1 i A „202 J- + -L g2a,
(15.22)
Решив с помощью ЭВМ полученное трансцендентное характеристическое уравнение (15.22), можно для конкретных условий передачи (со, иь я2) получить значение Р и, в свою очередь, определить зависимые от этого коэффициента составляющие [см. (15.12) и (15.13)] и соответственно структуру ЭМ поля в ВС.
В общем случае уравнение (15.22) имеет большое число решений, каждому из которых соответствует своя структура ЭМ поля, т. е. тип волны, или мода.
В круглом диэлектрическом волноводе при азимутальном индексе п = 0 возможно распространение магнитных НОт (Hz 0, Ez = = 0) и электрических ЕОт (Ez *0, Hz = О) волн, имеющих круговую симметрию поперечного ЭМ поля.
При п * 0 все шесть компонент ЭМ поля отличны от нуля, т. е. имеются гибридные или дипольные волны, для которых и Ez* 0 и Н2^0 (см. подразд. 1.5).
Каждая направляемая мода ВС обладает характерной для нее структурой ЭМ поля и коэффициентом распространения 0. Структура поля характеризуется зависимостью его векторов от поперечных координат [см. (15.13)].
Коэффициент распространения 0 несимметричных мод определяется в результате численного решения с помощью ЭВМ дисперсионного уравнения (15.22), а в случае симметричных мод для той же цели используются более простые по форме уравнения, полученные как частные случаи уравнения (15.22) при и = 0 и т.д.
Решая при заданных структурных параметрах ВС указанные уравнения для различных частот, можно определить зависимость рлт = =/(со) — дисперсионную характеристику (ДХ) направляемой моды.
395
При небольшом числе распространяющихся мод ДХ и распределение полей являются основными электродинамическими характеристиками регулярного ВС, по которым определяются групповые скорости мод, волноводная и межмодовая дисперсии, распределение мощности по сечению и др.
Коэффициент распространения 0 определяется из выражений (15.14) и (15.15), справедливых соответственно для сердцевины (при г < а) и оболочки (г > а) в виде соотношения
к\ > 0 > к2 или > Р > к&12. (15.23)
Коэффициент распространения 0 может быть рассчитан следующим образом:
P = £^l (15.24)
с N U Лп?)
где с — скорость света; f0 — критическая частота, определяемая по формуле (15.27); f — расчетная частота.
Для определения критической частоты следует иметь в виду тот факт, что при g2 > 0 поле концентрируется в сердцевине ВС, а при g2 = 0 (в критическом режиме) оно выходит из сердцевины, при этом появляется поток энергии в радиальном направлении (излучаемые моды), и распространение света вдоль ВС прекращается. Заметим, что критическая частота соответствует в понятиях геометрической оптики критическому углу падения луча на границу сердцевина—оболочка.
Из (15.14) и (15.15) получим
g2 + ё2 = к? - к2 = к%(п? — п2). (15.25)
При g2 = 0 из (15.25) имеем g? = к£(п? -nj) и с учетом, что к0 = а/с = 2 л//с, получим выражение, определяющее критическую частоту ВС:
Г _ glco
° 2л7я12 " п1
(15.26)
Умножив числитель и знаменатель (15.26) на радиус сердцевины а = dc/2, получим
f g'aco
° Л^сЛ/«12 ~«2 ’
(15.27)
где gta = Рпт — корни бесселевых функций для различных типов волн.
В табл. 15.1 приведен ряд значений корней бесселевых функций для различных типов волн, имеющих индексы тип.
Из этой таблицы видно, что только одна волна (гибридная НЕп) имеет нулевое значение корня, и, следовательно, для нее f0 = О,
396
Таблица 15.1
Значения корней бесселевых функций Рят=gia = Fg
п т Тип волны
1 2 3
0 2,405 5,520 8,654
1 0,000 3,832 7,016 НЕ1т
1 3,832 7,016 10,173 ЕН1т
2 2,405 5,538 8,665 НЕ2т
2 5,136 8,417 11,640 ЕН2т
т. е. она может распространяться во всем диапазоне частот, начиная с нуля. Все остальные волны имеют критические частоты отсечки, ниже которых они распространяться не могут, причем чем больше индексы п и т, тем больше критическая частота.
Обратим внимание на физический смысл приведенных в табл. 15.1 корней Р„т = g{a. Так как при отсечке g2 = 0, то Р = к2 = = к$п2, и с учетом выражения gi = ^к? - Р2 получим
gta=а^к?-Р2 = а^п?-Х02л j -ак0У]п^ - п% =а^,]п?-п%. (15.28) Ло
Выражение (15.28) обратно пропорционально Хо, т.е. прямо пропорционально критической частоте Уо. Кроме того, оно включает в себя исходные параметры оптического волокна: а, П\ и п2.
По этой причине выражение (15.28) носит название нормированной частоты отсечки и в таком представлении используется не только в режиме отсечки, но и в общем случае любого значения частоты колебаний f Таким образом, нормированная частота определяется выражением
V = (15.29)
Л
где X — длина волны в вакууме.
Следовательно, в табл. 15.1 мы имеем нормированные частоты отсечки 1g=8ia = Рпт ДО» мод,тип которых указан в правой колонке, а индекс составлен из левого столбца (л) и соответствующих граф (т).
При V< Ио частота f< f0, и мода в сердцевине не распространяется, т. е. не существует. С увеличением частоты, начиная с V> 2,405, появляются новые типы волн: Е0], HOi и ЯЕ21; при У> 3,832 дополнительно появляются волны ЯЕ12, ЕНц и т.д.
Из табл. 15.1 видно, что в ВС распространяется только один тип волн ЯЕП при значении параметра V= gxa в пределах 0 < У< 2,405,
397
Рис. 15.6. Частотная зависимость коэффициента распространения ₽:
1 — волна HExi, 2 — волны других типов; ИВ и НВ — излучаемые и направляемые волны
поэтому одноволновый (одномодовый) режим практически достигается при применении очень тонких волокон, близких по диаметру сердцевины к длине волны. Кроме того, также стремятся к уменьшению разницы щ и п2.
На рис. 15.6 приведены частотные зависимости 0 (дисперсионные характеристики), а также волновых чисел сердцевины к{ и оболочки к2.
Коэффициент 0 меняется от значения к2 при частоте отсечки до значения к\, соответствующего весьма большим частотам:
Р = (0-2 = !^п2 = к2 при/=/>;
со
(15.30)
Р = со— = kont = кх при /-><».
Со
При Р = к2 ЭМ поле не передается вдоль ВС, а излучается в окружающее пространство. Второй предел 0 = к\ обусловлен областью существования продольных ЭМ волн типа Ей Н. При 0 > кх должны появляться поперечные ЭМ волны ТЕМ, условия для существования которых, однако, в ВС в отличие от проводниковых кабельных двухпроводных цепей отсутствуют.
Число распространяющихся мод по ВС со ступенчатым ППП можно определить по следующей приближенной формуле:
N = = 2Д>
где Д = (п, -п2)/пх.
Для градиентного ВС
N = \v2.
4
(15.31)
(15.32)
Из формул (15.31), (15.32) видно, что чем больше диаметр сердцевины и меньше длина волны, тем больше возникает мод, причем в градиентных ВС их число в два раза меньше, чем в ступенчатых.
В зависимости от числа передаваемых мод принята следующая классификация видов передачи по ОВ:
одномодовая (волна НЕп, N = 1, dc ~ X, рабочая полоса частот — единицы гигагерц);
маломодовая (N < 20, dc > X, рабочая полоса частот — сотни мегагерц);
398
многомодовая (N> 20, dc» А, рабочая полоса — десятки мегагерц).
При анализе многомодовой передачи можно использовать упрошенные методы геометрической оптики, а при одно- и маломодовой передаче необходимо использовать соотношения волновой теории.
15.3. Оптические и передаточные параметры волоконных световодов
Рассмотрим некоторые параметры ВС, которые определяют его оптические свойства и способность передачи информации.
Фазовая и групповая скорости. Фазовая скорость характеризует скорость распространения плоскости одинаковой фазы волны (например, максимума) вдоль оси ВС и определяется выражением
цф=|. (15.33)
Фазовую скорость можно выразить также в следующем виде:
"Ф=СО<^2+*4-2- (15.34)
Vgl«2+g2«l
Однако расчет по формуле (15.34) для различных типов волн в общем случае связан со сложным вычислением коэффициента распространения Р по формуле (15.22), поэтому определим для частного предельного случая, т.е. при критической частотеf=f$.
&=0игф^ = г2, (15.35)
«2
т. е. фазовая скорость при критической частоте равна скорости света в оболочке ВС.
С ростом частоты и соответственно уменьшением длины волны ЭМ поле все больше концентрируется в сердцевине ВС, скорость распространения определяется ее параметрами (ео1 = я?) и при высоких частотах становится равной скорости света в сердцевине ВС:
v<i)=^ = vl. (15.36)
ni
Таким образом, скорость меняется в зависимости от частоты в пределах от с^/п^ при / = fQ до c0/ni при f а это значит, что передаваемые по ВС (даже при одномодовой передаче) частотные составляющие спектра сигнала поступают на выход ВС в разное время, т. е. имеет место дисперсия ВС.
399
Групповая скорость в ВС представляет собой скорость распространения огибающей пакета волн с разными частотами, распространяющимися в дисперсной среде, и определяется выражением d(0 Сп / 1 С П
Ггр-аВ’ ИЛИ Vtp ~ <&’ (15.37)
р п + со-
dco
где со — угловая частота; п — показатель преломления среды распространения.
Таким образом, групповую скорость, которая также характеризует перенос мощности моды вдоль ВС, следует отличать от фазовой скорости, определяющей скорость распространения волнового фронта вдоль ВС (иначе говоря, скорость, с которой нужно перемещаться, чтобы видеть постоянную фазу).
Из (15.37) видно, что зависимость ПГТ от частоты приводит к зависимости от частоты и групповой скорости, т. е. к дисперсии.
Дисперсия. Рассеяние во времени спектральных или модовых составляющих оптического сигнала, приводящее к уширению передаваемых импульсов, называется дисперсией. Дисперсия определяет (ограничивает) рабочую полосу частот ВС, а также дальность передачи.
Назовем три основные причины дисперсии.
1. Наличие определенной ширины спектров излучения источников света, т. е. интервала длин волн ДХ (диапазона, в пределах которого излучаемая мощность составляет более 50 % от максимальной).
2. Различие групповых скоростей разных распространяющихся мод (для МОВ);
3. Различие групповых скоростей разных составляющих спектра
передаваемого сигнала.
Различают дисперсии модовую (межмодовую) тмод и хроматическую (частотную) тх.
Модовая дисперсия обусловлена второй из перечисленных причин, а хроматическая — первой и третьей.
В свою очередь, хроматическая дисперсия складывается из дисперсии материала и волноводной дисперсии (тх = тм + тв).
Дисперсия материала (тм) обусловлена зависимостью ПП отдли-dn
ны волны , так как в этом случае и скорость передачи зависит от длины волны — frn(A) - — (X).
п
Волноводная дисперсия (тв) имеет место вследствие нелинейности фазочастотной характеристики, т.е. из-за наличия зависимости Р = /(со) — дисперсионной характеристики.
Результирующее уширение передаваемого импульса т из-за модовой тмод, хроматической тх, материальной тм и волноводной тв дисперсий выражается формулой
400
~ Tx ~~ у^мод |тм + TB| . (15.38)
В многомодовых OB (MOB) тмод» тх, и поэтому в них тмов = тмод- (15.39)
В одномодовых ОВ (ООВ) распространяется только одна мода, поэтому тмод = 0 и результирующая дисперсия
тоов = тх= |тм+тв|. (15.40)
Уширение импульса из-за модовой дисперсии определяется следующими выражениями:
для ступенчатых МОВ
тсмод=—; (15.41)
со
для градиентных МОВ
тгмод = , (15.42)
zc0
где Д = (п{ - л2)/я1; I — Длина ОВ.
В ООВ для оценки уширения импульса можно использовать следующие упрощенные выражения:
тв = 2л'2Д-; (15.43)
Л с0
_ (ДХ) X2 d2w . м X с0 dX2
(15.44)
где (ДХ) — ширина спектра источника излучения, равная 1... 3 нм для лазера и 20...40 нм для светоизлучающего диода.
Так как тх зависит от ДХ и длины ОВ, вводят понятие удельного уширения импульса, определенного при ДХ = 1 нм и / = 1 км. Размерность величины Дтх — пс/(мм • км).
С увеличением длины волны волноводная дисперсия в ООВ увеличивается, а материальная — уменьшается (рис. 15.7). При этом обычно волноводная дисперсия имеет положительный знак, а материальная — отрицательный.
Для определенных ППП и значений X величины тв и тм могут быть одинаковыми по значению, но иметь разный знак, и результирующая дисперсия ООВ в этом случае будет равна нулю.
Меняя ППП, значение длины волны нулевой дисперсии ХОд можно сместить в область длин волн, соответствующих минимальному коэффициенту затухания ОВ. Такие оптические волокна называют ОВ со смещенной дисперсией.
В последнее время разработаны ООВ с ненулевой смещенной дисперсией, которые имеют небольшую по значению результиру-
14 Пешков
401
Рис. 15.7. Зависимости т(Х) для стандартных ООВ (а) и ООВ со смещенной дисперсией (б):
1...3 — соответственно результирующая, волноводная и материальная дисперсии
ющую дисперсию в рабочей области длин волн. Такие ООВ используются в ВОЛС со спектральным методом уплотнения каналов, при котором одновременно вводится большое число (несколько десятков) оптических сигналов на близких длинах волн. При этом каждый из сигналов несет свой, независимый от других информационный поток.
Такой метод позволяет существенно увеличить пропускную способность линии связи (до 300 тысяч телефонных каналов по одному ОВ), но при этом возникает ряд проблем, связанных с нелинейными эффектами в ОВ и взаимодействием между собой несущих длин волн, что затрудняет их разделение
по различным приемным схемам.
Установлено, что наличие небольшого уширения тх обеспечивает подавление указанных нежелательных эффектов при использовании методов спектрального уплотнения с применением ООВ с ненулевой смещенной дисперсией.
Полоса пропускания ВС. Полоса пропускания определяет число каналов, которые можно передать по ВС, и зависит от его дис-
персии.
Верхней границей полосы пропускания по определению является частота _Fnp, при которой амплитуда модулированного передаваемого сигнала уменьшается вдвое по сравнению со значением, принятым за единицу при частоте равной нулю. Таким образом, ширина полосы пропускания равна частоте Тпр и обратно пропорциональна уширению импульса:
0,44 0,88
пр т т
г0.5 т
(15.45)
где т и т0 5 — соответственно уширение импульса и уширение импульса на уровне 0,5 его амплитуды (см. рис. 15.4).
Иногда используется упрощенная формула
fnp=-. (15.46)
т
Чем больше длина ВС, тем больше временной разброс различных составляющих сигнала на его конце, т. е. уширение импульса т. В большинстве ВС полоса пропускания уменьшается пропорционально их
402
длине. Поэтому часто используют значение полосы пропускания ВС длиной 1 км, выраженное в МГц • км или ГГц • км и называемое коэффициентом широкополосности, который обозначается А-Гпр.
Затухание света в ВС. Затухание ЭМ поля при передаче его по ВС обусловлено потерями в материале ОВ (ам) и так называемыми волноводными потерями (ссв). Потери в материале обусловлены процессами поглощения (ап) и рассеяния (сср) передаваемого света веществом ОВ.
Поглощение света обусловлено взаимодействием передаваемого ЭМ поля с частицами материала ОВ и передачей им (их возбуждением) части передаваемой энергии.
Особенно сильным поглощение света становится при совпадении частоты передаваемого излучения с частотами собственных колебаний частиц вещества (электронов, атомов, ионов и т.п.). Такое поглощение называют резонансным.
Для чистого стекла имеет место так называемое молекулярное поглощение в инфракрасной области спектра (к >6 мкм) и электронное поглощение в ультрафиолетовой области (к < 0,4 мкм).
Потери на поглощение существенно зависят от чистоты материала и при наличии примесей (ионов металлов, гидроксильных групп) могут быть большими.
Рассеяние света происходит в случаях, когда среда, в которой распространяется свет, является оптически неоднородной, т.е. когда не наблюдается постоянства показателя преломления по объему материала. В этом случае лучи отклоняются на неоднородностях в разные стороны от нужного направления.
На процесс рассеяния влияет колебание плотности материала, неупорядоченность молекулярной структуры аморфного стекла (рассеяние Рэлея), наличие небольших пузырьков и включений, сравнимых с длиной волны и т.д.
Суммарные потери за счет молекулярного поглощения и рэлеевского рассеяния в совершенно чистых стеклах равны нижнему пределу полных внутренних потерь соответствующего материала, который можно достигнуть в идеальных условиях. На рис. 15.8 приведена типичная спектральная зависимость коэффициента затухания кварцевого ООВ.
Максимумы поглощения на длинах волн 0,95 и 1,39 мкм связаны с наличием примесей ионов ОН- (так называемые водяные пики). За исключением этих пиков, спектральная зависимость (кривая 1) хорошо согласуется с теоретической, учитывающей инфракрасное (молекулярное) поглощение (прямая 2) и рэлеевское рассеяние (прямая 5).
Минимумы затухания (так называемые окна прозрачности) имеют место при длинах волн 0,85; 1,3 и 1,55 мкм, поэтому эти длины волн и применяются в качестве рабочих в используемых и разрабатываемых системах оптической связи.
403
а, дБ/км
Рис. 15.8. Спектральная зависимость коэффициента затухания кварцевого ООВ:
1 — типичная; 2, 3 — прямые, учитывающие соответственно инфракрасное и рэллеевское рассеяние
Типы оптических волокон. В зависимости от типа распространяющегося излучения различают ОВ многомодовые, одномодовые без сохранения поляризации излучения и одномодовые с сохранением поляризации излучения.
Многомодовые ОВ могут быть со ступенчатым ППП и градиентным ППП.
По материалу сердцевины и оболочки ОВ делятся на следующие виды: с кварцевыми сердцевиной и оболочкой (ОВ кварц — кварц); с кварцевой сердцевиной и полимерной оболочкой (ОВ кварц — полимер); с сердцевиной и оболочкой из многокомпонентного стекла (многокомпонентное ОВ); с сердцевиной и оболочкой из полимерных материалов (полимерное ОВ).
В круглом ООВ основная мода НЕп может существовать в двух ортогональных поляризациях и НЕ^. Из-за небольшой разницы в постоянных распространения этих мод, вызванной реальной структурой ОВ, наблюдается связь между ними, которая приводит к вращению плоскости поляризации вдоль оси ОВ. Такие волокна называются ООВ без сохранения поляризации излучения (плоскостью поляризации называют плоскость, проведенную через вектор Е и луч — направление распространения волны).
В некоторых случаях (когерентные оптические линии связи, волоконные интерферометры, гироскопы и др.) необходимы ВС, сохраняющие поляризацию передаваемого излучения на большой длине. Такие волокна называют ОВ с сохранением поляризации излучения. Для сохранения положения плоскости поляризации в ВС подбором его структуры (т.е. определенного ППП) обеспечивают или распространение только моды одной поляризации, или увеличение разности А0 = во избежание связи х- и у-поляризаций.
Наилучшими характеристиками обладают ОВ кварц—кварц. Необходимое соотношение пх > и2 достигается двумя способами. Пер
404
вый способ — выполнение оптической оболочки из чистого кварца, и легирование кварцевой сердцевины такими добавками, как GeO2, Р2О5, ТЮ2, А12О3 и др., увеличивающими значение ПП кварца без ухудшения его оптических свойств. Второй способ — выполнение сердцевины из чистого кварца, а кварцевой оболочки с добавками оксида бора или фтора, снижающих ПП.
Оптические волокна требуют защиты от внешних воздействий (механических, атмосферных, химических и т.п.), поэтому поверх светоотражающей оболочки накладывают защитное полимерное покрытие. ОВ (или несколько ОВ) в защитном покрытии называют оптическим модулем (ОМ).
Защитное покрытие может быть наложено на ОВ в виде плотного полимерного слоя или в виде свободной полимерной трубки. В последнем случае внутри трубки может быть несколько ОВ, а также заполнение из синтетических высокопрочных нитей, обеспечивающих необходимую прочность на растяжение, и гидрофобное заполнение для защиты ВС от возможного (и крайне нежелательного) действия влаги.
Оптическое волокно или оптический модуль, размещенные вместе с упрочняющими и другими вспомогательными элементами в единую конструкцию (сердечник) и покрытые защитными покровами, образуют оптические кабели (ОК).
Пример 15.1. Определить параметры оптического волокна при следующих исходных данных: диаметр сердцевины 1а = 50 мкм; диаметр светоотражающей оболочки 1Ъ = 125 мкм; числовая апертура NA = 0,2; рабочая длина волны А = 1,3 мкм; показатель преломления оболочки л2 = 1,447 (чистый кварц на длине волны 1,3 мкм); длина ОВ 1= 5 км.
1. Показатель преломления сердцевины по (15.4):
Л] = д/NA2 + nl = 70,22 +1,4472 = 146
2. Относительная разность показателей преломления по (15.5):
1 46 _ 1 447
А = 1,чо 1,чч/ = 0 001
1,46
3. Нормированная частота по (15.29):
К = 2'3,14'25 ?° 6 >/1,462 ~ 1,4472 = 23,4, 1,3-10-* у ’
т.е. режим — многомодовый (И> 2,405).
4. Число распространяющихся мод по (15.31):
23 42
N = ~ ТП,.
2
5. Критическая частота (для волн с Рлт = 2,405) по (15.27):
/о -
_____ 2,405-3-Ю8 3,14-50-10-* 71,462-1,4472
= 2,3-1013 Гц.
405
6. Дисперсия (уширение импульса) по (15.41):
для ступенчатого ОВ длиной 5 км
, 0,01-1,46-5
twon = 3 ц;— = 24,3 • IO 8 с = 243 нс;
для ОВ длиной 1 км
243
Тмод = у = 48,6 нс/км.
7. Полоса пропускания при длине линии 5 км по (15.45):
F 0>88 э С
Л,р 243-10^ " 3,6 МГЦ’
8. Коэффициент широкополосности:
. г 0,88 - р к <т-
й/«'<бйо^=18МГц',“-
9. Границы изменения фазовой скорости по (15.35), (15.36):
3-105
vt = =205 000 км/с;
1,46
ЗЮ5
Г2 =ууу = 207 °00 КМ/С.
15.4. Оптические кабели связи и волоконно-оптические линии связи
Оптические кабели связи. Как уже отмечалось, оптические кабели связи по своему назначению подразделяются на междугородные, городские, объектовые и монтажные.
В зависимости от условий прокладки и эксплуатации ОК связи разделяются на подземные (для прокладки в грунте или телефонной кабельной канализации), подводные (для организации связи через большие водные преграды), полевые (для прокладки непосредственно по поверхности земли) и внутриобъектовые (для прокладки внутри помещений).
Основная задача при выборе конструкции — предохранение ОВ от растяжения и изгиба, способных вызвать ухудшение их оптических свойств или даже обрыв. Поэтому ОК связи содержат силовые элементы, упрочняющие конструкцию кабеля в целом, а различные способы размещения ОВ, ОМ, силовых и демпфирующих элементов конструкции имеют целью обеспечение стабильности оптических характеристик и целости ОВ.
Упрочняющими элементами могут быть как полимерные нити из высокопрочных синтетических материалов, так и элементы из стеклопластика и металлические проводники. Последние вводятся
406
в конструкцию ОК связи для организации цепей дистанционного электропитания линейных регенераторов.
Усилия, испытываемые упрочняющими элементами под воздействием внешних растягивающих сил, не должны передаваться на ОВ. В противном случае ОВ как элемент кабеля с минимальным коэффициентом допустимого линейного удлинения разорвется первым. Поэтому один из способов ослабления напряжения в ОВ при удлинении кабеля или его изгибе заключается в обеспечении неплотного сцепления ОВ со структурой кабеля, т. е. в свободном поддержании ОВ, уложенного в трубчатом ОМ или специальных пазах фигурного сердечника. Применяются также различные демпфирующие разделительные элементы (например, из пористого материала), уменьшающие механические напряжения в ОВ.
Разработано много различных конструкций ОК связи для разного числа ОВ, разных условий прокладки и т.п. В некоторых из них силовой элемент расположен в центре сердечника и представляет собой стальной трос, имеющий полимерное покрытие, или пруток из стеклопластика. Имеются конструкции ОК, используемые в основном в помещениях, в которых упрочняющим элементом являются синтетические высокомодульные (СВМ) нити, совмещенные с наружной защитной полимерной оболочкой. Имеются также конструкции ОК с центральной трубкой и центральным опорным полимерным каркасом, в котором ОВ свободно располагается в спиральных каналах.
Некоторые конструкции ОКС рассматривались в гл. 2.
Волоконно-оптические линии связи. Основные области применения волоконно-оптических линий связи (ВОЛС) — это системы связи различного назначения, системы управления и передачи данных, бортовая аппаратура.
По протяженности ВОЛС подразделяются на магистральные, внутригородские и внутриобъектовые.
Магистральные ВОЛС используются для многоканальной дальней связи, внутригородские — для линий городской телефонной сети, систем кабельного телевидения, скрытой связи тактического военного назначения, локальных сетей ЭВМ, а внутриобъектовые — для телефонной и видеотелефонной связи внутри предприятий, связи внутри ЭВМ и на подвижных объектах различного назначения.
Волоконно-оптические системы передачи (ВОСП) обычно являются цифровыми. Для кодирования информации наиболее удобна импульсно-кодовая модуляция (ИКМ). Типовая структурная схема ВОСП представлена на рис. 15.9.
Основными элементами системы являются линейный тракт и оконечные устройства — оптические передатчик и приемник. Оптический передатчик преобразует электрические сигналы, поступающие на вход системы в оптические импульсы и передает их в линейный тракт, а оптический приемник осуществляет обратное
407
ОПер
ОПр
Рис. 15.9. Типовая структурная схема ВОСП:
ОПер — оптический передатчик; ОПр — оптический приемник; ПЛ — полупроводниковый лазер; СД — светодиод; ФД — фотодиод; СУ — согласующее устройство; ЛР — линейный регенератор; ОК — оптический кабель
преобразование оптических сигналов в электрические, тождественные входным сигналам. Линейный тракт состоит из ОК связи с устройствами сращивания строительных длин и оконечными разъемными соединениями, а также из линейных регенераторов, компенсирующих затухание светового потока из-за потерь в кабеле и устройствах соединения и корректирующих искажения формы оптических сигналов из-за дисперсии.
В оптическом передатчике поступающий сигнал ИКМ модулирует оптическую несущую, создаваемую источником излучения — полупроводниковым лазером или светодиодом. В оптическом приемнике для преобразования оптического сигнала в электрический обычно используют лавинные фотодиоды. В линейных регенераторах в одном блоке совмещены оптический приемник, усиливающее, корректирующее устройства (по электрическому сигналу) и оптический передатчик.
В ВОЛС используются волоконно-оптические системы передачи с применением систем ИКМ-120, ИКМ-480, ИКМ-1920. Для городских ВОЛС используется длина волны 0,85 мкм с расстоянием между регенераторами 8... 12 км, для зоновой связи при длине волны 1,3 мкм это расстояние составляет 30 км, а для магистральной связи на длине волны 1,55 мкм расстояние между регенераторами около 100 км.
Контрольные вопросы
1. Каковы основные преимущества оптических кабелей по сравнению с традиционными кабелями связи?
2. Нарисуйте ход световых лучей в ВС со ступенчатым и градиентным профилем показателя преломления. Что такое критический и апертурный углы?
3. Что такое нормированная частота и частота отсечки? Как эти величины связаны с характером распространения света в ВС?
4. От каких факторов зависит число мод, передаваемых по ВС?
5. Что такое дисперсия и каковы причины ее возникновения в ВС?
6. Каковы причины затухания света при передаче по ОВ и ОК?
7. Какие существуют виды ОВ? Каковы их отличительные особенности?
Глава 16
ИСПЫТАНИЯ КАБЕЛЬНЫХ ИЗДЕЛИЙ И ИХ АВТОМАТИЗАЦИЯ
16.1. Классификация и назначение испытаний
Под испытаниями любого объекта понимается экспериментальное определение количественных и (или) качественных характеристик свойств объекта испытаний как результата внешних воздействий. Под объектом испытаний понимается продукция, подвергаемая испытаниям, в данном случае — кабельная.
Все испытания, применяемые в кабельной технике, можно разделить на три большие группы.
1. Контроль материалов и полуфабрикатов, поступающих на кабельный завод и используемых для производства кабелей и проводов, так называемый входной контроль. Испытываются электроизоляционные и защитные материалы, проводниковые материалы, ингредиенты резиновых смесей, проволока для бронирования кабелей, элементы соединительных и концевых муфт и т.д.
2. Приемно-сдаточные, периодические и типовые испытания кабельной продукции, при которых проводится проверка готовой продукции на соответствие стандартам и техническим условиям.
3. Испытания, проводимые при научных исследованиях новых материалов и кабельных изделий.
Автоматизация испытаний позволяет максимально использовать автоматические методы непрерывного контроля параметров кабельной продукции непосредственно в процессе производства.
Естественно, что для различных типов кабельной продукции применяются разные методы испытаний, однако их можно разбить по трем большим группам кабелей и проводов: кабели и провода энергетического назначения; обмоточные провода; кабели связи, в том числе волоконно-оптические. Для всех этих групп важное значение имеют испытания на надежность, которые позволяют как производителю, так и потребителю ориентироваться при оценке сроков службы и сохраняемости кабельного изделия, его ресурса и т.п.
Приемно-сдаточные испытания — это контрольные испытания продукции при приемочном контроле.
Под периодическими испытаниями понимаются контрольные испытания выпускаемой продукции, проводимые в объемах и в
409
сроки, установленные нормативно-технической документацией, для контроля стабильности качества продукции и возможности продолжения ее выпуска.
Типовые испытания — это контрольные испытания выпускаемой продукции, проводимые для проверки эффективности и целесообразности вносимых изменений в конструкцию, рецептуру или технологический процесс.
Поясним сказанное на примере испытаний конкретного кабельного изделия — силового кабеля с пластмассовой изоляцией, алюминиевыми или медными жилами на напряжения 0,66; 1; 3 и 6 кВ переменного тока. Эти кабели, предназначенные для передачи и распределения электрической энергии в стационарных установках, могут иметь пластмассовую или алюминиевую оболочку.
Для силовых кабелей с пластмассовой изоляцией устанавливаются приемно-сдаточные, периодические и типовые испытания.
К приемно-сдаточным испытаниям, проводимым на каждой длине кабеля, относятся: проверка конструктивных элементов и основных размеров (кроме определения относительного удлинения алюминиевых жил); проверка конструкции защитных покровов; определение электрического сопротивления изоляции; испытание электрическим напряжением; проверка маркировки и упаковки. Кабели предъявляются к приемке партиями, причем за партию принимаются кабели одинаковых марки, напряжения и сечения, одновременно предъявляемые к приемке.
Периодические испытания, как правило, проводятся не реже одного раза в 12 месяцев, хотя и с некоторыми исключениями. Так, относительное удлинение од нопроволочных алюминиевых жил проверяется не реже одного раза в сутки, а испытания защитных покровов обычно проводятся не реже одного раза в три месяца (по отдельным параметрам защитные покровы должны испытываться не реже одного раза в год). В состав периодических испытаний силовых кабелей с пластмассовой изоляцией входят: испытание защитных покровов; определение электрического сопротивления изоляции при длительно допустимой температуре нагрева жил; испытание на рабочее напряжение 6 кВ повышенным напряжением в течение четырех часов; определение относительного удлинения однопроволочных алюминиевых жил; определение стойкости к навиванию.
Типовые испытания обычно проводят по отдельной программе, имея в виду, что по результатам этих испытаний возможно или целесообразно внесение изменений в техническую документацию на кабели.
Как правило, в составе типовых проводятся испытания кабелей на стойкость к внешним воздействующим факторам (температура от -50 до +50 °C, относительная влажность воздуха до 98 %, плесневые грибы) и долговечность (срок службы должен составлять 30 лет).
410
В ряде случаев в разделе указаний по эксплуатации кабельных изделий предусматриваются дополнительные испытания. Так, бронированные силовые кабели с пластмассовой изоляцией после прокладки должны выдержать испытание постоянным напряжением: кабели на рабочее напряжения 3...6 кВ — 6(/ном (где (7НОМ — номинальное напряжение кабеля), а кабели на напряжения до 1 кВ — в соответствии с действующими Правилами устройства электроустановок.
Сам по себе технический перечень испытаний кабельной продукции достаточно обширен, однако его можно свести к ряду групп основных испытаний, цель которых оценить как качество изготовленных кабелей и проводов, так и их потребительские свойства.
1. Определение конструктивных размеров и физико-механических характеристик. Это определение геометрических размеров; испытание образцов растяжением, при изгибе и перемотке; специальные методы физико-механических испытаний. К последним, например, относятся испытания изоляции обмоточных проводов на механическую прочность истиранием, испытания этих же проводов на адгезию изоляции, испытания металлических оболочек кабелей на растяжение путем разбивки на конусе и т.д.
2. Измерение электрического сопротивления металлических элементов конструкции кабелей. Это прежде всего измерение электрического сопротивления с помощью мостов постоянного тока, а также определение места повреждения в кабеле с помощью измерения сопротивления жил. Последнее применяется, если одна из жил кабеля замыкается на другую жилу или оболочку через переходное сопротивление не более 104 Ом.
3. Измерение электрического сопротивления изоляции кабелей и проводов. Измерения электрического сопротивления и емкости изоляции чаще всего проводят методом непосредственного отсчета показаний гальванометра и сравнения полученных значений с образцовыми сопротивлениями и емкостями.
Если измеряется сопротивление изоляции, превышающее 1011 Ом, то чувствительность измерительных схем с применением гальванометра оказывается недостаточной. В таких случаях используют схемы с усилителями, в основном транзисторами.
4. Измерение полного сопротивления, емкости и тангенса угла диэлектрических потерь материалов и кабелей при различных частотах. К этой группе методов относится прежде всего измерение емкости и тангенса угла диэлектрических потерь при частоте 50 Гц с помощью мостовых схем (с защитным напряжением, защитной цепью или заземлением одного из электродов образца). Если измерения проводят при частотах 103... 106 Гц, то при использовании обычных мостовых схем на результаты измерений начинают влиять собственные емкости и индуктивности элементов схемы. В этом
411
случае используют специальные схемы резисторно-емкостных мостов, в которых, кроме того, обеспечено экранирование как каждого элемента схемы, так и всей схемы в целом. При частотах до 200 МГц и более используют резонансные методы измерений емкости и tg 5: до 200 МГц применяют электрические цепи с со-средоточенными параметрами, а при более высоких частотах — приборы с объемными резонаторами.
5. Испытания повышенным электрическим напряжением. Эти испытания проводятся при переменном, постоянном и импульсном напряжениях. Испытания повышенным напряжением могут быть кратковременными (длительность приложения напряжения до 24 ч) и длительными.
6. Испытания на частичные разряды в электрической изоляции. Частичные разряды происходят в отдельных элементах изоляции, развиваясь в газовых включениях или масляных прослойках. Пробоя изоляции при этом не происходит, но потери в диэлектрике возрастают за счет увеличения tg5. Испытания по определению прироста tg 5 проводят при повышении напряжения от половины номинального до испытательного. Методы оценок частичных разрядов основаны в основном на регистрации электрических импульсов при повышении испытательного напряжения.
7. Испытания в целях определения характеристик кабелей связи и радиочастотных кабелей. Эти испытания проводят прежде всего для измерения рабочей емкости, емкостной асимметрии и емкостных связей в кабелях. Кроме того, измеряют первичные и вторичные параметры кабелей при частотах до 250 МГц. Первичные параметры — активное электрическое сопротивление, индуктивность, емкость и активная проводимость изоляции. Вторичные параметры — волновое сопротивление, коэффициент распространения волны, затухание, полное сопротивление, коэффициент фазы. Измеряют также параметры, характеризующие взаимные и внешние влияния в кабелях. Измерения параметров кабелей на сверхвысоких частотах (150 МГц и выше) проводят с помощью коаксиальных или волноводных измерительных линий, включаемых между кабелем и генератором. Измеряют также неоднородности в кабельных линиях.
8. Испытания оптических волокон и волоконно-оптических кабелей. Измеряют геометрические и оптические параметры волокон и кабелей, в том числе диаметры сердцевины и оболочки оптических волокон, профиль показателя преломления, затухание, ширину полосы пропускания, дисперсию. Кроме того, для определения стандартных характеристик волоконно-оптических кабелей используют дополнительные методы испытаний, характерные для обычных кабелей связи с медными жилами.
В кабельной технике используют также различные методы определения тепловых характеристик кабельных изделий, в частно
412
сти, определение допустимого тока нагрузки, измерение теплофизических характеристик материалов, применяемых в конструкции кабелей, и т. п. Особое место занимает определение физико-химических характеристик полимеров, кинетических параметров химических реакций, температурного индекса и времени наработки, а также климатические испытания, оценка свойств жидких материалов (например, электроизоляционных масел) и др.
В рамках проведения научно-исследовательских работ, а также для диагностики поведения кабелей и проводов в процессе хранения и эксплуатации используют физические методы испытаний: термический и дифференциально-термический анализ; инфракрасную спектроскопию; люминесцентный анализ; газовую хроматографию; масс-спектрометрию; ядерный магнитный резонанс; рентгеноспектральный анализ.
16.2 . Основные понятия о надежности кабельных изделий и методы испытаний их на надежность
Надежность — это свойство кабельного изделия сохранять во времени и в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, хранения и транспортирования. Надежность сама по себе является комплексным свойством, которое в зависимости от назначения кабельного изделия и условий его применения может включать в себя безотказность, долговечность, ремонтопригодность и сохраняемость или определенные сочетания этих свойств.
Понятие ремонтопригодность мало применимо к кабелям и проводам, так как они по своему назначению не должны выходить из строя в течение всего срока эксплуатации. Остальные же понятия широко используются в кабельной технике.
Безотказность — это свойство кабельного изделия непрерывно сохранять работоспособное состояние в течение некоторого заданного времени. Под долговечностью понимается свойство кабельного изделия сохранять работоспособность до наступления предельного состояния при соблюдении потребителем правил эксплуатации. Сохраняемость — свойство кабельного изделия сохранять в заданных пределах значения параметров, характеризующих его способность выполнять требуемые функции в течение и после хранения и (или) транспортирования.
При оценке надежности кабельных изделий используются следующие временные понятия:
наработка — продолжительность работы изделия;
наработка до отказа — наработка изделия от начала эксплуатации до возникновения первого отказа;
413
ресурс — суммарная наработка изделия от начала или возобновления (при наличии перерывов) его эксплуатации до перехода в предельное состояние;
срок службы — календарная продолжительность эксплуатации изделия от начала до перехода в предельное состояние (включая перерывы в эксплуатации, время хранения и транспортирования);
срок сохраняемости — календарная продолжительность хранения и (или) транспортирования изделия, в течение которой значения параметров, характеризующих способность объекта выполнять заданные функции, сохраняются в заданных пределах;
остаточный ресурс — суммарная наработка объекта от момента контроля его технического состояния до перехода в предельное состояние.
Из показателей безотказности в кабельной технике наиболее часто применяются следующие:
вероятность безотказной работы — вероятность того, что в пределах заданной наработки отказ объекта не возникает;
гамма-процентная наработка изделия до отказа — наработка, в течение которой отказ объекта не возникает с вероятностью у, выраженной в процентах;
средняя наработка до отказа — математическое ожидание наработки изделия до первого отказа.
К показателям долговечности, используемым при оценке надежности кабелей и проводов, относятся:
^-процентный ресурс — суммарная наработка, в течение которой объект не достигает предельного состояния с вероятностью у, выраженной в процентах;
средний ресурс — математическое ожидание ресурса изделия;
средний срок службы — математическое ожидание срока службы изделия;
у- процентный срок службы — календарная продолжительность эксплуатации, в течение которой изделие не достигает предельного состояния с вероятностью у, выраженной в процентах.
В кабельной технике используют два типа методов исследований и определения надежности кабельных изделий — статистические и физические. Основой этих методов является большой массив экспериментальных данных. Тем не менее статистические методы опираются на формальные результаты испытаний продукции, а физические — на анализ причин отказов и механизмов их возникновения, т. е. на анализ процессов, протекающих в элементах кабельного изделия при воздействии внешних факторов, в первую очередь температуры.
Статистические методы определения надежности используют при оценке показателей безотказности кабельных изделий по результатам эксплуатации и для подтверждения заданных показателей надежности. Считается, что в период нормальной эксплуата
414
ции изделия справедлив однопараметрический экспоненциальный закон распределения отказов во времени. Оценка надежности кабельных изделий в период интенсивного износа производится с использованием гауссовского или логарифмически нормального закона распределения. Вероятность безотказной работы равна вероятности сохранения того или иного параметра, по которому производится оценка, в заданных пределах после воздействия эксплуатационных режимов при заданной наработке. Важную информацию для оценки надежности дает изменение зависимости параметров кабельных изделий в процессе эксплуатации или при испытаниях, имитирующих эксплуатационные режимы. В этом случае можно прогнозировать минимальную наработку изделия или же определять предельно допустимые минимальные значения параметров при заданной наработке.
Так как сроки эксплуатации кабелей и проводов большие, а их долговечность выше по сравнению с другими типами изделий), то на практике чаще всего используют ускоренные методы испытаний. В основу таких методов положено условие сохранения законов изменения оценочных параметров во времени, причем в качестве основного ускоряющего фактора обычно используется температура.
При обработке результатов испытаний на надежность используют известные математические соотношения. Как уже указывалось, контрольными показателями надежности являются наработка, срок сохраняемости и срок службы.
Если обозначить математическое ожидание времени до отказа испытываемого образца т,-, то
где ть т2, ..., т„ — значения наработки до отказа всех п образцов (значение п, зависящее от типа испытываемых кабельных изделий, как правило, > 10).
Среднее квадратичное отклонение
£(1пт,-1пт)2
п-1
(16.2)
Затем определяются нижняя доверительная граница 1пт, по формуле
тн = In Tz - tc ~
(16.3)
415
и верхняя доверительная граница среднего квадратичного отклонения
где /с — квантиль распределения Стьюдента (значение табулировано); л2 — квантиль распределения.
Приведенные зависимости используют с учетом принятия логарифмически нормального распределения времен возникновения
отказов.
Режимы испытаний на долговечность должны быть основаны на одном или нескольких факторах, имитирующих реальные условия эксплуатации, хранения или транспортирования изделия. Для определения ресурса выбирают число и длительность испытательных циклов, причем если проводят ускоренные испытания, то длительность циклов сокращается в соответствии с используемым коэффициентом ускорения. При проведении испытаний на сохраняемость главным является определение влияния температуры хранения и теплового старения испытываемых изделий. Расчет времени ускоренного старения, имитирующего длительное хранение, производится следующим образом:
1
Т
ty = txp exp
_1Г
Т ’
Jxp J
(16.5)
где /у — время ускоренных испытаний; /хр — время естественного хранения; Ту — температура ускоренных испытаний; Тхр — температура естественного хранения.
В основе такой методики — старение изоляции кабельного изделия, протекающее по закону Аррсинуса. Однако известно, что старение при различных температурах может протекать по различным механизмам и, следовательно, при расчете времени ускоренных испытаний по (16.5) может вноситься определенная погрешность.
Если базироваться на утверждении, что надежность любого кабельного изделия определяется наличием скрытых дефектов, возникающих в процессе производства, то косвенным способом ее контроля может являться определение технологической надежности. В этом случае выбирают параметр изделия, чувствительный к изменению технологических режимов изготовления кабеля или провода, проводят испытания достаточного числа образцов по этому параметру и производят статистическую обработку результатов испытаний. Так, если испытания проводятся на пробивное напряжение, то определяют среднее значение пробивного напряжения Unp; коэффициент вариации о, показывающий, каков разброс значений пробивного напряжения вокруг среднего и косвенный показатель технологической надежности
416
(16.6)
г _ пр ^тд О
где 64д — испытательное напряжение изоляции, регламентированное в технической документации на кабельное изделие.
Очевидно, что чем выше значение коэффициента г, тем стабильнее технологический процесс изготовления и (предположительно) выше надежность изделия в процессе эксплуатации.
Следует отметить специфичность оценки надежности обмоточных проводов, связанную с тем, что по существу эти провода представляют собой полуфабрикат, подлежащий переработке при изготовлении электрических машин, аппаратов, приборов, различных моточных узлов. Поэтому характеристики обмоточных проводов в состоянии поставки и в составе моточных изделий различные. Для обмоточных проводов в состоянии поставки установлены особые показатели надежности: нагревостойкость; базовый ресурс; стабильность технологии (технологическая надежность); срок сохраняемости на таре завода-изготовителя. Наработка провода в составе изделия определяется на макетах изделия и фактически относится не непосредственно к самому обмоточному проводу, а к моточному узлу, условия изготовления и эксплуатации которого должны быть максимально учтены при изготовлении и выборе испытаний макета.
16.3 . Автоматизация испытаний кабельных изделий
Процесс проведения испытаний кабельной продукции на заводах-изготовителях достаточно трудоемкий. Это связано с тем, что при испытании того или иного кабеля в соответствии с действующей технической документацией приходится проводить десятки, а иногда и сотни измерений, поэтому автоматизация процесса испытаний очень важна с точки зрения повышения производительности труда.
В кабельной промышленности с этой целью используют автоматизированные измерительные комплексы и системы. Современная вычислительная техника позволяет собирать, обрабатывать, хранить и выдавать информацию обо всех нормируемых параметрах кабелей и проводов. Необходимая информация может быть получена прямыми и косвенными методами. Прямые методы — это непосредственное измерение или испытание нормируемых параметров кабельных изделий в процессе производства. Косвенные методы основаны на контроле требуемых характеристик материалов или полуфабрикатов (входной контроль), а также на контроле параметров технологического процесса производства.
Различают автоматические средства контроля готовой продукции, средства непрерывного контроля продукции в процессе про-
417
изводства и средства контроля одного из параметров кабельного изделия, позволяющие судить о состоянии технологического процесса на заводе-изготовителе. В процессе контроля кабелей и проводов измеряют конструктивные, механические и электрические характеристики изделий.
Автоматизированный испытательный комплекс для готовой кабельной продукции тем более эффективен, чем больше измерений необходимо производить при приемо-сдаточных испытаниях, предусмотренных технической документацией на изделие. В частности, при испытании городских телефонных кабелей, в которых число пар проводов достигает 2400, приходится измерять характеристики каждой пары, поэтому без автоматизации процесса испытаний в данном случае вообще обойтись нельзя.
Примером испытательной установки может служить автоматическая измерительная система фирмы МЕА (Германия) для городских телефонных кабелей. Система предназначена для низко- и высокочастотных измерений, причем одновременно на ней могут испытываться от 10 до 120 пар. Основные функции и характерные особенности системы следующие:
автоматизированное измерение низко- и высокочастотных параметров кабеля, проверка наличия коротких замыканий и целости токопроводящих жил;
модульное построение системы, приемлемое для различных потребителей;
возможность контроля и управления с помощью персонального компьютера;
цифровая передача информации на дисплей и обеспечение непрерывной записи этой информации;
программное обеспечение, отвечающее требованиям к конкретным типам кабелей, в первую очередь городских телефонных;
возможность обеспечения связи с внешними компьютерными сетями через кабели для структурированных систем;
возможность соединения с испытываемым кабельным изделием как через зажимы-клипсы, так и с помощью соединительных рамок;
возможность испытания городских телефонных кабелей на соответствие различным международным стандартам.
Данная система позволяет проводить измерения тех или иных характеристик кабелей на частотах до 3,5...5 МГц, причем максимальная частота может быть повышена до 10 МГц за счет использования дополнительных приставок. Низкочастотный измерительный мост фирмы МЕА, рассчитанный на четыре программируемые частоты (800/1000, 127, 70 и 20 Гц), обеспечивает измерение длины кабелей до 50 км при частоте 20 Гц. Функция «коррекция нуля» позволяет компенсировать дисбаланс между емкостью моста и емкостями подводящих проводов и рамки.
418
В последнее время разработаны и реализованы в производстве приборы-процессоры, позволяющие осуществлять не только непрерывный контроль геометрии кабельных изделий, но и контроль процесса экструзии полимерных материалов при изготовлении кабелей и проводов. Так, фирма Zumbach (Швейцария) предложила прибор (торговая марка UMAC®—CI—Wallmaster), позволяющий измерять диаметр кабельного изделия от 1 до 200 мм и его эксцентриситет (для обеспечения
Рис. 16.1. Использование эхо-им-пульса при измерении толщины покрытия кабельного изделия
измерения такого диапазона диамет-
ров прибор имеет 3 модификации и 15 моделей), толщину покрытия до 0,01 мм, конфигурацию полимерного покрытия (даже если кабельное изделие имеет нерегулярную геометрию), а также обеспечивающий контроль за соблюдением технологического режима
экструдирования.
В основу прибора положен ультразвуковой принцип (использование эхо-импульса), иллюстрируемый рис. 16.1. Пьезоэлектрический кристалл возбуждает короткие электрические импульсы и преобразует электрическую энергию в механическую, т. е. в звуковые волны. Когда распространяющиеся звуковые волны переходят
Прибор-процессор типа USYS 8000 WAL MASTER
типа UMACCI
Рис. 16.2. Схема использования прибора-процессора фирмы Zumbach на экструзионной линии
419
из одной среды в другую (например, из воды в полимерный материал), часть этих волн отражается по направлению к пьезоэлектронному кристаллу. При этом волны отражаются как от наружной, так и от внутренней поверхности покрытия. В результате, например, можно измерить толщину покрытия, которая будет равна про-изведению скорости распространения звуковой волны, умноженной на разность времени отражения волны от наружной и внутренней поверхности покрытия 12-
Возможности прибора-процессора фирмы Zumbach в плане применения на экструзионной линии показаны на рис. 16.2. Одновременно прибор-процессор позволяет вести статистическую обработку измеренных параметров с выводом на дисплей и записью в режиме реального времени.
Контрольные вопросы
1. Какие существуют типы испытаний кабельной продукции?
2. Чем отличаются приемно-сдаточные испытания от периодических?
3. Какие методы определения tgS проекции кабелей и проводов применяются в кабельной технике?
4. Чем отличается срок службы кабельного изделия от наработки?
5. Какие показатели долговечности используются при оценке надежности кабелей и проводов?
6. Что такое статистические и физические методы определения надежности изделий?
7. Что такое прямые и косвенные методы испытаний параметров кабельных изделий?
СПИСОК ЛИТЕРАТУРЫ
1. Бабицкий О.Ш. Технология скрутки кабелей / О. Ш. Бабицкий, Л.Я.Лехтман. — М.: Энергия, 1978. — 135 с.
2. Белорусов Н. И. Электрические кабели, провода и шнуры: справочник / Н. И. Белорусов, А. Е. Саакян, А. И. Яковлева. — М.: Энергоиздат, 1987. — 536 с.
3. Боксимер Э.А. Линии для S/Z-скрутки кабелей связи / Э.А.Бокси-мер, В. В. Кузьмин, Г.Н.Шляхтер // Кабельная техника. — 1996, №8—9 (246- 247).-С.46-51.
4. Брагин С. М. Электрический и тепловой расчет кабеля. — М.: Энерго-атомиздат, 1960. — 328 с.
5. Бронгулеева М. Н. Кабельные линии высокого напряжения / М. Н. Брон-гулеева, С. С. Городецкий. — М.: Энергия, 1963. — 512 с.
6. Гальперович Д. Я. Радиочастотные кабели / Д. Я. Гальперович, А А Павлов, Н.Н. Хренков. — М.: Энергоатомиздат, 1990. — 256 с.
7. Григорьян А. Г. Производство кабелей и проводов с применением пластмасс и резин / А. Г. Григорьян, Д.Н. Дикерман, И. Б. Пешков. — М. : Энергоатомиздат, 1992. — 304 с.
8. Гроднев И.И. Линии связи: учебник для вузов / И. И. Гроднев, С. М. Верник. — 5-е изд. — М.: Радио и связь. — 544 с.
9. Гроднев И. И. Оптические кабели: конструкции, характеристики, производство и применение / И. И. Гроднев, Ю.Т. Ларин, И.И.Теумин. — 2-е изд. — М.: Энергоатомиздат, 1991. — 264 с.
10. Кабели и провода / Р. М.Лакерник, Л.И.Мачерет, В.АПривезен-цев, Д. Л. Шарле. — Т. 2. — М.; Л.: ГЭИ, 1962. — 527 с.
11. Каменский М. К. Повышение допустимых температур нагрева силовых кабелей / М. К. Каменский, Н. А Никитина // Электротехника. — 1983, №9.-С. 42-45.
12. Конюхова Е.А. Энергоснабжение объектов : учеб, пособие. — М. : Мастерство, 2002. — 320 с.
13. Куц П. С. Теплофизические и технологические основы сушки высоковольтной изоляции / П. С. Куц, И. Ф. Пикус. — Минск: Наука и техника, 1979.— 294 с.
14. Ларина Э.Г Силовые кабели и высоковольтные кабельные линии. — М.: Энергоатомиздат, 1996. — 464 с.
15. Надежность кабелей и проводов для радиоэлектронной аппаратуры / под ред. Л. И. Кранихфельда и И. Б. Пешкова. — М. : Энергоиздат, 1982.199 с.
16. Основы кабельной техники / В.АПривезенцев, И.И.Гроднев, С.Д. Холодный, И. Б. Рязанов. — 2-е изд. — М.: Энергия, 1975. — 472 с.
17. Пешков И. Б. Обмоточные провода. — М.: Энергоатомиздат, 1995. — 416 с.
18. Привезенцев В. А. Обмоточные и монтажные провода / В. А Приве-зенцев, И. Б. Пешков. — М.: Энергия, 1971. — 552 с.
421
19. Производство кабелей и проводов / под ред. Н. И. Белорусова и И. Б. Пешкова. — М.: Энергоиздат, 1981. — 632 с.
20. Рязанов И. Б. Основы электросвязи и передачи информации по направляющим системам. — М.: Изд-во МЭИ, 1997. — 144 с.
21. Сканави Г. И. Физика диэлектриков (область сильных полей). — М.: Физматиздат, 1958. — 908 с.
* 22. Структурированные кабельные системы / А. Б. Семенов и др. — М.:
КомпьютерПресс, 1999. — 472 с.
23. Третъяков В. М. Сушка и пропитка силовых кабелей / В. М. Третьяков, С.Д.Холодный. — М.: Энергия, 1978. — 136 с.
24. Холодный С.Д. Методы испытаний и диагностики кабелей и проводов. — М.: Энергоиздат, 1991. — 200 с.
25. Холодный С.Д. Технологическая термообработка изоляции кабелей и проводов. — М.: Изд-во МЭИ, 1994. — 160 с.
26. Холодный С.Д. Расчет теплового режима кабелей, проложенных в грунте, при периодически изменяющейся нагрузке / С. Д. Холодный, В. Вонг Галан // Электротехника. — 1983, № 5. — С. 45 —46.
27. Холодный С.Д. Определение допустимого тока нагрузки кабелей, проложенных в блоках / С.Д.Холодный, В.А.Кричко // Электрические станции. — 2001, № 6. — С. 47—51.
28. Холодный С.Д. Конструирование изоляции кабельных изделий / С.Д.Холодный, Э.Т. Ларина, В.М.Леонов. — М. : Изд-во МЭИ, 1988. — 60 с.
29. Холодный С.Д. Исследование потерь, возникающих в оболочке и броне кабелей типа МНСК / С.Д.Холодный, Э.Т.Ларина, С.Я.Попов // Электротехника. — 1986, № 4. — С. 56—60.
30. Холодный С.Д. Расчет и измерение потерь энергии в оболочках и броне из стальных проволок одножильных силовых кабелей / С. Д. Холодный, В.М.Леонов, П.В.Водолазов // Электротехника. — 1991, № 3. — С. 47-50.
31. Холодный С.Д. Расчет и измерение потерь энергии в стальном трубопроводе кабелей / С.Д.Холодный, В.М.Леонов, П.В.Водолазов // Электротехника, 1993. — № 10—11. — С. 60—63. х
32. Электротехнический справочник. — Т. 2: Электротехнические изделия. — М.: Изд-во МЭИ, 1998. — 518 с.
33. ГОСТ 7006—72. Покровы защитные кабелей.
34. ГОСТ 23286—78. Кабели, провода и шнуры. Нормы толщин изоляции оболочек и испытаний напряжением.
35. ГОСТ 24641—81. Оболочки кабельные свинцовые и алюминиевые.
36. ГОСТ 27.002—89. Надежность в технике. Основные понятия, термины и определения.
37. ГОСТ 27.003—83. Выбор и нормирование показателей надежности. Основные положения.
38. Стандарт МЭК 287. Электрические кабели. Расчет номинальной токовой нагрузки.
39. Стандарт МЭК 60949. Расчет термически допустимых токов короткого замыкания при неадиабатическом нагреве.
ОГЛАВЛЕНИЕ
Предисловие...................................................3
Глава 1. Кабельные изделия как средства передачи энергии и информации..................................................4
1.1. Общая характеристика кабельных изделий...................4
1.2. Передача электроэнергии и общие принципы электрораспределения..........................................6
1.3. Общие принципы организации электросвязи..................8
1.4. Основные конструктивные элементы кабельных изделий.......9
1.5. Направляющие системы для передачи электромагнитного поля.........................................................12
Глава 2. Классификация и основные характеристики кабельных изделий......................................................20
2.1. Принципы классификации кабельных изделий................20
2.2. Характеристики некоторых групп кабельных изделий........28
2.2.1. Кабели и провода энергетического назначения ......28
2.2.2. Кабели и провода низкого напряжения...............44
2.2.3. Кабели связи......................................45
2.2.4. Радиочастотные кабели*............................50
2.2.5. Обмоточные провода .-г............................57
Глава 3. Общая характеристика технологических процессов производства кабельных изделий...............................60
3.1. Особенности производства кабельных изделий и классификация технологических процессов.................................60
3.2. Технологические процессы с применением термообработки изоляции кабелей и проводов...............................62
Глава 4. Основы теории скрутки, обмотки и оплетки............67
4.1. Скрутка ................................................67
4.1.1. Основы теории скрутки.............................67
4.1.2. Однонаправленная скрутка..........................69
4.1.3. Разнонаправленная скрутка.........................77
4.2. Обмотка............................................... 86
4.2.1. Основы теории обмотки.............................86
4.2.2. Типы обмотчиков, применяемых для наложения волокнистой, ленточной изоляции и проволок................90
4.3. Оплетка..................................................92
4.3.1. Основы теории оплетки............;................92
4.3.2. Типы оплеточных машин..............................95
423
Глава 5. Сушка и пропитка бумажной изоляции силовых кабелей.............................................
98
5.1. Состав, структура и свойства бумаги и пропитывающих составов. Стадии сушки и пропитки.....................98
5.2. Практическая технология сушки и пропитки...........105
Глава 6. Теория и технология наложения изоляции из термопластичных полимеров и резин........................107
6.1. Основы теории экструдирования и расчета экструдеров......107
6.1.1. Принцип действия экструдера......................107
6.1.2. Расчет процесса экструзии........................120
6.1.3. Уточненные методы расчета экструзии..............126
6.1.4. Особенности экструдеров для переработки резиновых смесей..................................................130
6.2. Влияние технологических параметров и режимов на работу экструзионных линий и качество изготавливаемых кабельных изделий.....................................................135
6.2.1. Влияние формующего инструмента...................135
6.2.2. Влияние размеров червяка и температур в экструдере.,. 139
6.2.3. Типовые температурные режимы наложения покрытий
из полимерных материалов...........................142
6.2.4. Влияние охлаждения после экструдирования и расчет режимов охлаждения......................................144
6.3. Экструзионные агрегаты и поточные кабельные линии на их основе......................................................151
Глава 7. Влагозащитные оболочки и защитные покровы..........161
7.1. Металлические оболочки. Назначение и свойства..........161
7.2. Способы наложения металлических оболочек и применяемое оборудование................................................164
7.3. Резиновые и пластмассовые оболочки.....................172
7.4. Защитные кабельные покровы. Способы и оборудование для их наложения................................................175
Глава 8. Электрическое поле в кабельной изоляции............183
8.1. Общие задачи и порядок расчета силовых кабелей.........183
8.2. Уравнение электрического поля в кабеле.................184
8.3. Радиальное электрическое поле в одножильном кабеле.....184
8.4. Градирование изоляции..................................188
8.5. Приближенный расчет кабелей с нерадиальным электрическим полем.......................................................191
8.6. Электрическое поле в неоднородной изоляции.............194
Глава 9. Электрическая прочность кабельной изоляции..........200
9.1. Пробои изоляции........................................200
9.2. Влияние тонких пленок газов и масла на пробой кабельной изоляции....................................................201
424
9.3. Разряды в воздушных включениях при постоянном и переменном напряжении.....................................202
9.4. Зависимость электрической прочности изоляции от вида приложенного напряжения и длительности его действия.........203
9.5. Электрическая прочность изоляции при старении в процессе эксплуатации кабелей........................................209
Глава 10. Магнитное поле в кабельных изделиях...............215
10.1. Магнитные поля в концентрических, двухпроводных симметричных и многопроводных кабельных цепях................215
10.2. Расчет мощности потерь энергии в металлических элементах силовых кабелей.............................................221
Глава 11. Тепломассообменные процессы при эксплуатации и изготовлении изоляции кабелей.............................232
11.1. Основные понятия о процессах, протекающих в изоляции кабелей.....................................................232
11.2. Уравнения тепломассопереноса..........................239
11.3. Тепломассообмен между кабелем и окружающей средой. Граничные условия........................................;... 241
11.4. Аналитические решения уравнений теплопроводности и диффузии...................................................245
11.5. Методы численного решения задач нестационарных процессов тепломассопереноса...........................................250
11.6. Образование газовых включений при технологической термообработке полимерной изоляции...........................254
11.7. Нагревание однородного и изолированного проводов в регулярном режиме..........................................257
11.8. Расчет нагревания провода с изоляцией методом сосредоточенных теплоемкостей...............................259
11.9. Нагревание жил и металлических экранов кабелей при коротких замыканиях.....................................261
11.10. Тепловое поле в грунте...............................263
Глава 12. Расчет допустимых токовых нагрузок кабелей........268
12.1. Общие понятия о тепловом расчете кабеля...............268
12.2. Расчет теплового сопротивления одножильного кабеля и учет диэлектрических потерь в изоляции...........................270
12.3. Расчет теплового сопротивления многожильных кабелей...273
12.4. Тепловое сопротивление кабелей в трубопроводе с маслом или газом под давлением......................................275
12.5. Тепловое сопротивление среды, окружающей кабель, и схемы замещения для теплового расчета кабелей......................276
12.6. Расчет тепловых сопротивлений и допустимых токов нагрузки при прокладке кабелей в трубах и блоках.....................283
12.7. Расчет допустимого тока нагрузки при искусственном охлаждении кабелей...........................................286
12.8. Криопроводящие и сверхпроводящие кабели...............290
425
12.9. Тепловой расчет при кратковременных нагрузках........291
12.10. Тепловой расчет Кабелей при циклически изменяющейся нагрузке...................................................297
12.11. Тепловая устойчивость и тепловой пробой кабелей.....300
12.12. Тепловое старение маслонаполненных кабелей высокого напряжения.................................................302
*12.13. Расчет нагревания жил и проволочных металлических экранов при коротких замыканиях...............................305
12.14. Пожароопасность кабельных линий.....................309
Глава 13. Расчет технологических процессов, связанных с нагреванием и охлаждением кабелей........................313
13.1. Общие задачи расчетов технологических режимов........313
13.2. Процессы химической кинетики при термообработке полимерной изоляции.........................................315
13.3. Кинетика процесса сушки бумажной изоляции............320
13.4. Кинетика процессов пропитки и подпитки бумажной изоляции................................................. 326
13.5. Расчет процесса сушки бумажной изоляции кабелей......331
13.6. Расчет процесса вулканизации изоляции или оболочки....334
13.7. Расчет процесса эмалирования проволоки...............339
Глава 14. Теория кабелей связи.............................349
14.1. Электрическая связь и особенности передачи информации по кабельным линиям.........................................349
14.2. Основы теории передачи по длинным кабельным цепям.....353
14.2.1. Уравнения длинных линий.......................353
14.2.2. Линия с согласованной нагрузкой. Вторичные, параметры передачи.....................................356
14.2.3. Частотные зависимости вторичных параметров передачи...............................................358
14.2.4. Несогласованные и неоднородные кабельные линии..................................................361
14.3. Электромагнитные поля и параметры симметричной и коаксиальной кабельных цепей..............................362
14.3.1. Физические процессы в симметричной и коаксиальной кабельных цепях........................................362
14.3.2. Параметры симметричной и коаксиальной кабельных цепей..................................................365
14.4. Взаимные влияния между цепями кабелей связи и способы защиты от них..............................................375
14.4.1. Первичные и вторичные параметры влияния.......375
14.4.2. Электромагнитные связи в симметричных кабелях...............................................377
14.4.3. Электромагнитное влияние между коаксиальными цепями.................................................381
14.4.4. Способы защиты кабельных цепей от взаимных и внешних влияний.....................................384
426
Глава 15. Оптические кабели связи............................388
15.1. Основные положения лучевой оптики при распределении света в волоконных световодах................................388
15.2. Основные положения волновой теории для ступенчатых волоконных световодов........................................393
15.3. Оптические и передаточные параметры волоконных световодов...................................................399
15.4. Оптические кабели связи и волоконно-оптические линии связи.......................................................406
Глава 16. Испытания кабельных изделий и их автоматизация....409
16.1. Классификация и назначение испытаний..................409
16.2. Основные понятия о надежности кабельных изделий и методы испытаний их на надежность..................................413
16.3. Автоматизация испытаний кабельных изделий.............417
Список литературы...........................................421
Учебное издание
Леонов Вячеслав Михайлович, Пешков Изяслав Борисович, Рязанов Игорь Борисович, Холодный Станислав Дмитриевич
Основы кабельной техники
Учебник
Редактор В. Н. Махова Технический редактор О. Н. Крайнова Компьютерная верстка: Д. В. Федотов Корректор И. Н. Волкова
Диапозитивы предоставлены издательством.
Изд. № A-1051-I. Подписано в печать 18.11.2005. Формат 60x90/16.
Гарнитура «Таймс». Бумага тип. № 2. Печать офсетная. Усл. печ. л. 27,0.
Тираж 3000 экз. Заказ №15774.
Издательский центр «Академия», www.academia-moscow.ru Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.004796.07.04 от 20.07.2004. 117342, Москва, ул. Бутлерова, 17-Б, к. 360. Тел./факс: (095)334-8337,330-1092.
Отпечатано на Саратовском полиграфическом комбинате.
410004, г. Саратов, ул. Чернышевского, 59.