/




































































































































































































































































































































































































































































Author: Соколов А.Я.
Tags: народное хозяйство культурные растения агрономия промышленное оборудование
Year: 1949



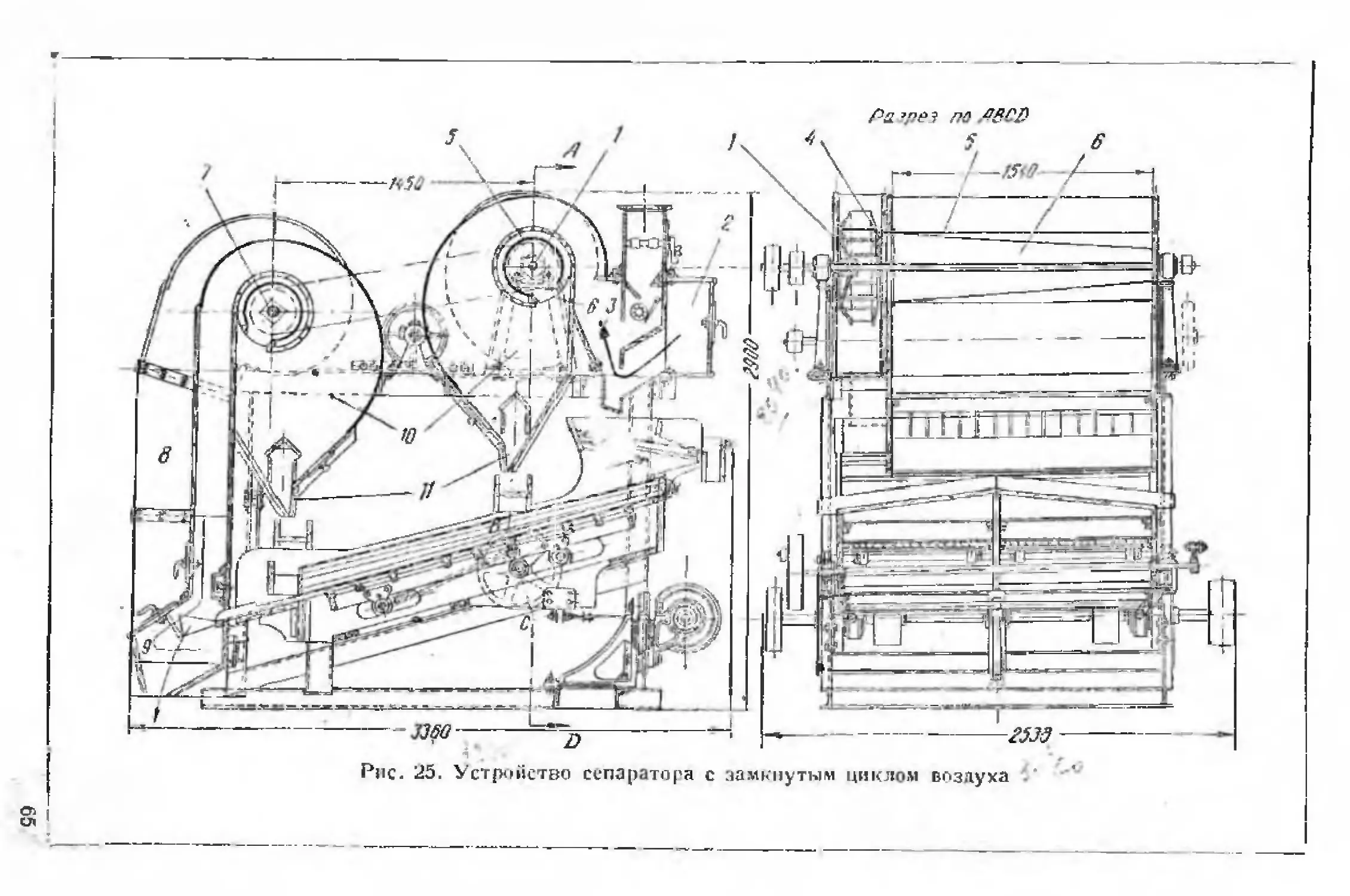
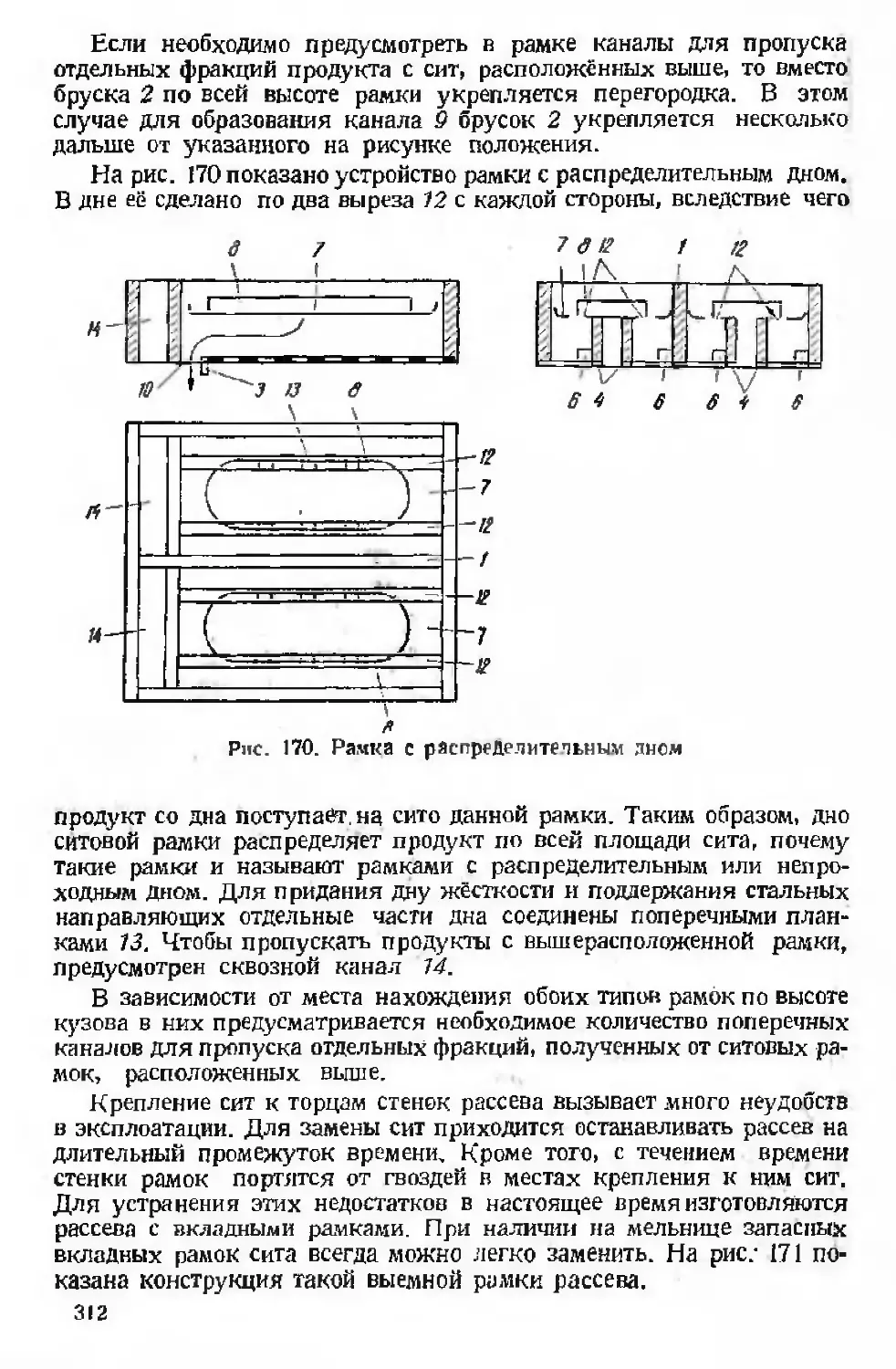
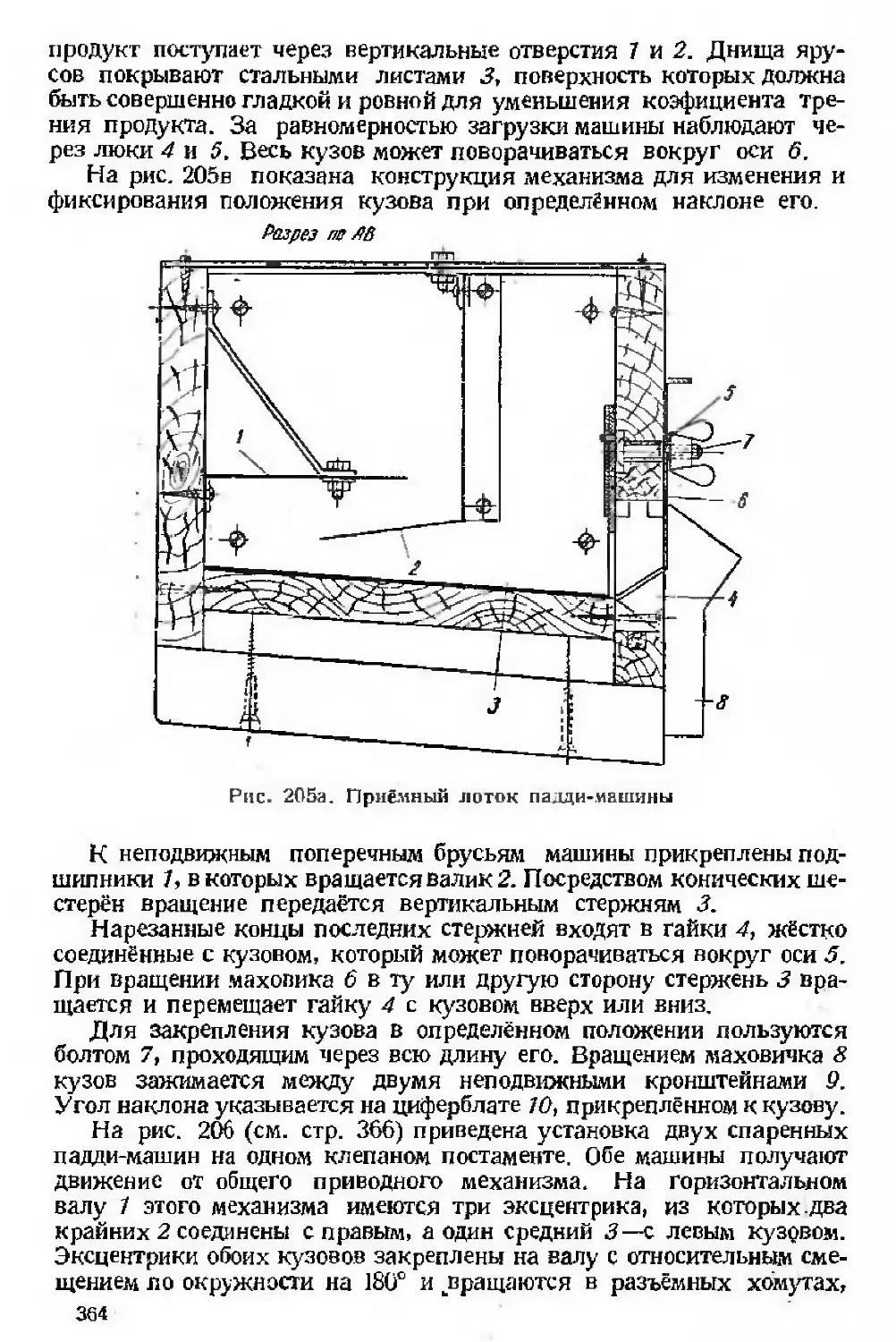
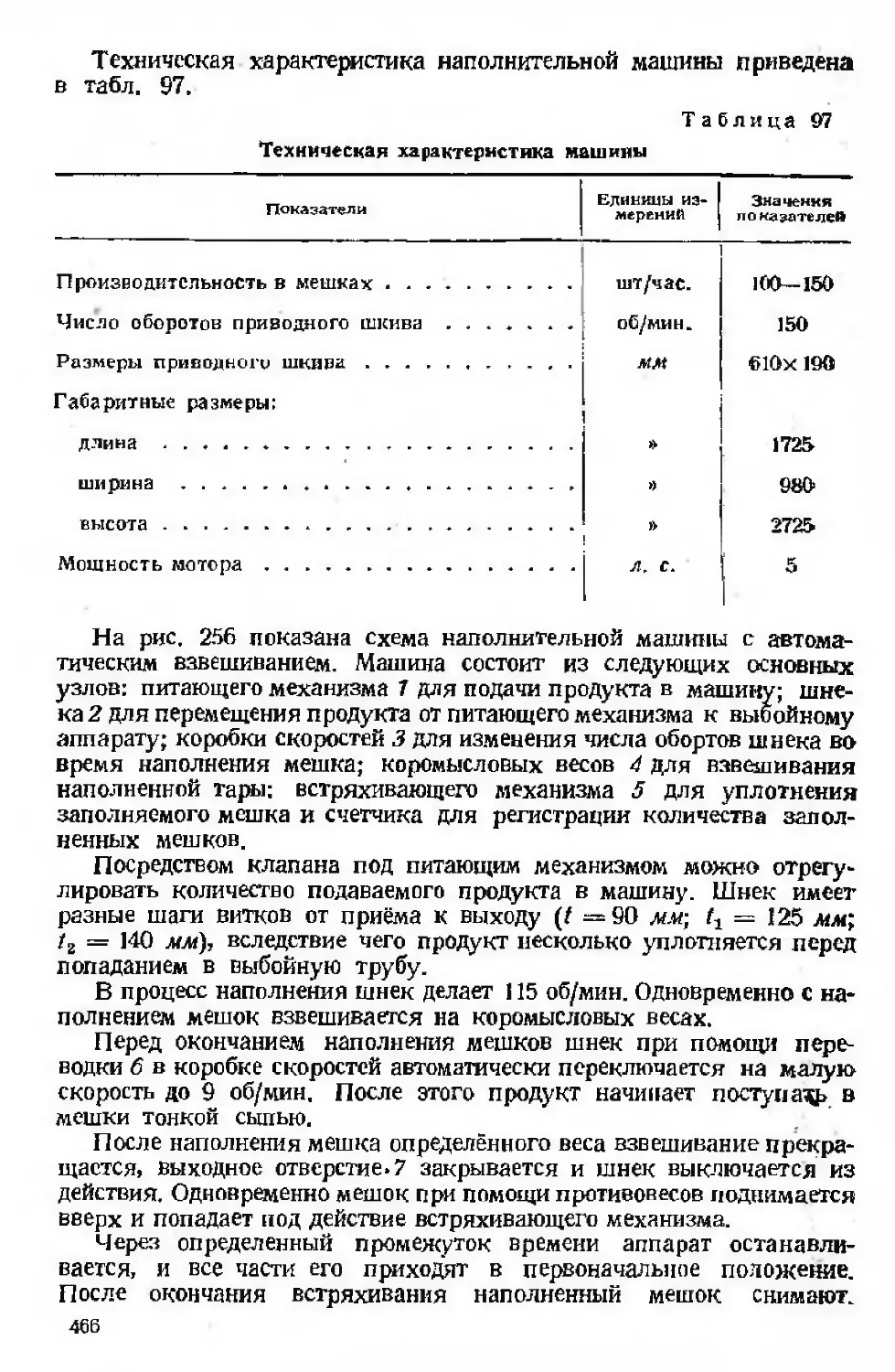
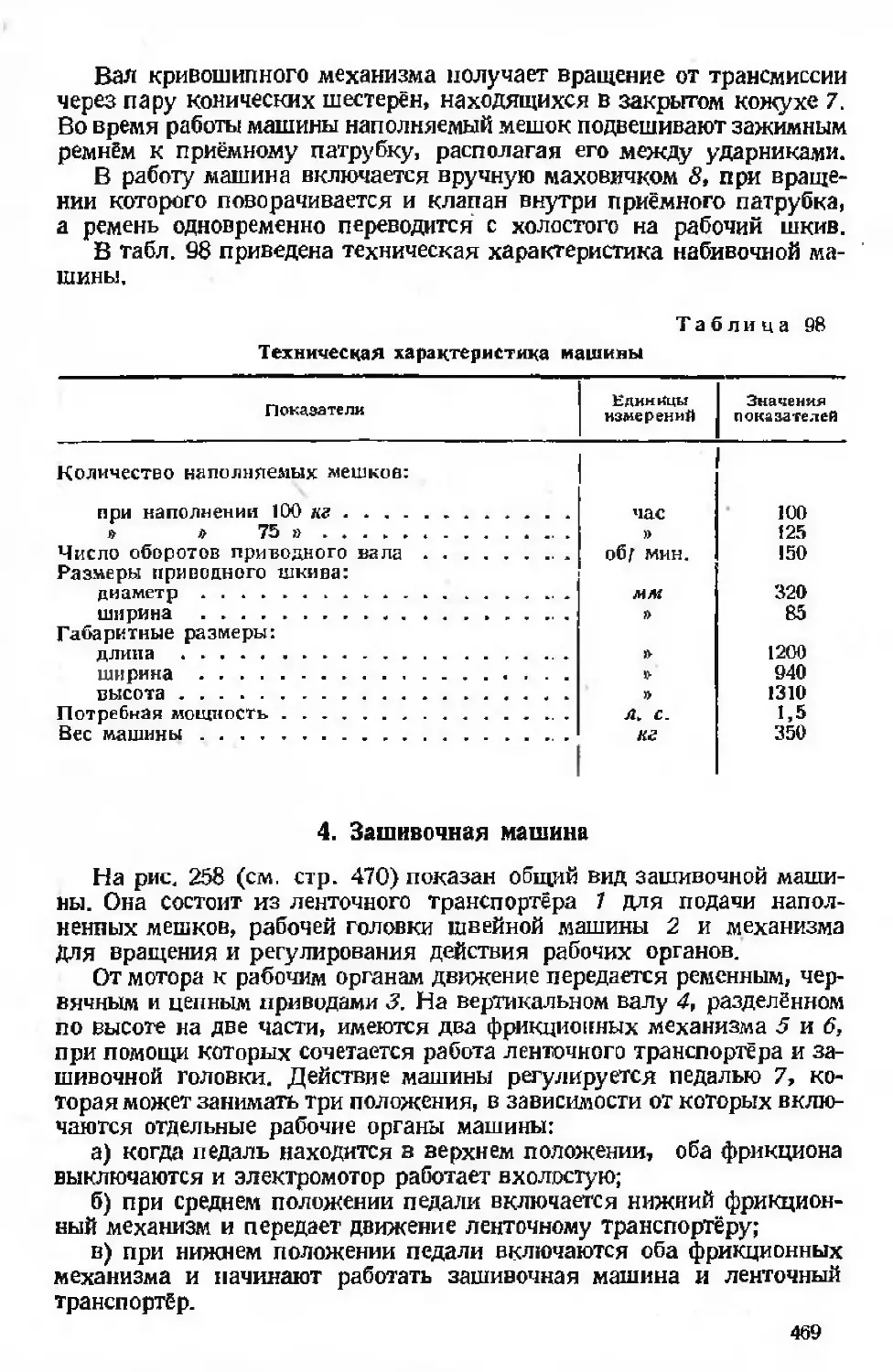
Text
А. Я. СОКОЛОВ
ОБОРУДОВАНИЕ
МЕЛЬНИЦ И КРУПОЗАВОДОВ
Допущено Управлением учебными заведениями
Министерства заготовок СССР
в качестве учебника для техникумов
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО
ТЕХНИЧЕСКОЙ И ЭКОНОМИЧЕСКОЙ ЛИТЕРАТУРЫ
ПО вопросам ЗАГОТОВОК
МОСКВА 1046
АННОТАЦИЯ
В книге изложены основные сведения об устройстве и о
конструкциях аппаратов и машин для переработки зерна в
продовольственные и кормовые продукты, а также Мишин
для механизации внутрицеховых транспортных операций
и трудоёмких процессов на предприятиях мукомольно-крупя-
ной промышленности. Кроме того, в книге приведены тех-
нические характеристики и сведения, необходимые для экс-
плоатации машин и аппаратов в производственных усло-
виях.
Рецензенты:
Кандидат технических наук С, И. Бендерский
Инженер О. Ct Воронцов
Кандидат технических наук Л. И. Розенштейн
Под общей редакцией
даурента Сталинской премии,
доктора технических наук профессора Я. И. Куприц
ПРЕДИСЛОВИЕ
В Законе о пятилетием плане восстановления и развития народ-
ного хозяйства СССР на 1946 — 1950 гг. предусмотрен рост продук-
ции по всему сельскому хозяйству СССР к концу пятилетия по сра-
внению с 1940 г. на 27%. Годовой сбор зерна в 1950 г.
должен составить 127 млн. т. Производительность предприятий му-
комольной промышленности должна быть увеличена к концу пятиле-
тия на 20 тыс. m перерабатываемого зерна в сутки, Предстоит вос-
становить и построить за этот период зерноскладов и элеваторов
ёмкостью в 6,4’ млн. т. Уровень производства муки на 1950 г. опре-
делён в 19 млн. т. Пятилетним планом предусмотрено широкое раз-
витие производства технологического оборудования для элеваторов,
мельниц и крупозаводов.
Для выполнения этой грандиозной задачи требуется большое
количество высококвалифицированных техников, в совершенстве
знакомых с конструкциями машин и с условиями получения опти-
мальных эксплоатационных показателей работы этих машин на пред-
приятиях мукомольно-крупяной промышленности. Поэтому вопросы
подготовки кадров приобретают весьма важное значение.
До настоящего времени у нас не было учебника по технологиче-
скому оборудованию мельниц и крупозаводов для техникумов. Попытка
восполнить этот пробел делается впервые.
Благодаря развитию машиностроения в течение сталинских пяти-
леток в СССР создана мощная база для изготовления всех машин, не-
обходимых для переработки зерна в продовольственные и кормовые
продукты. Эго позволило автору дать обширный материал о кон-
струкциях машин, изготовляемых отечественными заводами.
Учебник состоит из отдельных глав. В каждой главе приведены
материалы о машинах, принципиально не различающихся между
собой по способу воздействия на обрабатываемый продукт. Располо-
жение глав в книге примерно соответствует расположению отдельных
групп машин в технологическом процессе переработки зерна.
Специальным машинам для обработки плёнчатых культур и сор-
тирования продуктов шелушения, применяемым на крупозаводах,
уделены две главы.
3
В остальных главах указаны технические особенности и пара-
метры машин, которые необходимо учесть при установке их на
предприятиях мукомольной и крупяной промышленности.
Во всех главах излагаются вопросы с одинаковой последователь-
ностью, начиная с назначения и области применения машин, клас-
сификации их по определенным признакам и кончая основными
условиями нормальной работы этих машин в эксплоатации. В конце
каждой главы мы сочли необходимым дать краткое заключение, в кото-
ром главным образом кратко сформулировано современное состояние и
основное направление для дальнейшего развития, модернизации или
реконструкции соответствующих машин. В каждой главе приведены
технические характеристики машин, изготовляемых в СССР.
В главе о машинах для механизации транспортных операций
подробно освещены конструкции отдельных машин и механизмов, изго-
товляемых в СССР, а также приведены справочные материалы, необхо-
димые учащимся для проектирования транспортных устройств или
для разработки проектов механизации транспортных операций.
В отдельных главах мы сочли необходимым привести устрой-
ство наиболее совершенных машин, применяемых в смежных обла-
стях для очистки и переработки зерна.
При составлении книги автор старался выполнить весьма ценные
указания А. А. Жданова на философской дискуссии в 1947 г. о том,
чтобы изложение материала в учебнике не было схоластичным, а
творчески действенным, чтобы учебник был связан с задачами совре-
менности, чтобы приводимый фактический материал был проверенным
и добротным и чтобы стиль изложения был ясным, точным и убеди-
тельным.
Насколько это удалось, покажет будущее. Автор заранее при-
носит благодарность за указания, которые будут сделаны компе-
тентной критикой.
«Превратить нашу страну из аграрной в ин-
дустриальную, способную производить своими
собственными силами необходимое оборудова-
ние,—вот в чем суть, основа нашей генераль-
ной линии».
[Из .оклада товарища И. Б. Сталина на
XIV* съезде ЕКП(б) в декабре IS26 г.1].
ГЛАВА!
НАЗНАЧЕНИЕ И РАЗВИТИЕ ПРОИЗВОДСТВА МАШИН ДЛЯ
ПЕРЕРАБОТКИ ЗЕРНА
1. Типы современных мельниц
Современные мукомольные мельницы можно разделить на две
группы:
а) сельскохозяйственные мельницы, перерабатывающие мелкие
партии зерна и удовлетворяющие главным образом нужды сельского
населения;
б) товарные мельницы, перерабатывающие крупные партии товар-
ного зерна для снабжения мукой городских и промышленных райо-
нов, а также других потребительских центров.
Суточная производительность сельскохозяйственных мельниц ко-
леблется в пределах от 5 до 50 т!сутки. Основными машинами на
этих мельницах являются один—три жерновых постава или один —
пять вальцевых станков. На мельницах этой группы перерабатывает-
ся главным образом пшеница и рожь в обойную муку, а в отдельных
случаях — в муку сортового помола. Кроме того, на зтих предприя-
тиях можно перерабатывать ячмень, кукурузу и другие культуры в
кормовые продукты. На сельскохозяйственных мельницах иногда
устанавливают также машины для переработки овса, гречихи, проса
и других культур в различные виды круп.
Товарные мельницы перераба-
тывают преимущественно пшеницу
и рожь главным образом в мно-
госортную муку высокого каче-
ства, а в отдельных случаях —
и обойную муку.
Производительность сущест-
вующих товарных мельниц колеб-
нется в широких пределах — от
Ml до 1000 т/сутки. В настоящее
время намечены к строительству
товарные мельницы следующих
типов (табл. 1):
Таблица 1
Суточная производительность
мельниц в тоннах зерна
Для сортового помола Для сортового помола с секцией для обойного помола
сортовая секция сбойная секция
100 65—70 75—50
150 105 75
200 — .—
250 235 115
1 XIV съезд Всесоюзной коммунистической партии (большевиков);
I । миографический отчёт, 1926, стр. 488.
5
2. Физико-механические свойства зерновой смеси
Сырьё, поступающее для переработки на мельницы и крупозаводы,
представляет собой в большинстве случаев смесь, состоящую из зё-
рен основной культуры и различных примесей.
Все примеси продовольственно-фуражных культур можно разде-
лить на две группы; сорную и зерновую.
К сорной примеси относятся:
а) минеральная примесь (земля, песок, пыль и пр.);
б) органическая примесь (части листьев, стеблей, стержней коло-
са, пустые плёнки, ости, полова);
в) проход, получаемый при просеивании зерновой смеси через
сито с диаметром отверстий 1,0 1,5
г) щуплые зёрна с и сравнившимся ядром;
д) сорные семена дикорастущих растений и семена некоторых
культурных растений;
е) вредная примесь (головня, спорынья, вязель, горчак, угрица,
куколь, опьяняющий плев ель и др.);
Ж) поврежденные зёрна (изъеденные вредителями с полностью
выеденным ядром, испорченные самосогреванием, прогнившие, за-
плесневевшие и испорченные сушкой с явно непригодным ядром).
Сорные примеси при попадании в муку придают ей неприятный
запах, портят ее цвет, качество, а в некоторых случаях делают ее не-
пригодной для питания.
К зерновой примеси относятся зёрна:
а) битые и изъеденные;
б) проросшие;
в) сильно недоразвитые;
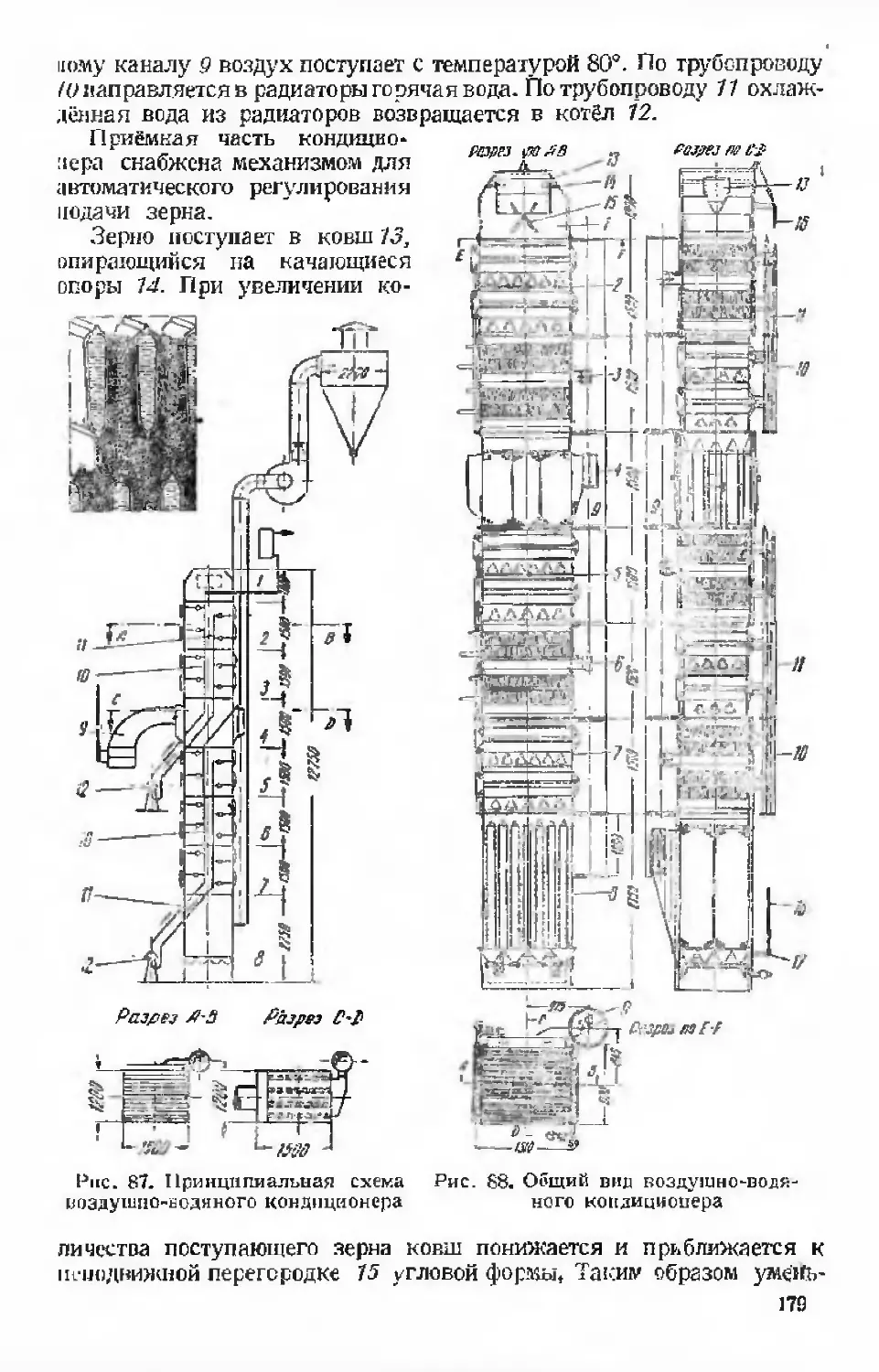
г) давленые;
Д) испорченные самосогреванием с изменившимся цветом обо-
лочки;
е) испорченные сушкой: прокопчённые, поджаренные — с из-
менившимся цветом оболочек;
ж) с прочими видами повреждений.
Зерновая примесь-имеет пониженную ценность и при очистке зер-
на попадает большей частью в отходы. Кроме того, зерновая примесь,
состоящая из повреждённых зёрен, значительно гигроскопичнее зерна
основной культуры, что весьма усложняет условия хранения всей
массы зерна.
Все виды перечисленных примесей затрудняют возможность
получения высокого качества продукции, удорожают переработку и
снижают количественные выхода муки и крупы.
Номенклатура фракций сорных и зерновых примесей для различ-
ных продовольственно-фуражных культур установлена соответст-
вующими государственными стандартами.
Выбор машин для очистки и переработки зерна на современных
мельницах и крупозаводах производится на основании показателей
следующих физико-механических свойств зерновой смеси: размеров,
парусности, удельного веса, формы, состояния поверхности, прочно-
сти и других особых свойств.
6
а) Размеры зерна. Зерно измеряется по длине, ширине и толщине
или диаметру, если форма зерна приближается к шару. Длиной
считается наибольший, шириной — средний, а толщиной — наи-
меньший размер зерна.
В табл. 2 указаны средние размеры зёрен различных культур,
полученные в результате статистической обработки материалов по
изучению зёрен различных культур в Ленинградском отделении Все-
союзного института механизации и электрификации сельского хозяй-
ства.
Таблица 2
Средние размеры зерен различных культур
(в миллиметрах)
Культуры Длина Ширина Толщина
макси- мум мини- мум средняя ст—до макси- мум мини- !.МУМ средняя от—до макси- мум мини- средняя
мум от-до
Пшеница озимая я 8,0 о 5,8—6,5 4,0 1,8 2,7—3,7 3,6 1,6 2,6—2,9
Пшеница яровая 8.6 4,0 5,9—7,0 3,8 1,6 1,9—3,1 2,2—2,7 3,8 1.4 2,4—2,9
Рожь . . , 9,8 4,0 6,7—7,6 3,6 1.4 3,4 1,0 1,9—2,4
Овёс . . . 18,6 8,0 10,9—13.1 4.0 1,4 2,3—2,9 3,6 1,о 1.9—2,6
Ячмень . . 14,6 7,0 8,6—11,7 4,2 2,0 2,9—3,5 3,6 1,2 2,4—2,8
Кукуруза . — С—17 — — 5—11 1,5—2 — 2,7—2,8
Просо . . . — — 3,0 1 111 1,5—1,7
Гречиха . . — — 4,2—6,2 — 2,Я—3,7 — — 2,4—3,4
В табл. 3 даны размеры различных сорных примесей.
Таблица 3
Размеры различных сорных примесей
(в миллиметрах) ]
Сорняки Длина Ширина Толщина)
от ДО от j ДО от до
Куколь 2,8 4,4 2.0 2,8 1,6 2,8
Василёк 2,8 4,8 1,2 2,2 0,8 1,6
Пикульник . . . . 2,4 4,0 1.4 2,4 0,6 1,4
Подмаренник . . , 1,6 2,8 1,6 2,4 1,2 2,0
Гречишка , . . . . 2,0 3,6 1.6 2,6 1,6 2,8
Плевел 4,0 7.6 1,4 3,0 1,0 2,4
Пырей 6,0 12,4 0,8 2,6 0,6 1,8
Костёр ...... 6,0 8,4 1.4 2,4 1,2 2,0
Овсюг 10,0 15,6 1,6 3,2 1,4 3,0
Вика 1,6 4,0 1,4 3,4 0,6 3,4
Грсчишка татарская 4,0 5.6 2,2 3,6 2,2 3.6
Донник 1,6 2.1 1,4 1,6 1,0 1,2
Для выделения сорных примесей, отличающихся по размерам,
применяются машины, разделяющие зерновую смесь на отдельные
фракции по длине или ширине и толщине.
7
б) Парусность зерна. Парусностью называют аэродинамиче-
ское свойство'тел оказывать сопротивление воздушному потоку. Это
сопротивление зависит от формы, состояния поверхности, удельного
веса тела и расположения его по отношению к направлению движения
воздушного потока. Если с одной и той же высоты падают зерно го-
роха и одинакового с ним веса дробинка, то последняя упадёт на зем-
лю раньше, чем горошина. Объясняется это тем, что поверхность го-
рошины, вследствие меныпего удельного веса, значительно больше
поверхности дробинки того же веса, а потому и сопротивление,.ока-
зываемое воздухом, также больше.
Аналогичное явление будет иметь место при падении с одной и
той же высоты двух совершенно одинаковых зёрен по размерам,
удельному весу, форме, но при различных Положениях их в воз-
духе. Раньше упадет зерно, у которого длина совпадает с направ-
лением движения, ввиду того, что сопротивление воздуха в этом слу-
чае будет меньше, чем при всяком Другом положении зерна в воз-
духе.
Если с одной и той же высоты падают два тела с одинаковым удель-
ным весом и объёмом, но различной формы, то они также достигнут
земли не одновременно. Раньше упадёт тело с удобообтекаемой фор-
мой поверхности.
Парусность характеризуется коэфициентом парусности, величина
которого различна для зёрен разных культур. Например, для овса
коэфициент парусности колеблется от 0,12 до 0,15, ржи — от 0,1 до
0,14, пшеницы — от 0,08 до 0,12, проса — от 0,07 До 0,1, кукурузы —
от 0,05 До 0,06, гороха—от 0,03 до 0,04 и т. д. Парусность разных зё-
рен и сорных примесей, определяемая изучением их аэродинамиче-
ских свойств, кладется в основу расчёта машин для выделения при-
месей, отличных от зёрен основной культуры по этому признаку.
в) Удельный вес зерна. Удельный вес зерна или отношение веса
зерна к весу равного объёма воды при 4° является одним из основных
его свойств.
Если погрузить зерновую смесь в воду, то лёгкая фракция будет
всплывать на поверхность воды, зерно станет медленно тонуть, а более
тяжёлые минеральные примеси начнут быстро падать. Это даёт воз-
можность разделить смесь на отдельные фракции.
Различие показателей удельного веса зерна и сорных примесей
положено в основу устройства различных зерноочистительных машин.
Удельный вес пшеницы колеблется в пределах от 1,43 до 1,53, ржи—
от 1,44 до 1,55, гречихи—от 1,21 до 1,32, ячменя—от 1,27 До 1,41,
овса — от 1,46 до 1,51 и чечевицы — от 1,40 до 1,50 и т. д. .
г) Объемный вес зерна. Под объёмным, или насыпным, весом пони-
мают вес единицы объёма зерновой массы. Этот показатель обычно
выражается весом 1 а зерна в граммах, или 1 мя в килограммах.
В табл. 4 показан объемный вес различных культур.
д) Состояние поверхности зерна. По состоянию поверхности зёрна
различных культур могут быть более или менее гладкими, шерохо-
ватыми, покрытыми пленками, пушком и т. д. В зависимости от со-
стояния поверхности изменяется сила трения, возникающая между зёр-
нами и той поверхностью, на которой они находятся. Здесь можно раз-*
8
Таблица 4
Углы естественного относа зерна
Культуры Объемный нес в е/л Влаж- ность в % Сорные примеси в % Зерновые примеси в % Углы естествен- ного от- коса в °
Пшеница озимая л , 765 16,6 2,1 1,2 31,2
Пшеница яровая . . 749 17.4 1,2 1,0 36,3
Пшеница подсушенная - • - 813 12,0 1,2 1,0 30,5
Рожь . , f 678 17,8 3,2 0,7 30,5
1 686 14,0 2,8 0,4 27,7
Ячмень » • • - » I i » < 713 1 669 13,4 16,5 3,0 2,5 2,1 2,7 30,2 34,5
Овёс . 1 472 14,9 1,5 1.0 31,7
! 496 18,5 3,0 3,1 35,1
Просо , . 7G3 15,2 4,0 0,5 21,7
Горох . 800 15,5 6,0 1,6 24,5
Чечевица Смеси 805 12,9 6,0 4,0 27,5
Пшеница-!-5% куколя - . • 712 17—12 — — 39,2
Пшеница 80% + Ю% овса 1 740 11—12 — 34,3
+ 10% куколя .... ! 765 17—18 — 39,2
дичать два случая: трение зёрен друг о друга и трение зёрен о поверх-
ности различных материалов: дерева, стали, железобетона и др.
В первом случае трение может быть оценено углом естественного
откоса, а во втором—углом трения. В табл. 4 указаны углы естественно-
го откоса различных зерновых культур. Из этой таблицы видно, что
влажность и содержание посторонних примесей в зерновой смеси ока-
зывают очень большое влияние на угол естественного откоса зерна.
е) Особые свойства. Зерновая масса обладает свойством, прису-
щим главным образом жидкостям. Как известно, тело, помещённое
в жидкость, всегда всплывает на поверхность, если его удельный вес
меньше удельного веса жидкости. Аналогичное свойство приобретает
и зерновая смесь при колебательном движении.
При встряхивании зерновой смеси, лёгкая фракция стремится
выйти на поверхность смеси. Этим важным свойством самосортиро-
нания зерновой смеси широко пользуются для отделения обрушенных
зёрен от необрушенных, а также для отделения отрубянистых частиц
от крупок при сортировании продуктов переработки зерна.
К особым свойствам зёрен можно отнести также пористость их
наружной оболочки. Гладкие зёрна с малой пористостью восприни-
мают ничтожное количество магнитного порошка, если их смешать
с последним. К числу таких культур относятся, например, лён и кле-
вер, у которых имеется гладкая оболочка. Но есть культуры и сорные
семена, у которых пористость зёрен значительно больше, благодаря
чему они могут воспринимать больше порошка.
9
Этим свойством поверхности зёрен пользуются, например, при
очистке семенного материала от сорных примесей на специальных
машинах. В последних вся масса зёрен смешивается с порошком, в
результате чего шероховатые зёрна сорных примесей притягивают-
ся к магниту и, таким образом, выделяются из зерновой смеси. Об-
ласть применения такого принципа очистки зерна пока, однако,
ограничена и не находит распространения на предприятиях по пе-
реработке зерна в продовольственные продукты.
ж) Прочность зерна. Прочность зерна, или сопротивляемость
его разрушению, является весьма важным свойством, от которого зави-
сит, в частности, расход энергии на его измельчение. Разработанная
проф, Я. Н. Куприцем шкала прочности показывает, что последняя
колеблется в широких пределах в зависимости от сорта и влажности
зерновых культур.
Отдельные части зерна—оболочки, эндосперм, зародыш — обла-
дают различной структурой. Прочность этих частей з₽рна резко меняет-
ся в зависимости от влажности. Так, например, разрушающее усилие
оболочек твёрдой пшеницы при влажности 18% достигает 316 кг} см2,
ржи — 225 кг/см2, а эндосперма — только 30 кг*см~. Это свойство
зерна необходимо учитывать при выборе машин для измельчения
или шелушения зерна.
з) Электрические свойства. Несмотря на то, что наука о зерне суще-
ствует сотни лет, до настоящего времени подвергались изучению толь-
ко химические и механические свойства зерна. Электрическим свой-
ствам зерна не уделялось никакого внимания и они не исследовались.
Физико-электрические свойства зерна и продуктов его переработки
впервые исследованы С. А. Веселовым под руководством автора в
его лаборатории в Московском технологическом институте пищевой
промышленности в 1947 — 1948 гг.
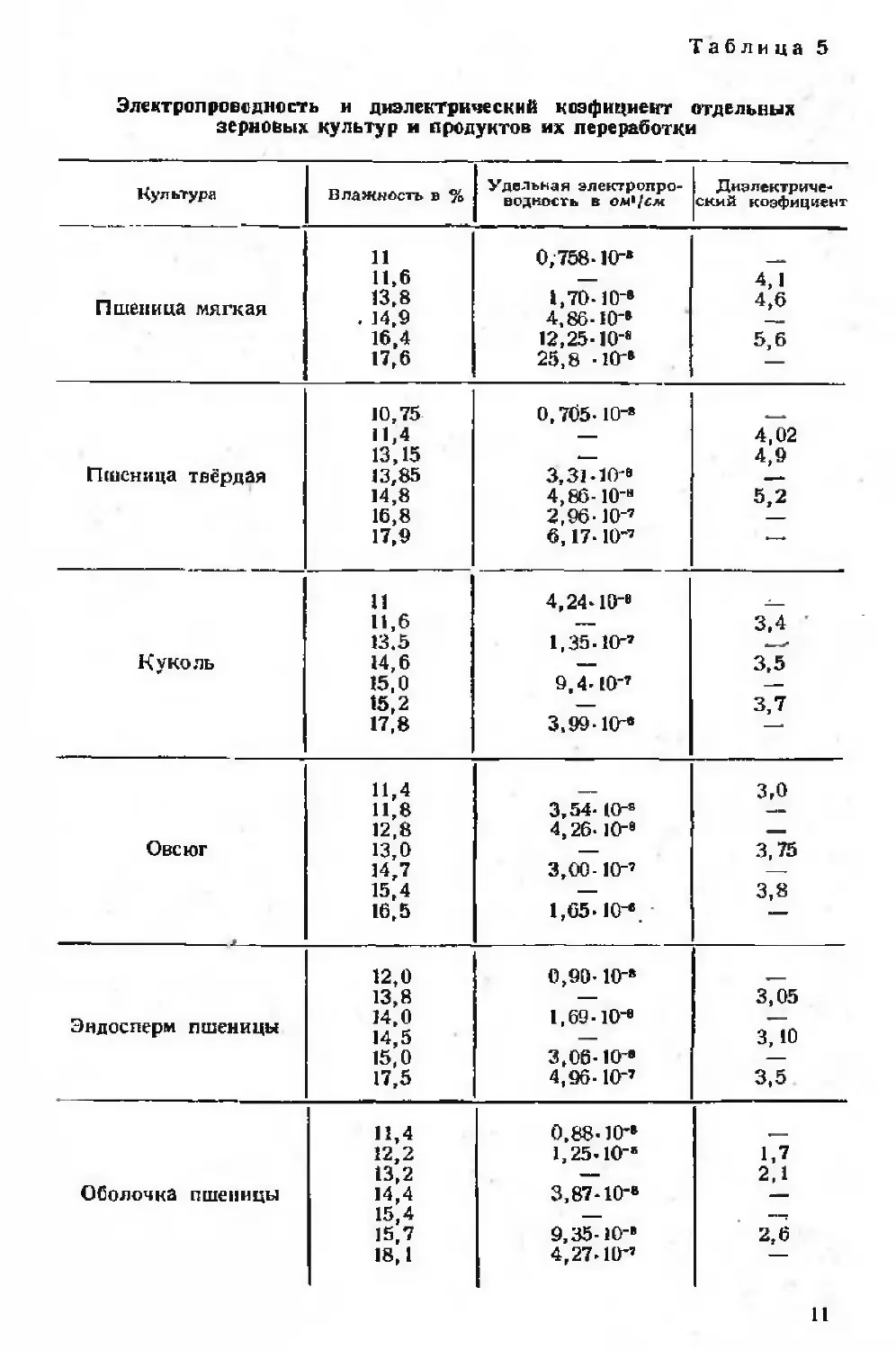
Показателями этих свойств для зерновых продуктов являются
электропроводность и диэлектрический коэфициент. Электропровод-
ность является величиной, обратной удельному электрическому со-
противлению. Диэлектрический коэфициент характеризует электро-
проницаемость отдельных продуктов. Оба показателя находятся в
большой зависимости от влажности продукта, В табл. 5 приведены
величины этих показателей для некоторых культур и продуктов
переработки.
Данные таблицы показывают, что электрические свойства пшеницы
отличны от куколя и овсюга. Эндосперм пшеницы также отличается по
этим свойствам от оболочек. Как видно из табл. 5, эти свойства
резко меняются при изменении влажности зерна различных куль-
тур, а также эндосперма и оболочек.
Поэтому можно полагать, что эти свойства целесообразно поло-
жить в основу разработки новых методов сепарирования зерновой
смеси или продуктов переработки зерна, •
3. Назначение машин для переработки зёрна в муку и крупу
Для получения сортовой муки высокого качества зерно на мель-
нице подвергается весьма сложному технологическому процессу
переработки, состоящему из следующих основных стадий.
ю
Таблица 5
Электропроводность и диэлектрический коэфициент отдельных
зерновых культур и продуктов их переработки
Культура влажность в % Удельная электропро- водность в омЧсм Диэлектриче- ский коэфициент
Пшеница мягкая 11 11,6 13,8 . 14,9 16,4 17,6 0,758- КГ* 1,70-10-» 4,86-10-» 12,25-10-» 25,8 -КГ» ^,1 4,6 5,6
Пшеница твёрдая 10,75 11,4 13,15 13,85 14,8 16,8 17,9 0,705-10-» 3,31-10-» 4,86-10-“ 2,96- IO'7 6,17-10"’ 4,02 4,9 5^2
Куколь И 11,6 13.5 14,6 15,0 15,2 17,8 4,24-10-» 1,35-10* 9,4-10-’ 3,99-10-» 3,4 ' 3,5 3,7
Овсюг 11,4 11,8 12,8 13,0 14,7 15,4 16,5 3,54- «к» 4,26- 10-» 3,00-КУ’ 1,65-10-». ' 3,0 3,75 3,8
Эндосперм пшеницы 12,0 13,8 14,0 14,5 15,0 17,5 0,90-10-» 1,69-10-» 3,06-10-» 4,96-10-’ 3,05 3,10 3,5
Оболочка пшеницы 11,4 12,2 13,2 14,4 15,4 15,7 18,1 0,88-10-» 1,25-10-» 3,87-10-» 9,35-10-» 4,27-10-’ 1,7 2,1 2,6
11
а) Прием зерна. Зерно прибывает на товарные мельницы большей
частью маршрутными поездами в железнодорожных вагонах насыпью.
Для быстрого освобождения подвижного состава железнодорожного
транспорта и механизации трудоемких процессов на современных мель-
ницах и крупозаводах применяются специальные машины — меха-
нические лопаты или вагоноопрокидыватели.
б) Очистка зерна от посторонних примесей. Цель очистки—удалить
из зерновой смеси сорные и зерновые примеси. В соответствии с уста-
новленными правилами элеваторы и зерносклады должны сдаватьмель-
ницам и крупозаводам зерно различных культур по качеству не ниже
определённых базисных кондиций, в которых приведено допустимое
содержание сорной и зерновой примеси в процентах к весу зерна.
При очистке зерна на мельницах и крупозаводах добиваются даль-
нейшего снижения содержания сорных и зерновых примесей. Согласно
установленным нормам, в зерне, направляемом из зерноочистительного
отделения мельницы в размольное:
I) сорная примесь не должна превышать0,4% от веса зерна, причем
содержание минеральных частиц не допускается;
2) куколь допускается в количестве не свыше 0,1%;
3) вредная примесь (головня, спорынья, горчак, вязель) допускает-
ся в количестве не свыше 0,05%, в том числе горчака и вязеля—не свы-
ше 0,04%;
4) содержание ржи и ячменя в пшенице допускается не более 5%.
Для этой стадии технологического процесса применяются раз-
нообразные машины, выделяющие примеси, которые отличаются от
зерна основной культуры разными физико-механическими свойст-
вами.
в) Подготовка зерна к размолу. После очистки зерна от различных
посторонних примесей необходимо продолжить подготовку его к раз-
молу. Этот процесс заключается главным образом в очистке покро-
ва зерна и отделении части или целых оболочек от эндосперма.
В процессе подготовки зерна к размолу оно подвергается увлаж-
нению и термической обработке с целью изменения структурных
свойств и перераспределения влаги в отдельных частях зерна. Это
имеет особо важное значение для получения оптимальных выходов
муки высокого качества.
Чтобы обеспечить на мельницах возможность переработки зерна
однородного качества в течение продолжительного времени, в этой
стадии технологического процесса производят подсортировку, т. е.
смешивание различных партий зерна в определенных пропорциях.
Партии зерна для подсортировки подбирают преимущественно на осно-
вании опытных выпечек хлеба из муки, полученной при переработке
смеси зерна.
В некоторых случаях подсортировку производят также для исполь-
зования недостаточно доброкачественного зерна, которое, будучи
смешано со здоровым, дает муку» пригодную для продовольственных
целей.
Для подготовки зерна к размолу применяются, как указано
ниже, машины, обрабатывающие зерно сухим и гидротермическим
способом.
12
г) Измельчение зерна. При переработке зерна в сортовую муку
необходимо измельчать его не сразу, а постепенно, чтобы иметь воз-
можность выделять, по мере измельчения, крупу различной доброт-
ности с целью последующего размола её в разные сорта муки.
Для измельчения зерна на мельницах сортового помола применяют-
ся главным образом машины однократного действия — вальцевые
станки.
При размоле зерна в обойную муку в процессе измельчения не тре-
буется выделения промежуточных продуктов. Поэтому в данном слу-
чае для измельчения зерна могут применяться также машины много-
кратного действия — жерновые постава и дробилки различных
конструкций.
д) Сортирование продуктов размола. Из полученных продуктов
размола после каждого пропуска через измельчающую машину необхо-
димо выделить муку. Кроме того, остальную часть полученных про-
дуктов необходимо разделить по величине и добротности на крупу
разных сортов с целью дальнейшего раздельного измельчения их.
Для этой цели на современных мельницах применяются различные
машины и, в частности, рассева и ситовеечные машины.
е) Упаковка готовой продукции. Полученная готовая продукция—
мука, крупа и отруби — должна быть упакована в мешки. Для меха-
низации этих трудоемких упаковочных операций необходимы напол-
нительные, набивочные и зашивочные машины.
В процессе переработки зерна в муку или крупу оно подвергает-
ся в отдельных стадиях ряду вспомогательных операций, к числу
которых относятся:
Аспирация. При переработке зерна выделяется много пыли ор-
ганического и неорганического происхождения. При определенной
концентрации пыли в воздухе и соответствующей температуре пыль
приобретает взрывчатые свойства. По указанным причинам, а также
для. создания нормальных санитарно-гигиенических условий для ра-
ботающих, эту пыль необходимо выделить и удалить из мель-
ницы. С этой целью применяются различные типы вентиляторов и
фильтров.
Взвешивание. Для учёта поступившего и переработанного
зерна, а также полученной муки, крупы и отходов на мельницах и кру-
позаводах применяется значительное количество различных весовых
механизмов, главным образом автоматических.
Внутренний транспорт. Современные мельницы и крупозаводы
являются автоматизированными предприятиями, в которых пере-
дача зерна и промежуточных продуктов переработки его с одних
машин к другим должна производиться непрерывно и бесперебойно.
Для механизации всех внутренних транспортных операций применя-
ются транспортирующие машины различных конструкций, в зависи-
мости от Свойств транспортируемого продукта и производительности
предприятия.
В верхней части табл. 6 показаны в последовательном порядке ос-
новные стадии технологического процесса и вспомогательные операции
переработки зерна в муку. В нижней части той же таблицы приведены
таким же образом процессы и операции переработки зерна в крупу.
13
Таблица 6
Группы машин
Накрупозаводах На мельницах
3
о
IS
3
Е
л
ft
ч
SJ
и
к
О
О
S
л
л
ft
О
n
El
3
ft
•о
SJ
Л
S
И
ft
те
л
з
о
S
с
ft
»
н
о
!э
£
л
с
3
ft
№
Е
X
S.
Основные стадии тэхнопогнче-кого процесса переработки зерна а муку Вспомогательные операции
Я
3
Примечание, Цифрами указаны группы машин,,
14
Для удовлетворения всех разнообразных требований технологи-
ческого процесса переработки зерна на современных мельницах и
крупозаводах применяются машины различных типов и размеров.
В средней части, габл. 6 приведено распределение всех применяемых
в настоящее время основных машин и аппаратов для переработки
зерна в муку и крупу на отдельные группы по функциональным при-
знакам рабочих органов этих машин.
Такое распределение значительно облеп/ит изучение различных
конструкций машин для переработки зерна и промежуточных про-
дуктов.
Укажем наименование и назначение отдельных групп машин,
указанных в средней части табл. 6.
Машины для механизации трудоёмких
процессов:
I) машины для механизации трудоёмких процессов при приёмке
зерна;
2) машины для механизации трудоёмких процессов при выпуске
готовой продукции.
Машины для очистки зерна от посторонних
примесей:
3) машины для выделения примесей, отличающихся от зерен
обрабатываемой культуры по толщине и ширине;
4) машины для выделения примесей, отличающихся по длине;
5) машины для выделения примесей, отличающихся по парус-
ности;
6) машины для выделения примесей, отличающихся по ширине,
толщине и парусности;
7) машины для выделения примесей, .отличающихся по удельному
весу;
8) машины для выделения примесей, отличающихся по форме и
состоянию поверхности;
9) аппараты и машины для выделения ферропримесей.
Машины для подготовки зерна Kj размолу
или шелушению:
10) машины для обработки покрова зерна. сухим способом;
11) машины для увлажнения и очистки зерна водой;
12) машины для термической обработки зерна;
13) аппараты и машины для дозирования смеси зерна.
Машины для шелушения и измельчения
з с р н а;
14) машины для шелушения зерна;
15) машины для измельчения зерна.
Машины для сортирования продуктов
переработки:
16) машины для сортирования продуктов измельчения по величине;
17) машины для сортирования продуктов измельчения по доброт-
iHinii;
18) машины для сортирования продуктов шелушения по упру-
гпстн;
1’1) машины для обработки отрубянистых продуктов.
is
Машины для выполнения вспомогатель-
ных операций:
20) машины для аспирации;
21) весы;
22) машины для механизации внутрицеховых Транспортных опе-
раций.
Примерно в такой же последовательности рассмотрено в книге
по отдельным главам всё технологическое оборудование, применяемое
на современных мельницах и крупозаводах.
4. Развитие в СССР производства машин для мельниц
и крупозаводов
В 1873 г, русский инж. Н. А. Добров впервые основал в Москве за-
вод для изготовления мельничных машин, а в 1880 г. —техническую
контору для оборудования мельниц. В конце восьмидесятых годов
прошлого столетия Н. А. Добровым был открыт также завод мельнич-
ных машин и в Нижнем-Новгороде в составе столярного, механическо-
го, модельного и кузнечного цехов с общим числом в 160—180 рабо-
чих. На московском заводе изготовлялись вальцевые станки, обойки,
самотаски и вентиляторы, а в Нижнем-Новгороде — рассева, вейки,
жернова, сепараторы и фильтры.
В дальнейшем производством мельничных машин начали заниматься
небольшие машиностроительные заводы в Риге, Киеве, Кременчуге,
а в начале двадцатого века — и МытшценскиЙ вагоностроительный
завод. Однако все эти предприятия не могли удовлетворить спрос на
мельничные машины.
Мельничное машиностроение, как и все Другие отрасли промыш-
ленности, получило мощное развитие в нашей стране после Вели-
кой Октябрьской социалистической революции.
Началом развития мельничного машиностроения в СССР следует
считать 1921 г., когда в системе Высшего Совета Народного хозяйства
была организована специальная государственная техническая кон-
тора «Мельстрой», которая в дальнейшем несколько раз меняла спою
организационную структуру и наименование. На базе этой органи-
зации были созданы перед Великой Отечественной войной Главное
управление продовольственного машиностроения — Главпродмаш и
трест по монтажу оборудования на предприятиях пищевой промыш-
ленности — Продмонтаж. Заводы Главкродмаша изготовляют в на-
стоящее время машины для различных отраслей пищевой промышлен-
ности и являются основной базой мельничного машиностроения в
СССР.
Мельстрой в 1923 г. создал завод для массового производ-
ства искусственных жерновов. На этом заводе была проведена
полная механизация трудоёмких процессов, вплоть де пневмати-
ческой насечки камней. Завод выпускал до 6000 пар жерновов
в год. Производство всех необходимых материалов для изготов-
ления жерновов было организовано в широких масштабах внутри
страны, а именно: кремень — в Московской области, наждак и маг-
незит— в Сатках на Урале и хлористый магний — в Саках в Крыму.
16
Одновременно в системе Мельстроя была создана мощная конструк-
торская организация, в которой разрабатывались конструкций
машин для мукомольно-крупяной промышленности, элеваторно-склад-
ского хозяйства и других отраслей пищевой промышленности,
С 1923 г. Мельстрой приступил к изготовлению мельничных машин
на заводе им. Воробьева в Горьком. Было начато производство сепа-
раторов, обоечных и щеточных машин, рассевов, веек и дру-
гих машин, для изготовления которых в качестве материала тре-
бовалось главным образом дерево различных сортов.
В том же году Мельстрой организовал на своем заводе
им. Калинина в Москве производство триеров для очистки зерна
от куколя и других примесей.
Через три года было налажено массовое производство триеров
(до 30 000 шт. в год) на специальном заводе в Воронеже для удовлет-
ворения нужд промышленности и сельского хозяйства.
Растущие требования мукомольно-крупяной промышленности вы-
звали необходимость организации в дальнейшем на базе новейших
достижений техники на Мелитопольском заводе им. Воровского
специального триерного цеха по выпуску триеров для мельниц
и крупозаводов.
В 1924 г. Воронежский завод им. Ленина начал серийный выпуск
вальценарезных станков, а завод им. Воробьева приступил к изго-
товлению моечных машин, сушилок и других сложных мельничных
машин, а также всех необходимых машин для заготовительных элева-
торов. Было налажено изготовление машин, в которых преоблада-
ющим материалом являлась также сталь и другие металлы.
В 1926 г. Киевский Краснознамённый завод по поручению Мель-
строя организовал производство наиболее важных машин для муко-
мольной промышленности — вальцевых станков. Благодаря энту-
зиазму, проявленному рабочими и инженерно-техническим коллек-
тивом этого завода, машина была освоена в кратчайшие сроки.
В течение нескольких лет на мельницах СССР было установлено
несколько тысяч машин этого завода.
В 1929 г. развернулось производство элеваторного оборудования
для мельничных элеваторов. Впервые были разработаны оригинальные
конструкции мощных сепараторов производительностью 100 т^ас,
транспортных машин производительностью 200 т[час, а также всех
необходимых маш ин для механизации трудоёмких процессов по приём-
ке зерна с автогужевого, водного и железнодорожного транспорта.
В 1932 г. на заводе им. Воробьева было освоено производство всех
основных машин, необходимых для переработки различных крупяных
культур. В 1934 г. завод им. Петровского приступил к массовому
выпуску различных дробильных машин для мельниц, крупозаводов
и комбикормовых заводов,
В 1935 г. был и созданы конструкции и Присту пленок выпуску пере-
движных мельничных установок. Необходимо отметигь, что ряд новых
мельничных машин был также освоен в течение последнего десятиле-
тия па машиностроительных заводах Министерства заготовок СССР.
К ним, например, относятся: вертикальная щеточная машина, из-
готовлявшаяся Днепропетровским заводом, и камнеотборная машина
17
системы А. Ф. Григоровича, выпускаемая Московским заводом
Министерства заготовок СССР, и др.
Таким образом, в течение первых двух сталинских пятилеток
в СССР была создана машиностроительная база, где были освоены все
машины и всё технологическое оборудование, необходимые для элева-
торов, мельниц и крупозаводов. Это дало возможность коренным об-
разом перевооружить мукомольно-крупяную промышленность на но-
вой технической базе. Широкое распространение на действующих мель-
ницах получили новые вальцевые станки, самобалансные рассева,
всасывающие фильтры, моечные машины, выбойные аппараты и дру-
гие сложные машины, которые раньше насчитывались единицами.
Десятки крупнейших мельничных комбинатов и крупозаводов,
сотни элеваторов, построенных в СССР в течение сталинских пяти-
леток, оснащены исключительно машинами, изготовленными на отече-
ственных заводах по проектам и технической документации советских
техников и конструкторов. Особое место среди этих предприятий за-
нимает Ленинградский мельнично-элеваторный комбинат им. Кирова,
который по своему устройству и оснащённости может быть отнесён к
наиболее совершенным предприятиям мирового значения.
В 1935 — 1938 гг. по проектам и под руководством советских
инженеров в Тегеране был построен мельнично-элеваторный комбинат,
а в других городах Ирана — ряд рисозаводов и элеваторов, полностью
оборудованных машинами, изготовленными нашими заводами,
Таким образом, благодаря заботам партии и правительства нашей
стране удалось не только освободиться от импорта, но и начать в конце
второй пятилетки экспорт наших машин.
- В 1941 г. гитлеровская Германия вероломно напала на Советский
Союз. Началась освободительная Отечественная война против немец-
ких захватчиков, Фашистские оккупанты разрушили ряд заводов
по выпуску машин для мукомольно-крупяной промышленности.
Часть заводов вынуждена была во время войны совершенно пре-
кратить изготовление машин, необходимых для переработки зерна.
После решающих побед Советской Армии над врагом в 1944 г.
началось восстановление этих заводов, а после победоносного окон-
чания Великой Отечественной войны было приступлено к развёрты-
ванию производства машин для мукомольно-крупяной промышлен-
ности. Производство машин для переработки зерна было полно-
стью восстановлено на заводе им. Воробьёва и других предприятиях
Главпродмаша Министерства машиностроения и приборостроения
СССР. Кроме того, в системе Министерства заготовок был органи-
зован машиностроительный трест «Мельмашстрой», заводы которого
изготовляют машины главным образом для товарных мельниц и кру-
позаводов.
В 1948 г. на всех заводах полностью восстановлено изготовле-
ние всей номенклатуры машин довоенного выпуска. При восста-
новлении производства конструкции ряда машин подверглись зна-
чительной модернизации. Кроме того, были освоены новые машины,
ранее не изготовлявшиеся. К ним относятся: автоматические вали-
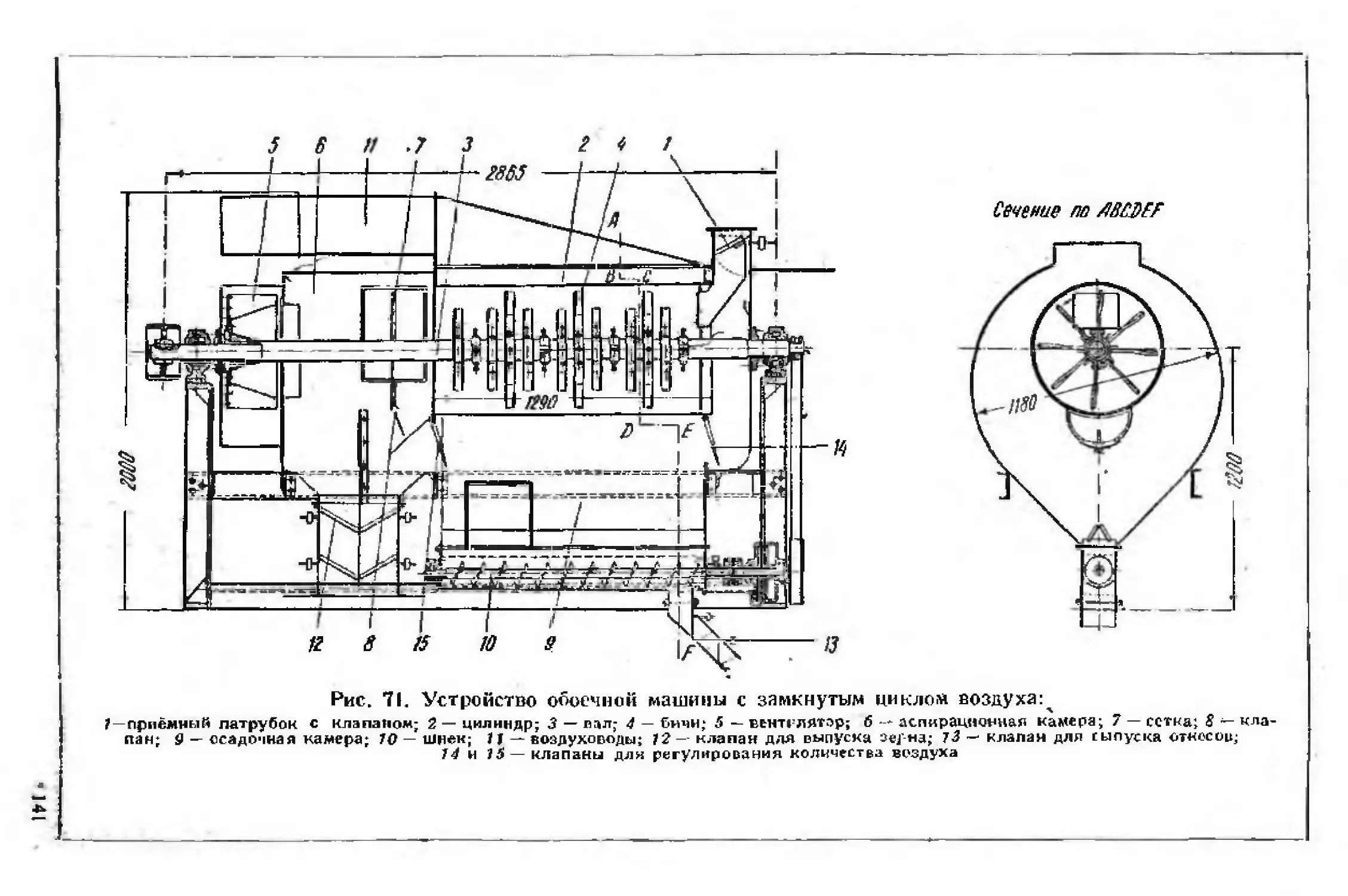
цевые станки, машины для термической обработки зерна, обоечные
машины с замкнутым циклом воздуха и др.
1R
В послевоенной сталинской пятилетке восстановления и развития
народного хозяйства СССР на 1946 — 1950 гг. предусмотрено строи-
тельство большого количества элеваторов, мельниц и крупозаводов.
Все эти предприятия оснащаются совершенными машинами, изготов-
ляемыми на наших заводах.
5. Роль русских и советских учёных в создании теории
и конструкций машин для переработки зерна
Работы русских и советских учёных имели огромное значение в соз-
дании теории и конструкций машин для переработки зерновых куль-
тур в продовольственные и кормовые продукты, а также в организа-
ции машиностроительной базы [для изготовления всего технологи-
ческого оборудования.
Ещё в 1811 г. русский автор В. Левшин написал книгу, в которой
были довольно подробно освещены различные вопросы устройства
водяных и ветряных мельниц, а также приводимых паровыми двига-
телями. Эта работа, напечатанная тогда в типографии Московского
университета, представляет значительный исторический интерес.
Интересно отметить, что тираж первого издания этой книги
почти полностью был уничтожен при нашествии французов на Мо-
скву в 1812 г. В 1818 г. эта книга вышла вторично под названи-
ем «Полное наставление о строении всякого рода мельниц, водяных,
ветряных, паровых, а также скотскими и человеческими силами в
действие приводимых».
Основоположником теории мельничных машин является профес-
сор Петербургского технологического института П. А. Афанасьев.
В 1876 г. он выпустил первое издание, а в 1884 г. — второе издание
своей книги «Мукомольные мельницы». В этой книге автор приводит
материалы об устройстве мельничных машин, а также о технологичес-
ком процессе изготовления муки и крупы. Теоретическое обоснование
процессов измельчения зерна на дробильных машинах различных
конструкций, разработанное автором, и в настоящее время представ-
ляет большую ценность.
В 1894 г. профессор Харьковского технологического института
К, А. Зворыкин написал курс по мукомольному производству при-
менительно к программам технологических институтов. В этой книге
лигор подверг критическому анализу конструкции и указал новые
пути для усовершенствования различных мельничных машин, Впер-
iiiiie было дано подробное описание устройства разных типов рассе-
нов и ситовеечных машин и приведены материалы для расчёта этих
мншин. Несмотря на более чем полувековую давность издания этой
киш и, она и в настоящее время является ценным справочным посо-
бием но отдельным вопросам мукомольной техники.
Профессор Московского высшего технического училища П. А.
1(<мьмин опубликовал в 1911 г. первое, а в 1923 г. — второе издание
। пней капитальной работы «Мукомольно-крупяное производство».
I На книга представляет собой теоретическое и практическое пособие
дин инженеров и техников, работающих в мукомольно-крупяной
промышленности. Впервые в мировой литературе автор разработал
19
исторический очерк состояния техники мукомольного производства
на разных этапах развития человеческого общества. Наряду с
описаниями различных типов машин, автор привел также основные
расчёты рабочих органов отдельных машин и процессов. Эта книга
была переведена в 1913 г. в Англии и США на английский язык
и получила также большое распространение на предприятиях муко-
мольной промышленности в зарубежных странах.
Разработкой теории мельничных машин занимался также великий
русский ученый проф. Н. Е. Жуковский, который опубликовал
интересное исследование о движении продуктов на плоском рассеве.
Необходимо также отметить имена русских изобретателей мель-
ничных и крупяных машин. К ним, например, относятся А. С. Кри-
чигип, давший конструкцию однокорпусного рассева, М. И. Xлопин,
впервые построивший рассева с выемными рамками. А. И. Жуковский-
автор конструкции шелушильного постава с вертикальной осью
вращения. Эти машины впервые были построены в России и имели зна-
чительные преимущества перед аналогичными машинами зарубежных
стран.
Однако до Великой Октябрьской социалистической революции
такие работы в России являлись все же единичными. Условия реак-
ционного дворянско-буржуазного строя царской России мешали широ-
кому развитию науки. Работы талантливых русских ученых не всегда
находили практическое применение. Несмотря на то, что наша Ро-
дина являлась богатейшей страной в мире по производству зерна раз-
личных культур, научно-исследовательские работы по мукомоль-
но-крупяному производству и изучению технологического оборудо-
вания для размола зерна в дореволюционной России проводились
в весьма недостаточном количестве.
Только Великая Октябрьская социалистическая революция создала
безграничные возможности для развития научной и исследователь-
ской работы и творческих способностей наших учёных и техников.
С 1920 г. в нашей стране широко развернулась деятельность раз-
личных научно-исследовательских организаций и учебных заведений
по изучению отдельных этапов технологического процесса переработки
зерна и конструкций необходимых машин.
В годы сталинских пятилеток в СССР была создана собственная
база для изготовления всех необходимых машин. В результате этих
работ советская литература обогатилась рядом книг и монографий,
которые по своей значимости занимают в настоящее время первое
место в мире.
Вопросами теоретического обоснования процессов просеивания за-
нимался знаменитый русский ученый акад. В. П. Горячкин. Под его
редакцией был опубликован в 1936 г, ряд интересных работ в несколь-
ких томах под наименованием «Теория, конструкция и производство
сельскохозяйственных машин».
Большой интерес представляют работы проф. С. В. Полетаева по
исследованию триеров. Им впервые в мировой литературе была и
опубликована в 1932 г. теория цилиндрических триеров. Значи-
тельный теоретический интерес представляют также кинематические
и динамические исследования приводных механизмов мельничных
20
машин, проведенные акад. И. И. Артоболевским и опубликованные
им в трудах Академии наук СССР.
Необходимо также .отметить работы проф. К. А. Богомаза, ко-
торый впервые разработал классификацию схем помола русских
мельниц. Из работ проф. В. Я. Гиршсоиа заслуживают большого
внимания разработка различных вопросов технологического про-
цесса размола зерна и исследования зависимости прочности зерна
от его влажности.
В 1940 г. проф. Д. В. Шумским была написана капитальная работа
по элеваторно-складскому хозяйству, обобщающая весь опыт строи-
тельства элеваторов в нашей стране. В этой работе проф. Д. В.
Шумский впервые разработал стройную теорию работы элеватора,
являющуюся базой проектирования элеваторов различных типов.
Книга «Физико-химические основы размола зерна» лауреата
Сталинской премии проф. Я. Н. Куприца, изданная в 1946 г., впервые
в мировой литературе научно освещает вопрос о физико-химических
основах размола зерна. В результате проведенных автором научно-
исследовательских работ в Московском технологическом институте пи-
щевой промышленности им разработан новый .метод гидротермической
обработки ржи, имеющий большое народнохозяйственное значение.
Имена советских изобретателей по мельничным и крупяным маши-
нам широко известны в нашей стране и пользуются заслуженной сла-
вой. К ним, например, относятся лауреат Сталинской премии
А. Ф. Григорович, давший оригинальную конструкцию машины для
выделения минеральных примесей из зерновой массы и конструкцию
незабивающихся сит для сепараторов; Л. И. Киселёв, впервые пред-
ложивший конструкцию машины для обработки гречихи; А. И. Бес-
палов — автор оригинальной машины для сортирования продуктов
переработки крупяных культур на отдельные фракции по упругости
кудельному весу. Эти машины широко внедрены в промышленности
и оставляют далеко позади аналогичные машины зарубежных заводов.
Проведено большое количество научно-исследовательских работ и
написано много печатных трудов по отдельным вопросам теории, кон-
струкции и эксплоатации машин молодыми советскими учёными и
конструкторами в Научно-исследовательском институте сельскохо-
зяйственного машиностроения, Всесоюзном институте механизации
н электрификации сельского хозяйства, Всесоюзном научно-иссле-
довательском институте зерна и продуктов его переработки, Научно-
исследовательском институте продовольственного машиностроения,
Московском технологическом институте пищевой промышленности и
Одесском институте инженеров мукомольной промышленности и эле-
наторно-складского хозяйства им. И. В, Сталина. Все эти работы
сн всей несомненностью подтверждают приоритет русской науки в
создании теории и конструкций машин для переработки зерна.
6. Краткое заключение
Современные мельницы и крупозаводы являются автоматизирован-
ными предприятиями, в которых переработка зерна и все внутритранс-
ннртиые операции производятся исключительно при помощи аппара-
|он и машин.
21
При конструировании или выборе машин для отдельных стадий
технологического процесса переработки зерна необходимо учиты-
вать в первую очередь физические свойства, а также особенности
зерна и его составных частей.
Номенклатура машин, применяемых для переработки зерновых
культур в продовольственные и кормовые продукты, состоит из от-
дельных групп, характерных по своим функциональным признакам,
В течение сталинских пятилеток в СССР создана мощная машино-
строительная база для изготовления всех машин, необходимых для
мельниц и крупозаводов.
Русские и советские учёные являются основоположниками теории
машин для переработки зерна и закрепили приоритет русской науки
в этой области.
ГЛАВА II
МАШИНЫ ДЛЯ ВЫДЕЛЕНИЯ ПРИМЕСЕЙ, ОТЛИЧАЮЩИХСЯ
ПО ШИРИНЕ И ТОЛЩИНЕ
1, Назначение и область применения машин
Для выделения примесей, отличающихся от зёрен основной культу-
ры по ширине и толщине, применяются машины, в которых основным
рабочим органом является система движущихся сит. На рис. 1,а по-
казана схема разделения продукта на сите. Часть продукта, проходя-
щая через отверстия сита, называется проходом. Остальная часть
продукта, которая остается на сите и сходит с него, называется
сходом. Таким образом, в результате просеивания через одно сито
продукт делится на две фракции, отличающиеся по размерам содержа-
щихся в них частиц. Аналогичные машины применяются также для
сортирования продуктов переработки зерна на мельницах и крупо-
заподах^
2. Классификация машин
Схематически классификацию машин для выделения примесей,
отличающихся по ширине и толщине, можно изобразить так:
1
нпступа- ГП1Ы1О пизнрат- имм дии- мгенысм «гита с круго- вым посту- пательным движени- ем сита
i 1
с вИбра- с на к лонг-
ЦИОННЫ.Ы НОЙ осью
движенн- вращения
ем сита сита
С ГОрИЗОН’ тальноЛ осью вра- щения сита с горизон- тальной осью вра- щения си- та н вра- щающими- ся Симами
Машины с круговым поступательным движением плоских сит и
мгнинпы с горизонтальной осью вращения цилиндрических или приз-
23
матических сит и бичей применяются главным образом для сортиро-
вания промежуточных и окончательных продуктов переработки зерна.
Для последовательности изложения они рассматриваются в гл. XVI.
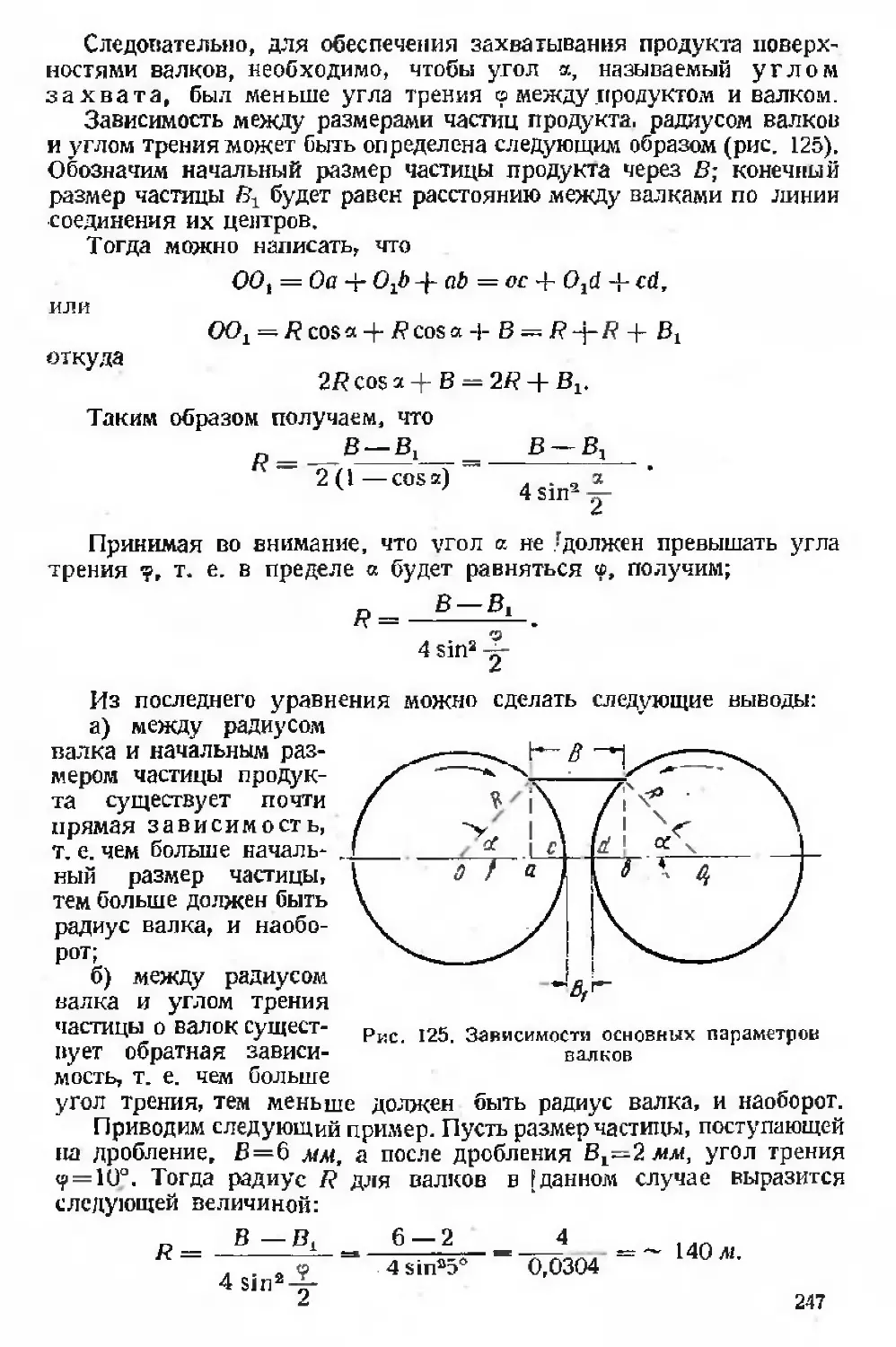
Рис. 1.
а — разделение продукта на сите; б —круглое отверстие сор-
тируют по ширине; в — движение частиц нп сите с Круглыми
отверстиями; г — продол го витое отверстие сортирует по тол-
щине; д — движение частиц на сите с продолгоиатымн
отверстиями
3. Действие сит с отверстиями различной формы
Наиболее часто применяются следующие виды сит:
а) пробивные — металлические листы со штампованными
или просверлёнными отверстиями различных форм и размеров;
б) тканые — металлические, представляют собой ткань с от-
верстиями, получаемыми путем переплетения одиночных круглых
проволок;
в) специальные сита, состоящие из отдельных штампован-
ных пластинок, образующих в собранном виде щели треугольной
формы;
г) шёлковые сита, представляющие собой ткань, образован-
ную из шёлковых нитей.
24
В машинах для очистки зерна применяются преимущественно сита
с круглыми или продолговатыми отверстиями.
Сита с круглыми отверстиями задерживают частицы, которые
по ширине больше диаметра отверстий сит. Поэтому считают, что на
ситах с круглыми отверстиями можно разделить продукт по ширине
или выделять из зерновой смеси примеси, отличающиеся от зерен основ-
ной культуры по ширине (рис. 1, б и в).
Сита с продолговатыми отверстиями задерживают частицы, которые
по толщине больше ширины отверстия. Таким образом, сита с продол-
говатыми отверстиями пригодны главным образом для разделения
продукта по толщине или для очистки зерна от примесей, отличающих-
ся от зёрен основной культуры по толщине (рис. I, г и д').
4. Металлические сита
Пробивные сита
На рис. 2 показан общий вид пробивных металлических сит.
Расположение отверстий на поверхности сит оказывает большое влия-
ние на их эффективность.
Рис. 2. Общий вид пробивных сит
Если площадь сита обозначить через F, а площадь всех отверстий
через Fo , то коэфициент использования площади сит в процентах будет:
= § 100.
г
Чем больше значение к, тем большей пропускной способностью
обладают сита.
Круглые отверстия обычно пробиваются на металлических листах
и шахматном порядке. Каждое отверстие располагается в центре пра-
вильного шестиугольника, в вершинах которого находятся центры
смежных отверстий.
Такое расположение дает наиболее высокий коэфициент использо-
вания поверхности сита и обеспечивает одинаковую прочность его по
пс ем направлениям.
11а рис, 3 приведены различные способы размещения продолго-
ватых отверстий. Практикой установлены три типа размещения:
<0 прямыми рядами, б) в шахматном порядке и в) наклонными рядами.
Для повышения прочности сита продолговатые отверстия необ-
ходимо закруглять по концам. Этим предупреждается возможность
25
S
a - Прямой ряй
S~ Шахматный ряЭ
6- Наклонный ряЗ
Рис. 3. Различные способы расположе-
ния продолговатых отверстий:
излома перемычки между отверстиями, что легко может иметь место
при отверстиях с прямыми углами.
В качестве материала для пробивных сит применяют тонкую
листовую сталь (ст. 3) в черном или оцинкованном виде толщиной
до 1 лои. Поверхность пробивных сит должна быть ровной, не
волнистой.
Пробивное сито, положенное на плиту и прижатое к ней по углам
и по серединам кромок, не должно отставать в отдельных местах больше
установленных пределов в зависимости от размеров листа. Например,
сито площадью 0,5 л? может отставать не более чем на 4 мм в одном
месте.
Сита в машине располагают
так, чтобы сторона шестиуголь-
ника, на вершинах которого
расположены центры отверстий,
была перпендикулярна к напра-
влению движения сортируемого
продукта в машине.
Размер перемычки между
двумя смежными отверстиями
должен находиться в пределах
от d до 1, Id, где d— диаметр
отверстия в миллиметрах.
В предприятиях мукомольно-крупяной промышленности приме-
няются сита с круглыми отверстиями следующих размеров: 1,0;
1,25; 1,5: 1,75; 2; 2,2; 2,5; 2,75; 3,0; 3,2; 3,5; 3,75; 4,0; 4,5; 5,0; 5,5;
6,0; 7,0; 8,0; 9,0; 10; 11; 12; 15;, 20 мм.
Сита с продолговатыми отверстиями располагаются в машине таким
образом, чтобы длинная ось отверстий совпадала с направлением дви-
жения продукта на сите. Размеры отверстий в ситах с продолговатыми
отверстиями, применяемых на мельницах и крупозаводах, имеют
длину 20 мм. а ширину от 1 до 2 мм.
Тканые сита
У тканых сит различают две системы нитей — основу и уток.
Нити основы и утка располагаются перпендикулярно друг к другу,
а так как образуемые
ими клетки должны
представлять собой
квадратные отверстия,
то расстояния между
уточными и основными
нитями делаются одика-
Ячейха
новыми (рис. 4).
Основные нити, раз- Рис. 4. Общий вид тканых сит
мещаясь параллельно
между собой, тянутся вдоль полотнища сита и определяют длину
куска, а уточные определяют ширину полотнища.
Проволочные сита изготовляются по ширине разных размеров от
0,6 до 1,5 м. В качестве материала для тканых сит применяется сталь-
26
пая низкоуглеродистая, термически обработанная (отожженая) про-
волока.
Чтобы избежать коррозии, эти сита можно изготовить также из
фосфористо-бронзовой проволоки или с антикоррозийным покрытием.
На поверхности проволочных сит не должно быть трещин, плён и ра-
зорванных проволок. Достоинством тканых сит является большая
износоустойчивость.
Номер проволочного сита характеризует номинальный размер сто-
роны отверстия (в свету) в миллиметрах. Каждому номеру сита строго
соответствует определенный диаметр проволоки, из которой изготов-
ляется сито.
В табл. 7 приведена нумерация тканых сит, изготовляемых про-
мышл енн остью.
Таблица 7
__________ Нумерация тканых сит
№ сита Номинальный размер стороны отверстия в мм Номинальный диаметр прово- локи в м.м Коэфициент ис- пользования л лошади сита в % Количест- во нитей на 100 мм Вес 1 др сита в ка
5 5 1,2 65 16 2,9
4 4 1,0 64 20 2,6
3,5 3,5 0,6 66 23 2
2,2 3,2 0,7 67 26 1,6
2,8 2,8 0.6 67 29 1,4
3,5 2,5 0,55 67 33 1.1
2.2 2,2 0,50 66 37 1,2
2,0 2,0 0,45 67 4) 1,1
1,6 1,6 0,45 64 44 1,2
1,0 ,б 0,40 64 50 1,1
1,4 1,4 0,37 62 56 1 -
1,2 1,2 0,35 60 65 1
1,0 1,0 0,30 59 77 0,9
0,95 0,95 0,28 50 81 0,85
0,9 0,9 0,28 58 85 0,88
0,85 0,85 0,28 60 91 0,73
0,8 0,6 0,25 58 95 0,77
0,75 0,75 0,25 56 100 0,8
0,67 0,67 0,25 53 109 0,9
0,63 0,63 0,22 55 118 0,74
0,6 0,6 0,22 54 122 0,76
0,56 0,56 0,22 52 128 0,8
(1,53 0,53 0,22 52 133 0,83
0,5 ' 0,5 0,2 51 143 0,73
0,45 0,45 0,2 48 154 0,8
0,4 0,4 0,2 44,5 167 0,88
Тканые сита п рименяются в машинах для очистки зерна от посторон-
них примесей и для сортирования продуктов переработки по величине.
Специальные сита
К этому виду сит можно отнести незабивающиеся сита системы
лауреата Сталинской премии А. Ф. Григоровича, которые обладают
«оиершенно исключительными преимуществами перед пробивными и
itGIHMMH,
27
Сито (рис, 5) состоит из отдельных гребёнок 7, с отверстиями кли-
новидной формы, изготовленных из листовой стали. Гребёнки собраны
по длине ситовой рамы внахлестку, а по ширине ее —впритык. Опо-
рами гребёнок являются металлические пластинки 2, установлен-
ные в специальных гнёздах 3, изготовленных из листовой стали.
Гнёзда 3 помещены в пазы 4 поперечных брусков 5 ситовой рамы.
Закругленная часть гребёнки входит в специальные вырезы 6 плас-
тинок 2.
Рис. 5. Гребенчатые сита А. Ф. Григоровича
Благодаря свободной установке гребёнок и пластинок в гнёздах 3
достигается вибрация их при поступательно-возвратном движении си-
товой рамы, что вместе с клиновидной формой отверстий обеспечивает
незабиваемость и хорошую севкость сита.
В вырезах 6 пластинок 2 имеются выступы 7, препятствующие
опрокидыванию гребёнок против хода зерна. Для ограничения
подъёма грёбенок установлены стальные прутики 8. Гребёнки уклады-
ваются Друг на друга без зазора, поэтому сито может быть установ-
лено под наклоном.
В нижней части поперечных брусков 5 укреплены металлические
планки 9, служащие опорой для пластинок 2. Планки 9 неполностью
28
закрывают пазы 4 с гнёздами 3; образующийся при этом зазор 10 необ-
ходим для выпадения пыли и сора, случайно попавших в эти гнезда.
Между смежными рядами гребёнок установлены металлические
полоски 11, препятствующие перемещению гребёнок в поперечном
направлении и выпадению их.
Поперечные бруски 5 обивают сверху листовой сталью 12, закры-
вающей гнёзда 3 и щель между первой линией гребёнок и бруском 5.
Основные размеры деталей сита в лш: длина гребёнки — 160,
ширина— 18, шаг расстановки гребёнок— 14, длина клиновидного
отверстия в гребёнке — 10, ширина его — 1,8, шаг зубьев гребёнки —
Л, 4.
Преимущество этих сит по сравнению с пробивными и ткаными
шключастся В том, что они почти не забиваются мелкими части-
цами, ввиду чего удельная нагрузка их может быть повышена.
29
На рис. 5а показано устройство ступенчатых сит конструкции
П. ГЕ Тарутина, которые находятся в производственном испытании.
Эти сита, согласно данным ВНИИЗа, забиваются значительно мень-
ше и обладают большей севкостью, чем обычные пробивные сита.
5. Шёлковые сита
Шёлковые сита применяются в машинах для сортирования продук-
тов размола зерна. Шёлковые сита могут быть изготовлены из белого
или жёлтого шёлка. Для производства сит высокого качества приме-
няется исключительно белый шёлк. Он обладает эластичностью,
крепостью и гигроскопичностью, т. е. способностью поглощать влагу
(до 30%), не изменяя внешнего вида и качества нити. Хороший шёлк
Уток
Уток
а б
Рис. б. Сита из шёлковой ткани: а — ажурное переплетение,
б— смешанное переплетение нитей
может вытягиваться на 15 — 20% по отношению к своей длине без
разрыва нити. Благодаря этим особенностям шёлковые сита можно
применять для просеивания теплых и влажных продуктов. Шёлковая
ткань для сит вырабатывается ажурным или смешанным переплете-
нием так, что взаимное расположение соседних нитей обеспечивает
между ними свободные промежутки — отверстия — строго опреде-
лённых размеров (рис. 6).
При ажурном переплетении по основе натягиваются две нити, рас-
положенные одна над другой (рис. 6,о). По середине ячей, т. е.
между двумя соседними нитями утка, нити основы перевязываются
таким образом, чтобы одна из нитей находилась всегда над нитью
утка, а другая — под ней. Благодаря такому переплетению нити ут-
ка зажимаются нитями основы, чем достигается неизменяемость раз-
меров ячей и большая прочность сита.
На рис. 6,6 показано смешанное переплетение сит, при котором
по основе чередуются между собой нити ажурного переплетения и
так называемого гарнитурного переплетения. Сита смешанного пе-
реплетения стоят дешевле, но по прочности они уступают ситам с
ажурным переплетением.
30
В зависимости от толщины нитей и плотности шёлковой ткани
сита делятся на два класса: 1-й класс—одинарная ткань, 2-й класс—
двойная.
Таблица 8
Показатели для одинарной шёлковой ткани
Нумерация ткани Расчётная тол- щина нити в микронах Расчетные размеры ячеек в микронах Число нитей на 50 мм ткани Вес 1 ас* в г
Лет- j риче- ская ! стирая (для справок' основа уток между нитями основы между ни- тями утка по основе] по утку иерма норма
7 0000 140 192 1150 1238 70 35 52
9 000 122 175 866 938 90 45 50
II 00 109 149 692 761 110 55 48
15 0 99 131 469 536 150 75 51
19 1 86 109 354 417 190 95 47
21 2 86 109 304 367 210 105 52
23 3 78 99 279 336 230 115 47
25 4 78 99 244 301 250 125 51
27 5 78 99 214 271 270 135 55
29 6 69 90 207 255 290 145 48
32 7 69 69 78 175 235 320 175 160 52
35 8 90 65 90 173 197 87,5 190 175 55
38» 9 78 56 78 159 185 95 215 190 45
43 10 78 51 69 137 163 107,5 230 215 44
• 11 78 51 69 127 148 115 245 230 45
49 12 69 51 69 118 135 122,5 260 245 46
52 13 69 51 69 106 123 130 275 260 49
55 14 56 45 56 103 126 137,5 290 275 44
58 15 56 45 56 99 116 145 305 290 37
(И 16 56 45 56 91 108 152,5 320 305 39
64 17 56 40 56 83 100 160 335 320 40
(17 19 51 40 51 83 98 167,5 350 335 36
71) 20 51 40 51 77 92 175 365 350 37
73 21 51 40 51 71 86 182,5 380 365 39
76 25 51 51 66 81 190 380 19
Примечание. В колонках: «Расчётная толщина нити в микро-
нах» и «Число нитей на 50 мм ткани—по основе» — верхние цифры от-
носятся к нитям ажурного переплетения, а нижние — к нитям гарнитур-
ного переплетения (ткань смешанного переплетения состоит из нитей
И1кур и гарнитур).
31
Из одинарной ткани изготовляются преимуществен но-все мучные,
а из двойной ткани крупочные сита. .
В зависимости от размера промежутков между соседними нитями
основы и утка одинарная шёлковая ткань для сит делится на 25 номе-
ров, а двойная — на 20 номеров.
Шёлковые сита редких номеров подвергаются апретуре, заклю-
чающейся в покрытии нитей особой массой, состоящей в основном
из крахмала и желатина. Это придает ситам блеск и несколько уве-
личивает их прочность. Сита густых номеров из ткани хорошего ка-
чества не апретируют. Объясняется это тем, что ткань густых сит
во время работы под влиянием выделяющейся влаги из продукта
разбухает. В результате отверстия сита клейстеризуются и теряют
севкость.
Общим достоинством шёлковых сит является их стойкость к влия-
нию влажности и теплоты, выделяемых продуктами размола. Нити
шёлка имеют одинаковую толщину по всей длине, вследствие чего
размер отверстий является постоянным. Поверхность сит гладкая,
что улучшает условия просеивания.
Недостатком шёлковых сит является недостаточная их износоустой-
чивость, вследствие чего они быстро изнашиваются под воздействием
крупных частиц продуктов размола зерна. По мере износа шёлковая
ткань становится ворсистой, вследствие чего размеры отверстий умень-
шаются.
Срок службы шёлковых сит на мельницах при нормальных условиях
эксплоатации составляет 5—6 месяцев.
Таблица й
Показатели для двойной шелковой тканн
Нумерация ткани Расчётная нити е а1 толщина 1икронах Расчётные размеры ячеек в микронах Число нитей на 50 мм ткани Вес Ijm* в е
мет- риче- ская старая (для справок) основа уток между нитями ОСНОВЫ между нитями утка по основе| по утку норма норма
71 18 156 210 1118 1220 71 30,5 60
80 22 140 192 970 1058 80 40 55
90 24 140 192 831 919 90 45 61
100 26 131 172 738 828 100 50 56
по 30 122 164 666 746 по 55 53
120 32 122 164 588 668 120 60 58
130 34 109 149 552 621 130 65 52
140 36 109 149 497 566 140 70 56
150 40 109 149 448 517 150 75 60
160 42 90 131 427 494 160 80 50
170 46 99 131 391 458 170 85 53
180 48 99 131 357 424 180 90 56
190 50 90 122 346 404 190 95 50
200 54 90 122 320 378 200 100 52
210 56 90 122 296 354 210 105 55
230 60 86 109 253 326- 230 115 52
240 64 86 109 245 '308 240 120 56
250 66 86 105 228 291 250 125 57
260 70 86 109 213 276 260 130 59
280 72 78 j 99 - J 201 258 280 140 52
Ширина изготовляемых шёлковых сит 97 см с кромками в один
сантиметр.
В табл. 8 приведены показатели для одинарных шёлковых сит,
а в табл, 9 показатели для двойных шелковых сит. Обязательной
в указанных таблицах является метрическая нумерация; старая
нумерация приведена в качестве справочной.
Одинарная шёлковая ткань от № 7 до № 32 изготовляется посредст-
вом ажурного переплетения нитей, а от № 35 до №76 — смешан-
ным переплетением нитей; двойная шёлковая ткань всех номеров—
ажурным переплетением нитей.
6. Принцип действия машин с плоскими ситами
Для просеивания продукта через плоские сита необходимым усло-
вием является относительное движение его по ситу. Рассмотрим усло-
вия просеивания на неподвижных и подвижных плоских ситах.
Движение продукта по неподвижному плоскому ситу
Если неподвижное сито расположено горизонтально, то находя-
щаяся на нем частица будет находиться в покое. Перемещение частицы
возможно только при неподвижном наклонном сите.
Для перемещения частицы неподвижное сито должно быть уста-
новлено в наклонном положении.
На рис. 7,а показано положение частицы на неподвижном нак-
лонном сите ВВ. Повидимому, взаимодействие частицы с поверхно-
стью сита зависит от веса частицы, коэфициента трения её о сито и
угла наклона последнего. Обозначим вес частицы через G и угол нак-
лона сита через а.
Силу веса частицы G можно разложить на две силы:
А = G cos а и В = G Sin а.
Сила В стремится двигать частицу вниз по ситу. Сила А на-
правлена нормально к ситу и вызывает силу трения /А, которая
направлена в обратную сторону по отношению к направлению
движущей силы В. В данном случае / — коэфициент трения ча-
стицы о сито.
Очевидно, что перемещение возможно только при условии, что
В>/А.
Подставив соответствующие значения, получим, что
Gsina>*/G cos а.
Разделив обе части на Gcosa, получим: tga>/.
Заменив / на tgср, получим:
tga>tg<p, ИЛИ а> »,
Где v—угол трения продукта о материал сита.
Таким образом, перемещение частицы по неподвижному наклон-
ному ситу возможно только в том случае, если угол наклона его к го-
ре юнту будет больше угла трения частицы о сито.
33
При таком большом наклоне сита скорость перемещающихся часг
тиц постепенно увеличивается и достигает больших значений.
В результате частицы, находящиеся в верхних слоях продукта, не
успевают пройти через нижние слои и соприкасаться с ситом.
Наподвижные наклонные сита дают весьма низкую производи-
тельность и в настоящее время применяются только в местах, где
Рис. 7. Принцип действия плоских сит:
а — движение частицы по неподвижному на-
клонному ситу; С — равномерное движение
горизонтального сита; в — неравномерное
движение горизонтального сита
отсутствует возможность уста-
новки машин с подвижными си-
тами. Подвижные наклонные
сита в машинах для очистки
зерна устанавливаются под уг-
лом а, который значительно
меньше с. Перемещение зерна
по ситу в этих машинах совер-
шается благодаря движению
сита.
Движение продукта по подвижному
горизонтальному ситу
При движении сита ВВ (рис.
7, б) с находящейся на нем ча-
стицей О непременным условием
для просеивания является на-
личие относительной скорости
движения частицы по ситу, т. е,
должно иметь место следующее
равенство:
а0 =
где va—относительная скорость
движения частицы по
ситу;
I?!—а бсо л ютная ско ро сть
движения частицы;
а 2—абсолютная скорость
движения сита.
Если v:, то будет положительным и частица будет дви-
гаться по ситу вправо.
Если vt<^v2, то aD будет отрицательным и частица будет дви-
гаться по отношению к ситу влево.
Сила трения /G всегда будет направлена против относительной
скоросги движения тела по ситу. Если частица движется по ситу впра-
во, то сила трения будет направлена влево, и наоборот.
Относительное движение частиц по ситу может иметь место
лишь при неравномерном движении сита с некоторым ускорением
в одну либо другую сторону.
При неравномерном поступательно-возвратном движении сита
(рис. 7, в) с ускорением j последнее передается частице и вызывает
34
силу инерции С, сопротивляющуюся всякому изменению скорости по
величине и по направлению.
Из механики известно, что
с = т' = т'-
где т—масса частицы;
j — ускорение частицы;
g = 9,81 м/сек*.
Таким образом, движение частицы будет находиться в зависимости
от силы трения fG и силы инерции С.
До тех пор, пока сила трения /G больше силы инерции, частица
продукта будет двигаться вместе с ситоА.
Если сила инерции преодолеет силу трения, частица отделится от
сита. В этом случае частица будет иметь самостоятельное движение,
нс зависящее от движения сита, связанного с приводным механизмом
машины.
Таким образом, частица будет находиться на сите в покое и
никакого относительного перемещения её по ситу не произойдёт
при С cfG или -— i<Z/G, т. е. при j <fg-
Предельное ускорение сита, при котором сила инерции частицы
ста копится равной силе трения, на зывают критическим
у ско р е ни ем.
Ар = /й-
Зная величину коэфициента трения продукта о сито, можно, таким
образом, определить значение критического ускорения сита, при ко-
тором начнется относительное перемещение продукта по ситу, а сле-
довательно, и процесс просеивания.
Таким образом, относительноеЗ движение частицы по ситу будет
происходить только при
Для перемещения продукта вдоль сита с поступательно-возврат-
ным движением необходимо, чтобы ускорение частицы в одну сто-
рону было больше /кр, а в другую сторону меньше jKp.
В современных машинах для очистки зерна с целью приведения
их н движение- применяются кривошипно-шатунные механизмы, при
I»вторых ускорение движения сита в обе стороны получается оди-
нок оным. Поэтому для обеспечения перемещения продукта по ситу
необходимо придать ему наклон в соответствующую сторону.
7. Машины с поступательно-возвратным движением сит
I |а рис. 8 приведено в качестве примера устройство машины с двумя
наклонными кузовами 1 и 2 для очистки зерна от посторонних при-
ми'с(|.
Ь (1ЖДЫЙ кузов опирается на четыре деревянные пружины 3, жестко
прикреплённые своими нижними концами к общей раме 4. Верхние
^инщы пружин соединяются с боковыми стенками кузова посредством
35
шарнирного устройства 5. Стальной палец шарнира с одной стороны
прикреплен к боковой стенке кузова, а с другой стороны входит в
бронзовую втулку деревянной пружины. В каждом кузове помещается
один ряд сит, состоящий по длине из четырёх ситовых рамок б. Рамки
опираются на продольные бруски кузова и прижимаются к ним в
четырёх точках специальными зажимками 7.
Оба кузова получают поступательно-возвратное движение от общего
приводного механизма. Он состоит из вала <8, вращающегося в двух
подшипниках 9 с надетыми на него эксцентриковыми втулками 10,
помещёнными в чугунных корпусах 11. Последние соединены с кузо-
вами посредством тяг. Две крайние тяги 12 приводят в движение верх-
ний, а одна средняя 13 нижний кузов.
На рис. 9 отдельно показана конструкция приводного механиз-
ма. Внутреннее кольцо шарикоподшипника зажато на втулке 10
36
посредством специальной гайки 13. Чтобы избежать осевого пере-
мещения шарикоподшипника, наружное кольцо его закреплено^ в
корпусах 11 посредством боковых крышек 14 и болтов 75.
Радиус эксцентриситета, а следовательно, и амплитуду колеба-
ния кузова легко можно изменить, заменив втулки 10.
В целях уравновешивания вала крайние эксцентриковые втулки 10
установлены под углом 180° по отношению к вредней (см. рис. 8).
Рис. 9. Приводной механизм машины с поступательно-
возвратным движением плоских сит
Каждый кузов работает совершенно самостоятельно и даёт один
сход и три прохода, которые можно вывести из машины через боковые
каналы.
Техническая характеристика машины дана в табл. 10.
Таблица 10
Техническая характеристика машины
Пока затеян Единица намерения Значение
11роизводительность в час кг 1200
Размер ситовой плошади 2,6
Радиус эксцентриситета ММ 5
•Incоборотов приводного шкива .... об/мин. 400
Погребная мощность л.с. 1
1‘л iMcp приводного шкива:
диаметр мм 250.
ширина . . . • . . . - . . . . »> 120
1 iHiiipiiTiibie размеры:
длина . жл 3020
ширина в 1200
высота »> 1220
<’Шццй (,сс . . . кг 340
37
Такие машины занимают мало места и могут быть использованы в
складах и амбарах для предварительной очистки зерна от посторон-
них примесей или на крупозаводах для сортирования промежуточных
продуктов.
8. Машины с вибрационным движением сит
На рис. 10 показана принципиальная схема машины с вибрацион-
ным движением сит. Кузов 1 с ситами и продуктом подвешен к раме па
четырёх верхних спиральных пружинах 2. Нижние четыре пружины 3,
будучи предварительно натянуты, оттягивают кузов вниз, и таким об-
разом он подвергается одновременному действию верхних и нижних
пружин. Крепление пружин на раме предусматривает возможность
регулирования степени их
натяжения. В центре тяже-
сти кузова проходит вал 4,
на котором укреплен
груз 5. При вращении гру-
за сито приходит в коле-
бание, а верхние и ниж-
ние пружины поперемен-
но растягиваются или сжи-
маются.
Так как пружины с
подвешенным к ним кузо-
вом имеют собственный пе-
Рве. 10. Принципиальная схема машины с
вибрационным движением сита
риод колебаний, то при определенном количестве оборотов груза,
когда число вынужденных колебаний системы совпадает с собствен-
ными периодом колебаний, наступает резонанс, и прогиб пружины
может вырасти до опасных размеров.
Во избежание излишней деформации пружины на раме устанав-
ливаются неподвижные упругие упоры — амортизаторы 6, дающие
возможность пружинам деформироваться на некоторую величину от
средне го положения. Амплитуда колебания кузова в та-
ких машинах принимается равной 1 — 1,5 мм.
Произведенные во Всесоюзном институте механизации и электри-
фикации сельского хозяйства экспериментальные испытания показали,
что в машинах с вибрационным движением сит удельная нагрузка
на квадратный метр площади сит может быть увеличена в 2 — 3 раза
по сравнению с машинами с поступательно-возвратным движением.
В настоящее время производится исследование такой машины
для установления её оптимальных параметров.
9. Машины с цилиндрическими или призматическими ситами
Рабочим органом машины является обычно барабан цилиндриче-
ской формы или в виде шестигранной призмы с натянутыми ситами
по его поверхности. Преимущество шестигранной призмы заклю-
чается в несколько более энергичном просеивании благодаря ударам
частиц при падении с одной грани барабана на другую.
38
Цилиндрическая форма барабана позволяет применять для очи-
стки сит щёчный механизм. При шестигранной форме рабочего органа
можно очищать сита посредством механизма ударного действия,
что сложнее и менее эффективно. В каждом конкретном случае
выбирают ту или иную форму рабочего органа, такие машины в
практике мукомольной промышленности называют шестигранны-
ми или цилиндрическими буратами.
На рис. 11 представлена схема движения частицы, расположен-
ной на ситах, вращающихся вокруг горизонтальной оси.
Разложим силу веса частицы А, находящейся на одной из сторон
призматического барабана, на две составляющие, из которых одна
/V направлена по нор-
мали к наклонной пло-
скости, а другая Р—по
касательной к этой пло-
скости.
Тогда при условии,
что сито [.находится в
покое, имеем:
N = G COS «, P = G sin a.
При вращении сит
иокруг горизонтальной
оси на частицу дейст-
вуют три силы:
а) составляющая си-
лы тяжести P=Gsma;
б) сила трения от
действия нормального
давления=/О cos a;
Рис. 11. Схема движения частицы
\ •• , , ту2
в) сила трения от действия центробежной силы = j-p-,
где / — коэфициент трения частицы о сито;
/л — масса частицы;
и—окружная скорость вращения частицы;
г — радиус окружности, описываемой частицей.
Для возможности перемещения частицы по ситу, а следовательно,
и для просеивания продукта необходимо, чтобы:
, Ш'У2
G sin и > /G cos a / ——.
г
3;iменяя в правой части формулы т= — , получим:
Gvs
G sin a > /G cos а + / — -
i> л nr
Подставив в правой части вместо v=------. г— и сократив все
O’J
39
члены неравенства на G, получим:
t / •п2л2г2
Sitl а / COS а + -- . —,у(к) ' ’-
где п—число оборотов барабана.
Сократив в последнем слагаемом правой части формулы в числи-
теле it2 г и в знаменателе rg, можно написать:
гпа
sin а > / COS а Ч- /" 9QQ- •
Перенеся пЕ в левую часть, а все остальные величины в правую
часть, получим:
па 900 (sin с — / cos к)
откуда
Так как
^оп-,/ sin a— /cos а
n<JO|/--------у——
, , sin 9
/ = tg 9 =------1 ,
cos
где 9 — угол трения, то можно написать, что
. sin cos а
sin а — / cos я = sin а—— :—-— =
' cos 9
_ sin a-cos 9 — cos a.sin 9 _ sin (a — 9)
cos 9 CCS®
Таким образом, ____________
„ < зо т/ si"(\- т> .
У cos 9 -tg 9:- г
Сократив в знаменателе tg 9 на cos 9, получим
жзод,/
У siner
Для удовлетворительных условий просеивания разность между
углами а и 9 принимают равной 5 — 10°. Из последней формулы
нетрудно найти число оборотов или скорость вращения рабочих
органов машины в каждом конкретном случае.
В настоящее время машины с вращающимися ситами применяют-
ся главным образом для сортирования отходов и реже для очистки
зерна. Окружная скорость в этих случаях на практике принимается
в 1,5 Mjcex.
По опытным данным принимают нагрузку на 1 м2 сита в час: 500 кг
при очистке зерна от крупных примесей, 200 кг при очистке его от мел-
ких примесей и 100 кг при сортировании отходов
Для перемещения продукта в машинах с вращающимися ситами
барабан необходимо расположить под углом 5 — 10° к горизон-
ту. Так как это вызывает ряд неудобств при приводе машины от транс-
40
миссии, то в современных конструкциях этих машин вращающийся
цилиндр располагают
На рис, 12 приве-
дена конструкция ма-
шины с горизонталь-
ным расположением
барабана. Она со-
стоит из деревянной
станины 7, призмати-
ческого шестигран-
ного барабана 2, съём-
ных рамок 3 с натя-
нутыми на них ситами
и шнека 4. Т ри круг-
лые розетки 5 со спи-
цами б, укреплены
неподвижно на гори-
зонтальном валу 7.
На концах спиц рас-
положены шесть про-
дольных брусков 8,
соединённых между
собой наклонными по-
перечными брусками
9. Все эти бруски об-
разуют шестигранный
барабан.
При вращении ба-
рабана частицы про-
дукта, попадающие
на наклонные попе-
речные бруски, ска-
тываются по ним,
как по наклонной
11 j юскости, чем дости-
гается перемещение
продукта по длине
машины. Направле-
ние перемещения
обусловливается со-
ответствующим на-
клоном поперечных
брусков, что должно
учитываться при про-
ектировании и экс-
нлоатации,
Па концах шнека
горизонтально.
Рис. 12. Машина с горизонта шным расположением барабана
установлены два шки-
п.1 для привода машины от трансмиссии и передачи движения
рабочему барабану.
41
Номера устанавливаемых на барабане сит подбираются так, чтобы
мелкие частицы просеивались в первой части барабана со стороны
приёма, а более крупные—в средней и крайней частях его.
Окружная скорость барабана равна 1,5 M.jceK.
Общим недостатком машин с вращающимися ситами является малая
производительность при сравнительно больших габаритах, так как в
работе находится одновременно только —У в площади сита. Маши-
на находит себе применение главным образом благодаря простоте
конструкции и удобству обслуживания.
Техническая характеристика машины приведена в табл. 11.
Таблица 11
Техническая характеристика машины
Показатели Единицы измерения Значение
Габаритные размеры: длина ММ 2835
ширина 1110
высота . 1390
Размеры приводного шкива: диаметр . лсм 320
ширина 125
Вес машины кг 250
10. Краткое заключение
Для очистки зерновой смеси от посторонних примесей применяются
металлические сита (пробивные, тканые и специальные).
Для сортирования продуктов переработки зерна применяются
металлические (тканые) и главным образом шёлковые сита.
Основным недостатком пробивных и тканых сит, применяемых в
машинах для очистки зерна, является забиваемость их частицами,
которые застревают в отверстиях сит. Ввиду этого требуется уста-
новка специальных механизмов для очистки сит во время работы
машины от застрявших частиц.
Достоинством специальных сит является их незабиваемость, что
даёт возможность увеличить их удельную нагрузку. Специальные сита
находятся в стадии экспериментальной и производственной проверки.
Основным достоинством шёлковых сит является стойкость к влия-
нию влажности и теплоты.
Для просеивания продукта через плоские сита необходимо обеспе-
чить относительное перемещение продукта по ситу, что возможно
только при неравно.мерном движении плоского сита. В настоящее
время для очистки зёрен на мельницах и крупозаводах применяются
преимущественно машины с поступательно-возвратным движением
сит.
Произведённые исследования показали, что при вибрационном
движении сит удельная нагрузка может быть увеличена в 2—3 раза.
В настоящее время машины с вибрационным движением сит находят-
ся в стадии экспериментальной проверки.
ГЛАВА Ш
АППАРАТЫ И МАШИНЫ ДЛЯ ВЫДЕЛЕНИЯ ПРИМЕСЕЙ,
ОТЛИЧАЮЩИХСЯ ПО ПАРУСНОСТИ
1. Назначение и область применения машин
Аппараты и машины для очистки зерна от примесей, отличающих-
ся по парусности, широко применяются как в технологическом
процессе очистки зерна, так и в процессе сор-
тирования промежуточных продуктов размоль-
ных отделений мельниц и рушальных отделе-
ний крупозаводов.
На рис. 13 показана схема действия в верти-
кальном канале воздушного потока на продукт.
Воздух при движении снизу вверх уносит с со-
бой часть продукта с большей парусностью.
Другая часть продукта с меньшей парусностью
при прочих равных свойствах падает вниз.
2. Классификация машин
По принципу действия на продукт указанные
машины делятся на две группы, а именно на: рис. 13- Схема дей-
а) аппараты и машины, действующие с пере- ствия воздушного по
менным объёмом воздуха; тока н зерП0
б) машины, действующие с постоянным объёмом воздуха.
43
3. Аппараты, действующие с переменным количеством воздуха
Действие потока воздуха на зерно при различном его положении
Поток воздуха оказывает различное действие на зерно, в зависимости
от его положения. На рис. 13 показаны два положения зерна в потоке
воздуха, направленном снизу вверх. Зерно будет находиться под влия-
нием двух сил, а именно собственного веса G и силы /?, с которой
поток воздуха давит на зерно.
При G>7?— зерно будет падать вниз;
» G = 7?— зерно будет находиться в равновесии;
» G < 7? — зерно будет уноситься воздухом вверх.
Давление воздуха на зерно можно определить по следующей
формуле:
R ... /< р Fv2,
где К — коэфициент сопротивления зерна (зависит от формы, со-
стояния поверхности и положения его в воздушном по-
токе);
Ye , ч
Р — плотность воздуха = — , где ув — вес 1 м воздуха в ка;
g — ускорение силы тяжести=9,81 м/сек2 ;
v — скорость воздуха в м]сек;
F —площадь сечения зерна, перпендикулярного к направле-
нию воздушного потока, в м&.
Из этой формулы видно, что значение силы 7? колеблется в очень
широких пределах в зависимости от того, совпадает ли направление по-
тока воздуха с длиной или шириной зерна.
Зная вес, размеры и коэфициенты сопротивления зерна основной
культуры и сорных примесей, можно ориентировочно определить
скорость воздуха, при которой зерно будет падать, а сорные примеси—
увлекаться потоком воздуха.
Аспирационная колонка с однократным продуванием
На рис. 14 показан разрез аспирационной колонки, которая яв-
ляется наиболее простым аппаратом этого типа. Аспирационная ко-
лонка состоит из деревянного шкафа, разделенного внутри перегород-
кой 7, предназначен ной для изменения направления потока воздуха,
В передней части помещается при ем но-распределительный ковш 2,
с наклонными полочками и аспирационным каналом.
Колонка работает под действием разреженного воздушного потока,
который создается присоединением ее через отверстие 3 к центральной
аспирационной сети. Для регулирования действия воздушного по-
тока служит клапан 4 с фиксатором 5, посредством которого клапан
может быть закреплён в любом положении.
Чтобы предупредить возможность засасывания воздуха из выход-
ного канала 6, имеется свободно висящий клапан 7, который при ра-
боте колонки закрывает выпускное отверстие под давлением! атмо-
сферного воздуха. Контролируют работу машины и чистят её через
люки Л' и 9.
44
Зерно поступает в приемно-распределительный ковш, откуда,
скатываясь с одной полочки на другую, распределяется по ширине
колонки равномерной лентой. Проходя через канал 10, оно подвер-
гается продуванию встречной струей воздуха, засасываемого в ма-
шину. Б результате этого действия сорные примеси, обладающие
большей парусностью уносятся мимо клапана 4 в осадочную камеру
11, где и оседают вследствие уменьшения скорости воздушного пото-
ка. По мере накопления осевших примесей в конусе клапан 7 откры-
вается и выпускает их из колонки.
Рис. 14. Конструкция аспирационной колонки С однократным продуванием
Часть примесей увлекается воздухом через отверстие 3 и оседает
далее в циклонах или матерчатых фильтрах, соединённых с вентиля-
тором, создающим разрежение в колонке.
В табл. 12 приведена техническая характеристика аспирационных
колонок с однократным продуванием.
Таблица 12
Техническая характеристика колонки
Длина] ИрнемНОГО от- верстия в мм Габариты коленки в ММ Расход воздуха в мг1мин Сопротив- ление н jWjm еод. ст* Произво- дитель- ность в кг/ час
длина L. ширина 3 высота Н
300 340 630 1000 12 10 500
400 440 630 1000 16 10 700
5(Ю 540 630 1000 20 10 850
ПОО 840 630 1000 30 10 1400
П>00 1040 630 1000 45 10 1700
45
Нагрузка на 1 м длины приемного отверстия допускается в разме-
ре от 1,0 до 1,5 т зерна в час. Расход воздуха составляет 20 —
25 я3/мин. на 1 т очищаемого зерна в час.
Эти аспирационные колонки имеют следующие недостатки:
а) трудно получить равномерное распределение зерна по всей
площади поперечного сечения канала;
б) наличие только однократной продувки зерна является в большин-
стве случаев недостаточным для получения удовлетворительного эф-
фекта;
в) при открытии клапана 7 засасывается воздух извне, что на-
рушает установленный режим очистки зерна.
Однако аспирационная колонка находит широкое применение глав-
ным образом ввиду простоты конструкции и отсутствия в ней рабо-
чих органов, требующих механического привода.
Аспирационная колонка с многократным продуванием
На рис. 15 представлена конструкция аспирационной колонки,
лишённой указанных выше недостатков. Продукт подаётся посредст-
вом питающего рифлёного валика 7 и клапана 2 с рычажными проти-
вовесами 3. Питающий валик вращается в подшипниках 4, укреп-
ленных на торцовых стенках машины.
Рис. 15. Конструкция аспирационной колонки с многократным
продуванием
Положение питающего клапана регулируется посредством двух
установочных винтов 5, при помощи которых можно установить пре-
дел возможного отклонения клапана под давлением потока зерна.
Из приемного ковша зерно равномерным по ширине и толщине
слоем попадает сначала в первый, а затем во второй аспирационные
каналы, подвергаясь на пути последовательному двукратному проду-
ванию. Частицы, обладающие большей парусностью и захваченные
воздушным потоком, собираются в осадочной камере. Осевшие
46
относы выпадают по мере накопления из камеры, преодолевая сопро-
тивление сначала одного выпускного клапана 6, а затем и другого 7.
В табл. 13 приведена техническая характеристика этой колонки,
которую устанавливают большей частью на крупозаводах.
Т а б л и па 13
Техническая характеристика колонки с многократным продуванием
Показатели Единица измерения Значение
Производительность на крупозаводах для
отвеивания оболочек:
проса кг'час 1000
овса 1000
ячменя » 1200
риса и 1200
Число оборотов питающего валика . . . . об/мин. 80
Диаметр приводного шкива ММ 400
1 Пиоина приводного шкива >) 52
Габаритные размеры:
длина . . 1396
ширина » 1260
высота » 1240
Расход воздуха м*/мин 70
Потребная мощность л.с. 0,05
Вес кг 100
Для нормальной работы аспирационных колонок в эксплоатации
необходимо:
а) обеспечить равномерность поступления зерна по всей длине
приемного отверстия, для чего надо вести наблюдение за исправ-
ностью действия питающего механизма;
б) регулировать режим воздушного потока изменением положе-
ния внутренних клапанов в зависимости от качества очищенного
зерна и количества относов, осевших в осадочной камере;
в) проверять действие выпускных клапанов для относов в ниж-
ней части осадочной камеры и не допускать в последней скопле-
ния относов.
Общими недостатками аппаратов, действующих с переменным
количеством воздуха, являются:
а) необходимость очистки отработанного воздуха, чтобы избежать
загрязнения окружающей среды. Фильтры или другие пылеосажда-
пицце устройства занимают много места, требуют специального ухо-
ди и затраты энергии для приведения их в движение;
б) вследствие удаления из помещений значительного количества воз-
духа в них создаётся большое разрежение, что особенно неприятно
дли обслуживающего персонала в зимнее время.
11 тобы частично устранить этот недостаток, рекомендуется обеспечить
и put линованный подвод воздуха к аппаратам, что вызывает необходи-
ма Ti. присоединения к ним специальных воздухопроводов. Во многих
i 'п чцях это весьма трудно выполнить.
Все эти недостатки устранены в машинах с постоянным количе-
। нюм воздуха, которые в последнее время находят большое распpo-
ll ранение на мельницах и крупозаводах.
47
4. Машины, действующие с постоянным количеством воздуха
Принцип действия машины с постоянным объёмом воздуха
На рис, 16 приведена схема действия машины с постоянным коли-
чеством воздуха. Струя воздуха, засасываемая вентилятором, пересе-
кает поток зерна и уносит с собой примеси и мелкую пыль. Затем,
проходя через осадочную камеру, воздух оставляет в последней не-
которое количество примесей и пыли и в очищенном виде возвращает-
ся в рабочую камеру. Таким образом, воздух в этих машинах пере-
мещается по замкнутому циклу и поэтому на практике их
называют машинами с замкнутым циклом воздуха.
РаРочао
камера
Зерно
Рис. 16. Схема действия машины с замкнутым циклом воздуха
Исследования этих машин в эксплоатации показали, что техноло-
гический эффект очистки зерна в них не отличается от машин с пере-
менным количеством воздуха.
Аспираторы с двукратным продуванием зерна
Как видно из рис. 17 а, би в, машина состоит из деревянного кор-
пуса, в левой части которого помещаются нагнетательная камера 7,
приемная труба 2 с питающим клапаном 3 и аспирационный канал 4.
Правая часть представляет собой осадочную камеру 5 со шнеком б
для вывода относов. Сбоку корпуса расположен вентилятор 7, вса-
сывающее отверстие 8 которого примыкает к осадочной камере.
Выхлопное отверстие 9 вентилятора посредством трубы 10 сообщает-
ся с нагнетательной камерой.
Технологический процесс работы аспиратора состоит в следующем.
Зерно, подлежащее очистке, поступает в приемную трубу 2 и, открывая
своим весом клапан 3, падает равномерным слоем на подвижный от-
ражательный щиток 11, а с него—в выходной канал 72, подвергаясь
на пути двукратному продуванию. В первый раз зерно продувается на
пути между клапаном 3 и отражательным щитком 77 и во второй
раз—при падении с него.
Захваченные воздушным потоком примеси по каналу 4 поступают
в осадочную камеру. Здесь, под действием центробежных сил частицы
прижимаются к верхней стенке камеры и, при постепенном умень-
ши
-тг
Сечение по С-&
Рис. 17а. Устройство аспиратора с двукратным продуванием зерна
(сечение по СД)
Гис. 176. Устройство аспиратора с двукратным продуванием зерна
49
Рис. 17в. Устройство аспиратора с двукрат-
ным продуванием зерна (сечение по KF)
шении скорости опускаются под влиянием собственного веса вниз
к шнеку 6. Осевшие относы выводятся шнеком из машины через канал,
выходное отверстие которого прикрыто клапаном 13 для устранения
возможности поступления воздуха внутрь машины.
Освободившийся от пыли воздух по трубе 10 нагнетается в камеру,
откуда снова засасывается вентилятором 7, совершая таким образом
полный замкнутый цикл. Помещенная в камере цилиндрическая тру-
обеспечива^т равномер-
ность продувания зерна
по всей ширине машины.
Скорость движения
воздушного потока, а
следовательно, и интен-
сивность продувания,
регулируется поворот-
ным клапаном 7(5 (см.
рис. 17 в, сечение по
KF).
Для нормальной ра-
боты этой машины в
эксплоатации необходи-
мо, чтобы:
а) зерно поступало в
машину равномерным
по толщине и ширине
слоем;
б) положение отра-
жательного щитка по
отношению к питающе-
му клапану обеспечива-
ло возможность двойно-
го продувания зерна;
в таком положении, при
Необходимо следить и предупреждать закупорку выходного отвер-
стия для относов, так как это может загрузить относами осадоч-
ную камеру и вызвать втягивание их обратно в машину.
Чтобы избежать подсосов наружного воздуха, все дверки должны
плотно прилегать к корпусу машины.
Нагрузка на 1 м длины приёмной трубы 2 машины допускается
на мельницах и крупозаводах в размере 5—10 т зерна в час. Произ-
водительность вентилятора определяется из расчёта 9 — 10 л(3 воз-t
духа в минуту на 1 т очищаемого зерна в час.
В табл. 14 приводится техническая характеристика машин (1
двукратным продуванием зерна.
в) поворотный клапан был установлен
котором зерно не попадало бы в отходы.
Аспираторы с двукратным продуванием и предварительной очисткой зернЛ
На рис. 18 а и б приведена конструкция аспиратора с механизмол|
для предварительной очистки зерна от крупных примесей.
so
Таблица 14
Техническая характеристика машин с двукратным продуванием зерна
Показатели Единица измерения Значение
Производительность кг/час Лр/ЛНЯ 9000
Количество потребного воздуха 80
Сопротивление мм вод. ст. 20
Число оборотов вала вентилятора об/мин. 570
Число оборотов шнека Размеры приводного шкива: об/мин. 120
диаметр ее .4.4 400
ширина Габаритные размеры: » 85
длина » 1942
ширина - * 1610
высота 1) 1732
Потребная мощность л. с. 1,75
Вес машины кг 305
Рис. 18а. Аспиратор с двукратным продуванием и предварительной
очисткой зерна (поперечный разрез)
51
Машина состоит из следующих основных частей:
а) Приемной коробки 1 с верхними питающими клапанами 2 и
неподвижными направляющими лотками 3, Два верхних клапана
вращаются на горизонтальных осях, соединённых между собой шар-
нирной связью, что дает возможность автоматически поддерживать
равномерное питание машины. Под ними расположена реечная зад-
вижка 4, посредством которой регулируется количество поступающего
в машину зерна.
Рис. 18б, Аспиратор с двукратным продуванием и предварительной
очисткой зерна (продольный разрез)
б) Барабана 5 диаметром 600 мм, образованного сеткой с отвер-
стиями 14 х 14 мм. Барабан вращается на двух подшипниках, уста-
новленных на боковых стенках машины. Внутри барабана имеются
лопатки б вогнутой формы, которые при вращении перемещают попав-
шее на них зерно.
в) Крыльчатого побудителя 7, предназначенного для перемеще-
ния отходов, полученных с верхнего барабана.
г) Нижнего сетчатого барабана 8 диаметром 270 мм с сеткой 14 х
14 мм, служащего для выделения зерна из отходов.
52
д) Осадочной камеры 9 с ветровой трубой 10, по которой равно-
мерно засасывается воздух по всей ширине машины.
е) Вентилятора 11 с рабочим колесом диаметром 800 мм. Вентиля-
тор соединен с камерой машины посредством трубопровода с клапаном,
ж) Шнека 12 для непрерывного удаления, оседающей в камере
пыли.
з) Корпуса машины 13.
Продукт подаётся в машину через приёмную коробку 1 и, про-
ходя последовательно по четырём наклонным плоскостям, попадает
на верхний вращающийся барабан 5. Здесь зерно проходит сквозь
сито барабана и далее в канал 74. Крупные примеси, оставаясь на
поверхности барабана, увлекаются им и посредством крыльчатого
побудителя подаются на барабан 8. Внутри барабана 8 выделенные
добротные зёрна скатываются с лопаток, проходят через сито наружу
и также попадают в выходной канал 74. При выходе из машины зерно
продувается струёй воздуха, которая поступает в трубу 10.
Примеси, остающиеся на сетчатой поверхности второго барабана,
удаляются из машины через канал 15. Лёгкие примеси поднимаются
вместе с воздухом по всасывающей трубе в осадочную камеру, где
оседают и удаляются шнеком из машины.
В табл. 15 приведена техническая характеристика этой машины.
Т(а 5{л и ц а 15
Техническая характеристика аспиратора, с предварительной очисткой зерна
Показатели Единица измерения Значение
Производительность т/час 75
Число оборотов приводного шкива .... Размеры приводного шкива: об/мин. 675
диаметр мм 250
ширина Габаритные размеры: » 125
длина *> 3015
ширина & 2230
высота . . . ц 2740
Потребная мощность л.с. 5,5
Вес машины кг 2081
Циклопневматические сепараторы
На рис. 19 показана'схема циклопневматического сепаратора. В этих
машинах зерно очищается действием воздушного потока на тонкую
струю продукта, спадающего с быстровращающегося диска 1. Венти-
лятор 2, установленный на машине, нагнетает воздух в осадочную
камеру 3, представляющую собой одно целое с машиной. Наиболее
тяжелые примеси оседают в этой камере, откуда воздух поступает
через отверстие 4 в соседнюю рабочую камеру 5, где расположен диск.
В конусе рабочей камеры оседают более легкие примеси. Зерно выво-
дптся из машины через трубку 6, расположенную сбоку камеры.
53
Таким образом, эта машина, очищая зерно, одновременно сортирует
отходы на крупные и мелкие.
Производительность машины регулируется перемещением пат-
рубка 7 в вертикальном направлении. Чтобы избежать засасывания
воздуха внутрь машины через нижние отверстия, легкие и тяжелые
отходы принудительно выводятся из машины выпускными меха-
низмами 8 с крыльчатыми] лопастями 8, вращающимися на общем
валу.
Рис. 19. Схема цикло пневматического сепаратора
Циклопневматические сепараторы могут быть применены на мель-
ницах и крупозаводах для первичной и повторной очистки зерна.
Ц иклоаспи ратор
Циклоаспиратор конструкции ВНИИЗ относится также к типу ма-
шин, действующих по принципу замкнутого цикла воздуха (рис. 20).
Машина состоит из приёмного устройства с питающим механиз-
мом, воздушного канала, соединённого с осадочной камерой, венти-
лятора и воздухопроводов, соединяющих камеру с вентилятором.
Продукт поступает в приёмную трубу 1, откуда посредством риф-
лёного валика 2 подается в воздушный канал 3, двигаясь навстречу
потоку воздуха, создаваемому вентилятором 4. Количество поступаю-
щего продукта регулируется заслонкой 5 посредством винтов 6.
В зоне воздушного канала происходит отбор примесей, кото-
рые уносятся потоком воздуха в камеру 7. Под влиянием центро-
бежной силы примеси прижимаются в канале 8 к стенкам 9, а затем
падают в камеру, где осаждаются в результате резкого падения
скорости потока воздуха. Из камеры 7 примеси удаляются наружу;
Воздух из камеры по каналу 10 попадает во всасывающее отвер-
стие вентилятора. Клапан 11 служит для регулирования скорости
воздуха и эффективности воздействия его на продукт.
54
В табл. 16 приведена техническая характеристика машины —
при использовании её для очистки зерна от посторонних примесей.
Таблица 16
Техническая характеристика циклоаспиратора
Показатели Единицы намерения Значение
Производительность ..... кг/час 2500
Длина приёмной трубы Число оборотов вентилятора: мм 500
для тяжёлого зерна * . , об/мин. 650—700
для тегкого зерна № 600-650
Нагрузка на 1 см длины приёмной трубы . . . Габаритные размеры: кг/час 50
длина * . * мм 1375
ширина ...... 1000
высота * , О 1675
Потребная мощность Л. с. 0,75
Вес машины кг 120
Испытание этой машины в производственной обстановке для вы-
деления оболочек из продуктов, полученных после шелушения проса
и овса на крупозаводах, дало вполне удовлетворительные результаты.
При содержании в продукте оболочек от 8 до 16% последние выделя-
лись в количестве до 99% от первоначального содержания при одно-
кратном пропуске через машину. В оболочках оставалось от 1 до 2%
битых зёрен.
55
При установке этой машины на крупозаводах для выделения обо-
лочек из продуктов шелушения проса и овса нагрузка на 1 см длины
приёмной грубы допускается в пределах 15 — 18 кг[час.
Основные условия нормальной работы машин с замкнутым циклом
воздуха в эксплоатации следующие:
а) машина должна быть совершенно герметичной, чтобы избежать
нарушения воздушного режима;
б) зерно в машину должно поступать равномерным потоком;
приёмная труба всегда должна быть заполнена зерном;
в) воздушный режим в машине следует регулировать путём измене-
ния положения клапанов для получения одинаковой скорости воздуха
по всей ширине зернового потока:
г) внутренняя поверхность осадочной камеры должна быть совер-
шенно гладкой, чтобы избежать задержки относов и обеспечить неп-
рерывное удаление их из машины;
д) при однократном пропуске зерновой массы через машину должно
выделяться 90% всех примесей, отличающихся от зёрен основной
культуры по парусности.
5. Краткое заключение
Аппараты и мдшины для сортирования смеси по парусности приме-
няются для:
а) очистки зерна от посторонних примесей;
б) выделения оболочек из продуктов размола зерна на мельницах;
в) выделения оболочек из продуктов шелушения на крупозаводах.
Наиболее совершенными являются машины, действующие с по-
стоянным количеством воздуха.
При установке этих машин не требуется дополнительных фильтров
для очистки запылённого воздуха, что даёт сокращение необходимых
площадей и энергии, а также улучшение санитарно-гигиенических
условий в предприятии.
Кроме того, в этом случае из помещений не удаляется наружу
воздух, ввиду чего можно сохранить в них постоянное давление и тем-
пературу среды.
Важнейшими условиями нормальной работы этих машин в эксплоа-
тации являются их герметичность и равномерное распределение
зерна по всей длине аспирационных каналов.
ГЛАВА IV
СЕПАРАТОРЫ
1. Назначение и область применения сепараторов
Для очистки зерна от посторонних примесей, отличающихся от
него своими размерами по ширине и толщине и аэродинамическими
свойствами, на элеваторах, мельницах и крупозаводах применяются
сепараторы.
На рис. 21 показана принципиальная схема сепаратора и даны
обозначения основных частей машины. Зерно в этих машинах очи-
щается посредством сит 2, 3, 4, отделяющих примеси по величине,
и потока воздуха, который пронизывает слой зерна и уносит с собой
примеси, отличные от него по парусности. Такие примеси, называемые
относами, оседают в аспирационном коробе 7 машины, откуда
они выводятся наружу.
Ситами обычно выделяются следующие примеси: тяжёлые частицы
органического и неорганического происхождения (дроблёные зёрна,
камешки, песок, комочки земли); крупные частицы сорных растений:
крупные семена культурных растений; мелкие семена сорных и куль-
турных растений.
Поток воздуха уносит: лёгкие частицы органического происхожде-
ния (солома, колос, мякина, травянистые остатки стеблей и листьев);
мелкие частицы мёртвого сора неорганического происхождения (пыль);
щуплые и недоразвитые зёрна хлебных культур; лёгкие семена сор-
ных растений (василёк, костер и т. п.).
На ситах могут быть, понятно, выделены из зерновой смеси только
те примеси, которые отличаются по своим размерам от зёрен основной
культуры. Ввиду этого сорные примеси делят при анализе образцов
зерна, поступающего для очистки, на два вида: отделимые и неотдели-
мые на ситах. К неотделимым относятся: битые зёрна хлебных злаков,
целые зёрна других хлебных культур, овсюг, гречиха, куколь, горо-
шек, горчак, вьюнок и другие частицы, которые по своим размерам
не отличаются от зёрен основной культуры.
Эффективность работы сепаратора должна характеризоваться
днумя показателями: количеством зерна, пропущенного через машину
it единицу времени, и качеством очистки его.
57
Принятый на практике метод сравнения машин только по их про-
изводительности является неправильным. Требования, предъявляемые
к сепараторам на элеваторах, мельницах и крупозаводах, — различны.
При очистке зерна на элеваторах стремятся отделить главным обра-
зом посторонние примеси, наличие которых неблагоприятно отра-
жается на условиях хранения зерна. На мельницах и крупозаво-
дах к очистке зерна предъявляют более высокие требования в соот-
ветствии с технологическим процессом предприятия. На мельницах
и крупозаводах иногда посредством сепараторов предварительно раз-
Рис. 21. Принципиальная схема сепаратора:
7 — приёмное устройство для зерна; 2 г3 и 4 — сита; 5 — воз-
душный канал для воздухат пронизывающего зерно при входе
я машину; б —то же при выходе из машины; 7 — аспирацион-
ный короб; клапаны для регулирования скорости воздуха;
9—магнитное заграждение для выделения металлических
примесей; /О — приводной механизм; 77— поступление зерна
в машину; ?2 —выход зерна из машины; /Л — выпуск отно-
сов; 7 4 — выход воздуха
деляют зерно на фракции по величине или выделяют мелкую фрак-
цию для дальнейшей раздельной переработки отдельных фракций
в муку или крупу. Ввиду этого расчётная производительность сепа-
раторов при установке их на элеваторе принимается вЗ—4 раза больше,
чем на мельнице или крупозаводе.
Опытным путем установлено соотношение производительности
сепараторов при очистке пшеницы, ржи, ячменя и овса, равное:
100:95 : 80 : 60. Это относится к пшенице с объёмным весом в 760кг/л8,
к ржи и ячменю весом 700 кг!мъ и овсу весом 465 кг/лЛ при содержа-
нии влаги в зерне всех культур не свыше 15%.
58
2. Классификация сепараторов
Классификацию сепараторов можно представить следующим
образом;
Сепараторы для очистки
зерна
3. Сепараторы с поступательно-возвратным движением сит
Устройство сепараторов
На рис. 22 приведены продольный разрез и боковой вид» а на
рис. 23 — поперечный разрез сепаратора № 5, применяемого на
мельницах и крупозаводах.
Машина состоит из деревянного или металлического станка 1, вну-
три которого на четырёх плоских вертикальных пружинах 2 подвешен
кузов 3, получающий поступательно-возвратное движение от прийзд-
59
ного механизма, который по своей конструкции аналогичен меха-
низму, приведенному на рис. 8 и 9 (см. стр. 36 и’ 37). Над кузовом
машины укреплены питающий механизм 4, аспирационный короб 5
и два вентилятора 6. Внутри питающего механизма вращается
шнек 7» выполненный на половину своей длины с правым» а на вторую
60
половину с левым ходом для равномерного распределения продукта
по всей ширине сита. Над шнеком имеется клапан 8, предназначен-
ный для разделения потока зерна поровну на обе половины шнека.
Клапан в определенном положении устанавливают зажимным уст-
ройством.
Лод шнеком расположен ряд задвижек 9, посредством которых
можно изменить размер щели для выпуска зерна из питающего меха-
низма. Задвижки перемещают вращением маховичков 70.
--------------------------------------------------
Д _______,Д -к
Рис. 23. Поперечный разрез сепаратора
Ситовой кузов разделен продольной перегородкой на две части.
В каждой из них помещены наклонно расположенные деревянные
рамки с набитыми на них ситами а, б, в. Сито а — приёмное, состоит
по длине машины из одной рамки; сито б — сортировочное и сито
с—подсевное. Каждое из них по длине состоит из трёх ситовых рамок.
Форма и размер отверстий в ситах подбираются в зависимости от
очищаемой культуры зерна, характера примесей и необходимой сте-
пени очистки. Ситовые рамки вставляют в кузов по направляющим /7
и зажимают в нём при помощи болта и поворотной скобы 72. Для
очистки подсевных сит под ними имеется щеточная рама 13. По краям
рамы установлены на осях ролики 74, посредством которых она может
перемещаться по направляющим 15 в продольном направлении. Концы
направляющих шарнирно соединены с винтовым механизмом 76, При-
креплённым к станку машины,
' Вращением маховичка 77 винтового механизма можно выравнивать
положение направляющих и, таким образом, устанавливать щёто^Йо
• 6,'д
раму параллельно наклону подсевного сита. Кроме того, посредством
этого же винтового механизма можно перемещать щёточную раму
в вертикальном направлении, что необходимо при износе щёток или
при замене их новыми.
Поступательно-возвратное движение щёточной рамы осуще-
ствляется посредством кривошипного механизма, вал которого 18
проходит сквозь ситовой кузов и вращается в подшипниках 19, уста-
новленных па станине.
Аспирационный короб 5 состоит из двух осадочных камер 20,
имеющих в своей нижней части два ряда свободно висящих клапанов.
По мере накопления относов, верхний ряд клапанов открывается и вы-
пускает их вниз. Затем под влиянием веса относов открывается ниж-
ний ряд клапанов для выпуска их из машины. Наличие двух рядов
клапанов предусмотрено с целью предупреждения засасывания воз-
духа в осадочную камеру через отверстия для выпуска относов.
Из машины относы выводятся по лоткам 27.
С правой стороны одна осадочная камера соединена с тру-
бой 22, по которой зерно поступает в машину. С левой стороны другая
расширительная камера соединена с ветровой трубой 23, по которой
зерно выходит из машины.
Разрежение в осадочных камерах создаётся двумя вентиля-
торами 6, всасывающие отверстия которых соединены с аспирацион-
ным коробом. Скорость движения воздуха, поступающего в машину
через трубы 22 и 23, регулируется клапанами 24 и подъёмными за-
движками 25,
Регулирование положения клапанов и закрепление их в опреде-
лённом состоянии осуществляются рычажным механизмом 26 с упор-
ным винтом и гайкой 27. Задвижки 25 перемещаются в вертикальном
направлении вручную через люк в крышке аспирационного короба,
и зажимаются в определённом положении посредством болтов с ба-
рашками. Задвижка 28 служит для равномерного распределения
зерна по ширине ветровой трубы 23 и для уменьшения вредного
подсоса воздуха в неё.
Зерно, поступившее в машину, распределяется при помощи
шнека 7 и задвижек 9 равномерным слоем по ширине приёмной коробки
и попадает на наклонный щиток 29, С него зерно, прохадя трубу 22,
пронизывается потоком воздуха и направляется далее на первое
приёмное сито с круглыми или продолговатыми отверстиями, зна-
чительно большими, чем зерно. Здесь от всей массы поступающего
зерна отделяются наиболее грубые примеси, которые через лоток 30
удаляются из машины.
Проход первого сита поступает на второе — сортировочное • сито
с отверстиями несколько большими, чем зёрна основной культуры.
На этом сите отделяются примеси, которые по своим размерам больше
зерна. Обычно эти примеси состоят из соломки, комочков земли, бо-
лее крупных зёрен других злаков и т. д,, которые выводятся и?
машины по лоткам, расположенным в конце сортировочного сита.
Проход сортировочного сита поступает на третье — подсевное—сито
с мелкими круглыми или продолговатыми отверстиями значительно
меньшими, чем размеры зерна.
62
Проход подсевного сита состоит из частиц, которые по своим раз-
мерам меньше зерна. К ним относятся песок, мелкие частицы земли,
семена сорных растений и др. Проход подсевного сита удаляется
из машины по сборному дну через выходной лоток 31.
Зерно перемещается по подсевному ситу равномерным по ширине
слоем и, минуя задвижку 28, попадает в ветровую трубу 23, где пов-
торно пронизывается потоком воздуха.
Поток воздуха из труб 22 и 23 направляется к всасывающим от-
верстиям вентиляторов через осадочные камеры. Вследствие рез-
кого уменьшения скорости движения воздуха в осадочных каме-
рах наиболее тяжёлые частицы, захваченные воздухом, оседают
в нижней части. По мере накопления относы выводятся из машины
через лоток 21. Более лёгкие частицы, не осевшие в осадочных каме-
рах, уносятся вентиляторами через нагнетательный воздухопровод
в циклоны или фильтры.
Спаренный сепаратор
Эта машина (рис. 24) состоит из двух рядом расположенных кузо-
вов 1 с наборами сит, получающих поступательно-возвратное движе-
Рис. 24. Устройство спаренного сепаратора
нис. На рис. 24 виден продольный разрез только одного кузова. На-
личие двух кузовов, приводимых в движение от эксцентриков 2, сме-
щённых по окружности на 180° друг к другу, создаёт значительно
лучшие условия для уравновешивания машины во время её работы.
Кроме того, имеется возможность использовать машину для обработки
двух разных сортов зерна или производить двукратную последова-
тельную очистку одного сорта. В этой машине имеется че-
тыре ряда сит: приёмный 3, сортировочный 4, разгрузочный 5 и
подсевной 6,
Наличие разгрузочного сита, как показало опытное испытание
этой машины в эксплоатационных условиях, имеет очень большое зна-
чение для лучшего использования подсевного сита. Толщина слоя
зерна на подсевном сите значительно уменьшается, в связи с чем эф-
фективность очистки зерна от мелких примесей выше, чем в других
сепараторах. Кроме того, при наличии сортировочного иразгрузоч-’
ного сит можно разделить зерно на две фракции, раздельно выпуская
из машины сходы разгрузочного и подсевного сит. Это имеет большое
значение для процесса подготовки зерна к размолу.
В этой машине предусмотрена возможность очистки зерна от ме-
таллопримесей посредством магнитных аппаратов 7. Вентилятор для
аспирационной части машины устанавливается отдельно, если на
предприятии не имеется центральной аспирации. Это даёт возмож-
ность облегчить конструкцию, так как при установке вентилятора в
верхней части машины необходимо при изготовлении её принимать
во внимание неизбежные вибрации, вызываемые неуравновешенностью
крылатки при больших скоростях её вращения. Устройство магнит-
ных аппаратов подробно освещено в гл. VIII.
Сепаратор с замкнутым чиклом воздуха
На рис. 25 представлена конструкция сепаратора № 5 с замкнутым
циклом воздуха.
Вентилятор 1 подаёт воздух через канал 2 в приёмную коробку се-
паратора и пронизывает поток зерна по стрелке Канал 2 располо-
жен с наружной стороны машины. Всасывающее отверстие 4 венти-
лятора соединено с круглой трубой 5, в которой имеется щель 6 для
поступления воздуха. Размер щели можно регулировать посредством
специальной задвижки. Труба 5 находится внутри машины. Венти-
лятор 7 по нагнетательной трубе 8 подаёт воздух в канал 9, куда по-
ступает зерно из ситового кузова. Труба 8 расположена с наружной
стороны машины. Осевшие относы из аспирационных камер 10 вы-
пускаются по мере накопления через клапаны 11. Таким образом,
в этой машине имеются два вентилятора, из которых один продувает
зерно при входе, а другой — при выходе из машины. Все осталь-
ные части сепаратора остались без изменений и соответствуют кон-
струкции машины, приведенной на рис. 22 и 23.
Испытания сепараторов с замкнутым циклом воздуха показали^
что они работают вполне удовлетворительно. Такие сепараторы на-
чинают широко применяться в мукомольной промышленности. При
установке этих сепараторов отпадает необходимость в фильтрах,
циклонах и других пылеосаждающих устройствах, что является их
основным достоинством.
64
/5<9
3380
2533
ч е
Рис. 25. УстронстЕЮ сепаратора с замкнутым циклом воздуха
4, Приводные механизмы сепараторов с поступательно-
возратпым движением сит
При поступательно-возвратном движении ситовые кузова сепа-
раторов подвержены действию сил инерции, которые во многих слу-
чаях достигают значительной величины.
Эти силы инерции передаются на станину машины или на перекры-
тие, где установлена машина, вызывая вибрации, которые могут
явиться причиной нарушения прочности машины и здания.
Во избежание подобных неприятных последствий необходимо урав-
новесить силы инерции. Существуют различные способы уравнове-
шивания сепараторов в зависимости от конструкции приводных ме-
ханизмов, которые мы рассматриваем ниже.
Элементы теории приводных механизмов
Для полного уравновешивания системы кузовов с поступательно-
возвратным движением необходимы следующие условия:
1) центр тяжести системы должен находиться в покое;
2) силы инерции кузовов должны быть уравновешены.
Почти полное уравновешивание может быть достигнуто при распо-
ложении совершенно одинаковых кузовов под углом 180° друг к другу.
Такая схема представлена на рис. 26, где приняты следующие обо-
значения:
41 ----- --------------- |/
4 ° 5
Рис. 26. Схема расположения кузовов под углом 180° друг
К другу
Л—Д —Ось, преходящая через центр тяжести одного ку-
зова;
Б—Б — ось, проходящая через центр тяжести другого ку-
зова;
О — О —ось, проходящая через центр тяжести всей системы.
М-1 и М2—массы колеблющихся кузовов;
Pi и R, — силы инерции кузевов;
Gx и Gj — вес отдельных кузовов с продуктом.
В нашем случае: Л/, = М, Р( — Р2 и Gt = G2.
Однако такая схема расположения кузовов не находит широкого
применения из-за ряда неудобств, получающихся при установке
таких машин на предприятии и трудности обслуживания их. В этом
случае количество точек для приёма и выпуска продукта из машины
увеличивается вдвое, что осложняет подвод самотёка и вызывает уве-
66
личение площади и объёма здания, в котором машина должна быть ус-
тановлена. Кроме того, приводной механизм находится между двумя
кузовами, вследствие чего затруднен во время работы доступ к подшип-
никам и эксцентрикам.
Схема наиболее часто встречающегося приводного механизма с
вращающимся грузом показана на рис. 27,
Рис. 27. Схема уравновешивания кузова посредством груза
где 7? — радиус вращения груза;
г — радиус кривошипа или эксцентрика;
Ох — вес груза;
G.3 — вес кузова с продуктом;
Рй— центробежная сила вращающегося груза;
Рл— сила инерции кузова;
В—В— ось, через которую проходит центр тяжести кузова;
Ог — неподвижный центр приводного механизма, вокруг ко-
торого вращается груз;
P = mcoz/?=Gl
где — угловая скорость вращения;
g—ускорение силы тяжести=9,81 я-сек2 .
И этой схеме уравновешивание можно получить только при гори-
un пальном положении груза, когда силы и Р4, равные по
ог гичине, будут противоположны по направлению. Такое положение
пиказано в верхней части рисунка.
67
При всяком другом положении груза силу Ps можно разложить
на:
Ра = Р<* COS « = ~ <0?/? COS X;
£
действующую в горизонтальном направлении, и
Рй = P3sin « = — со2Р sin а,
действующую в вертикальном направлении.
Можно подобрать вес груза Ог и радиус вращения R таких
размеров, чтобы центробежная сила груза в горизонтальном по-
ложении его полностью уравновешивала силы инерции кузова, т. е.
Р3 = РГ
Рис. 28. Схема самобаланспого механизма
При этом, однако, неизбежно получение вертикальной состав-
ляющей Рй, которая достигает своего максимума при вертикаль-
ном положении груза, т. е. при «^90°. Тогда
Ра max °= <1>гР-
g
Во избежание появления больших неуравновешенных сил в вер-
тикальном направлении, могущих вызвать вредные последствия, еле*
дует уравновешивать кузовы сепараторов при поступательно-возврат-
ном движении не полностью, а лишь частично.
Обычно на практике в подобных случаях уравновешивают
лишь от х/а до */„, реже до 2/3 силу инерции кузова. Вышеизложенное
позволяет притти к выводу, что сепараторы с одинарными кузовами
не могут быть полностью уравновешены вращающимися грузами.
На рис. 28 представлена схема самобалансного механизма, посред-
ством которого можно полностью уравновесить инерционные силы ку-
зовов при любом положении грузов. Эта задача разрешена прй
помощи вращения не одного, а двух вполне одинаковых грузов gs boji
68
круг одной оси в противоположном направлении по отношению друг
к Другу.
Вертикальные составляющие центробежных сил этих двух грузов
Р} sin р при любом их положении взаимно уравновешиваются. Суммы
же горизонтальных составляющих центробежных сил обоих грузов
/\cos 6 в различных положениях создают полную уравновешенность
системы.
СамобалансныЙ механизм наглухо прикрепляется к ситу, свободно
висящему на подвесках.
Рис. 29. Крайнее и среднее положения кузовов при само баланс-
ном механизме
На рис. 29 представлена схема крайних и среднего положений гру-
зов, а также соответствующие им значения и направления сил инер-
ции. Для полного равновесия системы необходимо, чтобы сущест-
вовали следующие равенства:
для крайнего левого положения кузова:
G3x = 2g„ [(L + R) — х],
где G3— вес кузова с продуктом;
2g2—вес грузов сам о балансного механизма, вращающихся
в разные стороны;
О—О—ось, на которой будет находиться общий центр тяже-
сти кузова и грузов при любом положении их;
69
х — расстояние от центра тяжести кузова до общего центра
тяжести системы при крайнем левом положении кузова;
L— расстояние между центром тяжести кузова и осью вра-
щения грузов.
Из приведенной формулы можно определить:
9о
Для крайнего правого положения кузова:
G2y=2g2 [(L-R) —у],
где у — расстояние от центра тяжести кузова до общего центра
тяжести системы при крайнем правом положении кузова, откуда
можно определить:
Нетрудно убедиться, что амплитуда колебания кузова и гру’
зов в течение одного оборота будет равна:
* — У
г------2 — .
Подставляя вместо х и у соответствующие им вышеуказанные
значения и произведя возможные преобразования, получим, что
амплитуда колебания кузова ;равна:
2go ,,
Г — -----R.
G24-2g=
Из последней формулы видно, что амплитуда колебания кузова
находится в зависимости от веса обоих грузов, радиуса вращения их,
а также от веса кузова с продуктом.
Конструкции самобалансных механизмов
На рис. 30 показана конструкция самобалансного механизма с вра-
щающимися грузами вокруг одной горизонтальной оси. Механизм
состоит из следующих частей: а; вала 7, который прикрепляется не-
подвижно своими концами к ситовому кузову сепаратора; б) пустоте-
лого барабана 2 с грузами 3, который получает вращение от мотора;
в) конической шестерни 4, жёстко соединённой с барабаном 2 и вра-
щающейся вместе с ним; г) конической шестерни 5, вращающейся во-
круг неподвижной оси 6, и д) конической шестерни 7, соединенной
с грузом 8 и вращающейся вффуг вала 7, как своей горизонтальной
оси. Вес грузов 3 и 8 может бь ь увеличен, для чего барабан 2 выпол-
нен из трёх частей 9, 10 и 77, соединённых между собой винтами 12.
Средняя часть его 10 является сменной. На рис. 30 видно, что к грузу 8
прикреплён винтами добавочный груз 13.
Особым достоинством этого механизма является: а) вращение
обоих грузов вокруг одной оси и б) возможность изменения направле-
70
Рис. 31 а. Устройство сепаратора с круговым поступательным движением сит
ния колебаний путем соответствующего перемещения вокруг горизон-
тальной оси конической шестерни 5 с осью 6. Определенное положение
оси 6 фиксируется зажимным болтом 14. Шестерни обильно смазы-
ваются во время работы маслом,
заполняющим пустотелый барабан.
5. Сепараторы с круговым по-
ступательным движением сит
На рис. 31 а изображен общий
вид сепаратора производительно-
стью 75 т зерна в час с круговым по-
ступательным движением ситовых
кузовов.
В основном конструкция ЭТОГО
сепаратора состоит из следующих
частей: двух питающих механиз-
мов 1, двух аспирационных ко-
робов 2, двух ситовых кузовов 3,
металлического каркаса 4, под-
вешенного посредством тросов 5 к
потолочной раме 6, приводного
механизма 7, опирающегося на
двуплечую подвеску 8 верхней ча-
сти машины. Количество и равно-
мерность подачи зерна регулиру-
ются посредством клапана 9, поло-
жение которого устанавливается
рычагом 10, и питающего валика
И, снабженного шестью пластин-
ками, расположенными в радиаль-
ном направлении. Ось питающего
валика вращается в двух шарико-
подшипниках 12, которые могут
перемещаться в вертикальном на-
правлении. Положение питающего
налика устанавливается посредст-
вом маховичка 13.
В каждом кузове имеются че-
тыре ряда сит: приёмный 14, сор-
тировочный 15, разгрузочный 16 и
подсевной 77. Подсевные сита очи-
щаются посредством резиновых п , ,,
„ „ Рис. 31 б. Устройство приводного
।париков 18 Диаметром 38 мм, СВО- механизма к сепаратору с круговым,
чидно перемещающихся В квадрат- поступательным движением ент
пых клетках 19 под ситами. В каж-
дой клетке находится по три шарика. Сито прикрепляется только-
к наружным брускам ситовой рамки. Размер средних брусков по вы-
i нте должен быть несколько менее наружных. Таким образом, шарик,
ударяясь о наклонную плоскость 20, заставляет сито вибрировать
в вертикальном направлении, что содействует лучшей очистке сита*..
73
Для предохранения резиновых шариков от чрезмерного износа сита
должны прикрепляться к рамкам таким образом, чтобы шероховатая
поверхность их была обращена к наружной поверхности рамок.
На рис. 3! б показана конструкция приводного механизма.
Главный вал 21 приводного механизма своим верхним концом
опирается на двуплечую подвеску S, прикрепленную болтами к пото-
лочной раме. Нижний конец главного вала соединён с балансирным
валом 22 при помощи цепи 23 и колоколообразной муфты 24. Эксцен-
триситет главного и балансирного валов равен 40 мм. При вращении
главный вал передает движение нижнему балансирному валу 22, на
котором укреплены балансиры 25. Балансирный вал вращается в
роликовых подшипниках 26. Корпусы подшипников соединены с ча-
стью 27 металлического каркаса 4, на котором укреплены ситовые
кузова машины.
При вращении балансиров устанавливается поступательно-круго-
вое движение кузова. Каждая точка кузова описывает эллипс, прибли-
жающийся к окружности. Размеры осей эллипса или диаметра окруж-
ности находятся в зависимости от веса кузовов с находящимся внутри
продуктом и веса грузов в балансирах.
Устройство аналогичного приводного механизма подробно осве-
щено в гл. XV. Сепараторы для очистки зерна от посторонних приме-
сей с самобалансным приводом являются оригинальной конструкцией
и впервые в мировой практике были изготовлены заводом им. Воробьева
и установлены на многих элеваторах СССР. По производительности
и качеству очистки зерна конструкция этой машины оставляет далеко
позади аналогичные машины, выпускаемые зарубежными заводами.
6. Техническая характеристика сепараторов
В табл. 17 и 17а приведена техническая характеристика сепа-
раторов, применяемых в настоящее время на элеваторах, мельницах
и крупозаводах, и размеры отверстий в сигах сепараторов.
Таблица 17
Размер отверстий в ситах сепараторов
(в миллиметрах)
Очищаемая культура Приемное сити Сортировоч- ное сита Разгрузочное сито Подсобное сито
Пшеница (/=16 4=6, 7, 8 О 1 ю 11 1,75x20,
или d=2
Л—1ft d—6, 6, 8 rf— fi fi (/—1,5
Ячмень фуражный .... £ II 1 Ь о; rf=8, 8, 10 s», 1 1! о, ( 1 о < d=I,5—2
Ячмень крупяной .... (/=20 d=8—8—10 (/=3—6 2,2x20
Овёс фуражный (/=20 tf=7—8—10 d=5—6 d=i(5
Овес крупяной . > , . , (/=20 (/ = 7—8—10 (/=5—6 1,75x20
Кукуруза (/=20 rf=8—10—12 d=5—6 d =3—3,5
Подсолнух (/=16 t/=8—10—12 (7=5—6 d=3
Мощность моторов (см. табл. 17а) для вентиляторов к сепарато-
рам № б и 7 определяется в зависимости от сопротивления аспира-
ционной сети.
74
Техническая характеристика сепараторов
Таблица 17 а
Наименований Сепаратор № 2 Сепаратор № 3 Сепаратор As 4 Сепаратор As 5 Сепаратор М С Сепаратор 7
П роизвбдительность и кг]ч Для очистки пшеницы и ржи (на мелытицах и
элеваторах) . * . Размер ситовой площади и машине по отдели- 1500/4500 2700/8000 3600/14400 8000/32000 10000/40000 75000
ным рядам сит и л3 приёмного 0,254 0,374 0,465 1,228 1,372 3,00
сортировочного, 0,776 1,00 1.348* 3,684 4,62 7,704
разгрузочного — > «» —- 3,10 7,588
подсеиного 0,776 1,00 1,348 3,684 4,478 8,0
Общая ситовая площадь в лР . . 1,806 2,374 3,161 8,596 13,570 26,292
Общая ширина приёмной щели машины в мм Уклон сот к горизонту: 460 150 Л 000 530 850 1650 2240 2600
приёмного 127:1000 150:1000 150:1000 120:1000 80:1000
сортировочного • 200:1000 172:1000 200:1000 264: Ю(М) 200:1000 90:1000
разгрузочного . . . . . . . — — — — 200:1000 90:1000
подсевного 250:1000 202:1000 250:1000 307;1000 235:1000 65:1000
Амплитуда качания кузова в мм 5 5 5 5 5 Радиус эксцен- триситета—40
Количество потребного воздуха при очистке
пшеницы и ржи в м^/минл на мельнице 35 45 70 130 160 ——
на элеваторе ...... ... — — 130 160 300
Статическое сопротивление в мм вод. ст. , . 15 18 15—24 18—24 18 24 30
Потребная мощность с вентилятором в л. с, , 2,5 3,0 4,0 6 - м
Потребная мощность без вентилятора в л. с. , 0,7 1,0 1,2 1,2 3,0
Число об/мин. приводного шкива ..... 450 450 450 400 450 180
Размер приводного шкива в мм 250х100 250х100 250х 120 360x150 320х 100 250X84
Вес машины в кг Габаритные размеры в мм; 520 720 1120 2280 2000 3518
длина у Си) ширина 1785 1975 2315 3220 2732 3488
1265 1498 1850 3060 3180 4016
высота 1600 1800 2526 2640 2075 2965
1. Основные условия нормальной работы сепараторов
в эксплоатации
Для нормальной работы сепараторов в эксплоатацми необходимо
соблюдать следующие основные условия:
1) Зерно должно поступать в ситовой кузов машины равномерным
слоем по всей ширине сита. Это достигается регулированием положе-
ния клапанов и задвижек питающего механизма, доступ к которым
должен быть свободным.
Если при равномерной подаче зерна на сито замечается большое
стекание его в одну сторону, то это означает, что ситовой кузов пере-
кошен, В этом случае необходимо немедленно остановить сепаратор
и исправить этот дефект, подняв или опустив соответствующую сто-
рону кузова.
2) При наличии в машине питающего механизма со шнеками не-
обходимо, чтобы перья шнеков не имели заусениц, надрезов и других
пороков, которые при перемещении зерна могли бы дробить или на-
рушать цельность его поверхности. Кромки перьев должны быть за-
чищены и заовалены. Шнек, помещённый в приёмную коробку сепа-
ратора, должен легко поворачиваться в опорах от руки, а перья его
не должны задевать за стенки коробки питающего механизма. Питаю-
щий механизм следует периодически очищать от посторонних крупных
примесей, приостанавливая для этой цели поступление зерна на се-
паратор.
3) Необходимо следить за своевременной очисткой приёмного, сор-
тировочного и разгрузочного сит, так как при засорении их большим
количеством примесей уменьшается полезная площадь просеивания,
в результате чего зерно сходом попадает с сортировочного сита в от-
ходы. Во избежание просаривания сит, все ситовые рамки должны
плотно входить в пазы кузовов и плотно п рилегать друг к другу.
Сита должны быть прибиты к отдельным деревянным рамкам, рас-
положенным в одном ряду так, чтобы сита перекрывали стыки примы-
кающих друг к другу рамок.
4) Необходимо наблюдать за действием механизлта для очистки
подсевных сит. При наличии в машине щёточного механизма1? нужно
периодически прижимать щётки к ситу, поднимая для этой цели щёточ-
ную раму посредством винтов. Щётки должны быть набраны из рисо-
вого корня или морской травы. В собранном виде щёточная рама дол-
жна опираться и перекатываться одновременно всеми четырьмя роли
ками по направляющим.
5) Особое внимание должно быть обращено на герметичности
осадочных камер сепараторов и на плотность примыкания выпуск-
ных клапанов для осевших относов к стенкам осадочных камер.
6) Перед пуском зерна на машину необходимо проверить состоя-
ние клапанов в осадочных камерах. Рекомендуется при начале ра-
боты машины поставить их в среднее положение. После пропуска
машины под нагрузкой фиксируется положение клапанов, при кото-
ром достигается требуемая очистка зерна и отсутствие доброт-
ных зерен в относах.
76
рычаги, регулирующие состояние ветровых клапанов, всегда дол-
жны быть плотно зажаты, так как в противном случае при незначи-
тельной вибрации осадочных камер они опускаются под действием
своего веса,
7) Зерно с подсевного сита должно сходить в ветровую трубу равно-
мерным слоем, Для усТранения вредного подсоса воздуха в машину
необходимо следить, чтобы в месте перехода зерна из ситового кузова
в ветровую трубу свободные зазоры были сведены к минимуму,
8) Нужно следить за своевременным и непрерывным удалением
относов из осадочных камер,
9) До пуска сепаратора в эксплоатацию ситовой кузов должен
быть тщательно выбалаисирован, что достигается подбором веса
и месторасположения грузов на дисках приводных механизмов.
Проверку выбалансированности машины проводят следующим об-
разом. Неподвижный мелок при соприкосновении с ободом вращаю-
щегося противовеса должен оставить на нём след одинаковой толщины
по всей окружности. Неполная окружность указывает на неуравнове-
шенность машины.
10) Гайки нждаяжных втулках шариковых подшипников должны
быть завинчены до такой степени, чтобы внутреннее кольцо не по-
ворачивалось относительно втулки, а последняя — относительно
вала. Имеющиеся зазоры по окружности между валом и расточкой
в крышке корпусов для шарикоподшипников должны быть уплот-
нены. Для этой цели в кольцевых канавках крышек должны нахо-
диться войлочные прокладки, которые до установки следует смазы-
вать тёплым вазелином или маслом.
11) Если сепаратор требует для устранения дефектов длительной
остановки, то приводной ремень должен быть снят, чтобы избежать
износа подшипников или втулок холостого шкива.
12) Шариковые подшипники машины периодически смазывают
чистым техническим вазелином.
13) Все ременные передачи внутри машины должны быть надёжно
ограждены.
14) Толщина слоя зерна на подсевном сите на мельницах и кру-
позаводах не должна превышать 10—12 мм, а на элеваторах —
35—40 мм.
Производительность сепаратора определяется по площади под-
севного сита и его ширине. Нагрузка на 1 ,w2 подсевного сита допу-
скается при очистке зерна на мельницах и крупозаводах в 2—2,5 т[час,
а на элеваторах — в 6—8 т/час.
Нагрузка на 1 см ширины сита допускается на мельницах и крупо-
заводах на первом проходе 50 кг/час, на втором проходе — 60 кг!час,
а на элеваторах — 150—200 кг!час.
15) Скорость относительного движения щёточных механизмов ио
ситам допускается в пределах 0,2—0,3 м/сск.
16) При очистке зерна на элеваторах или зерновых складах сепа-
ратор должен при нормальной работе в течение однократного пропуска
понизить засорённость зерна на 2—3% по отношению к весу очищен-
ного зерна. При засорённости зерна свыше 4% допускается повторный
пропуск его через сепаратор.
77
17) При очистке зерна на сепараторах, на мельницах и крупозаво-
дах должен быть получен следующий технологический эффект:
а) крупные примеси (сход с приёмного и сортировочного сит) вы-
делены полностью;
б) мелкие примеси (приход с подсевного сита) выделены не менее
чем на 90% (к первоначальному содержанию);
в) лёгкие примеси (через осадочные камеры) выделены не менее
чем на 80% первоначального содержания.
Содержание зерна в сходах приёмного и сортировочного сит со-
вершенно не допускается. Содержание зерна в подсевных отходах
и относах осадочных камер не должно превышать 1 — 2% от неса
отходов или относов.
Стахановцы мельниц и крупозаводов перевыполняют приведён-
ные выше нормы по производительности и качеству очистки зерна.
При обслуживании сепараторов они обращают особое внимание на:
а) равномерное распределение зерна по ширине верхних сит и по
площади подсевного сита;
б) правильным подбор установленных сит в соответствии с харак-
теристикой зерна и сорных примесей;
в) установку и действие клапанов и осадочных камерах при
сохранении полной герметичности последних;
г) создание устойчивого воздушного режима в осадочных ка-
мерах, а также в месте поступления и выхода зерна из машины;
д) отсутствие годного зерна в отходах и относах и непрерывное
удаление последних из машины;
е) бесперебойную работу механизма для очистки подсевных
сит;
ж) выбалансирование ситовых кузовов;
з) наличие достаточной смазки в подшипниках;
и) состояние ременных передач и наличие на местах ограждений.
Кроме того, они принимают непосредственное участие в профи-
лактическом осмотре, ремонте машины и своевременной замене из-
ношенных деталей.
8. Краткое заключение
Современные типы сепараторов для очистки зерна от посторонних
примесей различаются главным образом конструкциями ситовых
кузовов, аспирационных устройств и приводных механизмов.
Более совершенными являются ситовые кузова с четырьмя рядами
сит вместо трёх. В этом случае'имеется возможность уменьшить тол-
щину слоя зерна на подсевном сите, что улучшает технологический,
эффект очистки зерна.
Из существующих типов сепараторов с различными аспирацион-
ными устройствами следует отдать предпочтение сепараторам с зам-
кнутым циклом воздуха.
При установке этих машин не требуется фильтров или дру-
гих пылеосаждающих устройств, что имеет положительное значение
в эксплоатации.
78
Наиболее совершенным приводным механизмом является самоба-
лансн^й, при котором можно получить полное уравновешивание ма-
шины,
Исследование процессов просеивания показывает, что на ситах
с круговым поступательным движением можно получить лучший тех-
нологический эффект, чем при поступательно-возвратном.
Ближайшей задачей является изготовление партии сепараторов
с круговым поступательным движением кузовов для производствен-
ного испытания этих машин на мельницах и крупозаводах в различ-
ных эксплоатационных условиях. Целесообразно произвести испы-
тание сепаратора с вибрационным движением сит для определения
технико-экономической эффективности этой машины на мельницах
и крупозаводах.
ГЛАВА К
МАШИНЫ ДЛЯ ВЫДЕЛЕНИЯ ПРИМЕСЕЙ, ОТЛИЧАЮЩИХСЯ
ПО ДЛИНЕ
1. Назначение и область применения машин
Для очистки зерна от примесей, отличающихся по длине, на эле-
ваторах, мельницах и крупозаводах, а также в сельском хозяйстве
применяются машины, называемые триерами.
На рис. 32 показана
схема действия цилиндри-
ческого триера. Машина
состоит в основном [из ци-
линдра 1, на внутренней
поверхности которого име-
ются ячейки 2, и шнека 3;
расположенного в жоло-
бе 4.
При вращении цилинд-
ра в ячейки укладываются
отдельные зёрна, которые
затем при подъёме на не-
которую высоту выпадают.
Зёрна мелких размеров ук-
ладываются в ячейки плот-
нее зёрен больших разме*
ров. Поэтол1у первые, по-
Рис. 32. Схема действия цилиндрического
триера
дымаясь при вращении ци-
линдра несколько выше, выпадают из яческ позже вторых. При
выпадении зёрна мелких размеров попадают в жолоб и удаляются
из машины шнеком.
Зёрна больших размеров скользят по внутренней поверх-
ности цилиндра, перемещаясь по длине его под давлением посту-
пающего зерна в машину или благодаря наклону цилиндра к гори-
зонту. Степень разделения зерновой смеси регулируется измене-
нием положения верхней грани 5 жолоба по отношению к про-
дольной оси цилиндра.
На рис. 33, А изображена триерная поверхность с ячейками опреде-
лённой формы и размеров для выделения куколя и сечки из зерновой
смеси, в которой преобладает пшеница или рожь. Ячейки выбирают ку-
80
коль и сечку, как более короткие частицы по сравнению с зёрнами основ-
ной культуры. Эти триеры называются куколеотборниками.
На этом же рисунке (см. рис. 33,Б) показана триерная поверх-
ность с ячейками больших размеров для выделения ячменя, овса и ов-
сюга из аналогичной зерновой смеси. В отличие от предыдущего ячей-
ки выбирают зёрна пшеницы или ржи из смеси, как более короткие
частицы в сравнении с ячменём, овсом и овсюгом. Такие триеры назы-
ваются овсюгоотбор-
инками или ячмене-
отборниками. Кроме ци-
линдрических триеров приме-
няются также дисковые и
лопастные триеры. Как
показано ниже на рис. 39. в
дисковых триерах ячеистая
поверхность выполнена на
чугунных кольцеобразных
дисках, вращающихся в зерне.
Дисковые триеры для вы-
деления коротких примесей
состоят из двух частей: основ-
ной и контрольной. В основ-
ной части машины располо-
жены диски с ячейками для
выделения коротких приме-
сей. В контрольной части ма-
шины помещены диски с
ячейками для контроля выде-
ленных примесей. Получен-
ные от отдельных дисков
основной части машины при-
меси могут быть направлены
в контрольное отделение для
выделения из них добротных
зерен. В лопастных триерах
рабочим органом являются
лопасти с ячеистыми поверх-
ностями, по которым скользит
зерно. В лопастных триерах,
/7
Рис. 33. Триерная поверхность:
Л— куколеотборника; Б— ячменеотборника
как указано ниже, короткие примеси выделяются посредством
цинковых лопастей с фрезерованными ячейками. Широкое распро-
странение получили триеры для выделения из зерновой смеси куколя,
как более короткой фракции, а также триеры для выделения ячменя,
овса и овсюга, как более длинной фракции, по сравнению с зерном
основной культуры.
На крупозаводах триеры применяются главным образом для
очистки ячменя и овса от куколя, вики и бобовых культур, а также
выделения из готовой крупы битых зёрен и сечки.
Триеры также употребляются для сортирования и разделения овса
и ячменя на отдельные фракции по длине зёрен, что необходимо для
81
технологического процесса переработки этих культур на предприя-
тиях крупяной и пивоваренной промышленности.
В последнее время триеры находят удачное применение на крупо-
заводах для разделения продуктов шелушения овса на две фрак-
ции, состоящие из обрушенных и необрушенных зёрен.
2. Классификация триеров
3. Цилиндрические триеры
Скорость вращения цилиндрических триеров
При вращении триерного цилиндра зерно под влиянием центро-
бежной силы будет подниматься с ним до определенной точки. Пре-
дельный угол подъёма зависит от веса зерна, коэфициента трения
зерна о триерную поверхность, окружной скорости вращения цилиндра
и от положения зёрен по отношению к триерной поверхности.
Рассмотрим положение зерна при нахождении его между ячей-
ками на гладкой поверхности вращающегося цилиндра (рис. 34),
Нормальная сила Nlt прижимающая зерно к поверхности цилин-
дра, определится как сумма двух сил, из которых одна N является
82
составляющей от веса P=mg, а другая представляет собой центро-
бежную силу C=mw2r, которая возникает при в ращении,\цил индра.
Таким образом,
= N +С = Р cos а + т co2r = njg cos ct 4- т ^2r,
где а — угол подъёма зерна.
Сила трения, задерживающая возможность скольжения .зерна
вниз, будет равна:
7\ = / (mg cos а + т ы2г),
где / — коэфициент трения зерна о триерную поверхность.
Скатывание зерна вниз будет происходить' ;под действием сла-
гающей от веса зерна:
Т = mg sin.a.
Скатывание зерна начнется при повороте цилиндра на соответ-
ствующий угол а по отношению к его вертикальной оси.
Для этого случая можно написать:
mg sin а = / (mg cos а + m ы2г).
Сократив обе части на т, получим:
g sin « ™ /(g cos а 4- ыгг).
Переносим /g cos а из правой части в левую и, разделив обе
части на g, получим:
Заменив /
Подставив
Приводим
, , со2Г
Sin а — / cos а = f----.
g
на tg<p, где ? — угол трения, получим
sin « — tg <р COS а = tg9 ——.
о
. sin ф
вместо tg « =-----—, получим:
° ‘ [COSC J
Sine sine со2 г
sin а--------- COS а=------ • ---.
cos о cos 9 g
слагаемые левой части к одному знаменателю:
Sin a cos 9 — sin 9 cos а sin 9 <л2т
COS 9 g '
cos 9
Заменив числитель’* левой части^на равное ему sin(a—9) и
умножив обе части на cos 9, получим;
. . ч <1>гГ
sm 'а — ср) = sm о--------
откуда можно написать, что
а- = 9 + arc sin
п
-----sin 9
Таким образом, все зёрна, не попавшие в ячейки и располага-
ющиеся на цилиндрической поверхности в один слой, будут йбд-
43
ниматься вверх на угол а, значение которого можно определить по
последней формуле.
Соответствующее число оборотов цилиндра можно определить
следующим образом.
Как указано выше,
sin (я—га)
р — sin 9
Разделив обе части на —, получим:
Рис. 34. Равновесие зерна, находя-
щегося на гладкой поверхности
триера при его вращении
Рис. 35. Положение зерна в наи-
более высокой точке внутри
цилиндра
Заменив адна^-и произведя возможные [преобразования, получи*»:
п п
на 10-'
Заменив <в
_ _ 301 / gsinfa—?) _ -j / sin (а — га)
w Г Sin га У Г sin?
Чтобы обеспечить отделение зёрен от поверхности триера в наи»
высшем положении их, очевидно, необходимо, чтобы нормальная
сила, прижимающая их к поверхности, была меньше силы тяже^
сти их (рис. 35), т. е.
m <u®r с mg.
Сократив обе части на т, имеем: <оаг << g,
получим:
кЕп® g
“ЗО2-<" г *
Сократив обе части на я2 = 00 g, можно записать:
лЕ . 1
30® < г ’
j
84
в результате:
30
п <1—.
у г
Таким образом, предельное число оборотов триера: ппрЕа = ур=-
У современных тихоходных триеров:
6 9
пт “ (0,2 4- 0,3). ппрей = —4---,
Г г ]/?
что соответствует
= 0,3 ~ 0,5 м/сек.
У быстроходных цилиндрических триеров:
пБ = (0,7 4- 1,0)- лпреа = 4- ~ .
yr yr
что соответствует
Гв = 1,1 4 1,6 м/сек.
Теория работы цилиндрических триеров была впервые разработана
русским ученым С. В. Полетаевым,
Устройство цилиндрических триеров
На рис, 36 показана конструкция тихоходного триера. Машина
состоит из следующих основных частей:
1) неподвижного приемного лотка 1, прикрепленного со стороны
поступления зерна в машину к станине посредством болтов, проходя-
щих через отверстия 2. В отверстии 3 проходит вал для группового
привода триеров через конические шестерни;
2) подшипника 4, который прикрепляется неподвижно к станине
с противоположного конца, т, е. со стороны выхода зерна из машины;
3) триерного цилиндра 5, состоящего из четырёх отдельных ча-
стей, соединённых между собой стальными обручами б на двух рядах
заклёпок; средний стальной обруч 7 соединяет обе половины посред-
ством четырёх рядов заклёпок;
4) передней розетки 8, соединённой с триерным цилиндром посред-
ством болтов; розетка со своей ступицей Р вращается на втулке 10,
примыкающей к торцовой поверхности 77 неподвижного приёмного
лотка;
5) задней розетки 72, также соединенной с триерным цилиндром
посредством болтов. Своей ступицей 13 задняя розетка вращается во-
круг втулки 14, закрепленной неподвижно на валу;
6) вала 15, который одним концом укреплен в отверстии втулки
приемного лотка, а другим концом опирается на подшипник;
7) шнека 76, копии которого вращаются в отверстиях 77 двух чу-
гунных боковин 18. Последние закреплены неподвижно на валу по-
средством СТОПОРНЫХ боЛТОВ;
8) жолоба 79 из листовой стали, соединённого с чугунными бо-
ковинами посредством болтов;
83
Разрез по &&
вид по стролко
Ж
U-------—---------- -----------
Рис. 36/ Конструкция тихоходного триера:
ступица Ладней розетки; 14 — втулка задней розетки; 75 - вил, Тб “«'J*, " 25 ^сектор- 25 - скребки; 27 — ось скребков
2Q — большая шестерня; 2/ — малая шестерня;. 23 — ры,чдг;в . J — зажимион иолтл, «« гайка, *<> с J > н
9) двух шестерен М = 5, z = 15 и Zj=45. из которых большая 20
сидит на втулке задней розетки, а меныпая 21 надета на вал шнека;
при вращении цилиндра, а следовательно, и задней розетки, послед-
няя передаёт движение посредством этих шестерен шнеку;
10) рычага 22, закреплённого неподвижно посредством глухой
шпонки на главном валу; при помощи этого рычага можно фикси-
ровать определённое положение вала и соединённого с ним жолоба.
Фиксирование производится посредством болта 23 и гайки 24, Болт 23
может перемещаться в прорези сектора 25, что даёт возможность по-
ворачивать вал 15 с желобом 79;
11) скребков прямоугольной формы 26 из стальной проволоки,
надетых на ось 27, как на шарнир; при вращении цилиндра скребки
соприкасаются с его внутренней поверхностью, что помогает выпаде-
нию из ячеек длинных частиц.
При работе триера как куколеотборника из зерновой смеси выде-
ляется куколь, составляющий незначительную часть её, обычно не
бблее 5%. При работе триера как ячменеотборника или овсюгоотбор-
ника из смеси выделяют пшеницу и рожь, которые являются основной
частью её и составляют обычно 95% смеси. Понятно, что при одинако-
вых размерах производительность триера как куколеотборника будет
значительно больше, чем ячменеотборника.
Материалом для цилиндров тихоходных триеров служит цинк.
Недостатком его является слабая износоустойчивость в работе, что
приводит к быстрому искажению формы ячеек. Поэтому тихоходные
триеры в настоящее время почти не изготовляются и вытесняются бы-
строходными.
На рис. 37 приведена конструкция быстроходного триера. Эта
машина дает более, высокую призводительность, чем тихоходные
триеры. Увеличение производительности достигается главным обра-
зом за счет увеличения окружной скорости цилиндра до предельной.
Ввиду более высокой окружной скорости цилиндров оказалось необ-
ходимым поднять в этих машинах жолоб значительно выше, чем в ти-
хоходных триерах.
Рабочей частью машины является стальной цилиндр 7, составлен-
ный из отдельных частей, скреплённых между собой стальными обру-
чами. К концам цилиндра прикреплены на болтиках передняя 2 и зад-
няя 3 розетки. Жолоб 4 сидит свободно на валу 5. На этом же валу
Сидит на шпонке передняя розетка. Таким образом, шнек вместе
с рабочим цилиндром вращается вокруг одной оси. Жолоб опирается
на вал шнека одним своим концом через шарикоподшипник 6, а дру-
гим концом — через втулку 7. Посредством червяка 8, сочленённого
с червячным сектором 9, можно изменять положениежолоба по отно-
шению к внутренней поверхности цилиндра. Определенное положение
жолоба фиксируется зажимным механизмом.
Продукт поступает в машину по направлению стрелки 70. Круп-
ная фракция выделяется из машины по направлению стрелки 77, ко-
роткая фракция—по стрелке 12. Аспирация производится по направ-
лению стрелки 13.
На рис. 38 показан продольный и поперечный разрезы быстроход-
ного триера с ворошилкой. Основным отличием этой машины является
87
Рис. 37. Конструкция быстроходного триера
вероят-
зЁрен с
наличие внутри цилиндра воро-
шилки, состоящей из валика 1
с винтообразными лопастями 2.
В обыкновенном цилиндри-
ческом триере слои зерна, при-
ходящие в соприкосновение с
рабочей поверхностью при вра-
щении цилиндра, образуются
благодаря постепенному пере-
мещению и перекатыванию дру-
гих слоёв поднимаемых зёрен.
Этот процесс происходит доволь-
но медленно, ввиду чего воз-
можны случаи, когда отдельные
зёрна выйдут из машины, не
соприкасаясь <с рабочей поверх-
ностью.
При наличии ворошилки с
лопастями зерно перемеши-
вается в связи с чем
ность соприкосновения
рабочей поверхностью значи-
тельно увеличивается.
Опытные испытания этих ма-
шин показали, что лучшие ре-
зультаты очистки зерна получа-
ются при установке оси воро-
шилки под углом 48° к верти-
кали, , при окружной скорости
цилиндра в 0,9 м(сек и при
окружной скорости ворошилки
0,65 mJ сек.
В табл. 18 (см. стр. 90) да-
на техническая характеристика
цилиндрических триеров.
При установке тихоходных
триеров на крупозаводах допу-
скаются следующие удельные
нагрузки для марок ЗТТР и
ЗТТЗ:
а) для очистки ячменя от ку-
коля, семян бобовых культур и
ники—-750—850 кг]час при диа-
метре, ячеек 6—6,5 мм;
о) для очистки овса от ку-
коля, семян бобовых культур
н вики — 650 — 700 кг[час при
диаметре ячеек 6—6,5 мм;
в) для выделения из обрушенного овса необрушенных зёрен —
300—500 кг]час при диаметре ячеек 9—11 льм;]
* 43
&
Рис, 38. Конструкция быстроходного триера с ворошилкой
“9
Таблица 18
Техническая характеристика цилиндрических триеров
Показатели Единица измерения Тихоходные Быстро- ходные без воро- шилки Быстро- ходные с ворошил- кой
марин
ЗТТР зттз
Производительность куколе- отборника . . .... яе/час 1000 1000 3000 4000
Производительность овсюго- отборника 700 700 2100 2800
Диаметр цилиндра мм 600 600 600 600
Длина . >г 2240 2240 2С00 2000
Число оборотов об/мин. 13 13 45 30
Вид привода — Рсмён- Ремённой через коническую
Диаметр ячеек в триерах всех типов; для куколеотбориика . . . мм НС й шестеренную передачу 4Ф5 4.75 5
для овеюгоотборника . . . 8,5 — 9,0 — 10,0 - - 10,5—
для контроля куколя . » 2.5 — 3,0 —3,5 11,5 - 4,5
Наклон цилиндра к горизонту % 10 10 1 1
Расход воздуха . . м3]мин 4 4 8 8
Сопротивление мм вод. ст. 6 6 6 6
Потребная мощность .... л. с. 0,4 0,4 0,75 1.5
Вес машины ........ кг 284 300 350 350
г) для отбора сечки от ядра на рисозаводах — 700—750 кг/час.
при диаметре ячеек 3,5—5 мм.
Рис. 36. Схема действия дискового триера Рис.4о. Поперечный разрм!
А— диска с ячейками для r.ltt
ления из смеси куколя; В—да* "
. ска с ячейками для выделения
иг смеси пшеницы
Для очистки гречихи от овса, овсюга, семян бобовых культуп
и ржи применяются триеры с ячейками 6—7—8 мм.
90
4. Дисковые триеры
Принцип действия дискового триера
Основными рабочими органами этих машин являются отдельные
чугунные кольцеобразные диски 7 (рис. 39), на поверхности кото-
рых имеются отлитые ячейки карманообразной формы 2, При враще-
нии дисков против часовой стрелки в кожухе, заполненном зерном,
эти ячейки заполняются короткими примесями. Форма и размер
ячеек в дисках должны соответствовать форме и размеру выделяемых
примесей. При выпадении из ячеек короткие примеси попадают не
61
в массу зерна, а в жолобки 3, посредством которых они выделяются
из машины.
На рис. 40, А показан поперечный разрез одного чугунного диска,
предназначенного для выделения куколя из зерновой смеси, а на
Рис. 416. Конструкция дискового триера
рис. 40,В— разрез другого чугунного диска для выделения пшеницы
из смеси пшеницы с ячменем.
Устройство дисковых триеров
На рис. 41 а и б показана конструкция однороторного дискового
триера для выделения куколя из пшеницы. Машина состоит из двух
боковин 7, кожуха 2 и вала 3 с набором ячеистых дисков 4 и шнека 5.
Машина получает вращение через шкив б. Посредством зубчатых звез-
дочек 7 и 8 и цепи 9 движение передается от шнека на вал.
Зерновая смесь поступает внутрь куколеотборника через питаю-
щую коробку 70. Количество подаваемого зерна регулируется по-
средством задвижек’77. Зерно перемещается вдоль куколеотборника
лопастями, прикрепленными к спицам каждого диска, и выводится
наружу через выпускное отверстие 72. Над шнеком расположены по-
воротные клапаны 13 по числу дисков.
Куколь и другие короткие примеси подхватываются ячейками дис-
ков и выбрасываются в шнек 5 или в канал 14 (в зависимости от
положения поворотных клапанов 13). Шнек 5 перемещает короткие
примеси в контрольное отделение машины, как это показано стрел-
ками на рис. 416. В контрольном отделении машины расположены
диски с яче' ками меньших размеров для контроля отходов. Короткие
примеси йз контрольного отделения выбрасываются дисками в канал
' 14 и периодически удаляются посредством открытия задвижки 77.
Добротные зерна из контрольного отделения перемещаются в ос-
новное через отверстие 15 в разделительной перегородке 76. В
кУколеотборнике зерно подвергается энергичному перетиранию, вслед-
ствие чего от него отделяется большое количество пыли. Камни, песок
и пыль осаждаются на дно машины и периодически удаляются по-
средством открытия задвижки 77.
Машины для очистки смеси от овсюга (овсюгоотборники) изготов-
ляются без контрольного отделения. В этом случае для контроля
отходов применяются обычно цилиндрические триеры.
92
На рис. 42 а и б указаны профили и размеры ячеек различных ма-
рок в триерных дисках, применяемых на мельницах и крупозаводах.
Cf^Hue не fi-B
Течение ns №
/7л an ।
&
Рис. 42a. Формы ячеек в,
дисковых триерах
На рисунке указаны все размеры
для построения и проверки про-
филя ячеек, имеющего большое
значение в эксплоатации для эф-
фективности работы этих машин.
На рис. 43 показаны различ-
ные схемы расположения дисков
в зависимости от назначения и-тех-
нологического процесса машины.
Для очистки пшеницы от куколя
на .мельницах рекомендуется Диски
устанавливать по схеме А. Для
выделения куколя и? ячменя при
переработке его на крупозаводах
рекомендуется устанавливать ди-
ски по схеме Б. Для очистки пше-
ницы от овсюга рекомендуется
схема В.
Техническая характеристика
однороторных дисковых триеров
приведена в табл. 19. Б этой же
таблице приведена техническая
характеристика четырёхроторных
триеров, где имеется четыре ряда
дисков на горизонтальных валах,
93
Таблица 19
Техническая характеристика дисковых триеров
Показатели Единицы измерения Одноро- торный Четырех- роторный
Производительность куколеотборника .... т!час 5 1 20
Производительность овсюгоотборника .... Диаметр дисков » мм 4,5 J 630 630
Число дисков шт. 27 104
Число оборотов дисков об/мин. 50 50
Число оборотов приводного шкива куколеот- борника э> 175 650
То же овсюгоотборника Диаметр приводного шкива >> ММ 217 500 630
Ширина >> & 100 175
Габариты в собранном dpi де: длина 2190 2850
ширина . 990 2050
высота о п 1030 2620
Расход воздуха ЛР/MUH 10 20
Сопротивление мм вод. 2 6
Потребная мощность ст. л. с. 2,5 10
Вес машины кг 800 3800
Рис. 426. Формы ячеек в дисковых триерах
Общий вид спаренного триера для очистки зерновой смеси от ку-
коля приведён на рис. 44. Спаренные триеры изготовляются в виде
94
двух куколеотборников или двух овсюг о отборников. Они могут быть
собраны из одного куколеотборника и овсюгоотборника в любом соче-
тании.
Zaf/j-A'4.5 №шя ~ V3 10 шл?-¥45
Рис. 43.. Набор дисков для очистки:
а — пшеницы от куколя; б — пшеницы от овсюга; в — ячменя от куколя
5. Лопастные триеры системы И. И. Нестерова
Эти триеры являются изобретением русского крупчатника И. И..Не-
стерова и применяются для выделения куколя из зерна. Как видно
па рис. 45 и 46, основными рабочими органами машины являются
два медленно вращающихся лопастных барабана 7, помещенных в
двух отдельных частях машины. Обе части заключены в общий дере-
вянный станок.
Каждый барабан снабжён двумя чугунными розетками 2, деревян:
пой обшивкой и торцовыми дисками 3, меаду которыми укреплены вог-
нутые цинковые лопасти 4 с карманообразными ячейками на рабочей
поверхности. Торцовые розетки связаны между собой болтами 5.
95
427 —: — 4j'J
Рис. 44. Общий вид спаренных триеров
Барабан из ячеистых лопастей закреплен на пустотелом валу 6, вра-
щающемся в подшипниках. Весь лопастной барабан с подшипниками
и всеми деталями подвешен при помощи четырёх плоских пружин 7
к поперечным брусьям станка машины.
Кроме медленного вращения вокруг горизонтальной оси, барабан
получает поступательно-возвратное движение от эксцентрикового
привода, смонтированного на чугунной траверсе 8, прикрепленной
к средним стойкам станка. Такое комбинированное движение бара-
вана необходимо для улучшения условий попадания коротких,
примесей в ячейки и является характерной особенностью машины.
97
Вал эксцентрикового привода вращается в шариковых подшип-
никах 9, корпуса которых имеют отъёмные торцовые крышки. Шари-
ковые кольца этих подшипников закрепляются на шейках вала при
помощи конусных втулок с затяжными гайками. На эксцентриково)
валу помещены две эксцентриковые головки, из которых одна 10 при
водит в движение левый барабан, а другая 11 — правый. Шариковые
подшипники соединяются с подвесными подшипниками барабанов
98
при помощи тяг 12. Тяги проходят сквозь пустотелые валы 6 барабанов
и присоединяются к наружным концам этих валов.
Над каждым барабаном укреплена приёмная коробка с питающим
механизмом. Последний состоит из шарнирного клапана 13, с противо-
весом на рычаге 14 и| питающего валика. Посредством питающего
механизма зерно равномерным по ширине слоем подаётся в промежутки
между ячеистыми лопастями барабана. Аспирация машины произ-
водится через носок 15.
По мере вращения барабана куколь попадает в ячейки и задержи-
вается в них. Очищенное зерно скатывается с ячеистых лопастей и
падает в сборник 16, расположенный под барабаном. При дальнейшем
вращении барабана куколь выпадает из ячеек в другой сборник 17.
Поворотный клапан 18 над промежуточной стенкой устанавливается
в таком положении, чтобы обеспечить направление зерна и куколя
в соответствующие для них сборники.
Техническая характеристика триера И ,1И. Н естерова дана в табл. 20.
Таблица 20
Техническая характеристика триера И. И. Нестерова
Показатели Единицы измерения Значение
Производительность при очистке пшеницы от куколя кг/час 4200
Число лопастей ШТ, 56
Диаметр барабана JM/f 900
Длина о » 790
Диаметр ячеек для куколеотборника 1 » 4,5
Число оборотов приводного вала об/мин. 225
Амплитуда колебаний барабана 5
Число колебаний барабана MWI1. 335
Число оборотов лопастного барабана » 2
Потребная мощность л. с. 2
Габаритные размеры:
длина , - мм 2880
ширина » 1195
высота ...... 1965
Размеры приводного шкива:
диаметр . . . м м 320
ширина » 70
Расход воздуха 15
Сопротивление ЛГИ вод. ст. 2
Вес машины кг 1540
Триер системы И. И. Нестерова применяется также на крупоза-
водах для очистки ячменя и овса от куколя, семян бобовых культур
и вики.
Эта машина получила большое распространение на мельницах и
крупозаводах СССР. Значительное количество необходимого цинка
» машине, из которого выполнены лопасти, является недостатком
машины и ограничивает её применение. В настоящее время она вы-
тесняется однороторными дисковыми триерами, изготовляемыми
i.iиодом им. Воровского.
99
6. Основные условия нормальной работы триеров в
эксплуатации
1. Бо избежание забиваемости ячеек цилиндрических триеров сеч-
кой и мелкими частицами зерна необходимо обеспечить, чтобы поверх-
ность ячеек была совершенно гладкой, без шероховатостей и замет-
ных царапин.
Для сохранения целостности зерна заклёпки, соединяющие от-
дельные части цилиндрических триеров, должны быть сделаны впотай
во внутренней поверхности цилиндров.
Спицы розеток и все чугунные детали, находящиеся внутри ци-
линдрических триеров и соприкасающиеся с зерном, должны иметь
гладкую поверхность и обтекаемую форму.
2. При установке цилиндрических триеров в предприятии необхо-
димо предусмотреть возможность легкого доступа и наблюдения за
состоянием подшипников, находящихся внутри машины.
3. Для увеличения износоустойчивости срока службы, твердость
рабочей поверхности дисков в дисковых триерах должна быть не менее
220 по Бринеллю.
4. Чтобы избежать образования сечки зерна при перемещении его
через машину, диски по всей окружности должны иметь совершенно
гладкую поверхность без всяких заусениц и острых рисок; острые
кромки должны быть заовалены. Биение по окружности и боковой
поверхности дисков не должно превышать 1,5 мм.
5. Внутренняя поверхность ячеек в дисках должна быть чистой,
без остатков земли, нагара, бугорков и других поверхностных де-
фектов, Вся рабочая поверхность дисков, покрытая двукратно лаком,
должна быть ровной, гладкой, без подтеков, наплывов и заметных при-
знаков растрескивания. В противном случае ячейки быстро забивают-
ся сечкой или мелким зерном, что совершенно недопустимо.
6. Уровень зерна в дисковых триерах во время работы должен быть
не ниже 100—120 мм от задвижки питающей коробки.
При повышенном уровне зерна в куколеотборнике диски захваты-
вают вместе с отходами и целые зёрна, а при пониженном уровне они
плохо выбирают из зерна куколь и другие мелкие примеси.
7. При наличии в коротких примесях (куколе), полученных
после отдельных дисков основного отделения машины, добротных
зерен необходимо направить их в контрольное отделение машины.
Для этой цели примеси надо не удалять наружу из основного от-
деления машины, а направлять в шнек для перемещения в кон-
трольное отделение машины, где выделяются добротные зерна. Это
достигается соответствующей установкой клапанов, расположенных
над шнеком.
8. Периодически через каждые 3—4 дня необходимо освобождать
дисковый триер от осевших в нижней части машины минеральных
примесей.
9. Для увеличения срока службы рабочих органов триеров всех
систем рекомендуется направлять в них для переработки зерно,
после предварительной очистки его от посторонних примесей на се-
параторах и других машинах.
10В
10. Регулирование призводительности и эффективности по качест-
венным показателям очистки зерна триеров производится: а) в ци-
линдрических триерах — путём изменения положения верхней грани
жолобапо отношению к продольной оси цилиндра, б) в дисковых трие-
рах—изменением наклона желобков между дисками или лопастей,
прикреплённых к спицам дисков.
1 1. Основным условием оптимальной эффективности работы триеров
в эксплоатации является при цилиндрических триерах правильный
подбор размеров ячеек, а при дисковых триерах — формы и размеров
ячеек, а также схемы последовательного размещения дисков навалу.
12. При испытании триеров на полную производительность дол-
жен быть получен следующий технологический эффект:
а) выделение из зерновой смеси не менее 75% имеющихся в ней
ячменя, овсюга, овса и других длинных примесей;
б) выделение полностью куколя из смеси; в очищенном зерне со-
держание куколя не должно превысить 0,1%;
в) в отходах не должно оставаться более 5% здорового зерна по от-
ношению к весу отходов.
7. Краткое заключение
Триеры на мельницах и крупозаводах применяются главным
образом для очистки зерна от посторонних примесей, а также для
выделения необрушенных зёрен из продуктов шелушения при пере-
работке крупяных культур.
Из существующих типов машин лучшими следует признать дис-
ковые триеры.
Для получения оптимального технологического эффекта в отно-
шении производительности и-качества очистки необходимо обеспе-
чить: а) высокую твёрдость рабочей поверхности- дисков; б) чистоту
поверхности ячеек; в) гладкость и обтекаемость формы всех деталей,
соприкасающихся с зерном; г) равномерное поступление продукта
в машину; д) периодическое удаление осевших минеральных частиц из
машины.
ГЛАВА VI
МАШИНЫ ДЛЯ ВЫДЕЛЕНИЯ ПРИМЕСЕЙ, ОТЛИЧАЮЩИХСЯ
ПО УДЕЛЬНОМУ ВЕСУ
1. Назначение и область применения машин
Большое количество трудноотделимых сорных примесей, а также
повреждённых и щуплых зёрен, имеет иной удельный вес, чем зёрна
основной культуры. Поэтому удельный вес является признаком, по
которому можно отделить сорные примеси от зерна.
Машины для сортирования смеси по удельному весу применяются
для очистки зерна от камней, а также от головни и спорыньи. Кроме
того, они могут быть применены для выделения из гороха больных
зёрен и для обработки других культур.
2, Классификаций машин
По принципу действия они разделяются на три типа:
3. Гидравлические машины и аппараты для разделения
смеси по удельному весу
Аппараты с восходящей струёй воды
Тяжёлые частицы, попадающие под действие восходящей струиво-
ды, падают вниз в том случае, когда скорость струи воды меньше ско-
рости падения частицы. Скорость, с которой тяжёлые частицы опу-
скаются в воде, зависит от их размеров и удельного веса. Поэтому
при определённом соотношении удельного веса, размеров зерен ос-
новной культуры и минеральных примесей можно разделить смесь
в воде на фракции по удельному весу.
На рис. 47 приведена схема ^гидравлического аппарата с восхо-
дящем струёй воды, который пригоден для выделения камней
или других минеральных примесей из зерновой смеси. Вода, по-
102
ступающая в машину через кран 1, направляется внутрь сосуда 2 и,
проходя через направляющие наклонные перегородки 3, встречает на
своём пути зерновую смесь.
Перегородки расположены в двух рядах с наклоном в проти-
воположные направления, благодаря чему происходит равномерное и
спокойное поступление воды.
Скорость движения воды в верхней части сосуда достаточна для
уноса с собой зерна. Что касается камней и песка, то они падают и
собираются в нижней части ма-
шины 4 над краном.
Для выпуска воздуха, посту-
пающего вместе с водой, предусмо-
трена обводная трубка 5, посред-
ством которой устраняется воз-
можность образования пены, ме-
шающей нормальной работе маши-
ны. Количество поступающей в
машину воды может быть увели-
чено через добавочный кран 6,
которым иногда пользуются при
увеличении количества поступаю-
щего зерна в машину. Все дета-
ли, соприкасающиеся с водой,
должны быть изготовлены из ла-
туни или другого антикоррозий-
ного материала, за исключением
нижней части конуса, которая мо-
жет быть выполнена из чугуна.
Основным условием нормаль-
ной работы гидравлических аппа-
ратов с восходящей струёй воды
является сохранение непрерывно-
сти и постоянства скорости струи
ВОДЫ. Рис. 47. Устройство гидравлической
Положительной особенностью машины с восходящей струёй воды
этих аппаратов является отсутст-
вие деталей и узлов, нуждающихся в механическом приводе. Расход
воды составляет 2—3 л на 1 кг очищаемого зерна.
Гидравлические машины с вращающимся барабаном
На рис. 48 представлена схема гидравлической машины, применяе-
мой для отбора камней из зерновой смеси.
Основными частями машины являются:
а) Приёмный механизм 1 с питающими валиками для равномерной
подачи зерна в машину. Для регулирования скорости падения зерна
имеется возможность перемещать питающие валики в вертикальном
направлении.
б) Бак 2 с водой, внутри которого вращается вал 3 с рифленым
барабаном 4. Вода подводится через отверстие 5. В нижней части бака
юз
Рис. 48. Схема камнеотборной машины с вра-
щающимся рифлёным барабаном
установлен на шарнире б клапан 7, который может открываться под
давлением веса определенного количества осевших минеральных ча-
стиц, Закрывание клапана производится грузом 8.
в) Сосуд 9 меньшего размера, примыкающий к баку. Е верхней
части общей стенки бака и сосуда имеется задвижка 10, посредством
которой можно регулировать уровень-воды в сосуде.
Зерно, поступающее в машину, уносится течением воды. Камни
и минеральные частицы, как более тяжёлые, оседают на поверхности
рифлёного барабана; который вращается в обратную сторону против
течения воды и сбрасывает их в нижнюю воронку 11. Основная масса
зерна оседает в воронке
12, где уменьшается ско-
рость течения воды, так
как поперечное сечение ба-
ка в этом месте значитель-
но больше, чем над бара-
баном в месте поступле-
ния зерна в бак.
В воронке 13 оседают
более лёгкие зерна, кото-
рые собираются вместе с
основной массой зерна в
лотке 14. Вода с лёгкими
примесями выпускается че-
рез трубу 15.
Для нормальной рабо-
ты машины необходимо,
чтобы вода, удаляемая из
нее, направлялась в кана-
лизацию через промежу-
точный сосуд, высотой не
менее 2 м.
При отсутствии промежуточного сосуда движение воды при выте-
кании из машины будет вихреобразным, что может нарушить спокой-
ное состояние верхнего уровня воды в машине. Последнее обстоятель-
ство имеет 'решающее значение для эффективности действия ма-
шины.
4. Пневматические машины для разделения смеси по
удельному весу
Принцип действия пневматических машин
Зерновые смеси, как и другие сыпучие тела, отличаются от жидко-
стей характером и величиной трения между отдельными частицами.
Тяжёлый предмет, помещённый на поверхности сыпучей массы,
находящейся в покое, не тонет в ней. Таким же образом оста-
нется лежать на дне сосуда, наполненного сыпучей массой, предмет
меньшего удельного веса, если сосуд будет находиться в состоянии
покоя.
104
Опыты показывают, что если привести сыпучую смесь в колебание,
то трение между частицами как бы нарушается и происходит взаимное
перемещение их. При этом в смеси частиц одинакового удельного веса
более мелкие начинают опускаться вниз, а в смеси частиц одинакового
размера опускаются вниз более тяжёлые и всплывают кверху балее
лёгкие.
Такое явление наблюдается, например, при поступательно-воз-
вратном или круговом движении сит, где мелкие тяжелые частицы,
находящиеся в верхних слоях, проходят через толщину потока зер-
на вниз к отверстиям сита.
Частично этот же принцип положен в основу конструкции воздуш-
ных отсадочных машин, а также концентрационных и пневматических
столов, применённых впервые для механического обогащения угля и
рудных ископаемых.
Устройство пневматических машин
Па рис. 49 представлен продольный разрез пневматической
машины для очистки зерна от примесей или для сортирования
зерновой смеси по удельному весу.
Основными рабочими органами машины являются: вентилятор 1,
деревянная рама 2, на которую натянуто сито из листовой стали
с отверстиями диаметром 0,5 — 0,6 лгль Вместо металлического
сита применяется иногда плотная ткань.
Рама устанавливается с наклоном в поперечном и продольном
направлении. В машине предусмотрен механизм для регулирова-
ния наклона в широких пределах в зависимости от особенностей
сортируемого продукта.
Над рамой вдоль машины укреплены планки, образующие со-
бой выступающие пороги в виде рифов. Планки расположены па-
раллельно друг другу с расстоянием между ними в 30 мм. В ле-
вой части машины в месте поступления зерна планки имеют наи-
большую высоту, постепенно уменьшаясь к концу их. Высота пла-
нок подбирается в зависимости от размеров и других физико-
механических свойств сортируемого зерна. Так например, для сор-
тирования пшеницы или ржи наибольшая высота планок состав-
ляет 15 мм, а для сортирования гороха и других бобовых куль-
тур—18 мм.
Под рамой находится воздушная камера 3, куда подаётся воз-
дух вентилятором 7 через воздуховод 4. Над воздушной камерой рас-
положен металлический лист 5 с прорезями. Нагнетательная труба
вентилятора перекрыта жалюзийными лопатками 6, при помощи ко-
торых регулируется направление и равномерность распределения
поступающего воздуха в воздушную камеру. Над рамой 2 в попе-
речном направлении машины расположены две трубы 7 с узкой
щелью по всей их длине. Эти грубы соединены с воздушной ка-
мерой, откуда в них поступает воздух. Количество поступающего
воздуха регулируется специальными задержками. Воздух из ще-
лей поступает под некоторым наклоном к раме 2 и задерживает
чйгкис частицы, всплывающие наверх.
105
Воздушная камера с рамой 2 получает поступательно-возврат-
ное движение от приводного кривошипного механизма. Число ко-
лебаний рамы составляет 300—450 в мин.
Для подачи продукта в машину предусмотрен бункер S с зад-
вижкой, посредством которой можно регулировать производитель-
ность машины.
Вентилятор 9 и циклон 10 служат для обеспыливания машины
в месте поступления зерна на раму 2. В машине предусмотрен
106
фильтр 11 для очистки воздуха, поступающего в вентиля-
тор 7.
Технологический процесс действия машины следующий: из бун-
кера продукт поступает на раму в левом заднем углу её. Бла-
годаря поступательно-возвратным колебаниям и наклону продукт
перемещается вдоль и поперёк рамы 2. Воздушный поток из вен-
тилятора 7 выделяет более лёгкие частицы во взвешенное состоя-
ние. В результате более тяжёлые частицы, очутившись в нижних
слоях продукта, перемещаются вдоль машины между планками
слева направо. Более лёгкие частицы, находящиеся над планками,
перемещаются поперёк машины с задней в переднюю её часть, отку-
да выделяются наружу.
Поток воздуха, подаваемый трубами 7, не даёт возможности
лёгким частицам перемещаться с левой части в правую часть ма-
шины и, таким образом, является добавочным средством для раз-
деления смеси. Тяжёлые частицы попадают в жолоб 12, откуда
удаляются из машины через трубы 13.
Для регулирования количества подаваемого воздуха в нагне-
тательной трубе вентилятора предусмотрены клапаны, положение
которых устанавливается рукояткой 14.
Наклон рамы 2 можно изменять при помощи маховика 15.
Размер отверстия для входа воздуха в вентилятор 7 регули-
руется при помощи рычага 16. Приводной механизм 77 получает
движение от специального электромотора посредством ременной
передачи с натяжным роликом.
Достоинством этих • машин является высокое качество очистки.
Недостаток заключается в сравнительно малой производительно-
сти, а также в том, что запылённый воздух выделяется непосред-
ственно в помещение, где установлена машина.
Ряд опытов по очистке зерна на этой машине, проведённых во Все-
союзном институте механизации и электрификации сельского хозяйства
Всесоюзной академии сельскохозяйственных наук им. В. И. Ленина,
подтверждают возможность использования её для выделения трудноот-
делимых примесей, отличных по своему удельному весу от зёрен основ-
ной культуры.Так,'например, мешочки твёрдой головни по своим раз-
мерам не отличаются от здоровых зёрен пшеницы. Разделить такую
смесь на обыкновенных зерноочистительных машинах нельзя. При
использовании же в качестве признака разницы в удельных весах
выделение головневых мешочков оказывается вполне возможным,
что и достигается на этой машине.
Очистка гороха от повреждённых зёрен представляет большие
трудности. Сепараторы для этой цели не могут быть использованы,
так как повреждённые зерна гороха по своим размерам и парусности
нс отличаются от неповреждённых. Разница в удельных весах обеспе-
чивает достаточно полное выделение повреждённых и больных зёрен,
если обработку производить на пневматической машине.
При обработке зерна на этой машине одновременно с очисткой
происходит сортирование зёрен основной ‘культуры по удельному,
весу, что позволяет получать высококачественный семенной мате-
риал.
107
Рис. 50. Вариационные кривые семян пшеницы и головни по длине, ширине, толщине и удельному весу
Производительность машины составляет от 800 до 1200 Kzjnac
в зависимости от засорённости зерна. Потребная мощность машины
равна 5—б л. с.
На рис. 50 показаны вариационные кривые семян пшеницы и го-
ловни ло длине, ширине, толщине и удельному весу. По горизон-
тальной оси (оси абсцисс) отложены отрезки одинаковых размеров,
под которыми цифрами указаны значения отдельных признаков (дли-
на, ширина, толщина, удельный вес зёрен). По вертикальной оси (оси
ординат) указано процентное содержание зёрен определённых разме-
ров или удельного веса пшеницы и головни. Соединив концы орди-
нат линией, получаем вариационные кривые, характеризующие из-
менчивость образцов пшеницы и головни по длине, ширине, толщи-
не и удельному весу.
Под каждой кривой в двух горизонтальных строчках указано про-
центное содержание в образце зёрен пшеницы и головни по отдель-
ным признакам, которое и отложено на соответствующих ординатах.
Из этого рисунка видно, что вариационные кривые по ширине,
толщине и длине пшеницы и головни полностью перекрывают друг
Друга. Вариационные кривые по удельному весу пшеницы и головни
смещены полностью одна относительно Другой и совершенно не сов-
падают. Благодаря этому наиболее эффективная очистка пшеницы от
головни может быть осуществлена на этих машинах только по
удельному весу.
Для решения вопроса о делимости зерновой смеси по какому-ли-
бо другому признаку должны быть построены аналогичным образом
вариационные кривые, характеризующие изменчивость отдельных
составных частей смеси по данному признаку.
По такому же принципу устроены ситовеечные машины для сор-
тирования продуктов переработки зерна, конструкция которых при-
водится ниже (в главе XVI).
5. Самосортирующие машины
К этой группе машин следует отнести камнедробильную машину
системы лауреата Сталинской премии А. Ф. Григоровича.
Камнеотборная машина для выделения из зерновой массы
посторонних примесей, отличающихся от зерна ббльшим удельным
весом, впервые в мировой практике мукомольной техники изобре-
тена русским инженером А. Ф. Григоровичем несколько лет назад.
Рабочий орган машины состоит из отдельных разделительных дис-
ков 1 конической формы из тонкой листовой стали (рис. 51). На
поверхности дисков выдавлены нарифления 2. В центральной части
конического диска имеется отверстие 3. Часть поверхности диска
выполнена в виде горизонтальной площадки 4, уровень которой
совпадает с наибольшей окружностью диска.
При размещении дисков одного над другим в центре образуется
цилиндрический вертикальный канал 5. Нижний диск 6 представ-
ляет собой сборное дно для выделенных камней, а три диска 7, 8 и 9,
расположенные над ним, являются контрольными для отходов, по-
лучаемых с верхних Дисков.
В собранном виде диски монтируются в кузове рассева, получаю-
щего круговое поступательное движение (см. об этом движении
подробнее в главе XV).
Зерновая смесь поступает в машину на верхнее сито 10, на ко-
тором отделяются крупные сорные примеси. Зерно, прошедшее че-
рез сито, поступает в ряд
вертикальных каналов.
Через отверстие 11 каж-
дого канала продукт посту-
пает на один из дисков. Чис-
ло каналов соответствует чис-
лу рабочих дисков. При кру-
говом поступательном дви-
Рис. 516. Рабочие органы ка-
ин еотборной машины: раздели-
тельный диск (наверху) и вер-
тикальный шнек для перемеще-
ния отходов машины (внизу)
жении масса зерна получа-
ет относительное круговое и
поступательное движение по
поверхности дисков.
Поступательное движение
Рис- 51а. Схема камнеотборной машины
системы а. ф. Григоровича продукта происходит под воз-
действием на него вертикальных стенок и на рифлений дисков. При
таком движении тяжёлые примеси опускаются через разрыхлённую
массу зерна вниз и попадают на горизонтальную площадку 4 каждого
Диска. Зерно, накопившееся на диске, пересыпается через горловину
В средней части диска и попадает, очищенным от тяжёлых приме-
сей, в вертикальный центральный канал 5. Тяжёлые примеси через
но
отверстия горизонтальных площадок 4 верхних гнести дисков по-
падают в обводной канал 12 и направляются на средний 8 из нижних
трех контрольных дисков.
Отходы с нижних шести рабочих дисков поступают на верхний 9
из трех контрольных Дисков. Полученные отходы с двух верхних
контрольных дисков направляются на нижний контрольный диск 7,
а затем на камнесборное дно 6. С камнесборного дна отходы по нак-
лонному каналу попадают к вертикальному шнеку 13, который яв-
ляется неподвижным относительно дисков. Благодаря поступатель-
но-круговому движению машины отходы -поднимаются вверх и по-
падают снова на нижний контрольный диск 7. Такая система контроля
исключает возможность попадания тяжёлых зерен в отходы, которые
накапливаются в нижнем кармане 14 камнесборного дна и периоди-
чески выпускаются из машины.
При радиусе кругового поступательного движения машины в
38 лш и числе оборотов 210 в минуту производительность камнеот-
борной машины системы А. Ф. Григоровича составляет 200 wj сушин.
Конструкция машины является совершенно оригинальной и весьма
эффективной.
6. Краткое заключение
Гидравлические машины в представленном виде не находят ши-
рокого применения, так как они вызывают необходимость последую-
щего снижения влаги зерна механическим или термическим спосо-
бом.
Пневматические машины дают высокий технологический эффект
при очистке зерновой массы от больных зёрен.
Недостатками этих машин являются неуравновешенность и вы-
деление большого количества запылённого воздуха в помещение,
ввиду чего эти машины имеют ограниченное применение, главным
образом для очистки и сортирования семенного материала. Для внед-
рения в промышленность требуется модернизация машины с до-
бавлением пылеосаждающих устройств.
Наиболее совершенной является машина системы А. Ф. Григо-
ровича, которая не требует специальной подачи воздуха или воды.
Машина является полностью уравновешенной, что повышает её до-
стоинства.
ГЛАВА VII
МАШИНЫ ДЛЯ ВЫДЕЛЕНИЯ ПРИМЕСЕЙ, ОТЛИЧАЮЩИХСЯ
ПО ФОРМЕ И СОСТОЯНИЮ ПОВЕРХНОСТИ
1. Назначение и область применения машин
В зерновой смеси встречаются примеси, которые по своим раз-
мерам, аэродинамическим и другим свойствам, за исключением формы
или состояния поверхности, не отличаются от зёрен основной куль-
туры. К таким культурам относятся горох, свекловичные семена,
клевер, люцерна, лён и др. Для выделения этих примесей приме-
няются машины, разделяющие смесь по форме и состоянию повер-
хности.
Кроме того, эти машины применяются для выделения из отхо-
дов, полученных после триеров, добротных частиц в виде зерновой
сечки и мелких зёрен основной культуры.
2. Классификация машин
3. Ленточный фрикционный сепаратор
На рис. 52 показана схема А движения наклонной ленты, натя-
нутой на два концевых барабана. Если на такую ленту, движущуюся
с определенной скоростью снизу вверх, направить смесь зерна, то
здоровые и гладкие зёрна покатятся вниз по стрелке 7, а плоские,
щуплые, битые, шероховатые зерна и другие аналогичные примеси
переместятся лентой вверх по стрелке 2.
Здоровые зёрна будут скатываться вниз по полотну при условии:
а
где я — угол наклона ленты к горизонту;
<Р — угол трения Здоровых зёрен по ленте.
Щуплые битые зёрна и примеси с углом трения будут увле-
каться лентой вверх при условии: а < срг
112
Можно подобрать такой наклон ленты, при котором зерновая
смесь будет сортироваться в зависимости от углов трения на две
фракции.
Угол наклона ленты в этих машинах обычно выбирается мень-
ше угла трения примесей, которые направляются вверх, но больше
угла трения по полотну здоровых зёрен, т. е. <р1>а2>(р-
С целью регулирования процесса разделения смеси в машине
предусмотрены механизмы для изменения угла наклона ленты и числа
оборотов приводного барабана ленты.
Производительность машины можно определить по формуле:
„ 369В-и-zq
* рК~~ ’
где — производительность в кг,!час;
В— ширина ленты в м;
v—скорость ленты в stfceK;
z — число попадающих в отходы зёрен, укладывающихся на
1 № полотна;
q — вес 1000 зёрен, попадающих в отходы, в кг;
р— процент отходов;
К —коэфициент использования площади движущегося полотна.
Для очистки гороха приВ= 1 м,
г =0,6 л/«к, z=]5 625 шт., ^=0,1 кг,
р=15% и К = 0,44, Q составляет
1000 кгIчас.
В зависимости от свойств исход-
ного материала производительность
машины колеблется в широких пре-
делах.
На схеме Б (рис. 52) лента пере-
мещается по двум барабанам 7-7 и
2-2,' установленным под наклоном
к горизонтальной плоскости. Более
гладкие и шаровидные зёрна будут
скатываться с ленты ближе от места
поступления, чем шероховатые и
плоские примеси.
По этим двум схемам устроены
машины, известные под названием
горок, которые нашли широкое при-
менение для очистки свекловичных
семян и гороха на семеочиститель-
ных станциях, крупозаводах и элева-
торах для хранения бобовых культур.
Машины, работающие по первой схеме, дают лучшие результаты
очистки, но менее производительны, чеу. машины устроенные, по
второй схеме. Кроме того, они могут делить зерновую смесь только
на два сорта: очищенное зерно и отходы. Ввиду этого они применяют-
ся большей частью для окончательной, т. с. контрольной очистки.
Рис. 52. Схема движения ленты
А — по двум горизонтальным бара-
банам; Б — л« деум наклонным
барабанам
113
Машины, работающие по второй схеме, делят зерновую смесь по
качеству на несколько сортов. Они применяются для очистки свекло-
вичных семян, гороха и других культур. Кроме того, на этих машинах
удается очищать горох от половинок и больных зёрен. Последняя
операция, являющаяся весьма трудной в семеочистительном деле,
дает вполне удовлетворительные результаты при двукратном про-
пуске зерна через эти машины.
На рис. 53 приведена схема устройства такой машины для очи-
стки гороха. К деревянной или металлической станине 7 на четырёх
болтах 2 подвешена металлическая рама 3, на которой установлены
два барабана 4 и по две пары роликов 5. На верхних роликах со сто-
роны приёма продукта
имеются четыре радиаль-
ные пластинки, распо-
ложенные друг против
друга. По длине пла-
стинки доходят только
до середины длины ро-
ликов со стороны при-
ёма зерна.
На барабаны и роли-
ки натянута бесконеч-
ная прорезиненная лен-
та 6.
При помощи четырёх
маховичков и винтов 7
легко можно устанав-
ливать наклон ленты в
Рис. 53. Схема фрикционного сепаратора для Продольном И ПОпереч-
очистки гороха от больных зёрен ном направлениях ПОД
любым углом к гори-
зонтальной плоскости. По ширине лепта располагается под накло-
ном от места поступления продукта в сторону сборных ковшей, а
по длине — от того же места по направлению к противоположному
концевому барабану. В том и другом направлениях угол наклона
обыкновенно колеблется от 3 до 5°.
Чтобы избежать сползания ленты с наклонных барабанов,
можно обшивать поверхности барабанов резиновой лентой или
кожей.
Работает машина следующим образом. Зерновая смесь из при-
ёмного ковша 8, в котором имеется питающий механизм, поступает
на ленту. Вследствие наклона и движения ленты горох начинает ска-
тываться в ковш. Наиболее круглые и здоровые зёрна гороха быстро
скатываются в начале ленты и попадают в ковш 9, где собирается
продукт первого сорта. Сморщенные, недоразвитые, изъеденные зёр-
на гороха, вследствие шероховатой или повреждённой поверхности,
скатываются вниз с меньшей скоростью и попадают в ковши 10 и 77,
где собирается продукт второго и третьего сортов. Приставшие к
ленте частицы снимаются скребком 72. Камни, остатки стеблей и дру-
гие плоские примеси удаляются по верхней части ленты в ковш 13.
114
подклейкой клеенки, что
Рис. 54. Устройство спи-
рального^сепаратора с не-
сколькими витками
Подшипники барабанов могут перемещаться в направляющих
станины, чем периодически пользуются для натяжения ленты.
Степень разделения продукта на отдельные части регулируется
при помощи поворотных клапанов 14.
Для получения высоких показателей работы машины зерновую
смесь необходимо предварительно пропустить через сепаратор, чтобы
отобрать от зерна примеси, отличающиеся по величине или аэроди-
намическим свойствам.
Скорость движения ленты при переработке гороха составляет
0,4 м/сек при 30 оборотах барабана в минуту. При очистке свеклович-
ных семян скорость увеличивают до 0.7 м/сек.
Производительность одной ленты фрикционного сепаратора при
переработке гороха составляет 300 кг/час, а при переработке свекло-
вичных семян — 200 кг/час. Потребная мощность на одну ленту 0,25л. с.
Машины изготовляются с одной, двумя и тремя лентами в одном
станке. В качестве материала для лент при переработке свеклович-
ных семян применяется плотный .холст с
предохраняет ленту от коробления.
Для переработки гороха ленты долж-
ны быть изготовлены из специального про-
резиненного полотна с гладкой обклад-
кой наружной поверхности. В -промыш-
ленности применяется трёхленточная го-
рохоочистительная машина. Ширина ленты
составляет 1300 мм при среднем расстоя-
нии между осями концевых барабанов в
2800 лш.
4. Спиральный сепаратор
Для разделения смеси на части, состоя-
щие из шаровидных и плоских тел, при-
меняется спиральный сепаратор.(рис. 54),
Сепаратор состоит из загрузочного бун-
кера /, куда засыпается зерновая смесь,
выпускного механизма 2, находящегося
под бункером для регулирования произво-
дительности сепаратора, и нескольких вин-
тообразных воронок 3 из листовой стали,
свёрнутых вокруг вертикальной оси. Сна-
ружи спиральные воронки охватываются
более широкой воронкой 4 с боковыми
стенками. Наружная воронка 4 закрывает
внутренние воронки 3. Спиральные воронки имеют пять оборотов
вокруг оси и снизу переходят в четыре выходных жолоба 5, укреп-
лённых на уровне верхней кромки постамента 6,
Зерно, засыпанное в загрузочную воронку, самотёком скользит
ио виткам спирального сепаратора. Под действием центробежной
силы более тяжёлые зёрна сферической формы (горох, вика, ку-
ко т1.) отходят от оси поверхности быстрее, чем легкие или плоские
115
зерна удлинённой формы (пшеница, рожь, овёс, ячмень). В резуль-
тате круглые семена выходят через наружный жолоб отдельно от
плоских семян, которые попадают в желоба меньшего диаметра.
Непременным условием удовлетворительной работы спирального
сепаратора является равномерная подача зерна тонким слоем.
Достоинство спиральных сепараторов состоит в том, что они не
требуют затраты энергии и почти совершенно не нуждаются в уходе.
Недостатком их является весьма малая производительность.
Спиральные сепараторы, называемые змейками, применяются на
мельницах и крупозаводах для выделения из отходов, получаемых
после кукол еотборни ков, сечки и мелких зерён, пригодных для
переработки в муку. Кроме того, на них можно выделить лёгкие
и обрушенные зёрна из семян проса, просо и горчицу из семян
льна, семена горчицы и сурепки из разных зерновых отходов.
При наружном диаметре 600 мм и высоте 2000 мм производитель-
ность спирального сепаратора составляет 150 — 200 кг}час (при
переработке отходов куколеотборников).
5. Принцип действия электромагнитной семеочистительной
машины
Процесс очистки в этой машине Заключается в выделении из
зерновой смеси сорных семян. Зерновая смесь с этой целью смеши-
вается со специальным ферромагнитным порошком, который пристаёт
только к сорным примесям, имеющим шероховатую поверхность. В
результате сорняки, покрытые этим порошком, притягиваются К
магниту и отделяются от чистого гладкого зерна.
В качестве магнитного порошка применяется смесь из мела и за-
киси-окиси железа, просеянная через сита с отверстиями 0,1 мм.
Расход магнитного порошка составляет 1—2% от веса пропущенного
зерна. Эти машины применяются главным образом для очистки семян
и не применяются пока для очистки зерна, предназначенного для
продовольственных целей.
6. Краткое заключение
Применяемые в настоящее время на мельницах и крупозаводах
ленточные фрикционные сепараторы мало производительны и гро-
моздки. Спиральные сепараторы являются весьма простыми аппа-
ратами, применение которых можно значительно расширить для
очистки зерновой смеси или сортирования зерна.
Электромагнитные машины не применяются пока в мукомольной
технике. Можно быть уверенным, что при достаточном изучений
электрических свойств отдельных составляющих зерновой смеси
аналогичные машины будут также использованы на мельницах и
крупозаводах.
Г Л A IT A Vill
АППАРАТЫ И МАШИНЫ ДЛЯ ВЫДЕЛЕНИЯ
МЕТАЛЛ О ПРИМЕСЕЙ
1. Назначение и область применения машин
Среди всевозможных посторонних примесей, засоряющих зерно,
значительное место занимают вещества, которые можно удалять при
помощи магнитов. К таким примесям относятся не все метал-
лы, а главным образом только железо, сталь, чугун и многие их
сплавы. Поэтому ниже мы все эти металломагнитные примеси на-
зываем ферроприм есями.
Размеры и формы ферропримесей многообразны; они встреча-
ются величиной от мельчайших пылинок и до кусков, значительно
превышающих размеры зерна. В первом случае это могут быть ча-
стицы металла, получившиеся в результате износа рабочих частей
машин, а во втором — случайно попавшие в зерно гвозди, иглы,
подковы и части машин.
Кусок металла, попадающий в рабочее пространство машины,
повреждает рабочие части, ускоряет износ быстро вращающихся
деталей и нередко приводит к поломкам и авариям.
Металлические сита сепараторов, самотёчные трубы, бичи и ра-
бочие поверхности обоечных и щёточных машин значительно быстрее
изнашиваются при переработке зерна, засорённого металлическими
примесями.
Острые углы рабочих органов молотковых дробилок и вальцевых
станков тупятся, их режущие кромки закругляются, что не только
засоряет продукт металлом, но и резко снижает технологическую
эффективность работы машины, вызывая уменьшение производитель-
ности и повышение расхода энергии.
Понятно, что совершенно недопустимым является наличие метал-
лических примесей в муке и крупе, а также в отрубях, предназна-
ченных для продовольственных и кормовых целей.
Для отделения ферропримесей от зерна и продуктов его пе-
реработки на элеваторах, мельницах и крупозаводах применяются
магнитные сепараторы. Продукт, содержащий ферропримеси, за-
ставляют протекать в непосредственной близости от системы магнитов.
При этом частицы стали, чугуна и др,, попавшие в магнитное по-
пе, притягиваются к полюсам магнитов, в то время как остальная
часть продукта продолжает свое движение.
Существующие конструкции магнитных сепараторов, в зависи-
мости от способа получения магнитного потока, делятся на сепара-
нт
торы с постоянными магнитами и электромагнитами. Принцип дей-
ствия сепараторов с постоянными магнитами и электромагнитами
приведен на рис. 55. На рис. 55,0 показаны магнит 7, магнитный
Рис. 55. Схемы:
а — магнитного сепаратора с постоянным магнитом; 6 — электромагнитного сепаратора
поток 2 и ступенька 3, где задерживаются ферромагнитные частицы.
На рис. 55,6 изображены: 4 — соленоид, 5 — сердечник и б — полюс.
2. Классификация магнитных сепараторов
118
3. Сепараторы с постоянными магнитами
Магниты в самотёке
Простейшим сепаратором для очистки
ферропримесей является магнит в самотёке.
550
сыпучих продуктов от
На рис. 56 а показана
Рис. 56а. Установка группы магнитов в самотёке
/Д?
- —
Разрез по а-5
П'Г 5С
!фгя
Разрез по 8-г
I- t
Рис. 560. Устройство маг-
нитной колонки с аспира-
цией:
1 — отверстие для поступления
зерна; 2 — отверстие для аспи-
рации; 3 — магнитные дуги; 4 —
отверстие для входа воздуха
установка в самотёке четырёх рядов магнитов потри в каждом ряду.
Достоинство этого сепаратора заключается в его простоте, дешевизне
и возможности установки в любой наклонной самотёчной трубе.
119
Недостатками его являются: ненадежность действия, так как отдель-
ные частицы, проходящие между полюсами, могут проскочить мимо
магнитов, а также значительные неудобства очистки полюсов от прис-
тавшего металла, которая производится через неопределённые проме-
жутки времени. Кроме того, металл, приставший к полюсам, до из-
вестной степени замыкает их и уменьшает силу притяжения магнитов.
Такие магниты не пригодны для продуктов, содержащих мягкие
отру б ян истые частицы оболочки. Установка магнитов в самотёчных
трубах с наклоном более чем 45° к горизонтали не достигает цели,
так как продукт приобретает большую живую силу, вследствие чего
частицы плохо удерживаются магнитом. К типу сепараторов с
постоянными магнитами относятся различные конструкции магнит-
ных колонок, которые широко применяются для очистки зерновой
массы и муки от ферропримесей. На рис. 566 показано устройство
120
магнитной колонки с аспирацией. На рис. 56 в приведено устройство
магнитной колонки, предложенной Е. Ф. Лыковым Для очистки
магнитов от приставших ферропримесей брус поворачивают так,
чтобы полюсы магнитов находились снаружи колонки. При очистке
магниты не приходится снимать с .места, что является достоинством
этой колонки.
На рис. 566 и в даны все необходимые обозначения.
Магнитный сепаратор с ручной очисткой полюсов
Эти сепараторы являются наиболее распространёнными в практике
и известны под названием магнитных аппаратов.
Магнитный аппарат устроен следующим образом (рис. 57). Маг-
нитные дуги 1, имеющие форму вытянутой подковы, стянуты болтом
2 между двумя чугунными стойками. Магниты сложены одноимен-
ными полюсами вместе, образуя, таким образом, один сплошной ши-
рокий магнит. Между полюсами проложена промежуточная пла-
Рис. 57. Магнитный аппарат с ручной очисткой полюсов
стинка 3 из немагнитного металла (латуни). Пластинка укреплена
на деревянном бруске 4, центрирующем при сборке весь набор маг-
нитов.
Между набором магнитов и стойками проложены упругие кар-
тонные прокладки 5, обеспечивающие плотное стягивание и изо-
ляцию всей системы.
Магниты наклонены таким образом, что поверхность полюсов
образует угол в 40° с горизонталью. В одной плоскости с полюсами
лежит дно 6 приёмного ковша, по которому движется зерно. Дно
изготовляется из дерева твёрдых пород. Для уменьшения износа,
рекомендуется покрывать его немагнитным металлом — латунью.
Толщина слоя продукта регулируется задвижкой 7. Примеси уда-
ляются вручную, что является недостатком этой конструкции.
Непременным условием для удовлетворительного действия аппа-
ратов в эксплоатации является равномерное распределение продукта
тонким слоем по всей площади магнитных полюсов. Для этой цели
перед аппаратом должно быть обязательно установлено под накло-
ном в 36° специальное распределительное устройство (рис. 58). По-
ступающий поток зерна 7 делится перегородками 2 на ряд отдельных
струй 3.
121
Техническая характеристика изготовляемых аппаратов приве-
дена в табл. 21.
Таблица 21
Техническая характеристика магнитных аппаратов
№ ал па’ ратов Коли- чество магнит- ных дуг в аппарате^ Длина маг- нитной ли- нии при ширине дуги в 48 мм Производи- тельность в зерне объемного веса 750—800 ке/мг Габаритные размеры в мм Вес в кг
длина высота ширина
5 6 288 1080 374 270 208 18
б 8 384 1440 470 270 208 23
7 12 576 2160 662 270 208 32
8 17 816 3060 902 270 208 40
На рис. 59 показана улучшенная конструкция магнитного сепа-
ратора с постоянными магнитами. Магниты смонтированы в спе-
Рис. 58. Распределительное устрой-
ство над магнитным аппаратом
циальном станке с перекидным
клапаном 7. В рабочем положе-
нии клапан устанавливается та-
ким образом, чтобы продукт на-
правлялся в отводящий канал. Ра-
бочее положение клапана на ри-
сунке показано пунктирной лини-
ей. Во время чистки магнитного
поля поступление зерна прекра-
щают, опуская шибер 2. Устанав-
ливают клапан 1 в положение,
указанное на рисунке сплошной
линией. Ферропримеси собираются
в выдвижном ящике 5, который
периодически опоражнивается.
При установке магнитов особое
внимание надо обратить па форму
и размер приёмного отверстия 4,
которое должно быть выбрано в
соответствии с особенностями очи-
щаемого продукта.
Способы намагничивания дуг
Намагничивание дуг постоянным таком. Намагничивание произ-
водится путём помещения магнитной дуги в сильное электромагнитное
поле, которое создается посредством постоянного тока напряже-
ния 110—120 в.
Для намагничивания постоянных магнитов применяются соле-
ноиды, в которых помещаются стержни, подлежащие намагничива-
нию и образующие, такип образом, сердечник соленоида.
Сердечник из мягкой, малоуглеродистой стали после удаления
мз соленоида или после выключения тока быстро теряет свой магнит-
122
ные свойства. Сердечник из углеродистой стали, особенно закалён-
ной, эти свойства удерживает. Оставшаяся в сердечнике доля маг-
нетизма называется остаточным магнетизмом, а сила, задерживающая
магнетизм в сердечнике при
его размагничивании, назы-
вается задерживающей или ко-
эрцитивной силой.
Для постоянных магнитов,
применяющихся в магнитных
сепараторах, необходим мате-
риал с большой магнитной ин-
дукцией и коэрцитивной силой.
Ток включают кратковременно,
г" Рис.60. Схема прибора для намаг-
ничивания дуг постоянным током
Этому требованию удовлетво-
ряют специальные легированные
стали с примесью хрома, воль-
фрама, кобальта и пр.
Схема намагничивания пред-
ставлена на рис. 60, где. 7—
предохранители 6А — 250 в;
2 — перекидной рубильник;
5—защитная лампа 110—120в.
5—7 раз, примерно по 0,5 сек. в
одном и другом направлении.
Намагничивание дуг переменным током. Основное отличие этого
метода заключается в применении для получения намагничивающего
123
поля небольшого числа витков при значительной силе тока (70—200 с),
действующей 0,01—0,003 сек. Это дает возможность пользоваться
намагничивающими катушками малых габаритов как при постоян-
ном, так и при переменном токе. Кроме того, можно намагничивать
не только отдельные подковы, но и группы магнитных подков. Пос-
леднее обстоятельство является весьма важным преимуществом, так
Рис. 61а. Схема прибора для намагничивания импульсным методом
как для перемагничивания не требуется разборки магнитных аппа-
ратов.
Для намагничивания отдельных магнитных подков посредством
импульсного действия тока автор этого метода инж. С. Ландсберг пред-
ложил интересный прибор (рис. 61а). Он представляет собой (рис. 61 б)
Рис. 616. Яшик-футляр для прибора инж. С. Ландсберга
деревянный ящик-футляр размером 110 х 170 х 130 лш, в котором
смонтированы зажимы для сменной плавкой вставной проволочки, ра-
бочая кнопка, предохранительные контакты блокировки, гнёзда Для
соединения с питающей сетью и гнёзда для присоединения намаг-
ничивающих катушек. Внутри того же ящика хранятся намагничи-
124
вающие катушки и подводящий шнур. Катушки имеют по 20 витков
проволоки с бумажной двойной изоляцией ПБД диаметром 0,7 мм.
Детали расположены следующим образом: на наружной поверхности
крышки находится рабочая кнопка 4, на внутренней — зажимы плав-
кой проволочки 1, на задней стороне ящика — гнёзда 5 для соединения
с питающей сетью и на передней —гнёзда 5 для приключения намаг-
ничивающих катушек.
Намагничивающие катушки соединены последовательно с блоки-
рующими контактами 2 сменной плавкой проволочки и рабочей кноп-
кой. В гнезда 3 подаётся напряжение постоянного или переменного
тока 220 в.
При открытой крышке прибора блокирующие контакты 2 раз-
рывают схему таким образом, что зажимы плавкой вставной прово-
лочки / не находятся под напряжением; благодаря этому обеспечи-
вается безопасность обслуживания прибора при смене проволочек.
Катушка для намагничивания присоединяется при помощи вилки со
шнуром к гнёздам 5. Для плавкой вставки применяется голая бронзо-
вая проволочка диаметром 0,18 мм или медная диаметром 0,15 мм.
Действие прибора основано на получении резкого импульса маг-
нитного поля катушки, в котором находится намагничиваемое тело.
Кратковременность импульса достигается тем, что возникший ток
расплавляет легкоплавкую сменную проволочку, соединенную с на-
магничивающими катушками, и тем самым автоматически разры-
вается цепь, в которую включены катушки.
Намагничивание должно производиться в сухом помещении с
деревянными полами или на подстилке из резины.
Подъёмная сила магнитов
Качество магнита проверяется испытанием подъёмной силы дуги.
Хорошо закалённая и намагниченная дуга при весе 1 кг должна
удерживать металлическое тело весом не менее 12 кг и сохранять маг-
нитные свойства в течение 5—6 месяцев работы.
В магнитных сепараторах обычно применяются дугообразные маг-
ниты, позволяющие использовать магнитный поток обоих полюсов.
Подъёмную силу магнитов можно определить приблизительно
по следующей формуле:
[В 1®
5000 S’
где Р—подъёмная сила магнитов в кг;
В — магнитная индукция у конца магнита в гауссах;
S — поперечное сечение магнита в см2.
В подковообразном магните сила удваивается.
Основные условия нормальной работы постоянных магнитов в экеллоатации
Для нормальной работы магнитных аппаратов должны быть обес-
печены следующие условия:
1) Поступление продукта должно быть равномерным по всей
длине аппарата, что достигается регулированием положения заслонки.
125
2) Толщина слоя зерна, в зависимости от степени засорённости,
не должна быть более 10—12 мм, так как сила притяжения магнитов
резко уменьшается по мере удаления от полюсов.
3) В аппаратах с ручной очисткой необходимо следить за тем,
чтобы при очистке магнитных полюсов от металлических частиц пос-
ледние не попали в самотек для зерна или продуктов его переработки.
Необходимо очищать полюса магнитов не менее четырех раз в тече-
ние смены.
Таблица 22
Места установок магнитов
Основные пункты установки На единицу измерения в сутки Нормы заграждений
при металлическом самотеке при деревянном с амотеке
метр. подков. метр. ПОДКОВ.
А. Зерноочистительное отделение После первого сепаратора На 100 т 1,2 20 1,2 20
Перед каждым наждачным проходом зерна То же 1,0 15 1,0 15
После последнего сепара- тора » » — 20 — 20
Б. Размольное отделение Перед первой дракой си- стемой На 100 т 1,5 12 1,3 12
Перед всеми драными си- стемами На 1 .и дли- 6 4
Перед последней сходовой системой на обойной мельнице ны валков На 100 т 0,6 10 0,6 5
Перед вымольной системой на сортовой мельнице . зерна На I м дли- 10 8
Б. Контроль продукции Мука обойных помолов . ны валков На JOO m . 2.0 1.7
Мука сортовых помолов: проход через сита до №6 муки На 100 m 1,7 1.4
проход через сита гуще №6 муки На 100 m 1,5 1,2
Манная крупа муки На 1 т 0,3 10 0,3 10
Отруби . . крупы На 10 m 0,3 6 0,3 6
Кормовые отходы .... отрубей На 100 т 0,5 6 0,5 6
зерна
126
4) Ни в коем случае не допускать ударов и резких сотрясений
аппарата, так как магнит от сотрясений теряет силу притяжения.
5) При сборке магнитных аппаратов подковы должны быть обра-
щены друг к другу одноимёнными полюсами. Торцы крайних маг-
нитных подков следует тщательно изолировать.
6) Во время длительных остановок необходимо замыкать полюсы
магнитов стальной пластинкой.
7) Эффективность работы магнитных аппаратов необходимо перио-
дически проверять в лаборатории по содержанию ферромагнитных
примесей в продукте до и после прохождения его через аппарат.
В табл. 22 указаны число магнитных аппаратов в метрах длины
магнитной линии и число магнитных подков, подлежащих установке
на мельницах.
На крупозаводах магниты устанавливают также перед каждым
шелушильным процессом в количестве 0,5—1,0 магнитного аппарата
или 10—20 магнитных дуг.
4. Электромагнитные сепараторы
Электромагнитные сепараторы в значительной мере лишены не-
достатков сепараторов с постоянными магнитами. Существует не-
сколько типов электромагнитных сепараторов, применяемых в на-
стоящее время для очистки зерна и продуктов его переработки.
Электромагнитный сепаратор с неподвижными наклонными магнитами
На рис. 62 приведена конструкция электромагнитного сепаратора
ВНИИЗ для очистки муки от ферропримесей.
Рис. 62, Электромагнитный лшарат с наклонной плоскостью
конструкции ВНИИЗ
127
Корпус сепаратора 1 деревянной конструкции устанавливается
на деревянной станине Н, являющейся его опорой. Продукт подаётся
из приёмного отверстия ворошителем III. Равномерность слоя можно
отрегулировать посредством питающего валика и примыкающей к
нему заслонки. Регулирование положения заслонки достигается по-
средством механизма IV.
Электромагнитная система V состоит из ряда катушек. Над сер-
дечниками расположена ступенчатая поверхность, по которой пере-
мещается продукт. Металлические примеси снимаются при помощи
скребков, двигающихся в прямолинейно-возвратном направлении,
и удаляются из машины через каналы, расположенные по бо-
кам машины.
Вентилятор VI служит для охлаждения магнитной системы. В
нижней части машины предусмотрен перекидной клапан VII для
изменения направления движения продукта во время случайного
прекращения питания током катушек.
Техническая характеристика машины дана в табл. 23.
Таблица 23
Техническая характеристика электромагнитного сепаратора
Показатели Единицы измерения Значение
Суточная производительность 100
Напряжение питания (постояннь!Й ток) вольт по
Длина полюсном накладки см 122
Ширина полюса 5
Высота обмоток V 16
Межполюсное расстояние J> 2
Максимальная температура нагрева обмоток .... °C 45
Температура охлаждающего воздуха (расчётная) °C 35
Сечение провода марки ПБД jMjW 1,25
Вес провода кг 65
Испытания этих машин для удаления ферропримесей из продуктов
переработки зерна дали вполне удовлетворительные результаты.
Электромагнитный сепаратор с вращающимся барабаном
Эти машины изготовляются двух типов: с неподвижной и подвиж-
ной магнитной системой.
На рис, 63 приведена схема электромагнитного сепаратора с не-
подвижной магнитной системой. Внутри полого вращающегося ба-
рабана 1 из тонкого немагнитного материала находится неподвижная
электромагнитная система, создающая сильное магнитное поле вок-
руг части цилиндрической поверхности барабана.
На рис. 64 показано устройство электромагнитного сепаратора,
Электромагнитная система (рис. 64,а) состоит из стального колен-
чатого держателя 2, на котором установлены четыре электромагнита 3,
128
Сердечники электромагнитов имеют призматическую форму
и установлены под угдом 19° к продольной оси барабана.
Полюсы сердечников с полу цилиндрической поверхностью под-
ходят с зазором не более 5 мм к внутренней цилиндрической поверх-
ности барабана 7. Электромагниты притягиваются к держателю бол-
тами 4, входящими в нарезку, имеющуюся в теле каждого сердечника.
Барабан состоит из цилиндра, изготовленного из латуни толщиной
2 мм. С торцов он присоединён посредством винтов к розеткам 5.
Привод в движение барабана производится шкивом 6. Регулиро-
вание действия сепаратора осуществляется поворачиванием магнит-
ной системы вокруг горизонтальной оси. Провода к катушкам под-
водятся сквозь отверстие, про-
сверлённое в полуоси держателя
электромагнитов.
Снаружи на барабан туго
навиты параллельно две спира-
ли из латунной и стальной лент
шириной 10 и 12 мм. Обе лен-
ты плотно прилегают краями
одна к Другой, и вся обмотка
представляется состоящей из
чередующихся колец стали и
латуни. Стальная спираль, на-
магничиваясь, усиливает дейст-
вие электромагнита.
На рис. 64,6 показана схема
электропроводов магнита, а на
рис. 64,в — общий вид машины.
Продукт, подлежащий очист-
ке, равномерным слоем поступает
через отверстие 7 на барабан по
Рис. 63. Схема действия электро-
магнитного барабана
верхней образующей. Ферропри-
меси, попадая в магнитное поле, создаваемое электромагнитами, при-
тягиваются к ‘ барабану. В процессе движения ферропримеси
постепенно выходят из сферы действия магнитов и, освобождаясь от
барабана, удаляются через отверстие 8. Зерно выходит через отвер-
стие 9,
Сепараторы барабанного типа обладают большой производитель-
ностью и надёжностью действия благодаря наличию мощного
магнитного поля, возможности равномерного распределения продук-
та по рабочей поверхности и непрерывному удалению выделенных
ферропримесей.
Недостатками этой машины являются: некоторое наматывание
на себя продукта, в связи с чем необходимо предусмотреть приспособ-
ление для постоянной очистки его поверхности; задержка металли-
ческих частиц в месте прекращения действия магнитных линий.
Здесь наблюдается явление, при котором ферропримеси, падающие
с поверхности ненамагниченной части барабана, подхватываются
обратно к намагниченной части,
В некоторых конструкциях предусматриваются на поверхности
барабанов поперечные планки, что ослабляет этот недостаток.
12В
Электромагнитный барабанный сепаратор работает удовлетвори-
тельно только в том случае, когда поток продукта,, распределён рав-
номерно по всей длине барабана тонкой струён.
Рис. 64. Барабан электромагнитного сепаратора
В табл. 24 приведена техническая характеристика электромаг-
нитных сепараторов с барабанами диаметром 300 лш.
Таблица 24
Техническая характеристика электромагнитных сепараторов
Размеры я мм Расход злентроэнвргл и В А'вПТ-Ч Потребная мощность в л'вт Производительность в яг, чйс
длина ширина пшеница, рожь овес, ячмень
1000 400 0,20 0,4 5600 4000
1110 510 0,25 0,5 7000 5000
1220 620 0,30 0.6 9100 6500
На рис. 65 показано устройство ленточного электромагнит-
ного сепаратора с подвижной магнитной системой.
Магнитная система (рис. 65,а) состоит из вала 7, на который на-
деты чередующиеся между собой катушки 2 и чугунные шкивы 3.
Обмотка катушек расположена на четырёх чугунных цилиндрических
130
деталях 4 с бортами и изготовлена из изолированной проволоки диа-
метром 2,4 ЛЬИ.
Между краями ободков чугунных шкивов, образующих бара-’
бан, остаются промежутки, заполненные латунными кольцами 5.
Ток, протекающий в обмотке катушек, образует мощный магнитный
поток вокруг всего барабана.
Такие электромагнитные сепараторы устанавливают иногда на
коротких ленточных транспортёрах вместо приводного устройства.
Два наклонных борта, установленных по длине ленточного транс-
портёра, образуют лоток, по которому передвигается продукт.
а).
Рис. С5. Устройство ленточного электромагнитного сепаратора
На рис. 65,б дана схема ленточного магнитного сепаратора. При
вращении барабана ферропримеси притягиваются электромагнитом и
уносятся лентой под магнитный барабан, где, будучи выведены из
сферы действия магнита, падают в ковш 6; зерно выделяется через
ковш 7, Мощность электромагнитов вполне достаточна для притяже-
ния ферропримесей весом до 4 кг.
Недостатком этой машины является возможный занос продукта
вместе с ферропримесями, доходящий иногда до 1%. Чтобы из-
бежать этого, необходимо применять совершенно гладкую ленту и,
по возможности, меньшей толщины.
5. Краткое заключение
Для борьбы с металлопримесями на мельницах и крупозаводах
octtofuioc внимание следует уделять профилактическим мероприятиям
увеличению износоустойчивости рабочих органов машин и механиз-
131
мов (рифли вальцевых станков, металлические сита рассевов, трубы
самотёка и норий, бичи обоечных машин и др.).
Простые магнитные аппараты следует устанавливать таким обра-
зом, чтобы была обеспечена полная гарантия непопадания выделен-
ных металлических частиц в продукт при периодической ручной очи-
стке полюсов.
Лучшим типом магнитных сепараторов для очистки зерна от
металломагнитных примесей в настоящее время следует признать
барабанный электромагнитный сепаратор, а для очистки продуктов
переработки зерна—электромагнитный сепаратор с неподвижными
магнитами конструкции ВНИИЗ.
ГЛАВА IX
МАШИНЫ ДЛЯ ОБРАБОТКИ ПОКРОВА ЗЕРНА
СУХИМ СПОСОБОМ
1. Назначение и область применения машин
Для обработки покрова зерна сухим способом на мельницах при-
меняют обоечные и щёточные машины.
Обоечные машины
служат л ля удаления
с поверхности и из
бороздки зерна пыли
и минеральных ча-
стиц, полного или
частичного снятия бо-
родки и верхних пло-
довых -оболочек зер-
на, не представляю-
щих собой питатель-
ной ценности, ухуд-
шающих качество и
цвет муки. Кроме то-
го, при помощи обо-
ечных машин можно
частично отделить от
зерна зародыш, со-
держащий много жи-
ра. Под влиянием
воздуха и темпера-
туры при хранении
муки жир прогорка-
ет и придаёт муке
неприятный вкус, ко-
торый сохраняется и
в печёном хлебе.
Рис, 66, Схема действия обоечной машины
Вопрос о целесообразности удаления зародыша на обоечных ма-
шинах снязан с процессом кондиционирования, при котором необхо-
димо оставлять зародыш в зерне. Если зерно подвергается кондицио-
нированию, то зародыш лучше всего удалять в размольном отделе-
нии мельницы. В этом случае воздействие обоечных машин на зерно
133
должно быть более мягким, что следует учитывать при выборе типа
машины.
Для окончательной очистки поверхности зерна от надрезанных
оболочек и пыли органического и неорганического происхождения,
образующихся после пропуска зерна через обоечные машины, на мель-
ницах применяются также щёточные машины.
На рис, 66 показана схема действия обоечной машины. Зерно
поступает через приёмное отверстие 1. Вращающиеся бичи 2 при пере-
мещении зерна ударяют его о стенки цилиндра 3, благодаря чему про-
исходит очистка наружной поверхности, а также и частичное уда-
ление бородки и зародыша. Аспирация внутренней части машины
производится через сетку 4. При выходе зерна из машины оно проду-
вается поступающим воздухом.
Обоечные и щёточные машины размещаются в схеме технологи-
ческого процесса мельниц последовательно для обработки зерна,
предварительно очищенного от посторонних примесей. Обоечные
машины применяются иногда также на элеваторах для обработки
поверхности зерна и главным образом для обламывания остей, что,
например, необходимо для возможности хранения овса и риса в си-
лосах. В последние годы обоечные машины получили широкое при-
менение для снятия оболочек проса, овса, ячменя при переработке
этих культур в крупу на крупозаводах.
2. Классификация сбсечных и щёточных машин
Классификацию обоечных и щёточных машин по устройству ра-
бочего органа и степени воздействия на зерно можно представить
в следующем виде:
134
3. Обоечные машины
Обоечные машины с абразивным цилиндром
На рис. 67 изображена конструкция обоечной машины, изготовляе-
мой нашей промышленностью.
Машина состоит из цилиндра 7, разделённого по горизонтальной
плоскости на две части и изготовленного из абразивной массы. Тол-
щина стенок цилиндра равна 30—35 мм.
Абразивный цилиндр соединяется с деревянной, обечайкой 2 по-
средством кольцеобразных выступов 3.
Деревянная обечайка, являющаяся кожухом для абразивного
цилиндра, укладывается своей нижней частью в деревянную или
металлическую станину 4.
Внутри машины на горизонтальном валу насажены две или три
чугунные розетки 5, к которым прикреплены стальные бичи 6. Бичи
устанавливаются с наклоном до 10% по отношению к горизонтальной
оси вала для перемещения зерна вдоль, машины от приёма к выходу.
Концы бичей с обоих концов отгибаются под углом 30—40°. Это вы-
зывается необходимостью улучшения . условий захвата зерна при
поступлении его в машину, а также для ускорения разгрузки машины
при выпуске из неё обработанного зерна.
Расстояние м^жду концами бичей и торцовой стенкой машины со
стороны поступления зерна составляет 20—30 мм, а со стороны выпуска
зерна из машины—100—120 мм. Расстояние кромок бичей от абразив-
ной поверхности, в зависимости от назначения и производитель-
ности машины*, составляет 20—30 мм.
Зерно поступает в машину через приёмный патрубок 7, под-
хватывается бичами и, вращаясь вместе с ни ми,/ударяется об абразив-
ную поверхность. При этом с поверхности зерна удаляются пыль,
минеральные частицы, а также наружные оболочки и волоски бо-
родки. Отбивается также частично и зародыш зерна.
При интенсивном перемещении зерна внутри машины образуется
большое количество пыли, которая по мере накопления удаляется
из машины усиленно действующей аспирацией. Последняя осущест-
вляется при помощи вентилятора, находящегося на машине, или от-
дельного вентилятора, установленного для обслуживания одновре-
менно группы машин. На рис. 67 показана машина без вентилятора.
Зерно в машине провеивается троекратно. При поступлении оно
пронизывается струёй воздуха, засасываемого через сетку, прикреп-
лённую к торцовой стенке машины. Вторично зерно продувается в
самом барабане через отверстия сетки 3, вставленной взамен части
абразивного барабана, Для предохранения сетки от износа перед
ней установлены жалюзи д из стальных листов. Последнее продува-
ние происходит при выходе зерна из машины благодаря свободному
доступу воздуха через канал 10. Лёгкие частицы, отсасываемые при
продувании зерна, уносятся вентилятором в фильтр, а более тяжёлые
оседают в камере 77, откуда они удаляются из машины в виде отходов.
В некоторых конструкциях обоечных машин в камере 77 предусмотрен
шнек для удаления отходов.
135
i
Рис. 67. Устройство обоечной машины с абразивным цилиндром:
1 - абразивный цилиндр; 2— дсрздянн.я обечайка; 3— кольцеобразные выступы абразивного цилиндра; ^—станина; 5 — розетнн;
б— бичи; 7 — приемный патрубок; S — сетка; 9 — жалюзи; ?О — канал; 11 — осадочная камера; /2—отверстие для очистки машины
Скорость воздуха и сопротивление каналов регулируются клапана-
ми в зависимости от степени обработки зерна и качества получаемых
ОТХОДОВ. Во время работы машины необходимо следить за тем, чтобы
в отходы не засасывалось годное, хотя и мелкое зерно, а в зерне не
оставались бы отходы.
Для выпуска зерна из машины при случайных завалах предусмо-
трено отверстие 12, закрытое люком.
Для обрушивания зерна на крупозаводах часто применяют комби-
нированные обоечные машины, в которых нижняя часть цилиндра
изготовляется из металлических стержней уголкового или круглого
сечения. Стержни укладываются по образующим цилиндра, создавая
таким образом, рифлёную или шероховатую поверхность. Стержни из
уголков 30 х 30 мм или 25 х 25 мм применяются для переработки
ячменя либо овса, а круглого сечения диаметром 20—25 мм— для
переработки гороха. Указанное впервые предложено русским круп-
чатником т. Прокловым.
Верхняя часть барабана во всех случаях изготовляется из абразив-
ной массы. Обоечные машины изготовляются с вентиляторами или без
вентиляторов. В настоящее время внедряются по предложению и проек-
ту С. Н. Бендерского обоечные машины с вентиляторами, работаю-
щими по замкнутому циклу.
Обоечные машины с чугунным цилиндром
Принцип действия этих машин (рис. 68. см. стр. I38) не отличает-
ся от обоечных машин с абразивным цилиндром. Основными рабо-
чими органами щашины являются чугунный цилиндр 1, который со-
ставляется из отдельных тонких сегментов, свинченных между со-
бой, и бичевой барабан 2. С внутренней стороны в цилиндре сделан
ряд углублений продолговатой формы, которые служат для перево-
рачивания и перемешивания зерна. В них имеются отверстия
40 х I мм для выделения отбитых частиц зерна.
На бичевом барабане 2 имеются своеобразной формы выступы 3,
отбрасывающие зерно к цилиндру. Кроме того, на барабане находятся
продольные бичи 4, расположенные под углом 10° к горизонтали и
предназначенные для равномерного перемещения зерна вдоль машины
от приема к выходу.
В машину зерно поступает через отверстие в боковой стенке по
направлению движения бичей, закрытых с торца круглым гладким
диском. Благодаря этому острые кромки бичей не ударяют о зерно,
вследствие чего не образуются сечка и битые зерна.
Для аспирации зерна при входе и выходе из машины, а также при
прохождении его через машину имеется вентилятор, установленный
на одном валу с бичевым барабаном.
Такие машины оказывают менее эффективное воздействие на
наружные оболочки зерна и применяются главным образом для очистки
поверхности зерна от пыли. Они пригодны также для отделения остей
от зёрен овса, ячменя и риса, что необходимо для улучшения качества
этих культур и создания более благоприятных условий хранения.
Машины с абразивным или рифленым чугунным цилиндром по степени
137
воздействия на поверхность зерна относят на практике к типу жёстких
обоечных машин в отличие от мягких обоечных машин, где вместо
абразивного цилиндра имеется стальной с внутренней гладкой поверх-
ностью.
Разрезы по ще/tU
чугунного кожуха
Рис. 68. Устройство обоечной машины с чугунным кожухом
Обоечные машины со стальным гладким цилиндром
На рис. 69 приведена конструкция обоечной машины со стальным
гладким цилиндром и переменным количеством воздуха, которая устро-
ена следующим образом. Вращающийся вал с бичами 1 из полосовой
стали и неподвижный стальной цилиндр 2 являются основными рабо-
чими органами машины. Бичи при помощи стяжных болтов 3 попар-
но зажимаются на валу перпендикулярно к его оси. Благодаря
взаимному смещению бичей отогнутые концы их образуют вокруг вала
двухходовую винтовую линию с шагом, равным около 500 мм.
На валу укреплена разъёмная крылатка 4 вентилятора, располо-
женного со стороны, противоположной поступлению зерна в машину.
Между вентилятором и стальным цилиндром помещается аспира-
ционная камера 5, которая с левой стороны примыкает к всасываю-
щему отверстию вентилятора, а с правой сообщается с внутренней
частью цилиндра.
При работе машины зерно через приёмный патрубок 6 с предохра-
нительной решёткой 7 поступает внутрь стального цилиндра, где под-
хватывается бичами и многократно ударяется о гладкую поверхность
138
JJ35
Рис. 69. Устройство обоечной машины со стальным цилиндром
MS
его. При этом зерно продвигается в продольном направлении к выходу
благодаря отогнутым частям бичей под углом к вертикали.
Во время рабочего процесса внутренняя часть цилиндра аспири-
руется через разъёмную сетчатую рамку 8 аспирационной камеры.
Приток воздуха в машину происходит через сетку 9 в торцевой стенке
10 со стороны поступления зерна.
При выходе из цилиндра зерно под действием своего веса повора-
чивает выпускной клапан 11 с противовесом 12 и равномерным по
ширине и толщине слоем падает в выходную трубу. Здесь оно вторично
Рис. 70. Схема действия обоечной машины с замкнутым циклом воздуха
продувается потоком чистого воздуха. Задвижка 13 у носка выходной
трубы позволяет регулировать интенсивность действия аспирации.
Воздух по пути к всасывающему отверстию вентилятора проходит
через аспирационную камеру машины. Тяжёлые частицы, захвачен-
ные потоком воздуха, оседают в аспирационной камере 5 и, открывая
по мере накопления, нижний клапан, выпадают наружу. Легкие же
относы уносятся воздушным потоком в матерчатый фильтр или циклон.
На рис. 70 и 71 показаны схема действия и устройство обоечной
машины со стальным цилиндром и замкнутым циклом воздуха. Маши-
на состоит из следующих основных частей:
1) приёмного патрубка с клапаном 1, который открывается под
давлением потока поступающего зерна в машину;
2) цилиндра 2 из листовой стали;
3) вала 3 с насаженными на нём бичами 4;
4) вентилятора 5, крылатка которого надета на вал 5;
5) аспирационной камеры 6, где осаждаются выделенные рболочки
и частицы зерна в виде относов;
6) сетки 7, через которую проходит воздух из внутренней части
машины в вентилятор;
7) клапана 8 , открывающегося под давлением выходящего зерна
из стального цилиндра;
8) осадочной камеры 9, где осаждается более лёгкая часть относов;
' 9) шнека 10 для перемещения осевших относов к выпускному от-
верстию;
140
Рис. 71. Устройство обоечной машины с замкнутым циклом воздуха:^
7 —приёмный патрубок с клапаном; 2 — цилиндр; 3 — вал; 4 — бичи; 5 — Еентглятэр; б — аспирационная камера; 7 — сотка; S — кла-
пан; SJ — осадочная камера; 10 — шнек; 71 — воздуховоды; 12 — клапан для выпуска зерна; 13 — клапан для гыпуска относов;
14 и 7 5 —клапаны дли регулирования количества воздуха
10) воздухопровода 11, через который воздух подаётся вентилято-
ром во внутреннюю часть машины;
11) двух пар клапанов 12 с грузовыми противовесами, которые от-
крываются под давлением выходящего зерна и относов из машины;
12) двух клапанов 13, открывающихся под давлением относов;
13) клапана 74 для регулирования количества воздуха, переходя-
щего из осадочной камеры 9 в цилиндр со стороны поступления зер-
на в машину;
14) клапана 15 для регулирования количества воздуха, перехо-
дящего из осадочной камеры 9 в аспирационную камеру 6.
По технологическому процессу обработки зерна эта машина не от-
личается от предыдущей. Особенностью этой машины является замк-
нутый цикл воздуха. Воздух, засасываемый вентилятором из ци-
линдра, оставляет часть относов в камере 6 и нагнетается через
воздухопровод 11 в осадочную камеру 9, откуда осевшие относы
удаляются из машины посредством шнека 10.
Выходящий из осадочной камеры воздух частично проходит в
левую часть машины и пронизывает зерно при выходе из цилиндра.
Другая часть воздуха проходит внутрь цилиндра и далее через сет-
чатую поверхность 7 засасывается вентилятором. Таким образом,
создаётся непрерывный замкнутый цикл воздуха в машине.
Испытание этой машины, изготовленной заводом им. Воробьёва, на
опытной мельнице ВНИИЗ дало следующие результаты (табл. 25):
Таблица 25
Результаты испытаний машины
Показатели Единицы измерения 5иачс:нне
т!час
%
Производительность .............................!
Снижение зольности поступившего зерна...........i
Количество полученных отходов по отношению к
переработанному зерну...........................
Средняя зольность отходов ......................
Увеличение количества битых зёрен в переработан-
ном зерне ......................................
Снижение всхожести поступившего зерна...........
Удельная нагрузка на 1 .м! цилиндра ..............
Удельное количество воздуха на тонну переработан-
ного зерна..................................
Удельная мощность двигателя на тонну переработан-
ного зерна в час.............................. '
%
О/
/о
mjqac
кет
11,3
0,03
0,44
7,55
0,01
3
4,8
150
0,48
м3
Сравнивая результаты испытания этой машины с обоечными ма-
шинами с абразивным цилиндром, можно притти к следующим вы-
водам:
а) снижение зольности зерна в этой машине в iyz раза больше;
б) количество битых зерен в 40 раз ниже; '
в) удельная мощность двигателя в 3 раз меньше.
Машина является оригинальной конструкцией, разработанной
советскими инженерами, и по своему технологическому эффекту значи-
тельно превосходит машины, изготовляемые на зарубежных заводах.
142
Техническая характеристика сбоечных машин с абразивным цилиндром
Таблица 26
Показатели Единица измерения л 3 № шелушильных мешнн
4 5 1
Производительность: для пшеницы * для ржи . . , Г * кг/час & 1700 1400 2200 2800 3600 _520Гь£-
1800 2200 3000 4300
Внутренние размеры абразивного цилиндра: диаметр мм 580 720 720 825 950
длина . . 900 1000 1230 1480 . J830
Внутренняя поверхность цилиндра (вся) . / * я® 1.60 2/21 2,78 3,80 5,44
Рабочая абразивная поверхность цилиндра , . >> 1,40 |,й 2,20 3,0 > 4,30
Число бичей шт. 9 12 12 14 16
Отклонение бичей от образующей на 1000 мм ДЛИНЫ мм 40 60 70 75 100 .
Число оборотов:, для пшеницы < . . . Об/мин. 520 420 420 370 310
для ржи . . . . Приводной шкив . . > > । & 620 500 , 500 450 370
мм 355x120 450х 125 450х125 500х140 575х140
Расход воздуха * , * , * , , , . м*!мин 25 30 35 40 - 50
Сопротивление машины , , l < * мм вод. 15 15 20 25 35»
Потребная мощность (без вентилятора): для пшеницы ст. л. с.. 1,7 2,0 2,5 *- 3.0, 4,Р
для ржи о 2,2 ’ - 2,5 3,0 3,5 5,0
Потребная мощность (с вентилятором): Для пшеницы , , 3,0 1 . 4,0 5,0 6,0 8,0
для ржи . . . . 3,5 5,0 5,5 7.0 9,0
Вес кг 600 970 1100 1400 2000
Габаритные размеры: длина , , » мм 1925 2175 2480 2600
ширина •— 1315 1315 1380 1530
Й высота * * . * . » 1675 1675 1855 1955
Техническая характеристика сбоечных машин
В табл. 26 {см. стр./43) приведена техническая характеристика
обоечных машин с абразивным цилиндром, изготовляемых в СССР.
Таблица 27
Параметры обоечных машин при переработке крупяных культур
Показатели Единицы измерения 3 шелушильных машин Примечании
4 5 в
Число оборотов:
ДЛЯ овса об/мин. 590 475 475 415 380
для ячменя . . . П роизводит ельн ость в зерне на овсозаводах при использовании: в качестве шастал- » 610 530 530 460 400 При Двух
ни . в качестве рушаль- кг/час 1500 2300 3000 4000 5500 последова- тельных
ной машины . . . На ячменезаводах при выработке; » 500 650 800 И 50 1600 проходах При трёх
крупы пен сака . , ячневой дроблёной 270 375 480 650 950 последова- тельных
крупы трехномерной и се- миномерной перло- » 500 650 800 1150 1600 проходах При двух пос ледова-
вой крупы 650 950 1200 1600 2300 тельных проходах
Таблица 28
Техническая характеристика обоечных машин с стальным кожухом
Показатели Единицы измерения Значения для
машины с переменным количеством воздуха (рис. 69) машины с ПОСТОЯННЫМ количеством воздуха (рис. 71)
Производительность кг,1 чае 4800 11300
Окружная скорость бичей ...... Размеры стального цилиндра; м/сек 21—23 19,35
диаметр ...... мм 475 584
длина 1295 1260
Размеры приводного шкива:
диаметр . » 250 250
1,1 ширина » 100 150
Число оборотов об/мин. 900—1000 670
Расход воздуха ........... м3/мин. 20 28
Сопротивление машины ....... мм вод. ст. 25 26
Потребная мощность - Габаритные размеры: л. с. 2,5 7,5
длина .... . мм 2694 2865
ширина . ....... 968 1180
высота » 1135 2000
Вес машины кг 480 1000
144
В табл. 27 указаны значения параметров этих машин при ус-
та попке их на крупозаводах для переработки крупяных культур.
В машинах, предназначенных для переработки ячменя, бичи уста-
навливаются с наклоном 8—10% по длине их. Расстояние от наруж-
ных граней бичей до абразивной поверхности составляет в этом слу-
чае 16—20 мм.
Для переработки овса бичи устанавливаются под наклоном 12—14%
при расстоянии ме^кду гранями и абразивной поверхностью в 20—25 мм.
В табл. 28 приведена техническая характеристика обоечных машин
с стальным цилиндром, изготовляемых нашей промышленностью.
В табл. 29 представлены значения основных расчётных параметров
обоечных машин при переработке различных культур на мельницах
и крупозаводах.
Таблица 29
Основные расчётные параметры обоечных машин
для различных процессов
Процессы Единицы измерения Обоечные машины с абразивным цилиндром 'Обоечные машины с металлическим цилиндром
нагрузка на ] ,и* чугунным рифлёным стальным гладким
Ъсей внутрен- ней по- верхности цилиндра абразив- ной части внутрен- ней по- верхности цилиндра нагрузи внутренн НОСТЫ ц на .] jw4 ей поиерх- илнндра
На мельницах
Для обработки пшеницы . . кг/ уас 1000 1250 2500 4500
Для обработки ржи .... » 800 1000 2000 4000
На авиазаводах
Для шастания овса .... й 1000 1250 . г
Для обрушивания овса . . . На ячменезаводах 309 375
Дня выработки крупы пейса к » 180 220 —
Для выработки ячневой
дроблёной крупы » 300 375 — —
Для выработки трёхномерной
или семиномерной крупы На мльшцртх » 420 Окруж! 525 tax скорое ть бичей
Для обработки пшеницы . . — 15 16 19
Для обработки ржи На крупозаводах 20 22
Для обработки овса .... » 18 — —
Дня обработки ячменя - - . *> — 20 1 — Расход воздуха —
Д о) обработки пшеницы . . . М^Ш Б00- - 800 — 150—200
Дня обработки ржи .... 700- -1000 230—250
145
4. Шеточные машины
Рис. 72. Схема вертикальной щёточной
машины
Схема щёточной машины вертикального типа представлена на
рис 72. На вертикальном валу / укреплены конусные щёточные
диски 2, которые при вращении соприкасаются с верхними неподвиж-
ными щёточными дисками 3. Рабочая поверхность щёток изготовляется
из волокон органического
происхождения.
Зерно поступает в машину
по верхней гладкой конусн ой
поверхности 4 неподвижной
щётки. Попадая в пространст-
во между нижней быстро вра-
щающейся и верхней непод-
вижной щёткой, зерно обраба-
тывается и центробежной си-
лой перемещается от центра
к периферии. Зерно очищает-
ся после последовательного
прохождения через несколько
рядов щёточных дисков.
В верхней части верти-
кального вала имеется венти-
лятор 5, который аспирирует
зерно при входе и выходе из
машины. Кроме того, венти-
лятор отсасывает через от-
верстия в наружном верти-
кальном кожухе мелкие ча-
стицы, выделенные во время
работы машины.
Вертикальные щёточные
машины не нашли широкого
применения из-за малой про-
изводительности, сложности
изготовления и необходимо-
сти тщательного ухода в
эксплоатации.
На рис. 73 изображена
горизонтальная щёточная ма-
шина. Отличительной особен-
ностью этой машины является наличие вращающегося барабана с си-
тами, внутри которого вращаются в ту же сторону щётки и бичи.
Зерно поступает в машину через патрубок 7 и вводится винтом 2
внутрь машины. На валу 3 насажены четыре розетки 4, к кото-
рым прикреплены чередующиеся между собой три бича 5 и три
щётки б. В верхней части бичей по всей длине сделаны надрезы по
их ширине. Надрезанные части бичей отогнуты под углом к гори-
зонтали на 10—15° и служат для перемещения продукта от места по-
ступления его в машину к выходу.
146
Движение валу передаётся при помощи приводного шкива 7.
Па противоположном конце вала насажены два шкива, из которых
шкив 8 приводит в движение через шкив 9 два вентилятора 10 и 11,
Вентилятор 10 аспирирует внутреннюю часть машины, а вентилятор 11
»чу щит для продувания зерна при выходе из машины.
Шпек 12 для удаления из машины снятых оболочек получает дви-
щппге от шкива 13. Барабан 14 приводится в движение при помощи
ш нпоИ передачи 15 и 16. Проходя через машину, зерно подвергается
147
очистке щётками по поверхности и бороздке. Тяжёлые относы оседают
в камере 17 и шнеком 18 удаляются из машины через отверстие, при-
крытое клапаном 79.
Щёточные машины для очистки зерна данной конструкции изго-
товляются с барабаном диаметром 800 мм, длиной 250—275 см и
пропускают в час при 400 — 450 об/мин. около 2 т зерна. Окружная
скорость вращающегося барабана в 12—15 раз меньше окружной ско-
рости бичей, «следствие чего барабан изнашивается более равномерно.
Окружная скорость бичей равна 16—18 м в сек. Для очистки зерна
148
пли крупы вращающийся барабан составляется из сит с отверстиями
круглой формы диаметром 2 — 2 >5 мм или продолговатой формы 1,5
на 10 мм.
На рис, 74 показала новая конструкция щёточной машины, которая
имеет следующие отличительные особенности:
а) Наружный ситовой цилиндр 7 вращается с малой скоростью,
в 20 раз медленнее бичей 2 и в противоположную сторону,
б) Бичи по мере износа можно приблизить к цилиндру, не снимая
их с места. Для этой цели на оси вала предусмотрен специальный
механизм. При вращении винта 3 втулка 4 перемещается в осевом на-
правлении. Благодаря этому рычаги 5 поворачиваются и перемещают
щётки 6 между направляющими 7 к ситовому цилиндру.
5. Основные условия нормальной работы обоечных машин
в эксплуатации
а) Подача зерна в машину должна быть равномерной. При недогруз-
ке машины получается много сечки и битых зёрен, а при чрезмерной
нагрузке — недостаточный технологический эффект.
б) Зерно, поступающее в обоечную машину, ни в коем случае не
должно содержать камней, других минеральных или металличес-
ких примесей, чтобы избежать образования искры при ударе их об
абразивную поверхность.
в) Вал с розетками и бичами в собранном виде необходимо тщательно
выбалансировать. Вес отдельных бичей и розеток должен быть со-
ответственно одинаковым.
Балансировку розеток и бичей в собранном виде на валу производят
следующим образом. Концы вала укладывают на ножи или в шарико-
подшипники, установленные на специальных козлах. От руки вра-
щают бичи вала и периодически останавливают его. Если розетки
и бичи выбалансированы, вал прекращает движение при остановке его.
При невыбалансированных розетках и бичах вал продолжает
вращение до тех пор, пока наиболее тяжёлые бичи или части розеток
займут самое низкое положение. При балансировке добавляют груз
к средней части отдельных бичей и закрепляют его. До сборки ма-
шины, розетки и приводной шкив должны быть выбалансированы в от-
дельности.
г) Все металлические детали, соприкасающиеся с зерном, должны
быть зачищены и не иметь острых граней, выступающих частей, не-
ровностей и шероховатостей, чтобы избежать разрушения зерна.
д) Необходимо систематически проверять состояние сетки или жа-
люзи, установленной в абразивном цилиндре. При нарушении целости
сетки и жалюзи ухудшается технологический эффект обработки зерна
и могут возникнуть значительные потери зерна.
е) Все ветровые клапаны легко должны регулироваться от руки.
Все подвесные клапаны, открывающиеся под действием веса относов,
не должны пропускать воздух в машину.
Ж) Чтобы обеспечить износоустойчивость рабочей поверхности
обоечных машин, при изготовлении абразивного цилиндра следует
руцоводствоиаться следующими основными техническими условиями.
149
В качестве сырья для абразивного цилиндра обоечных машин надо
применять следующий состав: наждака 75—70%, магнезита 15—12%
и хлористого магния 15—13%. общего веса облицовочной массы.
Раствор хлористого магния можно получить перемешиванием хло-
ристого магния или искусственного карнолита в горячей воде. Вме-
сто хлористого магния может быть применён раствор магнезита в
соляной кислоте.
С целью получения соответствующей шероховатости абразивной
поверхности в обоечных машинах для переработки зерна на мельницах
применяют наждак № 16—20—24 в равных долях. В обоечных маши-
нах, устанавливаемых на крупозаводах, применяют в равных долях
для первого прохода наждак № 10—12, для второго прохода —
№14—16 и для третьего прохода — № 18—20.
Помещение, в котором производятся облицовочные работы, должно
иметь температуру не ниже 18°.
Формы, в которых производится заливка, должны иметь темпера-
туру не ниже 15°. Формы до заливки смазывают с внутренней стороны
воском или парафином.
Детали машин с облицовочной массой надо выдерживать в помеще-
нии с температурой не ниже 18° в течение двух суток.
Прочность готовой облицовочной массы проверяют испытанием
на разрыв образца, взятого из замеса облицовочной массы. Разрывное
усилие должно составлять:
Через 3 дня
» 7 дней
» 14 » .
» 23 дня
.................... . . , нс менее 2€ кг-см'-
» 30 »
» 40 »
............. » 50 »
Обрабатывать облицовочные поверхности машин можно через
14 суток после окончания облицовочных работ.
з) Приводные ремни должны быть надёжно ограждены до пуска
машины в работу. Надевать ремни на шкивы, снимать сетку абразив-
ного барабана во время работы машины категорически воспрещается.
и) Необходимо систематически проверять результаты воздействия
обоечных машин на обрабатываемое зерно.
При установке обоечных машин с абразивным цилиндром для обра-
ботки зерна на мельницах необходимо добиваться следующего техно-
логического эффекта. После первого прохода через обоечную машину
с абразивным цилиндром снижение зольности должно составить
0,06—0,07%, после второго прохода — 0,03—0,05%. Количество
битых зёрен после пропуска через обоечную машину с абразивным
цилиндром не должно увеличиваться более чем на 1% при первом про-
ходе и более 2% — при втором проходе. Годного зерна в отходахмашин
не должно быть более 2—3% к весу отходов.
После пропуска зерна на мельнице через обоечную машину со
стальным кожухом зольность зерна должна понижаться не менее
чем на 0,03—0,04%.
При установке обоечных машин с абразивным цилиндром для пе-
реработки зерна на крупозаводах необходимо обеспечивать следующий
технологический эффект. При переработке ячменя с влажностью до
150
15% количество обрушенных зёрен после двух проходов должно со-
ставлять не менее 70—85%, а после четырех проходов — не менее 97%
от веса поступившего зерна. Количество битых зёрен после прохода
через обоечные- машины должно составлять не более 1,5—2,5% по
отношению к переработанному зерну, а количество, зерна в отхо-
дах — не более 1% от веса последних.
Стахановцы мельниц и крупозаводов перевыполняют приведен-
ные выше нормы производительности и качества обработки зерна.
Основное внимание при обслуживании машины они обращают на:
а) предварительную очистку зерна от посторонних примесей и в
особенности от камней, а также других минеральных и металличес-
ких частиц;
б) равномерную подачу зерна в машину и полную её загрузку;
в) сохранение соответствующей шероховатости абразивной по-
верхности;
г) сохранение соответствующего расстояния между гранями би-
чей и неподвижной рабочей поверхностью в зависимости об обраба-
тываемой культуры зерна;
д) свободный выход зерна из машины и непрерывное удаление от-
носов по мере их накопления в аспирационных камерах;
е) надёжное действие подвесных клапанов при выпуске продук-
тов из машины для обеспечения полной герметичности последней;
ж) выбалансированность вращающегося рабочего органа в собран-
ном виде;
з) проверку наличия сечки в зерне и годных зёрен в относах;
и) наличие смазки в подшипниках и достаточное натяжение ремней.
Кроме того, они принимают активное участие в профилактическом
ремонте и своевременной замене изношенных деталей.
6. Краткое заключение
Из существующих типов обоечных машин наиболее совершенной
является обоечная машина со стальным цилиндром и с замкнутым цик-
лом воздуха. Недостатком этой машины является сравнительно быст-
рый износ рабочего цилиндра и бичей, что следует учитывать при вы-
боре материалов для этих частей. Выпускаемые новые машины это-
го типа производительностью 2,5 и 5 т/час получат большое рас-
пространение на современных мельницах.
Основным недостатком существующих машин с абразивным цилинд-
ром является образование большого количества сечки и битых зёрен.
Этот недостаток может быть в значительной степени ослаблен путём
закрытия острых кромок бичей со стороны приёма зерна диском и
устройством выходного отверстия не в торцовой стенке, а в цилиндри-
ческой части машины по касательной к ней.
Общим недостатком современных щёточных машин является
недостаточная износоустойчивость щёток, что ограничивает приме-
нение этих весьма эффективных машин.
Вопрос об изыскании материала для щёток с оптимальной изно-
соустойчивостью должен быть разрешён в ближайшее время соот-
ветствующими производственными и научно-исследовательскими ор-
ганизациями.
ГЛАВА X
МАШИНЫ ДЛЯ ОЧИСТКИ И УВЛАЖНЕНИЯ ЗЕРНА ВОДОЙ
L Назначение и область применения машин
Своевременные конструкции машин для очистки и увлажнения
зерна водой можно разделить на три группы:
а) машины, в которых производится увлажнение зерна холодной
водой для изменения при последующем кондиционировании структур-
ных свойств зерна; это вызывается необходимостью создания опти-
мальных условий для технологического процесса переработки зерна
в муку;
б) машины для увлажнения зерна паром, т . е. для пропаривания
его перед шелушением или перед плющением, что необходимо для
переработки различных культур в крупу;
2. Классификация машин
152
в) машины, в которых производится мойка зерна для очистки
покрова и бороздки зерна от пыли, а также для выделения тяжёлых
и лёгких посторонних примесей. Эти машины называются моечными
и применяются главным образом для очистки зерна.
3. Машины для увлажнения зерна холодной водой
На рис. 75 (см. стр. 154) показано устройство машины для увлажне-
ния зерна водой в капельном состоянии при помощи лопастного колеса.
Зерно при поступлении в машину приводит в движение лопастное
колесо 7. При помощи шестерённой передачи 2 движение передаётся
наливному колесу 5, погружённому в резервуар 4 с водой. Наливное
колесо подаёт часть воды в ящик 5, откуда по трубе С она попадает
в шнек, где зерно перемешивается с водой. Шнек устанавливается
под машиной.
Часть воды можно направить из наливного колеса при помощи
лотка 7 обратно в резервуар 4. Положение лотка по отношению к
наливному колесу регулируется винтовым механизмом 8 с гайкой .0.
Уровень воды можно регулировать посредством поплавка 10 с клапа-
ном 77. В максимально приподнятом положении поплавка клапан
закрывает входное отверстие для воды 72.
Эти машины системы Н. И. Мануйлова широко распространены
на мельницах и дают вполне удовлетворительные результаты по точ-
ности дозировки воды.
Равномерное увлажнение зерновой массы можно получить толь-
ко после длительной отлёжки её в закромах. Однако при этом
оболочки зерна высыхают, что значительно уменьшает эффективность
увлажнения для процесса размола при длительном увлажнении.
На рис. 76 (см. стр. 155) приведена конструкция увлажнительной
машины для добавления воды к зерну в распылённом состоянии.
Зерно, поступая в машину через приёмную воронку 7, открывает
своим весом клапан 2 и одновременно поворачивает заслонку 3,
регулирующую подачу воды в машину. Далее зерно направляется
па верхний диск '4, вращающийся со скоростью 20 м!сек, откуда под
действием центробежной силы спадает по всей окружности диска.
Вода, поступающая на нижний диск 5, под действием центробежной
силы также распиливается и в туманообразном состоянии увлажняет
зерно, падающее с верхнего диска. Увлажнённое зерно поступает
и шнек, где дополнительно перемешивается с водой и направляется
в закром.
Вода из водопровода подаётся в машину через фильтр б и иголь-
чатый клапан 7 по трубке 8 на заслонку 3. В зависимости от накло-
на заслонки вода через трубку 9 попадает на нижний диск 5 или
через сливное отверстие 10 удаляется из машины. При прекраще-
нии поступления зерна в машину клапан 2 поворачивается по ча-
совой стрелке, стержень 77 опускается и поворачивает заслонку 3
в положение, указанное пунктиром.
Таким образом, при прекращении поступления зерна в машину
подача воды автоматически прекращается.
Механизм, регулирующий подачу воды, мало чувствителен и в
основном выполняет только функцию автоматического выключения
153
по ^Вводы при прекращении поступления зерна. Поворотные де-
установлены для равномерного распределения поступающего
всей приёмной трубке.
Вертикальный вал с дисками делает 1300 об/мин. и получает вра-
щение от вала шнека посредством шестеренной и ременной передач.
Вода в машину подаётся от водопровода при напоре от 1,0 до 1,4 ат.
Количество подаваемой воды регулируется изменением положения
154
игольчатого клапана 7. В зависимости оттого, насколько открыт иголь-
чатый клапан, подача воды колеблется от 4 до 135 л!час, из которых
на нижний диск поступает 65 л/час.
Увеличение влажности зерна в зависимости от производитель
пости машины находится в пределах от 0,1 до 2,2%.
Испытание этой машины
па опытной мельнице ВНИИЗ
показало, что при произво-
дительности в 3 т/час увели-
чение влажности зерна ко-
леблется от О, I до 2,2%,
при производительности в
4 т/час—от 0,2 до 1,6 %, при
5 tn!час — от 0,25 до 1,3%,
при 6 гп/час— от 0,2 до 1,0%.
Отклонение крайних показателей влажности зерна от средней
влажности не превышает 0,1—0,3%, что указывает на вполне равно-
мерное распределение влаги в зерновой массе. Оптимальная произ-
водительность машины равна 4—5 mjnac.
Количество влаги в зерне можно увеличить изменением диаметра
трубки 0.
155
Машина может быть установлена для увлажнения зерна перед
отлёжными закромами или перед первым драным процессом Для
увлажнения оболочек зерна,
В зависимости от назначения машины длина шнека выбирается
в пределах от 1,5 до 3 м.
4, Машины для пропаривания зерна
Назначение и принцип действия
В технологическом процессе предприятий крупяной промышлен-
ности перед шелушением, плющением, шлифовкой или глазировкой
применяется процесс пропаривания зерна. Это относится, например,
к ячменю, овсу, гороху, гречихе. После пропаривания и последующей
термической обработки зерна уменьшается связь оболочек с внутрен-
ней частью его. В результате значительно облегчается процесс шелу-
шения, что позволяет уменьшить число проходов зерна через ше-
лушильные машины, уменьшить расход энергии на шелушение, а также
увеличить выход готовой продукции за счёт уменьшения дроблёных
зёрен. Кроме того, процесс пропаривания применяется также перед
плющением шелушёного зерна овса, риса, кукурузы при переработке
их в хлопья. Гидротермическая обработка улучшает также пищевые
и вкусовые достоинства крупы и увеличивает возможный срок хране-
ния её. Имеются два типа машин для пропаривания зерна: горизон-
тальный и вертикальный.
Горизонтальные машины
На рис. 77 показана конструкция горизонтальной машины для
пропаривания зерна. Рабочим органом её является шнек 1 из полосовой
стали толщиной 2 мм с небольшим шагом между витками (около 50 мм),
который вращается в цилиндрическом кожухе 2. Для лучшего переме-
шивания зерна и придания виткам большей жёсткости предусмотре-
ны через определённые промежутки планки 3.
Скорость вращения шнека выбирается из расчёта, чтобы продукт
находился внутри машины в течение 1—2 мин. Внутрь кожуха впу-
скается пар под давлением 1,5—2 ат. Обычно расход пара составляет
от 3%—8% от веса пропущенного продукта и зависит от свойств зерна
и его начальной температуры.
Поступление и выпуск продукта из машины производятся через
крыльчатые питатели 4 и 5, которые обеспечивают герметичность
машины и равномерную производительность.
Крыльчатки приводятся в движение цепными передачами б от вала 7
шнека. В трубе 8 установлены запорный и редукционный клапаны
для регулирования давления пара. Это позволяет регулировать
технологический режим обработки продукта. Для предохранения от
коррозии внутренние части машины лудятся.
В процессе пропаривания влажность зерна можно увеличить ДО
18—24%. Для получения крупы зерно высушивают в сушилках до
8—10%, после чего направляют на машины для отделения оболочек.
156
При диаметре шнека 300—350 мм, длине его 1,2—1,5 .и и 35 об/мин.
производительность машины составляет 600—800 кг!час при потребной
мощности 1,0—1,5 л. с. Расход пара 20—70 кг/час.
На рис. 78 показана конструкция пропаривателя с механизмом
для подсушивания. Машина состоит из двух горизонтальных шнеков.
П верхнем шнеке 7 пропаривают зерно, а в нижнем шнеке 2 подсуши-
вают его.
157
Я^Олоб верхнего шнека закрыт крышкой 5. Жолоб нижнего
шненй выполнен с двойными стенками, между которыми образуется
паровая рубашка. Пар подаётся в паровую рубашку нижнего шнека
через трубу 4 к обогревает его. Затем по трубе 5 пар переходит внутрь
жолоба 6 верхнего шнека, откуда удаляется по трубе 7.
158
Продукт поступает через питающий механизм 8 в верхний шнек,
перемещается по длине жолоба и по трубе 9 попадает в нижний шнек.
В результате продукт пропаривается в верхнем шнеке до 14—16% и
пара
Вид по
стрелке .а"
Гнющплеме
продукта
Разрез по Сд
продукта—
Выпуск
пара
Рис. 79. Вертикальный лропариватель
•н'дсушивается в нижнем шнеке до 10—12%. При помощи вентиля 7(7
лишено регулировать впуск пара в верхний шнек и режим сушки?
159
Эти машины строятся иногда с тремя шнеками: в двух верхних
шнеках зерно пропаривают, а в нижнем подсушивают. При произ-
водительности машины 600 — 800 кг!час потребная мощность со-
ставляет 2 л. с.
Вертикальные машины
На рис. 79 показана конструкция вертикальной пропариватель-
ной машины. Основными частями такой машины являются:
а) Вращающийся Цилиндр 7 из листовой лужёной стали толщиной
2 мм. Цилиндр при диаметре 300 — 350 мм вращается со скоро-
стью 12—15 об/мин. Внутри цилиндра имеются наклонные ло-
пасти 2, расположенные по винтовой линии.
б) Неподвижная вертикальная труба 3 с горизонтальными отрост-
ками 4, в которую впускается пар под давлением в 1,5—2,5 ат через
трубу 5. В отростках имеются по три отверстия для впуска пара
внутрь цилиндра.
в) Механизм 6 со скребком 7 для регулирования производитель-
ности машины.
г) Приводной механизм 8 с коническими шестернями 9 для передачи
движения вертикальному цилиндру 7 от трансмиссии.
Продукт поступает внутрь цилиндра и при вращении последнего
перемещается сверху вниз. При движении продукт перемешивается
лопастями 2. Пар непрерывно подаётся через трубки 4 и удаляется из
машины по трубке 70. Продукт находится внутри машины 5—10 мин.
Выход продукта из машины осуществляется при помощи скребка 7.
При вращении маховичка 77 скребок 7 можно приблизить или удалить
от оси вращения цилиндра и, таким образом, регулировать произ-
водительность машины, которая составляет 500—1000 кг зерна в час.
Наибольшее распространение имеет горизонтальный пропарива-
тель без механизма для подсушивания зерна в связи с простотой
конструкции этой машины, удобствами регулирования процесса об-
работки зерна и возможностью увлажнения зерна па 7—8%.
5. Машины для мойки зерна
Машины для очистки наружного покрова зерна
На рис. 80 а и б показана конструкция горизонтальной моечной
машины, применяемой для очистки покрова зерна. Основными час-
тями машины являются:
1) Приёмная воронка 7.
2) Барабан, образованный из бичей 2 зигзагообразной формы,
соединённых с валом посредством двух розеток 3. Вал вращается в двух
шарикоподшипниках, укреплённых на торцовых стенках машины.
Особая форма бичей обеспечивает при вращении их перемещение зерна
н горизонтальном направлении. В середине бичи соединены между
собой болтами 4, что придаёт достаточную прочность барабану. При
таком соединении бичей отпадает необходимость в установке на валу
промежуточных розеток, что облегчает сборку барабана.
3) Вентиляторы 5. К наружной стороне розеток между концами
бичей для перемещения зерна дополнительно прикреплены короткие
ню
бичи 6, образующие вместе с ними крылья вентилятора. Таким обра-
зом, с обеих сторон машины имеются два вентилятора, засасывающих
воздух извне через отверстия О и подающих его внутрь машины.
Количество подаваемого
воздуха можно регули-
ровать изменением раз-
мера отверстий О по-
средством цилиндриче-
ских клапанов 7. Вну-
тренняя часть корпуса
машины у вентилятора
обшита стальными ли-
стами 8, предохраняю-
щими её от изнашивания.
4) Цилиндр 9, у ко-
торого нижняя часть со-
стоит из сита с пробив-
ными отверстиями 70.
По длине цилиндр раз-
делён на две части, со-
единённые между собой
средними фланцами 7 7.
5) Выпускной па-
трубок 72, через кото-
рый зерно выводится
из машины. Внутри па-
трубка имеется клапан,
вращающийся на шар-
нире, с наружным про-
тивовесом 13, посред-
ством которого можно
создать сопротивление
потоку зерна, выходя-
щему из машины, и ре-
гулировать время пре-
бывания зерна в ма-
шине.
6) Арматура 14, со-
стоящая из труб и вен-
тилей, оканчивающихся
тремя соплами, из ко-
торых вода поступает
в машину. Одно сопло,
установлено в приёмной
воронке 7, а остальные
два введены внутрь ма-
шины таким образом,
Рис, 80а. Конструкция горизонтальной моечпий машины
что иода из них подаётся на наружную поверхность сита.
7) Сетка 75, предназначенная для улавливания зерна и доброт-
ных частиц, уносимых водой.
16J
Зерно поступает в машину через приёмную воронку, где подвер-
гается действию водяной струи, подаваемой первым соплом. В увлаж-
нённом виде зерно направляется внутрь машины, попадает на бичи,
которые при вращении ударяют его о внутреннюю поверхность ци-
линдра. Благодаря воздействию бичей на зёрна, взаимному трению
отдельных зёрен, а также трению их о внутреннюю поверхность
цилиндра при перемещении вода отделяется от поверхности зёрен.
Воздух, подаваемый в машину вентилятором, частично уносит с
собой при выходе влагу.
Отработанная вода вместе с лёгкими частицами, выделенными из
зерновой массы, выходит через сетчатую поверхность цилиндра.
Далее она проходит через сетку
15 и поступает в специальные
машины для очистки и отделе-
ния добротных частиц.
Верхнее отверстие 16 маши-
ны следует присоединять к
аспирационной сети для отса-
сывания влажного воздуха.
Для нормальной работы ма-
шины в эксплоатании необхо-
димо:
1) над приёмной воронкой
установить питающий механизм
для равномерной и непрерыв-
ной подачи зерна и возможно-
Рнс. 806. Приёмная воронка и арма- сти регулирования количества
тура горизонтальной моечной машины подаваемого зерна'
2) учитывать, что размер отверстий сит и их форма имеют большое
значение для эффективности работы машины по удалению влаги.
Лучшие результаты дают сита с отверстиями продолговатой формы раз-
мерами 1,3 х 20 мм. Толщина материала сит не должна превышать
1 мм. Независимо от формы, отверстия в ситах необходимо располагать
в шахматном порядке. Сита в машине следует помещать так, чтобы
меньший шаг отверстий находился в перпендикулярном направлении
к оси вращения барабана.
3) Примыкание к машине приёмного и выпускного патрубка для
подачи и выпуска зерна должно быть выполнено по плавной кривой,
ибо в противном случае в этих местах может образоваться сечка
зерна.
4) Воду во время эксплоатации машины следует подавать только
через первое сопло в приёмную воронку машины. Подача воды через
остальные сопла требуется при очень загрязнённом зерне и увеличивает
количество влаги в зерне.
5) Необходимо периодически очищать поверхность сита от застряв-
ших частиц, подавая воду через второе и третье сопла, прекратив на
это время подачу зерна в машину.
6) Розетки, бичи, соединительные детали, соприкасающиеся с
зерном, не должны иметь выступающих частей, острых граней, спо-
собствующих образованию сечки зерна.
162
7) Надо систематически проверять состояние сита и нижней сетки,
чтобы избежать уноса годного зерна в отходящие воды.
Общими недостатками машины существующей конструкции яв-
ляются: а) отсутствие механизма для равномерной подачи зерна; б) от-
сутствие механизма для выделения камней и других тяжёлых примесей;
и) невозможность удаления лёгких примесей, которые остаются на
поверхности зерна при попадании в рабочую зону машины; г) выделе-
ние вместе с зерном в помещение значительного количества влажного
воздуха.
Достоинствами машины являются: а) малый пасход воды; б) простота
конструкции при сравнительно небольших гаийрИтны:' размерах, в) не-*
значительные первоначальные затраты на установку Тиашины в пред-
приятии и г) сравнительно невысокая стоимость эксплоатации.
Эти машины можно рекомендовать для обработки зерна, не загряз-
нённого минеральными примесями.
Техническая характеристика машины приведена в табл. 30.
'Таблица 30
Техническая характеристика машины
Показатели
.Единицы
измерения
Значение
Производительность . . , .
Расход воды на 1 кг зерна
Размеры шкива ......
Число оборотов вала . .
Габаритные размеры:
длина .... ........
ширина .......
высота .............
Потребная мощность . >
Нес машины............
т[час
л
мм
об/мин.
ли/
© 4
Л; С.
К?
8—10
0,5
500x 225
350
2825
.1655
1685
10
2685
Машины для очистки покрова зерна и выделения примесей по
удельному весу
К числу этих машин можно отнести машину с вертикальной отжим-
ной колонкой, называемую комбинированной моечной машиной.
11а рис. 81 показана кинематическая схема машины, на рис, 82 а,б и в
дана конструкция моечной части машины, а на рис. 83 — конструкция
отжимной колонки.
На рис. 82а представлен план моечной ванны и иижней части
отжимной колонки; на рис. 82 6—продольный разрез передней час-
то моечной ванны; на рис. 82 в—поперечный разрез моечной ван-
ны по месту удаления осевших тяжёлых примесей.
В моечной ванне зерно подвергается обильной промывке водой
i одновременным отбором лёгких и тяжёлых примесей. В отжимной
колонке вода механически удаляется с поверхности зерна, которое
одновременно также частично просушивается.
163
Во внутренней части моечной ванны расположены две пары го-
ризонтальных шнеков. Верхние два шнека 7 предназначены для го-
ризонтального перемещения зерна вправо, а нижние два шнека 2 —
для удаления осевших камней и песка влево. Все четыре шнека по-
мещаются в открытой с торцов передней части моечной ванны 3. Шнеки
получают вращение от приводного шкива через шестерённый редуктор.
Данна ала отбора Выход зерна
легк-ix примесей
Вода в ванну подаётся через трубопровод, снабжённый вентилями 4
для регулирования количества подаваемой в машину свежей воды.
Между моечной ванной и отжимной колонкой помещён резервуар 5,
куда подаётся зерно шнеками и откуда оно перемещается под давлением
воды через трубу изогнутой формы (подробно см. рис. 826) в от-
жимную колонку. В этом резервуаре всплывают легкие примеси,
которые периодически удаляют через отверстие
164
Отжимная колонка состоит из нижней фундаментной чаши 7 и верх-
ней коробки 8, установленной на четырёх стойках. Между чашей и ко-
робкой по всей поверхности цилиндрической части отжимной колонки
помещены металлические штампованные сита £>, образующие собой сет-
чатую обечайку. Снаружи колонка закрыта металлическим кожухом ?0.
165
Внутри корпуса отжимной колонки находится бичевой барабан,
состоящий из трех розеток 11, укреплённых на вертикальном валу 12
и связанных между собой вертикальными угольниками 13. С наруж-
ной стороны к угольникам 13 прикреплены лопатки 74.
Лопатки изогнуты под некоторым углом к вертикали. При враще-
нии они отбрасывают зерно под углом к сетчатой обечайке, благодаря
чему оно транспортируется сни-
зу вверх.
С внутренней стороны к
угольникам 13 прикреплены
вертикальные бичи 15, дейст-
вующие подобно крыльчатке
вентилятора для засасывания
Рис.82в. Поперечный разрез моеч-
ной ванны по месту удаления осев-
ших тяжёлых примесей
воздуха внутрь машины при
вращении барабана. Воздух по-
ступает в машину через отвер-
стия 16 в верхней и нижней
частях отжимной колонки.
Вал бичевого барабана вра-
щается в двух шарикоподшип-
никах, из которых один укреп-
лён неподвижно на верхней ко-
робке 8, а другой опирается на
нижнюю траверсу фундаментной
чаши 7.
Вращение бичевого барабана осуществляется от приводного шкива
77 через горизонтально расположенный приводной вал 18 и пару ко-
нических зубчатых колёс 79, помещённых в закрытом кожухе. При-
водной вал опирается на два шариковых подшипника 20, помещённых
в стойках 21, установленных на верхней коробке отжимной колонки.
1бб
Действует машина следующим образом. Зерно попадает в моечную
панну через приёмный механизм 22, который можно передвигать вдоль
панны. Находясь в верхних слоях воды, зерно подаётся отсюда верх-
ними шнеками в отжимную колонку. Камни, песок и другие минераль-
ные примеси опускаются
на дно шнекового корыта,
откуда нижние шнеки на-
правляют их в обратную
сторону — в ковш 23. Из
ковша осевшие примеси
удаляются струёй воды.
Лёгкие частицы, находя-
щиеся на верхнем уровне
воды, удаляются из маши-
ны вручную по мере накоп-
ления.
Зерно, попавшее вместе
с водой в нижнюю часть
отжимной колонки, подни-
мается лопастями бичевого
барабана вверх к выход-
ному отверстию. Из ниж-
ней части отжимной колон-
ки ;НОДУ можно выпустить
в канализацию или напра-
вить обратно в заднее отде-
ление 24 моечной ванны 3.
В этом отделении вода
несколько отстаивается и
попадает в переднюю
часть 3 ванны, где установ-
лены шнеки. В зависимо-
сти от степени загрязнён-
ности воды её возвращают
обратно ^полностью либо
частично. Таким образом,
в этой машине имеется
возможность повторно ис-
пользовать воду для обра-
ботки зерна. Из моечной
ванны вода периодически
удаляется через отвер-
стие 25.
В процессе перемеще-
ния зерна снизу вверх ча-
стицы воды в отжимной
колонке механически от-
660
Рис. 83. Отжимная колонка комбинирован-
ной моечной машины;
7—фундаментная чаша; 8— верхняя коробка;
9—штампованные сита; 10— кожух; 1Т—розеТки;
72-вал; 13—соединительные угольники; 14—наклон-
ные лопатки для перемещения зерна; 15—вертикаль-
ные бичи для перемещения воздуха; 16—отверстие
для входа воздуха; 17—приводной шкив;
18—вал; ТО—конические шестерни
деляются от наружного покрова зерна. Благодаря наружному защит-
ному кожуху 10 вода не разбрызгивается в стороны, а стекает в ниж-
нюю часть машины.
167
Во время вращения барабана в рабочую камеру засасывается воздух,
который затем выдувается через сетчатую обечайку. В результате
зерно частично просушивается и, кроме того, сетчатая поверхность
очищается. Из машины воздух выводится через боковые отверстия 26
в верхней части кожуха.
В верхней части сетчатой обечайки расположена кольцевая труба
с отверстиями, через которую вода подаётся на поверхность обечайки
для смывания грязи и частиц оболочек, приставших к ней. Машина
имеет ряд достоинств, к числу которых надо отнести:
а) возможность отбора камней и минеральных примесей, а также
частиц, легко всплывающих на поверхность воды, что невозможно в го-
ризонтальной моечной машине;
б) возможность повторного использования воды, а также регулиро-
вания времени пребывания зерна под действием воды;
в) незначительное количество битых зёрен, получающихся в очи-
щенном зерне.
Недостатком машины является сравнительно сложная конструкция
её, требующая внимательного ухода со стороны квалифицированного
персонала в процессе эксплоатации и во время разборки и ремонта.
Применять эту машину целесообразно для мойки зерна, засорён-
ного камнями, песком, а также больными зёрнами и другими приме-
сями, всплывающими на поверхность воды.
Техвическая характеристика машины приведена в табл. 31.
Таблица 31
Техническая характеристика моечной машины
Показатели Единицы измерения Значения
Производительность кг/чдг 6000
Окружная скорость барабана «я /сек 18 8
Расход воды на 1 кг зерна л 1,5—3 О
Диаметр верхних шнеков для зерна . .... ЛЕИ 150
Диаметр нижних шнеков для примесей Размеры приводного шкива: » 40
диаметр О 500
ширина . . - • . 150
Число оборотов приводного вала Размеры сетчатой обечайки: об/мин. 400
диаметр » « ЛШ 900
высота * . Габаритные размеры: » 1960
длина . 4360
» 1880
высота ......... 3060
Потребная мощность . л. с. 8.0
Вес машины кг 2850
Чтобы избежать закупорки нижней части отжимной колонки при
случайной остановке бичевого барабана, следует блокировать привод-
ные механизмы отжимной колонки и шнеков для одновременного
действия или совместной остановки.
168
Для нормальной работы машины в эксплоатапии необходимо:
а) Приращение влаги в зерне регулировать приёмным механизмом,
который перемещается по длине моечной вЗнны.
б)) Уровень воды должен находиться выше оси горизонтальных
верхних шнеков.
в) Всплывшие на поверхность воды лёгкие примеси, а также осев-
шие камни и другие тяжёлые минеральные примеси удалять несколько
раз в смену по мере их накопления,
г) Бичевой барабан тщательно выбалансировать в собранном виде.
До сборки бичевого барабана отдельно выбалансирсвать розетки.
Все бичи должны быть одинакового веса.
д) Сетчатую обечайку отжимной колонки периодически очищать от
застрявших частиц посредством струи воды.
е) Чтобы избежать образования боя зерна, розетки, бичи, соеди-
нительные детали, каналы для выхода зерна из машин не должны иметь
шероховатостей, острых граней, выступающих неровностей, на что
следует обратить особое внимание до пуска машин.
ж) Для возможности наблюдения и периодического осмотра машины
обеспечить лёгкий доступ к опорам вертикального вала.
з) Чтобы избежать неприятного шума, шестерни для отжимной
колонки изготовлять из листов латуни и фибры.
6. Машины для обработки отходов моечных машин
Отработанные воды с моечных машин уносят с собой до 0,5% твёр-
дых примесей. Кроме того, в воде содержатся случайно попавшие мел-
кие зёрна, сечка, оболочки зерна, полова, семена и т. д. Для улавлива-
ния этих примесей, которые могут засорить канализацию, применяется
ряд машин. Назначение их сводится, с одной стороны, к очистке воды,
а с другой — к превращению этих отходов в продукт, который может
быть частично использован для кормовых целей.
На рис. 84 (см. стр. 170) показана конструкция машины для
механического отжима влаги из твёрдых примесей.
Вода подаётся в угловую часть машины через трубу 1 и стекает
па цилиндрическое плоское сито 2, расположенное ниже уровня по-
ступления воды. Сито неподвижно прикреплено к станине 3. Над ням
вращается на вертикальном валу 4 система гонков 5 особой формы и
щёток 6. Первые направляют осевший продукт к центру машины, а по-
следние очищают поверхность сита от застрявших в них примесей.
Вода проходит сквозь сито и удаляется из машины.
Осевшие примеси попадает под действие шнекового пресса 7. Ра-
бочим органом его являются два винта 8, вращающиеся в разных на-
правлениях, которые отжимают из продукта воду при перемещении
его к выходному отверстию 9 пресса. Отжатая вода стекает в канализа-
цию через стенки корпуса 10 пресса, в которых предусмотрено много
сквозных отверстий.
Противодавление в корпусе пресса создаётся посредством задней
крышки 11 корпуса, висящей на шарнирах 12 и прижимающейся к вы-
ходному отверстию пресса посредством специальных грузов 13. Из-
169
меняя вес этих грузов, можно регулировать давление, оказываемое
винтами на продукт, а следовательно, и степень отжатия влаги из
него. Эти машины устанавливаются для отжатия воды из твёрдого
остатка, полученного после отжатия отработанных вод или обработки
их другим способом.
170
7. Краткое заключение
Из существующих типов машин для увлажнения зерна наиболее
эффективной является конструкция машины для добавления воды
в распылённом состоянии. При помощи этой машины можно получить
равномерное увлажнение зерновой массы и регулировать приращение
влаги к зерну в широких пределах.
Из машин, применяемых Для мойки зерна, лучшей следует признать
моечную машину с отжимной колонкой для механического удаления
воды с наружного покрова зерна. Однако существующая конструкция
отжимной колонки вертикального типа является сложной и не удобной
в эксплоатации. Эго обстоятельство выдвигает вопрос о необходимости
модернизации машины для замены вертикальной отжимной колонки
горизонтальной.
Для возможности использования моечных машин в зимнее время
при низкой температуре необходимо подогревать зерно перед мой-
кой на специальных аппаратах.
Значительный расход воды, потребляемой моечными машинами,
ограничивает возможность применения этих машин на предприятиях,
расположенных в маловодных районах, а также мойки зерна горя-
чей водой. Поэтому на очереди стоит вопрос о внедрении специаль-
ных машин для сепарирования; отработанных вод с целью повторного
многократного их использования.
Г JI AB A XI
МАШИНЫ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗЕРНА
1. Назначение и область применения машин
Процесс обработки зерна водой и теплом называют в мукомольном
производстве кондициони рованием. Оно применяется в пер-
вую очередь для выравнивания структуры и твёрдости отдельных сортов
зерна, входящих в смесь, предназначенную к помолу. Зерно благодаря
увлажнению разбухает, эндосперм его разрыхляется. Степень увели-
чения объёма зерна зависит главным образом от количества поглощён-
ной им влаги. При последующем процессе удаления влаги из зерна в
кондиционере оно не восстанавливает своего первоначального объёма,
а остаётся в несколько увеличенном объёме. Последнее влияет на
уменьшение связи между частицами эндосперма и на уменьшение
прочности зерна. Всем указанным выше и можно объяснить, что про-
цесс кондиционирования значительно снижает усилия, необходимые
для дробления и измельчения целого зерна, особенно твёрдых пше-
ниц, при размоле которых общий расход энергии после кондициониро-
вания понижается на 10—15%.
В результате кондиционирования достигается также диференци-
рованное распределение влаги в зерне. Влажность эндосперма при
этом не должна превышать 12—14%, а влажность оболочек должна
приближаться к 20—25%. Такое содержание влаги увеличивает со-
противляемость оболочек измельчению, так как они делаются более
вязкими и эластичными. Сопротивляемость эндосперма, наоборот,
при этом уменьшается, что в общем способствует лучшему отделению
эндосперма от оболочек.
После кондиционирования зерна улучшаются также качество клей-
ковины и хлебопекарные свойства муки.
Скорость поглощения влаги зерном зависит от ряда факторов:
структуры и размеров зерна, первоначальной влажности его, темпера-
туры.и продолжительности воздействия тепла на зерно. В связи с этим
при переработке на мельницах смеси пшениц в сортовую муку необ-
ходима раздельная подготовка зерна по сортам, ибо зерно разного
качества требует различных методов и режимов подготовки.
В настоящее время применяются два способа кондицинированияэ
холодный и горячий. При холодном кондиционировании зерно увлаж-
няется при помощи машин для увлажнения зерна или моечных машин,
а затем поступает в отлёжные закрома, где в течение некоторого’вре-
172
мсни влага воздействует на зерно. Время отлёжки колеблется от 16 до
48 час. и зависит от сорта зерна. При горячем кондиционировании
зерно, увлажненное до 17—18%, подогревают в течение 30- 40 мин.
до 36—55°, а затем охлаждают до 20 — 22°.
При нагревании увлажненного зерна значительно ускоряется диф-
фузия влаги с поверхности его внутрь. Влага быстрее воспринимается
оболочкой зерна и находящимся под нею алейроновым слоем, в связи
с чем весь процесс обработки зерна теплом и водой происходит более
интенсивно. Поэтому время, необходимое для отлёжки зерна после
горячего кондиционирования по сравнению с холодным, сокращается
в несколько раз и продолжается от 6 до 16 час.
Горячее кондиционирование имеет также значительные преиму-
щества перед холодным в отношении улучшения физических и биохи-
мических свойств зерна и хлебопекарных свойств муки.
Горячее кондиционирование является сравнительно новым про-
цессом на мельницах и осуществляется при помощи аппаратов, назы-
ваемых кондиционерами. В последнее время начали применять конди-
ционирование зерна под вакуумом в вакуумных кондиционерах. К осо-
бым достоинствам этих аппаратов надо отнести:
а) возможность понижения влажности зерна по сравнению с обыч-
ными кондиционерами в два раза; это даёт возможность увлажнить
зерно до 23—25% и получить значительно большую разницу влаго-
содержания оболочки и эндосперма;
б) возможность снижения температуры нагрева зерна в кондицио-
нере до 30—40°;
в) создание стабильного режима кондиционирования зерна вне
зависимости от температуры и влажности окружающей среды.
В настоящее время вакуумные кондиционеры применяются пока
только для переработки пшениц в сортовую муку. Проведенные в по-
следнее время в Московском технологическом институте пищевой про-
мышленности опыты по кондиционированию ржи дали также хоро-
шие результаты и для этой культуры в отношении увеличения выходов
и улучшения качества муки.
2. Классификация кондиционеров
В настоящее время имеются четыре типа кондиционеров, отли-
чающихся между собой способом нагрева и охлаждения зерна (см.
стр. 174).
3. Водяной кондиционер
Кондиционер состоит по высоте из следующих отделений: подго-
то вител ьнб-на г ревательного; вентил яцион но-под о гре вате л ьн ого; охла-
дительного; приёмной и выпускной части.
На рис. 85 (см. стр. 175) представлен общий вид водяного кон-
диционера, слюптированного из шести отдельных секций, укрепленных
одна над другой. Каждая секция ограждена каркасом сварной кон-
струкции для соединения между собой по высоте.
Верхняя секция 1 представляет собой подготовительно-нагреватель-
ное отделение, последующие четыре секции 2—3—4—5— являются
173
Кондиционеры
зерно нагревается
от соприкосновения
со стенками горячих
водяных радиаторов
Отбор влаги произ-
водится воздухом
температурой окру-
жающей среды
Охлаждение зерна
производится возду-
хом
нвгрев зерна и от-
бор влаги произво-
дятся горячим
воздухом
Охлаждение зерна
производится воз-
I духом
нагрев зерна произ-
водится от соприкос-
новения со стенками
горячих водяных ра-
диаторов
Отбор влаги Произ-
водится горячим
воздухом
Охлаждение зерна
производите я* возду-
хом
нагрев зерна произ-
водится под ваку-
умом от соприкос-
новения со стенками
горячих водяных
радиаторов
Отбор рлагы произ-
водится под вакуу-
мом
Охлаждение зерна
производится
Е03ПУХОМ
вентиляционно-подогревательным отделением, а нижняя секция б —
охладительным отделением кондиционера.
Внутри верхних пяти секций кондиционера помещены чугунные
радиаторы 7, в которых циркулирует горячая вода. Радиаторы имеют
удобообтекаемую для зерна эллипсовидную форму. Между радиатор-
ными батареями вентиляционно-подогревательного отделения перпен-
дикулярно к ним проходят вентиляционные каналы 8, стенки которых
изогнуты из листовой стали. Каналы открыты снизу и с одной торцовой
стороны. Таким образом вентиляционно-подогревательное отделение
отличается от подготовительно-нагревательного только наличием вен-
тиляционных каналов.
Охладительное отделение кондиционера состоит из четырёх выд-
вижных вертикальных секций, подвешенных на роликах 10 к дву-
тавровым ба лочкам 77. Благодаря такому устройству секции могут
быть выдвинуты каждая в отдельности для осмотра.
Каждая охладительная секция состоит из двух боковых стенок 72,
устроенных в виде жалюзи и двух внутренних стенок 13 из про-
бивных листов, образуя, таким образом, три вертикальных канала.
Крайние каналы предназначены для зерна, а средний канал — для
воздуха. Секции эти расположены на некотором расстоянии друг от
друга. Охладительное отделение разобщено от обогревательного от?
деления коробкой с клапанами 14, положение которых можно изменить
поворотом рычага 15,
Большое значение для сохранения устойчивого режима кондицио-
нирования имеет автоматическое регулирование скорости выпуска
зерна из кондиционера в зависимости от скорости поступления его
в аппарат. Для этой цели в кондиционерах устраивается блокировка
впускного устройства 16 с выпускным механизмом охладительного
отделения- При увеличении или уменьшении количества поступающего
174
зерна в кондиционер происходит соответственно изменение количества
выпускаемого зерна из кондиционера.
Технологический процесс обработки зерна в кондиционере со-
стоит в следующем. Увлажненное зерно через приёмный ковш 17
Рис. 85. Общий вид ВОДЯНОГО кондиционера
поступает в нагревательное отделение, где встречает на своём пути ра-
диаторные трубы. Соприкасаясь с ними зерно нагревается до необ-
ходимой температуры. Затем зерно проходит вентиляционное отделе-
175
ние, в котором поочередно встречает радиаторы 7 и вентиляционные
каналы 8. В результате зерно перемешивается, равномерно прогре-
вается и продувается воздухом. В охладительное отделение зерно
поступает через клапаны 14, которые распределяют его по секциям 9.
Зерно движется по крайним каналам каждой секции. Из сред-
него канала отдельных секций высасывается воздух. При дви-
жении зерна по охладительным каналам сверху вниз оно охлаждает-
ся до температуры 20 — 22°. Техническая характеристика водяных
кондиционеров приведена в табл. 32.
Таблица 32
Техническая характеристика водяных кондиционеров
Показатели Единицы измерения Значения
Производительность т/сутки 100
Количество потребного воздуха в минуту .... м3 250
Потребная мощность мотора для вентилятора . . Л. £. 10
Вес кг 8300
Температура воды; поступающей в верхнюю секцию кондиционера °C 80—85
поступающей в вентиляционно-подогреватель- ную секцию 0 60-65
выходящей из кондиционера J) 30-35
Температура нагретого зерна в кондиционере . . 40—55
Температура охлаждённого зерна . » 20—22
Влажность зерна, поступающего в кондиционер % 17—10
Влажность зерна, выходящего из кондиционера . % 15,5—16
Время нахождения зерна в кондиционере .... мин. 30—40
Достоинством водяных кондиционеров является сравнительная
простота конструкции. Недостаток этих аппаратов заключается в ис-
пользовании воздуха окружающей среды для продувания и удаления
влаги. Ввиду этого при изменении температуры окружающей среды
необходимо изменять режим работы кондиционеров, что вызывает
большие неудобства в эксплоатации. По этой же причине нельзя ре-
комендовать установку водяных кондиционеров в местах с большими
колебаниями температуры в разное время года. Испытания этих кон-
диционеров показали, что они пригодны только для обработки твёрдых
пшениц, для которых нс требуется сравнительно продолжительная
обработка при высокой температуре.
4. Воздушный кондиционер
На рис. 86а приведено устройство воздушного кондиционера, а
на рис. 866—схема работы его. По высоте эта машина состоит из
трёх секций: подогревательной 1, нейтральной 2 и охладительной 3.
Через каналы подогревательной секции продувается воздух с темпе-
ратурой ПО0. Из калорифера 4 воздух подводится в подогреватель'-.
ную секцию кондиционера по одному ряду каналов, проходит через
слой зерна толщиной около 20 см и выводится через каналы, распо-
ложенные в смежных верхних и нижних рядах.
176
В нейтральной сек-
ции 2 каналов для воз-
духа нет, и зерно запол-
няет всё поперечное
сечение кондиционера.
Скорость движения зер-
на через нейтральную
секцию в несколько раз
меньше скорости пе-
ремещения его по дру-
гим секциями. Ватой сек-
ции зерно несколько от-
лёживается и происхо-
дит отпотевание зерна,
или собственно кондици-
онирование. Нейтраль-
ной секцией подогрева-
тельная секция полно-
стью отделена от охла-
дительной.
В охладительной сек-
ции 3 температура зер-
на понижается проду-
ванием воздуха до 20—
22°. В этих кондицио-
нерах установлены два
вен тил ято ра. Вентил я-
тор 5 обслуживает на-
гревательную секцию,
а вентилятор б—охла-
дительную.
Воздушные конди-
ционеры можно исполь-
зовать также и для
сушки зерна. При кон-
диционировании зерна
вентилятор 5 работает
по замкнутому циклу.
Отсасывая из кондицио-
нера воздух, вентиля-
тор 5 снова возвращает
его через калорифер 4.
При этом к отработан-
ному воздуху можно
добавлять часть свеже-
го. При сушке зерна вен-
Рис. 8ба. Устройство воздушного кондиционера:
1 — подогревательное отделение; 2 — нейтральное отде-
ление; 3 — охладительное отделение; 4 — калорифер;
5 — вентилятор для горячего воздуха; 6— вентилятор
для холодного в os духа; 7 — циклон; 8 — териограф для
записи температур горячего воздуха 9 — термограф для
записи температур холодного воздуха; 10 — выпускной
механизм; 11— паропровод; 12 — трубопровод для кон-
денсата; 13—люк для впуска свежего воздуха 14, 15 и
16 — клапаны; 11 — верхние ряды воздушных каналов;
13 —средний ряд воздушных каналов; 1О — опоры;
20 —блокировка приёмной и выпускной частей; 21— ре-
гулятор для блокировки; 22—съёмные щиты
гилятор 5 непрерывно
подаёт воздух окружающей среды через калорифер. Вентилятор 6
отсасывает отработанный воздух из нагревательной и охладитель-
ной секций и подаёт его в циклон 7.
177
Достоинство воздушного кондиционера заключается в том, что
в нём можно сохранять стабильный режим обработки зерна при любом
состоянии окружающей среды. Недостатком этого аппарата является
Рис. 866. Схема движения воздуха в воздушном кондиционере
использование воздуха для подогревания зерна, что весьма невыгодно
в отношении расхода тепла. На рис. 86 а дано подробное обозначение
всех важнейших частей кондиционера.
5. Воздушно-водяной кондиционер
На рис, 87 приведена принципиальная схема действия воздушно-
водяного кондиционера производительностью 6 т!час.
Общий вид кондиционера показан па рис. 88. Кондиционер со-
стоит из нескольких частей, соединенных между собой.
Верхняя часть 1 является приемной, куда поступает зерно. Кон-
струкция этого узла должна обеспечить равномерное распределение
зерна по всему поперечному сечению кондиционера.
Подогревательное отделение состоит из двух секций: 2 и 3.
Зерно в этих секциях подогревается от соприкосяозения со стенками
водяных радиаторов до 40°, В радиаторы поступает горячая вода
с температурой 70—60°. Воздух в подогревательное отделение посту-
пает с температурой 17°.
В сушильное отделение 4 подаётся горячий воздух с температу-
рой 80°. При такой температуре воздух подогревает зерно и главным
образом уносит выделенную влагу. Из сушильного отделения воздух
выходит с температурой 45°.
Под сушильным отделением расположены три секции 5—&—7,
в которых имеются радиаторы для подогревания зерна и воздушные
каналы. Водяные радиаторы и воздушные каналы расположены па
своей длине взаимно-перпендикулярно друг другу. Воздух посту-
пает с температурой окружающей среды в 17°. Температура зерна сох-
раняется в пределах 40°. В основном процесс кондиционирования
происходит в секциях 5—6—7.
В охладительном отделении 8 зерно подвергается действию воздуха
с температурой 17е и, таким образом, охлаждается до 20°. По во^душ-
178
ному каналу 9 воздух поступает с температурой 80°. По трубопроводу
Ю направляется в радиаторы горячая вода. По трубопроводу 11 охлаж-
дённая вода из радиаторов возвращается в котёл 72.
Приёмная часть кондицио-
нера снабжена механизмом для
автоматического регулирования
подачи зерна.
Зерно поступает в ковш 13,
опирающийся на качающиеся
опоры 13. При увеличении ко-
Рис. 88. Общий вид воздушно-водя-
ного кондиционера
Рпс. 87. Принципиальная схема
воздушно-водяного кондиционера
ли честна поступающего зерна ковш понижается и приближается к
неподвижной перегородке 15 угловой формы, Таким образом умсИъ-
179
шается размер выходного отверстия из ковша. При уменьшении
количества зерна ковш поднимается под действием пружин, при-
креплённых к концам опорных рычагов. Кроме того при изменении
положения ковша поднимается или “опускается стальной канат 16,
прикреплённый к выпускному механизму 17.
Рис. 89а. Выпускной механизм воздушно-водяного кон ди пионера
На рис. 89 а и б дана конструкция выпускного механизма охла-
дительного отделения кондиционера. Затворы под выпускными ворон-
ками изготовлены в виде одной рамы 7, подвешенной на вертикальных
стальных пружинах 2. Рама посредством шарнирного рычага 3 и каната
соединена с приёмным ковшом.
При увеличении количества поступающего зерна- рама переме-
щается, и, таким образом, увеличиваются выходные отверстия 4 для
выпуска зерна из охладительной секции кондиционера. При умень-
шении количества поступающего зерна рама возвращается в прежнее
положение под действием пружин 2 и противовеса 5. В вертикальное
положении установка всей рамы производится при помощи болтов б,
что позволяет выбрать необходимый зазор между рамой и отверстием
180
В некоторых конструкциях кондиционеров устанавливаются под
выпускными отверстиями'затворы, получающие непрерывные коле-
бания от специального механизма с поступательно-возвратным дви-
жением. Такое устройство является более сложным, но вполне
целесообразным.
Рис. 896. П ian выпускного механизма кондиционера
Техническая характеристика воздушно-водяных кондиционеров
Производительность кондиционера...............5—6 т.-час
При определении производительности кондицио-
нера в основу были положены следующие пара-
метры:
а) температура поступающей пшеницы .... 17°
б) максимальная температура нагрева пшеницы 45°
в) температура пшеницы, выходящий из охла-
дительного отделения ..................... 20°
г) температура горячего воздуха, поступающе-
го в сушильное отделение .............. SO0
д) температура воздуха, выходящего из сушиль-
ного отделения .......................... 45°
е) потребное количество горячего воздуха тем-
пературой 80° составляет...................НО мрмин
181
ж) температура воздуха, поступающего в 4 ecu*
пни, находящиеся под сушильным отделением 17°
з) температура воздуха, ’выходящего из этих
секций ..............; . . . 38°
и) потребное количество воздуха, поступающее
в четыре секции под сушильным отделением [ 10
к) температура воздуха, поступающего в ох-
ладительное отделение ..................... 17°
л) потребное количество воздуха, поступающее
в охладительное отделение.............. 275 мг}мин
Влажность поступающего зерна принята (для рас-
чёта) ...................,............. . 21%
Влажность высушенного зерна (расчётная) - . . 15%
Для нагрева воды требуется котёл низкого дав-
ления производительностью ..... - . 270 000 кдл/чйс
Для подогревания воздуха необходимы два кало-
рифера производительностью . ..........150 000 кал,'час
Статическое сопротивление устанавливаемых вен-
тиляторов . . ......................... . .125 мм вод. ст.
6. Основные условия нормальной работы кондиционеров в
эксплоатации
1. При переработке на мельницах в муку смеси пшениц необходимо
в кондиционерах обрабатывать зерно раздельно по отдельным сортам,
ибо пшеница разных типов и сортов требует различного режима
кондиционирования. Хроме того, следует стремиться сохранять на
длительный период работы мельницы стабильную производитель-
ность и режим работы кондиционеров.
2. При нормальной зкеплоатации кондиционер понижает влаго-
содс ржание зерна на 1,5—3,0%, поэтому пшеница в кондиционер
должна поступать с влажностью 17—19%, чтобы обеспечить влажность
выходящего зерна в пределах 15,5—16%.
Нагревать зерно в кондиционере надо в зависимости от качества
пшеницы от 36 до 54°. Нижний предел нагрева главным образом
применяется для пшениц, обладающих здоровой и крепкой клейко-
виной, а верхний — для пшениц со слабой клейковиной.
Предельная температура нагрева зерна в кондиционере выбирается
на основе тщательных лабораторных исследований, так как слишком
высокие температуры могут привести к отрицательным резуль-
татам. Продолжительность пребывания зерна в горячей части конди-
ционера не должна превышать 30—45 мин.
3. Для получения температуры нагрева зерна в кондиционере в
36—54° температура воды, поступающей из котельной в радиаторы,
должна быть в пределах 70—85°.
4. В зимнее время в зерноочистительное отделение мельницы час-
то поступает зерно с температурой ниже О°. Чтобы обеспечить ув-
лажнение зерна перед кондиционером и достигнуть заданной темпе-
ратуры нагрева зерна, надо предварительно подогреть его до темпе-
ратуры 10—15° при помощи специальных подогревателей.
5. Помещение, в котором устанавливаются кондиционеры, должно
быть утеплено, чтобы уменьшить непроизводительные потери тепла
в окружающую среду. Потери в зимнее время могут быть настолько
значительными, что окажется невозможным прогрев зерна до задан-
182
ной температуры. В последнем случае могут возникнуть вредные
явления конденсации влаги в аспирационных трубах и на металли-
ческих частях аппарата, что крайне неблагоприятно отразится на экс-
шюатации кондиционера.
6. Чтобы избежать охлаждения помещения и компенсировать обра-
зующийся вакуум, необходимо предусмотреть организованный подвод
воздуха извне через специальный диффузор.
7. При установке кондиционера необходимо предусмотреть воз-
можность: а) подачи зерна в него после моечных машин или минуя
их; б) направления зерна мимо кондиционеров.
8. Плотность водяных труб в соединениях, а также в местах уста-
новки арматуры, должна быть обеспечена при рабочем давлении воды
2—4 ат. Вся коммуникация труб для подвода воздуха должна быть
совершенно герметичной. Ветровые клапаны, запорные водяные вен-
тили и краны при закрытии не должны пропускать воздуха и воды.
9. Впускной и выпускной механизм для зерна, а также система
рычагов и тяг для блокировки их, должны обеспечивать, с одной сторо-
ны, полное заполнение поперечного сечения аппарата, а с другой сторо-
ны, предохранят ь от чрезмерноп^залолнепия кондиционера, что может
вызвать прекращение движения зерна внутри его сверху вниз.
.10 . В местах прохождения зерна внутри кондиционера не должно
быть шероховатостей и выступающих частей, способствующих при-
липанию зерна и уменьшению скорости движения его.
Особое внимание должно быть обращено на чистоту наружной
поверхности радиаторов.
11. Трубопроводы, подводящие в кондиционер горячую воду, необ-
ходимо покрывать надежной термоизоляцией.
При установке кондиционера должна быть предусмотрена воз-
можность лёгкого доступа к внутренней части его для осмотра и
периодической очистки в процессе эксплоатации.
12. На аппарате должны быть установлены термометры для из-
мерения температуры поступающей и выходящей воды, а также тер-
мограф для непрерывной графической записи изменения максималь-
ной температуры нагретого зерна.
7. Вакуумный кондиционер
На рис. 90 показана схема устройства и действия вакуумного кон-
диционера. В сушильной камере 1 расположены четыре ряда нагрева-
тельных элементов 2. Число нагревательных элементов зависит от
производительности вакуумного кондиционера. Нагревательные эле-
менты, поставленные один над другим, образуют шахту, через которую
зерно движется сверху вниз. В качестве теплоносителя обычно при-
меняется пар низкого давления, который поступает в нагревательные
элементы с левой стороны и удаляется из них справа, в виде конден-
сата, в конденсационный сборник.
Скорость выхода зерна из нагревательных элементов, а следова-
1ГЛЫЮ, и производительность, регулируется специальными выпускны-
ми клапанами 3, установленными под нагревательными элементами.
I.1KHM образом зерно из отделения 4 до сборника 5 движется непре-
рывно.
183
Над и под сушильной камерой расположены камеры б и 7,
которые периодически наполняются и опоражниваются. Оба отделе-
ния имеют сверху и снизу клапаны специальной конструкции, которые
обеспечивают полную их герметичность. Эти клапаны сблокированы
между собой так, что
зерно в камеру 7 тк>ъту-
пает одновременно с вы-
пуском зерна из каме-
ры 6 при плотном закры-
тии верхнего клапана
в камере б и нижнего
клапана в камере 7. Вы-
пуск зерна из камеры 7
и впуск зерна в камеру б
производится при за-
крытии верхнего кла-
пана в камере 7 и ниж-
него клапана в камере б,
В камере 7 зерно от-
лёживается после суш-
ки.
В нижней части ва-
куумного кондиционера
имеется охладительное
отделение, где зерно
продувается воздухом и
охлаждается до задан-
ной температуры. Для
этой цели предусмот-
рен специальный венти-
лятор.
Для образования раз-
режения в сушильной
камере установлен ва-
куумнасос 8, который
отсасывает воздух из
неё через конденсатор 9
с внутренним охлажде-
нием. Удалённая из зер-
на влага при низкой
Рис. 90. Схема вакуумного кондиционера температуре его ОСаЖ-
дается в виде пара в
конденсаторе. Для сохранения установленного' режима кондициони-
рования в сушильной камере во время наполнения и выпуска
'зерна установлен второй вакуумнасос 10, который соединён с каме-
рами 6 и 7, где в процессе выпуска зерна создаётся такая же
степень разрежения, как и в сушильной камере. Вода из конден-
сатора удаляется по трубопроводу 11, а из радиаторов—по тру-
бопроводу 12.
Периодическая и одновременная работа соответствующих клапанов
184
камер би 7 производится при помощи специального механизма, при-
водимого в движение редуктором от электромотора.
Для контроля температуры высушиваемого зерна должны быть
установлены два термографа, регистрирующие температуру нагретого
и холодного зерна.
fantenca/пор
bi чое
je/nta
Для средняя
62туно —
й изв
ГТ
Сухое
мм
1 ‘ш’ глу&нтд
Sixt/yeta
f-Pscee среднего
Saxyyns
3- Sih етраЯюр»-
Md tabs
Кетел khwum
дааления
J- Напор 3m> cetf
BuHlffffPOCP
Дря Sffdtp
-Дло гтДгаквгр
бакууна
-Для мя^чсата
Для етраБетвююй
боды
Рис. 91. Устапопьа вакуумнгго кондпшюнсра на мельнице
Для лари
Весы
Для отравоты
МЯО Ломига ~
На рис. 91 показана примерная установка вакуумного кондиционе-
ра на мельнице с коммуникацией паропроводов, воздухопроводов и
водопроводов для холодной воды и конденсата. В нагревательные
отделения поступает пар из котла низкого давления, установленного
на первом этаже. Отработанный пар охлаждается в конденсаторе хо-
лодной водой, подаваемой насосом из колодца.
185
Ваку у мн асосы среднего и высокого вакуума приводятся в движение
от общего мотора.
Перед поступлением зерна в вакуумный кондиционер, как и во
все виды нагревательных аппаратов шахтного типа, оно должно быть
тщательно очищено от посторонних примесей па сепараторах.
Технологический процесс вакуумного кондиционера имеет ряд
положительных особенностей.
Первая из них — возможность удаления влаги из зерна при низкой
температуре нагрева его. При нормальном атмосферном давлении темпе-
ратура парообразования воды составляет 100°. Если сушка происходит
в вакууме 94%, то соответствующая температура парообразования
понижается до 35°. Это дает возможность понизить влажность зерна
при однократном пропуске на б—8% и в процессе кондициониро-
вания в значительных пределах перераспределить содержание влаги
между эндоспермом и оболочками зерна.
Вторая особенность заключается в том, что наличие паров выделен-
ной влаги из зерна при постоянном разрежении внутри сушильной
камеры гарантирует равномерность нагревания зерна.
Третья особенность— независимость процесса сушки и кондицио-
нирования зерна от атмосферного влияния.
Вакуумные кондиционеры могут быть с успехом применены для:
а) сушки продовольственного и семенного зерна с большим содер-
жанием влаги, в частности свежей кукурузы и других аналогичных
культур;
б) сушки ячменя при переработке в солод на пивоваренных за-
водах;
в) сушки масличных семян, в частности сои, с большим содержанием
влаги;
г) стерилизации и удаления затхлости зерна, а также для уничто-
жения вредителей зерна в процессе его нагрева;
д) кондиционирования увлажнённого зерна различных культур
в технологическом процессе переработки его в муку высших сортов.
Техническая характеристика современных вакуум-конакционеров
Производительность кондиционера.......... 5 т/час
Начальная в лаж преть зерна...............22°
Конечная влажность зерна..................14°
Вакуум в сушильной камере..................88—90%
Вакуум в капле ре отлёжки..................55—66%
Вакуум в остальных камерах ............... 40—50%
Температура сушки'зерна ,.................50°
Давление греющего пара................. . 1,3атабс
Время пребывания зерна в сушильной камере . 55 мин.
Время пребывания зерна в камере отлёжки . , 65 мин.
Время пребывания зерна в охладительной
камере....................................40 мин.
Вес зерна в кондиционере..................12 т
8. Краткое заключение
Из существующих типов кондиционеров наиболее приемлемыми
в настоящее время следует считать конструкции:
186
а) воздушно-водяного кондиционера, который может найти ши-
рокое применение не только на вновь строящихся, но и на сущест-
вующих мельницах;
б) вакуумного кондиционера, технологическая эффективность ко-
торого значительно выше остальных типов машин.
Необходимость установки специальных вакуумпасосов и конден-
сационных устройств органичивает в настоящее время возможность
широкого распространения этих аппаратов на существующих предпри-
ятиях.
Лабораторные и экспериментальные исследования процессов ва-
куумного кондиционирования дают уверенность в целесооб-
разности капиталовложений для внедрения этого аппарата.
ГЛАВА XII
АППАРАТЫ И МАШИНЫ ДЛЯ ДОЗИРОВАНИЯ СМЕСИ
1. Назначение и область применения аппаратов и машин
Для получения смеси зерна различных сортов перед помолом
или муки из различных партий зерна применяются дозирующие
аппараты и машины.
На мельницах и крупозаводах необходимо смешивать зерно в
различных пропорциях перед переработкой, т. е. производить под-
сортировку его.
Это вызывается требованиями технологического процесса мель-
ниц и крупозаводов.
Дозирующие машины устанавливаются также под мучными си-
лосами для получения смеси различных сортов муки перед упаков-
кой в тару.
Конструкция рабочих органов дозирующих машин выбирается
в зависимости от характера и физико-механических свойств дози-
руемых материалов.
Основными требованиями, предъявляемыми к этим машинам и
аппаратам, являются:
а) дозирование с одной и той же степенью точности при разной
п роизводительности;
б) возможность регулирования производительности отдельных ап-
паратов в широких пределах на ходу;
в) включение или остановка отдельных машин и аппаратов в про-
цессе работы не должны вызывать остановки всей группы машине
г) конструкция дозирующего аппарата должна быть простой и
удобной для обслуживания;
д) возможность передачи движения группе дозирующих машин
посредством одного приводного механизма;
е) возможность единовременного отбора проб от группы дозирую-
щих машин для контрольной проверки заданной производительности
и точности дозирования.
Современные конструкции дозирующих машин и аппаратов можно
разделить по принципу действия на две группы: дозирующие
по объёму и дозирующие по весу‘отдельных продуктов для образо-
вания смеси.
188
2. Классификация дозирующих машин и аппаратов
3. Аппараты, дозирующие по объёму
Аппараты, регулирующие поперечное сечение потока поступающего
материала
Простейший аппарат этого типа, позволяющий в определённых
vсловиях регулировать количество выпускаемого зерна из закрома
или силоса, приведён на рис. 92 (см. стр. 191). Рабочая часть — пи-
тающий барабан 1 имеет четыре продольных крыла 2, образующих
имеете с поперечными дисками 3 четыре ряда карманообразных отде-
лений. Диски 3 расположены таким образом, что делят весь барабан
но длине на части, равные 1/ао. 1/10, ®/20, 3/10, 4/1П длины барабана.
Против каждого из отделений, образованных поперечными дисками,
находятся независимые друг от друга задвижки 4, скользящие в па-
а к корпуса 5. Горизонтальный затвор 6 имеет с левой стороны болт 7,
шляющийся ограничителем его хода. Барабан насаживается на
ii.'uj Л, приводящий в движение группу аппаратов, расположенных
под одним рядом силосов.
Комбинируя различными способами число и размер открытых
мдвижек, можно отрегулировать любую подачу продукта в преде-
II.-IX от О до 100 с интервалами через каждые 5%.
11ри закрытии всех задвижек 4 и открытии затвора 6 весь поток
И рла направляется в обходную щель 9 шириной 30 мм, расположен-
189
ную позади барабана; при этом количество подаваемого зерна будет
зависеть от скорости поступления его.
Техническая характеристика этих аппаратов приведена в табл. 33.
Т а б л и ц а 33
Техническая характеристика аппаратов
Пока затени Единицы измерения Значения
Пропускная способность Пропускная способность отдельных секций пита- ющего барабана: кг/час 3500
первая - . . . % 5
вторая . . . . ... % 10
третья % 15
четвертая % 30
пятая ., % 40
Число оборотов барабана Размеры питающего барабана: об/мин. 20
диаметр .. ЛШ 200
длина Габаритные размеры: 310
длина , . * 570
ширина 430
высота - • <.. 400
Потпебная мощность Л. с. 0, 1
Вес кг 80
Дозирование продуктов посредством изменения ширины потока их
не даёт удовлетворительных результатов, так как в зависимости от
физико-механических особенностей и влагосодержания зерновые про-
дукты с уменьшением размера выпускной щели теряют вообще свой-
ство текучести. Эти механизмы можно применять только для грубого
дозирования сухого и относительно чистого зерна.
Машины, регулирующие скорость поступающего продукта
Корпус такой машины (рис. 93, см. стр. 192) состоит из двух боко-
вых чугунных стенок 1, соединённых тремя стяжными болтами с рас-
порными трубками. Внутри корпуса вращается крыльчатый барабан 2,
составленный из отдельных чугунных звёздочек, насаженных на
вал 5. Между звёздочками проложены диски, отделяющие их друг от
друга и образующие вместе с ними четыре изолированные кармано-
образные секции. Звёздочки повёрнуты на валу одна относительно
другой. Таким образом, стенки сменных звездочек находятся в
разных несовпадающих плоскостях, что до известной степени по-
вышает равномерность дозирования и обеспечивает непрерывный по*»
ток продукта.
Крыльчатому барабану движение передаётся следующим образом.
На общем приводном валу для передачи движения группе дозирую-
щих машин насажен шатун 4, совершающий качателыюе движение.
Палец этого шатуна движется по дуге FD. На палец шатуна наде-
190
вается своей прорезью пусковой рычаг 5, который своим концом шар-
нирно соединён с регулятором 6.
Вдоль регулятора может скользить передвигаемая винтом 7 ка-
ретка 5. Она несёт на себе палец 9, на который надеты два приводных
рычага (верхний и нижний) 10-10,шарнирно связанные с двумя П-образ-
ными серьгами. На осях шарниров этих серёг надеты собачки 11-11,
сцепляющиеся с зубьями храпового колеса, насаженного на вал
крыльчатого барабана.
Рис. 92. Аппарат, дозирующий п^сдук'. по ширине потока
В каждой серьге имеется по две собачки, сдвинутые одна относи-
тельной другой на полшага зубьев храпового колеса, что сделано
для равномерности его движения.
Действует машина следующим образом. Шатун 4 передаёт коле-
бательное движение регулятору 6, который в свою очередь застав-
ляет качаться обе серьги. При отклонении регулятора iвлево
действует верхняя пара собачек и поворачивает храповое колесо,
а вместе с ним и крыльчатый барабан против часовой стрелки. При
отклонении регулятора вправо действует нижняя пара собачек и
поворачивает храповое колесо в том же направлении. Таким образом,
каждый полный размах шатуна даёт два поворота крыльчатого ба-
рабана.
I91
При вращении винта 7 каретка £ перемещается вдоль регуля-
тора 6, благодаря чему происходит изменение скорости вращения
крыльчатого барабана, а следовательно, и производительности машины.
Для удобства регулирования регулятор имеет шкалу, нанесённую
на его лицевой стороне.
Поднимая пусковой рычаг 5, можно моментально выключить ма-
шину. Рычаг фиксируется в поднятом положении деталью 72, опи-
рающейся на подшипник вала барабана. Под барабаном в выходном
Рис. 93, Машинat дозирующая продукт по скорости движения потока
по стрелке Л
канале имеется перекидной клапан 13, посредством которого дозируе-
мый продукт может направляться в канал Н для отбора пробной
порции либо в канал 15 на смешивание.
На рис. 94 показана кинематическая схема машины.
В машинах для дозирования молотых продуктов размер приёмного
отверстия обусловливается величиной выпускного отверстия в сило-
сах для хранения молотых продуктов. Опытными исследованиями,
например, установлено, Что в мучных силосах с размерами в попе-
речном сечении 4 х 4 м необходимо иметь четыре выпускных отвер-
стия размерами i 800 х 500 мм, так как в противном случае продукт
теряет текучесть-
Для дозирования молотых продуктов имеются машины с приём-
ными отверстиями 1 080 х 350 и 1 800 X 500 мм, В своей верхней
102
чрсти они имеют вращающиеся побудители, приводимые в движение
при помощи цепной передачи.
В табл. 34 приведена техническая характеристика дозирующих
машин для дозирования мучных продуктов.
-Таблица 34
Техническая характеристика дозирующих машин
Показатели
Единицы
измерения
Значения
Производительность . . ..................
Размеры приёмного отверстия .............
Диаметр питающего барабана...............
Нормальное число колебаний приводного вала
Габаритные размеры:
длина ...................................
jWs/WC
ЛЛ
»
об/мин.
мм
45 35
1800x500 1080x 350
325 325
45 45
2175 1420
995 924
895 552
0,8 0,6
525 250
ширина .......... ..... ..............
высота ...............................
Потребная мощность ......................
Вес .....................................
к)
кет
кг
# # /ад*
Pile. 94. Кинематическая схема машины
Для приведения в движение группы дозирующих машин приме-
няется конструкция приводного механизма, приведённая на рис. 95.
Вал 1 получает вращение посредством шкива от мотора или транс-
миссии. При помощи шестеренной передачи 2-2 движение передаётся
валу 3, на конце которого надет эксцентрик 4 для качания регуля-
тора 5. Регулятор соединён посредством шарнирного рычага 6 с ва-
лом 7. Таким образом, при вращении вала 7 вал 7 будет получать
круговые колебания вокруг своей оси.
Рукояткой 8, сидящей на винте .9, можно изменять расстояние
между точкой подвеса рычага 6 и осью 10 колебания регулятора 5.
Это регулирование можно производить на ходу, что является важ*
'193
нейшей особенностью приводного,механизма. На вал 7, проходящий
вдоль всей группы дозирующих машин, надеты приводные рычаги
для передачи движения отдельным машинам.
Для выключения приводного механизма можно, не останавли-
вая мотора, движением рукоятки 11 передвинуть одну из шестерён 2
и тем самым прекратить сцепление их между собой.
Техническая характеристика приводного механизма приведена
в табл. 35 (см. стр. 196).
Рис. 95. Устройство приводного механизма для движения группы
дозирующих машин
На рис. 96 а и б приведена конструкция дозирующей машины
с прерывистым вращением дозирующего барабана. Дозирующий ба-
рабан 7 свободно сидит на валу 2. Рычаг 3 передаёт вращение хра-
повому колесу 4, соединённому посредством шпонки 5 со ступицей
дозирующего барабана. Таким образом, включая собачку с храпо-
вым колесом, можно передать вращение от вала дозирующему
барабану.
194
В машине имеются два упора: один неподвижный 6 и один пере-
движной 7. При соприкосновении детали 8 с неподвижным упором 6
Рис. 9ба, Устройство дозирующей машины с прерывистым вращением
дозирующего барабана
она поворачивается и выключает собачку. При встрече детали 8
с передвижным упором 7 она поворачивается в противоположном на-
правлении и включает собачку.
195
Таблица 35
Техническая характеристика приводного механизма
Показатели
ЕдКнмцы
измерения
Значения
Число колебаний вала, соединённого с группой
дозирующих машин...................... ...
Число оборотов приводного шкива .......
Наибольшее число дозирующих машин, при-
водимых от одного приводного механизма . . .
Размер шкива.................................
Габтриты:
длина .......................................
об/мин.
У
шт.
ММ
»
ширина .................................
высота . ..............................
Передаваемая мощность.......................
Вес ........................................
»
Л. с.
кг
45
135
25
360x175
1140
840
650
до 4
230
Рис. 966. Устройство дозирующей машины
Передвижной упор прикреплён к диску 9, который свободно вра-
щается вокруг оси и фиксируется в определённом положении защёл-
кой 10. В зависимости от положения по окружности упора 7 меняется
расстояние между ним и упором 6, а следовательно, меняется и угол
поворота дозирующего барабана. Упоры 6 или 7 могут быть совер-
шенно выключены из действия.
Деление на диске 9, находящееся против защёлки 10, показывает
в процентах часть окружности, па которую поворачивается дозирую-
щий барабан при одном обороте вала. Тормозная колодка 11- при
помощи пружин 12 прижимается к ободу дозирующего барабана, бла-
годаря чему последний в выключенном состоянии мгновенно остана-
вливается.
1 ЛА
Посредством рычага 12 можно переместить задвижку и таким
образом закрыть отверстие 13 и открыть отверстие 14.
В табл. 36 дана максимальная производительность машины при
различном числе оборотов и диаметре дозирующего барабана.
Таблица 36
Производительность аппарата
250 380 765 1150 1530 1920 2300 2680 3060 3440 3820 4200 4580
300 700 1580 2360 3150 3950 4720 5500 6300 7100 7900 8700 9500
400 3400 6800 10200 13600 17000,20400 23800(27200 30600 34000 37400 40800
4. Аппараты, дозирующие по весу
Зерновые продукты представляют собой не однородную массу по
объёмному и удельному весу. Поэтому посредством дозирующих ап-
паратов, работающих по объёмному принципу, во многих случаях
нельзя получить однородную смесь по точности содержания отдель-
ных частей. Большую степень точности дают аппараты, дозирую-
щие отдельные составные части по весовому принципу.
На рис. 97 показана конструкция такого аппарата, пригодного
для сыпучих зерновых продуктов. Основными частями его являются:
чугунный корпус /, коромысло, вращающееся вокруг оси 2, и ком-
пенсатор 3. Ось коромысла неподвижно закреплена на Двух крон-
штейнах 4, жёстко соединённых с корпусом. Верхняя правая часть
коромысла 5, введённая внутрь корпуса, представляет собой дуго-
образную пластинку, образующую вместе с наклонной стенкой кор-
пуса приёмный ковш.
Нижняя правая часть коромысла соединена с кривой лопастью 6,
направляющей продукт при выходе из аппарата. Кроме того, при
помощи последней лопасти автоматически регулируется сыпь-
Ось 7 кривой лопасти свободно проходит через корпус и соединена
снаружи шарнирно одним концом с компенсатором 3. На другой
конец оси вставлена стрелка 8, которая при равновесии коромысла
находится на одном уровне с другой стрелкой 9, неподвижно при-
креплённой к корпусу.
С левой стороны коромысла укреплены две градуированные шка-
лы 10 и 11, расположенные в одной вертикальной плоскости. На
верхней шкале 11 насажен грузик 12 с винтом для фиксирования
его положения. На нижней шкале имеются два груза: один 13—
жёстко укреплённый на конце шкалы и второй 14— передвижной.
При расположении грузов на нулевом делении шкал и при снятом
197
компенсаторе подвижная и неподвижная стрелки 8 и 9 должны на-
ходиться на одном уровне, что указывает на равновесие коромысла.
Компенсатор (см. рис. 07), предназначенный для смягчения ударов
зерна, представляет собой пустотелый цилиндр 15, внутри которого
находится поршень, шарнирно соединенный посредством штока 16 с
осью нижней лопасти. Компенсатор подвешен на оси 17, соеди-
нённой с корпусом.
Аппарат действует следующим образом. Посредством подвижных
грузов, имеющихся на шкалах 10 и 11, устанавливается размер пи-
тающего отверстия для продукта. При увеличении удельного веса
198
продукта, проходящего через аппарат, повышается давление на
лопасть 6, чем нарушается равновесие коромысла. В результате
размер питающей щели уменьшается и общий вес продукта, про-
пущенного через аппарат в _ единицу времени, не изменяется.
При уменьшении удельного веса происходит обратное явление.
Производительность аппарата может быть изменена соответствую-
щим перемещением передвижных грузов на шкалах 1Q и 11, Габа-
ритные размеры аппарата: длина 745 мм, ширина 356 мм, высота
310 мм, вес 29 кг. Наблюдение за работой аппарата показало, что при
тщательном изготовлении и уходе он действует надёжно и беспе-
ребойно.
Для дозирования молотых продуктов по весу применяются лен-
точные машины, представляющие собой ленточные транспортёры, на
которые поступает определённое, заранее заданное количество про-
дукта. Такие машины непрерывного действия применяются на комби-
кормовых заводах для дозирования молотых продуктов, входящих
в состав комбинированных кормов.
5. Краткое заключение
Из существующих типов современных дозирующих машин по
объёму наиболее совершенными являются машины, в которых можно
в широких пределах изменять скорость вращения питающего бара-
бана. Форма карманов питающего барабана должна быть подобрана
в зависимости от физических свойств дозируемых материалов.
Эти машины применяются для получения смеси из различных
сортов зерна или смеби разных сортов муки.
Аппараты для дозирования по весу целесообразно применять для
регулирования равномерности поДачи зерна в машины или напра-
вления его из одного отделения мельницы в другое.
ГЛАВА ХШ
ШЕЛУШИЛЬНЫЕ МАШИНЫ ДЛЯ ОБРАБОТКИ ПЛЕНЧАТЫХ
КУЛЬТУР
1. Назначение и область применения шелушильных машин
Для снятия оболочек с зёрен плёнчатых культур на крупозаводах
применяются шелушильные машины периодического и непрерывного
действия с деревянными, металлическими и абразивными рабочими
органами. Кроме того, для окончательной обработки поверхности
зёрен некоторых крупяных культур применяются специальные шли-
фовальные и полировальные машины.
Отделение оболочек зерна в шелушильных машинах происходит
благодаря удару его о неподвижную поверхность или вследствие
трения зёрен между двумя рабочими органами машины. В последнем
случае имеет место также взаимное трение зёрен между собой. Один
из рабочих органов является вращающимся, а другой находится
в неподвижном состоянии или вращается с относительно малой ско-
ростью.
2. Классификация шелушильных машин
Приводим классифкацию шелушильных машин по различным
принципам устройства рабочих органов. Отдельные типы этих машин
пригодны также для шлифовки и полировки продукта. Машины,
предназначенные специально для шлифовки и полировки продукта,
рассматриваются отдельно. Классификация приведена на стр. 201.
3. Шелушильные машины непрерывного действия
Машины с вращающимися деревянными бичами
На рис. 98 показано устройство машины, применяемой главным
образом на сельскохозяйственных крупорушках для переработки
проса в пшено. Рабочими органами машины являются неподвижный
кожух 1 и вращающийся бичевой барабан 2.Внутренняя часть кожуха
состоит из деревянных брусков твёрдой породы (клёна, граба, бука),
которые вставляются в пазы металлических боковых стенок, скреп-
ляемых болтами 3. Бичевой барабан состоит из двух чугунных ро-
зеток 4, жёстко укреплённых на валу 5.
Из приёмного ковша 6'-зерно поступает внутрь машины, где би-
чевым барабаном ударяется о планки кожуха 1, а затем при -вылете
200
Классификация шелушильных машин
о ст?л ни камеры 7. При таком воздействии на зерна оболочки от
них отделяются. Обрушенная смесь попадает в канал 8, куда по-
даётся воздух вентилятором 9. В результате происходит разделение
обрушенного продукта на фракции по парусности. В канале 10
Рис. 98. Машина с вращающимися деревянными бичами
Таблица 37
Техническая характеристика машины с деревянными бичами
Показатели Единицы измерения Значения
Производительность в зерне т/сутлп 7—10 (при
трехкратном
пропуске)
Внутренний размер кожуха:
диаметр Л Л 500
длина • » 800
Количество бичей шт. 16
Размеры бичей:
(длина, ширина» толщина) 720x 45 x 30
Окружная скорость бичей л/сек 18—20
Потребная мощность л. с. 3—4
Габаритные размеры:
длина мм 1665
ширина » 1100
высота » 1538-
202
оседает пшено с примесью необрушенных зёрен, а в канале 11 необ-
рушенное зерно и дроблёное пшено с мучкой. Лузга уносится пото-
ком воздуха. Степень разделения регулируется клапаном 72.
При трёхкратном пропу-
ске через машину достигается
полное обрушивание проса.
Эти машины дают лучшие ре-
зультаты при переработке
белого и жёлтого проса, а
худшие — при переработке
красного проса. Достоинство
машины заключается в про-
стоте конструкции. Сущест-
венными недостатками явля-
ются быстрый износ рабочих
органов (клён, дуб, бук через
72 часа, берёза через 40 час.
работы машины) и уменьшен-
ные выхода пшена.
Т ехническая характери-
стика машины приведена в
табл. 37.
Машины с вращающимися
стальными бичами
К этой группе машин от-
носится усоотбойная машина,
применяемая на крупозаво-
дах для отбивания остей с
зёрен риса и овса.
Корпус машины (рис. 99)
состоит из горизонтального
разъёмного стального ци-
линдра 7 и 2, зажатого тре-
мя сквозными стяжками 3
между двумя опорными стой-
ками 4. На внутренней по-
верхности цилиндра закреп-
лены четыре продольных ря-
ди штырей 5 квадратного се-
чения. Внутри цилиндра вра-
щается вал б, несущий на
i ебе четыре ряда бичей
7, с поперечным сечением
в виде равностороннего тре-
\ сольника. При вращении
"ичи вала проходят в проме-
жутках между неподвижны-
203
ми штырями цилиндра, расположенными перпендикулярно к про-
дольной оси вала.
Горизонтальный вал вращается в двух подшипниках, из которых
левый 8 со стороны привода — шариковый, а правый 9 — упорно
роликовый. Корпуса подшипников устанавливаются на полочках
опорных стоек. Зерно принимается через отверстие 10, а обработан-
ный продукт выпускается через выходное отверстие, прикрытое кла-
паном 11 с противовесом 12.
Зерно в машине перемещается благодаря наклону боковых граней
штырей и вращающихся бичей. Собранный корпус машины монти-
руется на стойках 13.
Процесс отбивания остей совершается перемещением продукта
между вращающимися бичами и неподвижными штырями. В резуль-
тате энергичного трения зёрен друг о друга и воздействия рёбер
призматических бичей жёсткие ости риса, овса и куриного проса
обламываются и частично измельчаются.
Продукт вместе с обломанными остями непрерывно выходит из
машины и направляется на провеивание для отделения остей.
Попутно с основной операцией на этих машинах с поверхности
зерна удаляются также приставшие минеральные примеси.
В технологической схеме рисозавода эти машины обычно устана-
вливаются после сепаратора и. магнитного аппарата, чтобы обраба-
тывать на них зерно, освобождённое от минеральных и случайно
попавших металлических примесей.
В табл. 38 приведена техническая характеристика машины.
Таблица 38
Техническая характеристика машины со стальными бичами
Показатели Единицы измерения Значения
Производительность кг!час 2200
Диаметр бичевого барабана ММ 300
Число оборотов об/мин. м]сек 400
Окружная скорость бичей Размеры приводного шкива: 6
диаметр ММ 500
ширина - • i Габаритные размеры; 150
длина 2924
ширина 500
высота 95С
Расход воздуха MsfMUH £
Сопротивление ММ вод. ст. 3
Потребная мощность л. с. 6
Вес машины 550
Машины с вращающимися абразивными дисками
а) Шелушильный постав с вертикальной осью вращения. Шелув
шильный постав в крупяном производстве применяется Для освобо-
ждения зёрен овса, проса, риса и ячменя от цветочной плёнки и ча-
204
стично от плодовых оболочек и зародыша. Процесс обрушивания
происходит в рабочем пространстве между двумя дисками (жерно-
вами) — одним верхним неподвижным и другим нижним вращающим-
ся. Расстояние между жерновами устанавливается немногим меньше
толщины зерна.
При прохождении продукта между жерновами оболочки таких
крупяных культур, как рис и просо, подвергаются сжимающему
усилию, разрушаются и легко отделяются от внутреннего ядра. При
переработке же овса, у которого связь ядра с оболочкой довольно
прочна, оболочка отделяется благодаря трению о шероховатую по-
верхность жернова.
На рис, 100 показана конструкция машины. Чугунный поддон 1
шелушильного постава монтируется на станине, состоящей из ниж-
205
ней чугунной плиты 2 и укреплённых на ней четырёх чугунных
стоек 3,
Рабочими органами постава являются два жорнова, представляю-
щие собой чугунные диски, покрытые абразивной массой, с толщиной
рабочего слоя в 45 мм. Нижний вращающийся жорнов 4— бегун
посредством шпонки 5 и затяжной гайки 6 укрепляется на конусном
конце вертикального вала 7. Верхний неподвижный жорнов 8 укре-
плён при помощи трёх шпилек 9 с гайками 70 и^77 и трёх кронш-
тейнов 72.;
Рис. 101. Конструкция верхнего подшипника шелушиль-
ного постава
Перемещение верхнего жорнова при срабатывании рабочей по-
верхности или для выравнивания по окружности расстояния между
жерновами осуществляется вращением гаек 70 в ту или другую сто-
рону при отпущенных гайках 77.
Вертикальный вал вращается в двух подшипниках и опирается
на шариковый подпятник. Верхний подшипник (рис. 101) состоит из
корпуса 13, крышки 14, бронзовой втулки 75 и надетого на вал чу-
гунного стакана 76. Стакан вращается благодаря наличию шпильки 77,
пропущенной сквозь вал, концы которой заходят в вертикальные
пазы 18 стакана. Смазка верхнего подшипника происходит непрерывно
При помощи винтовой канавки 19, выполненной на наружной поверх-
ности чугунного стакана 76. Поднимаемое по винтовой канавке вверх
масло стекает вниз через вертикальные каналы 20. Чтобы избежать
выливания масла из подшипника, предусмотрена трубка 27. Уровень
масла в подшипнике ограничивается верхней плоскостью 22 этой
трубки.
206
'Нижний шариковый подшипник 23 (рис, 102) совместно'с под-
пятником 24 помещён в чугунный стакан 25, входящий в расточку
тумбы 26, укреплённой в центре основной плиты станины.
Положение нижнего жёрнова при срабатывании образивной массы
регулируется подъёмным механизмом, состоящим из рычага 27 и
винтового приспособления.
При вращении маховичка 28 (см. рис. 100) рычаг будет поворачи-
ваться вокруг горизонтальной оси и, упираясь в стакан подпятника,
создавать вертикальное перемещение вала.
Рис. 102. Конструкция подпятника шелушильного постава
Питающий механизм состоит из конусной воронки 29, укреплён-
ной при помощи стоек 50 на чугунном диске верхнего неподвижно-
го жорнова. На верхнем конце вала укреплена тарелочка 31,
предназначенная для равномерного распределения продукта. На
нижнюю часть приёмной воронки надет телескопический патрубок 32,
положение которого над тарелочкой определяет размер питающей
щели. Положение патрубка 32 регулируется при помощи маховичка
33, сидящего на винтовом стержне 34, Последний соединён с патруб-
ком 32 при помощи рычага 35, вращающегося вокруг оси, как на
шарнире. Таким образом, при вращении маховичка 33 можно изме-
нять количество зерна, поступающего в машину.
Для выпуска продукта из машины в поддоне имеются два отвер-
стия. В зависимости от местоположения машины к одному из отвер-
стий присоединяют выходной патрубок 36, а второе отверстие закры-
вают заглушкой. Для подачи продукта к выходному отверстию диск
бегуна имеет два гонка 37, прикреплённые к нему при помощи
болтов.
По мере срабатывания рабочей поверхности, диск поднимается
для сохранения необходимого расстояния между дисками. При подъ-
ёме нижнего диска гонки 37 должны быть опущены, для чего в них
предусмотрены отверстия продолговатой формы под болты.
207
У выходного отверстия предусмотрен люк 33 для отбора проб
и предохранительный клапан 39, устраняющий возможность попада-
ния руки внутрь поддона.
В верхней части корпуса машины имеются две дверки 40 для
наблюдения за действием аспирации. Машина присоединяется к
воздухопроводу центральной аспирации при помощи патрубка 41.
Люком 42 в боковых стенках поддона пользуются при выверке
размеров рабочей щели между дисками и для прочистки поддона при
забивании его продуктом.
В зависимости от перерабатываемой культуры следует обеспечить
степень шероховатости рабочей поверхности дисков. Это достигается
применением в составе абразивной массы нескольких сортов наждака
с разной крупнотой зёрен. Например, для машин, перерабатывающих
овёс или рис, в состав абразивной массы входит наждак: № 12—20%,
№ 16 — 60% и № 20 — 20%, для проса наждак: № 16 — 20%, № 18 —
60% и № 20 — 20% от общего веса его. На рабочей поверхности
вращающегося диска насекаются бороздки глубиной 25—35 льи,
шириной 35—50 мм, по которым перемещаются продукт и воздух
для охлаждения его.
Техническая характеристика машины приведена в табл. 39.
Таблица 39
Техническая характеристика шелушильного постава
Показатели Единицы измерения Значения
Производительность (по зерну на завальной я«е) при переработке: 1250
риса ..... кг/час
проса (белого и желтого) >> 850
проса (красного) 650
овса ., л 1050
ячменя в крупу пенсак » 850
Диаметр диска Число оборотов в минуту: лл! * 1250
для овса и риса об/мин. 210
для проса >> 300
Окружная скорость диска Размеры приводного шкива: м/сек до 20
диаметр ММ 800
ширина » Габаритные размеры: » 125
длина о 756
ширина й 536
высота ft 2115
Расход воздуха , . м3/мин 12
Сопротивление . . ММ ВОД> ст Л 6
Потребная мощность л. с. 3,5
Вес машины . кг 1550
На рис. ЮЗ показана примерная установка шелушильного по-
става на перекрытии. В этой машине вертикальный вал вращается
208
вверху в шариковом подшипнике, а внизу •— в подшипнике сколь-
жения и опирается на шариковый подпятник. Это является важным
достоинством машины.
б) Шелушильный гостов с горизонтальной осью вращения. К числу
этих машин относится машина, известная на практике под наимено-
Рис. 103. Шелушильный постав, установленный на полу
ванием просорушки русского изобретателя Шефера. На
рис. 104 показано устройство этой машины. Рабочими органами
являются два диска, из которых один из абразивной массы 1 является
подвижным и вращается вместе с валом 2. Движение передаётся валу
через шкив 3. Другой диск 4, изготовленный из кожи, является не-
подвижным. В качестве материала для диска применяют отходы из
подошвенной или мягкой кожи, склеенные и спрессованные в спе-
209
циальные пакеты. Срок службы кожаного диска при непрерывной
работе составляет 600—800 час.
Расстояние между этими дисками регулируется специальным
механизмом 5. Продукт поступает из ковша б через канал 7 в зазор
между дисками, где и обрушивается. Обрушенный через патру-
бок S продукт попадает в аспирационный канал 9, куда вентиля-
тором 70 подаётся поток воздуха. В результате воздействия воздуха
пшено как фракция меньшей парусности оседает в ящике 77, а
Рис, 104. Шелушильный постав с абразивным и кожаным диском и гори-
зонтальной осью врашепня
просо, обладающее большей парусностью, уносится дальше и осе-
дает в ящике 12. Оба продукта выводятся из машины по течкам
13, Посредством приспособления 74 можно приблизить или удалить
от вентилятора ящики 77 и 72 и таким образом регулировать про-
цесс разделения обрушенной массы. Оболочки частично оседают в
ящике 72 и частично удаляются из машины потоком воздуха.
В состав абразивной массы для вращающегося диска! входит
наждак: № 16 — 20%, № 18 — 60% и № 20 — 20% от его общего
веса.
Посредством болтов 75 устанавливают неподвижный диск таким
образом, чтобы его рабочая поверхность была параллельна поверх-
ности вращающегося, диска.
В табл, 40 представлена техническая характеристика ма-
шины.
Достоинством машины является простота конструкции, а недо-
статком — сравнительно быстрый износ рабочих органов. Мащина
имеет большое распространение на предприятиях небольшой произ-
водительности.
210
Таблица 40
Техническая характеристика шелушильного постава с абразивным
и кожаным диском
Показатели Единицы измерения Значения
Производительность в зерне при переработке преса кг час 450
Диски:
диаметр мм 800
толщина * . - »> 200
Число оборотов ..... об/мин. 500
Окружная скорость диска м/сек 20
Габаритные размеры;
длина , ........ ММ 1925
ширина * > - * - »> 1870
высота ...... » 1000
Расход воздуха м3[ман. 8
Сопротивление машины ММ ВОД. ст. 6
Потребная мощность Л. с. 4.
Машины с вращающимися абразивными барабанами
а) Иеелушилъкая машина системы А. А. Захаренко. На рис, 105
показала конструкция этой Минины. Основными частями сё
являются:
Абразивный барабан 7, изготовленный из стального цилиндра 2,
к которому приварены по образующей п чанки 3 трапецевидной формы.
Форма и количество цланок обеспечивают надёжную связь цилиндра
с покрывающей его толстым слоем абразивно! массы.
Абразивная дека Д, окружающая нижнюю часть барабана, под-
вешенная на шарнирах.
Нижняя ситовая обечайка 5, являющаяс я продолжением абразив-
ной деки.
Верхняя ситовая обечайка б, установленная своими торцами в
кольцевых пазах боковой части кожуха.
Приспособление для продольного перемещения обрабатываемого
зерна от места поступления до выхода из машины. Это приспособле-
ние состоит из 28 лопаток 7. свободно подвешенных к продольному
бруску S. Изменением наклона лопаток можно регулировать скорость
перемещения и время пребывания зерна в машине, В машине пре-
дусмотрен механизм 9 для одновременного поворота всех планок.
Шнек 70, расположенный под ситовой обечайкой для вывода
относов.
Кожух 7/, закрыаающий верхнюю половину машины.
Ось вращения шарнира 72 абразивной деки выбрана с таким
расчётом, чтобы расстояние между декой и барабаном оставалось по-
стоянным по всей длине машины.
Все рабочие органы машины смонтированы на металлическом
станке 13.
Действует машина следующим образом. Продукт поступает в ма-
шину через приёмное отверстие 14 и попадает в пространство между
211
Рис, 105, Шелуши льнам машина системы Л. А, Захарины-
лопатками, которые направляют его в рабочую зону 15 между декой
и лращающи*мся барабаном. Затем продукт подвергается трению об
абразивную поверхность и ситовую обечайку 5 и, попадая повторно
на лопатки 7, постепенно перемещается вдоль машины.
Технологический эффект машины легко можно регулировать
изменением наклона лопаток, а следовательно, и скорости продоль-
ного перемещения зерна.
Техническая характеристика машины указана в табл. 41.
Таблица 41
Техническая характеристика шелушильной машины системы
_____________________А- А. Захаренко_____________
Показатели Единицы измерения Значения
Производительность (ячмень влажностью 10%) . кг [час 1400
Окружная скорость барабана м]сек 18
Барабан:
диаметр мм 725
длила , 1645
Число оборотов об/мин. 480
Потребная мощность л. с. 10
Образец машины находится в производственном испытании. Про-
изводительность машины при обработке овса влажностью 14% со-
ставляет 850 кг/час.
б) Г речерушальная машина. На рис. 106 а и б представлено устрой-
ство машины для обрушивания гречихи системы, Л. М. Киселёва.
Основными частями этой машины являются:
Питающий механизм 1 для равномерной н непрерывной подачи
зерна. Количество подаваемого продукта регулируется изменением
зазора между рифлёным валиком 2 и заслонкой 3, подвешенной на
шарнире.
Абразивный барабан 4 с шероховатой поверхностью, вращающийся
вокруг горизонтальной оси. Барабан изготовлен в виде цилиндра из
листовой стали 5, к которому по образующей прикреплены стальные
планки 6. На планки и наружную поверхность цилиндра наклады-
вается абразивная масса, которая после затвердевания образует
монолитный слой с шероховатой поверхностью.
Дека 7 из абразивной массы, опирающаяся на рычаги 8, повора-
чивающиеся вокруг оси 9. Расположение оси 9 может быть изменено
и вертикальном и горизонтальном направлениях посредством бол-
тов Ю и 11 (см. рис. 106 б). Это даёт возможность изменять размер
щели между абразивным барабаном и декой с каждой стороны по
ширине машины и придать щели клиновидную форму для постепен-
ного захвата и обрушивания продукта. Для указанной операции
требуется остановка машины.
Механизм .для регулирования размера рабочей щели между декой
и барабаном одновременно по всей длине машины расположен с
праной стороны машины. Механизм состоит из маховичка 12
213
и стержня 13. Верхний конец стержня с винтовой нарезкой входит
в маховичок, а нижний конец его соединён с декой 7,
Выпускной клапан 14, открывающийся под давлением накопив-
шегося продукта.
На поверхности барабана и деки насекаются рифли глубиной в
1 мм с наклоном в 5° к горизонтали. Число рифлей на 1 см Длины
окружности барабана колеблется от 3 до 4 шт. Зёрна гречихи,' по-
падая в клиновидную щель между вращающимся барабаном и - непо-
214
размерами обрабатываемых зёрен.
ю—
Рис. Юби. Боковой вид г реперу шалы-i ой
машины системы Л. М. Киселева
движной декой, увлекаются и благодаря взаимному трению и сопри-
косновению с шероховатой поверхностью сжимаются. В результате
оболочки гречихи надламываются и отделяются от ядра. Перед обру-
шиванием гречиху следует очистить от посторонних примесей. Чтобы
избежать образования сечки и увеличить количество обрушенных
зёрен, гречиху предварительно необходимо сортировать по величине
на шесть-восемь фракций. Каждую фракцию пропускают через от-
дельную машину, в которой подбирают размер и форму рабочей
щели в соответствии с
Лучшие показатели
технологического про-
цесса обрушивания по-
лучаются при изготовле-
нии барабана 4 и деки 7
из камней естествен-
ной породы.
Машина с большим
успехом применяется
также для обрушивания
проса и гороха. При
переработке проса для
второго и третьего про-
хода барабан 4 изготов-
ляют из искусственной
массы, а деку 4 — из
резины.
В состав абразивной
массы входят: наждак
76%, магнезит 12,6%,
хлористый магний
11,4%. Для обрушива-
ния гречихи наждак со-
ставляется из номеров:
№ 22 — 30%, № 26 —
40%, № 30 — 30%, а
для обрушивания проса:
№ 16 — 20%, № 18 —
60% и № 20 — 20%.
- Производительность машины может быть определена по следую-
щей формуле:
Q = ЗбОО/PZ ~ .
* к
где Q — производительность в кг/час;
I — длина барабана в м;
v — скорость перемещения зерна в м/сек;
z —число зёрен, укладываемых в один слой на площади в
1 ,м2 = -40000;
х — коэфициент заполнения щели;
к — количество зёрен в 1 кг.
215
Стахановцы предприятий крупяной промышленности добились
увеличения нагрузки на 1 см длины барабана до 210 кг/су тки при
переработке гречихи и до 225 кг!сутки — при переработке проса.
В табл. 42 приведена техническая характеристика машины.
Таблица 42
Техническая характеристика грече рушильной машины
системы Л. М. Киселева
Показатели Единицы измерения Значения
Производительность машины;
при переработке гречихи кг/час 550
» » проса » 600
Размеры абразивного барабана:
диаметр ММ 500
длина . . . , . * . , , с. п. п а 630
Размеры абразивной деки:
длина * , . 630
ширина , » 300
Число оборотов барабана при переработке гречи-
хи и проса п об/мин. 450—500
Окружная скорость барабана м/сек 12—13,5
Размеры шкива мм 250X125
Расход воздуха M3/AtUH 15
Сопротивление машины . , . мм. вод ст. 4 5
Потребная мощность л. с. 3—4
Габаритные размеры;
длина . . мм ИЗО
ширина * . » 1125
высота » 1400
Вес машины , , ,.. кг 600
4. Шелушильные машины периодического действия
Шелушильные машины периодического действия применяются на
крупозаводах главным образом для шелушения, шлифовки к поли-
ровки ячменя, овса и гороха. В этих машинах возможно также полу-
чение крупы из пшеницы. Зерно в машине обрабатывается между
быстровращающимся барабаном, покрытым абразивной массой, и мед-
ленновращающимся цилиндром из стальных листов с пробивными
отверстиями. Время пребывания продукта в рабочем пространстве
можно регулировать в широких пределах.
На рис. 107 и 108 показано устройство этой машины и конст-
рукции основных частей её, Быстровращающийся барабан 7 (рис. 107)
изготовляется из чугунного литья. Рабочая поверхность его покры-
та по окружности и бокам абразивной массой.. Для обеспечения
прочности соединения абразивной массы с барабаном по окружности
и бокам барабана нарезаны канавки трапецевидной формы.
Барабан установлен на горизонтальном валу 2, который вращается
в подшипниках 3. Барабан соединён с валом врезной шпонкой 4 и
клиновой шпонкой с головкой 5.
216
Рис. 107. Конструкция шелушильной машины лериоднчсского^дсйствия:
1 — быстровращающийся барабан; 2 — вал; 3 — подшипники; </ и 5 — шпонки; 6 —
чугунные лиски; 7 —соединительные болты; 8 — шестерни; 9 — пал; 10 — сетчатая по-
верхность 11 — выпускной клапан; 72— рамка выпускного клапана; 13 — двуплечий
рычаг; 14— угловой рычаг; 15 — тяга; 16 — палец; 17. — ролик; 18— загрузочная ко-
робка; 7р — поворотный клапан: 20 — шарнирный клапан; 21 — дисковый кулак;
22- клапан; 23 — червячная передача
217
Рис. 108, Конструкция шелушильной машины периодического действия:
24—рал; 25 — зубчатая передача; 26—цепная передача; 21 -колодка; 28-угловой ры-
чаг; 29 - ползущий; 30—рычаг; 31—ведущий диск; 32—пружина; 33 —сменные шестер-
ни; 36—червячная передача; 37— цилиндрические шестерни; 38—тормозной диск;
39— колодки
218
Медленновращающийся кожух состоит из двух чугунных литых
Дисков 6, которые вращаются в подшипниках с обеих сторон барабана.
Болты 7 соединяют, боковые диски друг с другом.
Рабочая часть кожуха выполнена из стальных листов 10 с про-
долговатыми отверстиями размерами от 0,75 х 20 лш до 1,5 х 20 мм.
Расстояние между кромками отверстий составляет 4—5 мм по длин-
ной и 3,5—4 мм — по короткой оси. На рис, 107 стрелкой пока-
зано направление вращения барабана. Кожух вращается в обратную
сторону. Привод кожуха осуществляется парой цилиндрических шес-
терён & Малая шестерня 8 сидит на валу Р. В стальных листах
кожуха расположены противоположно друг другу два выпускных
клапана 77 с рамками 72. Клапаны изготовлены из листовой, а
рамки из полосовой стали.
Выпускные клапаны приводятся в действие посредством двупле-
чего рычага 13 и углового рычага 14, расположенных на боковой
стороне кожуха и вращающихся вместе с ним против часовой
стрелки. Оба рычага соединены между собой тягой 15, образуя,
таким образом, систему рычагов. I’азмер тяги по длине можно
изменять. Этим пользуются для регулирования действия рычагов,
чтобы обеспечить плотность закрытия клапана. Когда ^угловой ры-
чаг 14, плечо которого направлено по радиусу, приходит в соприкосно-
вение с горизонтальным пальцем 16, то происходит поворот его
против часовой стрелки, в результате чего клапан 77 открывается.
При встрече изогнутого плеча углового рычага 14 с роликом 77.
он поворачивается по часовой стрелке, и клапан закрывается.
Загрузочная коробка 18 имеет в верхней части поворотный
клапан 19, а в нижней части — шарнирный клапан 20. Оба кла-
пана управляются автоматически, а именно: поворотный —- посред-
ством цепной передачи 26, а шарнирный клапан — от дискового
кулачка 27. При открытии клапана 19 зерно наполняет загрузоч-
ную коробку. Зател! открывается шарнирный клапан 27 и выпу-
скает зерно в рабочую камеру. Степень наполнения коробки регу-
лируется клапаном 22 при помощи ручного маховичка червячпой
передачи 23. На рисунке показаны клапан 19 в открытом виде, а
клапан 20 в закрытой! виде.
Механизм управления машины (см, рис. 108) действует
следующим образом. Вал 24 приводит в движение через цилиндри-
ческую зубчатую передачу 25 дисковый кулачок 21 для поворота
шарнирного клапана 20 в загрузочной коробке. Кроме того, этот
вал открывает выпускные клапаны 77 в кожухе. Открываются они
посредством горизонтального пальца 16 с насаженной колодкой 27,
углового рычага 28 с ползушкой 29 на вертикальном плече, ры-
чага 30 и ведущего диска 31.
В машине предусмотрена возможность регулирования соединения
рычага 30 с ведущим дискам. Когда рычаг 30 во время вращения
проходит мимо ползушки 29, он отжимает её вниз. При этом палец 16
подаётся вперёд к диску 6 и вызывает открытие клапана 77. При
нормальной работе в течение одного цикла каждый клапан 77 откры-
вается но два раза один за другим. Как только рычаг 30 освобождает
2I0
ползушку 29, пружина 32 отжимает палец снова в исходное поло
жение.
Привод вала 24 происходит через две сменные шестерни 33, чер-
вячную передачу^ и цилиндрическую пару шестерён 37 от бокового
диска кожуха.
Тормозное устройство, В случае обрыва или спадания
ремня, передающего вращение валу 9, кожух с ситами начнёт быстро
вращаться вместе с барабаном, что вызовет неизбежную аварию.
Чтобы избежать это явление, в машине предусмотрен предохрани-
тельный тормоз.
Тормоз состоит из чугунного диска 38 с канавкой и двух тормоз-
ных колодок 39. При обратном вращении кожуха тормозные колодки
плотно прижимаются к тормозному диску, благодаря чему кожух
останавливается.
Подлежащее обработке зерно попадает в загрузочную коробку
станка из ковша над машиной. Автоматически действующие по-
воротный и выпускной клапаны периодически выпускают из короб-
ки в рабочее пространство отдельные порции зерна. Вес порций
можно изменять в широких пределах, примерно от 15 до 25 кг.
Абразивная поверхность быстройращающегося барабана и шеро-
ховатая поверхностьмедленновращающегося в обратную сторону кожу-
ха могут интенсивно шелушить, шлифовать или полировать зерно.
Эффект шелушения или шлифовки можно регулировать в широ-
ких пределах, изменяя продолжительность обработки от 5 до
15 мин. Это производится сменой шестерён автомата 33. Кроме
того, можно изменять количество периодически загружаемого
в машину зерна, что достигается соответствующей установкой качаю-
щегося клапана в загрузочной коробке машины.
Эти машины изготовляются одинарными или двойными. В зависи-
мости от назначения машины и места установки её в технологической
схеме переработки зерна абразивная поверхность барабана должна
обладать различной шероховатостью.
Таблица 43
Состав наждака по крупноте
Технологическое назначение машины Состав наждака по номерам в % к общему весу его
10 12 14 16 | 18 2П 22
Для переработки ячменя в трех- номерную крупу; 1-й шелушильный проход , . 40 40 20
2-й шелушильный проход . . -— 40 30 30 " — —
шлифовочный проход '. . . . — —— 50 50 . —
Для переработки ячменя в се- миномерную крупу: . 1-й шелушильный проход . . 40 60
2-й шелушильный проход . , — — 60 40 — и. —
шлифовочный проход .... — — — 50 50 — —
полировочный проход .... — 60- 40
В табл, 43 указан примерный состав наждака по крупноте, реко-
мендуемый для машин, устанавливаемых в разных стадиях перера-
ботки ячменя в крупу.
Общий вес абразивной массы для изготовления одного барабана
составляет около 20Q кг, из которых вес наждака равен около 150 кг.
В табл. 44 приведена техническая характеристика одинарных
шелушильных машин периодического действия.
Таблица 44
Техническая характеристика одинарных шелушильных машин
периодического действия
Показатели
Единицы
измерения
Значения
Производительность в зерне: при переработке ячменя в трехномерную крупу /п/сушки 6,0
то же, в семи потери у к крупу > » 4,5
i> 15,0
Размеры абразивного барабана: 1300
диаметр * -WJH
310
Размер зазора по окружности между барабаном я 25
сетчатым кожухом Размеры отверстий в сетчатом барабане; »
для шелушильных машин . » 1,5x20
» шлифовальных в 1x20
» полировальных о |> 0,75x20
Окружная скорость: 18 Ш
абразивного барабана ... .«/сек
сетчатого кожуха 0,4—0,9
Расход воздуха . ........ м*!мин 15
мм вод. ст. 15
Потребная мощность ... Л. с. 12—15
Габаритные размеры: 1750
мм
ширина . » 2180
высота 19KJ
Вес машины кг 3000
5. Шлифовальные и полировальные машины
Шлифовальный постав
Шлифовальный постав (рис. 109а) служит для снятия с обру-
шенного зерна риса, овса и проса плодовых и семенных оболочек,
а также и зародыша, выполняя этим процесс, называющийся шлифов-
кой. Зерно обрабатывается в рабочем пространстве между вращаю-
щимся конусным абразивным барабаном и окружающей его непо-
движной сетчатой обечайкой.
Продукт, поступая через центральное отверстие в крышке корпуса,
падает на верхнее основание конусного барабана. Под действием
центробежной силы продукт отбрасывается в рабочую щель машины,
где его начинает вращать барабан. Покров обрабатывается благодаря
взаимному трению зёрен друг о друга, а также трению зёрен между
221
шероховатыми поверхностями абразивного барабана и сетчатой
обечайки.
Корпус шлифовального постава установлен на станине, состоящей
из нижней чугунной плиты 1 и укреплённых на ней четырёх чугунных
стоек 2. Корпус состоит из поддона 3, чугунных колонок 4 с наве-
Рис. 109а, Шлифовальный постав
шанными на них двумя створчатыми дверками 5 и верхней кольцевой
крышки б с отъёмной конусной частью 7.
Внутри корпуса помещаются рабочие органы машины — абразив-
ный конусный барабан 8 и окружающая его сетчатая обечайка Р.
Барабан посредством шпонки 10, шайбы 77 и гайки 72 прочно закреп-
лён на конусном конце вертикального вала 13.
Окружающая барабан обечайка составляется из шести отдельных
рамок, свёрнутых между собой болтами и прилегающих к точёным
кольцевым выступам крышки и дна поддона. На рис. Ю9б показано
222
устройство одной из рамок. Рамки с внутренней стороны обиваются
стальной плетёной проволочной сеткой 14. В каждой рамке по напра-
влению образующей конуса имеется продольный паз с вставленной
в него резиновой тормозной колодкой 75. Назначение этих колодок —
уменьшить скорость движения зерна в рабочем пространстве и создать
участки интенсивной обработки покрова зерна между абразивной
поверхностью барабана и резиновыми колодками.
Рис. 1096. Конструкция рамки шлифовального постава
Резиновые колодки могут легко перемещаться в пазах посредством
винтового механизма, состоящего из накладки 16, стержня 17 с ма-
ховичком 75 и контргайки 19. Винтовым механизмом пользуются
для регулирования размеров зазора между колодкой и абразивным
барабаном, а также для подачи колодки в сторону барабана по мере
износа.
Вертикальный вал машины вращается в двух подшипниках и
опирается на шариковый подпятник по конструкции, анало’гичной
с шелушильным поставом.
Изменение размера рабочей щели между бараваном и сеткой,
а также перемещение барабана вниз при срабатывании, осуществляется
специальным нажимным механизмом (см. рис. 109, а). Последний
состоит из рычага 20, опирающегося с одной стороны па сережку 27,
с другой стороны рычаг подвешен к кронштейну 22 с помощью шар-
нирной гайки 23 и нарезанного стержня 24 с маховичком 25. При
вращении маховичка рычаг будет поворачиваться и, упираясь в ста-
кан подшипника, вертикально перемещать вал совместно с укреплён-
ным на нём барабаном.
Приводному шкиву 26 движение передаётся через направляющие
ролики или полуперекрёстным ремнём непосредственно от трансмиссии.
Шлифованный продукт выходит из машины через отверстие в дне
поддона при помощи гонков 27,
223
Снятые с продукта и прошедшие через сетку оболочки собираются
на дне поддона в пространстве между обечайкой и боковой стенкой
корпуса; откуда удаляются наружу скребковым механизмом. Послед-
ний состоит из горизонтального зубчатого венца 28 со скребками 29,
медленно вращающегося на роликах 30.
Оси 31 роликов закреплены в боковой стенке поддона. Зубчатый
венец приводится во вращение малой шестерней 32, сидящей на ва-
Рис, ПО. Приспособление для обточки шлифовального барабана:
1 — барабан; 2—аал; 3— зажимная гайка; 4—суппорт; 5—маховичок суппорта; 6—державка
нарезного ролика; 7—нарезной ролик; 3—ходовой винт; S—винт для подачи нарезного
ролика; IV—станок;
лике 33. Шкив 34 вращается с помощью ремня непосредственно с вер-
тикального вала.
Шероховатость поверхности абразивного барабана должна соот-
ветствовать назначению машины в схеме технологического процесса.
Так> например, при переработке риса применяют для составления
абразивной массы наждак следующих номеров: К° 14, 16, 18 — 20%,
№ 18, 20, 22 — 60%, № 20, 22, 24 — 20% соответственно для, пер-
вого, второго или третьего прохода,
224
Техническая характеристика машины приведена в табл. 45.
Таблица 45
Техническая Характеристика шлифовального постава
Показатели
Единицы
измерения
Значения
Производительность (по зерну на завальной яме)
для проса, овса и риса............
Барабан:
верхний диаметр . .......................
число оборотов > > > > ...............
окружная скорость .............
Размеры приводного шкива:
диаметр..................................
ширина ............... . »............
Габаритные размеры:
длина................................
ширина ...............................
высота ........................... ,
Расход воздуха . ......................
Сопротивление ......................... .
Потребная мощность ......................
Вес машины...............................
кг/час
мм
об/мин.
м/сек
мм
»
о
-м*[мин
ММ ВОД. ст.
л. с.
кг
1250
1000
240
12,5
800
200
1810
1713
2205
20
6
8
1810
На рис. 110 приведено при-
мерное устройство механизма
для обточки рабочего органа
шлифовального постава. Устрой-
ство механизма и способ обточ-
ки ясны из рисунка, на кото-
ром даны обозначения основ-
ных деталей.
Полировальный постав
Полировальный постав ши-
роко применяется на рисозаво-
дах для снятия [с поверхности
отшлифованного (риса пристав-
ших к нему мучнистых частиц,
которые придают ядру мато-
вый оттенок. Машина отличает-
ся от шлифовального постава
только устройством рабочего
Рис. ill. Конструкция рабочего
органа полировального постава
органа — барабана и наруж-
ной обечайки.
Боковая поверхность бара-
бана (рис. Ш) набрана из дере-
вянных планок 7, зажатых при
помощи болтов 2 между диска-
ми 3. Между каждой парой цланок зажимается продольная по-
лоса материи 4 или тонкой кожи и отгибается к наружной по-
верхности конусного барабана. Налегая друг на друга все по;
225
л осы образуют сплошную матерчатую поверхность барабана. Полосы
материи обращены внутрь барабана. Таким образом, в рабочем
органе образуется запас материала, что даёт возможность быстро
восстановить сработанную рабочую поверхность.
Сетчатая обечайка составляется из шести рамок, прилегающих
к кольцевым точёным выступам крышки, свёрнутым между собой
болтами. В общем она аналогична конструкции обечайки, приве-
дённой на рис, Ю9, но в ней не устанавливаются резиновые колодки.
Рамки обиваются стальной проволочной сеткой.
Во всём остальном конструкция машины не отличается от шелу-
шильного и шлифовального поставов.
Шлифованное зерно, поступая через центральное отверстие в крыш-
ке корпуса, падает на верхнее основание конусного барабана, откуда
под действием центробежной силы отбрасывается в рабочую щель
машины. Зерно обрабатывается благодаря трению его между матер-
чатой поверхностью конусного барабана и сеткой обечайки. В ре-
зультате рис полностью освобождается от наружных мучнистых ча-
стиц и приобретает глянцевую поверхность.
Техническая характеристика машин представлена в табл. 46.
Таблица 46
Техническая характеристика полировального постава
Показатели Единицы измерения Значения
Производительность Барабан: кг, час 1800
диаметр * . • • > . ММ 1000
число оборотов об/мин, 240
окружная скорость . ... м/сек 12,5
Расход воздуха , , ме/мин 15
Сопротивление ... мм вод. ст. 4
Потребная мощность Л. с. 6
Вес ма вины кг 1900
Шлифовальный и полировальный поставы могут быть изготовлены
по конструкции, указанной на рис. 103 для установки на перекрытии.
6. Основные условия нормальной работы шелушильных
машин в эксплоатации
Механизм для подачи продукта должен обеспечивать равномерное
поступление его в машину, так как при перегрузке машины полу?
чается много необрушенных зёрен, а при недогрузке — много сечки.
Детали, регулирующие степень подачи продукта, должны обладать
высокой чувствительностью.
Регулирование зазора между рабочими органами должно легко
осуществляться от руки. Управление механизмом для регулирова-
ния зазора следует располагать рядом с выпускным отверстием для
обработки продукта.
226
Абразивная масса изготовляется из наждака, магнезита и хлори-
стого магния. Содержание отдельных составных частей абразивной
массы, а также содержание различных номеров наждака должны
подбираться в соответствии с назначением машины и местом её в схеме
технологического процесса.
Облицовка вновь отлитых чугунных деталей должна производиться
только после месячной выдержки на воздухе или после отжига.
Поверхности металлических деталей перед облицовкой необходимо
тщательно очищать от ржавчины, песка и других загрязнений.
Температура поверхности металлических деталей при облицовке
должна быть не ниже 15—18°.
7. Краткое заключение
Существующие в настоящее время конструкции машин для шелу-
шения крупяных культур в основном обладают следующими недо-
статками:
а) Оптимальные результаты в отношении количества выходов и
качества продукции могут быть получены лишь при"предварительном
рассортировании продукта по величине на ряд фракций, которые
должны обрабатываться раздельно.
б) Рабочие органы машин обладают малой износоустойчивостью
и требуют частой замены.
в) Часть применяемых машин относится к машинам периодиче-
ского действия. Применение машин периодического действия мешает
созданию поточности в технологическом процессе переработки зерна.
Для устранения этих недостатков необходимо изыскать новые
методы шелушения зерна и модернизировать существующие типы
машин.
ГЛАВА XIV
МАШИНЬ) ДЛЯ ИЗМЕЛЬЧЕНИЯ ЗЕРНА
1. Назначение и область применения измельчающих машин
Измельчение зерна является основной частью технологического
процесса переработки зерна в муку. Расход энергии на измельчение
зерна на мельницах составляет 50—75% общего расхода энергии;
Стоимость измельчения составляет 25—30% всех издержек производ-
ства на предприятии.
Зерно по своей структуре является неоднородным. Зерно состоит
из эндосперма, окружённого оболочками, и зародыша, который по
своим физическим и химическим свойствам отличается от остальных
частей-зерна. Оболочки не усваиваются человеческим организмом,
поэтому они снижают качество муки как продукта питания. В за-
родыше содержится большое количество жиров, которые, попадай
в муку, делают её неустойчивой для хранения и, разлагаясь, при-
дают ей горький вкус. Поэтому на мельницах стремятся получит^
муку только из чистого эндосперма без примеси оболочек и зародыша.
Оболочки зерна вследствие своей упругости измельчаются в мень-
шей степени, чем эндосперм, и поэтому они после измельчения дают
более крупные частицы, не проходящие через мучные сита.
Большое значение для получения оптимальных результатов из-
мельчения имеет процесс предварительного кондиционирования зерна.
В результате кондиционирования можно добиться получения оболочек
с большей влажностью, чем эндосперма, и таким образом после из-
мельчения получить частицы оболочек значительно больших разме-
ров, чем частицы эндосперма.
Кроме того, необходимым условием получения высококачествен-
ной муки является измельчение эндосперма зерна в частицы одина-
ковых размеров, что весьма важно для создания оптимальных
условий процесса хлебопечения. Чтобы размолоть зерно в муку со-
ответствующей крупноты, необходимо после первого пропуска зерна
через измельчающую машину отсеять мелкие частицы, а крупные вто-
рично измельчить. Этот процесс повторяется несколько раз, пока не
будут выделены отруби и не будет получена однородная мука по ве-
личине частиц.
Основные измельчающие машины, применяемые в настоящее
время Для получения муки, построены на следующих принципах
воздействия на перерабатываемое зерно (рис. 112);
228
а) раздавливания и растирания между двумя поверхностями
(одна — неподвижная, Другая — подвижная), которые сжимают про-
дукт до разрушения, вследствие чего происходит измельчение,
К таким машинам следует отнести жерновые постаны.
б) Скалывания и растирания частиц между двумя поверхностями,
Вращающимися с различными скоростями в противоположном напра-
влении одна относительно дру-
гой.
К числ}' таких машин относят-
ся вальцевые станки.
в) Удара, при котором проис-
ходит разрушение зерна между
вращающимися с большой ско-
ростью рабочими органа и не-
подвижными деталями машины.
При ударе зерно и частицы его
деформируются и измельчаются.
К этой группе' машин относятся
дезинтеграторы и молотковые дро-
билки.
-Разнообразие применяемых
принципов дробления и большой
ассортимент разнохарактерных
продуктов, подлежащих размолу,
являются причинами многотипно-
сти размольного оборудования.
Необходимо отметить, что про-
цесс дробления и, работа разнооб-
разных дробильных машин ещё
не получили единого теоретиче-
ского обоснования. Отдельные ти-
пы машин изучены почти исклю-
чительно опытным путём. Единой
теории, позволяющей произвести
полный расчёт машины на осно-
вании происходящих в ней про-
цессов, пока не существует.
В последние несколько лет опу-
бликованы работы ряда русских
учёных по вопросу о дроблении зер-
на. В числе этих работ одной из
наиболее интересных является
книга проф. Я. Н. Куприца «Физико-химические основы размола
зерна», в которой приведён ряд экспериментальных и исследователь-
ских работ по измельчению зерна в муку.
Вклад в науку о дроблении зерна, который сделан различными
русскими и советскими исследователями, позволяет с достаточней
точностью определять расход энергии на измельчение зерна различных
культур в зависимости от влажности зерна, крупноты помола и ору-
дий дробления.
22В
В табл. 47 приведена величина разрушающих усилий для эн до?
сперма Пшеницы в зависимости от структуры его. *
Таблица 47
Величина разрушающих усилий для аидосперма пшеницы
Характер деформации Структура Величина разруша- ющих усилий в яг/сл*
Сжатие Скалывание Стекловидная Мучнистая Стекловидная Мучнистая 33,1 17,0 9,5 3,0
В табл. 48 даны средние раздавливающие усилия (в кг) для
отдельных зёрен пшеницы разных сортов и различной влажности.
Таблица 48
Средине раздавливающие усилия для зёрен пшеницы
Влажность пшеницы в % Мягкий сорт — ~~ - г 1 I Г. в - Твердый сорт
и 7,8 9,54—11,09
13 6,65 8,71—10,77
14 7,45 8,34—10,71
15 7.22 8,11— 9,79
16 6,91 7,81— 9,26
Из этих таблиц видно, что величина раздавливающих усилий
колеблется в широких пределах в зависимости от сорта, влажности
и способа измельчения зерна.
2, Классификация измельчающих машин
В современных предприятиях мукомольно-крупяной промышлен-
ности применяются следующие типы измельчающих машин:
230
3. Жерновые поставь!
Принцип действия жерновых поставов
Измельчение зерна в жерновом поставе происходит между двумя
жерновами, из которых один — вращающийся, а другой находится
в неподвижном состоянии. Зазор между рабочими поверхностями
обоих жерновов устанавливается в соответствии с необходимой сте-
пенью измельчения.
Жерновой постав как машина является объектом длительного
и постепенного развития, начиная от примитивных орудий первобыт-
ного человека. До 70-х годов прошлого столетия жерновой постав
являлся основной: измельчающей машиной на мукомольных мель-
ницах. С появлением вальцевого станка роль жерновых поставов
стала быстро падать. В настоящее время эти машины применяются
лишь на сельскохозяйственных мельницах малой производительности
для размола продовольственных культур в обойную муку и фуражных
культур в кормовые продукты. На мельницах сортового помола эти
машины применяются иногда только на последних системах для
вымола отрубей.
Классификация жерновых поставов
Устройство жерновых поставов
Жерновой постав с горизонтальной осью вращения. На рис. 113
представлен общий вид машины. На горизонтальном валу 7, вращаю-
щемся в подшипниках 2—3, установленных на станине4, укреплён
жорнов 5. Соединение жорнова с валом достигается креплением его
болтами 6 к чугунному диску 7, жёстко связанному с валом.
Неподвижный жорнов 8 имеет большое центральное отверстие 9
для подвода продукта. Этот жорнов укрепляется болтами к съёмной
частижорпуса 10, к которой крепится также и приёмная воронка 11
для подачи продукта. Шкив, приводящий в движение жорнов, распо-
ложен между подшипниками 2 и 3.
231
Продукт, подлежащий размолу, поступает через приёмную воронку
в центральное отверстие неподвижного жорнова, где захватывается
чугунным двухходовым шнеком /Л сидящим на конце вала, и подаётся
им в зазор, образованный между двумя жерновами. Для лучшего
захватывания продукта рабочее пространство между жерновами
в месте поступления продукта представляет собой два обращённых
друг к Другу усеченных конуса.
Продукт, Захваченный вращающимся жорновом, разбрасывается
по окружности и, двигаясь к периферии, начинает раздробляться,
232
Размол продукта происходит в собственно мелющем пространстве,
которое образовано вертикальными плоскостями жерновов. В размо-
лотом виде продукт уда-
ляется из машины скреб-
ками 13 через отвер-
стие 14. ,
Для нормальной ра- _Л.Т
бпткл М ЯШИНЫ непбупли- VJ.
г'
боты машины необходи-
мо обеспечить равно-
мерную и непрерывную
подачу продукта в неё.
С этой целью предусмо-
трен питающий меха-
низм! который устроен
следующим образом. Ва-
лик 15 вращается в под-
шипниках 16, Конец ва-
лика выполнен в виде
эксцентрика 17. При
вращении последнего де-
таль 18 перемещается в
вертикальном направ-
лении, поворачивает ры-
чаг 19 вокруг точки 20 и,
таким образом, передаёт
поступательно - возврат-
ное движение жолобу 21.
Количество подаваемого
зерна регулируется под-
нятием или опусканием
задвижки 22.
Степень размола ре-
гулируется специальным
механизмом, располо-
женным на противопо-
ложном конце вала.
Устройство механизма
для регулирования за-
зора между жерновами
приведено на рис. Н4.
Вал 1, вращающийся
вместе с жорновом, пе-
редаёт давление через
упорный подшипник 2
на пружину 3. Валик 4
свободно входит в от-
верстие вала 1. Две пла-
стинки 5 проходят сквозь конец вала 1 и обнимают с двух диамет-
рально противоположных сторон кольцевую выточку б на ва-
лике 4. Благодаря такому устройству вал 1 может свободно вра-
233
щаться при неподвижном состоянии валика 4. При осевом пере-
мещении валика 4 вместе с ним будет двигаться в том же напра-
влении также и вал 7. Таким образом, при случайном попадании
неразмалываемого тела между жерновами передвижной жорнов
вместе с валом 7 перемещается в осевом направлении и сжимает пру-
жину Л
Сопротивление пружины можно регулировать посредством махо-
вика 7 с втулкой 8, на которой имеется винтовая нарезка. При пере-
мещении втулки 8 влево пружина сжимается и сопротивление её
увеличивается, а при перемещении вправо — наоборот. Для фикси-
рования положения втулки служит рукоятка 9, которая, подобно
гайке, при вращении перемещается по втулке 8.
Рукоятка 70 при повороте вокруг оси 77 против часовой стрелки
своей выступающей частью 12 упирается в ступицу маховика 7 и
таким образом перемещает вправо валик 4 вместе с валом 7 и сидя-
щим на нём жерновом. Рукояткой 70 пользуются на практике в
случае необходимости быстро увеличить зазор между жерновами.
' На мелющих плоскостях жерновов насекаются бороздки, по ко-
торым перемещается продукт, а также и воздух для охлаждения его.
Для образования шероховатости жерновов между бороздками
насекаются мелкие канавки.
Жорнов приходится периодически насекать для возобновления
бороздок и канавок. Для этого освобождают болты съёмной части
Корпуса и откатывают её вместе с жорновом по рельсам, прикреп-
лённым к корпусу машины и к полу.
Жерновой постав с вертикальной осью вращения. Устройство жер-
нового постава с вертикальной осью вращения и с верхним вращаю-
щимся жорновом, называемым бегуном, изображено на рис. 115.
Неподвижный жорнов 7, расположенный снизу, укладывается на
деревянной платформе на уровне пола. Горизонтальность жорнова
выверяется тремя установочными болтами 2.
В некоторых конструкциях машин нижний жорнов лежит в спе-
циальном чугунном поддоне, сквозь который и проходят установоч-
ные болты.
Верхний жорнов 3 вращается посредством вертикального вала,
так называемого веретена, с которым он соединён при помощи
двух взаимно-перпендакуляряых шарниров. Такое соединение при-
меняется в ряде других машин под наименованием карданного
подвеса.
Для осуществления этого подвеса на верхний конец вала наде-
вается деталь 5, так называемая г о н я л к а (рис. ] 16), имеющая
две цапфы б. На цапфу гонялки надевается другая деталь 7, именуе-
мая параплицей, которая в свою очередь имеет две цапфы,
расположенные под углом 90° к цапфам гонялки. Цапфы параплицы
входят в чугунные чашки 8, залитые в тело верхнего жорнова. Такое
устройство позволяет жорнову свободно качаться на конце вала,
что обеспечивает параллельность рабочих Плоскостей верхнего й
нижнего жерновов.
* В центральном отверстии нижнего жорнова (см. рис. 115) укре-
плён вертикальный подшипник — кружловина 9, состоящий иг трёх
234
клиновидных вкладышей, в которых вращается веретено. Нижний
конец веретена опирается на подпятник 10. Привод машины И движе-
ние осуществляется конической зубчатой передачей или непосред-
ственно полуперекрёстным ремнём с направляющим роликом.
Расстояние между жерновами для изменения степени дробления
регулируется вращением винта 11. При этом перемещается рычаг 12,
поднимая или опуская подпятник, а вместе с ним и вал 4 с верхним
жорновом 3.
Рис. 115. Устройство жерНового постава с вертикальной осью вращения
Для охлаждения продукта и рабочих поверхностей поставТ аспи-
рируется через трубу 13, соединённую с камерой 14, образованной
фильтрующей матерчатой тканью. Для очистки ткани от застрявших
частиц камера встряхивается при помощи специального механизма 15
и пружины 16. Встряхивающий механизм получает движение через
ремённую передачу 77. Для равномерной подачи продукта предусмот-
рен питающий механизм 18.
Большие габариты и незначительная производительность при
большом расходе энергии ограничивают применение жернового по-
става с вертикальной осью вращения-
Жерновые поставы с вертикальной осью вращения и ниж-
ним бегуном применяются для шелушения плёнчатых культур
235
на крупозаводах. Устройство этих машин подробно разобрано в
главе XIII.
Схема действующих сил на зерно, находящееся между жерновами,
показана на рис. 117.
При вращении верхнего жорнова на частицу, находящуюся между
жерновами, будут действовать две силы: сила Р, направленная по
касательной к окружности, и центробежная сила F, направленная
перпендикулярно к касательной, Равнодействующая этих двух сил R
заставляет частицу, попавшую между жерновами в точке А, описать
Рис. 116. Устройство споры вращающегося верхнего жорнова
спираль и сойти с жорнова в точке В. Такое перемещение частицы
между двумя жерновами вызывает нагрев её, в особенности при
гладких поверхностях камней.
Чтобы избежать подобных нежелательных явлений, которые могут
вызвать порчу муки, на поверхности жерновов насекаются бороздки.
Действие бороздок заключается в следующем:
а) стенки бороздок вращающегося жорнова действуют подобно
лопастям вентилятора и заставляют воздух перемещаться от центра
к внешней окружности; воздух охлаждает продукт и содействует
его перемещению;
б) бороздки являются каналами для вывода измельчённого про-
дукта, благодаря чему сокращается время пребывания его между
жерновами;
в) кромки бороздок являются режущими органами; при наличии
острых кромок происходит более быстрое раскалывание частиц зерна,
что облегчает процесс измельчения его в муку.
На рис. 118 видно, что под действием двух сил Z? и возникаю-
щих при вращении верхнего жорнова, получаются две силы Р и Р1(
разрывающие частицу, и силы Q и Qv которые стремятся пере-
местить её к выходу.
236
Угол а, образованный двумя касательными к очертаниям бо-
роздок верхнего и нижнего камней в точке т, называется углом
наклона бороздок. Очертание бороздок подбирается таким
образом, чтобы они пересекались только в одной точке и чтобы
угол наклона был больше двойного угла трения продукта о жорнов.
На рис. 119 показано поперечное сечение бороздок. Для измель-
чения зерна должно быть обеспечено наличие режущей кромки 7. По-
пала НИЮ измельчённых частиц в бо-
роздку и перемещению их содей- "7?
ствует тупой угол а. /
Рис. 17. Усилия, перемещающие
частицу к выходу
Рис. 118. Усилия, действующие
на частицу, находящуюся между
жерновами
Я и J?L—две силы, направленные перпен-
дикулярно к касательным бороздок в
точке их скрещивания ,
Важное значение для нормальной работы машины имеет равно-
мерность подачи продукта, что должно обеспечиваться питающим
механизмом. На рис. 120 (см. стр. 238) показано примерное устрой-
ство двух типов питающих механизмов, применяемых в жерновых
поставах. Вращение рабочему органу питающего механизма передаёт-
ся от вертикального вала. При вращающейся тарелке регулирование
осуществляется изменением расстояния между трубой 1 и плоскостью
тарелки 2.
Рис, 119. Поперечное ссчснис бороздок в жерновах
В звёздчатых механизмах количество подаваемого продукта ре-
гулируется положением вертикальной задвижки 3. Для прекращения
подачи материала рычагом 4 выключается половина кучачковой
муфты 5 и, таким образом, прекращается передача движения от вер-
тикального вала б машины к валу 7, на котором сидят звёздочка 8
237
и деталь 5 для разрыхления продукта. Стеклянная труба 10 позво
ляет производить наблюдение за питанием машины.
Рис. 120. Питающие механизмы
Основные расчётные параметры
1. Окружная скорость жерновов в машинах с вертикальной осью
вращения и верхним вращающимся жорновом составляет от 8 до
12 м/сек.
2. Окружная скорость жерновов в машинах с горизонтальной осью
вращения составляет от 15 до 18 м/сек.
3. Производительность жерновых поставов с вертикальной осью
вращения при помоле ржи в 99%-ную муку можно определить по
табл. 49.
Таблица 49
Производительность жерновых поставов
Окружная скорость в м;сек Род камней Производительность жирное ов в Хг/час при диаметре в ,w
0.64 0,8 1,0 1,1 1,2 1,3 1.4
8 Естественные 270 330 400 430 470 500 530
Искусственные .... 330 400 500 530 560 600 640
10 Естественные 330 400 500 530 560 600 640
Искусственные .... 390 500 560 600 650 700 740
12 Естественные — —— •ч—, — — —
Искусственные .... 430 560 640 700 740 800 880
Примечания. 1) При разовом помоле пшеницы производитель-
ность увеличивается на 15%.
2) При помоле ржи с отсевом отрубей производительность умень-
шается на 25%.
3) При помоле пшеницы с отсевом отрубей производительность
уменьшается на 15%.
4) При дроблении, кормовых культур производительность увеличи-
вается: npif размоле бобовых и кукурузы—на 10%, а для прочих зер-
новых культур—на 25%.
5) При вымоле отрубей производительность уменьшается на 15—20%.
238
4. Производительность жерновых поставов с горизонтальной осью
вращения с диаметром камня в 750 и 560 мм приравнивается соответ-
ственно к диаметру жернова в 1,2 и 0,8 м (см. табл. 49).
5. Расход энергии на размол зерна в жерновых поставах можно
определить, исходя из следующих соображений. На размол в муку
40—50 кг пшеницы или 30—40 кг ржи в чдс нормаУтыюй влажности
нёобходййая"мощность двигателя составляет 1 л с, При повышении
влажности зерна расход энергии увеличивается. При вымоле отрубей
удельный расход энергии составляет 0,6—0,7 удельного расхода
энергии, необходимой для размола зерна.
Техническая характеристика жерновых поставов, наиболее часто
встоечаемых на практике, приведена в табл. 50 и 51.
. Таблица 50
Техническая характеристика жерновых поставов
Показатели Единицы измерения Для жерновов с вертикальной осью вращения Для жерновов с горизонтальной осью вращения
6/4 1/4 Ле 4 №12
Производительность при раз- 560 600 650 400-
моле зерна в муку .... Производительность при вы- кг/’час
моле отрубей Жорнов: у 400 450 450 300
диаметр мм 1070 1240 760 560
ширина ... 400/300 400/300 200 140
Число оборотов об/мин. 170-185 150—165 450 600
Окружная скорость .... Шкив: м/сек ' 10 10 18 17,6
диаметр ММ 810 960 500 350
ширина . . . * 1» 160 180 250 170
Расход воздуха м3/мин 12 15 12 8
Сопротивление машины . . . мм вод. ст. 2 2 8 8
Примечание. Размер 400 относится к верхнему, исорнову. а 300 к нижнему Таблица 51
Основные размеры жерновов
Типы жерновов Диаметр жер- I нова в е,*( Толщина в ем Диаметр от- верстий в ем Вес пары жер* • новое s кг 1 Толщнна'рабо’ чего слоя^-кор- нова в ем
верхний жорнов нижний | ЖОрИОВ верхний жорнов нмжннй ЖОрНОВ
89 40 30 30 27,5 850 12,5
С вертикальной осью враще- 107 40 30 30 27,5 1300 12,5
НИЯ Г24 40 30 35 27,5 1300 12,5
142 40 30 40 27,5 130Л 12,5
С горизонтальной осью вра- 56 14 14 16 14 135
тения 76 20 20 25 20 350 10,0
22'
На рис. 121а и 1216 дана конструкция жернового постава, смон-
тированного на металлической опоре и приведены обозначения всех
основных деталей, Достоинством этой машины является возможность
лёгкой разборки всех механизмов, не снимая жерновов.
Рис, 121а. Конструкции компактного жернового постава:
металлическое кольцо; 2—стеклянная труба; а—болт; 4~скребок для подачи зерна;
5—канал; для поступающего зерна; б — вращающийся жориов; 7—неподвижный жорнов;
я—скребок; 9 — приводной валик; 10 — веретено
Основные fусловия нормальной работы машины в эксплоатации
1. Рабочая поверхность жерновов должна обладать следующими
свойствами:
твёрдостью для увеличения износоустойчивости; при недо-
статочной твёрдости требуется частая насечка рабочей поверхности
Жорнова для образования шероховатости и остроты граней бороздок;
вязкостью, чтобы избежать выкрошивания частиц жорнова
во время работы и возможного попадания их в продукт. При. недо-
статочной вязкости поверхность жорнова выкрбшивается под дей-
ствием инструмента для насечки;
240
п„о ристостью, при которой обеспечивается постоянная шеро-
ховатость рабочих поверхностей жерновов;
однородностью для получения одинаковой степени воз-
действия жерновов на измельчаемый продукт по всей рабочей поверх-
ности их;
прочностью — отсутствием трещин, чтобы избежать отде-
ления больших кусков или разрыва жорнова во время работы. При
обнаружении трещин жорнов не может быть допущен в работу.
Этим требованиям удовлетворяют жернова из естественных или
искусственных камней.
Рис. 1216. Конструкция компактного жернового постава:
11 — затвор; 72 — диск; 13 — обруч; 14-кольцо; 13—маховик для регулирования зазора
между Жерновами; 76—рычаг; 77 — оеь вращения рычага; 18—отверстия для болтов
2. Естественные жернова изготовляются из камней твёрдых гор-
ных пород: кварца, песчаника и гранита. Наилучшими жерновами
являются камни, изготовленные из кварца, который добывается мел-
кими кусками. Песчаниковые жернова изготовляются из целых
кусков камня в виде больших колец требуемых размеров. Из гранит-
241
ных пород наиоолее пригодными оказались камни из серого гранита
с большим содержанием острых кристаллов кварца.
При изготовлении жерновов из отдельных кус ков их плотно под-
гоняют друг к другу, а промежутки заполняют цементом, который
служит связующим материалом. Верхние слои камня, образующие
рабочую поверхность жорнова, составляют из наиболее твёрдых и
лучших кусков и пород камня.
3. Искусственные жернова изготовляются из дроблёного кремня,
кварца и наждака. В качестве связующего вещества применяется
хлористый магний и магнезит.
Искусственные жернова по толщине состоят из следующих слоёв
(табл. 52):
. Таблица 52
Слои искусственных жерновов
Наименования Толщина слоя в мм
верхнего камня нижнего камня
Рабочий 125—150 125—150
Балластный 225—200 125—100
Соединительный 25 25
Облицовочный 25 25
a -SotxtsSxa нажяегв nappoia
I- . . fspintt» . .
.( ныфаИлиш? Ьащеиая tcpXHlU жецю$е
Рис. 122. Очертание_бороздок:
а—рабочая поверхность жерновой;
£—построение бороздок
4. Для изготовления искусствен-
ных жерновов применяются материа-
лы, указанные в табл. 53.
Лучшими жерновами для размо-
ла зерна являются кварцевые и
пол у наждачные камни, так как у них
более продолжительное время сохра-
няется шероховатая рабочая поверх-
ность.
5. Рабочая поверхность жерновов
(рис. 122, о) разделяется на три поя-
са: глоток 7, подводящий пояс 2,
мелющий пояс 3. Глоток устраи-
вается для подачи продукта к мелю-
щему поясу. В подводящем поясе
происходит предварительное дробле-
ние зерна, а измельчение продукта
в муку — в мелющем поясе. На ра-
бочей поверхности мелющего пояса
жерновов высекаются бороздки кри-
волинейного типа.
6. Глубина бороздок составляет
5—8 лшпри тонком размоле зерна
в муку и 8—10 jWjW при переработке
зерна в кормовые продукты. Рабочая
поверхность мелющего пояса между
бороздками подвергается насечке глу-
биной 0,7—1,0 лм/ с шагом 2,5—3',0 м.
242
Ширина и количество бороздок на поверхности жорнова в зави-
симости от диаметра его указаны в табл. 54.
Таблица 53
Материалы для искусственных жерновов
Наименование Состав материалов в %
Наждак Кремень Кварц Магнезит Хлори- стый маг- ний
Наждачные 74 13 13
Полунаждачные 40 30 — 15 15
Кремневые — 70 — 15 15
Кварцевые — — ‘° 15
Таблица 54
Размеры поясов и бороздок в жерновах
Диаметр жор- нова в см Диаметр от- верстий R с.и Ширина поясов Ё £М Глубина глотка В CJW, Бороздки
ЭзОм CloiK кэ -VdR OU и непод- вижном жорнов е г ‘оток 1 подводя’ щий мелющий га s к 2 <5 и О 3? = D.S 5 пЗй НЕПОД- ВИЖНОГО жорнова K0JJH4C. | СТВО 1 ширина 8 MjM =s X р ь. а
В жерновых постах с вертикальной осью вращения
89 30 27,5 9,0 11,5 9,0 25 20 20—22 35 5—8
107 30 27,5 12,0 14,5 12,0 30 25 22—26 35 5—8
124 35 27,5 14,0 16,5 14,0 35 30 28—32 40 5-8
142 40 27,5 16,0 19.0 16,0 40 35 35—42 40 и, 1 сс
В жерновых поставах с
56 16 14 — 1 - — — 10—14 20—30 4—6
76 25 20 — — - — 12 16 20 30 4—б
1. Форма бороздок показана на рис. 122, б. Необходимые размеры
,ч in построения бороздок на поверхности жерновов разных диаметров
приведены в табл. 55.
Таблица 55
Размеры для построения бороздок
।
107 124
' I
142
К радиус жорнова .................
ff, раки ус вспомогательной окруж-
ности ............................
К । радиус очертания бороздки . , .
I радиус малой вспомогательной
окружности .......................
44,5
60
68
8
53,5
72
80
8
62
82
90
8
71
94
1С2
8
16:
243
8. Чтобы избежать аварий и несчастных случаев, необходимо
систематически проверять, до пуска машины в работу, состояние
обручей на жерновах, их прочность и плотность посадки на валу.
Вращающийся жорнов следует тщательно вы балансировать,
регулируя вес и расположение специальных грузов в его гнёздах.
На практике считают жорнов выбалансированным, если неподвижный
мелок оставляет одинаковый след на вращающемся жорнове по всей
его окружности.
10. Рабочие поверхности вращающегося и неподвижного жерновов
должны быть строго параллельными, что достигается регулированием
положения неподвижного жорнова при помощи болтов.
11. При пуске в работу вращающийся жорнов должен находиться
в приподнятом состоянии, чтобы рабочие поверхности обоих жерно-
вов ни в коем случае не соприкасались.
12. Зерно, направляемое на размол в жернова, надо предвари-
тельно очищать от металлических и минеральных примесей.
4. Вальцевые станки
Принцип действия вальцевых станков
№ На рис. 123’показаны две схемы действия вальцевых станков. Про-
дукт поступает в верхнюю часть машины, где расположен питающий
механизм 7, который направляет продукт в зазор, образованный
Рис. 123, Схемы действия вальцевых станков
между Двумя парноработающими валками £. Валки вращаются в раз-
ные стороны с различной скоростью, В зависимости от технологи-
ческого назначения машины устанавливается размер зазора между
валками. Величина зазора колеблется от 0,15 ДО 0,75 мм. Измель-
ченный продукт падает в нижнюю часть 3 машины, откуда он уда-
ляется. На рис, 123 показана схема станка с горизонтальным 4 и
диагональным 5 расположением валков. Как будет подробнее ука-:
за но ниже, в настоящее время предпочитают станки с Диагональным
расположением валков.
244
Классификация вальцевых станков
В настоящее время Для измельчения зерна в мельницах приме-
няются вальцевые станки с двумя парами валков;
Конструкция измельчающих валков
Диаметр, окружные скорости и расположение валкое. Валки явля-
ются основными рабочими органами вальцевых станков. Выбор диа-
метра валков - тесно связан с микроструктурой поверхности его,
с характером технологического процесса размола зерна и с особен-
ностями перерабатываемой культуры. Теория работы вальцевых стан-
ков впервые в мировой литературе была разработана проф. П. А. Афа-
насьевым.
На рис. 124 представлена схема действия валков на продукт.
Один валок с радиусом R вращается вокруг оси О по часовой стрелке,
а Другой валок такого же радиуса К вращается против часовой стрелки
вокруг оси О1Р При таком вращении валки будут стремиться захватить
находящуюся на них частицу и протащить её в зазор, образованный
между ними.
Оптимальные условия захвата частицы можно определить на осно-
вании следующих соображений. Частица, попавшая на вращающиеся
поверхности валков, давит на них своим весом, вызывая в точках
iGicainri п и лй две силы реакции Р, одна из которых будет проходить
радиально через точку л, а другая — через точку Лд.
245
Принимаем, что реакции Р образуют с линией, соединяющей
центры валков, по равному углу а. Перенесем обе силы реакции
Р и Р в точку пересечения А и найдём их равнодействующую АС,
т. е. силу, которая будет направлена в противоположную сторону
движения частицы. Из построения равнодействующей видно, что
фигура AHCL представляет собой ромб, в котором, как известно,
Диагонали при своём пересечении делятся пополам, т. е. АВ = ВС ==
= "2“' ^глы АКВ и KOjO, как накрестлежащие, равны между со-
АС
бой. Тогда АВ = - = АК sina = Р sin а, откуда АС — 2Р sin а.
Рис. 124. Схема действия валков
Силы трения, при
помощи которых части-
цы втягиваются в зазор
между валками, равны
произведению нормаль-
ных сил Р и коэфмци-
ентов трения / между
рабочими поверхностя-
ми валков и частицей.
Направление сил трения
jP будет совпадать с ка-
сательными, проходящи-
ми через точки лил,.
Перенесём точки прило-
жения сил fP в точку
пересечения Aj и про-
ведем равнодействую-
щую Ai Е этих сил.
Фигура A^MEN представляет собой ромб, в котором, следова-
тельно, A^D=DE. Угол MAD — < а, так как его стороны и стороны
угла KOlO взаимно-перпендикулярны. Из прямоугольного треуголь-
ника MA-.D имеем, что
АХО = = АгМ cos а = iP cos а,
откуда
Aj£ = 2fP cos а.
Таким образом, имеются две силы, действующие на частицу
и направленные в противоположные стороны. Для затягивания
частицы в зазор между валками должно быть выполнено следую-
щее условие:
2]Р cos 2Psinct,
откуда
/cosa>sina,
или
/ > tga
Так как /=tg?, то можно записать tg'f >tga.
246
Следовательно, для обеспечения захватывания продукта поверх-
ностями валков, необходимо, чтобы угол а, называемый углом
захвата, был меньше угла трения о между продуктом и валком.
Зависимость между размерами частиц продукта, радиусом валков
и углом трения может быть определена следующим образом (рис. 125).
Обозначим начальный размер частицы продукта через В- конечный
размер частицы Вг будет равен расстоянию между валками по линии
соединения их центров.
Тогда можно написать, что
OOt = Оа + OJ) ^аЬ =ос + Ога + cd,
или
00х = /? COS а + /? cos а -|- В — R -j- R +
откуда
2R COS а + В = 27? -Ь Вт.
Таким образом получаем, что
В-В, _ В-В,
/Л = —.--------~ ------------—
Принимая во внимание, что угол а не -должен превышать угла
трения ?, т. е. в пределе а будет равняться <р, получим;
В —В,
4 sina -~-
Из последнего уравнения можно сделать следующие выводы:
а) между радиусом
валка и начальным раз-
мером частицы продук-
та существует почти
прямая зависимость,
т. е. чем больше началь- .
ный размер частицы,
тем больше должен быть
радиус валка, и наобо-
рот;
б) между радиусом
валка и углом трения
частицы о залок сущест- ркс !25 Зависимости основных параметрон
вует обратная зависи- валков
мость, т. е. чем больше
угол трения, тем меньше должен быть радиус валка, и наоборот.
Приводим следующий пример. Пусть размер частицы, поступающей
на дробление, В=6 мм, а после дробления В,=2 мм, угол трения
= Тогда радиус R для валков в [данном случае выразится
следующей величиной:
м v _
. . „ <э 4sina5° 0,0304
4 sin2-£-
247
Отсюда диаметр валков:
£) = 140-2 = 280 мм.
В табл. 56 приведены значения коэфициентов трения некоторых
продуктов размола зерна о поверхность различных валков.
Таблица об
Углы и коэфициенты трения
Материал валков Дунет К рул а
/ * f
Чугунные гладкие (полированные) 12° 0,213 11° 0,194
Чугунные матовые 16° 0,287 15° 0,268
Чугунные, бывшие в работе 18° 0,325 17° 0,300
Из таблицы видно, что коэфициент трения чугунных валков с ма-
товой поверхностью значительно больше, чем у валков с полирован-
ной поверхностью. Поэтому при выборе диаметра валков необходимо
Рис. 126. Действие валков различного диаметра на продукт
учитывать состояние микроструктуры их поверхности. Кроме того,
в каждом конкретном случае необходимо также принять во внимание
особенности технологического процесса переработки зерна.
На рис. 126 представлены два варианта совместно работающих
валков с радиусом /? и радиусом г. Горизонтальные диаметры валков
в обоих случаях совпадают. Если частица продукта О будет затяги-
ваться совместно работающими валками с радиусом л, то от своего
начального положения ав до выхода из рабочей зоны валков ей при-.’
Дётся пройти путь /.
При валках радиуса R путь частицы от начального положения cd
до выхода из рабочей зоны выразится величиною L. Как видно, ’во
втором случае частица будет дольше находиться под воздействием
рабочих поверхностей валков. Поэтому, в тех случаях, когда по-тех-
нологическому процессу измельчение продукта нужно для возможно
большего выделения крупок вести постепенно, применяются совместно
248
работающие валки меньшего диаметра. Если основной задачей является
возможно быстрое измельчение продукта в муку, то выбираются валки
большого диаметра.
При выборе диаметра валков необходимо также принять во вни-
мание особенности перерабатываемого зерна. Например, для размола
ржи в обойную муку рекомендуется применять валки большего диа-
метра, чем для размола пше-
ницы, так как рожь отличает-
ся большей вязкостью, чем
пшеница.
Учитывая все выше при-
ведённое можно рекомендо-
вать для мельниц применение
валков следующих диамет-
ров:
а) при драном про-
цессе для получе-
ния высоких сор-
тов муки . . . .220—250 мм
б) при размоле кру-
пы и дуистов . . 250 &
в) при вымоле мяг-
ких продуктов .300—350 »
г) при измельчении
зерна в обойную
муку..........300—350 »
Парноработающие валки
вращаются с разной скоро-
стью. Отношение скоростей
быстро- и медленновращаю-
щегося валков на прак-
тике называют диференциа-
лом и выбирают в зависи-
мости от назначения валь-
цевого станка в технологи-
ческом процессе размола
зерна.
Чем больше отношение
скоростей, тем большее чис-
ло рифлей быстрого валка
пробегает в рабочей зоне по
Рис- 127. Расположение валков в валь-
цевых станках:
4
рифле медленного валка, уве_ а ~ горизонтальное и диагональное расположе-
г т J .. имя валков; б — расположение валков для
личивая количество воздеи- двойного пропуска зерна
ствий на измельчаемый про-
дукт. Поэтому в вальцевых станках, применяемых для драных си-
стем, где основной задачей является получение крупы, валки рабо-
тают с ббльшим отношением скоростей, чем в станках для размоль-
ных систем. В станках, предназначенных для плющения зерна,
валки вращаются с одинаковыми скоростями.
Оптимальная скорость быстровращающихся валков в вальцевых
станках в настоящее время на мельницах составляет 5,5—б м^сек. От-
249
ношение скоростей нарезных валков, применяемых для Драного про-
цесса, принимается равным 2,5, а для гладких валков размольного
процесса — 1,25.
На рис. 127,си6 показаны различные варианты расположения вал-
ков в современных вальцевых станках. Горизонтальное расположение
валков применяется в американских станках. Достоинством такого
расположения является возможность передачи движения обоим вал-
кам посредством ремней без шестерён. Недостатком является увели-
чение габаритных размеров вальцевого станка по ширине, чрезмерный
износ ремней, обе стороны которых в этом случае являются рабочими,
а также плохие условия питания валков. Последнее объясняется тем,
что продукт попадает одновременно на поверхность медленного и
быстрого валков, причём окружная скорость последнего больше ско-
рости падения продукта.
При диагональном расположении валков сокращаются габарит-
ные размеры станка и улучшаются условия питания, что является
основным преимуществом этого варианта.
Вертикальное’ расположение валков не получило распространения
главным образом потому, что возникают затоуднения с устройством
питающего механизма.
Вариант расположения валков для двойного пропуска зерна также
не применяется в мельницах, главным образом из-за' конструктивных
усложнений машины. Кроме того, при двойной нагрузке среднего
валка в значительной мере ускоряется износ поверхности его по
сравнению с крайними валками. По приведенным соображениям в
современных вальцевых станках принято диагональное расположе-
ние валков.
Типы валков
На рис. 128 показаны различные типы применяемых валков для
вальцевых станков, а именно; а) пустотелые со сквозной осью; б) пу-
стотелые с короткими осями; в) сплошные с залитыми осями и
г) сплошные с запрессованными осями.
Достоинства пустотелых валков заключаются в облегчении их
веса. К недостаткам их следует отнести неравномерность в толщине
стенок, которая часто возникает в результате неточной формовки
и отливки валков. Это вызывает необходимость в балансировке вал-
ков, что является весьма трудоёмкой операцией.
Сплошные валки изготовляются с: короткими запрессованными
или залитыми осями с торцовых сторон. Такие валки не нуждаются
в балансировке, что является их основным достоинством. В настоя-
щее время на мельницах применяются главным образом сплошные
валки с короткими запрессованными осями.
На рис, 129 дана конструкция валка с водяным охлаждением.
Холодная вода поступает внутрь валка через газовую трубку 7,
которая неподвижно укреплена в стенке 2 корпуса. Нагретая вода
выходит из валка через кольцевое отверстие 3, образованное .между
трубкой и отверстием валка. На трубке 7 припаяна бронзовая втулка 4,
вокруг которой вращается валок. Для свободного выхода воды из
250
валка на бронзовой втулке 4 предусмотрены каналы 5. На рисунке
даны обозначения и размеры всех деталей для устройства водяного
охлаждения валков различных размеров.
При водяном охлаждении валков снижается температура разма-
лываемого продукта, частицы оболочек не теряют своей относительной
влажности по сравнению с частицами эндосперма, что необходимо
для получения оптимальных условий размола зерна. Кроме того,
при охлажденном продукте в значительной мере исчезают условия для
500 - ~1
Рис. 128. Различные типы применяемых валков’для вальцевых
станков
скопления вредителей в вальцевых станках и улучшаются условия
просеивания размолотых продуктов на ситах в рассевах, что имеет
весьма важное значение.
В^настоящее время приступлено к испытанию и внедрению на
ваших мельницах валков с водяным охлаждением.
Нарезка валков
Нарезка или рифление валков производится для всех вальцевых
станков, применяемых для переработки пшеницы или ржи в обойную
муку. При переработке пшеницы в сортовую муку рифлёные валки
применяются только в драных, передирных и вымольных системах-
Степень воздействия рифлей на продукт зависит от диаметра и от-
ношения окружных скоростей валков, а также профиля и угла наклона
2В1
Рис. 129. Конструкция салка с охлаждением:
1 — газовая трубка; 2 — стенка корпуса; 5—кольцевое отверстие; А— бронзовая втулкд; 5—канавки в бронзовой втулке f
образующие каналы для выпуска горячей воды
рифли к образующей валка по длине его и числа рифлей на 1 см дли-
ны наружной окружности валка.
На рис. 130 показаны четыре возможные схемы расположения
рифлей быстрого валка по отношению к рифлям медленного валка,
а именно: а) острие рифлей быстрого валка по острию рифлей мед-
ленного валка; б) острие—по спинке; в) спинка—по спинке; г) спин-
ка—по острию. В зависимости от стадии технологического процес-
са измельчения зерна соответствующим образом располагают валки
Рис. 130. Схемы расположения рифлей на палках
о иальцевом станке. Например, в системах, где отбирается большое
количество крупы и где разрезание оболочек на мелкие частицы не
имеет значения в отношении попадания их в муку, можно рекомен-
довать работу рифлей остриё по острию.
В тех случаях, когда оболочка по своим размерам настолько мала,
что её дальнейшее измельчение может вызвать затруднения для про-
цесса отделения их от муки и крупы, разрезание необходимо заменить
выскабливанием. Для этого нужно остриё быстрого валка пустить
ио/спинке медленновращающегося валка.
Рис. 131. Схема наклона риф ей
На рис. 131 представлена схема, позволяющая определить за-
висимость угла наклона рифлей от угла трения продукта. Пусть
рифля AW расположена на одном валке, составляя с образующей 00
угол х, а рифля N! на другом валке составляет с образующей
также угол'а. В точке А пересечения рифлей на частицу продукта
будут действовать две силы Р, одна'из которых будет нормальна
к рифле AW, а другая—нормальна к рифле А/. Разложив эти
силы по двум направлениям—по образующей и вертикальному,
*83
Рис. 132, Профиль рифлей:
а — прпфнль рифли, применявшейся ранее; б— вершина
рифли: в—профиль рифли на современных валках
мы получим силы F и Flt направленные по вертикали в противо-
положные стороны, и силы Q и Qlf направленные по горизонтали
в одну и ту же сторону. Ясно, что за счёт сил F и Fi будет происходить
разрезание частицы продукта, а под влиянием сил Q и Qj частица бу-
дет стремиться перемещаться по образующей, избегая этим действия
режущих сил F и Fi-
Последнее является не-
допустимым, а поэтому
следует создать такие
условия, при которых
влияние на продукт сил
Q и Qt было бы сведе-
но к минимуму.
Во избежание воз-
можности перемещения
частиц вдоль образую-
щей, необходимо, чтобы
сумма проекций на об-
разующую 00 всех сил,
действующих на части-
цу, равнялась нулю, т. е.
2Q — 2/Р cos а=0,
или
2 Psina = 2 /Р cos а,
где 2/Р cos а—сила тре-
ния, возникающая в мес-
те нахождения частицы
на рифле.
Сократив обе части
равенства на 2 Р cos а,
получим
tga=/
или
tga=tgo,
где <р—угол трения час-
тицы по чугуну.
Таким образом полу-
чаем. что a=tp.
Отсюда следует, что
угол наклона рифлей к
образующей валка дол-
жен быть 1 равным или
меньше угла трения меж-
ду продуктом и рабо-
чей поверхностью.
На рис. I32,a показан профиль рифли, который применялся ранее
в мельничной практике. Угол а, образованный острой гранью рифли
с радиусом окружности поперечного сечения валка, был принят в
35—40°. Угол b спинки рифли с тем же радиусом составлял 65° (для
254
пшеницы) или 70° (для ржи). Угол заточки резца (а + Ь) колебался
от 100 до нес.
Угол резания рифли, образуемый острой гранью с касательной Т
к окружности валка (а + 90), составлял от 35 -Ь 90 = 125° до 40 +
4- 90 = 130°.
Чем меньше углы а и Ь, тем эффективнее режущее действие рифли.
Вместе с уменьшением углов сие при том же шаге увеличивается
глубина рифли. Рифли при этом становятся острее, но менее устой-
чивыми, так как легко выкрошиваются. Менее устойчивыми стано-
вятся также кромки режущих инструментов при уменьшении угла
резания.
В настоящее время принят профиль рифли а -ф b = 90° и а = 20°.
Режущие инструменты из имеющихся у нас высоких сортов стали
являются вполне устойчивыми.
Вершины принятых у нас рифлей представляют собой узкие полоски
шлифованной поверхности валка шириной оту10до^20мм (рис. 132, б).
На рис. 132, в показан профиль рифли, применяемой на мельницах
в настоящее время.
Структура поверхности и материал валков
В настоящее время валки изготовляются из чугуна с закалённой
поверхностью и запрессованными стальными полуосями. Эффект
измельчения продукта на рифлёных валках в значительной степени
зависит от стабильности профиля рифлей. При размоле продуктов
переработки зерна на гладких валках для получения высоких сортов
муки стараются избежать сильного нажатия валков, так как качество
высоких сортов муки при этом в известной мере понижается. По этой
причине рабочие поверхности гладких валков должны обладать высо-
ким коэфициентом трения для захвата размалываемых частиц.
Этил! и объясняется то обстоятельство, что оптимальные условия
измельчания продукта на гладких валках, как указано выше, зависят
в значительной мере от микроструктуры поверхности. Микрострук-
тура поверхности гладких валков должна обеспечивать постоянную
мнкрошероховатость для создания оптимального коэфициента трения
продукта о поверхность валков. Таким образом, технологический
процесс размола зерна вызывает необходимость следующих свойств
рабочей поверхности-
а) У рифлёных валкое. Устойчивость против выкроПшвания при
нарезке рифлей и износоустойчивость рифлей при дроблении зерна.
I кютому закалённый слой вала должен отличаться высокой твёрдостью,
но быть достаточно вязким. Структура закалённого слоя должна
быть однородной и мелкозернистой.
б) У гладких валков. В противоположность рифлёным валкам
поверхность гладких для’обеспечения шероховатости не должна быть
однородной.
В обоих случаях для увеличения срока службы валков закалён-
ный слой должен обладать оптимальной твёрдостью на возможно-
пплкшую глубину от наружной поверхности валков.
Исследования строения различных валков, удовлетворительна ра-
"чтающих в эксплоатации, проведённые в Научно-исследовательском.
255
институте продовольственного машиностроения, показали, что такие
валки обладают рядом характерных свойств. При исследовании была
определена твёрдость валка в 10 точках с расстоянием между ними
в 5 jwjw на общую глубину в 50 мм от наружной поверхности валка
к центру его.
Результаты определения твёрдости приведены в табл. 57.
Таблица 57
Результаты определения твердости валков
Виды салков
Рифленый
Гладкий
точек в направлении от наружной поверхности
к центру валка
9 | 10
285 285
229 210
444 I 444' 445 388 348 363 321
415 | 388 388 388 3211 285 270
I I
321
270
Рис.рЗЗ. Микроструктура нарезных и гладких валков, увеличенная в 50 ра:
на глубине б мм от поверхности валков
а—нарезного валка; б—гладкого валка;
Твёрдость по Бринеллю определялась шариком Диаметром 5 мм
при нагрузке в 750 кг.
Микроструктура нарезных и гладких валков, увеличенная в 50 раз,
на глубине 6 мм от поверхности соответствовала строению, приведен-
ному на рис. 133.
На рис. 1.33,с показана микроструктура нарезного валка, а на
рис. 132, б—гладкого валка. Совершенно очевидна разница в строе-
нии материалов обоих валков.
Химический состав материала валков виден из табл. 58.
Таблица 58
Химический состав материала валков
валков Содержание компонентов в %
Углерод общий Углерод свободный Крем- ний Мар- ганец Фос- фор Сера Хром Ни- кель
^об Ссо Si Мп р 8 Сг NI
Гладкий .... 3,56 — 0,60 0,59 0,49 0. 13 Следы 0,38
Рифленый .... 3,63 0,60 0,63 0,54 0,14 1» 0,50
256
Исследования механических свойств валков с различным содержа-
нием отдельных компонентов показали, что химический состав чугуна
в отдельности не может являться основным показателем качеств этих
валков. Для определения качества валков необходимо иметь ком-
плексные показатели по трём перечисленным признакам—твёрдости,
химическому анализу и микроструктуре.
Рис. 134, Схемы действия питающих
механизмов вальцевых станков
Конструкция основных рабочих органов вальцевого станка-полуавтомата
Питающие механизмы вальцевых станкав. Питающий механизм
является важнейшей частью вальцевого станка. Для получения опти-
мальных результатов работы
машины необходимо, чтобы
были обеспечены следующие
основные условия подачи
продукта к валкам:
а) продукт должен посту-
пать на валки непрерывной
лентой одинаковой толщины
по всей длине; скорость по-
дачи продукта должна соот-
ветствовать окружной ско-
рости вращения медленного
валка;
б) регулирование подачи
должно производиться от ру-
ки путём изменения толщи-
ны ленты поступающего про-
дукта;
в) продукт, подаваемый
питающим механизмом, дол-
жен попадать непосредствен-
но в зазор, образованный
между валками; <|
г) по пути движения про-
дукта от питающего механиз-
ма до рабочих валков не
должно быть никаких пре-
пятствий;
д) обслуживание питаю-
щего механизма во время ра-
боты машины Должно быть
безопасным и удовлетворять
псемтребованиям, Диктуемым
правилами техники безопас-
ности.
В вальцевых станках при-
меняются питающие механиз-
мы различных конструкций. Основными* из них являются (рис. 134):
а) одноваликовый питающий механизм; б) двухваликовый питающий
механизм с свободным падением продукта; в)двухваликовый питаю-
257
щий механизм со щитком для направления продукта; г) лотковый
питающий механизм с поступательно-возвратным движением.
Одноваликовый питающий механизм, применяемый в некоторых
конструкциях вальцевых станков, даёт удовлетворительные резуль-
таты только: а) при измельчении сухого зерна или продуктов его
переработки, обладающих достаточной сыпучестью; б) при коротких
рабочих валках длиной не более 600—800 мм, где облегчаются условия
равномерного распределения продукта по длине. Достоинством одно-
заликового питающего механизма является простота устройства.
Рис. 135. Устройство двухваликового питающего механизма
Двухваликовые питающие механизмы с направляющими щитками
требуют в эксплоатации внимательного ухода. Дело в том, что посту-
пающий в машину измельчаемый продукт со прикасается с относитель-
но нагретым и увлажнённым воздухом внутри машины. В результате
мучнистые частицы прилипают к поверхности щитка и образуют
бугорки, которые делят поток продукта на ряд частей. Это нару-
шает равномерность подачи продукта в машину. Изготовление
направляющих лотков из материала с гладкой поверхностью пол-
ностью не устраняет указанного недостатка. Хотя в некоторых
современных конструкциях вальцевых станков и имеются подобные
питающие механизмы, но рекомендовать их для машин, в которых воз
можно измельчение продуктов с различной влажностью и разными
физико-механическими свойствами, не следует.
Лотковые механизмы могут дать более равномерное распреде-
ление продукта, чем одноваликовые, но для приведения их в дви-
жение требуется устройство кривошипного или эксцентрикового
механизма, что связано с конструктивными осложнениями.
Наиболее эффективным является двухваликовый питающий ме-
ханизм со свободным падением продукта, схема которого приведена
на рис. 135. Продукт из ковша попадает на первый медленный валик
диаметром 75 мм с] окружной скоростью 0,15 м/сек. При такой срав-
258
нительно малой скорости питающего валика можно получить большую
толщину ленты продукта. Как показано ниже, это облегчает усло-
вия регулирования зазора между подвижной заслонкой и питающим
валиком.
Подаваемая лента продукта подхватывается вторым, быстрым
валиком диаметром 75 мм с окружной скоростью 0,55 м/сек. В со-
ответствии с отношением окружных скоростей быстрого и медлен-
ного питающего валиков толщина ленты продукта уменьшается при
сбегании с быстрого валика в 3—3,5 раза. Построив траекторию дви-
Гпе. 136. Схема передачи движении от измельчающих валков к питающим
валикам
жсиия продукта при окружной скорости быстрого питающего валика
<>,55лг/«к, можно убедиться, что при соприкосновении с медленным
и -.мельчающим валком скорость продукта будет равна 2,34 м/сек. Эта
скорость вполне соответствует скорости медленного измельчающего
"аяка при драных системах, где она составляет 2,3 м/сек.
В гладких системах скорость медленного валка равна 4 м/сек и, та-
ким образом, продукт, попадающий со скоростью 2,34 м/сек на поверх-
ность валка, будет отскакивать под влиянием разности скоростей
и отражаться по направлению к приёмной щели мелющих валков.
При проектировании вальцевых станков целесообразно предусма-
ipittniTb возможность установки питающих валиков различных диа-
метров. Медленный валик должен быть большего диаметра для луч-
пн‘| и захвата продукта. При меньшем диаметре быстрого валика с co-
ot мстствующим увеличением числа оборотов его можно получить
259
оптимальную траекторию падения продукта в зазор между рабочими
валками.
На рис. 136 (см. стр. 259) приведена схема передачи движения от
измельчающих валков к питающим валикам в современных станках-
полуавтоматах. Из этой схемы видно, что в нарезных и гладких валках
скорость вращения питающих валиков является одинаковой, что
следует отнести к числу недостатков станка.
Рис. 137а. Гильза медленного питающего валика
В зависимости от структуры измельчаемых продуктов, цилиндри-
ческая поверхность питающих валиков изготовляется с определённой
степенью шероховатости. На рис. 137а показана гильза медленного
питающего валика, пригодного для подачи плохо сыпучих продуктов.
По окружности и по длине на поверхности валика имеются глубокие
канавки. При таком устройстве продукт разрыхляют острые выступаю-
щие части валика. Кроме того, продукт подается в виде отдельных
струек, которые вторым быстрым валиком выравниваются и вытяги-
Рис. 1376. Профиль канавок на поверхности быстрого
питающего валика
ваются в ленту. Это дает возможность держать заслонку, примыкающую
к первому питающему валику, в более поднятом положении, что важно
при подаче рыхлых или влажных продуктов. В современных конструк-
циях вальцевых станков такой профиль нарезки применяется для пер-
вого питающего валика первых драных систем. На рис. 1376 показан
профиль канавок на поверхности быстрого питающего валика драных
систем.
В вальцевых станках, применяемых для размольных систем, первые
медленные питающие валики также изготовляются с подобными на-
260
резками. Вторые быстрые питающие валики в станках для размольных
систем изготовляются с мелкой винтовой нарезкой с шагом около 2 мм.
На вальцевых станках, устанавливаемых на последних драных
системах, где измельчаются рыхлые и плохо текучие продукты, при-
меняются питающие механизмы, в
винтообразную поверхность.
Для регулирования производи-
тельности машин и равномерного
распределения продукта по длине
питающего валика над ним преду-
смотрена шарнирная заслонка.
На рис. 138 показано устройство
шарнирной заслонки в полуавто-
матических вальцевых станках. За-
слонка 7 подвешена на шарнире 2.
На валике 3 укреплен рычаг 4.
Нижняя часть рычага 4 посредст-
вом винта 5 шарнирно соединена с
нижней частью заслонки. Муфта 6
свободно поворачивается в нижней
части рычага 4. Верхняя часть за-
слонки посредством пружины 7
соединена с деталью 8, вращаю-
которых медленные валики имеют
Рис. 138. Устройство шарнирной заслонки в полуавтоматических вальцевых
станках
щейся на шарнире. К нижней части заслонки привинчивается
съёмная пластинка 5. Нижняя грань 10 этой пластинки выпол-
няется в станках с гладкими валками ровной, а в станках с на-
резными валками — зубчатой. Таким образом, поворачивая валик 3,
можно изменять расстояние между нижней гранью заслонки^и питаю-
щим валиком. Под давлением продукта заслонка может поворачи-
ваться в незначительных пределах и изменять своё положение.
Для точного регулирования зазора между заслонкой и питающим
наликом, а также для открытия заслонки предусмотрен специаль-
261
ный механизм (рис. 139). Рукоятка 11 вращается вокруг оси 12. На
валике 3 жестко закреплен рычаг 13. Посредством микрометрическо-
го винта 14 можно поворачивать рычаг 13 вместе с валиком 3 и за-
слонкой 1, регулируя таким образом расстояние между заслонкой и
валиком. Рукоятка 11 при помощи защёлки 15, пружины 16 и упора 17
Рис. 139. Механизм для точного регулирования зазора между заслонкой
и питающим валиком
сохраняет устойчивое положение. Нажав на защелку 15, можно
снять рукоятку 77 с упора 17, повернуть валик 3 вместе с заслонкой и
мгновенно открыть её.
Механизмы для регулирования размеров зазора между валкам;)-
В зависимости от особенностей технологического процесса раз-
мола зерна возникает необходимость изменять расстояние между
совместно работающими валками. Это достигается поднятием или опу-
сканием подшипников подвижного валка. В современных конструк-
циях вальцевых станков подвижным обычно является нижний валок,
вращающийся с меньшей окружной скоростью, чем верхний. Для
предохранения поверхности валков от износа при случайном попада-
нии между ними твёрдого тела больших размеров подшипники под-
вижного валка опираются на пружинные амортизаторы.
В современных конструкциях вальцевых станков предусматрива-
ются три механизма для изменения размеров зазора между валками,
262
а именно: а) механизм для изменения размеров зазора между концами
валков для обеспечения параллельности обоих валков по всей длине;
такие механизмы устанавливаются по обе стороны длины станка; б) ме-
ханизм для установления точного размера зазора между валками по
всей их Длине; в) механизм для выключения валков, т. е. для быстрого
увеличения зазора между валками; этот механизм действует от руки
или автоматически вследствие прекращения поступления продукта
в машину.
На рис. 140 показано устройство механизма для настройки парал-
лельности валков. Быстровращающийся валок 7 вращается в непод-
вижных подшипниках. Медленновращающийся валок 2 вращается
в подвижных подшипниках 3, опирающихся на рычаги. Один конец
рычага подвешен за шарнир 4, а другой конец упирается в пружин)' 5,
находящуюся в стакане 6, верхнее положение которого ограничивается
неподвижной деталью 7. Натяжение пружины создайся гайкой 8
вертикального болта 9.
Перемещая болт 9 в вертикальном направлении, можно изменять
зазор между валками 7 и 2. Верхняя часть болта В свободно проходит
через ступицу маховика 10 и опирается на него сверху своим заплечи-
ком. Ступица маховика надета на втулку 77. Последняя с наружной
стороны имеет газовую нарезку, при помощи которой она входит во
внутреннюю нарезку стакана 72. Стакан в свою очередь входит в от-
верстие прилива 13 станины вальцевого станка. В установленном по-
ощении втулка 77 зажимается разрезной гайкой 74 посредством
Нолта 75.
263
Напряжение пружин должно соответствовать давлению, создавае-
мому продуктом при измельчении его между валками. Для этого пру-
жины должны быть сжаты с некоторым превышением против указан-
ного давления. При увеличении подачи продукта размер зазора между
валками увеличивается за счёт дополнительного сжатия пружин.
Так как при случайном попадании металлических частей в зазор между
палками перемещение подвижного валка за счёт дальнейшего сжатия
пружины может оказаться недостаточным, то могут произойти поломки
пружин или рычагов подвижных подшипников. Такие поломки бывают
часто. Для предохранения станков от подобных аварий подвижные
подшипники устанавливают на составных рычагах, соединённых
264
деталью уменьшенного сечения. При попадании в рабочую щель круп-
ного или твёрдого постороннего тела, которое стремится увеличить раз-
мер щели больше, чем допускает сжатие пружин, происходит поломка
этой слабой детали. Последняя легко заменяется сменной запасной
деталью.
На рис. 141 показана конструкция механизма для установления
точного размера зазора между валками, а также быстрого выключения
валков в станках с гладкими валками. Стаканы 7 опираются на сухари 2
эксцентрикового вала 3 (стакан 7 на рис. 140 обозначен под№ 72). Ру-
коятка 4 свободно сидит на валике 3, но при помощи микрометрическо-
го винта 5 соединена через деталь 6 с валом 3. Защёлка 7 вращается
на шарнире 8 рукоятки 4 и своим концом под усилием пружины Р
захватывает неподвижный упор 10, имеющийся в . станине станка.
Таким образом, можно при помощи микрометрического винта 5
изменять положение стаканов, поднимая или опуская концы подвиж-
ного валка. Нажав на защёлку 7 и повернув рукоятку 4, можно по-
вернуть по часовой стрелке сухарь 2 с валом 3, опустить стаканы 7
и, таким образом,’опустить, т. е. совсем выключить, подвижной валок.
Устройство вальцевого станка-полуавтомата
На рис. 142 (см. стр. 266) показаны боковой вид и поперечный разрез
вальцевого станка-полуавтомата с валками размеров 1000 х 250 лш.
Для удобства изложения в поперечном разрезе показаны: правая
половина станка с нарезными валками, предназначенная для драного
процесса, а левая половина станка с гладкими валками — для раз-
дельного процесса.
Вальцевые станки изготовляются только с нарезными или глад-
кими валками.
Продукт поступает в машину через продольное отверстие 7 в
крышке станка в ковш 2. Ковш ограничен с поперечных сторон дере-
вянной обшивкой станка, а с продольных сторон—заслонкой 9 и
шарнирным клапаном 8. Последний прижимается продуктом к про-
дольной перегородке, разделяющей станок на две части.
Шарнирный клапан, устанавливаемый только в нарезных станках,
вместе с рядом других деталей является механизмом для автома-
тического выключения валков при прекращении поступления продукта
в станок. Поэтому на рис. 142 этот клапан 8 показан только в правой
половине станка. Клапан 8 прикреплён к валику 19, на котором с на-
ружной стороны станка укреплён рычаг 29 с грузом 28.
Действует этот клапан следующим образом. При опорожнении
ковша 2 клапан <8 под влиянием груза 28 поворачивается против
часовой стрелки до соприкосновения с заслонкой 9. На рис, 143 этот
механизм для автоматического выключения валков показан более под-
робно. При повороте палец рычага 29 смещает штангу 32 с опоры 30,
укреплённой в станке. Болтик 31 упирается в опору 30 и служит для
направления штанги 32 на пальце. Правый конец штанги шарниром
соединён с рычагом 33. При смещении штанги 32 рычаг 33 повора-
чивается вместе с эксцентриковым валом 7. При этом опускается ста-
кан 12 механизма для настройки параллельности валков. Нижний
палок опускается и, таким образом, увеличивается зазор между
265
Рис. 142. Боковой вид и поперечный разрез вальцевого станка—полу ап томата:
/ — отверстия для подачи продукта; 2 — ковш для продукта; 3 — тихоходный питающий валик; 4 — быстроходный питающий валик; 5 —
подвижной тихоходный валок; б—быстроходный валок; 7— отверстие для приёма продукта из ковша; S—клапан, поворачивающийся под
давлением продукта; Р—заслонка для регулирования количества продукта , подаваемого питающим валиком; ZO—съёмная часть яаслонки;
11 — ось заслонки; 12’-рукоятка для поварачивания заслонки; 13 —ось рукоятки; f 4—дверки для проверки питающего механизма;
15 — рукоятка, закреплённая па оси 13; 1 б—пружина; 17 — микрометрический пинт; 7 Я—защёлка; 19—валик, поворачивающийся вместе
с клапаном Я; 2£J —рычаг для перемещения заслонки 21— винт для регулирования натяжения пружины; 22 — пружина; 23 — деталь,
соединяющая заслонку 9 с рычагом 20; 24 м 25 — щётки; 26 и 27 —стальные ножи; 28— груз, поворачивающий валик 19 и клапан в
при отсутствии продукта; 29— рычаг, сидящий на валике 19; 30—опора штанги; 31—болт; 32—штанга, перемещающаяся при отсутствии
-цродукта в клише 2; 33 — рукоятка Для перемещения валка 5; 34 — за шёл на для удержания валка в верхнем положении; 35 — микро-
метрический винт для регулирования зазора между валками; 36 и 37—подвижные опоры для щёток; 38 — защитный фартук; 39—тяга для
выключения вращения питающих валиков при опускании валка 5; 40—рукоятка; 41 — рычаг передвижного валка 5; 42 — стткан, нажи-
мающий Да пружину; 43 — болт- 44 —сухарь; 45 — стакан, опирающийся на сухарь; 46— втулка с микрометрической нарезкой; 47—часть
ступицы^ в которой "перемещаете Я втулка 45; 48 — ось вращения рычага 41; 49 — маховик для поворота втулки 46;
валками. Пружина П помогает повороту вала 7 по часовой стрелке
для выключения валков.
При исправной работе механизма для автоматического выключения
валков исключается возможность соприкосновения нарезных поверх-
ностей рабочих валков в периоды отсутствия продукта между валками.
Дли нормального действия этого механизма необходимо, чтобы валйк 19
ЗЯ
свободно поворачивался в своих опорах и чтобы клапан 8 своими бо-
ковыми гранями не соприкасался с поперечными стенками ковша.
Кроме того, необходимо подобрать вес груза 28 и установить его на
плече рычага 29 в соответствии с давлением продукта на клапан 8.
Включение нижнего валка в рабочее состояние поворотом ру-
коятки 33, а также изменение положения клапана 8 осуществляются
в этом станке от руки. Этим и объясняется, что такие] машины можно
отнести к группе станков полуавтоматического действия.
Для очистки рифлёных валков (см. рис. 142) предусмотрены щёточ-
ные механизмы 24 и 25. Чтобы избежать излишнего смятия и износа
щёток, концы чугунных рамок, прижимающие щётки к валкам,
опираются на подвижные опоры 36 и 37, находящиеся у торцовых сте-
нок станка. Для очистки гладких валков применяются ножи 26 и 27.
Для предохранения от просыпания продукта из-под валков при от-
крытии смотровых дверок предусмотрены стальные фартуки 38.
Аспирация станка осуществляется струёй воздуха, как это пока-
зано в верхней части рисунка стрелками. Воздух всасывается в уз-
кую щель между шарниром смотровой крышки питающего механизма
и деревянной крышкой станка. Он омывает верхний быстрый валок,
пересекает измельчённый продукт, охлаждает его, огибает медлен-
ный валок и удаляется через щель в крышке станка. Этот способ
называется верхней аспирацией. Применяется также
способ нижней аспирации. В этом случае в середине ниж-
ней части станка по всей его длине устраивают канал, через который
отсасывается воздух из машины.
На рис. 142 приведены обозначения всех деталей полуавтомати-
ческого вальцевого станка.
На рис. 144а показано устройство механизма для автоматического
выключения питающих валиков при выключении валков, а на рис.
1446—механизм для автоматического выключения рабочих валков.
Приводной шкив 7 соединён со свободновращающейся втулкой 2, на
конце которой надета половина кулачковой муфты 3. Другая полови-
на муфты может перемещаться вдоль вала 4 и вращается вместе с ним.
При включении муфты вал 4 получает движение от шкива 7 и пере-
дает его через шестерню 5 быстроходному питающему валику 6. Вклю-
чение обеих половин муфты происходит под давлением спиральной
пружины, не указанной на рисунке. Выключается муфта при помощи
вилки 7, надетой на вертикальный вал 8. Нижний конец вала 8 сое-
динён посредством рычагов Р и 10 с механизмом для выключения из-
мельчающих валков, показанного на рис. 143. На рассматриваемых
рис. 144 и 143 показан рычаг 33, при помощи которого включают
и выключают рабочие измельчающие валки. В нижней части на ры-
чаге 33 имеется зуб 77, посредством которого поворачивается де'-
таль 72 вокруг оси 13.
На рисунке показаны два положения детали 12 в зависимости
от положения рычага 33. Одно положение / соответствует вклю-
чению рабочих измельчающих валков, а другое положение II соот-
ветствует выключению их. Таким образом сблокирован механизм,
для включения и выключения рабочих валков с механизмом для
включения и выключения питающих валиков.
266
При включении рабочих валков соединяются обе половины ку-
лачковой муфты 3, питающие валики вращаются и подают продукт
в станок. При выключении рабочих валков обе половинки кулачко-
вой муфты 3 расходятся, питающие валики останавливаются и пре-
кращается подача продукта в станок.
Смазка осуществляется цепочкой 14, которая приводится в дви-
жение от звездочки 75, сидящей на конце первого медленного валика.
При остановке питающих валиков вал 4 вместе с колокольчи-
ком 16 останавливается. При этом шкив продолжает вращаться и
269
молоточком 17 ударяет по колокольчику, сигнализируя об остановке
станка.
Таким образом, благодаря наличию этого механизма поступле-
ние продукта в станок при выключенном состоянии рабочих вал-
Рнс. 1446. Механизм для автоматического выключения
рабочих валков
ков невозможно, что имеет весьма большое значение для нормаль-
ной эксплоатации мельницы.
Устройство вальцевых станков автоматического действия
На рис. 145 представлен разрез вальцевого станка автоматиче-
ского действия, изготовляемого в настоящее время на заводах СССР.
Включение и выключение подвижного рабочего валка в таких стан-
ках производится автоматически, в зависимости от поступления или
прекращения подачи продукта в машину. Для этой цели в конст-
рукции вальцевого станка предусмотрен механизм гидравлического
действия, соединяющий рабочие органы станка. Это является основ-
ным отличием вальцевого станка автоматического действия от полу-
автоматов.
Механизм гидроуправления. Этот механизм автоматически осу-
ществляет следующие операции: выключение и включение подвиж-
ного рабочего валка; выключение и включение вращения питающих
валиков; полное закрытие и открытие секторной заслонки над питаю-
щим валиком.
Перемещение подвижного валка автоматически сопровождается
световой сигнализацией. При холостом ходе станка горит красная
сигнальная лампа, при рабочем ходе — зеленая.
На рис. 146 (см. стр. 272) представлена схема действия гидроуправ-
ления. В приемной стеклянной трубе расположен ветвеобразный
поплавок 1, являющийся побудителем работы автомата. При отсут-
ствии продукта в трубе поплавок под воздействием пружины 2 и
системы рычагов поднимается в верхнее исходное положение. При
поступлении продукта поплавок перемещается вниз.
На оси 3 насажен рычаг 4, один конец которого шарнирно свя-
зан с системой рычагов поплавка, а другой всегда соприкасается
270
через ролик со стержнем 5 поршня 6 золотникового распреде-
ления.
Благодаря золотниковому распределению масла действуют ис-
полнительные органы автомата—поршень 7 для включения рабочего
валка и поршень 8 для включения вращения питающих валиков.
Рис. 145. Устройство вальцевого станка автоматического действия:
/-металлическое кслтс; 2—уплотнение; Л—стеклянная труба; 4—поплавок; 5—медлен?
1.1 (I питавший валик для сыпучих продуктов; б—шнек для мягких продуктов; 7—быст-
т.Hi питающий валик; 8 — секторная заслонка; .0 — механизм для управления заслон-
<11; 10—щит; 11—быстроходный валок; 72—тихоходе ый валок; 13— сквозной вадрк»
шторами Бающийся при выключении нижнего валка; 74 — цель для подвески ножей;
ножи для чистки поверхности гладких валков; 16— щётки для чистки поверхно-
сти нарезных валков; 17—разделительная перегородка; 18—аспирационный канал;
10— затвор; 20—предохранительный фартук
11оршеиь 8 упирается в ступицу шестерён 9 и может перемещаться
вместе с ней до соединения обеих половин кулачковой муфты.
Приводной шкив питающих валиков передает также движение
насосу 10. Поршень 7 при помощи шарнира Гука 11 соединён смИ'
271
кровинтом 12 эксцентрикового механизма для параллельного сбли-
жения рабочих валков. Эксцентриковый механизм, хотя и связан
конструктивно с механизмом гидроуправления, действует совершенно
независимо от последнего.
Посредством винта 12 можно поворачивать эксцентрик 13, при
этом будет вращаться на месте и поршень 7. Внутри поршня 8 имеет-
ся поршень 14, который проходит через кулачковую муфту 15 и
упирается в пружину 16.
Секторная заслонка 77 при помощи системы рычагов 18 соеди-
нена с поршнем б золотникового распределения. Действие поплав-
кового механизма автомата может быть прекращено посредством
откидной защёлки 19, предотвращающей поворот рычага 20 и рычага 4.
272
При движении поршня 7 вправо шаровая втулка шарнира Гука 11
входит в соприкосновение с колодкой 21. В свою очередь колодка,
приподнимаясь, входит в соединение со стержнем контактора 22,
включающего Красную лампу.
Ниже рассматривается взаимодействие отдельных частей механизма
гидроуправления при холостом и рабочем состоянии станка.
а) При прекращении подачи продукта в станок, т. е. при холостой
работе станка: насос 10 подает масло по каналу 23, который развет-
вляется на 2 канала: первый — 24, подающий масло в цилиндр пор-
шня 7j и второй — 25, подающий масло в кольцевую камеру 26 зо-
лотникового распределения. Так как поплавок 1 при отсутствии про-
дукта находится в верхнем положении, то стержень 5 будет припод-
нят под действием пружины 2 и центральный канал 27 поршня б от-
кроется. В этом случае масло будет протекать по каналу 28 обратно
в насос.
Таким образом, при холостой работе станка вхолостую будет ра-
ботать и насос.
Под действием пружины 29 поршень 7 займет крайне левое по-
ложение, эксцентриковый вал повернётся против часовой стрелки,
подвижной рабочий Валок опустится, и зазор между валками уве-
личится. Под действием пружины 16 поршень 14 переместится в край-
нее левое положение, в результате муфта 9 выключится, и вращение
питающих валков прекратится.
Под действием пружины 30 поршень 6 переместится вверх и при
помощи системы рычагов 18 опустит заслонку 17 до соприкоснове-
ния её с питающим валиком.
Таким образом, при холостом ходе насоса имеет место: выключе-
ние рабочих валков, прекращение вращения питающих валиков и опу-
скание заслонки над питающим валиком.
б) При поступлении продукта в станок отдельные части механизма
гидроуправления работают следующим образом. Поплавок 7, прео-
долевая сопротивление пружины 2, нажимает рычагом 4 на стержень 5.
При опускании стержень 5 закрывает центральный канал 27 золот-
никового распределения. В этом случае свободное протекание масла
в насос через канал 28 оказывается невозможным.
В результате возникновения гидравлического давления масла
поршень 6 золотникового распределения, преодолевая сопротивле-
ние пружины 30, переместится вниз и посредством системы рыча-
гов 18 поднимает заслонку 17. Одновременно под давлением масла
поршень 7 начнет перемещаться слева направо. При этом эк-
сцентриковый вал 13 повернётся по часовой стрелке, и, таким обра-
зом, поднимется подвижной рабочий валок.
Минимальный зазор между парноработающими валками будет
иметь место, когда поршень 7 упрётся в правое дно цилиндра. В та-
ком подпёртом состоянии поршень 7 находится во все время работы
станка, т. е. под нагрузкой. Таким образом, давление, возникающее
между валками при работе станка, воспринимается давлением, соз-
даваемым насосом,
По пути перемещения поршня 7 до упора открывается доступ мас-
'Щ в канал 31 для воздействия на исполнительные органы корпуса 52,
27С
включающие во вращение питающие валики станка. Это воздей-
ствие будет оказано раньше, чем поршень 7 дойдет до упора►
что необходимо для начала подачи продукта до включения рабочих
валков. Под давлением масла в канале 31 поршень 8 переместится
вправо, что вызовет включение муфты 75 и, таким образом, начнется
вращение питающих валиков
274
Лрю и род помола Валок быстртд мелннц системы 0 какого Валика дозируется питание Окрумч скор питающих ВаликоВ В н,ten ОрефилиреВше рифлей тит ОалшВ Вне ее ° Оорашитека ф <33 мм Взаимное расроложение и наклон питаюшцх и
Диа- метр В КМ Пиело одсротг 6 мин Зндн фООмм Перед. Ф 74 мм Дйй’^ Ф л!й* (J Уисло "f.’’pe/П Илина лопесги В мм 1 ! 1 4 мепюших балкод
н»н> прьф Н Н‘ прем В мин ~V!~ 7
Пшеница при. помоле 250 030 I (Зр) Заднего 0.083 0.27 0 3 — — '-8 3 25
250 030 7/. < // v.yt ( крупные) 8р. Переднего - 0,70 8 - 75 45 fV-
250 430 Йеряднеге - 0.77 .8 — Н 45 зМ
250 030 Перзднеге - 0.25 д - 22 45 I
250 250 430 w.my/i мгше ‘(др) в Оыхне ст IkpefoeM - 0.27 П - 78 80 Лк*
)
250 350 Разнелыые Заднего 0.064 0.77 Л? квллц - - 9-Z—► 48 У
Рожь при сортоОем помоле 250 430 ) (др) Заднего 0,003 0.27 О 3 -* ** Of'
250 430 faWMWif, W Переднего — № QJ7 М! 8 - г* & 46
? \ У
250 430 (мелкие. <fp) Заднего 0758 0,33 § 3 -
250 4JO Вынммо/е Задиры 0.755 03? О 4 - —
250 430 Размел крлм) Л7 №>№. Заднего 0,750 0.30 1С 4 —
~ ///
Рис. М8а. Таблица парамстров'питания и профилирования питающих валиков в вальцевых станках
автоматического действия
Следовательно, при поступлении продукта в машину происходит:
включение рабочих валков, вращение питающих валиков, поднятие
заслонки над питающим валиком.
Под действием колодки 21 в рабочем положении станка световая
сигнализация включает зелёную лампу. Обозначение остальных де-
талей механизма гидроулравления приведено на рис. 146.
Рис. I486. Профили питающих валиков
Особенность питающего механизма. На рис. 147 (см. стр. 274) пока-
зано устройство питающего механизма станка. Секторная заслонка 7
может поворачиваться вокруг оси 2 и, таким образом, меняется зазор
между нею и питающим валиком. В нижней части заслонки прикрепле-
на сменная деталь 3. Вилкообразным рычагом 4можно выключить сек-
торную заслонку, повернув её вокруг оси 2. Сопротивление пружины 5
легко изменяется посредством винта 6. Винт 7 может служить ог-
раничителем положения заслонки. Между верхним и нижним питаю-
щими валками расположена пластинка 8 с гладкой поверхностью,
по которой перемещается продукт. Секторная заслонка устанавли-
вается у верхнего или нижнего питающего валика, в зависимости
от назначения вальцевого станка. Посредством деталей Р секторная
заслонка соединена с механизмом гидравлического управления.
Продукт, подаваемый нижним питающим валиком по направ-
ляющим щиткам Со шлифованной поверхностью, попадает в зазор
между мелющими валками. Скорости питающих валиков устанав-
ливаются в зависимости от назначения вальцевого станка в терто ло-
гическом процессе измельчения зерна.
276
Питающие валики в станках профилируются в зависимости от
физико-механических свойств подаваемого продукта. На рис. 148 а
приведена таблица параметров питающих валиков для
личных материалов, а на рис. I486
дан профиль нарезки различных питаю-
щих валиков. Из таблицы видно, что
окружная скорость питающих валиков
колеблется в широких пределах. Для
первой драной системы при размоле
пшеницы она равна 0,21 ж/с£к,-для ос-
тальных драных систем — от 0,17 до
0,25 м[сек; для размольных систем —
0,17 м)сек, а на первом драном процессе
при размоле ржи—0,21 м)сек. Для от-
дельных стадий технологического про-
цесса вместо заднего питающего вали-
ка применяются шнеки того же диа-
метра.
Особенности других узлов автома-
тического вальцевого станка. Как вид-
но из рис. 149, механизм для регулиро-
вания положения концов подвижного
вала устроен по принципу трещётки)и
является наиболее удобным в эксплоа-
тации. Обозначения всех деталей ме-
ханизма даны на рисунке
Поперечные стенки машины соеди-
нены внизу между собой продольны-
ми наклонными угольниками, образую-
щими передние стенки нижней части
машины. Отсутствие внизу общего
постамента снижает вес машины и уст-
раняет свободные пространства в стан-
ке, являющиеся очагами размножения
вредителей. Приёмная коробка вверху
станка для распределения продукта
по длине машины не предусмотрена.
Станина заканчивается верхней крыш-
кой с круглым раструбом для установ-
ки стеклянной Трубы. Все это является
достоинством внешней формы машины.
Рис. 149. Механизм для выравнивания и на-
стройки подвижного валка в вальцевых
станках автоматического действия:
I налик с эксцентриком для перемещения рабочего
пнлка за оба конца его; 2—нарезанный болт с про-
ушиной; 3—шпиндель; 4 — конец рычага, на кото-
1>мП опирается подвижной рабочий валок; 5—ета-
HHII пружины; б — пружина; 7 — шайба для опоры
пружины; стяжная гильза; 9—зубцы на нижней
’Ы< ТМ СТЯЖНОЙ гильзы; собачка; 7?— фиксатор;
/J пружина; 7 хомутик; 74—маховичок для
фиксирования определённого положения хомутика
подачи раз-
Ceve/fus во £-3
Основные расчетные параметры
Производительность вальцевого станка можно с некоторым при-
ближением определить по следующей формуле:
Q ~ 1,8 L (й 4- Л). (иб + и„г) у А',
где Q — производительность одной пары валков вальцевого станка
в т/час;
L — длина парно работающих валков в м;
b — зазор между валками в мм;
h — глубина нарезанной рифли в мм;
ve — окружная скорость быстровращающегося вала в м/сек;
vm — окружная скорость медленно вращающегося вала в м/сек;
у—вес 1 ле3 продукта в т;
к — коэфициент заполнения зазора между валками.
При гладких валках Л принимается равным нулю.
Коэфициент заполнения зазора между валками колеблется в
очень широких пределах, главным образом в зависимости от физи-
ческих особенностей перерабатываемого зерна или промежуточных
продуктов, а также от взаимного расположения питающих валиков
и рабочих валков в машине. Поэтому в настоящее время на практике
производительность вальцевых станков определяют по длине и удель-
ной нагрузке на единицу длины парно-работающих валков. Удель-
ные нагрузки на валки в зависимости от режима и технологиче-
ского процесса размола зерна приводятся ниже.
Величину необходимо-
го давления между вал-
ками можно определить
следующим образом. Как
видно из рис. 150, тре-
угольники ОБВ и Ог Бг Bi
равны между собой. Про-
ведём из точки В пря-
мую ВГ, параллельную
Бг- Получаем два по-
добных равнобедренных
треугольника ВБГ и
ОЯБ1 В,.
Отсюда вследствие ра-
венства углов у основа-
ния
Рис. 150. Схема для определения необходи-
мого давления между валками
или
откуда
278
блв1_бг
В.О, ~ БВ’
х _ е — з
Г ~ X '
х = У г (е — з).
где х — ширина мелющего поля по окружности валка;
в — размер зерна по толщине =оо4 мм;
з—зазор между валками = со! мм.
Прямые БВ и Б} В] являются хордами. Можно условно при-
нять, что длина их соответствует длине дуг. При диаметре валков
в 250 мм получаем:
X = J/r(e—3) = ео)/375 = оо 20 ММ.
Количество зёрен, одновременно находящихся под воздействием
обоих валков, при длине их в 1000 мм будет примерно составлять:
X-1000-к 20-1000-0,5
-------F-------------------= ~400,
гдер—площадь, занимаемая одним зерном, равная примерно 24 мл1г;
к—коэфициент заполнения зазора между валками.
Усилие, необходимое для разрушения зерна, колеблется в ши-
роких пределах в зависимости от культуры, влажности, твёрдости
и структурных свойств его. Для расчётов можно принять, что
зерно раздавливается при сжимающем усилии в 5,0 кг. Отсюда ве-
личина необходимого давления между валками составит 400 5,0
2000 кг.
Как показали исследования, это давление является максималь-
ным. Давление между валками, возникающее на различных драных
или размольных системах, значительно ниже.
В табл. 50 (см. стр. 280) приведены по данным Промзернопроекта
удельные нагрузки на 1 см длины парноработающих валков и по-
требная мощность по отдельным системам в зависимости от перераба-
тываемой культуры, рода и режима помола.
Нагрузка на I см общей длины парноработающих валков на
мельницах колеблется в следующих пределах:
а) для размола пшеницы:
при обойном помоле .......................180- -230 кг/сутки
» 85%-ном » ..................... 65— 80 »
>> 78%-пом » .....................45— 60 . »
б) для размола ржи:
при обойном помоле .......................165—200 кг/сутки
при обдирном 85%-ном помоле...............100—130 »
Потребная мощность двигателя для приведения в движение вальцевых
станков колеблется в следующих пределах:
а) при сортовом помоле пшепицы или ржи—1,5—1,7 л. с.
б) при обойном » о » » —0,8—0,9 л. с.
и а одну тонну суточной производительности мельницы.
Техническая характеристика вальцевых станков, изготовляемых
hi заводах СССР, приведена в табл. 60 (см. стр, 281).
279
Таблица 59
Удельные нагрузки на ларнорабстающие валки и потребная мощность
№ системы по схеме размола зерна Нагрузка в % к на-] грузке_ [ др, с'ист, I нагрузка на i см ралков в /сутки Извлече- ние муки в % К на- грузке I др. смет. Режим работы валков Потребная мощность в Л«. для од- ной леры валков
Окружная ско- । и exirefl a rfid±3H(i 4J.30d I Диференция лоличеши» РИЧ* । лей на 1» длины | и У 3* Е й. Я э < 6 я Положе- ние риф- лей
800- 250 1000- 260
Системы I драная 11 » III о IV » Системы I драная II » ...... ill » IV » Системы 1 драная 11 III •> IV » V » VI » Шлифовка 1-я размольная . . 2-я » • - 3-я » . . 2-е качество - - - 1-я вы мольная . . 4-я размольная . . 5-я » . . 6-Я 1> . - 7-я » . - 2-я цимольная . . 8-я размольная . . S-я » . . 3-я вымолы |ая . . 10-я размольная . . 11-я » - 100 60 25 5 100 70 35 10 100 80 50 30 20 6 25 35 ЗС 25 € 15 Г If Е 1( II Дя 500 450 225 150 750 525 300 115 Л |675 1430 340 205 18С 205 28( 215 205 21( >201 >205 191 181 1» 271 5 25 124 3 21 321 5! 16 5120 При пер я се кц 40 35 20 5 Для сек 30 35 25 10 ри перера 1.5—2,0 2,5—3,0 1 3.5—4,0 ' 4,0—3,5 И 1,5—2,0 Г 1,5—1,0 >. 1,0 >! 8,0 > 12,0 ) 6,5 >1 1,5 > 3,0 ) 5,0 ); 4,о 3 3,0 5; 2,0 У 3,5 3 1,5 5 1,0 5 1,5 0; 1,0 51 2,0 ерабоп ни, с с 5,5—6 5,5—6 5,5—6 5,5-6 И и и, 5,5-6 5,5—6 5,5—6 I 5,5—6 1 1 ботке 5—6 5—6 5—6 5—6 5-6 5—6 5—6 5—6 5—6 5—6 5—6 5—6 5—6 5—6 5-6 5—6 5—6 5—6 5—6 5-6 5—6 | 5—6 ке 0 С 1 т а 2,5 2,5 2,5 2,5 с с с т 2,5 2,5 2,5 2,5 nutt 2,5 2,5 2.5 2,5 2,5 2,5 2,0 1.5 1,5 1,Б 2,6 2, С 1,2 1Л 1.Е •1,5 2,( 1,8 1,Е 2,( j1,; 1,! zepi о я н к 14 16 20 22 с т а н 14 16 20 22 >нщ 12 14 16 18 20 24 , — — — — — 1 - h ш а ш t о в 10 10 12 14 о я к о 10 10 12 14 ы в 4 6 6 6 8 8 обойную й ид ч( Острие по острию То же Спинка по острию Ост рис по острию лей из 3 Острие по острию То же Спинка по острию Острие по острию сортовук острие по ост- рию спинка по спин- ке I i муку т ы р 17,7 13,6 11,6 е,5 дву J 22,9 13,6 13,6 9,5 муку 9,0 9,0 11,3 9,7 11,3 9,7 5,6 8,6 8,6 7,5 5,6 7,5 7,5 7,5 7,5 7,5 7,5 7,0 7,0 ' 0 7,0 73 е х 22,4 17,4 14,7 12,0 27,9 17,4 17,4 12,0 11,3 11,3 14,3 12,2 14,3 12,3 7,1 10,9 10,9 9,5 7,1 9,5 9,5 9,5 9,5 9,5 9,5 '8,8 8,8 8,8 8,8 8, 8
280
Таблица 60
Техническая характеристика вальцевого станка-полуавтомата
Показатели Единицы измерения Значения для станков марки
звн зег
Валки:
диаметр лл 250 250
длина . . . ' й 1000 250
Сое тояни е пове рхн ости: нарезная гладка?
число валков Окружная скорость быстровращаю- шт. 4 » 4
щегося валка Окружная Скорость медленновращаю- м/сек 6,0 6,0
щегося валка * . , . Диференциал (отношение окружных » 2,4 4,0
скоростей валков) Приводной шкив: 2,5 1.5
диаметр . мм 500 500
ширина 160 160
Число оборотов Габариты станка: об/мин. 460 460
длина 2370 2370
ширина » 1630 1630
высота . >> 1340 1340
Расход воздуха на одну пару валков Сопротивление станка при мя/мин 5,0 4,0
верхней аспирации мм вод. ст. 14—20 14—20
нижней аспирации » 8—12 8—12
Потребная мощность л. с. 12—25 8—15
Вес станка кг 3140 3140
В мукомольной промышленности находятся в эксплоатации валь-
цевые станки со следующими размерами валков в миллиметрах
(табл. 61).
Таблица 61
Размеры валков
Диина
Диаметр...........I
I
Вес пары валков . .
мм
600 600 600
I •
250 300 350
I
230 310 420
800
250
310
800 800
300 350
410 480
1000. 1000
250 300
385 480
1000| 1250
350 250
600 480
Техническая характеристика автоматического вальцевого станка
ирннелепа в. табл. 62,
281
Таблица 62
Техническая характеристика автоматического
вальцевого станка
Показатели Единицы Значения для валков
измерения
- - - нарезных гладких
Валки;
диаметр 250 250
длина » 1000 1000
число шт. 4 4
Число оборотов быстроходного валка Диференциал об/мин. быстр- 430 2,5 350 1,5—1,22
мед л.
Потребное количество воздуха на
одну пару валков м3(мин. 5 4
Сопротивление Размер приводного шкива; - мм вод. ст. 8-12 8—12
диаметр л<л 500 500
ширина 1> 160 160
Масло рабочее для гидромеханизма:
вязкость по Энглеру •—‘ 3,5 до 5,0
температура застывания °C 15 15
Напряжение тока для световой сигпа-
лизации ё 36 36
Рабочее давление масла в сети гидро-
механизма й/п 6 6
Наружный диаметр приёмной трубы . Габаритные размеры: JfJM 350. 2420 350 2420
длина »
ширина *> 1470 1470
высота, включая трубу » 1010 1910
Потребная мощность на приводном 25
шкиве полустанка (максимальная) . Л. С- 15
Вес станка кг 3475 3475
Основные условия нормальной работы вальцевых станков в эксплсатации
Для нормальной работы вальцевых станков в эксплоатации необ-
ходимо, чтобы:
I) питающий механизм обеспечивал непрерывную и равномерную
подачу продукта по всей длине станка;
2) механизмы включения и настройки валков обладали высокой
чувствительностью и действовали безотказно при регулировании
зазора между валками от 0,15 мм.
3) валки давали одинаковую степень измельчения по всей длине
их;
4) щётки и ножи были расположены параллельно валкам по всей
длине их; .между ними и валками следует иметз постоянный зазор
в 0,06—0,09 мм\
5) аспирационное устройство давало достаточное охлаждение
продукта; ни в коем случае не допускается запаривание или образо-
вание клейстера внутри станка1
6) сигнальные устройства во время прекращения подачи продукта
в станок действовали безотказно для сохранения рифлей от прежде-
временного износа и попадания металлических частиц в муку;-
282
7) внутренняя обшивка плотно прилегала к стенкам станка во
избежание образования пустот в машине, способствующих скоплению
вредителей;
8) все вращающиеся детали: валки, шкивы и шестерни, были вы-
балансированы отдельно до сборки, а затем и в собранном виде;
9) число зубьев и диаметры начальных окружностей шестерён
для передачи движения от одного валка к другому соответствовали
диаметрам валков;
9) смазочные приборы в шейках всех подшипников и в шестер-
нях обеспечивали надёжную и обильную смазку всех трущихся по-
верхностей;
10) перед установкой в амортизаторы пружипы подвергались ста-
тической проверке на сжатие;
11) каждая пара пружин для одного валка была одинакова по
высоте и жёсткости;
12) все дверки и люки во избежание нарушения герметичности и
наружного пыле выделения имели надёжные затворы;
13) машина имела солидное ограждение приводных ремней. .
При проверке пружины следует учесть, что при нагрузке до 1800 кг
она должна быть сжата на 28—32 мм. После пятиминутного сжатия
остаточное укорочение не должно превосходить 4% от первоначаль-
ной высоты её.
Для подбора шестерён к валкам необходимо:
а) точно измерить диаметры валков и определить расстояние между
центрами их в прижатом состоянии валков друг к другу;
б) чтобы число зубьев шестерён и расстояние между центрами
начальных окружностей обеспечивало возможность прижатия вал-
ков друг к Другу при нормальном зацеплении зубьев; ни в коем слу-
чае нельзя допустить работ) зубьев одной шестерни в упор к телу
Другой шестерни.
Балансировка пустотелых валков производится на ножах или в
сухих шарикоподшипниках. Добавочные свинцовые грузы заливаются
в отверстия, высверленные в торцах валков.
Стахановцы мельниц перевыполняют приведённые выше нормы
ио производительности и качеству измельчения. Основное внимание
при обслуживании машины они уделяют:
а) надежному действию питающего механизма для получения
потока продукта по всей длине валков одинаковой толщины;
б) установлению зазора между валками одинакового размера по
всей длине их в соответствии с технологическим назначением машины;
в) сохранению остроты и профиля рифлей, для чего необходима
безотказная работа механизма, выключающего автоматически валки
при прекращении подачи продукта в машину;
г) надёжному действию щёток и ножей для очистки валов;
д) сохранению устойчивого аспирационного режима во избежание
чрезмерного нагрева продуктов измельчения;
е) избежанию завалов, для чего необходимо обеспечить беспе-
ребойное удаление продуктов измельчения из машины-
ж) своевременной балансировке валков, шкивов и шестерён;
з) надёжной смазке подшипников и шестерён;
283
и) работоспособному состоянию ременных передач и своевре-
менной перешивке ремней;
к) наличию во время работы машины на соответствующих местах
всех ограждений;
л) наличию в определённом рабочем месте всех необходимых ин-
струментов и приспособлений для быстрой ликвидации причин вы-
нужденной остановки машины;
м) проверке эффекта измельчения путём осмотра продуктов измель-
чения, а также систематического ознакомления с работой соответ-
ствующих рассевов;
н) участию в профилактическом ремонте и своевременной замене
изношенных деталей.
Кроме того, стахановцы изучают технологический процесс раз-
мола зерна на мельнице и совершенствуют свои знания в области
оборудования, так как нормальная работа вальцевых станков является
решающим фактором для получения оптимальных выходов продукции.
5. Молотковые дробилки
Принцип действия молотковых дробилок
Основным рабочим органом молотковой дробилки является бы-
стровращающийся барабан, состоящий из ряда стальных дисков,
к которым шарнирно подвешены молотки. При быстром вращении
барабана молотки под действием центробежной силы располагаются
по радиусу и, ударяя подводимый в рабочее пространство материал,
измельчают его.
Классификация молотковых дробилок
Молотковые дробилки
284
/3
Рис. 151a, Конструкция дробилки ДМ-600
Устройство молотковых дробилок
На рис. 151 а и б представлена конструкция молотковой дро-
билки ДМ-600, изготовляемой зародами Мельмашстроя и_наиболее
часто применяемой для размола зерна в муку.
Основными рабочими органами молотковой дробилки являются
молотковый барабан, сито, вентйлятор, сборник, питающее устрой-
ство.
Молотковый барабан состоит из вала 7, на который насажены
диски 2 с промежуточными кольцами 3. Диски зажаты гайкой 4,
для чего на валу имеется винтрвая нарезка. Вал вращается в двух
Рис. 1516. Установка дробилки ДМ-600
роликоподшипниках 5. Через диски проходят стержни б, на1, кото-
рых подвешены молотки 7. В нижней части машины имеется сито &
с мелкими отверстиями. Сито является сменным.
С правой стороны на конце вала надето вентиляторное колесо? 9,
вращающееся в кожухе 10. Всасывающее отверстие вентилятора
соединено трубой 77 с нижней частью дробилки. Нагнетательное
отверстие вентилятора соединено трубой 12 со сборником. Сборник
состоит из циклона 13 и матерчатого фильтра 14. В нижней части
циклона имеется двойной патрубок 15 с задвижками 16 для выпуска
размолотого продукта.
Питающее устройство состоит из наклонного жёлоба 77, в кото-
ром предусмотрены задвижки 18 для регулирования количества
поступающего продукта в машину.
Все рабочие органы собраны в одном чугунном корпусе 10. Ма-
шина приводится в движение непосредственно от мотора клиновид-
ными ремнями через шкив 20.
286
Рис. 152. Типы молотков, применяемых
в молотковых дробилках
Продукт поступает в машину через отверстие 27. Попадая под.
действие быстровращающихся молотков продукт измельчается. Вен-
тилятор засасывает измельчённые частицы и подает их в циклон,
где они и осаждаются. Воздух из верхнего отверстия циклона по-
ступает в матерчатый фильтр, где очищается от мельчайших частиц.
При диаметре молоткового барабана в 600 леи и 2750 об/мин. произ-
водительность дробилки составляет 15—20 т зерна в сутки для раз-
мола в муку. I
Вентилятор с диаметром колеса в 4Э5 мм создаёт давление воздуха,
равное 200 мм вод. ст. 'Диаметр циклона 830 мм, высота цилиндри-
ческой части — 1900 мм, вы-
сота конуса ~ 1430 мм. Рука-
ва фильтра диаметром 120 мм
84 шт. выполнены из бязи.
Машина приводится в движе-
ние электромотором мощно-
стью в 37,5 кет.
Опыт показал, что без
пневматических устройств
молотковые дробилки при раз-
моле зерна в муку работают
неудовлетворительно и дают
малую производительность.
Конструкции основных рабочих
органов молотковых дробилок
Молотки. Для различных
продуктов и для различной
степени дробления применя-
ются молотки разных форм.
На рис. 152 изображены не-
которые из часто встречаю-
щихся форм молотков.
Наиболее широко при-
меняются пластинчатые мо-
потки, изготовляемые из по-
лосовой стали. Молотки с
остриями, срезанными под
острым углом (типы 2,5; 3,4 и 17), с наибольшим эффектом применя-
ются для разрывания или расщепления продукта.
Молотки с повернутой на 90° рабочей поверхностью (тип 6) слу-
жат для тонкого дробления. Однако производительность машины с
такими молотками, при прочих равных условиях, становится примерно
вдвое меньше, чем при работе с прямыми пластинчатыми молотками.
Молотки с усиленным рабочим концом (типы 7, 8, 11 и 12) служат толь-
ко для дробления крупных кусков
большое значение в работе молотка имеют углы молотков, с которы-
ми встречается подлежащий дроблению продукт. По этой причине рас-
пространены конструкции молотков, рабочий конец которых имеет
Полыпое количество вырезов, образующих ряд углов или ступеней
(niiiiii 9, 10, 1.3 й 15).
2В7
Существуют также конструкции составных молотков, которые
имеют съёмную рабочую часть, поворачиваемую при затуплении ра-
ботающего угла (типы 14 и 19). При переработке зерновых продук-
тов исключительное распространение получили пластинчатые мо-
лотки прямоугольной формы типа О, Большим преимуществом пря-
моугольных пластинчатых молотков по сравнению с остальными
является простота их изготовления.
Для продуктов, поступающих в дробилку в крупных кусках
(жмых, кукурузные початки), с успехом применяются толстые мо-
лотки толщиной 8—12 мм, длиной около 200 мм Такие молотки
обладают большой живой силой. В противоположность этому для
зерновых и мягких продуктов применяются молотки тонкие (тол-
щиной 1,5—2,0 мм).
Полная симметрия молотка этого типа позволяет работать пооче-
редно на/Обоих его внешних углах, а два отверстия, которые он имеет,
позволяют переворачивать молотки, ставя их изношенным концом
в сгорону центра барабана. Таким образом, при правильной экспло-
атации один молоток может быть использован 4 раза.
Просевающие устройства. Во многих конструкциях дробилок
в качестве просевающих устройств вместо сит применяются колос-
ники, расположенные параллельно оси дробилки. Колосники ук-
ладываются с небольшими промежутками между ними, образуя ци-
линдрическую поверхность, окружающую молотковый барабан.
В тех случаях, когда требуется повышенный эффект дробления,
применяются колосники с выступающими гранями, которые можно
назвать активными в отличие от пассивных, служащих, главным
образом, для просеивания. Щель между колосниками внизу расши-
ряется, что облегчает раздробленному продукту проход сквозь неё.
Материалом для колосников служит закалённая либо цементиро-
ванная сталь.
Достоинством колосников являются прочность, долговечность и
высокий эффект дробления. К числу недостатков следует отнести
относительно малое живое сечение отверстий, а также большой рас-
ход металла.
Колосники мало пригодны для тонкого дробления, так как вслед-
ствие недостаточности живого сечения отверстий производитель-
ность дробилки резко снижается.
В дробилках, применяемых для дробления зерновых продуктов,
почти исключительно употребляются сита из листовой стали с про-
бивными отверстиями. Толщина сит выбирается от 1 до 3 мм. Тон-
кие сита при наличии жёсткой опорной рамки предпочтительнее
толстых, так как их легче изготовлять и удобнее вынимать из машины
для замены. Кроме того, продукт гораздо легче проходит сквозь
отверстия в тонких ситах, чем в толстых. Достоинства толстых сит
заключаются в продолжительности службы до окончательного из-
носа, большой стойкости против ударов случайно попадающих в
Дробилку посторонних примесей.
На рис. 153 приведена конструкция дробилки с замкнутым цик-
лом воздуха. Диаметр барабана равен 600 лыс Зерно поступает в
машину через приёмный патрубок 7. Количество поступающего
2«Н
Рис. 153. Устройство дробилки с замкнутым циклом воздуха
а
зерна регулируется задвижкой 2 посредством зубчатого сектора 3.
Лоток 4 получает поступательно-возвратные колебания от эксцент-
рика £. Для задержки металл опримесей установлен магнит 6. Для
наблюдения за питающим устройством предусмотрена дверка 7.
Размолотый продукт засасывается из-под сит 8 вентиляторным
колесом 9 и через нагнетательное отверстие вентилятора 70 подаётся
в циклон. Из него отработанный воздух возвращается обратно в ма-
шину через отверстие 77. Свежий воздух добавляется через отвер-
стия 72, площадь которых может изменяться.
Аналогичные машины, но с диаметром барабана в 360—400 мм
применяются в современных передвижных установках для размола
зерна.
Основные расчётные параметры
1. Окружная скорость по наибольшему диаметру молоткового
барабана с радиально расположенными молотками должна состав-
лять 75—80 м/сек для измельчения зерна и 25—30 м/сек для шелу-
шения зерна.
2. Диаметр барабана определяется по окружной скорости молот-
ков и по числу оборотов моторов для возможности непосредствен-
ного соединения вала мотора с валом молотковой дробилки.
3. Ширина молоткового барабана должна составлять не менее
0,5—0,7 диаметра его.
4. Длина молотков выбирается равной от 72 до Vs радиуса ба-
рабана.
5. Толщина молотков для размола зерновых продуктов в муку
тонкого размола рекомендуется от 2 до 3 мм, для размола зерна в
муку грубого помола, а также для дробления жмыха и кукурузы —
6—10 jWjM.
6. Зазор между молотками и ситом не должен превышать 5—10 мм.
7. Толщина листовой стали для изготовления сит не свыше
1—2 мм.
8. Скорость воздуха в воздухопроводе для транспортирования
размолотого материала должны составлять 19—20 м/сек, а для обес-
пыливания машины 8—10 м/сек.
9. Количество воздуха, необходимое для пневматического переме-
щения размолотого материала, определяется из расчёта 25—ЗОлР/лшн
на 1 т размолотого материала в час.
10. Мощность мотора определяется из расчёта 1,5—1,8 л. с. па 1 т
перерабатываемого зерна в сутки.
Техническая характеристика некоторых типов молотковых дро-
билок, применяемых для размола зерна в муку, приведена в табл. ,63.
Основные условия нормальной работы машин в эксплоатации
Для нормальной работы дробилок в эксплоатации необходимо,
чтобы:
1) машина имела надёжное устройство для равномерной и беспе-
ребойной подачи и для регулирования количества подаваемого про-
дукта;
200
Таблица 63
Техническая характеристика молотковых дрсбилок, применяемых для раемсла зерна в муку
Наименования машины и марки Производительность в сутки пшеницы влажностью 14—16% Установочная мощность в л. с. Род привада Диаметр барабана з aw Рабочая длина барабана в мм Число об/мин. барабана Окружная скорость молотков в м/сек Молот ки Сито Габаритные машины Вес машины в ке Вентилятор
количество рядов । количества молотков н РИДУ ш о it £ Ч о S о я U ф зг S 1 и а о толщина молотка в ММ вес одного молотка s г ширина н мм * Q е? о ЧУ Й г* 3 о Ч С 1 диаметр отверстий в aw общая площадь отверстий в % к площади ситд 5= * а «I а S СХ I длина в мм высота в .и.ч наружный диаметр колеса! в мл< 1 ширина колеса в ки расход воздуха в x’/aiuh напор вентилятора в aw • вод. ст.
и длина молотка
1 ширина 0 am*
Молотковая дробил- ка ДМ-300 . . , 2,4 6,8 Ременная 300 185 3000 47 6 48 28S 1,5 45х 100 45 190 9,5 1,5 16 500 500 550 150
Молотковая дробил- ка ДМ-600 . , . 20 52 передача от элект- родвига- теля Клиноре- 600 181 2700 85 6 30 180 2 55х 180 144 188 18 2 29 960 1350 1240 450 405 100 35,5 198
Молотковая дробил- ка с замкнутым циклом воздуха . 12 20 ценная передача ст элект- родвига- теля Клиноре- 360 182 350Q 66 4 7 2Ь 10 50 X 126 470 200 19 1,5 16 535 760 800 600 300 90/79 15
мённая передача или на одном валу
2) перед машиной было установлено магнитное заграждение для
отделения металлических примесей от поступающего продукта в ма-
шину;
3) молотки были изготовлены из стали 30 ХГСА или 25 ХГСА с
последующей термической обработкой; твёрдость наружной поверх-
ности должна составлять 390 -? 450 по Бринеллю;
4) была предусмотрена возможность замены изношенных молотков
без необходимости полной разборки машины;
5) барабан был тщательно выбалансирован в шарикоподшипни-
ках До и после сборки с молотками строго одинаковых размеров и
веса;
б) пазы для сит обеспечивали герметичность во избежание проса-
ривания, а также возможность быстрой смены сит без разборки от-
дельных узлов и деталей машины;
7) машина приводилась в движение от мотора непосредственным
соединением с ним гибкой муфтой или клиновыми ремнями; не реко-
мендуется привод в движение дробилки посредством плоских ремней.
8) машина в собранном виде была герметичной и не выделяла
пыли в помещение.
6. Дета шеры
Назначение, область применения и классификация машин
При размоле крупок на гладких валках, особенно из мягкой пше-
ницы, на последних размольных системах получается продукт в виде
лепёшек. Эти продукты, попадая на рассева, направляются в сход.
В результате понижается выход муки данной системы.
Для раздробления и разрыхления лепёшек на мельницах приме-
няются специальные машины, которые называются деташерами. Ниже
приводится классификация этих машин.
Устройство деташеров
Щеточные деташеры. Устройство щёточного деташера показано на
рис. 154. Рабочим органом машины является вращающийся щёточ-
ный барабан 1 и проволочное сито 2. В нижней части машины ситЪ сое-
динено с винтом 3, на котором надета пружина 4. При помощи махо-
вичков 5 можно регулировать расстояние между барабаном и ситом.
Под действием щёток, лепёшки муки, получаемые после вальцевых
станков, растираются и просеиваются через сито. Сход и проход в
разрыхленном виде поступают из машины на рассевы. Степень раз-
рыхления и производительность машины регулируется изменением
расстояния между барабаном 7 и ситом 2.
292
Окружная скорость щёточного барабана составляет б — 7 м1сек.
Удельная нагрузка' на каждые 100 мм длины барабана допускается
и пределах 150—250 кг!час.
Недостатком щёточного деташера является возможное растира-
ние оболочек зерна и попадание их в измельчённом виде в муку, что
ухудшает её качество..
Рис. 154. Устройство щёточного деташера
В табл. 64 приведена техническая характеристика существующих
щеточных деташеров.
Таблица 64
Техническая характеристика щеточных деташеров
Щеточный барабан Габаритные размеры в мм Размер шкивов в леи Число об/мин. Вес в кг Потребная мощность в Л»
диаметр В ХЛ длина в ЛМ длина шири- . на высота
250 300 700 510 380 150х 80 400—600 90 0,5
250 400 850 510 ' 380 150х 80 400—609 115 1
250 500 950 510 380 200х 100 400-600 145 1.5
250 600 1050 510 380 200х100 400—600 185 2
Винтовой деташер. Устройство винтового деташера показано на
рис. 155. (см. стр. 294). Продукт поступает в шнек 7, который интен-
сивно перемешивает его и направляет к валику 2. При выходе про-
дукта через щель, образованную между вращающимся валиком Ей
клапаном 3, лепёшка рассыпается в муку. Клапан 3 прижимается к
налику пружиной.
Размер щели можно’ регулировать. Достоинство винтового дета-
ик'ра состоит в том, что оболочки, находящиеся в муке, не размель-
чаются.
Окружная скорость шнека составляетЗ—4 м! сек. При диаметре шне-
ки в 200 мм и длине его в 400 мм производительность винтового дета-
inrjni равна 400 кг!час. _ ,,
Дисковый деташер. На рис. 156 (см. стр. 295) показано устройство
дискового деташера. Машина состоит из чугунного корпуса 7, в kotg-
293
ром между двумя тарелками 2 и 3 вращается звёздочка 4 со спира-
льными лопастями. Левая торцовая стенка 5 выполняется отъёмной и
свёртывается с корпусом болтами 6 с гайками 7. С боков корпуса
имеются отъёмные люки 8, закрепляемые завёртками 9. Внутри кор-
пуса расположен шнек 10 для подачи продукта в рабочее простран-
ство между тарелками.
Шнек 10 и звёздочка 4, отлитые вместе с удлинённой втулкой, за-
жимаются гайками 11 и шайбой 72 на приводном валу 13 машины. Вал
вращается в шариковых подшипниках 74. На шейках вала шариковые
кольца закрепляются при помощи конусных втулок и затяжных гаек.
Одна из тарелок 2 прилита к корпусу, Другая 3 может перемещаться-
и прижимается к неподвижной тарелке посредством рычажного меха-
низма 15 и 16, с противовесом 77 на плече 18.
Рис. 155. Устройство винтового деташёра
Выход продукта
Продукт, имеющий в своём составе лепёшки, поступает в приёмное
отверстие и подаётся шнеком в рабочее пространство между тарел-
ками. Здесь под действием ударов звёздочки лепёшки перетираются,
и продукт в разрыхлённом виде выходит через щель, образующуюся
между тарелками.
Таблица 65
Техническая характеристика дискового деташера
Показатели
Единицы измерения
Значения
Производительность ..............
Число оборотов в минуту..........
Габаритные размеры:
длина................... .
ширина . ...................
высота .....................
Размеры приводного шкива:
диаметр .........................
ширина .....................
Потребная мощность........... .
Вес машины..............
к г]час
об/мин.
мм
»
»
в
л. с.
ке
500
240
870
658
812
350
125
3
300
294
Рис. 156. Устройство дискового деташера
При помощи маховичка 70 и стержня 20, шарнирно соединённых с
плечом 15 рычажного механизма, можно изменять размер щели между
тарелками. Положение маховичка фиксируется барашком 21.
Техническая характеристика машины приведена в табл, 65.
(см. стр. 294).
Из всех перечисленных типов машин дисковый деташер дает луч-
ший технологический эффект.
1* Другие дробильные машины для измельчения зерновых
продуктов
Зубчатые дрсбилки
Зубчатые дробилки применяются главным образом Для предва-
рительного дробления кукурузы в початках и всевозможных жмыхов.
На рис. 157 приведена конструкция машины для измельчения ку-
курузы в початках.
Внутри корпуса 7 вращаются два зубчатых барабана, из которых
каждый состоит из квадратного вала 2 с насаженными на нём сталь-
ными цементированными звёздочками 3. Барабаны расположены та-
ким образом, что звёздочки одного валка входят в промежутки между
звёздочками другого. Оба барабана соединены между,/ о б ой зубчатыми
шестернями 4 с отношением 1:1,5.
Изнашиваемой деталью машины является дробильная звёздочка.
Самый характер работы дробильной звёздочки требует сочетания в
ней как пластических свойств сырой стали, так и твёрдости закален-
ной стали. Звёздочки изготовляются из малоуглеродистой стали с глу-
бокой цементацией.
Подобные машины выпускаются с предохранительными деталями,
чтобы избежать поломок машины при попадании постороннёго тела
296
между звёздочками. Такой деталью является в данном случае шпилька
ослабленного сечения в ступице шкива, передающая вращение валу.
Резкое увеличение крутящего момента немедленно приводит к
перерезыванию шпильки, после чего машина останавливается и шкив
начинает вращаться вхолостую.
Для дробления жмыхов применяется дробилка, которая по прин-
ципу устройства в основном аналогична предыдущей машине, Раз-
Рис. 158. Конструкция дисковой дробилки
ница заключается только в большей длине валков и корпуса, меныцей
ширине приёмного ковша, а также в более крупных зубьях Дробиль-
ных звёздочек. Материалом для изготовления звёздочки является
малоуглеродистая сталь ' с цементированным слоем глубиной в
(>.’> мм.
Испытания кукурузодробилки показали, что при непрерывной за-
грузке она может дать 8,5—lOjn/час при потребной мощности в II—
г* л, с.
297
Дисковые дробилки
Дисковые дробилки применяются на крупозаводах для разреза-
ния готовых круп на части. К таким продуктам относятся крупы из
ячменя, овса, гороха и кукурузы.
На рис. 158 (см. стр. 297)представлена конструкция машины. Рабо-
чим органом ее являются два кольцеобразных стальных диска, из кото-
Рис. 159. Механизм для автоматического регулирования
величины зазора между дисками
рых один диск 7 закреплён на валу 2 и вращается от шкива 3. Другой
диск 4 закреплён неподвижно в корпусе 5 машины. Продукт поступа-
ет из бункера б через питающий механизм 7, получающий колебания
от эксцентрика 8. Эксцентрик вращается от шкива 9, который полу-
чает движение от шкива 10 или 77, В последнем случае буцкер 6
необходимо повернуть на 180°. Так как диаметры шкивов 10 и 77 раз-
личны,то можно получить различную степень подачи материалов.
Муфта 12, жёстко сидящая на валу 2, может перемещаться вместе
с валом.
298
На рис. 159 показан механизм для автоматического регулирования
величины зазора между дисками.
При повороте вилкообразной детали 13 против часовой стрелки
вокруг оси 14 она должна преодолеть сопротивление пружины 15.
Крайнее левое положение детали 13 устанавливается посредством вин-
та 16. Таким образом, рабочий зазор между дисками можно устано-
вить при помощи винта 16. При попадании в рабочий зазор посторон-
него тела подвижной диск с валом перемещается вправо, преодолевая
через деталь 13 сопротивление пружины 15. При помощи зажимного
винта 77 можно закрепить положение винта 16.
При диаметре дисков в 400 мм и окружной скорости вращения в
7—8 м/сек производительность этих машин составляет 600—
800 кг/час при крупном дроблении и 300—340 кг /час при мелком
дроблении. Потребная мощность 4—5 л. с.
8. Краткое заключение
Жерновые иоставы ввиду малой износоустойчивости рабочих ор-
ганов и малой производительности применяются в настоящее время
главным образом только на мельницах небольшой производительности
сельскохозяйственного значения.
Из существующих типов машин для измельчения зерна наиболее
совершенными являются вальцевые станки с автоматическим регули-
рованием процесса. Основными недостатками рабочих органов валь-
цевых станков являются:
а) неравномерное распределение продукта по длине валков;
б) недостаточная износоустойчивость поверхности валков.
Ближайшими основными задачами в области реконструкции и мо-
дернизации вальцевых станков являются:
а) изыскание способов получения более износоустойчивой поверх-
ности валков;
б) внедрение устройства для охлаждения валков;
в) улучшение конструкции питающего механизма;
г) упрощение автоматического механизма для регулирования
процесса измельчения;
д) внедрение контрольно-измерительной аппаратуры для определе-
ния зазора и давления между валками.
Молотковые дробилки могут быть использованы для измельчения
зерна в обойную муку. Эти машины весьма удобны для установки в
передвижных агрегатах по переработке зерна.
Г Л А В A XV
МАШИНЫ ДЛЯ СОРТИРОВАНИЯ ПРОДУКТОВ ИЗМЕЛЬЧЕНИЯ
ПО ВЕЛИЧИНЕ
1. Назначение и область применения машин
Для получения муки, в особенности сортовой, зерно на современ-
ных мельницах подвергается многократному постепенному измель-
чению. После каждого пропуска продукта через измельчающую ма-
шину необходимо выделить из него полученную муку и разделить
остальную часть на различные фракции по величине частиц с целью
дальнейшей раздельной переработки их. Для этого процесса на сов-
ременных мельницах и крупозаводах применяются машины для сорти-
рования продуктов размола, называемые рассевами. Рассев
является машиной, предложенной русским изобретателем Графовым
и впервые в мировой практике построенной им в 80-х годах прошлого
столетия.
Процесс просеивания й рассевах производится на ситах, которые
натягиваются на отдельные рамки, собранные и скреплённые между
собой по высоте и образующие кузов рассева.
На рис. 160 показана кинематическая схема рассева, где 7 — ку~
зов, 2 — приводной механизм, 3—вал для передачи движения кузо-
вам, 4 — трос для подвешивания кузовов.
В современных рассевах ситовой кузов совершает круговое посту-
пательное движение в горизонтальной плоскости. При таком движении
все точки его описывают с одной и той же скоростью эллипсовидные
траектории, приближающиеся к окружности. Траектории, описыва-
емые рассевами при движении, ниже приняты нами условно круго-
выми.
На рис. 161 (см. стр. 302) представлено в плане движение кузова
рассева из положения 7 в положение 2 по окружности радиусом тр.
В верхних ярусах кузова располагаются ряды сит с крупными от-
верстиями. Обычно это тканые металлические сита из стальной иАи
бронзовой проволоки. Через отверстия сит проходит основная масса
продукта, а сходом получают крупную фракцию, направляемую на
последующие измельчающие машины.
Весь просеянный через одно или два сита верхнего яруса продукт—
проход — поступает на вторую группу металлических сит, с которых
сходом получается менее крупная фракция, чем с первых сит,.разма-
лываемая также отдельно.
300
Третья группа металлических сит с отверстиями меньших размеров
дает сходом частицы эндосперма зерна, называемые крепками,
которые после дополнительной очистки от оболочек размалываются
в муку высокого сорта. Просеянный продукт через третью группу сит
направляется на последовательно расположенные шёлковые сита,
с которых проходом получается чистая мука, сходом—мелкие
крупки.
Рис. 160. Кинематическая схема рассева
При движении продукта по ситам происходит расслаивание его по
парусности и удельному весу, так как частицы с большей парусностью
п меньшим удельным весом всплывают наверх, а частицы с меньшей
парусностью и большим удельным весом опускаются вниз. Таким
o6jmi30m, нижние слои продукта на ситах рассева состоят большей
частью из крупок эндосперма, а верхние слои — из отрубянистых ча-
стиц, что в значительной мере содействует процессу просеивания.
Процесс самосортирования продуктов является важнейшей особен-
ностью рассевов, как просеивающих машин.
Ij соответствии с различными стадиями технологического процесса
размола зерна в муку на мельницах и крупозаводах применяются
рлсссна с разными схемами последовательного расположения сит и
направления отдельных фракций. На крупозаводах рассева приме-
няются для разделения зерна на фракции по величине, которые раз-
301
дельно подвергаются процессу шелушения. Это необходимо для полу-
чения оптимальных по количеству и качеству выходов готовой про-
дукции.
Рассева иногда устанавливаются также в зерноочистительном от-
делении мельницы для разделения зерна на две или три фракции по
величине с целью дальнейшей
раздельной переработки. В тех-
нологическом процессе перера-
ботки зерна на крупозаводах
применяются для сортирования
продуктов машины с круговыми
колебаниями длинных наклон-
ных плоских сит. Кроме того
на мельницах и крупозаводах
для сортирования промежуточ-
ных продуктов, получаемых
главным образом с последних
систем, устанавливаются маши-
ны с горизонтальной осью вра-
щения цилиндрических сит и
бичей. Такие машины известны
Лвлозиааиа I
•ЛВАомеяив f
1
Рис. 161. Схема кругового поступатель-
ного движения рассева
на практике под названием
центробежных буря-
тов, или центр офугалов.
2. Классификация рассевов
Применяемые в настоящее время на мельницах и крупозаводах
товарного значения рассева по своему технологическому назначе-
нию могут быть разделены на следующие схемы:
302
На мельницах сельскохозяйственного значения, как указано ни-
же, применяются рассева по двум схемам.
3. Типы рассевов
Первоначальная конструкция рассева состояла из кузова, образо-
ванного многоярусным расположением плоских сит. Машина приво-
дилась в поступательно-возвратное движение от кривошипа. На-
правление движения было перпендикулярно к перемещению продукта
Рис. J62. Однокорпусный рассев с фрикционной передачей
по ситам. Достоинством машины являлась относительно высокая эф-
фективность просеивания. Недостаток этой машины заключался в на-
личии значительных инерционных сил с переменным знаком, неиз-
бежных при кривошипном или эксцентриковом приводном механизме.
')то приводило к поломкам машин и сотрясению здания.
На рис. 162 показана видоизменённая конструкция первоначаль-
ного рассева, который изготовлялся русскими заводами в начале
XX столетия. В то время эти машины устанавливались на большом
числе мельниц. Достоинство этого рассева заключалось в том, что
установка его не требовала крепления к потолку, что позволяло
монтировать его в чердачных этажах существовавших тогда мельниц,
кроме того, в этих рассевах .можно было установить число оборотов
ну 1<>па в зависимости от характеристики просеиваемых продуктов,
•но имеет важное положительное значение для технологического про-
Ц1<с.|, общим недостатком этой машины, как и всех однокорпусных
рп< генов, являлась невозможность уравновешивания её. Кроме того,
|.|>>н труктивным недостатком машины являлась слабая износоустой-
чшнн гь фибровых дисков горизонтального вала, передававших движе-
ние купону через нижнюю точёную плоскость маховика. При износе
||и|'»[ц||||,ге диски теряли цилиндрическую форму, что в результате соз-
fliiiKi'H» неприятный С1ук в машине.
зоз
На рис. 163 и 164 показано устройство однокорпусного рассева
системы русского крупчатника. и изобретателя А. С. Кричигина.
Передача движения кузову производилась полу перекрёстным рем-
нём, что являлось преимуществом этой машины по сравнению с выше-
приведённой конструкцией рассева. Эти рассева строились с ситовыми
рамками шириной 1050—1400 мм и длиной 2500—3000 мм.
Рис. 163, Устройство одно корпусных рассевов с полу перекрести ой
ременной передачей:
/—кузов; 2-рукава для подвчи продукта; 3 — подвески; 4—опорн для попвесоН;5-ста-
нина; 6—болты, соединяющие станины рассева.- 7, в, S— приводная трансмиссия;
7OJ—тумба приводного механизма рассева; 15—приводной диск; 20—штауферная
масленка для подачи смазки; 24 — крепление кузовов
Кузов делился по ширине на две-три-четыре самостоятельные сек-
ции, что позволяло обрабатывать соответственно несколько сортов
продуктов размола. Площадь сит была равна 10—20 №; число обо-
ротов рассева — 180 в минуту.
Однако эта конструкция рассева была также неуравновешен-
ной в связи с наличием пары сил и невозможности получить равенство
центробежных сил груза и кузова.
На рис. 163 и 164 даны подробные обозначения основных рабочих
органов.
На рис. 165 (см. стр. 306) представлена схема действующих сил в од-
нокорпусном рассеве во время его движения. Для уравновешивания
равнодействующей Р центробежных сил кузова был предусмотрен груз,
который помещался в маховике с противоположи ой стороны по отноше-
нию к эксцентрику Для передачи движения кузову рассева. Как видно
из схемы, центробежная сила Pj груза не может полностью уравнове-
сить центробежную Силу Р кузова, так как эти две силы находятся в раз-
ных плоскостях. Центробежная сила кузова приложена в середине вы-
соты его, а центробежная сила груза—в нижней части пальца кривоши-
па. Таким образом, даже при полном равенстве указанных сил они об-
304
разуют пару сил, действующих попеременно на растяжение Ра од-
них тяг и сжатие Р3 других тяг. Но ввиду меняющейся в процессе
работы мельницы нагрузки рассева равенства центробежных сил
вообще нельзя получить. Полученная в результате неуравновеши-
нания разность центробежных сил кузова и груза в сумме с парой сил,
составляя значительную величину, действовала попеременно в (Разные
стороны, что приводило к расшатыванию стен и перекрытий.
Рис. 164. Устройство однокорпусных рассевов с полу пере крёстной
ременной передачей:
tf>~ тумСа приводного механизма рассева: 11 — опора Кузовов; 12 и 13'~ валик с нана-
ц|>м для смазки; 7^—подшипник; 16—вал; 17 —подшипник; 1$ — груз: 19 — втулка; 20—
шгиуферная маслёнка для подачи смазки; 27 —пята; 22—подвеска; 23 — болт для!регу-
лнрования псчожснии вертикального вала
Вследствие неизбежной неуравновешенности однокорпусных рас-
< снов перешли на двухкорпусные кривошипные рассева (рис. 166).
В этих рассевах равнодействующие центробежных сил кузовов и
। рузов находятся в одной горизонтальной плоскости и противопо-
чпжны друг другу по направлению. Эта особенность является основ-
ным преимуществом двухкорпусных рассевов перед однокорпусными.
Оба кузова рассева подвешиваются к одной общей металлической
рлме, образуя, таким образом, жёсткую систему. Рама опирается на
ю рекрытие посредством четырёх качающихся металлических стоек
i шаровым подпятником. Благодаря этому создаётся возможность
и iiweiгения положения стоек во время работы рассева.
Приводной механизм, состоящий из вертикального вала со шкивом
и эксцентрикового вала с маховиком, расположен между кузовами.
305
Рис. 165. Схема действующих сил •
в однокорпусном рассеве
В конструкции приводного механизма предусматривается возмож-
ность менять вес грузов в маховике для уравновешивания кузовов,
а также изменять в небольших пределах эксцентриситет. Такие рас-
сева изготовлялись двух- и четырёхприёмными с рамками 1200 х
X 800 мм, 1400 х 860 мм и 1600 х930 мм. Просеивающая площадь
равна 18—24 м2. Число оборотов 190—210 в минуту. Основным недо-
статком двухкорпусных кривошипных рассевов всё же продолжала
быть неуравновешенность их во время работы. Объяснялось это тем,
что центробежная сила грузов оставалась в этих машинах постоян-
ной, а центробежная сила про-
дукта в процессе работы меня-
лась. На рис. 166 дано подроб-
ное обозначение деталей рас-
сева.
Полное уравновешивание при
меняющемся количестве продук-
та в кузовах достигнуто только
в самобалансных рассевах, из-
готовляемых в настоящее время.
Схема приводного механизма
самобалансного рассева показа-
на на рис. 167 (см. стр. 309).
Как видно* из схемы, подвес-
ной вал рассева — веретено 7
приводится во вращение через
шкив 2. При вращении ве-
ретена возникает круговое дви-
жение эксцентрикового вала 3
и скреплённых с ним грузов 4
вокруг общей оси ОО, Вал 3
ведёт за собой вертикальный подшипник 5, соединённый с ра-
мой 6, на которую опираются кузовы рассева 7.1В течение одного
оборота веретена подшипник 5 вместе с рамой и кузовами описывает
вокруг оси ОО окружность, радиус которой равен радиусу враще-
ния эксцентрикового вала.
В конструкции этих рассевов центр тяжести кузовов лежит на оси
эксцентрикового вала в точке 8, находящейся на одной горизонтальной
линии с центром тяжести 9 грузов 4. Оба центра тяжести располо-
жены по отношению к оси ОО с противоположных друг другу сторон.
При движении рассева ось ОО должна находиться в вертикальном
положении.
При движении рассева возникают две центробежные силы: Ск
от кузовов и Сг от грузов, которые приложены соответственно к точ-
кам 8 и S. Обе центробежные силы направлены друг против друга.
Центробежная сила кузовов равна:
— rK ,
ь
где <3к — вес кузовов с продуктом в кг;
g— ускорение силы тяжести =9,81 м!сека;
зов
J
ы—угловая скорость рассева в -----;
С СК.
zK —радиус окружности, описываемой центром тяжести кузова, в л«.
Центробежная сила грузов, уравновешивающих кузовы, равна:
г = Рш*Р
S
|де Р — вес груза;
R — расстояние центра тяжести грузов от оси вращения.
Движение свободно подвешенного рассева подчинено основному
мк:шу механики, по которому центробежные силы Ск и Се ^постоянно
рати.! мегзду собой.
307
Ск = G.
Подставив вместо
ял
ш равную величину^-^-,
получим:
GK ~2Г« П* Р Я27?П2
g 900 ~g 900
я2 л2
g900
Сокращая обе части равенства
Рис. 167. Схема приводного механизма
самобалансного рассева
, получим, ЧТО Он Гк — PR.
Из последнего равенства
можно сделать следующие вы-
воды:
а) условие равновесия не за-
висит от числа оборотов при-
водного вала рассева;
б) при изменении веса про-
дукта в рассеве, т. е. веса ку-
зовов GK, происходит отклоне-
ние вала 7 от вертикального
положения, вследствие чего по-
следнее равенство остаётся без
изменений.
Таким образом, в самоба-
лансном рассеве действующие
центробежные силы кузовов и
грузов все время полностью
взаимно уравновешиваются, не
передавая никаких сотрясений
на перекрытие здания.
В настоящее время изготов-
ляются только самобалансные
рассева, которые вытесняют рассева других конструкций. В связи
с этим ниже подробно рассматривается устройство и конструкция
только этих рассевов,
4. Конструкция самобалансных рассевов
Общее устройство
Самобалансный рассев состоит из следующих основных частей
(рис. 168 а и б): приёмного устройства 7. двух кузовов 2, опорной рамы 3,
приводного механизма 4, балансирного механизма 5, подвесного
устройства для кузовов 6.
Приёмное устройство рассева состоит из деревянных коробок 7,
устанавливаемых на горизонтальной деревянной доске S. Последняя
подвешивается посредством болтов 9 к потолку. Внутри коробки рас-
положен деревянный патрубок для подвода продукта. К Деревянному
патрубку присоединена воронка из лдсдовой стали, при помощи кото-
рой можно изменять направление продукта. Снаружи к деревянной
зпя
коробке присоединяется аспирационная труба для обеспыливания
рассева и охлаждения его внутренней среды. Из деревянной коробки
продукт попадает в кузов рассева через матерчатые рукава 10, кото-
рые одной стороной прикреплены к металлическому фланцу коробки 77,
а другой — к кузову рассева. Для равномерного распределения
продукта по отдельным приёмным ситам в верхней раме кузова рас-
сева предусмотрен патрубок, который делит весь поток на четыре оди-
309
наковые части. Если продукт должен быть направлен параллельно-
на два сита, то на каждое из них попадает по две части.
Рамы стянуты между собой болтами 12, расположенными по про-
дольным сторонам кузова. По углам каждый кузов прикреплён по-
средством угольников 13 к горизонтальной опорной раме 14.
Отдельные фракции, полученные в результате рассортирования по-
ступившего продукта, выпускаются из отверстий, имеющихся в
D а 8 с d
220 100 100 170 ОС
200 120 110 200 100
280 120 110 200 100
Рис. 168С. Приёмное устройство рассева
днище кузова, через матерчатые рукэва 15. Последние одной стороной
присоединены к днищу рассева, а другой — к специальным патруб-
кам 16, установленным на полу. В этих патрубках имеются люки,
через которые можно отбирать пробы для определения эффективно-
сти работы рассевов.
Устройство ситовых рамок
Конструкции ситовых рамок различаются между собой в зависи-
мости от схемы рассева, согласно приведенной выше классификации,
а также от места расположения рамки внутри кузова. Рассева изго-
товляются четырехприёмными или шестиприёмными.
В большинстве случаев применяются четырехприёмные рассева,
в которых каждый кузов принимает по два продукта. С этой целью
каждая рамка разделена продольной перегородкой на две части. При
ЗЮ
сборке таких рамок в общий кузов последний делится таким образом
на две самостоятельных секции.
В зависимости от направления продукта внутри рассева рамки его
н основном делятся на: а) рамки с проходным дном; б) рамки с распре-
делительным дном.
На рис. 169 показано устройство рамки с проходным дном. По
длине рамка делится на две части перегородкой 7. Для образования
Рис. 169. Рамка с проходным
дном
приёмного и выпускного канала к рамке прикреплены поперечные
бруски 2 и 3. Продольные перегородки 4 образуют канал 5.
Сито прибивается к рамке с нижней стороны. К продольным сто-
ронам ситовой рамки и продольным перегородкам крепятся гонки б
для перемещения продукта по ситу.
Над ситом прикрепляется к стенкам рамки и брускам 4 дно 7
из тонкой листовой стали. По всей длине дна делаются вырезы, сов-
падающие с каналом 5. В данном случае дно является проходным, так
как Продукт, попавший на него с расположенного выше сита, прохо-
дит через каналы 5 на сита, расположенные ниже, но не попадает на
сито рассматриваемой рамки.
На верхней плоскости дна укреплены стальные направляющие 8
для щёток. При движении щётки очищают сито расположенной выше
рамки. При сборке рассева следует обратить особое внимание на то,
ч тобы эти направляющие были одинаковой ширины и высоты по всему
контуру, не имели выступающих частей и шероховатостей, и были бы
жёстко скреплены посредством промежуточных опор с днищем рассева.
.)ти промежуточные опоры изготовляются из листовой стали, проходят
лспозь днища и припаиваются с обеих сторон.
Продукт поступает на сито через канал 9. Сход с сита удаляется
Через отверстие 10. Чтобы избежать возможности попадания схода
п канал 10 предусмотрены специальные желобки 11,
зи
Если необходимо предусмотреть в рамке каналы для пропуска
отдельных фракций продукта с сит, расположённых выше, то вместо
бруска 2 по всей высоте рамки укрепляется перегородка. В этом
случае для образования канала 9 брусок 2 укрепляется несколько
дальше от указанного на рисунке положения.
На рис. 170 показано устройство рамки с распределительным дном.
В дне её сделано по два выреза 72 с каждой стороны, вследствие чего
продукт со дна поступает, на сито данной рамки. Таким образом, дно
ситовой рамки распределяет продукт по всей площади сита, почему
такие рамки и называют рамками с распределительным или непро-
ходным дном. Для придания дну жёсткости и поддержания стальных
направляющих отдельные части дна соединены поперечными план-
ками 13. Чтобы пропускать продукты с вышерасположенной рамки,
предусмотрен сквозной канал 14.
В зависимости от места нахождения обоих типов рамок по высоте
кузова в них предусматривается необходимое количество поперечных
каналов для пропуска отдельных фракций, полученных от ситовых ра-
мок, расположенных выше.
Крепление сит к торцам стенок рассева вызывает много неудобств
в эксплоатации. Для замены сит приходится останавливать рассев на
длительный промежуток времени. Кроме того, с течением времени
стенки рамок портятся от гвоздей в местах крепления к ним сит.
Для устранения этих недостатков в настоящее время изготовляются
рассева с вкладными рамками. При наличии на мельнице запасных
вкладных рамок сита всегда можно легко заменить. На рис; 171 по-
казана конструкция такой выемной рамки рассева.
312
Рис. 171. Конструкция выемной рамки
рассева
313
Механизмы для счистки сит
Очистка сит имеет очень важное значение для эффективности про-
цесса просеивания. Поэтому в рассевах предусматриваются специаль-
ные щётки или другие устройства, которые при работе рассева полу-
чают самостоятельное движение и очищают сита. В самобалансных рас-
севах применяют щёточные механизмы.
На рис. 172 представлена конструкция такой щётки. С одной сто-
роны щётки набираются из мягкого козьего волоса, а с другой —
из жёсткого конского волоса или из щетины.
314
Каркасом для щётки служат две фибровые или фанерные пластин-
ки, соединённые между собой поперечными планками. Каркас щётки
имеет вырезы для облегчения веса и пропуска продукта, Планками
щётка укладывается на стальные направляющие, прикреплённые к
дну рассева. Сторона щётки с жёстким волосом всегда должна быть
обращена ко дну и касаться его поверхности, а с мягким волосом —
к шёлковому ситу.
Благодаря наклону пучков жёсткого и мягкого волоса к каркасу
щётки, последняя при движении рассева перемещается только в одну
сторону по движению рассева, В другую сторону щётка двигаться' не
будет, так как жёсткий волос ее упрется в днище, а мягкий — в шёл-
ковое сито. Поэтому укладывать щётки в корпусе рассева следует
гак, чтобы острый угол, образованный пучком щётки с каркасом, был
обращён своей вершиной в направлении движения рассева. Высота
пучков мягких волос щётки должна быть достаточной для того,
чтобы касаться поверхности сит и не застревать при движении по пря-
мым участкам направляющих и на поворотах.
Гонки для перемещения продуктов по ситам
Для перемещения продукта по ситам рассева, рамки в некоторых
конструкциях американских рассевов располагаются с наклоном к
горизонту. Такое расположение ситовых рамок вызывает необходи-
мость изготовлять кузовы рассевов в виде шкафов с вкладными рам-
ками (рис. 173, см. стр. 316). Наклонное расположение рамок сита
связано с увеличением высоты кузова, что затрудняет его обслужи-
вание, а устройство отдельного шкафа увеличивает вес кузова. Кроме
того, при наличии шкафов для сит необходимо предусматривать сво-
бодное расстояние между рассевами, чтобы иметь возможность выни-
мать сита, что в общем увеличивает площадь, занимаемую рассевом.
Более рациональным следует признать горизонтальное располо-
жение ситовых рамок, что и применяется в изготовляемых нами рас-
севах. В этом случае для перемещения продукта по ситам применяют
специальные гонки, которые прикрепляются над ситом к боковым
стенкам кузова, вдоль которых нужно перемещать продукт. Гонки
изготовляются из тонкой листовой стали(рис. 174,а, см. сгр. 317). При
круговом движении рассева продукт, ударяясь о стенки гонков, отра-
жается от них, вследствие чего меняет направление траектории своего
движения. В результате создаётся зигзагообразное движение продукта.
Гонки прикрепляют к одной из сторон канала, в зависимости от
направления вращения рассева. Так, например, для перемещения про-
ц кта от места поступления к выходу, при движении рассева по часо-
вни стрелке, гонки надо прикреплять с правой стороны канала. При
/шпжеиии рассева против часовой стрелки гонки должны быть прик-
реплены с левой стороны канала. В обоих случаях предполагается,
что наблюдение ведётся со стороны поступления продукта в рассев.
общим недостатком гонков является, с одной стороны, некоторое
уменьшение коэфициента использования просеивающей способности
нфнцлДн сита, находящейся между гонками, а с другой, — неизбеж-
нее перемешивание продуктов при соприкосновении и ударе их о
315
поверхности гонков. Поэтому затрудняется всплывание наверх отру-
бянистых частиц продукта, обладающих большей парусностью и мень-
шим удельным весом, и опускание более мелких и тяжёлых частиц про-
дуктов переработки зерна вниз. Всё это в общем мешает использовать
S.2J • Верхние схода сиг»
$ Нин/ний сход сита
5,8,7 - Проходы сит
Рис, J73. Устройство шкафного кузова с наклонными ситовыми рамками
наиболее ценное свойство измельчённой зерновой массы — самосорти-
рование при движении на плоском сите.
В связи с этим были предложены различные конструкции гонков,
частично лишённых этих недостатков. В некоторых конструкциях
гонки нс доходят до поверхности сита на 10—12 лои, благодаря чему
верхние слои продукта транспортируются быстрее нижних слоев.
На рис. 174,6 представлена оригинальная конструкция гонка, пред-
316
ложенная инж. Л. И. Розенштейном. Узкая часть гонка устанавли-
вается по высоте на расстоянии 20 мм, а широкая часть—на рассто-
янии 8 nut от поверхности сита. Расстояние между гонками в плане
100—125 мм.
Верхние слои продуктов при этих гонках передвигаются быстрее
нижних. Кроме того, благодаря вырезу в продольном деревянном
бруске, к которому прикреплены гонки, нижние слои продукта пере-
мещаются по большей ширине сита ине подвергаются ударам о стенки
каналов, брусков и гонков. К числу достоинств этих гонков относится
также полное использование площади сита.
Рис. 174. Гонки для сит
В 1948 г. в Одесском институте инженеров мукомольной про-
мышленности им. И. В. Сталина, в Московском технологическом
институте пищевой промышленности и во Всесоюзном институте зер-
на и продуктов его переработки были проведены опыты по устрой-
ству рассевов без гонков. Оказалось, что большинство продуктов
переработки зерна на мельницах перемещается в достаточной
мере в рассевах с горизонтальным расположением сит без гонков.
В настоящее время проводятся изыскания с целью определения
оптимальных размеров гонков и расстояния между ними для
получения наибольшего эффекта просеивания и устранения всех
недостатков, присущих гонкам.
В современных самобалансных рассевах установлены гонки высо-
той 30—40 мм, длиной 45—65 мм с расстоянием между ними 50—80 мм.
Опыты показывают, что с увеличением числа оборотов и уменьшением
радиуса описываемой, окружности улучшается эффект просеивания
дня многих продуктов. Кроме того, скорость, движения и радиус
вписываемой окружности для отдельных продуктов целесообразно
выбирать в зависимости от степени их измельчения.
Продукты, поступающие из вальцевых станков или других измель-
чающих машин, находятся в нагретом состоянии, а иногда обладают
Довольно высокой температурой — до 40° и выше. При движении по
игам продукты разрыхляются и выделяют водяные пары вследствие
частичного испарения влаги, находящейся в различных частях
н'|ша.
317
Соприкасаясь с холодными стенками рассева, пары конденсиру-
ются, образуя влагу и вызывая клейстеризацию мучнистых частиц.
Все это может привести к закупорке каналов для прохождения рассор-
тированных фракций, к образованию очагов скопления вредителей
муки и к постепенному разрушению деревянных кузовов и ситовых
рамок рассева.
Для устранения подобных явлений необходима аспирация кузовов.
Кроме того, при аспирации устраняется пылевыделение из рассева,
которое часто наблюдается при просеивании продуктов, особенно су-
хих и тонко размолотых.
5. Типовые схемы рассевов
Для серийного и поточного изготовления рассевов на машинострои-
тельных заводах установлены типовые схемы" рассевов, применяемых
для различных стадий технологического процесса просеивания про-
дуктов переработки зерна в муку и крупу.
На рис, 175 показана схема рассева № 1, необходимая для первых
четырёх драных систем. В продольном разрезе рассева стрелками по-
казаны направления сходов, а в поперечном разрезе — направления
проходов. -
Эта схема имеет следующие особенности. Продукты, получаемые
сходом с верхних двух сит,соединяются и выпускаются вместе из ма-
шины. Эти продукты называются первым сходом. Проходы первого и
второго сит также соединяются и направляются последовательно на
третье и далее на четвёртое сита. С четвёртого сита получается второй
сход, который выпускается из рассева.
Проходы третьего и четвёртого сит соединяются вместе и последо-
вательно направляются на пятое и шестое сита. С шестого сита полу-
чается третий сход, который выводится отдельно из кузова. Продукты,
получаемые проходом через пятое и шестое сита, соединяются и вместе
последовательно проходят на седьмое, затем восьмое, девятое, деся-
тое, одиннадцатое и двенадцатое сита.
Продукт, получаемый сходом с двенадцатого сита, представляет
собой четвёртый сход и выпускается самостоятельно из рассева. Про-
дукты, получаемые проходом через седьмое до десятого сита включив
телыю, соединяются вместе. Тоже относится к продуктам, получаемым
проходом через одиннадцатое и двенадцатое сита.
В результате всех этих процессов поступивший в рассев продукт
делится на шесть фракций; четыре сходовых и две проходовых. Пер-
вые два схода представляют собой обычно фракцию драной крупы,
третий и четвёртый сходы являются средней и мелкой крупой. Про-
ходом через седьмую по десятую рамку рассева получают муку. Про-
ход через одиннадцатую и двенадцатую раму представляет собой дунет.
На рис. 176 (см. стр. 320) показана схема юассева № 2, рекомен-
дуемая для последних драных систем. Эта схема имеет следующие осо-
бенности. Продукты, получаемые сходом с верхних двух рамок, соеди-
няются вместе и проходят через третье сито, на котором дополни-
тельно контролируются. С третьего сита получается первый с код,
Проходы верхних трёх сит проходят последовательно через чет-
вертое и пятое сита. С пятого сита получается второй сход. Проходы
318
w
b-—
ад
Рис* 175. Схема рассева № 1
Рис, 176, Схема рассей а №^2
четвёртого и пятого сит просеиваются последовательно на шестой,
седьмой, восьмой, девятой и десятой рамках рассева. Проходом через
эти сита получается мука.
Сход с десятого сцта поступает последовательно на последние две
ситовые рамки рассева. Проходом одиннадцатого и двенадцатого сит
обычно получают дунсты, которые соединяются и выводятся из
кузова по отдельному каналу.
В результате сортирования продукта в рассеве по схеме № 2 полу-
чают пять фракций: три схода, муку и дунет. Таким образом, основным
отличием схемы № 2 от схемы № 1 является получение только трёх
сходов вместо четырёх и наличие пяти мучных сиговых рам вместо
четырёх.
Эта схема оправдывает себя при сортировании продуктов по-
следних драных систем, в которых почти не имеется крупы.
На рис. 177 (см. стр. 322) показана схема рассева № 3, которая
применяется для просеивания продуктов , получаемых на первых раз-
мольных системах. Сортирование продукта по этой схеме осуществ-
ляется следующим образом.
Первые сходы, получаемые с верхних двух сит, соединяются вместе
при выпуске из кузова. Продукты, получаемые проходом через пер-
вые два сита, соединяются и последовательно проходят через третье
и четвёртое сита; С четвёртого сита получается второй сход. Проход
третьего и четвёртого сит последовательно направляется через все
ниже расположенные шесть сит, с пятого по десятое включительно.
На этих ситах из продукта отсеивается мука.
Проход пятого, шестого и седьмого сит соединяется вместе и выхо-
дит из машины, как первая мука. Проходом через восьмую, девятую и
десятую ситовую раму получают вторую муку, которая выводится от-
дельно. Сход с десятого сита проходит последовательно через один-
надцатое и двенадцатое сита. Сходом с двенадцатого сита получается
третий сход, а проходом через одиннадцатое и двенадцатое сита —
дунет. "
Таким образом, в результате сортирования продукта в рассеве по
схеме № 3 получают: три схода, две муки и дунет.
На рис. 178 (см. стр. 323) показана схема рассева № 4., Она пред-
назначается для просеивания продуктов, получаемых с размольных
систем. В этих продуктах, обычно,, имеется большое количество
муки. Весь продукт поступает на одно верхнее сито. Сход с верхнего
сита направляется на второе сито. Со второго сита получают первый
сход, который выводится наружу. Проход первого, и второ.'о сит по-
следовательно просеивается на всех ситах, начиная от, третьего и
кончая двенадцатым.
Продукт, получаемый проходом через четыре сита (от. третьего до
шестого включительно), выводится из рассева вместе и образует первую
муку. Проход Через четыре сита, от седьмого до десятогЬ, представ-
ляет собой вторую щуку; Сход с десятого сита проходит через один-
надцатое и двенадцатое. Сходом с двенадцатого сита получают второй
сход, а проходом через одиннадцатое и двенадцатое ситадунет.
В этой схеме имеется восемь сит для муки. Таким образом, в резуль-
тате сортирования получаются: два схода, две муки и дунет.
321
Ряс, 177. Схема рассева № 3
1 :xcj
Рис- 178. Схема рассева № J
Рис. ПО. Схем? рассева для контроля муки № 5
Рис. 180. Схема рассева для обойной муки, предложенная С. И. Щербаковым
На рис. 179 приведена схема рассева, применяемого для контроля
полученной муки по отдельным сортам перед её упаковкой. Контроль
муки осуществляется для выделения случайно попавших примесей при
движении её по самотёчным трубам или вследствие разрыва мучных
сит. Особенность этой схемы заключается в наличии только двух при-
ёмных сит. а все остальные десять сит являются мучными.
С первого и второго верхних сит получают первый сход. Проходы
первого и второго верхних сит раздельно проходят друг за другом
двумя потоками по восьми мучным ситам и по одиннадцатому и две-
нацатому ситам последовательно. Проходом через первые четыре муч-
Схема Ns! Схема №2
Оранная размольная и
\ 1 Для крупных с х мело ни а
«,. чист рамсе -10шт, размер рамой 7000’7000 мн и 706‘7600нм
Число приемов 2 или 3 & каждом ну зобе
2 Для мелких сх мельниц
число рамен - 70 ил, размер 700• 7060 мм.< приемов ~2
Рис. 181а. Схема рассева для сельскохозяйственных мельниц сортового
помола
ные сита, ^третьего по шестое, получают верхнюю муку, а проходом
через седьмое по двенадцатое сита — нижнюю муку. При выходе
верхняя и нижняя мука смешиваются. С двенадцатого сита полу-
чают второй сход. Таким образом, в результате получают два схода
и одну муку.
На рис. 180 показана схема рассева для обойной муки, предло-
женная С. И. Щербаковым.
На рис. 181а показана схема рассева для сельскохозяйственных
мельниц. На рис. 1816 приведена схема рассева для крупозаводов.
По этой схеме можно получить два варианта рассева для крупоза-
водов. При изъятии четвёртого и пятого сит получается рассев с по-
следовательным направлением продукта по десяти ситам с одним схо-
дом (второй сход) и одним проходом от десяти сит.
При изъятии девятого и десятого сит с сохранением четвёртого и
пятого сит можно получить рассев с одним сходом с верхних четырёх
326
сит, вторым сходом с нижних шести сит и одним проходом от нижних
шести сит.
Типизация схем рассевов имеет принципиальное и большое практи-
ческое значение. Осуществить её удалось только в СССР, где муко-
мольно-крупяная промышленность и машиностроение находятся в
руках Государства с плановым хозяйством. Типизация рассевов дала
возможность применить при массовом
изготовлении рассевов поточную систему
и значительно увеличить выпуск их.
6. Устройство основных узлов
машины
1сх 2сх Проход
[с. 1816. Комбинированная
ема рассевов для сортирова-
ния крупяных культур
Опорная рама рассева (рис. 182,
см. стр. 328) состоит из двух швелле-
ров 1, соединённых между собой посре-
дине траверсой 2 из листовой стали.
Рама подвешивается к балкам перекры-
тия при помощи четырёх стальных тро-
сов 3. Трос прикрепляется к раме по-
средством специального замка с клинья-
ми (рис. 183, см. стр. 329), а к перекры-
тию — посредством роликовых опор.
Верхняя роликовая опора состоит из
кронштейна и ролика, свободно вращаю-
щегося вокруг горизонтальной оси.
При подвешивании рамы трос оги-
бает ролики. Натяжение тросов и вы-
верка горизонтальности рамы произво-
дятся посредством натяжного винта 4.
Подвесной механизм (рис. 184, см.
стр. 330) состоит из вала — веретена 7,
свободно подвешенного при помощи
двуплечей подвески 2, и опорного устрой-
ства. В коробке подвески закреплён
корпус 3, в котором помещён радиаль-
ный шариковый подшипник 4, насажен-
ный на упорную втулку 5, а также
шариковый подпятник б.
Приводной шкив 7 при помощи шпонки закреплён на втулке 5
и опирается на внутреннее кольцо радиального шарикового подшип-
ника. Веретено посредством гайки 8 последовательно опирается через
ступицу шкива, внутреннее кольцо радиального шарикоподшипника
и через упорную втулку на шариковый подпятник. Вращая гайку 8,
можно регулировать рабочую длину веретена. Определённое положе-
ние гайки фиксируется шпонкой 9. От приводного шкива вращение
передается веретену.
Шариковые опоры двуплечей подвески работают постоянно в масле,
уровень которого легко можно наблюдать в стеклянном стакане 10.
Для выпуска отработанного масла из коробки имеется отверстие, за-
327
крытое пробкой 11. Чтобы предохранить корпус от пыли, его закры-
вают крышкой 12 с уплотняющим сальниковым шнуром.
В нижнюю часть двуплечей подвески ввинчена трубка 13, через
которую проходит веретено. Внутренний диаметр трубки больше диа-
метра веретена, что позволяет веретену несколько отклоняться от
вертикали. Чтобы избежать выливание масла из подвески уровень
его в масляном резервуаре не должен быть выше верхней плоскости
14 трубки 13.
Кис. 182. Конструкция опорной рамы рассева
Рассева изготовляют с двумя типами подвесок, чтоб иметь возмож-
ность крепить их на различной высоте в зависимости от наличных
трансмиссий, передающих вращение по или против часовой стрелки.-
На рис. 185 (см.'стр. 331) дано устройство балансирного механиз-
ма. Нижний конец веретена при помощи муфты 15 жестко соединён
с валиком 16, причем ось валика эксцентрично смещена на 45 мм
относительно оси веретена. На верхнем и нижнем концах валика
Жёстко закреплены два чугунных балансира, расположенные по обе
стороны траверсы. Каждый балансир состоит из кожуха 17 и гру-
зов 18. Нижний балансир соединён с валиком посредством шпонки
и пластинки 19. На среднюю часть валика плотно насажена
втулка 20. вращающаяся вместе с валиком в бронзовой буксе 21.
Бронзовая букса опирается ла шаровую втулку 22 и скреплена
с ней шпильками 23. Шаровая втулка соединена винтом 24 с чугун-
328
10Й обоймой 25, составленной из двух половин, скреплённых между
:обой контрольными шпильками. Обойма плотно входит внутрь чугун-
юго корпуса 26. Вертикальная шпонка 27 предупреждает возможность
!ращения обоймы с втулкой в корпусе. Снизу обойма прижимается
кожухом масляной ванны 28. Чугунный корпус 26 прикрепляется
к траверсе 29 болтами 30
При вращении веретена рассева происходит круговое поступатель-
ное движение опорной рамы вместе с ситовыми кузовами радиусом,
Рис_ 183. Конструкция специального] замка с клиньями для крепления
троса
равным эксцентриситету валика балансирующего механизма по от-
ношению к оси веретена (45 мм).
Трущиеся поверхности втулки 20 и буксы 21 непрерывно смазы-
ваются. В масляную ванну ввинчена трубка, служащая Для удержа-
ния масла в ванне на необходимом уровне. Чтобы избежать выли-
вания масла из ванны наружу, уровень его не должен быть выше
верхнего уровня трубки 31,
Масло непрерывно циркулирует по винтовой канавке 32 вверх, а
но шести вертикальным отверстиям в теле обоймы стекает вниз, На-
правление винтовой канавки должно соответствовать направлению
вращения валика с втулкой.
На рис. 186 (см. стр. 332) показана конструкция приводного
механизма рассева с индивидуальным приводом от электромотора.
На вал 1 вертикального мотора 2 насажена шестерня 3, которая
через шестерни 4—5—б передаёт вращение вертикальному валу 7,
329
Рис. 184. Устройство подвесного механизма
На последнем закреплена половина 8 гибкой муфты. Другая поло-
вина 9 муфты насажена на конец веретена рассева вместо привод-
ного шкива. Выступающие части верхней половины муфты 8 входят
свободно в пазы нижней половины муфты 9 и при вращении со-
прикасаются с вставными частями из резины.
Рис. 185. Устройство балансирного механизма
Внедрение индивидуального привода для рассевов, как и для всех
других мельничных машин, даёт возможность освободить предприя-
тие от трансмиссий и ременных передач, что имеет большое значение
для улучшения условий обслуживания машин и автоматизации
технологического процесса.
331
Рис. (86. Конструкция приводного механизма рассева с индивидуальным
мотором
7. Основные расчётные параметры
1. При движении вместе с рассевом каждая частица продукта
будет находиться на сите под влиянием двух сил:
а) центробежной силы инерции;
С = т <и2 г -- — (о2 т
g.
где m — масса частицы;
G — вес »
теп
ь>= —угловая скорость рассева;
332
л — число оборотов рассева;
1г —радиус движения рассева;
б) силы трения:
F-fG.
Сила трения связывает продукт с ситом, а сила инерции стре-
мится нарушить эту связь.
При F > С продукт не отделяется от сита и никакого просеива-
ния не будет. £
При C^> F Продукт отделяется от сита и получает относитель-
ное движение по ситу, при котором только и возможен процесс
просеивания. Таким образом, наибольшее число- оборотов, при ко-
тором относительное
можно определить из
движение частицы по ситу не имеет места,
условия:
C = F;
со® г = /G,
g
—• о® г - - /а,
или
_ те Л
Заменив о = и
сократив
о =
П и g, получим, что
п = 30
При полученном из последнего равенства значении п просеива-
ния не будет.
Для просеивания не-
обходимо, чтобы пр> п.
Поэтому число оборотов
рассева пр выбирают =
= 1,5 -? 1,6 л.
Таким образом,
Рис, 187. Схема для определения размера
гонков
пр = 45 4- 50
Из последней формулы
видно, что число оборотов
рассева зависит от коэфи-
циеита трения, т. е. от
физических свойств просеиваемого продукта. Этим и объясняется
целесообразность выбора числа оборотов и радиуса движения рас-
сева в зависимости от физических свойств просеиваемых про-
дуктов.
2. Размеры гонков для продольного перемещения продукта по
ситу зависят от радиуса движения рассева (рис. 187):
. а = г;
/ -(1 ~2)г.
333
Высота гребешка ft, перпендикулярная поверхности сита, при-
нимается равной 35—40 мм.
3. Схема движения щеток показана на рис. 188.
При круговом поступательном движении рассева пс радиусу г
на щётку будет действовать центробежная сила Сщ, приложенная
к центру тяжести щётки.
Центр тяжести щётки также будет описывать* окружность
радиусом г.
Разложим центробежную силу Сщ на Ct и С2. Под влиянием
силы Cj щётка будет прижиматься к направляющему рельсу 7.
Под влиянием С2 щётка станет перемещаться вдоль рамки. При
максимальном значении
С.. = Си, = ^^г;
ч g
Таблица 66
Площадь сит рассевов на одну тонну суточной производительности мельниц
Виды помолов пс выходам Общая площадь сит в JM* на 1 m суточной производи- тельности (с КОНТРО- ЛЕМ) Площадь сита для контроля в л’ на 1m суточной производи- тельности
Крупчатка+1 сорт + П сорт 2,4—2,6
10+60% •
В/с сорт+I сорт +1I сорт 10+ 20+48% 2,0—2,2 0,2—0,3
Высший сорт + П сорт 2,2—2,4 0,2—0,3
25+53%
1 сорт+П сорт 2,0—2,2 0,2—0,3
35+43%
I сорт 2,2— 2,4 0,2—0,3
72% - ный
IJ сорт 1,4—1,6 0,2
85% - ный ' * *
Обойный пшеничный 0,5 —
Сеяный обдирный 15+63% 1,0—1,2 0,15—0,20
Сеяный 2,0—2,2 0,15—0,25
63%-ный '
Обдирный 85%-ный 0,9—!, 2 0,10—0,12
Обойный ржаной 0,5 —
334
для перемещения щётки необходимо, чтобы СЧ>Г;
r=/(Q-f-N)4-/eN,
где Т — сопротивление щётки;
Q — вес щётки;
N— упругое давление волосков на верхнюю и нижнюю поверх-
ности;
/ — коэфициент трения верхней части щётки о дно;
tc —коэфициент трения нижней части щётки о сито.
Нис. 188. Схема движения щёток в рассевах
4. Нагрузку на 1 л<г просеивающей поверхности рассевов в зави-
симости от видов помола и перерабатываемых культур можно опреде-
лить по табл. 66, рекомендованной Главмукой.
Техническая характеристика рассевов приведена в табл. 67.
Таблица 67
Техническая характеристика рассевов
Показатели Единицы измерений Значения
Ситовая рамка:
jHJH 1600
ширина . Общая полезная площадь сит 12-рам- J> 930
кого рассева ... k • At* 24,7
Число оборотов приводного шкива . Приводной шкив: об/мин. 190
диаметр . . . мм 250
ши рина i . Габариты: О 84
длина 2830
ширина ' 1830
11лименьшая высота этажа . Расход воздуха четырехприемного рас- 2500
сева м^сек 8—12
Сопротивление машины мм вод. ст. 7—9
Нбтребиая мощность л. с. 0,8
Нес кг 1800
335
8. Основные условия нормальной работы рассевов в эксплоатации
Для нормальной работы рассевов в эксплоатации необходимо:
I. Деревянные части кузовов выполнять из сухой сосны, дуба
и фанерованных щитов, чтобы избежать деформирования этих час-
тей во время работы.
2. Рамки собирать без перекосов и зазоров в шипах. Внутренние
перегородки рамок с наружной обвязкой соединять плотно. Зазоры
в стыках не допускаются. Между рамками укладывать надёжное уплот-
нение для устранения возможности пропыливания во время работы.
3. Сита натягивать на рамки равномерно и плотно, без каких-либо
неровностей или сборок. Чтобы избежать пропыливания кузова, на
рамки поверх сита укладывают фитильную семилинейную тесьму,
которую прибивают к рамке вместе с ситом. Тесьма не должна иметь
складок. Сита прибивают специальными гвоздями длиной 12—14 мм.
4. Все днища рассевов из оцинкованной стали тщательно выпра-
вить, отбортовать и припасовать к местам крепления. Все днища
должны быть цельными. В исключительных случаях, когда днища
длиннее нормального листа, можно допустить установку днища из
двух частей по длине, причём место соединения со стороны движения
щеток и продукта необходимо тщательно выправить и пропаять.
5. Направляющие для щёток в днищах изготовлять из оцинкован-
ной стали. Они не должны иметь шероховатостей, выступающих ча-
стей и каких-либо неровностей. Направляющие должны опираться на
стойки, отстоящие друг от друга не более чем на 200 мм. Стыки от-
дельных частей направляющих должны находиться только на стойках.
Стойки для поддержки направляющих необходимо врезать в дно и про-
паять. Направляющие должны быть жёсткими и обеспечивать возмож-
ность бесперебойного перемещения щёток.
6. Пластины щётки выполнять из доброкачественной фибры. Обе
пластины каждой щётки, должны имегь .одинаковую толщину. До-
пускается применение другого материала, который не подвергается
изменениям от колебания температуры и влажности воздуха. Пучки
щёток плотно прикрепляют к пластинке.
Волос, применяемый для щёток, должен обладать достаточной
упругостью. Высота пучков во всех щётках должна быть одинаковой^
поэтому щётки надо проверить по шаблону. Пучки следует обрезать
так, чтобы концы волоса лежали в одной горизонтальной плоскости
параллельно пластинам. Щётки должны обеспечивать очистку сита
по всей поверхности.
7. Гонки изготовлять из оцинкованной стали и жёстко прикреп-
лять к брускам рамки. Расположение гонков, а также расстояние
между ними и ситом должны гарантировать надёжное перемещение
продуктов в соответствии со схемой рассева.
8. Гйозди, применяемые для прибивки днищ, скатов и гонков, долж-
ны плотно сидеть в дереве и при работе рассева не выскакивать. Это
позволит избежать засорения продукта металлом.
9. Угольники для крепления кузовов-должны прилегать к ним по
всей поверхности. В местах соприкосновения угольников с'деревом
необходимо предусмотреть прокладку из фланели.
336
10. Взаимное расположение радиального и укорного шариковых
подшипников верхней подвески должно обеспечивать возможность
поворота шкива и вала вокруг центра радиального шарикового под-
пятника.
11. Уровень масла в маслоуказателе верхней подвески всегда
должен быть ниже верхней грани внутренней трубки, чтобы избежать
вытекания масла, которое совершенно недопустимо.
12. Посадка чугунной втулки балансирного механизма на короткий
вертикальный вал должна позволять поворачивать её на 180° по мере
срабатывания в процессе эксплоатации.
13. Бронзовый стакан балансирного механизма не должен иметь ра-
ковин на рабочей поверхности. Винтовая канавка для подачи масла
должна быть полной и чистой и гарантировать бесперебойную и надёж-
ную смазку, чтобы избежать сбегания рассева во время работы, что
может привести к серьёзной аварии.
14. Корпус балансирного механизма должен плотно входить в от-
верстие траверсы опорной рамы и прикрепляться к ней точёными бол-
тами. Дыры во фланцах корпуса и в опорной раме необходимо вы-
полнить иод развёртку. Болты должны входить в отверстия под
ударами молотка. В противном случае во время эксплоатации может
иметь место разрыв болтов, что связано с аварией и длительной ос-
тановкой машин.
15. Рассев необходимо тщательно выбалансировать. При выбалан-
сированном рассеве мелок оставляет след в виде сплошной липин по
всей окружности вала. Если мелок оставляет след на валу со стороны
балансиров, то это указывает на недостачу груза. След на валу со
стороны, противоположной балансирам, показывает на излишек
груза.
Объективный метод балансировки рассевов при помощи неслож-
ного прибора разработан В. В. Гортинским (Московский техноло-
гический институт пищевой промышленности).
16. Рукайки для подачи и выгрузки материалов следует изготовлять
из плотного, но мягкого материала, не допускающего пылеобразова-
ния. Пружины для зажима рукавов нужно выполнять из углероди-
стой стали. Они должны плотно зажимать рукава по всей окружности.
17. Во время работы рассева необходимо обращать внимание на
равномерность распределения продукта по приёмным рамкам, а также
проверять действие аспирации, чтобы избежать образования внутри
рассева плесени, грибков, которые могут служить местом скопления
вредителей, и добиваться всемерного уменьшения недосева продуктов.
При нормальной работе рассева не должно наблюдаться:
а) недосева, т. е. в сходах не должно быть частиц продукта, которым
но своим размерам следовало попасть в проход через сито;
б) пробоев, т.е. в проходах не должно быть обнаружено более
крупных частиц продукта, чем те, которые должны нормально пройти
через отверстия сита;
в) подсора продуктов.
В целях охраны труда не допускается: а) надевать ремень на ходу;
6) пускать машину в ход без ограждений балансиров; в) становиться
па кузова во время работы рассева.
337
Стахановцы мельниц перевыполняют нормы по производительности
и качеству продукции. Основное внимание при обслуживании машин
они уделяют:
а) равномерной нагрузке рассева по отдельным приёмным рамкам;
б) установке сит соответствующих номеров, которые должны нахо-
диться постоянно в целом и натянутом состоянии;
в) безотказной работе щёток для очистки сит по всей площади;
г) отсутствию недосева в сходах, а также пробоев и подсора в про-
ходах сит;
д) надежному действию аспирации для охлаждения продуктов и
обеспыливания рассева;
е) бесперебойному и надёжному перемещению продуктов внутри
машины, для чего необходимы соответствующее расположение гонков
и достаточные размеры каналов;
ж) избежанию подпора и завалов продуктов после машины;
з) надёжной смазке подшипников верхней подвески и балансир-
ного механизма;
и) участию в профилактическом ремонте и замене изнашиваемых
деталей;
к) наличию в определённом месте всех необходимых инструментов
и приспособлений для быстрой ликвидации причин вынужденной оста-
новки машин;
л) проверке эффекта работы рассевов, осматривая продукты и сис-
тематически наблюдая за работой веек и вальцевых станков;
м) изучению технологического процесса размола зерна на мельнице
и совершенствованию своих знаний и навыков, так как работа рассе-
вов имеет решающее значение для получения оптимальных резуль-
татов размола зерна на мельнице.
9. Машины с круговым поступательным движением
наклонных сит
На рис. 189 приведена конструкция машины с наклонными сита-
ми, применяемой на крупозаводах для сортирования продуктов.
На рис. 189а дан продольный разрез, на рис. 1896 (см. стр. 240)—:
поперечный разрез, а на рис. 189в — две возможные схемы движений
продукта по ситам.
Ситовой кузов имеет два параллельных ряда сит, расположенных
с уклоном к горизонту в 2,5с/о- Каждый ряд состоит из четырёх от-
дельных ситовых рамок размером 1000 х 735 мм.
Ситовые рамки по длине соединяются между собой металлическими
захватами в виде скоб, посредством которых их можно вытянуть
вместе из кузова с торцовой стороны его. Под каждой парой рамок в.
кузове имеются сборное дно и наклонный лоток для вывода прохода.
Сита очищаются при помощи резиновых шариков, уложенных
в квадратные клетки, образованные внутренними переплётами сито-
вой рамки. На каждую рамку снизу набивается вспомогательное
сито, по которому перемещаются шарики. При работе машины
шарики подпрыгивают и сотрясают сито, в результате чего его
отверстия очищаются от застрявших в них частиц.
338
Рис. 189а. Конструкция машины с наклонными ситами (продольный разрез):
1 — кузов; 2 — трос; 3 — ДИСК; 4 — верхнее снтО; 5 — рамки для шарикае; (У и 7 съёмные крышки; 8 — направляющее днище; Р — затвор;
10—опоры для ситовых рамок; 11 — нижнее сито; 72—шарики для очистки сит,- 73 и 15 -рукава; 14 —приёмная коробка; 1 б— веретено;
17— приводной шкив; 18— подвеска; 19— соединительный хомут; 20 — валик; 21— диск; 22 — груз; 23 — крепление крышки подшипника;
24—металлический лист кузова, к которому крепится нижний подшипник
Рнсз 1896. Конструкция машины с наклон-
ными ситами (поперечный разрез)
Схема N2
Мелкий
Средний крупный
Рис. 189в. Дне схемы движения продукта по ситам
п кузове машины
Устройство всех узлов приводного механизма ничем не отличается
от такого же механизма рассева.
На рис. 189а даны обозначения всех деталей этой машины.
Техническая характеристика машины приведена в табл. 68.
Таблица 68
Техническая характеристика машины с круговым поступательным
движением наклонных сит
Псказатели Единицы измерения Значения
Ситовая поверхность Ms 6
Производительность (зависит от ха- рактера продукта и номеров сит) . кг/час 6000
Потребная мощность Л. с. 0,5
Размеры приводного шкива: диаметр ЛОИ 250
ширина . - »> 86
Число оборотов об/мин. 150
Вес машины кг 500
10. Машины с горизонтальной осью вращения сит и
с вращающимися бичами
Такие машины называются центробежными бу ратами или центро-
фугалами (рис. 190, см. стр. 342). Машина состоит из деревянного
станка 1, в котором помещены быстрое ращающийся бичевой барабан 2
и окружающий его медленновращающийся ситовой цилиндр 3. Биче-
вой барабан в свою очередь состоит из вала 4 и четырех чугунных
розеток 5, с прикреплёнными к ним десятью деревянными бичами 6.
Остов ситового цилиндра образуется двумя торцевыми Чугунными
розетками 7 и 3, связанными между собой шестью круглыми сталь-
ными стяжками 9 и девятью обручами 10. Обручи соединяются с про-
дольными стяжками посредством зажимных лапок 11. К торцевым
розеткам прикреплены втулки 12 и 13, через которые проходит вал
бичевого барабана.
На каркас цилиндра надевается сито 14, которое прижимается к
ободам торцевых розеток разъёмными обручами 15. Между торцевыми
розетками сито сшивают следующим образом. Кромки сита по длине
цилиндра обшивают полотном, а затем их зашнуровывают шпагатом,
пользуясь мешковой иглой.
Кроме того, обручи 10 обшивают тесьмой, к которой пришивают
сито по окружности.
Под ситовым цилиндром в станине помещается корыто с одним или
двумя шнеками 16. Наличие шнеков с поворотными перьями и пере-
кидных клапанов /7 позволяет направлять проход сита из части или
всего цилиндра в один из шнеков и выводить его из машины в любой
точке по длине корыта. Шнеки вращаются в глухих фланцевых под-
шипниках со смазкой, осуществляемой упорносмазочными кольцами.
341
Прием пр&ёдхят
ft20---
Pec. 190. Конструкция центрифуга л a
В верхней части машины расположена на горизонтальной оси
круглая щётка 18 для очистки ситового барабана от застрявших ча-
стиц. По мере износа щётки ее можно приблизить к барабану. Щётка
вращается от нижнего шнека.
Просеивается продукт следующим образом. Через приёмное от-
верстие 19, продукт поступает внутрь ситового цилиндра. При враще-
нии цилиндра продукт поднимается на некоторую высоту и затем под
действием силы тяжести падает на быстровращающиеся бичи бара-
бана. Бичи отбрасывают продукт к ситовой ткани, через которую он
и просеивается.
Продольное перемещение продукта в ситовом цилиндре происходит
благодаря наклону бичей по отношению к оси барабана. Наклон бичей
равен 50 мм на 1 м длины бича.
Крупные частицы продукта идут сходом с ситового цилиндра.
Техническая характеристика машины приведена в табл. 69.
Таблица 69
Техническая характеристика центрофугала
Показатели Единицы измерений Значения
П.юшадь ситовой ткани 5,75
Производительность в час:
для муки . < > кг 550
700
Размеры ситового цилиндра:
диаметр м м 820
длина I» 2500
Число оборотов ситового барабана . об/мин. 17
Окружная скорость ситового барабана м/сек 0,56
Диаметр бичевого барабана ..... мм 800
Число оборотов бичевого барабана об/мин. 175
Окружная скорость бичевого барабана м/сек 7,3
Число оборотов шнека . об/мин. 100
Расход воздуха м^/мин 6
Сопротивление машины . ' мм вод. ст. 6
Размеры приводного шкива:
диаметр . мм 500
длина . a 4 * * * 4 > - 4 в * • 150
Габаритные размеры машины:
длина »> 3810
ширина . * , « . ИЗО
высота] >> 1595
Бес машины кг 1450
Потребная мощность л. с. 3
343
11. Краткое заключение
Наиболее совершенной машиной для просеивания продуктов пе-
реработки зерна на мельницах и крупозаводах является в настоящее
время двухкорпусный рассев с самобалансным приводным механиз-
мом.
Однако и эти машины не могут полностью удовлетворить требова-
ния технологического процесса размола зерна в отношении полного
выделения соответствующей фракции при однократном пропуске
продукта через машину. В сходах современных рассевов имеется
много недосева. Модернизация машины должна быть направлена на:
а) обеспечение равномерного распределения продукта по отдельным
п риёмным ситам;
б) улучшение действия механизма для очистки сит;
в) увеличение просеивающей поверхности сит в машине при сохра-
нении габаритов её;
г) возможность изменения скорости и радиуса кругового поступа-
тельного движения кузовов в зависимости от физических свойств про-
дукта;
д) улучшение действия аспирации:
е) увеличение срока службы сит.
ГЛАВА XVI
МАШИНЫ ДЛЯ СОРТИРОВАНИЯ ПРОДУКТОВ ИЗМЕЛЬЧЕНИЯ
ПО ДОБРОТНОСТИ
1. Назначение и область применения машин
К числу этих машин относятся веечные машины, которые приме-
няются на мельницах для выделения оболочек и сортирования крупок,
получаемых в качестве промежуточных продуктов при размоле пше-
ницы в сортовую муку. Крупки сортируются по величине и парус-
ности, что и является признаком их добротности.
На отдельные фракции по величине крупки сортируются при по-
мощи сит, а по парусности — посредством потока воздула.
2. Типы веечных машин
Благодаря воздействию воздуха на продукт, находящийся на сите,
менее добротная фракция, состоящая из более лёгких крупок и раз-
дробленных оболочек зерна, перемещается в верхние слои его.
Этому процессу также содействует свойство самосортирования
этих продуктов, находящихся на сите с поступательно-возвратным
движением.
В результате работы машины продукт делится примерно на три
или четыре фракции: а) более добротные крупки, проходящие через
отверстия сита, — проход; б) менее добротные крупки, которые схо-
дят с поверхности сита, — сход; в) раздробленные оболочки зерна,
когорте уносятся воздухом и оседают в осадочной и аспирацион-
ной камерах машины в виде лёгких и тяжёлых относов, удаляемых из;
машины вместе или раздельно.
Из разнообразных типов веечных машин, применяемых на мель-
ницах, можно указать на следующие:
Веечные машины с верхним ситам. В этих машинах сверху распо-
ложено верхнее сито, состоящее по длине из нескольких рамок с раз-
личными номерами сит. Сито получает поступательно-возвратное дви-
жение. Продукт делится на несколько фракций по величине. В ниж-
ней части машины находится несколько камер по числу получаемых
фракций с сита. В каждой камере продуваются отдельные виды круп,
полученных проходом через сита. Эти машины дают низкий техноло-
гический эффект и в настоящее время не изготовляются.
Групповые вейки. Эти машины известны на практике под наимено-
ванием каскадных. На рис. 191 (см. стр. 346) показан поперечный
34S
разрез такой вейки. Предварительно продукт делится по величине
на специальном рассеве на несколько сортов круп (8—10) по числу
отделений вейки. Каждый сорт поступает в ковш 7, который имеет в
своей нижней части клапан 2 с противовесом 3. Посредством питаю-
щего валика 4 продукт подаётся равномерным слоем на щиток 5.
Угол наклона щитков можно регулировать винтом 6.
Отдельные частицы продукта при спадании со щитка имеют различ-
ную скорость в соответствии с их весом и коэфициентом трения. При
спадании со щитка продукт продувается струёй воздуха, вследствие
Рис. 191. Устройство групповой вейки
канал 14. Клапаном 15 регулируются
воздуха и сопротивление машины.
чего он отклоняется от
первоначального напра-
вления. Благодаря на-
личию перегородок 7
продукт делится на
шесть сортов.
В рассортированном
виде отдельные части
продукта проходят че-
рез каналы S; далее они
подвергаются вторично-
му продуванию и в очи-
щенном виде попадают
в ковши 9, над которы-
ми имеются клапаны 10
для регулирования про-
цесса сортирования. Под
ковшами находятся шне-
ки 77, которые выводят
отдельные фракции из
машины. Наиболее тя-
жёлые относы выделя-
ются из воздуха в аспи-
рационной камере 72 И
удаляются из машины
шнеком 13. Воздух из
машины выходит через
количество отсасываемого
Эти веечные машины оказались пригодными только для провеи-
вания крупной крупы. Провеивание мелкой крупы на групповых
вейках затруднительно. По этой причине, а также из-за громоздкости
эти машины, хотя и находятся в эксплоатации на многих мель-
ницах, но в настоящее время не изготовляются. *
Веечные машины с нижним ситом. На рис. 192 дана схема действия
машины с нижним ситом. Эти машины называются ситовей-
ками. На рисунке даны следующие обозначения: 7 — сито, полу-
чающее поступательно-возвратное движение, 2 — проход, 3—направ-
ление воздуха, 4 — направление выделенных относов, 5 —желобки,
куда частично оседают относы.
346
3. Классификация ситовеек
Приводим только классификацию ситовеек, как наиболее совре-
менных машин для сортирования продуктов по Добротности. Сов-
ременные конструкции ситовеек отличаются между собой устройством
отдельных узлов и рабочих органов.
347
В настоящее время изготовляются ситовейки с переменным коли-
чеством воздуха, двойные, с кривошипным приводом, со шнеками
или без шнеков, с продольными или поперечными желобками над
ситом для относов.
4. Устройство ситовеек
На рис. 193 и 194 (см. стр. ЗэО) приведена конструкция сито-
вейки. Машина состоит из двух самостоятельно работающих частей.
Обе части смонтированы в общем станке Л. Внутри станка подве-
шены два ситовых кузова Б, получающих поступательно-возвратные
движения от кривошипного вала 7, установленного с передней сто-
роны машины. Амплитуда колебания ситового кузова равна 5 мм.
Над каждым кузовом имеется питающее устройство Г с каналом
приёмной аспирации Д и аспирационная камера Е. С противополож-
ной, сходовой, стороны кузова расположена аспирационная труба Ж
с осадочной камерой 3.
Питающее устройство машины состоит из приёмной коробки 2,
в которой подвешены на шарнирах два клапана 3 с пружинами для
регулирования их положения.
Под давлением продукта, поступающего в приёмную коробку, кла-
пан, преодолевая сопротивление пружины, поворачивается вокруг
шарнирной оси и отходит от нижней кромки подвижного щитка 4.
Таким образом создаётся равномерная по ширине щель для подачи
продуктов в ситовой кузов машины.
Ситовой кузов Б представляет собой прямоугольную, несколько
наклонённую коробку, в которой помещены ситовые рамки. Каждая
из них имеет шёлковое сито для сортирования продукта; под ним
находится металлическое сито с пробивными отверстиями, по которому
перемещаются щётки. Последние, соприкасаясь с шёлковым ситом,
очищают его от застрявших частиц. Рамки вставляются в кузов со
сходовой стороны по направляющим брускам 5 и зажимаются в нём
при помощи поворотной скобы 6.
Под ситами расположено корыто И с двумя транспортными винтами
7, имеющими поворотные перья, что даёт возможность перемещать
очищенную крупу в любую сторону вдоль машины.
Перекидные клапаны 8, установленные в корыте, позволяют раз-
делять очищенную крупу, получаемую из-под отдельных рамок сита
по длине ситового кузова, на два сорта по добротности и направ-
лять каждый сорт в один из шнеков.
Воздух, проходя через сито и продукт, уносит с собой часть про-
дукта, обладающего большей парусностью. Попадая в осадочные ка-
меры Е, скорость воздуха уменьшается, вследствие чего отдельные
частицы из выделенного продукта в виде тяжёлых относов осаждаются
в поперечных желобках 10, ткут они попадают в общие продольные
каналы 77. Сход с сита аспирируется при поступлении в канал Р.
Относы схода осаждаются в осадочной камере и по лотку 12,
соединяясь вместе с тяжёлыми относами крупы, полученными лад
ситами, поступают к выходу. Лёгкие относы схода и крупы осаждаются
в камерах 13, откуда выводятся в общие каналы 14, направляющий их
также к выходу (см. рис. 194).
348
В сходовой части кузова имеются два поперечных канала 15 и 16
с расположенными внутри них клапанами. Клапан 17 позволяет на-
правлять сход с сита в выходное отверстие или на Сходовой винт.
Клапан 18 переключает тяжёлые относы на винт или в выходное отвер-
стие.гПри помощи клапана 19 лёгкие относы направляются в выходное
отверстие отдельно, либо совместно с тяжёлыми относами, В соот-
ветствии с направлением лёгких относов клапан 20 переключается
па сходовой винт или в то же выходное отверстие.
349
Аспирационная камера помещается над ситовым кузовом и опи-
рается на верхние продольные бруски станка машины. Внутри ас-
пирационной камеры имеются подвижные клапаны 21, регулирующие
проходящий через сита поток воздуха. Общая камера 13 сообщается
через отверстие в крышке с центральной аспирационной сетью.
Возможность вибрации ситового кузова в горизонтальной плоско-
сти устраняется специальным регулирующим механизмом, помещён-
ным в сходовой части кузова. Ситовые кузова получают движение
Разрез по £•£
Рис. 194. Конструкция ситовейки
от эксцентриков, установленных на^приводном валу. Для уравнове-
шивания сил инерции кузовов на валу имеются два противовеса
с раздвижными грузами, которые позволяют изменить центробежную
силу противовесов.
Приводной шкив 22 передаёт вращение валу от мотора или транс-
миссии. Вал опирается на шариковые подшипники, установленные
в кронштейнах 23. Ремённая передача с приводного вала вращает
передаточный вал, который через червячные передачи 24 сообщает
движение транспортным винтам.
Технологический процесс обработки продукта на ситовейке
заключается в следующем. Крупа из приёмного ковша, преодолев
сопротивление клапана 3, поступает равномерным по ширине и
толщине слоем на наклонный щиток. С него крупа направляется
350
на сито. Проходя по нему, продукт сортируется по величине и
добротности, в результате чего полученные фракции (тяжёлые и лёг-
кие относы, сход и проход) выводятся из машины самостоятельно
или частично смешиваются. На многих мельницах эти машины ра-
ботают без шнеков. Под ситами установлены наклонные перего-
родки для удаления крупы из машины.
На рис. 195 приведено устройство для подвески ситового кузо-
ва. Посредством гайки 1, можно изменять положение подвески 2.
Рис. 195. Подвесное устройство ситового кузова
Угол наклона подвески изменяют перестановкой гайки 7 в соот-
ветствующее гнездо детали 3.
На рис. 196 (см. стр. 352) показан механизм для регулирова-
ния положения ситового кузова. Кронштейн 7 крепится к станине,
oil, 2—к стенке кузова. На рис. 197 (ей. стр. 353) дана конструк-
ция самоходной щётки для очистки сита.
Щётка своей плоской частью перемещается по ситу из стальной
iv ;ши, находящемуся под шёлковым ситом. Благодаря наклону во-
351
1
о*
KJ
Рис. 196. Механизм для регулирования положения ситового кузова
лос щётка перемещается только в одном направлении. Движение
щётки в противоположное направление невозможно вследствие
сопротивления волос при соприкосновении с ситом.
На рис. 196 (см. стр. 354) представлена конструкция клапана 21
для регулирования размеров отверстий, через которые проходит
воздух в аспирационную камеру. На рис. 199 (см. стр. 355) при-
ведено устройство и расположение поперечных желобков над ситами
для Дебора тяжёлых относов: 1 — желобки, 2— неподвижный
Рис. J97. Конструкция самоходной щётки для чистки сит
стальной стержень, 3— свободно подвешенные стержни, которые
при движении кузова вибрируют. Вибрация этих стержней содей-
ствует перемещению относов по желобкам.
На рис. 200 (см. стр. 356) дано устройство ситовеечной машины
повой модели конструкции В. С. Голубева, изготовляемой на заводе
им. Воробьёва. Основное отличие этой машины заключается в
следующем:
а) питающий механизм выполнен в виде бункера 1, опирающегося на
специальные трёхгранные призмы 2; при наполнении бункер опу-
скается, и таким образом регулируется размер щели между выходными
отверстиями его и наклонной перегородкой 5;
б) при поступлении продукта из питающего бункера па сито
шт трижды пронизывается воздухом по стрелкам 4\
в) тяжёлые относы собираются в продольных желобках 5, располо-
женных над ситами, и выводятся через средний канал в конце ма-
шины;
г) чистая крупа — проход через сита— перемещается по наклон-
ным днищам 6 кузова;
д) продукт сортируется на сход, относы и два вида очищенной
крупы.
353
Рис. 198. Клапан для регулирования размера отверстия
в аспирационной камере
I
I
J
354
Рпзмп nn
Рис. 1S9. Расположение поперечных желобков для сбора
тяжелых относов над ситами
355
Все эти особенности являются достоинством машины. Кроме тогой
по конструкции она значительно проще и легче в изготовлении. Пер-
вая серия машин находится в производственном испытании.
Разрез ла PS
Рис. 200. Устройство
ситовейки конструкции
В. С. Голубева
5. Основные расчетные параметры
1. Наклон сита к горизонту составляет 1—3°.
2. Число оборотов ситового кузова определяется из условия!
чтобы продукт во время работы покрывал всё сито и не подпрыгивал на
нём.
На рис. 201 показана схема действующих сил. Сито наклонено
к горизонту под углом а, а подвески — к вертикали под углом р.
355
Сила инерции частицы С направлена перпендикулярно к под-
вескам.
Нормальная составляющая силы инерции продукта:
N = С sin (а 4- р).
Нормальная составляющая силы тяжести;
Р — G coSa.
Рис. 201. Схема действующих сил на частицу>
находящуюся на сите
Чтобы частицы не подпрыгивали с сита, необходимым условием
является
Отсюда получаем:
N<P.
п>30
COS a
Г sin (a-f- ₽)’
V
где г — амплитуда движения сита в м.
3. Производительность ситовеек определяется в настоящее время
но ширине сит. Удельная нагрузка на 1 см ширины сита зависит
от вида помолов. При переработке пшеницы в муку высоких сор-
тов удельная нагрузка 1 см ширины сита составляет 200 кг пере-
рабатываемого зерна в сутки.
4. Для сортирования I m крупы требуется около 3500 л? воздуха.
5. Оптимальной шириной сита в ситовейках является 500 льи.
большую ширину сита применять не рекомендуется.
Техническая характеристика ситовейки приведена в табл. 70.
357
Таблица 70
Техническая характеристика ситовейки
Показатели Единицы измерения Значения
Ширима сит в машине ....... Л1Л/ 2 x 500=1000
Просеивающая поверхность сит . . . fit- 1,65
Средняя производительность при: крупной крупе ......... кгiчас 1000
средней » . 900
мелкой » » 800
дунете »> , , . 750
Амплитуда движения сит 5
Приводной шкив: диаметр мм 300
ширина . , . й 100
Число оборотов об/мин. 500
Г абариты: длина ЛМ1 3135
ширина * . * к . к , • . < - . » 1925
высота • 1730
Расход воздуха при: крупной крупе м3!мин 60
средней » 50
мелкой » , . . 40
дунете ........ 30
Сопротивление машины МЛ! ВОД. СТ, 10
Потребная мощность ...... ... /1. С. 0,8
Вес кг 1250
6. Основные условия нормальной
работы ситовеек в эксплоатацни
Для нормальной работы веечной машины в эксплоатацни необхо-
димо, чтобы:
1) питающий механизм обеспечивал равномерное распределение
продукта по всей ширине сита и непрерывное поступление его в ма-
шину;
2) ситовые рамки свободно перемещались в пазах кузова, не допу-
ская проса ривани я в пазах и стыках; сита должны быть туго натянуты
на рамках и не должны провисать под давлением веса продукта;
3) щётки свободно перемещались под ситами и обеспечивали надёж-
ную очистку ситовой поверхности по всей площади;
4) продукт находился на всей площади ск-та слоем одинаковой тол-
щины; при оголённой части сита нарушается режим работы‘всей ма-
358
шины, что является недопустимым; полная загрузка всего сита дости*
гается регулированием положения и длины его подвесок;
5) аспирационная камера была изготовлена из фанерованных щи-
тов, аспирационная часть машины должна быть совершенно гер-
метичной; свободное пространство между ситовым кузовом и стани-
ной следует закрыть эластичной тканью, чтобы избежать этим нару-
шения воздушного режима;
6) механизмы для регулирования действия воздуха в отдельных
частях машины работали безотказно; доступ к этим механизмам дол-
жен быть вполне удобным;
7) перья шнека были изготовлены из листовой стали толщиной
3 мм', кромки перьев были завалены и не имели заусениц и надрезов.
Зазор между перьями и поверхностью желобов не должен превышать
7—10 мм-, шнек во время работы ни в коем случае не должен дробить
крупок;
8) каналы для перемещения относов и выпуска продуктов из ма-
шины были обиты глянцевой сталью для обеспечения бесперебой-
ного перемещения продуктов;
9) приводной механизм был тщательно выбалансирован. Машина
в целом должна работать без заметных вибраций; в целях наиболее
эффективной работы машины необходимо, чтобы поступающий про-
дукт был однородным по крупноте и не содержал мучнистых и мелких
частиц. В противном случае последние уносятся воздухом, что свя-
зано с большими потерями.
Целесообразным является устройство индивидуальных вентиля-
торов, так как при центральной аспирации трудно регулировать воз-
душный режим одной машины, не нарушая его в других машинах той
же сети.
В целях охраны труда не допускается пуск машины без ограждений,
а также надевание ремней на ходу.
7. Краткое заключение
Процесс сортирования и очистки крупок от оболочек, т. е. процесс
обогащения их, имеет весьма важное значение для получения оптималь-
ных выходов муки высокого качества из зерна. Однако существующие
конструкции машин полностью не удовлетворяют поставленным
задачам. Машины являются мало производительными и несовершен-
ными в аэродинамическом отношении.
В настоящее время наиболее распространёнными являются спа-
ренные ситовеечные машины с переменным количеством воздуха и
кривошипным приводом.
Эти машины вызывают необходимость применения фильтров для
очистки воздуха, что связано с большими первоначальными затратами
и эксплоатационными расходами. Модернизация машин должна быть
направлена по пути замены кривошипного механизма самобаланс-
ным, а также уменьшения сопротивлений внутренних каналов для
воздуха и герметизации машин. Большой интерес представляют из-
готовление и испытание машины с постоянным количеством воздуха.
Необходимо также исследовать возможности выделения оболочек по-
средством электросепарирования промежуточных продуктов.
ГЛАВА XVii
МАШИНЫ ДЛЯ СОРТИРОВАНИЯ ПРОДУКТОВ ШЕЛУШЕНИЯ
ПО УПРУГОСТИ И УДЕЛЬНОМУ ВЕСУ
1. Назначение и область применения машин
На отдельных стадиях технологического процесса переработки
плёнчатых культур в крупу необходимо разделять продукты, получен-
ные после шелушения, на обрушенные и необрушенные зёрна. Для
этой цели применяют машины, сортирующие смесь на фракции по
упругости и частично по удельному весу. Эти машины могут найти
также применение для выделения из зерновой смеси посторонних
примесей, семян сорных растений, а также повреждённых зёрен, от-
личающихся от зёрен основной культуры по указанным признакам.
На этих же машинах можно также отделять овёс от ячменя, ячмень
от ржи и пшеницы, а в некоторых случаях даже рожь от пшеницы.
2. Классификация машин
3, Машины с поступательно-возвратным движением
Принцип действия машин
Машины с поступательно-возвратным движением рабочего органа
для сортирования смеси по упругости известны под названием м а-
шин с отражательными плоскостями, или
падди-машин. Устройство рабочего органа падди-машииы
показано на рис. 202. К сортировочному столу /, перпендикулярно к
его поверхности прикреплены по всей его ширине стенки 2 зигзаго-
образной формы из листовой стали, образующие между собой каналы
3 и 4, по которым движется продукт. Сортировочный стол получает
доступательно-возвратное движение по стрелке 5.
Влияние отражательных плоскостей сортировочного стола на про-
дукт можно выяснить из двух схем, приведённых иа рис. 203
(см. стр. 362).
360
На первой схеме показан план наклонной плоскости, получающей
поступательно-возвратные колебания. Частица 7 благодаря колеба-
нию плоскости будет перемещаться постепенно вниз. Частица 2,
наталкиваясь при движении на наклонную перегородку 3, переме-
стится вследствие отражения вверх
На второй схеме показан канал сортировочного стола с зигзаго-
образными стенками. Частица 4, обладая большей упругостью, чем
частица 5, будет двигаться вверх. Частица 5 малой упругости станет
Рис. 202. Принцип действия падди-машнны
перемещаться вниз. Из двух частиц одинаковой упругости, но различ-
ного веса, вверх будет двигаться лёгкая частица, а вниз — тяжё-
лая.
Устанавливая сортировочные столы под соответствующим наклоном
к горизонту, можно добиться разделения смеси зерна на части в соот-
иетствии с упругостью и удельным весом зёрен, находящихся
н смеси. Наклон сортировочного стола к горизонту регулируется
специальным, механизмом. Таким образом, при сортировании смеси
из обрушенных и необрушенных зёрен вниз будут направляться об-
рушенные, а вверх — необрушенные зёрна.
Исследования влияния различных факторов на качество работы
падди-машины показали, что это влияние в значительной мере зависит
от:
361
а) формы разделяемых тел (чем резче разница в форме частиц, тем
благоприятнее происходит разделение);
6) соотношения количества
разделяемых частей в смеси
(разделение тел, которые по
своей форме подобны зерну,
начинается при соотношении
составных частиц 1:6);
Рис. 203. Схемы движения частиц
В) толщины слоя зерна в -машине (качество работы улучшается при
прочих равных условиях с уменьшением толщины слоя зерна в ма-
шине).
Устройство машины и конструкции основных узлов
На рис. 204 показано устройство падди-машины, изготовляемой
заводами СССР. Основными частями машины являются:
а) Приёмный лоток 7, назначение которого сводится к распреде-
лению поступающего продукта по всей длине машины равномерным
слоем.
б) Рабочий кузов 2, в котором находятся 30 каналов с зигзагооб-
разными отражательными поверхностями. Каналы расположены по
высоте в трёх ярусах, по 10 шт. в каждом. Продукт на второй ярус
поступает через первый, а на третий — через первый и второй ярусы.
в) Механизм 3 для изменения и фиксирования наклона рабочего
кузова по отношению к горизонтальной оси.
г) Качалки 4 с компенсаторами, шарнирно соединяющими рабочий
Кузов машины с постаментом.
д) Приводной механизм 5, который посредством эксцентриков и
тяг 6 передаёт поступательно-возвратное движение рабочему кузову.
е) Вспомогательная трансмиссия 7, приводящая в движение йдну
или две машины. В зависимости от этого она должна иметь один или
два приводных шкива. На вспомогательной, а также и на сопряжён-
ной с ней главной трансмиссии установлены конические шкивы. Вра-
362
щение передаётся от главной трансмиссии на вспомогательную рем-
нём, надетым на конические шкивы. Это позволяет регулировать ско-
рость движения рабочего кузова машины. Положение ремня, надетого
на оба конических шкива, фиксируется специальной переводной,
предусмотренной в конструкции вспомогательной трансмиссии.
На рис, 205а (см. стр. 364 и 365) показана конструкция основ-
ных узлов машины. Приёмный лоток (см. рис. 205а) устроен сле-
ззм---------------------;
/ г в
Рис. 204. Устройство одинарной падди-машины
дующим образом. Внутри него установлены скаты 7 и 2, неподвижно
прикреплённые к стенкам лотка. Днище, покрытое стальными листа-
ми 3, имеет наклон в одну сторону; зерно по днищу направляется
к выпускным отверстиям лотка 4. Число выпускных отверстий
соответствует количеству каналов в рабочем кузове машины.
Для регулирования производительности всей машины в целом поль-
зуются шибером 5, который при перемещении в горизонтальном направ-
лении закрывает или открывает одновременно все выпускные отвер-
стия. Поднимая или опуская задвижки 6, можно соответственно из-
менять размер выпускных отверстий по высоте их. Положение задви-
жек фиксируется болтами и барашками 7. Через трубочки 8 про-
дукт направляется в каналы рабочего кузова.
На рис. 2056 показана конструкция рабочего кузова, разделён-
ного по высоте на три яруса. В каналы второго и третьего ярусов
363
продукт поступает через вертикальные отверстия 1 и 2. Днища яру-
сов покрывают стальными листами 5, поверхность которых должна
быть совершенно гладкой и ровной для уменьшения коэфициента тре-
ния продукта. За равномерностью загрузки машины наблюдают че-
рез люки 4 и 5. Весь кузов может поворачиваться вокруг оси б.
На рис. 205в показана конструкция механизма для изменения и
фиксирования положения кузова при определённом наклоне его.
Разрез пс 4В
Рис. 205а. Приёмный лоток падди-машины
К неподвижным поперечным брусьям машины прикреплены под-
шипники 7, в которых вращается валик 2. Посредством конических ше-
стерён вращение передаётся вертикальным стержням 3.
Нарезанные концы последних стержней входят в гайки 4, жёстко
соединённые с кузовом, который может поворачиваться вокруг оси 5.
При вращении маховика 6 в ту или другую сторону стержень 3 вра-
щается и перемещает гайку 4 с кузовом вверх или вниз.
Для закрепления кузова в определённом положении пользуются
болтом ", проходящим через всю длину его. Вращением маховичка 8
кузов зажимается между двумя неподвижными кронштейнами 9.
Угол наклона указывается на циферблате 10, прикреплённом к кузову.
На рис. 206 (см. стр. 366) приведена установка двух спаренных
падди-машин на одном клепаном постаменте. Обе машины получают
движение от общего приводного механизма. На горизонтальном
валу 1 этого механизма имеются три эксцентрика, из которых .два
крайних 2 соединены с правым, а один средний 3—с левым кузрвом.
Эксцентрики обоих кузовов закреплены на валу с относительным сме-
щением по окружности на 180° и ^вращаются в разъёмных хомутах,
364
Разрез по A8CD
Рис, 2056. Устройство рабочего стола падди-машины
Рис. 205в. Конструкция механизма для изменения и фиксировании
положения кузова
соединённых тягами с кузовом машины. Амплитуда качания кузова
равна эксцентриситету и составляет 90 лш. Применяя такой при-
водной механизм, достигают взаимного уравновешивания инерцион-
ных усилий обоих кузовов.
Спаренные падди-машины надёжны в работе, конструкция их
проста, поэтому они широко применяются на крупозаводах большой
п роизводительн ости.
Pirc- 306. Устройство спаренных падди-машнн
Техническая характеристика одинарной падди-машины приведена
в табл, 71.
Таблица 71
Техническая характеристика падди-машины
Показатели Единицы измерений Значения
Производительность, считая по зерну, поступающему в приёмные лари для л роса . . < , » д 1 . . . г> овса . - . » риса Число каналов в трёх ярусах . . /п/сутки 0 шт. 9 10 18—25 30
366
Продолжение табл. 71-
Показатели
| Единица измерения
Значения
Размеры каналов:
д||циа ...................
ширина ........ ..........
высота ..........*........
Амплитуда качания кузова ......
Число оборотов . ..............
Потребная мощность.............
Габаритные размеры:
длина .............. . . . .
ширина ............
высота .............
Вес .машины....................
мм
»
»
»
об/мин.
л. с.
мм
»
я
кг
1315
215
вз
оо
95—105
1,75
3540
1470
1653
1950
4. Основные условия нормальной работы паддг-машин
в эксплоатации
Для нормальной работы машин в эксплоатации необходимо,
чтобы:
1) продукт поступал непрерывно и равномерным слоем во все
каналы машины;
2) отражательные стенки плотно прилегали по всей поверхности
к плоскости сортировочного стола; зазор не должен превышать в от-
дельных точках 0,5 мм;
3) поверхность сортировочного стола и всех отражательных сте-
нок зигзагообразной формы были совершенно гладкими и ровными и не
имели следов коррозии или других каких-либо шероховатостей;
4) качающийся кузов был вы балансирован путём подбора веса и
расположения грузов в дисках приводного механизма;
5) хомуты, в которых вращаются эксцентрики, были залиты вы-
сококачественным антифрикционным сплавом;
б) опорная поверхности качалки была тщательно обработана.
Эффективность технологического процесса машины регулируется
уменьшением или увеличением наклона кузова вокруг горизонтальной
оси. Кроме того, регулирование возможно также изменением ско-
рости поступательно-возвратного движения кузова. Это достигается
подбором числа оборотов приводного механизма посредством соот-
ветствующего перемещения приводного ремня по коническим
шкивам.
При регулировании добиваются, чтобы нижний сход состоял
только из обрушенных зёрен. Верхний сход, состоящий главным об-
разом из необрушенных зёрен, направляется на повторную обработку
и шелушильные машины.
367
5. Машины с круговым поступательным движением
системы А. И. Беспалова
Принцип действия машины
В основу работы машины положен принцип разделения смеси по
упругим свойствам, форме и состоянию поверхности отдельных со-
ставных частей. Смесь разделяется в горизонтальных каналах спе-
циальной конструкции, расположенных последовательно по вы-
соте кузова машины. При круговом поступательном движении ку-
зова в горизонтальной плоскости составные части смеси в каналах
сам орассл аиваются.
Устройство машины и конструкция отдельных узлов
Канал образуется двумя продольными планками 7 (рис. 207) и
имеет уступообразное днище, состоящее из следующих частей:
а) продольно-горизонтальной части, образованной отражательной
стенкой 2, перегнутым зиговым полуднем 3 и гладким профилирован-
ным лолудном 4;
б) порога 5;
в) продольно-наклонной части, образованной зиговым дном 6
и ограниченной вдоль левого борта отражательной стенкой 2.
Над частью дна 4 по правому борту расположены гонки 7. Нижние,
кромки гонков 7 плотно прилегают к профилированной части дна 4.
Вдоль этого же борта над площадками зиговой наклонной части дна 4,
с некоторым зазором от площадок, расположены гонки 8. Канал при-
нимает продукт в зоне 9 между порогом 5 и первым от порога гонком 7.
Верхний сход перемещается во время работы машины по левую сто-
рону за наклонной плоскостью б, а нижний сход — в противополож-
ный конец канала.
Три канала, расположенные один над другим, образуют группу
рабочих каналов 10, причем приёмным является верхний канал, а
два нижележащих последовательно отрабатывают верхний сход
приёмного канала, перемещающийся при помощи скатов 77. В отра-
ботанном виде верхний сход через третий канал удаляется в наруж-
ный вертикальный канал. Нижние схода всех трёх каналов выделяются
в правый вертикальный канал.
Рабочие каналы располагаются в разборных горизонтальных
рамах 72 двух кузовов машины (рис. 208, см. стр. 370). В проме-
жутках между рабочими каналами имеются еще каналы 13 для
питания рабочих каналов. Каналы 13 разбиты на ячейки, которые
получают продукт из-под питателя через приёмные отверстия 14 и
распределительную решётку 15 при помощи наклонных плоскостей 76.
Нижние схода всех каналов кузова объединяются во внешних
каналах 77 и через отверстие 18 удаляются из машин. Верхние
схода всех каналов кузова объединяются во внешних кана-
лах 19 и выпускаются из машины через левое отверстие 20. Таким
образом, из каждого кузова продукт выходит в двух точках.
Привод машины осуществляется от трансмиссии 27 или мотора че-
рез промежуточную трансмиссию и контрпривод (рис. 209: см. стр. 3? 1).
368
Для регулирования числа круговых колебаний рамы передача дви-
жения шкиву, укреплённому на вертикальном валу, осуществляется
через два конических барабана, укреплённых на контрприводах.
Привод питающих валиков 22 приёмных коробок производится от
контрпривода. Шнеки 23 приёмного механизма приводятся от питаю-
щих валиков цепной передачей. Под машиной установлены выходные
коробки 24, соединённые рукавами с рабочими органами для выпуска
продуктов из машины.
Кузовы машины совершают правое круговое поступательное дви-
жение. Число колебаний установлено опытным путём и равно 120—
МО в минуту.
369
Рис,. 208. Рабочий кузов машины
•Ш
•лип----------------—
Рис. 2t9, Общин вид машины системы А. И. Беспалова
Особенности технологического процесса разделения смеси
Смесь поступает непрерывным потоком через приёмное отвер-
стие 9 (см. рис. 207). Ударяясь об отражательную стенку 2, продукт
отскакивает в полосу активного действия гонков 7. При этом часть
смеси, обладающая большей упругостью и меньшим коэфициен-
том трения частиц, под влиянием ударного воздействия отражательной
стенки и гонков легко преодолевает пересеченность и бортовой уклон
порогообразного дна 5—б. Все частицы этой части смеси перемещают-
ся от стенки 2 к гонкам 7, посредством которых они транспортируются
в продольном направлении канала влево, преодолевая сопротивление
других частиц смеси, высоту порогов и уклон плоскости б.
Часть смеси, обладающая меньшей упругостью и большим
коэфициентом трения группы частиц, не меняет траекторию своего
движения под влиянием взаимодействия отражательной стенки 2 и
рабочих поверхностей гонков 7. Отталкиваясь от отражательной стен-
ки, эти частицы плохо преодолевают уклон и пересеченность дна,
вследствие чего они не долетают до зоны интенсивного воздействия гон-
ков. В результате частицы менее упругой части смеси постепенно
смещаются по бортовому уклону 3—4 вправо — к выпускному ка-
налу.
Процесс разделения смеси на две фракции в канале при круговом
поступательном движении зависит главным образом от бортового
уклона н числа круговых колебаний.
Поэтому оптимальные условия разделения смеси различных куль-
тур устанавливаются экспериментальным путём — подбором борто-
вого наклона и числа колебаний.
Группа из трёх каналов является нормальной. В зависимости от
назначения группы каналов в кузове могут составляться из одного,
двух, трёх и четырёх каналов.
Техническая характеристика машин приведена в табл. 72.
Таблица 72
Техническая характеристика машины системы А. И. Беспалова
Пека затеял
Единицы измерения
Значения
П роизводительно сть:
для проса ... ...............
» овса .....................
Минимальная высота этажа для уста-
новки машины . . . . .............
Размеры приводного шкива .
Число оборотов вертикального вала .
Габаритные размеры:
длина........................
ширина . . > ................
высота.....................
Расход воздуха ...................
Сопротив icitue машины .......
Потребная мощность................
Вес машины........................
372
кг,час
»
мм
»
об/мин.
мм
»
мя1мик
мм вод. ст.
л. с.
кг
1800
3000
3300
500x85
125
3100
2000
3300
9
5
И.2
2100
Эта машина, являясь совершенно оригинальной конструкцией
советского инж. А. И. Беспалова, была испытана в 1940 г. на одном из
крупозаводов и дала весьма удовлетворительные результаты. По срав-
нению с падди-машинами она имеет следующие преимущества: а) са-
мобалансный приводной механизм обеспечивает полную уравновешен-
ность в работе; б) производительность её в 3—4 раза больше падди-
машины; в) при однократном пропуске обрушенного зерна через ма-
шину можно получить Готовую крупу с содержанием необрушенных
зёрен в количестве 0,1%, что не достигается в падди-машинах.
6. Краткое заключение
Падди-машины, применяемые до сих пор для разделения смеси
на части, отличающиеся между собой упругостью зёрен, являются
малопроизводительными машинами.
Кроме того, приводные механизмы существующих падди-машин
весьма несовершенны и вызывают в работе вибрации опор или пере-
крытий.
Более целесообразно применять спаренные падди-машины, кото-
рые не имеют последнего недостатка.
Лучшими машинами следует признать машины системы А. И. Бес-
палова, которые по производительности и технологическому эффек-
ту имеют значительные преимущества. Широкое внедрение этих
машин в крупяную промышленность позволит улучшить качество
и увеличить выходы крупы, а также увеличить производитель-
ность предприятий при незначительных капитальных затратах.
ГЛАВА XVfU
МАШИНЫ ДЛЯ ОБРАБОТКИ ОТРУБЯНИСТЫХ
ПРОДУКТОВ
1. 'Назначение и область применения машин
При переработке зерна в сортовую муку на последних стадия!
•технологического процесса измельчения и размола зерна в мельница)
получаются продукты в виде оболочек с прилипшими мучнистым!
частицами. С целью выделения из этих продуктов мучнистых частиц
пригодных Для продовольственных целей, применяют специальна!
машины, известные под названием машин для о б р а б о т к |
отрубей.
2. Классификация машин
3. Щёточные машины
Устройство щёточной машины с горизонтальной осью вращения
На рис. 210 приведена конструкция щёточной машины с гориЗОИ*
тальной осью вращения рабочего органа. Машина состоит из деревя№
ного станка 7 и корпуса 2, в котором находятся быстровращающиввЯ
щётки 3 и бичи 4, а также окружающий их медленно вращающий™
в ту же сторону ситовой цилиндр 5. Щётки и бичи соединены с валом I
посредством трёх чугунных розеток 7. Последние связаны между ССОД
четырьмя стяжками 8.
Корпус ситового цилиндра образуется двумя торцовыми чугунИЫЙ
розетками 9 и 10, связанными между собой четырьмя распорками
374
таврового сечения. Ситовой цилиндр составляется из четырёх съём-
ных деревянных рамок 12, обитых с внутренней стороны ситом. Рамки
стягиваются между собой скобами 13 с барашками 14 и прижимаются
к продольным распоркам посредством завёрток 15.
По длине цилиндра ситовая ткань может быть составлена из отдель-
ных частей с отверстиями разных размеров. Под битовым цилиндром
в станке помещается желоб со шнеком 16. Наличие шнека с поворот-
ными перьями позволяет выводить продукт в различных точках по
длине жолоба. Вал шнека вращается в разъёмных подшипниках 17 С
упорно-смазочными кольцами.
По конструкции щеточная машина отличается от центрофугала
(см. рис. 190) следующим:
а) вместо бичей установлены щётки, которые приближены к noJ
верхности сита;
б) внутри ситового цилиндра нет соединительных частей; все детали
для соединения отдельных частей цилиндра расположены в щёточной
машине снаружи.
в) механизм для очистки наружной поверхности сит, имеющийся'
в центрофугале, в щёточной машине является излишним.
Обе машины строятся на одной базе и отличаются диаметром сито-
вого цилиндра. В щёточной машине диаметр ситового цилиндра мень-
ше, чем в центрофугале, на 100 мм.
Таблица 73
Техническая характеристика горизонтальной щеточной машины
Показатели Единицы измерений Значения
Производительность кг/час 800
Размеры ситового цилиндра:
длина ММ 2500
диаметр * * . я . 11 720
Площадь ситовой ткани № 4
Число оборотов щеточно - бйчевого
барабана об/мин. 200
Число оборотов ситового цилиндра . 20
Число оборотов шнека О 118
Размеры приводного шкива:
диаметр мм 500
ширина . . . « а , а 4 , , , , 150
Габаритные размеры машины:
длина ||> 3540
ширина » 1340
высота « « » * 1595
Расход воздуха 8
Сопротивтение машины ....... ММ вод. ст. 6
Потребная мощность . л. г. 3,6
Вес машины яг 1450
376
Процесс обработки отрубей в горизонтальной щёточной машине
происходит следующим образом. Через приёмное отверстие продукт
поступает внутрь сито-
вого цилиндра, где по-
падает под действие щё-
ток и бичей, которыми
отбрасывается к поверх-
ности сита. Продольное
перемещение продукта в
ситовом цилиндре осу-
ществляется благодаря
наклону щёточных пуч-
ков и отогнутым ча-
стям 18 бичей. В резуль-
тате воздействия щёток и
бичей мука отделяется от
отрубянистых частиц,
просеивается сквозь си-
то и попадает в нижний
жолоб. Отруби сходом
с цилиндра попадают в
выходное отверстие 19.
Аспирация машины осу-
ществляется через при-
ёмную трубу для пода-
чи продукта.
Техническая харак-
теристика машины при-
ведена в табл. '73.
На рис. 211 предста-
влена конструкция щё-
точной машины с кони-
ческим ситовым бараба-
ном. Щётки 1, прикреп-
лённые к бичам 2, со-
единены с тремя ро-
зетками 3 посредством-
шарниров 4. При вра-
щении с большой ско-
ростью щётки всегда при-
жимаются к ситу бла-
годаря действию цен-
тробежной силы.
Шарниры могут пе-
ремещаться в радиаль-
ном направлении благо-
даря нарезке на стерж-
нях 5. Розетки укреп-
Рис. 211. Конструкция щеточной машины с коническим ситовым барабаном и с~шарнирнп укрепленными щётками
лены на валу при помощи болтов б, сжимающих разрезную ступицу 7.
Это позволяет легко перемещать в продольном направлении ро-
377
зетки со щётками для получения одинакового оптимального рас сто я-^
ния между щётками и ситом. Таким образом, уменьшается необха,
дим ость в частой замене отдельных щёток по мере их износа.
Такие машины применяются сейчас на многих мельницах СССР.
Устройство щеточной машины с вертикальной осью вращения
На рис. 212а приведена кинематическая схема, а на рис. 2126^—<
конструкция щёточной машины с вертикальной осью вращения,
Металлический корпус машины составлен из четырёх стоек 1, соеди
нённых между собой крестовиной 2, нижним диском 3 и верхнна
диском 4 круглой формы.
В центре дисков предусмот*
рено отверстие для приводного
вертикального вала. В верхнем
Рис. 212а. Кинематическая схема
вертикальной щёточной машины
диске имеется отверстие дли
приёма, а в нижнем диске -1
для выпуска продуктов из май
шины. По периметрам обоих д»
сков прикреплены съёмные би*
ковые стенки, образующие в
собранном виде цилиндричй*
скую форму кузова машины.
Рабочими органами машины
являются вертикальный бара*
бан 5 с ситовой поверхностью
и щёточный механизм. Послед*
ний состоит из десяти щёток 6i
вертикально установленных ив*
жду дисками 7 и 8, насажен
ними с помощью втулок на вра-
щающийся вал 0. Диски 7 и 9
стягиваются болтами 70. При
вращении щётки скользят ПО
ситовой поверхности барабане?!
увлекая за собой падающий
сверху продукт.
Барабан 5 с деревянной
обечайкой составляется из СТ"
дельных рамок. Он \станаг J1
вается между верхней 11 и и-ЧК1
ней 12 розетками и привёрй!*
вается к ним шурупами ИЛИ
болтами. Обе розетки своими ступицами свободно надеты на вал 0,
• Опорой для ступицы нижней розетки является подшипник, уКМК
лённый на кронштейне, подвешенном к диску 3. Ступица верхней
зетки вращается в вертикальном подшипнике, прикреплённом К М0Ц
нему диску 4.
На верхней части ступицы насажена шестерня 73, приводима
в движение от шестерни 14, насаженной на вспомогательный вац]
378
Этот вал посредством шестерён 16 и 17 приводится в движение от
вала 9. В результате при вращении вала 9 со щётками в несколько
раз медленнее будет вращаться и ситовой барабан.
Для очистки сит от застрявших частиц предусмотрены специальные
встряхиватели 18, представляющие собой ударники с деревянными
молоточками. При вращении барабана продольные рамки сит перио-
Рис. 2126. Конструкция вертикальной щёточной машины
дически зацепляются об ударники, вследствие чего происходит удар
деревянного молоточка о сито. Для предупреждения износа рамок к
ним привинчиваются в местах соприкосновения с ударниками чугун-
ные пластинки 19. Ударное действие встряхивателя регулируется на-
ружным винтом 20, посредством которого можно изменить степень на-
жатия пружин на встряхиватель.
Возможность регулирования расстояния между щётками и си-
товой поверхностью является особым достоинством этой конструкции.
379
Регулирование осуществляется следующим образом. На вал 9 надетв
труба 27 с нанесёнными на одном конце правой, а на другом — левой'
нарезками. Сидящие на этой резьбе хомуты 22 посредством стержне#
23 соединены с колодками щёток б. Вверху, на концах трубы 2/
надета и жёстко укреплена шестерня 24, соединённая с вспомогатель
ной шестернёй 25. Вращением шестерни 25, осуществляемым при по«1
мощи торцового ключа, достигается вращение шестерни 24, а следо-
вательно, и трубы 21. При вращении трубы передвигаются оба хомут!
22,t вызывая соответственное перемещение всех щёток между направ
ляющими ребрами 26, имеющимися в дисках 7 и 8.
Технологический процесс обработки отрубей в вертикальной щё
точной машине осуществляется следующим образом. Продук’гщосту
пает в машину через отверстие в верхнем диске 4 и попадает на диск 7,
Под действием центробежной силы продукт отбрасывается к поверх
ности ситового барабана, где подхватывается щётками и подвергаете]
энергичному трению о сито.
Тонкая фракция продукта, проходя сито, собирается скребками И
перемещается к выходному [отверстию в нижнем диске 3. Схг,
проваливается через отверстие в нижнем диске и удаляется из MJ"
шины самотёком.
Достоинством этой машины является высокий технологический эф»
фект. Машина требует во время эксплоатации внимательного ухоД1 4
наблюдения. Для нормальной работы машины необходимо, в чаСТ»
ности, тщательно уравновесить вращающийся щёточный механизм,
Техническая характеристика вертикальной щёточной машинН
приведена в табл. 74.
Таблица 74
Техническая характеристика вертикальной щеточной машины
Показатели
Производительность ...............
Ситовой барабан;
диаметр . ............. . . .
полезная длина ........
Площадь ситовой поверхности . .
Число оборотов щёток
Число оборотов ситового барабана
Размеры приводного шкива:
диаметр......................
ширина .............. ......
Габариты машины:
длина.............................
ши ри на ....................
Высота .......................
Расход воздуха ...................
Сопротивление машины..............
Потребная мощность................
Вес машины . . . ...............
380
Единицы намерений Значения
т]час 3,8
ММ 800
1200
Л(= 3.0
об/мин. 300
«,8
356
» 180
№ 1165
1165
»> 2260
8
ММ ВСД. СТ. 5
л.с. 9
* кг 2000
4. Бичевые. машины
На рис. 213 представлена конструкция бичевой машины для об-
работки отрубей. Основным рабочим органом её являются вал 7 с
бичами 2, вращающийся с большой скоростью в ситовом цилиндре.
1>нчи расположены по винтовой линии, благодаря чему продукт транс-
портируется вдоль барабана. Кроме того, такое расположение бичей
придаёт им способность перемещать воздух внутри машины.
Продукт попадает через приёмное отверстие 3 в питающий шнек 4
и далее в сетчатый цилиндр 5. Вал с бичами вращается со скоростью
2Н60 об/мин.
381
Вследствие ударного действия бичей на отруби мучнистые частицы
отделяются и проходят через отверстия в цилиндре. Очищенные от
муки отруби перемещаются через вертикальный канал 6 и через
крыльчатый затвор 7 удаляются из машины.
Воздух циркулирует внутри машины по замкнутому циклу через
сито в расширенную часть камеры S и далее через отверстие 10 в
приемную часть машины. Мучнистые частицы оседают в наиболее рас-
ширенной части камеры и удаляются из машины шнеком 9.
Испытания аналогичных машин в производственной обстановке
показали вполне удовлетворительную работу их, в особенности
при обработке верхних сходов последних систем.
5. Основные расчётные параметры
В горизонтальных щёточных машинах: окружная скорость щё-
ток составляет 7—8 м[сек, окружная скорость сита 0,75 — 0,8 м/сек,
удельная нагрузка на 1 лг сита 0,20—0,25 т/час.
В вертикальных щёточных машинах: окружная, скорость щеток
составляет 10—12 м/сек, окружная скорость сита 0,35—0,40 м/сек,
нагрузка на 1 л2 сита 1,0—1,2 т/час.
В бичевых машинах окружная скорость бичей составляет 36 м/сек,
нагрузка на 1 л? сита 2 т/час.
Для нормальной работы машин, в эксплоатации необходимо:
а) тщательно выбалансировать вращающиеся рабочие органы машины1
б) направлять продукт в машину равномерным и тонким слоем,
6. Краткое заключение
Наиболее совершенной машиной является вертикальная щёточная
машина. Недостатком является способ передачи движения верш-
кальному рабочему органу.
Приведение в движение машины от индивидуального мотора вер-
тикального типа с шестерёнкой передачей может значительно осла-
бить этот недостаток.
Достоинством бичевых машин является высокая производитель-
ность и отсутствие щёток, изнашиваемых весьма быстро. Целесооб-
разно внедрить эти машины на предприятиях мукомольной про-
мышленности.
ГЛАВА XIX
МАШИНЫ ДЛЯ АСПИРАЦИИ
1. Назначение и область применения машин
Для отдельных стадий технологического процесса переработки
зерна, а также для уменьшения пылевыделения на элеваторах, мель-
ницах и крупозаводах отсасывается из машин значительное количество
воздуха. Аспирационные сети на этих предприятиях состоят из
вентиляторов, воздуховодЛ и пылеосаждающих устройств для очи-
стки отработанного воздуха от пыли.
Подбор вентиляторов и расчёт воздуховодов производятся по
расходу воздуха и сопротивлению аспирационных сетей, что рас-
сматривается в специальных курсах по аспирации. Для очистки от-
работанного воздуха на мельницах и крупозаводах применяются раз-
личные аппараты и машины.
2. Классификация машин для очистки воздуха от пыли
В настоящее время на элеваторах, мельницах, крупозаводах и
комбикормовых заводах применяются следующие типы машин для
очистки воздуха от пыли:
Машины для очистки
воздуха от пыли
Устройство водяных фильтров и циклонов подробно рассматривает-
ся в специальных курсах по аспирации, а потому они здесь опущены.
Нагнетательные фильтры являются весьма несовершенными в
отношении пожарной безопасности, почему в последнее время
383
воздерживаются от массового применения их. Поэтому ниже приво-
дится только устройство и конструкции всасывающих фильтров
как наиболее сложных машин этой группы.
3. Всасывающие фильтры
Устройство всасывающих фильтров
Рис. 214. Схема действия
всасывающего фильтра
На рис. 214 представлена схема действия всасывающего фильтра.
Пыльный воздух поступает из рабочих машин через воздухопровод в
конус 1 фильтра. Так как площадь поперечного сечения конуса в
несколько раз больше площади поперечного сечения воздухопровода!
то скорость воздуха в конусе резко
уменьшается, и тяжёлые частицы пыли
оседают в нижней части его.
Из конуса пыльный воздух попадает
в рукава 2 из матерчатой ткани, поме-
щённые в герметическом шкафу 3,
Вследствие разрежения в шкафу, со-
зданного вентилятором, воздух прохо-
дит через ткань из внутренней поверх-
ности рукавов в наружную и очищается
от пыли. Она оседает на внутренней
поверхности рукавов, а очищенный воз-
дух оэсасывается вентилятором и уда-
ляется наружу.
Для отделения пыли, приставшей к
внутренней поверхности рукавов, т. е,
для очистки рукавов, последние перио-
дически встряхиваются особым меха-
низмом 4. В процессе встряхивания
меняется направление воздуха внутри
фильтра. Воздух проходит также через
ткань, но по направлению с наружной
поверхности рукавов во внутреннЮЮ|
и, таким образом, очищает поры ткани
от застрявших частиц. Отделившаяся от
рукавов пыль попадает в конус, из КС
торого удаляется посредством шнека 8,
На рис. 215 (см. стр. 386) представлена конструкция всасываю-
щего фильтра. Шкаф 1 разделён внутри вертикальными перегород-
ками 2 на отдельные секции. В каждой секции помещается ИО
восьми рукавов 3 из полушерстяной ткани, которые при помОЧ
глухих тарелок 4 и серёжек 5 подвешиваются к двуплечему рычагу й
встряхивающего механизма. В нижней части рукава открыты и при
креплены к патрубкам 7, вставленным в круглые отверстия, преДУ
смотренные в днищах шкафа. К верхним глухим тарелкам 4 руКй!
плотно прикрепляются стяжными хомутами из полосовой стали, К
нижним патрубкам 7 рукава прижимаются пружинными кольцами Ий
круглой стальной проволоки. В передней стенке шкафа имеется ДЗД
ряда дверок 8 для обслуживания каждой секции. На крышке ШМ
384
укреплены всасывающие коробки и встряхивающий механизм фильтра.
Каждая секция фильтра имеет свою отдельную всасывающую корооку
с поворотным клапаном 10, автоматически выключающим эту секцию
из работы в момент встряхивания находящихся в ней рукавов.
Основными деталями встряхивающего механизма (рис. 216а,
см. стр. 386) являются: встряхивающий рычаг 11 и вилкообразный
рычаг 12. Встряхивающий рычаг с осью вращения 13 свободно опи-
рается на стойку 74. Вилкообразный 72 рычаг связан с системой
рычагов и 16, которые служат для открытия и закрытия пово-
ротного клапана во всасывающей коробке. Вилкообразный рычаг
включает и выключает встряхивающий рычаг 77. Форма и кон-
струкция вилкообразного рычага 72 показаны на рис. 2166, а
встряхивающего рычага 11 — на рис. 216в (см. стр. 387).
Привод фильтра (рис. 215) осуществляется посредством привод-
ного валика А, вращающегося в подшипниках с кольцевой смазкой.
От валика Л вращение передается через шестеренную передачу
распределительному валу Б, делающему 10 об/мин. На этом валу
против встряхивающего рычага 7Л каждой секции закреплены де-
тали особой формы 17. Каждая деталь 77 состоит из звёздочки 18 и
кулачка 19. Эти детали видны также на рис. 216а.
Отвала Б (см. рис. 215) посредством конических шестерён 20 и
червячной пары 27, заключённой в корпусе 22, получает вращение
третий медленновращающийся вал В, делающий один оборот в 4 мин.
На валу В против каждого встряхивающего рычага 11 расположены
муфточки 23. При вращении муфточки захватывают своим выступом
кулачок 24, который приподнимает вилкообразный рычаг 72, упи-
раясь в его зуб 25 (см. рис. 21ба).
При подъёме нижний загнутый конец вилкообразного рычага 72
войдёт в соприкосновение с вращающимся кулачком 19. В результате
рычаг 72 переместится вправо. Вместе с ним передвинется вправо и
встряхивающий рычаг 77.
Так как вилкообразный рычаг 72 шарнирно связан с рычагами 15
и 16, то при своём перемещении вправо он одновременно повернёт
и клапан 10 по часовой стрелке, вследствие чего прекратится высасы-
вание пыльного воздуха через секцйю фильтра, в которой производится
встряхивание рукавов. Положение клапана 10 в повёрнутом положе-
нии указано на рис. 215 пунктиром. Вслед за этим (см. рис. 216а)
выступы звёздочки 18 поочерёдно нажимают на правый конец встря-
хивающего рычага 11. Этот рычаг, вращаясь вокруг своей оси, про-
тивоположным концом будет приподнимать двуплечий рычаг 6 с
подвешенными к нему рукавами 3. Рычаг б и рукава 3 видны на
рис. 215. При дальнейшем повороте звёздочки 18 встряхивающий
рычаг 11 поворачивается в обратную сторону. При этом башмак 26,
соединённый с двуплечим рычагом б посредством стержня 27, уда-
ряется о брус 28, в результате чего рукава энергично встряхиваются.
Процесс встряхивания будет повторяться до тех пор, пока зуб 25
вилкообразного рычага 72 будет находиться в соприкосновении с ку-
личком 24. Когда же зуб сойдёт с этого кулачка и вилкообразный ры-
чаг 12 опустится вниз, тогда кулачок 19, 'пираясь в верхнюю часть
т<>, оттолкнёт этот рычаг влево. В результате все детали встряхиваю-
385
Рис. 215. Устройство всасывающего фильтра
Рис. 216а. Конструкция встряхивающего механизма всасывающего фмЛИЦ!
mero механизма возвратятся в своё первоначальное положение. При
этом (см. рис. 215) клапан 10 повернётся по часовой стрелке;
внутренняя часть фильтра через отверстие 29 соединится с вентилято-
ром, и отсасывание воздуха через очищенные рукава возобновится.
Сцепные муфточки 23 на валу В закрепляются под определён-
ным углом друг кх другу с таким расчётом, чтобы рукава встряхива-
435
Рос. 2166. ВилксоСразный рычаг
лись последовательно в каждой секции фильтра. Этот угол равен:
360 „ ,
, где z — число секции фильтра.
Рис. 21бв. Встряхивающий рычаг
Поступление воздуха внутрь рукавов фильтра во время
встряхивания их происходит вследствие разрежения внутри рука-
вов. Разрежение образуется благодаря сообщению встряхиваемой
секции со смежными секциями фильтра через конус.
Устройство конуса фильтра видно из рис. 217 (см. стр. 388). Он
состоит из корыта 7, разделённого вертикальными перегородками 2
387
Рис- 217. Устройство конуса всасывающего фильтра
на отдельные секции по числу секций фильтра 3—4—5—6—7. Для
отвода пыли в нижней части корыта расположены два шнека 8, враща-
ющихся в подшипниках с кольцевой смазкой. Привод шнеков осуще-
ствляется шкивом, посаженным на конец одного из шнеков. Вращение
второго шнека производится от первого посредством цепной передачи.
Конус фильтра можно подвесить к потолку либо установить его на
полу. В последнем случае он монтируется в станке, на котором уста-
навливается и шкаф фильтра.
В стенках конура имеются Люки 9 для осмотра и очистки шнеков
в случае закупорки их пылью.
Основные расчетные параметры
1) Для определения числа рукавов фильтра можно исходить из
нагрузки 200 м3 воздуха в час на 1 л? ткани при наличии в аспираци-
онной сети сборника для пыли и 150 лс* -при отсутствии сборника,
2) Сопротивление всасывающего фильтра определяется по фор-
муле:
Н = BQ*,
где В — коэфициент, который принимается равным 0,07 при работе
фильтра в зерноочистительных отделениях мельниц и
на элеваторах и 0,08—в размольных отделениях мельниц;
х — принимается для фильтров в зерноочистительных отделе-
ниях мельниц и элеваторов 1,4, а в размольных отделе-
ниях мельниц 1,2;
Q — подача воздуха в мл]час на 1 я2 ткани.
Таблица 75
Техническая характеристика всасывающих фильтров
Показатели - Единицы измерений Значения для машин марок
МФУ-16 МФУ-24 МФУ-32 МФУ-46
Число рукавов ШТ. 16 24 32 48
Рукава:
диаметр ... ... A<jW 190 190 190 190
длина * общая поверхность рука- 60В » 2195 2195 2195 2195
я1 19,2 28,8 |38,41| | 57,6 1
и—-—J1
Приводной ШКИВ:
диаметр 400 400 400 400
ширина >> 70 150 150 150
Число оборотов об/мин. 53 53 53 53
Габарит С конусом:
длина 1318 2091 2612 3690
ширина ..... ft. 1685 1685 1685 1685
высота .. 4704 4568 4568 4568
Потребная мощность . л.с. 0,5 0,6 0,7 0,8
Вес а.4. кг 900 1490 2250 £2. 2850
389
В качестве материала для рукавов применяется специальная ткань
«шерстянка Мельстроя»' или бумазея замша. Техническая характе-
ристика ткани предусмотрена в государственном стандарте.
Техническая характеристика всасывающих фильтров приведена
в табл. 75.
Для нормальной работы в эксплоатации необходимо, чтобы
корпус машины и нижний конус были изготовлены из листовой|
стали. В собранном виде фильтр должен быть вполне герметичным,
чтобы избежать подсоса воздуха.
Стенки внутренней части машины должны иметь гладкую поверх-
ность, без выпуклостей и впадин.
Рукава во всех одновременно встряхиваемых секциях должны под-
ниматься на одинаковую высоту и не менее как на 60 лм<.
4. Краткое заключение
Применяемые в настоящее время всасывающие фильтры металли-
ческой конструкции работают вполне удовлетворительно.
Особое внимание в процессе сборки и эксплоатации машины
следует обратить на герметичность шкафа и примыкающих к нему
узлов. При малейшей негерметичности шкафа имеют место подсосы
воздуха извне внутрь машины, что приводит к значительному сни-
жению эффективности очистки воздуха и большим потерям расхода
энергии.
Для увеличения производительности целесообразно обеспечить об-
ратную подачу воздуха для очистки рукавов посредством специаль-
ного вентилятора. Для очистки запылённого воздуха высокой тем-
пературы целесообразно очищать рукава фильтра нагретым возду-
хом, Механизм для встряхивания рукавов фильтра является весь-
ма сложным. Ближайшей задачей является упрощение конструкции
этой части машины, что возможно, в частности, путем применения
электро м а гнитов,
ГЛАВА XX
ВЕСЫ
1. Назначение и область применения весов
Взвешивание является одной из важнейших операций на предприя-
тиях мукомольно-крупяной промышленности. Мельничные элева-
торы ежедневно определяют по показаниям весов количество посту-
пившего и отпущенного зерна для переработки. На мельницах и
крупозаводах все основные стадии технологического процесса, а
также отпуск готовой продукции контролируются при помощи
весов.
Из указанного ясно, что эксплоатации современных элеваторов,
мельниц и крупозаводов совершенно невозможна без правильно дей-
ствующих, исправных весов.
2. Общие свойства весов
Весы всех систем должны обладать следующими свойствами: устой-
чивостью, чувствительностью, точностью, неизменяемостью показа-
ний и прочностью.
Устойчивость представляет собой свойство весов автома-
тически возвращаться после колебаний в состояние равновесия по
прекращении действия силы, нарушившей это равновесие.
Чувствительно с тью обладают весы, в которых коромысло
отклоняется на видимый угол под действием малейшего груза, поло-
женного на одну из чашек весов.
Абсолютная точность весов практически не осуще-
ствима вследствие трения в частях механизма и неизбежной неточ-
ности отношения длины плеч. В связи с этим для каждого рода весов
законом устанавливается допустимая максимальная погрешность.
Весы считаются верными, если погрешности, получаемые при взве-
шивании, не выходят за пределы допускаемых отклонений.
Неизменяемость показаний заключается в сов-
падении результатов при повторных взвешиваниях одного и того же
груза на весах. Совпадение этих результатов не может быть точным.
Практически требуется лишь, чтобы расхождения не выходили за
пределы допускаемых норм.
Прочностью называется свойство весов продолжительно со-
хранять требуемую степень устойчивости, чувствительности и точ-
ности.
391
Степень устойчивости зависит от того, насколько ниже точки
опоры находится центр тяжести коромысла. Чем ниже будет центр
тяжести, тем больше устойчивость рычага и тем большую надо при-
ложить силу, чтобы вывести рычаг из равновесия, т. е. тем меньше
чувствительность весов.
На рис. 218 схематически изображено весовое коромысло, к ко-
торому подвешены в точках А и В два взаимно уравновешивающихся
груза Р и Ро .Вес коромысла приложен к центру тяжести Е.
Для равновесия тела необходимо, чтобы алгебраическая сумма
моментов сил, действующих на него относительно неподвижной точки О,
равнялась нулю, т. е. чтобы:
Р-АО 4- Р^ВО = 0 или Р-АО = РоВО.
Выведем коромысло из
как показано пунктирными
Рис. 218. Схема коромысла
весов
равновесия в положение At— О — Blt
линиями. Угол отклонения коромысла
обозначим через а. Тогда:
Момент силы Р относительно точки
споры О = Р- AtO CJS а;
Момент силы Ро относительно точ-
ки опоры О = Pfl-OBj cos а;
Момент силы G относительно точки
опоры О = G-OEj-sin а.
Сложив эти моменты, можно легко
убедиться, что сумма их в данном слу-
чае больше нуля, следовательно, рав-
новесие нарушено, и коромысло стре-
мится возвратиться в первоначальное
положение.
Для того чтобы уравновесить коромысло в наклонном положе-
нии, нужно, очевидно, к грузу Р прибавить некоторый груз р.
Тогда, обозначив плечи А2О => АО и ОВк = ОВ через /, а ОЕг= ОЕ
через S, получим:
Ро I COS а 4- GS Sin а — Pl COS а — pl COS а = О,
или. принимая во внимание, что Ро = Р:
GS sin а = pl cos я.
Отсюда выводим формулу, определяющую чувствительность
весов:
Как видно из этой формулы, чувствительность коромысла прямо
пропорциональна длине плеч и обратно- пропорциональна весу ко
ромысла и расстоянию центра тяжести от точки опоры.
Точность и неизменяемость показаний весов зависят отконструЮ,
ции и главным образом от ицательности изготовления и сборки дета*
лей, а также от качества материалов и в особенности от качества мон*
тажа и ухода за весами во время эксплоатации.
392
3. Классификация весов, применяемых на элеваторах,
мельницах и крупозаводах
В курсе рассматриваются только автоматические весы, наиболее
распространённые на мельницах и крупозаводах для взвешивания
перерабатываемого зерна и продуктов его переработки.
4. Автоматические весы
Схема действия весов
Автоматические весы относятся к типу весов с равноплечим коро-
мыслом, т. е. к наиболее простым. Такие весы применяются для сыпу-
чих материалов и дают весьма точное взвешивание при условии, что
чаша для гирь и ковш для взвешиваемого зерна будут всегда находиться
it равновесии. Для взвешивания зерна применяются два типа автома-
тических весов: с опрокидывающимся ковшом и ковшом с открываю-
щимся дном. Весы приводятся в действие и работают под действием
силы тяжести взвешиваемого .материала.
На рис. 219А показана схема действия автоматических весов с опро-
кидывающимся ковшом. Масса ковша 7 этих весов расположена так,
что центр тяжести пустого ковша лежит с правой стороны от верти-
кальной плоскости, проходящей через точку опоры ковша 2, а центр
тяжести наполненного ковша находится по левую сторону от верти-
кальной плоскости.
Такое перемещение центра тяжести объясняется тем, что на задней
стенке ковша 7 расположены противовесы 5, которые делают правую
часть пустого ковша несколько тяжелее левой. Если ковш заполняется
кзвсшиваемым материалом, то становится тяжелее левая часть.
Взвешиваемый материал (см. схему а), поступающий из питаю-
щего бункера через воронку 4, попадает в ковш 7. Под действием веса
393
продукта ковш, подвешенный к левым грузоподъёмным призмам -5
коромысла 6, опускается вниз, а гиредержатель 7 с гирями, подве-
шенный на правой стороне коромысла, поднимается вверх. Запорный
механизм 9 служит для удерживания ковша от самопроизвольного
поворота против часовой стрелки до полного его заполнения. До
стигнув равновесия (см. схему б) заслонка 8 питающей воронки 4
повернувшись по часовой стрелке, закрывается и прекращает пол1
ступление продукта в ковш.
Рис. 219А. Схема действия автоматических весов с опрокидывающимся
ковшом
Продолжая свое движение вниз, ковш 7 поворачивается вокруг
точки 2 против часовой стрелки (см. схему, в). Под действием веса
материала и своего собственного веса клапан 10, закрывающий отвер*
стие ковша, поворачивается, и материал начинает высыпаться.
Как только часть материала высыпается из ковша, гиредержатель V
с гирями 7 опустится вниз (см. схему, г) и поднимет ковш 1 вверх,
После полного опорожнения ковш вследствие перемещения центра
тяжести повернётся по часовой стрелке, при повороте вновь открМ
заслонку 8. Таким образом, начнётся новый цикл взвешиваний,
Перемещение гиредержателя 7 в вертикальном направлении огра-
ничено неподвижным упором 11, проходящим через рамку 12 Ш«
редержателя.
На рис. 219. Б приведена схема действия автоматичесих ВССОВ
с открывающимся дном ковша. Цикл взвешивания на весах с открЫ1
вающимся дном ковша происходит следующим образом. Взвещивцк
мый материал, поступающий из питающего бункера через ворону /
394
в ковш 2 весов, заставляет последний опускаться, а гиредержатель 3
с гирями поднимается до тех пор, пока весы не придут в равновесие
и не закроется заслонка 4,
Ковш под действием силы инерции продолжает опускаться, вслед-
ствие чего запорный механизм 5 дна ковша отпирается. Под давлением
материала дно открывается и начинается опорожнение ковша.
Для того чтобы облегчённый ковш не поднялся преждевременно
вверх и не открыл заолонку 4 воронки, в весах с открывающимся
Рис. 219Б. Схема действия автоматических весов с открывающимся дном
ковша
дном ковша обычно предусматривается второй запорный механизм 7,
который удерживает ковш до момента полного высыпания продукта.
После окончания высыпания продукта дно 6 ковша 2 под действием
противовеса 8 закрывается. Попутно дно отпирает запорный ме-
ханизм 7 и запирается при помощи механизма 5. Одновременно осво-
бождённый ковш поднимается кверху и, открыв заслонку 4, вновь
начинает заполняться взвешиваемым продуктом.
Устройство основных частей автовесов
Основными частями автоматических весов являются: станина авто-
весов; весовой механизм; впускной механизм для подачи материала
в ковш, который автоматически прекращает подачу после достижения
требуемого веса; механизм для взвешивания остатков, применяемый
в тех случаях, когда вес партии материала не кратен весу материала,
отвешиваемого весами за один раз; регулятор для регулирования точ-
ного веса взвешиваемых порций и создания плавного хода коромысла;
счётчик, указывающий число опрокидываний ковша; футляр автовесов;
Весоеой механизм. Основными деталями этого механизма являются
два равноплечие коромысла и ковш, показанные на рис. 220 (см. стр. 396).
Оба коромысла 7 связаны поперечиной 2 и двумя опорными приз-
мами 3 коромысла опираются на подушки в станине весов. На приз-
мы 4 подвешивается гиредержатель, а на призмы 5 при помощи
специальных подвесок — ковш весов. Стрелка 6 служит для опреде-
ления равновесия весов при взвешивании остатков.
395
Опрокидывающийся ковш автоматических весов состоит из двух
боковых стенок 1, задней 2 и передней стенки 3, соединённых между
собой угольниками 4 и 5. При помощи болтов 6 фланцы 7 прикреплены
к боковым стенкам ковша. Посредством этих фланцев укрепляются
опорные призмы ковша, которыми последний опирается на подушки,
заложенные в специальные подвески.
На одной из боковых стенок ковша внутри привинчена стальная
планка 8, в которую заделываются две призмы 9 и 10. Призма 9 слу-
жит для подъёма рычага, открывающего заслонку впускного меха-
низма, а призма 10 — для удержания ковша от преждевременного
опрокидывания.
На одной из боковых стенок имеются ограничитель 11 поворота
весов, а на другой — ограничитель 12, которые при повороте ковша
упираются в приливы на цоколе станины и питающей воронке,
Рис. 220. Коромысло и опрокидывающийся ковш автовесов
которые ограничивают ход весов. При осмотре весов необходимо про-
верить, чтобы ограничители действовали одновременно, что позволит
избежать смещения опорных призм ковша с подушек.
Счетчик весов приводится в действие посредством пальца 13, укреп-
ленного на боковой стороне. Задняя стенка ковша, усиленная ли
стом 14, несёт на себе противовес 15, состоящий из нескольких сталь-
ных пластинок и служащий для регулирования положения центр
тяжести ковша. Через обе боковые стенки ковша пропущена ось 16,
на которой висит фартук 17.
Впускной механизм. На рис. 221 показана схема устройства впу-
скного механизма автовесов.
Производительность автоматических весов зависит от времен^
необходимого для наполнения и опорожнения весового ковша. Опо-
ражнивается ковш почти мгновенно, а для наполнения нужно Э8>
тратить определённое время. При быстром наполнении увеличиваетС|
живая сила потока зерна, поступающего в ковш, что отражается
на точности показаний весов.
В современных конструкциях весов наполнение производит^
в два приёма: грубой насыпкой и досыпкой. В течение первого*пе-
риода оба клапана 7 и 2 открыты. Потере наполнения весовой ког,Ц
396
поворачивается, и призма 3 освобождает рычаг 4, соединённый
с клапаном 7; последний также поворачивается, закрывая приёмное
отверстие, и материал проходит в весы через узкую щель. После пол-
ного наполнения ковш при повороте закрывает посредством рычага
и клапан 2. Чтобы достигнуть большей равномерности подачи зерна,
в воронке бункера установлена перегородка 5 для направления ма-
териала двумя потоками.
Рис- 221. Впускной механизм
Вес материала, пропущенного через автоматические весы, опре-
деляется по показаниям счетчика, указывающего количество взве-
шенных порций зерна.
Механизм для взвешивания остатков. Чтобы получить полный
вес партии зерна, необходимо иметь возможность взвесить остаток
зерна, который остаётся в ковше. Поэтому в конструкции автомати-
ческих весов всегда предусматривается механизм для определения
веса остатка.
Рис. 222. Механизм для взвешивания остатков
Одна из схем этого механизма, называемого безменом, предста-
влена на рис. 222. Неравноплечий рычаг 7 может поворачиваться во-
круг призмы 2. На конце короткого плеча имеется призма 3, которая
может подпереть снизу гиредержатель 4 и уменьшить соответственно
действие грузов на ковш. Во время нормальной работы весов этот
механизм полностью выключается. Когда нужно определить вес
остатка зерна, устанавливают груз 5 таким образом, что ковш под
влиянием количества находящегося в нём зерна опорожнивается. При
этом острие коромысла должно стать против указателя 6.
3S7
Разность между весом груза в гиредержателе и показанием груза 5
на шкале при равновесии' показывает вес остатка зерна в ковше.
Регулятор автоматических весов. В момент, когда наступает
равновесие, продукт продолжает ещё поступать в весы, так как между
заслонкой впускного механизма и весовым ковшом имеется определён-
ное расстояние. В связи с этим при каждом взвешивании отдельные
струйки зерна проходили бы мимо весов. Чтобы избежать этого, а
конструкциях автоматических весов предусмотрен регулятор, ко-
Рис. 223. Устройство регулятора автоматических весов
торый оказывает обратное давление на гиредержатель. Посредством
передвижной гири можно так отрегулировать регулятор, что его д&В-
ление на гиредержатель будет соответствовать весу струек зерна,
поступающих в весовой ковш после установления равновесия.
На рис. 223 показано устройство регулятора автоматических весов,
Действует он следующим образом. Рычаг 7 посредством плеча 2 пере-
дает давление через сухарь 3 на гиредержатель 4. В связи с этим умень-
шается действие веса гирь, расположенных на гиредержателе, чем
ускоряется опускание ковша. В результате верхний клапан спуск-
ного механизма (см. рис. 221) закрывается до наступления равновесий.
308
После закрытия верхнего клапана зерно досыпается двумя тонкими
струйками через нижний клапан впускного механизма.
Вес зерна, попадающего в ковш при досыЬке, зависит от рода, куль-
туры и влажности взвешиваемого зерна. Поэтому при изменении пар-
тии или культуры поступающего зерна необходимо выверять весы.
При выверке регулируют силу действия рычага / на гиредержатель,
т. е. увеличивают её при взвешивании зерна с большим насыпным ве-
сом и уменьшают её при взвешивании зерна с меньшим весом.
Регулируют весы перемещением подвижного груза 5 по шкале 6.
После установки подвижного груза на нужном делении, он прижи-
мается к ней винтом 7.
5. Основные условия нормальной работы автоматических
весов в эксплоатации
При работе весов запрещается смазывать какие-либо части их.
Необходимо периодически очищать их мягкой щёткой от пыли, а в ме-
стах соприкосновения призм с подушками сдувать ёе ручными мехами.
Положение равновесия весов без нагрузки при взвешивании одно-
родного зерна следует выверять не реже одного раза в декаду. При
взвешивании зерна разных культур положение равновесия следует
проверять каждый раз, когда меняют на гиредержателе гири. На-
ходящиеся на гиредержателе гири во время работы весов обяза-
тельно должны быть покрыты металлическим чехлом.
Передвижной груз регулятора должен быть установлен на
шкале в соответствии с родом и сортом зерна. Положение передвиж-
ного груза регулятора нужно проверять несколько раз во время
взвешивания зерна данной партии.
Механизм для взвешивания остатков при работе весов следует вы-
ключить, Подвижную гирю на рейке для этого ставят в крайнее пра-
вое положение. Впускная воронка должна быть свободной от посто-
ронних предметов; присутствие их может вызвать остановку весов.
Не следует снимать гири с гиредержателя, если ковш наполнен
зерном, а также не допускать опрокидывания ковша, если нет гирь
на гиредержателе. Необходимо строго следить, чтобы весы были уста-
новлены по отвесу. Не следует ставить на гиредержатель гири, веся-
щие больше установленной нагрузки для данных весов.
Над весами должен быть установлен бункер, вмещающий три взве-
шиваемые порции, а под весами—ларь на два взвешивания. Бункер,
и ларь должны аспирироваться.
6. Краткое заключение
Автоматические весы с ковшом ёмкостью в 50— 100 кг широко
применяются на современных предприятиях мукомольно-крупяной
промышленности, главным образом для взвешивания зерна в рас-
сыпном виде.
Ближайшей задачей является внедрение:
а) автоматических весов для взвешивания муки, отрубей и дру-
гих аналогичных продуктов;
б) механизма для регулирования веса отдельных сортов зерна при
составлении смеси. Последняя операция является весьма важной
для получения оптимальных выходов муки высокого качества.
ГЛАВА XXI
МАШИНЫ ДЛЯ МЕХАНИЗАЦИИ ВНУТРИЦЕХОВЫХ
ТРАНСПОРТНЫХ ОПЕРАЦИЙ
1. Назначение и область применения машин
Для перемещения зерна, муки, крупы в рассыпном виде, а также
промежуточных продуктов переработки на элеваторах, мельницах
и крупозаводах применяются главным образом ленточные нории
транспортёры, винтовые транспортёры, цепные транспортёры с по-
гружёнными скребками и самотёчные устройства.
Для перемещения этих продуктов в затаренном виде в вертикаль-
ном направлении применяются подъёмники и винтовые спуски для!
мешков, а в горизонтальном или наклонном направлении — ленточ
ные транспортёры или двухвинтовые транспортёры.
2. Ленточные нории
Классификация норий
Приводим классификацию норий, изготовляемых в настоящее
время для предприятий мукомольно-крупяной промышленности и
элеваторно-складского хозяйства (см. стр. 401).
Устройство ленточных норий
На (рис. 224а, см. стр. 402) показано устройство ленточной нории,
Несущим органом в ней является лента 7 с прикреплёнными к ней
ковшами 2. Лента огибает наверху и внизу барабаны нории. Транспор-
тируемый материал поступает в нижнюю головку 3 (башмак) нории,
откуда ковшами поднимается наверх и выбрасывается в носок верх-
ней головки 4. Верхняя и нижняя головки нории соединены между
собой трубами 5. Обозначения всех остальных частей даны нй
рис. 224а.
Нории производительностью до 28 т приводятся в движение от М0“
тора через промежуточную трансмиссию. Более мощные нории полу*
чают движение непосредственно от мотора через специальный рецук*
тор или посредством шестерённой и ременной передач.
. Тип нории определяется главным образом способом разгрузки
ковшей.
При прямолинейном движении ковша вверх на частицы материала
действует только сила тяжести. С момента набегания ковш® ИЙ
барабан (когда он начинает вращаться вместе с ним) на частям
400
Ленточные нории
Производительность норий относится к зерну с объемным весом 750 кг/м3.
материала начинает действовать в основном кроме силы тяжести
и центробежная сила (см. рис. 2246 на стр, 403).
Сила тяжести
G = mg,
где т — масса частицы материала;
g— ускорение силы тяжести.
Центробежная сила С «
mt>2_ Gv2
где v — скорость движения частицы материала;
R — радиус окружности, описываемой частицей материала.
Складывая геометрически эти две силы, получаем их равнодей-
ствующую Р. Равнодействующая пересекает вертикальный диаметр
в точке А, называемой п о люсом. Расстояние от полюса до центра
верхнего барабана называется полюсным расстоянием.
401
Рис. 224а. Устройство ленточной порш
1 — лента; 2 - ковши; 3 — нижняя головка нории (башмак); J—верхняя- гояоека НО
рии; 5—трубы; 6 — подшипник нижней головки,- 7 — подвесные тяги для нижних
ппд]"иоников; 8—направляющие для тяг; S— винт для перемещения - лла; 10 — rrri.
ка; II— приёмные носок; 12 — рабочий шкив; 13— вал; 14— холостой шкив; 15“
храповик; 16— собачка; 17- |зсь сибтчкн; 18 — опоры д гя спбаиси; 19— съёиныв
щит; 20 — опора для щита; 21 — каркас нижней головки
402
Полюсное расстояние а определяется следующим ^образом. Из по-
добия треугольников ОАБ и БВГ имеем:
то3 „
: mg — R: а.
откуда
g£2
уг '
Рис, 2246. Виды разгрузки ковшей
Так как
то
895
—. или а = —— -V
- /?“
gR°
xRn
~30~
а
Таким образом, полюсное расстояние каждой нория можно опре-
делить, зная число оборотов верхнего барабана.
403
Если для нории подобрать скорость ленты так, чтобы центробеж-
ная сила была равна силе тяжести, то при проходе ковша через верх-
нюю точку барабана частица будет находиться в уравновешенном со-
стоянии. В этом положении G=c. Так как
л Gt’2
C = Т° 1,8 = g/?>
Приравняв с некоторой погрешностью R к радиусу верхнего
барабана, получим
v = 2,2 /О,
где D — диаметр верхнего барабана.
В общем виде последнее уравнение может быть представлен^
следующим образом:
v=K yD,
Полученная зависимость между v и D даёт возможность судить
о принадлежности нории к определённому типу,
Коэфициент скорости К является характеристикой нории.
Если К < 2,2, то С < G, т. е. центробежная сила меньше силы
тяжести. В этом случае материал из ковша будет выбрасываться
главным образом через внутреннюю кромку во второй четверти
окружности. Такую разгрузку ковшей называют гранита ци о н-
н о й.
Если /<> 2,2, то ОС, т. е. центробежная сила значительно
больше силы тяжести. При этом материал из ковша будет выбрасы-
ваться преимущественно через наружную кромку в первой четверти
окружности. Такую разгрузку ковшей называют центробежной.
Если К — 2/2, то С =(3, т. е. разгрузка будет смешанной. Она
будет происходить через наружную и внутреннюю кромки ковшей в
первой и во второй четвертях окружности.
Для перемещения муки и аналогичных по дисперсности продук-
тов применяется гравитационная разгрузка ковшей. Для этого ленте
сообщают скорость, при которой коэфициент К = 1,8 — 1,85.
Для перемещения зерна на элеваторах применяют нории большой
производительности с центробежной разгрузкой, при которой
К = 2,5 5,0.
На мельницах и крупозаводах для перемещения зерна применяют
нории малой производительности со смешанной разгрузкой ковшей,
при которой К -2,2-2 2,5.
Нетрудно убедиться, что при К <2,2 полюсное расстояние <1
будет больше а при /С>2,2 полюсное расстояние будет
D
меньше —,
Нории с гравитационной и смешанной разгрузками ковшей можно
назвать тихоходными. Нории с центробежной разгрузкой ков
шей можно назвать скоростными.
В настоящее время для мельниц и крупозаводов изготовляются
главным образом тихоходные нории со смешанной разгрузкой ковш й.
404
а для элеваторов—скоростные нории с центробежной разгрузкой
ковшей. Попутно ведутся работы по внедрению скоростных норий
также на мельницах и крупозаводах.
Основные расчётные параметры
L На рис. 225 показаны траектории частиц при опорожнении
ковшей через наружную кромку в первой и второй четвертях окруж-
ности.
Рис. 225.’/Траектории частиц при опорожнении ковшей в нориях
Траектория полёта частицы при оставлении ковша представляет
собой параболу, которую можно построить по формуле:
x=vt; У = ^~,
где v — скорость ленты в м]сек',
t—доли секунды (0,1; 0,2 и т. п.).
При построении за ось х-св принято направление окружной
скорости наружной кромки ковшей, а за ось у-ов—вертикальную
линию. Ниже приведены в мм значения gt2 в зависимости от ве-
личин
1 сек. 0,05 0,10 0,15 0,20 0,25 । 0,30 0,35 0,40’ 0,45 0,50
gf1 у=-2- 12,25 49 110 196 'ЗОС 1 440 600 । 784 992 1 1 1225
2. Очертание верхней головки нории со смешанной
ковшей строится (рис. 226) по наиболее высокой
опорожнения ковшей, представляющей собой параболу
разгрузкой
кривой 7
с наивыс-
405
шей вершиной и по огибающей параболе. Последняя представляет
собой кривую 2, огибающую все параболы выпадения зерна из ков-
шей, находящихся на верхнем барабане нории.
Рис. 226. Построение очертания верхней головки нории со
смешанной разгрузкой
а) Уравнение параболы с наивысшей вершиной 1 представляется
в следующем виде:
/ о2 \
х2 = ^3(1+/?т)-2ау.
где за ось х-ов принята горизонтальная ось верхнего барабана
нории;
за ось у-ов—вертикальная ось веохнего барабана нории;
R—радиус окружности, описываемой наружной кромкой ковша.
R = r + 8-f-fe,
где г — радиус верхнего барабана в м;
S — толщина норий ной ленты в ju;
b—вылет норийного ковша в м;
а — полюсное расстояние в м.
Приняв х = /1 и соогветственно у = 0, получаем:
lL = lrR^a2.
Подставив Н =у и соответственно х = 0, можно определит^
что
„ R2 4- о2
Н-----2а~‘
Таким образом, можно получить наиболее дальние точки 3 и 4
параболы J с наивысшей вершиной от центра О.
406
б) Уравнение огибающей параболы 2 представляется в следующем
виде:
„ ~ R2 (а* -+ № \
Xs = 2- —2--------— у).
а I 2« ' J
Приравнивая х — /2 и соответственно у = 0, получим:
I. - - + da.
а
Высота подъёма зерна при поступлении ковша на верхний
барабан составляет:
IV =
2g ‘
На основании выведенной выше формулы
а
ввиду чего
р»
IV = .
2а
Таким образом, можно получить наиболее дальние точки 5 и б
огибающей параболы 2 от центра О.
в) Ширина потока зерна на уровне горизонтального диаметра
равна:
( = /;?2 + Qz.
о
Для получения ширины потока зерна на уровне ниже горизональ-
ного диаметра нории определяют значения абсцисс х-ов из уравнений
параболы с наивысшей вершиной и огибающей параболы при задан-
ном значении ординат у-ов. Таким образом, зная размеры и число
оборотов барабана верхней головки нории и значение К, можно
определить все наиболее дальние точки полёта зерна и очертание
верхней головки нории.
Более подробная теория наполнения и разгрузки ковшей в но-
риях с центробежной разгрузкой впервые в мировой литературе
разработана русским учёным П. С. Козьминым и опубликована в
его книге «Машины непрерывного транспорта».
3. В скоростных нориях очертание верхней головки является се-
кущей кривой 7 по отношению к параболам 2 выпадения зерна из от-
дельных ковшей. На основании экспериментальных исследований
секущая кривая строится так, чтобы углы в точках В, образованные
между касательными к секущей кривой 7 и к параболам 2 полёта
зерна из ковша, составляли 14—18° (рис. 227).
4. Производительность ленточных норий определяется по следую-
щей формуле:
Q =3,6iv<pzy т'час,
где I — геометрический объём ковша в дм3 или ёмкость его в л;
Ф —коэфициент заполнения ковшей;
407
v — скорость ленты и м[се.к\
z—число ковшей на 1 пог. м ленты;
у — вес 1 л® зерна в т.
Коэфициент заполнения ковшей на основании опытных наблю-
дений принимается от 0,85 до 0,95 при подаче материала в но-
рию против хода ленты и от 0,75 до 0,90 — при подаче материа-
ла в норию по ходу ленты. i—
У,кг----г——«ЯГ/----
----&&-------------
5. Мощность мотора для приведения в движение нории опреде*
ляетсд по формуле:
где Н—высота нории в м;
К! — к. п. д. нории и приводного механизма.
408
Для норий производительностью до 100 т/час Кг можно при-
нять равным 0,7 -? 0,75; производительностью от 100 до 150 т/час~
Кг = 0,75 4- 0,80; свыше 150 т/час— = 0,85.
6. Число прокладок резиновой ленты можно определить расчёт-
ным путём или по нижеследующей формуле, составленной на осно-
вании соответствующие расчётов:
Е-
Ksvb’
где К— приведённый коэфициент, принимаемый для норий высо-
той до 40 м — 6, высотой 40 — 50л1=7, высотой 50 —
60 jw = 9;
b—ширина ленты в см.
v—скорость ленты в м/сек.
Техническая характеристика норий приведена в табл. 76.
Таблица 76
Техническая характеристика норий
Показатели Единицы измерений Мярки норий
тихоходные скоростные
ТНЖ-10 ТНЖ-14 ТНЖ- 2xJ0 тнж- 2x14 ТНС-100 ТНС-175 ТН С-350 о о 1.0 о X н
Производительность: на зерне 750 кг/м3 . tn мао 10 14 20 28 100 175 350 500
в муке 500 кг1мя . . » 7 10 14 20 — — — —-
Высота норий (предель- ная) . м 35 35 30 30 50 60 60 60
Диаметр барабана го- ловки Диаметр барабана баш- мака мм 400 500 400 500 630 еоо 1120 1600
» 400 500 400 500 630 630 800 800
Ширина барабана . > . 165 200 165 200 275 400 550 850
Ширина ленты .... » 150 175 150 175 250 350 500 800
Скорость ленты .... 1,2 1.5 1,2 1,5 4,0 4,0 4,3 4,3
Число оборотов бараба- на верхней головки . об/ми н. 60 54 60 54 121 85 74 52
Число оборотов привод- ного шкива >> 60 54 60 54 480 85
Вес головки норин , . кг 170 210 230 305 1050 1300 1500 2450
Вес башмака ..... 100 130 150 215 690 1000 1200 1285
Вес гладкой трубы дли- ной 2м... .... >> 19 23 32,5 38,5 32 60 80 112
Число ковшей на один метр длины ленты . . шт. 4 3,5 4 3,5 5,5 5 5 8
На рис. 228 (а и б, см. стр. 410) показано устройство тихоход-
ных норий ТНЖ-10, ТНЖ-14, на рис. 229 (см. стр. 412) — ТНЖ-20,
ГНЖ-28 и на рис. 230 а и б (см. стр. 413—414)—устройство скорост-
ных норий ТНС-100 и ТНС-175.
В зависимости от физико-механических свойств транспортируе-
мых материалов (зерна, муки, промежуточных продуктов размола)
выбирается один из следующих трёх типов ковша: глубокий
409
ковш — предназначается для перемещения зерна и зерновых ма-
териалов, легко высылающихся из ковша; средний ковш —1
для перемещения промежуточных продуктов размола зерна; ai е л -
кий ковш — для перемещения муки и молотых материалов, об-
ладающих свойством прилипания к стенкам ковшей. Мелкие и сред-
ние ковши устанавливаются в нориях производительностью до 28 т[час,
Рис. 228. Устройство норий ТНЖ-10 и ТНЖ-14
а глубокие ковши — в нориях большей производительности. Ковши
изготовляются из листовой стали толщиной 1—2 мм из одной заго-
товки путём штамповки, сварки или клёпки. Спинки ковша усиливают
добавочной накладкой или отгибая стенки. В результате толщинк
спинки увеличивается вдвое. Накладка должна перекрывать отвер-
стия для болтов. Наружную кромку ковша усиливают, отгибая лист
наружу, чтобы избежать измельчения зерна при его зачерпывании.
На рис. 231 (см. стр. 415) показана форма применяемых норий-
пых ковшей, а в табл. 77 и 78 приведены технические характеристики
глубоких, средних и мелких ковшей. Все размеры указаны в. мж,
410
Таблица 77
Техническая характеристика глубоких ковшей
Пока затеян НИЯ Значения показателей
Ширина ленты . . . . в м 250 300 350 500 800
Вылет ковша 1 110 125 125 150 150 175 175
Ширина ковша .... ь 160 180 220 280 320 470 380*
Высота ковша .... Высота наружной кром- fl по 125 125 150 150 175 175
ки ковша . , . • , й 33 40 40 50 50 60 60
Радиус закругления дна Угол скоса ^боковых Г 25 25 25 25 25 25 25
стенок в ° а 4 4 4 4 4 4 4
Угол черпания в ° . я 67,30 67,30 67,30 67,30 67,30 67, Зи 67,30
Емкость ковша вл.. Расстояния от дна до I 1,25 1.8 2,2 4,0 4,6 9,5 7,6*
линии центров отвер- стий для болтов . . л» 65 65 70 90 90 105 105
Расстояние между цент-
рами отверстий для болтов . . с 00 100 100 00 90 90 90
Диаметр отверстий для 11 11
болтов ....... а 9 9 9 11 11
Количество отверстий
для болтов шт. 2 2 2 3 3 4 4
Т а 6 л и ц а 78
Техническая характеристика средних и мелких ковшей
Показатели Обозначе- ния Значения показателей
1 для средних ковшей для мелких ковшей
Ширина лепты В 1 150 175 150 175
Вылет ковша 1 125 125 125 125
Ширина ковша й 135 160 135 160
Высота ковша Высота наружной кромки й 150 150 175 175
ковша . . • fh 75 75 50 50
Радиус закругления дна . . Г 40 40 53 53
Угол скоса боковых стенок в ° 12 4 4 4 4
Угол черпания в° ..... . ? 41,30 41,30 45 45
Емкость ковша вл Расстояние от дна до линии центров отверстий для бол- i 1.3 1,5 1,3 1.5
Т08 . . 4 Ла НО ПО 90 90
Диаметр отверстий для болтов Расстояние между центрами d 9 9 9 9
отверстий для болтов . . . Количество отверстий для С 80 90 80 90
болтов ..... ..... — 2 2 2 2
* На ленте шириной 800 мм ковши устанавливаются по два в одном
ряду.
411
В настоящее время ведутся научно-исследовательские работы
в Научно-исследовательском институте продовольственного машино-
строения и Одесском институте инженеров мукомольной промыш-
ленности им. И. В. Сталина по определению наиболее оптималь-
ной формы ковшей для норий различной производительности.
Приведём примерный расчёт необходимой мощности двигате-
ля и числа прокладок ленты для нории производительностью
Q = 100 т/час и высотой Н = 40 м:
270 Ki 270-0,7 ’
„ QH 40-100
К?уЬ ~~ 6-4-25 ~ '
Значение К3~ выбрано по данным, приведенным в разделе
«Основные расчётные параметры» (см. стр. 409).
412
Рис. 230a.
Устройств
скоростное
нории й
ТНС-100
'(///S//S SS г '-<___i--
Л КОВШ К НОРИК ТНС-100
Г“ Разое^по АгБ
наклс&а
200
IV
J
\J
Геам. объем ковша - 2,16л.
Перегородка
Число ковшей наТп.м 2^5,5
413
-1100
Ю8Ш К НСРИИ ТНС-175
У пело Когтей tigln.H'l-S
Рис. 2306,
Устройство
скоростной
нории
TH С-175
414
Значения для V — скорость ленты в м/сек и±б— ширина ленты
в сантиметрах взяты по данным, приведенным в табл. 76 для ско-
ростных норий.
Рис. 231. Форма' приме ня i-чых ковшей для норий
3. Ленточные транспортёры
Классификация ленточных транспортёров
Приводим классификацию основных типов ленточных транспор-
тёров, применяемых на предприятиях мукомольно-крупяной про-
мышленности и эле ваторно-складского хозяйства (см. стр. 416).
Устройство ленточных транспортёров
Ленточный транспортёр (рис. 232а, см. стр. 416) представляет
собой транспортирующее устройство непрерывного действия. Несу-
щим и тяговым органом ленточного транспортёра является гибкая
бесконечная лента 7, движущаяся по роликам 2 или по гладкому
пастилу и огибающая круглые барабаны. Обозначения всех частей
транспортёра даны на рис. 232а.
Скорость движения лент в ленточных транспортёрах выбирается
и зависимости от свойств транспортируемого материала, ширины
лент и угла наклона их к горизонту.
415
Ленточные гранспортёры
В табл. 78 (см. стр. 411) и 79 приведены принятые на прак-
тике скорости лент для перемещения различных продуктов.' Пре-
дельный угол наклона транспортёра для зерновых продуктов со-
ставляет 22°, для мешков—25%. Скорость лент при указанных
углах наклона снижают на 15—20%.
Таблица 79
Скорость движения ленты транспортёра
Перемещаемый продукт
Скорость ленты в м'сек
Пшеница, рожь, кукуруза, ячмень.........
Подсолнечное семя................. . . .
Овес....................................
Отруби............................ . . . ,
Мельничные отходы ......................
Кукуруза в початках.....................
Мешки с мукой ..... ....................
2,5—4,5
3,0—3,5
2,5—3,5
1,5—2,0
1.5—2,0
1,5—2,0
1,5—2,0
В целях унификации приводных механизмов ленточных транспор-
тёров, применяемых на элеваторах, мельницах и крупозаводах^ при-
няты следующие скорости для лент в зависимости от их ширины
(табл. 80):
416
Рис. 232а. Схема устройства ленточного транспортера:
/—лента; 2— ролики для рабочей части ленты; 3—станина; 4—ролики для холостой части
ленты; 5—приводная станция; 6—огибающий барабан; 7—натяжная станция; 8— питающий
башмак; Р—сбрасывающая коробка; /О—передвижная разгрузочная тележка; 71 — стойки
станины транспортера
Рис. 2326. Построение кривой провеса ленты
Таблица 80
Скорости для лент в зависимости от их ширины
Ширина ленты в мм Скорость движения ленты в м/сек . . 400 3,0 500 3,5 600 3,5 750 4,5 000 4,5
Основные расчётные параметры
1. Производительность транспортёров с лентами плоской и же-
лобчатой формы для перемещения зерна и продуктов его переработки
можно определить по следующей формуле:
Q = 150В2 0 7 m/час для плоской ленты;
Q — 230 В2 ml час для желобчатой ленты,
где В—ширина ленты в м;
v—скорость движения ленты в м/сек;
Y—вес 1 м3 продукта в т.
2. Потребная мощность двигателя для приведения ленточного
транспортёра в движение может быть определена путём деталь-
ного расчёта в определённой последовательности отдельных сопро-
тивлений транспортёра или приближенно по следующей формуле:
tt = [7V1 + N2 + 7V3 + jVj А ,
i\
где N± — мощность, необходимая для преодоления сопротивления
холостого хода транспортёра;
Л'2—мощность, необходимая для перемещения материала по
горизонтали;
Л'з — мощность для подъёма материала;
Nt — мощность для преодоления сопротивления разгрузочной
тележки;
К — к. п. д. приводного устройства транспортёра.
а) Мощность для преодоления холостого хода пропорциональна
весу движущихся частей транспортёра, скорости ленты и коэфи-
циенту сопротивления при холостом ходе:
= -У* ‘L л.с.,
I tJ
где q0 — суммарный ве,с движущихся частей на загруженной и
холостой ьетвях ленты, приходящийся на 1 пог. м транс-
портёра. Сюда входят: вес вращающихся частей роликов
под гружёной ветвью ленты, вес вращающихся частей
роликов под холостой ветвью и вес двух метров ленты;
L—длина транспортёра в м;
о — скорость движения ленты в м/сек.
U\.— коэфициент сопротивления при холостом ходе.
Если введем обозначение.:
=*С, то N^ = CLu л.с.
418
б) Мощность, необходимая для перемещения материала по го-
ризонтали, пропорциональна весу материала на ленте, скорости
движения ленты и коэфициенту сопротивления:
WM qLv
ЛГ3 = —л-с,
75
где q— вес материала на 1 пог. м ленты в кг;
fl,. Q1OOQ- <2 к,.
у_3600о 3,6 р ’
Подставляя в предыдущее уравнение значение q, получим:
Mt».
2 75-3,6u = 270
в) Мощность, необходимая для подъёма материала:
oLsinao
75ЛС”
где а — угол наклона ленты;
L sin а = Н “ высота подъёма.
Таким образом:
„ . QHo . QH
N:> “ — 3,6 ц 75 ~ -270ЛХ'
(знак плюс относится к подъёму материала, знак минус—к опу-
сканию материала).
г) Мощность, необходимая для преодоления сопротивления раз-
грузочной тележки, определяется, исходя из следующих соображе-
ний. Работа затрачивается: 1) на подъём материала на высоту верх-
него барабана; 2) на преодоление сил вредного сопротивления на ба-
рабанах вследствие жёсткости ленты и трения в цапфах валов бара-
банов.
Работа, затрачиваемая на преодоление сопротивления разгру-
зочной тележки, зависит: а) от конструкции тележки; б) от ширины
ленты и производительности транспортёра; в) от длины пути пере-
мещения тележки. Ниже приведены значения для мощностей, не-
обходимых для перемещения разгрузочных тележек, полученные
расчётным путём
д) Таким образом, для определения необходимой мощности дви-
гателя ленточного транспортёра можно пользоваться следующей
формулой:
N-CL»+'^ *Н N Ле
N-LLV + 2?0 +,ад-^-П,Л.С.
3. Значения коэфициентов, входящих ib последнюю формулу,
можно определить, учитывая конструкции отдельных деталей транс-
портёров, следующим образом:
75 *
419
W
x Dp1’
где dij — диаметр цапфы ролика; при шарикоподшипниках вместо (1Ц
принимают диаметр средней окружности расположения
шариков;
/ — коэфициент трения в цапфах с учётом сопротивленцу
жесткости при изгибе ленты на роликах / = /г + /г;
/j—коэфициент трения в цапфах при подшипниках каче-s
ния = 0,02;
/2^ коэфициент, учитывающий сопротивление жесткости ленты
равен 0,1; следовательно / = 0,02 + 0,10 = 0,12;
Dp — наружный диаметр ролика. Обычно
А _ L
Dp ~ 4
Таким образом, коэфициент сопротивления при роликах на
подшипниках качения будет равен:
Wx = -*-• 0,12 = 0,03.
4
При подшипниках скользящего трения с жировой смазкой полум
чим следующее значение коэфициента:
d,L = А аq [эд.
DP 130 и' ’
/1=0,25; /а = 0,1.
Таблица 81
Вес движущихся частей транспортера на 1 пог. м длины его
Наименования частей Для подтип- ников сколь- жения Для подшипников ха чей нл
ширина ленты в 24
500 600 600 600 750 , 900
Вес ленты на 1 пог. м длины транс-
портЕра (вес двухметровой ленты)
в яг , 4,5 5,4 4,5 5,4 9,0 10, в
Вес вращающихся частей одного пря-
мого ролика в кг ......... 7,8 8,5 15,0 15,5 20,5. 26,5
Вес вращающихся частей прямых ро-
ликов на 1 пог. м холостой ветви
транспортёра (при расстоянии меж-
ду роликами 3,5 м) в кг 2,2 2,4 4,3 4,4 5,8 7,5
Вес вращающихся частей одной ро-
ли ков ой опоры для рабочей ветви
ленты в кг 10,5 11,6 16,9 18,5 26,3 30,0
Вес вращающихся частей роликовых
опор на 1 пог. м рабочей ветви
транспортёра (при расстоянии меж- 17,1
ду роликами == 1,75 м) в кг ... . 6,0 6,7 9,7 10,8 15,2
Общий вес движущихся частей на
1 пог. м длины транспортёра в кг
(пункты 1,3,5) ....... . . . . 12,7 14,5 18,5 20,6 30,0 35,4
420
Тогда
Wx = 0,155 [0,25 + 0,10] = 0,054.
Учитывая возможные дефекты смазки, можно принять для под-
шипников скольжения:
= о,О6.
Таким образ 0,4, при установке роликов на подшипниках каче-
ния коэфициент сопротивления уменьшается в два раза.
Величины q0— суммарный вес движущихся частей транспортёра,
приходящийся на 1 пог, м транспортёра, приведены в табл. 81.
В табл. 82 приведены значения для коэфициента С на основании
полученных значений для IV и qe.
Таблица 82
Значения для коэфициента С
Для подшипников скольжения Для подшипников качения
ширине ленты е
500 .600 500 600 750 900
г 75 0,010 0,012 0,0074 0,0083 0,0124 0,0142
В табл. 83 приведены необходимые мощности для преодолении
сопротивлений холостого хода транспортёров (N1=C£n), применяе-
мых на предприятиях элеваторно-складского хозяйства и мукомольно-
крупяной промышленности.
Таблица 83
Мощности двигателя, необходимые для преодоления сопротивления
холостого хода транспортёра
Ширина ленты в мм 500 600 600 750 750 900 900
Длина транспортёра п м . . 125 125 200 125 200 125 200
Мощность JVX при подшипни- ках качения в л. с 3,25 3,63 5,8 7,0 11,2 8,1 12,8
Мощность при подшипни- ках скольжения л. с. . . . 4,4 5,3 —- — — — —
При определении значения для коэфициента WM необходимо
учесть, что при гружёной ленте энергия затрачивается (добавочно
к расходу энергии на холостой ход) на: а) вращение роликовых опор
под нагрузкой; б) подъём зерна при поступлении ленты на ролик,
в связи с прогибом ленты между роликами.
Значение коэфициента Wjh будет всегда в ленточных транспор-
тёрах больше коэфициента Wx.
На основании расчётных и опытных данных можно принять для
определения N2‘
IVjh = 0,05 — при роликах с подшипниками качения;
= 0,07 — при роликах с подшипниками скольжения.
421
В табл, 84 приведены значения Лг3 = Для нормальных
транспортёров при подшипниках качения и скольжения в л,с.
Таблица 84
Мощности при подшипниках качения н скольжения
Ширина ленты в мм БОО 600 600 150 750 900 900
Длина транспортёра в jh . . Мощность ZVE при подшипни- ках качения Мощность Nj при подшипни- ках скольжении В табл. 85 приведены з> преодоления сопротивлени на элеваторах, мельницах г более дальнего перемещен! Мощность для преодоле 125 1,9 2,8 1ачени й раз круп 1я тел ния ест 125 3,5 5,3 я для !Гру301 эзавод ежки I роти ВТ 200 5,6 8,5 мощно шых эх, с у по дл 1СНИЯ р 125 8,0 12,0 стей, тел еже чётом ине tj аэгрузт 200 12,8 19,0 иеобх( Ж, П] В03М0) >анспо Tai чных 125; 11,5 16,0 )ДИМЬЕ оимен) КН OCTI ртёра. 5 л и ц ; гележе 200 18,0 25,0 < ДЛЯ эем! . 1 паи 1 85 к
Ширину ленты в мм 500 600 600 750 750 900 900
Длина транспортёра в м . . Мощность TV4 в л. с 125 1,1 125 200 2.2 125 3,7 200 4.9 125 5,2 200 6,8
Таким образом, при помощи табл. 81—85 легко можно определить
потребную мощность двигателя для транспортёров разной -длины
и производительности.
4, Для расчёта транспортёрной ленты необходимо знать наиболь-
шее натяжение, которому подвержена лента. Наибольшее натяжение
определяется по уравнению:
S'max Р । К2,
где Р—тяговое усилие на окружности барабана;
е — основание натуральных логарифмов;
а— угол обхвата лентой приводного барабана в радианах;
/ — коэфициент трения ленты по барабану.
Тяговое усилие определяется из уравнения:
Число прокладок транспортёрной ленты определяется следую-
щим образом:
г-, Sjnax
ь=вк7’
где В — ширина ленты в см;
422
К—допустимая нагрузка 1 пой, см прокладки ленты, равная
6—7 кг.
При а = 180° и коэфициенте трения резиновой ленты по чугун-
ному барабану /=0,3:
Smax = 1,65 Р Кг.
Таким образом, число прокладок транспортёрной ленты, например
при угле обхвата в 180°, можно определить следующим образом:
Smax 165 -Р 1,65- 75 W 125 N
В-КР"ВКР V-BKP v-B-Kp‘
5. Вес одного метра резиновой ленты можно определить по
следующей формуле:
§ =В[1,25Е+1,4с] • Г'о-
где Е— число прокладок ленты;
6—толщина резиновых обкладок с обеих сторон ленты в мм.
6. Кривая провеса ленты представляет собой параболу, которая
строится по следующему уравнению (см. рис. 2326 на стр. 417):
где S — натяжение ленты на криволинейной части в кг.
q— вес материала на одном погонном метре длины транспортёра.
(?л—-вес одного погонного метра ленты.
Зная значения для q. qa и определяем абсциссу х при у = 0,
которую откладываем от точки О. Таким образом, получаем точку А.
Определив значение ординаты у при х — 0, откладываем её по верти-
кали и получаем точку Б. Между точками А и Б строим параболу.
С достаточной для практических целей точностью можно кривую по-
строить следующим образом. Разделим ОА и ОБ на одинаковое
число частей. Соединим точку А со всеми точками деления 7', 2', 3',
4', 5‘ и точку Б с точками 7, 2, 3, 4,5.
В табл. 86 приведены основные параметры транспортёров, приме-
няемых на элеваторах, мельницах и крупозаводах.
Таблица 86
Основные параметры транспортёров
Показатели Единицы измерений Значения показателей
Ширина ленты в . . ММ 500 600 600 750 750 SOO 900
Длина транспортёра Л1 125 125 200 125 200 125 200
Скорость ленты V . т/сек 3,5 3,5 3,5 4,5 4,5 4,5 4,5
Число прокладок ленты Е ..... ШТ. 3 3 3 4 4 4 4
Производительность транспортёра Q для зерна объемным весом 750 кг/м’ , , т/час 100 175 175 350 350 500 500
423
На пересечении отрезков Б—1 с А—5, Б—2 с А—4, Б—3 с А—3,
Б—2 с А—4 и Б—5 с А—7 получаем точки В. Соединив точки
пересечения В, как указано на рисунке, получим с достаточным
приближением кривую провеса ленты.
Техническая характеристика ленточных транспортеров
Рис, 233. Приводная станция с клино-
ремепной передачей
На рис, 233 показана приводная станция с клиноременной переда-
чей, а в табл, 87 дана техническая характеристика этой станции.
-На рис. 234 (см. стр. 427) показана натяжная станция, а в табл. 88
(см. стр. 426) дана техническая характеристика таких станций.
На рис. 235а дана конструкция современных самоходных разгру-
зочных тележек для ленточных транспортёров. Она состоит из еле-;
дующих частей:
а) Рамы 7, на которой уста-
навливаются все детали тележ1
ки; рама опирается на четыре
ходовых колеса 2.
б) Барабанов 3 и 4, вокруг
которых проходит лента 5. Валы
барабанов вращаются в шари-
коподшипниках 6, прикреплён-
ных к раме. Параллельность
осей барабанов устанавливается
при помощи болтов 7.
в) Механизма для передачи
движения тележек от транспорт,
тёрной ленты. Основными дета-
лями этого механизма являются
кулиса 8, вращающаяся вокруг
оси 9; два барабана 10 и 11, оси
которых закреплены R кулисе;
две малые шестерни 72, закреп-
ленные на осях барабанов 10 и
77; большая шестерня 14и цеп-
ная звёздочка 15, вращающиеся
вокруг оси 9; сектор червячного колеса 16, жёстко соединённый с ку-
лисой 5; червяк 77, приводящийся в движение от маховичка 18 по-
средством цепной передачи 79. Таким образом, при вращении махо-
вичка 18 кулиса 8 поворачивается по часовой стрелке либо против
неё и прижимает барабан 10 или 77 к ленте.
При вращении барабана 10 или 11 соответствующая шестерня
72 передает вращение большой шестерне 74, а через звёздочку 15,
цепь 19 и звёздочку 20—также ходовому колесу 2.
Нетрудно убедиться, что при вращении барабана 10 тележка будет
перемещаться влево, т. е. против хода ленты, а при вращении бара-
бана 11 тележка будет перемещаться вправо, т. е. по ходу ленты.
г) Тормоза 27 для торможения колёс 2: при установке тележки Н
месте. При повороте кулисы 8 и включении барабанов 10 или 11
к ленте 5 тормозной рычаг 22 поворачивается тягами 23 или 24 влкруГ
424
Таблица 87
Техническая характеристика приводной станции
Параметры Условные пИмначе- 1!И Я ТАА-500 ТАА-600 ТАА-750 тдА-аоо ТАБ-750 ТАБ-900
Ширина ленты в мм .... А 500 600 750 900 750 900
Скорость ленты в м/сек . . — 3,5 3,5 4,5 4,5 4,5 4,5
Производительность для зер- 100 175
на весом 750 ке/мл в гп/час — 350 500 350 500
Длина транспортера в м . . — 125 125 125 125 200 200
Мощность приводной станции 0,3
В Л.С -— 14 28 40 40 55
Число оборотов барабана в 130 130
минуту — 177 177 177 177
Число оборотов моторов в 730 730
минуту — 980 980 980 980
Ширина барабана в мм . . . Б 600 700 850 1000 850 1000
Расстояние между центрами 820 920 1200
подшипников в мм .... В 1080 1080 1270
Ширина приводной станции 1123 1243
В ММ . ► * Г 1443 1670 1460 1695
Расстояние от середины бара- бана до середины шкива
в мм д 585 645 740 855 740 865
Размер от середины барабана 665 730 970
до конца вала в мм . . * Е 845 855 990
Шкив большой, диаметр в мм Ж 1250 1250 1250 1250 1250 1250
Шкив малый, диаметр в мм . 3 225 225 225 225 225 225
Ширина обода шкива в мм и 65 90 144 200 200 258
Тип сечения ремня трапсцои-
дальний — В В В В В В
Количество ремней 2 3 5 7 7 9
Стандартная длина ремня 6750 6750
В ... — 6750 6750 6750 6750
Расстояние от оси вала мото-
ра до оси шкива в мм . . к 2150 2150 2150. 2150 2150 2150
Высота корпуса подшипника 90 100
ВО л ПО 125 125 140
Длина корпуса подшипника в мм м 260 290 / 330 370 370 410
Расстояние между центрами 200 230
болтов в мм н 260 290 290 320
Диаметр болтов в мм . , . 16 16 20 20 20 22
Высота плиты под подшип- ник в лш 0 40 40 45 45 45 55
Длина плиты в мм п 450 510 570 600 600 640
Ширина плиты в лем .... с 95 105 115 130 130 140
Расстояние между центрами 380
болтов в плите в мм . . . р 430 480 500 500 530
Диаметр фундаментных бол- 20
тов в мм . * . . dz 20 22 24 24 24
Вес приводной станции в кг — 207 266 415 552 545 666
425
Таблица 88
Техническая характеристика натяжных станций
Параметры Условные обозначе- ния ТБГ-500 ТБ Г-600 ТБ Г-7 50 твг-еоо
Ширина ленты в мМ .... А 500 600 750 900
Ширина барабана в мм . . . Б 600 700 850 1000
Расстояние между центрами подшипников в Л£Л< .... В 820 920 1080 1270
Ширина натяжной станции в о Г 1040 1140 1300 1490
Длина натяжной станции В ЛМ£ . . . _ д 1650 1650 2000 2000
Расстояние от середины ба- рабана до середины блока в мм ........... Е 564 614 695 790
У ровень ленты в мм .... Ж 275 290 300 310
Диаметр канатного блока в мм 3 250 250 250 250
Ход натяжения максималь- ный в мм и 800 800 1200 1200
Расстояние между фундамент- ными опорами в мм . . \ к 775 775 950 950
Диаметр фундаментных бол- тов в м м — 12 12 12 12
Количество болтов в шт. . . — 12 12 12 12
Количество грузов в шт. . . — 3 4 6 8
Вес грузов в кг — 75 100 150 200
Трос, диаметром в мм . . . ъ 6 8 8 10
Вес натяжной станции с гру- зом в кг ......... — 360 440 610 770
426
оси 25, вследствие чего тормоз автоматически выключается. При
выключении барабанов 10 или 77 от ленты 5 тормоз прижимается к
ходовому колесу посредством груза 26.
д) Сбрасывающей коробки 27 с клапанами 28 для направления зерна
по обе стороны транспортёра. Управление клапанов производится
маховичком 29 через цепную передачу 30.
е) Двух передвижных патрубков 31, которые устанавливаются
над соответствующими люками силоса.
МонтаЖ по месту, но
не менее 650 мм
Рис. 234. Натяжная станция
ж) Площадки 32, на которую становится рабочий для управления
клапанами или перемещения тележки.
Зерно с ленты 5 благодаря действию центробежной силы сбрасы-
вается с барабана 3, попадает в коробку 27 и через патрубок 31 —
в соответствующий силос.
На рис. 2356 (см. стр. 430) показан общий вид самоходной раз-
грузочной тележки, а в табл. 89 дана техническая характеристика её.
На рис. 236а представлен общий вид роликовой опоры марки ТРЛ,
а на рис. 236 б—марки. ТРВ для рабочей части ленточных транс-
портёров. В табл. 90 дана техническая характеристика этих роли-
ковых опор.
427
Таблица 89
Техническая характеристика самоходных разгрузочных тележек
Параметры । Единицы измерения ТГА-КОО ТГА-600 ТГА-750 ТГА-еоо
Ширина ленты МЛС 500 600 750 900
Скорость перемещения тележ- ки по ходу лепты: при скорости ленты в 3,5 м[сек л/сек 0,38 0,38
при скорости ленты в 4,5-и/еек . - - * 0,50 0,50
Скорость перемещения тележ- ки против хода ленты: при скорости ленты в 3,5 м/сек м!сек 0,48 0,48
при скорости ленты в 4,5 м/с£к » — —- 0,65 0,65
Мощность для перемещения тележки1 Л. £< 1, 1 2,2 4,9 - 6,8
А . мм 910 1010 1328 1450
Б 625 675 750 825
В )> 983 1033 1108 1183
Г » 1608 1708 1858 2008
д 1258 1258 1970 1970
Е 1728 1728 2635 2635
Ж » 2610 2610 3870 3985
3 )) 172 172 250 250
к 0 1400 1400 2100 2100
л >> 700 800 950 1100
Вес кг 855 885 1780 1835
Таблица 90
Техническая характеристика роликовых опор для рабочей части
ленточных транспортёров
Параметры Условные обозначе- ния ТР Л-500 ТРЛ-ВОО ТРВ-750 ТР В-900
Ширина ленты в мм .... А 500 600 750 900
Длина горизонтальной части ролика в мм Б 180 280 400 500
Расстояние между центрами болтов в стойках в мм . . В 255 355 468 618
Габаритная длина ролика В ММ Г 625 . 725 860 1010
Длина стальной планки в мм Д 880 980 1142 1292.
Ширина станины в мм . . . Е 910 1010 1160 1310
На рис. 236в представлен общий вид роликовой опоры ТРП
для холостой части ленточных транспортёров, а в табл. 91 дана
техническая характеристика этих роликов.
1 См. рис. 2356.
428
Приведем примерный расчёт ленточного транспортёра. Предпо-
ложим, надо определить ширину и число прокладок ленты, а также
потребную мощность двигателя для горизонтального ленточного тран-
спортёра с разгрузочной тележкой и с подшипниками качения про-
изводительностью 100 т/час, длиной 80 м.
]. Согласно табл. 86 выбираем ширину ленты равной 500 мм при
скорости 3,5 м/сек.
429
Рис. 2356. Общий вид разгрузочной тележки марки ТГА
Таблица 91
Техническая характеристика роликов для холостой части ленточных
Транспортёров
Параметры Условные обозначе- ния ТРП-500 ТРП-600 ТР П-750 | ТРП-900
Ширина ленты в мм .... А 500 600 750 900
Длина ролика в мм .... Расстояние между центрами Б 550 650 800 950
болтов в стойках в мм . . Габаритная длина ролика В 694 794 944 1094
в мм Г 770 870 1020 1170
Длина стальной планки в мм д 880 980 1 ИЗО 128'0
Ширина станины в мм . . . Е 910 1010 1160 1310
Вес в кг . . — 21 22.7 ( 28,5 35,4
Рис. 23ба. Общий
вид роликовой
опоры маркиТРЛ
430
Рис. 2366. Общий вид роликовой опоры марки ТРВ.
Рис. 236в. Общий вид ролика марки ТРП.
2.
гх.
Nt = CLV
Согласно табл. 82 0,0074. Следовательно
= 0,0074'80’3,5 = 2,07 л.с.
д. _ WMQL __ 0,05 -100 - 80
2 270 270
|1,5 Л.С.;
431
Na— для горизонтального транспортёра практически равно нулю;
Л’4— из табл. 85 можно принять равным 1,0 л.с.
N = (2,07 + 1,5 + 1,0)- ='5л.с.
О. У
3 F__ 125 N 125-5
и.Н-Кр =3,5-5О-б_< Ь
Принимаем минимальную толщину изготовляемой ленты в две
прокладки, что также необходимо для соединения концов её по
длине.
4. Винтовые транспортёры
Классификация винтовых транспортёров
Устройство винтовых транспортеров
Горизонтальный одновинтовой транспортёр (рис. 237а) состоит
из неподвижного желоба, в котором вращается винт, сообщающий
материалу поступательное движение. Обозначения всех деталей тдрнс*
432
Рис. 237а- Устройство одновинтового горизонтального транспортёра
1 жолоб; 2-крышка; 3— вал; 4—винт; 5—торцевая стенка; б-приёмный патрубок; 7 и S— выпускной патрубок; Р—предохранительный
клапан; 10 —приводной механизм
Рис. 2376. Направление вращения винта и перемещения продуктов
портера даны на рисунке. Винт может иметь правый или левый xoffl
Под правым ходом понимают винт, который вращается по часовой
стрелке, если смотреть со стороны выпускного отверстия на прибли!
жающийся материал; под левым ходом понимают винт, который при
Рис. 238. Устройство вертикального винтового транспортёра:
7—нижняя опора трубы; 2 —труба; 3—верхняя опора шнека; 4 — винт,- 5—отверстие для
подачи продукта; 6 — выпуск продукта; 7 — приводной механизм; 8—цепная передача и|
питающий горизонтальный шиеК
аналогичном наблюдении вращается против часовой стрелки. Hi
рис. 2376 показано направление вращения и перемещения продук-
та; место наблюдателя обозначено буквой О.
На рис.238 изображена конструкция вертикального винтового
транспортёра. Продукт подаётся в нижнюю часть транспортёра го-
ризонтальным винтом, а затем при помощи вертикального винта
транспортируется вверх. Приводной механизм вертикального винта
расположен внизу. Винт опирается в верхней части на шариковый
434
подпятник, который через наружную трубу передаёт осевое давление
на нижний постамент машины.
fc
г.
5
i.
1
-
i.
l.
J
П
Рис. 239. Устройство двухвинтового транспортёра
Такие транспортёры весьма удобны для перемещения тонкораз-
молотых материалов, так как рабочий орган можно заключить в пыле-
непроницаемую оболочку. Кроме то-
го, эти транспортёры занимают очень
мало места и не требуют специаль-
ного наблюдения в процессе эксплоа-
тации. Обозначения основных дета-
лей даны на рисунке.
На рис. 239 показан двухвинтовой
транспортёр. Рабочим органом явля-
ются два параллельных винта 7, вра-
щающиеся в разные стороны и при-
водимые в движение от одного элек-
тромотора 2 посредством редуктора 3.
Мотор, редуктор и основные опоры 4
винтов помещены на общей тележ-
ке 5, которая может легко переме-
щаться по складу.
Груз укладывается на вращаю-
щиеся винты и передвигается вдоль
них по аналогии с гайкой, надетой
на винт и удерживаемой от возмож-
ности вращения.
Винты изготовляют из труб диа-
метром 80—120 мм с приваренным с
наружной стороны витком из круглой
стали диаметром 6 и 10 ~мм. Шаг вит-
ка равен 0,8— 1,2 наружных диа-
метров винтов. Скорость перемещения
грузов составляет около 0,4 м1сек.
Для транспортирования лёгких
грузов в мягкой упаковке берется
большой шаг, а для тяжёлых грузов
и твердой упаковки — меньший шаг.
Отдельные части винтов соединя-
ются по длине пространственными
шарнирами, благодаря чему можно
получить ломаную траекторию пути
перемещения грузов как в вертикаль-
ном, так и в горизонтальном направ-
лениях.
Последнее обстоятельство даёт
возможность применять эти транс-
портёры для транспортирования гру-
зов под углом в 10—15° и укладки их в штабели. Максимальный угол
подъёма одной секции для мешков с мукой составляет 6°. Преимуще-
ство этих транспортёров заключается в портативности всего ме-
ханизма и гибкости сочленения отдельных частей рабочего органа.
435
436
Ж
Рис.240. Устройство винтового транспортера без внутренних подшипников
Схема шне^а
Pevt/ше ла /18
Н—•МО—Н
— jW
/Ж7
Недостатком его является возможная изнашиваемость тары вслед-
ствие трения между винтовой поверхностью и грузом. В отдельных
случаях применяют подкладные площадки из досок, на которые
укладывается груз, воспринимающие трение винтовой поверхности.
На рис. 240 показана конструкция винтового транспортёра без
внутренних подшипников. Часть шнека 1 приварена к цилиндру 2,
который вращается в подшипнике 3. Герметичность создаётся уплот-
няющими кольцами
Достоинство этих транспортёров заключается в том, что коэфициент
заполнения их может быть увеличен по сравнению с обычными маши-
нами в 2—3 раза. Следовательно, производительность винтовых транс-
портёров без внутренних подшипников можно также увеличить
в 2—3 раза.
Первый образец такой машины проходит производственные испы-
тания. j
Основные расчётные параметры
1. Производительность винтовых транспортёров определяется по
следующей формуле:
тг W2
Q = 60 -д- tn у К т/часг
где К—коэфициент наполнения, который принимается равным 0,3
при диаметре винтов до 300 мм и 0,25 — при большем
диаметре винтов;
d — наружный диаметр винта в м;
п —число оборотов вала в минуту, принимаемое для переме-
щения зерна и продуктов его переработки равным:
30 60
П =. ---- - ;
Vd Vd
Т — вес одного кубического метра зерна в т\
t — шаг винта в м, который принимается для перемещения
зерновых материалов равным его диаметру.
2. Потребная мощность мотора для горизонтальных или наклон-
ных винтовых транспортёров определяется но следующей формуле:
N~27^[£+lP-
где L — длина шнека в м;
С — коэфициент сопротивления для зерна и продуктов его
переработки, равный 1,2—1,3;
И — высота подъема в м;
Ki—К- п. д. привода, который равен 0,9 4-0,95.
437
3. Потребная мощность мотора для вертикальных винтовых
транспортёров определяется по формуле:
N=W-
270К3'
где Н — высота подъёма в м;
Кл — к. п. д., принимаемый равным 0,5 —0,6.
4. Скорость перемещения грузов двухвинтовыми транспортёрами
составляет:
n! nrrdtgs
Р~бб^ 60
где а —угол наклона винтовой линии, принимаемый в пределах
30 — 45°;
п = 100— 150 в минуту.
В применяемых транспортёрах обычно скорость перемещения
составляет 0,5 4-0,7 м[сек,
5. Производительность двухвинтовых транспортёров определяет-
ся по формуле:
Q •» 3,6 vPjZKi mjvac,
где Pj —вес одного мешка в кг;
z—число мешков на 1 пог. м транспортёра;
/<4—коэфициент, учитывающий возможное отставание, равен
0,8 4- 0,9 для мешков.
6. Потребная мощность мотора для двухвинтовых транспортёров
определяется по следующей формуле:
где С] — коэфициент сопротивления для мешков =1,2. Значения
остальных величин последней формулы приведены выше.
На рис. 241 а и б приведено устройство винтовых транспортё-
ров, применяемых Для перемещения зерна, а в табл. 92 (см. стр. 440)
дана техническая характеристика винтовых транспортёров.
5. Транспортёры с погруженными скребками
Устройство транспортёров
Основным рабочим органом транспортёра с погружёнными скреб-
ками (рис. 242 а и б) является бесконечная цепь 1 со скребками 2, ко-
торая при движении перемещает слой материала в гладкостенном жЛ
лобе 3. Движение этого слоя передаётся лежащим выше слоям и, та-
ким образом, образуется сплошной скользящий поток, который пе-
ремещается вместе с цепью.
Действие цепи этих транспортёров на перемещаемый продукт
основано на принципе, который может быть сформулирован следую-
щим образом: сопротивление срезыванию слоя сыпучего материала,
помещённого в гладкостенном жолобе, при достаточном давлении
438
Рис. 2416, Винтовые транспортёры
столба материала больше, чем трение материала о дно и стенки жо«
л оба.
Приводная часть транспортёра состоит из червячного редуктора 4,
соединённого с приводной звёздочкой 5. Корпус приводной станции
Таблица 92
Техническая характеристика винтовых транспортёров
.— - ООО ООО ООО ечлсч ОО О ООО ООО тою СО <*3 40 ООО СоО
MNf'i
Показатели Марки ti-rri cuii
вза aas 539 333 аза аза
ННЬ ЬЬ j- ннн Н £- Н ннн ннн
Диаметр винта в мм .... д 150 200 250 300 350 400
Нормальное число оборотов в минуту — 120 110 105 95 90 90
Длина звена желоба в мм . А 2000 2000 2000 2000 2000 2000
Расстояние между опорами 2000 2000 2000 2000 2000 2000
в мм ........ ... Б
Расстояние между подшипии- 2000 2000 2000 2000 2000
ками в мм . . ...... В 2000
Диаметр вала шнека в мм . Размеры шнека в мм: д3 40 40 200 50 200 50 50 65
Д{ 200 200 200 -200
и 175 200 225 250 275 ! 325
к 125 150 175 200 225 250
м 340 340 385 385 405 • 405
н 216 262 288 348 378 432
0 440 450 502 507 550 555
р 400 413 464 494 533 568
Вес приводного устройства
в кг:
для ТШР — 48 51 79 104 131 163
для ТШЦ 60 63 91 113 143 179
для ТШК — 65 77 103 136 159 199
Вес концевой стойки в кг . — 12 18 26 37 52 65
Вес 10 м звена в кг .... — 330 4П 521 625 730 -868
Число оборотов в минуту — 180 175 165 150 140 130
Производительность для зер- на в т]час — 6,5 15,0 25,0 40,0 60,0 80,0
440
Рис. 242а. Схема ц пного транспортера с пСРгруигёнацми скребками
устанавливается на чугунной раме. Червячный редуктор приводится
во вращение ременной передачей от электромотора. Для увеличения
поверхности охлаждения боковая поверхность и крышка редуктора
снабжены ребрами б.
Натяжная станция состоит из корпуса 7, на котором укреплены на-
правляющие 8. В последние вставлен ползун Р, представляющий собой
одно целое с подшипником 70. Натяжение осуществляется двумя вин-
Рис, 2426. Детали цепного транспортёра
тами 77. Для одновременного вращения обоих винтов последние снаб-
жены Тнестсрнями 72, которые соединены между собой паразитной
шестерней 13.
Верхняя ветвь цепи перемещается по направляющим 74, изгото-
вленным из уголков. Нижняя ветвь цепи движется по направляющей 15
из полосовой стали. Для очистки цепей от оставшихся частиц пере-
мещаемого продукта над ними устанавливается в конце транспортёра
скребок 16.
Для нормальной работы транспортёров в эксплоатации необходи-
мо обеспечить следующие условия:
а) Жолоб должен быть выполнен из стали толщиной не менее
2—3 ли с поперечным прямоугольным сечением по всей длине транс-
портёра. Продольные оси всех звеньев жолоба в собранном виде
должны находиться на одной прямой по всей длине транспортёра.
б) У приводной звёздочки следует установить деталь 77 из поло-
совой стали для направления цепи при сбегании с зубьев приводной
звёздочки 5. Деталь 77 прикрепляется распорными болтами 18 к стен-
кам жолоба. В противном случае при износе зубьев звёздочки илц
шарниров цепи будут увлекаться звёздочкой при сбегании, что
может привести к авариям.
в) Перемещение обоих подшипников натяжной станции для на,
тяжения цепи должно производиться одновременно винтовым ме-
ханизмом.
г) Весьжгранспортёр в целом следует установить на жёстком оснсн
вании.
442
Наряду с достоинствами транспортёры с погружёнными скребками
имеют также и некоторые недостатки. К ним относятся: 1) увеличен-
ный расход энергии (по сравнению с ленточными транспортёрами),
2) малая скорость движения цепи транспортёоа, вызывающая необ-
ходимость применения редуктора в приводном устройстве транспор-
тёра, 3) ограниченность длины транспортирования в одном агрегате—
50-—-60 при производительности свыше 50 т/час.
Основные расчётные параметры
1. Производительность горизонтального транспортёра с погружен-
ными скребками может быть определена по следующей формуле:
Q = 3,6 bhv у К т/час,
где b — ширина жолоба в м;
Л—высота транспортируемого слоя материала в кг (при пере-
мещении зерна, муки, отрубей высота слоя принимается
равной ширине жолоба);
v—скорость цепи в м/сек, которая выбирается для зерна =
0,3 и для муки = 0,25;
f — вес 1 л/3 транспортируемого материала в кг;
К — коэфициент, учитывающий отставание перемещаемого ма-
териала от цепей, который принимается для зерна 0,9, для
муки—0,8.
2. Потребную мощность мотора можно определить по следую-
щей опытной формуле:
N ^pQL + ^л. с.,
где L — длина горизонтальной части транспортёра в м;
//—высота подъёма груза в м;
р — потребная мощность в л. с. для перемещения одной тонны
на один метр в час.
По данным исследования этих транспортёров, проведенного
Научно-исследовательским институтом продовольственного машино-
строения:
для зерна р = 0,0042 я. с.;
для муки р = 0,005 л. с.
Техническая характеристика изготовляемой машинь следующая:
Производительность —-40—50 пг зерна в час.
Максимальная Длина—40 м.
Потребная мощность на валу приводного устройства—8 л, с.
Скорость цепи — 0,30 м/сек.
Ширина цепи (по скребкам) — 220 мм.
Вес 1 пег- м цепи —г 10,5 кг.
Вес одного звена цепи с осью — 1,68 кг.
Шаг цепи — 160 мм.
443
6. Подъёмники для мешков
На рис. 243 показано устройство подъёмника для мешков с му-
кой или зерном, на рис. 244 — конструкция] нижней головки и на
рис, 245 (см. стр. 446) — верхней головки его. Прямоугольная ме-
таллическая опора подъёмника 7, состоящая по высоте из несколь-
Рис. 243. Конструкция
валкового подъёмника
для мешков
ких звеньев, устанавливается на фундаменте под углом 8—10° к
вертикали. Верхняя часть 2 опоры прикрепляется к потолку В
верхней и нижней части опоры расположены горизонтальные валЬ 3
в подшипниках 4 с надетыми на них цепными блоками 5. Через
блоки натянуты две цепи б, состоящие из отдельных звеньев. Между
цепями через каждые 4 м по длине их укреплены валики 7 из круг*
лой стали диаметром 25 мм.
Чтобы избежать провисания цепи и предохранить ее от задев; ник
о выступающие части опор, на концы валиков надеты ролики <S, кс •
торые при движении цепи катятся по направляющим 9. Для наттке-
444
ния цепи предусмотрена возможность опускания нижнего вала с под-
шипниками и цепными блоками.
Но всей высоте подъёмника установлен деревянный жолоб, по-
верхность которого должна быть совершенно гладкой. Верхние бло-
ки приводятся во вращение от электромотора ременной передачей и
двумя парами зубчатых колёс с отношением 1 : 4. Скорость движе-
ния цепи 0,5 мкек.
Мешки в подъёмник подают следующим образом. Мешки ставят
на приёмный стол и опирают о деревянный жолоб. При движении
цепи валик, пройдя через прорезь в приёмном столе, подхватывает
мешок и поднимает его вверх по жолобу.
Производительность подъёмников при скорости цепей 0,5 м]сек
составляет 450 мешков в час. Мешкоподъёмники подобной конст-
рукции можно устанавливать внутри помещений и вне их,
В настоящее время для механизации трудоёмких операций по
укладке мешков в штабели в складах изготовляются мешкоподъ-
емники конструкции И. Е, Гребенника. Особенность этой машины
заключается в наличии тележки, перемещающейся по специальной
дорожке длиной 4 — 5/.(, укладываемой на верхнюю поверхность
штабеля. Поднятый подъёмником мешок разгружается с подъёмной
платформы на любой высоте в тележку, посредством которой мешок
перемещается по штабелю в требуемое место. Скорость движения
445
подъёмной платформы составляет 0,3 л/сек. Вес тележки —12 ке%
Вес переносной Дорожки—20 кг. Производительность мешкоподъём*
ника равна 150 —180 мешкам в час.
Рис, 245. Верхняя головка подъемника
для мешков
7. Винтовые спуски
Винтовой спуск представляет собой жолоб, образованный движе-
нием прямой или кривой по винтовой линии и применяется Для спуска
мешков с зерном, мукой, отрубями или другими продуктами сверху
вниз.
Винтовые спуски изготовляются из стали либо чугуна в виде'штам-
пованных или литых секций, соединённых между собой болтами и со-
бранных на одной общей, расположенной в центре стойке. На мель-
ницах и крупозаводах часто изготовляют винтовые спуски из дере
вянных досок, склеенных между собой. Винтовые спуски занимают
мало места и удобны в эксплоатации.
На риС. 246а изображена схема винтового спуска. Для перемеще-
ния мешков необходимо, чтобы радиус винтового спуска соответство-
вал следующему значению:
Так как В = 1 cos а, то получаем:
446
где т — радиус стойки винтового спуска == 0,1 м;
b — ширина мешка, равная 0,5 м\
I—длина мешка, равная 0,9 л,
а —угол наклона винтового спуска;
^—расстояние от стойки до мешка, которое берётся равным
40 — 80 мм.
Угол наклона винтового спуска должен быть больше угла трения
мешков о материал спуска. Угол трения мешков о деревянный спуск
колеблется в пределах от 15 до 17°. Угол наклона винтовой линии де-
ревянного спуска составляет 19—24°.
Рис. 246а. Схема винтового спуска
Подставляя все указанные значения в приведенную формулу,
получим, чти.-
R =0,8 — 0,9 м.
Наружный диаметр винтового спуска:
RO = R + S,
где 8—толщина наружного борта деревянного винтового спуска
0,02 — 0,025 м.
Таким образом, Ra ~ 0,82 —0,92 м.
Шаг винтового спуска может быть определен из развертки
винтовой линии:
г, = tgа или // - 2 тг/? tg а.
£. Tt Л
е 1 2
Высота борта должна бытьне меньше -= 4- -5- высоты груза, высо-
та мешка равна 0,4 — 0,5 м.
447
На рис, 2466 показаны конструкции одноходовых и двухходовых
винтовых спусков.
На рис. 247 приведена схема сил, действующих на мешок,
скользящий по прямой винтовой поверхности с бортом, где нор-
Одкс-хоЗка/й спуск /I6yx-xo3otad спус/с МЭЛЬНОС ДЭВЛСНИе ИЗ ПО-
верхность А = Q соз а;
сила трения мешка о по-
верхность Т — fQ COS а,
движущая сила B=Q sin а;
центробежная сила С
ОшЙвЗяший щшп
для мешка!
Рис. 2466. Устройство одноходового и
двухходового винтового спуска
Qu2
— g ц ; сила трения меш-
ка о борт Ts .
Рис. 247. Схема сил, дей-
ствующих на мешок
Чтобы мешок двигался
вниз с постоянной скоростью,
должно существовать нера-
венство: ’
в>т + тг.
V2
Q sin к > fQ cos а /Q ;
sin a v2
Отсюда можно определить постоянную скорость движения мешка:
v <
n 'sin а
еК\~Г
— COS а
= const.
8. Самотёчные устройства
Для перемещения зерна и различных сыпучих продуктов, получае-
мых после очистки и переработки зерна на элеваторах, мельницах
и крупозаводах, применяются трубы круглого или прямоугольнЬго
448
сечения, по которым продукты перемещаются под действием собствен-
ного веса.
К самотёчным устройствам необходимо также отнести различные
распределительные механизмы, которые устанавливаются на пути
движения продуктов для распределения их по различным направ-
влениям.
Для определения скорости дви-
жения материалов рассмотрим на-
клонную плоскость АВ с находя-
щимся на ней телом (рис. 248,а).
Как указано в главе II, для
движения тела по наклонной плос-
кости угол наклона её к горизон-
тали должен быть более угла тре-
ния. Для определения конеч-
ной ?скорости движения тела и
рассмотрим следующее уравнение,
составленное на основании закона
живой силы:
( V2 — 1>2)
Af-—g“ = GH—G cos a fS,
где v0 — начальная скорость;
S —длина пути перемещения,
И
равная •
srna
Рис. 248. Направление прямей само-
тёчной трубы для сыпучих материа-
лов (о) и направление лотков для
мешков (б)
G (о2—ио)
g 2
= GH~ Gcoss -Д-/;
sin я
уЗ_р2 = 2gff(l — etga/); у= }/A2g/7(l—ctga/)4- f’o-
Если начальная скорость равна нулю, то
v = / 2gH(l — Ctga/).
Скорость перемещения тела нарастает лишь в трубах или ист-
цах, не меняющих своего направления. При изменении направле-
ния в перегибе скорость движения падает и при угле поворота
лотка в 90° может достигнуть нуля. На рис. 248,6 показано дви-
жение тела по лотку ломаной формы. Нетрудно убедиться, что в
этом случае v = у 2g(H— !f) при начальной скорости, равной
нулю. Из этой формулы видно, что конечная скорость движения
тела по лотку ломаной формы не зависит от места перегиба.
В поперечном сечении самотёчным трубам придают форму круга,
квадрата или прямоугольника (рис. 249), причём сторона квадратно-
го сечения может быть расположена перпендикулярно или под углом
к горизонту.
Б табл. 93 приведены коэфициенты трения и углы трения зёрен
разных культур в зависимости от материала самотёка или лотка.
Как показали опыты и наблюдения, для одного и того же транс-
портируемого продукта наибольший угол наклона к горизонту необ-
449
Таблица J3
Угол трения для различных культур
Т ране портируемы й материал По стали По шероховатой доске По бетону
ксэфи- циент тре- ния угол тре- ННЯ в гра- дусах коэфи- цнент тре- ння угол тре- нии в гра- дусах коэфи- циент тре- ния угол тре- ния в гра- дусах
Пшеница и рожь . . 0,41 23 0,41 22 0,44 24
Ячмень 0,38 21 0,42 23 0,46 25
Овёс 0,41 22 0,45 24 0,47 25
Кукуруза 0,37 21 0,34 19 0,42 23
Бобы 0,37 20 0,44 24 0,44 24
Горох 0,26 15 0,29 16 0,30 17
Куколь 0,36 20 0,42 23 0,40 22
Таблица 94
Углы наклона самотёка
Культура Форма са- мотёчной трубы Углы наклона а градусах труб иа материалов Объёмный пес в кг/м*
сосны оцинко- ванной стали белой ж«сти черной Стали
Просо и 25 22 а 22 > 736
V 28 26 26 _ 1.
О — 21 21 21 /
Гречиха и 27 25 25 26 1 50&
\/ 32 31 31 —— у
о — 25 25 25 }
Овёс и 24 21 21 22 1 48S
V 26 25 24 — V
— 21 21 22 J
Ячмень U 22 21 20 6№
V 26 26 25 20 |
О — 21 20 20 J
Рис Lt 26 22 20 21 | 472
V 31 25 25 — 1
22 20 21 J
Кукуруза и 24 23 22. 24 1 тза
V 27 27 27 . .. 1 I
о -— 21 21 22 1
450
ходим для труб прямоугольной формы, а наименьший—для труб
круглой формы,
В табл, 94 приведены данные о минимальных углах наклона само-
тёка для зерна крупяных культур в зависимости от формы и материа-
ла самотёка.
Производительность самотёчных труб в значительной мере зави-
сит от их наклона. Если при угле наклона в 36° производительность
самотёчной трубы принять за единицу, то при других наклонах произ-
водительность выразится в следующем виде (табл. 95).
Таблица 95
Производительность самотёчных труб при различных углах наклона
Наклон угла в ° ......
Коэфициснт производи-
- тельности ..........
Кис. 249. Форма поперечного сечения самотёчной трубы
Таким образом, при вертикальном или крутом самотёке диаметр
самотёчных труб можно брать значительно меньше по размеру, чем
при наклонных.
Производительность самотёчных труб в значительной мере зависит
также от материала, из которого они изготовлены, т, е. от коэфициента
трения между продуктом и поверхностью трубы. Если, например,
принять производительность самотёчной трубы, изготовленной из
материала с коэфициентом трения продукта о материал трубы
/ =0,47 за единицу, то при другом материале самотёчной трубы
с коэфициентом трения /—0,36 производительность самотёка тех же
размеров составит 1,13,
Из всего вышеуказанного следует, что в целях экономии по-
требных материалов на самотёчные трубы коэфициент трения
должен быть, по возможности, меньшим, в связи с чем внутренняя
поверхность самотёчных труб должна быть гладкой, без шерохова-
тостей. По этой же причине на мельницах для мягких продуктов
изготовляют самотёк из оцинкованной стали или белой жести.
В табл, 96 приведены предельные углы наименьшего наклона само-
тёчных труб для различных продуктов переработки зерна на мель-
ницах.
45)
Таблица 96
Предельные углы наименьшего наклона самотёка_
Наименование продукта Форма се мотана Материал
дерево оцинко- ванная сталь 1 белая ! ЖССТЬ чёрная сталь
1 1 2 i 3 4 1 & 6
Зерно U V 25—28 30—35 24-27 30—34 24—27 24—27 : зо—зз | 24—27 24—28 29—33 24—27
I драньё и V 24—27 31—34 25-28 29—32 25—28 23—26 27—30 23—25 27-30 31—34 26—29
11 драньё и V 31—34 37-41 30—33 33—37 29-32 31—34 33—36 30—34 32—35 36—39 29—32
III, IV и V дранье и V 32—36 37—42 31—34 34—38 30—33 29-33 32—36 29—32 33—37 37—42 29—34
VI и VII драньё и V 34—37 40—44 32—36 35—40 31—35 31—35 34—37 31—35 34-37 39—42 31—35
Крупные крупы и V 30—34 36-39 29—31 33-36 29—30 27—31 30—32 27—30 31—34 36—39 29—32
Средние крупы □ 32—34 37—40 31—34 35-39 30—33 30—35 33—36 29—32 32—35 37—40 30—34
Мелкие крупы и V 34—38 39—43 33-36 37—41 32—35 31—35 34—40 31—35 33—37 37—40 32—36
Жёсткий дунет и V 35—39 41—44 34—37 40—43 34—37 34—37 40—43 34—37 35—37 39—42 33—36
Мягкий дунет 1 и V 36—39 1 43—47 37—40 42—45 36—39 36—39 42—47 36—39 37-40 41—44 33—36
Относы веек U У 38—41 45—48 37—40 43—46 37—39 37—40 41—44 33—40 37-40 44 *47 36—39
Крупные отруби и V 33—37 42—45 36—34 34—38 32—36 28—30 35—37 30—32 32—36 J& 42 31-34
Средние отруби и V о 32—37 41 45 32-35 35—38 32—34 29—32 34—37 29—32 33-37 38-Д41 29 ^2
452
Продолжение табл. 96
Материал
Наименование продукта Форма са- мотёка дерево оцинко- ванная сталь белая । жесть чёвная сталь
1 2 3 1 4 1 5 1 6
Мелкие отруби U V 33—38 43—46 32—35 36—39 32—35 29—32 34—37 29—32 1 34—37 39—42 31—35
Кормовая мука и 37- -40 45—49 35—37 39—42 34—37 35—37 38—41 34—37 35—37 40—43 33—36
Верхний сход размольных систем U V 37—40 44—48 36—39 41—44 35—38 35—39 40—43 35—39 36—39 42—45 34—37
Нижний сход размольных систем и V 38—41 45—49 - 37—40 41—43 37—40 36—39 40—42 36—39 37—40 41—44 36—39
Мука крупчатка LI V 38—42 41—47 36—40 39—46 36—40 35—39 39—45 34—39 34—39 38—44 34-39
Мука мягкая высших сортов и V 39—42 47—51 39—44 46—49 39—42 39—42 45—48 39—42 39—42 45—48 38—41
Мука мягкая низших сортов и V 39—43 50—57 37—41 42—45 37—41 34—38 45—49 34—38 36—40 44—47 36—40
Отходы триеров . и V 28—32 34—37 27—30 30—33 27—30 27—30 30—33 27—30 27—30 33—36 26—29
Отходы сепараторов, обоек и щёток и V 35—38 43—46 33—36 35—38 33—36 29—32 35-38 29—31 34—37 40—41 33-36
Чёрная пыль зерноочисти- тельного отделения и V 42—46 50—54 37—40 43—47 37—40 35—38 42—46 35—38 39—42 48-51 38—41
Белая пыль зерноочиститель- ного отделения и V 39—42 47—50 36—39 40—43 36- 39 31—33 38—40 31—33 36-39 43—46 33—36
453
9. Краткое заключение
Для автоматизации технологического процесса переработки зерна
и механизации трудоемких операций на мельницах и крупозаводах
применяются подъёмно-транспортные машины, главным образом не-
прерывного действия.
Для уменьшения габаритных размеров и облегчения машин раз-
работаны и внедрены новые конструкции норий и транспортёров с уве-
личенными скоростями рабочих органов.
Для дальнейшего увеличения производительности коэфициента
полезного действия и удешевления машин необходимо провести сле-
дующие основные мероприятия:
а) Увеличить скорости лент в нориях малой производительности
м превратить машины из тихоходных в скоростные. Кроме того,
провести необходимые исследования для определения оптимальной
формы ковшей.
б) Внедрить роликовые опоры в ленточных транспортёрах
с втулками, изготовленными из специального прессованного по-
рошка— воизита. Такие втулки не требуют смазки во время работы
роликовых опор. Ролики с воизитовыми втулками находятся в на-
стоящее время в производственном испытании.
в) Внедрить винтовые транспортёры без внутренних подшип*
ников, что даст возможность значительно увеличить производитель-
ность этих машин. Опытный образец такой машины находится в испы-
тании.
г) Облегчить конструкции рабочих органов цепных транспортё-
ров и улучшить технологический процесс изготовления рабочих
органов для уменьшения износа этих машин.
ГЛАВА XXii
МАШИНЫ ДЛЯ МЕХАНИЗАЦИИ ТРУДОЁМКИХ ПРОЦЕССОВ
1. Механическая лопата
Назначение и область, применения лопат
Механические лопаты применяются в настоящее время главным
образом для разгрузки вагонов с зерном или другими сыпучими ма-
териалами. Они могут быть использованы также для разгрузки скла-
дов и судов.
Общее устройство механической лопаты
На рис. 250 показана схема действия механической лопаты. Основ-
ными рабочими органами являются следующие части: а) деревянный
щит или лопата 1, посредством которой выгребают зерно из вагона,
Рис. 250. Схема действия механической лопаты (холостой хсд)
б) рабочий трос 2, один конец которого соединён с лопатой, а Другой—
наматывается на барабан лебёдки; в) два направляющих блока, из
которых один 3 вращается вокруг вертикальной оси и установлен
на подвижной опоре, а другой блок 4 смонтирован на неподвижной
опоре и служит для изменения направления троса из вертикального
в горизонтальное. Это даёт возможность расположить последний
блок так. чтобы положение и расстояние его до вагона можно было
455
регулировать в процессе разгрузки вагона, г) лебёдка 5 специаль-
ной конструкции, приводимая в движение от мотора через редуктор
или цепную передачу; лебёдка устанавливается на специальной
площадке, расположенной на высоте 2,5—3 м над платформой
приёмных ларей, куда поступает зерно из вагона.
Классификация механических лопат
Конструкция лебёдок стационарных механических лопат
г-
На мельницах и крупозаводах применяются преимущественно
стационарные механические лопаты. Лебёдка её имеет ряд конструк-
тивных особенностей (рис. 251а, бив). Она состоит из плиты. 1 с
двумя подшипниками 2 для вала 3, на котором свободно сидит бара-
бан, разделённый ребрами на три части: 4, 5 и 6. С левой стороны
конец барабана представляет собой половину сцепной зубчатой муф-
ты 7. Вторая половина зубчатой муфты 8 свободно перемещается вдоль
вала Посредством коленчатого рычага 9, имеющего ось враще-
ния 10.
Короткий конец коленчатого рычага обхватывает муфту с двух
сторон по диаметру при помощи двух стержней 11, которые свободно
входят в её кольцевую заточку. Другой конец коленчатого рычага
соединён при помощи детали 12 с тросом, проходящим через блок 13.
К концу троса подвешен груз 14. На том же конце коленчатого рычага
прикреплена серьга 15, к которой присоединена цепь 16. Последняя
наматывается на часть барабана 6 в таком же направлении, как нака-
тывается и рабочий трос на часть 4 того же барабана. С барабаной
л—5—6 вращается соединённый с ним жёстко диск 17 с зубьями 18,
Коленчатый рычаг запирается и отпирается запорным рычагом 19,
вращающимся вокруг неподвижной оси 20. На конце запорного
рычага имеется собачка 21, вращающаяся на оси 22. Собачка может
свободно подниматься только вверх. При повороте собачки вниз она
захватывает запорный рычаг 19, поворачивая его вокруг оси 20.
456
Лопата (Хамства лей/
вид ctepxy
Рис. 251а. Конструкция лебёдки механической лопаты:
7—плита; 2—подшипники; 5—вал; i—левая часть барабана, на которую наматывав тел рабочий трос; 5—Средняя Участь
барабана, на которую наматывается тонкий тросик; 6 -правая часть! барабана, на которую наматывается цепь; 7-конец
барабана, представляющий собой половину рубчатой муфты; 8—вторая половина'зубчатой муфты; £*— коленчатый рычаг;
70—ось вращения коленчатого рычага; Z7—стержни, соединяющие муфту 8 с рычагом 9; 12 — деталь, соединяющая
рычаг <? с вспомогательным тросом; 13—блок для вспомогательного троса; 7^-груз; 75—серьга; 76—цепь, наматываемая
на правую часть барабана б; J 7 —диск; 18 —зубья диска; 7 0—запорный рычаг; 20—ось поворота запорного рычага;
21—собачка запорного рычага; 22—ось поворота собачки 21; 23—тросик, наматываемый на среднюю часть барабана 5;
24— прикрепление конца тросика 23 к плите; 25—противовес на тросике 25.
/Лопата. (/mS&uuS toty
Bud cdep/y
Рис. 2516. Конструкция лебёдки механической лопаты (рабочий ход)
(Пояснения к рисунку см. на стр. 457)
На среднюю, часть 5 барабана наматывается в обратном по отно-
шению к рабочему тросу направлении тонкий тросик 23. Один конец
этого тросика прикреплён к барабану, а другой — к плите в точке 24.
К тросику подвешен на ролике противовес 25. Чтобы избежать сколь-
жения троса вдоль барабана, установлены предохранительные дуги 26.
Движение на вал передаётся от мотора через редуктор или цепную
передачу. Во время работы лебёдки вал вращается против часовой
стрелки.
Рис. 251в. Конструкция
лебёдки механической лопаты (вид спереди)
Рабочий ход лопаты. Половина зубчатой муфты 8 перемещается
вправо и сцепляется с другой частью муфты, в результате чего бара-
бан 4—5—6 включается во вращение с валом против часовой стрелки.
При этом на барабан 4 наматывается рабочий трос, который тянет
лопату с зерном изнутри к двери вагона.
Возле двери вагона лопата займет свое крайнее положение. Цепь 16
намотается полностью на барабан и притянет за собой через серьгу 15
длинный конец ко'ленчатого рычага. Короткий конец коленчатого ры-
чага отведет половину муфты 8 влево, в результате чего она выйдет из
зацепления и разъединит барабан с валом.
Холостой ход лопаты. Рабочий переносит лопату внутрь вагона.
Рабочий трос сматывается с барабана 4, который свободно вращается
на валу по часовой стрелке.
Переключение лопаты с холостого на рабочий ход. Для соединения
барабана с валом посредством зубчатой муфты 7—8 необходимо, чтобы
вал повернулся примерно на г/з оборота против часовой стрелки. До-
стигается это тем, что, после того как лопата перенесена внутрь вагона,
её опускают в зерно на 20 — 30 см ближе к двери вагона. В результате
рабочий трос оказывается не в натянутом, а в свободном состоянии,
и барабан 4—5—6 поворачивается под действием противовеса 25 про-
тив часовой стрелки примерно на х/а оборота.
При повороте диска 17 против часовой стрелки зубья его 18 при-
ходят в соприкосновение с собачкой 27, поворачивают её вместе е за-
порным рычагом 19 вокруг оси 20 и освобождают запертый им конец
коленчатого рычага.
Под действием груза 14 длинный конец коленчатого рычага оття-
гивается, а короткий передвигает половину муфты 8 вправо. Затем
весь цикл повторяется в той же последовательности.
459
В результате исследования работы механических лопат в эксплоа-
тационных условиях определены значения следующих расчётных па-
раметров.
1. Усилие, необходимое для перемещения лопаты с захваченным
зерном, составляет: при трогании с места около 450—600 кг, при уста-
новившемся движении около 200 кг.
Рис. 252. Перекидной кронштейн направляющих ротиков
Основные расчётные параметры
2. Оптимальная скорость перемещения лопаты при разгрузке
вагона составляет 0,85 м)сек.
3. Скорость перемещения лопаты вручную на холостом ходу равна
0,5 м]сек.
4. Время, необходимое для переключения лопаты с холостого на
рабочий ход, составляет 3—5 сек.
5. Продолжительность одного полного цикла действия лопаты при
разгрузке железнодорожных вагонов 20—25 сек.
6. При размере лопаты 900 х 750 мм средняя подача зерна, на
вагонов в течение одного цикла достигает почти 300 кг. Производи-
тельность одной механической лопаты при разгрузке железнодорпэд.
ных вагонов 50—60 ml час.
460
7. При работе двумя лопатами время, необходимое для разгрузки
одного железнодорожную вагона в 16,5 т зерна равно 8—10 мин.,
а вагона в 50 т — 25—30 мин.’
Основные условия нормальной работы лопат в эксплоатации
Для нормальной работы механических лопат в эксплоатации не-
обходимо, чтобы:
а) коленчатый рычаг 9 легко поворачивался на оси, перемещая
при этом половину муфты по валу в продольном направлении (см.
рис. 251); при выключенном положении кулачковой муфты и запертом
коленчатом рычаге зазор между половинами муфты 7 и 8 должен
составлять 5 мм;
б) запорный рычаг 79 легко и свободно поворачивался на своей
оси и опускался под действием собственного веса, запирая при этом
коленчатый рычаг;
в) в выключенном положении муфты 7—8 собачка 27 запорного
рычага 79 легко поднималась зубом 18 диска 77; при включённом по-
ложении муфты собачка должна свободно пропускать эти зубья;
г) вертикальный поворотный блок (рис. 250) легко вращался во-
круг горизонтальной оси, а обойма его свободно поворачивалась на
основании; зазор между боковой поверхностью блока и щекой должен
гарантировать по своим размерам невозможность застревания троса;
д) противовес 25 занимал крайнее верхнее положение в тот
момент, когда лопата окажется в наиболее отдалённом углу 50-тонного
товарного вагона;
е) барабан свободно поворачивался под действием противовеса 25;
вес груза 25 должен быть, по крайней мере, вдвое больше веса
свободно висящей части рабочего троса.
Во избежание; трения рабочего троса о вертикальные бруски
вагона направляющий поворотный блок рекомендуется установить
на перекидном кронштейне, как указано на рис. 252. Кронштейн вра-
щается вокруг вертикальной оси, и его можно установить в любом по-
ложении, в зависимости от дальности разгружаемой части вагона. По-
ложение кронштейна фиксируется специальным затвором.
Щит изготовляется из фанеры толщиной в 20 мм. Нижнюю часть
щита покрывают листовой сталью. Размеры щита: высота — 900 мм,
ширина — 750 мм. Вес щита — не более 12 кг.
Техническая характеристика стационарных механических лопат
На рис. 253 (см. стр. 462) изображена лебедка одинарной меха-
нической лопаты. Техническая характеристика лебедки:
Размер рабочей части барабана — D = 225 мм, длина между
ребордами I = 185 мм'.
Средняя часть барабана— d = 125 мм, ([ = 65 мм.
Цепная часть барабана—dt = 125 мм, /, = 165 мм.
Диаметр рабочего троса — 12 мм.
Диаметр тросика средней части барабана — 6 мм.
Число оборотов барабана при перемещении лопаты в наиболее
дальний угол вагона определяется по формуле:
461
L1000
Л“я(О+ 12)' ’
где L — наибольший путь перемещения лопаты.
Высота, на которую поднимается противовес 25, подвешенный
к тросику 23 средней пасти барабана, определяется по формуле:
7t(d 4-б)л
п 2 • 1000
Длина цепи определяется по формуле:
; = + 15)п
" 2- 1000
Рис. 253. Общий вид одинарной механической лопаты
Число оборотов вала лебёдки равно 60 — 65 в минуту.
Потребная мощность составляет 3—4 л.с.
Вес лебёдки — 400 кг.
На рис. 254 изображена спаренная механическая лопата. Тех-
ническая характеристика этой лопаты следующая:
Число рабочих щитов................. . . . 2
Размер щита............................... 900х 750 мм
Скорость щита ................ 0,85 м/сек
Тяговое усилие мотора на оба щита...... 470 кг
Потребная мощность мотора ............. б кет
Передаточное число редуктора........... 15,75
Число оборотов вала лебедки............... 61,5 об/мин.
Габаритные размеры:
Лебёдка с мотором Лебедка:
и редуктором
длина........... 3335 мм длина ...... 2190 мм
ширина .......... 875 » ширина 700 »
высота.......... 490 » высота............ 400 »
462
463
Длина пути перемещения шита и
высота подъёма противовеса
а) При большегрузных вагонах:
Максимальная длина пути перемещения шита .... 7 м
Максимальная высота подъёма противовеса....... 1,75 м
6) При малогрузных вагонах: путь щита...... 3,5 »
путь противовеса.............................. 0,9о
Вес:
мотора-редуктора ....................... 300 кг
лебёдки ..................................... 550 и
общий вес ................................... 850 »
В последние два-три года различными советскими конструкто-
рами и изобретателями разработаны и внедрены передвижные ме-
ханические лопаты для механизации трудоёмких операций р. скла-
дах. К ним, в частности, относится изготовляемая в настоящее
время механическая лопата ВНИТО мукомольной промышленности
и элеваторно-складского хозяйства,
2. Наполнительная машина
На рис. 255 показано устройство наполнительной машины, приме-
няемой для наполнения мешков. Машина состоит из горизонтального
вала 1, вращающегося в двух подшипниках верхней части станины.
На этом валу свободно сидят шкив 2 и фрикционная муфта 3. Одна
половина муфты жёстко соединена со ступицей шкива. Другая поло-
вина муфты* соединена с валом посредством шпонки так, что имеет воз-
можность перемещаться вдоль его оси, вращаясь вместе с ним. Таким
образом, если посредством рычага 4 привести обе половины фрик-
ционной муфты в соприкосновение, то вал получит вращение от
шкива.
На конце горизонтального вала имеется коническая шестерня, пе-
редающая вращение вертикальному валу 5. На валу закреплены две
винтообразные детали б, которые являются питателями и наполняют
продукт в мешки.
В нижней части машины находится платформа 7, на которой уста-
новлена разъёмная камера 8 из двух половин. В этой закрытой камере
помещается во время работы, во избежание иылевыделения, напол-
няемый мешок.
При вращении валика 10 на него наматываются цепи 9, в резуль-
тате чего платформа перемещается в вертикальном направлении. На
одном конце горизонтального валика висит противовес 12, который
всегда стремится повернуть валик 10. На другом конце имеется лен-
точный тормоз 13, действие которого зависит от груза 14. Если под-
нять этот груз, то лента на тормозе освободится, валик 10 благодаря
действию противовеса начнет вращаться и платформа с мешком
станет подниматься.
Продукт поступает в трубу 15. Рукояткой 4 включается фрикцион-
ная муфта горизонтального приводного вала, вследствие чего рабочие
органы машины начинают вращаться.
464
После перемещения груза 14 платформа вместе с мешком начнет
подниматься из нижнего в верхнее положение, а труба 16 очутится
внутри мешка. Наполненный мешок под действием силы тяжести
будет двигаться с платформой вниз. Когда платформа дойдет до ниж-
Рис. 255. Устройство наполнительной машины
него положения, рукояткой 4 выключают вращение приводного вала
и снимают из камеры наполненный мешок.
В последних конструкциях наполнительной машины для переме-
щения груза 14 предусмотрен шарнирный рычаг с рукояткой.
465
Техническая характеристика наполнительной машины приведена
в табл. 97.
Таблица ОТ
Техническая характеристика машины
Показатели Единицы из- мерении 1 Значения по карателей
Производительность в мешках шт/час. 100—150
Число оборотов приводного шкива об/мин. 150
Размеры приводного шкива мм ®10х 190
Габаритные размеры:
длина . . . . » 1725
ширина . 980
высота » 2725
Мощность мотора л. с. 5
На рис. 256 показана схема наполнительной машины с автома-
тическим взвешиванием. Машина состоит из следующих основных
узлов: питающего механизма 7 для подачи продукта в машину; шне-
ка 2 для перемещения продукта от питающего механизма к выбойному
аппарату; коробки скоростей 3 для изменения числа обортов шнека во
время наполнения мешка; коромысловых весов 4 для взвешивания
наполненной тары: встряхивающего механизма 5 для уплотнения
заполняемого мешка и счетчика для регистрации количества запол-
ненных мешков.
Посредством клапана под питающим механизмом можно отрегу-
лировать количество подаваемого продукта в машину. Шнек имеет
разные шаги витков от приёма к выходу (t =90 мм; = 125 мм;
/г = 140 мм), вследствие чего продукт несколько уплотняется перед
попаданием в выбоиную трубу.
В процесс наполнения шнек делает 115 об/мин. Одновременно с на-
полнением мешок взвешивается на коромысловых весах.
Перед окончанием наполнения мешков шнек при помощи пере-
водки 6 в коробке скоростей автоматически переключается на малую
скорость до 9 об/мин. После этого продукт начинает поступацр в
мешки тонкой сыпью.
После наполнения мешка определённого веса взвешивание прекра-
щается, выходное отверстие. 7 закрывается и шнек выключается из
действия. Одновременно мешок при помощи противовесов поднимается
вверх и попадает под действие встряхивающего механизма.
Через определенный промежуток времени аппарат останавли-
вается, и все части его приходят в первоначальное положение.
После окончания встряхивания наполненный мешок снимают.
46В
Далее процесс повторяется в указанной выше последователь-
ности.
Цйкл взвешивания мешка состоит из следующих слагаемых:
а) грубая насыпка....................И сек.
б) тонкая насыпка 5»
в) встряхивание ....................10 »
г) подвеска мешка н включение аппа-
рата ............................... 5 »
д> съём мешка ...................... 5 о
Рис. 256. Наполнительная машина с автоматическим взвешиванием
Таким образом, в час можно наполнить 100 мешков.
3. Набивочная машина
На рис. 257 (см. стр. 468) показана конструкция набивочной
машины для уплотнения мешков с продуктом в процессе упаковки.
Машина состоит из клёпаного станка 1, к верхней части которого
прикреплён приёмный подвижной патрубок 2 с находящимся внутри
клапаном для подачи продукта из бункера в мешок.
Под приёмным патрубком расположены ударники 3, которые при
помощи рычажной системы 4—5 совершают качательные движения
вокруг оси б. Ударники приводятся в движение от кривошипного ме-
ханизма, смонтированного в средней части станины.
467
Вид по стрелке#
Рис. 257. УстроЙствсГчабивочний машины''для мешков
Вал кривошипного механизма получает вращение от трансмиссии
через пару конических шестерён, находящихся в закрытом кожухе 7.
Во время работы машины наполняемый мешок подвешивают зажимным
ремнём к приёмному патрубку, располагая его между ударниками.
В работу машина включается вручную маховичком 8, при враще-
нии которого поворачивается и клапан внутри приёмного патрубка,
а ремень одновременно переводится с холостого на рабочий шкив.
В табл. 98 приведена техническая характеристика набивочной ма-
шины.
Таблица 98
Техническая характеристика машины
Показатели Единицы измерений Значения показателей
Количество наполняемых мешков;
при наполнении 100 кг час 100
» « 75 » . » 125
Число оборотов приводного вала Размеры приводного шкива: об; мин. 150
диаметр . лм: 320
ширина Габаритные размеры: 85
длина 1200
ширина » 940
высота » 1310
Потребная мощность л, с. 1,5
Вес машины кг 350
4. Зашивочная машина
На рис. 258 (см. стр. 470) показан общий вид зашивочной маши-
ны. Она состоит из ленточного транспортёра 1 для подачи напол-
ненных мешков, рабочей головки швейной машины 2 и механизма
Для вращения и регулирования действия рабочих органов.
От мотора к рабочим органам движение передается ременным, чер-
вячным и цепным приводами 3. На вертикальном валу 4, разделённом
по высоте на две части, имеются два фрикционных механизма 5 и 6,
при помощи которых сочетается работа ленточного транспортёра и за-
шивочной головки. Действие машины регулируется педалью 7, ко-
торая может занимать три положения, в зависимости от которых вклю-
чаются отдельные рабочие органы машины:
а) когда педаль находится в верхнем положении, оба фрикциона
выключаются и электромотор работает вхолостую;
б) при среднем положении педали включается нижний фрикцион-
ный механизм и передает движение ленточному транспортёру;
в) при нижнем положении педали включаются оба фрикционных
механизма и начинают работать зашивочная машина и ленточный
транспортёр.
469
Рис. 258, Устройство зашивочной машины
Техническая характеристика зашивочной машины приведена
в табл. 99.
Таблица 99
Техническая характеристика машины
Показатели Единицы измерений Значения
Высота зашиваемых мешков лиг 700—1170
Мощность электромотора • л. с. 1.5
Число оборотов электромотора об/мин. 950
Скорость ленты м]сек 0,08
Ширина ленты ММ 400
Вес машины кг 850
Габаритные размеры:
длина мм 4575
ширина » 1608
высота и 1910
Машина пригодна для зашивки мешков из ткани или б /маги в не-
сколько слоёв.
5. Краткое заключение
Механизация трудоёмких операций на мельницах и крупоза-
водах является важнейшей задачей. В течение последних лет со-
ветскими изобретателями предложены и внедрены новые ориги-
нальные конструкции машин. К ним относятся, например,
передвижные механические лопаты для разгрузки вагонов, складов
и другие.
Однако на предприятиях мукомольно-крупяной промышленности
имеется ещё много трудоёмких операций, нуждающихся в механи-
зации. Для разрешения этой задачи необходимо неустанно работать
над созданием и освоением новых машин и механизмов, руковод-
ствуясь важнейшим указанием нашего вождя и учителя товарища
,И. В. Сталина о том, что «...механизация процессов труда является
той новой для нас и решающей силой, без которой невозможно
ы щержать ни наших темпов, ни новых масштабов производства».
ЛИТЕРАТУРА
Афанасьев П. А. Мукомольные мельницы, 1883,
Борер Г. О., Креймерман Г. И., Тарутин ГЕ П. Новые мельничные ма-
шины. М., 1036.
Бендерский С. Н. Аспирация мельниц. М,, 1948.
Бендерский С.Н. Моечные машины и аппараты для кондиционирова-
ния зерна. М., 1948.
Бороховский Л. А, Основы проектирования мельниц. М., 1948.
Букштам С. П. Магнитные аппараты и их обслуживание, М., 1948.
Вайнштейн С. И. Подготовка зерна к помолу. М., 1940.
Витезшс М. Ф. Монтаж элеваторов. М., 1940.
Временные правила организации и ведения технологического процес-
са мельниц Главмуки, М_, 1940.
Вссукраинский научно-исследовательский институт зерна и продук-
тов его переработки. Новые принципы работы и конструкции машин крупя-
ного и мукомольного производства, Харьков, 1933.
Всесоюзное научно-инженерно-техническое общество мукомольно-кру-
пяной промышленности и элеваторно-складского хозяйства. Оборудование
мельниц и элеваторов. (Сборник научно-технических работ). М., 1987.
Всесоюзное иаучно-ипженерно-техническое общество мукомольно-кру-
пяной промышленности и элеваторно-складского хозяйства, Вопросы ана-
лиза, хранения и переработки зерна. (Сборник научно-технических матери-
алов). М., 1939.
Гафнер Л. А. Обоечные и щеточные машины для шелушения зерна.
М., 1948.
Гинзбург М. Е. Крупяное производство. М., 1948.
Гиршсон В. Я. Введение в теорию основных мельничных механизмов.
Одесса, 1927.
Гиршсон В. Я. Очистка моечных, мельничных сточных вод. Одесса,
1940.
Горячкин В. П. Теория, расчет; конструирование и производство сель-
ско-хозяйственных машин. М_, 1936,
Демидов А. Р. Мельничный вальцевый станок. М., 1949.
Демидов. П. Г, Кондиционирование твердой пшеницы, Одесса. 1948.
Древе Г. В. Электрооборудование мельниц, крупозаводов н элеваторов.
М., 1948.
Дрогалин f\. В. Техминимум для рассевного мельницы. М., 1944.
Журналы «Советское мукомолье и хлебопечение», «МукомоЛье!»
472
«Мукомолье и элеваторно-складское хозяйство» и «Сельско-хозяйст-
венная машина» за 1925—1940 г.
Закон о пятилетием плане восстановления и развития народного хо-
зяйства СССР на 1946—1950 гг., М., 1946.
Зворыкин К. Л. Курс по мукомольному производству. Харьков, 1894.
Зискиндер} В. Е. Металлические и шелковые сита. М„ 1948.
Иванов А. И., Коган М. И. Аспираторы и сепараторы. М., 1948.
Ильин'А. И., Щербаков М. Г., Веков Г. К., Делидович В. И. Показа-
тели качества зерна, муки, крупы и нормы выходов продукции. М., 1945.
Козьмин П. А. Мукомольно-крупяное производство. М„ 1923.
Колышев П. П., Павловский Г. Т., Кожуховский И. Е. Машины для
очистки и сортирования семян. М., 1940.
Курбатов Д. И. Проектирование зерновых элеваторов. М. 1947.
Кунриц Я- И. Физико-химические основы размола зерна. М., 1946.
Девятин Г. М. Обработка зерна теплом. М., 1933.
Девятин Г. М. Самотечный транспорт на мельницах и элеваторах.
М., 1947.
Летошнее М. М. Сельскохозяйственные машины. М., 1940.
Любушкин В. Т. Специальное мельничное машиноведение. М., 1934.
Муриан М. Я. Сравнительное исследование валков для размола зерна.
Материалы техн, информации Ниипродмаша № 5—б. М., 1947.
Наумов И, А. Ремонт и монтаж мельничного оборудования. М_, 1947.
Орлов В. А. Щеточные машины для отрубей, центрофугалы и бураты,
М. 1948.
Пальцев В. С. Исследование аспирации. М., 1937.
Панченко А. В. Сверхамврпканские скорости вальцевых станков.
М., 1934.
Полевицкий К. А. Сельско-хозяйственные машины и орудия. М., 1946.
Пономарёв Н. А. Рисоочистителыюе производство М., 1932.
Полетаев С. В. Триеры. М., 1932.
Розенштейн Л. И. Ва.рьцевый станок. М., 1934.
Розенштейн Л. И. Техминимум для рифелыцика. М., 1943.
Розенштейн Л. И. Шлифовка и нарезка мельничных валков. М., 1948.
Рубинович М. Л., Кадовский В. М. Методы повышения интенсивности
просеивания на существующих рассевах. М., 1939.
Синцеров А. Д. Вентиляционные установки элеваторов и мельниц
М., 1934.
Соколов А. Я. Расход энергии и топлива на мельницах. Журнал «Пи-
щевая промышленность» № 5—6, 1924.
Соколов А. Я. Расчет и конструкции механического оборудования эле-
ваторов. Журнал «Советское мукомолье н хлебопечение» № 1—2, 1930.
Соколов А. Я. Отбор типов машин для стандартизации элеваторного
оборудования. Журнал «Советское мукомолье и хлебопечение» № 10, 1931.
Соколов А. Я. Механическое оборудование элеваторов. М., 1934.
Соколов А. Я., Нуйелъман Г Э. Механическое оборудование комбикор-
мовых заводов. М., 1937.
Соколов А. Я. Элеваторное оборудование. М., 1941.
.Соколов А. Я. Подъемно-транспортные машины. М., 1946.
Теленгитор М. А. Изготовление и ремонт рабочих поверхностей кру-
порушальных машин. М., 1947.
Тюменев К. Н. Краткий справочник мукомола и крупянпшка. М.,
1944.
Тюрин А. И. Зерноочистительная машина. ВИМ. М., 1947.
473
Тюрин А. И., Бялый С. М. Устройство простейшей жерновой мельни-
цы и уход за ней, М.» 1944.
Труды научно-исследовательского института продовольственного ма-
шиностроения, Научно-исследовательского института зерна и продуктов
его переработки, Московского технологического института пищевой про-
мышленности, Одесского института инженеров мукомольно-крупяной про-
мышленности и элеваторно-складского хозяйства им. И. В, Сталина, а также
машиностроительных заводов по мельничному и крупяному оборудова-
нию.
Фарберман А. И. Автоматические весы для хлебопродуктов. М.. 1948.
Хусид С. Д. Измельчение зерна на молотковых дробилках. М., 1947.
Чарный М. С. Определение мощности двигателя ленточных транспор-
тёров. Материалы техн, информации Ниипродмаша № 6—7 М., 1946 Г.
Юзикеев Э. X. Механические лопаты для перемещения зерна. М., 1947.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Аспирация ...............
Аспиратор с двукратным про-
дуванием зерна ..........
Аспиратор с двукратным про-
дуванием и предваритель-
ной очисткой зерпа . . .
Аспирационная колонка с
однократным продуванием
Аспирационная колонка с
многократным продуванием
13,383
48—.0
50—58
44—46
46—47
Бичевые машины
....... 381—382
Валки............... 245—257
Вальцевые станки........ 244
Вальцевый станок полуав-
томат .................. 265—270
Вальцевый станок автомат 270—277
Веечные машины ..... 345—346
Весы .............. 391—392
Весы автоматические . . , 393—399
Гидравлические машины с
восходящей струёй воды . 102—103
Гидравлические .машины с
вращающимся барабаном , 103—104
Горизонтальное сито . . . 34—35
Гонки ситовые............315—318
Гречерушальный станок, . 213—216
Деташеры ............: 292
Деташеры щёточные . . . 292—293
Деташеры винтовые .... 293—295
Дозирующие машины . . . 188
Дозирующие машины по ши-
рине потока...........189—190
Дозирующие машины по ско-
рости движения потока . . 190—193
Дозирующие машины по
весу..................197—199
Дробилки зубчатые .... 296—297
Дробилки дисковые .... 298—299
Жернова естественные ... 241
Жернова искусственные . , 242—243
Жерновые постава......... 231
Жерновой постав с горизон-
тальной осью вращения . 231—234
Жерновой постав с верти-
кальной осью вращения . 234—236
Зазор между валками . . . 262—265
Зашивочная машина .... 469—471
Измельчение зерна .... 228—230
Кондиционирование .... 172—173
Кондиционер водяной . . . 173—176
Кондиционер воздушный . . 176—178
Кондиционер воздушно-во-
дяной •...............178—182
Кондиционер вакуумный . . 183—186
Куколеотборник ...... 80
Лопата механическая . , . 455—464
Магниты ................117—132
Машины с цилиндрическими
призматическими ситами . 38—42
Машины для увлажнения
зерна холодной водой . . 153—156
Машина для механического
отжима воды из отходов
моечной машины .... 169—170
Машина системы А. И. Бес-
палова ................. 368—373
Мельницы................ 5
Механизмы для очистки сит 314—315
Моечная машина горизон-
тальная ................160—163
Моечная машина комбиниро-
ванная ................. 163—169
Молотковые дробилки . . . 284—292
Набивочная машина .... 467—469
Наклонное сито.....35—38
Намагничивание дуг .... 122—125
Наполнительные машины . . 464—467
Нории ленточные. 400—415
Обоечные машины..133—134
Обоечные машины с абразив-
ным цилиндром....135—137
475
Обоечные машины с чугун-
ным цилиндром..........138—142
Объемный вес зерна .... 8
’Овсюгоотборник............ 81
Особые свойства' зерна . . 9
Падди-машииы ............ 360—367
Парусность зерна.......... 8,43
Питающий механизм .... 257—262
Поверхность зерна .... 8
Подъёмная сила магнитов . 125
Подъёмники для мешков . . 444—446
Полировальный постав . . . 225—226
Плоское сито.............33—34
Пневматические машины для
разделения смеси по удель-
ному весу................104—109
Приводные механизмы сепа-
раторов .................66—72
Пропаривательная машина
горизонтальная...........156—160
Пропаривательная машина
вертикальная ............. 160
Прочность зерна............ 10
Размеры зерна .............. 7
Размеры сорных примесей . 7
Рамка ситовая............310—313
Рассева.................. 300—302.
327—332
рассев однокорпусный . . 303—306
Рассев самобалансный . . 308—317
рассев с плоскими ситами , 338—341
рифли ................... 251—255
Самосортирующие машины . 109—111'
Самотечные устройства . . 448—453
Семеочистительная машина
электромагнитная .... 116
Сепараторы циклопневмати-
ческие ..................53—54
Сепараторы с вибрационным
движением сит.............. 38
Сепаратор с поступательно-
возвратным движением сит 59—63
Сепаратор спаренный . . . 63—64
Сепаратор с замкнутым цик-
лом воздуха..............64-65
Сепараторы самобалансные 70—73
Сепараторы с круговым по- >
ступательным движением
сит .....................73—74
Сепаратор ленточный фрик-
ционный ............... . 112—115
Сепаратор спиральный . . 115—116
Сепараторы с постоянными
магнитами ...............11S—127
Сепаратор магнитный с руч-
ной очисткой зерна . . .121—122
Сита пробивные............. 25
» тканые ................ 27
» специальные............ 27
» шелковые.............. 30
Ситовейки............... 348—356
Спуски винтовые ........ 446—448
Стахановцы мельниц и кру-
позаводов ............... 78—79,
151,283—
284,338
Схемы рассевов ..........318—327
Транспортёры ленточные . . 415—432
Транспортёры винтовые . , 432—438
Транспортёры с погружен-
ными скребками......... 438—443
Триеры ..................... 80
Триеры цилиндрические . . 82—90
Триеры дисковые..........91—95
Триевы лопастные И. И. Не-
стерова .................95—99
Угол естественного откоса
зеина..................... 9
Удельный вес зерна .... 8
Фильтры всасывающие . . 384—390
Центрофугалы............. 341—343
Циклоаспиратор...........54—56
Шелушильные машины . , 200
Шелушильные машины с вра-
щающимися деревянными
бичами ................ 200—203
Шелушильные машины с
вращающимися стальными
бичами ............... 203—204
Шелушильный постав с вер-
тикальной осью вращения 204—209
Шелушильный постав с го-
ризонтальной осью враще-
ния ................... 209—211
Шелушильная машина систе-
мы А. А. Захаренко . . . 211—213
Шелушильные машины пе-
риодического действия . . 216—221
Шелушильные машины не-
прерывного действия . . 200—210
Шлифовальный постав . . 221—225
Щёточные машины.........133—134
146—149
Щёточная машина с гори-
зонтальной осью вращения 374— 378
Щёточная машина с верти-
кальной осью вращения 378-38Э
Электрические свойства зер-
на ..................... 10
Электромагниты...........117—118
Электромагнитный сепара-
тор с неподвижными на-
клонными магнитами . . 127—1 8*
Электромагнитный сепаратор
с вращающимся барабаном 128—130
476
ОГЛАВЛЕНИЕ
Стр.
Предисловие 3
Глава I. Назначение и развитие производства машин для перера-
ботки зерна.............................................. 5
1. Типы современных мельниц .........................—
2. Физике-механические свойства зерновой смеси ... 6
3. Назначение машин для переработки зерна в муку и
крупу...............................................Ю
4. Развитие в СССР производства машин для мельниц
и крупозаводов.....................................16
5. Роль русских и советских учёных в создании теории
и конструкции машин для переработки зерна .... 19
6. Краткое заключение .............................21
Глава II. Машины для выделения примесей, отличающихся по
ширине и толщине...........................................23
1. Назначение и область применения машин.............—
2. Классификация машин..............................—
3. Действие сит с отверстиями различной формы .... 24
4. Металлические сита ........................... 25
5. Шёлковые сита...................................30
б, ПринцЖ1 действия машин с плоскими ситами .... 33
7. Машины с поступательно-возвратным движением сит 35
8. Машины с вибрационным движением сит ............38
9. Машины с цилиндрическими или призматическими
ситами . . ...................................... —
10. Краткое заключение............................. 42
Глава III. Аппараты и машины для выделения примесей, отлича-
ющихся по парусности.................... . . . . 43
1, Назначение и область применения машин.............—
2. Классификация машин . ...........................—
3. Аппараты, действующие с переменным количеством
воздуха ...........................................44
4, Машины, действующие с постоянным количеством
воздуха......................................... 48
5. Краткое заключение..............................56
Глава IV. Сепараторы .......................................57
1. Назначение и область применения сепараторов ... —
2. Классификация сепараторов ......................59
3. С il параторы с поступательно-возвратным движением
сит . ............................................-
4, Приводные механизмы сепараторов с поступательно-
возвратным движением сит . ........................66
477
Стр.
5. Сепараторы с круговым поступательным движением
сит...............................................73
6. Техническая характеристика сепараторов........74
7. Основные условия нормальной работы сепараторов в
эксплоатации.................................... 76
8. Краткое заключение........................... 78
Глава V. Машины для выделения примесей) отличающихся по
длине.....................................> . 80
1. Назначение и область применения машин...........—
2. Классификация триеров .........................82
)3. Цилиндрические триеры...........................—
4. Дисковые триеры................................91
5. Лопастные триеры системы И. И. Нестерова.....95
6. Основные условия нормальной работы триеров в экс-
плоатации ..................................... 100
7. Краткое заключение...........................101
Глава VI. Машины для1 выделения примесей, отличающихся по
удельному весу ..........................................102
1. Назначение и область применения машин...........—
2. Классификация машин...........................—
3. Гидравлические машины и аппараты для разделения
смеси по удельному весу...........................—
4. Пневматические машины для разделения смеси но
удельному весу ............................... , . 104
5. Само сортирующие машины.................... 109
6, Краткое заключение ......................... 111
Глава VII. Машины для выделения примесей, отличающихся по
форме и состоянию поверхности............................112
1. Назначение и область применения машин...........—
2, Классификация машин ..........................—
3. Ленточный фрикционный сепаратор ...............—
4. Спиральный сепаратор.........................115
5. Принцип действия электромагнитной семеоЧисти-
тельной машины ................................. 116
6. Краткое заключение...........................- -
Глава VIII. Аппараты и машины для выделения металлопримесей 117
1, Назначение и область применения машин ...... —
2. Классификация магкитых сепараторов.....................118
3. Сепараторы с постоянными магнитами...........110
4. Электромагнитные сепараторы...................127
5. Краткое заключение...........................131
Глава IX. Машины для обработки покрова зерна сухим способом 133
1. Назначение и область применения машин....................—
2. Классификация обоечных и щеточных машин .... 134
3. Обоечные машины . . ,....................... 135
4, Щёточные машины...................... ...... 146
5. Основные условия нормальной работы обоечных " ма-
шин в эксплоатации ............................. 149
6. Краткое заключение ..........................151
Глава X. Машины для очистки и увлажнения зерна водой . . . 152
1. Назначение и область применения машин ..........—
2. Классификация машин ...........................—
3. Машины для увлажнения зерна холодной водой ... 153
4. Машины для пропаривания зерна................156
5. Машины для мойки зерна.......................I6O
б. Машины для обработки отходов моечных машин . . . 169
7. Краткое заключение........................... 171
478
Стр.
Глава XI. Машины для термической обработки зерна ...........172
1. Назначение и область применения машин..............—
2, Классификация кондиционеров.....................173
3. Водяней кондиционер .............................. —
4. Воздушный кондиционер ...........................176
Я, Воздушно-водяной кондиционер ............. ... 176
0. Основные условия нормальной работы кондиционеров
п эксплоатации ................................. 182
7. Вакуумный кондиционер............................183
8. Краткое заключение......................' ... 186
Глава XII, Аппараты и машины для дозирования смеси.........188
I. Назначения и область применения аппаратов и машин —
2. Классификация дозирующих машин и аппаратов , . . 189
3. Аппараты, дозирующие по объему....................—
4. Аппараты, дозирующие по весу....................1S7
5. Краткое заключение.........................* . 199
Глава XIII. Шелушильные машины для обработки пленчатых
культур ................................................ 200
1. Назначение и область применения шелушильных ма-
шин ................................................—
2. Классификация шелушильных машин ..................—
3, Шелушильные машины непрерывного действия .... —
4. Шелушильные машины периодического действия . . 216
5. Шлифовальные и полировальные; машины.......221
6. Основные условия нормальной работы шелушильных
машин в эксплоатации............................. 226
7. Краткое заключение............................ 227
Глава XIV. Машины для измельчения зсрна:....................228
1. Назначение и область применения измельчающих ма-
шин ...............................................—
2. Классификация измельчающих машин................230
3. Жерновые поставы................................231
4. Вальцевые станки............................... 244
5. Молотковые ^дробилки ......................... 284
6. Деташеры..................................... 292
7. Другие дробильные машины для измельчения зерно-
вых продуктов .................................. 296
8. Краткое заключение ..... .......................299
Глава XV. Манганы для сортирования продуктов измельчения по
• величине................................................300
1. Назначение и область применения машин............ —
2. Классификация рассевов .........................302
3. Типы рассевов................................. 303
4. Конструкция самобалансных рассевов . ...........308
5. Типовые схемы рассевов .........................318
6. Устройство основных узлов машины................327
7. Основные расчетные параметры ..................332
8. Основные условия нормальной работы рассевов в экс-
плоатации .......................................336
9. Машины с круговым поступательным движением нак-
лонных сит ......................................338
10. Машины с горизонтальной осью-вращения сит и с вра-
щающимися бичами ................................341
II, Краткое заключение............................ 344
Глава XVI. Машины для сортирования продуктов измельчения по
добротности ............................................ 345
1. Назначение и область применения машин.............—
2. Типы веечных машин................................—
479
... . .... e. С^;
3„ Классификация С.г ля^к ? » . '. ...'. i • !;г. . ЭД
: .4, Устройство ситовеек ‘..... • V . . J ,, 34$
, .15* Основные расчётные йараметр i ............. 35о
б. Основные условия нормальной работы ситовеек в экс-
плоэтации .................................. 7’7 358
7. Краткое заключение .................... ..... 3Jf
Глава XVII. Машины для сортирования продуктов шелушения но р,.
упругости и уд!льному весу 3S0
1 Назначение и область приме нения машин ......
2. Классификация машин...............; . . . . —
3. Машины е поступательно-возвратным движением . . .
4; Оснозные условия нормальной работы падди-машин в
. эксплоатации .........<1 367
5, Машины С круговым поступательным движением счстг-
мы А; И. Беспалова .........., . 368
6. Краткое заключение...............; .........373
Глава XVIII. Машины для обработки отрубянистых продуктов . . 374
1. Назначение и область применения машин ....... —
2. классификация машин ....................... . —
3. Щеточные машины ............................. —
4. Елчевые машины ...........................-1 . 381
5^ Основные расчетные параметры . . ...., ... , . . 382
6. Краткое заключение .....’..................... - -
Глава XIX. Машины для аспирации ........... . . 383
1. Назначение и область применения машин .........—
2. Классификации машин для очистки воздуха от пыли . —
3. Всасывающие фильтры....................... 384
4. Краткое заключение . ......................... 390
Глава XX. Весы...................'. . ............... . 391
1, ^значение и область применения весов...........—
2. Общие свойства весов ........................—
3. Классификация весов, применяемых на элеваторах,
мельницах и крупозаводах.......................'393
4. Автоматические весы . . ;.................: . —
5. Основные условия нормальной работы автоматических
весов в эксплорации .......................... .... 399
6. Краткое заключение . ............’................—
’’лава XXI. Машины для механизации, внутрицеховых транспорт-
ных операций...................... . 400
2. Ленточные нории............................ —
1. Ленточные транспортеры....................415
4. Винтовые транспортеры.................... 432
5. Гоанспортеры с Погруженными скребками . ..438
6. Подъемники для мешков .....................444
7. Винтовые спуски.......... ............. 446
8. Самотечные устройства . . . ...............448
9, Краткое заключение..................... . 454
Глава XXII. Машины для механизации трудоемких процессов . . 455
1. механическая лопата . . .£ . ... . ..........- --<
2. Наполнительная машина ...................... 464.,
3. Набивочная машина ................... 467 "
4. Зашивочная машина . . . ......................469
5. краткое заключение ................................ . 471
Литературам ....................................... 472
.иТредметный указатель ...... ......... . 475
Редактор Л* Г.7 Техред, Д, /7<т(туг,’ Корректор И. Д, Ко^дед4ская.
Сиано в производство 11/XII 1048 г.
Объем 30 г. л. У четно-изд. 32,38 л.
Л 146743 Изд. К" 1S8. Зак. № fiOO
Цена
Подписано к печати 23,V
Знаков в 1 л. л. 43170
Бумага 60x62"/п й-л,
17 руб.
1940 Г.
Тираж 4000
1-я тип. Трансжелдориздата МПС
Опечатки
1 Етранииа Строка Напечатано Следует чит=*»
1Г 5 сверху омЧсм ом-1 ’ ем-1
67 5 снизу м-сек*
* 95 12 снизу Z б — пшеницы от ов- сюга; в- ячмени от куколя б -ячменя от куколя; е—пшеницы от ов- сюга i
268' t 21 снизу рабочих валков питающих валиков
. 270 6 сверху рабочих валков питающих валиков
! 273 9 сверху первый—24 первый—25
273 ." I сверху второй—25 второй—24
273 10 сверху камеру 26 камеру
«03 ?' 1 1 на рис. 2246 К=2,2 } Смешанная разгруз-1 >ка (овшей J не следует читать
,W *24 2 сверху S—2 с А—4 Б—4 с А~2
i ч 13 сверху материала в кг материала в м
Советские
ТЕХНИЧЕСКИЕ
УЧЕБНИКИ
SHEBA. SPB.&U/DELO