/















Text
С.Б.МАСЛЕНКОВ
ЖАРОПРОЧНЫЕ
СТАЛИ
И СПЛАВЫ
амяв
Согласовано
с Государственной службой
стандартных
справочных данных
&
Москва ”МЕТАЛЛУРГИЯ*П983
УДК 669.018.44
Рецензент докт. техн, наук Л4. М. Клюев
УДК 669.018.44
Жаропрочные стали и сплавы. Справочное издание.
Масленков С. Б. М.: Металлургия, 1983. 192 с.
Приведены свойства жаропрочных и окалиностойких сталей и
сплавов, отвечающих общесоюзным стандартам и техническим ус-
ловиям. Обобщены сведения об указанных материалах, опублико-
ванные в отечественной и зарубежной литературе. Рассмотрены ста-
ли всех классов и сплавы на основе железа и никеля.
Для инженерно-технических и научных работников, конструк-
торов металлургической, машиностроительной, судостроительной,
авиационной, автотракторной и других отраслей тяжелой промыш-
ленности. Ил. 5. Табл. 315. Библиогр. список: 6 назв,
design |silvana
2605000080—142
0404011—83
30—83
Издательство «Металлургия», 1983
ОГЛАВЛЕНИЕ
Предисловие .
Введение . ................................... • •
Условные обозначения, используемые в справочнике . . • •
Глава I. Жаропрочность металлических материалов .
1. Общие требования к жаропрочным материалам ....
2. Деформация сталей и сплавов под действием ограниченных нагрузок
3. Основные виды деформаций при иагружеиии полнкристаллически
образцов ... ...................................
4. Ползучесть и длительная прочность ........................
5. Релаксация напряжений . ..............................
Глава II. Методы определения основных жаропрочных свойств ме
галлов и сплавов . . ..........................
5
6
8
9
9
10
11
11
13
1. Испытание на ползучесть .........
2. Испытание на длительную прочность.........................
3. Испытания иа релаксацию...................................
4. Влияние физических и структурных факторов на жаропрочиост
металлов и сплавов . ............................
Глава III. Низколегированные жаропрочные стали , . .
1. Легирование, термическая обработка, структура ....
2. Химический состав и свойства..................... . .
Сталь 20 — низколегированная...................... . .
Сталь 12ХМ — низколегированная.......................
Сталь 15ХМ — низколегированная........................... .
Сталь 12Х1МФ низколегированная перлитного класса . . .
Сталь 15Х1М1Ф перлитного класса.......................
Сталь 12Х2МФСР перлитного класса......................... .
Сталь 12Х2МФБ (ЭИ531) — низколегированная . . >
Глава IV. Высоколегированные хромистые стали ....
1. Легирование, термическая обработка, структура ....
2. Химический состав и свойства
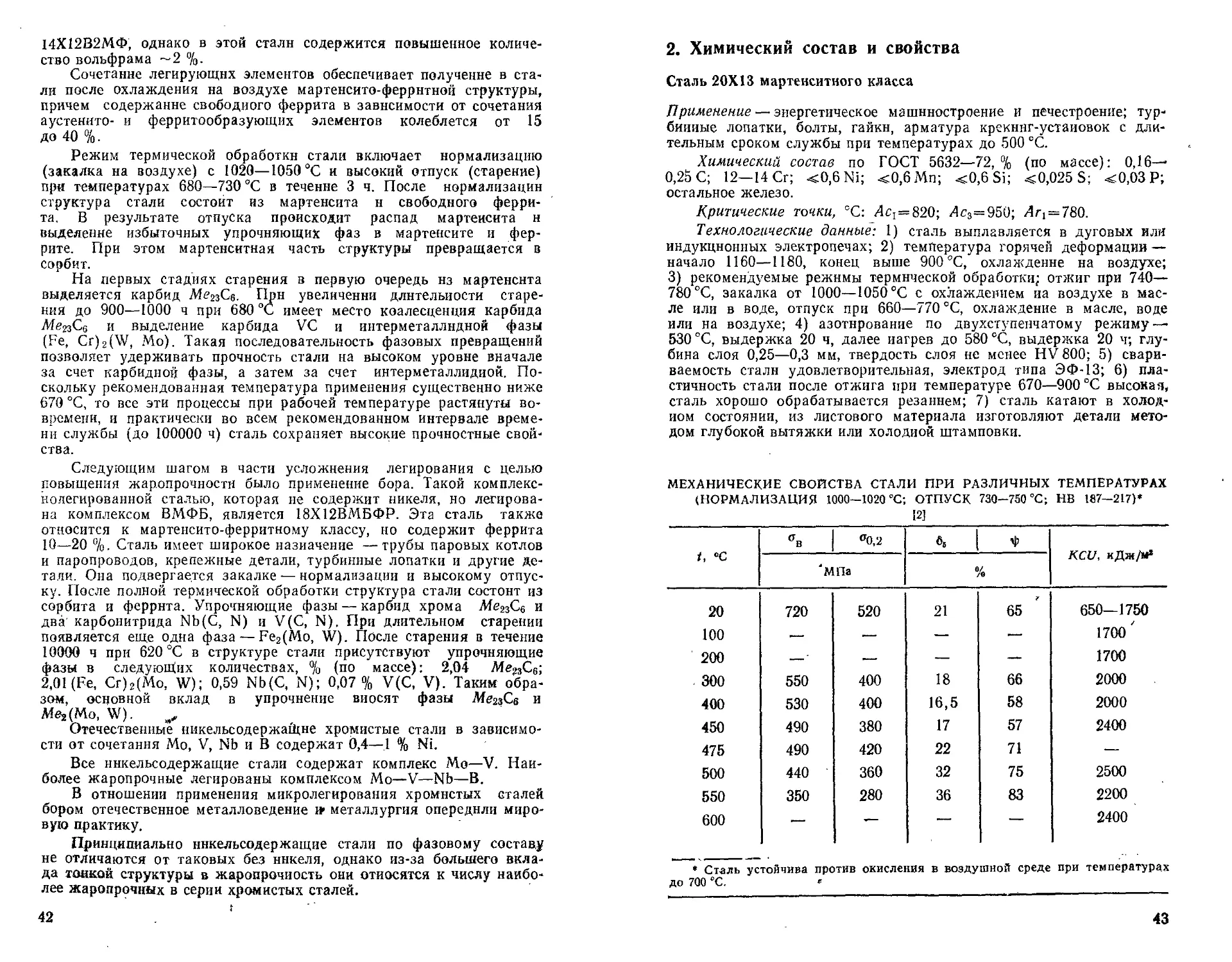
Сталь 20X13 мартенситного класса ............................
Сталь 30X13 мартенситного класса .......
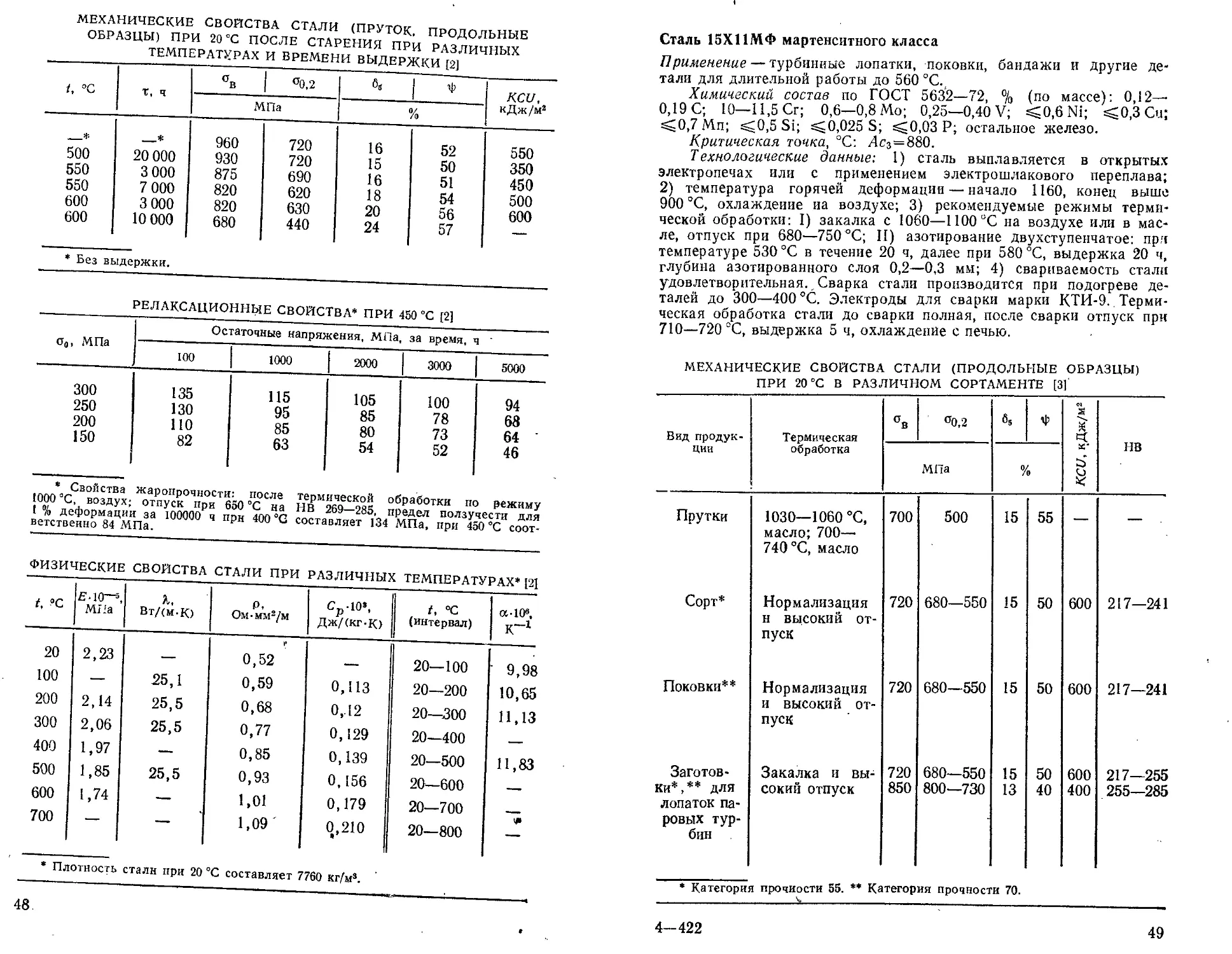
Сталь 15X11МФ мартенситного класса ......
Сталь 18Х11МФБ (ЭП291) мартенситного класса ....
. Сталь 13Х12Н2В2МФ (ЭИ961) мартенситного класса ,
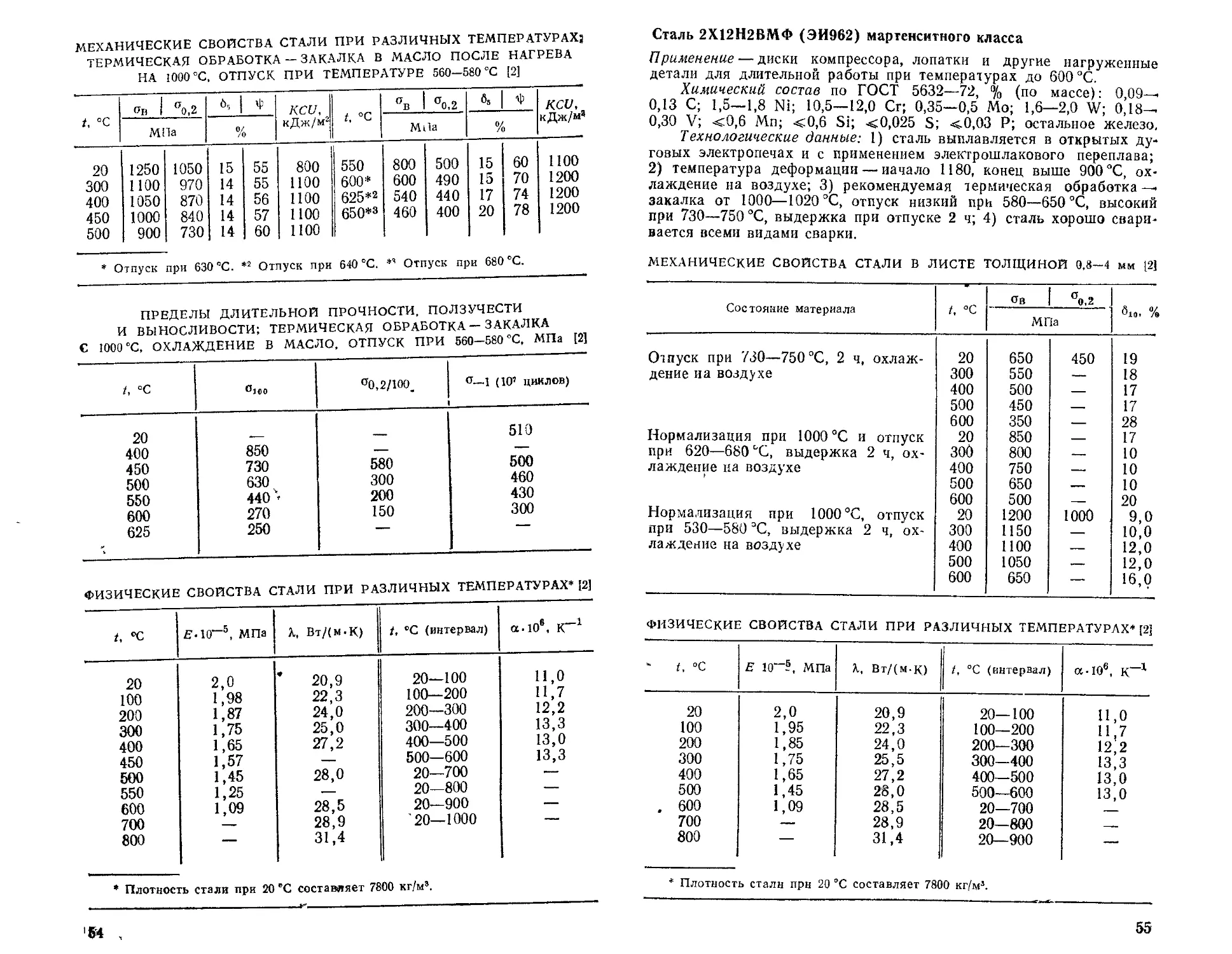
Сталь 2Х12Н2ВМФ (ЭИ962) мартенситного класса ....
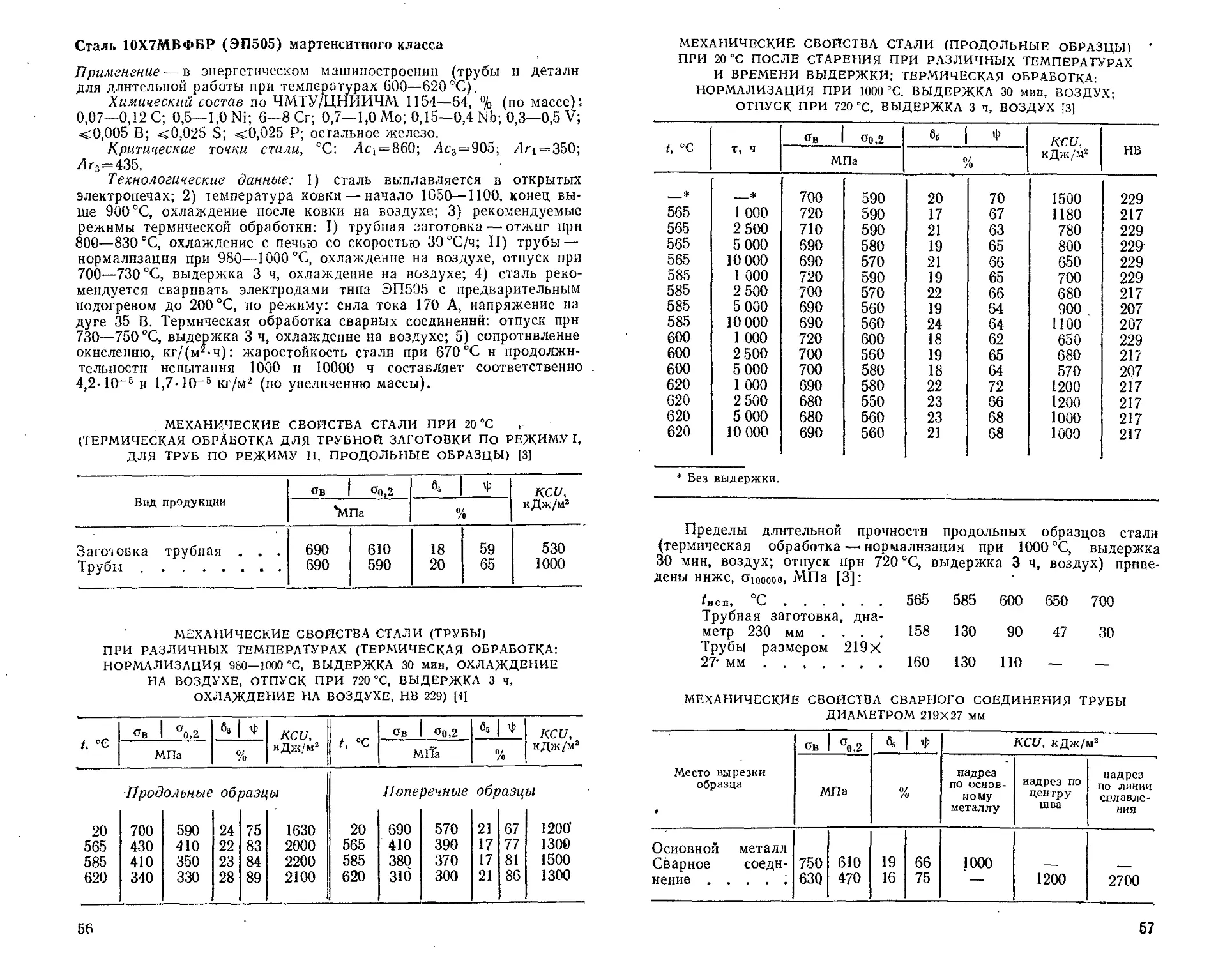
Сталь 10Х7МВФБР (ЭП505) мартенситного класса
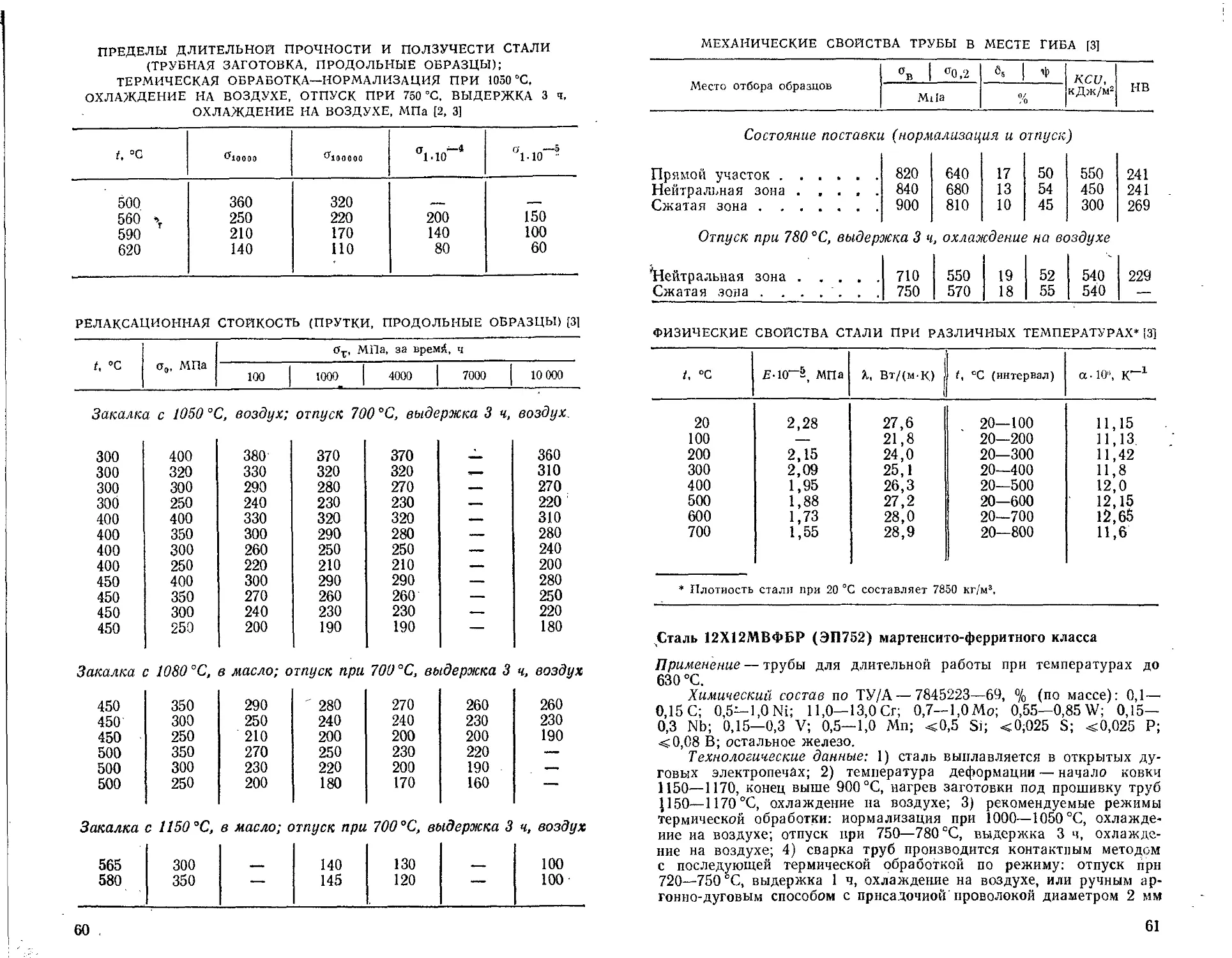
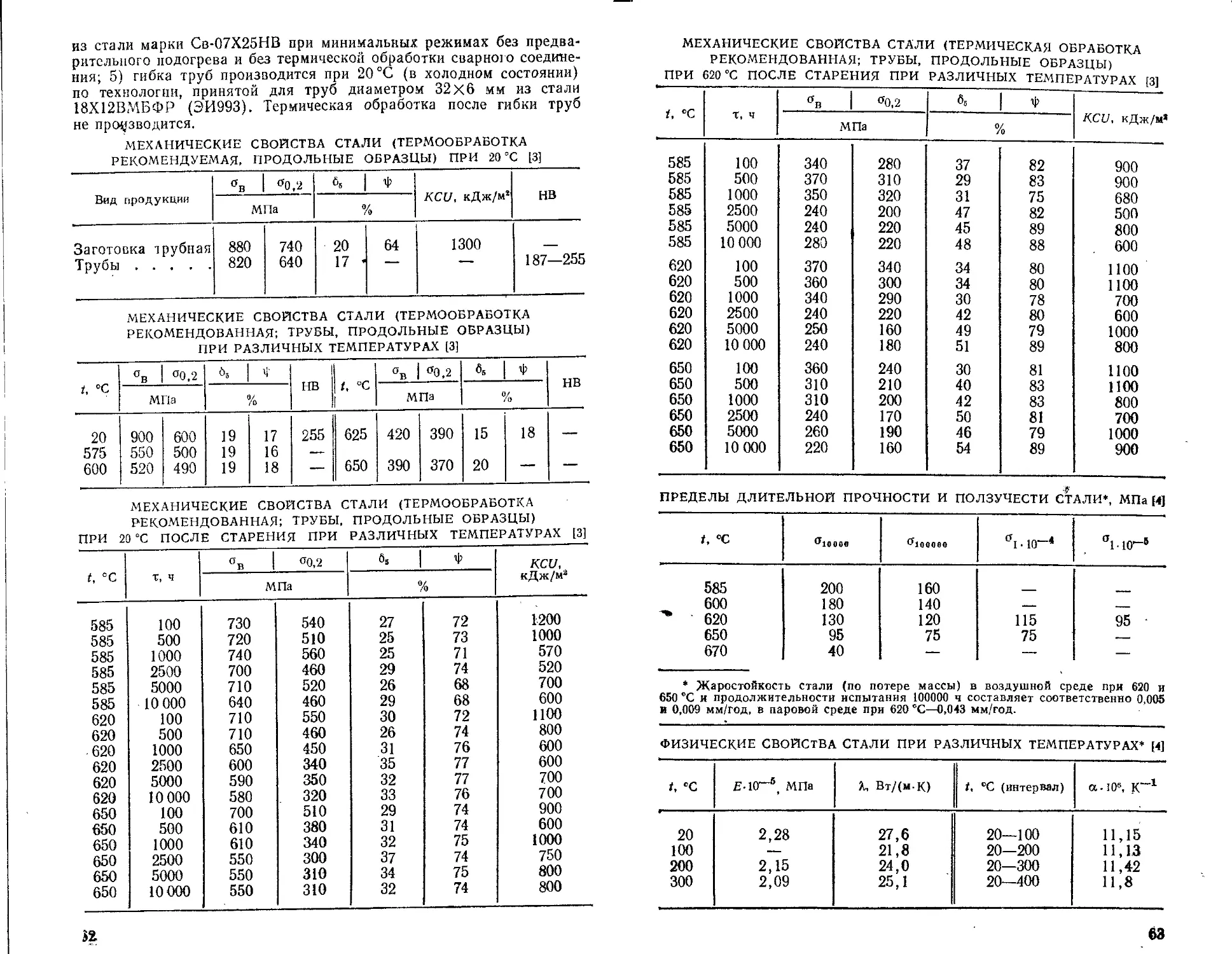
Сталь 18Х12ВМБФР (ЭП993) мартенсито-ферритного класса
Сталь 12Х12МВФБР (ЭП752) мартенсито-ферритного класса
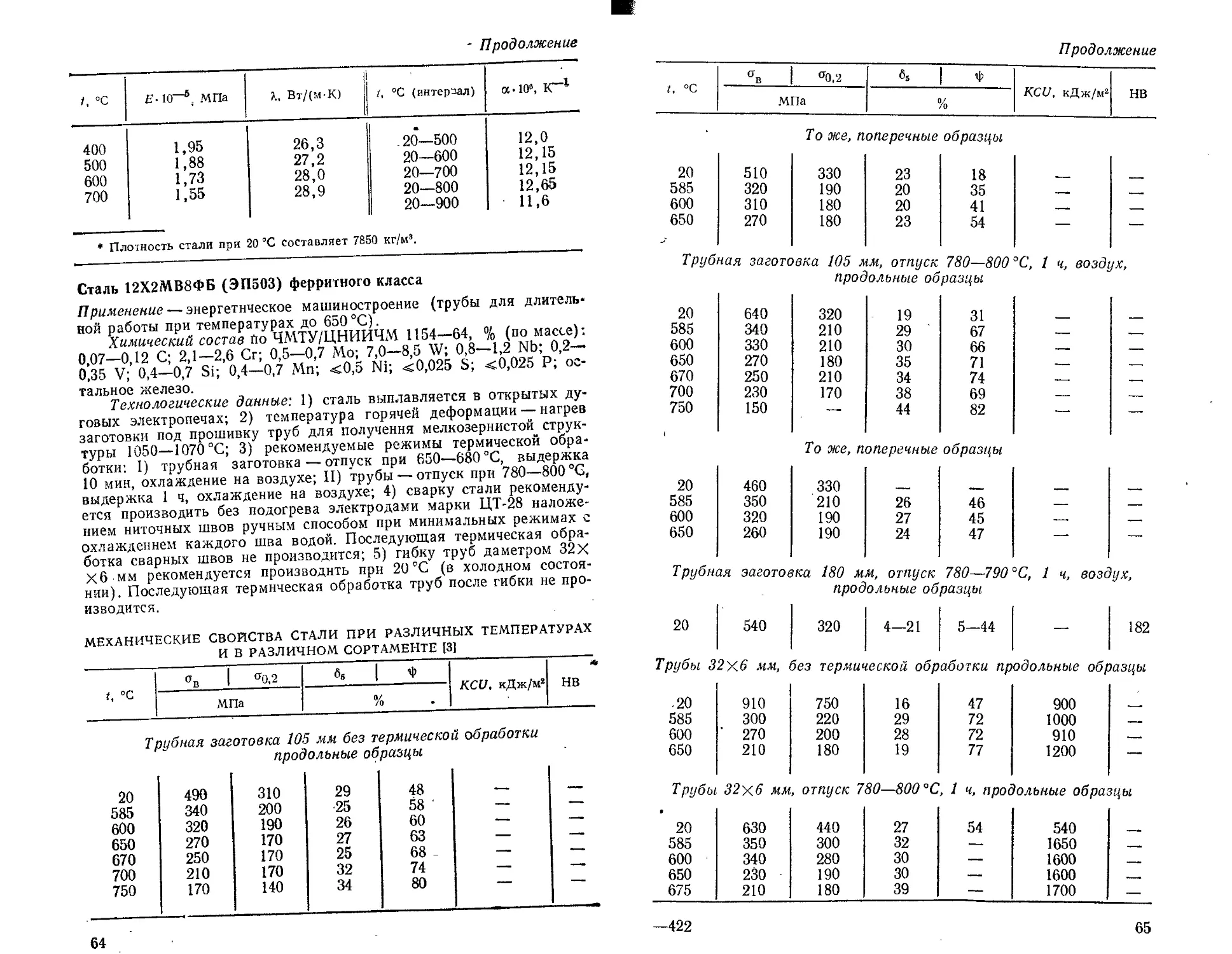
Сталь 12Х2МВ8ФБ (ЭП503) ферритного класса......................
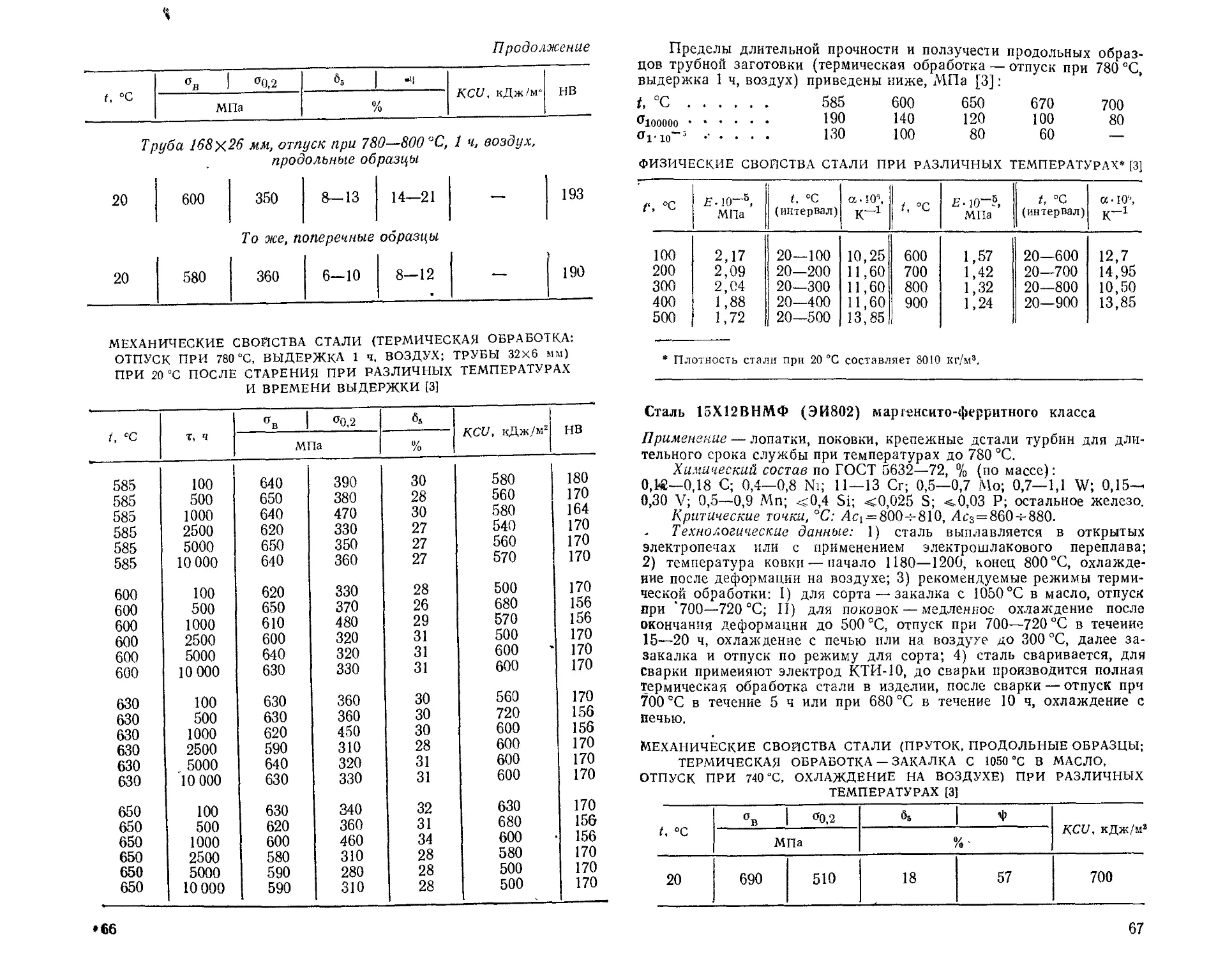
Сталь 15Х12ВНМФ (ЭИ802) мартенсито-ферритного класса
Глава V. Аустенитные стали с карбидным упрочнением . .
1. Легирование, термическая обработка, структура ....
2. Химический состав и свойства........................
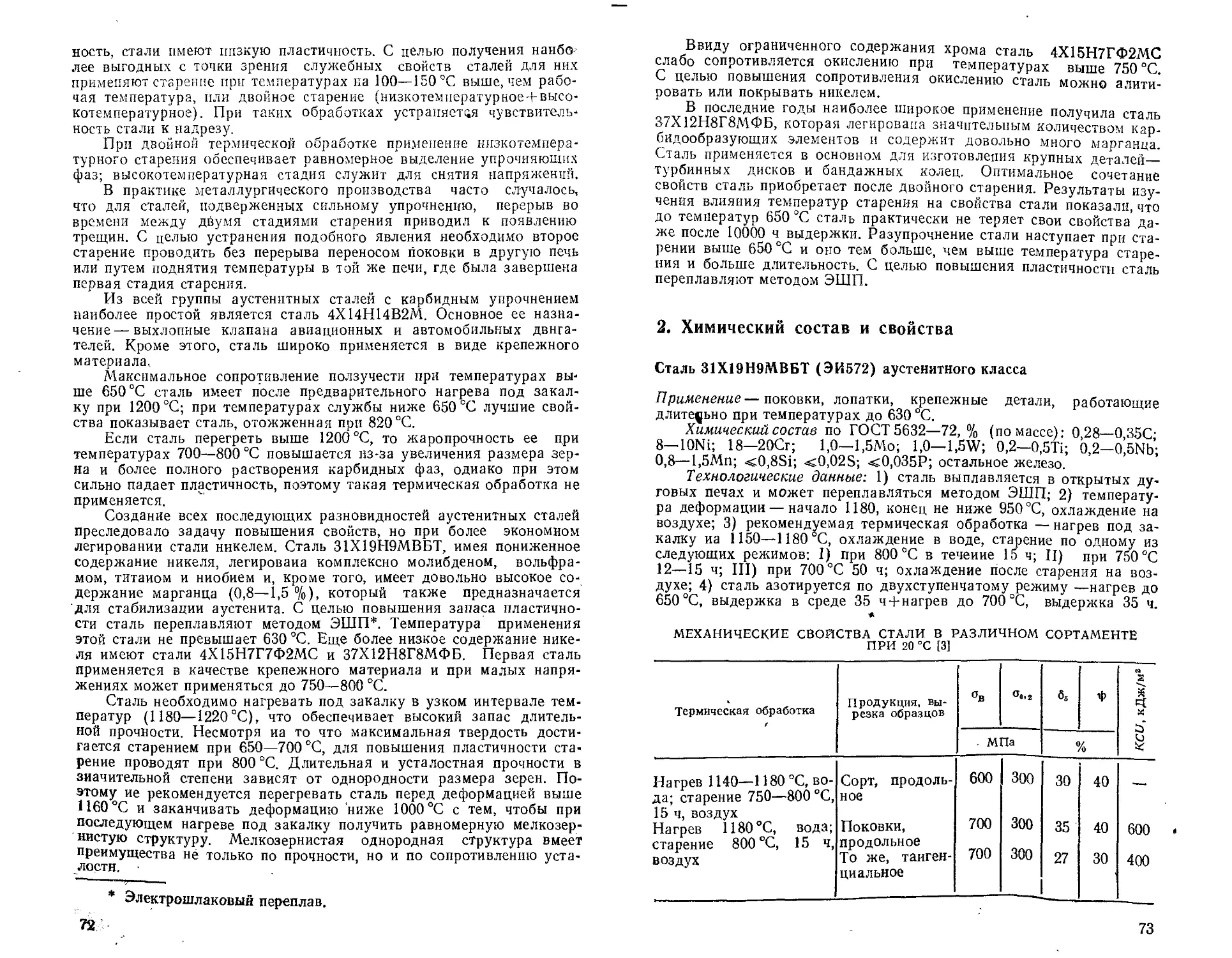
Сталь 31Х19Н9МВБТ (ЭИ572) аустенитного класса ...
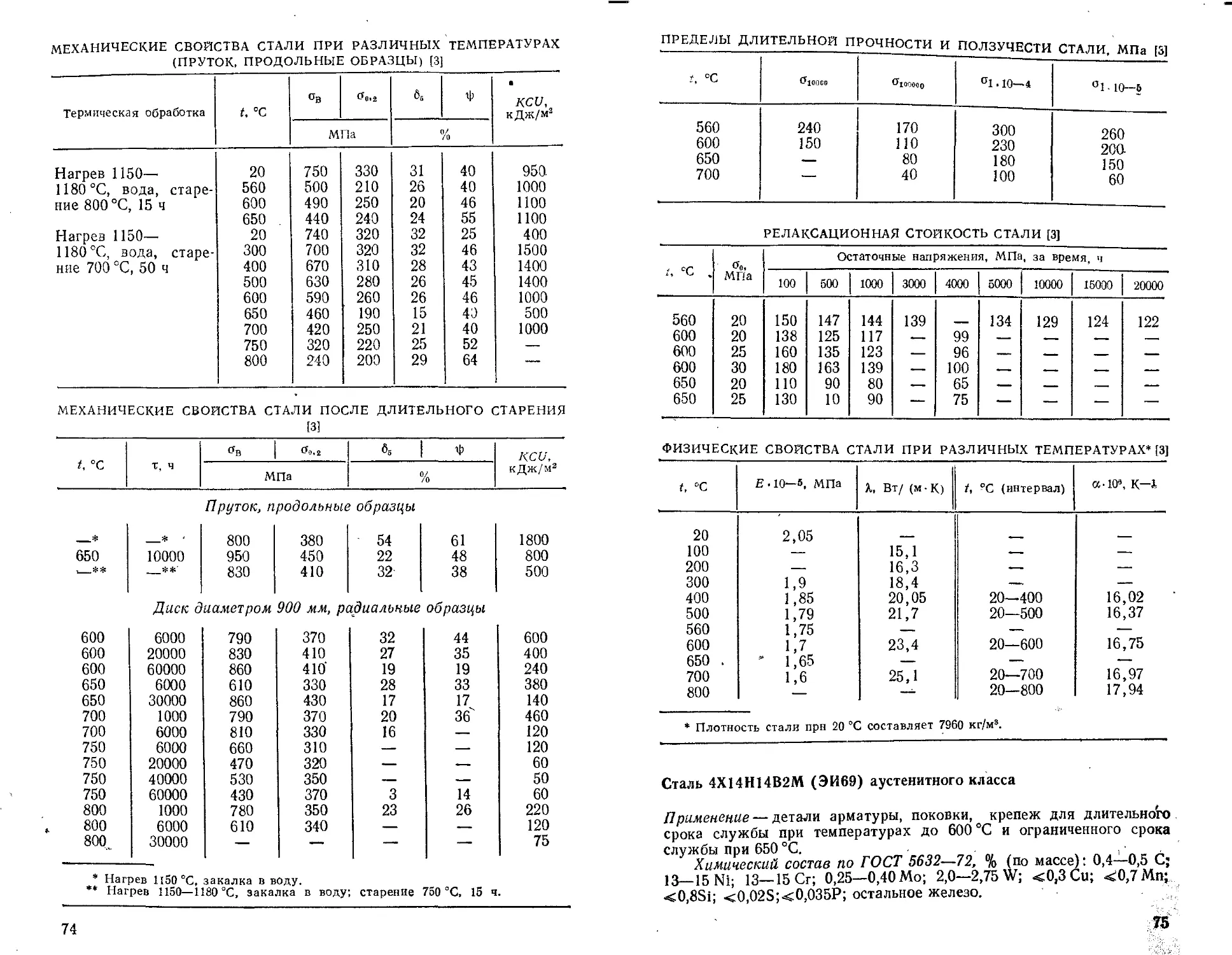
Сталь 4X14HI4B2M (ЭИ69) аустенитного класса . . .
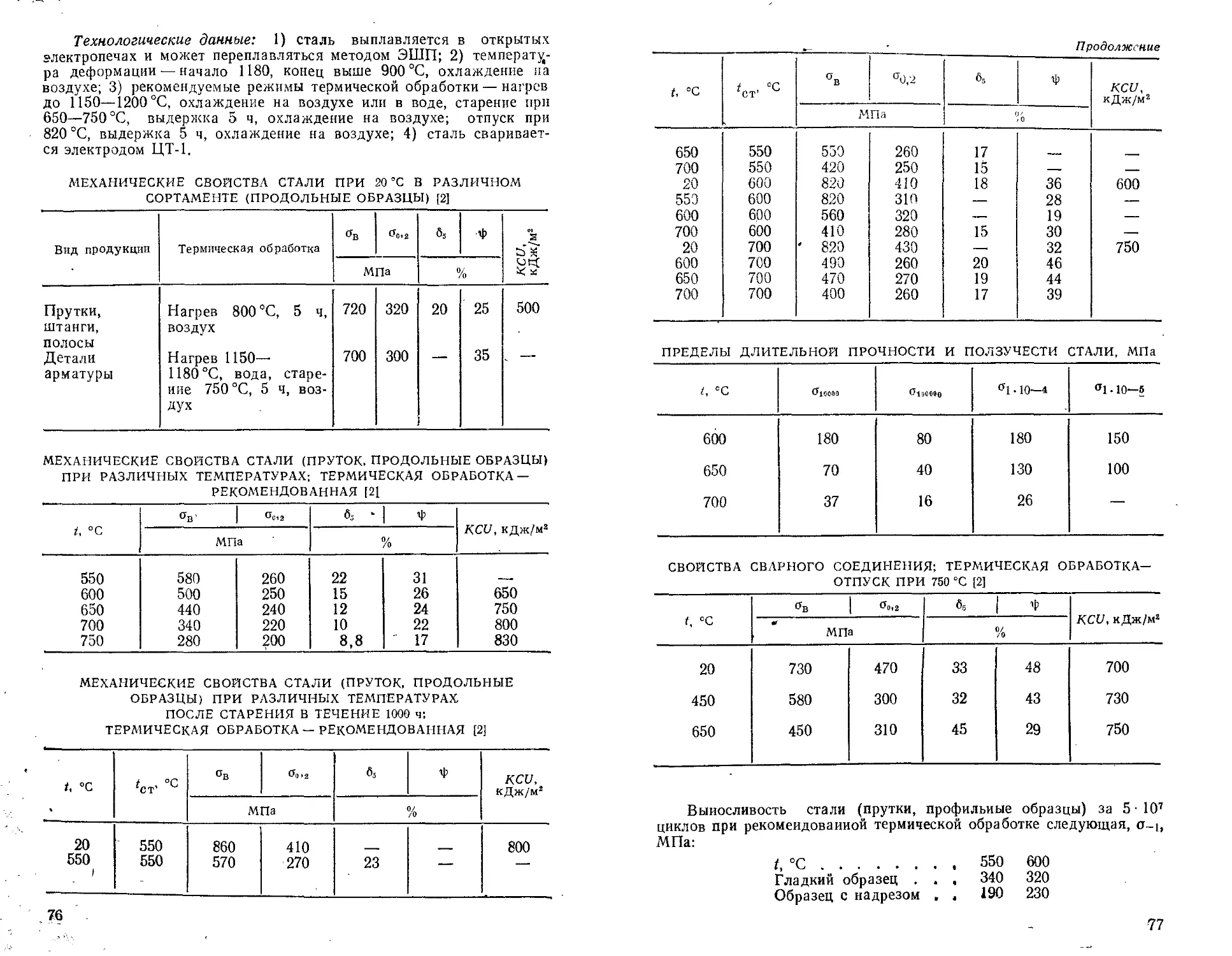
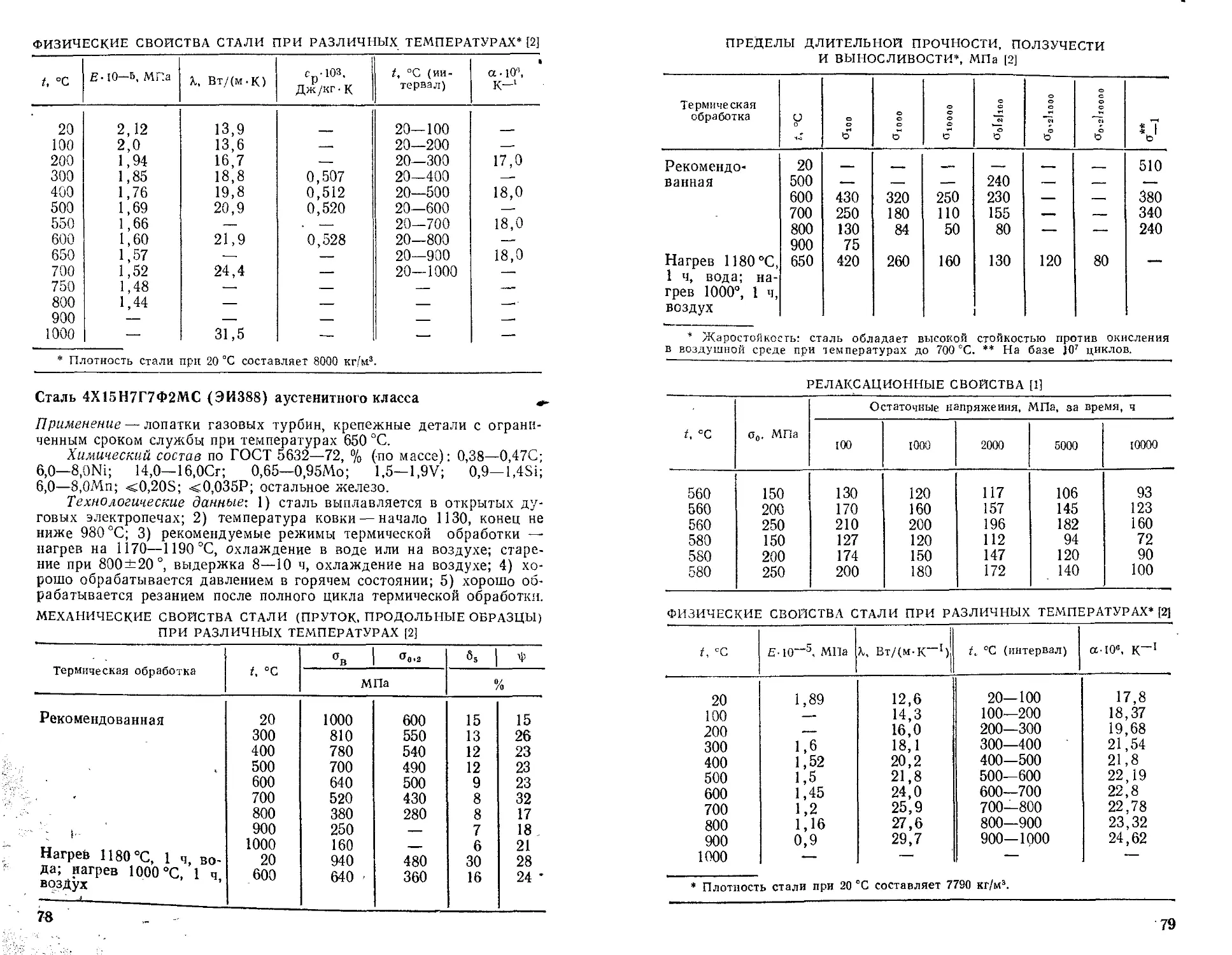
Сталь 4Х15Н7Г7Ф2МС (ЭИ388) аустенитного класса . .
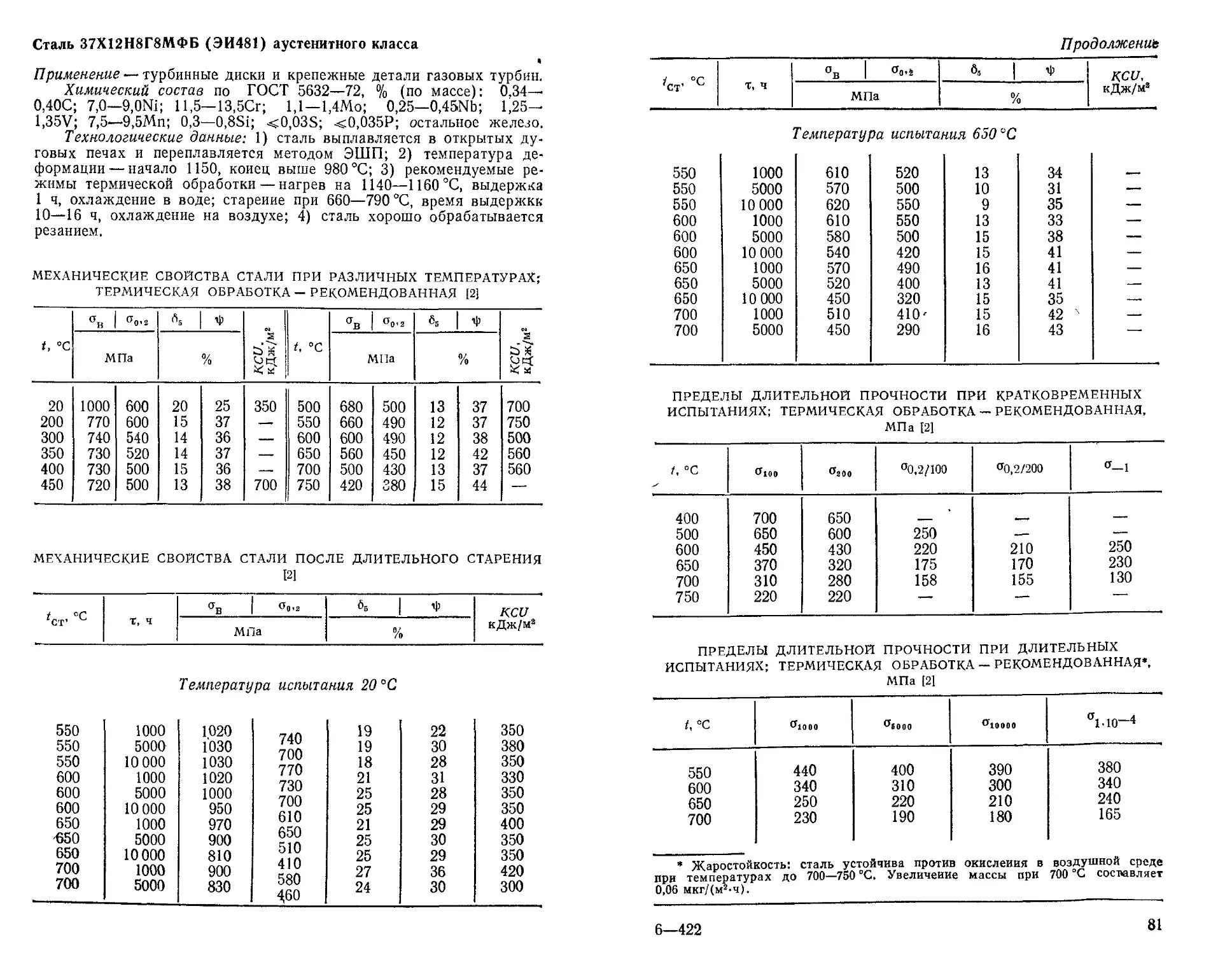
Сталь 37Х12Н8Г8МФБ (ЭИ481) аустенитного класса
Глава VI. Аустенитные стали и сплавы с карбидно-нитерметаллид
ным упрочнением...............................................
1. Легирование, термическая обработка, структура ....
2. Химйческнй состав и свойства .......
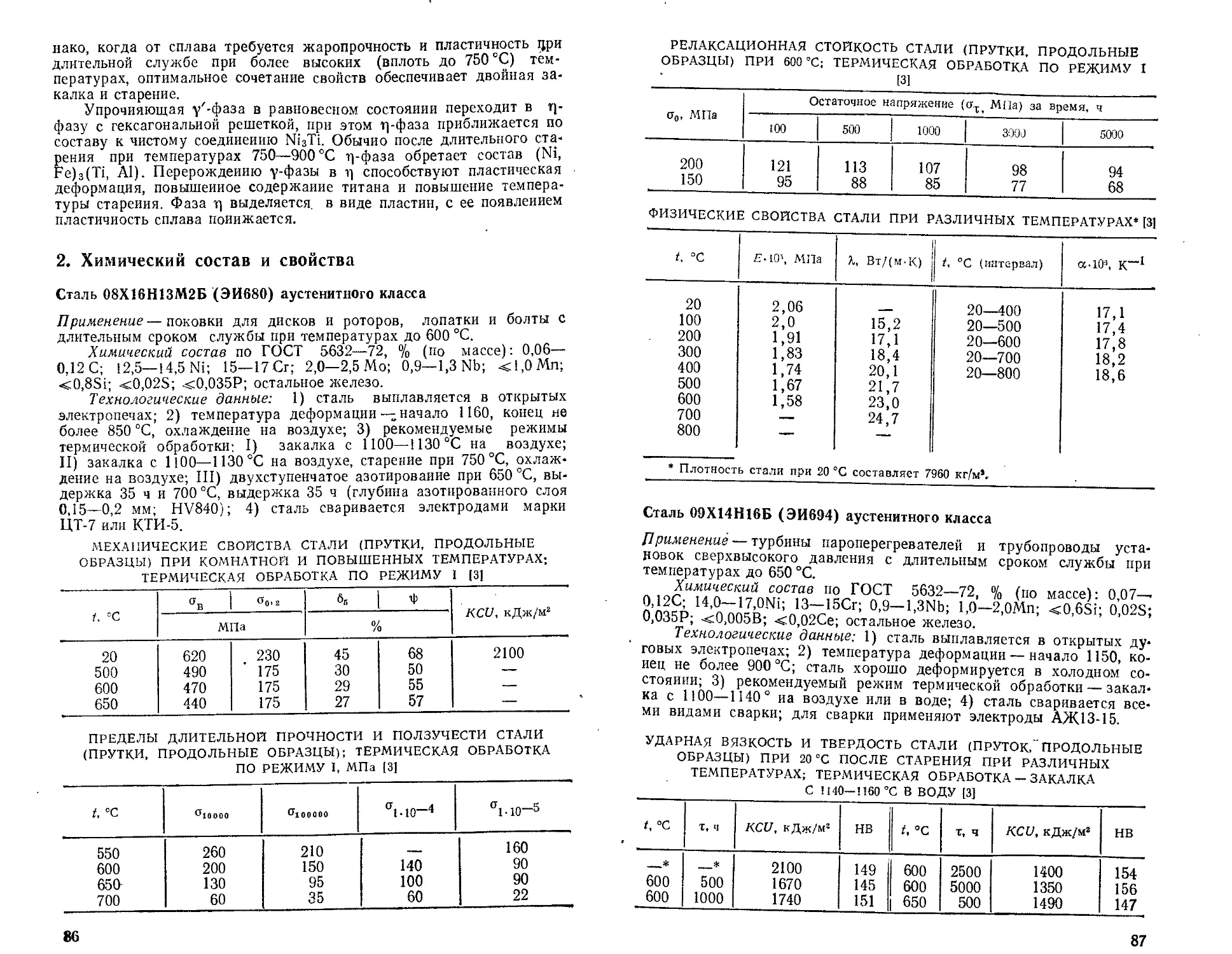
Сталь 08Х16Н13М2Б (ЭИ680) аустенитного класса ....
Сталь 09Х14Н16Б (ЭЙ694) аустенитного класса ....
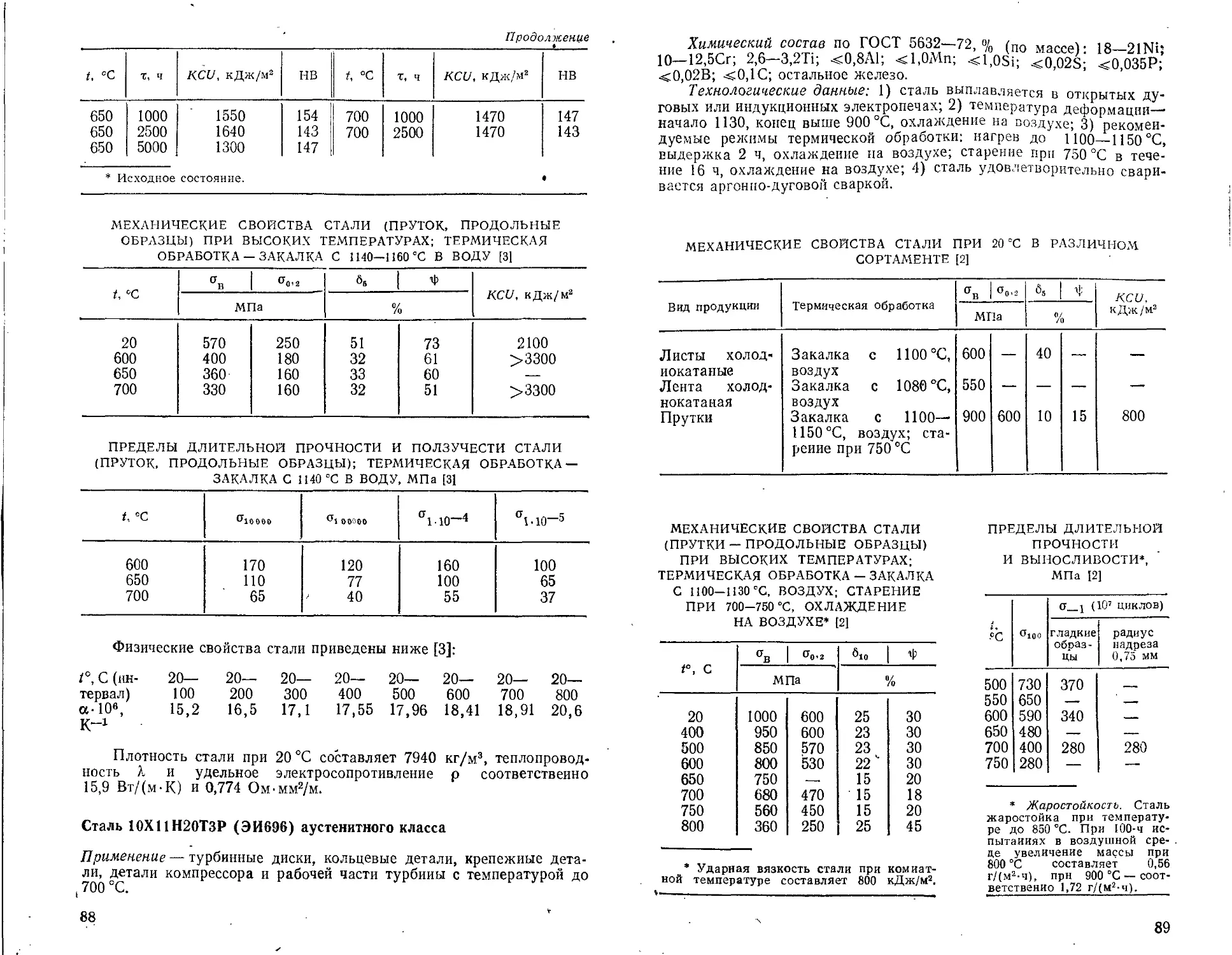
Сталь 10Х11Н20ТЗР (ЭИ696) аустенитного класса . , .
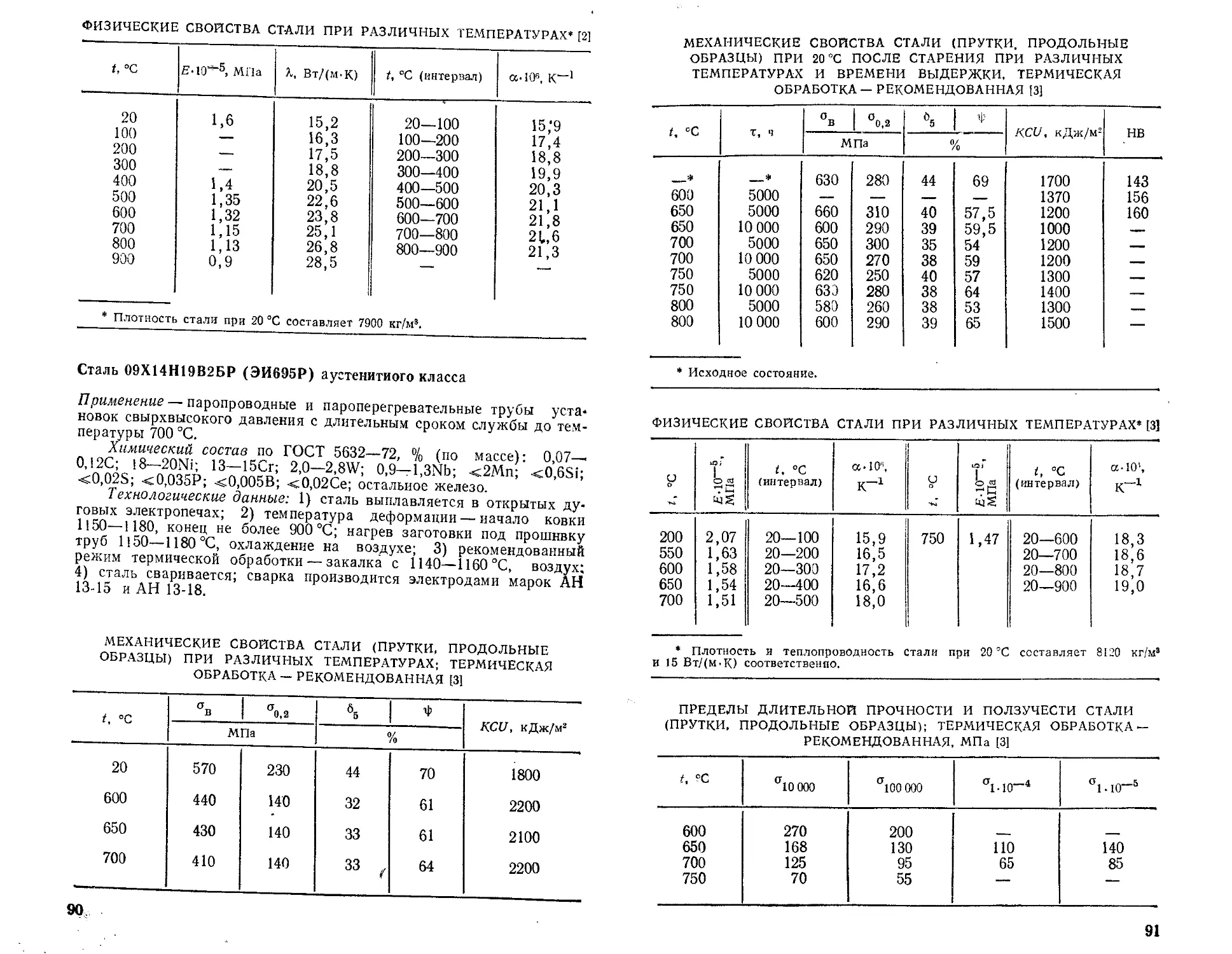
Сталь 09Х14Н19В2БР (ЭИ695Р) аустенитного класса .
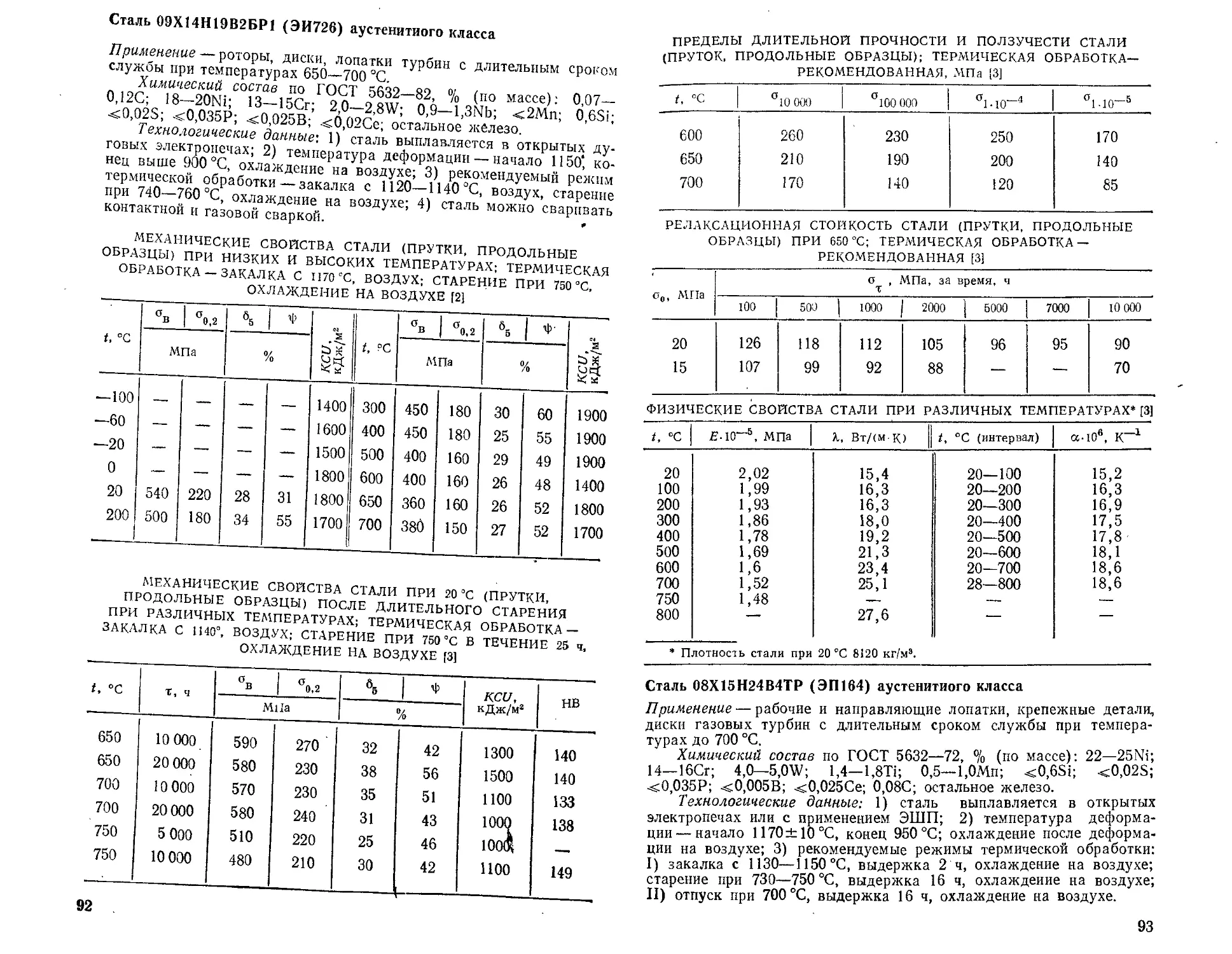
Сталь 09Х14Н19В2БР1 (ЭИ726) аустенитного класса ...
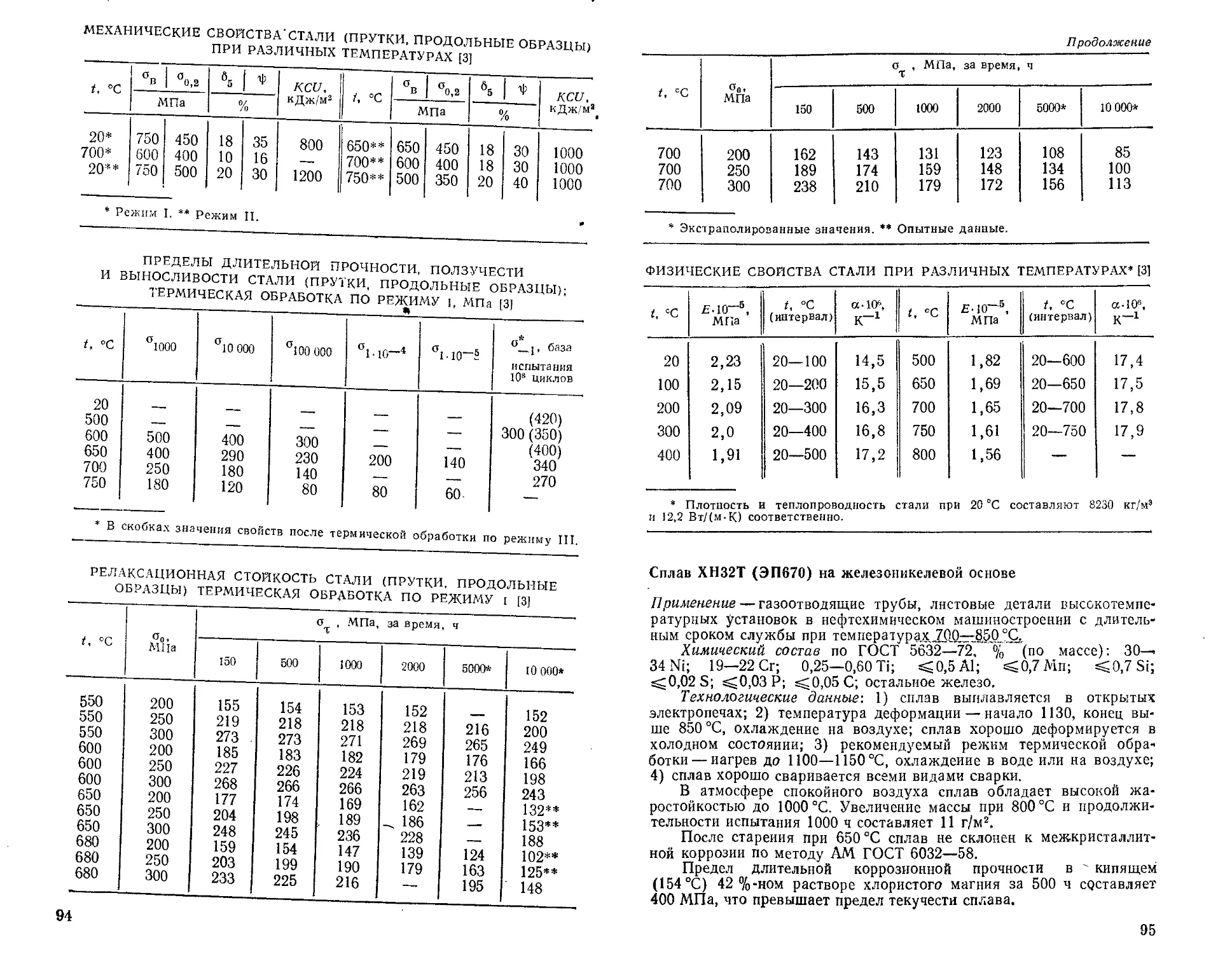
Сталь 08Х15Ц24В4ТР (ЭП164) аустенитного класса ....
Сплав ХН32Т (ЭП670) на железоиикелевой основе . . • .
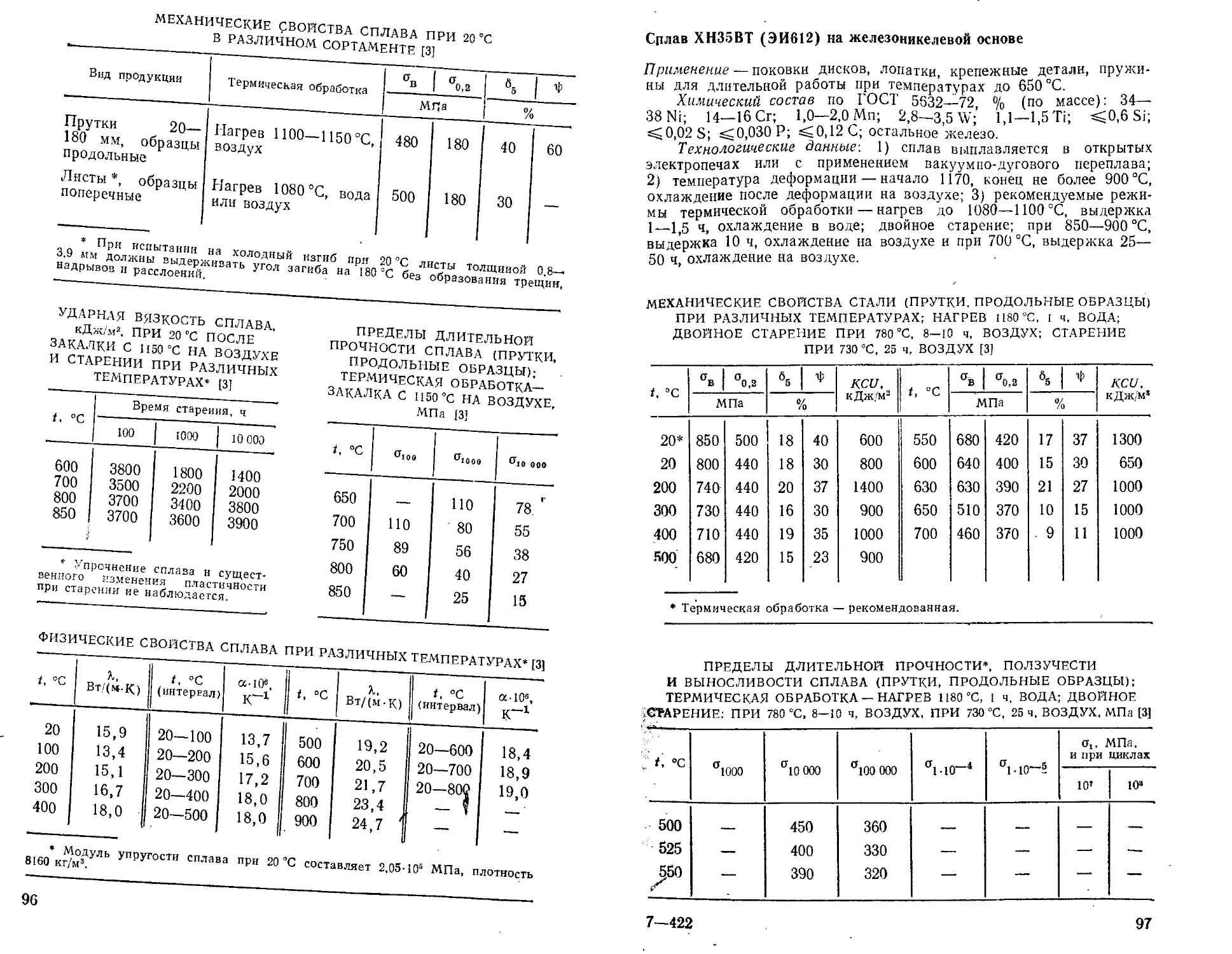
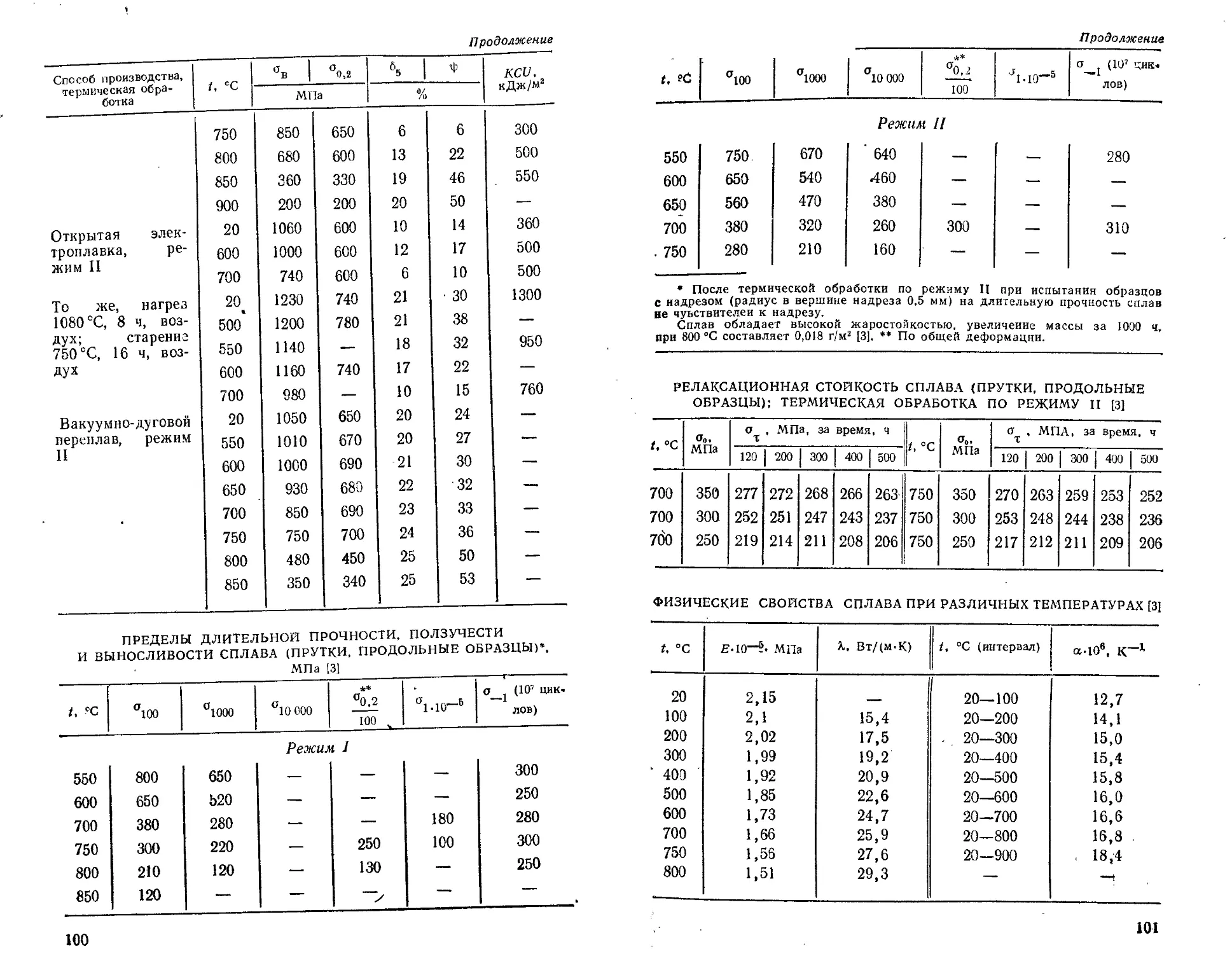
Сплав ХН35ВТ (ЭИ612) на железоникелевой основе . .
Сплав ХН35ВТЮ (ЭИ787) на железоникелевой основе ...
14
14
16
17
17
18
18
21
21
24
25
27
30
33
35
37
38
43
43
46
49
52
53
55
56
58
61
64
67
70
70
73
73
75
78
80
82
82
86
86
87
88
90
92
93
95
97
99
3
Глава VII. Жаропрочные сплавы на никелевой основе
1. Легирование, термическая обработка, структура.
2. Химический состав и свойства..................
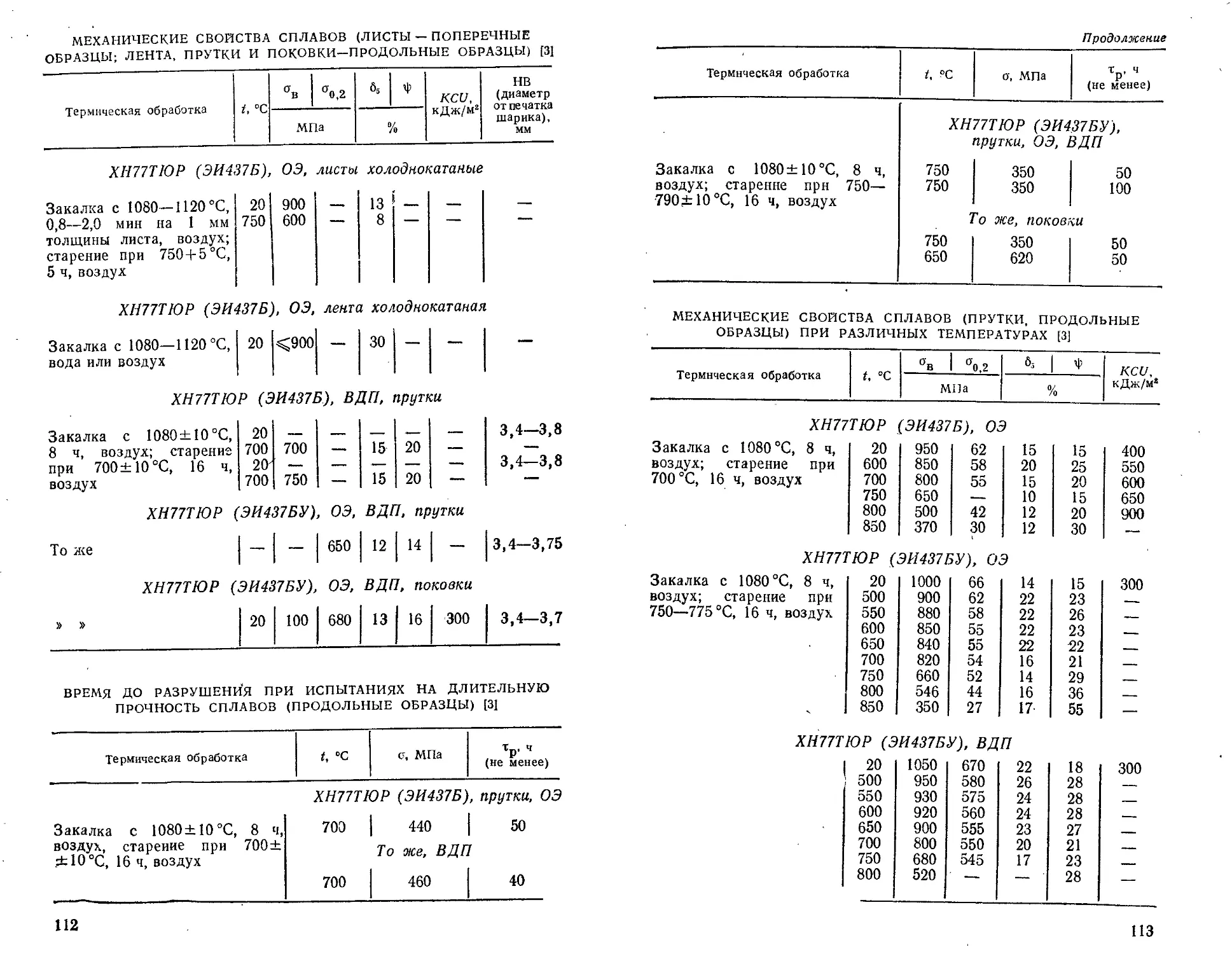
Сплав ХН77ТЮР (ЭИ437Б и ЭИ437БУВД)..............
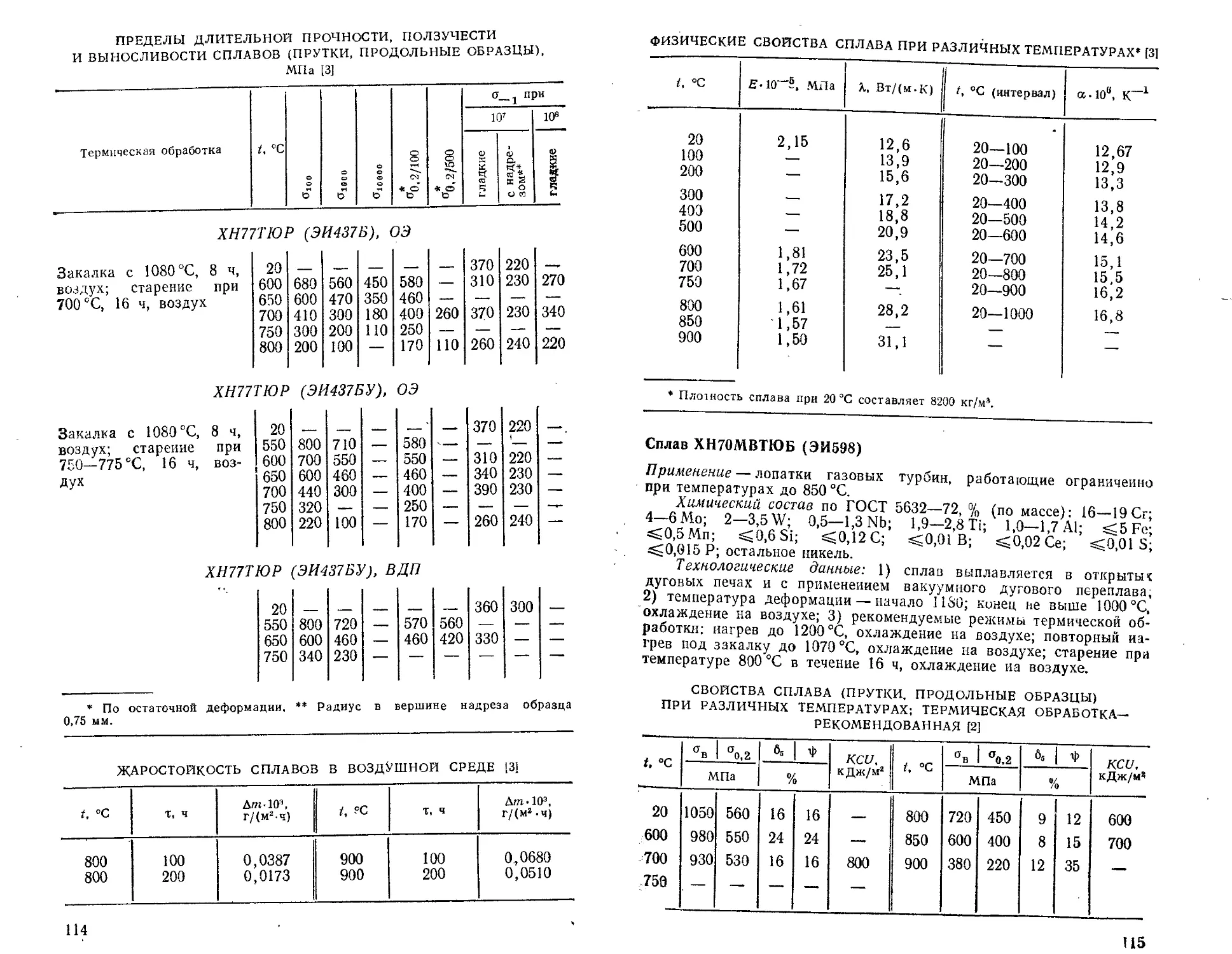
Сплав ХН70МВТЮБ (ЭИ598) . .....................
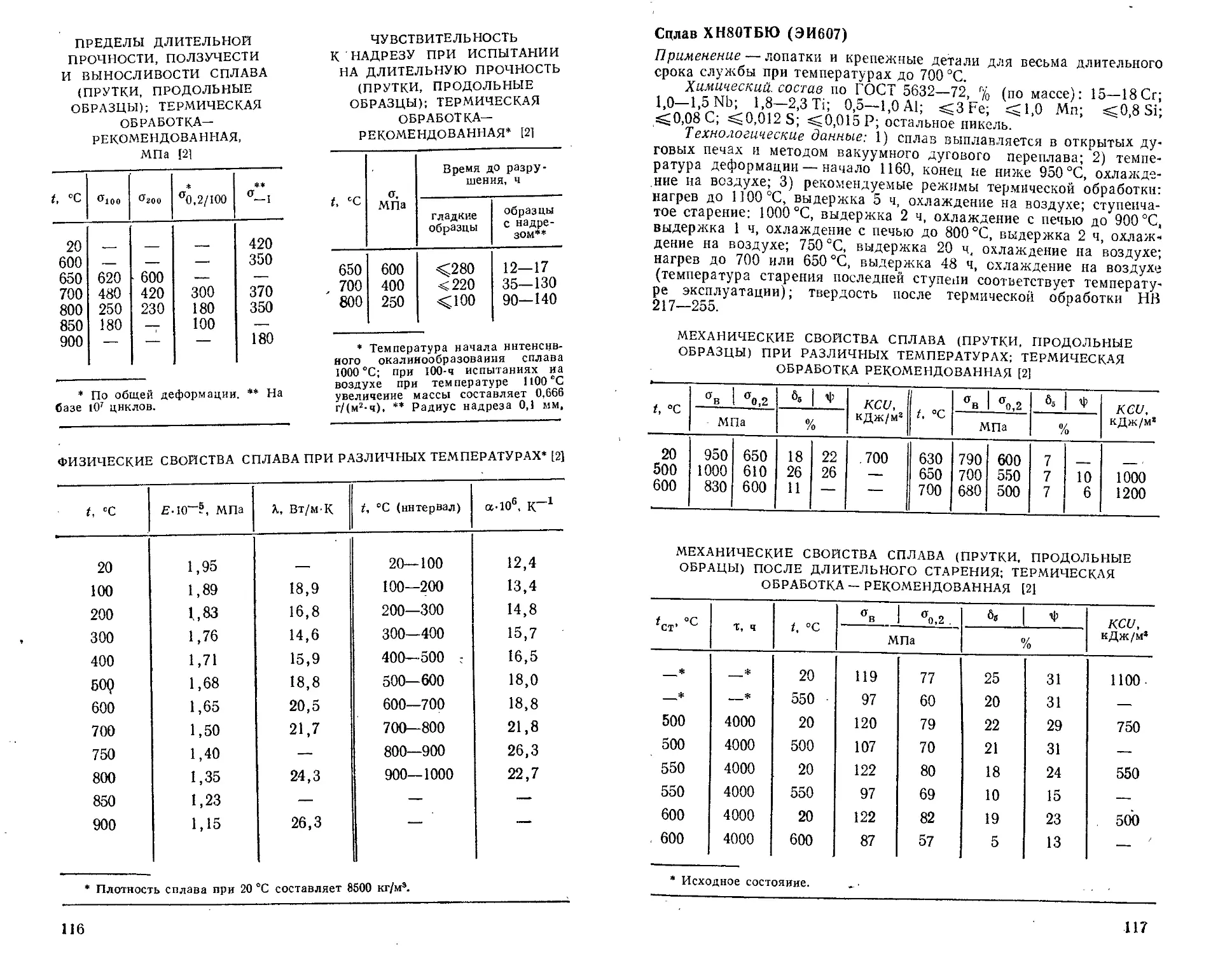
Сплав ХН80ТБЮ (ЭИ607)...........................
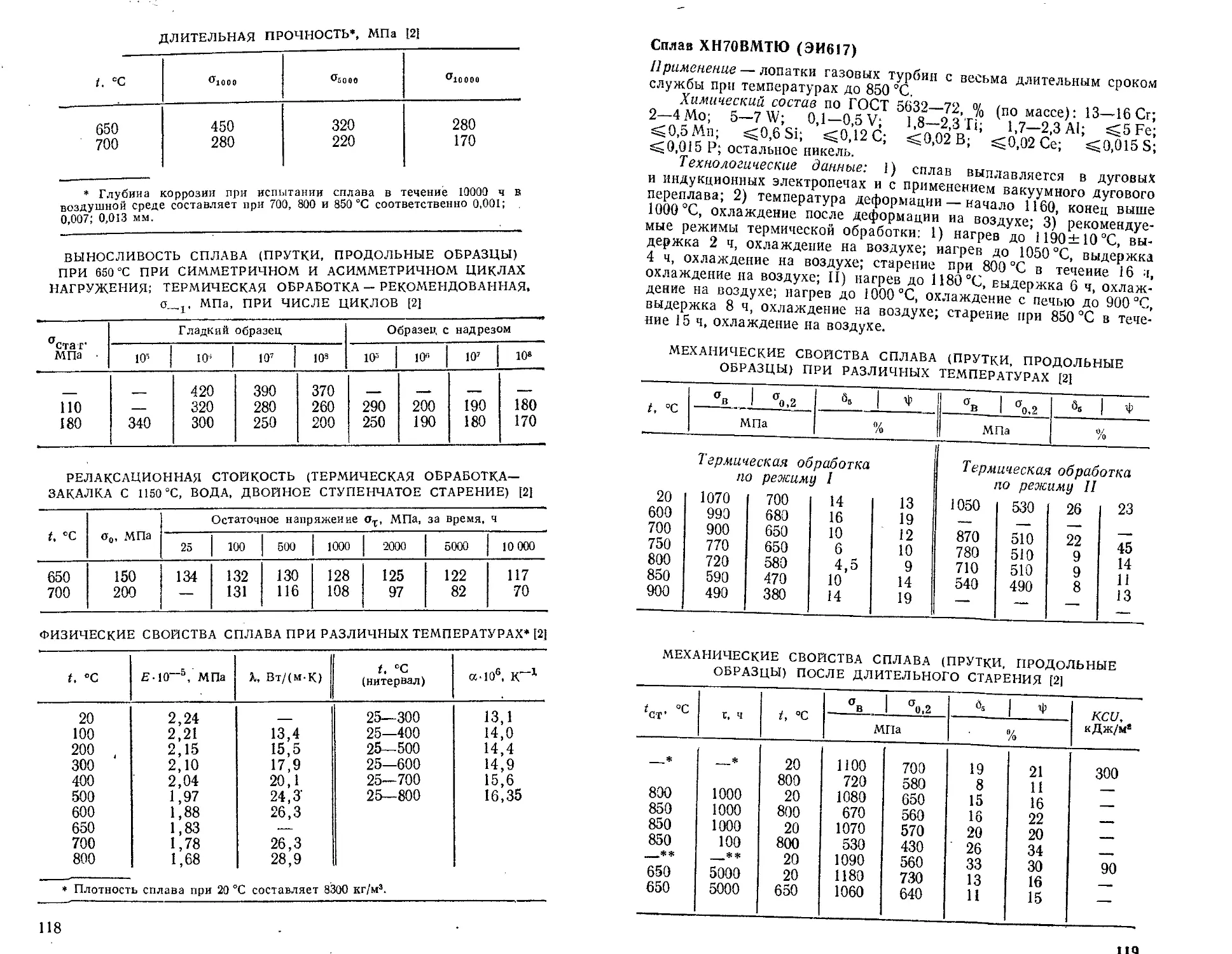
Сплав ХН70ВМТЮ (ЭИ617) . .......................
СПлав ХН73МВТЮ (ЭИ698)..........................
Сплав ХН70ВМЮТ (ЭИ765) .........................
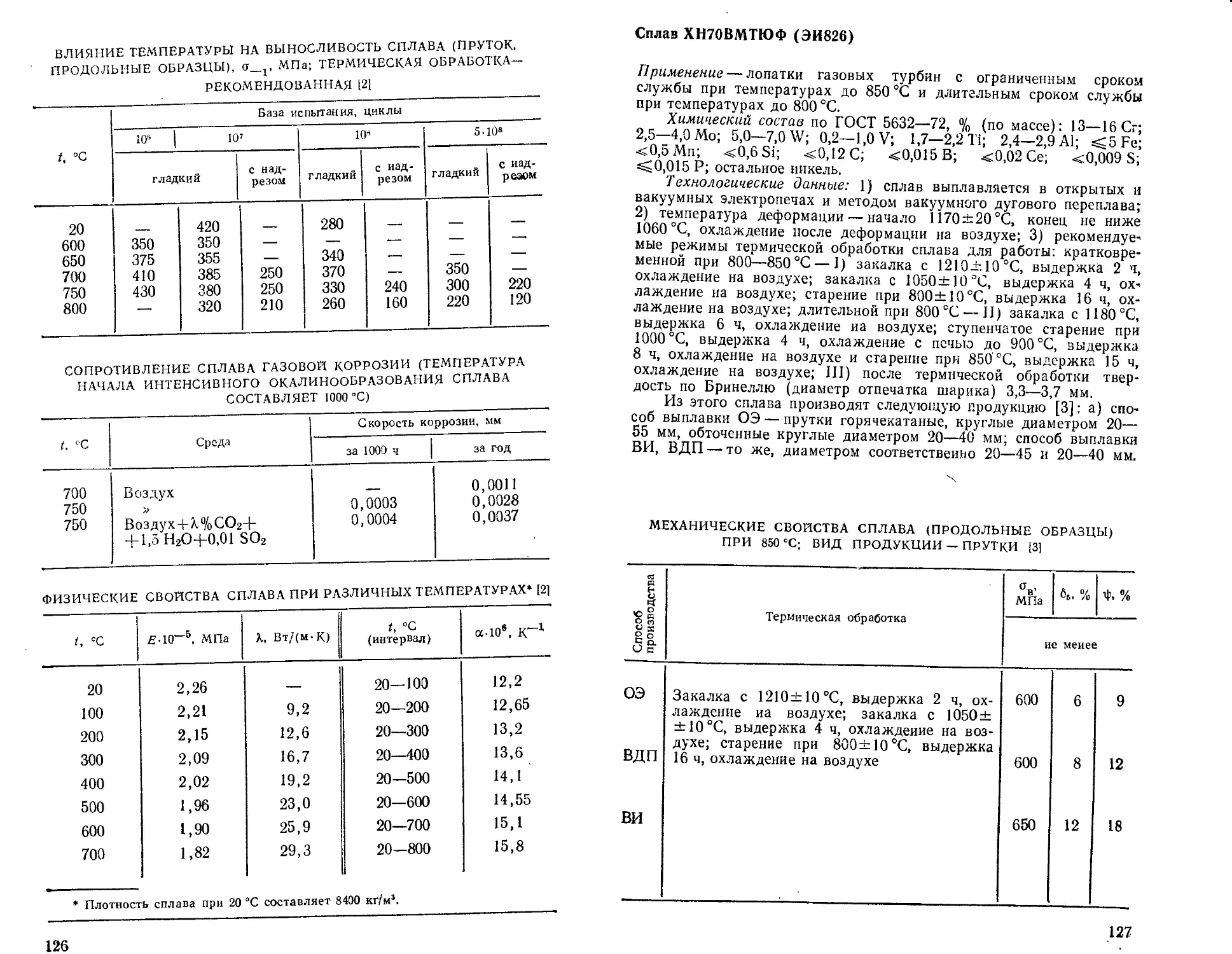
СПлав ХН70ВМТЮФ (ЭЙ826) ..........
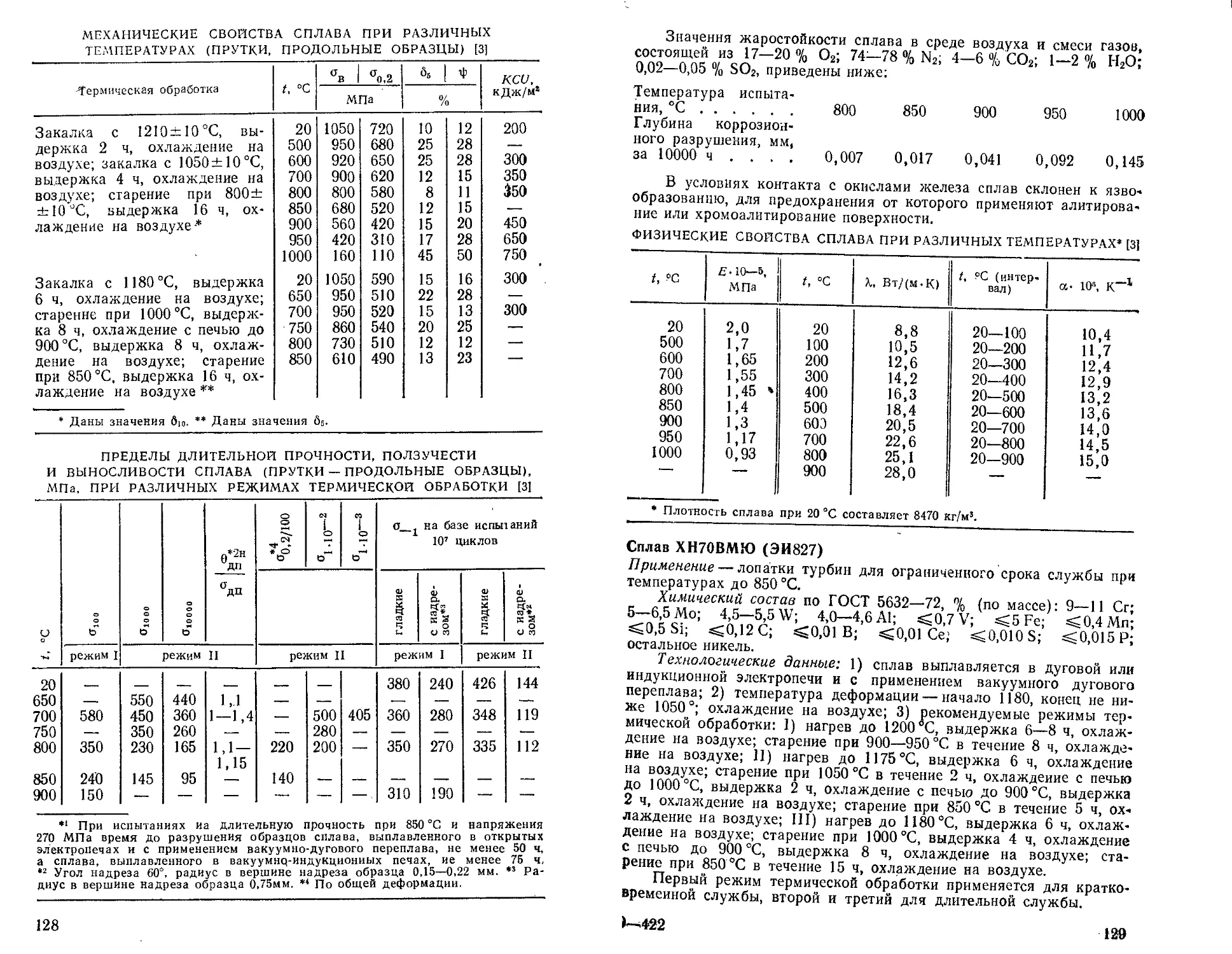
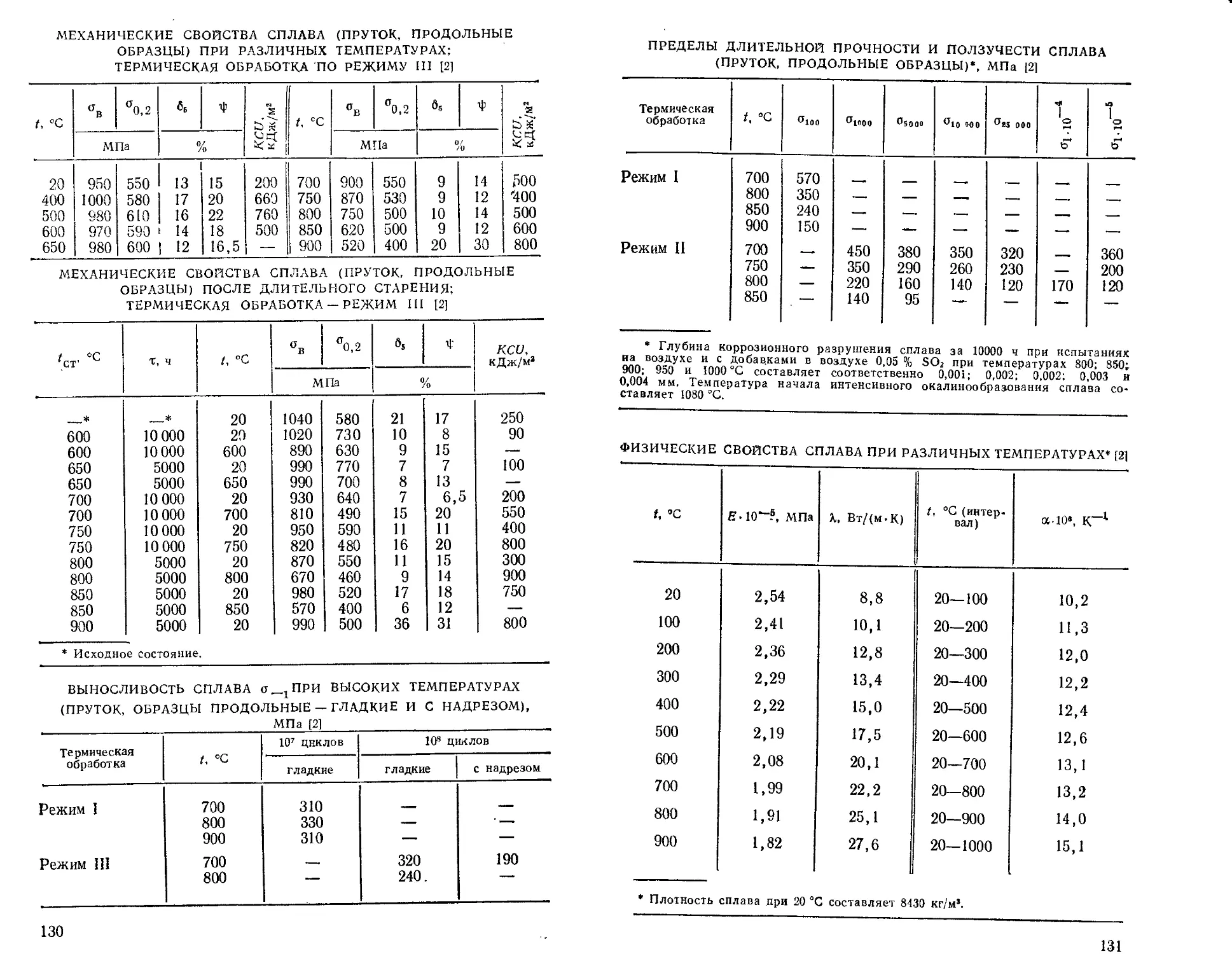
Сплав ХН70ВМЮ (ЭИ827) ..........
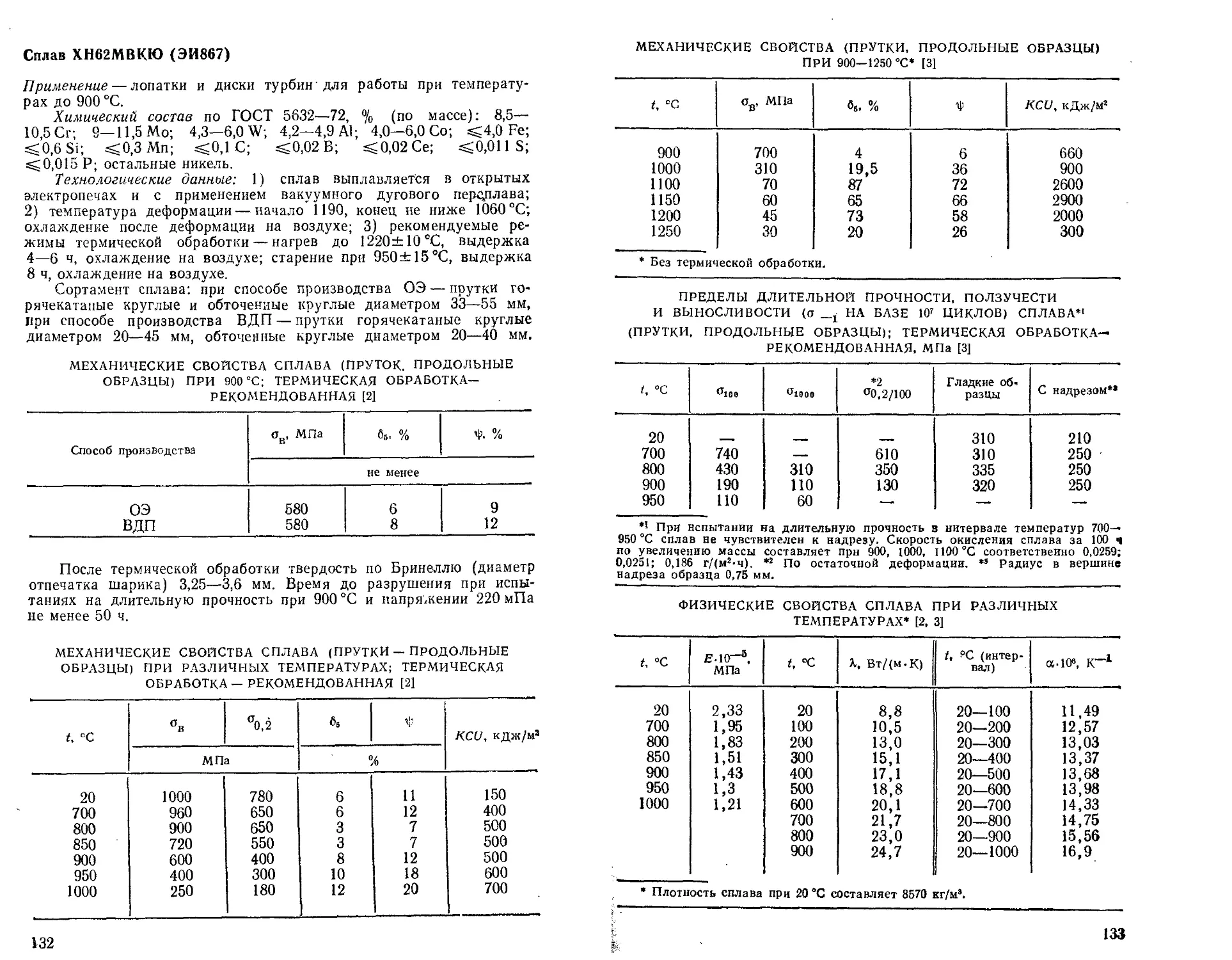
Сплав ХН62МВКЮ (ЭИ867) .........................
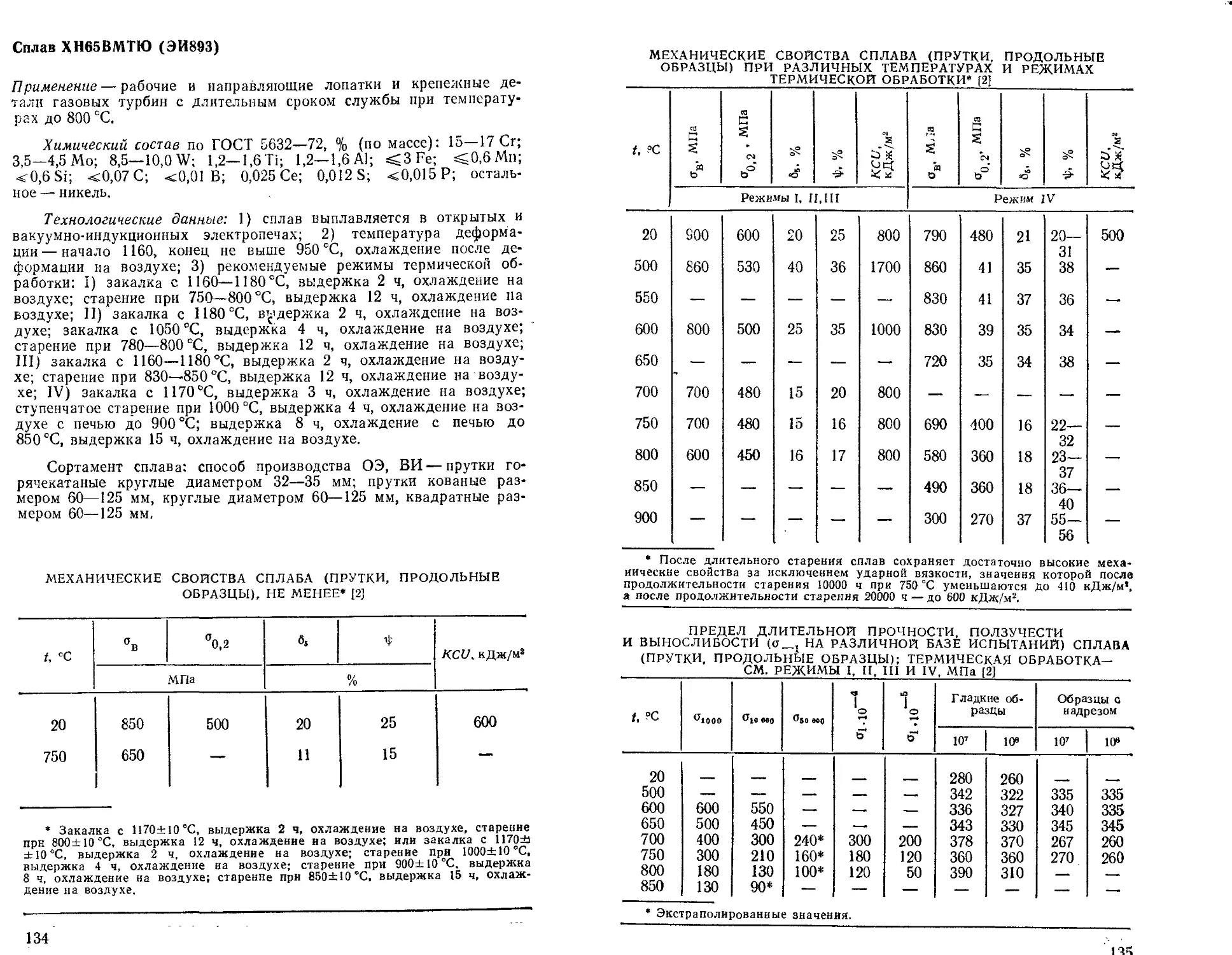
Сплав ХН65ВМТЮ (ЭИ893) ..........
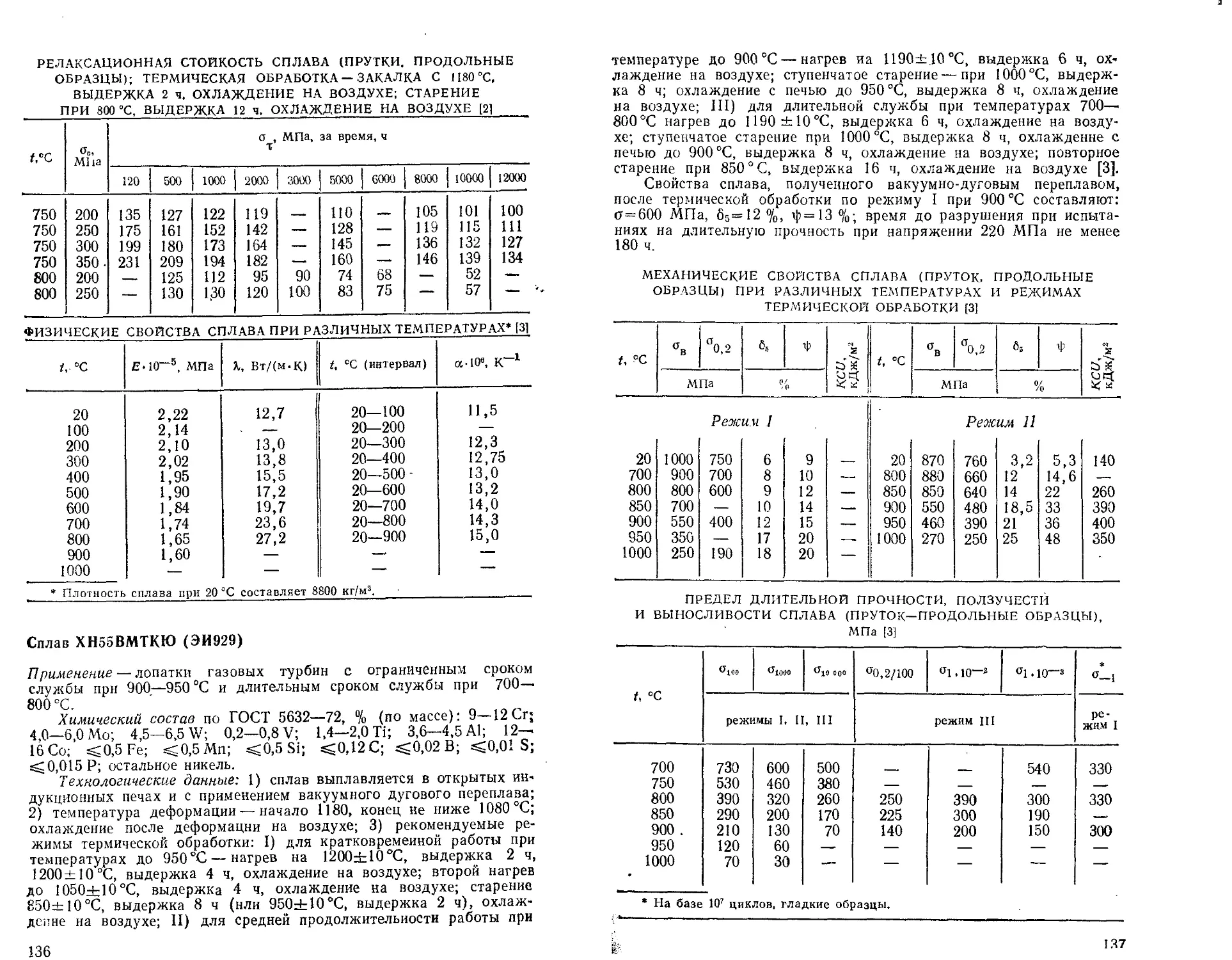
Сплав ХН55ВМТКЮ (ЭИ929) .........
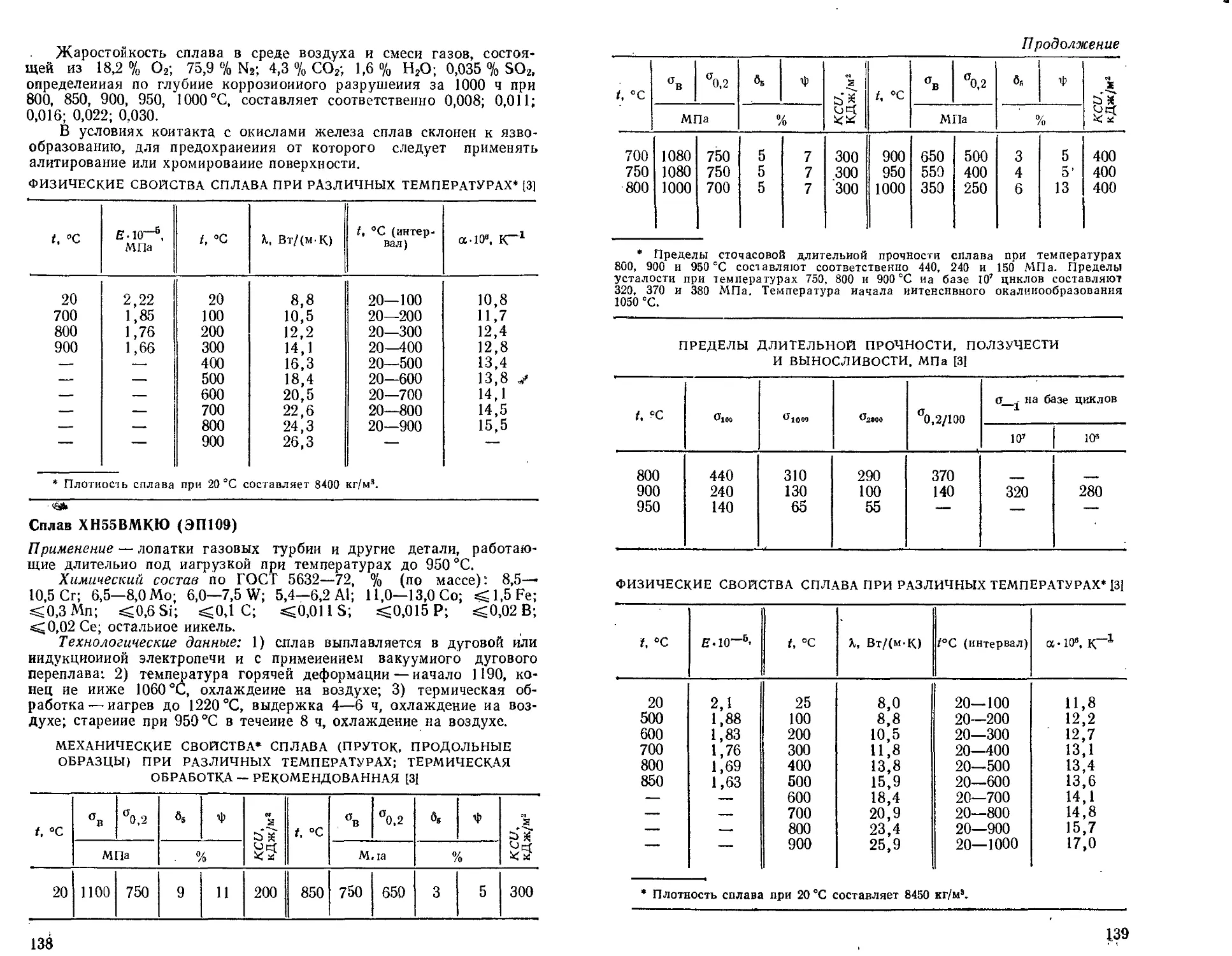
Сплав ХН55ВМКЮ 1ЭП109) ..........
Сплав ХН56ВМТЮ (ЭП199) ..........
Сплав ХН67МВТЮ (ЭП202) ..........
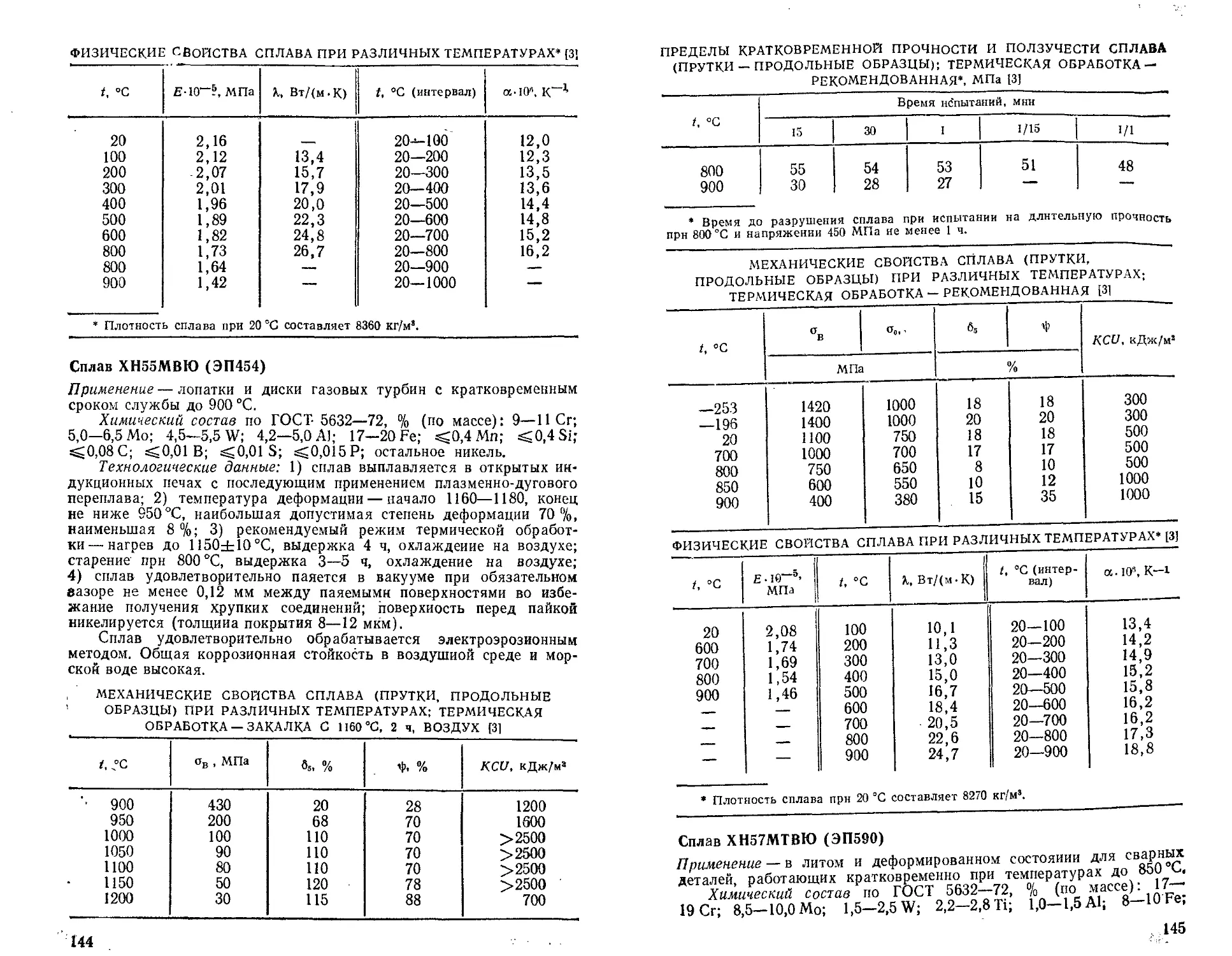
Сплав ХН55МВЮ (ЭП454) ........
Сплав ХН57МТВЮ (ЭП590) .........................
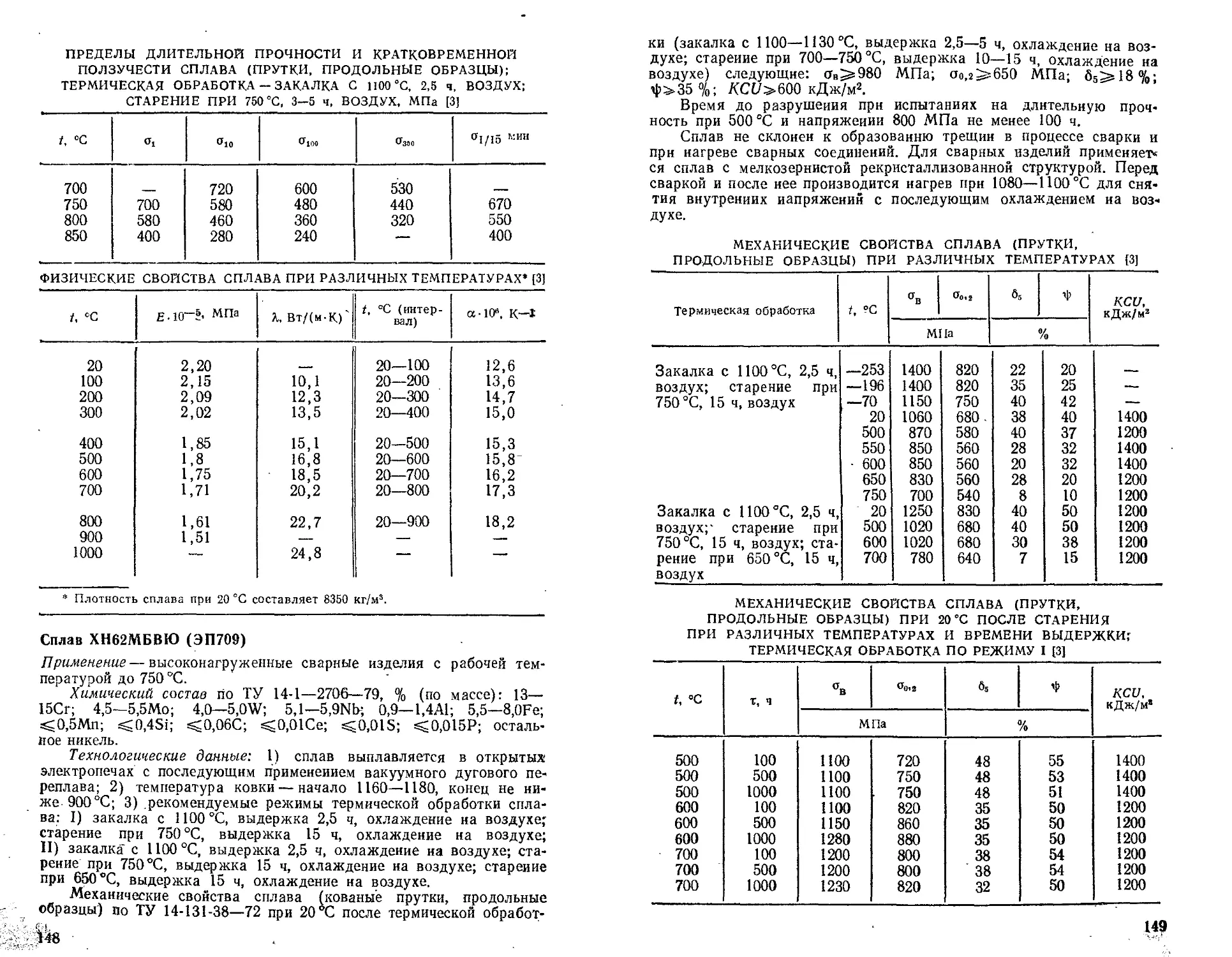
Сплав ХН62МБВЮ (ЭП709) ..........
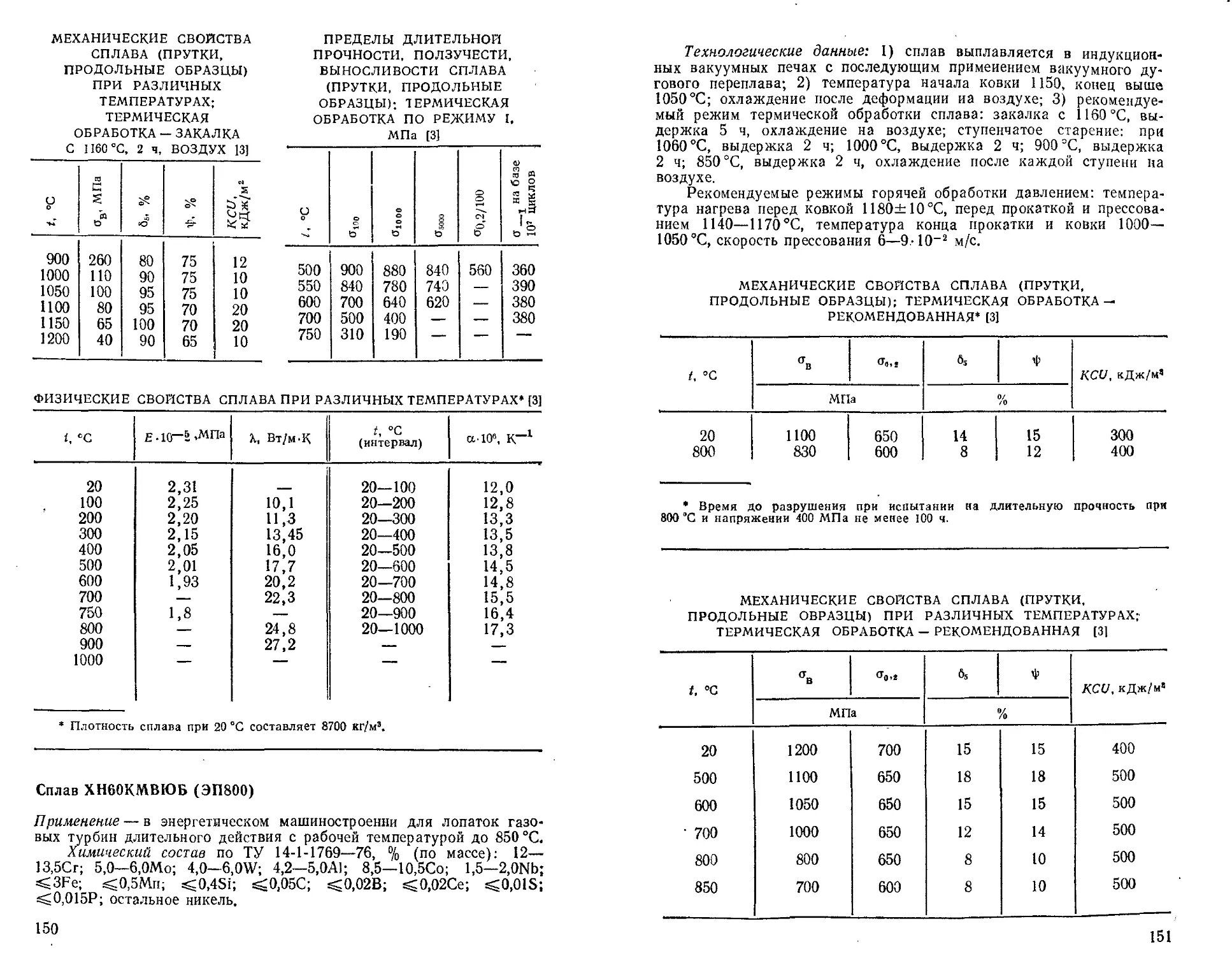
Сплав ХН60КМВЮБ (ЭП800) ........................
Сплав ХН62ВМКТЮБ (ЭП885)........................
Глава VIII. Жаростойкие стали и сплавы па основе железа и никеля
102
102
111
111
115
117
119
121
123
127
129
132
134
136
138
140
141
144
145
148
150
153
154
1. Легирование, термическая обработка, структура
2. Химический состав и свойства........................
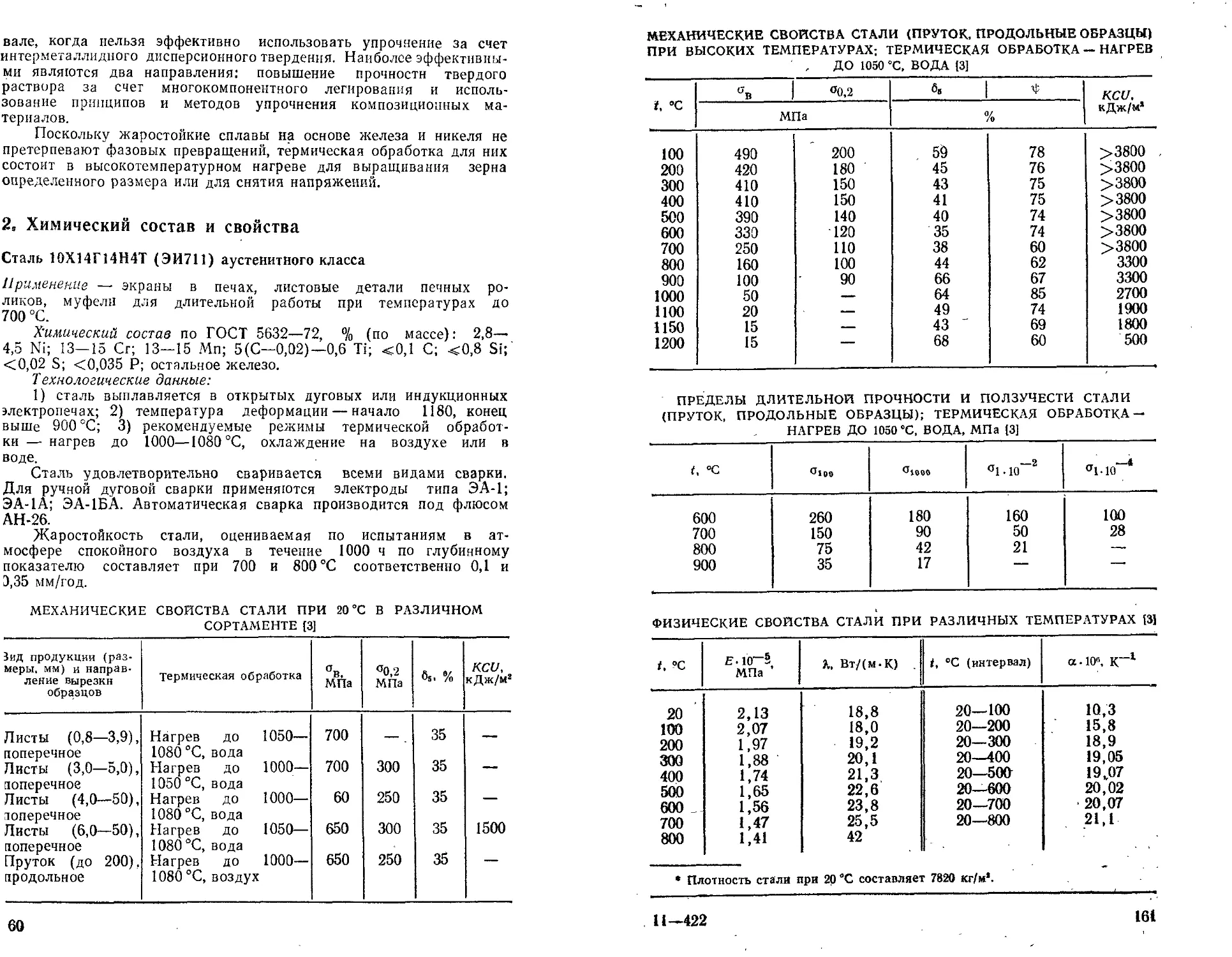
Сталь 10Х14Г14Н4Т (ЭИ711) аустенитного класса . .
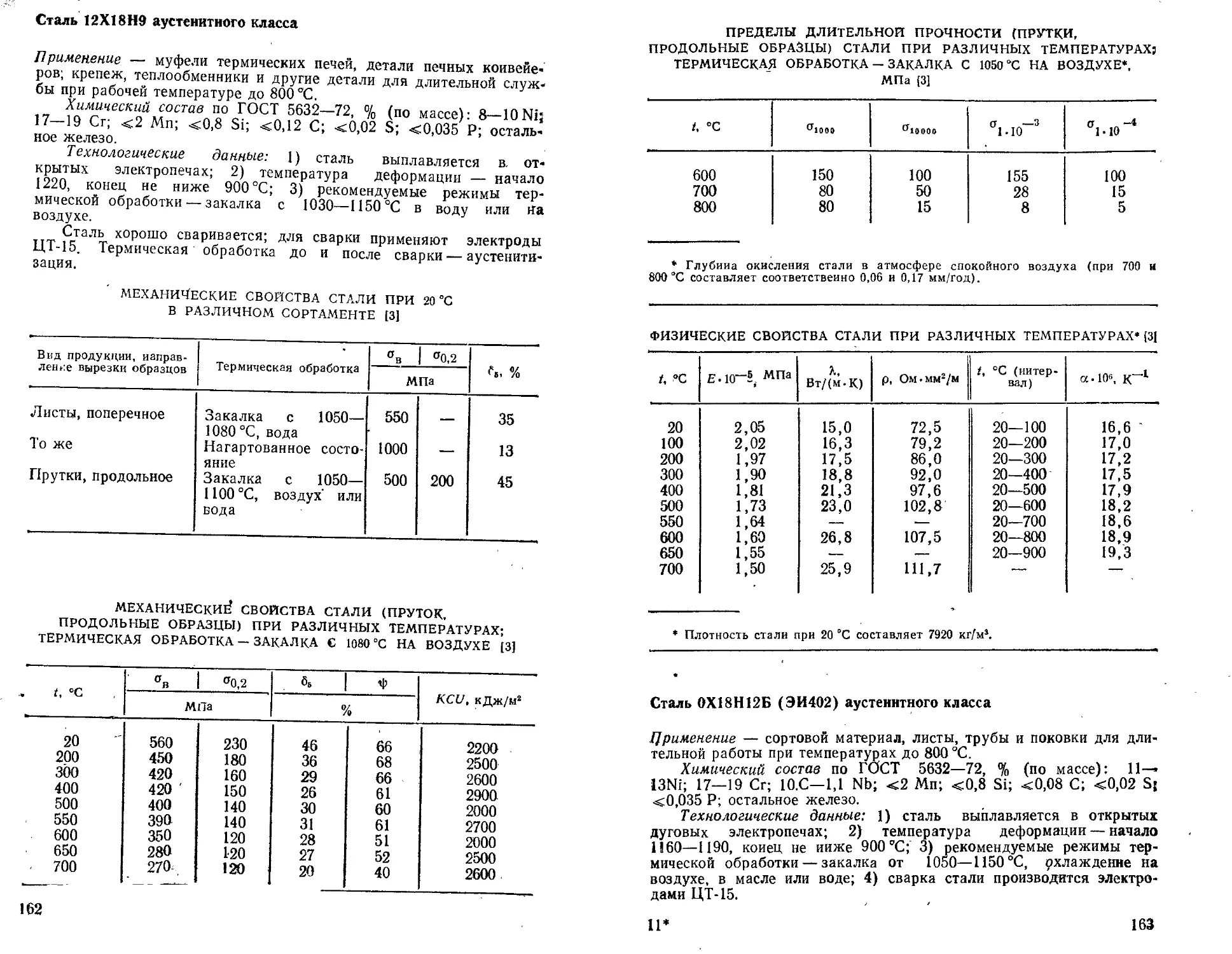
Сталь 12Х18Н9 аустенитного класса .. , «
Сталь 0Х18Н12Б (ЭИ402) аустенитного класса . .
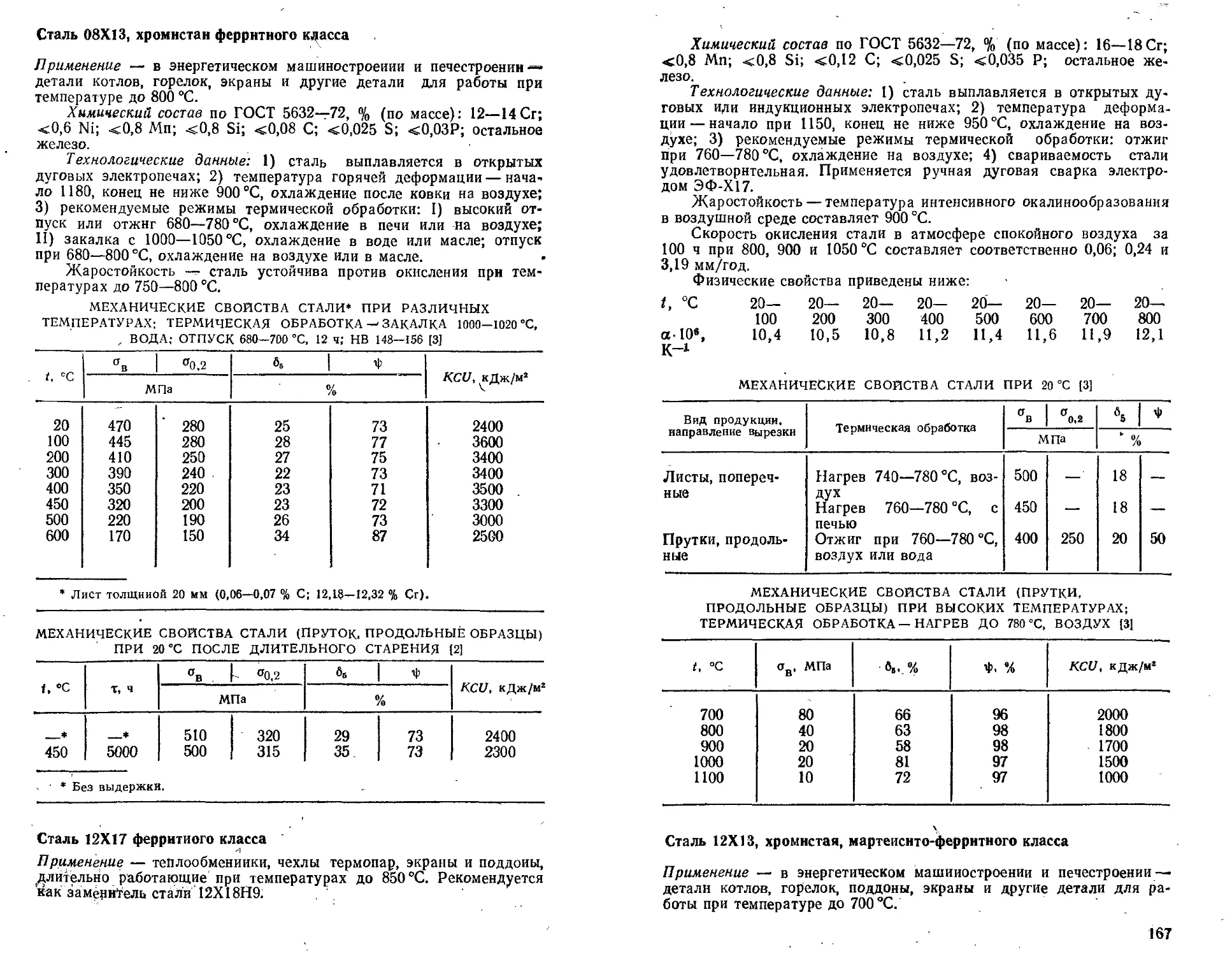
Сталь 08X13, хромистая ферритного класса
Сталь 12X17 ферритного класса.................
Сталь 12X13. хромистая, мартеисито-ферритиогО класса
Сталь 20Х23Н18 (ЭИ417) аустенитного класса .
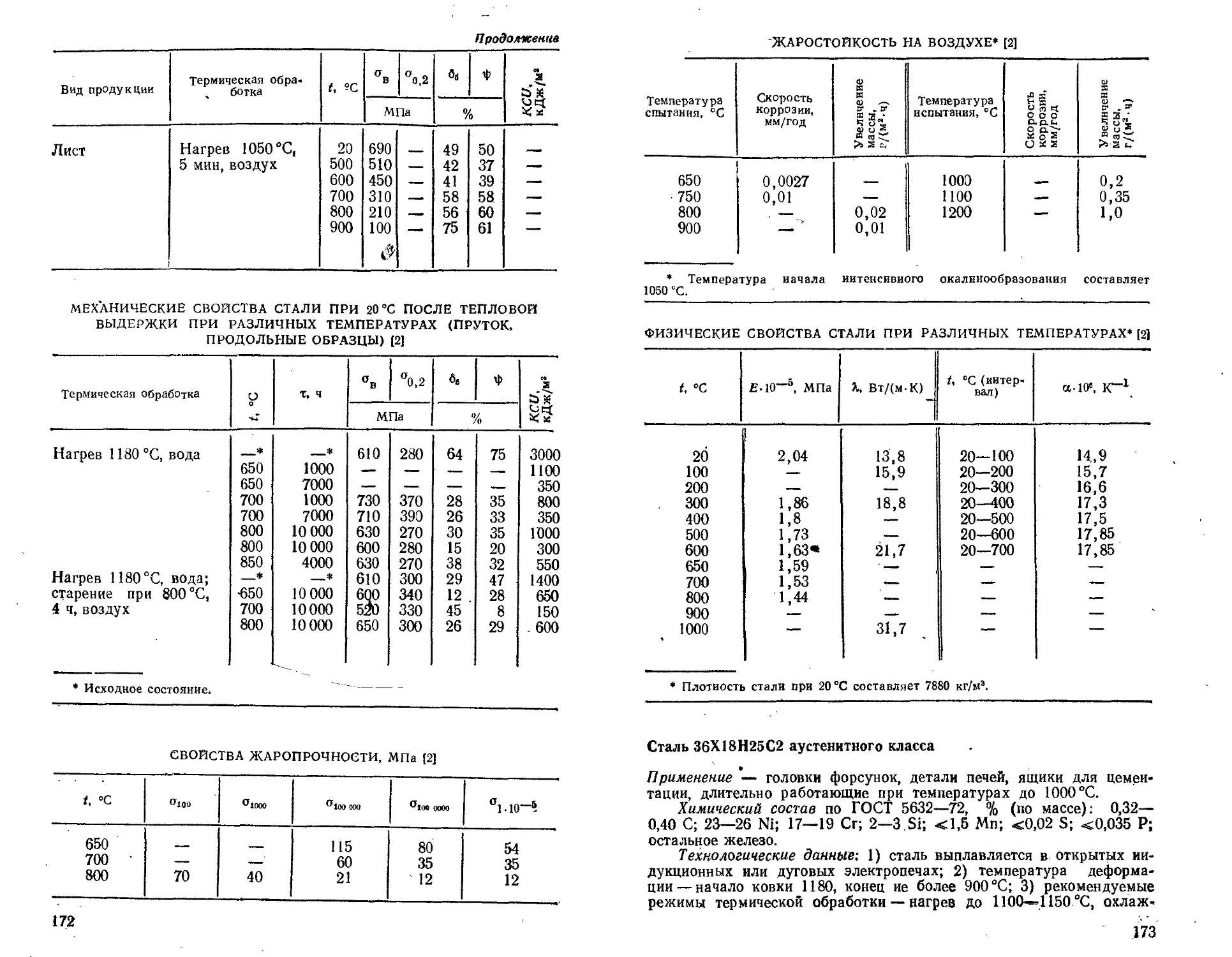
Сталь 35X1SH25C2 аустенитного класса . . . .
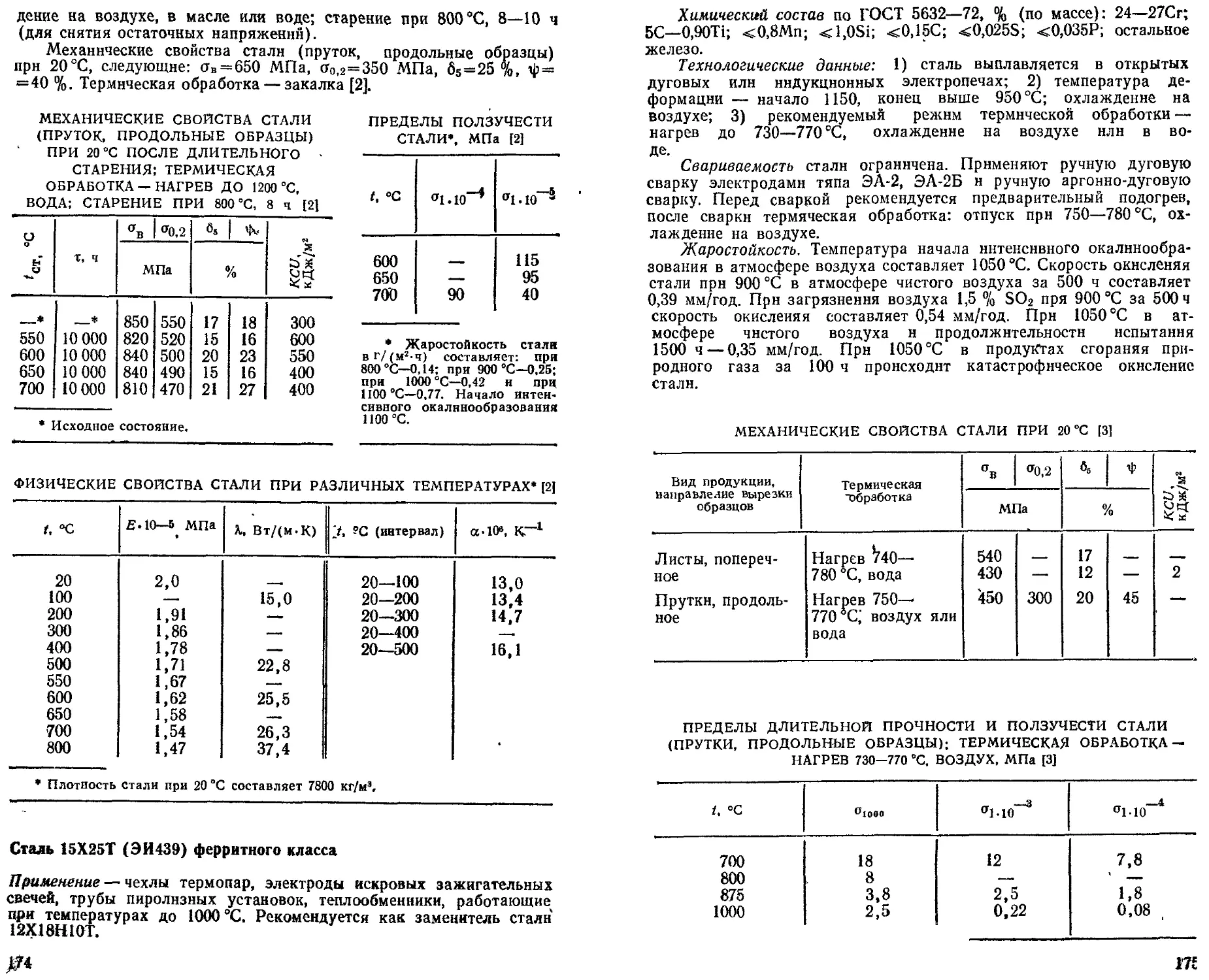
Сталь 15Х25Т (ЭИ439) ферритного класса
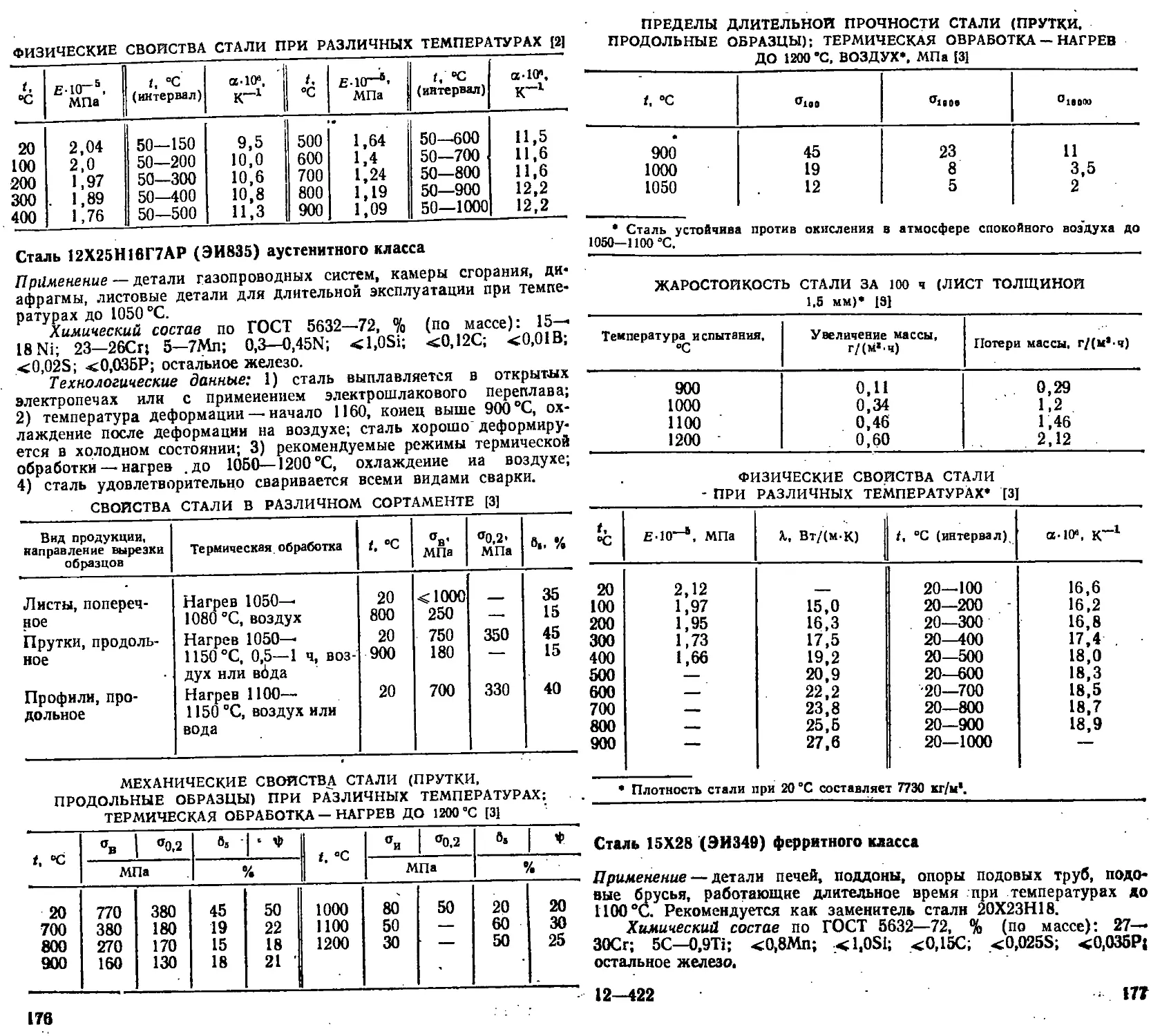
Сталь 12Х25Н16Г7АР (ЭИ835) аустенитного класса
Сталь 15X28 (ЭИ349) ферритного класса . . . .
Сталь 10Х18Н18Ю4Д (ЭП841) аустенитного класса
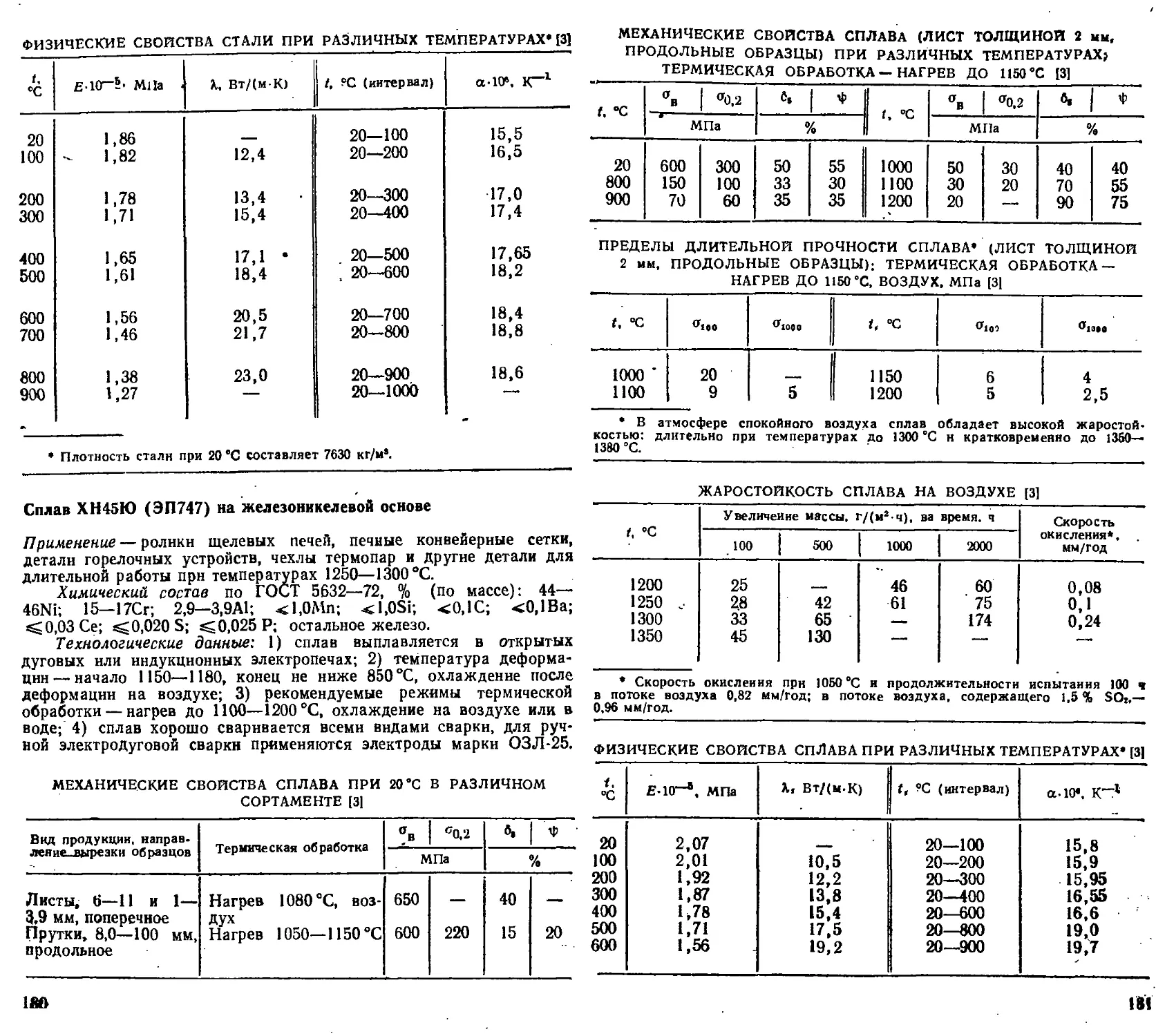
Сплав ХН45Ю (ЭП747) на железоникелевой основе
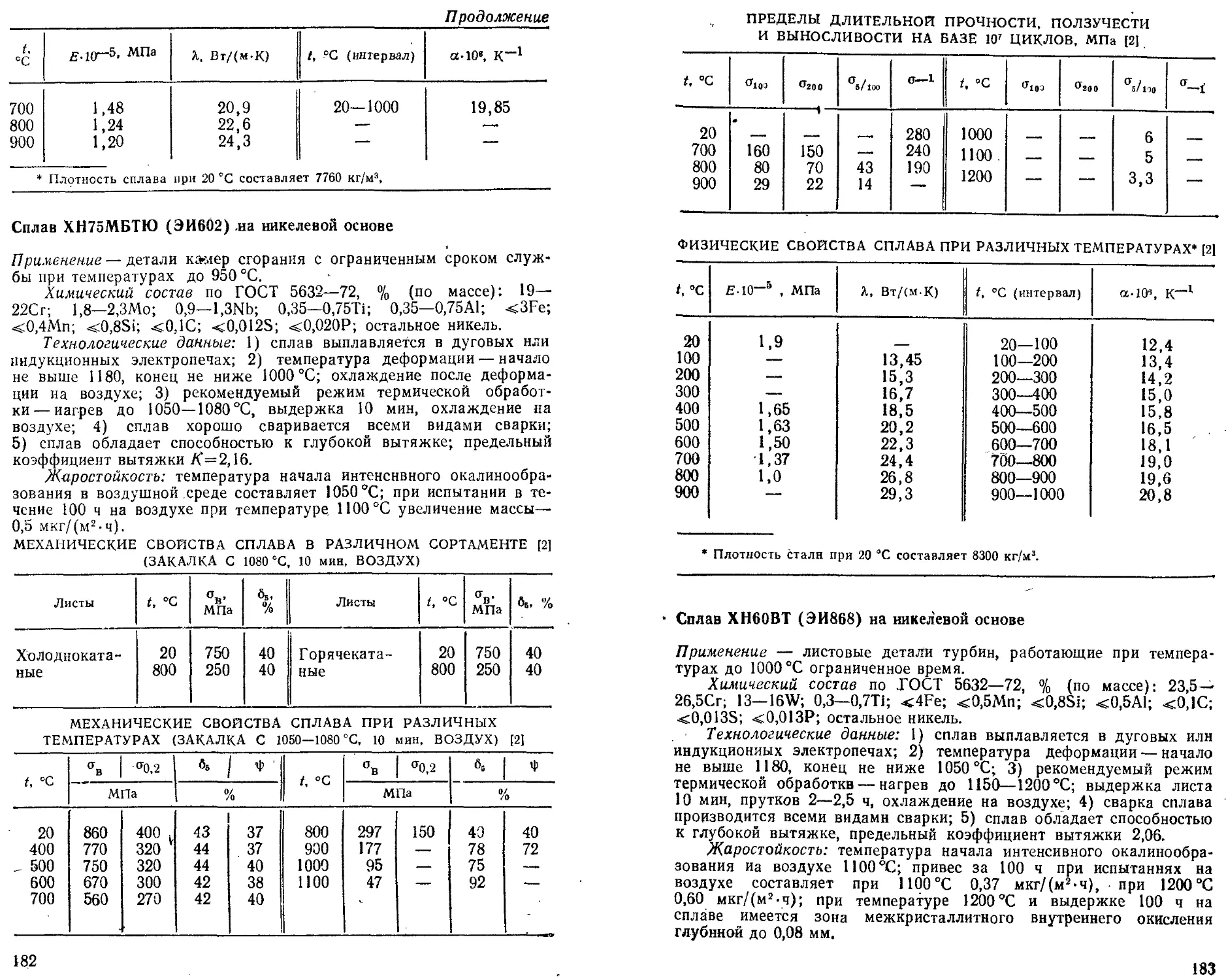
Сплав ХН75МБТЮ (ЭИ602) иа никелевой основе . .
Сплав ХН60ВТ (ЭИ868) .на никелевой основе .... ,.
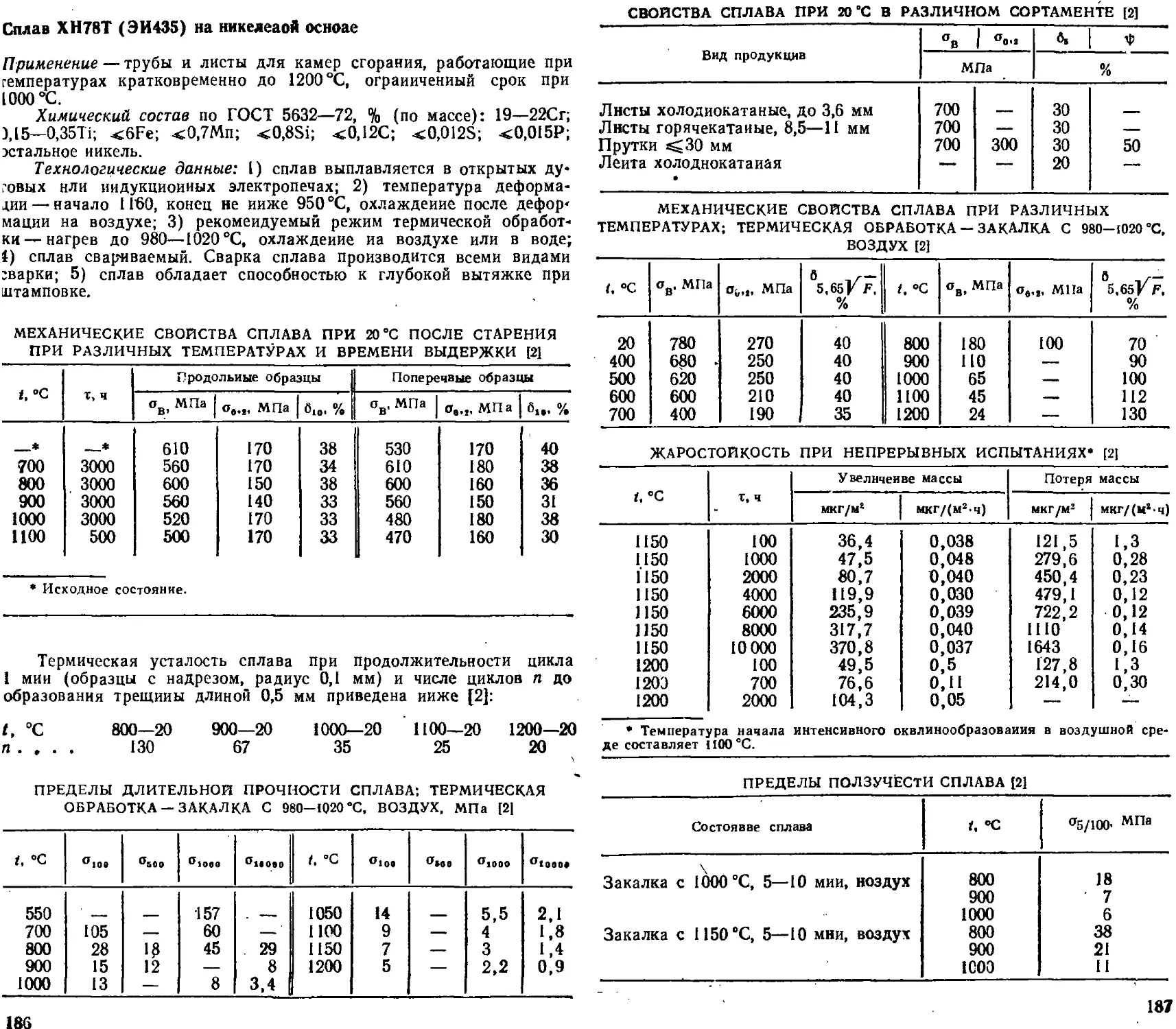
Сплав ХН78Т (Э14435) на никелевой основе , . .
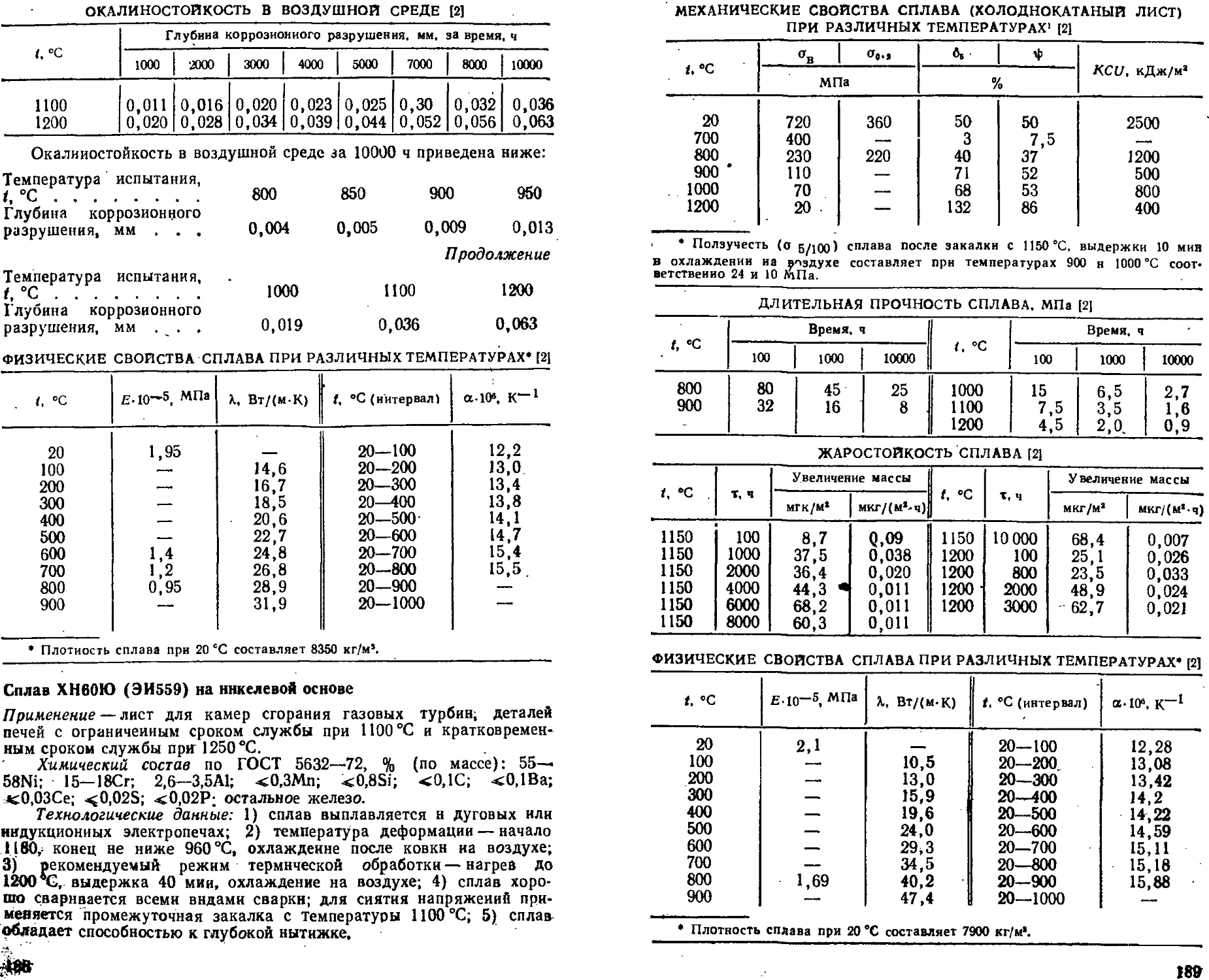
Сплав ХН60Ю (ЭИ559) на никелевой основе . .
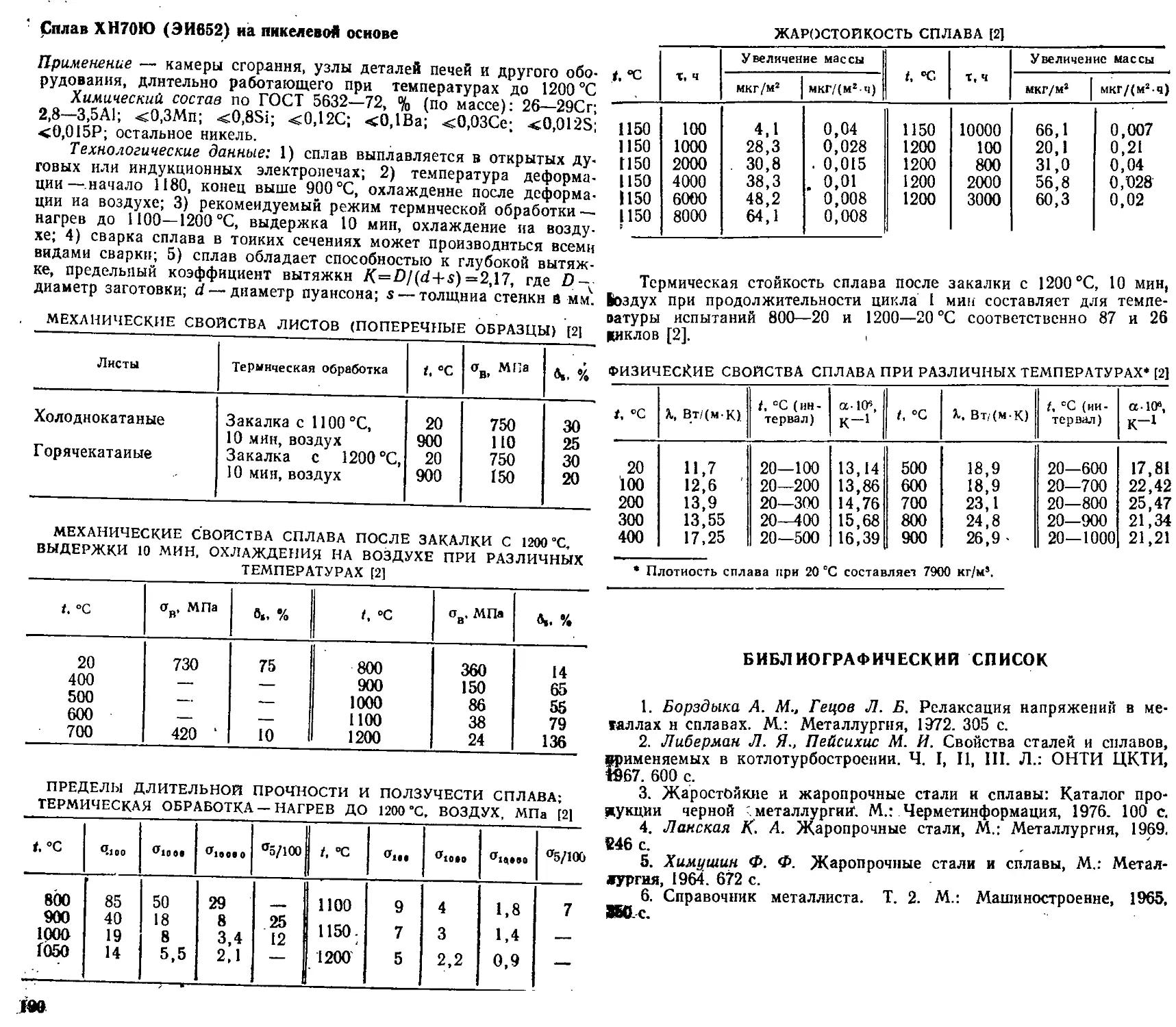
Сплав ХН70Ю (ЭИ652) на никелевой основе , . .
154
160
160
162
163
166
166
167
170
173
174
176
177
179
180
182
183
186
188
190
ПРЕДИСЛОВИЕ
Период послевоенного развития энергетики и газотурбинной техники
характеризовался непрерывным повышением рабочих температур.
В энергетических стационарных установках оии дошли до 585 °C,
в транспортных — до 1000 °C и выше. Такой подъем температуры
стал возможен благодаря интенсивному развитию нового класса
металлических материалов — жаропрочных сталей и сплавов. Эти
материалы способны длительное время работать при высоких тем-
пературах в сложионапряжеином состоянии при одновременном воз-
действии агрессивной внешней среды.
Естественно, что для этих материалов сформировались свои
приемы легирования и термической обработки, которые существен-
но отличаются от таковых для обычных сталей и сплавов, рабо-
тающих в интервале климатических изменений температур.
За указанный период разработано большое число сталей и спла-
вов, однако не все они выдержали испытание временем и причины
здесь весьма различные. Здесь и дефицитность примененных леги-
рующих элементов, низкие технологические свойства отдельных
композиций, изменение параметров конструкций, выявленные в
процессе эксплуатации случаи катастрофического снижения свойств —
в первую очередь пластичности и др.
При написании настоящего справочника автор ставил своей за-
дачей подведение итога определенного периода развития жаройцоч-
ных сплавов в виде краткого теоретического обобщения и состав-
ление справочных данных по наиболее удачным, проверенным жизнью
маркам сталей и сплавов. Для этого были использованы различные
справочные издания прежних лет, литературные данные и собст-
венные исследования автора в этой области.
Автор надеется, что книга будет полезна конструкторам, ин-
женерно-техническим и научным работникам, преподавателям и
студентам вузов при выборе марок сталей и сплавов для конструк-
ций, при разработке новых сталей и сплавов и изучении их поведе-
ния в условиях производства или в процессе эксплуатации в раз-
личного рода установках, длительно работающих при высоких тем-
пературах.
Автор заранее приносит благодарность всем читателям, кото-
рые сочтут возможным сделать свои замечания относительно мето-
дологических вопросов и объема справочных данных.
ВВЕДЕНИЕ
XXVI съезд КПСС определил как первоочередную задачу развития
народного хозяйства нашей страны ускорение научно-технического
прогресса, а также повышение эффективности и качества продукции.
Для сталей и сплавов важнейшими показателями качества яв-
ляются уровень и однородность свойств.
Важным этапом повышения качества металлопродукции явля-
ется выход соответствующего ГОСТа, чему предшествует большая
работа по накоплению и обобщению данных по свойствам сталей и
сплавов.
Основным ГОСТом на жаропрочные стали и сплавы считается
ГОСТ 5632—72, который, однако, является лишь классификацион-
ным, т. е. определяет класс материала, химический состав и наибо-
лее вероятную область применения. Выпуск предлагаемого спра-
вочника явится еще одним шагом на пути стандартизации такой
важной продукции, какой являются жаропрочные стали и сплавы.
Свойства этих материалов описаны в различных монографиях,
тематических сборниках, посвященных жаропрочным сплавам, а так-
же в периодической печати.
При написании справочника были использованы основные труды
по жаропрочным сплавам н различного рода справочные издания:
Химушин Ф. Ф. «Жаропрочные стали и сплавы», М., Металлургия,
1964 г.; Ланская К. А. «Жаропрочные стали», М., Металлургия,
1969 г.; руководящие указания по «Свойствам сталей и сплавов,
применяемых в котлотурбостроении», Л., 1966 г.; каталог продук-
ции черной металлургии «Жаростойкие и жаропрочные стали и
сплавы», Черметииформация, 1976 г. и сведения периодической
печати.
Основа жаропрочных сплавов — железо и никель. Именно эти
материалы являются главными конструкционными материалами
стационарных и транспортных паровых и газовых турбин. По
ГОСТ 5632—72 деформируемые стали и сплавы иа основе железа
и никеля условно делят иа стали и сплавы, исходя из содержания
элемента — основы и легирующих элементов. Стали в свою очередь
делят на иизкоЛбгироваииые и высоколегированные.
К высоколегированным относят сплавы иа основе железа, со-
держание которого не ниже 45 %; суммарное содержание легирую-
щих элементов не менее 10 %, считая по верхнему пределу. Менее
легированные сплавы иа основе железа отнесены к разряду низко-
легированных сталей. К сплавам иа железоиикелевой основе относят
композиции, которые имеют в составе сумму иикеля и железа' бо-
лее 65 °/о при приблизительном отношении содержания никеля К
железу 1 : 1,5. Сплавами иа основе никеля называют сплавы, со-
держащие не менее 55 % иикеля.
В соответствии с классификацией материалов по назначению
жаропрочными называют стали и сплавы, способные работать при
высоких температурах в течение определенного времени, обладая
способностью выдерживать значительные механические нагрузки при
одновременном достаточном уровне жаростойкости.
Жаростойкими (окалииостойкими) сталями и сплавами называ-
ют такие, которые обладают стойкостью против газовой коррозии
при температурах выше 550 °C и работают в слабонагружеииом
состоянии. Сроки службы условно делят на: кратковременный — до
6
100 ч; ограниченный — от 100 до 1000 ч; длительный — от 1000 до
10000 ч; весьма длительный — от 10000 до 100000 ч и выше.
Материал расположен таким образом, что вначале приведены
сведения о меиее легированных материалах и соответственно менее
жаропрочных. Затем приведены данные о сплавах, причем вначале
о сплавах на основе железа, а потом о сплавах на основе иикеля.
Такая закономерность несколько нарушена в предпоследней главе,
посвященной жаропрочным сплавам на основе никеля. Сплавы иа
основе иикеля расположены в порядке возрастания их заводского
номера, под названием которого они и вошли в литературу, при
этом вначале идут марки ЭИ, а затем ЭП.
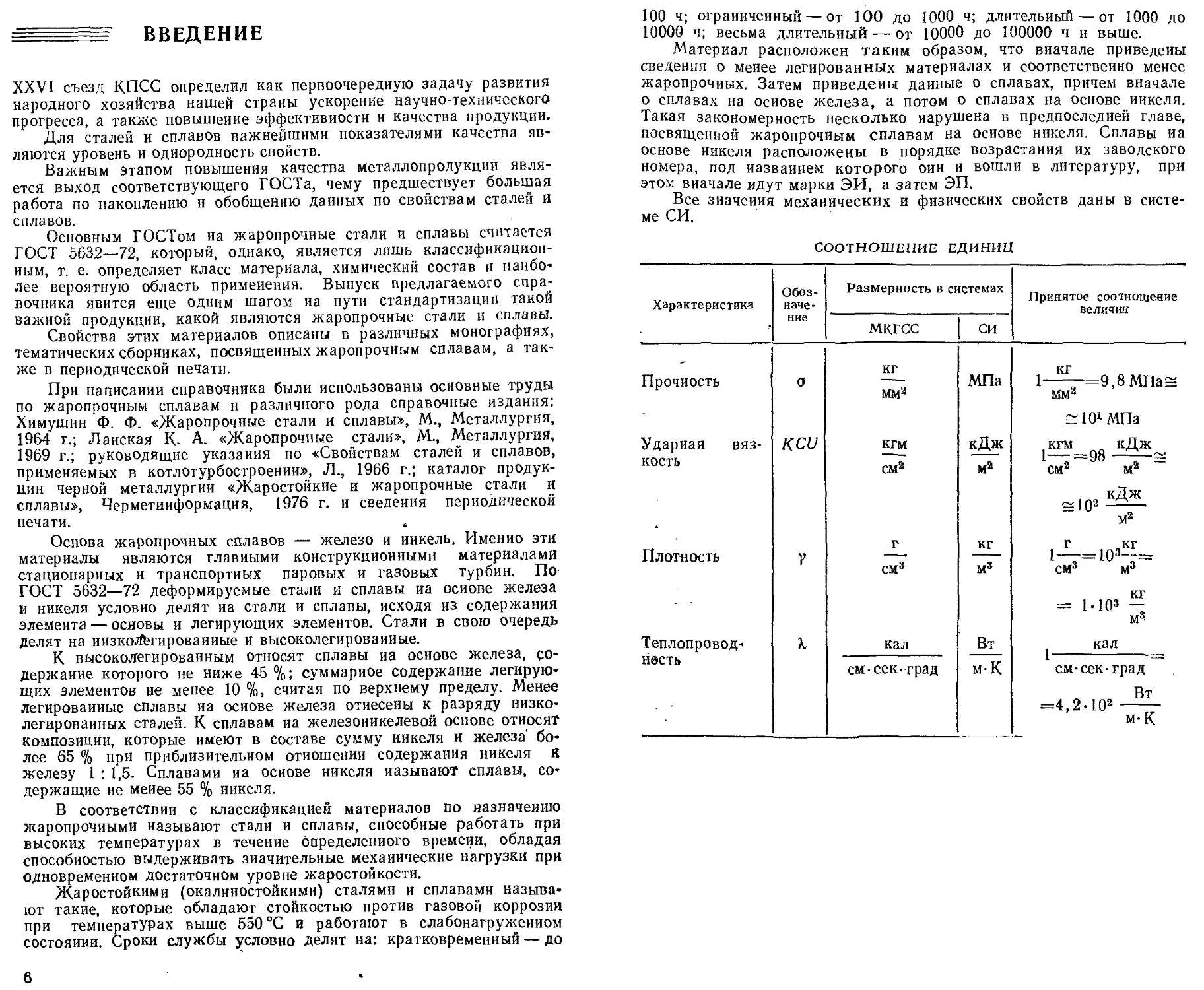
Все значения механических и физических свойств даны в систе-
ме СИ.
СООТНОШЕНИЕ ЕДИНИЦ
Характеристика Обоз- наче- ние Размерность в системах Принятое соотношение величин
мкгсс си
Прочность Ударная вяз- а кси кг мм2 кгм МПа кДж КГ 1 =9,8МПа= ММ2 101 МПа ^98^3 см2 м2 S102^ м2 г кг 1 =103
КОСТЬ Плотность V см2 г V кг
Теплопровод- X см3 кал м3 Вт см3 м3 кг = ЫО3 — М3 , кал
несть см-сек. град м-К см-сек-град Вт =4,2-102 м-К
=...: УСЛОВНЫЕ ОБОЗНАЧЕНИЯ,
ИСПОЛЬЗУЕМЫЕ В СПРАВОЧНИКЕ
ов — временное сопротивление.
2 — условный предел текучести для остаточной де-
- формации 0,2 %.
65, бю — относительное удлинение после разрыва (циф-
ры 5 и 10 указывают на пяти- или десятикрат-
ную длину образца).
ф— относительное сужение после разрыва.
KCU — ударная вязкость.
п — число скручиваний при испытании иа круче-
ние.
Е — модуль нормальной упругости.
НВ — твердость по Бринеллю.
<т_2 — предел выносливости при симметричном пов-
торноперемеином изгибе при вращении.
t — температура испытания.
о — напряжение.
тр — время до разрушения.
т — время выдержки.
Oj ~а, О 10—з — предел ползучести при скорости ползучести
1 • 10_2, 1 • 10—3 и т. д., %/ч.
а0,2/Ю0 — предел ползучести при деформации 0,2 в/о за
100 ч и т. д. испытаний.
а1/15 — предел ползучести при деформации 1 % за
15 мии испытаний.
°дп — предел длительной прочности.
адн — предел длительной прочности для образцов с
надрезом.
Ошо —предел длительной прочности за 100, 1000 ч
и т. д.
0О — начальное напряжение.
©т — остаточное напряжение.
у — плотность.
а — коэффициент линейного расширения.
X — теплопроводность.
₽'— удельное электросопротивление.
I* — магнитная проницаемость.
О» — удельная электрическая проводимость.
Глава 1 ЖАРОПРОЧНОСТЬ
s- МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
1. Общие требования к жаропрочным материалам
Жаропрочные стали и сплавы как особый вид конструкционных ма-
териалов стал иитеисивио развиваться в связи с развитием турбо-
строения.
Турбина как источник или преобразователь энергии широко
применяется в теплоэнергетике (силовые электростанции), судовых
и авиационных двигателях. В последние годы появились газовые
турбины для наземного подвижного состава (локомотивы, грузо-
вые автомобили). В конструкциях современных турбин жаропроч-
ные сплавы составляют 40—50% массы. Чем выше температура газа
иа входе в турбину, тем экономичнее двигатель. С повышением
температуры газа уменьшается удельный расход топлива и воздуха
на единицу мощности. Это обстоятельство привело к тому, что ‘ в
короткий срок появилось много составов сталей и сплавов, рассчи-
танных иа разливочные температуры и сроки работы.
Жаропрочные стали и сплавы — это материалы, которые рабо-
тают при высоких температурах в течение заданного периода вре-
мени в условиях сложноиапряженного состояния. Главной харак-
теристикой, определяющей работоспособность стали или сплава, яв-
ляется жаропрочность.
Под жаропрочностью понимают напряжение, вызывающее за-
данную деформацию, ие приводящую к разрушению, которое спосо-
бен выдерживать металлический материал в конструкции при оп-
ределенной температуре за заданный отрезок времени. Если огова-
риваются напряжение и время, то эта характеристика называется
пределом длительной прочности. Если оговариваются напряжение,
время и деформация, то такая характеристика называется пределом
ползучести.
„ Надежность работы металла оценивается ие только прочностью,
ио и пластичностью, которую ои сохраняет до конца службы. По-
этому второй важной характеристикой жаропрочного материала
является запас пластичности, который определяется такими пока-
зателями, как 6 и ф при испытаниях на длительную прочность, KCU
после длительного старения и чувствительность к надрезу при испы-
тании образцов с надрезом иа длительную прочность. Для жаро-
' прочных материалов хорошими показателями являются 8 и ф при
испытаниях иа длительную прочность, если значения составляют
соответственно 10 и 10 %. Значение KCU оговаривается, исходя из
условий работы материала.
Чувствительность к надрезу определяется как отношение времен
до разрушения иадрезаииого и гладкого образцов, испытанных при
одной и той же температуре и напряжении. Считается, что сплав
иетувствителен к надрезу, если это отношение больше или равно
единице.
Поскольку подъём температуры до рабочей протекает во вре-
мени, а начало работы, как правило, соответствует климатической
температуре окружающей среды, важно также, чтобы и значения
прочности и пластичности, свойственные материалу при комнатной
температуре, были бы достаточно высокими. Для дисперсионнотвер-
деющихникелевых и железоиикелевых сплавов значения прочности
9
составляют <тв>1200 МПа, <То,2>8ОО МПа. Несмотря на тр что по-
давляющее число жаропрочных сплавов не имеет температурного
порога хрупкости, или имеет его ниже рабочей температуры или
температуры технологического передела, наличие различных кон-
центраторов напряжений в реальных конструкциях неизбежно ставит
вопрос о низкой чувствительности сплавов к наличию надрезов или
острых трещин. С этой целью значение KCU должно быть как мож-
но выше.
Поскольку жаропрочные сплавы работают в условиях сложно-
напряженного состояния, характеризующегося постоянными измене-
ниями величины и знака нагрузок, высокое сопротивление усталости
при высоких температурах также важно, как и характеристики ус-
талостной прочности для материалов, работающих при обычных
климатических условиях.
Сложность современных технических решений конструкций
обусловливает необходимость иметь материалы с высокими техно-
логическими свойствами. Например, при изготовлении лопаток га-
зотурбинных двигателей применяют такие операции, как ковка или
точная штамповка, механическая обработка прутков и готовых из-
делий, шлифовка, полировка, прецизионное литье. При изготовле-
нии камер сгорания из листовых жаропрочных материалов широко
применяют холодную штамповку, прессовку, гибку, точечную сварку,
клепку. Широкое распространение в последние годы получили свар-
ка электродом, диффузионная сварка, сварка трением, пайка изде-
лий.
Не следует упускать из вида и тот факт, что жаропрочные стали
и сплавы по своей природе сохраняют высокие значения прочности
не только до рабочих, но и до технологических температур, что на-
кладывает свой отпечаток на всю технологию передела металла, на-
чиная от деформации слитка и кончая конечными операциями до-
водки изделий до необходимых размеров и требуемой чистоты по-
верхности.
2. Деформация сталей и сплавов
под действием ограниченных нагрузок
Если воздействующие на металл напряжения близки к пределу те-
кучести, то металл будет медленно деформироваться в течение вре-
мени, зависящем от величины напряжения и температуры испыта-
ния. Это явление носит название ползучести. Ползучесть имеет место
при всех температурах, начиная от абсолютного нуля до темпера-
туры плавления, однако механизм ползучести зависит от температур-
ного интервала. Различают ползучесть логарифмическую, высоко-
температурную и диффузионную.
Логарифмическая ползучесть имеет место при низких темпера-
турах, когда из-за низкой диффузионной подвижности элементов
невозможен возврат механических свойств. В процессе ползучести
металл постепенно упрочняется и скорость ползучести уменьшается.
Характерная черта низкотемпературной ползучести — пропорцио-
нальность удлинения логарифму времени.
Наиболее распространенный в технике вид ползучести охваты-
вает температурный интервал 0,4—0,7 Тпл металла основы. В на-
стоящем справочнике приведены данные, охватывающие этот ин-
тервал температур.
При температурах выше 0,7 Тм металла основы интенсивно раз-
вивается ползучесть вследствие ориентированной диффузии атомов
под действием приложенных напряжений. Так, если к материалу
прикладываются растягивающие напряжения, то атомы сплава
интенсивно диффундируют в направлении к концам образца, а ва-
кансии, наоборот, продвигаются в противоположном направлении.
Длина образца при этом увеличивается.
3. Основные виды деформаций
при нагружении поликристаллических образцов
Прежде чем переходить к способам определения характеристик
длительной прочности и ползучести, необходимо рассмотреть под-
робнее само явление ползучести. Промышленный металл массового
потребления всегда представляет собой поликристалл. Под действием
напряжений, прикладываемых к металлу, он испытывает различные
виды деформации; упругую, вязкую и пластическую. Упругая де-
формация е описывается законом Гука: е=а/Е, где а—приложен-
ное напряжение; Е — модуль Юнга.
В отличие от упругой деформации вязкое течение характеризу-
ется наличием деформации при условии пропорциональности при-
ложенному напряжению не величины деформации, а скорости
деформации. Вязкую деформацию в поликристаллических металлах
связывают в основном с проскальзыванием по границам зерен. Вяз-
кая деформация, подобно упругой, устраняется после снятия напря-
жений. Она всоЗеино четко проявляет себя при высоких температу-
рах и может протекать одновременно с упругой деформацией, при-
водя к рассеянию механической энергии в виде тепла. Это так на-
зываемое внутреннее трение.
Пластическая деформация, наблюдаемая при приложении на-
грузки, в отличие от упругой и вязкой деформаций, не устраняется
после снятия нагрузки и фиксируется при механических испытаниях
в виде остаточного удлинения и сужения.
При низкотемпературных испытаниях чаще всего вязким тече-
нием пренебрегают из-за его малой величины, ограничиваясь лишь
определением упругой и пластической деформаций.
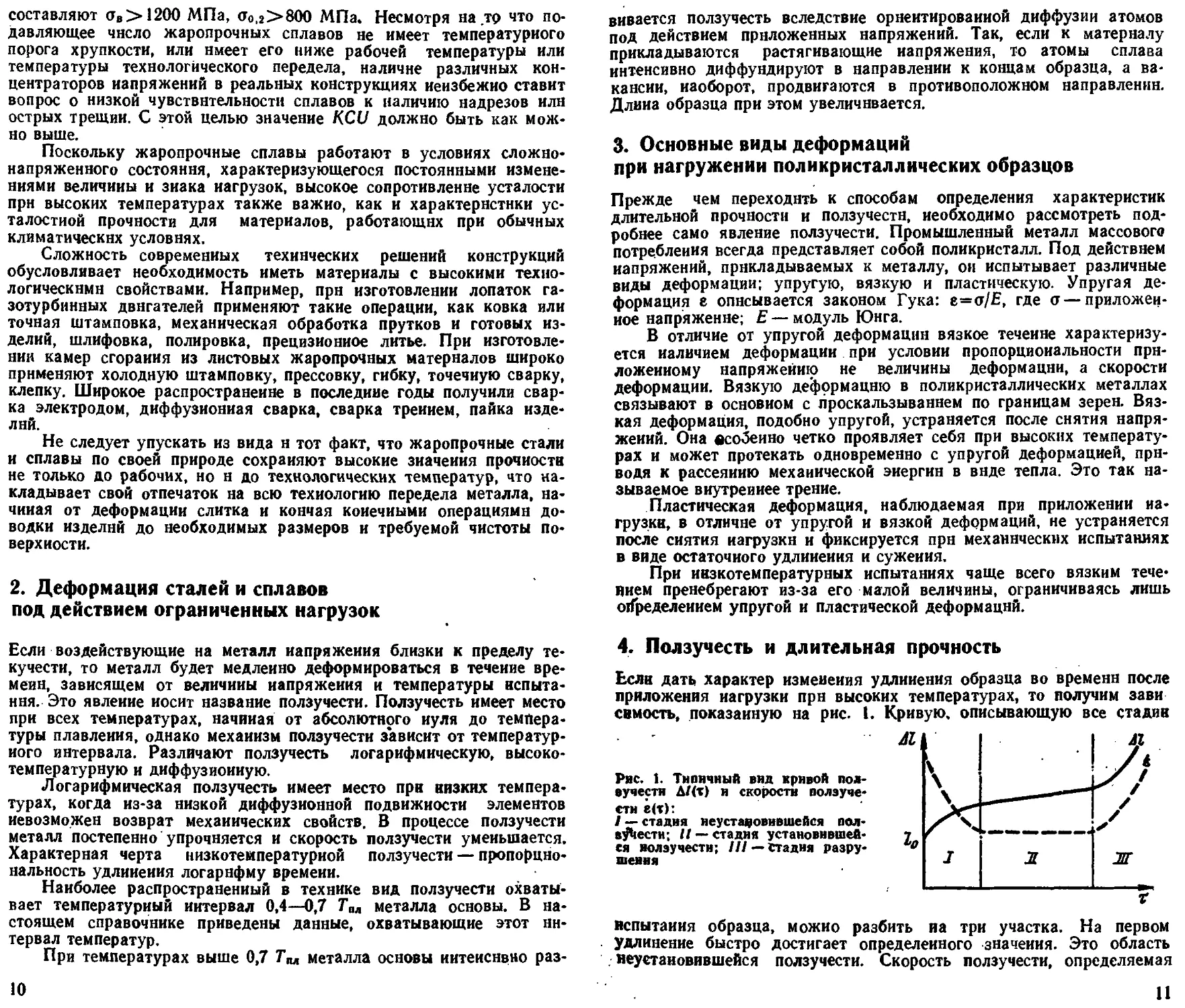
4. Ползучесть и длительная прочность
Если дать характер изменения удлинения образца во времени после
приложения нагрузки при высоких температурах, то получим зави
симость, показанную на рис. 1. Кривую, описывающую все стадии
Рис. 1. Типичный вид кривой пол-
вучестн Д/(т) и скорости ползуче-
сти ё<т):
1 — стадия иеустацовившейся пол-
зуЬести; {/ — стадия установившей-
ся ползучести; 111 — Стадия разру-
шения
испытания образца, можно разбить иа три участка. На первом
удлинение быстро достигает определенного значения. Это область
. неуетаиовившейся ползучести. Скорость ползучести, определяемая
10
11
как dtjdx, здесь все время падает. На втором участке, называемом
областью установившейся ползучести, скорость ползучести остается
постоянной. На третьем участке скорость ползучести непрерывно
возрастает вплоть до разрушения металла.
В зависимости от испытываемого материала, температуры ис-
пытания и напряжений соотношение участков может меняться в
широких пределах, так же как и деформация е, приводящая к раз-
рушению. При больших напряжениях и высоких температурах
участок 11 установившейся ползучести уменьшается, а скорость
ползучести увеличивается, так что участок II часто бывает трудно
выделить. В этом случае говорят уже не об испытании на ползу-
честь, а об испытаниях на длительную прочность.
Если говорить о первой и второй стадиях ползучести, то можно
сказать, что при испытаниях иа ползучесть механизм деформации
в основном связан с перемещением дислокаций. При высоких и низ-
кйх температурах взаимодействие дислокаций между собой, а так-
же с частицами второй фазы, границами зерен и субзереи сопро-
вождается наклепом металла, металл упрочняется. Если темпера-
туры относительно низкие, то это приводит к повышению сопротив-
ления ползучести. Если температуры достаточно высокие, то
поперечное скольжение, переползание и аннигилирование дислокаций
уменьшает эффект упрочнения.
Помимо внутризерениого скольжения, при высоких температурах
заметную роль играет проскальзывание одного зерна относительно
другого. Исходя из механизма деформации при ползучести, можно
полагать, что сопротивление ползучести определяется сопротивле-
нием решетки, зависящим от легирования, субструктурой в исход-
ном состоянии, субструктурой, формирующейся в процессе сколь-
жения, выделениями второй фазы и структурой границ зерен. Как
правило, чем выше уровень легирования твердого раствора, тем вы-
ше сопротивление ползучести, однако не все элементы действуют в
одинаковой степени. Для железа и никеля наибольший эффект наблю-
дается при легировании их хромом, молибденом и вольфрамом.
Особенно эффективно на сопротивление ползучести действует
дисперсионное упрочнение. Именно поэтому наиболее высокое со-
противление ползучести получено иа сплавах с большим количест-
вом второй фазы. Границы зерен при ползучести играют иную роль,
чем при низкотемпературной деформации. При низких температу-
рах (ниже, например, 0,3 ТПл) границы зерен вносят большой вклад
в явление наклепа и мелкозернистый материал имеет по прочности
преимущество перед крупнозернистым. При высоких температурах,
напротив, границы зерен становятся подвижнее, они интенсивно ге-
нерируют дислокации и начинают проявлять новое свойство —
проскальзывание друг относительно друга. В результате границы
зерен становятся менее прочными, чем тело зерна. Для каждого
сплава, таким образом, существует температура, при которой проч-
ность границ зерен и тела зерна одинакова. Эта температура назы-
вается эквикогезивиой. Если сталь или сплав работают при темпе-
ратуре, выше эквикогезивиой, то при термической обработке стре-
мятся получить крупное зерно, чтобы ослабить вклад границы зерен
в ползучесть. Равиопрочиость крупнозернистого и мелкозернистого
образцов наблюдается не при какой-либо строго определенной тем-
пературе, а в интервале температур. Кроме того, положение этого
интервала температур зависит от скорости деформации.
Особую роль в ползучести играет третья стадия — стадия мед-
ленного разрушения. На этой стадии скорость ползучести непре-
12
Йвно возрастает вплоть до разрушения. Начало третьей стадии
условлено образованием шейки и возрастанием вследствие этого
Напряжения, рекристаллизацией, растворением или коагуляцией
упрочняющих фаз, образованием межзереиных трещин клиновидного
типа или округлых, чаще эллиптических полостей.
5. Релаксация напряжений
По условиям работы деталей металл не всегда испытывает возра-
стающую нагрузку. Крепежные соединения, пружины и некоторые
другие детали, будучи нагруженными, в дальнейшем не меняют своих
размеров. Было, однако, замечено, что если концы испытуемого на-
груженного образца заиеволить, то с течением времени в нем про-
изойдет спад уровня напряжений. Явление самопроизвольного сни-
жения механических напряжений в металлах и сплавах при усло-
вии-сохранения постоянных первоначально заданных линейных раз-
меров называется релаксацией напряжений. Так же, как и ползу-
честь, релаксация имеет место при всех температурах и в ряде слу-
чаев может сопровождаться разрушением деталей. Механизм ре-
лаксации подобен механизму ползучести. Сущность процесса состо-
ит вдом, что первоначально заданная упругая деформация частично
переходит в пластическую деформацию. Несмотря иа внешнее сход-
ство явлений ползучести и релаксации напряжений, выражающемся
в непрерывном увеличении пластической деформации, условия разви-
тая пластической деформации в этих процессах существенно раз-
личны.
При ползучести суммарная деформация образца (упругая и
пластическая) непрерывно растет; при релаксации напряжений, на-
против, суммарная деформация постоянна.
Пластическая деформация при ползучести может быть весьма
значительной, при релаксации напряжений она не превышает не-
большую величину первоначально заданной упругой деформации.
Если при ползучести действующее иа образец напряжение постоян-
но до момента начала разрушения, то при релаксации напряжения
непрерывно уменьшаются. Последнее обстоятельство сказывается и
на различии в механизме деформации [1]. При ползучести иа участ-
ке,'соответствующем постоянной скорости деформации, имеет место
равновесие между скоростью упрочнения и разупрочнения. Источ-
н®щ дислокаций генерируют их с постоянной скоростью; при явле-
ни релаксации из-за снижения действующего напряжения число
подвижных дислокаций все время уменьшается. Однако, поскольку
механизмы деформации при релаксации и ползучести подобны, прин-
ципы легирования и формирования структуры для получения вы-
соких значений сопротивления релаксации напряжений также тож-
дественны. Для повышения релаксационной стойкости, как и для
повышения сопротивлению ползучести, в сталях и сплавах необхо-
димо создавать определенный размер зерна. При температурах ни-
же эквикогезивиой релаксации напряжений лучше сопротивляется
мелкозернистый материал; выше эквикогезивиой — крупнозернистый.
Конкретная величина зерна определяется условиями работы дета-
лей. Поскольку в условиях релаксации напряжений чаще всего ра-
ботают резьбовые соединения, крупное зерно в них недопустимо
ge-эа. повышения в этом случае чувствительности металла к кон-
Кеатраторам напряжений.
13
Глава П МЕТОДЫ ОПРЕДЕЛЕНИЯ
------: ОСНОВНЫХ ЖАРОПРОЧНЫХ СВОЙСТВ
МЕТАЛЛОВ И СПЛАВОВ
1. Испытание на ползучесть
Испытание на ползучесть проводят с целью определения предела
ползучести — напряжения, при котором деформация за определен-
ный промежуток времени или скорость ползучести не превышают
заданной величины. Помимо предела ползучести можно определить,
что чаще всего и делается для исследовательких целей, удлинение
при разрушении и время живучести — общее время от начала ис-
пытания до момента разрушения. При испытании на ползучесть мо-
гут быть использованы самые различные схемы нагружения; растя-
жение, кручение, изгиб, сложнонапряженное состояние. Для стан-
дартных величин используют испытание на ползучесть методом од-
ноосного растяжения при заданной температуре. Результаты испы-
тания оформляют в виде первичной кривой ползучести, построен-
ной в координатах «время—деформация». В зависимости от условий
испытаний кривые ползучести имеют разный вид (рис. 2, 3).
Рис. 2. Влияние напряжения на вид
кривых ползучести прн постоянной
температуре. OsXJtXTsXJjXTi
Рис. 3. Влияние температуры ис-
пытания на вид кривых ползуче-
сти при постоянном напряжении:
Л<Т2<7'з<7'1<7'5
Испытания на ползучесть можно проводить как на круглых,
так и на плоских образцах. Последние обычно применяют для ли-
стовых материалов. Поскольку на скорость ползучести температура
влияет очень сильно, точность измерения температуры и однород-
ность распределения температурного поля по длине образца долж-
ны быть достаточно высокими. Деформацию образца тоже надо
измерять с высокой точностью, не хуже чем 0,001 мм. Образец
вначале нагревают до заданной температуры, затем нагружают и
через определенные промежутки времени записывают показания
приборов, измеряющих деформацию.
Пределом ползучести при испытаниях называют постоянную
нагрузку, отнесенную к первоначальному сечению образца при
комнатной температуре, которая вызывает определенную величину
14
ползучести за данное время. При этом надо всегда помнить, что
экстраполяция простым умножением недопустима. Например, предел
ползучести, соответствующий 0,1 % деформации за 1000 ч, не ра-
вен пределу ползучести, вызывающему 1 °/о деформации за 10000 ч.
Предел ползучести, которому соответствует определенное остаточ-
Rf) )
ное удлинение, можно записать как Oq i/iooo ’> эт0 означает, чтр
данное напряжение вызывает за 1000 ч остаточную деформацию
0,1 °/о при 500 °C.
Еще одной характеристикой, используемой в расчетах и экспе-
риментах, является предел скорости ползучести. Под пределом
скорости ползучести при определенной температуре понимают по-
стоянную нагрузку, отнесенную к сечению образца при комнатной
температуре и вызывающую определенную скорость ползучести.
Определение этой величины проводят на участке II (см. рис. 1),
Предел скорости ползучести также обозначается буквой о, но в ин-
дексе указывается скорость ползучести; например, о[ [0_4 означает
напряжение, вызывающее скорость ползучести 1 10~4% в час при
температуре 700°C. Испытания материала проводятся как при слу-
жебной температуре, так и при температурах ниже и выше служеб-
ной. Такую температуру назначают, как правило, кратной 50 °C.
Длительность испытаний и допуск на деформацию определяют-
ся условиями службы материала в конкретной конструкции, для ко-
торой ои предназначен, хотя объем испытаний для каждого нового
сплава охватывает и другие предлагаемые назначения.
Предел ползучести определяется при допусках на удлинение в
пределах от 0,1 до 1 % при длительностях испытаний 100, 300, 500,
1000 ч н более.
При определении предела ползучести по скорости ползучести
общая продолжительность испытаний составляет 2000—3000 ч при
условии, что прямолинейный участок 11 обобщенной кривой ползу-
чести (см. рис. 1) занимает отрезок времени не менее 500 ч. При
подборе материала допускаемая скорость ползучести выбирается
таким образом, чтобы общая деформация ползучести не нарушила
работоспособность конструкции в течение заданного срока службы.
При этом следует также учесть и тот факт, что в процессе ползу-
чести запас пластичности металла постепенно снижается. Допуск на
общую деформацию должен быть таким, чтобы в конце службы де-
тали металл сохранил бы какое-то определенное значение пластич-
ности.
На практике чаще всего используют скорости ползучести от
1-10-3 до 1 • 10_6%/ч, что соответствует удлинению от 1-10~5 до
ЫО-8 мм/(мм ч).
Для математического описания зависимости деформации при
ползучести от напряжений могут быть использованы эмпирические
уравнения. Скорость ползучести для дайной температуры описыва-
ется уравнением:
е — К ехр (о/о0),
где К, — постоянная величина; <т0— начальное напряжение; о —
истинное напряжение в момент измерения.
Стадия неустановившейся ползучести удовлетворительно описы-
вается степенной функцией вида e=ST™, где s, т — постоянные для
данного сплава и температуры величины. Показатель т колеблется
от ’/2 до */3.
15
Скорость неустановившейся ползучести связана со временем
соотношением: е=Ат~’*, где А, п — постоянные для данного сплава
и температуры величины. Значения постоянной п колеблются от
О до 2.
В зависимости от напряжения для определенной Температуры
скорость ползучести может быть представлена как e,=RsholA, где
A, h, R, s — постоянные при заданной температуре величины; а —
истинное напряжение.
Если задаться допускаемой величиной деформации в, то свя-
занное с нею напряжение иа установившейся стадии ползучести
также может быть определено по эмпирической зависимости е=Аоп,
где А, п — постоянные величины. Поскольку уравнения являются
эмпирическими, постоянные величины каждый раз определяются
для конкретного сплава и условий испытаний.
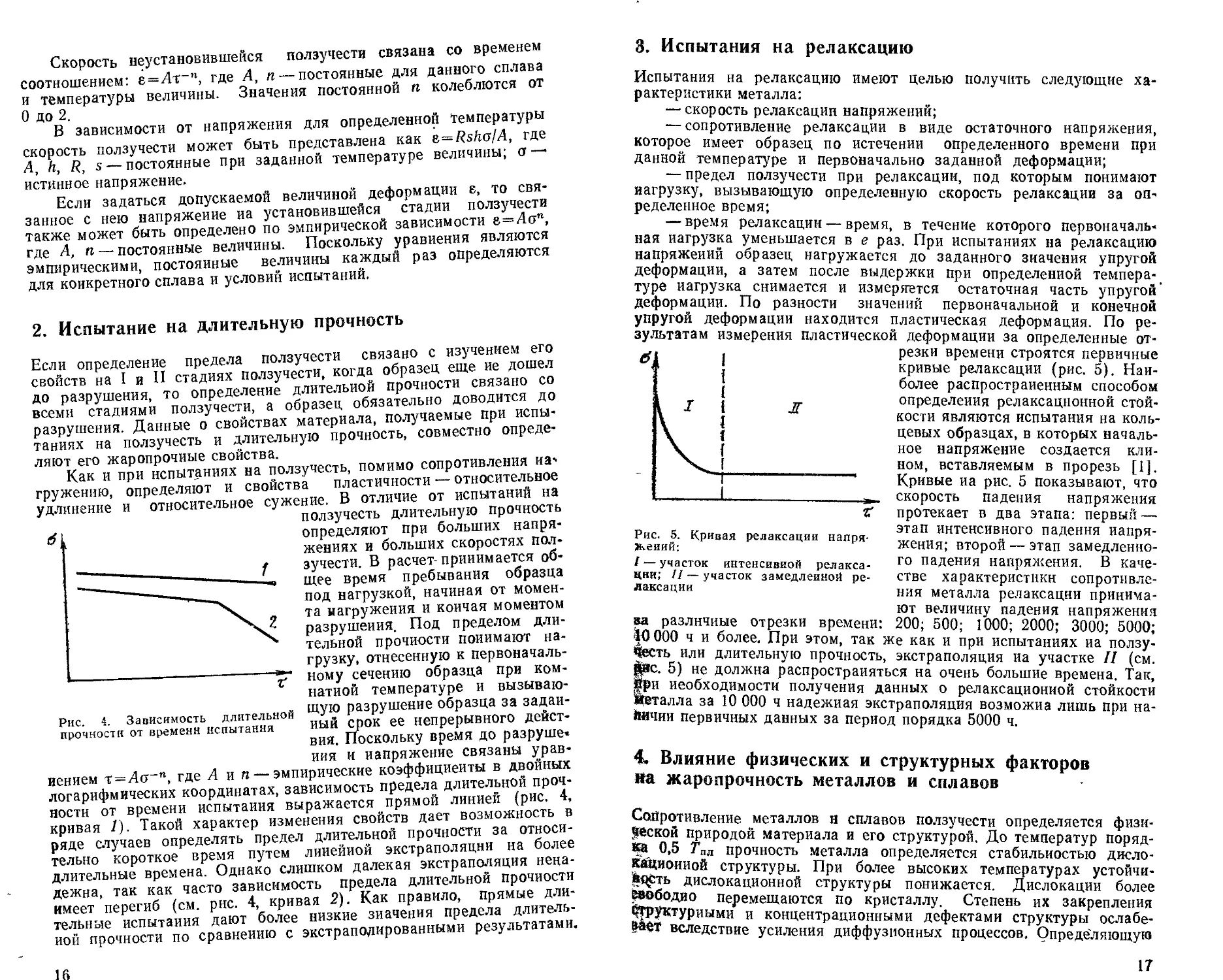
2. Испытание на длительную прочность
Если определение предела ползучести связано с изучением его
свойств на I и П стадиях ползучести, когда образец еще ие дошел
до разрушения, то определение длительной прочности связано со
всеми стадиями ползучести, а образец обязательно доводится до
разрушения. Данные о свойствах материала, получаемые при испы-
таниях на ползучесть и длительную прочность, совместно опреде-
ляют его жаропрочные свойства.
Как и при испытаниях на ползучесть, помимо сопротивления на-
гружению, определяют и свойства пластичности — относительное
удлинение и относительное сужение. В отличие от испытаний на
ползучесть длительную прочность
определяют при больших напря-
жениях и больших скоростях пол-
зучести. В расчет-принимается об-
щее время пребывания образца
под нагрузкой, начиная от момен-
та нагружения и кончая моментом
разрушения. Под пределом дли-
тельной прочности понимают на-
грузку, отнесенную к первоначаль-
ному сечению образца при ком-
натной температуре и вызываю-
щую разрушение образца за задан-
ный срок ее непрерывного дейст-
вия. Поскольку время до разруше-
Рис. 4. Зависимость длительной
прочности от времени испытанна
ния и напряжение связаны урав-
нением т=Ац-п, где А и п — эмпирические коэффициенты в двойных
логарифмических координатах, зависимость предела длительной проч-
ности от времени испытания выражается прямой линией (рис. 4,
кривая I). Такой характер изменения свойств дает возможность в
ряде случаев определять предел длительной прочности за относи-
тельно короткое время путем линейной экстраполяции на более
длительные времена. Однако слишком далекая экстраполяция нена-
дежна, так как часто зависимость предела длительной прочности
имеет перегиб (см. рнс. 4, кривая 2). Как правило, прямые дли-
тельные испытания дают более низкие значения предела длитель-
ной прочности по сравнению с экстраполированными результатами.
1ft
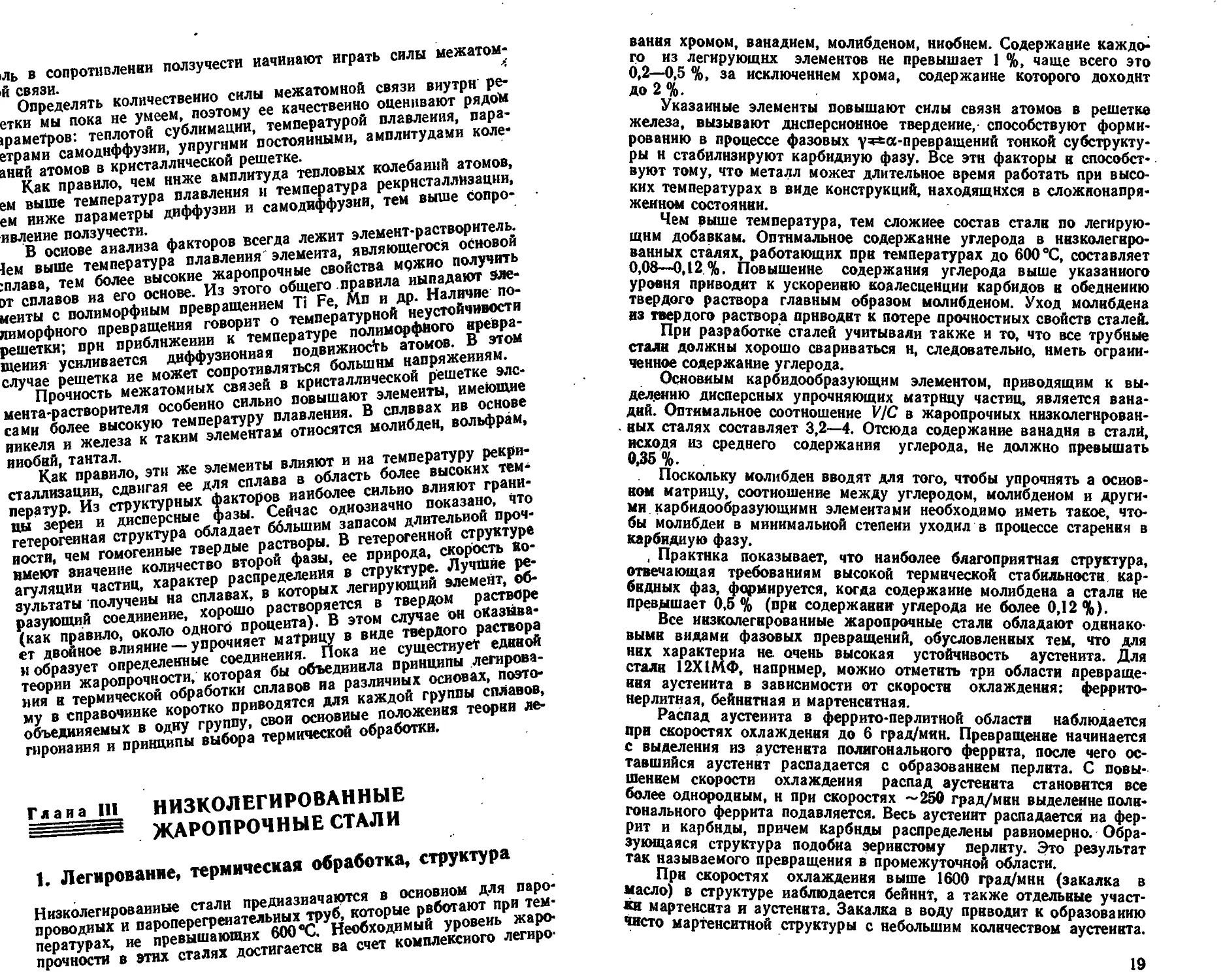
8. Испытания на релаксацию
Испытания на релаксацию имеют целью получить следующие ха-
рактеристики металла:
— скорость релаксации напряжений;
— сопротивление релаксации в виде остаточного напряжения,
которое имеет образец по истечении определенного времени при
данной температуре и первоначально заданной деформации;
— предел ползучести при релаксации, под которым понимают
нагрузку, вызывающую определенную скорость релаксации за оп-
ределенное время;
— время релаксации — время, в течение которого первоначаль-
ная нагрузка уменьшается в е раз. При испытаниях на релаксацию
напряжений образец нагружается до заданного значения упругой
деформации, а затем после выдержки при определенной темпера-
туре нагрузка снимается и измеряется остаточная часть упругой
деформации. По разности значений первоначальной и конечной
упругой деформации находится пластическая деформация. По ре-
зультатам измерения пластической деформации за определенные от-
резки времени строятся первичные
кривые релаксации (рис. 5). Наи-
более распространенным способом
определения релаксационной стой-
кости являются испытания на коль-
цевых образцах, в которых началь-
ное напряжение создается кли-
ном, вставляемым в прорезь [1].
Кривые иа рис. 5 показывают, что
скорость падения напряжения
протекает в два этапа: первый —
этап интенсивного падения напря-
жения; второй — этап замедленно-
го падения напряжения. В каче-
стве характеристики сопротивле-
ния металла релаксации принима-
Рис. 5. Кривая релаксации напря-
жений:
/ — участок интенсивной релакса-
ции; // — участок замедленной ре-
лаксации
ют величину падения напряжения
за различные отрезки времени: 200; 500; 1000; 2000; 3000; 5000;
40 000 ч и более. При этом, так же как и при испытаниях иа ползу-
честь или длительную прочность, экстраполяция иа участке II (см.
S3. 5) не должна распространяться на очень большие времена. Так,
и необходимости получения данных о релаксационной стойкости
талла за 10 000 ч надежная экстраполяция возможна лишь при на-
личии первичных данных за период порядка 5000 ч.
4» Влияние физических и структурных факторов
Иа жаропрочность металлов и сплавов
Сопротивление металлов н сплавов ползучести определяется физи-
ческой природой материала и его структурой. До температур поряд-
ка 0,5 ГпЛ прочность металла определяется стабильностью дисло-
кациоииой структуры. При более высоких температурах устойчи-
в<рь дислокационной структуры понижается. Дислокации более
свободно перемещаются по кристаллу. Степень их закрепления
Структурными и концентрационными дефектами структуры ослабе-
вает вследствие усиления диффузионных процессов. Определяющую
17
>ль в сопротивлении ползучести начинают играть силы межатом*
й связи. •*
Определять количественно силы межатомной связи внутри ре*
етки мы пока не умеем, поэтому ее качественно оценивают рядом
фаметров: теплотой сублимации, температурой плавления, пара-
етрами самоднффузии, упругими постоянными, амплитудами коле*
аний атомов в кристаллической решетке.
Как правило, чем ниже амплитуда тепловых колебаний атомов,
ем выше температура плавления и температура рекристаллизации,
ем ниже параметры диффузии и самодиффузин, тем выше сопро-
явление ползучести.
В основе анализа факторов всегда лежит элемент-растворитель.
1ем выше температура плавления' элемента, являющегося основой
гплава, тем более высокие жаропрочные свойства можно получить
эт сплавов иа его основе. Из этого общего правила выпадают зле*
меиты с полиморфным превращением Ti Fe, Мп и др. Наличие по*
диморфного превращения говорит о температурной неустойчивости
решетки; при приближении к температуре полиморфного превра-
щения усиливается диффузионная подвижность атомов. В этом
случае решетка ие может сопротивляться большим напряжениям.
Прочность межатомных связей в кристаллической решетке эле-
мента-растворителя особенно сильно повышают элементы, имеющие
сами более высокую температуру плавления. В сплввах ив основе
никеля и железа к таким элементам относятся молибден, вольфрам,
ниобий, тантал.
Как правило, эти же элементы влияют и иа температуру рекри-
сталлизации, сдвигая ее для сплава в область более высоких тем-
ператур. Из структурных факторов наиболее сильно влияют грани-
цы зерен и дисперсные фазы. Сейчас однозначно показано, что
гетерогенная структура обладает ббльшим запасом длительной проч-
ности, чем гомогенные твердые растворы. В гетерогенной структуре
имеют значение количество второй фазы, ее природа, скорость Ко-
агуляции частиц, характер распределения в структуре. Лучшие ре-
зультаты получены на сплавах, в которых легирующий элемент, об-
разующий соединение, хорошо растворяется в твердом растворе
(как правило, около одного процента). В этом случае он оказыва-
ет двойное влияние — упрочняет матрицу в виде твердого раствора
и образует определенные соединения. Пока ие существует единой
теории жаропрочности, которая бы объединила принципы легирова-
ния в термической обработки сплавов иа различных основах, поэто-
му в справочнике коротко приводятся для каждой группы сплавов,
объединяемых в одну группу, свои основные положения теории ле-
гироиаиия и принципы выбора термической обработки.
Глаиа 111 НИЗКОЛЕГИРОВАННЫЕ
ЖАРОПРОЧНЫЕ СТАЛИ
1. Легирование, термическая обработка, структура
Низколегированные стали предназначаются в основном для паро-
проводных и пароперегреиательиых труб, которые работают при тем-
пературах, ие превышающих 600*0. Необходимый уровень жаро-
прочности в этих сталях достигается ва счет комплексного легиро-
ванкя хромом, ванадием, молибденом, ниобием. Содержание каждо-
го из легирующих элементов не превышает 1 %, чаще всего это
6,2—0,5 %, за исключением хрома, содержание которого доходит
До 2 %.
Указанные элементы повышают силы связи атомов в решетке
железа, вызывают дисперсионное твердение,- способствуют форми-
рованию в процессе фазовых уч*а-превращений тонкой субструкту-
ры н стабилизируют кзрбндиую фазу. Все этн факторы и способст-
вуют тому, что металл может длительное время работать при высо-
ких температурах в виде конструкций, находящихся в сложнонапря-
женном состоянии.
Чем выше температура, тем сложнее состав стали по легирую-
щим добавкам. Оптимальное содержание углерода в низколегиро-
ванных сталях, работающих при температурах до 600 °C, составляет
0,08—0,12%. Повышение содержания углерода выше указанного
уровня приводит к ускорению коалесценции карбидов и обеднению
твердого раствора главным образом молибденом. Уход молибдена
из твердого раствора приводит к потере прочностных свойств сталей.
При разработке сталей учитывали также н то, что все трубные
стали должны хорошо свариваться н, следовательно, иметь ограни-
ченное содержание углерода.
Основным карбидообразующнм элементом, приводящим к вы-
делению дисперсных упрочняющих матрицу частиц, является вана-
дий. Оптимальное соотношение V/C в жаропрочных низколегирован-
ных сталях составляет 3,2—4. Отсюда содержание ванадия в стали,
исходя из среднего содержания углерода, не должно превышать
0,35%.
Поскольку молибден вводят для того, чтобы упрочнять а основ-
ном матрицу, соотношение между углеродом, молибденом и други-
ми карбидообразующимн элементами необходимо иметь такое, что-
бы молибден в минимальной степени уходил в процессе старения в
карбидную фазу.
, Практика показывает, что наиболее благоприятная структура,
отвечающая требованиям высокой термической стабильности кар-
бидных фаз, формируется, когда содержание молибдена а стали не
превышает 0,5 % (при содержании углерода ие более 0,12 %).
Все низколегированные жаропрочные стали обладают одинако-
выми видами фазовых превращений, обусловленных тем, что для
них характерна не очень высокая устойчивость аустенита. Для
стали 12X1 МФ, например, можно отметить три области превраще-
ния аустенита в зависимости от скорости охлаждения; феррито-
нерлитнзя, бейннтная и мартенситная.
Распад аустенита в феррито-перлитной области наблюдается
при скоростях охлаждения до 6 град/мин. Превращение начинается
с выделения из аустенита полигонального феррита, после чего ос-
тавшийся аустенит распадается с образованием перлита. С повы-
шением скорости охлаждения распад аустенита становится все
более однородным, н при скоростях ~250 град/мин выделение поли-
гонального феррита подавляется. Весь аустенит распадается иа фер-
рит и карбиды, причем карбиды распределены равномерно. Обра-
зующаяся структура подобна зернистому перлиту. Это результат
так называемого превращения в промежуточной области.
При скоростях охлаждения выше 1600 град/мнн (закалка в
масло) в структуре наблюдается бейнит, а также отдельные участ-
ии мартенсита и аустенита. Закалка в воду приводит к образованию
чисто мартенситной структуры с небольшим количеством аустенита.
19
Более легированная сталь 12Х2МФСР содержит и своем сос-
зе повышенное количество молибдена и бор. Оба эти элемента
эсобствуют сокращению феррито-перлитной области, несмотря
повышенное содержание кремния. Поэтому для стали 12Х2МФСР
рактерно наличие более широкого интервала скоростей (от 5 до
00 град/мнн) промежуточного превращения с образованием бей-
па. Аналогично ведет себя и сталь 15Х1М1Ф. Повышение содер-
ания молибдена до 1 % в этой стали не меняет типа термоки-
;тической диаграммы. Однако область промежуточных превраще-
гй в этой стали шире, чем в стали 12Х1МФ, и это различие
появляется даже при охлаждении с малыми скоростями
~10 град/мнн), при которых количество бейнита в стали 15Х1М1Ф
ущественно выше. Мартенситную структуру в стали 15Х1М1Ф
1ожно получить при закалке стали в масло. Увеличение содержа-
ия молибдена повышает и общий уровень тиердости стали.
Несколько отличается по своей системе легирования сравнн-
ельно новая сталь 12Х2МФБ. В эту сталь наряду с относительно
зысоким содержанием хрома и молибдена виедеи ниобий, который
зущественпо повлиял на фазовые превращения.
Для стали 12Х2МФБ характерно наличие двух разомкнутых
областей на термокннетической диаграмме. Верхняя ферритная об-
ласть простирается до скорости охлаждения 160 град/мин, и лишь
прн больших скоростях в структуре появляется бейнит. Закалка
в масле обеспечивает полностью бейнитную структуру с участками
мартенсита. Закалка в воду приводит к образованию полностью
мартенситной структуры с некоторым количеством остаточного аус-
тенита. Характерной особенностью структуры стали является нали-
чие во всех структурах карбонитрндов ниобия. Карбонитриды ниобия
вносят дополнительный вклад в высокотемпературную прочность,
поэтому для указанной стали наблюдается менее резко выраженное
падение механических свойств с повышением температуры по крайней
мере до 650 °C. Наличие ниобия сделало эту сталь также малочув-
ствительной к тепловой хрупкости прн 550—600 °C.
Несмотря на более высокую степень легирования, чем сталь
12Х1МФ, сталь 12Х2МФБ имеет более низкую жаропрочность, что
связано с наличием в стали полуферритной структуры, которая по
своим свойствам уступает бейнитной. Сопоставление структур и
длительной прочности низколегированных сталей показывает, что
наиболее высокие значения длительной прочности получаются пос-
ле закалки на мартенсит и последующего отпуска на температуру
выше рабочей. Самые низкие значения прочности характерны для
структур отжига. Разница в пределах длительной прочности для
этих состояний чрезвычайно велика. Так, сталь 12Х1МФ имела предел
длительной прочности за 105 ч при 580 °C в состоянии отпущенного
мартенсита 10-10 МПа, а в состоянии грубой феррнто-перлитной
структуры в два раза меньше — 5-10 МПа. Однако для жаропроч-
ных материалов важна не только прочность, но и пластичность при
разрушении, которая характеризует надежность работы конструк-
ции в условиях возможного образования различного рода внутрен-
них и внешних линейных и точечных дефектов.
Здесь картина иная. Металл, подвергнутый закалке и отпуску,
разрушается по границам зерен и имеет низкое удлинение. У об-
разцов с исходной грубой феррито-перлитной структурой, получен-
ной путем отжига, разрушение траискристаллическое, и образцы
перед разрушением выдерживают значительную пластическую де-
формацию.
Для металла со структурой, полученной в промежуточной об-
ласти, характерны оба вида разрушения н промежуточные значения
удлинения. Этот вид термической обработки и является основным
для низколегированных Сг—Мо—V сталей. Структура, полученная
в результате промежуточного превращения Сг—Мо—V сталей, ха-
рактеризуется развитой тонкой субструктурой и равномерным рас-
пределением дисперсных карбидов. Второй обязательной стадией
термической обработки является отпуск.
Отпуск стали вызывает дополнительное выделение карбидов.
До температур отпуска 600 °C в структуре обнаруживается лишь
карбид типа Ме3С со структурой цементита. В этот карбид может
входить молибден, особенно после высокого отпуска.
Прн отпуске 600 °C наблюдается непрерывное, выделение карби-
дов ванадия, дисперсность которых зависит от температуры и вре-
мени отпуска. Основные упрочняющие фазы, обнаруженные в ста-
лях, следующие; 12Х1М1Ф — Ме3С, VC, Afe?C3, переходящий в
Ме23С6; 12Х2МФСР— Ме3С, Мо2С, Nb(CN), Ме23С6, Ме2В;
12Х2МФБ — Мо2С, Nb(CN), Л1е2В, Ме23С6; 15Х1М1Ф —МогС, VC,
Ме23Сб.
С началом выделения карбидов ванадия ударная вязкость, уд-
линение и поперечное сужение снижаются, однако в результате по-
вышения температуры отпуска до 700—750 °C удается получить
весьма высокие исходные значения пластичности стали.
Старение сталей в лабораторных условиях и изучение металла
показали высокую стабильность механических свойств, несмотря
на то, что количество карбидной фазы в процессе длительного ста-
рения нли службы увеличивается в 4—5 раз; фазовый состав при
этом также существенно меняется.
Например: сталь 12Х1МФ в исходном состоянии имеет избыточ-
ных фаз (VC+MeaC + CrjCa) ~0,15 %, а после эксплуатации в те-
чение 30000 ч ~0,8 % (VC+Me3C4-Cr23C6); сталь 15Х1М1Ф более
упрочнена и в исходном состоянии она имеет в структуре примерно
0,27 % (по массе) упрочняющих карбидов (VC+Me23C6); после
эксплуатации в течение того же времени, что и сталь 12Х1М1Ф,
количество карбидов в стали 15Х1М1Ф (VC + Me23C8H-Mo2C) возра-
стает до 1,4 % (по массе). Несмотря на существенное увеличение
количества карбидной фазы, благодаря протекающему одновремен-
но процессу коалесценции пластичность не уменьшается, а иногда
даже возрастает; так, ударная вязкость стали 12Х1М1Ф после
30000 ч эксплуатации возросла с 1400 до 2200 кДж/м2, а стали
15Х1М1Ф — соответственно с 1700 до 2600 кДж/м2. В настоящее
время состав низколегированных жаропрочных сталей стабилизи-
ровался и пока не найдено путей его принципиального изменения.
Значительное улучшение свойств этих сталей может быть достиг-
нуто путем совершенствования технологии производства и более
Широким применением микродобавок.
2. Химический состав и свойства
Сталь 20 — низколегированная
Применение — трубы перегревателей, коллекторов и трубопро-
водов котлов высокого давления, листы для штампованных дета-
лей, цементуемые детали Для длительной и весьма длительной
службы нри температурах до 350 °C.
21
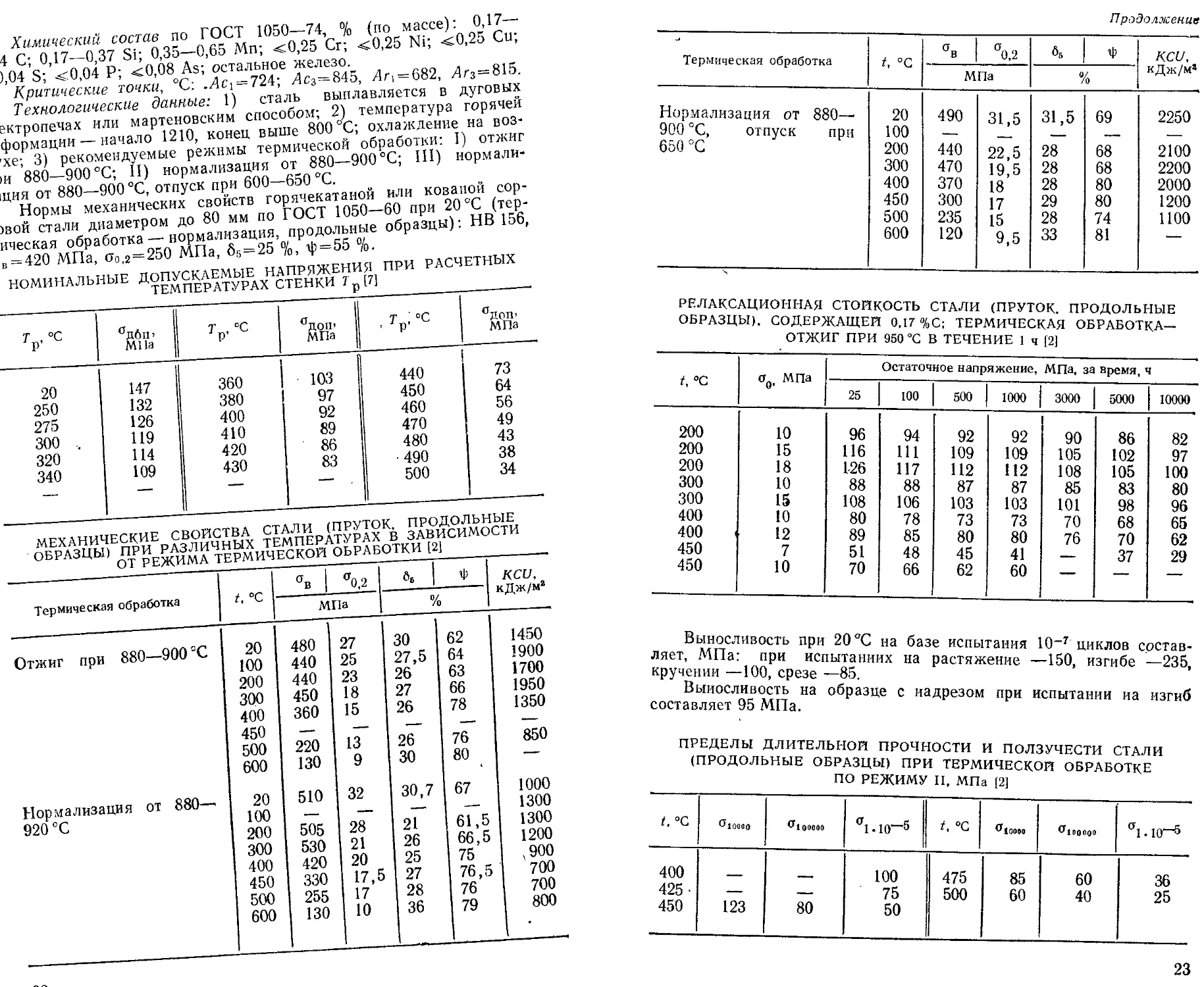
Химический состав по ГОСТ 1050—74, % (по массе)- 0,17—
4 С; 0,17—0,37 Si; 0,35—0,65 Мп; <0,25 Сг; <0,25 Ni; <0,25 Си;
),04 S; <0,04 Р; <0,08 As; остальное железо.
Критические точки, °C: .Aci = 724; Ас3=--845, Ап = 682, Аг3=815.
Технологические данные: 1) сталь выплавляется в дуговых
ектропечах или мартеновским способом; 2) температура горячей
формации — начало 1210, конец выше 800 °C; охлаждение на воз-
'хе; 3) рекомендуемые режимы термической обработки: 1) отжиг
>и 880—900°C; II) нормализация от 880—900°C; III) нормали-
1ция от 880—900 °C, отпуск при 600—650 °C.
Нормы механических свойств горячекатаной или кованой сор-
)вой стали диаметром до 80 мм по ГОСТ 1050—60 при 20 °C (тер-
ическая обработка—’нормализация, продольные образцы): НВ 156,
в=420 МПа, Оо,2=250 МПа, 66 = 25 %, ф=55 %.
НОМИНАЛЬНЫЕ ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ПРИ РАСЧЕТНЫХ
ТЕМПЕРАТУРАХ СТЕНКИ Тр[7]
Тр,% °ДбП’ МПа 7р,°С °доп> МПа . Vе °дол’ МПа
20 147 360 103 440 73
250 132 380 97 450 64
275 126 400 92 460 56
300 . 119 410 89 470 49
320 114 420 86 480 43
340 109 430 83 490 38
— — — — 500 34
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ В ЗАВИСИМОСТИ
ОТ РЕЖИМА ТЕРМИЧЕСКОЙ ОБРАБОТКИ [2]
Термическая обработка % °0,2 в. кси,
МПа % кДж/м2
Отжиг при 880—900 °C 20 480 27 30 62 1450
100 440 25 27,5 64 1900
200 440 23 26 63 1700
300 450 18 27 66 1950
400 360 15 26 78 1350
450 —— —— 1 • —— —-
500 220 13 26 76 850
600 130 9 30 80 —
Нормализация от 880— 20 510 32 30,7 67 1000
920 °C 100 — — — —• 1300
200 505 28 21 61,5 1300
300 530 21 26 66,5 1200
400 420 20 25 75 ,900
450 330 17,5 27 76,5 700
500 255 17 28 76 700
600 130 10 36 79 800
Продолжение
Термическая обработка (, °C °в | °0,2 6s кси, кДж/м’
МПа %
Нормализация от 880— 20 490 31,5 31,5 69 2250
900 °C, отпуск при 100 — —‘ —
650 °C 200 440 22,5 28 68 2100
300 470 19,5 28 68 2200
400 370 18 28 80 2000
450 300 17 29 80 1200
500 235 15 28 74 1100
600 120 9,5 33 81 —
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ СТАЛИ (ПРУТОК. ПРОДОЛЬНЫЕ
ОБРАЗЦЫ). СОДЕРЖАЩЕЙ 0,17 %С; ТЕРМИЧЕСКАЯ ОБРАБОТКА-
ОТЖИГ ПРИ 950 "С В ТЕЧЕНИЕ 1 ч [2]
(, °C <?0, МПа Остаточное напряжение, МПа, за время, ч
25 100 500 | 1000 3000 5000 10000
200 10 96 94 92 92 90 86 82
200 15 116 111 109 109 105 102 97
200 18 126 117 112 112 108 105 100
300 10 88 88 87 87 85 83 80
300 15 108 106 103 103 101 98 96
400 10 80 78 73 73 70 68 65
400 12 89 85 80 80 76 70 62
450 7 51 48 45 41 37 29
450 10 70 66 62 60 — — —
Выносливость при 20 °C на базе испытания 10-7 циклов состав-
ляет, МПа: при испытаниих на растяжение —150, изгибе —235,
кручении —100, срезе —85.
Выносливость на образце с надрезом при испытании иа изгиб
составляет 95 МПа.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ
(ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
ПО РЕЖИМУ II, МПа [2]
t. °C 010000 00000 “1.ЦГ 5 t °C 010000 0iooooo <J1.10~5
400 100 475 85 60 36
425 450 123 80 75 50 500 60 40 25
23
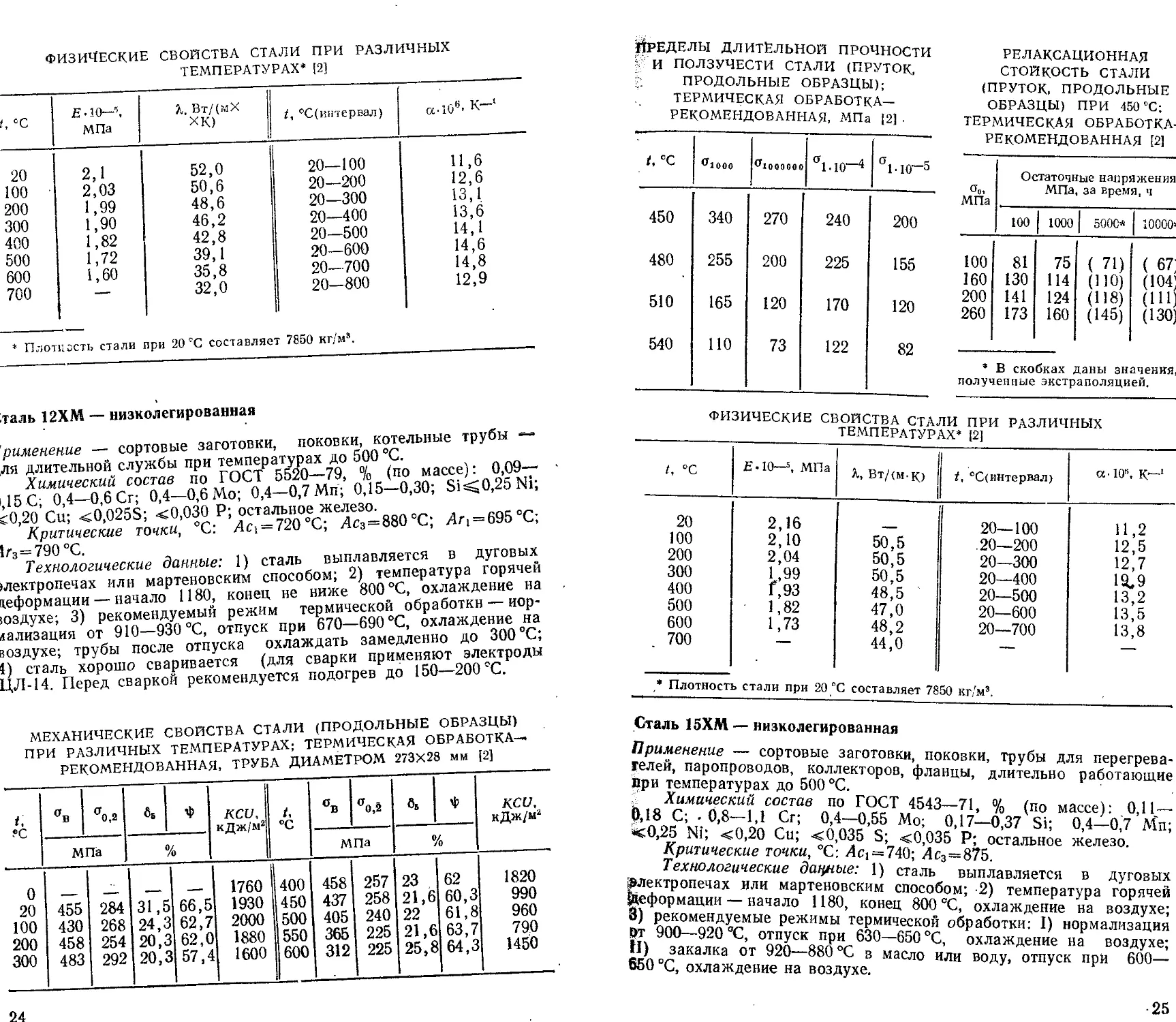
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ* [2]
t, °C Е 10—у МПа А. Вт/(мХ ХК) i, °С(интервал) «кЛ К—'
20 2,1 52,0 20—100 11,6
100 2,03 50,6 20—200 12,6
200 1,99 48,6 20—300 13,1
300 1,90 46,2 20—400 13,6
400 1,82 42,8 20—500 14,1
500 1,72 39,1 20—600 14,6
600 1,60 35,8 20—700 14,8
700 — 32,0 20—800 12,9
* Плотность стали при 20'С составляет 7850 кг/м3.
Чаль 12ХМ — низколегированная
'рименение — сортовые заготовки, поковки, котельные трубы —
ля длительной службы при температурах до 500 °C.
Химический состав по ГОСТ 5520—79, % (по массе): 0,09—
i,15С; 0,4—0,6 Ст; 0,4—0,6 Мо; 0,4—0,7Мп; 0,15—0,30; Si^0,25Ni;
j0,20 Си; «0.025S; <0,030 Р; остальное железо.
Критические точки, °C: ДС1 = 720°С; Д<?3=880°С; Лг1=695°С;
1т3 = 790°С.
Технологические данные: 1) сталь выплавляется в дуговых
•лектропечах илн мартеновским способом; 2) температура горячей
цеформации — начало 1180, конец не ниже 800 °C, охлаждение на
юздухе; 3) рекомендуемый режим термической обработки — нор-
мализация от 910—930 °C, отпуск при 670—690 °C, охлаждение на
воздухе; трубы после отпуска охлаждать замедленно до 300 °C;
4) сталь хорошо сваривается (для сварки применяют электроды
ЦЛ-14. Перед сваркой рекомендуется подогрев до 150—200 °C.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ ОБРАБОТКА—
РЕКОМЕНДОВАННАЯ, ТРУБА ДИАМЕТРОМ 273X28 мм [2]
°в °0,2 в. KCU, кДж/м2 °C °в в. кси, кДж/м2
МПа % МПа %
0 . , 1760 400 458 257 23 62 1820
20 455 284 31,5 66,5 1930 450 437 258 21,6 60,3 990
100 430 268 24,3 62,7 2000 500 405 240 22 61,8 960
200 458 254 20,3 62,0 1880 550 365 225 21,6 63,7 790
300 483 292 20,3 57,4 1600 600 312 225 25,8 64,3 1450
24
Пределы длительной прочности
И ПОЛЗУЧЕСТИ СТАЛИ (ПРУТОК,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ);
термическая обработка-
РЕКОМЕНДОВАННАЯ, МПа 12]
i, °C ^5000 61000000 аыо—4 аыо-5
450 340 270 240 200
480 255 200 225 155
510 165 120 170 120
540 110 73 122 82
РЕЛАКСАЦИОННАЯ
СТОЙКОСТЬ СТАЛИ
(ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ 450 °C;
ТЕРМИЧЕСКАЯ ОБРАБОТКА-
РЕКОМЕНДОВАННАЯ [21
о., МПа Остаточные напряжения МПа, за время, ч
100 1000 | 5000* 10000»
100 81 75 ( 71) ( 67'
160 130 114 (И0) (Ю4;
200 141 124 (118) (И1]
260 173 160 (145) (130)
* В скобках даны значения,
полученные экстраполяцией.
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ* 12]
1, °C £.10—\ МПа X, Вт/(М-К) i, °С(интервал) а-10», К—1
20 2,16 20—100 Н,2
100 2,10 50,5 .20—200 12,5
200 2,04 50,5 20—300 12,7
300 1,99 50,5 20—400 1Ц.9
400 f,93 48,5 20—500 13,2
500 1,82 47,0 20—600 13,5
600 1,73 48,2 20—700 13,8
700 — 44,0 — —
,* Плотность стали при 20 “С составляет 7850 кг/м3.
Сталь 15ХМ — низколегированная
Применение — сортовые заготовки, поковки, трубы для перегрева-
телей, паропроводов, коллекторов, фланцы, длительно работающие
при температурах до 500 °C.
Химический состав по ГОСТ 4543—71, % (по массе): 0,11—
6,18 С; • 0,8—1,1 Сг; 0,4—0,55 Мо; 0,17—0,37 Si; 0,4—0,7 Мп;
<0,25 Ni; <0,20 Си; <0,035 S; <0,035 Р; остальное железо.
Критические точки, °C: Ас, = 740; Ас3=875.
Технологические дацные: 1) сталь выплавляется в дуговых
Электропечах или мартеновским способом; 2) температура горячей
Реформации — начало 1180, конец 800 °C, охлаждение на воздухе;
8) рекомендуемые режимы термической обработки; 1) нормализация
От 900—920 °C, отпуск при 630—650 °C, охлаждение на воздухе;
H) закалка от 920—880 °C в масло или воду, отпуск при 600—
650 °C, охлаждение на воздухе.
25
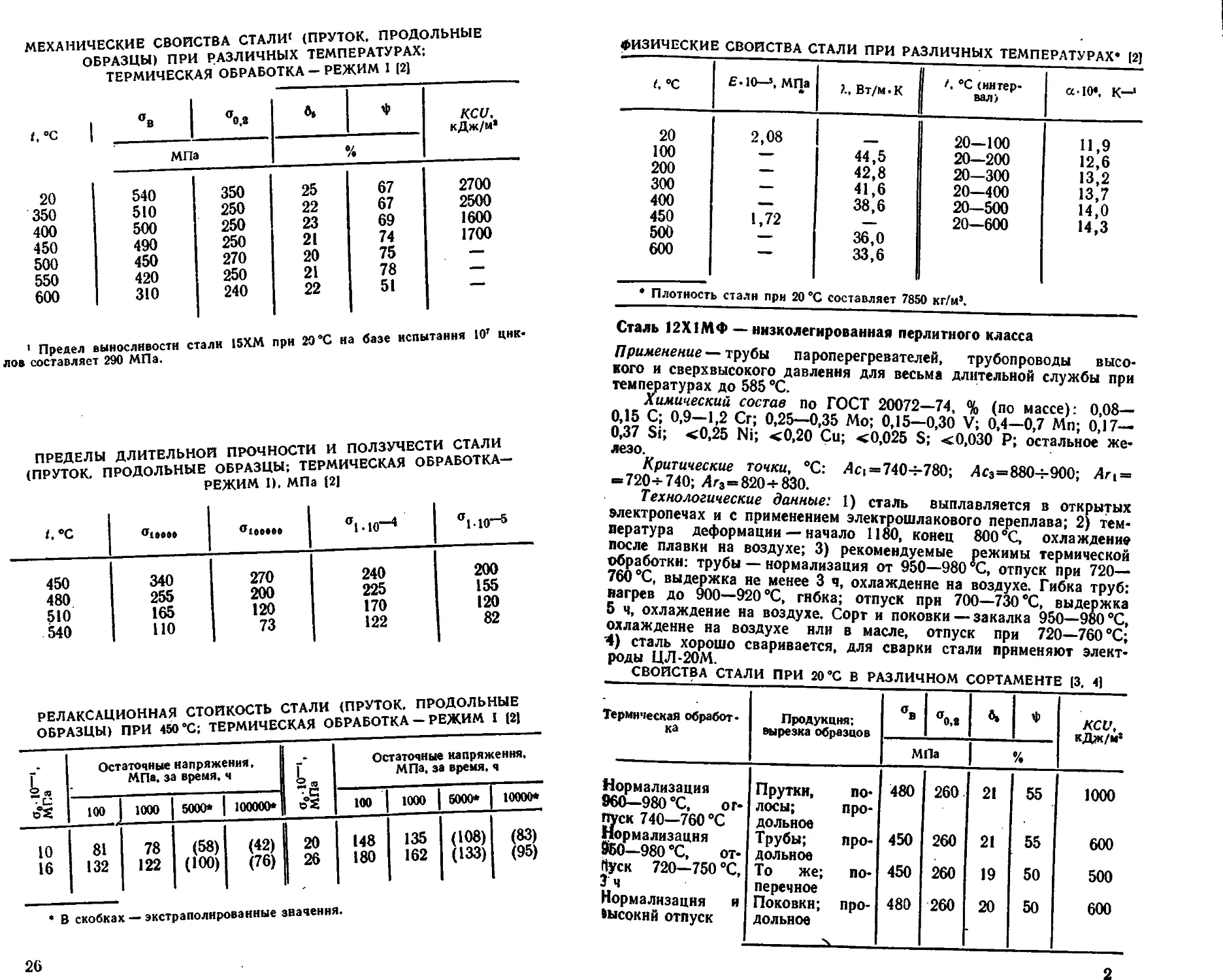
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ' (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА - РЕЖИМ I (2]
t,°c в» кси. кДж/м‘
МПа %
20 540 350 25 67 2700
350 510 250 22 67 2500
400 500 250 23 69 1600
450 490 250 21 74 1700
500 450 270 20 75 —-
550 420 250 21 78 —
600 310 240 22 51 —
стали 15ХМ
прн 20 "С на базе испытания 10' цнк-
1 Предел выносливости
лов составляет 290 МПа.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ
(ПРУТОК. ПРОДОЛЬНЫЕ ОБРАЗЦЫ; ТЕРМИЧЕСКАЯ ОБРАБОТКА-
РЕЖИМ I), МПа (2)
t, °C ^lOHOO "(•кг-4 °)-кг-5
450 340 270 240 200
480 255 200 225 155
510 165 120 170 120
540 НО 73 122 82
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ СТАЛИ (ПРУТОК. ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ 450’С; ТЕРМИЧЕСКАЯ ОБРАБОТКА - РЕЖИМ I (2J
о,-«Г-1, МПа 1 Остаточные напряжения, , МПа, за время, ч С. oS Остаточные напряжения, МПа, за время, ч
100 1000 5000» 100000» 100 1000 5000* 10000*
10 81 78 (58) (42) 20 148 135 (108) (83)
16 132 122 (100) (76) 26 180 162 (133) (95)
* В скобках — экстраполированные значения.
26
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* (2]
(.°C £-10—», МПа * Вт/м-К /. °C синтер* вал) а-10», К—1
20 2,08 20—100 11,9
100 — 44,5 20—200 12,6
200 — 42,8 20—300 13,2
300 — 41,6 20—400 13,7
400 38,6 20-500 14,0
450 1,72 20—600 14,3
500 — 36,0
600 — 33,6
• Плотность стали при 20 °C составляет 7850 кг/м’.
Сталь 12Х1МФ — низколегированная перлитного класса
Применение — трубы пароперегревателей, трубопроводы высо-
кого и сверхвысокого давления для весьма длительной службы при
температурах до 585 °C.
Химический состав по ГОСТ 20072—74, % (по массе): 0,08—
0,15 С; 0,9—1,2 Сг; 0,25—0,35 Мо; 0,15—0,30 V; 0,4—0,7 Мп; 0,17—
0,37 Si; <0,25 Ni; <0,20 Си; <0,025 S; <0,030 Р; остальное же-
лезо.
Критические точки, °C: Act =7404-780; Лсз=880ч-900; Art =
=720-5-740; Лг3=8204-830.
Технологические данные: 1) сталь выплавляется в открытых
электропечах и с применением электрошлакового переплава; 2) тем-
пература деформации — начало 1180, конец 800°C, охлаждение
после плавки на воздухе; 3) рекомендуемые режимы термической
обработки: трубы — нормализация от 950—980 °C, отпуск при 720—
760 °C, выдержка не менее 3 ч, охлаждение на воздухе. Гибка труб:
нагрев до 900—920 °C, гибка; отпуск прн 700—730 °C, выдержка
5 ч, охлаждение на воздухе. Сорт и поковки — закалка 950—980 °C,
охлаждение на воздухе нли в масле, отпуск при 720—760 °C;
4) сталь хорошо сваривается, для сварки стали применяют элект-
роды ЦЛ-20М.
СВОЙСТВА СТАЛИ ПРИ 20*0 В РАЗЛИЧНОМ СОРТАМЕНТЕ (3, 41
Термическая обработ- ка Продукция; вырезка образцов °в °о,« в. Ф KCUt кДж/м*
МПа %
Нормализация 960—980 °C, от- пуск 740—760 °C Прутки, по- лосы; про- дольное 480 260 21 55 1000
Нормализация 950—980 °C, от- Трубы; про- дольное 450 260 21 55 600
Пуск 720—750 °C, 3 ч То же; по- перечное 450 260 19 50 500
Нормализация и высокий отпуск Поковкн; про- дольное 480 260 20 50 600
27
МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
(Прутки, трубная заготовка, трубы) ц, з)
t. °в 1 б, ) Ч кси. В °в 1”о.в 6» | Ч> кси.
?с МПа % кДж/мЧ| °C МПа % кДж/м’
Нормализация 960—1030 °C}
отпуск 680—760 °C;
направление вырезки
образцов — продольное
—100 -80 — — — — 60—80 80
—60 100
—40 80
—20 — 80
0 __ __ 180
20 520 330 25 67 150
200 — — 200
400 — __ 150
480 490 340 22 75 140
500 440 320 18—20 67
520 440 320 21—22 75 110
550 360 290 20—24 78 —
560 310 220 20—26 78 130
580 300 210 22—28 66
600 230 190 23—38 74
650 200 160 28—40 79 200
750 140 130 37—42 84 270
То же, поперечное
20 | 5101290| 23—31| 611 —
Высокий отпуск 770 °C, 2 ч.
охлаждение с печью до 720 °C,
охлаждение на воздухе;
направление вырезки
образцов — продольное
20 670 530 23 72 235
480 560 450 19 74 135
520 460 410 21 80 130
560 460 410 21 80 130
Нагрев 970 °C, медленное
охлаждение до 720 °C,
выдержка 1,5 ч, охлаждение
на воздухе; направление
вырезки образцов —
продольное
20 510 290 38 71 155
520 400 190 24 76 НО
560 370 180 27 77 НО
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ 20’С ПОСЛЕ ДЛИТЕЛЬНОГО СТАРЕНИЯ (2)
(П.’С т °в в0.2 кси. кДж/м»
МПа %
_* 470 330 25 68 1800
600 3000 530 320 18,5 72 2400
625 1000 480 290 31 78 2800
625 3000 430 270 34 75 2100
625 5000 390 250 31 80 2500
Исходное состояние, термическая обработка — рекомендованная.
28
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ
(ТРУБЫ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ), ТЕРМИЧЕСКАЯ ОБРАБОТКА—
РЕКОМЕНДОВАННАЯ, МПа [2. 4)
i. °C 010000 °1COOO<J ei.io“* ®1.10 4
480 260 200 240 190
520 190 157 180 130
560 140 105 120 75
580 ПО 80 100 60
600 80 60 — —
ЖАРОСТОЙКОСТЬ СТАЛИ В РАЗЛИЧНЫХ СРЕДАХ (2)
t. °с Т, я Среда Потери мае- сы, г/(м»-ч) Глубина окисления, мм
за 1 год за 100000 я
600 500 Воздух 0,197 0,220
600 1000 . » 0,143 0,160 —— .
610 1000 Перегретый 0,035 0,011 0,28
625 1000 Воздух 0,40 0,45 —
625 3000 > 0,65 0,73 —
625 5000 » 0,44 0,49 —
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* |2]
а *с £.10“*, МПа X. Бт/(м-К) Д °C (интер- вал) а-10*, К-1
20 2,13 а 35,7 20—100 10,8
100 2,10 35,7 20—200 11,79
200 2,06 35,7 20—300 12,35
300 2,01 31,5 20—400 12,8
400 1,93 33,6 20—500 13,2
500 1,83 32,4 20—600 13,65
520 1,80 20—700 13,8
560 1,75
600 1,69 30,4
• Плотность стали при 20 'С составляет 7800 кг/м’.
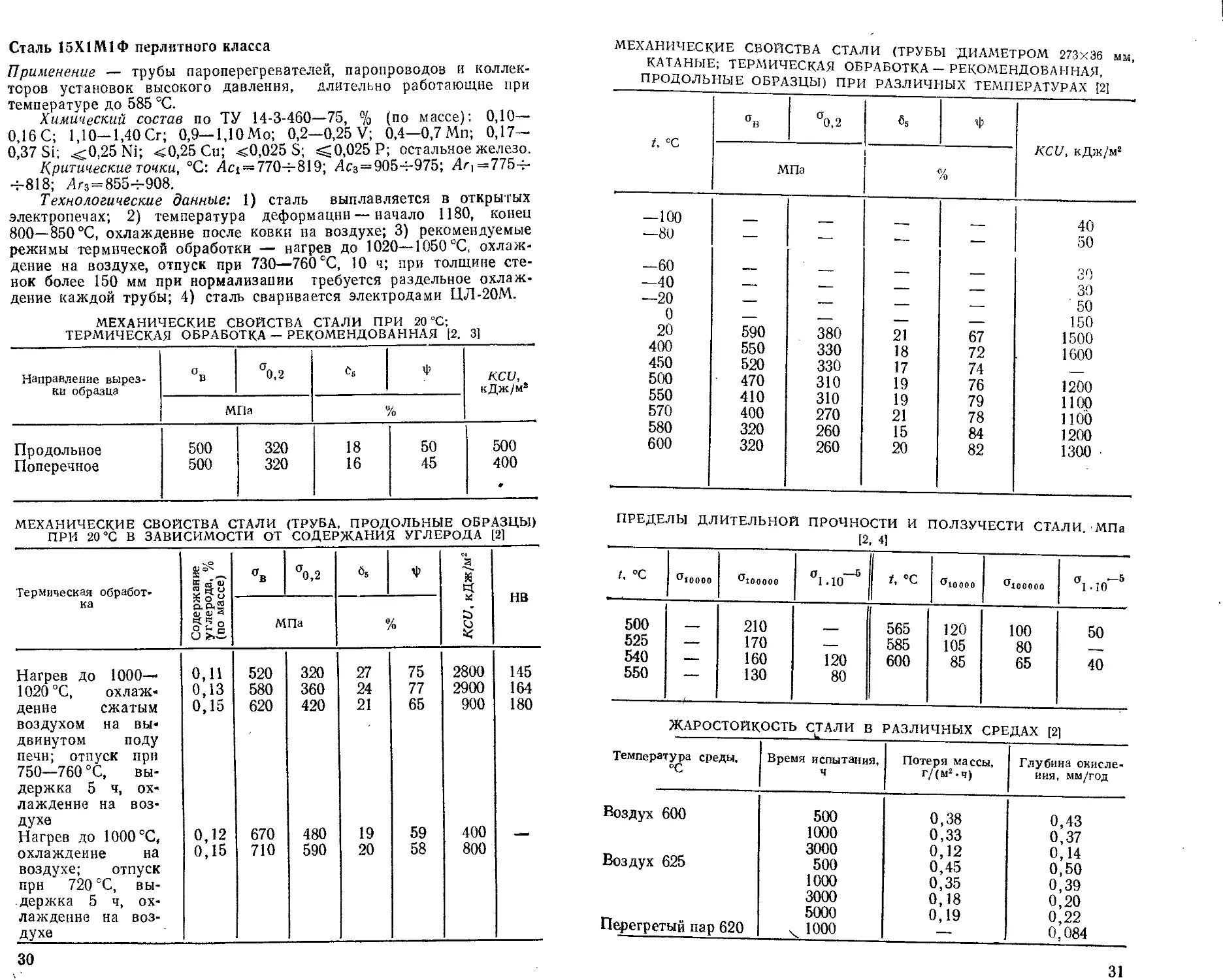
Сталь 15Х1М1Ф перлитного класса
Применение — трубы пароперегревателей, паропроводов и коллек-
торов установок высокого давления, длительно работающие при
температуре до 585 °C.
Химический состав по ТУ 14-3-460—75, % (по массе): 0,10—
0,16С; 1,10— 1,40Сг; 0,9— 1,10Мо; 0,2—0,25V; 0,4—0,7Мп; 0,17—
0,37 Si; .<0,25 Ni; <0,25 Си; <0,025 S; sg0,025 Р; остальное железо.
Критические точки, °C: 4ci = 770-?819; Ас3=905-?975; Art =775-4-
•4-818; Агз = 855-4-908.
Технологические данные: 1) сталь выплавляется в открытых
электропечах; 2) температура деформации — начало 1180, конец
800—850 °C, охлаждение после ковки на воздухе; 3) рекомендуемые
режимы термической обработки — нагрев до 1020—1050 °C, охлаж-
дение на воздухе, отпуск при 730—760 °C, 10 ч; при толщине сте-
нок более 150 мм при нормализации требуется раздельное охлаж-
дение каждой трубы; 4) сталь сваривается электродами ЦЛ-20М.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C;
ТЕРМИЧЕСКАЯ ОБРАБОТКА — РЕКОМЕНДОВАННАЯ [2. 3]
Направление вырез- ки образца °в %, 2 ^5 4’ кси, кДж/м2
МПа %
Продольное 500 320 18 50 500
Поперечное 500 320 16 45 400 *
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТРУБА, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ 20°C В ЗАВИСИМОСТИ ОТ СОДЕРЖАНИЯ УГЛЕРОДА [2]
Термическая обработ- Содержание углерода, % (по массе) % °0,2 «5 4) ч НВ
ка МПа % KCU, к
Нагрев до 1000— 1020 °C, охлаж- дение сжатым воздухом на вы- двинутом поду печи; отпуск при 750—760 °C, вы- держка 5 ч, ох- лаждение на воз- 0,11 0,13 0,15 520 580 620 320 360 420 27 24 21 75 77 65 2800 2900 900 145 164 180
духе Нагрев до 1000 °C, охлаждение на воздухе; отпуск при 720 °C, вы- держка 5 ч, ох- лаждение на воз- духе 0,12 0,15 670 710 480 590 19 20 59 58 400 800
30
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТРУБЫ ДИАМЕТРОМ 273x36 мм,
КАТАНЫЕ; ТЕРМИЧЕСКАЯ ОБРАБОТКА — РЕКОМЕНДОВАННАЯ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [2]
t, сс °в °0,2 «5
МПа АСУ, кДж/м2
—100 40
—80 — — .— — 50
—60 30
—40 — — — — 30
—20 — — 50
0 — .— 150
20 590 380 21 67 1500
400 550 330 18 72 1600
450 520 330 17 74 —
500 470 310 19 76 1200
550 410 310 19 79 1100
570 400 270 21 78 ибо
580 320 260 15 84 1200
600 320 260 20 82 1300
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ. МПа
12, 4]
Z, °C ^10000 ^100000 (У -—5 1.10 t °C <510000 ^100000 (Т •—5 1 • 10
500 — 210 565 120 100 50
525 — 170 — 585 105 80 —
540 550 — 160 130 120 80 600 85 65 40
ЖАРОСТОЙКОСТЬ СТАЛИ В РАЗЛИЧНЫХ СРЕДАХ [2]
- — - - _ - — ь -
Температура среды, °C Время испытания, ч Потеря массы, г/(м2-ч) Глубина окисле- ния, мм/год
Воздух 600 500 0,38 0,43
1000 0,33 0,37
3000 0,12 0,14
Воздух 625 500 0,45 0,50
1000 0,35 0,39
3000 0,18 0,20
5000 0,19 0,22
Перегретый пар 620 к 1000 — 0,084
31
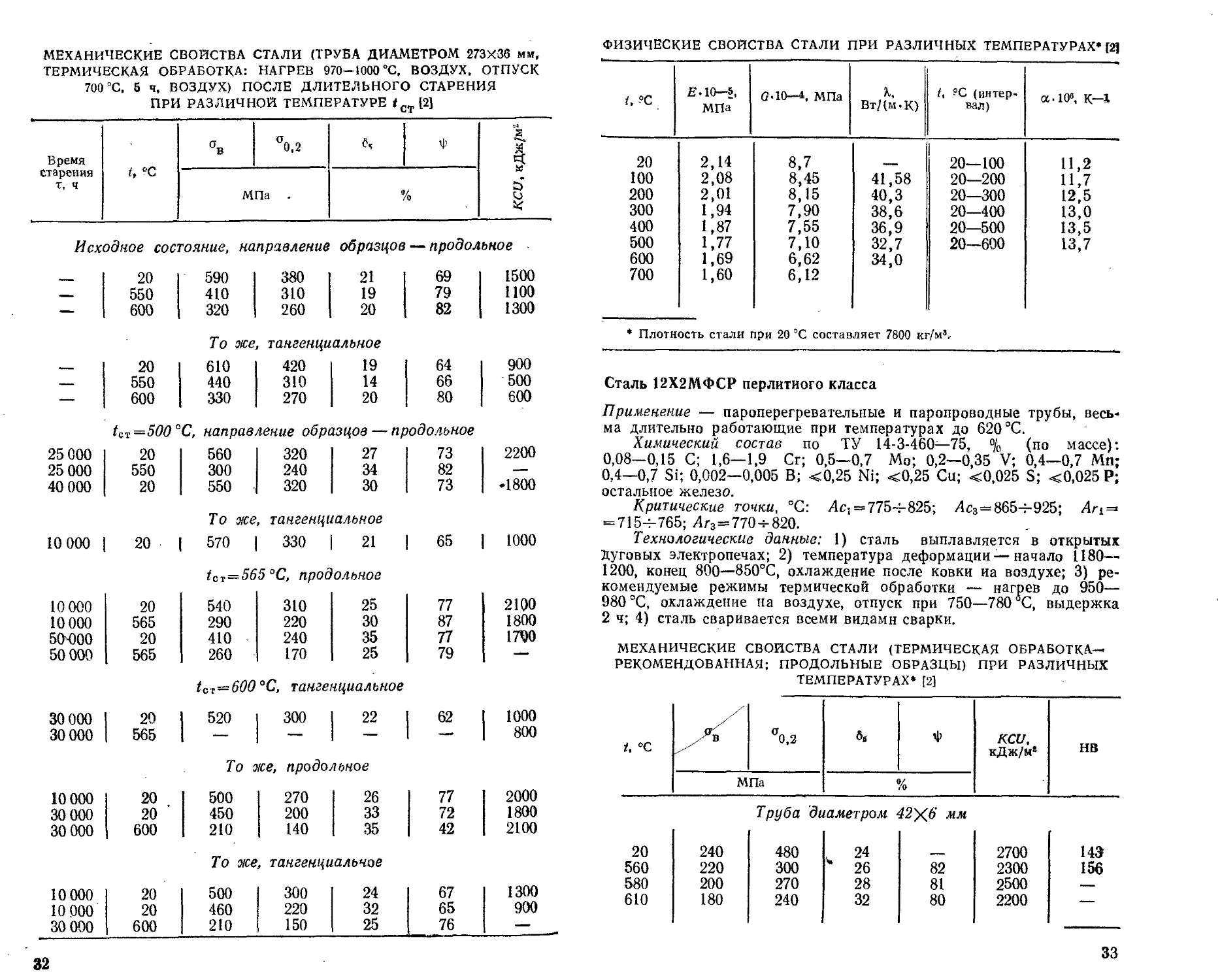
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТРУБА ДИАМЕТРОМ 273X3S мм,
ТЕРМИЧЕСКАЯ ОБРАБОТКА: НАГРЕВ 970—1000 °C, ВОЗДУХ. ОТПУСК
700 °C, 6 ч, ВОЗДУХ) ПОСЛЕ ДЛИТЕЛЬНОГО СТАРЕНИЯ
ПРИ РАЗЛИЧНОЙ ТЕМПЕРАТУРЕ <сг [2]
Время старения т, ч t, °C °в °0,2 * KCU, кДж/м2
МПа . %
Исходное состояние, направление образцов — продольное
— 20 590 380 21 69 1500
550 410 310 19 79 1100
— 600 320 260 20 82 1300
То же тангенциальное
— 20 610 420 19 64 900
— 550 440 310 14 66 500
— 600 330 270 20 80 600
tZi=500°C, направление образцов — продольное
25000 20 560 320 27 73 2200
25 000 550 300 240 34 82
40 000 20 550 320 30 73 ♦1800
То же, тангенциальное
10 000 20 570 330 21 65 1000
tCT—565 °C, продольное
10 000 20 540 310 25 77 2100
10 000 565 290 220 30 87 1800
504)00 20 410 240 35 77 1740
50 000 565 260 170 25 79 —
t ст=600 °C, тангенциальное
30 000 20 520 300 22 62 1000
30 000 565 — 800
То э ке, продольное
10 000 20 500 270 26 77 2000
30 000 20 450 200 33 72 1800
30 000 600 210 140 35 42 2100
То же, тангенциальное
10 000 20 500 300 24 67 1300
10 000 20 460 220 32 65 900
30 000 600 210 150 25 76 —
32
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
(, ?С Е.10-5, МПа G'10—4, МПа X, Вт/(м-К) t, ?С (интер- вал) «• 10е, к—1
20 2,14 8,7 20—100 11,2
100 2,08 8,45 41,58 20—200 И,7
200 2,01 8,15 40,3 20—300 12,5
300 1,94 7,90 38,6 20—400 13,0
400 1,87 7,55 36,9 20—500 13,5
500 1,77 7,10 32,7 20—600 13,7
600 1,69 6,62 34,0
700 1,60 6,12
* Плотность стали при 20 °C составляет 7800 кг/м3.
Сталь 12Х2МФСР перлитного класса
Применение — пароперегревательные и паропроводные трубы, весь-
ма длительно работающие при температурах до 620 °C.
Химический состав по ТУ 14-3-460—75, % (по массе):
0,08—0,15 С; 1,6—1,9 Сг; 0,5—0,7 Мо; 0,2—0,35 V; 0,4—0,7 Мп;
0,4—0,7 Si; 0,002—0,005 В; <0,25 Ni; <0,25 Си; <0,025 S; <0,025 Р;
остальное железо.
Критические точки, °C: Ас-, = 7754-825; 4с3=8654-925; 4/ч =
= 7154-765; Аг3 = 770 = 820.
Технологические данные: 1) сталь выплавляется в открытых
Дуговых электропечах; 2) температура деформации —начало 1180—
1200, конец 800—850°С, охлаждение после ковки иа воздухе; 3) ре-
комендуемые режимы термической обработки — нагрев до 950—
980 °C, охлаждение на воздухе, отпуск при 750—780 °C, выдержка
2 ч; 4) сталь сваривается всеми видами сварки.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТЕРМИЧЕСКАЯ ОБРАБОТКА—
РЕКОМЕНДОВАННАЯ: ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ* [2]
i, °C °0,2 6в 4) кси. кДж/м! НВ
МПа %
Труба 'диаметром 42у(6 мм
20 240 480 , 24 2700 143
560 220 300 26 82 2300 156
580 200 270 28 81 2500 —
610 180 240 32 80 2200 —
33
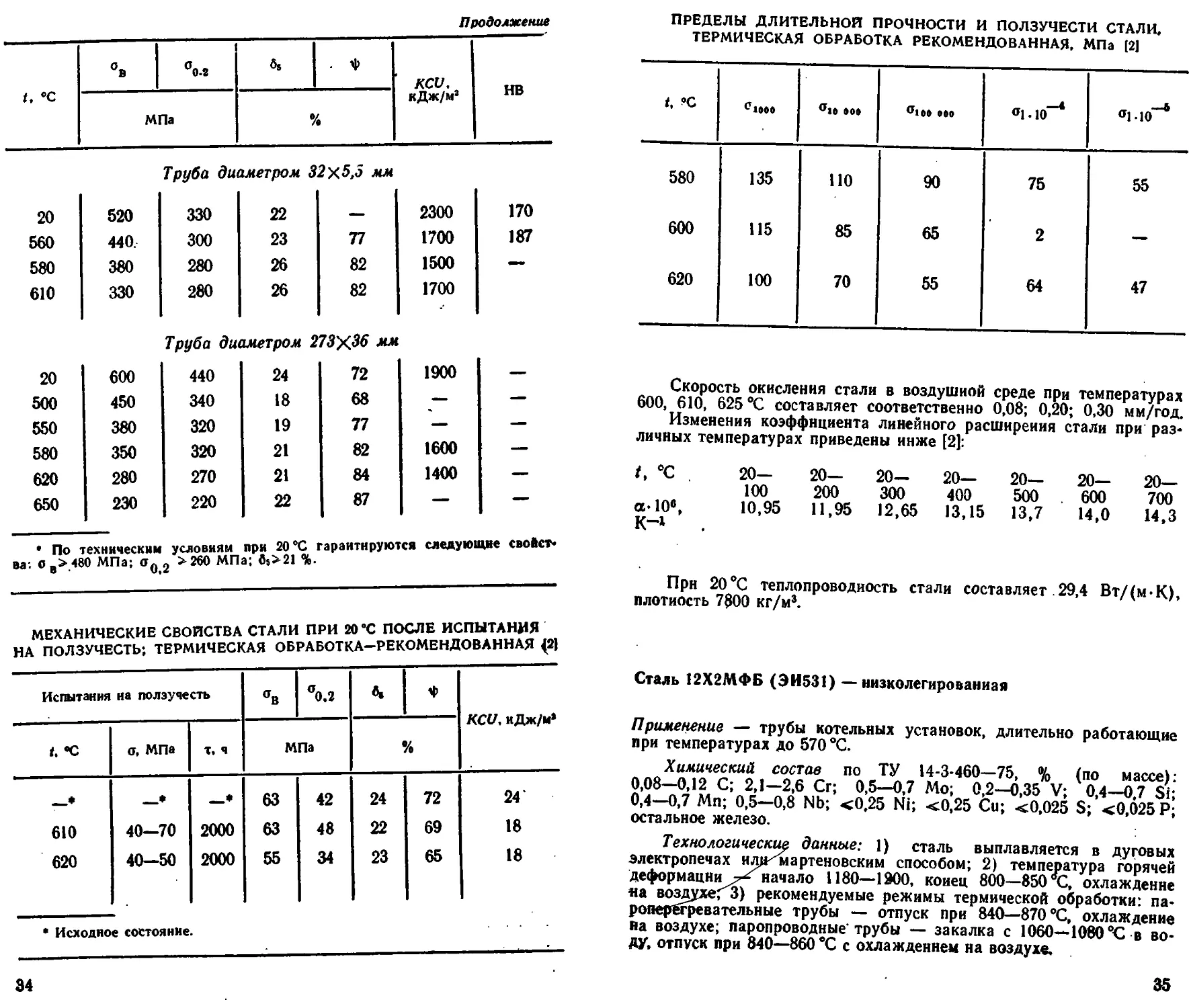
Продолжение
t, 'С % °0.2 в. ч> кси. кДж/м3 НВ
МПа %
Труба диаметром 32x5,5 мм
20 520 330 22 — 2300 170
560 440. 300 23 77 1700 187
580 380 280 26 82 1500 —.
610 330 280 Труба дш 26 шетром 2 82 73X36 мм 1700
20 600 440 24 72 1900 —
500 450 340 18 68 — —
550 380 320 19 77 — —
580 350 320 21 82 1600 —
620 280 270 21 84 1400 —
650 230 220 22 87 — —
* По техническим условиям при 20 °C гарантируются следующие свойст- ва. О.Я80 МПа; ап„ >260 МПа; 0s>21 %. и X».*
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20’С ПОСЛЕ ИСПЫТАНИЯ
НА ПОЛЗУЧЕСТЬ; ТЕРМИЧЕСКАЯ ОБРАБОТКА-РЕКОМЕНДОВАННАЯ (2)
Испытания на ползучесть % °0.2 в» ♦ KCU, иДж/м*
t. °C а, МПа т, ч МПа 4
“* • * 63 42 24 72 24
610 40—70 2000 63 48 22 69 18
620 40-50 2000 55 34 23 65 18
* Исходное состояние.
34
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ.
ТЕРМИЧЕСКАЯ ОБРАБОТКА РЕКОМЕНДОВАННАЯ. МПа (21
t, °C С1000 ооо <Т1М 000 ®1. ю-4 ’1-10~4
580 135 по 90 75 55
600 115 85 65 2 —
620 100 70 55 64 47
Скорость окисления стали в воздушной среде при температурах
600, 610, 625 °C составляет соответственно 0,08; 0,20; 0,30 мм/год.
Изменения коэффициента линейного расширения стали при раз*
личных температурах приведены ниже {2]:
t, °с 20- 20— 20— 20— 20— 20— 20—
100 200 300 400 500 600 700
а-10е, 10,95 11,95 12,65 13,15 13,7 14,0 14,3
к-‘
При 20°C теплопроводность стали составляет .29,4 Вт/(м-К),
плотность 7800 кг/м3.
Сталь 12Х2МФБ (ЭИ531) —низколегированная
Применение — трубы котельных установок, длительно работающие
при температурах до 570 °C.
Химический состав по ТУ 14-3-460—75, % (по массе):
0,08—0,12 С; 2,1—2,6 Сг; 0,5—0,7 Мо; 0,2—0,35 V; 0,4—0.7 Si;
0,4—0,7 Мп; 0,5—0,8 Nb; <0.25 Ni; <0,25 Си; <0,025 S; <0,025 Р;
остальное железо.
Технологически? данные: 1) сталь выплавляется в дуговых
электропечах ищкмартеновским способом; 2) температура горячей
деформации тХначало 1180—1900, конец 800—850 °C, охлаждение
на воздухеГЗ) рекомендуемые режимы термической обработки: па-
роперйгревательные трубы — отпуск при 840—870 °C, охлаждение
на воздухе; паропроводные'трубы — закалка с 1060—1080 °С в во-
ду. отпуск при 840—860 °C с охлаждением на воздухе.
35
МЕХАНИЧЕСКИЕ СВОЙСТВА ЗТАЛИ (ПРУТОК, ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ 'ЕМПЕРА ТУРАХ, ТЕРМИЧЕСКАЯ ОБРАБОТКА - ОТПУСК ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ (ПРУТОК, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА — ОТПУСК ПРИ 860 °C, МПа [4]
ПРИ 8 50 °C J2J
% а0,2 сДж/м’ 1, СС <Чо 000 °юо ооо °i.io 5
у МПа % кси, > 500 150 120 —
20 500 507 382 302 250 36 35,3 78 78 , 1400 1790 580 600 80 63 65 50 50
550 354 230 31,3 78 1790 620 60 46 36
580 320 222 32,7 81 — 650 45 32 —
600 305 215 34,0 80 1650
620 276 200 33,5 85 —
650 236 150 38,0 85 1660 СОПРОТИВЛЕНИЕ ОКИСЛЕНИЮ СТАЛИ 13]
ИЗМЕНЕНИЕ УДАРНОЙ ВЯЗКОСТИ И ТВЕРДОСТИ СТАЛИ (ПРУТОК, ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ ДЛИТЕЛЬНОМ СТАРЕНИИ; ТЕРМИЧЕСКАЯ ОБРАБОТКА — ОТПУСК ПРИ 860 СС (2] i, ’С т, ч Увеличение массы, г/(м2<ч) Глубина окисления, мм/год
600 500 0,115 0,34
i, °C т, ч KCU, к Дж/м2 НВ 600 600 1000 3000 (Г, 084 0,077 0,24 0,22
* * 2590 144
550 500 2790 144 625 500 0,158 0,46
550 1000 2300 131 625 1000 0,155 0,45
550 2500 2500 128 625 5000 0,113 0,33
600 1000 3100 135
600 2500 3500 123 650 1000 0,193 0,56
650 3000 0,137 0,40
* Исходное состояние. 650 5000 0,091 0,27
36
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* (31
/, °C Е-10-6, МПа °C (интер- вал) К—1 ; /, ?С (интер- вал) а-10», к-1
20 2,2 20—100 10,2 20—500 13,2
500 1,81 20—200 11,3 20—600 13,4
600 1,73 20—300 12,2 20—700 13,7
650 1,648 20—400 12,6
* Плотность стали при 20 °C составляет 7800 кг/м5.
Глава IV ВЫСОКОЛЕГИРОВАННЫЕ
—=-= ХРОМИСТЫЕ СТАЛИ
К высоколегированным Сталям согласно ГОСТ 5632—72 условно от-
носят сплавы, содержание железа в которых более 45 %, суммарное
Содержание легирующих элементов ие менее 10 %, считая по верхне-
му пределу, при этом содержание одного из легирующих элементов
должно быть не менее 8 % по нижнему пределу.
Самым распространенным легирующим элементом в жаропроч-
ных сталях и сплавах является хром; Благоприятное влияние, оказы-
ваемое хромом иа жаростойкость и жаропрочность, является основ-
ной причиной, по которой хром введен во все стали, предназначен*
ные для длительного использования при высоких температурах в
условиях постоянного контакта поверхности металла с кислородом
и азотом воздуха или с продуктами сгорания углей, природного га-
за или мазута различной степени загрязненности агрессивными до-
бавками ванадия, серы и другими компонентами.
Высоколегированные жаропрочные стали из-за различных систем
легирования, вызванных необходимостью удовлетворения весьма
разнообразных требований потребителей, относят к различным клас-
сам. В настоящее время применяют стали ферритного, феррито-мар-
тенситного, мартенситного и аустенитного классов. При этом внут-
ри класса следует различать стали с различным типом упрочнения:
карбидным, иитерметаллидиым и смешанным (карбидно-интерметал-
лидным упрочнением). В мартенситных и феррито-мартенситных ста-
лях на свойства всегда оказывает большое влияние фазовый наклеп,
связанный с а=₽±у-превращением.
Наибольшее распространение в промышленности получили высо-
кохромнстые стали, которые, помимо более высокого уровня проч-
ности, чем у низколегированных сталей, имеют и весьма высокое со-
противление газовой коррозии. Последнее свойство выгодно отлича-
ет указанные стали от низколегированных или высоколегированных,
но никельсодержащих сталей, которые уступают хромистым в усло-
виях применения высокосернистых мазутов. Этот показатель, а так-
же psi^t других физических характеристик, свойственных хромистым
(Сталям,предопределили широкое применение хромистых сталей в
промышленности.
37
1 Легирование, термическая обработка, структура
Высокохромистые стали, превращения в которых описываются диа-
граммой Fe—Сг—С, подразделяют на три большие группы в зави-
симости от содержания хрома. К первой группе относятся стали,
содержащие до 10 % Сг. Эти стали закаливаются на мартенсит. Ста-
ли, содержащие 10—13 % Сг, помимо мартенсита, имеют в своей
структуре феррит. Стали с содержанием хрома выше 13 % не пре-
терпевают фазовых превращений и относятся к сталям ферритного
класса. Наиболее высокий уровень жаропрочности получен иа сталях,
содержащих до 10—13 % Сг.
Самой низкой жаропрочностью обладают хромистый стали,
содержащие более 13 % Сг. Эти стали нашли применение как
жаростойкие материалы, особеииости их структуры и свойств
будут рассмотрены отдельно при анализе жаростойких мате-
риалов.
Что касается высокохромистых сталей мартенситного и
мартеисито-ферритиого классов, то они характеризуются ком-
плексом свойств, которые отвечают весьма широкому диапа-
зону требований. К этим свойствам можно отнести следую-
щие:
— высокую жаропрочность и пластичность в условиях длитель-
ной службы;
— высокую стабильность структуры механических свойств при
длительном старении под нагрузкой и без иее;
— хорошую релаксационную стойкость;
— высокий декремент затухания;
— высокое значение коэффициента линейного расширения при
высоких значениях теплопроводности;
— высокую технологичность в условиях металлургического и
машиностроительного производств.
В отличие от низколегированных сталей, содержащих до 2,5 %
Сг, аустенит высокохромистых сталей более устойчив, и мартенсит-
ные превращения наблюдаются при охлаждении сталей из у-областн
'на воздухе. При этом в сталях, содержащих до 8 % Сг, превращение
аустенита наблюдается лишь в одной низкотемпературной области,
в сталях, содержащих 8—12 % Сг, — в двух областях. Первая об-
ласть— высокотемпературная, в которой выделяется феррит, вто-
рая — низкотемпературная, отвечающая мартенситному превраще-
нию. При этом следует отметить, что мартенситное превращение в
стали с 12 % Сг протекает при температуре иа 100 °C ниже, чем в
стали с 8 % Сг, благодаря чему структура в первом случае имеет
больше дефектов и более упрочнена. В структуре сталей, охлажден-
ных иа воздухе, всегда присутствуют карбиды хрома. Стали с мар-
тенсито-ферритной структурой имеют оптимальные свойства, когда
содержание феррита ие превышает 15 %.
Для обеспечения высоких стабильных в процессе длительной
службы механических свойств хромистые стали легируют дополни-
тельно молибденом, вольфрамом, ванадием, ниобием, титаном. В ка-
честве микролегирующей добавки многие из сталей содержат бор.
Изучение кинетики*- превращения аустенита в хромистых ста-
лях, легированных перечисленными выше элементами, показало, что
характер превращения принципиально не меняется, одиако феррит-
ная область сужается, а область мартенситных превращений сиижа-
38
ется в сторону более низких температур. Наиболее существенное
влияние легирующие элементы оказывают на превращения при от-
пуске, вызывая дисперсионное твердение —• старение. Старение в хро-
мистых сталях совпадает по температурному интервалу с температу-
рой высокого отпуска, поэтому применение обоих терминов равно-
правно.
Рассмотрим влияние отдельных элементов иа процесс старения.
С целью получения высоких значений прочности хромистые стали со-
держат до 0,25 % С, более высокие содержания возможны лишь в
отдельных случаях для композиций сталей, относящихся в разряду
иесвариваемых. Наличие углерода существенно сказывается на фа-
зовых превращениях. В присутствии углерода у-область смещается
в сторону более высоких концентраций хрома и одновременно уве-
личивается температурный и концентрационный интервалы двухфаз-
ной области у+а. Помимо влияния на у-^а-превращеиия, углерод
проявляет свое влияние через образование специальных карбидов с
карбидообразующими элементами (W, Мо, V, Ti, Nb). Наиболее
труднорастворимыми являются карбиды молибдена, вольфрама, ти-
тана и ниобия. Заметно растворяются такие карбиды при температу-
рах выше 1150 °C. Самым неустойчивым является карбид ванадия,
который переходит в твердый раствор при температурах около 900 °C.
Карбиды молибдена и вольфрама переходят в твердый раствор при
иагреве до 1150—1200 °C. Поскольку в сталях всегда присутствует
азот, то иитридообразующие элементы (V, Ti, Nb), как правило, об-
разуют ие чистые карбиды или чистые нитриды, а соединения, пред-
ставляющие собой твердый раствор карбидов и нитридов — карбо-
иитриды.
Основной компонент сталей — хром; в зависимости от его ко-
личества он образует в сталях самостоятельные карбиды Ме7С3 и
Ме23С5; сопротивление ползучести зависит от типа карбидов. Когда
хрома в стали мало, он легирует матрицу и входит в состав карбида
Л4?3С. Сопротивление ползучести при этом весьма высокое. При со-
держании хрома свыше 2 % он образует самостоятельный карбид
Сг7С3, максимальное содержание которого наблюдается в сталях с
7—8 % Сг. С увеличением содержания тригонального карбида со-
противление ползучести резко падает. В сталях с содержанием бо-
лее 8 % Сг наблюдается постепенный переход от карбида Ме7С3 к
карбиду Л1е23Сб. Кубический карбид хрома оказывает положитель-
ное влияние на сопротивление ползучести, и стали вновь обретают
высокие свойства жаропрочности.
Карбид хрома Сг23С6 обладает широкой растворимостью по от-
ношению к таким элементам, как Fe, Ni, Мо, W.
Для увеличения сопротивления ползучести твердого раствора —
основы сталей и дополнительного упрочнения за счет дисперсионно-
го твердения в состав сталей вводят такие элементы, как Мо, W, V,
Nb, Ti. В зависимости от состава сталей эти элементы образуют раз-
личные карбидные и карбонитридные фазы, а Мо, W, Nb и Ti исполь-
зуются и для интерметаллидиого упрочнения за счет выделения из
твердого раствора фаз Лавева. В общем виде карбидные и интерме-
таллидные фазы, образующиеся в сталях с 12 % Сг в результате
длительного старения, следующие:
— сталь с 12 % Сг—Сг23С5;
— сталь с 12 % Сг+Мо—Me23C6, Ме^С, Fe2Mo;
— сталь с 12 % Cr+Mo+Nb—Ме23Сб, А4е6С, Fe2Mo, Nb (С, N);
39
— сталь с 12 % Cr+Mo+W+Nb—Л1е2зСв, Afe6C, Fe2(Mo, W),
Qb(C, N);
— сталь с 12 % Сг+Mo+W+Nb + V—Ме^Се, MeeC, Fe2(Mo, W),
sib (C, N), V (C, N).
Фазовый состав хромистых сталей существенно более сложный,
1ем низколегированных. Этот фактор также положительно влияет на
ювышение жаропрочности. Принципиальное отличие фазового соста-
га состоит в том, что в числе упрочняющих фаз имеются интерметал-
шды Fe2Mo, Fe2(Mo, W). Эти фазы, именуемые фазами Лавеса,
гмеют структуру типа MgZn2. Отличительная особенность — их мед-
генное выделение из твердого раствора н чрезвычайно медленный
гост размера частиц, что способствует стабилизации механических
гвойств сталей при длительных изотермических выдержках. Харак-
тер выделения фаз Лавеса зависит от температуры старения. При
дарении до 600 °C происходит непрерывный распад, частицы фазы
равномерно распределены в объеме зерна, фаза длительное время
'.вязана с матрицей когерентно. С повышением температуры от 600
цо 700 °C возрастает роль дефектов структуры и ускоряется момент
разрыва когерентных связей фазы с матрицей. На дефектных местах
решетки (границы зерен, линии сдвигов) фаза растет в объеме за-
метно быстрее, чем в центре зерен. Выше температуры 700 °C обнару-
жить стадию старения, когда фаза связана с матрицей когерентными
:вязями, трудно, так как когерентность нарушается весьма быстро.
Характер выделения фаз Лавеса в зависимости от условий старения
предопределяет и верхний температурный интервал применения ста-
лей, упрочненных такими фазами. Поскольку с потерей когерентно-
сти из-за изменения механизма упрочнения уменьшаются прочност-
ные свойства и ускоряется рост частиц второй фазы, в результате
чего нарушается стабильность механических свойств, верхний пре-
дел температуры составляет около 650 °C, т. е. температура,
при которой определенная доля второй фазы может длительное
аремя сохранять когерентную связь и интенсивно упрочнять
сталь.
Наиболее легированными из всех хромистых жаропрочных ста-
лей являются стали 20X13 и 30X13. Они обладают высокими меха-
ническими свойствами до 500 °C, поэтому их применяют для изго-
товления лопаток паровых турбин, работающих длительное время
при температурах пара 450—475 °C. При ограниченных напряжениях
х можно использовать до температур 550 °C. Обе стали имеют од-
нотипную диаграмму распада аустенита. Наибольшая скорость рас-
пада аустенита соответствует .температуре 700—725 °C. При темпе-
атурах ниже указанных вплоть до начала мартенситного превра-
щения аустенит обнаруживает высокую стабильность. В интервале
температур 500 °C — М (мартенситная точка) даже длительные вы-
держки не вызывают распад. Это обстоятельство позволяет получать
мартенситную структуру в изделиях прн охлаждении на воздухе.
При этом надо быстро пройти критический интервал температур
700—725 °C, так как при этих температурах распад аустенита начи-
нается через 1 мин и заканчивается полностью через 12 мин. Таким
образом, в сталях 20X13 и 30X13 превращение при непрерывном
охлаждения обеспечивает получение однородной структуры в сече-
нии изделий; вследствие более высокого содержания углерода в
верхней температурной области превращение начинается с об-
разования карбидов. Однако, несмотря на некоторое обедне-
ние матрицы углеродом н хромом, феррит в этой стали от-
сутствует.
10
При отпуске закаленный мартенсит распадается с выделением'
различных карбидов в зависимости от температуры отпуска. В ин-
тервале температур 450—470 °C из мартенсита выделяется обога-
щенный хромом цементит (Fe, Сг)3С, между 450—550° распад мар-
тенсита протекает с выделением карбида (Cr, Fe)7C3; выше 550 °C
сразу образуется стабильный карбид (Cr, Fe)23C6. С образованием
карбида Ме2эСв твердый раствор существенно обедняется хромом н
свойства металла ухудшаются.
Следующей модификацией хромистых сталей является сталь
15X11МФ. От сталей 20X13 и 30X13 ее отличает пониженное содер-
жание хрома и введение легирующего комплекса молибден-(-вана-
дий. Интересно, что все комплекснолегированные хромистые стали
содержат комплекс молибден-(-ванадий. Сталь относится к мартенсит-
ному классу и применяется для сопловых н рабочих лопаток паро-
вых турбин. Максимальная температура для длительной службы
550 °C. Эту сталь можно закаливать иа воздухе.. Обычно для нагре-
ва под закалку применяют температуры 1050—1100 °C, однако вслед-
ствие более полного растворения карбидов закалка с 1100 °C обес-
печивает более высокий уровень свойств.
В зависимости от уровня свойств закаленную на воздухе сталь
отпускают прн температурах 680—750 °C. Характер структуры от-
пуска прн этом одни и тот же — сорбит различной степени дисперс-
ности.
Наиболее высокое сопротивление ползучести наблюдается после
нормализации с 1100 °C и сравнительно низкого отпуска (при 675 °C
в течение 5 ч).
При сварке стали 15X11МФ электродами КТИ-9 химический
состав наплавленного металла практически близок к составу основ-
ного металла (0,09—0,15 % С; 0,05—1,0 % Мп; 0,3—0,7 % Si;
9,5—11,5 % Cr; 0,6—0,9 % Ni; 0,6—0,9 % Mo; 0,2—0,4 % V), за ис-
ключением никеля, которого в основном металле нет.
Никель в указанных количествах не снижает жаропрочные свой-
ства, а напротив несколько повышает их. Он влияет главным обра-
зом через расширение у-областн прн высоких температурах, благо-
даря чему количество нли вероятность образования а-феррита
снижаются. Кроме того, никель снижает мартенситную точку и крити-
ческую, скорость закалки. Благодаря некоторому снижению мартен-
ситной. точки аустенит превращается в мартенсит при более низкой
температуре и вклад субструктуры в повышение жаропрочности уве-
личивается. Кроме того, никель в a-фазе способствует возрастанию
сопротивления хрупкому разрушению, т. е. при введении никеля рас-
тет надежность металла.
Наиболее сильное влияние в сталях с 12 % Сг никель оказыва-
ет при содержании от 0,2 до 2 %. Выше 2 % влияние никеля мало
заметно, поэтому все никрльсодержащне хромистые стали отечест-
венного производства имеют никель-в пределах от 0,4 до 1'8 %.
Лишь одна американская хромистая сталь (11 % Сг) Лапаллой со-
держит 9,75 % Ni, однако эта сталь не имеет ванадия и легирована
лишь 0,25 % Мо, в то время как отечественные марки имеют в сво-
ем составе не менее 0,35 % Мо и различное количество ва-
надия.
К числу безникелевых отечественных сталей, помимо 15X11МФ,
относятся такие стали, как 14Х12В2МФ, 15Х12ВМ1БФР и
12Х8ВМ1БФР.
Почти все комплекснолегированные стали содержат комплекс
РАФБР, и лишь одна из них не имеет нн бора, ни ниобия. Это сталь
41
14Х12В2МФ, однако в этой стали содержится повышенное количе-
ство вольфрама ~2 %.
Сочетание легирующих элементов обеспечивает получение в ста-
ли после охлаждения на воздухе мартенсито-феррнтной структуры,
причем содержание свободного феррита в зависимости от сочетания
аустенито- и ферритообразующих элементов колеблется от 15
до 40 %.
Режим термической обработки стали включает нормализацию
(закалка на воздухе) с 1020—1050 °C и высокий отпуск (старение)
при температурах 680—730 °C в течение 3 ч. После нормализации
структура стали состоит из мартенсита н свободного ферри-
та. В результате отпуска происходит распад мартенсита н
выдеяенне избыточных упрочняющих фаз в мартенсите и фер-
рите. При этом мартенситная часть структуры превращается в
сорбит.
На первых стадиях старения в первую очередь нз мартенсита
выделяется карбид Ме2зС6. Прн увеличении длительности старе-
ния до 900—1000 ч при 680 °C имеет место коалесценция карбида
Ме23С6 и выделение карбида VC и интерметаллндной фазы
(Fe, Cr)2(W, Мо). Такая последовательность фазовых превращений
позволяет удерживать прочность стали на высоком уровне вначале
за счет карбидной фазы, а затем за счет интерметаллидиой. По-
скольку рекомендованная температура применения существенно ниже
670 °C, то все эти процессы при рабочей температуре растянуты во-
времени, и практически во всем рекомендованном интервале време-
ни службы (до 100000 ч) сталь сохраняет высокие прочностные свой-
ства.
Следующим шагом в части усложнения легирования с целью
повышения жаропрочности было применение бора. Такой комплекс-
нолегированной сталью, которая не содержит никеля, но легирова-
на комплексом ВМФБ, является 18Х12ВМБФР. Эта сталь также
относится к мартенсито-ферритному классу, но содержит феррита
10—20 %. Сталь имеет широкое назначение —трубы паровых котлов
и паропроводов, крепежные детали, турбинные лопатки и другие де-
тали. Она подвергается закалке — нормализации и высокому отпус-
ку. После полной термической обработки структура стали состоит из
сорбита и феррита. Упрочняющие фазы — карбид хрома Ме23С6 и
два карбонитрида Nb(C, N) и V(C, N). При длительном старении
появляется еще одна фаза — Fe2(Mo, W). После старения в течение
10000 ч при 620 °C в структуре стали присутствуют упрочняющие
фазы в следующих количествах, % (по массе): 2,04 Ме23С6;
2,01 (Fe, Сг)2(Мо, W); 0,59 Nb(C, N); 0,07 % V(C, V). Таким обра-
зом, основной вклад в упрочнение вносят фазы Л4е23Сб и
Me*(Mo, W).
Отечественные никельсодержайгне хромистые стали в зависимо-
сти от сочетания Мо, V, Nb и В содержат 0,4—1 % Ni.
Все ннкельсодержащие стали содержат комплекс Мо—V. Наи-
более жаропрочные легированы комплексом Мо—V—Nb—В.
В отношении применения микролегирования хромистых сталей
бором отечественное металловедение w металлургия опередили миро-
вую практику.
Принципиально ннкельсодержащие стали по фазовому составу
не отличаются от таковых без никеля, однако из-за большего вкла-
да топкой структуры в жаропрочность они относятся к числу наибо-
лее жаропрочных в серии хромистых сталей.
42
2. Химический состав и свойства
Сталь 20X13 мартенситного класса
Применение — энергетическое машиностроение и печестроение; тур-
бинные лопатки, болты, гайки, арматура крекниг-устаиовок с дли-
тельным сроком службы при температурах до 500 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 0,16—
0,25 С; 12—14 Сг; «0,6 Ni; «0,6 Мп; «0,6 Si; «0,025 S; «0,03 Р;
остальное железо.
Критические точки, °C: <4cj = 820; Лс3=950; Лг! = 780.
Технологические данные: 1) сталь выплавляется в дуговых или
индукционных электропечах; 2) температура горячен деформации —
начало 1160—1180, конец выше 900 °C, охлаждение на воздухе;
3) рекомендуемые режимы термической обработки; отжиг при 740—
780 °C, закалка от 1000—1050 °C с охлаждением иа воздухе в мас-
ле или в воде, отпуск при 660—770 °C, охлаждение в масле, воде
или на воздухе; 4) азотирование по двухступенчатому режиму —
530 °C, выдержка 20 ч, далее нагрев до 580 °C, выдержка 20 ч; глу-
бина слоя 0,25—0,3 мм, твердость слоя не менее HV 800; 5) свари-
ваемость стали удовлетворительная, электрод типа ЭФ-13; 6) пла-
стичность стали после отжига при температуре 670—900 °C высокая,
сталь хорошо обрабатывается резанием; 7) сталь катают в холод-
ном состоянии, из листового материала изготовляют детали мето-
дом глубокой вытяжки или холодной штамповки.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
(НОРМАЛИЗАЦИЯ 1000-1020 °C; ОТПУСК 730-750 °C; НВ 187-217)*
12]
t, °C °- °(),2 «5 1 KCU, кДж/м1
"МПа %
20 720 520 21 65 650—1750
100 — — — — 1700'
200 — • — — — 1700
300 550 400 18 66 2000
400 530 400 16,5 58 2000
450 490 380 17 57 2400
475 490 420 22 71 —
500 440 360 32 75 2500
550 350 280 36 83 2200
600 — — — — 2400
* Сталь устойчива против окисления в воздушной среде при температурах
до 700 °C. *
43
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ В РАЗЛИЧНОМ СОРТАМЕНТЕ ПРИ 20 “С [2]
аз
мн*
N- Оз .
3 со 1 00 см — см 1
см /
•“Ч
о ООО
к? * о 1 1 1 ою о
00 СО Ю LO
ю ю см о
го TF TF чф
W СО с**> чф N- СО чр
СМ см и“Н »-ч >—ч >—ч
О» о ООО
lO | 1 | ООО
Л С чф Tj* TJ*
п S (f—} ООО
to со с*^ ю СО СО СО
со ю ю СО со со со
<и О) а> <L>
S о о о
X a 5 д д д
£ 5 § И Я да ч я* а> д ч
о Он А о 1
(=с да ₽х
Е 3 о о К о
Л си О -Он
X с с с
1 60 в ?3
<го в о
it о О к" о О «
о ю - а КО о X аз до 1 дух или 660—1 о о О 00 о о О 00 7 \о СЗ Си \о о о О --Ч О 1 О Д «> О t-H. ’ф 1 о 1
5 о й < о о я
D 'ф 00 в oS
S ► &' t-ч со си д
г о. (U - Ь прев 50 °C > От д да а о я* ЕГ S си W со U* <и 0>£в S"4 и
Н; 10 ло о о Те на « О >> Я я К
S
г
3 оле 0 ю см со 8 —И о о
хо ю 4. 1 1 1 о о
S '‘оо см о см
СП са CU ж О о ч
да
о
си
л о
f ч
: РЗ о
>» си
tt о сз
о. W в
со о я
* СО о о в со
R са о
Он о в
о Д Он о
о ч Е Е
44
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (СПЛАВА) ПРИ 20 °C ПОСЛЕ
СТАРЕНИЯ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ И ВРЕМЕНИ ВЫДЕРЖКИ
[2]
°в | °0,2 «5 4’ кси, кДж/м2
ГСТ’ т, ч МПа о/ /0
* * 720 520 21 65 800
500 5 000 700 510 20 62 1100
500 10 000 680 430 23 65 1200
550 1000 700 460 26 65 —
550 10 000 670 450 24 63 1100
600 3 000 690 460 21 60 800
600 10 000 640 390 23 63 1500
* Без выдержки.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ СТАЛИ; ТЕРМИЧЕСКАЯ
ОБРАБОТКА - ЗАКАЛКА С 1000—1020 “С, ВОЗДУХ,
ОТПУСК ПРИ 720-750 °C. МПа [2]
i, °C °1000 О10000 °юоооо О'].ю §
450 40 35 30 26 12,8
475 — — — — 7,6
500 29 27 19,5 16,0 4,8
530 10,5 7,6
550 — — з.о
ВЫНОСЛИВОСТЬ СТАЛИ ЗА 5-10’ ЦИКЛОВ, МПа, ТЕРМИЧЕСКАЯ
ОБРАБОТКА - ЗАКАЛКА С 1030-1050 °C, МАСЛО, ОТПУСК ПРИ 700 °C,
3 ч [21
i, °C Гладкий образец Образец с надре- зом С °C Гладкий образец Образец с надрезом
20 200 37,5 35,0 24 22 Нак способ 20 ten дробест ом, закалка 40 руйпым и отпуск 29
300 32,5 20 300 36 24
400 31,0 17 400 32 23
500 24,0 13
45
РЕЛАКСАЦИОННЫЕ СВОЙСТВА [2]
t, °C а0( МПа Остаточные напряжения, МПа. прн различной длительности, ч
100 | 1000 2000 3000 4000 5000
400 350 250 230 220 200 195 195
400 300 230 210 200 180 175 170
400 250 180 170 170 160 160 160
400 200 140 130 130 130 130 130
450 350 170 150 130 125 120 115
450 300 160 130 115 110 100 95
450 250 120 110 100 90 85 80
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ’ [2)
t, °C Е-10—5- МПа %, (Вт/(м-К> р. Ом-мм2 м Ср. 103 Дж/(кг-К> °C (ИН' тервал) а-10», к-1
20 2,23 23,0 0,64 0,44 20—100 10,1
100 2,18 25,1 0,69 0,46 20—200 10,4
200 2,12 27,6 0,76 0,52 20—300 10,9
300 2,04 28,0 0,83 0,57 20 -400 И,4
400 1,93 27,6 0,91 0,63 20—500 11,8
500 1,84 27,2 0,97 0,69 20—600 —
600 1,72 — 1,04 0,77 20—700 Ill
700 — — 1,08 0,96 20—800 —
* Плотность стали при 20 °C составляет 7750 кг/м3.
Сталь 30X13 мартенситного класса
Применение — в энергомашиностроении для пружин, паровой арма-
туры, валов крекинг-насосов и других деталей, длительно работаю-
щих под напряжением до 450 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 0,26—
0,35 С; 12—14 Сг; 0,6 NI; 0,8 Мп; <0,8 Si; <0,025 S; <0,03 Р;
остальное железо.
Критические точки, °C: Aci = 800-?-820; Лп = 780.
Технологические данные: 1) сталь выплавляется в дуговых или
индукционных электропечах; 2) температура горячей деформации —
начало 1180, конец выше 900 °C, охлаждение на воздухе; 3) реко-
мендуемые режимы термической обработки: I) закалка от 1000—
1020 °C на воздухе или в -йасле, отпуск при 600—650 °C, охлажде-
ние иа воздухе; II) закалка от 1000—1050 °C в масле, отпуск “при
200—300°C; охлаждение на воздухе или в масле; III) отжиг при
740—780 °C.
Сталь 30X13 сваривается плохо, после сварки детали следует
немедленно подвергать термической обработке.
46
При изготовлеиии полуфабрикатов и изделий необходимо про-
изводить промежуточную термическую обработку — отжиг при 730—
780 °C, выдержка 2—6 ч с охлаждением иа воздухе.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ В РАЗЛИЧНОМ СОРТАМЕНТЕ (3]
°В | °о,2 65 1 К С.1)
Термическая обработка МПа % кДж/ма
Сортовая сталь, HRC 48 [не более)
Закалка 950—1020 °C в
масло, отпуск 200—
300 °C, воздух или мас-
ло
Лист толщиной 0,8—4 мм, направление образцов поперечное
Отжиг или отпуск 740—
800 °C
500
15
Поковки, направление образцов продольное, НВ 269—302
850 | 710 | 12 | 40 j 350
Проволока диаметром 0,2—6 мм
Термически обработан-
ное состояние
700
12
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТЕРМИЧЕСКАЯ ОБРАБОТКА-
РЕЖИМ I, ПРУТОК. ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ (21
t, °C °в °0.2 6S KCV, кДж/м2
МПа %
20 960 710 16 52 550
200 830 670 14 57 1300
300 790 640 13 53 1250
400 720 580 12 52 1600
450 — —* — 1700
500 620 540 14 54 1650
550 540 490 16 69 1600
600 460 420 21 80 1600
47
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ И ВРЕМЕНИ ВЫДЕРЖКИ [2)
t °C °В °0,2 кси,
МПа % кДж/м3
* * 960 720 16 52 550
500 20 000 930 720 15 50 350
550 3 000 875 690 16 51 450
550 7 000 820 620 18 54 500
600 3 000 820 630 20 56 600
600 10 000 680 440 24 57 —
* Без выдержки.
РЕЛАКСАЦИОННЫЕ СВОЙСТВА* ПРИ 450 °C [2]
с0, МПа Остаточные напряжения, МПа, за время, ч '
100 1000 2000 3000 5000
300 135 115 105 100 94
250 130 95 85 78 68
200 ПО 85 80 73 64 •
150 82 63 54 52 46
* Свойства жаропрочности: после термической обработки по режиму
1000 °C, воздух: отпуск при 650 °C на НВ 269—285, предел ползучести для
1 % деформации за 100000 ч прн 400 °C составляет 134 МПа, при 450 °C соот-
ветственно 84 МПа.
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* М
t, °с Е-10—5, МПа к, Вт/(м-К) р, Ом-мм2/м Ср- Ю*. Дж/(кг-К) t, °C (интервал) а-10е, к-1
20 2,23 .— 0,52 — 20—100 9,98
100 — 25,1 0,59 0,113 20—200 10,65
200 2,14 25,5 0,68 0,-12 20—300 11,13
300 2,06 25,5 0,77 0,129 20—400 —
400 1,97 — 0,85 0,139 20—500 11,83
500 1,85 25,5 0,93 0,156 20—600 —
600 1,74 —• 1,01 0,179 20—700
700 — — 1,09 0,210 20—800 —
* Плотность стали при 20 °C составляет 7760 кг/м3.
48
Сталь 15X11МФ мартенситного класса
Применение — турбинные лопатки, поковки, бандажи и другие де-
тали для длительной работы до 560 °C.,
Химический состав по ГОСТ 5632—72, % (по массе): 0,12—
0,19 С; 10—11,5 Сг; 0,6—0,8 Мо; 0,25—0,40 V; =С0,6 Ni; s=0,3 Си;
^0,7 Мп; ^0,5 Si; ^0,025 S; ^0,03 Р; остальное железо.
Критическая точка, °C: Дс3=880.
Технологические данные: 1) сталь выплавляется в открытых
электропечах или с применением электрошлакового переплава;
2) температура горячей деформации — начало 1160, конец выше
900 °C, охлаждение иа воздухе; 3) рекомендуемые режимы терми-
ческой обработки: I) закалка с 1060—1100 °C на воздухе или в мас-
ле, отпуск при 680—750 °C; II) азотирование двухступенчатое: при
температуре 530 °C в течение 20 ч, далее при 580 °C, выдержка 20 ч,
глубина азотированного слоя 0,2—0,3 мм; 4) свариваемость стали
удовлетворительная. Сварка стали производится при подогреве де-
талей до 300—400 °C. Электроды для сварки марки КТИ-9. Терми-
ческая обработка стали до сварки полная, после сварки отпуск при
710—720 °C, выдержка 5 ч, охлаждение с печью.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ 20 °C В РАЗЛИЧНОМ СОРТАМЕНТЕ [3]'
Вид продук- ции Термическая обработка °в °0,2 65 KCU, кДж/м2 НВ
МПа %
Прутки 1030—1060 °C, масло; 700—• 740 °C, масло 700 500 15 55 — —
Сорт* Нормализация н высокий от- пуск 720 680—550 15 50 600 217—241
Поковки** Нормализация и высокий от- пуск 720 680—550 15 50 600 217—241
Заготов- ки*,** для лопаток па- ровых тур- бин Закалка и вы- сокий отпуск 720 850 680—550 800—730 15 13 50 40 600 400 217—255 255—285
* Категория прочности 55. ** Категория прочности 70.
4-422
49
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТОК,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [3]
Термическая обработка t ,°С °в °0,2 ts У ксь,
МПа 0/ /0 кДж/м2
Закалка с 1080—1100 °C, ВОЗ- 20 740 550 17 66 1500
дух, отпуск 720—740 °C, 2 ч, 400 600 480 15 66 1900
воздух 450 550 440 18 61 2000
500 510 420 21 68 2100
550 540 440 16 65 2000
600 450 410 20 78 2100
Закалка с 1080—1100 °C, воз- 20 850 690 15 55 500
дух, отпуск при 670—680°C, 400 750 640 13 57 1400
5 ч, воздух 450 650 570 15 61 1600
500 590 530 18 69 1500
550 590 530 14 64 1300
600 540 510 17 75 1400
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРОДОЛЬНЫЕ ОБРАЗЦЫ,
НОРМАЛИЗАЦИЯ 1050—1100 °C) ПОСЛЕ РАЗЛИЧНЫХ РЕЖИМОВ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ [3]
Отпуск °В | а0,2 1 * кси.
t, °C 1 Т, ч МПа % кДж/м2
650 5 900 770 15 55 550
650 10 880 720 16 60 650
650 25 860 700 16 60 —
675 2 900 800 14 60 500
675 5 850 750 15 62 600
675 1) 830 690 15 62 750
675 25 780 . 650 17 62 1000
700 2 860 760 15 60 700
700 5 820 700 16 60 700
700 10 800 690 17 60 850
700 25 750 580 18 62 1200
725 2 800 700 15 60 800
725 5 790 630 15 60 1000
725 10 740 600 20 62 1300
740 2 740 550 20 66 1400
740 5 720 530 * 21 •66 1400
50
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРОДОЛЬНЫЕ ОБРАЗЦЫ
ОТ ПРУТКА; СОСТАВ: 0,15 % С; 10,55 % Сг; 0,66 % Мо; 0,3 % V; 0.29 % N1)
ПРИ 20’С ПОСЛЕ СТАРЕНИЯ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
И ВРЕМЕНИ ВЫДЕРЖКИ (3]
t, °с °в | °о,2 | KCU,
т, ч кДж/м2
МПа %
Нормализация от 1100 °C, отпуск 740 °C, 2 ч
* * 740 580 17 66 1500
550 1 000 810 610 18 58 700
550 10 000 770 600 18 60 600
600 1000 800 660 16 62 950
600 3 000 770 620 18 62 950
600 10 000 750 560 20 60 750
Нормализация от 1100 °C, отпуск 675 °C, 5 ч
Без выдержки 890 750 16 60 600
550 1 000 890 760 15 60 450
550 10 000 860 680 16 60 500
600 1 000 880 760 15 60 550
600 3 000 810 700 15 60 600
600 10 000 750 590 17 60 1000
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ
ПРОЧНОСТИ СТАЛИ*
(ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ),
ТЕРМИЧЕСКАЯ
ОБРАБОТКА—
РЕКОМЕНДОВАННАЯ.
МПа 13]
О о 9 9 9 9 О О о © © © & из 1 о 5й
550 160 130 90
600 97 — 40
* Выносливость при
550 °C на базе испытаний
10* циклов (термическая об-
работка: 1080—1100 °C, воз-
дух, отпуск 720—740 °C, 2 ч)
составляет — на гладком об-
разце 250 МПа, на образце
с надрезом 170 МПа.
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ’ (3]
У £.10—?. МПа 1 X S од Ср.10>, Дж/(кг-К) . .— 1, °C (интер- вал) 1 ё 8
20 2,28 — — 20—100 10,3
100 2,22 — 0,5 20—200 10,6
200 2,13 24,4 0,525 20—300 10,8
300 2,05 26,1 0,567 20—400 и,з
400 1,93 27,2 0,63 20—500 11,7
500 1,80 27,6 0,7 20—600 12,0
600 — 28,0 0,8 20—700 12,2
20—800 12,4
* Плотность стали при 20 °C составля-
ет ,7850 кг/м3.
4*
51
Сталь 18Х11МФБ (ЭП291) мартенситного класса
Назначение — лопатки паровых турбин, поковки дисков и роторов
с длительным сроком службы при температурах до 600 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 0,15—
0,21 С; 0,5—1,0 Ni; 10—11,5 Сг; 0,8—1,1 Мо; 0,2—0,45 Nb; 0,2—
0,4 V; 0,6-—1,0 Мп; <0,6 Si; <0,025 S; <0,03 Р; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых
электропечах или с применением электрошлакового переплава;
2) температура горячей пластической деформации — начало 1180,
конец выше 900 °C, охлаждение на воздухе;. 3) рекомендуемые ре-
жимы термической обработки: I) нормализация от 1100—1140 °C,
отпуск при 750 °C в течение 10 ч, охлаждение на воздухе; II) азо-
тирование двухступенчатое: 530 °C, выдержка 20 ч, далее 580 °C, вы-
держка 20 ч, глубина азотированного .слоя 0,2—0,3 мм; 4) сварка
стали производится электродами КТИ-10. Термическая обработка
стали до сварки полная, после сварки отпуск при 700 °C, выдержка
5 ч, охлаждение с печью или при 680 °C, выдержка 10 ч, охлажде-
ние с печью.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ И ВРЕМЕНИ ВЫДЕРЖКИ (31
t, °C т, ч ств %,2 в, | Ф кои, кДж/м2 НВ
м Па %
700 2 Нс 1000 рмализа 810 ция 1040 14 °C 55 650 293
700 5 950 770 15 55 850 286
700 10 880 710 14 55 850 255
750 10 800 580 12 60 500 241
725 2 870 То же 11 680 00—1140 12 °C 57 1000 255
725 5 840 .650 14 60 1100 248
725 10 810 600 16 60 1300 241
750 2 860 660 12 57 1300 255
750 5 770 570 16 60 . 1600 235
750 10 730 520 16 61 1100 228 »
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ОБРАБОТКА: НОРМАЛИЗАЦИЯ
1100— 1140°С, ОТПУСК 750 °C, 10 ч; НВ 223—229; ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ (3(
(, °C % %2 65 | Ф KCU, КДж/М2
МП а % '
20 730 570 16 61 1100—1900
400 620 530 18 74 —
500 500 470 20 81
550 440 430 17 85 —
600 380 360 19 87 —
62
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ
(ТЕРМИЧЕСКАЯ ОБРАБОТКА- РЕКОМЕНДОВАННАЯ,
ПРУТОК. ПРОДОЛЬНЫЕ ОБРАЗЦЫ), МПа [2]
t, °C <*100000 G —5 ЫО
535 200 140
550 170 120
600 80 70
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* J3J
t, °C Е-10~?, МПа X, Вт/(м-К) Ср. I03, Дж/(кг-К) t, °C (интервал) а-10е, К-1
20 2,28 20—100 10,3
100 2,22 21,4 0,485 20—200 10,6
200 2,13 25,1 0,530 20—300 10,8
300 2,05 25,9 0,590 | 20—400 н.з
400 1,93 26,3 0,667 20—500 11,7
500 1,80 27,2 0,770 . 20—600 11,8
600 — 28,0 0,900 20—700 1 20—800 12,0 12,4
• Плотность стали при 20 °C составляет 7850 кг/м3.
Сталь 13Х12Н2В2МФ (ЭИ961) мартенситного класса
Применение — различные детали газовых турбин, длительно рабо-
тающие при температурах до 600°C.
Химический состав по ГОСТ 5632—72 (%, по массе): 0,10—0^16 С;
1,5—1,8 Ni; 10,5—12,0 Сг; 0,35—0,5 Мо; 0,18—0,30 V; 1,6—2,0 W;
^0,6 Si; ^0,6 Мп; ^0,03 S; ^0,03 Р; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых электропечах и с применением электрошлакового и вакуумного
дугового переплава; 2) температура ковки — начало 1180/ конец
выше 900 °C, охлаждение на воздухе; 3) рекомендуемая термичес-
кая обработка — закалка с 1000 °C, охлаждение в масло или иа
воздухе, отпуск низкий при 550—600 °C, высокий при 620—680 °C;
4) сталь хорошо сваривается всеми видами сварки.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ В ПЕРВЫХ ДВУХ
СЛУЧАЯХ ЗАГОТОВКА ДЛЯ ПОКОВОК В ПОСЛЕДНЕМ СЛУЧАЕ)
ПРИ 20 °C [2]
Термическая обработка ств %,2 * 1 KCU,
МПа % кДж/м3
Закалка с 1000 °C, масло, отпуск 620—680 °C 900 750 15 55 1000
Закалка с 1000 °C масло или воз- дух, отпуск 550—600 °C 1200 1000 12 50 ; 700
Закалка с 1000 °C, масло, отпуук 580—670 °C 950 850 10 50 600
53
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;;
ТЕРМИЧЕСКАЯ ОБРАБОТКА — ЗАКАЛКА В МАСЛО ПОСЛЕ НАГРЕВА
НА 1000’С, ОТПУСК ПРИ ТЕМПЕРАТУРЕ 560—580 °C [2]
Рв %,2 6, 4’ кси, Л °C % °о,2 в. 4 кси.
t, °C МПа 0/ /0 кДж/м2 Mila % кДж/м’
20 1250 1050 15 55 800 550 800 500 15 60 1100
300 1100 970 14 55 1100 600* 600 490 15 70 1200
400 1050 870 14 56 1100 625*2 540 440 17 74 1200
450 500 1000 900 840 730 14 14 57 60 1100 1100 650*3 460 400 20 78 1200
* Отпуск при 630 °C. *2 Отпуск при 640 °C. *' Отпуск при 680 °C.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ; ТЕРМИЧЕСКАЯ ОБРАБОТКА - ЗАКАЛКА
С 1000 °C, ОХЛАЖДЕНИЕ В МАСЛО, ОТПУСК ПРИ 560—580 °C. МПа [2]
/, °с °0,2/100. °—1 (10’ циклов)
20 510
400 850 — —
450 730 580 500
500 630 300 460
550 440 'г 200 430
600 270 150 300
625 250 — —
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
Д °C Д.10-5, МПа Л, Вт/(М-К) i. °C (интервал) а. 10е, к-1
20 2,0 ’ 20,9 20—100 н,о
100 1,98 22,3 100—200 11,7
200 1,87 24,0 200—300 12,2
300 1,75 25,0 300—400 13,3
400 1,65 27,2 400—500 13,0
450 1,57 — 500—600 13,3
500 1,45 28,0 20—700 —
550 1,25 — 20—800
600 1,09 28,5 20—900 —
700 — 28,9 20—1000 —
800 — 31,4
* Плотность стали при 20 °C составляет 7800 кг/м3.
64 ,
Сталь 2Х12Н2ВМФ (ЭИ962) мартенситного класса
Применение — диски компрессора, лопатки и другие нагруженные
детали для длительной работы при температурах до 600 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 0 09—
0,13 С; 1,5—1,8 Ni; 10,5—12,0 Сг; 0,35—0,5 Мо; 1,6—2,0 W; 0,18—
0,30 V; <0,6 Мп; <0,6 Si; <0,025 S; <0,03 Р; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых электропечах и с применением электрошлакового переплава;
2) температура деформации — начало 1180, конец выше 900 °C, ох-
лаждение на воздухе; 3) рекомендуемая термическая обработка —
закалка от 1000—1020 °C, отпуск низкий при 580—650 °C, высокий
при 730—750 °C, выдержка при отпуске 2 ч; 4) сталь хорошо свари-
вается всеми видами сварки.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ В ЛИСТЕ ТОЛЩИНОЙ 8.8-4 мм 12J
Состояние материала /, °C Ов °0.2 в». %
мг 1а
Отпуск при 730—750 °C, 2 ч, охлаж- 20 650 450 19
дение иа воздухе 300 550 — 18
400 500 — 17
500 450 — 17
600 350 — 28
Нормализация при 1000 °C и отпуск 20 850 — 17
при 620—680 ‘"С, выдержка 2 ч, ох- 300 800 — 10
лаждеиие на воздухе 400 750 —- 10
500 650 10
600 500 — 20
Нормализация при 1000°С, отпуск 20 1200 юоо 9,0
при 530—580 °C, выдержка 2 ч, ох- 300 1150 — 10,0
лаждение на воздухе 400 1100 — 12,0
500 1050 — 12,0
600 650 — 16,0
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
t, °C Е 10“:’. МПа X, Вт/(М-К) /, °C (интервал) а-10е, к-1
20 2,0 20,9 20—100 11,0
100 1,95 22,3 100—200 И,7
200 1,85 24,0 200—300 12,2
300 1,75 25,5 300—400 13,3
400 1,65 27,2 400—500 13,0
500 1,45 28,0 500—600 13,0
. 600 1,09 28,5 20—700
700 1 28,9 20—800 —_
800 — 31,4 20—900 —
* Плотность стали при 20 °C составляет 7800 кг/м3.
55
Сталь 10Х7МВФБР (ЭП505) мартенситного класса
Применение — в энергетическом машиностроении (трубы н детали
для длительной работы при температурах 600—620°C).
Химический состав по ЧМТУ/ЦНИИЧМ 1154—64, % (по массе):
0,07—0,12 С; 0,5—1,0 Ni; 6—8 Сг; 0,7—1,0 Мо; 0,15—0,4 Nb; 0,3—0,5 V;
<0,005 В; <0,025 S; <0,025 Р; остальное железо.
Критические точки стали, °C: Ас1 = 860; Ас3=905; Лг1 = 350;
Лг3=435.
Технологические данные: 1) сталь выплавляется в открытых
электропечах; 2) температура ковки — начало 1050—1100, конец вы-
ше 900 °C, охлаждение после ковки на воздухе; 3) рекомендуемые
режимы термической обработки: I) трубная заготовка — отжиг прн
800—830 °C, охлаждение с печью со скоростью 30°С/ч; II) трубы —
нормализация при 980—1000 °C, охлаждение на воздухе, отпуск при
700—730 °C, выдержка 3 ч, охлаждение на воздухе; 4) сталь реко-
мендуется сваривать электродами типа ЭП595 с предварительным
подогревом до 200 °C, по режиму: сила тока 170 А, напряжение на
дуге 35 В. Термическая обработка сварных соединений: отпуск прн
730—750 °C, выдержка 3 ч, охлаждение на воздухе; 5) сопротивление
окислению, кг/(м2-ч): жаростойкость стали при 670°C н продолжи-
тельности испытания 1000 и 10000 ч составляет соответственно
4,2-10~5 и 1,7-10~5 кг/м2 (по увеличению массы).
. МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C
(ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЛЯ ТРУБНОЙ ЗАГОТОВКИ ПО РЕЖИМУ I,
ДЛЯ ТРУБ ПО РЕЖИМУ В, ПРОДОЛЬНЫЕ ОБРАЗЦЫ) [3]
Вид продукции Св °о,2 б5 KCV,
*МПа о/ /0 кДж/м2
Загоювка трубная . Трубы • 690 690 610 590 18 20 59 65 530 1000
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТРУБЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ (ТЕРМИЧЕСКАЯ ОБРАБОТКА:
НОРМАЛИЗАЦИЯ 980—1000 °C, ВЫДЕРЖКА 30 мин, ОХЛАЖДЕНИЕ
НА ВОЗДУХЕ, ОТПУСК ПРИ 720 °C, ВЫДЕРЖКА 3 ч,
ОХЛАЖДЕНИЕ НА ВОЗДУХЕ, НВ 229) [41
Л °C св °0,2 кси. t, °C Св о»,2 65 кси,
МПа % кДж/м2 МЙа 0/ /0 кДж/м2
Продольные образцы Поперечные образцы
20 700 590 24 75 1630 20 690 570 21 67 1200
565 430 410 22 83 2000 565 410 390 17 77 1300
585 410 350 23 84 2200 585 380 370 17 81 1500
620 340 330 28 89 2100 620 316 300 21 86 1300
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРОДОЛЬНЫЕ ОБРАЗЦЫ) '
ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
И ВРЕМЕНИ ВЫДЕРЖКИ; ТЕРМИЧЕСКАЯ ОБРАБОТКА:
НОРМАЛИЗАЦИЯ ПРИ 1000 °C. ВЫДЕРЖКА 30 мин, ВОЗДУХ;
ОТПУСК ПРИ 720 °C, ВЫДЕРЖКА 3 я, ВОЗДУХ [3]
t, °C Т, Ч Св 1 со.2 66 | кси, кДж/м2 НВ
м 1а 0 / 0
* , * 700 590 20 70 1500 229
565 1 000 720 590 17 67 1180 217
565 2 500 710 590 21 63 780 229
565 5 000 690 580 19 65 800 229
565 10 000 690 570 21 66 650 229
585 1 000 720 590 19 65 700 229
585 2 500 700 570 22 66 680 217
585 5 000 690 560 19 64 900 207
585 10 000 690 560 24 64 1100 207
600 1 000 720 600 18 62 650 229
600 2 500 700 560 19 65 680 217
600 5 000 700 580 18 64 570 2Q7
620 1 000 690 580 22 72 1200 217
620 2 500 680 550 23 66 1200 217
620 5 000 680 560 23 68 1000 217
620 10 000 690 560 21 68 1000 217
* Без выдержки.
Пределы длительной прочности продольных образцов стали
(термическая обработка —> нормализация при 1000 °C, выдержка
30 мин, воздух; отпуск прн 720 °C, выдержка 3 ч, воздух) приве-
дены ниже, Oiooooo, МПа [3]:
/исп, °C.................. 565 585 600 650 700
Трубная заготовка, диа-
метр 230 мм .... 158 130 90 47 30
Трубы размером 219Х
27'мм..................... 160 130 НО — —
МЕХАНИЧЕСКИЕ СВОЙСТВА СВАРНОГО СОЕДИНЕНИЯ ТРУБЫ
ДИАМЕТРОМ 219X27 мм
Место вырезки образца (Ув °о,2 63 Ф KCU. КДж/М2
МПа о/ /о надрез по основ- ному металлу надрез по центру шва надрез по линии сплавле- ния
Основной металл Сварное соеди- нение ..... 750 630 610 470 19 16 66 75 1000 1200 2700
57
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3]
t, °C Е* 10-5- МПа t, °C (интер- вал) а -10', к-1 t, °C £•10“5. МПа t, °C (интер- вал) а*103,
20 2,46 20—100 10,25 500 1,92 20—600 13,6
100 2,396 20—200 П.6 600 1,85 20—700 13,4
200 2,39 20—300 12,4 700 1,685 20—800 —
300 2,195 20—400 12,75 800 1,445 20—900 —
400 2,066 20—500 13,25
* Плотность стали при 20 °C составляет 7850 кг/м3; теплопроводность при
20 °C — 25.5 Вт/(м-К); удельное электросопротивление при 20 °C — 0,510-10 —6
Ом-м!/м.
Сталь 18Х12ВМБФР (ЭП993) мартенсито-ферритного класса
Применение — лопатки паровых турбин, трубы и крепежные детали
для длительной работы при температурах до 620 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 0,15—-
0,22 С; 11—13 Сг; 0,4—0,6 Мо; 0,2—0,4 Nb; 0,15—0,18 V; 0,4—0,7 W;
<0,06 Ni; <0,5 Мп; <0,5 Si; <0,025 S; <0,03 Р; <0,003 В; осталь-
ное железо.
Критические точки стали, °C: ЛС1 = 850, Дсг^-930.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых электропечах и с применением электрошлакового и вакуумно-
го дугового переплавов; 2) температура ковки — начало 1180, конец
не более 900 °C, нагрев заготовки под прошивку труб 1185—1230°С,
охлаждение после деформации на воздухе; 3) рекомендуемые режи-
мы термической обработки: 1) закалка с 1050—1150 °C в масло, от-
пуск прн 650—670 °C, охлаждение на воздухе; II) закалка с 1030—
1050 °C в масло, отпуск при 680—720 °C, охлаждение на воздухе;
Ill) нормализация при 1050 °C, охлаждение на воздухе, отпуск при
730—740 °C, выдержка 3—5 ч, охлаждение на воздухе; 4) сварку
стали рекомендуется проводить электродами марки ЦЛ-32 с после-
дующей термической обработкой сварного соединения по режиму:
отпуск при 770 °C, выдержка 2—3 ч, охлаждение на воздухе; 5) гиб-
ку труб рекомендуется производить при 20 °C (в холодном состоя-
нии); после гибки для снятия наклепа и получения требуемых меха-
нических свойств рекомендуется отпуск при 780 °C, выдержка 3 ч,
охлаждение на воздухе.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТРУБЫ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ: ТЕРМИЧЕСКАЯ ОБРАБОТКА-
ЗАКАЛКА С 1050 °C В МАСЛО, ОТПУСК ПРИ 650-670 °C, ОХЛАЖДЕНИЕ
НА ВОЗДУХЕ [3]
% °0,2 в. кси. t, °C ств %,2 65 кси.
t, °C МПа 0/ /0 кДж/м2 МПа % кДж/м!
20 900 670 14 46 800 500 630 540 13 53 1300
200 850 660 13 47 800 550 580 500 13 55 1300
300 800 640 12 48 900 600 520 450 14 50 1300
350 . 750 620 12 50 1000 650 450 400 16 65 1600
400 450 •720 670 600 570 12 12 50 50 1100 1200 700 360 350 18 70 1800
58
МЕХАНИЧЕСКИЕ СВОЙСТВА НЕКОТОРЫХ ВИДОВ ПРОДУКЦИИ
ИЗ СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ (ТЕРМИЧЕСКАЯ
ОБРАБОТКА: НОРМАЛИЗАЦИЯ ПРИ 1050 °C, ОХЛАЖДЕНИЕ
НА ВОЗДУХЕ; ОТПУСК ПРИ 750 °C, ВЫДЕРЖКА 3 ч, ОХЛАЖДЕНИЕ
НА ВОЗДУХЕ; ПРОДОЛЬНЫЕ ОБРАЗЦЫ) [3]
ств %,2 6, | кси. °в %,2 * кси,
t, °C МПа % кДж/м2 1, °C МПа % кДж/м3
Заготовка трубная, 90 мм Трубы, 30X6 ММ
20 650 460' 30 64 1000 20 820 640 17 56 900
500 430 300 25 64 2500 560 520 490 27 73 2100
600 300 250 25 75 — 585 460 430 26 79 2200
700 160 150 30 93 3000 600 440 410 30 76 2200
800 75 65 44 95 2800 620 370 330 33 85 2300
900 65 60 24 86 2700 650 340 330 28 84 —
Го же 230 ММ То же 219X27 мм
20 750* 630* 6* 10* —
20 900 750 15 .56 950 20 750 590 15 43 400
* Поперечные образцы.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ в ТЕЧЕНИЕ РАЗЛИЧНОГО
ВРЕМЕНИ ПРИ 600 °C; ТЕРМИЧЕСКАЯ ОБРАБОТКА: ЗАКАЛКА С 1050 °C
В МАСЛО, ОТПУСК ПРИ 650 °C, ВЫДЕРЖКА 3 ч,
ОХЛАЖДЕНИЕ НА ВОЗДУХЕ [3]
ств %,2 65 кси. НВ
Г. ч МПа % кДж/м2
Без выдержки 960 800 16 60 900 285
1000 920 750 15 60 750 — '
5000 900 730 17 55 700 277
10000 840 670 17 55 600 269
59
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ
(ТРУБНАЯ ЗАГОТОВКА, ПРОДОЛЬНЫЕ ОБРАЗЦЫ);
ТЕРМИЧЕСКАЯ ОБРАБОТКА—НОРМАЛИЗАЦИЯ ПРИ 1050 °C,
ОХЛАЖДЕНИЕ НА ВОЗДУХЕ, ОТПУСК ПРИ 750 °C. ВЫДЕРЖКА 3 ч,
ОХЛАЖДЕНИЕ НА ВОЗДУХЕ, МПа [2, 3]
i, °C tflOOOO <7100000 (У —4 1-10 "bio“5
500 360 320
560 », 250 220 200 150
590 210 170 140 100
620 140 ПО 80 60
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ) [31
t, °C а,, МПа МПа, за времА, ч
100 1000 4000 7000 10 000
Закалка с 1050 °C, воздух; отпуск 700 °C, выдержка 3 ч, воздух
300 400 380 370 370 — - 360
300 320 330 320 320 310
300 300 290 280 270 270
300 250 240 230 230 220
400 400 330 320 320 310
400 350 300 290 280 —— 280
400 300 260 250 250 —— 240
400 250 220 210 210 200
450 400 300 290 290 —-. 280
450 350 270 260 260 —-. 250
450 300 240 230 230 — 220
450 250 200 190 190 — 180
Закалка с 1080 °C, в масло; отпуск при 700°С, выдержка 3 ч, воздух
450 350 290 ' 280 270 260 260
450 300 250 240 240 230 230
450 250 210 200 200 200 190
500 350 270 250 230 220 ——
500 300 230 220 200 190
500 250 200 180 170 160 —
Закалка с 1150 °C, в масло; о тпуск при 700 °C, вь 1держка 3 ч, воздух
565 300 140 130 100
580 350 — 145 120 — 100
60
МЕХАНИЧЕСКИЕ СВОЙСТВА ТРУБЫ В МЕСТЕ ГИБА [3]
°В 1 G0,2 кси,
Место отбора образцов Mila 0/ /0 кДж/м2 НВ
Состояние поставки (нормализация и отпуск)
Прямой участок Нейтральная зона . , . . . Сжатая зона Отпуск при 780 °C, выдер 820 840 900 иска 3 ч 640 680 810 , охлал 17 13 10 едение 50 54 45 на вс 550 450 300 >здухе 241 241 269
''Нейтральная зона 710 550 19 52 540 229
Сжатая зона . ...... 750 570 18 55 540 —
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3]
1, °C Е-10~5, МПа К Вт/(м-К) t, °C (интервал) а-10», К-1
20 2,28 27,6 20—100 11,15
100 — 21,8 20—200 11,13
200 2,15 24,0 20—300 11,42
300 2,09 25,1 20—400 11,8
400 1,95 26,3 20—500 12,0
500 1,88 27,2 20—600 12,15
600 1,73 28,0 20—700 12,65
700 1,55 28,9 20—800 11,6
* Плотность стали при 20 °C составляет 7850 кг/м3.
Сталь 12Х12МВФБР (ЭП752) мартенсито-ферритного класса
Применение — трубы для длительной работы при температурах до
630 °C.
Химический состав по ТУ/А — 7845223—69, % (по массе): 0,1—
0,15 С; 0,5—1,0 Ni; 11,0—13,0 Сг; 0,7—1,0 Мо; 0,55—0,85 W; 0,15—
0,3 Nb; 0,15—0,3 V; 0,5—1,0 Мп; <0,5 Si; <0;025 S; <0,025 Р;
<0,08 В; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых электропечах; 2) температура деформации — начало ковки
1150—1170, конец выше 900 °C, нагрев заготовки под прошивку труб
J150—1170 °C, охлаждение на воздухе; 3) рекомендуемые режимы
термической обработки: нормализация при 1000—1050 °C, охлажде-
ние иа воздухе; отпуск при 750—780 °C, выдержка 3 ч, охлажде-
ние на воздухе; 4) сварка труб производится контактным методом
с последующей термической обработкой по режиму: отпуск при
720—750 °C, выдержка 1 ч, охлаждение на воздухе, или ручным ар-
гонно-дуговым способом с присадочной проволокой диаметром 2 мм
61
из стали марки Св-07Х25НВ при минимальных режимах без предва-
рительного подогрева и без термической обработки сварного соедине-
ния; 5) гибка труб производится при 20 °C (в холодном состоянии)
по технологии, принятой для труб диаметром 32x6 мм из стали
18Х12ВМБФР (ЭИ993). Термическая обработка после гибки труб
не производится.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТЕРМООБРАБОТКА
РЕКОМЕНДУЕМАЯ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ 20 °C [3]
Вид продукции % °0,2 6. KCU, кДж/м! НВ
МПа о/ /0
Заготовка трубная Трубы 880 820 740 640 20 17 - 64 1300 187—255
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТЕРМООБРАБОТКА
РЕКОМЕНДОВАННАЯ; ТРУБЫ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [3]
°в °0,2 4 II . - °в °0,2 65 Ф
Z, °C МПа % нь 1, Ь МПа % НВ
20 575 900 550 600 500 19 19 17 16 255 625 420 390 15 18 —
600 520 490 19 18 — 650 390 370 20 — —
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТЕРМООБРАБОТКА
РЕКОМЕНДОВАННАЯ; ТРУБЫ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [3]
t, °C °в О0,2 6, Ф кси,
т, ч МПа % кДж/м2
585 100 730 540 27 72 1200
585 500 720 510 25 73 1000
585 1000 740 560 25 71 570
585 2500 700 460 29 74 520
585 5000 710 520 26 68 700
585 10000 640 460 29 68 600
620 100 710 550 30 72 1100
620 500 710 460 26 74 800
620 1000 650 450 31 76 600
620 2500 600 340 35 77 600
620 5000 590 350 32 77 700
620 10 000 580 320 33 76 700
650 100 700 510 29 74 900
650 500 610 380 31 74 600
650 1000 610 340 32 75 1000
650 2500 550 300 37 74 750
650 5000 550 310 34 75 800
650 10000 550 310 32 74 800
J2.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТЕРМИЧЕСКАЯ ОБРАБОТКА
РЕКОМЕНДОВАННАЯ; ТРУБЫ, ПРОДОЛЬНЫЕ ОБРАаЦЫ)
ПРИ 620 °C ПОСЛЕ СТАРЕНИЯ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [3]
t, °C «0,2 С»
МПа % КСИ, кДж/м»
585 100 340 280 37 82 900
585 500 370 310 29 83 900
585 1000 350 320 31 75 680
585 2500 240 200 47 82 500
585 5000 240 220 45 89 800
585 10 000 280 220 48 88 600
620 100 370 340 34 80 1100
620 500 360 300 34 80 1100
620 1000 340 290 30 78 700
620 2500 240 220 42 80 600
620 5000 250 160 49 79 1000
620 10000 240 180 51 89 800
650 100 360 240 30 81 1100
650 500 310 210 40 83 1100
650 1000 310 200 42 83 800
650 2500 240 170 50 81 700
650 5000 260 190 46 79 1000
650 10 000 220 160 54 89 900
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ*, МПа [4]
/, °C <*10000 <*100000 *1.10-* ®Ы(Г-»
585 200 160
600 180 140 ___ .
"* 620 130 120 115 95 •
650 95 75 75
670 40 — — —
* Жаростойкость стали (по потере массы) в воздушной среде при 620 и
650 'С и продолжительности испытания 100000 ч составляет соответственно 0 005
и 0,009 мм/год, в паровой среде при 620 ’С—0,043 мм/год.
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* (41
1, °C Е-10Г-5, МПа X, Вт/(м.К) Л СС (интервал) а. 10», К""1
20 2,28 27,6 20—100 11,15
100 — 21,8 20—200 11,13
200 2,15 24,0 20—300 11,42
300 2,09 25,1 20—400 11,8
63
Продолжение
/, °C Е-10-5. МПа Вт/(м-К) /, °C (интервал) а-10», К-1
400 1,95 26,3 . 20—500 12,0
500 1,88 27,2 20—600 12,15
600 1,73 28,0 20—700 12,15
700 1,55 28,9 20—800 12,65
20—900 11,6
* Плотность стали при 20 ’С составляет 7850 кг/м’.
Сталь 12Х2МВ8ФБ (ЭП503) ферритного класса
Применение — энергетическое машиностроение (трубы для длитель-
ной работы при температурах до 650°C).
Химический состав По ЧМТУ/ЦНИИЧМ 1154—64, % (по массе):
0,07—0,12 С; 2,1—2,6 Сг; 0,5—0,7 Мо; 7,0—8,5 W; 0,8—1,2 Nb; 0,2—
0,35 V; 0,4—0,7 Si; 0,4—0,7 Мп; <0,5 Ni; <0,025 S; <0,025 Р; ос-
тальное железо.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых электропечах; 2) температура горячей деформации — нагрев
заготовки под прошивку труб для получения мелкозернистой струк-
туры 1050—1070 °C; 3) рекомендуемые режимы термической обра-
ботки; I) трубная заготовка—отпуск при 650—680 °C, выдержка
10 мин, охлаждение на воздухе; II) трубы — отпуск при 780—800 °C,
выдержка 1 ч, охлаждение на воздухе; 4) сварку стали рекоменду-
ется производить без подогрева электродами марки ЦТ-28 наложе-
нием ниточных швов ручным способом при минимальных режимах с
охлаждением каждого шва водой. Последующая термическая обра-
ботка сварных швов не производится; 5) гибку труб даметром 32Х
Хб мм рекомендуется производить при 20 °C (в холодном состоя-
нии). Последующая термическая обработка труб после гибки не про-
изводится.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
И В РАЗЛИЧНОМ СОРТАМЕНТЕ [3]
°в 1 °0,2 | KCU, кДж/м2 НВ
t, °C МПа %
Трубная заготовка 105 мм без термической обработки
продольные образцы
20 490 310 29 48
585 340 200 25 58 ' —- *
600 320 190 26 60
650 270 170 27 63 —.
670 250 170 25 68 - —— —
700 210 170 32 74 —— —.
750 170 140 34 80 — —
64
П родолжение
% | а0,2 | Ф
1, °C МПа % KCU, кДж/м2 НВ
То же, поперечные образцы
20 510 330 23 18
585 320 190 20 35
600 310 180 20 41
650 270 180 23 54 — —
Трубная заготс. >вка 105 л 1М, отпуск 780—800 °C, 1 ч, возд /X,
продольные образцы
20 640 320 19 31
585 340 210 29 67
600 330 210 30 66 —
650 270 180 35 71
670 250 210 34 74
700 230 170 38 69
750 150 — 44 82 — —
То же, /г оперенные образцы
20 460 330
585 350 210 26 46
600 320 190 27 45 .
650 260 190 24 47 — —
Труби заготое !ка 180 м Я отпуск 780—790 'С, 1 ч, возе ух,
продольные образцы
20 540 320 4—21 5—44 — 182
Трубы <? 2x6 мм, эез термической обр аботки пр овальные об(. )азцы
.20 910 750 16 47 900
585 300 220 29 72 1000
600 ’ 270 200 28 72 910
650 210 180 19 77 1200 —
Трубы 32x6 мм отпуск 7 80—800 °C 1 ч, прос вольные обра. цы
20 630 440 27 54 540
585 350 300 32 —-- 1650
600 340 280 30 —- 1600 ——
650 230 190 30 1600
675 210 180 39 — 1700 —
—422
65
Продолжение
t, °C °в 1 °0,2 | -4 KCU, кДж/м* НВ
МПа %
Труба 168x26 мм, отпуск при 780—800 °C, 1 ч, воздух,
продольные образцы
20 600 350 8—13 14—21 — 193
20 580 То же, п 360 эперечные 6-10 образцы 8—12 — 190
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ТЕРМИЧЕСКАЯ ОБРАБОТКА:
ОТПУСК ПРИ 780 °C, ВЫДЕРЖКА 1 ч, ВОЗДУХ; ТРУБЫ 32x6 мм)
ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
И ВРЕМЕНИ ВЫДЕРЖКИ [3]
1, “С Т, У °в 1 °0,2 «5 KCU, кДж/м2 НВ
МПа %
585 100 640 390 30 580 180
585 500 650 380 28 560 170
585 1000 640 470 30 580 164
585 2500 620 330 27 540 170
585 5000 650 350 27 560 170
585 10 000 640 360 27 570 170
600 100 620 330 28 500 170
600 500 650 370 26 680 156
600 1000 610 480 29 570 156
600 2500 600 320 31 500 170
600 5000 640 320 31 600 170
600 10 000 630 330 31 600 170
630 100 630 360 30 560 170
630 500 630 360 30 720 156
630 1000 620 450 30 600 156
630 2500 590 310 28 600 170
630 5000 640 320 31 600 170
630 10 000 630 330 31 600 170
650 100 630 340 32 630 170
650 500 620 360 31 680 156
650 1000 600 460 34 600 156
650 2500 580 310 28 580 170
650 5000 590 280 28 500 170
650 10 000 590 310 28 500 170
Пределы дли цов трубной заго выдержка 1 ч, вое t, °C 0100000 • . . . . а110~° . ФИЗИЧЕСКИЕ СВС тельной прочности и ползучести продольны товки (термическая обработка — отпуск пт дух) приведены ниже, МПа [3] х образ- 780 °C, 700 80 /РАХ* [3]
585 190 130 ЯСТВА СТАЛИ П1 600 140 100 ’И РАЗ 650 120 80 личных 670 100 60 ГЕМПЕРАТ
"С Е-10-5, МПа t, °C (интервал) а !0\ К->| (, °C Е .10-?, МПа °C (интервал) а • 10°, к-1
100 2,17 1 20-100 10,25 600 1,57 20—600 12 7
200 2,09 1 20—200 11,60 700 1,42 20—700 14 95
300 2,04 J 20—300 11,60 800 1,32 20—800 10,50 13,85
400 500 1,88 1,72 20—400 20—500 11,60 13,85] 900 1,24 20—900
* Плотность стали при 20 °C составляет 8010 кг/м3.
Сталь 15Х12ВНМФ (ЭИ802) мартенсито-ферритного класса
Применение — лопатки, поковки, крепежные детали турбин для дли-
тельного срока службы при температурах до 780 °C
Химический состав по ГОСТ 5632—72, % (по массе) •
°>4—0,8 NT; 11 —13 Сг; 0,5—0,7 Мо; 0,7—1 1 W 0 15—
0,30 V; 0,5—0,9 Мп; <0 4 Si; <0,025 S; <0,03 Р; остальное железо
Критические точки, °C: ДС] = 800<810, 4с3=860<880.
Технологические данные: 1) сталь выплавляется в открытых
электропечах или с применением электрошлакового переплава-
2) температура ковки - начало 1180-1200, конец 800°С, охлажде-
ние после деформации на воздухе; 3) рекомендуемые режимы терми-
Zn„K97oo6P7On^H: Д ДЛЯ с°Рта ~ замлка с 1050 °C в масло, отпуск
при /ии /20 С; 11) для поковок — медленное охлаждение после
окончания деформации до 500 °C, отпуск при 700—720 °C в течение
15—20 ч, охлаждение с печью или на воздухе до 300 °C, далее за-
закалка и отпуск по режиму для сорта; 4) сталь сваривается, для
сварки применяют электрод КТИ-10, до сварки производится полная
^Рмическая обРаботка стали в изделии, после сварки — отпуск при
700-С в течение 5 ч или при 680 °C в течение 10 ч, охлаждение с
печью.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТОК. ПРОДОЛЬНЫЕ ОБРАЗЦЫ-
ТЕРМИЧЕСКАЯ ОБРАБОТКА - ЗАКАЛКА С 1050 “С В МАСЛО,
ОТПУСК ПРИ 740 °C, ОХЛАЖДЕНИЕ НА ВОЗДУХЕ) ПРИ РАЗЛИЧНЫХ
_________ ТЕМПЕРАТУРАХ [3]
t, °C % °0,2 65 Ф KCU, кДж/м*
МПа %-
20 690 510 18 57 700
»66
67
Продолжение
t, °C % °0,2 Ф KCU, кДж/М“
Mila %
200 590 430 16 50 1100
400 520 410 13 48 1100
500 430 360 15 55 1200
550 350 310 23 65 1200
565 420 360 18 58 1500
580 200 270 25 79 1500
600 280 260 27 80 1300
610 340 300 29 86 2000
выносливость СТАЛИ
(ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ ГЛАДКИЕ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ПО РЕЖИМУ 1), ff—!, МПа (3]
1, °C База испытаний, циклы
10" 10“ 10’ 10s
20 380 168*
450 340 285 270 — 265
550 — — 270 — —
580 — — 240 — —
* Образец с надрезом, ради-
ус в вершине надреза 0,75 мм.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ
И ПОЛЗУЧЕСТИ СТАЛИ
(ПРОДОЛЬНЫЕ ОБРАЗЦЫ,
ТЕРМИЧЕСКАЯ ОБРАБОТКА:
ЗАКАЛКА С 1000 °C В МАСЛО. ОТПУСК
ПРИ 680 °C. 10 и, ОХЛАЖДЕНИЕ
НА ВОЗДУХЕ) ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ, МПа (3]
/, °C ^10000 О — 5 1-10
500 200
550 250 200 100
575 240 200 80
580 180 160 70
600 140 130 50
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ [3]
t, °C Начальное напряжение, а0, МПа Остаточное напряжение (У , МПа, за время, ч
100 1000 3000 5000 10 000 15 000 20 000
300 400 360 350 350 - 350 345 — —
300 350 340 330 320 320 318 — —
300 300 290 280 280 280 275 —. —
300 250 240 230 230 230 230 — —
68
Продолжение
1, °с Начальное напряжение, О0, МПа Остаточное напряжение от, МПа; за время, ч
100 1000 3000 5000 10 000 15 000 20 000
400 400 340 320 320 310 310 — —
400 350 290 280 275 270 276 — —
400 300 250 240 235 230 230 — —
400 250 210 200 200 200 200 — —
450 400 306 280 270 268 265 — —
450 350 270 250 240 240 240 232 225
450 300 250 220 210 210 205 195 194
450 250 200 185 180 180 175 166 164
500 350 230 — 180 180 160 150 140
500 300 200 — 170 160 140 130 120
500 250 ъ 170 — 130 130 113 НО 100
565 ' 350 160 125 НО 95 70 — —
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ» [3]
t, ?с £.10—в. МПа X, вт/(м. К) vlo3‘ Дж/(кг-К) t, °C (интервал) а-10’, К~1
20 2,16 20—100 10,0
100 24 0,48 20—200 10,5
200 25,5 0,5 20-300 10,7
300 2,0 25,9 0,545 20—400 11,0
400 1/94 26,3 0,625 20—500 11,2
500 1,84 26,8 0,74 20—550 И.5
550 1,75 — — 20—600 11,6
565 1,73 —- — 20—650 11,8
580 1,70 —— — 20—900 —
600 1,66 27,2 0,9 20—1000 —
650 1,58 — —
700 27,2 —
800 —- 27,6 —
• Плотность 'стали при 20 °C составляет 7850 кг/м3.
69
Глава V АУСТЕНИТНЫЕ СТАЛИ '
С КАРБИДНЫМ УПРОЧНЕНИЕМ
1. Легирование, термическая обработка, структура
Жаропрочные и технологические свойства сталей этого типа дости-
гаются введением в железо большого количества углерода [0,3—•
0,6 % (по массе)] и комплексным легированием никелем, марганцем,
хромом, молибденом, вольфрамом, ванадием и ниобием с таким рас-
четом, чтобы получить стабильное во всем температурном интервале,
начиная от температуры затвердевания и кончая глубоким холодом
(—70°C), аустенитное состояние матрицы.
При высоких температурах, соответствующих температурам за-
калки, углерод и карбидообразующие элементы образуют микроско-
пически однородный твердый раствор, который при понижении тем-
пературы распадается с выделением большого количества карбидных
фаз.
Так как уровень легирования аустенитных сталей с карбидным
упрочнением выше, чем мартенситных или мартенсито-ферритных, то
для перевода карбидов в твердый раствор требуются более высокие
температуры закалки.
Относительно высокие жаропрочные свойства сталей этого типа
обусловлены двумя основными факторами: многокомпонентным ле-
гированием матрицы и субмикроскопической тонкой структурой, об-
разующейся при выделении карбидных фаз.
С целью обеспечения достаточного уровня сопротивления ста-
лей окислению все они содержат не менее 12 % Сг. При изучении
влияния фазового состава сталей на жаропрочность было показано,
что наиболее высокой жаропрочностью обладают чисто аустенит-
ные стали (без наличия a-фазы), в связи с этим количество углерода
и других аустенитообразующих элементов — никеля, марганца, азо-
та— должно быть таким, чтобы при всех вариантах термической об-
работки обеспечивалось устойчивое аустенитное состояние.
Особенность легирования аустенитных сталей с карбидным уп-
рочнением состоит еще и в том, что в процессе старения должно вы-
деляться значительное объемное количество карбидов, чтобы обеспе-
чить высокую прочность при повышенных температурах при сохране-
нии высокой пластичности. Сочетание высоких значений прочности и
пластичности достигается тем, что дисперсионное твердение в сталях
протекает путем выделения из твердого раствора ие одного какого-
нибудь карбида; а нескольких карбидов одновременно или в опре-
деленной последовательности. При этом скорость выделения и ха-
рактер распределения различных карбидных фаз существенно отлич-
ны. Реализация такого принципа упрочнения дисперсионнотвердею-
щих материалов позволяет существенно замедлить скорость движе-
ния дислокаций внутри зерен, уменьшить эффект проскальзывания
зерен друг относительно друга и сохранить в структуре некоторый
объем зерен, свободный от выделений. Последнее позволяет релак-
сировать пиковым напряжениям, возникающим в структуре в про-
цессе ползучести. Тем самым создаются предпосылки для сохранении
определенного уровня пластичности стали.
Выделение карбидов из твердого раствора при старении и пере-
ход карбидов в твердый раствор при высокотемпературных нагревах,
70
когда хотят получить однородное у-состояние, зависит от свойств
карбидов.
В известной степени сведения о поведении карбидов можно по-
лучить исходя из анализа свойств чистых карбидных соединений в
изолированном состоянии.
Если оценить силы связей в карбидах теплотой образования, то
наиболее стойкими являются карбиды с кубической гранецентриро-
ванной решеткой—TiC, ZrC, NbC, VC. Они сохраняются в структу-
ре сталей до высоких температур, причем первым растворяется кар-
бид ванадия (начало растворения выше 800 °C). Карбид титана со-
храняется до 1200°С. Несмотря на высокую прочность сил
связей, карбид титана растворяет молибден, ванадий, воль-
фрам, ниобий, хром и практически не растворяет железо. В свя-
зи с тем, что карбид и нитрид титана образуют непрерывный
ряд твердых растворов, а в сталях всегда присутствует некото-
рое количество азо га, в структуре образуется не чистое соединение
карбида или нитрида, а соединение, смещенное по составу к карби-
ду или нитриду.
Так как карбид титана интенсивно растворяется в твер-
дом растворе у-железа при температурах выше 1200 °C, он не
участвует активно в дисперсионном твердении в силу того, что
температуры иагрева под закалку не превышают указанной тем-
пературы.
Цирконий вводится в стали в ограниченном количестве, объем
выделяющихся карбидов циркония невелик.
Карбид ниобия ведет себя в аустенитных сталях так же, как
и карбид титана. Он растворяется в матрице при температурах вы-
ше 1200 °C и слабо участвует в дисперсионном твердении. В отличие
от каобида титана карбид ниобия не растворяет ие только железо,
но и *ром. В присутствии азота в структуре стали образуется кар-
бонитрид Nb(C, N).
Из всей группы монокарбидов наименее устойчив карбид вана-
дия. Характерной особенностью этого карбида является то, что он
начинает растворяться в матрице при сравнительно низких темпера-
турах и выше 950—980 °C весь карбид ванадия переходит в твердый
раствор. При старении, напротив, карбид ванадия интенсивно выде-
ляется из твердого раствора, образуя структуру, характерную для
непрерывного распада. Благодаря устойчивой когерентной связи кар-
бида с матрицей он в течение длительного времени сохраняет высо-
кую дисперсности, упрочняя тем самым сталь при длительной
службе.
Значительное упрочнение аустенитные стали приобретают в ре-
зультате выделения из твердого раствора карбидов хрома. В аусте-
нитных сталях основным карбидом на основе хрома является кар-
бид Л1е23С6. Это, как правило, сложный карбид переменного состава,
в котором в широком интервале концентраций растворены железо,
никель, ванадий, вольфрам и молибден. Количество легирующих эле-
ментов и хрома в карбиде зависит от термической обработки. Для
аустенитных сталей с карбидным упрочнением термическая обработ-
ка состоит в нагреве до 1200 °C, закалке иа воздухе или в воде и
старении одинарном или двойном.
Механические свойства сталей, особенно длительная прочность,
в значительной степени зависят от условий старения.
При низкотемпературном старении (500—600 °C) твердение ста-
лей протекает вяло, но с образованием большого количества карбид-
ной фазы высокой степени дисперсности. Несмотря иа высокую проч-
71
ность, стали имеют низкую пластичность. С целью получения наибо-
лее выгодных с точки зрения служебных свойств сталей для них
применяют старение при температурах на 100—150 °C выше, чем рабо-
чая температура, или двойное старение (низкотемпературное + высо-
котемпературное). При таких обработках устраняется чувствитель-
ность стали к надрезу.
При двойной термической обработке применение низкотемпера-
турного старения обеспечивает равномерное выделение упрочняющих
фаз; высокотемпературная стадия служит для снятия напряжений.
В практике металлургического производства часто случалось,
что для сталей, подверженных сильному упрочнению, перерыв во
времени между двумя стадиями старения приводил к появлению
трещин. С целью устранения подобного явления необходимо второе
старение проводить без перерыва переносом поковки в другую печь
или путем поднятия температуры в той же печи, где была завершена
первая стадия старения.
Из всей группы аустенитных сталей с карбидным упрочнением
наиболее простой является сталь 4Х14Н14В2М. Основное ее назна-
чение— выхлопные клапана авиационных и автомобильных двига-
телей. Кроме этого, сталь широко применяется в виде крепежного
материала.
Максимальное сопротивление ползучести при температурах вы-
ше 650 °C сталь имеет после предварительного нагрева под закал-
ку при 1200 °C; при температурах службы ниже 650 °C лучшие свой-
ства показывает сталь, отожженная при 820 °C.
Если сталь перегреть выше 1200 °C, то жаропрочность ее при
температурах 700—800 °C повышается из-за увеличения размера зер-
на и более полного растворения карбидных фаз, одиако при этом
сильно падает пластичность, поэтому такая термическая обработка не
применяется.
Создание всех последующих разновидностей аустенитных сталей
преследовало задачу повышения свойств, но при более экономном
легировании стали никелем. Сталь 31Х19Н9МВБТ, имея пониженное
содержание никеля, легирована комплексно молибденом, вольфра-
мом, титаном и ниобием и, кроме того, имеет довольно высокое со-
держание марганца (0,8—1,5 %), который также предназначается
для стабилизации аустенита. С целью повышения запаса пластично-
сти сталь переплавляют методом ЭШП*. Температура применения
этой стали не превышает 630 °C. Еще более низкое содержание нике-
ля имеют стали 4Х15Н7Г7Ф2МС и 37Х12Н8Г8МФБ. Первая сталь
применяется в качестве крепежного материала и при малых напря-
жениях может применяться до 750—800 °C.
Сталь необходимо нагревать под закалку в узком интервале тем-
ператур (1180—1220°C), что обеспечивает высокий запас длитель-
ной прочности. Несмотря иа то что максимальная твердость дости-
гается старением при 650—700 °C, для повышения пластичности ста-
рение проводят при 800 °C. Длительная и усталостная прочности в
значительной степени зависят от однородности размера зерен. По-
этому ие рекомендуется перегревать сталь перед деформацией выше
1160 °C и заканчивать деформацию ниже 1000 °C с тем, чтобы при
последующем нагреве под закалку получить равномерную мелкозер-
нистую структуру. Мелкозернистая однородная структура вмеет
преимущества не только по прочности, но и по сопротивлению уста-
лости.
* Электрошлаковый переплав.
72
Ввиду ограниченного содержания хрома сталь 4Х15Н7ГФ2МС
слабо сопротивляется окислению при температурах выше 750 °C.
С целью повышения сопротивления окислению сталь можно алити-
ровать или покрывать никелем.
В последние годы наиболее широкое применение получила сталь
37Х12Н8Г8МФБ, которая легирована значительным количеством кар-
бидообразующих элементов и содержит довольно много марганца.
Сталь применяется в основном для изготовления крупных деталей—
турбинных дисков и бандажных колец. Оптимальное сочетание
свойств сталь приобретает после двойного старения. Результаты изу-
чения влияния температур старения на свойства стали показали, что
до температур 650 °C сталь практически не теряет свои свойства да-
же после 10000 ч выдержки. Разупрочнение стали наступает при ста-
рении выше 650 °C и оно тем больше, чем выше температура старе-
ния и больше длительность. С целью повышения пластичности сталь
переплавляют методом ЭШП.
2. Химический состав и свойства
Сталь 31Х19Н9МВБТ (ЭИ572) аустенитного класса
Применение — поковки, лопатки, крепежные детали, работающие
длительно при температурах до 630 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 0,28—0,35С;
8—10N1; 18—20Сг; 1,0—1,5Мо; 1,0—1.5W; 0,2—0,5Ti; 0,2—0,5Nb;
0,8—l,5Mn; <0,8Si; <0,02S; <0,035P; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых печах и может переплавляться методом ЭШП; 2) температу-
ра деформации — начало 1180, конец не ниже 950 °C, охлаждение на
воздухе; 3) рекомендуемая термическая обработка —нагрев под за-
калку иа 1150—1180 °C, охлаждение в воде, старение по одному из
следующих режимов: I) при 800 °C в течение 15 ч; II) при 750 °C
12—15 ч; III) при 700 °C 50 ч; охлаждение после старения на воз-
духе; 4) сталь азотируется по двухступенчатому режиму —нагрев до
650 °C, выдержка в среде 35 ч+нагрев до 700 °C, выдержка 35 ч.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ В РАЗЛИЧНОМ СОРТАМЕНТЕ
ПРИ 20 °C [3]
Термическая обработка продукция, вы- резка образцов °в Ф KCU, кДж/м2
. МПа %
Нагрев 1140—1180 °C, во- да; старение 750—800 °C, 15 ч, воздух Нагрев И 80 °C, вода; старение 800 °C, 15 ч, воздух Сорт, продоль- ное Поковки, продольное То же, танген- циальное 600 700 700 300 300 300 30 35 27 40 40 30 600 400
73
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
(ПРУТОК, ПРОДОЛЬНЫЕ ОБРАЗЦЫ) [3]
Термическая обработка t, °C °в 6, • кси, кДж/м3
МПа %
Нагрев 1150— 20 750 330 31 40 950.
1180 °C, вода, старе- ние 800 °C, 15 ч 560 500 210 26 40 1000
600 490 250 20 46 1100
650 . 440 240 24 55 1100
Нагрев 1150— 20 740 320 32 25 400
1180 °C, вода, старе- ние 700 °C, 50 ч 300 700 320 32 46 1500
400 670 310 28 43 1400
500 630 280 26 45 1400
600 590 260 26 46 1000
650 460 190 15 40 500
700 420 250 21 40 1000
750 320 220 25 52
800 240 200 29 64 —
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПОСЛЕ ДЛИТЕЛЬНОГО СТАРЕНИЯ
[3]
ов | ^0.2 65 1 ф кси,
Т, Ч МПа % кДж/м2
Пруток, продольные образцы
$ * - 800 380 54 61 1800
650 10000 950 450 22 48 800
- ** 830 410 32 38 500
Диск диаметром 900 мм, радиальные образцы
600 6000 790 370 32 44 600
600 20000 830 410 27 35 400
600 60000 860 410 19 19 240
650 6000 610 330 28 33 380
650 30000 860 430 17 17 140
700 1000 790 370 20 36" 460
700 6000 810 330 16 120
750 6000 660 310 120
750 20000 470 320 60
750 40000 530 350 — 50
750 60000 430 370 3 14 60
800 1000 780 350 23 26 220
800 6000 610 340 120
800 30000 — — — — 75
Нагрев 1150 °C, закалка в воду.
Нагрев 1150—1180 °C, закалка в воду, старение 750 °C, 15 ч.
74
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ, МПа [3]
t, °C tflOOCO tflOOMo °1 • 10—4 °1 10—5
560 240 170 300 260
600 150 ПО 230 200-
650 — 80 180 150
700 — 40 100 60
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ СТАЛИ [3]
л сс . МПа Остаточные напряжения, МПа, за время, ч
100 500 1000 3000 4000 5000 10000 15000 20000
560 20 150 147 144 139 134 129 124 122
600 20 138 125 117 —— 99 —— ——
600 25 160 135 123 — 96 — —
600 30 180 163 139 — 100 —
650 20 ПО 90 80 — 65
650 25 130 10 90 — 75 — — — —
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3]
t, °C Е.10—5, МПа К, Вт/ (М-К) i, °C (интервал) а-109, К—X
20 2,05
100 — 15,1 —— —
200 — 16,3 —— —
300 1,9 18,4 —.. —-
400 1,85 20,05 20—400 16,02
500 1,79 21,7 20—500 16,37
560 1,75 — — —
600 1,7 23,4 20—600 16,75
650 . ' 1,65 — — ——
700 1,6 25,1 20—700 16,97
800 —- 20—800 17,94
* Плотность стали прн 20 °C составляет 7960 кт/м3.
Сталь 4Х14Н14В2М (ЭИ69) аустенитного класса
Применение — детали арматуры, поковки, крепеж для длительного
срока службы при температурах до 600 °C и ограниченного срока
г б п и 650 °C
Химический состав по ГОСТ 5632—72, % (по массе): 0,4—0,5 С;
13__15 Ni; 13_15 Сг; 0,25—0,40Мо; 2,0—2.75W; <0,3 Си; <0,7 Мп;
<0,8Si; <0,02S;<0,035P; остальное железо.
75
Технологические данные: 1) сталь выплавляется в открытых
электропечах и может переплавляться методом ЭШП; 2) температу-
ра деформации — начало 1180, конец выше 900 °C, охлаждение иа
воздухе; 3) рекомендуемые режимы термической обработки — нагрев
до 1150—1200 °C, охлаждение на воздухе или в воде, старение при
650—750 °C, выдержка 5 ч, охлаждение на воздухе; отпуск при
820 °C, выдержка 5 ч, охлаждение на воздухе; 4) сталь сваривает-
ся электродом ЦТ-1,
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C В РАЗЛИЧНОМ
СОРТАМЕНТЕ (ПРОДОЛЬНЫЕ ОБРАЗЦЫ) [2]
Вид продукции Термическая обработка <*в 65 ф кси, кДж/м2
МПа %
Прутки, штанги, полосы Детали арматуры Нагрев 800 °C, 5 ч, воздух Нагрев 1150— 1180 °C, вода, старе- ние 750 °C, 5 ч, воз- дух 720 700 320 300 20 25 35 500
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТОК, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ ОБРАБОТКА —
РЕКОМЕНДОВАННАЯ [21
i, °C °в- °Ci2 6; • | Ф KCU, кдж/м2
МП а %
550 580 260 22 31
600 500 250 15 26 650
650 440 240 12 24 750
700 340 220 10 22 800
750 280 200 8,8 ' 17 830
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
ПОСЛЕ СТАРЕНИЯ В ТЕЧЕНИЕ 1000 ч;
ТЕРМИЧЕСКАЯ ОБРАБОТКА—РЕКОМЕНДОВАННАЯ [2]
/, °C (СТ’ с °в >2 «5 Ф кси, кДж/м2
МПа %
20 550 550 550 860 570 410 270 23 — 800
,76
Продолжение
t, °C °C °в 2 кси,
кДж/м2
МПа %
650 550 550 260 17
700 550 420 250 15 — —
20 600 820 410 18 36 600
550 600 820 310 — 28 —
600 600 560 320 — 19 —
700 600 410 280 15 30 —
20 700 ' 820 430 — 32 750
600 700 490 260 20 46
650 700 470 270 19 44
700 700 400 260 17 39
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ, МПа
t, °C tfioooo Ojooooo • 10-4 10—5
600 180 80 180 150
650 70 40 130 100
700 37 16 26 —
СВОЙСТВА СВАРНОГО СОЕДИНЕНИЯ; ТЕРМИЧЕСКАЯ ОБРАБОТКА-
ОТПУСК ПРИ 750 °C [2]
t, сс <?в I °».2 KCU, кДж/м2
МПа о/ /0
20 730 470 33 48 700
450 580 300 32 43 730
650 450 310 45 29 750
Выносливость стали (прутки, профильные образцы) за 5-10’
циклов при рекомендованной термической обработке следующая, а_[,
МПа:
t, °C..................
Гладкий образец . . .
Образец с надрезом . ,
550 600
340 320
190 230
77
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
t, °C E-I0—5, МПа X, Вт/(М-К) Ср. юз. Дж /кг • К t, °C (ин- тервал) а • 10°', к-1
20 2,12 13,9 20—100
100 2,0 13,6 . 20—200 —
200 1,94 16,7 — 20—300 17,0
300 1,85 18,8 0,507 20—400 —'
400 1,76 19,8 0,512 20—500 18,0
500 1,69 20,9 0,520 20—600 —
550 1,66 — — 20—700 18,0
600 1,60 21,9 0,528 20—800 —
650 1,57 — — 20—900 18,0
700 1,52 24,4 20—1000 —.
750 1,48 — --
800 1,44 — -•
900 — —. — -
1000 — 31,5 — —
* Плотность стали при 20 °C составляет 8000 кг/м3.
Сталь 4Х15Н7Г7Ф2А4С (ЭИ388) аустенитного класса
Применение — лопатки газовых турбин, крепежные детали с ограни-
ченным сроком службы при температурах 650 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 0,38—0.47С;
6,0—8,0Ni; 14,0—16,0Сг; 0,65—0,95Мо; 1,5—1,9V; 0,9—l,4Si;
6,0—8,0Mn; <0,20S; <0,035P; остальное железо.
Технологические данные-. 1) сталь выплавляется в открытых ду-
говых электропечах; 2) температура ковки — начало ИЗО, конец не
ниже 980 °C; 3) рекомендуемые режимы термической обработки —
нагрев на 1170—1190 °C, охлаждение в воде или на воздухе; старе-
ние при 800±20°, выдержка 8—10 ч, охлаждение на воздухе; 4) хо-
рошо обрабатывается давлением в горячем состоянии; 5) хорошо об-
рабатывается резанием после полного цикла термической обработки.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТОК. ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [2]
Термическая обработка t. °C «в °(1<2
МПа %
Рекомендованная 20 1000 600 15 15
300 810 550 13 26
400 780 540 12 23
• 500 700 490 12 23
600 640 500 9 23
700 520 430 8 32
800 380 280 8 17
1- 900 250 — 7 18.
Нагрей И 80 °C, 1 ч во- 1000 20 160 940 480 6 30 21 28
Да; нагрев 1000 °C, 1 ч воздух ’ — ~ ... . 600 640 360 16 24 "
78
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ*, МПа |2]
Термическая обработка о «О О С О °0’211000 О
Рекомендо- 20 — — — — — — 510
ванная 500 — — 240 — —
600 430 320 250 230 — — 380
700 250 180 НО 155 — 340
800 900 130 75 84 50 80 — — 240
Нагрев 1180 °C, 1 ч, вода; на- грев 1000°, 1 ч, воздух 650 420 260 160 130 120 80
* Жаростойкость: сталь обладает высокой стойкостью против окисления
в воздушной среде при температурах до 700 °C. ** На базе J07 циклов.
РЕЛАКСАЦИОННЫЕ СВОЙСТВА [1]
t, °C о0. МПа Остаточные напряжения, МПа, за время, ч
100 1000 2000 5000 юооо
560 150 130 120 117 106 93
560 200 170 160 157 145 123
560 250 210 200 196 182 160
580 150 127 120 112 94 72
580 200 174 150 147 120 90
580 250 200 180 172 140 100
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
t, сс Е-10“5, МПа X, Вт/(М-К~ °C (интервал) а-10®, К-1
20 1,89 12,6 20—100 17,8
100 - 14,3 100—200 18,37
200 16,0 200—300 19,68
300 1,6 18,1 300—400 21,54
400 1,52 20,2 400-500 21,8
500 1,5 21,8 500-600 22,19
600 1,45 24,0 600—700 22,8
700 1,2 25,9 700—800 22,78
800 1,16 27,6 800—900 23,32
900 0,9 29,7 900—1000 24,62
1000 — — — —
* Плотность стали при 20 °C составляет 7790 кг/м3.
79
Сталь 37Х12Н8Г8МФБ (ЭИ481) аустенитного класса
Применение — турбинные диски и крепежные детали газовых турбин.
Химический состав по ГОСТ 5632—72, % (по массе): 0,34—
0,40С; 7,0—9.0N1; 11,5— 13,5Сг; 1,1—1,4Мо; 0,25—0,45Nb; 1,25-
1,35V; 7,5—9,5Mn; 0,3—0,8Si; <0,03S; <0,035P; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых печах и переплавляется методом ЭШП; 2) температура де-
формации— начало 1150, конец выше 980 °C; 3) рекомендуемые ре-
жимы термической обработки — нагрев на 1140—1160 °C, выдержка
1 ч, охлаждение в воде; старение при 660—790 °C, время выдержки-
10—16 ч, охлаждение на воздухе; 4) сталь хорошо обрабатывается
резанием.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА - РЕКОМЕНДОВАННАЯ [2]
°в ^0’2 л5 ав ^0'2
t, °C МПа % KCU. кДж/м Л °C МПа % S S'? < а
20 1000 600 20 25 350 500 680 500 13 37 700
200 770 600 15 37 1 550 660 490 12 37 750
300 740 540 14 36 600 600 490 12 38 500
350 730 520 14 37 —- 650 560 450 12 42 560
400 730 500 15 36 — 700 500 430 13 37 560
450 720 500 13 38 700 750 420 380 15 44 —
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПОСЛЕ ДЛИТЕЛЬНОГО СТАРЕНИЯ
И
ав 1 Од,2 6= 1 кси
ГСТ’ с т, ч МПа 0/ /о кДж/м2
Температура испытания 20 °C
550 1000 1020 19 22 350
550 5000 1030 /4U *7 НА 19 30 380
550 10 000 1030 /ии *77A 18 28 350
600 1000 1020 / /и '7QH 21 31 330
600 5000 1000 /□U 'ТАН 25 28 350
600 10 000 950 /ии Д1 А 25 29 350
650 1000 970 ыи дкн 21 29 400
-650 5000 900 EiA 25 30 350
650 10000 810 01U Л 1 А 25 29 350
700 1000 900 41U 27 36 420
700 5000 830 580 460 24 30 300
Продолжений
i °C °в 1 кси.
'ст’ т, ч МПа % кДж/ма
Температура испытания 650 °C
550 1000 610 520 13 34
550 5000 570 500 10 31 —-
550 10 000 620 550 9 35
600 1000 610 550 13 33
600 5000 580 500 15 38 —
600 10 000 540 420 15 41
650 1000 570 490 16 41
650 5000 520 400 13 41 __
650 10 000 450 320 15 35
700 1000 510 410' 15 42 ' —
700 5000 450 290 16 43 —
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ ПРИ КРАТКОВРЕМЕННЫХ
ИСПЫТАНИЯХ; ТЕРМИЧЕСКАЯ ОБРАБОТКА - РЕКОМЕНДОВАННАЯ,
МПа 12]
/, °C *100 <*200 °0,2/100 <70,2/200 <7—1
400 700 650
500 650 600 250 _— —
600 450 430 220 210 250
650 370 320 175 170 230
700 310 280 158 155 130
750 220 220 — — —
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ ПРИ ДЛИТЕЛЬНЫХ
ИСПЫТАНИЯХ; ТЕРМИЧЕСКАЯ ОБРАБОТКА — РЕКОМЕНДОВАННАЯ*.
МПа [2]
/, °C <*1000 <*6000 <*10000 СТ110—4
550 440 400 390 380
600 340 310 300 340
650 250 220 210 240
700 230 190 180 165
* Жаростойкость: сталь устойчива против окисления в воздушной среде
при температурах до 700—750 °C. Увеличение массы при 700 °C составляет
0,06 мкг/(м2-ч).
6—422
81
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
Л °C £•10—5, МПа X, Вт/(М.К) t, °C (интервал) а-10», К-1
20 1,74 20—100 15,9
100 17,2 100—200 17,1
200 1,6 18,5 200—300 18,2
300 1,5 19,7 300—400 19,2
400 1,43 21,4 400—500 20,3
500 1,35 23,0 500—600 21,2
600 1,28 24,8 600-700 22,2
700 1,25 25,9 700—800 23,2
800 — 27,2 800—900 24,2
900 29,3 — —
1000 — — — —
* Плотность стали при 20 сС составляет 7850 кг/м3.
ГлаваУ! АУСТЕНИТНЫЕ СТАЛИ И СПЛАВЫ
С КАРБИДНО-ИНТЕРМЕТАЛЛИДНЫМ
УПРОЧНЕНИЕМ
1. Легирование, термическая обработка, структура
Дисперснонноупрочняемые интерметаллидами стали и сплавы иа ос-
нове железа образуют особый класс материалов, основы легирования
и термическая обработка которых базируются иа одних и тех же
принципах. По своим жаропрочным свойствам стали и особенно же-
лезные сплавы приближаются к спладам на основе никеля и в не-
которых случаях могут служить их заменителями.
Хромоникелевые аустенитные стали и сплавы па основе железа
легированы никелем и аустеиитообразующими элементами в количе-
ствах, обеспечивающих получение устойчивого аустенита во всем
температурном интервале, начиная от температур затвердевания и
кончая глубоким холодом (—70°C). В отличие от сталей с карбид-
ным упрочнением этот класс материалов имеет ограниченное содер-
жание углерода; большинство сталей — свариваемые. Вследствие ог-
раничений по углероду для получения устойчивой у-решетки твердо-
го раствора стали и сплавы должны содержать значительное коли-
чество никеля, сбалансированное с содержанием элементов, стабили-
зирующих структуру феррита.
Оказалось, что никель влияет в одном направлении иа техноло-
гичность и жаропрочность. Чем выше содержание никеля, тем выше
жаропрочность железоиикельхромового аустенита. С другой сторо-
ны, чем выше содержание никеля, тем технологичнее сплав в метал-
лургическом производстве; следовательно, более богатую никелем
82
основу сплава можно легировать дополнительно более сложным ком-
плексом и давать легирующие элементы в большем количестве.
Поскольку деление на стали и сплавы условное (по сути дела
сплавы отличаются от сталей более высоким уровнем легирования),
нельзя провести четкую границу, имеющую физический смысл, меж-
ду сталью с 25 %Ni и сплавом с 35 %Ni. Однако повышенное содер-
жание никеля дает возможность, производить сплавы методами ме-
таллургии, несмотря на то, что содержание второй фазы в них со-
ставляет 20 %, в то время как в сталях этот уровень не выше 10%.
Для повышения жаропрочности железоникельхромовую основу
обычно комплексно легируют элементами, упрочняющими твердый
раствор и вызывающими дисперсионное твердение. Обычно для уп-
рочнения вводят 10—35 %Сг, до 7 %Мо, до 6 %W, до 1,3 %Nb, до
0,5 % V, до 3,2 %Ti, до 3,2 %А1, Кроме этих элементов, могут быть
применены тантал и кобальт, но вследствие дефицитности они не
нашли практического применения. Ограничено и применение сталей с
вольфрамом.
Наиболее благоприятное влияние иа жаропрочность и техноло-
гические свойства сталей и сплавов оказывает молибден.
Весьма эффективным упрочнителем твердого раствора является
хром, который вносит свой вклад в жаропрочность через упрочне-
ние матрицы, образование карбидов и участие в образовании ряда
других упрочняющих фаз. Помимо этого, хром является основным
элементом, обеспечивающим защиту сталей и сплавов на основе же-
леза от окисления.
Кроме основных легирующих элементов, весьма сильно упрочня-
ют железоникельхромовый аустенит такие элементы внедрения, как
углерод, азот и бор, которые вводят, однако, в оргаииченнол коли-
честве, так как при превышении оптимальных добавок падает плас-
тичность. Это же можно сказать и о цирконии.
Для повышения технологической пластичности в стали и сплавы
вводят редкие земли (РЗМ) и металлы группы II—А. Эти элементы
связывают вредные примеси в стойкие соединения, выводя их тем
самым из твердого раствора. Кроме этого, изменяя поверхностное
натяжение на границе фаза — матрица, они (особенно элементы
группы II—А) способствуют сфероидизации выделений в литом ме-
талле, повышая тем самым его деформационную способность.
В сталях и сплавах на основе железа используется большое чис-
ло упрочняющих фаз. Прежде всего — это карбидные фазы TiC, NbC,
VC, ZrC. Все промышленные стали или сплавы содержат один или
несколько карбидов типа МеС, которые чаще всего содержат не-
большое количество азота. Эти карбиды не деформируются при ков-
ке и заметно переходят в твердый раствор при температурах выше
1200°C (кроме карбида VC). В структуре монокарбиды МеС выде-
ляются чаще всего по границам зерен в виде крупных включений не-
правильной формы. Карбиды глобулярного вида обычно сопутству-
ют структуре, обеспечивающей хорошую пластичность. Имеются све-
дения о том, что в отдельных случаях образуется сложный карбид
Ме6С.
Присутствие больших количеств хрома приводит к тому, что в
сталях и железных сплавах всегда после полного цикла термической
обработки присутствует карбид хрома Ме23С6.
Из иитерметаллидиых фаз необходимо отметить следующие:
y-Ni3(Al, Ti, Nb); (3-Ni3Ti; T]-Ni3Ti; 6-орторомбическая Ni3Nb; о-фаза;
фазы Лавеса типа Fe2Mo, Fe2W или твердые растворы этих фаз ти-
па Fe2(Mo, W). Помимо этого, большую роль в формировании
6*
83
свойств сталей и сплавов играют бориды, химический состав кото-
рых изучен еще недостаточно ввиду их малого количества. Главным
механизмом упрочнения железохромоникелевых сталей и сплавов на
основе, железа является дисперсионное твердение за счет выделения
фаз у, 6, и фаз Лавеса. При этом стали, упрочняемые фазами Ла-
веса, могут эффективно работать при температурах до 700 °C; ста-
ли и сплавы, упрочняемые фазами у' и т,,—до-750 °.
Стали 08Х16Н13М2Б (ЭИ680), 09Х14Н16Б (ЭИ694) упрочнены
за счет легирования твердого раствора, наличия после закалки кар-
бонитрида ниобия и дополнительных карбидов ниобия, выделяющих-
ся при старении. Для этих сталей характерно, что отношение хрома к
никелю меньше единицы. В этой области составов железохромонике-
левых сталей с низким содержанием углерода и при наличии таких
карбидообразующих компонентов, как ниобий, карбид хрома не был
обнаружен даже при весьма длительных выдержках.
Стали 09Х14Н19В2БР, 09Х14Н19В2БР1 имеют в своем составе
значительное количество вольфрама. Отличие этих сталей состоит
лишь в содержании бора, которого во второй стали существенно
больше. Основные упрочняющие фазы в первой и второй сталях оди-
наковы— карбонитрид Nb(C, N) и фаза Лавеса Fe2W. Повышение
содержания бора привело к некоторому изменению характеристик
фазового состава. Во-первых, во второй стали обнаружена упрочня-
ющая боридная фаза, во-вторых, как оказалось, бор влияет на раст-
воримость вольфрама. Если в стали 09Х14Н19В2БР количество фазы
Лавеса после длительного старения не превышает 2 °/о, то во втором
случае фаза Лавеса выделяется в количестве 5 %, причем выделяет-
ся фаза Лавеса весьма медленно. В структуре стали 09Х14Н19В2БР
она обнаруживается после 5000 ч старения при 650 °C; 1000 ч при
700 °C; 500 ч при 750 °. С выделением фазы Лавеса растут прочность
и жаропрочность и несколько снижается пластичность. Однако плас-
тичность снижается весьма незначительно. В этом отношении фазы
Лавеса имеют неоспоримое преимущество перед о-фазой, которая
резко охрупчивает стали и сплавы.
Если в хромоникелевые стали вместо ниобия ввести титан, то
картина фазовых превращений существенно меняется. Весьма силь-
ное химическое взаимодействие между титаном и- никелем приводит
к образованию при старении фазыП413Т1, которая в зависимости от
зремени старения имеет кристаллическую решетку, подобную решет-
ке твердого раствора, или гексагональную плотиоупакованпую ре-
иетку. Примером, иллюстрирующим это положение, могут служить
разовые превращения в стали 08Х15Н24В4ТР. После термической
обработки, состоящей из закалки с ИЗО °C и старения при 750 °C,
ггаль обретает высокие механические свойства, обусловленные выде-
гением P-фазы, представляющей собой соединение Ni3Ti с решеткой
ранецентрированного куба. Размер частиц (5-фазы после стаидарт-
гой для данного сплава термической обработки колеблется в пре-
гелах 150—250 кХ. Количество P-фазы составляет 1,5—2 % (по
lacce). Гранецеитрированная решетка P-фазы ие является равиовес-
гой для этого соединения, поэтому после 10000 ч старения при 750 °C
1-фаза перерождается в трфазу, но уже с гексагональной решеткой.
Три этом меняется и морфология выделений — из равноосных час-
вчек они превращаются в пластинчатые. По внешнему виду струк-
ура напоминает перлит углеродистой стали.
Вторая упрочняющая фаза Fe2W после стандартной термической
бработки не обнаруживается, все первоначальное упрочнение связа-
о с р-фазой.
I
По мере увеличения времени старения в структуре сплава начи-
нают появляться выделения фазы Fe2W, поэтому, несмотря на укруп-
нение и начало перерождения (3-фазы в трфазу, твердость сплава
продолжает оставаться высокой из-за дополнительного упрочнения
сплава фазой Лавеса. После 5000 ч старения при 700 °C количество
обнаруживаемой фазы Лавеса составляет 0,2 % (по массе), полно-
стью она выделяется при этой температуре лишь за 20000 ч. При
этом ее количество доходит в этой стали до 2 % (по массе). Помимо
(3-фазы и фазы Fe2W, в стали на всех стадиях термической обработки
присутствует карбид титана в количестве 0,35 % (по массе).
В соответствии с ГОСТ 5632—72 композиция элементов, состоя-
щая из железа, иикеля, хрома и некоторых добавок, когда сумма
иикеля и хрома превышает 50 %, относится к категории сплавов.
Простейшим жаропрочным сплавом иа основе железа является
сплав ХН32Т, применяемый для длительной службы при температу-
рах до 850 °C. Практически этот сплав представляет собой неупроч-
неиную основу высоколегированных сплавов. В нем содержится мало
титана и ограниченное количество углерода. При таком низком со-
держании титана (часть его уходит иа образование карбида TiC)
сплав дисперсионно ие твердеет, основой его прочности является
прочность твердого раствора. Ограниченное содержание углерода
приводит к тому, что при длительной службе в сплаве образуется
небольшое количество карбидов хрома, которое ие охрупчивает сплав.
Именно поэтому при длительном старении (10000 ч и выше) при
700—800 °C ударная вязкость сплава не опускается ниже 10Х
X Ю2 кДж/м2.
Из дисперсиоиноупрочняемых самым жаропрочным является
сплав ХН35ВТЮ. По системе легирования ои типичен для ряда дру-
гих сплавов, описанных в литературе [5]. Однако не все они вошли
в ГОСТ, поэтому в настоящем справочнике приводятся данные по
сплаву ХН35ВТЮ. После термической обработки сплав состоит из
четырех основных фаз: у-твердого раствора, интерметаллида у' со-
става (Ni, Fe, Cr)3(Ti, Al, W) co структурой гранецентрированного
куба, карбида титана и борида Ме3В2.
Сплав подвергают двойной закалке. Цель первого нагрева под
закалку — вырастить зерно определенного размера и перевести
у'-фазу в твердый раствор. Закалку сплава проводят путем охлаж-
дения на воздухе, при этом часть у'-фазы выделяется. При нагреве
под вторую закалку небольшая часть у'-фазы остается иерастворен-
ной, кроме того, не переходят в твердый раствор и. карбиды хрома.
При 1050 °C вторая фаза укрупняется. При охлаждении на воздухе
при повторной закалке и последующем старении у'-фаза выделяется
в виде дисперсных включений размером 200—500 кХ. В результате
упрочненный сплав наряду с мелкими включениями имеет опреде-
ленный объем укрупненных выделений. Такая структура позволяет
получить высокую прочность и необходимый запас пластичности. Ес-
ли двойную закалку не делать, то прочность и жаропрочность будут
несколько выше, чем при двойной закалке, но тогда сплав не будет
иметь запаса пластичности и будет проявлять высокую чувствитель-
ность к надрезу.
Если температура работы сплава не максимальна. (750°C), а
снижена до 600—650 °C, то необходимый уровень пластичности мо-
жет быть получен за счет измельчения зерна. В этом случае штампо-
ванная деталь с мелким зерном подвергается старению при 750 °C
в течение 16 ч. Такая обработка заметно повышает пластичность и
прочность сплава при умеренных температурах (55;0—650°C). Од-
85
нако, когда от сплава требуется жаропрочность и пластичность цри
длительной службе при более высоких (вплоть до 750 °C) тем-
пературах, оптимальное сочетание свойств обеспечивает двойная за-
калка и старение.
Упрочняющая у'-фаза в равновесном состоянии переходит в t]-
фазу с гексагональной решеткой, при этом грфаза приближается по
составу к чистому соединению Ni3TL Обычно после длительного ста-
рения при температурах 750—900 °C т]-фаза обретает состав (Ni,
Fe)3(Ti, Al). Перерождению у-фазы в т] способствуют пластическая
деформация, повышенное содержание титана и повышение темпера-
туры старения. Фаза г; выделяется, в виде пластин, с ее появлением
пластичность сплава понижается.
2. Химический состав и свойства
Сталь 08Х16Н13М2Б (ЭИ680) аустенитного класса
Применение—поковки для дисков и роторов, лопатки и болты с
длительным сроком службы при температурах до 600 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 0,06—
0,12С; 12,5— 14,5Ni; 15—17Ст; 2,0—2,5Мо; 0,9— 1,3 Nb; cl,0Mn;
<0,8Si; <0,02S; с0,035Р; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых
электропечах; 2) температура деформации— начало 1160, конец не
более 850 °C, охлаждение на воздухе; 3) рекомендуемые режимы
термической обработки: I) закалка с 1100—ИЗО °C на воздухе;
II) закалка с 1100—ИЗО °C на воздухе, старение при 750 °C, охлаж-
дение на воздухе; III) двухступенчатое азотирование при 650 °C, вы-
держка 35 ч и 700 °C, выдержка 35 ч (глубина азотированного слоя
0,15—0,2 мм; HV840); 4) сталь сваривается электродами марки
ЦТ-7 или КТИ-5.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ КОМНАТНОЙ И ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПО РЕЖИМУ I [3]
% °0’2 6« 1 Ф
t, °C KCU, кДж/м2
МПа %
20 620 230 45 68 2100
500 490 175 30 50 —
600 470 175 29 55 —
650 440 175 27 57 —
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ
(ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА
ПО РЕЖИМУ I, МПа [3)
t, °C °10000 ^100000 ст1-ю—4 СЬ10-5
550 260 210 160
600 200 150 140 90
650 130 95 100 90
700 60 35 60 22
86
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ СТАЛИ (ПРУТКИ. ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ 600’С: ТЕРМИЧЕСКАЯ ОБРАБОТКА ПО РЕЖИМУ I
[31
<J0, МПа Остаточное напряжение (ох МПа) за время, ч
100 500 1000 3900 5000
200 121 113 107 98 94
150 95 88 85 77 68
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3]
Л °C Е*10\ МПа К Вт/(М-К) Л °C (интервал) <х-10а, к-1
20 2,06 — 20—400 17,1
100 2,0 15,2 20—500 17,4
200 1,91 17,1 20—600 17,8
300 1,83 18,4 20—700 18,2
400 1,74 20,1 20—800 18,6
500 1,67 21,7
600 1,58 23,0
700 — 24,7
800 — —
* Плотность стали при 20 °C составляет 7960 кг/м’.
Сталь 09Х14Н16Б (ЭИ694) аустенитного класса
Применениё — турбины пароперегревателей и трубопроводы уста-
новок сверхвысокого давления с длительным сроком службы при
температурах до 650 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 0,07—
0,12С; 14,0—17,0Ni; 13—15Сг; 0,9—l,3Nb; 1,0—2,0Mn; <0,6Si; 0.02S;
0,035Р; ~<Д005В; <0,02Се; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых электропечах; 2) температура деформации — начало 1150, ко-
нец не более 900 °C; сталь хорошо деформируется в холодном со-
стоянии; 3) рекомендуемый режим термической обработки — закал-
ка с 1100—1140° иа воздухе или в воде; 4) сталь сваривается все-
ми видами сварки; для сварки применяют электроды АЖ13-15.
УДАРНАЯ ВЯЗКОСТЬ И ТВЕРДОСТЬ СТАЛИ (ПРУТОК, ’ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ ОБРАБОТКА - ЗАКАЛКА
С 1140—1160 °C В ВОДУ [3]
t, °C т. ч KCU, кДж/м’ НВ t, °C т, ч KCU, кДж/м’ НВ
* * 2100 149 600 2500 1400 154
600 500 1670 145 600 5000 1350 156
600 1000 1740 151 650 500 1490 147
87
Продолжение
«
t, °C т, ч KCU, кДж/м2 НВ 1, °C т, ч KCU, КДж/М2 НВ
650 1000 1550 154 700 1000 1470 147
650 2500 1640 143 700 2500 1470 143
650 5000 1300 147
* Исходное состояние.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ
ОБРАБОТКА - ЗАКАЛКА С 1140-1160 °C В ВОДУ [31
t, °C % I а«-2 6" 1 Ф KCU, КДж/м2
МПа 0/ /0
20 570 250 51 73 2100
600 400 180 32 61 >3300
650 360 160 33 60 —
700 330 160 32 51 >3300
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ
(ПРУТОК, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА —
ЗАКАЛКА С 1140 °C В ВОДУ, МПа [31
f, °C ооооо СТ1-10—4 ci -10-5
600 170 120 160 100
650 ПО 77 100 65
700 65 > 40 55 37
Физические свойства стали приведены ниже [3]:
/°, С (ин- 20— 20— 20— 20— 20— 20— 20— 20—
тервал) 100 200 300 400 500 600 700 800
а-10е, 15,2 16,5 17,1 17,55 17,96 18,41 18,91 20,6
к-1
Плотность стали при 20 °C составляет 7940 кг/м3, теплопровод-
ность X и удельное электросопротивление р соответственно
15,9 Вт/(м-К) и 0,774 Ом-мм2/м.
Сталь 10Х11Н20ТЗР (ЭИ696) аустенитного класса
Применение — турбинные диски, кольцевые детали, крепежные дета-
ли, детали компрессора и рабочей части турбины с температурой до
88
Химический состав по ГОСТ 5632—72, % (По •
10-12,5Сг; 2,6-3,2Ti; <0,8А1; <1,0Мп; <l,0Si; <0,02S:
<0,02В; <0,1 С; остальное железо.
18—21Ni;
<0,035Р;
Технологические данные: 1) сталь выплавляется в открытых ду-
говых или индукционных электропечах; 2) температура деформации—
начало ИЗО, конец выше 900 °C, охлаждение на воздухе; 3) рекомен-
дуемые режимы термической обработки: нагрев до 1Ю0—1150 °C,
выдержка 2 ч, охлаждение на воздухе; старение при 750 °C в тече-
ние 16 ч, охлаждение на воздухе; 4) сталь удовлетворительно свари-
вается аргонно-дуговой сваркой.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C В РАЗЛИЧНОМ
СОРТАМЕНТЕ [2]
Вид продукции Термическая обработка % |о0,3 1 4 кси, кДж /м2
МПа %
Листы холод- нокатаные Закалка воздух с 1100 °C, 600 — 40 —
Лента холод- нокатаная Закалка воздух с 1080 °C, 550 — — —
Прутки Закалка с 1100— 1150 °C, воздух; ста- рение при 750 °C 900 600 10 15 800
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ
(ПРУТКИ - ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ:
ТЕРМИЧЕСКАЯ ОБРАБОТКА - ЗАКАЛКА
С 1100-1130 °C, ВОЗДУХ; СТАРЕНИЕ
ПРИ 700-750 “С, ОХЛАЖДЕНИЕ
НА ВОЗДУХЕ* [2]
t°, с °в °0’2 610
МПа о/ /0
20 1000 600 25 30
400 950 600 23 30
500 850 570 23 30
600 800 530 22- 30
650 750 —. 15 20
700 680 470 15 18
750 560 450 15 20
800 360 250 25 45
* Ударная вязкость стали при комнат-
ной температуре составляет 800 кДж/м2.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ
ПРОЧНОСТИ
и выносливости*,
МПа 12]
°C °юо (7—1 (10’ циклов)
гладкие образ- цы радиус надреза 0,75 мм
500 730 370
550 650 1
600 590 340
650 480 — —
700 400 280 280
750 280 — —
* Жаростойкость. Сталь
жаростойка при температу-
ре до 850 °C. При ЮО-ч ис-
пытаниях в воздушной сре-
де увеличение массы при
800 °C составляет 0,56
г/(м2-ч), прн 900 °C — соот-
ветственно 1,72 г/(м2-ч).
89
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
tr °C Е404’5, МПа А, Вт/(м-К) t, °C (интервал) а-10е, К“’
20 1,6 15,2 20—100 15,‘9
100 16,3 100—200 17,4
200 — 17,5 200—300 18,8
300 — 18,8 300—400 19,9
400 1.4 20,5 400—500 20,3
500 1,35 22,6 500—600 21,1
600 1,32 23,8 600—700 21,8
700 1,15 25,1 700—800 2L.6
800 1,13 26,8 800—900 21,3
900 0,9 28,5 — —
* Плотность стали при 20 °C составляет 7900 кг/м3.
Сталь 09Х14Н19В2БР (ЭИ695Р) аустенитного класса
Применение — паропроводные и пароперегревательные трубы уста*
новок свырхвысокого давления с длительным сроком службы до тем-
пературы 700 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 0,07—.
0.12С; 18—20№; 13—15Сг; 2,0—2,8W; 0,9— l,3Nb; <2Mn; <0,6Si;
<0,02S; <0,035Р; <;0,005В; <0,02Се; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых электропечах; 2) температура деформации — начало ковки
1150—1180, конец не более 900 °C; нагрев заготовки под прошивку
труб 1150—1180 °C, охлаждение на воздухе; 3) рекомендованный
режим термической обработки — закалка с 1140—1160 °C, воздух:
4) сталь сваривается; сварка производится электродами марок АН
13-15 и АН 13-18.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ
ОБРАБОТКА — РЕКОМЕНДОВАННАЯ [3]
t, °C су а В | 0,2 6б I KCU, кДж/м2
МПа %
20 570 230 44 70 1800
600 440 140 32 61 2200
650 430 140 33 61 2100
700 410 140 33 б 64 2200
90
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ. ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ И ВРЕМЕНИ ВЫДЕРЖКИ, ТЕРМИЧЕСКАЯ
ОБРАБОТКА - РЕКОМЕНДОВАННАЯ [3J
t, °C ав I °0,2 % | * АС(/, кДж/м2 НВ
МПа о/ /о
* S* 630 280 44 69 1700 143
60!) 5000 . 1370 156
650 5000 660 310 40 57,5 1200 160
650 10 000 600 290 39 59,5 1000
700 5000 650 300 35 54 1200 —
700 10 000 650 270 38 59 1200 —
750 5000 620 250 40 57 1300 —
750 10 000 633 280 38 64 1400 —
800 5000 580 260 38 53 1300
800 10 000 600 290 39 65 1500 —
* Исходное состояние.
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [31
о о ЕЛО""?, МПа 1, °C (интервал) а-10’, К'1 1 Эо *? 1 1 Е-10—5, МПа 1, °C (интервал) а-101, к-1
200 2,07 20—100 15,9 750 1,47 20—600 18,3
550 1,63 20—200 16,5 20—700 18,6
600 1,58 20—300 17,2 20—800 18,7
650 1,54 20—400 16,6 20—900 19,0
700 1,51 20—500 18,0
• Плотность и теплопроводность стали при 20 °C составляет 8120 кг/м3
и 15 Вт/(м.К) соответственно.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ
(ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА —
РЕКОМЕНДОВАННАЯ, МПа [3]
f, °с ”10 000 ”100 000 ’но-4
600 270 200
650 168 130 но 140
700 125 95 65 85
750 70 55 — —
91
Сталь 09Х14Н19В2БР1 (ЭИ726) аустенитного класса
Применение — роторы, диски, лопатки турбин с длительным сроком
службы при температурах 650—700 °C.
Химический состав по ГОСТ 5632—82, % (по массе): 0,07—
0,12С; 18—20N1; 13—15Сг; 2,0—2,8W; 0,9—l,3Nb; <2Mn; 0,6Si;
<0,02S; <0,035Р; -<0,Э25В; ^;0,02Се; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых электропечах; 2) температура деформации — начало 1150' ко-
нец выше 900 °C, охлаждение на воздухе; 3) рекомендуемый режим
термической обработки — закалка с 1120—1140 °C, воздух, старение
при 740—760 °C, охлаждение на воздухе; 4) сталь можно сваривать
контактной и газовой сваркой. ’
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ НИЗКИХ И ВЫСОКИХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ
ОБРАБОТКА — ЗАКАЛКА с 1170'С, ВОЗДУХ; СТАРЕНИЕ ПРИ 750 °C,
ОХЛАЖДЕНИЕ НА ВОЗДУХЕ (21
°в °0,2 6ь 4 °в °0,2 6в м>-
t °C МПа % кси. кДж/ь t, ?с МПа % уч « а
—100 — — — — — 1400 300 450 180 30 60 1900
—60 — — — — 1600 400 450 180 25 55 1900
—20 — — — 1500 500 400 160 29 49 1900
0 — — — 1800 600 400 160 26 48 1400
20 540 220 28 31 1800 650 360 160 26 52 1800
200 500 180 34 55 1700 700 380 150 27 52 1700
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПОСЛЕ ДЛИТЕЛЬНОГО СТАРЕНИЯ
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ ОБРАБОТКА —
ЗАКАЛКА С 1140°, ВОЗДУХ; СТАРЕНИЕ ПРИ 750 °C В ТЕЧЕНИЕ 25 ч,
ОХЛАЖДЕНИЕ НА ВОЗДУХЕ [3]
1, °C т, ч °в I °0,2 б8 1 кси, кДж/м2 НВ
Ml 1а %
650 10 000 590 270 32 42 1300 140
650 20 000 580 230 38 56 1500 140
700 10 000 570 230 35 51 1100 133
700 20 000 580 240 31 43 1000 138
750 5 000 510 220 25 46 100$ —
750 10 000 480 210 30 1- 42 1100 149
92
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ
(ПРУТОК. ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА—
РЕКОМЕНДОВАННАЯ, МПа [3]
Л °C °10 000 ° 100 000 °1.ю-4 °1.10—5
600 260 230 250 170
650 210 190 200 140
700 170 140 120 85
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ СТАЛИ (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ 650 °C; ТЕРМИЧЕСКАЯ ОБРАБОТКА —
РЕКОМЕНДОВАННАЯ [31
<rOt МПа , МПа, за время, ч
10 000
100 500 1000 2000 БООО 7000
20 126 118 112 105 96 95 90
15 107 99 92 88 — — 70
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3J
t, °C Е-10“5, МПа | X, Вт/(М-К) 1, °C (интервал) а-10е, К-1
20 2,02 15,4 20—100 15,2
100 1,99 16,3 20—200 16,3
200 1,93 16,3 20—300 16,9
300 1,86 18,0 20—400 17,5
400 1,78 19,2 20—500 17,8
500 1,69 21,3 20—600 18,1
600 1,6 23,4 20—700 18,6
700 1,52 25,1 28—800 18,6
750 1,48 —. — —
800 — 27,6 — —
* Плотность стали при 20 °C 8120 кг/м3.
Сталь 08Х15Н24В4ТР (ЭП164) аустенитного класса
Применение — рабочие и направляющие лопатки, крепежные детали,
диски газовых турбин с длительным сроком службы при темпера-
турах до 700 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 22—25М;
14— 16Сг; 4,0—5,0W; 1,4—l,8Ti; 0,5—1,0Мп; <0,6Si; <0,02S;
с0,035Р; <0,005В; <0,025Се; 0,08С; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых
электропечах или с применением ЭШП; 2) температура деформа-
ции— начало 1170± 10°C, конец 950°C; охлаждение после деформа-
ции на воздухе; 3) рекомендуемые режимы термической обработки:
I) закалка с ИЗО—1150 °C, выдержка 2 ч, охлаждение на воздухе;
старение при 730—750 °C, выдержка 16 ч, охлаждение на воздухе;
II) отпуск при 700 °C, выдержка 16 ч, охлаждение иа воздухе.
93
МЕХАНИЧЕСКИЕ СВОЙСТВА"СТАЛИ (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [3]
/, °C °в %,2 65 ф кси. /, °C О В °о,8 *5 кси, кДж/M2
МПа о/ /о кДж/м2 МПа %
20* 750 450 18 35 800 650** 650 450 18 30 1000
700* 600 400 10 16 —. 700** 600 400 18 30 1000
20** 750 500 20 30 1200 750** 500 350 20 40 1000
* Режим I, ** Режим II.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ СТАЛИ (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ);
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПО РЕЖИМУ 1, МПа [3]
t, °C °1000 °10 000 °100 000 01-Ю-4 °ыо-5 ° р база испытания Ю8 циклов
20 - (420)
500 — — — —- — 300 (350)
600 500 400 300 — — (400)
650 400 290 230 200 140 340
700 250 180 140 — — 270
750 180 120 80 80 60- —
* В скобках значения свойств после термической обработки по режиму III.
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ СТАЛИ (ПРУТКИ. ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ТЕРМИЧЕСКАЯ ОБРАБОТКА ПО РЕЖИМУ I [3]
(, °C О0, МПа а , МПа, за время, ч
150 500 1000 2000 5000* 10 000*
550 200 155 154 153 152 152
550 250 219 218 218 218 216 200
550 300 273 . 273 271 269 265 249
600 200 185 183 182 179 176 166
600 250 227 226 224 219 213 198
600 300 268 266 266 263 256 243
650 200 177 174 169 162 — 132**
650 250 204 198 189 _ 186 153**
650 300 248 245 236 228 — 188
680 200 159 154 147 139 124 102**
680 250 203 199 190 179 163 125**
680 300 233 225 216 —. 195 ' 148
94
Продолжение
t, сс О0, МПа G , МПа, т за время, ч
150 500 1000 2000 5000* 10 000*
700 200 162 143 131 123 108 85
700 250 189 174 159 148 134 100
700 300 238 210 179 172 156 113
* Экстраполированные значения. ** Опытные данные.
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3]
t, сс £.10~* 8, МПа t, °C (интервал) а-10% к-1 i, °C £-10~б, МПа t, сс (интервал) а- 10е, к-1
20 2,23 20—100 14,5 500 1,82 20—600 17,4
100 2,15 20—200 15,5 650 1,69 20—650 17,5
200 2,09 20—300 16,3 700 1,65 20—700 17,8
300 2,0 20—400 16,8 750 1,61 20—750 17,9
400 1,91 20—500 17,2 800 1,56 — —•
* Плотность и теплопроводность стали при 20 °C составляют 8230 кг/мэ
и 12,2 Вт/(м-К) соответственно.
Сплав ХН32Т (ЭП670) на железоникелевой основе
Применение — газоотводящие трубы, листовые детали высокотемпе-
ратурных установок в нефтехимическом машиностроении с длитель-
ным сроком службы при тсмпсратура.х .УОО—850 “С,
Химический состав по ГОСТ 5632—72, % (по массе): 30—>
34 Ni; 19—22 Сг; 0,25—0,60 Ti; 0,5 Al; s£0,7Mn; <0,7 Si;
==c0,02 S; <0,03 P; <0,05 С; остальное железо.
Технологические данные'. 1) сплав выплавляется в открытых
электропечах; 2) температура деформации — начало ИЗО, конец вы-
ше 850 °C, охлаждение на воздухе; сплав хорошо деформируется в
холодном состоянии; 3) рекомендуемый режим термической обра-
ботки— нагрев до 1100—1150 °C, охлаждение в воде или на воздухе;
4) сплав хорошо сваривается всеми видами сварки.
В атмосфере спокойного воздуха сплав обладает высокой жа-
ростойкостью до 1000 °C. Увеличение массы при 800 °C и продолжи-
тельности испытания 1000 ч составляет 11 г/м2.
После старения при 650 °C сплав не склонен к межкристаллит-
ной коррозии по методу AM ГОСТ 6032—58.
Предел длительной коррозионной прочности в ~ кипящем
(154 °C) 42 %-ном растворе хлористого магния за 500 ч составляет
400 МПа, что превышает предел текучести сплава.
95
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ 20 °C
В РАЗЛИЧНОМ СОРТАМЕНТЕ [3]
Вид продукции Термическая обработка °в °0,2 65 | т|>
м %
Прутки 20— 180 мм, образцы продольные Нагрев 1100—1150 °C, воздух 480 180 40 60
Листы *, образцы поперечные Нагрев 1080 °C, вода или воздух 500 180 30 —
* При испытании на холодный изгиб при 20 °C листы толщиной 0.8—
3.9 мм должны выдерживать угол загиба на 180 °C без образования трещин,
надрывов и расслоений.
УДАРНАЯ ВЯЗКОСТЬ СПЛАВА,
кДж/м». ПРИ 20 °C ПОСЛЕ
ЗАКАЛКИ С ИЗО °C НА ВОЗДУХЕ
И СТАРЕНИИ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ* [3]
t, °C Время старения, ч
100 1009 10 000
600 3800 1800 1400
700 3500 2200 2000
800 3700 3400 3800
850 3700 3600 3900
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ
ПРОЧНОСТИ СПЛАВА (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ);
ТЕРМИЧЕСКАЯ ОБРАБОТКА-
ЗАКАЛКА С 1150 °C НА ВОЗДУХЕ,
МПа [3]
* Упрочнение сплава н сущест-
венного изменения пластичности
при старении ие наблюдается.
i, °C (Т100 ^1000 <*10 000
650 — 110 78.
700 110 80 55
750 89 56 38
800 60 40 27
850 — 25 15
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3)
i, °с X, Вт(м-К) t, °C (интервал) <х- 10е, к-1 t, °C Вт/(м-К) t, °C (интервал) a-10s, к-1
20 15,9 20—100 13,7 500 19,2 20—600 18,4
100 13,4 20—200 15,6 600 20,5 20—700 18,9
200 15,1 20—300 17,2 700 21,7 20—80^ 19,0
300 16,7 20—400 18,0 800 23,4 —
400 18,0 20—500 18,0 900 24,7 ' — —
* Модуль упругости сплава при 20 °C составляет 2,05-10° МПа, плотность
8160 кг/м3.
96
Сплав ХН35ВТ (ЭИ612) на железоникелевой основе
Применение — поковки дисков, лопатки, крепежные детали, пружи-
ны для длительной работы при температурах до 650 °C.
Химический состав по ГОСТ 5632—72 % (по массе): 34—
38 Ni; 14—16Сг; 1,0—2,0Мп; 2,8—3,5 W; 1,1—l,5Ti; <0,6Si;
^0,02 S; si 0,030 Р; si 0,12 С; остальное железо.
Технологические данные-. 1) сплав выплавляется в открытых
электропечах или с применением вакуумно-дугового переплава;
2) температура деформации — начало 1170, конец не более 900 °C,
охлаждение после деформации на воздухе; 3) рекомендуемые режи-
мы термической обработки — нагрев до 1080—1100 °C, выдержка
1—1,5 ч, охлаждение в воде; двойное старение; при 850—900 °C,
выдержка 10 ч, охлаждение на воздухе и при 700 °C, выдержка 25—
50 ч, охлаждение на воздухе.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ. ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ; НАГРЕВ 1180 °C, I ч. ВОДА;
ДВОЙНОЕ СТАРЕНИЕ ПРИ 780 °C, 8-Ю ч, ВОЗДУХ; СТАРЕНИЕ
ПРИ 730 °C, 25 ч, ВОЗДУХ [3]
t, °C м °0,2 6б 4> кси. t, °C М С0,2 4> кси.
МПа % кДж/м2 МПа % кДж,'м!
20* 850 500 18 40 600 550 680 420 17 37 1300
20 800 440 18 30 800 600 640 400 15 30 650
200 740 440 20 37 1400 630 630 390 21 27 1000
300 730 440 16 30 900 650 510 370 10 15 1000
400 710 440 19 35 1000 700 460 370 . 9 11 1000
500 680 420 15 23 900
* Термическая обработка — рекомендованная.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ*, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ);
ТЕРМИЧЕСКАЯ ОБРАБОТКА—НАГРЕВ 1180 °C, I ч. ВОДА; ДВОЙНОЕ
СТАРЕНИЕ: ПРИ 780 °C, 8-10 ч, ВОЗДУХ, ПРИ 730 °C, 25 ч, ВОЗДУХ, МПа [3]
t, °C СТ1000 СТ10 000 СТ100 000 аыо-4 С1-10-§ Gj, МПа, и при циклах
10’ 10s
500 — 450 360 — — — —
525 — 400 330 — — — —
Л50 — 390 320 — — — —
7—422
97
Продолжение
°C стюоо °10 000 °100 000 аыо-4 °ыо-5 МПа, и при циклах
Ю’ 10s
600 320 260 210 180
630 250 210 180 — 150
650 220 200 160 170 130 300 230
700 — 140 100 ПО 80
* Сплав ие чувствителен к надрезу. В условиях длительных испытаний
имеет хорошую пластичность при разрыве, которая после 10000 ч испытаний
составляет 5 % при 650 °C н 1—1,5 % прн 600 °C. Допускаемая рабочая де-
формация для сплава 0,5—1 “/о. Сплав жаростоек прн температурах до 800 °C
при длительной эксплуатации.
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА — НАГРЕВ 1180 °C, 1 ч,
ОХЛАЖДЕНИЕ В ВОДЕ; ДВОЙНОЕ СТАРЕНИЕ: ПРИ 780 °C, 8-10 ч,
ВОЗДУХ; ПРИ 730 °C, 25 ч, ВОЗДУХ [3]
t, °C а0, МПа (У , МПа, за время, ч
100 500 1000 3000 5000 10 000
525 350 308 306 306 304 304 302
525 300 270 270 269 268 268 268
560 300 240 239 238 237 236 233
560 250 228 226 224 222 221 218
560 • 200 178 177 175 174 174 172
600 250 223 219 217 213 209 200
600 200 182 180 179 176 173 170
600 150 139 138 137 136 135 130
650 250 210 205 199 184 180 160
650 200 175 168 164 156 149 140
650 150 132 130 121 121 118 ' 112
680 200 152 139 124 109 100 78
680 150 120 115 109 101 90 . 71
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [31
1, °с £-10—8, МПа X, ВтЦм-К) °C (интервал) а-10е, К“1
20 2,02 20—100 14,8
100 1,99 13,4 20—200 15,1
200 1,94 15,4 20—300 15,5
300 1,90 17,1 20^-400 15,9
93
Продолжение
t, °C Е-Ю-5, МПа X, Вт/(м-К) t, °C (интервал) а-106, к-1
400 1,83 18,8 20—500 16,1
500 . 1,80 20,5 20—600 16,6
600 1,77 22,2 20—700 16,9
700 1,73 23,S 20—750 17,7
800 1,69 25,9 — —
* Плотность сплава прн 20 ЭС составляет 8160 кг/м3.
Сплав ?Н35ВТЮ (ЭИ787) иа железоиикелевой основе
Применение — лопатки, диски турбин и компрессоров двигателей с
ограниченным сроком службы при температурах 550—750 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 33—37 NI;
14—16 Сг; 2,8—3,5 W; 2,4—3,2 Ti; 0,7—1,4 Al; ^0,6 Мп; ^0,6 Si;
Si0,02S; si 0,035 P; si 0,02 B; sg0,08C; остальное железо.
Технологические данные: 1) сплав выплавляется в открытых
электропечах и методом вакуумного дугового переплава; 2) темпе-
ратура деформации — начало 1090±10°С, конец не более 900 “С,
охлаждение после деформации на воздухе; 3) рекомендуемые режи-
мы термической обработки: I) двойная закалка — нагрев до 1180 °C,
выдержка 4—8 ч, охлаждение на воздухе; нагрев до 1050 °C, вы-
держка 4 ч, охлаждение иа воздухе; старение при 750—800 °C, вы-
держка 16 ч, охлаждение на воздухе; II) двойная закалка — нагрев
до 1160 °C, выдержка 6—10 ч, охлаждение на воздухе; нагрев до
1050 °C, выдержка 4 ч, охлаждение иа воздухе; старение при
830°C, выдержка 16 ч, охлаждение на воздухе; III) применяется
термомеханическая обработка, повышающая прочностные свойства
при комнатной и высоких температурах (500—600 °C) с одновремен-
ным увеличением предела усталости.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [3]
Способ производства, термическая обра- ботка t, °C % С0.2 ба ф кси, кДж/м2
МПа %
Открытая элек- 20 1050 700 7 10 250
троплавка режим 550 1000 690 5 7 500
600 1000 670 — 12 —
700 920 680 5 9 —
7*
99
Продолжение
Способ производства, термическая обра- ботка °в 1 °0,2 6ь * кси.
МПа % кДж/м2
750 850 650 6 6 300
800 680 600 13 22 500
850 360 330 19 46 550
900 200 200 20 50 —
Открытая элек- 20 1060 600 10 14 360
троплавка, ре- 600 1000 600 12 17 500
жим II 700 740 600 6 10 500
То же, нагрев 1080 °C, 8 ч, воз- 20 1230 740 21 30 1300
500 1200 780 21 38
дух; старениэ 750 °C, 16 ч, воз- 550 1140 — 18 32 950
дух 600 1160 740 17 22 —
700 980 — 10 15 760
Вакуумно-дуговой 20 1050 650 20 24 —
переплав, режим II 550 1010 670 20 27 .—
600 1000 690 21 30 —
650 930 680 22 32 —
700 850 690 23 33 —
750 750 700 24 36 —
800 480 450 25 50 —
850 350 340 25 53 —
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)*,
МПа (31
t, ”С а 100 °1000 °10 000 ** °0,2 100 v а , (10’ цик« лов)
550 800 650 Режил ч 1 300
600 650 Ь20 —. —• — 250
700 380 280 — 180 280
750 300 220 — 250 100 300
800 210 120 — 130 — 250
850 120 — — ”> — —
100
Продолжение
t. °100 а1000 °10 ООО ** Р0,2 100 а , (10’ цик* -»1 лов)
Режим 11
550 750 670 ’ 640 — — 280
600 650 540 460 — —
650 560 470 380 — — —
700 380 320 260 300 — 310
. 750 280 210 160 — — —
• После термической обработки по режиму II при испытании образцов
с надрезом (радиус в вершине надреза 0,5 мм) на длительную прочность сплав
не чувствителен к надрезу.
Сплав обладает высокой жаростойкостью, увеличение массы за 1000 ч,
при 800 °C составляет 0,018 г/м2 [3]. *• По общей деформации.
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА ПО РЕЖИМУ II [3]
t, °C а0. МПа а т , МПа, за время, ч °с МПа О т , МПА, за время, ч
120 200 300 400 500 120 200 300 400 500
700 350 277 272 268 266 263 750 350 270 263 259 253 252
700 300 252 251 247 243 237 750 300 253 248 244 238 236
700 250 219 214 211 208 206 750 250 217 212 211 209 206
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ 13]
t, °C Е-10—?• МПа X, Вт/(м-К) | t, °C (интервал) а-10е, К-1
20 2,15 20—100 12,7
100 2,1 15,4 20—200 14,1
200 2,02 17,5 . 20—300 15,0
300 1,99 19,2 20—400 15,4
‘ 400 1,92 20,9 20—500 15,8
500 1,85 22,6 20—600 16,0
600 1,73 24,7 20—700 16,6
700 1,66 25,9 20—800 16,8 .
750 1,56 27,6 20—900 • 18,4
800 1,51 29,3 — —*
101
Глава VII
ЖАРОПРОЧНЫЕ СПЛАВЫ
НА НИКЕЛЕВОЙ ОСНОВЕ
1. Легирование, термическая обработка, структура
Чистый никель имеет низкую длительную прочность порядка 40 МПа
при 800 °C за 100 ч и низкое сопротивление газовой коррозии при
высоких температурах. Необходимые свойства достигаются путем
комплексного легирования, в результате которого образуются много-
фазные сплавы, отвечающие требованиям современного машиност-
роения.
К первой группе относятся элементы, упрочняющие твер-
дый раствор на основе никеля. Это хром, кобальт, молибден,
вольфрам, ванадий, гафний. Помимо упрочнения твердого
раствора, хром играет активную роль в защите сплавов от
окисления; молибден, вольфрам, ванадий образуют в соче-
тании с хромом различные карбидные фазы типа Л1е7Сз,
AlesjCe, AfaeC.
Ко второй вруппе элементов относятся алюминий, титан, ниобий
и тантал. Эти элементы, помимо упрочнения твердого раствора, об-
разуют с никелем интерметаллидное соединение часто сложного со-
става, например типа (Ni, Со)з(А1, Ti, Nb, Та); помимо интерметал-
лидной фазы, карбидообразующие элементы этой группы об-
разуют карбиды типа МеС. Алюминий, как и хром, образу-
ет защитные окисные пленки, что также повышает окалино-
стойкость сплавов.
К третьей группе можно отнести углерод, бор, цирконий и эле-
менты из группы лантаноидов — лантан, церий, неодим и др., кото-
рые вводят в количествах, не превышающих десятые и сотые доли
процента. Цель введения этих элементов — образование фаз внедре-
ния, упрочнение границ зерен за счет сегрегаций по границам зерен,
образование специальных фаз, рафинирование металла от вредных
примесей, влияние на кинетику фазовых превращений, изменение
морфологии выделяющихся фаз.
Элементы первой группы влияют на упрочнение жаропрочных
сплавов через изменение электронной структуры твердого раствора.
Это приводит в свою очередь, к понижению энергии дефектов упаков-
ки, снижению диффузионной подвижности атомов, возникновению
локальных искажений электронной структуры вблизи растворенных
атомов.
Использование понятий об электронной структуре для прогно-
зирования фазового состава и прочности сложных сплавов базиру-
ется на представлениях Л. Полинга об «электронных дырках». По-
линг предположил, что для каждого спина имеется определенное
число связанных н несвязанных орбиталей электронов. Так, для пя-
ти Аорбиталей имеется 2,56 связанных и 2,44 несвязанных орбита-
лей. Легирование изменяет электронную структуру основы, влияя на
ее свойства, и создает предпосылки для образования определен-
ных фаз. Оказалось, что эффект упрочнения, связанный с оди-
наковой величиной упругих искажений, тем выше, чем больше
разность валентностей растворителя и растворенного элемента.
Это подтверждает большое значение изменения электронного
строения сплавов,
102
Интервал существования некоторых фаз также может быть оп-
ределен подсчетом среднего количества электронных дырок в
легированном твердом растворе. Возможное число электронных
дырок для
переходных металлов: Сг, Мо, W—4,66; Мп—3,66; Fe—2,22; Со—
1,71; Ni—0,61; V—5,66. Для кремния, растворенного в металли-
ческой матрице, Л^ = 6,6б. Среднее количество электронных дырок
матрицы определяется суммированием:
п
i=i
где IV» —среднее количество электронных дырок для сплава; —
атомная доля элемента; — количество электронных дырок для
данного элемента; п — число элементов в матрице.
Применительно к а и_ц-фазам показано, что в никелевых спла-
вах они образуются, если .V,;>2,49 для о-фазы и W»>2,38 для р-фазы.
Основной упрочняющей фазой жаропрочных сплавов на никеле-
вой основе является фаза Ni3(Ti, Al, Nb).
Прочность дисперсионнотвердеющих сплавов зависит от расстоя-
ния между частицами, их размера и объемной доли. Расстояние
между частицами прямо пропорционально диаметру частицы и об-
ратно пропорционально корню квадратному из объемной доли дис-
персной фазы.
В общем виде уравнение прочности дисперсионноупрочненного
сплава описывается уравнением;
, с У f
где Oq — предел прочности матрицы; с — константа, включающая
вектор Бюргерса и модуль сдвига матрицы; / — объемная доля вы-
делений; d — диаметр частиц.
Это уравнение показывает, что чем больше объемная
доля упрочняющей фазы и меньше размер частиц, тем прочнее
сплав.
Жаропрочность сплавов также находится в прямой зависимости
от количества упрочняющей фазы. Чем больше объемная доля этой
фазы, тем выше рабочая температура сплава. В связи с тем что наи-
большее влияние на растворимость Ti, Al, Nb, Та оказывает хром,
для повышения их количества содержание хрома в жаропрочных
сплавах постепенно понижается. Это способствует повышению ра-
бочей температуры сплавов. По существу, последние композиции жа-
ропрочных сплавов уже не базируются на системе Ni—Сг, а явля-
ются комплексно легированными системами, в которых содержание
хрома находится на уровне других легирующих элементов (А1, Мо,
W, Ti, Nb, Cd). Объемная доля упрочняющей усфазы в таких спла-
вах доходит до 60 %.
Максимальная прочность сплавов достигается в тех случаях,
когда происходит полный распад твердого раствора, что и наблюда-
О
ется при размере частиц 200—500 А. При увеличении времени старе-
ния или в процессе службы диаметр (d) частиц растет и прочность
Падает. Для замедления роста частиц используют два метода: ус-
ложнение состава матрицы для замедления диффузионных процес-
сов (сплавы для этого легируют элементами с низким коэффициен-
103
том диффузии —Мо, W, Та, Nb) и искусственное введение упрочня-
ющих фаз в виде труднорастворимых окислов —ThO2, ZO2, А12О3 и
др. При искусственном введении упрочняющих частиц, со-
стоящих из компонентов, слаборастворимых в матрице, коа-
лесценция частиц в значительной степени замедляется, поэтому
композиционные материалы имеют широкую перспективу для
своего развития, несмотря на значительные технологические трудно-
сти их изготовления.
На рост частиц упрочняющей фазы большое влияние оказывают
структура и протяженность границ зерен и дефекты структу-
ры. Поэтому термическая обработка сплавов выбирается такой,
чтобы внутризеренная структура была бы максимально совер-
шенной, а протяженность границ зерен минимальной. Это спо-
собствует сохранению стабильной структуры и замедлению раз-
упрочнения.
Особенностью жаропрочных никелевых сплавов является нали-
чие неравновесных состояний распада, когда первоначально выде-
ляющаяся фаза имеет и состав, и структуру, ие соответствующие
равновесной диаграмме состояния. Так, фаза Ni3(Ti, Nb, Ai) на пер-
вых стадиях старения всегда обогащена алюминием. Затем по мере
старения в течение сотен и тысяч часов при-рабочей температуре
состав фазы изменяется. Она может превратиться в равновесную фа-
зу, например r]-Ni3Ti, с гексагональной плотноупакованной решеткой.
Образование if-фазы сопровождается потерей пластичности и умень-
шением длительной прочности. В целях ослабления или ликвидации
этого эффекта ряд сплавов не имеет в своем составе Ti, Nb или Та.
В этих сплавах равновесной является фаза Ni3Al. Однако легирова-
ние лишь одним алюминием не обеспечивает получения всех требуе-
мых свойств жаропрочных сплавов на Достаточном уровне и может
рассматриваться лишь как частный случай. Более эффективно ком-
плексное легирование. С целью задержки у'->-т]-превращения в
сплав в зависимости от срока его службы вводят определенное ко-
личество алюминия. Чем его больше, тем медленнее идет процесс
перестройки структуры упрочняющей фазы. Замедлению у'->т]-пре-
вращения способствует и микролегирование сплавов бором. Структу-
ра и состав самой у'-фазы также существенно влияет на’жаропроч-
иость. Наиболее высокая жаропрочность достигается при использо-'
вании в качестве упрочнителя фазы, когерентно связанной с матрицей
и обладающей аномальной зависимостью прочности от темпера-
туры. Прочность у'-фазы с повышением температуры до определен-
ного значения (Гм) ие уменьшается, а растет; Ti, Ст, Nb, W, Та не
только повышает абсолютный уровень прочности у'-фазы, но и
сдвигают Гм в область более высоких температур. Аномальное по-
ведение у'-фазы связано с особым механизмом движения дислока-
ций в ней. При пластической деформации у'-фазы дислокациям энер-
гетически выгодно двигаться парами, образуя сверхдислокацию с
вектором Бюргерса а< 110>. Сверхдислокация при движении может
расщепляться либо на две полные дислокации «/2<!10>, либо
. сверхчастичиые дислокации а/3<112>к В первом случае частичные
дислокации связаны плоской антифазной границей, во второй — по-
лосками дефектов упаковки. Как происходит расщепление сверхдис-
локации, зависит от энергии антифазных границ и дефектов упаков-
ки, что определяется легированием сплава. При легировании фазы
NijAl хромом, который снижает энергию дефектов упаковки, при
ползучести в у'-фазе образуются сверхструктуриые комплексы типа
«дефект упаковки типа вычитания — дефект упаковки типа виедре-
104
ния». Образование такого сверхструктурного комплекса тормозит
развитие деформации и повышает прочность у'-фазы.
Второй механизм упрочнения у'-фазы заключается в том, что
при расщеплении сверхднслокации а<110> на две дислокации а/2
<110> одна из них покидает октаэдрическую плоскость скольже-
ния {111} и переходит на другую кубическую {100}. Дислокация, ос-
тавшаяся на плоскости скольжения {111}, для своего скольжения
должна вновь образовать антифазную границу, для чего требуется
повышение напряжений. Участок сверхдислокации, вышедшей на но-
вую плоскость скольжения, и дислокация, оставшаяся на прежней
плоскости скольжения, образуют заторможенный комплекс. Чем вы-
ше температура, тем больше вероятность перехода участков сверх-
дислокаций вследствие термических флюктуаций на новую плос-
кость, тем больше число заторможенных комплексов и тем
выше сопротивление деформации. В зависимости от состава
сплава преобладает тот или иной механизм или они сосуще-
ствуют вместе. Таким образом, при создании новых компо-
зиций жаропрочных сплавов необходимо иметь в виду эту за-
мечательную особенность, свойственную фазам типа А3В со
структурой Ы2. К таким фазам относятся, кроме N13AI, фазы
NigSi, С03Т1, Ni3Ga.
Анализ влияния разницы в параметрах решеток матрицы и вы-
деляющейся фазы (когда обе фазы изоморфны) показал, что чем
больше эта разница (независимо от знака), тем меньше время до
разрушения сплава прн заданных температуре и напряжении.
Из легирующих элементов Ti и Nb увеличивают значение Ла,
так как они, входя в у'-фазу, увеличивают период ее ре-
шетки; Сг, Мо, Fe уменьшают Да, поскольку в основном,
легируя матрицу, они увеличивают период решетки твердо-
го раствора, приближая его к значениям периода решетки
у'-фазы.
В зависимости от сочетания легирующих элементов в никелевых
сплавах образуются карбиды: МеС, Ме23С6, Сг7С3, А1е6С.
Повышенное количество карбидов, вызванное в первую очередь
большим содержанием углерода, отрицательно сказывается на плас-
тичности сплавов, поэтому в деформируемых сплавах верхнее со-
держание углерода в отдельных композициях составляет —0,12 %,
чаще всего это 0,08 % (по массе); однако снижение содержания уг-
лерода до значений ниже 0,03 % также нежелательно, так как сни-
жаются долговечность сплавов и длительная пластичность. Таким
образом для большинства сплавов содержание углерода колеблется
в пределах 0,03—0,08 % (по массе).
Изучение влияния карбидных выделений на свойства жаропроч-
ных сплавов показало, что, помимо объемной доли'карбидных выде-
лений, большое значение имеют характер расположения карбидов,
их размеры и морфология.
Монокарбиды МеС чаще всего являются карбонитридами, либо
Образующие их элементы Ti, Nb, Та относятся одновременно и к
группе нитридообразующих. Вследствие изоморфности решеток
карбидов и нитридов они образуют широкие области твердых
растворов.
Карбиды МеС обычно выделяются в виде крупных включений,
расположенных произвольно — на границах и внутри зерен. Карби-
ды МеС образуются как в процессе затвердевания в виде эвтектиче-
ских карбидов в междуосных участках, так и вблизи температуры
затвердевания, выпадая иэ твердого раствора. При металлографи-
105
ческих исследованиях какой-либо строгой ориентировки кар-
бидов относительно матрицы не обнаружено. В порядке
уменьшения стабильности в сплавах карбиды располагаются в
следующий ряд: ТаС, NbC, TiC, VC. Этот порядок не совпадает
с порядком, диктуемым термодинамическими характеристиками
этих карбидов в изолированном' от сплава состоянии. Самым
стойким в чистом виде является не карбид тантала, а кар-
бид титана.
В процессе термической обработки карбиды МеС с трудом пе-
реходят в твердый раствор, и этот процесс становится заметным
при температурах выше 1200 °C.
Помимо того что в сплавах могут существовать твердые растворы
карбидов типа (Ti, Nb)C, в сложных композициях эти карбиды мо-
гут растворять некоторое количество молибдена и вольфрама и
иметь сложную химическую формулу, зависящую от соотношения ле-
гирующих элементов и термической обработки, например такую
(Tio.ssNbo.siWo.ieJC.
Карбид Ме23С3 выделяется в сплавах с высоким содержанием
(выше 10—12 % ) хрома в виде отдельных включений пластинчатой
или правильной геометрической формы. Часто выделения Л1е23С3 на-
поминают видманштеттову структуру в сталях. Карбиды Ме23С3 име-
ют сложную кубическую структуру, близкую к г. п. у. структуре
о-фазы. Высокая когерентность решеток карбида Л1з23С3 и о-фазы
является причиной того, что часто начало образования о-фазы на-
блюдается на выделениях карбидов Л1е23С3. Карбиды ЛМ23С3 пере-
ходят в твердый раствор при температуре выше 1150 °C и интенсивно
выделяются при старении в интервале 700—980 °C, причем преиму-
щественно по границам зерен, вдоль линий двойников на дефектах
упаковки и на концах двойников. В сложных сплавах, помимо хро-
ма, в состав карбидов типа Л1е23С3 входят Mo, W, Ni, Со, Fe, Si.
Основная роль, которую выполняют карбиды типа Ме23С3, выделя-
ясь по границам зерен, сводится к уменьшению проскальзывания зе-
рен при ползучести.
Карбид Ма?С3 является неустойчивым в никелевых сплавах. Его
наблюдали на сравнительно простых композициях и на начальных
стадиях распада твердого раствора. По мере . развития старения
карбид Л1е7С3 переходит в карбид Ме23С3. Обычно в сплавах после
завершения термической обработки карбид Л1е?С3 не присут-
ствует.
Карбиды Ма3С существуют только в ^ложных сплавах. Этот
карбид не имеет аналогов в двойных системах Me—С. Для его об-
разования необходимо, чтобы сплав был легирован порознь или
вместе молибденом и вольфрамом, хотя в/е/о образовании участ-
вуют никель, кобальт, кремний, хром, вольфрам, молибден и угле-
род. Карбид Ме3С имеет сложную кубическую стр'уктуру. Ои обра-
зуется в сплаве при температурах 800—900 °C, выше 1200 °C карбид
Ме3С переходит в твердый раствор. Карбид Ме6С выделяется по
границам зерен, часто одновременно с карбидом Me23C3. Учитывая
все структурные факторы, определяющие жаропрочность сплавов,
термическая обработка строится таким образом, чтобы обеспечить
оптимальное сочетание всех свойств. Обычно оиа состоит из одного
или двух нагревог до температур, когда в твердый раствор перехо-
дит вся у'-фаза и аастичио карбиды, закалки иа воздухе, чтобы ие
создавать объемных напряжений, старения при различных темпера-
турах, с выделением у'-фазы и карбидов в дисперсной форме, обес-
106
печивающей высокие значения кратковременной и длительной проч-
ности.
Если вопросы прочности дисперсноупрочненных жаропрочных
сплавов независимо от способа упрочнения — естественного старения
или искусственного введения частиц—разработаны теоретически дос-
таточно глубоко, то для пластических свойств материалов определен-
ной математической теории еще не разработано, поэтому создателям
сплавов приходится руководствоваться лишь общеизвестными за-
висимостями пластичности от структуры — величины зерна, наличия
пограничных включений, охрупчивающего влияния о- и ц-фаз, ох-
рупчивающего воздействия видманштеттовых структур, образующих-
ся при прерывистом выделении карбидов или сплошных пленочных
выделениях по границам зерен.
Пластичность сплава в общем виде зависит от равномерности
распределения дислокаций и совершенства структуры, механизма
прохождения дислокаций через межфазные границы и границы зерен
и наличия свободных от выделений объемов решетки, по которым
может осуществляться беспрепятственное движение дислокаций.
С этих позиций большой интерес представляет так называемые
квазипериодическне макрорешетки, образуемые частицами у'-фа-
зы при их выделении. По своему структурному признаку
квазипериодическая макрорешетка напоминает ближний поря-
док в расположении атомов. Интересно, что чем выше поля
упругих искажений, т. е. чем выше когерентность выделяю-
щейся фазы с матрицей, тем правильнее объемное распреде-
ление частиц второй фазы.
Упорядоченное расположение упрочняющейся фазы позволяет
создать более равномерное распределение дислокаций, желаемую
текструру выделений и освобождает тем самым некоторую часть
объема для относительно беспрепятственного движения дислокаций.
Пластичность такой структуры должна быть выше, чем при статисти-
чески равномерном распределении включений. Это особенно важно
для сплавов, предназначенных для длительной (20000—50000 ч) рабо-
ты при температурах 800 °C и выше, когда в процессе службы неиз-
бежно происходят достаривание сплава и коалесценция выделений.
Подтверждением этого положения могут служить данные о пластич-
ности монокристаллов сплавов №зА1 и жаропрочных сплавов, полу-
ченных методом направленной кристаллизации. В последнем случае,
например, удлинение при разрушении после испытаний на длитель-
ную прочность увеличивается в 5—10 раз, несмотря на одновремен-
ное резкое повышение длительной прочности, выражающееся в
значительном превышении рабочей температуры направленно
кристаллизованных сплавов по сравнению с деформированны-
ми или литыми материалами, ио ие имеющими ориентированно-
сти структуры.
С этих позиций понятно и поведение направленно кристаллизо-
ванных эвтектик.
Таким образом, подводя итог современному состоянию
теории легирования и термической обработки жаропрочных
материалов, можно сформулировать следующие основные по-
ложения, определяющие длительную прочность и пластичность
сплавов.
1. Максимальное упрочнение твердого раствора легированием
элементами, создающими большие статистические искажения
решетки и сильно отличающиеся валентностью от материала
Основы.
107
2. Для эффективного упрочнения путем дисперсионного тверде-
ния легирование сплава необходимо обеспечить:
а) выделение фаз типа А3В со структурой Ы2\
б) объемное содержание выделяющейся у'-фазы, равное 50—
60 %;
в) легирование фазы элементами, повышающими энергию
дефектов упаковки;
г) минимальное несоответствие решеток матрицы и фазы выде-
ления;
д) допустимую величину концентрации электронных вакансий в
матрице с учетом обеднения ее при выделении фаз типа А3В и кар-
бидов;
е) максимальное замедление диффузионных процессов, приводя-
щее к коалесценции частиц второй фазы;
ж) предотвращение выделения фаз с гексагональной решеткой
(NigTi);
з) равномерное упорядоченное выделение упрочняющих фаз в
виде квазипериодических макрорешеток.
3. При термической обработке сплавов должны быть .по-
лучены:
а) высокая степень гомогенизации твердого раствора и макси-
мально возможный уровень совершенства кристаллической решетки
матрицы;
б) максимально возможная величина зерна, обеспечивающая
оптимальное сочетание прочности, пластичности, усталости;'
в) минимальный объем прерывистого выделения карбидов Л!едС
и пленочных граничных выделений Л1е2зСв;
г) округлые частицы упрочняющих фаз по границам зерен, что
препятствует проскальзыванию по границам зерен и сравнительно
слабо понижает пластичность.
Принципы упрочнения перлитных, мартенситных и аустенитных
сталей карбидами и интерметаллидами типа фаз Лавеса в основе
такие же, как и никелевых сплавов. Одиако допустимое количество
второй фазы в них не превышает 5 %, а структурная стабильность
в основном регулируется усложнением состава фаз и матрицы пу-
тем введения элементов с низкой диффузионной подвижностью.
Вследствие того, что структурное несоответствие упрочняющих фаз и
матрицы больше, чем в никелевых сплавах, максимальная темпера-
тура применения таких материалов ограничивается главным обра-
зом диффузионной подвижностью компонентов и не может быть вы-
ше 700—750 °C.
Самым простым из дисперсиоинотвердеющих никелевых сплавов
является сплав ХН77ТЮ, более высокожаропрочный сплав ХН77ТЮР
отличается от него присадкой бора в количествах 0,005—0,008 %.
В закаленном в воду состоянии сплав имеет г. ц. к. решетку твердо-
го раствора, пересыщенную титаном и алюминием. После закалки
сплав обладает относительно невысокой прочностью, но весьма вы-
сокой пластичностью. Прочность сплава составляет 650 МПа, удлине-
ние не ниже 50 %, а ударная вязкость КС£/=22ч-23 • 102 кДж/м2.
Высокая пластичность сплава в закаленном состоянии позволяет
производить сварку, а также операции по пластической дефор-
мации в холодном состоянии — правку, профилировку, гибку,
штамповку.
Жаропрочность закаленного сплава, так же как и кратковремен-
ная прочность, низкая. Для получения высоких свойств жаропрочно-
сти сплав подвергают старению при температурах 700—750 °C с по-
108
следующим охлаждением на воздухе, кроме этого, опера-
цию закалки также производят путем охлаждения металла
после высокотемпературного нагрева в атмосфере спокойного
воздуха.
Максимальную прочность сплав обретает после старения при
700 °C. Старение при более низких температурах сильно затягивает
процесс распада твердого раствора, старение при более высоких
температурах сопровождается меньшим упрочнением из-за
увеличения растворимости титана и алюминия и соответст-
вующего уменьшения количества выделяющейся у'-фазы. Кро-
ме этого, при высокотемпературном старении (при 800—870 °C)
ускоряется процесс развития и роста г]-фазы NisTi с гексагональ-
ной решеткой.
Помимо основной упрочняющей фазы сплава Ni3(Ti, А1), в спла-
ве могут присутствовать карбиды Л1е7С3, Ме2зС6 и карбоиитрид
Ti.CN. Карбид Л-1е7С3 неустойчив и обычно потом переходит в кар-
бид Ме23С6.
На свойства сплава значительное влияние оказывает также и
температура закалки. Для температур 600—800 °C наибольшая дли-
тельная прочность сплава наблюдается при закалке 1080 °C. Для бо-
лее низких температур (500—600 °C) лучшие свойства обеспечивает
закалка с 1000 °C. В процессе службы или длительного изотермичес-
кого старения свойства сплава при температурах 700—750 °C сохра-
няются весьма длительное время на высоком уровне, что обеспечива-
ется довольно значительным количеством у'-фазы [обычно 10—12 %
(по массе)] и малой склонностью к росту ее размеров вследствие од-
нотипности решеток упрочняющей фазы и твердого раствора и от-
носительно низкой диффузионной подвижности атомов алюминия и
титана. Введение бора увеличивает длительную прочность сплава, и
этот эффект, обнаруженный на сплаве ХН77ТЮ, был затем широко
использован при создании жаропрочных сплавов на основе иикеля
всех без исключения марок. В настоящее время все они содержат
бор в тех или иных количествах. Чем выше содержание бора, тем
выше жаропрочность, однако бор затрудняет горячую деформацию,
поэтому на практике содержание бора ограничивают сотыми и ты-
сячными долями процента. Механизм влияния бора до конца не
изучен, хотя известны многочисленные попытки выяснения природы
его влияния на жаропрочные свойства сталей и сплавов на основе
железа и иикеля.
Последующие разновидности лопаточных сплавов отличаются от
сплава ХН77ТЮР более высоким содержанием титана, алюминия и
дополнительным введением ниобия, что повышает количество у'-фа-
зы, выделяющейся при старении, до 60 %. С целью упрочнения твер-
дого раствора в сплавы вводят молибден, вольфрам, кобальт, но
при этом надо иметь в виду, что с ростом легированности уменьша-
ются технологическая пластичность и пластичность сплава в процес-
се эксплуатации. Чтобы повысить пластичность сплавов, легирован-
ных большими количествами молибдена и вольфрама, в них снижа-
ют содержание хрома.
Понижение содержания хрома ниже 15 % влечет за собой сни-
жение сопротивления сплавов окислению, поэтому сплавы с низким
содержанием хрома требуют защиты поверхности от газовой корро-
зии.
Жаропрочные, технологические и эксплуатационные свойства
жаропрочных сплавов в значительной мере зависят от технологии
109
их производства: методов выплавки и кристаллизации, технологии
горячей обработки давлением, условий механической обработки. Ни-
келевые сплавы выплавляют в открытых индукционных или дуго-
вых печах или методом вакуумной индукционной выплавки с по-
следующим переплавом металла в вакуумно-дуговых печах. В осо-
бых случаях, когда требуется очень высокая чистота, металл
выплавляется методом электронно-лучевой плавки. Наряду с примене-
нием самых современных методов выплавки для изготовления жа-
ропрочных сплавов применяют самые чистые шихтовые материалы,
в которых соответствующими нормами ограничивают содержание
свинца, сурьмы, висмута, кадмия и других элементов. Обычно чис-
тота сплавов по этим примесям находится на весьма высоком уров-
не, а содержание этих элементов не превышает 10~3—10'4 % (по
массе).
Выплавка сплавов в вакууме преследует три цели — удалить
вредные металлические примеси; ограничить содержание кислорода
и азота, предотвратив их попадание в металл из воздуха, при ре-
гулируемой кристаллизации, реализуемой в процессе вакуумною
дугового или электронно-лучевого переплава; сформировать такую
макроструктуру слитка, которая позволила бы провести горячую
деформацию слитка.
Характерной особенностью жаропрочных сплавов на осно-
ве никеля является сильное химическое взаимодействие ком-
понентов, проявляющееся уже в жидком состоянии, что при-
водит к значительному развитию ликвации при кристаллизации.
Следствием ‘ ликвации являются пониженная пластичность ли-
того металла и анизотропия механических свойств проката и по-
ковок.
Горячая деформация высоколегированных жаропрочных сплавов
имеет следующие характерные особенности:
1) малую пластичность при всех температурах;
2) высокое сопротивление деформированию, включая и одно-
фазную область твердого раствора;
3) узкий температурный интервал деформации, доходящий до
80—100 °C;
4) высокую чувствительность к перегреву.
Характерной особенностью жаропрочных сплавов является вы-
сокая температура рекристаллизации, поэтому отклонение от режи-
ма деформации способствует появлению в металле полугорячею
наклепа, что при последующей термической обработке приво-
дит к разнозернистости или грубозернистости. Это часто объ-
ясняется попаданием металла в область критических степенен
деформации.
Второй причиной разнозернистости проката и поковок является
наличие значительной остаточной химической микронеоднородности,
выраженной в виде полосчатости или фигур, напоминающих дендри-
ты исходных кристаллов слитка.
Температура рекристаллизации сплавов зависит от легиро-
вания и предварительной деформации и термичеЬкой обработки.
Чем выше степень легирования, тем выше температура кри-
сталлизации.
Чувствительность жаропрочных сплавов к перегревам выража-
ется в том, что свыше определенной температуры пластичность спла-
ва катастрофически падает. При этом, если в сталях это связано с
пережогом границ зерен, в жаропрочных сплавах пережог в виде
НО
глубокого окисления по границам зерен ие наблюдается,
и природа падения горячей пластичности остается пока невыяс-
ненной.
В тех случаях, когда металл деформируется в области удов-
летворительной пластичности, следует также соблюдать определен-
ные условия по степени однократного обжатия. Чем выше
степень легирования сплава, тем меньше допустимые степени
обжатия при горячей обработке давлением. При высокой сте-
пени деформации сплав может локально перегреваться от вы-
деления тепла при ковке, поэтому верхнюю температуру на-
грева под деформацию следует выбирать с учетом последующих
степеней обжатия.
Поскольку жаропрочные сплавы весьма чувствительны к режи-
мам термической обработки, необходимо строго выдерживать саму
температуру и однородность распределения температуры по объ-
ему печи.
Так как термическая обработка сплавов связана с длительными
нагревами, следует предварительно определять глубину слоя с изме-
ненным химическим составом для правильного выбора припуска на
механическую обработку. Для снижения припуска на механическую
обработку целесообразно проводить термическую обработку в печах
с защитной атмосферой. При операциях старения ниже 750—800 ’С
термическая обработка может быть проведена в печах с воздушной
атмосферой, выше 800 °C старение незащищенных покрытием лопаток
следует также вести в защитной среде.
2. Химический состав и свойства
Сплав ХН77ТЮР (ЭИ437Б и ЭИ437БУВД)
Применение — в турбостроении (рабочие лопатки, турбинные диски,
кольца и другие детали газовых турбин) для службы при темпера-
турах до 750 °C.
Химический состав по ГОСТ 5632—72, ТУ 14-1-402—72, % (по
массе):
а) сплава ЭИ437Б — 19—22 Сг; 2,4—2,8 Ti; 0,6—1,0 Al; =g=4,0 Fe;
<0,4 Мп; <0,6 Si; <0,07 С; <0,01 В; <0,02 Се; <0,007 S;
<0,015 Р; остальные никель;
б) сплава ЭИ437БУ — 19—22 Сг; 2,5—2,9 Ti; 0,6—1,0 Al;
<l,0Fe; <0,4 Мп; <0,6 Si; <0,07 С; <0,01 В; <0,02 Се;
<0,007 S; <0,015 Р; остальное никель.
Технологические данные: 1) сплав выплавляется в открытых
дуговых или индукционных печах и с применением вакуумного ду-
гового переплава; 2) температура деформации — начало 1180, ко-
нец не ниже 900 °C, охлаждение после деформации на воздухе;
3) рекомендуемые режимы термической обработки: ХН77ТЮР
(ЭИ437Б) — нагрев до 1080 °C, выдержка 8 ч, охлаждение на воз-
духе; старение при 700 или 750 °C, выдержка 16 ч, охлаждение иа
воздухе; ХН77ТЮР (ЭИ437БУ) — нагрев до 1080 °C, выдержка 8 ч,
охлаждение на воздухе; старение при 750 или 775 °C, выдержка
16 ч, охлаждение на воздухе.
111
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВОВ (ЛИСТЫ — ПОПЕРЕЧНЫЕ
ОБРАЗЦЫ; ЛЕНТА, ПРУТКИ И ПОКОВКИ-ПРОДОЛЬНЫЕ ОБРАЗЦЫ) [31
Термическая обработка t, °C % °0,2 ip кси, НВ (диаметр отпечатка шарика), мм
МПа % кДж/м2
ХН77ТЮР (ЭИ437Б), ОЭ, листы холоднокатаные
Закалка с 1080—1120 °C, 20 900 —- 13 —
0,8—2,0 мин на 1 мм толщины листа, воздух; старение при 750+5 °C, 5 ч, воздух 750 600 8
ХН77ТЮР (ЭИ437Б), ОЭ, лента холоднокатаная
Закалка с 1080—1120 °C, вода или воздух 20 <900 — 30 —• — —
ХН77ТЮР (ЭИ437Б), ВДП, прутки
Закалка с 1080±10°С, 20 — — — — — 3,4—3,8
8 ч, воздух; старение 700 700 — 15 20 — —
при 700±10°С, 16 ч, 20' — —. — — —. 3,4—3,8
воздух 700 750 — 15 20 — —
ХН77ТЮР (ЭИ437БУ) ОЭ, ВДП, прутки
То же 650 12 14 3,4—3,75
ХН77ТЮР (ЭИ437БУ), ОЭ, ВДП, поковки
» » 20 100 680 13 16 300 3,4—3,7
ВРЕМЯ ДО РАЗРУШЕНИЯ ПРИ ИСПЫТАНИЯХ НА ДЛИТЕЛЬНУЮ
ПРОЧНОСТЬ СПЛАВОВ (ПРОДОЛЬНЫЕ ОБРАЗЦЫ) [31
Термическая обработка t, °C с, МПа V4 (не менее)
ХН77ТЮР (ЭИ437Б), прутки. ОЭ
Закалка с 1080+10°C, 8 ч, 700 | 440 | 50
воздух, ±10 °C, старение при 16 ч, воздух 700+ То же, ВДП
700 | 460 | 40
112
Продолжение
Термическая обработка (, °C а. МПа V 4 (не менее)
Закалка с 1080±10°С, 8 ч, воздух; старение прн 750— 790±10°С, 16 ч, воздух хн 750 750 750 650 77ТЮР (ЭИ4 прутки, ОЭ, 350 350 го же, покое 350 620 37БУ), ЗДП 50 100 iU 50 50
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВОВ (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [3]
Термическая обработка t, °C °в 1 °0,2 | кси, кДж/м*
МПа %
ХН77ТЮР (ЭИ437Б), ОЭ
Закалка с 1080 °C, 8 ч, 20 950 62 15 15 400
воздух; старение при 600 850 58 20 25 550
700 °C, 16 ч, воздух 700 800 55 15 20 600
750 650 — 10 15 650
800 500 42 12 20 900
850 370 30 12 30 —
ХН77ТЮР (ЭИ437БУ), ОЭ
Закалка с 1080 °C, 8 ч, 20 1000 66 14 15 300
воздух; старение при 500 900 62 22 23 —
750—775 °C, 16 ч, воздух 550 880 58 22 26 —
600 850 55 22 23 .—
650 840 55 22 22
700 820 54 16 21
750 660 52 14 29 —
800 546 44 16 36
850 350 27 17 55 —
ХН77ТЮР (ЭИ437БУ), ВДП
20 1050 670 22 18 300
500 950 580 26 28
550 930 575 24 28
600 920 560 24 28
650 900 555 23 27
700 800 550 20 21 —
750 680 545 17 23
800 520 — — 28 —
113
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ СПЛАВОВ (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ),
МПа [3]
Термическая обработка i, °C О О О 1 * °0,2/100 * °0,2/500 ©„.J при
10’ гладкие §
гладкие с надре- зом**
ХН77ТЮР (ЭИ437Б), 03
Закалка с 1080 °C, 8 ч, 20 — — — — 370 220 г
воздух; старение при 600 680 560 450 580 —— 310 230 270
700 °C, 16 ч, воздух 650 600 470 350 460 — — —
700 410 300 180 400 260 370 230 340
750 300 200 110 250 — — — —
800 200 100 — 170 110 260 240 220
ХН77ТЮР (ЭИ437БУ), 03
Закалка с 1080 °C, 8 ч, 20 — — ' 370 220
воздух; старение при 550 800 710 580 — —
750—775 °C, 16 ч, воз- 600 700 550 — 550 — 310 220 ——
дух 650 600 460 — 460 340 230 —
700 440 300 — 400 — 390 230 —
750 320 —_ 250 — ——
800 220 100 — 170 — 260 240 —
ХН77ТЮР (ЭИ437БУ), ВЦП
20 — — 360 300
550 800 720 —— 570 560 -—- —
650 600 460 — 460 420 330 — —
750 340 230 •—- — — — —- —
* По остаточной деформации. ** Радиус в вершине надреза образца
0,75 мм.
ЖАРОСТОЙКОСТЬ СПЛАВОВ В ВОЗДУШНОЙ СРЕДЕ [3]
t, »с т, ч Ат-10’, г/(м2-ч) J t, ?с т, ч Дт-103, Г/(М2.4)
800 800 100 200 0,0387 0,0173 i 900 । 900 100 200 0,0680 0,0510
114
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [31
t, °C Е-10~5, МПа X, Вт/(м-К) t, °C (интервал) а-10е, К-1
20 2,15 12,6 20—100 12,67
100 — 13,9 20—200 12,9
200 — 15,6 20—300 13,3
300 — 17,2 20—400 13,8
400 — 18,8 20—500 14,2
500 — 20,9 20—600 14,6
600 1,81 23,5 20—700 15,1
700 1,72 25,1 20—800 15,5
750 1,67 — 20—900 16,2
800 1,61 28,2 20—1000 16,8
850 1,57 — —
900 1,50 31,1 1 —
* Плотность сплава при 20 °C составляет 8200 кг/м9.
Сплав ХН70МВТЮБ (ЭИ598)
Применение — лопатки газовых турбин, работающие ограниченно
при температурах до 850 °C.
Химический состав по ГОСТ 5632—72,% (по массе): 16—19Сг;
4—6Мо; 2—3,5 W; 0,5—1,3 Nb; 1,9—2,8 Ti; 1,0—1,7 Al; <5 Fe;
<0,5 Мп; <0,6 Si; <0,12 С; <0,01 В; <0,02 Се; <0,01 S;
<0,015 Р; остальное никель.
Технологические данные: 1) сплав выплавляется в открытых
дуговых печах и с применением вакуумного дугового переплава,
2) температура деформации — начало 1180; конец не выше 1000 °C,
охлаждение на воздухе; 3) рекомендуемые режимы термической об-
работки; нагрев до 1200 °C, охлаждение на воздухе; повторный на-
грев под закалку до 1070 °C, охлаждение на воздухе; старение при
температуре 800 °C в течение 16 ч, охлаждение иа воздухе.
СВОЙСТВА СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ ОБРАБОТКА—
РЕКОМЕНДОВАННАЯ [2]
t. °C %,2 в. Ф кси. t, °C °в О0,2 кси,
МПа ’/ кДж/м2 МПа % кДж/м’
20 1050 560 16 16 — 800 720 450 9 12 600
600 980 550 24 24 — 850 600 400 8 15 700
700 .750 930 530 16 16 800 900 380 220 12 35 —
И5
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ
ПРОЧНОСТИ, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ СПЛАВА
(ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ
ОБРАБОТКА—
РЕКОМЕНДОВАННАЯ,
МПа )2)
t. °с <h()0 ^200 * °Ь,2/Ю0 ** а-(
20 420
600 — — — 350
650 620 600 — —
700 480 420 300 370
800 250 230 180 350
850 180 — 100 —
900 — — — 180
* По общей деформации. ** На
базе 10’ циклов.
ЧУВСТВИТЕЛЬНОСТЬ
К НАДРЕЗУ ПРИ ИСПЫТАНИИ
НА ДЛИТЕЛЬНУЮ ПРОЧНОСТЬ
(ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ
ОБРАБОТКА—
РЕКОМЕНДОВАННАЯ* [2]
t, °C О, МПа Время до разру- шения, ч
гладкие образцы образцы с надре- зом**
650 600 <280 12—17
700 400 <220 35—130
800 250 <100 90—140
* Температура начала интенсив-
ного окалинообразоваиия сплава
1000 °C; при lOO-ч испытаниях иа
воздухе при температуре 1100 “С
увеличение массы составляет 0,666
г/(м2*ч)> ** Радиус надреза 0,1 мм.
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* 12)
(, °C МПа X, Вт/м-К i, °C (интервал) а-106, К-1
20 1,95 — 20—100 12,4
100 1,89 18,9 100—200 13,4
200 1,83 16,8 200—300 14,8
300 1,76 14,6 300—400 15,7
400 1,71 15,9 400—500 ; 16,5
50Q 1,68 18,8 500—600 18,0
600 1,65 20,5 600—700 18,8
700 1,50 21,7 700—800 21,8
750 1,40 — 800—900 26,3
800 1,35 24,3 900—1000 22,7
850 1,23 — — —
900 1,15 26,3 — —
* Плотность сплава при 20 °C составляет 8500 кг/м3.
116
Сплав ХН80ТБЮ (ЭИ607)
Применение — лопатки и крепежные детали для весьма длительного
срока службы при температурах до 700 °C.
Химический, состав по ГОСТ 5632—72, % (по массе): 15—18 Сг;
1,0—1,5 Nb; 1,8—2,3 Ti; 0,5—1,0 Al; <3Fe; <1,0 Мп; <0,8 Si;
<0,08 С; <0,012 S; <0,015 P; остальное никель.
Tехнологические данные: 1) сплав выплавляется в открытых ду-
говых печах и методом вакуумного дугового переплава; 2) темпе-
ратура деформации — начало 1160, конец ие ниже 950 °C, охлажде-
ние на воздухе; 3) рекомендуемые режимы термической обработки:
нагрев до И 00 °C, выдержка 5 ч, охлаждение на воздухе; ступенча-
тое старение: 1000 °C, выдержка 2 ч, охлаждение с печью до 900 °C,
выдержка 1 ч, охлаждение с печью до 800 °C, выдержка 2 ч, охлаж-
дение на воздухе; 750 °C, выдержка 20 ч, охлаждение на воздухе;
нагрев до 700 или 650 °C, выдержка 48 ч, охлаждение на воздухе
(температура старения последней ступени соответствует температу-
ре эксплуатации); твердость после термической обработки НВ
217—255.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ
ОБРАБОТКА РЕКОМЕНДОВАННАЯ [21
°в %,2 б5 кси, % %,2 б5 ’I’ кси.
1, °C МПа % кдж/м3 t, °C МПа о/ /0 кдж/м!
20 950 650 18 22 .700 630 790 600 7 .
500 1000 610 26 26 — 650 700 550 7 10 1000
600 830 600 И — — 700 680 500 7 6 1200
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЦЫ) ПОСЛЕ ДЛИТЕЛЬНОГО СТАРЕНИЯ; ТЕРМИЧЕСКАЯ
ОБРАБОТКА - РЕКОМЕНДОВАННАЯ [21
'ст- °с т, ч °C % 1 %,2 . | кси, кДж/м1
МПа i
* * 20 119 77 25 31 1100-
* * 550 97 60 20 31 —
500 4000 20 120 79 22 29 750
500 4000 500 107 70 21 31 —
550 4000 20 122 80 18 24 550
550 4000 550 97 69 10 15 —
600 4000 20 122 82 19 23 500
600 4000 600 87 57 5 13 —
* Исходное состояние.
117
ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ*, МПа 12]
1. °C ^1000 ^5000 °10000
650 450 320 280
700 280 220 170
* Глубина коррозии при испытании сплава в течение 10000 ч в
воздушной среде составляет при 700, 800 и 850 °C соответственно 0,001; .
0,007; 0,013 мм.
ВЫНОСЛИВОСТЬ СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ 650 °C ПРИ СИММЕТРИЧНОМ И АСИММЕТРИЧНОМ ЦИКЛАХ
НАГРУЖЕНИЯ; ТЕРМИЧЕСКАЯ ОБРАБОТКА - РЕКОМЕНДОВАННАЯ.
МПа, ПРИ ЧИСЛЕ ЦИКЛОВ [2]
астаг' МПа Гладкий образец. Образец с надрезом
>0’ ! ю- | 10г 108 10s 10е кг 10»
420 390 370 __ ___
но — 320 280 260 290 200 190 180
180 340 300 250 200 250 190 180 170
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ (ТЕРМИЧЕСКАЯ ОБРАБОТКА-
ЗАКАЛКА С 1150 °C, ВОДА, ДВОЙНОЕ СТУПЕНЧАТОЕ СТАРЕНИЕ) [2]
t, °C о0, МПа Остаточное напряжение ат, МПа, за время, ч
25 ТОО 500 1000 2000 5000 10 000
650 150 134 132 130 128 125 122 117
700 200 — 131 116 108 97 82 70
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
t, °C Е-10—5, МПа к, Вт/(М-К) Л сС (интервал) а-10®, К-1
20 2,24 1 25—300 13,1
100 2,21 13,4 25—400 14,0
200 , 2,15 15,5 25—500 14,4
300 2,10 17,9 25—600 14,9
400 2,04 20,1 25—700 15,6
500 1,97 24,3 25-800 16,35
600 1,88 26,3
650 1,83 —
700 1,78 26,3
800 1,68 28,9
» Плотность сплава при 20 °C составляет 8300 кг/м3.
118
Сплав ХН70ВМТЮ (ЭИ617)
Применение — лопатки газовых турбин с весьма длительным сроком
службы при температурах до 850 °C,
Химический состав по ГОСТ 5632—72, % (по массе): 13—16 Сг;
2—4Мо; 5—7 W; 0,1—0,5V; 1,8—2,3 Ti; 1,7—2,3 Al; <5Fe;
<0,5 Мп; <0,6 Si; <0,12 С; <0,02 В; <0,02 Се; <0,015 S;
<0,015 Р; остальное никель.
Техно логические данные: 1) сплав выплавляется в дуговых
и индукционных электропечах и с применением вакуумного дугового
переплава; 2) температура деформации— начало 1160, конец выше
1000 °C, охлаждение после деформации иа воздухе; 3) рекомендуе-
мые режимы термической обработки; 1) нагрев до 1190±10°С, вы-
держка 2 ч, охлаждение на воздухе; нагрев до 1050 °C, выдержка
4 ч, охлаждение на воздухе; старение при 800 °C в течение 16 ч,
охлаждение на воздухе; II) нагрев до 1180 °C, выдержка 6 ч, охлаж-
дение на воздухе; нагрев до 1000 °C, охлаждение с печью до 900 °C,
выдержка 8 ч, охлаждение на воздухе; старение при 850 °C в тече-
ние 15 ч, охлаждение на воздухе.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ (21
I % 1 %,2 в, | Ф °п 1 %,2 1 ф
i, с 1 МПа % МПа %
Термическая обработка по режиму I Термическая обработка
/ 1050 го режиму II
20 1070 700 14 13 530 26 23
600 990 680 16 19 —
700 900 650 10 12 870 510 22 <15
750 770 650 6 10 780 510 9 14 11 13
800 720 580 4,5 9 710 510 9
850 590 470 10 14 540 490 8
900 490 380 14 19 — — —
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПОСЛЕ ДЛИТЕЛЬНОГО СТАРЕНИЯ (2|
°с % %,2 Ф кси.
Г, ч t, °C МПа % кДж/м8
* * 20 1100 700 19 21 300
800 720 580 8 11
800 1000 20 1080 650 15 16
850 1000 800 670 560 16 22 —
850 1000 20 1070 570 20 20
850 100 800 530 430 26 34
«—** —** 20 1090 560 33 30 90
650 5000 20 1180 730 13 16 — М
650 5000 650 1060 640 11 15 —~
t ta
П родолжение
°в °0,2 | Ц) кси,
гст> °С т, ч /, °C МПа % кДж/ма
700 5000 20 1270 640 15 15 300
700 5000 700 910 520 20 24 ——
750 3000 20 1050 600 14 15 200
750 3000 750 770 500 13 17 —
800 3000 20 1060 570 18 17 400
800 3000 800 620 450 13 16 — !»
850 1000 20 950 460 23 22 500
850 1000 850 560 440 4 8 —
900 1000 20 1010 470 32 28 650
900 1000 900 320 280 16 23 —
* Исходное состояние, термическая обработка по режиму I. ** Исходное
состояние, термическая обработка по режиму II.
ВЫНОСЛИВОСТЬ СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ЗА 107 ЦИКЛОВ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПО РЕЖИМУ И, о^, МПа 121
t, °C Гладкий образец Образец с йадрезом /, °C Гладкий образец Образец с надрезом
20 340 250 800 360 290
600 350 240 850 300 —.
700 370 280 900 250 190
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ* И ПОЛЗУЧЕСТИ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПО РЕЖИМУ II [2], МПа
t, °C О100 ^1000 tfaooo ^5000 °10000 О110~S
650 550 470 440 400
700 480 — — .
750 360 250 215 200 180
800 240 175 145 130 125 80
850 180 — — — — .
900 130 — — — — -—
• Жаростойкость сплава, оцениваемая как коррозионное разрушение на
воздухе и в воздухе, содержащем 4—6 % СО2, 1—2 % Н2О, 0,02—0,05 % SO2,
эа 10000 ч составила 0,009; 0,013; 0,022; 0,033; 0,049 мм при температурах со:
ответственно 800, 850, 900, 950 и 1000 °C,
120
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* (2]
1, °C £.10“5, МПа К Вт/(м-к> /, °C (интервал) «•10е, к-1
20 2,0 . 200—100 12,0
100 1,9 9,7 20—200 12,5
200 1,8 11,3 20—300 13,5
300 1,85 13,0 20—400 13,9
400 1,7 15,0 20—500 14,3
500 1,7 — 20—600 14,8
600 1,65 19,2 20—700 15,8
700 1,5 21,7 20—800 16,3
800 1,45 24,3 20—900 16,7
850 1,40 —
900 1,30 27,2
♦ Плотность сплава при 20 °C составляет 8400 кг/м3.
Слдав ХН73МБТЮ (ЭИ698)
Применение — диски газовых турбин для длительной службы с ра-
бочей температурой до 750 °C.
Химический состав по ТУ 14-1-1466—75, % (по массе): 13—
16 Сг; 2,8—3,2 Мо; 1,8—2,2 Nb; 2,35—2,75 Ti; 1,3—1,7 Al; <2,0 Fe;
<0,4 Мп; <0,6 Si; <0,08 С; <0,005 В; <0,005 Се; <0,007 S;
<0,015 Р; остальное никель.
Технологические данные-. 1) сплав выплавляется в открытых
дуговых или индукционных печах и с применением вакуумного ду-
гового переплава; 2) температура деформации — начало 1160—1180,
конец выше 1000 °C, охлаждение после деформации на воздухе;
3) рекомендуемые режимы термической обработки: двойная закал-
ка — нагрев до 1120 °C, выдержка 8 ч, охлаждение на воздухе; на-
зрев до 1000 °C, выдержка 4 ч, охлаждение на воздухе; старение по
режимам: 1) 800 °C, выдержка 16 ч, охлаждение на воздухе;
11) 750°C, выдержка 16 ч, охлаждение на воздухе +650 °C, выдерж-
ка 16—20 ч, охлаждение на воздухе; 111) 775 °C, выдержка 16 ч,
охлаждение на воздухе +700°C, выдержка 16—20 ч, охлаждение на
воздухе. Режим I применяется в случае длительной службы в тече-
ние 10000—20000 ч при температурах до 750 °C; режимы II и III—
для кратковременной службы.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ:
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПО РЕЖИМУ Ш [2]
i, °C °в 1°0,2 | 4 кси, кДж/м2 t, °C °в |°о,2 б‘ 1 Ф кси, кДж/м*
МПа % МПа %
20 1210 800 31 24 720 650 1030 670 28 27 .
550 1030 700 31 26 1030 700 1000 680 24 22 750
600 1040 690 28 26 1000
121
МЕХАНИЧЕСКИЕ СВОЙСТВА КРУПНЫХ ПОКОВОК ДИАМЕТРОМ
480-850 мм ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ И НАПРАВЛЕНИЯХ
ВЫРЕЗКИ ОБРАЗЦА [2]
i, °C °в °0.2 б5 ф °в %,2 «5 Ф
t, °C
МПа % МПа %
Тангенциальное * 750 780 610 26 32
800 670 600 22 30
20 1140 700 27 29 850 600 580 20 42
450 1020 650 24 24
500 1000 570 29 30 Осевое
550 980 570 25 28
600 650 700 750 800 970 960 890 800 620 570 570 570 560 540 28 23 20 12 23 28 30 21 13 30 20 600 650 700 960 950 920 880 660 580 580 580 12 20 15 13 12 23 18 19
850 540 510 20 24 Радиальное **
Радиальное * 20 1180 760 23 24
20 1140 700 30 31 450 1140 710 21 28
500 1050 610 28 28 550 1030 650 19 28
600 1000 600 30 30 600 1050 650 22 29
650 980 590 33 34 650 1050 650 24 29
700 930 600 30 30 700 1020 650 25 29
750 860 630 21 23
* Термическая обработка ио режиму I. ** Термическая обработка ио ре-
жиму II.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА ПОСЛЕ ДЛИТЕЛЬНОГО
СТАРЕНИЯ (ШТАМПОВКА ДИСКА ДИАМЕТРОМ 480 мм,
ТАНГЕНЦИАЛЬНЫЕ ОБРАЗЦЫ, ТЕРМИЧЕСКАЯ ОБРАБОТКА
ПО РЕЖИМУ I) [2]
/ О<' °в °0,2 в, Ф кси,
‘ст’ г, ч t, °C МПа % кДж/м3
* * 20 1150 700 31 31 900
650 3 000 20 1220 810 15 15 430
650 10 000 20 1220 800 14 15 330
700 3 000 20 1210 770 15 16 400
700 10 000 20 1180 690 20 19 340
750 1 000 20 1120 620 30 31 690
750 3 000 20 1160 680 21 20 520
750 10 000 20 1110 580 27 27 660
650 3 000 650 1050 660 18 25
650 10000 650 1080 670 19 24 —
700 3 000 700 960 240 24 32 —
122
Продолжение
°в %,2 б3 Ф кси.
гст’ т, ч t, °C МПа % кДж/м2
700 10 000 700 910 270 27 35
750 1 000 750 740 530 31 47
750 3 000 750 770 550 28 42
750 10 000 750 730 440 31 44 —
* Исходное состояние.
ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ СПЛАВА* (ДИСК ДИАМЕТРОМ 480 мм,
ТАНГЕНЦИАЛЬНЫЕ ОБРАЗЦЫ, ТЕРМИЧЕСКАЯ ОБРАБОТКА
ПО РЕЖИМУ I) [2]
t, °с Предел длительной прочности, МПа, за время, ч
300 500 1000 2000 3000 5000 10 000
550 900 870 853 820
650 630 600 570 540 520 500 480
700 480 450 400 360 340 320 290
750 360 330 295 265 250 230 210
* Выносливость сплава за 107 циклов после термической обработки тан-
генциальных образцов из диска диаметром 480 мм по режиму II составляет
при 650 и 750 °C на гладких образцах соответственно 340 и 360 МПа, иа об-
разцах с надрезом радиусом 0,75 мм, 290 и 340 МПа. Пределы ползучести
сплава для остаточной деформации 0,2 % составляют за 100 ч прн темпера-
турах 550, 650 и 750 °C соответственно 650, 570 н 330 МПа; за 500 ч при тем-
пературах 550 и 650 °C — соответственно 650 и 520 МПа.
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
t, °C £10“ 5. МПа t, °C (интер- вал) а-108’ к-1 t, °C Е-10~5* МПа 1 л сс (иитер- 1 вал) а-10е* к-1
20 2,02 20—100 12,3 750 1,52 400—500 16,3
450 1,79 100—200 13,2 — — 500—600 17,3
550 1,76 200—300 14,2 600—700 18,8
650 1,61 300—400 15,0 —• — 700—800 21,6
♦ Теплопроводность при 50 °C составляет 9,6 ’ВтДм-К), плотность при
20 °C составляет 8320 кг/м3.
Сплав ХН70ВМЮТ (ЭИ765)
Применение — турбинные лопатки и крепежные детали для длитель»
ной службы при температурах 700—750 °C.
Химический состав по ГОСТ 5632—72, % (по массе):' 0,10^—
0,16 С; 14,0—16,0 Сг; 3,0—5,0 Мо; 4,0—6,0 W; 1,0—1,4 Ti; 1,7—2,2 Al;
123
<3Fe; <0,5Mn; <0,6 Si; <0,02 S; <0,02 P; <0,07 Cu; <0,01 B;
остальное никель.
Технологические данные: 1) сплав выплавляется в дуговой иля
индукционной электропечи и с применением вакуумного дугового
переплава; 2) температура деформации — начало 1170, конец 1000 °C,
охлаждение на воздухе; 3) рекомендуемые режимы термической об-
работки: нагрев до 1150 °C, выдержка 3 ч, охлаждение в масле; ста-
рение при 800 °C, 20 ч, охлаждение на воздухе.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА — РЕКОМЕНДОВАННАЯ [2]
t. °C °в °0,2 6s I 4= KCU, t, ?С °в °0.2 6з KCU,
МПа % кДж/м2 МПа % кДж/м3
20 1030 670 28 26 800 750 710 580 14 28 850
500 1020 640 27 23 900 800 570 500 17 34 1050
565 1020 640 28 27 1050 850 410 400 21 57 1150
600 970 600 23 18 900 900 300 280 31 70 —
650 990 600 20 23 850 950 140 120 49 74 ——
700 890 580 16 27 900 1000 80 70 58 76 —
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПОСЛЕ ДЛИТЕЛЬНОГО СТАРЕНИЯ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПЕРЕД СТАРЕНИЕМ - РЕКОМЕНДОВАННАЯ
12]
‘ст* ~ °в 1 °0,2 6s * кси.
т, ч t, °C МПа % кДж/м«
* % 20 1090 750 30 26 800
550 5 000 20 1100 750 29 29 500
550 - 5 000 550 1060 710 26 28 —.
600 3 000 20 1180 770 24 28 550
600 3 000 600 1040 680 24 27 —
600 8 000 20 1280 860 20 24 430
600 8 000 600 1060 720 14 26 —
650 5 000 20 1220 800 25 27 420
650 5 000 650 1070 680 17 24 —
700 1 000 20 1190 750 21 33 590
700 1 000 700 1040 680 19 23
700 2 000 20 1170 710 17 19 180
700 20 000 700 950 610 19 24 ——
750 3 000 20 1150 680 26 29 560
750 3 000 750 910 580 28 31 —
750 20 000 20 1060 590 20 20 350
750 20 000 750 730 540 16 20 —
800 1 000 20 910 590 10 21 550
800 1 000 800 780 560 29 39 , 1 —
800 8 000 20 1100 610 28 27 400
800 8 000 800 620 460 27 48 —
Исходное состояние.
124
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ СПЛАВА (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ), ТЕРМИЧЕСКАЯ ОБРАБОТКА—РЕКОМЕНДОВАННАЯ [2]
/, сС оа, МПа Остаточное напряжение ат. МПа, за время, ч
100 | 500 | 1000 | 2000 | 3000 | 6000 | 10 000 12 000*
565 350 330 310 310 310
565 300 — 280 — — 280 275 270
565 250 — 240 — — 230 225 — 220
600 350 330 325 310 310 305 300
600 300 280 275 274 265 260 — 250
600 250 240 230 228 — 215 205 — 200
650 300 — 260 — 245 220 185
650 250 — 220 — — 200 190 160
700 300 250 220 210 — 190 175 — 130
700 250 210 185 175 150 135 НО
700 200 170 145 135 — 120 110 90
700 150 120 110 105 — 90 85 — 80
750 300 205 165 140 123 35
750 250 175 140 120 106 32 .
750 200 145 120 105 99 — — 31 —
750 150 105 — 85 75 29
800 300 135 88 72 54
800 250 120 80 70 58 — — — —
800 200 95 — 60 50
800 150 80 — 45 40
850 300 60 38 30 — — ' — — —
850 250 55 32 27 -
850 200 50 — 22
850 150 45 —' 21 — — — — —
* Экстраполированные значения.
СВОЙСТВА ЖАРОПРОЧНОСТИ СПЛАВА (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ), МПа; ТЕРМИЧЕСКАЯ ОБРАБОТКА — РЕКОМЕНДОВАННАЯ [2]
t, °C Гладкие образцы Образцы с надрезом
61000 °2000 6&000 | 610000 | 6«0000 62000 620000 °2.10-4
565 700 670 590 550 460
600 650 600 560 530 500 370
650 480 400 370 340
700 310 270 .
750 220 200 170 160 140 200 150 16
800 140 —• — — — — —
125
ВЛИЯНИЕ ТЕМПЕРАТУРЫ НА ВЫНОСЛИВОСТЬ СПЛАВА (ПРУТОК,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ), a_v МПа; ТЕРМИЧЕСКАЯ ОБРАБОТКА-
РЕКОМЕНДОВАННАЯ (21
f, °C База испытания, циклы
10s | 10’ 10s 5.10*
гладкий с над- резом гладкий с над- резом гладкий с над- резом
20 — 420 280 —— — —
600 350 350 — — — — —•
650 375 355 — 340 — — —
700 410 385 250 370 — 350 —
750 430 380 250 330 240 300 220
800 — 320 210 260 160 220 120
СОПРОТИВЛЕНИЕ СПЛАВА ГАЗОВОЙ КОРРОЗИИ (ТЕМПЕРАТУРА
НАЧАЛА ИНТЕНСИВНОГО ОКАЛИНООБРАЗОВАНИЯ СПЛАВА
СОСТАВЛЯЕТ IQQQ °C)
t. °C Среда Скорость коррозии, мм
за 1000 ч | за год
700 Воздух 0,0011
750 0,0003 0,0028
750 Воздух+Х%С02+ + 1,5Н20+0,01 SO2 0,0004 0,0037
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
t, °C Е-10~5, МПа К Вт/(м-К) t, °C (интервал) «•10е, к“1
20 2,26 — 20—100 12,2
100 2,21 9,2 20—200 12,65
200 2,15 12,6 20—300 13,2
300 2,09 16,7 20—400 13,6
400 2,02 19,2 20—500 14,1
500 1,96 23,0 20—600 14,55
600 1,90 25,9 20—700 15,1
700 1,82 29,3 20—800 15,8
* Плотность сплава прн 20 °C составляет 8400 кг/м3.
126
Сплав ХН70ВМТЮФ (ЭИ826)
Применение — лопатки газовых турбин с ограниченным сроком
службы при температурах до 850 °C и длительным сроком службы
при температурах до 800 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 13—16 Сг;
2,5—4,0 Мо; 5,0—7,0 W; 0,2—1,0 V; 1,7—2,211; 2,4—2,9 Al; s£5Fe;
<0,5 Мп; <0,6 Si; <0,12 С; <0,015 В; <0,02 Се; <0,009 S;
<J0,015P; остальное никель.
Технологические данные: 1) сплав выплавляется в открытых и
вакуумных электропечах и методом вакуумного дугового переплава;
2) температура деформации — начало 1170±20°С, конец не ниже
1060 °C, охлаждение после деформации на воздухе; 3) рекомендуе-
мые режимы термической обработки сплава для работы: кратковре-
менной при 800—850 °C — I) закалка с 1210±10°С, выдержка 2 ч,
охлаждение на воздухе; закалка с 1050±10°С, выдержка 4 ч, ох-
лаждение на воздухе; старение при 800±10°С, выдержка 16 ч, ох-
лаждение на воздухе; длительной при 800 °C — 11) закалка с 1180 °C,
выдержка 6 ч, охлаждение иа воздухе; ступенчатое старение при
1000 °C, выдержка 4 ч, охлаждение с псчыо до 900 °C, выдержка
8 ч, охлаждение на воздухе и старение при 850 °C, выдержка 15 ч,
охлаждение на воздухе; III) после термической обработки твер-
дость по Бринеллю (диаметр отпечатка шарика) 3,3—3,7 мм.
Из этого сплава производят следующую продукцию [3]: а) спо-
соб выплавки ОЭ — прутки горячекатаные, круглые диаметром 20—
55 мм, обточенные круглые диаметром 20—40 мм; способ выплавки
ВИ, ВДП — то же, диаметром соответственно 20—45 и 20—40 мм.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ 850 °C; ВИД ПРОДУКЦИИ — ПРУТКИ [3]
Термическая обработка
°в’
МПа
6„ % 4. %
ие меиее
ОЭ
ВДП
Закалка с 1210±10°С, выдержка 2 ч, ох-
лаждение иа воздухе; закалка с 1050±
±10 °C, выдержка 4 ч, охлаждение на воз-
духе; старение при 800±10°С, выдержка
16 ч, охлаждение на воздухе
ВИ
600 8 12
650 12 18
127
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ) [3]
Термическая обработка t, °C °в 1 °о,2 МПа Or, 1 ф % кси, кдж/м!
Закалка с 1210±10°С, вы-
держка 2 ч, охлаждение на
воздухе; закалка с 1050±10°С,
выдержка 4 ч, охлаждение на
воздухе; старение при 800±
±10 °C, выдержка 16 ч, ох-
лаждение на воздухе-*
Закалка с 1180 °C, выдержка
6 ч, охлаждение на воздухе;
старение при 1000 °C, выдерж-
ка 8 ч, охлаждение с печью до
900 °C, выдержка 8 ч, охлаж-
дение на воздухе; старение
при 850 °C, выдержка 16 ч, ох-
лаждение на воздухе **
20 1050 720 10 12 200
500 950 680 25 28 —
600 920 650 25 28 300
700 900 620 12 15 350
800 800 580 8 11 $50
850 680 520 12 15
900 560 420 15 20 450
950 420 310 17 28 650
1000 160 НО 45 50 750
20 1050 590 15 16 300
650 950 510 22 28 —
700 950 520 15 13 300
750 860 540 20 25
800 730 510 12 12 —-
850 610 490 13 23 —
Даны значения 6ю. ** Даны значения
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ СПЛАВА (ПРУТКИ — ПРОДОЛЬНЫЕ ОБРАЗЦЫ),
МПа, ПРИ РАЗЛИЧНЫХ РЕЖИМАХ ТЕРМИЧЕСКОЙ ОБРАБОТКИ [31
0*2н ДП *4 а0,2/100 7—01’Г Z О м еГ на базе испытаний 107 циклов
и ь* с> а а О о °дп гладкие с надре- зом*3 гладкие с надре- зом*2
режим I режим и режим II режим I режим II
20 380 240 426 144
650 — 550 440 1,1 — —— — — — —
700 580 450 360 1—1,4 500 405 360 280 348 119
750 — 350 260 — 280 — — — —
800 350 230 165 1,1— 1,15 220 200 — 350 270 335 112
850 240 145 95 -А 140 - —. —. — — —.
900 150 — — — •— -— —, 310 190 — —
*' При испытаниях иа длительную прочность при 850 °C и напряжения
270 МПа время До разрушения образцов сплава, выплавленного в открытых
электропечах и с применением вакуум но-дугового переплава, не менее 50 ч,
а сплава, выплавленного в вакуумнр-индукциониых печах, ие менее 75 ч,
‘2 Угол надреза 60°, радиус в вершине надреза образца 0,15—0,22 мм. *’ Ра-
диус в вершине надреза образца 0,75мм. “ По общей деформации.
128
Значения жаростойкости сплава в среде воздуха и смеси газов,
состоящей из 17—20 % О2; 74—78 % N2; 4—6 % СО2; 1—2 % Н2О;
0,02—0,05 % SO2, приведены ниже;
Температура испыта-
ния, °C ........... 800 850 900 950 1000
Глубина коррозион-
ного разрушения, мм,
за 10000 ч . . . . 0,007 0,017 0,041 0,092 0,145
В условиях контакта с окнслами железа сплав склонен к язво-
образованню, для предохранения от которого применяют алитирова-
ние или хромоалитирование поверхности. * 2
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3]
/, °C £.10—6, МПа t, °C К, Вт/(м-К) t, ?С (интер- вал) а- 10», К"1
20 2,0 20 8,8 20—100 10,4
500 1,7 100 10,5 20—200 Н,7
600 1,65 200 12,6 20—300 12,4
700 1,55 300 14,2 20—400 12,9
800 1,45 » 400 16,3 20—500 13,2
850 1,4 500 18,4 20—600 13,6
900 1,3 603 20,5 20—700 14,0
950 1,17 700 22,6 20—800 14,5
1000 0,93 800 25,1 20—900 15,0
— — 900 28,0 — —
* Плотность сплава при 20 °C составляет 8470 кг/м’.
Сплав ХН70ВМЮ (ЭИ827)
Применение — лопатки турбин для ограниченного срока службы при
температурах до 850 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 9—11 Сг;
5—6,5 Мо; 4,5—5,5 W; 4,0—4,6 А1; <0,7 V; <5Fe; <0,4 Мп;
<0,5 Si; <0,12 С; <0,01 В; <0,01 Се, <0,010 S; <0,015 Р;
остальное никель.
Технологические данные: 1) сплав выплавляется в дуговой или
индукционной электропечи и с применением вакуумного дугового
переплава; 2) температура деформации — начало 1180, конец не ни-
же 1050°; охлаждение на воздухе; 3) рекомендуемые режимы тер-
мической обработки: 1) нагрев до 1200 °C, выдержка 6—8 ч, охлаж-
дение на воздухе; старение при 900—950 °C в течение 8 ч, охлажде-
ние на воздухе; П) нагрев до 1175 °C, выдержка 6 ч, охлаждение
на воздухе; старение при 1050 °C в течение 2 ч, охлаждение с печью
до 1000 °C, выдержка 2 ч, охлаждение с печыо до 900 °C, выдержка
2 ч, охлаждение на воздухе; старение при 850 °C в течение 5 ч, ох-
лаждение на воздухе; III) нагрев до 1180°C, выдержка 6 ч, охлаж-
дение на воздухе; старение при 1000 °C, выдержка 4 ч, охлаждение
с печью до 900 °C, выдержка 8 ч, охлаждение на воздухе; ста-
рение при 850 °C в течение 15 ч, охлаждение на воздухе.
Первый режим термической обработки применяется для кратко-
временной службы, второй и третий для длительной службы.
>—422
129
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПО РЕЖИМУ III [2]
t, °C °в °0,2 в. ‘П (, ес % %,2 6» bl?
МПа % у и: МПа 0 КС кД:
20 950 550 13 15 200 700 900 550 9 14 500
400 1000 580 17 20 660 750 870 530 9 12 '400
500 980 610 16 22 760 800 750 500 10 14 500
600 970 590 14 18 500 850 620 500 9 12 600
650 980 600 12 16,5 — 900 520 400 20 30 800
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПОСЛЕ ДЛИТЕЛЬНОГО СТАРЕНИЯ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА —РЕЖИМ III [2]
'ст °с т, ч t, °C °в °0,2 в, 4' кси, кДж/м2
МПа %
* * 20 1040 580 21 17 250
600 10 000 20 1020 730 10 8 90
600 10 000 600 890 630 9 15 —
650 5000 20 990 770 7 7 100
650 5000 650 990 700 8 13 —
700 10 000 20 930 640 7 6,5 200
700 10 000 700 810 490 15 20 550
750 10 000 20 950 590 11 11 400
750 10 000 750 820 480 16 20 800
800 5000 20 870 550 11 15 300
800 5000 800 670 460 9 14 900
850 5000 20 980 520 17 18 750
850 5000 850 570 400 6 12 —
900 5000 20 990 500 36 31 800
* Исходное состояние.
ВЫНОСЛИВОСТЬ СПЛАВА О^ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
(ПРУТОК, ОБРАЗЦЫ ПРОДОЛЬНЫЕ — ГЛАДКИЕ И С НАДРЕЗОМ),
______________________МПа [2]__________________
Термическая обработка t. °C 107 циклов 108 циклов
гладкие гладкие с надрезом
Режим I 700 310 —
800 330 — —
900 310 — —
Режим III 700 320 190
800 — 240. —-
130
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СПЛАВА
(ПРУТОК, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)*, МПа [2]
Термическая обработка /, °C °100 б$ооо <?10 000 °25 000 !о l3
Режим I 700 570
800 350 —. —.
850 240 — — —
900 150 — — — — — —
Режим II 700 450 380 350 320 — 360
750 350 290 260 230 — 200
800 — 220 160 140 120 170 120
850 •— 140 95 —• — —-
* Глубина коррозионного разрушения сплава за 10000 ч при испытаниях
на воздухе и с добавками в воздухе 0,05 % SO2 при температурах 800; 850;
900 ; 950 и 1000 °C составляет соответственно 0,001; 0,002; 0,002; 0,003 и
0,004 мм, Температура начала интенсивного окалинообразования сплава со-
ставляет 1080 °C.
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
t, °C Е.Ю"--8, МПа X, Вт/(м.К) t, °C (интер- вал) а. 10», К-1
20 2,54 8,8 20—100 10,2
100 2,41 10,1 20—200 11,3
200 2,36 12,8 20—300 12,0
300 2,29 13,4 20—400 12,2
400 2,22 15,0 20—500 12,4
500 2,19 17,5 20—600 12,6
600 2,08 20,1 20—700 13,1
700 1,99 22,2 20—800 13,2
800 1,91 25,1 20—900 14,0
900 1,82 27,6 20—1000 15,1
* Плотность сплава лри 20 °C составляет 8430 кг/м*.
131
Сплав ХН62МВКЮ (ЭИ867)
Применение — лопатки и диски турбин'для работы при температу-
рах до 900 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 8,5—
10,5 Сг; 9—11,5 Мо; 4,3—6,0 W; 4,2—4,9 А1; 4,0—6,0 Со; <4,0 Ге;
<0,6 Si; <0,3 Мп; <0,1 С; <0,02 В; <0,02 Се; <0,011S;
<0,015 Р; остальные никель.
Технологические данные: 1) сплав выплавляется в открытых
электропечах и с применением вакуумного дугового перелива;
2) температура деформации — начало 1190, конец не ниже 1060 °C;
охлаждение после деформации на воздухе; 3) рекомендуемые ре-
жимы термической обработки — нагрев до 1220±10°С, выдержка
4—6 ч, охлаждение на воздухе; старение при 950±15°С, выдержка
8 ч, охлаждение на воздухе.
Сортамент сплава: при способе производства ОЭ — прутки го-
рячекатаные круглые и обточенные круглые диаметром 33—55 мм,
при способе производства ВДП — прутки горячекатаные круглые
диаметром 20—45 мм, обточенные круглые диаметром 20—40 мм.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТОК. ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ 900 °C; ТЕРМИЧЕСКАЯ ОБРАБОТКА—
РЕКОМЕНДОВАННАЯ [2]
Способ производства 0В, МПа 6S, % М>, %
не менее
ОЭ 580 6 9
ВДП 580 8 12
После термической обработки твердость по Бринеллю (диаметр
отпечатка шарика) 3,25—3,6 мм. Время до разрушения при испы-
таниях на длительную прочность при 900 °C и напряжении 220 мПа
не менее 50 ч.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ — ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ
ОБРАБОТКА - РЕКОМЕНДОВАННАЯ [2]
t, °C °в °0,2 в. 1]; KCU, кдж/ма
МПа %
20 1000 780 6 11 150
700 960 650 6 12 400
800 900 650 3 7 500
850 720 550 3 7 500
900 600 400 8 12 500
950 400 300 10 18 600
1000 250 180 12 20 700
132
МЕХАНИЧЕСКИЕ СВОЙСТВА (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ 900—1250 °C* [3]
(, °C Ов, МПа б8, % KCU, кДж/мг
900 700 4 6 660
1000 310 19,5 36 900
1100 70 87 72 2600
1150 60 65 66 2900
1200 45 73 58 2000
1250 30 20 26 300
* Без термической обработки.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ (a НА БАЗЕ 107 ЦИКЛОВ) СПЛАВА*1
(ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА-
РЕКОМЕНДОВАННАЯ, МПа [3]
t, °C <5100 <51000 *2 °0,2/100 Гладкие об- разцы С надрезом**
20 310 210
700 740 610 310 250
800 430 310 350 335 250
900 190 110 130 320 250
950 НО 60 — — —
*1 При испытании на длительную прочность в нитервале температур 700—
950 °C сплав не чувствителен к надрезу. Скорость окисления сплава за 100 ч
по увеличению массы составляет прн 900, 1000, 1100 °C соответственно 0,0259;
0,0251; 0,186 г/(м2-ч). *2 По остаточной деформации. •• Радиус в вершине
надреза образца 0,75 мм.
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ* [2, 3]
(, °C ЕЛО- ®, МПа (, °C X, Вт/(М-К) /, ?С (интер- вал) а. 10», К”1
20 2,33 20 8,8 20—100 11,49
700 1,95 100 10,5 20—200 12,57
800 1,83 200 13,0 20—300 13,03
850 1,51 300 15,1 20—400 13,37
900 1,43 400 17,1 20—500 13,68
950 1,3 500 18,8 20—600 13,98
1000 1,21 600 20,1 20—700 14,33
700 21,7 20—800 14,75
800 23,0 20—900 15,56
900 24,7 20—1000 16,9
• Плотность сплава при 20 °C составляет 8570 кг/м».
133
Сплав ХН65ВМТЮ (ЭИ893)
Применение — рабочие и направляющие лопатки и крепежные де-
тали газовых турбин с длительным сроком службы при температу-
рах до 800 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 15—17 Сг;
3,5—4,5 Мо; 8,5—10,0 W; 1,2— l,6Ti; 1,2— 1,6AJ; s£3Fe; sgO,6Mn;
<0,6 Si; <0,07 С; <0,01 В; 0,025 Се; 0,012 S; <0,015 Р; осталь-
ное — никель.
Технологические данные: 1) сплав выплавляется в открытых и
вакуумно-индукционных электропечах; 2) температура деформа-
ции — начало 1160, конец не выше 950 °C, охлаждение после де-
формации на воздухе; 3) рекомендуемые режимы термической об-
работки: I) закалка с 1160—1180°C, выдержка 2 ч, охлаждение на
воздухе; старение при 750—800 °C, выдержка 12 ч, охлаждение па
воздухе; II) закалка с 1180 °C, выдержка 2 ч, охлаждение на воз-
духе; закалка с 1050 °C, выдержка 4 ч, охлаждение на воздухе;
старение при 780—800 °C, выдержка 12 ч, охлаждение на воздухе;
III) закалка с 1160—1180 °C, выдержка 2 ч, охлаждение на возду-
хе; старение при 830—850 °C, выдержка 12 ч, охлаждение на возду-
хе; IV) закалка с 1170 °C, выдержка 3 ч, охлаждение на воздухе;
ступенчатое старение при 1000 °C, выдержка 4 ч, охлаждение на воз-
духе с печью до 900 °C; выдержка 8 ч, охлаждение с печью до
850 °C, выдержка 15 ч, охлаждение на воздухе.
Сортамент сплава: способ производства ОЭ, ВИ—прутки го-
рячекатаные круглые диаметром 32—35 мм; прутки кованые раз-
мером 60—125 мм, круглые диаметром 60—125 мм, квадратные раз-
мером 60—125 мм,
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ), НЕ МЕНЕЕ* [2]
/, °C °в °0,2 в5 4 KCU, кДж/м’
МПа %
20 850 500 20 25 600
750 650 — 11 15 —
* Закалка с 1170+10°С, выдержка 2 ч, охлаждение на воздухе, старение
прн 800±10°С, выдержка 12 ч, охлаждение иа воздухе; или закалка с 1170+1
±10 °C, выдержка 2 ч, охлаждение на воздухе; старение при 1000+10 °C,
выдержка 4 ч, охлаждение на воздухе; старение при 900+10 °C, выдержка
8 ч, охлаждение на воздухе; старение при 850±10°С, выдержка 15 ч, охлаж-
дение на воздухе.
134
20 500 900 860 600 530 20 40 25 36 800 1700 790 860 480 41 21 35 го- 31 38 500
550 — — — — — 830 41 37 36 —
600 800 500 25 35 1000 830 39 35 34 —
650 — — — — — 720 35 34 38 —
700 700 480 15 20 800 — — — — —
750 700 480 15 16 800 690 400 16 22— 32 —
800 600 450 16 17 800 580 360 18 23— 37 —
850 — — — — — 490 360 18 36— 40 —
900 — — — — —- 300 270 37 55— 56 —
* После длительного старения сплав сохраняет достаточно высокие меха-
нические свойства за исключением ударной вязкости, значения которой после
продолжительности старения 10000 ч при 750 °C уменьшаются до 410 кДж/м1,
а после продолжительности старения 20000 ч — до 600 кДж/м2.
ПРЕДЕЛ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ И ВЫНОСЛИВОСТИ (а_х НА РАЗЛИЧНОЙ БАЗЕ ИСПЫТАНИЙ) СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА- СМ. РЕЖИМЫ I, II, III И IV. МПа 12]
t, °C а1000 ^10 900 о59 900 <д.ю 4 °1.10 6 Гладкие об- разцы Образцы о надрезом
10’ 109 10’ 109
20 — — 280 260
500 —- — — 342 322 335 335
600 600 550 — — — 336 327 340 335
650 500 450 — — 343 330 345 345
700 400 300 240* 300 200 378 370 267 260
750 300 210 160* 180 120 360 360 270 260
800 180 130 100* 120 50 390 310
850 130 90* — — — — — — —
* Экстраполированные значения.
14^
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ СПЛАВА (ПРУТКИ. ПРОДОЛЬНЫЕ
ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА — ЗАКАЛКА С 1180 °C,
ВЫДЕРЖКА 2 ч. ОХЛАЖДЕНИЕ НА ВОЗДУХЕ; СТАРЕНИЕ
ПРИ 800 °C, ВЫДЕРЖКА 12 ч, ОХЛАЖДЕНИЕ НА ВОЗДУХЕ [21
t'C а0» Mlia о т МПа» за время, ч
120 500 1000 2000 3000 5000 6000 8000 10000 12000
750 200 135 127 122 119 ПО 105 101 100
750 250 175 161 152 142 —— 128 — 119 115 111
750 300 199 180 173 164 —- 145 W— 136 132 127
750 350. 231 209 194 182 —, 160 — 146 139 134
800 200 — 125 112 95 90 74 68 —- 52 —
800 250 — 130 130 120 100 83 75 —- 57 —
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ» [3]
/, °C Е-10—®, МПа X, Вт/(м.К) t, °C (интервал) а-10", К-1
20 2,22 12,7 20—100 11,5
100 2,14 — 20—200 —
200 2,10 13,0 20—300 12,3
300 2,02 13,8 20—400 12,75
400 1,95 15,5 20—500 - 13,0
500 1,90 17,2 20—600 13,2
600 1,84 19,7 20—700 14,0
700 1,74 23,6 20—800 14,3
800 1,65 27,2 20—900 15,0
900 1,60 — —
1000 •— — — —
* Плотность сплава при 20 °C составляет 8800 кг/м3.
Сплав ХН55ВМТКЮ (ЭИ929)
Применение — лопатки газовых турбин с ограниченным сроком
службы прн 900—950 °C и длительным сроком службы при 700—
800 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 9—12 Сг;
4,0—6,0 Мо; 4,5—6,5 W; 0,2—0,8 V; 1,4—2,0 Ti; 3,6—4,5 Al; 12—
16Со; С 0,5 Fe; С 0,5 Мп; <0,5Si; sg0,12 С; г$0,02 В; ==g0,01 S;
sc 0,015 Р; остальное никель.
Технологические данные: 1) сплав выплавляется в открытых ин-
дукционных печах и с применением вакуумного дугового переплава;
2) температура деформации — начало 1180, конец не ниже 1080 °C;
охлаждение после деформации на воздухе; 3) рекомендуемые ре-
жимы термической обработки: I) для кратковременной работы при
температурах до 950 °C — нагрев на 1200±10°С, выдержка 2 ч,
1200+10 °C, выдержка 4 ч, охлаждение на воздухе; второй нагрев
до 1050±Ю°С, выдержка 4 ч, охлаждение на воздухе; старение
850+10°С, выдержка 8 ч (нли 950±10°С, выдержка 2 ч), охлаж-
дение на воздухе; II) для средней продолжительности работы при
136
температуре до 900 °C — нагрев иа 1190±10°С, выдержка 6 ч, ох-
лаждение на воздухе; ступенчатое старение—при 1000 °C, выдерж-
ка 8 ч; охлаждение с печью до 950 °C, выдержка 8 ч, охлаждение
на воздухе; III) для длительной службы при температурах 700—
800°С нагрев до 1190 ±10°С, выдержка 6 ч, охлаждение на возду-
хе; ступенчатое старение при 1000 °C, выдержка 8 ч, охлаждение с
печью до 900 °C, выдержка 8 ч, охлаждение на воздухе; повторное
старение при 850 ° С, выдержка 16 ч, охлаждение на воздухе [3].
Свойства сплава, полученного вакуумно-дуговым переплавом,
после термической обработки по режиму I при 900 °C составляют:
<7 = 600 МПа, б5=12 %, г|5=13 %; время до разрушения при испыта-
ниях на длительную прочность при напряжении 220 МПа не менее
180 ч.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ И РЕЖИМАХ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ [3]
/, ?с % °0,2 в, S S1* t, °C % °0,2 вл s'?
МПа Го AX' кД: 1 МПа % КС' кД:
Режим I Реж им 11
20 1000 750 6 9 20 870 760 3,2 5,3 140
700 900 700 8 10 — 800 880 660 12 14,6 —
800 800 600 9 12 — 850 850 640 14 22 260
850 700 — 10 14 — 900 550 480 18,5 33 390
900 550 400 12 15 — 950 460 390 21 36 400
950 350 — 17 20 — 1000 270 250 25 48 350
1000 250 190 18 20 —
ПРЕДЕЛ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ СПЛАВА (ПРУТОК-ПРОДОЛЬНЫЕ ОБРАЗЦЫ),
МПа [3]
f, °C ^100 ^1000 а10 ооо °0,2/100 °1.10—1 «1.10—3 * °-1
режимы I, II, III режим III ре- жим I
700 730 600 500 540 330
750 530 460 380 — — —
800 390 320 260 250 390 300 330
850 290 200 170 225 300 190 —
900 . 210 130 70 140 200 150 300
950 120 60 „ — — —
1000 70 30 — — — — —
• На базе 107 циклов, гладкие образцы.
137
Жаростойкость сплава в среде воздуха и смеси газов, состоя-
щей из 18,2 % О2; 75,9 % N2; 4,3 % СО2; 1,6 % Н2О; 0,035 % SO2,
определеииая по глубине коррозионного разрушения за 1000 ч при
800, 850, 900, 950, 1000°С, составляет соответственно 0,008; 0,011;
0,016; 0,022; 0,030.
В условиях контакта с окислами железа сплав склонен к язво-
образованию, для предохранения от которого следует применять
алитирование или хромирование поверхности.
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ» [3]
i, ’С Е-10-8, МПа t, °C X, Вт/(м-К) °C (интер- вал) а-10", К-1
20 2,22 20 8,8 20—100 10,8
700 1,85 100 10,5 20—200 11,7
800 1,76 200 12,2 20—300 12,4
900 1,66 300 14,1 20—400 12,8
—, — 400 16,3 20—500 13,4
— — 500 18,4 20—600 13,8 .г
— — 600 20,5 20—700 14,1
— — 700 22,6 20—800 14,5
—, — 800 24,3 20—900 15,5
— — 900 26,3 — —
* Плотность сплава при 20 °C составляет 8400 кг/м’.
' «gib
Сплав ХН55ВМКЮ (ЭП109)
Применение — лопатки газовых турбин и другие детали, работаю-
щие длительно под нагрузкой при температурах до 950 °C.
Химический состав по ГОСТ 5632—72, % (по массе); 8,5—
10,5 Сг; 6,5—8,0 Мо; 6,0—7,5 W; 5,4—6,2 А1; 11,0—13,0 Со; <l,5Fe;
<0,3 Мп; <0,6 Si; <0,1 С; <0,01 IS; <0,015 Р; <0,02 В;
<0,02 Се; остальное никель.
Технологические данные: 1) сплав выплавляется в дуговой или
индукционной электропечи и с применением вакуумного дугового
переплава; 2) температура горячей деформации — начало 1190, ко-
нец ие ниже 1060 °C, охлаждение на воздухе; 3) термическая об-
работка— нагрев до 1220 °C, выдержка 4—6 ч, охлаждение иа воз-
духе; старение при 950 °C в течение 8 ч, охлаждение на воздухе.
МЕХАНИЧЕСКИЕ СВОЙСТВА* СПЛАВА (ПРУТОК, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ
ОБРАБОТКА—РЕКОМЕНДОВАННАЯ [3]
t. °C °в °0,2 es Ф кси, кДж/м2 t, °C °в °0,2 в* Ф кси, кДж/м2
МПа . % М. та %
20 1100 750 9 11 200 850 750 650 3 5 300
138
Продолжение
* Пределы сточасовой длительной прочности сплава при температурах
800, 900 и 950 °C составляют соответственно 440, 240 и 150 МПа. Пределы
усталости при температурах 750, 800 и 900 °C иа базе 10’ циклов составляют
320, 370 и 380 МПа. Температура начала интенсивного окалииообразования
1050 °C.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ, МПа [31
t. °с 010(1 01000 02000 °0,2/100 а на базе циклов
10’ 10е
800 440 310 290 370
900 240 130 100 140 320 280
950 140 65 55 — — —-
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ» [31
t, °C E-Ю-8- 6 °C К, Вт/(м-К) /°C (интервал) а-10е, к-1
20 2,1 25 8,0 20—100 11,8
500 1,88 100 8,8 20—200 12,2
600 1,83 200 10,5 20—300 12,7
700 1,76 300 И,8 20—400 13,1
800 1,69 400 13,8 20—500 13,4
850 1,63 500 15,9 20—600 13,6
— —— 600 18,4 20—700 14,1
— 700 20,9 20—800 14,8
—— 800 23,4 20—900 15,7
— — 900 25,9 20—1000 17,0
* Плотность сплава при 20 °C составляет 8450 кг/м’.
139
Сплав ХН56ВМТЮ (ЭП199)
Применение — высоконагруженные детали, штуцера, фланцы, листо-
вые детали для ограниченного срока службы при температурах до
950 °C.
Химический состав по ГОСТ 5632—72, % (по массе): sJO.lC;
19—22 Cr; 4,0—6,0 М.о; 9,0—11,0 W; 2,1—2,6 А1; 1,1—1,6 Ti; s£4,0 Ге;
ст:0,5 Мп; >sgO,6Si; ^0,015 S; ^0,015 Р; ^0,008 В; остальное ни-
кель.
Технологические данные: 1) сплав выплавляется в открытых
дуговых и индукционных печах и с применением вакуумного дуго-
вого переплава; 2) температура горячей деформации — начало 1180,
конец 1000 °C, охлаждение после деформации на воздухе; 3) реко-
мендуемый режим термической обработки — нагрев до 1200 °C, ох-
лаждение на воздухе.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ ОБРАБОТКА — РЕКОМЕНДОВАННАЯ.
ЛИСТ 1,5 мм [3]
t, °C BJIW ,Яо «3 Е S б , % 56, ЗУ F KCU, кДж/м2 t, °C а , МПа BIIW X® 25х iU. V 1g 1Л KCU, кДж/м2
20 1000 650 25 800 900 520 400 5 600
700 750 600 5 — 950 320 240 12
800’4 4 700 600 5 530 1000 120 — 30 900
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ВЫНОСЛИВОСТИ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА — РЕКОМЕНДОВАННАЯ, ЛИСТ ТОЛЩИНОЙ
1,5 мм*, МПа [3]
t, °C на базе 10 циклов
800 280 240
900 ПО 80 170
950 60 40
1000 30 — —
* Температура начала интенсивного окалинообразования 1050“С.
140
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ»
/, °C ЕЛ(Г-6, МПа /, °C Л, Вт/(м-К) t, °C (интер- вал) а-10’, К-1
20 2Д9 I 100 10,1 20—100 11,7
700 1,83 200 11,3 20—200 12,0
800 1,75 I 300 13,4 20—300 12,4
400 15,0 20—400 12,7
500 16,7 20—500 13,0
600 18,4 20—600 13,5
700 20,1 20—700 13,8
800 22,2 20—800 14,5
900 24,3 20—900 15,2
* Плотность сплава при 20 °C составляет
интенсивного окалинообразования 1050 °C,
8640 кг/м3. Температура начала
Сплав ХН67МВТЮ (ЭП202)
Применение — для сварных деталей, работающих кратковременно
при температурах до 850 °C и длительно до 800 °C. Сплав применя-
ется в литом и деформированном состояниях.
Химический состав по ГОСТ 5632—72, % (по массе): 17—20Сг;
4,0—5,0 Мо; 4,0—5,0 W; 2,2—2,8 Ti; 1,0—1,5 Al; <4,0 Fe; <0,5 Мп;
<0,6 Si; <0,08 С; <0,01 В; <0,01 Се; <0,01 S; <0,015 Р; осталь-
ное никель.
Технологические данные: 1) сплав выплавляется в открытых ду-
говых или индукционных электропечах и с последующим переплавом
в вакуумно-дуговых печах; 2) рекомендуемые режимы обработки
давлением: температура нагрева 1160—1180 °C; температура начала
деформации 1150; конца не ниже 950 °C, максимальная степень де-
формации 50 %, минимальная степень деформации 12%; лист перед
холодной штамповкой и в процессе холодной штамповки подвергают
закалке с 1100—1120°C (выдержка 3—5 мин на 1 мм толщины), сте-
пень деформации при холодной штамповке не более 50%; 3) реко-
мендуемые режимы термической обработки сплава: I) для деталей
кратковременной службы — закалка с 1100—1150 °C, выдержка 5 ч
для прутков и поковок и 3 мин на 1 мм толщины листов, охлажде-
ние на воздухе; старение при 800—850 °C, выдержка 5—10 ч, охлаж-
дение на воздухе; II) для деталей длительной службы — закалка с
1170±10°С, выдержка 5 ч, охлаждение на воздухе; старение при
850 °C, выдержка 15—20 ч, охлаждение на воздухе; III) для отли-
вок— закалка с 1170 °C, выдержка 3—5 ч, охлаждение на воздухе;
старение при 850 °C, выдержка 5—10 ч, охлаждение на воздухе;
4) сплав удовлетворительно сваривается всеми видами сварки, при-
меняющимися для жаропрочных материалов. Для сварки использу-
ется сварочная проволока марок ЭП367, ЭП356 и электроды марки
ЦТ-28. Для повышения стойкости сплава против образования около-
;шовных трещин рекомендуется сохранять мелкозернистую рекристал-
лизованную структуру, применяя перед сваркой нагрев до 1080—
1100 °C с последующим охлаждением на воздухе. Для снятия напря-
жений после сварки производится форсированный нагрев до тем-
пературы закалки.
Обрабатываемость сплава резанием при малых скоростях удов-
летворительная. Литые детали изготавливают методом прецизионной
отливки. Температура ликвидуса 1360 °C, солидуса 1305 °C, линей-
ная усадка 1,8 %, жидкотекучесть при плавке и заливке в вакууме
с 1540 °C более 430 мм (по пробе ЛПИ). Трещиноустойчивость
сплава высокая.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ 20 °C [3]
Вид продукции Термическая обработка °3 Це»2 б5 X Км
м Па %
Прутки, поковки Закалка с 1100—1150 °C, 5 ч, воздух; старение при 800—850 °C, 10 ч, воздух 950 560 16 18 350
Листы и полосы гор ^екатаные Закалка с 1150±10°С, 3—5 мин на 1 мм тол- щины, воздух; старение при 850±10°С, 5 ч, воз- дух 950 560 18 18 400
Листы тонкие го- рячекатаные и хо- лоднокатаные Закалка с 1070—1090 °C, воздух или вода; старе- ние при 850±20°С, 5 ч, воздух 950 15 •
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ И ПОКОВКИ—
ПРОДОЛЬНЫЕ ОБРАЗЦЫ, ЛИСТЫ-ПОПЕРЕЧНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [3]
Термическая обработка t, °C °3 ^о>2 в. м> S s'* Ut( X И
МПа %
Прутки и поковки
Закалка с 1150 °C, 5 ч, воздух, 20 950 560 16 18 400
старение при 850 °C, 10 ч, воз- 700 850 500 16 16 500
Дух 800 700 500 12 15 500
850 500 470 13 20 600
900 420 380 15 22 700
950 180 170 35 50 1500
1000 200 160 55 78 2100
1100 70 — 110 100 3500
1200 30 — 180 100 1900
Закалка с 1000 °C, 5 ч, воздух, 20 1200- 800 20 32 —
старение при 750 °C, 15 ч, воз- 700 1000 700 15 15
дух 800 750 620 8 10 —
142
П родолжение
Термическая обработка t, 'С °в °0,2 66 S UEf
МПа %
Лист толщиной 5 мм
Закалка с 1070 °C, 5 ч, закал- —253 1550 850 33 700
ка с 1150 °C, 20 мин, воздух; старение при 850 °C, 10 ч, воз- дух —196 1460 830 40 — 900
20 1100 640 30 ““ 1000
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ-ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА-ЗАКАЛКА С 1160°C, 2 ч [3]
/, °C <7В , МПа % 4>. % KCU, кДж/м8
900 300 20 45 800
1000 100 55 65 1000
1050 80 100 60 1200
1100 50 ПО 55 1200
1150 40 100 55 1200
1200 30 50 35 800
за 5-107 циклов [3] приведена
Выносливость гладкого образца
ниже:
t, °C. . . . 700 750 800 850
o-j, МПа . 300 320 310 280
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ВЫНОСЛИВОСТИ СПЛАВА
(ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА —
ЗАКАЛКА С 1100—1150 °C, 5 ч, ВОЗДУХ; СТАРЕНИЕ ПРИ 800—850 °C, 10 ч,
ВОЗДУХ, МПа [3]
t, °C на базе 107 циклов °1 • 10“1 °1.10~6
700 520 430 390 320 300 330 —
750 400 320 300 220 320 250 170
800 300 230 200 150 310 140 90
850 200 140 130 80 280 50 —
900 140 90 75 45 — — —
950 70 45 35 20 ““
143
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3]
t, °с E-Ю-?, МПа X, Вт/(м-К) t, °C (интервал) а-10». К“!
20 2,16 20—100 12,0
100 2,12 13,4 20—200 12,3
200 2,07 15,7 20—300 13,5
300 2,01 17,9 20—400 13,6
400 1,96 20,0 20—500 14,4
500 1,89 22,3 20—600 14,8
600 1,82 24,8 20—700 15,2
800 1,73 26,7 20—800 16,2
800 1,64 — 20—900 —
900 1,42 — 20—1000 —
* Плотность сплава при 20 °C составляет 8360 кг/м!.
Сплав ХН55МВЮ (ЭП454)
Применение — лопатки и диски газовых турбин с кратковременным
сроком службы до 900 °C.
Химический состав по ГОСТ- 5632—72, % (по массе): 9—ПСг;
5,0—6,5 Мо; 4,5—5,5 W; 4,2—5,0 А]; 17—20 Fe; ^0,4 Мп; s£0,4 Si;
^0,08 С; ^0,01 В; ^0,01 S; ^0,015 Р; остальное никель.
Технологические данные: 1) сплав выплавляется в открытых ин-
дукционных печах с последующим применением плазменно-дугового
переплава; 2) температура деформации — начало 1160—1180, конец
не ниже 95О°С, наибольшая допустимая степень деформации 70 %,
наименьшая 8 %; 3) рекомендуемый режим термической обработ-
ки— нагрев до 1150±10°С, выдержка 4 ч, охлаждение на воздухе;
старение прн 800 °C, выдержка 3—5 ч, охлаждение на воздухе;
4) сплав удовлетворительно паяется в вакууме при обязательном
вазоре не менее 0,12 мм между паяемыми поверхностями во избе-
жание получения хрупких соединений; поверхность перед пайкой
никелируется (толщина покрытия 8—12 мкм).
Сплав удовлетворительно обрабатывается электроэрозионным
методом. Общая коррозионная стойкость в воздушной среде и мор-
ской воде высокая.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ
ОБРАБОТКА — ЗАКАЛКА С 1160 °C, 2 ч, ВОЗДУХ [3]
i, °C ав , МПа б5, % ф. % KCU, кДж/мг
’ 900 430 20 28 1200
950 200 68 70 1600
1000 100 НО 70 >2500
1050 90 ПО 70 >2500
1100 80 НО 70 >2500
1150 50 120 78 >2500
1200 30 115 88 700
144
ПРЕДЕЛЫ КРАТКОВРЕМЕННОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СПЛАВА
(ПРУТКИ - ПРОДОЛЬНЫЕ ОБРАЗЦЫ): ТЕРМИЧЕСКАЯ ОБРАБОТКА —
РЕКОМЕНДОВАННАЯ*. МПа [3]
t, °C Время испытаний, мян
15 30 I 1/15 '/1
800 55 54 53 51 48
900 30 28 27 —
* Время до разрушения сплава при испытании на длительную прочность
прн 800 °C и напряжении 450 МПа не менее 1 ч.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА — РЕКОМЕНДОВАННАЯ [31
t, °C % а«.. •ф KCU, кДж/м*
МПа о/ /о
—253 1420 1000 18 18 300
—196 1400 1000 20 20 300
20 1100 750 18 18 500
700 1000 700 17 17 500
800 750 650 8 10 500
850 600 550 10 12 1000
900 400 380 15 35 1000
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3]
(, °C Е • 10~5’ МПа Z, °C X, Вт/(м-К) /, °C (интер- вал) а. 10», К—1
20 2,08 100 10,1 20—100 13,4
600 1,74 200 11,3 20-200 14,2
700 1,69 300 13,0 20—300 14,9
800 1,54 400 15,0 20—400 15,2
900 1,46 500 16,7 20—500 15,8
— 600 18,4 20—600 16,2
— — 700 20,5 20—700 16,2
— 800 22,6 20—800 17,3
— — 900 24,7 20—900 18,8
* Плотность сплава прн 20 °C составляет 8270 кг/ма.
Сплав ХН57МТВЮ (ЭП590)
Применение — в литом и деформированном состоянии для сварных
деталей, работающих кратковременно при температурах до 850 °C,
Химический состав по ГОСТ 5632—72, % (по массе): 17—
19 Сг; 8,5—10,0 Мо; 1,5—2,5 W; 2,2—2,8 Ti; 1,0—1,5 Al; 8—10 Fe;
145
<0,5 Mn; <0,4 Si; <0,07 С; <0,005 В; <0,01 Се; <0,01 S;
<0,045 Р; остальное никель.
Технологические данные: 1) сплав выплавляется в индукцион-
ных открытых и вакуумных печах с последующим применением ва-
куумного дугового переплава; 2) температура деформации — нача-
ло 1150—1170, конец не ниже 950 СС, охлаждение на воздухе, мак-
симальная степень обжатия за один вынос не более 50 %, степень
обжатия на последнем проходе деформации не менее 12 %, холод-
нокатаный лист перед холодной штамповкой и в процессе штам-
повки подвергается закалке с 1100—1120 °C (время нагрева 3—
5 мин на 1 мм толщины), степень деформации при холодной штам-
повке не более 40%; 3) рекомендуемые режимы термической обра-
ботки сплава: I) для деформированного материала — закалка е
1100 °C, выдержка 2,5 ч для прутков и 3 мин на 1 мм толщины для
листов, охлаждение на воздухе; старение при 750 °C, выдержка
3—5 ч, охлаждение на воздухе; II) для отливок — закалка с 1170 °C,
выдержка 3—5 ч, охлаждение на воздухе; старение при 750 °C, вы-
держка 3—5 ч, охлаждение на воздухе; 4) сплав удовлетворительно
сваривается всеми видами сварки, применяющимися для жаропроч-
ных материалов; для сварки используются сварочная проволока мар-
ки ЭП367 и электроды марки ЦТ-28; для повышения стойкости спла-
ва против образования околошовных трещин рекомендуется сохра-
нять мелкозернистую рекристаллизованную структуру, применяя
перед сваркой нагрев при 1080—1100 °C с последующим ох-
лаждением на воздухе; для снятия напряжений после свар-
ки производят форсированный нагрев до температуры за-
калки.
Обрабатываемость сплава резанием при малых скоростях удов-
летворительная.
Литые детали изготавливаются методом прецизионной отливки.
Температура ликвидуса 1345 °C, солидуса 1285 °C, линейная усадка
1,5 %, жидкотекучесть при плавке в вакууме и заливке в аргоне с
1500 °C более 430 мм (по пробе ЛПИ).
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (НЕ МЕНЕЕ)
Термическая обработка t, °C С» $ S ь’й* otf «а
МПа %
Закалка с 1100+20 °C, 2,5 ч,
воздух; старение при 750+
+20 °C, 3—5 ч, воздух *
Закалка с 1100+10 °C, 3 мин
иа 1 мм толщины листа, воз-
дух; старение при 750 °C, 5 ч,
воздух**
20
750
20
1100 700
780 550
1100 —
18 20
13 15
18 —
400
* Вид продукции — прутки, направление вырезки образцов — продольное.
** Вид продукции — листы, иаправлеиие вырезки образцов—поперечное.
146
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [3]
Термическая обработка i, °C % а.,, «4 J8
МПа 0/ /0 К «
Закалка с 1100 °C, 2,5 ч, воз- —196 1500 920 18 20 350
дух; старение при 750 °C, 3— 20 1180 720 20 20 400
5 ч, воздух*1 600 1120 720 18 25 500
700 1000 700 15 20 600
750 850 650 13 16 600
800 700 620 20 25 600
850 550 540 20 30 700
900 450 440 25 35 1000
Закалка с 1100 °C, 3 мии/мм. 20 1150 770 20 23 —
воздух; старение при 750 °C, 500 1300 620 28 28 .—
3—5 ч, воздух*2 600 920 620 28 22 —-
700 770 610 12 16 —-
750 750 600 10 11 —.
800 720 600 8 11
850 540 460 10 15 —
Закалка с 1170 °C, 3—5 ч, воз- —196 820 750 5 6 350
дух; старение при 750 °C, 3— 20 750 600 10 15 370
5 ч, воздух*3 750 650 520 11 12 —
•I Вид продукции — прутки (размеры 32; 45; 100 мм). ♦* То же, листы
(2,5 мм). “ То же, литье.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА-ЗАКАЛКА С НбО’С, 2 ч. ВОЗДУХ [3]
/, °C ав, МПа б5, %' М>, % KCV, кДж/1 Число скручиваний
900 480 17 20 800 2-3
950 260 23 45 1400 3—6
1000 100 60 70 1600 5—10
1050 90 75 86 1800 7—12
1100 70 75 80 2000 9—13
1150 30 75 70 500 8—12
1200 30 75 60 300 4—8
10* ‘ 147
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И КРАТКОВРЕМЕННОЙ
ПОЛЗУЧЕСТИ СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ);
ТЕРМИЧЕСКАЯ ОБРАБОТКА - ЗАКАЛКА С 1100 °C, 2,5 ч, ВОЗДУХ;
СТАРЕНИЕ ПРИ 750°C, 3-5 ч, ВОЗДУХ, МПа [3]
/, °C О1 <*10 Сюо Озэо ®1/15 ь:ин
700 720 600 530
750 700 580 480 440 670
800 580 460 360 320 550
850 400 280 240 — 400
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ’ [3]
/, °C £.10—5- МПа X, Вт/(м-К)' t, °C (интер- вал) а -10", К—1
20 2,20 20—100 12,6
100 2,15 10,1 20—200 13,6
200 2,09 12,3 20—300 14,7
300 2,02 13,5 20—400 15,0
400 1,85 15,1 20—500 15,3
500 1,8 16,8 20—600 15,8-
600 1,75 18,5 20—700 16,2
700 1,71 20,2 20—800 17,3
800 1,61 22,7 20—900 18,2
900 1,51 — —
1000 — 24,8 — —
Плотность сплава при 20 °C составляет 8350 кг/м3.
Сплав ХН62МБВЮ (ЭП709)
Применение — высоконагруженные сварные изделия с рабочей тем-
пературой до 750 "С.
Химический состав по ТУ 14-1—2706—79, % (по массе): 13—
15Сг; 4,5—5,5Мо; 4,0—5,0W; 5,1—5,9Nb; 0,9— 1.4А1; 5,5—8,0Fe;
^0,5Мл; s£0,4Si; <0,06С; s£0,01Ce; ^0,01S; s£0,015P; осталь-
ное никель.
Технологические данные: 1) сплав выплавляется в открытых
электропечах с последующим применением вакуумного дугового пе-
реплава; 2) температура ковки — начало 1160—1180, конец не ни-
же 900 °C; 3) рекомендуемые режимы термической обработки спла-
ва: I) закалка с 1100 °C, выдержка 2,5 ч, охлаждение на воздухе;
старение при 750 °C, выдержка 15 ч, охлаждение на воздухе;
II) закалка с 1100 °C, выдержка 2,5 ч, охлаждение на воздухе; ста-
рение при 750°C, выдержка 15 ч, охлаждение на воздухе; старение
при 650 °C, выдержка 15 ч, охлаждение на воздухе.
Механические свойства сплава (кованые прутки, продольные
образцы) по ТУ 14-131-38—72 при 20 °C после термической обработ-
148
ки (закалка с 1100—ИЗО °C, выдержка 2,5—5 ч, охлаждение на воз-
духе; старение при 700—750 °C, выдержка 10—15 ч, охлаждение на
воздухе) следующие: ав>980 МПа; ао,2^=65О МПа; 65^18%-
ф»35 %; КС(/>600 кДж/м2.
Время до разрушения прн испытаниях на длительную проч-
ность при 500 °C и напряжении 800 МПа не менее 100 ч.
Сплав не склонен к образованию трещин в процессе сварки и
прн нагреве сварных соединений. Для сварных изделий применяет»
ся сплав с мелкозернистой рекристаллизованной структурой. Перед
сваркой и после нее производится нагрев прн 1080—1100 °C для сня-
тия внутренних напряжений с последующим охлаждением на воз-
духе.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [3]
Термическая обработка t, °C °в Оо<2 6-, кси, кДж/м2
МПа V /0
Закалка с 1100 °C, 2,5 ч, —253 1400 820 22 20
воздух; старение при —196 1400 820 35 25 —
750 °C, 15 ч, воздух ,—70 1150 750 40 42 —
20 1060 680. 38 40 1400
500 870 580 40 37 1200
550 850 560 28 32 1400
600 850 560 20 32 1400
650 830 560 28 20 1200
750 700 540 8 10 1200
Закалка с 1100 °C, 2,5 ч, 20 1250 830 40 50 1200
воздух;' старение при 500 1020 680 40 50 1200
750 °C, 15 ч, воздух; ста- 600 1020 680 30 38 1200
рение при 650 °C, 15 ч, 700 780 640 7 15 1200
воздух
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ И ВРЕМЕНИ ВЫДЕРЖКИ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПО РЕЖИМУ I [3]
t, °C т, ч °в О(),2 6= М> кси, кДж/м’
МПа %
500 100 1100 720 48 55 1400
500 500 1100 750 48 53 1400
500 1000 1100 750 48 51 1400
600 100 1100 820 35 50 1200
600 500 1150 860 35 50 1200
600 1000 1280 880 35 50 1200
700 100 1200 800 38 54 1200
700 500 1200 800 38 54 1200
700 1000 1230 820 32 50 1200
149
МЕХАНИЧЕСКИЕ СВОЙСТВА
СПЛАВА (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ
ОБРАБОТКА — ЗАКАЛКА
С 1160 °C, 2 ч, ВОЗДУХ 13]
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ
ПРОЧНОСТИ, ПОЛЗУЧЕСТИ,
ВЫНОСЛИВОСТИ СПЛАВА
(ПРУТКИ, ПРОДОЛЬНЫЕ
ОБРАЗЦЫ): ТЕРМИЧЕСКАЯ
ОБРАБОТКА ПО РЕЖИМУ I,
МПа [3]
и о Ов, МПа o'- Ю \О ©X NS Л
900 260 80 75 12
1000 ПО 90 75 10
1050 100 95 75 10
1100 80 95 70 20
1150 65 100 70 20
1200 40 90 65 10
О О Хй to to to °0,2/100 сг на базе 10’ циклов
500 900 880 840 560 360
550 840 780 740 — 390
600 700 640 620 — 380
700 500 400 — — 380
750 310 190 — — —
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3]
1, сс Е*10—- >МПа X, Вт/М'К (, °C (интервал) а-10», К-1
20 2,31 20—100 12,0
100 2,25 10,1 20—200 12,8
200 2,20 11,3 20—300 13,3
300 2,15 13,45 20—400 13,5
400 2,05 16,0 20—500 13,8
500 2,01 17,7 20—600 14,5
600 1,93 20,2 20—700 14,8
700 — 22,3 20—800 15,5
750 1.8 — 20—900 16,4
800 — 24,8 20—1000 17,3
900 27,2
1000 — — — —
* Плотность сплава при 20 °C составляет 8700 кг/м3.
Сплав ХН60КМВЮБ (ЭП800)
Применение — в энергетическом машиностроении для лопаток газо-
вых турбин длительного действия с рабочей температурой до 850 °C.
Химический состав по ТУ 14-1-1769—76, % (по массе): 12—
13,5Сг; 5,0—6,0Мо; 4,0—6,0W; 4,2—5,0А1; 8,5—10,5Со; 1,5—2,0Nb;
=sS3Fe; ^0,5Мп; ^0,4Si; sg0,05C; е£0,02В; sg0,02Ce; sg0,01S;
;g0,015P; остальное никель,
150
Технологические данные: I) сплав выплавляется в индукцион-
ных вакуумных печах с последующим применением вакуумного ду-
гового переплава; 2) температура начала ковки 1150, конец выше
1050°C; охлаждение после деформации иа воздухе; 3) рекомендуе-
мый режим термической обработки сплава: закалка с 1160 °C, вы-
держка 5 ч, охлаждение на воздухе; ступенчатое старение: при
1060°С, выдержка 2 ч; 1000°С, выдержка 2 ч; 900 °C, выдержка
2 ч; 850 °C, выдержка 2 ч, охлаждение после каждой ступени на
воздухе.
Рекомендуемые режимы горячей обработки давлением: темпера-
тура нагрева перед ковкой 1180± 10 °C, перед прокаткой и прессова-
нием 1140—1170°С, температура конца прокатки и ковки 1000—
1050°C, скорость прессования 6—9-Ю-2 м/с.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА—
РЕКОМЕНДОВАННАЯ* [3]
t, °C % ^0,2 б5 KCU, кДж/м»
МПа 0/ /0
20 1100 650 14 15 300
800 830 600 8 12 400
* Время до разрушения при испытании на
800’С и напряжении 400 МПа не менее 100 ч.
длительную прочность при
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;1
ТЕРМИЧЕСКАЯ ОБРАБОТКА - РЕКОМЕНДОВАННАЯ [31
t. °C % б5 KCU, кДж/м'
МПа %
20 1200 700 15 15 400
500 1100 650 18 18 500
600 1050 650 15 15 500
700 1000 650 12 14 500
800 800 650 8 10 500
850 700 600 8 10 500
151
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ,
ВЫНОСЛИВОСТИ СПЛАВА (ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ);
ТЕРМИЧЕСКАЯ ОБРАБОТКА — РЕКОМЕНДОВАННАЯ, МПа [3]
t, °C 01000 ^10000 ^20000 о на базе Ю7 циклов
700 580 450 440 350
750 460 350 320 350
800 360 240 230 350
850 250 140 — —
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ И ВРЕМЕНИ ВЫДЕРЖКИ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА - РЕКОМЕНДОВАННАЯ [3]
(, °C Т, ч °в | °0,2 кси, кДж/м2
МПа 0/ ZO
600 500 1220 880 18 24 350
600 1000 1220 890 15 20 350
600 5000 1260 940 14 16 200
700 500 1330 880 . 15 21 250
700 1000 1280 . 880 12 17 200
700 5000 1280 880 12 12 200
800 500 1250 830 12 17 300
800 1000 1250 860 12 18 300
800 5000 1300 860 16 19 250
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ПРУТКИ ДИАМЕТРОМ 70 мм,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ-
ТЕРМИЧЕСКАЯ ОБРАБОТКА - ЗАКАЛКА С 1160 °C, 2 ч, ВОЗДУХ [3]
(, °C V МПа б5, % Ф. % /, °C °в- МПа 0,. % ф. %
1000 360 12 25 1150 50 100 90
1050 170 20 40 1200 40 110 80
1100 60 70 90
152
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* 13]
/. °C Е-10~5, МПа А, Вт/(м-К) °C (интервал) а-10», К-х
20 2,3 — 20—100 11,3
100 2,27 10,4 20—200 12,0
200 2,22 11,7 20—300 12,6
300 2,17 14,3 20—400 13,2
400 2,П 16,7 20—500 13,5
500 2,04 18,5 20—600 13,8
600 2,00 18,8 20—700 14,4
700 1,88 21,8 20—800 15,3
800 1,81 24,4 20—900 16,1
900 1,71 26,8 — —
* Плотность сплава при 20 °C составляет 8460 кг/м3.
Сплав ХН62ВМКТЮБ (ЭП885)
Применение — сварные изделия, лопатки и диски, работающие крат-
ковременно до 900 °C, длительно до 800 °C.
Химический состав по ТУ 14-1-1065—74, % (по массе): 17—
18,5Сг; 5,0—6,0Мо; 5,0—6,0W; 2,2—3,0Ti; 1,0—1,5А1; 0,5— l,3Nb;
3,9—4,9Со; <l,5Fe; <0,4Mn; <0,4Si; <0,06С; <0,005В; <0,01Се;
<0,07S; -<0,015Р; остальное никель.
Технологические данные: 1) сплав выплавляется в открытых
индукционных или дуговых электропечах с последующим примене-
нием вакуумного дугового переплава; 2) температура горячей де-
формации— начало 1180, конец не ниже 950 °C, максимальная сте-
пень деформации 50 %, минимальная степень деформации 12%;
3) рекомендуемые режимы . термической обработки: нагрев до
1170 °C, выдержка 5 ч, охлаждение иа воздухе; старение при
885 °C, выдержка 15 ч, охлаждение на воздухе.
Сплав удовлетворительно сваривается всеми видами сварки,
применяющимися для жаропрочных материалов. Для повышения
стойкости сплава против образования околошовных трещин реко-
мендуется сохранить мелкозернистую рекристаллизованную струк-
туру, применяя перед сваркой нагрев до 1080—1100 °C, охлаждение
на воздухе. Для снятия напряжений после сварки производится
форсированный нагрев до температуры закалки.
Обрабатываемость сплава резанием при малых скоростях удов-
летворительная.
153
МЕХАНИЧЕСКИЕ СВОЙСТВА
СПЛАВА (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ
ОБРАБОТКА- -
РЕКОМЕНДОВАННАЯ [3]
t, °C °в °0,2 6S М>
МПа о/ /0 ‘ЛЭИ
20 1050 620 20 20 450
700 900 600 20 20 400
800 800 600 20 20 400
900 500 480 15 18 500
МЕХАНИЧЕСКИЕ СВОЙСТВА
СПЛАВА (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ
ПРИ 800 °C ПРИ РАЗЛИЧНОМ
ВРЕМЕНИ ВЫДЕРЖКИ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА —
РЕКОМЕНДОВАННАЯ [3]
°в °0,2 М> кси, кДж/’
Т, Ч МПа 0/ /о
1150 650 25 25 450
500 1100 650 18 18 400
1000 1100 660 17 18 350
3000 1090 680 10 15 350
5000 1050 680 8 8 350
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СПЛАВА
(ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА —
РЕКОМЕНДОВАННАЯ, МПа [3]
i, °C °юоо °10000 стыо 4
700 52о 420 380 480
800 240 160 140 200
850 140 110 —
900 90
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ» [3]
t, °C 20-200 20—300 20—400 £20—500 20—600 20—700 20—800 20—900
а-10е, К-1 13,5 13,5 13,5 13,6 13,6 13,9 14,5 15,6
Плотность сплава при 20 °C составляет 8600 кг/м’.
Глава VIII ЖАРОСТОЙКИЕ СТАЛИ И СПЛАВЫ
НА ОСНОВЕ ЖЕЛЕЗА И НИКЕЛЯ
1. Легирование, термическая обработка, структура
Основными жаростойкими материалами, которые используют в га-
зовых турбинах, печах и различного рода высокотемпературных
установках с рабочей температурой до 1350 °C, являются сплавы иа
основе железа и никеля,
154
Высокое сопротивление окислению сталей и сплавов связано в
первую очередь с большим количеством хрома, входящего в
состав сплавов. Например, максимальное содержание хрома
(по • массе) в количестве 26—29 % имеет сплав на основе ни-
келя ХН70Ю.
Однако повысить температурный предел работы никелевых и
железных сплавов путем дальнейшего увеличения содержания од-
ного лишь хрома не удается. Дело в том, что с увеличением содер-
жания хрома свыше 30 % заметно снижается температура
плавления железных и никелевых сплавов, но главное — сплавы
становятся нетехнологичными в металлургическом производ-
стве.
Многолетний опыт создания технологических сталей и сплавов,
стойких против газовой коррозии, показал, что деформируемые сва-
риваемые жаростойкие материалы для службы в условиях до
800 °C могут быть созданы на основе систем Fe—Ст, Fe—Cr—Мп—N;
для температур выше 800 °C в качестве основы необходимо ис-
пользовать аустенит системы Fe—Ni—Сг. Выбор аустенитной
структуры обусловлен необходимостью иметь при высокой темпера-
туре достаточный запас длительной прочности, свариваемости и пла-
стичности.
Ферритная структура сталей типа Х25, Х28, Х25Т обеспечива-
ет высокую стойкость в различных газовых средах, однако этим ста-
лям свойственны охрупчивание, низкая жаропрочность и хрупкость
сварных соединений.
Из общего анализа процесса окисления сложного сплава вы-
текает, что основными факторами, определяющими сопротивление
сплава окислению при длительной службе, являются физико-хими-
ческие свойства образующихся окисных соединений компонентов
сплава, сродство компонентов к кислороду, химические и структур-
ные изменения в слоях металла на границе металл—окалина.
Легирование основы каким-либо элементом может сопровож-
даться при окислении:
— образованием собственного окисла добавляемого элементу
на внешней или внутренней стороне окалины;
— образованием смешанных окислов или шпинелей на основе
компонентов сплава;
— изменением электропроводности окисного слоя;
— изменением адгезионных свойств окалины;
— изменением состава и структуры металла в подокалииных
слоях;
— образованием включений окислов в теле илн по границам
зерен за счет внутреннего окислеиня;
f — образованием при окислении летучих продуктов.
В настоящее время применяется широкий арсенал методов ис-
следования процесса окисления сложиолегированных композиций
сплавов. Основной характеристикой стойкости сплава против окис-
ления остается увеличение массы образца, реже применяется оценка
по потере массы, определяемая в результате удаления окалины пу-
тем травления или ее восстановления.
Из структурных методов, помимо широкого применения реит-
геиоструктурного анализа фазового состава окалины, существенную
информацию дает метод электронографии. Именно с помощью элек-
тронографического анализа удалось расшифровать структуру окис-
лов в начальной стадии окисления и построить модели слоистого
строения окалины. '
155
С момента своего появления к изучению процессов окисления
был привлечен метод микрорентгеиоспектрального анализа, при по-
мощи которого были получены зависимости степени обедне-
ния поверхности сложных сплавов по различным элементам в
процессе окисления, определена с высокой точностью глубина
обедненного слоя сплавов, изучен состав включений при внут-
реннем окислении и изучено распределение элементов по слоям
окалины.
При разработке промышленных сплавов для выдачи надежных
характеристик жаростойкости время испытания сейчас доведено при
температурах 1000—1250 °C до 10000 ч.
Несмотря на то что общие требования к образующейся в про-
цессе длительного окисления защитной пленке известны и сводятся
к трем положениям — механической сплошности пленки, плотному
и прочному сцеплению пленки с матрицей, низкой диффузионной
проницаемости пленки, законов, устанавливающих связь между ле-
гированием и изменением физических параметров окалины, матри-
цы и механизма процесса длительного окисления, не установлено.
Наименее изучены структура окалины и связь структуры с защит-
ными и адгезионными свойствами. Установлен факт обеднения по-
докисиых слоев в металле, но не определено количественно его
влияние на сопротивление окислению.
Легирование, как правило, сказывается на всех стадиях окисле-
ния и проявляется во всех физико-химических процессах, но
в каждом случае имеет место и преимущественная форма
влияния.
Так, например, вольфрам и молибден образуют с кислородом
летучие соединения. Это свойство указанных кислородных соедине-
ний перекрывает все остальное влияние молибдена и вольфрама,
приводя всегда к снижению сопротивляемости окислению сплавов
при легировании их этими элементами раздельно или совместно.
Таким образом, хотя имеется известный прогресс в систематизации
физических и химических процессов, сопровождающих процесс
окисления, и в развитии методов исследования, однако и до настоя-
щего времени основным способом разработки жаростойких материа-
лов остается эмпирический поиск зависимостей состав — свой-
ство.
Поскольку жаростойкие стали и сплавы не претерпевают суще-
ственных изменений фазового состава в рабочем интервале темпе-
ратур, они являются удобными системами для применения различ-
ных математических методов планирования эксперимента и построе-
ния математических моделей, устанавливающих связь состав —
жаростойкость — технологичность.
„ Важное значение имеют и вопросы экономики. Экономичность
сплава определяется тремя главными показателями: экономным ле-
гированием, технологичностью при переделе металла и выходом
годной продукции, уровнем эксплуатационных характеристик. Опти-
мальным решением является такое, когда все три показателя у вновь
применяемого сплава лучше, чем у его аналогов.
Вместе с тем, учитывая, что жаростойкие материалы, как пра-
вило, работают при относительно низких напряжениях, следует счи-
тать, что широкое использование никеля не отвечает требованиям
современной экономики. Стали и сплавы с никелем необходимо при-
менять лишь там, где требуется повышенная жаропрочность и -плас-
тичность,
156
Проведенное систематическое исследование жаростойкости в ат-
мосфере воздуха сплавов систем Fe—Сг, Fe—Сг—Мп—N, Fe—Ni-
Сг позволило выявить закономерности влияния отдельных компо-
нентов и с помощью математического анализа оптимизировать со-
став ряда сталей.
К настоящему времени наиболее подробно изучены системы
Fe—Сг, Fe—Мп—Сг и Fe—Ni—Сг, где составы с повышенным со-
держанием железа (до 40—60 %) представляют особый интерес.
Помимо изучения влияния основных компонентов систем, изучено
также дополнительное влияние алюминия, кремния и марганца,
причем в качестве основы использовались как тройные сплавы си-
стемы Fe—Ni—Сг, так и четверные системы Fe—Ni—Со—Сг. По-
следняя была выбрана в связи с необходимостью повышения ха-
рактеристик жаропрочности. Как показали последние исследования,
кобальт существенно повышает жаропрочность твердого раствора
в области температур 1200—1350 °C.
На изученных сплавах систем, перечисленных выше, определя-
ли сопротивление окислению и комплекс механических свойств, свой-
ственный жаростойким материалам. Рассмотрим их в отдель-
ности.
Железо. Увеличение содержания железа в сплавах на основе
Ni—Сг слабо влияет на жаростойкость до 1100 °C. Отрицательное
влияние железа проявляется в интервале температур 1100—1300 °C
и при содержании его выше 30 %. Рентгеновским анализом показа-
но, что окалина сплавов с низкой жаростойкостью содержит в ос-
новном окисел (Fe, Сг)2О3. В сплавах с кобальтом направленность
влияния железа зависит от содержания кобальта. При содержании
10—20 % Со жаростойкость сплавов с железом ниже, чем в сплавах
без железа, однако добавка 30 % Со уже нивелирует ослабляющее
влияние железа.
Хром. Испытания на жаростойкость сплавов Fe—Ni—Сг с пе-
ременным содержанием хрома показало, что содержание меиее
14 % Сг не оказывает существенного влияния на повышение жаро-
стойкости. Критическая граница нижнего предела по хрому нахо-
дится где-то около 14 %; выше этого хром существенно повышает
жаростойкость. Особенно резко его влияние проявляется в интер-
вале 15—20 %. При содержаниях до 26 % Сг прирост по жаростой-
кости незначителен. Влияние хрома в сплавах с кобальтом анало-
гично таковому в сплавах без кобальта.
Никель. При низких температурах около 900 °C влияние нике-
ля незначительно, выше 1000 °C никель в количествах до 25% Уве'
личивает потери металла по массе и лишь после 25 % наблюдается
повышение свойств, однако жаростойкость продолжает оставаться
ниже, чем в составах без никеля. В сплавах с кобальтом, вводимом
в количествах от 10 до 70 %, наиболее высокая жаростойкость по-
лучена при 40 % Ni.
Кобальт. Введение до 40 % Со улучшает жаростойкость спла-
вов Ni—Сг—Со. Выше этого в окалине появляется закись кобальта,
и жаростойкость снижается. В четверной системе Fe—Ni—Со—Сг
сплавы с 45—50 % Fe имеют такую же жаростойкость, как и
сплавы без железа. Меньшие количества железа оказывают
отрицательное влияние на сопротивление окислению сплавов с
кобальтом.
Марганец. Этот элемент применяют в качестве аустенитообра-
зующей добавки для частичной замены никеля марганцем, а также
для увеличения стойкости аустенита за счет повышенного усвоения
157
твердым раствором азота в присутствии марганца. Исследования
показали, что марганец может быть использован как легирующая
добавка в количествах до 10 % в сплавах на основе Fe—Ni—Сг,
предназначаемых для службы до 1050 °C. Выше 1050 °C составы с
марганцем имеют низкую жаростойкость.
Алюминий. При содержаниях до 2 % А1 жаростойкость сплавов
системы Fe—Ni—Cr—Al при температурах выше 1200 °C ухудшает-
ся н он относительно слабо влияет при температурах ниже 1150 °C.
Возможное объяснение этому — повышение концентрации вакансий
в окалине вследствие частичного замещения двухвалентных атомов
железа и никеля трехвалентными атомами алюминия. Повышение
числа вакансий влечет за собой ускорение диффузии кислорода к
поверхности металла. Введение в сплав 2,5—3,5 % А1 сопровожда-
ется резким повышением жаростойкости, особенно в области темпе-
ратур 1200 °C и выше. Это связывают с образованием шпинели
FeO(Cr2O3, А120з) и собственного стабильного окисла А12О3. Заме-
чательной особенностью влияния алюминия является наличие соста-
вов сплавов с экстремально высокими показателями жаростойкости.
Заметно дифференцируются также составы по железу и никелю.
В сплавах с кобальтом влияние алюминия аналогично его влиянию
в бескобальтовых сплавах.
Кремний. Оптимальное содержание кремния в сплавах на осно-
ве Fe—Ni—Сг при температурах до 1100°C составляет около 1,5 %.
Ниже этого влияние кремния слабее, а при увеличении его содер-
жания до 4,% улучшающего влияния не отмечено. В присутствии
20 % Со влияние кремния аналогично. Легирование сталей кремни-
ем целесообразно для работы в условиях температур до 1100 °C,
выше они значительно уступают составам, легированным алюми-
нием.
Углерод. В пределах составов, отличающихся удовлетворитель-
ной технологичностью (свариваемость, горячая пластичность, сопро-
тивление хрупкому разрушению) и содержащих до 0,2 % С,
существенного и однозначного влияния углерода не обнару-
жено.
Установленные зависимости послужили основанием для разра-
ботки конкретных составов сталей, отличающихся экономным ис-
пользованием никеля. Сплав ХН45Ю, имеющий в своем составе
30 % Fe, обладает свойствами, превосходящими сплавы на основе
никеля. Это единственный сплав, который может работать в тече-
ние длительного времени (до 100 ч) при температуре 1350 °C.
Стали ХН35ЮС, 10Х18Н18Ю, 10Х10Н20ЮС имеют в своем
составе еще меньшее количество никеля, поэтому сталь
ХН35ЮС можно эксплуатировать до 1200 °C, две остальные —
до 1100 °C.
Рассмотрим никелевые жаростойкие сплавы. Никель в окисли-
тельной среде более стоек, чем железо. В парах воды, синтетичес-
ком аммиаке, кислороде никель стоек до 900 °C. Однако в серосо-
держащих средах никель имеет низкое сопротивление газовой кор-
розии. Присутствие серы в окислительных средах снижает верхнюю
температуру использования никеля до 550 °C, а в восстановитель-
ных средах — до 260 °C.
Наиболее сильно в никелевых сплавах на повышение сопротив-
ления газовой коррозии влияет хром. Максимальная стойкость про-
тив газовой коррозии наблюдается в сплавах, содержащих около
40 % хрома; однако эти сплавы лежат вблизи состава эвтектики и
имеют низкую температуру плавления, поэтому в промышленности
158
нашли применение как жаростойкие сплавы, менее легированные
хромом. Обычно это 20—27 % Сг в зависимости от содержания дру-
гих добавок. Сплав, содержащий никель и 20 % Сг, является ос-
новой подавляющего числа жаростойких никелевых сплавов и вся
теория легирования никелевых жаростойких сплаВОв построена на
изучении влияния других легирующих элементов на эту основу Из
постоянно присутствующих легирующих элементов углерод снижает
жаростойкость сплавов никель — хром вследствие связывания хро-
ма в карбиды и обеднения твердого раствора хромом. По этой при-
чине обычное содержание углерода в никелевых жаростойких спла-
вах ограничено 0,1 % (по массе).
Марганец также снижает жаростойкость никельхромовых спла-
вов; наиболее сильно его влияние сказывается при повыше-
нии доли марганца до 1 %, свыше этого в пределах, допус-
тимых в никелевых сплавах по соображениям жаропрочности
и технологичности, марганец на жаростойкость влияет уже
слабо.
Кремний (до 2—3%) повышает жаростойкость сплавов никель—
хром; при содержании его свыше 3 % жаростойкость резко падает.
Однако кремний понижает технологическую пластичность никелевых
сплавов и для повышения жаростойкости обычно не использу-
ется.
Наиболее сильно жаростойкость никельхромовой основы повы-
шает алюминий. Это обстоятельство и было использовано для соз-
дания высокожаростойких никелевых сплавов, типичным представи-
телем которых является сплав Х20Н80ЮЗ — наиболее жаростойкий
из никелевых деформируемых сплавов.
Титан, являющийся технологической присадкой, снижает жа-
ростойкость, поэтому его содержание в сплаве Х20Н80Т ограни-
чено.
Вольфрам и молибден, используемые для повышения жаропроч-
ности до 800—900 °C, мало изменяют скорость окисления, однако
для более высоких температур их отрицательное влияние сказыва-
ется весьма сильно. Обычно эти элементы используют в жаростой-
ких сплавах с рабочей температурой ие выше 1000 °C. Поскольку
системы легирования для жаростойких и жаропрочных сплавов ока-
зались несовместимыми, жаростойкие сплавы обладают несравненно
более низкими показателями жаропрочности, чем жаропрочные ни-
келевые сплавы, и наоборот, жаропрочные высоколегированные
сплавы в значительной мере уступают жаростойким по сопротивле-
нию газовой коррозии, поэтому применяются эти сплавы в различ-
ных температурных диапазонах. Если же их рабочие температуры
сближаются, то необходимы специальные меры защиты жаропрочных
сплавов от окисления.
Наиболее распространенными методами защиты является тер-
модиффузионное насыщение или напыление различными газотерми-
ческими способами.
Длительная прочность всех жаростойких сталей и сплавов при
температурах выше 1000 °C отличается несущественно, а абсолютные
показатели длительной прочности невысоки. Одной из основных
задач совершенствования жаростойких сталей является повышение
их длительной прочности. Частично она может быть подня-
та термической обработкой, регламентирующей распределение
и морфологию карбидов и карбонитрндов хрома, титана и
ниобия.
Жаростойкие сплавы работают в таком температурном интер-
159
вале, когда нельзя эффективно использовать упрочнение за счет
интерметаллидного дисперсионного твердения. Наиболее эффективны-
ми являются два направления: повышение прочности твердого
раствора за счет многокомпонентного легирования и исполь-
зование принципов и методов упрочнения композиционных ма-
териалов.
Поскольку жаростойкие сплавы на основе железа и никеля не
претерпевают фазовых превращений, термическая обработка для них
состоит в высокотемпературном нагреве для выращивания зерна
определенного размера или для снятия напряжений.
2, Химический состав и свойства
Сталь 10Х14Г14Н4Т (ЭИ711) аустенитного класса
Применение — экраны в печах, листовые детали печных ро-
7QK°C МУФелП для Длительн°й работы при температурах до
Химический состав по ГОСТ 5632—72, % (по массе): 2,8—
4,5 Ni; 13—15 Сг; 13—15 Мп; 5(С—0,02)—0,6 Ti; <0,1 С; <0,8 Si;'
<0,02 S; <0,035 Р; остальное железо.
Технологические данные:
1) сталь выплавляется в открытых дуговых или индукционных
электропечах; 2) температура деформации — начало 1180, конец
выше 900 °C; 3) рекомендуемые режимы термической обработ-
ки — нагрев до 1000—1080 °C, охлаждение на воздухе или в
воде.
Сталь удовлетворительно сваривается всеми видами сварки.
Для ручной дуговой сварки применяются электроды типа ЭА-1;
ЭА-1А; ЭА-1БА. Автоматическая сварка производится под флюсом
АН-26.
Жаростойкость стали, оцениваемая по испытаниям в ат-
мосфере спокойного воздуха в течение 1000 ч по глубинному
показателю составляет при 700 и 800 °C соответственно 0,1 и
0,35 мм/год.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C В РАЗЛИЧНОМ
СОРТАМЕНТЕ [31
Зид продукции (раз- меры, мм) и направ- ление вырезкн образцов Термическая обработка °в, МПа °0,2 МПа 6s. % кси, кДж/мг
Листы (0,8—3,9), поперечное Нагрев до 1050— 1080 °C, вода 700 —. 35 —
Листы (3,0—5,0), поперечное Нагрев до 1000— 1050 °C, вода 700 300 35 —
Листы (4,0—50), поперечное Нагрев до 1000— 1080 °C, вода 60 250 35 —
Листы (6,0—50), поперечное Нагрев до 1050— 1080 °C, вода 650 300 35 1500
Пруток (до 200). продольное Нагрев до 1000— 1080 °C, воздух 650 250 35
60
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТОК, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ ОБРАБОТКА — НАГРЕВ
ДО 1050 °C, ВОДА [3]
ав <70,2 4' KCU.
7, °C МПа 0/ /0
100 490 200 59 78 >3800
200 420 180 45 76 >3800
300 410 150 43 75 >3800
400 410 150 41 75 >3800
500 390 140 40 74 >3800
600 330 120 35 74 >3800
700 250 НО 38 60 >3800
800 160 100 44 62 3300
900 100 90 66 67 3300
1000 50 — 64 85 2700
1100 20 — 49 74 1900
1150 15 — 43 ' 69 1800
1200 15 — 68 60 500
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ
(ПРУТОК, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА —
НАГРЕВ ДО 1050'С, ВОДА, МПа [3]
t, °C °100 °1.ю 2 <71.10“*
600 260 180 160 100
700 150 90 50 28
800 75 42 21 —
900 35 17 — —
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [3)
t, °C Е-Ю“® МПа ’ А. Вт/(м-К) . t, °C (интервал) а-10«, к-1
20 2,13 18,8 20—100 10,3
100 2,07 18,0 20—200 15,8
200 1,97 19,2 20—300 18,9
300 1,88 20,1 20—400 19,05
400 1,74 21,3 20—500 19 „07
500 1,65 22,6 20—600 20,02
600 1,56 23,8 20—700 20,07
700 1,47 25,5 20—800 21,1
800 1,41 42
• Плотность стали при 20 °C составляет 7820 кг/м*.
11—422
161
Сталь 12X18Н9 аустенитного класса
Применение — муфели термических печей, детали печных конвейе-
ров, крепеж, теплообменники и другие детали для длительной служ-
бы при рабочей температуре до 800 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 8—10 Ni;
17—19 Сг; <2 Мп; <0,8 Si; <0,12 С; <0,02 S; <0,035 Р; осталь-
ное железо.
Технологические данные: 1) сталь выплавляется в. от-
крытых электропечах; 2) температура деформации — начало
1220, конец не ниже 900 °C; 3) рекомендуемые режимы тер-
мической обработки — закалка с 1030—1150 °C в воду или на
воздухе.
Сталь хорошо сваривается; для сварки применяют электроды
ЦТ-15. Термическая обработка до и после сварки — аустенити-
зация.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C
В РАЗЛИЧНОМ СОРТАМЕНТЕ [3]
Вид продукции, направ- ление вырезки образцов Термическая обработка ав 1 а0,2 f., %
МПа
Листы, поперечное Закалка с 1050— 1080 °C, вода 550 — 35
То же Нагартованное состо- яние 1000 — 13
Прутки, продольное Закалка с 1050— 1100 °C, воздух' или вода 500 200 45
МЕХАНИЧЕСКИЙ СВОЙСТВА СТАЛИ (ПРУТОК.
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА - ЗАКАЛКА € 1080 °C НА ВОЗДУХЕ [3]
% ”0,2 1 |
t, °C KCU, кДж/м2
МПа % J
20 560 230 46 66 2200
200 450 180 36 68 2500
300 420 160 29 66 2600
400 420 ' 150 26 61 2900
500 400 140 30 60 2000
550 390 140 31 61 2700
600 350 120 28 51 2000
650 280 120 27 52 2500
700 270 120 20 40 2600
- . _ 1 If —
162
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ)
ТЕРМИЧЕСКАЯ ОБРАБОТКА - ЗАКАЛКА С 1050 °C НА ВОЗДУХЕ*.
МПа [3]
/, °C °ioooo а —з 1.10 о ыо
600 150 100 155 100
700 80 50 28 15
800 80 15 8 5
* Глубина окисления стали в атмосфере спокойного воздуха (при 700 и
800 °C составляет соответственно 0,06 и 0,17 мм/год).
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3(
/, ?С Е • ИГ-:!, МПа К Вт/(м-К) р, Ом.мм3/м t, °C (интер- вал) а-10е, К-1
20 2,05 15,0 72,5 20—100 16,6 '
100 2,02 16,3 79,2 20—200 17,0
200 1,97 17,5 86,0 20—300 17,2
300 1,90 18,8 92,0 20—400 17,5
400 1,81 21,3 97,6 20—500 17,9
500 1,73 23,0 102,8 20—600 18,2
550 1,64 — 20—700 18,6
600 1,60 26,8 107,5 20—800 18,9
650 1,55 — 20—900 19,3
700 1,50 25,9 111,7 — —
* Плотность стали при 20 °C составляет 7920 кг/м3.
Сталь 0Х18Н12Б (ЭИ402) аустенитного класса
Цримененив — сортовой материал, листы, трубы и поковки для дли-
тельной работы при температурах до 800 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 11—
l3Ni; 17—19 Сг; Ю.С—1,1 Nb; <2 Мп; «0,8 Si; <0,08 С; <0,02 Sj
<0,035 Р; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых
дуговых электропечах; 2) температура деформации — начало
1160—1190, конец не ниже 900 °C; 3) рекомендуемые режимы тер-
мической обработки — закалка от 1050—1150 °C, охлаждение на
воздухе, в масле или воде; 4) сварка стали производится электро-
дами ЦТ-15.
11*
163
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ В РАЗЛИЧНЫХ ВИДАХ
ПРОДУКЦИИ [2]
Вид продукции, направ- ление вырезки Термическая обработка °в 1 ао,2 6S j ф
МПа %
Сорт, продольное Нагрев до 1050—1100 °C, воздух, масло или вода 500 180 40 55
Тонкий лист, 0,8— 4 мм, поперечное Трубы бесшовные, го- рячекатаные, про- дольное Нагрев 1050—1080 °C, вода или воздух 540 — 40 —
Состояние поставки 520 — 38
Трубы бесшовные, хо- лоднокатаные, про- дольное Термически обработан- ное состояние 540 —— 35 ——
МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА - НАГРЕВ ДО 1050-1100 °C, 30 мин,
ВОЗДУХ [21
/, сс ав а0,2 6, кси.
МПа % кДж/м2
20 570 240 53 63 2100
500 400 150 28 56 2400
600 370 140 28 54 2500
650 310 120 31 54 2400
700 250 120 31 44 2500
—
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C ПОСЛЕ ДЛИТЕЛЬНОГО
СТАРЕНИЯ; ТЕРМИЧЕСКАЯ ОБРАБОТКА - НАГРЕВ ДО 1050-1100 °C,
ВОЗДУХ [2]
t °C *ст, б. , * KCU, иДж/м*
т, ч МПа %
♦ 570 240 53 63 2100
600 10 000 6») 310 60 73 2900
650 5000 630 250 56 73 1700
700 5000 640 260 55 74 1700
750 3000 580 230 57 57 1800
Исходное состояние.
СВОЙСТВА ЖАРОПРОЧНОСТИ; ТЕРМИЧЕСКАЯ ОБРАБОТКА — НАГРЕВ
ДО 1050-1100 °C, ВОЗДУХ, МПа [2]
t, °C ^10600 <hooooo °i.io 4 Ст1.10 -
600 130 100 130 85
650 80 55 — —
700 38 20 — —
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ» [2]
t, °C о0, МПа Остаточное на- пряжение за 10000 ч, МПа t, PC о0, МПа Остаточное на- пряжение за 10000 ч, МПа
550 50 35 600 100 50
550 70 43 650 50 10
550 100 67 650 70 17
600 50 25 G50 100 28
600 70 30
650 и 750 °C составляет соответственно
• Скорость окисления стали при
0,008 и 0,015 мм/год.
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* И
1, °C Е • 10“5, МПа X, Вт/(м-к) р, Ом-мм2/м °C (интер- вал) а- 10е. К~х
20 2,02 — 73 20—100 16,0
100 1,96 15 81 20—300 18,0
200 1,90 16,7 91 20—500 18,0
300 1,84 18,4 98 20—700 19,0
40(5 1,78 20,1 104 — —
500 1,72 21,7 108 — i —
600 1,66 24,2 ‘ 114 — —
700 1,60 26,8 121 — —
» Плотность стали при 20 °C составляет 7900 кг/ма.
£65
Сталь 08X13, хромнстан ферритного класса
Применение — в энергетическом машиностроении и печестроенин —
детали котлов, горелок, экраны и другие детали для работы при
температуре до 800 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 12—14Сг;
<0,6 Ni; <0,8 Мп; <0,8 Si; <0,08 С; <0,025 S; <0,03Р; остальное
железо.
Технологические данные: 1) сталь выплавляется в открытых
дуговых электропечах; 2) температура горячей деформации — нача-
ло 1180, конец не ниже 900 °C, охлаждение после ковки на воздухе;
3) рекомендуемые режимы термической обработки: I) высокий от-
пуск или отжнг 680—780 °C, охлаждение в печи или на воздухе;
11) закалка с 1000—1050 °C, охлаждение в воде или масле; отпуск
при 680—800 °C, охлаждение на воздухе или в масле.
Жаростойкость — сталь устойчива против окисления прн тем-
пературах до 750—800 °C.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ* ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ: ТЕРМИЧЕСКАЯ ОБРАБОТКА — ЗАКАЛКА 1000—1020 °C,
, ВОДА; ОТПУСК 680—700 °C, 12 ч; НВ 148—156 [3]
°в а0,2 $5
t, сс KCU, кДж/м2
МПа %
20 470 280 25 73 2400
100 445 280 28 77 3600
200 410 250 27 75 3400
300 390 240 22 73 3400
400 350 220 23 71 3500
450 320 200 23 72 3300
500 220 190 26 73 3000
600 170 150 34 87 2500
* Лист толщиной 20 мм (0,06—0,07 % С; 12,18—12,32 % Сг).
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТОК, ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ 20 °C ПОСЛЕ ДЛИТЕЛЬНОГО СТАРЕНИЯ [2]
(, °с т, ч % к а0,2 в. | KCU, кДж/м2
МПа %
♦ ♦ 510 320 29 73 2400
450 5000 500 315 35 73 2300
* Без выдержки.
Сталь 12X17 ферритного класса
Применение — теплообменники, чехлы термопар, экраны и поддоны,
длительно работающие при температурах до 850 °C. Рекомендуется
как заменитель стали 12X18Н9.
Химический состав по ГОСТ 5632—72, % (по массе): 16—18Сг;
<0,8 Мп; <0,8 Si; <0,12 С; <0,025 S; <0,035 Р; остальное же-
лезо.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых или индукционных электропечах; 2) температура деформа-
ции— начало при 1150, конец не ниже 950 °C, охлаждение на воз-
духе; 3) рекомендуемые режимы термической обработки: отжиг
при 760—780 °C, охлаждение на воздухе; 4) свариваемость стали
удовлетворительная. Применяется ручная дуговая сварка электро-
дом ЭФ-Х17.
Жаростойкость — температура интенсивного окалинообразования
в воздушной среде составляет 900 °C.
Скорость окисления стали в атмосфере спокойного воздуха за
100 ч при 800, 900 и 1050 °C составляет соответственно 0,06; 0,24 и
3,19 мм/год.
Физические свойства приведены ниже:
1, °C 20— 20— 20— 20— 20— 20— 20— 20—
100 200 300 400 500 600 700 800
а-10е, 10,4 10,5 10,8 11,2 11,4 11,6 11,9 12,1
к-1
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C [3]
Вид продукции. Термическая обработка % %,2 65
направление вырезки МПа ” %
Листы, попереч- ные Нагрев 740—780 °C, воз- дух 500 — 18 —
Нагрев 760—780 °C, с печью 450 — 18 —
Прутки, продоль- ные Отжиг при 760—780 °C, воздух или вода 400 250 20 50
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА—НАГРЕВ ДО 780 °C, ВОЗДУХ [31
t, °C ав, МПа в.г % Ф. % KCU, кдж/м2
700 80 66 96 2000
800 40 63 98 1800
900 20 58 98 1700
1000 20 81 97 1500
1100 10 72 97 1000
Сталь 12X13, хромистая, мартеиснто-феррнтного класса
Применение — в энергетическом машиностроении и печестроении —-
детали котлов, горелок, поддоны, экраны и другие детали для ра-
боты при температуре до 700 °C.
167
Химический состав по ГОСТ 5632—72, % (по массе): 0,09—<
0,15 С; 12—14 Сг; <0,6 Ni; <0,8 Мп; <0,8 Si; <0,025 S; <0,030 Р;
' остальное железо.
Критические точки, °C: ЛС1 = 730; Лс3=850; Ди=700; Лг3=820.
Технологические данные: 1) сталь выплавляется в открытых
дуговых электропечах; 2) температура горячей деформации —
начало 1180, конец не ниже 900 °C; охлаждение на воздухе; 3) реко-
мендуемые режимы термической обработки: I) отжиг 740—780 °C;
II) азотирование по двухступенчатому режиму: 1) 530 °C, 20 ч,
2) 580 °C, 20 ч; глубина азотированного слоя 0,25—0,30 мм, твер-
дость HV>800. .
Свариваемость стали ограничена. Применяется ручная дуговая
сварка электродами типа ЭФ-Х13, ЛМЗ-1, автоматическая ду-
говая сварка под флюсом. Перед сваркой рекомендуется по-
догрев до 250—400 °C, после сварки термическая обработ-
ка: отпуск при 720—750 °C, выдержка 1 ч, охлаждение на
воздухе.-
Сталь магнитна. Высокая пластичность стали в отожженном
состоянии позволяет применять глубокую вытяжку и другие виды
холодной штамповки.
Жаростойкость стали в атмосфере спокойного воздуха приве-
дена ниже [2]:
Температура испыта- ния, °C 600 700 750 800 850 900
Глубина окисления, мм/год . ..... 0,02 0,12 0,23 0,45 0,83 1,5
Скорость окисления в потоке воздуха, содержащего 1,5 % SO2,
прн температуре 900 °C прн пересчете на глубину окисления состав-
ляет 4,2 мм/год.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ [2]
Вид продукции^ направление вырезки образцов % а0.2 6.
Термическая обработка МПа % кси, кДж/*
Лист, попереч- ное Отжиг при 740—780 °C 400 — 21 — — -
То же Прутки, про- ЗакаЛка с 960—1020 °C, вода или воздух; отпуск прн 660—780 °C, воздух нли с печью 500 350 21 •—
дОльное Закалка с 1000—1050 °C, воздух нлн масло; от- пуск прн 700—790 °C, воздух, масло илн вода 600 420 20 60 900
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;.
ТЕРМИЧЕСКАЯ ОБРАБОТКА —ЗАКАЛКА С 1000-1050 °C В МАСЛО,
ОТПУСК ПРИ 740-750 °C, ВОЗДУХ [2]
ав %, 2 в- | кси, t, с° % °0,2 6» кси.
МПа % кДж/м2 МПа % кДж/м2
20 410 580 20 60 1100 450 360 480 20 70 2500
100 420 580 20 70 2400 500 280 370 18 64 2400
200 370 530 16 60 2500 550 280 320 24 81 2600
300 400 370 360 530 500 22 16 73 58 2700 2000 600 180 230 18 70 2200
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ
БЕЗ НАГРУЗКИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ И ВРЕМЕНИ
ВЫДЕРЖКИ* [2]
t, °C т, ч % | °0,2 4 1 кси, кдж/м2
МПа %
♦♦ ♦♦ 610 410 22 60 1100
450 5000 640 440 24 70 1850
500 5000 620 430 24 71 800
500 10 000 620 400 22 63 850
500 20 000 620 380 20 52 —
* Металл содержал 0,12—0,13 %С; 12,9—14,0 % Сг;
ка — закалка с 1000—1050 °C, масло, отпуск прн 750 °C.
термическая обработ-
** Без выдержки.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ
(ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА —
ЗАКАЛКА С 1030—1050 °C, МАСЛО. ОТПУСК ПРИ 680—700 °C, ВОЗДУХ,
МПа [2J
t, °C °10 000 °100000 аЫ0-4 аыо—S
400 123
425 300 270 ——
450 250 220 — 105
500 145 120 95 57
600 47 —
700 11 — — —
169
ВЫНОСЛИВОСТЬ (CT__J, МПа) ЗА 5-101 ЦИКЛОВ; ТЕРМИЧЕСКАЯ
ОБРАБОТКА —ЗАКАЛКА С 1030—1050 °C, ОТПУСК ПРИ 680-700 °C.
GB ПРИ 20 °C СОСТАВЛЯЕТ 710 МПа (2]
t°, с Гладкий образец С надрезом 1, “С Гладкий образец С надрезом
20 375 187 450 215
200 — 215 . 500 225 107
300 277 117 550 195 102
400 265 132 650 — —
РЕЛАКСАЦИОННЫЕ СВОЙСТВА [2]
t, ?с о0, МПа Остаточные напряжения, МПа, за время, ч
100 500 1000 2000 5000 10 000
400 300 231 193 186 186 178 160
400 250 201 167 163 159 153 138
400 200 166 155 148 1144 138 121
450 300 173 152 145 135 118 101
450 250 151 132 124 117 107 95
450 200 133 114 109 102 88 72
450 150 98 84 81 75 — —
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
t, °C Е-10*"5, МПа X, Вт/(м-К) Ср. 10’, Дж/(кг-К) р. Ом*мм-/м /, °C (интервал) а-10—К-4,
20 2,21 20—100 9,7—10,1
100 — 27,6 47 1,6 | 20—200 10,45—11,1
200 2,1 27,6 51 1,42 1 20—300 11,1
300 2,02 28,0 55 1,27 20—400 11,4
400 1,93 28,0 61 1,16 \ 20—500 11,5
500 1,83 28,0 68 1,07 j20—600 11,8—12,25 12,0 '
600 — 28,0 0,78 0,98 20—700
700 — — — — 1 20—900 12,1
• Плотность стали при 20 °C составляет 7750 кг/м’.
Сталь 20Х23Н18 (ЭИ417) аустенитного класса.
Применение — рабочие и направляющие лопатки, поковки и банда-
жи, работающие при температурах 650—700 °C, детали камер сго-
lOOQ8 1*050“С°е ПеЧНОе °^°РУД°ванне' работающее при температурах
179
Химический состав по ГОСТ 5632—72, % (по массе): 17,0—
20,0 Ni; 22—25 Сг; <2,0 Мп; <1,0 Si; <0,2 С; <0,02 S; <0,035 R;
остальное железо.
Технологические данные: 1) сталь выплавляется в открытых
дуговых электропечах; 2) температура деформации — начало 1180,
конец выше 900 °C, охлаждение после деформации на воздухе;
3) рекомендуемые режимы термической обработки — I) нагрев 1100—
1150°C, охлаждение на воздухе, в масле или воде; II) нагрев до
1160—1180 °C, охлаждение в воде; старение при 800 °C, выдержка
4—5 ч; 4) сталь сваривается электродами ЦТ-19.
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА В РАЗЛИЧНОМ СОРТАМЕНТЕ
ПРИ 20 °C [2]
Вид продукции, направ- ление вырезки образцов Термическая обработка % %, 2 % Ф
м Па %
Сорт, продольное Закалка с 1100— 1150 °C, воздух, мас- ло или вода 500 200 35 50
Лист, 0,8—4 мм, по- перечное Закалка с 1080— 1150 °C, вода или воздух 550 — 40 —-
Лист, 4—25 мм, попе- речное Закалка с 1080— 1130 °C, вода 560 — 34 —
Лента холодноката- ная, 0,2—2 мм, про- дольное Состояние поставки (мягкая) 580 — 45
Трубы диаметром 60—212 мм, толщина стенки 2,5—12 мм, продольное Закалка с 1100— И 50 °C, воздух, вода или масло 500 200 35 50
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ (2)
Вид продукции Термическая обра- ботка 4, °C °в °0,2 % Ф кси. кДж/м2
м На ( i
Прутки дна- Закалка с 1180 °C, 20 610 280 64 75 3000
метром 38— 55 мм вода
То же "Закалка с 1180 °C, 20 610 300 29 47 1400
вода; старение при 300 530 240 25 45 1500
800 °C, 4 ч, воздух 400 550 230 24 39 1500
500 530 210 25 41 1700
600 450 200 23 45 1800
650 370 190 22 45 1900
700 320 190 19 34 1700 .
800 190 160 19 34 1800
171
Продолжения
Вид продукции Термическая обра- ч ботка t, °C % ао,2 ва кси, кДж/м2
м Та °/ 0
Лист Нагрев 1050 “С, 20 690 49 50 __
5 мин, воздух 500 600 700 800 900 510 450 310 210 100 & — 42 41 58 56 75 37 39 58 60 61 Mill
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C ПОСЛЕ ТЕПЛОВОЙ
ВЫДЕРЖКИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ (ПРУТОК,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) (2]
Термическая обработка и т, ч °в а0,2 6. X
МПа %
Нагрев 1180 °C, вода ♦ * 610 280 64 75 3000
650 1000 —— — 1100
650 7000 — — — — 350
700 1000 730 370 28 35 800
700 7000 710 390 26 33 350
800 10 000 630 270 30 35 1000
800 10 000 600 280 15 20 300
850 4000 630 270 38 32 550
Нагрев 1180 °C, вода; * * 610 300 29 47 1400
старение при 800 °C, -650 10 000 600 340 12 28 650
4 ч, воздух 700 10000 520 330 45 8 150
800 10 000 650 300 26 29 -600
* Исходное состояние.
СВОЙСТВА ЖАРОПРОЧНОСТИ, МПа [2]
t, °C <hoo <*1000 <*1оо ооо °100 0000 °ыо-i
650 115 80 54
700 ’ — — 60 35 35
800 70 40 21 12 12
172
ЖАРОСТОЙКОСТЬ НА ВОЗДУХЕ* [2]
Температура спытания, сС Скорость коррозии, мм/год Увеличение массы, р/(м**ч) Температура испытания, сС Скорость коррозии, мм/год Увеличение массы, г/(м2*ч)
650 0,0027 __ 1000 — 0,2
• 750 0,01 — 1100 — 0,35
800 — 0,02 1200 1,0
900 — 0,01
* Температура начала интенсивного окалинообразования составляет
1050 'С.
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
t, °C Е-10—Б, МПа К, Вт/(м-К) /, “С (интер- вал) а,-10”, К“1
20 2,04 13,8 20—100 14,9
100 — 15,9 20—200 15,7
200 — — 20—300 16,6
300 1,86 18,8 20-400 17,3
400 1,8 — 20—500 17,5
500 1,73 — 20—600 17,85
600 1,63* 21,7 20—700 17,85
650 1,59 ' —— — —
700 1,53 —— —
800 1,44 — —
900 — —— —— —
1000 — 31,7 — —
* Плотность стали при 20 °C составляет 7880 кг/ма.
Сталь 36Х18Н25С2 аустенитного класса
Применение — головки форсунок, детали печей, ящики для цемен-
тации, длительно работающие при температурах до 1000 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 0,32—
0,40 С; 23—26 Ni; 17—19 Сг; 2—3.Si; <1,5 Мп; <0,02 S; <0,035 Р;
остальное железо.
Технологические данные: 1) сталь выплавляется в открытых ин-
дукционных или дуговых электропечах; 2) температура деформа-
ции — начало ковки 1180, конец ие более 900 “С; 3) рекомендуемые
режимы термической обработки — нагрев до 1100—1150 “С, охлаж-
173
дение на воздухе, в масле или воде; старение при 800 °C, 8—10 ч
(для снятия остаточных напряжений).
Механические свойства стали (пруток, продольные образцы)
прн 20°С, следующие: ов = 650 МПа, По,2=350 МПа, 6s=25 %, ф =
=40 %. Термическая обработка — закалка [2].
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ
(ПРУТОК. ПРОДОЛЬНЫЕ ОБРАЗЦЫ)
ПРИ 20 °C ПОСЛЕ ДЛИТЕЛЬНОГО
СТАРЕНИЯ: ТЕРМИЧЕСКАЯ
ОБРАБОТКА — НАГРЕВ ДО 1200 “С,
ВОДА; СТАРЕНИЕ ПРИ 800 °C, 8 ч [21
ПРЕДЕЛЫ ПОЛЗУЧЕСТИ
СТАЛИ*. МПа [2]
t, °C ’ЫО-4 ’ыо 5
600 __ 115
650 95
700 90 40
• Жаростойкость стала
вг/(иЧ) составляет: при
800 °C—0,14; при 900 °C—0.25;
при 1000 °C—0,42 и при
1100 °C—0,77. Начало интен-
сивного окалннообразования
1100 °C.
О о ь т, ч % 1 °ол | 'К- кси, кДж/м2
МПа %
* * 850 550 17 18 300
550 10000 820 520 15 16 600
600 10 000 840 500 20 23 550
650 10 000 840 490 15 16 400
700 10 000 810 470 21 27 400
• Исходное состояние.
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
t, °C £.10—5 МПа X, Вт/(м-К) 7, ?С (интервал) а-10», КГ-1
20 2,0 20—100 13,0
100 —. 15,0 20—200 13,4
200 1,91 20—300 14,7
300 1,86 —- 20—400
400 1,78 — 20—500 16,1
500 1,71 22,8
550 1,67 —-
600 1,62 25,5
650 1,58 —
700 1,54 26,3
800 1,47 37,4
* Плотность стали при 20 °C составляет 7800 кг/м’.
Сталь 15Х25Т (ЭИ439) ферритного класса
Применение — чехлы термопар, электроды искровых зажигательных
свечей, трубы пиролизных установок, теплообменники, работающие^
при температурах до 1000 °C. Рекомендуется как заменитель стали
12Х18Ш0Т.
174
Химический состав по ГОСТ 5632—72, % (по массе): 24—27Сг;
5С—0,90Ti; <0,8Mn; cl.OSi; «0.15С; C0.025S; «0.035Р; остальное
железо.
Технологические данные: 1) сталь выплавляется в открытых
дуговых или индукционных электропечах; 2) температура де-
формации — начало 1150, конец выше 950 °C; охлаждение на
воздухе; 3) рекомендуемый режим термической обработки —
нагрев до 730—770 °C, охлаждение на воздухе или в во-
де.
Свариваемость стали ограничена. Применяют ручную дуговую
сварку электродами типа ЭА-2, ЭА-2Б и ручную аргонно-дуговую
сварку. Перед сваркой рекомендуется предварительный подогрев,
после сварки термическая обработка: отпуск прн 750—780 °C, ох-
лаждение на воздухе.
Жаростойкость. Температура начала интенсивного окалннообра-
зования в атмосфере воздуха составляет 1050 °C. Скорость окисления
стали прн 900 °C в атмосфере чистого воздуха за 500 ч составляет
0,39 мм/год. Прн загрязнения воздуха 1,5 % SO2 пря 900 °C за 500 ч
скорость окисления составляет 0,54 мм/год. Прн 1050 °C в ат-
мосфере чистого воздуха и продолжительности испытания
1500 ч—0,35 мм/год. Прн 1050 °C в продуктах сгорания при-
родного газа за 100 ч происходит катастрофическое окисление
стали.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C [3]
Вид продукции, Термическая % ст0,2 А S
направление вырезки образцов "обработка МПа % 'жДя НЭП
Листы, попереч- Нагрев /40— 540 17 —
ное 780 °C, вода 430 — 12 — 2
Пруткн, продоль- ное Нагрев 750— 770 °C; воздух или вода 450 300 20 45
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СТАЛИ
(ПРУТКИ, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА -
НАГРЕВ 730—770 °C. ВОЗДУХ, МПа [3]
/, °C °хово он ю-4
700 18 12 7,8
800 8 —- ’ —-
875 3,8 2,5 1,8
1000 2,5 0,22 0,08 ,
175
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [21
t, °C ЕЮ-5, МПа г, °C (интервал) а.10», к-1 t, °C ЕКгА МПа 1,’ °C (интервал) а•10’, К”1
20 2,04 50—150 9,5 500 1,64 50—600 11,5
100 2,0 50—200 10,0 600 1,4 50—700 11,6
200 1,97 50—300 10,6 700 1,24 50—800 11,6
300 . 1,89 50—400 10,8 800 1,19 50—900 12,2
400 1,76 50—500 11,3 900 1,09 50—1000 12,2
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ СТАЛИ (ПРУТКИ.
ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА - НАГРЕВ
ДО 1200 °C, ВОЗДУХ*. МПа [31
t, °C <h.o °100» °ieooo
900 45 23 11
1000 19 8 3,5
1050 12 5 2
* Сталь устойчива против окисления в
1050—1100 °C.
атмосфере спокойного воздуха до
Сталь 12Х25Н16Г7АР (ЭИ835) аустенитного класса
Применение — детали газопроводных систем, камеры сгорания, ди-
афрагмы, листовые детали для длительной эксплуатации при темпе-
ратурах до 1050 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 15—
18Ni; 23—26Сг} 5—7Мп; 0,3—0,45N; <l,0Si; <0,12С; <0,01В;
<0,02S; <0,035Р; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых
электропечах или с применением электрошлакового переплава;
2) температура деформации — начало 1160, конец выше 900 °C, ох-
лаждение после деформации на воздухе; сталь хорошо деформиру-
ется в холодном состоянии; 3) рекомендуемые режимы термической
обработки — нагрев .до 1050—1200°C, охлаждение иа воздухе;
4) сталь удовлетворительно сваривается всеми видами сварки.
СВОЙСТВА СТАЛИ В РАЗЛИЧНОМ СОРТАМЕНТЕ [3]
Вид продукции, направление вырезки образцов Термическая обработка t. °C °в- МПа а0,2' МПа в„ %
Листы, попереч- Нагрев 1050— 20 <1000 35
ное 1080 °C, воздух 800 250 —. 15
Прутки, продоль- Нагрев 1050— 20 750 350 45
ное 1150 °C, 0,5—1 ч, воз- дух или вбда 900 180 — 15
Профили, про- дольное Нагрев 1100— 1150 °C, воздух или вода 20 700 330 40
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ:
ТЕРМИЧЕСКАЯ ОБРАБОТКА — НАГРЕВ ДО 1200 °C [31
t, °C % а0,2 в5 р ф 1. °C % I а0.2 в. ♦
МПа % МПа %
20 770 380 45 50 1000 80 50 20 20
700 380 180 19 22 1100 50 — 60 30
800 900 270 160 170 130 15 18 18 21 ’ 1200 30 — 50 25
ЖАРОСТОЙКОСТЬ СТАЛИ ЗА 100 ч (ЛИСТ ТОЛЩИНОЙ
1,5 мм)* [3]
Температура испытания, °C Увеличение массы, г/(м«ч) Потери массы, г/(м’-ч)
900 0,11 0,29
1000 0,34 1,2
1100 0,46 1,46
1200 0,60 2,12
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ
' ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3J
t, °C £10“*, МПа А, Вт/(м-К) | t, °C (интервал), а- 10е, к-1
20 2,12 | 20—100 16,6
100 1,97 15,0 1 20—200 - 16,2
200 1,95 16,3 В 20—300 16,8
300 1,73 17,5 20—400 17Л .
400 1,66 19,2 20—500 18,0
500 — 20,9 И 20—600 18,3
600 — 22,2 й '20—700 18,5
700 — 23,8 20—800 18,7
800 —- 25,5 20—900 18,9
900 — 27,6 U 20—1000 —
• Плотность стали при 20 °C составляет 7730 кг/м*.
Сталь 15X28 (ЭИ349) ферритного класса
Применение — детали печей, поддоны, опоры подовых труб, подо-
вые брусья, работающие длительное время при температурах до
1100 “С. Рекомендуется как заменитель стали 20Х23Н18.
Химический состав по ГОСТ 5632—72, % (по массе): 27—
ЗОСг; 5С—0,9Ti; <0,8Mn; <l,0Si; <0,15С; <0,025S; <0,035Р|
остальное железо,
12—422 UJ
176
Технологические данные: 1) сталь выплавляется в открытых ду-
говых или индукционных электропечах; 2) температура деформа-
ции— начало при 1180, конец выше 900 °C, охлаждение на воздухе;
3) рекомендуемый режим термической обработки — нагрев до
760—780 °C, охлаждение на воздухе нлн в воде; 4) свариваемость
стали удовлетворительная, применяется ручная дуговая сварка
электродами типа ЭА-2 н аргонно-дуговая.
Физические свойства стали: удельная плотность равна
7600 кг/м3; модуль упругости при 20 °C составляет 2,0-105 МПа;
коэффициент линейного расширения а-10е, К*1, при температурах
20—100 °C н 20—500 °C составляет соответственно 10,0 н 11,0.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C [3]
Вид продукции, направ- ление вырезки образцов Термическая обработка % °‘0,2 в’ ♦
МПа %
Листы, поперечное Нагрев 740—780 °C, вода 540 — 17 —
Прутки, продольное Нагрев 680—720 °C, воздух нлн вода 450 300 20 45
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА —НАГРЕВ НА 760—780 °C [3]
Г. °C ов, МПа % Ф, % KCU, кДж/м’
700 77 48 92 1800
800 26 103 98 2100
900 19 153 99 1600
1000 И 147 99 1500
1100 8 138 99 1300
ЖАРОСТОЙКОСТЬ СТАЛИ ПРИ 1050 °C* [3]
Среда испытаний
Продолжитель-
ность несыт ан ня,
ч
Скорость
окисления,
мм/год .
Спокойный воздух ....... 1520 0,45
Поток воздуха Поток воздуха, содержащего 1,5 % 100 0,70
SO2 . Поток продуктов сгорания прнродно- 100 2,9
го газа 1280 1,69
* Температура начала интенсивного окалинообразования в атмосфере воз-
духа составляет 1050 °C.
Сталь 10Х18Н18Ю4Д (ЭП841) аустенитного класса
Применение — ролики щелевых печей, чехлы термопар, теплообмен-
ники н другие детали для длительной работы прн температурах до
1100 °C.
Химический состав по ТУ 14-1-2075—77, % (по массе): 0,07—
0.13С; 18,0—19,5Ni; 18—19,5Сг; 3,2—4,2А1; 0,4—0,6Си; <0,8Мп;
<0,8 Si; <0,03 Се; <0,02 S; ^0,035 Р; остальное железо.
Технологические данные: 1) сталь выплавляется в открытых ду-
говых нЛи индукционных печах; 2) температура деформации — на-
чало 1180, конец выше 900 °C, охлаждение после деформации на воз-
духе; 3) рекомендуемый режим термической обработки — нагрев до
ИЗО—1180 °C, охлаждение па воздухе или в воде; 4) сталь удовлет-
ворительно сваривается аргонно-дуговой сваркой электродами типа
ОЗЛ-25.
Пределы длительной прочности стали (пруткн, продольные об-
разцы) за 100 ч при температурах 700, 800, 900, 1000 н 1100 °C со-
ставляют соответственно ПО, 40, 12, 8 и 7 МПа. Термическая об-
работка — нагрев до 1150 °C, воздух.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ 20 °C В РАЗЛИЧНОМ
tOPTAMEHTE [3]
Вид продукции, направ- ление вырезки образцов Термическая обработка % °0,2 в. Ф -
МПа %
Листы, 4—11 мм, по- перечное Прутки, 40—120 мм, продольное Нагрев 1080 °C Нагрев ИЗО—1150 °C 500 600 340 40 28 35
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ (ПРУТКИ,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ:
ТЕРМИЧЕСКАЯ ОБРАБОТКА - НАГРЕВ ДО 1150 °C [3]
% а0,2 Ф % ст0,2 в. Ф
t, °C МПа % кси. кДж/м А °C МПа % кси, кДж/i
20 690 370 48 68 2000 900 но 100 73 77 1100
700 380 230 25 35 1300 1000 60 50 77 74 1200
800 200 190 53 68 1400 1100 30 25 94 56 600
ЖАРОСТОЙКОСТЬ СТАЛИ В АТМОСФЕРЕ СПОКОЙНОГО ВОЗДУХА [31
А °C Увеличение массы, г/м1, за время, ч
100 500 1500 2000
950 8,7 27 48 —-
1000 19 45 100 135
1100 55 120 270 —
178
12*
179
ФИЗИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3]
t, сс ЕЛО"--’ МПа X, Вт/(М-К) t, ?С (интервал) а-Ю», К-1
20 1,86 20—100 15,5
100 1,82 12,4 20—200 16,5
200 1,78 13,4 20—300 17,0
300 1 JI 15,4 20—400 17,4
400 1,65 17,1 • 20—500 17,65
500 1,61 18,4 , 20—600 18,2
600 1,56 20,5 20—700 18,4
700 1,46 21,7 20—800 18,8
800 1,38 23,0 20—900 18,6
900 1,27 — 20—1000 ——
• Плотность стали при 20 "С составляет 7630 кг/м*.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ЛИСТ ТОЛЩИНОЙ 2 мм,
ПРОДОЛЬНЫЕ ОБРАЗЦЫ) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ;
ТЕРМИЧЕСКАЯ ОБРАБОТКА — НАГРЕВ ДО 1150 °C [3]
% ст0,2 е. ♦ % ст0,2 0, Ф
t, °C
МПа % МПа %
20 600 300 50 55 1000 50 30 40 40
800 150 100 33 30 1100 30 20 70 55
900 70 60 35 35 1200 20 — 90 75
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ СПЛАВА* (ЛИСТ ТОЛЩИНОЙ
2 мм, ПРОДОЛЬНЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА —
НАГРЕВ ДО 1150 °C, ВОЗДУХ. МПа [31
t, °C *1.0 1, °C
1000 1100 • В а костью: д; 1380 °C. 20 9 гмрсфере с штельно пр 5 7ОКОЙНОГО В и температу 1150 1200 оздуха сплав рах до 1300 °C 6 5 обладает высо н кратковрем 4 2,5 кой жаростой- епно до 1350—
Сплав ХН45Ю (ЭП747) на железоникелевой основе
Применение — ролики щелевых печей, печные конвейерные сетки,
детали горелочных устройств, чехлы термопар и Другие детали для
длительной работы прн температурах 1250—1300 “С.
Химический состав по ГОСТ 5632—72, % (по массе): 44—
46Ni; 15—17Сг; 2,9—3,9А1; <l,0Mn; cl.OSi; <0,1С; <0,1Ва;
^0,03 Се; ^0,020 S; г£0,025Р; остальное железо.
Технологические данные: 1) сплав выплавляется в открытых
дуговых или индукционных электропечах; 2) температура деформа-
ции — начало 1150—1180, конец не ниже 850 °C, охлаждение после
деформации на воздухе; 3) рекомендуемые режимы термической
обработки — нагрев до 1100—1200 °C, охлаждение на воздухе или в
воде; 4) сплав хорошо сваривается всеми видами сварки, для руч-
ной электродуговой сварки применяются электроды марки ОЗЛ-25.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ 20°C В РАЗЛИЧНОМ
СОРТАМЕНТЕ [31
Вид продукции, надрав. ление_вырезки образцов Термическая обработка а В °0,2 6. *
МПа %
Листы, 6—11 и 1— 3.9 мм, поперечное Прутки, 8,0—100 мм, продольное Нагрев 1080 °C, воз- дух Нагрев 1050—1150 °C 650 600 220 40 15 20
ЖАРОСТОЙКОСТЬ СПЛАВА НА ВОЗДУХЕ [3]
Г, °C Увеличение массы, г/(м2ч), ва время, ч Скорость окисления*, мм/год
100 500 1000 2000
1200 25 46 60 0,08
1250 .. 28 42 61 75 0,1
1300 33 65 __ 174 0,24
1350 45 130 — —
* Скорость окисления прн 1050 °C и продолжительности испытания 100 ч
в потоке воздуха 0,82 мм/год; в потоке воздуха, содержащего 1,5 % SO.,—
0,96 мм/год.
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [3]
1. °C Е-Ю-*, МПа X, Вт/(м-К) t, °C (интервал) а-10*, К-1
20 2,07 __ 20—100 15,8
100 2,01 10,5 20—200 15,9
200 1,92 12,2 20—300 15,95
300 1,87 13,8 20—400 16,55
400 1,78 15,4 20—600 16,6
500 1.71 17,5 20—800 19,0
600 1,56 19,2 20—900 19,7
18ft
IB'f
П родолжение
°C £10—5 МПа X, Вт/(м-К) /, °C (интервал) а-10», К-1
700 1,48 20,9 20—1000 19,85
800 1,24 22,6 — —-
900 1,20 24,3 — —
* Плотность сплава при 20 °C составляет 7760 кг/м3,
Сплав ХН75МБТЮ (ЭИ602) на никелевой основе
Применение — детали кжлер сгорания с ограниченным сроком служ-
бы при температурах до 950 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 19—
22Сг; 1,8—2,ЗМо; 0,9— l,3Nb; 0,35—0,75Ti; 0,35—0.75А1; <3Fe;
<:0,4Mn; cO,8Si; <0,1С; <0,012S; <:0,020P; остальное никель.
Технологические данные: 1) сплав выплавляется в дуговых нли
индукционных электропечах; 2) температура деформации — начало
не выше 1180, конец не ниже 1000 °C; охлаждение после деформа-
ции на воздухе; 3) рекомендуемый режим термической обработ-
ки—нагрев до 1050—1080 °C, выдержка 10 мин, охлаждение на
воздухе; 4) сплав хорошо сваривается всеми видами сварки;
5) сплав обладает способностью к глубокой вытяжке; предельный
коэффициент вытяжки Л'=2,16.
Жаростойкость: температура начала интенсивного окалинообра-
зования в воздушной среде составляет 1050 °C; при испытании в те-
чение 100 ч на воздухе при температуре. 1100 °C увеличение массы—
0,5 мкг/(м2-ч).
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА В РАЗЛИЧНОМ СОРТАМЕНТЕ [2]
(ЗАКАЛКА С 1080 °C, 10 мин, ВОЗДУХ)
Листы (, °C V МПа в,. I % Листы t, °C МПа б6, %
Холодноката- 20 750 40 Горячеката- 20 750 40
ные 800 250 40 1 ные 800 250 40
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ (ЗАКАЛКА С 1050-1080 °C, 10 мин, ВОЗДУХ) [2]
t, °C % °0,2 в5 t, °C % а0,2 •• *
МПа % МПа %
20 860 400 , 43 37 800 297 150 40 40
400 770 320 44 37 900 177 — 78 72
„ 500 750 320 44 40 1000 95 — 75 - Hi
600 700 670 560 300 270 42 42 38 40 1100 47 — 92
182
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ, ПОЛЗУЧЕСТИ
И ВЫНОСЛИВОСТИ НА БАЗЕ 107 ЦИКЛОВ, МПа [2]
t, °C ^100 <?20 0 СТб/100 а—1 t, °C OlDO °2Q0 10Q a~i
20 - 280 1000 6
700 800 160 80 150 70 43 240 190 1100. 1200 — 5 3,3 —•
900 29 22 14 —
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [21
t, °C E-10—5 , МПа X, Вт/(М-К) t, °C (интервал) a-10’, K—l
20 1,9 20—100 12.4
100 — 13,45 100—200 13,4
200 —- 15,3 200—300 14,2
300 — 16,7 300—400 15,0
400 1,65 18,5 400—500 15,8
500 1,63 20,2 500—600 16,5
600 1,50 22,3 600—700 18,1
700 1,37 24,4 700—800 19,0
800 1,0 26,8 800—900 19,6
900 — 29,3 900—1000 20,8
• Плотность стали при 20 °C составляет 8300 кг/м’.
Сплав ХН60ВТ (ЭИ868) на никелевой основе
Применение — листовые детали турбин, работающие при темпера-
турах до 1000 °C ограниченное время.
Химический состав по .ГОСТ 5632—72, % (по массе): 23,5—
26,5Сг; 13—16W; 0,3—0,7Ti; <4Fe; <0,5Mn; <0,8Si; <0,5А1; <0,1С;
<0,013S; <0,013Р; остальное никель.
Технологические данные: 1) сплав выплавляется в дуговых илн
индукционных электропечах; 2) температура деформации — начало
не выше 1180, конец не ниже 1050 °C; 3) рекомендуемый режим
термической обработке — нагрев до 1150—1200 °C; выдержка листа
10 мин, прутков 2—2,5 ч, охлаждение на воздухе; 4) сварка сплава
производится всеми видами сварки; 5) сплав обладает способностью
к глубокой вытяжке, предельный коэффициент вытяжки 2,06.
Жаростойкость: температура начала интенсивного окалинообра-
зования иа воздухе 1100 °C; привес за 100 ч при испытаниях на
воздухе составляет при 1100°С 0,37 мкг/(м2-ч), при 1200°С
0,60 мкг/(м2-ч); при температуре 1200 °C и выдержке 100 ч на
сплаве имеется зона межкристаллитного внутреннего окисления
глубиной до 0,08 мм.
183
Термическая стойкость сплава после закалки с 1200 “С, 5 мии,
воздух, при продолжительности цикла 1 мии приведена ниже:
/, °C............... 800— 1000—20 1200—20
20
Число циклов . . 140 33 21
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ ОБРАБОТКА—РЕКОМЕНДОВАННАЯ* [2]
’в 1 ®0,2 6. 1 кси.
МПа % кДж/ма
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА В РАЗЛИЧНОМ СОРТАМЕНТЕ [2J
Вид продукции Термическая обработка t, °C ав, МПа 6.. %
Листы холоднока- Закалка с 1200 °C, 20 750 40
таные 10 мнн, воздух Закалка с 1070 °C, 900 200 30
Прутки диаметром 20 750 30
100—120 мм 2 ч, воздух Закалка с 1150— 1170 °C, воздух 900 200 30
Лента 20 700 30
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ЛИСТ, ПОПЕРЕЧНЫЕ ОБРАЗЦЫ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ: ТЕРМИЧЕСКАЯ ОБРАБОТКА —
ЗАКАЛКА С 1200 °C, 10 мин, ВОЗДУХ [2]
1, °C ав °0,2 в.. % % а0,2 в,. %
МПа МПа
20 800 320 60 800 400 210 40
400 ' 700 — 61 900 230 120 50
500 670 — 59 1000 140 65 52
600 620 — 60 1100 85 — 58
700 530 230 47 1200 43 — 60
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СПЛАВА
(ЛИСТОВЫЕ ОБРАЗЦЫ); ТЕРМИЧЕСКАЯ ОБРАБОТКА - НАГРЕВ 1200 °C,
10 мин, ВОЗДУХ, МПа [2]
f, 'С <Ъоо tffOO °3(Ю а5/100 1, °C <Ъо0 а5/100
800 ПО 95 87 83 1100 — — — 6,5
900 52 43 40 34 1200 — — — 4
1000 — — — 16 •
Пруток, продольные образцы
20 . 750 300 45 52
800 380 200 40 60 —
900 210 190 5Й 60
1000 130 80 55 60 1000
1100 70 100 80 1200
1200 40 — 150 75 3000
>
Лист толщиной 5 мм, поперечные образцы
20 750 300 45 __ —
500 650 50
600 600 - 55
700 510 210 45 — —
800 380 190 40 — —
900 210 100 50 —— —
1000 130 60 50 —
1100 80 55 —
1200 40 — 55 — —
* Выносливость за 5-10’ циклов [2]
ляет 300 и 125 МПа соответственно.
при температурах 20 и 900 °C состав-
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
1, °C Е10~Ь. МПа Вт/<м-К) V108, Дж/(кг-К) G °C (ин- тервал) а-10е, К-"1
20 1,9 20—100 12,7
100 10,5 0,44 20—200 13,2
200 — П,7 0,46 20—300 13,6
300 — 13,8 0,48 20—400 14,1
400 16,3 0,50 20—500 14,5
500 — 18,8 0,52 20—600 15,1
600 21,3 0,54 20—700 15,6
700 1,39 23,4 0,54 20—800 16,0
800 1,12 25,5 0,57 20—900 16,2
900 0,81 28,0 0,59 20—1000 16,8
1000 0,5 — —
* Плотность сплава при 20 *С составляет 8800 кг/м’.
184
185
Сплав ХН78Т (ЭИ435) на никелеаой осноае
Применение — трубы и листы для камер сгорания, работающие при
гемпературах кратковременно до 1200 °C, ограниченный срок при
(ООО °C.
Химический состав по ГОСТ 5632—72, % (по массе): 19—22Сг;
),15—0,3511; <6Fe; <0,7Мп; <0,8Si; <0,12С; <0,012S; <0,0I5P;
остальное никель.
Технологические данные: () сплав выплавляется в открытых ду-
говых нли индукционных электропечах; 2) температура деформа-
ции— начало 1(60, конец не ниже 950°C, охлаждение после дефор-
мации на воздухе; 3) рекомендуемый режим термической обработ-
ки— нагрев до 980—(020 °C, охлаждение иа воздухе или в воде;
4) сплав свариваемый. Сварка сплава производится всеми видами
гварки; 5) сплав обладает способностью к глубокой вытяжке при
штамповке. * 1
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ 20 °C ПОСЛЕ СТАРЕНИЯ
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ И ВРЕМЕНИ ВЫДЕРЖКИ [21
t, °с т, ч Продольные образцы Поперечные образцы
°в, МПа | а„„ МПа | б10. % ов. МПа | а„г, МПа б .. %
* 610 (70 38 530 170 40
700 3000 560 (70 34 6(0 (80 38
800 3000 600 (50 38 600 (60 36
900 3000 560 (40 33 560 (50 31
1000 3000 520 (70 33 480 (80 38
1100 500 500 170 33 470 160 30
• Исходное состояние.
Термическая усталость сплава при продолжительности цикла
1 мин (образцы с надрезом, радиус 0,1 мм) и числе циклов п до
образования трещины длиной 0,5 мм приведена ниже [2]:
t, °C 800—20 900—20 1000—20 1(00—20 1200—20
п . . . . (30 67 35 25 20
СВОЙСТВА СПЛАВА ПРИ 20 °C В РАЗЛИЧНОМ СОРТАМЕНТЕ [2]
Вид продукции °в 6,
МПа %
Листы холоднокатаные, до 3,6 мм 700 — 30
Листы горячекатаные, 8,5—11 мм 700 — 30 —
Прутки «С 30 мм 700 300 30 50
Лента холоднокатаная — —— 20 —
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ; ТЕРМИЧЕСКАЯ ОБРАБОТКА — ЗАКАЛКА С 980-1020 °C,
ВОЗДУХ [2]
t, °C ав> МПа Os,,,, МПа % t. °C ав> МПа ав,„ МПа ^5,65р^Г, %
20 780 270 40 800 (80 (00 70
400 680 • 250 40 900 ПО — 90
500 620 250 40 (000 65 100
600 600 210 40 1(00 45 112
700 400 (90 35 (200 24 — 130
ЖАРОСТОЙКОСТЬ ПРИ НЕПРЕРЫВНЫХ ИСПЫТАНИЯХ* [2]
/, °C т, ч Увелнчеиве массы Потеря массы
мкг/м2 мкг/(м2-ч) мкг/м2 МКГ/(М2ч)
1150 100 36,4 0,038 121,5 1.3
1150 1000 47,5 0,048 279,6 0,28
1150 2000 80,7 0,040 450,4 0,23
1150 4000 119,9 0,030 479,1 0,12
1150 6000 235,9 0,039 722,2 0,12
1150 8000 317,7 0,040 1110 0,14
1150 10 000 370,8 0,037 1643 0,16
1200 100 49,5 0,5 127,8 1,3
1203 700 76,6 0,11 214,0 0,30
1200 2000 104,3 0,05 — —
* Температура начала интенсивного оквлинообразоваиия в воздушной сре-
де составляет И00°С.
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ СПЛАВА: ТЕРМИЧЕСКАЯ
ОБРАБОТКА —ЗАКАЛКА С 980—Ю20°С, ВОЗДУХ, МПа [2[
/, °C °10» °Б0О ®1000 аиово t, °с °10Q аио ^1000 ^tooo*
550 157 (050 14 5,5 2,1
700 (05 —— 60 — (100 9 — 4 1.8
800 28 13 45 29 1(50 7 — 3 1.4
900 (000 15 (3 12 8 8 3,4 1200 5 — 2,2 0,9
ПРЕДЕЛЫ ПОЛЗУЧЕСТИ СПЛАВА [21
Со стоя в ве сплава /, °C ст5/100' МПа
Закалка с 1000 °C, 5—10 мни, ноздух 800 18
900 7
1000 6
Закалка с 1150 °C, 5—10 мни, воздух 800 38
900 21
1000 II
187
186
ОКАЛИНОСТОЙКОСТЬ В ВОЗДУШНОЙ СРЕДЕ [2]
Глубина коррозионного разрушения, мм, за время, ч
t. °C 1000 2000 3000 4000 5000 7000 8000 10000
1100 0,011 0,016 0,020 0,023 0,025 0,30 0,032 0,036
1200 0,020 0,028 0,034 0,039 0,044 0,052 0,056 0,063
Окалииостойкость в воздушной среде за 10000 ч приведена ниже:
Температура испытания,
°C . ................ 800 850 900 950
Глубина коррозионного
разрушения, мм . . . 0,004 0,005 0,009 0,013
Продолжение
Температура испытания,
t, °C . ............ 1000 1100 1200
Глубина коррозионного
разрушения, мм . . . 0,019 0,036 0,063
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [21
/, °C Е-10—5, МПа X, Вт/(М-К) t, °C (интервал) а-10е, К“*
20 1,95 20—100 12,2
100 _- 14,6 20—200 13,0
200 _- 16,7 20—300 13,4
300 18,5 20—400 13,8
400 20,6 20—500 14,1
500 22,7 20—600 14,7
600 1,4 24,8 20—700 15,4
700 1,2 26,8 20—800 15,5
800 0,95 28,9 20—900 —
900 — 31,9 20—1000 ——
• Плотность сплава при 20 °C составляет 8350 кг/м1.
Сплав ХН60Ю (ЭИ559) на никелевой основе
Применение — лист для камер сгорания газовых турбин; деталей
печей с ограниченным сроком службы при 1100 °C и кратковремен-
ным сроком службы при 1250 °C.
Химический состав по ГОСТ 5632—72, % (по массе): 55—
58Ni; 15—18Сг; 2,6—3,5А1; <0,3Mn; <0,8Si; <0,1С; <0,1Ва;
лсО.ОЗСе; <0,02S; <0,02Р; остальное железо.
Технологические данные: 1) сплав выплавляется н дуговых или
индукционных электропечах; 2) температура деформации — начало
Н80< конец не ниже 960 °C, охлаждение после ковкн иа воздухе;
3) рекомендуемый режим термической обработки—нагрев до
1200 4С, выдержка 40 мни, охлаждение на воздухе; 4) сплав хоро-
шо сваривается всеми видами сварки; для снятия напряжений при-
меняется промежуточная закалка с температуры 1100 °C; 5) сплав
обладает способностью к глубокой нытижке.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА (ХОЛОДНОКАТАНЫЙ ЛИСТ)
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ' [21
t, °C % 1 в. 1 * K.CU, кДж/м*
МПа %
20 720 360 50 50 2500
700 400 —- 3 7,5 —-
800 230 220 40 37 1200
900 ’ ПО — 71 52 500
. 1000 70 —- 68 53 800
1200 20 — 132 86 400
* Ползучесть (о 5/100) сплава после закалки с 1150 °C. выдержки 10 мин
в охлаждении иа воздухе составляет при температурах 900 н 1000 °C соот-
ветственно 24 и 10 МПа.
ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ СПЛАВА, МПа [21
t, °C Время, ч 1. °C Время, ч
100 1000 10000 100 1000 10000
800 80 45 25 1000 15 6,5 2,7
900 32 16 8 1100 7,5 3,5 1,6
- 1200 4,5 2,0 0,9
ЖАРОСТОЙКОСТЬ СПЛАВА [21
t, °C . т, ч Увеличение массы 1 t, °C т, ч Увеличение массы
мгк/м1 МКГ/(М2-ч) мкг/м2 мкг/(м*-ч)
1150 100 8,7 Q.09 I 1150 10 000 68,4 0,007
1150 1000 37,5 0,038 1200 100 25,1 0,026
1150 2000 36,4 0,020 1200 800 23,5 0,033
1150 4000 44,3 * 0,011 1200 ' 2000 48,9 0,024
1150 1150 6000 8000 68,2 60,3 0,011 0,011 1200 3000 62,7 0,021
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
t, °C £.10—5, МПа к, Вт/(м-К) t, °C (интервал) а-10», к-1
20 2,1 20—100 12,28
100 10,5 20—200 13,08
200 —- 13,0 20—300 13,42
300 — 15,9 20-400 14,2
400 — 19,6 20—500 14,22
500 24,0 20—600 14,59
600 29,3 20—700 15,11
700 34,5 20—800 15,18
800 1,69 40,2 20—900 15,88
900 —. 47,4 20—1000 —
* Плотность сплава при 20 °C составляет 7900 кг/м*.
189
' Сплав ХН70Ю (ЭИ652) иа никелевой основе
Применение — камеры сгорания, узлы деталей печей и другого обо-
рудования, длительно работающего при температурах до 1200 °C
Химический состав по ГОСТ 5632—72, % (по массе): 26—29Сг;
2,8—3.5А1; <0,ЗМп; <0,8Si; <0,12С; <0,1Ва; <0,03Се; <0,012S;
<0,015Р; остальное никель.
Технологические данные: 1) сплав выплавляется в открытых ду-
говых или индукционных электропечах; 2) температура деформа-
ции— начало 1180, конец выше 900°С, охлаждение после деформа-
ции иа воздухе; 3) рекомендуемый режим термической обработки —
нагрев до 1100—1200 °C, выдержка 10 мин, охлаждение на возду-
хе; 4) сварка сплава в тонких сечениях может производиться всеми
видами сварки; 5) сплав обладает способностью к глубокой вытяж-
ке, предельный коэффициент вытяжкн K=D/(d-t-s) =2,17, где D —
диаметр заготовки; d— диаметр пуансона; s — толщина стенки в мм.
МЕХАНИЧЕСКИЕ СВОЙСТВА ЛИСТОВ (ПОПЕРЕЧНЫЕ ОБРАЗЦЫ) [2]
Листы Термическая обработка t, °C ав, МПа в.. %
Холоднокатаные Закалка с 1100 °C, 20 750 30
10 мин, воздух 900 НО 25
Горячекатаные Закалка с 1200 °C, 20 750 30
10 мин, воздух 900 150 20
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА ПОСЛЕ ЗАКАЛКИ С 1200 °C.
ВЫДЕРЖКИ 10 МИН, ОХЛАЖДЕНИЯ НА ВОЗДУХЕ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ [2]
t. °C <ТВ, МПа в„ % /, °C ов, МПа в.. У.
20 730 75 800 360 14
400 — — 900 150 65
500 — -— 1000 86 55
600 — — 1100 38 79
700 420 ‘ 10 1200 24 136
ПРЕДЕЛЫ ДЛИТЕЛЬНОЙ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ СПЛАВА;
ТЕРМИЧЕСКАЯ ОБРАБОТКА —НАГРЕВ ДО 1200 °C, ВОЗДУХ, МПа [21
t. °C °.100 GilH ^1999 0 ст5/100 t, °C «и» ^14990 <75/100
800 85 50 29 1100 9 4 1,8 7
900 40 18 8 25
1000 19 8 3,4 12 1150 - 7 3 1,4 —
1050 14 5,5 2,1 1200 5 2,2 0,9 —
ЖАРОСТОЙКОСТЬ СПЛАВА [2]
t. °C T. 4 Увеличение массы t, °C. т. ч Увеличение массы
мкг/м2 | МКГ/(М2Ч) мкг/м2 | мкг/(м2ч)
1150 100 4,1 0,04 1150 10000 66,1 0,007
1150 1000 28,3 0,028 1200 100 20,1 0,21
1150 2000 . 30,8 . 0,015 1200 800 31,0 0,04
1150 4000 38,3 0,01 1200 2000 56,8 0,028
1150 1150 6000 8000 48,2 64,1 0,008 0,008 1200 3000 60,3 0,02
Термическая стойкость сплава после закалки с 1200 °C, 10 мин,
Воздух при продолжительности цикла I мин составляет для темпе-
ратуры испытаний 800—20 и 1200—20 °C соответственно 87 и 26
циклов [2]. ,
ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ* [2]
т, °C X, Вт/(М-К) I t, °C (ин- | тервал) а-10», к-1 (, °с X, Вт/(м*К) t, сС (ин- тервал) а-10», к-1
20 Н,7 20—100 13,14 500 18,9 20—600 17,81
100 12,6 ' 20—200 13,86 600 18,9 20—700 22,42
200 13,9 20—300 14,76 700 23,1 20—800 25,47
300 13,55 20—400 15,68 800 24,8 20—900 21,34
400 17,25 | 20—500 16,39 900 26,9 - 20—1000 21,21
* Плотность сплава при 20 °C составляет 7900 кт/м’.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Борздыка А. М., Гецов Л. Б. Релаксация напряжений в ме-
таллах н сплавах. М.: Металлургия, 1972. 305 с.
2. Либерман Л. Я., Пейсихис М. И. Свойства сталей и сплавов,
применяемых в котлотурбостроении. Ч. I, II, III. Л.: ОНТИ ЦКТИ,
?Э67. 600 с.
3. Жаростойкие и жаропрочные стали и сплавы: Каталог про-
дукции черной металлургии. М.: Черметинформация, 1976. 100 с.
4. Лакская К. А. Жаропрочные стали, М.: Металлургия, 1969.
846 с.
5. Химушин Ф. Ф. Жаропрочные стали и сплавы, М.: Метал-
лургия, 1964. 672 с.
6. Справочник металлиста. Т. 2. М.: Машиностроение, 1965,
860 с.
Станислав Борисович МАСЛЕНКОВ
ЖАРОПРОЧНЫЕ СТАЛИ И СПЛАВЫ
Справочник
Редактор издательства В. А. Михайловский
Художественный редактор А. И. Гофштейи
Технический редактор Г. Б. Ж а р о в а
Корректоры Н. П. С р б к о, Е. В. Якиманская
ИБ № 2002
Сдано в нвбор 09.03.83. Подписано в печать 08.06.83. Т-12652. Формат бумаги
84X108l/s2, Бумага типографская № 2. Гарнитура литературная. Печать высо-
кая. Усл. п. л. 10,08. Усл. кр.отт. 10,29. Уч.-изд. л. 12,48. Тираж 15 000 эка.
Заказ № 422. Цена 60 коп. Изд. № 0350
Ордена Трудового Красного Знамени, издательство «Металлургия», 119034,
Москва, Г-34, 2-й Обыденский нер., д. 14
Владимирская типография «Союэполиграфпрома» при Государственном
комитете СССР по делам издательств, полиграфии н книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7