/










































































































































































Text
ВН КАРЛО
Оборудований
предприятий
резиновой
промышленности
дм техникумов
В.Н. КАРПОВ
Оборудование
предприятий
резиновой
промышленности
ВТОРОЕ ИЗДАНИЕ
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Допущено Министерством нефтеперерабатывающей
и нефтехимической промышленности СССР
в качестве учебника для средних
специальных учебных заведений
МОСКВА -ХИМИЯ-1987
6П7.54
К26
УДК (678.4 +678.7)-.678.05 (075.8)
Рецензенты: профессор МИХМа д-р техн, наук Ю. В. Казан-
ков и преподаватель Ярославского химико-механического техни-
кума Б. М. Сторожев
УДК (678.4 +678.7) :678.05 (075.8)
Карпов В. Н. Оборудование предприятий резиновой
промышленности: Учебник для техникумов. 2-е изд.,
перераб. и доп. М.: Химия, 1987. 336 с.
Во втором издании (первое издание— 1979 г.) освещены проблемы
роботизации и создания гибких автоматизированных производств. Изло-
жены правила техники безопасности при эксплуатации оборудования.
Описывается оборудование, используемое на 'заводах резиновых тех-
нических изделий й шинных заводах (машины и аппараты общего назна-
чения и специализированное оборудование). Оснещены проблемы автома-
тизации и механизации, приведены сведения об основных видах приводов.
Для учащихся средних специальных учебных заведений. Может быть
также полезна студентам вузов соответствующих специальностей и инже-
нерно-техническим работникам резиновой промышленности.
Ил. 250. Библиогр. список: 17 назв.
„2803090200-104
К050(01)-87 104-87
© Издательство «Химия», 1987 г.
ОГЛАВЛЕНИЕ
Предисловие ко второму изданию '
Введение 8
ЧАСТЬ ПЕРВАЯ. ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ ... 12
Глава 1. Оборудование для подготовки каучуков и ингредиентов к
смешению . ..........'2
1.1. Установки для декристаллизации каучуков . . . 12
1.2. Машины для резки каучуков.............................. 15
1.3. Оборудование для хранения и подготовки сыпучих компонен-
тов ...................................................... 18
1.4. Оборудование для хранения и подготовки вязкотекучих ком-
понентов ................................................. 27
1.5. Оборудование для пластикации каучуков 29
1.6. Расчеты ... 31
Глава 2. Вальны
2.1. Назначение, устройство и принцип работы 32
2.2. Основные параметры и типы вальцов . 34
2.3. Основы вальцевания....................................... 36
2.4. Конструкция основных узлов вальцов . . .40
2.5. Правила эксплуатации и техника безопасности 49
2.6. Расчеты 49
Глава 3. Резиносмесители 52
3.1. Назначение, устройство и принцип работы...................52
3.2. Основные параметры резиносмесителей периодического дей-
ствия ...................................................... 55
3.3. Конструкция основных узлов резиносмесителей .... 57
3.4. Привод резиносмесителей.................................. 63
3.5. Система охлаждения резииосмесителя и контрольно-измери-
тельные приборы.................................................66
3.6. Преимущества и недостатки резиносмесителей периодического
действия................................................. 69
3.7. Смесители непрерывного действия . 70
3.8. Схемы установки резиносмесителей ... 74
3.9. Правила эксплуатации и техника безопасности 77
3.10. Расчеты.................................. . 77
Глава 4. Червячные машины 79
4.1. Назначение, устройство и принцип работы . 79
4.2. Основные параметры и типы червячных машин . 81
4.3. Конструкция основных узлов червячпой машины 84
4.4. Привод червячных машин...................................90
4.5. Система терморегулирования червячных машин и контроль-
но-измерительные приборы...................... . . 92
4.6. Вспомогательные устройства червячных машин . 93
4.7. Правила эксплуатации и техника безопасности 93
4.8. Дисковые экструдеры..................................... 94
4.9. Расчеты ... ................... . . 95
3
Глава 5. Оборудование поточных автом.инлпронапных линий для при-
готовлеиия резиновых смесей . ...
5.1. Состав поточных линий для приготовления резиновых смесей 96
5.2. Размещение оборудования для развески и смешения . . 98
5.3 Системы управления линиями приготовления резиновых сме-
сей .............................................. 103
Глава 6. Каландры ^6
6.1 Назначение, устройство н принцип работы 106
62. Основные параметры калаидров ... 109
6.3. Конструкция основных узлов калаидров .....................ИО
6.4. Система терморегулирования каландров и смазка машины 117
6.5. Системы регулирования зазоров между валками . . • П9
6.6 Контрольно-измерительные приборы и автоматизация работы
каландров.................................................. 125
6.7 Вспомогательные механизмы каландровых агрегатов 128
6.8. Правила эксплуатации н техника безопасности .... 135
6.9. Поточная автоматизированная линия изготовления обрезинен-
ного корда 136
6.10. Расчеты . 139
Глава 7. Гидравлические вулканизационные прессы 141
7.1. Назначение, устройство и принцип работы 141
7.2. Основные параметры вулканизационных прессов . . . 142
7.3. Конструкция основных узлов вулканизационных прессов 143
7.4. Индивидуальный и групповой приводы вулканизационных
прессов.......................................................159
7.5. Контрольно-измерительные приборы и системы управления
вулканизационными прессами....................................154
7.6 Пресс-формы, их назначение и конструкция..........157
7.7. Вспомогательные механизмы вулканизационных прессов 159
7.8. Правила эксплуатации и техника безопасности . . 161
7.9 Расчеты......................... 162
Глава 8. Машины для литья под давлением 163
8.1. Назначение, устройство и принцип работы....163
8.2. Конструкция н работа основных узлов литьевых машин 168
8.3. Конструкция пресс-форм...................................175
8.4. Контрольно-измерительные приборы и автоматизация рабо-
ты литьевых машин.............................................178
8.5. Правила эксплуатации и техника безопасности 179
8.6. Расчеты......................................... 180
Глава 9. Резательные машины и вырубные прессы 181
9.1. Назначение, устройство н принцип работы резательных машин 181
9.2. Назначение, устройство и принцип работы вырубных прессов 183
9.3. . Правила эксплуатации и техника безопасности .... 185
Глава 10. Вулканизационные автоклавы 186
ЮЛ. Устройство и принцип работы................................186
10.2. Конструкция корпуса, днища, запирающих н блокирующих
устройств......................................................187
10.3. Приборы автоматического регулирования и контроля. Пра-
вила эксплуатации и техника безопасности . . 189
10.4. Расчеты . ,........................................... 190
4
Глава 11. Клеемешалки и клеепромазочиые машины . 19*
11.1. Конструкция и принцип работы клеемешалок; техника без-
опасности ................................................ *91
11.2. Конструкция н принцип работы клеепромазочных машин;
техника безопасности.......................................*92
11.3. Рекуперационная установка для улавливания растворителей 195
ЧАСТЬ ВТОРАЯ. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНО-
ВЫХ ТЕХНИЧЕСКИХ ИЗДЕЛИЙ..........................................196
Глава 12. Оборудование для изготовления иеформовых резиновых из-
делий .... . . . 196
12.1. Поточные линии для изготовления иеформовых изделий из
монолитных н губчатых резин..................................196
12.2. Оборудование для непрерывной вулканизации неформовых
резиновых изделий............................................197
12.3. Оборудование для непрерывной вулканизации иеформовых
резиновых изделий под давлением..............................202
12.4. Поточные линии для изготовления флокироваипых профи-
лей и резиновых изделий с магнитными свойствами . 205
12.5. Правила эксплуатации н техника безопасности . . 205
Глава 13. Оборудование для производства изделий из резиновых клеев
и латексов . . 206
Глава 14. Оборудование для производства транспортерных лент и при-
водных ремней . .210
14.1. Линии сборки транспортерных леит и приводных ремней 210
14.2. Агрегаты для сборки сердечников лент . . . 210
14.3. Агрегаты для обкладки сердечников лент ... 212
14.4. Оборудование для вулканизации транспортерных лент . . 213
14.5. Оборудование для получения заготовок и сборки клиновых
ремней...................................................... 215
14.6. Оборудование для вулканизации клиновых ремней 217
Глава 15. Оборудование для изготовления рукавов . , 221
15.1. Оборудование для -изготовления рукавов прокладочной кон-
струкции .................................................. .221
15.2. Машины для навивки и оплеткн...........................222
15.3. Оборудование для производства рукавов бездорновым мето-
дом и на гибких дорнах...................................... 224
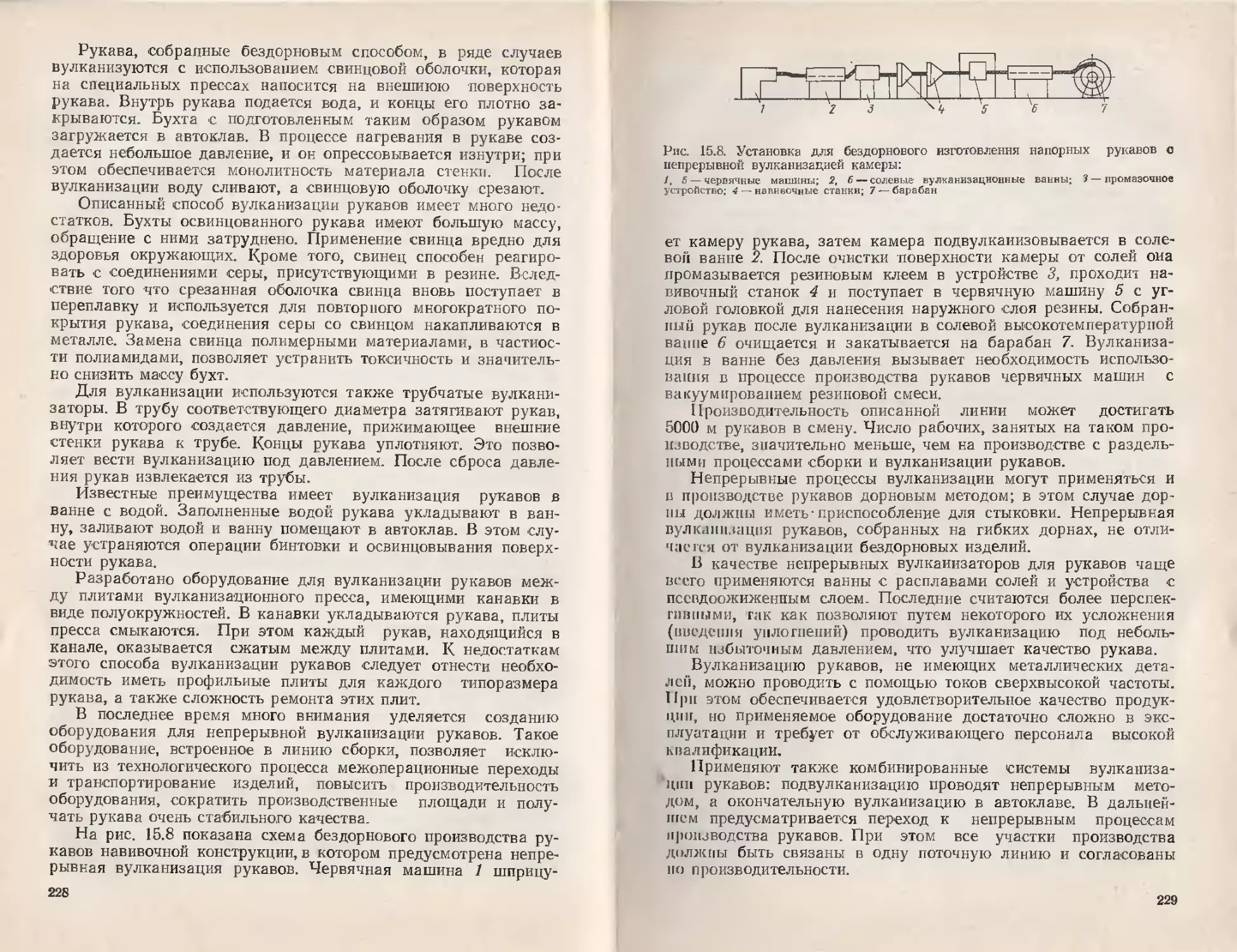
15.4. Оборудование для вулканизации рукавов . . 227
15.5. Оборудование для вспомогательных операций 230
Глава 16. Оборудование для производства обуви и пустотелых изделий
бытового и санитарного назначения . 231
16,1. Оборудование для изготовления заготовок резиновой обуви 231
16.2. Установки для сборки, вулканизации н отделки обуви . . 232
16.3. Оборудование для производства обуви методом штамповки
в вулканизационных прессах...................................233
16.4. Поточные линии производства обуви методом литья под дав-
лением ......................................................235
16.5. Оборудование для изготовлении обуви литьем смесей оли-
гомеров .....................................................237
16.6. Оборудование для производства пустотелых изделий быто-
вого и санитарного назначения . .............................239
5
ЧАСТЬ ТРЕТЬЯ. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ШИН .
241
Глава 17. Оборудование для изготовления деталей покрышек 241
17.1. Агрегаты для раскроя обрезиненного корда н подготовки де-
талей к сборке........................................ 241
17.2. Оборудование для изготовления протекторов 252
Глава 18. Оборудование для сборки покрышек 255
18.1. Назначение, конструкция и классификация сборочных стан-
ков .................................................. .... 255
18.2. Конструкция и работа основных частей сборочного станка 258
18.3. Особенности конструкции отдельных моделей сборочных
станков.................................................... 269
18.4. Поточная линия сборки радиальных покрышек .... 274
18.5. Перспективы развития и совершенствования оборудования
для сборки покрышек....................................... 276
Глава 19. Оборудование для вулканизации покрышек 277
19.1. Устройство и работа форматоров и индивидуальных вулка-
низаторов покрышек......................................... 278
19.2. Форматоры-вулканизаторы для покрышек . . . 280
19.3. Устройство основных узлов форматора-вулканизатора 285
19.4. Устройство пресс-форм для вулканизации покрышек 289
19.5. Многопозиционные вулканизаторы........................292
19.6. Перспективы совершенствования оборудования для вулкани-
зации покрышек . . . 297
Глава 20. Оборудование для изготовления автокамер 297
20.1. Лииин для изготовления заготовок автокамер 297
20.2. Устройство стыковочных станков . . 301
20.3. Вулканизаторы для автокамер . 301
Глава 21. Оборудование для восстановления изношенных покрышек 306
Глава 22. Оборудование для производства регенерата , 311
Глава 23. Монтаж и ремонт оборудования 318
23.1. Основные правила монтажа 318
23.2. Ремонт оборудования ... 320
Глава 24. Привод машин и аппаратов в промышленности переработки
резины. Механизация и автоматизация процессов 323
24.1. Привод ... ................................323
24.2. Пуск, торможение и регулирование скорости электродвига-
телей ......................................................326
24.3. Механизация и автоматизация на заводах резиновой про-
мышленности . . .... ... 329
Библиографический список . . . . 333
ПРЕДИСЛОВИЕ К ВТОРОМУ ИЗДАНИЮ
Генеральным направлением экономической политики партии
па предстоящий период является ускорение развития народ-
ного хозяйства на основе интенсификации производства и вне-
дрения новейшей техники. От каждой отрасли для народного
хозяйства требуются изделия определенной номенклатуры и
высокого качества, причем затраты на их производство долж-
ны быть как можно ниже. Чтобы удовлетворять этим требова-
ниям, предприятие должно располагать высокоэффективной
технологией и современным автоматизированным оборудова-
нием, способным к быстрой перестройке на производство дру-
гого вида продукции.
Промышленность по переработке резины является важной
отраслью промышленного комплекса. От уровня производства
резиновых изделий зависит успешное развитие и функциониро-
вание всех без исключения отраслей народного хозяйства.
Прогресс в резиноперерабатывающей отрасли в свою оче-
редь зависит от обеспечения ее современным оборудованием,
которое является основой для создания гибких технологических
комплексов (ГТК)-
Гибкие технологические комплексы являются материальной
базой современного высокоэффективного, способного к быст-
рой переналадке на другой вид продукции ресурсе- и энерго-
сберегающего производства. На обеспечение резиновой про-
мышленности таким оборудованием, позволяющим комплексно
автоматизировать производство и в то же время быстро менять
номенклатуру и типоразмер выпускаемой продукции, и направ-
лены усилия полимерного машиностроения.
Как правило, ГТК создаются на основе высокопроизводи-
тельных машин и аппаратов, объединенных в линии, на кото-
рых вспомогательные операции осуществляются промышлен-
ными роботами или манипуляторами. На таких линиях уча-
стие человека в процессе производства минимально. Зато зна-
чительно возрастает роль обслуживающего персонала в налад-
ке, ремонте и обеспечении бесперебойной многосменной работы
всех механизмов ГТК.
В связи с изложенным второе издание книги дополнено
сведениями о приводе машин и аппаратов как силовой основе
автоматизации, о промышленных манипуляторах (роботах) и
о гибких технологических системах.
7
ВВЕДЕНИЕ
В промышленности по переработке резины эксплуатируются
разнообразные отечественные и импортные машины, аппараты,
линии и автоматизированные системы для производства шин и
резиновых технических изделий.
Завод по переработке резины — это сложное предприятие с
большим числом разнообразного оборудования, мощным энер-
гохозяйством, оснащенное системами автоматики и контроль-
но-измерительными приборами.
Завод принимает и отправляет ежедневно сотни тонн раз-
личных по характеру грузов и, следовательно, нуждается в раз-
витой сети складов с механизированными средствами приема,
хранения и транспортирования этих грузов.
Производство резиновых изделий является весьма энергоем-
ким. Завод должен располагать энергохозяйством, способным
бесперебойно снабжать производство электроэнергией, паром,
водой и справляться с пиковыми нагрузками. Установленная
мощность потребителей электроэнергии на шинном заводе до-
стигает десятков киловатт на одного работающего при числе
работающих, составляющем несколько тысяч.
Завод должен иметь эффективные и надежно работающие
системы очистки выбросов в атмосферу и сточных вод, предо-
твращающие загрязнение окружающей среды.
Широкое использование на заводе мощных и точных машин,
систем автоматики, контрольно-измерительных приборов, на-
личие большого парка пресс-форм для вулканизации обуслов-
ливает большую потребность завода в квалифицированном
обслуживающем и ремонтном персонале. Однако не все про-
цессы шинного производства можно механизировать и автома-
тизировать. Большую роль в основном производстве играют
рабочие высшей квалификации, в частности сборщики покры-
шек. Завод обычно состоит из производственных и вспомога-
тельных цехов, различных служб и отделов.
Цехи завода организуют по принципу единства или общ-
ности технологических процессов, что и предопределяет более
или менее однородный характер технологического оборудования
цеха. На рис. 1 представлены основные технологические цехи
шинного завода и показана их связь между собой.
Склады, подъездные пути и погрузочно-разгрузочные сред-
ства являются важной составной частью предприятия. Система
складов сырья имеет разнообразное оборудование, приспособ-
ленное для приема большого числа штучных грузов (каучуки,
полуфабрикаты в виде текстильного и металлического корда
и некоторые ингредиенты), а также сыпучих (технический угле-
род, мел, тальк) и жидких (пластификаторы, мягчители, раст-
ворители) материалов.
Особую сложность представляют прием, хранение и транс-
портирование технического углерода вследствие его высокой
8
I
дисперсности. При небольшом ассортименте и значительном
потреблении технического углерода для его хранения приме-
няют специальные бункерные склады, в которых технический
углерод хранится в герметичных емкостях (бункерах) объемом
200 -300 м3. Технический углерод на склад подается с помощью
закрытой системы скребковых и винтовых транспортеров и
элеваторов. Применяются и пневматические системы подачи,
но в этом случае нужны сложные устройства очистки воздуха.
Гранулированный технический углерод можно транспорти-
ровать в мешках или в мягких контейнерах вместимостью не-
сколько кубических метров, в этом случае контейнеры могут
подаваться непосредственно к аппаратам для развески.
Прием и хранение сыпучих компонентов имеют свои осо-
бенности. Главной задачей при хранении высокодисперсных
материалов является предотвращение сводообразования или
зависания их в бункерах и течках. Для борьбы с этим явлением
применяют специальные устройства.
Жидкие компоненты хранят в емкостях, а к местам потреб-
ления перекачивают насосами. Для уменьшения вязкости пере-
качиваемых материалов емкости и трубопроводы оборудуют
системами обогрева и теплоизолируют.
Для обеспечения минимального простоя вагонов на завод-
ских путях динамические характеристики складов сырья долж-
ны быть такими, чтобы производительность их транспортных
систем по приему сырья в 4—5 раз превышала производи-
тельность при подаче его в производство.
Сырье со склада направляется в подготовительный цех, где
его подготавливают к дозированию, производят его развеску,
смешивают и получают резиновую смесь в виде листов, гранул
или лент, используемых для дальнейшей переработки. В под-
готовительных цехах приготавливают клеи и пропиточные ком-
позиции.
Основное оборудование цеха составляют смесители, вальцы,
развешивающие устройства, агрегаты для подсушки и просеи-
вания дисперсных компонентов, установки декристаллизации
каучуков, ножи для резки каучуков, клеемешалки, гранулято-
ры, пластикаторы. Большую часть оборудования составляют
механизмы, транспортирующие материалы со склада и между
цехами. Из подготовительного цеха смеси и другие материалы
подаются в каландровый цех, цех автокамер и т. д.
В каландровом цехе производятся пропитка и обрезинива-
ние корда, раскрой его и подготовка к передаче в сборочный
цех. В этом же цехе могут изготавливаться протекторные за-
готовки. Основное оборудование цеха составляют каландровые
линии для пропитки и обрезинивания корда, диагонально-ре-
зательные и продольно-резательные машины, линии для произ-
водства протекторов, оборудованные червячными машинами
или профильными каландрами, агрегаты для производства
бортовых колец и системы транспортирования с промежуточ-
10
ными складами. Б цехе могут устанавливаться вальцы для
разогревания смесей и другое вспомогательное оборудование.
В сборочном цехе из полуфабрикатов н заготовок собирают
покрышки, которые затем отправляют на вулканизацию. Обо-
рудование цеха составляют сборочные станки и линии сборки
покрышек, оснащенные средствами транспортирования.
В цехе вулканизации производится формование сырых по-
крышек и их вулканизация. Основным оборудованием этого
цеха являются форматоры-вулканизаторы и (или) линии вул-
канизации покрышек, устройства для окраски покрышек,
средства транспорта.
В автокамерном цехе изготавливают заготовки автокамер,
устанавливают н опрессовывают вентили, стыкуют камеры и
производят их вулканизацию и контроль. В этом цехе обычно
производят варочные камеры и диафрагмы для вулканизацион-
ного оборудования.
Производственный цикл заканчивается балансировкой по-
крышек, их комплектованием, техническим контролем и пере-
дачей на склад готовой продукции.
Контроль качества продукции обеспечивают технологическая
служба, отдел технического контроля и заводская лаборатория.
Руководство производственным процессом осуществляет
служба главного технолога предприятия.
Основное производство обеспечивают службы главного ме-
ханика, главного энергетика, служба КИП (контрольно-изме-
рительных приборов) и центральная заводская лаборатория.
Технической политикой на заводе руководит главный инженер.
Производство включает службы снабжения и сбыта, а также
финансовые и вспомогательные службы. Общее руководство
предприятием осуществляет директор.
Завод резиновых технических изделий (РТИ) отличается от
шинного завода, как правило, гораздо большей номенклатурой
выпускаемых изделий и, следовательно, большим разнообра-
зием технологических процессов, рецептур, а также видов и
типоразмеров технологического оборудования. Заводы этой
отрасли имеют большое число цехов, в которых сосредоточены:
производство формовых изделий методами прессования и литья
под давлением; производство транспортерных лент, приводных
ремней различных типов, неформовых изделий; рукавные про-
изводства, а также изготовление изделий из латексов и др.
На территории этих заводов размещены подготовительные от-
деления, состоящие из большего, чем на шинных заводах, чис-
ла независимых агрегатов приготовления смесей (для обеспе-
чения изготовления большого ассортимента их), парки вулка-
низационных прессов и литьевых машин, агрегаты и линии
для изготовления изделий всех типов, предусмотренных произ-
водственной программой. Создать единые производственные
потоки на этих заводах труднее, чем на шинных, вследствие
большего разнообразия производства.
11
Часть первая.
ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ
ГЛАВА 1
ОБОРУДОВАНИЕ ДЛЯ ПОДГОТОВКИ КАУЧУКОВ
И ИНГРЕДИЕНТОВ К СМЕШЕНИЮ
Сырье, поступающее со склада, перед развеской и смешением
подготавливают: сыпучие материалы растаривают, просеивают
и подсушивают; жидкие вязкие компоненты подогревают для
снижения их вязкости; каучуки в кипах отделяют от упаковоч-
ного материала и очищают от загрязнений. Натуральный каучук
(НК) еще и декристаллизуют (подогревают до 45°C и выше),
так как при длительном хранении он способен кристаллизо-
ваться, а при кристаллизации повышается его твердость, что
затрудняет резку и дальнейшую обработку. После декристал-
лизации кипы каучука (обычно массой 100 кг) режут на части
для облегчения дозирования и смешения.
1.1. УСТАНОВКИ ДЛЯ ДЕКРИСТАЛЛИЗАЦИИ КАУЧУКОВ
Установка для декристаллизации каучуков представляет собой
устройство для разогрева кип или кусков каучука тем нли
иным способом с целью снижения его твердости и облегчения
дальнейшей переработки.
Установки для декристаллизации могут быть периодиче-
ского и непрерывного действия. В зависимости от потребляе-
мой энергии их подразделяют на воздушные, использующие в
качестве теплоносителя подогретый воздух, и электрические,
использующие энергию токов высокой частоты.
Воздушная декристалл из а цио иная установка периодического
действия показана на рис. 1.1. Кипы каучука на специальных
металлических поддонах 6 помещают в камеру, куда непрерыв-
но подают воздух, подогретый в калорифере 4, и выдерживают
в течение 35—70 ч. В процессе декристаллизации каучук пере-
ходит в аморфное состояние, и его дальнейшая переработка об-
легчается.
Однако производительность таких установок мала вслед-
ствие медленного разогрева больших кип каучука. При этом
кипы прогреваются неравномерно: внешние слои их перегре-
ваются. Для устранения этих недостатков используют воздуш-
ные декристаллизационные установки непрерывного действия.
Камера таких установок отличается от камеры установок пе-
риодического действия тем, что в ней находится непрерывно
12
Рис. 1.1. Воздушная декристаллнзационная установка периодического дей-
ствия:
1 — корпус установки; 2 — трубопровод для отсоса воздуха из камеры; 3 — вентилятор;
4— калорифер; 5 — трубопровод для подачи воздуха; 6— поддон; 7 — канал для подачи
воздуха в камеру; S — шлюз; 9— кипа каучука
движущийся конвейер с уложенными на его полки кусками
каучука, к тому же меньшей массы (20—25 кг), что позволяет
сократить продолжительность подогрева до 6 ч.
Чтобы еще больше сократить продолжительность декристал-
лизации и уменьшить неравномерность разогрева кипы каучу-
ка, характерную для всех установок с воздушным обогревом,
вместо этих установок применяют установки, основанные на
использовании токов высокой частоты, в которых разогрев про-
исходит одновременно во всем объеме материала.
На рис. 1.2 показана высокочастотная декристаллизацион-
иая установка периодического действия. Металлический кор-
пус камеры 3 препятствует распространению действия высоко-
частотного излучения в окружающую среду, т. е. выполняет
функции экрана. Кипы каучука подают в камеру по рельсово-
му пути на тележках 5. После того как тележка войдет в ка-
меру, электрод 2 опустится на кипу; между ним и тележкой
Рис. 1.2. Высокочастотная декристаллнзационная установка периодического
действия:
1, 6 — концевые выключатели механизма транспортирования тележек; 2—электрод; 3 —
корпус камеры; 4 — дверь камеры; 5 — тележка с кипами каучука; 7 —рельсовый путь;
£ — загрузочный механизм; 9 — рольганг
13
Рнс, 1.3. Высокочастотная декрнсталлнзациоииая установка непрерывного
действия:
! — механизм для отбора кип; 2— устройство для контроля степени декристаллизации;
-3 — плита; 4— камеры; 5 — механизм для поворота кипы; 6 — транспортер; 7 — высоко-
частотные генераторы ЛГД-32; 8— шкаф управления; 9— противопожарное устройство
создастся высокочастотное электрическое поле, в результате
чего кипа начнет разогреваться; продолжительность прогрева
40—50 мин. Однако вследствие ряда причин, в частности раз-
личия электрических характеристик соседних слоев кипы,
разогрев происходит также неравномерно. Поэтому после из-
влечения кипы из камеры ее выдерживают на воздухе в тече-
ние 1 ч; этого достаточно для выравнивания температуры по
всему объему материала.
t Для интенсификации высокочастотной декристаллизации
была сконструирована установка непрерывного действия (рис.
1.3). Установка состоит из двух камер 4 и пульсирующего
транспортера 6, перемещающего кипы последовательно через
обе камеры. В каждой из камер в момент остановки транспор-
тера электрод опускается в рабочее положение, включается
генератор, и кипа каучука обрабатывается в течение несколь-
ких минут. После окончания обработки электроды поднимаются
и кипы перемещаются в следующую камеру, при этом в пер-
вую камеру подаются новые кипы материала, а из второй из-
влекаются обработанные. Для контроля степени декристалли-
зации кипы на выходе из камеры установлен щуп 2, приводи-
мый в движение пневмоцилиидром. По глубине погружения
щупа в материал судят о степени декристаллизации каучука.
Если кипа не прогрелась (материал остался твердым), щуп не
может погрузиться на заданную глубину, и кипа возвращается
на повторную обработку.
Установки декристаллизации с помощью токов высокой ча-
стоты более производительны и гигиеничны, чем установки с
воздушными камерами. Они перспективнее, хотя и не лишены
14
существенных недостатков. Такие установки сложнее по конст-
рукции, и стоимость их выше; кроме того, кипы каучука долж-
ны иметь стандартные размеры и быть однородными по свой-
ствам. На заводах, потребляющих разнородное сырье, наряду
с этими установками необходимо иметь воздушные камеры.
Так как генераторы высокочастотных установок работают
на частоте 30—75 МГц, рабочее пространство камер должно
быть надежно экранировано, чтобы высокочастотное поле не
создавало помех установкам связи и не оказывало нежелатель-
ного действия на обслуживающий персонал. При подаче кип
каучука в установку необходимо следить за тем, чтобы в них
не было посторонних предметов, особенно металлических.
1.2. МАШИНЫ ДЛЯ РЕЗКИ КАУЧУКОВ
Резка кип каучуков производится после их декристаллизации.
В некоторых случаях для сокращения продолжительности разо-
грева резку кип каучука производят перед его декристалли-
зацией.
Машины для резки каучуков снабжены гильотинными или
вращающимися ножами. Наиболее распространены гидравличе-
ские ножи вертикального и горизонтального типа, менее —
ножи с механическим приводом или_с вращающимися режу-
щими устройствами. Усилие, необходимое для разрезания кип
Рис. 1.4. Одиолучевой гидравлический нож вертикального типа:
/— верхняя траверса; 2 — нож; 3-—колонна; 4— подвижная плита; 5 — силовой цилиндр;
6 — нижняя траверса; 7 — плунжер
Рис. 1.5. Загрузочное приспособление гидравлического иожа:
1 — ось вращения рольганга; 2 — силовой цилиндр; 3 — рольганг с вилкой
15
закристаллизованного каучука, составляет 980 кН/м рабочей
длины лезвия; при резке каучука, обработанного в камере, это
усилие снижается до 98—300 кН/м.
Для резки закристаллизованного каучука применяют одио-
лучевые ножи с приводом от гидроцилиндра, развивающего
усилие до 56 кН.
На рис. 1.4 изображена схема устройства однолучевого
гидравлического ножа вертикального типа. Силовой контур
машины состоит из колонн 3, верхней 1 я нижней 6 траверс.
На верхней траверсе неподвижно укреплен нож 2. Силовой ци-
линдр 5 установлен в нижней траверсе и служит для переме-
щения в вертикальном направлении плунжера 7 с жестко
укрепленной на нем плитой 4. Кипу каучука помещают на
плиту 4, после чего в силовой цилиндр подают рабочую жид-
кость, под действием которой плунжер 7 начнет перемещать
плиту 4 с помещенной на ней кипой каучука по направлению
к ножу, разрезающему кипу на части по мере движения ее
вверх. Вниз плита возвращается под действием собственного
веса. Чтобы полностью разрезать кипу и не затупить лезвие
ножа о нижнюю плиту, в последней делают проточку с поме-
щенной в нее деревянной плаикой или полосой резины, в ко-
торую и входит лезвие в конце рабочего хода. Рабочий цикл
ножа длится около 1 мин.
Для удобства загрузки кип каучука массой по 100 кг ножи
иногда оборудуют загрузочными приспособлениями (рис. 1.5).
Загрузчик имеет рольганг с вилкой 3, который может повора-
чиваться на 90° вокруг оси /. Кипу каучука помещают иа вил-
ку, а рольганг гидроцилиндром 2 с помощью рычага повора-
чивают в горизонтальное положение для подачи в рабочее
пространство ножа.
Для резки каучука после декристаллизации могут приме-
няться многолучевые горизонтальные ножи. Общий вид много-
лучевого ножа, способного разрезать кипу за один рабочий
ход иа десять частей, приведен на рис. 1.6. Режущие лезвия
Рис. 1.6. Горизонтальный многолучевой гидравлический нож:
1 — подвижная плита с прорезями; 2—неподвижная плита с ножами; 3 — система при-
вода и управления
16
Рис. 1.7. Нож с механиче-
ским приводом:
1 — рама; 2 — направляющая;
3 — ползун; 4 — нож-. 5 — палец;
6 — шатун; 7 — приводная ше-
стерня; 8 — вал; 9 — подшипник
вала; 10 — нижний палец шату-
на; 11—шестерня промежуточ-
ного вала; 12— рольганг; 13—
муфта; 14 — редуктор; 15 — дви-
гатель
ножа расположены по радиусам и закреплены неподвижно в
правой части машины. Подвижная плита 1 под действием ра-
бочей жидкости, подаваемой в одну из полостей гидроцилинд-
ра, перемещается вправо и прижимает кипу каучука к режу-
щим лезвиям. В исходное положение (обратный ход) поршень
гидроцилиндра возвращается при подаче жидкости в другую
полость цилиндра. Рабочий ход ножа продолжается около ми-
нуты. Производительность ножа 40—50 кип/ч.
Привод гидравлических ножей осуществляется от индиви-
дуальных насосных агрегатов. Он имеет много общего с при-
водом гидравлических прессов, подробное описание его дано
в гл. 7.
Каучук можно разрезать ножами с механическим приводом
(рис. 1.7). Кипа каучука, циклично перемещающаяся по роль-
гангу 12, режется ножом 4, жестко связанным с ползуном 3.
Ползун совершает возвратно-поступательное движение в на-
правляющих 2. Толщину отрезаемых от кипы каучука кусков
регулируют путем изменения частоты вращения приводной
2—651 17
Рис. 1.8. Дисковый нож:
I. 4 рольганг; 2—подающий валик; 3—
дисковый нож; 5 — поддон, 6—рама; 7 —
кожух, И ппл
шестерни 7. Привод механиз-
ма подачи связан с приводом
ножа, что позволяет резать
кипу на куски постоянной тол-
щины. Нож может работать
с частотой 6—10 резов/мин.
Производительность такого
ножа достигает 5—6 т/ч. Наи-
большей производительность^
обладают дисковые ножи, осо-
бенно при резке жестких кау-
чуков. Максимальная произ-
водительность многодисковых
ножей достигает 35 т/ч.
Устройство четырехдиско-
вого ножа показано на рис. 1.8.
Кипа каучука подается по
рольгангу 1 в направлении, указанном стрелкой. Рифленые
приводные подающие валики 2 транспортируют кипу к режу-
щим дискам 3 и после резки сталкивают куски на рольганг 4.
Режущие диски жестко закреплены на валу 8 иа расстоянии
друг от друга, равном 150 мм. Последний подающий валик
имеет четыре кольцевые проточки на поверхности; это необхо-
димо для того, чтобы режущие кромки дисков заходили в них
и полностью разрезали материал. Эти ножи могут резать ма-
териал толщиной до 250 мм. Скорость резания достигает
20 м/мин.
Ножи для резки каучука относятся к оборудованию, работа
на котором требует особых мер предосторожности. Кипы в
зону резки подаются механически; подавать кипы руками ка-
тегорически запрещается. При работе на ножах следует следить
за исправностью ограждений и устройств аварийной остановки
машины. Особое внимание необходимо при работе на механи-
ческих и дисковых ножах вследствие их быстродействия. Нель-
зя допускать, чтобы с кипой каучука в зону резки попадали
посторонние предметы (особенно металлические), которые мо-
гут вывести машину из строя.
1.3. ОБОРУДОВАНИЕ ДЛЯ ХРАНЕНИЯ И ПОДГОТОВКИ
СЫПУЧИХ КОМПОНЕНТОВ
Оборудование для приема, хранения и подготовки сыпучих
компонентов является громоздким и довольно сложным из-за
специфических свойств высокодисперсных материалов. Наибо-
лее высокими дисперсностью и летучестью обладает техниче-
18
ский углерод. Работа с техническим углеродом связана с пы-
лением, загрязнением окружающей среды и оборудования.
Очистка воздушных выбросов, содержащих технический угле-
род, сложна и требует применения громоздких циклонов и
фильтров большой площади. Поэтому лучше использовать пы-
лящие материалы в гранулированном виде или в виде компо-
зиций с жидкими компонентами (паст), максимально сокра-
щать число их перегрузок и все операции с пылящими мате-
риалами проводить в закрытых (капсулированных) агрегатах,
а также стремиться максимально механизировать и автомати-
зировать производственный процесс.
В промышленности для хранения технического углерода
используют автоматизированные склады. Они могут принимать,
как правило, лишь несколько (три — пять) сортов этого мате-
риала. Сыпучие материалы хранятся в различных емкостях
(бункерах, силосных банках и др.).
Бункера. Разгрузка, заполнение бункеров и подача техническо-
го. углерода в производство осуществляются закрытыми меха-
низмами автоматически.
Конструкция бункера для хранения технического углерода
показана на рис. 1.9.
Рис. 1.9. Бункер для хранения технического углерода:
/ — корпус; 2—устройство сводообрушения; 3— винтовой транспортер (питатель)
Рис. 1.10. Бункер для светлых сыпучих материалов:
I—корпус; 2 —устройство сводообрушения; 3— винтовой транспортер (питатель); 4,
5 — уровнемеры
2*
19
Бункер для светлых сыпучих материалов (рис. 1.10) отли-
чается от бункера для технического углерода большим верти-
кальным размером. Это связано с тем, что каолин и особенно
мел склонны к образованию сводов, часто зависают в узких
местах, вследствие чего разгрузка бункера прекращается.
Способность сыпучих материалов высыпаться из отверстий называют те-
кучестью. Текучесть зависит от гранулометрического состава материала,
4>ормы частиц, коэффициента внутреннего трения, влажности, способности
материала к структурированию. Чем тоньше измельчен материал (чем вы-
ше его дисперсность), тем ниже его текучесть. Подвижность сыпучего ма-
териала в значительной степени определяется углом естественного откоса.
Любой сыпучий материал, свободно высыпаемый на горизонтальную плос-
кость, будет располагаться на ней в виде конуса. Угол между образую-
щей конуса и горизонтальной плоскостью называется углом естественного
откоса. Значение этого угла зависит от плотности материала и сил сцеп-
ления частиц между собой. Бункеры должны конструироваться так, чтобы
угол, составляемый их стенками с горизонтальной плоскостью, был значи-
тельно больше угла естественного откоса материала, для которого бункер
предназначен. Угол естественного откоса для серы молотой, графита и таль-
ка равен 40°, а для мела — 42°.
В бункерах для облегчения вытекания из них сыпучего
материала и разрушения образующихся сводов устраивают
ворошители — гребенки, совершающие вращательное и воз-
вратно-поступательное движения. Вытеканию материала также
способствуют вибраторы, располагаемые вблизи отверстия бун-
кера. На рис. 1.11 изображен простейший электромагнитный
вибратор.
Успешно работают в качестве сводообрушителей пневмати-
ческие устройства (рис. 1.12). По трубке 2 под резиновую диа-
, фрагму 3, укрепленную внутри бункера с помощью кольца 4,
подается сжатый воздух. Диафрагма раздувается, смещая сы-
Рис. 1.11. Электромагнитный вибратор для предотвращения зависания ма-
териала в бункере:
/—основание вибратора; 2 —корпус бункера; 3 — обмотка электромагнита; 4 — вибра-
тор. 5 — регулятор амплитуды
Рис. 1.12. Пневматический сводообрушитель:
/ — корпус бункера; 2 —трубка для подачи воздуха; 3 —резиновая диафрагма; 4 —
кольцо
20
Рнс. 1.13. Конвейер с погружными
скребками:
1—короб; 2—скребок в форме сегмента (ра-
бочая ветвь); 3 — пластмассовая пластина; 4—
алюминиевая направляющая; 5 — тянущий ор-
ган
пучий материал, соприкасаю-
щийся с ней; затем воздух
стравливается, и диафрагма со-
кращается, при этом материал
ссыпается, и происходит разру-
шение свода.
Транспорт для сыпучих. Сыпучие материалы транспортируют
пневмотранспортом, ленточными, винтовыми транспортерами
или конвейерами с погружными скребками.
Система пневмотранспорта обладает высокой производи-
тельностью, проста в обслуживании, но энергоемка и требует
применения громоздких систем очистки воздуха.
Ленточные транспортеры просты и производительны, одна-
ко они неэффективны при перемещении материалов малой плот-
ности и их трудно герметизировать. Винтовые транспортеры
измельчают транспортируемый материал.
Конвейеры с погружными скребками (рис. 1.13) также
имеют ряд недостатков, но они удобны в эксплуатации и тре-
буют меньших удельных энергозатрат на транспортирование,
вследствие чего их часто предпочитают другим видам меха-
низмов. Материал в таких конвейерах с помощью скребков
2 перемещается по герметичному коробу 1. Тянущий орган в
виде бесконечной цепи с закрепленными на ней сребками при-
водится в движение от двигателя, расположенного вне короба.
Затворы и дозаторы. В тех случаях, когда внутренняя полость
бункера находится под разрежением или небольшим избыточ-
ным давлением, ее необходимо изолировать от окружающей
среды, обеспечив при этом возможность выгрузки сыпучего
материала из бункера. Эти функции выполняют затворы.
На рис. 1.14 изображены схемы винтового и шлюзового за-
Рис. 1.14. Винтовой (а) н шлюзовой (б) затворы-дозаторы:
/ — бункер; 2—корпус затвора; 3 — червяк; 4— фигурный барабан
21
Рис. 1.15. Порционные весы:
/ весовой ковш; 2— подвеска ковша; 3— приз-
мы; 4 — тяга-, 5 — коромысло; 6 — передвижной:
груз; 7 — весовые коромысла (рычаги); 8— пнев-
матический механизм подключения коромысла;
9— грузы; 10— механизм открывания ковша; 11 —
откидное днище ковша (заслонка); 12 — питатель;
13 — циферблатная головка
творов; они также могут играть
роль объемных дозаторов, т. е. при-
боров, отпускающих отмеренные
с известной точностью порции ма-
териала.
В винтовом затворе-дозаторе
(рис. 1.14, nJ отделение полости
бункера от внешней среды обеспе-
чивается слоем материала, нахо-
дящегося в нарезке червяка и со-
здающего сопротивление движению
воздуха. Производительность этого
дозатора зависит от частоты вра-
щения червяка 3.
В шлюзовом затворе-дозаторе (рис. 1.14, б) полость бункера
изолируется от внешней среды установленным в корпусе фи-
гурным барабаном 4. При вращении барабана в его полости
поочередно засыпается материал, который после поворота ба-
рабана поочередно высыпается из него в разгрузочную воронку.
Производительность шлюзового затвора (объем выгруженного
из бункера материала) зависит от числа и объема полостей и
частоты вращения барабана.
Используются и другие конструкции затворов и затворов-
дозаторов. Однако объемное дозирование сыпучих материалов
не может обеспечить высокой точности (из-за неодинаковой на-
сыпной плотности материала). Непрерывное повышение требо-
ваний технологии к точности дозирования привело к созданию
и использованию целой гаммы весовых дозаторов, где главный
элемент системы — весы производят дозирование материалов с
точностью до 1%.
Принцип работы весов (рис. 1.15) заключается в сравнении
действия, оказываемого на один из рычагов 7 весом груза 9
и весом помещенного в весовой ковш 1 материала. При на-
стройке весов включают один из рычагов 7 (остальные служат
для расширения диапазона работы устройства). Груз 6 служит
для уравновешивания ковша без материала. После подачи пи-
тателем 12 в ковш необходимой массы материала, регистрируе-
мой головкой 13, от последней исходит команда на остановку
питателя и выгрузку материала из ковша открытием заслон-
ки 11.
Сигнализаторы уровня. Объем материала в бункере контроли-
руют указателями уровня, которые играют особо важную роль
22
при автоматизации работы складов и транспортных систем.
В системах бункеров могут применяться сигнализаторы уровня
мембранного и емкостного типов.
Обычно по высоте емкости для хранения сыпучих материа-
лов устанавливают несколько сигнализаторов уровня. Точность
измерения объема материалов, находящихся в емкости, зави-
сит от числа установленных приборов.
Принцип работы сигнализатора мембранного типа заклю-
чается в том, что под давлением сыпучего материала резино-
вая диафрагма прогибается и включает переключатель, свя-
занный с элементом на пульте управления. После снижения
уровня материала ниже того, на котором находится сигнали-
затор, диафрагма под действием пружины возвращается в ис-
ходное положение и размыкает контакт.
Принцип работы емкостных сигнализаторов заключается в
измерении изменения емкости конденсатора, образуемого дву-
мя электродами. Электроды размещены таким образом, что
при наполнении бункера пространство между ними заполняет-
ся сыпучим материалом, что изменяет электрическую емкость
системы. Изменение емкости фиксируется приборами, програ-
дуированными в долях объема бункера. Такие измерители
уровня (ЭСУ-2 и ИУ-2) выпускаются нашей промышленностью.
Принцип работы сигнализатора уровня, действие которого
основано на использовании проникающего излучения (рис. 1.16),
заключается в измерении интенсивности поглощенного излу-
Рис. 1.16. Сигнализатор уровня с использованием проникающего излучения:
1 — бункер; 2 — источники излучения; 3 — приемники излучения; 4 — прибор, регистри-
рующий положение уровня материала по интенсивности принятого излучения; 5 — вин-
товой затвор
Рис. 1.17. Сигнализатор уровня материала, действие которого основано на
измерении массы:
1 — жидкость; 2 — месдоза; 3 — трубка, 4 — показывающий прибор; 5 — бункер; 6 — лапы
бункера; 7—диафрагма; 8— бетонная опора
23
Рнс. 1.18 Газоструйная мельница-
сушилка:
/ — бункер; 2 — винтовой дозатор-, 3 —
винтовой затвор-питатель; 4— камеры
сгорания; 5 — разгонная трубка; 6 —
помольная камера; 7 — вентилятор;
8 — насос для подачи топлива; 9—
шлюзовой затвор; /0—циклон; II —
вентилятор отсоса газов; 12— класси-
фикатор; 13 — течка возврата материа-
ла на домол
чения, меняющейся в зави-
симости от заполнения
бункера, так как материал
поглощает часть энергии
источника.
Сигнализатор уровня материала, принцип действия которого
основан на определении массы (рис. 1.17), состоит из месдозы
2, соединительной трубки 3 и показывающего прибора 4. Дав-
ление, развиваемое в месдозе, расположенной между лапой 6
бункера и бетонной опорой 8, зависит от массы материала в
бункере. Измеряя это давление, можно судить о количестве
материала в нем.
Сушилки и классификаторы. Сыпучие материалы, особенно
гигроскопичные н склонные к слеживанию, перед подачей в
производство иногда необходимо дополнительно подсушивать,
просеивать или измельчать.
Подсушка может. производиться либо в специальных су-
шилках, либо в процессе передачи материала пневмотранс-
портом с горячим теплоносителем (воздухом). Дополнительное
измельчение производится в обычных агрегатах: шаровых
мельницах, дезинтеграторах и более современных газоструйных
мельницах-сушнлках.
Газоструйная мельница-сушилка (рис. 1.18)—эффективное
устройство, позволяющее одновременно измельчать, подсуши-
вать (или сушить) и классифицировать (разделять по разме-
рам частиц) большинство сыпучих материалов. Установка ра-
ботает на жидком топливе или газе. Топливо, подаваемое на-
сосом 8, сгорает в камерах 4, которые питают воздухом венти-
лятор 7. Подготовленный к измельчению материал из бункера
1 винтовым дозатором 2 подается в винтовой затвор-питатель
3, из которого он попадает в струю газов и разгоняется в труб-
ках 5. Два встречных потока горячих газов со взвешенными
частицами материала сталкиваются в помольной камере 6.
За счет большой скорости частицы материала приобретают
большой запас кинетической энергии и, соударяясь, измель-
чаются.
Из камеры 6 пылегазовая смесь подается в классификатор
12, где происходит отделение частиц, не удовлетворяющих тре-
бованиям по крупности, и возврат их на домол через течку 13
в затвор-питатель 3. Готовый—измельченный и высушенный —
24
продукт высаживается в циклоне 10. Отработанные газы сбра-
сываются через вентилятор 11 в атмосферу. При необходимо-
сти их пропускают через фильтр.
С помощью газоструйной мельницы-сушилки можно дома-
лывать и сушить материал с начальным размером частиц
10 мм и относительной влажностью 5—10%. Сушка материалов
таким способом очень эффективна благодаря высокой темпера-
туре процесса и равномерному распределению частиц в потоке
газа. Расход теплоносителя при обработке материала в про-
мышленных газоструйных установках составляет 1 кг на 1 кг
материала; расход топлива — 60—70 г на 1 кг материала.
Газоструйная мельница требует точной регулировки режи-
ма работы, зато позволяет получать материал с узким распре-
делением по гранулометрическому составу. Еще одним преиму-
ществом такого способа помола является отсутствие мелющих
тел, износ которых в установках других типов приводит к за-
грязнению материала.
Для четкого разделения порошкообразных материалов по
крупности кроме обычных сит и сеялок чаще всего применяют
воздушные классификаторы, которые, несмотря на более слож-
ную конструкцию, обладают неоспоримыми преимуществами:
они позволяют более точно отделить необходимые фракции
материала, более производительны и удобны в эксплуатации.
Общий вид одного из таких классификаторов приведен на
рис. 1.19.
Принцип действия воздушного классификатора виден из
рис. 1.20. Взвесь материала в воздухе подается в периферий-
Рис. 1.19. Воздушный классификатор:
I — откидная половина камеры; 2 — отверстие для удаления крупных частиц; 3 — патру-
бок для отвода газа; 4 — корпус классификатора; 5 — патрубок для ввода пылегазовой
смеси; 6 — вращающийся диск; 7 — лопатки, направляющие поток воздуха
Рис 1.20. Схема разделения частиц по размерам в воздушном классифика-
торе:
s — траектория движения воздуха в камере классификатора; К — траектория движения
яастицы. находящейся в равновесии; G — частица находящаяся в равновесии; F — цент-
робежная сила; R— центростремительная сила; I— отверстие для удаления воздуха
25
Рнс. 1.21. Сушильно-просевной агрегат:
1 — приемный бункер; 2— червяк; 3 — корпус;
4—рама агрегата; 5 — подогреватель; б —
электродвигатель привода червяка; 7 — редук-
тор; 8 — промежуточный бункер; 9— питатель
просевного агрегата; 10 — просевной агрегат;
//—электродвигатель привода просевного аг-
регата
ную часть цилиндрической камеры с вращающимся ротором с
лопастями, а отсасывается через центральную часть I камеры
по направлениям стрелок $. При вращении ротора создаются
центробежные силы F, отбрасывающие частицы материала к
периферии, в то же время поток воздуха стремится увлечь
частицы к центру и вывести их из камеры (центростремитель-
ные силы R). Чем крупнее частицы, тем сильнее сказывается
действие на них центробежных сил и слабее — центростреми-
тельных.
Изменяя соотношение центробежных и центростремитель-
ных сил, можно добиться того, что частицы точно определен-
ного размера будут находиться в камере в равновесном состоя-
нии (частица на траектории К). Все частицы большего разме-
ра будут отброшены к периферии и выведены из камеры спе-
циальным устройством, а частицы меньшего размера будут
вынесены потоком воздуха через центральное отверстие каме-
ры и затем высажены в циклоне.
В настоящее время существуют газоструйные мельницы-
сушилки производительностью до 10 т/ч и более. При обработке
в газоструйпых мельницах сыпучие материалы приобретают
специфические свойства в результате взаимодействия свежеоб-
разованной поверхности частиц с продуктами сгорания (размол
происходит в среде горячих газов). Они становятся более те-
кучими, менее склонными к зависанию в бункерах, легче рас-
пределяются в массе смеси, проявляют гидрофобные свой-
ства.
Воздушные классификаторы получили широкое распростра-
нение. Они компактны и обладают высокой производитель-
ностью. Кроме того, они позволяют получать высокодисперс-
26
ный материал с частицами строго определенного размера. Про-
изводительность воздушных классификаторов может достигать
2—5 т/ч по исходному материалу. Такие классификаторы мож-
но применять для разделения порошков с минимальным раз-
мером частиц от 10 мкм.
Для сушки и просева материала, не требующего точного
разделения по крупности, могут применяться и более простые
установки — сушильно-просевные агрегаты .(рис. 1.21). Мате-
риал загружается в бункер 1 и червяком 2 подается вдоль кор-
пуса 3 пилиндра, снабженного подогревателем 5. По мере дви-
жения в горячем корпусе материал подсушивается и через пи-
татель 9 попадает в просевной агрегат 10. Просушенный и про-
сеянный материал удаляется из агрегата через две разные
течки. Этот агрегат сравнительно прост по конструкции и с
успехом может использоваться на заводах с небольшим рас-
ходом материала. Производительность агрегата в зависимости
от состава и влажности исходного продукта может достигать
250—500 кг/ч.
На некоторых заводах для просева порошкообразных ма-
териалов довольно часто применяют вибрационные сита произ-
водительностью от 50 до 400 кг/ч. Эти установки просты, но
менее удобны, чем классификаторы, и обладают меньшей про-
изводительностью. При использовании вибросит труднее пред-
отвращать попадание пыли в окружающую среду.
1.4. ОБОРУДОВАНИЕ ДЛЯ ХРАНЕНИЯ И ПОДГОТОВКИ
ВЯЗКОТЕКУЧИХ КОМПОНЕНТОВ
В производстве шин и резиновых технических изделий для
приготовления резиновых смесей применяют текучие материа-
лы (нефтяные масла, жирные кислоты, смолы, мазуты) в ко-
личестве 15—20% от массы каучука. Для хранения и подготов-
ки таких материалов используют специальные склады.
Как правило, эти материалы обладают высокой вязкостью,
которая повышается в холодное время года. Высокая вязкость
затрудняет перекачивание текучих веществ па склад и со скла-
да в производство, осложняет их дозирование.
Для снижения вязкости перекачиваемых материалов ем-
кости для их хранения снабжены обогревательными устрой-
ствами. Транспортирующие трубопроводы также обогреваются.
Для этого рядом с ними прокладывают трубу, по которой по-
дают теплоноситель; обе трубы заключены в теплоизоляцион-
ный кожух. Расходные трубопроводы представляют собой
кольцо, по которому материал непрерывно циркулирует и от-
водится из него к потребителю по мере надобности.
Схема склада для пластификаторов приведена на рис. 1.22.
На складе установлено несколько баков 2 для пластификаторов
с системами парового обогрева. Продукт в емкости может по-
27
Рнс. 1.22. Схема склада для пластификаторов:
1 — воронки для приема пластификаторов из бочек; 2 — баки с пластификаторами; 3 —
насос для подачи пластификаторов в производство; 4 — теплообменник; 5 — шестеренча-
тый насос; (> — фильтр; 7 — железнодорожная цистерна; 8 — змеевик;--------пар;
— • — ---материальные потоки;--------— конденсат
даваться как из бочек, так и из железнодорожных 7 или авто-
цистерн.
Для перекачивания высоковязких веществ (например, рас-
плавленных пластификаторов) из железнодорожных цистерн
на складе имеются циркуляционный шестеренчатый насос. 5 и
теплообменник 4. Циркуляционный насос непрерывно откачи-
вает из цистерны 7 способный течь материал, подает его в теп-
лообменник 4, из которого подогретый материал возвращается
в цистерну; циркуляция продолжается до тех пор, пока все
содержимое не разогреется.
Для ускорения разогрева материала в цистернах имеется
змеевик 8, через который пропускается пар. Для очистки про-
дукта перед подачей его в емкости установлен фильтр 6. Каж-
дая емкость оборудована устройством для слива отстоя. Насос
3 предназначен для подачи пластификатора из емкостей в про-
изводство.
Жидкие компоненты можно дозировать как по объему, так
и по массе. Вследствие практически постоянной плотности
жидких тел при данной температуре, объемное дозирование
по точности аналогично дозированию по массе. Для дозирова-
ния могут использоваться мерные емкости или специальные
поршневые насосы-дозаторы (рис. 1.23). Производительность
насоса-дозатора зависит от частоты вращения кривошипного
Рнс. 1.23. Насос-дозатор:
1—ползун; 2— маховик; 3 — цилиндр; 4—
поршень
28
механизма и хода поршня. В насосах-дозаторах ход поршня
можно регулировать путем изменения положения ползуна 1.
Для облегчения транспортирования и дозирования вязко-
текучих компонентов все устройства должны быть теплоизоли-
рованы. При транспортировании агрессивных сред применяют
оборудование и насосы, изготовленные из кислотостойких ма-
териалов.
1.5. ОБОРУДОВАНИЕ ДЛЯ ПЛАСТИКАЦИИ КАУЧУКОВ
Для доведения каучуков (главным образом натуральных) до
требуемой пластичности их подвергают интенсивным механи-
ческим воздействиям. На пластикацию затрачивается большое
количество энергии. При проведении этого процесса на валко-
вых машинах энергозатраты составляют 1080 Дж/кг каучука
(0,3 кВт-ч). Чаще всего каучук пластицируют в резиносмеси-
телях и червячных пластикаторах—более производительных
и экономичных машинах — с энергозатратами 700—800 Дж/кг
каучука (0,2 кВт-ч).
Червячный пластикатор состоит из цилиндрического кор-
пуса с устройствами терморегулирования, в котором вращается
рабочий орган — червяк.
Куски каучука массой до 20 кг после прогрева в камере
декристаллизации подаются в загрузочную воронку пластика-
тора. Захваченный червяком, приводимым во вращение от мощ-
ного электродвигателя через редуктор и приводную шестерню,
каучук подвергается интенсивным деформациям, в основном
сдвигового характера. В результате интенсивных механических
воздействий каучук претерпевает значительные изменения и
становится пластичным.
По мере прохождения вдоль цилиндра машины материал
разогревается и постепенно изменяет свои свойства. Для того
чтобы геометрическая форма червяка, от которой зависит ин-
тенсивность воздействия на материал, соответствовала меняю-
щимся свойствам каучука, червяк изготавливают разделенным
на две зоны. Нарезки первой и второй зоны отличаются друг
от друга и являются оптимальными по форме для материала,
упругого в самом начале и более пластичного в конце его об-
работки.
Пластицированпый каучук выходит через кольцевую щель
(между дорном и головкой) в виде трубки, которая разрезает-
ся неподвижным ножом, укрепленным в нижней части машины,
и в виде лепты подается на дальнейшую переработку.
Головка червячной машины может быть приспособлена для
выпуска пластицированного каучука в виде гранул. Ленты и
гранулы охлаждают и покрывают антиадгезивом.
Для оптимального проведения процесса пластикации необ-
ходимо строго поддерживать температурный режим работы
машины. Перед началом работы червяк и головку разогревают.
29-
Рис. 1.24. Бункер для хране-
ния гранул каучука:
а — верхняя секция бункера; 6 —
бункер; 1 — секция бункера; 2 — на-
правляющие для выдвижения дна;
3, 6 — выдвижное дно; 4— гранулы;
5 — питающий транспортер; 7 — от-
борочный транспортер; 8 — секции
бункера
Но так как во время работы в каучуке выделяется большое
количество тепла вследствие интенсивных деформаций, то чер-
вяк необходимо охлаждать, чтобы избежать перегрева. Обычно
в процессе работы температура цилиндра пластикатора поддер-
живается в пределах 120—130°C, а головки—110—115 °C. Про-
филирующая шайба и нож подогреваются до температуры
160 °C. Производительность пластикатора с червяком диамет-
ром 508 мм достигает 3—4 т/ч, мощность двигателя машины
520 кВт.
Листы пластицированного каучука хранят на специальных
стеллажах. Транспортируют их в вагонетках, автокарах или на
подвесных конвейерах. Гораздо удобнее для транспортирования
и дозирования применять гранулированный каучук.
Каучук в гранулированном виде хранят в специальных бун-
керах с выдвижными днищами. Устройство многоэтажного
бункера показано на рис. 1. 24. После охлаждения и обрыз-
гивания суспензией талька гранулы каучука транспортером 5
подаются в секцию бункера 1 с выдвижным днищем 3, из ко-
торого они пересыпаются в
следующую секцию и далее в сек-
ции, расположенные ниже, по
мере подачи материала в произ-
водство. Благодаря периодиче-
скому пересыпанию гранул, а
также небольшой толщине слоя
в каждой секции обеспечиваются
сыпучесть и дискретность грану-
лированного материала, что по-
зволяет автоматизировать систе-
му развески (дозирования) кау-
чуков и применить пневмотранс-
порт для передачи их на перера-
ботку, а также механизировать
Рис. 1.25. Схема усилий, действующих
на нож при резании каучука. Поясне-
ния в тексте.
30
н автоматизировать большую часть операций по подготовке
каучуков. Однако сложность оборудования для гранулирования
и хранения гранул затрудняет повсеместное применение гра-
нулированных каучуков.
Системы подготовки каучуков и ингредиентов к смешению
непрерывно совершенствуются. Наибольшие трудности вызы-
вает обработка высокодисперсных пылящих компонентов.
Имеется опыт гранулирования пылящих веществ (техниче-
ского углерода). В виде гранул технический углерод легче
транспортировать и дозировать, чем в дисперсной форме, но
для их изготовления необходимо применять дополнительное
оборудование.
Широко используются также маточные смеси при производ-
стве резиновых композиций.
1.6. РАСЧЕТЫ
Определение производительности оборудования. Производительность G
(кг/ч) декристаллизапнонной установки периодического действия определя-
ют по формуле
G = Qk/t,
где Q — масса загружаемого в камеру каучука, кг; k — коэффициент исполь-
зования машинного времени (й=0,9); t — продолжительность декристалли-
зации, ч.
Производительность G (кг/ч) гидравлического многолучевого ножа для
резки каучука рассчитывают по этой же формуле, где Q — масса кипы
каучука, кг; k — коэффициент использования машинного времени (k=0,95);
t — продолжительность цикла, ч.
Определение усилия, необходимого для резки каучука. Необходимым
условием прн резке каучука является равенство силы резання Р (Н), дви-
жущей нож, и суммы всех сил сопротивления движению ножа (рис. 1.25):
Р = Q + 2АГ sin а -|- 2Г cos а, (1.1)
где Q — сила сопротивления движению ножа разрезаемых слоев каучука, Н;
N — сила нормального давления на боковую грань лезвия ножа, Н; 2а —
угол заточки ножа, град; Т — сила трения ножа о каучук, Н.
Подставив значения Т=ц,М в уравнение (1.1), получим:
Р = Q 22V(sin а 4- p, cos а),
где |i — коэффициент трення.
Для приближенных расчетов усилие резания Р (Н) можно определить
из уравнения
Р = LQ,
где L — длина режущей части ножа, м; Q — усилие резання '(для закристал-
лизованных каучуков Q«980 кН/м, для декристаллизованных Q»984-
4-270 кН/м).
ГЛАВА 2
ВАЛЬЦЫ
2.1. НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Вальцы являются одним из самых распространенных видов
оборудования, их применяют на всех шинных заводах и заво-
дах РТИ, а также на многих заводах других отраслей про-
мышленности.
Вальцы представляют собой машину с двумя горизонталь-
ными валками, вращающимися навстречу друг другу. Они
предназначены для обработки вязкоупругих или пластичных
материалов путем их многократного пропускания через зазор
между валками, где они подвергаются интенсивным деформа-
циям сдвигового характера. Машина может работать как в
периодическом, так и в непрерывном режиме.
Вальцы используют: для смешения, когда требуются мягкие
условия проведения этого процесса; для подогрева смесей перед
их дальнейшей переработкой; для получения листов смеси; для
размола регенерата; для очистки смесей от посторонних вклю-
чений (рафинирования).
Обработка смеси на вальцах происходит следующим обра-
зом. Смесь загружают в пространство между вращающимися
валками, которые захватывают ее и затягивают в зазор; вели-
чина зазора может изменяться от нескольких долей миллимет-
ра до 10—12 мм. В зазоре смесь подвергается сжатию и по-
степенно равномерно распределяется по всей длине валка.
Кроме того, в зазоре на резиновую смесь действуют значи-
тельные усилия сдвига, вызывающие ее перетирание. Сдвиго-
вые усилия возникают также вследствие различия частот вра-
щения переднего и заднего валков, т. е. за счет фрикции, кото-
рая может быть значительной. Фрикция — отношение линейных
скоростей поверхностей заднего и переднего валков; так как
задний валок вращается быстрее, чем передний, то значение
фрикции больше единицы. После прохода через зазор смесь
прилипает к одному из валков, обычно к переднему, и обра-
зует на нем сплошной слой. При этом часть смеси перед зазо-
ром за счет фрикции также вращается. Такую бесформенную
вращающуюся массу называют «вращающимся запасом».
При дальнейшей обработке все новые и новые порции резиновой
смеси из вращающегося запаса будут затягиваться в зазор и
равномерно распределяться по поверхности валка. Обработка
смеси происходит в зоне зазора между валками; интенсивность
обработки зависит от величины зазора. Смесь можно много-
кратно пропускать через зазор и после достаточной ее прора-
ботки снять с вальцов в виде листа. Такой режим работы
машины называется периодическим.
32
Рнс. 2.1. Устройство вальцов:
1 — передний валок; 2— задний валок; 3— ограничительная стрелка; 4—большая при-
водная шестерня; 5, 17 — траверсы; 6 — делительные диски; 7 — регулирующие винты;
8. 12— детали станины; 9, /4 — подшипники трансмиссионного вала; 10 — тяги; 11 — фун-
даментная плита; 13— монтажное окно; 15— трансмиссионный вал; 16— фрикционные
шестерни; 18—масленки; 19—коробка аварийного выключателя; 20 — балансир
При непрерывном режиме работы смесь загружается в про-
странство между валками и после равномерного ее распреде-
ления по всей длине валка срезается в виде узкой ленты и
непрерывно отбирается транспортером. Вращающийся запас
перед зазором расходуется на возобновление слоя массы на
валке и пополняется питающим устройством.
Вальцы — тяжелая машина, масса ее может достигать 50 т;
мощность двигателя привода 300 кВт. Основанием вальцов
(рис. 2.1) служит массивная фундаментная плита 11, на кото-
рую монтируют детали станины 8 и 12. В станине расположены
мощные подшипники, в которых вращаются валки 1 и 2.
Для увеличения прочности и жесткости станины на правую и
левую ее части устанавливают траверсы 5 и 17. Задний валок
приводится во вращение от приводной шестерни 4. Передний
валок вращается от пары шестерен 16, одна из которых укреп-
лена на заднем, а другая иа переднем валке. Разность частот
вращения валков зависит от соотношения чисел зубьев этих
шестерен. Зазор между валками регулируется перемещением
переднего валка винтами 7, величина перемещения фиксирует-
ся с помощью делительных дисков 6.
Устройства регулирования зазора расположены со стороны
рабочего места вальцовщика. Ближайший к рабочему месту
валыювщика валок называют передним.
Для того чтобы смесь в процессе вальцевания не выдавли-
валась за пределы валков и не забивала подшипники, на валь-
цах устанавливают ограничительные стрелки 3, представляю-
щие собой металлические щитки, нижняя часть которых тща-
3—651
зз
тельно пригнана к поверхности валков. Стрелки крепятся к
подшипникам валков.
Подшипники несут большую нагрузку и требуют обильной
смазки. Подшипники скольжения смазывают с помощью мас-
ленок 18. На современных вальцах установлены подшипники
качения, смазываемые централизованной системой смазки,
Вальцы относятся к машинам повышенной опасности, так
как их рабочие органы (валки) открыты. Для аварийного
останова машины предусмотрена специальная система. При
нажатии на балансир 20 производится переключение выключа-
телей в коробке /9, которые выключают двигатель и приводят
в действие тормоз.
Приводные и фрикционные шестерни на вальцах закрыты
металлическими кожухами (на рисунке не показаны).
2.2 ОСНОВНЫЕ ПАРАМЕТРЫ И ТИПЫ ВАЛЬЦОВ
В нашей стране и за рубежом изготавливаются вальцы раз-
личного назначения и разных типоразмеров.
Вальцы, выпускаемые на отечественных заводах, должны
соответствовать по своим параметрам ГОСТ 14333—79.
Пример условного обозначения вальцов: Пд800^П. Это
подогревательные (Пд) вальцы с длиной рабочей части валка
800 мм и одинаковыми диаметрами валков (550 мм). Буква П
обозначает правое расположение привода (двигателя и редук-
тора). Он может находиться и слева, в этом случае в конце
ставят букву Л. Положение привода определяется по отноше-
нию к работающему на вальцах со стороны его рабочего места.
Основными параметрами вальцов, от которых зависит их
производительность и особенности работы, являются: длина
рабочей части валков, их диаметр и значение фрикции.
Дополнительными характеристиками являются распориоб
усилие, на которое рассчитана машина, мощность и располо-
жение привода, оснащение вспомогательными устройствами.
От длины и диаметра валков зависит важная характеристи-
ка вальцов — литражная емкость (условная величина, харак-
теризующая производительность машины); расчет литражной
емкости приведен в конце главы. В зависимости от назначения
вальпы имеют различные литражную емкость, фрикцию, по-
верхность валков, а иногда и разное число валков (на некото-
рых вальцах устанавливают три валка).
Подогревательные вальцы. Их применяют для разогрева рези-
новых смесей перед подачей их на каландр, в червячные ма-
шины некоторых типов, клеемешалки. Иногда для подогрева
особо жестких смесей один из валков выполняют рифленым.
В подогревательных вальцах фрикция может достигать 1,22—
1,27. Ряд подогревательных вальцов начинается с небольшой
модели Пд32о||^ и заканчивается моделью Пд 2100^ с дви-
гателем мощностью 180 кВт. Выпускают установки, состоящие
из двух и трех вальцов.
Смесительные вальцы. Эти вальцы используют в тех слу-
чаях, когда для введения в смесь компонентов требуются бо-
лее мягкие условия смешения по сравнению с условиями сме-
шения в резиносмесителе. Обычно такие вальцы устанавли-
вают после резиносмесителя. Смесительные вальцы могут при-
меняться также для дополнительной обработки смеси с целью
улучшения ее гомогенности и консистенции. Фрикция у таких
вальцов составляет 1,07. В обозначении смесительных вальцов
перед цифрами ставятся буквы См. Ряд моделей смесительных
вальцов включает в себя модели от См 800— до См 2100 —
550 660
с двигателем мощностью 180 кВт. Агрегаты могут состоять из
двух или трех вальцов модели См 2100—.
Листовальные вальцы. Они отличаются от смесительных в
основном вспомогательным оборудованием и применяются
для получения листов резиновой смеси.
Смесительно-подогревательные вальцы. Эти вальцы имеют в
обозначении индекс См-Пд в характеризуются фрикцией 1,14.
Дробильные вальцы (крекер-вальцы). Их используют в произ-
водстве регенерата для дробления старой резины. Они отли-
чаются от вальцов других типов тем, что имеют рифление на
обоих валках и фрикцию от 2,55 до 3,08. Кроме того, валки
могут быть разными по диаметру. Выпускают дробильные
вальцы с длиной рабочей части валков, равной
800 мм (Др 800—, Др 800—), с двигателем мощностью
610 710
350 кВт.
500
Размалывающие вальцы (Рз 800 —). Эти вальцы устанавли-
550
вают после дробильных для более тонкого размола старой ре-
зины. Поверхность валков может быть рифленой и гладкой.
Фрикция достигает 4,0; мощность двигателя 125 кВт.
490
Рафинирующие вальцы (Рф 800 —). Они предназначены для
очистки смесей от твердых включений, которые выдавливаются
к краям валков благодаря их бочкообразной форме. Иногда
рафинирующие вальцы имеют три валка. Фрикция рафини-
рующих вальцов составляет 2,55-
Кроме перечисленных выпускаются вальцы для лаборатор-
ных работ. На лабораторных вальцах можно изменять фрик-
цию, частоту вращения валков. Они оборудованы устройством
для замера распорного усилия и потребляемой мощности.
Вальцы, выпускаемые зарубежными фирмами, по своим
размерам и исполнению аналогичны рассмотренным выше.
Основные параметры их выражают в дюймах; например, 84X26
означает, что машина имеет длину валков 84" (2130 мм) и
диаметр 26" (660 мм).
35
2.3. ОСНОВЫ ВАЛЬЦЕВАНИЯ
Загруженная в межвалковое пространство смесь за счет тре-
ния о поверхности вращающихся валков и адгезии к этим
поверхностям втягивается в зазор между валкамн и попадает
в область деформации. Областью деформации считается про-
странство между поверхностями валков Л1С1 и А2С2 (рис. 2.2);
она расположена между сечениями XjX, и х2х2-
В этом пространстве образуется клин из резиновой смеси.
По мере движения смеси вместе с валками в межвалковое
пространство ширина его уменьшается, и под давлением вал-
ков материал частично продавливается вниз через зазор, а ча-
стично выдавливается в обратном направлении. Это движение
вызывает интенсивные деформации сдвига и сжатия смеси.
Деформации сдвига возникают также вследствие разности
окружных скоростей валков, так как грань клина, касающаяся
поверхности валка Д2С2, движется быстрее противоположной
грани.
Часть смеси, выдавленная в сторону, противоположную
движению валков, вследствие разности их скоростей начинает
вращаться, образуя вращающийся запас. Содержание смеси в
запасе постоянно обновляется, в него включается часть смеси,
которая прошла зазор и совершила полный оборот с валком, а
смесь из запаса постоянно втягивается в зазор и образует слой
иа валке.
При движении смеси к сечению минимального зазора К1К2
(см. рис. 2.2) давление в массе возрастает. Скорость массы в
этой части клипа меньше скорости движения поверхности вал-
ков. После того как смесь пройдет минимальное сечение, дав-
ление в ней резко падает, а скорость возрастает, и смесь опе-
режает рабочую поверхность валков.
Слой смеси обычно остается на поверхности переднего
валка. Но в зависимости от состава смеси и температуры по-
верхности она может оставаться и на заднем валке. В процес-
се деформации смесь
> нагревается и передает часть
тепла валку. Во избежание
перегрева материала валки
охлаждают водой.
При обработке резиновой
смеси на вальцах в зоне де-
формации протекает ряд фи-
зико-химических и механиче-
Рнс. 2.2. Схема течения резиновой
смеси в межвалковом пространстве:
x,xt — сечение захвата материала валка-
мн; Xn-vD — сечение минимального зазора;
х2х2 — сечение выхода материала из зоны
деформации
36
ских процессов (совмещение полимера с добавками, пластика-
ция, изменение вязкости системы и конформации молекул,
деструкция и др.).
Резиновые смеси и каучуки являются высокоэластичными
системами. Деформация таких систем-—сложный процесс, со-
стоящий из трех простых видов деформации: упругой, высоко-
эластической и пластической.
Упругая деформация преобладает при температурах ниже
температуры стеклования. Это гуковская деформация. Она
развивается практически мгновенно и почти полностью обра-
тима.
Высокоэластическая деформация является следствием пере-
группировки сегментов и ориентации молекул в силовом поле.
После снятия напряжения перемещение молекул и их частей
происходит в обратном направлении, и тело возвращается к
первоначальной геометрической форме. Эта деформация также
обратима в значительной степени.
Пластическая деформация — это вязкое течение. Сущность
ее заключается во взаимном перемещении молекул, когда связи
между ними ослаблены, например, за счет повышения темпера-
туры. Пластическая деформация необратима.
Доля деформации каждого вида в общей картине измене-
ния формы тела под нагрузкой зависит при прочих равных
условиях от температуры, напряжения и продолжительности
его действия.
При обработке резиновой смеси на вальцах реализуются
все три вида деформации. В конце вальцевания преобладает
пластическая деформация.
Загруженный в межвалковое пространство материал может
либо скользить по поверхности валков, либо втягиваться в
зазор и подвергаться переработке. Материал будет захваты-
ваться валками и втягиваться в зазор, если угол трения смеси
о поверхность валка будет больше угла захвата. Углом трения
называется угол, тангенс которого численно равен коэффициен-
ту треиия между данными поверхностями. Угол захвата аг —
это угол между линией, соединяющей центры валков, и радиу-
сом, проведенным из центра валка О2 в точку А2 на его поверх-
ности, выше которой материал скользит по поверхности, а ни-
же которой он втягивается в зазор (рис. 2.3, а).
Значение угла трения смеси о поверхность валка зависит
от вязкости, пластичности, состава и температуры смеси.
Па практике это значение изменяется от 10 до 45°, причем
нижний предел относится к более жестким и более холодным
смесям.
Слой смеси, продавливаемый сквозь зазор между валками,
деформируется — его размеры (ширина Ъ и толщина h) изме-
няются. Изменение размеров зависит от свойств деформируе-
мого материала. Под давлением валков уменьшается толщина
лен гы упругого материала и увеличивается ее ширина до мак-
37
Рис. 2.3. Схема изменения разме-
ров абсолютно упругого (а) и
пластичного (б) материалов, а
также материала, обладающего
высокоэластнческими и пластиче-
скими свойствами (в)
симума в сечении, соответ-
ствующем минимальному
зазору между валками
(рис. 2.3,с). После про-
хождения зазора геометри-
ческие размеры ленты вос-
станавливаются.
Абсолютно пластичный
материал (рис. 2.3,6) де-
формируется в зазоре до
максимальной ширины и
минимальной толщины и
сохраняет этн размеры пос-
ле выхода из него.
На практике же чаще всего встречается третий тип мате-
риала (рис. 2.3, в), сложная деформация которого состоит из
трех видов более простых изменений формы. Лента прокаты-
вается валками до максимальной ширины и минимальной
толщины. После выхода из зазора размеры ленты изменяются;
частично уменьшается ширина и частично увеличивается тол-
щина. Однако та доля деформации, которая развилась за счет
пластичности, не восстанавливается, поэтому размеры ленты
после выхода из зазора отличаются от исходных.
Во время прохождения смеси в зазоре между валками ме-
няется воздействие на материал как по абсолютной величине,
так и по направлению. Картина изменения скорости движения
материала давления [p=fG)L величины и направле-
ния касательных напряжений [T=f(x)] представлена на рис.
2.4. Схема составлена в координатах х—у. На входе в зазор
(сечение х^хь) прилегающие к поверхности валков слои мате-
риала движутся вместе с валками, тогда как центральные слои
у
движутся в обратном на-
правлении. В сечении xzxz
уже весь материал дви-
жется в направлении вра-
щения валков, но скорость
движения его меньше
скорости поверхности
Рис. 2.4. Кривые изменения
скорости движения материала
vXt давления р и напряжений
сдвига т в межвалковом про-
странстве. Пояснения в тексте
38
Рис. 2.5. Схема для расчета распорного ----
усилия —{ X -£±-
R С
валков. Б сечении хохо, соответ- 4— ----J4;----г
ствующем минимальному зазо- \ р{ :' °г /
ру, материал движется с макси- У
мальной скоростью, которая —\"\./
больше скорости поверхности
валков. В сечении xjxj скорости
материала и валков уравниваются, это — нейтральное сечение.
Изменение давления (нормальных напряжений) представ-
лено на рис. 2.4 пунктирной линией. Давление растет по мере
приближения материала к минимальному зазору, становится
максимальным в сечении XiXi и плавно снижается опять до ну-
ля на выходе из рабочего пространства (сечение —xi—х±).
Касательные напряжения т (сплошная линия на рис. 2.4) воз-
растают от нуля до максимума, снова падают до нуля к нейт-
ральному сечению xiXi, когда скорости материала и валков
одинаковы, меняют знак иа обратный, возрастают до макси-
мума в зоне минимального зазора (хох0) и возвращаются к
нулевому значению на выходе из зазора.
Комплексное воздействие всех напряжений приводит к ин-
тенсивным деформациям и перемещениям материала в рабочей
зоне вальцов, в результате которых свойства его изменяются в
желаемом направлении.
Воздействуя на материал, валки испытывают противодей-
ствие. Силы реакции материала, стремящиеся раздвинуть вал-
ки, по абсолютной величине могут достигать значения 6 МН
для крупных валков. На рис. 2.5 приведена схема для расчета
распорного усилия, создаваемого материалом. Равнодействую-
щие Pi и Р2 всех элементарных сил, с которыми смесь дей-
ствует на валки, называются распорными усилиями. Распорные
усилия Pi и Pz проходят не через оси вращения валков, а на
некотором расстоянии от них, создавая вращающий момент,
который при работе преодолевается моментом от привода ма-
шины. Распорное усилие на каждый валок направлено в сто-
рону, противоположную другому валку, и составляет некоторый
угол с горизонтальной плоскостью. Равнодействующие распор-
ных усилий зависят от диаметра валков, их длины, температу-
ры смеси, зазора между валками, а также от частоты враще-
ния валков и жесткости смеси.
Влияние зазора между валками на интенсивность перера-
ботки смеси очень велико. Чем меньше зазор, тем больше де-
формации сдвига в слое перерабатываемого материала, тем ин-
тенсивнее он перетирается и нагревается. Однако производи-
тельность машины с уменьшением зазора падает, так как
меньшее количество материала проходит через зону деформа-
ции в единицу времени.
39
2.4. КОНСТРУКЦИЯ ОСНОВНЫХ УЗЛОВ ВАЛЬЦОВ
Станина. Вальцы монтируют на фундаментной плите — массив-
ной металлической конструкции, которая воспринимает дина-
мические и статические нагрузки от станины и передает их на
фундамент. На фундаментную плиту устанавливают две части
станины, отлитые из чугуна. Станины имеют обработанные по-
верхности, на которых крепятся корпуса подшипников валков.
Станина воспринимает распорные усилия через подшипники
и поэтому должна обладать достаточной прочностью. На стой-
ки станины накладываются траверсы, играющие роль верхних
направляющих для подшипников. Траверсы придают дополни-
тельную жесткость и прочность станине. Поверхности станины
и траверсы, которые сопрягаются с корпусом подшипника, об-
рабатывают для обеспечения плавного перемещения корпуса.
Валки. Валки являются рабочим органом вальцов и под-
вергаются действию наибольших нагрузок в процессе работы
машины. Их изготавливают пустотелыми (рис. 2.6). Во внут-
реннюю полость подается теплоноситель для регулирования
температуры поверхности валков. На валок действуют значи-
тельные распорные -усилия, которые передаются на подшип-
ники через шейки 9 валков. Валки работают в условиях изги-
ба, причем знак напряжений постоянно меняется из-за их
вращения. В этих условиях валок должен иметь большой запас
прочности, чем и объясняется его массивная толстостенная
конструкция. Материал поверхности валка должен обладать
высокими твердостью и износостойкостью. Кроме того, на по-
верхности валков не должно образовываться царапин от дей-
ствия абразивных компонентов резиновой смеси и случайных
включений, попавших в смесь. Поэтому валки изготавливают
из твердого отбеленного чугуна отливкой в металлическую
форму — кокиль. Рабочую поверхность валка шлифуют.
Рис. 2.6. Валки с открытой (а) и закрытой (б) системами охлаждения:
/ — заглушка; 2 — валок; 3 —труба для подачи воды; 4 — направляющий диск; 5 —во-
ронка; 6 — сальниковая втулка; 7 — набивка; 8 — опорная втулка; 9— шейка валка
40
Материал рабочей части валков, которая подвергается наи-
большему износу, имеет твердость ИКС 50—55. Толщина по-
верхностного слоя отбеленного чугуна в зависимости от диа-
метра валка должна составлять 8—25 мм. При такой толщине
твердого слоя обеспечивается возможность неоднократного
проведения ремонта.
Точной обработке подвергают также шейки валка, которые
являются рабочими поверхностями при установке подшипни-
ков скольжения или посадочными местами для подшипников
качения. Для предотвращения нежелательных концентраций
напряжений все переходы у валков от одного размера к дру-
гому выполняют плавно, с закруглениями. С одной стороны
валка имеется заглушка 1, а с другой (при использовании от-
крытой системы охлаждения) — направляющий диск 4 для
трубы 3 (рис. 2.6,а). Вода для охлаждения подается по тру-
бе 3, разбрызгивается внутри валка, стекает в нижнюю часть
полости и выводится через отверстия в диске и сливную во-
ронку 5. При использовании закрытой системы охлаждения
(рис. 2.6,6) трубы — одна для подачи, а другая для отвода
воды — вводятся в валок через сальниковое уплотнение, кото-
рое состоит из набивки 7 и сальниковой втулки 6. В этом слу-
чае можно подавать воду под давлением и она меньше загряз-
няется.
У большинства вальцов валки имеют гладкую цилиндриче-
скую поверхность. У рафинировочных вальцов форма валков
бочкообразная, с выпуклостью от 0,15 до 0,75 мм. Поверхность
валков дробильйых вальцов рифленая. Канавки рифления на-
резаны под углом 4—15° к образующей валка. Иногда поверх-
ность одного из валков подогревательных вальцов, предназна-
ченных для обработки жестких смесей, также выполняют риф-
леной; глубина канавок 2—8 мм, шаг 15—20 мм. Внутренняя
поверхность валков также обрабатывается.
Хвостовая часть валка предназначена для установки шесте-
рен привода и имеет паз для шпонки.
Шейки 9 валка либо устанавливают в подшипник сколь-
жения, либо иа них монтируют внутреннее кольцо подшипника
качения. Распорное усилие, приложенное к валку, восприни-
мается опорными подшипниками.
Вальцы старых конструкций снабжены подшипниками
скольжения. Они представляют собой массивный корпус с про-
1оч коп для шейки валка. Проточка имеет вставку (гильзу) из
антифрикционного материала. Слой такого материала, напри-
мер баббита, может наноситься иа внутреннюю поверхность
поншппиика методом наплавления. В таких подшипниках вы-
деляется значительное количество тепла, поэтому корпус под-
тип пика имеет каналы и снабжен устройством для подвода
охлаждающей воды.
В настоящее время на вальцах устанавливаются подшип-
ники качения, обычно двухрядные роликовые, в которых потери
41
иа трение примерно вдвое меньше, чем в подшипниках сколь-
жения, благодаря чему специальной системы охлаждения для
них не требуется. Подшипники качения имеют больший срок
службы и позволяют более точно регулировать зазор между
валками по сравнению с подшипниками скольжения. Однако
и те и другие подшипники необходимо постоянно смазывать.
При работе без смазки даже в течение незначительного време-
ни они выходят из строя.
Современные вальцы оборудованы системой централизован-
ной смазки. Насос-лубрикатор непрерывно подает смазочный
материал к подшипникам. У подшипников скольжения окна
для подачи смазки и канавки для равномерного ее распределе-
ния расположены с ненагружепиой стороны подшипника. Отра-
ботанная смазка стекает по специальным отверстиям в сбор-
ник, фильтруется и опять подается насосом к подшипникам.
Машины небольшого размера могут иметь систему смазки с
подачей от ручного насоса или масленки с вращающимися
крышками. В крышки закладывается консистентная смазка,
при их вращении она подается в трубку, ведущую к поверх-
ности трения. К вальцам прикладывается карта смазки, в ко-
торой указывается вид применяемого смазочного материала,
порядок проверки и обслуживания системы, точки смазки, ее
периодичность.
Подшипники заднего валка устанавливаются неподвижно.
Подшипники 4 переднего валка могут перемещаться (рис. 2.7)
в пространстве между траверсой 5 и станиной 8. Они переме-
щаются с помощью виита 6, который через предохранительную
шайбу 7 оказывает давление на корпус переднего подшипника
и вынуждает его двигаться к заднему подшипнику, уменьшая
зазор между валками. В обратном направлении валок передви-
гается под действием распорных усилий. В вальцах некоторых
конструкций и обратный ход валка производят с помощью ре-
гулировочного винта.
Устройство механизма регулирования зазора. Для изменения
зазора между валками применяют устройство, показанное иа
рис. 2.8. Вращением штурвала / перемещается нажимной винт
9, который через Иуансои 8 давит на предохранительную шай-
бу 7, закрепленную в корпусе подшипника валка, тем самым
Рис. 2.7. Узел регулирования за-
зора между валками:
1,3 — стрелки; 2 — планка; 4 — корпус
подшипника валка; 5 — траверса; 6 —
вицт механизма регулирования зазора;
7 — предохранительная шайба; 8 — ста-
нина; 9, 10—валки
42
Рис. 2.8. Механизм регули-
рования зазора с ручным
приводом:
1—штурвал; 2 —шкала; 3 —
крышка; 4— корпус подшипни-
ка валка; 5 — кассета; б — мат-
рица; 7 — предохранительная
шайба; 8 —- пуансон; $ — нажим-
ной винт; 10—гайка; 11— де-
таль станины
перемещая весь подшипник. Пуансон изготавливается из твер-
дой стали, предохранительная шайба — из мягкой. Толщина
шайбы рассчитывается в зависимости от распорных усилий, на
которые спроектированы вальцы. Шайба при вальцевании спо-
собна выдержать усилие, на 20—40% превышающее расчетное.
При увеличении нагрузки на валки больше предельной пуан-
сон прорезает шайбу и входит в пространство за ней, а осво-
божденный шайбой валок отодвигается назад, увеличивая за-
зор между валками. На некоторых вальцах предусмотрена си-
стема их останова при разрушении шайбы. В этом случае под-
шипник при ходе назад давит на специальный переключатель,
который останавливает двигатель привода.
Предохранительные шайбы необходимы для предотвраще-
ния значительных перегрузок машины и связанных с ними
аварий. Особенно важную роль они играют при попадании
между валками какого-либо металлического предмета. После
устранения причины перегрузки предохранительные шайбы
заменяют новыми. Иногда для замера распорного усилия под
предохранительную шайбу устанавливают чувствительный к
давлению элемент (датчик), который соединяют с манометром.
Механизм регулирования зазора на тяжелых вальцах мо-
жет иметь привод от электродвигателя.
Привод вальцов состоит из двигателя, редуктора, приводных
шестерен, соединительных муфт и тормозного устройства. Валь-
цы могут иметь индивидуальный привод, когда одну машину
обслуживает одни двигатель, и групповой, когда один двига-
тель через передаточный вал приводит в движение две-три ма-
шины. Применять групповой привод во многих отношениях
выгоднее, чем индивидуальный. Потребляемая вальцами мощ-
ность меняется от максимальной в начале переработки смеси
(в период пуска машины) до номинальной в конце переработ-
ки. При использовании индивидуального привода двигатель
должен иметь значительный запас мощности, чтобы обеспечить
работу машины в начале переработки смеси. В остальное вре-
мя цикла переработки мощность двигателя используется не
полностью.
43
В случае применения группового привода мощность общего
двигателя не удваивается или утраивается в зависимости от
Числа приводимых машин, а выбирается значительно меньшей
этой величины, так как пиковые нагрузки отдельных машин
смещены во времени и двигатель преодолевает их по очереди.
Таким образом удается значительно повысить коэффициент
использования мощности двигателя. Например, машина
Пд 2100 — имеет двигатель мощностью 180 кВт; агрегат из
660
двух вальцов этого типа снабжен двигателем мощностью
320 кВт, а из трех вальцов — только 400 кВт.
Однако групповой привод имеет и недостатки: громоздкие
передаточные валы, взаимозависимость машин.
В индивидуальном приводе применяются, как правило,
асинхронные двигатели. В групповом приводе часто используют
тихоходные синхронные двигатели.
Кинематическая схема индивидуального привода вальцов
приведена на рис. 2.9. Двигатель 9 через муфту, редуктор 7 и
приводные шестерни 6 передает вращающий’ момент заднему
валку 2, который через фрикционные шестерни 3 вращает пе-
редний валок 1. На муфте, соединяющей двигатель с редукто-
ром, устанавливается тормоз 8 для аварийного останова валь-
цов.
Схемы группового привода от тихоходного и быстроходного
двигателей через редуктор изображены иа рис. 2.10.
Индивидуальный привод может изготавливаться с блок-ре-
дуктором.
Блок-редуктор представляет собой редуктор с встро-
енными в него фрикционными шестернями и двумя вы-
ходными валами. Каждый выходной вал соединяется с по-
мощью шарнирного узла с одним из валков вальцов. Такая
схема имеет свои преимущества. Блок-редуктор работает луч-
Рис. 2.9. Схема индивидуального привода вальцов:
1 S —передний и задний валки соответственно; 3 — фрикционные шестерни; 4 —нож;
5— барабан- 6 — приводные шестерни; 7 —редуктор; 8—тормоз; 9 — двигатель; 10 —
механизм регулирования зазора между валками; 11 — подвижные подшипники
44
Рис. 2.10. Схема группового привода вальцов от тихоходного (а) и быстро-
ходного (б) двигателей:
1 — двигатели; 2— вальцы; 3 —редуктор
ше и надежнее, чем фрикционные шестерни, так как в редук-
торе легче обеспечить необходимые условия для смазки ше-
стерен, чем в открытой паре. Кроме того, зацепление в редук-
торе осуществляется при постоянном межцентровом расстоя-
нии шестерен, тогда как фрикционные шестерни работают в
условиях, когда межцентровое расстояние между ними изме-
няется в зависимости от зазора между валками. Для обеспече-
ния удовлетворительной работы открытых фрикционных ше-
стерен при изменениях межцентрового расстояния их выпол-
няют с зубьями увеличенной высоты. Шестерни изготавливают
литыми из стали, система зацепления эвольвентная, зубья пря-
мые.
Важными деталями привода являются соединительные
муфты.
Соединительные муфты. Конструкции соединитель-
ных муфт приведены на рис. 2.11. Наиболее простой является
продольно-свертная муфта (рис. 2.11,а). Однако она имеет
ряд недостатков и применяется редко. Поперечно-свертная муф-
та (рис. 2.11,6) используется чаще.
Пальцевая муфта (рис. 2.11, в) обладает неоспоримыми
преимуществами по сравнению со свертиыми. В полумуфте 3
укреплены жестко пальцы 7. Своими концами они входят в
отверстие полумуфты 4. На свободных концах пальцев закреп-
лены резиновые шайбы. Крутящий момент от одной полумуф-
Рис. 2.11. Соединительные муфты:
«—продольно-свертная; б — поперечно-свертиая; в—пальцевая; 1 — болты; 2— шпонка;
.7, 4 — полумуфты; 5 — диски; б —кольцо-. 7— палец; 8 — резиновое кодьцо; 9— гайка
45
Рис. 2.12, Принципиальная схема устройства тормоза вальцов:
Г —оси; 2~ тормозная колодка; 3, 5—системы рычагов; 4 — шкив; б —сердечник; 7 —
соленоид: 8— груз
Рис. 2.13. Положение рамки аварийного останова вальцов по отношению
к валкам:
1 — рамка; 2 — выключатели
ты передается другой через пальцы с резиновыми шайбами,
что обеспечивает плавность хода и уменьшает шум, вибрации,
износ. Л4уфта, соединяющая вал двигателя с редуктором, ис-
пользуется для устройства тормоза.
Принцип устройства тормоза вальцов показан
па рис. 2.12. Тормозные колодки 2 могут поворачиваться во-
круг осей 1 и под действием пружины (или груза 8) постоян-
но стремятся сблизиться и затормозить шкив 4, установленный
между ними. Усилие пружины передается на колодки через
систему рычагов 5 и 3. При отсутствии напряжения на соле-
ноиде колодки постоянно прижаты к шкиву, вследствие чего
он находится в заторможенном состоянии. При включении со-
леноидной катушки 7 его сердечник 6 втягивается в катушку
7 и через систему рычагов растягивает пружины или подни-
мает груз 8, перемещает колодки 2 и освобождает тормозной
шкив 4. При включении двигателя вальцов одновременно вклю-
чается и соленоид, который растормаживает шкив. При обес-
точивании двигателя прекращается питание соленоида, и си-
стема тормозится. Если вальцы работают на холостом ходу,
после включения тормоза валки должны повернуться не более
чем на >/4 оборота до полного останова; загруженные смесью
вальцы должны остановиться мгновенно.
В настоящее время в основном применяют более эффек-
тивные конструкции тормоза — с гидротолкателем. Включение
тормоза (и одновременно выключение двигателя привода) про-
изводится специальными выключателями, на которые воздей-
ствуют (при необходимости экстренного останова вальцов) спе-
циальной балансирной рамкой, установленной над валками
(рис. 2.13). В вальцах старых конструкций предусматривалось
включение системы аварийного останова с помощью тросов,
натянутых перед валками. В новых тяжелых машинах вместо
троса используют горизонтальные штанги, расположенные на
46
высоте 1200 мм над уровнем пола. С помощью такой штанги
можно легко включить тормоз из любой точки рабочего про-
странства перед машиной.
Система охлаждения вальцов состоит из трубопроводов для
подвода охлаждающей воды к валкам и подшипникам сколь-
жения и отвода обратной воды, контрольно-измерительных
приборов для определения температуры воды и ее давления в
подводящей магистрали. Схема охлаждения вальцов с установ-
ленными на них контрольно-измерительными приборами пока-
зана на рис. 2.14. Интенсивность охлаждения регулируется
вручную с помощью вентилей. Контроль охлаждения осуществ-
ляется по разности температур поступающей и сбрасываемой
воды.
Чтобы система охлаждения функционировала нормально,
необходимо предохранять поверхности, через которые идет
теплообмен, от загрязнения и отложения солей из воды.
Для охлаждения необходимо использовать мягкую воду, а
также периодически очищать внутреннюю поверхность валков
от накипи.
Интенсивность охлаждения зависит от перепада темпера-
тур поступающей и отводимой воды, который тем больше, чем
ниже температура охлаждающей воды. Поэтому иногда воду
перед подачей в вальцы охлаждают. Обычно перепад темпера-
тур выходящей и входящей воды бывает не больше 5—6 °C.
При этих условиях расход воды на 1 кВт установленной мощ-
ности привода вальцов составляет 1,5 л/мин. При перепаде
температур 2—3 °C удельный расход воды возрастает до
Рис. 2.14. Схема охлаждения вальцов и установки на них контрольно-изме-
рительных приборов:
/ — охлаждаемый подшипник валков; 2 — приборы, указывающие распорное усилие; 3 —
режимные часы; 4 — регистрирующие приборы; 5 — манометр на линии подачи воды;
у, — термометры
Рис. 2.15. Общий вид устройства для отбора ленты смеси с подогреватель-
пых вальцов:
/—слой смеси на валке; 2 — приемный ролик; 3 — лента смеси, срезаемая с валка; 4—
транспортер
47
Рис. 2.16. Схема установки для отбора и охлаждения резины после обра-
ботки на вальцах:
/ — нож; 2 — охлаждающий барабан; 3 — протягивающие валки; 4— отрезное устройство;
5—прижимной ролик; 6 — вентиляторы; 7 — охлажденный лист; 8 — транспортер; Р —
ванна для охлаждения; /0 — тянущий валок-, ti — этажерка
3 л/мии. В зависимости от назначения для охлаждения вальцов
660
типа 2100— расходуют от 8 до 20 м3/ч охлаждающей воды.
При неправильном использовании системы охлаждения воз-
можно возникновение больших термических напряжений, в ре-
зультате чего в теле валков могут появиться трещины, и они
выйдут из строя. Такая ситуация может создаться, если разо-
грев машины проводят без охлаждения и после нагрева вал-
ков включают холодную воду. Поэтому разогрев необходимо
проводить с включенной на малую мощность системой охлаж-
дения.
Вспомогательное оборудование. К недостаткам вальцов отно-
сится то, что смесь при переработке интенсивно перемешивает-
ся в направлении вращения валков при незначительном воз-
действии на нее в перпендикулярном направлении — вдоль осей
валков. Для улучшения перемешивания смеси в направлении
образующей валков (вдоль их осей) применяют специальные
вспомогательные устройства, которые подрезают смесь и пере-
мещают ее от концов валков к центру, после чего оиа, пройдя
через зону деформации, опять растекается к концам. Этими
устройствами оборудуют смесительные вальцы.
Для съема готового материала с подогревательных вальцов
используют подрезающие ножи и отборочные транспортеры,
передающие ленту смеси на последующую обработку (рис. 2.15).
Листовальные вальцы могут иметь вспомогательную уста-
новку для отбора смеси в виде листов с последующим их
охлаждением (рис. 2.16). Смесь с валка срезается ножом
1 и подается на охлаждающий барабан 2, полупогруженный
в ванну 9 с водой для охлаждения. Протягивающие валки 3
подают лист к обрезному устройству 4. Далее лист тянущими
валками 10 передается для укладки на этажерку 11, которая
обдувается воздухом для ускоренного охлаждения листов.
48
2,5. ПРАВИЛА ЭКСПЛУАТАЦИИ И ТЕХНИКА БЕЗОПАСНОСТИ
Вальцы — машина повышенной опасности. Работать на ней раз-
решается рабочему, прошедшему курс обучения и инструктаж
по технике безопасности и овладевшему приемами работы.
Перед каждой сменой вальцовщик вместе с мастером обязан
проверить исправность машины и действие тормозного устрой-
ства, которое должно включаться легко с любой точки рабочей
зоны. Как было сказано выше, пробег вальцов от момента
включения тормоза до полного останова не должен превышать
оборота валка, если вальцы работают на холостом ходу;
загруженные вальцы должны останавливаться мгновенно. Ра-
бочее место должно быть свободным от посторонних предметов.
Пол должен быть чистым, нельзя допускать наличия масляных
пятен, на которых можно поскользнуться во время работы.
Вальцы требуют постоянного ухода, очистки и смазки согласно
карте смазки. При возникновении шума в передачах, стуков и
резких толчков при работе машину следует немедленно оста-
новить и сообщить мастеру. Необходимо следить за исправ-
ностью и надежностью крепления ограждений зубчатых пере-
дач и валов.
2.6. РАСЧЕТЫ
Распорное усилие. Рассчитать распорное усилие Р с достаточной точностью
довольно трудно из-за сложной картины деформаций материала, происхо-
дящих в зазоре, н непостоянства вязкости резиновой смеси, изменяющейся
в процессе ее переработки. Вязкость неныотоновских тел в значительной
степени зависит от скорости деформации (градиента скорости). Если экспе-
риментально определить эффективную вязкость смеси, то распорное усилие
можно рассчитать приближенно по эмпирической формуле:
где f— фрикция вальцов; р.— эффективная вязкость смеси, Па-с; —ок-
ружная скорость переднего валка, м/с; R— радиус валка, м; h0 — зазор
между валками, м; L — длина рабочей части валка, м.
Для ориентировочных подсчетов распорное усилие можно определить из
уравнения
где q — усилие на 1 м длины рабочей части валка, кН/м; L — длина рабо-
чей части валка, м.
Опытным путем установлено, что для натурального каучука q~
«400 кН/м, а для наполненных протекторных смесей ?« 600-ь It 00 кН/м.
Крупные вальцы рассчитаны на удельное усилие 1,4 МН/м. Смеси иа
основе наиболее жестких каучуков (СКН. СКФ) при обработке иа вальцах
создают удельпые усилия до 2,8 МН/м.
Усилие, воспринимаемое каждым подшипником валка, равно половине
распорного усилия
Производительность вальцов. Важным параметром, от которого зависит
производительность вальцов, является литражиая емкость, нли объем еди-
новременной загрузки V (дм3), определяемой эмпирически по формуле
(0,0065 4- 0.0085) DL,
4—65!
49
где V — литражная емкость, дм3; D — диаметр переднего валка, см; L —
длина рабочей части валков, см.
При расчете производительности необходимо также знать продолжи-
тельность цикла /ц (мин) обработки материала на вальцах:
<Ц = tl + ^2’4“ ^8>
где ti, t? — время, необходимое иа загрузку и выгрузку материала соответ-
ственно, мин; tz — продолжительность переработки материала, мии.
Зна’я V и tn, можно определить:
1) производительность вальцов G (кг/ч) при периодическом способе пе-
реработки смеси
Gs=60Vpa/fu,
где р — плотность материала, кг/дм8; а—‘коэффициент использования ма-
шинного времени (обычно принимается равным 0,85 — 0,90);
2) производительность G (кг/ч) размалывающих вальцов при однократ-
ном пропуске материала через зазор
G t= EOstDnbpa (й0 + $F/l),
где D — диаметр заднего валка, см; п— частота вращения заднего валка,
об/мин; b — ширина ленты материала, см; р — плотность материала, кг/дм3;
о. — коэффициент использования машинного времени (принимается равным
0,85); й0 — зазор между валками, см; (3 — коэффициент заполнения канавки
(принимается равным 0,75); F — площадь поперечного сечения канавки
рифления валка, см2; I — шаг канавок по окружности валка, см;
3) производительность G (кг/ч) вальцов непрерывного действия
G t=60nDnbpah,
где b — ширина ленты материала, см; а — коэффициент использования ма-
шинного времени (принимается равным 0,9); h — толщина слоя материала,
снимаемого с валка, см.
Полная мощность*. Расчет мощности, потребляемой вальцами, основан
иа данных эксперимента.
Полная мощность двигатели (кВт) рассчитывается по формуле
где Mi — полезная мощность, кВт; т)Ь т)2 — коэффициенты полезного дейст-
вия передачи и подшипников соответственно (гр ^^2^0,95); k— коэффи-
циент, учитывающий пиковые нагрузки (А= 1,54-1,7).
Полезная мощность (Вт) равна
Ml
где Мкр — крутящий момент, необходимый для вращения валков загружен-
ных вальцов, Н-м; о — угловая скорость валков, с-1.
Крутящий момент находится как сумма моментов Mi н Mz:
^кр Л12,
где /Из и /И2— соответственно моменты иа первом и втором валках (зави-
сят от величины и точки приложения распорного усилия).
Имеются способы определения потребляемой мощности привода с по-
мощью критериальных уравнений, ио чаще всего мощность вальцов находят
экспериментальным путем по опытным данным.
* Полнаи (установленная) и потребляемая мощности совпадают только
в момент пуска. В процессе работы вальцов потребляемая мощность всегда
меньше полной.
50
Коэффициент полезного действия -q вальцов можно определить по фор-
муле
1) t= Л4п/(/Их 4“ 'Г' ^п) >
где /Ип — полезный момент, т. е. момент, затрачиваемый на преодоление соп-
ротивления смеси; Мх— момент холостого хода, требуемый для вращения
незагруженных вальцов; М?—-момент дополнительного трения; является
следствием дополнительного сопротивления подшипников под нагрузкой.
Тепловой баланс вальцов. Общее количество тепла Q (кДж), выделив-
шегося в рабочих органах машины и отведенного от иих в единицу време-
ни, может быть определено из уравнения
Q t= <2i 4- Qa + Q3.
Количество тепла Q (кДж/с), выделившегося в рабочей зоне вальцов,
эквивалентно количеству полезной работы двигателя и может быть найдено
по формуле
где N — мощность, потребляемая двигателем, кВт; г] — коэффициент полез-
ного действия передач и подшипников (т;» 0,804-0,85).
Тепло, отданное машиной (Qi-J-Qa+Qs), складывается из:
1) тепла Qt (кДж), уносимого с обработанной смесью, т. е.
Qi = Gc (/к — tK),
где G— масса смеси, снятой с вальцов, кг/с; с —удельная теплоемкость
смеси, кДж/(кг-К); tK—конечная температура смеси после снятия с валь-
цов, К; tn — температура исходной смеси, поданной на вальцы, К;
2) тепла Qa (кДж), отдаваемого валками в окружающую среду в еди-
ницу времени, которое, в свою очередь, складывается из потерь тепла в ок-
ружающую среду путем конвективного (QK) н лучистого (Q«) теплообме-
на каждым валком, т. е.
Сг 6=3 Qk 4“ Qn-
Параметры Qlt и (£л (кДж) можно определить по формулам, приведен-
ным ниже:
Qk^OkF^j —у,
где «к—-коэффициент теплоотдачи (для каждого валка рассчитывается от-
дельно); для естественного теплообмена ак= I,36f(Тi—Т2)]D (здесь Г> —
температура валка, К; Т2— температура воздуха, К; D — диаметр валка, м);
для теплообмена с обдувом ак=2-}-10УУ (здесь V—скорость обдувающего
воздуха, м/с); F— поверхность теплоотдачи — наружная поверхность валка,
м2;
0л F'k [(7\/too)« — (Та/ i00)«],
где F' — поверхность излучения, м2; k—коэффициент излучения, равный
| щеп, Fi — внутренняя поверхность помещения, м2; ki — коэффициент излу-
• пия. для чистого валка равный 1,3, для валка со смесью —3,86Вт/(м2-К4);
• и Аз— коэффициенты излучения окружающей среды и абсолютно черио-
|Г'1,| соответственно, Вт/(м2-К4)]; Т, — температура валка, К; Т2~темпс-
piuyp.i окружающей среды, К; к и /2 — начальная и конечная температуры
и I.пклающей воды.
Площадь поверхности окружающей среды (площадь ограждающих кои-
•чрукцпй здания) намного больше площади валка, и при Fr->oo отношение
I H i ►(). Таким образом, коэффициент лучистого теплообмена приближенно
Mirjuiui принять равным А,;
•Г
51
3) тепла <2з (кДж), унесенного охлаждающей водой:
<28 = С8свАТ,
где G3— масса охлаждающей воды, прошедшая через валок, кг/с; св—
удельная теплоемкость воды, равная 4,2 кДж/(кг* К); Л 7— разность тем-
ператур выходящей и входящей в валок воды (перепад температур), К.
Из этого уравнения можно определить расход охлаждающей воды:
G^Qsfic^T).
Обычно Qs составляет 75—85% всего тепла, выделяемого на валках
вальцов. Из этого количества 25—30% тепла поглощается задним и 70—
75% передним валком, на котором обычно остается смесь после прохожде-
ния зазора. В среднем на 1 кг обработанной на вальцах смеси расходуется
до 50 кг охлаждающей воды.
ГЛАВА 3
РЕЗИНОСМЕСИТЕЛИ
3.1. НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Резиносмесители представляет собой машину, в которую за-
гружают точно дозированные компоненты смесей, а получают
однородную массу с более или менее одинаковым содержа-
нием каждого компонента в любом элементарном ее объеме.
Эффект перемешивания достигается силовым воздействием
рабочих органов резиносмесителя на материал, в результате
которого каждый компонент равномерно распределяется по
всему объему, и смесь усредняется. При перемешивании смесь
и рабочие органы машины нагреваются. Поэтому резиносмеси-
тели снабжены системами охлаждения для обеспечения луч-
шего смешения компонентов и предотвращения подвулканиза-
ции смеси. В некоторых случаях резиносмесители могут быть
использованы в качестве пластнкаторов для пластикации кау-
чуков.
Различают резиносмесители периодического и непрерывного
действия. Наибольшее распространение получили резиносмеси-
тели периодического действия. В последнее время создают и
внедряют в производство резиносмесители непрерывного дей-
ствия.
Устройство современного резиносмесителя периодического дей-
ствия показано на рис. 3.1. На станине 1 монтируется корпус
резиносмесителя, основой которого является рабочая камера 2;
внутри нее вращаются роторы 3, установленные в подшипниках
20. Рабочая камера имеет два окна: верхнее для загрузки
компонентов, закрывающееся верхним затвором 10, и нижнее
для выгрузки смеси, закрывающееся нижним затвором 12. За-
творы управляются силовыми цилиндрами 7 и 13. Загрузочная
воронка 5 имеет заслонку 6, управляемую цилиндром 4. Рото-
ры оснащены системой водяного охлаждения. Рабочая камера
62
Рис. 3.L Резиносмеситсль периодического действия:
/ — станина; 2—корпус камеры; S — ротор; 4 — цилиндр управления заслонкой загрузоч-
ной воронки; 5 — загрузочная воронка; 6 — заслонка; 7—.силовой цилиндр управления
верхним затвором; 8 — поршень силового цилиндра верхнего затвора; 9 — шток верхне-
го затвора; 10— верхний затвор; 11— водяной коллектор; 12 — нижний затвор; 13— ци-
линдр нижнего затвора; 14. 16, 17 — детали подвода и удаления охлаждающей воды;
15 — поршень силового'цилиндра нижнего затвора; 18 — уплотнение роторов; 19—боковая
стенка камеры; 20 - подшипник; 21 — соединительная муфта привода
охлаждается водой с помощью коллектора 11. Для увеличения
поверхности теплообмена наружную поверхность камеры вы-
полняют ребристой. Роторы приводятся во вращение от элект-
родвигателя через обычные или блок-редукторы.
На рис. 3.2 показан резиносмеситель с треугольными рото-
рами, несколько отличающийся по конструкции от резиносме-
сителя, изображенного на рис. 3.1. На раме 1 такого смесителя
рабочая камера 5 укреплена не горизонтально, а наклонно. За-
твор 2 для выгрузки смеси расположен не внизу, а сбоку и
«пячительно больше по площади. По конструкции верхний за-
твор 3 не отличается от описанного выше. Роторы 4 в попереч-
ном сечении имеют треугольную форму. Резиносмеситель такой
конструкции принципиально не отличается от рассмотренного
ранее, но обладает некоторыми особенностями, которые иногда,
для конкретных технологических схем, имеют существенное
значение. Например, возможность боковой выгрузки позво-
ляет устанавливать смеситель на полу цеха.
Принцип работы резиносмесителя периодического действия за-
ключается в том, что в закрытой камере с помощью двух вра-
щающихся роторов некоторый объем смеси интенсивно переме-
БЗ
Рис. 3.2. Резииосмеситель с боковой вы-
грузкой и треугольными роторами:
I — рама; 2— нижииЙ затвор; 3 — верхний за-
твор; 4 — роторы; Б — камера
щается и периодически занимает
большее или меиьшее пространство.
В результате воздействия роторов,
перемещающих смесь в уменьшаю-
щееся пространство, смесь начинает
перетекать из одной полости каме-
ры в другую через зазоры между
ротором и стенкой камеры. При со-
ответствующем положении роторов
объем смеси разделяется на части,,
а затем вновь объединяется.
Благодаря постоянным измене-
ниям направления перемещения
смеси в объеме и в зазорах между
роторами и стенкой камеры, а так-
же значительным изменениям по
величине и направлению перемещений смеси вдоль оси рото-
ров, вызванным их сложной формой, в камере создаются бла-
гоприятные условия для усреднения состава смеси по всему
объему, а также перетирания ее, разогрева и гомогенизации.
Воздействие нз смесь в камере резиносмесителя настолько ин-
тенсивно, что перемешивание длится не более нескольких ми-
нут. За это время температура смеси поднимается до предель-
ных значений, что составляет главную проблему при смеше-
нии.
При переработке компонентов смеси в резнносмесителе протекают одно-
временно два процесса: смешение и диспергирование, что значительно ус-
ложняет описание процесса смешения.
Смешение — процесс, при котором происходит изменение первоначаль-
ного распределения компонентов в системе.
Диспергирование — совокупность процессов, в результате которых из-
меняются характеристики одного или нескольких компонентов и всей смеси
(например, уменьшается размер частиц наполнителя). Одновременно в си-
стеме происходят и другие сложные процессы, приводящие к изменению фи-
зико-химических свойств смеси.
Главной целью смешения является достижение определенного простран-
ственного распределения частиц каждого компонента во всем объеме ре-
зиновой смеси. Теоретически можно представить первоначальное расиоло-
т
Рис. 3.3. Схема изменения формы
элементарного объема и поверхности
раздела между компонентами в про-
цессе смешения:
а — расположение элементарных объемов
до смешения; б —изменение формы эле-
ментарных объемов под действием силы
т, виг — благоприятное и неблагоприят-
ное (соответственно) расположение компо-
нентов по отношению к линии тока; 1,2 —
смешиваемые объемы компонентов; 3 — по-
верхность раздела
64
женне двух компонентов в системе перед смешением так, как это изобра-
жено иа рнс. 3.3, а. После воздействия иа систему с силой т, вызывающей
сдвиг, оиа деформируется (рис. 3.3,6). При этом увеличивается поверхность
раздела между компонентами, а следовательно, и взаимодействие между
ними. При достаточно продолжительном действии силы т поверхность раздела
между ними увеличивается. В пределе каждый элементарный объем одного
компонента будет контактировать с элементарным объемом второго. Это
и является целью смешения. Конечно, идеального смешения достичь ие удается.
Качество смеси можно оценить двумя критериями: степенью неоднород-
ности и интенсивностью разделения.
Степень неоднородности определяется как средняя толщина слоев или
как среднее расстояние между слоями одного и того же материала в сме-
си. Чем меньше толщина слоев, тем меньше степень неоднородности. На
практике этот параметр определяется как среднее арифметическое кратчай-
ших расстояний от точки с максимальной концентрацией одного компонента
до ближайшей точки с максимальной концентрацией того же компонента.
Интенсивность разделения оценивают по степени отклонения среднего
значения концентрации одного компонента в элементарном объеме системы
от среднего значения концентрации этого компонента во всей системе. От-
сюда понятно, что чем больше масса пробы, тем менее представительны ее
результаты. Гораздо более точные результаты получаются при отборе для
анализа микропроб. Чем больше число микропроб, тем достовернее резуль-
тат.
Обычно смеси, состоящие из любого числа компонентов, рассматрива-
ют как двухкомпонеитиые. Если компонентов больше, чем два, процесс
изучения ведут последовательно, рассматривая в каждом случае содержа-
ние одного из компонентов по отношению ко всем остальным вместе взя-
тым.
На реальный процесс смешения влияет первоначальное взаимное рас-
положение компонентов по отношению к направлению силового воздействия
иа них, т. е. к линиям тока материала. На рнс. 3.3, в показано благоприят-
ное для смешения взаимное расположение компонентов и линии тока ма-
териала (поверхность раздела компонентов перпендикулярна к линии тока),
а па рис. 3.3, г — неблагоприятное, когда линия тока параллельна поверх-
ности раздела компонентов, вследствие чего процесс смешения идет медлен-
но и неэффективно.
Границы раздела компонентов должны быть так ориентированы по от-
ношению к направлению деформаций, чтобы при смешении они деформи-
ровались в максимальной степени. Оптимальным считается такой процесс,
когда все элементы объема в системе деформируются в одинаковой степе-
ни и деформация ие меняет знака. Так как компоненты загружают в сме-
сительную машину без учета их взаимного расположения, то процесс дол-
жен быть организован так, чтобы весь рабочий объем машины пересекали
многочисленные линии тока (во всех направлениях). Такой процесс легко
организовать в смесителях периодического действия, вследствие чего в них
и достигается высокое качество смешения. Лучшим смесителем считается
тот, в котором прн минимальной продолжительности смешения и любом на-
чальном расположении компонентов получается смесь с заданными степенью
неоднородности и интенсивностью разделения.
На основе многолетнего опыта сложились основные виды конструкций
периодических смесителей для резиновых смесей, которые с небольшими
изменениями заложены в большинство машин, выпускаемых во всем мире.
3.2. ОСНОВНЫЕ ПАРАМЕТРЫ РЕЗИНОСМЕСИТЕЛЕЙ
ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Основным параметром резиносмесителей периодического дей-
ствия, по которому они классифицируются, является свобод-
ный объем камеры смешения (объем камеры за вычетом объ-
55
ема, занимаемого роторами). Эта величина характеризует про-
изводительность машины и потребляемую мощность. Другой
важный параметр, значительно влияющий на производитель-
ность и определяющий область использования резиносмесите-
ля,— наибольшая частота вращения заднего ротора*. Частота
вращения роторов влияет иа интенсивность воздействия на об-
рабатываемый материал, скорость обработки смеси и темпера-
туру» Д° которой разогревается материал в конце цикла.
Для более полной характеристики резиносмесителя указы-
вают обычно давление на смесь, создаваемое верхним затво-
ром, мощность двигателя привода, габаритные размеры и
массу машины.
Кроме того, резиносмесители можно характеризовать по
типу системы охлаждения (закрытая или открытая), форме
роторов (овальные, треугольные, цилиндрические), типу и
расположению нижнего затвора, наличию вспомогательных
устройств (например, механизмов впрыска жидких компонен-
тов в камеру смешения).
Резиносмесители, выпускаемые отечественной промышлен-
ностью, должны соответствовать требованиям ГОСТ 11996—79
«Резиносмесители периодического действия». В обозначение
машины, иапример «Резииосмеситель 250—20 ГОСТ 11996—79»,
входят основные параметры: свободный объем камеры (250 дм3)
и максимальная частота вращения заднего ротора (20об/мин).
Для этих машин максимальный объем загружаемых компонен-
тов составляет 140 дм3, частота вращения переднего ротора
17 об/мин, мощность двигателя 320 кВт, масса машины не бо-
лее 65 т.
ГОСТом предусматривается выпуск резиносмесителей со
свободным объемом смесительной камеры 0,5; 4,5; 18; 75; 250;
370; 620 и 630 дм3.
Резиносмесители со смесительной камерой большего объ-
ема могут изготавливаться по индивидуальным проектам.
Перед отгрузкой заказчику каждый смеситель проверяют
на холостом ходу в течение 2 ч, при этом потребляемая мощ-
ность должна быть не более 15% номинальной мощности
электродвигателя, а нагрев корпусов подшипников не должен
превышать 45 °C. На заводе-изготовителе проверяют работу
всех систем машины и точность ее сборки.
В ранее принятых условных обозначениях в название смесительной ма-
шины входил ие свободный объем смесительной камеры, а объем единовре-
менной загрузки. Например, РСВД-140-20 означало: резииосмеситель высо-
кого давления (имеется в виду давление верхнего затвора) с рабочим объ-
емом камеры смешения 140 дм8, что соответствует свободному объему ка-
* Ротор, расположенный ближе к загрузочной вороике, считают перед-
ним.
56
меры 250 дм5 при обычно принятом коэффициенте заполнения 0,6 и частоте
вращения заднего ротора 20 об/мии. Новое обозначение этой машины —
«Резииосмеситель 250—20 ГОСТ II996—79».
Резиносмесители иностранных марок выпускают с камерами объемом
до 860 дм3 н мощностью двигателя до 1800 кВт. Встречаются и более круп-
ные модели. Обычно размер машины возрастает с ростом номера его услов-
ного обозначения (наиболее мощный смеситель, выпущенный в последнее
время, иосит номер 27).
Наиболее распространены резиносмесители типа «Беибери» с овальны-
ми роторами н открытой системой охлаждения камеры.
Западногерманские фирмы выпускают резиносмесители с треугольными
роторами. Обычно эти машины применяют для мягких режимов смешения.
Цилиндрические роторы характерны для некоторых резиносмесителей
английских фирм. Особенностью таких машин является малый износ стенок
камеры, так как основному воздействию смесь подвергается в рабочей зоне
между роторами.
Резиносмесители зарубежных фирм отличаются разнообразием конст-
рукций камеры смешения. Многие из иих для облегчения ремонта имеют разъ-
емные камеры со сменными внутренними частями, которые подвергаются
наибольшему износу.
3.3. КОНСТРУКЦИЯ ОСНОВНЫХ УЗЛОВ РЕЗИНОСМЕСИТЕЛЕЙ
Большинство выпускаемых в настоящее время резиносмесите-
лей периодического действия имеет сложные по конфигурации
роторы овальной формы (в поперечном сечении).
Овальный ротор резиносмесителя отечественного производ-
ства изображен на рис. 3.4. Ротор имеет хвостовую часть 1 со
шпоночной канавкой для установки шестерен привода, опорные
части 2 для подшипников, шейки 3 для уплотнительных
устройств и фигурную, овальную в поперечном сечении рабо-
чую часть 4. Винтовые гребни па рабочей части ротора служат
для создания линий тока материала в различных направлениях,
в том числе и в осевом, что является непременным условием
для обеспечения интенсивного перемешивания материала.
Для водяного охлаждения внутри роторов имеются полости.
Роторы отливают из стали 35Л или 45Л. Для уменьшения
износа на гребни роторов, а иногда и на вето рабочую поверх-
ность наплавляют слой из твердого сплава. В отдельных слу-
чаях роторы изготавливают из марганцовистых или хромонике-
левых сталей.
При смешении па роторы действуют большие усилия. По-
этому они рассчитываются на прочность и на прогиб, чтобы
даже при максимальных нагрузках их гребни не касались
внутренней поверхности смесительной камеры.
Рис. 3.4. Овальный ротор. По-
нс испия в тексте
57
Рис. 3.5. Трехгранные роторы
Роторы с трехгранной фор-
мой рабочей части в попереч-
ном сечении (рис. 3.5) испыты-
вают минимальные осевые на-
грузки, что облегчает работу
подшипников.
Установка роторов в каме-
ре смешения и конструкция сварной камеры вместимостью
250 дм3 показаны на рнс. 3.6. Ротор / устанавливается в двух-
рядных роликовых подшипниках 7, которые крепятся в гнездах
боковых стенок 2 и 4 камеры. Подшипники воспринимают ра-
диальные и осевые нагрузки на ротор, возникающие в процес-
се смешения. Между шейкой 5 ротора и боковой стенкой каме-
ры помещается уплотнительная втулка 11, препятствующая вы-
давливанию резиновой смеси из камеры.
Корпус смесительной камеры 3 состоит из двух половин,
зажатых боковыми стенками камеры и соединенных с ними
болтами. Внутренняя поверхность камеры смешения защищена
износоустойчивым покрытием 12. Корпус имеет каналы для
охлаждающей воды и ребра для увеличения поверхности
охлаждения.
Для малых смесителей детали камеры изготавливают
литьем из высокопрочного чугуна. Для крупных машин детали
Рис. 3.6. Расположение ротора овального типа в камере смешения н ее кон-
струкция:
1 — ротор; 2, 4 — боковые стенки камеры; 3 — корпус смесительной камеры; 5 — шейка
ротора; 6 — корпус подшипника; 7 — двухрядный роликовый подшипник; 8 — гайка; 9—
крышка подшипника; 10 — уплотнение; И—уплотнительная втулка; 12—износоустой-
чивое внутреннее покрытие камеры
58
камеры получают сваркой стальных листов. Работа резиносме-
сителя в значительной степени зависит от величины зазоров
между роторами и внутренней поверхностью смесительной ка-
меры. Зазор у смесителя вместимостью 250 дм3 в радиальном
направлении составляет 3—5 мм, а вдоль оси равен 1—3 мм.
Регулирование зазора в радиальном направлении в таких ма-
шинах не предусмотрено, в результате зазор в процессе рабо-
ты за счет износа гребней ротора и внутренней поверхности
камеры увеличивается, что ухудшает работу резиносмесителя.
Радиальный зазор восстанавливают до заданной величины во
время ремонта наплавлением на поверхность гребней ротора
твердого сплава.
Осевой зазор, необходимый для компеисании температур-
ных изменений размеров детален, регулируется с помощью
устройства, изображенного на рис. 3.7. Корпус устройства 3
крепится болтами к боковой стенке 6 камеры. На хвостовик
ротора навертывается стальное кольцо 8. Это кольцо не позво-
ляет ротору 4 смещаться влево, так как упирается во втулку
7, и вправо, так как через бронзовое кольцо 9 упирается в
гайку 10, которая ввертывается в корпус 3 устройства регули-
рования зазора. Для смазкн вращающегося вместе с роторами
стального кольца 8 и упирающегося в гайку 10 бронзового коль-
ца 9 предусмотрена масленка И. Уменьшение осевого зазора
достигается ввертыванием гайки 10 в корпус 3, и наоборот.
Для предотвращения самопроизвольного вращения стальное
кольцо 8 и гайка 10 имеют прорези и контрятся шпонками:
первая — к ротору, а вторая — к корпусу устройства.
В камере при- смешении создается высокое давление, и смесь
может выдавиться из камеры через неплотности. С целью
предотвращения выдавливания смеси из камеры между шейкой
Рнс. 3.7. Устройство для регулирования осевою зазора шеек роторов рези-
носмесителя:
I -прорезь; 2 — шпонка; 3 —корпус; 4 — ротор; 5 —канавка; 6 - боковая стенка каме-
рм: 7 — втулка; 8— стальное кольцо; 9— бронзовое кольцо; 10—гайка; 11— масленка
59
вала и боковой крышкой камеры этот узел снабжают уплотни-
тельными устройствами сальникового, лабиринтного илн фрик-
ционного типов.
Уплотнение сальникового типа (рис. 3.8) состоит из уплот-
няющей набивки 5, которая плотно закрывает пространство
между шейкой ротора и стенкой камеры. Набивка удерживает-
ся в зазоре кольцом 1 и фланцем 2. Недостатками этого уплот-
нения являются довольно быстрый его износ и потеря герме-
тичности. При использовании такого уплотнения необходимо
постоянно следить за его исправностью и периодически под-
тягивать.
Лабиринтное уплотнение (рис. 3.9) свободно от недостат-
ков сальникового уплотнения. Уплотнение состоит из подвиж-
ных, вращающихся вместе с ротором деталей: втулки 1 с навер-
нутой на нее гайкой 5 и неподвижной лабиринтной втулки 2,
связанной с боковиной 3 смесительной камеры. В лабиринтном
уплотнении зазор, по которому может выходить смесь или пыль
из камеры, имеет вид лабиринта, создающего большое сопро-
тивление движению материала. В лабиринт подается масло,
которое смешивается со смесью и уменьшает трение деталей
уплотнения друг о друга. Уплотнение лабиринтного типа долго-
вечнее сальникового, оказывает меиьшее сопротивление вра-
щению ротора, но довольно чувствительно к изменению взаим-
ного положения ротора и боковой стенки камеры смешения,
которое возникает в результате износа подшипников.
Несколько меньшей чувствительностью к износу подшипни-
ков ротора обладает пластинчатое лабиринтное уплотнение
(рнс. 3.10). Принцип работы такого уплотнения аналогичен
Рис. 3.8. Сальниковое уплотнение шеек роторов смесителя:
/ — кольцо; 2 — фланец; 3 — прижимной фланец; 4 — шпилька; 5 — уплотняющая набив-
ка; 6 — стенка камеры; 7 — шейка ротора
Рис. 3.9. Лабиринтное уплотнение шеек роторов резиносмесителя:
1 — втулка, укрепленная на роторе смесителя; 2 — лабиринтная втулка; 3 — боковина
корпуса камеры смесителя; 4 — канал для подвода смазки; 5 — гайка
60
Рис. 3.10. Пластинчатое ла-
биринтное уплотнение шеек
роторов резиносмесителя:
/ — втулка; 2, 7 —диски; 3, 8 —
дистанционные кольца; 4— раз-
резная гайка; 5 — стопорный
болт; 6 — боковая стенка каме-
ры; 9 — штуцер для подвода
смазки; 10 — корпус подшипни-
ка; 11 — рабочая втулка под-
шипника
2, вращающимися вместе с ротором,
вписанному выше, но
оно отличается от пре-
дыдущего по конструк-
ции. Здесь лабиринт,
создающий сопротив-
ление выдавливанию
смеси, образуется меж-
ду подвижными дискаiv
н неподвижными 7, закрепленными на боковой стенке камеры
6. Между дисками через штуцер 9 подается смазка. Такие
уплотнения лучше других работают в паре с подшипником
скольжения. Необходимым условием для обеспечения нормаль-
ной работы лабиринтного уплотнения является образование в
зазоре уплотнения сплошной массы из смазки и резиновой
смеси, образующей своего рода затвор, разъединяющий внут-
реннюю полость камеры и атмосферу. Уплотнение требует по-
стоянной и обильной смазки. Подачу насосом смазки к уплот-
нению необходимо контролировать периодически, но не реже
одного раза в смену.
В верхней части корпуса камеры смешения имеется окна
для загрузки материала, а в нижней — окно для его выгрузки.
Загрузочное устойство (рнс. 3.11), монтируемое в верхней части
камеры, состоит из загрузочной горловины 1, воронки 11, от-
кидной дверцы 10 и патрубка 9 для отсоса пыли. Дверца 10
управляется силовым ппевмоцилиндром и может находиться в
закрытом положении (см. рис. 3.11) и в открытом (на рнсуике
не показано); во втором случае воронка 11 сообщается с горло-
виной 1 для загрузки исходных материалов. При загрузке
верхний затвор 2 приподнят и не мешает прохождению мате-
риала. Для изменения положения затвора 2 в верхней части
загрузочного устройства имеется пневмоцилиндр 7. После окон-
чания загрузки дверца 10 закрывается, воздух подается в верх-
нюю часть цилиндра 7, в результате поршень 8 со штоком 5
опускается вниз, затвор закрывается, исходные материалы
проталкиваются в камеру смешения. В процессе смешения
давление верхнего затвора на смесь оказывает влияние на ка-
чество смешения. Усилие, с которым затвор удерживается в
hi крытом (нижнем) положении, влияет на ход процесса сме-
шения. В начале смешения жесткие ингредиенты, сжимаемые
роторами, начинают оказывать давление на стенки смеситель-
61
Рис. 3.11. Верхний затвор и загрузоч-
ная воронка:
1 — загрузочная горловина; 2 — верхний за-
твор; 3 — каналы охлаждения; 4 — стенка за-
грузочной воронки; 5 — шток; 6 — сальниковая
коробка; 7 — силовой пневмоцилиндр; 8 — пор-
шень; 9 — патрубок для отсоса пыли; 10 —
откидная дверца; 11 — воронка
ной камеры и нижнюю поверх-
ность верхнего затвора. При этом
верхний затвор под действием
давления материала приподни-
мается (если усилие, с которым
затвор удерживается в закрытом
положении, меньше этого давле-
ния), и материал временно выхо-
дит в освобожденное простран-
ство; после прохода гребнем ро-
тора зоны затвора последний
опускается, и смесь опять вытес-
няется в камеру. Таким образом,
затвор смягчает условия смеше-
ния в камере, особенно в начале
цикла, как бы амортизируя на-
грузки на материал, позволяя
роторам проскальзывать при
возникновении больших усилий,
пластичности смеси нагрузки на затвор
По мере увеличения
уменьшаются, и дальше процесс смешения идет без поднятия
верхнего затвора.
Для форсирования процесса смешения увеличивают усилие
оо стороны силового цилиндра па затвор. Это приводит к то-
му, что проскальзывание роторов происходит реже, разогрев
и гомогенизация смеси ускоряются. Максимальное давление,
Рис. 3.12. Нижний затвор:
1—нижний затвор; 2— поворотный рычаг; 3 — теплоизолирующая прокладка; 4 — за-
пирающий клип; 5 — шток управления клином; б— силовой гидроцплиндр управления
клином; 7 — ролик; 8 — шланг; 9 — вал рычага
«2
которое верхний затвор оказывает иа смесь, достигает 0,7 МПа.
Нижний затвор, предназначенный для закрытия разгрузоч-
ного окна смесительной камеры, не меняет своего положения
в процессе смешения. Один из вариантов конструкции нижнего
затвора представлен на рис. 3.12. Собственно затвор / закры-
вает нижнее отверстие и препятствует выходу смеси из каме-
ры. Через теплоизолирующую прокладку 3 затвор упирается
в поворотный рычаг 2, укрепленный на валу 9. Клин 4, упи-
рающийся в ролик 7, прижимает затвор к окну камеры. Управ-
ляется клнн силовым гидроцилиндром 6. После окончания сме-
шения клин гидроцилиндром убирается из-под ролика и осво-
бождает затвор, который, поворачиваясь вместе с валом, от-
крывает нижнее окно для выгрузки смеси из камеры.
Для циркуляции охлаждающей воды в верхнем и нижнем
затворах могут быть каналы. Температура резиновой смеси в
зоне нижнего затвора контролируется встроенной в него тер-
мопарой.
3.4. ПРИВОД РЕЗИНОСМЕСИТЕЛЕЙ
Для резиносмесителей требуются приводы большой мощности-
Кинематические схемы приводов показаны на рис. 3.13.
В системах приводов для смесителей старой конструкции^
все еще используемых на заводах (рис. 3.13, а, б), момент вра-
щения от двигателя 7 передается через двухступенчатый ре-
Рис. 3.13. Кинематические схемы приводов резиносмесителей:
и, б — привод от асинхронного двигателя через редуктор и фрикционные шестерни; в,
— привод через блок-редуктор; в — групповой привод с синхронным электродвигателем^
/ — фрикционные шестерни; 2 — подшипник; 3 — ротор; 4 — приводные шестерни; 5 — ре-
дукторы; 6, 8—муфты; 7 — асинхронный двигатель; 9. 10—двигатели постоянного тока
соответственно малой и большой мощности: 11 — синхронный электродвигатель
63
Рис. 3.14. Устройство блок-редуктор а:
1 — выходные валы; 2 — фрикционные шестерни; 3 — приводные шестерни; 4 — запасная
приводная шестерня; 5 — приводной вал; б — малая приводная шестерня’; 7 — большая
приводная шестерня
дуктор 5 на фрикционные шестерни Л вращающие роторы.
В схеме, показанной на рис. 3.13, а, между редуктором и фрик-
ционными шестернями введена еще одна открытая пара при-
водных шестерен 4. Фрикционные шестерни 1 имеют различное
число зубьев; это необходимо для того, чтобы задний и перед-
ний роторы вращались с разной частотой. Такая схема не
может удовлетворительно работать в крупных машинах, испы-
тывающих большие нагрузки па роторы и передающих боль-
шие крутящие моменты. Под действием усилий со стороны
смеси роторы изгибаются, несмотря на большую жесткость
конструкции, что осложняет работу открытой пары шестерен
из-за изменения их взаимного расположения. Большие крутя-
щие моменты, передаваемые открытой парой, дополнительно
нагружают подшипники роторов, срок службы которых в ре-
зультате этого сокращается. Кроме того, снижается надеж-
ность уплотнений шеек роторов.
Более современные системы привода для резиносмесителей
с использованием блок-редуктор а без открытой пары шестерен
изображены на рис. 3.13, в иг. Блок-редуктор, использованный
в этих системах (рнс. 3.14), отличается от обычного редуктора
тем, что фрикционные шестерни 2 в нем заключены в корпус.
.64
Рис. 3.15. Изменение мощности,
потребляемой резиносмесителем,
в зависимости от продолжитель-
ности смешения:
/—загрузка; //—начало смешения,
III — конец смешения; IV — выгрузка
смеси
Шестерни предназначены
для вращения валов 1 с за-
данной фрикцией. Выход-
ные валы соединены с рото-
рами универсальными шар-
нирными муфтами. Эти муфты снимают с подшипников роторов
дополнительную нагрузку, так как передают только вращающий
момент. Кроме того, муфты способствуют улучшению работы
зубчатых передач, позволяя соединяемым валам в определен-
ных пределах изменять свое первоначальное положение. Онн
улучшают работу передачи при нарушении соосности валов
вследствие их изгиба под действием больших усилий на роторе
в смесительной камере.
На рис. 3.13, г показана схема привода резиносмесителя
через блок-редуктор с помощью двух двигателей. В начале
смешения работает менее быстроходный двигатель 9. По мере
переработки смеси и уменьшения сопротивления вращению ро-
торов включается более скоростной двигатель 10, а двигатель
9 прекращает свою работу. Эта схема позволяет лучше приспо-
собить параметры привода к меняющимся условиям смеше-
ния, но громоздка и дорога, так как требует установки двух
двигателей.
Выше — на рис. 3.13, д — показан групповой привод резино-
смесителя. В резиносмесителях, как и в вальцах, в процессе
цикла смешения резко изменяется потребляемая мощность
(рис. 3.15). В процессе загрузки (фаза I) потребляемая мощ-
ность невелика, но после закрытия верхнего затвора (фаза II)
она резко возрастает. Местные пики на кривой объясняются
необходимостью перетирания крупных частиц каучука. К кон-
цу второй фазы крупные частицы разрушаются (ход кривой
становится более плавным, без резких пиков). Фаза III харак-
теризуется тем, что материал начинает течь и потребляемая
мощность, затрачиваемая на вращение роторов, снижается.
К концу третьей фазы ход кривой стабилизируется, мощность
незначительно меняется по времени — смесь готова. Фаза IV
характеризует расход энергии при выгрузке смесн.
Естественно ожидать, что при такой картине потребляемой
мощности групповой привод окажется эффективным. Однако
вследствие больших технических сложностей он широкого
распространения не получил.
В системах привода для резиносмесителей малых моделей
обычно используют асинхронные электродвигатели, а в систе-
5—651
65
мах привода для крупных машин — синхронные электродвига-
тели. Широко применялись в системах приводов тихоходные
синхронные двигатели с частотой вращения 94, 120, 150 об/мин;
позже нз-за громоздкости они были заменены более быстроход-
ными и компактными машинами с частотой вращения 750—
1000 об/мин.
Мощности двигателей для крупных резиносмесителей до-
стигают многих сотен киловатт. Имеются уникальные резипо-
смесители с приводом мощностью 3—4 МВт.
3.5. СИСТЕМА ОХЛАЖДЕНИЯ РЕЗИНОСМЕСИТЕЛЯ
И КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Эффективный отвод тепла от камеры смешения, роторов, верх-
него и нижнего затворов резиносмесителя является необходи-
мым условием для его нормальной работы. Для отвода тепла
от смесительной камеры используют охлаждающую воду, по-
даваемую под давлением 0,4—0,6 МПа в пространство между
камерой и кожухом.
Тепло отводится от наружной поверхности камеры; количе-
ство отведенного тепла пропорционально площади этой поверх-
ности. Тепловыделение происходит во всем объеме рабочей
камеры. С увеличением размеров резиносмесителя объем сме-
сительной камеры растет пропорционально кубу ее линейного
размера, а поверхность — пропорционально квадрату его. Та-
ким образом, чем больше резиносмеситель, тем сложнее отво-
дить тепло, образующееся в зоне смешения. Для увеличения
поверхности теплообмена стенки камеры делают ребристыми.
В некоторых машинах имеются каналы для подачн охлаждаю-
щей воды, проходящие в стенках камеры смешения. Каждый
ротор оборудован системой охлаждения водой под давлением
0,4—0,6 МПа. Верхний и нижний затворы также имеют кана-
лы для охлаждения. Для интенсификации теплообмена охлаж-
дающую воду пропускают через каналы охлаждения с боль-
шой скоростью, и расход ее значителен. Резиносмесители с
камерой объемом 250 дм3 потребляют до 25 м3/ч воды. Снизить
продолжительность смешения (и, следовательно, повысить про-
изводительность машины) можно, увеличив частоту вращения
роторов. Однако в скоростных резииосмеснтелях трудно отве-
сти все образовавшееся в камере смешения тепло, в результате
чего может возникнуть опасность перегрева смеси. Для пред-
отвращения перегрева и подвулканизации всей загрузки при
повышении температуры сверх установленной резиносмесители
оборудуют системой аварийной выгрузки смеси, срабатывающей
при подаче сигнала термопарой, помещенной в стенке смеси-
тельной камеры. Интенсивность охлаждения регулируется с
помощью системы (рис. 3.16): термопара 15 — регулирующий
прибор 6 — регулирующий клапан 13.
66
Рис. 3.16. Система управления работой резиносмесителя:
1, 11 — манометры контроля давления воздуха и охлаждающей воды в магистрали соот-
ветственно; 2—4 — электромагнитные клапаны управления нижним затвором, заслонкой
и верхним затвором -соответственно; 5 — воздушный цилиндр верхнего затвора; 6—регу-
лирующий потенциометр; 7—командный прибор; 8— переключатель с ручного управле-
ния на автоматическое и обратно; 9 — кнопки ручного управления; 10 — сигнальные лам-
почки положения агрегатов; 12 — расходомер охлаждающей воды; 13—регулирующий
клапан; 14— силовой цилиндр заслонки загрузочной воронки; 15— термопары; 16 — си-
ловой цилиндр нижнего затвора
В течение цикла работы резиносмесителя необходимо в
определенной последовательности открывать и закрывать за-
слонку загрузочной воронки, верхний затвор, а также выгру-
жать смесь через нижний затвор. Сигналы на выполнение этих
операций поступают от командного электропневматического
прибора (КЭП). КЭП управляет работой резиносмесителя по
заданной программе, поэтому он иногда называется регулято-
ром цикличности.
Регулятор цикличности (рис. 3.17) представляет собой устрой-
ство, состоящее из нескольких воздушных клапанов 1 и элект-
рических переключателей 2, на которые воздействует бара-
бан 7 с помощью установленных в нем пальцев 3, 4. В зависи-
мости от положения пальцев и частоты вращения барабана
клапаны и переключатели могут включаться в любой последо-
вательности и через заранее заданные промежутки времени.
Каждый клапан или переключатель предназначен для управ-
ления определенным объектом (силовым цилиндром верхнего
затвора, заслонкой, нижиим затвором). Барабан приводится
во вращение от электродвигателя 12 через механизм регулиро-
вания частоты вращения. Пуск прибора в действие произво-
дится кнопкой Я его работа контролируется лампочкой 8, на-
стройка производится установкой пальцев в соответствующее
положение.
В зависимости от типа прибор может иметь различное число
пневматических и электрических переключающих устройств.
При необходимости КЭП может быть отключен, управление
5*
67
резиносмесителем в этом случае производится вручную кноп-
ками 9 (см. рис. 3.16). Положение затворов контролируется
сигнальными лампочками 10. Командный прибор дает сигнал
в виде электрического или пневматического импульса, который
воспринимается исполнительным механизмом.
Исполнительный механизм служит для непосредственного
управления гидравлическим или пневматическим цилиндром.
К таким пневмоуправляемым исполнительным механизмам от-
носится, например, запорный клапан (рис. 3.18). В корпусе
клапана есть три отверстия: первое предназначено для входа
жидкости высокого давления от насоса; второе — для подачи
жидкости к силовому гидроцилиндру какого-нибудь агрегата
(например, нижнего затвора резиносмесителя); третье отвер-
стие соединяется с линией слива. Золотник 10 с помощью
укрепленного на нем клапана может соединять линию, идущую
от насоса, с полостью гидроцилиндра (нижнее положение зо-
лотника), в этом случае линия сброса перекрывается клапаном.
В верхнем положении золотник своим клапаном перекрывает
линию, идущую от насоса, полость гидроцилиидра соединена в
Рис. 3.17. Регулятор цикличности:
/—воздушный -клепан; 2— ргутный выключатель; 8, 4— пальцы (длинные и короткие
соответственно), воздействующие на защелки; 5 — защелка; 6 — пускатель прибора; 7—
барабан; 8— сигнальная лампочка; 9—кнопка пуска электродвигателя; 10— редуктор;
11 —конденсатор; /2 — электродвигатель; 13 —шкала регулирования скорости вращения;
14 — механизм регулирования скорости вращения
68
Рис. 3.'18. Запорный клапан мембран-
ного типа:
1 — корпус; 2 — тарелка; 3 — мембрана;
4 — контргайка; 5 — крышка; 6 — пружина;
7 — нажимная гайка; 8—накидная гайка;
9 — седло; 10 — золотник; 11 — нажимная
втулка
этом случае с линией слива.
Вверх золотник движется под
действием пружины 6, упира-
ющейся в тарелку 2, к которой
он прикреплен. Под действием
сжатого воздуха, поданного от
КЭП в запорный клапан (по
стрелке сверху), мембрана 3
прогибается и через тарелку
2, преодолевая сопротивление
пружины 6, передвигает золот-
ник вниз, тем самым запирая
линию слива и соединяя линию
| Сброс
высокого давления от иасоса с
полостью силового цилиндра.
При использовании такой системы управления на каждый
гидравлический или пневматический силовой цилиндр необхо-
димо иметь два запорных клапана и два канала управления от
КЭП. Имеются более компактные конструкции исполнитель-
ных механизмов, выполняющих большее число операций, чем
запорные клапаны; их конструкции будут разобраны в сле-
дующих главах.
Управление работой резиносмесителей может осуществ-
ляться централизованно, с помощью систем, управляющих раз-
веской и смешением.
В систему контрольно-измерительных приборов входят при-
боры, следящие за исправной работой системы смазки. Совре-
менные резиносмесители оборудуются системой смазки под
давлением —с помощью масляных насосов. Смазка подшип-
ников роторов циркуляционная: после сбора и фильтрации
масло опять подается к подшипникам. Уплотнения также сма-
зывают под давлением.
3.6. ПРЕИМУЩЕСТВА И НЕДОСТАТКИ РЕЗИНОСМЕСИТЕЛЕЙ
ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Резиносмесители периодического действия являются основным
смесительным оборудованием современных заводов. Они обес-
печивают получение резиновых смесей хорошего качества,
имеют высокую производительность, долговечны и надежны в
работе. Однако недостатки, заложенные в самом принципе пе-
риодического смешения, заставляют искать новые, более про-
грессивные технические решения аппаратурного оформления
процесса.
69
Для обеспечения производительности, требуемой промыш-
ленностью, резиносмесители периодического действия строят
с большим объемом камеры смешения. Кроме того, роторы
этих смесителей вращаются с большой частотой, что обуслов-
ливает повышенное тепловыделение в смесительной камере и
затрудняет отвод тепла. Опасность перегрева смеси не дает
возможности еще более интенсифицировать процесс смешения
в смесителях периодического действия. На таких машинах
можно получать готовые смеси в виде бесформенных глыб, что
требует применения дополнительных устройств для их перера-
ботки в форму, удобную для дальнейшего использования (лис-
ты, ленты, гранулы). Высокие температуры в смесительной
камере затрудняют проведение процесса в одну стадию в ре-
зи носмесителях периодического действия. Вулканизующие
агенты нередко вводятся в такие смесители во время следую-
щих за первичным смешением процессов. Периодические про-
цессы плохо поддаются регулированию. В таких резниосмесн-
телях довольно сложно получить готовый продукт с хорошими
и стабильными свойствами.
Непрерывные процессы смешения являются более совершен-
ными. Они регулируются с высокой точностью, высокопроизво-
дительны; потребление энергии во время непрерывного про-
цесса равномерно в отличие от потребления ее при периодиче-
ском.
Все эти соображения привели к поискам возможности со-
здания смесителей непрерывного действия.
3.7. СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Смеситель непрерывного действия представляет собой машину,
в которую непрерывно загружаются компоненты и из которой
непрерывно отводится готовая смесь. Все смесители непрерыв-
ного действия построены по общему принципу: в цилиндре,
представляющем собой камеру смешения, вращается ротор,
перемешивающий смесь и проталкивающий ее из зоны за-
грузки к зоне выгрузки. Для лучшего перемешивания в цилинд-
ре такого резшюсмесителя устанавливают два ротора. Особен-
ностью этих машин является зависимость качества смешения
от системы подачи компонентов в смеситель. Если в соотно-
шении исходных компонентов будут наблюдаться флуктуации,
Рис. 3.19. Одиоротор-
ный смеситель типа «Ро-
томилл» (США):
/ — станина; 2 — корпус ка-
меры смешения; 3, 4 — за-
грузочные окна; 5 — кониче-
ский ротор; 6 — хвостовик
ротора; 7 — устройство для
осевого перемещения каме-
ры смешения
70
Рис. 3.21. Расположение роторов
рывного действия
Рис. 3.20. Схема воздействия на смесь в однороторной машине для непре-
рывного смешения:
/ — смесь; 2 ~ ротор
в камере двухроторного смесителя непре-
то эти флуктуации будут и в составе готовой смеси. Основным
недостатком смесителей непрерывного действия является вы-
сокая чувствительность к точности дозирования и равномер-
ности подачи исходных материалов.
Принципиальное устройство одного из первых смесителей
непрерывного действия показано на рис. 3.19. На станине 1 за-
креплен цилиндрический корпус 2 смесителя. Внутренняя рабо-
чая поверхность его коническая, стенки корпуса имеют каналы
для охлаждения и окна для загрузки каучука (окно 4) и
остальных ингредиентов (окно 3). Конический ротор 5 имеет
винтовые канавки на поверхности и изнутри охлаждается во-
дой; он установлен в подшипниках. Загружаемый в окна ма-
териал вращением ротора затягивается в зазор, интенсивно
перемешивается и продвигается к выходу при помощи винто-
вых канавок на роторе. Наиболее интенсивное смешение про-
исходит по окружности ротора; вдоль его оси процесс смеше-
ния недостаточен (рис. 3.20), Этот смеситель особенно чувстви-
телен к флуктуациям состава смеси загружаемых материалов
и не обеспечивает их выравнивания в процессе смешения.
Смеси, полученные в таком смесителе, требуют последующей
переработки для усреднения состава (выравнивания содержа-
ния компонентов по всему объему). Интенсивность обработки
смеси регулируется изменением величины зазора между рото-
ром н стенкой корпуса путем перемещения последнего вдоль
оси устройством 7 (см. рис. 3.19). Лучшее перемешивание и
сглаживание флуктуаций пнта-
ння достигается в резиносмеси- /я- z
телях с двумя роторами, распо- vi
ложенными в одной камере V ) Я/с------------------------------------
(рис. 3.21). ДJ
Рис. 3.22. Смесительная камера и рото- \ ;\\ \\
ры смесителя непрерывного действия
типа «Трансфермикс»: _______
1 — загрузочная воронка; 2— корпус; 3 —на- У
резной ротор; 4 — перепускная щель
71
Рис. 3.23. Общий вид двухроторного смесителя непрерывного действия:
/—привод; 2— загрузочное окно; 3 —рабочая камера; 4— механизм для измельчения
ленты
Более совершенными смесителями непрерывного действия
являются резиносмесители типа «Трансфермикс» (рнс. 3.22).
Повышение интенсивности смешения вдоль оси роторов в та-
ких машинах достигается за счет переходов смесн из межвит-
кового пространства ротора в нарезку корпуса и последующего
возврата в нарезку ротора. При прямом и обратном переходах
часть смесн задерживается н смешивается с вновь поступаю-
щей порцией, что способствует усреднению смеси и несколько
смягчает флуктуации состава смеси загружаемых материалов.
Для улучшения смешения в некоторых конструкциях смеси-
телей предусматривают наличие двух смесительных камер, ра-
ботающих последовательно. Смесители непрерывного действия
обычно выполняют легкоразборными; смесительные камеры
отделяются от корпуса, и роторы выдвигаются из них для того,
чтобы можно было чистить машину при переходе с одной ре-
цептуры на другую или периодически. Общий вид одной из
машин непрерывного действия, выпускаемых фирмой «Вернер —
Пфляйдерер» (ФРГ), показан на рис. 3.23. В корпусе 3 такой
машины размещены два ротора сложной формы. Питание ма-
шины производится через загрузочное окно 2; выгружается
смесь через воронку (на рисунке не показана). Около выходно-
го отверстия установлен механизм 4 для измельчения выходя-
щей ленты. Роторы получают вращение от привода 1.
Роторы смесителей непрерывного действия имеют сложную
конфигурацию, которая определяется экспериментальным пу-
тем. Это наиболее изнашивающиеся детали машины. Для об-
легчения изготовления роторов их конструкцию делают сбор-
ной (рис. 3.24). На вал надевают в определенной последова-
тельности фигурные элементы (рис. 3. 24, б), создающие кон-
тур рабочей поверхности ротора. По мере износа рабочие эле-
менты можно заменять, изготовление их проще и дешевле,
чем целого ротора.
72
Отечественная промышленность выпускает смесители непре-
рывного действия с фигурными роторами. Примером такой
машины может служить резиносмеситель типа РСНД-380/450-1
(рис. 3.25). Цилиндр резиносмесителя состоит из загрузочной
секции 8 с толкателем 9, двух смешивающих секций 6 и 7 и
одной выдавливающей секции 5. Смесь в каждой смешивающей
секции выдавливается ротором в нарезку в корпусе и затем
переходит обратно. На всем пути вдоль цилиндра смешивае-
мый материал четыре раза переходит из одной нарезки в дру-
гую. Считается, что этого достаточно для хорошей проработки
и выравнивания состава смеси.
Корпус имеет интенсивное охлаждение с раздельной регу-
лировкой температуры по зонам. При мощности двигателя
Рис. 3.25. Смеситель непрерывного действия РСНД-380/450-1:
1—плита; 2— постамент; 3— вспомогательная опора; 4 — гранулирующая головка; Б—
секция выдавливания; 6, 7 — секции смешения; В — загрузочная секция; 9 —- толкатель;
10 — редуктор; 11— зубчатая муфта; 12—электродвигатель- 13— вентилятор обдувки
электродвигателя; 14 — воздухоохладитель; 15 — воздуховоды
73
800 кВт такие машины имеют производительность 5—8 т/ч.
Они предназначены для установки после скоростных смесите-
лей периодического действия первой стадии.
Несмотря на большие технические трудности, резиносмеси-
тели непрерывного действия начинают внедряться в промыш-
ленность. Чаще всего их используют после резиносмесителей
периодического действия, для второй стадии смешения или для
доработки смеси. Наиболее трудной проблемой остается орга-
низация непрерывного питания смесителей с тем, чтобы соотно-
шение подаваемых компонентов было в любой момент времени
постоянным, без значительных флуктуаций. В перспективе
можно ожидать, что смесители непрерывного действия как бо-
лее прогрессивные полностью заменят смесители периодиче-
ского действия.
3.8. СХЕМЫ УСТАНОВКИ РЕЗИНОСМЕСИТЕЛЕЙ
Установка резиносмесителя и его агрегирование с другими
машинами производятся таким образом, чтобы сократить число
перегрузочных операций, создать единый поток обработки ма-
териала, максимально использовать производственные площади.
Резиносмесители периодического действия, несмотря на их
большую массу, как правило, располагают на высоком фунда-
менте или на специальной этажерке. Это вызвано тем, что раз-
грузочные устройства машин размещены в нижней их части и
из смесителя, расположенного на высоком основании, проще
выгружать готовую смесь на приемные устройства, находящие-
ся внизу.
74
Рис. 3.27. Схема установки резиносмесителя с червячной машиной, снабжен-
ной листовальной головкой:
/ — резииосмеситель; 2 — червячная машина; S— валковая дастовальная головка; 4 —
фестонное охладительное устройство; 5 ~ транспортерный подъемник; 6— качающийся
укладчик; 7 — питатели-отборщикй; 8 — конвейерные весы; 9— загрузочный транспортер;
10— питательная воронка
На рис. 3.26 показан агрегат, состоящий из резиносмесите-
ля 1, вальцов 3 и червячной машины 5. После смешения смесь
попадает на вальцы, дорабатывается на них, транспортером
отбирается с них н передается на червячную машину.
Иногда под резиносмесителем 1 устанавливают (рис. 3.27)
червячную машину 2 с листовальной головкой, представляющей
собой валковую машину, которая выдает смесь в виде листа.
Лист смеси проходит охладительное устройство 4 и уклады-
вается на поддоны. Листы могут подаваться на дальнейшую
переработку либо использоваться для второй стадии смешения.
Возможны и другие варианты установки резиносмесителей пе-
риодического действия.
Схема экспериментальной установки для изготовления ре-
зиновых смесей с использованием резиносмесителя непрерывно-
го действия показана на рис. 3.28. Чтобы обеспечить удовлетво-
рительную работу установки, перед смешением необходимо
проводить предварительную подготовку ингредиентов: смешение
каучуков с техническим углеродом и гранулирование смесей,
получение пастообразных смесей из нескольких компонентов
(для уменьшения числа дозаторов). Отбирается смесь непре-
рывно ленточным транспортером 2. Управление системой дози-
рования 3 сблокировано с работой смесителя.
На современной промышленной установке с использованием
смесителя непрерывного действия можно получать гранулы
смесей из гранулированного, предварительно наполненного тех-
ническим углеродом каучука (рис. 3.29). Установка рассчита-
75
Рис. 3.28. Схема установки для изготовления резиновых смесей с использо-
ванием резиносмесителя непрерывного действия и систем непрерывного дози-
рования различных компонентов:
а, г — сыпучих; б ~ жидких; в — пастообразных; д — гранулированных; 1 — смеситель
непрерывного действия; 2 — ленточный транспортер для отбора готовой смеси; 3 — элек-
трические цепи управления дозаторами
Рис. 3.29. Схема установки для гранулирования с использованием резино-
смесителя непрерывного действия:
/ _ бункер для гранул каучука, наполненного техническим углеродом; 2 — бункер для
сыпучих ингредиентов; 3 — питатель-, 4 — массовый дозатор; б —бак для жидких ингре-
диентов; 6 — объемный дозатор; 7 — установка для термостатировапия воды; 8 — смеси-
тель непрерывного действия; 9 — гранулятор; 10 — установка для подсушки гранул
на на изготовление гранулированных маточных смесей светлых
сыпучих и жидких компонентов. Смеситель непрерывного дей-
ствия 8 питает гранулятор 9. Головка гранулятора работает в
водной среде. Вода быстро охлаждает гранулы и транспорти-
рует их к агрегату 10, где они отделяются от воды, подсуши-
ваются и передаются на хранение или дальнейшую перера-
ботку.
3.9. ПРАВИЛА ЭКСПЛУАТАЦИИ И ТЕХНИКА БЕЗОПАСНОСТИ
Работать на резнносмесителе может только рабочий, прошед-
ший курс обучения и сдавший экзамен по правилам эксплуа-
тации машины и технике безопасности.
Перед пуском резиносмесителя необходимо проверить дав-
ление воды и воздуха в подводящих магистралях, исправность
всех систем машины, следует обратить внимание на исправ-
ность системы смазки. Пуск резиносмесителя производят при
открытом нижнем затворе и поднятом верхнем. Все работы по
регулировке и очистке резиносмесителя можно проводить толь-
ко при остановленном двигателе. У всех пультов управления
в этом случае должны быть вывешены таблички с предупреж-
дением. Необходимо тщательно следить за тем, чтобы в маши-
ну не попали посторонние предметы. В случае появления стука
и скрежета в машине или в передачах следует немедленно
остановить ее. Перед остановкой машины нужно произвести
выгрузку смеси из камеры.
3.10. РАСЧЕТЫ
Производительность G (кг/ч) резиносмесителя периодического действия
равна
G =s 60Vpfcz/T,
где V — свободный объем камеры смешения, дм3; р — плотность смеси,
кг/дм3; А — коэффициент заполнения камеры смешения (А=0,6); т — продол-
жительность цикла смешения, мин; а — коэффициент использования машин-
ного времени.
Тепловой баланс работы машины описывается уравнением
Q *= Qi + Qa*
где Q —тепло, выделяющееся в камере смешения, кДж/с; Qi — тепло, рас-
ходуемое на иагрев смеси, кДж/с; Qa— тепло, уносимое охлаждающей во-
дой, кДж/с.
Потери тепла в окружающую среду не учитываются.
Тепло Q (кДж/с), выделяющееся в камере смешения:
где N — мощность, потребляемая двигателем смесителя, кВт; т) — коэффи-
циент полезного действия привода н подшипников, т;« 0,8.
Тепло Qi (кДж/с), -расходуемое на нагрев смеси:
Q1 = (^К- ^н) I
где G — производительность смесителя, кг/с; с — удельная теплоемкость
77
Рис. 3.30. Различные конфигурации
зазора между корпусом камеры и ло-
пастью ротора:
а — прямолинейная; б —• наклонная
смеси, кДж/(кг-К); £к» — температуры смеси при выгрузке и загрузке
соответственно, К-
Тепло Q2 (кДж/с), уносимое охлаждающей водой:
Q-2 *= (^К--4i) »
где G — расход охлаждающей воды, кг/с; с — удельная теплоемкость воды.
кДж/(кг-К); tK, ts — температура выходящей и входящей воды, К.
Охлаждающая вода уносит большую часть тепла (до 80%).
Характеристика сдвига в резииосмесителе. Деформации, которым под-
вергается материал в зазоре между лопастью ротора и стенкой камеры, за-
висят от геометрической формы и скорости движения лопасти, а также кон-
фигурации зазора (рис. 3.30).
Критерий суммарного сдвига S в резииосмесителе, представляющий со-
бой характеристику интенсивности сдвиговых деформаций в зазоре, равен
St=VL,
где V — скорость движения лопасти смесителя, м/с; L — рабочая ширина
лопасти смесителя, м.
Объем Q (м3) материала, в котором происходит сдвиг в единицу вре-
мени:
Q₽0,5V/io,
где h0 — величина прямолинейного зазора между лопастью и стенкой ка-
меры, м.
Удельный критерий сдвига составляет:
для примолннейного зазора
с =» S/Q «= VLf(O,5Vho) .= 2L/h0,
для наклонного зазора
о r=3,57L/h0.
Интенсивность сдвига у лопасти с наклонным зазором почти вдвое
больше, чем у лопастн с прямолинейным зазором.
Мощность Р (кВт), затрачиваемая на едипнцу длины лопасти:
для примолинейного зазора
для наклонного зазора
Рг=1\,2ц(?Ь/Г1оз,
где р— эффективная вязкость материала, Па-с; Q—объем материала, в
котором реализуется сдвиг, м3; L — ширина гребня лопасти, м; h0 — зазор
между лопастью и стенкой камеры, м.
Данный расчет справедлив для определения затрат мощности в зазоре
между стенкой смесителя и гребнем лопасти. Суммарная мощность, затра-
чиваемая на смешение, будет больше, так как энергия расходуется на де-
формацию материала во всем объеме камеры смешения, а не только в за-
зоре.
78
ГЛАВА 4
ЧЕРВЯЧНЫЕ МАШИНЫ
4.1. НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
В червячных машинах основным рабочим органом является
винт, вращающийся в цилиндре с минимальным зазором. Чер-
вячные машины относятся к устройствам непрерывного дей-
ствия. В иих непрерывно подается исходный материал, который
пластицируется, разогревается, уплотняется и выдавливается
через профилирующее отверстие в головке в виде профиля
определенной формы, трубы или листа.
Червячные машины в зависимости от геометрических пара-
метров червяка имеют различное назначение. Их используют
как непрерывнодействующие смесительные машины (на второй
стадии смешения); как машины, производящие заготовки оп-
ределенной формы (листы, профили, трубы), в этом случае
они называются шприц-машинами или экструдерами; как уст-
ройства для получения гранул материала (грануляторы),
а также для очистки резиновых смесей от посторонних включе-
ний. Кроме того, червячные машины используют в производстве
регенерата.
Мощная червячная машина с фильтрующей головкой для
очистки резиновых смесей от посторонних включений показа-
на на рис. 4.1. Помещенный в загрузочную вороику / материал
проталкивается к червяку силовым цилиндром 8 для облегче-
ния захвата его витками рабочей нарезки. При вращении чер-
Рис. 4.1. Червячная машина с фильтрующей головкой:
/—загрузочная воронка; 2 —цилипдр машины; 3— трубы системы терморегулирования
цилиндра машины; 4 — фильтрующие головки; 5 — силовой цилиндр байонетного затвора
крепления головки к цилиндру; 6—станина; 7 — редуктор привода; 8— силовой цилиндр
79
Рис. 4.2. Червячная машина:
7 — червяк.; 2— шайба; 3— головка; 4— цилиндр: б — распределительное устройство;
6 — загрузочное отверстие; 7 —стяжной болт; 8— упорный подшипник; 9 — хвостовая
часть червяка,- /О — шестерня; 11— редуктор; 12— устройство для подачи воды в чер-
вяк; 13— муфта; 14 — электродвигатель; 15— станина; 16—опорный подшипник
вяка материал продвигается к головке, состояние его меняется
по ходу движения, часть материала перетекает в соседние вит-
ки иарезки в направлении, обратном общему потоку, под дей-
ствием давления, создаваемого вращением червяка. В канале
между витками материал подвергается действию сдвиговых
напряжений, деформируется, разогревается и уплотняется. Ра-
зогретый пластичный материал выдавливается червяком через
решетку в фильтрующей головке 4, причем твердые включения
остаются иа решетке. По мере засорения решетки посторонни-
ми включениями ее сопротивление движению потока резино-
вой смесн увеличивается, в результате производительность ма-
шины снижается. В этом случае работу на машине прекраща-
ют, голоаку откидывают и устанавливают в рабочее положение
вторую головку. Первую в это время очищают. Вся машина со-
брана на прочной станине 6. Червяк приводится во вращение
от мощного электродвигателя через редуктор 7. Частота враще-
ния червяка, как правило, регулируется. ?
поддержания необходимого температурного режима в
цилиндре машниы имеются каналы, по которым циркулирует
теплоноситель, подводимый через трубы 3. Внутри червяка так-
же имеется каиал, по которому циркулирует охлаждающая во-
да. Для отбора готовой смеси и подачи исходного материала
червячные машины оборудуют вспомогательными приспособ-
лениями.
Принципиальная схема устройства червячной машины по-
казана на рис. 4.2. Червяк при вращении удерживается двумя
опорными подшипниками 16. Осевое усилие воспринимается
мощным упорным подшипником 8. Все подшипники необходи-
мо с большой точностью устанавливать в корпусе машины, так
как от этого зависит зазор между гребнями нарезки червяка и
внутренней стенкой цилиндра. На хвостовой части 9 червяка
so
крепится прнводиое зубчатое колесо (шестерня 10). Рабочая
(нарезанная) часть червяка отделена от хвостовой уплотнени-
ем. Кольцевые каналы для теплоносителя в цилиндре имеют ин-
дивидуальные штуцера для самостоятельного регулирования
температуры по зонам.
Регулирование температуры цилиндра по зонам необходимо
потому, что свойства материала, перемещающегося из одной
зоны в другую, значительно изменяются. Таких зон можно вы-
делить множество, так как перерабатываемый материал посте-
пенно переходит из упругого, жесткого состояния на входе в
машину до вязкого, пластического на выходе из головки.
Приближенно цилиндр по всей его длине можно разделить
на три зоны: загрузки (питания), пластикации и нагнетания.
В первой зоне жесткий (или упругий) материал захватывается
гребнями нарезкн, вдавливается в пространство между вит-
ками и поверхностью цилиндра и перемещается во вторую зо-
ну. В первой зоне червяк как бы вывинчивается из материала
(как из гайки), двигая его вперед. Во второй зоне материал
уплотняется под действием давления, оказываемого на пего с
одной стороны вращающимися витками иарезки червяка, а с
другой—встречным (обратным) потоком смеси, возникающим
под действием давления в головной части цилиндра. Величина
этого потока возрастает по мере продвижения материала к го-
ловке. Уплотненный материал испытывает воздействие сил тре-
ния о поверхность цилиндра и червяка. В нем развиваются
сдвиговые деформации, ои прогревается и пластицируется, пре-
вращаясь в вязкую, легко формуемую массу. В третьей зоне
происходят дополнительная пластикация смеси и нагнетание ее
в головку.
Кроме прямого движения обрабатываемого материала под
действием витков нарезки червяка возникает, как уже было
сказано, обратный поток под действием повышенного давления
в головной части цилиндра. Обратный поток наблюдается в за-
зоре между гребнями нарезки и поверхностью цилиндра, а так-
же между витками нарезки. Чем больше давление в головной
части цилиндра, тем больше обратный поток и меньше произ-
водительность машины. Для обеспечения большей производи-
тельности машины головка должна иметь минимальное сопро-
тивление. Но для лучшего формования профиля изделия необ-
ходимо определенное давление. Поэтому определение оптималь-
ного сопротивления головки имеет большое значение.
4.2. ОСНОВНЫЕ ПАРАМЕТРЫ И ТИПЫ ЧЕРВЯЧНЫХ МАШИН
В зависимости от назначения червячные машины, несмотря на
общность принципа работы, в значительной степени отличают-
ся друг от друга по конструкции.
Основным параметром, характеризующим червячные маши-
ны, является диаметр червяка, от которого зависит их пронз-
G—651
81
водительность. Для более полной характеристики машины ис-
пользуются такие данные, как отношение длины рабочей части
червяка к его диаметру, частота вращения червяка (или преде-
лы изменения частоты вращения), наличие вакуум-итсоса. От
отношения длины червяка к диаметру L/D во многом зависит
степень проработки материала в цилиндре машины. Червячные
машины с коротким червяком (при отношении LfD<Z8) требу-
ют питания разогретым материалом, так как за время движе-
ния по короткому червяку холодная смесь не успевает в доста-
точной степени разогреться и пластицироваться. Такие ма-
шины относятся к машинам теплого питания.
Для того чтобы червячная машина была способна довести
до пластичного состояния холодную смесь, необходима большая
длина рабочей части червяка (Z/D = 10-:18). Такие машины
относятся к машинам холодного питания. При питании холод-
ной смесью возможно попадание в цилиндр влаги и летучих
веществ, которые отрицательно влияют на качество экструди-
руемых изделий. Поэтому машины холодного питания оборуду-
ют специальной системой вакуумного отсоса на одном или не-
скольких участках рабочей зоны. Вакуумный отсос при необ-
ходимости может применяться и иа машинах теплого питания.
На интенсивность переработки материала и производитель-
ность машины в значительной степени влияет частота враще-
ния червяка.
Число заходов червяка, угол подъема винтовой линии, шаг
нарезки и его изменение по длине также характеризуют техно-
логические особенности машины.
Все машины делятся на одночервячиые и двухчервячные.
Наибольшее распространение получили одночервячиые маши-
ны для профилирования, гранулирования и очистки каучуков и
резиновых смесей; в нашей стране эти машины стандартизи-
рованы. ГОСТ 11441—76 регламентирует основные параметры
выпускаемых машин. Условное обозначение машины базирует-
ся на главном ее параметре — диаметре червяка и отношении
его рабочей длины к диаметру.
Машина МЧХВ-160 ГОСТ 11441—76; эта запись означает:
червячная машина холодного питания с вакуум-отсосом и диа-
метром червяка 160 мм. Машина МЧТ-200 ГОСТ 11441—76—
червячная машина теплого питания с червяком диаметром
200 мм. В ГОСТе отношение длины червяка к его диаметру
определено для первой машины 8, для второй — 4.
Предусматривается выпуск машин с червяком диаметром
32, 63, 90, 125, 160, 200, 250 и 380/450 и 530/660 мм.
Для переработки особо жестких смесей и обеспечения бо-
лее интенсивного перемешивания используют двухчервячиые
машины (рис, 4.3). Они гораздо сложнее одночервячных и по-
этому меиее распространены, но в некоторых случаях незаме-
нимы.
82
Вакуум-
Рис. 4.3. Двухчервяч-яый пластикатор:
/ — корпус; 2— шайба между цилиндром и головкой; 3 — цилиндр; 4— устройство для
регулирования температуры; 5 — вентилятор; 6 — вариатор; 7—муфта; 8 —насос для
смазки; 9 — главный электродвигатель; 10 — устройство для охлаждения машины; 11 —
упорный подшипник; 12 — устройство для подачи теплоносителя в червяк; 13 — ведомые
шестерни червяка; 14 — приводные шестерни червяка; 15— червяк
Основная сложность устройства таких машин заключается
в расположении упорных подшипников И и привода червяков
(приводных 14 и ведомых 13 шестерен червяка). Для плавного
изменения частоты вращения червяков в небольших машинах
используют вариатор 6.
Червячные машины теплого питания часто применяют для
доработки смесей после резиносмесителей периодического дей-
ствия. Как правило, это мощные машины с червяком диамет-
ром более 300 мм н небольшой длины. Они имеют загрузочное
окно, через которое могут пройти крупные глыбы смеси, и тол-
катель для подачи смеси, приводимый в движение одним или
двумя силовыми цилиндрами. Вместо валковой головки маши-
на такого типа может быть снабжена гранулирующей, при этом
получают гранулы диаметром 10—15 мм и длиной 15—20 мм.
В червячных машинах с гранулирующей головкой иногда уста-
навливают червяк большей длины для обеспечения переработ-
ки в гранулы холодных смесей.
Устройство такого гранулятора показано на рис. 4.4. Чер-
няк 24 машины установлен на двух опорных подшипниках 6.
Осевое усилие воспринимается упорным роликовым подшипни-
ком 2. На хвостовой части червяка крепится приводная шестер-
ня 3. Рабочий цилиндр 8 имеет вставную гильзу 23 из износо-
стойкого материала. Материал продавливается червяком через
отверстия перфорированной шайбы 20, которая установлена в
о*
83
Рис. 4.4. Устройство гранулятора:
/—станина; 2 — упорный роликовый подшипник; 3—большая приводная шестерня; 4 —
хвостовая часть червяка; 5 — труба для ввода теплоносителя; 6 — опорный подшипник;
7 — загрузочная воронка; 8 — рабочий цилиндр; 9 — канал для охлаждения цилиндра;
10 — силовой пневмоцилиндр затвора; 11 — нож; 12 — корпус коробки отвода гранул;
13— передача; 14— электродвигатель привода ножей; 15— вариатор; 16— корпус голов-
ки; 17 — крепление головки; 18 — полый вал; 19— неподвижная ось; 20— перфорирован-
ная шайба; 21—гранулирующая насадка; 22 - откидные болты; 23 — гильза цилиндра;
24 — червяк
головке. Вплотную к шайбе крепится нож 11, приводимый во
вращение полым валом 18, который, в свою очередь, приводит-
ся в действие от электродвигателя 14 через вариатор 15. Нож
срезает с шайбы экструдируемые прутки материала, причем
размер отрезаемых кусочков зависит от скорости выдавливания
и частоты вращения ножа. В червяке н цилиндре имеются ка-
налы для циркуляции теплоносителя. Силовой пневмоцилиндр
10 затвора служит для управления головкой. При откинутом
положении головки очищается перфорированная шайба и за-
меняются ножи. Материал в машину загружается через ворон-
ку 7. Обычно грануляторы рассчитаны на производительность
1—4 т/ч.
В промышленности для получения профильных изделий,
труб, рукавов широко используют червячные машины с не-
сколько мсиыинм диаметром червяка (63, 90, 125, 160 и
200 мм), чем в описанных ранее машинах. Отношение длины
червяка к диаметру в таких машинах увеличено; более длин-
ные червяки создают большее давление смеси, которое необ-
ходимо для формования, а также облегчают размещение зо-
ны вакуумирования смеси. Машины холодного питания очень
удобны для профилирования и ие требуют дополнительного
оборудования для разогрева смеси.
4.3. КОНСТРУКЦИЯ ОСНОВНЫХ УЗЛОВ ЧЕРВЯЧНОЙ МАШИНЫ
Цилиндр червячной машины. Рабочий цилиндр червячной ма-
шины изготавливают из прочной чугунной нли стальной отлив-
ки. Он должен выдерживать внутреннее давление до 30 МПа
84
в аварийных ситуациях; нормальное рабочее давление смеси в
цилиндре 1—10 МПа. Для уменьшения износа внутрь цилинд-
ра запрессовывается гильза из износостойкого материала (обыч-
но из легированной стали). Цилиндр имеет полости для цир-
куляции теплоносителя, приспособление для присоединения го-
ловки, а также окно для загрузки материала, на которое кре-
пится загрузочная воронка. При установке системы вакуум-от-
соса в цилиндре делаются отверстия для штуцеров.
На рис. 4.5 показаны различные типы загрузочных уст-
ройств червячной машины. Для загрузки мощной червячной
машины применяют устройство, изображенное на рис. 4.5, в;
толкатель 4 этого устройства с помощью силового пневмоци-
линдра помогает червяку захватить материал, поданный в виде
глыбы. Такое устройство позволяет увеличить производитель-
ность машин, способствует более равномерной нх работе, дает
возможность питать машины крупными кусками материала.
Размер загрузочного окна по длине цилиндра обычно равен
I—1,5 виткам червяка.
Червяк. Основной рабочий орган машины — червяк изготавли-
вается из высококачественных углеродистых или легирован-
ных хромоникелевых сталей. Поверхность червяка закаливают
или азотируют. Для повышения твердости и износостойкости
рабочей поверхности червяков диаметром более 250 мм поверх-
ность витков наплавляют твердым сплавом. Иногда червяки
крупных машин выполняют составными для более удобной за-
мены изрезанной части, подвергающейся большему износу.
Для того чтобы машина работала нормально, материал при
перемещении к головке должен постепенно уплотняться в ка-
налах нарезки червяка, т. е. червяк должен сжимать материал
в процессе его переработки в цилиндре машины. Степенью сжа-
тия червяка называется отношение объема пространства, за-
ключенного между двумя витками иарезки червяка на расстоя-
нии в один шаг, в зоне загрузки к объему пространства, заклю-
Рис. 4.5. Типы загрузочных устройств червячных машин:
«--воронка самозахвата; б — приемное устройство с вспомогательным роликом; о —
приемное устройство с толкателем; / — червяк; 2— цилиндр; 3—ролик; 4— толкатель
85
Рис. 4,6. Конструкции червяков для переработки резиновых смесей:
а — с постоянным шагом и уменьшающейся глубиной нарезки; б—с уменьшающимся
шагом и постоянной глубиной нарезки; е — с дополнительной нарезкой (комбинирован-
ный червяк)
ченного также между двумя витками, в зоне, прилегающей к го-
ловке. В современных машинах степень сжатия изменяется от
1 до 2. Для обеспечения постепенного уменьшения объема меж-
виткового пространства червяки изготавливают с постоянным
шагом и уменьшающейся глубиной иарезки (рнс. 4.6, а) или с
уменьшающимся шагом и постоянной глубиной нарезкн (рис.
4.6, б). Как правило, червяки выполняют двухзаходными, что
позволяет создать более равномерную нагрузку на головку н
уменьшить пульсацию смеси на выходе по сравнению с одиоза-
ходным червяком. Однако червяк с однозаходной нарезкой
лучше работает в зоне загрузки. Поэтому иногда изготавлива-
ют комбинированные червяки (рис. 4.6, в) — с однозаходной на-
резкой в начальных зонах и двухзаходной в конце червяка.
Хвостовая часть червяка закаливается и тщательно обра-
батывается. На нее монтируются опорные и упорные подшип-
ники и приводное зубчатое колесо. Конструкция червяка долж-
на быть очень жесткой и обладать большим сопротивлением
действию изгибающих нагрузок, возникающих при загрузке и
переработке. Так как зазор между гребнями червяка и внут-
ренней поверхностью цилиндра оставляют минимальным для
повышения интенсивности работы машины, то при изгибе в
случае касания вращающимся червяком внутренней поверхно-
сти цилиндра возможен заднр поверхности и выход нз строя
машины.
Зазор в новых машинах обычно не превышает 0,002—0,005
диаметра червяка. Если зазор увеличится до 0,008 диаметра
червяка, то изношенные части машины (червяк и цилиндр) ре-
монтируют или заменяют новыми. Некоторые машниы снаб-
жают червяками с двух- и трехзаходной резьбой; в таких ма-
шинах тепловыделение больше, чем в машинах с однозаход-
86
нымй червяками, но в них обеспечивается более равномерная
подача материала к головке.
В процессе переработки материала иа червяк действуют
большие осевые усилия. Эти усилия воспринимает упорный под-
шипник. В крупных машинах упорные подшипники могут вос-
принимать нагрузку до 1500 кН. Подшипник должен выдержи-
вать номинальную нагрузку сроком не менее 26 000 ч (регла-
ментированное время работы червячной машины до первого
капитального ремонта).
Машину обычно собирают иа литой чугунной или стальной
сварной станине.
Головка червячной машины. На выходной части цилиндра уста-
навливают головку, предназначенную для обеспечения плавно-
го перехода материала от червяка к оформляющему отверстию
или к решетке при получении гранул (в этом случае на го-
ловке устанавливают иожи и их привод). Головки крепят к
цилиндру машины различными способами.
Головка может откидываться на шарнирной подвеске в ре-
зервное положение. В рабочем положении она крепится с по-
мощью байонетного затвора к торцу цилиндра. Перемещение
тяжелых головок в рабочее н резервное положения производит-
ся силовыми цилиндрами.
На рис. 4.7 показаны головки для изготовления труб и за-
готовок автомобильных камер. Разогретая и пластичная масса
нагнетается червяком 5 в корпус 2 головки. Все переходы от
одного диаметра к другому выполнены плавно. Недопустимы в
головке полости, где возможно образование застойных зои. Го-
ловка должна легко разбираться и очищаться. Обтекая дорн#,
смесь проходит в кольцевую щель между иим и профилирую-
щей шайбой нли мундштуком 7 и выходит из головки в виде
трубы или рукава.
Рис. 4.7. Головки для изготовления трубы (а) и заготовки автомобильных
камер (б):
/—регулировочный болт мундштука; 2—-корпус головки; 3—‘цилиндр машины; -£ —
нпуцср для подачи воздуха; 5 — червяк; 6 — дорнодержатель; 7 — мундштук; 8— дорн;
9 — гайка
87
Рис. 4.8. Схема изменения профиля канала
головки для изготовления плоских профи-
лей:
1 — корпус головки; 2 — оформляющее приспособ-
ление; 3 — канал; 4—сечения канала
Для опудривания внутренней по-
верхности рукава тальком и отсоса
воздуха в дорне имеется канал, со-
единенный со штуцером 4, к кото-
рому шлангом подводится взвесь
талька в воздухе. Для центровки
мундштука 7 с целью регулирова-
ния толщины стенки шприцуемого изделия служат болты 1.
Корпус головки соединяется с цилиндром с помощью резьбы
или болтов.
Форма полости головки, предназначенной для выпуска про-
фильных заготовок или протекторов, постепенно изменяется,
приобретая вид щели. Профилирование производится планкой,
укрепленной на корпусе головкн.
На рис. 4.8 видно плавное изменение профиля канала го-
ловки при переходе от круглого сечения цилиндра на входе к
плоской форме на выходе.
Конструкция щелевой головки показана на рис. 4.9.
Часто бывает необходимо получить профиль, состоящий из
двух различных материалов, что возможно при выполнении
двух условий: материалы имеют близкие по значениям показа-
тели усадки н коэффициенты термического расширения, а так-
же обладают высокой адгезией друг к другу.
На рис. 4.10 показана головка, предназначенная для рабо-
ты одновременно от двух червячных машин, питающихся раз-
личными материалами, которые в головке объединяются в одни
монолитный профиль.
Для обрезинивания проволоки, кабеля, нанесения резино-
вой смеси на трубы (рукава) применяют угловые головки (рис.
4.11). Сердечник /, который необходимо покрыть слоем рези-
новой смеси, пропускают через головку внутри дорна 6, рас-
положенного под углом к оси червяка 3. На выходе из дорна
сердечник покрывается смесью, толщина слоя которой регули-
руется мундштуком 5. При этом скорость перемещения сердеч-
ника зависит от производительности шприц-машины; она долж-
на быть такой, чтобы получалось сплошное н равномерное ре-
зиновое покрытие. Такие головки применяют для производства
рукавов.
Рис. 4.9. Щелевая головка для
изготовления протектора:
1, 2— планки; 3 —планка зажим-
ная; 4 — гребенка; 5— головка;
6 —- цилиндр машины
88
Рис. 4.10. Головка для получения двухслойных профилей из различных ма-
териалов:
1, 2— цилиндры червячных машин; 3— капали головки; 4 — полость для подвода теп-
лоносителя
Рис. 4.11. Угловая головка для нанесения слоя резиновой смеси на сердеч-
ник:
1—сердечник; 2—каналы для теплоносителя; 3 -червяк; 4 — корпус, 5 — мундштук;
6 — дорн
Вакуум-отсос. Для получения шприцованных изделий лучшего
качества по длине рабочего цилиндра рекомендуется устанав-
ливать в одном или двух местах вакуумные отсосы. Системами
вакуумного отсоса • оборудуют в основном машины холодного
питания, так как в холодных смесях, применяемых для питания
этих машин, содержится большое количество влаги и летучих
веществ, которые вызывают пористость изделий при последую-
щей переработке. В машинах теплого питания довольно труд-
но установить систему вакуумного отсоса на коротком цилинд-
ре. Обычно в зоне вакуумного отсоса газов нарезка червяка
изменяется для уменьшения давления смеси, что вызывает не-
обходимость увеличения общей длины червяка.
Машины холодного питания вследствие особенностей их
конструкции позволяют получать материалы лучшего качества,
чем машины теплого питания. Кроме того, они не требуют уста-
новки дополнительного оборудования для разогрева смесн. Од-
нако машины холодного питания дороже машин теплого пита-
ния. Они тяжелее, потребляют большую мощность и имеют иа
15—20% меньшую производительность при равных диаметрах
червяка. Червячные машины холодного питания требуют при-
менения эффективных систем терморегулирования. Геометриче-
ские параметры червяка, в частности глубина нарезки, оказы-
вают значительное влияние па работу машины холодного пита-
ния. Но, несмотря на сложность конструкции, червячные маши-
ны холодного питания получают все более широкое распрост-
рлнсиие на всех заводах, перерабатывающих резиновые, смеси.
89
4.4. ПРИВОД ЧЕРВЯЧНЫХ МАШИН
Работа червячной машины в значительной степени зависит от
частоты вращения червяка. Поэтому большинство машин име-
ет регулируемый привод, позволяющий изменять частоту вра-
щения червяка в диапазоне от 1:4 до 1: 10.
На рис. 4.12 показаны кинематические схемы привода чер-
вячных машин. Коробка передач 1 привода от асинхронного
электродвигателя 2 (рис. 4.12, а) дает возможность ступенчато
изменять частоту вращения ее выходного вала путем измене-
ния набора шестерен, находящихся в зацеплении. Привод та-
кого типа не позволяет плавно регулировать частоту вращения
червяка; он неприменим в мощных машинах. Аналогичные осо-
бенности имеет привод со ступенчатым регулированием часто-
ты вращения асинхроииого электродвигателя.
Специализированные червячные машины выпускают с при-
водом, имеющим более узкий диапазон регулирования частоты
вращения (рис. 4.12,6). Электродвигатель постоянного тока 4
с плавно регулируемой частотой вращения приводит в движе-
ние червяк через редуктор 3. Такая кинематическая схема при-
вода является наиболее распространенной и позволяет изме-
нять частоту вращения червяка в диапазоне I : 4.
На рис. 4.12, в показана схема привода машин малой и
средней мощности. Электродвигатель 2 с фиксированной часто-
той вращения передает вращающий момент на червяк через
Рис. 4.12. Кинематические схемы привода червячных машин:
а — с коробкой скоростей и асинхронным электродвигателем; б — с электродвигателем
постоянного тока (число оборотов изменяется плавно) и редуктором; в —с вариатором
скоростей и асинхронным электродвигателем; 1—коробка передач (четыре скорости);
2 — электродвигатель переменного тока; 3 — редуктор; 4— электродвигатель постоянного
тока; 5 — вариатор
90
Рис. 4.13. Механический цепной вариатор:
1—штурвал изменения частоты вращения выходного вала; 2— гайки; 3 — рычаги; 4,
5 — колеса выходного вала; 6, 7 — колеса входного вала
вариатор 5. Вариатор, представляющий собой устройство для
регулирования частоты вращения рабочих органов присоеди-
ненных к нему машин, может быть механического или гидрав-
лического типа.
Механические вариаторы обычно устанавливают на неболь-
ших машинах, они позволяют регулировать частоту вращения
в пределах 1:8. Принцип устройства механического цепного
вариатора показан на рис. 4.13. В жесткой коробке (на ри-
сунке не показана) установлены входной вал с колесами 6 и
7 и выходной вал с колесами 4 и 5. а также оси рычагов 3 и
винт с гайками 2 н штурвалом /.
Между коническими колесами натянут гибкий тяговый ор-
ган (в данном случае бесконечная цепь). Двигатель через муф-
ту вращает входной вал с постоянной частотой. Цепь, натяну-
тая между колесами, передает вращение на выходной вал, ко-
торый соединяется с червячной машиной.
Соотношение частот вращения валов зависит от положения
колес на них. Чем меньше расстояние между колесами, тем
больший диаметр окружности они образуют для цепи. Чтобы
сохранить постоянным межцентровое расстояние (а следова-
тельно, н натяжение цепи), положение колес фиксируется дву-
мя рычагами 3. С изменением положения рычагов изменяется и
расстояние между колесами, причем на сколько уменьшится
расстояние между одной парой колес, иа столько оно увеличит-
ся между другой парой. Регулирование частоты вращения про-
шводится вращением штурвала /, что вызывает перемещение
гаек 2 и рычагов 3, а следовательно, и колес, в результате че-
го изменяются диаметры зацепления цепи между парами колес
и соотношение частот вращения входного и выходного валов.
Главным преимуществом такого вариатора является простота
91
его устройства. Однако такой вариатор непригоден для пере-
дачи больших вращающих моментов.
Наиболее совершенными являются вариаторы гидравличе-
ского типа. Они работают по принципу иасос — гидромотор.
Насос, приводимый в действие от асинхронного электродвигате-
ля, перекачивает жидкость в гндромотор, который вращает вы-
ходной вал, соединенный с машиной. Гидравлические вариато-
ры очень эффективны, могут передавать большие мощности и
позволяют изменять частоту вращения в диапазоне 1 : 100 пу-
тем изменения подачи жидкости в гидромотор. Одиако такой
привод довольно сложен и дорог.
4.5. СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ ЧЕРВЯЧНЫХ МАШИН
И КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
В цилиндре червячной машины в зависимости от частоты вра-
щения червяка и свойств перерабатываемой смеси генерирует-
ся более или менее значительное количество тепла. Для полу-
чения изделий высокого качества очень важно с достаточной
точностью поддерживать температурный режим работы маши-
ны. Выше было сказано, что температура в каждой зоне ци-
линдра (число зон может достигать пяти) должна быть опти-
мальной. Как правило, оптимальные температуры соседних
зон не совпадают по величине. Температура червяка не должна
превышать температуры цилиндра. Головка тоже наиболее эф-
фективно работает при определенной для данного режима тем-
пературе. Таким образом, система терморегулирования червяч-
ной машины должна обеспечивать с высокой точностью (жела-
тельно ±1°С) поддержание температуры, установленной для
каждой зоны цилиндра машины, а также отвод избытка тепла
от червяка, цилиндра и головки.
Система терморегулирования червячной машины с конт-
рольно-измерительными приборами приведена на рис. 4.14.
В этой системе предусматривается раздельное регулнроваиие
температуры головки и каждой из двух зон рабочего цилинд-
ра. Температура в этих зонах определяется и регулируется с
помощью термопар 10, встроенных в корпус цилиндра и голов-
Рис. 4.14. Система термо-
регулирования червячной
машины:
1 — контролирующие приборы;
2 — головка машины; 3 — регу-
лирующий прибор; 4 — трубо-
проводы для подачи теплоноси-
теля: 5 — трехходовые -клапаны;
6 — прибор, показывающий дав-
ление на упорный подшипник;
7 — кнловаттметр; 8 — электро-
двигатель; 9 — корпус машйны;
10 — термопары
92
кп, и регулирующих приборов 3. К трехходовым клапанам 5
подведены теплоносители. В зависимости от температуры в
каждой зоне регулирования приборы 3 открывают доступ соот-
ветствующему теплоносителю в полости цилиндра и головки для
их охлаждения или подогрева. Червяк постоянно охлаждается
водой, интенсивность охлаждения регулируется. Контроль за
изменением температуры производится по температуре отходя-
щей воды. Параметры теплоносителей контролируются прибо-
рами 1.
Возможны и другие способы терморегулирования. Если не-
обходимо поддержание температуры с высокой точностью и без
колебаний, то для каждой зоны устанавливают собственную
систему с термостатироваиием теплоносителя, который постоян-
но циркулирует через зону теплообмена.
Мощность, потребляемая машиной, фиксируется киловатт-
метром 7, расход энергии — счетчиком. Величина осевого уси-
лия (давление иа упорный подшипник) контролируется прибо-
ром 6. Для регулирования режима работы машины предусмот-
рен указатель частоты вращения червяка (тахометр). Прибо-
ром контролируется также давление смеси в головке 2.
4.6. ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА ЧЕРВЯЧНЫХ МАШИН
Червячные машины работают в агрегате с другими машинами.
Для связи между ними после червячной машины устанавлива-
ют отборочные транспортеры, чаще всего ленточные. Иногда
заготовка подается в специальные тянущие устройства типа гу-
сениц, которые транспортируют экструдат через охлаждающие
ванны к механизмам для резки и складирования.
Червячные грануляторы, как правило, оборудуют приемны-
ми охладительными барабанами, вращающимися вокруг гори-
зонтальной оси; в результате вращения гранулы постоянно пе-
ресыпаются, что предотвращает их слипание. В этом же бара-
бане происходит охлаждение гранул. Весьма перспективными
являются системы получения гранул в водной среде. Эти си-
стемы предусматривают экструд иров а ние смеси в водную сре-
ду, где происходит их резка на гранулы. Вода уносит гранулы
к месту хранения, здесь происходит отделение гранул от воды.
Вместо воды может использоваться суспензия талька, что спо-
собствует предотвращению слипания. По пути гранулы охлаж-
даются.
4.7. ПРАВИЛА ЭКСПЛУАТАЦИИ И ТЕХНИКА БЕЗОПАСНОСТИ
Червячная машина — сложный и дорогой агрегат. К работе-
на червячной машине допускаются только лица, имеющие со-
ответствующую подготовку и прошедшие инструктаж по тех-
нике безопасности при эксплуатации данного агрегата.
S3
Перед пуском машину следует тщательно осмотреть, обра-
тив особое внимание на отсутствие посторонних предметов в
загрузочной воронке и питающих устройствах. Внимательно
проверить надежность и правильность крепления головкн к ци-
линдру, исправность систем смазки и терморегулирования.
Пуск машины необходимо производить после ее разогрева,
в строгой последовательности, предусмотренной инструкцией по
эксплуатации.
В процессе работы контролируют температуру по зонам, на-
грузку иа упорный подшипник, потребление электроэнергии
двигателем, частоту вращения червяка, давление смеси в го-
ловке машины. При использовании фильтрующих решеток в
головке необходимо следить за их чистотой, так как засорение
решеток вызывает резкое повышение давления смеси перед го-
ловкой.
При повышении давления в цилиндре, увеличении нагрузки
на упорный подшипник, повышении температуры цилиндра и
головки выше установленных пределов машину следует не-
медленно остановить для выяснения причин неполадок. Во
время эксплуатации машины нельзя производить какие-либо
работы в зоне загрузочного окна, иначе может возникнуть
опасность захвата рук или инструмента витками червяка.
Все ремонтные работы следует проводить только после оста-
нова машины, предварительно прекратив питание и освободив
цилиндр машины от остатков смеси путем работы на холостом
ходу.
4.8. ДИСКОВЫЕ ЭКСТРУДЕРЫ
При создании экструдеров дискового типа (рис. 4.15) был ис-
пользован эффект Вайссенберга. Эффект заключается е том, что
при деформации материала между двумя вращающимися дис-
ками в этом материале, обладающем вязкоупругими свойства-
ми, кроме касательных напряжений возникают и нормальные,
направленные по радиусу к центру вращения дисков. Давление
материала в центре вращения больше, чем на периферии. Ма-
териал, загружаемый в воронку 5, попадает в щель между вра-
щающимся диском 1 и корпусом 2 машины, подвергается дейст-
вию касательных напряжений, перемешивается, пластицируется,
разогревается и выдавливается через
канал 4.
Особенностью дисковых экструде-
ров является исключительная простота
их конструкции, а также хорошее пла-
стицирующее и перемешивающее дей-
Рис. 4.15. Дисковый экструдер:
1 -диск; 2 — корпус; 3 — загрузочная воронка; 4—
канал для выхода материала
84
ствие на материал. Главный недостаток этих машин — слишком
малое давление, развиваемое на выходе из машины. Несмотря
на то что не все проблемы, связанные с дисковыми экструдера-
ми, решены, простота конструкции обеспечивает этим маши-
нам широкое признание.
4.9. РАСЧЕТЫ
Производительность G (кг/ч) одночервячиой машины:
G — бОиш'РХр,
где v — объем свободного пространства одного витка червяка, мэ; п — час-
тота вращения червяка, об/мин; i— число заходов червяка; f — коэффици-
ент заполнения свободного объема витка (принимается равным 0,2—0,35);
А— коэффициент подачи (принимается равным 0,4—0,5); р — плотность
смеси, кг/м3.
Для приближенных расчетов производительность одночервячной маши-
ны можно определить эмпирически из соотношения
где d — диаметр червяка, см.
Скорость выдавливания (шприцевания) V (м/мнн) рассчитывают по
уравнению
V t= G/(60gn),
где g— масса одного метра профиля (рукава), кг; п — число параллельных
ручьев в головке.
Скорость шприцевания малонаполненных смесей обычно составляет 3—
7 м/мии, высоконаполнсииых 16—20 м/мии.
Скорость шприцевания можно подсчитать и по формуле
V = 10G/(6Fp),
где F— площадь поперечного сечения заготовки, см2; р— плотность смеси,
г/см3.
Мощность двигателя привода N (кВт) для одночервячной машины оп-
ределяют приблизительно:
N « O,OO353d®nfc,
где d— диаметр червяка, см; п — частота вращения червяка, об/мин; k —
коэффициент запаса, зависящий от размеров машины и способа ее питания
(Л« 1,14-1,25).
Перепад давления ДР (МПа) в головке червячной машины рассчитыва-
ют из уравнении
Ы3 = Ср-эф/К >
где Q—объемый расход, см3/с; р,Эф — динамическая вязкость, МПа-c; К—
коэффициент, учитывающий геометрическую форму головки, см8. —
Коэффициент К определяют по формулам, приведенным в таблицах для
расчета реологических характеристик каналов различной формы:
для щели
К —6/13/(12/),
где b — ширина щелн, см; h — высота щели, см; I — длина канала, см;
для круглого канала
К^л^д12/),
где d— диаметр канала, см.
95
Усилие Р (Н), воспринимаемое упорным подшипником червячной ма-
шины:
Р — 955OO(W/[nr tg (a р)],
где N — мощность, передаваемая приводом на червяк, кВт; п — частота
вращения червика, об/мии; г — средний радиус витка черника, см; а —
угол подъема винтовой линии нарезки червяка, град; р—-угол трения ре-
зиновой смеси о металл, град (р=26-j-30°).
Тепловой баланс работы червячной машины можно описать уравнением
Qi + Сг + <2з = + @5 4" Qe«
где Qi=Wcp»]—тепловыделения в рабочем цилиндре машины, пропорцио-
нальные работе двигателя привода, кДж (здесь JVcp — электрическая мощ-
ность, потребляемая двигателем из сети, кВт; т] — коэффициент полезного
действии привода, равный 0,8—0,85); <2г— тепло, передаваемое цилиндру
машины от теплоносителя или электронагревателей, кДж; Q3—тепло, под-
водимое к головке машины, кДж; С24=6ссы(/К—/н)—тепло, уносимое об-
работанным материалом, кДж [здесь G— производительность машины, кг/с;
Сем — удельная теплоемкость смеси, кДж/(кг-К); fK, tE — температура сме-
си на выходе из машины и при входе ее в машину, град]; Qh=Gc1!(fK——
тепло, отводимое охлаждающей водой, кДж [здесь G— расход охлаждаю-
щей воды, кг/с; си — удельная теплоемкость воды, кДж/(кг-К); tK, tB —
температура воды на выходе из машины и иа входе в нее, Ц|; <2б=<2л4-
-+Qк —тепло, отдаваемое в окружающую среду цилиндром и головкой ма-
шины, кДж (здесь <2л и QK — тепло, отдаваемое в окружающую среду ци-
линдром и головкой машины за счет соответственно лучистого и конвектив-
ного теплообмена, кДж; см. гл. 3).
Расход GB охлаждающей воды (кг/с) определяют по формуле
<^В = <2з/[СВ - ^)] •
где Qs-~ Q1+Q2-I-Q3—Qt—<2б, кДж; св — удельная теплоемкость воды,
кДж/(кг-К); (/к—tB)—разность температур входящей и выходящей воды
(обычно 4—6 К).
ГЛАВА 5
ОБОРУДОВАНИЕ ПОТОЧНЫХ АВТОМАТИЗИРОВАННЫХ ЛИНИЙ
ДЛЯ ПРИГОТОВЛЕНИЯ РЕЗИНОВЫХ СМЕСЕЙ
5.1. СОСТАВ ПОТОЧНЫХ ЛИНИЙ ДЛЯ ПРИГОТОВЛЕНИЯ
РЕЗИНОВЫХ СМЕСЕЙ
Поточная линия для приготовления резиновых смесей пред-
ставляет собой комплекс транспортирующих, дозирующих,
смешивающих и других устройств, объединенных единой систе-
мой управления и предназначенных для перемещения, дозиро-
вания н смешения компонентов с целью получения резиновой
смеси.
Резиновая смесь содержит 10—15 и более компонентов в
виде твердых, сыпучих, высокодисперсных и жидких веществ,
взятых в определенном соотношении. Содержание каждого ком-
понента в системе следует выдерживать с высокой точностью.
Смесительное оборудование работает с большими скоростями,
96
поэтому весь комплект навесок должен быть подготовлен к по-
даче в смеситель в течение 2—3 мин. Все эти требования учи-
тывают при выборе оборудования системы развесок, транспорт-
ных систем и механизмов смешения. Наиболее громоздкими яв-
ляются системы транспортирования ингредиентов с бункерами,
а также устройств дозирования и подачи составных частей ком-
позиции в смеситель. Устройства дозирования и подачи обычно
размещают в трехэтажных зданиях, чтобы обеспечить переме-
щение большинства компонентов от операции к операции са-
мотеком.
Смесительное оборудование устанавливают в нижней части
здания, иа нулевой отметке, или иа специальных этажерках,
так как оно является наиболее тяжелым в поточной линии и
создает значительные вибрации при работе.
В поточных линиях приготовления резиновых смесей при-
меняют различные системы дозирования: индивидуальные,
централизованные и комбинированные. Индивидуальные систе-
мы дозирования предназначены для обслуживания одного ре-
зииосмесителя, а централизованные — нескольких смесителей.
Комбинированные системы дозирования используют в тех слу-
чаях, когда часть компонентов развешивается централизованно
и подается по специальным транспортным каналам к каждой
машине, а оставшиеся компоненты развешиваются непосредст-
венно у смесителя.
Индивидуальные системы дозирования не требуют установ-
ки большого числа сложных транспортирующих устройств, ио
при их использовании необходимо иметь громоздкое бункерное
хозяйство и предусмотреть возможность размещения комплекта
весов у каждого смесителя.
При централизованной системе дозирования применяют
только один комплект бункеров и весов лля обслуживания всех
смесителей, но при этом осложняется транспортирование наве-
сок компонентов к резиносмесителям.
В современных производствах дозирование материалов за
время, соответствующее продолжительности смешения в рези-
носмесителе, возможно только при использовании автоматиче-
ской или полуавтоматической системы дозирования. Полуавто-
матическими системами поточные линии оборудуют в тех слу-
чаях, когда некоторые компоненты (чаще всего каучуки и не-
большие по объему добавки ингредиентов) целесообразнее
взвешивать вручную.
Кроме оборудования для развески, транспортирования и
смешения в поточных линиях иногда устанавливают машины
для доработки смесей, их охлаждения, очистки и гранулирова-
ния.
7—65!
97
5.2. РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ ДЛЯ РАЗВЕСКИ И СМЕШЕНИЯ
Оборудование систем развески. Развернутая схема индивиду-
альной системы дозирования показана на рис. 5.1. Расходные
емкости 1—9 сосредоточены в верхней части схемы. При подаче
сигнала материалы из этих емкостей через питатели поступают
в массоизмерительные устройства, а затем в соответствующие
сборные емкости, из которых они по мере необходимости пода-
ются в резиносмеситель.
Жидкие компоненты и технический углерод после развески
загружают непосредственно в загрузочную воронку машины.
Остальные компоненты ссыпают на загрузочный ленточный
сборный транспортер 32, который и подает их в загрузочную
воронку. Такая система дозирования предусматривает возмож-
ность работы в полуавтоматическом режиме. В случае приме-
нения негранулированпых каучуков последние развешивают
вручную с помощью весов 33, из которых навеска поступает
также на сборный транспортер. При необходимости управление
такой системой может проводиться с ручного пульта управле-
ния 22. Для уменьшения пыления при подаче материала в ре-
зиносмеситель, при работе дозаторов и разгрузке все эти
устройства и транспортные системы герметизируют. Для пред-
отвращения утечки пыли при незначительных нарушениях гер-
метизации к ограждающим кожухам подведены трубопроводы,
Рис. 5.1. Схема индивидуальной системы дозирования:
1 — бункера для технического углерода; 2 — бункер для регенерированной пыли; 3 —
бункер для .рубракса; 4, 5 — емкости для мягчителей; 6 ~ бункера для серы и ускори-
телей; 7 — бункера для светлых сыпучих веществ; 8 — циклопы; 9 — бункера для гра-
нулированных каучуков; 10—15, 18—20, 33— автоматические весы; 16, 23—25— сборные
емкости; 17—регулируемые запорные клапаны; 21— щит автоматического управления
развеской; 22 — пульт ручного управления; 26— резиносмеситель периодического дейст-
вия (типа «Бенбери»); 27 — инжектор; 28—питатель; 29— затвор; 30 — контейнер для
пыли; 31 — пылесборник; 32 — загрузочный ленточный сборный транспортер
98
Рис. 5.2. Схема централизованной развески:
/—толкающий конвейер; 2 —контейнеры; 3, б — автоматические адресователи; 4, 7 —
стрелки конвейера; 5 — автоматические весы; 8 — магистральные линии подачи жидких
компонентов; 9— участок развески порошкообразных компонентов; 10— бункера; И —
бункера для технического углерода; 12— приемный конвейер; 13, 14 — весы; 15— обрат-
ная линия толкающего конвейера; 16— участок развески каучуков; /7 — весы для кау-
чука; 18— ленточный конвейер; 19— конвейер для подачи материалов со склада; 20—
резиносмесители; 21 — за<-рузочные конвейеры
отсасывающие пылевоздушиую смесь в пылесборное устройст-
во 31. Таким образом, вся система работает под небольшим
разрежением, что значительно уменьшает проникновение пыли
в помещение. Пыль (главным образом технический углерод)
собирается в бункере после осаждения ее в циклонах и на
фильтрах. Воздух после прохождения фильтров сбрасывается в
атмосферу. Содержимое бункера может добавляться в смесь.
В некоторых случаях пыль выводят из технологического про-
цесса.
Вследствие громоздкости оборудования для индивидуальной
развески при создании мощных поточных линий приготовления
резиновых смесей, включающих несколько смесителей, применя-
ют централизованные системы дозирования (рис. 5.2), основ-
ным элементом которых является конвейер для транспортирова-
ния контейнеров с автоматическим адресованием. В этой систе-
ме основными являются: участок развески каучуков, где уста-
новлены весы 17 для каучука, и участок развески ингредиентов
с бункерами 10 и автоматическими весами 5. Каучуки подают
к месту развески ленточным конвейером 18, а ингредиенты в
бункера 10 — пневмотранспортом. Участки развески связаны с
рсчиносмесителями 20 толкающим конвейером 1, по которому
движутся контейнеры 2. Конвейер имеет ответвления для до-
99
ставки контейнеров к месту загрузки и выгрузки. Контейнер
снабжен специальным устройством, по которому его опознают
механизмы 6, управляющие адресованием, и по конвейеру на-
правляют на требуемый участок трассы. В каждом контейнере
содержится определенное количество материала, который за-
гружается в него на участке развески. Контейнеры транспорти-
руются конвейером к тому смесителю, для которого предназна-
чена навеска. Контейнер останавливается над загрузочным кон-
вейером 21, подающим навеску в рези ноем есите ль, разгружает-
ся и по обратной линии 15 толкающего конвейера возвращается
к участку загрузки. Технический углерод и жидкие ингредиен-
ты дозируют непосредственно у каждого смесителя. Для этого
около машин устанавливают бункера для технического угле-
рода 11 и весы 13, 14 с системами для ввода компонентов в
загрузочную воронку резиносмесителя. Эта система позволяет
сократить число необходимых бункеров н взвешивающих
устройств. Недостатком ее является сложная система транспор-
тирования контейнеров, большое число их и сложность герме-
тизации при их загрузке и выгрузке.
При использовании негранулированных каучуков развеску
приходится производить вручную. При этом на рабочем месте
кроме крупных кусков каучука должен иметься и измельчен-
ный продукт для точного набора навески.
Значительно облегчается дозирование технического углеро-
да при использовании резинокордных контейнеров. Их изготав-
ливают вместимостью 1,5—3,0 м3 из прорезиненной ткани. Такие
контейнеры с загруженным в них на заводе-изготовителе тех-
ническим углеродом хранят на складе и по мере надобности по-
дают к месту дозирования. Их устанавливают вместо расход-
ных бункеров. После израсходования содержимого резинокорд-
ный контейнер в сложенном виде транспортируют на завод-
изготовитель технического углерода.
Дозирование жидких и легкоплавких компонентов чаще все-
го производится с помощью весовых дозаторов. Полученные
навески материала собирают в специальную емкость, из кото-
рой они передавливаются сжатым воздухом через инжектор в
резиносмеситель.
Представляет сложность дозирование многочисленных ин-
гредиентов, масса которых на одну загрузку составляет от
0,2 кг до нескольких килограммов. В последнее время эти ком-
поненты дозируют и одновременно упаковывают в полиэтиле-
новую пленку на специальных автоматических упаковочных ав-
томатах. Автомат может упаковывать 300—500 навесок в час
в зависимости от массы дозы. После упаковки в двойную поли-
этиленовую пленку микрокомпоненты легко транспортируются
обычными ленточными транспортерами и подаются в резиносме-
ситель поштучно нли наборами из нескольких пакетов.
Сыпучие материалы, как правило, подают на весовые доза-
торы виброшнековыми питателями. Некоторые из этих пита-
100
телей имеют две скорости подачи. С большой скоростью пода-
ется основная масса материала, а с малой — остаток для точ-
ной остановки подачи в момент, когда масса навескн достиг-
нет заданной величины.
Оборудование и приборы для систем автоматического дози-
рования, включая бункера, питатели, транспортеры, весы и до-
зировочные автоматы, выпускают в нашей стране серийно. Их
типоразмеры нормализованы. Для материала каждого типа
применяют специальные дозаторы, бункера и питатели различ-
ной конструкции.
Смесительное оборудование. Процесс подготовки резиновых
смесей завершается в резиносмесителях периодического дейст-
вия (типа «Беибери») или в машинах непрерывного действия,
а также на вальцах или червячных машинах типа гранулято-
ров и стрейнеров с охладительными и транспортирующими уста-
новками. Набор этих машин и порядок их расстановки могут
изменяться в зависимости от количества приготовляемых сме-
сей, их ассортимента и технологии смешения (одностадийное
или двухстадийное).
Усовершенствование оборудования для приготовления ре-
зиновых смесей позволило в максимальной степени автомати-
зировать все процессы. Растущая потребность заводов в смесях
требует повышения производительности линий, а также сокра-
щения продолжительности смешения. Форсирование режима
смешения вызывает большие тепловыделения в резиносмесите-
лях. Для того чтобы предотвратить нежелательный перегрев
смеси и ее подвулканизацию, все чаще применяют способ двух-
стадийного смешения, когда вулканизующую группу вводят в
смесь на второй стадии смешения с более мягким режимом,
тогда как первая стадия смешения проводится в скоростных
смесителях за короткое время. В качестве смесительного агре-
гата второй стадии может использоваться резиносмеситель пе-
риодического действия с несколько менее интенсивным режи-
мом смешения, чем на первой стадии, или резиносмеситель не-
прерывного действия, если после первой стадии смесь получа-
Рис. 5.3. Линия двухстадийного приготовления резиновых смесей:
/ — автоматическая система дозирования; 2— резиносмеситель периодического действия;
3 —весы для дозирования каучука; 4 — резиносмеситель непрерывного действия с листо-
вальной головкой; 5 — охлаждающее устройство для листов; 6- готовая смесь в виде
листов; 7 — резиносмеситель непрерывного действия с гранулирующей грловкой; 8 — уста-
новка охлаждения гранул
101
Рис. 5.4. Вариант компоновки линии для приготовления резиновых смесей:
1 — вальцы; 2 — сборный транспортер для взвешенных компонентов; 3 — дозирующие си-
стемы; 4— расходные бункера; 5 — трубопроводы для подачи жидких и сыпучих ком-
понентов в бункера; 6, 7—дозирующие устройства для технического углерода; 8 — за-
грузочная воронка; 9—резиносмеситель периодического действия; 10 — кран-балка
ют в виде гранул. Для доработки смесей широко применяют
вальцы и червячные машины.
На рис. 5.3 показан один из вариантов линии двухстадий-
ного приготовления резиновых смесей. Питание резиносмесите-
ля 2 типа «Бенбери» обеспечивается автоматической системой
дозирования 1 н устройством для ручного дозирования каучу-
ка 3. Смеси из резиносмесителя периодического действия 2 по-
ступают непосредственно в резиносмеситель непрерывного дей-
ствия с гранулирующей головкой 7. Полученные гранулы
охлаждаются в установке 8 и подаются в бункера питания вто-
рого резиносмесителя непрерывного действия 4. В этот же ре-
зиносмеситель загружают недостающие компоненты резиновой
смеем. Выходящая из резиносмесителя 4 смесь попадает на
листовальную головку, и далее в виде ленты ее пропускают че-
рез ванну, наполненную суспензией, с целью предотвращения
слипания листов. Охлажденные в устройстве 5 листы готовой
резиновой смеси 6 укладываются на поддоны и направляются
на дальнейшую переработку.
Вариант компоновки линии для приготовления резиновых
смесей с помощью автоматической индивидуальной развески и
резиносмесителя периодического действия показан на рис. 5.4.
Для облегчения процесса дозирования прибегают к предварительному
приготовлению паст из нескольких сыпучих компонентов, связанных не-
большим количеством пластификатора (мягчителя), использованию предва-
рительно наполненных техническим углеродом каучуков, применению рас-
102
фасованных микрокомпонеитов. Все эти мероприятия облегчают дозирова-
ние и использование резиносмесителей непрерывного действия, чувствитель-
ных к точности питания. Но предварительная обработка компонентов ре-
зиновых смесей вызывает необходимость создания специальных участков и
использования сложного оборудования. Кроме того, предварительно сме-
шанные в определенных соотношениях компоненты затрудняют составление
разнообразных рецептур. Этот метод неприменим при производстве большо-
го количества смесей, различающихся по рецептуре.
Дальнейшее совершенствование методов и оборудования системы дози-
рования и приготовления резиновых смесей является настоятельной необ-
ходимостью Развитие промышленности по переработке резины требует со-
здания непрерывных процессов приготовления смесей, которые обеспечива-
ют необходимую стабильность их качества, и полной автоматизации всех
процессов дозирования и смешения.
5.3. СИСТЕМЫ УПРАВЛЕНИЯ ЛИНИЯМИ ПРИГОТОВЛЕНИЯ
РЕЗИНОВЫХ СМЕСЕЙ
Линия приготовления резиновых смесей состоит из большого
числа различных элементов, работа которых должна быть стро-
го согласована. Так, дозирующие устройства могут начать ра-
боту только тогда, когда в расходном бункере есть материал,
ковш устройства освобожден от предыдущей навески, измери-
тельная система дозирования настроена на определенную ве-
личину навески. В свою очередь, материал из ковша может
быть выгружен в приемное устройство, если оно свободно и
смеситель готов к приему данной навески. Кроме того, необ-
ходимо контролировать режим смешения в смесителях по вре-
мени и температуре, положение затворов машины и загрузоч-
ной воронки и согласовывать их положение с подачей очеред-
ных доз материала. Таким образом, необходимо одновременно
управлять многими десятками механизмов и обеспечивать их
работу в строгом порядке. Все операции по управлению нужно
выполнять за время, не превышающее продолжительности мини-
мального цикла работы смесителя. Поэтому работой линий при-
готовления резиновых смесей управляют автоматически с помо-
щью устройств программного управления. Автоматические
устройства обеспечивают управление следующими процессами:
дозирования компонентов, разгрузки отмеренных доз в сборные
емкости, отсчета числа подготовленных доз, передачи навесок
в резиносмеситель по заданной программе, смешения в рези-
носмесителе, окончания смешения и выгрузки готовой смеси.
Контролируется наличие материала в расходных бункерах и
емкостях, исправность всех устройств, входящих в систему,
прохождение материала по транспортным каналам и отсутст-
вие его зависания па любом этапе. Постоянно контролируется
и температура смешения; при увеличении температуры выше
предельной смешение прерывается, и смесь аварийно выгружа-
ется из смесителя. Управление процессами построено так, что
без сигнала об окончании предыдущей операции и полной го-
товности любого механизма к следующему циклу команда на
его начало поступить не может, она блокируется. Например,
103
если предыдущая навеска остается в ковше весов или разгру-
зочное отверстие ковша не закрыто, новая порция материала в
ковш подаваться не будет, дозатор будет блокирован.
Основой системы программного управления развеской и
смешением является командное устройство, последовательно
подающее сигналы на проведение необходимых операций ис-
полнительным механизмам. Для контроля за готовностью и со-
стоянием исполнительных механизмов на них установлены дат-
чики, передающие необходимую информацию на командное
устройство. Без соответствующего сигнала датчика командное
устройство не может выдать сигнал, необходимый для работы
механизма. Система формирует сигналы управления с помо-
щью программы, содержащей необходимые сведения о вели-
чинах навесок компонентов, указанных в рецептуре для дан-
ной резиновой смеси, и режиме работы смесительного оборудо-
вания. Программа работы системы записывается иа перфокар-
ты с помощью отверстий на них либо формируется на пульте
управления с помощью штекерного коммутатора.
Перфокарта представляет собой лист картона, на котором
по горизонтали нанесено 65 столбцов цифр от 1 до 9 (в некото-
рых системах используются перфокарты большей емкости).
Вертикальные участки карты соответствуют работе определен-
ных механизмов. Отверстия, пробиваемые на перфокарте в со-
ответствующих местах, служат шифрованной программой фор-
мирования импульсов-команд, в зависимости от которых ис-
полнительные механизмы выполняют те или иные операции при
разрешающем сигнале блокировки. Считывание шифрованной
информации с перфокарты производится в дешифраторе. Де-
шифратор представляет собой устройство, состоящее из боль-
шого числа подвижных игл, расположенных вертикально. Каж-
дая игла представляет собой контакт, который может быть
замкнутым и разомкнутым в зависимости от ее положения.
После помещения перфокарты в окно дешифратора она
приподнимается и поднимает иглы, не попавшие в отверстия
на карте. Иглы, попавшие в отверстия, замыкают необходимые
контакты, которые формируют сигнал на выполнение требуе-
мых операций. Аналогично работает устройство, в котором
шифр набирается с помощью штекеров. Некоторые системы ав-
томатического управления допускают применение обоих видов
устройств.
В современных дешифраторах смена карт может произво-
диться автоматически, что очень важно при частых изменениях
рецептуры смесей.
Для проведения визуального контроля за работой системы
дозирования и смешения па пульте управления обычно монти-
руется специальная схема, иллюстрирующая положение каж-
дого механизма этой системы с помощью сигнальных лампочек.
На этой же схеме имеется световая сигнализация, дающая ин-
формацию о неисправностях и задержках.
104
Оборудование системы автоматической развески и смешения
обычно монтируется в отдельной комнате, что облегчает экс-
плуатацию и обслуживание сложных устройств. Кроме того, иа
каждом отдельном -участке имеется пульт ручного управления,
который используется в наладочном режиме или в случае не-
исправности автоматической системы.
В нашей стране используются две системы автоматическо-
го управления дозированием и смешением: СУРД и САД. Си-
стема СУРД обеспечивает работу двух резиносмесителей, пяти
сборных емкостей, двенадцати весовых дозаторов при цикле
смешения от 2 до 16 мин. Эта система выполнена на реле. Про-
грамма задается с помощью двух штекерных коммутаторов.
В системе управления САД могут использоваться для програм-
мирования как перфокарты, так и штекерные коммутаторы.
Она отличается от системы СУРД большей надежностью, так
как выполнена на бесконтактных элементах.
В последнее время в практику входит использование управ-
ляющих вычислительных машин (УВМ) для управления рабо-
той систем дозирования н смешения. Вследствие быстродейст-
вия УВМ и большого объема их памяти повышаются оператив-
ность и надежность управления. Несмотря на то что эти маши-
ны имеют высокую стоимость, их применение экономически
оправдано, так как вычислительные машины обеспечивают
наиболее точное и надежное управление системами. Быстро-
действие позволяет одной вычислительной машине управлять
значительным числом устройств, причем управление имеет де-
тальный и гибкий характер, что способствует улучшению каче-
ства работы всего оборудования участка.
Эксплуатация оборудования автоматических систем приго-
товления резиновых смесей — сложный процесс, участвовать в
котором могут только высококвалифицированные специалисты.
В целях безопасной работы и сохранности оборудования все
работающие на автоматических линиях должны строго соблю-
дать инструкцию по эксплуатации и инструкцию по технике
безопасности, разработанные для этих линий.
С особой точностью следует выполнять правила по устра-
нению неисправностей и проведению ремонтных работ на лю-
бом участке линии. Всякая ремонтная операция должна про-
водиться с разрешения диспетчера линии, контролирующего
центральный пульт управления. Участок линии, на котором
производятся ремонтные работы, должен быть отключен, на
пультах управления вывешиваются предупреждающие таблич-
ки. Нельзя на ходу устранять даже незначительные неполадки
в работе автоматических устройств.
105
ГЛАВА 6
КАЛАНДРЫ
6.1. НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Каландр представляет собой машину, имеющую в качестве
рабочего органа несколько параллельных валков (обычно три
и больше), вращающихся навстречу друг другу и предназначен-
ных для листования, профилирования и тиснения листов рези-
новой смеси, а также для обкладки, дублирования и прорези-
нивания ткани. Материал обрабатывается в зазоре между вал-
ками каландра, причем в отличие от вальцов через каждый за-
зор он пропускается не многократно, а только один раз. Ка-
ландр относится к машинам непрерывного действия.
Современный каландр (рис. 6.1)—сложная и массивная
машина с мощным приводом и развитой системой вспомога-
тельных механизмов для обеспечения непрерывной высокопро-
изводительной работы агрегата. Производительность каланд-
ров достигает 80 и больше метров готового материала в мину-
ту. Питание каландров производится очищенной от посторон-
них включений и предварительно разогретой смесью. Наиболее
часто смесь готовят на питательных вальцах. Каландры целе-
сообразно питать резиновой смесью, непрерывно подаваемой в
него в виде ленты, срезаемой с вальцов, или получаемой на
червячной машине.
Каландры работают наилучшим образом и обеспечивают
наиболее высокое качество выпускаемого материала в услови-
ях постоянного режима, без остановок и изменений скорости
вращения и температуры валков.
Большинство каландров используют в линиях для промазки
корда резиновой смесью, обкладки тканей и получения резино-
вых листов. В зависимости
w от возможностей изменения
режима работы каландры
подразделяют на специаль-
ные и универсальные, при-
способленные для выполне-
ния нескольких операций
Принцип работы каланд-
ра в линии для изготовле-
ния листов резиновой смеси
показан на рис. 6.2.
Резиновая смесь из ре-
зиносмесителя 7 поступает
на питательные вальцы 2.
Рис. 6.1. Обший вид современно-
го каландра
106
Рис. 6.2. Принцип работы каландра в линии изготовления резиновых ли-
стов:
I—резиносмеситель периодического действия; 2- питательные вальцы; 3 — детектор ме-
талла; 4— каландр, 5 — охлаждающая установка; 6 — прибор контроля толщины ленты
материала; 7 — механизм для обрезания кромок; 8 — закаточное устройство
Непрерывно срезаемая с вальцов полоска материала проходит
через детектор металла 3 и подается в зазор между первым и
вторым валками каландра 4. Детектор металла предназначен
для остановки питательного транспортера в случае попадания
в смесь металлического предмета.
В- зазоре между первым и вторым валками смесь приобре-
тает форму ленты требуемой ширины, прессуется и уплотняется.
Окончательное формование ленты и калибрование ее по тол-
щине происходит в зазоре между третьим и вторым валками
каландра. Лента проходит через охлаждающую установку 5,
прибор 6 для контроля толщины (калибра) листа, механизм 7
для обрезания кромок и закатывается в рулон на закаточном
устройстве 8.
В некоторых случаях для получения листов резиновой сме-
си применяют трехвалковый каландр с вертикальным располо-
жением валков .(рис. 6.3, а) и четырехвалковые каландры, в ко-
торых материал проходит три зазора.
Для получения дублированного листа, состоящего из двух
разных слоев, используют четырехвалковые каландры (рис.
6.3,6).
На рис. 6.3,в показан четырехвалковый каландр с Г-образ-
ным расположением валков для двухсторонней обкладки ткани
резиновой смесью. Ткань роликом прижимается к валку, по-
крытому смесью, проходит зазор между вторым и третьим вал-
ками, где обкладывается смесью с другой стороны. При такой
схеме промазки тканей облегчаются питание каландра смесью
п регулирование зазора между вторым и третьим валками, что
позволяет увеличить точность калибра получаемого материала.
Другой возможный вариант расположения валков в четырех-
валковом каландре для двухсторонней обкладки ткани показан
па рис. 6.3, г.
Односторонняя промазка и обкладка ткани и корда могут
производиться на трехвалковых каландрах по схемам, показан-
ным иа рис. 6.3, д, е,ж.
На рис. 6.3, з, и, к, л, м показаны варианты расположения
палков четырехвалковых каландров при двухсторонней обклад-
ке и промазке ткани и корда. Каждая система расположения
валков дает определенные преимущества с точки зрения облег-
107
чепия питания каландра и отбора готового материала, более
точного регулирования калибрующего зазора между выпускаю-
щими валками, лучшего распределения распорных усилий. Но
независимо от расположения валков в конструкции и работе
различных каландров нет принципиального отличия.
Устройство основных узлов современного каландра и их
компоновка на станине показаны на рис. 6.4. Станина 6— мас-
сивная металлическая конструкция, достаточно прочная и же-
сткая, чтобы сохранять свои размеры и форму под действием
значительных усилий, возникающих между валками в процессе
каландрования. Станина опирается на фундаментную плиту 7,
которая установлена на бетонном фундаменте. Верхние части
станины для увеличения жесткости конструкции связаны тра-
Рнс. 6.3. Схемы расположения валков в различных каландрах при листова-
нии резиновых смесей (а), дублировании (б), обкладке тканей резиновой
смесью (б, г), односторонней (д, е, ж) и двухсторонней (з, и, к, л, м) про-
мазке ткани и корда
108
Рнс. 6.4. Устройство каландра;
1 — электродвигатели; 2 — блок-редуктор;
3 — механизм перемещения подшипников
валка; 4 — траверса; 5 — валок; 6 — стани-
на; 7 — фундаментная плита; £ — шири-
тельное устройство; 9—.карданный вал
версой 4. В станине монтиру-
ются подшипники, в которых
вращаются рабочие валки 5
(в данном случае четыре вал-
ка) . I
Валки приводятся во вращение от электродвигателей 1 че-
рез блок-редуктор 2 и карданные валы 9. Каждый валок по-
лучает вращение от своего выходного вала редуктора. Для из-
менения зазора между валками на передней части станины
смонтированы механизмы регулирования зазора 3, которыми с
помощью небольших электродвигателей и редукторов можно
перемещать подшипники валков. С целью предотвращения об-
разования складок на ткани при ее поступлении в каландр
применяют ширительные дуги 8.
Отдельные узлы каландров могут значительно отличаться
друг от друга по конструкции. Набор основных и вспомога-
тельных устройств также может быть различным.
6.2. ОСНОВНЫЕ ПАРАМЕТРЫ КАЛАНДРОВ
Основными параметрами, характеризующими каландр, являют-
ся; число валков, их диаметр и длина рабочей части. По этим
данным^ определяют технологические возможности машины.
Кроме того, их принимают за основу при классификации и обо-
значении каландров. По действующему стандарту (ГОСТ
11993—80) каландры имеют, например, следующее обозначе-
ние: Каландр 3-710-1800 П. Эта запись обозначает трехвалко-
вую машину с валками диаметром 710 мм и длиной их рабочей
части 1800 мм, изготовленную в соответствии с действующим
стандартом; буква П указывает на правостороннее расположе-
ние привода.
Стандарт предусматривает изготовление трех-, четырех- и
пятивалковых каландров с длиной рабочей части 320, 500, 600,
630, 1250, 1800 и 2800 мм и с различным расположением вал-
ков.
Согласно требованиям стандарта все каландры должны
иметь заправочную скорость не более 6 м/мин и обеспечивать
регулирование толщины получаемого листа резиновой смеси
или промазанного корда с точностью ±0,02—±0,05 мм в зави-
симости от типа машины (в некоторых случаях достигается
большая точность регулирования). Машина по конструкции
должна отвечать требованиям техники безопасности и иметь
эффективную систему аварийного останова. Ресурс работы ка-
109
ландра до первого капитального ремонта в зависимости от ти-
па машины должен составлять 30 000—50 000 ч.
При испытании машины на холостом ходу мощность, потреб-
ляемая электродвигателями, не должна превышать 15% номи-
нальной.
По назначению каландры подразделяются на листовальные,
обкладочные, промазочные, универсальные, профильные, лабо-
раторные, дублировочные.
Листовальные, обкладочные и дублировочные каландры не
имеют фрикции. Валки в таких каландрах вращаются с одина-
ковой частотой. Листовальные и обкладочные каландры чаще
всего бывают трех- или четырехвалковыми, реже — пятивалко-
выми. Дублировочные каландры имеют два валка, они исполь-
зуются реже, чем каландры других типов.
Промазочные каландры работают с фрикцией для лучшего
втирания смеси в корд. Число валков у этих машив достигает
трех-четырех.
Универсальные каландры могут работать как с фрикцией,
так и без нее, это очень распространенный тип машии.
Профильные каландры применяют реже. Особенностью их
является наличие выносного валка, который имеет профильную
поверхность и формует рисунок профиля на выходящей ленте
материала.
Наибольшее распространение получили трех- и четырехвал-
ковые каландры с длиной рабочей части валка 1250, 1500 и
1800 мм. Очень редко встречаются двух- и шестивалковые ма-
шины.
Все каландры выпускают с приводом, позволяющим изме-
нять частоту вращения валков. Обычио пределы ее изменения
составляют от 1: 10 до 1:12, что позволяет изменять скорость
движения ленты материала на валках от 6 до 70—80 м/мин.
Первая скорость (6 м/мин) является заправочной и исполь-
зуется при разогреве каландра и заправке корда. Вторая ско-
рость (70—80 м/мин)—максимальная, рабочая. Имеются ма-
шины, рабочая скорость которых достигает 100 м/мин.
В пашей стране большая часть каландров выпускается киевским заво-
дом «Большевик». Пользуются известностью каландры фирмы «Фаррел»
(США) и «Берсдорф» (ФРГ). Каландры выпускаются также в ГДР, ЧССР,
Франции, Италии, Англии, Японии.
6.3. КОНСТРУКЦИЯ ОСНОВНЫХ УЗЛОВ КАЛАНДРОВ
Станины каландра отливают из чугуна и стали. Форма стани-
ны определяется расположением валков, условиями прочности
и жесткости конструкции. Последние два условия вынуждают
выполнять станины массивными, способными без существенных
деформаций выдерживать распорные усилия, достигающие
1000 кН. Станина крепится к фундаментной плите с помощью
опорных лап (рис. 6.5). Проемы в станине предназначены для
но
Рис. 6.5. Станина четырехвалкового ка-
ландра:
/ — места установки шестерен механизма ре-
гулирования зазора; 2—полости для уста-
новки регулирующих винтов; 3 — опорные ла-
пы; 4 — места установки упорных планок; S —
упоры подшипников среднего валка
установки подшипников валков.
Поверхности проемов обработа-
ны для обеспечения точной
установки и движения корпусов
подшипников при регулировании
зазоров между валками.
Подшипники среднего валка
обычно крепятся неподвижно. Их
перемещению препятствуют упо-
ры 5. Полости 2 в станине слу-
жат для установки механизмов перемещения корпусов под-
шипников. Станины связаны между собой мощной траверсой
для увеличения жесткости всей конструкции.
Подшипники. Для сопряжения скользящих плоскостей с не-
большими допусками поверхности корпуса подшипников, мон-
!’ис. 6.6. Роликовый подшипник валка каландра:
/, /3— втулки валка; 2— болт корпуса подшипника; 3 —корпус подшипника; 4— ко-
ппчьские ролики; 5— винт крепления пяты; 6 — пята; 7 — устройство для подвода смаз-
ки; Я — маслоотражательное кольцо; 5 —разрезная гайка; 10—кольцо; 11— втулка;
12 втулка подшипника; 14—прокладка; 15—/7 — детали крепления
111
Рис. 6.7. Конструкция подшипника
скольжения:
1 — валок; 2 — бронзовая втулка; 3 — кор-
пус подшипника; 4 — червячное колесо;
5 — эксцентриковая опора валка; 6 — чер-
вяк
тируемых в окна станины, обрабатываются с достаточной точ-
ностью.
Роликовый подшипник валка каландра показан на рнс. 6.6.
Подшипник крепится на шейке валка. В корпусе подшипника
выполнены сверления для подвода смазки 7. С целью умень-
шения расхода смазки и предотвращения вытекания ее через
торцевую часть с обеих сторон устанавливаются маслоотража-
тельные кольца 8 и уплотнительное устройство, состоящее из
втулок 12 и 13. Четыре ряда конических роликов 4 обеспечива-
ют высокую несущую способность подшипника и его способ-
ность выдерживать как радиальные, так и осевые нагрузки.
Такие подшипники качения применяют в большинстве каланд-
ров.
В конструкциях машин, выпускавшихся в прошлом, а так-
же в некоторых современных машинах использованы подшип-
ники скольжения (рис. 6.7). Валок 1 своим шипом устанавли-
вается в эксцентриковой опоре 5, куца запрессовывается брон-
зовая втулка 2. В опоре и втулке выполнены сверления, в ко-
торые между втулкой и валком подается смазка.
Эксцентриковая опора своей сферической поверхностью опи-
рается о корпус подшипника 3, жестко закрепленный на стани-
не каландра. При изгибе валка эксцентриковая опора может
смещаться относительно корпуса подшипника и занимать наи-
более выгодное положение по отношению к направлению рас-
порных усилий.
В корпус подшипника вмонтирован червяк 6, который на-
ходится в зацеплении с червячным колесом 4, жестко сидящим
на эксцентриковой опоре. С помощью червяка можно вращать
червячное колесо и связанную с ним эксцентриковую опору, из-
меняя тем самым положение оси вращения валка по отноше-
нию к корпусу подшипника, т. с. изменять зазор между вал-
ками.
Подшипники скольжения обладают высокой несущей спо-
собностью, но чувствительны к большим частотам вращения
валка. Между бронзовой втулкой и скользящей поверхностью
валка всегда имеется определенный зазор, что существенно
влияет на точность установки расстояния между валками.
Большинство новых каландров комплектуется, как правило,
многорядными роликовыми подшипниками качения. Эти под-
шипники практически не имеют зазоров, влияющих на точность
112
установки расстояния между валками, и не требуют предвари-
тельного нагружения. Для них характерен более высокий ко-
эффициент полезного действия, что обусловливает значительно
меньшие тепловыделения в этих подшипниках по сравнению с
подшипниками скольжения н способствует увеличению срока их
службы.
Валки — рабочий орган каландра. Длина рабочей части валков
определяется шириной ленты материала, которую необходимо
получить на машине, или шириной обрабатываемой ткани
(корда).
Действующие на валок распорные усилия изгибают его. Что-
бы конструкция валка была максимально жесткой и он не ис-
пытывал значительных деформаций в процессе эксплуатации,
диаметр его выбирают наибольшим с учетом конструктивных и
экономических соображений. При длине валка 2800 мм диа-
метр его может достигать 950 мм. Это массивная конструкция
с центральным каналом для подвода теплоносителя и перифе-
рийными каналами для обеспечения равномерного обогрева по-
верхности валка.
Устройство валка показано на рис. 6.8. Теплоноситель посту-
пает в канал 4 по центральной трубе, заполняет часть цент-
рального канала, расположенного за уплотнительной шайбой 2,
по наклонным сверлениям попадает в периферийные каналы 3,
возвращается в другую часть центрального канала и выводится
из валка через сверления в шайбе 6.
Узел ввода и вывода теплоносителя показан на рис. 6.9.
Теплоноситель подается через штуцер 1 и распределительную
трубу 2. Пройдя через систему каналов в валке (на рисунке не
показана), он выводится в пространство вокруг распредели-
тельной трубы и далее через трубу 8— в сливной коллектор.
Неподвижную часть узла составляют втулки 6> 9, труба 2 и шту-
цера подвода и отвода теплоносителя. Уплотнительная набив-
ка 5 с буксой 3 и крышкой 4 вращается вместе с валком.
Валки отливают в кокиль из чугуна. Высокая твердость от-
беленного поверхностного слоя необходима для повышения из-
носостойкости валков. Валки шлифуют и полируют до чистоты
не ниже 8 класса.
Рис. 6.8. Устройство валка каландра:
/ — центральная труба; 2— уплотнительная шайба; 3—периферийный канал; 4— цент-
ральный канал; 5 — кольцо заглушки; 6 — шайба
8-651 113
Рнс. 6.9. Узел ввода теплоносителя в валок каландра и вывода из него:
1—штуцер для подачи теплоносителя; 2 — распределительная труба; 3 — букса; 4 —
крышка; 5 — уплотнительная пабивка; 6, 9 — втулки; 7—валок каландра; 8— труба
для отвода теплоносителя
Кроме валков, рассмотренных выше, известны валки без
периферийных каналов. В этом случае теплоноситель поступа-
ет в центральный канал валка. Регулирование температуры у
валков с центральным каналом менее эффективно, чем у вал-
ков с периферийными каналами.
Привод каландров представляет собой сложное техническое
устройство. Он должен удовлетворять многим предъявляемым
к нему требованиям: иметь максимальный коэффициент полез-
ного действия, передавать большие мощности на валки, изме-
нять в широких пределах частоту вращения всех валков (неза-
висимо друг от друга), позволять изменять фрикцию (т. е. со-
отношение частот вращения валков), быть долговечным, без-
опасным в эксплуатации и бесшумным. Изменение частоты
вращения валков от заправочной до максимальной обеспечива-
ется установкой регулируемых электродвигателей постоянного
тока. Заправочная скорость каландра, как правило, равна 2—
6 м/мин. Максимальные рабочие скорости (окружные скорости
валков) составляют 45—80 м/мин.
На рис. 6.10 показаны кинематические схемы приводов вал-
ков трехвалкового каландра с изменяемой величиной фрикции.
Схемой, приведенной на рис. 6.10, а, предусматривается уста-
новка двух комплектов фрикционных шестерен. Первый комп-
лект (шестерни /, 2, 3) устанавливается с одной стороны вал-
ков, второй (шестерни 4, 5, 6)—с противоположной стороны.
При соединении этих шестерен с палами они образуют соот-
ветственно контуры Ki н Кг.
Двигатель через муфту, коническо-пилиндрический редуктор
и пару приводных шестерен передает вращающий момент сред-
114
нему валку и закрепленным на его концах фрикционным шес-
терням 2 и 5. Фрикционные шестерни вращаются на валках
свободно и могут жестко соединяться с ними шпонками. В ра-
боте может находиться только один контур (К\ или Л2), дру-
гой должен быть отключен. Вывод контура из работы дости-
гается отсоединением его от валков путем удаления шпонок.
Если включен контур Ki, то фрикционная шестерня 2 вращает
шестерни 7 и 3, которые соединены шпонками со своими вал-
ками; шестерни 4, 5, 6 отсоединены от валков и не работают.
При работе контура /<2 вращение передается от шестерни 5 на
шестерни 6 и 4, шестерни 1, 2, 3 в этом случае не работают.
Так как соотношение чисел зубьев шестерен контуров Ki и К2
разное, то и соотношение частот вращения валков тоже будет
различным при использовании того или другого контура, чем
и достигается изменение фрикции.
На рис. 6.10, б показана аналогичная предыдущей по прин-
ципу действия кинематическая схема привода трехвалкового
каландра с изменяемой фрикцией. Отличие этой схемы от схе-
мы, изображенной на рис. 6.10, а, заключается в том, что фрик-
ционные шестерни обоих контуров в ней смонтированы на од-
ной стороне валков. Они так же, как в первом случае, свобод-
но вращаются на шейках валков, но не крепятся к ним. Для
зацепления фрикционных шестерен с валками применяют зуб-
чатые муфты 7, с помощью которых можно поочередно вклю-
чать в работу комплект шестерен 4, 5, 6 или 1, 2, 3.
Такие схемы привода на вновь выпускаемых каландрах не
применяют. Однако их еще используют на машинах прежних
лет выпуска. Недостатком таких систем привода являются их
громоздкость и трудность доступа к машине, так как с обеих
сторон валков установлены шестерни. Кроме того, открытые пе-
редачи хуже работают, особенно при изменении межцентрово-
го расстояния, что неизбежно при изменении зазора между вал-
ками. Фрикционные шестерни нагружают подшипники валков
Рис. 6.10. Кинематические схемы привода валков трехвалкового каландра е
фрикционными шестернями, включающимися с помощью шпонок (с) и
муфт (б):
I—3 — шестерни контура 4—6 — шестерни контура Кг; 7 —муфты
8*
115
Рис. 6.11. Кинематическая схема привода каландра через блок-редуктор:
1—каландр; 2—шарнирная муфта: 3 — блок-редуктор; 4 — муфта; 5 — электродвига-
тель
дополнительными силами, которые иепостоянны по величине и
зависят от потребляемой в данный момент мощности.
Эти недостатки заставили отказаться от такой системы при-
вода и использовать привод через блок-редуктор (рис. 6.11).
Трехвалковый каландр приводится от электродвигателя 5 по-
стоянного тока через блок-редуктор 3. Выходные валы блок-ре-
дуктора соединены с соответствующими валками каландра 1 с
помощью шарнирных муфт 2. Крестиками отмечены шестерни,
постоянно закрепленные на валу, остальные шестерни могут
свободно вращаться. Сцепление последних с валом производит-
ся только через муфты 4, которые могут включать в работу
один из двух наборов шестерен. Передвигая муфты 4, можно
изменять величину фрикции. Такая схема привода (с примене-
нием блок-редуктор а) широко используется в новых машинах.
Она позволяет улучшить работу зубчатых передач, частично
разгрузить подшипники валков и облегчить доступ к узлам ма-
шины.
Рис. 6.12. Общий вид каландра с индивидуальным приводом каждого валка
116
Более совершенной является система многомоторного приво-
да каландра. Общий вид каландра с приводом каждого валка
от индивидуального электродвигателя через индивидуальный
редуктор показан на рис. 6.12. Все индивидуальные редукторы
объединены в одном корпусе, на этом же корпусе установлены
двигатели. Такая система позволяет бесступенчато и быстро из-
менять фрикцию и частоту вращения валков.
Мощность, потребляемая каландром, изменяется незначи-
тельно в процессе работы, так как машина питается разогре-
тым материалом и эксплуатируется в непрерывном режиме.
Потребляемая мощность зависит от состава смеси и ее темпе-
ратуры. При переработке более жестких и холодных смесей
электродвигатель потребляет большую мощность из сети.
6.4. СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ КАЛАНДРОВ И СМАЗКА МАШИНЫ
Система терморегулирования. На свойства резиновой смеси в
большой степени влияет температура. Поэтому для получения
продукции хорошего качества очень важно точно поддержи-
вать заданную температуру поверхности валков. Системы тер-
морегулирования с использованием двух различных теплоноси-
телей— для нагревания и охлаждения валков — работают с
большой инерцией и не позволяют добиться высокой точности и
равномерности температурного поля. Поэтому в современных
каландрах применяют более сложные системы терморегулиро-
вания.
Индивидуальная, система регулирования температуры валка
(рис. 6.13) состоит из системы трубопроводов, охлаждающе-
Рис. 6.13. Система регулирования температуры поверхности валка каландра:
1. 7 — теплообменники; 2— клапаны; 3 — термопары; 4— регулирующие приборы; 5 —
циркуляционный насос; 6— валок
117
го 1 и нагревающего 7 теплообменников, циркуляционного на-
соса 5 для подачи основного теплоносителя, пневмоуправляе-
мых клапанов 2, термопар 3 и трех регулирующих приборов 4.
Если температура теплоносителя на входе в валок равна его
температуре на выходе из валка, что фиксируется прибором 4,
то теплоноситель циркулирует в контуре, минуя оба теплооб-
менника; в этом случае система находится в равновесии при за-
данной температуре. При нарушении равновесия системы, т. е.
при изменении температуры теплоносителя на входе и выходе,
прибор 4 с помощью клапанов 2 изменяет направление движе-
ния основного теплоносителя, пропуская его через тот или иной
теплообменник (в зависимости от знака отклонения темпера-
туры). Если необходимо повысить температуру, в контур вклю-
чается подогревающий теплообменник 1, в противном случае —
теплообменник 7 для охлаждения. Подключение теплообмен-
ников производится клапанами 2. Температура теплоносителя
на выходе контролируется термопарами, установленными после
теплообменников, и регулируется соответствующим прибором
путем подачи теплоносителя — пара в аппарат 1 и воды в ап-
парат 7. После того как температура теплоносителя, циркули-
рующего в контуре валка, достигнет заданного значения, теп-
лообменники выключаются из контура циркуляции. Такая си-
стема позволяет с высокой точностью (±2—±3 °C) поддержи-
вать заданную температуру валка.
Системы с непрерывной циркуляцией теплоносителя в кон-
туре и подключением теплообменников только в случае откло-
нения температуры называются системами с кондиционирова-
нием теплоносителя. Они обычно монтируются недалеко от ка-
ландра и связаны с ним системой трубопроводов. На каждый
валок требуется отдельная система.
Смазка машин. Подшипники валков и редукторы в процессе
работы нагреваются и требуют некоторого охлаждения. Часть
тепла от редуктора и подшипников отводится за счет естест-
венного теплообмена в окружающую среду, а другая часть теп-
ла отводится маслом, поступающим в механизм для смазки.
Системы смазки редукторов и валковых подшипников рабо-
тают независимо друг от друга. Подача масла в подшипники
валков производится самотеком из верхнего бачка по системе
трубопроводов. После смазки масло собирается в нижней час-
ти подшипника и отводится от него в сборную емкость. Из этой
емкости масло насосом перекачивается через фильтр и охлаж-
дающее устройство в верхний бачок. На выходе масла из каж-
дого подшипника стоит чувствительный элемент—индикатор
наличия потока смазки. При прекращении поступления масла
из подшипника чувствительный элемент включает сигнализа-
цию на пульте управления.
Возможна система смазки подшипников под давлением от
масляного насоса. В этом случае в масляной магистрали уста-
навливают манометр.
118
Температура подшипников в процессе работы, как правило,
не должна превышать 60—65 °C. Для ее контроля в корпусе
устанавливают термопары. Особенно большие тепловыделения
характерны для подшипников скольжения, которые требуют
поэтому более интенсивного охлаждения.
Редукторы имеют систему смазки от собственного насоса;
в системе, как правило, контролируется давление смазки.
6.5. СИСТЕМЫ РЕГУЛИРОВАНИЯ ЗАЗОРОВ МЕЖДУ ВАЛКАМИ
ЛЪеханизмы регулирования зазора. Зазор между валками ка-
ландра в зависимости от вида выполняемой работы должен из-
меняться от нескольких долей миллиметра до десятков милли-
метров. Регулирование зазора производится перемещением под-
шипников соответствующих валков по направляющим в окнах
станины. Сближение валков происходит под действием усилий
механизмов регулирования зазора. Увеличение зазора происхо-
дит под действием распорных усилий на валки, когда снимает-
ся давление па подшипник со стороны механизмов регулиро-
вания.
Зазор может регулироваться механическим и гидравличе-
ским способом.
Механическое устройство перемещения подшипников валков
(рис. 6.14) представляет собой гайку 10, жестко закрепленную
в станине 11 машины. В гайке помещается винт 9, иа одном
конце которого с помощью шлицевого соединения закреплены
червячное колесо 13 и дисковый указатель 14. Другой конец
винта соединен с нажимным диском 8 и через упорный под-
шипник 7 — с корпусом 6 подшипника валка 1. Червячное ко-
лесо 13 находится в зацепленигГс червяком (на рисунке не по-
казан), который приводится во вращение от электродвигателя
через редуктор. Винт 9, перемещаясь, оказывает давление на
корпус подшипника и заставляет его перемещаться в направля-
ющих станины вместе с валком, что приводит к изменению за-
зора.
Редуктор привода червячного колеса имеет передаточное от-
ношение 1500—4000, что позволяет с большой точностью регу-
лировать перемещение винта 9 и изменять зазор между валка-
ми с точностью до сотых долей миллиметра.
Каждый подшипник валка имеет обычно индивидуальный
механизм регулирования зазора. Положение механизма опре-
деляется по повороту дискового указателя 14. Для точности от-
счета наружная поверхность диска проградуирована.
На каландрах старых конструкций механизмы регулирова-
ния зазора приводятся в движение от одного двигателя через
фрикцион и систему тяг.
Более современным и удобным с точки зрения эксплуатации
является механизм регулирования зазора между валками гид-
равлического типа (рис. 6.15). В закрепленном в станине ци-
119
Рис. 6.14. Механическое устройство для перемещения верхнего валка ка-
ландра:
1 — верхний валок каландра; 2— подшипник валка; 3—5—детали подшипника валка и
уплотнения; 6—корпус подшипника; 7 — упорный подшипник механизма перемещения;
8 — нажимной диск; 9 —винт; 10 — гайка; 11—станина каландра; 12— червячный редук-
тор ; 13 — червячное колесо; 14 — дисковый указатель величины перемещения; 15 — гид-
роцилиндр выбора люфта; 16— вспомогательный подшипник механизма выбора люфта;
17 — уплотнение
Рис. 6.15. Гидравлический механизм перемещения валка каландра:
/ — электродвигатель механизма; 2 — редуктор; 3 — отверстие для аварийного выпуска
масла; 4 — поршень аварийною выпуска масла; 5 — седло клапана; 6 — валок каланд-
ра; 7—корпус подшипника; 8 — отверстие для выхода масла; 9— поршень: 10— ци-
линдр; 11— винт; 12 — канал для входа масла; 13 — гайка
линдре 10 находится поршень 9, который перемещается под
действием давления масла, поступающего в цилиндр по кана-
лу 12. Выход масла возможен через отверстие 8 в центре
поршня 9. Отверстие 8 может перекрываться торцом винта 11.
Винт 11 перемещается двигателем 1 через редуктор 2 и гай-
гу 13. Перемещаясь вверх, винт нажимает на седло клапана 5
и перекрывает сливное отверстие 8. Давление масла в цилннд-
120
ре возрастает, оказывает давление на поршень 9 н через него
на корпус подшипника 7, который передвигается под совмест-
ным действием давления масла и усилия винта. При реверси-
ровании вращения двигателя 1 винт отходит от седла клапана,
и масло начинает выходить из цилиндра. При этом давление на
поршень снижается. Под действием давления со стороны кор-
пуса подшипника поршень начинает перемещаться внутрь ци-
линдра до тех пор, пока торец винта не перекроет седло кла-
пана 5 и не прекратит выход масла. С момента остановки
поршня величина зазора не изменяется.
Гидравлические механизмы регулирования зазора облада-
ют большим быстродействием, чем механические.
При регулировании зазора в каландрах, оснащенных под-
шипниками скольжения, необходимо учитывать люфт в самом
подшипнике. Для того чтобы люфт не влиял на величину за-
зора, устанавливаемого между валками, применяют специаль-
ные устройства для выбора люфта. Эти устройства представля-
ют собой гидроцилиндры, опирающиеся через собственный под-
шипник па шейку валка и действующие на нее с силой, доста-
точной для прижатия шейки к той же стороне валкового под-
шипника, к которой ее прижимает распорное усилие во время
работы каландра. Благодаря предварительно выбранному люф-
ту положение шейки валка в валковом подшипнике при регу-
лировании зазора между валками и при последующей работе
каландра остается неизменным, что увеличивает точность рабо-
ты машины.
Зазоры в подшипниках качения настолько незначительны,
что практически не влияют на точность положения валка как
при регулировании зазора между валками, так и под нагруз-
кой.
Высокая точность регулирования зазора оказывается недо-
статочной для получения каландрованного материала требуемо-
го качества, т. е. заданного калибра по всей ширине ленты. Как
правило, в центре заготовка имеет большую толщину, чем по
краям, что объясняется изгибом валков под действием распор-
ных усилий.
Несмотря на большую жесткость конструкции, прогиб вал-
ков под действием значительных распорных усилий со сторо-
ны обрабатываемого материала может достигать от несколь-
ких сотых до десятых долей миллиметра. Прогиб валков явля-
ется величиной непостоянной и зависит от запаса смеси перед
зазором, жесткости массы, а следовательно, и от состава сме-
си и ее температуры, окружной скорости валков, а также за-
зора между валками.
Для того чтобы получить на каландре точность калибра
±0,25 мм, требуется установка специальных устройств, компен-
сирующих прогиб валков и предотвращающих разнотолщин-
ность получаемого материала.
121
Механизмы компенсации прогиба валков. Наиболее простой
способ компенсации прогиба валков — бомбировка валков ка-
ландра, т. е. использование валков бочкообразной формы (рис.
С. 16). По расчетным величинам прогиба валков под нагрузкой
определяют их форму. В средней части валок изготавливают
увеличенного диаметра; к краям диаметр валка плавно умень-
шается. Разность диаметров в средней части валка и по краям
обычно не превышает 0,1—0,2 мм.
На рис. 6.16, а показана форма валков в свободном состоя-
нии, без нагрузки (характерные изменения форяы утрированы
для наглядности), а на рис. 6.16,6 — под. нагрузкой. Бочкооб-
разность верхнего валка и цилиндрическая форма среднего при
совместном изгибе дают форму зазора, обеспечивающую оди-
наковую толщину выпускаемого листа по всей рабочей длине
валков. Аналогично взаимодействуют средний и нижний валки.
Такой метод компенсации прогиба применяют в современных
каландрах, ио он имеет существенные недостатки: дает воз-
можность эффективно компенсировать прогиб только в очень
узком диапазоне режимов работы каландра. При значитель-
ном отклонении свойств перерабатываемой смеси от расчетной
прогиб валков уже не будет соответствовать величине бомби-
ровки, и материал получится разнотолщинным. Те же явления
происходят при изменении окружной скорости вращения вал-
ков.
Способ компенсации прогиба с помощью бомбировки не яв-
ляется универсальным и не позволяет обеспечивать получение
листов одинаковой толщины при переходе с одного состава сме-
си на другой и с одного режима работы на другой.
Для изменения степени компенсации прогиба в зависимости
от режима работы каландра применяют устройство для контр-
изгиба валков. Это устройство состоит из гидравлических ци-
линдров, прикрепленных к станине каландра и создающих уси-
лие на концы валка, выступающие за опорные подшипники.
Усилие на валок передается через специальные подшипники,
установленные на валке. По направлению действия и величине
Рис. 6.16. Бомбировка валков каландра для компенсации их прогиба под
нагрузкой:
а—форма валков в свободном состоянии; б —форма валков под нагрузкой; 1—3 — со-
ответственно верхний, средний и нижний валки; 4 — обрабатываемый материал
122
?'/<ПТГГ\
! 2R
2R
Ч
1И[1+2)
Рис. 6.17. Схемы действующих
иа валок усилий и результиру-
ющих изгибающих моментов
при компенсации прогиба ме-
тодом контризгиба:
а—схема нагружения под действи-
ем распорных усилий; б — схема
нагружения под действием усилий
контризгиба; в — схема результи-
рующей нагрузки на валок ка-
ландра
эти усилия рассчитаны
так, чтобы они изгибали
валок в направлении,
противоположном изги-
бу, возникающему от
действия распорных усилий. Таким образом, чтобы компенси-
ровать изгиб, возникающий при каландровании, искусственно
создают контризгиб валка.
Схемы сил и изгибающих моментов, действующих на ва-
лок, показаны на рис. 6.17. На рис. 6.17, а приводится схема на-
грузки па валок за счет давления смеси q и реакции валковых
подшипников а также эпюра изгибающего момента Л4И по
длине валка. На рис. 6.17,6 показано действие на валок сил
контр изгиб а Р, реакции подшипников R и изгибающего мо-
мента Л4И2 от действия этих сил, а на рис. 6.17, в — результат
совместного действия сил, рассмотренных в первых двух слу-
чаях. Результирующий изгибающий момент А4И(Н-2) нельзя све-
сти к нулю вследствие принципиального различия схем на-
гружения и эпюр действующих моментов. Такой способ позво-
ляет лишь видоизменить эпюру изгибающих моментов, дейст-
вующих на валок, и значительно уменьшить их абсолютную ве-
личину. К недостаткам компенсации прогиба валков способом
контризгиба следует отнести и действие на валковые подшип-
ники дополнительных усилий от гидроцилиндров.
Из-за этих недостатков пришлось искать более совершен-
ные способы компенсации прогиба валков. Наиболее распрост-
раненным в настоящее время является способ перекрещивания
продольных осей валков. Он заключается в том, что при сохра-
нении взаимного положения центров валков продольная ось
одного из них смещается на небольшой угол относительно про-
дольной оси другого Установленный зазор между валками
остается неизменным в центре и увеличивается по краям вал-
ка, так как торцевые части его расходятся на некоторое рас-
стояние. Изменение зазора от центра к краям валков по харак-
теру близко к изменению зазора между валками под действи-
ем распорных усилий, но противоположно по знаку. Если под
действием распорных усилий зазор увеличивается в центре вал-
ка и уменьшается по краям, то в результате перекрещивания
валков зазор увеличивается к краям, что позволяет компенси-
ровать значительные прогибы с большой точностью. Для ком-
123
пенсации прогиба валков таким способом на современных ка-
ландрах устанавливают механизмы перекрещивания валков,
принцип действия которых аналогичен принципу действия ме-
ханизмов регулирования зазора между валками, только дейст-
вуют эти механизмы во взаимно перпендикулярных плоскостях.
Обычно в каландрах используют комбинированные способы
компенсации изгиба валков, например бомбировку и контриз-
гиб или бомбировку и перекрещивание осей. В этом случае по-
лучаются наилучшие результаты, и толщина материала в се-
редине и по краям полосы практически одинакова.
Недостатком этих способов компенсации прогиба валков яв-
ляются значительное усложнение конструкции машины и до-
вольно высокая стоимость устройств, вызванная необходимо-
стью изготавливать их с большой точностью. Для обслужива-
ния каландров, снабженных такими механизмами, требуются
специалисты высокой квалификации.
Большинство современных каландров работает с постоян-
ным, установленным для данного процесса зазором между
валками. Естественно, что давление в зазоре изменяется при
изменении параметров материала, подаваемого в зазор, но при
этом сохраняется калибр получаемого полотна. Каландры не-
которых типов (дублировочные, тиснильные) требуют созда-
ния постоянного давления в зазоре даже при некоторых от-
клонениях в питании машины. Для поддержания постоянного
давления такие каландры оборудуют стабилизаторами давле-
ния (рис. 6.18).
Устройство пружинного стабилизатора (рис. 6.18, а) осно-
вано на действии пружины 3 на плечо неравноплечего рыча-
га 2, второе плечо которого оказывает воздействие на валок 1.
Усилие пружины можно регулировать с помощью винтового ме-
ханизма. Пружинные стабилизаторы способны создавать лишь
ограниченные усилия и применяются в небольших машинах.
Основное их преимущество — простота устройства, легкость ре-
гулирования и безотказность действия.
Рис, 6.18. Схема устройства стабилизаторов давления пружинного (а) и гид-
равлического (б) типов:
/ — валок; 2 — рычаг; 3 — пружина; 4 — плунжер; 5 — силовой гидроцилиндр; б — предо-
хранительный клапан; 7 — обратный клапан; 8— манометр
124
Гидравлический стабилизатор давления (рис. 6.18,6) мо-
жет работать с большими усилиями, чем пружинный. Он со-
стоит из силового гидроцйлиндра 5, плунжера 4, жестко свя-
занного с подшипником валка 1, нагнетающей магистрали с
обратным клапаном 7 и предохранительного клапана 6. Жид-
кость с расчетным давлением подается в гидроцилиндр. Давле-
ние в гидроцилиндре определяет величину усилия на плун-
жер 4, а следовательно, и давление на валок. Давление в си-
стеме контролируется монометром 8. Предельное давление в
системе регулируется предохранительным клапаном 6. При вне-
запном увеличении усилия на валок давление в гидроцилинд-
ре 5 повысится, и откроется предохранительный клапан 6, че-
рез который часть жидкости выйдет из гидроцилиндра, умень-
шив тем самым усилие, действующее на валок. В случае паде-
ния давления в гидроцилиндре 5 откроется обратный клапан 7,
через который в силовой цилиндр насосом будет подаваться
жидкость до тех пор, пока давление в цилиндре не восстано-
вится.
6.6. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
И АВТОМАТИЗАЦИЯ РАБОТЫ КАЛАНДРОВ
При работе каландра необходимо контролировать температу-
ру поверхности валков, валковых подшипников, теплоносите-
ля, поступающего в валок и выходящего из него. Калибр по-
лучаемого материала измеряют специальными устройствами.
В некоторых случаях предусматривается система автоматиче-
ского регулирования калибра. Производительность каландра
фиксируется счетчиками метража. Для измерения частоты вра-
щения валков используется тахометр. Для контроля расхода
воды и пара применяют расходомеры. Мощность, потребляемая
двигателем, контролируется киловаттметром.
Система 'смазки оснащена приборами, контролирующими ее
нормальное функционирование. Кроме того, имеются приборы и
автоматические устройства для связи работы каландра с рабо-
той вспомогательных механизмов: центрирования и ширения
корда, натяжения его. Каландр работает в едином потоке с
раскаточными и закаточными устройствами, компенсаторами,
сушилками и другим оборудованием. Приборы, используемые в
системе терморегулирования и системе смазки, рассмотрены
выше.
Непосредственный контроль температуры поверхности вал-
ков сложен. При использовании лучковой термопары приходит-
ся вносить поправки, так как термопара касается поверхности
валка и вследствие трения о валок в месте касания она разо-
гревается. Оптические способы измерения температуры надеж-
ны лишь при измерении относительно высоких ее значений, при
использовании для измерения температуры в каландрах они да-
ют большие погрешности. Поэтому самым надежным способом
12Г>
Рис. 6.19. Схема устройства для
автоматического регулирования
зазора менаду валками каландра
на основе изотопного датчика:
1 — приемник излучения; 2 — измери-
тельное устройство; 3 — решающее
устройство; 4— исполнительный меха-
низм (регулятор); 5 — валки; 6 — ис-
точник излучения
измерения температуры вал-
ков остается способ контро-
ля параметров теплоноси-
теля.
Расходомеры, счетчики
метража выпускаемой продукции, измерители частоты враще-
ния валков и потребляемой из сети мощности, применяемые в
каландрах, не отличаются от широко распространенных прибо-
ров этого типа.
Качество продукции и экономика производства во многом
зависят от постоянства калибра каландрованного материала.
Поэтому очень важным и необходимым для нормальной рабо-
ты каландра прибором является измеритель калибра каланд-
руемого материала и связанное с ним устройство автоматиче-
ского регулирования толщины выпускаемого материала.
Известны калибромеры механические, электрические (осно-
ванные на измерении сопротивления материала), емкостные,
весовые непрерывного действия и изотопные. По своим эксплуа-
тационным показателям и разрешающей способности послед-
ние приборы превосходят все остальные. Ими в большинстве
случаев оснащаются современные каландры.
Изотопные калибромеры могут работать по принципу отра-
жения и принципу прохождения лучей через материал (прибо-
ры проникающего типа). Приборы проникающего типа работа-
ют точнее. Их устанавливают за каландром, на выходе ленты
материала (рис. 6.19). Установка состоит из источника излуче-
ния 6 с приемником 7, измерительного устройства 2, решаю-
щего устройства 3 и регулятора 4, управляющего работой дви-
гателей, перемещающих валок каландра. В качестве облучате-
ля применяют источник p-излучения с невысокой энергией. Вы-
бор источника обусловлен требованиями радиационной без-
опасности и достаточной проникающей способности. Приемник
представляет собой обычную камеру, в которой газ ионизиру-
ется попадающими в нее р-лучами. Степень ионизации зависит
от мощности излучения, попадающего в рабочее пространство
камеры. Ионизация изменяет электрическое сопротивление га-
за в камере. Измеряя сопротивление, судят о мощности излу-
чения, дошедшей до приемника. Источник дает стабильную
мощность, но проходящая между источником и приемником лен-
та материала поглощает часть излучения, причем тем боль-
шую, чем больше толщина ленты. Такой бесконтактный непре-
рывный способ измерения толщины каландруемых материалов
126
широко применяется во многих отрасля?^ промышленности при
поточном производстве тонколистового материала.
На рассматриваемой схеме изображено устройство регули-
рования калибра корда, промазываемого резиновой смесью на
трехвалковом каландре. Калибр регулируется с помощью пе-
ремещения подшипников верхнего валка по сигналу, сформиро-
ванному устройством для измерения толщины, работа которого
основана на принципе поглощения проникающего излучения
готовым материалом. Однако степень поглощения зависит не
только от толщины резиновой смеси, но и от толщины корда,
которая тоже может изменяться. Поэтому в такой схеме име-
ется устройство для установки системы измерения иа нуль*.
С этой целью в пространство между источником 6 и приемни-
ком излучения 1 помещают образец материала, изготовленный
на основе применяемых в данный момент корда и резиновой
смеси. Степень поглощения излучения образцом фиксируется
измерительным устройством, которое в дальнейшем (в рабочем
режиме) реагирует на изменение поглощения в ту или иную
сторону и выдает соответствующие сигналы в регулирующее
устройство.
Рассмотренная система эффективно работает лишь на трех-
валковых каландрах, при односторонней промазке и обкладке
тканей. На четырехвалковых машинах обкладка производится
сразу с двух сторон, а калибромер проникающего типа измеря-
ет общую толщину ленты.
Четырехвалковые каландры оборудуют радиоактивными
толщиномерами, принцип работы которых основан на измере-
нии мощности отраженного сигнала. Около каждого валка, на
поверхности которого имеется слой смеси для нанесения на
ткань или корд, устанавливают источники и приемники излуче-
ния. Лучи проникают через смесь, отражаются от поверхности
валка, вторично проходят через смесь и улавливаются прием-
ником. Ослабление мощности излучения пропорционально тол-
щине пленки смеси на валке.
Каждый толщиномер через управляющую систему позволя-
ет регулировать величину зазора, от которой зависит толщина
слоя смеси на валке. Таким образом, калибр получаемого ма-
териала складывается из двух регулируемых по толщине сло-
ев резины.
Системы регулирования калибра с помощью приборов про-
никающего типа, которыми оборудуют трехвалковые каландры,
являются наиболее точными в настоящее время. Они позволя-
ют выдерживать калибр выпускаемого материала с точностью
до ±20 г/м2.
* Установка на нуль измерительного устройства необходима также и по
той причине, что мощность изотопного источника с течением времени умень-
шается, поэтому следует корректировать параметры измерительного устрой-
ства.
127
Дальнейшее усовершенствование изотопных толщиномеров
привело к созданию такой системы регулирования калибра, ко-
торая одновременно контролирует равномерность калибра по
ширине ленты и управляет работой систем компенсации про-
гиба. В таком устройстве применяется несколько источников
излучения и приемников, расположенных по всей ширине лис-
та, или используется принцип сканирования, когда излучающий
и приемный элементы совершают возвратно-поступательные
движения поперек направления движения ленты материала,
а измерительное устройство следит за тем, насколько разнятся
показатели поглощения по ширине ленты. В случае, если раз-
ница в поглощении превышает заданные пределы, в работу
включаются механизмы компенсации прогиба, которые по
командам измерительного комплекса вносят поправку в поло-
жение валков каландра.
Имеются системы, которые учитывают все отклонения от
нормальной работы каландра и соответствующим образом
комплексно воздействуют на приборы, регулирующие темпера-
туру валков, зазор между ними, компенсацию прогиба и час-
тоту вращения. Управляет такой системой ЭВМ.
Установка сложных систем автоматического регулирования
на каландрах приводит к повышению стоимости машины и экс-
плуатационных расходов. Но они приносят несомненную пользу
производству, так как позволяют выпускать продукцию высо-
кого качества со стабильными свойствами; при этом квалифи-
кация обслуживающего персонала в меньшей степени сказы-
вается на конечной продукции, значительно уменьшается брак
и снижаются затраты труда.
6.7. ВСПОМОГАТЕЛЬНЫЕ МЕХАНИЗМЫ КАЛАНДРОВЫХ АГРЕГАТОВ
Для обеспечения нормальной работы каландров требуется при-
менение многих вспомогательных устройств: закаточных и рас-
каточных устройств для питания кордом и тканью и отбора
обработанного материала; транспортеров для подачи разогре-
той резиновой смеси, устройств для ширения и центрирования
подаваемой ткаии; устройств, поддерживающих необходимую
степень натяжения ткани или корда; сушильных и холодиль-
ных установок; компенсаторов. Вспомогательные установки
приводятся в движение от электродвигателя каландра или от
индивидуального привода; в последнем случае необходимо
обеспечить синхронность работы этих устройств с каландром.
Сушильные установки применяют для подсушки и подогре-
ва ткани непосредственно перед ее обкладкой или промазкой
резиновой смесью для улучшения адгезии ткани к резине.
Сушилки представляют собой обычно ряд вращающихся
•стальных барабанов, по которым последовательно проходит
ткань. Внутрь барабанов подается теплоноситель для нагрева
их поверхности. Применяют сушилки с 5, 8 и 24 барабанами.
128
Длина барабана по образующей должна соответствовать длине
рабочей части валка каландра.
Охлаждающие установки используют для снижения темпе-
ратуры промазанной ткани или корда после выхода их из ка-
ландра с целью предотвращения подвулканизации резиновой
смеси и уменьшения ее клейкости при закатке. По конструкции
они принципиально не отличаются от сушильных установок. Ба-
рабаны в таких установках охлаждаются водой; число бараба-
нов может достигать четырех — восьми. Прн необходимости
можно скомплектовать одну холодильную установку из несколь-
ких. Скорость движения материала в холодильной установке
достигает 80 м/мин.
Устройства для стыковки тканн. Для того чтобы не останавли-
вать каландр на перезаправку (по израсходовании рулона),
после раскаточных устройств устанавливают машины для сши-
вания кусков ткани. Тонкие ткани сшивают на таких машинах
внахлестку, а толстые — встык зигзагообразным швом.
Более прочные и незначительно отличающиеся по толщине
от основного материала швы получают на стыковочных вулка-
низационных прессах, которыми в настоящее время заменяют
сшивающие машины в каландровых установках. Пресс имеет
плиты для вулканизации резиновой смеси, нагреваемые элект-
рическими элементами.
Гидроцилиндр пресса рассчитан на быстрое открывание и
закрывание его с целью сокращения рабочего цикла. Ширина
плит пресса 250 мм, длина плит соответствует ширине обраба-
тываемой ткани. Соединение кромок материала на таких прес-
сах производится внахлестку или встык путем наложения на
соединительный шов резиновой ленточки шириной 50 мм. Под
давлением нагретых плит пресса, резиновая смесь затекает в
ткань и вулканизуется. Цикл соединения двух кромок ткани
длится около минуты. Вулканизация заканчивается через 40 с
благодаря высокой температуре.
Компенсаторы. Во время соединения кромок тянущие валики,
с помощью которых в рабочем режиме раскатывается рулон и
ткань подается в каландр, останавливаются н зажимают остав-
шийся участок ткани. В это время питание каландра произво-
дится компенсатором, который отдает накопленный запас тка-
ни. Петлевой компенсатор предназначен для обеспечения рабо-
ты каландра во время установки нового рулона ткани в рас-
каточное устройство, а также при съеме рулона готового ма-
териала и установке нового приемного ролика. Компенсатор
(рис. 6.20) состоит из жесткой металлической рамы 5, в верх-
ней части которой укреплены свободно вращающиеся неподвиж-
ные ролики 2, 3. Нижние подвижные ролики 6 укреплены на
передвижной каретке 7, которая под действием груза 4 стре-
мится занять нижнее положение. Ткань заправляют в компен-
сатор петлями между подвижными и неподвижными роликами.
Ход ленты обозначен на чертеже штрихпунктирной линией, вход
9—651
129
Рис. 6.20. Схема петлевого компенсатора:
1 — конечный выключатель: 2, 5 — направляющие ролики; 4 — груз; 5 — рама; б — ниж-
ние подвижные ролики: 7 — передвижная каретка
и выход ленты из компенсатора показаны стрелками. При нор-
мальном натяжении ткани каретка 7 под действием груза за-
нимает нижнее положение. Ткань из рулона входит в компен-
сатор, последовательно огибает верхние и нижние ролики и вы-
ходит из него. Как только полотно будет зажато путем оста-
новки тянущих роликов линии, увеличится натяжение ткани,
и каретка Начнет подниматься, уменьшая расстояние между
верхними и нижними роликами. Материал, накопленный в пет-
лях компенсатора, расходуется. Как только каретка достигнет
крайнего верхнего положения, весь запас материала будет из-
расходован. В этом случае возникает опасность поломки аг-
регата или разрыва полотна ткани. Чтобы этого не произошло,
в компенсаторе предусмотрен конечный выключатель 1. При
перемещении вверх каретка упирается в этот выключатель, ко-
торый останавливает работу всего агрегата.
Заправка нового рулона ткани должна быть произведена
быстрее, чем израсходуется запас ткани в компенсаторе. Это
учитывают при расчете емкости компенсатора, которая зависит
от числа петель. Чем быстроходнее каландр, тем больше пе-
тель должно быть в компенсаторе.
После заправки нового рулона тянущие ролики начинают
вращаться с повышенной частотой, в результате чего натяже-
ние ткани ослабевает, и каретка 7 начинает перемещаться вниз
под действием груза, набирая материал в петли и создавая тем
самым новый запас ткани в компенсаторе.
На входе в каландр устанавливают компенсаторы, нормаль-
ным рабочим положением которых является наполненное. На
выходе из каландра стоят такие же компенсаторы, но нормаль-
ное положение их — без материала, т. е. с поднятой вверх ка-
130
реткой с подвижными роликами. Материал из каландра прохо-
дит «пустой» компенсатор и закатывается в рулон иа закаточ-
ных приспособлениях. Во время смены рулона материал из
компенсатора не отбирается, его натяжение ослабевает, и ка-
ретка опускается, образуя петли и расходуя материал, выходя-
щий из каландра. После установки нового ролика в устройст-
во для закатки происходит форсированный отбор материала,
и компенсатор вновь освобождается. Конечный выключатель
такого компенсатора установлен внизу.
Устройства для закатки материала. После каландрового агре-
гата устанавливаются закаточные приспособления для отбора
готового материала. Закатка готовой ленты в рулоны может
производиться с помощью раскаточно-закаточного устройства
(рис. 6.21). Оно состоит из двух стоек 1, иа которых смонтиро-
ван вал 5 с крестовинами 6. В крестовинах укреплены патро-
ны 4, в которых устанавливаются бобины для закатки материа-
ла. Бобины приводятся во вращение от специального привода 2.
Изменение положения бобин производится поворотом кресто-
вины с помощью привода 7. Такое закаточное устройство поз-
воляет производить смену бобины, ие прекращая процесса за-
катки на другую бобину. Натяжение материала в этих устрой-
ствах регулируется специальным механизмом.
Закаточное устройство, показанное на рис. 6.22, широко ис-
пользуется в тех случаях, когда каландрованную ленту необхо-
димо закатывать с прокладочной тканью (прорезиненный корд).
Устройство состоит из стоек 5, в прорезях которых свободно
помещены оси закаточных бобин 4. На других стойках нахо-
дятся бобины 3 с прокладочным материалом. Лента материала,
Рис. 6.21. Раскаточно-закаточное устройство:
/ — стойки; 2— привод вращения бобин; 3— штурвалы для закрепления бобин; 4 —
патроны-держатели бобин; 5- вал; 6 — крестовины; 7 — привод смены бобин
9*
131
4
Рис. 6.22. Закаточное устройство;
1 —холодильные барабаны; 2 — транспортер; 3 —бобины с прокладочным материалом;
4— закаточные бобины; 5— стойки
выходящая из каландра после холодильных барабанов 1, по-
падает на ленту транспортера 2. На ленте лежит бобина 4,
ось которой находится в прорезях стойки. В бобину заправля-
ется конец ленты. При движении транспортера бобина враща-
ется, закатывая готовый материал. Вместе с каландрованным
материалом с бобины 3 на бобину 4 сматывается и прокладоч-
ный материал. После того как закатываемый рулон достигнет
заданной величины, транспортер останавливают, рулон снима-
ют со стойки, а на его место ставят пустой ролик и устанавли-
Рис. 6.24. Ширительно-цеитрирую-
щее устройство:
1 — полотно; 2 — ширительные дуги;
3 — щуп; 4—рычажная система изме-
нения положения дуг
Рис. 6.23. Закаточное устройство кареточного типа:
1— монорельс; 2 — ролики движения каретки по рельсу; 3 — передвижная каретка; 4,
5 — нижний и верхний валики; 6—стопор; 7, 8— двигатель и редуктор привода вали-
ков; 9 — вертикальный вал привода; 10 — груз противовеса; 11 — конические шестерни
привода; 12 — стационарный привод; 13 — блоки противовеса14 — муфта сцепления при-
вода с валиком
132
вают новую бобину с прокладкой. В это время происходит за-
катка материала на другую бобину.
Для закатки материала после каландра и облегчения его
транспортирования на дальнейшие операции часто используют
закаточное устройство кареточного типа (рис. 6.23). Это
устройство состоит из стационарного привода 12 вращения бо-
бины и передвижной каретки 3 с валиками 4, 5 для прокладоч-
ного материала и корда (ткани). Каретка движется по моно-
рельсу на роликах 2 к месту закатки н фиксируется там сто-
пором 6.
Валик 5 соединяется с приводом муфтой 14. На этот валик
крепится лента выходящего из каландра материала и про-
кладка. Привод 12 осуществляет вращение валика 4 и закатку
материала.
Натяжение материала обеспечивается тормозящими устрой-
ствами. После набора требуемого количества материала карет-
ка отключается от привода и на ее место устанавливается но-
вая. Известны закаточные устройства н других типов, имеющие
конструктивные отличия от рассмотренных выше, но принцип
их работы тот же.
Устройство для шнрения полотна. Ткань или корд необходимо
тщательно расправлять перед подачей в каландр, для того
чтобы нити корда были равномерно распределены по ширине
ленты, а на ткани не образовывалось складок. Эту задачу вы-
полняют ширительные и центрирующие устройства.
Основой такого устройства (рис. 6.24) являются ширитель-
ные дуги 2, положение которых регулируется рычажной систе-
мой 4. Полотно материала перед входом в каландр проходит
Рис. 625. Автоматическое устройство для ширеиия корда:
/—шарниры дуги; 2— поворотная ширительная дуга; 3— валки каландра; 4— измери-
тельная система для определения ширины корда; 5 — демпфирующее устройство; 6 — ка-
тушки индукционного моста; 7. 8 — детали пневмосистемы; 9—пневморегулятор
133
через ширительное устройство, плотно касаясь поверхности ду-
ги, и растягивается в большей или меньшей степени в зависи-
мости от кривизны дуги. Степень кривизны поверхности дуги,
которая воздействует на ткань, разглаживая складки, зависит:
от угла установки этой дуги по отношению к полотну ткани.
Угол установки дуги регулируется рычажной системой, кото-
рая может управляться вручную или с помощью автоматическо-
го устройства для ширения корда.
Основой автоматического устройства для ширения корда
(рис. 6.25) является измерительная система 4. Ролики, касаясь
кромок полотна, реагируют на изменение его ширины. С роли-
ками связано устройство, изменяющее индуктивность катушки
измерительного моста. Это изменение фиксируется и в виде
управляющего сигнала подается в пневморегулятор 9, который
с помощью пневмоцилиндра изменяет положение ширительной
дуги относительно полотна. Таким образом ширение полотна
производится до определенного размера.
Для предотвращения слипания каландрованного материала
на его поверхность иногда наносят слой порошка путем напы-
ления или смачивания суспензией порошка в воде; в последнем
случае ленту материала пропускают через ванну, наполненную
суспензией. Для этого каландровый агрегат снабжают устрой-
ствами с бункерами, дозаторами и щетками для нанесения
талька или ваннами с роликами для транспортирования ка-
ландрованного полотна в водной суспензии.
Кромки каландрованного материала могут обрезаться но-
жами, чаще дискового типа, которые крепятся на кронштейнах
к раме каландра. Центрирование полотна производится устрой-
ствами, аналогичными устройствам, изображенным на рис. 6.25.
Питание каландров. Питание каландров осуществляется по транс-
портерам лентой разогретой резиновой смеси, непрерывно сре-
заемой с вальцов. Равномерность питания оказывает заметное
влияние на качество выпускаемого материала. Поэтому в от-
ветственных случаях резиновая лента подается с помощью ос-
циллирующего транспортера, т. е. устройства, выполняющего
возвратно-поступательные движения, позволяющие распреде-
лять ленту резиновой смеси по всей длине рабочей части вал-
ков.
С целью улучшения равномерности подачи материала перед
питательным транспортером может устанавливаться система
для непрерывного измерения массы ленты смеси, которая
должна соответствовать расходу смеси на каландре, пропор-
циональному скорости его работы. Эти устройства могут со-
единяться системами связи в одну взаимозависимую линию,
все элементы которой управляются автоматически, исходя из
одного главного параметра — режима работы каландра.
6.8. ПРАВИЛА ЭКСПЛУАТАЦИИ И ТЕХНИКА БЕЗОПАСНОСТИ
К управлению каландрами допускаются лица, прошедшие обу-
чение по специальной программе, имеющие квалификационное
свидетельство и сдавшие экзамен по технике безопасности и
приемам безопасной работы.
Эксплуатация машины должна производиться в строгом со-
ответствии с инструкцией. Перед началом работы необходимо
проверить состояние оборудования, обратив особое внимание
на исправность ограждений всех движущихся частей и передач,
а также проверить работу системы аварийного останова.
При работе каландра на полной скорости независимо от
наличия или отсутствия смеси на валках путь торможения до
полного останова валков не должен превышать ]/4 оборота
валка.
Все движущиеся части каландра должны работать плавно,
без заеданий и рывков.
Перед пуском каландра необходимо убедиться в отсутствии
посторонних предметов в рабочей зоне и на тракте питания ма-
шины. Рабочее место должно быть свободно от посторонних
предметов, пол должен быть чистым, без потеков масла.
Нельзя пускать каландр в работу при минимальном зазоре
и с перекосом валков.
Перед любым пуском каландра следует подать звуковой
сигнал, так как каландр работает вместе с большим числом
вспомогательных механизмов, смонтированных на обширной
площади. Рабочие, обслуживающие эти механизмы, могут во
время остановки проводить мелкие работы или просто быть не
готовыми к пуску оборудования. Сигнал, подаваемый перед
пуском, должен быть хорошо слышен на всех участках каланд-
рового агрегата.
Пускать каландр следует на минимальной скорости. За-
правку ткани и корда необходимо производить специальным
инструментом, обнаруженные посторонние предметы извлекать
после полной остановки агрегата. Работать на каландре мож-
но только в сйецодежде. При нарушении нормального процес-
са работы или появлении любого признака неисправности (по-
стороннего шума, скрежета в механизмах, повышения темпера-
туры подшипников, нарушения работы смазки, нарушения гер-
метизации системы терморегулирования, течи из гидромеханиз-
мов и др.) следует немедленно остановить машину.
Во время работы каландра запрещается проталкивать или
брать смесь в зоне запаса руками или какими-либо предме-
тами.
Запрещается также работать на машине при неисправных
ограждениях, сальниках, вентиляции, звуковой сигнализации.
Запрещается производить какой-либо ремонт па ходу агрегата,
оставлять инструмент или другие предметы на станине каланд-
ра или на валках, определять температуру валков рукой и во-
135
Рис. 6.26. Поточно-автоматическая линия для обрезинивания корда:
1—раскаточное устройство; 2 — стыковочный пресс; 3, /4 —тянущие ролики; 4, 15, 17,
7, 10 •— пропиточные ванны; В— камера предварительного насыщения; 11, 12— первая и
закаточные устройства; 19, 22 — трехвалковые каландры; 20, 23 — изотопные калибромеры;
обще ка'саться поверхности валков во время работы машины.
Работающий на каландре должен знать устройство маши-
ны и всех ее агрегатов, принцип их действия и уметь произво-
дить несложную настройку и регулирование систем.
При какой-либо неисправности каландров нли отклонении
их работы от установленного режима (при условии, что этн
неполадки не могут быть устранены обычными методами) необ-
ходимо остановить агрегат и вызвать мастера.
6.9. ПОТОЧНАЯ АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ
ОБРЕЗИНЕННОГО КОРДА
Одним из основных назначений каландров является промазка
корда и ткаии резиновой смесью, а также обкладка материала
резиной. Эти операции проводятся на каландрах в составе ка-
ландровых линий, которые включают в себя большое число
вспомогательных агрегатов, связанных между собой единой си-
стемой управления и работающих в едином потоке, в одном
ритме.
В качестве примера рассмотрим каландровую линию, пред-
назначенную для обрезинивания текстильного корда (рис.
6.26). Эта линия включает в себя агрегаты для подсушки и
пропитки корда, его термообработки, промазки с двух сторон,
охлаждения и закатки. Линия управляется автоматически, ско-
рость обработки корда 20—80 м/мин. Максимальная ширина
обрабатываемого полотна может достигать 1530 мм.
Питание линии материалом при обработке уточного корда
производится с бобин раскаточного устройства, а при обработ-
ке безуточного корда — с помощью шпулярника. Эти устрой-
ства устанавливают перед каландром, в начале линии.
Линия может применяться для обрезинивания как вискоз-
ного, так и полиамидного корда. При обрезинивании полиамид-
ного корда в работе участвует все оборудование линии, включая
агрегаты пропитки, термовытяжки и нормализации. При обра-
ботке вискозного корда, не требующего специальной пропитки,
136
21, 25— компенсаторы; 5 — установка для отсоса пыли; 6, 9, 18— натяжные ролики;
вторая секции сушилки; 13 — башни горячей вытяжки и нормализации корда; 16, 27 —
24 — охлаждающее устройство; 26 — ширнтельное устройство
термовытяжки и нормализации, полотно материала направля-
ется мимо соответствующих агрегатов по специальным роли-
кам. Для того чтобы обеспечить (при необходимости) возмож-
ность работы не на всей линии, а только на каком-либо одном
ее участке, между агрегатами устанавливают дополнительные
раскаточные устройства. Эти устройства необходимы при ис-
пользовании части линий, например только пропитки, термовы-
тяжки и нормализации или только обрезинивания.
С раскаточного устройства 1 корд поступает в стыковочный
пресс 2. Он представляет собой гидропресс с обогреваемыми
плитами для быстрой стыковки концов рулонбв. После прохож-
дения стыковочного пресса и ширительно-центрирующего
устройства полотно попадает в компенсатор 4, обеспечивающий
работу линии в течение 2—3 мин, т. е. в течение времени, не-
обходимого для стыковки концов рулонов.
После компенсатора установлен специальный прибор 5, от-
сасывающий пыль и ворсинки из полотна, подаваемого в аг-
регат пропитки. Этот агрегат состоит из первой пропиточной
ванны 7, камеры предварительного насыщения 8 и второй про-
питочной ванны 10. После ванн установлены отжимные вали-
ки. Такое устройство агрегата пропитки позволяет увеличить
продолжительность пребывания волокон в контракте с пропи-
точным составом, благодаря чему достигается более равномер-
ная и глубокая пропитка.
Полиамидное волокно обрабатываю! латексами для обес-
печения лучшей последующей связи с резиной. От прочности
этой связи зависит работоспособность резинокордной системы
и, следовательно, качество будущей покрышки.
После пропитки полотно подают в сушилку, состоящую нз
сушильных барабанов (первая секция 11) и фестонно-роликово-
го устройства (вторая секция 12). В зависимости от условий
процесса высушенный материал может быть закатан в рулон.
В этом случае используют компенсатор и закаточное устройст-
во, которые на рис. 6.26 не показаны. При необходимости про-
137
должить цикл обработки высушенный материал по обходным
роликам через тормозные ролики подается в термобашню 13.
Термобашня представляет собой две камеры, в которых
расположены валики для образования петель полотна вдоль
всей высоты каждой камеры. Натяжение полотна обеспечива-
ется специальными тянущими и тормозными роликами, способ-
ными создать растягивающее усилие до 90—95 кН. Под дейст-
вием этого усилия и температуры (около 230 °C для полиамид-
ного волокна) полотно вытягивается, и молекулы материала
ориентируются вдоль оси волокна. Повышается модуль нити,
прочность ее на разрыв, уменьшается удлинение под нагрузкой.
Это необходимо для нормальной работы волокна как силового
каркаса, воспринимающего большие нагрузки и сохраняющего
свои геометрические размеры. Чтобы сохранить достигнутую в
первой камере ориентацию молекул в волокнах и снять внут-
ренние напряжения, полотно пропускают через вторую камеру,
где под действием такого же, как в первой камере, усилия оно
нормализуется при температуре около 150 °C.
За термобашней установлены компенсатор 15 и закаточное
устройство 16, а также имеются обходные ролики, если мате-
риал подается сразу на дальнейшую обработку. В последнем
случае он проходит через компенсатор 17, ширительное устрой-
ство и сушилку (эти агрегаты установлены для возможности
использования лишь обрезинивающей части линии, когда про-
питывающая и термообрабатывающая части не работают; на
рис. 6.26 они не показаны) под действием тянущих валиков в
каландр 19.
Трехвалковый каландр питается резиновой смесью от подо-
гревательных вальцов и предназначен для промазки полотна с
одной стороны. Каландр работает с фрикцией 1,4—1,5. Калибр
материала с высокой точностью регулируется изотопным ка-
либромером 20. Через компенсатор 21 полотно подается для
промазки с другой стороны на трехваловый каландр 22 такой
же конструкции с автоматическим изотопным калибромером 23.
Материал из второго каландра через маркирующее устрой-
ство подается в охлаждающее устройство 24, проходит компен-
сатор закатки 25, ширительное устройство 26 и закатывается в
рулоны на закаточном устройстве 27 обычно с применением
прокладки для предотвращения склеивания полотна.
Линия управления с центрального пульта. Работа всех аг-
регатов синхронизирована. Неисправности агрегатов отмечают-
ся соответствующими световыми сигнализаторами на пульте.
Чтобы обеспечить возможность выполнения лишь части опера-
ций на линии, а также возможность использования линии при
неисправности части агрегатов, система управления предусмат-
ривает посекционное управление работой линии. Линия занима-
ет большую площадь, она довольно дорога, поэтому стремятся
полнее использовать ее производительность, не допускать про-
138
стоев. На шинных заводах имеются обычно одна—две линии
такого типа.
Наряду с линиями промазки текстильного корда применяют-
ся агрегаты для обрезинивания металлокорда, которые имеют
свои особенности. Линии для получения промазанного рези-
ной вискозного корда не включают в себя агрегатов термовы-
тяжки и нормализации.
6.10. РАСЧЕТЫ
Производительность каландра. Производительность G (м/ч) каландра при
промазке и обкладке:
G —60Ца,
где V — окружная скорость выпускающего валка, м/мнн; а — коэффициент
использования машинного времени (0,9).
Производительность G (кг/ч) каландра при листовании:
G GOVbhpak,
где Ъ — ширина калаидрованиого полотна, м; р — плотность материала,
кг/м3; h — толщина полотна материала, м; k — коэффициент опережения
(Л= 1,054-1,1).
Коэффициент опережения k учитывает более высокую скорость леиты
материала, выходящего из зазора, по сравнению с окружной скоростью вы-
пускающего валка и определяется по формуле
k^=V„/V,
где Va — лилейная скорость листа, м/мин; V — окружная скорость выпуска-
ющего валка, м/мнн.
Коэффициент k учитывается в уравнениях при расчете холодильных ус-
тановок и устройств для отбора готового листа от каландров.
Мощность двигателей каландра. Мощность N (кВт), потребляемая ка-
ландром, может быть рассчитана эмпирически по уравнению
Nt=0,736nLk,
где п— число валков каландра; L — рабочая длина валков, м; k—мощ-
ность, приходящаяся иа каждый сантиметр рабочей длины валка.
Коэффициент k устанавливают опытным путем. В зависимости от типа
калаидров ои будет иметь следующие значения:
Тип каландра k Тип каландра k
3-610-1730 . 0,25—0,28 3-500-1250 . 0,145—0,150
4-610-1730 0,29—0,36 4-500-1250 . 0,150—0,155
Иногда для расчета мощности используют уравнения, которые тоже яв-
ляются приблизительными:
N ж
где N — потребляемая мощность, кВт; k — коэффициент, зависящий от ви-
да перерабатываемого материала; со — угловая скорость вращения валков,
с-1; D—диаметр валка, м; h — зазор между валками, м; f — фрикция меж-
ду валками; L — рабочая длина валков, м.
Рассчитанная по этому уравнению мощность требуется для преодоления
сопротивления в одном зазоре; таким образом, чтобы найти потребную
мощность трехвалкового каландра, нужно подсчитать и суммировать по-
требную мощность для двух зазоров; мощность четырехвалкового каландра
определяют как сумму мощностей трех зазоров.
139
Рис. 6.27. Скема расчета компенса-
ции прогиба валка методом пере-
крещивания осей
Коэффициент k устанавливается опытным путем и зависит от свойств
перерабатываемого. материала.
Коэффициент k для НК равен 9,34, для СКН —11,55, для смеси НК и
СКВ —7,58.
Прогиб валков каландра. Прогиб f (м) валка под действием распорного
усилия рассчитывают по формуле
Pi Г/(12д—7d) , 1 |
' 8 [ 48£/ + GF J’
где Р — распорное усилие, Н; I — рабочая длина валка, м; а — расстояние
между опорными подшипниками валков, м; Ь —ширина ленты резиновой
смеси, м; Е — модуль упругости материала валка, МПа; I — момент инер-
ции сечеиия валка, м4; G — модуль упругости второго рода материала вал-
ка, МПа; F— площадь поперечного сечения валка, м2.
Компенсация прогиба валка методом перекрещивания осей. Пользуясь
расчетной схемой (рис. 6.27), можно вывести следующее соотношение:
(R -Ь £/)» i^x2 + или ^2 + 27?f/4-t/2i=x«+/?2; (6.1)
7? !=(£>!+ ^/2,
где у — зазор между валками по краям их рабочей части, м; х — смещение
концевых сечеиий валков, м.
Пренебрегая у2, как весьма малой величиной, из уравнения (6.1) полу-
чим:
B^x’/₽R)="^/(Oi + D2). (6.2)
Для получения материала, равномерного по толщине, зазор по краям
валков должен быть равен зазору между валками в центре:
TZ — Zi + fz>
где fi и fz — прогибы валков в центре, м.
Подставляя значение у в уравнение (6.2), получим:
/1 + /2«*8/(©1+©8)- (6.3)
Из уравнения (6.3) найдем величину требуемого смещения концевых се-
чеиий валков х для выравнивания зазора:
««V(/i+/8)(Oi + D2|.
Тепловой баланс каландра. Тепловой баланс каландра описывается
уравнением
Qi *= Q2 4~ Оз 4- 0«»
где Qi — количество тепла, выделяемого в рабочей зоне; Qu — количество
тепла, отводимого от валка теплоносителем (если тепло подводится тепло-
носителем, то член приобретает знак минус); Q8 — количество тепла, уно-
симого обрабатываемым материалом; Q4 — количество тепла, теряемого в
окружающую среду (все величины — в кДж/с).
Величины Qi, Qs, Q4 рассчитывают по следующим уравпепиям:
140
где N — средняя мощность, потребляемая двигателем каландра из сети, кВт;
7] — коэффициент полезного действия подшипников каландра и передач
(71=0,85);
Qs 1=4 GMCM (/к-/н),
где Gn—производительность каландра, кг/с; см — удельная теплоемкость
смеси, кДж/(кг-К); /к, tB — температура смеси соответственно иа выходе и
входе в каландр, °C;
= Фл + Qk »
где Qn и QK — потери тепла валками в окружающую среду излучением н
конвекцией соответственно, кДж/с (расчет фл и QK приведен в гл. 2).
ГЛАВА 7
ГИДРАВЛИЧЕСКИЕ ВУЛКАНИЗАЦИОННЫЕ ПРЕССЫ
7.1. НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Гидравлические вулканизационные прессы служат для фор-
мования и вулканизации резиновых изделий. Гидравлические
прессы относятся к машинам периодического действия. Усилие
на плиту создается в гидроцилиндре пресса жидкостью, пода-
ваемой под высоким давлением, и передается плитам через
плунжер.
По расположению силового цилиндра пресса подразделяют
на машины верхнего и нижнего давления. В резиновой про-
мышленности большинство прессов —нижнего давления, т. е. с
силовым цилиндром, расположенным в нижней части машины.
Устройство одноэтажного вулканизационного пресса показа-
но на рис. 7.1. Силовой контур машины, воспринимающий уси-
лия, развиваемые в гидроцилиндре, состоит из двух траверс —
верхней 1 и нижней 8, которые соединены между собой колон-
нами 2. Обычно пресс имеет четыре колонны. Колонии крепят-
ся к траверсам с помощью гаек. Плиты 9, 10 обогреваются па-
ром или с помощью электричества.
В цилиндре 5 помещен плунжер 4, который уплотняется с
помощью сальниковой набивки 6 или манжетного уплотнения.
Уплотнение удерживается втулкой 7.
Между плитами пресса 9 и 10 устанавливают пресс-формы
с заготовками деталей (дозированными порциями резиновой
смеси) и подают жидкость под давлением в гидроцилиндр 5.
Под действием усилия, развиваемого жидкостью в цилиндре,
плужер 4 начинает подниматься, перемещая вместе с собой пли-
ту 9 с установленной на ней пресс-формой до тех пор, пока
верхняя часть пресс-формы не упрется в плиту 10. Пресс-фор-
ма оказывается зажатой между двумя плитами. Под действи-
ем усилия плунжера части пресс-формы сближаются, заставляя
находящуюся в форме резиновую смесь течь и занимать сво-
141
Рнс. 7.1. Принципиальное устройство ко-
лонного вулканизационного пресса:
1 — верхняя траверса; 2 — колонна; 3 — подвижная
плита; 4— плунжер; 5 — гидроцилиндр; 6 — саль-
никовая набивка; 1 — втулка; 8— нижняя травер-
са; $. 10 — нагревательные плиты
бедную полость внутри пресс-фор-
мы, — происходит формование из-
делия. Плиты 9 и 10 обогреваются
и нагревают пресс-форму.
В таком положении (под давле-
нием) пресс-форма остается до тех
пор, пока резиновая смесь несвул-
канизуется. После завершения вул-
канизации полость рабочего ци-
линдра пресса соединяют с линией
слива. Жидкость освобождает пространство под плунжером, и
последний опускается под действием собственного веса. Вместе
с ним на плите 9 опускается пресс-форма. Ее сдвигают с пли-
ты, раскрывают и извлекают из нее изделие. Затем в пресс-
форму закладывают новую порцию смеси, и цикл повторяется.
77. ОСНОВНЫЕ ПАРАМЕТРЫ ВУЛКАНИЗАЦИОННЫХ ПРЕССОВ
Главной характеристикой и параметром машины служит уси-
лие, которое способен создать пресс. По этому параметру клас-
сифицируют прессы в нашей стране и за рубежом.
Второй по значению характеристикой машины являются
размеры плит в плане. Они определяют размеры пресс-формы,
а следовательно, и максимальные размеры изделий в плане,
которые можно изготавливать на данной машине.
Следующей важной характеристикой служит число этажей
между плитами пресса, на которые можно помещать пресс-фор-
мы; от этого зависит производительность машины. Наиболее
распространенные типы машин имеют два — четыре этажа. Од-
нако встречаются прессы специальной конструкции с ббльшим
числом этажей (до 11 и даже 20).
Прессы могут* иметь не один, а четыре, шесть, двенадцать
силовых цилиндров, расположенных в один ряд и работающих
иа одну плиту.
Для эксплуатации очень важен способ нагрева плит — элект-
рический или паровой.
Прессы могут иметь индивидуальный гидропривод, подаю-
щий жидкость высокого и низкого давления, или для их при-
вода используется рабочая жидкость, поступающая от централь-
ных насосно-аккумуляторных станций.
Характеризовать машину можно также по наличию или от-
сутствию системы автоматического управления и вспомогатель-
ных приспособлений.
142
Различаются между собой машины и по типу силового кон-
тура. Ранее был рассмотрен пресс колонной конструкции (см.
рис. 7.1), в котором усилия прессования воспринимали на се-
бя траверсы, связанные колоннами. Однако большая часть
прессов вместо колонн и траверс имеет сварную раму, воспри-
нимающую на себя все нагрузки. Рамные прессы дешевле ко-
лонных.
Машины некоторых видов (например, челюстные прессы)
могут иметь раму, открытую с одной стороны для обеспечения
прессования специальных изделий. Рабочее усилие в таких
машинах ограничено.
Вулканизационные прессы, выпускаемые в нашей стране,
стандартизованы. Так, по ГОСТ 11997—75 машина, способная
развивать номинальное усилие 2,5 МН (250 тс), с плитами
размером 600X600 мм, электрическим обогревом и двумя ра-
бочими этажами имеет следующее условное обозначение:
Пресс 250—600 2Э.
Гидравлические прессы применяют для формования и вул-
канизации резиновых изделий в промышленности РТИ (прессы
общего назначения); для вулканизации транспортерных лент и
приводных ремней (многоцилиндровые прессы); для вулканиза-
ции клиповых ремней (челюстные прессы); для литьевого фор-
мования изделий (литьевые прессы); для производства спе-
циальных изделий, например диафрагм (специальные прессы).
73. КОНСТРУКЦИЯ ОСНОВНЫХ УЗЛОВ ВУЛКАНИЗАЦИОННЫХ ПРЕССОВ
Силовые элементы прессов. Усилие, развиваемое в гидроци-
линдре пресса, реализуется между нижней и верхней траверса-
ми. Траверсы работают на изгиб, колонны — на растяжение.
Так как даже небольшие прессы развивают усилия 2—6 МН,
в траверсах и колоннах возникают значительные напряжения.
Чтобы обеспечить прочность и жесткость конструкции, травер-
сы и колонны приходится делать массивными. Траверсы обыч-
но изготавливают из чугуна методом литья. Форма траверсы
выбирается из условий равнопрочности детали. Центральная
часть траверсы, где действует максимальный изгибающий мо-
мент, должна иметь наибольшую толщину.
Колонны изготавливают из стали. Крепят колонны к тра-
версам с помощью гаек, навертываемых на резьбовые части
концов колонн. Для крупных прессов гайки иногда выполняют
разъемными для облегчения их монтажа.
Сборка пресса колонной конструкции должна быть очень
точной, чтобы распределение рабочей нагрузки на все колон-
ны было симметрично. В случае перекоса колонн и иепарал-
лельпости траверс в отдельных элементах конструкции могут
возникнуть опасные перенапряжения, способные вызвать их
повреждение.
143
Рамные прессы имеют цельносварную раму. Отдельные ее
элементы выполняют те же функции, что и траверсы с колон-
нами, и рассчитываются, исходя из тех же принципов. Рамная
конструкция обычно легче колонной, но собирать ее приходит-
ся на заводе-изготовителе. Поэтому крупные машины строят с
использованием колонн и траверс, которые транспортируют на
завод-потребитель, где и производят сборку.
Силовые гидроцилиндры — ответственная деталь
любого гидропресса. Цилиндр работает под внутренним давле-
нием до 32 МПа. Его изготавливают литьем из чугуна или ков-
кой из стали. Цилиндр имеет фланец для крепления к тра-
версе, отверстия для подвода и слива рабочей жидкости, про-
точку для установки уплотнения. В цилиндре находится плун-
жер, который воспринимает давление рабочей жидкости и, вы-
двигаясь из цилиндра, передает это давление на плиты пресса.
Плунжер представляет собой чугунный толстостенный ци-
линдр, наглухо закрытый с одной стороны. Наружная поверх-
ность плунжера обрабатывается очень тщательно, чтобы уплот-
нение, сопряженное с этой поверхностью, не пропускало жид-
кости под давлением.
В нижних частях цилиндра и плунжера имеются площадки,
которые ограничивают движение плунжера в нижнем поло-
жении.
Плунжер обеспечивает рабочий ход только в одном направ-
лении—-вверх (см. рис. 7.1), В обратном направлении движе-
ние происходит за счет веса плит и плунжера после сообщения
рабочей полости цилиндра с атмосферой. Такая система пресса
возможна только при нижнем расположении силового цилинд-
ра, а также если усилие, требуемое для раскрытия пресса, не-
велико. Если силовой цилиндр расположен в верхней части
пресса или для раскрытия пресса требуется большое усилие
(в литьевых прессах или прессах с пресс-формами, закреплен-
ными на плитах), вместо плунжера в прессе необходимо уста-
навливать поршень или приходится оборудовать пресс специ-
альными цилиндрами обратного хода (ретурными цилиндрами).
Поршспь в цилиндрах гидропрессов применяется редко,
хотя такая система и позволяет производить управляемое дви-
жение поршня в обоих направлениях под действием давления
рабочей жидкости. Поршневые прессы значительно дороже и
сложнее в изготовлении, чем прессы с плунжером. Поршень
сложнее уплотнить в цилиндре, чем плунжер. Кроме того, тре-
буется устройство дополнительного уплотнения! для штока
поршня.
Уплотнение плунжера в цилиндре является важным устрой-
ством пресса; от исправной работы уплотнения зависят разви-
ваемое прессом усилие и способность выполнять заданный
цикл.
Наиболее распространенное и надежное в эксплуатации
манжетное уплотнение показано на рис. 7.2. Манжета представ-
144
Рис. 7.3. Золотниковый распределитель:
/-соленоид; 2 — корпус клапана; 3 — золотник; 4— кольцевые пояски; 5, 7. 8— свер-
ления; 6 — пружина
ляет собой кольцо с характерным сечением. Оно изготавлива-
ется из прочного эластичного материала, чаще всего из масло-
бензостойкой резины или поливинилхлорида. Пакет манжет
(от 4 до 12 штук в зависимости от размеров уплотнения и ра-
бочего давления жидкости) надевается на плунжер и фиксиру-
ется между плунжером и цилиндром с помощью крепежных де-
талей. Внутренняя поверхность манжеты плотно обжимает плун-
жер, наружная прижата к стенке цилиндра. В сторону повышен-
ного давления всегда обращена сторона манжеты, имеющая
раздвоенный профиль. Под давлением рабочей жидкости кром-
ки каждой манжеты прижимаются к уплотняемым деталям,
что способствует герметичности соединения.
Но все же часть жидкости проникает за манжету и встре-
чает на пути следующую. В каждом последующем пространстве
между манжетами создается перепад давлений несколько мень-
ший, чем в предыдущем пространстве. Так, постепенно умень-
шаясь от манжеты к манжете, давление достигает у последней
манжеты значения, лишь незначительно отличающегося от ат-
мосферного. Такое уплотнение надежно работает до тех пор,
пока не происходит существенный износ манжет или плунжера.
В таких случаях соединение разбирают, манжеты заменяют,
плунжер при необходимости шлифуют.
Манжеты 4 удерживаются на месте груидбуксой 2, которая
входит в проточку цилиндра и поджимается втулкой 3. Втул-
ка 3 крепится к цилиндру 5 болтами.
В промышленности используются и уплотнения других ти-
пов, но чаще всего применяются манжетные.
Поршень в цилиндре уплотняется с помощью поршневых ко-
лец. При этом необходимо, чтобы внутренняя поверхность ци-
линдра была тщательно обработана. При использовании плун-
10—651
145
ж ер а не требуется обработки внутренней поверхности ци-
линдра.
Плиты пресса. Плиты вулканизационного пресса служат для
установки на них пресс-форм с вулканизуемыми изделиями.
Через плиты на пресс-формы передается прессующее усилие.
Плиты обогревают пресс-формы; движутся они в направляю-
щих. Их ход под действием плунжера не ограничен, и они могут
перемещаться до упора в верхнюю плиту. Ход плит вниз огра-
ничен. Для этого на направляющих имеются упоры, размещен-
ные таким образом, что каждая плита останавливается в опре-
деленном для нее нижнем положении, так что между соседними
плитами образуются просветы, позволяющие устанавливать в
них пресс-формы. Плиты изготавливают нз чугуна или стали.
Они должны иметь высокую прочность и точные размеры. Внут-
ри плит имеются каналы для подачи теплоносителя (пара) или
для установки электронагревательных элементов.
Более современным и надежным является электрический
обогрев. Очень важной характеристикой плит, от которой за-
висит качество готового изделия, является равномерность их
нагрева (равенство температуры поверхности плиты в центре
и по краям). Электронагреватели размещают в плитах с таким
расчетом, чтобы в них создавалось равномерное температурное
поле с отклонениями не более ±2 °C.
Системы индукционного обогрева плит обеспечивают боль-
шую гибкость регулирования температуры и равномерность
нагрева, но они сложнее обычных.
Плиты с паровым обогревом оснащаются системой трубо-
проводов для подвода пара и отвода конденсата; эти трубо-
проводы имеют специальные уплотнения, позволяющие трубам
перемещаться вместе с плитой без нарушения герметичности
подвода. При большом числе плит паровые трубопроводы за-
нимают много места и затрудняют обслуживание пресса.
Распределительные устройства. Для управления работой прес-
са необходимо применять распределительные устройства, кото-
рые соединяли бы гидроцилиидр последовательно с магист-
ралью высокого давления во время рабочего хода и вулкани-
зации или с линией слива во время раскрытия пресса. Такие
распределительные устройства для управления прессом полу-
чили название дистрибуторов. Дистрибуторы могут быть золот-
никовыми, шпиндельными и клапанными.
На рис. 7.3 показано простейшее золотниковое распре-
делительное устройство. В корпусе 2 выполнена проточка, в ко-
торой помещен золотник 3 с двумя кольцевыми поясками 4.
Эти пояски тщательно пригнаны к внутренней полости корпуса.
Золотник может перемещаться влево под действием пружины 6
и вправо за счет усилия, развиваемого соленоидом 1. В корпу-
се имеются каналы (сверления 5, 7 и 8). К каналу 7 подво-
дится жидкость высокого давления, канал 8 соединен с лини-
ей слива жидкости в бак; на рисунке канал слива перекрыт по-
146
иском золотника. Канал высокого давления (сверление 7) со-
единен с линией, ведущей в полость рабочего цилиндра. Пресс
находится под давлением.
При отключении соленоида 1 пружина 6 сдвигает золотник
влево. Первый кольцевой поясок, сместившись, откроет ка-
нал 8, соединяющийся с линией слива. Второй поясок в это
время перекроет канал 7, подводящий жидкость высокого дав-
ления, в результате чего цилиндр освободится от жидкости,
и пресс откроется.
В промышленных прессах используют более сложные и со-
вершенные золотниковые распределительные устройства. Од-
нако они имеют ряд принципиальных недостатков, ограничиваю-
щих их применение. Золотник в таких устройствах должен быть
очень тщательно пригнан к внутренней поверхности корпуса.
Даже при незначительных дефектах поверхности или износе
золотника возможны потеря герметичности и выход устройства
из строя. Золотниковые распределители могут применяться
лишь в прессах, где в качестве рабочей жидкости используется
масло.
Шпиндельные распределители представляют собой мас-
сивную металлическую коробку, в которой укреплены шпин-
дели. Шпиндели перекрывают своими коническими концами от-
верстия, соединенные с рабочей полостью цилиндра, линией
слива и магистралью высокого давления. Вращением шпинде-
лей можно открывать и закрывать соответствующие каналы, на-
правляя рабочую жидкость в нужном направлении.
Недостатками, шпиндельных распределителей являются
трудность механизации процесса переключения и невысокое
быстродействие их. Обычно шпиндельные системы устанавлива-
ют на небольших машинах и управляют ими вручную.
Рис. 7.4. Ручной клапанный распределитель:
I, 2, 8, S — клапаны: 3 — упор клапана; 4 — толкатель; 5, 6 — шестерни; 77—ручка
10*
147
Рис. 7.5. Соленоидный клапан:
/—регулирующая игла; 2 — гяйкз уплотнителя: 3— стакан: 4—фланцы; 5 — набивка;
6 —корпус клапана; 7 —штуцера; 8— прокладка; 9— гильза; 10— поршневое кольцо;
//—упорное кольцо; 12 — крышка; 13— пробка; 14 — кожух из диамагнитного материа-
ла: 15 — игла; 16— трубка соленоида; 17—клапан; 18—поршень; 19— пружина; 20 —
периферийное отверстие; 21 — седло
Наибольшее распространение получили системы управления
прессами с помощью клапанных распределителей. Клапаны
могут открываться вручную, с помощью пневмопривода и соле-
ноидов. Клапанный распределитель для пресса, имеющего глав-
ный и ретурные цилиндры, работающий от ручного привода,
показан на рис. 7.4. Поворотом ручки 7 приводятся во враще-
ние шестерни 6, 5, с которыми связаны толкатели 4. Толка-
тели установлены так, что один из них может оказывать дав-
ление на соответствующий упор клапанов. Клапаны работают
следующим образом: когда главный цилиндр соединяется с ли-
148
нией высокого давления, возвратные цилиндры соединяются с
линией слива, и наоборот.
В сложных прессах с большим числом гидроагрегатов ис-
пользуют соленоидоуправляемые или пневнеуправляемые кла-
паны— по одному на каждую линию подвода и отвода жидко-
сти. Клапаны управляются командными приборами, которые
обеспечивают необходимую последовательность их включения.
Соленоидный клапан показан на рис. 7.5. Устройства тако-
го типа называют клапанами с разгрузкой и применяют в си-
стемах с централизованным снабжением рабочей жидкостью.
Основа клапана — корпус 6. Это массивная металлическая ко-
робка, имеющая сверления для подводящего и отводящего
штуцеров 7, для регулирующей системы (стакан 3) и для уста-
новки клапана в гильзе 9. В клапанной коробке запрессовано
седло 21, внутренняя полость которого соединена с выходным
штуцером. Седло перекрывается поршнем 18 через проклад-
ку 8. Поршень 18 может перемещаться в гильзе 9. Пружина 19
постоянно стремится прижать поршень к седлу и тем самым
перекрыть полость, соединенную с входным штуцером, от по-
лости выхода жидкости.
В поршне 18 имеются два сверления: периферийное 20 н
центральное, в которое вставляется клапан 17. Диаметр цент-
рального сверления вдвое больше диаметра периферийного
сверления 20. Сверление 20 открыто постоянно н соединяет по-
лость над поршнем с полостью высокого давления (с полостью
входного штуцера). Центральное сверление перекрыто иглой 15,
находящейся в стальной трубке 16. Игла 15 и трубка 16 поме-
щены в кожух из диамагнитного материала 14. На этот кожух
монтируется катушка соленоида (на рисунке не показана).
Коническая игла 1 предназначена для регулирования сече-
ния проходного канала для жидкости. В рабочем положении
жидкость высокого давления подается в подводящий штуцер,
заполняет пространство вокруг поршня и перетекает по кана-
лу 20 в пространство над клапаном. Центральное сверление
поршня закрыто иглой 15, и под поршнем давления нет. Ра-
бочая жидкость прижимает поршень к седлу 21 вместе с пру-
жиной и уплотняет его контакт с седлом. Входная и выходная
полости клапана изолированы. При подаче напряжения на ка-
тушку соленоида трубка 16 вместе с иглой 15 втягивается внутрь
катушки, и игла открывает центральное сверление поршня.
Жидкость перетекает из пространства над клапаном в полость
седла 21. Вследствие разности сечений каналов (диаметр цент-
рального сверления больше диаметра сверления 20) давление
вад поршнем снижается; под действием высокого давления под
поршнем (в кольцевом пространстве вокруг седла) последний
поднимается и освобождает отверстие .седла 21 для прохода
жидкости в выходной штуцер. В момент прекращения подачи
напряжения на катушку соленоида игла перекроет центральное
сверление поршня, давление над поршнем и под ним сравняет-
149
ся, и пружина 19 прижмет клапан к седлу 21. Полости входно-
го и выходного штуцеров разъединятся. Таким образом мож-
но управлять большими потоками жидкости с помощью мало-
мощных соленоидов и небольших игольчатых устройств, исполь-
зуя энергию рабочей жидкости для управления клапаном.
Для безударного закрытия клапана используется кониче-
ская трубка в его нижней части, которая по мере приближения
клапана к седлу постепенно уменьшает проходное сечение сед-
ла и плавно сводит поток жидкости на нет. Клапаны изготав-
ливают из качественных сортов стали, стойких к коррозии.
7Л. ИНДИВИДУАЛЬНЫЙ И ГРУППОВОЙ ПРИВОДЫ
ВУЛКАНИЗАЦИОННЫХ ПРЕССОВ
Гидропресс — машина периодического действия с резко меняю-
щимся в течение цикла потреблением рабочей жидкости. Цикл
работы машины состоит: из периода смыкания, в течение кото-
рого происходит подъем плит пресса до момента касания пресс-
форм верхней плиты; периода прессования — в это время про-
исходит небольшое движение плит вверх и требуется значитель-
ное усилие для формования заготовки в изделие; периода вы-
держки под давлением для вулканизации изделий — в этот пе-
риод рабочая жидкость пе расходуется, система постоянно на-
ходится под высоким давлением; периода раскрытия пресса,
когда рабочая жидкость сливается в бак, а плиты и плунжер
движутся вниз под действием собственного веса.
В течение этих периодов для работы машины требуется раз-
ная мощность и жидкость разных параметров.
Во время вулканизации, которое занимает 70—80% рабоче-
го времени, двигатель пресса не работает, так как жидкость не
расходуется. Во время смыкания плит расход жидкости макси-
мальный, но высокого давления не требуется, так как преодо-
левается лишь сила, созданная собственным весом плунжера и
плит. Максимальное давление необходимо для оформления из-
делия при прессовании; ход плунжера в это время небольшой
и расход жидкости невелик. При вулканизации высокое давле-
ние жидкости в цилиндре сохраняется за счет того, что все
клапаны распределительного устройства закрыты; в работе на-
соса нет необходимости. В период раскрытия пресса насос, как
правило, также не работает. Следовательно, для обеспечения
работы вулканизационного пресса в период смыкания необхо-
дима подача рабочей жидкости под низким давлением, причем
для быстродействия машины ее нужно подавать в больших ко-
личествах, а в период формования надо подавать жидкость под
высоким (максимальным) давлением, при этом расход ее не-
велик.
Целесообразно питать пресс от двух насосов — высокого
давления с небольшой производительностью и низкого давле-
ния с большой производительностью. Индивидуальный привод
150
Рис. 7.6. Насосный агрегат вул-
канизационного пресса с индиви-
дуальным приводом:
1 — электродвигатель; 2 — плита; 3 —
насос; 4 — масляный бак
прессов строится по этому
принципу, причем оба насо-
са устанавливают на валу
одного электродвигателя.
Насосы вращаются посто-
янно во время работы дви-
гателя. Насосы к магист-
рали нагнетания подключа-
ются поочередно с помощью
реле давления. Когда к ма-
гистрали подключен насос
низкого давления (плиты
движутся вверх), второй
насос работает вхолостую и не требует значительных затрат
мощности. Как только давление в нагнетательной магистрали
возрастает до предельной для первого насоса величины, реле
давления включает в магистраль насос высокого давления и
переводит насос низкого давления па холостой ход. При такой
конструкции привода обеспечиваются быстроходность пресса,
высокое давление в рабочем цилиндре и компактность всего
гидроагрегата.
Гидроагрегат индивидуального привода пресса (рис. 7.6)
обычно монтируют на одной плите и помещают в масляный
бак. К гидроагрегату крепятся всасывающие и нагнетательные
трубопроводы, фильтры, двигатель. Для ремонта или регулиро-
вания гидроагрегат легко извлекается из бака.
В качестве рабочих жидкостей в вулканизационных прессах
применяют минеральные масла «индустриальное 30», «индуст-
риальное 50». Гидросистемы прессов с индивидуальным приво-
дом рассчитаны иа давление 20—32 МПа. Установленная мощ-
ность электродвигателя гидропривода 4,0—5,5 кВт.
Насосно-аккумуляторные станции. При установке в одном цехе
нескольких десятков или сотен прессов использование индиви-
дуальных приводов становится трудоемким с точки зрения об-
служивания и нерентабельным.
Экономически и технически целесообразнее строить цент-
ральные насосно-аккумуляторные станции для группового при-
вода и подводить рабочую жидкость к прессам по трубопрово-
дам. Так как циклы работы прессов различны по продолжи-
тельности и смещены по времени, появляется возможность во
много раз снизить установленную мощность центральных на-
сосов по сравнению с суммарной мощностью двигателей насо-
сов в индивидуальных системах гидроагрегатов.
151
Рис. 7.7. Схема грузового аккумулятора:
1, 3 — управляющие устройства; 2— улор; 4— распределительная коробка; 5 — магист-
раль; 6 — слив; 7 — замедлитель плунжера; 8 — предохранительная коробка; 9— отвер-
стие малого диаметра; 10— отверстие большого диаметра; 11—вентиль; 12—предохра-
нительное отверстие; 13—грузы; 14— сливная магистраль; 15 — цилиндр; 16 — сливная
воронка; 17 — плунжер; 18 — коромысло
Для того чтобы не допустить падения давления в нагнета-
ющей магистрали при совпадении по времени максимального
расхода жидкости для значительного числа прессов, на цент-
ральной насосной станции устанавливают аккумуляторы. Ак-
кумуляторы предназначены для накопления жидкости высокого
давления, когда производительность насосной станции превы-
шает расход жидкости, и подачи жидкости в систему, когда
расход ее превосходит производительность насосов. Аккумуля-
торы являются необходимым элементом центральной насосной
станции, обеспечивающим нормальный режим работы прессов.
На рис. 7.7 показано принципиальное устройство грузового
аккумулятора жидкости.
Основным элементом грузового аккумулятора является
мощный цилиндр 15, укрепленный на бетонном фундаменте, в
который помещен плунжер 17 с закрепленным на нем коро-
мыслом 18. К коромыслу подвешены грузы 13. Масса грузов
и площадь сечения плунжера подбираются таким образом,
чтобы при нормальном рабочем давлении в гидросистеме дав-
ление жидкости на плунжер уравновешивалось массой грузов.
Полость цилиндра аккумулятора соединена трубопровода-
ми с нагнетательной магистралью системы, в которую насосы
станции подают под давлением рабочую жидкость. Приумень-
шении расхода жидкости прессами давление в системе несколь-
152
ко повышается, и плунжер, преодолевая сопротивление грузов,
поднимается вверх; при этом происходит накопление жидкос-
ти в цилиндре. Если расход рабочей жидкости увеличится и
давление в системе снизится, то жидкость из цилиндра аккуму-
лятора будет поступать в систему под давлением грузов, ком-
пенсируя повышенный расход.
Для того чтобы плунжер аккумулятора не мог выйти из
цилиндра при резком снижении потребления жидкости пресса-
ми, он снабжен специальным предохранительным отверстием
12. При подъеме плунжера на предельную высоту верхняя
часть отверстия 12 выходит из цилиндра, обеспечивая тем са-
мым свободный выход жидкости в сливную магистраль, и дви-
жение плунжера вверх прекращается.
Кроме этой системы аварийного ограничения хода плун-
жера существует рабочая система, регулирующая положение
плунжера в цилиндре в допустимых пределах с помощью рас-
пределительной коробки 4. Через эту коробку проходит весь
поток жидкости от насосов в рабочую магистраль. В коробке
установлен клапан, под действием пружины постоянно прижа-
тый к седлу, которое открывает выход жидкости из коробкн на
слив. Клапан может быть открыт с помощью управляющего
устройства 1, на которое оказывает давление упор 2 перекла-
дины в верхнем предельном ее положении. При открытии кла-
пана прекращается поступление в магистраль рабочей жид-
кости от насосов, и плунжер, движущийся вверх, останавлива-
ется.
В нижнем предельном положении грузов вступает в работу
замедлитель 7. Он служит для плавной .и безударной посадки
плунжера на дно цилиндра при резком падении давления в
магистрали (например, в случае разрыва нагнетательной тру-
бы). Замедлитель представляет собой коробку, через которую
проходит вся жидкость от насосов и аккумулятора к прессам.
К коробке жидкость подается по одной магистрали большого
диаметра, а .из коробки к прессам она отводится по двум ма-
гистралям (малого 9 и большого 10 диаметров). Когда клапан
открыт, жидкость проходит через коробку свободно. При за-
крытом клапане жидкость пропускается только через сверление
9 малого диаметра, сопротивление движению резко возраста-
ет, расход ее уменьшается, и плунжер плавно садится на упор.
Приводится в действие клапан от упора 2 на грузе через уп-
равляющее устройство. В случае неисправности замедлителя
при аварии магистрали и свободном выходе жидкости из акку-
мулятора плунжер с тяжелыми грузами будет перемещаться
вниз с недопустимой скоростью, что может привести к поломке
аккумулятора. Для предотвращения возникновения такой ситу-
ации на магистрали, ведущей к прессам, устанавливают еще
одно устройство — предохранительную коробку 8.
Коробка представляет собой дроссель с регулируемым от-
верстием. Размер отверстия для прохода рабочей жидкости
153
Рнс. 7.8. Схема пневмогидрав-
лического беспоршневого ак-
кумулятора:
1 — ресиверы; 2 — резервуар; 3 —
компрессор; 4 — обратный клапан;
ймин н ^макс — минимально и мак-
симально допустимые уровни жид-
кости в резервуаре
выбирается таким, чтобы он не оказывал значительного сопро-
тивления движению рабочей жидкости при всех режимах ее
потребления прессами. Если расход возрастает выше пиковых
значений при работе прессов, то увеличивается скорость дви-
жения жидкости в этой коробке, а следовательно, и резко воз-
растает гидравлическое сопротивление, препятствующее даль-
нейшему повышению скорости жидкости.
Насосно-аккумуляторные станции могут оборудоваться и
пневматическими аккумуляторами жидкости (рис. 7.8). Прин-
цип работы аккумулятора заключается в том, что при умень-
шении расхода жидкости в сети (что сопровождается ростом
давления в пей) жидкость, вытесняя газ, находящийся в ре-
зервуаре 2, занимает освободившийся объем, в результате чего
газ сжимается, и давление над жидкостью увеличивается. Что-
бы уменьшить рост давления и увеличить емкость аккумулято-
ра, его соединяют с ресиверами — сборниками газа, вытесняе-
мого из аккумулятора жидкостью. Значительно большая ем-
кость ресиверов по сравнению с аккумулятором позволяет за-
медлить повышение давления в системе за счет сжатия газа.
По мере расхода газа из-за утечек или растворения в жидкос-
ти его запасы пополняются компрессором 3. Аккумуляторы та-
кого типа оборудуют рядом предохранительных и блокирую-
щих устройств. Благодаря простоте, компактности и постоянст-
ву давления грузовые аккумуляторы предпочтительнее осталь-
ных.
В качестве рабочей жидкости насосно-аккумуляторные стан-
ции используют воду с эмульгированным в ней маслом. В свя-
зи -с этим все гидравлическое оборудование должно быть вы-
полнено из коррозионно-стойких материалов.
7.5. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
И СИСТЕМЫ УПРАВЛЕНИЯ ВУЛКАНИЗАЦИОННЫМИ ПРЕССАМИ
Вулканизационные прессы оснащают показывающими и регу-
лирующими приборами контроля температуры плит. Давление
в гидросистеме пресса контролируется манометром и поддер-
живается автоматически с помощью реле давления и предо-
154
хранительных клапанов. При использовании плит с паровым
•обогревом применяются приборы контроля параметров пара.
Циклом работы пресса управляет командный прибор.
Исправность систем пресса контролируется с помощью сиг-
нализирующих контрольных лампочек.
Схема системы управления полуавтоматическим вулканиза-
ционным прессом приведена на рис. 7.9. Прибор 5 регулирует
температуру нагреваемых плит пресса с помощью термопар 4.
Работу пресса контролирует командный прибор 6, который ав-
томатически подает команды на выполнение отдельных опе-
раций в определенной последовательности и через заданные
промежутки времени. Работой машины можно управлять с
помощью пульта ручного управления 12.
Гидроагрегат с насосами низкого 9 и высокого 10 давления
обеспечивает подачу в пресс рабочей жидкости. Переключение
питания с низкого на высокое давление производится с по-
мощью реле давления 7, распределение жидкости в зависимос-
ти от вида операции выполняется устройством золотникового
или клапанного типа 13 по сигналам командного прибора.
Масло из гидроцилиндра сливается в бак, откуда засасыва-
ется насосами, фильтруется и подается в магистраль. Пресс
оборудован предохранительным клапаном, предотвращающим
чрезмерное повышение давления масла в гидросистеме.
Регулирующие устройства позволяют поддерживать необхо-
димое рабочее давление в гидросистеме.
Заданную температуру плит устанавливают на приборах
контроля температуры.
Управление вулканизационными прессами, питание кото-
рых жидкостью производится от центральной насосной стаи-
5"
Рнс. 7.9. Схема системы управления полуавтоматическим вулканизационным
прессом:
I—-силовой цилиндр; 2—плунжер; 3 -нагревательные плиты; 1 — термопары; 5 — регу-
лирующий прибор типа КСП или МР-64-02; 6 — командный прибор; 7—реле давления;
8—электродвигатели гидропривода; 9 и 10— насосы низкого и высокого давления соот-
ветственно; 11— масляный бак; 12 — пулы ручного управления; 13—гидравлическое рас-
пределительное устройство
155
Рнс. 7.10. Реле давления:
1—штуцер; 2— плунжер; 3 — шарик кла-
пана; 4—корпус; 5 —регулировочный
винт; 6 — защитный колпачок; 7 — контр-
гайка; 8 — пружина; 9 — упор пружины;
10 — игла; II — микропереключатель; 12 —
защитный кожух
ции, принципиально не отли-
чается от описанного выше. В
этом случае в качестве рас-
пределительных устройств ча-
ще всего используют мем-
бранные клапаны.
Реле давления (рис. 7.10)
устанавливается на трубопро-
воде для подачи жидкости к
цилиндру пресса. Жидкость
через штуцер 1 подводится в
полость под плунжер 2 и стре-
мится переместить его вверх,
однако этому препятствует
пружина 8, удерживающая
плунжер в нижнем положе-
нии. Натяжение пружины ре-
гулируется вращением вин-
та 5. При смыкании плит наг-
нетательный трубопровод сое-
динен с магистралью (или насосом) низкого давления. До мо-
мента смыкания плит пресса плунжер перемещается вверх
жидкостью, подаваемой под небольшим давлением. Как только
пресс-формы коснутся верхних плит пресса, сопротивление дви-
жению плунжера возрастет, а следовательно, повысится давле-
ние в гидроцплиндре пресса под плунжером и в нагнетающем
трубопроводе, на котором установлено реле давления. При до-
стижении определенного давления в гидросистеме пресса плун-
жер 2 реле давления преодолевает сопротивление пружины и
перемещается вверх. Своей боковой поверхностью этот плун-
жер оказывает давление на иглу 10, перемещает ее и тем са-
мым замыкает микропереключатель 11. Микропереключатель
подаст сигнал на перераспределительное устройство, включаю-
щее магистраль высокого давления (насос высокого давления в
случае индивидуального привода), по которой жидкость нагне-
тается в цилиндр пресса. Формование происходит при макси-
мальном усилии пресса. После окончания цикла нагнетающая
магистраль пресса соединяется с линией слива; давление в ней
падает. Давление снижается и под плунжером 2 реле давления.
Пружина 8 передвигает плунжер вниз, при этом освобождает-
ся игла 11, и микропереключатель выключается. Магистраль
высокого давления (или насос высокого давления) отсоединя-
ется от нагнетающей магистрали.
156
Крупные прессовые цехи, в которых установлены сотни
прессов, могут оборудоваться централизованной системой регу-
лирования температуры плит. Такие системы выпускаются
промышленностью под названием «МАРС-300» (машина авто-
матического регулирования, регистрации и сигнализации на
300 точек).
«МАРС-300» представляет собой устройство, соединенное со
всеми объектами регулирования, имеющее: уставки для зада-
ния параметра сигнала регулируемого объекта; блоки сравне-
ния поступающего сигнала с заданным; коммутаторы, подсо-
единяющие датчики к системе измерения; запоминающее уст-
ройство и устройство вывода информации.
После запуска машины коммутаторы последовательно под-
ключают к измерительному устройству датчики и соответству-
ющие им уставки. Измерительный блок сравнивает величину
поступающего сигнала с заданной на уставке. В случае откло-
нения величины сигнала датчика от заданного значения в ка-
кой-либо точке эту точку начинает контролировать специаль-
ное запоминающее устройство.
Устройства вывода информации печатают черной краской на
специальной карте значения контролируемых параметров через
заданные промежутки времени. Данные о параметрах, вышед-
ших за пределы допустимых значений, печатаются красной
краской. Одновременно запоминающее устройство включает на
мнемосхеме сигнал, сообщающий об отклонении параметров в
конкретных точках регулирования. После того как отклонив-
шиеся параметры, придут в норму, запоминающее устройство
гасит сигнал на мнемосхеме и печатающее устройство начина-
ет фиксировать эти параметры черной краской. Все 300 точек
машина обегает за 30 с.
Машина может включать и выключать агрегаты и выпол-
нять ряд других функций. С точки зрения удобства эксплуата-
ции применение таких машин в крупных цехах дает большие
преимущества. Экономическая выгодность использования ма-
шин вместо приборов индивидуального терморегулирования
очевидна.
7.6. ПРЕСС-ФОРМЫ, ИХ НАЗНАЧЕНИЕ И КОНСТРУКЦИЯ
Пресс-формы являются инструментом для непосредственного
оформления резиновых деталей в соответствии с формой их
внутренней полости. Пресс-формы для прессования резиновых
изделий изготавливают, как правило, съемными. Их устанав-
ливают между плитами пресса, проводят формование н вулка-
низацию, после раскрытия пресса снимают с плит, раскрыва-
ют, извлекают готовое изделие, очищают поверхность формы,
закладывают заготовку, закрывают и снова подают на прессо-
вание.
157
В общем случае пресс-форма состоит из матрицы (нижней
части пресс-формы) с тщательно выполненной полостью, в ко-
торой оформляется изделие, и пуансона (верхней части пресс-
формы) с направляющими колонками для точного центрирова-
ния верхней части относительно матрицы.
Пресс-формы бывают одно гнездные и многогнездные в за-
висимости от размеров прессуемых изделий.
Для изготовления крупных изделий применяют стационар-
ные формы, т. е. формы, неподвижно закрепленные болтами на
плитах пресса.
Съемные пресс-формы проще в изготовлении и эксплуата-
ции, ио они требуют больших затрат ручного труда на их из-
влечение из пресса, разборку, сборку и установку на плиты
пресса.
Стационарные формы сложнее и дороже съемных. Однако
процесс с применением стационарных форм легче механизиро-
вать, оборудуя прессы выталкивателями изделий.
Конструкция изделия определяет сложность устройства
пресс-формы. Для получения изделий без поднутрений пресс-
формы изготавливают с цельной матрицей (рис. 7.11, а). Для
изготовления изделий со значительными поднутрениями ис-
пользуют пресс-формы с разъемной матрицей (рис. 7.11,6).
Для изделий с металлической арматурой применяют пресс-
формы, в которых предусмотрена фиксация арматуры для
предотвращения ее смещения во время прессования.
Пресс-формы изготавливают из конструкционных сталей.
Поверхность оформляющих полостей и направляющих колонок
цементируют, подвергают закалке, шлифуют и полируют. Особо
•ответственные пресс-формы могут изготавливаться из легиро-
ванных сталей. Процесс изготовления пресс-форм сложен и
требует больших затрат высококвалифицированного ручного
труда.
Пресс-формы — дорогой и сложный инструмент, требующий
грамотной эксплуатации. Особенно следует оберегать оформ-
ляющую поверхность от царапин и вмятин. Работать с пресс-
Рис. 7.11. Пресс-формы с цельной (а) и разъемной (б) матрицами:
1, 5 — матрицы; 2— направляющие колонки; 3, 8 — изделие; 4—пуансон; 6—выталки-
ватель; 7 — разъемные элементы
J58
Рис. 7.12. Схема подъемного сто-
ла пресса:
1 — двигатель; 2 — направляющие; 3 —
платформа стола; 4—пульт управле-
ния; 5 — гайка; 6— винт; 7 —конечные
выключатели
формами и чистить их над-
лежит специальным инстру-
ментом, изготовленным из
мягкого материала. Каждое
новое изделие, которое ос-
ваивается на производстве,
требует изготовления от-
дельной пресс-формы. Поэтому на современных заводах скап-
ливается большой парк пресс-форм, соответствующий ассорти-
менту выпускаемой продукции. Особое внимание следует уде-
лять хранению пресс-форм, защите их от коррозии, быстро вы-
водящей из строя оформляющие поверхности.
быстро вы-
7.7. ВСПОМОГАТЕЛЬНЫЕ МЕХАНИЗМЫ ВУЛКАНИЗАЦИОННЫХ ПРЕССОВ
К вспомогательным механизмам вулканизационных прессов от-
носятся неподвижные и подвижные столики, перезарядчики,
разъемники. Оснащение прессов такими устройствами вызвано
необходимостью облегчить труд прессовщика. На прессах без
вспомогательных устройств рабочему приходится вручную вы-
двигать из рабочего пространства пресс-форму, снимать эту
тяжелую и горячую деталь с плиты пресса и переносить ее на
стол, затрачивать большие усилия для раскрытия пресс-формы
и после извлечения готовых изделий и закладки заготовок
опять помещать пресс-форму в рабочее пространство между
плитами пресса.
Подъемные столики пресса (рис. 7.12) позволяют освобо-
дить рабочего от выполнения таких тяжелых операций, как
съем пресс-форм с плит пресса и установка их на прежнее
место. Столик представляет собой платформу, которая может
передвигаться по вертикали и устанавливаться на одном уров-
не с плитой пресса. На эту платформу выдвигается пресс-фор-
ма; после перезарядки она задвигается на плиту пресса. От-
падает необходимость переносить пресс-форму. Столик имеет
двигатель 1, который вращает гайку 5, за!^репленыую на раме
пресса. Ходовой винт 6 с помощью вращающейся гайки может
выдвигаться вверх и опускаться вниз. Направляющие 2 способ-
ствуют точному сохранению горизонтального положения плат-
формы. Расстояние, на которое столик выдвигается вверх, ре-
гулируется концевыми выключателями 7. Таким образом, после
нажатия на кнопку пуска па пульте управления 4 столик при-
водится в движение и останавливается точно против плиты
пресса после выключения двигателя концевым выключателем.
159
Рис. 7.13. Комплексная систе-
ма механизации загрузки и
выгрузки форм вулканизацион-
ного пресса:
1—средняя плита пресса; 2—ниж-
няя плита пресса; 3 — нижние на-
правляющие пресс-формы; 4 — рычаг
для выдвижения пресс-формы; 5 —
верхние направляющие пресс-фор-
мы; 6 — ограждение
Столики такого типа мо-
гут иметь гидравличе-
ский привод. Но приме-
нение подъемных столи-
ков решает только часть
проблемы механизации
работы на вулканизаци-
онном прессе.
Имеются системы, предназначенные для раскрытия пресс-
форм, извлечения из них изделий и установки их на подъемные
столики. Часть прессов оборудуется специальными комплекс-
ными системами механизации. На рис. 7.13 изображена часть
двухэтажного гидравлического пресса с устройством автомати-
ческого выдвижения, раскрытия пресс-форм, извлечения гото-
вой детали и помещения пресс-форм в рабочее пространство
между плитами. Матрица пресс-формы движется в направляю-
щих 3 с помощью специальных плечиков. Направляющие удер-
живают матрицу только вне рабочего пространства. В рабочем
положении матрица свободно лежит на нижней плите 2.
Верхняя часть пресс-формы .при выдвижении из рабочего
пространства входит специальными выступами в направляю-
щие 5, находящиеся в это время в горизонтальном положении.
После выдвижения пресс-формы матрица удерживается в на-
правляющих 3, а верхняя часть пресс-формы — в направляю-
щих 5, которые поднимаются, как изображено на рисунке,
вместе с верхней частью, раскрывая пресс-форму. Выдвижение
пресс-формы производится рычагом 4, который соединен ско-
бой с матрицей и может передвигать ее в направляющих 3.
При такой системе механизации рабочему остается лишь
извлечь готовые изделия и поместить в пресс-форму новые за-
готовки.
Пресс обслуживается с двух сторон: с одной стороны уст-
ройство выдвигает пресс-форму с первой плиты 2, с другой —
аналогичный механизм выдвигает и раскрывает пресс-форму,
расположенную на средней плите 1.
Для того чтобы во время работы механизмов рука рабоче-
го ие попала между движущимися деталями, всю зону движе-
ния пресс-формы закрывают металлическим решетчатым ог-
раждением 6. Это ограждение может быть поднято в любой
момент автоматически выполняемого цикла работы пресса, но
160
в момент поднятия ограждения срабатывает микропереключа-
тель, и пресс останавливается.
Некоторые пресс-формы оборудованы специальными вытал-
кивателями, которые способствуют удалению готовых изделий
из нее.
Все механизмы приводятся в действие от электродвигателей
или гидравлических устройств, которые последовательно вклю-
чаются командным прибором, управляющим прессом.
Для вулканизации изделий помимо гидравлических исполь-
зуют и механические прессы, но ряд их недостатков, в частнос-
ти трудность регулирования при замене одних пресс-форм на
другие, сложность конструкции и т. д., препятствует широкому
применению таких машин.
Некоторые конструкции гидравлических прессов для вул-
канизации лент, приводных ремней и литьевого прессования
рассматриваются в последующих главах.
7.8. ПРАВИЛА ЭКСПЛУАТАЦИИ И ТЕХНИКА БЕЗОПАСНОСТИ
Пресс—машина, представляющая определенную опасность для
работающего при ее неправильной эксплуатации.
Большие усилия, развиваемые между плитами пресса, вос-
принимаются силовыми элементами; они должны действовать
строго по оси симметрии, без перекосов. Неравномерное распо-
ложение пресс-форм на плите, даже небольшая разница в раз-
мерах пресс-форм. по высоте может привести к неравномерному
нагружению отдельных деталей машины, перегрузке и выходу
их из строя. Слишком маленькие по площади пресс-формы,
расположенные в центре плиты пресса, могут вызвать изгиба-
ющие моменты, превышающие несущую способность плит. По-
этому площадь пресс-форм обычно не должна быть менее 20%
площади плиты. Если пресс-формы небольшие, их размещают
по нескольку штук на плите, располагая симметрично.
Для предотвращения попадания рук в рабочую зону пресса
машины оборудуют специальными ограждениями, связанными
с блокировкой, отключающей машины при открывании защит-
ного кожуха. Принцип работы защитных устройств может быть
основан на использовании чувствительных к свету элементов,
срабатывающих при пересечении луча света каким-либо пред-
метом.
Прессы оборудуются кнопкой аварийного раскрытия, кото-
рая окрашивается в красный цвет.
Работать на прессе разрешается рабочему, прошедшему
специальное обучение, хорошо знающему правила безопасной
работы на этой машине.
Перед началом работы пресс должен быть осмотрен, все
системы проверены, рабочее место очищено от посторонних
предметов.
11—651
161
На машине запрещается работать, если наблюдается течь
из агрегатов гидросистемы, при нарушении герметичности па-
ропроводов и неисправном электрооборудовании.
В пресс разрешается устанавливать подготовленные для
дайной машины пресс-формы.
Работать с пресс-формами можно только специальным ин-
струментом. Все операции по обслуживанию машины следует
проводить на раскрытом прессе.
В качестве рабочей жидкости допускается использовать
лишь те, которые разрешены инструкцией по эксплуатации ма-
шины. Нельзя допускать превышения максимально допустимо-
го давления в гидросистеме, которое отмечено красной чертой
на контрольном манометре.
7.9. РАСЧЕТЫ
Производительность вулканизационного пресса. Производительность G
(шт./ч) определяют по формуле
где т — число этажей пресса; п — число пресс-форм на этаже; i— число
гнезд в пресс-форме; тц — продолжительность цикла работы пресса, мин.
Продолжительность цикла работы пресса тц (мин) рассчитывают по
следующей формуле:
Тц Ti -f-Tg -Р т3 + Тй,
где Ti — время, необходимое па загрузку’ заготовок, сборку пресс-форм и ус-
тановку их на плиту пресса, мин; т2— продолжительность замыкания плит,
мим; тз — продолжительность вулканизации, мнн; т4 — продолжительность
размыкания плит, мнн; Т5—продолжительность снятия пресс-форм н их раз-
борки, мин.
Усилия, развиваемые прессом. Номинальное усилие Р„ (МН), развивае-
мое прессом, находят по формуле
PHs=pnDz/4,
где р — давление в гидросистеме, МПа; D — диаметр плунжера, м.
Эффективное усилие Ро меньше номинального, оно подсчитывается для
пресса с нижним расположением цилиндра по формуле
Рэ^=Рц —— Т,
где Рн— номинальное усилие пресса, МН; Gu— вес плунжера, подвижных
плит и пресс-форм, МН; Т — сила сопротивления движению плунжера в уп-
лотнениях (потери на трение), МН.
В свою очередь, величину Т определяют по уравнению
Т = nDhfnp,
где D — диаметр плунжера, м; h — высота манжеты уплотнения, м; f — ко-
эффициент трения манжеты о плунжер (/=0,104-0,35); п — число манжет
в пакете уплотнения; р — давление в цилиндре пресса, МПа.
Эффективное усилие пресса должпо обеспечить требуемое давление
прессования в формах. Поэтому эффективное усилие пресса Ро должно
удовлетворять неравенству
Pg ^Ру,
где S — суммарная площадь изделий по плоскости разъема пресс-форм на
162
одном этаже пресса, м2; ру — необходимое давление для формования дан-
ного изделия, МПа.
Эффективное усилие, требуемое для формования изделий, рассчитывает-
ся на один этаж и не зависит от числа этажей пресса.
Скорость смыкания плит вулканизационного пресса с индивидуальным
приводом. Скорость смыкания V (см/мин) определяется по формуле
IQOOg 4ООО<7
где q— производительность иасоса смыкания, л/мин; D — диаметр плунже-
ра, см.
ГЛАВА 8
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
8.1. НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Метод литья под давлением принципиально отличается от ме-
тода прессования, имеющего ряд важнейших недостатков.
Оформление изделия при прессовании происходит в процессе
смыкания формы, когда помещенная в нее навеска резиновой
смеси заполняет оформляющую полость; при этом, чтобы
предотвратить брак (из-за нехватки материала), навеску берут
заведомо большую по массе, чем готовое изделие. Излишки
резиновой смеси в виде выпрессовок составляют безвозвратные
потери. Для их удаления с поверхности готовых изделий тре-
буются дополнительные затраты труда. Механизировать про-
цесс прессования полностью не удается; цикл вулканизации
изделий, особенно массивных, достаточно продолжителен.
При изготовлении изделий методом литья под давлением
резиновая смесь в виде пластичной разогретой массы впрыс-
кивается в предварительно замкнутую форму. На рис. 8.1 по-
казана схема заполнения формы резиновой смесью. Пресс-
форма 1 заполняется через литник подготовленным материалом
с помощью червяка 3, который в это время выполняет функции
плунжера и движется вперед. В процессе впрыска резиновая
смесь дополнительно разогревается, проходя через узкий капал
литника с большой скоростью; ее температура приближается к
температуре вулканизации. В подогреваемой пресс-форме бы-
стро проходит вулканизация, и готовое изделие 6 после рас-
крытия формы выталкивается .из нее. Одновременно происходят
пластикация и разогрев следующей порции резиновой смеси с
помощью вращающегося червяка 3, движущегося в обратном
направлении, и нагревателей инжекционного цилиндра. Пита-
ние машины осуществляется резиновой лентой 4.
Процесс литья под давлением значительно экономичнее
процесса прессования по расходу материалов; при его исполь-
зовании не требуются точные по массе заготовки; сокращает-
11*
163
ся по времени стадия вулканизации, и изделия получаются бо-
лее высокого качества.
Основная сложность, возникающая при литье под давлени-
ем резиновых смесей, заключается в создании таких темпера-
турных условий процесса, при которых исключалась бы под-
вулканизация резиновой смеси в цилиндре; при этом смесь
должна разогреваться до температуры, обеспечивающей ее
высокие пластичность и текучесть, чтобы оформление изделия
происходило без дефектов и больших остаточных напряжений
в материале.
Вследствие значительных трудностей, возникших при осво-
ении процесса литья под давлением резиновых смесей на су-
ществовавших литьевых машинах, начали применять литьевое
прессование с помощью литьевых прессов (рис. 8.2). Однако
процесс литьевого прессования занимал много времени, его
нельзя было полностью механизировать, так как заготовку в
Рис. 8.1. Работа литьевой машины с червячным механизмом пластикации и
впрыска:
а — впрыск (червяк движется поступательно); б— выдержка под давлением и подго-
товка очередной дозы материала (черняк вращается); в — извлечение изделия из фор-
мы; 1 — пресс-форма; 2— материальный цилиндр; 3 — червяк; 4 — резиновая лента; 5 —
подготовленный к впрыску материал; 6 — готовое изделие
164
Рис. 8.2. Литьевой пресс;
1 — цилиндр; 2 — плунжер; 3 — подвижная плита; 4 —
колонна; 5 — промежуточная плита; 6— траверса конту-
ра впрыска; 7 — верхняя траверса пресса; В — колонна
контура впрыска; 9 — силовой плунжер впрыска; 10 —
верхняя траверса контура впрыска; И и 12 — плунжер
и гидроцилиндр (соответственно) подъема механизма
впрыска; 13 — плунжер впрыска; 14— напорная камера
(материальный цилиндр); 15 — литник
виде куска сырой резиновой смеси нуж-
но было вручную закладывать в литье-
вую камеру. При дальнейшем совершен-
ствовании конструкций литьевых машин
(применявшихся ранее для литья тер-
мопластов) и в результате создания со-
вершенных систем терморегулирования
были созданы полностью автоматизиро-
ванные машины для литья резиновых
смесей под давлением.
Литьевая машина состоит из прессового узла смыкания
формы и инжекционного узла (узла подготовки и впрыска ре-
зиновой смеси), привода и системы управления. Она предна-
значена для автоматического изготовления изделий методом
литья под давлением.
Машины для литья под давлением бывают однопозиционные
и многопозиционные.
На рис. 8.3 показана схема устройства простейшей однопо-
зиционной литьевой машины.
Узел смыкания состоит из двух плит 1 и 13, соединенных
колоннами 15, силового гидроцилиндра смыкания 14, поршня
12 и подвижной плиты с полуформой 16. Вторая, неподвижная
полуформа 2 устанавливается на неподвижной плите 1.
Узел впрыска состоит из материального цилиндра 3 с сис-
темой терморегулирования, загрузочного устройства 4, плунже-
ра 7 и силового гидроцилиндра 6 с подводящими рабочую жид-
кость трубопроводами. В цикле работы машины первой опера-
цией является смыкание полуформ под действием поршня 12
цилиндра смыкания, перемещающегося за счет давления рабо-
чей жидкости в цилиндре. После смыкания полуформ узел
впрыска перемещается до упора материального цилиндра 3 в
полуформу. В силовой гидроцилиндр впрыска подается давле-
ние, и плунжер 7 вытесняет порцию резиновой смеси из мате-
риального цилиндра в форму. Как только произойдет отверж-
дение (вулканизация) материала в литнике, соединяющем соп-
ло материального цилиндра с полостью формы (литник обо-
гревается, как и вся форма при литье резиновых смесей), узел
впрыска отойдет в исходное положение. В силовой цилиндр
впрыска будет подано давление для отвода поршня, а вместе
с ним и плунжера впрыска в исходное положение. Форма ос-
тается сомкнутой до полной вулканизации материала в ее по-
165
Рис. 8.3. Литьевая машина:
1, /5 —плиты узла смыкания; 2— неподвижная полуформа; S — материальный цилиндр;
4 — бункер; Б— дозатор; 6 —-силовой гидроцилиндр впрыска; 7— плунжер; S—-канал
охлаждения; 9 — место установки привода; 10—контрольные приборы; 11—трубопро-
вод подвода жидкости к цилиндру замыкания; 12— поршень цилиндра смыкания; 14—
силовой гидроцилиндр узла смыкания; 15—колонны; 16—подвижная полуформа
лости, после чего при переключении направления подачи дав-
ления в силовом цилиндре смыкания подвижная плита с полу-
формой отходит от неподвижной. Движением специальных вы-
талкивателей (на рисунке не показаны) изделие сбрасывается
из полуформы на поддон. На этом цикл заканчивается, и ма-
шина готова для проведения следующего цикла.
Устройство и принцип работы выпускаемых промышлен-
ностью машин для литья под давлением аналогичны описан-
ным выше, но по конструкции узлов и компоновке эти машины
могут значительно различаться.
Основной характеристикой литьевой машины является мак-
симальный объем материала, который инжекционный узел ма-
шины может подать за один цикл (объем впрыска). Этим оп-
ределяется максимальная масса изделия, изготавливаемого на
данном оборудовании. Литьевые машины так и называют: ма-
шина 63 см3, 250 см3 и т. д. С этим параметром тесно связано
усилие, которое способен развить узел смыкания. Это усилие
должно быть больше усилия, возникающего в пресс-форме под
действием максимального давления впрыска, достигающего
150—210 МПа. Характерными параметрами литьевой машины
являются также максимальный ход подвижной плиты и рас-
стояние между колоннами (от этого расстояния зависят габа-
риты детали, которую можно отливать на данной машине),
компоновка машины — горизонтальная, вертикальная, угловая.
Важной характеристикой машины являются наличие и тип ме-
ханизма предварительной подготовки (пластикации и разогре-
ва) материала и устройство инжекционного узла, или узла
впрыска.
166
По типу привода литьевые машины подразделяются на ме-
ханические, гидромеханические и гидравлические; последние
два типа наиболее распространены.
Литьевые машины относятся к машинам периодического
действия с автоматизированным режимом работы. Они при-
меняются для массового выпуска штучных резиновых техни-
ческих изделий самого разнообразного назначения.
Время рабочего цикла литьевой машины при литье резино-
вых изделий включает в себя время смыкания полуформ,
впрыска, выдержки под давлением, вулканизации, раскрытия
формы, извлечения готовой детали. На выполнение каждой опе-
рации цикла (кроме вулканизации) требуется от нескольких
долей секунды до 1—2 с.
Продолжительность вулканизации составляет от десятков
секунд до нескольких минут при изготовлении массивных отли-
вок. При вулканизации работает только узел смыкания ма-
шины, а узел впрыска простаивает. Помимо нерационального
использования простой сложного узла означает пребывание
очередной порции резиновой смеси в цилиндре при высокой
температуре, что связано с опасностью местной подвулканиза-
ции. Даже при начальных проявлениях подвулканизацин в изде-
лиях (особенно массивных, со сложной геометрической формой)
появляются стыки, образованные встречными потоками мате-
риала при впрыске. Эти стыки имеют пониженную прочность
по сравнению с основным материалом и являются причиной
ослабления изделия и ухудшения его качества.
Простой узла впрыска литьевой машины нежелателен из
экономических соображений, а Также из-за снижения качества
изделий. Для того чтобы узел впрыска литьевой машины мог
работать без простоев, созданы многопозиционные литьевые
машины. В этих машинах один инжекционный узел обслужива-
ет 4—12 и более узлов смыкания с пресс-формами.
Узел впрыска в многопозиционных литьевых машинах мо-
жет оставаться неподвижным, а узлы смыкания располагают-
ся на вращающейся платформе. После впрыска и отверждения
литника узел смыкания отходит от узла впрыска, к которому
подводится очередной узел с готовой для впрыска пресс-фор-
мой. Вулканизация, раскрытие формы и удаление из нее гото-
вого изделия происходят во время движения узла смыкания по
КРУГУ- При подходе к месту впрыска узел смыкания, вамкиув
форму, оказывается подготовленным для очередного впрыска.
Имеются конструкции машин, в которых неподвижными яв-
ляются узлы смыкания, расположенные по дуге окружности
или в одну линию. В этом случае узел впрыска подает матери-
ал в форму, каждый раз разворачиваясь на некоторый угол
или передвигаясь по прямой. Такие машины весьма сложны по
конструкции, но производительность их высокая и качество по-
лучаемых изделий хорошее. К недостаткам таких машин мож-
но отнести неизбежность простоя машины в случае выхода из
167
строя одной формы .или одного узла смыкания. При эксплуата-
ции таких агрегатов предъявляются повышенные требования к
квалификации обслуживающего персонала и четкости работы
операторов, технологов и работников ремонтной службы.
Чаще всего многопозиционные машины применяются для
получения изделий с большой продолжительностью вулканиза-
ции, а также изделий, для которых предусмотрен ручной съем
с пресс-форм или установка на формы армирующих деталей
или подкладки (при литье обуви).
Для литья сложных деталей, которые невозможно изгото-
вить на обычных литьевых машинах или прессах, предназначе-
ны специальные литьевые машины, например угловые, где узел
смыкания расположен вертикально, а узел впрыска—'Горизон-
тально. Впры-ск материала производится через литник в плоское-'
ти разъема формы. При использовании этих машин можно ус-
танавливать закладные детали в форму и создавать необходи-
мое направление потока материала.
Для получения изделия из двух материалов, различающих-
ся между собой, например, по цвету, применяются литьевые
машины с двумя инжекционными узлами. При этом машина
может быть как однопозиционной, так и многопозиционной.
8.2. КОНСТРУКЦИЯ И РАБОТА ОСНОВНЫХ УЗЛОВ ЛИТЬЕВЫХ МАШИН
Узел впрыска (инжекционный узел). В литьевых машинах
применяются три типа узла впрыска, отличающихся друг от
друга по конструкции.
Простейший узел впрыска—плунжерный (рис. 8.4). В этом узле не
предусмотрена предварительная подготовка (пластикация) материала. Узел
состоит из материального цилиндра 2 с соплом 1, плунжера впрыска 4, ко-
торый связан с силовым гндроцилнндром впрыска, и бункера 3. В таком
узле используется только гранулированный материал, который дозируется
Рис. 8.4. Литьевая машина плунжерного типа:
/—сопло; 2— материальный цилиндр; 3 — бункер; 4— плунжер впрыска; 5 — торпеда
168
Рис. 8.5. Узел впрыска литьевой машины с предварительной червячной пла-
стикацией материала:
1 — питательное окно; 2 — материальный цилиндр; 3 —червяк; 4 — сопло; 5 фланец
крепления привода
по объему специальным дозатором, связанным с плунжером впрыска и име-
ющим регулируемый ход. Цилиндр машины снабжен электрическими эле-
ментами для подогрева материала. При впрыске, который происходит во
время хода плунжера 4 влево, гранулы уплотняются и продвигаются в
цилиндре по направлению к соплу. Находящийся в цилиндре материал вы-
давливается через сопло в форму, а следующая порция материала занимает
его место.
Для лучшего пластицирования материала и его более полного прогрева
внутрь цилиндра помещается торпеда 5, образующая узкие каналы между
своей ребристой поверхностью и внутренней поверхностью материального
цилиндра. Проходя через эти каналы под давлением плунжера, материал
разогревается, перемешивается, пластицкруется и накапливается в головной
части цилиндра, готовый к впрыску. При ходе плунжера впрыска назад в
цилиндр попадает новая порция материала. Таким образом, в цилиндре
всегда должно находиться в 2—3 раза больше смеси, чем требуется для од-
ного впрыска, чтобы перед поступлением в форму смесь достаточно прогре-
лась и приобрела текучесть, необходимую для оформления изделия.
Описанные узлы впрыска обладают рядом недостатков: необходимость
применения гранул, неудовлетворительная точность дозирования материала
(от которой зависит точность дозы впрыска), слабая пластикация смеси,
трудности при впрыске больших объемов материала. Из-за перечисленных
недостатков узлы впрыска такой конструкции в настоящее время не приме-
няются.
В современных конструкциях машин маной и средней мощ-
ности используются узлы впрыска с предварительной червяч-
ной пластикацией материала (рис. 8.5). В режиме подготовки
дозы материала для впрыска инжекционный узел работает как
червячная машина. Материал в виде гранул или непрерывной
резиновой ленты подается в питательное окно 1 материального
цилиндра 2, захватывается витками вращающегося червяка 3,
пластицируется, разогревается и нагпегается в головную часть
цилиндра 2. Выход материала через сопло 4 цилиндра в это
время закрыт. Давление в цилиндре повышается, и под дейст-
вием этого давления червяк отходит вправо, а пластицирован-
иый материал сосредоточивается в голов рой части цилиндра.
После набора необходимой дозы, что определяется по величи-
не отхода червяка вправо, двигатель, вращающий червяк, от-
ключается; машина готова к впрыску.
169
После смыкания формы и подвода узла впрыска к форме
отверстие открывается. В силовой гидроцилиндр впрыска (на
рисунке не показан) подается давление, и поршень цилиндра
перемещает червяк влево; при этом подготовленная доза мате-
риала впрыскивается через сопло в форму. При такой конст-
рукции узла впрыска можно точно регулировать объем впрыс-
ка; хорошо пластицированный материал со стабильными свой-
ствами быстро заполняет форму. Для питания узла пригоден
материал практически в любом виде. Недостатком этой конст-
рукции является перетекание части резиновой смеси через за-
зоры между витками червяка и поверхностью цилиндра в мо-
мент перемещения червяка влево для впрыска.
Для литьевых машин с большим объемом впрыска исполь-
зуется конструкция узла, изображенная на рис. 8.6. В этом
узле червячный пластика тор 1 отделен от материального ци-
линдра впрыска 4, который иногда называют копильником. Эта
конструкция обладает всеми преимуществами описанного выше
червячного узла впрыска и не имеет некоторых его недостат-
ков. Резиновая смесь в виде гранул или непрерывной ленты
захватывается червячным пластикатором 1, доводится до плас-
тичного состояния и нагнетается в материальный цилиндр 4,
вытесняя из пего плунжер впрыска 3. Как только плунжер
отойдет на необходимое расстояние от крайнего левого поло-
жения (это расстояние устанавливается заранее с помощью
Рис. 8.6. Плунжерный узел впрыска литьевой машины с предварительной
червячной пластикацией материала:
/ — червячный пластикатор; 2 — питательное устройство; Й —плунжер впрыска; 4 — ма-
териальный ЦИЛИНДР; 5— СОПЛО
170
упоров, действующих на концевой выключатель и останавли-
вающих червяк пластикатора), прекращается подача резино-
вой смеси. Во время заполнения материального цилиндра соп-
ло 5 закрыто. Как только доза резиновой смеси набрана, с
помощью трехходового крана канал пласгикатора перекрыва-
ется и отсоединяется от полости материального цилиндра. При
контакте сопла с формой открывается другое отверстие трех-
ходового крана; в силовой гидроцилпндр впрыска подается
давление, под действием которого плунжер впрыска 3 переме-
щается влево, вытесняя подготовленную резиновую смесь в по-
лость пресс-формы. При использовании инжекционного узла
такой конструкции можно подготавливать значительные пор-
ции резиновой смеси и впрыскивать ее в форму без риска
местной подвулканизации. Пластикатор и материальный ци-
линдр оборудованы автоматической системой терморегулиро-
вания, поддерживающей заданную температуру с точностью
до ± 1 °C, что необходимо для стабильной работы литьевой ма-
шины.
Существуют конструкции узлов впрыска, в которых используется метод
интрузии для заполнения формы. Этот метод заключается в непосредствен-
ной подаче материала в полость формы с помощью червячного пластнка-
тора. Несмотря на кажущуюся простоту, этот принцип устройства литьевых
машин не нашел широкого применения нз-за слишком большой продолжи-
тельности заполнения формы и недостаточного давления, которое развивает
червячная машина. Вследствие этих причин трудно получить монолитное,
хорошо оформленное изделие.
Узел смыкания. Узел смыкания формы литьевых машин дол-
жен обеспечивать плотное и быстрое смыкание формы и не до-
пускать ее раскрытия под действием давления материала, за-
полнившего оформляющую полость. В крупных машинах тре-
буемые усилия удержания формы в замкнутом состоянии мо-
гут достигать 2—8 МН. Для смыкания пресс-форм в литьевых
машинах применяют гидравлические, механические и гидроме-
ханические устройства.
Простое гидравлическое устройство (по типу гидропресса)
не обладает достаточным быстродействием из-за большого хо-
да подвижной плиты и значительных размеров силового ци-
линдра смыкания. Для такого устройства требуются большие
объемы рабочей жидкости, мощные насосы, и конструкция по-
лучается громоздкой.
Более экономичным и быстроходным является механическое
устройство смыкания плит. Но для механического устройства
требуются массивные детали; конструкция становится сложной;
регулировка устройства при смене пресс-форм и изменении хо-
да смыкания требует значительного времени.
Наиболее экономичным и простым является гидромехани-
ческий узел смыкания. На верхней половине (рис. 8.7) изобра-
жен узел в замкнутом положении, а на нижней половине — в
разомкнутом. ,
171
Рис. 8.7. Гидромеханический узел смыкания формы литьевой машины:
t — силовой гидроцилиндр; 2 — поршень; 3 — шток; 4 — силовые рычаги; 5 — подвижная
плита; 6— колонны; 7 — неподвижная плита
Смыкание производят силовые рычаги 4, перемещающие
подвижную плиту 5 -с установленной иа ней полу фор мой. Си-
ловые рычаги приводятся в действие поршнем 2 силового гид-
роцилиндра 1 через шток 3. В замкнутый силовой контур, в
котором реализуется усилие смыкания, входит основание сило-
вого гидроцилиндра /; к нему крепятся силовые рычаги 4,
неподвижная плита 7 и соединяющие их колонны 6. В этой
конструкции удается достигнуть быстродействия узла за счет
установки небольшого гидроцилиндра. Конструкция выдержи-
вает большие усилия под воздействием внутреннего давления
материала в форме, так как нагрузку воспринимают стальные
рычаги 4, которые в замкнутом положении формы образуют
прямую линию. Гидроцилиндр не испытывает нагрузки от
распорного усилия в пресс-форме; его функция заключается в
изменении положения рычагов при прямом и обратном ходе
плиты и удерживании рычагов от складывания в момент
впрыска материала в форму, когда максимальное усилие пере-
дается на механизм смыкания. Такая гидромеханическая сис-
тема получила широкое распространение ввиду ее компактное^
ти и экономичности. Применяются также усовершенствованные
гидравлические системы с высокой скоростью смыкания и раз-
мыкания форм.
Пластикатор. Пластика торы литьевых машин практически не
отличаются по конструкции от червячных машин холодного пи-
тания. При использовании червяка в качестве плунжера при
впрыске необходимо обеспечить его осевое перемещение под
действием силового гидроцилиндра. В этом случае привод вра-
щения червяка размещают на специальной раме, которая дви-
жется вместе с червяком во время впрыска и подготовки ма-
териала. Можно установить приводную шестерню на червяке
таким образом, чтобы она скользила вдоль хвостовой части
червяка по шлицам, оставаясь все время в зацеплении с ней.
Цилиндр пластикатора, как и материальный цилиндр впрыс-
ка, представляет собой стальную трубу, работающую под боль-
шим внутренним давлением. В цилиндре предусмотрено тер-
172
морегулирование по зонам. В каждой зоне имеются каналы
для теплоносителя и углубления для установки термопар.
Внутреннюю поверхность цилиндра тщательно обрабатывают и
упрочняют методом цементирования или закалкой с помощью
токов высокой частоты. В головной части материального ци-
линдра устанавливают сопло, через которое резиновая смесь
подается в форму. В сопле имеется запорное устройство для
предотвращения выхода материала во время подготовки оче-
редной порции для впрыска (во время пластикации).
На рис. 8.8, а показано запорное устройство пружинного ти-
па. Оно состоит из наконечника I, в котором имеется канал
переменного диаметра. Канал на рисунке перекрыт клапанной
иглой 4, шарик которой находится в самом узком сечении ка-
нала. Игла закреплена неподвижно; наконечник же может пе-
ремещаться. При упоре в пресс-форму наконечниксжимает пру-
жину 3 и смещается, шарик иглы входит в расширение, нахо-
дящееся в конце канала, и открывает проход материалу
из сопла в пресс-форму. При отходе сопла от пресс-формы
пружина смещает наконечник так, чтобы шарик иглы снова
переместился в самое узкое сечение и перекрыл канал. Для
обогрева наконечник имеет нагревательный элемент 2.
На рис. 8.8,6 показано другое запорное устройство. Нако-
нечник 1 этого устройства имеет центральный канал, сообщаю-
щийся с полостью цилиндра при помощи боковых отверстий.
Наконечник может перемещаться во втулке 7. При увеличении
давления внутри цилиндра наконечник движется влево, боко-
вые каналы перекрываются втулкой, и выход материала из ци-
линдра прекращается. После того как наконечник упрется в
пресс-форму, он будет перемещаться вправо и откроет боковые
каналы. Обогревательные элементы 2 устанавливаются на кор-
пус сопла 9.
Существуют и другие разновидности конструкции сопла с
принудительным открыванием. Применение этих механизмов
необходимо в машинах с предварительной пластикацией рези-
новой смеси.
Рис. 8.8. Запорные устройства'сопла пружинного типа (а) и с принудитель-
ным открыванием (б):
{ — наконечники; 2 — нагревательные элементы; 3 — пружина; 4 — клапанная игла- 5 —
цилиндр литьевой машины; 6 — каналы подвода расплава; 7 — втулка; 8 — ограничитель
движения наконечника; 9 — корпус сопла
173
Рис. 8.9. Литьевая машина
ЛСВ-1000:
1 — электропривод; 2 — червячный пласти-
катор; 3 — катушка-. 4 и 10— нюддяя и
верхняя нагревательные плиты соответст-
венно; 5 — верхняя полуформа; 6 — по-
движная плита; 7— колонна; 8 — верхняя
траверса; 9 — кожух; 11 — нижняя полу-
форма; 12 — нижняя траверса; 13 — мате-
риальный цилиндр; 14— силовой гидроци-
линдр; 15 — поршень силового гидроци-
линдра впрыска; 16— станина
Система терморегулирования.
Система терморегулирования
литьевой машины состоит из
устройств для циркуляции
теплоносителя и чувствитель-
ных элементов — термопар,
расположенных в теле цилинд-
ра, сопла, пластикатора и за-
частую в литьевой форме.
Сигналы термопар восприни-
маются чувствительными потенциометрами, которые через ре-
ле включают и выключают систему терморегулирования во
всех зонах. Точность поддержания температурного режима ока-
зывает решающее влияние на работу литьевых агрегатов. Для
литья резины используются системы терморегулирования с
жидким теплоносителем.
Привод. Привод литьевых машин состоит из иасосов высокого
и низкого давления, запорной и регулирующей аппаратуры.
Для ускорения цикла работы на многих машинах устанавли-
вают гидропневматический аккумулятор, который способствует
смягчению пиковых нагрузок на гидроагрегат и позволяет
уменьшить установленную мощность двигателя. В качестве
рабочей жидкости в литьевых машинах используется минераль-
ное масло. Все литьевые машины оборудуют индивидуальным
приводом.
Па рис. 8.9 в качестве примера компоновки современного
литьевого агрегата с вертикальным расположением узла смы-
кания показано устройство литьевой машины ЛСВ-1000. Эта
машина предназначена для получения резиновых изделий объ-
емом до 1000 см3 методом литья под давлением. Силовой кон-
тур машины составляют иижпяя 12 и верхняя 8 траверсы, со-
единенные колоннами 7. Силовой гидроцилиндр механизма
смыкания расположен в верхней траверсе и закрыт кожухом
9. Нижняя полуформа 11 неподвижно крепится через нагрева-
тельную плиту 4 к траверсе 12. Верхняя полуформа 5 подвиж-
ная, она прикреплена через нагревательную плиту 10 к под-
вижной плите 6. Плита 6, прикрепленная к штоку поршня гид-
роцилиндра смыкания, передвигается вместе с верхней полу-
формой. К нижней траверсе 12 прикреплен материальный ци-
174
линдр 13, плунжер которого является одновременно штоком
силового гидроцилиндра 14 механизма впрыска. Пластикатор
2 установлен под углом к материальному цилиндру. Отдель-
но расположены электропривод 1 червячного пластикатора и
привод силовых гидроцилиндров. На нижней траверсе может
размещаться катушка 3 с резиновой лентой для питания плас-
тикатора. Вся машина установлена на станине 16. При вклю-
чении агрегата в работу верхняя полу форма вместе с подвиж-
ной плитой 6 опускается, смыкается с нижней полуформой и
удерживается от раскрытия усилием, развиваемым рабочей
жидкостью в силовом гидроциливдре смыкания, расположен-
ном в верхней части машины. Червячный пластикатор 2 вклю-
чается в работу и нагнетает подготовленный к впрыску мате-
риал в материальный цилиндр 13. После набора необходимой
дозы пластицированного материала работа пластикатора пре-
кращается и в нижнюю полость силового гидроцилиндра
впрыска 14 подается давление. Под действием этого давления
поршень 2 силового цилиндра впрыска движется вверх и ока-
зывает давление на шток, являющийся одновременно плунже-
ром материального цилиндра. Плунжер материального цилинд-
ра вытесняет накопленный материал через л-итник во внутрен-
нюю полость сомкнутой обогреваемой пресс-формы, после чего
начинается процесс вулканизации. Прежде всего отверждает-
ся литник, перекрывая выход из пресс-формы материала, не
успевшего потерять подвижность. В этот момент поршень 15
отводится в нижнее положение, включается в работу пластика-
тор, и начинается .процесс набора очередной дозы пластициро-
ванного материала в материальном цилиндре. После окончания
процесса вулканизации всего изделия верхний силовой ци-
линдр раскрывает форму поднятием вверх верхней полуформы,
и из нее извлекается изделие. К этому времени в материаль-
ном цилиндре уже подготовлена очередная доза резиновой сме-
си для впрыска. Агрегат готов к проведению следующего цикла.
Машина ЛСВ-1000 развивает давление в материальном
цилиндре 100 МПа; усилие смыкания формы составляет 3 МН.
Расстояние между колоннами равно 300 мм; максимальный ход
верхней плиты 500 мм. При вертикальном расположении узла
смыкания облегчается установка деталей арматуры в пресс-
форме, но усложняются извлечение и удаление готового изде-
лия. Вертикальные литьевые машины занимают меньшую про-
изводственную площадь, чем горизонтальные, но обслуживание
их сложнее. Несмотря па некоторые преимущества вертикаль-
ных литьевых машин, более распространены пока горизонталь-
ные литьевые машины.
8.3. КОНСТРУКЦИЯ ПРЕСС-ФОРМ
Пресс-форма для литья под давлением — сложное, массивное,
дорогостоящее устройство. От качества пресс-форм зависит не
только качество изделий, по и производительность машины и
175
товлена из прочной стальной
Рис. 8.10. Конструкция пресс-
формы для литья под давлением:
1 — упор выталкивателя: 2 — выталки-
ватель; 3 — теплоизолирующая про-
кладка; 4 — изделие; 5 — нагреватель-
ный элемент; 6—неподвижная полу-
форма; 7 — канал для подвода тепло-
носителя; В~ литниковая втулка
степень механизации и ав-
томатизации работы агре-
гата. Внутри пресс-формы
резиновая смесь в процес-
се впрыска находится под
давлением до 200 МПа, со-
здавая большие усилия,
стремящиеся раскрыть
пресс-форму. Поэтому пресс-
форма должна -быть изго-
поковки с толстыми стенка-
ми, выдерживающими рабочие давления практически без де-
формаций. Внутренняя поверхность пресс-формы — оформляю-
щая полость — изготавливается по высокому классу точности и
тщательно полируется. Отдельные подвижные детали инст-
румента точно пригоняются друг к Другу. Обе половины формы
также пришлифовываются, чтобы при смыкании между по-
верхностями контакта не образовывалось зазора, через который
мог бы выходить материал, что приводит к появлению выпрес-
совок. Обогрев пресс-формы очень важен для создания ста-
бильного температурного поля, обеспечивающего быструю и
равномерную вулканизацию.
Для автоматизации работы литьевой машины пресс-формы
оборудуют выталкивателями, освобождающими форму от го-
тового изделия без участия оператора.
Пресс-форма представлена на рис. 8.10. Она состоит из двух
половин. Правая часть 6 крепится к неподвижной плите литье-
вой машины, левая — .к подвижной. Для быстрой и равномер-
ной вулканизации важно создать необходимое температурное
поле. С этой целью пресс-форму снабжают нагревательными
элементами 5 и просверливают в ней каналы 7 для подвода
теплоносителя, корректирующего локальную температуру.
В правой половине формы устанавливается литниковая втул-
ка 8, к которой прижимается сопло материального цилиндра;
через нее резиновая смесь подается в оформляющую полость.
От расположения, формы и размеров литника в значитель-
ной степени зависит качество будущих изделий: их склонность
к короблению, наличие внутренних напряжений, неоднород-
ность. Литниковая втулка имеет канал конической формы,
причем основанием конус обращен внутрь пресс-формы. Это
сделано для того, чтобы при разъеме формы литник легко вы-
ходил из втулки и оставался на изделии. Кроме того, отвер-
176
девший литник -конической формы предотвращает выход из
формы материала, еще не потерявшего свою подвижность.
Форма сконструирована так, чтобы литник был расположен
симметрично относительно всех частей изделия; это необходи-
мо для равномерного заполнения всего объема формы. После
разъема пресс-формы изделие остается в левой половине. В
конце хода раскрытия упор выталкивателя 1 встречается со
специальным выступом на раме машины и останавливается.
Так как ход раскрытия продолжается, выталкиватели 2 от-
рывают от поверхности пресс-формы одновременно все Части
изделия и литник. Выталкиватели очень тщательно пригоня-
ются к поверхности оформляющей полости, чтобы резиновая
смесь не затекала в щели. Изделие, не -будучи связано с фор-
мой, падает вниз в приемное устройство. Для уменьшения
теплообмена между пресс-формой и плитой, на которой она
укреплена, устанавливается теплоизолирующая прокладка 3.
Изделие, падая, воздействует на флажок переключателя, фор-
мируя сигнал «форма свободна»; начинается новый цикл.
Пресс-формы редко изготавливают одногнездными — для
литья одного изделия. Для мелких и средних изделий чаще
применяются многогнездные формы с числом гнезд от 2 до 24.
Простые изделия легко извлекаются из формы. Но в про-
изводстве встречаются изделия с поднутрениями и такие, ко-
торые отливаются в пресс-формах с закладными деталями —
знаками. Детали с небольшими поднутрениями могут изготав-
ливаться в формах обычной конструкции. Для извлечения гото-
вых изделий их деформируют, используя при этом эластические
свойства материала. Однако при изготовлении таких изделий
требуются большие затраты ручного труда, так как работа
машины в автоматическом режиме в этих условиях невозмож-
на. Поэтому изготавливаются сложные формы, с несколькими
плоскостями разъемов.
При использовании пресс-форм для литья под давлением
необходимо заботиться о высокой культуре их обслуживания.
В цехе для литья под давлением должно быть чисто; недопус-
тимо наличие абразивной пыли, которая вызывает повышенный
износ и нарушает точность размеров инструмента, способству-
ет ухудшению его работы и выходу из строя. Очищать поверх-
ность пресс-форм, особенно оформляющей полости, можно
только мягким инструментом в соответствии с инструкцией.
Поврежденную поверхность пресс-форм следует своевременно
ремонтировать. Стоимость пресс-форм достаточно высока, по-
этому их изготовление оправдано лишь при массовом произ-
водстве изделий, при производстве малых серий используется
метод прессования.
12—651
177
S.4. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
И АВТОМАТИЗАЦИЯ РАБОТЫ ЛИТЬЕВЫХ МАШИН
Для контроля всех систем литьевой машины ее оснащают конт-
рольно-измерительными приборами (показывающими и регули-
рующими) и системой автоматического управления с разветв-
ленной сетью блокирующих устройств.
Контроль температуры проводится по зонам пластикатора,
материального цилиндра, сопла, пресс-формы. Каждая зона
имеет свой показывающий и регулирующий прибор. На нем
оператор устанавливает требуемое значение температуры зоны,
поддерживаемое автоматически. Давление в гидросистеме регу-
лируется и контролируется манометрами и специальными
устройствами, изменяющими давление впрыска по заданной
программе. Впрыск резиновой смеси обычно производится при
максимальном давлении, затем оно снижается, и выдержка
проводится под более низким давлением. Состояние резиновой
смеси контролируется по мощности, потребляемой пластика-
тором, или по крутящему моменту на валу червяка. Значение
этих показателей также может быть задано.
Продолжительность отдельных операций цикла контролиру-
ется командным устройством. Продолжительность операций
устанавливается на приборах и может изменяться в широких
пределах в зависимости от режима литья конкретного изделия.
Каждая следующая операция может начаться только при со-
ответствующем положении блокирующего выключателя. Так,
если изделие не отделилось от пресс-формы и не упало в при-
емный лоток, сигнал на смыкание пресс-формы, т. е. па нача-
ло следующего цикла, не поступит в систему автоматического
управления процессом. Так же контролируется плотность смы-
кания формы. Если между половинами пресс-формы застрял
кусочек .материала, они не смогут плотно закрыться, и бло-
кирующий контакт ие даст команды на впрыск материала.
Объем впрыска регулируется по обратному ходу плунжера
материального цилиндра. По окончании набора необходимой
дозы контакт концевого выключателя замыкается специаль-
ным упором, установленным на штоке плунжера, и работа
пластикатора прекращается. Если доза не готова, команда иа
выполнение впрыска ие поступит.
Крупные литьевые машины оснащаются сложными систе-
мами, следящими за всеми основными параметрами процесса.
Эти системы в ряде случаев могут самостоятельно регулиро-
вать отдельные параметры процесса.
Литьевые машины могут работать в автоматическом режи-
ме, в полуавтоматическом, когда съем готового изделия произ-
водится оператором, и в ручном режиме, когда все операции
выполняются машиной после нажатия соответствующих кно-
пок на пульте управления. Последний режим применяется для
178
наладки машины. Для выбора режима работы литьевые ма-
шины оборудуются переключателем вида работ.
При нарушении цикла автоматической работы литьевая ма-
шина останавливается, и загорается лампочка аварийной сиг-
нализации. Индивидуальный гидропривод мощных агрегатов
оборудован автоматическими устройствами, контролирующими
работу насосов и аккумулятора, с системой аварийной сигна-
лизации. Для наладки и ремонта системы гидропривода и уп-
равления литьевыми машинами требуется высококвалифициро-
ванный персонал со специальной подготовкой.
8.5. ПРАВИЛА ЭКСПЛУАТАЦИИ И ТЕХНИКА БЕЗОПАСНОСТИ
Литьевые машины работают преимущественно в автоматичес-
ком режиме. При этом через определенные промежутки време-
ни происходят размыкание и смыкание пресс-формы с большим
усилием, подвод инжекционного узла. Доступ к этим узлам во
время работы машины закрыт специальным устройством —
шторкой. Шторка сблокирована с концевым выключателем, ко-
торый допускает работу машины только с полностью закрытой
шторкой. Перед началом работы следует проверить исправ-
ность блокирующих устройств. При неисправной блокировке
эксплуатация машины воспрещается. Только в наладочном ре-
жиме при ручном управлении допускается выполнение отдель-
ных операций при открытой шторке. Поэтому наладка машины
может производиться только специально обученным персона-
лом. Оператор литьевой машины должен пройти курс обучения
(изучить устройство машины и правила ее безопасной эксплу-
атации) и проверку знаний по технике безопасности при рабо-
те на ней. Эксплуатация литьевых агрегатов должна произво-
диться в точном соответствии с инструкцией. Перед началом
работы проверяются исправность всех агрегатов машины, ее
наладка (режим работы, температуры по зонам). При осмот-
ре машины обращается особое внимание на отсутствие посто-
ронних предметов в форме и в рабочей зоне, а также в зоне
подачи резиновой ленты. Проверяются правильность установки
катушки с резиновой лептон и соответствие марки резины
принятому регламенту. На холостом ходу контролируются ра-
бота узла смыкания, безударное н точное смыкание пресс-
формы. Узел впрыска включается в работу только после ра-
зогрева его до температуры, указанной в инструкции. Затем
при ручном управлении производятся пробные отливки; про-
веряются настройка узла впрыска иа необходимый объем от-
ливки, качество оформления изделия, работа выталкивателей.
После этого литьевая машина включается па автоматический
режим работы
12*
179
8.6. РАСЧЕТЫ
Ниже приводятся расчеты, которые могут быть использованы технологом
при определении основных характеристик литьевых машин.
1. Производительность литьевой машины К (шт./ч):
однопозиционпой
К₽6Ша//;
многопозиционной
K₽=6Ofccn/Z,
где i — число гиезд в пресс-форме; а — коэффициент использования обору-
дования; п — число узлов смыкания миогопозициоиной машины; t — продол-
жительность цикла, мин.
2. Продолжительность цикла t (мин) одиопозициоиной и многопозици-
оиной литьевых машин:
/ ₽ 4 + ^2 + /в Ч- 4 п- ^5 4»
где fi — продолжительность подвода узла инжекции к форме, мин; 1г. —
продолжительность впрыска (заполнения формы), мин; /3 — продолжитель-
ность выдержки под давлением, мин; it — продолжительность вулканизации,
мин; 4 — продолжительность раскрытия формы и извлечения изделия, мнн;
4— продолжительность смыкания (закрытия формы), мни.
3. Число позиций многопозициониой машины.
Учитывая, что в течение цикла узел смыкания работает все время, а
узел инжекции только часть времени, можно определить число позиций (уз-
лов смыкания), которые может обслужить один узел впрыска. Примем ус-
ловие, по которому продолжительность подготовки очередной дозы мате-
риала в пластикаторе равна продолжительности выдержки резиновой смеси
под давлением. Узел смыкания, как было сказано, работает в течение все-
го цикла. Узел инжекции работает в течение времени
Ч~ ^2
Следовательно, за весь цикл узел инжекции может произвести т впры-
сков: %
tn^tj(tx -f-fgf3),
где m число возможных позиций (узлов смыкания многопозициониой ма-
шины); t — полный цикл для одной позиции, мин; Л — продолжительность
подвода узла инжекции к форме, мии; — продолжительность впрыска,
мни; /3 — продолжительность выдержки под давлением, мии.
4. Усилие, необходимое для преодоления давления расплава в форме 9:
Р t= pFk,
тде Р — усилие, стремящееся раскрыть форму, МН; р — давление в мате-
риальном цилиндре литьевой машины (давление впрыска), МПа; F— про-
екция площади изделия иа плоскость разъема формы, м2; k— коэффициент
потерь давления (km0,54-0,8).
Давление в материальном цилиндре машины определяется по соотно-
шению площадей плунжеров материального я силового цилиндров при из-
вестном давлении в гидросистеме машины. Усилие смыкания всегда должно
быть на 20—30% больше усилия раскрытия формы под действием давления
расплава.
180
ГЛАВА 9
РЕЗАТЕЛЬНЫЕ МАШИНЫ И ВЫРУБНЫЕ ПРЕССЫ
9.1. НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
РЕЗАТЕЛЬНЫХ МАШИН
В производстве шин, резиновых технических изделий, обуви
и санитарных изделий широко используются заготовки, выре-
занные разными способами из листовой резины, прорезинен-
ной ткали, резинового профиля и трубки. Для получения этих
заготовок применяют механические ножи, резательные маши-
ны, вырубные прессы, тильотиниые ножи, диагонально-реза-
тельные машины (последние рассматриваются в разделе, по-
священном шинному производству).
К резательным машинам и вырубным прессам предъявля-
ются следующие требования: максимальная безопасность в
работе, высокая производительность, надежность. Кроме того,
во время резки заготовки не должны вытягиваться или дефор-
мироваться.
Для резки полотна ткани на продольные ленты применяет-
ся продольно-резательная машина, представляющая собой ме-
таллическую раму, оборудованную раскаточным и закаточным
устройствами, протягивающими роликами .и ножевым вали-
ком, который приводится в движение от электродвигателя че-
рез ременную передачу.
Ножевой валик имеет приспособление для крепления на нем
дисковых ножей. Расстояние между ножами можно менять, ре-
гулируя тем самым ширину получаемых лент материала. Ок-
ружная скорость ножей может достигать 30 м/с.
Для резки по контуру толстых пакетов тканн применяют
ленточный нож, представляющий собой систему шкивов, иа
которые натянута бесконечная стальная (из высококачествен-
ной стали) лента. Приводной шкнв, вращаясь, заставляет лен-
ту двигаться с большой скоростью. Своей острой кромкой лен-
та разрезает пакеты ткани толщиной до 150 мм. Пакет в зоне
ножа передвигают вручную. На рис. 9.1 показано устройство
ленточного ножа НЛ-800.
Основной характеристикой ножа является вылет рамы но-
жа, илн расстояние от режущего инструмента до стойки рамы,
определяющее возможность резки заготовок больших разме-
ров. Вылет рамы рассматриваемого ножа составляет 800 мм.
Ленточный нож имеет четыре шкива, из ннх один приводной.
Машина снабжена устройством для регулирования натяжения
ленты. Скорость движения ленты может меняться от 6 до
20 м/мин. Специальное устройство 8 обеспечивает заточку лез-
вия лепты во время ее движения. Масленка постоянно смазы-
вает ленту машинным маслом. Ленточный нож приводится в
181
На этом участке и режется сто:
передвигают по платформе так
Рис. 9.1. Ленточный нож НЛ-800:
1 — станина; 2 — стол, 3 — режущая лен-
та; 4 — осветитель; 5, 7 — шкивы; 6 —
ограждение режущей ленты; 8 — устройст-
во для заточки ножа; 9 — электродвига-
тель привода
движение от электродвигателя
через ременную передачу. Все
движущиеся части машины и
режущая лента закрыты ко-
жухом. Открытым остается
только участок режущей лен-
ты от платформы до верхнего
направляющего устройства,
пка листов материала, которую
, чтобы линия реза совпадала
с плоскостью ленты. Выпускаются также машины с вылетом
рамы 1250 мм. На заводах еще эксплуатируются машины ста-
рого образца с тремя шкивами.
Для раскроя больших по размеру полотен используются
ручные электрозакройные ножи. Они представляют собой
платформу с установленными на ней электродвигателем и ре-
жущим устройством. Устройство представляет собой диск, ко-
торым можно резать материал толщиной до 20 мм, или пла-
стинчатый нож, совершающий возвратно-поступательные дви-
жения, которым можно разрезать пакет толщиной до 100 мм.
На корпусе ножей имеются ручки для передвижения устройст-
ва по линии реза и кнопки пуска и останова. Нож приводится
в движение от сети; для этого используется переносной элект-
рический провод.
Для вырезания круглых отверстий в пластинах резины ис-
пользуются циркульные ножи. Эти ножи по устройству напоми-
нают сверлильные станки. Нож в виде пластины крепится к
шпинделю станка. Шпиндель вращается в подшипниках, укреп-
ленных в консольной части станины. Шпиндель приводится в
движение от электродвигателя. Нож может двигаться по кругу
или по другой траектории в зависимости от устройства, к ко-
торому он крепится. Возможно движение ножа по шаблону с
замкнутым контуром. Материал для резки укладывается на
прокладку из резины, которая лежит па платформе станка.
Прижимные устройства с помощью пневмоцилиндров предот-
вращают сдвиг материала во время резки. Включается пож
с помощью ножной педали. После того как операция резки
окончена, прижимные устройства освобождают материал, него
передвигают вручную в исходное положение для следующего
цикла резки. Продолжительность цикла составляет 2—5 с. На
таких станках режут заготовки толщиной 15—20 мм.
Режущие станки для резки труб на кольца представляют
собой устройство для подачи трубки и дисковый нож, работа-
182
ющие последовательно. С помощью подающего устройства
можно регулировать размер отрезаемых от труб частей.
Для получения заготовок резиновых смесей, используемых
для прессования, применяются специальные автоматы, пред-
ставляющие собой червячные машины с червяком диаметром
63 мм, сблокированные с режущими устройствами. Шприцуе-
мая заготовка принимается иа рольганг н движется по нему
до тех пор, пока не коснется флажка, который включает ре-
жущее устройство. Вращающийся нож опускается и отрезает
заготовку, которая сбрасывается с рольганга в приемный ло-
ток. Положение флажка можно регулировать, передвигая его
с помощью винтов; при этом будет изменяться масса заготов-
ки. Производительность агрегата зависит от производительнос-
ти шприц-машины. Работа агрегата полностью автоматизиро-
вана.
9.2. НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ ВЫРУБНЫХ ПРЕССОВ
Для изготовления из резинового листа сложных по конфигу-
рации .изделий используют вырубные прессы. Вырубной пресс
представляет собой машину с подвижной верхней плитой, ко-
торая ударяет по специальному инструменту — штанцевому но-
жу, вырубающему из листа заготовку с замкнутым контуром,
соответствующим контуру ножа. Штанцевой нож может уста-
навливаться иа лист вручную; иногда иож крепят к верхней
плнте, а лист резины передвигают по нижней плите после каж-
дого удара ножа.
Вырубной пресс ПВГ-8 с консольным расположением верх-
ней плиты показан на рис. 9.2. К станине 1 неподвижно кре-
пится шток 4, на конце которого имеется поршень 6. Поршень
расположен в гидроцилиндре 5. Штанга 8 также укреплена в
поршне. На штанге помещена пружина 9, которая, упираясь в
верхнюю часть цилиндра и в неподвижный поршень, стремится
поднять цилиндр вверх. К цилиндру приварена консольная тра-
верса 10 с верхней плитой 20. При перемещении цилиндра
вместе с ним перемещается плнта. Труба цилиндра может
скользить в гнезде, выполненном в станине пресса.
Пресс оборудован гидроагрегатом, подающим жидкость, не-
обходимую для работы привода. При рабочем ходе верхней
плиты 20 жидкость под давлением подается в пространство
между дном цилиндра и поршнем. Гидроцилиндр 5, траверса
10 и скалка 7 жестко связаны между собой. Под давлением
жидкости цилиндр, сжимая пружину, резко движется вниз, ув-
лекая с собой верхнюю плиту, которая ударяет по штанцевому
иожу. Нож вырубает из листа заготовку. После рабочего хода
жидкость из цилиндра стравливается, и пружина, распрямля-
ясь, возвращает цилиндр с плитой вверх, после чего пресс готов
к следующему рабочему ходу.
183
Для регулирования рабочего хода служит штурвал 11, ко-
торый может навинчиваться иа резьбу штанги 8. Передвигаясь
по штанге, штурвал в большей или меньшей степени сжимаег
пружину и таким образом ограничивает рабочий ход цилинд-
ра. Для включения пресса служит рукоятка 19. В целях без-
опасной работы на прессе вторая рука должна находиться на
рукоятке 13. Пресс ПВГ-8 развивает максимальное усилие
80 кН.
Для более крупных деталей используется пресс ПВГ-18
(рис. 9.3) с усилием 180 кН. Его устройство отличается от уст-
ройства пресса ПВГ-8 тем, что верхняя плита укреплена не на
консоли, а на траверсе. Траверса приводится в движение двумя
гидроцилиндрами. Такая конструкция позволяет создать сим-
метричную нагрузку иа силовые элементы и движущиеся ци-
линдры; при этом уменьшается износ движущихся частей. Два
цилиндра создают большее усилие рабочего хода верхней пли-
ты. На этом прессе можно вырубать заготовки с периметром до
950 мм. Расстояние между колоннами пресса позволяет исполь-
зовать ленту сырой резины шириной до 1500 мм. Ход травер-
сы регулируется в пределах 20—70 мм. Производительность
пресса составляет 400—500 деталей в час, что несколько мень-
ше производительности пресса ПВГ-8.
Рис. 9.2. Вырубной пресс ПВГ-8:
/ — станина; 2 — гидропривод: 3 —гайка; 4 — шток; 5 — гидроцилиндр; 6 — поршень; 7 —
екалка; 8— штанга; 9— пружина обратного хода; 10 — траверса; П—штурвал; /2—
осветитель' 13— рукоятка поворота траверсы-. 14— вырубная плита; 15— стол; 16 —
кнопки управления; 17 — столик; 18 — электрощиток; 19 — рукоятка включения пресса;
20 — верхняя плита
184
Рис. 9.3. Вырубной пресс ПВГ-18:
/ — станина; 2 — колонна; 3 — стол; 4 — пружина обратного хода; 5 — верхняя траверса
Для вырубки’ резиновых изделий применяются также гид-
ропрессы других конструкций. В некоторых машинах предус-
мотрено устройство для крепления к верхней плите штанцево-
го ножа; устройство перемещается после каждого хода на за-
данный шаг, обеспечивая автоматическую вырубку деталей по
всей ширине ленты. Некоторые прессы снабжены устройством,
перемещающим ленту сырой резины по заданной программен
обеспечивающим автоматическую подачу материала под нож.
Привод прессов индивидуальный. Вырубные прессы приспособ-
лены для использования в поточных линиях.
9.3. ПРАВИЛА ЭКСПЛУАТАЦИИ И ТЕХНИКА БЕЗОПАСНОСТИ
Перед началом работы нужно проверить исправность всех си-
стем иожа или пресса и их блокировки.
Во время работы необходимо следить за исправностью ма-
шины, соблюдать инструкцию по технике безопасности. В зону
реза нельзя подавать пакет толщиной большей, чем указано в
инструкции по эксплуатации. На этих машинах можно разре-
зать только сырую резину и прорезиненную ткань. Особенно
нужно оберегать режущую ленту или лезвие штаицевого ножа
от соприкосновения с посторонними предметами. Штанцевые
185
ножи следует хранить в сухом месте: их коррозия недопустима.
Работать со штанцевыми ножами, у которых затуплено лезвие,
воспрещается, так как в этом случае линия реза будет неров-
ной, смятой, а нагрузки на вырубной пресс недопустимо воз-
растут.
Все движущиеся части машин должны быть закрыты кожу-
хами, а режущая лента — ограждением.
Рабочее место и особенно зона резания должны быть хоро-
шо освещены. Ленточные иожн оборудуют лентоулавливателя-
ми на случай обрыва ленты. Нельзя перегружать ленту и из-
гибать ее во время движения пакета материала. Передвигать
материал необходимо свободно, без приложения усилий.
Устранение неисправностей ножа или вырубного пресса раз-
решается только при отключенной машине. При смене ножа или
режущего элемента также необходимо отключать машину.
К работе на ножах -и вырубных прессах допускаются лица,
прошедшие курс обучения работе на этих машинах н выдер-
жавшие проверку знаний и практических навыков безопасной
работы иа этих агрегатах.
ГЛАВА 10
ВУЛКАНИЗАЦИОННЫЕ АВТОКЛАВЫ
10.1. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Вулканизационный автоклав представляет собой стальной со-
суд значительных размеров, рассчитанный иа работу под внут-
ренним давлением и предназначенный для вулканизации разно-
образных изделий из резины. Это аппарат периодического дей-
ствия.
Автоклав состоит из длинной цилиндрической обечайки с
горизонтально расположенной осью и двух днищ. Одно из
днищ, как правило, наглухо приваривается к обечайке, второе
подвешивается к пей на петлях н может открываться. В неко-
торых автоклавах оба днища могут открываться, что очень
удобно при эксплуатации; их легче использовать при органи-
зации производства изделий прямым потоком.
В связи с тем что автоклавы используются для вулканиза-
ции изделий под давлением, особое значение придается проч-
ности конструкции н надежности механизмов крепления откид-
ного днища.
Автоклавы устанавливают и эксплуатируют в соответствии
с «Правилами устройства и безопасной эксплуатации сосудов,
работающих под давлением»; онн находятся под наблюдением
инспекции Госгортехнадзора.
При вулканизации в воздушной среде вулканизационные
автоклавы снабжаются паровой рубашкой или змеевиками для
186
обогрева. При вулканизации в паровой среде пар подается не-
посредственно в автоклав. Рабочая температура в автоклаве
поддерживается в пределах 160—180 °C.
В СССР автоклавы выпускаются в соответствии с ГОСТ
14106—80 н маркируются, например: ЛВТМ-1500-6000-6 ГОСТ
14106—80, что означает: автоклав вулканизационный тупиковый,
механизированный, диаметром 1500 мм и длиной 6000 мм, рас-
считан иа давление 0,6 МПа. Тупиковым автоклав называется
потому, что он имеет только одно открывающееся дннще. Сло-
во «механизированный» означает, что открывание и закрывание
днища автоклава механизированы.
Вулканизационные автоклавы подразделяются:
по креплению днищ — па тупиковые (с одним открываю-
щимся днищем) и проходные (оба днища открываются для
загрузки и выгрузки);
по способу нагрева — иа аппараты с паровой рубашкой,
змеевиком и аппараты для вулканизации в паровой среде.
Основной характеристикой автоклава являются его разме-
ры: диаметр и длина. От этих размеров зависит число загру-
жаемых изделий и, следовательно, производительность. Боль-
шинство автоклавов рассчитывается на рабочее давление
0,6 МПа; некоторые рассчитаны на повышенное давление — до
1,25 МПа. Соответственно рабочая температура в автоклаве
может быть 160 и 190 °C. Размеры автоклавов выбирают в за-
висимости от габаритов вулканизуемых изделий. Диаметр стан-
дартного автоклава может колебаться от 800 до 2800 мм, дли-
на — от 900 до 24 000 мм.
10.2. КОНСТРУКЦИЯ КОРПУСА, ДНИЩА, ЗАПИРАЮЩИХ
И БЛОКИРУЮЩИХ УСТРОЙСТВ
Корпус автоклава сваривают из качественной листовой ста-
ли; толщину стенки рассчитывают по формулам, приведенным
в «Правилах устройства и безопасной эксплуатации сосудов,
работающих под давлением», утвержденных Госгортехнадзо-
ром. На заводе-изготовителе автоклава тщательно проверяется
качество сварных швов. Для загрузки аппарата на ннжией
части корпуса укрепляются рельсы, которые стыкуются с по-
мощью передвижной секции с рельсами, проложенными в цехе.
Днище автоклава имеет эллиптическую форму, изготавли-
вается штампованием из того же материала, что и обечайка
корпуса. Откидное днище может поворачиваться на петлях,
приваренных к корпусу. Для крепления откидного днища к
корпусу приваривается кольцо байонетного затвора. Второе
кольцо крепится на днище. После закрытия днища кольцо по-
ворачивается специальным механизмом и наглухо крепит дни-
ще к корпусу. Для обеспечения герметичности автоклава меж-
ду днищем н корпусом устанавливается упругая прокладка.
Поворот кольца байонетного затвора осуществляется с помо-
187
щью электродвигателя или гидроцилиндра. Вагонетки с изде-
лиями загружают в котел вручную или используя специальный
трос и лебедку. Удобнее производить загрузку н выгрузку
котла с помощью механических устройств, если оба днища мо-
гут открываться.
Схема вулканизационного автоклава с одним открываю-
щимся днищем показана иа рис. 10.1.
Автоклав устанавливается на опорных лапах 12, 13. При
нагревании линейные размеры автоклава увеличиваются, это
увеличение особенно значительно для автоклавов большой
длины. Если опоры автоклава будут жестко связаны с фунда-
ментом, в корпусе возникнут дополнительные напряжения
вследствие тепловых деформаций материала. Поэтому к фун-
даменту жестко крепится только одна опора 12. Остальные
опоры 13 устанавливаются на катках.
В верхней части корпуса размещаются устройства для пере-
мещения крышки (днища), блокирующие устройства, трубопро-
воды для подвода пара, предохранительные клапаны. Вся
поверхность автоклава покрывается теплоизоляционным мате-
риалом для уменьшения потерь тепла. Подъемный мост 2
.(показан в опущенном положении) при загрузке изделий под-
нимается и соединяет цеховой рельсовый путь с рельсами, на-
ходящимися внутри автоклава. По этим рельсам тележки 1
закатываются в автоклав. На тележках располагаются вулка-
низуемые изделия. После окончания вулканизации давление в
автоклаве полностью сбрасывают, затем открывается крышка
(дннще), тележкн выкатываются из автоклава и нх разгружа-
ют. Открытие крышки автоклава, находящегося под давлением,
очень опасно, поэтому автоклавы оборудуются предохрани-
тельным устройством 8.
Рис. 10.1. Вулканизационный автоклав:
1— тележки; 2 — подъемный мост; 3'—откидная крышка; 4— байонетный затвор; 5 —
привод крышки; 6 — подвеска крышки; 7 — двигатель; 8 — предохранительный механизм
открытия крышки; 9—предохранительный клапан; 10— контрольный манометр; II—
рельсы; 12, 13— опорные лапы
188
Рис. 10.2. Предохранительное устройство затвора крышки автоклава:
1 — штуцер; 2-~ пробковый кран; 3 — ключ; 4 — кронштейн; 5 — рукоятка; 6 — палец; 7—
стержень; 8 — неподвижное байонетное кольцо корпуса; 9—подвижное байонетное коль-
цо крышки
Конструкция блокирующего устройства байонетного затво-
ра крышки показана па рис. 10.2. Неподвижное 8 и подвижное
9 кольца байонетного затвора имеют отверстие, в которое
вставляется стержень 7. Кольца не могут повернуться относи-
тельно друг друга, так как стержень их удерживает в одном
положении. Затвор нельзя открыть, не удалив стержень. Но
для удаления стержня необходимо повернуть ключ 3, который
связан с пробковым краном 2. Удаление стержня 7 неизбежно
приведет к открытию крана 2 и соединению внутренней полос-
ти автоклава с атмосферой, после чего открытие крышки не
представляет опасности.
Чтобы никакая случайность не могла привести к подъему
давления в автоклаве выше допустимого, на автоклавах уста-
навливаются предохранительные клапаны. Если давление
внутри автоклава превысит допустимое, эти клапаны открыва-
ются, и часть воздуха илн пара удаляется в атмосферу,-
10.3. ПРИБОРЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ И КОНТРОЛЯ.
ПРАВИЛА ЭКСПЛУАТАЦИИ И ТЕХНИКА БЕЗОПАСНОСТИ
Вулканизационные автоклавы оборудуются приборами автома-
тического управления и контрольными приборами.
Для проведения процесса вулканизации используется ко-
мандный прибор типа КЭП.
Температурный режим поддерживается регуляторами тем-
пературы с помощью мембранных клапанов, расположенных
иа паропроводе и на линии отвода конденсата; температура
контролируется термометром. Первичный сигнал об изменении
температуры по зонам дают термопары. В современных авто-
18»
клавах разность температур по высоте автоклава .не должна
превышать 4 °C, а по длине — 8 °C. На линии подвода пара для
контроля давления установлен манометр. Открывание и закры-
вание крышки, ввод .и вывод из автоклава вагонеток механизи-
рованы. Обычно иа пульте автоклава имеются кнопки ручного
управления.
Вулканизационные автоклавы в соответствии с требования-
ми Госгортехнадзора должны изготавливаться только на спе-
циализированных машиностроительных заводах. Каждый ав-
токлав имеет паспорт, куда после изготовления, монтажа и
испытаний вносятся все данные о нем. Предохранительный
клапан, находящийся на верхней части автоклава, должен быть
•отрегулирован иа расчетное давление. Этот клапан после про-
верки пломбируется инспектором Гогсортехнадзора.
К работе с вулканизационными автоклавами допускаются
операторы, прошедшие специальную подготовку. Они должны
знать «Правила устройства и безопасной эксплуатации сосу-
дов, работающих под давлением» Госгортехнадзора СССР.
Перед началом работы проверяется -исправность автоклава
и всех его механизмов, наличие пломбы на предохранительном
клапане.
При обнаружении неисправности любого механизма авто-
клава его эксплуатация запрещается.
В эксплуатации еще находятся автоклавы-прессы, представ-
ляющие собой вулканизационные прессы; рабочие плиты их
помещены в общую камеру — автоклав, в котором во время
вулканизации создается повышенное давление. Правила экс-
плуатации этих машин такие же, как и вулканизационных ав-
токлавов.
10.4. РАСЧЕТЫ
При эксплуатации вулканизационных автоклавов наиболее часто проводятся
следующие расчеты.
1. Производительность G (кг/ч) вулканизационного автоклава:
Gt=60/ig/tf,
где п — число заготовок, одновременно загружаемых в автоклав; g — масса
одной заготовки (детали), кг; t — продолжительность цикла вулканизации,
мин.
2. Продолжительность t (мин) цикла вулканизации:
\ + 4 + Ч + 4 + 4»
где ti — продолжительность ввода в автоклав вагонеток н закрывания крыш-
ки, мин; /2 — продолжительность подъема температуры, мин; t3 — продол-
жительность вулканизации, мни; 4 — продолжительность снятия давления,
мип; /е — продолжительность открывания крышки и вывода вагонеток, мин.
3. Тепловой баланс автоклава:
где Q— количество тепла, подведенного теплоносителем к автоклаву, кДж;
190
Qi — количество тепла, необходимое для иагрева корпуса автоклава, кДж;
Q2— количество тепла, необходимое для нагрева вагонеток и пресс-форм,
кДж; Q3 — количество тепла, необходимое для нагрева вулканизуемых из-
делий, кДж; Q4 — количество тепла, теряемое автоклавом в окружающую
среду за время вулканизации, кДж.
ГЛАВА 11
КЛЕЕМЕШАЛКН И КЛЕЕПРОМАЗОЧНЫЕ МАШИНЫ
При промазке ткани клеем получается более-тонкий слой по
сравнению с промазкой ткаин резиновой смесью на каландрах;
кроме того, клей глубже проникает в ткань. Поэтому в неко-
торых видах резиновых технических изделий предпочитают
использовать ткани, промазанные клеем. Оборудование для
промазки клеем включает машины для приготовления клея и
клее пр смазочные машины.
11.1. КОНСТРУКЦИЯ И ПРИНЦИП РАБОТЫ КЛЕЕМЕШАЛОК;
ТЕХНИКА БЕЗОПАСНОСТИ
Клеемешалка для приготовления клея представляет собой кор-
пус, в котором находятся зигзагообразные валы (лопасти),
вращающиеся навстречу друг другу. Распространены также
аппараты с одним валом и скоростной мешалкой, укрепленной
на его конце. Корпус клеемешалкн во время работы герметич-
но закрывается. Для слива клея в дне корпуса предусмотрен
сливной штуцер. Клеемешалкн
некоторых типов имеют опро-
кидывающийся корпус. В
этих аппаратах операции за-
грузки исходных компонентов
и слив готового продукта про-
изводятся через верхнее от-
верстие, закрывающееся крыш-
кой.
Очень удобны в работе
клеемешалкн со сменным кор-
пусом (емкостью); общий вид
такого аппарата представлен
на рис. 11.1. После загрузки
пневмоцилиндры 1 опускают
вал с мешалкой и крышку 2,
которая плотно закрывает от-
Рис. 11.1. Общий вид современной
скоростной клеемешалкн со сменным
корпусом:
I — пневмоцилиндр; 2 — крышке; 3 — ем-
кость с материалом
191
верстие емкости. Продолжительность процесса приготовления
клея составляет обычно несколько часов; за ходом процесса
наблюдают через стекло люка. Готовность клея определяют по
изменяющейся нагрузке на двигатель. После завершения про-
цесса вал мешалки с крышкой приподнимается; емкость с кле-
ем откатывают и направляют к клеепромазочной машине или
на склад; к аппарату подводят сменную емкость с загружен-
ными в нее материалами, и процесс приготовления клея повто-
ряется. В процессе смешения по мере необходимости в емкость
через штуцер добавляется растворитель.
Растворители представляют собой летучие и горючие жид-
кости, поэтому клеемешалки должны производиться во взры-
вобезопасном исполнении. Для лопастей и корпуса используют
металлы, не дающие искры при ударе.
Особое внимание следует уделять защите от статического
электричества. Корпус и все детали машины должны быть за-
землены.
Клеемешалки устанавливают в отдельном помещении с
усиленной вытяжной вентиляцией.
11.2. КОНСТРУКЦИЯ И ПРИНЦИП РАБОТЫ КЛЕЕПРОМАЗОЧНЫХ МАШИН;
ТЕХНИКА БЕЗОПАСНОСТИ
Для промазки применяют валки с ножом (раклей), между ко-
торыми проходит полотно промазываемого материала. Это наи-
более распространенный способ. Существуют и другие методы
промазки, например с помощью двух валков, один из которых
погружен своей нижней частью в ванну с клеем, или метод
пропитки, когда ткань перемещается тянущими роликами в
ванне с клеем.
Клеепромазочная машина представляет собой устройство
для нанесения на полотно тонкого слоя клея, сушки этого слоя
и закатки промазанного полотна в рулон. На рнс. 11.2 пока-
зана схема простейшей клеепромазочной машины. На станине
1 смонтированы вал 5, нож (ракля) 6, нагревательная плита
7, поворотный ролик 8, бобины 3 и 4. Нагревательную плиту
Рис. 11.2. Клеепромазочная машина:
i — станина; 2— бобина с прокладочным материалом; 3 и 4— бобины с закатываемым
и раскатываемым материалами соответственно; 5 — вал; б —нож (ракля); 7 — нагрева-
тельная плита; 8— поворотный ролик; 9— капсулированное пространство
192
Рис. 11.3. Узел промазки клеепромазочной ма-
шины:
1 — резина; 2 — металлическая труба; 3 — эбонит; 4 —
ракля; 5 — ограничительные стрелки; 6 — балка для
крепления ножа
заключают в кожух для того, чтобы
процесс сушки происходил в капсули-
рованном пространстве Р, из которого
отсасываются воздух и пары раство-
рителя.
Раскатываемый с бобины 4 мате-
риал проходит между раклей 6 и ва-
лом 5. Ракля с помощью винтового
устройства может передвигаться в
вертикальной плоскости, в результате
чего обеспечивается регулирование за-
зора между ножом н поверхностью промазываемой ткани. От
величины зазора зависит толщина слоя клея на полотне ткани.
Перед ножом на ткань наносят порцию клея, который прижи-
мается к иожу при движении ткани и постепенно проходит в
зазор, оставаясь на поверхности материала и проникая в него.
Далее ткань движется параллельно нагревательной плите 7,
обогреваемой паром. Находясь в непосредственной близости от
горячей поверхности, ткань нагревается, а растворитель испа-
ряется. Скорость движения полотна подбирается в соответст-
вии со скоростью испарения растворителя. К моменту выхода
из камеры в ткани практически не остается растворителя. Го-
товый материал закатывается на бобину 3 вместе с прокладоч-
ным материалом, поступающим с бобины 2. Машина снабжена
регулируемым приводом во взрывобезопасном исполнении. Из
кожуха, закрывающего нагревательную плиту, непрерывно от-
сасывается воздух. Мощность отсоса подобрана с таким рас-
четом, чтобы концентрация паров растворителей была ниже
предельно допустимой. Эффективность отсоса контролируется
приборами.
Работа на машине при неисправной вентиляции запрещает-
ся.
Наиболее ответственной частью машины является узел про-
мазки (рис. 11.3), состоящий из ракли (иожа) и вала. Вал со-
стоит из металлической трубы 2, слоя эбонита 3 и поверхност-
ного слоя резины 1. Верхний резиновый слой шлифуют и по-
крывают лаком. Ракля 4 крепится к ножевой балке 6. Положе-
ние иожа регулируется с помощью винтов с маховиками. От
точности установки ракли зависят толщина слоя клея и рав-
номерность распределения клея по полотну. Чтобы клей не
растекался по валу, на торнах ножа устанавливают ограничи-
тельные стрелки 5.
Если требуется промазать ткаиь с двух сторон или нало-
жить второй слой клея, ткаиь приходится дважды пропускать
13—651
193
Рис. 11.4. Клеепромазочиая машина с двумя головками:
J, <? — направляющие валы; 2 — кожух капсулы; 3. 7 — нагревательные плиты; 4 — ракля;
5 — рабочий вал; 6 — направляющий вал; 8 — охлаждающий барабан; 10 — раскаточно-
закаточиое устройство; 11 — ленточный транспортер; 12 — станина
через машину. Существуют конструкции машин с двумя про-
мазочиыми головками, на которых можно наносить два слоя
клея или промазывать ткань с двух сторон без перегрузки ру-
лонов. Устройство такого агрегата показано на рис. 11.4. Агре-
гат представляет собой две сблокированные машины. Ткань
проходит через направляющий вал 6 на рабочий вал 5, за-
тем — под раклей 4, промазывается клеем и поступает на суш-
ку. Сушка производится в двух камерах, каждая из которых
имеет две плиты. Когда промазка происходит в левой камере,
головка правой машины ,не работает. Промазанная ткаиь зака-
тывается в рулой на правой машине. После окончания промаз-
ки всего материала в левой части вступает в действие правая
головка, и ткань покрывается еще одним слоем клея. Последу-
ющие сушка н закатка ткани производятся на левой машине.
При промазке ткани клеем можно наносить очень тонкие
слои его (до 10 г/м2). Толщина слоев зависит от положения
ракли н консистенции клея. Для увеличения толщины слоя
приходится пропускать ткаиь через агрегат несколько раз.
В процессе работы клеепром азочио и машины испаряется
значительное количество растворителей. Пары растворителей
могут образовывать с воздухом взрывоопасную смесь, поэтому
их концентрация в воздухе рабочего помещения должна соот-
ветствовать сапнтарпым нормам. Основной мерой безопасности
при работе на клеепромазочных машинах в условиях интенсив-
ного испарения растворителя является капсулироваиие, пред-
отвращающее распространение паров растворителя в окружаю-
щую среду. Объем воздуха, отсасываемого из капсулы, должен
быть таким, чтобы пары растворителя не могли создать взры-
воопасную концентрацию. Большой .избыток воздуха уменьша-
ет опасность конденсации растворителя в трубопроводах в про-
цессе подачи его к рекуперацноииой установке. Для безопасной
работы установки решающее значение имеет исправность сис-
темы отсоса. Специальные устройства, которыми оборудуются
современные машины, сигнализируют с помощью звукового
сигнала о любых .нарушениях в работе отсасывающей сис-
темы.
194
Серьезную опасность представляют искры, образующиеся в
зоне установки промазывающей машины. Поэтому при работе
необходимо пользоваться инструментом, изготовленным только
из неискрящих металлов; должны быть также предусмотрены
устройства, отводящие статическое электричество.
В качестве теплоносителя в обогревательных системах ис-
пользуют пар. Все двигатели и электрооборудование должны
быть во взрывобезопасном исполнении.
Помещения, в которых расположены линии для приготовле-
ния клея и промазки им тканей, а также рекуперациониые ус-
тановки, по степени взрывоопасности относятся к категории А.
11.3. РЕКУПЕРАЦИСННАЯ УСТАНОВКА ДЛЯ УЛАВЛИВАНИЯ
РАСТВОРИТЕЛЕЙ
Отсасываемый от промазочной машины воздух содержит пары
растворителя. Выброс такого воздуха в атмосферу невыгоден
с экономической точки зрения, потому что безвозвратно теря-
ется растворитель, и нежелателен, так как загрязняет окружа-
ющую среду. Поэтому на заводах создаются рекуперациониые
установки для улавливания растворителя, который затем воз-
вращают в производство. Один из вариантов установки следу-
ющий. Воздух, отсасываемый от промазочных машин, подает-
ся вентилятором в адсорбер. Для этих целей может быть ис-
пользован вентилятор только во взрыве безопасном исполнении
с взрывобезопасным электрооборудованием. Воздух проходит
через слой адсорбента, поглощающий растворитель, и удаляет-
ся в атмосферу. Как только произойдет насыщение адсорбента
парами растворителя, перекрываются задвижки, соединяющие
адсорбер с атмосферой и с вентилятором подачи загрязненного
растворителем воздуха. После этого в адсорбер по трубопрово-
ду подается пар; происходит десорбция уловленного адсорбен-
том растворителя, который вместе с паром попадает в кон-
денсатор, где конденсируется. Полученный конденсат подается
в разделительную колонку, в которой осуществляется разделе-
ние растворителя и конденсата, основанное на разности плот-
ностей этих жидкостей. Конденсат сливается, а растворитель
подается в сборник, откуда он поступает повторно в произ-
водство.
Для непрерывного улавливания растворителя установку
оборудуют двумя или тремя адсорберами. В то время, когда
•одни адсорбер работает в режиме адсорбции, другой работает
в режиме десорбции. При этом обеспечивается непрерывная
очистка воздуха, отсасываемого от промазочных машин.
С помощью рекуперационных установок в производство воз-
вращается до 95% растворителя. Существуют н другие конст-
рукции установок для улавливания растворителей.
13*
195
Часть вторая.
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
РЕЗИНОВЫХ ТЕХНИЧЕСКИХ ИЗДЕЛИЙ
ГЛАВА 12
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ НЕФОРМОВЫХ
РЕЗИНОВЫХ ИЗДЕЛИЙ
12.1. ПОТОЧНЫЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ НЕФОРМОВЫХ ИЗДЕЛИЙ
ИЗ МОНОЛИТНЫХ И ГУБЧАТЫХ РЕЗИН
Неформовые резиновые изделия занимают значительное место
в общем производстве резиновых технических изделий. К этим
изделиям предъявляются .все возрастающие требования по их
сложности, качеству, а также объему производства. Современ-
ное массовое изготовление их возможно только с применением
высокопроизводительных непрерывных поточных линий. Непре-
рывные технологические процессы обеспечивают стабильные
характеристики выпускаемой продукции и высокую производи-
тельность. Поэтому в промышленности широко используются
поточные линии непрерывного действия, объединяющие агре-
гаты для формования и вулканизации иеформовых изделий.
Для питания таких линий резиновая смесь готовится в виде
ленты или листа.
Для получения леиты может служить установка (рис. 12.1,
а), представляющая собой ножевой валик 3, режущий лист
резины 2. Затем этот лист разворачивается в ленту, как пока-
зано на рис. 12.1,6, и подается для питания формующих ма-
шин, чаще всего червячных.
Червячные машины могут быть горячего и холодного пита-
ния. Лучшее качество изделий получают при использовании
машин холодного питания с вакуум-отсосом, так как они обес-
печивают хорошую дегазацию смеси, что очень важно при
вулканизации без давления.
Процесс дегазации осуществляется следующим образом.
После прогревв до температуры приблизительно 100 °C и плас-
тикации в начальных зонах цилиндра червячной машины смесь
попадает в зону дегазации. В этой зоне цилиндра резко уве-
личивается объем и падает давление. Выделяющиеся при этом
летучие и пары воды отсасываются вакуум-насосом. Смесь
захватывается витками нагнетающей части червяка, уплотня-
ется и продавливается через формующее устройство. Обрабо-
танная таким образом смесь менее склонна к порообразованию
в процессе вулканизации.
196
Рнс. 12.1. Схема установки для рез-
ки резинового листа на ленты:
а — схема работы установки; б — схема
разворота разрезанного листа в ленту;
1— поддон; 2— лист резины; 3 — ножевой
валик
В поточных линиях формующие машины объединены с аг-
регатами вулканизации. Для вулканизации используются вул-
канизационные автоклавы и прессы прн периодическом процес-
се и агрегаты непрерывной вулканизации, в которых можно
производить вулканизацию без применения давления или под
небольшим давлением. Агрегаты для вулканизации при атмо-
сферном давлении проще и надежнее в работе, они более про-
изводительны. Но их использование желательно при примене-
нии формующих машин с вакуум-отсосом.
12.2. ОБОРУДОВАНИЕ ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ
НЕФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ
Установки для вулканизации в среде горячего воздуха. Прин-
ципиальная схема одного из самых простых аппаратов непре-
рывной вулканизации показана иа рис. 12.2. Основной частью
аппарата являются камеры вулканизации 1 и 2, в которых с
помощью тяговой цепи 10 непрерывно движутся формы с вул-
канизуемыми изделиями или изделия без форм. Продолжи-
тельность пребывания изделий в камере зависит от ее длины и
Рис. 12.2. Схема установки для вулканизации изделий в среде горячего
воздуха:
1, 2—камеры вулканизации; 3 —камера для подвода воздуха; 4 —поворотная станция;
5 —калорифер; 6— циркуляционный вентилятор; 7, 8, /2 —каналы для подачи воздуха;
9 — приводная станция; 1С — тяговая цепь; 11 — лепестковые диафрагмы; 13 — конденса-
ционный горшок; 14 — клапан по.. >чи пара; 15— терморегулирующие приборы
197
скорости движения тягового органа. Она подбирается так, что-
бы процесс вулканизации заканчивался к моменту выхода из-
делия из агрегата. Температура в камерах поддерживается с
помощью циркулирующего горячего воздуха, подаваемого вен-
тилятором 6 через калорифер 5. Пройдя через камеры, воздух
по каналам 8, 12 попадает в вентилятор, и цикл повторяется.
Для уменьшения утечки теплоносителя в открытых торцах ка-
меры вулканизации устанавливают лепестковые диафрагмы
11. Эти устройства не являются преградой для изделий, но
создают сопротивление потоку воздуха. Тяговый орган приво-
дится в движение специальной приводной станцией 9, которая
вынесена из зоны обогрева.
Циркуляция воздуха в камерах вулканизации необходима
для равномерного обогрева изделий, она регулируется с по-
мощью заслонок в воздуховодах. Температура циркулирующе-
го воздуха контролируется термопарами, установленными в
камерах, и приборами 15, которые автоматически поддержива-
ют заданную температуру, воздействуя на клапан 14, регули-
рующий подачу пара в калорифер 5. Конденсат из калорифера
удаляется через конденсационный горшок 13. Натяжение тя-
гового органа поддерживается путем перемещения приводной
станции 9.
Описанная непрерывная линия вулканизации отличается
простотой и надежностью в работе, однако ряд принципиаль-
ных недостатков, присущих методу вулканизации в воздушной
среде, ограничивает ее использование. К недостаткам этого
метода вулканизации следует отнести: малую теплоемкость воз-
духа как теплоносителя; небольшой коэффициент теплопередачи
от воздухй к изделию и связанный с этим медленный разогрев
изделий в камере, что снижает ее производительность; посто-
янный обдув изделий горячим воздухом, ускоряющий окисли-
тельные процессы в изделиях, что часто нежелательно.
Установки для вулканизации в псевдоожиженном слое.
Интенсивность теплообмена в вулканизаторах может быть зна-
чительно увеличена при использовании псевдоожиженного
слоя.
Псевдоожиженным (кипящим) называют слой дисперсного вещества в
виде песка, мелких шариков или частиц другой формы, всплывающих под
действием газа, проходящего через слой снизу вверх. Частицы постоянно
находятся в движении, теряют связь друг с другом и приобретают неко-
торые свойства, характерные для жидкости. Для создания псевдоожиженно-
го слоя требуется вещество с частицами примерно одинакового размера и
близкими по форме. Скорость продувания газа подбирается такой, чтобы
все частицы витали (плавали), но не уносились газом из камеры.
Принцип псевдоожиженного слоя широко используется в технике. В ка-
честве дисперсного материала часто применяется классифицированный пе-
сок или стеклянные шарики размером 0,1—0,3 мм. Пористой решеткой, через
которую продувается газ, служат металлические или керамические пласти-
ны с регулярными мелкими отверстиями (порами). Псевдоожиженный слой
способствует быстрому нагреву помещенного в него изделия. Теплопередача
улучшается благодаря большой суммарной поверхности частиц, через ко-
198
Рис. 12.3. Схема установки для вулканизации изделий в псевдоожиженном
слое:
/—изделие с сердечником (рукав); 2 — червячная машина; 3—воздушная камера; 4 —
вулканизационная камера; 5 — вытяжная труба; 6 — выходной редукционный клапан;
7 — камера для сдувания паром шариков; 8 — выходное воздушно-водяное уплотнение:
9— барабан для намотки рукава; 10— насос; 11— устройство для подачи перегретого
и рециркуляционного пара; 12— керамическая пористая перегородка; 13 — псевдоожи-
женный слой
торую передается тепло от газа. Нагретые частицы, вступая в контакт с
изделием, интенсивно отдают ему тепло.
К недостаткам вулканизации в псевдоожиженном слое сле-
дует отнести возможность прилипания частиц во время ударов
о поверхность вулканизуемого изделия. Для устранения этого
недостатка на изделие перед вулканизацией наносится слой ан-
тиадгезива (например, талька). После выхода из зоны вулка-
низации изделие интенсивно обдувается для удаления с его
поверхности оставшихся частиц. В качестве газа-теплоносителя
в рассматриваемых аппаратах может применяться воздух или
перегретый пар. В последнем случае значительно уменьшается
возможность окисления поверхности изделий при высоких тем-
пературах вулканизации.
На рнс. 12.3 приведена примерная схема установки для вул-
канизации резиновых изделий в псевдоожиженном слое с при-
менением в качестве теплоносителя перегретого пара. Установка
работает под небольшим избыточным давлением, что улучша-
ет качество вулканизатов.
На схеме показана работа установки для изготовления из-
делия с сердечником 1, который покрывается резиновой смесью
в угловой головке червячной машины 2 и затем поступает на
вулканизацию. Из головки изделие подается в воздушную ка-
меру 5, препятствующую проходу теплоносителя из зоны вул-
канизации. В этом месте может находиться установка для по-
крытия поверхности экструдируемого материала антиадгезивом.
Затем изделие попадает в камеру 4, где оно вулканизуется в
псевдоожиженном слое. В камере установлена керамическая
пористая перегородка 12, через которую перегретый пар посту-
199
пает из нижней части камеры и создает псевдоожиженный, ки-
пящий слой твердых частиц.
Длина камеры и скорость движения изделий в ней должны
соответствовать технологическим параметрам вулканизации,
которая должна заканчиваться к моменту поступления изделия
в камеру 7. Здесь изделие обдувается струями пара для снятия
с его поверхности приставших твердых частиц, проходит через
уплотнительное устройство 8, охлаждается и закатывается в ру-
лон на барабане 9. Насос 10 постоянно поддерживает опреде-
ленный уровень воды в уплотнительном устройстве 8. Давле-
ние и параметры пара в камере поддерживаются с помощью
устройства 11.
Эта установка более производительна, чем вулканизаторы
с воздушным теплоносителем, ио она сложнее в эксплуатации.
Установка для вулканизации изделий в расплаве солей и в
жидких высокотемпературных теплоносителях. Эти установки
обладают высокой производительностью и широко использу-
ются для непрерывного формования и вулканизации резиновых
погонажных изделий.
Для формования изделия служит червячная машина холод-
ного питания с вакуум-отсосом. Изделие из головки червячной
машины попадает на приемный транспортер, который передает
его в камеру вулканизации. Камера состоит из емкости в фор-
ме желоба, наполненного расплавом солей, в котором движет-
ся нижняя ветвь ленточного транспортера. Верхняя ветвь дви-
жется над ванной. Лента обычно изготавливается из тонкой
стальной полосы, концы которой свариваются. Вулканизуемый
профиль .имеет меньшую плотность, чем расплав, и всплывает
вверх, прижимаясь к ленте. Лента транспортера вынуждает
вулканизуемый профиль находиться -в расплаве в погруженном
состоянии и транспортирует его вдоль ванны. Для предотвра-
щения кристаллизации расплава на верхней ветви стальной
ленты во время обратного движения она обогревается инфра-
красными излучателями. Ванна снабжена нагревательными
элементами и термопарами с приборами, поддерживающими
заданную температуру, которая обычно устанавливается в пре-
делах 180—220 °C.
Для регулирования глубины погружения профиля в рас-
плав ванна может перемещаться в вертикальном направлении
с помощью винтовых устройств. При необходимости расплав из
ванны может быть слит в специальную -емкость. Длина ванны
и скорость движения вулканизуемого профиля согласуются с
временем, необходимым для его вулканизации. На выходе из
ванны изделие обдувается воздухом для удаления капелек рас-
плава, а затем поступает в камеру, в которой отмывается от
соли, оставшейся на поверхности. Затем профиль наматывается
в бухты или режется .иа отрезки определенной длины.
Камера вулканизации закрыта стальным кожухом с двер-
цами для доступа к ванне в случае необходимости.
200
В качестве теплоносителя в ваннах для вулканизации ис-
пользуют нетоксичные негорючие вещества, не вызывающие
коррозии аппаратуры, не оказывающие вредного влияния на
резину и легко смывающиеся водой. Эти вещества должны
быть иедефицитны и недороги. Это чаще всего солн или крем-
нийорганические жидкости.
К недостаткам аппаратов вулканизации в расплаве солей
следует отнести значительный расход теплоносителя вследст-
вие уноса его поверхностью изделия, а также большую раз-
ность плотностей резины и расплава, что приводит к образова-
нию значительной выталкивающей силы, действующей на по-
груженный в расплав профиль, которая может вызвать дефор-
мацию и искажение формы профиля, особенно сложного.
В подобных вулканизационных агрегатах иногда применя-
ют высокотемпературные органические теплоносители (ВОТ)
или кремнийорганические теплоносители (КОТ). Плотность
этих теплоносителей (900—1400 кг/м3) приближается к плот-
ности резиновых смесей, поэтому усилие, выталкивающее по-
груженный профиль из жидкости, невелико. Однако некоторые
теплоносители этого класса токсичны, другие плохо отмыва-
ются водой или отрицательно влияют на поверхность изделия,
цена их довольно высока, поэтому применение таких веществ
ограничено.
Особенностью процесса вулканизации изделия, погружен-
ного в теплоноситель, является возможность проводить вулка-
низацию под некоторым давлением. Для этого изготавливают
вертикальную ванну в виде U-образной трубы. Давление
создается столбом жидкости в этой трубе и зависит от высоты
ванны и плотности теплоносителя.
Производительность аппаратов для вулканизации в среде
жидкого теплоносителя зависит не только от скорости переда-
чи тепла от теплоносителя к изделию, но и от теплопроводнос-
ти вулканизуемого материала. При вулканизации массивных
толстостенных профилей требуется значительное время для
того, чтобы температура в середине сечения профиля достигла
заданного значения. Это замедляет процесс вулканизации,
снижает производительность оборудования и может создать не-
одинаковые условия вулканизации поверхностных и внутрен-
них слоев изделия.
•Установки с использованием токов сверхвысокой частоты
(СВЧ). В последнее время для быстрого и равномерного про-
грева погонажных изделий и трубок стали применять электри-
ческие методы нагрева. Заготовка после формования в червяч-
ной машине с вакуумным отсосом подается в специальную ка-
меру, гДе подвергается воздействию электрического поля
сверхвысокой частоты (до 3000 МГц). Такое поле создает ус-
ловия для равномерного прогрева заготовки на всей ее глубине,
так как тепло генерируется одновременно во всех микрообъе-
мах материала, а ие распространяется от поверхности, сопри-
201
касающейся с теплоносителем, в глубину, как в случае обогре-
ва традиционными методами. С помощью токов сверхвысокой
частоты изделие нагревается очень быстро до температуры
вулканизации. После достижения этой температуры столь ин-
тенсивный обогрев изделия не требуется: во время вулканиза-
ции необходимо только не допускать охлаждения изделия, т. е.
компенсировать тепловые потери. Для этого могут быть ис-
пользованы установки с традиционными способами обогрева.
На практике часто используют установку, в которой в на-
чальный период разогрева и частичной вулканизации изделие
нагревается за счет токов СВЧ, а затем оно попадает в камеру
для вулканизации в воздушной среде или в жидком теплоно-
сителе.
Для защиты окружающей среды от действия высокочастот-
ного электрического поля камера вулканизации тщательно
экранируется. Агрегат оборудуется приборами автоматического
управления и регулирования, блокировкой.
Вулканизация в поле СВЧ — современный, высокопроизводи-
тельный процесс. Однако и ему присущи недостатки: неравно-
мерный нагрев сложных по форме изделий; зависимость чув-
ствительности резиновой смеси к действию токов СВЧ от
свойств ее компонентов, в частности от их полярности. Поэтому
при составлении рецептуры резинового изделия, которое будет
вулканизоваться в поле токов СВЧ, следует учитывать свойства
будущей композиции с точки зрения возможности взаимодейст-
вия с высокочастотным электрическим полем. При работе на
вулканизационных агрегатах, где применяются токи СВЧ, от
персонала требуется высокая культура обслуживания, знание
устройств агрегата и правил его безопасной эксплуатации.
Высокочастотное излучение при нарушении экранирования
может оказывать вредное действие на работающих, а также
создавать помехи в системах связи.
12.3. ОБОРУДОВАНИЕ ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ
НЕФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ ПОД ДАВЛЕНИЕМ
Многие изделия, особенно неоднородные, состоящие из не-
скольких слоев, необходимо вулканизовать под значительным
давлением (0,4—0,6 МПа). К таким изделиям, в частности,
относятся дублированные ленты из слоев прорезиненной ткани
или резины различных составов. Вулканизацию таких изделий
(а иногда и дублирование) производят на барабанных вулка-
низаторах непрерывного действия. Схема такой машины приве-
дена на рис. 12.4. Машина состоит из прочной рамы, в кото-
рой установлены подшипники основного 4 и вспомогательных
3, 5 барабанов. Бесконечная лента 8 охватывает большую
часть окружности основного барабана 4, проходит по вспомо-
гательным барабанам 3 и натяжному барабану 5. Лента при-
легает к основному барабану с большим усилием, которое ре-
202
Рис. 12.4. Барабанный вулканизатор непрерывного действия:
i, 7 рулоны прокладочной ткани; 2 — рулоны дублируемого материала; 3 — вспомо-
гательные барабаны; 4 — основной барабан; 5 — натяжной барабан; 6 — готовый мате-
риал; 8 — бесконечная лента;----— прокладочная ткань; — • — - — • — — стальная
прессующая лента
гулируется перемещением натяжного барабана 5. Основной
барабан обогревается паром. Он изготавливается литым нли
сварным из толсто л истовой стали со стальными кольцами
внутри для увеличения жесткости конструкции. Поверхность
•барабана шлифуется.
Ленту изготавливают из тонколистовой высококачественной
стали и сваривают концы встык. Вспомогательные (направля-
ющие) барабаны 3 служат для создания максимального угла
охвата лентой основного барабана. Вспомогательные барабаны
выполнены из чугуна. Подшипники барабанов самоустаиавли-
вающиеся. Один из барабанов является приводным и вращает-
ся от регулируемого электропривода, обеспечивая скорость дви-
жения стальной 'ленты обычно в пределах от 4 до 60 м/ч. Ста-
нина машины по конструкции напоминает станину каландра и
способна воспринимать большие усилия. С помощью натяже-
ния стальной прессующей ленты удается создать давление в
рабочем пространстве между лентой и барабаном до 0,4—0,7
МПа.
Для обеспечения работы машины имеются раскаточные и
закаточные приспособления, скорость вращения которых согла-
суется со скоростью движения прессующей ленты.
На рис. 12.4 схематически показана работа машины в ре-
жиме дублирования и вулканизации одновременно.
Заготовки в виде рулонов 2 располагаются на раскаточных
стойках. Здесь же находится рулон с прокладочным материа-
лом 1, который служит для предотвращения прилипания внеш-
него резинового слоя. Заготовки и прокладочный материал
проходят по направляющим роликам и попадают в зазор меж-
ду основным барабаном и прессующей лентой, сходящей с
нижнего направляющего барабана. Лента прижимает заготовки
к поверхности барабана; лучшему обжатию способствует ма-
лый подпрессовочный валик, находящийся на внешней сторо-
не ленты. Лента движется вместе с заготовкой, которую она
прижимает к поверхности основного барабана. Заготовка, полу-
чая тепло от нагретого паром барабана, вулканизуется. Прой-
203
дя основной барабан, лента продолжает движение между
верхним направляющим и натяжным барабанами. Прокладоч-
ный материал сматывается на приемный ролик 7, свулканизо-
ванное изделие — на бобину 6. Применение прокладочного ма-1
тер нала не всегда обязательно.
Производительность машины зависит от пути, который про-
ходит материал (а следовательно, от диаметра барабана), ско-
рости его движения, температуры рабочей поверхности бараба-
на и свойств материала. Для интенсификации процесса иногда
барабанные вулканизаторы оборудуют инфракрасными обо-
гревателями, расположенными с внешней стороны барабана;
они прогревают материал с той стороны, с которой он приле-
гает к прессующей ленте. Такой прием дает возможность уве-
личить предельную толщину вулканизуемого изделия и повы-
сить производительность машины. Некоторые машины подоб-
ного типа имеют устройства, позволяющие увеличить длину пу-
ти, на котором может происходить вулканизация; для этой цели
используют верхний направляющий барабан и участок движе-
ния леиты от этого барабана до натяжного барабана.
Стальная прессующая лента сложна в изготовлении и чаще
Других деталей выходит из строя. Поэтому при изготовлении
некоторых изделий могут применяться ленты из стальной сетки
или плетеного из проволоки полотна. Такая лента обкладыва-
ется резиной и используется вместо стальной, хотя и уступает
ей по некоторым показателям, например по долговечности.
Барабанные вулканизаторы непрерывного действия со
стальной лентой являются весьма производительной и перспек-
тивной машиной. Обычно диаметр барабана и его рабочая дли-
на равны 1500—2000 мм. Производительность машины состав-
ляет 0,2—1 м/мин, а для некоторых изделий —до 1,5—2 м/мин.
Изделия, которые должны быть изготовлены с высокой точ-
ностью, могут производиться на агрегатах, представляющих со-
бой комбинацию червячной машины и формующего устройства,
в котором осуществляется процесс вулканизации. Формующее
устройство состоит из профильного канала значительной дли-
ны, внутренняя полость которого по форме соответствует голов-
ке червячной машины. Это устройство является как бы про-
должением головки. Под давлением, развиваемым в червячной
машине, через обогреваемое устройство движется сформован-
ное изделие; при этом оно вулканизуется. Для снижения со-
противления движению профиля внутри канала в нем устанав-
ливаются пористые шайбы, через которые продавливается сма-
зывающее вещество, образующее тончайшую пленку между
стеикой канала и профилем. При применении таких устройств
достигается хорошее качество изделий, но требуется очень точ-
ная регулировка процесса. Производительность подобных уста-
новок невелика.
204
12.4. ПОТОЧНЫЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ «БЛОКИРОВАННЫХ
ПРОФИЛЕН И РЕЗИНОВЫХ ИЗДЕЛИЙ С МАГНИТНЫМИ СВОЙСТВАМИ
В технике широко используются профили с нанесенным на их
поверхность ворсом (флокированные профили). Проще всего
такие изделия изготавливать на линиях для формования и
вулканизации в воздушной или жидкой среде, снабженных до-
полнительным устройством для резки и нанесения ворса. Это
устройство состоит из машины, которая режет нити на ворсин-
ки строго определенного размера, шероховочной и промазочной
машин и камеры для нанесения ворса. Все перечисленные ма-
шины устанавливаются вдоль линии между червячной машиной
и вулканизационным агрегатом. Промазанный клеем профиль
по транспортеру попадает в камеру электростатического осаж-
дения. В этой камере имеются два электрода, к которым под-
водится постоянное напряжение 50—75 кВ при силе тока всего
в несколько миллиампер, что снижает до минимума опасность
работы на установке. Один электрод располагается в зоне дви-
жения профиля с нанесенным клеевым слоем, а второй — в
верхней части камеры, куда дозатором подаются нарезанные
ворсинки. Они заряжаются и движутся по направлению ко вто-
рому электроду под действием электрического поля. Во время
движения все ворсинки ориентируются в направлении действия
поля и, встречая на своем пути клейкую поверхность профиля,
прилипают одним концом к ней, образуя щетину. Профиль не-
прерывно движется по камере и удаляется из нее по мере об-
разования слоя ворсинок требуемой плотности. Затем следует
процесс вулканизации.
Описанное устройство требует квалифицированного обслу-
живания и внимания при эксплуатации. Необходимо очень точ-
но отладить режущую машину, чтобы получались ворсинки стро-
го заданного размера; в противном случае будет искажена
траектория полета, и ворсинки займут неправильное положение
па поверхности профиля. Также важно подобрать оптимальное
напряжение на электродах и поддерживать точное направле-
ние движения профиля по отношению к осадительному элект-
роду.
При наличии в резиновых смесях абразивных наполнителей,
придающих магнитные свойства резинам, требуется применение
на всех стадиях процесса оборудования, стойкого к износу.
12.5. ПРАВИЛА ЭКСПЛУАТАЦИИ И ТЕХНИКА БЕЗОПАСНОСТИ
Поточные липин для производства неформовых изделий состо-
ят из агрегатов, объединенных в единый механизм, успешная
эксплуатация которого зависит от синхронной и полностью со-
гласованной по всем параметрам работы отдельных его частей.
Эксплуатация таких линий может быть поручена только квали-
205
фицированным рабочим, знакомым с принципом работы и уст-
ройством каждого агрегата.
Особое внимание следует уделять точному соблюдению пра-
вил эксплуатации и техники безопасности при работе на лини-
ях с жидкими теплоносителями и в случае применения токов
сверхвысокой частоты. Вследствие высокой температуры рас-
плавов солей требуется повышенное внимание при любой ра-
боте, проводимой в непосредственной близости от ванны.
Неисправность в системе, в которой используются токи
СВЧ, может привести к нежелательному воздействию высоко-
частотного поля па организм человека. При правильной экс-
плуатации и соблюдении норм техники безопасности работа,
связанная с обслуживанием этих систем, не представляет
опасности.
ГЛАВА 13
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ
ИЗ РЕЗИНОВЫХ КЛЕЕВ И ЛАТЕКСОВ
Тонкостенные резиновые изделия сложной формы в массовом
масштабе изготавливаются из резиновых клеев и латексов.
Технологический процесс получения маканых изделий включа-
ет следующие стадии: макание формы в ванну с клеем или ла-
тексом, отверждение клеевой или латексной пленки, вулкани-
зацию и съем готовых изделий.
В производстве маканых изделий применяют смесительное
и дозирующее оборудование для подготовки клеев или латек-
сов, оборудование для формования (получения пленки на по-
верхности формы) и вулканизационные агрегаты. Серийные
изделия из латекса получают в основном на поточных линиях
с полуавтоматическим и автоматическим режимами работы, в
состав которых входят три упомянутых вида машин.
Латексы успешно вытесняют клеи в производстве тонко-
стенных изделий. Преимущества латексов заключаются в том,
что в их состав не входят органические растворители, пары
которых являются пожаровзрывоопасными и обладают некото-
рой токсичностью. Оборудование для производства изделий из
клеев должно быть во взрывобезопасном исполнении, оборудо-
вание для производства латексных изделий — в обычном ис-
полнении.
Приготовление клеев занимает много времени. Основным
аппаратом, применяемым для приготовления клеев, является
клеемешалка с горизонтальным опрокидывающимся корпусом.
В последнее время все чаще используются вертикальные кле-
емешалки со сменным корпусом и поднимающимся валом с
приводом и перемешивающим устройством.
206
Для приготовления латексных составов применяют аппара-
ты (типа реакторов) с эмалированным корпусом илн с ем-
костью, изготовленной из устойчивого к коррозии материала.
Латексы легче транспортировать, чем клеи. От одного аппарата
к другому их передают по трубам насосами, самотеком или .пу-
тем передавливания сжатым воздухом. Для составления
смеси и .выдерживания латексных составов применяют обычные
дозаторы для жидкости и промежуточные емкости из нержа-
веющих материалов.
Для приготовления пеиы из латекса используют специаль-
ные аппараты — пеновзбиватели (мешалки), которые очень ин-
тенсивно перемешивают среду. Существуют пеновзбиватели пе-
риодического и непрерывного действия.
Основным аппаратом на всех линиях по производству тон-
костенных изделий из клеев и латексов является аппарат для
погружения (макания) форм в ванну. Конструкция аппарата
позволяет устанавливать на его верхней плите несколько форм,
которые при перемещении плиты погружаются в расположен-
ную внизу ванну с латексом, выдерживаются там в течение
определенного времени, а затем извлекаются для передачи на
последующие операции.
Во многих устройствах во время макаиия ванна перемеща-
ется в вертикальном направлении, а формы остаются неподвиж-
ными. Обычно аппарат для макания встраивается в линию, на
которой формы с образовавшейся на них пленкой проходят
весь цикл технологических операций.
Ниже в качестве примера рассматривается работа полуав-
томатической линии типа ОДМ-1 для производства медицинс-
ких мешков, камер и других изделий (рис. 13.1). Основным уз-
лом агрегата является цепь 8 с закрепленными на ней форма-
ми. Формы крепятся шарнирно и обычно висят на нижней вет-
ви цепи в вертикальном положении. Параллельно цепи укреп-
лены металлические направляющие, между которыми движется
шток крепления формы. Щель между направляющими и опре-
деляет положение формы на каждом участке пути. Формы мо-
гут находиться в вертикальном, наклонном или горизонтальном
положении в зависимости от технологической необходимости.
Цепь движется с остановками по заданной на приборе цик-
личности программе. Цепь приводится в движение приводной
станцией 6 с помощью электродвигателя, редуктора и передачи
на ведущую звездочку. Форма на пути движения с цепью про-
ходит несколько устройств, в каждом из которых осуществля-
ется последовательно необходимая технологическая операция.
В начале пути цепь перемещает формы в камеру 1, куда по-
дается теплый воздух для их подогрева. После подогрева фор-
мы занимают вертикальное положение над передвижной ван-
ной 2 с фиксатором. Ванна перемещается с помощью червяка
вверх, и форма погружается в фиксатор. Цепь, транспортирую-
щая формы, в это время неподвижна. После необходимой вы-
207
Рнс. 13.1. Полуавтоматическая линия для производства тонкостенных изде-
лий из латекса:
1— камера подогрева форм; 2— ванна с фиксатором; 3— камера подсушки; 4— ванна
с латексом; 5 — ванна синерезиса; 6— приводная станция цепи транспортера; 7 — уста-
новки для подогрева и циркуляции воздуха; 8— цепь транспортера; 9— поворотная звез-
дочка; 10 — туннель
держки ванна 2 опускается вниз, цепь снова приводится в дви-
жение и передвигает форму в камеру 3, где она обдувается
теплым воздухом; фиксатор при этом подсушивается. В это
время очередная форма проходит обработку в ванне с фикса-
тором.
После подсушки фиксатора на первой форме она передви-
гается вперед и оказывается над ванной с латексом. Эта ван-
на по устройству аналогична ванне с фиксатором; при ее
подъеме форма с предварительно нанесенным на ее поверх-
ность слоем фиксатора погружается в латекс. После необходи-
мой выдержки ванна опускается, и форма продолжает движе-
ние вперед на следующий участок, где она подвергается обра-
ботке. Форма последовательно проходит участки воздушного и
водного синерезиса (в ванне 5), затем с пленкой на поверхнос-
ти попадает в туннель 10 рдя сушки и вулканизации. Туннель
оборудован двумя установками 7 для подогрева и циркуляции
воздуха, который служит теплоносителем. Каждая из устано-
вок 7 состоит из калорифера, вентилятора и воздуховодов. Эти
же установки подают часть горячего воздуха в зоны для обо-
грева форм и подсушки. Двигаясь вместе с цепью, форма про-
ходит туннель за время, необходимое для полной вулканиза-
ции. После выхода из камеры вулканизации готовое изделие
снимается с формы, и цикл повторяется.
Агрегат сконструирован с таким расчетом, чтобы длина пу-
ти формы в зоне каждой технологической операции соответст-
вовала требуемому времени для ее завершения. Цепь движет-
208
ся периодически, последовательно повторяя движение формы
на один шаг вперед и остановку на определенное время. Для
того чтобы цепь не могла прийти в движение во время цикла
макания, предусмотрены блокирующие контакты, которые раз-
решают движение только при опущенных вниз ваннах.
Уровень рабочих жидкостей в ваннах поддерживается авто-
матически с помощью насосов и регулирующих устройств. Так-
же автоматически поддерживается температурный режим в
туннеле для вулканизации.
На описанной технологической линии можно получать од-
новременно разнообразные изделия. Для этого необходимо толь-
ко установить требуемые формы на держатели звеньев цепи.
При необходимости увеличить продолжительность пребывания
формы в ванне можно установить ванны большего размера, со-
ответствующего двум шагам движения цепи. Однако в этом
случае будет уменьшаться продолжительность последующей
операции.
В производстве эксплуатируются также агрегаты с меньшей
степенью механизации и автоматизации. Например, при произ-
водстве губчатых изделий из латекса пену готовят в специаль-
ных пенообразователях. Затем в этих же емкостях ее транс-
портируют к месту заливки.
Формы после очистки и обработки их поверхности заполня-
ют латексом из емкости, расположенной над ними, закрывают
и отправляют на термообработку. Нагревание форм и вулка-
низацию пены проводят в туннельных вулканизационных ка-
мерах с воздушным теплоносителем. После вулканизации и
снижения температуры формы ее раскрывают и извлекают из-
делие. Затем губчатые изделия отмывают водой, отжимают
между валками и сушат.
При эксплуатации оборудования в производстве изделий из
клеев наибольшую опасность представляет пожар или взрыв,
который может произойти при нарушении правил работы на
машинах. Особенно важно, чтобы машины и электрооборудо-
вание были выполнены во взрывобезопасном варианте и нахо-
дились в полной исправности.
При эксплуатации оборудования латексного производства
должны соблюдаться обычные меры безопасности.
14—651
ГЛАВА 14
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ТРАНСПОРТЕРНЫХ
ЛЕНТ И ПРИВОДНЫХ РЕМНЕЙ
14.1. ЛИНИИ СБОРНИ ТРАНСПОРТЕРНЫХ ЛЕНТ И ПРИВОДНЫХ РЕМНЕЙ
Транспортерные ленты и приводные ремни — очень важный
вид продукции, выпускаемой промышленностью резинотехничес-
ких изделий. Они используются .практически во всех отраслях
народного хозяйства. Тяжелые условия эксплуатации этих из-
делий обусловливают повышенные требования к их качеству.
Высокое качество транспортерных лент и приводных ремней
достигается их точной сборкой и вулканизацией под давлением.
Агрегаты сборки сердечников, обкладки их и вулканизации
под давлением объединяют в поточную линию.
Простейшая конструкция ремней и лент — послойио-завер-
нутая. Агрегат для сборки сердечников таких ремней состоит
из раскаточной стойки для установки рулона прорезиненной
ткани, ножевого валика для резки рулона на ленты, направ-
ляющих для сворачивания каждой-ленты в три слоя, роликов
для прикатки сложенной ленты и устройства закатки лент в
рулоны. На таких агрегатах можно изготавливать сердечники
только узких ремней. Для получения более широких лепт ис-
пользуются агрегаты, имеющие специальные устройства для
обработки ткани, и агрегаты для наложения прорезиненных
слоев и их дублирования.
Агрегаты обработки ткани предназначены для пропитки или
промазки синтетических тканей с целью увеличения их адге-
зии к резине. Одновременная термообработка и вытяжка тка-
ней на этих агрегатах стабилизируют свойства волокон при
эксплуатации. Агрегаты дублирования различной конструкции
предназначены для точного наложения одного слоя прорези-
ненного материала на другой, повторения этого процесса, об-
жатия ленты дублирующими роликами и закатки готового
сердечника в рулон.
Сердечник обкладывается резиной на специальных каланд-
ровых линиях. На этих же линиях производится заделка кро-
мок ленты.
Собранная лента подвергается вулканизации. Вулканизация
лент значительной толщины производится на многоцилипдро-
вых гидропрессах; используются также барабанные вулканиза-
торы непрерывного действия.
14.2. АГРЕГАТЫ ДЛЯ СБОРНИ СЕРДЕЧНИКОВ ЛЕНТ
Сердечник транспортерной ленты или плоского приводного рем-
ня собирается из нескольких слоев прорезиненной ткани путем
последовательного их дублирования или одновременного сло-
жения всех слоев.
210
В нашей стране для сборки сердечников используются аг-
регаты, работающие .по принципу послойного наложения про-
резиненной ткаии с прикаткой образованного пакета. Так рабо-
тает дублер Чижова, схема которого показана на рис. 14.1.
Установка состоит из питательных вальцов 1, промазочного
каландра 3 и собственно дублера с системой приводных 6, при-
жимных 5 и поворотных 8—14 барабанов. Все барабаны вра-
щаются в подшипниках, укрепленных на жесткой раме. Прома-
занная иа каландре 3 ткань, огибая направляющий ролик 4,
подается в зазор между приводным 6 и прижимным 5 бараба-
нами дублера. С .помощью специального приспособления конец
ткани протягивается по всей рабочей длине дублера, последова-
тельно огибая все барабаны, и за отклоняющим -роликом 7
соединяется с тканью, которая продолжает поступать из ка-
ландра в зазор между барабанами 5 и 6. Так образуется коль-
цо из прорезиненной ткани, которое натянуто между барабана-
ми в корпусе дублера и перемещается в направлении стрелки
А. Происходит непрерывное дублирование материала кольца с
новыми слоями ткани, поступающими с каландра. При каждом
обороте кольца на нем образуется новый слой материала. Про-
должая процесс дублирования в течение необходимого време-
ни, можно получить теоретически любое число слоев в сердеч-
нике. Специальные натяжные устройства поддерживают посто-
янное расчетное натяжение материала в дублере. Ширитель-
ные и центрирующие устройства обеспечивают разглаживание
складок и подачу полотна, принимаемого с каландра, точно по
центру кольца, с которым этот материал дублируется. После
набора требуемого количества слоев агрегат останавливается.
Режущее устройство разрезает полученное кольцо поперек.
Тянущие ролики вытягивают собранный сердечник из агрега-
та и передают его на закатку, минуя барабан 11.
Таким образом можно получить заготовку сердечника с тре-
буемым числом слоев и длиной, соответствующей емкости дуб-
лера (обычно до 200 м). Высокая способность к склеиванию
Рис, 14.1. Схема работы дублера Чижова:
I — питательные вальцы; 2 — ролики для ткани,- 3 — промазочный каландр; 4 - направ-
ляющие ролики; 5 — прижимный барабан; 6 — приводной барабан дублера; 7 — отклоняю-
щий ролик; 8—14—п«|оротные барабаны
14*
211
Рис. 14.2. Агрегат для сборки сердечников транспортерных лент:
/— питатель; 2—рулон ткани, 3— ролик для приема прокладочной ткани; 4 дубли-
ровочный каландр: 5 — рулон с готовым сердечником; 6 — стойка для прокладочной
ткани
свежепромазаниой на каландре ткани обусловливает получение
сердечника нужного качества. Отсутствие операций закатки
промазанной ткани после каландра и транспортирования руло-
нов на сборку способствует сокращению трудовых затрат на
изготовление сердечников и повышению производительности
труда иа этих линиях по сравнению с другими способами
сборки.
Используются также другие системы для сборки сердечни-
ков транспортерных лент. Один из дублировочных агрегатов,
работающих по принципу одновременного сложения всех сло-
ев, которые заготавливаются заранее, показан на рис. 14.2.
Питатель агрегата состоит из ряда стоек, на которые устанав-
ливают рулоны 2 прорезиненной ткани. Все полотна протяги-
вают через направляющие ролики и ширительное устройство и
подают в дублировочный каландр 4. Прокладочная ткань с ру-
лонов сматывается на ролики 3. Опрессованная в каландре 4
лента сматывается в рулон 5, одновременно со стойки 6 пода-
ется прокладочная ткань. На таком агрегате можно изготавли-
вать сердечники из многих слоев; число слоев соответствует
числу бобин с тканью, на которое рассчитан питатель.
14.3. АГРЕГАТЫ ДЛЯ ОБКЛАДКИ СЕРДЕЧНИКОВ ЛЕНТ
Собранный сердечник поступает на агрегат для обкладки
(рис. I4.3) с раскаточной стойки 6. Рядом с ней устанавлива-
ется закаточное устройство 5 для прокладочного холста. Для
центрирования ленты, поступающей с раскатываемого рулона,
имеется специальный механизм корректировки положения по-
лосы, который получает сигналы от пневмодатчика 7. С рас-
каточного устройства 3 подается слой для усиления ленты и
через ролики 2 направляется к дублирующим валкам 8, где
объединяется с сердечником. Сдублированный материал по-
ступает на четырехвалковый обкладочный каландр, где произ-
водится его обкладка резиновой лентой сразу с двух сторон.
Питается каландр резиновой смесью с питательных вальцов.
После каландра лента проходит механизм для заделки кромок
13, протягивающие валки 15, покрывается антиадгезионным со-
ставом на установке 16 и закатывается в рулон на стойке 17.
212
При необходимости на устройстве 14 могут накапливаться лен-
ты для усиления торцов.
В данном агрегате используется каландр с валками длиной
1800 мм, позволяющий обрабатывать ленту шириной до 1600 мм
и толщиной до 35 мм.
Линия по производству металлотросовых лент оборудуется
кроме указанных агрегатов шпулярником для катушек с тро-
сом, направляющим устройством и механизмом поддержания
равномерного натяжения тросов.
14.4. ОБОРУДОВАНИЕ ДЛЯ ВУЛКАНИЗАЦИИ ТРАНСПОРТЕРНЫХ ЛЕНТ
Вулканизация — ответственная операция, от которой в значи-
тельной степени зависит качество транспортерных лент — их
работоспособность, стойкость к износу и расслоению.
Наиболее распространенным оборудованием для вулкани-
зации транспортерных лент являются многоцилиндровые гид-
равлические прессы с обогреваемыми плитами. Вследствие
большой длины и массы вулканизуемых изделий прессы обо-
рудуются устройствами для перемещения и натяжения ленты,
ее раскатки и закатки после охлаждения.
Гидравлический вулканизационный пресс для транспортер-
ных лент представляет собой ряд объединенных рамных прес-
сов. Рамы связаны между собой силовыми элементами в же-
сткую систему. Плунжеры всех гидроцилиндров оказывают
давление на одну длинную подвижную плиту. Лента прессует-
ся между нижней (подвижной) и верхней (неподвижной) пли-
тами. Длина плит может достигать 10 м и более. Плиты обо-
рудованы системой обогрева, создающей равномерное темпера-
турное поле. Концы плит длиной около 200 мм имеют систему
охлаждения. Его назначение — не допустить перевулканизации
стыковых участков ленты, т. е. тех участков, которые попадают
между плитами дважды. Пресс оборудуется также линейками
из металла расчетной толщины, которые укладывают между
Рис. 14.3. Агрегат для обкладки сердечников транспортерных лент:
1.7 — Пневмодатчики; 2 — центрирующие ролики; 3 — раскаточная стойка; 4 — дисковые
ножи; 5 — закаточное устройство для прокладочного холста-. 6— ра-скаточная стойка;
6—-дублирующие валки; Р —механизм для заделки -кромок ткани; 10— подающие вал-
ки; 11 — транспортер; 12— каландр; 13— механизм заделки кромок резиновой обкладки,
14 — механизм надожения бортовых полос; /5 — протягивающие валки; 16 — установка
для нанесения антиадгезионного покрытия на а.-гдечник; 17 — закаточная стойка
213
Рис. 14.4. Установка для вулканизации транспортерных лент и охлаждения
нх под натяжением:
! — раскаточяое устройство; 2f 4, б — зажимные и растяжные устройства пресса^ 3—
вулканизационный пресс; 5 — стол для охлаждения; 7 — закаточное устройство
плитами рядом с сырой лентой перед вулканизацией. Это обес-
печивает четкое оформление боковых кромок ленты.
Два гидравлических зажима (из которых один — подвиж-
ный), расположенных на концах пресса, служат для вытяжки
ленты перед вулканизацией. После зажима ленты подвижной
зажим перемещается специальным гидроцилиндром, чем созда-
ется необходимое натяжение.
Прессы для транспортерных лент имеют ширину плит от
890 до 3000 мм и длину до 10 300 мм. Уникальные прессы мо-
гут .иметь и большие размеры.
Гидроцилиндры прессов развивают усилия до 75 МН. Наи-
более известными машинами этого класса являются прессы
фирмы «Генрих Рау» (ГДР) и «Зимпелькампф» (ФРГ). Как
правило, они работают от централизованного источника рабо-
чей жидкости. Гидросистема их рассчитана на давление
25 МПа. Обогрев плит производится перегретой водой с тем-
пературой до 180 °C.
Такие прессы могут оборудоваться установками для охлаж-
дения ленты под натяжением (рис. 14.4). При наличии такой
установки охлаждение ленты происходит вне пресса, повыша-
ется его производительность, улучшаются энергетические по-
казатели, улучшается качество изделий.
В зоне между плитами пресса натяжение ленты обеспечи-
вается зажимом 4 н зажимным и растяжным устройством 2.
После вулканизации участок ленты перемещается на длину
плит в сторону закаточного устройства 7. Готовая часть транс-
портерной ленты, находящаяся .на столе 5, крепится в зажимах
4, 6; при этом она растягивается и охлаждается под нагрузкой;
В прессе в это время происходит вулканизация следующего
участка ленты. Лента вулканизуется последовательно, участка-
ми, с небольшим перекрытием границ между участками; зоны
перекрытия подвергаются вулканизации дважды. Готовая леп-
та закатывается в рулон на стойке 7. После вулканизации всей
ленты ее транспортируют краном, так как масса рулона может
достигать нескольких тонн.
Кроме основного оборудования в цехах производства транс-
портерных лент устанавливают прессы для ремонта бракован-
214
ных участков лепты (эти прессы меньше основных), машины
для обработки бортов ленты, для резки ленты.
Иногда вулканизацию транспортерных лент с небольшим
числом слоев в сердечнике проводят в барабанных вулканизато-
рах непрерывного действия (см. гл. 12). Недостатком этого ме-
тода является небольшая производительность оборудования.
44.5. ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК
И СБОРКИ КЛИНОВЫХ РЕМНЕЙ
Клиновые ремни нашли широкое применение в машинострое-
нии благодаря компактности клнноременных передач, способ-
ности их передавать большие мощности, надежности и долго-
вечности. При эксплуатации клиновые ремни работают с
большими нагрузками и их длительная и надежная работа в
значительной степени зависит от соблюдения технологических
режимов при изготовлении.
Производство клиновых ремней начинается с заготовки
исходных материалов и деталей для сборки. Поточная линия
обрезинивания ткани ремней состоит из пр смазочного каланд-
ра, вспомогательного оборудования, продольно-резательных и
диагонально-резательных машин. Червячные машины со спе-
циальными (чаще всего угловыми) головками используют для
предварительного обрезинивания пропитанного и термообрабо-
танного корд-шпур а. На червячных машинах выпускают рези-
новые профили для слоя сжатия. Листовую резину для группо-
вой сборки ремией получают на листовальных каландрах.
Оборудование для сборки клиновых ремней делится на
два вида: для групповой и для индивидуальной сборки. При
групповой сборке на барабан сборочного станка укладывают
последовательно слои резины, слои сердечника (каркаса) и сно-
ва резины. Тщательно прикатывают заготовку и режут ее иа
станках на кольца трапецевидного сечения. При таком спосо-
бе сборки слой сжатия собирается последним на внешней по-
верхности пакета. После резки ремни выворачиваются в рабо-
чее положение и вулканизуются. Такой метод называется об-
ратной сборкой. При прямом способе слой сжатия собирают
первым, т. е. в том положении, в каком ремень работает.
Укладку слоев производят на никель-машинах. Диаметр
сборочного барабана должен соответствовать будущему разме-
ру ремня. Наиболее ответственной операцией является навивка
корд-шнура с точно установленным шагом и натяжением.
Ремии резинотканевой конструкции собираются на бараба-
не, имеющем профильные канавки. Схема работы станка с та-
ким барабаном приведена на рис. 14.5. На специальном пита-
теле станка устанавливают рулоны сырой листовой 7 и про-
филированной 5 резины и прорезиненной ткани 6. Через на-
тяжной барабан 4 собранные в одну ленту слои подаются на
215
Рис. 14.5. Схема работы станка
для сборки клиновых ремней ре-
зинотканевой конструкции:
1 — прикаточный ролик; 2 — сборочный
барабан; 3 — ходовой винт,- 4 — натяж-
ной барабан; 5, 7 — рулоны сырой ре-
зиновой ленты; 6 — кордная ткань
сборочный барабан 2, раз-
мер которого зависит от
размера будущих ремней.
Выступы барабана имеют
острые края, которые ре-
жут материал под давлени-
ем прикаточного ролика 1-
Натяжной барабан 4 мо-
жет перемещаться с по-
мощью ходового винта 3.
Недостатком станка явля-
ется необходимость иметь свой барабан на каждый типоразмер
собираемого ремня.
Ремни больших размеров собирают методом индивидуаль-
ной сборки. Станки индивидуальной сборки имеют два бара-
бана, из которых один, вспомогательный, может перемещаться
относительно сборочного. Расстояние между барабанами зави-
сит от размера ремия. Примером может служить станок
типа СКР (рис. 14.6). Заготовки в виде рулонов материала ус-
танавливаются на питателе 1. Сборка сердечников и их при-
катка производятся на стайке 2. Размеры ремня устанавлива-
ются положением вспомогательного барабана 4. Заготовка на-
тянута между основным и вспомогательным барабанами. Для
устранения провисания ветвей ремня между барабанами уста-
навливаются поддерживающие стойки 3. Главный барабан
имеет регулируемый привод от электродвигателя.
На станках такого типа собирают ремни длиной до
16000 мм. На станке возможно выполнение следующих опера-
ций сборки: наложение слоев, навивка кордного шнура с раз-
личным шагом, нанесение клея, резка заготовки.
В промышленности используется также метод сборки с раз-
делением операций. На сборочный барабан последовательно
монтируют детали сердечника ремня. После каждой операции
барабан с прикатанным на нем материалом передается на ста-
нок, где выполняется последующая операция. Обычно имеется
шесть станков, иа которых производятся последовательно:
1) сборка заготовки первого эластичного слоя; 2) навивка
кордного шнура; 3) сушка клея; 4) сборка слоев от второго
эластичного до слоя сжатия; 5) резка; 6) съем заготовок. Ба-
рабан передается с одной операции на другую тельфером. Та-
кое оборудование благодаря разделению операций является
весьма производительным.
216
Индивидуальная сборка клиновых ремней чаще всего при-
меняется для изделий крупных типоразмеров. С целью увели-
чения производительности индивидуальной сборки иногда уста-
навливают дополнительные агрегаты для изготовления отдель-
ных деталей ремня, например слоя сжатия, который шприцует-
ся, режется и стыкуется, после чего подается на сборочный
участок.
После сборки ремни обертываются резинотканевой лентой
на станках типа О1<Р. Станки питаются лентами ткаии, закро-
енными под углом 45° и свернутыми в бухты. С помощью спе-
циальных роликов, расположенных вокруг профиля движуще-
гося ремня, лента прижимается к поверхности всех граней рем-
ня и прикатывается автоматически.
Существует много конструкций машин для сборки клиновых
ремней. Наиболее перспективными можно считать станки для
групповой обратной сборки ремней малых типоразмеров и ав-
томатизированные станки для индивидуальной сборки ремней
крупных типоразмеров. Быстро развивается производство стан-
ков для сборки ремней с разделением операций. Автоматизация
сборки и питание станков предварительно подготовленными
деталями — надежный путь повышения качества и стабильнос-
ти свойств клиновых ремней.
14.6. ОБОРУДОВАНИЕ ДЛЯ ВУЛКАНИЗАЦИИ КЛИНОВЫХ РЕМНЕЙ
Работоспособность клиновых ремней во многом зависит от
правильного проведения процесса вулканизации. Особенно
сложно достичь равномерной вулканизации для длинномерных
ремней. В зависимости от размеров изделий существует не-
сколько способов вулканизации:
217
Рис. 14.7. Форма для вулканиза-
ции клиновых ремней
на барабанных сборных
формах с бинтовкой (для рем-
ней малой и средней длины);
на барабанных вулканиза-
торах непрерывного действия
(для ремней средней н боль-
шой длины);
на челюстных вулканизационных прессах (для ремней боль-
шой длины).
.Первый способ вулканизации заключается в том, что на
сборную форму надевают собранные ремни таким образом,
чтобы профиль ремня занимал пространство, образованное
двумя соседними кольцами. Каждому типоразмеру ремня
должна соответствовать по размерам своя форма. Сборная фор-
ма показана на рис. 14.7. Форма стягивается болтами, распо-
ложенными параллельно оси пакета, и вместе с ремнями в ка-
навках помещается на обкаточный станок, после обработки на
котором масса ремня занимает весь объем канавки формы в
соответствии с ее конфигурацией.
Станок для обкатки состоит из двух поддерживающих вал-
ков, на которых вращается барабан с установленными в канав-
ках ремнями, и прикаточного ролика.
Ремни на -барабанные формы надевают с натягом, что
обеспечивает некоторую вытяжку их в процессе вулканизации.
После обкатки форму бинтуют в два-три слоя мокрым бинтом
(часто на обкаточном станке). Затем формы помещают в вул-
канизационный автоклав. После вулканизапии формы подаются
на разбинтовку и разборку.
При вулканизации этим способом получаются изделия от-
личного качества. Но при этом требуется большое число форм.
Для ремней средних размеров собранные барабаны оказыва-
ются громоздкими и тяжелыми, что затрудняет транспортиро-
вание и обслуживание форм. Дополнительные трудности созда-
ются из-за необходимости иметь большое число типоразмеров
форм, соответствующее ассортименту выпускаемой продукции.
По указанным причинам вулканизацию длинномерных ремней
производят другими способами.
Хорошие результаты получаются при вулканизации клипо-
вых ремней на барабанных вулканизаторах непрерывного дей-
ствия. Они применяются преимущественно для обработки рем-
ней средних размеров. Вулканизатор состоит из двух бараба-
нов с канавками, соответствующими по размерам профилю
ремня. Один из барабанов имеет значительно большие разме-
ры, чем другой. Большой барабан обогревается. Над ним по
дуге расположены электрические обогреватели для передачи
тепла на внешнюю поверхность ремня. Ремни натягиваются
218
между большим и малым барабаном. Для удобства установ-
ки и снятия ремней малый барабан передвигается винтовым
устройством таким образом, чтобы ремень можно было легко
надеть на оба барабана, а затем натянуть его перемещением
малого барабана. Стальная сетка в виде ленты облегает внеш-
нюю поверхность большого барабана и подпрессовывает ре-
мень. После установки ремней на барабаны и создания натя-
жения путем перемещения малого барабана вулканизатор
включают в работу.
Ремень вулканизуется за счет тепла, получаемого им от
большого барабана и внешних обогревателей. Большой бара-
бан вращается медленно. С него непрерывно сходит участок
ремня, прошедший вулканизацию, и в его канавки подается
новая часть ремня. Во время вулканизации ремень по всей
длине проходит через большой барабан. Для уменьшения пло-
щади, занимаемой вулканизатором, большой барабан размеща-
ют над малым. Иногда в одной машине группируют две — че-
тыре пары барабанов.
Вулканизация на таком оборудовании обеспечивает высокое
качество продукции, но производительность его невелика.
Сложно добиться высокой интенсивности теплопередачи от
барабанов к ремню. Для вулканизации ремней различного
профиля требуются различные барабаны, но при изменении
длины ремня барабаны не меняют, а только перемещают ма-
лый барабан относительно большого.
Барабанные вулканизаторы непрерывного действия являют-
ся весьма перспективным оборудованием.
Ремни большой Длины обычно вулканизуют участками па
вулканизационном прессе челюстного типа (рис. 14.8). Пресс
состоит из рамы 5, верхней траверсы 6, подвижной плиты 9,
двух нагревательных плит 4 и 12, формы 3 (промежуточной
плиты) с профильными канавками, соответствующими по фор-
Рис. 14.8. Пресс челюстного типа для вулканизации клиновых ремней:
1. Т — шкивы; 2 — клиновой ремень; 3 — фррма; 4, 12 — нагревательные плиты; 5 — рама
пресса; 6—верхняя траверса; 8— натяжное винтовое устройство; 9 — нижняя плита
пресса; 10—плунжер; 11— силовой гидроцилиндр
219
ме профилю ремня, двух шкивов 1 и 7, из которых последний
является передвижным. Шкив 7 передвигается с помощью на-
тяжного винтового устройства 8, натягивающего ремень. Сжа-
тие плит производится силовым гидроцилиндром 11с плунже-
ром 10. При вулканизации рассчитывают длину ремня и про-
межуточной плиты так, чтобы общая длина ремня соответство-
вала четному числу участков ремня, прижимающихся к проме-
жуточной плите. Это необходимо для того, чтобы все участки
ремня проходили участок вулканизации только один раз.
Пресс для вулканизации бесконечных ремней работает сле-
дующим образом. Устанавливают нужное число собранных
ремней между шкивами. Все ремни заправляют в канавки про-
фильной промежуточной плиты. Затем подводят нижнюю пли-
ту к профильной на такое расстояние, чтобы ремни не могли
выйти из канавок, и натягивают ремни путем перемещения
подвижного шкива, после чего производят полное смыкание
плит и вулканизацию. По окончании обработки одного участ-
ка ремня пресс размыкают, вращением шкива перемещают
ремень так, чтобы на всю длину профильной плиты лег невул-
канизованный участок, и повторяют цикл вулканизации.
К недостаткам этого оборудования относится .необходимость
вулканизации ремня последовательными участками, что в ка-
кой-то степени придает ремням неравномерные свойства по
длине. Ремень вулканизуется в выпрямленном состоянии, тог-
да как его рабочее положение на шкиве соответствует дуге ок-
ружности. При этом возникают некоторые избыточные напря-
жения в материале, отрицательно влияющие на долговечность
изделия.
К преимуществам челюстных прессов следует отнести воз-
можность вулканизации изделий, имеющих очень большую дли-
ну (до 20000 мм). В формах обычно вулканизуют ремни дли-
ной до 2000 мм.
Сменным инструментом в прессе является профильная пли-
та, которую заменяют только при изменении профиля ремня.
При изменении длины вулканизуемого изделия так же, как ив
ротационных барабанных вулканизаторах, не требуется смены
формующего инструмента. Для вулканизации ремней большой
длины могут применяться челюстные прессы с несколькими
силовыми цилиндрами. Длина плит таких прессов достигает
1200 мм, одноцилиндровых — 600 мм. Пресс может быть обору-
дован сменным инструментом для плоских ремней.
Широкое распространение получают в последнее время зуб-
чатые клиновые ремни. Обычно зубья нарезаются на вулкани-
зованном ремне. Для нарезки применяют полуавтоматические
станки, на которых нарезают зубья требуемых глубины и шага
в соответствии с установленным на датчиках заданием. На
этих станках обрабатываются ремни длиной до 3000 мм.
220
ГЛАВА 15
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВОВ
15.1. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВОВ
ПРОКЛАДОЧНОЙ КОНСТРУКЦИИ
Освоенной и надежно работающей машиной для изготовления
рукавов прокладочной конструкции дорновым способом явля-
ется рукавно-сборочная комбинат-машина (рис. 15.1). На ма-
шине производится сборка рукава на дорне и его бинтование
перед вулканизацией. Основными рабочими органами машины
служат нижние (приводные) валки 2 и верхний (прессующий)
валок 1. В свободном положении валок / приподнят вверх
действием противовеса 12. В рабочем положении валок прижи-
мается к поверхности собираемого рукава пневмоцилиидром 7
через систему рычагов. Длина рабочих валков машин в зави-
симости,от типа может быть от 2600 до 21 000 мм. На маши-
не можно собирать рукава диаметром от 9 до 60—75 мм. Пе-
ред установкой дорна соответствующего диаметра производят
регулировку рабочих валков путем перемещения их относи-
тельно друг друга. На другой стороне машины имеются валки
10 для вращения и бинтования уже собранного рукава. Верх-
ний валок 11 прижимает дорп с рукавом к рабочим валкам 2.
Машина снабжена двумя столами 3 и 9 и стеллажом 13. Все
Рис. 15.1. Рукавно-сборочная комбинат-машина:
1 — верхний прессующий валок; 2 — нижние приводные валки; 3, 9 — столы; 4 — руко-
ятка управления пневмоцилиндра; 5, 8—механизмы регулирования зазора между
нижними валками; 6 — станина; 7 — пвевмоцилиндр; Ю — нижний валок; 11 — верх-
ний валок, 12 — противовес; 13 — стеллаж
221
Рис. 15.2. Схемы закатки тканевой прокладки (с) и забинтовки рукава (б)
на комбннат-машнне:
1 — нижние рабочие валы; 2 — дорн; 3 — откидной прикаточный вал; 4 — состыкованные
косяки ткани; 5 — стол; 6— бинт; 7—шпуля для бинта
части машины смонтированы на жесткой раме. Привод валков
осуществляется от электродвигателей.
На рис. 15.2 показаны схемы закатки тканевой прокладки
и забинтовки рукава на комбинат-машине. На рис. 15.2, а вид-
но, как уложенная на стол предварительно раскроенная и со-
стыкованная прорезиненная ткань закладывается иа дорн под
верхний валок. После этого подается звуковой сигнал, и вклю-
чается привод вращения нижних валков. Они вращают дорн,
который стягивает со стола полотно и наворачивают его на свою
поверхность. Верхний валок производит прикатку слоев ткани
или резины. На рис. 15.2,6 показана бинтовка собранного на
дорне рукава, которая проводится по такому же принципу.
Машины с большой длиной рабочих валов могут иметь не-
сколько пиевмоцилиндров, управляющих верхним валком. Хо-
тя частота вращения рабочих валов невелика (60—80 об/мин),
существует определенная опасность затягивания между вра-
щающимися деталями одежды или даже рук работающих.
Поэтому все работающие на таких машинах обязаны строго
соблюдать правила их безопасной эксплуатации.
15.2. МАШИНЫ ДЛЯ НАВИВКИ И ОПЛЕТКИ
Дор новым способом изготавливают также рукава оплеточной
и навивочной конструкции.
Схема агрегата для сборки навивочных рукавов дорновым
способом представлена на рис. 15.3. Подающее устройство 18
направляет дорн с надетой на пего резиновой камерой через
промазочное приспособление 17 к навивочному устройству 15.
Основная часть павивочного станка — планшайба 14, кото-
рая вращается вместе с установленными на ней шпулями 13.
На шпулях имеется проволока или нить, предназначенная для
навивки на поверхность резиновой камеры. Для регулирования
натяжения проволоки, сбегающей со шпуль, служат тормозные
кольца 11. Планшайба вращается, и проволока, сматываясь со
шпуль, образует спираль на поверхности резиновой камеры,
которая вместе с дорпом продвигается подающим устройством
222
12 3 it 5 6 7 в S 10 11 12 13 1415 16 17 16
Рнс. 15.3. Агрегат для сборки навивочных рукавов дорновым способом:
/ — перекладчики; 2 — транспортер; 3, 9, 17 — промазочные приспособления; 4 — тянущее
устройство; 5, 15 — навивочные устройства; 6 — станок для наложения промежуточного’
резинового слоя; 7 —роликй; 8— катушка; 10, // — тормозные кольца; 12 — колпаки;
13 — шпули; 14 — планшайба: 16 — звездочка: 18 — подающее устройство
справа налево. После навивки одного слоя проволоки рукав
попадает в станок 6 для наложения промежуточного резиново-
го слоя. Затем рукав поступает в навивочное устройство 5, где
накладывается второй слой проволочной спирали. По конструк-
ции он аналогичен рассмотренному выше. Тянущее устройство
4 подает рукав из станка на следующие операции.
Оплеточные машины предназначены для нанесения на по-
верхность резиновой камеры плетенки из нитей. Они значи-
тельно сложнее машин для навивки вследствие сложного
движения механизмов, образующих плетенку.
Навивочный способ производства рукавов проще оплеточно-
го, к недостаткам его следует отнести возможность изменения
расстояния между витками в процессе -производства и эксплуа-
тации рукавов, а также трудность создания монолитных кон-
цов рукава. Для устранения этого недостатка используют об-
моточные машины, которые создают на поверхности камеры
спираль из ленты, образованной из нескольких продольных ни-
тей (проволок), соединенных между собой тем или иным спо-
собом, что предотвращает их смещение.
Рис. 15.4. Обмоточная машина для сборки рукавов на дорне:
/ — планшайбы; 2— шпули с лентой; 3 — дорн с камерой; 4 — цепной транспортер; 5 —
сменные шестерни
223
Схема обмоточной машины приведена на рис. 15.4. На план-
шайбах 1 этой машины установлены шпули 2 с лентой. План-
шайбы вращаются от общего привода в разных направлениях.
Дорн 3 с камерой протягивается цепным транспортером 4
через обмоточное устройство станка. Машина характеризуется
высокой производительностью, но при ее использовании необ-
ходимо предварительно изготовить камеру из резины (внутрен-
нюю часть рукава) и надеть ее на дорн. Камеры надевают на
дорн на специальных станках; для облегчения надевания в ка-
меру подают воздух под небольшим давлением, который не-
сколько раздувает ее. Дорн смазывают для предотвращения
прилипания к ним камеры и облегчения съема готового рука-
ва. Рукав снимают с дорна также на специальных станках с
применением поддува камеры.
Дорны представляют собой металлические (обычно дюра-
люминиевые) трубки, диаметр которых соответствует диамет-
ру рукава. При использовании дорнового способа требуется
большое число дорнов разных размеров и значительной длины,
что усложняет производство. Кроме того, в процессе эксплуа-
тации дориы подвергаются механическим воздействиям; при
этом они изгибаются, и их поверхность теряет гладкость. По-
этому приходится вводить специальные операции по правке и
чистке дорнов.
Для уменьшения парка дорнов иногда применяют полудор-
новый способ производства рукавов, когда на дорнах выполня-
ется только часть операций. Однако полностью исключить их
использование удается только при бездорновом способе произ-
водства рукавов.
15.3. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РУКАВОВ
БЕЗДОРНОВЫМ МЕТОДОМ И НА ГИБКИХ ДОРНАХ
На рис. 15.5 показана схема поточной линии сборки обмоточ-
ных рукавов диаметром от 25 до 50 мм бездорновым способом.
Камера шприцуется на червячной машине 1 с установленной
на ней головкой 2, которая имеет удлиненный дорн. Этот дорн
служит опорой для камеры рукава при ее обмотке н не дает
камере деформироваться. Для уменьшения трения камеры о
дорн между их поверхностями подается смазывающее вещест-
во. С целью уменьшения вытягивания (продольной деформа-
ции) камеры на ее поверхность под обмотку укладываются
продольные армирующие нити 17 с катушек 16, расположен-
ных вокруг головки 2 шприц-машины. Дорн с камерой распо-
ложен внутри полых осей двух планшайб 8 и 9. На планшай-
бах установлены катушки с обмоточной лентой. Вращаясь от
самостоятельного привода, планшайбы наносят ленту на по-
верхность камеры, движущейся по дорну. Ленты обматывают
камеру в противоположных направлениях. После второй стадии
камера с двумя слоями обмотки уже достаточно прочна, чтобы
224
Рнс. 15.5. Поточная линия сборки обмоточных рукавов бездорновым спосо-
бом:
1, 11—цилиндры червячных машин; 2. 12 — головки червячных машин; 3—пневмоци-
линдры; 4 —запасная катушка; 5, 7'—втулки; 6 — рабочая катушка; 8, 9 — планшайбы;
10, 14 — ленты; 13 — отборочный транспортер; 15 — камера; 16— катушка; 17— армирую-
щая нить
сохранить свою форму. Она сходит с дорна и попадает в ка-
меру с вакуумным отсосом. Внутреннее атмосферное давление
прижимает рукав к стенке камеры; и происходит его опрессов-
ка. Последней операцией является наложение внешнего резино-
вого слоя; эта операция выполняется в шприц-машине 11 с угло-
вой головкой 12. Затем рукав отбирается транспортером 13. Учи-
тывая небольшую прочность «горячей» камеры, только что
вышедшей из первой шприц-машины, необходимо снизить лю-
бые нагрузки на нее. Поэтому все агрегаты машины должны
работать в строго синхронизированном режиме и тянущее уси-
лие иа рукав должно быть минимальным.
В производстве применяются агрегаты для изготовления ру-
кавов навивочной конструкции бездорновым методом. Схема
такого агрегата показана на рис. 15.6. Питание установки ре-
зиновой смесью производится с подогревательных вальцов 10
с помощью транспортера 9. Червячная машина 8 выпускает
внутреннюю камеру рукава, на которую накладываются про-
дольные армирующие нити с катушек 7. Камера рукава 6 по-
дается в полую ось навивочного станка 5. Две планшайбы этого
станка навивают армирующие нити на камеру, причем план-
Рис. 15.6. Агрегат для сборки рукавов иавнвочиой конструкции бездорновым
методом:
1,9 — транспортеры; 2, 8 — червячные машины; 3 — ролики сельсинных устройств; 4 —
отборочный барабан; 5—навивочный станок; 6 — камера рукава; 7—катушка с арми-
рующими нитями; 10 подогревательные вальцы
15—65f 225
шайбы вращаются в противоположных направлениях. Отбо-
рочный барабан 4 транспортирует камеру с навивкой к чер-
вячной машине 2 для наложения внешнего резинового слоя.
Синхронизация работы всех частей агрегата производится спе-
циальным устройством; датчиками служат ролики 3 сельсин-
ных устройств.
Основная трудность при изготовлении рукавов бездорновым
методом связана с недостаточной каркасностью резиновой ка-
меры. Для того чтобы сохранить форму камеры при навивке
армирующих слоев, часто используют камеру, прошедшую под-
вулканизацию, или более толстостенные камеры, в которые под
небольшим избыточным давлением подается воздух, придаю-
щий им большую фор неустойчивость.
В последнее время начали широко применять оборудование
для производства рукавов на гибких дорнах. Гибкий дорн
представляет собой трубку или стержень большой длины (до
180 м). Такие дорны изготавливают из полиамидов или поли-
олефинов. Дорны из этих материалов можно сворачивать в
бухты. Кроме .гибкости эти пластмассы обладают незначитель-
ным коэффициентом трения, что облегчает их извлечение из
рукавов. Поврежденные и вышедшие из строя дориы легко пе-
рерабатываются на червячных машинах.
В результате использования гибких дорнов значительно уп-
ростилось изготовление рукавов и появилась возможность ме-
ханизировать процесс. Длина рукавов, изготавливаемых на гиб-
ких дорнах, может достигать 180 м; извлечение дорнов из ру-
кавов производится на машинах с помощью жидкости, находя-
щейся под высоким давлением. На гибких дорнах можно полу-
чать рукава таких конструкций, которые трудно или невозмож-
но получить бездорновым способом.
На рис. 15.7 приведена схема поточной линии изготовления
рукавов на гибких дорнах. Дорн с бобины 1 передается тяну-
щим устройством 2 в угловую головку червячной машины 3,
которая формует камеру рукава на дорне. Скоростные нави-
вочные станки 4 навивают на камеру армирующие слои (час-
тота вращения шпинделя станка достигает 1000 об/мин). Затем
с помощью транспортного устройства рукав подается во вторую
червячную машину 5 для наложения наружного резинового
слоя. После прохождения охлаждающего устройства 6 собран-
ный рукав вместе с дорном закатывается на бобину 7. На та-
Рис. 15.7. Поточная линия для сборки рукавов на гибких дорнах:
1,7 — бобины; 2 — тянущее устройство; 3, 5 — червячные машины; 4 — скоростные нави-
вочные станки; 6 — охлаждающее устройство
226
кой линии можно производить в смену до 4,5 тыс. м рукавов
диаметром от 5 до 14 мм. В некоторых конструкциях рукавов
предусмотрено использование защитной спирали из относитель-
но толстой проволоки. Такие рукава собираются на линиях,
имеющих специальные станки для навивки спирали, в которых
предусмотрено роликовое устройство на планшайбе, изгибаю-
щее проволоку по форме рукава перед укладкой ее на камеру.
Для сборки рукавов может быть использовано также и
другое оборудование, например плитные машины для изготов-
ления прокладочных рукавов. На стол машины укладывают
лепту прорезиненной ткани. На ее край накладывают камеру,
полученную на червячной машине. Кромку ткани кладут иа
камеру и движением верхней плиты параллельно столу вра-
щают камеру, при этом производится намотка ткани на каме-
ру. Заготовку направляют в червячную машину с угловой го-
ловкой для нанесения наружного резинового слоя.
Разрабатываются методы, предусматривающие полную ме-
ханизацию и автоматизацию процесса изготовления рукавов.
Для сборки рукавов используют также сложную угловую голов-
ку, приспособленную для работы одновременно с двумя червяч-
ными машинами. В этой головке при работе одной машины об-
разуется камера, вокруг которой подаваемая в головку лента
ткани с помощью «улитки» образует армирующий слой, свер-
тываясь при этом в трубку. С помощью второй машины, пода-
ющей резиновую смесь в кольцевую щель на выходе из голов-
ки, получают наружный слой рукава. Стоимость такого устрой-
ства высокая, и оно может быть использовано для получения
рукава юлько одного типоразмера, однако его применение да-
ст огромную экономию вследствие полной автоматизации всего
и 1><>11.ссс<1 сборки рукава.
В промышленности для изготовления рукавов используются
и другие новые машины.
15.4. ОБОРУДОВАНИЕ ДЛЯ ВУЛКАНИЗАЦИИ РУКАВОВ
Основным оборудованием для вулканизации рукавов являют-
ся вулканизационные автоклавы небольшого диаметра (1100—
1500 мм) и значительной длины. В рукавном производстве час-
г<> используют «автоклавы проходные с двумя крышками. Это
позволяет разделить по месту операции загрузки и выгрузки
гелсжск н облегчает механизацию производства длинномерных
изделии, каковыми являются рукава на дорнах.
Для создания равномерного температурного поля внутри
автоклава применяют циркуляцию теплоносителя или устанав-
ливают змеевики для дополнительного обогрева зон с пони-
женной температурой. Это позволяет проводить вулканизацию в
узком, оптимальном интервале температур. Все рукава долж-
ны вулканизоваться в одинаковых условиях.
16"
227
Рукава, собранные бездорновым способом, в ряде случаев
вулканизуются с использованием свинцовой оболочки, которая
на специальных прессах наносится на внешнюю поверхность
рукава. Внутрь рукава подается вода, и концы его плотно за-
крываются. Бухта с подготовленным таким образом рукавом
загружается в автоклав. В процессе нагревания в рукаве соз-
дается небольшое давление, и он опрессовывается изнутри; при
этом обеспечивается монолитность материала стенки. После
вулканизации воду сливают, а свинцовую оболочку срезают.
Описанный способ вулканизации рукавов имеет много недо-
статков. Бухты освинцованного рукава имеют большую массу,
обращение с ними затруднено. Применение свинца вредно для
здоровья окружающих. Кроме того, свинец способен реагиро-
вать с соединениями серы, присутствующими в резине. Вслед-
ствие того что срезанная оболочка свинца вновь поступает в
переплавку и используется для повторного многократного по-
крытия рукава, соединения серы со свинцом накапливаются в
металле. Замена свинца полимерными материалами, в частнос-
ти полиамидами, позволяет устранить токсичность и значитель-
но снизить массу бухт.
Для вулканизации используются также трубчатые вулкани-
заторы. В трубу соответствующего диаметра затягивают рукав,
внутри которого создается давление, прижимающее внешние
стенки рукава к трубе. Концы рукава уплотняют. Это позво-
ляет вести вулканизацию под давлением. После сброса давле-
ния рукав извлекается из трубы.
Известные преимущества имеет вулканизация рукавов в
ванне с водой. Заполненные водой рукава укладывают в ван-
ну, заливают водой и ванну помещают в автоклав. В этом слу-
чае устраняются операции бинтовки и освинцовывания поверх-
ности рукава.
Разработано оборудование для вулканизации рукавов меж-
ду плитами вулканизационного пресса, имеющими канавки в
виде полуокружностей. В канавки укладываются рукава, плиты
пресса смыкаются. При этом каждый рукав, находящийся в
канале, оказывается сжатым между плитами. К недостаткам
этого способа вулканизации рукавов следует отнести необхо-
димость иметь профильные плиты для каждого типоразмера
рукава, а также сложность ремонта этих плит.
В последнее время много внимания уделяется созданию
оборудования для непрерывной вулканизации рукавов. Такое
оборудование, встроенное в линию сборки, позволяет исклю-
чить из технологического процесса межоперациониые переходы
и транспортирование изделий, повысить производительность
оборудования, сократить производственные площади и полу-
чать рукава очень стабильного качества.
На рис. 15.8 показана схема без дор нового производства ру-
кавов навивочной конструкции, в котором предусмотрена непре-
рывная вулканизация рукавов. Червячная машина 1 шприцу-
226
Рис. 15.8. Установка для бездорнового изготовления напорных рукавов о
непрерывной вулканизацией камеры:
1, 5 —червячные машины; 2, б — солевые вулканизационные ванны; 3 — промазочное
устройство; 4 — навивочные станки; 7 — барабан
ет камеру рукава, затем камера подвулкаиизовывается в соле-
вой ванне 2. После очистки поверхности камеры от солей ома
промазывается резиновым клеем в устройстве 3, проходит на-
вивочный станок 4 и поступает в червячную машину 5 с уг-
ловой головкой для нанесения наружного слоя резины. Собран-
ный рукав после вулканизации в солевой высокотемпературной
ванне 6 очищается и закатывается на барабан 7. Вулканиза-
ция в ванне без давления вызывает необходимость использо-
вания в процессе производства рукавов червячных машин с
вакуумированием резиновой смеси.
Производительность описанной линии может достигать
5000 м рукавов в смену. Число рабочих, занятых на таком про-
изводстве, значительно меньше, чем на производстве с раздель-
ными процессами сборки и вулканизации рукавов.
Непрерывные процессы вулканизации могут применяться и
в производстве рукавов дор новым методом; в этом случае дор-
пы должны иметь-приспособление для стыковки. Непрерывная
вулканизация рукавов, собранных на гибких дорнах, не отли-
чие гея от вулканизации бездорновых изделий.
В качестве непрерывных вулканизаторов для рукавов чаще
всего применяются ванны с расплавами солей и устройства с
псевдоожиженным слоем. Последние считаются более перспек-
глвиыми, гак как позволяют путем некоторого их усложнения
(введения уплотнений) проводить вулканизацию под неболь-
шим избыточным давлением, что улучшает качество рукава.
Вулканизацию рукавов, не имеющих металлических дета-
лей, можно проводить с помощью токов сверхвысокой частоты.
При этом обеспечивается удовлетворительное качество продук-
ции, но применяемое оборудование достаточно сложно в экс-
плуатации и требует от обслуживающего персонала высокой
квалификации.
Применяют также комбинированные системы вулканиза-
ции рукавов: подвулканизацию проводят непрерывным мето-
дом, а окончательную вулканизацию в автоклаве. В дальней-
шем предусматривается переход к непрерывным процессам
производства рукавов. При этом все участки производства
должны быть связаны в одну поточную линию и согласованы
по производительности.
229
15.5. ОБОРУДОВАНИЕ ДЛЯ ВСПОМОГАТЕЛЬНЫХ ОПЕРАЦИЙ
В производстве рукавов используется много вспомогательного
оборудования, без которого невозможно нормальное функцио-
нирование основного производства.
К такому оборудованию относятся:
1. Станки для перемотки армирующих нитей (проволоки).
Бухты или шпули с нитями (проволокой), получаемые заво-
дом, необходимо перемотать на катушки, устанавливаемые на
сборочных станках. Несмотря на высокую производительность
перемоточных станков, обычно требуется значительное их
'число.
2. Механические устройства для надевания камеры иа дорн
и извлечения дорна из рукавов, необходимые при дорновом
производстве. Это механические зажимы, приводимые в дви-
жение с помощью механического или пневматического приво-
да. Для надевания камеры или снятия рукава внутрь рукава
подается сжатый воздух, облегчающий его перемещение по
дориу. Гибкие дориы большой длины извлекаются с помощью
жидкости, подаваемой под давлением в рукав.
3. Специальные -станки для правки дорнов. Рабочими орга-
нами этих станков являются вращающиеся валки, между кото-
рыми пропускается дорн.
4. Оборудование для промазки ткани, ее раскроя и стыков-
ки. При производстве рукавов прокладочной конструкции рез-
ка ткани производится на диагонально-резательных и продоль-
но-резательных машинах, промазка — на каландрах.
5. Станки для опрессовки концевой арматуры. При выпуске
рукавов с арматурой она соединяется с рукавом путем опрес-
совки. Операция установки арматуры состоит из введения нип-
пеля (металлической трубки) внутрь рукава, надевания метал-
лической муфты иа внешнюю поверхность конца рукава и оп-
рессовки. При опрессовке муфты на рукаве материал сжима-
ется между муфтой и ниппелем. Их поверхность имеет впади-
ны, которые в ходе опрессовки заполняются материалом рука-
ва вследствие его упругости. Таким образом, концевая армату-
ра прочно удерживается на конце рукава. Опрессовку муфты
выполняют на специальных станках; прессующим органом
обычно являются стальные ролики. Станки работают в полу-
автоматическом режиме и характеризуются высокой произво-
дительностью. В этих станках особенно важно обеспечить по-
стоянное и оптимальное усилие обжатия.
6. Маркировочные станки для нанесения на рукав специ-
ального штампа с соответствующими данными.
7. Разнообразное оборудование для испытания рукавов в
статическом и динамическом режимах. Это оборудование ис-
пользуется для периодического контроля качества продукции,
а также при разработке новых конструкций рукавов.
230
ГЛАВА 16
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ОБУВИ И ПУСТОТЕЛЫХ
ИЗДЕЛИЙ БЫТОВОГО И САНИТАРНОГО НАЗНАЧЕНИЯ
Производство резиновой обуви и изделий санитар но-бытового на-
значения является массовым и ведется, как правило, на поточ-
но-автоматических линиях. Значительная часть процессов про-
изводится на машинах, работающих в автоматическом режиме.
Однако на ряде заводов еще используется оборудование, экс-
плуатация которого требует большой численности обслуживаю-
щего персонала. Это прежде всего относится к производству
обуви методом сборки из отдельных деталей. Такой метод про-
изводства обуви вытесняется постепенно высокомеханизирован-
ным и автоматизированным методом штамповки и литья под
давлением. При этом в ряде случаев используются полиурета-
ны и поливинилхлорид — материалы более технологичные, чем
резиновые смеси.
16.1. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
РЕЗИНОВОЙ обуви
Резиновые смеси для изготовления обуви получают на обычном
смесительном оборудовании. Установки для промазки ткани,
подготовки клея и изготовления резинового листа не отличают-
ся от рассмотренных выше. Для закроя деталей обуви исполь-
зуются специальные линии, а для вырубки подошв из резиново-
го листа — подошворезательные машины или вырубные прессы.
Линия для закроя деталей состоит из каландра, усадочного
приспособления, вырубного устройства с конвейером, механиз-
ма отбора деталей и возврата остатков листа (шлеи) на пере-
работку.
После калапдровапия п частичной усадки лист поступает на
вырубное устройство, состоящее из ряда барабанов, по обра-
зующим которых расположены иожи; замкнутый контур их вы-
полнен в соответствии с требуемой формой заготовки. Лист
проходит между режущим барабаном и опорным роликом. Но-
жи вырезают заготовки, которые отделяются от листа за пре-
делами режущей части барабана. Отделение заготовок от листа
происходит с помощью роликов или пневматического устройст-
ва, которые отрывают вырезанные заготовки и сбрасывают их
лоток. Шлея по транспортеру возвращается иа переработку.
Закройная линия включает несколько режущих барабанов;
под каждым из них имеется опорный ролик. Работает только
один барабан, остальные находятся в поднятом состоянии. Они
нужны для того, чтобы можно было быстро перейти от произ-
водства одних деталей на изготовление других путем отключе-
ния одного барабана и ввода в действие другого.
231
Изделия из толстого листа, например подошвы и каблуки,
вырезаются на подошворезательной машине, по устройству на-
поминающий циркульный нож (см. гл. 9). На столе машины
раскладывают лист резины. На него опускается металлический
шаблон, и режущее приспособление прорезает лист по этому
шаблону. Далее детали отделяют от шлеи. Для изготовления
детали определенного типоразмера требуются свой шаблон и
соответствующая настройка машины.
Для производства заготовок используются также вырубные
прессы со штанцевыми ножами. Ленточные ножи применяют
для заготовки сразу целого пакета деталей из ткани или рези-
нового листа. Заготовки в виде лент из тканей получают на
продольно-резательных машинах.
16.2. УСТАНОВКИ ДЛЯ СБОРКИ, ВУЛКАНИЗАЦИИ И ОТДЕЛКИ ОБУВИ . ,
Сборку галош как технического, так и общего назначения про-
изводят на металлических колодках. Обычно колодки устанав-
ливают на транспортер с пульсирующим циклом движения.
Весь процесс сборки расчленен на ряд операций. Время, в тече-
ние которого транспортер неподвижен, должно соответствовать
продолжительности одной операции. Рабочие во время останов-
ки транспортера выполняют свою операцию на остановившейся
около них колодке. Рядом с рабочим местом имеется стол с де-
талями, которые рабочий накладывает на колодку.
Наложенные иа колодку детали прикатываются роликами
вручную или обжимаются иа специальных приспособлениях, ко-
торые представляют собой массивную крышку с расположенной
внутри нее резиновой диафрагмой. Подлежащая обжатию ко-
лодка с наложенными на нее деталями останавливается под
крышкой, крышка накрывает колодку, в диафрагму подается
воздух под давлением 0,2—0,4 МПа. Специальные защелки
удерживают крышку в фиксированном положении. Диафрагма
облегает колодку и опрессовывает расположенные на ией дета-
ли. После опрессовки давление воздуха стравливается, защелки
открываются и крышка поднимается, освобождая колодку, ко-
торая передвигается на следующую позицию, где выполняются
очередные операции. Весь цикл сборки делится на операции,
на проведение которых отводится одинаковое время, определяе-
мое как время остановки конвейера.
После сборки резиновая обувь в особых камерах покрыва-
ется специальным лаком методом распыления в электрическом
поле высокого напряжения. Камера представляет собой закры-
тое помещение, в котором движется конвейер с подвесками, на
которых укреплены колодки с собранными на них галошами.
Подвески во время движения конвейера вращаются вокруг вер-
тикальной оси, чем достигается более равномерное покрытие
лаком всех частей изделия. Подвески в камере проходят мимо
распылителей, создающих факелы мельчайших капелек лака.
232
Один полюс источника высокого напряжения (до 100 кВ) под-
ключают к распылителям, другой — к изделиям. Частицы лака,
заряжаясь, притягиваются поверхностью галош, так как раз-
ноименные заряды притягиваются.
Процесс лакирования в камере .проводится в автоматическом
режиме, но операции навески тяжелых колодок и снятия их с
подвесок приходится выполнять вручную.
Во время работы камеры вход в нее воспрещен. Двери ка-
меры должны иметь блокировку, которая отключает источник
высокого напряжения при открытии двери. Источник высокого
напряжения маломощен, при высоком напряжении сила тока
очень мала. Однако опасность воздействия высокого напряже-
ния остается, поэтому при работе в таких камерах необходимо
строго соблюдать правила их безопасной эксплуатации.
После подсушки лака проводится вулканизация в автокла-
вах. Автоклавы загружаются вагонетками с навешенными на
держатели колодками. Первая фаза вулканизации в автоклавах
проводится нагретым воздухом, чтобы не повредить паром не-
прочную вначале лаковую пленку.
16.3. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ОБУВИ МЕТОДОМ
ШТАМПОВКИ В ВУЛКАНИЗАЦИОННЫХ ПРЕССАХ
Преимущество метода штамповки заключается в том, что на
колодку надевают только текстильные детали. Резиновая заго-
товка накладывается на колодку с собранной подкладкой. Под-
вижные части формы, пуансоном в которой является колодка,
смыкаются, образуя замкнутое пространство. Резина под дейст-
вием высокой температуры и давления растекается внутри фор-
мы, образуя резиновую оболочку галош. Число деталей при по-
лучении галош таким способом в несколько раз меньше, чем
при сборке традиционным способом. Но изделия получаются
более массивными и жесткими.
Штамповка осуществляется в прессах, оборудованных слож-
ными по кинематике устройствами, которые размыкают и смы-
кают форму, состоящую из нескольких частей, и перемещают
в зону прессования очередную колодку одновременно с удале-
нием предыдущей.
Па рис. 16.1 показана линия штамповки обуви, основным аг-
регатом которой является штамповочный пресс 3. Заготовки
сырой резины получают на червячной машине с вакуум-отсо-
сом, соединенной с дозировочным автоматом 2, который отреза-
ет от экструдируемого профиля необходимую по массе заготов-
ку. Заготовка укладывается на колодку с надетыми на нее тек-
стильными деталями на позиции 4. В штамповочном прессе 3
колодка автоматически фиксируется в нужном положении. По-
ловинки пресс-формы смыкаются, образуя замкнутое простран-
ство вокруг колодки. При смыкании формы материал резино-
вой заготовки вытесняется в свободное пространство, между
16—651
233
Рис. 16.1. Линия для изготовления обуви методом штамповки:
1 — шприц-матица; 2 — дозировочный автомат; 3 — штамповочный пресс; 4 — машина
для обтяжки колодок тканью; 5 — обжимное устройство; 6— элеватор; 7, 12— конвейе-
ры; 8 — установка для лакирования; 9— загрузчик; 10— вулканизатор непрерывного дей-
ствия; 11 — вертикальный транспортер вулканизатора
прокладкой на колодке и внутренней поверхностью формы, об-
разуя лицевой слой обуви. После раскрытия пресс-формы ко-
лодка освобождается, передвигается конвейером из рабочей зо-
ны, снимается с него и по элеватору 6 и конвейеру 7 подается
на установку для лакирования 8. Вулканизация осуществляется
в среде горячего воздуха в вертикальном вулканизаторе непре-
рывного действия 10. Конвейер 12 подает колодки с галошами
на разбраковку.
234
Более совершенным оборудованием для изготовления резино-
вой обуви является пресс с эластичным сердечником, иа кото-
ром проводятся процессы формования и вулканизации.
Такой пресс имеет пресс-форму, состоящую из двух половин
с вертикальной плоскостью разъема и двух выдвижных сер-
дечников. Полуформы могут сдвигаться, образуя замкнутую по-
лость вокруг сердечника. Сердечник представляет собой слож-
ную конструкцию с металлическим каркасом (напоминающим
по форме изготавливаемое изделие), покрытым резиновой диа-
фрагмой. Температура пресс-формы поддерживается на задан-
ном уровне с помощью электрообогревателей и автоматических
регулирующих приборов. Привод пресса механический. Б диа-
фрагму сердечника в процессе вулканизации подается под дав-
лением воздух. Диафрагма расширяется и прижимает собран-
ную на сердечнике заготовку к внутренней поверхности сомк-
нутых полуформ, осуществляя прессование и обеспечивая тре-
буемое для вулканизации давление.
Б прессе смонтированы одна форма и два сердечника. Сер-
дечник может выдвигаться из рабочего пространства пресс-
формы для снятия готового изделия и сборки очередного. В это
время второй сердечник находится внутри пресс-фор-мы, обес-
печивая вулканизацию очередного изделия.
Производительность такого пресса при изготовлении резино-
вых сапог составляет до 130 изделий в смену. Машины занима-
ют небольшую площадь, экономичны. Однако обслуживание их
требует значительных затрат ручного труда (сборка заготовок
на сердечнике и снятие готовых изделий, а также выполнение ря-
ди операций по подготовке каждого цикла).
16.4. ПОТОЧНЫЕ ЛИНИИ ПРОИЗВОДСТВА ОБУВИ
МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Агрегаты, предназначенные для изготовления обуви методом
лпгья под давлением, значительно производительнее описанных
выше Мишин п в большей степени автоматизированы. Главной
чле н.ю каждого агрегата является сложная система, состоящая
па пресс-формы с сердечником и механизма смыкания ее и пе-
ремещения, а также механизма пластикации и впрыска мате-
риала. Последний узел аналогичен узлу червячной пластикации
с гидравлическим устройством впрыска, описанным в гл. 8.
Общий вид пресс-формы для литья резиновых подошв на за-
то гонках обуви представлен на рис. 16.2. На рисунке видна рас-
крытая пресс-форма без сердечника. Основание пресс-формы с
нанесенным па него фигурным рисунком подошвы крепится не-
подвижно к станине машины. Пресс-форма собирается вокруг
огпонлппя на рычагах, сдвигающих и раздвигающих полуфор-
мы. Особенно важно, чтобы в закрытой пресс-форме было осу-
ществлено точное сопряжение всех деталей, отсутствовали щели
п неплотности, через которые в процессе оформления изделия
|Г>* 235
Рис. 16.2. Общим вид раскрытой (а) и закрытой (б) пресс-формы для литья
подошв на заготовках обуви
может проникать резиновая смесь. Сердечник монтируется на
подвижном держателе, приводимом в движение гидроцилипдром.
На сердечник надевается заготовка обуви, и он опускается в ра-
бочую зону, где занимает строго фиксированное положение. За-
тем половины пресс-формы смыкаются, образуя замкнутую по-
лость. Специальные уплотнительные выступы на внутренних по-
верхностях полуформ плотно прижимают заготовку к сердечни-
ку по периметру изделия, препятствуя проникновению резино-
вой смеси выше границы подошвы. После этого в рабочую по-
лость подается разогретая и пластицированная резиновая смесь,
заполняющая свободное пространство в пресс-форме и образую-
щая подошву, прочно связанную с заготовкой.
Ряд зарубежных фирм выпускает почти полностью автома-
тизированные агрегаты для литья сапог под давлением. Такой
агрегат представляет собой многопозиционную машину для
литья под давлением, имеющую подвижный стол с пресс-фор-
мами и подвижными сердечниками и узел впрыска, обслужи-
вающий эти пресс-формы. Число пресс-форм зависит от време-
ни, требуемого на вулканизацию. Оно рассчитывается таким об-
разом, чтобы за время вулканизации изделия, снятия его с сер-
дечника и надевания подкладки был произведен впрыск во все
остальные пресс-формы, т. е. чтобы узел впрыска работал не-
прерывно. Обычно машины такого типа имеют 8-М2 узлов смы-
кания с установленными па них пресс-формамп.
Возможна компоновка машины с неподвижным набором
пресс-форм (узлов смыкания) и подвижным узлом впрыска
(рис. 16.3). Узлы смыкания расположены по дуге. Узел впрыс-
ка закреплен на станине 4, которая может поворачиваться во-
круг вертикальной оси на фиксированный угол. При этом сопло
инжекционного цилиндра располагается точно против места
впрыска в пресс-форме данного узла смыкания.
236
Как правило, узлы смыкания и узел впрыска приводятся в
действие силовыми гндроцил индрами. Питание гидросистемы
жидкостью под давлением производится от насосной установки,
входящей в состав агрегата. Управление работой машины осу-
ществляется с помощью автоматического прибора, настройка ко-
торого зависит от продолжительности операций при изготовле-
нии данного изделия. Блокирующие выключатели не позволяют
выполнять следующие операции при задержке или неполном
выполнении предыдущей хотя бы на одном узле смыкания.
Такие агрегаты весьма производительны, дают стабильную
по качеству продукцию, не требуют больших затрат ручного
труда. К недостаткам их следует отнести сложность. Для об-
служивания этих агрегатов требуются высококвалифицирован-
ные наладчики, операторы и ремонтники.
Литьевые машины могут надежно работать и давать продук-
цию хорошего качества только при высокой стабильности
свойств сырья и исправной работе всех систем. При выходе из
строя даже одного узла высокопроизводительный агрегат будет
простаивать. Однако литьевые машины для литья обуви полу-
чают все большее распространение. Часто для литья на таких
агрегатах применяют ие только резину, но и термоэластопласты
и поливинилхлорид. Главным условием устойчивой работы этих
машин остается стабильность свойств сырья, в основном реоло-
гических.
16.5. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕМ
СМЕСЕЙ ОЛИГОМЕРОВ
Особенностью процесса изготовления обуви (обычно только по-
дошвенной части) литьем смеси олигомеров является возмож-
ность оформления изделия под минимальным давлением вслед-
Рш’. 16.3. Компоновка машины для лнтья обуви под давлением с непо-
линжпыми узлами смыкания и подвижным узлом впрыска:
ч узел впрыска с одним из узлов смыкания; б — вид всего агрегата в плане; / —
пресс-форма- 2— материальный цилиндр; 3 —катушка с резиновой лентой; 4— станина
v uia впрыска; 5 — поворотный стол
237
ствие низкой вязкости материала по сравнению с вязкостью
резиновой смеси, что позволяет значительно упростить конст-
рукцию пресс-формы и всего оборудования. Но при проведении
этого процесса возникают специфические трудности. Так, необ-
ходимо очень точно дозировать смесь, обычно состоящую из
двух —четырех компонентов. В связи с тем что после смешения
компонентов в течение 30—90 с происходит отверждение смеси,
ее приходится готовить в процессе впрыска, причем необходи-
мо обеспечивать очень высокое качество перемешивания. После
завершения впрыска смесительную камеру и 'Подводящие тру-
бопроводы нужно очищать от остатков материала. Эти особен-
ности и учитывались при конструировании оборудования для
проведения такого процесса.
Машины для литья смеси олигомеров имеют ряд узлов смы-
кания с пресс-формами, которые принципиально ие отличаются
от рассмотренных выше. Узлы смыкания и пресс-формы рассчи-
таны на меиыпее внутреннее давление, поэтому они легче и
проще по сравнению с аналогичными устройствами для литья
резиновых смесей. Узел впрыска принципиально отличается от
рассмотренных выше. Впрыск осуществляется на агрегатах,
имеющих несколько расходных емкостей (по числу компонен-
тов) и одну емкость для растворителя.
Каждая емкость сиабжеиа автономной системой автомати-
ческого регулирования температуры, а также насосом, который
непрерывно забирает жидкость и нагнетает ее по трубопроводу
в смесительную головку и обратно в емкость. По этому контуру
происходит непрерывная циркуляция компонента, и в контуре
поддерживается постоянное давление. К смесительной головке
подводится циркулирующая по контуру жидкость от каждой
емкости. В головке установлены электроуправляемые дозирую-
щие клапаны, которые в открытом положении пропускают в
смесительную камеру в единицу времени заданное количество
каждого компонента. Расход жидкости через каждый клапан
можно регулировать. Таким образом, в момент впрыска в смеси-
тельную камеру одновременно поступают в заданном соотноше-
нии все компоненты. В камере имеется турбинная мешалка,
вращающаяся с большой скоростью. Обычно частота вращения
мешалки составляет 5—8 тыс. об/мии. При такой интенсивности
смешения за короткое время достигается равиомериое распре-
деление компонентов в системе. Смесь после смесительной ка-
меры под небольшим давлением поступает через подающий
трубопровод в форму, заполняет ее и отверждается в ней. Оста-
ток смеси из трубопровода сливается в специальную емкость.
Затем клапаны подачи компонентов закрываются, и открывает-
ся клапан подачи растворителя, который смывает остатки сме-
си со стенок камеры и с мешалки. Растворитель сливается в
сборную емкость. После этого машина готова к проведению сле-
дующего цикла (к заполнению следующей формы). Весь цикл
продолжается несколько секунд — в зависимости от объема от-
238
ливки. Таким способом обычно перерабатываются полиуретано-
вые литьевые композиции. Этим же способом можно получать
и легкие, пористые отливки, наружная оболочка которых пред-
ставляет собой сплошную (иепористую) массу.
Машины такого типа требуют стабильности качества сырья
и точности регулировки, особенно температуры. Они отличаются
высокой производительностью. Весь цикл осуществляется авто-
матически.
Персонал, обслуживающий это оборудование, должен иметь
высокую квалификацию. При работе с 'полиуретановым сырьем
необходимо соблюдать особую осторожность вследствие повы-
шенной вредности некоторых компонентов. Кроме того, должны
предусматриваться мероприятия по использованию и обезврежи-
ванию отходов и растворителя.
16.6. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПУСТОТЕЛЫХ ИЗДЕЛИЙ
БЫТОВОГО И САНИТАРНОГО НАЗНАЧЕНИЯ
В производстве пустотелых изделий с открытой и закрытой по-
лостью заготовительные операции производятся иа оборудова-
нии, которое уже было рассмотрено выше. Для разогрева смеси
используются вальцы, для производства резинового листа — ка-
ландры и червячные машины, для резки листа на детали опре-
деленного размера — ножи различных типов.
Заготовку изделия с замкнутой полостью получают на ле-
пестковых машинах (рис. 16.4) с ручным приводом от рычага 5.
Режущим элементом являются лепестки 1 (обычно три-четыре
па машине). В центре каждого лепестка имеется отверстие, со-
единенное трубкой 2 с вакуумной магистралью. Механизм 3
служит для регулирования хода лепестков. В раскрытые ле-
пестки закладывается лист резины. Сверху на дно образован-
ной листом полости по трубке подается несколько капель воды.
Затем под действием рычагов лепестки сходятся, срезают об-
разованные листом резины складки и сжимают резину в местах
среза так, что она склеи-
вается. Затем лепестки
раскрываются, и заготов-
ка, форма которой напо-
минает сферическое тело,
извлекается. Образова-
нию такой формы заго-
товки способствует ваку-
Рнг. 16.4. Лепестковая машина
дли получения заготовок по-
лил изделий:
/ лепесток; 2— трубки; 3 — меха-
|гп iM регулирования, хода лепест-
шш; ./- передающий рычаг; 5 — ры-
чит ручного привода
239
ум, под действием которого материал прижимается к внутрен-
ней поверхности сомкнутых лепестков.
Для изделий неправильной формы заготовки вырубают с по-
мощью штанцевых ножей. По контуру эта заготовка должна на-
поминать будущее изделие; ее вырубают из двойного листа ре-
зины. Под действием лезвий ножа, обрезающих резину, проис-
ходит ее склеивание по контуру. Между листами резины так-
же подается отмеренное количество воды. Затем заготовки
укладывают в разъемные многогнездные металлические формы
и крепят крышку формы так, чтобы -она не открылась под дей-
ствием внутреннего давления.
Формы, укрепленные на транспортере, подаются в туннель-
ный вулканизатор, который обогревается горячим воздухом. По
мере повышения температуры вода внутри замкнутой в форме
заготовки испаряется, при этом повышается давление и заго-
товка под действием этого давления принимает форму полости
инструмента. Затем следует процесс вулканизации. На выходе
из вулканизатора формы охлаждают и извлекают из иих гото-
вые изделия.
Изделия с открытой полостью можно формовать и в вулка-
низационных прессах, в пресс-формах с сердечником. Заготов-
ку собирают на сердечнике и прессуют. Возможно изготовление
изделий в вулканизационных прессах и без применения сердеч-
ников. В этом случае формование происходит за счет давления
газов или паров воды, находящейся внутри заготовки.
Заусенцы и вы прессовки снимают в зависимости от формы
изделия на шлифовальных кругах или во вращающихся бара-
банах при длительном трении друг о друга. Иногда при этом
применяют глубокое охлаждение изделий.
Часть третья.
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ШИН
ГЛАВА 17
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПОКРЫШЕК
17.1. АГРЕГАТЫ ДЛЯ РАСКРОЯ ОБРЕЗИНЕННОГО КОРДА
И ПОДГОТОВКИ ДЕТАЛЕЙ К СБОРКЕ
С развитием техники требования к шинам постоянно повыша-
ются. Шины должны быть прочными и долговечными, хорошо
сбалансированными (не должно быть существенного дисбалан-
са), радиальное и боковое биение должны отсутствовать. Эти
требования будут выполнены, если на сборку попадут детали,
изготовленные с минимальными допусками. Высокое качество
шин может быть достигнуто в том случае, если калибр корда
выдержан в пределах ±60 г/м2, а раскрой произведен с допу-
ском ±1—2 мм. Вытяжка кордных полос после стыковки долж-
на быть сведена к минимуму. Эти требования учитывались при
разработке конструкции агрегатов для заготовительных опера-
ций, устанавливаемых на шинных заводах.
Заготовка деталей для сборки покрышек начинается с обре-
зинивания корда,. которое производится на линиях, включаю-
щих в себя устройства раскатки полотна, стыковки его, пропит-
ки, сушки, вытяжки, собственно промазки, охлаждения и закат-
ки. Линия оснащена приборами контроля калибра материала,
ширительными и центрирующими устройствами, механизмами
регулирования натяжения, системой регулирования температуры
и счетчиком метража выпускаемого корда.
Для обрезинивания металлокор да используются линии, от-
личающиеся от упомянутых выше. На рис. 17.1 показана линия
ЛОМК-800К Д-пя обрезинивания металлокорда шириной до
800 мм (более широкие полотна металлокорда применяются
редко, так как обращение с ними затруднено). Шпули с метал-
лическими нитями располагаются в шпулярнике 1. Число шпуль
зависит от заданной ширины полотна и расстояния между ни-
тями. Отдельные нити, сматываясь со шпуль, проходят через
направляющие устройства и гребенку, где, выравниваясь в одну
плоскость, образуют полотно, которое поступает в четырехвал-
ковый каландр 3 и обрезинивается в нем с двух сторон.
После обрезинивания полотно 4 проходит охлаждающее уст-
ройство 5 и попадает в компенсатор 6", работающий в агрегате с
закаточными устройствами 10. Закаточные станки включаются
поочередно. Во время перезарядки полотно, выходящее из ох-
лаждающего устройства, накапливается в компенсаторе.
241
Рис. 17.1. Линия ЛОМК-800К для обрезинивания металлокорда:
1—шпулярник; 2 — стыковочный пресс; 8 — четырехвалковый каландр; 4— полотно об-
резиненного металлокорда; 5 — охлаждающее устройство; 6 — четырехпетлевой компен-
сатор; 7 — центрирующее устройство; 8 — тянущее устройство; 9—отрезной станок; W —
закаточное устройство с кареткоЛ
Установка оборудована отрезным станком 9 и стыковочным
прессом 2. Эти машины облегчают питание каландра металло-
кордом и отбор готового материала. На такой линии обрезини-
вание металлокорда производится со скоростью до 50 м/мин.
Шпуляриик занимает довольно большую площадь, и при пе-
резарядке его требуется много времени, так как он вмещает
свыше 500 шпуль с проволокой. В связи с этим линия обору-
дуется двумя шпулярииками, что значительно увеличивает коэф-
фициент использования машинного времени всей линии. Они мо-
гут передвигаться из рабочего положения в положение переза-
рядки и обратно.
На металлокордиых линиях, где используется один четырех-
валковый каландр, выпускается, как правило, корд небольшой
ширины. Имеются агрегаты, на которых получают узкие метал-
локордные ленты с использованием червячных машин.
Процессы обрезинивания текстильного корда и металлокорда
значительно отличаются друг от друга. Соответственно различа-
ется и применяемое оборудование.
Линии обрезинивания текстильного корда с целью усиления
связи корда с резиной и его стабильности оборудуются пропи-
точными агрегатами и агрегатами термовытяжки; для повыше-
ния производительности этих линий стремятся увеличить ширину
выпускаемого полотна, а для улучшения качества корда ис-
пользуют два трехвалковых каландра.
Полотно обрезиненного корда раскраивается под определен-
ным углом в зависимости от назначения изготавливаемой дета-
ли. Углом раскроя называют угол между перпендикуляром к
направлению нитей основы и направлением движения ножа (ре-
жущего приспособления). Основным оборудованием линии рас-
кроя являются диагонально-резательные машины. Название их
происходит от названия одной из основных частей машины —
диагонали, на которой установлен механизм резаиия.
Диагонально-резательная машина для текстильного корда
(рис. 17.2) представляет собой комплекс транспортирующих, из-
242
Рнс. 17.2. Диагонально-резательная машина для текстильного корда:
1— основной транспортер: 2, 3 — фотоэлементы измерительного устройства; 4 — натяжной барабан транспортера; б — приемный транспортер; 6 —
раскаточное устройство; 7 — привод раскаточного устройства; 8 — тележка; 9— малая головка диагонали; 10 — каретка с ножом; 11 — большая
головка диагонали; 12 — диагональ; 13 — приводное устройство
меряющих и режущих устройств, смонтированных на одной
станине и способных резать полотно корда под заданным углом
с требуемой точностью. Вдоль всей машины проходят транспор-
теры: основной 1 и приемный 5. Полотно корда с раскаточного
устройства 6 попадает иа приемный транспортер 5, который на-
правляет его на основной транспортер 1. Последний имеет двух-
скоростной привод. Большую часть времени транспортер рабо-
тает с высокой скоростью (до 40—45 м/мин). Фотоэлектрическое
измерительное устройство, в котором находятся два фотоэлемен-
та 2, 3, настраивается так, что за 100—150 мм до линии буду-
щего реза подается сигнал иа включение малой скор ости. Изме-
рительное устройство останавливает транспортер в тот момент,
когда линия реза на полотне будет совпадать с линией хода
иожа. В этом положении полотно фиксируется. Металлический
стол, поддерживающий лепты транспортера и находящийся на
них корд в горизонтальном положении, располагается под диаго-
налью машины, по которой перемещается режущий инструмент.
В этом месте корд проходит над металлической полосой, связан-
ной с диагональю и несколько приподнимающей его над лента-
ми транспортера.
Над центральной частью машины установлена диагональ —
металлическая ферма, которая может разворачиваться в плоско-
сти, параллельной ленте транспортера. Продольная ось диаго-
нали может фиксироваться в любом положении в пределах диа-
пазона регулировки машины. Обычно у диагоиальио-резатель-
ных машин, предназначенных для раскроя текстильного корда,
продольную ось диагонали устанавливают под углом от 0 до
45° к перпендикуляру к нитям основы.
На диагонали имеются направляющие, по которым движутся
ролики каретки 10. Каретка перемещается по диагонали под
действием тянущей цепи, приводимой ® движение от электродви-
гателя через редуктор. Каретка с ножом движется от одного
конца диагонали к другому, и в это время производится резание
полотна. После окончания этой операции происходит переключе-
ние направления движения цепи, и каретка возвращается в ис-
ходное положение. Во время резания прекращается движение
транспортеров, и полотно корда оказывается зафиксированным в
определенном положении; затем подается команда на включение
транспортеров, и отрезанная часть полотна отводится к концу
транспортера. В положение для очередного раскроя автомати-
чески подводится участок полотна корда, который устанавлива-
ется с помощью сигналов фотоэлектрического устройства в нуж-
ной позиции. На конце транспортера расположен чувствитель-
ный элемент, фиксирующий нахождение раскроенного корда на
транспортере. Это устройство не позволяет машине начать оче-
редной цикл, пока транспортер не будет освобожден от раскро-
енных деталей корда.
Собственно резание корда производится кареткой с дисковым
ножом (рис. 17.3), которая движется до диагонали. Каретка со-
244
Рис. 17.3. Каретка с дисковым
ножом диагонально-резатель-
ной машины:
1,2 — нижпий и верхний корпусы
каретки; 3 — приливы для крепле-
ния цепи; 4— державка; 5 — лапка;
61— металлическая полоса; 7 — нож;
8 — ограждение ножа
стоит из верхнего 2 и
нижиего 1 корпусов.
Верхний корпус имеет
прилив 3 для крепления
движущей цепи. На ниж-
нем корпусе смонтирова-
ны иож 7 с двигателем и
ограждением <8, а также
лапка 5 на державке 4.
После того как полотно корда, движущееся по транспортеру,
остановится, включается двигатель, который приводит нож 7 во
вращение с частотой 2830 об/мин. Одновременно включается
механизм, перемещающий каретку вдоль диагонали с помощью
цепн. Лапка 5 каретки скользит по «металлической полосе 6, па
которой лежит корд. Лапка приподнимает корд и обеспечивает
поджатие его к режущей кромке ножа. В зону реза может по-
даваться вода. В течение 1 мин операция может быть повторена
до 28 раз. Наибольшая ширина разрезаемого полотна 1650 мм.
Машина работает в полуавтоматическом режиме. Командный
прибор, установленный в шкафу управления, дает команды на
выполнение очередных операций при условии, что все механиз-
мы находятся в исходном положении, что контролируется кон-
цевыми выключателями.
В некоторых машинах оба хода каретки являются рабочими,
поэтому производительность машины повышается. Лучшее ис-
пользование рабочего времени машины обеспечивают два рас-
каточных станка, непрерывно питающие машины кордом. Рас-
кроенный корд отбирается с транспортера, как правило, вруч-
ную, однако имеются устройства и для механического отбора
полос корда и их стыковки. Точность раскроя на подобных ма-
шинах составляет ± 1—2 мм. В соответствии с требованиями
передовой современной технологии допуск иа раскрой корда
должен составлять не более ±0,5 «мм.
Для раскроя металлокорда применяются диагоиальио-реза-
тельиые машины, отличающиеся по конструкции от рассмотрен-
ных выше. Главное отличие заключается в принципе действия и
конструкции режущего устройства и в более высокой прочно-
сти диагонали и средней секции машины, что необходимо в связи
со значительными усилиями, возникающими при резании метал-
лического корда.
Режущее устройство диагонально-резательной машины для
металлокорда (рис. 17.4) состоит из неподвижного ножа 2
(стальной полосы) и подвижного ножа 3, имеющего форму
245
Рис. 17.4. Режущее устройство диагонально-резательной машины для метал-
локорда (в плоскости, перпендикулярной к линии реза):
/ — ножевая балка; 2 — неподвижный нож; 3 —подвижный нож; 4— амортизатор; 5 —
направляющая балка каретки ножа; 6 — каретка; 7 — пневмоцилиндр прижима; 3 —
прижим
стального диска. Полотно металлокорда подается на неподвиж--
ный нож 2, прижимается к нему прижимом 8 с помощью пнев-
моцилиндра 7. После включения прижимов привод ножевой ка-
ретки начинает перемещать каретку 6 с подвижным ножом <3
по направляющей балке 5. Нож 3 свободно вращается на оси и
не имеет привода. Амортизатор 4 прижимает подвижный нож 3
к неподвижному 2. При передвижении подвижного ножа вдоль
неподвижного их острые кромки разрезают полотно корда.
Неподвижный иож смонтирован на жесткой ножевой бал-
ке 1. Высокими прочностью и жесткостью обладает и направ-
ляющая балка 5, по которой движется -каретка 6. Угол реза
устанавливается поворотом всей диагонали на соответствующий
угол по отношению к направлению движения кордного полотна
(ik продольной оси машины). Каретка с ножом может резать
полотно при движении в обе стороны. В зависимости от шири-
ны корда и угла реза может быть выполнено до 18 резов в
минуту. Диагональ устанавливается у одних машин под углом
от 0 до 60°, у других — от 60 до 80° к перпендикуляру к направ-
лению нитей основы.
Следом за диагонально-резательной машиной размещают
стыковочные устройства, представляющие собой комбинацию
транспортера и стыковочного станка. На транспортер уклады-
вают в определенном порядке раскроенные полосы корда, кото-
рые иа станке стыкуют в одну ленту. Прочность стыка обеспе-
чивается адгезией резиновой омеси торцевых участков полос.
246
Рис. 17.5. Агрегат для наложения резиновых прослоек на корд:
1 — стыковочный транспортер; 2 —компенсатор; 3 — центрирующее приспособление; 4 —
листовальный каландр; 5 — дублировочный валик; б—холодильные барабаны; 7—за-
каточное устройство
Для наложения резиновых прослоек на корд используются
агрегаты различной конструкции. Один из вариантов такого уст-
ройства приведен на рис. 17.5. Состыкованная на транспортере 1
полоса корда через компенсатор 2 и центрирующее приспособле-
ние 3 подается под дублировочный валик 5. Сюда же с листо-
вальиого каландра 4 поступает резиновая полоса для дублиро-
вания. После холодильных барабанов 6 корд подается па зака-
точное устройство 7.
Кромки, по которым раскраивается металлокорд, обычно
изолируются резиновыми полосами. Устройство станка для изо-
ляции кромок показано на рис. 17.6.
Полоса металлокорда 1 проходит между рядами роликов.
Резиновая ленточка 3, поступающая с бобнн 2, накладывается
на кромки корда и постепенно огибает кромку с помощью роли-
ков 4, установленных под разными углами. Ролики служат так-
же для прикатки - кромок к торцу полосы. Резиновая лента мо-
жет подаваться непосредственно с каландра.
Обычно операции раскроя, стыковки и изоляции кромок ме-
таллокорда выполняются на линии (рис. 17.7). Металлокорд с
раскаточного устройства 9 через компенсатор 8 подается на
диагонально-резательную машину 7. Раскроенные полотна (на
«~Я б-б В~8 и Г-i' Д-Л
Рис. 17.6. Станок для изоляции кромок металлокордных полос:
/-полоса металлокорда; 2 — бобины с резиновой ленточкой; 3—резиновая ленточка;
•1 - система огибающих роликов; 5 — бобина для закатки металлокордных полос; 6 —
бобина с прокладкой
247
I
Рис. 17.7. Поточная линия для раскроя, стыковки и изоляции кромок металлокорда:
I — закаточное устройство; 2 — станок для изоляции кромок: 3 — трехвалковый каландр; 4 — компенсатор. 5 — стыковочный станок;
портер; 7 —диагонально-резательная машина; 8 — компенсатор; 9 — раскаточное устройство
Рис. 17.8. Браслетный станок барабанного типа:
I—пневмоцилиндр прикаточного ролика; 2— прикаточный ролик; 3 — рабочий барабан;
4 — центрирующее приспособление; 5 — рычаг управления прикаточным роликом; 6 —
устройство для подвода сжатого воздуха в полость барабана; 7 — двигатель: 8 — ста-
нина
рисунке не показаны) вручную накладывают на транспортер 6
и стыкуют иа станке 5. Через компенсатор состыкованное по-
лотно подается на станок 2 для изоляции кромок. Ленты рези-
новой смеси изготавливают на каландре 3. Обработанное полот-
но закатывается закаточным устройством 1.
Для подготовки корда к сборке используются также меха-
низмы перегиба корда, продольно-резательные машины и брас-
летные станки (барабанного и роликового типов).
Браслетные стайки представляют собой комплекс механиз-
мов, предназначенных для точного наложения слоев корда друг
на друга с образованием кольца (браслета), которое использу-
ется впоследствии при сборке покрышек. На рис. 17.8 приведе-
на схема браслетного станка барабанного типа. На рабочий ба-
рабан 5, вращающийся с малой скоростью от двигателя 7, на-
кладывается и стыкуется первый слой корда. Затем с помощью
центрирующего приспособления 4 накладываются и стыкуются
последующие слои корда. После набора необходимого числа
слоев (обычно два — четыре) привод барабана переключают иа
повышенную скорость и подают сжатый воздух в пневмоци-
линдр 1 прикаточного ролика 2. Прикаточный ролик прижима-
ется к браслету и при вращении барабана прикатывает его. Для
облегчения съема готового браслета с барабана внутрь послед-
него подается сжатый воздух, который, выходя через периферий-
ные отверстия, образует воздушную прослойку между браслетом
и барабаном.
Такой станок очень производителен, ио на ием можно изго-
тавливать браслеты только одного типоразмера. Для .перехода
п.1 другой типоразмер требуется установка другого барабана.
На браслетных станках роликового типа можно получать
браслеты различных типоразмеров, но и они имеют ряд недо-
17—651
249
статков, в частности, меньшую производительность, чем станки
барабанного типа.
Для подачи корда каждый браслетный станок снабжается
питателем — приспособлением для хранения и подачи на сборку
заготовленных слоев корда. Основные требования к питателю —
подача корда точио по центру сборочного барабана и без вы-
тяжки. Закроенный корд имеет нити основы, расположенные под
углом к оси полотна, поэтому он очень чувствителен к вытяжке.
Вытяжка же способствует разрежению нитей корда в отдельных
местах полотна, а это, в свою очередь, ведет к браку покрышек.
В связи с этим питатели оборудованы приводами роликов с кор-
дом и лотками с минимальным сопротивлением скольжению по-
лотна.
В настоящее время браслетный метод сборки покрышек ши-
роко применяется в промышленности, однако происходит посте-
пенное его вытеснение более совершенным, послойным методом.
Для изготовления крыльев покрышек и их основных дета-
лей— бортовых колец — используются кольцеделательные авто-
маты и крыльевые станки. Бортовое кольцо состоит из монолит-
но соединенных между собой нескольких витков обрезиненной
проволоки или плетенки. На рис. 17.9 показано устройство агре-
гата для изготовления бортовых колец. Предварительно пере-
мотанная на шпули, очищенная и отрихтованная проволока 2
подается со шпулярника 1 через направляющую стойку в уста-
новку 3 для подогрева проволоки. Число шпуль в шпулярнике
зависит от числа нитей в пряди. Подогрев производится путем
пропускания тока через проволоку, проходящую между двумя
шкивами, являющимися электродами (повышение температуры
Рис. 17.9. Агрегат для изготовления бортовых колец:
I — шпулярпик для проволоки; 2— проволока; 3 — установка для подогрева проволоки;
4 —питатель червячной машины; 5 —червячная машина; 6 — протягивающий станок;
7 — компенсатор; 8 — кольцеделательный автомат; 9 — шаблон
250
проволоки до 60—80 °C улучшает адгезию к ней резиновой оме-
си). Прядь проволоки проходит через головку червячной маши-
ны 5, где покрывается слоем резины. После обрезинивания про-
волока поступает в охлаждающее устройство, а затем в протя-
гивающий стаиок 6 и компенсатор 7.
Компенсатор необходим для объединения в одну линию чер-
вячной машины, работающей в непрерывном режиме, и периоди-
чески действующего кольцеделательиого автомата 8. Емкость
компенсатора подбирается, исходя из характеристики циклично-
сти работы кольцеделательиого станка и необходимой скорости
обрезинивания проволоки на червячной машине. Компенсатор
имеет подвижный нижний шкив, опускающийся под действием
груза при заполнении компенсатора проволокой. В крайнем ниж-
нем положении груз воздействует на конечный выключатель, ко-
торый останавливает червячную машину. При нормальной рабо-
те агрегата компенсатор .полностью не заполняется.
После компенсатора обрезиненная проволока поступает на
кольцеделательный автомат 8, основой которого служит шаб-
лон 9, соответствующий по размеру изготавливаемому кольцу.
Специальный зажим фиксирует конец проволоки или пряди на
шаблоне, и последний начинает вращаться. Число оборотов
шаблона зависит от заданного числа витков в одном кольце.
Командный прибор управляет всей работой агрегата по задан-
ной программе. После иамотки требуемого количества прово-
локи командный прибор прекращает вращение шаблона и
включает отрезное устройство, которое отделяет собранное на
шаблоне кольцо от- поступающей с компенсатора проволоки. Го-
товое кольцо сбрасывается с шаблона. Свободный конец прово-
локи крепится к его поверхности, и цикл повторяется. Агрегат
оснащен устройством для поддержания и регулирования натя-
жения проволоки.
Производительность одноручьевых линий изготовления колец
обычно составляет от 8 до 20 колец/мии.
В эксплуатации находятся также многоручьевые агрегаты,
иа которых обрезинивается несколько проволок или несколько
прядей параллельно, в несколько ручьев. Кольцеделатсльные
автоматы таких агрегатов одновременно изготавливают не-
сколько колец (по числу ручьев головки червячной машины).
Стык изготовленного бортового кольца упрочняется на стай-
ках для подвулканизации. Эти станки имеют цилиндрическую
обогреваемую оправку с кольцевыми канавками. Профиль со-
ответствует профилю сечения бортового кольца. Изготовленные
бортовые кольца навешиваются на оправку. Каждое кольцо по-
мещается в свою канавку стыком вверх. Нажатием кнопки при-
водится в действие верхний прижим. Он опускается, перемещая
часть кольца, в которой находится стык, в канавку. Эта часть
кольца нагревается от горячего прижима, и происходит подвул-
канизация стыка, обеспечивающая стабильность размеров коль-
ца во время последующих операций сборки.
17*
251
17.2. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРОВ
Протекторы покрышек изготавливают на специальных протек-
торных агрегатах. Протектор является сложной и весьма ответ-
ственной деталью покрышки. Беговая часть его выполняется из
твердой износоустойчивой резины. Для лучшей связи протекто-
ра с каркасом покрышки и облегчения работы последнего для
изготовления внутреннего слоя протекторной ленты используют
более мягкую композицию. Иногда протекторы изготавливают
вместе с боковинами из резины специального состава с пони-
женным тепловыделением во время эксплуатации; в этом случае
получается трехслойиая конструкция протектора. Эти особенно-
сти строения протекторной ленты и .привели к необходимости
создания различных по конструкции и принципу действия линий
для ее изготовления.
На рис. 17.10 показана схема линии для изготовления протек-
торов из двух различных смесей методом дублирования с по-
лучением слоев на двух червячных машинах. В состав линии
входят две червячные машины 2 с питающими их транспортера-
ми 5. На этих машинах получают различные по составу ленты
сырой резины требуемого профиля. Они оборудованы щелевы-
ми головками с профилирующими планками. Из червячной ма-
шины профилированная леита попадает на отборочный транс-
портер 3. Скорость движения транспортера согласуется со ско-
ростью шприцевания. От соотношения этих скоростей зависят
профиль и масса одного метра получаемой ленты.
Ленты, выходящие из головок червячных машин, попадают
в зазор под дублирующий ролик 8. Первая леита подается на-
клонным транспортером 7, вторая — вытягивающим транспорте-
ром 6. Соединяясь под действием дублирующего ролика в горя-
чем состоянии, эти ленты образуют монолитный профиль, со-
стоящий из резин двух различных составов. Сдублированная
лента проходит маркировочный ролик .9, который наносит на ее
поверхность соответствующие данные о протекторе (буквы и
цифры).
Контрольные весы 10 служат для непрерывного, оперативно-
го контроля массы одного метра протекторной леиты. При от-
клонении массы за пределы допусков подается сигнал. Конт-
рольные весы могут быть связаны с автоматическим регулирую-
щим приспособлением, которое по отклонению массы изменяет
режим работы червячных машии и приемных транспортеров, ав-
томатически поддерживая заданную массу протекторной ленты.
Пока лента протектора ие остыла, в ней интенсивно протекают
релаксационные процессы и происходит связанная с ними
усадка.
Раскрой протектора по длине должен быть очень точным; он
производится после завершения основной части процесса усад-
ки. Усадочный рольганг 12 способствует форсированию усадки
в материале, после чего ленту начинают охлаждать. Рольганг
252
I
состоит из нескольких приводных роликов (обычно 15—20). На
ось каждого ролика насажена звездочка. Все звездочки имеют
одинаковое число зубьев и объединены одной приводной цепью.
Таким образом, частота вращения всех роликов одинакова, но
диаметр роликов, расположенных ближе к концу рольганга,
уменьшается. Линейная скорость роликов снижается по мере
продвижения к концу усадочного рольганга. В результате воз-
никает тормозящий эффект, способствующий более интенсивно-
му процессу усадки движущегося по рольгангу протектора. Ве-
личина усадки зависит от состава смеси, скорости и температу-
ры шприцевания. Обычно она колеблется в пределах 6—10%.
Для улучшения сцепления протекторной ленты с каркасом
покрышки в процессе изготовления протектора его внутренняя
поверхность подвергается шероховке и промазке клеем. Эта
операция проводится в устройстве 15. Лента пропускается меж-
ду двумя валиками, из которых один является шероховочным и
•имеет самостоятельный привод; он вращается значительно быст-
рее ленты протектора и режущими выступами придает шерохо-
ватость поверхности леиты протектора. Отшероховаиная по-
верхность леиты затем соприкасается со следующим валиком,
нижняя часть которого находится в ванне с клеем. Свободно
вращаясь, этот валик все время касается протекторной ленты
поверхностью, покрытой слоем клея. Часть клея остается на лен-
те. Этот участок агрегата закрыт металлическим кожухом, из
которого постоянно отсасывается воздух, загрязненный парами
растворителя.
После промазки протекторная лента подсушивается в су-
шилке 14 и по передаточному транспортеру 13 и рольгангу 16
попадает в охлаждающую установку 17, где охлаждается водой.
Затем лента обдувается воздухом и через компенсатор 18 по-
падает на автоматическое режущее устройство 19.
Для облегчения последующей стыковки концов протектор
режется дисковым ножом под углом 25—30° к горизонтальной
плоскости. Нож расположен над транспортером. По движущей-
ся на транспортере ленте катится колесо счетчика. Колесо счет-
чика должно сделать определенное число оборотов, чтобы за-
данная длина протектора прошла через зону реза. Как только
колесо сделает последний расчетный оборот, подается сигнал,
транспортер останавливается и включается нож. Нож разрезает
ленту протектора, после чего выключается и возвращается в ис-
ходное положение. В это же время включается транспортер, ко-
торый проталкивает отрезанную часть ленты иа обдувочный
транспортер 20, движущийся с большей скоростью. Этот транс-
портер отрывает отрезанную часть от основной ленты и подает
ее на контрольное взвешивание.
Во время движения лента обдувается воздухом для удале-
ния оставшейся на ней воды (вода подается в зону реза для об-
легчения работы ножа). В это же время проходит очередной
254
цикл. Во время резания, когда транспортер режущего устройст-
ва останавливается, компенсатор 18 заполняется лентой.
Окончательное взвешивание является контрольным и опреде-
ляет пригодность протекторной леиты. После взвешивания про-
текторные ленты укладывают иа стеллажи, где они вылежива-
ются, а затем передаются на сборку.
Для изготовления протекторов может применяться и другое
оборудование. Двухслойный протектор часто изготавливают ме-
тодом выдавливания с помощью двух червячных машин, рабо-
тающих на одну формующую головку. Такой способ изготовле-
ния с использованием машин холодного питания обеспечивает
высокое качество протектора и стабильность его свойств.
Применяется также способ шприцевания одной части протек-
тора (обычно беговой) и каландрования второй с последующим
дублированием их на каландре.
Получил признание способ навивки протектора на собран-
ный каркас покрышки. Навивка производится горячей узкой
лентой, непрерывно поступающей из червячной машины. Этот
способ подробно разбирается в гл. 21. На некоторых заводах
при изготовлении протекторов операция резки исключается. Го-
товый протектор закатывается в картуши, которые подаются к
месту сборки покрышек. Здесь картуш раскатывается и режет-
ся иа ленты требуемой длины. В этом случае несколько упро-
щается механизация процессов хранения и транспортирования
готовых протекторов — процессов, в которых все еше использу-
ется много ручного труда.
ГЛАВА 1В
ОБОРУДОВАНИЕ ДЛЯ СБОРКИ ПОКРЫШЕК
18.1. НАЗНАЧЕНИЕ, КОНСТРУКЦИЯ И КЛАССИФИКАЦИЯ
СБОРОЧНЫХ СТАНКОВ
Сборка покрышки заключается в наложении в определенном
порядке и склеивании предварительно заготовленных деталей.
Это ответственная и трудоемкая операция, на ее долю прихо-
дится 40—45% всех трудовых затрат при изготовлении покры-
шек. Эти операции выполняются высококвалифицированными
рабочими на сборочных станках.
Сборочный станок состоит из механизмов для хранения и
подачи деталей, центрирования их, точного наложения и соеди-
нения друг с другом, склеивания, прикатки и иногда формова-
ния, которые объединены одной рамой (станиной) с устройства-
ми привода и управления.
Существует большое разнообразие сборочных станков в за-
висимости от конструкции и размера собираемых покрышек,
способа сборки, степени механизации и точности выполняемых
255
Рис. 18.1. Общий вид полудорнового сборочного станка
для сборки грузовых покрышек:
1 — опорная плита; 2, 10 — станины левой и правой группы станка;
3, 8 — левый и правый механизмы для заделки борта; 4. 9 -— левый
и правый шаблоны для посадки крыльев; 5 — питатель; 6 — освети-
тель; 7 — сборочный барабан; И — щиток управления станком; 12—
педали для управления станком; 13 — прикатчик нижний; 14 — ири-
катчик чеферный; 15 — главный вал станка
операций. Один из наиболее распространенных типов сборочных
станков .показан на рис. 18.1.
На плите 1 укреплены станины левой 2 и правой 10 групп
механизмов станка. На станинах установлены механизмы задел-
ки (обработки) борта покрышки — левый 3 и правый 8, а так-
же два шаблона для посадки крыльев — левый 4 и правый 9.
Основным узлом станка, определяющим способ сборки, являет-
ся сборочный барабан 7. На него накладываются детали по-
крышки, которые затем прикатываются и соединяются в моно-
литную конструкцию.
Барабан 7, вращающийся вместе с главным валом 15, при-
водится от электродвигателя. Станок управляется со щитка 11
и с помощью педалей 12. Прикатка наложенных деталей произ-
водится прикатчиками 13 и 14. Заготовленные для сборки дета-
ли собраны в питателе 5, который подает их иа сборочный ба-
рабан по командам рабочего, управляющего станком. С больши-
ми или меньшими изменениями почти все узлы рассмотренной
машины встречаются и в других конструкциях станков для
сборки.
Существует несколько способов сборки покрышек.
Дорновый способ характеризуется тем, что покрышка соби-
рается на сердечнике, имеющем форму тора, и сразу приобре-
тает конфигурацию, близкую к той, какую опа имеет после вул-
256
канизации. Этот способ трудоемок и сложен. Очень трудно без
складок и вытягивания получить из плоских полотен корда по-
крышку тороидальной формы. Возможны неравномерности в
расположении нитей корда в каркасе, что снижает прочность и
работоспособность покрышки. По этой причине, а также вслед-
ствие большой трудоемкости этот способ не получил широкого
распространения.
Полудорновый способ сборки заключается в том, что боль-
шая часть покрышки формуется на барабане в виде кольца,
только бортовая часть с крыльями собирается на заплечиках
(торцевых частях) барабана в том положении, в котором эта
часть будет находиться во время работы покрышки. После
сборки покрышка формуется, т. е. ей придается тороидальная
форма. При формовании нити корда в каркасе изменяют свое
положение, и расстояние между ними изменяется, так как меня-
ется форма покрышки. В собранной покрышке такие перемеще-
ния силовых элементов каркаса можно рассчитать заранее и до-
биться их полной повторяемости от цикла к циклу у всех со-
бранных покрышек. Бортовая часть покрышки, собранной полу-
дорновым способом, сохраняет свою форму и положение вовре-
мя формования и вулканизации; происходит лишь сближение
бортов. Этот способ широко применяется при сборке тяжелых
покрышек для грузовиков.
Полуплоский способ сборки покрышек выгодно отличается от
двух предыдущих более высокой производительностью и мень-
шими затратами труда. Форма собранной покрышки получается
еще более плоской, чем при сборке полудорновым способом; по-
крышка похожа на кольцо с несколько уменьшенным диамет-
ром в бортовой части, в месте посадки крыльев. При сборке
этим способом требуются более глубокая вытяжка и деформа-
ция каркаса при формовании, чем при сборке полудорновым спо-
собом. Так как при формовании изменяют свое положение и
крылья, данный способ неприменим при сборке покрышек с
двумя н более крыльями в борту. Большинство покрышек с од-
ним крылом в борту изготовляется полуплоским методом.
Ряд конструкций покрышек, в частности покрышки с ради-
альным расположением нитей корда в каркасе (покрышки ти-
па Р), собирается в две стадии. На первой стадии используется
метод полу плоской или полудорновой сборки. Собранный кар-
кас покрышки без брекера и протектора передается на машины
второй стадии, формуется здесь (приобретает тороидальную
форму) и на него монтируют брекер и протектор. Это вызвано
гем, что здесь брекерпый пояс нерастяжим и не может формо-
ваться, поэтому его вынуждены собирать на сформованной по-
крышке.
Основные требования к станкам для сборки покрышек опре-
делены в ГОСТ 15940—80. Его действие распространяется на
с ганки, предназначенные для сборки диагональных покрышек и
каркасов покрышек типа Р.
257
В соответствии с этим ГОСТ различают два типа станков:
СПП — для сборки на полуплоском барабане и СПД— для
сборки на полудорновом барабане. Для станков СПП предус-
мотрены два типоразмера: СПП-I (с диаметром сборочного ба-
рабана 230—560 мм) и СПП-2 (с диаметром барабана 560—
1150 мм).
Для станков типа СПД предусмотрено шесть типоразмеров;
сборочные барабаны этих серий имеют диаметр от 240 до
2300 мм. Кроме того, станки могут быть приспособлены для по-
слойной сборки и для сборки из предварительно заготовленных
браслетов.
Условное обозначение станков для сборки покрышек послой-
ным методом на полудорновом барабане диаметром 600—640 мм
прн наибольшей ширине слоя корда 1100 мм: СП Д-2-640-11ООП.
Прн сборке браслетным способом вместо буквы П ставят бук-
вы БС. Станки всех типов должны быть пригодны для сборки
послойным методом.
Стандарт регламентирует надежность работы станков, нали-
чие предохранительных систем, точность изготовления, наличие
питателей и других устройств. Станки должны работать без ка-
питального ремонта от 19440 до 21 600 ч.
Многие станки, находящиеся в эксплуатации в настоящее
время, имеют обозначение, не соответствующее ГОСТ 15940—80.
18.2. КОНСТРУКЦИЯ И РАБОТА ОСНОВНЫХ ЧАСТЕЙ
СБОРОЧНОГО СТАНКА
Одним из основных узлов станка для сборки покрышек являет-
ся сборочный барабан. Наиболее употребительны жесткие скла-
дывающиеся многосегментные барабаны. На сборочный барабан
накладываются слои каркаса, которые склеиваются друг с дру-
гом в процессе прикатки; при этом формируется каркас по-
крышки. От точности формы барабана и его жесткости зависит
качество сборки покрышки. Диаметр барабана больше диаметра
крыла (посадочного размера покрышки), поэтому чтобы снять
собранную покрышку с барабана, его складывают.
Конструкции барабанов для сборки покрышек необычайно
разнообразны. На рис. 18.2 изображен складывающийся четы-
рехсегментный барабан полуплоского типа. Основными харак-
теристиками его являются диаметр, ширина и высота короны
(половина разности между наружным диаметром барабана н
внутренним диаметром крыла покрышки).
Барабан состоит из четырех сегментов 7, образующих в со-
бранном (развернутом) положении цилиндрическую поверхность,
на которую при сборке накладываются слои корда. Сегменты
шарнирно закреплены па крестовине /. Вокруг шарниров сег-
менты могут поворачиваться, что позволяет складывать и раз-
вертывать барабан. В развернутом виде сегменты удерживают-
ся с помощью рычагов 8 и 9. Другие концы этих рычагов за-
258
Рис. 18.2. Полуплоский складывающийся четырехсегмептпый сборочный ба-
рабан;
/—крестовина; 2—защелки; 4— бортовые накладки; Б — полый вал; 6— рычажная
муфта; 7—сегменты; 8, 9— рычаги; 10— резиновые амортизаторы
креплены (также шарнирно) на рычажной муфте 6. Таким об-
разом, положение барабана— развернутое или сложенное — за-
висит от положения рычагов, которое изменяется при повороте
муфты относительно крестовины вокруг общей оси — оси глав-
ного вала станка. Крестовина жестко посажена на главный вал
станка и вращается вместе с ним. Рычажная муфта 6 жестко
скреплена с полым валом 5 станка, полый вал снабжен тормо-
зом. Когда барабан развернут, крестовина занимает фиксиро-
ванное положение относительно рычажной муфты. В этом поло-
жении обе детали фиксируются (связываются друг с другом)
с помощью'защелок 2, что предотвращает складывание бара-
бана. Однако при значительном усилии, стремящемся повер-
нуть относительно друг друга муфту и крестовину (а это быва-
ет, когда крестовина вращается вместе с валом станка, а полый
вал тормозится), эти защелки разъединяются, и детали получа-
ют возможность поворачиваться относительно друг друга, что
Приводит к перемещению концов рычагов и складыванию ба-
рабана. Амортизаторы 10 служат для смягчения ударов дета-
лей складывающегося барабана друг о друга.
Развернутый барабан приводится во вращение от главного
нала станка через крестовину 1. Вместе с крестовиной враща-
ется и рычажная муфта 6, так как онн связаны защелками 2.
Рычажная муфта, полый вал, главный вал, крестовина и бара-
бан представляют собой жесткую систему. Если необходимо
с ложить барабан, то выключают двигатель привода, и система
и рп ищется по инерции. В это время тормоз останавливает по-
nuii вал, а вместе с ним и рычажную муфту. Барабан стремится
продолжать вращение, инерционные усилия преодолевают co-
upe >1 явление защелок 2, крестовина поворачивается, освободив-
259
шнсь от защелок, и тянет за собой рычаги 8 и 9, которые изме-
няют положение рычагов, складывающих при этом барабан. Со
сложенного .барабана легко снять собранную покрышку.
Четырехсегментный барабан надежен в эксплуатации и ши-
роко используется в производстве. Получили распространение и
шестисегментные барабаны. На таких барабанах можно соби-
рать покрышки с отношением внешнего диаметра барабана к
внутреннему диаметру крыла покрышки большим, чем у четы-
рехсегментных барабанов.
Иногда используют полудорновые барабаны со съемными
плечиками (рис. 18.3).
В последнее время широко используются барабаны в виде
эластичной диафрагмы, а также жесткие формующие раздвиж-
ные барабаны, рычажные с металлическими пластинами или
секторами и диафрагмой. На рис. 18.4 представлен жесткий
формующий барабан с металлическими пластинами. Он состоит
из двух дисков 1, которые -могут перемещаться вдоль оси ходо-
вого винта 9 при вращении последнего. Этим обеспечивается
сближение н развод дисков. На диски надеты разрезные коль-
ца 2. Кольца соединены между собой набором металлических
пластин 4. Эти пластины сверху покрыты цилиндрической рези-
новой обечайкой-диафрагмой 6. Вдоль оси ходового винта могут
перемещаться ходовые гайки 7 формующего механизма 5.
Рис. 18.3. Полудорновый барабан:
а — разрез барабана; б—барабан в сложенном виде; 1—ступица; 2— съемное плечи-
ко; 3—бортовая накладка; 4— основание сегмента; 5— наружная накладка; 6 — ось ры-
чага; 7«—рычаг; 8— соединительная муфта; 9 — сегменты барабана; 10 — пружина
260
Рпс. 18.4. Жесткий формующий барабан в сложенном состоянии (а) н при
формовании (б):
/—диски; 2 —разрезное кольцо,- 3 — воздушная камера; 4 — металлическая пластина;
5 — формующий механизм; 6—резиновая обечайка-диафрагма; 7— ходовая гайка; S —
полый вал; 9 — ходовой влит с правой и левой резьбой
Изменение формы барабана происходит при вращении ходо-
вого винта 9, которое вызывает сближение дисков 1. Одновре-
менно ходовые гайки 7 формующего механизма сближаются,
п рычаги, укрепленные на них, поднимают сегменты формующе-
го механизма, придавая тем самым поверхности барабана торо-
образную форму. Шаг резьбы ходовых гаек и дисков подобран
так, чтобы они двигались согласованно, придавая поверхности
барабана расчетную конфигурацию. Такой барабан обладает
большей жесткостью, чем резиновая диафрагма. Жесткость спо-
собствует повышению эффективности прикатки н увеличивает
точность сборки. После того как такой барабан снова примет
цилиндрическую форму (вследствие вращения ходового винта в
обратную сторону), с него легко снять собранную покрышку. Ба-
рабан вращается от вала 8 станка. Воздушные камеры 3 пред-
назначены для небольшого увеличения диаметра барабана пу-
тем подачи в них сжатого воздуха. Такая операция требуется
для точной фиксации крыла покрышки, надетой на сложенный
барабан.
Еще большими жесткостью и стабильностью размеров, обес-
печивающими высокую точность сборки, обладают барабаны с
поверхностью, образованной металлическими секторами с ры-
Рнс. 18.5. Общий вид жесткого раздвижного барабана в развернутом («) и
вложенном (б) состоянии
261
Рис. 18.6. Схема технологических операций по заделке борта покрышки на
полудорновом барабане. Пояснения в тексте
чажным приводом. На рис. 18.5 показаны такие барабаны в
сложенном и развернутом виде. Однако такие барабаны весьма
трудны в изготовлении и эксплуатации.
Сборка покрышки начинается с наложения па такой барабан
первых слоев корда и стыковки их. Затем следует формование
борта. Эта операция заключается в тщательной укладке слоев
корда по заплечикам барабана, посадке крыла и завороте сло-
ев на крыло с такой же тщательной укладкой слоев в мелкую
складку. Обработка борта производится на вращающемся или
неподвижном барабане. Обжим слоев корда по заплечикам
барабана, посадка крыла и заворот слоев корда на крыло с
прикаткой могут производиться либо специальными рычажно-
пружинным н механизмами, либо специальными прикатчнками
на вращающемся барабане.
Схема сборки из браслетов грузовой покрышки с двумя
крыльями в борту приведена на рис. 18.6. После того как брас-
лет надет на сборочный барабан, его захватывают одновремен-
262
но слева и справа от барабана рычаги «механизма обработки
борта (поз. /, 2), расположенные по окружности барабана. Ры-
чаги обжимают кромки браслета по заплечикам барабана,
шаблон сажает на обжатые кромки первое крыло (поз. 3).
Нижние рычаги заворачивают кромки браслета иа крыло
(поз. 4). Затем рычаги отводятся от барабана, и бортовые при-
катчики прикатывают завернутые кромки браслета (поз. 5).
После этого надевается второй браслет, который обрабатывает-
ся прикатчиками и механизмом обработки борта (поз. 6). Кром-
ки второго браслета обжимаются по заплечикам барабана, пос-
ле чего сажается второе крыло (поз. 7). Кромки браслета заво-
рачиваются на крыло (поз. 8). Завернутые кромки обрабатыва-
ются бортовыми прикатчиками (поз. 9). Надевается третий брас-
лет, который прикатывается по цилиндрической поверхности
(поз. 10) \ кромки его обжимаются по заплечикам (поз. 11).
Затем накладывается бортовая лента и обрабатывается прикат-
чиками (поз. 12 и 13). Рычаги подворачивают бортовую ленту
под крыло (поз. 14), прикатчики обрабатывают ленту (поз. 15).
После этого надевают брекерный браслет и протектор (поз. 16,
17). Все движения рычагов выполняются автоматически, одно-
временно правым и левым механизмами обработки борта, что
необходимо для симметричного расположения всех слоев корда
и отсутствия эффекта «перетаскивания». Те же операции вы-
полняются при послойной сборке.
Рис. 18.7. Схема универсального механизма формирования борта покрышки
пл полудорновом барабане:
/ исходное положение механизма; II— положение механизма; выдвинутого д.|Я обжа-
iiiii и заворота слоев корда; / — барабан; 2— браслет; 3 — крыло; 4 — обжямпая каые-
|ш; Я ролик; б —спиральная кольцевая пружина; 7, 12 — рычаги; 8 — шаблон; 9. 10 —
Ц11Л1П1 ;>ы; 11—кольцо; 13 — резиновая камера,- 14— сектор
263
барабана соосно с ним.
Рис. 18.8. Устройство с пневмокамерой для
обработки борта:
I — кольцевая камера; 2 — суппорт
Универсальный механизм обработки
борта, предназначенный для выпол-
нения операций, рассмотренных вы-
ше, изображен на рис. 18.7. Механиз-
мы для обработки борта устанавли-
ваются справа и слева от сборочного
Эти механизмы показаны в исходном
положении /ив рабочем //. Подвод и отвод механизмов осу-
ществляется пневмоцилиндрами. По команде, поступающей с
пульта управления, вступают в работу механизмы станка. Пе-
ред началом работы на шаблоны механизмов обработки бортов
вручную устанавливают крылья 3. При движении механизма в
рабочее положение рычаги занимают положение, необходимое
для захвата слоев корда, наложенных иа сборочный барабан 1.
Рычаги 7 захватывают корд и вместе с кольцевой пружиной 6,
управляемой секторами 14, заворачивают его вокруг крыла, со-
бирая в мелкую равномерную складку. Камера 4 при подаче
в нее воздуха опрессовывает уложенный в складки корд по
заплечикам барабана. Секторы и рычаги приводятся в движе-
ние сжатым воздухом, который подается в резиновую камеру
13, а также за счет сжатия кольцевой пружины 6 при стравли-
вании воздуха из камеры.
В настоящее время для формирования борта используются
кроме рычажных механизмов также разжимные вспомогатель-
ные барабаны (за счет расширения их и последующего движе-
ния в осевом направлении). Для обработки борта на вращаю-
щемся барабане используют специальные фигурные ролики, для
опрессовки борта — прикатчики или пневматические эластичные
камеры. На рис. 18.8 показан принцип работы камеры при
формировании бортовой части покрышки. Суппорт 2 с укреп-
ленной на нем кольцевой резиновой камерой 1 подается к сбо-'
речному барабану. После этого в камеру поступает сжатый воз-
дух, камера увеличивается в объеме, облегает бортовую часть
покрышки с установленным крылом и опрессовывает ее.
Прикатка собранных деталей оказывает большое влияние на
качество покрышки. Она увеличивает адгезию между деталями
покрышки, устраняет складки и неровности. Эту операцию вы-
полняют специальные механизмы — прикатчики. Сборочные
станки снабжаются прикатчиками для цилиндрической части и
для бортовой части покрышки или универсальными.
Прикатчики для цилиндрической части расположены под
сборочным барабаном. Они состоят из собственно прикатчи-
ков — металлических дисков, свободно вращающихся на оси,
н механизмов для их перемещения и прижима к прикатываемой
264
поверхности. Для создания давления прнкатчика на материал
используют пневмоцнлиндры, для перемещения прикатчиков —
винтовые механизмы. Получили распространение и универсаль-
ные прикатчики, которые способны 'прикатывать как бортовую,
так и цилиндрическую части покрышки. Универсальный прикат-
чик (рис. 18.9) состоит из металлического диска — прикатчика,
ось которого укреплена на рычаге системы, управляемой пневмо-
цилиндрами. Последние обеспечивают изменение положения
прикатчика и создают усилие, прижимающее его к поверхности
покрышки. Во время прикатки вращается барабан станка; при-
жатый к поверхности материала ролик прикатчика катится по
этой поверхности, смещаясь в направлении осн на расстояние,
несколько меньшее ширины диска за каждый оборот барабана.
Прикатка продолжается, пока прикатчик не пройдет всю поверх-
ность изделия от его середины к краю. Для ускорения прикатки
станок оборудуют двумя прикатчиками, каждый из которых об-
рабатывает половину изделия от середины к краю. Усилие, с ко-
торым прикатчик прижимается к поверхности прикатываемого
материала, определяется расчетом и регулируется подачей воз-
духа в пневмоцилиндры.
Для улучшения прикатки сложной по форме поверхности при-
меняются прикатчики с рабочим элементом в виде набора дис-
ков, сидящих на оси, причем диаметр оси меньше отверстия в
диске. Между осью и диском установлены резиновые шайбы.
Такой элемент приспосабливается к рельефу и выполняет при-
катку как впадин, так и выступов.
Качество прикатки зависит от усилия, с которым прикатчик
прижимается к поверхности прикатываемого изделия, и от про-
должительности действия этого усилия. Прн проектировании
прикатчиков учитывают необходимость обеспечения высокой
производительности механизма и должного качества прикатки.
Большое значение для работы сборочных станков имеют пи-
татели— механизмы станка, предназначенные для хранения и
Рис. 18.9. Схема работы универсального прикатчика:
а — прикатка протектора; б — прикатка борта; 1 — сборочный барабан; 2— прикатчик,.
.1 — пп< Мицмлипдры
26S
Рнс. 18.10. Ролико-прокладочный питатель башенного типа:
1 — станина питателя; 2 — питающее устройство для бортовых лент; 3 — питающее устрой-
ство для брекера; 4—рольганг для протектора; 5 — лоток для зарядки питателя; б —
механизм зарядки питателя слоями корда; 7 — привод; S —шаговый транспортер; 9—
поворотная башня-турель; 10—бобины; 11—ролик с концевым выключателем; 12—ба-
рабан сборочного станка
подачи деталей покрышки иа сборочный барабан. Питатели
должны обладать достаточной вместимостью, обеспечивающей
работу станка в течение нескольких часов, должны быть удоб-
ны в эксплуатации, подавать детали на барабан без вытяжки и
строго центрированно.
Простейшим питателем является полочный. Детали уклады-
ваются на полки такого питателя вручную и так же передаются
на сборку. Запас деталей в таком питателе рассчитан на одну
покрышку. При съеме деталей с полки необходимо значительное
усилие, что вызывает вытяжку полотен корда. Полочные пита-
тели применяют только для храпения протекторов. После снятия
всех заготовок с полки пружины поднимают полку, освобождая
доступ к следующей полке.
Ролико-прокладочный питатель для корда наиболее рас-
пространен в настоящее время. Этот питатель (рис. 18.10) пред-
ставляет собой поворотную башню-турель 9, на которой смонти-
рованы ролики-бобнны 10 с кордом. Ролики перемещаются по
высоте башни с помощью цепного шагового транспортера 8.
Башня имеет два ряда роликов. Когда один ряд питает станок,
второй ряд заряжается. После израсходования запаса деталей
в питающем ряду башня разворачивается на 180°, и заполнен-
ные ролики второго ряда становятся в рабочее положение. Для
каждого ролика с кордом имеется пустой ролик, принимающий
на себя прокладку при расходе корда. Во время зарядки пита-
266
теля прокладка перематывается на основной ролик вместе с
кордом.
Рядом со станиной питателя находится устройство 2 для
хранения и подачи бортовых лент, механизм подачи брекера 3,
рольганг для протектора 4. Со стороны, противоположной рабо-
чей, установлены привод питателя 6 и лоток 5 для зарядки ос-
вободившихся роликов. Привод служит для принудительного
вращения роликов, с которых отбирается корд, чтобы макси-
мально уменьшить вытяжку корда. Работает он следующим об-
разом. Ролик с кордом устанавливают в рабочее положение, за-
крепляют конец полотна на сборочном барабане и включают
привод барабана, придавая ему вращение с малой частотой. Ба-
рабан тянет корд, который оказывает давление на ролик 11,
связанный с механизмом включения привода раскатки. Послед-
ний включается в работу и вращает ролик, помогая корду схо-
дить с него. Когда требуемое количество корда сойдет с ролика,
сборочный барабан останавливают, натяжение корда ослабева-
ет, ролик 11 освобождается от давления, и привод выключается.
Закатку на ролик остатка корда производят реверсивным вклю-
чением механизма раскатки.
Питатели башенного типа громоздки, особенно те, которые
спроектированы для сборки многослойных покрышек с большим
количеством деталей. Питатели барабанного типа компактнее.
Работа этих механизмов основана на тех же принципах, что и
башенных, но ролики у иих установлены по периферии жесткого
барабана. Установка ролика в рабочее положение производится
поворотом барабана. Барабанные питатели позволяют точнее
центрировать сходящие с них детали по отношению к сбороч-
ному барабану.
Зарядка роликовых питателей производится путем перекат-
ки корда на них с передвижных бобии — турешей (рис. 18.11).
Туреши заполняются кордом на линии заготовки деталей, за-
тем транспортируются к сборочным станкам, где и производит-
Гпг. 1B.1I. Зарядка роликового питателя кордом:
и туреша; б—роликовый питатель; / — валик с кордом; 2 — валик с прокладкой; 3 —
гц ц||«»й транспортер; 4— слой перекатываемого корда
267
ся передача корда на их питатели. Таким образом, приходится
дважды перекатывать корд с одних устройств иа другие»
прежде чем он поступит на сборочный барабан. Этот недостаток
устранен в питателях, где ролики с кордом, заполненные в за-
готовительном отделении, транспортируются к сборочным стан-
кам и устанавливаются на их питатели.
Для регулирования положения поступающих из питателя
деталей и их точной центровки некоторые агрегаты оборудова-
ны направляющими — лотками, которые могут передвигаться в
направлении, параллельном оси сборочного барабана, н точно
устанавливаться по центру собираемой покрышки. Лотки, по ко-
торым скользит корд, могут быть оборудованы вставками из
фторопласта или стекла в виде полусферических головок, рав-
номерно распределенных по ширине лотка. Такие вставки значи-
тельно уменьшают трение корда о лоток и способствуют сни-
жению вытяжки корда.
Для центрирования деталей собираемой покрышки сбороч-
ные стаики оборудуются оптическими приспособлениями в виде
осветителя с узким лучом света, который дает яркое световое
пятно на центре барабана. При наложении протектора достаточ-
но совместить положение центральной линии заготовки (эта ли-
ния наносится при изготовлении протектора) со световым пят-
ном на барабане. Осветитель расположен на выносной штанге
над сборочным барабаном.
Для питания деталями станков, на которых собираются
крупногабаритные покрышки, применяют питатели в виде много-
ярусных транспортеров. Такие питатели могут производить рез-
ку слоев корда и дублирование их с резиновыми 'Прослойками.
Особую сложность представляет подача на станки протекто-
ров. В настоящее время чаще всего протекторы подаются к
станкам на полочных питателях. Имеются конструкции питате-
лей, в которых хранят протекторную ленту закатанной в карту-
ши с прокладкой в виде стальной ленты. На таких питателях
устанавливают и механизмы резки протектора.
Привод станков для сборки покрышек работает в очень на-
пряженном режиме. Двигатель привода включается несколько
сот раз в час. Чаще всего в качестве привода главного вала
применяется двигатель постоянного тока. Иногда в качестве
привода станка используются асинхронный двигатель специаль-
ного типа. Обычно привод обеспечивает вращение барабана
станка с двумя скоростями, а также работу в режиме одного
оборота (сборочный барабан после нажатия кнопки совершает
один оборот).
Наблюдается тенденция оборудовать станки двигателями с
бесступенчатым регулированием частоты вращения. Максималь-
ная частота вращения сборочного барабана не превышает 100—
150, минимальная 20—50 об/мии. Весьма перспективен привод
станков с питанием от тиристорного преобразователя. Этот при-
вод обладает высокой надежностью вследствие безконтактной
268
системы управления. Он также позволяет плавно регулировать
частоту вращения сборочного барабана.
Управление сборочными станками производится путем руч-
ного или ножного включения и выключения соответствующих
механизмов; управление значительно упрощается при установ-
ке на станке командного прибора, с помощью которого осу-
ществляется выполнение последовательности операций по за-
данной программе. В этом случае станок управляется в полуав-
томатическом режиме.
Рабочий выполняет операции, требующие ручного труда,
и нажимает кнопку, .после чего станок выполняет необходимые
операции автоматически и останавливается. Далее следует оче-
редная серия ручных операций, и опять нажатием той же кноп-
ки приводится в действие станок, т. е. одной кнопкой управля-
ются все механизмы станка с помощью предварительно задан-
ной программы. Такая полуавтоматическая программная систе-
ма управления способствует повышению качества и стабильно-
сти размеров и других параметров собираемых покрышек.
18.3. ОСОБЕННОСТИ КОНСТРУКЦИИ ОТДЕЛЬНЫХ МОДЕЛЕЙ
СБОРОЧНЫХ СТАНКОВ
В производстве легковых покрышек широко применяется станок
СПП-470-800. Он предназначен для сборки покрышек с бортом
диаметром от 300 до 400 мм. Станок оснащен ролико-прокла-
дочным питателем, в котором хранятся корд, брекер, бортовая
лента и протектор. На этом станке операции формирования бор-
та, заворота слоев корда на крыло и бортовой ленты под крыло,
посадка крыльев механизированы. Частота вращения сборочно-
го барабана 50 и 150 об/мнн. Производительность машины 15—
18 шт/ч.
Устройство станка показано на рис. 18.12. Он предназначен
для изготовления покрышек с четырьмя различными посадочны-
ми диаметрами. Станки различаются габаритами механизмов
обработки борта, шаблонов и дополнительных барабанов. Осо-
бенностью станка является возможность движения левой груп-
пы механизмов в направлении, поперечном оси станка. Это сде-
лано для облегчения съема готовой покрышки с барабана. Вы-
движной вал 10 левой группы механизмов служит для соедине-
ния с главным валом во время обработки борта покрышки. На
выдвижном валу смонтированы левый дополнительный барабан
к механизм обработки борта. Привод механизма 7 обработки
борта с левой стороны также закреплен в станине левой груп-
пы механизмов станка. Прикатчикн нижний и бортовой, а также
их привод 1 расположены под сборочным барабаном 15. Сбороч-
ный барабан укреплен на главном валу 16. Соосно с главным
валом расположена тормозная труба 17 с колодочным тормо-
зом 22, установленном на станине правой группы механизмов
станка. На этой же станине расположен привод барабана. Он
269
Рис. 18.12. Станок СПП-470-800 для сборки легковых покрышек:
/ — привод нижних прикатчиков; 2 — пневмоцилиндр нижнего прикатчика; 3 — основание
механизма нижних прикатчиков; 4—левая группа станка; 5—упор фиксатора; 6 —пнев-
мопривод фиксатора; 7 — пневмопривод рычажного механизма; й —рычаг механизма
обработки борта; 9— регулируемая тяга; 10— выдвижной вал; 11— механизм обработки
борта; 12 — шаблон для посадки крыла; 13—вал прикатчиков; 14— ролик бортового
прикатчика; /5 — сборочный барабан; 16 — главный вал; 17 — тормозная труба; 18— до-
полнительный барабан: 19— ролик; 20— обойма; 21— шарикоподшипник; 22—тормоз;
23 — пневмопривод тормоза; 24 — привод перемещения дополнительного барабана; 25 —
направляющая; 26— механизм одного оборота; 27. 28 — клиноремепная передача; 29—
асинхронный электродвигатель; 30— станина; 31 — правая группа станка
состоит из клиноременной передачи 27, 28 и асинхронного дви-
гателя 29. Дополнительные барабаны 18 расположены справа и
слева от сборочного барабана. Их движение по направляю-
щим 25 обеспечивается приводом 24.
Станок работает в следующей последовательности: на шаб-
лоны 12 надеваются крылья; затем сборочный барабан развер-
тывается в рабочее положение, подводятся дополнительные ба-
рабаны до упора в заплечики основного.
Процесс сборки начинается с наложения слоев корда. В это
время барабан вращается с частотой около 1 об/мин. После при-
катки наложенных слоев дополнительные барабаны отводятся
от главного. Механизмы обработки борта обжимают слои корда
по заплечикам барабана с помощью рычагов и кольцевой пру-
жины. Затем производится посадка крыльев, и шаблоны отво-
дятся от барабана. Рычаги н кольцевая пружина заворачива-
ют слои корда на цилиндрическую часть сборочного барабана.
После этого механизмы обработки борта отводятся в исходное
положение; вступают в работу прикатчики, прикатывая покрыш-
ку от середины ее к краям. Прикатка протектора и боковин про-
изводится одним прикаточным механизмом, но усилие, с которым
ролик прижимается к материалу, различно. Во время прикатки
протектора в цилиндры прикатчика подается воздух под более
высоким давлением, чем во время прикатки боковин.
Для съема собранной покрышки сборочный барабан скла-
дывается, левая группа механизмов отводится от барабана, и
освобождается путь для удаления покрышки.
270
Для сборки легковых покрышек предназначен станок СПК-8.
По устройству и принципу работы он отличается от станков,
описанных выше. Станок СПК-8 имеет необычный механизм
формирования борта, разжимной (а не складывающийся) бара-
бан, опрессовочное устройство вместо прикатчиков и специаль-
ное устройство съема покрышки. По степени механизации опе-
раций и производительности этот станок превосходит большин-
ство сборочных станков. Схема операций, выполняемых на этом
станке, представлена на рис. 18.13; на этом же рисунке показа-
на работа основных механизмов.
Сборка начинается с установки крыльев в шаблоны
(рис. 18.13,а). Следующей операцией является вставка борто-
вых лент в зажимы на барабане. Барабан выполняет оборот,
и ленты стыкуются. Затем на барабан накладывают слои корда
(рис. 18.13,6); разжимается (увеличивается в размерах под
действием сжатого воздуха) основной барабан, вспомогательные
не меняют своих размеров. На состыкованных слоях корда об-
разуются заплечики, на которые шаблоны сажают крылья
(рис. 18.13,в,г). Затем подается воздух во вспомогательные ба-
рабаны; они разжимаются до диаметра большего, чем диаметр
собранного на основном барабане браслета, и, двигаясь навстре-
чу друг другу, заворачивают своими торцами слои корда на
крыло (рис. 18.13,6). После этого вспомогательные барабаны
возвращаются в исходное положение, на каркас покрышки на-
кладываются брекер и протектор (рис. 18.13, е). В рабочее по-
ложение выдвигается опрессовочный барабан (рис. 18.13,ж),
и в его диафрагму подается воздух для опрессовки собранной
покрышки, которая 'заменяет прикатку. Затем давление воздуха
в диафрагме значительно уменьшается, одновременно стравли-
вается воздух из основного барабана; он уменьшается в разме-
рах, и покрышка сходит с него, увлекаемая опрессовочной диа-
|р —!□ _________ ol —
mrinm пГПп
а б в
27t
фрагмой, в которой удерживается небольшим остаточным дав-
лением в диафрагме. При следующем цикле покрышка сбрасы-
вается из опрессовочного барабана на лоток, подающий ее к
конвейеру.
Привод станка обеспечивает плавное изменение частоты вра-
щения сборочного барабана от 0 до 70 об/мин с помощью тири-
сторной системы регулирования.
Конструкция и размеры грузовых покрышек определяют уст-
ройство и принцип работы станков для сборки тяжелых покры-
шек. При многослойных конструкциях собираемых шин значи-
тельно усложнены питатель, механизм обработки борта, повы-
шены требования к прочности основных узлов станка. Но схема
устройства и основные узлы, описанные выше, у всех станков
сохраняются, хотя эти узлы могут значительно различаться по
конструкции. Принципиальное отличие имеют станки для вто-
рой стадии сборки покрышек типа Р.
Особенности конструкции шин с радиальным расположением
нитей корда в каркасе вызывают необходимость использования
новых технологических приемов сборки и создания сборочных
станков, отличных от рассмотренных. Основное отличие сборки
шин типа Р заключается в том, что жесткий, нерастягивающий-
ся брекер должен накладываться на уже сформованный каркас
покрышки. Поэтому первую часть сборки — сборку каркаса вы-
полняют на станках способом, не отличающимся от способа
сборки диагональных покрышек, тогда как вторую стадию сбор-
ки проводят на станках с формующим барабаном.
На рис. 18.14 изображен станок СПРИ-2М, который пред-
назначен для второй стадии сборки грузовых покрышек с ра-
Рнс. 18.14. Схема станка СПРИ-2М:
1 — шпонка; 2— центрирующее устройство; 3 — шаблон для брекера-. 4— вал; 5 — огра-
ничители разведения фланцев; 6 — тормоз; 7 — станина; 8 — нижняя плита; 9 — педали
управления; 10 — прикатчики; 11 — формующий барабан
272
Рис. 18.15. Схема операций, выполняемых на станке СПРИ-2М:
/ — каркас покрышки; 2 — брскерный браслет; 3 — шаблон; 4 — диафрагма; 5 — бара-
бан; 6 — прикатчики; а—е — см. текст
диальным расположением нитей корда в каркасе, в частности
покрышек 260—508Р. Формующий барабан станка разжимной,
с резиновой диафрагмой. Фланцы барабана движутся с помо-
щью вращения ходового винта и гаек. Станок оборудован при-
катчиками 10, центрирующим устройством 2, шаблоном для
брекер кого браслета 3. Станок приводится в действие с по-
мощью регулируемого привода постоянного тока.
Последовательность операций, выполняемых на этом станке,
показана на рис. 18.15. На сборочный барабан станка надевает-
ся предварительно собранный на станке первой стадии сборки
каркас покрышки 1 (рис. 18.15,я); он центрируется и крепится
па барабане специальными устройствами (рис. 18.15,6). В диа-
фрагму станка подается воздух, и покрышка начинает менять
форму (формоваться); диски барабана сближаются, сближая
борта покрышки, закрепленные на них, диаметр каркаса увели-
чивается. В это время шаблон с брекерным браслетом 2 выдви-
гается в рабочее положение, занимая позицию над центром кар-
каса покрышки (рис. 18.15, е). В конце процесса формования
каркас своей внешней поверхностью касается внутренней по-
верхности брекера, детали соединяются, причем их оси совпа-
дают. Шаблон возвращается в исходное положение, прикатчики
прикатывают слои брекера (рис. 18.15,г). На брекер наклады-
вается протектор, центрируется, стыкуется и прикатывается
(рис. 18.15, д). Затем из диафрагмы стравливается воздух, и
собранная покрышка снимается с барабана (рис. 18.15. е).
Станок может производить до 12 покрышек в час.
Общим недостатком станков второй стадии сборки является
зависимость точности собираемых покрышек от степени разно-
тонности диафрагмы и давления воздуха в ней. Имеются при-
способления, значительно смягчающие эффект разношенности
диафрагмы и непостоянства давления формующего воздуха.
18—651
273
В частности, ряд станков оборудован двумя чашками, располо-
женными по обе стороны сборочного барабана (как шаблоны
посадки крыльев), которые имеют внутреннюю полость с разме-
рами, равными расчетным размерам сформованной покрышки.
Покрышка формуется в пространстве, ограниченном сблизив-
шимися чашками, н в точности повторяет конфигурацию их
внутренней полости. Таким образом гарантируется стабиль-
ность размеров и формы собираемой покрышки. Для накладки
брекера и протектора между чашками остается узкая полоса,
открытая для сборки. Однако этот прием требует наложения
боковин покрышки иа первой стадии сборки, что создает опре-
деленные трудности. Труднее собирать переходную зону между
протектором и боковинами. Зато формование с применением
полуформ не только значительно увеличивает стабильность раз-
меров собираемых покрышек, но и уменьшает вероятность воз-
никновения распространенного дефекта при сборке покрышек
типа Р — разрежения нитей корда в каркасе.
18.4. ПОТОЧНАЯ ЛИНИЯ СБОРКИ РАДИАЛЬНЫХ ПОКРЫШЕК
Сборка радиальных покрышек сложнее, чем диагональных.
Жесткий, нерастягивающийся пояс брекера покрышек типа Р
монтируется на каркас после формования последнего, когда
размер каркаса по короне соответствует этому размеру на гото-
вой покрышке. Этим и определяется порядок сборки радиаль-
ных шин в две стадии на различных станках или на одном слож-
ном комбинированном станке. В последнем случае значительно
усложняется конструкция и увеличиваются размеры станков.
Возможно проводить сборку, расчленив весь процесс на несколь-
ко элементарных стадий, на простых по конструкции (а значит,
и надежных и высокомеханизированных) станках. Каждый из
этих станков выполняет одну-две очень простые операции. Та-
кая система позволяет уменьшить зависимость качества соби-
раемых покрышек от квалификации рабочего, повысить стабиль-
ность их показателей. Примером такой линии может служить
полуавтоматическая линия для сборки каркасов радиальных
шин для грузовых автомобилей типа ЛСПР, которая представ-
лена на рис. 18.16.
Технологический процесс сборки покрышек расчленен па семь
операций, каждая из которых выполняется и а своем станке.
Сборочный барабан с собираемой покрышкой перемещается от
станка к стайку на тележке по замкнутому рельсовому пути ав-
томатически. Каждый станок снабжен механизмом, поднимаю-
щим сборочный барабан с тележки и устанавливающим его в
зажимы станка.
Операции сборки начинаются на станке 15. Тележка со сбо-
рочным барабаном останавливается точно под станком. Барабан
поднимается подъемником и устанавливается в зажимах станка.
На барабан накладываются слои корда, которые стыкуются и
274
прикатываются. Корд подается со сменной каретки 1. Барабан
с наложенными слоями первой группы опускается на тележку
и передается к следующему станку автоматически. Здесь повто-
ряются операции установки барабана в рабочее положение, об-
рабатывается борт с посадкой первого крыла, после чего те-
лежка транспортирует барабан к станку 13. Станок 13 аналоги-
чен по конструкции станку 15, на нем накладывают вторую
группу слоев корда. Станок 9 аналогичен станку /4, здесь са-
жается второе крыло и также обрабатывается борт. На стан-
ке 10 накладываются дополнительные шнуры и боковины. На
станке 11 выполняется операция дублирования наложенных ра-
нее деталей и наклеиваются резиновые ленточки Готовый кар-
кас попадает на станок 3, где происходит складывание бараба-
на, съем каркаса -покрышки, развертывание барабана в рабочее
положение; отсюда барабан транспортируется к станку 15.
Каркасы подаются на вторую стадию сборки, которая вы-
полняется на станках типа СПР.
Такая линия, на которой предусматривается расчленение
операций, позволяет значительно упростить конструкцию каж-
дого станка. Здесь нет необходимости иметь сложные и гро-
моздкие питатели, так как на каждый станок подается только
один-два вида деталей. Питание таких станков производится со
сменных кареток, которые заряжаются на участке заготовки де-
талей, что устраняет перекатку корда, прн которой неизбежна
вытяжка. Требования к квалификации операторов таких линий
значительно ниже, чем к квалификации сборщиков покрышек,
занятых на обычных сборочных станках. Каждый оператор вы-
полняет только одну-две операции. На линии сведены к мини-
муму ручные операции. В результате покрышки, собранные на
линии, отличаются большей стабильностью свойств. Субъектив-
ные факторы меньше влияют на качество сборки. По произво-
дительности эти линии превосходят обычные станки (считая ко-
личество покрышек на число работающих на сборке).
Линия управляется полуавтоматически. Для контроля за вы-
полнением отдельных операций станки оборудованы сигнализа-
цией. Блокирующие устройства позволяют выполнять после-
дующие операции, только если закончены предыдущие. Такие
линии эффективны при массовом производстве покрышек огра-
ниченного ассортимента.
18.5. ПЕРСПЕКТИВЫ РАЗВИТИЯ И СОВЕРШЕНСТВОВАНИЯ
ОБОРУДОВАНИЯ ДЛЯ СБОРКИ ПОКРЫШЕК
При сборке покрышек все еще велика доля ручного труда. Ка-
чество сборки зависит от квалификации и прилежности сбор-
щика. Особенно много ручного труда затрачивается при сборке
грузовых и крупногабаритных покрышек. Основной задачей со-
вершенствования оборудования является наряду с обеспечени-
276
гм ньнокого качества и стабильности свойств покрышек всемер-
ная механизация и автоматизация процесса.
Играет роль и усовершенствование конструкции узлов стан-
ки»; модернизируются механизмы складывания и развертыва-
нии барабанов, увеличивается емкость питателей при минималь-
ной нытяжке и высокой точности подачи деталей. Станки обо-
рудуются системами программного управления, которые обеспе-
•iiui.iiot последовательное включение необходимых механизмов
к работу для выполнения очередных операций по заданной про-
ip.iMMe, что облегчает управление станком, исключает ошибки
прн сборке н повышает стабильность свойств изделий.
Созданы агрегатные станки, совмещающие на одной раме
уг тройства для сборки каркасов, брекерных браслетов, их на-
ложения, формования и окончательной сборки. Агрегаты обес-
чочинают высокую степень механизации, но очень сложны по
конструкции, что снижает их надежность. Ведутся работы по
<изданию оборудования для изготовления протектора методом
ппмоткн тонкой лентой резины. Продолжаются поиски путей со-
нсршснствования поточных линий для сборки массовых покры-
шек л работы по созданию автоматизированного заготоиитель-
но сборочного производства, где большинство вспомогательных
п транспортных операций выполняются промышленными манипу-
оя юрами — роботами.
Разрабатываются принципиально новые способы производст-
ва покрышек, например методом литья под давлением или фор-
мованием из олигомеров.
I Л АВ А 19
ОБОРУДОВАНИЕ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК
Вулканизация —ответственный процесс в технологическом цик-
не изготовления покрышек. От правильного ведения этого про-
цигга в значительной степени зависят качество и долговечность
(ходимость) покрышки. Вулканизация довольно продолжитель-
на. от 15—20 мин для малых покрышек до 50—80 мин и более
для крупных.
Вулканизационное оборудование очень металлоемко, потреб-
ляет 25% энергии и занимает до 30% всех производственных
инощадей шинного завода. Условия работы персонала, обслу-
жил.нищего вулканизаторы, относятся к числу вредных. Поэто-
му большое значение имеют механизация и автоматизация обо-
||уд<>н.ишя вулканизационных цехов шинных заводов. Важна
пнокс проблема повышения производительности оборудования
п гппжепия его металлоемкости.
В настоящее время в вулканизационных цехах шинных заво-
|Ц|ц находятся в эксплуатации автоклав-прессы, индивидуальные
и) >1к.|пи.шторы, форматоры-вулканизаторы и многопозицион-
277
ные вулканизаторы. Новые заводы оборудуются форматорами-
вулканизаторами и многопозиционными вулканизаторами. Авто-
клав-прессы и индивидуальные вулканизаторы для вулканиза-
ции покрышек не выпускаются.
19.1. УСТРОЙСТВО И РАБОТА ФОРМАТОРОВ И ИНДИВИДУАЛЬНЫХ
ВУЛКАНИЗАТОРОВ ПОКРЫШЕК
Процесс вулканизации заключается в нагреве сырой покрышки,
помещенной в пресс-форму, и выдержке ее под давлением и при
повышенной температуре в течение необходимого времени.
Во время вулканизации внутри покрышки поддерживается
давление 2—2,5 МПа. Это давление вызывает распорное усилие,
стремящееся раскрыть пресс-форму. Поэтому пресс-формы с на-
ходящимися в них покрышками помещают между плитами ме-
ханизмов, способных выдержать распорные усилия, затем пода-
ют в них теплоноситель под давлением.
Пресс-форма для вулканизации покрышек представляет со-
бой массивное металлическое кольцо с торообразной внутренней
полостью, точно соответствующей по форме готовой покрышке.
Пресс-форма разделяется на две половины по экваториальной
плоскости для помещения внутрь сырой и извлечения свулканй-
зованной покрышки. Разрез вулканизационной формы представ-
лен иа рис. 19.1.
Покрышка в процессе вулканизации обогревается с внешней
стороны — путем подачи пара в паровую рубашку 2 — и с внут-
ренней—путем подачи перегретой воды в варочную камеру, ко-
торая во время вулканизации находится внутри покрышки. Для
того чтобы между бортом покрышки и оформляющей полостью
формы не было воздушных подушек, в форме устраиваются воз-
душные вентиляционные каналы 3. Под давлением перегретой
воды материал покрышки течет, и протектор заполняет впади-
ны в пресс-форме; при этом оформляется рисунок протектора.
Свулканизованная покрышка удаляется после раскрытия
пресс-формы, причем детали рисунка протектора выходят из
впадин формы благодаря
эластичности материала по-
крышки. Глубокий рисунок
протектора сохранить при
извлечении труднее, так как
возможны надрывы высту-
пающих элементов. Для вул-
канизации покрышек типа
Рис. |9.1. Пресс-форма для вул-
канизации покрышек:
1—внутренняя поверхность пресс-фор-
мы с рисунком протектора; 2 — паро-
вая рубашка; 3— каналы для отвода
воздуха; 4 — поверхность разъема
пресс-формы
з г
278
Р, наиболее чувствительных к повреждениям при закладке в
форму и при извлечении из нее, очень эффективно применение
секторных пресс-форм, которые имеют разборную поверхность
t рисунком протектора, образованную подвижными секторами,
раздвигающимися при закладке и выемке покрышек и сомкну-
тыми в процессе вулканизации. Многие пресс-формы не имеют
паровых рубашек и обогреваются паром, который подается в
паровые камеры вулканизационных аппаратов.
Для вулканизации покрышек раньше широко применяли
а в т о к л а в - п р е с с ы. Это гидропрессы, между плитами ко-
торых устанавливаются пресс-формы с сырыми покрышками,
с помещенными внутри варочными камерами. Усилие пресса
обеспечивает противодействие распорному усилию, создаваемо-
му теплоносителем в пресс-формах. Для создания внешнего обо-
грева рабочая зона пресса заключена в герметичный стальной
кожух-автоклав, в который подается греющий пар. Это оборудо-
вание малопроизводительно, требует больших затрат ручного
труда и, как было сказано, в настоящее время не выпускается.
Индивидуальные вулканизаторы покрышек
(ИВП), являющиеся более совершенным оборудованием, еще
используются на заводах, но производство их также прекраще-
но. Индивидуальный вулканизатор представляет собой механи-
ческий пресс, в котором нижняя половина пресс-формы укреп-
лена неподвижно, в то время как верхняя прикреплена к по-
движной верхней поперечине — траверсе.
Перед закладкой сырых покрышек в пресс-формы автоклав-
пресса или индивидуального вулканизатора их необходимо сфор-
мовать, т. е. придать форму, близкую к форме готовых покры-
шек, и заложить внутрь варочную камеру. Эти операции выпол-
няются на воздушных форматорах. Варочная камера представ-
I’jic. 19.2. Сдвоенный индивидуальный вулканизатор:
I дисковый держатель; 2— рычаг аварийного выключателя; 3 — упорная поперечина;
•I — рычажно-крнвошипный механизм; 5 — двигатель; 6 — редуктор; 7— вкладыш (мат-
рица) формы; В — верхняя половина вулканизационной формы; 9—-подвижная поперечи-
нп. 10—рычаг; 11— КЭЦ; /2 — механизм регулировки положения форм по высоте; 13 —
iniiiiiin; 14 — нижняя половина вулканизационной формы
279
ляет собой толстостенную резиновую кольцевую полость с труб-
кой — штуцером для соединения с линией подачи теплоносите-
лей.
Устройство индивидуального вулканизатора показано на
рис. 19.2. На станине 13 крепятся неподвижно нижние половины
вулканизационных форм 14. Верхние половины форм 8 установ-
лены на держателях 1, которые через механизм регулировки 12
хода верхней полуформы крепятся к поперечине 9. Подвижная
поперечина 9 может подниматься и опускаться с помощью ры-
чажно-кривошипного механизма 4, приводимого в движение от
электродвигателя 5 через редуктор 6. Управление машиной про-
изводится с помощью командного прибора — регулятора цик-
личности 11 или с помощью кнопок управления вручную.
19.2. ФОРМАТОРЫ-ВУЛКАНИЗАТОРЫ ДЛЯ ПОКРЫШЕК
Форматоры-вулканизаторы являются основным видом оборудо-
вания для вулканизации, используемым на современных заво-
дах по производству пневматических шин.
Форматор-вулканизатор представляет собой пресс с механи-
ческим приводом, на плитах которого укреплены полуформы для
вулканизации покрышки. Эти механизмы отличаются от инди-
видуальных вулканизаторов главным образом тем, что они обо-
рудуются диафрагмой и узлом управления ею. Диафрагма за-
меняет варочную камеру и позволяет производить на одном аг-
регате одновременно и формование, н вулканизацию покрышек.
Форматоры-вулканизаторы снабжены трубопроводами для
подачи н отвода теплоносителя и клапанами для управления
этим процессом, а также приборами контроля и регулирования
температуры. Машины малых и -средних размеров оборудуются
двумя формами, крупные машины —одной формой. Форматоры-
вулканизаторы имеют паровые камеры, в которые устанавлива-
ются пресс-формы. Возможно использование пресс-форм как с
собственными паровыми камерами, так и без них.
Вместо варочной камеры в форматорах-вулканизаторах при-
меняется диафрагма, которая представляет собой эластичную
резиновую обечайку, торцами присоединенную к металлическим
дискам. Диафрагма с узлом управления ее работой .представ-
ляет собой важнейшую часть машины. Различают две системы
управления диафрагмами: «бег-о-матик», в которой использует-
ся неубирающаяся диафрагма, и «автоформ» — с убирающейся
диафрагмой.
Принцип работы н устройства -форматора-вулканизатора с
диафрагмой типа «бег-о-матик» показан на рис. 19.3. Диафраг-
ма 4 крепится к нижнему и верхнему дискам, верхний переме-
щается с помощью штока, управляемого цилиндром 6. В исход-
ном состоянии (положение а) диски диафрагмы раздвинуты.
Патрон-загрузчик 2 сбрасывает сырую покрышку 3 на диа-
фрагму 4. Покрышка садится иижним торцом иа полуформу 5.
280
Рис. 19.3. Принцип работы форматора-вулканизатора типа «бег-о-матик»:
/, 5 — верхняя и вижняя половины пресс-формы; 2 — патрон загрузчика; 3—сырая по-
крышка; 4— диафрагма; 6 — механизм управления диафрагмой; 7— рычаг; 8 — покрыш-
I I, S — ролики; а—е — см. текст
Верхняя полуформа 1 в это время поднята вместе с подвижной
[раверсой форматора-вулканизатора и не препятствует загрузке.
После проверки правильности посадки покрышки дается
команда иа опускание верхней полуформы (положение б), одно-
временно в диафрагму подается пар под давлением. Диски диа-
фрагмы сближаются. Обечайка диафрагмы под давлением пара
р втягивается. Диафрагма заполняет внутреннюю полость по-
крышки и формует ее. Покрышка заполняет внутренний объем
ымкиутой пресс-формы. Формование заканчивается, начинается
вулканизация (положение в).
По истечении времени, необходимого для завершения вулка-
низации, по команде прибора цикличности из диафрагмы и па-
ровых камер стравливается давление, после чего тот же прибор
диет команду на открытие пресс-формы. Включается привод, и
рычажный механизм поднимает верхнюю поперечину вместе с
281
Рис. 19.4. Принцип работы форматора-
вулканизатора типа «автоформ»:
а — вулканизатор открыт; б — вулканизатор от-
крыт, диафрагма введена в покрышку; в — вул-
канизатор закрыт; г — вулканизатор открыт по-
сле окончания вулканизации; 1, 3 — верхняя и
нижняя половины пресс-формы соответственно;
2 — сырая покрышка; 4 — диафрагма; 5 — ци-
линдр; 6 — толкатель; 7 — вулканизованная по-
крышка
полуформой (положение г). Рычаг 7 поднимает свулканизован-
ную покрышку, отрывая ее от нижней полуформы и перемещая
нижний диск диафрагмы. Под бортовую часть покрышки подво-
дятся ролики 9 (положение д). Внутренняя полость диафрагмы
соединяется с линией вакуума и выводится из покрышки; ры-
чаг 7 опускается, возвращая основание диафрагмы на нижнюю
полуформу. Освобожденная от диафрагмы покрышка 8 сбрасы-
вается роликами на приемный рольганг (положение е). Форма-
тор-вулканизатор готов к следующему циклу. По такой системе
работают вулканизаторы средних и больших размеров. Для фор-
маторов-вулканизаторов малых размеров часто используется
другой принцип управления диафрагмой. Он получил название
«автоформ» (рис. 19.4).
Этот тип вулканизаторов называют также вулканизаторами
с убирающейся диафрагмой. Перед началом цикла (положе-
ние а) диафрагма 4 находится в цилиндре 5. Сырая покрышка 2
устанавливается с помощью загрузчика бортом иа нижнюю по-
ловину формы 3. Цикл начинается с опускания верхней (по-
движной) траверсы с верхней половиной формы 1. После того
как покрышка будет зажата между половинами формы, в ци-
282
л п 11др 5 подается воздух, перемещающий диафрагму вверх,
и полость покрышки (положение б). При дальнейшем движении
полуформ борта покрышки сближаются. Давление воздуха в
диафрагме способствует формованию покрышки (положение в).
К ’моменту смыкания половин пресс-формы покрышка сформо-
вана и диафрагма располагается внутри нее.
Собственно вулканизация начинается с подачи теплоносите-
лей и подъема температуры. По окончании процесса теплоноси-
тели удаляются через линию слива. Толкатель 6, 'Приводимый в
движение пиевмоцилиндром, выдавливает диафрагму вниз, из-
влекая ее из покрышки, этому способствует вакуумирование
пространства под диафрагмой. Верхняя полуформа поднимается
вверх (положение г). В этой системе свулканизованная покрыш-
ка остается в верхней полуформе. По окончании раскрытия
формы покрышка сбрасывается в приемный лоток. Вулканиза-
тор готов к следующему циклу.
Эта система управления диафрагмой удобнее, чем система с
всубирающейся диафрагмой. К недостаткам автоформа следует
отнести большие деформации диафрагмы, вызывающие значи-
тельные напряжения и выход из строя этого важного узла в ре-
зультате разрушения оболочки (чаще всего в зоне заделки).
Диафрагмы типа «автоформ» тоньше, чем диафрагмы типа «бег-
о-матик».
Форматоры-вулканизаторы обоих типов широко распростра-
нены в промышленности. Основные параметры вулканизаторов с
пеубирающейся диафрагмой в нашей стране стандартизованы.
Их технические .характеристики регламентируются ГОСТ
11973—80, который распространяется на форматоры-вулканиза-
торы для покрышек диагональной и радиальной конструкции.
Основой классификации форматоров-вулканизаторов являет-
ся величина расчетного распорного усилия на одну форму, раз-
меры паровой камеры, в которой устанавливается форма, и рас-
стояние между установочными плоскостями для пресс-форм. Ус-
ловное обозначение форматора-вулканизатора: ФВ-2-200-1310-
240/355 ГОСТ 11973—80. Это машина с двумя паровыми каме-
рами, расчетным усилием 2 МН (200 тс) на каждую форму,
с внутренним диаметром камеры 1310 мм; диапазон изменения
высоты пресс-форм, которые могут устанавливаться на эту ма-
шину, составляет 240—355 мм. Обогрев камерный. В соответ-
ствии с требованиями стандарта конструкция машины должна
обеспечивать свободный доступ к регулирующим и предохрани-
тельным устройствам, а также к местам обслуживания.
Все форматоры-вулканизаторы необходимо снабжать уст-
ройством для измерения усилия смыкания пресс-форм и выклю-
чения привода при достижении максимального усилия. Вулкани-
ыторы нужно оборудовать приборами контроля и регулирова-
ния температуры в тепловой камере.
Все машины должны иметь быстродействующее аварийное
устройство для быстрой остановки механизмов. Необходимо,
283
2
7
3
Рис. 19.5 Схема работы шатуиио-крМЕОшипного механизма форматора-вул-
канизатора. Пояснения в тексте
чтобы рычаг илн штанга привода механизма останова были
доступны из любой точки рабочей зоны, а пробег траверсы
после включения механизма останова не должен превышать
60 мм.
Форматоры-вулканизаторы оборудуются системой блокиров-
ки, исключающей возможность раскрытия машины при наличии
давления в паровой камере или в диафрагме. Система предохра-
нения паровой камеры срабатывает в случае разрыва диа-
фрагмы и при повышении давления выше предельного. Стан-
дартом предусматривается тепловая изоляция камер, причем
изоляция не должна впитывать влагу во избежание коррозии.
Линия разъема камер должна быть спроектирована так, что-
бы исключить попадание прямых струй остатков пара на рабо-
чее место во время открытия пресса.
Блокирующие устройства предотвращают начало любой
операции, если не закончена предыдущая, с помощью конеч-
ных выключателей и реле давления. Коэффициент техническо-
го использования форматора-вулканизатора должен быть не
меньше 0,93.
284
19.3. УСТРОЙСТВО ОСНОВНЫХ УЗЛОВ ФОРМАТОРОВ-ВУЛКАНИЗАТОРОВ
Привод форматора-вулканизатора состоит из двигателя, редук-
тора и кривошипно-шатунного механизма перемещения травер-
сы с прикрепленными к ней верхними частями паровых камер
п верхними полуформами. Движение траверсы обеспечивается
системой рычагов через главный рычаг, связанный с большим
зубчатым колесом. Сложность рычажного механизма вызвана
необходимостью обеспечения движения верхней полуформы
строго вертикально в момент смыкания и размыкания для точ-
ного совпадения посадочных плоскостей пресс-формы, правиль-
ного формования покрышки и быстрого отвода этой полуформы
и сторону от вертикали в конце хода раскрытия.
Привод и система рычагов, поднимающая верхнюю траверсу
с полуформой, па различных стадиях раскрытия форматора
изображены на рис. 19.5. Как видно из рисунка, работа маши-
ны включает в себя шесть этапов: 1) сырая покрышка загру-
жена; 2) начало формования покрышки; 3) последняя фаза
формования; 4) покрышка вулканизуется, форматор-вулкани-
затор закрыт; 5) давления внутри диафрагмы нет, форматор-
вулканизатор открывается; 6) форматор-вулканизатор открыт,
покрышка отделена от нижней полуформы и готова к сбросу
на транспортер.
Рычажный механизм машины кинематически синтезирован
гак, что перед смыканием (поз. 3) и в первый момент после
раскрытия (поз, 5) верхняя полуформа движется строго вер-
тикально. Полный отвод верхней полуформы (поз, 1) закан-
чивается движением по дуге; при этом освобождается простран-
ство над пижией полуформой для загрузки сырой покрышки.
Механизмы для загрузки и
выгрузки сырых покрышек
в форматоры-вулканизаторы
различаются по конструкции
и приводу. Один из наиболее
распространенных загрузчиков
изображен на рис. 19.6. Пат-
рон загрузчика с раздвижными
лопастями 6 укреплен на ры-
чаге 5, который, в свою оче-
редь, жестко связан с валом 4.
Вал 4, поворачиваясь с по-
мощью шестерни 3, может
удерживать патрон лопастями
Рис. 19.6. Загрузчик сырых покры-
шек:
/ — пневмоцилиндр; 2 — зубчатая рейка;
я— шестерня; 4 — вал; 5 — рычаг; 6 — ло-
пасти патрона; 7 —сырая покрышка; S —
диафрагма
285
Рис. 19.7. Паровая камера и узел управления диафрагмой форматора-вул-
канизатора типа «бег-о-матик»:
1 — цилиндр гидропривода механизма отрыва покрышки; 2 — уплотнение цилиндра тол-
кателя; 3 — патрубок слива конденсата; диск крепления формы; 5 — болт крепления
диска к станине; 6 — днище паровой камеры; 7—нижняя часть пресс-формы; 8 — верх-
няя часть пресс-формы; 9— труба отвода конденсата; 10—стакан; И—крышка; 12—
штурвал; 13—ось; 14— малая шестерня; 15— зубчатое колесо; 16 — болт крепления’ верх-
ней части паровой камеры к траверсе; 17 — втулка; 18— теплоизолирующие прокладки;
19— крышка паровой камеры; 20 — крышка люка; 21 — люк для крепления формы; 22,
пверх и лопастями вниз. Шестерня 3 находится в зацеплении
г зубчатой рейкой 2, которая движется вверх или вниз в зави-
симости от подачи сжатого воздуха в цилиндр 1. На рисунке
изображен патрон, лопасти которого, раздвинутые рычагами,
удерживают сырую покрышку 7. Как только патрон повернет-
ся в нижнее положение и его продольная ось совпадает с осью
нижней половины пресс-формы, рычаги патрона освобождают-
ся, лопасти сближаются, покрышка 7 падает вниз на пресс-
форму. Диафрагма 8 располагается в середине покрышки. По-
ложение покрышки, сброшенной с патрона, показано на ри-
сунке штрих пунктиром. После сброса покрышки в другую
полость цилиндра 1 подается воздух; при движении зубчатой
рейки 2 с помощью шестерни 3 поворачивается на 180° вал 4
п вместе с ним патрон лопастями вверх. С транспортного
устройства, установленного над вулканизатором, на патрон
надевается очередная покрышка. Лопасти раздвигаются и за-
жимают покрышку. Загрузчик готов к очередной загрузке.
В эксплуатации находятся также загрузчики, в патрон кото-
рых покрышка устанавливается вручную на уровне пола. После
этого патрон механическим устройством поднимается вверх,
устанавливается над пресс-формой и сбрасывает на нее покрыш-
ку. В некоторых конструкциях загрузчиков предусмотрено
плавное опускание покрышки на пресс-форму. Во всех случаях
следует соблюдать основное требование —- точное центрирова-
ние покрышки иа нижней полуформе. Это необходимо для по-
лучения готовой покрышки высокого качества.
Выгрузка покрышек нз раскрытого форматора-вулканизато-
ра производится с использованием механизма управления диа-
фрагмой, который отрывает покрышку от нижней полуформы
и приподнимает ее. Под крышку подводятся ролики, находя-
щиеся на концах рычагов, сбрасывающих ее па приемный роль-
ганг.
Устройство паровой камеры и узла управления диафрагмой
показано на рис. 19.7.
Паровая камера установлена на станине машины. Между
верхней и нижней половинами камеры находится уплотняющая
резиновая прокладка 31. Нижняя часть пресс-формы 7 крепит-
ся к паровой камере болтами 35, а верхняя — болтами к план-
шайбе 24. Планшайба через резьбовую втулку с зубчатым ко-
лесом 15 соединена с втулкой 17, которая крепится болтами к
подвижной (верхней) траверсе форматора-вулканизатора. Вра-
щение зубчатого колеса 15 с резьбовой втулкой приводит к пе-
35 — болты крепления формы; 23 — крышка верхней части паровой камеры; 24 — план-
шайба; 25 — верхняя часть паровой камеры; 26 — втулка регулирования положения план-
шайбы; 27—кольцо; 28— диафрагма; 29— покрышка; 30— кольцо нижней части паро-
вой камеры; 31 — уплотнительная прокладка; 32—цилиндрическая часть паровой каме-
ры; 33, 38 — теплоизоляция: 34— коллектор охлаждения; 36, 37 — диски; 39—уплотнение
телескопических труб; 40 — телескопические трубы; 41 — блок; 42. 48— рычаги механизма
отрыва покрышки; 43 — шток; 44 — поршень; 45 — поршневые кольца; 46 — цилин др -тол-
катель; 47 — клапан; 49—кольцо; 50— разъемная втулка,- 5/—втулка; 52. 53 — диски
зажима диафрагмы; 54 — распределитель
287
Рис. 19.8. Схема оснащения
форматора-вулканизатора конт-
рольно-измерительными и регу-
лирующими приборами:
1—датчик давления в диафрагме,
связанный с предохранителем; 2 —
•клапаны системы подачи теплоно-
сителя; 3 — командный прибор; 4 —
установки для задания продолжи-
тельности операций цикла; 5 — па-
ровая камера; 6 — пресс-форма; 7 —
датчик давления в камере, связан-
ный с предохранителем от раскры-
тия формы; 8—датчики регулято-
ра температуры; 9 — конденсацион-
ный горшок; 10 — автоматический
регулятор температуры; 11 — кла-
пан сброса давления
ремещепию по высоте планшайбы 24 с укрепленной на ней
верхней половиной пресс-формы 8. Этим механизмом регули-
руется плотность смыкания половин пресс-формы и создается
определенный иатяг при закрытии паровой камеры. Зубчатое
колесо 15 приводится в движение от малой шестерни 14.
Диафрагма 28 закреплена своими торцами по периферии
дисков — нижнего 52 и верхнего 53. Верхний диск 53 соединен
со. штоком 43. При раскрытой пресс-форме шток 43 может под-
ниматься вверх под давлением жидкости, подаваемой под пор-
шень 44 в цнлиндр-толкатель 46. Вместе со штоком 43 подни-
маются диск 53 н связанная с ним верхняя часть диафрагмы.
Нижняя часть диафрагмы вместе с нижним диском 52 и коль-
цом 49 тоже становится подвижной при раскрытой пресс-фор-
ме. Движение обеспечивает рычаг 48, приводимый в действие
гидроцилиндром 1 через рычаг 42. Рычаг 48 оказывает давле-
ние на цнлиндр-толкатель 46, который связан с кольцом 49 и
диском 52. При движении этих деталей вверх с ними движется
свулканизованиая покрышка, которая отрывается при этом от
нижней полуформы. Перемещаясь, верхний диск 53 вытягивает
диафрагму из покрышки.
Паровая камера оборудована патрубками для слива воды
н коллекторами 34 для подачи теплоносителей. В диафрагму
теплоноситель подается через телескопические соединения 40
(они нужны для организации циркуляции теплоносителя в диа-
фрагме). Для обеспечения подвижности и герметичности соеди-
нения они выполнены с уплотнениями, и обеспечена возмож-
ность скольжения одной трубы в другой.
Управление подачей теплоносителей в диафрагму и паровую
камеру производится командным прибором по заданной про-
грамме. Параметры подводимых теплоносителей и режим вул-
канизации контролируются контрольно-измерительными при-
борами. Примерная схема оснащения форматора-вулканизато-
ра приборами приведена на рнс. 19.8.
В системе управления подачей теплоносителей предусмот-
рены датчики 1, 7 и механизмы блокировки, не допускающие
288
раскрытия пресс-формы при наличии давления в паровой ка-
мере и диафрагме. Механизм раскрытия заблокирован на все
время подачи теплоносителя. Раскрытие машины возможно
только прн полном отсутствии давления в диафрагме и ка-
мере.
Управление формованием покрышки производится специаль-
ной системой, подающей в диафрагму пар заданного давления
п по определенной программе или по положению верхней по-
ловины формы (чем ближе форма к закрытию, тем большее
давление подается в диафрагму).
При формовании давление в диафрагме возрастает посте-
пенно; в ряде случаев требуется временная остановка форма-
тора и частичный сброс давления. Режим формования подби-
рается индивидуально для каждого типа покрышки. После
формования диафрагма должна располагаться внутри покрыш-
ки без складок, а покрышка — строго симметрично по отноше-
нию к диафрагме. Это достигается тем, что давление в диа-
фрагме нарастает постепенно и синхронно с закрытием формы,
а также сближением бортов покрышки, пока покрышка не
займет точной позиции внутри формы.
По завершении формования в диафрагму подается перегре-
тая вода, затем открывается доступ пара в камеру, начинается
вулканизация. После окончания цикла сбрасывается давление
сначала в паровой камере, а затем в диафрагме. После удале-
ния теплоносителей диафрагму соединяют с вакуумной линией
для облегчения извлечения ее из покрышки.
19.4. УСТРОЙСТВО ПРЕСС-ФОРМ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК
Пресс-форма для вулканизации покрышек представляет собой
оформляющий инструмент — разъемную форму, внутренняя по-
лость которой по конфигурации в точности соответствует буду-
щей покрышке. Это сложное и весьма массивное изделие, ко-
торое изготавливается из качественной стали. Поверхность
оформляющей части пресс-формы обрабатывается с высокими
точностью и чистотой. Для придания твердости ее обычно под-
вергают термообработке. Поверхность контакта полуформ вы-
полнена так, чтобы во время смыкания не образовывались
щели, в которые могла бы выпрессовываться резина под дей-
ствием давления в диафрагме. Причем форма этой поверх-
ности выбрана так, чтобы при раскрытии половин возможный
выброс остатков пара в целях безопасности направлялся вниз.
Сформованная покрышка, помещенная в пресс-форму, за-
нимает часть ее внутреннего объема. При подаче теплоносите-
ля под давлением до 2,5 МПа размеры покрышки увеличи-
ваются, и резина заполняет все впадины внутренней полости,
занимая весь объем и вытесняя оставшийся воздух. Для выхо-
да воздуха в пресс-форме имеются сквозные отверстия малого
19—651
289
диаметра. Число и величина отверстий зависят от типа рисун-
ка протектора и размера пресс-формы.
Пресс-форма работает под значительным внутренним давле-
нием, поэтому она должна быть массивной и прочной, чтобы
предотвратить возникновение деформаций от распорных усилий.
После завершения вулканизации пресс-форма размыкается.
Линия разъема выбирается с таким расчетом, чтобы покрышка
всегда оставалась в одной и той же половине формы, чаще
всего в нижней.
Рисунок протектора выполнен так, что заполняющая его
резиновая смесь образует поднутрения, т. е. выступы, окру-
женные со всех сторон материалом форм. Покрышка извлекает-
ся под действием усилия, превышающего сопротивление этих
выступов иа протекторе. За счет эластичности резины во время
извлечения покрышки выступы протектора изгибаются, облег-
чая этим отделение готовой покрышки от пресс-формы. При глу-
боком рисунке протектора и жестком брекерном поясе (напри-
мер, у покрышек типа Р) возможны надрывы и даже сколы
отдельных деталей протектора. Кроме того, при загрузке после
формования покрышки ее размер по короне не всегда точно
'Соответствует внутреннему размеру пресс-формы, поэтому при
воздействии на сырую покрышку усилия замыкания пресс-
формы возможны некоторые смещения деталей сырой покрыш-
ки относительно друг друга. Особенно чувствительны к этому
покрышки с жестким брекерным поясом.
Для устранения этих явлений, возникающих при загрузке
и выгрузке покрышек из пресс-формы, используют секторную
пресс-форму, у которой кольцо оформления рисунка протекто-
ра выполнено из нескольких подвижных секторов, раздвигаю-
щихся при загрузке и выгрузке и сдвигающихся при вулкани-
запии (рис. 19.9).
Рис. 19.9. Секторная пресс-форма:
/ — толкатель; 2 —подвижная траверса; 3, 9 — верхняя и нижняя половины паровой ка-
меры; 4, 11 — верхняя м нижняя полуформы; 5 — покрьппка; 6 — сектор; 7 — вкладыш;
8— направляющая; 10— кольцо; 12— плита; 13 — цилиндр; 14— диафрагма; 16— внут-
реннее кольцо нижней полуформы
290
Секторная пресс-форма имеет нижнюю 11 и верхнюю 4 по-
луформы. Нижняя полуформа 11 крепится к плите 12, верхняя
полуформа 4 — к подвижной траверсе 2. Паровая камера со-
стоит из верхней 3 и нижней 9 половин. Внутри нижней части
паровой камеры установлены направляющие 8; по ним движут-
ся вкладыши 7 с закрепленными на них секторами 6, число ко-
торых достигает 8—12. Направляющие расположены наклонно.
При движении вкладышей 7 вниз по направляющим секторы 6
сближаются, образуя в конце хода смыкания замкнутое коль-
цо; верхняя и нижняя полуформы зажимают это кольцо с двух
сторон, образуя замкнутую оформляющую полость для по-
крышки 5. Диафрагма 14 крепится по внутреннему кольцу
нижней полуформы 15. Цилиндр 13 служит для приема уби-
рающейся диафрагмы. Для восприятия усилий, оказываемых
па секторы внутренним давлением в форме, служит кольцо 10.
Таким образом, сырая покрышка свободно помещается меж-
ду нижней и верхней полуформами, а секторы касаются по-
крышки при их сближении, т. е. при движении по радиусу от
периферии к центру покрышки. Такое направление движения
частей пресс-формы позволяет избежать смещения отдельных
частей покрышки в момент загрузки.
Выгрузка покрышки из пресс-формы также происходит без
деформации рисунка протектора. После раскрытия пресс-формы
и подъема верхней полуформы начинает двигаться вверх пли-
та 12, которая поднимает одновременно нижнюю полуформу и
секторы с вкладышами. При движении вверх вкладыши сколь-
зят по направляющим и отводят секторы по радиусу в сторо-
ны от центра формы, выводя их из зацепления с протектором
покрышки. Протектор освобождается, и покрышка свободно
удаляется из формы.
В пресс-формах такой конструкции получают покрышки
лучшего качества, чем в других, вследствие меньшей величины
дисбаланса, меньших радиальных биений изделий. В результа-
те повышенной точности формы покрышки уменьшается ее из-
нос. Но секторные формы гораздо сложнее обычных, их стои-
мость в 4—6 раз выше стоимости обычных форм, габариты
больше, они менее надежны в эксплуатации. Последнее обстоя-
(сльство вызвано тем, что направляющие вкладыши и секто-
ры, изготовленные с высокой точностью, испытывают большие
нагрузки во время раскрытия и закрытия пресс-форм. Условия
их работы неблагоприятны: они находятся в паровой среде,
при высоких температурах и влажности, ухудшающих действие
смазки и способствующих коррозии. Повреждение сопряжен-
ных поверхностей вызывает заклинивание деталей, препят-
ствует их точному перемещению.
Усовершенствование конструкций секторных пресс-форм по-
зволило уменьшить нагрузки на секторы во время их движения
в сократить протяженность трущихся поверхностей, что не-
сколько повышает надежность механизма. Принцип работы
И)*
291
Рис. 19.10. Пресс-форма с откидывающимися секторами:
1 — верхняя полуформа; 2 — обжимное кольцо; 3 — вкладыш с сектором; 4 — рычаг вкла-
дыша; 5— упор рычага; 6 — ось рычага; 7 — пружина; 8— нижняя полуформа
Рис. 19.11. Положение узлов секторной пресс-формы в момент извлечения
готовой покрышки:
1— ось; 2— вкладыш с сектором; 3 — покрышка; 4—нижний диск; S — диафрагма
одной из усовершенствованных пресс-форм показан на рис. 19.10
(механизм изображен в замкнутом состоянии).
Основу пресс-формы составляют верхняя 1 и нижняя 8 по-
луформы. К верхней крепится обжимное кольцо 2. Вкладыши
3 с секторами дают возможность полу формам откидываться,
поворачиваясь вокруг оси 6 на рычагах 4. Упор 5 с помощью
пружины 7 способствует повороту сектора во внешнюю сторо-
ну. На нижней полуформе фиксируется диск диафрагмы. Рас-
крытие формы начинается с подъема верхней полуформы, ко-
торая освобождает секторы, поднимая обжимное кольцо с со-
бой.
На рис. 19.11 показан заключительный момент отделения
покрышки от пресс-формы. Вкладыши 2 с секторами повора-
чиваются вокруг оси 1 и откидываются, освобождая рисунок
протектора. Этому способствует подъем покрышки 3 нижним
диском 4. Верхний диск, поднимаясь, освобождает покрышку
от диафрагмы, увлекая ее за собой.
Секторные пресс-формы, несмотря на сложность конструк-
ции, весьма перспективны и в настоящее время внедряются в
промышленность. Особенно большой эффект дает применение
секторных пресс-форм при производстве покрышек с жестким
брекером и глубоким рисунком протектора.
19.5. МНОГОПОЗИЦИОННЫЕ ВУЛКАНИЗАТОРЫ
Конструкция форматоров-вулканизаторов принципиально не-
рациональна, так как продолжительность работы самых доро-
гих и тяжелых устройств — привода раскрытия и закрытия
машины — составляет всего 4—5% цикла вулканизации. Доро-
гостоящие механизмы простаивают 95% времени. Поэтому
292
I
была реализована идея оборудовать одним механизмом пере-
зарядки несколько элементов с пресс-формами, чтобы все ме-
ханизмы работали в течение всего рабочего времени.
Схема расположения основных узлов многопозиционного
вулканизатора приведена на рнс. 19.12. Металлический кар-
кас 1 служит для установки вулканизационных элементов 4,.
объединенных попарно. Каждая секция имеет собственный ло-
ток (2, 6) для направления свулканизованных покрышек на
приемный транспортер 3, подающий их к месту контроля.
Транспортер расположен в нижней части каркаса между вул-
канизационными элементами. Каркас состоит из рам, покры-
тых настилом 10. Эстакада 11 предназначена для обслужива-
ния перезарядчиков. Управляющие клапана, распределяющие
теплоносители, собраны на стойках 13, расположенных рядом
с линией для удобства обслуживания. Вдоль линии проложен
рельсовый путь, по которому движется перезарядчик 5.
Перезарядчик представляет собой металлическую раму,,
установленную на колесах, приводимых в движение от электро-
двигателя. На раме установлена поворотная штанга с патро-
нами-загрузчнками 7 на ней. Патроны, повернутые вверх, при-
нимают покрышки с подвесного конвейера, проходящего над
линией вулканизации, зажимают их и после поворота штанги
покрышки оказываются над вулканизационными элементами.
По команде управляющего прибора лопасти, удерживающие
покрышку, сдвигаются, и покрышка падает вниз — на нижние
половины пресс-форм с диафрагмами 9.
Для открытия пресс-форм перезарядчик имеет два ключа
со специальными выступами, входящими в полости крышки
элемента. Ключи опускаются на крышки элементов н повора-
чивают их, выводя из зацепления выступы байонетных затво-
ров на крышках элементов. Затем крышки поднимаются, удер-
живаясь на ключах перезарядчика, освобождая доступ к ниж-
ним половинам пресс-форм для перезарядки. Перезарядчик
останавливается у секции, подлежащей перезарядке, таким об-
разом, чтобы ключи располагались точно над крышками вул-
канизационных элементов; в этом положении он фиксируется
специальным механизмом, и ключи опускаются на крышки.
После подъема крышек перезарядчик расфиксируется и,
перемещаясь, занимает такое положение, когда над раскрыты-
ми пресс-формами располагается штанга, удерживающая на
патронах сырые покрышки. Закончив передачу покрышек, пе-
резарядчик вновь расфиксируется, передвигается и фиксирует-
ся в положении, при котором ключи с крышками элементов
располагаются над элементами с покрышками на нижних полу-
формах. Крышки опускаются на элементы, поворачиваются
ключами для закрытия затворов, и перезарядчик выводит
ключи из зацепления с крышками. Элемент готов к приему
теплоносителей. Таким образом перезаряжаются все секции.
Число секций на один перезарядчик подбирается таким, чтобы
294
за время, необходимое для завершения цикла вулканизации,
перезарядчик успел перезарядить все секции и вернуться к
первой. Чтобы исключить возможность простоя линии из-за
неисправности перезарядчика, предусмотрен резервный переза-
рядчик на две линии.
Управление линией сосредоточено на пультах, расположен-
ных иа площадке 14. Линия может работать в полуавтоматиче-
ском режиме и в режиме ручного управления.
Миогопозициопные вулканизаторы снабжены блокирующи-
ми устройствами, исключающими возможность раскрытия эле-
ментов при наличии давления в них, а также выполнения сле-
дующей операции, если не завершена предыдущая.
Вулканизационный элемент многопозиционного вулканиза-
тора представлен на рис. 19.13. Узел состоит нз нижией 1 и
Рнс. 19.13. Узел вулканизации многопозицноиного вулканизатора:
/, 2 —нижняя и верхняя половины паровой камеры; 3 —байонетный затвор, 4, 5 —верх-
няя и нижняя части пресс-формы; 6 — механизм управления диафрагмой; / цилиндр
механизма отрыва покрышки от нижней полуформы
295
Ркс. 19.14. Патрои-загрузчик:
1, 2—рычаги; 3 — лепесток; 4 — крестовина;
5 — корпус; 6 — шток; 7 — цилиндр; 8 — ско-
ба; 9 — поршень; 10 — опора
верхней 2 половин паровой ка-
меры. Распорное усилие воспри-
нимается кольцом байонетного
затвора 3. В паровой камере рас-
положена пресс-форма, нижняя
часть которой 5 крепится к ниж-
ней части паровой камеры, а
верхняя 4 — к верхней. Механизм
управления диафрагмой 6 и ме-
ханизм отрыва покрышки 7 со-
браны в одном блоке.
Патрон механизма загрузки
сырых покрышек в вулканиза-
ционные элементы (рис. 19.14)
работает следующим образом.
Четыре лепестка 3 патрона шар-
нирно через рычаги 1 и 2 связа-
ны с цилиндром 7 и штоком 6,
управляющими положением этих лепестков. При подаче возду-
ха под поршень 9 шток выдвигается из цилиндра, рычаги сбли-
жают лепестки между собой, покрышка свободно надевается
на патрон. Подача воздуха в верхнюю полость цилиндра за-
ставляет шток войти в цилиндр, при этом уменьшается расстоя-
ние между крестовиной 4 и рычагами 1, лепестки раздвигают-
ся и плотно удерживают бортовую часть покрышки изнутри.
В таком положении патрон с покрышкой подводится к месту
разгрузки, разворачивается вниз и после подачи команды на
сброс сближением лепестков освобождает покрышку, которая
падает в пресс-форму.
Производительность современных многопозиционных вулка-
низаторов колеблется от 120 шт./ч для линии ВПМ-2-100 до
20 шт./ч для линий, на которых вулканизуются тяжелые шины.
После вулканизации покрышки некоторых типов необходимо
охлаждать под внутренним давлением до 60—70 °C. Для охлаж-
дения можно использовать вулканизационные элементы, под-
ключив диафрагму к магистрали с холодной водой. Такой спо-
соб стабилизации покрышек нерентабелен, так как затяги-
вается время пребывания покрышки в форме и охлаждается
элемент, который при следующем цикле снова нужно нагре-
вать, что уменьшает производительность оборудования и сни-
жает его коэффициент полезного действия. Поэтому иногда
рядом с линией сооружают специальные установки, в которых
выгруженные из вулканизатора покрышки охлаждаются под
давлением воды 0,6—0,8 МПа.
296
После охлаждения часть покрышек проходит контроль на
специальных станках, отмечающих отклонение формы покрыш-
ки от нормы (радиальное и боковое биение, смещение протек-
тора) и правильность распределения масс (дисбаланс). Все по-
крышки проходят через станок для обрезания выпрессовок.
19.6. ПЕРСПЕКТИВЫ СОВЕРШЕНСТВОВАНИЯ ОБОРУДОВАНИЯ
ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК
Многопозициоииые вулканизаторы в настоящее время счи-
таются наиболее перспективным оборудованием для вулкани-
зации покрышек. Ими оснащаются новые заводы. Применение
их позволяет снизить металлоемкость оборудования и повы-
сить производительность труда по сравнению с использованием
форматоров-вулкаинзаторов. Однако форматоры-вулканизаторы
также выпускаются и широко используются на новых заводах,
особенно для вулканизации крупногабаритных шин, а также
там, где широк ассортимент выпускаемых покрышек. Формато-
ры-вулканизаторы надежнее в работе, чем липин ВПМ, и их
легче переключать на изготовление другого типа изделий.
Очень большие преимущества сулит повсеместный переход
на секторные пресс-формы, особенно в производстве покрышек
типа Р. Основной трудностью здесь остается невысокая надеж-
ность работы механизмов формы.
Значительной экономии энергии и повышения производи-
тельности можно достигнуть при внедрении предварительного
подогрева покрышек перед вулканизацией с помощью токов
сверхвысокой частоты. Проводятся работы по исследованию
возможностей использования токов сверхвысокой частоты в
течение всего цикла вулканизации.
Совершенствование оборудования для вулканизации идет
также в направлении использования промышленных манипуля-
торов для вспомогательных операций, увеличения степени ав-
томатизации работы основного оборудования, уменьшения ме-
таллоемкости и энергоемкости оборудования, а также повыше-
ния его надежности и межремонтного пробега.
ГЛ А В А 20
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АВТОКАМЕР
20.1. ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК АВТОКАМЕР
Большинство пневматических шип, производимых . в пашей
стране, эксплуатируется вместе с камерой. Камеры выходят
из строя чаще, чем покрышки, поэтому их производство долж-
но превышать производство покрышек. В настоящее время в
стране изготавливается несколько десятков миллионов камер
297
Рис. 20.1. Линия для производства заготовок ездовых камер-
/ — шприц-машина; 2 — приемный транспортер; 3, 6 — весы; 4, Я — рольганги; 5 — установка для охлаждения; 7 — поворотный ролик; 8 — уст
новка для нанесения клея; 9 —установка для пробивки под вентиль; 10 — устройство для опрессовки вентиля, 12— камера, опудривания; 13
нож; 14 — фотоэлемент; 15—рольганг; 16— транспортер
•ежегодно. Производство автокамер проще, чем изготовление
покрышек, и степень механизации его выше. Массовое произ-
водство камер осуществляется на линиях для изготовления за-
готовок (рис. 20.1), стыковочных станках, индивидуальных илн
кассетных вулканизаторах.
Заготовки камер изготавливаются на червячных машинах.
Червячная машина с камерной головкой выпускает непрерыв-
ный рукав —основу заготовок камер. Резиновая смесь для
производства автокамер должна быть тщательно очищена, по-
этому перед подачей в производство ее пропускают через чер-
вячные машины с фильтрующими головками, снабженными
сеткой.
Выдавливание резиновой трубки-заготовки автокамеры про-
изводится на машинах с червяком диаметром 150—250 мм.
При этом скорость шприцевания достигает 6—12 м/мин в за-
висимости от состава смеси. Головка машины, выпускающей
заготовку, снабжена форсункой, через которую внутрь рукава
непрерывно вспрыскивается взвесь талька в воздухе для пред-
отвращения слипания стенок рукава. Избыток воздуха отсасы-
вается через трубку, расположенную в тон же головке. Ма-
шина 1 (см. рис. 20.1) выдает рукав на приемный транспор-
тер 2, оборудованный весами 3, которые непрерывно взвеши-
вают поступающую на них заготовку. Взвешивание необходимо
для контроля постоянства толщины стенки рукава, определяе-
мой по показаниям весов. Если эти показатели не соответствуют
допустимым пределам, автоматически включается световой
сигнал, свидетельствующий о необходимости корректировки
режима работы агрегата. Изменить в определенных пределах
массу 1 м камеры можно, варьируя скорость приемного транс-
портера.
После весового транспортера камера, перемещаясь по роль-
гангу 4, попадает в установку для охлаждения 5, где обрызги-
вается водой, или проходит через водяную ванну. На рольганге
11 камера обдувается сжатым воздухом для подсушки ее по-
верхности. Поворотный ролик 7 изменяет направление движе-
ния подсушенной камеры. На установке 8 с помощью вращаю-
щихся валиков часть поверхности камеры смазывается клеем,
подсушивается и подается к устройству для пробивания отвер-
стия под вентиль 9. Отверстие располагается в центре площади
камеры, промазанной клеем. Оно пробивается острым, нагре-
тым до 250 °C ножом, имеющим форму трубки и установлен-
ным на валике, расположенном над движущейся камерой. Ва-
лик периодически совершает оборот, причем оборот совершает-
ся во время прохождения промазанного клеем участка камеры
под валиком. Нож в виде трубки, расположенный перпендику-
лярно к оси валика, касается камеры. Внутренняя полость
трубки-ножа соединена с вакуумной линией. Стенка камеры
присасывается к горячей режущей кольцевой кромке ножа,
которая при этом вырезает в стенке круглое отверстие; про-
200
должая вращение вместе с валиком, нож отходит от стенки
камеры, унося диск резины, вырезанной из стенки, который
выдувается из ножа сжатым воздухом во время завершения
оборота валика.
Камера с вырезанным отверстием продолжает движение по
транспортеру. На следующем участке вентиль вручную уста-
навливается на поверхность камеры, а его пятка прикатывается
прикатчиком 10. На линии может быть установлен дополни-
тельный прикатчик в виде каретки, расположенной над лентой
транспортера и способной совершать возвратно-поступательное
движение вместе с ней. В момент подхода вентиля под каретку
металлическая часть вентиля касается флажка, связанного с
выключателем, который вводит в действие механизм, соеди-
няющий каретку с лентой транспортера. Последняя увлекает
каретку за собой, при этом начинают вращаться металлические
ролики, расположенные на каретке, которые прикатывают
пятку.
После прикатки ролики поднимаются, механизм сцепления
отсоединяет каретку от ленты, и механизмом возврата каретка
возвращается в исходное положение.
После установки и прикатки вентиля наружная поверхность
камеры опудривается в камере 12 для предотвращения склеи-
вания и попадает в зону резки на заготовки. Резка произво-
дится ножом 13, точно настроенным на определенный размер
заготовок. Длина заготовок контролируется с помощью фото-
элемента 14. Заготовки с установленным вентилем подаются в
машину для складывания их и затем перекидным рольгангом
15 по транспортеру 16— к весам окончательного взвешивания
6. После контроля массы заготовок они направляются к сты-
ковочным станкам.
Рис. 20.2. Стыковочный станок:
1 — корпус станка; 2 — панели управления; 3 — зажимные губки тисков; 4 — силовые
гидроцилиндры для зажима тисков; 5 — обогреваемый нож
300
20.2. УСТРОЙСТВО СТЫКОВОЧНЫХ СТАНКОВ
Стыковочный станок (рис. 20.2) представляет собой устрой-
ство, предназначенное для склеивания торцов заготовки каме-
ры. На корпусе 1 объединены механизмы для выполнения
основных операций: тиски 3, привод тисков 4, обогреваемый
нож 5.
Конструкция станка предусматривает резку рукава вдоль
складки камеры, когда нож движется в горизонтальном на-
правлении, а не в вертикальном, как на станках устаревших
конструкций. Такой метод позволяет получить более точный и
чистый рез, что, в свою очередь, дает возможность сжимать
тиски с большим усилием и получать более прочный стык.
Схема работы рабочих органов станка показана на рис.
20.3. Позиция а соответствует положению, когда концы рука-
ва 1 зажаты тисками 2; позиция б—-процессу резки концов
рукава горячим ножом 3; отрезанные полоски резины 4 падают
вниз в лоток. Позиция 6 соответствует началу стыковки после
удаления ножа; позиция е —концу стыковки, сжатию торцов
рукава по линии реза и образованию кольцевого соединения.
20.3. ВУЛКАНИЗАТОРЫ ДЛЯ АВТОКАМЕР
Вулканизация автокамер производится на индивидуальных
вулканизатор ах.
Индивидуальный вулканизатор (рис. 20.4) представляет со-
бой механический пресс с неподвижной ннжней половиной
пресс-формы н поднимающейся верхней. Основой пресса яв-
ляется станина 1, на которой монтируются ннжняя половина
пресс-формы, главный шатун 2, кривошип 8 с малым шату-
ном привод кривошипного механизма 7, состоящий из двига-
теля и редуктора. На главном шатуне шарнирно крепятся верх-
няя траверса 6 с планшайбой 3 для установки верхней полови-
ны пресс-формы. Регулирование натяга при закрытии пресса
производится специальным винтовым механизмом.
Вулканизатор комплектуется системами подачи теплоноси-
телей, приборами контроля и регулирования давления и тем-
пературы, системой блокировки и аварийного останова. Послед-
няя включается скобой 4. Вулканизаторы работают вместе со.
стендом для поддувки камер, который устанавливается в не-
Рис. 20.3. Схема работы
сшковочного станка:
I— заготовка камеры; 2— ти-
ши; 3 —нож; 4— отрезанные
' 11 ти заготовки; а—г — см.
1«КСТ
301
Рис. 20.4. Вулканизатор ездовых автокамер:
1 — станина; 2— главный шатун; 3 — планшайба; 4— предохранительная скоба; 5 — под-
веска; 6 —траверса, 7— привод; 8— кривошип; 9— шатун малый
посредственной близости от вулканизаторов. Состыкованная ка-
мера укладывается на шаблон стенда, вентиль подключается
к системе подачи сжатого воздуха. Воздух подается в камеру
до тех пор, пока она не раздуется до заданных размеров, пос-
ле чего подача воздуха прекращается и вентиль герметизи-
руется. Стенд может быть оборудован устройством для замо-
раживания стыка с целью увеличения его прочности в момент
поддувки. Камера снимается со стенда и помещается в ниж-
нюю полуформу вулканизатора; вентиль соединяется с систе-
мой подачи теплоносителя, и включается командный аппарат
(прибор цикличности), который последовательно подает коман-
ды на выполнение всех операций вулканизации от закрытия
вулканизатора до раскрытия его и подключения камеры к ва-
куумной системе для отсоса конденсата.
Вулканизаторы для ездовых камер выпускаются в соответ-
ствии с ГОСТ 13886—74. В соответствии с ГОСТом в качестве
основных показателей принимаются распорное усилие и рас-
стояние между плоскостями рычагов (мм), которое лимитирует
размер устанавливаемой пресс-формы. Принятое обозначение
302
вулканизаторов: вулканизатор 50-1140 ГОСТ 13886—74. Это
вулканизатор для автокамер с максимальным распорным уси-
лием 0,5 МН (50 тс) и расстоянием между плоскостями ры-
чагов 1140 мм. Стандартом предусмотрено производство вулка-
низаторов пяти типоразмеров от 30-920 до 225-2150.
Все вулканизаторы оборудуются системой двухстороннего
обогрева камеры с вакуумным удалением конденсата из нее.
Машины 180-1870 и 225-2150 имеют систему охлаждения пресс-
форм.
Все вулканизаторы оснащаются приборами для контроля
распорного усилия, системами регистрации и регулирования
температуры и показывающими приборами для контроля дав-
ления в пресс-форме. Все операции — от закрытия до раскры-
тия вулканизатора —выполняются автоматически.
Конструкция машин должна обеспечивать свободный до-
ступ ко всем обслуживаемым узлам и к аварийным устрой-
ствам, прекращающим движение траверсы в любой момент и
обеспечивающим обратное движение.
Предохранительные устройства предназначены для предотв-
ращения открытия вулканизатора при наличии в камере избы-
точного давления выше 0,01 МПа. При наличии избыточного
давления в пресс-форме на пульте управления включается
световой сигнал.
На контрольно-измерительных приборах красной чертой
отмечаются предельно допустимые значения измеряемых вели-
чин.
Вулканизаторы .30-920 должны работать до капитального
ремонта 30 720 ч, средние вулканизаторы — 46000 ч, круп-
ные— 65000 ч.
Паровая камера и трубопроводы системы подачи теплоноси-
теля теплоизолируются.
Рис. 20.5. Кассетный вулканизатор автокамер.
7 —насосный агрегат, 2—питатель; 3— загрузчик; 4 — вулканизационный элемент; 5 —
направляющая; 6 — пульт управления
303
Рабочие операции на вулканизаторах механизированы толь-
ко частично. Загрузка и выгрузка камер производятся вруч-
ную. Эти операции приходится выполнять в непосредственной
близости от нагретых деталей машины.
Производительность машин невелика; она может быть су-
щественно увеличена при использовании кассетного многопо-
зиционного вулканизатора, общий вид которого показан на
рис. 20.5. Он представляет собой раму с направляющими, на
которых расположены вулканизационные элементы. Вулкани-
зационный элемент состоит из двух половин пресс-формы, со-
единенных тыльными сторонами (рис. 20.6).
Между пресс-формами образуется замкнутое пространство —
камера. Любое число элементов 4 (см. рис. 20.5) может соеди-
няться между собой с помощью байонетного затвора. Распор-
ное усилие воспринимается выступами байонетного затвора и
на раму машины не передается; это позволяет облегчить и
упростить ее конструкцию. Открытие затвора производится
гндроцилиндрами, имеющимися у каждого элемента. Гидроси-
стема вулканизатора питается от насосного агрегата 7. Вулка-
низационные элементы загружаются сырыми камерами, пода-
ваемыми загрузчиком 3. Лапа загрузчика передвигается вдоль
агрегата по направляющей 5 с помощью механического приво-
да, который останавливает лапу у элемента, подлежащего за-
грузке. Лапа поворачивается, вводит установленный на ней
шаблон с камерой между элементами. Рычаги на лапе стал-
кивают камеру в полуформу. После загрузки лапа возвра-
щается к питателю 2, с которого в загрузчик поступает сле-
дующая камера.
Питатель (рис. 20.7) состоит из стойки I, на которой нахо-
дится крестовина с тремя шаблонами 2, расположенными под
углом 120°. Крестовина поворачивается так, что каждый шаб-
лон попеременно занимает одну из трех позиций. На первой
позиции иа шаблон вручную надевается камера, вентиль кото-
рой подсоединяется к трубке шаблона, подающей сжатый воз-
дух для поддувкн камеры. На второй позиции производится
поддувка. Наполнение камеры контролируется специальными
Рис. 20.6. Вулканизационный элемент линии вулканизации ездовых камер:
/ — кольцо крепления элемента к направляющей; 2 —кольцо байонетного затвора; 3 —
теплоизолирующая прокладка; 4 — полости для теплоносителя; 5 — полости для авто-
камеры
304
Рис. 20.7. Питатель кассетного вул-
канизатора:
/ стойка; 2— шаблон; 3 — заготовка
камеры; 4 — толкатель; 5 — пневмоцилиндр
толкателя
щупами. Как только каме-
ра коснется их, подача возду-
ха прекращается (вентиль ка-
меры герметизируется вязкой
массой). На третьей позиции
происходит передача подду-
той камеры на шаблон загруз-
чйка. Оба шаблона устанав-
ливаются друг против друга.
Подаваемый в пневмоци-
линдр 5 воздух приводит в
действие толкатель 4, передви-
гающий камеру с одного шаб-
лона па другой.
Все операции выполняются
по командам прибора цикличности типа КЭП. Приборы управ-
ления сосредоточены в шкафу 6 (см. рис. 20.5).
Программа работы агрегата составлена так, что продолжи-
тельность процесса вулканизации одной камеры равна продол-
жительности перезарядки всех пресс-форм. Поэтому агрегат
для вулканизации легковых камер имеет восемь форм. Грузо-
вые камеры вулканизуются в агрегате с двенадцатью формами.
Производительность агрегата около 60 камер/ч. Пресс-формы
рассчитаны на давление пара 1 МПа.
Агрегат снабжен системой блокировки, обеспечивающей
строгую последовательность операций. Система аварийной
остановки позволяет в любой момент остановить закрывание
формы.
Для выгрузки камер агрегат оборудован разгрузчиком, из-
влекающим из формы свулканизованную камеру и сбрасываю-
щим ее на приемный транспортер.
Переход к кассетным многопозиционным вулканизаторам
позволяет значительно сократить площади, занимаемые вулка-
низационным оборудованием, повысить производительность и
улучшить условия труда, почти вдвое уменьшить число рабо-
чих, занятых обслуживанием вулканизаторов.
В производстве авто камер важное значение имеют опера-
ции подготовки вентиля для его установки в камере. На уча-
стке подготовки вентилей стоят камеры и ванны для мойки и
травления металлических заготовок вентиля. При мойке ис-
пользуют ультразвуковые генераторы, резонаторы которых по-
гружены в моющий раствор. Колебания среды с высокой ча-
стотой способствуют лучшему отделению масла и грязи с по-
верхности вентиля.
20—651
305
Обрезинивание вентиля производится на вулканизационных
прессах с многогнездными пресс-формами. Б пресс-формы
устанавливают вентили и резиновые заготовки в виде кружоч-
ков сырой резины с отверстием. При обрезинивании может ис-
пользоваться оборудование для литья резиновых смесей под
давлением. В этом случае отпадает необходимость в оборудо-
вании для изготовления резиновых заготовок.
Для увеличения адгезии между пяткой вентиля и камерой
используют шероховочные станки, на которых с помощью ще-
ток пятке придают шероховатость.
Качество изготовления камер контролируется на стендах,
представляющих собой ванну с водой, где движутся ремни
нижней ветви транспортера. Камеры в поддутом состоянии
пропускают под ремнями, которые удерживают их в погру-
женном состоянии. При наличии дефекта в воде появляются
пузырьки воздуха.
Г Л А В А 21
ОБОРУДОВАНИЕ ДЛЯ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ
ПОКРЫШЕК
Восстановление изношенных покрышек весьма эффективно с
экономической точки зрения. Высокая прочность каркаса со-
временных шин в некоторых случаях позволяет даже дважды
восстанавливать изношенный протектор. Затраты на восстанов-
ление составляют всего около 30% затрат на изготовление но-
вых покрышек. Средний же пробег восстановленной покрышки
превышает половину пробега вновь изготовленной.
Качество восстановленной покрышки в значительной степе-
ни зависит от методов и оборудования, используемых в шнно-
восстаповительном производстве.
Осмотр покрышек, поступающих на восстановление, являет-
ся первой производственной операцией. Его производят ви-
зуально на специальных станках с набором, роликов для под-
держки и вращения шнны в вертикальном положении. Спе-
циальные ролики на рычагах заводятся внутрь шины и отги-
бают ее борт. Во время вращения изогнутая зона борта пере-
мещается по всему периметру покрышки. По характеру изгиба
судят о целости элементов борта.
Места, в которых подозревается расслоение каркаса, про-
веряют с помощью пневмо дефектоскоп а — полон иглы, соеди-
ненной с магистралью сжатого воздуха (давление 0,2—
0,4 МПа). Прокалывая покрышку, игла открывает доступ сжа-
того воздуха внутрь каркаса. При наличии расслоения каркаса
на покрышке появляется вздутие. Для ответственных покры-
шек, например авиационных, применяют и более сложные
зов
устройства с использованием ультразвука и рентгеновского из-
лучения. В последнее время начинают применять голографиче-
скую технику для контроля состояния слоев покрышки.
После контрольного осмотра покрышки подвергаются мойке
п сушке, так как от чистоты поверхностей зависит адгезия
каркаса с вновь наложенными слоями.
Покрышки моют в специальных моечных камерах. Покрышка
вращается на роликах, один из которых приводной. Горячая
вода подается форсунками. К покрышке подводятся вращаю-
щиеся щетки, очищающие от грязн ее боковые поверхности.
После мойки из покрышки отсасывается вода, после чего
опа подается на сушку; при наличии влаги возможны дефекты
покрышки во время вулканизации. Сушка проводится в камер-
ных сушилках с воздушным теплоносителем. Возможна и ра-
диационная сушка с помощью инфракрасных излучателей.
После сушки покрышка подается на операции восстановления
протектора, включающие: обработку протекторной части с
целью полного удаления старого протектора; придание по-
крышке требуемой формы, а ее поверхности — шероховатости,
необходимой для прочной связи с новым протектором; наложе-
ние нового протектора; вулканизацию.
Протекторная часть покрышки обрабатывается на копиро-
вал ьно-шероховальных станках. Схема устройства такого
станка изображена на рнс. 21.1. На плите 21 смонтированы
основные узлы станка. Патрон шинодержателя 7 установлен
на кронштейне 8. Закрепленную на патроне 7 покрышку
вращает фрикционный ролнк 10, приводимый в движение дви-
гателем 11. ШиноДержатель и привод его смонтированы на
ползуне 13, который перемещается по направляющим станины
17. Привод шинодержателя перемещается относительно ползу-
на 13 по направляющим с помощью пневмоцилиндра. Продоль-
ное и поперечное перемещения шинодержателя производятся
с помощью маховичков 15 и 16.
На плите 21 смонтирован поворотный кронштейн 23, на ко-
тором установлены режущие устройства. Кронштейн 23 пово-
рачивается с помощью двигателя 30 через клиноременную пе-
редачу и червячный редуктор, зубчатое колесо которого 20 си-
дит на кронштейне. На этом же кронштейне монтируется пол-
зун 26, перемещающийся ппевмоцилиндром вместе с режущим
устройством. Управляет перемещением следящий ролик 28, ко-
торый касается шаблона 29, с заложенной в нем программой
движения. В результате режущий механизм обрабатывает по-
крышку по заданному профилю.
Шероховальная головка 27 имеет вал, на котором укреплен
шероховальный инструмент 6. Режущим инструментом служит
наборная фреза, приводимая в движение электродвигателем 1
через ременную передачу. Устройство 2 служит для поворота
головки и, следовательно, смены инструмента. Шероховальная
головка включает в себя также резцедержатель 3 и кожух 5,
20-
307
ограждающий фрезу; он соединен с системой отсоса воздуха,
загрязненного пылью, образующейся при фрезеровании. Пнев-
моподъемник 18 облегчает установку покрышки на патрон ши-
нодержателя. Управление станком сосредоточено иа пульте 14.
Этот станок может работать как прн ручном управлении, так
и в автоматическом режиме.
Для снятия протектора сначала включают резец, имеющий
вид диска с острыми зубьями. Шероховку выполняет дисковая
фреза. Смеиа инструмента производится поворотом головки.
Покрышка крепится на патроне с помощью кулачков и под-
дутой камеры. Имеются конструкции патронов, для которых
камера в покрышке не нужна. Ее заменяет штатная диафраг-
ма, укрепленная в патроне-держателе. В эксплуатации нахо-
дятся также станки других типов.
После шероховки покрышки поступают иа участок наложе-
ния протектора. Тип оборудования, применяемого для наложе-
ния протектора, зависит от способа проведения процесса.
При наложении профилированной протекторной заготовки
используются прикаточные станки. Покрышка устанавливается
на патрон станка, крепится раздвижными секторами и удер-
живается с помощью воздуха, подаваемого в диафрагму; затем
Рис. 21.1. Схема устройства копировальио-шсроховального станка:
1, 11, 30— двигатели; 2— устройство для поворота шероховальной головки; 3 — резце-
держатель; 4— патрубок; 5 — кожух; 6—шсрочовальный инструмент; 7 — патрон шино-
держателя; 8. 9, 23 — кронштейны; 10 — фрикционный ролик; 12 — привод фрикционного
ролика; 13, 26 — ползуны; 14 —пульт управления; 16, 16. 24, 25 —детали ручного управ-
ления; 17 — направляющие станины; 18 — цневмоподъемник; 19 — подшипник; 20 — зуб-
чатое колесо; 21 — плита; 22 — основание кронштейна; 27 — шероховальная головка; 28 —
следящий ролик; 29 — ша’блоп
308
Рис. 21.2. Строение протек-
торов, изготовленных раз-
личными методами:
а — протектор, изготовленный
методом навивки; б — протек-
тор, изготовленный методом на-
ложения профилированной ленты
на нее накладываются промежуточный слой и собственно про-
тектор и производится прикатка их роликами.
В последние годы все большее распространение получило
наложение протектора методом навивки тонкой разогретой ре-
зиновой ленты. Этот способ требует довольно сложного аппа-
ратурного оформления, но обладает значительными преимуще-
ствами по сравнению с использованием профилированной за-
готовки. Различие в строении протекторов, изготовленных раз-
личными способами, видно из рис. 21.2. Метод навивки протек-
тора тонкой лентой позволяет получать более монолитные
протекторы и обеспечивает лучшую нх адгезию к каркасу,
большую точность наложения и формы.
Агрегат для наложения протектора методом навивки со-
стоит: из червячной машины холодного питания, выпускающей
точно калиброванную ленту из разогретой резиновой смеси;
системы наложения н прикатки лепты; системы установки по-
крышки и системы управления, выполняющей функции синхро-
низации работы отдельных механизмов и ориентации покрышки
относительно головки для наложения протектора. Все процес-
сы па этом агрегате выполняются автоматически. Головка для
наложения протектора снабжена системой валиков, направ-
ляющих резиновую ленту и создающих постоянное по величине
заданное ее натяжение. После нанесения лента прикатывается
роликами, установленными на корпусе головки. Форма профи-
ля ленты, метод ее наложения и метод прикатки обеспечивают
монолитность всего протектора и отсутствие воздушных вклю-
чений между каркасом и массой наложенной резины.
Точность формы накладываемого слоя резины, равномер-
ность распределения массы по профилю шины обеспечиваются
электронной системой управления процессом и надежной син-
хронизацией работы узлов машины. Электронная система не
только управляет процессом по заранее заданной программе,
ио и вносит коррективы в работу отдельных узлов, если какой-
либо параметр отклоняется от нормы.
На рис. 21.3 показана взаимосвязь элементов агрегата для
наложения протектора методом навивки. Резиновая лента 1 из
червячной машины подается па ролики головки (аппликатора)
14. Шина 3, установленная на шинодержателе, вращается от
двигателя 11. Положение шинодержателя изменяется с по-
зой
Рис. 21.3. Схема взаимодей-
ствия узлов агрегата для
наложения протектора ме-
тодом навивки:
1 —резиновая лента; 2— устрой-
ство для наложения лентй; 3 —
шина; 4 — кодирующее устрой-
ство; 5 — управляющее устрой-
ство; 6 — центральное решаю-
щее устройство; 7 — запоминаю-
щее устройство; 8 — программ-
ное устройство; 9 — входные и
выходные линии системы управ-
ления; 10 — устройство пита-
ния; 11, 12 — двигатели; 13 —
зубчатая передача; 14—-головка
мощью шагового двигателя 12 через зубчатую передачу 13.
Стрелки показывают направление перемещения шины и стойки
шинодержателя.
Управляющее устройство 5 связано с двигателями 11 н 12,
вращающими покрышку и изменяющими ее положение. Кроме
того, в это устройство заложена программа, которая опреде-
ляет параметры будущего протектора. С помощью датчиков в
управляющее устройство подаются сигналы обо всех парамет-
рах процесса по входным и выходным линиям 9. Программное
8 и запоминающее 7 устройства связаны с центральным ре-
шающим устройством 6. Управляющее устройство 5 имеет
связь с двигателем вращения покрышки 11 через кодирующее
устройство 4 и с шаговым двигателем 12 перемещения шино-
держателя через устройство питания 10. Все данные о процес-
се собираются в центральном узле управляющей системы,
сравниваются с данными запоминающего устройства и анали-
зируются. Результаты анализа вызывают соответствующие
сигналы, которые управляют работой узлов. Эта система обла-
дает высокой работоспособностью и позволяет с большой точ-
ностью наносить протектор иа каркас.
В настоящее время описанный способ наложения протекто-
ра при ремонте начинает использоваться и при производстве
новых покрышек. Производительность описанного агрегата мо-
жет достигать 20—30 покрьтшек/ч.
Наложенный протектор вулканизуется в вулканизаторах
тех же типов, какие используются для выпуска новых покры-
шек, и в специально сконструированных машинах для шиновос-
становительного производства. Последние отличаются конст-
рукцией привода. Широко распространены вулканизаторы с
механическим приводом винтового типа и с гидравлическим
замыканием. Часть вулканизаторов снабжена диафрагмами для
подачн теплоносителя внутрь покрышки и ее опрессовки. Од-
нако во многих машинах все еще используются варочные ка-
меры, для закладывания и извлечения которых применяются
специальные станки.
Одной из особенностей оборудования для вулканизации яв-
ляется применение сменных стальных колец-вкладышей в
310
пресс-форму с целью некоторого увеличения ее объема при
вулканизации значительно разношенных покрышек.
Для ремонта отдельных участков покрышки используют
секторные вулканизаторы. Применяют также вулканизацию в
вулканизационных автоклавах без форм с последующим меха-
ническим нарезанием рисунка протектора.
В нашей стране вулканизаторы для восстановления покры-
шек стандартизированы. Стандартом предусмотрено наличие
во всех вулканизаторах системы двухстороннего обогрева по-
крышки (снаружи и изнутри). Все вулканизаторы должны
работать в автоматическом или полуавтоматическом режиме.
Вулканизаторы оснащаются устройствами, регулирующими и
показывающими температуру в паровой рубашке и в диафраг-
ме (варочной камере). Все вулканизаторы оборудуются вы-
талкивателями покрышек и механизмами загрузки.
Все машины оснащаются аварийными приспособлениями
для немедленного останова машины, а также устройствами,
исключающими открытие пресс-форм при давлении в них боль-
ше 0,01 МПа. О наличии в пресс-форме давления должен сиг-
нализировать специальный световой прибор.
Продолжительность работы вулканизаторов до капиталь-
ного ремонта — не менее 31000 ч для малых моделей машин и
41 000 ч для крупных машин.
Вулканизаторы классифицируют по распорному усилию, па
которое они рассчитаны. Всего имеется шесть типоразмеров
машин с распорным усилием от 0,9 до 9,5 МН.
Принятое условное обозначение вулканизаторов: вулканиза-
тор 1-90Д ГОСТ 13530—73. Это одноместный вулканизатор с
распорным усилием 0,9 МН (90 тс), с диафрагмой. Отсутствие
буквы Д указывает на то, что вулканизатор работает с вароч-
ной камерой.
Пресс-формы, используемые в шиноремонтном производстве,
аналогичны пресс-формам для вулканизации сырых покрышек.
Большой эффект дает применение секторных пресс-форм.
На крупных шиноремонтных предприятиях используются
поточные линии для вулканизации со стационарными вулкани-
зационными элементами и передвижйым перезарядчиком.
ГЛАВА 22
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕГЕНЕРАТА
В народном хозяйстве применяется огромное число шин и дру-
гих резиновых изделий. Значительная часть их ежегодно при-
ходит в негодность. Утилизация отслуживших резиновых изде-
лий становится важной народнохозяйственной задачей. Пере-
работка этих изделий способствует сохранению окружающей
среды, так как избавляет от необходимости занимать большие
311
площади под свалки, и приносит значительный экономический
эффект, давая хозяйству ценный полимерный материал — реге-
нерат. Регенерат используется в промышленности, выпускающей
изделия из резины, в качестве добавок к смесям; в промыш-
ленности, производящей товары бытового назначения; в произ-
водстве стройматериалов для гидроизоляции; в строительстве
автодорог и других объектов. Заводы, выпускающие регенерат,
размещают обычно в местах с развитой сетью автотранспорт-
ных предприятий — основных поставщиков сырья.
Цикл производства регенерата начинается с мойки сырья.
Мойка производится в камерах, работающих в полуавтомати-
ческом режиме, с помощью щеток и горячей воды. Очень важ-
ной операцией, требующей использования тяжелого оборудова-
ния, является разделение покрышек на части, отделение метал-
лических составляющих и измельчение деталей. Борт покрышки
отделяется от остальной части на борторезательном станке.
Станок представляет собой систему роликов, на которых
может поворачиваться горизонтально лежащая покрышка.
Над роликами укреплена головка с дисковым ножом, приво-
димым в движение электродвигателем. Дисковый нож отре-
зает борт с металлическим бортовым кольцом. Остальная
часть покрышки поступает на последующую обработку.
Механические ножницы (рис. 22.1) предназначены для рез-
ки покрышки на крупные части. На станине 7 смонтировано
неподвижное лезвие 1. Подвижное лезвие 2, прикрепленное к
хоботу 3, поворачивается вокруг оси 6. Хобот приводится в
движение от коленчатого вала 9 кривошипно-шатунного меха-
Рис. 22.1. Механические ножницы:
I — неподвижное лезвие; 2 — подвижное лезвие; 3 — хобот; 4 — шестерни; 5, 8 — махо-
вики, 6 — ось; 7— станина; 9 — коленчатый вал
312
пизма, состоящего нз вала и шестерен. Шестерни 4 приводятся
в движение маховиком 8. Для сглаживания пиковых колеба-
ний скорости механизма симметрично с маховиком 8 установ-
лен маховик 5. Подвижное лезвие 2 во время работы ножниц
соверщает возвратно-поступательное движение относительно
неподвижного. В это время в зазор подается покрышка с вы-
резанным бортовым кольцом. Покрышка после каждого рабо-
чего хода лезвия подается вперед и разрезается на части.
Ножницы и ножи предназначены для первоначального, гру-
бого измельчения покрышек до размеров ^10 см. Для резки
покрышек применяют и дисковые ножи.
Более тонкое измельчение производится на шииорезатель-
ных машинах (рис. 22.2). Предварительно разрезанные куски
покрышки измельчают ножевым валиком 15 (разрез ЛЛ) с за-
крепленными на нем ножами 17, находящимися во взаимодей-
ствии с неподвижным ножом 20, установленным на станине.
Ножи 17 вставляются в углубления ножевого валика и распи-
раются клиньями 18 при затяжке болтов 16. Ножевой валик
вращается в корпусе 19, из которого измельченные куски от-
брасываются на транспортер, подающий их на последующие
операции. Вращение ножевому валику передается через вал 1,
установленный в подшипниках 3 в станине 11. На валу 1
укреплены маховик 2 и муфта 9, соединяющая вал с клнноре-
менной передачей 7 и через нее с электродвигателем 8.
Куски покрышки подаются в зону измельчения с помощью
барабана с шипами 4 и валика 21. Вращение подающим меха-
низмам передается от главного вала 1 машины через фрик-
ционную муфту 9, вал 12 и цепную передачу 5. Фрикционная
муфта 9 выключается рычагом 6. От вала 12 приводится в
действие и редуктор 10, соединенный передачей 13 с приводной
частью транспортера подачи 14.
Машина режет подаваемый материал на ленты шириной
2—2,5 мм. Режущее устройство очень чувствительно к попада-
нию в него твердых, особенно металлических предметов. По-
этому необходимо тщательно контролировать состав подавае-
мого материала. По мере затупления или разрушения ножей,
установленных на ножевом валике нли станине, их снимают,
затачивают илн заменяют новыми. Установку ножей следует
производить очень тщательно, сохраняя требуемый зазор
между ними. Мощность двигателя привода машины 60 кВт.
Дальнейшее измельчение сырья производится на дробиль-
ных вальцах. Вальцы регенераторного производства отличают-
ся от вальцов, рассмотренных выше (см. гл. 2), более прочной
станиной, повышенной фрикцией. Дробильные вальцы имеют
рифленые валки разного диаметра. Высота выступов па валках
достигает 5—8 мм. После измельчения в дробильных вальцах
материал поступает на размольные вальцы. Они предназначе-
ны для более тонкого измельчения материала, в процессе кото-
рого начинается разделение резиновой и текстильной состав-
313
I
Рис. 22.3. Вибросито:
l—-рама; 2— подпятник; 3 — ползун; 4 — смотровой люк; 5 —камера; б— сетка; 7 —•
крышка; 8—загрузочное отверстие; 9—масленка; 10 —-эксцентрик; 11— груз; 12 —
конический диск; 13— основание привода; 14 — каркас сита; 15 — шары; 16—поддон;
17 — перегородки; 18 — окно; 19 — люк
ляющих крошки. Разные диаметры валков облегчают захват
материала. Валки гладкие, с фрикцией 2,5 и больше.
В производстве регенерата используются и трехвалковые
вальцы, на которых крошка обрабатывается дважды за одни
пропуск. Средний валок вращается быстрее первого и третьего,
обеспечивая необходимую фрикцню.
После вальцов измельченный материал пропускается через
вибрационное сито, где от резиновой крошки отделяются круп-
ные частицы и текстильные хлопья.
Вибрационное сито (рис. 22.3) представляет собой стальную
раму 1, на которой установлены подпятник 2 и основание при-
вода 13. Каркас сита 14 одним концом опирается через ползу-
ны 3 на подпятник 2, другим концом соединяется с приводным
устройством, состоящим из диска 12, сидящего на валу с экс-
центриком 10. Благодаря эксцентрику вращение диска вызы-
вает возвратно-поступательное движение снта. Ползуны 3 обес-
печивают движение сита по подпятнику 2. Для уменьшения
вибрации чугунного диска 12 на часть его, противоположную
месту присоединения к снту, помещают груз 11. Механизм
привода смазывается с помощью масленки 9. Корпус сита обо-
рудован ограждением (крышкой) 7 для предотвращения пыле-
ния. В ограждении имеются люки 4 для доступа внутрь кор-
пуса при осмотре и ремонте. На каркас натянута металличе-
ская сетка 6. Под сеткой на металлическом листе с отвер-
стиями размещены шары 15. Группы шаров разделены пере-
городками 17, которые способствуют улучшению рассева. Од-
нако наличие этого приспособления необязательно.
Рис. 22.2. Шииорезательиая машина:
/. 12 — налы; 2 — маховик; 3 — подшипники; 4— шип; 6 — цепная передача; 6— рычаг;
7 — клиноременная передача; 8 — электродвигатель; 9 — муфта; 10 — редуктор; 11 — ста-
нина; 13 — передача; 14 — транспортер; 15 — ножевой валик; 16— болт; 17 — подвижный
нож;’ 18 — клин; 19 — корпус камеры; 20 — неподвижный нож; 21 — валик
315
Снизу каркас имеет металлический листовой поддон 16,
в котором собирается мелкая резиновая крошка, прошедшая
через ячейки сетки 6 и между шарами 15. Так как каркас рас-
положен с наклоном 6° к линии горизонта, помещенный в за-
грузочное отверстие 8 материал и прошедшая через сетку 6
крошка движутся к нижней части каркаса. Движение уско-
ряется непрерывным возвратно-поступательным движением
всего каркаса с сеткой и поддоном. Загруженный материал и
просеянная крошка движутся следующим образом: первый по
поверхности сетки 6, вторая — по поддону 16 по направлению
к выгрузочным окнам. Крошка удаляется из поддона через
окно 18. Последняя часть каркаса не закрыта сеткой, и круп-
ные частицы, не прошедшие через ячейки, проваливаются вниз,
в люк 19. Для предотвращения смешения просеянного и остав-
шегося материала между окном 18 и люком 19 в поддоне
устроена перегородка.
Вибросито работает в непрерывном режиме. Загрузка и вы-
грузка его производятся транспортерами. Чугунный кониче-
ский диск 12 вибросита получает вращение от привода, состоя-
щего из электродвигателя, передачи и фрикционного диска,
сопряженного с чугунным.
В регенераторном производстве используются девулканиза-
ционные котлы, по конструкции аналогичные автоклавам.
Для обработки регенерата агрессивными жидкостями при-
меняются емкости с кислотостойкой футеровкой и арматурой.
Регенерат отделяется от влаги на сетчатых конусных бара-
банах с горизонтальной осью. Обечайка барабана представляет
собой сетку, через которую удаляется вода. Более глубокий
отжим девулкаиизованной массы от влаги производится на
червячном прессе (рис. 22.4).
Пресс состоит из червяка 20 с нарезкой переменной глубины.
Червяк помещен в цилиндр, собранный из обойм 8, стянутых
болтами 10. При сборке в стенках цилиндра образуются узкие
щелн, через которые в корыто 21 стекает жидкость, отжимае-
мая из материала. Червяк имеет внутри полость для охлаж-
дающей воды, поступающей в него через трубу 16 н сбрасывае-
мой через трубу 17. Материал в пресс поступает по загрузоч-
ному желобу 2. Специальное устройство (нож) 7 с приводом
1 способствует равномерной подаче материала к первым вит-
кам червяка. Постепенно, по мере продвижения материала
вдоль червяка, он сжимается, жидкость удаляется через щели
в корпусе, составленном из обойм 8. Оставшийся в межвитко-
вом пространстве материал выдавливается через мундштук 18.
Для регулирования размера кольцевой щели, через которую
выходит материал, имеется дорн 14 с конической частью, вхо-
дящей в мундштук (щель регулируется путем изменения поло-
жения дорна 14 по отношению к мундштуку 18). Вращением
штурвала 18 дорн отодвигается от мундштука, щель между
ними увеличивается, уменьшая сопротивление выходу матерна-
316
Стон модности,-
отделенной от
регенерата.
ла. Изменяя положение дорна, можно менять степень обезво-
живания обрабатываемого материала. Цилиндр пресса кре-
пится к правой и левой станинам. Станины стянуты болтами 12
и покоятся на стойках 22. Привод червяка осуществляется от
электродвигателя через редуктор и муфту 4. Мощность двига-
теля 32 кВт. Цилиндр пресса оборудован системой терморегу-
лирования. В зависимости от требуемой степени обезвожива-
ния такая машина обрабатывает от 250 до 600 кг крошки в
час.
Сушка отжатой крошки производится в ленточных много-
ярусных сушилках при температуре воздуха 100—НО °C. Воз-
дух подогревается в калориферах паром. Крошка, находящая-
ся на транспортере, проходит всю сушилку, затем пересыпает-
ся на следующий транспортер и вновь проходит всю сушилку
и так далее, пока последний транспортер не подаст ее па вы-
грузку.
При девулканизации термомеханическим методом приме-
няется девулканизатор червячного типа с червяком диаметром
до 320 мм и длиной 3000 мм. В этой машине материал под-
вергается интенсивному механическому и тепловому воздей-
ствию.
В производстве регенерата используются также лопастные
смесители и рафинировочные вальцы, устройство которых было
рассмотрено выше (см. гл. 2).
ГЛАВА 23
МОНТАЖ И РЕМОНТ ОБОРУДОВАНИЯ
23.1. ОСНОВНЫЕ ПРАВИЛА МОНТАЖА
Строительство нового объекта или реконструкция старого за-
канчиваются монтажом и опробованием оборудования.
Монтаж начинается после завершения строительных работ.
Помещение, готовое для монтажа оборудования, имеет стены,
кровлю, остекление, постоянное или временное электроснаб-
жение, освещение. Температура в нем поддерживается на
уровне 16 °C.
Перед началом монтажа технологического оборудования
вводят в действие механическую и электротехническую мастер-
ские, службы контрольно-измерительных приборов и сантех-
ники. Монтажные работы могут проводиться только при на-
личии следующей технической документации: рабочих черте-
жей на установку оборудования; спецификации; чертежей фун-
даментов, опор, обвязки трубопроводами, вентиляции, элект-
роснабжения, автоматики. На основании имеющейся докумен-
тации с учетом имеющегося монтажного и грузоподъемного
318
оборудования составляются проект (план) организации работ
н график на весь комплекс работ пр монтажу.
Назначается ответственный руководитель монтажа, который
изучает всю имеющуюся документацию, знакомит инженеров и
бригадиров, занятых на монтаже, с планом организации работ,
проверяет готовность здания и оборудования к началу мон-
тажа.
Затем распаковывается технологическое оборудование, по-
ставленное заводами-изготовителями, проверяется его ком-
плектность и пригодность, а также соответствие спецификации.
При обнаружении некомплектности или заводского дефекта
составляется акт с привлечением представителя незаинтересо-
ванной организации. В акте указываются дефекты и причины
их возникновения.
Все оборудование условно разделяют на две группы: тяже-
лое оборудование и оборудование, не требующее фундамен-
тов.
К тяжелому оборудованию относят резиносмесители, ка-
ландры, вальцы, крупные червячные машины, автоклавы для
вулканизации, автоклав-прессы, шаровые мельницы, мощные
ножи для резки каучука.
К оборудованию, не требующему специальных фундамен-
тов, относят сборочное и заготовительное оборудование, мел-
кие вулканизационные прессы и литьевые машины, транспор-
тирующие устройства. Эти машины устанавливают иногда и
на междуэтажных перекрытиях с соблюдением норм удельной
нагрузки. Тяжелые машины монтируют, как правило, на первом
этаже с устройством специальных фундаментов. Основным
материалом для фундаментов является бетон с сопротивлением
сжатию не менее 10—14 МПа, т. е. бетон марки 100. Размеры
фундамента зависят от габаритов машины, ее массы, режима
работы (наличия динамических нагрузок).
Для расчета фундаментов используется формула расчета
допускаемого давления иа грунт:
Ом + Сф
где Р— давление на грунт; Ом — вес машины; Оф — вес фундамента; 5ф—
площадь подошвы фундамента; [о] — допускаемое давление на грунт.
Для каменистого грунта допускаемое давление составляет
0,7—1,5 МПа; для плотного гравия — 0,6—0,8, для глинистого
грунта — 0,15—0,3, для песчаного — 0,25—0,5 МПа. Вес фунда-
мента зависит от веса машины и коэффициента динамичности
ее работы:
Оф == 6Mfe,
где бф — вес фундамента; бм— вес машины; k — коэффициент динамично-
сти — характеристика динамических нагрузок на фундамент в момент пу-
ска, останова и работы машины (для вальцов, каландров и червячных ма-
шин fe=l,5, для смесителей k=2, для прессов н литьевых агрегатов fe=l,2).
319
Нагрузка на фундамент передается от машины через фун-
даментную плиту, изготовленную из металла или армирован-
ного бетона. Давление фундаментной плиты на фундамент не
должно превышать 1—2 МПа.
Машины крепятся к фундаменту с помощью фундаментных
болтов, диаметр которых зависит от массы машины и коэффи-
циента динамичности ее работы. Глубина заделки болтов при-
нимается равной 10 диаметрам.
После изготовления фундамента необходимо тщательно
проверить соответствие формы и размеров фундамента и ко-
лодцев под болты установленному оборудованию.
Монтаж тяжелого оборудования — каландров, резиносмеси-
телей, крупных вальцов — ведут по частям; мелкое оборудова-
ние монтируют в собранном виде.
После установки машин тщательно выверяют их положение
с помощью уровней, отвесов и натянутой проволоки. Затем
фундаментные болты заливают бетоном.
Для монтажа, ремонта и замены оборудования используют
краны. Оборудование транспортируется специально обученной
бригадой рабочих — такелажников. На каждой единице обо-
рудования или его отдельно упакованной части должны быть
отметки о массе и положении центра тяжести.
Порядок установки оборудования определяется планом ор-
ганизации работ, в 'котором должно быть предусмотрено, чтобы
установленные агрегаты не мешали последующему монтажу.
После установки машины проверяют на холостом ходу, опро-
буют действие всех механизмов и систем, проводят наладоч-
ные работы. Монтажные работы завершаются технологическим
опробованием оборудования, во время которого устанавливают
соответствие работы машин паспортным данным. Положитель-
ные результаты опробования оформляются актом, оборудова-
ние сдается в эксплуатацию.
23.2. РЕМОНТ ОБОРУДОВАНИЯ
Длительная и бесперебойная работа оборудования возможна
только при правильной его эксплуатации. Важнейшими факто-
рами в системе эксплуатации являются: работа машин в опти-
мальном режиме, обеспечение регулярного осмотра оборудова-
ния, бесперебойная качественная смазка и организация планово-
предупредительного ремонта.
К эксплуатации и ремонту оборудования допускаются спе-
циально обученные рабочие, хорошо знающие инструкции по
эксплуатации машин и правила техники безопасности при ра-
боте на них. Во время работы необходимо следить за машина-
ми и в случае отклонения от нормы в работе любого агрегата
или узла, а также при появлении ударов, стуков, повышении
температуры подшипников, прекращении смазки следует не-
320
медленно остановить машину и выяснить причину неисправ-
ности.
В результате механических, тепловых или химических воз-
действий детали оборудования постепенно изнашиваются. Ме-
ханический износ приводит к изменению размеров деталей, что
является причиной ухудшения точности работы машины или
появления течи вследствие нарушения плотности соединений
детален. На поверхностях, через которые происходит теплооб-
мен, накапливается слой накипи, грязи, препятствующий пере-
даче тепла. Поверхности валков и формующего инструмента
подвергаются эрозии и коррозии, ухудшается чистота поверх-
ностей, что сказывается на качестве выпускаемых изделий.
Работающие детали в машине неравнопрочны, и через
определенное время одни детали изнашиваются полностью и.
теряют работоспособность, в то время как другие изнашивают-
ся частично, а третьи еще находятся в рабочем состоянии. Ма-
шина же может работать только при полной исправности всех
ее частей. Многолетний опыт эксплуатации оборудования по-
зволяет предвидеть, какие детали и в какие сроки выходят ив
строя. Поэтому можно планировать и проводить предупреди-
тельный ремонт, не ожидая остановки машины, так как в
противном случае могут возникнуть такие повреждения, устра-
нить которые будет трудно.
Организация и проведение планово-предупредительных ре-
монтов возложены на отдел главного механика завода (ОГМ),
персонал которого следит за эксплуатацией оборудования, осу-
ществляет мероприятия по уходу и ремонту, подготавливает за-
пасные части и узлы, обучает ремонтных рабочих, ведет учет
работы оборудования.
Все ремонты делятся иа текущий, средний и капитальный
(или восстановительный).
Текущий ремонт производится во время осмотров
оборудования цеховым персоналом. Он заключается в замене
быстроизнашивающихся деталей, чистке и смазке машины, под-
тягивании уплотнений, регулировке и проверке всех систем.
Средний ремонт является основным видом ремонта,
при котором машина разбирается частично для замены изно-
сившихся узлов и деталей. Проводятся также все работы,
предусмотренные текущим ремонтом.
Капитальный ремонт заключается в полной раз-
борке оборудования с заменой износившихся его частей. Про-
водятся все операции, предусмотренные средним и текущим
ремонтами.
После капитального ремонта все параметры машины долж-
ны соответствовать параметрам новой машины, поэтому капи-
тальный ремонт называют также восстановительным. После
капитального ремонта машина вновь сдается в эксплуатацию
по акту.
21—651
321
Чтобы уменьшить простои оборудования, стараются прово-
дить ремонты в выходные дни. Запасные детали и целые узлы
готовятся заранее. Все ремонты планируются так, чтобы в
течение года агрегаты останавливались по очереди и не пре-
кращался бы выпуск продукции на других агрегатах.
Ремонты стараются максимально индустриализировать,
т. е. свести к замене изношенных деталей и узлов новыми или
восстановленными на специальных заводах.
В процессе работы резиносмесителей быстрее других
деталей выходят из строя уплотнения роторов. Гребни роторов
и внутренняя поверхность смесительной камеры интенсивно из-
нашиваются, увеличивается зазор между ними, появляется из-
нос деталей привода и подшипников. Капитальный ремонт сме-
сителей периодического действия проводится через 52000 ч ра-
боты для наиболее распространенных моделей (250-30 и 250-40).
Продолжительность ремонта 200—600 ч.
Основные неисправности, характерные для вальцов: из-
нос подшипников валков и валковой поверхности, сальниковых
уплотнений, фрикционных шестерен, муфт и других деталей
привода, нарушение герметичности системы подачи теплоноси-
теля. Большинство моделей вальцов работает до первого ка-
питального ремонта 52 000 ч, дробильные вальцы — 39 000 ч.
Продолжительность ремонта обычно до 290 ч.
Наиболее чувствительными к износу частями каландров
являются в.алки и системы изменения зазора между ними, си-
стемы компенсации прогиба валков, подшипники, уплотнения.
Крупные каландры работают до первого капитального ремон-
та 50 000 ч. Простой во время ремонта может достигать 1600 ч.
Прессы и литьевые машины выходят из строя
чаще всего вследствие износа уплотнений, распределительных
механизмов гидросистемы, поверхности плунжера, направляю-
щих, систем терморегулирования, насосов гидропривода. Воз-
можны поломки узлов крепления колонн и плит вследствие
эксцентричной нагрузки.
Червячные машины чаще всего простаивают из-за
износа червяка, внутренней поверхности цилиндра, подшипни-
ков червяка, привода, систем регулирования температуры.
Большинство машин должно работать до первого капитального
ремонта 26000 ч.
Оформляющий инструмент прессов, литье-
вых агрегатов и червячных машин выходит из
строя вследствие задира поверхности направляющих, износа
внутренних поверхностей пресс-формы, из-за появления нагара
на них. Пресс-формы выдерживают до ремонта сотии тысяч
циклов.
ГЛАВА 24
ПРИВОД МАШИН И АППАРАТОВ В ПРОМЫШЛЕННОСТИ
ПЕРЕРАБОТКИ РЕЗИНЫ. МЕХАНИЗАЦИЯ
И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
24.1. ПРИВОД
В резиновой промышленности чаще всего используют три типа
привода: пневматический, гидравлический и электрический.
Пневматический привод в качестве энергоносителя исполь-
зует сжатый газ (воздух). Пневматический привод является
экологически мягким, взрывобезопасным, податливым благода-
ря способности газа сжиматься. Этот привод используется,
как правило, для создания небольших усилий, осуществляет
чаще всего возвратно-поступательные движения и применяется
в большинстве случаев для вспомогательных операций: откры-
тия и закрытия затворов, кранов, клапанов, перемещения де-
талей и полуфабрикатов. Рабочие органы пневмопривода рас-
считываются на рабочее давление воздуха 0,6—0,8 МПа. Пи-
тание осуществляется от общезаводской или цеховой компрес-
сорной станции (централизованно). Благодаря мягкой харак-
теристике применяется для перемещения верхних затворов ре-
зиносмесителей, управления клапанами подачи энергоносителей
в системах терморегулирования, для привода отдельных меха-
низмов станков для сборки покрышек, червячных машин, для
подпрессовок и погрузочно-разгрузочных операций межопера-
ционного транспорта.
Устройство привода несложно, стоимость невысока. Привод
широко используется в промышленности переработки резины.
Гидравлический привод в качестве энергоносителя исполь-
зует жидкость. Гидропривод взрывобезопасен, с его помощью
можно осуществлять высокоточные, прецизионные движения.
Он особенно удобен для создания больших усилий, необходи-
мых для приведения в действие мощных машин: прессов, литье-
вых агрегатов. Гидравлический привод очень жесткий благода-
ря практической несжимаемости жидкостей. Он дороже пнев-
матического, так как требует высокой точности изготовления
деталей, сложных уплотнений и переключающих устройств
(дистрибуторов). Гидропривод в основном применяется для
выполнения возвратно-поступательных движений. Но приме-
няется гидропривод и для очень точного регулирования часто-
ты вращения рабочих органов машины, особенно при необ-
ходимости регулировать частоту вращения в большом диапа-
зоне (1:100 и больше). Система насос — гидромотор в этом
случае обладает очень высокими характеристиками. Элементы
гидропривода в виде гидравлических муфт используются в при-
воде особо мощных машин и механизмов.
21*
323
Гидравлический привод проектируется с индивидуальным
источником рабочей жидкости — при небольшом числе рабочих
машин — или с централизованным — при значительном парке
машин. В последнем случае источником рабочей жидкости слу-
жит центральная насосная станция, а для обеспечения беспере-
бойного снабжения рабочей жидкостью при резко меняющем-
ся расходе ее в системе устанавливаются гидравлические ак-
кумуляторы.
Чаще всего в гидросистемах используются два рабочих дав-
ления: низкое — 5 МПа и высокое — 20 МПа или 32 МПа.
Детали гидропривода, изготовленные с высокой точностью,
очень чувствительны к загрязнению окружающей среды пылью.
Абразивные частицы пыли ускоряют их износ и выход из строя.
В качестве рабочих жидкостей в системах гидропривода
используют минеральное масло или эмульсию масла в воде.
Рабочая жидкость циркулирует в системе, проходя в каждом
цикле циркуляции фильтрацию, а иногда и охлаждение.
Гидравлический привод очень широко распространен в про-
мышленности. Он используется для приведения в движение
основных рабочих органов машин — от самых мощных до ла-
бораторных, а также для выполнения вспомогательных опера-
ций. Основные области применения гидропривода: гидравличе-
ские прессы, машины для литья под давлением, вспомогатель-
ные механизмы, требующие для приведения в движение значи-
тельных усилий (например, затворы резиносмесителей).
Наиболее мощные машины (прессы) с использованием гид-
ропривода могут развивать усилия в несколько сотен и даже
тысяч МН. При применении привода другого типа создание
таких усилий — очень сложная техническая задача.
Электрический привод в качестве источника энергии ис-
пользует электрический ток. Электропривод — основной вид
привода во всех отраслях промышленности, основа механиза-
ции и автоматизации оборудования. Он используется, как пра-
вило, для осуществления вращательного движения, хотя встре-
чается электропривод механизмов возвратно-поступательного
действия. Электропривод является экологически чистым, очень
мобильным, гибким и недорогим.
Электропривод может быть индивидуальным (каждая ма-
шина приводится от своего электродвигателя), групповым
(несколько машин приводятся от одного электродвигателя)
или многодвигательпым (одна машина приводится от несколь-
ких двигателей).
Все системы электропривода делятся на нерегулируемые,
в которых электродвигатели не регулируются по частоте вра-
щения, и регулируемые, в которых электродвигатель имеет воз-
можность менять частоту вращения (а значит, и скорость ра-
бочих органов машины) по желанию оператора. Регулируемый
привод значительно сложнее и дороже нерегулируемого.
324
Рнс. 24.1. Характеристики электродвига-
телей:
1 — синхронного; 2 — асинхронного; 3 — постоян-
ного тока с параллельным возбуждением; 4 —
постоянного тока с последовательным возбужде-
ние ч
Электрический привод имеет
высокий коэффициент полезного
действия (0,85—0,95), причем наи-
более высокие значения к.п.д.—
у группового электропривода.
Подавляющее большинство пред-
приятий получает электрический ток от государственных элект-
росетей. В нашей стране (как и в большинстве стран мира)
приняты стандартные параметры электроснабжения потребите-
лей: трехфазный переменный ток с частотой 50 Гц. Для про-
мышленных предприятий стандартными считаются параметры:
напряжение 380/220 В, частота 50 Гц. Переменный ток легко
преобразуется по напряжению, поэтому часто мощные элект-
родвигатели строятся на большие напряжения, неизменной
остается частота питающего их тока.
Электрический двигатель характеризуется: видом питаю-
щего его тока (переменный или постоянный); мощностью, раз-
виваемой на валу (кВт); номинальной частотой вращения ро-
тора (вала) двигателя (об/мин). Кроме того, двигатель харак-
теризуется исполнением: открытое, защищенное, взрывобезопас-
ное и т. д.
Механической характеристикой электродвигателя называет-
ся зависимость частоты вращения его вала от момента сопро-
тивления— нагрузки на двигатель (рис. 24.1). Синхронные
двигатели обладают абсолютно жесткой характеристикой: ча-
стота вращения не меняется при увеличении нагрузки на двига-
тель. Асинхронные двигатели обладают жесткой характеристи-
кой: при увеличении нагрузки до номинальной частота враще-
ния уменьшается ие более чем на 15%. При увеличении на-
грузки значительно больше номинальной характеристика таких
двигателей резко меняется. В этом диапазоне двигатели экс-
плуатировать нельзя.
Синхронные и асинхронные двигатели относятся к двигате-
лям переменного тока.
Двигатели постоянного тока с параллельным (независимым)
возбуждением имеют жесткую характеристику. Двигатели по-
стоянного тока с последовательным возбуждением обладают
мягкой характеристикой. Для каждого вида машин и аппара-
тов подбирается двигатель, наиболее подходящий по характе-
ристике.
Синхронные двигатели имеют высокий к.п.д., конструкция
их сложна, они практически не поддаются регулированию по
скорости. Они строятся мощными — от нескольких сот киловатт
325
и больше. Эти двигатели используются для привода мощных
машин, нерегулируемых по скорости и работающих без оста-
новки длительное время. Такими двигателями оборудуются
мощные воздуходувки, резиносмесители, насосы, агрегаты валь-
цов.
Асинхронные двигатели благодаря исключительной простоте
конструкции и надежности являются самыми распространен-
ными. Они применяются для привода машин малой и средней
мощности, не требующих регулирования по скорости. Эти дви-
гатели используются для привода насосов, вентиляторов, валь-
цов, многих вспомогательных и транспортных механизмов,
станков для сборки покрышек. В последнем случае используют-
ся асинхронные двигатели, способные к ступенчатому регули-
рованию скорости путем переключения числа пар полюсов.
Для перемены направления вращения этих двигателей доста-
точно поменять местами любые два из трех проводов питания.
Двигатели постоянного тока параллельного (независимого)
возбуждения применяются для привода машин, требующих
плавного регулирования по скорости, так как частота вращения
их линейно зависит от напряжения питающего тока. Эти дви-
гатели хорошо работают при частых пусках и остановах с
переменой направления вращения. Недостатком их является
необходимость применения специальных устройств для преоб-
разования стандартного трехфазного тока в постоянный. Эти
двигатели строятся маломощными, средней и большой мощ-
ности (от нескольких киловатт до нескольких тысяч киловатт).
Они используются для привода каландров, червячных машин,
регулируемых по скорости резиносмесителей, сборочных стан-
ков для шин, вспомогательных механизмов. Они- являются
основными двигателями для регулируемого привода.
Двигатели постоянного тока последовательного возбужде-
ния благодаря мягкой характеристике хорошо работают при
резко переменной и ударной нагрузках. Чаще всего исполь-
зуются в транспортных и передаточных механизмах.
24.2. ПУСК, ТОРМОЖЕНИЕ И РЕГУЛИРОВАНИЕ СКОРОСТИ
ЭЛЕКТРОДВИГАТЕЛЕЙ
Пуск электродвигателей. При включении двигателя в сеть с
номинальным напряжением он будет в начальный момент по-
треблять ток значительно больше номинального. Это явление
нежелательно, так как возникает мгновенно очень большой
вращающий момент, и включение машины в работу произойдет
с ударом и перегрузками в трансмиссии, что терпимо при ма-
лых мощностях двигателей, но опасно для мощных машин
(с мощностью в сотни киловатт). Большой ток в обмотках дви-
гателя при затянувшемся пуске может привести к перегреву
и выходу двигателя из строя. Слишком большие электромагнит-
326
пые взаимодействия в обмотках также могут привести к выхо-
ду их из строя.
Для обеспечения плавного пуска (особенно мощных двига-
телей) применяют специальные системы, ограничивающие пу-
сковой ток и обеспечивающие плавный разгон машины до но-
минальной скорости. Различают легкий пуск, когда момент иа
валу составляет до половины номинального, нормальный пуск,
при котором пусковой момент равен номинальному, и тяжелый,
когда момент больше номинального.
Необходимо по возможности стремиться к более легкому
пуску, вводить машины в работу на холостом ходу и лишь
после пуска плавно увеличивать нагрузку на рабочие органы
машины.
Торможение рабочих машин может осуществляться с по-
мощью механических тормозных устройств и электродвигате-
лей. Обычно механическими тормозными устройствами обору-
дуются тихоходные машины (вальцы). Торможение электро-
двигателем эффективнее для быстроходных машин (каланд-
ров). К тому же в этом случае не требуется оборудовать ма-
шины довольно сложными и громоздкими тормозными устрой-
ствами. Известны три системы торможения электродвигателем:
рекуперативная с отдачей энергии в сеть, электродинамическая
и противовключением. В промышленности переработки резины
используются две последние системы.
Электродинамическая система торможе-
ния, используемая в приводах каландров, основана на перево-
де двигателя из двигательного режима в режим работы гене-
ратора электроэнергии. Вращающийся ротор электродвигателя
подключают к тормозному сопротивлению, предварительно от-
ключив от источника питания. Вырабатываемый в двигателе
электрический ток гасится в тормозном сопротивлении, превра-
щаясь в тепло. При этом иа роторе возникает момент, тормо-
зящий вращение.
Торможение противовключением основано на
переключении питания работающего двигателя так, чтобы вра-
щающий момент был направлен против вращения (переклю-
чение на обратный ход). Эта система очень эффективна, но при
ее использовании в трансмиссии возникают большие перегруз-
ки; кроме того, требуется установка систем, отключающих дви-
гатель от сети в момент останова машины, иначе ее рабочие
органы начнут вращаться в обратную сторону. Такие системы
торможения чаще всего применяются как аварийные.
Регулирование скорости электродвигателей. Скорость враще-
ния рабочих органов машин определяет интенсивность воздей-
ствия на перерабатываемый материал и в значительной степени
влияет на качество обработки. Большое разнообразие исполь-
зуемых в промышленности резиновых смесей с широким диа-
пазоном технологических свойств требует тщательного подбора
режима переработки для каждой смеси и строго рассчитанной
327
интенсивности воздействия иа нее. Режим переработки зависит
в основном от температуры и скорости вращения рабочих ор-
ганов машины. Поэтому возможность изменять скорость рабо-
ты машины в большинстве случаев является важным условием
создания оптимального режима переработки и получения ка-
чественного изделия.
Изменять скорость рабочих органов машины можно либо
с помощью изменения скорости вращения приводного вала
электродвигателя, либо — при постоянной скорости электродви-
гателя— путем использования регуляторов скорости: муфт
скольжения, вариаторов и коробок скоростей, которые устанав-
ливаются между двигателем и рабочей машиной. Регулирова-
ние скорости машины с помощью муфт, вариаторов и коробок
скоростей усложняет конструкцию привода, делает его менее
падежным и экономичным. Чаще всего скорость машины из-
меняется путем изменения частоты вращения ротора электро-
двигателя, управляемого оператором. Для плавного изменения
скорости вращения машин используются электродвигатели по-
стоянного тока с параллельным возбуждением, Для регули-
руемого привода кроме двигателей постоянного тока иногда
применяют асинхронные двигатели. Но последние обычно дают
возможность лишь ступенчатого изменения частоты вращения
путем увеличения или уменьшения числа пар полюсов. Такие
системы применяют, например, в схемах привода станков для
сборки покрышек.
Большинство агрегатов, требующих плавного регулирова-
ния по скорости, в промышленности переработки резины обо-
рудуется двигателями постоянного тока с параллельным воз-
буждением. Скорость этих двигателей регулируется с помощью
изменения параметров их питания (например, напряжения на
двигателе). Введение активного сопротивления в цепь питания
двигателя постоянного тока позволяет очень просто регулиро-
вать его скорость, но этот способ неэкономичен (значительная
часть энергии превращается в тепло на сопротивлении). По-
этому наибольшее число машин, скорость работы которых не-
обходимо регулировать, в резиноперерабатывающей промыш-
ленности приводится от двигателей постоянного тока с пита-
нием от электромашинных преобразователей. Эта система
сложна и дорога, но высокий к.п.д. оправдывает ее широкое
применение. В последнее время эта система привода повсе-
местно вытесняется системой привода от двигателя постоянно-
го тока с тиристорным преобразователем. Тиристорные системы
компактны, надежны, не имеют движущихся частей и обладают
очень высоким к.п,д. (0,85—0,92). Поэтому практически во всех
регулируемых приводах вновь строящихся машин используют-
ся тиристорные преобразователи.
328
24.3. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ НА ЗАВОДАХ
РЕЗИНОВОЙ ПРОМЫШЛЕННОСТИ
Механизация позволяет заменить машинами и механизмами
рабочих, выполняющих операции вручную. Обязанностью ра-
бочего остается лишь управление машиной, процессом. Однако
рабочий выполняет вручную часть вспомогательных операций:
подача или ориентирование заготовки, контроль качества полу-
ченного изделия. При комплексной механизации рабочий
только управляет механизмами. Таким образом, целью механи-
зации производства является-освобождение человека от тяже-
лого, монотонного физического труда, повышение производи-
тельности производства, обеспечение большей стабильности
свойств продукции, снижение себестоимости.
Автоматизация дает возможность управлять машинами и
механизмами, выполняющими технологические функции, и осу-
ществлять контроль за ходом технологического процесса при
помощи специальных устройств. При полной автоматизации
за рабочим остаются функции наладчика и контролера систе-
мы. Цель автоматизации состоит в освобождении человека от
обязанностей управления машинами, устранении влияния субъ-
ективных факторов па качество, обеспечении высокой точности
поддержания технологических параметров на оптимальном
уровне, стабильности качества, высокой производительности
труда и снижения себестоимости.
Механизация и автоматизация производства — сложные
процессы, требующие больших затрат материальных н трудо-
вых ресурсов. В связи с большим разнообразием и сложностью
технологических процессов, используемых при переработке ре-
зины, эти затраты оказываются весьма значительными. Однако
они дают большой экономический эффект. А зачастую механи-
зацию и автоматизацию проводят даже там, где она не дает
непосредственно экономического эффекта, ио зато позволяет
освободить рабочих от выполнения монотонных или тяжелых
операций или удалить их из зоны загазованности, повышенной
температуры. В этих случаях применение механизмов и систем
автоматики дает социальный эффект, сохраняя здоровье рабо-
чих и обеспечивая функционирование тех участков производ-
ства, куда люди идут работать неохотно.
Все технологические процессы могут быть разделены на
основные и вспомогательные. Основные технологические про-
цессы приводят к изменению формы, свойств, структуры обра-
батываемого материала или полуфабриката. К основным от-
носятся также процессы определения качества изделия и раз-
деления изделий по группам. Вспомогательные процессы на-
правлены на обеспечение основных, они не влияют па свой-
ства изделия. Это операции подачи изделий в рабочую зону,
ориентирования изделий, передачи их от одной машины к дру-
гой, упаковка, учет и складирование продукции.
329
Основные технологические пропессы к настоящему време-
ни, как правило, механизированы, а значительная часть их и
автоматизирована. Вспомогательные же процессы вследствие
их большого разнообразия и сложности движений, необходи-
мых для их выполнения, все еще в значительной степени вы-
полняются вручную. Получение готовой продукции зависит от
качественного и своевременного выполнения как основных,
так и вспомогательных процессов. Поэтому наибольший эф-
фект дает комплексная механизация и автоматизация участков,
цехов, линий, а не отдельных операций.
По характеру воздействия на обрабатываемый объект все
процессы могут быть разделены на непрерывные и дискретные
(периодические).
Непрерывные процессы характеризуются непрерывной пода-
чей сырья или полуфабрикатов в технологический процесс, не-
прерывным воздействием на материал рабочих органов и не-
прерывным выходом готовой продукции. Производительность
этих процессов выражается количеством продукции, вырабаты-
ваемой в единицу времени. Эти процессы, как правило, в боль-
шей степени отвечают характеру современного производства,
легче поддаются механизации и автоматизации, более произво-
дительны, чем дискретные.
Дискретные процессы характеризуются циклическими, по-
вторяющимися воздействиями на материал, подачей сырья и
съемом готовой продукции. Производительность дискретных
процессов определяется временем цикла, т. е. продолжитель-
ностью изготовления одного изделия (или нескольких изделий
сразу). Эти процессы применяются там, где нельзя использо-
вать непрерывные. Дискретные процессы требуют, как прави-
ло, более сложных движений рабочих органов и вспомогатель-
ных механизмов, изменения параметров процесса в течение
цикла (температуры, давления, скорости и т. д.). Вследствие
этого механизировать и автоматизировать дискретные процес-
сы сложнее, чем непрерывные.
Дискретные процессы применяются в тех случаях, когда
непрерывные процессы невозможны: при изготовлении штуч-
ных изделий литьем, прессованием, при сборке покрышек.
Непрерывные процессы используются при экструдировании,
промазке корда, калапдровании листов.
В большинстве случаев непрерывные процессы обеспечи-
вают получение более стабильных показателей качества продук-
ции, так как они требуют поддержания технологических пара-
метров (температуры, давления и др.) на одном уровне в те-
чение длительного времени. Поддержание параметров на одном
уровне осуществляется технически проще и устойчивее, чем
изменение параметров по определенному закону, что харак-
терно для дискретных процессов. Но в ряде производств дис-
кретные процессы оказываются незаменимыми и существуют
наряду с непрерывными.
330
Принципы создания технологических потоков. Современное
производство основано на использовании прямых технологиче-
ских потоков. Даже самые совершенные приемы технологии
редко дают возможность получить изделие за одну технологи-
ческую операцию (за один технологический передел). Как
правило, каждая операция осуществляется иа отдельном виде
оборудования. Оборудование компонуется в единую последо-
вательную систему, где сырье и полуфабрикат передается от
операции к операции поступательно, без возврата назад, до
выхода готового изделия. Этим характеризуется принцип пря-
мых потоков.
Машины, выбранные для установки в единый поток, долж-
ны иметь равную или близкую по значению производитель-
ность. Желательно, чтобы все машины поточной линии рабо-
тали по непрерывному принципу. Однако возможна компонов-
ка в единую линию машин с непрерывным и дискретным ха-
рактером действия. В последнем случае между машинами уста-
навливаются специальные устройства — компенсаторы, или на-
копители, сглаживающие циклический характер выпуска про-
дукции дискретными агрегатами. Между всеми агрегатами
устанавливаются вспомогательные передаточные, ориентирую-
щие и транспортные механизмы.
Поточные линии должны быть полностью механизирован-
ными и по возможности автоматизированными, чтобы свести к
минимуму участие людей в производственном процессе. Но ме-
ханизация и автоматизация операций, особенно вспомогатель-
ных, — очень сложный и дорогостоящий процесс. Это объясняет-
ся большим разнообразием операций и необходимостью со-
здавать для проведения каждой из иих свои, непохожие на
другие средства механизации и автоматизации.
Поточные автоматизированные линии высокопроизводи-
тельны и эффективны в массовом производстве. Но в них за-
ложены и существенные недостатки. Прежде всего, дорогостоя-
щие линии должны бесперебойно работать: простои оборачи-
ваются большими потерями продукции. Чем сложнее линия,
тем меньше ее надежность. Ведь надежность комплекса меньше
надежности любого из элементов, входящих в его состав. Зна-
чит, поточные автоматизированные линии требуют высококва-
лифицированной, постоянно готовой к действию ремонтной
службы, оснащенной всем необходимым для немедленного
устранения неполадок. Обслуживающий такие автоматизиро-
ванные производства персонал должен обладать высокой ква-
лификацией, опытом и чувством ответственности. Вследствие
высокой производительности линии даже незначительное от-
клонение от нормы в процессе производства приводит к вы-
пуску большого количества бракованной продукции. И наконец,
существенным недостатком автоматизированных линий являет-
ся их жесткость и трудность (а иногда и невозможность) пере-
стройки на другой вид продукции, обусловленные сложностью
331
модернизации производства при использовании мощного и вы-
сокоавтоматизированного оборудования.
В последнее десятилетие наметился и все четче опреде-
ляется новый путь создания производительного оборудования,
которое легко можно перестроить на другой вид продукции и
требует минимального числа обслуживающих. Решением про-
блемы является гибкий технологический комплекс (ГТК) или
гибкая технологическая система (ГТС).
Гибкий технологический комплекс (ГТК) представляет со-
бой ряд высокопроизводительных машин, выполняющих основ-
ные технологические операции, объединенных в линию и осна-
щенных вспомогательными механизмами, которые можно легко
переналаживать на выполнение разработанных операций. В ка-
честве вспомогательных устройств, которые осуществляют по-
дачу сырья или заготовок в рабочие машины, отбирают гото-
вые изделия, осуществляют контрольные и транспортные функ-
ции, используют промышленные манипуляторы или роботы. Ре-
же роботы выполняют и основные технологические операции,
например сварку деталей или окраску. Робот способен выпол-
нять определенное количество действий с помощью манипуля-
тора, имеет систему самоуправления, обладает определенной
памятью, способностью к восприятию окружающей обстановки,
а иногда и некоторым «интеллектом», т. е. возможностью ана-
лизировать обстановку и принимать решения в пределах зало-
женной программы, адаптироваться к изменению условий.
В зависимости от сложности выполняемых операций выби-
рают более или меиее сложный (а следовательно, и дорогой)
робот. Благодаря способности роботов к адаптации появилась
возможность не создавать автоматы для каждой подлежащей
автоматизации операции, а использовать стандартный, подхо-
дящий по классу сложности робот. Выпускаются роботы серий-
но. Это позволяет значительно снизить стоимость средств ав-
томатизации. Используя многофункциональность и самоуправ-
ляемость робота, его легко можно перестроить с одного вида
деятельности на другой, что особенно важно при создании гиб-
ких технологических комплексов — основы производства буду-
щего.
Создание роботов стало возможным после появления мик-
ропроцессоров— компактных ЭВМ, осуществляющих управле-
ние органами этого устройства.
Большинство выпускаемых серийно роботов предназначено
для замены человека, поэтому их возможности приблизитель-
но соответствуют возможностям человека по грузоподъемности
(максимальной массе изделия, с которым робот может мани-
пулировать) и радиусу действия.
Основными параметрами (т. е. характеристиками, по кото-
рым подбираются роботы для тех или иных нужд) являются
мобильность (способность к передвижению), грузоподъемность,
число степеней свободы, рабочая зона (радиус действия), точ-
332
пость позиционирования (точность движений), число и тип ра-
бочих органов, скорость их движения, тип привода, тип системы
управления, наличие и объем памяти, наличие «интеллекта» и
способности воспринимать изменения окружающей обстановки.
Чем больше функций способен выполнять робот данного
типа и чем сложнее эти функции, тем дороже это устройство.
Следует учесть, что стоимость системы управления роботом и
запоминающих систем составляет до 80% его общей стоимости.
В настоящее время выпускаются роботы грузоподъемностью
от нескольких граммов до нескольких тонн, с точностью пози-
ционирования от 0,05 до 5 мм, с радиусом действия от несколь-
ких миллиметров до нескольких метров, с числом степеней сво-
боды от 3 до 6 и более. Производство промышленных роботов
растет быстрыми темпами.
Робот в Отличие от традиционного автомата является уни-
версальной многоцелевой технической системой, которая легко
перестраивается на любой цикл манипуляционных операций в
пределах возможностей дайной системы.
Использование роботов позволяет создать высокопроизводи-
тельные, полностью автоматизированные производства с мини-
мальной численностью обслуживающего персонала, способные
быстро перестраиваться с выпуска одних на выпуск других
изделий родственного ассортимента, т. е. гибкие технологиче-
ские комплексы. При этом наряду с увеличением производи-
тельности и сложности технологического оборудования значи-
тельно возрастают требования к квалификации, аккуратности
и ответственности персонала, обслуживающего такие производ-
ства. Создание производств на основе ГТК является генераль-
ной линией развития экономики.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Машины н аппараты резинового производства/Под. ред. Д М. Барскова. М.:
Химия, 1975. 600 с.
Бекин Н Г., Захаров Н. Д, Попов А. В. и др Оборудование, механизация
и основы проектирования заводов резиновой промышленности: Учеб, по-
собие для вузов. Л.: Химия, 1985. 503 с.
Бекин Н. Г., Петров Б. М. Оборудование для изготовления пневматических
шин. Л.: Химия, 1982. 264 с.
Бернхардт Э. Переработка термопластичных материалов: Пер. с англ. М:
Химия, 1965. 748 с.
Боженов Н. Д., Семенов К. Д. Ремонт н монтаж оборудования заводов
пластмасс и резины. М.: Химия, 1974. 248 с.
Иванов Г. М., Онищенко Г. Б. Автоматизированный электропривод в хими-
ческой промышленности. М.: Машиностроение, 1975. 312 с.
Дафаров В. В. Методы кибернетики в химии и химической технологии. М.:
Химия, 1976. 460 с.
Дольман-Иванов Э. Э. Машины-автоматы химических производств. М.: Ма-
шиностроение, 1972. 296 с.
Мак-Делви Д. М. Переработка полимеров: Пер с англ. М.: Химия, 1965.
442 с.
333
Мелющее Ю. К- Основы автоматизации химических производств М_: Химия
1973. 368 с.
Основы автоматизированного электропривода. М.: Энергия, 1974. 160 с.
Пиотровский Л. И. Электрические м-ашнны. Л.: Энергия, 1974. 340 с.
Пособие по применению промышленных роботов: Пер. с англ. М: Мир, 1975.
450 с.
Рябинин Д. Д. Лукач Ю. Е. Смесительные машины для пластмасс и резни.
М.: Машиностроение, 1972. 272 с.
Муратов Э. О., Менсуев В. В., Нефедов А. С. и др. Оборудование для про-
изводства формовых резиновых изделий. М.: Машиностроение, 1978.
232 с.
Торнер Р. В. Теоретические основы переработки полимеров. М.: Химия
1977. 462 с.
Робототехника и гибкие автоматизированные производства.//Под ред.
И. М. Макарова. Кн. 1—9. М.: Высшая школа, 1986.
Учебное издание
ВЯЧЕСЛАВ НИКОЛАЕВИЧ КАРПОВ
Оборудование
предприятий
резиновой
промышленности
Редактор Л. И. Галицкая
Художественный редактор В. В. Борд у нова
Технический редактор В. М. Скатана
Корректор Ю. В. Сорокина
НЕ № 1953
Сдано в наб. 12.11.86. Подп. в печ. С6.01.87.
Формат бумаги 60X90’/ie- Бумага тип. № 2.
Гарн. литературная. Печать высокая.
Усл. печ. л. 21. Усл. кр.-отт. 21. Уч.-изд. л. 23,49.
Тираж 6400 экз. Заказ № 651. Цена 1 р. Изд. № 2954.
Ордена «Знак Почета» издательство «Химия»,
107076, Москва, Стромынка, 21, корп. 2.
Московская типография № И Союзполиграфпрома
при Государственном комитете СССР по делам
издательств, полиграфии и книжной торговли.
113105, Москва. Нагатинская ул., 1.
ВНИМАНИЮ СПЕЦИАЛИСТОВ!
Издательство «Химия» готовит к выпуску
в 1988 году книгу:
Лабораторный практикум по технологии
резин: Учеб, пособие для вузов/Н. Д. Заха-
ров, О. А. Захаркин, Г. И. Костыркина и
др. — 2-е изд., перераб. и доп. — 18 л.—
(В пер.): 90 и.
Практикум состоит из двух частей и пред-
ставляет собой руководство и лаборатор-
ным занятиям по курсам «Общая техноло-
гия резин» и «Технология резиновых изде-
лий». Первая часть посвящена основным
свойствам резин и методам их определения.
Вторая—основным процессам резинового
производства и методам их контроля. Пер-
вое издание в двух книгах выходило соот-
ветственно в 1976 г. и 1977 г.
Практикум предназначен для студентов
химико-технологических вузов.
Книгу можно заказать заранее, до выхода
ее из печати, через местные книжные мага-
зины, распространяющие научно-техниче-
скую литературу.
Издательство «Химия»