/





















































































































































































































































































































































































































































































































Author: Дальский А.М.
Tags: металлургия общая технология машиностроения обработка металлов машиностроение
ISBN: 5-217-03198-0
Year: 2004




Text
ТЕХНОЛОГИЯ
КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ
и___
ТЕХНОЛОГИЯ
КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ
Авторский коллектив:
А.М. Дальский
Т.М. Барсукова
Л.Н. Бухаркин
В.С. Гаврилюк
А.М. Дмитриев
В.П. Каширцев
И.Г. Кременский
Э.Л. Макаров
Е.А. Попов
Ю.А. Степанов
Е.А. Соколов
МОСКВА «МАШИНОСТРОЕНИЕ» 2004
ДЛЯ ВУЗОВ
ТЕХНОЛОГИЯ
КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ
5-е издание, исправленное
Под общей редакцией
Заслуженного деятеля науки и техники РФ
д-ра1ехн. наук проф.
А.М. Дольского
Допущено Министерством образования
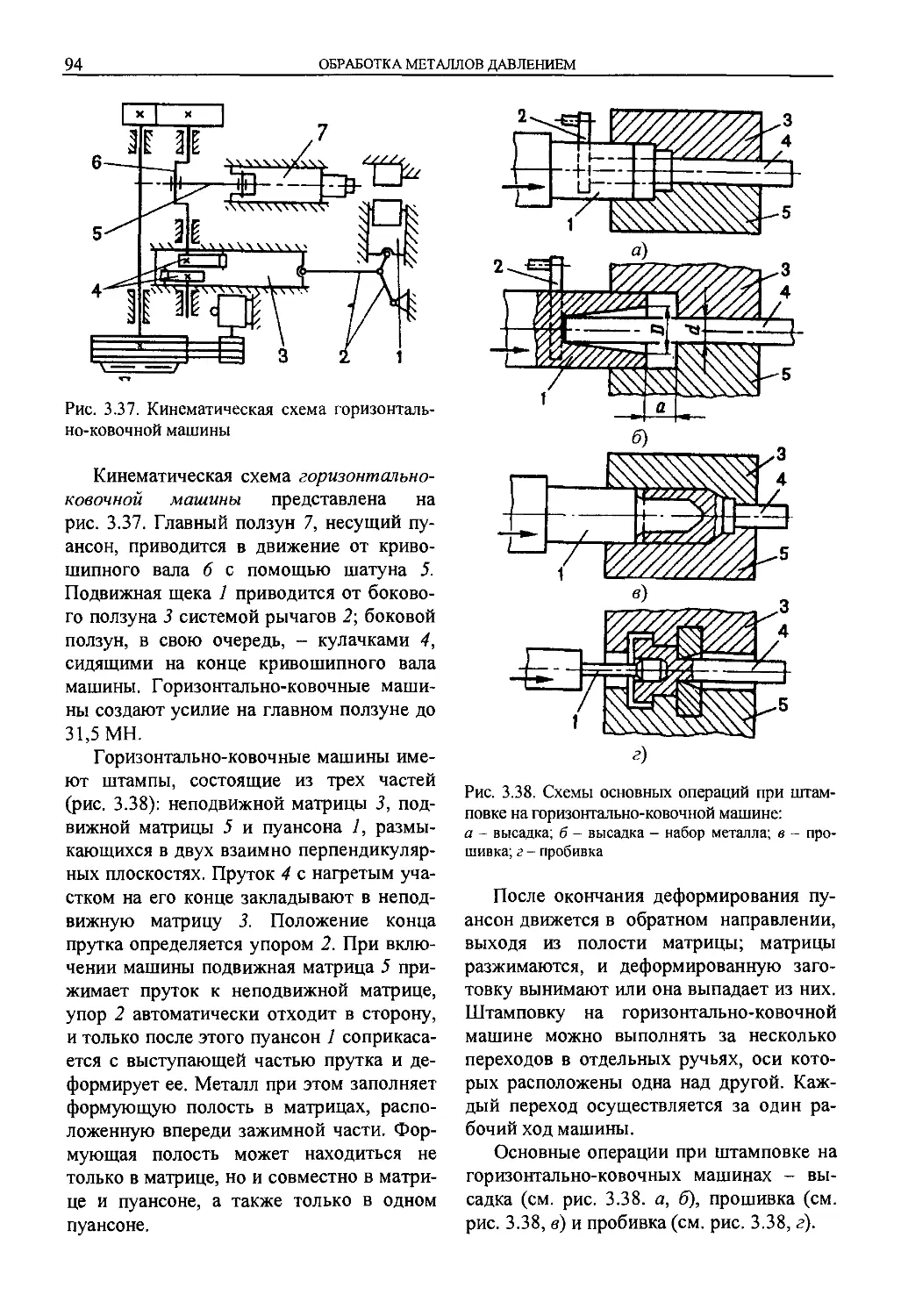
Российской Федерации в качестве учебника
для студентов машиностроительных вузов
Q
МОСКВА «МАШИНОСТРОЕНИЕ» 2004
УДК 669.018.29.004.14 (075.8)
ББК 34.5я73
Т38
Рецензент д-р техн, наук А.Г. Суслов
Научный редактор канд. техн, наук Г.А. Нуждин
Технология конструкционных материалов: Учебник для студен-
Т38 тов машиностроительных специальностей вузов / А.М. Дальский,
Т.М. Барсукова, Л.Н. Бухаркин и др.; Под ред. А.М. Дальского. - 5-е изд.,
исправленное. - М.: Машиностроение, 2004. - 512 с., ил.
Рассмотрены современные и перспективные технологические способы
производства черных и цветных металлов, изготовление заготовок и деталей
машин из металлов и неметаллических материалов: литьем, обработкой
давлением, сваркой, резанием и другими способами.
В 5-ом издании (4-е изд. 2002 г.) обновлен материал с учетом современного
состояния машиностроительного производства и тенденций его развития, дана
новая глава по прогрессивным малоотходным способам изготовления заготовок и
деталей из порошковых материалов. Усилены методические акценты на анализе и
выявлении физической сущности технологии обработки; отражен университет-
ский подход в преподавании курса.
Решение президиума научно-методического совета по технологии конст-
рукционных материалов и материаловедению Государственного комитета СССР
по народному образованию учебник (3-е изд.) был признан базовым для машино-
строительных специальностей вузов.
УДК 669.018.29.004.14(075.8)
ББК 34.5я73
ISBN 5-217-03198-0
© Издательство "Машиностроение", 2004
ПРЕДИСЛОВИЕ
Достижения промышленности в любом
развитом обществе неизменно связаны с
достижениями технологии конструкцион-
ных материалов. Качество обработки и
производительность изготовления изделий
являются важнейшими показателями
уровня развития государства.
Технология конструкционных мате-
риалов как учебная дисциплина связана с
изучением методов создания изделий из
современных материалов на современном
оборудовании и в заданных производст-
венных условиях. Важным условием изго-
товления изделий является использование
автоматизированного производства с опо-
рой на новейшие достижения науки и
техники.
Настоящий учебник учитывает и ис-
пользует все эти обстоятельства и создает
прочную базу для изучения многих техни-
ческих дисциплин. С момента выхода в
свет учебника (1-е издание — 1977 г. 2-е
издание — 1985 г.; 3-е издание — 1993 г.;
4-е издание - 2002 г.) в нем последова-
тельно были отражены все достижения
науки и производства в области обработки
конструкционных материалов. Решением
президиума научно-методического совета
по технологии конструкционных материа-
лов и материаловедению Государственно-
го комитета СССР по народному образо-
ванию учебник 3-го издания был признан
базовым для машиностроительных специ-
альностей вузов.
В настоящем издании учтены важные
изменения, происшедшие в развитии
высшей школы России. Многие учебные
заведения перешли из категории техниче-
ских институтов в технические универси-
теты, что в определенной мере изменило
подход к изучению некоторых техниче-
ских дисциплин. Это обстоятельство кос-
нулось также и технологии конструкцион-
ных материалов.
Существенный прогресс наблюдается в
технологии заготовительного производст-
ва. В предлагаемом издании новая глава
посвящена изготовлению заготовок и де-
талей из металлических порошков. В
учебнике также изменены некоторые ме-
тодические акценты, что связано с даль-
нейшим накоплением опыта препода-
вания данной дисциплины в МГТУ
им. Н. Э. Баумана в течение 170 лет.
В новом издании учтено то обстоя-
тельство, что с развитием автоматизации
производства все шире используются вы-
числительная техника и новые системы
управления оборудованием и производст-
вом. Это характерно для всех технологи-
ческих процессов обработки материалов—
литья, обработки давлением, сварки, обра-
ботки заготовок резанием и др. Вместе с
этим важной предпосылкой и основой
университетского подхода являются ана-
лиз и изучение физической сущности ме-
тода обработки.
Учебник написан коллективом препо-
давателей МГТУ им. Н. Э. Баумана.
6
ПРЕДИСЛОВИЕ
Разделы учебника написаны: 1 - канд.
техн, наук проф. В. С. Гаврилюком; 2 -
д-ром техн, наук проф. Ю. А. Степановым
и канд. техн, наук доц. Е. А. Соколовым;
3 - членом-корреспондентом АН РФ,
д-ром техн, наук, проф. А. М. Дмитрие-
вым и канд. техн, наук, доц. И. Г. Кремен-
ским; 4 - канд. техн, наук, доц. Е. А. Со-
коловым; 5 - д-ром техн, наук проф.
Э. Л. Макаровым и канд. техн, наук проф.
В. С. Гаврилюком; 6 - д-ром техн, наук
проф. А. М. Дальским, кандидатами техн,
наук, доц. Т. М. Барсуковой и доц. Л. Н. Бу-
хариным; 7 - кандидатами техн, наук,
доц. Л. Н. Бухаркиным и доц. В. П. Ка-
ширцевым; 8 - канд. техн, наук, доц.
В. П. Каширцевым.
РАЗДЕЛ 4 СВОЙСТВА МЕТАЛЛОВ И
I СПЛАВОВ, ПРИМЕНЯЕМЫХ
В МАШИНОСТРОЕНИИ
Материалы, применяемые в современ-
ных конструкциях, помимо высоких проч-
ностных характеристик должны обладать
комплексом таких свойств, как повышен-
ная коррозионная стойкость, жаропроч-
ность, теплопроводность и электропрово-
димость, тугоплавкость, а также способ-
ностью сохранять эти свойства в условиях
длительной работы под нагрузками.
Технически чистые металлы (99,9 %
основного металла), как правило, характе-
ризуются низкими прочностными свойст-
вами, поэтому в машиностроении приме-
няют главным образом их сплавы. Сплавы
на основе железа в зависимости от содер-
жания в них углерода называют сталями
или чугунами; на основе алюминия, маг-
ния, титана и бериллия, имеющих малую
плотность, - легкими цветными сплавами;
на основе цинка, кадмия, олова, свинца,
висмута и других металлов - легкоплав-
кими цветными сплавами; на основе меди,
свинца, олова и др. - тяжелыми цветными
сплавами; на основе молибдена, ниобия,
циркония, вольфрама, ванадия и др. - ту-
гоплавкими цветными сплавами.
1. КРИСТАЛЛИЧЕСКОЕ
СТРОЕНИЕ МЕТАЛЛОВ
Большинство металлов в твердом со-
стоянии имеет кристаллическое строение:
атомы расположены упорядоченно и обра-
зуют кристаллические решетки (рис. 1.1).
Элементарная ячейка кристаллической
решетки - это минимальный по объему
параллелепипед, перемещением которого
вдоль его ребер можно воспроизвести всю
кристаллическую решетку.
Для металлов характерны кристалли-
ческие решетки трех видов: кубическая
объемно-центрированная (ОЦК), в кото-
рой атомы расположены по вершинам
элементарной ячейки и один в ее центре
(W, Mo, V, Nb, Fe-a, Сг, К, Na, Mn-а и др.,
рис. 1.1, а); кубическая гране центриро-
ванная (ГЦК), в которой атомы располо-
жены по вершинам элементарной ячейки и
в центрах ее граней (Си, Ni, Fe-y, Ag, Al,
Pt, Ca и др., рис. 1.1, б); гексагональная
плотноупакованная (ГПУ), представляю-
щая собой шестигранную призму, в кото-
рой атомы расположены в три слоя (Mg,
La, Ti, Cd, Os, Ru и др.).
Расстояние между центрами ближай-
ших атомов называется периодом или па-
раметром решетки и измеряется в нано-
метрах. Параметр кубических типов реше-
ток а находится в пределах 0,286 ...
0,607 нм, гексагональных - а - в пределах
0,228 ... 0,398 нм и с - 0,357 ... 0,652 нм
(см. рис. 1.1).
С повышением температуры или дав-
ления параметры решеток могут изме-
няться. Некоторые металлы в твердом со-
стоянии в различных температурных ин-
тервалах приобретают разные кристалличе-
ские решетки, что всегда приводит к изме-
нению их физико-химических свойств.
8
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
Рис. 1.1 Схемы кристаллических решеток:
а - объемно-центрированная кубическая, б - гранеценгрированная кубическая, в - гексагональная плотноупакованная
Элементарные частицы в кристалличе-
ской решетке находятся во взаимодейст-
вии, определяемом их электронным строе-
нием От характера этого взаимодействия
зависят электрические, магнитные, тепло-
вые и оптические свойства материала, его
температура плавления и испарения, мо-
дуль упругости и другие свойства.
Существование одного и того же ме-
талла в нескольких кристаллических фор-
мах носит название полиморфизма или
аллотропии. Перестройка кристалличе-
ских решеток при критических температу-
рах называется полиморфными превраще-
ниями. Полиморфные модификации
обозначают греческими буквами а, Р, у и
другими, которые в виде индекса добав-
ляют к символу элемента. Полиморфную
модификацию при самой низкой темпера-
туре обозначают буквой а, при более вы-
сокой р и т.д.
Всем кристаллам присуща анизотро-
пия, те. неравномерность свойств по на-
правлениям, определяемая различными
расстояниями между атомами в кристал-
лической решетке. Наиболее сильно ани-
зотропия выражена у металлов, имеющих
асимметричное кристаллическое строение.
В таких кристаллах в зависимости от на-
правления существенно изменяются пока-
затели физических свойств, прочностные
характеристики, модуль упругости, тер-
мический коэффициент расширения, ко-
эффициенты теплопроводности и электро-
проводимости, показатель светового пре-
ломления и др. Анизотропия характерна и
для поверхностных слоев кристаллов. Та-
кие свойства как поверхностное натяже-
ние, электронные потенциалы, адсорбци-
онная способность, химическая актив-
ность существенно различны у различных
граней кристаллов.
2. КРИСТАЛЛИЧЕСКОЕ
СТРОЕНИЕ СПЛАВОВ
Под сплавом подразумевается вещест-
во, полученное сплавлением двух элемен-
тов и более. Элементами сплава могут
быть металлы и неметаллы. Эти элементы
называются компонентами сплава.
В сплаве кроме основных компонентов
могут содержаться и примеси. Примеси
бывают полезные, улучшающие свойства
сплава, и вредные, ухудшающие его свой-
ства. Примеси могут быть случайными,
попавшими в сплав при его приготовле-
нии, и специальными, введенными для
придания сплаву требуемых свойств. Кри-
сталлическое строение сплава более слож-
ное, чем чистого металла, и зависит от
взаимодействия его компонентов, которые
при кристаллизации образуют фазы -
однородные объемы, разграниченные по-
верхностями раздела. Компоненты в твер-
дом сплаве могут образовывать твердый
раствор, химическое соединение и меха-
ническую смесь.
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
9
Твердый раствор - компоненты сплава
взаимно растворяются один в другом.
В твердом растворе один из входящих в
состав сплава компонентов сохраняет
присущую ему кристаллическую решетку,
а второй в виде отдельных атомов распре-
деляется внутри кристаллической решет-
ки, несколько изменяя ее размеры, но не
меняя формы. Атомы растворяющегося
вещества или замещают в кристалличе-
ской решетке часть атомов растворителя
(твердый раствор замещения), или разме-
щаются между атомами металла раствори-
теля (твердый раствор внедрения). Твер-
дые растворы внедрения образуются в тех
случаях, когда диаметры атомов раство-
ренного элемента существенно меньше
диаметра атома металла растворителя и
имеют близкое строение валентной обо-
лочки.
Химическое соединение - компоненты
сплава вступают в химическое взаимодей-
ствие, при этом образуется новая кристал-
лическая решетка, отличная от решеток
составляющих компонентов. Как правило,
химические соединения образуют компо-
ненты, имеющие значительные различия в
типах кристаллических решеток и в элек-
тронном строении атомов.
Механическая смесь - компоненты
сплава обладают полной взаимной нерас-
творимостью и имеют различные кристал-
лические решетки. При этих условиях
сплав будет состоять из смеси кристаллов
составляющих его компонентов. Механи-
ческая смесь имеет постоянную темпера-
туру плавления. Механическая смесь, об-
разовавшаяся при одновременной кри-
сталлизации из расплава, называется эв-
тектикой, а образовавшаяся в процессе
превращения в твердом состоянии -
эвтектоидом (например, Fe3C + Fey -
ледебурит - эвтектика в белых чугунах;
Fe3C + Fea - перлит - эвтектоид в сталях и
чугунах).
Кристаллические решетки могут иметь
различные структурные несовершенства,
существенно изменяющие свойства мате-
риала. Реальный единичный кристалл все-
гда имеет свободную (наружную) поверх-
ность, на которой уже вследствие поверх-
ностного натяжения решетка искажена.
Это искажение может распространяться и
на прилегающую к поверхности зону.
Дефекты внутреннего строения под-
разделяют на точечные, линейные и пло-
скостные.
К точечным дефектам относятся вакан-
сии (когда отдельные узлы кристаллической
решетки не заняты атомами); дислоциро-
ванные атомы (если отдельные атомы ока-
зываются в междоузлиях) или примесные
а)
Рис. 1.2. Дефекты кристаллической решетки:
а - точечные; б - линейные; в - плоскостные
10
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
атомы, количество которых даже в чистых
металлах весьма велико. Около таких де-
фектов решетка будет упруго искаженной
на расстоянии одного-двух периодов
(рис. 1.2, а). Хотя относительная концен-
трация точечных дефектов обычно неве-
лика, все же это может вызывать чрезвы-
чайно большие изменения физических
свойств кристалла. Например, тысячные
доли атомного процента примесей к чис-
тым полупроводниковым кристаллам из-
меняют их электрическое сопротивление в
105 - 106 раз.
Линейные дефекты малы в двух изме-
рениях и достаточно велики в третьем.
К таким дефектам относятся смещение
атомных плоскостей или дислокации и
цепочки вакансий (рис. 1.2, б). Важней-
шими свойствами таких дефектов являют-
ся их подвижность внутри кристалла и
активное взаимодействие между собой и с
другими дефектами. Плотность дислока-
ций в кристаллах велика: в недеформиро-
ванных кристаллах их количество на 1 см2
достигает 106 - 108; при пластической де-
формации происходит возникновение но-
вых дислокаций, и это число может уве-
личиться на несколько порядков - до 1012.
Плоскостные (двухмерные) дефекты
характерны для поликристаллических ма-
териалов, т.е. для материалов, состоящих
из большого количества кристаллов, раз-
лично ориентированных в пространстве.
Границы между ними обычно представ-
ляют собой скопление дислокаций (см.
рис. 1.2, в). Плоскостные дефекты малы
только в одном направлении; в двух дру-
гих они могут достигать размеров кри-
сталла.
Влияние дефектов строения на прочно-
стные характеристики металлов не одно-
значно. Если прочность практически без-
дефектных кристаллов, так называемых
"усов", очень высока (см. рис. 1.3), то уве-
личение плотности дефектов до опреде-
ленного количества приводит к ее резкому
снижению (ветвь А). Точка Рк характери-
зует прочность металлов, которые принято
Рис. 1.3. Зависимость прочности кристаллического
тела от плотности дефектов строения
называть технически чистыми. Дальней-
шее увеличение плотности дефектов, на-
пример, введением в расплав легирующих
компонентов, или специальными метода-
ми искажения кристаллической решетки
повышает реальную прочность металлов
(ветвь В).
Дефекты в кристаллической решетке
оказывают большое влияние на протека-
ние процессов диффузии и самодиффузии,
которые во многом определяют скорости
химических реакций в твердом теле, а
также ионную проводимость кристаллов.
Распределенные нужным образом по объ-
ему кристалла дефекты кристаллической
решетки позволяют создавать в одном
образце области с различными типами
проводимости, что необходимо при изго-
товлении некоторых полупроводниковых
элементов.
3. КРИСТАЛЛИЗАЦИЯ СПЛАВОВ
Процесс перехода сплава из жидкого
состояния в твердое с образованием кри-
сталлических решеток (кристаллов) назы-
вается первичной кристаллизацией. Про-
цесс кристаллизации начинается с образо-
вания зародышей - центров кристаллиза-
ции, которыми могут быть группы элемен-
тарных кристаллических решеток, туго-
плавкие неметаллические включения или
примеси. Чаще всего кристаллизация начи-
нается от стенок формы, или от полуоплав-
ленных зерен основного металла сварного
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
11
Рис. 1.4. Схематическое изображение дендрита
шва. Образующиеся кристаллы с наи-
большей скоростью растут в направлении,
противоположном отводу теплоты, т.е.
перпендикулярно к стенкам формы. Ско-
рость затвердевания, т.е. перехода из жид-
кой в твердую фазу, зависит от скорости
роста кристаллов, определяемой скоро-
стью охлаждения, и от числа центров кри-
сталлизации. От этого зависит и характер
образующейся структуры: при небольшом
числе центров кристаллизации рост их не
ограничивается, получаются кристаллы
большого размера древовидной формы -
дендриты (рис. 1.4). Если процесс кри-
сталлизации происходит из многих цен-
тров, то ветви дендритов при росте огра-
ничивают друг друга и искажаются. Кри-
сталлы неправильной формы называются
зернами или кристаллитами. Комплекс
кристаллитов образует поликристалличе-
скую структуру (рис. 1.5).
При наличии несовершенств строения
зерно разделяется на блоки и имеет струк-
туру, которая называется микромозаич-
ной. Отдельные мозаики повернуты друг
относительно друга на небольшой угол
(1°). Решетки соседних блоков не совпа-
дают по ориентации, что приводит к на-
рушению правильности в их строении.
Причиной возникновения вакансий и дис-
локаций при кристаллизации является на-
рушение правильности порядка присоеди-
нения атомов при росте кристалла или
разориентации соседних кристаллических
решеток.
Искажение кристаллической решетки и
состояние границ зерен в металлах влияют
на их свойства. Например, прочность мо-
жет увеличиться вследствие искажения
кристаллической решетки вблизи границ
или уменьшиться в связи с наличием в них
примесей, которые всегда присутствуют в
расплаве.
Примеси, растворенные в жидком ме-
талле, могут также измельчать зерно и
изменять его форму. Примеси при затвер-
девании в виде тонкого слоя осаждаются
на поверхности растущего кристалла и
ограничивают его рост. Чем больше ско-
рости охлаждения и зарождения центров
кристаллизации, тем больше скорость
кристаллизации и более мелкозернистая
структура сплава. При мелкозернистой
структуре механические свойства сплава
повышаются.
При переходе сплава из жидкого со-
стояния в твердое происходит усадка -
уменьшение объема. В результате усадки
между зернами в местах соприкосновения
растущих дендритов, в междуосных про-
странствах возникают микропустоты, ко-
торые могут заполняться неметалличе-
скими включениями (сульфидами, фосфи-
дами) или оставаться микроскопическими
раковинами и порами. Такие включения и
поры ухудшают механические свойства
сплава, так как при его нагреве и прило-
жении к нему нагрузок становятся очага-
ми развития трещин, надрывов и тому по-
добных дефектов.
Рис. 1.5. Схема поликристалической структуры
12
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
4. СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ
При выборе материала для конструк-
ции исходят из комплекса свойств, кото-
рые подразделяют на механические, физи-
ко-химические, технологические и экс-
плуатационные. К основным механиче-
ским свойствам относят прочность, пла-
стичность, ударную вязкость, усталостную
прочность, ползучесть, твердость и изно-
состойкость.
Внешняя нагрузка вызывает в твердом
теле напряжение и деформацию. Напря-
жение - это сила, отнесенная к площади
поперечного сечения, МПа:
о = P/F,
где Р - сила, МН; F - площадь поперечно-
го сечения, м2.
Деформация - это изменение формы
и размеров тела под влиянием воздействия
внешних сил или в результате процессов,
возникающих в самом теле (например,
фазовых превращений, усадки и т.п.). Де-
формация может быть упругая (исчезаю-
щая после снятия нагрузки) и пластиче-
ская (остающаяся после снятия нагрузки).
При увеличении нагрузки упругая дефор-
мация переходит в пластическую; при
дальнейшем повышении нагрузки проис-
ходит разрушение тела.
Прочность - это способность твердо-
го тела сопротивляться деформации или
разрушению под действием статических
или динамических нагрузок. Прочность
определяют с помощью специальных ме-
ханических испытаний образцов, изготов-
ленных из исследуемого материала.
Для определения прочности при стати-
ческих нагрузках образцы испытывают на
растяжение, сжатие, изгиб и кручение.
Испытания на растяжение обязательны.
Прочность при статических нагрузках
оценивается временным сопротивлением
ов и пределом текучести от; ов - это ус-
ловное напряжение, соответствующее
наибольшей нагрузке, предшествующей
разрушению образца; от - напряжение,
при котором начинается пластическое те-
чение металла. На рис. 1.6 представлен
типовой образец прямоугольного сечения
для испытаний на растяжение.
Прочность при динамических нагруз-
ках определяют по данным испытаний: на
ударную вязкость (разрушение ударом
стандартного образца на копре), на уста-
лостную прочность (определение способ-
ности материала выдерживать, не разру-
шаясь, большое число повторно-перемен-
ных нагрузок), на ползучесть (определе-
ние способности нагретого материала
медленно и непрерывно деформироваться
при постоянных нагрузках). Наиболее час-
то применяют испытания на ударную вяз-
кость (рис. 1.7):
КС = Л/F,
где А - работа, затраченная на разрушение
образца, Дж; F - площадь образца в месте
надреза, м2.
Рис. 1.6. Плоский образец для испытания на
прочность и пластичность при растяжении:
/о - исходная длина образца до испытания; I - длина
образца после испытания
Рис. 1.7. Схема испытания на ударную вязкость
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
13
Пластичность - это способность ма-
териала получать остаточное изменение
формы и размера без разрушения. Пла-
стичность характеризуется относительным
удлинением 8 при разрыве, %:
8 = (Z-Z0) 100/Z,
где Z - длина образца после разрыва, мм;
10 - первоначальная длина образца, мм.
Твердость - это способность мате-
риала сопротивляться внедрению в него
другого, не получающего остаточных де-
формаций тела. Значение твердости и ее
размерность для одного и того же мате-
риала зависят от применяемого метода
измерения. Значения твердости, опреде-
ленные различными методами, пересчи-
тывают по таблицам и эмпирическим
формулам. Например, твердость по Бри-
неллю (НВ, МПа) определяют из отноше-
ния нагрузки Р, приложенной к шарику, к
площади поверхности полученного отпе-
чатка шарика F0Tn:
НВ = P/F0Ttl.
На рис. 1.8 дана схема, по которой за-
меряют твердость.
К физическим свойствам металлов и
сплавов относятся температура плавления,
плотность, температурные коэффициенты
линейного и объемного расширения,
электросопротивление и электропроводи-
мость.
Физические свойства сплавов обуслов-
лены их составом и структурой.
К химическим свойствам относятся
способность к химическому взаимодейст-
вию с агрессивными средами, а также ан-
тикоррозионные свойства.
Рис. 1.8. Схема измерения твердости по
Бринеллю:
D - диаметр шарика; d - диаметр отпечатка; h -
глубина отпечатка
Способность материала подвергаться
различным методам горячей и холодной
обработки определяют по его технологи-
ческим свойствам. К технологическим
свойствам металлов и сплавов относятся
литейные свойства, деформируемость,
свариваемость и обрабатываемость режу-
щим инструментом. Эти свойства позво-
ляют производить формоизменяющую
обработку и получать заготовки и детали
машин.
Литейные свойства определяются
способностью расплавленного металла
или сплава к заполнению литейной фор-
мы, степенью химической неоднородно-
сти по сечению полученной отливки, а
также величиной усадки - сокращением
размеров при кристаллизации и дальней-
шем охлаждении.
Деформируемость - это способ-
ность принимать необходимую форму под
влиянием внешней нагрузки без разруше-
ния и при наименьшем сопротивлении
нагрузке.
Свариваемость - это способность
металлов и сплавов образовывать неразъ-
емные соединения требуемого качества.
Обрабатываемостью называют
свойства металла поддаваться обработке
резанием. Критериями обрабатываемости
являются режимы резания и качество по-
верхностного слоя.
Технологические свойства часто опре-
деляют выбор материала для конструкции.
Разрабатываемые материалы могут быть
внедрены в производство только в том
случае, если их технологические свойства
удовлетворяют необходимым требованиям.
Современное автоматизированное про-
изводство, оснащенное гибкими система-
ми управления, нередко предъявляет к
технологическим свойствам материала
особые требования, которые должны по-
зволять осуществлять комплексный тех-
нологический процесс на всех стадиях
получения изделия с заданным ритмом:
например, проведение сварки на больших
скоростях, ускоренный темп охлаждения
отливок, обработка резанием на повышен-
14
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
ных режимах и т.п. при обеспечении не-
обходимого условия - высокого качества
получаемой продукции.
К эксплуатационным свойствам в за-
висимости от условия работы машины или
конструкции ОТНОСЯТ ИЗНОСОСТОЙКОСТЬ,
коррозионную стойкость, хладостойкость,
жаропрочность, жаростойкость, анти-
фрикционность материала и др.
Износостойкость - способность ма-
териала сопротивляться поверхностному
разрушению под действием внешнего тре-
ния.
Коррозионная стойкость - сопро-
тивление сплава действию агрессивных
кислотных и щелочных сред.
Хладостойкость - способность
сплава сохранять пластические свойства
при температурах ниже О °C.
Жаропрочность - способность спла-
ва сохранять механические свойства при
высоких температурах.
Жаростойкость - способность спла-
ва сопротивляться окислению в газовой
среде при высоких температурах.
Антифрикционность - способность
сплава прирабатываться к другому сплаву.
Эти свойства определяются в зависи-
мости от условия работы машин или кон-
струкций специальными испытаниями.
При выборе материала для создания
технологической конструкции необходи-
мо комплексно учитывать его прочност-
ные, технологические и эксплуатационные
характеристики.
5. ДИАГРАММА СОСТОЯНИЯ
Диаграммой состояния называется
графическое изображение, показывающее
фазовый состав сплавов в зависимости от
температуры и концентрации химических
компонентов в условиях равновесия. Фа-
зой называется однородная часть системы,
отделенная от других частей поверхно-
стью раздела, при переходе через которую
свойства сплава изменяются скачкообраз-
но. На рис. 1.9 изображена диаграмма со-
стояния железоуглеродистых сплавов,
имеющая большое практическое значение.
Структурные составляющие железо-
углеродистых сплавов. В зависимости от
температуры и концентрации углерода
железоуглеродистые сплавы имеют сле-
дующие составляющие.
Аустенит - твердый раствор углеро-
да в у-железе с предельной концентрацией
углерода 2,14 % при температуре 1147 °C;
с понижением температуры до 727 °C
концентрация углерода уменьшается до
0,8 %; сталь со структурой аустенита име-
ет высокие пластичность и вязкость. Ау-
стенит не магнитен.
Феррит - твердый раствор углерода в
a-железе с предельной концентрацией
углерода 0,02 % при температуре 727 °C;
сталь со структурой феррита ферромаг-
нитна вплоть до температуры Кюри
770 °C, имеет малую твердость и высокую
пластичность.
Цементит - химическое соединение
железа с углеродом Fe3C (6,67 % С); фер-
ромагнитен до температуры Кюри 210 °C,
имеет высокие твердость и хрупкость.
Перлит - механическая смесь (эвтек-
тоид) феррита и цементита, образующаяся
при эвтектоидном распаде аустенита
(0,8 % С); сталь, имеющая структуру пер-
лита ферромагнитна, обладает повышен-
ными прочностью и твердостью.
Ледебурит (4,3 % С) - механическая
смесь (эвтектика) аустенита и цементита;
ниже температуры 727 °C аустенит пре-
вращается в перлит, при этом образуется
смесь перлита и цементита - превращен-
ный ледебурит.
Графит - углерод в свободном со-
стоянии, образующийся в чугунах в ре-
зультате распада цементита при медлен-
ном охлаждении. Графит не магнитен,
мягок и обладает низкой прочностью.
Жидкость + феррит
1600г-
1539 4
Феррит )500\fi
Феррит*
+аустенит
^В
3
Жидкость
О
1900\
N
1300
1392
Е>'
<53
£
с:
£
1200
1100
£ 1000
911
„ 900
Аустенит*
* феррит
5
800
Феррит
Феррит*
цементит
(третичный)
700
600
Аустенит
PAi
I |/7ffWT|^
Q
Жидкость
аустенит
/Аустенит
'цементит
(Вторичный)
1191
Е
С
D
Жидкость * L
цементит(первичныи)
-------------------\Е
Аустенит* цементит
(вторичный)*ледебу-
рит(аустенит +
цементит)
Цементит (первичный)
+ ледебурит(аусте-
нит * цементит)
Эвтетика (ледебурит)
721
Цементит Перлит*цементит
(вторичный) (вторичный)+ледебурит
+ перлит ^перлит^цементит)
0,81
2 2,19
4 9,3
Рис. 1.9. Диаграмма состояния железо - цементит
К
L
Цементит (первичный)*
*ледебурит (перлит *
+ цементит} ।______
6 6,67 7в/оС
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
16
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
Диаграмма состояния железоуглеро-
дистых сплавов. Основные свойства спла-
ва определяются содержанием угле-
рода. Взаимодействие углерода с а- или
у-модификациями железа приводит к об-
разованию железоуглеродистых сплавов,
различных по строению и свойствам. По-
строение диаграммы состояния железо -
углерод (цементит) дает представление о
температурах и концентрационных грани-
цах существования этих сплавов.
На диаграмме состояния железо - це-
ментит (см. рис. 1.9) линия ABCD - линия
ликвидуса, выше нее сплав находится в
жидком состоянии; линия AECF - линия
солидуса, ниже нее сплав находится в
твердом состоянии. При температурах,
соответствующих линии AECF, заканчи-
вается первичная кристаллизация. В точке
С при концентрации углерода 4,3 % обра-
зуется эвтектика, которая носит название
ледебурит. Линия PSK - линия эвтектоид-
ного превращения, на которой заканчива-
ется процесс вторичной кристаллизации.
Линия PS - линия нижних критических
точек А\. Линия GSE - начало процесса
вторичной кристаллизации твердого рас-
твора. Линия GS - линия верхних крити-
ческих точек Л3; она показывает темпера-
туру начала выделения феррита из аусте-
нита. Линия SE - линия верхних критиче-
ских точек Ат, она показывает температу-
ру начала выделения вторичного цементи-
та и является линией, определяющей пре-
дельную растворимость углерода в ау-
стените. Сплавы, содержащие до 2,14 % С,
условно называют сталями, более 2,14 % С -
чугунами. Сталь, содержащая 0,8 % С,
называется эвтектоидной сталью; сталь,
содержащая менее 0,8 % С, - доэвтектоид-
ной. Сталь, содержащая более 0,8 % С, -
заэвтектоидной.
Практическое применение диаграм-
мы Fe-Fe3C. Диаграмму Fe-Fe3C исполь-
зуют для определения видов и темпера-
турных интервалов термической обработ-
ки стали; для назначения температурного
интервала при обработке давлением; для
определения температуры плавления и
заливки сплавов.
Температуру плавления определяют по
линии ликвидуса. Температура заливки
должна быть выше линии ликвидуса. Тем-
пературный интервал при горячей обра-
ботке давлением находится ниже линии
солидуса на 100 - 150 °C (верхний предел)
и выше линии критических точек А3 на
25 - 50 °C (нижний предел).
Основой процесса термической обра-
ботки является полиморфизм железа и его
твердых растворов на базе а- и у-железа.
Полиморфные превращения стали данного
состава происходят в определенном ин-
тервале температур, ограниченном ниж-
ней At и верхними Л3 и Ат критическими
точками.
В результате полиморфизма происхо-
дит перекристаллизация в твердом со-
стоянии. Перекристаллизация - это изме-
нение кристаллического строения стали
при ее нагреве или при охлаждении до
определенных температур.
Таким образом, термическая обработка
заключается в нагреве сплавов до опреде-
ленных температур, выдержке их при этих
температурах и последующем охлаждении
с различной скоростью. При этом изменя-
ются структура сплава, а следовательно, и
его свойства. Изменяя скорость охлажде-
ния, можно получить различные физико-
механические свойства и структуры желе-
зоуглеродистых сплавов.
Основные виды термической обработ-
ки - отжиг, нормализация, закалка и от-
пуск.
Отжиг - нагрев доэвтектоидной стали
выше точки Аз, заэвтектоидной - выше
точки Ат с последующим охлаждением
вместе с печью. После полного отжига
структура сплава состоит из феррита и
перлита (доэвтектоидные стали). Отжиг
снимает внутреннее напряжение, снижает
твердость и повышает пластичность, уст-
раняет химическую неоднородность. Не-
полный отжиг - нагрев выше точки но
ниже Л3; происходит неполная фазовая пе-
рекристаллизация.
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
17
Нормализация - нагрев выше точки
А3, охлаждение на воздухе; нормализация
приводит к измельчению зерна и повыше-
нию прочности.
Закалка - нагрев выше точки А3, бы-
строе охлаждение в воде или масле; по-
вышает твердость и прочность, снижает
пластичность.
Регулируя скорость охлаждения стали
из аустенитного состояния, можно полу-
чать различные структуры: мартенсит,
троостит, сорбит, перлит.
Структура мартенсита образуется при
быстром охлаждении в результате без-
диффузионного (сдвигового) перехода
у-железа (аустенита) в a-железо (феррит)
без выделения углерода из раствора. Пе-
реход у-железа в a-железо сопровождается
изменением кристаллических решеток,
что вызывает появление внутренних до-
полнительных напряжений. Мартенсит
представляет собой пересыщенный рас-
твор углерода в a-железе с искаженной
кристаллической решеткой. Сталь со
структурой мартенсита обладает высоки-
ми твердостью и прочностью.
Структура троостита образуется при
более медленном охлаждении и представ-
ляет собой смесь феррита и цементита с
высокой дисперсностью. Троостит имеет
меньшие твердость и прочность, чем мар-
тенсит.
Структура сорбита образуется при еще
более медленном охлаждении. Зерна фер-
рита укрупняются, образуется мелкодис-
персная ферритно-карбидная смесь.
Структура перлита образуется в ре-
зультате очень медленного охлаждения
сплава вместе с печью и является у эвтек-
тоидных сталей конечной структурой рас-
пада аустенита; у доэвтектоидных сталей
конечной структурой будет грубая смесь
феррита и перлита; у заэвтектоидных ста-
лей - смесь перлита и цементита.
Отпуск - нагрев ниже точки А\ и
медленное охлаждение; его применяют
как сопутствующую операцию после за-
калки для получения более устойчивых
структур. Высокий отпуск (нагрев до тем-
пературы 700 °C) применяют для повыше-
ния пластичности и обрабатываемости при
небольшом снижении прочности закален-
ной стали; низкий отпуск (нагрев до тем-
пературы 250 °C) применяют для повыше-
ния вязкости закаленной стали при сохра-
нении прочности.
6. ВЛИЯНИЕ ПРИМЕСЕЙ НА СВОЙСТВА
ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ
На свойства железоуглеродистых спла-
вов влияет наличие в них постоянных
примесей (вредных - серы, фосфора, ки-
слорода, азота, водорода; полезных -
кремния, марганца и др.). Эти примеси
могут попадать в сплав из природных со-
единений (руд), например, сера и фосфор;
из металлического лома - хром, никель и
др.; в процессе выплавки и раскисления -
углерод, кремний и марганец.
Углерод находится главным образом в
связанном состоянии в виде цементита.
В свободном состоянии в виде графита он
содержится в чугунах. С увеличением со-
держания углерода в сталях возрастают
твердость, прочность и уменьшается пла-
стичность.
Сера является вредной примесью. Она
образует легкоплавкую эвтектику FeS +
+ Fe, которая при кристаллизации сплава
располагается по границам зерен и при
повторном нагреве расплавляется, что
приводит к образованию трещин и надры-
вов. Это явление носит название красно-
ломкости. Содержание серы должно быть
менее 0,06 %.
Фосфор ухудшает пластические свой-
ства сплава, вызывая явление хладнолом-
кости. Его содержание в стали не должно
превышать 0,08 %. В чугуне допускается
до 0,3 % Р.
Азот, кислород и водород присутству-
ют в сплавах в составе оксидов FeO, SiO2,
А12О3, нитридов РедМ или в свободном
состоянии, при этом они располагаются в
дефектных местах в виде молекулярного и
атомарного газов. Оксиды и нитриды слу-
18
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
жат концентраторами напряжений и могут
снижать механические свойства (проч-
ность, пластичность).
Водород растворяется в стали при рас-
плавлении. При охлаждении сплава рас-
творимость водорода уменьшается, он
накапливается в микропорах под высоким
давлением и может стать причиной обра-
зования внутренних надрывов в металле
(флокенов) и трещин.
Кремний и марганец попадают в же-
лезоуглеродистый сплав при его выплавке
и в процессе раскисления. Кремний по-
вышает предел текучести и уменьшает
склонность к хладноломкости. Кремний
способствует графитизации чугуна. Мар-
ганец образует твердый раствор с железом
и немного повышает твердость и проч-
ность феррита.
7. КЛАССИФИКАЦИЯ СТАЛЕЙ И
ЧУГУНОВ И ИХ МАРКИРОВКА
Классификация сталей. Стали клас-
сифицируются по химическому составу,
качеству и назначению. По химическому
составу классифицируют главным обра-
зом конструкционные стали, предназна-
ченные для изготовления деталей машин и
металлических конструкций. Конструкци-
онные стали делят на углеродистые и ле-
гированные.
Углеродистые стали могут быть низко-
углеродистые: С < 0,09 ... 0,25 %; сред-
неуглеродистые: С < 0,25 ... 0,45 % и вы-
сокоуглеродистые: С < 0,45 ... 0,75 %.
Легированные стали условно подразделя-
ют на низколегированные с содержанием
легирующих элементов 2,5 %; среднеле-
гированные - от 2,5 до 10 % и высоколе-
гированные - более 10 %.
Другие стали, например инструмен-
тальные, с особыми физико-химическими
свойствами по химическому составу
обычно не классифицируются.
По назначению стали подразделяют на
конструкционные, инструментальные и
стали и сплавы с особыми свойствами-
жаропрочные, кислотостойкие, износо-
стойкие, магнитные и др.
По качеству различают стали общего
назначения, качественные, высококачест-
венные и особовысококачественные, в
последнем случае в маркировке указыва-
ется способ выплавки и последующей об-
работки стали.
Под качеством стали понимают сово-
купность свойств, определяемых метал-
лургическим процессом ее производства.
Однородность химического состава,
строения и свойств стали, а также ее тех-
нологичность во многом зависят от со-
держания газов (кислорода, водорода, азо-
та) и вредных примесей - серы и фосфора.
Газы являются скрытыми количественно
трудноопределяемыми примесями, поэто-
му нормы содержания вредных примесей
служат основными показателями для раз-
деления сталей по качеству. Стали обык-
новенного качества содержат до 0,05 % S
и 0,04 % Р, качественные - не более
0,04 % S и 0,035 % Р, высококачественные -
не более 0,025 % S и 0,025 % Р, особовы-
сококачественные - не более 0,015 % S и
0,025 % Р.
Стали углеродистые обыкновенного
качества (ГОСТ 380-88) обозначаются
индексом "Ст" и порядковым номером,
например, Ст1, СтЗ, Ст5. Чем выше номер
в обозначении стали, тем выше ее проч-
ность и ниже пластичность.
По степени раскисления и характеру
затвердевания стали классифицируют на
спокойные, полуспокойные и кипящие.
Раскисление - процесс удаления из
жидкого металла кислорода, проводимый
для предотвращения хрупкого разрушения
стали при горячей деформации.
Спокойные стали раскисляют марган-
цем, кремнием и алюминием. Они содер-
жат мало кислорода и затвердевают спо-
койно, без газовыделения. Кипящие стали
раскисляют только марганцем. Перед раз-
ливкой в них содержится повышенное
количество кислорода, который при за-
твердевании, частично взаимодействуя с
углеродом, удаляется в виде СО. Выделе-
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
19
ние пузырей СО создает впечатление ки-
пения стали, с чем и связано ее название.
Кипящие стали дешевы, их производят
низкоуглеродистыми и практически без
кремния (Si < 0,07 %), но с повышенным
количеством газообразных примесей.
Полуспокойные стали по степени рас-
кисления занимают промежуточное поло-
жение между спокойными и кипящими.
При классификации стали по структуре
учитывают особенности ее строения в
отожженном и нормализованном состоя-
ниях. По структуре в отожженном (равно-
весном) состоянии конструкционные ста-
ли разделяют на четыре класса: доэвтек-
тоидные, имеющие в структуре избыточ-
ный феррит; эвтектоидные, структура ко-
торых состоит из перлита; аустенитные и
ферритные.
Качественные углеродистые стали со-
гласно ГОСТ 1050-88 маркируются циф-
рами, указывающими среднее содержание
углерода в сотых долях процента: сталь
10, сталь 15,..., сталь 80. Содержание серы
и фосфора в этих сталях не должно пре-
вышать 0,035 %. Стали этой группы, со-
держащие свыше 0,2 % С, выпускаются
только спокойными.
Углеродистые инструментальные ста-
ли (ГОСТ 1435-99) с содержанием угле-
рода более 0,7 % имеют в обозначении
букву "У" и цифру, указывающую на со-
держание углерода в десятых долях про-
цента: У7, У8, ...,У13.
Легированные конструкционные стали
(ГОСТ 4543-71) в зависимости от содер-
жания серы и фосфора подразделяются на
качественные, высококачественные и осо-
бовысококачественные.
Все высоколегированные стали содер-
жат минимальное количество вредных
примесей и являются высококачествен-
ными. Для придания особых свойств их
подвергают дополнительной обработке
специальными методами, которые отра-
жены в обозначении сталей в конце на-
именования марки: ВД - вакуумно-дуго-
вой переплав, Ш - электрошлаковый пе-
реплав, ВИ - вакуумно-индукционная вы-
плавка, СШ - обработка синтетическими
шлаками.
Маркировка легированных сталей.
В основу маркировки легированных ста-
лей положена буквенно-цифровая система
(ГОСТ 4543-71) Легирующие элементы
обозначаются буквами русского алфавита:
марганец - Г, кремний - С, хром - X, ни-
кель - Н, вольфрам - В, ванадий - Ф, ти-
тан - Т, молибден - М, кобальт - К, алю-
миний - Ю, медь - Д, бор - Р, ниобий - Б,
цирконий - Ц, азот - А. Количество угле-
рода, как и при обозначениях углероди-
стых сталей, указывается в сотых долях
процента цифрой, стоящей в начале обо-
значения; количество легирующего эле-
мента в процентах указывается цифрой,
стоящей после соответствующего индекса.
Отсутствие цифры после индекса элемен-
та указывает на то, что его содержание
менее 1,5 %. Высококачественные стали
имеют в обозначении букву А, а особовы-
сококачественые - букву Ш, проставляе-
мую в конце. Например, сталь 12Х2Н4А
содержит 0,12 % С, около 2 % Сг, около
4 % Ni и менее 0,025 % S и Р.
В легированных инструментальных
сталях цифра в начале указывает среднее
содержание углерода в десятых долях
процента, если его содержание менее 1 %,
если равно 1 % или больше, то цифру не
ставят, например: сталь ЗХ2В8Ф содержит
0,3 % С, а сталь ХВГ - больше 1 % С.
В маркировке сталей иногда ставят бу-
квы, указывающие на их применение: А -
автоматные, Р - быстрорежущие, Ш - ша-
рикоподшипниковые, Э - электротехниче-
ские.
Классификация чугунов. Чугунами
называются железоуглеродистые сплавы,
содержащие более 2,14 % С и затверде-
вающие с образованием эвтектики. Благо-
даря сочетанию высоких литейных
свойств, достаточной прочности, износо-
стойкости, а также относительной деше-
20
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
визне чугуны получили широкое распро-
странение в машиностроении. Их исполь-
зуют для производства качественных от-
ливок сложной формы при отсутствии
жестких требований к габаритам и массе
деталей.
В зависимости от того, в какой форме
присутствует углерод в сплавах, различа-
ют белые, серые, высокопрочные чугуны,
чугуны с вермикулярным графитом и ков-
кие чугуны. Высокопрочные чугуны и
чугуны с вермикулярным графитом явля-
ются разновидностью серых, но из-за по-
вышенных механических свойств их вы-
деляют в особые группы.
Белыми называются чугуны, в которых
весь углерод находится в связанном со-
стоянии в виде цементита. Согласно диа-
грамме состояния Fe-Fe3C белые чугуны
подразделяют на доэвтектические, эвтек-
тические и заэвтектические. Из-за боль-
шого количества цементита они твердые
(450 ... 550 НВ), хрупкие и для изготовле-
ния деталей машин не используются. Ог-
раниченное применение имеют отбелен-
ные чугуны - отливки из серого чугуна со
слоем белого чугуна в виде твердой корки
на поверхности. Из них изготовляют про-
катные валки, лемеха плугов, тормозные
колодки и другие детали, работающие в
условиях износа.
В промышленности широко применя-
ют серые, высокопрочные и ковкие чугу-
ны, в которых весь углерод или часть его
находится в виде графита. Графит обеспе-
чивает пониженную твердость, хорошую
обрабатываемость резанием, а также вы-
сокие антифрикционные свойства вслед-
ствие низкого коэффициента трения. Вме-
сте с тем включения графита снижают
прочность и пластичность, так как нару-
шают сплошность металлической основы
сплава. Серые, высокопрочные и ковкие
чугуны различаются условиями образова-
ния графитных включений и их формой,
что отражается на их механических свой-
ствах, которые в большой степени зависят
от структуры металлической основы.
Прочность, твердость и износостойкость
чугунов растут с увеличением количества
перлита в металлической основе, которая
по всем показателям близка к сталям.
Серыми называются чугуны с пластин-
чатой формой графита. По химическому
составу серые чугуны разделяют на обыч-
ные (нелегированные) и легированные.
Обычные серые чугуны - сплавы сложно-
го состава, содержащие основные элемен-
ты: Fe, С, Si - и постоянные примеси: Мп,
Р и S. Содержание этих элементов в серых
чугунах колеблется в следующих преде-
лах, %: 2,2 ... 3,7 С; 1 ... 3 Si; 0,2 ...
1,1 Мп; 0,02 ... 0,3 Р; 0,02 ... 0,15 S. В не-
больших количествах в обычных серых
чугунах могут содержаться Cr, Ni и Си,
которые попадают из руды. Почти все эти
элементы влияют на условия графитиза-
ции, количество графитных включений,
структуру металлической основы и, как
следствие, свойства чугунов. Обозначают
серые чугуны индексами СЧ 20, СЧ 25,
СЧ 30. Цифра в обозначении указывает на
предел прочности чугуна при растяжении
в 0,1 МПа (табл. 1.1).
Высокопрочными называют чугуны, в
которых графит имеет шаровидную фор-
му. Их получают модифицированием маг-
нием, который вводят в жидкий чугун в
количестве 0,02 ... 0,08 %. Ввиду того, что
модифицирование чугунов чистым магни-
ем сопровождается сильным пироэффек-
том, чистый магний заменяют лигатурами
(например, сплавом магния и никеля).
Чугун после модифицирования имеет
следующий химический состав, %: 3,0 ...
3,6 С; 1,1 ...2,9 Si; 0,3 ...0,7 Мп; до 0,02 S
и до 0,1 Р. По структуре металлической
основы высокопрочный чугун может быть
ферритным или перлитным. Ферритный
чугун в основном состоит из феррита и
шаровидного графита, допускается до
20 % перлита. Структура перлитного чу-
гуна - сорбитообразный или пластинча-
тый перлит и шаровидный графит, допус-
кается до 20 % феррита.
Шаровидный графит - менее сильный
концентратор напряжений, чем пластин-
чатый, поэтому он меньше снижает меха-
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
21
нические свойства металлической основы.
Чугуны с шаровидным графитом облада-
ют более высокой прочностью и некото-
рой пластичностью. Марка высокопрочно-
го чугуна состоит из букв ВЧ и числа,
обозначающего уменьшенное в 10 раз
значение его временного сопротивления
(см. табл. 1.1.).
В чугунах с вермикулярным графитом
структура формируется под действием
комплексного модификатора, содержаще-
го магний и редкоземельные металлы.
Графит приобретает шаровидную (до
40 %) и вермикулярную - в виде мелких
тонких прожилок - форму.
После модифицирования эти чугуны
содержат, %: 3,1 ... 3,8 С; 2,0 ... 3,0 Si;
0,2... 1,0 Мп; до 0,025 S;0,08P.
Чугуны с вермикулярным графитом
производят четырех марок: ЧВГ 30; ЧВГ
35; ЧВГ 40; ЧВГ 45 (табл. 1.1.). Число в
марке обозначает уменьшенное в 10 раз
значение временного сопротивления.
По механическим свойствам чугуны с
вермикулярным графитом занимают про-
межуточное положение между серыми и
высокопрочными чугунами. Они прочнее
серых чугунов, особенно при циклических
нагрузках; предел выносливости o.i со-
ставляет 140 МПа у ЧВГ 30 и 190 МПа у
ЧВГ 45. Механические свойства этих чу-
гунов в меньшей степени зависят от массы
отливок. Они отличаются хорошей тепло-
проводностью [40 ... 50 Вт/(м • К)], что
обеспечивает их стойкость к теплосменам.
Ковкими называются чугуны, в кото-
рых графит имеет хлопьевидную форму.
Их получают отжигом белых доэвтектиче-
ских чугунов. По этой причине графит
ковких чугунов называют углеродом от-
жига. Такой графит в отличие от пластин-
чатого меньше снижает механические
свойства металлической основы, вследст-
вие чего ковкие чугуны по сравнению с
серыми обладают более высокими проч-
ностью и пластичностью.
Отливки из белых чугунов, подвергае-
мые отжигу на ковкие чугуны, изготовля-
ют тонкостенными. Они не должны иметь
толщину в сечении более 50 мм, иначе в
сердцевине при кристаллизации выделяет-
ся пластинчатый графит и чугун становит-
ся непригодным для отжига. По этой же
причине исходные белые чугуны имеют
пониженное содержание углерода и крем-
ния. Их химический состав следующий,
%: 2,4 ... 2,9 С; 1,0 ... 1,6 Si; 0,2 ... 1,0 Мп;
до 0,2 S и до 0,18 Р.
По структуре металлической основы,
которая определяется режимом отжига,
ковкие чугуны бывают ферритными и
перлитными. Ковкие чугуны обозначают
индексом и последующими цифрами, пер-
вая из которых характеризует прочность, а
вторая пластичность КЧ 30-6, КЧ 60-3 и
т.д. (см. табл. 1.1.).
Таблица 1.1. Свойства промышленных чугунов
Марка чугуна Пв °0,2 8,% НВ Структура металлической основы
МПа
Серые чугуны (ГОСТ 1412-85)
СЧ 10 100 - - -190 Ф
СЧ 15 150 - - 163 . . 210 Ф
СЧ 25 250 - 180. . 245 Ф + П
СЧ35 350 - - 220 . . 275 п
22
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
Продолжение табл. 1.1
Марка чугуна Пв а0,2 8, % НВ Структура металлической основы
МПа
Высокопрочные чугуны (ГОСТ 7293-85)
ВЧ35 350 220 22 140 . . 170 Ф
ВЧ 45 450 310 10 140 . . 225 Ф + П
ВЧ 60 600 370 3 192 . . 227 Ф + П
ВЧ 80 800 490 2 248 . . 351 п
ВЧ 100 1000 700 2 270 . . 360 Б
Чугуны с вермикулярным графитом (ГОСТ 28384-89)
ЧВГЗО 300 240 3 130 . . 180 Ф
ЧВГ35 350 260 2 140 . . 190 Ф + П
ЧВГ40 400 320 1,5 170 . . 220 Ф + П
ЧВГ45 450 380 0,8 190 . . 250 п
Ковкие чугуны (ГОСТ 1215-79)
КЧ 30-6 300 - 6 100 . . 163 Ф + до 10 % П
КЧ35-8 350 - 8 100 . . 163 -
КЧ 37-12 370 - 12 но. . 163 -
КЧ 45-7 450 - 7 150 . . 207 -
КЧ 60-3 600 - 3 200 . . 269 П + до 20 % Ф
КЧ 80-1,5 800 - 1,5 270 . . 320 П
8. ЦВЕТНЫЕ МЕТАЛЛЫ
И ИХ СПЛАВЫ
Алюминий - легкий металл (плот-
ность 2700 кг/м3, обладает высокими теп-
лопроводностью [200 Вт/(м-К)] и электро-
проводимостью (10‘5 См), стоек к корро-
зии. Температура плавления алюминия
658 °C.
Алюминиевые сплавы разделяют на
деформируемые и литейные. Те и другие
могут быть неупрочняемые и упрочняе-
мые термической обработкой.
Деформируемые алюминиевые сплавы
(ГОСТ 4784-97) хорошо обрабатываются
прокаткой, ковкой, штамповкой. К дефор-
мируемым алюминиевым сплавам, не уп-
рочняемым термической обработкой, от-
носятся сплавы системы Al-Мп (АМц),
содержащие до 1,6 % Мп, и сплавы систе-
мы Al-Mg (АМг), содержащие до 5,8 %
Mg. Эти сплавы обладают высокой пла-
стичностью и невысокой прочностью.
К деформируемым алюминиевым спла-
вам, упрочняемым термической обработкой,
относятся сплавы системы Al-Cu-Mg (дур-
алюмины, ковочные сплавы), а также вы-
сокопрочные и жаропрочные сплавы
сложного химического состава. Дуралю-
мины (Д16 - Д18) содержат 3,8 ... 4,8 %
Си, 0,4 ... 1,8 % Mg, а также 0,4 ... 0,9 %
Мп, который повышает коррозионную
стойкость сплавов. После термической
обработки эти сплавы приобретают высо-
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
23
кие прочность и пластичность. Ковочные
сплавы (АК6 - АК8) содержат 1,8 ...4,8 %
Си, 0,4 ... 0,8 % Mg, 0,4 ... 1 % Мп, 0,6 ...
1,2 % Si, хорошо деформируются в нагре-
том состоянии, обладают высокой проч-
ностью после термообработки.
Литейные алюминиевые сплавы
(ГОСТ 1583-93) применяют для изготов-
ления деталей машин и приборов литьем.
Наиболее широко используют сплавы
алюминия с содержанием 10 ... 13 % Si:
АК12, АК9ч, АК7ч.
Сплавы алюминия с медью (до 5,3 % Си)
и марганцем (до 1 % Мп) обладают повы-
шенной прочностью (сплавы АМц4К1,
АМц5К). Их применяют для литья дета-
лей, работающих при достаточно высоких
нагрузках (кронштейны, арматура и др.).
Сплавы алюминия с магнием (до 9,5 ...
11,5 % Mg) обладают хорошей коррозион-
ной стойкостью и применяются для отли-
вок, работающих во влажной атмосфере
(сплавы АМг4К1, АМг5К). Часто отливки
из алюминиевых литейных сплавов под-
вергают термической обработке для по-
вышения прочности, пластичности, сни-
жения остаточных напряжений.
Алюминий применяют для приготов-
ления спеченных алюминиевых сплавов
(САС) и спекаемых алюминиевых пудр
(САП), из которых изготовляют детали
методами порошковой металлургии, по-
зволяющей получать детали с особыми
свойствами: коррозионной стойкостью,
прочностью, пористостью.
Магний - легкий металл (плотность
1740 кг/м3), температура его плавления
651 °C. Промышленный магний марки
Мг96 содержит 99,96 % Mg, марки
Мг95 - 99,85 % Mg. Магниевые сплавы
разделяют на деформируемые и литейные,
не упрочняемые и упрочняемые термиче-
ской обработкой.
Деформируемые магниевые сплавы
(МА) (ГОСТ 14957-76) содержат до 2 %
Мп, до 5 % А1, десятые доли процента це-
рия, например сплавы МА2, МА8, не уп-
рочняемые термической обработкой; вы-
сокопрочные сплавы - до 9 % А1 и 0,5 %
Мп (сплав МА5). Жаропрочные магние-
вые сплавы содержат добавки циркония,
никеля и др.
Литейные магниевые сплавы (МЛ6,
МЛЗ) (ГОСТ 2856-79) содержат 2,5 ... 9 %
А1 и 0,5 ... 1,5 % Zn, а также 0,15 ... 0,5 %
Мп, имеют невысокий модуль упругости
(Е = 43 000 МПа) и вследствие этого хо-
рошие демпфирующие свойства (гасят
колебания конструкции). Однако эти
сплавы обладают невысокой коррозион-
ной стойкостью, и для ее повышения от-
ливки оксидируют, покрывают лаками.
Медь - тяжелый цветной металл, име-
ет плотность 8940 кг/м3, температуру
плавления 1083 °C, обладает высокой пла-
стичностью, коррозионной стойкостью,
малым удельным электросопротивлением
(7 10'8 Ом • м), высокой теплопроводно-
стью [385 Вт/(м • К)], поэтому ее широко
используют для изготовления электропро-
водов, деталей электрических машин и
приборов, в химическом машиностроении.
Медь по чистоте подразделяют на марки
МО (99,97 % Си), Ml (99,9 % Си), М2
(99,7 % Си), М3 (99,5 % Си), М4 (99 % Си).
Медные сплавы разделяют на бронзы и
латуни. Бронзы (ГОСТ 493-79, 613-79) -
это сплавы меди с оловом (4 ... 33 % Sn),
свинцом (30 % РЬ), алюминием (5 ... 11 %
А1), кремнием (4 ... 5 % Si), сурьмой и
фосфором. Латуни - это сплавы меди с
цинком (до 50 % Zn) с небольшими добав-
ками алюминия, кремния, никеля, марган-
ца (ГОСТ 17711-93, 15527-70). Медные
сплавы обозначают начальными буквами
их названия (Л - латунь, Бр - бронза), по-
сле чего следуют первые буквы основных
названий элементов, образующих сплав, и
цифры, указывающие количество леги-
рующего элемента в процентах. Напри-
мер, ЛЦ40Мц1,5 - латунь, содержащая
40 % Zn, 1,5 % Мп, остальное Си.
Бронзы и латуни разделяют на дефор-
мируемые и литейные. Литейные бронзы
и латуни отличаются от деформируемых
тем, что в их состав вводят добавки,
улучшающие литейные свойства сплава:
24
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
повышающие жидкотекучесть, умень-
шающие усадку. Однако эти добавки сни-
жают пластические свойства литейных
бронз и латуней по сравнению с деформи-
руемыми.
Титан - тугоплавкий металл [темпера-
тура плавления (1665 ± 5) °C, плотность
4500 кг/м3]. Временное сопротивление
чистого титана ств = 250 МПа, относитель-
ное удлинение 8 = 70 %; он обладает вы-
сокой коррозионной стойкостью. Удель-
ная прочность титана выше, чем у многих
легированных конструкционных сталей.
Поэтому при замене сталей титановыми
сплавами можно при равной прочности
уменьшить массу детали на 40 %. Однако
титан имеет низкую жаростойкость, так
как при температурах выше 500 ... 600 °C
легко окисляется и поглощает водород.
Титан хорошо обрабатывается давлением,
сваривается, из него изготовляют сложные
отливки, но обработка его резанием за-
труднительна.
Для получения сплавов с заданными
свойствами титан легируют алюминием,
молибденом и др. (ГОСТ 19807-91). Наи-
большее применение нашли сплавы, леги-
рованные алюминием, например сплав
ВТ5 (до 5 % А1) с св = 700 ... 900 МПа,
8 = 10 ... 12 %. Из этого сплава получают
поковки, отливки.
Для получения требуемых механиче-
ских свойств титановые сплавы подверга-
ют термической обработке (отжигу, закал-
ке и старению) в печах с защитной атмо-
сферой. Титан и его сплавы используют
для изготовления деталей самолетов, в
химическом машиностроении, судострое-
нии и других областях машиностроения.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Чем вызвано снижение прочности метал-
лических кристаллов по сравнению с теорети-
чески рассчитанной?
2. Чем кристаллиты отличаются от кри-
сталлов?
3. Назовите основные механические свой-
ства машиностроительных материалов.
4. Назовите основные технологические ха-
рактеристики материалов.
5. Перечислите основные фазы железоуг-
леродистых сплавов.
6. Перечислите основные принципы клас-
сификации сталей.
7. Вспомните особенности маркировки уг-
леродистых, легированных и инструменталь-
ных сталей.
РАЗДЕЛО ПРОИЗВОДСТВО ЧЕРНЫХ
И ЦВЕТНЫХ МЕТАЛЛОВ
Глава I Современное металлургическое
производство
1. СТРУКТУРА МЕТАЛЛУРГИЧЕСКОГО
ПРОИЗВОДСТВА И ЕГО ПРОДУКЦИЯ
Металлургическое производ-
ство - это область науки, техники и от-
расль промышленности, охватывающая
различные процессы получения металлов
из руд или других материалов, а также
процессы, способствующие улучшению
свойств металлов и сплавов. Введение в
расплав в определенных количествах ле-
гирующих элементов позволяет изменять
состав и структуру сплавов, улучшать их
механические свойства, получать задан-
ные физико-химические свойства. Оно
включает шахты и карьеры по добыче руд
и каменных углей; горно-обогатительные
комбинаты, где обогащают руды, подго-
тавливая их к плавке; коксохимические
заводы, где осуществляют подготовку уг-
лей, их коксование и извлечение из них
полезных химических продуктов; энерге-
тические цехи для получения сжатого воз-
духа (для дутья доменных печей), кисло-
рода, очистки металлургических газов;
доменные цехи для выплавки чугуна и
ферросплавов или цехи для производства
железорудных металлизованных окаты-
шей; заводы для производства ферроспла-
вов; сталеплавильные цехи (конвертерные,
мартеновские, электросталеплавильные)
для производства стали; прокатные цехи, в
которых слитки стали перерабатывают в
сортовой прокат: балки, рельсы, прутки,
проволоку, лист.
Основная продукция черной металлур-
гии: чугуны - передельный, используемый
для передела на сталь, и литейный - для
производства фасонных чугунных отливок
на машиностроительных заводах; железо-
рудные металлизованные окатыши для
выплавки стали; ферросплавы (сплавы
железа с повышенным содержанием Мп,
Si, V, Ti и т.д.) для выплавки легирован-
ных сталей; стальные слитки для произ-
водства сортового проката, листа, труб и
т.д.; стальные слитки для изготовления
крупных кованых валов, роторов турбин,
дисков и т.д., называемые кузнечными
слитками.
Продукция цветной металлургии:
слитки цветных металлов для производст-
ва сортового проката (уголка, полосы,
прутков); слитки (чушки) цветных метал-
лов для изготовления отливок на машино-
строительных заводах; лигатуры - сплавы
цветных металлов с легирующими элемен-
тами, необходимые для производства слож-
ных легированных сплавов для отливок;
слитки чистых и особо чистых металлов для
приборостроения, электронной техники и
других отраслей машиностроения.
2. МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА
МЕТАЛЛОВ И СПЛАВОВ
Для производства чугуна, стали и
цветных металлов используют руду, флю-
сы, топливо и огнеупорные материалы.
Промышленная руда - это природ-
ное минеральное образование, содержа-
26
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
щее какой-либо металл или несколько ме-
таллов в концентрациях, при которых эко-
номически целесообразно их извлечение.
Руда состоит из рудного минерала, содер-
жащего один ценный элемент (например,
железо, марганец) или несколько ценных
металлов--комплексные руды (полиметал-
лические), например, медно-никелевые
руды, железомарганцевые, хромоникеле-
вые и др. Кроме рудных минералов в со-
став руды входит пустая порода - минера-
лы, которые отделяются от рудных мине-
ралов при обогащении или переходят в
шлаки при плавке.
В зависимости от содержания добывае-
мого металла руды бывают богатые и бед-
ные. Перед использованием руды обогаща-
ют, т.е. удаляют из руды часть пустой поро-
ды. В результате получают концентрат с
повышенным содержанием добываемого
металла. Использование концентрата улуч-
шает технико-экономические показатели
работы металлургических печей.
Флюсы - это материалы, загружаемые
в плавильную печь для образования шла-
ков - легкоплавких соединений с пустой
породой руды или концентратом и золой
топлива.
Обычно шлак имеет меньшую плот-
ность, чем металл, поэтому он располага-
ется в печи над металлом и может быть
удален в процессе плавки. Шлак защищает
металл от печных газов и воздуха. Шлак
называют кислым, если в его составе от-
ношение основных оксидов (CaO, MgO и
др.) к кислотным оксидам (SiO2, Р2О5) не
более 1,5, и основным, если это отноше-
ние составляет 2,15 ... 4.
Топливо - это горючие вещества, ос-
новной составной частью которых являет-
ся углерод, которые применяются с целью
получения при их сжигании тепловой
энергии. В металлургических печах ис-
пользуют кокс, природный газ, мазут, до-
менный (колошниковый) газ.
Кокс получают на коксохимических
заводах в коксовых печах сухой перегон-
кой при температуре > 1000 °C (без досту-
па воздуха) каменного угля коксующихся
сортов. В коксе содержится 80 ... 88 %
углерода, 8 ... 12 % золы, 2 ... 5 % влаги,
0,5 ... 0,8 % серы, 0,02 ... 0,2 % фосфора и
0,7 ... 2 % летучих продуктов. Для домен-
ной плавки кокс должен содержать мини-
мальное количество серы и золы. Куски
кокса должны иметь размеры 25 ... 60 мм.
Кокс должен обладать достаточной проч-
ностью, чтобы не разрушаться под дейст-
вием шихтовых материалов.
Природный газ содержит 90 ... 98 %
углеводородов (СН4 и С2Н6) и 1 % азота.
Мазут содержит 84 ... 88 % углерода, 10 ...
12 % водорода, небольшое количество
серы и кислорода. Кроме того, используют
доменный или колошниковый газ - по-
бочный продукт доменного процесса.
Огнеупорные материалы - это мате-
риалы и изделия преимущественно на ос-
нове минерального сырья, обладающие
огнеупорностью не ниже 1580 °C. Их
применяют для изготовления внутреннего
облицовочного слоя (футеровки) метал-
лургических печей и ковшей для расплав-
ленного металла. Огнеупорные материалы
способны выдержать нагрузки при высо-
ких температурах, противостоять резким
изменениям температур, химическому
воздействию шлака и печных газов. Огне-
упорность материала - это способность
противостоять, не расплавляясь, воздейст-
вию высоких температур. Количественно
огнеупорность характеризуется темпера-
турой его размягчения. По химическим
свойствам огнеупорные материалы разде-
ляют на кислые, основные, нейтральные.
Материалы, содержащие большое ко-
личество кремнезема SiO2, называют кис-
лыми (динасовые, кварцеглинистые), на-
пример кварцевый песок (95 % SiO2), ди-
насовый кирпич, огнеупорность которых
до 1700 °C; материалы, содержащие ос-
новные оксиды (CaO, MgO), - основными
(магнезитовый кирпич и металлургиче-
ский порошок, магнезитохромитовый
кирпич, огнеупорность которого более
2000 °C); содержащие большое количество
ПРОИЗВОДСТВО ЧУГУНА
27
А12О3 и Сг2О3 - нейтральными (хромомагне-
зитовые, высокоглиноземные, шамотные,
например шамотный кирпич, содержащий
50 ...60 % SiO2 и 30 ... 40 % А12О3). Его
огнеупорность достигает 1750 °C.
При высоких температурах футеровка
печи взаимодействует с флюсами и шла-
ками. Если в печи, выложенной основным-
огнеупорным материалом, применять кис-
лые флюсы, то взаимодействие шлака и
футеровки приведет к ее разрушению. То
же произойдет, если в печи, выложенной
огнеупорными материалами из кислых
оксидов, применить основные шлаки. По-
этому в печах с кислой футеровкой ис-
пользуют кислые шлаки, а в печах с ос-
новной - основные.
Углеродистые кирпич и блоки содер-
жат до 92 % С в виде графита и обладают
высокой огнеупорностью. Применяются
для кладки лещади доменных печей, элек-
тролизных ванн для получения алюминия,
тиглей для плавки и разливки медных
сплавов.
Глава II Производство чугуна
1. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
В ДОМЕННОМ ПРОИЗВОДСТВЕ,
И ИХ ПОДГОТОВКА К ПЛАВКЕ
Для выплавки чугуна в доменных пе-
чах используют железные руды, топливо,
флюсы.
Железные руды содержат железо в
различных соединениях: в виде оксидов
Fe3O4, Fe2O3; гидроксидов Fe2O3 • nH2O;
карбонатов FeCO3 и др., а также пустую
породу, состоящую в основном из SiO2,
А12О3, CaO, MgO и др. К железным рудам
относятся магнитный железняк Fe3O4
(55 ... 60 % Fe), красный железняк Fe2O3
(55 ... 60 % Fe), бурый железняк, содер-
жащий гидраты оксидов железа 2Fe2O3 х
х ЗН2О и Fe2O3 • пН2О (37 ... 55 % Fe);
шпатовые железняки, содержащие FeCO3
(30 ...40%Fe).
Марганцевые руды применяют для
выплавки сплава железа с марганцем -
ферромарганца (10 ... 82 % Мп), а также
передельных чугунов, содержащих до 1 %
Мп. Марганец в рудах содержится в виде
оксидов и карбонатов: МпО2, Мп2О3,
Мп3О4, МпСО3 и др.
Хромовые руды используют для про-
изводства феррохрома, металлического
хрома и огнеупорных материалов - хро-
момагнезитов. Хромовые руды содержат
хромит (FeO • Сг2О3), магнохромит (Mg,
Fe), Сг2О3 (до 40 % Сг2О3).
Комплексные руды используют для
выплавки природно-легированных чугу-
нов. Это железомарганцевые руды (до
20 % Мп), хромоникелевые руды (37 ...
47 % Fe, до 2 % Сг, до 1 % Ni), желе-
зованадиевые руды (до 0,17 ... 0,35 % V).
Топливом для доменной плавки слу-
жит кокс, позволяющий получать необхо-
димую температуру и создавать условия
для восстановления железа из руды; в це-
лях экономии часть кокса заменяют при-
родным газом, мазутом, пылевидным топ-
ливом.
Флюсом при выплавке чугуна в до-
менных печах является известняк СаСО3
или доломитизированный известняк, со-
держащий СаСО3 и MgCO3, так как в шла-
ки должно входить определенное количе-
ство основных оксидов (CaO, MgO). Это
необходимо для удаления серы из метал-
ла, в который она переходит из кокса и
железной руды при плавке. В известняке
суммарное содержание оксидов SiO2 и
А12О3 не должно превышать 1 %. Содер-
жание серы и фосфора должно быть ми-
нимальным. Для нормальной работы до-
менной печи шлак должен быть достаточно
жидкотекучим при температуре 1450 °C.
В таком шлаке отношение кислотных ок-
сидов к основным должно быть около
единицы:
(SiO2 + А12О3)/(СаО + MgO) « 1.
28
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Подгдтдвка руд К Д9ЖНН9Й ПЛ9ВК9
осуществляется для повышения произво-
дительности доменной печи, снижения
расхода кокса и улучшения качества чугу-
на. Цель этой подготовки - увеличение
содержания железа в шихте и уменьше-
ние в ней вредных примесей - серы, фос-
фора, повышение ее однородности по кус-
коватости и химическому составу. Метод
подготовки добываемой руды зависит от
ее качества.
Дробление и сортировка руд по круп-
ности служат для получения кусков опти-
мальной для плавки величины. Дробление
руды осуществляется на щековых или ко-
нусных дробилках, а также в шаровых
мельницах и других агрегатах.
Размельченную руду сортируют по
крупности грохочением, подобным про-
сеиванию, на различных по конструкции
классификаторах и гидроциклонах.
Обогащение руды основано на разли-
чии физических свойств минералов, вхо-
дящих в ее состав: плотностей состав-
ляющих, магнитных, физико-химических
свойств минералов. Промывка руды водой
позволяет отделить плотные составляю-
щие руды от пустой породы (песка, гли-
ны). Гравитация (отсадка) - это отделение
руды от пустой породы при пропускании
струи воды через дно вибрирующего сита,
на котором лежит руда: пустая порода
вытесняется в верхний слой и уносится
водой, а рудные минералы опускаются.
Магнитная сепарация основана на разли-
чии магнитных свойств железосодержа-
щих минералов и частиц пустой породы.
Измельченную руду подвергают действию
магнита, притягивающего железосодер-
жащие минералы, отделяя их от пустой
породы.
Окускование производят для переработ-
ки концентратов, полученных после обога-
щения, в кусковые материалы необходимых
размеров. Применяют два способа окуско-
вания: агломерацию и окатывание.
При агломерации шихту, состоящую из
железной руды (40 ... 50 %), известняка
(15 ... 20 %), возврата мелкого агломерата
(29 ... 39 %), коксовой мелочи (4 ... 6 %),
влаги (6 ... 9 %), спекают на агломераци-
онных машинах при температуре 1300 ...
1500 °C. При спекании из руды удаляются
вредные примеси (сера, мышьяк), разла-
гаются карбонаты и получается кусковой
пористый офлюсованный материал - аг-
ломерат.
При окатывании шихту из измельчен-
ных концентратов, флюса, топлива увлаж-
няют, и при обработке во вращающихся
барабанах, тарельчатых чашах (грануля-
торах) она приобретает форму шариков-
окатышей диаметром до 30 мм. Окатыши
высушивают и обжигают при температуре
1200 ... 1350 °C на обжиговых машинах,
после чего они становятся прочными и
пористыми. Использование агломерата и
окатышей исключает отдельную подачу
флюса-известняка в доменную печь при
плавке, так как флюс в необходимом ко-
личестве входит в их состав.
2. ВЫПЛАВКА ЧУГУНА
Чугун выплавляют в печах шахтного ти-
па - доменных печах. Сущность процесса
получения чугуна в доменных печах заклю-
чается в восстановлении оксидов железа,
входящих в состав руды, оксидом углерода,
водородом, выделяющимся при сгорании
топлива в печи и твердым углеродом.
Устройство доменной печи и ее ра-
бота. Доменная печь (рис. 2.1) имеет
стальной кожух, выложенный внутри ог-
неупорным шамотным кирпичом. Рабочее
пространство печи включает колошник 6,
шахту 5, распар 4, заплечики 3, горн 1,
лещадь 75. В верхней части колошника
находится засыпной аппарат 8, через ко-
торый в печь загружают шихту (офлюсо-
ванный агломерат и окатыши). Шихту
взвешивают, подают в вагонетки 9 подъ-
емника, которые передвигаются по мосту
12 к засыпному аппарату 8 и, опрокидыва-
ясь, высыпают шихту в приемную воронку
7 распределителя шихты. При опускании
малого конуса 10 засыпного аппарата
шихта попадает в чашу 7/, а при опуска-
ПРОИЗВОДСТВО ЧУГУНА
29
Рис. 2.1. Устройство доменной печи
нии большого конуса 13 - в доменную
печь, что предотвращает выход газов из
доменной печи в атмосферу. Для равно-
мерного распределения шихты в доменной
печи малый конус и приемная воронка
после очередной загрузки поворачиваются
на угол, кратный 60°.
При работе печи шихтовые материалы,
проплавляясь, опускаются, а через загру-
зочное устройство в печь подаются новые
порции шихты в таком количестве, чтобы
весь полезный объем печи был заполнен.
Полезный объем печи - это объем, зани-
маемый шихтой от лещади до нижней
кромки большого конуса засыпного аппара-
та при его опускании. Современные домен-
ные печи имеют полезный объем 2000 ...
5000 м3. Полезная высота доменной печи
достигает 35 м.
В верхней части горна находятся фур-
менные устройства 14, через которые в
печь поступает нагретый воздух, необхо-
димый для горения топлива. Воздух на-
гревают для уменьшения потерь теплоты и
снижения расхода кокса. Воздух поступа-
ет в доменную печь из воздухонагревате-
ля, внутри которого имеются камера сго-
рания и насадка. Насадка выложена из
огнеупорных кирпичей, так что между
ними образуются вертикальные каналы.
В камеру сгорания к горелке подается
очищенный от пыли доменный газ, кото-
рый сгорает и образует горячие газы.
Газы, проходя через насадку, нагрева-
ют ее и удаляются через дымовую трубу.
Затем подача газа к горелке прекращается,
и через насадку пропускается воздух, по-
даваемый турбовоздуходувкой машиной.
Воздух, проходя через насадку, нагревает-
ся до температуры 1000 ... 1200 °C и по-
ступает к фурменному устройству 14, а
оттуда через фурмы 2 - в рабочее про-
странство. Доменная печь имеет несколь-
ко воздухонагревателей: в то время как в
одних насадках нагревается, в других на-
садка отдает теплоту холодному воздуху,
нагревая его. После охлаждения насадки
воздухом нагреватели переключаются.
Физико-химические процессы до-
менной плавки. Условно процессы, про-
текающие в доменной печи, разделяют на
горение топлива; разложение компонентов
шихты; восстановление железа; науглеро-
живание железа; восстановление марган-
ца, кремния, фосфора, серы; шлакообразо-
вание. Все эти процессы проходят в до-
менной печи одновременно, но с разной
интенсивностью, при различных темпера-
турах и на разных уровнях.
Горение топлива. Вблизи фурм (см.
рис. 2.1) углерод кокса, взаимодействуя с
кислородом воздуха, сгорает. В результате
горения выделяется теплота и образуется
газовый поток, содержащий СО, СО2, N2,
Н2, СН4 и др. При этом в печи несколько
выше уровня фурм развивается темпера-
тура выше 2000 °C. Горячие газы, подни-
маясь, отдают теплоту шихтовым мате-
риалам и нагревают их, охлаждаясь до
температуры 300 ... 400 °C у колошника.
30
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Восстановление железа в доменной
печи. Шихта (агломерат, кокс) опускается
навстречу потоку газов, и при температуре
500 ... 570 °C начинается восстановление
оксидов железа.
Разложение компонентов шихты про-
исходит в зависимости от ее состава. Если
в доменную печь подается офлюсованный
агломерат, то эти процессы протекают
при агломерации и в доменной печи почти
не идут. При работе на шихте, содержа-
щей флюсы и часть сырой руды, в верхней
части доменной печи разрушаются
гидраты оксидов железа и алюминия. Из-
вестняк флюса диссоциирует по реакции
СаСО3 = CaO + СО2.
В результате взаимодействия оксидов
железа с оксидом углерода и твердым уг-
леродом кокса, а также с водородом про-
исходит восстановление железа. Восста-
новление газами называют косвенным, а
восстановление твердым углеродом -
прямым. Реакции косвенного восстанов-
ления - экзотермические (сопровождают-
ся выделением теплоты), они происходят
главным образом в верхних горизонтах
печи. Реакции прямого восстановления -
эндотермические (сопровождаются по-
глощением теплоты), они протекают в
нижней части доменной печи, где темпе-
ратура более высокая.
Восстановление железа из руды в до-
менной печи происходит по мере продви-
жения шихты вниз по шахте печи и повы-
шения температуры в несколько стадий -
от высшего оксида к низшему:
Ре20з -> Fe3O4 -> FeO Fe.
Восстановление железа заканчивается
при 1100 ... 1200 °C. В доменной печи
железо восстанавливается почти полно-
стью. Потери со шлаком составляют не
более 1 %.
Науглероживание железа. Восстанов-
ление железа начинается в верхней части
шахты доменной печи при 500 ... 570 °C
и заканчивается в распаре при 1100 ...
1200 °C. При этих температурах восста-
новленное железо с Тт = 1539 °C находит-
ся в твердом состоянии или в виде губча-
той массы. Однако уже в шахте доменной
печи наряду с восстановлением железа
происходит и его науглероживание при
взаимодействии с оксидом углерода, кок-
сом, сажистым углеродом. Это приводит к
образованию жидкого расплава, который
каплями начинает стекать в горн.
Эти капли, протекая по кускам кокса,
насыщаются углеродом (4 % и более),
марганцем, кремнием, фосфором, которые
при температуре 1000 ... 1200 °C восста-
навливаются из руды, а также серой, со-
держащейся в коксе.
Марганец в виде оксидов в доменную
печь вносится железной, марганцевой ру-
дами или агломератом и восстанавливает-
ся в шахте по реакции, аналогичной вос-
становлению оксидов железа: МпО2 ->
-> Мп2О3 МП4О3 МпО. Оксид мар-
ганца (МпО) восстанавливается только
твердым углеродом с образованием кар-
бида марганца (Мп3С) при температуре не
ниже 1100 °C. Карбид марганца растворя-
ется в железе, повышая содержание мар-
ганца и углерода в чугуне. Другая часть
МпО входит в состав шлака.
Кремний, содержащийся в руде в виде
SiO2, также частично восстанавливается
твердым углеродом и растворяется в же-
лезе. Другая часть SiO2 переходит в шлак.
Кремний восстанавливается при темпера-
турах не ниже 1450 °C.
Фосфор содержится в руде в виде со-
единений (FeO)3 • Р2О5 и (СаО)з • Р2О5.
При температурах выше 1000 °C фосфат
железа восстанавливается оксидом угле-
рода и твердым углеродом с образованием
фосфида железа. При температурах выше
1300 °C фосфор восстанавливается из
фосфата кальция. Фосфор и фосфид желе-
за Fe3P полностью растворяются в железе.
Сера присутствует в коксе и руде в ви-
де органической серы и соединений FeS2,
FeS, CaSO4. Сера летуча, и поэтому часть
ПРОИЗВОДСТВО ЧУГУНА
31
ее удаляется с газом при нагреве шихты в
печи, а часть в виде серы и FeS растворя-
ется в чугуне. Вследствие реакции
FeS + СаО = CaS + FeO
часть серы в виде CaS удаляется в шлак.
Фосфор и сера в чугуне являются вредны-
ми примесями.
Таким образом, в результате процесса
восстановления оксидов железа, части
оксидов марганца и кремния, фосфатов и
сернистых соединений, растворения в же-
лезе С, Мп, Si, Р, S в доменной печи обра-
зуется чугун.
Образование шлака. Шлакообразова-
ние активно происходит в распаре после
окончания процессов восстановления же-
леза путем сплавления флюсов, добавляе-
мых в доменную печь для обеспечения
достаточной жидкотекучести при темпе-
ратуре 1400 ... 1450 °C, оксидов пустой
породы и золы кокса. Основные составляю-
щие доменного шлака: оксиды кремния
(30 ... 45 %), оксиды кальция (40 ... 50 %),
оксид алюминия (10 ... 25 %) и другие
компоненты. Шлак стекает в горн и скап-
ливается на поверхности жидкого чугуна
благодаря меньшей плотности.
Чугун выпускают из печи каждые 3 ...
4 ч, а шлак - через 1 ... 1,5 ч. Чугун вы-
пускают через чугунную летку 16
(рис. 2.1) - отверстие в кладке, располо-
женное несколько выше лещади, а шлак—
через шлаковую летку 17. Чугунную летку
открывают бурильной машиной, после
выпуска чугуна ее закрывают огнеупор-
ной массой. Чугун и шлак сливают в чугу-
новозные ковши и шлаковозные чаши.
Чугун транспортируют в кислородно-кон-
вертерные или мартеновские цехи для пе-
редела в сталь. Чугун, не используемый в
жидком виде, разливают в изложницы
разливочной машины, где он затвердевает
в виде чушек-слитков массой 45 кг.
Продукты доменной плавки. Чугун -
основной продукт доменной плавки.
В доменных печах получают чугун раз-
личного химического состава в зависимо-
сти от его назначения.
Передельный чугун выплавляют для
передела его в сталь в конвертерах или
мартеновских печах. Он содержит 4 ...
4,4 % С, 0,6 ... 0,8 % Si, 0,25 ... 1,5 % Мп,
0,15 ... 0,3 %Р и 0,03 ... 0,07 % S.
Литейный чугун используют на маши-
ностроительных заводах при производстве
фасонных отливок. Он содержит 2,75 ...
3,25 % Si. Кроме чугуна в доменной печи
выплавляют ферросплавы доменные -
сплавы железа с кремнием, марганцем и
другими элементами. Их применяют для
раскисления и легирования стали. К ним
относятся ферросилиций (9 ... 13 % Si и
до 3 % Мп), ферромарганец (70 ... 75 %
Мп и до 2 % Si), зеркальный чугун (10 ...
25 % Мп и до 2 % Si).
Побочные продукты доменной плавки -
шлак и доменный газ. Из шлака изготов-
ляют шлаковату, цемент, шлакоситаллы, а
доменный газ после очистки используют
как топливо для нагрева воздуха, вдувае-
мого в доменную печь.
Технико-экономические показатели
работы доменной печи. Основным пока-
зателем работы доменной печи принято
считать: коэффициент использования полез-
ного объема доменной печи (КИПО) - это
отношение полезного объема доменной
печи V (м3) к ее среднесуточной произво-
дительности Р (т) выплавленного тугуна.
КИПО = VIP. Чем меньше КИПО, тем вы-
ше производительность доменной печи.
В современных доменных печах КИПО не
превышает 0,6. Другим важным показате-
лем работы доменной печи является
удельный расход кокса (К) - отношение
расхода кокса (А) за сутки к количеству
чугуна (Р), выплавленного за это же вре-
мя: К = А/P. Удельный расход кокса со-
ставляет 0,5 ... 0,7. Кроме того, эффектив-
ность работы доменной печи характеризу-
ется пребыванием шихты в доменной печи
(5 ... 6 ч) и длительностью кампании (4 ...
5 лет и более непрерывной работы).
Эти показатели являются обобщенны-
ми: они зависят от доли агломерата и ока-
тышей в шихте, качества кокса, расхода
природного газа, температуры дутья и
содержания в нем кислорода, качества
огнеупоров и других факторов.
32
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Глава III Производство стали
1. СУЩНОСТЬ ПРОЦЕССА
Сталь является основным видом ме-
талла, применяемым для создания совре-
менной техники. Это объясняется тем, что
сталь обладает высокими прочностью и
износостойкостью, хорошо сохраняет при-
данную форму в изделиях, сравнительно
легко поддается различным видам обработ-
ки. Кроме того, основной компонент стали -
железо - является широко распространен-
ным элементом в земной коре.
Сущностью любого металлургического
передела чугуна в сталь является сниже-
ние содержания углерода и примесей пу-
тем их избирательного окисления и пере-
вода в шлак и газы в процессе плавки.
Основными материалами для произ-
водства стали являются передельный чу-
гун и стальной лом (скрап). Содержание
углерода и примесей в стали значительно
ниже, чем в чугуне (табл. 2.1).
В процессе плавки стали происходит
взаимодействие между металлической,
шлаковой и газовой фазами и футеровкой
плавильного агрегата, различными по аг-
регатному состоянию и химическому со-
ставу. В результате этого взаимодействия
осуществляется переход химических эле-
ментов из одной фазы в другую. Обмен-
ные процессы сопровождаются химиче-
скими превращениями, главным образом на
границе металлической фазы со шлаком.
Металлическая фаза состоит из расплава
химических элементов, шлаковая - из
расплава оксидов и их соединений. Поэтому
переход элемента из одной фазы в другую
возможен только при протекании химиче-
ской реакции образования или восстанов-
ления оксида. Так как примеси по своим
физико-химическим свойствам различны,
то для их удаления в плавильном агрегате
создают определенные условия, используя
основные законы физической химии.
В соответствии с законом действую-
щих масс скорость химических реакций
пропорциональна концентрации реаги-
рующих веществ. Поскольку в наиболь-
шем количестве в чугуне содержится же-
лезо, то оно окисляется в первую очередь
при взаимодействии чугуна с кислородом
в сталеплавильной печи:
Fe + 1/2О2 = FeO + Q кДж. (1)
Одновременно с железом окисляются
Si, Р, С, Мп и др.
Образующийся оксид железа при вы-
соких температурах отдает свой кислород
более активным элементам - примесям в
чугуне, окисляя их:
2FeO + Si = SiO2 + 2Fe + Qj кДж; (2)
5FeO + 2P = P2O5 + 5Fe + Q2 кДж; (3)
FeO + Mn = MnO + Fe + Q3 кДж; (4)
FeO + C = CO + Fe - Q4 кДж. (5)
Чем больше оксида железа содержится
в жидком металле, тем активнее окисля-
ются примеси. Для ускорения окисления
примесей в сталеплавильную ванну до-
бавляют железную руду, окалину, содер-
жащие много оксидов железа. Таким обра-
зом, основное количество примесей окис-
ляется за счет кислорода оксида железа.
Таблица 2.1. Состав передельного чугуна и низкоуглеродистой стали, %
Материал С Si Мп Р S
Передельный чугун 4...4,4 0,56... 1,26 До 1,75 0,10 ...0,3 0,03 ...0,07
Сталь низкоуглеродистая 0,12... 0,25 0,12... 0,3 0,3 ...0,9 0,05 0,050
ПРОИЗВОДСТВО СТАЛИ
33
Скорость окисления примесей зависит
не только от их концентрации, но и от
температуры металла и подчиняется
принципу Ле Шателье, в соответствии с
которым химические реакции, выделяю-
щие теплоту, протекают интенсивнее при
более низких температурах или при неко-
тором понижении температуры, а реакции,
поглощающие теплоту, протекают актив-
нее при высоких температурах или при
некотором повышении температуры. По-
этому в начале плавки, когда температура
металла невысока, интенсивнее идут про-
цессы окисления кремния, фосфора, мар-
ганца, протекающие с выделением тепло-
ты, а углерод интенсивно окисляется
только при высокой температуре металла
(в середине и конце плавки).
После расплавления шихты в стале-
плавильной печи образуются две несме-
шивающиеся среды: жидкий металл и
шлак. Шлак представляет собой сплав
оксидов с незначительным содержанием
сульфидов. Образование шлака связано с
окислением элементов металлической фа-
зы во время плавки и образованием раз-
личных оксидов с меньшей плотностью,
чем металл, собирающихся на его поверх-
ности. В соответствии с законом распре-
деления (закон Нернста), если какое-либо
вещество растворяется в двух соприка-
сающихся, но несмешивающихся жидко-
стях, то распределение вещества между
этими жидкостями происходит до уста-
новления определенного соотношения
(константы распределения), постоянного
для данной температуры. Поэтому боль-
шинство компонентов (Мп, Si, Р, S) и их
соединения, растворимые в жидком ме-
талле и шлаке, будут распределяться меж-
ду металлом и шлаком в определенном
соотношении, характерном для данной
температуры.
Нерастворимые соединения в зависи-
мости от плотности будут переходить ли-
бо в шлак, либо в металл. Изменяя состав
шлака, можно менять соотношение между
количеством примесей в металле и шлаке
так, что нежелательные примеси будут
удаляться из металла в шлак. Убирая шлак
с поверхности металла и наводя новый
путем подачи флюса требуемого состава,
можно удалять вредные примеси (серу,
фосфор) из металла. Поэтому регулирова-
ние состава шлака с помощью флюсов
является одним из основных путей управ-
ления металлургическими процессами.
Используя изложенные законы, про-
цессы выплавки стали осуществляют в
несколько этапов.
Первый этап - расплавление шихты и
нагрев ванны жидкого металла. На этом
этапе температура металла невысока; ин-
тенсивно происходят окисление железа,
образование оксида железа и окисление
примесей Si, Р, Мп по реакциям (1) - (4).
Наиболее важная задача этого процесса -
удаление фосфора (одной из вредных
примесей в стали). Для этого необходимо
проведение плавки в основной печи, в ко-
торой можно использовать основной
шлак, содержащий СаО. Такой шлак дол-
жен обладать высокой основностью, т.е.
способностью поглощать из металла и
удерживать фосфор и серу. Основность
(В) обычно определяют отношением кон-
центрации основных и кислых оксидов:
В = (% СаО)/(% SiO2)
или
В = (% СаО)/(% SiO2 + Р2О5).
Основность шлака регулируется в со-
ответствии с температурой, и в конце мар-
теновской плавки она составляет 2,7 ... 3 и
3 ... 4 в кислородно-конвертерном процес-
се. Выделяющийся по реакции (3) фос-
форный ангидрид образует с оксидом же-
леза нестойкое соединение (FeO)3 • Р2О5.
Оксид кальция СаО - более сильное осно-
вание, чем оксид железа, поэтому при не-
высоких температурах связывает ангидрид
Р2О5, переводя его в шлак:
2[Р] + 5(FeO) + 4(СаО)
«-> (4СаО • P2O5)+5[Fe], (6)*
* Принято компонент, находящийся в
растворе металла, обозначать в прямых скоб-
ках [Р], а находящийся в растворе шлака - в
круглых скобках (СаО).
2 - 9503
34
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Реакция образования фосфорного ан-
гидрида протекает с выделением теплоты,
поэтому в соответствии с принципом Ле
Шателье для удаления фосфора из металла
необходимы невысокие температуры ван-
ны металла и шлака. Из реакций (3) и (6)
следует также, что для удаления фосфора
из металла необходимо достаточное со-,
держание в шлаке FeO, т.е. шлак должен
обладать высокой окислительной способ-
ностью - передавать кислород металлу,
находящемуся с ним в контакте. Окисли-
тельная способность шлака определяется
активностью содержащихся в нем оксидов
железа (главным образом FeO). Так, шла-
ки с высоким содержанием оксидов железа
передают кислород металлу, а с низким —
способны извлекать его. Для повышения
содержания FeO в шлаке в сталеплавиль-
ную ванну в этот период плавки добавля-
ют окалину, железную руду, наводя желе-
зистый шлак. По мере удаления фосфора
из металла в шлак содержание фосфора в
шлаке возрастает. В соответствии с зако-
ном распределения удаление фосфора из
металла замедляется. Поэтому для более
полного удаления фосфора из металла с
его зеркала убирают шлак, содержащий
фосфор, и наводят новый со свежими до-
бавками СаО.
Второй этап - "кипение" металличе-
ской ванны - начинается по мере ее про-
грева до более высоких, чем на первом
этапе, температур. При повышении темпе-
ратуры металла в соответствии с принци-
пом Ле Шателье более интенсивно проте-
кает реакция (5) окисления углерода, про-
исходящая с поглощением теплоты. По-
скольку в металле содержится больше угле-
рода, чем других примесей (см. табл. 2.1), то
в соответствии с законом действующих
масс для окисления углерода в металл
вводят незначительное количество руды,
окалины или вдувают кислород.
Образующийся в металле оксид железа
реагирует с углеродом по реакции (5), а
пузырьки оксида углерода СО выделяются
из жидкого металла, вызывая "кипение"
ванны. При "кипении" уменьшается со-
держание углерода в металле до требуемо-
го, выравнивается температура по объему
ванны, частично удаляются неметалличе-
ские включения, прилипающие к всплы-
вающим пузырькам СО, а также газы,
проникающие в пузырьки СО. Все это
способствует повышению качества метал-
ла. Поэтому этап "кипения" ванны являет-
ся основным в процессе выплавки стали.
В этот же период создаются условия
для удаления серы из металла. Сера в ста-
ли находится в виде сульфида [FeS], кото-
рый растворяется также в основном шлаке
(FeS). Чем выше температура, тем боль-
шее количество FeS растворяется в шлаке,
т.е. больше серы переходит из металла в
шлак. Сульфид железа, растворенный в
шлаке, взаимодействует с оксидом каль-
ция, также растворенным в шлаке:
(FeS) + (CaO) = (CaS) + (FeO). (7)
Эта же реакция протекает на границе
металл - шлак между сульфидом железа в
стали [FeS] и (СаО) в шлаке:
[FeS] + (СаО) = (CaS) + (FeO). (8)
Образующееся соединение (CaS) рас-
творимо в шлаке, но не растворяется в
железе, поэтому сера удаляется в шлак.
Как следует из реакций (7) и (8), чем
больше в шлаке (СаО) и меньше (FeO),
тем полнее удаляется из стали сера. По-
этому при плавке в основных печах можно
снизить содержание углерода и серы в
стали, выплавлять сталь из шихты любого
химического состава.
В сталеплавильных печах с кислой фу-
теровкой нет условий для уменьшения
количества фосфора и серы в стали, так
как использовать основной шлак с высо-
ким содержанием (СаО) нельзя из-за раз-
рушения футеровки, а содержание (FeO) в
шлаке недостаточно. Поэтому в кислых
печах можно выплавлять сталь только из
шихтовых материалов с малым количест-
вом серы и фосфора.
ПРОИЗВОДСТВО СТАЛИ
35
Третий этап (завершающий) - раскис-
ление стали - заключается в восстановле-
нии оксида железа, растворенного в жид-
ком металле. При плавке повышение со-
держания кислорода в металле необходи-
мо для окисления примесей, но в готовой
стали кислород - вредная примесь, так как
понижает механические свойства стали,
особенно при высоких температурах.
Сталь раскисляют двумя способами: оса-
ждающим и диффузионным.
Осаждающее раскисление осуществ-
ляют введением в жидкую сталь раство-
римых раскислителей (ферромарганца,
ферросилиция, алюминия), содержащих
элементы Мп, Si, Al и др., которые в дан-
ных условиях обладают большим сродст-
вом к кислороду, чем железо. В результате
раскисления восстанавливается железо и
образуются оксиды MnO, SiO2, А12О3 и
другие, которые имеют меньшую плот-
ность, чем сталь, и удаляются в шлак. Од-
нако часть их может остаться в стали, что
понижает ее свойства.
Диффузионное раскисление осуществ-
ляют раскислением шлака. Ферромарга-
нец, ферросилиций и другие раскислители
в мелкоразмельченном виде загружают на
поверхность шлака. Раскислители, восста-
навливая оксид железа, уменьшают его
содержание в шлаке. В соответствии с
законом распределения оксид железа, рас-
творенный в стали, начнет переходить в
шлак. Образующиеся при таком способе
раскисления оксиды остаются в шлаке, а
восстановленное железо переходит в
сталь, что уменьшает содержание в ней
неметаллических включений и повышает
ее качество.
При выплавке в кислой печи процесс
плавки протекает при кислом шлаке (55 ...
58 % SiO2). Количество FeO и МпО в шла-
ке уменьшается в результате восстановле-
ния этих оксидов. Активность FeO в кис-
лых шлаках значительно ниже, чем в ос-
новных, и окислительное действие их сла-
бее, т.е. создаются благоприятные условия
для раскисления стали, а именно: кремне-
зем, обладающий сильными кислотными
свойствами, связывает FeO в соединение
типа FeO SiO2. После длительной вы-
держки под кислым шлаком содержание
оксида железа в стали резко уменьшается,
и окончательно сталь раскисляют неболь-
шой добавкой ферромарганца.
В зависимости от степени раскислен-
ное™ выплавляют спокойные, кипящие и
полуспокойные стали.
Спокойная сталь получается при пол-
ном раскислении в печи и ковше.
Кипящая сталь раскислена в печи не-
полностью. Ее раскисление продолжается
в изложнице при затвердевании слитка
благодаря взаимодействию FeO и углеро-
да, содержащихся в металле. Образую-
щийся при реакции FeO + С = Fe + СО
оксид углерода выделяется из стали, спо-
собствуя удалению из стали азота и водо-
рода. Газы выделяются в виде пузырьков,
вызывая ее "кипение". Кипящая сталь не
содержит неметаллических включений -
продуктов раскисления, поэтому обладает
хорошей пластичностью.
Полуспокойная сталь имеет промежу-
точную раскисленность между спокойной
и кипящей. Частично она раскисляется в
печи и в ковше, а частично в изложнице
благодаря взаимодействию оксида железа
и углерода, содержащихся в стали.
Легирование стали осуществляют вве-
дением ферросплавов или чистых метал-
лов в необходимом количестве в расплав.
Легирующие элементы (Ni, Со, Мо, Си),
сродство к кислороду у которых меньше,
чем у железа, при плавке и разливке прак-
тически не окисляются, и поэтому их вво-
дят в печь в любое время плавки (обычно
вместе с остальной шихтой). Легирующие
элементы, у которых сродство к кислоро-
ду больше, чем у железа (Si, Мп, Al, Cr, V,
Ti и др.), вводят в металл после раскисле-
ния или одновременно с ним в конце
плавки, а иногда непосредственно в ковш.
2'
36
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Рис. 2.2. Схема технологических процессов производства стали
2. СХЕМА СОВРЕМЕННЫХ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ПРОИЗВОДСТВА СТАЛИ
Сталь производят в различных по
принципу действия металлургических аг-
регатах: мартеновсих печах, кислородных
конвертерах, в электрических дуговых и
индукционных печах и др.
Основные элементы технологии полу-
чения стали и возможные варианты со-
временных технологических производств
приведены на рис. 2.2. Основной вариант
технологического процесса показан тол-
стыми стрелками, тонкими стрелками по-
казаны варианты технологии производства
высококачественных сталей и сталей спе-
циального назначения, требующие допол-
нительной обработки вне плавильного
агрегата, или переплава в специальных
условиях. Пунктирными линиями показа-
ны редко применяемые варианты получе-
ния стали.
3. ПРОИЗВОДСТВО СТАЛИ
В МАРТЕНОВСКИХ ПЕЧАХ
Устройство и работа мартеновской
печи. Мартеновская печь (рис. 2.3) - пла-
менная отражательная регенеративная
печь. Она имеет рабочее плавильное про-
странство, ограниченное снизу подиной
12, сверху сводом II, а с боков передней 5
и задней 10 стенками. Подина имеет фор-
му ванны с откосами по направлению к
стенкам печи. Футеровка печи может быть
основной и кислой. Если в процессе плав-
ки стали в шлаке преобладают основные
оксиды, процесс называют основным
мартеновским процессом, а если кислые -
кислым. Основную мартеновскую печь
футеруют магнезитовым кирпичом, на
который набивают магнезитовый поро-
шок. Кислую мартеновскую печь футеру-
ют динасовым кирпичом, а подину наби-
вают из кварцевого песка. Свод марте-
новской печи делают из динасового кир-
пича или магнезитохромитового кирпича.
ПРОИЗВОДСТВО СТАЛИ
37
В передней стенке печи имеются загру-
зочные окна 4 для подачи шихты и флюса,
а в задней - отверстие 9 для выпуска гото-
вой стали.
В нашей стране работают мартенов-
ские печи вместимостью от 200 до 900 т
жидкой стали. Важнейшим параметром
мартеновской печи является площадь по-
да, которую условно подсчитывают на
уровне порогов загрузочных окон. Напри-
мер, для печи вместимостью 900 т пло-
щадь пода составляет 160 м2. Головки пе-
чи 2 служат для смешивания топлива (ма-
зута или газа) с воздухом и подачи этой
смеси в плавильное пространство.
Рис. 2.3. Схема мартеновской печи
Для подогрева воздуха и газа при рабо-
те на низкокалорийном газе печь имеет
два регенератора 1. Регенератор - это ка-
мера, в которой размещена насадка - ог-
неупорный кирпич, выложенный в клетку.
Отходящие из печи газы имеют темпера-
туру 1500 ... 1600 °C. Попадая в регенера-
торы, газы нагревают насадку до темпера-
туры 1250 ... 1280 °C. Через один из реге-
нераторов, например правый, подают воз-
дух, который, проходя через насадку, на-
гревается до температуры 1100 ... 1200 °C
и поступает в головку печи, где смешива-
ется с топливом: на выходе из головки
образуется факел 7, направленный на
шихту 6. Отходящие газы проходят через
противоположную головку (левую), очи-
стные устройства (шлаковики), служащие
для отделения от газа частиц шлака и пы-
ли, и направляются во второй (левый) ре-
генератор, нагревая его насадку. Охлаж-
денные газы покидают печь через дымо-
вую трубу 8. После охлаждения насадки
38
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
правого регенератора переключают кла-
паны, и поток газов в печи изменяет на-
правление.
Факел имеет температуру 1750 ... 1800 °C
и нагревает рабочее пространство печи и
шихту. Факел способствует окислению
примесей шихты при плавке.
В зависимости от состава шихты,
используемой при плавке, различают
разновидности мартеновского процесса:
1) скрап-процесс, при котором шихта со-
стоит из стального лома (скрапа) и 25 ...
45 % чушкового передельного чугуна;
процесс применяют на заводах, где нет
доменных печей, но расположенных в
промышленных центрах, где много метал-
лолома; 2) скрап-рудный процесс, при
котором шихта состоит из жидкого чугуна
(55 ... 75 %), скрапа и железной руды;
процесс применяют на металлургических
заводах, имеющих доменные печи. Наи-
большее количество стали производят
скрап-рудным процессом в мартеновских
печах с основной футеровкой, что позво-
ляет переделывать в сталь различные
шихтовые материалы.
Плавка стали скрап-рудным процес-
сом в основной мартеновской печи.
В печь с помощью завалочной машины
загружают железную руду и известняк и
после их подогрева подают скрап. По
окончании прогрева скрапа в печь зали-
вают жидкий чугун, который взаимодей-
ствует с железной рудой и скрапом. В пе-
риод плавления за счет оксидов руды и
скрапа интенсивно окисляются примеси
чугуна: кремний, фосфор по реакции (6),
марганец и частично углерод. Оксиды
SiO2, Р2О5, МпО, а также СаО и извести
образуют шлак с высоким содержанием
FeO и МпО (железистый шлак).
После расплавления шихты, окисления
значительной части примесей и разогрева
металла проводят период "кипения” ванны:
в печь загружают железную руду и проду-
вают ванну подаваемым по трубам 3
(см. рис. 2.3) кислородом. Окисление уг-
лерода в достаточно прогретой ванне вы-
зывает вспенивание шлака, который вы-
пускается самотеком через шлаковое от-
верстие или порог завалочного окна. Этот
шлак содержит значительное количество
фосфора в виде 3FeO • Р2О5 и кремнезем
(SiO2).
Для удаления из металла серы наводят
новый шлак, подавая на зеркало металла
известь с добавлением боксита или плави-
кового шпата для уменьшения вязкости
шлака. Содержание СаО в шлаке возрас-
тает, a FeO уменьшается. Это создает ус-
ловия для интенсивного протекания реак-
ций (7) и (8) и удаления из металла серы.
В период "кипения" углерод интенсив-
но окисляется. Поэтому для "кипения"
ванны шихта должна содержать избыток
углерода (на 0,5 ... 0,6 %) сверх заданного
в выплавляемой стали. В процессе "кипе-
ния" металл доводится до заданного хи-
мического состава, его температура вы-
равнивается по объему ванны, из него
удаляются газы и неметаллические вклю-
чения. Процесс "кипения" считают окон-
ченным, если содержание углерода в ме-
талле соответствует заданному, а содер-
жание фосфора минимально.
После этого металл раскисляют в два
этапа: 1) в период "кипения" прекращают
загрузку руды в печь, вследствие чего рас-
кисление идет путем окисления углерода
металла, одновременно подают в ванну
раскислители - ферромарганец, ферроси-
лиций, алюминий; 2) окончательно рас-
кисляют алюминием и ферросилицием в
ковше при выпуске стали из печи. После
отбора контрольных проб сталь выпуска-
ют в сталеразливочный ковш через отвер-
стие в задней стенке печи.
В основных мартеновских печах вы-
плавляют стали углеродистые конструк-
ционные, низко- и среднелегированные
(марганцовистые, хромистые), кроме вы-
соколегированных сталей и сплавов, кото-
рые получают в плавильных электропечах.
Кислый мартеновский процесс. Этим
способом выплавляют качественные ста-
ПРОИЗВОДСТВО СТАЛИ
39
ли. Поскольку в печах с кислой футеров-
кой нельзя навести основной шлак для
удаления фосфора и серы, применяют
шихту с низким содержанием этих состав-
ляющих. Стали, выплавляемые в кислых
мартеновских печах, содержат меньше
водорода, кислорода, азота, неметалличе-
ских включений, чем выплавленные в ос-
новной печи. Поэтому кислая сталь имеет
более высокие механические свойства,
особенно ударную вязкость и пластич-
ность, и ее используют для особо ответст-
венных деталей: коленчатых валов круп-
ных двигателей, роторов мощных турбин,
шарикоподшипников.
Основные технико-экономические по-
казатели производства стали в мартенов-
ских печах следующие: производитель-
ность печи, определяемая съемом стали с
1 м2 площади пода в сутки (т/м2 в сутки), и
расход топлива на 1 т выплавляемой стали
(кг/т). Средний съем стали с 1 м2 площади
пода в сутки составляет 10 т/м2, а расход
условного топлива - до 80 кг/т.
4. ПРОИЗВОДСТВО СТАЛИ
В КИСЛОРОДНЫХ КОНВЕРТЕРАХ
Кислородно-конвертерный процесс -
это выплавка стали из жидкого чугуна в
конвертере с основной футеровкой и про-
дувкой кислородом через водоох-
лаждаемую фурму.
Кислородный конвертер (рис. 2.4) -
это сосуд грушевидной формы 2, корпус
которого сварен из листовой стали толщи-
ной от 50 до 100 мм. Внутренняя футеров-
ка корпуса, как правило, двухслойная,
толщиной 700 ... 1000 мм. Она изготовля-
ется из основных огнеупорных материа-
лов, преимущественно из магнезита и до-
ломита. Стойкость рабочего слоя состав-
ляет 400 ... 600 плавок. Конвертер имеет
опорный пояс 3 с цапфами, расположен-
ными в подшипниках опор. Для поворота
конвертера предусмотрен механизм при-
вода 4, при помощи которого конвертер
может поворачиваться в обе стороны на
любой угол.
0»
4
Рис. 2.4. Устройство кислородного конвертера
Сверху через горловину в рабочее про-
странство конвертера входит водоохлаж-
даемая кислородная фурма /. Расстояние
от ванны до сопел фурмы может изме-
няться по ходу плавки, обеспечивая ра-
циональный режим продувки.
Вместимость конвертера от 70 до 350 т
расплавленного чугуна.
Шихтовыми материалами кислородно-
конвертерного процесса являются жидкий
передельный чугун, (см. табл. 2.1), сталь-
ной лом (не более 30 %), известь для наве-
дения шлака, железная руда, а также бок-
сит (А12О3), плавиковый шпат (CaF2), ко-
торые применяют для разжижения шлака.
Перед плавкой конвертер наклоняют,
через горловину с помощью завалочных
машин загружают скрап (рис. 2.5, а),
заливают чугун при температуре 1250 ...
1400 °C (рис. 2.5, б). После этого конвер-
тер поворачивают в вертикальное рабочее
положение (рис. 2.5, в), внутрь его вводят
водоохлаждаемую фурму и через нее
подают кислород под давлением 0,9 ...
1,4 МПа. Расход кислорода составляет 2 ...
5 м3/мин на 1 т металла. Чистота техниче-
ского кислорода должна быть 99,5 ...
99,7 %, что обеспечивает в готовой стали
низкое содержание азота (0,002 ... 0,004 %).
Одновременно с началом продувки в кон-
вертер загружают известь, боксит, желез-
ную руду. Струи кислорода проникают в
40
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
металл, вызывают его циркуляцию в кон-
вертере и перемешивание со шлаком. Бла-
годаря интенсивному окислению приме-
сей чугуна при взаимодействии с кисло-
родом в зоне под фурмой развивается
температура до 2400 °C.
В зоне контакта кислородной струи с
чугуном в первую очередь окисляется же-
лезо, так как его концентрация во много
раз выше, чем примесей. Образующийся
оксид железа растворяется в шлаке и ме-
талле, обогащая металл кислородом. Ки-
слород, растворенный в металле, окисляет
кремний, марганец, углерод в металле, и
содержание их понижается. При этом
происходит разогрев ванны металла теп-
лотой, выделяющейся при окислении
примесей, поддержание его в жидком со-
стоянии.
В кислородном конвертере благодаря
присутствию шлаков с большим содержа-
нием СаО и FeO, перемешиванию металла
и шлака создаются условия для удаления
из металла фосфора по реакции (6) в нача-
ле продувки ванны кислородом, когда ее
температура еще невысока. В чугунах,
перерабатываемых в конвертерах, не
должно быть более 0,15 % Р. При повы-
шенном (до 0,3 %) содержании фосфора
для его удаления необходимо сливать
шлак и наводить новый, что снижает про-
изводительность конвертера.
Удаление серы из металла в шлак про-
текает в течение всей плавки по реакциям
(7) и (8). Однако высокое содержание в
шлаке FeO (до 7 ... 20 %) затрудняет удале-
ние серы из металла. Поэтому для передела
в сталь в кислородных конвертерах приме-
няют чугун с содержанием до 0,07 % S.
Подачу кислорода заканчивают, когда
содержание углерода в металле соответст-
вует заданному. После этого конвертер
поворачивают и выпускают сталь в ковш
(рис. 2.5, г).
Рис. 2.5. Последовательность технологических операций при выплавке стали в кислородных
конвертерах
ПРОИЗВОДСТВО СТАЛИ
41
Рис. 2.6. Схема дуговой плавильной печи
При выпуске стали из конвертера ее
раскисляют в ковше осаждающим мето-
дом ферромарганцем, ферросилицием и
алюминием; затем из конвертера сливают
шлак (рис. 2.5, г)).
В кислородных конвертерах выплав-
ляют конструкционные стали с различным
содержанием углерода, кипящие и спо-
койные.
В кислородных конвертерах трудно
выплавлять стали, содержащие легкоокис-
ляющиеся легирующие элементы, поэтому
в них выплавляют низколегируемые (до
2 ... 3 % легирующих элементов) стали.
Легирующие элементы вводят в ковш,
расплавив их в электропечи, или твердые
ферросплавы вводят в ковш перед выпус-
ком в него стали. Плавка в конвертерах
вместимостью 130 ... 300 т заканчивается
через 25 ... 30 мин. Кислородно-конвер-
терный процесс - более производитель-
ный, чем плавка стали в мартеновских
печах.
5. ПРОИЗВОДСТВО СТАЛИ
В ЭЛЕКТРОПЕЧАХ
Плавильные электропечи имеют пре-
имущества по сравнению с другими пла-
вильными агрегатами, так как в них мож-
но получать высокую температуру метал-
ла, создавать окислительную, восстанови-
тельную, нейтральную атмосферу и ваку-
ум, что позволяет выплавлять сталь любо-
го состава, раскислять металл с образова-
нием минимального количества неметал-
лических включений - продуктов раскис-
ления. Поэтому электропечи используют
для выплавки конструкционных, высоко-
легированных, инструментальных, специ-
альных сплавов и сталей.
Для плавки стали используются дуго-
вые и индукционные электропечи. Дуго-
вая плавильная печь (рис. 2.6) работает
на трехфазном переменном токе и имеет
три цилиндрических электрода 9 из гра-
фитизированной массы. Электрический
ток от трансформатора мощностью от 25 до
42
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
45 кВ А кабелями 7 подводится к электро-
держателям 8, а через них - к электродам
9 и ванне металла. Между электродом и
металлической шихтой 3 возникает элек-
трическая дуга, электроэнергия превраща-
ется в теплоту, которая передается метал-
лу и шлаку излучением. Рабочее напряже-
ние 160 ... 600 В, сила тока 1 ... 10 кА.
Во время работы печи длина дуги регули-
руется автоматически, путем перемещения
электродов. Стальной кожух 4 печи футе-
рован огнеупорным кирпичом 1 - основ-
ным (магнезитовым, магнезитохромито-
вым) или кислым (динасовым). Подину 12
печи набивают огнеупорной массой. Пла-
вильное пространство ограничено стенка-
ми 5, подиной 12 и сводом 6 из огнеупор-
ного кирпича. Свод печи выполняется
съемным. Ход плавки контролируется че-
рез рабочее окно 10. Выпуск готовой ста-
ли осуществляется через выпускное от-
верстие по желобу 2 в ковш. Печь имеет
привод И для наклона в сторону рабочего
окна или желоба.
Печь загружают шихтой с помощью
загрузочной бадьи или сетки. Свод печи в
это время поднимают, а печь отводят в
сторону. После загрузки печь вновь на-
крывается сводом. Вместимость этих пе-
чей 0,5 ... 400 т. В металлургических це-
хах используют электропечи с основной
футеровкой, а в литейных - с кислой.
В основной дуговой печи можно осу-
ществить плавку двух видов: на шихте из
легированных отходов (методом перепла-
ва) и на углеродистой шихте (с окислени-
ем примесей).
Плавку на шихте из легированных от-
ходов ведут без окисления примесей {ме-
тодом переплава). Шихта для такой плав-
ки должна иметь меньше, чем в выплав-
ляемой стали, марганца и кремния и низ-
кое содержание фосфора. По сути это пе-
реплав. Однако в процессе плавки приме-
си (алюминий, титан, кремний, марганец,
хром) окисляются. Кроме этого, шихта
может содержать оксиды. После расплав-
ления шихты из металла удаляют серу,
наводя основной шлак, при необходимо-
сти науглероживают и доводят металл до
заданного химического состава. Затем
проводят диффузионное раскисление, по-
давая на шлак мелкораздробленные фер-
росилиций, алюминий, молотый кокс. Так
выплавляют легированные стали из отхо-
дов машиностроительных заводов.
Плавку на углеродистой шихте с пол-
ным окислением примесей проводят в том
случае, если используемые шихтовые ма-
териалы содержат фосфор и значительно
отличаются по составу других элементов
от заданной марки стали. Она проводится
в следующей последовательности. В печь
загружают шихту: стальной лом (90 %),
чушковый передельный чугун (до 10 %),
электродный бой или кокс для науглеро-
живания металлов и известь (2 ... 3 %).
Известь способствует ровному горению
электрической дуги, предохраняет мате-
риалы от поглощения газов и быстрее об-
разует шлак. Затем электроды опускают и
включают ток; шихта под действием теп-
лоты, выделяемой электрической дугой,
которая горит между электродами и ших-
товыми материалами, плавится, и жидкий
металл накапливается на подине печи.
Плавление ведут на высоких ступенях
напряжения для более быстрого создания
в печи жидкой фазы.
Для получения в первом периоде плав-
ки окислительного шлака в печь засыпают
известь и железную руду (около 1 % от
массы шихты). Через 10 ... 15 мин после
загрузки руды скачивают 60 ... 70 % шла-
ка; с ним удаляется значительная часть
фосфора, преимущественно в виде фосфа-
та железа. Затем в печь вновь засыпают
известь (1 ... 1,5 % от массы металла),
полностью расплавляют и нагревают рас-
плав, при этом периодически порциями
засыпают железную руду и известь. По
мере повышения температуры усиливают-
ся окисление углерода и кипение ванны,
что способствует удалению растворенных
в металле газов и неметаллических вклю-
чений. Для ускорения окисления углерода
ПРОИЗВОДСТВО СТАЛИ
43
и других примесей ванну металла проду-
вают кислородом.
Для более полного удаления фосфора
из металла во время кипения ванны сли-
вают шлак. В это время при высокой темпе-
ратуре и высокой основности шлака фосфор
переводится в фосфат извести. Вместо сли-
того шлака наплавляется новый.
По достижении содержания фосфора
0,01 ... 0,015 % и заданного содержания
углерода шлак вновь удаляют. После это-
го в печь загружают известь, мелкий кокс
и плавиковый шпат для образования вос-
становительного шлака и приступают к
раскислению металла. Кислород, раство-
ренный в металле, начинает переходить в
шлак, и образующиеся оксиды железа и
марганца восстанавливаются углеродом
кокса. После побеления шлака в него вво-
дят более сильные восстановители - моло-
тый ферросилиций или алюминий. Осу-
ществляется активное раскисление шлака,
что приводит к диффузионному раскисле-
нию металла. Раскисление под белым
шлаком длится 30 ... 60 мин.
В этот период создаются условия для
удаления из металла серы, что объясняет-
ся высоким (до 55 ... 60 %) содержанием
СаО в шлаке, низким (менее 0,5 %) содер-
жанием FeO и высокой температурой ме-
талла.
Для определения химического состава
металла берут пробы и при необходимо-
сти в печь вводят ферросплавы для полу-
чения заданного химического состава ме-
талла, после чего выполняют конечное
раскисление стали алюминием и силико-
кальцием и выпускают металл из печи в
ковш.
При выплавке легированных сталей в
дуговых печах в сталь вводят легирующие
элементы в виде ферросплавов. Порядок
ввода определяется сродством легирую-
щих элементов к кислороду. В дуговых
печах выплавляют высококачественные
углеродистые стали - конструкционные,
инструментальные, жаропрочные и жаро-
стойкие.
Индукционная тигельная плавиль-
ная печь (рис. 2.7) состоит из водоохлаж-
даемого индуктора 5, внутри которого
находится тигель 4 с металлической ших-
той. Через индуктор от генератора про-
мышленной частоты (50 Гц) или от гене-
ратора высокой частоты (500 ... 2500 Гц)
проходит однофазный переменный ток.
1 2
Рис. 2.7. Схема индукционной тигельной плавильной печи
44
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Ток создает переменный магнитный
поток, пронизывающий куски металла в
тигле. Переменный магнитный поток на-
водит в них мощные вихревые токи (Фу-
ко), нагревающие металл 1 до расплавле-
ния и необходимых температур перегрева.
Тигель изготовляют из кислых (кварцит)
или основных (магнезитовый порошок) ог-
неупоров. Вместимость тигля 60 кг ... 25 т.
Для уменьшения потерь теплоты печь
имеет съемный свод 2.
Индукционные печи имеют преимуще-
ства перед дуговыми: в них отсутствует
электрическая дуга, что позволяет вы-
плавлять сталь с низким содержанием уг-
лерода, газов и малым угаром элементов;
при плавке в металле возникают электро-
динамические силы, которые перемеши-
вают металл в печи и способствуют вы-
равниванию химического состава, всплы-
ванию неметаллических включений; не-
большие размеры печей позволяют поме-
щать их в камеры, где можно создавать
любую атмосферу или вакуум. Однако эти
печи имеют малую стойкость футеровки,
и температура шлака в них недостаточна
для протекания металлургических процес-
сов между металлом и шлаком. Эти пре-
имущества и недостатки печей обусловли-
вают возможности плавки в них; в индук-
ционных печах выплавляют сталь и спла-
вы из легированных отходов методом
переплава или из чистого шихтового же-
леза и скрапа с добавкой ферросплавов
методом сплавления.
При загрузке тщательно подбирают
химический состав шихты в соответствии
с заданным, а необходимое количество
ферросплавов для получения заданного
химического состава металла загружают
на дно тигля вместе с шихтой. После рас-
плавления шихты на поверхность металла
загружают шлаковую смесь для уменьше-
ния тепловых потерь металла и уменьше-
ния угара легирующих элементов, защиты
его от насыщения газами. При плавке в
кислой печи после расплавления и удале-
ния плавильного шлака наводят шлак из
боя стекла (SiO2). Металл раскисляют
ферросилицием, ферромарганцем и алю-
минием перед выпуском его из печи.
В индукционных печах с основной фу-
теровкой выплавляют высококачественные
легированные стали с высоким содержани-
ем марганца, никеля, титана, алюминия, а в
печах с кислой футеровкой - конструкци-
онные, легированные другими элементами
стали. В этих печах можно получать стали
с низким содержанием углерода и безуг-
леродистые сплавы, так как в печах нет
науглероживающей среды и науглеро-
живание не происходит.
При вакуумной индукционной плавке
индуктор с тиглем, дозатор шихты и из-
ложницы помещают в вакуумные камеры.
Плавка, введение легирующих добавок,
раскислителей, разливка металла в излож-
ницы производятся без нарушения вакуу-
ма в камере. Таким способом получают
сплавы высокого качества с малым содер-
жанием газов, неметаллических включе-
ний, сплавы, легированные любыми эле-
ментами.
6. ПРОИЗВОДСТВО СТАЛИ ИЗ
МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ
Производство стали из металлизован-
ных окатышей, содержащих 90 ... 95 %
железа, осуществляется в дуговых элек-
трических печах вместимостью 150 т.
Этот способ выплавки стали состоит из
трех основных стадий: приготовления
окисленных окатышей из железорудного
концентрата, металлизации окатышей в
специальных установках прямого восста-
новления железа, выплавки стали из ме-
таллизованных окатышей.
Получение окисленных окатышей.
Железную руду на горно-обогатительных
комбинатах обогащают. Затем этот кон-
центрат гидротранспортом поступает на
металлургический комбинат, в цех оком-
кования, где из него на дисковых вакуум-
фильтрах удаляется влага. К полученному
концентрату добавляют глинистое веще-
ство (бентонит), которое во вращающихся
барабанах-окомкователях склеивает час-
ПРОИЗВОДСТВО СТАЛИ
45
тицы концетрата в небольшие (диаметром
1 ... 2 см) шарики - сырые окатыши, кото-
рые на специальных конвейерных маши-
нах обжигают для придания им требуемой
прочности.
Металлизация окисленных окаты-
шей осуществляется на специальных ме-
таллизационных установках (рис. 2.8),
представляющих собой 64-метровую ци-
линдрическую башню-печь 3 с внутрен-
ним диаметром 5 м, в которой происходит
восстановление железа.
Окатыши конвейером J подаются в
приемное устройство 2 и равномерно за-
гружаются в шахтную башню-печь 3, ра-
ботающую по принципу противотока. Для
восстановления железа из окатышей в
печь по трубопроводу 4 подают предвари-
тельно очищенную от серы смесь природ-
ного и колошникового газа, подвергнутую
конверсии в установке 5. В конверсионной
установке газ разлагается на оксид угле-
рода (СО) и водород (Н2). В восстанови-
тельной зоне шахты окисленные окатыши
при температуре 500 ... 1100 °C восстанав-
ливаются до губчатого железа. В резуль-
тате содержание железа в окатышах дос-
тигает 90 ... 95 %. Металлизованные ока-
тыши имеют постоянный химический со-
став. Охлаждение металлизованных ока-
тышей осуществляется в зоне охлаждения
в нижней части шахты продувкой холод-
ным воздухом, подаваемым по трубопро-
воду 6. Охлажденные окатыши 7 выдают-
ся на конвейер 8 и поступают на выплавку
стали.
Рис. 2.8. Схема производства стали из металлизованных окатышей
46
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Выплавка стали производится в дуго-
вых электропечах 9 (см. рис. 2.8). В ка-
честве основных шихтовых материалов
используются металлизованные окатыши,
стальной лом, загружаемый корзиной 10,
и различные ферросплавы. Плавка стали
ведется методом переплава. После рас-
плавления шихтовых материалов сталь
при необходимости науглероживают и
доводят до нужного химического состава,
после чего проводят диффузионное рас-
кисление и сталь выпускают из печи. Вы-
пущенную сталь в ковше либо подвергают
вакуумированию, либо продувают арго-
ном совместно с рафинирующим порош-
ком. Длительность плавки составляет
2,5 ... 3 ч. Разливка стали осуществляется
на машине непрерывного литья заготовок.
Этим способом выплавляют высокока-
чественные легированные стали с малым
содержанием фосфора и серы.
7. РАЗЛИВКА СТАЛИ
Выплавленную сталь выпускают из
плавильной печи в разливочный ковш, из
которого ее разливают в изложницы или
кристаллизаторы машины для непрерыв-
ного литья заготовок (МНЛЗ). В изложни-
цах или кристаллизаторах сталь затверде-
вает, и получаются слитки, которые под-
вергают прокатке, ковке.
Изложницы - чугунные формы для
изготовления слитков. Изложницы выпол-
няют с квадратным, прямоугольным,
круглым и многогранным поперечными
сечениями. Слитки квадратного сечения
переделывают на сортовой прокат (дву-
тавровые балки, швеллеры, уголки и т.д.).
Слитки прямоугольного сечения переде-
лывают на лист. Из слитков круглого сече-
ния изготовляют трубы, колеса. Много-
гранные слитки используют для поковок.
Для прокатки отливают слитки массой
200 кг ... 25 т; для поковок - массой 300 т
и более. Обычно углеродистые спокойные
и кипящие стали разливают в слитки массой
до 25 т, легированные и высококачествен-
ные стали - в слитки массой 500 кг ... 7 т, а
некоторые сорта высоколегированных ста-
лей - в слитки массой несколько кило-
граммов.
Сталь разливают в изложницы сверху,
снизу (сифоном) и на МНЛЗ.
В изложницы сверху (рис. 2.9, а) сталь
разливают непосредственно из ковша 1.
При сифонной разливке (рис. 2.9, б)
сталью заполняют несколько изложниц
(4 ... 60). Изложницы устанавливают на
поддоне 6, в центре которого располагает-
ся центровой литник 3, футерованный ог-
неупорными трубками 4, соединенный
каналами 7 с изложницами. Жидкая сталь
2 из ковша 1 поступает в центровой лит-
ник и снизу плавно, без разбрызгивания
заполняет изложницу 5. Поверхность
слитка получается чистой, можно разли-
вать большую массу металла одновремен-
но в несколько слитков. Для обычных уг-
леродистых сталей используют разливку
сверху, а для легированных и высококаче-
ственных - разливку сифоном.
Непрерывная разливка стали состоит в
том, что жидкую сталь из ковша 1 через
промежуточное разливочное устройство 2
непрерывно подают в водоохлаждаемый
кристаллизатор 3, из нижней части кото-
рого вытягивается затвердевающий слиток
4 (рис. 2.10). Перед заливкой металла в
кристаллизатор вводят затравку, обра-
зующую его дно. Жидкий металл, попадая
в кристаллизатор и на затравку, охлажда-
ется, затвердевает, образуя корку, и со-
единяется с затравкой. Затравка тянущими
валками 5 вытягивается из кристаллизато-
ра вместе с затвердевающим слитком,
сердцевина которого еще жидкая. Ско-
рость вытягивания слитка из кристаллиза-
тора составляет от 0,3 до 10 м/мин, она
зависит от его поперечного сечения, тем-
пературы разливаемого металла, условий
вторичного охлаждения и теплофизиче-
ских свойств разливаемой стали. Напри-
мер, скорость вытягивания слитков с се-
чениями 150 х 500 и 300 х 2000 мм около
1 м/мин.
ПРОИЗВОДСТВО СТАЛИ
47
Рис. 2.9. Разливка стали в изложницы
Рис. 2.10. Схема разливки стали на МНЛЗ
48
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
На выходе из кристаллизатора слиток
охлаждается водой из форсунки в зоне б
вторичного охлаждения. Затем затвердев-
ший слиток попадает в зону 7 резки, где
его разрезают газовым резаком 8 на слитки
заданной длины. Таким способом отливают
слитки с прямоугольным поперечным сече-
нием (150 х 500 ... 300 х 2000 мм),
с квадратным сечением (150 х 150 ...
400 х 400 мм), круглые в виде толстостен-
ных труб. Вследствие направленного за-
твердевания и непрерывного питания при
усадке слитки непрерывной разливки
имеют плотное строение и мелкозерни-
стую структуру, в них отсутствуют уса-
дочные раковины. Выход годных загото-
вок может достигать 96 ... 98 % массы
разливаемой стали.
Машины непрерывного литья могут
иметь несколько кристаллизаторов, что
позволяет одновременно получать не-
сколько слитков, которые могут быть про-
катаны на сортовых станах, минуя блю-
минги и слябинги.
8. КРИСТАЛЛИЗАЦИЯ И
СТРОЕНИЕ СТАЛЬНЫХ СЛИТКОВ
Залитая в изложницы сталь отдает теп-
лоту ее стенкам, поэтому затвердевание
стали начинается у стенок изложницы.
Толщина закристаллизовавшейся корки
непрерывно увеличивается, при этом ме-
жду жидкой сердцевиной слитка и твер-
дой коркой металла располагается зона, в
которой одновременно имеются растущие
кристаллы и жидкий металл между ними.
Кристаллизация слитка заканчивается
вблизи его продольной оси.
Сталь затвердевает в виде кристаллов
древовидной формы - дендритов. Размеры
и формы дендритов зависят от условий
кристаллизации. На строение стального
слитка большое влияние оказывает сте-
пень раскисленности стали.
Спокойная сталь (рис. 2.11, а, г) за-
твердевает без выделения газов, в верхней
части слитка образуется усадочная рако-
вина 1, а в средней - усадочная осевая
рыхлость.
Для устранения усадочных дефектов
слитки спокойной стали отливают с при-
былью, которая образуется надставкой
(см. рис. 2.9, б) со стенками, футерован-
ными огнеупорной массой малой тепло-
проводности. Поэтому сталь в прибыли
долгое время остается жидкой и питает
слиток, а усадочная раковина располагает-
ся в прибыли. Слиток спокойной стали
(рис. 2.11, а) имеет следующее строение:
тонкую наружную корку А из мелких рав-
ноосных кристаллов; зону Б крупных
столбчатых кристаллов (дендритов); зону
В крупных неориентированных кристал-
лов; конус осаждения Г, мелкокристалли-
ческую зону у донной части слитка.
Стальные слитки неоднородны по хими-
ческому составу. Химическая неоднород-
ность, или ликвация, возникает вследст-
вие уменьшения растворимости примесей
в железе при его переходе из жидкого со-
стояния в твердое. Ликвация бывает двух
видов - дендритная и зональная.
Рис. 2.11. Схема строения стальных слитков
г)
д)
ПРОИЗВОДСТВО СТАЛИ
49
Дендритная ликвация - неоднород-
ность стали в пределах одного кристалла
(дендрита) - центральной оси и ветвей.
Например, при кристаллизации стали со-
держание серы на границах дендрита по
сравнению с содержанием в центре увели-
чивается в 2 раза, фосфора - в 1,2 раза, а
углерода уменьшается почти наполовину.
Зональная ликвация - неоднородность
состава стали в различных частях слитка.
В верхней части слитка из-за конвекции
жидкого металла содержание серы, фос-
фора и углерода увеличивается в несколь-
ко раз (рис. 2.11, г), а в нижней части -
уменьшается. Зональная ликвация приво-
дит к отбраковке металла вследствие от-
клонения его свойств от заданных. Поэто-
му прибыльную и подприбыльную части
слитка, а также донную его часть при про-
катке обрезают.
В слитках кипящей стали (рис. 2.11,
б, д) не образуются усадочные раковины:
усадка стали рассредоточена по полостям
газовых пузырей, возникающих при кипе-
нии стали в изложнице. При прокатке
слитка газовые пузыри завариваются. Ки-
пение стали влияет на зональную ликва-
цию в слитках, которая развита в них
больше, чем в слитках спокойной стали.
Углерод, сера и фосфор потоком металла
выносятся в верхнюю часть слитка, отчего
свойства стали в этой части слитка ухуд-
шаются. Поэтому при прокатке отрезают
только верхнюю часть слитка, так как в
донной ликвация мала. Для уменьшения
ликвации кипение после заполнения из-
ложницы прекращают, накрывая слиток
металлической крышкой ("механическое
закупоривание"), либо раскисляют металл
алюминием или ферросилицием в верхней
части слитка ("химическое закупорива-
ние").
Слиток кипящей стали имеет следую-
щее строение (рис. 2.11, б, д): плотную
наружную корку А без пузырей; зону мел-
ких кристаллитов; зону сотовых пузырей
77, вытянутых к оси слитка и располагаю-
щихся между кристаллитами Б; зону В
неориентированных кристаллитов; про-
межуточную плотную зону С; зону вто-
ричных круглых пузырей К и среднюю
зону Д с отдельными пузырями.
Полуспокойная сталь сохраняет пре-
имущества спокойной и кипящей сталей и
не имеет их недостатков.
Полуспокойная сталь (рис. 2.11, в, е)
частично раскисляется в печи и ковше, а
частично в изложнице. Слиток полуспо-
койной стали имеет в нижней части струк-
туру спокойной стали, а в верхней - ки-
пящей. Ликвация в верхней части слитка
полуспокойной стали меньше, чем кипя-
щей, и близка к ликвации спокойной ста-
ли, но слитки полуспокойной стали не
имеют усадочных раковин.
9. СПОСОБЫ ПОВЫШЕНИЯ
КАЧЕСТВА СТАЛИ
Развитие машиностроения и приборо-
строения предъявляет возрастающие тре-
бования к качеству металла: его прочно-
сти, пластичности, газосодержанию. Улуч-
шить эти показатели можно уменьшением
в металле вредных примесей, газов, неме-
таллических включений. Для повышения
качества металла используют обработку
металлов синтетическим шлаком, вакуум-
ную дегазацию металла, электрошлаковый
переплав (ЭШП), вакуумно-дуговой пере-
плав (ВДП), переплав металла в электрон-
но-лучевых и плазменных печах и другие
способы.
Обработка металла синтетическим
шлаком (рис. 2.12) заключается в следую-
щем. Синтетический шлак, состоящий
из 55 % СаО, 40 % А12О3, небольшого коли-
чества SiO2, MgO и минимума FeO, выплав-
ляют в электропечи и заливают в ковш (рис.
2.12, а). В этот же ковш затем заливают
сталь (рис. 2.12, б). При перемешивании
стали и шлака поверхность их взаимодейст-
вия резко возрастает, и реакции между
ними протекают гораздо быстрее, чем
в плавильной печи. Благодаря этому, а так-
же низкому содержанию оксида железа
в шлаке сталь, обработанная таким спосо-
бом, содержит меньше серы, кислорода и
50
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Рис. 2.12. Схема обработки стали синтетиче-
ским шлаком
неметаллических включений, улучшаются
ее пластичность и прочность. Такие стали
применяют для изготовления ответствен-
ных деталей машин.
Вакуумирование стали проводят для
понижения концентрации кислорода, во-
дорода, азота и неметаллических включе-
ний. Для вакуумирования используются
различные способы, например вакуумиро-
вание в ковше, циркуляционное и поточ-
ное вакуумирование, струйное и порцион-
ное вакуумирование и др.
При вакуумной обработке стали про-
исходит раскисление углеродом, так как
при снижении давления в камере концен-
трации углерода и кислорода становятся
избыточными и появляется термодинами-
ческая возможность протекания реакции
окисления углерода. Вакуумирование ста-
ли сопровождается кипением металла. Для
примера рассмотрим вакуумирование ста-
ли в ковше, циркуляционное и поточное
вакуумирование.
Вакуумирование стали в ковше
(рис. 2.13, а) осуществляется в камере 1, в
которую устанавливается ковш 2 со ста-
лью, после чего камеру герметично закры-
вают крышкой 3 и соединяют с работаю-
щим вакуум-насосом. На крышке камеры
предусмотрен бункер 4 для ферросплавов.
При достижении разрежения с остаточным
давлением 0,267 ... 0,667 кПа металл заки-
пает, что свидетельствует о начале дегаза-
ции. Длительность обработки зависит от
температуры стали в ковше и ее массы и
составляет 10 ... 20 мин. По окончании
обработки камеру соединяют с атмосфе-
рой, открывают камеру и ковш со сталью
увозят на разливку.
Циркуляционное вакуумирование
осуществляется на установке (рис. 2.13, б),
которая состоит из вакуумной камеры 1 со
всасывающей 2 и сливной 3 трубами,
опускаемыми в ковш 5 со сталью. В уста-
новке предусмотрен бункер 4 для ферро-
сплавов. После создания разрежения с
остаточным давлением 0,267 ... 0,667 кПа
в камере образуется слой металла высотой
200 ... 400 мм. В нижней части одной из
труб имеется кольцевой коллектор 6 с со-
плами для ввода транспортирующего газа -
аргона. Аргон, попадая в расплавленную
сталь, образует взвесь мелких пузырьков,
поднимающихся по трубе и увлекающих
за собой металл. Попадая в камеру, металл
вакуумируется и стекает по второй трубе в
ковш. При скорости движения металла
через камеру 15 ... 20 т/мин длительность
вакуумирования составляет 20 ... 30 мин.
Расход аргона 10 ... 28 л/т. Вследствие
непрерывного смешивания обработанного
металла с необработанным требуется
трех-, четырехкратное прохождение стали
через камеру.
Поточное вакуумирование стали
осуществляется при непрерывной разлив-
ке. На рис. 2.13, в приведена схема ваку-
умной обработки стали с промежуточной
вакуум-камерой. Разливочный ковш 1 со
сталью герметически устанавливают на
вакуумную камеру 2, патрубок 3 погружен
в металл промежуточного ковша 4. Сталь
из промежуточного ковша поступает в
кристаллизатор 5, из которого вытягивает-
ся слиток 6. Этим способом при непре-
рывной разливке вакуумируют как спо-
койную, так и низкоуглеродистую кипя-
щую сталь, получая плотные слитки.
Электрошлаковый переплав (ЭШП)
применяют для выплавки высококачест-
венных сталей для шарикоподшипников,
жаропрочных сталей для дисков и лопаток
турбин, валов компрессоров, авиационных
ПРОИЗВОДСТВО СТАЛИ
51
Рис. 2.13. Ковшовое (а), циркуляционное (б) и поточное (в) вакуумирование стали
конструкций. Переплаву подвергают вы-
плавленный в дуговой печи и прокатан-
ный на круглые прутки металл. Источни-
ком теплоты при ЭШП является шлаковая
ванна, нагреваемая при прохождении че-
рез нее электрического тока. Электриче-
ский ток подводится к переплавляемому
электроду 1, погруженному в шлаковую
ванну 2, и к поддону 9, установленному в
водоохлаждаемом металлическом кри-
сталлизаторе 7, в котором находится за-
травка 8 (рис. 2.14). Выделяющаяся тепло-
та нагревает шлаковую ванну 2 до темпера-
туры свыше 1700 °C и вызывает оплавление
конца электрода. Капли жидкого металла 3
проходят через шлак, образуют под шлако-
вым слоем металлическую ванну 4.
Перенос капель металла через основ-
ной шлак способствует их активному
взаимодействию, удалению из металла
серы, неметаллических включений и рас-
творенных газов. Металлическая ванна
непрерывно пополняется путем расплав-
ления электрода, под воздействием кри-
сталлизатора постепенно формируется в
слиток б. Последовательная и направлен-
ная кристаллизация способствует получе-
нию плотного однородного слитка.
а)
Рис. 2.14. Схемы электрошлакового переплава
расходуемым электродом:
а - кристаллизатор; б- схема включения установки
52
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
В результате ЭШП содержание кисло-
рода в металле снижается в 1,5 ... 2 раза,
концентрация серы снижается в 2 ... 3 ра-
за, уменьшается содержание неметалличе-
ских включений, они становятся мельче и
равномерно распределяются в объеме
слитка. Слиток отличается плотностью,
однородностью, хорошим качеством по-
верхности благодаря наличию шлаковой
корочки 5, высокими механическими и
эксплуатационными свойствами стали и
сплавов. Слитки выплавляют круглого,
квадратного, прямоугольного сечений
массой до 110 т.
Вакуумно-дуговой переплав (ВДП)
применяют в целях удаления из металла
газов и неметаллических включений. Про-
цесс осуществляется в вакуумно-дуговых
печах с расходуемым электродом (рис. 2.15).
В зависимости от требований, предъяв-
ляемых к получаемому металлу, расхо-
дуемый электрод изготовляют механиче-
ской обработкой слитка, выплавленного в
электропечах или установках ЭШП. Рас-
ходуемый электрод 3 закрепляют на водо-
охлаждаемом штоке 2 и помещают в кор-
пус 1 печи и далее в медную водоохлаж-
даемую изложницу б. Из корпуса печи
откачивают воздух до остаточного давле-
ния 0,00133 кПа.
При подаче напряжения между расхо-
дуемым электродом - катодом 3 и затрав-
кой - анодом 8 возникает дуга. Выделяю-
щаяся теплота расплавляет конец электро-
да; капли 4 жидкого металла, проходя зо-
ну дугового разряда, дегазируются, запол-
няют изложницу и затвердевают, образуя
слиток 7. Дуга горит между расходуемым
электродом и жидким металлом 5 в верх-
ней части слитка на протяжении всей
плавки. Сильное охлаждение слитка и ра-
зогрев дугой ванны металла создают усло-
вия для направленного затвердевания
слитка, вследствие чего неметаллические
включения сосредоточиваются в верхней
части слитка, а усадочная раковина в
слитке мала. Слитки ВДП содержат мало
газов, неметаллических включений, отли-
чаются высокой равномерностью химиче-
ского состава, повышенными механиче-
скими свойствами. Из слитков изготовля-
ют ответственные детали турбин, двигате-
лей, авиационных конструкций. Масса
слитков достигает 50 т.
Плавку в электронно-лучевых печах
(ЭЛП) применяют для получения чистых
и ультрачистых тугоплавких металлов
(молибдена, ниобия, циркония и др.), для
выплавки специальных сплавов и сталей.
Источником теплоты в этих печах являет-
ся энергия, выделяющаяся при торможе-
нии свободных электронов, пучок которых
направлен на металл. Получение электро-
нов, их разгон, концентрация в луч, на-
правление луча в зону плавления осуще-
ствляются электронной пушкой. Металл
плавится и затвердевает в водоохлаждае-
мых кристаллизаторах при остаточном
давлении 1,33 Па. Вакуум внутри печи,
большой перегрев и высокие скорости
охлаждения слитка способствуют удале-
нию газов и примесей, получению металла
Рис. 2.15. Схема вакуумно-дугового переплава
ПРОИЗВОДСТВО ЦВЕТНЫХ МЕТАЛЛОВ
53
особо высокого качества. Однако при пе-
реплаве шихты, содержащей легкоис-
паряющиеся элементы, изменяется хими-
ческий состав металла.
Плавку стали в плазменно-дуговых
печах (ПДП) применяют для получения
высококачественных сталей и сплавов. Ис-
точник теплоты - низкотемпературная плаз-
ма (30 000 °C), получаемая в плазменных
горелках. В этих печах можно создавать
нейтральную среду заданного состава (ар-
гон, гелий). Плазменно-дуговые печи по-
зволяют быстро расплавить шихту, в ней-
тральной газовой среде происходит дега-
зация выплавляемого металла, легкоиспа-
ряющиеся элементы, входящие в его со-
став, не испаряются.
Г лава IV Производство цветных металлов
1. ПРОИЗВОДСТВО МЕДИ
Медь получают главным образом пи-
рометаллургическим способом. Пироме-
таллургия - это совокупность металлурги-
ческих процессов, протекающих при вы-
соких температурах. Производство меди
из медных руд включает их обогащение,
обжиг, плавку на полупродукт - штейн,
выплавку из штейна черновой меди (кон-
вертирование) и ее очистку от примесей
(рафинирование).
На рис. 2.16 приведена упрощенная
схема получения меди пирометаллургиче-
ским способом, которым получают более
85 % производимой меди.
Для производства меди применяют
медные руды, содержащие 1 ... 6 % Си, а
также отходы меди и ее сплавов. В рудах
медь обычно находится в виде сернистых
соединений (CuFeS2, Cu2S, CuS), оксидов
(Cu2O, CuO) или гидрокарбонатов [CuCO3,
Cu(OH)2, 2CuCO3 • Cu(OH)2], Перед плав-
кой медные руды обогащают и получают
концентрат. Для уменьшения содержания
серы в концентрате его подвергают окис-
лительному обжигу при температуре
750 ... 800 °C. Полученный концентрат
переплавляют в отражательных или элек-
трических печах. При температуре 1250 ...
1300 °C восстанавливаются оксид меди
(CuO) и высшие оксиды железа. Обра-
зующийся оксид меди (Си2О), реагируя с
FeS, дает Cu2S. Сульфиды меди и железа
сплавляются и образуют штейн, а рас-
плавленные силикаты железа растворяют
другие оксиды и образуют шлак. Затем
расплавленный медный штейн заливают в
конвертеры и продувают воздухом (кон-
вертируют) для окисления сульфидов ме-
ди и железа и получения черновой меди.
Рис. 2.16. Схема производства меди
54
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Черновая медь содержит 98,4 ... 99,4 % Си
и небольшое количество примесей. Эту
медь разливают в изложницы.
Черновую медь рафинируют для уда-
ления вредных примесей и газов. Сначала
производят огневое рафинирование в от-
ражательных печах. Примеси S, Fe, Ni, As,
Sb и другие окисляются кислородом воз-
духа, подаваемым по стальным трубкам,
погруженным в расплавленную черновую
медь. Затем удаляют газы, для чего сни-
мают шлак и погружают в медь сырое де-
рево. Пары воды перемешивают медь и
способствуют удалению SO2 и других га-
зов. При этом медь окисляется, и для ос-
вобождения ее от Си2О ванну жидкой ме-
ди покрывают древесным углем и погру-
жают в нее деревянные жерди. При сухой
перегонке древесины, погруженной в
медь, образуются углеводороды, которые
восстанавливают Си2О.
После огневого рафинирования полу-
чают медь чистотой 99 ... 99,5 %. Из нее
отливают чушки для выплавки сплавов
меди (бронзы и латуни) или плиты для
электролитического рафинирования.
Электролитическое рафинирование
проводят для получения чистой от приме-
сей меди (99,5 % Си). Электролиз ведут в
ваннах, покрытых изнутри винипластом
или свинцом. Аноды делают из меди огне-
вого рафинирования, а катоды - из листов
чистой меди. Электролитом служит вод-
ный раствор CuSO4 (10 ... 16 %) и H2SO4
(10 ... 16 %). При пропускании постоянно-
го тока анод растворяется, медь переходит
в раствор, а на катодах разряжаются ионы
меди:
Си2+ + 2е~ -> Си.
Примеси (мышьяк, сурьма, висмут и
др.) осаждаются на дно ванны, их удаляют
и перерабатывают для извлечения этих
металлов. Катоды выгружают, промывают
и переплавляют в электропечах.
2. ПРОИЗВОДСТВО АЛЮМИНИЯ
Основным способом производства
алюминия в настоящее время является
электролитический. Электролиз - это со-
вокупность процессов электрохимическо-
го окисления-восстановления, происходя-
щих на погруженных в электролит элек-
тродах при прохождении электрического
тока.
Производство алюминия включает по-
лучение безводного, свободного от приме-
сей оксида алюминия (глинозема); полу-
чение криолита из плавикового шпата;
электролиз глинозема в расплавленном
криолите.
Упрощенная схема технологического
процесса производства алюминия приве-
дена на рис. 2.17.
Основное сырье для производства
алюминия - алюминиевые руды: бокситы,
нефелины, алуниты, каолины. Наиболь-
шее значение имеют бокситы. Алюминий
в них содержится в виде минералов - гид-
роксидов А1(ОН)3, АЮ(ОН), корунда
А12О3 и каолинита А12О3 • 2SiO2 • 2Н2О.
Алюминий получают электролизом глино-
зема - оксида алюминия (А12О3) - в рас-
плавленном криолите (Na3AlF6) с добав-
лением фтористых алюминия и натрия
(A1F3, NaF).
Глинозем получают из бокситов путем
их обработки щелочью:
А12О3 иН2О + 2NaOH =
= 2NaA102 + (и + 1)Н2О.
Полученный алюминат натрия NaA102
подвергают гидролизу:
NaA102 + 2Н2О = NaOH + А1(ОН)31.
В результате в осадок выпадают кри-
сталлы гидроксида алюминия А1(ОН)3. Гид-
роксид алюминия обезвоживают во вра-
щающихся печах при температуре 1150 ...
1200 °C и получают обезвоженный глино-
зем А12О3.
ПРОИЗВОДСТВО ЦВЕТНЫХ МЕТАЛЛОВ
55
Рис. 2.17. Схема производства алюминия
Для производства криолита сначала из
плавикового шпата получают фтористый
водород, а затем плавиковую кислоту.
В раствор плавиковой кислоты вводят
А1(ОН)3, в результате чего образуется
фторалюминиевая кислота, которую ней-
трализуют содой, и получают криолит,
выпадающий в осадок:
2H3A1F6 + 3Na2CO3 =
= 2Na3AlF6 i + 3 CO2 + 3H2O.
Его отфильтровывают и просушивают
в сушильных барабанах.
Электролиз глинозема А12О3 проводят
в электролизере, в котором имеется ванна
из углеродистого материала. В ванне сло-
ем 250 ... 300 мм находится расплавлен-
ный алюминий, служащий катодом, и
жидкий криолит.
Анодное устройство состоит из уголь-
ного анода, погруженного в электролит.
Постоянный ток силой 70 ... 75 кА и на-
пряжением 4 ... 4,5 В подводится для
электролиза и разогрева электролита до
температуры 1000 °C.
Электролит состоит из криолита, гли-
нозема, A1F3 и NaF. Криолит и глинозем в
электролите диссоциируют; на катоде раз-
ряжается ион А13+ и образуется алюминий,
а на аноде - ион О2“, который окисляет
углерод анода до СО и СО2, удаляющихся
из ванны через вентиляционную систему.
Алюминий собирается на дне ванны под
слоем электролита. Его периодически из-
влекают, используя специальное устрой-
ство. Для нормальной работы ванны на ее
дне оставляют немного алюминия.
Алюминий, полученный электролизом,
называют алюминием-сырцом. В нем со-
держатся металлические и неметалличе-
ские примеси, газы. Примеси удаляют ра-
финированием, для чего продувают хлор
через расплав алюминия. Образующийся
парообразный хлористый алюминий, про-
ходя через расплавленный металл, обво-
лакивает частички примесей, которые
всплывают на поверхность металла, где их
удаляют. Хлорирование алюминия спо-
собствует также удалению Na, Са, Mg и
газов, растворенных в алюминии.
56
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Затем жидкий алюминий выдерживают
в ковше или электропечи в течение 30 ...
45 мин при температуре 690 ... 730 °C для
всплывания неметаллических включений
и выделения газов из металла. После ра-
финирования чистота первичного алюми-
ния составляет99,5 ... 99,85 %.
3. ПРОИЗВОДСТВО МАГНИЯ
Для производства магния наибольшее
распространение получил электролитиче-
ский способ. Производство магния вклю-
чает получение чистых безводных солей
магния (хлористого магния), электролиз
этих солей в расплавленном состоянии и
рафинирование металлического магния.
Основная составляющая электролита -
хлористый магний (MgCl2), а для сниже-
ния температуры плавления и повышения
его электропроводности в него вводят
NaCl, СаС12, КО и в небольших количест-
вах NaF и CaF2. Упрощенная схема совре-
менного технологического процесса про-
изводства магния приведена на рис. 2.18.
Основным сырьем для получения магния
являются карналлит (MgCl2 • КС1 • 6Н2О),
магнезит (MgCO3), доломит (СаСО3 х
х MgCO3), бишофит (MgCl2 • 6Н2О).
Наибольшее количество магния получают
из карналлита. Сначала карналлит обога-
щают и обезвоживают. Безводный карнал-
лит (MgCl2 • КС1) используют для приго-
товления электролита.
Электролиз осуществляют в электро-
лизере, футерованном шамотным кирпи-
чом. Анодами служат графитовые пласти-
ны, а катодами - стальные пластины.
Электролизер заполняют расплавленным
электролитом состава 10 % MgCl2, 45 %
СаС12, 30 % NaCl, 15 % КО с небольшими
добавками NaF и CaF2. Такой состав элек-
тролита необходим для понижения темпе-
ратуры его плавления (720 ± 10 °C). Для
электролитического разложения хлористо-
го магния через электролит пропускают
ток. В результате образуются ионы хлора,
которые движутся к аноду. Ионы магния
движутся к катоду и после разряда выде-
ляются на поверхности, образуя капельки
жидкого чернового магния. Магний имеет
меньшую плотность, чем электролит, по-
этому он всплывает на поверхность, отку-
да его периодически удаляют вакуумным
ковшом.
Рис. 2.18. Схема производства магния
ПРОИЗВОДСТВО ЦВЕТНЫХ МЕТАЛЛОВ
57
Черновой магний содержит 5 % приме-
сей, поэтому его рафинируют переплавкой
с флюсами. Для этого черновой магний и
флюс, состоящий из MgCl2, КО, ВаС12,
CaF2, NaCI, СаС12 нагревают в электропе-
чи до температуры 700 ... 750 °C и пере-
мешивают. При этом неметаллические
примеси переходят в шлак. Затем печь
охлаждают до температуры 670 °C и маг-
ний разливают в изложницы на чушки.
4. ПРОИЗВОДСТВО ТИТАНА
Титан получают магниетермическим
способом. Производство титана включает
обогащение титановых руд, выплавку из
них титанового шлака с последующим
получением из него четыреххлористого
титана и восстановление из последнего
металлического титана магнием.
Основные этапы производства титана
из ильменитовой руды приведены на упро-
щенной технологической схеме рис. 2.19.
Рис. 2.19. Схема магниетермического способа получения титана
58
ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Сырьем для получения титана являют-
ся титаномагнетитовые руды, из которых
выделяют ильменитовый концентрат, со-
держащий 40 ... 45 % TiO2, ~30 % FeO,
20 % Fe2O3 и 5 ... 7 % пустой породы. На-
звание этот концентрат получил по нали-
чию в нем минерала ильменита FeO TiO2.
Ильменитовый концентрат плавят в
смеси с древесным углем, антрацитом, где
оксиды железа и титана восстанавливают-
ся. Образующееся железо науглерожива-
ется, и получается чугун, а низшие оксиды
титана переходят в шлак. Чугун и шлак -
разливают отдельно в изложницы. Основ-
ной продукт этого процесса - титановый
шлак - содержит 80 ... 90 % TiO2, 2 ... 5 %
FeO и примеси SiO2, А12О3, СаО и др. По-
бочный продукт этого процесса - чугун -
используют в металлургическом произ-
водстве.
Полученный титановый шлак подвер-
гают хлорированию в специальных печах.
В нижней части печи располагают уголь-
ную насадку, нагревающуюся при пропус-
кании через нее электрического тока.
В печь подают брикеты титанового шлака,
а через фурмы внутрь печи - хлор. При
температуре 800 ... 1250 °C в присутствии
углерода образуется четыреххлористый
титан, а также хлориды СаС12, MgCl2 и др.:
TiO2 + 2С + 2С12 = TiCl4 + 2СО.
Четыреххлористый титан отделяется и
очищается от остальных хлоридов благо-
даря различию температуры кипения этих
хлоридов методом ректификации в специ-
альных установках.
Титан из четыреххлористого титана
восстанавливают в реакторах при темпе-
ратуре 950 ... 1000 °C. В реактор загру-
жают чушковый магний; после откачки
воздуха и заполнения полости реактора
аргоном внутрь его подают парообразный
четыреххлористый титан. Между жидким
магнием и четыреххлористым титаном
происходит реакция
2Mg + TiCl2 = Ti + 2MgCl2.
Твердые частицы титана спекаются в
пористую массу - губку, а жидкий MgCl2
выпускают через летку реактора. Титано-
вая губка содержит 35 ... 40 % магния и
хлористого магния. Для удаления из тита-
новой губки этих примесей ее нагревают
до температуры 900 ... 950 °C в вакууме.
Титановую губку плавят методом ва-
куумно-дугового переплава (см. с. 50).
Вакуум в печи предохраняет титан от
окисления и способствует очистке его от
примесей. Полученные слитки титана
имеют дефекты, поэтому их вторично пе-
реплавляют, используя как расходуемые
электроды. После этого чистота титана
составляет 99,6 ... 99,7 %. После вторич-
ного переплава слитки используют для
обработки давлением.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Назовите исходные материалы для про-
изводства чугуна, стали, цветных металлов.
2. Назовите основные операции подготовки
руд к плавке.
3. Назовите основные металлургические
процессы доменного производства.
4. Возможно ли удаление серы и фосфора
при выплавке чугуна в домнах?
5. Сформулируйте принципиальную сущ-
ность процессов при получении стали из чугуна.
6. Назовите этапы плавки стали и основные
процессы в каждом из них.
7. На каком из этапов выплавки стали про-
изводят легирование?
8. Назовите этапы процессов плавки в ос-
новных мартеновских печах, в конвертерах, в
электропечах.
9. Вспомните основные различия в качестве
сталей, выплавленных в конвертерах, марте-
новских печах, в электропечах - дуговых и
индукционных.
10. Назовите способы разливки стали; оп-
ределите их преимущества и недостатки.
11. Назовите основные отличия в кристал-
лизации и в строении слитков спокойной, ки-
пящей и полуспокойной стали.
12. Назовите принципиальную сущность и
назначение основных способов повышения
качества выплавляемой стали.
13. Перечислите основные способы и ис-
ходные материалы, используемые при произ-
водстве меди, алюминия, магния, титана.
РАЗДЕЛ О ОБРАБОТКА МЕТАЛЛОВ
ДАВЛЕНИЕМ
Г лава I
Общая характеристика и физико-
механические основы обработки
металлов давлением
1. СУЩНОСТЬ ОБРАБОТКИ
МЕТАЛЛОВ ДАВЛЕНИЕМ
Обработка давлением - техноло-
гические процессы формоизменения за
счет пластической деформации в резуль-
тате воздействия на деформируемое тело
(заготовку) внешних сил.
Если при упругих деформациях де-
формируемое тело полностью восстанав-
ливает исходные форму и размеры после
снятия внешних сил, то при пластических
деформациях изменение формы и разме-
ров, вызванное действием внешних сил,
сохраняется и после прекращения дейст-
вия этих сил. Упругая деформация харак-
теризуется смещением атомов относи-
тельно друг друга на величину, меньшую
межатомных расстояний, и после снятия
внешних сил атомы возвращаются в ис-
ходное положение. При пластических де-
формациях атомы смещаются относитель-
но друг друга на расстояния, большие
межатомных, и после снятия внешних сил
не возвращаются в свое исходное положе-
ние, а занимают новые положения равно-
весия.
Для начала перехода атомов в новые
положения равновесия необходимы опре-
деленные действующие напряжения, зна-
чения которых зависят от межатомных сил
и характера взаимного расположения ато-
мов (типа кристаллической решетки, на-
личия и расположения примесей, формы и
размеров зерен поликристалла и т.п.).
Так как сопротивление смещению ато-
мов в новые положения изменяется не-
пропорционально смещению, то при пла-
стических деформациях линейная связь
между напряжениями и деформациями
обычно отсутствует.
Напряжения, вызывающие смещение
атомов в новые положения равновесия,
могут уравновешиваться только силами
межатомных взаимодействий. Поэтому
под действием деформирующих сил де-
формация состоит из упругой и пластиче-
ской составляющих, причем упругая со-
ставляющая исчезает при снятии дефор-
мирующих сил, а пластическая состав-
ляющая приводит к остаточному измене-
нию формы и размеров тела.
В новые положения равновесия атомы
могут переходить в результате смещения в
определенных параллельных плоскостях,
без существенного изменения расстояний
между этими плоскостями. При этом ато-
мы не выходят из зоны силового взаимо-
действия и деформация происходит без
нарушения сплошности металла, плот-
ность которого практически не изменяет-
ся. Скольжение одной части кристалличе-
ской решетки относительно другой проис-
ходит по плоскостям наиболее плотного
размещения атомов (плоскостям скольже-
ния). В реальных металлах кристалличе-
ская решетка имеет линейные дефекты
(дислокации), перемещение которых об-
легчает скольжение.
60
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Величина пластической деформации не
безгранична, при определенных ее значе-
ниях может начаться разрушение металла.
Однако, создавая наиболее благопри-
ятные условия деформирования, в на-
стоящее время достигают значительного
пластического формоизменения даже у
материалов, имеющих в обычных услови-
ях невысокую пластичность.
Существенные преимущества обработ-
ки металлов давлением по сравнению с
обработкой резанием - возможность зна-
чительного уменьшения отхода металла, а
также повышения производительности
труда, поскольку в результате однократ-
ного приложения деформирующей силы
можно значительно изменить форму и
размеры деформируемой заготовки. Кроме
того, пластическая деформация сопровож-
дается изменением физико-механических
свойств металла заготовки, что можно
использовать для получения деталей с
наилучшими эксплуатационными свойст-
вами (прочностью, жесткостью, высокой
износостойкостью и т.д.) при наименьшей
их массе. Эти и другие преимущества об-
работки металлов давлением (см. ниже)
способствуют неуклонному росту ее
удельного веса в металлообработке. Со-
вершенствование технологических про-
цессов обработки металлов давлением, а
также применяемого оборудования позво-
ляет расширять номенклатуру деталей,
изготовляемых обработкой давлением,
увеличивать диапазон деталей по массе и
размерам, а также повышать точность
размеров полуфабрикатов, получаемых
обработкой металлов давлением.
2. ВЛИЯНИЕ ОБРАБОТКИ
ДАВЛЕНИЕМ НА СТРУКТУРУ
И СВОЙСТВА МЕТАЛЛА
Изменение структуры и свойств метал-
ла при обработке давлением определяется
температурно-скоростными условиями де-
формирования, в зависимости от которых
различают холодную и горячую деформа-
ции.
«) б)
Рис. 3.1. Схемы изменения микроструктуры
металла при деформации:
а - холодной; б - горячей
Холодная деформация характеризуется
изменением формы зерен, которые вытя-
гиваются в направлении наиболее интен-
сивного течения металлов (рис. 3.1, а).
При холодной деформации формоизмене-
ние сопровождается изменением механи-
ческих и физико-химических свойств ме-
талла. Это явление называют упрочне-
нием (наклепом). Изменение механи-
ческих свойств состоит в том, что при хо-
лодной пластической деформации по мере
ее увеличения возрастают характеристики
прочности, в то время как характеристики
пластичности снижаются. Металл стано-
вится более твердым, но менее пластич-
ным. Упрочнение возникает вследствие
поворота плоскостей скольжения, увели-
чения искажений кристаллической решет-
ки в процессе холодного деформирования
(накопления дислокаций у границ зерен).
Изменения, внесенные холодной де-
формацией в структуру и свойства метал-
ла, не необратимы. Они могут быть устра-
нены, например, с помощью термической
обработки (отжигом). В этом случае про-
исходит внутренняя перестройка, при ко-
торой за счет дополнительной тепловой
энергии, увеличивающей подвижность
атомов, в твердом металле без фазовых
превращений из множества центров рас-
тут новые зерна, заменяющие собой вытя-
нутые, деформированные зерна. Так как в
равномерном температурном поле ско-
рость роста зерен по всем направлениям
одинакова, то новые зерна, появляющиеся
взамен деформированных, имеют пример-
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
61
но одинаковые размеры по всем направле-
ниям.
Явление зарождения и роста новых
равноосных зерен взамен деформирован-
ных, вытянутых, происходящее при опре-
деленных температурах, называется ре-
кристаллизацией. Для чистых метал-
лов рекристаллизация начинается при аб-
солютной температуре, равной 0,4 абсо-
лютной температуры плавления металла.
Рекристаллизации протекает с определен-
ной скоростью, причем время, требуемое
для рекристаллизации, тем меньше, чем
выше температура нагрева деформиро-
ванной заготовки.
При температурах ниже температуры
начала рекристаллизации наблюдается
явление, называемое возвратом. При
возврате (отдыхе) форма и размеры де-
формированных, вытянутых зерен не из-
меняются, но частично снимаются оста-
точные напряжения. Эти напряжения воз-
никают из-за неоднородного нагрева или
охлаждения (при литье и обработке давле-
нием), неоднородности распределения де-
формаций при пластическом деформиро-
вании и т.д. Остаточные напряжения соз-
дают системы взаимно уравновешиваю-
щихся сил и находятся в заготовке, не на-
груженной внешними силами. Снятие ос-
таточных напряжений при возврате почти
не изменяет механические свойства ме-
талла, но влияет на некоторые его физико-
химические свойства. Так, в результате
возврата значительно повышаются элек-
трическая проводимость, сопротивление
коррозии холоднодеформированного ме-
талла.
Формоизменение заготовки при темпе-
ратуре выше температуры рекристаллиза-
ции сопровождается одновременным про-
теканием упрочнения и рекристаллизации.
Горячей деформацией называют де-
формацию, характеризующуюся таким
соотношением скоростей деформирования
и рекристаллизации, при котором рекри-
сталлизация успевает произойти во всем
объеме заготовки и микроструктура после
обработки давлением оказывается равно-
осной, без следов упрочнения (рис. 3.1, б).
Чтобы обеспечить условия протекания
горячей деформации, приходится с увели-
чением ее скорости повышать температу-
ру нагрева заготовки (для увеличения ско-
рости рекристаллизации).
Если металл по окончании деформации
имеет структуру, не полностью рекри-
сталлизованную, со следами упрочнения,
то такая деформация называется неполной
горячей деформацией. Неполная горячая
деформация приводит к получению неод-
нородной структуры, снижению механи-
ческих свойств и пластичности, поэтому
обычно нежелательна.
При горячей деформации сопротивле-
ние деформированию примерно в 10 раз
меньше, чем при холодной деформации, а
отсутствие упрочнения приводит к тому,
что сопротивление деформированию (пре-
дел текучести) незначительно изменяется
в процессе обработки давлением. Этим
обстоятельством объясняется в основном
то, что горячую обработку применяют для
изготовления крупных деталей, так как при
этом требуются меньшие деформирующие
силы (менее мощное оборудование).
Следует учитывать, что при обработке
давлением заготовок малых размеров (ма-
лой толщины) трудно выдержать необхо-
димые температурные условия ввиду бы-
строго их охлаждения на воздухе и от
контакта с более холодным инструментом.
При горячей деформации пластичность
металла выше, чем при холодной. Поэто-
му горячую деформацию целесообразно
применять при обработке труднодефор-
мируемых, малопластичных металлов и
сплавов, а также заготовок из литого ме-
талла (слитков). В то же время при горя-
чей деформации окисление заготовки бо-
лее интенсивно (на поверхности образует-
ся слой окалины), что ухудшает качество
поверхности и точность получаемых раз-
меров.
Холодная деформация без нагрева за-
готовки позволяет получать большую точ-
ность размеров и лучшее качество по-
верхности по сравнению с обработкой
давлением при достаточно высоких тем-
62
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
пературах. Отметим, что обработка давле-
нием без специального нагрева заготовки
позволяет сократить продолжительность
технологического цикла, облегчает ис-
пользование средств механизации и авто-
матизации и повышает производитель-
ность труда.
Влияние холодной деформации на
свойства металла можно использовать для
улучшения эксплуатационных свойств
деталей. Управлять изменением свойств в
требуемом направлении и на желаемую
величину можно выбором рационального
сочетания холодной и горячей деформа-
ций, а также числа и режимов термиче-
ских обработок в процессе изготовления
детали.
Исходной заготовкой для начальных
процессов обработки металлов давлением
(прокатки, прессования) является слиток.
Кристаллическое строение слитка неодно-
родно (кристаллиты различных размеров и
форм). Кроме того, в нем имеются порис-
тость, газовые пузыри и т. п. Обработка
давлением слитка при нагреве его до дос-
таточно высоких температур приводит к
деформации кристаллитов и частичной
заварке пор и раковин. Таким образом,
при обработке давлением слитка может
увеличиться и плотность металла.
В результате деформации кристалли-
тов и последующей рекристаллизации
металл получает мелкозернистое строе-
ние, т.е. размеры зерен после рекристал-
лизации исчисляются в сотых или десятых
долях миллиметра, причем эти размеры
примерно одинаковы по всем направлени-
ям (равноосная структура).
Если слиток загрязнен неметалличе-
скими включениями, обычно распола-
гающимися по границам кристаллитов, то
в результате обработки давлением неме-
таллические включения вытягиваются в
виде волокон по направлению наиболее
интенсивного течения металла. Эти во-
локна выявляются травлением и видны
невооруженным глазом в форме так назы-
ваемой волокнистой макроструктуры
(рис. 3.2, а). Полученная в результате об-
работки давлением литого металла волок-
нистая макроструктура не может быть
разрушена ни термической обработкой, ни
последующей обработкой давлением. По-
следняя в зависимости от направления
пластического течения металла может
изменить лишь направление и форму во-
локон макроструктуры.
Металл с явно выраженной волокни-
стой макроструктурой характеризуется
анизотропией (векториальностью) меха-
нических свойств. При этом показатели
прочности (предел текучести, временное
сопротивление и др.) в разных направле-
ниях отличаются незначительно, а показа-
тели пластичности (относительное удли-
нение, ударная вязкость и др.) вдоль воло-
кон выше, чем поперек их.
«)
Рис. 3.2. Макроструктура металла после обработки давлением
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
63
Так как направление волокон зависит
от направления течения металла при де-
формировании заготовки в готовой детали
желательно предусмотреть благоприятное
с точки зрения ее эксплуатации располо-
жение волокон. При этом общие рекомен-
дации следующие: необходимо, чтобы
наибольшие растягивающие напряжения,
возникающие в деталях в процессе рабо-
ты, были направлены вдоль волокон, а
если какой-либо элемент этой детали ра-
ботает на срез, то желательно, чтобы пе-
ререзывающие силы действовали поперек
волокон; необходимо, чтобы волокна под-
ходили к наружным поверхностям детали
по касательной и не перерезались наруж-
ными поверхностями детали.
Выполнение этих требований не толь-
ко повышает надежность детали (в том
числе и при динамическом нагружении),
но и улучшает другие эксплуатационные
характеристики, например сопротивление
истиранию.
Возможность воздействия обработкой
давлением на расположение волокон, а
следовательно, и на свойства деталей
можно иллюстрировать следующим при-
мером. В зубчатом колесе, изготовленном
резанием из прутка (рис. 3.2, б), растяги-
вающие напряжения, возникающие при
изгибе зуба 1 под действием сопряженно-
го колеса, направлены поперек волокон,
что понижает их надежность. При горячей
штамповке зубчатого колеса из полосы
(рис. 3.2, в) волокна по-разному ориенти-
рованы в различных зубьях относительно
наибольших растягивающих напряжений:
в зубе 1 - вдоль волокон, а в зубе 2 - по-
перек. Следовательно, зубья оказываются
неравнопрочными.
При изготовлении зубчатого колеса
осадкой (рис. 3.2, г) из отрезка прутка
круглого сечения волокна получают почти
радиальное направление. В этом случае
все зубья равнопрочны, а наибольшие рас-
тягивающие напряжения, возникающие
при изгибе, направлены вдоль волокон.
3. ВЛИЯНИЕ УСЛОВИЙ
ДЕФОРМИРОВАНИЯ НА ПРОЦЕСС
ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
Процесс пластического деформирова-
ния металла при обработке давлением мо-
жет быть представлен графической зави-
симостью действующих давлений от соот-
ветствующих пластических деформаций
(рис. 3.3). При холодной деформации рас-
тет величина необходимых для этого на-
пряжений и уравновешивающих их в каж-
дый момент времени внешних сил, при-
кладываемых к деформируемому телу
(кривая 3 на рис. 3.3). Эта зависимость
ограничена не только по оси абсцисс ве-
личиной пластической деформации, кото-
рой можно достичь без разрушения (пре-
дельной деформации), но часто и по оси
ординат величиной максимально допус-
тимых давлений на инструмент. Характер
зависимости давления - деформации и их
предельные значения зависят от свойств
металла и условий деформирования.
С повышением температуры увеличи-
ваются значения максимального относи-
тельного удлинения и максимально дос-
тижимых деформаций, а сопротивление
деформированию уменьшается (рис. 3.4).
Рис. 3.3. Зависимость давления от степени пла-
стической деформации в процессах обработки
металлов давлением:
1 - горячая деформация с низкой скоростью;
2 - горячая деформация с более высокой скоростью;
3 - холодная деформация
64
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.4. Изменение п, и 3 малоуглеродистой
стали в зависимости от температуры
Таким образом, при деформировании ста-
ли, нагретой, например, до температуры
1200 °C, можно достичь большего формо-
изменения при меньшей приложенной
силе, чем при деформировании ненагретой
стали. Все металлы и сплавы имеют тен-
денцию к увеличению пластичности и
уменьшению сопротивления деформиро-
ванию при повышении температуры в
случае выполнения ряда требований,
предъявляемых к процессу нагрева. Так,
каждый металл должен быть нагрет до
вполне определенной максимальной тем-
пературы. Если нагреть, например, сталь
до температуры, близкой к температуре
плавления, наступает пережог, выра-
жающийся в появлении хрупкой пленки
между зернами металла вследствие окис-
ления их границ. При этом происходит
полная потеря пластичности. Пережог
исправить нельзя, пережженный металл
может быть отправлен только на пере-
плавку.
Ниже зоны температур пережога нахо-
дится зона температур перегрева. Явле-
ние перегрева заключается в резком росте
размеров зерен. Вследствие того что
крупнозернистой первичной кристаллиза-
ции (аустенит), как правило, соответствует
крупнозернистая вторичная кристаллиза-
ция (ферриг + перлит или перлит + цемен-
тит), механические свойства изделия, по-
лученного обработкой давлением из пере-
гретой заготовки, оказываются низкими.
Брак по перегреву в большинстве случаев
можно исправить отжигом. Однако для
некоторых сталей (например, хромони-
келевых) исправление перегретого метал-
ла сопряжено со значительными трудно-
стями и простой отжиг оказывается недос-
таточным.
Максимальную температуру нагрева,
т.е. температуру начала горячей обработки
давлением, следует назначать такой, что-
бы не было пережога и перегрева. В про-
цессе обработки нагретый металл обычно
остывает, соприкасаясь с более холодным
инструментом и окружающей средой.
Заканчивать горячую обработку давле-
нием следует также при вполне опреде-
ленной температуре, ниже которой пла-
стичность вследствие упрочнения (рекри-
сталлизация не успевает произойти) пада-
ет и в изделии возможно образование
трещин. Но при высоких температурах
заканчивать деформирование нецелесооб-
разно, особенно для сплавов, не имеющих
фазовых превращений. В этом случае по-
сле деформирования зерна успевают вы-
расти и получается крупнозернистая
структура, характеризующаяся низкими
механическими свойствами.
Каждый металл и сплав имеют свой
строго определенный температурный ин-
тервал горячей обработки давлением; на-
пример, алюминиевый сплав АК4 470 ...
350 °C; медный сплав БрАЖМц 900 ...
750 °C; титановый сплав ВТ8 1100 ...
900 °C. Для углеродистых сталей темпера-
турный интервал нагрева можно опреде-
лить по диаграмме состояния (см. разд. 1).
С увеличением содержания углерода он
сужается от 1300 ... 700 °C для малоугле-
родистой стали до 1080 ... 870 °C для ста-
ли У13 (рис. 3.5).
Заготовка должна быть равномерно на-
грета по всему объему до требуемой тем-
пературы. Разность температур по сече-
нию заготовки приводит к тому, что
вследствие теплового расширения между
более нагретыми поверхностными слоями
металла и менее нагретыми внутренними
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
65
Рис. 3.5. Температурный интервал нагрева уг-
леродистых сталей в зависимости от содержа-
ния углерода
слоями возникают напряжения. Последние
тем больше, чем больше разность темпе-
ратур по сечению заготовки, и могут воз-
расти настолько, что в центральной зоне с
растягивающими напряжениями при низ-
кой пластичности металла образуются
трещины. Разность температур по сечению
увеличивается с повышением скорости на-
грева, поэтому существует допустимая ско-
рость нагрева. Наибольшее время требуется
для нагрева крупных заготовок из высоко-
легированных сталей из-за их более низкой
теплопроводности. Например, время нагре-
ва слитка массой ~ 40 т из легированной
стали составляет более 24 ч.
Однако с увеличением времени нагрева
увеличивается окисление поверхности
металла, так как при высоких температу-
рах металл активнее химически взаимо-
действует с кислородом воздуха. В ре-
зультате на поверхности, например,
стальной заготовки образуется окалина -
слой, состоящий из оксидов железа: Fe2O3,
Fe3O2, FeO. Кроме потерь металла с ока-
линой последняя, вдавливаясь в поверх-
ность заготовки при деформировании,
вызывает необходимость увеличения при-
пусков на механическую обработку. Ока-
лина увеличивает износ деформирующего
инструмента, так как ее твердость значи-
тельно больше твердости горячего металла.
3 - 9503
При высоких температурах на поверх-
ности стальной заготовки интенсивно
окисляется не только железо, но и угле-
род; происходит так называемое обезугле-
роживание. Толщина обезуглероженного
слоя иногда достигает 1,5 ... 2 мм.
Для уменьшения окисления заготовки
нагревают в нейтральной или восстанови-
тельной атмосфере.
Влияние температуры металла на
практике нельзя рассматривать в отрыве
от скоростных условий деформирования.
Как следует из определения горячей де-
формации, скорость деформирования при
ней должна обеспечить полное протекание
процесса рекристаллизации, скорость ко-
торой зависит от температуры. С увеличе-
нием скорости деформации при постоян-
ной температуре увеличивается влияние
упрочнения над рекристаллизационным
разупрочнением и давления при той же де-
формации возрастают (см. рис. 3.3). Поэто-
му для некоторых особо чувствительных к
увеличению скорости деформирования
сплавов, например алюминиевых и маг-
ниевых, горячее деформирование реко-
мендуется осуществлять на тихоходных
гидравлических прессах, а не на молотах.
В процессе деформирования необхо-
димая для этого энергия превращается в
тепловую. При деформировании с не-
большими скоростями выделяющаяся по
плоскостям скольжения теплота рассеива-
ется и не оказывает заметного воздействия
на процесс деформирования. Однако при
деформации ненагретой заготовки с очень
большими скоростями (например, 20 м/с и
более) выделяющаяся при деформирова-
нии теплота может давать эффект увели-
чения пластичности и снижения сопро-
тивления деформированию.
Большое влияние на величину пре-
дельной деформации оказывает схема на-
пряженного состояния. Наибольшая пре-
дельная деформация достигается при от-
сутствии растягивающих напряжений и
увеличении сжимающих. В этих условиях
(схема неравномерного всестороннего
66
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
сжатия) даже хрупкие материалы типа
мрамора могут получать пластические
деформации. Однако при реализации та-
кой схемы с большим значением суммар-
ного сжимающего напряжения (гидроста-
тического давления) возрастают дейст-
вующие на деформирующий инструмент
давления, которые ограничиваются его
экономически оправданной стойкостью.
Русский ученый С. И. Губкин показал,
что пластичность при прочих равных ус-
ловиях определяется схемой напряженно-
го состояния, различной в разных процес-
сах и операциях обработки давлением.
Вследствие этого для каждых операций,
металла и температурно-скоростных усло-
вий существуют свои определенные пре-
дельные деформации.
4. КЛАССИФИКАЦИЯ ПРОЦЕССОВ
ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
Пластическое деформирование в обра-
ботке металлов давлением осуществляется
при различных схемах напряженного и
деформированного состояний, при этом
исходной заготовкой могут быть объемное
тело, пруток, лист. По назначению про-
цессы обработки металлов давлением
группируют следующим образом:
для получения изделий постоянного
поперечного сечения по длине (прутков,
проволоки, лент, листов), применяемых в
строительных конструкциях или в качест-
ве заготовок для последующего изготов-
ления из них деталей обработкой резанием
с использованием предварительного пла-
стического формоизменения или без него;
основными разновидностями таких про-
цессов являются прокатка, прессование и
волочение;
для получения деталей или заготовок
(полуфабрикатов), имеющих приближенно
формы и размеры готовых деталей и тре-
бующих обработки резанием лишь для
придания им окончательных размеров и
получения поверхности заданного качест-
ва; основными разновидностями таких
процессов являются ковка и штамповка.
Основными схемами деформирования
объемной заготовки можно считать сжа-
тие между плоскостями инструмента, ро-
тационное обжатие вращающимися вал-
ками, затекание металла в полость инст-
румента, выдавливание металла из полос-
ти инструмента и волочение, при котором
в качестве заготовки может быть исполь-
зован только пруток.
Процессы деформирования листовой
заготовки - операции листовой штампов-
ки - объединяются в две группы: раздели-
тельные операции (отрезка, вырубка, про-
бивка, надрезка) и формоизменяющие
(гибка, вытяжка, формовка и др.).
Сжатие между плоскостями инстру-
мента - осадка - характеризуется свобод-
ным пластическим течением металла между
поверхностями инструмента (рис. 3.6, а).
Схема напряженного состояния - всесто-
роннее неравномерное сжатие из-за нали-
чия сил трения на контакте между инст-
рументом и заготовкой. С уменьшением
коэффициента трения и увеличением от-
носительной высоты заготовки схема на-
пряженного состояния приближается к
линейному сжатию. Однако относитель-
ная высота (отношение высоты заготовки
к ее меньшему поперечному размеру) не
может быть больше предельного значения,
равного 2,5 ... 3, из-за опасности потери
устойчивости и изгиба.
Схема свободного течения металла при
сжатии между плоскостями инструмента
лежит в основе операций ковки: осадки,
протяжки, раскатки и др., а также имеет
место во многих способах объемной
штамповки.
Ротационное обжатие вращающими-
ся валками (рис. 3.6, б) обусловливается
силами трения между вращающимся ин-
струментом и заготовкой, благодаря кото-
рым последняя перемещается в зазоре ме-
жду валками, одновременно деформиру-
ясь. Эта схема лежит в основе прокатки;
кроме того, она может быть использована
в ряде способов получения поковок: попе-
речно-клиновой прокатке, вальцовке, рас-
катке.
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
67
Рис. 3.6. Основные схемы деформирования в обработке металлов давлением
Для осуществления процесса необхо-
дима определенная величина сил трения.
На заготовку со стороны валков действу-
ют нормальные силы У и сила трения Т
(рис. 3.6, б). Спроецировав эти силы на
горизонтальную ось, можно записать ус-
ловие захвата металла валками (по отно-
шению к одному валку, так как система
симметрична):
У since < Tcosa.
Угол а называется углом захвата. Выра-
зив силу трения как T=fN, где/- коэффи-
циент трения, и подставив это выражение в
условие захвата, получим since < f cosce или
f> tgee. Таким образом, для осуществления
захвата металла валками необходимо, что-
бы коэффициент трения между валками и
заготовкой был больше тангенса угла за-
хвата.
В процессе деформирования уменьша-
ется толщина заготовки при одновремен-
ном увеличении ее длины и ширины. Де-
формацию заготовки обычно определяют
относительным обжатием, %:
ен = (Яо-Я1)1ОО/Яо,
где Но и Н\ - высота заготовки соответст-
венно до и после деформации.
Площадь поперечного сечения заго-
товки всегда уменьшается. Поэтому для
определения деформации (особенно, когда
обжатие по сечению различно) использу-
ют показатель, называемый вытяжкой.
Ц ~ =
где /0 и Fo - первоначальные длина и пло-
щадь поперечного сечения; Ц и F} - те же
величины после прокатки.
Вытяжка обычно составляет 1,1 ... 1,6
за проход, но может быть и больше.
Затекание металла в полость инстру-
мента (рис. 3.6, в) - схема деформирова-
ния, являющаяся сутью объемной штам-
повки. Металл заготовки заполняет по-
лость специального инструмента - штам-
па, называемую его ручьем, приобретая
его форму и размеры. Течение металла
ограничивается поверхностями полостей
(а также выступов), изготовленных в от-
дельных частях штампа.
Затеканию металла в полость штампа
препятствуют силы трения; схема напря-
женного состояния - всестороннее нерав-
номерное сжатие. Чем больше отношение
глубины к ширине полости, тем большее
давление должно быть приложено к ме-
таллу для ее заполнения.
Выдавливание металла (рис. 3.6, г) че-
рез отверстие заданного сечения в матри-
це 1 происходит вследствие его сжатия в
замкнутой полости, образуемой контейне-
ром 3, матрицей 1 и пуансоном 4, поэтому
схема неравномерного всестороннего сжа-
з*
68
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
тия реализуется здесь полнее, чем в дру-
гих процессах. Длина выдавленной части
относится к перемещению пуансона 4, как
площадь поперечного сечения исходной
заготовки 2 к площади выдавленной час-
ти. Чем больше это отношение (так назы-
ваемая величина вытяжки), тем больше
значение суммарного сжимающего на-
пряжения, развиваемого в металле при
выдавливании. Схема выдавливания ха-
рактерна для таких видов обработки ме-
таллов давлением, как прессование, горя-
чая и холодная штамповка.
Волочение (рис. 3.6, д) заключается в
протягивании заготовки 2 через сужаю-
щееся отверстие в инструменте, называе-
мом волокой 7; площадь поперечного се-
чения заготовки уменьшается и получает
форму поперечного сечения отверстия
волоки, а следовательно, длина (из усло-
вия постоянства объема при пластической
деформации) увеличивается.
Вследствие того что к заготовке при
волочении приложена тянущая сила, в
отверстии волоки (очаге деформации) и
после выхода из нее металл испытывает
растягивающие напряжения. Но если в
очаге деформации, в котором действуют и
сжимающие напряжения со стороны инст-
румента, металл пластически деформиру-
ется, то на выходящем из волоки конце
прутка пластическая деформация недо-
пустима. В противном случае поперечное
сечение прутка изменяется или он разры-
вается. Поэтому величина деформации за
один проход ограничена, отношение пло-
щадей поперечного сечения заготовки и
деформированной части обычно не пре-
вышает 1,5.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Как отличаются между собой свойства
(см. рис. 3.1) листа из одного сплава, получен-
ного холодной и горячей прокаткой?
2. Почему деформацию свинца при комнат-
ной температуре следует считать горячей?
3. Какой из двух болтов одинаковых разме-
ров и материала будет более работоспособным:
с головкой, полученной пластическим дефор-
мированием или выточенной из цилиндриче-
ской заготовки?
4. Изобразите графическую зависимость
напряжение - пластическая деформация, ха-
рактерную для холодной деформации, и пока-
жите, как будет выглядеть этот график при
увеличении температуры деформирования; на-
ложении всестороннего сжимающего давления.
5. Почему при осадке заготовки с квадрат-
ным поперечным сечением ее боковые грани
становятся по мере деформации криволиней-
ными, а поперечное сечение приближается к
кругу?
6. В каком из основных процессов пласти-
ческого деформирования трение между инст-
рументом и заготовкой в наибольшей степени
играет отрицательную роль, ограничивая воз-
можности формоизменения, а в каком - поло-
жительную роль?
7. Какая из основных схем пластического
деформирования наиболее благоприятна для
формоизменения малопластичных сплавов?
Глава II Изготовление машиностроительных
профилей
1. ВИДЫ МАШИНОСТРОИТЕЛЬНЫХ
ПРОФИЛЕЙ
Машиностроительные профили - длин-
номерные изделия (у которых один размер -
длина - значительно больше поперечных
размеров) с определенной формой попе-
речного сечения. Данные о группе профи-
лей, различающихся формой и размерами,
называют сортаментом. Весь сортамент
машиностроительных профилей, изготов-
ляемых обработкой давлением и насчиты-
вающий миллионы типоразмеров, можно
разделить на четыре основные группы:
сортовые профили, листовой металл, тру-
бы и периодические профили.
ИЗГОТОВЛЕНИЕ МАШИНОСТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
69
Рис. 3.7. Примеры сортовых (а) и периодических (6) профилей
Сортовые профили (рис. 3.7, а) делят
на профили простой геометрической фор-
мы (квадрат, круг, шестигранник, прямо-
угольник) и фасонные (швеллер, рельс,
угловой, тавровый профили и т.д.).
Листовой металл из стали и цветных
металлов используют в различных отрас-
лях промышленности. В связи с этим лис-
товую сталь, например, делят на автотрак-
торную, трансформаторную, кровельную
жесть и т.д. Расширяется производство
листовой стали с оловянным, цинковым,
алюминиевым и пластмассовым покры-
тиями. Кроме того, листовую сталь делят
на толстолистовую (толщиной 4 ... 160 мм)
и тонколистовую (толщиной менее 4 мм).
Листы толщиной менее 0,2 мм называют
фольгой.
Трубы делят на бесшовные и сварные.
Бесшовные трубы используют в наиболее
ответственных случаях - в трубопроводах,
работающих под внутренним давлением, в
агрессивных средах.
Периодические профили имеют перио-
дически изменяющиеся форму и площадь
поперечного сечения вдоль оси заготовки
(рис. 3.7, б); их применяют как фасонную
заготовку для последующей штамповки и
как заготовку под окончательную механи-
ческую обработку.
Для изготовления машиностроитель-
ных профилей применяют различные ви-
ды обработки металлов давлением: про-
катку, прессование, волочение, профили-
рование листового металла. Поэтому кро-
ме группирования по приведенным гео-
метрическим признакам профили разде-
ляют и по способу их изготовления.
2. ПРОИЗВОДСТВО ПРОКАТАННЫХ
ПРОФИЛЕЙ
Прокатке подвергают до 90 % всей вы-
плавляемой стали и большую часть цвет-
ных металлов. При прокатке металл пла-
стически деформируется вращающимися
валками. Взаимное расположение валков и
заготовки, форма и число валков могут
быть различными. Кроме наиболее рас-
пространенного вида прокатки - продоль-
ной (рис. 3.6, б) выделяют еще два вида -
поперечную и поперечно-винтовую.
При поперечной прокатке (рис. 3.8, а)
валки 1, вращаясь в одном направлении,
придают вращение заготовке 2 и дефор-
мируют ее. При поперечно-винтовой про-
катке (рис. 3.8, б) валки 1 расположены
под углом и сообщают заготовке 2 при
деформировании вращательное и поступа-
тельное движения.
70
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.8. Схемы поперечной (а) и поперечно-
винтовой (б) прокатки:
1 - валки; 2 - заготовка; 3 - оправка
Инструментом для прокатки являются
валки, которые в зависимости от прокаты-
ваемого профиля могут быть гладкими
(рис. 3.9, а), применяемыми для прокатки
листов, лент и т.п.; ступенчатыми, напри-
мер, для прокатки полосовой стали, и
ручьевыми (рис. 3.9, б) для получения
сортового проката. Ручьем называют
вырез на боковой поверхности валка, а со-
вокупность двух ручьев образует полость,
называемую калибром (рис. 3.9, в). Каж-
дая пара ручьевых валков обычно образует
несколько калибров. Валки состоят из рабо-
чей части - бочки 1, шеек 2 и трефы 3.
Шейки валков вращаются в подшипниках,
которые у одного из валков 5 (рис. 3.9, г)
могут перемещаться специальным нажим-
ным механизмом 4 для изменения рас-
стояния между валками и регулирования
взаимного расположения их осей. Ком-
плект прокатных валков со станиной на-
зывают рабочей клетью, которая вместе со
шпинделем для привода валков 6, шесте-
ренной клетью 7 для передачи вращения с
одного на два вала, редуктором 8, муфта-
ми и электродвигателем 9 образует рабо-
чую линию стана.
Рис. 3.9. Валки и схема их привода в рабочей линии прокатного стана:
а - гладкий валок; б - ручьевой валок; в - открытый и закрытый калибры; г - схема рабочей линии прокатного
стана
ИЗГОТОВЛЕНИЕ МАШИНОСТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
71
Рис. 3.10. Схемы четырехвалковой (а) и много-
валковой (б) прокатки
Рабочие клети по числу и расположе-
нию валков могут быть двухвалковые (см.
рис. 3.6, б); четырехвалковые (рис. 3.10, а), у
которых два валка рабочих и два опорных;
многовалковые (рис. 3.10, б), у которых
также два валка рабочих, а остальные
опорные. Использование опорных валков
позволяет применять рабочие валки мало-
го диаметра, благодаря чему увеличивает-
ся вытяжка и снижаются деформирующие
силы.
Прокатные станы могут быть одно-
клетьевыми (с одной рабочей клетью) и
многоклетьевыми.
Наиболее совершенные многоклетье-
вые станы - непрерывные, у которых ра-
бочие клети располагают последовательно
одну за другой. Прокатываемая полоса
через каждую клеть проходит только один
раз, т.е. число рабочих клетей этих станов
равно требуемому числу проходов поло-
сы. Расстояние между клетями обычно
меньше длины прокатываемой полосы,
следовательно, она прокатывается одно-
временно в нескольких клетях. На непре-
рывных станах достигается высокая про-
изводительность при полном исключении
ручного труда.
По назначению прокатные станы под-
разделяют на станы для производства по-
лупродукта и станы для выпуска готового
проката. К первой группе относят обжим-
ные станы для прокатки слитков в полу-
продукт крупного сечения (блюминги,
дающие заготовку для сортового проката,
и слябинги, дающие заготовку для листово-
го проката) и заготовочные - для получения
полупродукта более мелкого сечения.
К станам для производства готового
проката относят сортовые, листовые,
трубные и специальные. Размер блюмин-
гов, слябингов, заготовочных и сортовых
станов характеризуется диаметром бочки
валков (например, блюминг 1500; сорто-
вой стан 350); размер листовых станов -
длиной бочки (например, стан 3600), а
размер трубопрокатных станов - наруж-
ным диаметром прокатываемых труб.
Исходной заготовкой при прокатке
служат слитки: стальные массой до 60 т,
из цветных металлов и их сплавов обычно
массой до Ют. При производстве сорто-
вых профилей стальной слиток массой до
15 т в горячем состоянии прокатывают на
блюминге, получая заготовки квадратного
(или близкого к нему) сечения (от 140 х 140
до 450 х 450 мм), называемые блюмами.
Блюмы поступают на заготовочные станы
для прокатки заготовок требуемых разме-
ров или сразу на станы для прокатки
крупных профилей сортовой стали. На
заготовочных и сортовых станах заготовка
последовательно проходит через ряд ка-
либров.
Разработку системы последовательных
калибров, необходимых для получения
того или иного профиля, называют ка-
либровкой. Калибровка является слож-
ным и ответственным процессом. Непра-
вильная калибровка может привести не
только к снижению производительности,
но и к браку изделий. Чем больше раз-
ность в размерах поперечных сечений ис-
ходной заготовки и. конечного изделия и
чем сложнее профиль последнего, тем
большее число калибров требуется для его
получения. В качестве примера на
рис. 3.11 показана система из девяти ка-
либров для получения рельсов. Число ка-
либров может быть различным; например,
при прокатке проволоки диаметром 6,5 мм
их число достигает 21.
72
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.11. Калибры для прокатки рельсов
После прокатки профили режут на
мерные длины, охлаждают, правят в хо-
лодном состоянии, термически обрабаты-
вают, удаляют поверхностные дефекты.
Все более широкое распространение
находит бесслитковая прокатка - полу-
чение проката непосредственно после не-
прерывного литья, минуя операции отлив-
ки слитков в изложницы, их предвари-
тельной обработки в обжимных прокат-
ных станах или ковкой, а также ряд вспо-
могательных операций. В этом случае из
плавильной печи жидкий металл заливают
в ковш, а из него на агрегате непрерывно-
го литья и прокатки металл поступает в
кристаллизатор. Кристаллизатор и сле-
дующие за ним поддерживающие и по-
дающие ролики обеспечивают непрерыв-
ное, равномерное поступление металла в
рабочие клети прокатного стана. Таким
способом получают стальную проволоку
диаметром 8 мм, алюминиевую ленту
толщиной 8 ... 12 мм.
При производстве листового проката
стальной слиток массой до 50 т в горячем
состоянии прокатывают на слябинге или
блюминге, получая заготовку прямо-
угольного сечения с наибольшей толщи-
ной 350 и шириной 2300 мм, называемую
слябом.
В настоящее время вместо прокатан-
ных заготовок широко применяют заго-
товки в виде слябов, полученных непре-
рывной разливкой. Слябы прокатывают
большей частью на непрерывных станах
горячей прокатки, состоящих из двух
групп рабочих клетей - черновой и чисто-
вой, расположенных друг за другом. Пе-
ред каждой группой клетей сбивают ока-
лину в окалиноломателях. После прокатки
полосу толщиной 1,2 ... 16 мм сматывают в
рулон. К отделочным операциям производ-
ства горячекатаного листа относятся резка,
травление, термическая обработка и др.
Исходным материалом для холодной
прокатки листа толщиной менее 1,5 мм
обычно служат горячекатаные рулоны. На
современных станах холодной прокатки
производят листовую сталь с минималь-
ной толщиной 0,15 мм и ленты с мини-
мальной толщиной 0,0015 мм. Современ-
ным способом холодной прокатки являет-
ся рулонный. Предварительно горячеката-
ный лист очищают травлением в кислотах
с последующей промывкой, прокатывают
на одноклетьевых и многоклетьевых не-
прерывных четырехвалковых станах, а
также на многовалковых станах. После
холодной прокатки материал проходит
отделочные операции: отжиг в защитных
газах, нанесение в случае необходимости
покрытий, разрезку на мерные листы и др.
При прокатке бесшовных труб первой
операцией является прошивка - образо-
вание отверстия в слитке или круглой за-
готовке. Эту операцию выполняют в горя-
ИЗГОТОВЛЕНИЕ МАШИНОСТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
73
чем состоянии на прошивных станах.
Наибольшее применение получили про-
шивные станы с двумя бочкообразными
валками, оси которых расположены под
небольшим углом (5 ... 15°) друг к другу
(см. рис. 3.8, в). Оба валка 1 вращаются в
одном направлении, т.е. в данном случае
используется принцип поперечно-винто-
вой прокатки. Благодаря такому располо-
жению валков заготовка 2 получает одно-
временно вращательное и поступательное
движения. При этом в металле возникают
радиальные растягивающие напряжения,
которые вызывают течение металла от
центра в радиальном направлении, обра-
зуя внутреннюю полость, и облегчают
прошивку отверстия оправкой 3, устанав-
ливаемой на пути движения заготовки.
Последующую прокатку прошитой за-
готовки в трубу требуемых диаметра и
толщины стенки производят на раскатных
станах. Например, при наиболее распро-
страненном методе трубу прокатывают на
короткой оправке 2 в так называемом авто-
матическом двухвалковом стане (рис. 3.12).
Валки 1 образуют последовательно распо-
ложенные круглые калибры, зазор между
закрепленной на длинном стержне оправ-
кой 2 и ручьями валков определяет тол-
щину стенки трубы. Для устранения не-
равномерности толщины стенки по сече-
нию и рисок после раскатки производят
обкатку труб в обкатных станах, рабочая
клеть которых по конструкции аналогична
Рис. 3.12. Схема прокатки труб на автоматиче-
ском стане
клети прошивного стана. Затем для полу-
чения заданного диаметра трубы прокаты-
вают в калибровочном многоклетьевом
стане продольной прокатки без оправки, а
при необходимости получения труб диа-
метром менее 80 мм - еще и в редуцион-
ных непрерывных станах с рабочими кле-
тями аналогичной конструкции.
Сварные трубы изготовляют из пло-
ской заготовки - ленты (называемой
штрипсом) - или из листов, ширина кото-
рых соответствует длине (или половине
длины) окружности трубы. Процесс изго-
товления сварной трубы включает сле-
дующие основные операции: гибку плоской
заготовки в трубу, сварку кромок, уменьше-
ние (редуцирование) диаметра полученной
трубы. Для сварки чаще применяют сле-
дующие способы: печную сварку, сварку
сопротивлением и дуговую под флюсом.
При производстве труб печной сваркой лен-
ту, размотанную с рулона, правят, нагрева-
ют в узкой длинной (до 40 м) газовой печи
до температуры 1300 ... 1350 °C и посте-
пенно гнут в трубу на непрерывном про-
катном стане (рис. 3.13). Стан состоит из
6 ... 12 рабочих клетей, в которых валки
образуют круглые калибры. При прокатке
в калибрах прижимаемые друг к другу
кромки, дополнительно нагретые до высо-
кой температуры обдувкой кислородом,
свариваются. Выходящую из стана трубу
разрезают специальной пилой на куски
требуемой длины и далее калибруют на
калибровочном стане. Этим способом из-
готовляют трубы самой низкой стоимости
из низкоуглеродистой стали (Ст2кп) диа-
метром 10... 114 мм.
Рис. 3.13. Последовательность процесса свер-
тывания полосы в трубу в шести клетях непре-
рывного стана
74
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.14. Схема прокатки шаров в стане попе-
речно-винтовой прокатки
Электросваркой можно получать тру-
бы большого диаметра (до 2500 мм) с тон-
кой стенкой (до 0,5 мм) из легированных
сталей.
При производстве труб сваркой сопро-
тивлением ленты или полосы гнут в хо-
лодном состоянии в трубу на непрерыв-
ных формовочных станах (см. рис. 3.13).
При выходе из формовочного стана труб-
ная заготовка поступает на трубоэлектро-
сварочный стан, где кромки трубы при-
жимаются друг к другу двумя парами вер-
тикальных валков и одновременно свари-
ваются роликовыми электродами. После
сварки трубу калибруют, разрезают на
части.
Дуговой сваркой под флюсом изготов-
ляют трубы с прямыми и спиральными
швами. В первом случае подготовленный
лист гнут в трубу на листогибочных вал-
ковых станах или на прессах, затем свари-
вают, причем швы накладывают снаружи
и изнутри трубы. При получении труб со
спиральным швом лента, разматываемая с
рулона, сворачивается по спирали в трубу,
а затем сваривается по кромкам.
Трубы с более тонкой стенкой, высо-
кими качеством поверхности и точностью
размеров получают на станах холодной
прокатки труб различных типов, а также
волочением. В качестве заготовки в этом
случае применяют горячекатаные трубы.
Периодические профили в основном
изготовляют поперечной и поперечно-
винтовой прокаткой. На станах попереч-
но-винтовой прокатки получают не только
периодические профили, но и заготовки
шаров, роликов подшипников качения
(рис. 3.14). Валки 2 и 4 вращаются в одну
сторону. Ручьи валков соответствующей
формы сделаны по винтовой линии. Заго-
товка 1 при прокатке получает вращатель-
ное и поступательное движения; от вылета
из валков она предохраняется центри-
рующими упорами 3.
В промышленности для получения за-
готовок различных деталей широко при-
меняют созданные под руководством акад.
А. И. Целикова станы поперечно-винтовой
прокатки.
3. ПРОИЗВОДСТВО ПРЕССОВАННЫХ
ПРОФИЛЕЙ
При прессовании металл выдавливает-
ся из замкнутой полости через отверстие,
соответствующее сечению прессуемого
профиля (см. рис. 3.6, г). Этим процессом
изготовляют не только сплошные профи-
ли, но и полые (рис. 3.15). В этом случае в
заготовке необходимо предварительно
получить сквозное отверстие. Часто от-
верстие прошивают на том же прессе.
В процессе прессования при движении
пуансона 1 с пресс-шайбой 5 металл заго-
товки 2 выдавливается в зазор между мат-
рицей 3 и иглой 4. Прессование по рас-
смотренным схемам называется прямым.
Значительно реже применяют обратное
прессование, схема деформирования кото-
рого аналогична схеме обратного выдав-
ливания (см. рис. 3.46, а).
Рис. 3.15. Схема прессования полого профиля
(а) и примеры профилей, полученных прессо-
ванием (б)
ИЗГОТОВЛЕНИЕ МАШИНОСТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
75
Исходной заготовкой при прессовании
служит слиток или прокат. Состояние по-
верхности заготовки оказывает значитель-
ное влияние на качество поверхности и
точность прессованных профилей. Поэто-
му во многих случаях заготовку предвари-
тельно обтачивают на станке; после на-
грева поверхность заготовки тщательно
очищают от окалины.
Прессованием изготовляют изделия
разнообразного сортамента из цветных
металлов и сплавов, в том числе прутки
диаметром 3 ... 250 мм, трубы диаметром
20 ... 400 мм со стенкой толщиной 1,5 ...
12 мм и другие профили (см. рис. 3.15, б).
Из углеродистых сталей 20 ... 50, конст-
рукционных 30ХГСА, 40ХН, коррозион-
ностойких 12Х18Н10Т и других высоколе-
гированных сталей прессуют трубы с внут-
ренним диаметром 30 ... 160 мм со стенкой
толщиной 2 ... 10 мм, профили с полкой
толщиной 2 ... 2,5 мм и линейными разме-
рами поперечных сечений до 200 мм.
При прессовании металл подвергается
всестороннему неравномерному сжатию и
поэтому имеет весьма высокую пластич-
ность. Коэффициент, характеризующий
степень деформации и определяемый как
отношение площади сечения заготовки к
площади сечения прессуемого профиля,
при прессовании составляет 10 ... 50.
Прессованием можно обрабатывать та-
кие специальные стали, цветные металлы
и их сплавы, которые ввиду низкой пла-
стичности (особенно в литом состоянии)
другими видами обработки давлением
деформировать невозможно или затрудни-
тельно.
Прессованием можно получать профи-
ли сложных форм, которые не могут быть
получены другими видами обработки ме-
таллов давлением (в частности, прокат-
кой). Точность прессованных профилей
выше, чем прокатанных.
К недостаткам прессования следует
отнести большие отходы металла: весь
металл не может быть выдавлен из кон-
тейнера, и в нем остается так называемый
пресс-остаток, который после окончания
прессования отрезается от полученного
профиля. Масса пресс-остатка может дости-
гать 40 % массы исходной заготовки (при
прессовании труб большого диаметра).
Схема всестороннего сжатия металла
при прессовании приводит к значитель-
ным давлениям, действующим на инстру-
мент. Поэтому инструмент для прессова-
ния работает в исключительно тяжелых
условиях, испытывая кроме действия
больших давлений действие высоких тем-
ператур. Износ инструмента особенно ве-
лик при прессовании сталей и других
труднодеформируемых сплавов из-за вы-
соких сопротивления деформированию и
температуры горячей обработки. Инстру-
мент для прессования изготовляют из вы-
сококачественных инструментальных ста-
лей и жаропрочных сплавов. Износ инст-
румента уменьшают применением специ-
альных смазочных материалов; например,
при прессовании труднодеформируемых
сталей и сплавов используют смазочные
шайбы, укладываемые на матрицу под
заготовку, изготовленные из крупки до-
менного шлака, связанной жидким стек-
лом. Основным оборудованием для прес-
сования являются вертикальные или гори-
зонтальные гидравлические прессы.
4. ВОЛОЧЕНИЕ
МАШИНОСТРОИТЕЛЬНЫХ
ПРОФИЛЕЙ
Исходными заготовками для волочения
служат прокатанные или прессованные
прутки и трубы из стали, цветных метал-
лов и их сплавов.
Волочение труб можно выполнять без
оправки (для уменьшения внешнего диа-
метра) и с оправкой (для уменьшения
внешнего диаметра и толщины стенки). На
рис. 3.16, а показана схема волочения трубы
I на короткой удерживаемой оправке 3.
В этом случае профиль полученной трубы
определяется зазором между волокой 2 и
оправкой 3.
76
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.16. Схема волочения трубы (а) и примеры
профилей, полученных волочением (б)
Рис. 3.17. Схема барабанного волочильного
стана
Поскольку тянущая сила, приложенная
к заготовке, необходима не только для
деформирования металла, но и для пре-
одоления сил трения металла об инстру-
мент, эти силы трения стараются умень-
шить применением смазки и полировани-
ем отверстия в волоке.
Обычно для получения необходимых
профилей требуется деформация, превы-
шающая допустимую за один проход, по-
этому применяют волочение через ряд
постепенно уменьшающихся по диаметру
отверстий. Но, поскольку волочение осу-
ществляют в условиях холодной деформа-
ции, металл упрочняется. Для восстанов-
ления пластичности упрочненный волоче-
нием металл подвергают промежуточному
отжигу.
Волочением обрабатывают различные
марки стали, цветные металлы и их спла-
вы. Сортамент изделий, изготовляемых
волочением, очень разнообразен: прово-
лока диаметром 0,002 ... 5 мм и фасонные
профили, примеры которых показаны на
рис. 3.16, б (призматические и фасонные
направляющие; сегментные, призматиче-
ские и фасонные шпонки; шлицевые вали-
ки; опорные призмы, ножи и т.д.). Воло-
чением калибруют стальные трубы диа-
метрами от капиллярных до 200 мм,
стальные прутки диаметрами 3 ... 150 мм.
Поскольку волочение производят в ус-
ловиях холодной деформации, оно обес-
печивает точность размеров (стальная
проволока диаметром 1 ... 1,6 мм имеет
допуск 0,02 мм), низкую шероховатость
поверхности, получение очень тонкостен-
ных профилей.
Волоку изготовляют из инструменталь-
ных сталей, металлокерамических сплавов и
технических алмазов (для волочения прово-
локи диаметром менее 0,2 мм). Волочение
производят на барабанных и цепных
волочильных станах. Барабанные станы
(рис. 3.17) служат для волочения проволо-
ки, труб небольшого диаметра, наматы-
ваемых в бунты. Исходную заготовку в
виде бунта укладывают на барабан /.
Предварительно заостренный конец про-
волоки пропускают через отверстие воло-
ки 2 и закрепляют на барабане 3, который
приводится во вращение от электродвига-
теля через редуктор и зубчатую передачу
4. Кроме станов для однократного волоче-
ния, один из которых показан на рис. 3.17,
существуют станы для многократного во-
лочения. Последние имеют до 20 бараба-
нов с установленными перед каждым из
них волоками. На цепных станах тянущее
устройство совершает прямолинейное
возвратно-поступательное движение. Та-
кие станы применяют для волочения
прутков и труб, которые нельзя наматы-
вать в бунты.
5. ПРОИЗВОДСТВО
ГНУТЫХ ПРОФИЛЕЙ
При изготовлении горячей прокаткой
фасонных профилей невозможно получить
стенки толщиной менее 2 ... 3 мм. В то же
время по требуемой прочности в конст-
рукциях такая толщина нередко завышена.
Кроме того, горячекатаные профили име-
ют технологические напуски (внутренние
ИЗГОТОВЛЕНИЕ МАШИНОСТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
77
радиусы скругления, уклоны), увеличи-
вающие их массу. Фасонные тонкостен-
ные профили, легкие, но жесткие, весьма
сложной конфигурации и большой длины
можно получать методом профилирования
листового материала в холодном состоя-
нии. Процесс профилирования прокаткой
на профилегибочных станах заключается в
постепенном изменении формы сечения
плоской заготовки до требуемого профиля
при последовательном прохождении по-
лосы или ленты через несколько пар (6 -
20 и более) вращающихся фигурных роли-
ков. При данном методе площадь попе-
речного сечения и толщина исходной по-
лосы или ленты практически не изменя-
ются, т.е. происходит только последова-
тельная гибка полосы или ленты в попе-
речном сечении.
На рис. 3.18, а показано последова-
тельное изменение плоской заготовки до
требуемого профиля на профилегибочном
стане. Число пар роликов, необходимое
для изготовления того или иного профиля,
зависит от сложности его конфигурации.
Заготовкой при изготовлении гнутых про-
филей может быть лента или полоса из
стали или цветных металлов толщиной
0,3 ... 10 мм. Форма гнутых профилей
(рис. 3.18, б) может быть и относительно
простой (профиль открытого типа) и весьма
сложной (профили полузакрытого и закры-
того типов, профили с наполнителем).
Указанным способом получают боль-
шое количество изделий для машино-
строения, автомобильной и авиационной
промышленности, строительных конст-
рукций.
«) б)
Рис. 3.18. Последовательность профилирования на профилегибочном стане (а) и примеры гнутых
профилей (б):
1,3,5- 8- номера пар роликов (пары роликов 2 и 4 на рисунке не показаны)
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие факторы обусловливают точность
тонколистового проката?
2. Каким способом можно получить цель-
ный профиль в форме трубы с внутренними
ребрами?
3. Почему у прокатанных фасонных профи-
лей (швеллер, двутавр и др.) полки всегда
имеют уклоны?
4. Какова последовательность изготовления
стальной проволоки диаметром, например,
0,5 мм?
5. Какую трубу - бесшовную или сварную -
целесообразней использовать в рамной конст-
рукции (например, в раме велосипеда)?
6. Каким видом обработки металлов давле-
нием предпочтительно произвести небольшое
количество (несколько тонн) профиля простой
геометрической формы, но нестандартного
размера?
7. Почему прессование стали производят в
горячем состоянии?
8. Как различаются свойства стального
прутка до и после волочения?
78
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Глава III Изготовление поковок
машиностроительных деталей
1. виды поковок
Поковкой называют заготовку детали,
полученную ковкой или штамповкой. Ог-
ромное разнообразие машиностроитель-
ных деталей и, соответственно, такое же
разнообразие форм и размеров поковок,
сплавов, характера производства обуслов-
ливают существование различных спосо-
бов изготовления поковок.
Поковки могут быть сгруппированы по
признакам, определяющим технологию их
изготовления. Такими признаками явля-
ются масса, конфигурация, марка сплава и
тип производства.
Масса поковок, которая может быть от
сотен граммов до сотен тонн, определяет
тип заготовки, вид деформации и схему
деформирования.
Исходными заготовками для получе-
ния поковок являются слитки или сорто-
вой прокат круглого, квадратного или
прямоугольного сечения; так как размеры
поперечного сечения последнего ограни-
чены, для получения поковок большой
массы (от нескольких сотен килограммов)
в качестве заготовки используют слитки.
Поскольку при горячей деформации
давления, необходимые для формоизме-
нения нагретого металла, ниже, чем при
холодной деформации, последняя исполь-
зуется для поковок малой массы (ориен-
тировочно менее 1 кг).
Изготовление поковок может осущест-
вляться по схемам свободного пластиче-
ского течения между поверхностями ин-
струмента или затекания металла в по-
лость штампа (возможно, в сочетании с
процессами выдавливания, ротационного
обжатия). Для заполнения полости штампа
необходимо давление, значительно пре-
вышающее давление при свободном пла-
стическом течении металла. Вследствие
этого поковки большой массы затрудни-
тельно изготовлять штамповкой. Для тя-
желых поковок (массой ориентировочно
1 ... 250 т) единственно возможным спо-
собом изготовления является ковка - вид
горячей обработки металлов давлением,
при котором деформирование производят
последовательно на отдельных участках
заготовки. Металл свободно течет в сто-
роны, не ограниченные рабочими поверх-
ностями инструмента, в качестве которого
применяют плоские или фигурные (вы-
резные) бойки, а также различный под-
кладной инструмент. Таким образом, при
ковке используют универсальный (годный
для изготовления различных поковок) ин-
струмент, в то время как для штамповки
требуется специальный инструмент -
штамп, изготовление которого при не-
большой партии одинаковых поковок эко-
номически невыгодно. Поэтому в единич-
ном и мелкосерийном производствах ков-
ка обычно экономически более целесооб-
разна. Чем больше партия одинаковых
поковок, тем более специализированным
может быть технологический процесс их
изготовления, так как применение более
сложного, а значит, более дорогого, инст-
румента и специального оборудования
экономически оправдано.
Представить общую достаточно стро-
гую классификацию форм поковок трудно
ввиду их большого разнообразия. Упро-
щенно поковки можно разделить, напри-
мер, на такие группы: осесимметричные
типа дисков и колес (рис. 3.19, 1, а), вту-
лок и колец (рис. 3.19, 1, б); осесиммет-
ричные типа стаканов и втулок, размер
которых вдоль оси больше поперечных
(рис. 3.19, 2); осесимметричные типа ва-
лов и осей (рис. 3.19, 3); длина которых
вдоль оси больше поперечных размеров;
неосесимметричные типа рычагов, вилок,
крюков (рис. 3.19, 4) с меньшим или
большим соотношением габаритных
размеров; к этой многочисленной груп-
пе относятся поковки гаечных ключей,
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
79
Рис. 3.19. Виды машиностроительных поковок
шатунов, звеньев гусениц тракторов, ло-
паток турбин, крюков грузоподъемных
механизмов, коленчатых валов и др.
Кроме такого разделения поковок по
типу деталей при технологических расче-
тах по конфигурации поковки делят на
группы сложности. Критерием сложности
поковки считают отношение объемов по-
ковки и описанной вокруг нее простой
геометрической фигуры - призмы или
цилиндра.
2. КОВКА
Процесс ковки состоит из чередования
в определенной последовательности ос-
новных и вспомогательных операций. Ка-
ждая операция определяется характером
деформирования и применяемым инстру-
ментом.
К основным операциям ковки отно-
сятся осадка, протяжка, прошивка, отруб-
ка, гибка.
Осадка - операция уменьшения высо-
ты заготовки при увеличении площади ее
поперечного сечения (см. рис. 3.6, а).
Осаживают заготовки между бойками или
подкладными плитами (рис. 3.20, а).
Разновидностью осадки является вы-
садка, при которой металл осаживают лишь
на части длины заготовки (рис. 3.20, б).
Протяжка - операция удлинения за-
готовки или ее части за счет уменьшения
площади поперечного сечения (рис. 3.21,
а). Протяжку производят последователь-
ными ударами или нажатиями на отдель-
ные участки заготовки, примыкающие
один к другому, с подачей заготовки вдоль
оси протяжки и поворотами ее на 90° во-
круг этой оси. При каждом нажатии
уменьшается высота сечения, увеличива-
ются ширина и длина заготовки. Общее
увеличение длины равно сумме прираще-
ний длин за каждое нажатие, а уширение
Рис. 3.20. Схемы осадки в кольцах (а) и высад-
ки (б)
80
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.21. Схемы протяжки и ее разновидностей
по всей длине одинаково. Если заготовку
повернуть на 90° вокруг горизонтальной
оси и повторить протяжку, то уширение,
полученное в предыдущем проходе,
устраняется, а длина заготовки снова
увеличивается. Чем меньше подача
при каждом нажатии, тем интенсивнее
удлинение. Однако при слишком малой
подаче могут получиться зажимы
(рис. 3.21, б).
Протягивать можно плоскими
(рис. 3.21, а) и вырезными (рис. 3.21, в)
бойками. При протяжке на плоских бойках
в центре изделия могут возникнуть (осо-
бенно при протяжке круглого сечения)
значительные растягивающие напряже-
ния, которые приводят к образованию
осевых трещин. При протяжке с круга на
круг в вырезных бойках силы, направлен-
ные с четырех сторон к осевой линии за-
готовки, способствуют более равномерно-
му течению металла и устранению воз-
можности образования осевых трещин.
Деформация при протяжке может быть
выражена величиной у к о в к и:
У = ЛЖ,
где F„ - начальная (большая) площадь по-
перечного сечения; FK - конечная (мень-
шая) площадь поперечного сечения после
протяжки.
Очевидно, чем больше уковка, тем
лучше прокован металл, тем выше его ме-
ханические свойства. Поэтому протяжку
применяют не только для получения поко-
вок с удлиненной осью (валы, рычаги, тяги
и т.п.), но и в чередовании с осадкой -
для большей уковки металла заготовки.
Протяжка имеет ряд разновидностей.
Разгонка - операция увеличения
ширины части заготовки за счет уменьше-
ния ее толщины (рис. 3.21, г).
Протяжка с оправкой - операция
увеличения длины пустотелой заготовки
за счет уменьшения толщины ее стенок
(рис. 3.21, б). Протяжку выполняют в вы-
резных бойках (или нижнем вырезном 3 и
верхнем плоском 2) на слегка конической
оправке /. Протягивают в одном направ-
лении - к расширяющемуся концу оправ-
ки, что облегчает ее удаление из поковки.
Раскатка на оправке - операция
одновременного увеличения наружного и
внутреннего диаметров кольцевой заго-
товки за счет уменьшения толщины ее
стенок (рис. 3.21, е). Заготовка 5 опирает-
ся внутренней поверхностью на цилинд-
рическую оправку б, устанавливаемую
концами на подставках 7, и деформирует-
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
81
ся между оправкой и узким длинным бой-
ком 4. После каждого нажатия заготовку
поворачивают относительно оправки.
Протяжку с оправкой и раскатку на
оправке часто применяют совместно. Вна-
чале раскаткой уничтожают бочкообраз-
ность предварительно осаженной и про-
шитой заготовки и доводят ее внутренний
диаметр до требуемых размеров. Затем
протяжкой с оправкой уменьшают толщи-
ну стенок и увеличивают до заданных
размеров длину поковки.
Прошивка - операция получения по-
лостей в заготовке за счет вытеснения ме-
талла (рис. 3.22, а). Прошивкой можно
получить сквозное отверстие или углубле-
ние (глухая прошивка). Инструментом для
прошивки служат прошивни (рис. 3.22, в)
сплошные и пустотелые; последними
прошивают отверстия большого диаметра
(400 ... 900 мм). При сквозной прошивке
сравнительно тонких поковок применяют
подкладные кольца (рис. 3.22, б). Более
толстые поковки прошивают с двух сто-
рон без подкладного кольца (рис. 3.22, а).
Диаметр прошивня выбирают не более
1/2 ... 1/3 наружного диаметра заготовки;
при большем диаметре прошивня заготовка
значительно искажается. Прошивка со-
провождается отходом (выдрой).
Отрубка - операция отделения части
заготовки по незамкнутому контуру путем
внедрения в заготовку деформирующего
инструмента - топора (рис. 3.22, г). От-
рубку применяют для получения из заго-
товок большой длины нескольких корот-
ких, для удаления излишков металла на
концах поковок, а также прибыльной и
донной частей слитков и т.п. Инструмент
для отрубки - топоры различной формы
(рис. 3.22, б).
Гибка - операция придания заготовке
изогнутой формы по заданному контуру
(рис. 3.22, е). Этой операцией получают
угольники, скобы, крючки, кронштейны и
т.п. Гибка сопровождается искажением
первоначальной формы поперечного сече-
ния заготовки и уменьшением его площа-
ди в зоне изгиба, называемым утяжкой.
Для компенсации утяжки в зоне изгиба
заготовке придают увеличенные попереч-
ные размеры. При гибке возможно обра-
зование складок по внутреннему контуру
и трещин по наружному. Во избежание
этого явления по заданному углу изгиба
подбирают соответствующий радиус
скругления.
Рис. 3.22. Схемы операций ковки:
а - двусторонняя прошивка; б - сквозная прошивка; в - прошивни; г - отрубка; д - топоры; е - гибка;
ж - штамповка в подкладных штампах
ж)
82
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Перечисленными операциями ковки
трудно изготовить поковки с относительно
сложной конфигурацией. Поэтому при изго-
товлении небольшой партии таких поковок
применяют так называемую штамповку в
подкладных штампах (рис. 3.22, ж). Под-
кладной штамп может состоять из одной
или двух частей, в которых имеется по-
лость с конфигурацией поковки или ее
отдельного участка. В подкладных штам-
пах можно изготовлять головки гаечных
ключей, головки болтов, диски со ступи-
цей, втулки с буртом и другие поковки.
Чертеж поковки составляют на осно-
вании разработанного конструктором чер-
тежа готовой детали с учетом припусков,
допусков и напусков (рис. 3.23). Припуск
2 - поверхностный слой металла поковки,
подлежащий удалению обработкой реза-
нием для получения требуемых размеров
и качества поверхностного слоя готовой
детали 1. Размеры детали увеличивают на
величину припусков в местах, которые
подлежат обработке резанием. Припуск 2
зависит от размеров поковки, ее конфигу-
рации, типа оборудования, применяемого
для изготовления поковки, и других фак-
торов. Чем больше размеры поковки, тем
больше припуск.
Допуск 4 - допустимое отклонение от
номинального размера поковки, простав-
ленного на ее чертеже, т.е. разность между
наибольшим и наименьшим предельными
размерами поковки. Допуск назначают на
все размеры поковки.
Конфигурацию поковки иногда упро-
щают за счет напусков 3 - объема метал-
ла, добавляемого к поковке сверх припус-
ка для упрощения ее формы и, следова-
тельно, процесса ковки. Напуски 3 удаля-
ют последующей обработкой резанием.
Припуски, допуски и напуски назначают в
строгом соответствии с ГОСТом.
Выбор заготовки осуществляют по ее
массе, которая может быть подсчитана по
формуле
^заг ТИпок "гпР ™д,< ТИуг ^от,
где ?изаг - масса исходной заготовки; /ипок -
масса поковки, подсчитываемая как про-
изведение объема поковки на плотность
металла; типр - масса отхода с прибыльной
частью слитка; тт - масса отхода с дон-
ной частью слитка; /иуг - масса отхода на
угар (окалинообразование) при нагреве;
т0Т - масса технологических отходов.
Рис. 3.23. Схема размеров поковки
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
83
Отходы с прибыльной частью состав-
ляют 14 ... 30 %, а с донной 4 ... 7 %; на
угар - в среднем 2 ... 2,5 % массы нагре-
ваемого металла при нагреве холодной
заготовки и —1,5 % при каждом подогреве.
Технологические отходы (обрубки, выдры
и т.п.) зависят от формы поковки и приня-
той последовательности ковки. При ковке
из прокатанной заготовки т^, и тдп отсут-
ствуют. Размеры поперечного сечения
заготовки выбирают с учетом обеспечения
необходимой уковки. Достаточной уков-
кой для слитков считается 2,5 ... 3, а для
проката можно принимать 1,3 ... 1,5.
Оборудование для ковки выбирают в
зависимости от режима ковки данного
металла или сплава, массы поковки и ее
конфигурации. Необходимую мощность
оборудования обычно определяют по при-
ближенным формулам или справочным
таблицам.
Ковку выполняют на ковочных моло-
тах и ковочных гидравлических прессах.
Молоты - машины динамического,
ударного действия. Продолжительность
деформации на них составляет тысячные
доли секунды. Металл деформируется за
счет энергии, накопленной подвижными
(падающими) частями молота к моменту
их соударения с заготовкой. Поэтому при
выборе молотов руководствуются массой
их падающих частей. Энергия, накоплен-
ная падающими частями, не вся расходу-
ется на деформирование заготовки. Часть
ее теряется на упругие деформации инст-
румента и колебания шабота - детали, на
которую устанавливают нижний боек. Чем
больше масса шабота, тем больше КПД.
Практически масса шабота бывает в 15 раз
больше массы падающих частей, что
обеспечивает КПД удара т|уд = 0,8 ... 0,9.
Одним из основных типов молотов для
ковки являются паровоздушные молоты.
Такие молоты приводятся в действие па-
ром или сжатым воздухом давлением
0,7 ... 0,9 МПа. В зависимости от конст-
рукции станины паровоздушные ковочные
молоты бывают арочные, мостовые и од-
ностоечные.
Рис. 3.24. Схема паровоздушного молота арочно-
го типа
На станине 4 арочного молота (рис. 3.24)
смонтирован рабочий цилиндр 1 с паро-
распределительным устройством 11. При
нажатии педали или рукоятки управления
сжатый пар или воздух по каналу 12 по-
ступает в верхнюю полость цилиндра 1 и
давит на поршень 2, соединенный штоком
3 с бабой 5, к которой прикреплен верхний
боек 6. В результате падающие части 2, 3,
5 и 6 перемещаются вниз и наносят удары
по заготовке, уложенной на нижний боек
7, неподвижно закрепленный на массив-
ном шаботе 8. При подаче сжатого пара по
каналу 10 в нижнюю полость цилиндра 1
падающие части поднимаются в верхнее
положение. Перемещение бабы 5 проис-
ходит в направляющих 9. В ковочных мо-
лотах станина 4 и шабот 8 закреплены на
фундаменте по отдельности, так как для
того, чтобы манипулировать заготовками
и кузнечным инструментом, необходимо
иметь доступ к бойкам со всех сторон.
Молоты могут совершать удары с раз-
ной энергией, зажимать поковки между
бойками и удерживать бабу на весу. Ко-
84
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
вочные паровоздушные молоты строят с
массой падающих частей 1000 ... 8000 кг.
На этих молотах изготовляют поковки
средней массы (20 ... 350 кг), преимуще-
ственно из прокатанных заготовок.
Гидравлические прессы - машины ста-
тического действия; продолжительность
деформации на них может составлять от
единиц до десятков секунд. Металл де-
формируется приложением силы, созда-
ваемой с помощью жидкости (водной
эмульсии или минерального масла), пода-
ваемой в рабочий цилиндр пресса. В Рос-
сии ковочные гидравлические прессы
строят усилием 5 ... 100 МН для изготов-
ления крупных поковок в основном из
слитков.
Последовательность операций ковки
устанавливают в зависимости от конфигу-
рации поковки и технологических требо-
ваний на нее, вида заготовки (слиток или
прокат). В качестве примера на рис. 3.25
приведена последовательность ковки по-
лого массивного цилиндра из слитка на
гидравлическом прессе. Цилиндр куют из
стального слитка (сталь 40) массой 18 т с
пяти нагревов. После первого нагрева
протягивают прибыльную часть под па-
трон и сам слиток на диаметр 1000 мм,
отрубают донную и прибыльную части
слитка (рис. 3.25, а). После второго нагре-
ва выполняют осадку, прошивку отвер-
стия и раскатку на оправке (рис. 3.25, б),
после третьего нагрева - посадку на оп-
равку и протяжку на длину 1100 мм
(рис. 3.25, в), после четвертого - посадку
на оправку и протяжку средней части на
диаметр 900 мм (рис. 3.25, г). После пято-
го нагрева (нагревают только конец А)
заковывают конец А.
Технологические требования к дета-
лям, получаемым из кованых поковок,
сводятся главным образом к тому, что по-
ковки должны быть наиболее простыми,
очерченными цилиндрическими поверх-
ностями и плоскостями (рис. 3.26, 1 - 4).
В поковках следует избегать конических
(рис. 3.26, 5) и клиновых (рис. 3.26, 6)
форм. Необходимо учитывать трудности
выполнения ковкой участков пересечений
Рис. 3.25. Последовательность операций ковки
полого цилиндра из слитка
цилиндрических поверхностей между со-
бой (рис. 3.26, 7) и с призматическими
поверхностями (рис. 3.26, 5). В поковках
следует избегать ребристых сечений, бо-
бышек, выступов и т.п., учитывая, что эти
элементы изготовить ковкой трудно.
В местах сложной конфигурации прихо-
дится прибегать к напускам в целях упро-
щения конфигурации поковки, что вызы-
вает удорожание детали. Кроме того, сле-
дует стремиться, чтобы конфигурация
детали позволяла получать при ковке наи-
более благоприятное расположение воло-
кон.
Механизация ковки - важная задача
улучшения условий труда и повышения
производительности, так как ковка - тру-
доемкий и малопроизводительный про-
цесс. При ковке массивных поковок мно-
гие операции вообще не могут быть осу-
ществлены вручную.
Для посадки заготовок (слитков) в печь
и выдачи их из печи кроме мостовых и
консольно-поворотных кранов применяют
специальные посадочные машины на-
польного или подвесного типа. Ковку на
прессах и молотах можно механизировать
с помощью различных кранов, кантовате-
лей и манипуляторов.
Молоты обслуживаются обычно кон-
сольно-поворотными кранами, прессы -
мостовыми кранами. Кантователь - меха-
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
85
Правильно
Нежелательно
Рис. 3.26. Правильные и нежелательные формы
поковок
низм, подвешиваемый к крюку крана и
позволяющий поворачивать слиток вокруг
его продольной оси (дополнительно к тем
движениям, которые обеспечивает сам
кран).
Манипулятор представляет собой те-
лежку, которая может перемещаться по
железнодорожным рельсам (рельсовый
манипулятор) либо без них (безрельсовый
манипулятор). На тележке устанавливают
электрические или гидравлические приво-
ды, осуществляющие перемещение самой
тележки и движение захвата. Захват зажи-
мает заготовку, производит кантовку -
вращение вокруг продольной оси и пере-
мещает ее вверх-вниз. Имеются манипу-
ляторы, у которых кроме этого захват по-
ворачивается вокруг вертикальной оси.
Грузоподъемность манипуляторов дости-
гает 120 т.
Начинают применять автоматизиро-
ванные процессы ковки, при которых ра-
ботой пресса и манипулятора управляют
электронные устройства по заданной про-
грамме. Для повышения точности поковок
находят применение устройства (фотоэле-
менты, датчики с радиоактивными изото-
пами), регламентирующие положение ра-
бочего инструмента в заключительный
момент ковки.
3. ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
Наличие большого разнообразия форм
и размеров штампованных поковок, а так-
же сплавов, из которых их штампуют,
обусловливает существование различных
способов штамповки.
Так как характер течения металла в
процессе штамповки определяется типом
штампа, то этот признак можно считать
основным для классификации способов
штамповки. В зависимости от типа штам-
па выделяют штамповку в открытых и
закрытых штампах.
Штамповка в открытых штампах
(рис. 3.27, а) характеризуется переменным
зазором между подвижной и неподвижной
частями штампа. В этот зазор вытекает
часть металла - облой, который закрыва-
ет выход из полости штампа и заставляет
остальной металл целиком заполнить всю
полость. В конечный момент деформиро-
вания в облой выжимаются излишки ме-
талла, находящиеся в полости, что позво-
ляет не предъявлять высоких требований к
точности заготовок по массе. Облой затем
обрезается в специальных штампах.
Штамповкой в открытых штампах можно
получать поковки практически всех типов
(см. рис. 3.19).
Штамповка в закрытых штампах
(рис. 3.27, б, в) характеризуется тем, что
полость штампа в процессе деформирова-
ния остается закрытой. Зазор между под-
вижной и неподвижной частями штампа
при этом постоянный и небольшой, так
что образование облоя в нем не преду-
смотрено. Устройство таких штампов за-
висит от типа машины, на которой штам-
пуют. Например, нижняя половина штампа
может иметь полость, а верхняя - выступ
(на прессах), или наоборот (на молотах).
86
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.27. Схемы штамповки в открытых и закрытых штампах:
I - облойная канавка
Закрытый штамп может иметь не одну,
а две взаимно перпендикулярные плоско-
сти разъема, т.е. состоять из трех частей
(рис. 3.27, в).
При штамповке в закрытых штампах
необходимо строго соблюдать равенство
объемов заготовки и поковки, иначе при
недостатке металла не заполняются углы
полости штампа, а при избытке размер
поковки по высоте будет больше требуе-
мого. Следовательно, в этом случае про-
цесс получения заготовки усложняется,
поскольку отрезка заготовок должна обес-
печивать высокую точность. Как правило,
штамповкой в закрытых штампах получа-
ют поковки групп / и 2 (см. рис. 3.19).
Существенное преимущество штам-
повки в закрытых штампах - уменьшение
расхода металла, поскольку нет отхода в
облой. Поковки, полученные в закрытых
штампах, имеют более благоприятную
структуру, так как волокна обтекают кон-
тур поковки, а не перерезаются в месте
выхода металла в облой. При штамповке в
закрытых штампах металл деформируется
в условиях всестороннего неравномерного
сжатия при больших сжимающих напря-
жениях, чем в открытых штампах. Это
позволяет получать большие степени де-
формации и штамповать малопластичные
сплавы.
К штамповке в закрытых штампах
можно отнести штамповку выдавливанием
и прошивкой, так как штамп в этих случа-
ях выполняют по типу закрытого и отхода
в заусенец не предусматривают. Дефор-
мирование металла при горячей штампов-
ке выдавливанием и прошивкой происхо-
дит так же, как при холодном прямом и
обратном выдавливании.
Схема технологического процесса
штамповки в основном определяется кон-
фигурацией и размером детали, которую
необходимо получить.
Чертеж поковки составляют по чер-
тежу детали. При получении поковки в
открытом штампе прежде всего необхо-
димо правильно выбрать поверхность
разъема, т.е. поверхность, по которой со-
прикасаются между собой верхняя и ниж-
няя половины штампа. Обычно эта по-
верхность является плоскостью или соче-
танием плоскостей. Плоскость разъема
должна быть выбрана такой, чтобы поков-
ка свободно вынималась из штампа.
В целях облегчения заполнения металлом
полости штампа желательно выбрать
плоскость разъема таким образом, чтобы
полости штампов имели наименьшую глу-
бину. При штамповке возможен сдвиг од-
ной половины штампа относительно дру-
гой. Чтобы такой сдвиг можно было легко
контролировать, плоскость разъема долж-
на пересекать вертикальную поверхность
поковки (рис. 3.28). Желательно плоскость
разъема располагать так, чтобы естествен-
ные уклоны облегчили извлечение поков-
ки из штампа (рис. 3.28, б).
Припуски на механическую обработ-
чику назначают главным образом на со-
прягаемые поверхности детали. Величина
припуска зависит от габаритных размеров
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
87
Рис. 3.28. Выбор плоскости разъема штампа:
а - неправильно; б - правильно
Рис. 3.29. Зависимость величины припуска А от
габаритных размеров и массы штампованной
на прессе стальной поковки
и массы поковки (рис. 3.29), от вида обо-
рудования штамповки, требований к точ-
ности и шероховатости детали; припуск
выбирают по ГОСТу. Допуски на штам-
повку назначают также по ГОСТу; допус-
ки учитывают возможные отклонения от
номинальных размеров вследствие не до-
штамповки по высоте, сдвига штампов, их
износа и т.п.
Для облегчения заполнения полости
штампа и извлечения из нее поковки бо-
ковые поверхности последней должны
иметь штамповочные уклоны. Штампо-
вочные уклоны назначают сверх припуска;
они повышают отход металла при механи-
ческой обработке и утяжеляют поковку.
Уклон зависит от глубины и сложности
полости, применяемого для штамповки
оборудования и колеблется для стальных
Рис. 3.30. Примеры составления чертежа по-
ковки:
а - деталь; б - поковка при штамповке в открытом
штампе; в - то же, в закрытом штампе с одной плос-
костью разъема; г - то же, в закрытом штампе с дву-
мя плоскостями разъема
поковок в пределах 3 ... 10°. Для наруж-
ных поверхностей поковки (вследствие
температурной усадки) штамповочные
уклоны а принимают меньшими, чем для
внутренних р (рис. 3.30).
Все пересекающиеся поверхности по-
ковки сопрягаются по радиусам. Это не-
обходимо для лучшего заполнения полос-
ти штампа и предохранения его от преж-
88
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
девременного износа и поломок. Радиусы
скругления зависят от глубины полости.
Внутренние радиусы R скругления в 3 ...
4 раза больше, чем наружные радиусы г
(см. рис. 3.30). Наружные радиусы скруг-
ления г составляют обычно 1 ... 6 мм.
При штамповке в штампах с одной
плоскостью разъема нельзя получить
сквозное отверстие в поковке, поэтому
наносят только наметку отверстия с пере-
мычкой-пленкой, удаляемой впоследствии
в специальных штампах. Штамповкой не
всегда можно получить полностью тре-
буемую конфигурацию поковки, поэтому
на отдельных участках поковок могут
быть сделаны напуски, упрощающие фор-
му. В частности, при диаметрах отверстия,
меньших 30 мм, наметки в поковках не
делают.
Изменив все размеры спроектирован-
ной поковки на величину усадки, получа-
ют чертеж горячей поковки, по которому
изготовляют полость штампа.
При штамповке в открытых штампах
вдоль внешнего контура полости выпол-
няют специальную облойную канавку
штампа (см. рис. 3.27, 7). Для обеспечения
хорошего заполнения металлом полости
штампа и повышения его стойкости осо-
бенно большое значение имеет толщина
облоя /гоб, которую, как и другие размеры
облойной канавки, подсчитывают по фор-
мулам в зависимости от конфигурации
поковки.
Чертеж поковки при штамповке в за-
крытых штампах с одной плоскостью
разъема составляют так же, как при штам-
повке в открытых, но плоскость разъема
выбирают по торцовой наибольшей по-
верхности детали (см. рис. 3.30, в). Со-
ставление чертежа поковки при штампов-
ке в закрытых штампах с двумя взаимно
перпендикулярными плоскостями разъема
имеет свои специфические особенности.
Прежде всего наличие двух плоскостей
разъема не требует на поковках напусков
там, где они необходимы в штампах с од-
ной плоскостью разъема (рис. 3.30, г).
Штамповочные уклоны назначают значи-
тельно меньшего размера или их можно
совсем не предусматривать.
Технологические требования к дета-
лям, получаемым из штампованных поко-
вок, определяются прежде всего тем, что
их обычно обрабатывают только по сопря-
гаемым поверхностям, а большинство по-
верхностей впоследствии не обрабатыва-
ются. Поэтому при проектировании самой
детали конструктор должен учитывать
особенности процесса штамповки. Прежде
всего необходимо представить, как будет
происходить разъем штампа. Например,
деталь, показанную на рис. 3.31, нельзя
штамповать без очень больших напусков,
так как невозможно выбрать разъем
штампа, допускающий извлечение поков-
ки. В таком случае желательно изменить
конструкцию детали. Заранее установить
плоскость разъема необходимо еще и по-
тому, что от этого зависят другие элемен-
ты конструкции детали (углы наклона
стенок, радиусы скруглений и др.).
При проектировании детали следует
стремиться к возможно меньшей разности
в площадях поперечных сечений на раз-
личных участках длины детали, избегать
тонких стенок, высоких ребер, длинных
отростков и тонких приливов, примы-
кающих к плоскости разъема.
Рис. 3.31. Пример неправильной конструкции
поковки
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
89
Рис. 3.32. Зависимость толщины полотна S от
площади проекции детали на плоскость разъе-
ма F для стали 1 и алюминиевых сплавов 2
Наименьшая толщина полотна поковки
в плоскости разъема штампов не должна
быть меньше рекомендуемых минималь-
ных значений, зависящих от размеров и
материала детали (рис. 3.32). Высота ре-
бер и расстояние между ними связаны
между собой и толщиной полотна поков-
ки: чем меньше последняя, тем меньше
должна быть высота ребер, а с увеличени-
ем высоты ребер расстояние между ними
должно увеличиваться. В противном слу-
чае значительно возрастает сила, необхо-
димая для заполнения штампа, уменьша-
ется его стойкость.
Необходимо проверять в каждом от-
дельном случае целесообразность изго-
товления деталей из двух или нескольких
частей с последующей сваркой и, наобо-
рот, целесообразность объединения в од-
ной поковке смежных деталей. Например,
при штамповке детали I (рис. 3.33) как
целое приходится предусматривать боль-
шие напуски; отход металла при после-
дующей обработке резанием составляет
более 50 % массы поковки. Та же деталь II
сварной конструкции значительно проще
для штамповки по частям; в этом случае
можно отштамповать наметки отверстий,
уменьшить отход металла.
Заготовками для горячей штампов-
ки в подавляющем большинстве случаев
служит прокат круглого, квадратного,
прямоугольного профилей, а также перио-
дический. При этом прутки разрезают на
отдельные (мерные) заготовки, хотя ино-
гда штампуют из прутка с последующим
отделением поковки непосредственно на
штамповочной машине. Мерные заготовки
отрезают от прутка различными способами:
на кривошипных пресс-ножницах, механи-
ческими пилами, газовой резкой и т.д.
На ножницах пруток 1 подают по роль-
гангу 6 до регулируемого упора 4, прижи-
мают к неподвижному ножу 5 прижимом
2, а подвижной нож 3 отделяет от прутка
заготовку необходимой длины.
Ножи могут быть для круглых
(рис. 3.34, а) и квадратных (рис. 3.34, б)
прутков. Этот способ получения мерных
заготовок наиболее производителен, одна-
ко отклонение их длины составляет 1 ...
5 мм и торец заготовок получается неров-
ным.
Поковки простой конфигурации, не
имеющие большой разности сечений по
высоте (длине), обычно штампуют в
штампах с одной полостью, т.е. в одно-
ручьевых штампах. Поковки сложной
конфигурации с резкими изменениями
сечений по длине, с изогнутой осью
штамповать в одноручьевом штампе из
прокатанных заготовок постоянного про-
филя невозможно (иначе штамповка со-
провождается недопустимо большим от-
ходом в облой).
Рис. 3.33. Упрощение способа штамповки пу-
тем последующей сварки отдельных частей
поковки
90
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.34. Схема отрезки заготовки от прутка на пресс-ножницах с ножами для круглых (а) и квад-
ратных (б) прутков
В этом случае форму заготовки следует
приблизить к форме поковки, прежде чем
производить окончательное формообразо-
вание в штамповочном ручье, т.е. необхо-
димо получить профилированную, или
фасонную, заготовку.
При штамповке небольшой партии по-
ковок фасонную заготовку можно полу-
чить ковкой, однако производительность
такого способа низка.
При изготовлении очень большого
числа одинаковых поковок (в автотрак-
торной, авиационной промышленности и
др.) значительного экономического эф-
фекта достигают применением фасонных
заготовок из периодического проката.
В этом случае пруток с периодически по-
вторяющимся профилем сечения состоит
из элементов однотипных конфигураций,
каждый из которых представляет собой
подготовленную для штамповки заготов-
ку. На рис. 3.7, б показаны примеры пе-
риодического проката для штамповки в
автомобильной промышленности.
Получить фасонную заготовку из про-
ката круглого или квадратного профиля
можно и вальцовкой на ковочных вальцах
непосредственно перед штамповкой (с
одного нагрева). Вальцовка является, по
существу, продольной прокаткой, осуще-
ствляемой между двумя валками с закреп-
ленными на них секторными штампами
(см. рис. 3.39, а).
Поковка
Рис. 3.35. Многоручьевой штамп
Чаще всего в настоящее время фасонную
заготовку получают в заготовительных
ручьях штампов. Этот способ в зависимости
от характера производства осуществляют
либо в одном многоручьевом штампе, либо
в нескольких одноручьевых, установленных
на отдельных штамповочных машинах.
В первом случае в одном блоке расположе-
ны полости (ручьи) для получения фасонной
заготовки и окончательного формообразо-
вания поковки (рис. 3.35).
Ручьи в многоручьевых штампах под-
разделяют на заготовительные и штампо-
вочные. К заготовительным ручьям, слу-
жащим для получения фасонной заготов-
ки, относятся протяжной, подкатной, ги-
бочный, площадка для осадки и др.
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
91
Протяжной ручей 1 (рис. 3.35) служит
для увеличения длины отдельных участ-
ков заготовки за счет уменьшения площа-
ди их поперечного сечения. Ручей выпол-
няют в форме бойков, образующих порог
протяжного ручья; деформация заготовок
в нем аналогична операции протяжки на
плоских бойках при ковке. Из протяжного
ручья в зависимости от конфигурации по-
ковки заготовка может поступать в штам-
повочный ручей или другие заготовитель-
ные ручьи.
Подкатной ручей 2 служит для местно-
го увеличения сечения заготовки (набора
металла) за счет уменьшения сечения ря-
дом лежащих участков, т.е. для распреде-
ления объема металла вдоль оси заготовки
в соответствии с распределением его в
поковке. При обработке в подкатном ру-
чье заготовку поворачивают вокруг оси
после каждого удара.
Гибочный ручей 3 применяют только
при штамповке поковок, имеющих изо-
гнутую ось; он служит для придания заго-
товке формы, соответствующей форме
поковки в плоскости разъема. Из гибочно-
го ручья в следующий ручей заготовку
передают с поворотом на 90°.
При штамповке поковок, имеющих в
плане форму окружности или близкую к
ней, часто применяют осадку исходной
заготовки до требуемых размеров по вы-
соте и диаметру. Для этой цели на плоско-
сти штампа предусматривают площадку
для осадки.
К штамповочным ручьям относят
окончательный (чистовой) ручей и пред-
варительный (черновой). Чистовой ручей
служит для получения готовой поковки и
по конфигурации точно соответствует
горячей поковке. Назначение чернового
ручья 4 заключается в основном в сниже-
нии износа чистового. При наличии чер-
нового ручья в нем происходит основное
формообразование, в чистовом же ручье
получают требуемые размеры поковки.
Черновой ручей применяю при штамповке
поковок сложной конфигурации. За от-
дельными исключениями форму полости
чернового ручья принимают такой же, как
у чистового, но радиусы скруглений и ук-
лоны увеличивают, а поперечные размеры
в плоскости разъема устанавливают не-
много меньше размера в полости чистово-
го ручья. При штамповке в открытых
штампах черновой ручей облойной канав-
ки не имеет.
Вопрос о применении тех или иных
ручьев и различных их комбинаций ре-
шают при разработке технологического
процесса штамповки в зависимости от
конфигурации и габаритных размеров по-
ковки, а также от особых требований в
отношении направления волокна макро-
структуры.
В многоручьевом штампе (см. рис. 3.35)
чистовой ручей 5 расположен в центре
штампа, так как при штамповке наиболь-
шее усилие возникает в нем. По краям
штампа располагают ручьи, в которых
деформирующие силы штамповки наи-
меньшие, чтобы уменьшить эксцентрично
приложенную на штамповочное оборудо-
вание нагрузку.
Размеры исходной заготовки можно
определить, предварительно подсчитав ее
объем, который равен сумме объемов по-
ковки, облоя (при штамповке в открытых
штампах) и отхода в окалину. Объем по-
ковки определяют по ее чертежу; объем
облоя - по нормалям в зависимости от
размера и конфигурации поковки (объем
облойной канавки в 1,3 ... 1,5 раза больше
объема облоя). Отход в окалину зависит
от способа нагрева. При штамповке осад-
кой заготовки в торец (поковки, см. на
рис. 3.19, /) размеры ее подсчитывают из
условия
1,25 < /загМаг < 2,5,
где /заг - длина заготовки; (/заг - диаметр
заготовки (или сторона квадрата).
При меньшем отношении длины к
диаметру затрудняется отрезка заготовок,
при большем возможен продольный изгиб
при осадке.
Оборудование для горячей объемной
штамповки: молоты, горячештамповоч-
92
ОБРАБОТКА МЕТАЛЛОВДАВЛЕНИЕМ
ные кривошипные прессы, горизонтально-
ковочные машины, гидравлические прес-
сы и машины для специализированных
процессов штамповки. Процессы штам-
повки на этих машинах имеют свои осо-
бенности, обусловленные устройством и
принципом их действия.
Основным видом штамповочных моло-
тов являются паровоздушные штамповоч-
ные молоты. Принцип их действия тот же,
что и у паровоздушных ковочных моло-
тов, но конструкция другая.
У штамповочных молотов стойки ста-
нины устанавливают непосредственно на
шаботе. Эти молоты имеют усиленные
регулируемые направляющие для движе-
ния бабы. Масса шабота у штамповочных
молотов в 20 ... 30 раз больше массы па-
дающих частей. Все эти конструктивные
особенности обеспечивают необходимую
при штамповке точность соударения
штампов.
Паровоздушные штамповочные моло-
ты строят с массой падающих частей
630... 25 000 кг.
На молотах штампуют поковки разно-
образных форм преимущественно в мно-
горучьевых открытых штампах. Посколь-
ку ход молота нежесткий, штамп конст-
руируют так, чтобы при последнем ударе
его половинки сомкнулись по плоскости
соударения. На молоте обычно штампуют
за несколько (три - пять) ударов. После
каждого удара баба молота уходит вверх,
и в процессе деформирования наступает
перерыв. Это приводит к тому, что часть
поковки, деформируемая в верхнем штам-
пе, охлаждается менее интенсивно, чем
нижняя часть поковки. Поэтому на моло-
тах верхняя полость штампа заполняется
металлом лучше, чем нижняя. Течение
металла облегчается также благодаря то-
му, что после каждого удара окалина от-
валивается от поверхности заготовки и
выдувается сжатым воздухом из штампа.
У бесшаботных паровоздушных моло-
тов шабот заменен подвижной бабой, со-
единенной с верхней бабой механической
или гидравлической связью. При соударе-
нии верхней и нижней баб развивается
значительная энергия (до 1 МДж), что по-
зволяет штамповать на этих молотах
крупные поковки преимущественно в од-
норучьевых штампах (ввиду подвижности
обоих штампов многоручьевая штамповка
на них затруднена).
Кинематическая схема горячештам-
повочного кривошипного пресса приведена
на рис. 3.36. Электродвигатель 4 передает
движение клиновыми ремнями на шкив 3,
сидящий на приемном (промежуточном)
валу 5, на другом конце которого закреп-
лено малое зубчатое колесо б. Это колесо
находится в зацеплении с большим зубча-
тым колесом 7, свободно вращающимся на
кривошипном валу 9. С помощью пневма-
тической фрикционной дисковой муфты 8
зубчатое колесо 7 может быть сцеплено с
кривошипным валом 9; тогда последний
придет во вращение. Посредством шатуна
10 вращение кривошипного вала преобра-
зуется в возвратно-поступательное движе-
ние ползуна 1.
Рис. 3.36. Кинематическая схема горячештам-
повочного кривошипного пресса
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
93
Для остановки вращения кривошипно-
го вала после выключения муфты служит
тормоз 2. Стол пресса 11, установленный
на наклонной поверхности, может пере-
мещаться клином 12 и тем самым в незна-
чительных пределах регулировать высоту
штампового пространства. Для облегчения
удаления поковки из штампа прессы име-
ют выталкиватели в столе и ползуне. Вы-
талкиватели срабатывают при ходе ползу-
на вверх.
Кривошипные прессы имеют постоян-
ный ход, равный удвоенному радиусу
кривошипа. Поэтому в каждом ручье
штампуют за один ход пресса, и произво-
дительность штамповки на прессах выше,
чем на молотах. Наличие постоянного хо-
да приводит к большей точности поковок
по высоте, а высокая жесткость конструк-
ции пресса, отсутствие ударов и сотрясе-
ний делают возможным применение на-
правляющих колонок у штампов, что
практически исключает сдвиг. Штампо-
вочные уклоны у поковок меньше, так как
на прессах предусмотрены выталкиватели.
При штамповке на кривошипных прессах
имеются большие возможности для меха-
низации и автоматизации процесса, чем
при штамповке на молотах.
Наряду с перечисленными преимущест-
вами штамповка на кривошипных прессах
имеет и недостатки. Ввиду жесткого хода
ползуна на прессах при многоручьевой
штамповке нельзя применять такие ручьи,
как протяжной, подкатной и отрезной.
Заготовка перед штамповкой на прессе
должна быть полностью очищена от ока-
лины, так как деформация происходит за
один ход пресса; при наличии окалины
она заштамповывается в поверхность по-
ковки. Стоимость кривошипного горяче-
штамповочного пресса в 3 ... 4 раза выше
стоимости эквивалентного по мощности
молота. На кривошипных прессах воз-
можна штамповка всех видов поковок,
штампуемых на молотах. Однако при штам-
повке поковок с удлиненной осью и боль-
шой разностью площадей поперечных сече-
ний по длине требуется применение предва-
рительно профилированных заготовок.
Течение металла при штамповке на
прессах отличается от течения в молото-
вом штампе, что необходимо иметь в виду
при проектировании технологического
процесса. Поскольку скорость деформи-
рования на прессах ниже, время контакта
металла с инструментом больше, чем на
молотах. Это приводит к переохлаждению
поверхности заготовки и худшему запол-
нению полости штампа. В то же время,
если при штамповке на-молоте облой ме-
жду ударами остывает и препятствует те-
чению металла в стороны, то на прессе
при деформировании за один ход в облой
поступает наиболее нагретый металл.
В результате течение его в горизонталь-
ном направлении происходит легче, чем в
вертикальном. Поэтому для хорошего за-
полнения прессового штампа плоскость
разъема выбирают вблизи торца поковки,
так что полость в одной из частей штампа
получается значительно глубже другой.
Ввиду худшего. заполнения полостей
при штамповке сложных поковок на прес-
сах применяют большее число ручьев, чем
в молотовых штампах. Штампы на прес-
сах не должны смыкаться на величину,
равную толщине облоя, поэтому полость
для него делается открытой в отличие от
молотовых штампов.
Определение деформирующей силы,
требуемой для штамповки на кривошип-
ном горячештамповочном прессе, имеет
важное значение, так как при недостаточ-
ном усилии пресса может произойти его
поломка. Существуют аналитические экс-
периментально проверенные формулы для
определения деформирующей силы при
штамповке с достаточной степенью точ-
ности. Благодаря наличию выталкивателей
на прессах удобно штамповать в закрытых
штампах выдавливанием и прошивкой.
Кривошипные горячештамповочные прессы
строят усилием 6,3 ... 100 МН; такие прессы
успешно заменяют штамповочные молоты с
массой падающих частей 0,63 ... Ют.
94
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.37. Кинематическая схема горизонталь-
но-ковочной машины
Кинематическая схема горизонтально-
ковочной машины представлена на
рис. 3.37. Главный ползун 7, несущий пу-
ансон, приводится в движение от криво-
шипного вала 6 с помощью шатуна 5.
Подвижная щека 1 приводится от боково-
го ползуна 3 системой рычагов 2; боковой
ползун, в свою очередь, - кулачками 4,
сидящими на конце кривошипного вала
машины. Горизонтально-ковочные маши-
ны создают усилие на главном ползуне до
31,5 МН.
Горизонтально-ковочные машины име-
ют штампы, состоящие из трех частей
(рис. 3.38): неподвижной матрицы 3, под-
вижной матрицы 5 и пуансона 1, размы-
кающихся в двух взаимно перпендикуляр-
ных плоскостях. Пруток 4 с нагретым уча-
стком на его конце закладывают в непод-
вижную матрицу 3. Положение конца
прутка определяется упором 2. При вклю-
чении машины подвижная матрица 5 при-
жимает пруток к неподвижной матрице,
упор 2 автоматически отходит в сторону,
и только после этого пуансон 1 соприкаса-
ется с выступающей частью прутка и де-
формирует ее. Металл при этом заполняет
формующую полость в матрицах, распо-
ложенную впереди зажимной части. Фор-
мующая полость может находиться не
только в матрице, но и совместно в матри-
це и пуансоне, а также только в одном
пуансоне.
Рис. 3.38. Схемы основных операций при штам-
повке на горизонтально-ковочной машине:
а - высадка; б - высадка - набор металла; в - про-
шивка; г - пробивка
После окончания деформирования пу-
ансон движется в обратном направлении,
выходя из полости матрицы; матрицы
разжимаются, и деформированную заго-
товку вынимают или она выпадает из них.
Штамповку на горизонтально-ковочной
машине можно выполнять за несколько
переходов в отдельных ручьях, оси кото-
рых расположены одна над другой. Каж-
дый переход осуществляется за один ра-
бочий ход машины.
Основные операции при штамповке на
горизонтально-ковочных машинах - вы-
садка (см. рис. 3.38. а, б), прошивка (см.
рис. 3.38, в) и пробивка (см. рис. 3.38, г).
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
95
Вне зависимости от конфигурации по-
лости пуансона или матрицы за один пе-
реход можно высадить выступающий из
зажимной части матрицы конец прутка
только в том случае, если длина его не
превышает трех диаметров. При большей
длине возможен изгиб заготовки, поэтому
необходимо предварительно произвести
так называемый набор металла, т.е. посте-
пенно в специальных наборных ручьях
увеличить поперечное сечение заготовки,
уменьшая длину высаживаемой части.
Набор металла (см. рис. 3.38, б) предпоч-
тительнее осуществлять в полости пуан-
сона 1, которой придают коническую
форму. При этом меньший диаметр конуса
приблизительно равен диаметру исходно-
го прутка </; максимальный диаметр D не
должен превышать 1,5</, а длина свобод-
ного участка - а не должна превышать
двух диаметров исходного прутка.
На горизонтально-ковочных машинах в
основном штампуют поковки типа стержня
с фланцем, кольца или стакана (см. рис. 3.16,
/, 2 и 3, б). Так как штамп состоит из трех
частей, напуски на поковках и штампо-
вочные уклоны малы или отсутствуют.
Исходным материалом для штамповки
на горизонтально-ковочных машинах
обычно служит прокат круглого сечения.
Чаще всего штампуют от прутка, из кото-
рого получают несколько поковок. Диа-
метр исходного прутка зависит от конфи-
гурации поковки. Так как операцию про-
тяжки на горизонтально-ковочной машине
не производят, площадь поперечного се-
чения прутка должна быть не больше ми-
нимальной площади поперечного сечения
поковки.
Точность поковок и производитель-
ность штамповки не ниже, чем в случае
использования кривошипных горяче-
штамповочных прессов. Несмотря на ука-
занные преимущества горизонтально-
ковочные машины менее универсальны
(по сравнению с молотами и прессами),
имеют более высокую стоимость.
Гидравлические штамповочные прессы
по своему устройству принципиально не
отличаются от ковочных. Усилие совре-
менных гидравлических штамповочных
прессов достигает 750 МН.
На гидравлических прессах штампуют
поковки типа дисков, коленчатых валов,
различного рода рычагов, кронштейнов,
сферических днищ, цилиндрических ста-
канов. Особое значение имеет штамповка
на гидравлических прессах крупногаба-
ритных панелей и рам из легких сплавов в
самолетостроении. Исходными заготовка-
ми являются прокат (в том числе листо-
вой) и полуфабрикат ковки. Перед заклад-
кой в штамп нагретая заготовка должна
быть очищена от окалины.
Штампуют в открытых и закрытых
штампах (с одной и двумя плоскостями
разъема), как правило, в одном ручье.
На гидравлических прессах осуществ-
ляют изотермическую штамповку. При
этом способе горячее деформирование
происходит в изотермических условиях,
когда штампы и окружающее их ограни-
ченное пространство нагревают до темпе-
ратуры деформации сплава. Чтобы обес-
печить полное протекание разупрочняю-
щих процессов во время деформации,
штампуют при низких скоростях дефор-
мирования. Температура нагрева рабочей
зоны установки и штампов, изготовляе-
мых из жаропрочного сплава, может дос-
тигать 900 °C. Для нагрева используют
индукторы, встроенные в установку.
Изотермическая штамповка значительно
повышает пластичность деформируемого
сплава и снижает силу деформирования.
4. РОТАЦИОННЫЕ СПОСОБЫ
ИЗГОТОВЛЕНИЯ ПОКОВОК
В основе этих способов лежит процесс
ротационного обжатия при вращении ин-
струмента или заготовки. При обкатыва-
нии инструментом заготовки очаг дефор-
мации имеет локальный характер и посто-
янно перемещается по заготовке, вследст-
вие чего сила, действующая на инстру-
мент, меньше, чем при штамповке. Это
позволяет изготовлять поковки большей
96
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
массы (например, заготовки вагонных
осей) с высокой точностью, так как упру-
гие деформации при меньших силах
меньше.
Штамповка на ковочных вальцах
напоминает продольную прокатку в одной
рабочей клети, на двух валках которой
закрепляют секторные штампы, имеющие
соответствующие ручьи (рис. 3.39, а).
Нагретую заготовку 1 подают до упора
2 в тот момент, когда секторные штампы 3
расходятся. При повороте валков происхо-
дят захват заготовки и обжатие ее по форме
полости; одновременно с обжатием заготов-
ка выталкивается в сторону подачи.
На вальцах изготовляют поковки срав-
нительно несложной конфигурации, типа
звеньев цепей, рычагов, гаечных ключей и
т.п. Кроме того, на вальцах фасонируют
заготовки для последующей штамповки,
чаще всего на горячештамповочных кри-
вошипных прессах. Профилируют и штам-
пуют в одном или нескольких ручьях. Ис-
ходное сечение заготовки принимают рав-
ным максимальному сечению поковки, так
как при вальцовке происходит главным
образом протяжка.
Штамповка на ротационно-ковоч-
ных машинах подобна операции протяж-
ки и заключается в местном обжатии
заготовки цо ее периметру. Заготовку 1
(рис. 3.39, б) в виде прутка или трубы по-
мещают в отверстие между бойками 5
машины, находящимися в шпинделе 4.
Бойки могут свободно скользить в ради-
ально расположенных пазах шпинделя.
При вращении шпинделя ролики 3, поме-
щенные в обойме 2, толкают бойки 5, ко-
торые наносят удары по заготовке. В ис-
ходное положение бойки возвращаются
под действием центробежных сил. В ма-
шинах этого типа получают поковки,
имеющие форму тел вращения. Сущест-
вуют машины, у которых вместо шпинде-
ля с бойками вращается обойма с ролика-
ми; в этом случае для возвратного движе-
ния ползунов служат пружины. В таких
машинах получают поковки квадратного,
прямоугольного и других сечений.
Типовыми поковками, изготовляемыми
радиальным обжатием, являются различ-
ного рода ступенчатые цилиндрические
или конические валики, трубы с оттяну-
тыми на конус концами и т.п.
Поперечно-клиновой прокаткой
(рис. 3.39, в) получают заготовки валов и
осей (см. рис. 3.19, За) с резкими ступен-
чатыми переходами диаметром от 12 до
130 мм. Деформирование может осущест-
вляться инструментом в виде двух валков,
валка и сегмента или двух плоских плит.
Плоскоклиновой инструмент наиболее
прост в изготовлении и обеспечивает по-
лучение валов сложной конфигурации с
высокой точностью: допуски на диамет-
ральные размеры 0,2 ... 0,4 мм, на линей-
ные 0,3 ... 0,5 мм. Заготовка 2 в виде
Рис. 3.39. Схемы действия ковочных вальцов (а), ротационно-ковочной машины (5), станов попе-
речно-клиновой прокатки (в) и раскатки (г)
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
97
круглого прокатанного прутка после на-
грева автоматически перемещается в ра-
бочую зону клиньев 1 в их исходном по-
ложении. Клиновой инструмент, закреп-
ленный в подвижной салазке стана, со-
вершает прямолинейное движение, и заго-
товка прокатывается между двумя клино-
выми плитами (см. рис. 3.39, в).
Раскатка кольцевых заготовок на
раскатных станах получила особенно
большое распространение при производ-
стве колец подшипников. Схема процесса
показана на рис. 3.39, г. Заготовка 1 пред-
ставляет собой кольцо с меньшим диамет-
ром и большей толщиной стенки, чем у
поковки. Заготовки под раскатку получа-
ют штамповкой на горизонтально-ковоч-
ных машинах или на молотах. При подве-
дении к заготовке 1, надетой на валок 2,
быстровращающегося валка 3 заготовка и
валок 2 начинают вращаться. При даль-
нейшем сближении валков 2 и 3 увеличи-
вается наружный диаметр заготовки за
счет уменьшения толщины и происходит
ее контакт с направляющим роликом 4,
обеспечивающим получение правильной
кольцевой формы поковки. После касания
поковкой контрольного ролика 5 раскатка
прекращается.
Раскаткой получают поковки колец с
поперечными сечениями различной фор-
мы (зависящими от профиля валков) на-
ружным диаметром 70 ... 700 мм и шири-
ной 20 ... 180 мм (см. рис. 3.19, 1, б).
Горячая накатка зубчатых колес на-
ходит применение, в частности, в автомо-
бильной и тракторной промышленности.
Сущность процесса заключается в обкатке
нагретой штучной или прутковой заготов-
ки в зубчатых валках.
Принципиальная схема одного из спо-
собов горячей накатки показана на
рис. 3.40. Поверхностный слой цилиндри-
ческой заготовки 1 нагревается током по-
вышенной частоты с помощью индуктора
2. Зубчатый валок получает принудитель-
ное вращение и радиальное перемещение
под действием силы со стороны гидравли-
ческого цилиндра. Благодаря радиальной
Рис. 3.40. Схема горячей накатки зубьев зубча-
того колеса
силе зубчатый валок 4, постепенно вдав-
ливаясь в заготовку 1, формует на ней зу-
бья. Ролик 3, свободно вращаясь на валу,
обкатывает зубья по наружной поверхно-
сти. После прокатки прутковой заготовки
ее разрезают на отдельные шестерни.
Процесс осуществляют на автоматических
и полуавтоматических установках, напри-
мер на полуавтомате горячего накатыва-
ния зубьев конических колес диаметром
175 ... 350 мм и модулем до 10 мм.
Изготовление зубчатых колес методом
горячего накатывания повышает износо-
стойкость и усталостную прочность зубь-
ев на 20 ... 30 %. Это объясняется, в част-
ности, благоприятной макроструктурой,
при которой волокна обтекают контуры
зубьев. Расход металла на 18 ... 40 % мень-
ше, чем при получении зубьев на зубона-
резных станках, а производительность на-
катки в несколько раз выше производитель-
ности чернового зубофрезерования.
5. СТРУКТУРА
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ
Общий технологический процесс изго-
товления поковок горячей объемной
штамповкой состоит обычно из следую-
щих этапов: отрезки проката на мерные
заготовки; нагрева; штамповки; обрезки
облоя и пробивки пленок; правки; терми-
ческой обработки; очистки поковок от
окалины; калибровки; контроля готовых
поковок.
4 - 9503
98
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Для осуществления всех этих этапов
штамповочные цехи могут иметь соответ-
ствующие отделения, участки или в соста-
ве автоматических линий необходимое
для них оборудование.
После формоизменения в штамповоч-
ных ручьях с поковкой выполняют ряд
отделочных или завершающих технологи-
ческий процесс штамповки операций. Все
поковки, штампуемые в открытых штам-
пах, имеют облой в плоскости разъема, а в
поковках с внутренними отверстиями ос-
таются пленки между наметками (исклю-
чая поковки, штампуемые на горизонталь-
но-ковочных машинах).
Обрезку облоя и пробивку пленок
выполняют с помощью штампов, устанав-
ливаемых на кривошипных прессах, по
принципу действия аналогичных криво-
шипным штамповочным прессам.
При обрезке облоя (рис. 3.41, а) поков-
ку 3 укладывают в матрицу 4 так, что она
своим облоем ложится на режущие кром-
ки матрицы. При нажатии пуансоном 1 на
поковку 3 режущие кромки матрицы сре-
зают облой по всему периметру поковки,
которая после этого проваливается вниз.
Облой остается на матрице, а чтобы он не
застревал на пуансоне, применяют съем-
ник 2.
При пробивке пленки (рис. 3.41, б) по-
ковку 3 укладывают в матрицу 4 и с по-
мощью пуансона 1 пробивают; отход про-
валивается через отверстие матрицы в та-
ру, установленную под столом пресса.
Существуют штампы совмещенного дей-
ствия, в которых обрезают облой и проби-
вают пленки за один ход пресса.
Рис. 3.41. Схемы обрезки заусенца (а) и про-
бивки пленки (б)
Обрезку и пробивку поковок можно
выполнять в холодном и горячем состоя-
ниях: для мелких поковок из низкоуглеро-
дистой и низколегированной сталей - в
холодном состоянии. В остальных случаях
обрезают облой и пробивают пленку сразу
же после штамповки на обрезном прессе,
установленном непосредственно около
штамповочной машины.
Правку штампованных поковок вы-
полняют для устранения искривления осей
и искажения поперечных сечений, возни-
кающих при затрудненном извлечении
поковок из штампа (вследствие застрева-
ния поковки в полости штампа), после
обрезки облоя, а также после термической
обработки. Крупные поковки и поковки из
высокоуглеродистых и высоколегирован-
ных сталей правят в горячем состоянии
либо в чистовом ручье штампа сразу после
обрезки облоя, либо на обрезном прессе
(обрезной штамп совмещается с правоч-
ным), либо на отдельной машине, уста-
новленной рядом со штамповочным обо-
рудованием (см. 7 на рис. 3.44).
Мелкие поковки можно править в хо-
лодном состоянии после термической об-
работки.
Очистка поковок от окалины облег-
чает условия работы режущего инстру-
мента при последующей обработке реза-
нием, а также контроль поверхности поко-
вок. Очистку осуществляют в барабанах,
дробью, травлением.
В барабанах поковки очищают сле-
дующим образом. Поковки загружают в
барабан с наклонной осью вращения, в
котором находятся стальные звездочки.
При вращении барабана поковки трутся и
ударяются друг о друга и о звездочки, бла-
годаря чему окалина сбивается. При очи-
стке тяжелых поковок на их поверхности
образуются забоины, поэтому таким спо-
собом их не очищают.
Дробеструйная очистка заключается в
том, что металлическая дробь размером
1 ... 3 мм с большой скоростью ударяет о
поверхность поковки и сбивает с нее ока-
лину. Скорость дроби задается сжатым
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
99
воздухом в специальных аппаратах. Этим
способом очищают мелко- и среднегаба-
ритные поковки.
Травлением в водных растворах кислот,
нагретых до температуры 40 ... 60 °C, очи-
щают крупногабаритные поковки слож-
ных конфигураций.
Калибровка поковок повышает точ-
ность размеров всей поковки или ее от-
дельных участков. Таким образом, после-
дующая механическая обработка устраня-
ется полностью или ограничивается толь-
ко шлифованием. Различают плоскостную
и объемную калибровку.
Плоскостная калибровка служит для
получения точных вертикальных размеров
на одном или нескольких участках поков-
ки, ограниченных горизонтальными плос-
костями (рис. 3.42, б). При плоскостной
калибровке поковку правят в холодном
состоянии на кривошипно-коленных прес-
сах (рис. 3.42, а). Механизм кривошипно-
коленного пресса обеспечивает получение
больших усилий на ползуне 2 при сравни-
тельно малом крутящем моменте на валу 1.
Поскольку калибруют с небольшой
степенью деформации (менее 5 ... 10 %),
необходимо заранее при штамповке пре-
дусматривать припуск на калибровку.
Причем с увеличением припуска точность
размеров после калибровки уменьшается,
а качество поверхности улучшается.
Обычная точность после калибровки со-
ставляет ± (0,1 ... 0,25) мм, а допуск при
калибровке с повышенной точностью в
2 раза меньше.
Объемной калибровкой (рис. 3.42, в)
повышают точность размеров поковки в
разных направлениях и улучшают качест-
во ее поверхности. Калибруют в штампах
с ручьями, соответствующими конфигу-
рации поковки.
Контроль качества необходим не
только для готовых поковок, но и для усло-
вий их изготовления на всех этапах, начи-
ная от получения исходных заготовок.
При контроле готовых поковок их ос-
матривают, выборочно измеряют геомет-
рические размеры, твердость. Размеры
контролируют универсальными измери-
тельными инструментами (штангенцирку-
лями, штангенвысотомерами, штангенглу-
биномерами и др.) и специальными инст-
рументами (скобами, шаблонами и кон-
трольными приспособлениями). Несколь-
ко поковок из партии иногда подвергают
металлографическому анализу и механи-
ческим испытаниям. Внутренние дефекты
в поковках определяют ультразвуковым
методом контроля и рентгеновским про-
свечиванием.
Рис. 3.42. Кинематическая схема кривошипно-коленного пресса (а) и схемы плоскостной (б) и
объемной (в) калибровок
4*
100
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Автоматизация горячей объемной
штамповки предъявляет к структуре тех-
нологического процесса определенные
требования. Например, стремятся увели-
чить число переходов штамповки для
снижения нагрузок на инструмент. При
автоматической штамповке инструмент
работает в более высоком темпе, интен-
сивно нагревается вследствие длительного
контакта с горячим металлом и имеет, как
правило, более сложную конструкцию.
Автоматизируют как отдельные этапы
технологического процесса горячей объ-
емной штамповки, так и весь его ком-
плекс. Широко применяют средства авто-
матизации для подачи заготовок в нагре-
вательные устройства, их нагрева, подачи
нагретых заготовок к кузнечно-прессовым
машинам. Наиболее трудные для автома-
тизации операции - подача и укладка за-
готовки в штамп, перенос ее из ручья в
ручей, удаление поковки из штампа. Для
некоторых из этих операций при штам-
повке на молотах применяют механиче-
ские кантователи, поворачивающие заго-
товку вокруг оси в подкатных и протяж-
ных ручьях; механические укладыватели
заготовок в ручей штампа; механические
съемники поковок и облоя у обрезных
прессов.
Такие особенности горячештамповоч-
ных кривошипных прессов, как постоян-
ство хода ползуна, безударный характер
нагрузки, наличие боковых окон в станине
пресса, облегчают механизацию и автома-
тизацию штамповки. Существуют устрой-
ства (перекладчики) для передачи поковки
из чернового в чистовой ручей и удаления
ее из штампа и более сложные механизмы
(манипуляторы) для подачи заготовок на
штамп, их последовательного перемеще-
ния из ручья в ручей и удаления поковок
из штампа. Эти устройства могут приво-
диться в действие от коленчатого вала
пресса или от его ползуна.
В массовом производстве поковок
шестерен, колец, гаек и тому подобных
деталей массой до нескольких килограм-
мов применяют автоматы для горячей
штамповки, производительность которых
достигает 200 изделий в минуту.
По своей конструкции горячештампо-
вочный автомат - кривошипный пресс, на
ползуне которого закреплены пуансоны.
Через систему зубчатых передач от колен-
чатого вала вращение передается на боко-
вые распределительные валы, от которых
приводятся в действие механизмы отрезки
заготовок от прутка и их переноса между
позициями штамповки. Автоматы, как
правило, имеют три штамповочные пози-
ции; штамповка производится одновре-
менно на всех позициях с выдачей готовой
поковки после каждого хода ползуна.
Пруток подается в индукционный нагре-
ватель, а из него непосредственно в авто-
мат на позицию отрезки штучных загото-
вок. На первой позиции (рис. 3.43) проис-
ходит осадка отрезанной заготовки с це-
лью ее уширения и удаления окалины; на
второй - предварительная штамповка, на
третьей окончательно формуется поковка
с прошивкой отверстия; после прошивки
отход проталкивается из нее под действи-
ем силы тяжести через наклонное отвер-
стие, а поковка снимается с пуансона же-
стким съемником.
Рис. 3.43. Переходы штамповки на горяче-
штамповочном автомате
ИЗГОТОВЛЕНИЕПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
101
Рис. 3.44. Схема автоматической линии для штамповки поковок коленчатых валов
В цехах горячей штамповки работают
комплексные автоматические линии, на
которых все этапы изготовления поковки
автоматизированы. Например, одна из
самых крупных автоматических линий для
штамповки коленчатых валов (рис. 3.44)
содержит индукционное нагревательное
устройство 1, ковочные вальцы 3, горя-
чештамповочный пресс 4, обрезной пресс
5, выкрутной гидравлический пресс 6 и
гидравлический пресс для правки поковок
7, установки для термической обработки 8
и для дробеструйной очистки поковок от
окалины. Установки связаны между собой
конвейерами 9; роботы 2 осуществляют
подачу заготовок в зону деформирования,
передачу поковки из ручья в ручей, уклад-
ку поковок на конвейер.
6. ЖИДКАЯ ШТАМПОВКА
Жидкой штамповкой называют техно-
логический процесс получения заготовок
деталей, при котором кристаллизация
жидкого металла, залитого в полость ин-
струмента, происходит под высоким дав-
лением. Это обеспечивает повышение ко-
эффициента теплоотдачи и, следователь-
но, скорости охлаждения, поэтому струк-
тура металла получается более мелкозер-
нистой, чем в отливках. Кристаллизация
под давлением и деформирование предот-
вращают образование усадочных раковин
и газовой пористости (так как раствори-
мость водорода растет с повышением дав-
ления). В соответствии с этим получают
повышенные механические свойства по-
ковок. Наличие высоких давлений улуч-
шает заполнение полостей штампов и ка-
чество поверхности. Используют разные
схемы технологического процесса штам-
повки. По основной схеме металл заливают
в полость штампа 2 (рис. 3.45, а), соответст-
вующую форме поковки, сжимают пуансо-
ном / и производят, таким образом, кри-
сталлизацию под давлением (рис. 3.45, б).
Вторая схема предусматривает частичное
затвердевание металла под давлением
в полости, отличной от окончательной
формы поковки; затем следует деформа-
ция в полужидком состоянии до получе-
ния окончательных размеров поковки.
В третьем случае после полной кристалли-
зации давлением следует деформация в
твердом состоянии для получения окон-
чательных размеров поковки. Эту схему
102
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.45. Стадии процесса жидкой штамповки
надо отличать от встречающегося на про-
изводстве процесса горячей штамповки
заготовки - отливки, кристаллизация ко-
торой происходила не под высоким давле-
нием.
Выплавка и дозированная заливка
металла в полость штампа - первая ста-
дия технологического процесса при всех
схемах технологического процесса жид-
кой штамповки.
Выплавку металла могут производить
или в объеме, необходимом для получения
одной поковки, или в плавильном агрегате
большего объема (чем необходимо для
штамповки одной поковки) с последую-
щей дозировкой при заливке металла в
штамп. Каждый из этих способов имеет
свои преимущества и недостатки: в пер-
вом случае металл находится в расплав-
ленном состоянии короткое время, что
обеспечивает сохранение его химического
состава, а плавильно-разливочные устрой-
ства с индукционным нагревом можно
устанавливать на прессе непосредственно.
В другом случае трудно поддерживать
химический состав металла при длитель-
ной выдержке при температурах, выше
температуры плавления; технически слож-
но дозировать жидкий металл на порции
заданной массы. Однако необходимость
плавления при первом способе каждой
порции шихты с высокой скоростью (вре-
мя расплавления 4 ... 10 мин) для поддер-
жания рабочего такта пресса требует ин-
дукционных нагревателей высокой мощ-
ности и большого расхода электроэнергии.
Для сталей считают предпочтительной
выплывку в плавильно-разливных устрой-
ствах; для цветных металлов плавление и
поддержание температуры расплавленно-
го металла можно осуществлять в печах с
большей емкостью.
При заливке очень важно поддержи-
вать оптимальную температуру металла,
достаточную для обеспечения его жидко-
текучести и заполнения полости штампа и,
с другой стороны, исключающую перегрев
металла. Последний повышает термиче-
ские нагрузки на инструмент и ухудшает
структуру металла поковки. Необходимо
исключить при заливке попадание шлако-
вых включений в расплавленный металл.
Скорость заливки металла в штамп не
должна быть излишне высокой, чтобы не
разрушать рабочую поверхность штампа и
исключить сварку заготовки со штампом.
Для этого же используют защитное по-
крытие полости штампа на основе извес-
ти, графита, каолина и др.
Штамповку жидкого металла вы-
полняют на специализированных гидрав-
лических и фрикционных прессах. Спе-
циализация прессов обусловлена необхо-
димостью большой скорости холостого
хода; регулируемым, плавным нажимом
на пуансон без резких скачков его пере-
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
103
мещения; необходимостью наличия вы-
талкивателей и возможности монтажа
плавильно-заливочных устройств. При
установке штампа на пресс должна обес-
печиваться тепловая изоляция между
ними.
Штампы для жидкой штамповки в
большинстве случаев состоят из трех
формообразующих частей: вкладыша 2
(рис. 3.45), выталкивателя 3 (образующих
матрицу) и пуансона 1, устанавливаемого
на подвижном ползуне пресса. Большое
значение имеет правильный зазор между
пуансоном и матрицей, поскольку при
большом зазоре возможно заклинивание, а
при малом - приварка пуансона к вкла-
дышу - матрице или задиры на контакти-
рующих поверхностях. Материал штам-
пов - чаще легированные молибденом
стали; для цветных металлов рекомендуют
углеродистые стали с максимальным со-
держанием углерода около 0,5 %.
Процесс штамповки - кристаллизация
и последующая деформация металла в
штампе - определяет качество полученной
поковки. При этом важный параметр про-
цесса - время от конца заливки матрицы
жидким металлом до начала кристаллиза-
ции под необходимым минимальным дав-
лением, а решающее условие получения
качественной поковки - это время должно
быть больше (или равно) времени подхода
пуансона от верхнего исходного положе-
ния до закрытия штампа и времени, затра-
чиваемого на развитие минимально необ-
ходимого давления в полости штампа.
Кристаллизация под таким давлением -
определяющий фактор для формирования
мелкозернистой, плотной структуры ме-
талла и повышения его механических
свойств. Величину давления рекомендуют
применять в диапазоне 100 ... 500 МПа, а
время выдержки под давлением зависит от
сложности и размеров поковки и состав-
ляет 2 ... 10 с.
Область применения жидкой штам-
повки определяют прежде всего преиму-
щества этого процесса перед литейной
технологией и традиционными процесса-
ми горячей объемной штамповки. По
сравнению с отливками поковки, изготов-
ленные методом жидкой штамповки, об-
ладают более высокими механическими и
эксплуатационными характеристиками;
более высокой точностью размеров,
меньшим расходом металла (нет прибы-
лей, литниковых систем и т.д.). В отличие
от поковок, полученных традиционными
способами горячей объемной штамповки,
жидкой штамповкой изготовляют поковки
как с толстыми, так и с тонкими стенками;
без перемычек в отверстиях; с меньшим
числом переходов; с меньшими затратами
на механическую обработку и другими
материально-энергетическими затратами.
Вместе с тем процесс жидкой штам-
повки требует больших затрат на инстру-
мент, усугубляющихся его недостаточной
стойкостью, особенно при штамповке ста-
ли. Так, число поковок, отштампованных
на одном штампе из стали, составляет не-
сколько сотен, а поковок из цветных ме-
таллов - несколько десятков тысяч.
Жидкой штамповкой производят для
нужд машиностроения и приборостроения
большое число разных по сложности по-
ковок массой ориентировочно до 10 кг.
7. ХОЛОДНАЯ ОБЪЕМНАЯ
ШТАМПОВКА
Обычно под холодной штамповкой по-
нимают штамповку без предварительного
нагрева заготовки. Для металлов и спла-
вов, применяемых при штамповке, такой
процесс деформирования соответствует
условиям холодной деформации. Отсутст-
вие окисленного слоя на заготовках (ока-
лины) при холодной штамповке обеспечи-
вает хорошее качество поверхности дета-
ли и достаточно высокую точность разме-
ров. Это уменьшает объем обработки ре-
занием или даже исключает ее.
Основные разновидности холодной
объемной штамповки - холодное выдав-
ливание, холодная высадка и холодная
штамповка в открытом штампе.
104
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.46. Схемы выдавливания
При холодном выдавливании заго-
товку помещают в полость, из которой
металл выдавливают в отверстия, имею-
щиеся в рабочем инструменте. Выдавли-
вание обычно выполняют на кривошип-
ных или гидравлических прессах в штам-
пах, рабочими частями которых являются
пуансон и матрица. Различают прямое,
обратное, боковое и комбинированное
выдавливание.
При прямом выдавливании (см.
рис. 3.6, г) металл вытекает в отверстие,
расположенное в донной части матрицы, в
направлении, совпадающем с направлени-
ем движения пуансона относительно мат-
рицы. Так можно получать детали типа
стержней с утолщениями (болты, тарель-
чатые клапаны и т.п.). При этом зазор ме-
жду пуансоном и цилиндрической частью
матрицы, в которой размещается исходная
заготовка, должен быть небольшой, чтобы
металл не вытекал в зазор.
Если на торце пуансона (см. рис. 3.15, а)
имеется стержень, перекрывающий отвер-
стие матрицы до начала выдавливания, то
металл выдавливается в кольцевую щель
между стержнем и отверстием матрицы.
В этом случае прямым выдавливанием
можно получать детали типа трубки с
фланцем, а если исходная заготовка имела
форму толстостенной чашечки, то и дета-
ли в виде стакана с фланцем.
При обратном выдавливании направ-
ление течения металла противоположно
направлению движения пуансона относи-
тельно матрицы. Наиболее часто встре-
чающейся схемой обратного выдавлива-
ния является схема, при которой металл
может вытекать в кольцевой зазор между
пуансоном и матрицей (рис. 3.46, б). По
такой схеме изготовляют полые детали
типа туб (корпуса тюбиков), экранов ра-
диоламп и т.п.
Реже применяют схему обратного вы-
давливания, при которой металл выдавли-
вается в отверстие в пуансоне, для полу-
чения деталей типа стержня с фланцем
(рис. 3.46, а).
При боковом выдавливании металл вы-
текает в отверстие в боковой части матрицы
в направлении, не совпадающем с направ-
лением движения пуансона (рис. 3.46, в).
Таким образом можно получить детали
типа тройников, крестовин и т.п. В этом
случае, чтобы обеспечить удаление заго-
товок после штамповки, матрицу выпол-
няют состоящей из двух половинок с
плоскостью разъема, совпадающей с плос-
костью, в которой расположены осевые
линии заготовки и получаемого отростка.
Комбинированное выдавливание ха-
рактеризуется одновременным течением
металла по нескольким направлениям и
может быть осуществлено по нескольким
из рассмотренных ранее схем холодного
выдавливания. На рис. 3.46, г приведена
схема комбинированного выдавливания
для изготовления обратным выдавливани-
ем полой, чашеобразной части детали, а
прямым выдавливанием - стержня, отхо-
дящего от ее донной части.
ИЗГОТОВЛЕНИЕ ПОКОВОК МАШИНОСТРОИТЕЛЬНЫХ ДЕТАЛЕЙ
105
Основной положительной особенно-
стью выдавливания является возможность
получения без разрушения заготовки
весьма больших степеней деформации,
которые можно характеризовать показате-
лем к = FJF\ (Fo и Fi - площади попереч-
ного сечения исходной заготовки и выдав-
ленной части детали). Для весьма мягких,
пластичных металлов к > 100 (алюминиевые
тубы со стенкой толщиной 0,1 ... 0,2 мм
при диаметре тубы 20 ... 40 мм). Возмож-
ность получения столь больших степеней
деформации обеспечивается тем, что пла-
стическое деформирование при выдавли-
вании происходит в условиях всесторон-
него неравномерного сжатия.
Однако то же всестороннее сжатие
приводит и к отрицательным явлениям.
Чем больше степень деформации, тем
больше сила деформирования, и удельные
силы, действующие на пуансон и матрицу,
могут достичь значений, больших в не-
сколько раз предела текучести деформи-
руемого металла и превышающих значе-
ния, допустимые для инструмента по ус-
ловиям его прочности или стойкости.
Высокие удельные силы выдавливания
определяют достижимые степени дефор-
мации и сдерживают широкое применение
этого процесса в производстве. Удельные
силы выдавливания изменяются в ходе
деформирования и зависят от высоты под-
вергающейся деформированию части за-
готовки. При выдавливании пластическая
деформация обычно охватывает не весь
объем заготовки, а лишь часть его - очаг
деформации (см. рис. 3.46). До тех пор
пока высота очага деформации меньше,
чем высота деформируемой заготовки,
удельные силы по ходу пуансона изменя-
ются незначительно. Однако, когда высота
деформируемой части заготовки стано-
вится меньше высоты естественного очага
деформации, удельные силы начинают
интенсивно возрастать. Это обстоятельст-
во ограничивает допустимую (по услови-
ям достаточной стойкости инструмента)
толщину фланца или донышка штампуе-
мой детали.
Для уменьшения удельной силы вы-
давливания при проектировании штам-
пуемой детали необходимо стремиться к
такой ее конфигурации, при которой от-
сутствовали бы застойные зоны под тор-
цом пуансона (см. рис. 3.46, 6) или у рабо-
чей поверхности матрицы.
Основное технологическое мероприя-
тие, направленное на снижение удельных
сил выдавливания, - применение различ-
ных смазывающих материалов или покры-
тий заготовок для уменьшения сил трения.
В обычных условиях выдавливания силы
трения препятствуют пластическому исте-
чению металла и существенно увеличива-
ют силу деформирования.
Холодную высадку выполняют на
специальных холодновысадочных автома-
тах. Штампуют от прутка или проволоки.
Пруток подается до упора, поперечным
движением ножа отрезается заготовка
требуемой длины и с помощью специаль-
ного механизма последовательно перено-
сится в позиции штамповки, на которых
из заготовки получают деталь.
На холодновысадочных автоматах штам-
пуют заготовки диаметром 0,5 ... 40 мм из
черных и цветных металлов, а также дета-
ли с местными утолщениями сплошные и
с отверстиями (заклепки, болты, винты,
гвозди, шарики, ролики, гайки, звездочки,
накидные гайки и т.п.). На рис. 3.47 пока-
заны последовательные переходы штам-
повки двух характерных деталей. Назва-
ние этих автоматов связано с тем, что ос-
новной выполняемой на них операцией
является высадка (уменьшение длины час-
ти заготовки с получением местного уве-
личения поперечных размеров). Однако
при штамповке на холодновысадочных
автоматах все шире используют другие
операции штамповки сортового металла, в
частности операцию холодного выдавли-
вания, что расширяет номенклатуру изго-
товляемых деталей.
Штамповкой на холодновысадочных
автоматах обеспечиваются достаточно
высокая точность размеров и хорошее ка-
чество поверхности, вследствие чего неко-
106
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
«)
Рис. 3.47. Последовательность переходов изготовления деталей на холодновысадочных автоматах:
а - винта, б - колпачка
торые детали не требуют последующей
обработки резанием. Так, в частности,
изготовляют метизные изделия (винты,
болты, шпильки), причем и резьбу полу-
чают на автоматах обработкой давлением -
накаткой.
Штамповка на холодновысадочных ав-
томатах высокопроизводительна: 20 ...
400 деталей в минуту (большая произво-
дительность для деталей меньших разме-
ров). Штамповка на холодновысадочных
автоматах характеризуется высоким ко-
эффициентом использования металла.
Средний коэффициент использования ме-
талла 95 % (только 5 % металла идет в
отход).
Холодная штамповка в открытых
штампах заключается в придании заго-
товке формы детали путем заполнения
полости штампа металлом заготовки.
Схема холодной штамповки аналогична
схеме горячей объемной штамповки, пока-
занной на рис. 3.27, а.
Холодная объемная штамповка требует
значительных удельных сил вследствие
высокого сопротивления металла дефор-
мированию в условиях холодной дефор-
мации и упрочнения металла в процессе
деформирования. Упрочнение сопровож-
дается и уменьшением пластичности. Для
уменьшения вредного влияния упрочне-
ния и облегчения процесса деформирова-
ния при холодной штамповке оформление
детали обычно расчленяют на переходы,
между которыми заготовку подвергают
рекристаллизационному отжигу. Отжиг
снижает удельные силы при штамповке на
последующих переходах и повышает пла-
стичность металла, что уменьшает опас-
ность разрушения заготовки в процессе
деформирования и увеличивает допусти-
мую степень деформации.
Каждый последующий переход осуще-
ствляют в специальном штампе, хотя ино-
гда несколько переходов выполняют в
одном штампе. В последнем случае между
переходами обрезают облой для уменьше-
ния силы деформирования и повышения
точности размеров штампованных дета-
лей. Холодную объемную штамповку
обычно осуществляют в открытых штам-
пах, так как при этом удельные силы
меньше, чем при штамповке в закрытых
штампах (возможность вытекания металла
в облой облегчает деформирование).
В закрытых штампах в условиях холодной
деформации штампуют реже и главным
образом из цветных металлов.
Холодной объемной штамповкой мож-
но изготовлять пространственные детали
сложных форм (сплошные и с отверстия-
ми). Холодная объемная штамповка обес-
печивает также получение деталей со
сравнительно высокими точностью разме-
ров и качеством поверхности. Это умень-
шает объем обработки резанием или даже
исключает ее. Так как штампуют обычно
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОРОШКОВ
107
за один ход ползуна пресса, то холодная
штамповка (даже при использовании не-
скольких переходов со своими штампами)
характеризуется большей производитель-
ностью по сравнению с обработкой реза-
нием. Однако, учитывая, что изготовление
штампов трудоемко и дороже изготовле-
ния инструмента, используемого при об-
работке резанием, холодную штамповку
следует применять лишь при достаточно
большой серийности производства.
Рекомендации по конструированию
деталей применительно к изготовлению
их холодной штамповкой сходны с реко-
мендациями, приведенными для ранее
рассмотренной горячей объемной штам-
повки. Отметим, что допустимые углы
наклона и радиусы скруглений обычно
меньше, чем углы наклона и радиусы
скруглений при горячей штамповке.
В будущем ожидается расширение об-
ласти применения холодной объемной
штамповки путем снижения удельных сил
и применения более стойких инструмен-
тальных сталей для пуансонов и матриц.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Каким способом целесообразно изгото-
вить поковку вала гидротурбины массой
3000 кг при величине партии 50 шт.?
2. Каковы будут основные технологические
переходы процесса изготовления поковки крю-
ка подъемного крана с габаритными размерами
200 х 150 х 50 мм при выпуске 5000 шт. в год?
3. Изобразите поковки одной и той же де-
тали - кольца при трех вариантах их штампов-
ки: в открытом штампе, в закрытом с одной
плоскостью разъема, в закрытом штампе с
двумя плоскостями разъема.
4. Из каких соображений выбирают плос-
кость разъема штампов при проектировании
поковки?
5. Для поковок всех деталей, изображенных
на рис. 3.19, выберите рациональный способ
штамповки и штамповочное оборудование в
условиях крупносерийного производства.
6. Сравните распределение твердости в та-
релке и стержне клапана, полученного холод-
ным выдавливанием, и в головке и стержне
болта, полученного холодной высадкой, если
заготовкой в обоих случаях был горячекатаный
стальной пруток.
Глава IV Прогрессивные технологии
штамповки деталей из порошков
Порошковая металлургия - отрасль
технологии, занимающаяся получением
порошков и изделий из них. Современные
методы производства порошков и гранул
из различных материалов, методы формо-
вания из них деталей разных форм и раз-
меров, методы консолидации отдельных
частиц порошка, из которого произведено
формообразование заготовки, - обеспечи-
вают заданные механические характери-
стики изделия. Консолидация (спекание)
во многих случаях сопровождается терми-
ческой обработкой заготовки.
Широкий круг перечисленных проблем
освещен в третьей главе восьмого раздела
учебника. В данной главе основное вни-
мание сконцентрировано только на прида-
нии формы и механических характеристик
изделиям, зависящих от операций уплот-
нения порошковых материалов на желез-
ной основе.
Именно эта область порошковой ме-
таллургии была развита слабее, чем ос-
тальные, и затрудняла общее динамичное
развитие. Новые прогрессивные техноло-
гические и технические решения для кон-
кретных деталей, материалов и оборудо-
вания, содержащиеся в материале этой
главы, способствуют ликвидации такого
отставания.
108
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
1. ВИДЫ ИЗГОТАВЛИВАЕМЫХ
ДЕТАЛЕЙ, ПРОГРЕССИВНЫЕ
СПОСОБЫ ИХ ПРОИЗВОДСТВА
ИЗ ПОРОШКОВ
Качество машиностроительных дета-
лей, определяемое эксплуатационными
характеристиками, в значительной степе-
ни зависит от структуры исходной заго-
товки и термомеханических режимов
штамповки. При правильно выбранном
термомеханическом режиме штамповки и
последующей термической обработке
можно добиться весьма существенного
улучшения качества в результате направ-
ленного формирования внутреннего стро-
ения поковки. Однако полностью исклю-
чить химическую неоднородность внут-
реннего строения поковки и достичь од-
нородного кристаллического строения
удается не всегда.
С целью повышения качества деталей
проводится их изготовление из порошков,
поскольку химическую однородность от-
дельных частиц порошка, их размеры и
кристаллическое строение обеспечить зна-
чительно проще. Кроме этого, преимуще-
ство применения порошковой металлур-
гии для изготовления металлических дета-
лей заключается в том, что оказывается
возможным получать новые технические
материалы, которые нельзя или невыгодно
получать другими способами. Таковы,
например, тугоплавкие и твердые металлы
и сплавы, композиции из металлов, не
смешивающихся в жидком состоянии и не
образующих твердых растворов (железо -
свинец и др.) или неметаллических соеди-
нений. Другим достоинством порошковой
металлургии является близость штампо-
ванной заготовки к размерам детали и со-
кращение операций обработки заготовки
резанием. К числу преимуществ порошко-
вой металлургии так же относится воз-
можность использования отходов (окали-
на, стружка) для получения порошков.
В порошковых деталях, изготовленных
холодным формованием и спеканием, ве-
личина остаточной пористости составляет
13 ... 15 %. В горячештампованных по-
рошковых заготовках остаточная порис-
тость практически отсутствует; но, по-
скольку частицы порошка покрыты ок-
сидной пленкой, затрудняющей диффузи-
онные процессы, практически невозможно
достичь высоких значений прочности и
ударной вязкости. Кроме того, при горя-
чей штамповке увеличиваются по сравне-
нию с холодным формованием и спекани-
ем припуски на наружных поверхностях
поковки, удаляемые последующей обра-
боткой резанием.
Если остаточная пористость материала
играет положительную роль (как, напри-
мер, в подшипниковых материалах), то
порошковая металлургия имеет несомнен-
ное преимущество в их производстве. Од-
нако, пористость является недостатком,
когда новый материал должен иметь ком-
плекс механических характеристик, соче-
тающих высокие прочность и ударную
вязкость.
Указанные недостатки в сочетании с
большой стоимостью железных порошков
сдерживали использование технологии
порошковой металлургии в машинострое-
нии. Расширить производство деталей, к
которым предъявляются требования высо-
кой прочности и одновременно высокой
ударной вязкости, можно в результате
разработки новых методов уплотнения
порошков без нагрева, позволяющих обес-
печить высокую плотность деталей. На-
пример, требуемый комплекс механиче-
ских характеристик можно получить, если
изготовить холодной штамповкой детали с
остаточной пористостью менее 5 % и
осуществить диффузию при спекании в
защитной атмосфере.
При изготовлении порошковых дета-
лей из железа, легированного другими
материалами, применяют два способа:
один - перемешивание различных порош-
ковых компонентов (железной основы и
легирующих элементов), уплотнение -сме-
си и превращение смеси в сталь в резуль-
тате металлургических процессов, проте-
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОРОШКОВ
109
кающих при ее спекании; другой - ис-
пользование порошков, полученных раз-
мельчением заготовок из легированной
стали, их уплотнение и спекание. В пер-
вом случае сплав называют негомогенно-
легированным, во втором случае - гомо-
генно-легированным.
Обозначение железного порошка
(ГОСТ 9849-86) включает указание на
способ его изготовления, например, "В" -
восстановленный; марку по химическому
составу, например, 2; предельную круп-
ность частиц в микрометрах, например,
160; и среднюю насыпную плотность, на-
пример, 2,4 г/см3; обозначение такого по-
рошка - ПЖВ2.160.24. Марка ПЖР - это
распыленный воздухом железный поро-
шок, ПЖРВ - распыленный водой. После-
дующие цифры в марке - аналогично вос-
становленным порошкам.
Порошковые конструкционные детали
из легированных материалов на железной
основе - порошковые стали - являются
основным видом продукции порошковой
металлургии. Свойства порошковых ста-
лей, как и сталей, получаемых традицион-
ным металлургическим переделом, опре-
деляются составом, технологией получе-
ния и структурой. Причем для порошко-
вых сталей структурными факторами яв-
ляются не только фазовый состав, размер
зерна и параметры субструктуры, но и
пористость, а также строение межчастич-
ных контактов. Порошковые стали могут
быть углеродистые (в зависимости от со-
держания углерода - низкоуглеродистые,
среднеуглеродистые и высокоуглероди-
стые) или легированные (низколегирован-
ные, легированные или сложнолегирован-
ные).
Наиболее распространенным для же-
лезных порошков является легирование
углеродом, под действием которого изделие
приобретает способность закаливаться. Из-
делия из легированных порошков имеют
следующие механические характеристики.
При добавлении не более 0,2 % углерода от
массы порошка, временное сопротивление
ов = 120 МПа, относительное удлинение
при испытании образца на разрыв 5 = 8 %,
ударная вязкость КС = 350 кДж/м2.
При добавлении 0,8 ... 1,1 % углерода
ов = 200 МПа, 5 = 4 %, КС = 220 кДж/м2.
У спеченного брикета путем закалки
можно повысить ов до 350 МПа, но при
этом 5 снижается до 2 %. Указанные ха-
рактеристики относятся к образцам, имею-
щим остаточную пористость 10 ... 15 %.
При уплотнении до пористости 2 ... 4 %
спеченный порошок имеет ов = 450 МПа,
5=10 %, КС = 450 кДж/м2.
Введение меди в порошковое железо
повышает прочность, но снижает пла-
стичность и ударную вязкость. Наиболее
интенсивное возрастание прочности на-
блюдается при совместном введении меди
(до 5 ... 6 %) и углерода (до 0,3 ... 0,6 %).
Кроме того, медь повышает обрабатывае-
мость порошкового материала резанием и
сопротивление коррозии.
Легирование порошкового железа од-
ним никелем применяется редко. При этом
для существенного повышения механиче-
ских характеристик необходимо спекание
при высокой температуре. При введении в
порошковую смесь никеля с графитом
повышаются пластичность и ударная вяз-
кость железографитовой композиции.
При легировании медью и никелем
медь обеспечивает повышение прочности
изделия, а никель - пластичности и удар-
ной вязкости. Установлено, что если
прочность на разрыв железомедных об-
разцов с пористостью 10 % при содержа-
нии меди 2 % составляет 260 ... 300 МПа,
то при одновременном легировании желе-
за 2 % меди и 4 % никеля прочность на
разрыв достигает 400 ... 420 МПа, удли-
нение составляет 7 ... 8 %, твердость
НВ 120... 127.
Молибден при введении его в порош-
ковую шихту является сильным карбидо-
образующим элементом. Он повышает
прочность стали, но снижает ее пластич-
ность. В сочетании с другими элементами
молибден обеспечивает существенное
по
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
улучшение механических характеристик
стали. Наиболее эффективное влияние
молибдена на механические характери-
стики проявляется при его совместном
введении с никелем и другими элемента-
ми, особенно если изделия подвергаются
термообработке.
Высокий уровень прочностных свойств
порошковых сталей наблюдается при ле-
гировании никелем и молибденом. Так,
стали, содержащие 1 ... 3 % никеля, 0,25 ...
1 % молибдена, 0,4 ... 0,8 % углерода,
имеющие незначительную остаточную
пористость до термообработки, обладают
следующим комплексом механических
характеристик: ов = 600 МПа, 8 = 10 %,
КС = 150 кДж/м2, а после закалки
приобретают ов = 1200 МПа, 8 = 5%,
КС = 120 кДж/м2.
Введение хрома в порошковую смесь
положительно влияет на структуру изде-
лия. Совместное легирование хромом и
никелем, хромом и молибденом позволяет
изготавливать изделия с однородной
структурой, ударная вязкость которых КС
превышает 600 кДж/м2.
Ограниченное применение марганца в
качестве легирующего элемента в порош-
ковой металлургии связано с большой
трудностью восстановления его из окси-
дов. Спекание содержащих марганец по-
рошковых композиций требуется прово-
дить при температурах 1200 ... 1300 °C.
Совместное легирование марганцем и
хромом существенно изменяет механиче-
ские характеристики детали. Сталь, со-
держащая 0,6 % углерода, 2 % марганца и
2 % хрома, имеет ов = 780 МПа, 8 = 12%,
КС = 700 кДж/м2.
Для обозначения марок порошковых
сталей разработана система, в которой
использованы принципы действующей
маркировки сталей, производимых тради-
ционными методами. В то же время вве-
дены обозначения, характерные только
для порошковых сталей (метод производ-
ства изделий и их плотность).
Марку порошковой стали характери-
зуют буквенные индексы и цифры. Первая
буква "С" указывает на класс материала
(сталь), вторая буква "П" - на метод про-
изводства (порошковая). После буквы "П"
записывается среднее содержание углеро-
да в сотых долях процента. Как и в случае
сталей, производимых традиционными
методами, легирующим элементам при-
своены символы. Наиболее часто в каче-
стве легирующих элементов в порошко-
вых сталях используются следующие: Г -
марганец, Д - медь, М - молибден, Н -
никель, П - фосфор, X - хром, Гр - гра-
фит. Символы легирующих элементов
следуют за цифрой, указывающей среднее
содержание углерода. Цифры, идущие за
символом элементов, указывают пример-
ное содержание данного легирующего
элемента. При содержании его менее 1 %
цифра отсутствует. Цифра после дефиса
характеризует группу плотности. Порошко-
вым сталям присвоены следующие группы
плотности: 1 - пористость 25 ... 16 % (плот-
ность 5,9 ... 6,6 г/см2), 2 - пористость 15 ...
10 % (плотность 6,7 ... 7,1 г/см2), 3 - порис-
тость 9 ... 2 % (плотность 7,15 ... 7,70 г/см2),
4 - пористость менее 2 % (плотность бо-
лее 7,70 г/см2). Буква "А" после цифры
указывает на повышенное качество мате-
риала.
При производстве порошковых изде-
лий используются все известные методы
термической обработки. В то же время
термическая обработка порошковых изде-
лий имеет особенности, обусловленные
наличием пористости и в некоторых слу-
чаях неравновее ностью структурного со-
стояния. Твердость закаленных с опти-
мальных температур деталей из порошко-
вых сталей всегда ниже, чем деталей из
проката аналогичного состава. Так, твер-
дость закаленных деталей эвтектоидной
стали марки СП80-2 пористостью 13 %
составляет 48 ... 52 HRC, в то время как у
деталей из проката 61 ... 63 HRC. Особен-
но заметно влияние пористости проявля-
ется при закалке в масло. Поэтому масло
как закалочная среда рекомендуется толь-
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОРОШКОВ
111
ко при производстве деталей из легиро-
ванных сталей с низкой критической ско-
ростью закалки.
Нагрев под закалку пористых деталей
рекомендуется проводить в защитной от
окисления среде. Температура нагрева под
закалку для порошковых углеродистых
сталей превышает критическую точку А3
на 50 ... 80 °C. В качестве закалочной сре-
ды применяют воду или водные растворы
солей. Температура нагрева под закалку
для низколегированных сталей превышает
критическую точку А3 на 60 ... 80 °C.
В качестве закалочной среды обычно
применяют воду, водные растворы солей и
щелочей.
Порошковые стали более чувствитель-
ны к термическим напряжениям, чем ли-
тые. В результате этого закалка в воде
может привести к образованию трещин,
поэтому приходится применять меры пре-
досторожности. При закалке в воде появ-
ления закалочных трещин можно избе-
жать путем изоляции потенциальных кон-
центраторов напряжений, например, мест
резкого изменения сечения, от непосред-
ственного контакта с закалочной средой с
помощью асбеста, глины, слюды или дру-
гих керамических материалов.
Зависимость механических свойств за-
каленных порошковых сталей от темпера-
туры отпуска подчиняется тем же законо-
мерностям, что и для деталей, изготовлен-
ных из проката. Однако отметим, что для
порошковых сталей, легированных медью,
требуется повышение температур отпуска.
В последнее время применяется тер-
мическая обработка порошковых сталей с
использованием индукционного нагрева.
Это объясняется как высокой производи-
тельностью этого процесса, так и возмож-
ностью проведения термической обработ-
ки без применения защитных сред.
В целях получения более однородных
по составу и структуре изделий из механи-
ческих смесей порошковых компонентов
рекомендуется перед формованием подвер-
гать смесь отжигу при 800 ... 850 °C. Такая
термообработка обеспечивает изготовле-
ние изделий с повышенными механиче-
скими характеристиками.
Следует отметить, что при пористости
порядка 15 % легирование углеродом, ни-
келем, медью, хромом и фосфором не по-
зволяет получать порошковые стали высо-
ких прочности и пластичности. Ввиду это-
го при получении порошковых сталей с
заданным уровнем механических свойств
в первую очередь необходимо обеспечи-
вать высокие значения плотности.
В автотракторном и сельскохозяйст-
венном машиностроении, электронной и
других отраслях промышленности широко
применяются полые осесимметричные де-
тали: стаканы, втулки, кольца. Перспек-
тивным путем улучшения качества дета-
лей указанного типа, повышения произво-
дительности труда и сокращения потерь
металла является производство их из по-
рошков на железной основе.
Из большого разнообразия процессов
изготовления порошковых деталей наи-
большей интенсификации производства
позволяют достичь холодное выдавлива-
ние деталей из спеченных порошковых
заготовок и холодное формование порош-
ка в закрытой матрице с последующим
спеканием.
2. ХОЛОДНОЕ ВЫДАВЛИВАНИЕ
ДЕТАЛЕЙ ИЗ СПЕЧЕННЫХ
ПОРОШКОВЫХ ЗАГОТОВОК
Холодное выдавливание деталей из
спеченных порошковых заготовок состоит
в том, что сначала приготавливают по-
рошковую шихту, в состав которой входят
железный порошок, порошок пластифика-
тора (стеарата цинка), предназначенный
для снижения трения между отдельными
частицами, а также, возможно, порошки
легирующих элементов, в качестве кото-
рых чаще всего применяются порошки
никеля, молибдена, меди и графита. Из
порошковой шихты в закрытом штампе
формуют заготовку простейшей формы,
например, цилиндрической.
112
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Способ получения железного порошка
оказывает влияние на качество изделий,
но это влияние может быть компенсиро-
вано выбором схемы уплотнения при
формовании порошковой заготовки. При
уплотнении по схеме одностороннего или
двухстороннего формования в закрытой
матрице частицы незначительно переме-
щаются относительно друг друга в ради-
альном направлении. Происходит лишь
осадка частиц с заполнением пустот, обра-
зованных при засыпке. При этом в местах
взаимного контакта частиц возникают в
основном нормальные напряжения, а доля
касательных напряжений незначительна.
Поэтому оксидная пленка на поверхности
частиц не разрушается, а формоизменяет-
ся с материалом частиц. В результате час-
тицы порошка даже при высокой плотно-
сти образца разделены хрупкой оксидной
пленкой в виде пространственной сетки,
по которой происходит разрушение об-
разца. Затем заготовку спекают в восста-
новительной атмосфере, например, в во-
дороде или диссоциированном аммиаке,
или в атмосфере, не допускающей окисле-
ния, например, в аргоне или азоте.
Спекание производят при высокой
температуре, не достигающей, однако,
температуры плавления основного компо-
нента смеси. Спекание чистых металлов
производится в большинстве случаев при
температуре около 0,67 ... 0,8 их абсолют-
ной температуры плавления (Дш), сплавов -
в ряде случаев при температурах несколь-
ко выше точки плавления самого легко-
плавкого (связующего) металла или его
эвтектики с основным тугоплавким метал-
лом. Для спекания используют как камер-
ные, так и проходные печи. Для спекания
при температурах до 1050 ... 1100 °C при-
меняют электрические печи сопротивления,
до 1200 °C - газовые печи, до 1300 °C -
электрические печи с силитовыми нагре-
вательными элементами сопротивления.
Спекание сопровождается, как прави-
ло, увеличением поверхности контакта
между частицами и соответствующим
ростом прочности, а также изменениями
плотности (обычно ее увеличением, реже
уменьшением). При спекании заготовки
остаточная пористость изменяется незна-
чительно. Так, например, увеличение вре-
мени спекания от 1 до 3 ч заготовок из же-
лезного порошка ПЖВ4.160.28 в среде во-
дорода при температуре 1200 °C понизило
остаточную пористость примерно на 3 %.
Процессы рекристаллизации при спе-
кании порошковых металлов протекают
при более высоких температурах (обычно
0,6 ... 0,8 % Тпл), чем при термической об-
работке деформированных компактных
металлов (обычно 0,4 Ди).
Температура спекания зависит от тре-
бований, предъявляемых к спеченному
материалу, и от характеристики исходных
порошков. Чем они мельче, тем больше
внешняя и внутренняя (в связи с пористо-
стью) поверхность их частиц, тем ниже
требуемая температура спекания. Повы-
шение температуры существенно увели-
чивает скорость спекания и, как правило,
оказывается выгоднее увеличения его
длительности. Скорость уплотнения при
спекании обычно в довольно значитель-
ных интервалах времени обратно пропор-
циональна длительности спекания.
При спекании происходят сложные
процессы. Частички металла в местах кон-
такта между собой могут расплавляться,
проникать друг в друга. Образуется плот-
ная масса, свойства которой зависят от
исходных металлов и от того, как проис-
ходили уплотнение и нагрев. С увеличе-
нием температуры спекания Т и давления
р время процесса т уменьшается, как это
описано Б. Д. Копысским (рис. 3.48). Иде-
альный процесс имеет место, когда по-
верхность частиц свободна от оболочки.
Реальные частицы всегда имеют на по-
верхности инородные пленки оксидов,
препятствующие диффузии. Для устране-
ния пленок при спекании используют ва-
куум или восстановительную среду.
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОРОШКОВ
ИЗ
Рис. 3.48. Схема объединения структурных элементов порошковой заготовки при уплотнении и
спекании в условиях чистой поверхности:
а, б, в, г, - сближение, соприкосновение, начало объединения и полное объединение элементов, д - сфероиди-
зация и собирательная рекристаллизация
После спекания заготовка представляет
собой твердое тело, имеющее остаточную
пористость. Эта заготовка подвергается
последующей холодной штамповке вы-
давливанием, как и обычная, отрезанная
от прутка цилиндрическая заготовка. По-
сле выдавливания деталь подвергается
отжигу в защитной атмосфере с целью
снятия остаточных напряжений.
Однако, холодное выдавливание спе-
ченных заготовок из железного порошка,
легированного упрочняющими добавками,
практически не применяется из-за боль-
ших удельных сил, необходимых для
формоизменения заготовки и, как следст-
вие, неудовлетворительной стойкости
штампового инструмента.
3. ВЫДАВЛИВАНИЕ С АКТИВНЫМИ
СИЛАМИ ТРЕНИЯ
Преимущество выдавливания с актив-
ными силами трения заключается в сни-
жении величин удельных сил, действую-
щих на штамповый инструмент. Снижение
удельных сил позволяет повысить стой-
кость инструмента и расширить примене-
ние технологии на область производства
деталей из легированных порошковых
материалов. Удельная сила (т.е. сила, раз-
виваемая прессом, деленная на площадь
перпендикулярного направлению переме-
щения сечения деформирующего заготов-
ку инструмента) при холодном выдавли-
вании спеченных заготовок достигает
2500 МПа. Современные штамповые стали
Р9, Р18, Х12Ф при таких удельных силах
не обеспечивают стойкости, при которой
процесс холодной штамповки является
конкурентоспособным по сравнению с
другими процессами производства маши-
ностроительных деталей. Кроме того, раз-
рушение пуансона при холодной объемной
штамповке всегда сопряжено с опасностью
поражения работающего осколками.
Для снижения удельной силы необхо-
димо проводить выдавливание в штампах,
рабочие элементы которых перемещаются
относительно друг друга таким образом,
чтобы силы трения на поверхности кон-
такта пластически деформируемого мате-
риала заготовки с этими элементами инст-
румента становились направленными в
сторону течения материала и способство-
вали этому течению. Такие силы трения
названы активными силами контактного
трения. Кроме снижения удельной де-
формирующей силы выдавливание с ак-
тивными силами контактного трения по-
зволяет улучшить качество изготавливае-
мой детали.
114
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.49. Пресс для выдавливания с активными
силами трения
На рис. 3.49 показан пресс, в котором
выдавливающий пуансон перемещается
плунжером 1. При выдавливании по тра-
диционной схеме силы контактного тре-
ния на границе заготовки с матрицей пре-
пятствуют течению материала заготовки.
Однако, если матрицу, установленную в
траверсе 2, с помощью гидроцилиндров 3
перемещать в направлении течения мате-
риала со скоростью, превышающей ско-
рость течения, силы трения на границе
заготовки с матрицей будут способство-
вать течению и разгрузят пуансоны.
Исходная спеченная заготовка из же-
лезного порошка всегда имеет пористость.
Рассмотрим выдавливание детали типа
стакана из спеченной порошковой заго-
товки в обычных штампах при реактивном
действии контактного трения по матрице.
Рис. 3.50. Формоизменение спеченной порош-
ковой заготовки на начальной стадии выдавли-
вания стакана
Когда пуансон только начинает вдав-
ливаться в цилиндрическую исходную
заготовку, чтобы образовать в ней по-
лость, заготовка из-за контактного трения
не может переместиться в направлении
движения пуансона. Если бы силы трения
не препятствовали такому перемещению
заготовки ее высота и, соответственно
пористость уменьшились бы под действи-
ем пуансона. Однако, поскольку силы
трения препятствуют такому перемеще-
нию, заготовка сохраняет имевшуюся у
нее пористость, и выдавленный стакан
имеет пористую стенку.
Для уменьшения пористости стенки
при выдавливании на прессе, показанном
на рис. 3.49, матрицу вначале принуди-
тельно перемещают в том же направле-
нии, в каком движется формирующий по-
лость пуансон (т.е. вверх), создавая сила-
ми трения дополнительное препятствие
течению материала в стенку стакана, и
только после того, как будет исключена
пористость заготовки, матрицу направля-
ют в сторону течения материала в стенку
стакана, разгружая пуансон при деформи-
ровании заготовки. При этом формоизме-
нение заготовки происходит поэтапно
(рис. 3.50). В результате получают деталь
с высокой равномерной плотностью
(рис. 3.50 и 3.51). На рис. 3.52 изображен
пресс для получения таких деталей.
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОРОШКОВ
115
Рис. 3.51. Стаканы изготовленные холодным
выдавливанием из спеченных порошковых
заготовок (ПЖВ2.160.28)
Рис. 3.52. Гидравлический пресс силой 2 МН
для выдавливания с активными силами трения
При выдавливании с активными сила-
ми трения выбор смазки влияет как на си-
лу выдавливания, так и на качество дета-
ли. К примеру, обезжиривание поверхно-
сти инструмента усиливает эффект актив-
ных сил контактного трения, но качество
детали при этом неприемлемо. При недос-
таточной смазке происходит схватывание
между материалами заготовки и инстру-
мента, и производственный процесс при-
ходится останавливать для разборки и
очистки инструмента, а изготовленная де-
таль имеет поверхность низкого качества.
Использование активных сил трения
при холодном выдавливании спеченных
порошковых заготовок позволяет умень-
шить удельную силу на пуансоне на 7 ...
13 %. При таком снижении удельной силы
стойкость пуансонов увеличивается в
1,5 ... 2 раза. Благодаря этому становится
возможным холодное выдавливание спе-
ченных заготовок из железного порошка с
добавлением графита. Например, при до-
бавке 0,5 % графита удельная сила на пу-
ансоне при выдавливании стаканов с на-
ружным диаметром 30 мм и диаметром
полости 22 мм не привысила 2400 МПа.
Создание и использование активных
сил контактного трения при выдавливании
спеченных порошковых заготовок могут
быть осуществлены не только на специа-
лизированных прессах, но и при выдавли-
вании в так называемой плавающей мат-
рице, которая под действием сил трения
имеет возможность перемещаться в осе-
вом направлении. При обратном выдавли-
вании в плавающей матрице в начале про-
цесса (рис. 3.53, а) уплотнение и осадка
заготовки происходят более интенсивно,
чем образование трубной части детали.
Пока заготовка не уплотнена, удельная
сила на пуансоне сравнительно неболь-
шая. На этой стадии целесообразно пре-
пятствовать истечению. Это осуществля-
ется силами трения между формирующей-
ся трубной частью стакана и матрицей,
которая перемещается в направлении,
противоположном течению материала в
трубную часть стакана. Матрица под дей-
ствием сил трения перемещается в на-
правлении движения пуансона. Силы тре-
ния препятствуют вытеканию материала в
зазор между пуансоном и матрицей и спо-
собствуют повышению плотности детали.
116
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.53. Схема операции обратного выдавли-
вания стакана из спеченной порошковой заго-
товки в плавающей матрице:
а - осадка пористой заготовки; б - выдавливание
полости; v„r - скорость перемещения частиц заго-
товки; vu - скорость перемещения матрицы; v„ -
скорость скольжения матрицы по заготовке; f, - ак-
тивные силы контактного трения
Рис. 3.54. Схема штампа для обратного выдав-
ливания в плавающей матрице
При последующем выдавливании
(рис. 3.53, б), когда уплотнение заготовки
достигнуто и удельная сила выдавливания
возросла, силы трения на поверхности
сформировавшейся трубной части детали
способствуют перемещению матрицы в
сторону истечения материала, созданию в
этом направлении активных сил трения по
поверхности цилиндрической части заго-
товки и снижению деформирующей силы.
После завершения уплотнения заготовки и
стабилизации формирования трубной час-
ти детали матрица перемещается под дей-
ствием сил контактного трения навстречу
пуансону с возрастающей по мере выдав-
ливания скоростью. На заключительном
этапе выдавливания (рис. 3.53, б) скорость
матрицы равна скорости истечения мате-
риала в зазор между пуансоном и матрицей.
Описанная операция выдавливания в
плавающей матрице менее эффективна,
чем выдавливание на специализированном
прессе, но в ряде случаев позволяет дос-
тичь требуемой плотности изготавливае-
мой детали при удовлетворительной стой-
кости инструмента. Преимущество выдав-
ливания в плавающей матрице состоит в
применении штампов для выдавливания
традиционных конструкций и универсаль-
ного прессового оборудования. Требуется
лишь незначительная доработка штампа,
заключающаяся в том, что матрице пре-
доставляют возможность осевого переме-
щения в некоторых пределах. Схема
штампа показана на рис. 3.54. На верхней
плите 1 в обойме 2 установлен пуансон 3.
В средней плите 7, свободно перемещаю-
щейся по направляющим колонкам 8, ус-
тановлена двухбандажная матрица 9, опи-
рающаяся через тарельчатые пружины 11
на нижнюю плиту 10. Выталкивание дета-
ли осуществляется размещенным в ниж-
ней плите в опорной прокладке выталки-
вателем. Для ограничения хода матрицы
вверх при выталкивании предназначены
шпильки 5, на которые навинчены огра-
ничительные гайки 6. Для съема детали с
пуансона служит втулка 4, закрепляемая
при повороте в пазах матрицы. Штамп
показан на рис. 3.55. Такая конструкция
штампа обеспечивает свободное переме-
щение матрицы вслед за движением мате-
риала заготовки как на стадии уплотнения,
так и на стадии истечения материала в
стенку изделия.
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОРОШКОВ
117
Рис. 3.55. Штамп для выдавливания на универ-
сальных прессах
Рис. 3.56. Схема штампа для обратного выдав-
ливания в плавающей матрице
Другой вариант конструкции штампа
для выдавливания стаканов из спеченных
пористых заготовок в плавающей матрице
приведен на рис. 3.56. Штамп предназна-
чен для работы на универсальном криво-
шипном прессе. На верхней плите 1 в
обойме 2 установлен пуансон 3. В нижней
Рис. 3.57. Штамп для холодного выдавливания
стаканов из спеченных порошковых заготовок
части штампа в средней плите 6 размеще-
на обойма 5 с матрицей 4, опирающейся
через прокладку 7 на нижнюю плиту 8.
Верхняя и нижняя части штампа связаны
тремя направляющими колонками. Мат-
рица свободно перемещается в процессе
выдавливания в осевом направлении
внутри обоймы 5. Выталкивание деталей
осуществляется выталкивателем 9, разме-
щенным на траверсе 10. Подъем траверсы
при возвратном ходе пресса производится
тягами 11, установленными внутри двух
направляющих колонок 12. Для съема де-
тали с пуансона предусмотрен консоль-
ный съемник 13. Фотография этого штам-
па показана рис. 3.57.
Масса пресса, приведенного на
рис. 3.52, составляет 2 т (без привода). Од-
нако, создавая специализированные прессы,
можно достичь их габаритных размеров и
массы, не превышающих таковых у штам-
пов. При этом отпадает необходимость в
установке их на универсальные крупногаба-
ритные прессы. На рис. 3.58 показана конст-
рукция пресса массой 350 кг, имеющего
силу 1 МН. В прессе шток вспомогательного
гидроцилиндра 4 является одновременно
штоком главного гидроцилиндра 2 и порш-
нем 3, а гильза вспомогательного гидроци-
118
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.58. Схема малогабаритного пресса
линдра является дополнительным плунже-
ром главного гидроцилиндра. При подаче
рабочей жидкости в нижнюю полость глав-
ного гидроцилиндра пуансон б, установ-
ленный на поршне 5 вспомогательного гид-
роцилиндра, деформирует заготовку отно-
сительно неподвижного пуансона 8, закреп-
ленного на верхней поперечине станины 1.
По мере уменьшения объема верхней по-
лости главного гидроцилиндра из него вы-
тесняется гильза вспомогательного гидро-
цилиндра, перемещая матрицу 7. Скорость
движения матрицы регулируется путем до-
полнительной подачи жидкости в верхнюю
полость главного гидроцилиндра от гидро-
привода или путем ее выпуска через дрос-
сель из этой полости. Жидкость из нижней
полости вспомогательного гидроцилиндра
сливается через осевое отверстие в общем
штоке гидроцилиндров.
Включение в технологический процесс
выдавливания операции поперечной про-
катки спеченной заготовки повышает ка-
чество изделия, поскольку при выдавли-
вании прокатанной заготовки последняя
имеет беспористую поверхность, способ-
ную выдержать растягивающие напряже-
ния небольшой величины. В результате
предотвращаются возможные поперечные
поверхностные трещины.
4. ДОПОЛНИТЕЛЬНОЕ
ЛЕГИРОВАНИЕ ЗАГОТОВОК
Поскольку возможность легирования
железного порошка перед спеканием заго-
товки в рассматриваемом технологиче-
ском процессе весьма ограниченна, ис-
пользуют насыщение уже спеченной заго-
товки графитом. Для этого на заготовку
перед выдавливанием наносят графитосо-
держащее покрытие. Для создания покры-
тия порошок графита смешивают в равных
долях с порошком стеарата цинка. При
последующем выдавливании материал
покрытия заполняет поры в поверхност-
ном слое заготовки, а при последующей
термообработке выдавленной детали дос-
тигаются науглероживание материала ос-
новы и повышение механических характе-
ристик детали.
Нанесение на заготовку покрытия
осуществляется помещением заготовки в
матрицу, имеющую больший диаметр D,
чем заготовка d0 (рис. 3.59). В свободное
пространство в матрице вокруг заготовки
Рис. 3.59. Схема нанесения на заготовку графи-
тового покрытия
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОРОШКОВ
119
Рис. 3.60. Заготовка с нанесенным графитовым
покрытием
засыпается смесь порошка графита с по-
рошком стеарата цинка. После засыпки
заготовка и окружающий ее порошок пу-
ансоном проталкиваются в участок матри-
цы, имеющий диаметр d, равный диаметру
заготовки с покрытием. При проталкива-
нии под действием давления смесь по-
рошка графита с порошком стеарата цинка
превращается в компактную оболочку,
прочно удерживающуюся на поверхности
спеченной заготовки (рис. 3.60).
Выдавливание деталей из заготовок в
оболочке проводится так же, как из обыч-
ных. Заготовка в оболочке укладывается в
матрицу, и пуансон производит выдавли-
вание боковых стенок стакана. При этом
давление материала на стенку матрицы
составляет 1000 ... 1500 МПа. При таком
давлении материал оболочки вдавливается
в поры на поверхности заготовки.
Кроме насыщения поверхностного
слоя пористой спеченной железной заго-
товки графитом выдавливание заготовок в
графитовой оболочке позволяет сущест-
венно уменьшить удельную силу на вы-
давливающем пуансоне. При этом матри-
цу целесообразно подогревать. Например,
повышение температуры нагрева матрицы
до 280 °C при выдавливании заготовок в
графитовой оболочке при одновременном
снижении плотности заготовки до 85 %
уменьшает силу выдавливания более чем
на 23 %.
Поскольку при выдавливании деталей
из заготовок в оболочке требуется мень-
шая удельная сила на пуансоне, чем при
традиционном выдавливании, могут быть
применены и обычные штампы, установ-
ленные на универсальные прессы, в кото-
рых выдавливание проводится без актив-
ных сил контактного трения. При этом
может быть осуществлено выдавливание
предварительно легированных спеченных
заготовок. Так, например, выдавливается
спеченная заготовка из порошка, легирован-
ного предварительно (до формования и спе-
кания заготовки) 2 % Ni, 1 % Мо, 2 % Си.
После формования и спекания заготовки
на нее наносится графитосодержащее по-
крытие, которое в процессе выдавливания
снижает удельную силу на пуансоне и
позволяет осуществить выдавливание при
допустимой удельной силе, при этом так-
же происходит заполнение углеродом пор
в поверхностном слое заготовки. При по-
следующем отжиге заготовки углерод из
пор поверхностного слоя вступает в хими-
ческую реакцию с материалом изделия.
В результате улучшаются служебные
свойства изделия, такие как, например,
стойкость. Поскольку поверхностный слой
изделия легирован углеродом, при его
охлаждении в процессе термообработки
может быть осуществлена закалка.
5. ХОЛОДНОЕ ФОРМОВАНИЕ
ВЫСОКОПЛОТНЫХ ДЕТАЛЕЙ ИЗ
ПОРОШКОВЫХ СТАЛЕЙ
С ПОСЛЕДУЮЩИМ СПЕКАНИЕМ
Холодное формование порошка в за-
крытой матрице с последующим спекани-
ем состоит в том, что из приготовленной
порошковой шихты в закрытой матрице
формуют деталь сразу требуемой формы,
которую затем подвергают спеканию в
защитной атмосфере и, возможно, закалке.
120
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Этот способ в отличие от выдавливания с
активными силами трения имеет примене-
ние при производстве деталей из порош-
ковых сталей. Его преимуществом являет-
ся практически неограниченная возмож-
ность легирования железного порошка
порошками других металлов. Поскольку
операция спекания следует после опера-
ции, выполняемой в штампе, легирование
практически не влияет на величину удель-
ной силы штамповки.
При формовании деталей непосредст-
венно из легированного железного порош-
ка с последующим спеканием необходимы
меньшие удельные силы, чем при выдав-
ливании спеченных порошковых загото-
вок. Однако при достижении относитель-
ной плотности, равной 83 ... 88 % от плот-
ности компактного материала, в заготовке
образуются расслойные трещины. Такие
трещины не "залечиваются" при дальней-
шем деформировании. Невысокая плот-
ность деталей не позволяет использовать
преимущества легирования.
Для получения высокоплотных деталей
непосредственно из порошковой шихты
необходимо осуществлять деформирова-
ние в условиях, при которых в заготовке
происходят интенсивные сдвиги между
частицами. Наиболее надежно чистую
поверхность частиц можно получить при
их сближении благодаря растяжению по-
верхности контакта. Хрупкие пленки при
растяжении поверхности частиц лопаются,
и в трещины выходят свежие неокислен-
ные объемы металла, которые и участвуют
в диффузии.
Достигается это при совмещении уп-
лотнения давлением всестороннего сжатия
со сдвигом частиц относительно друг дру-
га. Похожие процессы происходят при
полировании поверхностей деталей. Такая
обработка включает в себя химическое
воздействие применяемых реагентов. Обя-
зательным условием такого воздействия
должно быть возникновение растягиваю-
щих и касательных напряжений в поверх-
ностных слоях, способствующих разви-
тию слабых мест и микрощелей в обраба-
тываемом теле. При проведении химико-
механической обработки используют по-
низители твердости - вещества, облег-
чающие деформирование твердых тел.
Понизители твердости адсорбируются на
поверхности твердых тел, этим, очевидно,
вызывается понижение пределов упруго-
сти, текучести и прочности. Добавками,
понижающими твердость, могут служить
поваренная соль, хлористые соли кальция,
магния, алюминия, а также известь, едкий
натр, сода, фосфаты, силикаты натрия,
органические поверхностно-активные ве-
щества.
При формовании порошков с интен-
сивными сдвигами между частицами уве-
личивается процент обновленной, свобод-
ной от оксидных пленок поверхности час-
тиц. Лучше заполняются поры между час-
тицами, улучшаются условия для проте-
кания диффузионных процессов при спе-
кании.
Для формования порошковой детали со
сдвигом частиц относительно друг друга
применяют штампы, конструкция которых
схематично представлена на рис. 3.61.
В этих штампах деталь 2 формуют в мат-
рице 1. Пуансон 3 совершает винтовое
движение: перемещается поступательно и
одновременно поворачивается благодаря
наличию в его приводе пары винт 5 - гай-
ка 4 с резьбой, имеющей такой шаг, кото-
рый обеспечивает отсутствие заклинива-
ния при осевой нагрузке. С помощью это-
го штампа можно осуществлять различ-
ные соотношения поступательного и вра-
щательного движений пуансона 3, имея
лишь одну пару винт - гайка с неизмен-
ным шагом резьбы. Это достигается выбо-
ром жесткости К упругого элемента 6 ме-
жду верхним торцом винта 5 и плитой 7,
которой штамп соединен с ползуном прес-
са. При высокой жесткости пуансон будет
совершать только поступательное движе-
ние, а при нулевой жесткости - в основ-
ном вращательное.
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОРОШКОВ
121
Рис. 3.61. Штамп для формования порошковой
детали со сдвигом частиц
Рис. 3.62. Зависимости плотности изготавли-
ваемых деталей от жесткости К упругого эле-
мента штампа, показанного на рис. 3.61:
1 - порошок ULTRAPAC-LE; 2 - порошок
Н4МД1.5 + 0,5 % С
В описанном штампе исследована дости-
гаемая плотность порошковых сталей с при-
мерно одинаковым химическим составом, по-
лученных из порошков двух видов: частично-
легированного порошка ULTRAPAC-LE фир-
мы Mannesmann Demag и гомогенно-легиро-
ванного порошка Н4МД1,5, полученного рас-
пылением водой высокого давления на опытно-
промышленной установке НПО "Тулачермет".
Измеряли плотность формованных из этих
материалов колец, а также твердость колец
после спекания. Спекание проводили в среде
водорода при температуре 1150 °C в течение 1 ч.
Кроме способа легирования порошковой стали
в эксперименте варьировали жесткость упруго-
го элемента штампа, шероховатость торца пу-
ансона и количество стеарата цинка в порош-
ковой смеси.
Были получены уравнения регрессии, по
которым при заданных значениях шероховато-
сти торца пуансона Ra = 2,5 мкм, удельной
силе на пуансоне 480 МПа, 1 %-ном содержа-
нии стеарата цинка для двух рассмотренных
порошков были построены зависимости плот-
ности у деталей от жесткости А" упругого эле-
мента штампа (рис. 3.62). Видно, насколько
существенно плотность колец у зависит от
примененного порошка.
В то же время рациональный выбор схемы
деформирования позволяет изготовлять детали
с одинаковой плотностью из обоих рассмот-
ренных порошков (в частности, детали плотно-
стью 7 г/см3), но только при различных соот-
ношениях поступательного и вращательного
движений пуансона. Для описанного штампа
такая плотность достигается при исполь-
зовании упругого элемента с жесткостью
0,17 МН/мм для 1-го порошка и упругого эле-
мента с жесткостью 0,04 МН/мм для 2-го по-
рошка. В формованной таким образом детали
частицы имеют плоскую форму с большими
поверхностями контакта между собой в на-
правлении, перпендикулярном к направлению
движения пуансона. При этом окончательная
форма частиц мало зависит от способа получе-
ния металлического порошка. Поверхность
контакта между частицами свободна от оксид-
ных пленок. Поэтому последующие процессы
спекания проводятся при пониженных темпе-
ратурах и за более короткое время, чем в тра-
диционных процессах порошковой металлур-
гии. Достигается большая экономия электро-
энергии, и повышается прочность изделий.
В результате проведенных исследований
построена диаграмма (рис. 3.63) нормальных
ст„ и касательных тп напряжений на торцовой
поверхности заготовки, позволяющих достичь
заданной плотности детали из порошка
ПЖВ2.160.28. На диаграмме показаны также
предельно допустимые величины касательных
напряжений т„ в зависимости от коэффициента
контактного трения р. При достижении такой
предельной величины касательного напряже-
ния начинается проскальзывание пуансона по
122
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.63. Диаграмма нормальных ст„ и каса-
тельных тп напряжений на торцовой поверхно-
сти заготовки, позволяющих достичь заданной
плотности детали:
1 - плотность 7,1 г/см3; 2 - плотность 7,3 г/см3
поверхности заготовки. Из диаграммы следует,
что целесообразно увеличивать шероховатость
торца пуансона.
Формование высокоплотных деталей со
сдвигом частиц может проводиться на прессах
для выдавливания с активными силами кон-
тактного трения, схема которых представлена
на рис. 3.49.
Формование осевым сжатием с одновре-
менным созданием в заготовке сдвигов слоев
материала осуществляется по схеме, приведен-
ной на рис. 3.64. На первом этапе (рис. 3.64, а)
осуществляется уплотнение порошка движени-
ем пуансона со скоростью vn с одновременной
раздачей заготовки путем перемещения матри-
цы, имеющей ступенчатую рабочую полость,
навстречу пуансону со скоростью vM. При раз-
даче создаются сдвиги слоев материала заго-
товки. На втором этапе (рис. 3.64, б) осуществ-
ляется обжим брикета по боковой поверхности
перемещением матрицы со скоростью vM при
воздействии силой Рл со стороны верхнего
пуансона. При этом создаются дополнительные
сдвиги слоев материала заготовки. При формо-
вании по таким схемам достигается средняя
плотность формованных деталей 90 % и выше.
Для определения уплотняемости железных
порошков при формовании с применением
схем нагружения, реализующих существенные
сдвиги в заготовке, нами исследованы зависи-
мости плотности образцов от марки железного
порошка, а также от процентного содержания
пластификатора (стеарата цинка), схемы и
удельной силы формования. Изделия формова-
ли по двум схемам, предусматривающим сдви-
ги в образце в меньшей и большей степенях.
Первая схема деформирования включала
формование брикета с одновременной его раз-
дачей при перемещении из верхней цилиндри-
ческой полости матрицы диаметром 32 мм в
нижнюю цилиндрическую полость диаметром
36 мм, вторая - те же операции, что и первая, а
затем обжатие брикета по боковой поверхности
с диаметра 36 до 32 мм (рис. 3.64, б).
Давление на торце нижнего пуансона фик-
сировалось в конце формования (по второй
схеме перед началом обжатия). В эксперименте
давления задавали равными 300, 420 МПа
(фактор Xi). В шихту добавляли 0,5 и 1 % стеа-
рата цинка (фактор ХА). Использовали отечест-
венные железные порошки ПЖВ2.160.28, и
ПЖВ4.160.28, полученные методом восстанов-
ления, и порошки ПЖРВ2.200.26 и
ПЖРВЗ.200.26, полученные распылением во-
дой, а также порошок WPL-200 (Mannesmann
Demag) и порошок ULTRAPAC-LE (Mannes-
mann Demag). В проведенном исследовании
порошкам (фактор Х}) присвоены следующие
условные значения уровней: ПЖВ2.160.28 - 0,
ПЖРВ2.200.26 - 1, ПЖРВЗ.200.26 - 2,
ПЖВ4.160.28 - 3, WPL-200 - 4, ULTRAPAC-LE - 5.
Механическим схемам деформирования (фак-
тор А)) присвоены условные значения: схема с
движениями, показанными на рис. 3.64, а, за-
тем на рис. 3.64, 6,-1, схема с движениями,
показанными на рис. 3.64, а, - 0.
Рис. 3.64. Схема формования с созданием в
заготовке сдвигов слоев материала:
а - осевое сжатие с одновременной раздачей на пер-
вом этапе; б - осевое сжатие с одновременным об-
жимом на втором этапе
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОРОШКОВ
123
Формованные детали спекали в среде водо-
рода при температуре 1150 °C в течение 1 ч.
Было получено следующее уравнение регрес-
сии для плотности, г/см3:
у = 4,7 - 2,38%) + 0,0031%2 +1 ,бб%2 +
+ 0,3684%2 + 3,95 У2 - 2,303 %’ +
+ 0,5447 у,4 - 0,04455 А',5. (3.1)
Проведенное исследование показало, что
при одинаковых силах формования и режимах
спекания наибольшей уплотняемостью облада-
ет порошок ULTRAPAC-LE, относительная
плотность образцов из которого выше относи-
тельной плотности образцов из порошков
WPL-200 и ПЖВ2.160.28, плотность последних
соответственно на 6 ... 7 и 2 ... 3 % выше плот-
ности образцов из распыленных порошков
ПЖРВ2.200.26 и ПЖРВЗ .200.26. Наименьшей
плотностью обладают образцы из порошка
ПЖВ4.160.28.
Формула (3.1) позволяет провести пересчет
результатов различных описанных в литерату-
ре исследований по определению плотности
порошковых деталей, изготовленных формова-
нием и спеканием, на другие марки железных
порошков.
Независимо от порошка проведение фор-
мования по схемам, обеспечивающим значи-
тельные сдвиги частиц в заготовке, позволяет
повысить плотность деталей на 1 г/см3, т.е.
примерно на 15 %. Следовательно, различие в
плотностях деталей может быть практически
полностью компенсировано рациональным
выбором механической схемы формования
порошковой детали.
Для оценки возможности применения фор-
мулы (3.1), полученной при формовании дета-
лей непосредственно из железных порошков,
для пересчета удельной силы холодного вы-
давливания спеченной заготовки на другую
марку железного порошка было проведено
исследование влияния материала спеченного
образца, его плотности, диаметра пуансона,
направления сил контактного трения и типа
смазочного материала на удельную силу при
выдавливании деталей типа стаканов. Сравне-
ние результатов этого исследования с расчета-
ми по формуле (3.1) показывает, что изменение
удельной деформирующей силы при измене-
нии марки порошка в случае штамповки спе-
ченных заготовок уменьшается примерно в
2 раза по сравнению с изменением, описывае-
мым формулой (3.1). Это объясняется тем, что
Рис. 3.65. Схема формования стаканов с интен-
сивными сдвигами в заготовке
при спекании заготовки происходит сращива-
ние зерен порошка, и влияние марки порошка,
характеризующей его химический состав (при-
меси), дисперсность, уменьшается.
При формовании стаканов интенсив-
ные сдвиги по границам зерен достигают-
ся при использовании схемы деформиро-
вания, приведенной на рис. 3.65. Стаканы
изготавливают с фланцем, который явля-
ется технологическим припуском. Матри-
ца имеет полость, состоящую из участков
двух диаметров: диаметр одного участка
равен диаметру внешней поверхности ста-
кана, а диаметр другого - диаметру флан-
ца стакана. На первом этапе формования
матрица перемещается вниз (рис. 3.65, а),
при этом засыпную полость образует уча-
сток большего диаметра, и силы трения на
поверхности контакта порошка с матрицей
способствуют заполнению полости мат-
рицы. После окончания засыпки порошка
и предварительного его уплотнения верх-
ним пуансоном осуществляется движение
матрицы вверх (рис. 3.65, б), при этом
сформованный на первом этапе стакан
перемещается в участок полости матрицы
меньшего диаметра. В результате проис-
ходит дополнительное уплотнение стенок
стакана. На донную часть заготовки по-
стоянно действует сила, создаваемая
верхним пуансоном.
124
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
6. ФОРМОВАНИЕ ТОНКОСТЕННЫХ
ВТУЛОК ИЗ ЖЕЛЕЗНОГО ПОРОШКА
При формовании втулок из железного по-
рошка (рис. 3.66) активные силы трения соз-
даются путем перемещения оправки со скоро-
стью v навстречу матрице, движущейся со ско-
ростью v0. Порошок как бы "затягивается" си-
лами трения в тонкую часть стенки. В резуль-
тате в этой наиболее тонкой части втулки име-
ют наибольшие плотность и прочность. В этом
состоит преимущество этого способа перед
обычными способами формования, в которых
порошок в тонкой части втулки остается неуп-
лотненным. Недостаток, имеющий место при
обычных способах и заключающийся в образо-
вании расслоений при относительной плотно-
сти 80 ... 85 %, здесь устранен созданием сдви-
гов слоев в заготовке. В результате достигнута
средняя относительная плотность 92 %. При вы-
полнении этой технологической операции поро-
шок засыпают со стороны тонкой части полости
между оправкой и матрицей (рис. З.бб, а). При
этом оправку опускают, открывая отверстие
для засыпки. Порошок хорошо засыпается в
расширяющуюся полость, равномерно запол-
няя ее. Далее движением оправки вверх пере-
Рис. 3.66. Формование втулок с активными
силами контактного трения - а; обозначения
параметров, используемых в анализе формова-
ния втулки - б
крывают отверстие в матрице, через которое
производилась засыпка, и одновременно, ис-
пользуя трение порошка об оправку, переме-
щают его в направлении тонкой части стенки и
уплотняют в этой области. Следующим движе-
нием, опуская силой пресса матрицу навстречу
неподвижному кольцевому пуансону, формуют
втулку.
Поскольку прочность порошковых деталей
увеличивается с увеличением их плотности и
зависит от величины давления формования,
разработка технологического процесса вклю-
чает определение силы формования, необхо-
димой для обеспечения заданной средней
плотности детали. Удельную силу, действую-
щую на пуансон, определяли как отношение
силы формования к площади сечения пуансона.
Обозначения параметров, используемых в ана-
лизе формования втулки, приведены на рис.
3.66, б. Натуральные размеры, обозначенные
на этом рисунке буквами с чертой сверху, в
анализе отнесены к радиусу пуансона г , ско-
рости деформирования отнесены к скорости
перемещения матрицы v0.
На рис. 3.67 - 3.69 приведены результаты
расчета удельной силы формования в зависимо-
сти от плотности, угла конусности и относитель-
ной толщины стенки втулки из железного по-
рошка ПЖВ2.160.28. Здесь сплошные кривые -
расчет, штриховая - эксперимент.
Высота зоны I (рис. З.бб) до начала формо-
вания h0 = 20 мм. Плотность засыпки порошка
у0 = 4 г/см3. При расчете приращение ходами
принято равным 1,8 мм, плотность детали в
процессе штамповки определяли из выра-
жения
у = Yo exp(ev).
Для оценки прочности тонкостенных по-
рошковых деталей разработан косвенный ме-
тод, поскольку из тонких деталей невозможно
вырезать стандартные образцы для определе-
ния механических характеристик. Метод за-
ключается в том, что в результате проведенно-
го исследования установлена регрессионная
зависимость, связывающая временное сопро-
тивление детали с твердостью. В дальнейшем,
измеряя твердость в исследуемых сечениях
тонкостенной детали, по установленной зави-
симости вычисляют временное сопротивление.
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОРОШКОВ
125
Рис. 3.67. Удельные силы формования втулки
при Р = 8°, R = 1,6:
кривая 7-ц = 0,1;2-ц = 0,3;3-ц = 0,5
Рис. 3.68. Удельные силы формования втулки в
закрытой матрице при ц = 0,3; R = 1,6:
кривая 1 - Р = 6°; 2 - р = 8°; 3 - р = 10°
Для установления регрессионной зависимости,
связывающей твердость по Бринеллю с
временным сопротивлением детали, были
изготовлены формованием из порошков
ПЖВ2.160.28 и ПЖВ4.160.28 диски, предна-
значенные для вырезки из них стандартных
образцов для испытания механических харак-
теристик. Диски изготовили следующим обра-
зом. Железные порошки смешали с пластифи-
катором - стеаратом цинка, содержание кото-
Рис. 3.69. Удельные силы формования втулки с
плотностью у = 7 г/см3 при ц = 0,3:
кривая 7 - Р = 6°; 2 - р = 8°; 3 - р = 10°
рого варьировали от 0,5 до 1,5 %, в смесителе
барабанного типа при скорости вращения
100 об/мин в течение 20 мин. Подготовленный
порошок засыпали в цилиндрическую матрицу
диаметром 60 мм и уплотняли давлением
600 МПа.
Изготовленные диски имели плотность в
пределах 76 ... 92 % и отношение высоты к
диаметру 0,24 ... 0,25. Различные плотности
образцов объясняются варьированием марки
порошка и содержания пластификатора. После
спекания дисков в среде эндогаза при темпера-
туре 1150 °C в течение 40 мин из них вырезали
стандартные образцы с диаметром 6 мм для
испытания механических характеристик.
После подсчета коэффициента парной кор-
реляции и оценки значимости корреляционной
связи между величинами ств и НВ были рассчи-
таны коэффициенты уравнения связи, которое
имеет следующий вид:
ст„ = 5,449 НВ - 192,7. (3.2)
Используя зависимость (3.2) определили, что
у втулок, показанных на рис. 3.70, предел проч-
ности в тонкостенной части равен 268 МПа, в
толстостенной - 232 МПа.
126
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.70. Тонкостенные втулки, сформирован-
ные из железного порошка
7. ПОЖЕЛАНИЯ ТЕХНОЛОГА К
ФОРМЕ ИЗГОТАВЛИВАЕМОЙ ДЕТАЛИ
Целесообразность изготовления детали
из порошка на основе железа зависит от ее
формы, требований к комплексу механи-
ческих характеристик и других служебных
свойств и от серийности производства.
При этом мы говорим об изготовлении
деталей штамповкой на прессах, посколь-
ку газостаты, гидростаты, устройства для
импульсной, взрывной штамповки пре-
доставляют другие возможности.
В мелкосерийном производстве огра-
ничений на форму детали практически
нет, исходя из возможности сформовать
тот или иной ее элемент. Однако стои-
мость штампов, требования к квалифика-
ции штамповщика, необходимость спека-
ния сформованной заготовки приводят к
высокой стоимости каждой единицы изго-
тавливаемой детали и к нерентабельности
производства ее из порошка.
Порошковая технология в нашей стра-
не нашла применение в крупносерийном
производстве. Одной из основных причин
этого явилась экономическая целесооб-
разность применения дорогостоящих ме-
тодических печей с защитной атмосферой
для спекания формованных заготовок.
Поэтому наши пожелания к форме дета-
лей основываются на возможности обес-
печения стойкости штамповой оснастки
при крупносерийном производстве.
Во-первых, нежелательно наличие ка-
навок на боковых поверхностях деталей,
направление которых не совпадает с на-
правлением движений ползунов пресса.
Если такие канавки на чертеже детали
имеются, то на них целесообразно назна-
чить напуски.
Во-вторых, другим ограничением фор-
мы детали является наличие на поверхно-
стях, перпендикулярных К движению пол-
зуна пресса, уступов, ширина которых
1 ... 3 мм. Это связано с тем, что такие
уступы должны быть оформлены специ-
альными пуансонами, а их ширина должна
совпадать с толщинами пуансонов. При
толщинах пуансонов менее 3 ... 4 мм
трудно их изготовить и обеспечить их
стойкость.
При производстве высоких деталей,
размер которых в направлении хода пол-
зуна пресса превышает их поперечные
размеры, ограничение связано со специ-
фикой отечественных пресс-автоматов.
Пресс-автоматы отличаются от обычных
прессов тем, что они снабжены специаль-
ными устройствами для автоматической
подачи порошковой шихты в штампы.
Выпускаемые пресс-автоматы сконструи-
рованы для производства на них плоских
деталей, поскольку прессы короткоходо-
вые, а размеры их штамповых пространств
не обеспечивают требуемый для изготов-
ления высоких деталей размер засыпных
камер. Поэтому для производства высо-
ких деталей необходимо применять пресс-
автоматы с большим превышением их
типоразмера по отношению к требуемым
величинам деформирующей силы и мощ-
ПРОГРЕССИВНЫЕТЕХНОЛОГИИ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОРОШКОВ
127
ности привода. Другим вариантом реше-
ния проблемы является применение прес-
сов, как правило гидравлических, имев-
ших другое предназначение и переобору-
дуемых в прессы для штамповки порош-
ковых деталей. Переоборудование состоит
в оснащении прессов устройствами для
подачи порошковой шихты в штампы.
Имеют место два подхода к реализации
операций формования заготовок порошко-
вых деталей сложных форм, когда необ-
ходимо создание комбинированного на-
гружения заготовки. Первый - использо-
вание существующих прессов и примене-
ние штампов специальных конструкций,
создающих комбинированное нагружение
заготовки. Второй - создание специализи-
рованных прессов, имеющих приводы ме-
ханизмов, перемещающих с требуемыми
силами и рабочими ходами инструменты
для заданного нагружения и деформиро-
вания заготовки. Первый подход реализу-
ют японские фирмы Kotaki, Yoshisuka,
фирма Mannesmann-Pulvermetall (ФРГ) и
др. Сторонники второго похода - специа-
листы фирмы Bolding Lima Hamilton
(США) - считают, что максимальное чис-
ло независимых движений пресса позво-
ляет значительно расширить его техноло-
гические возможности и упростить конст-
рукцию штамповых инструментов.
Таким образом, возможности техноло-
га неразрывно связаны с решением конст-
рукторских задач. При успешном сочета-
нии технологических и конструкторских
решений ограничений на форму изготавли-
ваемых деталей практически не остается.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Зачем применяют технологию, при кото-
рой сначала из порошка изготавливают заго-
товку простейшей формы, а затем из этой заго-
товки штампуют поковку более сложной
формы?
2. Как влияет пористость детали на ее ме-
ханические характеристики?
3. Почему при компактировании заготовки
сложной формы непосредственно из железного
порошка по традиционным схемам не удается
достичь высокой плотности?
4. Почему горячая штамповка заготовок
порошковых деталей на прессах не позволяет
получить высокие механические характеристи-
ки изделий?
5. Как способ производства железного по-
рошка отражен в марке порошка?
6. Что называют активными силами кон-
тактного трения?
7. В чем состоит отличие штамповки с ак-
тивными силами трения пористой заготовки от
штамповки с активными силами трения ком-
пактной заготовки?
8. Почему для штамповки с активными си-
лами трения целесообразно создавать специ-
альные прессы?
9. Целесообразно ли при штамповке с ак-
тивными силами трения уменьшать смазку
заготовки, чтобы увеличить контактное тре-
ние?
10. Возникают ли активные силы контакт-
ного трения при выдавливании в плавающей
матрице, не имеющей привода для ее принуди-
тельного перемещения?
11. Как осуществляется дополнительное ле-
гирование поверхностного слоя пористой заго-
товки?
12. Почему при создании сдвигов между
частицами формуемого железного порошка
достигается более высокая плотность изделия?
13. На сколько можно уменьшить величину
сжимающих заготовку напряжений при ис-
пользовании сдвигов, чтобы достичь заданной
плотности?
14. Как следует располагать полость штам-
па при формовании порошковых деталей с
уменьшающейся по высоте толщиной стенки:
узкой частью вниз или вверх? Почему?
15. Благодаря чему удалось, как это пока-
зано на экспериментальных кривых на рис.
3.67 - 3.69, осуществить формование кониче-
ских заготовок при удельной силе более
1200 МПа, если ранее было указано, что при
удельной силе, превышающей 600 ... 800 МПа,
128
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
в заготовке образуются так называемые "пере-
прессовочные" трещины?
16. В штампе для формования поворачи-
вающимся пуансоном (рис. 3.61) передается ли
вся сила пресса на формуемую заготовку или
часть этой силы расходуется на преодоление
трения в резьбе?
17. Почему поворот пуансона в приведенной
(рис. 3.61) конструкции штампа замедляется по
мере уплотнения заготовки?
18. Возможно ли в приведенной конструк-
ции штампа для формования поворачиваю-
щимся пуансоном (рис. 3.61) осуществлять
только осевое перемещение пуансона? Что для
этого надо сделать?
Глава V Изготовление деталей из листа
1. ШТАМПУЕМЫЕ ИЗ ЛИСТА ДЕТАЛИ
Листовой штамповкой изготовляют
самые разнообразные плоские и простран-
ственные детали массой от долей грамма и
размерами, исчисляемыми долями милли-
метра (например, секундная стрелка руч-
ных часов), и детали массой в десятки ки-
лограммов и размерами, составляющими
несколько метров (облицовка автомобиля,
самолета, ракеты).
Для деталей, получаемых листовой
штамповкой, характерно то, что толщина
их стенок незначительно отличается от
толщины исходной заготовки. При изго-
товлении листовой штамповкой простран-
ственных деталей заготовка обычно испы-
тывает значительные пластические де-
формации. Это обстоятельство вынуждает
предъявлять к материалу заготовки доста-
точно высокие требования по пластичности.
В качестве заготовки при листовой
штамповке используют полученные про-
каткой лист, полосу или ленту, свернутую
в рулон. Толщина заготовки при листовой
штамповке обычно не более 10 мм и лишь
в сравнительно редких случаях - более
20 мм. Детали из заготовок толщиной бо-
лее 20 мм штампуют с нагревом до ковоч-
ных температур (горячая листовая штам-
повка), что позволяет значительно умень-
шить силу деформирования по сравнению
с холодной штамповкой. Холодная листо-
вая штамповка получила значительно бо-
лее широкое применение, чем горячая.
При листовой штамповке чаще всего
используют низкоуглеродистую сталь,
пластичные легированные стали, медь,
латунь, содержащую более 60 % Си, алю-
миний и его сплавы, магниевые сплавы,
титан и др. Листовой штамповкой полу-
чают плоские и пространственные детали
из листовых неметаллических материалов -
таких, как кожа, целлулоид, органическое
стекло, фетр, текстолит, гетинакс и др.
Листовую штамповку широко применя-
ют в различных отраслях промышленности,
особенно в таких, как авто-, тракторо-, са-
молете-, ракете- и приборостроение, элек-
тротехническая промышленность и др.
К преимуществам листовой штамповки
относятся возможность получения деталей
минимальной массы при заданных их
прочности и жесткости; достаточно высо-
кие точность размеров и качество поверх-
ности, позволяющие до минимума сокра-
тить отделочные операции обработки ре-
занием; сравнительная простота механи-
зации и автоматизации процессов штам-
повки, обеспечивающая высокую произ-
водительность (30 ... 40 тыс. деталей в
смену с одной машины); хорошая приспо-
собляемость к масштабам производства,
при которой листовая штамповка может
быть экономически целесообразной и в
массовом, и в мелкосерийном производстве.
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ЛИСТА
129
Как правило, при листовой штамповке
пластические деформации получает лишь
часть заготовки. Операцией листовой
штамповки называется процесс пластиче-
ской деформации, обеспечивающий ха-
рактерное изменение формы определенно-
го участка заготовки. Различают формо-
изменяющие операции, в которых заго-
товка не должна разрушаться в процессе
деформирования, и разделительные опе-
рации, в которых этап пластического де-
формирования обязательно завершается
разрушением.
При проектировании технологического
процесса изготовления деталей листовой
штамповкой основной задачей является
выбор наиболее рациональных операций и
последовательности их применения, по-
зволяющих получить детали с заданными
эксплуатационными свойствами при ми-
нимальной себестоимости и хороших ус-
ловиях труда.
2. ОПЕРАЦИИ ЛИСТОВОЙ
ШТАМПОВКИ
Рассмотрим основные разделительные
и формоизменяющие операции листовой
штамповки.
Отрезка - отделение части заготовки
по незамкнутому контуру на специальных
машинах - ножницах и в штампах. Отрез-
ку чаще применяют как заготовительную
операцию для разделения листа на полосы
заданной ширины. Основные типы нож-
ниц - ножницы с поступательным движе-
нием режущих кромок ножа (рис. 3.71, а)
и вращательным движением режущих
кромок - дисковые ножницы (рис. 3.71, б).
Для уменьшения силы резания режущие
кромки в ножницах с поступательным
движением ножа наклонены друг к другу
под углом 1 ... 5° (гильотинные ножни-
цы). Лист подают до упора, определяюще-
го ширину отрезаемой полосы В. Длина
отрезаемой полосы L не должна превы-
шать длины ножей.
При отрезке на дисковых ножницах
длина отрезаемой полосы не ограничива-
ется инструментом, вращение дисковых
ножей обеспечивает не только разделение,
но и подачу заготовки действием сил тре-
ния. Прямолинейность линии отрезки на
дисковых ножницах обеспечивается со-
прикосновением разделяемых частей заго-
товки с плоскими поверхностями ножа и
тем, что режущие кромки ножей заходят
одна за другую. Для обеспечения захвата и
подачи заготовки диаметр ножей должен
быть больше толщины заготовки в 30 ...
70 раз (увеличиваясь с уменьшением ко-
эффициента трения).
Качество поверхности среза зависит от
зазора z между режущими кромками
[z = (0,03 ... 0,05) S, где S - толщина лис-
та] и отсутствии притупления режущих
кромок. Сила отрезки пропорциональна
срезаемой в данный момент площади за-
готовки.
Рис. 3.71. Схемы действия ножниц:
а - гильотинных; б - дисковых
5 - 9503
130
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Рис. 3.72. Последовательность деформирова-
ния при вырубке (а) и характер среза при нор-
мальном (б) и при малом (в) зазорах:
1 - матрица; 2 - пуансон
При вырубке и пробивке характер
деформирования заготовки одинаков. Эти
операции отличаются только назначением.
Вырубкой оформляют наружный контур
детали (или заготовки для последующего
деформирования), а пробивкой - внутрен-
ний контур (изготовление отверстий).
Вырубку и пробивку обычно осущест-
вляют металлическими пуансоном и мат-
рицей. Пуансон вдавливает часть заготов-
ки в отверстие матрицы. В начальной ста-
дии деформирования происходят врезание
режущих кромок в заготовку и смещение
одной части заготовки относительно дру-
гой без видимого разрушения (рис. 3.72, а).
При определенной глубине внедрения
режущих кромок в заготовку (возрастаю-
щей с увеличением пластичности металла)
у режущих кромок зарождаются трещины,
быстро проникающие в толщу заготовки.
Эти трещины наклонены к оси инструмен-
та под углом 4 ... 6°; если эти трещины
встречаются, то поверхность среза полу-
чается сравнительно ровной (рис. 3.72, б),
состоящей из блестящего пояска, обра-
зующегося от внедрения режущих кромок
до появления трещин, и наклонной шеро-
ховатой поверхности разрушения в зоне
прохождения трещин.
Возможность совпадения трещин, иду-
щих от режущих кромок пуансона и мат-
рицы, зависит от правильного выбора за-
зора между пуансоном и матрицей. Зазор z
назначают в зависимости от толщины и
механических свойств заготовки, он при-
ближенно составляет (0,05 ... 0,1)5. При
малом зазоре трещины не встречаются, и
на поверхности среза появляются пояски
вторичного среза (рис. 3.72, в), ухудшаю-
щие ее качество и способствующие раз-
рушению заготовки при последующем
деформировании и работе детали.
При вырубке размеры отверстия мат-
рицы равны размерам изделия, а размеры
пуансона на 2z меньше их. При пробивке
размеры пуансона равны размерам отвер-
стия, а размеры матрицы на 2z больше их.
В отдельных случаях желательно по-
лучить гладкую поверхность среза, пер-
пендикулярную к плоскости заготовки;
для этого необходимо увеличить высоту
блестящего пояска. Частично этого можно
достичь, притупляя одну из режущих кро-
мок (матрицы при вырубке и пуансона -
при пробивке). В этом случае развивается
одна трещина от острой кромки, а инст-
румент с притупленной кромкой сглажи-
вает поверхность среза, уменьшая высоту
шероховатого пояска. При этом, однако,
увеличиваются контактные напряжения,
действующие на боковые поверхности
инструмента, что повышает его износ.
Более качественную поверхность сре-
за, гладкую и перпендикулярную плоско-
сти заготовки, получают вырубкой со сжа-
тием (рис. 3.73), когда заготовка со значи-
тельной силой прижимается к торцу пуан-
сона и рабочей плоскости матрицы. Уве-
личение сжимающих напряжений в зоне
резания повышает пластичность и умень-
шает возможность образования трещин у
режущих кромок, дающих шероховатую
поверхность среза.
Зазор между пуансоном и матрицей
берут существенно меньшим, чем при
обычной вырубке - 0,005 ... 0,01 мм, по-
этому вырубку со сжатием выполняют на
специализированных прессах и штампах.
Качество поверхности среза улучшают
также зачисткой, которая заключается в
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ЛИСТА
131
Рис. 3.73. Схема вырубки со сжатием:
1 - пуансон; 2 - контр-пуансон; 3 - матрица;
4 - заготовка; 5 - прижим
срезании стружки небольшой толщины
(0,1 ... 0,3 мм) по контуру детали или от-
верстия (матрицей или пуансоном).
Кроме рассмотренных разделительных
операций в технологии листовой штам-
повки применяют и другие, такие, как
надрезка (частичное отделение части заго-
товки по незамкнутому контуру, причем
разделяемые части не теряют связи между
собой) и обрезка (отделение краевой части
полого изделия для обеспечения заданной
постоянной по периметру высоты детали
или отделение краевой части плоского
фланца для получения заданных формы и
размеров).
Характер деформирования заготовки
для этих операций аналогичен рассмот-
ренному.
Гибка - операция, изменяющая кри-
визну заготовки практически без измене-
ния ее линейных размеров (рис. 3.74, а).
В процессе гибки пластическая деформа-
ция сосредоточивается на узком участке,
контактирующем с пуансоном, в то время
как участки, образующие полки детали,
деформируются упруго. В зоне пластиче-
ских деформаций наружные слои растяги-
ваются, а внутренние (обращенные к пу-
ансону) сжимаются. У середины заготовки
(по толщине) находятся слои, деформация
которых равна нулю. Из сказанного сле-
дует, что с достаточной степенью точно-
сти размеры заготовки для детали, полу-
чаемой гибкой, можно определять по ус-
ловию равенства длин заготовки и детали
по средней линии. Деформация растяже-
ния наружного слоя и сжатия внутреннего
увеличивается с уменьшением радиуса
скругления рабочего торца пуансона. Де-
формация растяжения наружного слоя не
беспредельна, и при определенной ее
величине может начаться разрушение
заготовки с образованием трещин, иду-
щих от наружной поверхности в толщу
заготовки. Это обстоятельство ограничи-
вает минимальные радиусы rmin, исклю-
чающие разрушение заготовки. В зави-
симости от пластичности материала за-
готовки rmin = (0,1 ... 2) У
Рис. 3.74. Схема гибки (а) и изделия, получаемые с ее использованием (б):
1 - нейтральный слой, 2 - пуансон, 3 - матрица
5*
132
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
На минимальный радиус rmin оказыва-
ют влияние расположение линий изгиба
относительно направления прокатки (во-
локон макроструктуры), наличие и вели-
чина заусенцев. Линию изгиба желательно
располагать так, чтобы растяжение при
гибке происходило в направлении волокон
макроструктуры и чтобы заусенцы, обра-
зующиеся при вырубке, были минималь-
ными и по возможности располагались в
зоне сжатия, а не в зоне растяжения.
При снятии внешних сил, вызывающих
изгиб заготовки, растянутые слои стре-
мятся сжаться, а сжатые слои - удлинить-
ся. Благодаря этому при разгрузке изме-
няются углы между полками (пружинение
при гибке). Угол между полками при раз-
грузке изменяется в зависимости от меха-
нических свойств (отношения предела
текучести к модулю упругости), от r/S и
угла а и увеличивается с увеличением
этих параметров.
Углы пружинения уменьшаются при
гибке с подчеканкой (когда полки заго-
товки с определенной силой сжимаются
между соответствующими плоскостями
пуансона и матрицы), а также при прило-
жении сжимающих или растягивающих
сил, действующих вдоль оси заготовки.
В последнем случае можно устранить зону
растяжения или сжатия в очаге пластиче-
ских деформаций. При разгрузке все слои
заготовки будут или растягиваться, или
сжиматься, что и уменьшит угловые де-
формации.
При гибке в штампах можно одновре-
менно изменять кривизну на нескольких
участках по длине заготовки, оставляя
другие участки прямолинейными, в неко-
торых случаях (получение втулок) пласти-
ческие деформации при гибке могут охва-
тывать всю заготовку.
На рис. 3.74, б показаны примеры де-
талей, полученных гибкой. Детали, изо-
гнутые в нескольких плоскостях, обычно
изготовляют последовательным деформи-
рованием заготовки в нескольких штам-
пах. В этих случаях гибке может подвер-
гаться пространственная заготовка, полу-
ченная на предыдущих переходах.
При гибке пространственных (непло-
ских, профильных) заготовок минималь-
ный радиус изгиба определяется не только
возможностью разрушения заготовок, но и
образованием складок в отдельных участ-
ках изгибаемой заготовки (потеря устой-
чивости).
Вытяжка без утонения стенки
превращает плоскую заготовку в полое
пространственное изделие при уменьше-
нии периметра вытягиваемой заготовки.
Схема первого перехода вытяжки при-
ведена на рис. 3.75, а. Исходную выруб-
ленную заготовку укладывают на плос-
кость матрицы. Пуансон надавливает на
центральную часть заготовки и смещает ее
в отверстие матрицы. Центральная часть
заготовки тянет за собой периферийную
часть (фланец) заготовки, и последняя,
смещаясь в матрицу, образует стенки вы-
тянутого изделия.
Во фланце в радиальном направлении
действуют растягивающие напряжения ар,
втягивающие фланец в отверстие матри-
цы, и сжимающие напряжения а0, дейст-
вующие в тангенциальном направлении и
уменьшающие диаметральные размеры
заготовки. При определенных размерах
фланец заготовки может потерять устой-
чивость под действием сжимающих на-
пряжений ст0, что приведет к образованию
складок (рис. 3.75, а). Складки могут поя-
виться, если (D - d) > (18 ... 20) S.
Для предотвращения появления скла-
док применяют прижим 3, с определенной
силой прижимающий фланец заготовки к
плоскости матрицы.
Растягивающие напряжения на наруж-
ной кромке заготовки равны нулю (стр = 0)
и возрастают до максимального значения
на входе в матрицу. С увеличением шири-
ны фланца растягивающие напряжения,
действующие на входе в матрицу, увели-
чиваются. Если растягивающие напряже-
ния ар достигнут временного сопротивле-
ния материала заготовки, то заготовка у
донышка разрушится и вытяжка окажется
невозможной.
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ЛИСТА
133
Рис. 3.75. Схемы первого перехода вытяжки (а), последующей вытяжки (б), вытяжки с утонением
стенки (в):
1 - заготовка; 2 - изделие; 3 - прижим; 4 - пуансон; 5 - матрица; 6 - изделие со складками, образующимися
при вытяжке без прижима
Отсюда следует, что без разрушения
можно вытягивать заготовки с определен-
ной, ограниченной шириной фланца. Фор-
моизменение при вытяжке оценивают ко-
эффициентом вытяжки к = Did. В зависи-
мости от механических свойств металла и
условий вытяжки максимально допустимые
значения коэффициента вытяжки изменя-
ются в пределах 1,6 ... 2,1 (рис. 3.76).
Кроме ширины фланца на растяги-
вающее напряжение ор, действующее в
опасном сечении заготовки, влияют ра-
диусы скругления кромок матрицы ги и
пуансона гп, а также силы трения, возни-
кающие при перемещении заготовки отно-
сительно матрицы и прижима.
Для уменьшения концентрации напря-
жений и, соответственно, опасности разру-
ктах
D
Рис. 3.76. Максимальный коэффициент вытяж-
ки /Стах в зависимости от относительной тол-
S
щины заготовки — 100 для стали 08 при раз-
D
личных значениях относительных радиусов
скругления кромки матрицы rM/S
134
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
шения заготовки кромки пуансона и мат-
рицы скругляют по радиусу, равному 5 ...
10 толщинам заготовки. С увеличением
относительного радиуса кромки матрицы
rM/S уменьшаются напряжения стр и увели-
чивается величина коэффициента вытяжки
£п1ах (рис. 3.77). Однако при излишне
большом гм значительная часть фланца
оказывается не под прижимом, что может
привести к образованию складок. Для
уменьшения силы трения вытяжку обычно
ведут, смазывая заготовку, причем состав
смазочного материала подбирают с учетом
характеристик материала заготовки, ко-
эффициента вытяжки и формы вытягивае-
мых деталей.
Толщина фланцевой части заготовки
при вытяжке изменяется: краевая часть
(где сжимающие напряжения |ст0| > |стр|)
утолщается, а участки вблизи донышка
утоняются. Это обстоятельство приводит к
тому, что поверхность заготовки при вы-
тяжке изменяется незначительно, и разме-
ры заготовки можно определять из усло-
вия равенства поверхности детали (по
средней линии) и площади плоской заго-
товки. Для осесимметричных деталей за-
готовка имеет обычно форму круга.
При вытяжке без утонения стенки за-
зор z = (1,1 ... 1,3) 5 выбирают из условия,
при котором утолщенный край заготовки
не должен утоняться сжатием между по-
верхностями пуансона и матрицы (это
способствует повышению стойкости инст-
румента).
Если при допустимом для первого пе-
рехода коэффициенте вытяжки невозмож-
но получить деталь с заданным отношени-
ем высоты к диаметру, ее вытягивают за
несколько переходов. В последующих
переходах заготовкой служит полый по-
луфабрикат, полученный на предыдущем
переходе вытяжки. Схема вытяжки на по-
следующем переходе показана на
рис. 3.75, б. На последующем переходе
уменьшается диаметр полой заготовки и
(по условию равенства поверхностей) уве-
личивается ее высота.
Опасное сечение, как и прежде, нахо-
дится у донышка, и напряжение стр не
должно превышать временного сопротив-
ления в этом месте заготовки. При холод-
ной деформации металл упрочняется и,
следовательно, предел текучести металла
стенок заготовки становится больше, чем
у донышка (наиболее упрочнена краевая
часть полой заготовки, у которой в наи-
большей степени уменьшился диаметр на
первом переходе вытяжки). Это обстоя-
тельство приводит к тому, что допусти-
мый коэффициент вытяжки на последую-
щих переходах значительно меньше до-
пустимого коэффициента вытяжки на пер-
вом переходе (кв = 1,2 ... 1,4). Некоторое
увеличение допустимого коэффициента
вытяжки (кв= 1,4 ... 1,6) можно получить,
если заготовку перед последующим пере-
ходом вытяжки подвергнуть рекристалли-
зационному отжигу, устраняющему изме-
нение свойств, вызванное упрочнением.
Вытяжка с утонением стенки уве-
личивает длину полой заготовки в основ-
ном за счет уменьшения толщины стенок
исходной заготовки (рис. 3.75, в). При вы-
тяжке с утонением стенки зазор между
пуансоном и матрицей должен быть
меньше толщины стенки, которая, сжима-
ясь между поверхностями пуансона и мат-
рицы, утоняется и одновременно удлиня-
ется. Вытяжку с утонением стенки приме-
няют для получения деталей с толщиной
донышка, большей толщины стенок; дета-
лей со стенкой, толщина которой умень-
шается к краю (в этом случае пуансон вы-
полняют коническим); тонкостенных де-
талей, получение которых вытяжкой без
утонения стенки затруднительно в связи с
опасностью складкообразования.
Удельные силы на контактных поверх-
ностях при вытяжке с утонением стенки
значительно больше, чем при вытяжке без
утонения стенки. Так как при вытяжке с
утонением стенки заготовка скользит по
матрице в направлении движения пуансо-
на и по пуансону в обратном направлении
(от торца пуансона), то и силы трения на
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ЛИСТА
135
наружной и внутренней поверхностях за-
готовки направлены в противоположные
стороны. Это обстоятельство увеличивает
допустимую степень деформации (силы
трения по матрице увеличивают растяги-
вающие напряжения в стенках протянутой
части заготовки, а по пуансону уменьшают).
При вытяжке с утонением стенки ее
толщина за один переход может быть
уменьшена в 1,5 ... 2 раза.
Размеры заготовки для получения де-
талей вытяжкой с утонением стенки опре-
деляют из условия равенства объемов за-
готовки и детали, принимая при этом, что
толщина донышка не изменяется.
Отбортовка - получение бортов
(горловин) путем вдавливания централь-
ной части заготовки с предваритель-
но пробитым отверстием в матрицу
(рис. 3.77, а). При отбортовке кольцевые
элементы в очаге деформации растягива-
ются, причем больше всего увеличивается
диаметр кольцевого элемента, граничаще-
го с отверстием. Допустимое без разруше-
ния (без образования продольных трещин)
увеличение диаметра отверстия при от-
бортовке составляет d^/do = 1,2 ... 1,8 в
зависимости от механических свойств ма-
териала заготовки, а также от ее относи-
тельной толщины Sldo. Разрушению заго-
товки способствует наклепанный слой у
кромки отверстия, образующийся при
пробивке. Большее увеличение диаметра
можно получить, если заготовку отжечь
перед отбортовкой или изготовить отвер-
стие обработкой резанием (сверление с
развертыванием), создающим меньшее
упрочнение у края отверстия.
Обжим - операция, при которой
уменьшается диаметр краевой части полой
заготовки в результате заталкивания ее в
сужающуюся полость матрицы (рис. 3.77, б).
Обжимаемая заготовка получает форму
рабочей полости матрицы.
Допустимое уменьшение диаметра при
обжиме ограничивается появлением про-
дольных складок в обжимаемой части
заготовки или поперечных кольцевых
складок в ее недеформируемой части.
Обычно за один переход можно получить
r/изд = (0,7 ... 0,8) £>заг. Если диаметр крае-
вой части необходимо уменьшить на
большую величину, заготовку обжимают
за несколько переходов. Толщина заготов-
ки в очаге пластических деформаций уве-
личивается, причем больше утолщается
краевая часть заготовки.
Формовка - операция, при которой
изменяется форма заготовки в результате
растяжения отдельных ее участков. Тол-
щина заготовки в этих участках уменьша-
ется. Формовкой получают местные вы-
ступы на заготовке, ребра жесткости и т.п.
Часто вместо металлического пуансона
или матрицы применяют резиновую
а)
Рис. 3.77. Схемы формоизменяющих операций:
а - отбортовка; б - обжим; в - формовка ребер жесткости; г - формовка с раздачей; 1 - изделие; 2 - заготовка;
3 - пуансон; 4 - матрица; 5 - резиновый пуансон
в) г)
136
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
подушку (рис. 3.77, в). С помощью рези-
нового вкладыша (или жидкости) можно
увеличить размеры средней части полой
заготовки (рис. 3.77, г). При этом резина
или жидкость легко удаляются из штам-
пованной детали, а матрица должна быть
разъемной.
Операции листовой штамповки ис-
пользуют не только для придания заготов-
ке определенной формы, но и для соеди-
нения отдельных отштампованных дета-
лей между собой. Штампосборочные опе-
рации могут служить для получения разъ-
емных и прочных неразъемных соедине-
ний. Например, часто встречающаяся сбор-
ка, с помощью гибки предварительно полу-
ченного надрезкой язычка (рис. 3.78, а) в
одной детали, размещенного в отверстии
другой детали, не обеспечивает высокой
жесткости и может быть разъемной. Со-
единения, когда в одной детали получают
формовкой выдавку (рис. 3.78, б) или про-
бивкой и отбортовкой - борт (рис. 3.78, в),
а в другой - отверстия, обеспечивают
прочное неразъемное соединение. Такое
же соединение получают обжимом полой
детали (рис. 3.78, г) по кольцевой канавке
на стержневой детали.
Используя в определенной последова-
тельности отдельные операции листовой
штамповки, можно изготовлять разнооб-
разные плоские и пространственные дета-
ли. При разработке технологического про-
цесса изготовления деталей следует стре-
миться к уменьшению потерь металла в
процессе листовой штамповки. Основной
отход при листовой штамповке составляет
так называемая высечка, т.е. часть листо-
вой заготовки после ее вырубки. Форма и
размеры вырубаемой заготовки определя-
ются формой и размерами детали, а также
применяемыми в процессе штамповки
формоизменяющими операциями.
При штамповке мало- и среднегаба-
ритных деталей обычно из одной листовой
заготовки вырубают несколько плоских
заготовок для штамповки. Между смеж-
ными контурами вырубаемых заготовок
Рис. 3.78. Схемы сборочных операций
Рис. 3.79. Примеры раскроя материала с пере-
мычками (а) и без перемычек (б):
1 - перемычка
оставляют перемычки шириной, примерно
равной толщине заготовки, хотя в отдель-
ных случаях смежные заготовки вырубают
без перемычек (экономия металла при
ухудшении качества среза и снижении
стойкости инструмента). Расположение
контуров смежных вырубаемых заготовок
на листовом металле называется раскро-
ем. Тип раскроя следует выбирать из ус-
ловия уменьшения отхода металла в вы-
сечку (рис. 3.79).
Технологические требования к дета-
лям, изготовляемым листовой штампов-
кой, в значительной степени диктуются
рациональным раскроем. С этой точки
зрения надо стремиться, чтобы контур
детали образовывали преимущественно
прямые линии и форма ее в плоскости
листа приближалась к прямоугольной.
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ЛИСТА
137
Кроме того, каждая операция выдвигает
свои требования к конструкции получае-
мой с ее помощью детали, диктуемые тех-
ническими возможностями изготовления
инструмента и особенностями деформи-
рования. Например, при вырубке размеры
деталей не могут быть меньше двух тол-
щин стального листа и 1,2 толщины алю-
миниевого или медного листа, по услови-
ям прочности инструмента. Наименьшие
расстояния между пробиваемыми отвер-
стиями, а также между контуром детали и
отверстиями должны быть больше толщи-
ны листа. При гибке высота прямой части
отгибаемой полки должна быть не менее
удвоенной ее толщины. Во всех формоиз-
меняющих операциях технологические
требования определяются предельными
величинами показателей деформации -
минимальным относительным радиусом
гибки, предельными коэффициентами вы-
тяжки, отбортовки, обжима.
3. ИНСТРУМЕНТ И ОБОРУДОВАНИЕ
ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ
Штампы для листовой штамповки.
В крупносерийном производстве (при из-
готовлении большого числа одинаковых
деталей) применяют сравнительно слож-
ные штампы, состоящие из значительного
числа деталей и обеспечивающие хорошее
качество изделия при высокой стойкости
инструмента и достаточно высокую про-
изводительность. Существуют штампы
для выполнения только одной операции и
выполнения нескольких операций листо-
вой штамповки за один ход пресса.
На рис. 3.80 приведена схема штампа
последовательного действия, в котором
операции выполняют в различных пози-
циях по направлению подачи: в позиции I
происходит пробивка, а после перемеще-
ния полосы на шаг подачи (позиция II) -
вырубка, в результате чего получают из-
делия в виде шайбы. Пуансоны 2 и 3 за-
крепляют на верхней плите штампа, а
матрицы 4 и 5 - на нижней. Точное на-
правление пуансонов относительно мат-
риц обеспечивается направляющими втул-
ками 7 и колонками б, запрессованными в
верхнюю и нижнюю плиты штампа. Поло-
са (или лента) подается между направ-
ляющими линейками до упора 1, ограни-
чивающего шаг подачи. Высечка снимает-
ся с пуансонов съемником 8.
Многооперационные штампы обычно
дороже однооперационных, но позволяют
повысить производительность труда и
уменьшить число используемого для
штамповки оборудования.
Рис. 3.80. Схема штампа последовательного действия для пробивки и вырубки:
1 - упор: 2 - пуансон вырубки; 3 - пуансон пробивки; 4 - матрица пробивки; 5 - матрица вырубки; 6 - направ-
ляющая колонка; 7 - направляющая втулка; 8 - съемник; 9 - матрицедержатель; 10 - перемычка; 11 - отход;
12 - изделие
138
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
При необходимости изготовления не-
большого количества одинаковых деталей
(мелкосерийное производство) сложные и
дорогостоящие штампы применять нера-
ционально. В этом случае стремятся
уменьшить стоимость штампа путем соз-
дания упрощенных конструкций, приме-
нения менее дорогих материалов для де-
талей штампов и т.п. В упрощенных-
штампах обычно не применяют устройств
для направления верхней плиты относи-
тельно нижней (колонок, втулок, направ-
ляющих плит и т.п.), упрощают направле-
ние полосы (не делают упоров, направ-
ляющих линеек и т.п.) и широко приме-
няют детали из эластичных материалов
(резина, полиуретан) в качестве съемни-
ков, выталкивателей и т.п. Материалом
для пуансона и матриц иногда служат
сплавы цветных металлов. В отдельных
случаях рабочий инструмент изготовляют
из дерева, облицовывая его листовым ме-
таллом.
В мелкосерийном производстве наряду
с упрощенными конструкциями штампов
применяют универсальные и быстропере-
налаживаемые штампы, в которых, заме-
няя только пуансон и матрицу, можно из-
готовлять различные детали.
Оборудование для листовой штам-
повки. При листовой штамповке наиболее
применимы кривошипные прессы, кото-
рые разделяют на прессы простого и
двойного действия.
Кинематическая схема кривошипного
пресса простого действия аналогична схе-
ме кривошипного пресса для объемной
штамповки (см. рис. 3.36). Пресс двойного
действия для штамповки средне- и круп-
ногабаритных деталей имеет два ползуна:
внутренний (и к нему крепят пуансон) и
наружный (приводит в действие прижим).
Внутренний ползун, как у обычного кри-
вошипного пресса, получает возвратно-
поступательное движение от коленчатого
вала через шатун. Наружный ползун по-
лучает движение от кулачков, закреплен-
ных на коленчатом валу, или системы ры-
чагов, связанных с коленчатым валом.
Кинематическая схема пресса такова, что
наружный ползун обгоняет внутренний,
прижимает фланец заготовки к матрице и
остается неподвижным в процессе дефор-
мирования заготовки пуансоном, переме-
щающимся с внутренним ползуном. После
окончания штамповки оба ползуна подни-
маются.
Кроме кривошипных прессов для лис-
товой штамповки применяют гидравличе-
ские прессы (штамповка резиной, штам-
повка крупногабаритных толстостенных
деталей).
Автоматизация листовой штампов-
ки. В массовом производстве деталей ши-
роко применяют оснащение прессов лис-
товой штамповки устройствами, автома-
тизирующими подачу заготовки к рабоче-
му инструменту и удаление отштампован-
ных деталей из пресса. Устройства авто-
матизации можно подразделить на две
группы: автоматизирующие подачу листо-
вого материала в штамп и автоматизи-
рующие подачу штучной заготовки в
штамп.
Наиболее просто поддается автомати-
зации подача полосы (ленты) в штамп.
Для этого применяют механизмы перио-
дического действия, которые подают по-
лосу при обратном ходе ползуна и остав-
ляют полосу неподвижной в процессе
штамповки. Автоматизация подачи листо-
вого металла при штамповке крупногаба-
ритных деталей более сложна. Механизмы
подачи штучной заготовки весьма разно-
образны и в общем случае имеют устрой-
ства для захвата и ориентации заготовки в
пространстве и устройства для подачи
ориентированной заготовки в штамп. Для
этой цели применяют и роботы, которые
по программе осуществляют движения,
аналогичные движениям руки человека
при манипулировании заготовкой в про-
цессе штамповки. Применение роботов
позволяет автоматизировать процесс
штамповки в гибких модулях для изготов-
ления ограниченных серий деталей.
В этом случае автоматизируются не толь-
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ЛИСТА
139
ко подача заготовок и удаление деталей и
отходов, но и смена штампов. Робот 3
(рис. 3.81) заменяет инструмент в пуансо-
нодержателе и матрицедержателе пресса 1.
Пресс снабжен устройством 2 для пере-
мещения заготовок. В магазине 4, содер-
жащем ряд полок, располагается инстру-
мент, который по команде системы управ-
ления захватывается роботом 3 с опреде-
ленной полки. Рычаг робота с захватом
поворачивается вокруг вертикальной оси и
устанавливает комплект инструмента в
пресс. Использование роботов-манипуля-
торов значительно расширяет универсаль-
ность автоматизированных прессов.
Упрощенные способы обработки
листового металла. В мелкосерийном
производстве достаточно широко применя-
ют упрощенные способы обработки давле-
нием листовых заготовок: штамповку эла-
стичными материалами, давильные работы,
высокоскоростную штамповку и т.п.
При штамповке эластичными мате-
риалами только один рабочий элемент
(пуансон или матрицу) изготовляют из
металла, роль другого инструмента (мат-
рицы или пуансона) выполняют резина,
пластмассы (полиуретан) и жидкость.
На рис. 3.82 приведены схемы штам-
повки резиной. При вырубке и пробивке
металлическим инструментом является
шаблон, на который укладывают заготов-
ку (рис. 3.82. а). Резиновая подушка в пол-
зуне пресса прижимает заготовку к шаб-
лону. Если шаблон имеет острые режущие
кромки, то давлением резины вначале от-
гибают свободные края заготовки, а затем
ее обрывают по режущей кромке. Так вы-
полняют вырубку и пробивку. Подобным
способом можно осуществлять гибку
(рис. 3.82, б), неглубокую вытяжку, отбор-
товку и формовку. Обычно штампуют за-
готовки толщиной не более 3 мм.
Давильные работы предназначены для
получения деталей, имеющих форму тел
вращения.
Различают давильные работы без уто-
нения и с утонением стенки. Схема да-
вильных работ без утонения стенки пока-
зана на рис. 3.83, а. Предварительно вы-
рубленную заготовку продольным суп-
портом прижимают к торцу формы-пуан-
сона, укрепленной на вращающейся план-
шайбе токарно-давильного станка. На на-
ружной поверхности заготовки создают
давление торцом давильника (рычага).
Заготовка проскальзывает под давильни-
ком, который вызывает местную дефор-
мацию. Постепенное деформирование за-
готовки по всей поверхности позволяет
придать ей форму пуансона.
Рис. 3.81. Схема использования промышленного робота для замены инструмента на координатно'
однопозиционном прессе
140
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
0)
Рис. 3.82. Схемы штамповки резиной:
а - вырубки и пробивки; б - гибки; 1 - резиновая подушка; 2 - шаблон; 3 - стол пресса; 4 - заготовка (лист);
5 - пуансон
Рис. 3.83. Схемы давильных работ:
а - без утонения; б - с утонением; 1 - форма;
2 - заготовка; 3 - упор; 4 - давильник
При давильных работах без утонения
стенки диаметральные размеры заготовки
значительно уменьшаются при незначи-
тельном изменении ее толщины. Усилие,
необходимое для давильных работ при
небольшой толщине заготовки (3 мм),
можно создать вручную. Давильные рабо-
ты требуют высокой квалификации рабо-
чего. Однако все шире применяют токар-
но-давильные станки с программным
управлением, обеспечивающим заданные
силы и перемещения давильника.
Давильные работы с утонением
(рис. 3.83, б) изменяют форму заготовки
главным образом за счет уменьшения ее
толщины без изменения диаметральных
размеров. Давильные работы с утонением
используют, в частности, взамен вытяжки
с утонением, при этом исходную полую
цилиндрическую заготовку надевают на
цилиндрический вращающийся пуансон.
Давильник, перемещаясь параллельно оси
заготовки, утоняет ее.
Высокоскоростная штамповка харак-
теризуется тем, что кратковременное при-
ложение больших сил разгоняет заготовку
до скоростей, достигающих 150 м/с; по-
следующее ее деформирование происхо-
дит за счет накопленной в период разгона
кинетической энергии.
Основные разновидности высокоско-
ростной листовой штамповки - штамповка
взрывом, электрогидравлическая и элек-
тромагнитная.
Взрывом штампуют обычно в бассей-
не, наполненном водой (рис. 3.84, а). Заго-
товку, зажатую между матрицей и прижи-
мом, опускают в бассейн. Полость матри-
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ЛИСТА
141
цы под заготовкой вакуумируется, чтобы
воздух не препятствовал плотному ее при-
леганию к матрице. Заряд с детонатором
подвешивают в воде над заготовкой.
Взрыв образует ударную волну высокого
давления, которая, достигая заготовки,
вызывает ее разгон. Процесс штамповки
длится тысячные доли секунды, а скоро-
сти перемещения заготовки соизмеримы
со скоростями распространения пластиче-
ских деформаций в металле.
Взрывной штамповкой с успехом по-
лучают пространственные детали, которые
при штамповке в металлических штампах
изготовляют вытяжкой и формовкой.
При штамповке взрывом не требуется
дорогостоящего прессового оборудования,
конструкция штампа крайне проста.
Электрогидравлическую штамповку
также осуществляют в бассейне с водой.
Ударная волна, разгоняющая заготовку,
возникает при кратковременном электри-
ческом разряде в жидкости.
Мощный искровой разряд подобен
взрыву. В результате разряда в жидкости
возникает ударная волна, которая, дойдя
до заготовки, оказывает на нее сильное
воздействие и деформирует ее по матрице.
Если для полного деформирования заго-
товки одного импульса недостаточно, ра-
бочий цикл может быть повторен.
Электромагнитная штамповка по
принципу создания импульсно воздейст-
вующих на заготовку сил отличается от
ранее рассмотренных (рис. 3.84, б). Элек-
трическая энергия преобразуется в меха-
ническую за счет импульсного разряда
батареи конденсаторов через соленоид 7,
вокруг которого при этом возникает мгно-
венное магнитное поле высокой мощно-
сти, наводящее вихревые токи в трубчатой
токопроводящей заготовке 3. Взаимодей-
ствие магнитных полей вихревых токов 1В
с магнитным полем индуктора создает
механические силы q, деформирующие
заготовку. Для электромагнитной штам-
повки трубчатых и плоских заготовок соз-
даны специальные установки, на которых
можно проводить раздачу, обжим, фор-
мовку и операции по получению неразъ-
емных соединений деталей. К сборочным
операциям, выполняемым путем пласти-
ческого деформирования одной детали по
контуру другой, относятся соединение
концов труб, запрессовка в трубах колец,
соединение втулки со стержнем и т.д.
Рис. 3.84. Схемы импульсных способов листовой штамповки:
а - штамповка взрывом; б - электромагнитная штамповка; 1 - заряд; 2 - уровень воды; 3 - заготовка; 4 - при-
жим; 5 - матрица; 6 - вакуумная линия; 7 - соленоид; 8 - пуансон
142
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какова последовательность операций
при штамповке обычной канцелярской кнопки?
2. Какие конструктивные параметры дета-
ли, получаемой гибкой, определяют ее техно-
логичность?
3. Какая из двух полых цилиндрических
оболочек равного объема технологичнее -
диаметром 120 или 100 мм?
4. При равенстве коэффициентов вытяжки
и других параметров цилиндрическая или ко-
ническая оболочка технологичнее?
5. Как различается твердость вытянутой
цилиндрической детали в ее донышке и крае-
вой части стенки?
Глава VI Технико-экономические показатели и
критерии выбора рациональных способов
обработки металлов давлением
1. ВЫБОР СПОСОБА ПОЛУЧЕНИЯ
ПОКОВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
Уже при проектировании детали кон-
структор должен представлять способ ее
изготовления, только в этом случае конст-
рукция будет отвечать требованиям тех-
нологичности. Выбор способа основыва-
ется на большом числе конструктивно-
технологических признаков детали и тех-
нико-экономических показателей видов и
способов обработки металлов давлением.
Конструктивно-технологическими при-
знаками детали, определяющими техноло-
гию изготовления обработкой давлением
являются ее форма, масса, габаритные раз-
меры, марка материала и тип производства.
По форме детали, получаемые методом
пластического формоизменения, укруп-
ненно можно отнести к трем основным
группам: детали, имеющие определенный
профиль поперечного сечения по длине,
существенно превышающей размеры се-
чения; детали в виде оболочек постоянной
или незначительно отличающейся толщи-
ны; объемные детали.
Согласно такому группированию в
данном разделе изложены виды обработки
металлов давлением. При выборе кон-
кретного способа могут учитываться раз-
личные конструктивные признаки детали:
опорные внешние и внутренние очерта-
ния, соотношения главных размеров, пло-
щадей поперечного сечения и др.
Масса и габаритные размеры детали
определяют прежде всего температурный
режим обработки давлением. С их увели-
чением преобладающим становится горя-
чее деформирование, при котором обеспе-
чивается меньшее давление на инструмент
и меньшая сила, необходимая для дефор-
мирования. Поковки диаметром более
150 ... 200 мм получают, как правило, го-
рячим деформированием.
Свойствами материала, определяющи-
ми выбор способа обработки давлением,
являются его технологическая пластич-
ность и сопротивление деформированию.
Технологическая пластичность (т.е. спо-
собность материала к пластическому фор-
моизменению при конкретных схеме и
условиях деформирования) особенно стро-
го регламентируется в условиях примене-
ния холодной обработки давлением.
Ввиду пониженной технологической
пластичности высоколегированных сталей
и труднодеформируемых сплавов их
предпочтительно деформировать такими
способами, при которых значительно
снижаются растягивающие напряжения.
Например, при ковке протяжку целесооб-
разно выполнять в вырезных бойках, при
штамповке предпочтительнее применение
закрытых штампов, в которых схема не-
КРИТЕРИИ ВЫБОРА РАЦИОНАЛЬНЫХ СПОСОБОВ ОБРАБОТКИ МЕТАЛЛОВ
143
равномерного всестороннего сжатия про-
является полнее и в большей степени спо-
собствует повышению пластичности, чем
при штамповке в открытых штампах. По
этой же причине наиболее предпочтитель-
на штамповка выдавливанием.
Высоколегированные стали склонны к
интенсивному упрочнению, поэтому для
их горячего деформирования целесооб-
разнее использовать способы, осуществ-
ляемые на прессах, а не на молотах. Ввиду
меньшей скорости деформирования на
прессах разупрочняющие процессы (воз-
врат и рекристаллизация) успевают про-
изойти полнее и упрочнение снижается.
Малопластичные алюминиевые (АК8, В93
и др.), магниевые (МА8), титановые спла-
вы также предпочтительно ковать и штам-
повать на прессах, так как у них пластич-
ность снижается при высоких скоростях
деформирования. При этом для уменьше-
ния остывания металла и повышения рав-
номерности деформации штампы подог-
ревают до температуры 200 ... 400 °C.
Поковки из некоторых труднодеформи-
руемых сплавов получают изотермиче-
ской штамповкой.
Во избежание трещин заготовки от
прутка из высоколегированных сталей
отрезают с подогревом до температуры
400 ... 700 °C.
Заготовки, имеющие литую структуру,
обладают, как правило, меньшей пластич-
ностью, чем уже деформированный ме-
талл, что необходимо учитывать при вы-
боре способа деформирования. Например,
предварительно деформированные прутки
из алюминиевых сплавов (АК5, АК6)
можно подвергать ковке, тогда как слитки
этих сплавов при ковке разрушаются.
Тип производства может оказывать
решающее влияние на выбор способа по-
лучения поковок, так как в условиях
крупносерийного и массового производст-
ва рентабельны способы деформирования
с использованием специальной техноло-
гической оснастки. С уменьшением коли-
чества одинаковых деталей может оку-
паться более простая и дешевая оснастка.
В мелкосерийном и единичном производ-
стве применяют ковку с использованием
универсального инструмента. При этом
поковка имеет припуски и напуски,
большие, чем при штамповке.
Для более точной оценки того или ино-
го способа пластического формоизмене-
ния в связи с программой производства
необходимо установить критическую се-
рийность, т.е. такие размеры серий, при
которых два сравниваемых между собой
варианта оказываются одинаково эконо-
мически целесообразными. Для этого
строят графическую зависимость себе-
стоимости деталей от программы их вы-
пуска для различных способов изготовле-
ния (рис. 3.85). Например, для получения
поковки детали типа показанной на
рис. 3.30, а можно определить критиче-
скую серийность, сравнивая себестои-
мость при получении поковки ковкой 1,
штамповкой на молоте в открытом штам-
пе 2, штамповкой на КГШП в закрытом
штампе 3, штамповкой на ГКМ в закры-
том штампе с двумя плоскостями разъема
4. Как видно из рис. 3.85, ковка целесооб-
разна до критической серийности Nx, а
штамповка на ГКМ - начиная с критиче-
ской серийности /V3.
Рис. 3.85. Зависимость себестоимости поковки
от программы выпуска
144
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
На основе анализа формы детали, ее
массы, свойств материала и типа произ-
водства могут быть предварительно вы-
браны способы производства. На следую-
щем этапе необходима проверка по усло-
виям деформации без разрушения. Для
этого можно использовать теоретический
анализ, моделирование процесса дефор-
мирования, сравнение количественных
параметров деформации с эксперимен-
тально найденными предельными значе-
ниями. На третьем этапе проводят конст-
рукторскую проработку изделия для
улучшения его технологичности.
2. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ ПРОЦЕССОВ
ОБРАБОТКИ МЕТАЛЛОВ
ДАВЛЕНИЕМ
Окончательный выбор наиболее ра-
ционального способа изготовления поков-
ки может быть сделан только на основе
анализа технико-экономических показате-
лей процессов их изготовления. При этом
следует учитывать специфические осо-
бенности обработки давлением: высокую
металлоемкость - затраты на металл дос-
тигают 60 ... 80 % себестоимости поков-
ки; высокую стоимость штамповой осна-
стки - затраты на оснастку составляют
10 ... 15 % себестоимости поковок; значи-
тельные энергоемкость и стоимость ос-
новного технологического оборудования.
В соответствии с этим основными тех-
нико-экономическими показателями при
выборе способа получения поковки явля-
ются показатели эффективности исполь-
зования металла: коэффициент использо-
вания металла к„ и коэффициент точности
поковки к„.
Коэффициент использования металла
оценивают как отношение массы готовой
детали к массе исходной заготовки (при
ковке и объемной штамповке исходной
является заготовка, поступающая на опе-
рацию нагрева; при листовой штамповке -
полоса или лента, поступающая на опера-
цию штамповки).
Величина ки в различных видах обра-
ботки давлением изменяется в широких
пределах: при ковке кК имеет среднее зна-
чение 0,35; при горячей объемной штам-
повке ~ 0,5; при листовой ~ 0,65 и при
холодной объемной кК может достигать 0,8
и выше.
Коэффициент точности поковки ка оп-
ределяют как отношение массы готовой
детали к массе поковки, из которой ее из-
готовляют. Таким образом, ка характери-
зует степень приближения формы и раз-
меров поковки к форме и размерам детали,
т.е. объем последующей механической
обработки. Например, для детали типа
показанной на рис. 3.30, а ка может при-
нимать значения при ковке 0,3; при штам-
повке на молоте в открытом штампе -
0,44; при штамповке на КГШП в закрытом
штампе 0,5; при штамповке на ГКМ в за-
крытом штампе с двумя плоскостями
разъема - 0,55.
Коэффициенты ки и ка не всегда дают
однозначную оценку эффективности ана-
лизируемых процессов обработки метал-
лов давлением, так как без учета програм-
мы выпуска и затрат на оснастку, трудо-
емкости и других факторов нельзя дать
достоверный ответ, какой из способов по-
лучения поковки эффективнее. Поэтому
при анализе технико-экономических пока-
зателей рассматривают кроме натураль-
ных (к„ и &п) стоимостные показатели, в
частности себестоимость детали, которая
включает стоимость поковки и ее механи-
ческой обработки. Отходы при черновой
механической обработке по сути - резуль-
тат больших припусков и напусков в по-
ковке, и чем позже по ходу технологиче-
ского процесса металл удаляется в отход,
тем больше относительные стоимостные
потери на единицу массы металла. Сни-
жение себестоимости детали в наиболь-
шей степени достигается при увеличении
коэффициента точности поковки ка.
КРИТЕРИИ ВЫБОРА РАЦИОНАЛЬНЫХ СПОСОБОВ ОБРАБОТКИ МЕТАЛЛОВ
145
Развитие обработки металлов давлени-
ем определяется главным образом расши-
рением применения способов с высокими
технико-экономическими показателями.
Более высокие значения коэффициентов
использования металла и точности дости-
гаются в процессах штамповки в закрытых
штампах с несколькими плоскостями
разъема; при горячем и холодном выдав-
ливании, в процессах поперечно-клиновой
прокатки.
Увеличение коэффициента использо-
вания металла, внедрение металлосбере-
гающих технологий связаны обычно с
увеличением затрат на оснастку и обору-
дование, которые окупаются при доста-
точной серийности выпуска детали. По-
вышение серийности на базе специализа-
ции производства облегчает применение
средств автоматизации, повышающих
производительность и уменьшающих тру-
доемкость. Такие средства автоматизации,
как роторные и поточные автоматические
линии, применяются в массовом произ-
водстве. Для достижения высокой произ-
водительности и низкой себестоимости
изготовления изделий серийного выпуска
создаются гибкие автоматические модули
и участки, позволяющие на одном обору-
довании производить многономенклатур-
ную продукцию.
При решении вопроса о выборе рацио-
нальных способов изготовления поковок
необходимо учитывать факторы техники
безопасности и охраны окружающей среды.
3. ТЕХНИКА БЕЗОПАСНОСТИ И
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ ПРИ
ОБРАБОТКЕ МЕТАЛЛОВ ДАВЛЕНИЕМ
Процессы обработки металлов давле-
нием выполняют на мощном оборудова-
нии с приложением больших деформи-
рующих сил и при высоких скоростях де-
формирующего инструмента; обрабаты-
вают горячий металл и заготовки большой
массы, с чем связано применение большо-
го количества различных транспортных
средств. Вследствие этого вопросам техни-
ки безопасности в цехах обработки давле-
нием должно уделяться большое внимание.
Для предотвращения попадания рук
работающих в опасную зону оборудова-
ния предусматривают оградительные ре-
шетки, фотоэлементную защиту, блокиро-
ванное управление прессами. Однако наи-
более безопасной становится работа на
кузнечно-прессовом оборудовании при ее
полной механизации и автоматизации.
Особые меры безопасности нужны при
работе на оборудовании с динамическим
характером нагрузки. В этом случае пло-
хое закрепление инструмента, неправиль-
ное размещение заготовки могут вызвать
особо тяжелые последствия. При работе
мощного оборудования ударного действия
значительные сотрясения могут переда-
ваться на грунт, оказывая вредное дейст-
вие на работающих, ускоряя разрушение
сооружений, затрудняя работу средств ав-
томатизации и различных приборов. Для
уменьшения колебаний грунта в основании
такого оборудования устанавливают демп-
фирующие и виброгасящие устройства.
С точки зрения промышленной санита-
рии и охраны окружающей среды наи-
большая опасность связана с нагревом
металла при горячем деформировании.
Нагревательные устройства, раскаленный
металл и жировая смазка горячих штампов
являются источниками загрязнения возду-
ха дымом, копотью и вредными газами.
Предпочтительно применение электрона-
гревательных устройств, при которых га-
зовыделение существенно меньше, чем в
пламенных печах. Однако при всех видах
нагрева значителен расход воды для ох-
лаждения конструкций. Радикально реша-
ет проблему загрязнений, связанных с на-
гревом, расширение области возможного
применения холодного деформирования
металла за счет внедрения более качест-
венных штамповых сталей, процессов с
локальным приложением деформирующей
силы, наложением ультразвуковых коле-
баний и др.
146
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Безопасность труда и охрана окру-
жающей среды обеспечиваются не только
защитными мероприятиями и техникой,
но и в значительной степени правильным
выбором прогрессивных и экологически
чистых технологических процессов.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какими способами целесообразно изго-
товить поковку стального зубчатого колеса с
наружным диаметром 300 мм, массой 4 кг при
величине партии 100 тыс. шт.?
2. Каковы основания для выбора рацио-
нального способа изготовления поковки крюка
грузоподъемного устройства массой 5 кг при
величине партии 100 шт.?
3. В каком случае больше отходы при
штамповке, а в каком при механической обра-
ботке, если при получении поковок одной де-
тали по первому варианту к„ = 0,44; ки = 0,41, а
по другому кп = 0,48; ки = 0,42?
4. Каковы отличительные особенности ме-
роприятий по технике безопасности и охране
окружающей среды в кузнечно-штамповочных
цехах?
РАЗДЕЛ Л ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Глава I Общая характеристика литейного
производства
1. СУЩНОСТЬ ЛИТЕЙНОГО
ПРОИЗВОДСТВА
Литейное производство - отрасль
машиностроения, технологическими про-
цессами которой получают литые заготов-
ки (отливки) для деталей машин: станины
прокатных станов, станины металлорежу-
щих станков, корпуса гидротурбин и дру-
гие отливки массой в десятки и сотни тонн
и маленькие детали массой в несколько
граммов для радиоэлектронной промыш-
ленности, часовой промышленности и
других отраслей. Характерной особенно-
стью литейного производства является
универсальность - возможность получе-
ния самых разнообразных по массе, кон-
фигурации, механическим и эксплуатаци-
онным свойствам фасонных заготовок
(отливок) из чугуна, стали и сплавов цвет-
ных металлов.
Литейное производство - один из наибо-
лее распространенных методов формообра-
зования заготовок. По сравнению с другими
методами получения заготовок литье позво-
ляет получать отливки практически не огра-
ниченных габаритных размеров и массы из
всех сплавов, в том числе из сплавов, не
поддающихся пластической деформации и
трудно обрабатываемых резанием.
Сущность литейного про-
изводства заключается в приготовле-
нии расплавленного металла необходимо-
го качества и заливке его в специальную
литейную форму. При охлаждении зали-
тый металл затвердевает и в твердом со-
стоянии сохраняет конфигурацию той по-
лости, в которую он был залит. В процессе
кристаллизации формируются механиче-
ские и эксплуатационные свойства литых
заготовок, определяемые макро- и микро-
структурами сплава, его плотностью, на-
личием и расположением в нем неметал-
лических включений, развитием в отливке
внутренних напряжений, вызываемых не-
однородным охлаждением ее частей. Об-
щая схема изготовления отливок пред-
ставлена на рис. 4.1.
Для изготовления отливок применяют
множество способов литья: в песчаные
формы, в оболочковые формы, по выплав-
ляемым моделям, в кокиль, под давлени-
ем, центробежное литье и пр. Область
применения того или иного способа литья
определяется объемом производства, тре-
бованиями к геометрической точности и
шероховатости поверхности отливок, эко-
номической целесообразностью и другими
факторами.
Теория и практика технологии литей-
ного производства на современном этапе
позволяют получать изделия с высокими
эксплуатационными свойствами. Свиде-
тельством тому является надежная работа
отливок в реактивных двигателях, атом-
ных энергетических установках и других
машинах ответственного назначения. Ли-
тые заготовки используются не только в
различных отраслях машиностроения и
приборостроения, но и при изготовлении
различных строительных конструкций
доменных печей и других металлургиче-
148
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Рис. 4.1. Общая технологическая схема изготовления отливок
ских агрегатов, морских и речных судов,
деталей бытового оборудования и сантех-
ники, художественных и ювелирных изде-
лий. Современное состояние литейного
производства определяется совершенство-
ванием традиционных и появлением но-
вых способов литья, непрерывно повы-
шающимся уровнем механизации и авто-
матизации технологических процессов,
специализацией и централизацией произ-
водства, а также вкладом российских уче-
ных в теорию литейных процессов, созда-
нием научных основ проектирования ли-
тейных машин и механизмов.
Важнейшими направлениями повыше-
ния эффективности производства являют-
ся улучшение качества, надежности, точ-
ности и шероховатости поверхностного
слоя отливок с максимальным их прибли-
жением к форме готовых деталей, сниже-
ние на 15 ... 20 % массы литых деталей
против существующих путем внедрения
новых, прогрессивных технологических
процессов получения отливок и улучше-
ние качества литейных сплавов, устране-
ние вредного воздействия на окружаю-
щую среду и улучшение условий труда.
2. КЛАССИФИКАЦИЯ ЛИТЫХ
ЗАГОТОВОК
По условиям эксплуатации независимо
от способа изготовления различают от-
ливки общего, ответственного и особо
ответственного назначений.
К группе общего назначения относят
отливки для деталей, не рассчитываемых
на прочность. Конфигурация и размеры их
определяются только конструктивными и
технологическими соображениями.
К группе ответственного назначения
относят отливки для изготовления дета-
лей, рассчитываемых на прочность и ра-
ботающих при статических нагрузках.
Отливки особо ответственного назна-
чения используют для изготовления дета-
лей, рассчитываемых на прочность и ра-
ботающих при циклических и динамиче-
ских нагрузках.
В зависимости от способа изготовления,
массы, конфигурации поверхностей, мак-
симальных габаритных размеров, толщины
стенок, количества стержней, назначения и
особых технических требований отливки
делят на шесть групп сложности.
Первая группа характеризуется глад-
кими и прямолинейными наружными по-
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНОГО ПРОИЗВОДСТВА
149
верхностями с наличием невысоких уси-
ливающих ребер, буртов, фланцев, отвер-
стий. Внутренние поверхности - простой
формы. Типовые детали: крышки, рукоят-
ки, диски, фланцы, муфты, колеса вагоне-
ток, маховики для вентилей и др.
Вторая группа характеризуется сочета-
нием плоских, цилиндрических и криво-
линейных поверхностей с наличием ребер,
буртов, бобышек, приливов, отверстий.
Внутренняя поверхность - простой формы
со свободными (минимум двумя) выхода-
ми наружу. Детали-представители: махо-
вики со спицами, корпуса патронов, зуб-
чатые колеса, буксы, подпятники, корпуса
редукторов и др.
К третьей группе относят детали ко-
робчатой, цилиндрической формы в соче-
тании с криволинейными поверхностями,
ребрами, бобышками, фланцами с отвер-
стиями и углублениями. Внутренние по-
лости с незначительными выступами и
углублениями на одной из поверхностей, с
небольшими по высоте ребрами, бобыш-
ками, со свободными широкими выходами
полостей на поверхность детали. Типовые
детали: цилиндры ребристые, шпиндели,
зубчатые колеса с литым зубом, задние
бабки, корпуса редукторов массой не ме-
нее 500 кг и др.
Четвертая группа характеризуется от-
ливками закрытой и частично открытой
коробчатой или цилиндрической формы.
Наружные поверхности - криволинейные
и прямолинейные с выступающими час-
тями и углублениями сложной конфигу-
рации. Внутренние полости - сложной
конфигурации с большим количеством
выступов и углублений, ребер, перемычек,
бобышек, со свободным выходом на по-
верхность детали минимум в одну сторо-
ну. К этой группе относят корпуса перед-
ней бабки, траверсы, направляющие аппа-
раты и лопасти гидротурбин, станины
прессов, корпуса насосов и др.
Пятая группа включает детали закры-
той коробчатой и цилиндрической форм
с пересекающимися под различными уг-
лами ребрами на наружной поверхности, а
также высокими выступающими и углуб-
ленными местами. Внутренние полости
сложной конфигурации со свободным или
затрудненным выходом на поверхность
детали. Детали-представители: станины
металлорежущих станков, крышки цилин-
дров крупных дизелей, литые коленчатые
валы дизелей, блоки цилиндров, корпуса
центробежных насосов и др.
Шестая группа характеризуется отлив-
ками с особо сложными закрытыми ко-
робчатыми и цилиндрическими формами.
На наружных криволинейных поверхно-
стях под различными углами пересекают-
ся ребра, кронштейны и фланцы. Внут-
ренние полости имеют особо сложные
конфигурации с затрудненными выходами
на поверхность отливки. К этой группе
относят станины специальных металлоре-
жущих станков, сложные корпуса центро-
бежных насосов, детали воздуходувок,
рабочие колеса гидротурбин и другие
уникальные отливки.
В зависимости от способа изготовле-
ния отливок, их габаритных размеров и
типа сплава ГОСТ 26645-85 устанавлива-
ет 22 класса точности. Так, литьем в пес-
чаные формы и центробежным литьем
получают отливки 6-14 классов точно-
сти, в оболочковых формах и кокилях -
4-11 классов точности, в формах по вы-
плавляемым моделям - 3 - 8 классов точ-
ности; литьем под давлением - 3 - 7 клас-
сов точности.
3. ЛИТЕЙНАЯ ФОРМА И
ЕЕ ЭЛЕМЕНТЫ
При изготовлении отливок роль основ-
ного инструмента выполняет литейная
форма.
Литейная форма - это система эле-
ментов, образующих рабочую полость,
при заливке которой расплавленным ме-
таллом формируется отливка. На рис. 4.2,
а показана литейная форма для тройника
(рис. 4.2, б). Форма обычно состоит из
нижней 2 и верхней 6 полуформ, которые
изготовляют по литейным моделям 7
(рис. 4.2, г) в литейных опоках 3, 5.
150
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Рис. 4.2. Литейная форма и ее элементы:
а - литейная форма; б - тройник; в - литейный стержень; г - литейная модель; д - стержневой ящик;
е - отливка с литниковой системой
Литейная опока - приспособление для
удержания формовочной смеси при изго-
товлении формы. Верхнюю и нижнюю
полуформы взаимно ориентируют с по-
мощью цилиндрических металлических
штырей 4, вставляемых в отверстия при-
ливов у опок. Для образования полостей,
отверстий или иных сложных контуров в
формы устанавливают литейные стержни I
(рис. 4.2, в), которые фиксируют с помо-
щью выступов (стержневых знаков), вхо-
дящих в соответствующие впадины в
форме. Литейные стержни изготовляют по
стержневым ящикам (рис. 4.2, д). Для под-
вода расплавленного металла в полость
литейной формы, ее заполнения и питания
отливки при затвердевании используют
литниковую систему 8 - 12. После заливки
расплавленного металла, его затвердева-
ния и охлаждения форму разрушают, из-
влекая отливку (рис. 4.2, е).
По виду материалов, используемых для
изготовления литейных форм, их разделя-
ют на две группы: формы из неметалличе-
ских материалов и металлические формы.
К первой группе относят песчаные
формы (сырые, сухие, подсушенные, хи-
мически твердеющие и т.д.); песчаные
формы, изготовленные без связующего по
пенополистироловым моделям или пле-
ночно-вакуумной формовкой; формы, из-
готовленные по разовым моделям, и др.
Эти формы, как правило, используют для
изготовления отливок один раз и разру-
шают при извлечении отливок.
Вторая группа литейных форм пред-
ставляет собой формы многократного ис-
пользования. К этой группе относят коки-
ли - металлические формы, пресс-формы
для литья под давлением, кристаллизато-
ры для непрерывного литья, изложницы
для центробежного литья и др.
Многообразие современных литейных
форм дает возможность изготовлять раз-
личные по массе, конфигурации, точности
и свойствам металла отливки из любых
сплавов.
4. ОСНОВНЫЕ СВОЙСТВА ЛИТЕЙНОЙ
ФОРМЫ
В период заливки расплавленного ме-
талла, затвердевания и охлаждения отлив-
ки происходят силовое, тепловое и хими-
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНОГО ПРОИЗВОДСТВА
151
ческое взаимодействия между отливкой и
формой.
Силовое воздействие на форму про-
является в гидростатическом давлении
залитого металла на стенки формы, что
может приводить к ее разрушению.
Вследствие трения заливаемого металла о
стенки полости формы последние могут
размываться. Кроме того, форма испыты-
вает динамическое воздействие потока
металла при смене им направления дви-
жения. При усадке отливки отдельные
части формы будут препятствовать ее
усадке. Сопротивление формы усадке мо-
жет вызвать в отливке такие напряжения,
которые приведут к образованию трещин.
Тепловое воздействие во время залив-
ки металла, его затвердевания и охлажде-
ния отливки проявляется в переходе тепло-
ты от отливки к форме. Отливка при этом
охлаждается, а форма нагревается. Если
огнеупорность формы ниже, чем темпера-
тура расплава, то поверхность формы нач-
нет расплавляться и спекаться с расплавом,
образуя на поверхности отливки пригар.
Пригар - трудноотделимый от поверх-
ности отливки слой из металла, его оксидов
и частиц формовочной смеси, который
ухудшает поверхностный слой отливки,
увеличивает трудоемкость ее очистки.
По сечению формы возникает перепад
температур, который приводит к возник-
новению в ней напряжений, вследствие
чего форма подвергается дополнительным
механическим нагрузкам.
В результате развития процессов теп-
лопередачи начинает повышаться темпе-
ратура наружной поверхности формы, и с
этого момента теплота от формы отводит-
ся в окружающую среду.
Химическое воздействие заливаемого
металла с материалом формы проявляется
в химических превращениях компонентов
формовочной смеси под воздействием
высокой температуры заливаемого метал-
ла в форму и в химическом взаимодейст-
вии оксидов залитого металла с формой.
Например, оксиды железа взаимодейст-
вуют с оксидами кремнезема формы, об-
разуя жидкоподвижное соединение (файя-
лит) с низкой температурой плавления.
Это приводит к снижению огнеупорности
формы на границе контакта металла с
формой. Особенно неблагоприятно прояв-
ляется химическое взаимодействие на
участках формы, через которые металл
протекает длительное время.
При химическом взаимодействии ме-
талла и формы испаряется влага и вокруг
отливки образуется определенная газовая
среда, состав которой оказывает сущест-
венное влияние на образование пригара и
газовых раковин.
Силовое, тепловое и химическое взаи-
модействия заливаемого металла и формы
позволяют сформулировать основные
свойства, необходимые литейной форме.
Основные свойства литейной формы.
Литейные формы должны обладать дос-
таточной прочностью, при кото-
рой конфигурация и размеры формы не
изменяются в процессе заливки металла,
во время кристаллизации отливки и ее
последующего охлаждения; достаточ-
ной податливостью, т.е. форма не
должна оказывать сопротивления усадке
отливки; достаточной огнеупор-
ностью, т.е. форма должна обладать
достаточной прочностью при высокой
температуре и химической устойчивостью
к заливаемому металлу; высокой га-
зопроницаемостью, т.е. форма
должна беспрепятственно пропускать че-
рез себя газы и пары влаги, образуемые
при заливке расплавленного металла.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. В чем состоит сущность литейного про-
изводства?
2. За счет чего возможно получать отливки
повышенного качества и устранить вредное
воздействие на окружающую среду?
3. В чем состоит сущность классификации
отливок по их назначению и группам сложно-
сти?
4. Что такое литейная форма и какие эле-
менты образуют ее?
5. На какие группы делятся литейные фор-
мы? Укажите, какие формы относят к каждой
из групп.
152
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Глава II Физические основы производства отливок
1. КЛАССИФИКАЦИЯ ЛИТЕЙНЫХ
СПЛАВОВ
Для производства отливок используют
специальные литейные сплавы, которые
должны обладать высокими литейными,
механическими и эксплуатационными
свойствами; свойства, состав и структура
сплава должны быть постоянными, не из-
меняться в процессе эксплуатации готовой
детали, по возможности содержать мини-
мальное количество дорогостоящих ком-
понентов и т.д.
Существуют различные классификаци-
онные признаки литейных сплавов: хими-
ческий состав, структура металла (основа),
их свойства и назначение и т.д. В про-
мышленной классификации литейные
сплавы делятся на черные и цветные спла-
вы. К черным сплавам относят стали (уг-
леродистые и легированные), чугуны (се-
рые, высокопрочные, ковкие и др.). Цвет-
ные сплавы делятся на тяжелые - плотно-
стью более 5000 кг/м3 (медные, никеле-
вые, цинковые и др.) и на легкие - плот-
ностью менее 5000 кг/м3 (литиевые, маг-
ниевые, алюминиевые, титановые).
Для обеспечения требуемых механиче-
ских и эксплуатационных свойств литых
деталей (прочности, твердости, износо-
стойкости, жаростойкости и др.) в сплавы
вводят в определенном количестве специ-
альные добавки (легирующие компонен-
ты). По их содержанию сплавы делят на
низколегированные (до 2,5 % по массе),
среднелегированные (2,5 ... 10 %) и высо-
колегированные (свыше 10 %). Кроме то-
го, в литейных сплавах присутствуют по-
стоянные примеси (например, сера и фос-
фор в сталях и чугунах), которые во мно-
гих случаях являются вредными, и содер-
жание их ограничивают.
2. ЛИТЕЙНЫЕ СВОЙСТВА СПЛАВОВ
К литейным свойствам относят техно-
логические свойства металлов и сплавов,
которые проявляются при заполнении
формы, кристаллизации и охлаждении
отливок в форме. Наиболее важные ли-
тейные свойства - это жидкотекучесть,
усадка (объемная и линейная), склонность
сплавов к ликвации, образованию трещин,
поглощению газов, пористости и др.
Жидкотекучесть - это способ-
ность металлов и сплавов течь в расплав-
ленном состоянии по каналам литейной
формы, заполнять ее полости и четко вос-
производить контуры отливки.
Жидкотекучесть литейных сплавов за-
висит от температурного интервала кри-
сталлизации, температуры заливки и фор-
мы, свойств формы, вязкости и поверхно-
стного натяжения расплава и т.д.
Чистые металлы и сплавы, затверде-
вающие при постоянной температуре (эв-
тектические сплавы), обладают лучшей
жидкотекучестью, чем сплавы, образую-
щие твердые растворы и затвердевающие
в интервале температур. Это объясняется
тем, что для сплавов, затвердевающих при
постоянной температуре или в узком ин-
тервале температур (не более 30 °C), ха-
рактерно последовательное затвердевание
отливки (рис. 4.3, а) с образованием
сплошной твердой корки на поверхности
канала, внутри которой будет сохраняться
жидкий расплав, способный вытекать в
канал, заполняя его. Подвижность таких
расплавов сохраняется вплоть до образо-
вания 60 ... 80 % в отливке твердой фазы.
В отливках образуется столбчатая струк-
тура, что обеспечивает высокую плот-
ность и герметичность.
Сплавы, обладавшие широким интер-
валом затвердевания (более 100 °C), и
сплавы, затвердевающие в виде твердых
растворов, образуют в расплаве разветв-
ленные дендриты по всему сечению пото-
ка (рис. 4.3, б). Такая смесь жидкого рас-
плава со взвешенными дендритами теряет
способность течь в каналах литейной фор-
мы при наличии твердой фазы 20 ... 30 %
от объема.
ФИЗИЧЕСКИЕ ОСНОВЫ ПРОИЗВОДСТВА отливок
153
Рис. 4.3. Схема механизма останова потока
расплава в канале литейной формы:
а - эвтектических сплавов и сплавов, затвердевающих
в малом интервале температур; б - сплавов,
затвердевающих в широком интервале температур
Повышение температуры заливки и
температуры литейной формы увеличива-
ет жидкотекучесть сплавов.
Вязкость и поверхностное натяжение
практически не оказывают влияния на
жидкотекучесть литейных сплавов.
Сплавы, склонные к повышенному окис-
лению с образованием сплошной и проч-
ной оксидной пенки, обладают понижен-
ной жидкотекучестью, так как при заливке
оксидные пленки оказывают сопротивле-
ние течению расплава, увеличивая внут-
реннее трение расплавленного металла.
Однако оксидные пленки, образующие
легкоплавкие жидкие фазы, наоборот, по-
ложительно влияют на жидкотекучесть.
Увеличение теплопроводности материала
формы снижает жидкотекучесть. Так, пес-
чаная форма отводит теплоту медленнее, и
расплавленный металл заполняет ее луч-
ше, чем металлическую форму.
Жидкотекучесть литейных сплавов оп-
ределяют путем заливки специальных
технологических проб (рис. 4.4). Расплав-
ленный металл заливают в чашу, отвер-
стие в которой закрыто графитовой проб-
кой. После подъема пробки металл плавно
заполняет спираль. За меру жидкотекуче-
сти принимают длину заполненной части
спирали, измеряемую в миллиметрах.
Наибольшей жидкотекучестью обладает
серый чугун, наименьшей - магниевые
сплавы.
Усадка - свойство литейных спла-
вов уменьшать объем при затвердевании и
охлаждении. Усадочные процессы в от-
ливках протекают с момента заливки рас-
Рис. 4.4. Спиральная проба (а) и литейная форма (б) для определения жидкотекучести сплавов:
1,2- иижняя и верхняя полуформы; 3 - заливочная чаша; 4 - графитовая пробка
154
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
плавленного металла в форму вплоть до
полного охлаждения отливки. Различают
линейную и объемную усадку, выражае-
мую в относительных единицах.
Линейная усадка - уменьшение линей-
ных размеров отливки при ее охлаждении
от температуры, при которой образуется
прочная корка, способная противостоять
давлению расплавленного металла, до
температуры окружающей среды. Линей-
ную усадку определяют соотношением, %,
Елии = (^ф —^от)^®^от’
где /ф и 1т - размеры полости формы и
отливки при температуре 20 °C.
На линейную усадку влияют химиче-
ский состав сплава, температура его за-
ливки, скорость охлаждения сплава в
форме, конструкция отливки и литейной
формы. Так, усадка серого чугуна умень-
шается с увеличением содержания углеро-
да и кремния. Усадку алюминиевых спла-
вов уменьшает повышенное содержание
кремния, усадку отливок - снижение тем-
пературы заливки. Увеличение скорости
отвода теплоты от залитого в форму сплава
приводит к возрастанию усадки отливки.
При охлаждении отливки происходят
механическое и термическое торможения
усадки. Механическое торможение возни-
кает вследствие трения между отливкой и
формой. Термическое торможение обу-
словлено различными скоростями охлаж-
дения отдельных частей отливки. Слож-
ные по конфигурации отливки подверга-
ются совместному воздействию механиче-
ского и термического торможений.
Линейная усадка для серого чугуна со-
ставляет 0,9 ... 1,3 %, для углеродистых
сталей - 2 ... 2,4 %, для алюминиевых
сплавов - 0,9 ... 1,5 %, для медных -
1,4 ... 2,3%.
Объемная усадка - уменьшение объема
сплава при его охлаждении в литейной
форме при формировании отливки. Объем-
ную усадку определяют соотношением, %,
Боб =(Иф -Гот)100/Гот,
где Кф и Иот - объем полости формы и
объем отливки при температуре 20 °C.
Объемная усадка приблизительно рав-
на утроенной линейной усадке:
%б — ^лии
Усадка в отливках проявляется в виде
усадочных раковин, пористости, трещин и
короблений.
Усадочные раковины - сравнительно
крупные полости, расположенные в мес-
тах отливки, затвердевающих последними
(рис. 4.5, а). Сначала около стенок литей-
ной формы образуется корка 1 твердого
металла. Вследствие того, что усадка рас-
плава при переходе из жидкого состояния
в твердое превышает усадку корки, уро-
вень металла в незатвердевающей части
отливки понижается до уровня а - а.
В следующий момент времени на корке 1
нарастает новый твердый слой 2, а уро-
вень жидкости далее понижается до уров-
ня б - б. Так продолжается до тех пор,
пока не закончится процесс затвердева-
ния. Снижение уровня расплава при за-
твердевании приводит к образованию со-
средоточенной усадочной раковины 3. Со-
средоточенные усадочные раковины обра-
зуются при изготовлении отливок из чис-
тых металлов, сплавов эвтектического со-
става (сплав АК12) и сплавов с узким ин-
тервалом кристаллизации (низкоуглероди-
стые стали, безоловянные бронзы и др.).
Усадочная пористость - скопление
пустот, образовавшихся в отливке в об-
ширной зоне в результате усадки в тех
местах отливки, которые затвердевали
последними без доступа к ним расплав-
ленного металла (рис. 4.5, б). Вблизи тем-
пературы солидуса кристаллы срастаются
друг с другом. Это приводит к разобще-
нию ячеек 5, заключающих в себе остатки
жидкой фазы 4. Затвердевание небольшо-
го объема металла в такой ячейке проис-
ходит без доступа к ней питающего рас-
плава из соседних ячеек. В результате
усадки в каждой ячейке получается не-
большая усадочная раковина 6. Множест-
ФИЗИЧЕСКИЕ ОСНОВЫ ПРОИЗВОДСТВА отливок
155
Рис. 4.5. Схема образования усадочной раковины (а) и усадочной пористости (б)
Рис. 4.6. Способы предупреждения усадочных раковин и пористости
во таких межзеренных микроусадочных
раковин образует пористость, которая
располагается по границам зерен металла.
Получить отливки без усадочных рако-
вин и пористости возможно за счет непре-
рывного подвода расплавленного металла в
процессе кристаллизации вплоть до полно-
го затвердевания. С этой целью на отливки
устанавливают прибыли-резервуары с рас-
плавленным металлом, которые обеспечи-
вают доступ расплавленного металла к
участкам отливки, затвердевающим по-
следними. На рис. 4.6, а прибыль 1 не мо-
жет обеспечить доступ расплавленного
металла к утолщенному участку отливки.
В этом месте образуются усадочная рако-
вина 2 и пористость. Установка на утол-
щенный участок прибыли 3 (рис. 4.6, б)
предупреждает образование усадочной
раковины и пористости.
Предупредить образование усадочных
раковин и пористости позволяет установка
в литейную форму наружных холодильни-
ков 4 (рис. 4.6, в) или внутренних холо-
дильников 5 (рис. 4.6, г).
Наружные холодильники (рис. 4.6, в)
устанавливают в форму с внешней сторо-
ны массивных частей отливки. Вследствие
156
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
высокой теплопроводности и большой теп-
лоемкости холодильника отвод теплоты от
массивной части отливок происходит ин-
тенсивнее, чем от тонкой. Это способствует
выравниванию скоростей затвердевания
массивной и тонкой частей и устранению
усадочных раковин и пористости.
Внутренние холодильники (рис. 4.6, г)
устанавливают внутрь полости формы,
образующей массивные части отливки.
Эти холодильники изготовляют из того же
сплава, что и отливку. При заполнении
формы внутренние холодильники частич-
но расплавляются и свариваются с основ-
ным металлом.
Для получения плотных отливок необ-
ходимо обеспечить надежное их питание и
направленное затвердевание отливки, ко-
торое должно проходить последовательно
по всему объему отливки без образования
в ней замкнутых объемов с расплавом.
Направленность затвердевания определя-
ют способом вписанных окружностей.
Этот способ состоит в том, что в рассмат-
риваемое сечение отливки вписывают ок-
ружности в различных точках (рис. 4.7).
Узлы 1 с окружностями наименьшего
диаметра будут затвердевать первыми,
затем узел 2 и в последнюю очередь узел
4. В ходе затвердевания в узлах 2 и 4 не-
избежно появление усадочных дефектов
(усадочных раковин и пористости) из-за
затвердевания изолированных объемов
расплава. Для предупреждения появления
усадочной раковины в узле 2 необходимо
увеличить толщину стенки отливки за счет
Рис. 4.7. Определение
теплового узла
способом вписанных
окружностей
напуска 3 - утолщения стенок снизу
вверх, а для узла 4 предусмотреть при-
быль 5. Прибыли на отливках имеют тех-
нологическое значение, и их в конце про-
цесса изготовления отливки удаляют.
Ликвация - неоднородность хими-
ческого состава сплава в различных частях
отливки. Она возникает в процессе затвер-
девания отливки из-за различной раство-
римости отдельных компонентов сплава в
его твердой и жидкой фазах. Чем больше
это различие, тем неоднороднее распреде-
ляется примесь по сечению отливки и тем
больше ликвация примеси. В сталях и чу-
гунах заметно ликвируют сера, фосфор и
углерод. Ликвация вызывает неоднород-
ность механических свойств в различных
частях отливки.
Различают дендритную (внутрикри-
сталлитную) и зональную ликвации.
Дендритная ликвидация -это
неоднородность химического состава в мик-
рообъемах сплава в пределах одного зерна
(дендрита). Во-первых, оси дендрита, затвер-
девшие раньше, обогащены тугоплавким и
обеднены легкоплавким компонентами спла-
ва по сравнению с межосными пространст-
вами. Во-вторых, растущие первыми оси
дендритов содержат меньше примесей, чем
межосные пространства, в которые эти при-
меси оттесняются при образовании дендри-
тов. Это приводит к неравномерному распре-
делению примесей по сечению кристалла.
Зональная ликвация - это не-
однородность химического состава в микро-
обьемах с градиентом концентраций в от-
ливке в целом или в отдельных ее частях.
Она возникает в процессе диффузии приме-
сей из двухфазной зоны кристаллизующейся
отливки в объем незатвердевшего расплава
всплывания загрязненных примесями объе-
мов вследствие их меньшей плотности по
сравнению с основным сплавом и т.д.
Дендритную ликвацию устраняют от-
жигом отливок.
Зональная ликвация устраняется вы-
равниванием толщин стенок отливок,
применением рассредоточенного подвода
металла к отливке, изготовлением отливок
литьем в кокиль и другими способами..
ФИЗИЧЕСКИЕ ОСНОВЫ ПРОИЗВОДСТВА отливок
157
3. ПРОЦЕССЫ ВЗАИМОДЕЙСТВИЯ
ЛИТЕЙНОЙ ФОРМЫ С РАСПЛАВОМ
Газовые раковины и пористость в
отливках. В расплавленном состоянии
металлы и сплавы способны активно по-
глощать значительное количество водоро-
да, кислорода, азота и других газов из ок-
сидов и влаги исходных шихтовых мате-
риалов при их плавке, сгорании топлива,
из окружающей среды, при заливке метал-
ла в форму и т.д.
В жидких металлах и сплавах раство-
римость газов с увеличением температуры
повышается. При избыточном содержании
газов они выделяются из расплава в виде
газовых пузырей, которые могут всплыть
на поверхность или остаться в отливке,
образуя газовые раковины, пористость или
неметаллические включения, снижающие
механические свойства и герметичность
отливок. При заливке металла движущий-
ся расплав может захватывать воздух в
литниковой системе, засасывать его через
газопроницаемые стенки каналов литни-
ковой системы. Кроме того, газы могут
проникать в металл из формы при испаре-
нии влаги, находящейся в формовочной
смеси, при химических реакциях на по-
верхности металл - форма и т.д.
Для уменьшения газовых раковин и
пористости в отливках плавку следует
вести под слоем флюса, в среде защитных
газов с использованием хорошо просу-
шенных шихтовых материалов. Кроме
того, перед заливкой расплавленный ме-
талл необходимо подвергать дегазации
вакуумированием, продувкой инертными
газами и другими способами, а также уве-
личивать газопроницаемость форм и
стержней, снижать влажность формовоч-
ной смеси, подсушивать формы и т.д.
Пригар на поверхности отливок.
В процессе заливки, затвердевания и ох-
лаждения металл отдает теплоту литейной
форме конвекцией, излучением и посред-
ством теплопроводности. Чем дольше
протекает металл по определенным участ-
кам формы и находится в них в жидком
состоянии, тем сильнее прогревается по-
верхность формы и тем медленнее осты-
вает расплав. В результате прогрева фор-
мы на поверхности контакта ее с металлом
интенсивно развиваются тепловые, физи-
ко-химические и механические процессы,
протекающие в период заливки, затверде-
вания и охлаждения металла. Вследствие
этих процессов на поверхности отливки
образуется пригар, который представляет
собой трудноотделимый от поверхности
отливки слой из металла, его оксидов и
частичек формовочной смеси. Пригар
ухудшает поверхность отливки, увеличи-
вает трудоемкость ее очистки, снижает
стойкость инструмента при обработке ре-
занием. Различают химический и механи-
ческий пригары.
Химический пригар образуется на от-
ливках в период соприкосновения формы
с полузатвер девшим металлом, еще
имеющим высокую температуру. Появле-
нию химического пригара способствует
наличие в формовочной смеси оксидов
щелочных и щелочно-земельных метал-
лов, образующих с оксидом железа сили-
каты с низкой температурой плавления.
Эти силикаты могут проникать между
песчинками, образуя пригарную корку.
Для уменьшения химического пригара
применяют формовочные смеси с мини-
мальным содержанием оксидов щелочных
и щелочно-земельных металлов; в зависи-
мости от сплава вокруг отливки создают
либо восстановительную, либо окисли-
тельную атмосферу; рабочую поверхность
формы покрывают противопригарными
покрытиями.
Механический пригар образуется
вследствие механического проникания
жидкого металла между песчинками на
поверхности формы и стержней под дей-
ствием напора жидкого металла и капил-
лярных сил в процессе его заливки и за-
твердевания. Этот вид пригара трудно
удаляется с поверхности отливки из-за
образования прочной корки, состоящей
из формовочной смеси, пропитанной
металлом.
158
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Для устранения механического пригара
снижают температуру заливки металла;
окрашивают формы защитными покрытия-
ми; используют облицовочные смеси и т.д.
Кристаллизация сплавов в форме.
Залитый в литейную форму металл при
охлаждении начинает кристаллизоваться,
т.е. образуются кристаллы при переходе
из жидкого состояния в твердое. Для обра-
зования кристаллов из расплава необхо-
димы зародыши, или центры, кристалли-
зации, которые могут образовываться са-
мопроизвольно; в качестве центров кри-
сталлизации могут служить примеси, об-
разующиеся в расплаве из продуктов ре-
акций плавки металла в печи. Условия
протекания кристаллизации определяют
структуру и свойства сплава и отливки.
Чем больше центров кристаллизации, тем
мельче будут кристаллы, и наоборот.
Структура отливок зависит от условий
плавки; примесей, содержащихся в сплаве;
способа подвода расплава в форму и ох-
лаждения отливки в форме; интервала
кристаллизации и других факторов. Зная
влияние различных факторов на процесс
кристаллизации сплавов, можно направ-
ленно изменять кристаллическое строение
отливок, улучшая их свойства.
Напряжения в отливках. В отливках
в результате неравномерного затвердева-
ния тонких и толстых частей и торможе-
ния усадки формой при охлаждении воз-
никают напряжения. Эти напряжения тем
выше, чем меньше податливость формы и
стержней. Если величина напряжений
превысит предел прочности литейного
сплава в данном участке отливки, то в те-
ле ее образуются горячие или холодные
трещины. Если литейный сплав имеет
достаточные прочность и пластичность и
способен противостоять действию возни-
кающих напряжений, искажается геомет-
рическая форма отливки.
Горячие трещины в отливках возни-
кают в процессе кристаллизации и усадки
металла при переходе из жидкого состоя-
ния в твердое при температуре, близкой к
температуре солидуса. Горячие трещины
проходят по границам кристаллов и имеют
окисленную поверхность. Склонность
сплавов к образованию горячих трещин
увеличивается при наличии неметалличе-
ских включений, газов (водорода, кисло-
рода), серы и других примесей. Кроме
того, образование горячих трещин вызы-
вает резкие переходы от тонкой части от-
ливки к толстой, острые углы, выступаю-
щие части и т.д. Высокая температура за-
ливки способствует увеличению зерна
металлической структуры и увеличению
перепада температур в отдельных частях
отливки, что повышает вероятность обра-
зования трещин.
Для предупреждения возникновения
горячих трещин в отливках необходимо
создавать условия, способствующие фор-
мированию мелкозернистой структуры;
обеспечивать одновременное охлаждение
тонких и толстых частей отливок; увели-
чивать податливость литейных форм; по
возможности снижать температуру залив-
ки сплава.
Холодные трещины возникают в об-
ласти упругих деформаций, когда сплав
полностью затвердел. Тонкие части от-
ливки охлаждаются и сокращаются быст-
рее, чем толстые. В результате в отливке
образуются напряжения, которые и вызы-
вают появление трещин. Холодные тре-
щины чаще всего образуются в тонко-
стенных отливках сложной конфигурации
и тем больше, чем выше упругие свойства
сплава, чем значительнее его усадка при
пониженных температурах и чем ниже его
теплопроводность. Опасность образования
холодных трещин в отливках усиливается
наличием в сплаве вредных примесей (на-
пример, фосфора в сталях). Для преду-
преждения образования в отливках холод-
ных трещин необходимо обеспечивать
равномерное охлаждение отливок во всех
сечениях путем использования холодиль-
ников; применять сплавы для отливок с
высокой пластичностью; проводить отжиг
отливок и т.п.
Коробление - изменение формы и раз-
меров отливки под влиянием напряжений,
ИЗГОТОВЛЕНИЕ ОТЛИВОК В ПЕСЧАНЫХ ФОРМАХ
159
возникающих при охлаждении. Коробление
увеличивается при усложнении конфигура-
ции отливки и повышении скорости охлаж-
дения, что вызывает неравномерное охлаж-
дение между отдельными частями отливки
и различную усадку. Коробление отливки
может быть также вызвано сопротивлением
формы усадке отдельных частей отливки.
Для предупреждения короблений в отлив-
ках необходимо увеличивать податливость
формы; создавать рациональную конструк-
цию отливки и т.д.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. В чем заключается сущность классифи-
кации литейных сплавов?
2. Почему наибольшей жидкотекучестью
обладают серые чугуны, а наименьшей - маг-
ниевые сплавы?
3. Какие причины приводят к образованию
в отливках усадочных раковин и усадочной
пористости? Как предупреждают их образова-
ние в отливках?
4. К каким последствиям приводят процес-
сы взаимодействия литейной формы с распла-
вом?
5. Какие мероприятия необходимо преду-
сматривать для уменьшения теплового воздей-
ствия металла на литейную форму?
6. Как направленно можно изменить кри-
сталлическое строение отливок для улучшения
их свойств?
7. Какие причины приводят к образованию
трещин и короблений в отливках?
Глава III Изготовление отливок в песчаных
формах
1. СУЩНОСТЬ ЛИТЬЯ В ПЕСЧАНЫЕ
ФОРМЫ
Литье в песчаные формы в настоящее
время является универсальным и самым
распространенным способом изготовления
отливок. Этим способом изготовляют раз-
нообразные по сложности отливки любых
массы и размеров из сталей, чугунов и
сплавов цветных металлов.
Сущность литья в песчаные формы за-
ключается в изготовлении отливок сво-
бодной заливкой расплавленного металла
в разовую разъемную и толстостенную
литейную форму, изготовленную из фор-
мовочной смеси по многократно исполь-
зуемым модельным комплектам (деревян-
ным или металлическим), с последующим
затвердеванием залитого металла, охлаж-
дением отливки в форме, извлечением ее
из формы с последующей отделкой.
Отличительными особенностями спо-
соба являются малые теплопроводность,
теплоемкость и плотность песчаной фор-
мы, что позволяет получать отливки с ма-
лой толщиной стенки (2,5 ... 5 мм); невы-
сокая интенсивность охлаждения расплава
в форме приводит к снижению скорости
затвердевания отливки, укрупнению
структуры и к появлению в массивных
узлах усадочных раковин и пористости;
сравнительно низкая огнеупорность мате-
риала способствует развитию на поверх-
ности контакта форма - отливка физико-
химических процессов, которые могут
приводить к появлению пригара в поверх-
ностном слое отливки.
Для изготовления отливок используют
сырые, сухие и подсушенные песчаные
формы; химически твердеющие формы,
изготовленные из специальных самотвер-
деющих смесей; формы, изготовленные
по газифицируемым моделям; формы,
изготовленные из песчано-смоляных
смесей по металлической нагреваемой
оснастке и др.
Технологический процесс изготовле-
ния отливок состоит из ряда основных и
вспомогательных операций, выполняемых
в определенной последовательности
(рис. 4.8). Для изготовления литейных
форм используются модельный комплект,
формовочные и стержневые смеси и дру-
гие материалы и оборудование.
160
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Рис. 4.8. Схема технологического процесса получения отливок в песчаных формах
Рис. 4.9. Литейная модель (а), модельная плита (б) и стержневой ящик (в) для корпуса вентиля:
1 - центрирующие шипы; 2 - стержневые знаки; 3 - центрирующие штыри; 4 - металлическая плита; 5 -
модели отливок; 6- модели элементов литниковой системы
2. МОДЕЛЬНЫЙ КОМПЛЕКТ
Модельный комплект - это совокуп-
ность технологической оснастки и приспо-
соблений, необходимых для образования в
форме полости, соответствующей контурам
отливки. В модельный комплект включают
модели, модельные плиты, стержневые
ящики и другие приспособления.
Литейная модель (рис. 4.9, а) - при-
способление, с помощью которого в ли-
тейной форме получают полость с формой
и размерами, близкими к конфигурации
получаемой отливки. Модели бывают не-
разъемные, с отъемными частями и др.
Модельная плита (рис. 4.9, б) - метал-
лическая плита с закрепленными на ней
моделями и элементами литниковой сис-
темы. Ее применяют, как правило, при
машинной формовке.
Стержневой ящик (рис. 4.9, в) - при-
способление, служащее для изготовления
стержней. Стержневые ящики бывают
цельные, разъемные, вытряхные и др.
Исходным документом для разработки
чертежа модельно-литейных указаний
является чертеж детали (рис. 4.10, а), на
котором указаны разъем модели и формы,
положение отливки в форме при разливке,
припуски на механическую обработку,
формовочные уклоны, число стержней,
размеры стержневых знаков, границы
стержней и т.п. Оформление чертежей
элементов литейной формы и отливки
осуществляется по ГОСТ 3.1125-88.
ИЗГОТОВЛЕНИЕ ОТЛИВОК В ПЕСЧАНЫХ ФОРМАХ
161
Рис. 4.10. Чертежи детали (а) и элементов литейной формы (б) для корпуса вентиля
Поверхность разъема модели и формы
должна обеспечивать свободное извлече-
ние модели из формы при минимальном
числе стержней и отъемных частей. При
этом обрабатываемые поверхности отлив-
ки должны находиться преимущественно
в нижней полуформе, что гарантирует по-
лучение плотной обрабатываемой части
отливки. На чертеже поверхность разъема
модели и формы обозначают линией МФ и
стрелками направления верха В и низа Н
(рис. 4.10, б).
Припуск на механическую обработку
1 - слой металла, удаляемый в процессе
механической обработки отливки с ее об-
рабатываемых поверхностей для обеспе-
чения заданной геометрической точности
и качества поверхностного слоя детали.
На чертеж припуск на механическую об-
работку наносят сплошной тонкой линией.
Перед знаками обработки цифрами указы-
вают величину припуска в соответствии с
ГОСТ 26645- 85.
Формовочные уклоны 4 служат для
удобства извлечения модели из формы без
ее разрушения и для свободного удаления
стержня из стержневого ящика. Уклоны
выполняют в направлении извлечения мо-
дели из формы. Величину формовочных
уклонов выбирают по ГОСТ 3212-92 и
указывают в чертеже.
Сопряжения стенок 5 в отливках вы-
полняют скруглениями для облегчения
извлечения модели из формы, предотвра-
щения появления трещин и усадочных
раковин в отливках.
Для получения отливки с заданными
размерами ее модель должна быть больше
отливки на величину усадки. Поэтому в
чертеже литейно-модельных указаний
показывают величину усадки в процентах.
При разработке чертежа элементов
литейной формы обозначают все стержни
3, форму и размеры стержневых знаков 2,
границы стержней, указывают плоскости
набивки стержней, каналы для сбора газов
и места их вывода из стержня.
Конфигурация стержневых знаков и их
размеры должны обеспечивать легкую
установку стержней в форму и их устой-
чивость. С этой целью предусматривают
специальные замки. Размеры стержневых
знаков назначают по ГОСТ 3212-92 с уче-
том размеров стержня, способа формовки
и его положения в форме.
Модели и стержневые ящики для еди-
ничного и серийного производства изго-
товляют деревянными, а для массового
производства - из чугуна, алюминиевых
сплавов, пластмассы.
Металлические модели, модельные
плиты и стержневые ящики изготовляют
из литых заготовок, полученных литьем в
песчаные формы по деревянным моделям.
Заготовки затем обрабатывают на универ-
сальных, токарных, фрезерных, шлифо-
6 - 9503
162
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
вальных, сверлильных и других станках.
После обработки модели монтируют на
заранее подготовленных плитах.
Металлические модельные плиты и
стержневые ящики используют в массо-
вом и крупносерийном производствах.
Они более долговечны, точны, имеют ма-
лую шероховатость поверхности и не де-
формируются при хранении. Изготовление
литейных форм с применением металли-
ческих модельных плит и стержневых
ящиков обеспечивает большую точность и
хорошее качество поверхности отливок.
3. ФОРМОВОЧНЫЕ И
СТЕРЖНЕВЫЕ СМЕСИ
Формовочные материалы - это сово-
купность природных и искусственных
материалов, используемых для приготов-
ления формовочных и стержневых смесей.
В качестве исходных материалов исполь-
зуют формовочные кварцевые пески и ли-
тейные формовочные глины. Глины обла-
дают связующей способностью и термиче-
ской устойчивостью, что позволяет полу-
чать отливки без пригара. Если глина не
обеспечивает необходимых свойств смесей,
применяют различные связующие мате-
риалы. Кроме того, используют противо-
пригарные добавки (каменноугольную
пыль, графит), защитные присадочные ма-
териалы (борную кислоту, серный поро-
шок) и др.
Формовочная смесь - это многоком-
понентная смесь формовочных материа-
лов, соответствующая условиям техноло-
гического процесса изготовления литей-
ных форм.
Формовочные смеси должны иметь
высокую огнеупорность, достаточные
прочность и газопроницаемость, пластич-
ность, податливость и т.д.
Огнеупорность - способность смеси и
формы сопротивляться размягчению или
расплавлению под воздействием темпера-
туры расплавленного металла. Чем крупнее
песок, тем меньше в нем примесей и пыли,
и чем больше кремнезема, тем огнеупорнее
смесь. При низкой огнеупорности на по-
верхности отливки образуется пригар -
прочное соединение формовочной или
стержневой смеси с поверхностью отливки.
Прочность - способность материала
формы не разрушаться при извлечении
модели из формы, при транспортировании
и заливке форм. Прочность формовочной
смеси увеличивается с увеличением со-
держания глины, с уменьшением размеров
зерен песка, плотности.
Газопроницаемость - способность
смеси пропускать через себя газы. Газо-
проницаемость тем выше, чем больше
песка в формовочной смеси и чем он
крупнее, а также чем меньше содержание
глины в формовочной смеси.
Пластичность - способность дефор-
мироваться без разрушения и точно вос-
производить отпечаток модели. Пластич-
ность смеси увеличивается с повышением
в ней до определенного предела связую-
щих материалов и воды, а также песка с
мелкими зернами.
Податливость — способность формы
или стержня сжиматься при усадке отливки.
Формовочные смеси по характеру ис-
пользования разделяют на облицовочные,
наполнительные и единые.
Облицовочная смесь — это формовоч-
ная смеясь, используемая для изготовле-
ния рабочего слоя формы. Такие смеси
содержат повышенное количество исход-
ных формовочных материалов (песка и
глины) и имеют высокие физико-механи-
ческие свойства.
Наполнительная смесь - это формо-
вочная смесь для наполнения формы по-
сле нанесения на модель облицовочной
смеси. Поэтому ее приготовляют путем
переработки оборотной смеси с малым
количеством исходных формовочных ма-
териалов (песка и глины). Облицовочные
и наполнительные формовочные смеси
используют для изготовления крупных и
сложных отливок.
Единая смесь — это формовочная
смесь, применяемая одновременно в каче-
стве облицовочной и наполнительной сме-
ИЗГОТОВЛЕНИЕ ОТЛИВОК В ПЕСЧАНЫХ ФОРМАХ
163
си. Такие смеси применяют при машинной
формовке и на автоматических линиях в
серийном и массовом производствах. Еди-
ные смеси приготовляют из наиболее ог-
неупорных песков и глин с наибольшей
связующей способностью, чтобы обеспе-
чить их долговечность.
По роду заливаемого материала разли-
чают формовочные смеси для стального,
чугунного и цветного литья.
Формовочные смеси, используемые
при производстве стальных отливок,
должны обладать высокой прочностью и
термомеханической устойчивостью, так
как температура заливки стали значитель-
но выше температур заливки чугуна и
цветных сплавов. Поэтому формовочные
смеси для мелких и средних по массе
стальных отливок приготовляют из квар-
цевых песков с малым содержанием гли-
ны, а в качестве связующего используют
огнеупорную глину (бентонит). Формы
для крупных отливок из углеродистых и
высоколегированных сталей с толщиной
стенки не менее 70 мм изготовляют с при-
менением облицовочных смесей, приго-
товленных на основе цирконового концен-
трата, хромомагнезита или хромита.
Формы для чугунных отливок изготов-
ляют из формовочной смеси, приготов-
ляемой из глинистых песков. Для мелких
отливок при машинной формовке приме-
няют единые формовочные смеси, по со-
ставу и свойствам близкие к облицовоч-
ным смесям. В качестве противопригар-
ной добавки в смесь вводят каменно-
угольный порошок. Крупные формы для
чугунных отливок изготовляют из обли-
цовочной и наполнительной смесей. Для
повышения огнеупорности в облицовоч-
ные смеси вводят магнезит, хромистый
железняк. В качестве наполнительной
смеси используют отработанную смесь.
Формовочные смеси для отливок из
цветных сплавов в первую очередь долж-
ны обеспечивать малую шероховатость
поверхности отливок. Огнеупорность сме-
сей имеет второстепенное значение из-за
низких температур заливки форм.
В смесь для форм из медных сплавов в
качестве противопригарного средства до-
бавляют мазут.
Смеси для форм из алюминиевых
сплавов должны обладать высокой подат-
ливостью из-за их низкой прочности при
повышенных температурах.
В смеси, используемые при изготовле-
нии форм для магниевых отливок, обла-
дающих высокой химической активно-
стью, добавляют 4 ... 10 % смеси кислого
фтористого аммония (NH4F • HF) и борной
кислоты, серу и др.
Стержневая смесь - это многокомпо-
нентная смесь формовочных материалов,
соответствующая условиям технологиче-
ского процесса изготовления литейных
стержней. Стержни при заливке расплав-
ленного металла испытывают значитель-
ные тепловые и механические воздействия
по сравнению с формой, поэтому стерж-
невые смеси должны иметь более высокие
огнеупорность, газопроницаемость, по-
датливость, малую газотворную способ-
ность, легко выбиваться из отливок и т.д.
Стержневые смеси в зависимости от
способа изготовления стержней разделяют
на смеси с отверждением стержней тепло-
вой сушкой; в нагреваемой оснастке; жид-
кие самотвердеющие смеси; жидкосте-
кольные смеси, отверждаемые углекислым
газом; холоднотвердеющие смеси на син-
тетических смолах.
Стержневые смеси с отверждением теп-
ловой сушкой приготовляют из кварцевого
песка и связующих материалов, в качестве
которых используют различные органиче-
ские и неорганические материалы.
Стержневые смеси с отверждением в
нагреваемой оснастке приготовляют из
кварцевого песка с использованием синте-
тических смол и катализаторов.
Жидкие самотвердеющие смеси (ЖСС),
используемые для изготовления как ли-
тейных стержней, так и литейных форм,
приготовляют из кварцевого песка, отвер-
дителей (шлаков феррохромистого произ-
водства), связующих материалов (жидкое
стекло, синтетические смолы), поверхно-
6*
164
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
стно-активных веществ. При интенсивном
перемешивании компонентов смеси обра-
зуется пена, которая разделяет зерна пес-
ка, уменьшает силы трения между ними,
что и придает смеси свойство текучести.
Такие смеси сохраняют текучесть обычно
в течение 9 ... 10 мин. За это время смесь
должна быть разлита по формам или
стержневым ящикам. Через 20 ... 30 мин
смесь становится прочной.
Жидкостекольные смеси, используе-
мые для изготовления литейных стержней
и литейных форм, приготовляют из квар-
цевых песков с содержанием не более
3,5 % глины, связующего материала - жид-
кого стекла с добавкой 10 %-ного раствора
едкого натра. Отверждение смеси осущест-
вляется продувкой углекислым газом.
Холоднотвердеющие смеси (ХТС), ис-
пользуемые для стержней, приготовляют
из кварцевого песка, связующих материа-
лов - карбамидофурановых, фенолофор-
мальдегидных смол и др. В качестве ката-
лизаторов применяют ортофосфорную или
азотную кислоту и их соли. Продолжи-
тельность отверждения смесей составляет
1 ... 20 мин.
Приготовляют формовочные и стерж-
невые смеси перемешиванием компонентов
смеси в течение 5 ... 12 мин с последую-
щим их выстаиванием в бункерах. В со-
временных литейных цехах приготовление
формовочных и стержневых смесей осу-
ществляется на автоматизированных уста-
новках. Все операции приготовления сме-
сей - просушка, дробление и просеивание
формовочных материалов, отделение ме-
таллических включений, подача в смеси-
тели компонентов смеси, перемешивание
их, разрыхление и подача готовой смеси к
формовочным машинам - осуществляются
автоматически.
ЖСС и ХТС приготовляют в специаль-
ных шнековых смесителях, размещенных
непосредственно в формовочном или
стержневом отделении из-за того, что го-
товая смесь должна быть немедленно (не
позднее 2 мин) использована для изготов-
ления форм и стержней.
4. ЛИТНИКОВЫЕ СИСТЕМЫ
Литниковая система - это система ка-
налов, через которые расплавленный ме-
талл подводят в полость формы. Литнико-
вая система должна обеспечивать запол-
нение литейной формы с необходимой
скоростью, задержание шлака и других
неметаллических включений, выход паров
и газов из полости формы, непрерывную
подачу расплавленного металла к затвер-
девающей отливке.
По гидродинамическому признаку вы-
деляют сужающиеся и расширяющиеся
литниковые системы.
Для сужающихся литниковых систем
характерно последовательное уменьшение
площадей поперечных сечений стояка, шла-
коуловителя и питателей F„ > Е’шл > F„m.
Такая литниковая система обеспечивает
быстрое заполнение расплавом всей сис-
темы и лучшее улавливание шлака. Одна-
ко в полость литейной формы расплав
поступает с высокой линейной скоростью,
что может приводить к разбрызгиванию и
окислению расплава, захвату воздуха и
размыву формы. Такие литниковые систе-
мы используются при изготовлении чу-
гунных отливок.
В расширяющихся литниковых систе-
мах узким местом является нижнее сече-
ние стояка: FCT < Ршл < F„m. В такой лит-
никовой системе скорость потока расплава
снижается от стояка к питателям, в ре-
зультате чего расплавленный металл по-
ступает в полость формы спокойно, с
меньшим разбрызгиванием, меньше окис-
ляясь и размывая стенки литейной формы.
Эти литниковые системы применяют при
изготовлении стальных отливок, отливок
из алюминиевых, магниевых и других лег-
коокисляющихся сплавов.
В зависимости от конфигурации и
толщины стенок отливок 5, состава зали-
ваемого сплава и направления течения его
в полость формы подразделяют на боко-
вые (рис. 4.11, а), нижние (рис. 4.11, б) и
верхние (рис. 4.11, в).
ИЗГОТОВЛЕНИЕ ОТЛИВОК В ПЕСЧАНЫХ ФОРМАХ
165
Рис. 4.11.. Способы подвода расплавленного металла в полость литейной формы
Для боковой литниковой системы
(рис. 4.11, а) характерным является то, что
питатели и шлакоуловители располагаются
в горизонтальной плоскости разъема фор-
мы, что удобно в отношении формовки.
В нижних литниковых системах
(рис. 4.11, б) расплав поступает снизу под
затопленный уровень без разбрызгивания,
окисления и вспенивания, что очень важно
при изготовлении отливок из легкоокис-
ляющихся пленообразующих сплавов
(алюминиевых, магниевых и др.).
В верхних литниковых системах
(рис. 4.11, в) в течение всей заливки обес-
печивается горячее зеркало расплава, что
способствует направленному снизу вверх
затвердеванию. Такие литниковые систе-
мы используются при изготовлении чу-
гунных и стальных отливок.
Основными элементами литниковых
систем являются (рис. 4.11) следующие.
Литниковая чаша (воронка) 4
предназначена для приема струи расплава,
вытекающей из разливочного ковша, и
задержания шлака, попадающего вместе с
расплавом в чашу.
С т о я к 3 - вертикальный канал, пе-
редающий расплав из литниковой чаши к
другим элементам литниковой системы.
Шлакоуловитель 2, расположен-
ный горизонтально и, как правило, в верх-
ней полуформе, служит для задержания
шлака и передачи расплава из стояка к
питателям.
Питатели 1 - каналы, предназна-
ченные для подачи расплава непосредствен-
но в полость литейной формы. Питатели
должны обеспечивать плавное поступление
расплава в полость формы. Обычно питате-
ли располагают в нижней полуформе.
Выпор 6 служит для отвода газов из
полости формы, сигнализирует об оконча-
нии заливки, уменьшает динамическое
давление расплава на форму, способствует
питанию отливки расплавом при затверде-
вании.
Коллектор 7 - распределительный
канал для направления расплава к различ-
ным частям отливки. Его располагают
горизонтально по разъему формы. Он все-
гда должен быть заполнен расплавленным
металлом.
Сечения элементов литниковой систе-
мы выбирают на основе приближенного
расчета, который позволяет установить
соотношение между ними (обычно между
стояком, шлакоуловителем и питателями).
5. ИЗГОТОВЛЕНИЕ ЛИТЕЙНЫХ ФОРМ
Основные операции изготовления
форм (формовки): уплотнение формовоч-
ной смеси для получения точного отпе-
чатка модели в форме и придание форме
достаточной прочности; устройство вен-
тиляционных каналов для вывода газов из
полости формы, образующихся при залив-
ке; извлечение модели из формы; отделка
166
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
и сборка форм. По степени механизации
различают формовку ручную, машинную
и автоматическую.
Ручную формовку применяют для по-
лучения одной или нескольких отливок в
условиях опытного производства, при из-
готовлении отливок в ремонтном произ-
водстве, а также при изготовлении круп-
ных (массой 200 ... 300 т) отливок. На
практике используют различные приемы
ручной формовки.
Формовка в парных опоках по разъем-
ной модели наиболее распространена. Ли-
тейную форму (рис. 4.12, е), состоящую из
двух полуформ, изготовляют по разъемной
модели (рис. 4.12, а) в такой последова-
тельности: на модельную плиту 3 устанав-
ливают нижнюю половину модели 1, моде-
ли питателей 4 и опоку 5 (рис. 4.12, б), в
которую засыпают формовочную смесь и
уплотняют. Опоку поворачивают на 180°
(рис. 4.12, в), устанавливают верхнюю
половину модели 2, модели шлакоулови-
теля 9, стояка 8 и выпоров 7. По центри-
рующим штырям устанавливают верхнюю
опоку 6, засыпают формовочную смесь и
уплотняют. После извлечения модели стоя-
ка и выпоров форму раскрывают. Из полу-
форм извлекают модели (рис. 4.12, г) и мо-
дели питателей и шлакоуловителей, в ниж-
нюю полуформу устанавливают стержень
10 (рис. 4.12, д) и накрывают нижнюю по-
луформу верхней. На рис. 4.12, е показана
литейная форма для корпуса вентиля. По-
сле заливки расплавленного металла и его
затвердевания литейную форму разрушают
и извлекают отливку (рис. 4.12, ж).
Формовку шаблонами применяют в
единичном производстве для получения
отливок, имеющих конфигурацию тел
вращения. Для примера рассмотрим тех-
нологический процесс изготовления форм
для шлаковой чаши (рис. 4.13, а). Фор-
мовку осуществляют с помощью шабло-
нов 1, 4 (рис. 4.13, б); в яме устанавливают
подпятник 7 со шпинделем 2 в вертикаль-
ном положении, засыпают формовочную
смесь и уплотняют ее вокруг шпинделя; к
серьге 3 прикрепляют шаблон 1, режущая
кромка которого имеет очертания наруж-
Рис. 4.12. Последовательность операций изготовления литейной формы для корпуса вентиля
ИЗГОТОВЛЕНИЕ ОТЛИВОК В ПЕСЧАНЫХ ФОРМАХ
167
Рис. 4.13. Шаблонная формовка
ной поверхности отливки, и устанавлива-
ют его на шпиндель (рис. 4.13, в) до упора
5; вращением шаблона в ту и другую сто-
рону срезают формовочную смесь в соот-
ветствии с профилем шаблона, удаляя из-
лишки формовочной смеси; по получен-
ному болвану изготовляют верхнюю по-
луформу 6 (рис. 4.13, г). Для этого серьгу с
шаблоном снимают со шпинделя, плос-
кость разъема формы покрывают раздели-
тельным слоем сухого кварцевого песка
или бумагой, устанавливают модели лит-
никовой системы, опоку, засыпают формо-
вочную смесь и уплотняют ее, удаляют
шпиндель и снимают верхнюю полуформу.
В подпятник 7 вновь устанавливают
шпиндель, на который с помощью серьги
устанавливают шаблон 4 (рис. 4.13, д),
имеющий очертания внутренней поверхно-
сти отливки. С помощью этого шаблона с
болвана удаляется слой формовочной смеси
на толщину стенки отливки (рис. 4.13, й);
после этого снимают шаблон и удаляют
шпиндель, отделывают полученный бол-
ван и устанавливают верхнюю полуформу
(рис. 4.13, е), затем в литейную форму
заливают расплавленный металл.
Формовку в кессонах применяют при
изготовлении крупных отливок массой до
200 т. На рис. 4.14 показана форма стани-
ны, собранная в механизированном кессо-
не, который смонтирован на бетонном
основании 7. Дно его выложено чугунны-
ми плитами 4. Две неподвижные стенки I
и 8 также облицованы металлическими
плитами. Противоположные чугунные
стенки 3 и 6 передвигаются с помощью
червячного редуктора 2, приводимого в
действие электродвигателем, что позволя-
ет изменять внутренние размеры кессона.
Форму собирают из стержней - блоков 5,
изготовленных из жидких самотвердею-
щих смесей. Литниковую систему изго-
товляют из керамических огнеупорных
трубок. Верхнюю полуформу 10 устанав-
ливают по центрирующим штырям 9 и
прикрепляют к кессону болтами.
168
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Рис. 4.14. Сборка формы станины в механизированном кессоне
Рис. 4.15. Формовка в стержнях цилиндра
двигателя с воздушным охлаждением
Формовку в стержнях применяют в
массовом и крупносерийном производствах
при изготовлении отливок сложной конфи-
гурации. На рис. 4.15 приведен пример
формовки в стержнях цилиндра двигателя с
воздушным охлаждением. Форма для от-
ливки цилиндра двигателя с воздушным
охлаждением собрана из шести стержней.
Сборку формы производят в горизонталь-
ном положении. В стержень 1 вкладывают
стержень 2, затем стержни 3,4, 5 п 6. Соб-
ранную форму скрепляют.
Формовку с использованием жидко-
стекольных смесей применяют при изго-
товлении отливок массой до 40 т в серий-
ном и единичном производствах. При
формовке на модель слоем 50 ... 70 мм
ИЗГОТОВЛЕНИЕ ОТЛИВОК В ПЕСЧАНЫХ ФОРМАХ
169
Рис. 4.16. Схема продувки
литейной формы углекислым
газом:
1 - баллон с углекислым газом;
2 - редуктор; 3 - резиновый
шланг; 4 - зонт; 5 - слой жидко-
стекольной смеси; 6 - опока
наносят слой жидкостекольной формовоч-
ной смеси, остальной объем опоки запол-
няют наполнительной формовочной сме-
сью и уплотняют. После изготовления по-
луформы модели извлекают. Полуформы
накрывают зонтом, под который под дав-
лением 0,2 ... 0,3 МПа подводится угле-
кислый газ, обеспечивающий быстрое рав-
номерное отверждение формы (рис. 4.16).
Формовка по газифицированным моде-
лям применяется для изготовления круп-
ных единичных отливок (массой до 20 т)
из чугуна, стали и сплавов цветных метал-
лов. Особенность процесса состоит в том,
что модель, изготовленная из пенополи-
стирола, из формы не извлекается, а во
время заливки расплавленного металла
она газифицируется под действием тепло-
ты расплава. При этом освобождается по-
лость формы, которая заполняется распла-
вом. Заливка формы показана на рис. 4.17.
Газифицируемая модель точно повторяет
конфигурацию отливки. Это позволяет не
изготовлять стержни для выполнения по-
лостей, отверстий, выступающих частей.
Формы для этого способа изготовляют из
ЖСС, ХТС и других смесей.
Модели перед изготовлением форм по-
крывают противопригарным покрытием,
состоящим из пылевидного циркона и рас-
твора поливинилбутераля в спирте. После
высыхания покрытия модель 3 устанавли-
вают в опоку 1, присоединяют к ней лит-
никовую систему и заформовывают за-
ливкой ЖСС 4.
Рис. 4.17. Схема заливки формы с газифици-
руемой моделью
Для последовательной газификации
модели расплавленный металл подводят
снизу. В этом случае продукты разложе-
ния модели удаляются в форму через за-
зор 2 между зеркалом расплава и поверх-
ностью разложения модели (рис. 4.17).
В форме с газифицируемой моделью
не делают открытых выпоров и прибылей
во избежание выделения газов и сажи в
атмосферу цеха. Для уменьшения количе-
ства сажи заливку форм ведут с одновре-
менной подачей СО2 в форму. СО2 спо-
собствует окислению продуктов разложе-
ния модели, и количество сажи значитель-
но снижается.
Отсутствие разъема формы и операций
извлечения модели из формы повышает
точность отливки, исключает заливы, что
уменьшает трудоемкость обрубки отливки.
170
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Машинную формовку применяют для
производства отливок в массовом и серий-
ном производствах. При формовке на ма-
шинах формы изготовляют в парных опоках
с использованием односторонних металли-
ческих модельных плит (см. рис. 4.6, б).
Машинная формовка механизирует уста-
новку опок на машину, засыпку формо-
вочной смеси в опоку, уплотнение смеси,
удаление моделей из формы, транспорти-
рование и сборку форм. Машинная фор-
мовка обеспечивает более высокую гео-
метрическую точность полости формы,
чем ручная формовка, повышает произво-
дительность труда, исключает трудоемкие
ручные операции, сокращает цикл изго-
товления отливок. При машинной фор-
мовке формовочную смесь уплотняют
прессованием, встряхиванием, пескоме-
том, вакуумной формовкой и др.
Уплотнение формовочной смеси прес-
сованием (рис. 4.18, а) осуществляют при
подаче сжатого воздуха при давлении
0,5 ... 0,8 МПа в нижнюю часть цилиндра
I, в результате чего прессовый поршень 2,
стол 3 с прикрепленной к нему модельной
плитой 4 поднимаются. При этом колодка
7, закрепленная на траверсе 8, входит
внутрь наполнительной рамки 6 и уплот-
няет формовочную смесь в опоке 5. Плот-
ность формовочной смеси уменьшается по
мере удаления от прессовой колодки из-за
Рис. 4.18. Схемы способов уплотнения литейных форм при машинной формовке
ИЗГОТОВЛЕНИЕ ОТЛИВОК В ПЕСЧАНЫХ ФОРМАХ
171
трения формовочной смеси о стенки опо-
ки. Неравномерность плотности формо-
вочной смеси тем больше, чем выше опока
и модели. Прессование используют для
уплотнения формовочной смеси в опоках
высотой 200 ... 250 мм.
Для достижения равномерной плотно-
сти формовочной смеси в опоке исполь-
зуют многоплунжерные прессовые колод-
ки (рис. 4.18, б). При прессовании стол 4
машины движется в сторону многоплун-
жерной прессовой колодки 7. Вследствие
различной степени сопротивления формо-
вочной смеси в форме плунжеры 3 под
действием давления масла на поршень 2
прессуют находящиеся под ним участки
формы независимо от соседних.
Уплотнение формовочной смеси
встряхиванием (рис. 4.18, в) осуществля-
ют при подаче сжатого воздуха при давле-
нии 0,5 ... 0,8 МПа в нижнюю часть ци-
линдра 7, в результате чего встряхиваю-
щий поршень 2 поднимается на высоту
25 ... 80 мм. При этом впускное отверстие
10 перекроется боковой поверхностью
поршня, а нижняя его кромка откроет вы-
хлопные окна 7, воздух выйдет в атмосфе-
ру. Давление под поршнем снизится, и
стол 3 с укрепленной на нем модельной
плитой 4 упадет на торец цилиндра 8.
Скорость стола, а следовательно, и ско-
рость модельной плиты упадут до нуля, в
то время как формовочная смесь в опоке 5
и наполнительной рамке 6, продолжая
двигаться вниз по инерции, уплотняется.
В момент, когда канал 9 встряхивающего
поршня окажется против отверстия 10
встряхивающего цилиндра, сжатый воздух
снова войдет в полость встряхивающего
цилиндра. Это повлечет за собой новый
подъем встряхивающего стола и новый
удар его о торец и т.д.
Встряхивающий стол обычно совершает
120 ... 200 ударов в минуту. В результате
повторных ударов происходит уплотнение
формовочной смеси в опоке. При этом слои
формовочной смеси, лежащие у модельной
плиты, будут иметь большую плотность,
чем слои, лежащие в верхней части формы.
Встряхиванием уплотняют формы высотой
до 800 мм. Для уплотнения верхних слоев
формы встряхиванием совмещают с прес-
сованием. Это обеспечивает высокую и
равномерную плотность форм.
Уплотнение формовочной смеси пес-
кометом (рис. 4.18, г) осуществляют ра-
бочим органом пескомета - метательной
головкой, выбрасывающей пакеты смеси
на рабочую поверхность модельной пли-
ты. В стальном кожухе 4 метательной го-
ловки вращается закрепленный на валу 6
электродвигателя ротор 5 с ковшом 2.
Формовочная смесь подается в головку 1
непрерывно ленточным конвейером 3 че-
рез окно в задней стенке кожуха. При
вращении ковша (1000 ... 1200 об/мин)
формовочная смесь собирается в пакеты 7
и центробежной силой выбрасывается че-
рез выходное отверстие в опоку 8. Попа-
дая на модель 9 и модельную плиту 10,
смесь уплотняется за счет кинетической
энергии равномерно по высоте опоки. Ме-
тательную головку равномерно переме-
щают над опокой.
Пескомет является высокопроизводи-
тельной машиной, поэтому его применяют
для уплотнения крупных литейных форм.
Управление работой пескомета автомати-
зировано.
Пленочно-вакуумную формовку (рис.
4.18, д) осуществляют в следующей по-
следовательности: модельную плиту 7 с
моделью 2 накрывают разогретой поли-
мерной пленкой толщиной не более 0,1 мм.
Вакуумным насосом в воздушной коробке
7 создают вакуум 2,6 ... 5,2 МПа. Пленка
6 плотно прижимается к модели и модель-
ной плите. На модельную плиту устанав-
ливают опоку 3, которую заполняют су-
хим кварцевым песком 5, уплотняют его с
помощью вибрации и выравнивают от-
крытую верхнюю поверхность опоки. На
верхнюю поверхность накладывают разо-
гретую полимерную пленку 4, которая за
счет разрежения (4 ... 6 МПа) прилегает к
опоке, что способствует уплотнению пес-
ка и устойчивости формы. После этого
полуформу снимают с модели.
172
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Изготовляют как верхнюю, так и ниж-
нюю полуформу, затем форму собирают.
Вакуумирование продолжается не только
при изготовлении полуформ, но и при их
сборке, заливке и затвердевании залитого
металла. При заливке металла в форму
пленка сгорает. Продукты сгорания вы-
полняют роль противопригарного покры-
тия. Этим способом изготовляют формы
для отливок массой 0,1 ... 10 т на автома-
тических формовочных линиях.
Импульсное уплотнение формовочной
смеси (рис. 4.19) осуществляется в сле-
дующей последовательности: на модель-
ную плиту 1 с моделью устанавливают
опоку 2 и засыпают формовочную смесь 5,
на опоку накладывают плиту-рассекатель
4 с большим числом отверстий. Сверху
плиты располагают импульсную головку 5
с пусковым клапаном 6. Головку, плиту-
рассекатель и опоку плотно прижимают
друг к другу. После этого открывают пус-
ковой клапан 6 и сжатый воздух под дав-
лением 5 ... 8 МПа направляется через
отверстия в плите-рассекателе в опоку и
уплотняет смесь за счет динамического
воздействия и фильтрации через поры,
после чего уходит в атмосферу через вен-
ты (венты - тонкие отверстия, через ко-
торые проходит воздух, но не проходит
формовочная смесь) в модели и модельной
плите. Этот способ уплотнения формовоч-
V
Рис. 4.19. Схема уплотнения формовочной
смеси воздушным импульсом
ной смеси позволяет изготовлять формы с
высокой и равномерной плотностью, высо-
копроизводителен, не имеет движущих
частей (плунжеров, диафрагм т.д.).
Автоматическую формовку исполь-
зуют в серийном и массовом производст-
вах отливок, при этом литейная форма
передается последовательно с одной пози-
ции на другую. Этот переход осуществля-
ется автоматически различными конвейе-
рами, кантователями, толкателями и дру-
гими устройствами. Для автоматической
формовки используются формовочные
автоматы, формовочные машины для без-
опочной формовки и автоматические
формовочные линии.
Формовочные автоматы, используе-
мые для изготовления литейных форм,
выполняют все технологические операции
без участия человека. Формовочные авто-
маты используют, как правило, в составе
автоматических линий.
Автоматическую безопочную фор-
мовку используют при изготовлении форм
для мелких отливок из серого, ковкого и
высокопрочного чугунов и стали в серий-
ном и массовом производствах. Изготовле-
ние литейных форм осуществляется на вы-
сокопроизводительных пескодувно-прессо-
вых автоматических линиях (рис. 4.20).
Модельная плита 1 закреплена на
прессовой машине, плита 5 - на плите
противодавления. Модельные плиты 1, 3,
боковые стенки и головка 2 образуют
формовочную камеру (рис. 4.20, а), кото-
рая заполняется формовочной смесью с
помощью сжатого воздуха под давлением
0,5 ... 1 МПа. После этого формовочная
смесь прессуется плунжером 4 под давле-
нием до 2 МПа. Модельная плита 3 отходит
влево и поворачивается в горизонтальное
положение, а уплотненный ком формовоч-
ной смеси плунжером 4 проталкивается до
соприкосновения с предыдущим комом,
образуя полость 5 (рис. 4.20, б). В резуль-
тате получается непрерывный ряд форм,
которые заливают расплавленным метал-
лом из ковша б. После затвердевания и
охлаждения отливок формы подаются на
ИЗГОТОВЛЕНИЕ ОТЛИВОК В ПЕСЧАНЫХ ФОРМАХ
173
Рис. 4.20. Схема процесса
изготовления безопочных
литейных форм на автомати-
ческих машинах
выбивную решетку, где отливки 7 осво-
бождаются от формовочной смеси. Смесь
поступает на переработку и повторное
использование, а отливки - в обрубное
отделение.
Автоматическая формовочная ли-
ния (рис 4 21) - пример полного автома-
тизированного производственного про-
цесса формовки. На позиции 1 специаль-
ным механизмом снимается верхняя опо-
ка, которая без формовочной смеси пере-
мещается на позицию 13, нижняя полу-
форма с формовочной смесью и отливка-
ми конвейером 16 с позиции 1 направля-
ется на позицию 2, а затем к механизму 3,
где нижняя опока освобождается от смеси
и отливок Отливки направляются в обруб-
ное отделение, а формовочная смесь - на
переработку. Опоки, очищенные от формо-
вочной смеси, подаются к формовочным
автоматам: верхняя - на автомат 12, ниж-
няя - на автомат 4. Смена модельных плит
производится с помощью тележек 11.
Нижняя полуформа, изготовленная на
формовочном автомате 4, кантователем 8
переворачивается на 180° и на позиции 7
устанавливается на предварительно очи-
щенную специальными щетками 5 тележ-
ку б литейного конвейера 16 и подается к
механизму спаривания полуформ Верхняя
полуформа, изготовленная на автомате 12,
по роликовому конвейеру 10 перемещает-
ся к позиции 9, где спаривается с нижней
полуформой. Собранная литейная форма
14 по конвейеру транспортируется на уча-
сток 15 заливки Установка стержней в
литейную форму осуществляется во время
продвижения ее по конвейеру от позиции
7 к позиции 9. Для увеличения продолжи-
тельности охлаждения отливок в залитых
формах конвейер выполнен с дополни-
тельной петлей на двух уровнях
Рис. 4.21. Схема автоматической формовочной линии
174
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
6. ИЗГОТОВЛЕНИЕ СТЕРЖНЕЙ
Процесс изготовления стержней вклю-
чает следующие операции: формовку сы-
рого стержня, сушку, отделку и окраску
сухого стержня. Если стержень состоит из
двух или нескольких частей, то после
сушки их склеивают.
При изготовлении стержней вручную в
разъемном стержневом ящике (рис. 4,22, а)
раздельно набивают половины стержневого
ящика (поз. 7). Поверхности разъема смазы-
вают клеем и обе половины ящиков соеди-
няют друг с другом и металлической иглой
делают вентиляционный канал (поз. 2). За-
тем стержень удаляют из стержневого
ящика, устанавливают на сушильную пли-
ту (поз. 3) и отправляют в сушильную
печь. На поз. 4 показан стержень, подго-
товленный к сборке.
Рис. 4.22. Схемы процессов изготовления
стержней:
а - вручную; б - на пескодувных машинах;
в-в нагреваемой оснастке; г - из жидкостекольных
смесей
ИЗГОТОВЛЕНИЕ ОТЛИВОК В ПЕСЧАНЫХ ФОРМАХ
175
При изготовлении стержней на песко-
дувных машинах (рис. 4.22, б) стержневая
смесь из бункера 12 периодически посту-
пает в пескодувный резервуар 1. Сжатый
воздух из ресивера 9 через быстродейст-
вующий клапан 10 заполняет резервуар 1
и через отверстия 2, 11 поступает в гильзу
3, в которой резко повышается давление, и
стержневая смесь выталкивается через
сопло 5 в полость стержневого ящики 6.
Для выпуска воздуха в надувной плите 4 и
стержневом ящике 6 предусмотрены вен-
ты 7, 8. Эти машины обеспечивают высо-
кое качество стержней и обладают высо-
кой производительностью, полностью ав-
томатизированы .
Изготовление стержней в нагреваемой
оснастке (рис. 4.22, в) состоит в следую-
щем. На поз. 1 нагретые до температуры
200 ... 300 °C половинки стержневого
ящика 2 и опустошитель 3 собирают. Из
пескодувного резервуара 1 стержневая
смесь с синтетической смолой вдувается в
стержневой ящик. Связующее при нагреве
отверждается, обеспечивая прочность
стержню 4. После непродолжительной
выдержки (13 ... 120 с) опустошитель 3
извлекают и пневматическим цилиндром 5
отводят одну из половин ящика (поз. 2).
После этого вторая половина ящика пово-
рачивается на 90°, и выталкивателями 6
стержень 4 удаляется из стержневого
ящика (поз. 3). Стержни, полученные этим
способом, имеют высокую прочность,
точность размеров, газопроницаемость.
Этим способом стержни изготовляют на
высокопроизводительных автоматических
машинах.
Изготовление стержней из жидкосте-
кольных смесей состоит в химическом от-
верждении жидкого стекла путем продувки
стержня углекислым газом. Изготовленный
стержень 2 выкладывают на плиту 5 и на-
крывают колпаком 1 (рис. 4.22, г). С помо-
щью резиновых уплотнителей б, штырей 3
и клиньев 4 плита и колпак плотно соеди-
няются. Стержень продувается углекис-
лым газом под давлением 0,1 ... 0,3 МПа в
течение 1 ... 10 мин. После продувки
стержни отделывают и окрашивают само-
высыхающими красками. Этим способом
изготовляют средние и крупные по массе
стержни.
Изготовление стержней из холодно-
твердеющих смесей заключается в том,
что стержневая смесь, в которой в качест-
ве связующего используется синтетиче-
ская смола, в присутствии катализатора
отверждается в стержневом ящике при
нормальной температуре. Стержень вы-
держивают в ящике 2 ... 15 мин. При дос-
тижении достаточной прочности стержень
извлекают из ящика, и окончательное от-
верждение его происходит на воздухе.
В условиях крупносерийного и массо-
вого производств изготовление стержней
производят на полуавтоматических песко-
дувных машинах со встроенными специ-
альными смесителями периодического
действия.
7. СБОРКА И ЗАЛИВКА
ЛИТЕЙНЫХ ФОРМ. ОХЛАЖДЕНИЕ,
ВЫБИВКА И ОЧИСТКА ОТЛИВОК
Сборка литейных форм начинается с
установки нижней полуформы 1 на зали-
вочную площадку или тележку конвейера
(рис. 4.23, а). Затем в последовательности,
указанной в технологической карте или на
сборочном чертеже, устанавливают стер-
жень I (рис. 4.23, б) и стержень II, после
этого нижнюю полуформу по центри-
рующим штырям 3 накрывают верхней
полуформой 2 (рис. 4.23, в). Устойчивое
положение стержней обеспечивается
стержневыми знаками. Верхнюю полу-
форму с нижней скрепляют болтами, ско-
бами и другими способами.
Заливка литейных форм - процесс
заполнения полости литейной формы рас-
плавленным металлом из чайниковых
(рис. 4.24, а), барабанных (рис. 4.24, б) и
других ковшей. Ковш с расплавленным
металлом от плавильных печей к месту
разливки перевозят мостовым краном или
по монорельсовому пути.
176
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Рис. 4.23. Последовательность операций сборки
литейной формы
б)
Рис. 4.24. Разливочные ковши:
а - чайниковый; б - барабанный
Важное значение при заливке форм
имеет выбор температуры заливки рас-
плавленного металла. При повышенной
температуре заливки возрастает жид-
котекучесть металла, улучшается питание
отливок, но горячий металл более газона-
сыщен, сильнее окисляется, вызывает при-
гар на поверхности отливки. Низкая тем-
пература заливки увеличивает опасность
незаполнения полости формы, захвата
воздуха, ухудшается питание отливки.
Температуру заливки сплавов целесооб-
разно назначать на 100 ... 150° выше тем-
пературы ликвидуса.
Автоматизация заливки литейных
форм обеспечивает высокую точность до-
зировки металла, облегчает труд заливщи-
ка, повышает производительность труда.
На рис. 4.25 приведена схема автома-
тической заливочной установки для за-
ливки серого чугуна, в которой раздаточ-
ное устройство 1 имеет кольцевой индук-
Рис. 4.25. Схема автоматической заливочной
установки
тор 6 для подогрева и перемешивания
расплавленного металла и герметичную
крышку 2. Через канал 7 в раздаточное
устройство периодически заливают чугун
из ковша 8- Для выдачи дозы над зеркалом
расплава создают давление, благодаря
которому уровень металла в каналах 7 и 5
поднимается, и он через отверстие 4 в раз-
даточном носке поступает в форму 5. Рас-
ходом управляют, изменяя давление газа
на зеркало расплавленного металла.
Охлаждение отливок в литейных
формах после заливки продолжается до
температуры выбивки. Небольшие тонко-
стенные отливки охлаждаются в форме
несколько минут, а толстостенные - мас-
сой 50 ... 60 т - в течение нескольких су-
ток и даже недель. Для сокращения про-
должительности охлаждения отливок, осо-
бенно массивных, используют различные
методы принудительного охлаждения:
формы обдувают воздухом; в формы при
формовке укладывают змеевики или трубы,
по которым пропускают воздух или воду.
При этом качество отливок не ухудшается.
ИЗГОТОВЛЕНИЕ ОТЛИВОК В ПЕСЧАНЫХ ФОРМАХ
177
Выбивка отливок - процесс удаления
затвердевших и охлажденных до опреде-
ленной температуры отливок из литейной
формы, при этом литейная форма разру-
шается. Выбивку отливок осуществляют
на различных выбивных установках.
На рис. 4.26 показана автоматическая
установка для выбивки отливок. Форма 2
из опоки снизу вверх выталкивается гид-
равлическим выталкивателем 4, затем
сталкивается толкателем 1 на виброжелоб
3. Пустая опока остается на заливочном
конвейере. Выбитая форма по виброжело-
бу направляется на выбивную решетку,
где отливки освобождаются от формовоч-
ной смеси, и направляется по конвейеру
на очистку, а формовочная смесь - в сме-
сеприготовительное отделение.
Выбивку стержней осуществляют виб-
рационно-пневматическими и гидравличе-
скими устройствами, а из крупных отли-
вок - в гидравлических камерах струей
Рис. 4.26. Автоматическая установка для вы-
бивки отливок из форм
воды под давлением 5 ... 10 МПа. Одно-
временно с удалением стержней происхо-
дит очистка поверхности отливки.
Обрубка отливок - процесс удаления
с отливки прибылей, литников, выпоров и
заливов по месту сопряжения полуформ.
Обрубку производят пневматическими
зубилами, ленточными и дисковыми пи-
лами, газовой резкой и на прессах. Литни-
ки от чугунных отливок отбивают молот-
ками сразу же после выбивки из форм пе-
ред удалением стержней. Литники и при-
были от стальных отливок отрезают газо-
вой или плазменной резкой. Ленточные и
дисковые пилы используют для обрубки
отливок из алюминиевых, магниевых,
медных сплавов. После обрубки отливки
зачищают, удаляя мелкие заливы, остатки
прибылей, выпоров и литников. Зачистку
выполняют маятниковыми и стационар-
ными шлифовальными кругами, пневма-
тическими зубилами, газоплазменной об-
работкой и другими способами.
Очистка отливок - процесс удаления
пригара, остатков формовочной и стерж-
невой смеси с наружных и внутренних
поверхностей отливок. Ее осуществляют в
галтовочных барабанах периодического
или непрерывного действия, в гидропес-
коструйных и дробеметных камерах, хи-
мической или электрохимической обра-
боткой и другими способами.
На рис. 4.27 показана схема поточной
линии очистки отливок. Отливки 1 кон-
вейером 2 подаются на решетку 3 для уда-
178
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ления смеси. Затем они во вращающемся
барабане 4 очищаются от песка. Горелая
смесь из барабана удаляется через отвер-
стия. Из барабана отливки конвейером 5
подаются в дробеметный барабан 6, в ко-
тором струей металлической дроби, пода-
ваемой вращающейся дробеметной голов-
кой 7, осуществляется окончательная очи-
стка. После этого отливки ленточным кон-
вейером 8 подаются к обдирочным стан-
кам 9 для зачистки заливов, мест установ-
ки питателей и т.д.
8. ДЕФЕКТЫ ОТЛИВОК И
ИХ ИСПРАВЛЕНИЕ
Дефекты отливок по внешним при-
знакам подразделяют на наружные (пес-
чаные раковины, перекос, недолив и др.);
внутренние (раковины усадочные и газо-
вые, трещины горячие и холодные и др.).
Песчаные раковины - открытые или
закрытые пустоты в теле отливки, которые
возникают из-за низкой прочности формы
и стержней, слабого уплотнения формы,
недостаточного крепления выступающих
частей формы и прочих причин.
Перекос - смещение одной части от-
ливки относительно другой, возникающее в
результате небрежной сборки формы, из-
носа центрирующих штырей, несоответст-
вия знаковых частей стержня на модели и в
стержневом ящике, неправильной установ-
ки стержня в форму и других причин.
Недолив - некоторые части отливки
остаются незаполненными в связи с низ-
кой температурой заливки, недостаточной
жидкотекучестью, недостаточным сечени-
ем элементов литниковой системы, непра-
вильной конструкцией отливки (например,
малая толщина стенки отливки) и др.
Усадочные раковины - открытые или
закрытые пустоты в теле отливки с шеро-
ховатой поверхностью и грубокристалли-
ческим строением. Эти дефекты возника-
ют при недостаточном питании массивных
узлов, нетехнологичной конструкции от-
ливки, неправильной установке прибылей,
заливке перегретым металлом.
Газовые раковины - открытые или за-
крытые пустоты в теле отливки с чистой и
гладкой поверхностью, которые возника-
ют из-за недостаточной газопроницаемо-
сти формы и стержней, повышенной
влажности формовочных смесей и стерж-
ней, насыщенности расплавленного ме-
талла газами и др.
Трещины горячие и холодные - разры-
вы в теле отливки, возникающие при за-
ливке чрезмерно перегретым металлом,
из-за неправильной конструкции литнико-
вой системы и прибылей, неправильной
конструкции отливки, повышенной нерав-
номерной усадки, низкой податливости
форм и стержней и др.
Методы обнаружения дефектов. На-
ружные дефекты отливок обнаруживаются
внешним осмотром непосредственно по-
сле извлечения отливок из формы или по-
сле их очистки.
Внутренние дефекты отливок выявля-
ются радиографическими или ультразву-
ковыми методами дефектоскопии.
При использовании радиографических
методов (рентгенографии, гамма-графии)
на отливки воздействуют рентгеновским
или гамма-излучением. С помощью этих
методов выявляют наличие дефекта, раз-
меры и глубину его залегания.
При ультразвуковом контроле ультра-
звуковая волна, проходящая через стенку
отливки, при встрече с границей дефекта
(трещиной, раковиной и др.) частично от-
ражается. По интенсивности отражения
волны судят о наличии, размерах и глуби-
не залегания дефектов.
Трещины в отливках выявляют люми-
несцентным контролем, магнитной или
цветной дефектоскопией.
Методы исправления дефектов. Не-
значительные дефекты в ответственных
местах отливок исправляют заделкой за-
мазками или мастиками, пропиткой раз-
личными составами, газовой или электри-
ческой сваркой.
ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
179
Заделка дефектов замазками или мас-
тиками - декоративное исправление мел-
ких поверхностных раковин на отливках.
Перед заполнением мастикой дефектные
места очищают от грязи и обезжиривают.
После заполнения раковин мастикой ис-
правленное место заглаживают, подсуши-
вают и затирают пемзой или графитом.
Пропитывание составами применяют
для устранения пористости отливок. С этой
целью их погружают на 8 ... 12 ч в водный
раствор хлористого аммония. Проникая в
промежутки между кристаллами металла,
раствор образует оксиды, заполняющие
поры отливок. Для устранения течи от-
ливки из цветных сплавов пропитывают
бакелитовым лаком.
Газовую и электрическую сварку при-
меняют для исправления дефектов на не-
обрабатываемых поверхностях (раковины,
сквозные отверстия, трещины). Дефекты в
чугунных отливках заваривают с исполь-
зованием чугунных электродов и приса-
дочных прутков, в стальных отливках -
электродами соответствующего состава.
Чугунные отливки перед заваркой нагре-
вают до температуры 350 ... 600 °C, а по-
сле заварки их медленно охлаждают до
температуры окружающей среды. Для
лучшей обрабатываемости отливки под-
вергают отжигу.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. В какой последовательности осуществ-
ляется разработка чертежа литейно-модельных
указаний?
2. Что собой представляют формовочные и
стержневые смеси? Из каких материалов их
приготовляют и какие требования предъявляют
к ним?
3. Для чего предназначаются литниковые
системы и из каких элементов они состоят?
4. Какие приемы ручной формовки исполь-
зуются при изготовлении крупных отливок?
5. В чем состоит сущность уплотнения
формовочной смеси прессованием, встряхива-
нием, пескометом и вакуумной формовкой?
6. В какой последовательности осуществ-
ляется изготовление литейных форм на авто-
матических машинах и линиях?
7. В чем состоит сущность основных спо-
собов изготовления стержней на автоматиче-
ских машинах?
8. Какие процессы являются заключитель-
ными при изготовлении отливок? В чем их
сущность?
9. Какие причины приводят к образованию
наружных дефектов в отливках?
10. Какие причины приводят к образова-
нию внутренних дефектов в отливках?
И. Какие методы дефектоскопии исполь-
зуются для выявления внешних и внутренних
дефектов в отливках?
12. Укажите основные методы исправления
дефектов в отливках.
Глава IV Изготовление отливок специальными
способами литья
Точность геометрических размеров,
шероховатость поверхности отливок, по-
лученных в песчаных формах, во многих
случаях не удовлетворяют требованиям
современной техники. Поэтому быстрыми
темпами развиваются специальные спосо-
бы литья: в оболочковые формы, по вы-
плавляемым моделям, кокильное, под дав-
лением, центробежное и другие, позво-
ляющие получать отливки повышенной
точности, с малой шероховатостью по-
верхности, минимальными припусками на
механическую обработку, а иногда полно-
стью исключающие ее, что обеспечивает
высокую производительность труда и т.д.
1. ИЗГОТОВЛЕНИЕ ОТЛИВОК
В ОБОЛОЧКОВЫХ ФОРМАХ
Сущность литья в оболочковые формы
заключается в изготовлении отливок путем
заливки расплавленного металла в разовую
тонкостенную разъемную литейную фор-
му, изготовленную из песчано-смоляной
смеси с термореактивным связующим по
металлической нагреваемой модельной
180
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
оснастке, с последующим затвердеванием
залитого расплава, охлаждением отливки
в форме и выбивкой ее из формы.
Отличительными особенностями спо-
соба являются малая интенсивность теп-
лообмена между отливкой и формой; ис-
пользование песчано-смоляной смеси с
высокой подвижностью для получения
четкого отпечатка модели; использование
термореактивных смол в качестве свя-
зующих для получения тонкостенных
форм с высокой прочностью и повышен-
ной размерной точностью полости формы;
использование мелкозернистого огне-
упорного материала (кварцевого песка)
для получения поверхностного слоя отли-
вок с малой шероховатостью.
Оболочковые формы (разъемные, тон-
костенные) изготовляют следующим обра-
зом: металлическую модельную плиту 1,
нагретую до температуры 200 ... 250 °C,
закрепляют на опрокидывающем бункере
2 (рис. 4.28, а) с формовочной смесью 3 и
поворачивают его на 180° (рис. 4.28, б).
Формовочная смесь, состоящая из мелко-
зернистого кварцевого песка (93 ... 96 %) и
термоактивной смолы ПК-104 (4 ... 7 %),
насыпается на модельную плиту и выдер-
живается 10 ... 30 с. От теплоты модель-
ной плиты термоактивная смола в погра-
ничном слое переходит в жидкое состоя-
ние, склеивает песчинки с образованием
песчано-смоляной оболочки 4 толщиной
5 ... 20 мм в зависимости от времени вы-
держки. Бункер возвращается в исходное
положение (рис. 4.28, в), излишки формо-
вочной смеси ссыпаются на дно бункера, а
модельная плита с полутвердой оболочкой
4 снимается с бункера и нагревается в пе-
чи при температуре 300 ... 350 °C в тече-
ние 1 ... 1,5 мин, при этом термоактивная
смола переходит в твердое необратимое
состояние. Твердая оболочка снимается
с модели специальными толкателями 5
(рис. 4.28, г). Аналогично изготовляют и
вторую полуформу.
Готовые оболочковые полу формы
склеивают быстротвердеющим клеем на
специальных прессах, предварительно
установив в них литейные стержни, или
скрепляют скобами. Кроме оболочковых
форм, этим способом изготовляют обо-
лочковые стержни, используя нагревае-
мые стержневые ящики. Оболочковые
формы и стержни изготовляют на одно- и
многопозиционных автоматических ма-
шинах и автоматических линиях.
г)
оболочковые формы
ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
181
Заливка форм производится в верти-
кальном или горизонтальном положении.
При заливке в вертикальном положении
литейные формы б помещают в опоки-
контейнеры 7 и засыпают кварцевым песком
или металлической дробью 8 (рис. 4.28, д)
для предохранения от преждевременного
разрушения оболочки при заливке расплава.
Выбивку отливок осуществляют на
специальных выбивных или вибрационных
установках. При очистке отливок удаляют
заусенцы, зачищают на шлифовальных
кругах места подвода питателей и затем их
подвергают дробеструйной обработке.
Литье в оболочковые формы обеспечи-
вает высокую геометрическую точность
отливок, так как формовочная смесь, обла-
дая высокой подвижностью, дает возмож-
ность получать четкий отпечаток модели.
Точность отпечатка не нарушается потому,
что оболочка снимается с модели без рас-
талкивания. Повышенная точность формы
позволяет в 2 раза снизить припуски на
механическую обработку отливок. Приме-
няя мелкозернистый кварцевый песок для
форм, можно снизить шероховатость по-
верхности отливок. Высокая прочность
оболочек позволяет изготовлять формы
тонкостенными, что значительно сокраща-
ет расход формовочных материалов.
В оболочковых формах изготовляют
отливки с толщиной стенки 3 ... 15 мм и
массой 0,25 ... 100 кг для автомобилей,
тракторов, сельскохозяйственных машин
из чугуна, углеродистых сталей, сплавов
цветных металлов.
2. ИЗГОТОВЛЕНИЕ ОТЛИВОК ЛИТЬЕМ
ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Сущность литья по выплавляемым мо-
делям сводится к изготовлению отливок
заливкой расплавленного металла в разо-
вую тонкостенную неразъемную литей-
ную форму, изготовленную из жидкопо-
движной огнеупорной суспензии по моде-
лям разового использования с последую-
щим затвердеванием залитого металла,
охлаждением отливки в форме и извлече-
нием ее из формы.
Отличительными особенностями литья
по выплавляемым моделям являются низ-
кие теплопроводность и плотность мате-
риалов формы, и высокая начальная тем-
пература формы значительно снижает
скорость отвода теплоты от залитого ме-
талла, что способствует улучшению за-
полняемости полости формы; малая ин-
тенсивность охлаждения расплава приво-
дит к снижению скорости затвердевания
отливок, укрупнению кристаллического
строения, появлению в массивных узлах и
в толстых стенках (толщиной 6 ... 8 мм)
усадочных раковин и пористости; повы-
шенная температура формы способствует
развитию на поверхности контакта отлив-
ка - форма физико-химических процессов,
приводящих к изменению структуры по-
верхностного слоя отливки, появлению
различных дефектов на ее поверхности.
Технологический процесс изготовле-
ния отливок литьем по выплавляемым
моделям состоит из следующих основных
операций: изготовления моделей и сборки
модельных блоков; покрытия моделей
огнеупорной оболочкой; выплавления мо-
дельного состава; подготовки литейных
форм к заливке; заливки расплавленного
металла в литейную форму, затвердевания
и охлаждении отливок; выбивки отливок и
их отделения от литниковой системы;
очистки отливок и т.д.
Этим способом отливки получают пу-
тем заливки расплавленного металла в
формы, изготовленные по выплавляемым
моделям многократным погружением в
керамическую суспензию с последующи-
ми обсыпкой и отверждением.
Разовые выплавляемые модели изго-
товляют в пресс-формах из модельных
составов, состоящих из двух или более
легкоплавких компонентов: парафина,
стеарина, жирных кислот, церезина и др.
Модельный состав в пастообразном со-
стоянии запрессовывают в пресс-формы 1
(рис. 4.29, а). После затвердевания модель-
ного состава пресс-форма раскрывается и
модель 2 (рис. 4.29, б) выталкивается в
ванну с холодной водой. Затем модели со-
182
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Рис. 4.29. Последовательность операций процесса литья по выплавляемым моделям
бирают в модельные блоки 3 (рис. 4.29, в)
с общей литниковой системой. В один
блок объединяют 2 ... 100 моделей.
Для изготовления литейных форм по
выплавляемым моделям используется
жидкая формовочная смесь - керамиче-
ская суспензия, которая состоит из огне-
упорных материалов и связующего.
В качестве огнеупорных материалов ис-
пользуются пылевидный кварц, тонкоиз-
мельченный шамот, электрокорунд (А12О3) и
другие материалы. Для обсыпки слоя сус-
пензии используется кварцевый песок.
В качестве связующего материала ис-
пользуется гидролизованный раствор этил-
силиката. Этилсиликат (C2H5O4Si) пред-
ставляет смесь эфиров кремниевых ки-
слот, содержащих 28 ... 45 % кремнезема
(SiO2). Для придания вяжущих свойств
этилсиликат подвергают гидролизу, сущ-
ность которого состоит в замещении эток-
сильных груп (-ОС2Н5) гидроксильными
(-ОН). При гидролизе используются орга-
нические растворители (технический аце-
тон, этиловый спирт и др.) и катализатор -
соляная кислота. Образовавшиеся в ре-
зультате реакции молекулы поликремние-
вых кислот «SiO2 • (п + 1) Н2О повышают
вязкость раствора и способствуют образо-
ванию силикозоля. При прокалке золь пе-
реходит в гель. Гель теряет влагу, и со-
держащийся в нем оксид кремния (SiO2)
соединяет зерна огнеупора, при этом сус-
пензия отвердевает.
Огнеупорную суспензию приготовля-
ют в специальных мешалках, в бак кото-
рых загружают, например, пылевидный
кварц (65 ... 75 % от массы суспензии) и
гидролизованный раствор этилсиликата
(35 ... 25 %) и тщательно перемешивают
до полного удаления пузырьков. Для при-
готовления суспензии используются и
другие способы.
Формы по выплавляемым моделям из-
готовляют погружением модельного блока
3 в керамическую суспензию 5, налитую в
емкость 4 (рис. 4.29, г), с последующей
обсыпкой кварцевым песком 7 в специ-
альной установке 6 (рис. 4.29, д). Затем
модельные блоки сушат 2 ... 2,5 ч на воз-
ИЗГОТОВЛЕНИЕ ОТЛИВОКСПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
183
духе или 20 ... 40 мин в среде аммиака.- На
модельный блок наносят четыре - шесть
слоев огнеупорного покрытия с после-
дующей сушкой каждого слоя.
Модели из форм удаляют выплавле-
нием в горячей воде. Для этого их погру-
жают на несколько минут в бак 8, напол-
ненный водой 9, которая устройством 10
нагревается до температуры 80 ... 90 °C
(рис. 4.29, ё). При выдержке модельный
состав расплавляется, всплывает на по-
верхность ванны, откуда периодически
удаляется для нового использования. По-
сле извлечения из ванны оболочки промы-
вают водой и сушат в шкафах в течение
1,5 ... 2 ч при температуре 200 °C. Затем
оболочки 12 ставят вертикально в жаро-
стойкой опоке 13 и вокруг засыпают сухой
кварцевый песок 14 и уплотняют его, по-
сле чего форму направляют в электриче-
скую печь И (рис. 4,29, ж), в которой ее
прокаливают не менее 2 ч при температу-
ре 900 ... 950 °C. При прокалке частички
связующего спекаются с частичками огне-
упорного материала, влага испаряется,
остатки модельного состава выгорают.
Формы сразу же после прокалки, горячи-
ми, заливают расплавленным металлом 16
из ковша 15 (рис. 4.29, з).
После охлаждения отливки форму раз-
рушают. Отливки на обрезных прессах или
другими способами отделяют от литников
и для окончательной очистки направляют
на химическую очистку в 45 %-ный вод-
ный раствор едкого натра, нагретый до тем-
пературы 150 °C. После травления отливки
промывают проточной водой, сушат, под-
вергают термической обработке и контролю.
Керамическая суспензия позволяет точ-
но воспроизвести контуры модели, а обра-
зование неразъемной литейной формы с
малой шероховатостью поверхности спо-
собствует получению отливок с высокой
точностью геометрических размеров и ма-
лой шероховатостью поверхности, что зна-
чительно снижает объем механической об-
работки отливок. Припуск на механическую
обработку составляет 0,2 ... 0,7 мм. Заливка
расплавленного металла в горячие формы
позволяет получать сложные по конфигура-
ции отливки с толщиной стенки 1 ... 3 мм
и массой от нескольких граммов до не-
скольких десятков килограммов из жаро-
прочных труднообрабатываемых сплавов
(турбинные лопатки), коррозионно-стой-
ких сталей (колеса для насосов), углеро-
дистых сталей в массовом производстве
(в автостроении, приборостроении и дру-
гих отраслях машиностроения).
Технологический процесс изготовления
отливок по выплавляемым моделям меха-
низирован и автоматизирован. В массовом
производстве используют автоматические
установки для изготовления моделей, при-
готовления суспензии, нанесения ее на
блоки моделей и обсыпки их кварцевым
песком, для прокаливания и заливки форм
и т.д., объединенные транспортными уст-
ройствами в автоматические линии.
3. ИЗГОТОВЛЕНИЕ ОТЛИВОК
В КОКИЛЯХ
Сущность кокильного литья заключает-
ся в изготовлении отливок заливкой рас-
плавленного металла в многократно ис-
пользуемые металлические литейные фор-
мы-кокили с последующим затвердеванием
залитого металла, охлаждением отливки и
извлечением ее из полости формы.
Отличительные особенности литья в
кокиль состоят в том, что формирование
отливки происходит в условиях интенсив-
ного теплового взаимодействия с литей-
ной формой, т.е. залитый металл и затвер-
девающая отливка охлаждаются в кокиле
с большей скоростью, чем в песчаной
форме; кокиль практически не податлив и
более интенсивно препятствует усадке
отливки, что затрудняет извлечение ее из
кокиля, а также может приводить к короб-
лению и трещинам в отливках; кокиль
газонепроницаем, а газотворная способ-
ность его минимальна и определяется в
основном составами теплозащитных по-
крытий, наносимых на рабочую поверх-
ность кокиля; физико-химическое взаимо-
действие отливки и кокиля минимально,
184
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
что способствует повышению качества
поверхностного слоя отливки.
Кокили - металлические формы - из-
готовляют литьем, механической обработ-
кой и другими методами из серого чугуна
(СЧ 15, СЧ 20 и др.), стали (20, 15Л, 20Л и
др.) и других материалов. Стержни и раз-
личные вставки изготовляют из легиро-
ванных сталей (30ХГС, 35ХГСА и др.),
так как эти элементы кокиля работают в
условиях воздействия высоких температур
и механических нагрузок.
Технологический процесс изготовления
отливки в кокиль показан на рис. 4.30. Ра-
бочую поверхность кокиля с вертикальной
плоскостью разъема, состоящую из поддо-
на 1, двух симметричных полу форм 2 и 3 и
металлического стержня 4, предварительно
нагревают до температуры 100 ... 150 °C,
покрывают из пульверизатора 5 слоем
защитного покрытия (рис. 4.30, а).
С помощью манипулятора устанавли-
вают песчаный стержень б (рис. 4.30, 6),
которым выполняют в отливке 7 расши-
ряющуюся полость. Половины кокиля 2 и
3 соединяют, скрепляют и проводят за-
ливку расплава (рис. 4.30, в). После за-
твердевания отливки 7 (рис. 4.30, г) и ох-
лаждения ее до температуры выбивки ко-
киль раскрывают (рис. 4.30, д) и протяги-
вают вниз металлический стержень 4. От-
ливка 7 манипулятором удаляется из ко-
киля (рис. 4.30, е).
Отливки простой конфигурации изго-
товляют в неразъемных кокилях (рис.
4.31, а). Несложные отливки с небольши-
ми выступами и впадинами на наружных
поверхностях изготовляют в кокилях с вер-
тикальным разъемом (рис. 4.31, б). При
изготовлении крупных, но простых по
конфигурации отливок используются коки-
ли с горизонтальными разъемами (рис.
4.31, в). Кокили с комбинированным разъ-
емом применяют при изготовлении слож-
ных отливок.
Рис. 4.30. Последовательность операций изготовления отливок в кокиль
ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
185
Полости в отливках оформляют песча-
ными, оболочковыми или металлическими
стержнями. Кокили с песчаными или обо-
лочковыми стержнями используют для
получения отливок сложной конфигура-
ции из чугуна, стали и цветных сплавов, а
с металлическими стержнями - для полу-
чения отливок из алюминиевых и магние-
вых сплавов. Металлические стержни уда-
ляют из отливки до извлечения ее из ко-
киля, после образования прочной корки в
отливке.
Для удаления воздуха и газов из полос-
ти формы по плоскости разъема кокиля
выполняют вентиляционные каналы. От-
ливки из рабочей полости удаляют вытал-
кивателями. Заданный тепловой режим
литья обеспечивает система подогрева и
охлаждения кокиля.
Рабочую поверхность кокиля и метал-
лических стержней очищают от ржавчины
и загрязнений. Затем на рабочую поверх-
ность кокиля наносят теплозащитные по-
крытия для предохранения его стенок от
воздействия высоких температур заливае-
мого металла, для регулирования скорости
охлаждения отливки, улучшения запол-
няемости кокиля, облегчения извлечения
отливки и т.д.
Теплозащитные покрытия приготов-
ляют из огнеупорных материалов (пыле-
видного кварца, молотого шамота, графи-
та, мела и др.), связующего (жидкого
стекла и др.) и воды. Теплозащитные по-
крытия наносят пульверизатором на пред-
варительно подогретый до температуры
100 ... 150 °C кокиль слоем толщиной
0,3 ... 0,8 мм.
Заключительная операция подготовки
кокиля: нагрев его до температур 150 ...
350 °C. Температуру нагрева кокиля назна-
чают в зависимости от сплава и толщины
стенок отливки. Например, при изготовле-
нии чугунных отливок с толщиной стенок
5 ... 10 мм кокиль нагревают до 300 ... 350 °C,
при толщине стенок 10 ... 20 мм - до 150 ...
250 °C, для алюминиевых и магниевых от-
ливок - до 250 ... 350 °C.
При сборке кокилей в определенной
последовательности устанавливают ме-
таллические или песчаные стержни, про-
веряют точность их установки и закрепле-
ния, соединяют половины кокиля и скреп-
ляют их.
Заливку металла осуществляют разли-
вочными ковшами или автоматическими
заливочными устройствами. Затем отлив-
ки охлаждают до температуры выбивки,
составляющей 0,6 ... 0,8 температуры со-
лидуса сплава, и выталкивают из кокиля.
После этого отливки подвергают обрубке,
очистке и в случае необходимости - тер-
мической обработке.
186
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Разновидностью кокильного литья яв-
ляется литье в облицованные кокили. Ли-
тье в облицованные кокили (рис. 4.32)
состоит в том, что модельную плиту 6 с
моделью 5 нагревают электрическими или
газовыми нагревателями 7 до температуры
200 ... 220 °C. На модельную плиту уста-
навливают нагретый до температуры
200 ... 220 °C кокиль 3. В зазор между
кокилем 3 и моделью 5 из пескодувной
головки 1 через сопла 2 вдувается формо-
вочная смесь с термоактивным связую-
щим (рис. 4.32, а). Оболочка 4 толщиной
3 ... 5 мм формируется и упрочняется за
счет теплоты кокиля и модели. После от-
верждения оболочки на кокиле модель
извлекают (рис. 4.32, б). Аналогично изго-
товляют и вторую половину кокиля. После
изготовления полуформ кокиль собирают,
а затем из ковша 8 заливают расплавлен-
ным металлом (рис. 4.32, в).
Все операции технологического про-
цесса литья в кокиль механизированы и
автоматизированы. Используют однопо-
зиционные и многопозиционные автома-
тические кокильные машины и автомати-
ческие кокильные линии изготовления
отливок. Кокильное литье применяют в
массовом и серийном производствах для
изготовления отливок из чугуна, стали и
сплавов цветных металлов с толщиной
стенок 3 ... 100 мм, массой от нескольких
десятков граммов до нескольких сотен
килограммов.
При литье в кокиль сокращается рас-
ход формовочной и стержневой смесей.
Затвердевание отливок происходит в ус-
ловиях интенсивного отвода теплоты из
залитого металла, что обеспечивает более
высокие плотность металла и механиче-
ские свойства, чем у отливок, полученных
в песчаные формы. Кокильные отливки
имеют высокую геометрическую точность
размеров и малую шероховатость поверх-
ности, что снижает припуски на механи-
ческую обработку вдвое по сравнению с
литьем в песчаные формы. Этот способ
литья высокопроизводителен.
Недостатки кокильного литья: высокая
трудоемкость изготовления кокилей, их ог-
раниченная стойкость, трудность изготовле-
ния сложных по конфигурации отливок.
ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
187
4. ИЗГОТОВЛЕНИЕ ОТЛИВОК
ЛИТЬЕМ ПОД ДАВЛЕНИЕМ
Сущность литья под давлением заклю-
чается в изготовлении отливок в металли-
ческих формах (пресс-формах) заполнени-
ем расплавом под действием внешних сил,
превосходящих силы гравитации. Затвер-
девание отливки протекает под избыточ-
ным давлением. После охлаждения отлив-
ку извлекают из пресс-формы.
Отличительные особенности литья
под давлением. Значительное давление на
расплав (100 МПа и более) обеспечивает
высокую скорость движения потока рас-
плава в пресс-форме (0,5 ... 120 м/с).
Форма заполняется за десятые и сотые
доли секунды, что позволяет получать
отливки с толщиной стенки менее 1 мм.
Высокая скорость впуска расплава в
полость пресс-формы не позволяет возду-
ху и продуктам разложения смазочного
материала полностью удалиться из полос-
ти пресс-формы. Они попадают в расплав,
что приводит к образованию газовоздуш-
ной пористости и снижению плотности и
герметичности отливок и пластических
свойств сплава.
Высокая кинетическая энергия дви-
жущего расплава и статическое давление
на него в момент окончания заполнения
полости пресс-формы способствуют полу-
чению поверхностного слоя отливки с
весьма малой шероховатостью.
Высокая интенсивность теплового
взаимодействия между расплавом, отлив-
кой и пресс-формой способствует измене-
нию структуры в поверхностных слоях
отливки, повышению ее прочности и т.д.
Давление, прикладываемое к расплаву
при заполнении полости пресс-формы,
позволяет регулировать продолжитель-
ность заполнения и изменять количество
теплоты, отводимой от расплава за время
ее заполнения.
Для изготовления отливок литьем под
давлением применяются специальные ма-
шины литья под давлением с холодной
(горизонтальной или вертикальной) и го-
рячей камерами прессования.
На машинах с горизонтальной холодной
камерой прессования (рис. 4.33) порцию
расплавленного металла заливают в камеру
прессования 4 (рис. 4.33, а), которую плун-
жером 5 под давлением 40 ... 100 МПа по-
дают в полость пресс-формы (рис. 4.33, 6),
состоящей из неподвижной 3 и подвижной
1 полуформ. Внутреннюю полость в от-
ливке получают стержнем 2. После за-
твердевания отливки пресс-форма раскры-
вается (рис. 4.33, в), стержень 2 извлекает-
ся и отливка 7 выталкивателями б удаля-
ется из рабочей полости пресс-формы.
Перед заливкой пресс-форму нагревают до
температуры 120 ... 320 °C. После удале-
ния отливки рабочую поверхность пресс-
формы обдувают воздухом и смазывают
специальными материалами для преду-
преждения приваривания отливки к пресс-
форме. Воздух и газы удаляют через кана-
лы глубиной 0,05 ... 0,15 мм и шириной
15 мм, расположенные в плоскости разъе-
ма пресс-формы, или вакуумированием
Рис. 4.33. Схема процесса изготовления отливок на машинах литья под давлением с горизонталь-
ной холодной камерой прессования
188
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
рабочей полости перед заливкой расплав-
ленного металла. Такие машины приме-
няют для изготовления отливок из мед-
ных, алюминиевых, магниевых и цинко-
вых сплавов массой до 45 кг.
Для уменьшения пористости в отлив-
ках используется вакуумирование полости
пресс-формы. Вакуумирование позволяет
уменьшить количество воздуха и газов в
полости формы, снизить их противодавле-
ние при заполнении полости пресс-формы
расплавом, что повышает плотность и
герметичность, прочность и относитель-
ное удлинение материала отливки.
Уменьшить воздушную пористость в
отливках позволяет также продувка каме-
ры прессования и полости пресс-формы
кислородом до полного вытеснения воз-
духа. При заполнении полости пресс-
формы расплавом кислород вступает с
ним в химическое взаимодействие, благо-
даря чему большая часть кислорода рас-
ходуется на окисление расплава, в резуль-
тате в форме образуется вакуум, что зна-
чительно уменьшает газосодержание от-
ливки и снижает пористость.
Для уменьшения усадочной пористо-
сти используется подпрессовка в конеч-
ный момент прессования, вследствие чего
повышаются механические свойства мате-
риала отливок и возрастает их герметич-
ность. Следует иметь в виду, что подпрес-
совка эффективна только в том случае, ес-
ли время нарастания давления меньше вре-
мени затвердевания расплава в отливке.
На машинах с горячей камерой прессо-
вания (рис. 4.34) камера прессования 2
расположена в обогреваемом тигле 1 с
расплавленным металлом. При верхнем
положении плунжера 3 расплавленный
металл через отверстие 4 заполняет каме-
ру прессования. При движении плунжера
вниз отверстия перекрываются, сплав под
давлением 10 ... 30 МПа заполняет по-
лость пресс-формы 5. После затвердева-
ния отливки плунжер возвращается в ис-
ходное положение, остатки расплавленно-
го металла из канала сливаются в камеру
прессования, а отливка из пресс-формы
Рис. 4.34. Схема процесса изготовления отли-
вок на машинах с горячей камерой прессования
удаляется выталкивателями 6. Такие ма-
шины используют при изготовлении отли-
вок из цинковых и магниевых сплавов
массой от нескольких граммов до 25 кг.
При литье под давлением температуру
заливки сплава выбирают на 10 ... 20 °C
выше температуры ликвидуса.
Литье под давлением используют в
массовом и крупносерийном производст-
вах отливок с минимальной толщиной
стенок 0,8 мм, с высокой точностью раз-
меров и малой шероховатостью поверхно-
сти за счет точной обработки и тщатель-
ного полирования рабочей полости пресс-
формы; без механической обработки или с
минимальными припусками, что резко
сокращает объем механической обработки
отливок; с высокой производительностью
процесса.
Недостатки литья под давлением - вы-
сокая стоимость пресс-форм и оборудова-
ния; ограниченность габаритных размеров
и массы отливок; наличие воздушной по-
ристости в массивных частях отливок,
снижающей прочность деталей, и др.
В настоящее время работают автомати-
зированные установки литья под давлени-
ем, в которых автоматически производятся
смазывание пресс-форм, регулирование их
теплового режима, подача расплавленного
металла в камеру прессования, извлечение
отливки и транспортирование ее к обрез-
ному прессу для удаления литников.
ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
189
5. ИЗГОТОВЛЕНИЕ ОТЛИВОК ЛИТЬЕМ
ПОД РЕГУЛИРУЕМЫМ ДАВЛЕНИЕМ
При литье под низким давлением
(рис. 4.35) в обогреваемую камеру 1 по-
мещают тигель 2 с расплавленным метал-
лом, а на верхнюю часть камеры устанав-
ливают литейную форму 5. Полость фор-
мы сообщается с тиглем с помощью ме-
таллопровода 3. Под действием сжатого
воздуха или газа, поступающего в камеру
из пневмосмесителя 4 под давлением
0,01 ... 0,08 МПа, расплав при температу-
ре на 100 ... 150 °C выше температуры
ликвидуса из тигля поднимается по ме-
таллопроводу со скоростью 1,5 ... 1,6 м/с
и заполняет полость формы. После запол-
нения формы и необходимой выдержки
для затвердевания отливки давление в ка-
мере сбрасывается, форма раскрывается и
отливка извлекается.
Отливки под низким давлением полу-
чают в кокилях, песчаных и оболочковых
формах и формах для литья по выплав-
ляемым моделям. Этот способ литья зна-
чительно сокращает расход металла на
литники, улучшает заполняемость форм,
повышает плотность и герметичность от-
ливки. Литьем под низким давлением из-
готовляют тонкостенные отливки корпус-
ного типа из алюминиевых, магниевых,
медных сплавов и реже из стали массой от
нескольких десятков граммов до 50 кг.
Рис. 4.35. Схема литья под низким давлением
При литье вакуумным всасыванием
(рис. 4.36) водоохлаждаемая литейная
форма 3 заполняется расплавленным ме-
таллом из раздаточной печи 1 за счет раз-
режения, создаваемого в ней вакуумным
насосом. Литейная форма 3 при заполнении
ее металлом опирается на керамический
поплавок 2. Во время непродолжительной
выдержки формируется отливка 4. Затем
полость формы соединяется с атмосферой,
и незатвердевший металл сливается в раз-
даточную печь.
Этим способом изготовляют разнообраз-
ные втулки, кольца, гайки, колеса компрес-
соров и другие отливки из медных, алюми-
ниевых и других сплавов. Преимущество
литья вакуумным всасыванием состоит в
устранении брака по газовым раковинам и
пористости, так как отливка образуется при
последовательной кристаллизации.
6. ИЗГОТОВЛЕНИЕ ОТЛИВОК
ЦЕНТРОБЕЖНЫМ ЛИТЬЕМ
При центробежном литье сплав зали-
вают во вращающиеся формы; формиро-
вание отливки осуществляется под дейст-
вием центробежных сил, что обеспечивает
высокую плотность и механические свой-
ства отливок.
190
ЛИТЕЙНОЕПРОИЗВОДСТВО
Центробежным литьем отливки изго-
товляют в металлических, песчаных, обо-
лочковых формах и формах для литья по
выплавляемым моделям на центробежных
машинах с горизонтальной или верти-
кальной осью вращения.
Металлические формы изложницы из-
готовляют из чугуна и стали. Толщина
изложницы обычно в 1,5 ... 2 раза больше
толщины отливки. В процессе литья из-
ложницы снаружи охлаждают водой или
воздухом. На рабочую поверхность из-
ложницы наносят теплозащитные покры-
тия для увеличения срока их службы. Пе-
ред работой изложницы подогревают до
температуры 200 °C.
При получении чугунных водопровод-
ных труб на машинах с горизонтальной
осью вращения (рис. 4.37, а) изложницу 2
устанавливают на опорные ролики 7 и за-
крывают кожухом 6. Изложница 2 приво-
дится во вращение электродвигателем 1.
Расплавленный чугун из ковша 4 заливают
через желоб 3, который в процессе заливки
чугуна перемещается в направлении, пока-
занном стрелкой, что обеспечивает получе-
ние равностенной отливки 5. Для образова-
ния раструба трубы используют либо пес-
чаный, либо оболочковый стержень 8. По-
сле затвердевания залитого чугуна трубу
извлекают из изложницы. На этих машинах
изготовляют втулки, кольца и т.п.
При получении отливок на машинах с
вращением формы вокруг вертикальной
оси (рис. 4.37, б) расплавленный металл из
разливочного ковша 4 заливают в литей-
ную форму 2, укрепленную на шпинделе
1, который вращается от электродвигате-
ля. Расплавленный металл центробежны-
ми силами прижимается к боковой стенке
изложницы. Литейная форма вращается до
полного затвердевания. После останова
формы отливка 3 извлекается. На этих
машинах изготовляют кольца большого
диаметра высотой не более 500 мм.
ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
191
На рис. 4.37, в показана схема процесса
литья сложных тонкостенных рабочих
колес на машинах с вертикальной осью
вращения: 1,6- половины кокиля; 2 -
стержень, который формирует канал рабо-
чего колеса и его лопасти; 3 - стол маши-
ны; 4 - стержень, воспринимающий удар
струи заливаемого металла; 5 - шпиндель
центробежной машины. Частота вращения
изложницы при центробежном литье со-
ставляет 150 ... 1200 об/мин. Изложницы
перед заливкой нагревают до температуры
150 ... 200 °C. Температуру заливки спла-
вов назначают на 100 ... 150 °C выше тем-
пературы ликвидуса.
Преимущества центробежного литья -
получение внутренних полостей трубных
заготовок без применения стержней;
большая экономия сплава за счет отсутст-
вия литниковой системы; возможность
получения двухслойных заготовок, что
достигается поочередной заливкой в фор-
му различных сплавов (сталь и чугун, чу-
гун и бронза и т.д.).
Для изготовления отливок центробеж-
ным литьем используют автоматические и
многопозиционные карусельные машины,
в которых управление всеми технологиче-
скими операциями процесса осуществля-
ется от ЭВМ.
7. ИЗГОТОВЛЕНИЕ ОТЛИВОК
НЕПРЕРЫВНЫМ ЛИТЬЕМ
Сущность непрерывного литья заклю-
чается в изготовлении протяженных отли-
вок свободной непрерывной заливкой
расплавленного металла в водоохлаждае-
мый графитовый или металлический кри-
сталлизатор и вытягиванием из него
сформированной части отливки. Процесс
непрерывного литья осуществляется либо
на горизонтальных, либо на вертикальных
литейных установках. Вертикальное не-
прерывное литье используется для изго-
товления полых отливок (например, труб).
Горизонтальное непрерывное литье ис-
пользуется для изготовления сплошных
круглых, прямоугольных и фасонных за-
готовок простой и сложной конфигураций.
Схема процесса горизонтального не-
прерывного литья показана на рис. 4.38.
При непрерывном литье (рис. 4.38, а)
расплавленный металл из металлоприемни-
ка 1 через графитовую насадку 2 поступает в
водоохлаждаемый кристаллизатор 3 и за-
твердевает в виде отливки 4, которая вытя-
гивается специальным устройством 5.
Длинные отливки разрезают на заготовки
требуемой длины. Этим способом получают
различные отливки (рис. 4.38, б) с парал-
лельными образующими из чугуна, медных,
алюминиевых и других сплавов. Отливки,
полученные этим способом, не имеют неме-
таллических включений, усадочных раковин
и пористости благодаря созданию направ-
ленного затвердевания сплава.
Кроме этого, обеспечивается однород-
ность физико-механических свойств от-
ливки по длине; отсутствует литниковая
система; не требуются выбивка отливок из
форм, обрубка и очистка отливок.
Рис. 4.38. Схема горизонталь-
ного непрерывного литья (а) и
образцы отливок (б)
192
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
8. ИЗГОТОВЛЕНИЕ ОТЛИВОК
ЭЛЕКТРОШЛАКОВЫМ ЛИТЬЕМ
Сущность электрошлакового литья со-
стоит в переплаве расходуемого электрода
в водоохлаждаемой металлической форме
(кристаллизаторе). При этом операция
расплавления металла, его заливка и вы-
держка отливки в форме совмещены по
месту и времени. В качестве расходуемого
электрода используется прокат.
При изготовлении отливок в металли-
ческую форму (кристаллизатор) б залива-
ют предварительно расплавленный шлак
4, состоящий из фторида кальция или сме-
си на его основе и обладающий высоким
электросопротивлением (рис. 4.39). При
пропускании электрического тока через
расходуемый электрод 7, погруженный в
шлаковую ванну, и затравку 1 выделяется
значительное количество теплоты, за счет
которой шлаковая ванна нагревается до
температуры 1700 °C, что вызывает оп-
лавление электрода. Капли расплавленно-
го металла проходят через расплавленный
шлак и образуют под ним металлическую
ванну 3. Ванна расплавленного металла в
водоохлаждаемой форме затвердевает по-
следовательно, образуя плотную без уса-
дочных дефектов (раковин и пористости)
отливку 2. Внутренняя полость отливки
образуется металлической вставкой 5.
Рис. 4.39. Схема изготовления отливок элек-
трошлаковым литьем
Рафинирующее действие расплавлен-
ного шлака способствует удалению ки-
слорода, снижает содержание серы и не-
металлических включений, что обуслов-
ливает получение отливок с высокими
механическими и эксплуатационными
свойствами.
Электрошлаковым литьем изготовляют
отливки ответственного назначения мас-
сой до 300 т: корпуса клапанов и задвижек
атомных и тепловых электростанций, ко-
ленчатые валы судовых дизелей, корпуса
сосудов сверхвысокого давления, ротора
турбогенераторов и др.
9. ВЫБОР РАЦИОНАЛЬНОГО
СПОСОБА ИЗГОТОВЛЕНИЯ ОТЛИВОК
Современные требования, предъявляе-
мые к литым заготовкам деталей машин,
характеризуются максимальным прибли-
жением отливок по форме и размерам к
готовым деталям, экономией металла,
применением прогрессивных методов ли-
тья. Однако следует иметь в виду, что
технические требования, предъявляемые к
литым деталям, могут быть обеспечены
одинаково надежно различными способа-
ми литья. При выборе оптимального спо-
соба получения литых деталей следует
проводить сравнительный анализ возмож-
ных вариантов рассматриваемых техноло-
гических процессов литья. В качестве кри-
териев сравнительного анализа способов
литья принимают технологические воз-
можности способов (масса и габаритные
размеры отливок, сложность и требования,
предъявляемые к ним, масштаб производ-
ства и др.), возможности способов литья в
обеспечении равномерной мелкозернистой
структуры, более высоких механических
свойств. Технологические возможности
способов изготовления отливок приведе-
ны в табл. 4.1.
Кроме того, для получения качествен-
ных отливок необходимо учитывать ли-
тейные свойства сплавов. Например, если
сплав обладает пониженной жидкотекуче-
стью, то нежелательно применять литье в
4.1. Технологические возможности способов изготовления отливок
Показатель ЛПФ ЛОФ ЛВМ ЛК ЛПД ЦЛ
Материал отливок Сталь, чугун, цветные сплавы Сталь, чугун, цветные сплавы Сталь, чугун, цветные сплавы, спец, сплавы Сталь, чугун, цветные сплавы Цветные сплавы Сталь, чугун, цветные сплавы
Максимальная масса отливок, кг 200 000 150 150 7000 - чугун, 4000 - сталь, 500 - цветной сплав 100 600
Максимальный размер отливки, мм Неогранич. 1500 1000 2000 1200 6000
Толщина стенок, мм: min 3,0 2,0 0,5 з,о 5,0 4,0
max Неогранич. 12,0 6,0 100 6,0 2,0
Класс размерной точности отливок 6 ... 14 4 ... Пт 3 ... 8 4 ... Пт 3 т ... 7 6 ... 15
Шероховатость поверхности, мкм 320 ... 80 160 ... 40 80 ... 20 160 ... 40 40 ... 10 320 ... 80
Минимальный припуск на механическую обработку (на сторону), мм 0,3 ... 6,0 0,4 ... 2,0 0,0 ... 0,6 0,377 ... 1,0 0,2 ... 0,5 0,3 ... 1,0
Линейные уклоны, град 0,5 ... 3 1 ... 2 1 ... 2 0,5 ... 1,2 0,5 ... 1 1 ... 6
Коэффициент использования металла, % 60 ... 70 80 ... 95 90 ... 95 75 ... 80 90 ... 95 70 ... 90
Относительная себестоимость 1 т отливок 1,0 1,5 ... 2,0 2,5 ... 3,0 1,2 ... 1,5 1,8 ... 2,0 0,6 ... 0,7
Экономически оправданная серийность, шт./год Неогранич. 200 ...500 1000 400 ... 800 1000 100 ... 1000
Условные обозначения: ЛПФ - литье в песчаные формы; ЛОФ - литье в оболочковые формы; ЛВМ - литье по выплавляемым мо-
делям; ЛК - литье в кокиль; ЛПД - литье под давлением; ЦЛ - центробежное литье.
ИЗГОТОВЛЕНИЕ ОТЛИВОК СПЕЦИАЛЬНЫМИ СПОСОБАМИ ЛИТЬЯ
194
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
металлические формы-кокили. В этом
случае целесообразно использовать литье
под давлением, литье по выплавляемым
моделям и другие способы, применение
которых повышает жидкотекучесть спла-
вов. Если для изготовления отливок ис-
пользуются сплавы с высокой усадкой, то
нежелательно применять литье в кокиль и
под давлением, так как возможно образо-
вание трещин в отливках из-за низкой по-
датливости форм и усадочных раковин из-
за сложности установки прибылей.
При выборе способа литья необходимо
учитывать технологичность конструкции
литой детали применительно к рассматри-
ваемым способам. Так, сложные по кон-
фигурации отливки получают литьем под
давлением, по выплавляемым моделям
или в песчаных формах. Литьем в кокиль
получают отливки с простой наружной
конфигурацией, а центробежным литьем
изготовляют, как правило, отливки типа
тел вращения. Наиболее тонкостенные
отливки получают литьем по выплавляе-
мым моделям и литьем под давлением,
при литье в кокиль стенки отливки долж-
ны быть значительно толще, чем при ли-
тье в песчаные формы, и т.д.
Если при литье в песчаные формы га-
баритные размеры и масса отливок прак-
тически не ограничены, то специальные
способы литья применяют для получения
мелких и средних по массе отливок. Кро-
ме того, следует выбирать такой способ
литья, который обеспечивал бы получение
отливок с заданной точностью и заданным
параметром шероховатости поверхности.
Малая шероховатость поверхности отли-
вок позволяет сохранить литейную корку,
которая, как правило, имеет повышенные
твердость и износостойкость; снизить се-
бестоимость готовых деталей за счет эко-
номии металла и снижения трудоемкости
при механической обработке.
Важными технико-экономическими
критериями выбора рационального спосо-
ба изготовления отливок являются эконо-
мия используемых материалов и мини-
мальная себестоимость формообразования
заготовок. При этом выбирают такой спо-
соб литья из всех возможных, который
после механической обработки отливок
обеспечивает минимальную себестои-
мость готовой детали при прочих равных
условиях.
Таким образом, выбор рационального
способа изготовления литых заготовок яв-
ляется многокритериальной задачей, для
решения которой целесообразно использо-
вать ЭВМ. Использование ЭВМ для выбора
способа получения отливок предопределя-
ет наличие математической модели и алго-
ритма соответствующего процесса.
Исходной информацией для выбора
способа изготовления отливки с помощью
ЭВМ являются чертеж детали и техниче-
ские требования на нее; материал детали;
программа выпуска; параметры, по кото-
рым осуществляется оптимизация способа
получения литой детали, и т.д.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. В чем заключается сущность изготовле-
ния отливок литьем в оболочковых формах?
2. Какую последовательность операций не-
обходимо соблюдать при изготовлении отли-
вок литьем по выплавляемым моделям?
3. В чем состоят особенности изготовления
отливок в кокилях? Для чего предназначаются
теплозащитные кокильные покрытия?
4. В чем заключается сущность изготовле-
ния отливок литьем под давлением? Укажите
основные параметры процесса.
5. В чем заключаются особенности изго-
товления отливок центробежным литьем?
Рассмотрите последовательность получения
отливок.
6. Какие используются способы изготовле-
ния отливок под регулируемым давлением?
Укажите их особенности.
7. В чем заключаются особенности получе-
ния отливок непрерывным и электрошлаковым
литьем? Рассмотрите сущность этих способов.
8. Какие критерии следует учитывать при
выборе рационального способа изготовления
литых заготовок?
ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
195
Глава V Изготовление отливок из различных
сплавов
1. МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ
ПРИГОТОВЛЕНИЯ ЛИТЕЙНЫХ
СПЛАВОВ
Приготовление литейных сплавов свя-
зано с процессом плавления - переходом
металлов из кристаллического состояния в
жидкое, происходящим с поглощением
теплоты. При постоянном внешнем давле-
нии плавление происходит при опреде-
ленной температуре плавления (Тпч). При
плавлении кристаллических тел наруша-
ются термомеханическая устойчивость
кристаллических решеток и характерный
для твердого состояния порядок, т.е. теря-
ется постоянство формы материала, скач-
кообразно увеличивается объем, меняются
и другие физические свойства металлов и
сплавов. Тем не менее при плавлении в
металлах и сплавах сохраняется присущий
им металлический тип связи, он полно-
стью исчезает только при температуре
кипения (Ткип).
При плавлении многофазных сплавов в
определенной степени сохраняется неод-
нородность состава и структуры. Эта не-
однородность лежит в основе явления на-
следственной структуры, которая прояв-
ляется при небольшом перегреве сплава в
процессе его повторного переплава. Сле-
дует отметить, что реальные расплавы
содержат большое количество дисперсных
(размером 2 ... 5 мм) частиц твердой фазы
(оксидов, нитридов, сульфидов и др.). Эти
частицы при охлаждении могут служить
центрами кристаллизации.
Главной особенностью плавки литей-
ных сплавов является то, что требуемые
свойства должны быть получены без по-
следующего металлургического передела.
При плавке сплавов в литейном произ-
водстве широко используются дуговые
электрические печи с основной и кислой
футеровками, различные индукционные
печи промышленной и высокой частот,
электрические печи сопротивления, ва-
гранки и другие плавильные агрегаты.
При плавке в плавильную печь загру-
жают шихту - смесь твердых материа-
лов, состоящую из технически чистых
материалов, машинного лома, отходов
собственного производства (литников,
бракованных отливок и др.) и лигатур
(вспомогательных сплавов, используемых
для введения в расплав химических эле-
ментов - легирующих добавок - в соот-
ветствии с химическим составом сплава).
Лигатуры также используются для введе-
ния в расплав тугоплавких добавок в не-
большом (до 0,1 %) количестве. Состав
шихты определяется химическим соста-
вом приготовляемого сплава.
Для предохранения расплава от окис-
ления в процессе плавки используются
флюсы - материалы, образующие твердые
или жидкие покровные шлаки, которые
должны быть легкоплавкими, быть легче,
чем расплав, и не взаимодействовать с рас-
плавом. При плавке стали и чугуна исполь-
зуют флюсы на основе СаО - SiO2; для мед-
ных сплавов - систему SiO2 - Na2O с добав-
ками хлоридов натрия и кальция, буры; для
магниевых сплавов - карналлит (KCl-MgCl2);
для алюминиевых сплавов - карналлит с
добавками хлоридов и фторидов натрия и
кальция.
Пространство, в котором протекает
процесс плавки сплавов, ограничивается
огнеупорной футеровкой, спо-
собной выдерживать температуры 1500 ...
1800 °C. Во всех процессах плавки участ-
вует газовая фаза, которая формиру-
ется в процессе сгорания топлива, взаимо-
действия с окружающей средой и футе-
ровкой плавильного агрегата и т.п.
Последовательность операций плавки
сводится к следующему: печь перед плав-
кой обычно разогревают до рабочей тем-
пературы, а шихтовые материалы подог-
ревают до 100 ... 150 °C. Первыми в печь
7*
196
ЛИТЕЙНОЕПРОИЗВОДСТВО
загружают шихтовые материалы, состав-
ляющие основную долю шихты. При не-
обходимости в печь засыпают флюс. По-
сле расплавления основной доли шихты
вводят легирующие добавки. Для удале-
ния из расплава кислорода проводят
раскисление путем введения элемен-
тов-раскислителей, образующих с кисло-
родом соединения, не растворимые в рас-
плаве. Например, при плавке стали рас-
кислителями являются марганец, кремний,
углерод, кальций, алюминий.
В процессе плавки расплав взаимодей-
ствует с воздухом, влагой, футеровкой и
т.п., в результате чего он загрязняется га-
зами (водородом, азотом и др.), нераство-
римыми оксидами, частицами разрушен-
ной футеровки, каплями шлака и флюса.
Для их удаления сплавы подвергают ра-
финированию. Рафинирование про-
водят продувкой расплава инертными и
активными газами, а также проводят об-
работку хлоридами. При рафинировании
растворенный газ диффундирует в пузырь,
образованный продуваемым газом или при
разложении хлоридов. Газовые пузыри,
проходя через расплав, захватывают
встречающиеся на своем пути неметалли-
ческие включения и другие частицы и вы-
носят их на поверхность. Эффективным
способом удаления взвешенных частиц
является обработка расплава флюсом или
шлаком. При обработке расплава флюсом
нерастворимые частицы переводятся в
шлак или флюс за счет их растворения в
этих веществах или за счет смачивания.
Наиболее полно нерастворимые приме-
си удаляют фильтрованием. С этой
целью используются сетчатые фильтры из
стеклоткани, зернистые и спеченные по-
ристые фильтры, приготовленные из ша-
мота, магнезита, оксидов алюминия и др.
Для получения видоизмененной струк-
туры без заметного изменения состава
сплава, повышения механических или
технологических свойств расплав подвер-
гают модифицированию. При мо-
дифицировании в расплав вводят специ-
альные добавки, которые становятся до-
полнительными центрами кристаллизации
или изменяют поверхностное натяжение
расплава на границе с зародышем кристал-
лизации. Тем самым достигаются измель-
чение структуры литого металла и повы-
шение механических свойств. Для сталей в
качестве модификаторов используются
лантан, церий, кальций, бор; для чугуна -
магний, церий; для силуминов - натрий,
фосфор; для алюминиевых бронз - ванадий
и т.д. При модифицировании добавки вво-
дятся в количестве 0,01 ... 0,1 % и более
от массы расплава.
2. ИЗГОТОВЛЕНИЕ ОТЛИВОК
ИЗ СЕРОГО ЧУГУНА
Серый чугун является наиболее рас-
пространенным материалом для изготов-
ления различных отливок. В сером чугуне
углерод содержится в виде графита, кото-
рый имеет пластинчатую форму. Серый
чугун маркируют СЧ10 ... СЧ25 и т.д. Бу-
квы обозначают принадлежность данного
сплава к серым чугунам, цифры показы-
вают временное сопротивление.
Серый чугун обладает высоким времен-
ным сопротивлением (100 ... 450 МПа),
малым относительным удлинением (0,2 ...
0,5 %), повышенной твердостью (НВ 140 ...
283), хорошо работает при сжимающих
нагрузках, не чувствителен к внешним
надрезам, гасит вибрации, имеет высокие
антифрикционные свойства, легко обраба-
тывается резанием.
По составу металлической массы се-
рый чугун может быть ферритным, пер-
литно-ферритным и перлитным.
Ферритный серый чугун (рис. 4.40, а)
состоит из феррита и крупных пластинок
графита, что обусловливает его низкую
прочность. Его применяют для отливок
неответственного назначения.
Перлитно-ферритный серый чугун
(рис. 4.40, 6) в своей структуре содержит
перлит, феррит и графит, обладает повы-
шенной прочностью. Его применяют для
деталей, работающих при статических
нагрузках.
ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
197
Рис. 4.40. Микроструктуры серого чугуна:
а - ферритного; о - перлитно-ферритного; в - перлитного; 1 - феррит; 2 - пластинчатый графит; 3 - перлит
Перлитный серый чугун (рис. 4.40, е)
обладает высокой прочностью, которая
обусловлена присутствием в его структуре
перлита и мелких пластинок графита. Этот
чугун используют для получения деталей
ответственного назначения.
На структуру и свойства серого чугуна
существенное влияние оказывают его хи-
мический состав и скорость охлаждения
отливок в форме. Углерод, кремний и мар-
ганец улучшают механические и литейные
свойства чугуна. Сера вызывает отбел в
тонких частях отливок и снижает жидко-
текучесть. Фосфор придает чугуну хруп-
кость. Поэтому содержание серы и фос-
фора в сером чугуне должно быть мини-
мальным. Увеличение скорости охлажде-
ния достигается путем уменьшения тол-
щины отливки и увеличения теплопровод-
ности литейной формы. В тонких частях
отливки образуется более мелкая структу-
ра с повышенным содержанием перлита и
мелкими включениями графита, что обес-
печивает высокие механические свойства.
В толстых частях отливки образуется
крупнозернистая структура с малым со-
держанием перлита и крупными включе-
ниями графита. Механические свойства
этих зон низкие.
Механические свойства серого чугуна
повышают легированием, модифицирова-
нием, термической обработкой.
При легировании в расплавленный чу-
гун вводят твердые или расплавленные
легирующие элементы (никель, хром, ти-
тан и др.) в целях получения заданного
химического состава и придания ему тре-
буемых механических и эксплуатацион-
ных свойств.
При модифицировании в чугун вводят
модификаторы (ферросилиций, силико-
кальций и др.) для измельчения структур-
ных составляющих и равномерного их
распределения по всему объему, что по-
вышает механические свойства отливок.
Серый чугун имеет высокую жидкоте-
кучесть, позволяющую получать отливки
с толщиной стенки 3 ... 4 мм; малую усад-
ку (0,9 ... 1,3 %), обеспечивающую изго-
товление отливок без усадочных раковин,
пористости и трещин.
В настоящее время до 90 % серого чу-
гуна выплавляют в вагранках. На рис. 4.41
показана вагранка закрытого типа, пред-
ставляющая собой шахту 3, в которую
через загрузочное устройство 1 опреде-
ленными порциями (колошами) в течение
всего периода плавки загружают шихту
попеременно с коксом и флюсами (из-
вестняком). Для горения топлива (кокса,
природного газа) в вагранку через фур-
менный пояс 4 и фурмы 7 подается подог-
ретая до температуры 450 ... 550 °C воз-
душно-кислородная смесь. За счет тепло-
ты, выделяющейся при горении топлива,
металлическая шихта расплавляется. Рас-
плавленный чугун по желобу 5 выпуска-
ется в разливочный ковш и далее поступа-
ет на разливку в формы. Ваграночные га-
зы через узел отбора 2 отсасываются для
их дальнейшей очистки, дожигания и ис-
пользования в воздухонагревателях. Ва-
гранку устанавливают на опорном устрой-
стве 6. Процесс плавки в таких вагранках
полностью автоматизирован.
198
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Рис, 4.41. Вагранка закрытого типа с очисткой
газа и подогревом дутья
В качестве металлической шихты ис-
пользуют литейные и передельные домен-
ные чугуны, отходы собственного произ-
водства, чугунный и стальной лом, ферро-
сплавы.
Для выплавки серого чугуна повышен-
ного качества применяют дуговые и ин-
дукционные печи.
Преобладающее количество отливок из
серого чугуна изготовляют в песчаных
формах. На рис. 4.42 приведена схема ли-
тейной формы тормозной колодки, изго-
товляемой из чугуна СЧ15. Отливки из
серого чугуна в песчаных формах полу-
чают, как правило, без применения при-
былей.
Рис. 4.42. Литейная форма тормозной колодки
из серого чугуна:
1,2- нижняя и верхняя полуформы; 3 - фильтро-
вальная сетка; 4 - литниковая система
При изготовлении отливок из серого
чугуна в кокилях в связи с повышенной
скоростью охлаждения отливок при за-
твердевании начинает выделяться цемен-
тит - появляется отбел. Для предупрежде-
ния отбела на рабочую поверхность коки-
ля наносят малотеплопроводные защит-
ные покрытия, кокили перед работой на-
гревают, а чугун подвергают модифици-
рованию. Кроме этого, для устранения
отбела отливки подвергают отжигу.
Отливки типа тел вращения (трубы,
гильзы, втулки и др.) изготовляют центро-
бежным литьем.
Отливки из серого чугуна нашли ши-
рокое применение в станкостроении: ста-
нины станков, стойки, салазки, планшай-
бы, корпуса шпиндельных бабок и коро-
бок передач, корпуса насосов, втулки,
вкладыши и др.; в автостроении: блоки
цилиндров, гильзы, поршневые кольца,
кронштейны, картеры, тормозные бараба-
ны, крышки и др.; в тяжелом машино-
строении: шестерни, блоки, шкивы и др.; в
электротехнической промышленности:
станины электродвигателей, подшипнико-
вые и фланцевые щиты и др.
ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
199
3. ИЗГОТОВЛЕНИЕ ОТЛИВОК
ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА
В высокопрочном чугуне графит имеет
шаровидную форму. Для получения гра-
фита шаровидной формы чугун модифи-
цируют магнием или церием с последую-
щим модифицированием ферросилицием.
Высокопрочный чугун маркируют ВЧ35,
ВЧ40 и т.д. Буквы обозначают принад-
лежность данного сплава к высокопроч-
ным чугунам, цифры показывают времен-
ное сопротивление.
Высокопрочный чугун обладает высо-
кими временным сопротивлением (350 ...
1000 МПа), относительным удлинением
(2 ... 22 %), твердостью (НВ 140 ... 360),
износостойкостью, хорошей коррозионной
стойкостью, жаростойкостью, хладостой-
костью и т.д.
По составу металлической массы вы-
сокопрочный чугун может быть феррит-
ным (рис. 4.43, а), перлитно-ферритным
(рис. 4.43, б) и перлитным (рис. 4.43, в).
Свойства высокопрочного чугуна оп-
ределяются химическим составом. Содер-
жание углерода не влияет на механиче-
ские свойства этого чугуна. Кремний, мар-
ганец и фосфор снижают пластичность,
поэтому их содержание: 2,0 ... 2,4 % Si, не
более 0,4 % Мп и не более 0,1 % Р. Сера
затрудняет получение шаровидного гра-
фита, поэтому ее содержание не должно
превышать 0,02 %.
Жидкотекучесть высокопрочного чу-
гуна такая же, как серого чугуна, что по-
зволяет получать отливки с толщиной сте-
нок 3 ... 4 мм сложной конфигурации.
Линейная усадка высокопрочного чугуна
составляет 1,25 ... 1,7 %. Это затрудняет
изготовление отливок без усадочных де-
фектов.
Для плавки высокопрочного чугуна
применяют водоохлаждаемые вагранки с
основной футеровкой и с подогревом ду-
тья, что позволяет получать высокую тем-
пературу чугуна при выпуске; дуговые
печи вместимостью 6 ... 50 т; индукцион-
ные печи вместимостью 1 ... 60 т.
Отливки из этого чугуна преимущест-
венно изготовляют в песчаных формах, в
оболочковых формах, литьем в кокиль,
центробежным литьем.
Высокая усадка чугуна вызывает необ-
ходимость создания условий направлен-
ного затвердевания отливок для преду-
преждения образования усадочных рако-
вин и пористости в массивных частях от-
ливки путем установки прибылей и ис-
пользования холодильников.
Для предупреждения трещин в отлив-
ках применяют формовочные смеси по-
вышенной податливости. Расплавленный
чугун в полость формы подводят через
сужающуюся литниковую систему и, как
правило, через прибыль (рис. 4.44). Тем-
пературу заливки чугуна при изготовле-
нии отливок назначают на 100 ... 150 °C
выше температуры ликвидуса.
в)
Рис. 4.43. Микроструктура высокопрочного чугуна:
а - ферритного; б- перлитно-ферритного; в - перлитного; 1 - феррит; 2 - шаровидный графит; 3 - перлит
200
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Рис. 4.44. Литейная форма для корпуса из вы-
сокопрочного чугуна:
1, 2- нижняя и верхняя полуформы; 3 - литниковая
система; 4 - прибыли; 5 - холодильники; 6 - стержни
Отливки из высокопрочного чугуна
применяют в тяжелом и энергетическом
машиностроении, в металлургической про-
мышленности при работе в условиях боль-
ших статических и динамических нагрузок.
Это детали прокатного, кузнечно-прессо-
вого и горнорудного оборудования, а также
дизелей, паровых, газовых и гидравличе-
ских турбин (прокатные валки, коленчатые
валы, корпуса вентилей паровых турбин
и др.) массой от нескольких килограммов
до нескольких десятков тонн.
Высокопрочный чугун является пер-
спективным литейным сплавом, который
позволяет решать проблему снижения
массы отливок при сохранении ими высо-
ких эксплуатационных свойств.
4. ИЗГОТОВЛЕНИЕ ОТЛИВОК
ИЗ ЧУГУНА С ВЕРМИКУЛЯРНЫМ
ГРАФИТОМ
Чугун с вермикулярным графитом
(ЧВГ) - сравнительно новый конструкцион-
ный материал, обладающий высоким вре-
менным сопротивлением (300 ... 450 МПа),
относительным удлинением 0,9 ... 3,0 %
и сравнительно невысокой твердостью
(НВ 130 ... 290). Этот чугун обладает бо-
лее высокими служебными свойствами по
сравнению с серым чугуном. По своим
физико-механическим характеристикам
чугун с вермикулярным графитом близок
к высокопрочному с шаровидным графи-
том с ферритной металлической основой.
Чугун с вермикулярным графитом обозна-
чают ЧВГ30, ЧВГ35, ЧВГ40, ЧВГ45. Бук-
вы в обозначении показывают принадлеж-
ность данного материала к чугунам с вер-
микулярным графитом, цифры - времен-
ное сопротивление.
В чугуне с вермикулярным графитом
графит имеет червеобразную извилистую
форму (рис. 4.45) с равномерным его рас-
положением и стабильными размерами
графитовых включений по сравнению с
графитовыми включениями в сером чугу-
не. Особенностью структуры этого чугуна
является наличие в металлической основе
значительного (до 70 ... 90) количества
феррита.
Этот чугун обладает высокой жидкоте-
кучестью, как и серый чугун. Линейная
усадка его практически равна усадке серо-
го чугуна и составляет 1,1 %. Объемная
усадка в 2 раза меньше, чем у высоко-
прочного чугуна с шаровидным графитом.
У чугуна с вермикулярным графитом вы-
сокая теплопроводность и малая чувстви-
тельность к скорости охлаждения, что
обеспечивает получение однородной
структуры в отливках. Склонность к отбелу
у чугуна с вермикулярным графитом ниже,
чем у серого и высокопрочного чугунов.
Рис. 4.45. Микроструктура ферритного чугуна
с вермикулярным графитом:
1 - вермикулярный графит; 2 - феррит
ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
201
Для получения чугуна с вермикулярным
графитом с оптимальными механическими,
эксплуатационными и технологическими
свойствами необходим следующий хими-
ческий состав (в %): 3,3 ... 3,8 С; 2,4 ...
2,6 Si; 0,6 ... 0,8 Мп; 0,015 S; 0,02 ... 0,06Р
и 0,10 ... 0,15 РЗМ (редкоземельные ме-
таллы).
Чугун для получения вермикулярного
графита плавят в электродуговых печах с
основной и кислой футеровками, в индук-
ционных печах промышленной и высокой
частот и реже в вагранках. В качестве
шихтовых материалов используется пере-
дельный чугун, возврат собственного про-
изводства, ферросилиций ФС75, лигатуры.
Вермикулярный графит получают при
модифицировании чугуна комплексной
лигатурой Mg-Ti-Ce-Ca с содержанием
магния 4 ... 5 % либо лигатурой, содер-
жащей до 30 % РЗМ (в том числе 3 ... 4 %
иттрия), 40 ... 50 % кремния, остальное
железо. Модифицирование проводят либо
в печи, либо в ковше. Температура чугуна
при модифицировании должна быть
1450 ... 1520 °C. При использовании лига-
туры с РЗМ ее вводят в чугун в количестве
0,6 ... 1,0 % от массы обрабатываемого
чугуна, для получения остаточного содер-
жания РЗМ в количестве 0,1 ... 0,15 %.
Чугун после модифицирования выдержи-
вают в ковше 5 ... 8 мин для гомогенизации
состава и более полного удаления из него
продуктов взаимодействия РЗМ с компонен-
тами чугуна. Образующийся шлак тщательно
скачивают. После этого проводят вторичное
модифицирование ферросилицием ФС75 в
количестве 0,5 ... 0,8 % от массы чугуна для
предупреждения появления в чугуне ледебу-
рита или структурно-свободного цементита в
металлической основе чугуна.
Отливки из чугуна с вермикулярным
графитом преимущественно изготовляют
в песчаных формах по технологии изго-
товления отливок из серого чугуна. Тем-
пература заливки чугуна с вермикулярным
графитом должна быть 1360 ... 1400 °C.
Низкая склонность чугуна к отбелу позво-
ляет получать тонкостенные отливки без
отбела. Малая усадка дает возможность
получать отливки без прибылей. Малая
чувствительность чугуна с вермикуляр-
ным графитом к изменению толщины
стенки отливки позволяет получать отлив-
ки большого сечения (до 500 мм) с сохра-
нением высоких механических свойств.
Чугун с вермикулярным графитом ис-
пользуется для изготовления разнообраз-
ных отливок во многих отраслях машино-
строения. Из него изготовляют опорные
детали головок цилиндров, тормозные ры-
чаги, бандажные кольца шестерен грузови-
ков, несущие кронштейны, соединительные
фланцы, тормозные колодки, головки ци-
линдров крупных морских дизелей и др.
В металлургии из ЧВГ отливают из-
ложницы массой до 100 т и с толщиной
стенок до 500 мм и др.
5. ИЗГОТОВЛЕНИЕ ОТЛИВОК
ИЗ КОВКОГО ЧУГУНА
Ковкий чугун получают путем дли-
тельного отжига отливок из белого чугуна.
При отжиге образующийся графит приоб-
ретает компактную хлопьевидную форму.
На рис. 4.46 показаны схемы микрострук-
тур белого (а) и ковкого (б, в) чугунов.
Рис. 4.46. Микрострук-
тура белого (а) и ковко-
го (б, в) чугунов:
1 - перлит; 2 - графит
отжига; 3 - феррит;
4 - цементит
202
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Ковкий чугун маркируют КЧЗО-6,
КЧЗЗ-8, КЧ35-10, КЧ37-12 и т.д. (всего
девять марок). Буквы обозначают принад-
лежность данного сплава к ковкому чугу-
ну, первые две цифры показывают вре-
менное сопротивление, вторые - одна или
две - относительное удлинение.
Ковкий чугун обладает высокими вре-
менным сопротивлением (300 ... 630 МПа),
относительным удлинением (2 ... 12 %) и
твердостью (НВ 149 ... 269); высокими
износостойкостью и сопротивлением
ударным нагрузкам, хорошо обрабатыва-
ется резанием.
По составу металлической массы ков-
кий чугун может быть ферритным (рис.
4.46, б) или перлитным .(рис. 4.46, в). По-
следний обладает высоким временным со-
противлением, но меньшей пластичностью.
Одной из особенностей технологии по-
лучения отливок из ковкого чугуна явля-
ется то, что исходный материал - белый
чугун - имеет пониженную жидкотеку-
честь, это требует повышенной температу-
ры заливки при изготовлении тонкостен-
ных отливок. Усадка белого чугуна значи-
тельно больше, чем серого, поэтому в от-
ливках из белого чугуна образуется больше
усадочных раковин, пористости и трещин.
При производстве отливок чугун пла-
вят дуплекс-процессом (вагранка + дуго-
вая или индукционная печь), что позволя-
ет нагревать чугун до температуры
1500 ... 1550 °C и доводить его химиче-
ский состав. Для сокращения отжига бе-
лый чугун модифицируют алюминием,
бором, висмутом.
Отливки из белого чугуна преимуще-
ственно изготовляют в песчаных формах,
а также в оболочковых формах и кокилях.
Для предупреждения образования уса-
дочных раковин расплавленный белый
чугун подводят к толстым местам отливки
через прибыли (рис. 4.47). Прибыли уста-
навливают возможно ближе к питаемому
узлу, соединяют с ним коротким, но дос-
таточно широким каналом. Часто исполь-
зуют холодильники. Для удержания шлака
в литниковых системах устанавливают
фильтровальные сетки.
Рис. 4.47. Литейная форма для кронштейна из
ковкого чугуна:
1,2- нижняя и верхняя полуформы; 3 - стержень;
4 - прибыль; 5 - литниковая система
Для предупреждения образования трещин
в отливках используют формовочные и
стержневые смеси с высокой податливостью.
Низкая жидкотекучесть белого чугуна
требует высокой температуры заливки
(1390 ... 1450 °C), поэтому формовочная
смесь должна обладать повышенными
огнеупорностью и газопроницаемостью.
Конечную структуру чугуна без струк-
турно-свободного цементита получают
после отжига чугуна.
Для получения ферритной структуры
отливки медленно нагревают (рис. 4.48) до
температуры 950 ... 1000 °C (зона 1) и
длительно выдерживают (зона II), при
этом цементит белого чугуна распадается
на аустенит и графит. Затем проводят про-
межуточное охлаждение до температуры
760 ... 740 °C (зона III), при котором аусте-
нит превращается в перлит. При после-
дующей выдержке отливок при температу-
ре 740 ... 720 °C (зона IV) цементит, вхо-
дящий в состав перлита, распадается, обра-
зуя феррит и углерод отжига, и затем обес-
печивается быстрое охлаждение (зона V) во
избежание образования "белого излома".
Отжиг на ферритный ковкий чугун длится
22 ... 32 ч.
ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
203
Рис. 4.48. Режимы отжига белого чугуна на ферритную (я) и перлитную (б) структуры:
1 - цементит; 2 - перлит; 3 - аустенит; 4 - графит отжига; 5 - феррит
Для получения перлитной структуры
отливки из белого чугуна отжигают по
режиму, приведенному на рис. 4.48, б.
Длительность отжига 17 ... 24 ч.
Из ковкого чугуна изготовляют отливки
массой от нескольких граммов до 250 кг с
толщиной стенок 3 ... 50 мм для автомо-
билестроения (ступицы колес, кронштей-
ны, рычаги, коробки дифференциалов,
корпуса сцепления и др.); для сельскохо-
зяйственного машиностроения (детали
шасси, корпусные детали, рычаги, крон-
штейны) и для других отраслей.
6. ИЗГОТОВЛЕНИЕ
СТАЛЬНЫХ ОТЛИВОК
Для изготовления отливок используют
углеродистые и легированные стали. Ли-
тейные стали обозначают аналогично кон-
струкционным сталям. В марках углеро-
дистых литейных сталей 15Л, 20Л - 60Л,
легированных 30ХГСЛ, 15Х18Н9ТЛ,
110Г13Л и т.п. буква Л обозначает при-
надлежность к литейным сталям.
Углеродистые литейные стали облада-
ют высокими временным сопротивлением
(400 ... 600 МПа), относительным удлине-
нием (10 ... 24 %), ударной вязкостью,
достаточной износостойкостью при удар-
ных нагрузках. Основной элемент, опре-
деляющий механические свойства углеро-
дистых литейных сталей, - углерод.
Механические свойства легированных
литейных сталей определяются количест-
вом легирующих элементов. Легирование
значительно повышает механические и
эксплуатационные свойства (жаропроч-
ность, коррозионную стойкость, износо-
стойкость и т.д.). Например, марганец по-
вышает износостойкость, хром - жаро-
стойкость, никель - коррозионную стой-
кость и т.д.
Литейные стали имеют пониженную
жидкотекучесть, высокую усадку (до 2,5 %),
склонны к образованию трещин.
Для плавки литейных сталей, как пра-
вило, используют дуговые и индукцион-
ные печи. В последнее время для плавки
стали широко начинают использовать
плазменно-индукционные печи (рис. 4.49).
Производительность таких печей по срав-
нению с индукционными на 25 ... 30 %
выше, а расход электроэнергии значитель-
но ниже.
В качестве шихтовых материалов при-
меняют стальной лом, отходы собственно-
го производства, передельный чугун, ру-
ду, флюсы и другие материалы. Стальные
отливки преимущественно изготовляют в
песчаных и оболочковых формах, литьем
по выплавляемым моделям, центробеж-
ным литьем, литьем в облицованные ко-
кили и другими способами.
204
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Рис, 4.49. Устройство плазменно-индукцион-
ной печи:
1 - плазмотрон; 2 - крышка; 3 - тигель; 4 - индуктор;
5 - подовый электрод
Рис. 4.50. Литейная форма для зубчатого
колеса из стали:
1,2- нижняя и верхняя полуформы; 3 - закрытые
прибыли; 4 - утепляющие вставки; 5 - литниковая
система; 6 - стержни
На рис. 4.50 приведена схема литейной
формы для изготовления зубчатого колеса
из стали. Для предупреждения усадочных
раковин и пористости в отливках на мас-
сивные части устанавливают прибыли, а в
тепловых узлах отливок используют на-
ружные или внутренние холодильники.
Для предупреждения трещин формы
изготовляют из податливых формовочных
смесей, в отливках предусматривают тех-
нологические ребра.
Высокая температура заливки (1550 ...
1650 °C) требует применения формовоч-
ных и стержневых смесей с высокой огне-
упорностью.
Литниковые системы для мелких и
средних отливок выполняют по разъему
или сверху, а для массивных - снизу си-
фоном. В связи с низкой жидкотекучестью
сталей площадь сечения питателей литни-
ковой системы в 1,5 ... 2 раза больше, чем
при литье серого чугуна.
Для получения высоких механических
и эксплуатационных характеристик сталь-
ные отливки подвергают отжигу, норма-
лизации и другим видам термической об-
работки.
Стальные отливки из углеродистых
сталей используют в металлургии, в стан-
костроении, автотракторной промышлен-
ности, транспортном машиностроении и
других отраслях. Из них изготовляют ста-
нины и валки прокатных станов, цилинд-
ры, зубчатые колеса и т.д. Легированные
стали используют в энергомашинострое-
нии, химической и нефтегазовой промыш-
ленности, металлургии и др. Из них изго-
товляют турбинные лопатки, клапаны
гидропрессов, арматуру химической и
нефтегазовой промышленности, зубья
ковшей экскаваторов и другие отливки.
Стальные отливки получают массой от
нескольких граммов до нескольких десят-
ков тонн с толщиной стенки 1 ... 300 мм.
7. ИЗГОТОВЛЕНИЕ ОТЛИВОК
ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Для изготовления отливок использу-
ются литейные алюминиевые сплавы
АК12, АК9, АК5М2, АМг5К, АМЗ, АМ5,
ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
205
АК12ММг и др. Буква А обозначает при-
надлежность данного сплава к алюминие-
вым сплавам; буквы К - кремний, М -
медь, Мг - магний, Н - никель, Мц - мар-
ганец и т.д. обозначают элементы, входя-
щие в состав данного сплава, а числа,
стоящие после буквы, - среднее процент-
ное содержание данного элемента в спла-
ве. Например, в сплаве АК12 содержится
около 12 % кремния, остальное алюминий;
в сплаве АК12ММг содержится 12 %
кремния, 1 % меди, 1 % магния и т.д.
Алюминиевые сплавы имеют высокие
временное сопротивление (150 ... 340 МПа),
относительное удлинение (1,5 ... 12 %) и
твердость (НВ 50 ... 90). Кроме того,
сплав АК12М2,5Н2,5 и другие имеют вы-
сокую теплопрочность, сплавы АМг5К и
другие - повышенную коррозионную
стойкость и хорошо работают при вибра-
ционных нагрузках.
Силумины (сплавы АК12, АК9, АК7)
имеют высокую жидкотекучесть, малую
усадку (0,8 ... 1,1 %) , не склонны к обра-
зованию горячих и холодных трещин, по-
тому что они по химическому составу
близки к эвтектическим сплавам (интервал
кристаллизации 10 ... 30 °C). Большинст-
во остальных алюминиевых сплавов имеет
низкую жидкотекучесть, повышенную
усадку, склонны к образованию трещин, в
расплавленном состоянии хорошо погло-
щают водород.
Для плавки алюминиевых сплавов ис-
пользуют камерные стационарные или
поворотные электрические печи сопро-
тивления (рис. 4.51), индукционные печи
промышленной частоты и др.
В качестве шихтовых материалов ис-
пользуют технически чистый алюминий,
силумины, отходы собственного произ-
водства, лигатуры и другие добавки. Для
удаления водорода и неметаллических
включений алюминиевые сплавы рафини-
руют, как правило, гексахлорэтаном, ко-
торый при температуре 740 ... 750 °C вво-
дят в расплав в количестве 0,3 ... 0,4 %
массы расплава. Образующиеся пузырьки
хлористого алюминия поднимаются на
поверхность расплава и удаляют водород
и неметаллические включения.
Для измельчения зерна силумины под-
вергают модифицированию натрием или
стронцием. Натрий вводят в виде солей
натрия при температуре 730 ... 780 °C.
Стронций вводят с помощью лигатуры.
Отливки из алюминиевых сплавов пре-
имущественно изготовляют литьем в ко-
киль, под давлением, в песчаные формы.
Для изготовления отливок из алюми-
ниевых сплавов применяют кокили с вер-
тикальным разъемом. Получение плотных
отливок обеспечивается установкой мас-
сивных прибылей, применением малотеп-
лопроводных красок для окраски прибы-
лей. Для снижения усадочных напряжений
в отливках кокили перед заливкой подогре-
Рис. 4.51. Устройство камерной поворотной электрической печи сопротивления:
/ - электронагревательные элементы; 2 - металлосборник; 3 - загрузочные окна; 4 - механизм наклона печи
для слива металла
206
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
вают до температуры 250... 350 °C, а при
очень сложной конфигурации отливок - до
400 ... 500 °C. Воздух и газы выводятся из
полости кокиля с помощью щелей 3 и ри-
сок 2, размещаемых в плоскостях разъема,
и пробок 1, устанавливаемых в стенках
кокиля вблизи глубоких полостей (рис.
4.52, а). Расплавленный металл в полость
кокиля подводят через расширяющиеся
литниковые системы с нижним (рис. 4.52, 6)
или вертикально-щелевым (рис. 4.52, в)
подводом металла к тонким сечениям от-
ливки. Все элементы литниковой системы
размещают в плоскости разъема кокиля.
«)
Рис. 4.52. Схемы вентиляционных каналов в кокиле (а), нижней (б) и вертикально-щелевой (в)
литниковых систем:
1 - кокиль с вертикальным разъемом; 2 - пробка; 3 - риски; 4 - отливка; 5 - литник (питатель); 6 - стояк;
7 - вертикальный коллектор; 8 - питающая бобышка; 9 - прибыль
На рис. 4.53 приведена схема литейной
формы для изготовления крышки из алю-
миниевого сплава АК12. Расплав в полость
литейной формы поступает через расши-
ряющуюся литниковую систему. В рас-
ширяющейся литниковой системе самым
узким местом является поперечное сечение
стояка, а самым широким - поперечное
сечение питателей. Такая литниковая сис-
тема обеспечивает плавное заполнение по-
лости литейной формы. Расплавленный
металл питателями подводят к тонким
стенкам отливок рассредоточенно по всему
периметру отливки. По питателям расплав
распределяется через специальный коллек-
тор, выполняющий роль шлакоуловителя.
Для снижения скорости движения рас-
плава в полости литейной формы и луч-
шего отделения оксидных и шлаковых
включений в литниковой системе устанав-
ливают металлические сетки или сетки из
стеклоткани.
Рис. 4.53. Литейная форма для крышки из
сплава АК12:
1,2- нижняя и верхняя полуформы; 3 - стержень;
4 - прибыли; 5 - литниковая чаша; 6 - стояк; 7 -
коллектор (шлакоуловитель); 8- питатели
ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
207
Скорость подъема металла в полости
литейной формы не должна превышать
4,5/5, где 5 - преобладающая толщина
стенки отливки, см.
На все тепловые узлы устанавливают
прибыли для предупреждения образова-
ния усадочных раковин.
Для предупреждения усадочной порис-
тости при изготовлении отливок из спла-
вов АК9, АК7 и др. широко используется
установка холодильников.
Заливка литейных форм расплавлен-
ным металлом производится при темпера-
туре 700 ... 750 °C.
Отливки из алюминиевых сплавов ши-
роко используют в авиационной и ракетной
технике, автомобильной, приборострои-
тельной, машиностроительной, судострои-
тельной и электротехнической промыш-
ленности. Из алюминиевых сплавов изго-
товляют блоки двигателей внутреннего
сгорания, головки блоков, корпуса насосов,
судовые винты, авиационные детали, дета-
ли электро- и радиоаппаратуры и др.
8. ИЗГОТОВЛЕНИЕ ОТЛИВОК
ИЗ МАГНИЕВЫХ СПЛАВОВ
Для изготовления отливок используют
магниевые сплавы, которые маркируют
МЛ1 ... МЛ 19. Буквы обозначают принад-
лежность данного сплава к литейным маг-
ниевым сплавам, цифры - порядковый
номер сплава.
Магниевые сплавы имеют высокие вре-
менное сопротивление (150 ... 350 МПа),
относительное удлинение (3 ... 9 %) и
твердость (НВ 30 ... 70). Магниевые спла-
вы хорошо работают при динамических
нагрузках, имеют удовлетворительную
коррозионную стойкость, способны рабо-
тать с высокими нагрузками при темпера-
турах 200 ... 300 °C. Механические свой-
ства магниевых сплавов значительно по-
вышаются после упрочняющей термиче-
ской обработки.
Вместе с тем магниевые сплавы имеют
пониженную жидкотекучесть, повышен-
ную усадку, склонны к образованию тре-
щин, хорошо растворяют водород, склон-
ны к самовозгоранию при плавке и залив-
ке литейных форм.
Магниевые сплавы плавят в тигельных
электрических печах сопротивления (рис.
4.54, а) и индукционных печах промыш-
ленной частоты (рис. 4.54, 6) и др. Для
плавки используют стальные тигли.
В качестве шихтовых материалов при-
меняют чушковый магний и алюминий,
отходы собственного производства, лига-
туры, флюсы.
Во избежание загорания плавку маг-
ниевых сплавов проводят под слоем уни-
версальных флюсов из хлористых и фто-
ристых солей щелочных и щелочно-
земельных металлов или в среде защит-
ных газов.
После расплавления шихты сплав при
температуре 700 ... 720 °C рафинируют
универсальным флюсом для удаления во-
дорода и неметаллических включений.
Для этого с зеркала металла удаляют
шлак, на поверхность жидкого металла
засыпают молотый флюс (1 % от массы
Рис. 4.54. Устройство электрической печи
сопротивления (а) и индукционной печи
промышленной частоты (б) для плавки магние-
вых сплавов:
1 - кожух; 2 - огнеупорная кладка; 3 - нагреватель;
4 - труба для аварийного выпуска металла; 5 -
стальной тигель; 6 - крышка; 7 - поворотный
механизм; 8 - индуктор; 9 - магнитопровод; 10 -
тепловая изоляция
208
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
сплава) и расплавляют, а затем замешивают
его на 2/3 высоты тигля. При перемешива-
нии периодически подсыпают свежий
флюс. Рафинирование считается закончен-
ным, когда поверхность расплавленного
металла приобретает зеркально-блестящий
вид. При рафинировании удаляют водород
и неметаллические включения.
Для повышения уровня механических
и эксплуатационных характеристик маг-
ниевые сплавы подвергают модифициро-
ванию перегревом или введением угле-
родсодержащих веществ. При модифици-
ровании перегревом расплав после рафи-
нирования нагревают до температуры
850 ... 925 °C, выдерживают при этой
температуре 10 ... 15 мин и затем быстро
охлаждают до температуры заливки
(680 ... 720 °C). Это приводит к измельче-
нию зерна сплава в отливке. При модифи-
цировании введением углеродсодержащих
веществ (мела, мрамора, гексахлорэтана и
др.) образуются карбиды алюминия, кото-
рые служат центрами кристаллизации при
охлаждении сплава.
Отливки из магниевых сплавов изго-
товляют литьем в песчаные формы, в ко-
киль, литьем под давлением и другими
способами.
При литье в песчаные формы для пре-
дупреждения усадочных раковин и порис-
тости на тепловые узлы отливок устанав-
ливают прибыли и применяют холодиль-
ники (рис. 4.55).
Для плавного заполнения металлом
полости формы используют расширяю-
щиеся литниковые системы с нижним или
вертикальным щелевым подводом метал-
ла. Для задержания шлака применяют ме-
таллические фильтровальные сетки.
Для предотвращения загорания маг-
ниевого сплава в литейной форме в состав
формовочных смесей вводят защитные
присадки. Чтобы предотвратить загорание
магния при заливке форм, струю расплав-
ленного металла припыливают порошком
серы. Образующийся при ее горении сер-
нистый газ предотвращает загорание.
Рис. 4.55. Схема литейной формы для отливки
крышки из магниевого сплава:
1,2 — нижняя и верхняя полуформы; 3 - стержень
стояка; 4 - прибыль; 5 - стержень; 6 - коллектор; 7 -
питатели; 8 - место установки прибылей; 9 - зумпф
При изготовлении магниевых отливок
в кокиль основная трудность - это борьба
с горячими трещинами. Эффективное
средство борьбы с трещинами при ко-
кильном литье магниевых сплавов - высо-
кая температура кокилей (250 ... 350 °C) и
металлических стержней (300 ... 450 °C).
Направленное затвердевание обеспечива-
ется установкой прибылей и нанесением
теплоизоляционных красок.
Отливки из магниевых сплавов широко
используют в автомобильной промышлен-
ности, текстильном машиностроении, при-
боростроении, авиационной и ракетной
технике и др. Из этих сплавов изготовляют
корпуса насосов, детали арматуры, бензо-
масляную аппаратуру, корпуса приборов,
корпуса тормозных барабанов, колеса и т.п.
9 ИЗГОТОВЛЕНИЕ ОТЛИВОК
ИЗ МЕДНЫХ СПЛАВОВ
Для изготовления отливок используют
медные сплавы, которые делят на бронзы
(оловянные и безоловянные) и латуни.
Бронзы обозначают, например, БрО5Ц5С5,
ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
209
БрА9ЖЗЛ, где первые две буквы означают
принадлежность данного сплава к бронзам,
остальные буквы показывают, какие эле-
менты входят в состав бронзы (олово, цинк,
свинец, алюминий, железо), а цифры,
стоящие после букв, - процентное содер-
жание элементов в данном сплаве. Буква Л
показывает, что эта бронза литейная.
Латуни обозначают, например,
ЛЦ40МцЗА, ЛЦ23А6ЖЗМц2, где буква Л
показывает принадлежность данного
сплава к латуням, остальные буквы озна-
чают элементы, входящие в состав латуни
(цинк, алюминий, железо, марганец), а
цифры - их процентное содержание.
Медные сплавы (бронзы и латуни)
имеют высокие временное сопротивление
(196 ... 705 МПа), относительное удлине-
ние (3 ... 20 %), коррозионные и анти-
фрикционные свойства. Многие медные
сплавы хорошо противостоят разрушению
в условиях кавитации.
Оловянные бронзы имеют хорошую
жидкотекучесть, достаточно высокую
усадку (1,4 ... 1,6 %). Эти бронзы затвер-
девают в большом интервале кристалли-
зации (150 ... 200 °C), что обусловливает
образование в отливках рассеянной порис-
тости. Безоловянные бронзы обладают
высокими жидкотекучестью и усадкой
(1,6 ... 2,4 %), затвердевают в малом ин-
тервале кристаллизации, что приводит к
образованию в отливках сосредоточенных
усадочных раковин.
Латуни имеют удовлетворительную жид-
котекучесть, высокую усадку (1,6 ... 2,2 %),
затвердевают в интервале кристаллизации
30 ... 70 °C, что обусловливает образова-
ние усадочных раковин и пористости. Все
медные сплавы склонны к образованию
трещин.
Медные сплавы плавят в индукцион-
ных канальных низкочастотных печах
(рис. 4.56) и др. на воздухе, в среде защит-
ных газов или в вакууме.
В качестве шихтовых материалов при-
меняют чистую медь, отходы производст-
ва, цинк, олово, железо, никель и другие
материалы.
Рис. 4.56. Схема устройства индукционной
низкочастотной печи:
1 - металлический сердечник; 2 - плавильный канал;
3 - первичная обмотка; 4 - огнеупорная футеровка
Для предохранения от окисления и по-
глощения водорода плавку меди ведут под
слоем древесного угля. Нагретый до тем-
пературы 1200 °C расплав раскисляют
фосфористой бронзой, затем вводят лига-
туры или чистые металлы для получения
требуемого химического состава. При не-
обходимости расплав вторично раскисля-
ют фосфористой медью.
Отливки из медных сплавов (~80 %)
изготовляют литьем в песчаные (рис. 4.57)
и оболочковые формы, а также литьем в
кокиль, под давлением, центробежным
литьем и др.
Для предупреждения образования уса-
дочных раковин и пористости в массив-
ных узлах отливок устанавливают прибы-
ли и холодильники. Для предупреждения
появления трещин в отливках используют
форму с высокой податливостью. Для уве-
личения податливости формы в формо-
вочную смесь вводят опилки.
Для плавного поступления металла
применяют расширяющие литниковые сис-
темы с верхним, боковым, нижним и щеле-
вым подводом металла. Для отделения ок-
сидных пленок в литниковые системы ус-
танавливают фильтры из стеклоткани.
Из оловянных бронз изготовляют ар-
матуру, шестерни, подшипники, втулки и
др. Безоловянные бронзы используют как
заменители оловянных. Их применяют для
210
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Рис. 4.57. Схема литейной формы для отливки
корпуса из медных сплавов:
1,2 — нижняя и верхняя полуформы; 3 - стержень;
4 - открытая прибыль; 5 - литниковая воронка; 6 -
холодильник; 7 - закрытая прибыль
изготовления гребных винтов крупных
судов, тяжелонагруженных шестерен и
зубчатых колес, корпусов насосов, деталей
химической и пищевой промышленности.
Латуни используют для изготовления
различной аппаратуры для морского судо-
строения, работающей при температуре
300 °C, втулок и сепараторов подшипни-
ков, нажимных винтов и гаек прокатных
станов, червячных винтов и т.д.
10. ИЗГОТОВЛЕНИЕ ОТЛИВОК
ИЗ ТУГОПЛАВКИХ СПЛАВОВ
Тугоплавкие металлы (титан, ванадий,
хром и др.) имеют высокую химическую
активность в расплавленном состоянии. Они
активно взаимодействуют с кислородом,
азотом, водородом и углеродом. Поэтому
плавку этих металлов и их сплавов ведут в
вакууме или в среде защитных газов. Для
изготовления отливок наибольшее распро-
странение получили титановые сплавы.
Основной способ производства тита-
новых отливок - литье в графитовые фор-
мы, литье в оболочковые формы, изготов-
ленные из нейтральных оксидов магния,
циркония или из графитового порошка, в
качестве связующего используют фенол-
формальдегидные смолы. При изготовле-
нии сложных тонкостенных отливок при-
меняют формы, полученные по выплав-
ляемым моделям.
Для плавки титановых сплавов широко
используют специальные вакуумные дуго-
вые печи с расходуемым электродом
(рис. 4.58). Перед плавкой в электродо-
держателе 2 печи устанавливают электрод
3, а перед сливным носком тигля 4 укреп-
ляют литейную форму 7. После этого ко-
жух 5 печи герметизируют и вакуумиру-
ют. Через токоподвод 1 на электрод пода-
ют напряжения, и между ними и тиглем
загорается электрическая дуга. По мере
наполнения тигля жидким металлом пла-
вильную печь поворотным механизмом 6
поворачивают на 90 °C. Титановый сплав
при этом переливается в литейную форму
7. После затвердевания отливки форму
удаляют, и цикл повторяется.
Рис. 4.58. Поворотная дуговая вакуумная печь
с расходуемым электродом
ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
211
Отливки из титановых сплавов приме-
няют в судостроении (гребные винты, на-
сосы), турбостроении (лопатки турбин,
диски), электронной и вакуумной технике
и других отраслях промышленности.
11. ИЗГОТОВЛЕНИЕ ОТЛИВОК
ИЗ НИКЕЛЕВЫХ ЖАРОПРОЧНЫХ
СПЛАВОВ
Литейные никелевые сплавы ЖСЗ,
ЖС6, ЖС6К и другие составляют особо
важную для современного машинострое-
ния группу никелевых сплавов. Эти спла-
вы обладают высокими эксплуатацион-
ными свойствами, одним из показателей
которых является длительная прочность.
Под длительной прочностью понимают
прочность материала, находящегося дли-
тельное время в напряженном состоянии
при высокой температуре. Длительная
прочность определяется при испытаниях
материала на растяжение.
Жаропрочные сплавы имеют обычно
двухкомпонентную основу Ni-Cr. Эта ос-
нова обладает высокой окалиностойко-
стью. Для дисперсионного упрочнения
вводят добавки алюминия и титана. Дис-
персионное упрочнение достигается высо-
котемпературной закалкой с последующим
искусственным старением при температу-
ре, близкой к рабочей (при 800 ... 900 °C).
В состав никелевых жаропрочных
сплавов кроме Cr, Al, Ti вводят и другие
элементы (Со, W, Mo, Nb, Та, В и др.).
Поскольку разрушение никелевых сплавов
начинается по границам зерен, то для их
упрочнения вводят в малых количествах
бор и цирконий. Микроструктура никеле-
вых жаропрочных сплавов в литом со-
стоянии - твердый раствор Mo, W, Ti, Al
в основе Ni-Cr и выделения интерметал-
лидов Ni3Al и Ni3 (Al, Ti), количество ко-
торых зависит от содержания алюминия и
титана и может достигать 30 ... 60 % по
объему. В структуре этих сплавов содер-
жится незначительное количество карби-
дов и боридов.
Средний химический состав некоторых
никелевых жаропрочных сплавов и их дли-
тельная прочность приведены в табл. 4.2.
Никелевые жаропрочные сплавы обла-
дают удовлетворительными литейными
свойствами: невысокой жидкотекучестью
и небольшой усадкой (2 ... 2,5 %). Кроме
того, сплавы, содержащие титан и алюми-
ний, склонны к образованию оксидных
плен, а также активно взаимодействуют с
газами печной атмосферы (в никелевых
сплавах при температуре 1600 °C растворя-
ется до 0,5 % кислорода и до 43 см3/100 г
металла водорода), что приводит к газовой
пористости при кристаллизации отливок.
Плавку никелевых сплавов ведут в ин-
дукционных канальных печах (рис. 4.56),
в тигельных печах или в вакуумных ин-
дукционных печах. Футеровка должна
быть либо основной, либо нейтральной.
Плавку ведут под слоем флюса, в качестве
которого используются стекло (бутылоч-
ный бой), плавиковый шпат, известь, мо-
4.2. Химический состав никелевых жаропрочных сплавов и
их длительная прочность
Сплав С Сг Со Ti Al W Mo В Gjoo, МПа
800 °C 900 °C
ЖСЗ <0,06 20, - 0,25 <0,15 - - <0,3 320 350
ЖС6 0,13 16 - 1,9 1,9 5,5 3,7 0,01 500 280
ЖС6К 0,16 11,5 4,5 2,7 5,5 5,0 4,0 0,02 530 320
212
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
лотый магнезит со стеклом и другие ком-
поненты. Расход флюса составляет 5 ...
10 % от массы расплава, толщина слоя
флюса, покрывающего зеркало ванны,
должна быть 10 ... 15 мм. Раскисление
никелевых сплавов проводят порошком
алюминия (2 кг/т) или марганцем и тита-
ном. Растворенные газы (в основном во-
дород) удаляют продувкой расплава
инертными газами (аргоном или гелием) и
другими способами. Для повышения
уровня эксплуатационных свойств нике-
левые жаропрочные сплавы модифициру-
ют бором (0,01 ... 0,03 %) и цирконием
(0,03 ... 0,1 %).
Отливки из никелевых сплавов изготов-
ляют литьем в разовые формы, главным
образом в керамические оболочковые фор-
мы, полученные по выплавляемым моделям.
Для заливки форм расплавом применяют
свободную заливку или заливку в вакууме.
Температура заливки 1550 ... 1700 °C.
Для получения отливок с высокими
эксплуатационными свойствами, рабо-
тающих при высоких температурах и на-
пряжениях, используется процесс направ-
ленной кристаллизации. Этот способ по-
зволяет получать отливки со структурой
дендритных столбчатых зерен, ориентиро-
ванных вдоль действующих максималь-
ных рабочих напряжений в деталях, а
также - монокристаллические отливки.
При изготовлении отливок ответственного
назначения из никелевых жаропрочных
сплавов, склонных к окислению и погло-
щению газов, широко используются плав-
ка и литье в вакууме в подогретые литей-
ные формы.
Никелевые жаропрочные сплавы ши-
роко используются при изготовлении от-
ливок для авиационной, ракетной техники
и для других отраслей машиностроения.
Из этих сплавов изготовляют лопатки га-
зовых турбин, работающих при 800 ...
1200 °C и более, лопатки сопловых аппа-
ратов, камер сгорания, сопел и корпусов
двигателей и другие жаропрочные изделия
летательных аппаратов.
12. ТЕХНИКА БЕЗОПАСНОСТИ
И ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
Производство отливок связано с ис-
пользованием материалов, содержащих
токсичные вещества. Так, при изготовле-
нии песчаных форм применяются формо-
вочные смеси с жидким стеклом. При ра-
боте с такими смесями должны быть пре-
дусмотрены меры, исключающие контакт
обслуживающего персонала с едким на-
тром. Для предупреждения кожных забо-
леваний при работе со стержневыми сме-
сями, содержащими синтетические фе-
нолформальдегидные и фурановые смолы,
запрещается работа без резиновых перча-
ток. Места заливки литейных форм должны
быть обеспечены надежной вентиляцией.
При производстве отливок из магние-
вых и алюмомагниевых сплавов применя-
ют формовочные смеси с органическими
присадками. При работе с такими смесями
должна быть обеспечена надежная при-
точно-вытяжная вентиляция для удаления
продуктов сгорания и деструкции приса-
док при контакте с расплавом. Предусмат-
риваются особые меры приготовления
этих смесей в смесеприготовительных
отделениях.
При изготовлении литейных форм и
литейных стержней на формовочных и
стержневых машинах предусматриваются
обязательные меры безопасности работы.
При изготовлении отливок в металли-
ческие формы (кокили) особое внимание
уделяется рациональному, безопасному
для обслуживающего персонала размеще-
нию оборудования, надежному креплению
кокилей на машинах. Все металлические
формы и стержни перед заливкой необхо-
димо нагревать для удаления влаги. Маши-
ны литья под давлением должны быть
снабжены блокировками, исключающими
возможность создания давления до закры-
тия пресс-форм. Между машинами уста-
навливают защитные металлические щиты,
предохраняющие от возможного аварийно-
го выплеска из разъема формы. Установки
ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
213
для центробежного литья обеспечивают
надежными защитными ограждениями.
Современные литейные цехи снабжены
надежной вентиляцией, обеспечивающей
многократный обмен воздуха в цехе, сис-
темой местной вентиляции, предотвра-
щающей выброс вредных выделений в
атмосферу цеха, устройствами воздушных
душей или тепловых завес на рабочих
местах, особенно там, где имеются источ-
ники тепловыделений. Шумопроизводя-
щее оборудование размещают в специаль-
ных изолированных помещениях или
снабжают изоляционными устройствами.
При взаимодействии расплавленного
металла с материалами литейной формы
выделяется большое количество оксидов
углерода, сернистого газа, аммиака, хлора,
дымовых газов, продуктов разложения
связующих, паров воды, паров металлов и
пыли кремнезема, оксидов цинка и маг-
ния, частиц кокса, извести и др. Многие из
перечисленных веществ оказывают отри-
цательное воздействие на здоровье рабо-
тающих, на оборудование и строительные
конструкции. Отрицательное воздействие
на окружающую среду оказывают элек-
тромагнитные поля, шум, вибрации и т.п.
В целях осуществления комплекса ме-
роприятий по улучшению санитарно-
гигиенических условий труда и оздоров-
лению окружающей среды для плавки ме-
таллов широко внедряются современные
плавильные печи и агрегаты, в которых
отходящие газы полностью отбираются,
подвергаются эффективной очистке, до-
жигаются, а теплота утилизируется. Ши-
роко внедряются эффективно работающие
установки для очистки дымовых газов от
хлоридов, внедряются новые, нетоксич-
ные связующие материалы и технологиче-
ские процессы изготовления стержней.
Для уборки пыли внедряются вакуумные
централизованные пылеуборочные уста-
новки, в которых происходят сепарация
пыли, очистка воздуха и возвращение его
в рабочую зону цеха, и другие способы
пылеуборки.
Охрану водных бассейнов осуществ-
ляют путем создания эффективных спосо-
бов очистки загрязненных производствен-
ных стоков и создания оборотного водо-
снабжения. Сброс сточных вод в водоемы
производят только в тех случаях, когда
вредных примесей в них содержится ниже
предельно допустимых концентраций. Для
удаления грубодисперсных примесей
применяют отстаивание, фильтрацию.
Реконструкция, техническое перевоо-
ружение литейных цехов, внедрение без-
отходных и малоотходных технологиче-
ских процессов, использование высоко-
эффективных очистных систем обеспечат
выполнение требований законов об охране
и защите окружающей среды.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какими свойствами обладает серый чу-
гун и от каких факторов они зависят?
2. В чем состоят особенности изготовления
отливок из высокопрочного чугуна?
3. Какими свойствами обладает ковкий чу-
гун и в чем особенности получения отливок?
4. Как предупреждают усадочные раковины
и трещины при изготовлении стальных отли-
вок?
5. В чем особенности изготовления отливок
из алюминиевых сплавов?
6. Какими литейными свойствами обладают
магниевые сплавы и какие мероприятия преду-
сматривают для получения качественных отли-
вок?
7. Какие литейные сплавы на медной осно-
ве получили наиболее широкое распростране-
ние и как предупреждают образование дефек-
тов в отливках?
8. Укажите особенности изготовления от-
ливок из тугоплавких сплавов,
9. Что предусматривается для улучшения
санитарно-гигиенических условий труда и оз-
доровления окружающей среды в литейных
цехах?
214
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Глава VI Технологичность конструкций литых
деталей
1. ОБЩИЕ ТРЕБОВАНИЯ
ТЕХНОЛОГИЧНОСТИ
ПРИ КОНСТРУИРОВАНИИ
ЛИТЫХ ДЕТАЛЕЙ
Под технологичностью конструкций
литых заготовок понимают совокупность
свойств, позволяющих получать качест-
венные отливки с минимальными затрата-
ми труда, средств, материалов и времени в
принятых условиях производства, обеспе-
чивая необходимую плотность стенок,
точность размеров, механические и экс-
плуатационные свойства, определяющие
функциональное назначение литой детали,
а также обеспечение технологичности из-
готовления из литой заготовки детали ме-
ханической обработкой.
При конструировании литых деталей
необходимо учитывать все современные
достижения литейной технологии, т.е.
конструирование литых деталей должно
быть тесно увязано с предполагаемой тех-
нологией их изготовления. Следовательно,
конструктор литой детали должен иметь
представление о технологических процес-
сах изготовления отливок, руководство-
ваться общими принципами, отражающи-
ми специфику технологического процесса
при проектировании литых деталей.
При разработке технологичной литой
детали конструктору приходится учиты-
вать много различных факторов, влияющих
на технологичность. К ним относят физи-
ко-химические, литейные, специальные и
другие свойства; технологические особен-
ности выбранного способа изготовления
отливки - точность размеров, шерохова-
тость поверхностного слоя, припуск на ме-
ханическую обработку, структуру и меха-
нические свойства отливки, сложность ее
конфигурации и т.д.; максимальное умень-
шение массы отливки, что достигается
улучшением конструктивной проработки
детали (расчетом конструктивных элемен-
тов детали, унификацией использованием
сплавов с более высокими показателями
механических свойств), а также повышени-
ем точности размеров отливок, уменьше-
нием припусков на механическую обработ-
ку, уменьшением толщин стенок и т.д.
Оценка технологичности конструкции
осуществляется коэффициентом исполь-
зования металла (КИМ), коэффициентом
необработанной поверхности (КИП), ко-
эффициентом габаритности (К) и другими
показателями.
Коэффициент использования металлов -
отношение массы готовой детали (Mj к
массе заготовки (А/3). Он показывает коли-
чество металла, удаляемое при механиче-
ской обработке отливки (КИМ = Мя / М3).
Показатель КПП = FH / Fo6ul - отношение
необработанной поверхности (FH) ко всей
поверхности (Го6щ) - характеризует геомет-
рическую точность изготовления детали и
качество ее поверхностного слоя. Показа-
тель К = А • Б • В / Мотп - отношение произ-
ведения габаритных размеров (А - длина,
Б - ширина, В - высота отливки, дм) к мас-
се отливки (Л/отл, кг) - показывает влияние
произведения габаритных размеров на тех-
нологичность отливки. Чем меньше этот
показатель, тем технологичнее отливка.
В технологичных конструкциях литых
деталей должны быть предусмотрены
простые, прямолинейные контуры, облег-
чающие изготовление литейной оснастки
и самих отливок; минимально допустимые
толщины стенок в различных сечениях
отливок, обеспечивающие необходимую
прочность элементов конструкции и хо-
рошую заполняемость полости формы
расплавленным металлом без образования
дефектов по недоливам и спаям; плавные
переходы и сопряжения, ребра жесткости
и другие конструктивные элементы, спо-
собствующие снижению остаточных на-
пряжений и предупреждению усадочных
дефектов; достаточное количество окон и
отверстий для прочного крепления стерж-
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ЛИТЫХ ДЕТАЛЕЙ
215
ней при оформлении внутренних полос-
тей, удобства удаления стержней из от-
ливки и выполнения других отделочных
операций; конструктивные уклоны на бо-
ковых поверхностях, обеспечивающие
изготовление отливок без искажения кон-
туров формовочными уклонами и увели-
чения массы отливок за их счет. Кроме
того, отливки на наружной поверхности не
должны иметь выступающих частей, тон-
костенных ребер, глубоких впадин, закры-
тых полостей и поднутрений, затрудняю-
щих изготовление литейной формы, очи-
стку и обрубку отливок.
2. КОНСТРУИРОВАНИЕ
ЛИТЫХ ДЕТАЛЕЙ С УЧЕТОМ
ЛИТЕЙНЫХ СВОЙСТВ СПЛАВОВ
Минимальную толщину х необрабаты-
ваемых стенок отливок, обеспечивающую
заполнение песчаной формы расплавленным
металлом, определяют по диаграмме (рис.
4.59) в зависимости от габаритных размеров:
N=(2l + b + h)/3,
где I, b, h - длина, ширина, высота отлив-
ки, мм.
Толщину внутренних стенок и ребер
принимают на 10 ... 20 % меньше толщи-
ны наружных стенок.
Получение отливок без усадочных де-
фектов достигается созданием конструк-
ции отливок с равномерной толщиной
стенок без большого скопления металла в
отдельных местах. Равномерность толщи-
ны стенки и скопление металла определя-
ют диаметром вписанной окружности
(рис. 4.60, а, 6). Желательно, чтобы соот-
ношение диаметров вписанных окружно-
стей в близкорасположенных сечениях не
превышало 1,5. Это достигается уменьше-
нием радиуса галтели с помощью углуб-
лений в стенках отливки (рис. 4.60, в),
смещением одной стенки (рис. 4.60, г);
если это невозможно, то следует преду-
смотреть отверстие (рис. 4.60, 0).
Рис. 4.59. Диаграммы для определения
минимальной толщины стенок отли-
вок из различных сплавов:
1 - стали; 2 - серого чугуна; 3 - бронзы; 4 -
алюминиевых сплавов
Рис. 4.60. Устранение местного скопления металла в стенках отливки
216
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Рис. 4.61. Конструкции литых деталей, обеспе-
чивающих одновременное (а) и направленное
(6) затвердевание отливок:
1 - прибыль; 2 - отливка
Рис. 4.62. Конструкции литых деталей, сни-
жающих усадочные напряжения в отливках
Отливки, затвердевающие одновре-
менно, должны иметь равномерную тол-
щину стенок с плавными переходами (рис.
4.61, а). Принцип одновременного затвер-
девания применяют при конструировании
мелких и средних тонкостенных отливок
из чугуна и других сплавов.
При направленном затвердевании (рис.
4.61, б) верхние сечения отливок питаются
от прибылей. Принцип направленного
затвердевания применяют при конструи-
ровании литых деталей с повышенными
требованиями к герметичности отливок.
Для снижения литейных напряжений
необходимо обеспечить свободную усадку
элементов отливки. На рис. 4.62, а показа-
на конструкция корпусной детали с пере-
городками, которые затрудняют процесс
усадки, что вызывает большие литейные
напряжения. Изменение конструкции (рис.
4.62, б) обеспечивает свободную усадку.
Придание перегородкам конической фор-
мы (рис. 4.62, е) также снижает усадочные
напряжения.
В конструкции литой детали (рис. 4.62, г)
из-за недостаточной жесткости появляют-
ся коробления, которые могут быть устра-
нены путем установки ребер жесткости
(рис. 4.62, д). Кроме того, кромки стенок
большой протяженности усиливают бурти-
ком (рис. 4.62, е) толщиной b = (0,5 ... 0,8) а
и шириной b = 2а.
3. КОНСТРУИРОВАНИЕ
ЛИТЫХ ДЕТАЛЕЙ, ИЗГОТОВЛЯЕМЫХ
ЛИТЬЕМ В ПЕСЧАНЫЕ ФОРМЫ
Конструирование внешней поверх-
ности литой детали. Внешние контуры
отливки обычно представляют собой со-
четание простых геометрических тел с
преобладанием плоских прямолинейных
поверхностей, сочленяемых плавными
переходами (рис. 4.63). Кроме того, необ-
ходимо стремиться к уменьшению габа-
ритных размеров и особенно высоты ли-
той детали. Это облегчает изготовление
модельного комплекта, а также процессы
формовки, сборки форм и очистки отли-
вок. При этом отливка имеет один пло-
ский разъем и располагается по возмож-
ности в одной полуформе. Например, при
изготовлении отливки, показанной на рис.
4.64, а, требуется сложный разъем. Разъем
формы упростится, если конструкцию ли-
той детали изменить, как показано на
рис. 4.64, б.
Контуры литых деталей должны обес-
печивать формовку без дополнительных
стержней. На рис. 4.64, в показана конст-
рукция отливки, при формовке которой
требуются стержни. После изменения кон-
струкции детали (рис. 4.64, г) отпала не-
обходимость применения стержней, упро-
стилась формовка.
ТЕХНОЛОГИЧНОСТЬКОНСТРУКЦИЙ ЛИТЫХ ДЕТАЛЕЙ
217
А Н
А
Рис. 4.63. Рекомендуемые переходы от одной стенки к другой в литых деталях:
а-А/а< 1,75; б~А!а> 1,75
Рис. 4.64. Нетехнологичные (а, в) и технологичные (б, г) конструкции литых деталей
Необрабатываемые поверхности отли-
вок, перпендикулярные к плоскости разъе-
ма, должны иметь конструктивные уклоны.
При изготовлении отливок (рис. 4.65, а, в)
необходимо предусматривать формовоч-
ные уклоны, а отверстия получать с по-
мощью стержня. Изменение конструкции
отливки (рис. 4.65, б, г) позволило облег-
чить формовку и одновременно получить
отверстия с помощью песчаного болвана.
218
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
д) б)
Рис. 4.65. Влияние конструктивных уклонов на упрощение технологического процесса изготовле-
ния отливок
Рис. 4.66. Нетехнологичные (/) и технологичные (2) конструкции бобышек, ребер, фланцев и
отверстий в отливках
Бобышки, приливы и другие выступаю-
щие части необходимо конструировать так,
чтобы не затруднять извлечение модели из
формы. На рис. 4.66 показаны варианты
технологичных и нетехнологичных конст-
рукций отливок. При изготовлении нетех-
нологичных отливок требуется применение
в моделях отъемных частей или стержней,
что усложняет процесс формовки.
Базовую и обрабатываемые поверхно-
сти располагают в одной полуформе или
стержне, не допуская пересечения их
плоскостью разъема формы.
Конструирование внутренних полос-
тей литых деталей. Внутренние полости
сложных отливок необходимо изготовлять
с минимальным числом стержней. На
рис. 4.67, а показан пример конструкции
литой детали, для изготовления которой
требуется применение двух стержней, а на
рис. 4.67, б - одного стержня (более тех-
нологичная конструкция).
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ЛИТЫХ ДЕТАЛЕЙ
219
Рис. 4.67. Конструкции нетехнологичных (а, в) и технологичных (б, г) литых деталей
Рис. 4.68. Устройство пазов и узких полостей в конструкциях литых деталей
В конструкции литой детали должно
быть достаточное число окон для прочно-
го крепления стержней в форме, для уда-
ления газов из стержня и удобства выбивки
стержней из отливок. При изготовлении
отливки (рис. 4.67, в) стержень Ст. 2 в
форме крепится с помощью жеребеек I, из
этого стержня затруднен выход газов, что
может привести к образованию газовых
раковин в отливках. Кроме того, затруд-
нена выбивка его из отливки. Изменение
конструкции литой детали (на рис. 4.67, г
стержень Ст. 2 в форме крепится без же-
ребеек) обеспечивает беспрепятственное
удаление газов из стержней и облегчает
выбивку стержней из отливки.
В конструкциях литых деталей следует
избегать пазов и узких полостей (рис.
4.68, а, в), при выполнении которых воз-
можно образование песчаных раковин из-
за разрушения стержней потоком расплав-
ленного металла при заливке его в форму.
Устранить такие пазы и узкие полости
можно изменением конструкции литой
детали (рис. 4.68, б, г).
Минимальные диаметры отверстий в
отливках при их изготовлении в песчаных
формах выбирают в зависимости от мате-
риала литой детали и толщины стенок.
Например, для чугунных отливок при
толщине стенки 10 мм минимальный диа-
метр отверстия, получаемого стержнем,
составляет 8 мм, а при толщине стенки
более 10 мм - 20 мм.
4. ОСОБЕННОСТИ
КОНСТРУИРОВАНИЯ
ЛИТЫХ ДЕТАЛЕЙ,
ПОЛУЧАЕМЫХ СПЕЦИАЛЬНЫМИ
СПОСОБАМИ ЛИТЬЯ
Для литья в оболочковые формы кон-
струкция детали должна удовлетворять
следующим требованиям: конфигурация
литой детали должна обеспечивать полу-
чение отливки с одной плоской поверхно-
стью разъема и без отъемных частей; оп-
тимальная толщина стенок должна быть
2 ... 8 мм; в отливках допускаются отвер-
стия диаметром 6 мм при толщине стенок
10 ... 12 мм; радиусы скруглений в зави-
симости от толщины стенок отливок при-
нимают 1, 2, 3, 5, 8 или 10 мм, точность
размеров отливок находится в пределах
5 ... И классов (ГОСТ 26645-85), а пара-
метр шероховатости Rz 160 ... 20 мкм.
220
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
При получении отливок литьем по вы-
плавляемым моделям литая деталь должна
удовлетворять следующим требованиям:
минимальная толщина может быть 0,6 ...
0,7 мм, наиболее часто толщина стенок
составляет 2 ... 5 мм при соотношении
толщин стенок 1:4; внутренние полости
отливок следует выполнять без уширения
внутри детали; в стальных литых деталях
могут быть получены отверстия диамет-
ром 1,5 мм в стенках толщиной 1,5 мм; в
местах расположения отверстий под кре-
пежные элементы стенки литых деталей
упрочняют бобышками, которые распола-
гают на внешних поверхностях отливок;
сопряжения стенок следует выполнять
радиусами 1, 2, 3, 5, 8 или 10 мм; глубина
пазов у литых деталей не должна превы-
шать их двойной ширины; точность разме-
ров отливок находится в пределах 3 ...
7 классов (ГОСТ 26645-85), а параметр
шероховатости Rz 80 ... 10 мкм.
При литье в кокиль конфигурация ли-
той детали должна иметь простую форму,
без выступающих частей: минимальная
толщина стенок чугунных отливок состав-
ляет 4 ... 5 мм, стальных не менее 8 мм,
для цветных 2,2 ... 4,0 мм; следует преду-
смотреть плавные переходы от тонких
сечений к массивным; толщина ребер же-
сткости литых деталей должна составлять
0,7 толщины стенки отливки; в чугунных
отливках металлическими стержнями мо-
гут быть получены отверстия диаметром
40 мм, а в отливках из легких сплавов - не
менее 5 мм; ребра, бобышки и другие вы-
ступы необходимо располагать перпенди-
кулярно к плоскости разъема формы;
точность размеров отливок должна
находиться в пределах 4 ... 12 классов
(ГОСТ 26645-85), а параметр шероховато-
сти Rz 320 ... 20 мкм.
Конструкции литых деталей, получае-
мых литьем под давлением, должны удов-
летворять следующим требованиям: внут-
ренние полости и отверстия литых деталей
должны позволять их получение металли-
ческими стержнями; минимальная толщи-
на стенок литых деталей из легких спла-
вов площадью поверхности 25 мм2 может
быть не менее 1 мм, в деталях с площадью
поверхности 100 ... 225 мм2 - 2 мм, а для
отливок площадью 400 ... 1000 мм2 - 4 мм;
при недостатке прочности или жесткости
стенки усиливают ребрами толщиной
0,8 ... 0,9 толщины стенок; радиусы со-
пряжений стенок литых деталей должны
быть равными сумме толщин сопрягаемых
стенок; следует избегать в литых деталях
выступов и выемок, требующих примене-
ния составных и подвижных стержней при
изготовлении отливок; целесообразно в
конструкции детали применять арматуру;
точность размеров отливок должна быть
3 ... 7 классов (ГОСТ 26645-85), а пара-
метр шероховатости Rz 40 ... 10 мкм.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Рассмотрите основные принципы конст-
руирования литых деталей с учетом литейных
свойств сплавов.
2. Какой должна быть внешняя поверхность
литой детали?
3. Какие принципы должны быть соблюде-
ны при конструировании внутренних полостей
литых деталей?
4. В чем заключаются особенности конст-
рукций литых деталей, получаемых литьем в
оболочковые формы и литьем по выплавляе-
мым моделям?
5. В чем заключаются особенности конст-
рукций литых деталей, получаемых литьем в
кокиль и под давлением?
РАЗДЕЛ^ СВАРОЧНОЕ ПРОИЗВОДСТВО
Глава I Физические основы получения
сварного соединения
Сварка - технологический процесс
получения неразъемных соединений мате-
риалов посредством установления меж-
атомных связей между свариваемыми час-
тями при их нагреве и пластическом де-
формировании. Сваркой соединяют одно-
родные и разнородные металлы и их спла-
вы, металлы с некоторыми неметалличе-
скими материалами (керамикой, графи-
том, стеклом и др.), а также пластмассы.
В разработке метода получения неразъ-
емных соединений материалов путем их
сварки ведущая роль принадлежит отечест-
венным инженерам и ученым. В 1882 г.
Н. Н. Бенардос и в 1888 г. Н. Н. Славянов
предложили первые практически пригод-
ные способы сварки с использованием
электрической дуги. Для образования со-
единений необходимо выполнение сле-
дующих условий: освобождение свари-
ваемых поверхностей от загрязнений, ок-
сидов и адсорбированных на них инород-
ных атомов; энергетическая активация
поверхностных атомов, облегчающая их
взаимодействие друг с другом; сближение
свариваемых поверхностей на расстояния,
сопоставимые с межатомным расстоянием
в свариваемых заготовках.
Указанные условия реализуются раз-
личными способами сварки путем энерге-
тического воздействия на материал в зоне
сварки. Энергия вводится в виде теплоты,
упругопластической деформации, элек-
тронного, ионного, электромагнитного и
других видов воздействия. Прочность и
другие свойства сварных соединений оп-
ределяются свариваемостью материалов.
Свариваемость - свойство ме-
талла или сочетания металлов образовы-
вать при установленной технологии свар-
ки сварные соединения, отвечающие тре-
бованиям, обусловленным конструкцией и
эксплуатацией изделия. В зависимости от
того, удовлетворяет ли сварное соедине-
ние предъявляемым требованиям, свари-
ваемость может быть достаточной или
недостаточной.
Безотносительно к виду конструкции и
ее назначению свариваемость материалов
оценивают степенью соответствия задан-
ных свойств сварного соединения одно-
именным свойствам основного металла и
их склонностью к образованию таких сва-
рочных дефектов, как трещины, поры,
шлаковые включения и др. По этим при-
знакам материалы разделяют на хорошо,
удовлетворительно, ограниченно и плохо
сваривающиеся.
Свариваемость материалов в основном
определяется типом и свойствами струк-
туры, возникающей в сварном соединении
при сварке. При сварке однородных ме-
таллов и сплавов в месте соединения, как
правило, образуется структура, идентич-
ная или близкая структуре соединяемых
заготовок. Прочность соединения опреде-
ляется внутрикристаллическими связями,
и свариваемость оценивается как хорошая
или удовлетворительная.
При сварке разнородных материалов в
зависимости от степени их взаимной рас-
творимости в твердом состоянии в соеди-
222
СВАРОЧНОЕ ПРОИЗВОДСТВО
Дуговая сварка плавлением
нении образуются твердые растворы, хи-
мические и интерметаллидные соединения
или смесь зерен соединяемых материалов.
В этих случаях прочность соединения
обеспечивается сцеплением по границам
частиц и зерен. Механические и физиче-
ские свойства соединений могут сущест-
венно отличаться от свойств свариваемых
материалов. При этом высока вероятность
образования несплошностей в виде тре-
щин и несплавлений. Свариваемость оце-
нивается как ограниченная или плохая.
В зависимости от состояния металла в
зоне соединения и использования внеш-
них усилий различают способы сварки
плавлением и давлением. Сварка плавле-
нием осуществляется местным сплавлени-
ем соединяемых частей без приложения
Глава II
1. СУЩНОСТЬ ПРОЦЕССА
Источником теплоты при дуговой
сварке служит электрическая дуга, кото-
рая горит между электродом и заготовкой.
В зависимости от материала и числа элек-
тродов, а также способа включения элек-
тродов и заготовки в цепь электрического
тока различают следующие виды дуговой
сварки: сварка неплавящимся (графитовым
или вольфрамовым) электродом 1 дугой
прямого действия 2 (рис. 5.1, а), при кото-
рой соединение выполняется путем рас-
плавления только основного металла 3
либо с применением присадочного метал-
ла 4; сварка плавящимся (металлическим)
электродом 1 дугой прямого действия 2
(рис. 5.1, б) с одновременным расплавле-
нием основного металла 3 и электрода,
который пополняет сварочную ванну
жидким металлом; сварка косвенной дугой
5 (рис. 5.1, в), горящей между двумя, как
правило, неплавящимися электродами 7;
при этом основной металл 3 нагревается и
расплавляется теплотой столба дуги; свар-
ка трехфазной дугой 6 (рис. 5.1, г), при
которой дуга горит между электродами 1,
давления (виды сварки: дуговая, плазмен-
ная, электронно-лучевая, лазерная, элек-
трошлаковая, газовая и др.). Сварка дав-
лением осуществляется за счет пластиче-
ской деформации свариваемых частей при
температуре ниже температуры плавления
(виды сварки: холодная, контактная, ульт-
развуковая, диффузионная, трением,
взрывом и др.).
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие основные условия необходимо
выполнить для получения сварного соедине-
ния?
2. Чем характеризуется свариваемость ма-
териалов?
3. По каким признакам различают способы
сварки?
а также между каждым электродом и ос-
новным металлом 3.
Питание дуги осуществляется посто-
янным или переменным током. При при-
менении постоянного тока различают
сварку на прямой и обратной полярностях.
В первом случае электрод подключают к
отрицательному полюсу (катод), во вто-
ром - к положительному (анод).
Кроме того, виды дуговой сварки раз-
личают также по способу защиты дуги и
расплавленного металла и степени меха-
низации процесса.
2. ЭЛЕКТРИЧЕСКИЕ И
ТЕПЛОВЫЕ СВОЙСТВА ДУГИ
Дуга - мощный стабильный электри-
ческий разряд в ионизированной атмосфе-
ре газов и паров металла. Ионизация дуго-
вого промежутка происходит во время
зажигания дуги и непрерывно поддержи-
вается в процессе ее горения. Процесс за-
жигания дуги в большинстве случаев
включает три этапа: короткое замыкание
электрода на заготовку, отвод электрода на
расстояние 3 ... 6 мм и возникновение ус-
ДУГОВАЯ СВАРКА ПЛАВЛЕНИЕМ
223
тойчивого дугового разряда. Короткое за-
мыкание (рис. 5.2, а) выполняется для разо-
грева торца электрода 1 (катода) и заготов-
ки 2 (анода) в зоне ее контакта с электро-
дом. После отвода электрода (рис. 5.2, б) с
его разогретого торца под действием элек-
трического поля начинается термоэлек-
тронная эмиссия электронов 3. Столкно-
вение быстро движущихся от катода к
аноду электронов с молекулами газов и
паров металла приводит к их ионизации 4.
По мере разогрева столба дуги и повыше-
ния кинетической энергии атомов и моле-
кул происходит дополнительная их иони-
зация. В результате дуговой промежуток
становится электропроводимым. Процесс
зажигания дуги заканчивается возникно-
вением устойчивого дугового разряда в
столбе дуги 6 (рис. 5.2, в).
Возможно зажигание дуги без коротко-
го замыкания и отвода электрода с помо-
щью высокочастотного электрического
разряда через дуговой промежуток, обес-
печивающего его первоначальную иони-
зацию. Для этого в сварочную цепь на
короткое время подключают источник
высокочастотного переменного тока вы-
сокого напряжения (осциллятор). Этот
способ применяют для зажигания дуги
при сварке неплавящимся электродом.
Электрические свойства дуги описы-
ваются статической вольт-ам-
перной характеристикой, пред-
ставляющей собой зависимость между
напряжением и током дуги в состоянии
устойчивого горения (рис. 5.3, а). Харак-
теристика состоит из трех участков: I -
падающего, II - жесткого, III - возрас-
Рис. 5.2. Схема процесса зажигания дуги
224
СВАРОЧНОЕ ПРОИЗВОДСТВО
Рис. 5.3. Статическая вольт-
амперная характеристика ду-
ги (а) и зависимость напря-
жения дуги (/д от ее длины
Ад (б)
тающего. Самое широкое применение на-
шла дуга на жестком и возрастающем уча-
стках. Такой вид характеристики объясня-
ется следующим образом. На участке I с
повышением силы тока увеличивается
степень ионизации дуги, и напряжение
для ее поддержания уменьшается. На уча-
стке II пропорционально силе тока воз-
растает сечение дуги, при этом плотность
тока и напряжение дуги С/д остаются по-
стоянными. На участке III при повышении
тока рост сечения дуги ограничивается
сечением электрода, в результате чего
увеличиваются плотность тока и напряже-
ние дуги.
Каждому участку характеристики дуги
соответствует определенный характер пе-
реноса расплавленного электродного ме-
талла в сварочную ванну: на I и II - круп-
нокапельный, на III- мелкокапельный или
струйный.
На участке I дуга малоустойчива и
имеет ограниченное применение. В этом
случае для поддержания горения дуги не-
обходимо постоянное включение в сва-
рочную цепь осциллятора.
На участке II характеристики дуги на-
пряжение С/д пропорционально ее длине:
С/д = а + рЛд,
где Ья - длина дуги (0 < Ьл < 8 мм); а и р -
опытные коэффициенты, зависящие от
рода свариваемого металла и газа в дуге и
других факторов (для стальных электро-
дов а = 10 В; р = 2 В/мм).
Из приведенной зависимости следует,
что для сохранения С/д неизменным необ-
ходимо Ад поддерживать постоянной
(рис. 5.3, б).
Температура столба дуги 6 (см. рис.
5.2, в) зависит от материала электрода и
состава газов в дуге, а температура катода
5 и анода 7 приближается к температуре
кипения металла электродов. Эти темпе-
ратуры дуги постоянного тока при сварке
покрытым стальным электродом состав-
ляют соответственно около 6000, 2700,
2900 °C. При этом в анодной области ду-
ги, как правило, выделяется больше теп-
ловой энергии, чем в катодной. При свар-
ке дугой переменного тока температуры
анода и катода выравниваются вследствие
периодической смены полярности.
3. ИСТОЧНИКИ
СВАРОЧНОГО ТОКА
Источники тока для питания сварочной
дуги должны иметь специальную внеш-
нюю характеристику. Внешней ха-
рактеристикой источника называет-
ся зависимость напряжения на его выход-
ных клеммах от тока в электрической це-
пи. Внешние характеристики могут быть
следующих основных видов: падающая 1,
пологопадающая 2, жесткая 3, возрастаю-
щая 4 (рис. 5.4, а). Источник тока выби-
рают в зависимости от вольт-амперной
характеристики дуги, соответствующей
принятому способу сварки.
ДУГОВАЯ СВАРКА ПЛАВЛЕНИЕМ
225
Рис. 5.4. Внешние характери-
стики источников сварочного
тока (а) и соотношение ха-
рактеристик дуги и падаю-
щей характеристики источ-
ника тока при сварке (б)
Для питания дуги на участке // с жест-
кой характеристикой применяют источни-
ки с падающей или пологопадающей ха-
рактеристикой (ручная дуговая сварка,
автоматическая под флюсом, сварка в за-
щитных газах неплавящимся электродом).
Режим горения дуги определяется точкой
пересечения характеристик дуги б и ис-
точника тока 1 (рис. 5.4, б). Точка В соот-
ветствует режиму неустойчивого горения
дуги, точка С - режиму устойчивого горе-
ния дуги (/св и t/д), точка А - режиму холо-
стого хода в работе источника тока в пе-
риод, когда дуга не горит и сварочная
цепь разомкнута. Режим холостого хода
характеризуется повышенным напряжени-
ем (60 ... 80 В). Точка D соответствует
режиму короткого замыкания при зажига-
нии дуги и ее замыкании каплями жидкого
электродного металла. Короткое замыка-
ние характеризуется малым напряжением,
стремящимся к нулю, и повышенным, но
ограниченным током.
Источники сварочного тока с падаю-
щей характеристикой необходимы для
облегчения зажигания дуги за счет повы-
шенного напряжения холостого хода,
обеспечения устойчивого горения дуги и
практически постоянной проплавляющей
способности дуги, а также для ограниче-
ния тока короткого замыкания, чтобы не
допустить перегрева токопроводящих
проводов и источников тока. Наилучшим
образом приведенным требованиям удов-
летворяет источник тока с идеализирован-
ной внешней характеристикой 5 (рис. 5.4).
Для обеспечения устойчивости горения
дуги на участке 111 с возрастающей харак-
теристикой применяют источники свароч-
ного тока с жесткой или возрастающей
внешней характеристиками (сварка в за-
щитных газах плавящимся электродом и
автоматическая под флюсом током повы-
шенной плотности).
Для питания сварочной дуги применя-
ют источники переменного тока (свароч-
ные трансформаторы) и источники посто-
янного тока (сварочные выпрямители и
генераторы).
Сварочные трансформаторы преобра-
зуют сетевое напряжение (220 или 380 В)
в пониженное (меньше 140 В), необходи-
мое для сварки. Особенность конструкции
сварочных трансформаторов заключается
в том, что они имеют повышенное рассея-
ние магнитного потока. Это обусловлива-
ет их высокое индуктивное сопротивле-
ние, что обеспечивает крутопадаюшую
внешнюю характеристику тока в свароч-
ной сети. Предусмотрено регулирование
степени магнитного рассеяния путем вве-
дения внутрь магнитного сердечника
трансформатора дополнительного шунта
или изменения расстояния между первич-
ной и вторичной обмотками. Таким обра-
зом изменяют крутизну внешней характе-
ристики и, соответственно, величину сва-
рочного тока при относительно постоян-
ном напряжении на дуге.
В массовом порядке выпускают только
однопостовые трансформаторы, предна-
значенные для ручной дуговой сварки по-
8 - 9503
226
СВАРОЧНОЕ ПРОИЗВОДСТВО
крытыми электродами и механизирован-
ной сварки под флюсом.
В состав серийных выпрямителей вхо-
дят понижающий трансформатор с регули-
руемым магнитным рассеянием и выпря-
мительный блок, собранный по мостовой
схеме с использованием кремниевых сило-
вых вентилей. Эти выпрямители, так же как
и трансформаторы, предназначены для
ручной дуговой сварки электродами и ме-
ханизированной сварки под флюсом.
Широкое применение получили уни-
версальные выпрямители, состоящие из
трансформатора с нормальным магнитным
рассеянием и управляемого тиристорного
выпрямителя. Выпрямители могут иметь
различные виды внешних характеристик
благодаря введению в транзисторный блок
обратных связей по сварочному току. От-
рицательная обратная связь обеспечивает
крутопадающую характеристику, положи-
тельная - жесткую. Универсальные вы-
прямители кроме ручной сварки и сварки
под флюсом применяют для механизиро-
ванной сварки в защитных газах.
Наиболее совершенны инверторные
выпрямители. Их особенность заключается
в том, что сетевое напряжение преобразу-
ется в высокочастотное (до 60 кГц ) с по-
мощью управляемого транзисторного ин-
вертора. Далее высокочастотное напряже-
ние понижается малогабаритным транс-
форматором, выпрямляется блоком сило-
вых вентилей и подается на дугу в виде
сглаженного сварочного напряжения. Ин-
верторные выпрямители могут иметь лю-
бую форму внешней характеристики, в
том числе близкую к идеализированной
(рис. 5.4, а). Одним из преимуществ ин-
верторных выпрямителей является их ма-
лая масса - примерно в 10 раз меньше, чем
выпрямителей других типов.
Особые технологические свойства
имеют импульсные источники сварочного
тока, разработанные на основе универ-
сальных и инверторных выпрямителей.
Специальные блоки управления работой
тиристоров и транзисторов позволяют по-
лучить ток в виде импульсов различной
формы (прямоугольных, экспоненциаль-
ных) с разными временами и периодами
следования импульсов. Главное достоинст-
во импульсных источников тока заключа-
ется в существенном снижении тепловло-
жения при сварке, что позволяет сваривать
металл малой толщины без опасности про-
жога и недопустимого разбрызгивания.
Источники переменного тока более
распространены, так как обладают рядом
технико-экономических преимуществ.
Сварочные трансформаторы проще в экс-
плуатации, значительно долговечнее и
обладают более высоким КПД, чем вы-
прямители и генераторы постоянного то-
ка. Однако в некоторых случаях (сварка на
малых токах покрытыми электродами и
под флюсом) при питании переменным
током дуга горит неустойчиво, так как
через каждые 0,01 с напряжение и ток ду-
ги проходят через нулевые значения, что
приводит к временной деионизации дуги.
Постоянный ток предпочтителен в техно-
логическом отношении: при его примене-
нии повышается устойчивость горения ду-
ги, улучшаются условия сварки в различ-
ных пространственных положениях, появ-
ляется возможность вести сварку на пря-
мой и обратной полярностях и т.д. Послед-
няя вследствие большего тепловыделения в
анодной области дуги позволяет проводить
сварку сварочными материалами с туго-
плавкими покрытиями и флюсами.
Подводимая к свариваемому изделию
теплота характеризуется величиной теп-
ловой мощности дуги.
Полная тепловая мощность сварочной
дуги, Дж/с:
Q = kICB Ua,
где к - коэффициент несинусоидальности
напряжения и тока (для постоянного тока
равен 1, для переменного тока 0,7 ... 0,97).
Однако не вся мощность дуги полно-
стью расходуется на нагрев и расплавле-
ние электрода и основного металла, часть
ее теряется в результате теплоотдачи в
окружающую среду. Часть мощности ду-
ДУГОВАЯ СВАРКА ПЛАВЛЕНИЕМ
227
ги, вводимая в свариваемую заготовку
(нагрев дугой, с каплями электродного
металла), называется эффективной теп-
ловой мощностью сварочной дуги, Дж/с:
q = i}Q,
где Г) - КПД дуги, представляющий собой
отношение эффективной мощности дуги к
полной; значение т] зависит от способа
сварки, вида и состава сварочных мате-
риалов (для автоматической сварки под
флюсом, электрошлаковой, ручной дуго-
вой покрытым электродом и сварки в за-
щитных газах среднее значение соответст-
венно равно 0,9; 0,7; 0,8 и 0,6).
Для оценки затрат тепловой энергии на
образование единицы длины шва или еди-
ницы площади соединения при однопро-
ходной сварке используют величины по-
гонной g/vCB и удельной погонной энергии
q / vCB5 (vCB - скорость сварки, см/с; 5 -
толщина заготовки, см).
4. ОСНОВНЫЕ
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ
В СВАРОЧНОЙ ВАННЕ
Сварочная ванна представляет
собой относительно небольшой объем
перегретого выше температуры плавления
расплавленного металла, находящегося в
контакте, как правило, сверху, в передней
части, с газовой атмосферой дуги, в хво-
стовой части со слоем расплавленного
шлака, снизу и с боков - с твердым холод-
ным основным металлом. Сварочная ван-
на образуется в результате расплавления и
перемешивания основного и электродного
(или присадочного) металлов.
Химический состав сварочной ванны в
первую очередь определяется составом
электродной проволоки и основного ме-
талла в зависимости от доли его участия в
шве. Доля участия основного металла оп-
ределяется способом и режимом сварки и
может изменяться от 0,15 до 0,6 для руч-
ной сварки покрытыми электродами и ав-
томатической под флюсом соответствен-
но. Конечный состав шва устанавливается
после протекания металлургических про-
цессов на поверхностях и в объеме капель
электродного металла и сварочной ванны
в результате контакта с газовой и шлако-
вой фазами.
Металлургические процессы в свароч-
ной ванне развиваются в соответствии с
основными закономерностями металлур-
гии металлов. Особенности состоят, с од-
ной стороны, в высокой скорости проте-
кания процессов, обусловленной высокой
температурой, с другой, - их незавершен-
ностью вследствие кратковременности
существования сварочной ванны.
Взаимодействие расплавленного ме-
талла с газовой фазой определяется со-
ставом атмосферы дуги и химическими
свойствами элементов, содержащихся в
расплавленном металле. Атмосфера дуги
состоит из смеси газов: О2, N2, Н2, СО,
СО2, паров: воды, металла и шлака. О2, N2,
Н2 попадают в нее в основном из воздуха,
а также из сварочных материалов (свароч-
ной проволоки, покрытий электродов,
флюсов и защитных газов). Дополнитель-
ным источником О2 и Н2 могут быть
ржавчина, органические загрязнения и
конденсированная влага на поверхности
проволоки и свариваемого металла. СО2 и
СО образуются в результате разложения в
дуге компонентов покрытий электродов и
флюсов. В случае сварки в защитной ат-
мосфере углекислого газа они составляют
основу атмосферы дуги. Количественное
соотношение и парциальное давление га-
зов зависят от вида сварки и применяемо-
го способа защиты сварочной ванны. При
высокой температуре дуги основная часть
газов диссоциирует и переходит в атомар-
ное состояние. При этом их химическая
активность и способность к растворению в
расплавленном металле повышаются.
Кислород, взаимодействуя с расплав-
ленным металлом, в первую очередь окис-
ляет элемент, составляющий его основу.
В случае стали окисляется железо и обра-
зуются его оксиды. Оксид FeO растворя-
ется в металле шва и окисляет примеси
или легирующие элементы, обладающие
8»
228
СВАРОЧНОЕ ПРОИЗВОДСТВО
большим химическим сродством к кисло-
роду: Si, Мп, Ti, Cr, С и др. Оксиды этих
элементов не растворимы в железе,- и их
основное количество переходит в шлак.
Оксид углерода выделяется из расплав-
ленного металла в атмосферу.
Азот растворяется в расплавленном
металле. При содержании свыше предела
растворимости азот образует химические
соединения - нитриды. Нитриды могут
образовываться также с легирующими
элементами, входящими в состав сплавов
(в стали нитриды титана и алюминия).
Водород также растворяется в расплав-
ленном металле. С рядом металлов (Ti, V,
Nb и др.) водород образует химические
соединения - гидриды.
Взаимодействие расплавленного ме-
талла с газовой фазой может приводить к
следующим отрицательным последствиям:
"выгоранию" легкоокисляющихся эле-
ментов, а следовательно, к снижению их
содержания в сварочной ванне по сравне-
нию с содержанием в сварочной проволоке;
снижению прочностных и главным об-
разом пластических свойств при наличии
в шве оксидов, нитридов и водорода (рас-
творенного или скопившегося в микроне-
сплошностях металла);
образованию пор в шве вследствие за-
держки выхода пузырьков газов (N2, Н2,
СО) в процессе кристаллизации сварочной
ванны.
Основные способы предотвращения
отрицательного влияния газов:
создание эффективной защиты дуги и
сварочной ванны (покрытие электродов,
флюсы, защитные газы, вакуум); тщатель-
ная очистка свариваемой поверхности,
проволоки, прокалка сварочных материа-
лов и осушка защитных газов;
введение в состав сварочных материа-
лов необходимого количества элементов-
раскислителей, способных связать попав-
ший в сварочную ванну кислород в нерас-
творимые оксиды (для стали Мп, Si, Ti);
применение сварочных материалов с
повышенным содержанием легкоокис-
ляющихся элементов с учетом их выгора-
ния при сварке.
Взаимодействие расплавленного ме-
талла и шлака определяется составом
шлака и условиями перераспределения
растворимых соединений между контак-
тирующими жидкими фазами. Шлаки об-
разуются в результате расплавления по-
крытий электродов или флюсов. Они со-
стоят из смеси оксидов, фторидов, хлори-
дов различных элементов и чистых метал-
лов. В результате взаимодействия со шла-
ком происходят раскисление металла сва-
рочной ванны, удаление вредных примесей
путем связывания их в нерастворимые
соединения и вывода в шлак, легирование
шва определенными элементами для вос-
полнения их выгорания при сварке или
придания шву специальных свойств.
При сварке сталей раскислителями
служат Мп и Si, которые восстанавливают
FeO, а их нерастворимые оксиды выводят-
ся в шлак. Кроме того, марганец нейтра-
лизует вредное действие растворенной в
железе серы, связывая ее в нерастворимый
и тугоплавкий сульфид MnS. Мелкие час-
тицы нерастворимых оксидов и сульфидов
остаются в металле шва в виде неметалли-
ческих включений. Однако их вредное
влияние существенно меньше, чем FeO и
FeS. Через шлак шов можно легировать
различными элементами.
Кристаллизация сварного шва начина-
ется от границ оплавленного основного
металла и протекает путем роста столбча-
тых кристаллитов к центру шва. При этом
оси кристаллита, как правило, остаются
перпендикулярными к поверхности дви-
жущейся сварочной ванны, в результате
чего кристаллиты изгибаются и вытяги-
ваются в направлении сварки (рис. 5.5).
Вследствие дендритной ликвации примеси
располагаются по границам кристаллитов,
где они могут образовать легкоплавкие
эвтектики и неметаллические включения.
Это снижает механические свойства шва и
в отдельных случаях может быть причи-
ной образования горячих трещин.
ДУГОВАЯ СВАРКА ПЛАВЛЕНИЕМ
229
Рис. 5.5. Столбчатые кристаллиты в сварном
шве:
1 - сварочная ванна; 2 - изотерма кристаллизации
шва; 3 - столбчатый кристаллит
5. РУЧНАЯ
ДУГОВАЯ СВАРКА
Ручную дуговую сварку выполняют
сварочными электродами, которые вруч-
ную подают в дугу и перемещают вдоль
заготовки. В процессе сварки металличе-
ским покрытым электродом (рис. 5.6) дуга
8 горит между стержнем электрода 7 и
основным металлом 1. Стержень электро-
да плавится, и расплавленный металл кап-
лями стекает в сварочную ванну 9. Вместе
со стержнем плавится покрытие электрода
б, образуя защитную газовую атмосферу 5
вокруг дуги и жидкую шлаковую ванну 4
на поверхности расплавленного металла.
По мере движения дуги сварочная ванна
затвердевает и формируется сварной шов
3. Жидкий шлак после остывания образует
твердую шлаковую корку 2.
Рис. 5.6. Схема процесса сварки металличе-
ским покрытым электродом
Сварочная проволока и электроды.
Стандарт на стальную сварочную прово-
локу предусматривает 77 марок проволоки
диаметром 0,2 ... 12 мм. Сварочную про-
волоку всех марок в зависимости от соста-
ва разделяют на три группы; низкоуглеро-
дистую (Св-08А, Св-08ГС и др.), легиро-
ванную (Св-18ХМА; Св-10Х5М и др.) и
высоколегированную (Св-ОбХ 19Н10M3T;
Св-07Х25Н13 и др.). В марках проволоки
"Св" означает слово "сварочная", после-
дующие буквы и цифры - ее марочный
состав.
Сварочную проволоку используют для
изготовления стержней электродов, при
автоматической дуговой сварке под флю-
сом, при сварке плавящимся электродом в
среде защитных газов, а также в качестве
присадочного материала при дуговой
сварке неплавящимся электродом и газо-
вой сварке.
Электроды представляют собой прово-
лочные стержни с нанесенными на них
покрытиями. Покрытия электродов пред-
назначены для обеспечения стабильного
горения дуги, защиты расплавленного ме-
талла от воздействия воздуха и получения
металла шва заданных состава и свойств.
В состав покрытия электродов входят ста-
билизирующие, газообразующие, шлако-
образующие, раскисляющие, легирующие
и связующие составляющие.
Электроды классифицируют по назна-
чению и виду покрытия. По назначению
стальные электроды подразделяют на пять
классов: для сварки углеродистых и низ-
колегированных конструкционных сталей
с о, < 600 МПа, легированных конструкци-
онных сталей с а, > 600 МПа, легированных
жаропрочных сталей, высоколегированных
сталей с особыми свойствами и для наплав-
ки поверхностных слоев с особыми свойст-
вами. Электроды для сварки конструкцион-
ных сталей делят на типы: Э38, Э42, ...,
Э150. Цифры в обозначении типа электро-
дов обозначают ав наплавленного металла в
10'1 МПа. В обозначение типов электродов
для сварки жаропрочных и высоколегиро-
ванных сталей и наплавочных входит
230
СВАРОЧНОЕ ПРОИЗВОДСТВО
марочный состав наплавленного металла
(Э-09МХ, Э-10Х5МФ, Э-08Х20Н9Г2Б,
Э-10Х20Н70Г2М2В, Э-120Х12Г2СФ,
Э-350Х26Г2Р2СТ и др.).
По виду покрытия электроды делят на
электроды с кислым, рутиловым, основ-
ным и целлюлозным покрытием.
Кислые покрытия имеют шлаковую ос-
нову, состоящую из руд железа и марганца
(Ре20з, МпО), полевого шпата (SiO2), фер-
ромарганца и других компонентов. Элек-
троды обладают хорошими сварочно-
технологическими свойствами: позволяют
вести сварку во всех пространственных
положениях на переменном и постоянном
токах. Возможна сварка металла со ржавы-
ми кромками и окалиной. Электроды при-
меняют для сварки низкоуглеродистых и
низколегированных сталей. Металл шва по
составу соответствует кипящей и полуспо-
койной стали. Однако электроды токсичны
в связи с выделением соединений марган-
ца, поэтому применение их сокращается.
Рутиловые покрытия состоят из рути-
лового концентрата (TiO2), полевого шпа-
та, мрамора (СаСО3), ферромарганца и
других компонентов; обладают высокими
сварочно-технологическими свойствами.
Их применяют для сварки ответственных
конструкций из низкоуглеродистых и низ-
колегированных сталей. Наплавленный
металл по составу соответствует полуспо-
койной стали.
Основные покрытия содержат мрамор,
магнезит (MgCOs), плавиковый шпат
(CaF2), ферросилиций, ферромарганец,
ферротитан и другие компоненты. Сва-
рочно-технологические свойства ограни-
чены. Сварку выполняют, как правило, на
постоянном токе обратной полярности,
металл шва склонен к образованию пор
при наличии ржавчины на свариваемых
кромках, требуется высокотемпературная
прокалка (400 ... 450 °C) перед сваркой
и т.д. Наплавленный металл хорошо рас-
кислен и по составу соответствует спо-
койной стали. Возможно дополнительное
легирование шва через покрытие. Элек-
троды с основным покрытием применяют
для сварки ответственных конструкций из
сталей всех классов.
Целлюлозное покрытие содержит цел-
люлозу и другие органические вещества с
небольшим количеством шлакообразующих
компонентов. Они создают хорошую газо-
вую защиту и образуют малое количество
шлака. Особенно пригодны для сварки на
монтаже в любых пространственных поло-
жениях на переменном и постоянном токах.
Их применяют для сварки низкоуглероди-
стых и низколегированных сталей. Наплав-
ленный металл по составу соответствует
полуспокойной или спокойной стали.
Режим сварки. Основным параметром
режима ручной дуговой сварки является
сварочный ток (А), который выбирают в
зависимости от диаметра и типа металла
электрода:
Дв kd-},
где к - опытный коэффициент, равный
40 ... 60 для электродов со стержнем из
низкоуглеродистой стали и 35 ... 40 для
электродов со стержнем из высоколегиро-
ванной стали при выполнении сварки в
нижнем положении, А/мм; - диаметр
стержня электрода, мм.
Диаметр электродов выбирают исходя
из толщины стали 5 при сварке стыковых
швов и катета к при сварке угловых:
12-24
.... '-2 3 -5 4~10 и более
d3, мм..... 2-3 3-4 4-5 5-6
При толщине стали до 6 мм можно
сваривать по зазору без разделки кромок
заготовки. При больших толщинах металла
выполняют одностороннюю и двусто-
роннюю разделку кромок. Разделку (см.
рис. 5.59) выполняют путем скоса свари-
ваемых кромок, каждой под углом 30°, при
этом в корне оставляют притупление кро-
мок 1 ... 3 мм для предотвращения сквоз-
ного прожога и вытекания расплавленного
металла сварочной ванны. Разделка необ-
ходима для обеспечения полного провара
по толщине. Металл толщиной свыше
10 мм сваривают многослойным швом.
ДУГОВАЯ СВАРКА ПЛАВЛЕНИЕМ
231
Рис. 5.7. Возможные пространственные положения при ручной сварке:
а - нижнее; б - вертикальное: в - горизонтальное; г - потолочное
Ручная сварка позволяет выполнять
швы в различных пространственных по-
ложениях - нижнем, вертикальном, гори-
зонтальном и потолочном (рис. 5.7). При
сварке на вертикальной плоскости ток
уменьшают на 10 ... 15 %, в потолочном
положении на 15 ... 20 % по сравнению с
током для сварки в нижнем положении.
При этом сварку выполняют электродами
диаметром не более 4 мм.
Напряжение дуги изменяется в преде-
лах 16 ... 30 В, скорость сварки выбирает
сварщик исходя из необходимости про-
плавления свариваемого сечения и запол-
нения разделки кромок наплавленным
металлом (при расчетах принимают рав-
ной 5 ... 7 м/ч).
Производительность процесса сварки
(Псв) определяется сварочным током и
коэффициентом наплавки (ан) применяе-
мого электрода:
Псв = ан/св, г/ч;
«н = Сн /(Лв 0 > г/(А • ч)>
где G„ - масса наплавленного металла, г,
полученного за время t, ч.
У электродов для сварки конструкций
из углеродистых и низколегированных
сталей ан изменяется в пределах от 8 до
14 г/(А ч).
Ручная сварка удобна при выполнении
коротких криволинейных швов в любых
пространственных положениях, при нало-
жении швов в труднодоступных местах, а
также при монтажных работах и сборке
конструкций сложной формы. Ручная
сварка обеспечивает хорошее качество
сварных швов, но обладает более низкой
производительностью, например, по срав-
нению с автоматической дуговой сваркой
под флюсом. Это обусловлено тем, что ток
при ручной сварке покрытыми электрода-
ми ограничен, так как повышение тока
сверх рекомендованного значения приво-
дит к разогреву стержня электрода, отслаи-
ванию покрытия, сильному разбрызгива-
нию и угару расплавленного металла. Руч-
ную сварку постепенно заменяют механи-
зированной в атмосфере защитных газов.
6. АВТОМАТИЧЕСКАЯ
ДУГОВАЯ СВАРКА
ПОД ФЛЮСОМ
Для автоматической дуговой сварки
под флюсом используют непокрытую
электродную проволоку и флюс для защи-
ты дуги и сварочной ванны от воздуха.
Подача и перемещение электродной про-
волоки механизированы. Автоматизиро-
ваны процессы зажигания дуги и заварки
кратера в конце шва. В процессе автома-
тической сварки под флюсом (рис. 5.8)
дуга 10 горит между проволокой 3 и ос-
новным металлом 8. Столб дуги и метал-
лическая ванна жидкого металла 9 со всех
сторон плотно закрыты слоем флюса 5
толщиной 30 ... 50 мм. Часть флюса рас-
плавляется, в результате чего вокруг дуги
образуется газовая полость, а на поверх-
ности расплавленного металла - ванна
жидкого шлака 4. Для сварки под флюсом
232
СВАРОЧНОЕ ПРОИЗВОДСТВО
Рис. 5.8. Схема процесса автоматической дуго-
вой сварки под флюсом
характерно глубокое проплавление основ-
ного металла. Под действием мощной ду-
ги и весьма быстрого движения электрода
вдоль заготовки происходит оттеснение
расплавленного металла в сторону, проти-
воположную направлению сварки. По ме-
ре поступательного движения электрода
металлическая и шлаковая ванны затвер-
девают с образованием сварного шва 7,
покрытого твердой шлаковой коркой 6.
Проволоку подают в дугу и перемещают
ее вдоль шва с помощью механизмов по-
дачи 2 и перемещения. Ток к электроду
поступает через токопровод 1.
Основные преимущества автоматиче-
ской сварки под флюсом по сравнению с
ручной дуговой сваркой состоят в повы-
шении производительности процесса
сварки в 5 ... 20 раз, качества сварных
соединений и уменьшении себестоимости
1 м сварного шва. Повышение производи-
тельности достигается за счет использова-
ния больших сварочных токов (до 2000 А)
и непрерывности процесса сварки. При-
менение непокрытой проволоки позволяет
приблизить токопровод на расстояние
30 ... 50 мм от дуги и тем самым устра-
нить опасный разогрев электрода при
большом токе. Плотная флюсовая защита
сварочной ванны предотвращает разбрыз-
гивание и угар расплавленного металла.
При этом более полно используется теп-
ловая мощность дуги (КПД дуги возраста-
ет до 0,9 ... 0,95) и увеличивается коэф-
фициент наплавки ан до 18 ... 20 г/(А • ч).
Увеличение тока позволяет сваривать ме-
талл большой толщины (до 20 мм) за один
проход без разделки кромок, что приводит
к существенной экономии наплавленного
металла по сравнению со сваркой в раз-
делку.
Повышенное качество сварных швов
обусловлено получением более высоких
механических свойств наплавленного ме-
талла благодаря надежной защите свароч-
ной ванны флюсом, интенсивному раскис-
лению и легированию вследствие увели-
чения объема жидкого шлака, сравнитель-
но медленного охлаждения шва под флю-
сом и твердой шлаковой коркой, улучше-
нием формы и поверхности сварного шва
и постоянством его размеров по всей дли-
не вследствие регулирования режима
сварки, механизированных подачи и пе-
ремещения электродной проволоки.
Флюсы. Для изоляции сварочной ван-
ны от атмосферы воздуха, обеспечения
устойчивого горения дуги, формирования
поверхности шва и получения заданных
состава и свойств наплавленного металла
используют флюсы. По назначению их раз-
деляют на флюсы для сварки низкоуглеро-
дистых и низколегированных сталей, леги-
рованных и высоколегированных сталей.
Флюсы для сварки низкоуглеродистых
и низколегированных сталей предназначе-
ны для раскисления шва и легирования его
марганцем и кремнием. Для этого приме-
няют плавленые высококремнистые мар-
ганцевые флюсы. Их шлаки имеют высо-
кое содержание SiO2 и МпО. Флюсы изго-
товляют путем сплавления марганцевой
руды, кремнезема, плавикового шпата в
электропечах.
Флюсы для сварки легированных и вы-
соколегированных сталей должны обеспе-
чивать минимальное окисление легирую-
щих элементов в шве. Для этого применя-
ют плавленые и керамические низкокрем-
нистые, бескремнистые и фторидные
флюсы. Их шлаки имеют высокое содер-
жание СаО, CaF2 и А120з. Плавленые
флюсы изготовляют из плавикового шпа-
ДУГОВАЯ СВАРКА ПЛАВЛЕНИЕМ
233
та, алюмосиликатов, алюминатов путем
сплавления в электропечах. Их шлаки
имеют основной характер. Керамические
флюсы приготовляют из порошкообраз-
ных компонентов путем замеса их на жид-
ком стекле, гранулирования и последую-
щего прокаливания. Основу керамических
флюсов составляют мрамор, плавиковый
шпат и хлориды щелочно-земельных ме-
таллов. В них также входят ферросплавы
сильных раскислителей (кремния, титана,
алюминия) и легирующих элементов и
чистые металлы. Шлаки керамических
флюсов имеют основной или пассивный
характер и обеспечивают получение в ме-
талле шва заданное содержание легирую-
щих элементов.
Режим сварки. Определение режима
сварки производится по эксперименталь-
но-расчетной методике с использованием
эмпирических соотношений, полученных
обработкой опытных данных. Параметра-
ми режима автоматической сварки под
флюсом являются сварочный ток, напря-
жение дуги, скорость сварки и скорость
подачи сварочной проволоки. Основной
параметр - сварочный ток - в случае свар-
ки по стыку с зазором без разделки кромок
определяется исходя из условия полного
провара свариваемого сечения на величи-
ну Н. При односторонней сварке Н при-
нимается равным толщине листа 5 (см),
при двусторонней сварке больше "А 5 на
10 ... 15 % с учетом перекрытия первого и
второго слоев.
Для низкоуглеродистых и низколеги-
рованных сталей
Я = 0,0156^/(vCB\|/np) , см,
где vj/np - коэффициент формы провара,
<Ипр = Л'(19-0,01/св)Д,С/д//св.
При сварке переменным током к'= \.
Диаметр электрода <7, (мм) выбирают в
зависимости от толщины листа по тому же
соотношению, которое приведено для
ручной сварки (с. 230). Исходя из допус-
тимой плотности тока J по d3 назначают
ток и выбирают коэффициент В, опреде-
ляющий vCB:
d3, мм..... 2 3 4 5 6
J, А/мм2 .... 65-200 45-90 35-60 30-50 25^5
В, А-м/ч .... 8-12 12-16 16-20 20-25 25-30
Оптимальное напряжение дуги
U = 20 + 50 10~3/ /Д?’5± 1, В.
Д vn J 7
Скорость сварки
vCB = 27,7 В / /св, см/с.
Используя полученные значения /св,
^д, vcB>Vnp и (с- 227)> рассчиты-
вают Н. Если Н не удовлетворяет исход-
ным требованиям, проводят корректиров-
ку /св и повторяют расчет Н.
Расчет параметров режимов для сварки
стыковых соединений с разделкой кромки
выполняют по той же методике. При этом
ток уменьшают примерно на 10 % с целью
предотвращения сквозного прожога и вы-
текания расплавленного металла свароч-
ной ванны. Дополнительно проверяют,
удовлетворяет ли выбранный режим усло-
вию заполнения разделки наплавленным
металлом по площади сечения FH (см2)
сварного шва или его слоя при много-
слойной сварке. При необходимости кор-
ректируют vCB.
При многослойной сварке за Н прини-
мают высоту очередного свариваемого слоя,
увеличенную на величину притупления
кромок для первого слоя и на 10 ... 15 % для
остальных слоев.
При выполнении односторонних швов
с полным проваром для предупреждения
прожогов применяют различные подклад-
ки со стороны корня шва: остающиеся
стальные, съемные флюсовые или медные.
Возможна также сварка по ручной под-
варке корня шва.
234
СВАРОЧНОЕ ПРОИЗВОДСТВО
Рис. 5.9. Схема автоматической линии изготовления спиральношовных труб с применением
автоматической дуговой сварки под флюсом:
1 - рулон полосовой стали; 2 - летучий агрегат для обрезки и сварки, позволяющий наращивать полосу;
3 - парные дисковые ножницы для обрезки кромок под сварку; 4 - толкающие валики; 5 - штанга для ввода
автоматов для сварки внутреннего шва трубы; 6 - формовочное устройство; 7 - автомат для сварки наружного
шва; 8 - летучее устройство для резки непрерывной трубы на трубы мерной длины; 9 - спиральношовная труба
Дуговую сварку под флюсом выпол-
няют неподвижными подвесными автома-
тическими сварочными головками и пере-
движными сварочными автоматами (сва-
рочными тракторами), перемещающимися
непосредственно по изделию. Назначение
сварочных автоматов - подача электрод-
ной проволоки в дугу и поддержание по-
стоянного режима сварки в течение всего
процесса. Автоматическую сварку под
флюсом применяют в серийном и массо-
вом производствах для выполнения длин-
ных прямолинейных и кольцевых швов в
нижнем положении на металле толщиной
2 ... 100 мм. Под флюсом сваривают стали
различных классов. Автоматическую
сварку широко применяют при изготовле-
нии котлов, резервуаров для хранения
жидкостей и газов, корпусов судов, мос-
товых балок и других изделий. Она явля-
ется одним из основных звеньев автома-
тических линий для изготовления сварных
автомобильных колес и станов для произ-
водства сварных прямошовных и спираль-
ных труб (рис. 5.9).
7. ДУГОВАЯ СВАРКА
В ЗАЩИТНЫХ ГАЗАХ
При сварке в защитном газе электрод,
зона дуги и сварочная ванна защищены
струей защитного газа.
В качестве защитных газов применяют
инертные газы (аргон и гелий) и активные
газы (углекислый газ, азот, водород и др.),
иногда - смеси двух газов или более. В на-
шей стране наиболее распространено при-
менение аргона Аг и углекислого газа СО2.
Аргон - бесцветный газ, в 1,38 раза тя-
желее воздуха, нерастворим в жидких и
твердых металлах. Аргон выпускают
высшего и первого сортов, имеющих со-
ответственно чистоту 99,992 и 99,987 %.
Поставляют и хранят аргон в стальных
баллонах в сжатом газообразном состоя-
нии под давлением 15 МПа.
Углекислый газ бесцветный, со слабым
запахом, в 1,52 раза тяжелее воздуха, не-
растворим в твердых и жидких металлах.
Выпускают углекислый газ сварочный,
пищевой и технический, имеющий соот-
ветствующую чистоту: 99,5; 98,5 и 98,0 %.
Для сварки газ поставляют и хранят в
стальных баллонах в сжиженном состоя-
нии под давлением 7 МПа.
Аргонодуговую сварку можно вы-
полнять неплавящимся и плавящимся
электродами.
Сварку неплавящимся вольфра-
мовым электродом (Гпл = 3370 °C) приме-
няют, как правило, при соединении метал-
ла толщиной 0,8 ... 6 мм. При этом воз-
ДУГОВАЯ СВАРКА ПЛАВЛЕНИЕМ
235
можна сварка с расплавлением только ос-
новного металла (толщиной до 3 мм), а при
необходимости получения выпуклости шва
или заполнения разделки кромок (толщина
более 3 мм) - и присадочного материала
(прутка или проволоки). Пруток подают в
дугу и перемещают горелку вручную (рис
5.10, а). Для проволоки можно использо-
вать механизм подачи (рис. 5.10, б). В по-
следнем случае сварка может быть механи-
зированной, выполняемой с помощью по-
луавтоматов, или автоматической соответ-
ственно при перемещении горелки вруч-
ную или механизмом перемещения.
Неплавящиеся электроды для аргоно-
дуговой сварки изготовляют из стержней
вольфрама с добавками оксидов тория,
лантана и иттрия в количестве 1 ... 3 %
(вольфрам тарированный и т.п.). Оксиды
повышают эмиссионную способность элек-
трода, что увеличивает устойчивость горе-
ния дуги и стойкость электрода. Выпуска-
ются электроды диаметром 0,2 ... 12 мм.
Ориентировочно ток выбирают из расчета
100 А на 1 мм диаметра электрода. В каче-
стве присадочного материала и плавяще-
гося электрода применяют стандартную
сварочную проволоку из металла, сходно-
го по химическому составу со сваривае-
мым металлом. Диаметр присадочной
проволоки выбирают в пределах 0,5 ... 0,7
диаметра вольфрамового электрода.
в)
Рис. 5.10. Виды сварки в защитных газах:
1 - присадочный пруток или проволока; 2 - сопло; 3 - токоподводящий мундштук; 4 - корпус горелки; 5 -
неплавящийся вольфрамовый электрод; б - рукоять горелки; 7 - атмосфера защитного газа; 8 - сварочная дуга;
9 - ванна расплавленного металла; 10 - кассета с проволокой; 11 - механизм подачи; 12 - плавящийся метал-
лический электрод (сварочная проволока)
236
СВАРОЧНОЕ ПРОИЗВОДСТВО
Сварку неплавящимся электродом ве-
дут на постоянном токе прямой полярно-
сти. В этом случае дуга горит устойчиво
при напряжении 10 ... 15 В и минималь-
ном токе 10 А. Это обеспечивает возмож-
ность сварки малых толщин металла
0,8 ... 1,0 мм. При обратной полярности
возрастает напряжение дуги, уменьшается
устойчивость горения и снижается стой-
кость вольфрамового электрода. Эти осо-
бенности дуги обратной полярности де-
лают ее непригодной для непосредствен-
ного применения в сварочном процессе.
Однако дуга обратной полярности об-
ладает одним важным технологическим
свойством: при ее действии с поверхности
свариваемого металла удаляются оксиды.
Одно из объяснений этого явления заклю-
чается в том, что поверхность металла
бомбардируется тяжелыми положитель-
ными ионами аргона, которые механиче-
ски разрушают пленки оксидов. Процесс
удаления оксидов также известен как ка-
тодное распыление. Указанные свойства
дуги обратной полярности используют
при сварке алюминия, магния и их спла-
вов, применяя для питания дуги перемен-
ный ток.
При сварке неплавящимся электродом
на переменном токе сочетаются преиму-
щества дуги на прямой и обратной поляр-
ностях. Однако асимметрия электрических
свойств дуги, обусловленная ее меньшей
электрической проводимостью при обрат-
ной полярности по сравнению с прямой,
приводит к ряду нежелательных явлений.
В результате выпрямляющей способности
дуги появляется постоянная составляющая
тока прямой полярности. В этих условиях
дуга горит неустойчиво, ухудшается очи-
стка поверхности сварочной ванны от ту-
гоплавких оксидов и нарушается процесс
формирования шва. Поэтому для питания
дуги в аргоне переменным током приме-
няют специальные источники тока. В сис-
тему одних источников включают стаби-
лизатор горения дуги - электронное уст-
ройство, подающее импульс дополнитель-
ного напряжения на дугу в полупериод
обратной полярности. Источники другого
типа имеют преобразователи, которые
позволяют изменять полупериоды пере-
менного тока прямой и обратной полярно-
стей по фазе, амплитуде и времени дейст-
вия. Таким образом, обеспечиваются ус-
тойчивость дуги, постоянство тока и каче-
ственное формирование шва на обеих по-
лярностях тока.
Для сварки листового металла толщи-
ной 0,2 ... 1,5 мм применяют автоматиче-
скую сварку неплавящимся электродом в
импульсном режиме. В этом случае между
электродом и заготовкой горит маломощ-
ная постоянная дежурная дуга, обеспечи-
вающая ионизацию дуги. На дежурную
дугу накладываются более мощные им-
пульсные дуги заданной длительности
действия, следующие через паузы опреде-
ленной продолжительности. Импульсный
режим сварки позволяет точно дозировать
тепловложение и снижать минимальную
толщину свариваемого металла по сравне-
нию со сваркой непрерывно действующей
дугой.
Сварку плавящимся электродом
выполняют автоматическим или механи-
зированным с помощью полуавтоматов
способами, схема которых приведена на
рис. 5.10, в, г. Сваривают металл толщи-
ной 3 мм и более. Нормальное протека-
ние процесса сварки и хорошее качество
шва обеспечиваются при высокой плотно-
сти тока (100 А/мм2 и более). При невысо-
кой плостности тока имеет место крупно-
капельный перенос расплавленного ме-
талла с электрода в сварочную ванну, при-
водящий к пористости шва, сильному раз-
брызгиванию расплавленного металла и
малому проплавлению основного металла.
При высоких плотностях тока перенос
расплавленного металла с электрода ста-
новится мелкокапельным или струйным.
В условиях действия значительных элек-
тромагнитных сил быстродвижущиеся
мелкие капли сливаются в сплошную
струю. Такой перенос электродного ме-
талла обеспечивает глубокое проплавле-
ние основного металла, формирование
ДУГОВАЯ СВАРКАПЛАВЛЕНИЕМ
237
плотного шва с ровной и чистой поверх-
ностью и разбрызгивание в допустимых
пределах.
В соответствии с необходимостью при-
менения высоких плотностей тока для свар-
ки плавящимся электродом используют
проволоку малого диаметра (0,6 ... 3 мм) и
большую скорость ее подачи. Такой ре-
жим сварки обеспечивается только меха-
низированной подачей проволоки в зону
сварки. Сварку выполняют на постоянном
токе обратной полярности. В данном слу-
чае электрические свойства дуги в значи-
тельной степени определяются наличием
ионизированных атомов металла электро-
дов в столбе дуги. Поэтому дуга обратной
полярности горит устойчиво и обеспечи-
вает нормальное формирование шва, в то
же время ей соответствуют повышенные
скорость расплавления проволоки и про-
изводительность процесса сварки.
Сварку сталей часто выполняют в сме-
си Аг + 5 % О2. Кислород уменьшает по-
верхностное натяжение расплавленного
металла, что способствует снижению кри-
тической плотности тока, при которой
капельный перенос металла переходит в
струйный. Одновременно повышается
устойчивость горения дуги при относи-
тельно небольших токах, что облегчает
сварку металлов малой толщины.
Области применения аргонодуговой
сварки охватывают широкий круг мате-
риалов и изделий (узлы летательных аппа-
ратов, элементы атомных установок, кор-
пуса и трубопроводы химических аппара-
тов и т.п.). Аргонодуговую сварку приме-
няют для соединения цветных (алюминия,
магния, меди) и тугоплавких (титана, нио-
бия, ванадия, циркония) металлов и их
сплавов, а также легированных и высоко-
легированных сталей. Сварку выполняют
в любом пространственном положении.
Сварку в углекислом газе выполняют
только плавящимся электродом на повы-
шенных плотностях постоянного тока об-
ратной полярности (см. рис. 5.10, в, г).
При применении СО2 в качестве за-
щитного газа необходимо учитывать неко-
торые металлургические особенности
процесса сварки, связанные с окислитель-
ным действием СО2. При высоких темпе-
ратурах сварочной дуги СО2 диссоциирует
на оксид углерода СО и кислород О, кото-
рый, если не принять специальных мер,
приводит к окислению свариваемого ме-
талла и легирующих элементов. Окисли-
тельное действие О нейтрализуется введе-
нием в проволоку дополнительного коли-
чества раскислителей. Поэтому для сварки
в СО2 углеродистых и низколегированных
сталей применяют сварочную проволоку с
повышенным содержанием марганца и
кремния (Св-08ГС, Св-10Г2С и т.д.). На
поверхности шва образуется тонкая шлако-
вая пленка из оксидов раскислителей. Диа-
метр проволоки равен 0,5 ... 2 мм. Сварку
выполняют при плотности тока не менее
80 ... 100 А/мм2. Несмотря на это, не дос-
тигается струйный перенос расплавленно-
го электродного металла, характерный для
аргонодуговой сварки. Поэтому при свар-
ке в СО2 наблюдается повышенное раз-
брызгивание электродного металла (до
10 ... 12 %). Для уменьшения разбрызги-
вания применяют смеси газов СО2 + (20 ...
30) % О2 или Аг + (20 ... 30) % СО2. До-
бавление О2 или замена большей части
СО2 на Аг приводит к снижению поверх-
ностной энергии и уменьшению капель
электродного металла.
Для сварки в СО2 часто используют по-
рошковые проволоки. Последние представ-
ляют собой металлическую трубчатую
оболочку, заполненную шлакообразующи-
ми и газообразующими компонентами,
раскислителями или легирующими элемен-
тами. Применение порошковых проволок
улучшает защиту расплавленного металла,
уменьшает разбрызгивание, делает более
гладкой поверхность свариваемого шва.
Разновидностью порошковых проволок
являются самозащитные проволоки, обо-
лочка которых изготовлена из легирован-
ной стали, а в наполнитель введены со-
единения редкоземельных металлов. Со-
став проволок обеспечивает устойчивость
горения дуги и раскисление металла сва-
238
СВАРОЧНОЕ ПРОИЗВОДСТВО
ровной ванны. Самозащитные проволоки
используются при механизированной
сварке без газовой защиты дуги. Эти про-
волоки эффективны в случаях, когда газо-
вая защита шва из-за конструкции сварно-
го соединения недостаточно надежна или
невозможна. Самозащитные проволоки
применяются при сварке неповоротных
стыков труб газо- и нефтепроводов, на-
плавке зубьев и ковшей экскаваторов,
подводной сварке и т.д.
Методика определения параметров ре-
жима сварки аналогична рассмотренной
ранее для автоматической сварки под
флюсом. Исходным условием остается
получение полного провара свариваемого
сечения на величину Н (см. с. 233), см:
н = 0,0165^/(vB vnp).
Коэффициент \|/пр, определяющий
форму провара, для постоянного тока об-
ратной полярности при плотности 80, 90,
100, 110 А/мм2 равен соответственно 0,853,
0,872, 0,891 и 0,907, а при плотности более
120 А/мм2 постоянен и равен 0,92.
В углекислом газе сваривают конст-
рукции из углеродистой и низколегиро-
ванной сталей (газо- и нефтепроводы, кор-
пуса судов и т.д.). Сварку выполняют в
любом пространственном положении. Пре-
имущества механизированной сварки в
СО2 с точки зрения ее стоимости и произ-
водительности часто приводят к замене ею
ручной дуговой сварки покрытыми элек-
тродами.
Дуговую сварку в защитных газах
применяют в робототехнических комплек-
сах для сварки изделий в мелко- и средне-
серийном производствах. Комплекс (рис.
5.11) включает в себя манипулятор 4 с
рабочим органом - сварочной горелкой 3,
поворотный стол 2, на котором устанавли-
ваются и точно позиционируются свари-
ваемые изделия 1, и устройства про-
граммного управления 5. Манипулятор
имеет пять-шесть степеней подвижности,
что позволяет ему перемещать сварочную
горелку по сложной пространственной
траектории. Траектория движения горелки
программируется и может быстро изме-
няться при смене свариваемого изделия.
Роботы первого поколения имеют жестко
заданную программу перемещения рабо-
чего органа, что требует проводить пози-
ционирование свариваемого изделия с
высокой точностью. Роботы второго по-
коления (адаптивные, самонастраиваю-
щиеся) имеют специальные датчики, по-
зволяющие им реагировать на отклонение
траектории сварного шва и корректиро-
вать движения горелки.
Рис. 5.11. Схема робототехнического комплекса для сварки корпусных деталей
ДУГОВАЯ СВАРКА ПЛАВЛЕНИЕМ
239
8. ПЛАЗМЕННАЯ СВАРКА
Плазменная струя, применяемая для
сварки, представляет собой направленный
поток частично или полностью ионизиро-
ванного газа, имеющего температуру
10 000 ... 20 000 °C. Плазму получают в
плазменных горелках, пропуская газ через
столб сжатой дуги. Дуга горит в узком
канале сопла горелки, через который про-
дувают газ. При этом столб дуги сжимает-
ся, что приводит к повышению в нем
плотности энергии и температуры. Газ,
проходящий через столб дуги, нагревает-
ся, ионизируется и выходит из сопла в
виде высокотемпературной плазменной
струи. В качестве плазмообразующих га-
зов применяют азот, аргон, водород, ге-
лий, воздух и их смеси. Газ выбирают в
зависимости от процесса обработки и вида
обрабатываемого материала.
Применяют два основных плазменных
источника нагрева: плазменную
струю, выделенную из столба косвен-
ной дуги, и плазменную дугу, в
которой дуга прямого действия совмещена
с плазменной струей. Соответственно
применяют две схемы плазменных горе-
лок. В горелках для получения плазмен-
ной струи дуга 1 горит между вольфрамо-
вым электродом 2 и соплом 4, к которому
подключен положительный полюс источ-
ника тока (рис. 5.12, а). Электрод изоли-
рован от корпуса горелки керамической
прокладкой 3. Сопло интенсивно охлаж-
дается водой. Из сопла выходит ярко све-
тящаяся плазменная струя 5. Горелка пи-
тается постоянным током прямой поляр-
ности от источников с падающей характе-
ристикой. Дугу зажигают с помощью ос-
циллятора.
Рис. 5.12. Схемы процесса получения плазменных источников нагрева:
а - плазменной струи, выделенной из дуги; б - плазменной дуги, совмещенной с плазменной струей
240
СВАРОЧНОЕ ПРОИЗВОДСТВО
Плазменная струя представляет собой
независимый источник теплоты, позво-
ляющий в широких пределах изменять
степень нагрева и глубину проплавления
поверхности заготовок. Тепловая мощ-
ность плазменной струи ограничена, и ее
применяют для сварки и резки тонких ме-
таллических листов и неэлектропроводя-
щих материалов, а также для напыления
тугоплавких материалов на поверхность
заготовок. Горелки, предназначенные для
сварки, снабжены вторым концентриче-
ским соплом 6, через которое подается
защитный газ.
Устройство горелок для получения
плазменной дуги (рис. 5.12, б) принципи-
ально не отличается от устройства горелок
первого типа. Только дуга горит между
электродом и заготовкой 7. Для облегче-
ния зажигания дуги вначале возбуждается
маломощная вспомогательная дуга между
электродом и соплом. Для этого к соплу
подключен токопровод от положительно-
го полюса источника тока. Как только
возникшая плазменная струя коснется за-
готовки, зажигается основная дуга, а
вспомогательная выключается. Плазмен-
ная дуга, обладающая большей тепловой
мощностью по сравнению с плазменной
струей, имеет более широкое применение
при обработке материалов. Ее используют
для сварки высоколегированной стали,
сплавов титана, никеля, молибдена,
вольфрама и других материалов. Плаз-
менную дугу применяют для резки мате-
риалов, особенно тех, резка которых дру-
гими способами затруднена, например
меди, алюминия и др. С помощью плаз-
менной дуги наплавляют тугоплавкие ма-
териалы на поверхности заготовок.
По сравнению с аргонодуговой свар-
кой вольфрамовым электродом плазмен-
ная дуга имеет ряд преимуществ. Во-
первых, она является более концентриро-
ванным источником теплоты и вследствие
этого обладает большей проплавляющей
способностью. Плазменной дугой можно
сваривать металл толщиной до 10 мм без
разделки кромок и применения присадоч-
ного материала. При этом снижается теп-
ловое влияние дуги на свариваемый металл
и уменьшаются сварочные деформации.
Во-вторых, плазменная дуга обладает
более высокой стабильностью горения,
что обеспечивает повышенное качество
сварных швов. Это позволяет выполнять
так называемую микроплазменную сварку
металла толщиной 0,025 ... 0,8 мм на то-
ках 0,5 ... 10 А.
В-третьих, увеличивая ток и расход га-
за, можно получить так называемую про-
никающую плазменную дугу. В этом слу-
чае резко возрастут тепловая мощность
дуги, скорость истечения и давление
плазмы. Такая дуга дает сквозное про-
плавление и выдувает расплавленный ме-
талл (процесс резки). Недостаток плаз-
менной сварки - недолговечность горелок
вследствие частого выхода из строя сопел
и электродов.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие основные электрические и тепло-
вые свойства электрической дуги?
2. Какие источники тока применяют для
дуговой сварки и особенности их внешних
характеристик?
3. К каким последствиям приводит взаимо-
действие расплавленного металла сварочной
ванны с атмосферой дуги?
4. Какие основные металлургические про-
цессы протекают при взаимодействии расплав-
ленного металла сварочной ванны со шлаком?
5. По каким признакам классифицируют
электроды для ручной дуговой сварки?
6. Как выбирают режим ручной дуговой
сварки?
7. Как определяется и от чего зависит про-
изводительность ручной дуговой сварки?
8. Каковы технологические возможности и
области рационального применения ручной
дуговой сварки?
9. В чем заключаются преимущества авто-
матической дуговой сварки под флюсом по
сравнению с ручной электродами?
10, Чем обусловлена высокая производи-
тельность автоматической дуговой сварки под
флюсом?
11. Как выбирают режим автоматической
дуговой сварки под флюсом?
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
241
12. Каковы технологические возможности и
области рационального применения автомати-
ческой дуговой сварки под флюсом?
13. Какие разновидности дуговой сварки в
защитных газах применяют для соединения
материалов?
14. В чем заключаются металлургические
особенности сварки в углекислом газе?
15. Как выбирают режим дуговой сварки в
защитных газах плавящимся электродом?
16. Каковы технологические возможности и
области рационального применения дуговой
сварки в защитных газах?
17. Какие разновидности плазменных ис-
точников нагрева применяют для сварки и рез-
ки материалов?
18. Каковы технологические возможности и
области применения плазменных источников
нагрева?
Глава III Электрошлаковая сварка
При электрошлаковой сварке основной
и электродный металлы расплавляются
теплотой, выделяющейся при прохожде-
нии электрического тока через шлаковую
ванну. Процесс электрошлаковой сварки
(рис. 5.13) начинается с образования шла-
ковой ванны 3 в пространстве между
кромками основного металла 6 и форми-
рующими устройствами (ползунами) 7,
охлаждаемыми водой, подаваемой по тру-
бам 1, путем расплавления флюса элек-
трической дугой, возбуждаемой между
сварочной проволокой 4 и вводной план-
кой 9. После накопления определенного
количества жидкого шлака дуга шунтиру-
ется шлаком и гаснет, а подача проволоки
и подвод тока продолжаются.
Рис. 5.13. Схемы процесса электрошлаковой
сварки
При прохождении тока через расплав-
ленный шлак, являющийся электропрово-
дящим электролитом, в нем выделяется
теплота, достаточная для поддержания
высокой температуры шлака (до 2000 °C)
и расплавления кромок основного металла
и электродной проволоки. Проволока вво-
дится в зазор и подается в шлаковую ван-
ну с помощью мундштука 5. Проволока
служит для подвода тока и пополнения
сварочной ванны 2 расплавленным метал-
лом. Как правило, электрошлаковую свар-
ку выполняют при вертикальном положе-
нии свариваемых заготовок. По мере за-
полнения зазора между ними мундштук
для подачи проволоки и формирующие
ползуны передвигаются в вертикальном
направлении, оставляя после себя затвер-
девший сварной шов 8.
В начальном и конечном участках шва
образуются дефекты: в начале шва - не-
провар кромок, в конце шва - усадочная
раковина и неметаллические включения.
Поэтому сварку начинают на вводной 9, а
заканчивают на выходной 10 планках, ко-
торые затем удаляют газовой резкой.
Шлаковая ванна - более распределен-
ный источник теплоты, чем электрическая
дуга. Основной металл расплавляется од-
новременно по всему периметру шлаковой
ванны, что позволяет вести сварку металла
большей толщины за один проход.
Заготовки толщиной до 150 мм можно
сваривать одним электродом, совершаю-
щим поперечное колебание в зазоре для
обеспечения равномерного разогрева шла-
242
СВАРОЧНОЕ ПРОИЗВОДСТВО
ковой ванны по всей толщине. Металл
толщиной более 150 мм сваривают тремя
проволоками, а иногда и большим числом
проволок исходя из использования одного
электрода на 45 ... 60 мм толщины метал-
ла. Специальные автоматы обеспечивают
подачу электродных проволок и их попе-
речное перемещение в зазоре.
Автоматы перемещаются непосредст-
венно по свариваемому изделию (безрельсо-
вые) или по рельсовой колонне, устанавли-
ваемой параллельно свариваемым кромкам.
Скорость движения регулируется автомати-
чески в зависимости от скорости заполнения
зазора расплавленным металлом. Для сварки
используют проволоку диаметром 2 ... 3 мм.
Сварочный ток составляет 750 ... 1000 А.
В качестве источников питания применяют
специальные трансформаторы для электро-
шлаковой сварки с жесткой внешней харак-
теристикой.
Электро шлаковая сварка имеет ряд
преимуществ по сравнению с автоматиче-
ской сваркой под флюсом: повышенную
производительность, лучшую макрострук-
туру шва и меньшие затраты на выполне-
ние 1 м сварочного шва. Повышение про-
изводительности обусловлено непрерыв-
ностью процесса сварки, выполнением
шва за один проход при любой толщине
металла и увеличением сварочного тока в
1,5 ... 2 раза. Макроструктура шва улуч-
шается в результате отсутствия много-
слойное™ и получения более однородного
по строению однопроходного шва. Затра-
ты снижаются вследствие повышения
производительности, упрощения подго-
товки кромок заготовок, уменьшения се-
чения шва, а также расхода проволоки,
флюса и электроэнергии.
Рис. 5.14. Примеры применения электрошлако-
вой сварки:
а - архитрав пресса; б - баба бесшаботного молота
К недостаткам электрошлаковой свар-
ки следует отнести образование крупного
зерна в шве и околошовной зоне вследст-
вие замедленного нагрева и охлаждения.
После сварки необходима термическая
обработка (отжиг или нормализация) для
измельчения зерна в металле сварного
соединения.
Электрошлаковую сварку широко
применяют в тяжелом машиностроении
для изготовления ковано-сварных и лито-
сварных конструкций, таких как станины
и детали мощных прессов и станков, ко-
ленчатые валы судовых дизелей, роторы и
валы гидротурбин, котлы высокого давле-
ния и т.п. (рис. 5.14). Толщина сваривае-
мого металла составляет 50 ... 2000 мм.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. В чем заключается сущность электро-
шлаковой сварки?
2. Какие электрические, тепловые свойства
шлаковой ванны и основные металлургические
процессы, протекающие в ней?
3. Каковы технологические возможности и
области применения электрошлаковой сварки?
4. В чем основные преимущества и недос-
татки электрошлаковой сварки по сравнению с
автоматической дуговой сваркой под флюсом?
Глава IV Лучевые способы сварки
1. ЭЛЕКТРОННО-ЛУЧЕВАЯ
СВАРКА
Электронный луч представляет собой
сжатый поток электронов, перемещаю-
щийся с большой скоростью от катода к
аноду в сильном электрическом поле. При
соударении электронного потока с твер-
дым телом более 99 % кинетической энер-
гии электронов переходит в тепловую,
ЛУЧЕВЫЕ СПОСОБЫ СВАРКИ
243
расходуемую на нагрев этого тела. Темпе-
ратура в месте соударения может дости-
гать 5000 ... 6000 °C. Электронный луч
образуется за счет эмиссии электронов с
нагретого в вакууме [133(10"* ... 10’5) Па]
катода, с помощью электростатических и
электромагнитных линз фокусируется на
поверхности свариваемых материалов
(рис. 5.15).
В установках для электронно-лучевой
сварки электроны, испускаемые катодом 1
электронной пушки, формируются в пучок
электродом 2, расположенным непосредст-
венно за катодом, ускоряются под действи-
ем разности потенциалов между катодом и
анодом 3, составляющей 20 ... 150 кВ и
выше, затем фокусируются в виде луча и
направляются специальной отклоняющей
магнитной системой 5 на обрабатываемое
изделие 6. На формирующий электрод 2
подается отрицательный или нулевой по
отношению к катоду потенциал. Фокуси-
ровкой достигается высокая удельная
мощность луча (5 • 105 кВт/м2 и выше).
Ток электронного луча невелик - от не-
скольких миллиампер до единиц ампер.
При перемещении заготовки под не-
подвижным лучом образуется сварной
шов. Иногда при сварке перемещают сам
луч вдоль неподвижных кромок с помо-
щью отклоняющих систем. Отклоняющие
Рис. 5.15. Схема установки для электронно-
лучевой сварки
системы используют также и для колеба-
ний электронного луча поперек и вдоль
шва, что позволяет сваривать с примене-
нием присадочного металла и регулиро-
вать тепловое воздействие на шов.
В современных установках для сварки,
сверления, резки или фрезерования элек-
тронный луч фокусируется на площади
диаметром менее 0,01 см, что позволяет
получить большую удельную мощность.
При сварке электронным лучом тепло-
та выделяется непосредственно в самом
металле, который, частично испаряясь,
оттесняет расплав в сторону, противопо-
ложную направлению сварки. Форма шва
приобретает очертания Fb называемые
"кинжальным" проплавлением. Отноше-
ние глубины проплавления к ширине мо-
жет достигать 20 : 1 (рис. 5.16).
При сварке менее концентрированны-
ми источниками нагрева - дуговой, газо-
вой, - когда нагрев и расплавление метал-
ла происходят главным образом за счет
теплопроводностных процессов, этот ко-
эффициент обычно равен 1 : 1, 1 : 2, а фор-
ма сварного шва в сечении приближается
к равнобедренному треугольнику (F2).
Высокая концентрация теплоты в пят-
не нагрева позволяет испарять такие мате-
риалы, как сапфир, рубин, алмаз, стекло,
образуя в них отверстия. Незначительная
ширина шва и нагретой зоны основного
металла способствует резкому снижению
деформаций сварного соединения. Кроме
того, проведение процесса в вакууме
обеспечивает получение зеркально-чистой
поверхности шва и дегазацию расплав-
ленного металла.
Рис. 5.16. Формы проплавления при дуговой /а
и электронно-лучевой сварке F,
244
СВАРОЧНОЕПРОИЗВОДСТВО
Электронно-лучевой сваркой изготов-
ляют детали из тугоплавких химически
активных металлов и их сплавов (вольф-
рамовых, танталовых, ниобиевых, цирко-
ниевых, молибденовых и т.п.), а также из
алюминиевых и титановых сплавов и вы-
соколегированных сталей. Металлы и
сплавы можно сваривать в однородных и
разнородных сочетаниях, со значительной
разностью толщин, температур плавления
и других теплофизических свойств. Ми-
нимальная толщина свариваемых загото-
вок составляет 0,02 мм, максимальная - до
100 мм.
Электронно-лучевой сваркой можно
соединять малогабаритные изделия, при-
меняемые в электронике и приборострое-
нии, и крупногабаритные изделия длиной
и диаметром несколько метров.
2. ЛАЗЕРНАЯ СВАРКА
Применяемый для расплавления ме-
талла при сварке лазерный луч представ-
ляет собой вынужденное монохроматиче-
ское излучение, длина волны которого
зависит от природы рабочего тела лазера-
излучателя и может быть в диапазоне
0,1 ... 1000 мкм. Оно возникает в резуль-
тате вынужденных скачкообразных пере-
ходов возбужденных атомов рабочих тел
лазеров на более низкие энергетические
уровни. При этом возбужденный атом от-
дает энергию в виде фотонов с частотой,
свойственной материалу применяемого
рабочего тела. Испускание света можно
инициировать воздействием внешнего
фотона, обладающего энергией, соответ-
ствующей разнице энергий атомов в воз-
бужденном и нормальном состояниях.
В результате такого воздействия генери-
руются два фотона с одинаковой частотой,
которые распространяются в направлении
вектора внешнего фотона.
Одновременно может протекать и об-
ратный переход. Поэтому для получения
заметной генерации вынужденного излу-
чения необходимо добиваться такого со-
стояния рабочих тел, при котором прева-
лировали бы переходы с возникновением
новых фотонов. Этого состояния искусст-
венно достигают воздействием различных
источников энергии - световой, тлеющего
электрического разряда, химических про-
цессов и др., с помощью которых произ-
водят так называемую "накачку" рабочих
тел.
В твердотельных лазерах (рабочее тело -
рубин, стекло с неодимом и др.) накачка,
как правило, производится специальными
источниками излучения 5, направленными
на рабочее тело 1 отражателем 4 (рис. 5.17).
Для направления излучения и усиления
генерации активный элемент помещают
между двумя точно установленными зер-
калами-отражателями - резонаторами 2,
один из которых в целях вывода излуче-
ния из лазера делается полупрозрачным.
Вышедшее из лазера излучение фокусиру-
ется специальной оптической системой 5
и в виде луча направляется на обрабаты-
ваемый объект 6.
Рис. 5.17. Устройство излуча-
теля твердотельного лазера:
! - рабочее тело - кристалл; 2 -
зеркала резонаторов; 3 - лампа
накачки; 4 - отражатель; 5 -
фокусирующая линза; 6 - обра-
батываемая деталь
ЛУЧЕВЫЕ СПОСОБЫ СВАРКИ
245
Наиболее часто используемые на прак-
тике лазеры имеют следующие длины
волн: гелий-неоновый 0,6328 мкм, руби-
новый 0,6943 мкм, стекло с ниодимом
1,06 мкм, СО2-лазеры 10,6 мкм. Чем
меньше длина волны лазерного излучения,
тем больше его способность беспрепятст-
венно проходить через вещество.
Лазерное излучение обладает большой
степенью "упорядоченности", так как в
лазере фотоны излучаются атомами одно-
го вещества под действием однонаправ-
ленных импульсов-возбудителей. Коге-
рентность его, характеризуемая идентич-
ностью состояния фотонов, их энергией,
направлением, степенью поляризации на
несколько порядков выше, чем обычного
светового. Поэтому лазерный луч может
быть сфокусирован в пятно от десятых
долей миллиметра до десятков микромет-
ров, что позволяет получать плотности
мощности свыше 108 Вт/см2.
Твердотельные лазеры обычно имеют
относительно небольшую мощность: рабо-
тающие в непрерывном режиме не свыше
250 ... 500 Вт; в импульсно-периодическом
или импульсном - до 300 Вт. Однако энер-
гия одиночного импульса может достигать
100 Дж и более, что обеспечивает плот-
ность мощности в фокусе свыше
109 Вт/см2.
Для получения непрерывного излуче-
ния большей мощности (5 ... 10 кВт и бо-
лее) применяют так называемые газовые
лазеры. Рабочим веществом у них чаще
всего является СО2, который в смеси с
аргоном и гелием специальными насосами
прогоняется через разрядную камеру с
тлеющим электрическим разрядом. В ка-
мере происходит возбуждение молекул
СО2. В резонаторной камере энергия воз-
бужденных частиц формируется в свето-
вой поток большей мощности, который
выводится наружу, фокусируется и на-
правляется на обрабатываемую поверх-
ность материала.
Лазерный луч при встрече с препятст-
вием (обрабатываемым материалом) час-
тично отражается от его поверхности, час-
тично ею поглощается, переходя в тепло-
ту. Для увеличения доли полезно исполь-
зуемой энергии нужно повышать коэффи-
циент поглощения. Для этого перед обра-
боткой таких материалов, у которых от-
ражательная способность велика (Ag, Си,
А1 и др.), поверхность покрывают специ-
альными "зачерняющими" покрытиями.
Основными параметрами режимов ла-
зерной обработки являются мощность из-
лучения, диаметр пятна фокусировки,
скорость перемещения обрабатываемого
материала относительно луча.
Преимуществами лазерной сварки яв-
ляются возможность вести процесс на
больших скоростях - до 500 м/ч, узкий
("ниточный", "кинжальный") шов, чрез-
вычайно малая зона разогрева, практиче-
ски отсутствие деформаций изделия после
сварки.
В результате расплавления металличе-
ских деталей по примыкающим поверхно-
стям под действием мощного лазерного
излучения и последующей кристаллиза-
ции этого расплава образуется сварное
соединение, основанное на межатомном
взаимодействии. Таким образом, лазерная
сварка, как и дуговая, плазменная и элек-
тронно-лучевая, относится к методам
сварки плавлением высококонцентриро-
ванными источниками энергии.
Для осуществления процесса сварки
требуются плотности мощности лазерного
излучения в зоне обработки порядка
105 ... 107 Вт/см2 при длительности воз-
действия 10’3 ... 10'2 с. Сварку можно про-
водить в непрерывном, импульсном и ква-
зинепрерывном (импульсно-периодичес-
ком с высокой частотой следования им-
пульсов) режимах, а также в различных
пространственных положениях. Приме-
няют сварку с присадкой и без присадки.
Различают сварку малых толщин (глубина
проплавления до 1 мм) и сварку с глубо-
ким проплавлением.
Сварку малых толщин можно осущест-
влять как в непрерывном, так и в им-
пульсном режимах. При плотностях мощ-
ности в зоне воздействия 105... 10б Вт/см2,
246
СВАРОЧНОЕ ПРОИЗВОДСТВО
требуемых для осуществления этого про-
цесса, происходит только плавление мате-
риала без его существенного испарения.
Применяют как газовые, так и твердотель-
ные лазеры мощностью менее 1 кВт в не-
прерывном режиме и энергией в импульсе
порядка единиц или десятков джоулей в
импульсном. В непрерывном режиме про-
водят шовную сварку, а в импульсном -
шовную и точечную, причем шов в этом
случае образуется в виде совокупности
сварных точек.
Малые толщины можно сваривать со
сквозным проплавлением, когда шов обра-
зуется по всей толщине свариваемых уча-
стков деталей, и без сквозного проплавле-
ния. Тонкие детали с массивными можно
сваривать внахлестку со сквозным про-
плавлением тонкой и несквозным про-
плавлением массивной деталей.
Применение твердотельных лазеров
для сварки металлов малых толщин по-
зволяет производить обработку с больши-
ми скоростями по сравнению с примене-
нием СО2-лазеров той же мощности, что
объясняется более эффективным поглоще-
нием металлами излучения с меньшей дли-
ной волны. При импульсном режиме излу-
чения лазера скорость обработки меньше,
чем при непрерывном, но в этом случае
эффективность использования энергии, а
соответственно, и КПД процесса сварки
гораздо выше, что связано с отсутствием
эффекта экранирования излучения.
Процесс лазерной сварки малых тол-
щин можно осуществлять как в автомати-
ческом, так и в ручном режимах.
Лазерную сварку малых толщин широ-
ко применяют в электронной и радиотех-
нической промышленности для сварки
проводов, элементов микросхем, пружин и
т.п. деталей, в производстве и при ремонте
вакуумных приборов (кинескопов, элек-
тронно-лучевых трубок и т.д.), герметиза-
ции корпусов различных приборов и уст-
ройств и во многих других процессах.
В этой отрасли все чаще для сварки при-
меняют полупроводниковые лазеры, а
также мощные некогерентные источники
излучения, например ксеноновые лампы.
В других отраслях промышленности ла-
зерную сварку малых толщин применяют
для заваривания аэрозольных баллонов и
консервных банок, герметизации капсул
для лекарств, сварки деталей турбин, со-
товых конструкций и др.
Сварку с глубоким проплавлением
осуществляют при плотностях мощности
излучения порядка 107 Вт/см2. Если при
сварке малых толщин необходима концен-
трация энергии в одной точке (случай ост-
рой фокусировки излучения), то при свар-
ке с глубоким проплавлением требуется
высокая плотность мощности на доста-
точно значительном продольном участке
пучка. Для достижения требуемых высо-
ких плотностей мощности в зоне обработ-
ки применяют более мощные лазеры с
выходной мощностью в несколько кило-
ватт. Сварку с глубоким проплавлением
можно осуществлять как в непрерывном,
так и в квазинепрерывном режимах. Ее
выполняют в основном мощными непре-
рывными СО2-лазерами или импульсно-
периодическими твердотельными лазера-
ми. В последнем случае, как и при сварке
малых толщин, энергетическая эффектив-
ность процесса выше, но скорость обра-
ботки меньше.
Лазерная сварка с глубоким проплав-
лением может быть со сквозным проплав-
лением (например, сварка листовых нена-
груженных конструкций) и с несквозным
проплавлением (например, при соедине-
нии тонких деталей с массивными).
Эффективность сварки с глубоким
проплавлением повышается при совмест-
ном действии лазерного излучения и дру-
гого, менее дорогостоящего источника
нагрева, например электрической дуги или
магнитного поля. Суммарный эффект та-
кого воздействия выше, чем сумма эффек-
тов воздействия каждого источника неза-
висимо друг от друга. В этом случае воз-
можно применение менее мощного лазера
или повышение скорости обработки.
Повышению эффективности процесса
сварки с глубоким проплавлением также
ЛУЧЕВЫЕ СПОСОБЫ СВАРКИ
247
способствует подготовка свариваемых
кромок - их предварительная разделка,
что приводит к "заневоливанию" лазерно-
го излучения.
В отличие от сварки малых толщин ла-
зерную сварку с глубоким проплавлением
можно проводить только в автоматическом
режиме. Для контроля за ходом процесса
используют калориметрические и фото-
электрические датчики, связанные с систе-
мой автоматического управления парамет-
рами излучения, положением обрабаты--
ваемой детали, скоростью обработки.
Лазерную сварку с глубоким проплав-
лением широко используют в производст-
ве крупногабаритных корпусных деталей,
например, двигателей и обшивки самоле-
тов, автомобилей и судов; валов и осей,
работающих в условиях знакопеременных
нагрузок, например, карданных валов ав-
томобиля; при изготовлении деталей ме-
ханизмов и машин, состоящих из разных
материалов (например, из легированных
сталей и более дешевых материалов); для
сварки труб, арматурных конструкций и в
ряде других производств. Преимущества
лазерной сварки с глубоким проплавлени-
ем особенно заметно проявляются при
сварке углеродистых и легированных ста-
лей, алюминиевых, магниевых, титановых
и никелевых сплавов.
По сравнению с электронно-лучевой
сваркой лазерная сварка не требует специ-
альных вакуумных камер, что позволяет
расширить номенклатуру размеров обра-
батываемых деталей. С другой стороны,
электронное излучение обладает большей
"проникающей способностью", что позво-
ляет сваривать изделия значительно
большей толщины. Комплексное сравне-
ние этих методов по технологическим и
экономическим характеристикам показа-
ло, что при мощностях излучения до 4 кВт
(сварка различных металлов толщиной до
5 мм) преимущество лазерных методов
сварки несомненно. Если же необходима
мощность излучения более ] 0 кВт (сварка
металлов толщиной более 10 мм), то эко-
номически выгоднее использовать элек-
тронно-лучевую сварку. В промежуточном
диапазоне требуемых мощностей источни-
ков излучения необходимо более детальное
сравнение конкретных технологических
процессов и условий производств.
Лазерная сварка с глубоким проплав-
лением требует высокой точности и ста-
бильности направления воздействия ла-
зерного излучения, например, допуск на
отклонение оси лазерного пучка может
составлять 0,2 мм при длине сварного шва
в несколько метров. Необходима также
тщательная сборка деталей под лазерную
сварку: зазор при сборке деталей под
сварку должен быть, как правило, менее
0,3 мм. Для этого требуется тщательная
подготовка кромок свариваемых деталей,
поэтому часто лазерной сварке предшест-
вует либо лазерная резка (раскрой) мате-
риалов, обеспечивающая требуемое каче-
ство кромок, либо механическая обработ-
ка с большой точностью.
Высокое качество сварного шва, полу-
ченного с помощью лазерного излучения,
в ряде случаев позволяет исключить его
последующую обработку.
Большая плотность мощности, дости-
гаемая в остросфокусированном лазерном
луче (значительно выше, чем в сварочной
дуге, и на порядок выше, чем в электрон-
ном луче), позволяет получать особые эф-
фекты при обработке материалов. Напри-
мер, можно достичь скоростей нагрева
нескольких десятков и даже сотен тысяч
градусов в секунду. Металл в этих услови-
ях может интенсивно испаряться. Такие
режимы используются для прошивки от-
верстий или при резке.
Интенсивный сосредоточенный нагрев
обычно обусловливает и чрезвычайно
большую скорость охлаждения материала
после прекращения воздействия луча (ты-
сячи градусов в секунду). Можно создать
условия охлаждения, при которых обраба-
тываемый материал после расплавления
охлаждается с такой скоростью, что про-
цессы кристаллизации с образованием
упорядоченной структуры происходить не
успевают; при затвердевании образуется
248
СВАРОЧНОЕ ПРОИЗВОДСТВО
аморфный слой, обладающий специфиче-
скими свойствами.
В то же время расфокусированный ла-
зерный луч может быть и очень "мягким",
что позволяет его использовать в качестве
универсального источника нагрева для свар-
ки, резки, наплавки, термообработки и др.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие особенности электронно-лучевой
сварки позволяют получать качественные со-
единения в изделиях из тугоплавких материа-
лов - ниобия, тантала, вольфрама, молибдена?
2. Почему при электронно-лучевой сварке в
сварных швах содержится меньше неметалли-
ческих включений и газов, чем в основном
металле?
3. Перечислите основные достоинства и не-
достатки лазерной сварки по сравнению с элек-
тронно-лучевой.
4. Расположите известные Вам источники
нагрева при сварке плавлением в порядке воз-
растания плотности мощности в пятне нагрева.
Глава V Газовая сварка и термическая резка
При газовой сварке заготовки / и
присадочный материал 2 в виде прутка
или проволоки расплавляют высокотемпе-
ратурным пламенем 4 газовой горелки 3
(рис. 5.18). Газовое пламя получают при
сгорании горючего газа в атмосфере тех-
нически чистого кислорода.
Кислород, используемый для свароч-
ных работ, поставляют к месту потребле-
ния в стальных баллонах под давлением
15 МПа.
Кислородный баллон (рис. 5.19) пред-
ставляет собой стальной цилиндр со сфе-
рическим днищем 6 и горловиной 4 для
крепления запорного вентиля 2. На ниж-
нюю часть баллона насаживают башмак 5,
позволяющий ставить баллон вертикально.
На горловине имеется кольцо 3 с резьбой
для навертывания защитного колпака 1.
Рис. 5.18. Схема газовой сварки:
1 - свариваемая заготовка; 2 - присадочная проволо-
ка; 3 - газовая горелка; 4 - газовое пламя
Средняя жидкостная вместимость баллона
до 40 дм3. При давлении 15 МПа он вме-
щает 6000 дм3 кислорода. Кислородные
баллоны окрашивают в голубой цвет с
черной надписью "Кислород".
Рис. 5.19. Конструкция кислородного баллона:
1 - защитный колпак; 2 - запорный вентиль; 3 -
кольцо; 4 - горловина; 5 - башмак; 6 - днище баллона
ГАЗОВАЯ СВАРКА И ТЕРМИЧЕСКАЯ РЕЗКА
249
Для снижения давления газа на выходе
из баллона и поддержания постоянного
рабочего давления применяют газовые
редукторы. Кислородные редукторы по-
нижают давление от 15 до 0,1 МПа, а аце-
тиленовые - от 1,6 до 0,02 МПа. Редукто-
ры, применяемые в сварочной технике,
обычно имеют два манометра, один из
которых измеряет давление газа до входа
в редуктор, другой - на выходе из него.
Корпус редуктора окрашивают в опреде-
ленный цвет, например голубой для ки-
слорода, белый для ацетилена и т.д. К сва-
рочной горелке кислород от редуктора
подают через специальные резиновые
шланги.
В качестве горючих газов кроме ацети-
лена можно также применять природные
газы, водород, пары бензина и керосина,
нефтяные газы и др. Перечисленные горю-
чие газы могут быть использованы глав-
ным образом для кислородной резки, не
требующей высокой температуры пламени.
Ацетилен имеет большую теплоту сго-
рания по сравнению с другими горючими
газами и высокую температуру пламени
(3200 °C), поэтому он более предпочтите-
лен для газовой сварки. Ацетилен (С2Н2) -
горючий газ с теплотой сгорания 54 кДж/м3.
Его получают в специальных аппаратах -
газогенераторах - при взаимодействии
воды с карбидом кальция:
СаС2+ 2Н2О^ Са(ОН)2 + С2Н2 + Q.
При разложении 1 кг карбида кальция
образуется 250 ... 300 дм3 ацетилена. Аце-
тилен взрывоопасен при избыточном дав-
лении свыше 0,175 МПа, хорошо раство-
ряется в ацетоне (в одном объеме ацетона
при давлении 0,15 МПа растворяется 23
объема ацетилена). Последнее свойство
используют для его безопасного хранения
в баллонах. Ацетиленовые баллоны окра-
шивают в белый цвет и делают на них
красной краской надпись "Ацетилен". Их
конструкция аналогична конструкции ки-
слородных баллонов. Давление ацетилена
в баллоне 1,5 МПа. В баллоне находятся
пористая масса (активированный уголь) и
ацетон. Растворение ацетилена в ацетоне
позволяет поместить в малом объеме
большое количество ацетилена. Раство-
ренный в ацетоне ацетилен пропитывает
пористую массу и становится безопасным.
Сварочные горелки используют для об-
разования сварочного пламени. В про-
мышленности наиболее распространена
инжекторная горелка, так как она наибо-
лее безопасна и работает на низком и
среднем давлениях (рис. 5.20). В инжек-
торной горелке кислород под давлением
0,1 ... 0,4 МПа через регулировочный вен-
тиль 6 подается к инжектору 5. Выходя с
большой скоростью из узкого канала ин-
жекторного конуса, кислород создает зна-
чительное разрежение в камере 4 и заса-
сывает горючий газ, поступающий через
вентиль 7 в ацетиленовые каналы горелки
8 и камеру смешения 3, где образуется
горючая смесь. Затем горючая смесь по-
ступает по наконечнику 2 к мундштуку 1,
на выходе из которого при сгорании обра-
зуется сварочное пламя.
Горелки этого типа имеют сменные на-
конечники с различными диаметрами вы-
ходных отверстий инжектора и мундшту-
ка, что позволяет регулировать мощность
ацетилено-кислородного пламени. Обыч-
но горелки имеют семь номеров сменных
наконечников.
Сварочное пламя образуется в резуль-
тате сгорания ацетилена, смешивающего-
ся в определенных пропорциях с кислоро-
дом в сварочных горелках. Ацетилено-
Рис. 5.20. Схема газовой горелки:
1 - мундштук; 2 - наконечник; 3 - камера смешения;
4 - инжекторная камера; 5 - инжектор; 6 - кислород-
ный вентиль; 7 - ацетиленовый вентиль; 8 - ацетиле-
новый канал
250
СВАРОЧНОЕ ПРОИЗВОДСТВО
Рис. 5.21. Газосварочное пламя
кислородное пламя состоит из трех зон
(рис. 5.21): ядра пламени I, средней зоны
2 и факела пламени 3. В зоне 1 происходит
постепенный нагрев до температуры вос-
пламенения газовой смеси, поступающей
из мундштука; в зоне 2 - первая стадия
горения ацетилена за счет кислорода, по-
ступающего из баллона:
С2Н2 + О2 <=>2СО + Н2.
Зона 2, имеющая самую высокую тем-
пературу и обладающая восстановитель-
ными свойствами, называется сварочной,
или рабочей, зоной. В зоне 3 (факеле) про-
текает вторая стадия горения ацетилена за
счет атмосферного кислорода:
2СО + Н2 + 3/2 О2 = 2СО2 + Н2О.
Пары воды и СО2 при высоких темпе-
ратурах окисляют металл, поэтому эту
зону называют окислительной. Сварочное
пламя называется нормальным, когда
соотношение О2/С2Н2 ® 1,1. Нормальным
пламенем сваривают большинство сталей.
При увеличении содержания кислорода
(О2/С2Н2> 1,1) пламя приобретает голубо-
ватый оттенок и имеет заостренную фор-
му ядра. Такое пламя обладает окисли-
тельными свойствами и может быть
использовано только при сварке латуни.
В этом случае избыточный кислород обра-
зует с цинком, содержащимся в латуни,
тугоплавкие оксиды, пленка которых пре-
пятствует дальнейшему испарению цинка.
При увеличении содержания ацетилена
(О2/С2Н2 < 1,1) пламя становится науг-
лероживающим и применяется для
сварки чугуна и цветных металлов, так как
в этом случае компенсируется выгорание
углерода и восстанавливаются оксиды
цветных металлов.
Для газовой сварки сталей присадоч-
ную проволоку выбирают в зависимости
от состава сплава свариваемого изделия.
Для сварки чугуна применяют специаль-
ные литые чугунные стержни; для наплав-
ки износостойких покрытий - литые
стержни из твердых сплавов. Для сварки
цветных металлов и некоторых специаль-
ных сплавов используют флюсы, которые
могут быть в виде порошков и паст; для
сварки меди и ее сплавов - кислые флюсы
(буру, буру с борной кислотой); для свар-
ки алюминиевых сплавов - бескислород-
ные флюсы на основе фтористых, хлори-
стых солей лития, калия, натрия и каль-
ция. Роль флюса - растворение оксидов и
образование шлаков, легко всплывающих
на поверхность сварочной ванны. Во флю-
сы можно вводить элементы, раскисляю-
щие и легирующие наплавленный металл.
При газовой сварке заготовки нагрева-
ются более плавно, чем при дуговой; это и
определяет основные области ее примене-
ния: для сварки металлов малой толщины
(0,2 ... 3 мм); легкоплавких цветных метал-
лов и сплавов; для металлов и сплавов, тре-
бующих постепенного нагрева и охлажде-
ния, например инструментальных сталей,
чугуна, латуней; для пайки и наплавочных
работ; для подварки дефектов в чугунных и
бронзовых отливках. При увеличении тол-
щины металла производительность газовой
сварки резко снижается, свариваемые изде-
лия значительно деформируются. Это огра-
ничивает применение газовой сварки.
При кислородной резке происходит ло-
кальное сжигание металла в струе кислорода
и удаление этой струей образующихся окси-
дов. При горении железа в кислороде выде-
ляется значительное количество теплоты:
3Fe + 2О2 = Fe3O4 + Q.
ГАЗОВАЯ СВАРКА И ТЕРМИЧЕСКАЯ РЕЗКА
251
Рис. 5.22. Схема кислородной резки:
1 - режущий кислород; 2 - подогревающее пламя;
3 - заготовка; 4 - рез; 5 - оксиды
Для начала горения металл подогрева-
ют до температуры его воспламенения в
кислороде (например, сталь до 1000 ...
1200 °C). На рис. 5.22 показан процесс
кислородной резки. Металл 3 нагревается
в начальной точке реза подогревающим
пламенем 2, затем направляется струя ре-
жущего кислорода 1, и нагретый металл
начинает гореть. Горение металла сопро-
вождается выделением теплоты, которая
вместе с подогревающим пламенем разо-
гревает лежащие ниже слои на всю тол-
щину металла. Образующиеся оксиды 5
расплавляются и выдуваются струей ре-
жущего кислорода из зоны реза 4. Конфи-
гурация перемещения струи соответствует
заданной форме вырезаемого изделия.
Для обеспечения нормального процес-
са резки металл должен обладать следую-
щими свойствами: температура его плав-
ления должна быть выше температуры
горения в кислороде, а температура плав-
ления оксидов металла - ниже температу-
ры его плавления; количество теплоты,
выделяющейся при сгорании металла в
кислородной струе, должно быть доста-
точным для поддержания непрерывного
процесса резки; иметь относительно низ-
кую теплопроводность, в противном слу-
чае теплота интенсивно отводится и про-
цесс резки прерывается; образующиеся
оксиды должны быть достаточно жидко-
текучими и легко выдуваться струей ре-
жущего кислорода. Указанным требовани-
ям отвечают железо, низкоуглеродистые и
низколегированные стали.
По характеру и направленности кисло-
родной струи различают следующие спо-
собы резки.
Разделительная резка - режущая струя
направлена нормально к поверхности ме-
талла и прорезает его на всю толщину. Раз-
делительной резкой раскраивают листовую
сталь, разрезают профильный материал,
вырезают косынки, круги, фланцы и т.п.
Поверхностная резка - режущая струя
направлена под очень малым углом к по-
верхности металла (почти параллельно ей)
и обеспечивает грубую его строжку или
обдирку. Ею удаляют поверхностные де-
фекты отливок.
Резка может быть ручной и механизи-
рованной. Ручная резка вследствие нерав-
номерности перемещения резака и вибра-
ции режущей струи не обеспечивает высо-
кого качества реза, поэтому поверхность
реза обычно механически обрабатывают.
Для получения реза высокого качества
применяют машинную резку, которая обес-
печивает равномерное перемещение резака
по длине реза, строгую перпендикулярность
режущей струи к разрезаемой поверхности
и постоянное расстояние мундштука от по-
верхности металла. Машинную резку вы-
полняют специальными автоматами и полу-
автоматами с одним или несколькими реза-
ками, а при вырезке прямолинейных и кри-
волинейных фасонных заготовок применя-
ют металлические копиры.
Обычной кислородной резкой разреза-
ют металлы толщиной 5 ... 300 мм. При
резке металла толщиной более 300 мм
применяют специальные резаки.
Резку плазменной струей, плазмен-
ной дугой и лазерную можно применять
практически для всех материалов.
252
СВАРОЧНОЕ ПРОИЗВОДСТВО
При разделительной резке плазменной
струей сопло плазмотрона располагают в
непосредственной близости (1,5 ... 2 мм)
от поверхности заготовки и производят
локальное выплавление или сжигание ма-
териала (см. рис. 5.12, а). Ширина реза при
этом весьма незначительна - 1 ... 2 мм,
шероховатость может составлять Rz 30 ...
40. Плазменной струей, полученной в
столбе дугового разряда независимой ду-
ги, разрезают неэлектропроводящие мате-
риалы (например, керамику), тонкие
стальные листы, алюминиевые и медные
сплавы, жаропрочные сплавы и т.д. При
плазменной резке используют аргон, его
смесь с водородом, воздух и другие газы.
Для резки токопроводящих материалов
большой толщины с целью увеличения
эффективной тепловой мощности исполь-
зуют плазменную дугу (см. рис. 5.12, б),
совмещенную с плазменной струей. Этим
способом разрезают толстые листы алю-
миния и его сплавов (до 80 ... 120 мм),
высоколегированную сталь и медные
сплавы. Скорость резки плазменной дугой
при прочих равных условиях выше скоро-
сти резки плазменной струей. Плазменную
резку можно проводить вручную; однако
чаще всего применяют автоматизирован-
ные устройства, а для резки по сложному
контуру - системы с ЧПУ.
Большое распространение получает ла-
зерная резка, которая обеспечивает малую
зону нагрева (0,1 ... 0,2 мм), незначитель-
ные ширину реза (0,2 ... 0,8 мм), шерохо-
ватость (Rz 20 ... 35 мкм) и практически
неокисленные кромки.
По сравнению с механическими мето-
дами лазерное разделение обеспечивает
высокую производительность при раскрое
материала как по простому, так и по слож-
ному контуру, причем при этом не проис-
ходит изнашивание инструмента, присущее
механическим методам разделения. По
сравнению с физико-химическим разделе-
нием (ацетилено-кислородная, плазменная
резки) применение лазерного излучения
обеспечивает более высокие точность и
чистоту реза, т.е. исключает необходи-
мость дополнительной механической об-
работки. Электроэрозионное разделение
материалов обеспечивает аналогичные
качество и точность, но по сравнению с
лазерным оно малопроизводительно.
Применение лазерного излучения впервые
создало реальные условия для обеспече-
ния процесса термического разделения
любых материалов - как металлов, так и
неметаллов.
Лазерные способы разделения мате-
риалов можно разделить на три группы:
резку, термораскалывание и скрайбирова-
ние. Процессы частичного удаления мате-
риалов, например, прошивка отверстий,
являются частными случаями резки.
Лазерная резка материалов может быть
основана на различных процессах, а имен-
но: испарении материала, плавлении с
удалением расплава из зоны обработки - и
на химических реакциях, например, горе-
нии или термодеструкции.
При лазерной резке в режиме испаре-
ния материал нагревается до температуры
кипения, а его удаление происходит под
давлением, возникающим в парокапель-
ной фазе. Этот способ отличается наи-
большими удельными энергозатратами, но
эффективен при разделении неметаллов, а
также металлических материалов малых
толщин. Его осуществляют в основном с
помощью твердотельных импульсных ла-
зеров. Например, при разделении трудно-
обрабатываемых материалов, таких как
алюминий, керамика, композитные мате-
риалы, применение твердотельного лазера
существенно повышает эффективность по
сравнению с резкой этих материалов в
режиме плавления и удаления расплава
СО2-лазером мощностью до 5 кВт.
Резку в режиме плавления материала и
удаления расплава осуществляют с исполь-
зованием вспомогательного газа (в основ-
ном кислорода) и называют газолазерной
резкой (ГЛР). Применение в качестве
вспомогательного газа кислорода позволя-
ет решить несколько задач. Во-первых,
воздействие кислорода способствует обра-
зованию на поверхности обрабатываемых
ГАЗОВАЯ СВАРКА И ТЕРМИЧЕСКАЯ РЕЗКА
253
материалов оксидных пленок, снижающих
отражательную способность поверхности.
Во-вторых, многие металлы, такие как
мало- и среднеуглеродистые стали, титан
и его сплавы, могут воспламеняться и го-
реть в среде кислорода при температуре
поверхности ниже точки плавления, а не-
которые неметаллы (пластики, минералы)
в газовых средах при нагревании могут
претерпевать необратимые изменения хи-
мического состава, приводящие к разви-
тию экзотермических реакций. Это спо-
собствует выделению дополнительной
тепловой энергии, что приводит к воз-
можности применения менее мощных ла-
зеров и, соответственно, к снижению
стоимости обработки. В-третьих, газовая
струя просто удаляет расплав из зоны рез-
ки. В качестве вспомогательного газа
можно использовать воздух. Применение
воздуха характерно для процессов резки
большинства неметаллов, металлов и
сплавов с малым тепловым эффектом ре-
акции горения, а также для тех, у которых
при взаимодействии с кислородом образу-
ется тугоплавкий оксид, например, высо-
коуглеродистых и легированных сталей,
меди, алюминия. Газ подают в зону резки
под высоким давлением через специаль-
ное сопло коаксиально с лазерным излу-
чением.
Для ГЛР используют как непрерывные, так
и импульсно-периодические лазеры. В зави-
симости от физических свойств материалов и
скорости обработки требуемые плотности
мощности излучения в зоне лазерного воз-
действия составляют 103 ... 105 Вт/см2 для
неметаллов и 107... 108 Вт/см2 для металлов.
При лазерной резке материалов со-
стояние поляризации излучения играет
существенную роль, что связано с зависи-
мостью коэффициента отражения от этого
параметра. Для получения качественного
реза необходимо использовать плоскопо-
ляризованное излучение, плоскость поля-
ризации которого параллельна направле-
нию резки. Тогда достигаются параллель-
ность кромок и их перпендикулярность к
поверхности обработки при минимальной
ширине реза. Это требование легко осуще-
ствляется при прямолинейном разделении
в одном заданном направлении. При резке
по сложному контуру целесообразно при-
менять циркулярно-поляризованное или
неполяризованное излучение, поскольку в
этих случаях обеспечивается одинаковое
качество резки в различных направлениях.
Для этой цели используют также плоско-
поляризованное излучение совместно с
устройством, представляющим собой спе-
циальную систему зеркал, вращающих
плоскость поляризации излучения в зави-
симости от направления резки.
С помощью лазерной резки металлов
изготовляют мозаичные и декоративные
панно (облицовка мебели), детали турбин
(промежуточные кольца, диафрагмы),
трубопроводы двигателей внутреннего
сгорания, шаблоны и сепараторы, пуансо-
ны и матрицы, дисковые пилы; раскраи-
вают листовой материал в самолето-,
судо- и автомобилестроении и других
производствах. Особенно целесообразно
применение лазерной резки в единичном и
мелкосерийном производствах, например,
для вырезки уже в отштампованных и
свальцованных обечайках отверстий или
проемов под иллюминаторы.
Для обработки металлов чаще всего
применяют твердотельные лазеры, так как
их излучение лучше поглощается метал-
лическими поверхностями. Для обработки
неметаллических материалов, например
изготовления декоративных деревянных
изделий (мебель, паркет и т.п.), раскроя
пачек ткани, бумаги, картона, листовой
резины, пластиков, асбоцемента и др. ча-
ще всего применяют СО2-лазеры. Полу-
проводники обрабатывают твердотельны-
ми лазерами, так как эти материалы обла-
дают невысокой поглощающей способно-
стью излучения СО2-лазера, но не вслед-
ствие высокого отражения, а из-за про-
зрачности для длины волны 10,6 мкм.
При нагреве некоторых хрупких мате-
риалов (керамика, ситалл, стекло и др.)
лазерным излучением в их объеме возни-
кают значительные напряжения, обуслов-
254
СВАРОЧНОЕ ПРОИЗВОДСТВО
ленные наличием высокого температурно-
го градиента. При превышении этими на-
пряжениями предела прочности в мате-
риале возникают трещины, которые при
перемещении лазерного луча по поверх-
ности материала следуют за ним с некото-
рым запаздыванием. Происходит процесс
разделения, называемый термораскалы-
ванием. Если процесс трещинообразова-
ния отстает от процесса нагрева на опре-
деленную, заданную величину (время или
расстояние), то говорят об управляемом
термораскалывании. Соблюдение строго
определенного отставания трещин от ла-
зерного луча важно для обеспечения вы-
сокой точности и качества при разделении
по сложному контуру. Этого добиваются
регулированием скорости перемещения
луча в зависимости от геометрической
формы обрабатываемой заготовки. Термо-
раскалыванию подвергают хрупкие мате-
риалы в виде листов или труб.
Для повышения эффективности про-
цесса термораскалывания часто применя-
ют дополнительную асимметричную ме-
ханическую нагрузку на обрабатываемый
образец, способствующую его дальней-
шему расколу, а также воздействуют на
разделяемую поверхность двумя лазерны-
ми пучками с противоположных сторон
(сверху и снизу).
Процесс скрайбирования занимает про-
межуточное положение между резкой и
термораскалыванием. Его применяют для
разделения полупроводниковых, керамиче-
ских и ситалловых подложек на отдельные
элементы. Он заключается в нанесении
лазерным излучением на поверхность ма-
териала дорожек или трещин глубиной
25 ... 350 мкм и последующем разламыва-
нии материала механическим воздействи-
ем. Для реализации этого метода применя-
ют импульсные твердотельные (обработка
полупроводников) или СО2-лазеры (обра-
ботка керамики, стекла) средней мощно-
стью 2 ... 25 Вт.
Лазерная резка - очень высокопроиз-
водительный процесс, позволяющий по-
лучать резы различной конфигурации как
при отрезке заготовок, так и при вырезке
их по замкнутому контуру. Современные
лазерные установки для резки снабжены
системами перемещения заготовок с ЧПУ
или управляемыми ЭВМ.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Почему при газовой сварке в шве и в
околошовной зоне образуется крупнозернистая
структура?
2. Каковы основные требования к металлу,
разрезаемому кислородной резкой?
3. Каковы принципиальные различия про-
цессов кислородной, плазменной и лазерной
резки?
4. Существуют ли ограничения по свойствам
материалов для лазерной и плазменной резки?
Глава VI Сварка давлением
Сущность получения неразъемного
сварного соединения двух металлических
заготовок в твердом состоянии состоит в
сближении идеально чистых соединяемых
поверхностей на расстояния (2 ... 4)1О'10 см,
при которых возникают межатомные силы
притяжения. При достижении таких рас-
стояний возможен процесс образования
металлических связей, т.е. появление кол-
лективных электронов двух соединяемых
поверхностей и их взаимодействие с по-
ложительно заряженными ионами кри-
сталлических решеток.
Строение и состояние реальной по-
верхности соединяемых заготовок харак-
теризуются наличием большого количест-
ва дефектов, неровностей и загрязнений.
Поверхность любого, даже тщательно от-
полированного твердого тела всегда вол-
ниста, шероховата и имеет множество
микроскопических выступов, высота каж-
дого из которых, однако, на несколько
порядков больше, чем расстояния, необ-
ходимые для возникновения сил меж-
атомного взаимодействия.
СВАРКА ДАВЛЕНИЕМ
255
Кроме того, наружную поверхность ме-
талла характеризуют наличие нескомпен-
сированных металлических связей и боль-
шое количество дефектов кристаллическо-
го строения, что способствует ее активному
взаимодействию с внешней средой и при-
водит к быстрому окислению и осаждению
на поверхности жидкости и газов.
Практически после любой обработки
поверхность мгновенно покрывается тон-
кой пленкой оксидов, а также слоем ад-
сорбированных молекул воды и жировых
веществ. Толщина этого слоя составляет
100 ... 200 молекул, и удалить его полно-
стью не удается, так как этому препятст-
вует возникшая между слоем и поверхно-
стью электрическая связь. Следовательно,
даже если создать идеально плоские со-
единяемые поверхности, при их сближе-
нии соединение не-может возникнуть из-за
слоя оксидов и масляных пленок, адсор-
бированных примесей.
Получить прочное неразъемное соеди-
нение двух поверхностей в твердом со-
стоянии можно при условии удаления за-
грязняющих пленок и осуществления за-
тем плотного контакта по всей соединяе-
мой плоскости. Практически при сварке в
твердом состоянии этого достигают при
приложении к свариваемым заготовкам
давления, величина которого должна быть
достаточной для смятия всех неровностей
в соединяемом сечении.
В начальный момент сближения в точ-
ках касания разрушается слой осажденных
на поверхности примесей и появляются
"островки" металлических соединений.
При возрастании давления площадь кон-
тактирования поверхностей (сближения до
расстояний начала действий межатомных
сил притяжения) увеличивается. Вследст-
вие большой плотности контакта соеди-
няемые поверхности не сообщаются с ат-
мосферой, поэтому новые оксидные и жи-
ровые пленки не образуются, а имевшиеся
до этого частично выдавливаются из зоны
соединения наружу, частично диффунди-
руют в глубь металла и не препятствуют
образованию металлических связей. Необ-
ходимым условием получения качествен-
ного соединения в твердом состоянии яв-
ляются хорошая очистка и подгонка по-
верхностей и наличие сдвиговых пластич-
ных деформаций в зоне соединения в мо-
мент сварки.
1. ХОЛОДНАЯ СВАРКА
Холодную сварку выполняют без на-
грева при обычных и даже пониженных
температурах. Физическая сущность про-
цесса заключается в сближении сваривае-
мых поверхностей до образования метал-
лических связей между ними. В результа-
те сдавливания заготовок в месте соеди-
нения происходит совместная пластиче-
ская деформация, сопровождающаяся раз-
рушением пленок оксидов, которые уда-
ляются из зоны контакта при течении ме-
талла. Образовавшиеся совершенно чис-
тые поверхности обеспечивают прочное
соединение.
Холодной сваркой выполняют точеч-
ные, шовные и стыковые соединения. На
рис. 5.23, а представлена схема точечной
сварки. Предварительно зачищенные и
обезжиренные поверхности 2 свариваемых
заготовок 1 сдавливают пуансонами 3,
имеющими рабочие выступы 4, высота
которых составляет 0,7 ... 0,8 толщины
свариваемого металла. Сила сжатия долж-
на обеспечить полное проникание высту-
пов в свариваемые заготовки. Контур сва-
риваемых точек может быть различным и
зависит от формы выступающей части
пуансона (рис. 5.23, б).
Для холодной шовной сварки приме-
няют специальные ролики. Непрерывное
соединение может быть также получено
путем сдавливания одновременно по всей
длине соединения или путем прокатыва-
ния ролика. Швы, образующие замкнутый
контур небольшой длины в виде кольца,
прямоугольника и т.п., получают контур-
ной сваркой. На рис. 5.23, в дана схема
сварки полых деталей по контуру. Пуан-
соны 5 строго центрируются с помощью
корпуса 6.
256
СВАРОЧНОЕ ПРОИЗВОДСТВО
Р
Р а)
Рис. 5.23. Схема холодной точечной сварки и виды свариваемых точек
О©фо1
б)
в)
Холодной сваркой соединяют металлы
и сплавы толщиной 0,2 ... 15 мм. Необхо-
димое давление на металл зависит от со-
става и толщины свариваемого материала
и в среднем составляет 150 ... 1000 МПа.
Холодной сваркой сваривают однородные
или неоднородные металлы и сплавы, об-
ладающие высокой пластичностью при
нормальной температуре. В недостаточно
пластичных металлах при больших де-
формациях при сварке могут образовы-
ваться трещины. Высокопрочные металлы
и сплавы холодной сваркой не сваривают,
так как для этого требуются очень боль-
шие давления, которые практически труд-
но осуществить. Хорошо свариваются
сплавы алюминия, кадмия, свинца, меди,
никеля, золота, серебра, цинка.
К преимуществам этого способа отно-
сятся малый расход энергии, незначитель-
ное изменение свойств металла в зоне
сварного соединения, высокая производи-
тельность, возможность автоматизации.
К недостаткам способа следует отнести
относительно ограниченное количество
сплавов, обладающих необходимой пла-
стичностью (5 > 30 %), а также снижение
несущей способности сварных соединений
из-за глубоких вмятин на поверхности,
оставляемых пуансонами.
Для соединения холодной точечной
сваркой могут быть использованы любые
прессы (винтовые, гидравлические, ры-
чажные, эксцентриковые), кроме того,
применяются специализированные уста-
новки для стыковой холодной сварки.
2. КОНТАКТНАЯ СВАРКА
Контактная сварка относится к видам
сварки с кратковременным нагревом места
соединения без оплавления или с оплавле-
нием и с последующей осадкой разогре-
тых заготовок. Характерная особенность
этих процессов - пластическое деформи-
рование, в ходе которого формируется
сварное соединение.
Место соединения разогревается про-
ходящим по металлу электрическим то-
ком, причем максимальное количество
теплоты выделяется в месте сварочного
контакта (рис. 5.24). Количество выделяе-
мой теплоты определяется законом Джо-
уля-Ленца:
где Q - количество теплоты, выделяемое в
сварочном контуре. Дж; I - сварочный
ток, A; R - полное электросопротивление
сварочного контура, Ом; t - время проте-
кания тока, с.
Рис. 5.24. Схемы контактной сварки
СВАРКА ДАВЛЕНИЕМ
257
Полное электросопротивление свароч-
ного контура R состоит из электросопро-
тивления выступающих концов L свари-
ваемых заготовок /?заг, сварочного контак-
та RK и электросопротивления между элек-
тродами и заготовками R3n:
R ~ R ar + Лк + R3j..
Электросопротивление RK имеет наи-
большее значение, так как из-за неровно-
стей поверхности стыка даже после тща-
тельной обработки заготовки соприкаса-
ются только в отдельных точках. В связи с
этим действительное сечение металла,
через которое проходит ток, резко умень-
шается. Кроме того, на поверхности сва-
риваемого металла имеются пленки окси-
дов и загрязнения с малой электропрово-
димостью, которые также увеличивают
электросопротивление контакта. В резуль-
тате в точках контакта металл нагревается
до термопластичного состояния или до
оплавления.
При непрерывном сдавливании нагре-
тых заготовок пластичный металл в мес-
тах контакта деформируется, поверхност-
ные оксидные пленки разрушаются и уда-
ляются к периферии стыка. В соприкосно-
вение приходят совершенно чистые слои
металла, образующие сварное соединение.
3. КОНТАКТНАЯ
СТЫКОВАЯ СВАРКА
Стыковая сварка - разновидность кон-
тактной сварки, при которой заготовки
свариваются по всей поверхности сопри-
косновения. Свариваемые заготовки за-
крепляют в зажимах стыковой машины
(рис. 5.25). Зажим 3 установлен на под-
вижной плите 4, перемещающейся в на-
правляющих, зажим 2 укреплен на непод-
вижной плите 1. Сварочный трансформа-
тор соединен с плитами гибкими шинами
и питается от сети через включающее уст-
ройство. Плиты перемещаются, и заготов-
ки сжимаются под действием силы Р,
обеспечиваемой механизмом осадки.
Рис. 5.25. Схема контактной стыковой сварки
Стыковую сварку с разогревом стыка
до пластического состояния и последую-
щей осадкой называют сваркой сопротив-
лением, а при разогреве торцов заготовок
до оплавления и последующей осадкой -
сваркой оплавлением. Для правильного
формирования сварного соединения необ-
ходимо, чтобы процесс протекал в опреде-
ленной последовательности. Совместное
графическое изображение тока и давления,
изменяющихся в процессе сварки во вре-
мени, называют циклограммой сварки.
Циклограмма контактной сварки со-
противлением представлена на рис. 5.26.
Заготовки сдавливаются силой Р, включа-
ется ток, металл разогревается до пласти-
ческого состояния, затем заготовки снова
сдавливают - производят осадку, одно-
временно отключая ток.
Рис. 5.26. Циклограмма контактной стыковой
сварки сопротивлением
9 - 9503
258
СВАРОЧНОЕ ПРОИЗВОДСТВО
Перед стыковой сваркой сопротивле-
нием заготовки должны быть очищены от
оксидных пленок и торцы их плотно при-
гнаны друг к другу предварительной ме-
ханической обработкой.
Параметрами режима контактной сты-
ковой сварки сопротивлением являются
плотность тока j (А/мм2), сила сжатия тор-
цов заготовки Р (Н) и время протекания
тока t (с), которое определяют косвенно
через величину осадки, зависящую от ус-
тановочной длины L. Установочной дли-
ной L называют расстояние от торца заго-
товки до внутреннего края электрода сты-
ковой машины, измеренное до начала
сварки. Она зависит от теплофизических
свойств металла, конфигурации стыка и
размеров заготовки.
Типы сварных соединений, выполняе-
мых стыковой сваркой сопротивлением,
представлены на рис. 5.27. Этим способом
соединяют заготовки малого сечения (до
100 мм2), так как при больших сечениях
нагрев будет неравномерным. Сечения
соединяемых заготовок должны быть оди-
наковыми по форме и с простым перимет-
ром (круг, квадрат, прямоугольник с ма-
лым отношением сторон). Сваркой сопро-
тивлением можно сваривать низкоуглеро-
дистые, низколегированные конструкци-
онные стали, алюминиевые сплавы.
Стыковая сварка оплавлением имеет
две разновидности: непрерывным и пре-
рывистым оплавлением. При непрерывном
оплавлении между заготовками, установ-
ленными в электродах машины, оставляют
зазор, подключают источник тока и рав-
Рис. 5.27. Типы сварных соединений, выпол-
няемых стыковой сваркой сопротивлением
Рис. 5.28. Циклограмма контактной стыковой
сварки оплавлением:
5- перемещение плиты, мм; Р - сила сжатия загото-
вок; I - сварочный ток
номерно сближают заготовки. Соприкос-
новение происходит вначале по отдель-
ным небольшим площадкам, через кото-
рые протекает ток высокой плотности.
При этом под действием магнитного поля
расплавленный и кипящий металл выбра-
сывается наружу. После достижения рав-
номерного оплавления всей поверхности
стыка заготовки осаживают. Циклограмма
сварки непрерывным оплавлением пока-
зана на рис. 5.28.
При прерывистом оплавлении зажатые
заготовки сближают, приводят их в крат-
ковременное соприкосновение и вновь
отводят на небольшое расстояние.
Быстро повторяя одно за другим сбли-
жения и разъединения, выполняют оплав-
ление всего сечения. Затем выключают
ток и сдавливают заготовку. Под давлени-
ем часть расплавленного металла вместе с
оксидами выдавливается из зоны сварки.
Сварка оплавлением имеет преимуще-
ства перед сваркой сопротивлением.
В процессе оплавления выравниваются все
неровности стыка, а оксиды и загрязнения
удаляются, поэтому не требуется особой
подготовки места соединения. Можно сва-
ривать заготовки с сечением сложной фор-
мы, а также заготовки с различными сече-
ниями, разнородные металлы (быстроре-
жущую и углеродистую стали, медь и алю-
миний и т.д.). Типы сварных соединений,
выполняемых стыковой сваркой оплавле-
нием, приведены на рис. 5.29.
СВАРКА ДАВЛЕНИЕМ
259
Рис. 5.29. Типы сварных соединений, выпол-
няемых стыковой сваркой оплавлением
Наиболее распространенными изде-
лиями, изготовляемыми стыковой свар-
кой, служат элементы трубчатых конст-
рукций, колеса и кольца, инструмент,
рельсы и т.п.
4. КОНТАКТНАЯ
ТОЧЕЧНАЯ СВАРКА
Точечная сварка - разновидность кон-
тактной сварки, при которой заготовки
соединяются в отдельных точках. При
точечной сварке заготовки собирают вна-
хлестку и сжимают силой Р между двумя
электродами, подводящими ток к месту
сварки (рис. 5.30). Соприкасающиеся с
медными электродами поверхности свари-
ваемых заготовок нагреваются медленнее
их внутренних слоев. Нагрев продолжают
до пластичного состояния внешних и до
расплавления внутренних слоев. После
этого выключают ток и несколько увели-
чивают, а затем снимают давление. В ре-
зультате образуется литая сварная точка.
Точечная сварка в зависимости от рас-
положения электродов по отношению к
свариваемым заготовкам может быть дву-
сторонней и односторонней. Придвусто-
ронней сварке (рис. 5.30, а) две (или
больше) заготовки 1 сжимают между
электродами 2 точечной машины. При
односторонней сварке (рис. 5.30, б) ток
распределяется между верхним и нижним
листами 3 и 4, причем нагрев осуществля-
ется частью тока, протекающего через
нижний лист. Для увеличения тока, про-
ходящего через нижний лист, предусмот-
рена медная подкладка 5. Односторонней
сваркой можно соединять заготовки одно-
временно двумя точками. Параметры ре-
жима точечной сварки: сила сжатия (Н),
плотность тока j (PJmta1), время протека-
ния тока г (с).
На рис. 5.31 показана одна из приме-
няемых циклограмм точечной сварки.
Весь цикл сварки состоит из четырех ста-
дий: сжатия свариваемых заготовок между
электродами; включения тока и разогрева
места контакта до температуры плавления,
сопровождающегося образованием литого
ядра точки; выключения тока и увеличе-
ния сжатия (проковка) для улучшения
структуры сварной точки; снятия сжатия.
Перед сваркой место соединения очищают
от оксидных пленок (наждачным кругом
или травлением).
Типы сварных соединений, выполняе-
мых точечной сваркой, показаны на рис.
5.32. Точечной сваркой изготовляют
штампо-сварные конструкции при соеди-
нении отдельных штампованных элемен-
тов сварными точками. В этом случае уп-
рощается технология изготовления свар-
ных узлов и повышается производитель-
ность. Точечную сварку применяют для
изготовления изделий из низкоуглероди-
стых, углеродистых, низколегированных и
Рис. 5.30. Схема контактной точечной сварки
Рис. 5.31. Циклограмма контактной точечной
сварки
9*
260
СВАРОЧНОЕ ПРОИЗВОДСТВО
Рис. 5.32. Типы сварных соединений, выпол-
няемых точечной сваркой
высоколегированных сталей, алюминие-
вых сплавов. Толщина свариваемых ме-
таллов составляет0,5 ... 5 мм.
Многоточечная контактная сварка -
разновидность контактной сварки, когда
за один цикл сваривается несколько точек.
Многоточечную сварку выполняют по
принципу односторонней точечной свар-
ки. Машины для многоточечной сварки
могут иметь от одной пары до 100 пар
электродов; соответственно, можно свари-
вать 2 ... 200 точек за одну установку из-
делия. Многоточечной сваркой сваривают
одновременно и последовательно. В пер-
вом случае все электроды сразу прижи-
мают к изделию, что обеспечивает мень-
шее коробление и большую точность
сборки. Ток распределяется между прижа-
тыми электродами специальным токорас-
пределителем, включающим электроды
попарно. Во втором случае пары электро-
дов опускают поочередно или одновре-
менно, а ток подключают поочередно к
каждой паре электродов от сварочного
трансформатора. В массовом производст-
ве, например в автомобильной промыш-
ленности, применяют, как правило, маши-
ны, работающие по заданной программе.
Производительность их очень высока - до
1000 и более точек в минуту.
5. КОНТАКТНАЯ
ШОВНАЯ СВАРКА
Шовная сварка - разновидность кон-
тактной сварки, при которой между свари-
ваемыми заготовками образуется прочное и
плотное соединение. Электроды выполня-
ют в виде плоских роликов, между кото-
рыми пропускают свариваемые заготовки.
Рис. 5.33. Схема шовной сварки
В процессе шовной сварки листовые
заготовки 1 собирают внахлестку, зажи-
мают между электродами 2 (рис. 5.33) и
пропускают ток. При движении роликов
по заготовкам образуются перекрываю-
щие друг друга сварные точки, в результа-
те чего получается сплошной герметич-
ный шов. Шовную сварку, как и точеч-
ную, можно выполнить при двустороннем
(рис. 5.33, а) и одностороннем (рис. 5.33, б)
расположениях электродов.
Последовательность этапов технологи-
ческих операций вначале и по завершении
сварки шва такая же, как при точечной.
Сварку по циклограмме с непрерывным
включением тока (рис. 5.34, а) применяют
для коротких швов и сварки металлов и
сплавов, не склонных к росту зерна и не
претерпевающих заметных структурных
превращений при перегреве околошовной
зоны (низкоуглеродистые и низколегиро-
ванные стали). Циклограмма с прерыви-
стым включением тока (рис. 5.34, б) обес-
печивает стабильность процесса и высокое
качество сварного соединения при малой
зоне термического влияния. Ее использу-
ют при сварке длинных швов на заготов-
ках из высоколегированных сталей и алю-
миниевых сплавов.
Шовная контактная сварка - очень вы-
сокопроизводительный процесс, скорость
его может достигать 10 м/мин. Особенно
эффективно ее применение в массовом
производстве листовых конструкций для
получения прочных и герметичных швов,
например при изготовлении емкостей.
Допустимая толщина свариваемых загото-
вок 0,3 ... 3 мм.
СВАРКА ДАВЛЕНИЕМ
261
Рис. 5.34. Циклограммы
шовной сварки:
Р - усилие сжатия; 5 - пере-
мещение роликов; / - свароч-
ный ток; t - время
6. ОБОРУДОВАНИЕ
ДЛЯ КОНТАКТНОЙ СВАРКИ
Контактную сварку выполняют с по-
мощью специальных контактных машин.
Контактные машины в зависимости от
типа выполняемого на них соединения
подразделяют на стыковые, точечные и
шовные. Контактная машина состоит из
трех основных частей: источника тока,
прерывателя тока и механизма давления.
Электрическая схема контактных ма-
шин включает трансформатор, прерыватель
тока и переключатель ступеней мощности
(рис. 5.35). Первичную обмотку трансфор-
матора подключают к сети с напряжением
220 ... 380 В; ее изготовляют секционной
для изменения числа рабочих витков при
переключении ступени мощности. Вторич-
ная обмотка трансформатора состоит из од-
Рис. 5.35. Электрическая схема контактной
машины:
/ - свариваемые изделия; 2 - контактная колодка;
3 - сварочный трансформатор; 4 - регулятор тока,
5 - электромагнитный прерыватель тока; 6 - вклю-
чающая кнопка
ного или двух витков (вторичное напряже-
ние 1 ... 12 В). Сила вторичного тока со-
ставляет 1000 ... 100 000 А.
При изменении числа витков первич-
ной обмотки изменяется коэффициент
трансформации К\
К = СО] /<в2 = Ц /[/2,
где а>! и со2 - число витков первичной и
вторичной обмоток; L't и t/2 - соответст-
венно первичное и вторичное напряжения
обмотки.
Вторичное напряжение
U2 — 1/]Ш2 / О ],
где со2 = 1; - величина постоянная.
Следовательно, для изменения U2 не-
обходимо изменить число включенных
витков первичной обмотки со,; соответст-
венно, будет изменяться и сила тока.
В процессе сварки приходится перио-
дически, а часто и с весьма большой час-
тотой включать и выключать ток. Для этой
цели применяют прерыватели тока не-
скольких типов: простые механические
контакторы, электромагнитные, электрон-
ные и полупроводниковые приборы. Ме-
ханические контакторы применяют глав-
ным образом на стыковых и точечных
машинах неавтоматического действия не-
большой мощности. Электромагнитные
контакторы применяют для стыковой, то-
чечной и шовной сварки на машинах ма-
лой и средней мощности.
Электронные и полупроводниковые
приборы (тиристоры) обеспечивают
включение и выключение тока со строго
262
СВАРОЧНОЕ ПРОИЗВОДСТВО
определенной продолжительностью им-
пульсов тока и пауз. Их применяют для
всех типов контактных машин автомати-
ческого действия.
Механизмы давления служат для сжа-
тия заготовок между электродами маши-
ны, они могут иметь рычажно-педальный,
электромеханический или пневматический
привод.
Машины для стыковой сварки выпус-
кают мощностью 5 ... 500 кВ • А. Стыко-
вые машины мощностью до 25 кВ • А при-
меняют для сварки сопротивлением ста-
лей и цветных металлов; мощностью 25 ...
250 кВ • А - для сварки сопротивлением и
оплавлением стальных заготовок большо-
го сечения; мощностью 150 ... 500 кВ А -
для автоматической сварки оплавлением с
подогревом.
Машины для точечной сварки выпус-
кают мощностью 0,1 ... 250 кВ • А. Точеч-
ные машины мощностью 0,1 ... 25 кВ А
применяют для сварки заготовок толщи-
ной 0,1 ... 2 мм из сталей и цветных метал-
лов; мощностью 50 ... 100 кВ - А с пневма-
тическим или электромеханическим при-
водом сжатия - для автоматической свар-
ки в массовом производстве; мощностью
75 ... 250 кВ • А с пневматическим приво-
дом и электронными прерывателями тока -
для сварки заготовок толщиной от 2 мм и
выше. Эти машины могут быть использо-
ваны также для рельефной сварки.
Современные точечные машины, пред-
назначенные для массового производства,
иногда являются частью робототехниче-
ских комплексов, управляемых ЭВМ.
Машины для шовной сварки по конст-
руктивному оформлению близки к маши-
нам для точечной сварки и отличаются от
них формой электродов, выполненных в
виде роликов. Шовные машины выпуска-
ют мощностью 25 ... 200 кВ • А. В зависи-
мости от способа шовной сварки (непре-
рывное или прерывистое включение тока)
их снабжают механическими или элек-
тронными прерывателями тока.
7. СВАРКА
АККУМУЛИРОВАННОЙ ЭНЕРГИЕЙ
Сущность сварки аккумулированной
энергией заключается в том, что кратко-
временный сварочный процесс осуществ-
ляется за счет энергии, запасенной соот-
ветствующим приемником, непрерывно
заряжающимся и периодически разря-
жающимся на сварку.
Существуют четыре разновидности
сварки аккумулированной энергией: кон-
денсаторная, электромагнитная, инерци-
онная и аккумуляторная. Накопление
энергии соответственно происходит в ба-
тарее конденсаторов, в магнитном поле
специального сварочного трансформатора,
во вращающихся частях генератора или в
аккумуляторной батарее.
Наибольшее промышленное примене-
ние получила конденсаторная сварка.
Энергия в конденсаторах накапливается
при их зарядке от источника постоянного
тока (генератора или выпрямителя), а за-
тем в процессе их разрядки преобразуется
в теплоту, используемую для сварки. На-
копленную в конденсаторах энергию
можно регулировать изменением емкости
и напряжения зарядки (А, Дж):
A = CU2 И,
где С - емкость конденсаторов, Ф; U -
напряжение зарядки конденсатора, В.
При конденсаторной сварке возможна
точная дозировка количества энергии, не
зависящая от внешних условий, в частно-
сти от напряжения сети; малое время про-
текания тока (тысячные и десятитысячные
доли секунды) при высокой плотности
тока, обеспечивающее небольшую зону
термического влияния, позволяет свари-
вать материалы малых толщин (до не-
скольких микрометров) и разнородные
материалы между собой; способ отличает-
ся невысокой потребляемой мощностью
(0,2 ... 2 кВ А).
Существуют два способа конденсатор-
ной сварки: бестрансформаторная, когда
СВАРКА ДАВЛЕНИЕМ
263
конденсаторы разряжаются непосредст-
венно на свариваемые детали, и трансфор-
маторная, когда конденсатор разряжается
на первичную обмотку сварочного транс-
форматора, во вторичной цепи которого
между электродами помещены предвари-
тельно сжатые свариваемые заготовки.
Примером бестрансформаторной свар-
ки служит ударная конденсаторная сварка
(рис. 5.36, а), когда концы обкладок кон-
денсатора подключены непосредственно к
свариваемым заготовкам 2 и 5, одна из
которых жестко закреплена, а другая мо-
жет перемещаться в направляющих 5. Ес-
ли освободить защелку 4, удерживающую
заготовку 2, то под действием пружины 1
она быстро переместится по направлению
неподвижной заготовки 3 и ударится о
нее. Перед соударением возникает мощ-
ный разряд за счет энергии, накопленной в
конденсаторе. Этот разряд оплавляет тор-
цы обеих заготовок, которые после соуда-
рения свариваются между собой под дей-
ствием силы осадки. Бестрансформатор-
ной сваркой можно сваривать встык про-
волоки и тонкие стержни разной толщины
из разнородных металлов (вольфрам -
никель, молибден - никель, медь - кон-
стантан).
Трансформаторная конденсаторная
сварка предназначена в основном для то-
чечной и шовной сварки, но может быть
использована и для стыковой. При этом
способе разряд конденсатора преобразует-
ся с помощью сварочного трансформатора
(рис. 5.36, б). В левом положении пере-
ключателя П конденсатор С заряжается от
источника постоянного тока. В правом
положении переключателя происходит
разряд конденсатора на первичную обмот-
ку сварочного трансформатора 72. При
этом во вторичной обмотке индуктируется
ток большой силы, обеспечивающий свар-
ку предварительно зажатых между элек-
тродами заготовок.
Конденсаторную сварку применяют в
производстве электроизмерительных и
авиационных приборов, часовых механиз-
мов, фотоаппаратов, элементов полупро-
водников, электронных схем и т.п.
8. ВЫСОКОЧАСТОТНАЯ
СВАРКА
Сущность высокочастотной сварки со-
стоит в нагреве до пластичного состояния
соединяемых участков детали электриче-
скими токами высокой частоты с после-
дующим сжатием, приводящим к образо-
ванию соединения.
Рис. 5.36. Схемы конденсаторной сварки:
а - бестрансформаторная; б - трансформаторная; Т1 - повышающий трансформатор; Т2 - сварочный транс-
форматор; С - конденсаторная батарея; В - выпрямитель; 77- переключатель
264
СВАРОЧНОЕ ПРОИЗВОДСТВО
Особенность нагрева токами высокой
частоты состоит в использовании явления
поверхностного эффекта, связанного с не-
равномерностью распределения тока по
сечению проводника. Сущность его можно
представить следующим образом. При про-
текании переменного электрического тока
по проводнику вокруг него возникает пе-
ременное магнитное поле. Под воздействи-
ем этого поля значительно возрастает ин-
дуктивное сопротивление центральной час-
ти проводника и происходит вытеснение
тока в периферийную часть (рис. 5.37, а).
С увеличением частоты тока неравномер-
ность его распределения увеличивается и
приводит к высокой плотности тока, а
следовательно, и высокой (до 80 ... 95 %)
концентрации тепловой энергии в поверх-
ностном слое проводника, в данном слу-
чае - свариваемой детали.
Другая особенность высокочастотного
нагрева заключается в эффекте близости,
возникающем в результате взаимодействия
магнитных полей токов, протекающих в
близко расположенных проводниках. В за-
висимости от направлений тока в зазоре
между проводниками будет наблюдаться
увеличение или уменьшение суммарной
напряженности магнитного поля. Это также
приводит к неравномерности распределения
тока в проводниках. В случае противопо-
ложной направленности тока в заготовках
(рис. 5.37, б) наибольшая плотность его бу-
дет в тех частях поверхности, которые об-
ращены к другому проводнику.
Рис. 5.37. Схема нагрева поверхности токами
высокой частоты
Эффект близости совместно с поверх-
ностным эффектом способствует высокой
интенсивности нагрева поверхностного
слоя свариваемой детали.
Токи высокой частоты могут подво-
диться от внешнего источника (машинные
или электронные генераторы) или возни-
кать непосредственно в металле заготовки
вследствие наведения в них ЭДС самоин-
дукции в переменном магнитном поле.
В последнем случае для создания вблизи
свариваемого изделия переменного маг-
нитного поля необходимой конфигурации
используют специальный инструмент -
индуктор.
На рис. 5.38 представлена одна из схем
высокочастотной сварки продольного
стыка трубы. Токопроводящие контакты 1
подводят ток высокой частоты к кромкам
сформированной из ленты трубной заго-
товки 2. Возникающий вследствие по-
верхностного эффекта и эффекта близости
ток концентрируется на стыкуемых по-
верхностях кромок и нагревает их. В мес-
тах контакта стыкуемых кромок (точка А)
температура достигает 1200 ... 1300 °C.
Трубная заготовка непрерывно подается в
валки 3, которые придают ей необходимую
степень обжатия. Вследствие большой ин-
тенсивности нагрева (8 ... 150) 10 °С/с ско-
рость сварки может достигать десятков и
даже сотен метров в минуту, что значи-
тельно больше, чем при контактной, шов-
ной или дуговой сварке.
Рис. 5.38. Схема высокочастотной сварки про-
дольного стыка трубы
СВАРКА ДАВЛЕНИЕМ
265
Процесс может осуществляться в атмо-
сфере, в защитных газах, в вакууме, с
применением флюсов и т.п. Зона термиче-
ского влияния, характеризуемая структур-
ными превращениями в основном метал-
ле, очень мала: 0,15 ... 0,20 мм.
Высокочастотной сваркой могут сва-
риваться стали, в том числе и высоколеги-
рованные, коррозионно-стойкие, медные и
алюминиевые сплавы, высокоактивные
металлы и сплавы, а также соединения из
разнородных материалов толщиной 0,8 ...
14 мм. По сравнению с контактной шов-
ной высокочастотная сварка - в 3 ... 4 раза
менее энергоемкий процесс. Полученные
соединения имеют высокую механиче-
скую прочность и отличаются стабильно-
стью качества. Как правило, процесс вы-
сокочастотной сварки полностью автома-
тизируется: параметры режима - сила то-
ка, его частота, качество контакта, точ-
ность формовки и величины зазоров, а
также давление осадки, скорость подачи
заготовки - отслеживаются и корректиру-
ются следящими системами.
9. СВАРКА ТРЕНИЕМ
Сварка трением происходит в твердом
состоянии при воздействии теплоты, воз-
никающей при трении свариваемых по-
верхностей.
Трение поверхностей осуществляется
вращением или возвратно-поступатель-
ным перемещением сжатых заготовок
(рис. 5.39). В результате нагрева и сжатия
происходит совместная пластическая де-
формация. Сварное соединение образуется
вследствие возникновения металлических
связей между чистыми контактирующими
поверхностями свариваемых заготовок.
Оксидные пленки на соединяемых по-
верхностях разрушаются в результате тре-
ния и удаляются в радиальных направле-
ниях за счет пластической деформации.
На рис. 5.40 представлены основные
фазы процесса. Во время первой фазы
устанавливается номинальная частота
вращения. Эта фаза характеризуется ма-
лыми значениями коэффициента трения
Рис. 5.39. Схемы сварки тре-
нием:
а - с вращением одной детали;
б - с вращением обеих деталей;
в - с вращающейся вставкой; г -
с возвратно-поступательным
движением одной детали
Рис. 5.40. Зависимость потребляемой мощно-
сти М и частоты вращения п на различных
стадиях процесса сварки трением
вследствие перехода от твердого к жидко-
му трению. Происходят нагрев и схваты-
вание отдельных точек. Во время второй
фазы t2 происходит быстрое нарастание
потребляемой мощности и температуры в
контакте; в трении участвует вся поверх-
ность стыка. Наиболее длительная третья
фаза ?з, во время которой выделяется ос-
новная часть теплоты и происходит вы-
равнивание температуры по стыку. Это
сопровождается спадом потребляемой
мощности, что объясняется снижением
прочности металла в стыке в связи с по-
вышением температуры.
266
СВАРОЧНОЕ ПРОИЗВОДСТВО
Рис. 5.41. Типы сварных соедине-
ний, выполняемые сваркой трением:
а - сварка стержней встык; б - сварка
труб встык; в - сварка встык стержня
с трубой; г - приварка стержня к листу;
д - приварка трубы к листу; е - приварка
стержня к массивной детали
Основные параметры сварки трением:
скорость относительного перемещения
свариваемых поверхностей, продолжи-
тельность нагрева, сила сжатия, величина
пластической деформации, т.е. осадки.
Требуемый для сварки нагрев обусловлен
скоростью вращения, осевой силой и вре-
менем вращения. Для получения качест-
венного соединения в конце процесса не-
обходимы быстрое прекращение движе-
ния и приложение осадочного сдавлива-
ния. Параметры режима сварки трением
зависят от свойств свариваемого металла,
площади сечения, конфигурации изделия.
Сваркой трением соединяют однородные
и разнородные металлы и сплавы с раз-
личными свойствами, например медь со
сталью, алюминий с титаном и др.
На рис. 5.41 показаны основные типы
соединений, выполняемых сваркой трением.
Соединения получают с достаточно высо-
кими механическими свойствами. В про-
мышленности сварку трением применяют
при изготовлении режущего инструмента,
различных валов, штоков с поршнями, пу-
ансонов и т.п. При сварке трением по срав-
нению с контактной стыковой сваркой
снижаются затраты энергии (в 5 ... 10 раз).
10. УЛЬТРАЗВУКОВАЯ
СВАРКА
Ультразвуковая сварка относится к
процессам, в которых используют давле-
ние и взаимное трение в свариваемых по-
верхностях. Силы трения возникают в ре-
зультате действия на заготовки, сжатые
осевой силой Р, механических колебаний
с ультразвуковой частотой. Для получения
механических колебаний высокой частоты
используют магнитострикционный эф-
фект, основанный на изменении размеров
некоторых материалов под действием пе-
ременного магнитного поля. Изменения
размеров магнитострикционных материа-
лов очень незначительны, поэтому для
увеличения амплитуды S и концентрации
энергии колебаний, а также для передачи
механических колебаний к месту сварки
используют волноводы, в большинстве
случаев сужающейся формы.
При ультразвуковой сварке (рис. 5.42)
свариваемые заготовки 5 размещают на
опоре 6. Наконечник 4 рабочего инстру-
мента 3 соединен с магнитострикционным
преобразователем 1 через трансформатор
2 продольных упругих колебаний, пред-
ставляющих собой вместе с рабочим ин-
струментом волновод. Нормальная сжи-
мающая сила Р создается моментом М в
узле колебаний. В результате ультразву-
ковых колебаний в тонких слоях контак-
тирующих поверхностей создаются сдви-
говые деформации, разрушающие поверх-
ностные пленки. Тонкие поверхностные
слои металла нагреваются, металл в этих
слоях немного размягчается и под дейст-
вием силы Р пластически деформируется.
При сближении поверхностей на расстоя-
ние действия межатомных сил между ни-
СВАРКА ДАВЛЕНИЕМ
267
ми возникает прочная связь. Сравнительно
небольшое тепловое воздействие на сва-
риваемые материалы обеспечивает мини-
мальные изменения их структуры, меха-
нических и других свойств. Например, при
сварке меди температура в зоне контакта
не превышает 600 °C, а при сварке алю-
миния 200 ... 300 °C. Это особенно важно
при сварке химически активных металлов.
Ультразвуковой сваркой можно полу-
чать точечные и шовные соединения вна-
хлестку, а также соединения по замкнуто-
му контуру. При сварке по контуру, на-
пример по кольцу, в волновод вставляют
сменный рабочий инструмент, имеющий
окончание в форме трубы.
Ультразвуковой сваркой можно свари-
вать заготовки толщиной 0,001 ... 1 мм, а
также приваривать тонкую фольгу к мас-
сивным деталям. Ультразвук активно раз-
рушает поверхностную пленку, что позво-
ляет получать качественные соединения
окисленных или покрытых лаком поверх-
ностей без их предварительной очистки.
Способ позволяет получать соединения
разнородных материалов, например алю-
миния с медью, меди со сталью и т.п.
Ультразвуковую сварку применяют в при-
боростроении, радиоэлектронике, авиаци-
онной промышленности. Особенно широ-
кое применение она находит при сварке
пластмасс.
11. СВАРКА ВЗРЫВОМ
Большинство технологических схем
сварки взрывом основано на использова-
нии направленного (кумулятивного) взры-
ва (рис. 5.43). Соединяемые поверхности
двух заготовок 4 и 3, в частности пластин,
одна из которых неподвижна и служит
основанием, располагают под углом а
друг к другу на расстоянии h0. На заготов-
ку 3 укладывают взрывчатое вещество 2
толщиной Н, а со стороны, находящейся
над вершиной угла, устанавливают дето-
натор 1. Сваривают на жесткой опоре.
Давление, возникающее при взрыве, со-
общает импульс расположенной под заря-
дом пластине. Детонация взрывчатого
вещества с выделением газов и теплоты
происходит с большой скоростью (не-
сколько тысяч метров в секунду).
В месте контакта метаемой пластины с
основанием образуется угол у, который
перемещается вдоль соединяемых поверх-
ностей. При соударении пластин, движу-
щихся с большой скоростью, между ними
образуется кумулятивная струя, которая
разрушает и уносит оксидные поверхно-
стные пленки и другие загрязнения, под-
готовляя тем самым поверхности для
сварки. Поверхности сближаются до рас-
стояния действия межатомных сил взаимо-
действия, и происходит схватывание по
всей площади соединения. Продолжитель-
ность сварки взрывом не превышает не-
скольких микросекунд. Этого времени не-
Рис. 5.43. Схема сварки взрывом
268
СВАРОЧНОЕ ПРОИЗВОДСТВО
достаточно для протекания диффузионных
процессов, в сварных соединениях не обра-
зуются промежуточные соединения между
разнородными металлами и сплавами.
Сварку взрывом с одинаковым основа-
нием можно отнести как к способам свар-
ки с оплавлением при кратковременном
нагреве, так и к холодной сварке. При ис-
следовании места соединения можно об-
наружить как участки оплавленного ме-
талла, так и участки со структурой, харак-
терной для холодной сварки.
Прочность соединений, выполненных
сваркой взрывом, выше прочности соеди-
няемых материалов. Разрушение при ис-
пытании происходит на некотором рас-
стоянии от плоскости соединения по наи-
менее прочному металлу. Это объясняется
упрочнением тонких слоев металла, при-
легающих к соединенным поверхностям,
при их пластической деформации.
Параметрами режима сварки взрывом
являются скорость детонации D, нормаль-
ная скорость vH метаемой пластины при
соударении с основанием и угол у их
встречи при соударении.
Скорость детонации, определяемая ти-
пом взрывчатого вещества и толщиной его
слоя, должна обеспечивать образование
направленной (кумулятивной) струи без
возникновения опасных для металла удар-
ных волн: чем больше vH/Z), тем больше у.
Сварку взрывом используют при изго-
товлении заготовок для проката биметалла,
плакировке поверхностей конструкционных
сталей металлами и сплавами с особыми
физическими и химическими свойствами,
при сварке заготовок из разнородных мате-
риалов. Целесообразно сочетание сварки
взрывом со штамповкой и ковкой.
12. ДИФФУЗИОННАЯ
СВАРКА
При диффузионной сварке соединение
образуется в результате взаимной диффу-
зии атомов в поверхностных слоях кон-
тактирующих материалов, находящихся в
твердом состоянии. Диффузионные про-
цессы в поверхностных слоях контакти-
рующих заготовок протекают достаточно
активно при нагреве до температур рекри-
сталлизации (0,4 Тпл) и давления, необхо-
димого для пластического деформирова-
ния микровыступов и их смятия с целью
обеспечения физического контакта по
всей поверхности.
Диффузионную сварку в большинстве
случаев выполняют в вакууме, однако она
возможна в атмосфере инертных и защит-
ных газов. Свариваемые заготовки 3
(рис. 5.44) устанавливают внутри охлаж-
даемой металлической камеры 2, в кото-
рой создается вакуум 133(10'3 ... 10'5) Па,
и нагревают с помощью вольфрамового
или молибденового нагревателя либо ин-
дуктора ТВЧ 4. Все вводы в камеру (5 - к
вакуумному насосу, б-к высокочастот-
ному генератору и др.) хорошо герметизи-
руются. С целью ускорения процесса в
камеру может быть введен электронный
луч, позволяющий нагревать заготовки с
еще более высокими скоростями, чем при
использовании ТВЧ. Обычно такой нагрев
применяют при диффузионной сварке ту-
гоплавких металлов и сплавов.
После того как достигнута требуемая
температура, к заготовкам прикладывают с
помощью механического 7, гидравлического
или пневматического устройства небольшое
сжимающее давление (1 ... 20 МПа) в тече-
ние 5 ... 20 мин.
Рис. 5.44. Схема диффузионной сварки в ва-
кууме
СВАРКА ДАВЛЕНИЕМ
269
Рис. 5.45. Циклограмма диффузионной сварки:
В - вакуум; Р - сжимающая сила; Т - температура;
г, - загрузка и герметизация; /2 - начальная откачка;
/3 - нагрев; z4 - сварка; Г5 - охлаждение; t6 - разгерме-
тизация и выгрузка
На рис. 5.45 представлена циклограмма
диффузионной сварки. Термомеханиче-
ское воздействие, а также различия в ко-
эффициентах термического расширения в
случае сварки разнородных материалов
облегчают разрушение малопластичных
поверхностных пленок. Микронеровности
пластически деформируются; в результате
явления ползучести площадь физического
контакта во время выдержки возрастает до
90 ... 95 %. Завершение процесса образова-
ния контакта происходит в результате
диффузионного зарастания несплошностей.
Для получения качественного соеди-
нения нагрев заготовок по всему сечению
должен быть равномерным, а их поверх-
ности предварительно очищены от окси-
дов и загрязнений. При нагреве в вакууме
тончайшие адсорбированные и масляные
пленки испаряются и не препятствуют
образованию соединения.
Диффузионной сваркой можно соеди-
нять металлы и сплавы, керамические ма-
териалы в однородных и разнородных
сочетаниях независимо от их термомеха-
нических свойств и взаимного смачива-
ния, получая при этом прочные соедине-
ния без какого-либо изменения физико-
механических свойств. Полученные со-
единения после сварки, как правило, не
нуждаются в последующей механической
обработке.
Диффузионную сварку применяют в
космической технике и радиоэлектронике,
в самолетостроении, приборостроении, в
пищевой промышленности и других от-
раслях. Этот способ используют для свар-
ки деталей и узлов вакуумных приборов,
высокотемпературных нагревателей, при
производстве инструмента и т.д.
Установки для диффузионной сварки
выпускают для единичного производства с
обычным ручным управлением и для се-
рийного поточно-массового производства
с полуавтоматическим или автоматиче-
ским программным управлением.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какова принципиальная сущность обра-
зования соединения в твердом состоянии?
2. Вследствие каких причин прочность
сварного соединения, полученного холодной
сваркой, выше прочности основного металла?
3. Каковы отличительные особенности и
возможности контактной стыковой сварки со-
противлением и оплавлением?
4. С какой целью при точечной сварке про-
водят проковку точек?
5. Что достигается при применении преры-
вистого тока при шовной сварке?
6. Какие из особенностей конденсаторной
сварки позволяют ее использовать для сварки
очень малых толщин, для сварки разнородных
металлов?
7. Вследствие каких особенностей высоко-
частотная сварка является менее энергоемким
процессом, чем контактная шовная, применяе-
мая для тех же целей?
8. В каких случаях следует применять при
сварке трением схему процесса с промежуточ-
ным вращающимся элементом?
9. Какие процессы в зоне контакта приво-
дят к образованию сварного соединения при
ультразвуковой сварке?
10. С какой целью при сварке взрывом сва-
риваемые поверхности располагают под углом
друг к другу?
270
СВАРОЧНОЕ ПРОИЗВОДСТВО
Глава VII Нанесение износостойких
и жаропрочных покрытий
1. НАПЛАВКА
Наплавка - процесс, при котором
на поверхность детали наносится слой
металла требуемого состава. Наплавку
применяют при ремонте изношенных де-
талей для восстановления их исходных
размеров и для изготовления новых изде-
лий. Масса наплавленного металла обыч-
но не превышает нескольких процентов от
общей массы изделия. Проплавление ос-
новного металла и перемешивание основ-
ного и наплавленного металлов должны
быть минимальными для сохранения ме-
ханических свойств наплавленного слоя.
Материалы, применяемые для напла-
вочных работ, можно разделить на сле-
дующие основные группы: стали (углеро-
дистые, легированные); сплавы на основе
железа (высокохромистые чугуны, сплавы
с бором и хромом, сплавы с кобальтом,
молибденом или вольфрамовые); сплавы
на основе никеля и кобальта; сплавы на
основе меди; карбидные сплавы (с карби-
дом вольфрама или хрома); порошковые
материалы для наплавки и напыления.
Ручная дуговая наплавка металличе-
скими электродами - самый простой спо-
соб. Наплавку выполняют короткой дугой
на минимальном токе. Для повышения
производительности применяют наплавку
пучком электродов или трехфазной дугой.
Автоматическая наплавка под флюсом
обеспечивает довольно большой объем
ванны жидкого флюса и металла. Крупные
детали наплавляют многодуговой наплав-
кой, при этом один рабочий управляет
одновременно несколькими аппаратами,
каждый из которых обрабатывает опреде-
ленный участок изделия.
Применяют многоэлектродную на-
плавку, при которой одновременно пла-
вятся несколько электродных проволок,
подключенных к одному полюсу источни-
ка тока и расположенных поперек оси на-
плавленного валика. Под флюсом создает-
ся одна общая сварочная ванна, и электро-
ды плавятся поочередно. Вместо элек-
тродной проволоки в качестве присадоч-
ного материала можно использовать ши-
рокую ленту небольшой толщины. Дуга,
перемещаясь от одного края ленты к дру-
гому, равномерно оплавляет ее торец. Ко-
эффициент наплавки получается больше, а
глубина проплавления и доля основного
металла уменьшаются.
Электрошлаковую наплавку применя-
ют, когда необходимо наплавить большое
количество металла. Преимущества элек-
трошлаковой наплавки - высокая произ-
водительность, малая склонность наплав-
ленного слоя к порам и трещинам, высо-
кое качество поверхности наплавки. Тол-
щина наплавляемого слоя не менее 5 мм.
Наплавку ТВЧ выполняют с помощью
индукционного нагрева с присадочным
материалом, который предварительно на-
носят на поверхность изделия в виде сме-
си порошков, литого кольца или прессо-
ванного брикета либо расплавляют в огне-
упорной воронке, расположенной над на-
плавляемой деталью.
Дуговую наплавку неплавящимся
электродом применяют в основном для
твердых зернистых и порошковых спла-
вов. Дуговую наплавку вольфрамовым
электродом в защитных газах (аргоне)
выполняют, используя литые присадочные
прутки (обычно из сплавов никеля и ко-
бальта). Указанным способом получают
очень малую глубину проплавления и
тонкие слои.
Существует много разновидностей на-
плавки с использованием плазменной ду-
ги, газового пламени, плавящегося элек-
трода в защитном газе, порошковой про-
волоки и пластинчатого электрода.
В последнее время широкое распро-
странение получили методы лазерной на-
плавки как для создания поверхностей с
необходимыми свойствами, так и для вое-
НАНЕСЕНИЕ ИЗНОСОСТОЙКИХ И ЖАРОПРОЧНЫХ ПОКРЫТИЙ
271
становления изношенных деталей или ис-
правления точечных дефектов. Преиму-
ществами процесса являются локальность
теплового воздействия, минимальное пе-
ремешивание наплавочного и основного
металлов и практическое отсутствие де-
формации изделия после наплавки.
При проведении работ по наплавке
следует иметь в виду, что в поверхност-
ных слоях наплавленного металла возни-
кают остаточные, как правило, растяги-
вающие напряжения, которые могут при-
вести не только к искажению формы и
размеров наплавляемых деталей, но и к
появлению трещин в самой наплавке.
Наплавку низколегированных и низко-
углеродистых сталей (до 0,4 % С) часто
используют для восстановления размеров
детали или для создания подслоя. Особых
проблем при наплавке таких сталей не
возникает. Однако если в наплавке коли-
чество углерода повышается до значений,
более высоких, чем 0,4 %, то следует пре-
дусматривать подогрев, особенно при на-
плавке на массивные детали. Температура
подогрева должна быть тем выше, чем
массивнее деталь и больше количество
углерода в ее составе.
При восстановлении деталей из хромо-
вольфрамовых, хромомолибденовых и
других теплостойких инструментальных
сталей, особенно если наплавляемая деталь
предназначена для работы в условиях
сменных температур, для исключения ве-
роятности появления трещин необходим
предварительный подогрев до 300 °C. Час-
то рекомендуется последующее медленное
охлаждение вместе с печью или после-
дующий высокотемпературный отпуск.
Особенностью наплавки штамповых
инструментальных сталей является проте-
кание перлитного превращения в широких
диапазонах скоростей охлаждения. Иногда
после охлаждения образуется мартенсит-
ная структура с некоторым количеством
остаточного аустенита - структура, весьма
твердая и износостойкая, затрудняющая
последующую механическую обработку.
Для восстановления наплавкой изде-
лий из быстрорежущих сталей следует
учитывать повышенную склонность ме-
талла к образованию горячих и холодных
трещин. Наплавленный металл, как прави-
ло, не должен подвергаться пластической
деформации ковкой или прокаткой.
Низко- и высокоуглеродистые хроми-
стые стали в наплавке в зависимости от
содержания хрома и углерода имеют фер-
ритную или полуферритную, аустенитно-
мартенситную структуру. Увеличение уг-
лерода приводит к возникновению леде-
буритной структуры.
Наплавка ледебуритных сталей XI2,
Х12М, Х12ВФ трудна из-за склонности
наплавленного металла к образованию
холодных и горячих трещин, возникаю-
щих по границам зерен легкоплавких кар-
бидных эвтектик. Увеличение в наплавке
углерода до 1,2 ... 1,5 % увеличивает ко-
личество легкоплавкой эвтектики, и тре-
щины исчезают.
При наплавке ледебуритных хромистых
сталей на малоуглеродистую в первом слое
из-за относительно малого количества уг-
лерода возможно образование трещин. Из
первого слоя трещины могут распростра-
ниться и в последующие слои. Следует
выбирать такой режим наплавки, чтобы в
первом слое перемешивание основного и
присадочного металлов было минималь-
ным. Твердость ледебуритной хромистой
наплавки может быть чрезвычайно высо-
кой; после отпуска при температуре 550 °C
она может достигать 60 HRC3.
Высокомарганцовистые аустенитные
стали (110Г13Л) рекомендуют применять
для деталей, работающих при абразивно-
ударном изнашивании. Структура стали
аустенитная, пластичность высокая наряду
с высокой прочностью. Твердость такой
стали после закалки (950 °C) 180 НВ. По-
сле последующей деформации твердость
возрастает до 500 НВ.
Наплавку таких сталей проводят с ми-
нимальным тепловложением (минималь-
ные ток и напряжение). Для наплавки
272
СВАРОЧНОЕ ПРОИЗВОДСТВО
обычно используют проволоку Нп-ПЗА
или самозащитную порошковую проволо-
ку ПП-Нп 90Г113Н4. Иногда используют
подслой из наплавки типа Св08Х10Н10ГБ.
Хромоникелевые и хромоникельмар-
ганцовистые наплавки (нержавеющие ста-
ли) особочувствительны к образованию
горячих трещин и потере коррозионной
стойкости в процессе эксплуатации. По-
этому при их наплавке стремятся к полу-
чению двухфазной структуры с мини-
мальным содержанием вредных примесей.
Иногда при наплавке рекомендуют при-
менение промежуточных слоев. Хорошие
результаты дает применение проволоки
типов СвХ18Н10Т и СвХ17Н13Н2Т. При
применении других проволок также стре-
мятся иметь в наплавке запас феррита не
менее 2 ... 3 %.
Одним из самых распространенных
типов наплавочного металла с максималь-
ной твердостью и хорошей износостойко-
стью является наплавка из высокохроми-
стого чугуна, особенно чугуна, имеющего
в своем составе первичные карбиды хрома
типа Ме7С3.
Наплавки такого типа склонны к обра-
зованию холодных трещин, особенно при
наплавке на крупногабаритные детали. Эти
трещины практически не переходят в ос-
новной металл детали и не влияют на изно-
состойкость. С целью снижения вероятно-
сти их появления применяют подогрев и
предварительно наплавляют подслой.
Коррозионно-стойкие и жаростойкие
никелевые сплавы хастелой или инконель,
дополнительно легированные молибденом
и хромом, наплавляют в основном в виде
порошков и реже проволоки.
Обычно сложностей при наплавке этих
материалов не возникает. Если наплавка
производится на закаливающиеся стали,
то требуется предварительный подогрев.
Никелевые сплавы с хромом, бором,
кремнием обладают большой стойкостью
в агрессивных средах одновременно с вы-
сокой износостойкостью и особой слож-
ности при наплавке не представляют, так
как имеют относительно невысокую тем-
пературу плавления (1000 ... 1100 °C).
Тем не менее с целью лучшего сплавления
подложку рекомендуется подогревать до
температуры 300 ... 500 °C.
2. МЕТАЛЛИЗАЦИЯ
И ГАЗОТЕРМИЧЕСКОЕ
НАПЫЛЕНИЕ
Металлизация заключается в нанесе-
нии металлического покрытия на поверх-
ность методом осаждения на ней жидкого
металла, распыляемого газовой струей.
При подаче металлической проволоки к
источнику нагрева происходит ее разогрев
до расплавления и жидкий металл под
давлением газовой струи вылетает с
большой скоростью из сопла металлизато-
ра в виде распыленных капель, которые
ударяются о поверхность детали и, соеди-
няясь с ней, образуют слой покрытия.
В зависимости от используемого ис-
точника теплоты различают металлизацию
дуговую, газовую, плазменную и ТВЧ.
При дуговой металлизации используют
специальные металлизационные аппараты
(рис. 5.46). Через два направляющих
мундштука 2, по которым протекает сва-
рочный ток, подают проволоки 4. При со-
прикосновении проволок в точке 1 в ре-
зультате короткого замыкания появляется
дуговой разряд и образуются капли метал-
ла, увлекаемые струей сжатого воздуха,
поступающего в корпус 3 через рукоятку
5, к металлизируемой поверхности.
12 3 4
воздух
Рис. 5.46. Схема дугового металлизатора
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ РАЗЛИЧНЫХ МЕТАЛЛОВ И СПЛАВОВ
273
Для металлизации применяют проволо-
ки медные, алюминиевые, стальные и цин-
ковые, а также неметаллические материалы
в виде порошков (стекла, эмали, пласт-
масс). Металлизационный слой состоит из
мелких поверхностно-окисленных части-
чек металла и имеет меньшие прочность и
плотность по сравнению с наплавленным
слоем. Металлизацию применяют для за-
щиты от изнашивания, коррозии таких
изделий, как цистерны, бензобаки, мосты,
изнашивающиеся части валов, деталей
машин и т.п., а также в декоративных це-
лях. Дуговая металлизация - высокопро-
изводительный процесс, обеспечивает
хорошее соединение покрытия с основ-
ным металлом. Недостатками его являют-
ся возможность перегрева и окисления
наплавляемого материала и выгорание из
него легирующих компонентов.
Газотермическое - плазменное - напы-
ление в зависимости от вида напыляемого
материала (порошок или проволока) может
производиться плазменной струей или
плазменной дугой (см. рис. 5.12). В первом
случае в зону плазменной струи под давле-
нием транспортирующего газа подают ма-
териал в виде порошка, во втором исполь-
зуют проволочный материал.
Преимуществами плазменного напы-
ления являются возможность применения
широкого спектра материалов и проведе-
ние процесса как в атмосфере, так и в за-
щитных камерах. Недостатками является
высокая стоимость способа, относительно
низкая производительность, высокий уро-
вень шума.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. В каком порядке следует расположить
известные Вам способы наплавки по степени
уменьшения коробления деталей?
2. Какой из способов наплавки обладает
наибольшей производительностью?
3. В чем заключаются принципиальные от-
личия процессов наплавки от напыления и
металлизации?
Глава VIII Технологические особенности сварки
различных металлов и сплавов
1. СВАРИВАЕМОСТЬ
МЕТАЛЛОВ И СПЛАВОВ
Ряд сталей, цветных и тугоплавких ме-
таллов и сплавов обладает пониженной
свариваемостью, которая проявляется в
изменении механических и физико-
химических свойств металла в зоне свар-
ного соединения по сравнению с основ-
ным металлом и образовании дефектов в
виде трещин, пор и т.д.
Прочность и твердость шва при сварке
сплавов, как правило, ниже, чем у основно-
го металла. Это объясняется тем, что для
предотвращения трещин шов часто выпол-
няют менее легированными материалами,
чем основной металл. Пониженная пла-
стичность шва может быть обусловлена
крупнокристаллитной литой структурой и
повышенным содержанием газов.
В зоне термического влияния (з. т. в.),
т.е. на участке основного металла, приле-
гающего к шву, под действием нагрева
происходят фазовые и структурные пре-
вращения: оплавление границ зерен; ук-
рупнение зерен; в сплавах с полиморфны-
ми превращениями образование структур-
ных составляющих закалочного типа и др.
Характер и завершенность превращений
помимо состава сплавов определяется
сварочным термическим циклом, т.е. зави-
симостью температуры от времени. Сва-
рочный термический цикл характеризует-
ся скоростью и максимальной температу-
рой нагрева и скоростью охлаждения.
В результате фазовых превращений, на-
пример в з. т. в., легированных сталей воз-
можны существенное повышение твердо-
сти и снижение пластичности (рис. 5.47).
274
СВАРОЧНОЕ ПРОИЗВОДСТВО
Рис. 5.47. Неоднородность механических
свойств различных зон сварного соединения
легированной стали:
1 - основной металл; 2 - шов; 3 - зона термического
влияния; HV - твердость; 8 - пластичность (относи-
тельное удлинение)
Наиболее опасным проявлением пони-
женной свариваемости является образова-
ние горячих и холодных трещин в шве и
з. т. в. (рис. 5.48). Причины возникновения
трещин - снижение пластичности и проч-
ности как в процессе кристаллизации шва
(горячие трещины), так и в послесвароч-
ный период вследствие полиморфных
превращений и насыщения газами (холод-
ные трещины) и развитие сварочных де-
формаций и напряжений.
Рис. 5.48. Вид трещин сварных соединений:
а - горячих; б - холодных: I - столбчатые кристал-
литы; 2 - расположение жидких прослоек при завер-
шении кристаллизации шва; 3 - трещины
Возникновение собственных свароч-
ных напряжений (т.е. без приложения
внешних сил) связано с неравномерно-
стью температурного поля при сварке.
Вследствие неравномерного разогрева
заготовки при сварке (рис. 5.49, а) темпе-
ратурные деформации шва и з. т. в. огра-
ничиваются в результате сопротивления
менее нагретых зон основного металла.
Вместо удлинения отдельных слоев
свариваемого металла в соответствии с
зависимостью +атГ (ат - температурный
коэффициент металла; Т - максимальная
температура нагрева слоя) происходит
равномерное удлинение всей свариваемой
Рис. 5.49. Процесс возникновения сварочных напряжений при сварке пластин встык:
Т = f (у) - распределение температуры по оси Оу; a, ~f(x) и <зу =f(y) - распределение остаточных продольных
напряжений по осям Ох и Оу соответственно
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ РАЗЛИЧНЫХ МЕТАЛЛОВ И СПЛАВОВ
275
пластины, в результате чего грань пласти-
ны 1 в момент максимального разогрева
занимает положение 2. Поэтому шов и
прилегающая к нему зона металла при
нагреве претерпевают местную необрати-
мую пластическую деформацию сжатия,
пропорциональную заштрихованной пло-
щади 3. Таким образом, к началу охлаж-
дения эти зоны оказываются укороченны-
ми. После охлаждения и обратной темпе-
ратурной деформации они должны были
бы занять положение в соответствии с
зависимостью -атТ (рис. 5.49, б). Однако
их температурная деформация снова огра-
ничивается реакцией основного металла.
В результате происходит равномерное уко-
рочение всей пластины, и грань пластины 7
занимает положение 4. Поскольку шов и
зона термического влияния связаны с ос-
новным металлом, они претерпевают внут-
реннюю упругопластическую деформацию
растяжения, пропорциональную заштрихо-
ванной площади 5. Соответствующие уп-
ругой деформации растягивающие напря-
жения (+) в шве и з. т. в. уравновешиваются
сжимающими напряжениями (-) в основ-
ном металле (рис. 5.49, в).
Внешние наблюдаемые деформации
сварных заготовок (например, укорочение
пластины после сварки, соответствующее
перемещению ее грани 1 в положение 4)
не совпадают с внутренними упругопла-
стическими деформациями, а их величины
противоположны: чем больше внешние
деформации, тем меньше внутренние де-
формации. Величина и знак собственных
сварочных напряжений определяются
внутренними деформациями.
Снижение внутренних деформаций и
напряжений - один из путей предупреж-
дения трещин. Для этого необходимо
уменьшить реакцию основного металла на
разогреваемые до высоких температур
шов и з. т. в. Следует уменьшить геомет-
рическую жесткость свариваемых загото-
вок, исключить их закрепление при свар-
ке, а также применить предварительный
подогрев для выравнивания температур по
объему заготовки. Сварочные напряжения
снимаются также после сварки высоким
отпуском. В то же время методы снижения
внутренних деформаций и напряжений
(кроме отпуска) приводят к увеличению
внешних деформаций сварной заготовки.
Для устранения последних, наоборот, не-
обходимо увеличение жесткости заготовок
(постановка ребер, мембран и т.п.) или
закрепление их при сварке. Выбор усло-
вий сварки определяется тем, что в дан-
ном случае опасней - трещины или короб-
ление заготовки.
Горячие трещины образуются в период
кристаллизации сварного шва, когда ме-
талл находится в двухфазном твердо-
жидком состоянии. В этом состоянии ме-
талл имеет очень малые пластичность и
прочность. В результате развития внутрен-
них сварочных деформаций растяжения
возможно разрушение по незатвердевшим
жидким прослойкам между кристаллита-
ми. Условие такого разрушения - превы-
шение величины сварочных деформаций
минимальной пластичности металла шва в
интервале кристаллизации. Как правило,
горячие трещины образуются вдоль оси
сварных швов в зоне стыка столбчатых
кристаллитов, где завершается кристалли-
зация шва (см. рис. 5.48, а). Горячие тре-
щины могут образовываться в сварных
швах сплавов различных металлов, осо-
бенно имеющих широкий интервал кри-
сталлизации. Склонность к горячим тре-
щинам повышается при наличии в металле
шва вредных примесей, которые обладают
повышенной способностью к ликвации и
образованию легкоплавких соединений.
Последняя равносильна увеличению ин-
тервала кристаллизации, т.е. времени пре-
бывания металла в двухфазном состоянии.
Холодные трещины чаще всего возни-
кают в з. т. в. после полного затвердевания
сварного шва в период окончания охлаж-
дения или последующего вылеживания
сварной конструкции в течение несколь-
ких суток (см. рис. 5.48, б). Холодные
трещины характерны для углеродистых и
легированных сталей, если они при сварке
претерпевают полную или частичную за-
276
СВАРОЧНОЕ ПРОИЗВОДСТВО
кадку, усиленный рост зерна, повышенное
насыщение газами, особенно водородом.
Эти процессы приводят к снижению
прочности и пластичности металла, т.е.
его охрупчиванию. Если сварочные на-
пряжения превышают прочность металла
в указанном состоянии, то образуются
холодные трещины.
Потенциальную склонность стали к
образованию холодных трещин можно
оценить по значению соответствующего
ей эквивалента углерода, %:
Сэкв = С + Si/24 + Мп/6 + Сг/5 + N1/10 +
+ Мо/4 + V/14 + 5В.
Стали, у которых Сэкв > 0,4 %, счита-
ются склонными к образованию холодных
трещин.
Поры в сварных швах образуются в
процессе кристаллизации сварного шва.
Причины появления пор: насыщение газа-
ми расплавленного металла сварочной
ванны с последующим выделением газов в
виде пузырьков при затвердевании шва в
результате резкого уменьшения их рас-
творимости в твердом металле. Поры в
швах образуются вследствие повышенной
влажности электродных покрытий, флю-
сов, защитных газов (насыщение водоро-
дом), нарушения защиты (насыщение азо-
том) и интенсивных окислительных про-
цессов в шве (насыщение оксидом углеро-
да); охлаждения сварных швов при кри-
сталлизации с большой скоростью, что
затрудняет выход пузырьков газа из кри-
сталлизующегося шва в атмосферу.
2. СВАРКА УГЛЕРОДИСТЫХ
И ЛЕГИРОВАННЫХ СТАЛЕЙ
Низкоуглеродистые (менее 0,3 % С) и
некоторые низколегированные стали об-
ладают хорошей свариваемостью и соеди-
няются большинством способов сварки
без особых трудностей.
Углеродистые и легированные стали с со-
держанием более 0,3 % С (стали 45, 30ХГСА,
40ХНМА и др.) при типовых режимах
сварки претерпевают закалку в з. т. в. Со-
ответствующие этим режимам скорости
охлаждения для указанных сталей доста-
точно высоки и приводят к образованию
мартенситной микроструктуры. Поэтому
для сварных соединений этих сталей ха-
рактерны повышенная твердость и пони-
женная пластичность в з. т. в.
В жестких сварных узлах, в которых
образуются высокие сварочные напряже-
ния, в закаленной з. т. в. возможно образо-
вание холодных трещин. Склонность к хо-
лодным трещинам повышается при насы-
щении металла водородом, который сни-
жает пластичность закаленного металла.
Источником водорода служит влага в по-
крытиях электродов, флюсах и защитных
газах, которая разлагается в дуге, и атомар-
ный водород насыщает жидкий металл сва-
рочной ванны. В результате диффузии во-
дорода им насыщается также з. т. в.
Для обеспечения хорошей свариваемо-
сти при дуговой сварке этих сталей реко-
мендуют следующие технологические ме-
роприятия: предварительный, сопутствую-
щий и последующий подогревы заготовок
до температуры 100 ... 300 °C в целях за-
медленного охлаждения и исключения за-
калки з. т. в.; прокалку электродов, флюсов
при температуре 400 ... 450 °C в течение 3 ч
и осушение защитных газов для предупре-
ждения попадания водорода в металл свар-
ного соединения; при недостаточности
первых двух мер низкий (300 ... 400 °C)
или высокий (600 ... 700 °C) отпуск свар-
ных соединений сразу после окончания
сварки в целях повышения пластичности
закалочных структур и удаления водорода.
При многослойной сварке для предот-
вращения холодных трещин регулируют
тепловой режим сварки за счет эффектов
автоподогрева, перекристаллизации с из-
менением зерна, автоотпуска и ускорен-
ной десорбции водорода из сварных швов
в результате взаимного теплового воздей-
ствия предыдущего и последующего слоев
шва. Максимальное использование приве-
денных выше положительных эффектов
возможно при оптимизации сочетания
погонной энергии сварки, подогрева и
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ РАЗЛИЧНЫХ МЕТАЛЛОВ И СПЛАВОВ
277
межпроходной температуры. Такая мно-
гофакторная оптимизация выполнима с
помощью компьютерной техники.
Контактную точечную сварку углеро-
дистых и легированных сталей выполняют
на мягких режимах, т.е. длительным на-
гревом током и быстрым удалением заго-
товок из машины во избежание отвода
теплоты электродами. В результате обес-
печивается замедленное охлаждение заго-
товок. Контактную стыковую сварку этих
сталей выполняют с прерывистым оплав-
лением, при котором обеспечивают по-
догрев заготовок перед сваркой и замед-
ленное охлаждение.
3. СВАРКА
ВЫСОКОЛЕГИРОВАННЫХ
КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ
Коррозионная стойкость аустенитной
стали обеспечивается содержанием более
12 % Сг, а содержание 8 % Ni стабилизи-
рует аустенитную структуру и сохраняет
ее при нормальных температурах (сталь
10Х18Н9Т и др.). При сварке этих сталей
на режимах, обусловливающих продолжи-
тельное пребывание металла в области
температур 500 ... 800 °C, возможна поте-
ря коррозионной стойкости металлом шва
и з. т. в. Причинами этого являются обра-
зование карбидов хрома на границах зерен
и обеднение приграничных участков зерен
хромом. В результате металл сварного
соединения становится склонным к так
называемой межкристаллитной коррозии.
При дуговой сварке для предупрежде-
ния межкристаллитной коррозии сварных
соединений рекомендуется сварка на ма-
лых погонных энергиях (c//vCB, Дж/см) с
применением теплоотводящих медных
подкладок в целях получения жестких
термических циклов и уменьшения време-
ни пребывания металла при высоких тем-
пературах; термическая обработка после
сварки: нагрев до температуры 1100 °C и
закалка в воду. При нагреве происходит
растворение карбидов, и закалка фиксиру-
ет чисто аустенитную структуру.
При дуговой сварке аустенитных ста-
лей возможно образование в сварных
швах горячих трещин. Они обусловлены
широким интервалом кристаллизации
вследствие повышенного содержания ле-
гирующих элементов и наличия вредных
примесей (S). Образованию трещин спо-
собствует также крупнозернистая столб-
чатая макроструктура шва, при которой
его кристаллизация завершается при на-
личии жидких прослоек большой протя-
женности.
Для предупреждения возникновения
горячих трещин в сварных швах рекомен-
дуется снижать содержание вредных при-
месей и вводить в сварочные материалы
(электроды, проволоку) легирующие эле-
менты: Si, Al, Мо, Мп и др., - способст-
вующие измельчению кристаллитов в ре-
зультате образования небольшого количе-
ства (до 5 %) ферритной фазы.
Аустенитные стали хорошо сварива-
ются контактной сваркой. Сварку ведут на
пониженных плотностях тока. Эти стали
имеют высокое удельное электросопро-
тивление и низкую теплопроводность, что
обусловливает выделение большого коли-
чества теплоты при сварке и ограничен-
ный его отвод из зоны сварного соедине-
ния. При сварке применяют повышенное
давление, поскольку аустенитные стали
имеют значительную прочность при высо-
ких температурах.
4. СВАРКА ЧУГУНА
Чугун относится к категории плохо
свариваемых сплавов. Его сваривают при
исправлении дефектов в отливках и ре-
монте деталей. Дуговая сварка чугуна чу-
гунными электродами с покрытиями не
обеспечивает хорошего качества сварных
соединений. Металл шва получает струк-
туру белого чугуна, а з. т. в. закаливается.
Это затрудняет механическую обработку
сварных соединений и может привести к
образованию трещин.
Горячую сварку чугуна выполняют с
предварительным подогревом свариваемых
278
СВАРОЧНОЕ ПРОИЗВОДСТВО
деталей до температуры 400 ... 700 °C. Де-
тали подогревают в печах. Перед сваркой в
деталях вырубают дефектные места и раз-
делывают кромки, которые затем заформо-
вывают с помощью графитных пластин и
кварцевого песка, замешанного на жидком
стекле. Сваривают чугунными электродами
(диаметром 8 ... 25 мм) со стабилизирую-
щим или специальным покрытием.
Применяют также механизированную
сварку порошковой проволокой, обеспе-
чивающей состав и структуру чугуна в
шве. Сваренные детали охлаждают вместе
с печью. При горячей сварке чугуна полу-
чают сварное соединение без твердых от-
беленных и закаленных участков. Однако
горячая сварка - дорогой и трудоемкий
процесс; его применяют для ремонта уни-
кальных деталей. Горячую сварку также
выполняют науглероживающим газовым
пламенем с флюсом на основе буры
(Na2B4O7).
При холодной сварке чугун сваривают
без подогрева стальными, медно-железны-
ми, медно-никелевыми электродами и
электродами из никелевого аустенитного
чугуна. В случае применения стальных
электродов валики наплавляют низкоугле-
родистыми электродами небольшого диа-
метра со стабилизирующим или качест-
венным покрытием. Применяют также
стальные электроды со специальным по-
крытием, содержащим большое количест-
во карбидообразующих элементов, даю-
щим наплавленный металл с мягкой осно-
вой и вкраплениями карбидов. Эти спосо-
бы не исключают образования отбеленных
и закалочных структур в з. т. в., но они
просты и обеспечивают мягкий, хорошо
обрабатываемый шов.
Медно-железные электроды состоят из
медного прутка с оплеткой из жести или
пучка из медных и стальных стержней.
Электроды имеют специальное или стаби-
лизирующее покрытие. Медно-никелевые
электроды состоят из стержней монель-
металла (70 % Ni, 28 % Си. остальное Fe)
или мельхиора (80 % Си, 20 % Ni) со ста-
билизирующим покрытием. Применение
медно-железных, медно-никелевых элек-
тродов и электродов из никелевого аусте-
нитного чугуна позволяет получить свар-
ное соединение, у которого отбеливание в
з. т. в. наблюдается только на отдельных
участках. Медь, никель способствуют
графитизации и препятствуют отбелива-
нию чугуна. Наибольшее применение
имеют медно-железные электроды как
более дешевые и обеспечивающие доста-
точную прочность металла шва.
5. СВАРКА МЕДИ
И ЕЕ СПЛАВОВ
На свариваемость меди большое влия-
ние оказывают содержащиеся в ней вред-
ные примеси (О2, Н2, Bi, Pb и др.). Кисло-
род, находящийся в меди в виде оксида
Си2О, является одной из причин образова-
ния горячих трещин в сварных швах. Ок-
сид меди образует с медью легкоплавкую
эвтектику (Си2О - Си), которая располага-
ется по границам кристаллитов и снижает
температуру их затвердевания. Такое же
действие оказывают Bi и РЬ. Наличие сет-
ки эвтектики по границам кристаллов де-
лает шов более хрупким при нормальных
температурах.
В расплавленной меди водород имеет
высокую растворимость, которая резко
снижается при кристаллизации. Выделе-
ние водорода при затвердевании свароч-
ной ванны может привести к образованию
газовой пористости. Водород, оставшийся
в растворенном состоянии в твердом ме-
талле, вступает в реакцию с оксидом меди,
в результате чего выделяются водяные
пары. Последние не растворяются в меди
и скапливаются под высоким давлением в
микропустотах, что приводит к так назы-
ваемой водородной хрупкости. Водород-
ная хрупкость может привести к образо-
ванию трещин в твердом металле в про-
цессе охлаждения.
Для предотвращения указанных дефек-
тов при дуговой сварке меди рекоменду-
ются сварка в атмосфере аргона, гелия,
азота и их смесей; применение сварочной
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ РАЗЛИЧНЫХ МЕТАЛЛОВ И СПЛАВОВ
279
и присадочной проволок, содержащих
сильные раскислители: титан, цирконий,
бор, фосфор, кремний и др.
Поскольку медь обладает высокой теп-
лопроводностью, сварку ее выполняют на
повышенной погонной энергии (q/vCB), а при
толщине более 10 мм - с предварительным
подогревом до температуры 300 °C. Медь
большой толщины (свыше 30 мм) свари-
вают плазменной сваркой. В единичном
производстве и для ремонтных работ при-
меняют газовую сварку мощным пламе-
нем. При этом обеспечивается необходи-
мый подогрев заготовок. Сварку выпол-
няют с флюсом на основе буры (Na2B4O7),
который наносят на кромки заготовок и на
присадочный пруток. Флюс растворяет
Си2О и выводит его в шлак. Медь толщи-
ной более 50 мм сваривают электрошла-
ковой сваркой.
Основная трудность при сварке лату-
ней - испарение цинка. В результате сни-
жаются прочность и коррозионная стой-
кость латунных швов. Пары цинка ядови-
ты, поэтому необходима интенсивная вен-
тиляция, сварщики должны работать в
специальных масках. При сварке в защит-
ных газах преимущественно применяют
сварку неплавящимся вольфрамовым
электродом, так как при этом происходит
меньшее испарение цинка, чем при ис-
пользовании плавящегося электрода. При
газовой сварке лучшие результаты полу-
чают при применении газового флюса
[смесь метилобората В (ОСН3)3 и метило-
вого спирта СН3ОН]. Образующийся на
поверхности сварочной ванны после вы-
горания органической части флюса бор-
ный ангидрид (В2О3) связывает пары цин-
ка в шлак. Сплошной слой шлака препят-
ствует выходу паров цинка из сварочной
ванны. Латунь обладает меньшей тепло-
проводностью, чем медь, поэтому для ме-
талла толщиной свыше 12 мм необходим
подогрев до температуры 150 °C.
Для сварки бронзы применяют те же
способы и технологию, что и для сварки
меди, за исключением оловянных бронз.
Их сваривают с большой скоростью и без
подогрева, так как в противном случае
возможно выплавление легкоплавкой со-
ставляющей - олова.
Латуни и бронзы имеют более высокое
удельное электросопротивление, чем
медь, и они достаточно хорошо сварива-
ются контактной сваркой. Медь контакт-
ной сваркой не сваривается.
6. СВАРКА АЛЮМИНИЯ
И ЕГО СПЛАВОВ
Трудности при сварке алюминия и его
сплавов обусловлены образованием тон-
кой прочной и тугоплавкой поверхност-
ной пленки оксида А12О3, плавящегося при
температуре 2050 °C; склонностью к обра-
зованию газовой пористости; склонностью
к образованию горячих трещин.
Пленка оксида покрывает капли рас-
плавленного металла и препятствует
сплавлению их между собой и основным
металлом. Для разрушения и удаления
пленки и защиты металла от повторного
окисления при сварке используют специ-
альные флюсы или ведут сварку в атмо-
сфере инертных газов. Флюсы состоят из
смеси хлористых и фтористых солей ще-
лочно-земельных металлов (NaCl, КС1,
ВаС12, LiF, CaF2 и др.). Действие флюсов
основано на растворении пленки оксидов.
При сварке в защитных газах пленка раз-
рушается в результате электрических про-
цессов в том случае, если она оказывается
в катодной области дуги. Это реализуется
при сварке плавящимся электродом на
постоянном токе обратной полярности и
сварке неплавящимся электродом на пе-
ременном токе с использованием специ-
альных источников тока (см. разд. 5, гл. II,
пп. 3, 7).
Причиной газовой пористости в свар-
ных швах алюминия является водород.
Источник водорода - влага воздуха, кото-
рая сильно адсорбируется пленкой оксида
на поверхности заготовки и сварочной
проволоки. Газовая пористость обуслов-
лена, с одной стороны, насыщением рас-
плавленного металла большим количест-
280
СВАРОЧНОЕ ПРОИЗВОДСТВО
вом водорода, с другой, - малой его рас-
творимостью в твердом состоянии. Для
предупреждения пористости необходима
тщательная механическая очистка свари-
ваемой поверхности заготовок и свароч-
ной проволоки или химическая их очистка
(например, раствором NaOH). При этом с
пленкой оксида удаляется скопившаяся на
ней влага.
Образование горячих трещин в алюми-
нии и некоторых его сплавах связано с
крупнокристаллической макроструктурой
сварных швов. Склонность к трещинам
увеличивается при наличии небольшого
количества Si (до 0,5 %), который приво-
дит к образованию легкоплавкой эвтекти-
ки по границам кристаллов. Борьба с го-
рячими трещинами ведется металлургиче-
ским путем. В шов через проволоку вво-
дят Fe, нейтрализующий вредное влияние
Si, и модификаторы Zr, Ti и В, способст-
вующие измельчению кристаллитов в шве.
Наиболее трудно свариваются терми-
чески упрочняемые сплавы системы
Al-Cu-Mg (дуралюмины). При нагреве
свыше температуры 500 °C происходит
оплавление границ зерен с образованием
на расплавленных участках эвтектических
выделений. После затвердевания эвтекти-
ка имеет пониженные механические свой-
ства, что приводит к охрупчиванию з. т. в.
и снижению ее прочности по сравнению с
прочностью основного металла. Свойства
з. т. в. не восстанавливаются термической
обработкой.
При сварке самозакаливающихся спла-
вов системы Al-Zn-Mg возможно образо-
вание холодных трещин в послесварочный
период, обусловленное выпадением хруп-
ких интерметаллидов и действием свароч-
ных напряжений.
Относительно хорошо свариваются
термически не упрочняемые сплавы сис-
темы А1 - Мп (сплав АМц) и системы
Al - Mg (сплавы АМг).
Наиболее широко применяют сварку
алюминия и его сплавов в атмосфере за-
щитных газов неплавящимся (толщины
0,5 ... 10 мм) и плавящимся (толщины
более 10 мм) электродами. В этом случае
получают более высокое качество сварных
швов по сравнению с другими видами ду-
говой сварки. Применяют также автома-
тическую сварку плавящимся электродом
полуоткрытой другой по слою флюса, при
которой для формирования корня шва ис-
пользуют медные или стальные подклад-
ки. Возможна газовая сварка алюминия и
его сплавов. Флюс наносят на сваривае-
мые кромки в виде пасты или вводят в сва-
рочную ванну на разогретом конце приса-
дочного прутка. Алюминий и его сплавы
также сваривают плазменной и электро-
шлаковой сваркой; они достаточно хорошо
свариваются контактной сваркой. Учиты-
вая высокую теплопроводность и электро-
проводимость алюминия, для его сварки
необходимо применять большие силы тока.
Чистый (до 0,5 % примесей) и техниче-
ский алюминий (до 1,0 % примесей) хо-
рошо свариваются холодной сваркой.
7. СВАРКА ТУГОПЛАВКИХ
МЕТАЛЛОВ И СПЛАВОВ
Трудности при сварке тугоплавких ме-
таллов - титана, циркония, молибдена,
ниобия и др. - связаны с тем, что они при
нагреве интенсивно поглощают газы -
кислород, водород и азот. При этом даже
незначительное содержание газа приводит
к резкому снижению пластических
свойств этих металлов.
Титан и его сплавы сваривают в защит-
ной атмосфере аргона высшего сорта. При
этом дополнительно защищают струями 7
и 2 аргона корень шва и еще не остывший
до температуры 350 °C участок шва 3
(рис. 5.50). Перед сваркой проволоку и ос-
новной металл дегазируют путем отжига в
вакууме. Допустимое количество газа в
швах составляет Н2 < 0,01 %, О2 < 0,1 % и
N2 < 0,05 %. При большем содержании
газов снижается пластичность металла
сварных соединений, кроме того, титано-
вые сплавы становятся склонными к обра-
зованию холодных трещин. Ответствен-
ные узлы сваривают в камерах с контро-
ПАЙКА МЕТАЛЛОВ И СПЛАВОВ
281
Рис. 5.50. Горелка с удлиненной насадкой для
аргонодуговой сварки титана
лируемой аргонной атмосферой, в том
числе и обитаемых, в которых сварщики
работают в скафандрах. Для сварки титана
и его сплавов также применяют плазмен-
ную и электронно-лучевую сварку.
Цирконий весьма близок по сваривае-
мости к титану. Поэтому его сваривают по
аналогичной технологии.
Молибден и ниобий и их сплавы более
чувствительны к насыщению газами, чем
титан, особенно кислородом. При содер-
жании кислорода более 0,01 % их пласти-
ческие свойства резко снижаются. Молиб-
ден и ниобий и их сплавы сваривают ду-
говой сваркой в камерах с контролируе-
мой аргонной атмосферой или электрон-
но-лучевой сваркой в вакууме.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. В чем проявляется пониженная свари-
ваемость сплавов и каковы ее причины?
2. Что такое сварочный термический цикл и
какими параметрами он характеризуется?
3. Какие виды трещин могут образовываться
в сварных соединениях и каковы их причины?
4. Каковы причины и механизм образова-
ния собственных сварочных деформаций и
напряжений?
5. Какова свариваемость углеродистых и
легированных сталей?
6. Какие технологические мероприятия и с
какой целью их применяют при сварке углеро-
дистых и легированных сталей?
7. Какова свариваемость высоколегирован-
ных аустенитных коррозионно-стойких сталей?
8. Какие технологические мероприятия и с
какой целью их применяют при сварке высоко-
легированных сталей?
9. Какие виды сварки и сварочные материа-
лы применяют для чугуна?
10. Какие виды сварки и сварочные мате-
риалы применяют для меди и ее сплавов?
11. Какие виды сварки применяют для
алюминия и его сплавов?
12. Какие виды сварки применяют для ту-
гоплавких металлов и сплавов?
Пайка металлов и сплавов
Глава IX
1. СУЩНОСТЬ ПРОЦЕССА
И МАТЕРИАЛЫ ДЛЯ ПАЙКИ
Пайкой называют процесс получе-
ния неразъемного соединения заготовок
без их расплавления путем смачивания
поверхностей жидким припоем с после-
дующей его кристаллизацией. Образова-
ние соединения без расплавления основ-
ного металла обеспечивает при необходи-
мости возможность распая соединения.
По прочности паяные соединения ус-
тупают сварным. Паять можно углероди-
стые и легированные стали всех марок,
твердые сплавы, цветные металлы, серые
и ковкие чугуны. При пайке металлы со-
единяются в результате смачивания, рас-
текания жидкого припоя по нагретым по-
верхностям и затвердевания его после ох-
лаждения. Прочность сцепления припоя с
соединяемыми поверхностями зависит от
физико-химических и диффузионных про-
цессов, протекающих между припоем и
основным металлом, и, как правило, опре-
деляется прочностными характеристиками
припоя.
По условиям заполнения зазора пайку
можно разделить на капиллярную и не ка-
пиллярную. При капиллярной пайке при-
пой заполняет зазор между соединяемыми
поверхностями и удерживается в нем за
счет капиллярных сил (рис. 5.51). Соедине-
ние образуется в результате растворения
основы в жидком припое и последующей
кристаллизации раствора. Капиллярную
пайку используют при соединении внахле-
282
СВАРОЧНОЕ ПРОИЗВОДСТВО
а)
Рис. 5.51. Схема капиллярной пайки:
а - перед пайкой; б - после пайки; 1- припой
стку. По механизму образования шва ее
подразделяют на диффузионную, контакт-
но-реактивную, реактивно-флюсовую.
При диффузионной пайке соединение
образуется за счет взаимной диффузии
компонентов припоя и паяемых материа-
лов, причем возможно образование в шве
твердого раствора или тугоплавких хруп-
ких интерметаллидов. Для диффузионной
пайки необходима продолжительная вы-
держка при температуре образования пая-
ного шва и после завершения процесса -
при температуре ниже солидуса припоя.
При контактно-реактивной пайке ме-
жду соединяемыми металлами или соеди-
няемыми металлами и прослойкой проме-
жуточного металла в результате контакт-
ного плавления образуется сплав, который
заполняет зазор и при кристаллизации
образует паяное соединение (рис. 5.52).
При реактивно-флюсовой пайке при-
пой образуется за счет реакции вытесне-
ния между металлом (основным) и флю-
сом. Например, при пайке алюминия с
флюсом
3ZnCl2 + 2А1 2А1С13 + 3Zn
восстановленный цинк служит припоем.
Реактивно-флюсовую пайку можно
вести без припоя и с припоем. К некапил-
лярным способам относятся пайка-сварка
и сварка-пайка. При пайке-сварке соеди-
нения образуются так же, как и при сварке
плавлением, но в качестве присадочного
металла применяют припой (рис. 5.53).
При сварке-пайке соединяют разнородные
материалы с применением местного на-
грева. Более легкоплавкий материал при
достижении температуры плавления вы-
полняет роль припоя.
Наибольшее применение получили ка-
пиллярные способы пайки и пайка-сварка.
Качество паяных соединений (проч-
ность, герметичность, надежность и др.)
зависит от правильного выбора основного
металла, припоя, флюса, способа нагрева,
зазоров, типа соединения.
Рис. 5.52. Схема контактно-
реактивной пайки:
а - перед пайкой; б - после пайки;
1 - медь; 2 - серебро; 3 - эвтекти-
ческий сплав меди с серебром
Рис. 5.53. Схема пайки-сварки:
а - без оплавления кромок деталей; 6 - с оплавлени-
ем кромок одной детали; 1 - до пайки; 2 - после
пайки
Припой должен хорошо растворять
основной металл, обладать смачивающей
способностью, быть дешевым и недефи-
цитным. Припои представляют собой
сплавы цветных металлов сложного соста-
ва. Все припои по температуре плавления
подразделяют на особолегкоплавкие (тем-
пература плавления < 145 °C), легкоплав-
кие (145 ... 450 °C), среднеплавкие (450 ...
ПАЙКА МЕТАЛЛОВ И СПЛАВОВ
283
1100 °C) и тугоплавкие (> 1050 °C). К осо-
болегкоплавким и легкоплавким припоям
относятся оловянно-свинцовые на основе
висмута, индия, кадмия, цинка, олова,
свинца. К среднеплавким и высокоплав-
ким припоям относятся медные, медно-
цинковые, медно-никелевые, с благород-
ными металлами (серебром, золотом, пла-
тиной). Припои изготовляют в виде прут-
ков, проволок, листов, полос, спиралей,
дисков, колец, зерен и др., укладываемых
в место соединения.
Изделия из алюминия и его сплавов
паяют с припоями на алюминиевой основе
с кремнием, медью, оловом и другими
металлами. Магний и его сплавы паяют
припоями на основе магния с добавками
алюминия, меди, марганца и цинка. Изде-
лия из коррозионно-стойких сталей и жа-
ропрочных сплавов, работающих при вы-
соких температурах (свыше 500 °C), пая-
ют тугоплавкими припоями на основе же-
леза, марганца, никеля, кобальта, титана,
циркония, гафния, ниобия и палладия.
Флюсы паяльные применяют для
очистки поверхности паяемого материала,
а также для снижения поверхностного
натяжения и улучшения растекания и сма-
чиваемости жидкого припоя. Флюс (кроме
реактивно-флюсовой пайки) не должен
химически взаимодействовать с припоем.
Температура плавления флюса должна
быть ниже температуры плавления при-
поя. Флюс в расплавленном и газообраз-
ном состояниях должен способствовать
смачиванию поверхности основного ме-
талла расплавленным припоем. Флюсы
могут быть твердые, пастообразные и
жидкие. Для пайки наиболее применимы
флюсы: бура Na2B4O7, и борная кислота
Н2ВО3. хлористый цинк ZnCl2, фтористый
калий KF и др.
2. СПОСОБЫ ПАЙКИ
Способы пайки классифицируют в за-
висимости от используемых источников
нагрева. Наиболее распространена в про-
мышленности пайка в печах, индукцион-
ная, погружением, газопламенная и паяль-
никами.
При пайке в печах соединяемые заготов-
ки нагревают в специальных печах: элек-
тросопротивления, с индукционным нагре-
вом, газопламенных и газовых. Припой за-
ранее закладывают в шов собранного узла,
на место пайки наносят флюс и затем изде-
лие помещают в печь, где его нагревают до
температуры пайки. Припой расплавляется
и заполняет зазоры между соединяемыми
заготовками. Процесс пайки продолжается
несколько часов. Этот способ обеспечивает
равномерный нагрев соединяемых деталей
без заметной их деформации.
При индукционной пайке паяемый уча-
сток нагревают в индукторе. Через индук-
тор пропускают ТВЧ, в результате чего
место пайки нагревается до необходимой
температуры. Для предохранения от окис-
ления изделие нагревают в вакууме или в
защитной среде с применением флюсов.
Индуктор выполнен в виде петли или спи-
рали из красной меди. Формы и размеры
индуктора зависят от конструкции паяе-
мого изделия.
Пайку погружением выполняют в ван-
нах с расплавленными солями или при-
поями. Соляная смесь обычно состоит из
55 % КС1 и 45 % НС1. Температура ванны
700 ... 800 °C. На паяемую поверхность,
предварительно очищенную от грязи и
жира, наносят флюс, между кромками или
около места соединения размещают при-
пой, затем детали скрепляют и погружают
в ванну. Соляная ванна предохраняет ме-
сто пайки от окисления. Перед погруже-
нием в ванну с расплавленным припоем
покрытые флюсом детали нагревают до
температуры 550 °C. Поверхности, не
подлежащие пайке, предохраняют от кон-
такта с припоем специальной обмазкой из
графита с добавками небольшого количе-
ства извести. Пайку погружением в рас-
плавленный припой используют для
стальных, медных и алюминиевых спла-
вов, деталей сложных геометрических
форм. На этот процесс расходуется боль-
шое количество припоя.
284
СВАРОЧНОЕ ПРОИЗВОДСТВО
Рис. 5.54. Типы паяных соединений
При газопламенной пайке заготовки
нагревают и припой расплавляют газосва-
рочными, плазменными горелками и па-
яльными лампами. При пайке газосвароч-
ными горелками в качестве горючих газов
используют ацетилен, природные газы,
водород, пары керосина и т.п. При исполь-
зовании газового пламени припой можно
заранее помещать у места пайки или вво-
дить в процессе пайки вручную. На место
пайки предварительно наносят флюс в
виде жидкой пасты, разведенной водой
или спиртом; конец прутка припоя также
покрывают флюсом.
Плазменной горелкой, обеспечиваю-
щей более высокую температуру нагрева,
паяют тугоплавкие металлы - вольфрам,
тантал, молибден, ниобий и т.п.
При пайке паяльниками основной ме-
талл нагревают и припой расплавляют за
счет теплоты, аккумулированной в массе
металла паяльника, который перед пайкой
или в процессе ее подогревают. Для низ-
котемпературной пайки применяют па-
яльники с периодическим нагревом, с не-
прерывным нагревом и ультразвуковые.
Рабочую часть паяльника выполняют из
красной меди. Паяльник с периодическим
нагревом в процессе работы периодически
подогревают посторонним источником
теплоты. Паяльники с постоянным нагре-
вом делают электрические. Паяльники с
периодическим и непрерывным нагревом
чаще используют для флюсовой пайки
черных и цветных металлов легкоплавки-
ми припоями с температурой плавления
ниже 300 ... 350 °C.
Ультразвуковые паяльники применяют
для бесфлюсовой пайки на воздухе и пай-
ки алюминия. Оксидные пленки разруша-
ются за счет колебаний ультразвуковой
частоты.
На рис. 5.54 показаны основные типы
паяных соединений: внахлестку (а), встык
(б), вскос (в), втавр (г), в угол (д), сопри-
касающиеся (е). Зазор между соединяе-
мыми кромками должен быть малым для
того, чтобы улучшить затекание припоя
под действием капиллярных сил и увели-
чить прочность соединения. Так, для се-
ребряных припоев устанавливают зазор до
0,05 мм, а для меди до 0,012 мм. Для хо-
рошего смачивания поверхности необхо-
димы механическая очистка, обезжирива-
ние горячей щелочью, трихлорэтиленом,
четыреххлористым углеродом.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Назовите принципиальные отличия меж-
ду капиллярным, диффузионным и другими
видами процессов образования соединений при
пайке.
2. Назовите основные способы пайки, их
принципиальные различия.
3. Всегда ли при пайке прочность соедине-
ния равна прочности припоя?
4. Перечислите основные требования к
припоям и флюсам для пайки.
КОНТРОЛЬ СВАРНЫХ И ПАЯНЫХ СОЕДИНЕНИЙ
285
Глава X Контроль сварных и паяных
соединений
1. ДЕФЕКТЫ В СВАРНЫХ
И ПАЯНЫХ СОЕДИНЕНИЯХ
Дефекты в соединениях бывают двух
типов: внешние и внутренние. В сварных
соединениях к внешним дефектам относят
наплывы, подрезы, наружные непровары и
несплавления, поверхностные трещины и
поры (рис. 5.55, а - г), к внутренним -
скрытые трещины и поры, внутренние
непровары и несплавления, шлаковые
включения и др. (рис. 5.55, д - ж). В пая-
ных соединениях внешними дефектами
являются наплывы и натеки припоя, не-
полное заполнение шва припоем; внут-
ренними - поры, включения флюса, тре-
щины и др.
Качество сварных и паяных соедине-
ний обеспечивают предварительным кон-
тролем материалов и заготовок, текущим
контролем за процессом сварки и пайки и
приемочным контролем готовых сварных
или паяных соединений. В зависимости от
нарушения целостности сварного соеди-
нения при контроле различают разру-
шающие и неразрушающие методы кон-
троля.
Рис. 5.55. Дефекты в сварных соединениях
2. МЕТОДЫ КОНТРОЛЯ
При предварительном контроле основ-
ного и сварочных материалов устанавли-
вают, удовлетворяют ли сертификатные
данные в документах заводов-поставщиков
требованиям, предъявляемым к материа-
лам в соответствии с назначением и ответ-
ственностью сварных узлов и конструк-
ций. Осматривают поверхности основного
материала, сварочной проволоки и покры-
тий электродов в целях обнаружения
внешних дефектов. Перед сборкой и свар-
кой заготовок проверяют, соответствуют
ли их форма и габаритные размеры уста-
новленным, а также контролируют каче-
ство подготовки кромок и свариваемых
поверхностей. При изготовлении ответст-
венных конструкций сваривают контроль-
ные образцы. Из них вырезают образцы
для механических испытаний. По резуль-
татам испытаний оценивают качество ос-
новного и сварочных материалов, а также
квалификацию сварщиков, допущенных к
сварке данных конструкций.
При текущем контроле проверяют со-
блюдение сварщиками установленных
параметров режима сварки и исправность
работы сварочного оборудования. Осмат-
ривают сварные швы для выявления
внешних дефектов и замеряют их геомет-
рические размеры. Замеченные отклоне-
ния устраняют непосредственно в процес-
се изготовления конструкции.
Готовые сварные и паяные соединения
в зависимости от назначения и ответст-
венности конструкции подвергают прие-
мочному контролю: внешнему осмотру
для выявления поверхностных дефектов и
обмеру сварных швов; испытаниям на
плотность, магнитному контролю, контро-
лю рентгеновским и гамма-излучением,
ультразвуком для выявления внутренних
дефектов.
286
СВАРОЧНОЕ ПРОИЗВОДСТВО
На плотность испытывают емкости
для хранения жидкостей, сосуды и трубо-
проводы, работающие при избыточном
давлении, путем гидравлического и пнев-
матического нагружений, с помощью те-
чеискателей и керосином.
При гидравлическом испытании емко-
сти наполняют водой, а в сосудах и трубо-
проводах создают избыточное давление
жидкости, превышающее в 1,5 ... 2 раза
рабочее давление. В таком состоянии из-
делие выдерживают в течение 5 ... 10 мин.
Швы осматривают в целях обнаружения
течи, капель и отпотеваний.
При пневматическом испытании в со-
суды нагнетают сжатый воздух под давле-
нием, которое на 0,01 ... 0,02 МПа пре-
вышает атмосферное. Соединение смачи-
вают мыльным раствором или опускают в
воду. Наличие неплотности в швах опре-
деляют по мыльным или воздушным пу-
зырькам.
При испытании с помощью течеиска-
телей внутри сосуда создают вакуум, а
снаружи швы обдувают смесью воздуха с
гелием. При наличии неплотностей гелий
проникает в сосуд, откуда отсасывается в
течеискатель со специальной аппаратурой
для его обнаружения.
При испытании керосином швы емко-
сти с одной стороны смазывают кероси-
ном, а с другой - мелом. При наличии не-
плотности на поверхности шва, окрашен-
ного мелом, появляются темные пятна
керосина. Благодаря высокой проникаю-
щей способности керосина можно обна-
ружить поры диаметром в несколько мик-
рометров.
Магнитный контроль основан на на-
магничивании сварных или паяных соеди-
нений и обнаружении полей магнитного
рассеяния на дефектных участках. Изде-
лие намагничивают, замыкая им магнито-
провод электромагнита или помещая его
внутрь соленоида. На поверхность соеди-
нения наносят порошок железной окалины
или его масляную суспензию. Изделие
слегка обстукивают для облегчения под-
вижности частиц порошка. По скоплению
порошка обнаруживают дефекты, зале-
гающие на глубине до 6 мм.
Рентгеновский контроль основан на
различном поглощении рентгеновского
излучения участками металла с дефектами
и без них. Сварные соединения просвечи-
вают с помощью специальных рентгенов-
ских аппаратов. С одной стороны шва 3 на
некотором расстоянии от него помещают
рентгеновскую трубку 7, с другой (проти-
воположной) стороны к нему плотно при-
жимают кассету 4 с рентгеновской плен-
кой (рис. 5.56, а). Рентгеновское излуче-
ние 2, проходя через сварное соединение,
облучает пленку. Для сокращения экспо-
зиции просвечивания в кассету с пленкой
закладывают усиливающие экраны. После
Рис. 5.56. Методы контроля сварных соединений:
а - рентгеновский; б - гамма-излученнем; в - ультразвуковой
КОНТРОЛЬ СВАРНЫХ И ПАЯНЫХ СОЕДИНЕНИЙ
287
проявления пленки на ней фиксируют
участки повышенного потемнения, кото-
рые соответствуют дефектным местам в
сварном соединении. Вид и размер дефек-
тов определяют сравнением пленки с эта-
лонными снимками.
Применяемые в промышленности рент-
геновские аппараты позволяют просвечи-
вать сварные соединения из стали толщи-
ной 10 ... 200 мм, алюминия до 300 мм,
меди до 25 мм. При этом фиксируют де-
фекты, размеры которых составляют 2 %
от толщины металла.
При контроле сварных соединений
гамма-излучением источником излучения
служат радиоактивные изотопы кобальт-60,
тулий-170, иридий-192 и др. Ампулу с
радиоактивным изотопом 5 помещают в
свинцовый контейнер 6 (рис. 5.56, б). Тех-
ника просвечивания сварных соединений
8 гамма-излучением 7 подобна технике
рентгеновского контроля. Этим способом
выявляют аналогичные внутренние дефек-
ты по потемнению участков пленки 9, по-
мещенной в кассете 10. Контроль гамма-
излучением по сравнению с рентгенов-
ским имеет ряд преимуществ. Благодаря
портативности аппаратуры его можно
применять в любых условиях (в цехах, по-
левых условиях, на монтаже и т.п.). Кроме
того, контроль гамма-излучением - менее
дорогостоящий способ. Недостатком его
является низкая чувствительность при про-
свечивании малых толщин (до 50 мм). На
больших толщинах чувствительность та-
кая же, как у рентгеновского метода.
Ультразвуковой контроль основан на
способности ультразвуковых волн отра-
жаться от поверхности раздела двух сред.
С помощью пьезометрического щупа 12
ультразвукового дефектоскопа 13, поме-
щаемого на поверхность сварного или
паяного соединения, в металл 11 посылают
ультразвуковые колебания (рис. 5.56, в).
Ультразвук вводят в изделие отдельными
импульсами под углом к поверхности ме-
талла. При встрече с поверхностью дефек-
та возникает отраженная ультразвуковая
волна. В перерывах между импульсами
щуп служит приемником отраженного от
дефекта ультразвука. Дефект в соедине-
нии в виде пика 14 фиксируется на экране
осциллографа. Промышленные ультразву-
ковые дефектоскопы позволяют обнаружи-
вать дефекты на глубине 1 ... 250 мм. При
этом можно выявлять дефекты с мини-
мальной площадью (1 ... 2 мм2). С помо-
щью ультразвукового метода можно вы-
явить наличие дефекта и место его распо-
ложения.
В ряде случаев, например, при контро-
ле крупногабаритных изделий и изделий
большой протяженности (трубопроводов),
успешно применяется сочетание методов
акустической эмиссии и ультразвукового.
С помощью акустической эмиссии с высо-
кой точностью определяется местораспо-
ложение дефекта, а ультразвуковым мето-
дом - параметры дефекта.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие типы дефектов могут образовы-
ваться при сварке и пайке?
2. Каким видам контроля подвергают мате-
риалы, оборудование и сварные изделия в про-
цессе изготовления?
3. Какие методы контроля применяют при
испытаниях сварных соединений на плотность
и их сущность?
4. Какие методы неразрушающего контроля
применяют для выявления внутренних дефек-
тов в сварных соединениях и их сущность?
288
СВАРОЧНОЕ ПРОИЗВОДСТВО
Глава XI Технологичность
сварных соединений
1. ПОНЯТИЕ
ТЕХНОЛОГИЧНОСТИ
При проектировании сварных загото-
вок следует учитывать требования к тех-
нологичности их изготовления. Под тех-
нологичностью понимают выбор такого
конструктивного оформления заготовок,
которое обеспечивает удобство и простоту
изготовления любыми видами сварки и
при различных режимах; автоматизацию и
механизацию максимального числа опера-
ций технологического процесса; низкую
себестоимость процесса сварки за счет
экономии сварочных материалов; повы-
шения производительности и высокого
уровня механизации; сведения к миниму-
му искажений формы, вызываемых тепло-
вым и механическим воздействиями при
сварке.
Технологичность обеспечивается вы-
бором металла, формы свариваемых эле-
ментов и типа соединения, способа и ви-
дов сварки и мероприятий по уменьшению
сварочных деформаций и напряжений.
2. ВЫБОР МЕТАЛЛА
При выборе металла для сварных заго-
товок необходимо учитывать не только
его эксплуатационные свойства, но и его
свариваемость или возможность примене-
ния технологических мероприятий, обес-
печивающих хорошую свариваемость.
Для получения сварных соединений,
равноценных по работоспособности ос-
новному металлу, при конструировании
сварных заготовок следует по возможно-
сти выбирать хорошо свариваемые метал-
лы. К таким металлам относятся спокой-
ные низкоуглеродистые стали и многие
низколегированные стали, ряд сплавов
цветных металлов, применение которых
не ограничивается какими-либо требова-
ниями к виду и режимам сварки.
При применении в связи с эксплуата-
ционной необходимостью металлов с по-
ниженной свариваемостью проектировать
конструкции следует с учетом этого свой-
ства. Для сведения к минимуму неблаго-
приятных изменений свойств металла
сварного соединения и исключения в нем
дефектов необходимо применять виды и
режимы сварки, оказывающие минималь-
ное термическое и другие воздействия на
металл, и проводить технологические ме-
роприятия (подогрев, искусственное ох-
лаждение и др.), снижающие влияние на
него сварочных воздействий. Термическая
обработка после сварки (нормализация,
закалка с отпуском и др.) может в значи-
тельной степени устранять неоднород-
ность свойств в сварных заготовках.
Прочность зоны сварного соединения мо-
жет быть повышена механической обра-
боткой после сварки: прокаткой, проков-
кой и др.
Проведение этих мероприятий во мно-
гом зависит от габаритных размеров и
конструктивного оформления сварных
заготовок. Для сложных заготовок с эле-
ментами больших толщин и размеров при
наличии криволинейных швов в различ-
ных пространственных положениях мож-
но применять только хорошо свариваемые
металлы.
Для простых малогабаритных узлов
возможно применение металлов с пони-
женной свариваемостью, поскольку при
их изготовлении используют самые опти-
мальные с точки зрения свариваемости
виды сварки, например электронно-
лучевую или диффузионную в вакууме.
При этом легко осуществить все необхо-
димые технологические мероприятия и
требуемую термическую или механиче-
скую обработку после сварки.
ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
289
3. ВЫБОР ТИПА
СВАРНОГО СОЕДИНЕНИЯ
Тип сварного соединения определяют
взаимным расположением свариваемых
элементов и формой подготовки (разделки)
их кромок под сварку (рис. 5.57). По пер-
вому признаку различают четыре основных
типа сварных соединений: стыковые, тав-
ровые, нахлесточные и угловые. Кромки
разделывают в целях полного провара заго-
товок по сечению, что является одним из
условий равнопрочности сварного соеди-
нения с основным металлом. Форму и раз-
меры элементов разделки (угол, притупле-
ние и зазоры) назначают исходя из условий
проплавления, обеспечения формирования
корня шва (без непроваров и прожогов) и
минимального объема наплавленного ме-
талла (см. рис. 5.57).
Тип сварного соединения наряду с об-
щими конструктивными соображениями
выбирают с учетом обеспечения равно-
прочности соединения с основным метал-
лом и технологичности. Выбор разделки
кромок зависит от толщины металла, его
теплофизических свойств и вида сварки.
Стыковые соединения элементов пло-
ских и пространственных заготовок наи-
более распространены. Соединения имеют
высокую прочность при статических и
динамических нагрузках. Их выполняют
практически всеми видами сварки плавле-
нием и многими видами сварки давлени-
ем. Некоторая сложность применения
сварки с повышенной тепловой мощно-
стью (автоматической под флюсом, плаз-
менной струей) связана с формированием
корня шва. В этом случае для устранения
сквозного прожога при конструировании
соединений необходимо предусматривать
съемные или остающиеся подкладки. Дру-
гой путь - применение двусторонней
сварки, однако при этом необходимы кан-
товка заготовки и свободный подход к
корневой части сварного соединения. При
сварке элементов различных толщин
кромку более толстого элемента выпол-
няют со скосом для уравновешивания
толщин, что обеспечивает одинаковый
нагрев кромок и исключает прожоги в бо-
лее тонком элементе. Кроме того, такая
форма соединения работоспособнее
вследствие равномерного распределения
деформаций и напряжений.
Тавровые соединения широко приме-
няют при изготовлении пространственных
заготовок. Соединения с односторонней и
двусторонней разделками кромок, выпол-
ненные с полным проваром, имеют высо-
кую прочность при любых нагрузках. Тав-
ровые соединения выполняют всеми ви-
дами сварки плавлением. Сварку давлени-
ем для тавровых соединений применяют
редко (приварка стержня к пластине сты-
ковой контактной сваркой оплавлением и
сваркой трением и т.п.).
Нахлесточные соединения часто при-
меняют для сварки листовых заготовок при
необходимости простой подготовки и
сборки под сварку. Эти соединения, вы-
полненные сваркой плавлением, менее
прочны по сравнению со стыковыми со-
единениями. Они неэкономичны вследст-
вие перерасхода основного металла, обу-
словленного наличием перекрытия свари-
ваемых элементов и наплавленного метал-
ла в связи с выполнением двух угловых
швов. В то же время нахлесточное соеди-
нение - основное соединение тонколисто-
вых элементов при сварке давлением, осо-
бенно при контактной точечной и шовной
сварке. В данном случае оно наиболее тех-
нологично, так как удобно для двусторон-
него и одностороннего подводов электро-
дов перпендикулярно к поверхности ме-
талла. Точечные соединения часто играют
роль связующих соединений и рабочих
усилий не передают (точечные соединения
сварных профилей при нагружении про-
дольным усилием, соединения обшивок с
каркасами и т.д.). Шовные соединения, как
правило, несут рабочие нагрузки, но их
прочность меньше, чем стыковых, выпол-
ненных сваркой плавлением. Это обуслов-
лено дополнительным изгибом при осевом
нагружении и концентрацией напряжений
вследствие зазора между элементами.
10 - 9503
Рис. 5.57. Типы сварных соединений, применяемых при основных способах сварки плавлением и давлением
СВАРОЧНОЕ ПРОИЗВОДСТВО
ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
291
Угловые соединения, как правило, вы-
полняют в качестве связующих. Они не
предназначены для передачи рабочих уси-
лий. Их выполняют всеми видами сварки
плавлением.
4. ВЫБОР ФОРМЫ
СВАРИВАЕМЫХ ЭЛЕМЕНТОВ
Сварные заготовки изготовляют из
проката: листа, труб, профилей, а также из
литых, кованых и штампованных элемен-
тов. При конструировании размеры и
форму свариваемых элементов с точки
зрения их технологичности следует выби-
рать исходя из применения высокопроиз-
водительных автоматических способов
сварки; выполнения сварки в нижнем по-
ложении; свободного доступа к лицевой и
корневой частям шва; проведения при не-
обходимости подогрева (или охлаждения)
и последующей термической или механи-
ческой обработки; сведения к минимуму
длины сварных швов и массы основного и
наплавленного металлов и т.д.
Указанным рекомендациям соответст-
вуют элементы простой геометрической
формы: прямолинейные, цилиндрические,
конические и полусферические с длинны-
ми прямыми и замкнутыми кольцевыми
стыковыми и тавровыми соединениями.
При выборе сортамента материалов для
изготовления элементов предпочтительнее
прокатные, гнутые или штампованные
профили и оболочки, тонкий лист и тон-
костенные трубы и их сочетания.
5. ВЫБОР СПОСОБА
И ВИДА СВАРКИ
Способ и вид сварки выбирают исходя
из размера и формы соединяемых загото-
вок; расположения швов в сварном соеди-
нении; физико-химических свойств соеди-
няемых материалов; возможности механи-
зации и автоматизации процесса сварки.
Так, для сварки листовых конструкций из
сталей всех марок и некоторых цветных
сплавов широко применяют дуговую и
электрошлаковую сварку. Для получения
стыковых соединений заготовок компакт-
ных, полых и развитых сечений из сталей и
цветных металлов применяют контактную
стыковую сварку. В производстве тонколи-
стовых конструкций из сталей и цветных
металлов для нахлесточных соединений
наиболее распространены точечная и
шовная контактная сварка. В том случае,
когда желательно ограничить температуру
нагрева материала в зоне соединения,
применяют ультразвуковую сварку.
6. ВЫБОР СПОСОБА
УМЕНЬШЕНИЯ СВАРОЧНЫХ
ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
При проектировании сварных загото-
вок необходимо предусматривать конст-
руктивные и технологические мероприя-
тия по устранению или уменьшению де-
формаций и напряжений. Суммирование
внешних сварочных деформаций в от-
дельных точках приводит к перемещениям
в сварных изделиях. Последние снижают
точность размеров заготовки и требуют
назначения больших припусков на меха-
ническую обработку.
Сварочные деформации и напряжения
возникают вследствие локальной пласти-
ческой деформации отдельных зон свар-
ного соединения из-за неравномерного
разогрева при сварке. Металл в зоне мак-
симального нагрева (шов и зона термиче-
ского влияния), претерпевший пластиче-
скую деформацию сжатия при нагреве,
после полного охлаждения получает оста-
точное укорочение. Это укорочение при-
водит к изменению формы и размеров
всей сварной заготовки. Абсолютное уко-
рочение (ДЛВ и ДОС) линейных элементов
(АВ и DC) пропорционально их длине в
зоне пластической деформации (ABCD)
(рис. 5.58, а, б). В соответствии с этим
основные закономерности процесса разви-
тия перемещений в сварных изделиях сво-
дятся к следующему: 1) абсолютное уко-
рочение возрастает с увеличением зоны
пластической деформации, т.е. с увеличе-
10'
292
СВАРОЧНОЕ ПРОИЗВОДСТВО
Рис. 5.58. Схема образования внешних сварочных деформаций
нием объема наплавленного металла и
зоны разогрева заготовки; 2) при симмет-
ричном размещении наплавленного ме-
талла относительно центра тяжести сече-
ния (г/. т.) свариваемых элементов изме-
няются только размеры последних, т.е.
происходит поперечная (Ап) и продольная
(Апр) усадки (см. рис. 5.58, в; 5.59, а),
3) при несимметричном расположении
наплавленного металла относительно цен-
тра тяжести сечения также изменяется
форма свариваемых заготовок, т.е. проис-
ходит перемещение угловое а и изгиба f
(см. рис. 5.58, б; 5.59, в; 5.60, а); 4) пере-
мещение определяется, с одной стороны,
остаточным укорочением, с другой, - со-
противлением сварной заготовки дефор-
мации растяжения (сжатия), изгиба или
кручения, т.е. соответствующей ее жест-
костью.
Эффект укорочения металла в зоне
пластических деформаций в ряде случаев
может быть представлен как сжимающее
действие некоторой фиктивной усадочной
силы Рус. Это позволяет рассчитывать сва-
рочные перемещения методами сопротив-
ления материалов. Усадочную силу опре-
деляют количественно как произведение
площади зоны пластической деформации
в поперечном сечении соединения на пре-
дел текучести металла этой зоны.
Мероприятия, уменьшающие переме-
щения в сварных изделиях, направлены на
снижение остаточного укорочения и уст-
ранение несимметричности его распреде-
ления, а также на повышение сопротивле-
ния свариваемых элементов деформиро-
ванию. Они могут быть реализованы на
этапе конструирования или изготовления
сварного узла. Часто полностью устранить
перемещения не удается. Поэтому при
необходимости возможно применение
правки уже готовых сварных заготовок.
Рис. 5.59. Усадка и угловая деформация свар-
ных заготовок и способы их устранения:
а, б - продольная и поперечная усадки; в - к - угловая
деформация
ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
293
Поперечную и продольную усадки свар-
ных заготовок (рис. 5.59, а) можно скомпен-
сировать увеличением размеров заготовки
под сварку на величину предполагаемой де-
формации; уменьшить сваркой обратно-
ступенчатым способом (рис. 5.59, б; 1-6 -
последовательность сварки). Угловое переме-
щение (рис. 5.59, в, и) может быть устранено
или снижено предварительным угловым изги-
бом заготовок перед сваркой (рис. 5.59, г);
уменьшением сечения шва заменой V-образ-
ной разделки на U-образную (рис. 5.59, д, е);
симметричным размещением наплавленного
металла относительно центра тяжести сече-
ния шва заменой V-образной разделки на
Х-образную (рис. 5.59, ж); жестким закреп-
лением свариваемых элементов при сварке
(рис. 5.59, з) или применением ребер жест-
кости (рис. 5.59, к).
Перемещение изгиба (рис. 5.60, а)
можно исключить предварительным об-
ратным прогибом балки перед сваркой
(рис. 5.60, б); рациональной последова-
тельностью укладки швов относительно
центра тяжести сечения сварной балки
(рис. 5.60, в), в случае несимметричной
двутавровой балки вначале сваривают
швы 7 и 2, расположенные ближе к центру
Рис. 5.60. Деформация изгиба сварных загото-
вок и способы ее устранения
тяжести, а затем швы 3 и 4; термической
(горячей) или холодной правкой.
При термической правке газовым пла-
менем или дугой неплавящегося электрода
нагревают до термопластического состоя-
ния те зоны сварной заготовки, сокраще-
ние которых необходимо для исправления
перемещений заготовки.
Разогретые зоны претерпевают пласти-
ческую деформацию сжатия, а после ох-
лаждения - остаточное укорочение. По-
следнее обусловливает дополнительное
перемещение сварной заготовки, противо-
положное по знаку первоначальному. По-
добное перемещение можно также полу-
чить, если наложить в указанных зонах
холостые сварные швы.
Холодная правка выполняется проков-
кой или прокаткой сварных швов, претер-
певших укорочение в результате свароч-
ной усадки. Воздействие на швы должно
привести к пластическому удлинению
швов, равному сварочной усадке. Холод-
ная правка наиболее эффективна для тон-
колистовых сварных заготовок, поскольку
пластическая деформация удлинения
должна распространяться на всю толщину
сварного шва.
Остаточные сварочные напряжения
представляют собой систему внутренних
сил, находящихся в равновесии. При на-
рушении этого равновесия напряжения
перераспределяются, что сопровождается
упругими и пластическими деформациями
в дополнение к сварочным деформациям,
полученным ранее в процессе сварки. По-
этому при механической обработке (точе-
нии, фрезеровании, сверлении) сварных
заготовок часто невозможно добиться вы-
сокой точности их размеров.
Для предупреждения возникновения
высоких сварочных напряжений не следу-
ет допускать скопления сварных швов и
пересечений их друг с другом, рекоменду-
ется использовать способы сварки, обес-
печивающие минимальный разогрев заго-
294
СВАРОЧНОЕ ПРОИЗВОДСТВО
товок. Для снятия напряжений применяют
высокий отпуск сварных заготовок, а так-
же прокатку или проковку сварных швов.
Другие способы уменьшения напряжений
рассмотрены в разд. 5, гл. VIII, п. 1.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Каковы требования технологичности к
конструкциям сварных заготовок и узлов?
2. Что необходимо учитывать при проекти-
ровании технологичных конструкций сварных
заготовок и узлов?
3. По каким критериям выбирают форму
свариваемых элементов и тип сварного соеди-
нения?
4. Какие конструктивные и технологиче-
ские мероприятия применяют для уменьшения
сварочных деформаций и напряжений?
5. По каким критериям выбирают способ и
вид сварки?
РАЗДЕЛС МЕХАНИЧЕСКАЯ ОБРАБОТКА
U ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Глава I Физико-механические основы
обработки конструкционных
материалов резанием
Базой научно-технического прогресса
всех отраслей народного хозяйства служит
машиностроение.
Развитие и совершенствование маши-
ностроения связаны с его автоматизацией,
созданием робототехнических комплек-
сов, обработки заготовок, построенных на
основе гибких производственных систем
(ГПС). Гибкие производственные системы
оснащаются современными станками с
числовым программным управлением
(ЧПУ) или управляемыми от ЭВМ, обес-
печивающих функционирование ГПС в
целом.
Одна из актуальных задач машино-
строения - дальнейшее развитие, совер-
шенствование и разработка новых техно-
логических методов обработки заготовок
деталей машин, применение новых конст-
рукционных материалов и повышение
качества обработки деталей. Особое вни-
мание уделяется чистовым и отделочным
технологическим методам обработки, объ-
ем которых в общей трудоемкости обра-
ботки деталей постоянно возрастает. На-
ряду с обработкой резанием применяют
методы обработки пластическим дефор-
мированием с использованием химиче-
ской, электрической, световой, лучевой и
других видов энергии (рис. 6.1).
1. КЛАССИФИКАЦИЯ ДВИЖЕНИЙ
В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ.
СХЕМЫ ОБРАБОТКИ РЕЗАНИЕМ
Обработка металлов резанием -
процесс срезания режущим инструментом
с поверхности заготовки слоя металла в
виде стружки для получения необходимых
геометрической формы, точности разме-
ров, взаиморасположения и шероховато-
сти поверхностей детали. Чтобы срезать с
заготовки слой металла, необходимо ре-
жущему инструменту и заготовке сооб-
щать относительные движения. Инстру-
мент и заготовку устанавливают и закреп-
ляют в рабочих органах станков, обеспе-
чивающих эти относительные движения:
в шпинделе, на столе, в револьверной го-
ловке. Движения рабочих органов станков
подразделяют на движения резания, уста-
новочные и вспомогательные. Движения,
которые обеспечивают срезание с заготов-
ки слоя металла или вызывают изменение
состояния обработанной поверхности за-
готовки, называют движениями резания.
К ним относят главное движение резания
и движение подачи.
За главное (Dr) движение резания при-
нимают движение, определяющее ско-
рость деформирования материала и отде-
ления стружки, за движение подачи (Д) -
движение, обеспечивающее врезание ре-
жущей кромки инструмента в материал
заготовки. Эти движения могут быть не-
прерывными или прерывистыми, а по своему
J Электроабра- зивная
ГТ 1 Слесарная | Резанием 1 Пластическим | деформированием
Электроа л маз- кая
1
j- -10п ил ива ни е] 1—[Разрезание] к-[Рубка 1 ।—[Шабрение 2] L-[Притирка J
Без изме- нения формы Ч докатывание | -| Раскатывание | 4 Калибровка | Электрохимиче- ское хонинго- вание
Другие
Формоизме- няющая
—। выглаживание | *-| Накатывание |
f—| Дробеструйная | J-| Ротационная |
Упрочняю- щая
|Электроискровая
|Электроимпульсная [ - Элект ро эро- зионная
j Электроконтактная о Элвктрохи-
| Электрохимическая h 1 мическая
| Анодно-механическая г Химическая
| Химическая f' | Химико-механическая р Импульсно- механическая
| Ультразвуковая ft Лучевая
| Электрогидравлическаяр Плазменная
| Светолучевая h Взрывная
| Электронно-лучевая р
I- Точение
- Сверление
Строгание
-| Обтачивание |
Растачивание |
-| Подрезание |
-[ Разрезание |
—| Рассверливание] L[ долбление |
—| Зенкерование ~|
—[ Зенкование ]
—| Развертывание ~|
—| Цекование |
Фрезерование Протягивание
L| Прошивание~|
Шлифование
Отделочная —
Полирование
Доводка
Притирка
Хонингование |-
Суперфиниширо-
вание
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 297
Рис. 6.2. Схемы обработки заготовок:
а - точением; б - растачиванием; в - свер-
лением; г - фрезерованием; д - шлифовани-
ем на круглошлифовальном станке;
е - шлифованием на плоскошлифовальном
станке
характеру вращательными, поступатель-
ными, возвратно-поступательными. Ско-
рость главного движения резания обозна-
чают v, скорость движения подачи - vs.
Движения, обеспечивающие взаимное
положение инструмента и заготовки для
срезания с нее определенного слоя мате-
риала, называют установочными. К вспо-
могательным движениям относят транс-
портирование заготовки, закрепление за-
готовок и инструмента, быстрые переме-
щения рабочих органов станка.
Для любого процесса резания можно
составить схему обработки. На схеме ус-
ловно изображают обрабатываемую заго-
товку, ее установку и закрепление на
станке, закрепление и положение инстру-
мента относительно заготовки, а также
движения резания (рис. 6.2). Инструмент
показывают в положении, соответствую-
щем окончанию обработки поверхности
заготовки. Обработанную поверхность на
схеме выделяют другим цветом или утол-
щенными линиями. На схемах обработки
показывают характер движений резания и
их технологическое назначение, используя
условные обозначения.
Существуют движения подачи: про-
дольное (пр), поперечное (п), вертикаль-
ное (в), круговое (кр), окружное (о), тан-
генциальное (т). В процессе резания на
заготовке различают обрабатываемую по-
верхность /, обработанную поверхность 3
и поверхность резания 2 (рис. 6.2, а). На
схемах обработки закрепление заготовки и
инструмента показывают полуконструк-
тивно или условными обозначениями в
соответствии с ГОСТ 3.1107-81.
При обработке заготовок на станках с
ЧПУ абсолютные значения скоростей
главного движения резания и движения
подачи вносятся в программу специаль-
ными кодами.
При использовании в ГПС многоцеле-
вых металлорежущих станков на одном
станке можно осуществить несколько тех-
нологических способов обработки, напри-
мер сверление, развертывание, растачива-
ние, фрезерование, что расширяет но-
менклатуру деталей, обрабатываемых на
одном станке, и повышает их производи-
тельность.
2. МЕТОДЫ ФОРМООБРАЗОВАНИЯ
ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
Пространственную форму детали оп-
ределяет сочетание различных поверхно-
стей. Для облегчения обработки конструк-
тор стремится использовать простые гео-
метрические поверхности: плоские, круго-
вые цилиндрические и конические, шаро-
вые, торовые, геликоидные. Геометриче-
ская поверхность представляет собой со-
вокупность последовательных положений
следов одной производящей линии, назы-
298
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙМАШИН
ваемой образующей, движущейся по
другой производящей линии, называемой
направляющей. Например, для обра-
зования круговой цилиндрической по-
верхности прямую линию (образующую)
перемещают по окружности (направляю-
щей). При обработке поверхностей на ме-
таллорежущих станках образующие и на-
правляющие линии в большинстве случа-
ев отсутствуют. Они воспроизводятся
комбинацией движений заготовки и инст-
румента, скорости которых согласованы
между собой. Движения резания являются
формообразующими. Механическая обра-
ботка заготовок деталей машин реализует
четыре метода формообразования поверх-
ностей.
Образование поверхностей по методу
копирования состоит в том, что режущая
кромка инструмента соответствует форме
образующей 1 обрабатываемой поверхно-
сти детали (рис. 6.3, а). Направляющая
линия 2 воспроизводится вращением заго-
товки. Главное движение здесь является
формообразующим. Движение подачи не-
обходимо для того, чтобы получить гео-
метрическую поверхность определенного
размера. Метод копирования широко ис-
пользуют при обработке фасонных по-
верхностей деталей на различных метал-
лорежущих станках.
Образование поверхностей по методу
следов состоит в том, что образующая
линия I является траекторией движения
точки вершины режущей кромки инстру-
мента, а направляющая линия 2 - траекто-
рией движения точки заготовки (рис. 6.3, б).
Движения резания являются формообра-
зующими.
Образование поверхностей по методу
касания состоит в том, что образующей
линией I служит режущая кромка инстру-
мента (рис. 6.3, в), а направляющей лини-
ей 2 - касательная к ряду геометрических
вспомогательных линий - траекторий то-
чек режущей кромки инструмента. Здесь
формообразующим является только дви-
жение подачи.
Образование поверхностей по методу
обкатки (огибания) состоит в том, что
направляющая линия 2 воспроизводится
вращением заготовки (рис. 6.3, г). Обра-
зующая линия / получается как огибаю-
щая кривая к ряду последовательных по-
ложений режущей кромки инструмента
относительно заготовки благодаря согла-
сованию двух движений подачи. Скорости
движений согласуют так, что за время
прохождения круглым резцом расстояния
I он делает один полный оборот относи-
тельно своей оси вращения.
3. РЕЖИМ РЕЗАНИЯ,
ГЕОМЕТРИЯ СРЕЗАЕМОГО СЛОЯ,
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
При назначении режима резания опре-
деляют скорости главного движения реза-
ния и подачи и глубину резания.
Рис. 6.3. Методы формообразования поверхностей
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 299
Скоростью главного движения резания
v называют расстояние, пройденное точ-
кой режущей кромки инструмента относи-
тельно заготовки в единицу времени. Эта
скорость измеряется в метрах в секунду
(м/с). Если главное движение резания
вращательное (точение), то скорость глав-
ного движения резания, м/с,
v = л D3ar п /(1000 60),
где £>заг - наибольший диаметр обрабаты-
ваемой поверхности заготовки, мм; п - час-
тота вращения заготовки в минуту.
Если главное движение возвратно-пос-
тупательное, а скорости рабочего и вспо-
могательного ходов различны, то скорость
главного движения резания, м/с,
v = Дот (& +1)/(1 ООО • 60),
где L - расчетная длина хода инструмента,
мм; т - число двойных ходов инструмента
в минуту; к - коэффициент, показываю-
щий соотношение скоростей рабочего и
вспомогательного ходов.
Подачей s называют путь точки режу-
щей кромки инструмента относительно
заготовки в направлении движения подачи
за один ход заготовки или инструмента.
Подача в зависимости от технологическо-
го метода обработки измеряется в мм/об -
для точения и сверления; мм/дв. ход - для
строгания и шлифования.
На станках с ЧПУ величина подачи
может непрерывно изменяться в процессе
обработки заготовки в соответствии с за-
даваемой программой управления. В адап-
тивных системах ЧПУ подача может ав-
томатически изменяться по результатам
измерения шероховатости обработанной
поверхности заготовки (самонастраиваю-
щаяся система ЧПУ).
Глубиной резания t называют расстоя-
ние между обрабатываемой и обработан-
ной поверхностями заготовки, измеренное
перпендикулярно к последней. Глубину
резания задают на каждый рабочий ход
инструмента относительно обрабатывае-
мой поверхности. Глубина резания изме-
ряется в миллиметрах.
При точении цилиндрической поверх-
ности глубину резания определяют как
полуразность диаметров до и после обра-
ботки (рис. 6.4):
^(Лаг-Ф,
где d - диаметр обработанной поверхно-
сти заготовки, мм.
Форму сечения срезаемого слоя мате-
риала рассмотрим на примере обтачива-
ния цилиндрической поверхности на то-
карном станке. На рис. 6.4 показаны два
последовательных положения резца отно-
сительно заготовки за время одного пол-
ного ее оборота. Резец срезает с заготовки
материал площадью поперечного сечения
/авсв, называемой номинальной площадью
среза/,, мм2. Для резцов с прямолинейной
режущей кромкой
/н - fABCD = ts-
Форма и размеры номинального сече-
ния срезаемого слоя материала зависят от
$пр и t, углов ф и ф' и формы режущей
кромки. В процессе резания участвуют
одновременно два движения, поэтому тра-
екторией движения вершины резца отно-
сительно заготовки будет винтовая линия.
Начав резание в точке А, резец вновь
встретится с этой образующей цилиндри-
ческой поверхности только в точке В. Сле-
Рис. 6.4. Элементы резания и геометрия
срезаемого слоя
300
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
довательно, не вся площадь среза /двсо
будет срезана с заготовки, а только часть
ее, и на обработанной поверхности оста-
нутся микронеровности. Остаточное сече-
ние площади срезаемого слоя f0 = fABE.
Действительное сечение площади срезае-
мого слоя материала /д = /всое будет
меньше номинального /н на величину
площади осевого сечения микронеровностей.
Остаточное сечение площади срезае-
мого слоя материала образует на обрабо-
танной поверхности микровыступы и
микровпадины, что создает шероховатость
поверхности. Этим и отличается реальная
обработанная поверхность от идеальной
геометрической.
Шероховатость поверхности - это со-
вокупность неровностей обработанной по-
верхности с относительно малыми шага-
ми. Шероховатость - одна из характери-
стик качества поверхностного слоя заго-
товки. Она оценивается несколькими па-
раметрами, в частности критерием Ra -
средним арифметическим отклонением
профиля, т.е. средним арифметическим
абсолютных значений отклонений про-
филя в пределах определенной базовой
длины обработанной поверхности.
Допустимое значение шероховатости
обработанных поверхностей деталей ма-
шин указывается на чертежах условными
обозначениями по ГОСТ 2789-73. Пред-
почтительные значения параметра Ra для
разных технологических методов обра-
ботки лежат в следующих пределах, мкм:
для предварительной, черновой, обработ-
ки 100 ... 22,5; для чистовой обработки 6,3 ...
0,4; для отделочной и доводочной обра-
ботки 0,2 ... 0,012.
На шероховатость поверхности, обра-
ботанной резанием, оказывает влияние
большое число факторов, связанных с ус-
ловиями изготовления детали, например
режим резания, геометрия режущего ин-
струмента, вибрации, физико-механичес-
кие свойства материала заготовки.
К параметрам процесса резания отно-
сят основное технологическое время об-
работки, время, затрачиваемое непосред-
ственно на процесс изменения формы,
размеров и шероховатости обрабатывае-
мой поверхности заготовки. При токарной
обработке цилиндрической поверхности
основное время То, мин,
То = Li/(nsnp),
где L = I + Д/ - путь режущего инструмен-
та относительно заготовки в направлении
подачи [/ - длина обработанной поверхно-
сти, мм; Д/ - величина врезания и выхода
(перебег) резца, мм]; i - число рабочих
ходов резца, необходимое для снятия ма-
териала, оставленного на обработку.
4. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
РЕЖУЩЕГО ИНСТРУМЕНТА И
ИХ ВЛИЯНИЕ НА ПРОЦЕСС
РЕЗАНИЯ И КАЧЕСТВО
ОБРАБОТАННОЙ ПОВЕРХНОСТИ
Геометрические параметры режущего
инструмента целесообразно рассматривать
на примере токарного прямого проходного
резца как типового образца режущего
клина. Геометрические параметры других
лезвийных режущих инструментов всегда
можно отождествлять с геометрическими
параметрами токарного прямого проход-
ного резца с учетом особенностей их кон-
струкции и способа воздействия на обра-
батываемый материал заготовки.
Токарный прямой проходной резец
(рис. 6.5) имеет режущую часть I и при-
соединительную часть II, которая служит
для закрепления резца в резцедержателе.
Режущая часть образуется при специаль-
ной заточке резца и имеет следующие
элементы: переднюю поверхность лезвия 1,
по которой сходит стружка; заднюю по-
верхность лезвия 2, обращенную к по-
верхности резания заготовки; вспомога-
тельную заднюю поверхность 5, обращен-
ную к обработанной поверхности заготов-
ки; режущую кромку 3, вспомогательную
режущую кромку б, вершину лезвия 4.
Инструмент затачивают по передней и
задним поверхностям. Для определения
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 3 01
Рис. 6.5. Элементы токарного прямого
проходного резца
углов, под которыми расположены по-
верхности режущей части инструмента
относительно друг друга, вводят коорди-
натные плоскости (рис. 6.6). Основная
плоскость Pvc проходит через точку режу-
щей кромки перпендикулярно к направле-
нию скорости главного движения резания.
Плоскость резания Рпс проходит касатель-
но к режущей кромке лезвия перпендику-
лярно к основной плоскости. Главная се-
кущая плоскость Ргс проходит перпенди-
кулярно к линии пересечения основной
плоскости и плоскости резания. Вспомо-
гательная секущая плоскость Ртс1 - плос-
кость, перпендикулярная к проекции
вспомогательной режущей кромки на ос-
новную плоскость.
Углы резца определяют положение
элементов режущей части в пространстве
относительно координатных плоскостей и
относительно друг друга. Эти углы назы-
вают углами резца в статике. Углы инст-
румента оказывают существенное влияние
на процесс резания и качество обработан-
ных поверхностей заготовок.
У токарного резца различают главные
и вспомогательные углы, которые рас-
сматривают исходя из следующих усло-
вий: ось резца перпендикулярна к линии
центров станка; вершина резца находится
на линии центров станка; совершается
главное движение резания.
Передний угол у измеряют в главной
секущей плоскости между следом перед-
ней поверхности лезвия и следом плоско-
сти, перпендикулярной к следу плоскости
резания. Передний угол у оказывает боль-
шое влияние на процесс резания. С увели-
чением угла у уменьшается деформация
срезаемого слоя, так как инструмент легче
врезается в материал, снижаются силы
резания и расход мощности. Одновремен-
но улучшаются условия схода стружки, а
качество обработанной поверхности заго-
товки повышается. Чрезмерное увеличе-
ние угла у приводит к снижению прочно-
сти главной режущей кромки, увеличению
износа вследствие выкрашивания, ухуд-
шению условий теплоотвода от режущей
кромки.
При обработке заготовок из хрупких и
твердых материалов для повышения проч-
ности и стойкости резца следует назначать
меньшие значения угла у, иногда - отри-
цательные. При обработке заготовок из
мягких и вязких материалов угол у увели-
чивают.
Главный задний угол а измеряют в
главной секущей плоскости между следом
плоскости резания и следом главной зад-
ней поверхности. Наличие угла а умень-
шает трение между главной задней по-
верхностью инструмента и поверхностью
резания заготовки, что уменьшает износ
инструмента по главной задней поверхно-
сти. Чрезмерное увеличение угла а при-
Рис. 6.6. Углы резца в статике
302
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
водит к снижению прочности режущей
кромки. Угол а назначают исходя из ве-
личины упругого деформирования мате-
риала обрабатываемой заготовки.
Вспомогательный задний угол а' изме-
ряют во вспомогательной секущей плос-
кости между следом вспомогательной
задней поверхности и следом плоскости,
проходящей через вспомогательную ре-
жущую кромку перпендикулярно к основ-
ной плоскости. Наличие угла а' уменьша-
ет трение между вспомогательной задней
поверхностью инструмента и обработан-
ной поверхностью заготовки.
Угол в плане <р - угол между проекцией
главной режущей кромки на основную
плоскость и направлением движения по-
дачи - оказывает значительное влияние на
шероховатость обработанной поверхно-
сти. С уменьшением угла ф шероховатость
обработанной поверхности снижается. Од-
новременно увеличивается активная рабо-
чая длина главной режущей кромки. Сила
и температура резания, приходящиеся на
единицу длины кромки, уменьшаются, что
снижает износ инструмента. С уменьше-
нием угла ф возрастает сила резания, на-
правленная перпендикулярно к оси заго-
товки и вызывающая ее повышенную де-
формацию. С уменьшением угла ф воз-
можно возникновение вибраций в процес-
се резания, снижающих качество обрабо-
танной поверхности.
Вспомогательный угол в плане ф' -
угол между проекцией вспомогательной
режущей кромки на основную плоскость и
направлением, обратным движению пода-
чи. С уменьшением угла ф' шероховатость
обработанной поверхности снижается,
увеличивается прочность вершины резца,
снижается его износ.
Угол наклона режущей кромки А - угол
в плоскости резания между режущей
кромкой и основной плоскостью. С увели-
чением угла А качество обработанной по-
верхности ухудшается.
Углы у, а, ф и ф' могут изменяться
вследствие погрешности установки резца.
Если при обтачивании цилиндрической
поверхности вершину резца установить
выше линии центров, то угол у увеличит-
ся, а угол а уменьшится, а при установке
вершины резца ниже линии центров стан-
ка - наоборот. Если ось резца будет не-
перпендикулярна к линии центров станка,
то это вызовет изменение углов ф и ф'.
В процессе резания углы у и а резца
меняются. Это можно объяснить тем, что
меняется положение плоскости резания в
пространстве вследствие вращения заго-
товки и поступательного движения резца.
В этом случае реальной поверхностью
резания, к которой касательна плоскость
резания, будет винтовая поверхность. При
работе с большими подачами и при наре-
зании резьбы резцом изменение углов у и
а будет существенным, что следует учи-
тывать при изготовлении резцов, внося
коррекцию в значение этих углов.
Углы у и а в процессе резания могут
оказаться переменными, что имеет место
при обработке сложных поверхностей де-
талей типа кулачков, лопаток турбин, вин-
товых поверхностей с переменным шагом.
5. ФИЗИЧЕСКАЯ СУЩНОСТЬ
ПРОЦЕССА РЕЗАНИЯ
Резание металлов - сложный процесс
взаимодействия режущего инструмента и
заготовки, сопровождающийся опреде-
ленными физическими явлениями, напри-
мер деформированием срезаемого слоя
металла. Упрощенно процесс резания
можно представить по следующей схеме.
В начальный момент процесса резания,
когда движущийся резец под действием
силы резания Р (рис. 6.7) вдавливается в
металл, в срезаемом слое возникают упру-
гие деформации. При движении резца они,
накапливаясь по абсолютной величине,
переходят в пластические. В прирезцовом
срезаемом слое материала заготовки воз-
никает сложное упругонапряженное со-
стояние. В плоскости, перпендикулярной
к траектории движения резца, возникают
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 303
Рис. 6.7. Упругонапряженное состояние
металла при обработке резанием
нормальные напряжения ау, а в плоскости,
совпадающей с траекторией движения рез-
ца, - касательные напряжения тг. В точке
приложения действующей силы значение
тл наибольшее. По мере удаления от точки
А тл уменьшается. Нормальные напряже-
ния Сту вначале действуют как растяги-
вающие, затем они уменьшаются и, пере-
ходя через нуль, превращаются в напря-
жения сжатия. Срезаемый слой металла
находится под действием давления резца,
касательных и нормальных напряжений.
Сложное упругонапряженное состоя-
ние металла приводит к пластической де-
формации, а рост ее - к сдвиговым дефор-
мациям, т.е. к смещению частей кристал-
литов относительно друг друга. Сдвиго-
вые деформации происходят в зоне струж-
кообразования АВС, причем деформации
начинаются по плоскости АВ и заканчи-
ваются по плоскости АС, в которой завер-
шается разрушение кристаллитов, т.е. ска-
лывается элементарный объем металла и
образуется стружка. Далее процесс повто-
ряется и образуется следующий элемент
стружки.
Условно считают, что сдвиговые де-
формации происходят по плоскости 00,
которую называют плоскостью сдвига.
Она располагается под углом 6 « 30° к
направлению движения резца. Угол 0 на-
зывают углом сдвига. Наличие поверхности
сдвига в процессе стружкообразования и
положение ее в пространстве установлены
русскими учеными И. А. Тиме и К. А. Зво-
рыкиным. Срезанный слой металла допол-
нительно деформируется вследствие тре-
ния стружки о переднюю поверхность
инструмента. Структуры металла зоны
АВС и стружки резко отличаются от
структуры основного металла. В зоне
АВС расположены деформированные и
разрушенные кристаллиты, сильно из-
мельченные и вытянутые в цепочки в од-
ном, вполне определенном направлении,
совпадающем с направлением плоскости
О]О\, которая с плоскостью сдвига со-
ставляет угол 0 (рис. 6.8).
Характер деформирования срезаемого
слоя зависит от физико-механических
свойств материала обрабатываемой заго-
товки, геометрии инструмента, режима
резания, условий обработки. В процессе
резания заготовок из пластичных металлов
и сталей средней твердости превалирует
пластическая деформация. У хрупких ме-
таллов пластическая деформация практи-
чески отсутствует. Поэтому при обработке
хрупких металлов угол 0 близок к нулю, а
при обработке пластичных металлов 0
доходит до 30°, что свидетельствует о
сложном внутреннем процессе деформи-
рования кристаллитов и формировании
новой структуры. Знание законов пласти-
ческого деформирования и явлений, со-
провождающих процесс резания, позволя-
ет повысить качество обработанных по-
верхностей деталей машин и их надеж-
ность.
При резании металлов образуется
стружка сливная, суставчатая или эле-
ментная. Сливная стружка, появляющаяся
Рис. 6.8. Схема процесса образования стружки
304
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
при резании пластичных металлов, пред-
ставляет собой сплошную ленту с гладкой
прирезцовой стороной. На внешней сто-
роне ее видны слабые пилообразные за-
зубрины. Стружка суставчатая, образую-
щаяся при резании металлов средней
твердости, представляет собой ленту с
гладкой прирезцовой стороной, на внеш-
ней стороне - ярко выраженные зазубри-
ны. Стружка элементная образуется при
резании хрупких металлов и состоит из
отдельных, не связанных между собой
элементов. Вид образующейся стружки
зависит от физико-механических свойств
металла обрабатываемой заготовки, ре-
жима резания, геометрических параметров
режущего инструмента, применяемых в
процессе резания смазочно-охлаждающих
средств.
Вид образующей стружки влияет на
износ режущего инструмента, шерохова-
тость обработанной поверхности, силу
резания, конструкцию инструмента. От
вида стружки зависит возможность ее ав-
томатического отвода из зоны резания и
транспортирования. Особые проблемы
отвода и транспортирования стружки из
зоны резания возникают при обработке
заготовок на станках с ЧПУ в условиях
ГПС. Станки с ЧПУ оснащаются специ-
альными транспортными системами (шне-
ковыми, скребковыми), что в ряде случаев
вызывает перекомпоновку узлов станков и
ГПС.
Чтобы перевести стружку из одного
состояния в другое, например стружку
суставчатую в элементную, в конструкции
режущего инструмента вводят стружко-
ломательные устройства, пороги, раздели-
тельные канавки. Иногда применяют пре-
рывистый процесс резания, например при
сверлении отверстий на станках с ЧПУ,
или вибрационное резание материалов.
Кроме того, стружка в процессе обработки
заготовки может забиваться в ее полости,
оставаться в отверстиях. Для удаления
стружки из заготовок в линиях ГПС при-
ходится встраивать специальные автома-
тические моечные машины. Однако все
эти мероприятия полностью не решают
проблем удаления стружки из заготовок и
со станка, ее транспортирования и даль-
нейшей переработки.
Стружка, образующаяся в процессе ре-
зания, подвергается значительному пла-
стическому деформированию, в результа-
те которого происходят ее укорочение и
утолщение. Эти изменения стружки со-
стоят в том, что длина стружки оказывает-
ся меньше длины обработанной поверхно-
сти, а толщина - больше толщины среза.
Изменение размеров стружки характери-
зуется коэффициентами укорочения и
утолщения (Л) и Ка).
Чем пластичнее металл заготовки, тем
больше значение коэффициента Kt струж-
ки. Для заготовок из хрупких металлов К/
близко к 1, а для заготовок из пластичных
металлов К/ доходит до 5 ... 7. Величины
укорочения и утолщения стружки зависят
от физико-механических свойств обраба-
тываемого металла, режима и условий
резания, геометрических параметров ин-
струмента.
Изменение размеров стружки следует
учитывать при проектировании режущего
инструмента и назначении размеров стру-
жечных канавок между режущими эле-
ментами инструмента, например, размеров
канавок между двумя соседними зубьями
фрезы, протяжки.
Силовое взаимодействие инструмен-
та и заготовки. Деформирование и среза-
ние с заготовки слоя металла происходят
под действием внешней силы резания,
приложенной со стороны инструмента к
обрабатываемой заготовке. Направление
вектора силы совпадает с вектором скоро-
сти главного движения резания v. Работа,
затрачиваемая на деформирование и раз-
рушение материала заготовки (Pv), расхо-
дуется на упругое и пластическое дефор-
мирование металла, его разрушение, на
преодоление сил трения задних поверхно-
стей о заготовку и стружки о переднюю
поверхность лезвия инструмента.
В результате сопротивления металла
процессу деформирования возникают ре-
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 305
активные силы, действующие на режущий
инструмент. Реактивные силы - это силы
упругого (Ру1 и Руг) и пластического (Рп1 и
Рп2) деформирования, векторы которых
направлены перпендикулярно к передней
и задней поверхностям лезвия резца (рис.
6.9, а). Наличие нормальных сил обуслов-
ливает возникновение сил трения (Ft и Г2),
направленных по передней и задней по-
верхностям лезвия инструмента Указан-
ную систему сил приводят к равнодейст-
вующей силе резания:
Р = Ру[ + Ру2 + Рп! +Р„2 +^2 •
Считают, что точка приложения силы
резания Р находится на главной режущей
кромке инструмента (рис. 6.9, б). Абсо-
лютное значение, точка приложения и на-
правление равнодействующей силы реза-
ния Р в процессе обработки переменны.
Это можно объяснить неоднородностью
структуры материала заготовки, перемен-
ной поверхностной твердостью материала
заготовки, непостоянством срезаемого
слоя металла, наличием штамповочных и
литейных уклонов, изменением углов у и
а в процессе резания. Для расчетов ис-
пользуют не равнодействующую силу ре-
зания, а ее составляющие, действующие
по трем взаимно перпендикулярным на-
правлениям - координатным осям метал-
лорежущего станка.
Рис. 6.9. Силы, действующие на резец (а), и
разложение силы резания на составляющие (б)
при обработке заготовки на токарном станке с
ЧПУ
Для обеспечения единства трактовки
международный стандарт ISO-841 и оте-
чественный отраслевой устанавливают
номенклатуру и единое направление коор-
динатных осей металлорежущих станков с
ЧПУ, обязательные для всех изготовите-
лей. Например, для токарно-винторезного
станка с ЧПУ: ось z - линия центров стан-
ка; ось х - горизонтальная линия, перпен-
дикулярная к линии центров станка; ось
у - линия, перпендикулярная к плоскости
zOx (рис. 6.9, б).
Стандарт устанавливает следующее
общее направление координатных осей:
ось z - ось вращения заготовки или инст-
румента; оси х и у - направления продоль-
ного и поперечного движений подачи за-
готовки или инструмента. За положитель-
ное направление координатных осей счи-
тают то, при котором инструмент или за-
готовка отходят друг от друга.
Для токарного станка с ЧПУ главная
составляющая силы резания Ру (Р^)* дей-
ствует в плоскости резания в направлении
главного движения резания по оси y(z) По
силе Ру определяют крутящий момент на
шпинделе станка, эффективную мощность
резания, деформацию изгиба (рис. 6.10, а)
заготовки в плоскости zOy, изгибающий
момент, действующий на стержень резца
(рис. 6.10, б), а также ведут динамический
расчет механизмов коробки скоростей
станка. Радиальная составляющая силы
резания Рх (Ру) действует в плоскости xOz
перпендикулярно к оси заготовки. По силе
Рх (Ру) определяют величину упругого
отжатия резца от заготовки и деформацию
изгиба заготовки в плоскости xOz (рис.
6.10, а). Осевая составляющая силы реза-
ния Pz (Рх) действует в плоскости xOz
вдоль оси заготовки. По силе Р2 (Рх) рас-
считывают механизм подачи станка, а
также изгибающий момент, действующий
на стержень резца (рис. 6.10, б).
* В скобках дано обозначение составляю-
щих силы резания по ГОСТ 25762-83 для уни-
версального токарного и других станков.
306
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.10. Силы, действующие на заготовку (а)
и резец (б), при обработке заготовки на токар-
ном станке с ЧПУ
По деформации заготовки от сил Рх и
Ру рассчитывают ожидаемую точность
размерной обработки заготовки и погреш-
ность ее геометрической формы. По сум-
марному изгибающему моменту от сил Ру
и Рх рассчитывают стержень резца на
прочность. Равнодействующая силы реза-
ния, Н:
P = >jPy+P"+P"
Силу Ру (Pz) определяют по эмпириче-
ской формуле, Н:
% р У р Пр
Pv=Cpt у S yN > кы ,
где СР. - коэффициент, учитывающий
физико-механические свойства материала
обрабатываемой заготовки; км - коэф-
ру
фициент, учитывающий факторы, не во-
шедшие в формулу, значения углов резца,
материал резца и т.д.
Значения коэффициентов СР и км
ГУ Ру
а также показателей степеней хР , уР и
пР^ даны в справочниках для конкретных
условий обработки.
Аналогичные формулы существуют
для определения сил Рх и Pz. Условно
можно считать, что для острого резца с
у= 15°, ф = 45°, к = 0 при точении стали
без охлаждения Ру: Рх : Pz = 1: 0,45 : 0,35.
Отношения Рх: Ру иРг: Ру растут с увели-
чением износа резца, уменьшение угла ф
увеличивает отношение Рх : Ру, а повыше-
ние подачи приводит к росту отношения
Pz : Ру. Знание значений и направлений
сил Ру, Рх и Pz необходимо для расчета
элементов станка, а также приспособле-
ний и режущего инструмента.
Крутящий момент на шпинделе станка,
Н • м:
Мкг=0,5Р,/)заг-10-3.
Изгибающий момент, действующий на
стержень резца (рис. 6.10, б), Н • м:
м = ^м2+м2 = iyjp2 + p2 .
Величина общего упругого перемеще-
ния стержня резца и заготовки под дейст-
вием силы Рх (расчет на точность обработ-
ки), мм:
x = PxlJ^r+PxlJ»,
ПК - жесткость системы заготовка -
приспособление - элемент станка, на ко-
тором закреплена заготовка; J„ - жест-
кость системы инструмент - приспособле-
ние - элемент станка, на котором закреп-
лен инструмент.
Зная составляющие силы резания,
можно определить эффективную мощ-
ность и мощность электродвигателя станка.
Эффективной мощностью Ne называют
мощность, расходуемую на процесс де-
формирования и срезания с заготовки слоя
металла. При точении цилиндрической
поверхности на токарно-винторезном
станке эффективная мощность, кВт:
Ne = Ру v/(60 103)+ Pzn snv /(бО •106),
где п - частота вращения заготовки,
об/мин.
Мощность электродвигателя станка Уэ,
кВт:
2V3=2Ve/n,
где г] - КПД механизмов и передач станка.
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 307
6. ФИЗИЧЕСКАЯ СУЩНОСТЬ
КОНТАКТНЫХ ПРОЦЕССОВ
ПРИ РЕЗАНИИ МЕТАЛЛОВ
Наростообразоваиие при резаиии
металлов. При обработке пластичных
металлов резанием на передней поверхно-
сти лезвия инструмента образуется ме-
талл, который называют наростом.
Это сильно деформированный металл вы-
сокой твердости, структура которого от-
личается от структур обрабатываемого
металла и стружки.
Образование нароста объясняется тем,
что геометрическая форма инструмента не
идеальна для обтекания ее металлом. При
некоторых условиях обработки силы тре-
ния между передней поверхностью лезвия
инструмента и частицами срезанного слоя
металла становятся больше сил внутрен-
него сцепления, и при определенных тем-
пературных условиях металл прочно осе-
дает на передней поверхности лезвия ин-
струмента.
В процессе обработки резанием разме-
ры и форма нароста непрерывно меняются
в результате действия сил трения между
отходящей стружкой и внешней поверх-
ностью нароста. Частицы нароста посто-
янно уносятся стружкой, увлекаются об-
работанной поверхностью заготовки, ино-
гда нарост целиком срывается с передней
поверхности лезвия инструмента и тут же
вновь образуется (рис. 6.11, а). Объясня-
ется это тем, что нарост находится под
действием силы трения Т, сил сжатия Р{ и
Р2 и силы растяжения Q (рис. 6.11, б).
С изменением размеров нароста меняется
соотношение действующих сил. Когда
сумма сил Рх, Р2 и Q становится больше
силы трения Т, происходят разрушение и
срыв нароста. Частота срывов нароста за-
висит от скорости резания и достигает
нескольких сотен в секунду.
Нарост существенно влияет на процесс
резания и качество обработанной поверх-
ности заготовки, так как при его наличии
меняются условия стружкообразования.
Положительное влияние нароста со-
стоит в том, что при наличии его меняется
форма передней поверхности лезвия инст-
румента, это приводит к увеличению
главного переднего угла, а следовательно,
к уменьшению силы резания. Вследствие
высокой твердости нарост способен резать
металл. Нарост удаляет центр давления
стружки от главной режущей кромки, в
результате чего уменьшается износ режу-
щего инструмента по передней поверхно-
сти лезвия. Нарост улучшает теплоотвод
от режущего инструмента.
Отрицательное влияние нароста состо-
ит в том, что он увеличивает шерохова-
тость обработанной поверхности. Частицы
нароста, внедрившиеся в обработанную
поверхность, при работе детали с сопря-
гаемой деталью вызывают повышенный
износ пары. Вследствие изменения нарос-
том геометрических параметров режущего
инструмента меняются размеры обраба-
тываемой поверхности в поперечных диа-
метральных сечениях по длине заготовки,
и обработанная поверхность получается
волнистой. Вследствие изменения перед-
него угла инструмента меняется сила ре-
зания, что вызывает вибрацию узлов стан-
ка и инструмента, а это, в свою очередь,
ухудшает качество обработанной поверх-
ности.
Рис. 6.11. Схемы образования и разрушения нароста (а) и силы, действующие на нарост (б)
308
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Следовательно, нарост оказывает бла-
гоприятное действие при черновой обра-
ботке, когда возникают большие силы
резания, срезается толстый слой металла и
выделяется большое количество теплоты,
и, наоборот, нарост вреден при чистовой
обработке, например при протягивании,
нарезании резьбы, развертывании, так как
приводит к снижению качества обрабо-
танной поверхности.
Наростообразование зависит от физи-
ко-механических свойств обрабатываемо-
го металла, скорости резания, геометриче-
ских параметров режущего инструмента и
других факторов. Наиболее интенсивно
нарост образуется при обработке пластич-
ных металлов. Считают, что наибольшее
наростообразование при обработке пла-
стичных металлов происходит при скоро-
стях резания 0,3 ... 0,5 м/с, а при скоро-
стях резания до 0,2 м/с и свыше 1 м/с на-
рост на режущем инструменте не образуется.
Исследование процесса наростообра-
зования позволяет дать рекомендации по
борьбе с ним в условиях чистовой обра-
ботки. Это изменение геометрических па-
раметров режущего инструмента и скоро-
сти движения резания, применение сма-
зочно-охлаждающих жидкостей, тщатель-
ная доводка передней поверхности лезвия
инструмента для снижения коэффициента
трения между ней и отходящей стружкой.
Упрочнение поверхностного слоя за-
готовки при обработке резанием. Ре-
зультатом упругого и пластического де-
формирования материала обрабатываемой
заготовки является упрочнение (наклеп)
поверхностного слоя. При рассмотрении
процесса стружкообразования считают
инструмент острым. Однако инструмент
всегда имеет радиус скругления режущей
кромки р (рис. 6.12, а), равный при обыч-
ных методах заточки примерно 0,02 мм.
Такой инструмент срезает с заготовки
стружку при условии, что глубина резания t
больше радиуса р. Тогда в стружку пере-
ходит часть срезаемого слоя металла, ле-
жащая выше линии CD. Слой металла,
соизмеримый с радиусом р и лежащий
между линиями АВ и CD, упругопластиче-
ски деформируется. При работе инстру-
мента значение радиуса р быстро растет
вследствие затупления режущей кромки, и
расстояние между линиями АВ и CD уве-
личивается.
Упрочнение металла обработанной по-
верхности заготовки проявляется в повы-
шении ее поверхностной твердости. Твер-
дость металла обработанной поверхности
после обработки резанием может увели-
читься в ~2 раза. Значение твердости мо-
жет колебаться, так как значение пласти-
ческой деформации и глубина ее зависят
от физико-механических свойств металла
обрабатываемой заготовки, геометрии
режущего инструмента и режима резания.
а)
Рис. 6.12. Схема образования поверхностного слоя заготовки (а) и эпюра распространения
упрочнения по толщине заготовки (б)
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 309
После перемещения резца относитель-
но обработанной поверхности происходит
упругое восстановление поверхностного
деформированного слоя на величину hy
(рис. 6.12, а) - упругое последействие.
В результате образуется контактная пло-
щадка шириной Н между обработанной
поверхностью и вспомогательной задней
поверхностью резца. Со стороны обрабо-
танной поверхности возникают силы нор-
мального давления N и трения F. Чем
больше значение упругой деформации,
тем больше сила трения. Для уменьшения
сил трения у режущего инструмента де-
лают задние углы (а и а'), значения кото-
рых зависят от степени упругой деформа-
ции металла заготовки.
Упругопластическое деформирование
металла приводит к возникновению в по-
верхностном слое заготовки остаточных
напряжений растяжения или сжатия. На-
пряжения растяжения снижают предел
выносливости металла заготовки, так как
приводят к появлению микротрещин в
поверхностном слое, развитие которых
ускоряется действием корродирующей
среды. Напряжения сжатия, напротив, по-
вышают предел выносливости деталей.
Неравномерная релаксация остаточных
напряжений искажает геометрическую
форму обработанных поверхностей, сни-
жает точность их взаимного расположения
и размеров. Релаксация напряжений, про-
должающаяся в процессе эксплуатации
машин, снижает их качество и, в частно-
сти, надежность.
Следовательно, окончательную обра-
ботку поверхностей заготовок следует
вести такими методами и в таких услови-
ях, чтобы остаточные напряжения отсут-
ствовали или были минимальными. Целе-
сообразно, чтобы в поверхностном слое
возникали напряжения сжатия. Напряже-
ния можно снизить, применяя, например,
электрохимическую обработку. Для полу-
чения в поверхностном слое напряжений
сжатия можно рекомендовать обработку
поверхностным пластическим деформиро-
ванием, например обкатку поверхностей
заготовок стальным закаленным роликом
или шариком.
Условно поверхностный слой обрабо-
танной заготовки можно разделить на три
зоны (рис. 6.12, б): I - зону разрушенной
структуры с измельченными зернами, рез-
кими искажениями кристаллической ре-
шетки и большим количеством микротре-
щин; ее следует обязательно удалять при
каждой последующей обработке поверх-
ности заготовки; II - зону наклепанного
металла; III - основной металл. В зависи-
мости от физико-механических свойств
материала обрабатываемой заготовки и
режима резания глубина наклепанного
слоя составляет от нескольких миллимет-
ров при черновой обработке до сотых и
тысячных долей миллиметра при чистовой
обработке. Пластичные металлы подверга-
ются большему упрочнению, чем твердые.
Наклеп обработанной поверхности
можно рассматривать как полезное явле-
ние, если возникающие остаточные на-
пряжения являются сжимающими. Однако
наклеп, полученный при черновой обра-
ботке, отрицательно влияет на процесс
резания при последующей чистовой обра-
ботке, когда срезаются тонкие стружки
(при развертывании, протягивании). В этом
случае инструмент работает по поверхно-
сти с повышенной твердостью, что приво-
дит к его быстрому затуплению; шерохо-
ватость поверхности увеличивается.
7. ТЕПЛОТА И ТЕМПЕРАТУРА
В ЗОНЕ РЕЗАНИЯ МАТЕРИАЛА
Одним из физических процессов, со-
провождающих стружкообразование и
разрушение конструкционного материала
резанием, является тепловыделение. Прак-
тически вся механическая работа, затра-
чиваемая на срезание припуска с заготов-
ки, превращается в теплоту. Полное коли-
чество теплоты Q, выделяющейся в еди-
ницу времени, можно определить из вы-
ражения, Дж/с,
e«pzv.
310
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Теплота генерируется в результате уп-
ругопластического деформирования мате-
риала заготовки в зоне стружкообразо-
вания, трения стружки о переднюю по-
верхность лезвия инструмента, трения
задних поверхностей инструмента о по-
верхность резания и обработанную по-
верхность заготовки (рис. 6.13). Тепловой
баланс процесса резания можно предста-
вить тождеством, Дж:
б = бд + бп.п + бз.п -Qc + бзаг + би + бл>
где Qa - количество теплоты, выделяемой
при упругопластическом деформировании
обрабатываемого материала; Qn n - коли-
чество теплоты, выделяемой при трении
стружки о переднюю поверхность лезвия
инструмента; бзп - количество теплоты,
выделяемой при трении задних поверхно-
стей инструмента о заготовку; Qc - коли-
чество теплоты, отводимой стружкой;
бзаг _ количество теплоты, отводимой за-
готовкой; би - количество теплоты, отво-
димой режущим инструментом; Qn - ко-
личество теплоты, отводимой в окружаю-
щую среду (теплота лучеиспускания).
В зависимости от технологического
метода и условий обработки стружкой
отводится 25 ... 85 % всей выделившейся
теплоты; заготовкой 10 ... 50 %; инстру-
ментом 2 ... 8 %. Количественное распре-
деление теплоты зависит главным образом
от скорости резания (рис. 6.14).
Рис. 6.13. Источники образования и
распределения теплоты резания
Рис. 6.14. Распределение теплоты резания
в зависимости от скорости резания
Теплообразование отрицательно вли-
яет на процесс резания. Нагрев инструмен-
та до высоких температур 800 ... 1000 °C
вызывает структурные превращения в ме-
талле, из которого он изготовлен, сниже-
ние твердости инструмента и потерю ре-
жущих свойств. Нагрев инструмента вы-
зывает изменение его геометрических
размеров, что влияет на точность размеров
и геометрическую форму обработанных
поверхностей. Например, при обтачива-
нии цилиндрической поверхности на то-
карном станке удлинение резца при по-
вышении его температуры изменяет глу-
бину резания, и обработанная поверхность
получается конусообразной. Нагрев заго-
товки вызывает изменение ее геометриче-
ских размеров. Вследствие жесткого за-
крепления на станке заготовка деформи-
руется. Температурные деформации инст-
румента, приспособления, заготовки и
станка снижают качество обработки.
Погрешность формы обработанных
поверхностей возрастает из-за непосто-
янства температурного поля по объему
заготовки в процессе обработки (рис. 6.15, а),
и после охлаждения обработанной заго-
товки возникают дополнительные по-
грешности обработанной поверхности
(рис. 6.15, б). Температурные погрешно-
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 311
б)
Рис. 6.15. Влияние нагрева на заготовку:
а - температурное поле заготовки; б - форма заго-
товки после обработки
сти следует учитывать при наладке стан-
ков. Для определения погрешностей необ-
ходимо знать температуру инструмента и
заготовки или количество теплоты, пере-
ходящей в них (см. рис. 6.14).
Количественную оценку тепловых
процессов, происходящих в зоне струж-
кообразования, можно проводить и экспе-
риментальными методами. Измерение
количества выделяющейся и отводимой
теплоты осуществляют следующими ме-
тодами: калориметрическим по абсолют-
ному содержанию теплоты в заготовке,
инструменте и стружке; по изменению
цвета термокрасок, наносимых на заготов-
ку и инструмент; сравнительным анализом
цветов побежалости стружки и обрабо-
танной поверхности заготовки; методами
оптической пирометрии. Однако наи-
большее применение нашли методы тер-
моэлектрической эмиссии при использо-
вании различных термопар. Для измере-
ния температуры процесса резания ис-
пользуют искусственные термопары -
хромель-алюмелевые и хромель-копеле-
вые (рис. 6.16, а)\ полуискусственные
термопары - копелевую или константано-
вую проволоку и инструмент (рис. 6.16, б)
или заготовку; естественные термопары -
инструмент и заготовку (рис. 6.16, в).
Выделяющаяся теплота отрицательно
влияет на экологическую обстановку в
цехе и работу систем ЧПУ станков. По-
этому в механообрабатывающих цехах
принимают меры по устранению отрица-
тельного влияния теплоты на работу сис-
тем ЧПУ: обработка заготовок в условиях
обильного охлаждения смазочно-охлаж-
дающими жидкостями, применение сис-
тем приточно-вытяжной вентиляции и
систем кондиционирования воздуха, изо-
ляция систем ЧПУ в специальных поме-
щениях.
Для уменьшения отрицательного вли-
яния теплоты на процесс резания обработ-
ку ведут в условиях применения смазоч-
но-охлаждающих сред. В зависимости от
технологического метода обработки, фи-
зико-механических свойств материала
обрабатываемой заготовки и режущего
инструмента, а также от режима резания
Рис. 6.16. Измерение температуры методом термопар
312
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
используют различные смазочно-охлаж-
дающие среды, которые делят на следую-
щие группы:
жидкости: водные растворы минераль-
ных электролитов, эмульсии, растворы
мыл; минеральные, животные и расти-
тельные масла; минеральные масла с до-
бавлением фосфора, серы, хлора (суль-
фофрезолы), керосин и растворы поверх-
ностно-активных веществ в керосине;
масла и эмульсии с добавлением смазы-
вающих веществ (графита, парафина, вос-
ка);
газы и газообразные вещества: газы
СО2, ССЦ, N2; пары поверхностно-
активных веществ; распыленные жидко-
сти (туман) и пены;
твердые вещества: порошки песка, па-
рафина, петролатума, битума; мыльные
порошки.
Чаще всего при обработке резанием
применяют смазочно-охлаждающие жид-
кости. Обладая смазывающими свойства-
ми, жидкости снижают внешнее трение
стружки о переднюю поверхность лезвия
инструмента и задних поверхностей инст-
румента о заготовку. Одновременно сни-
жается работа деформирования. Общее
количество теплоты, выделяющейся при
резании, уменьшается. Смазочно-
охлаждающие вещества отводят теплоту
во внешнюю среду от мест ее образова-
ния, охлаждая тем самым режущий инст-
румент, деформируемый слой и обрабо-
танную поверхность заготовки. Интенсив-
ный отвод теплоты снижает общую тепло-
вую напряженность процесса резания.
Смазывающее действие сред препятствует
наростообразованию на рабочих поверх-
ностях инструмента, в результате чего
снижается шероховатость обработанных
поверхностей заготовки.
Указанные положительные свойства
смазочно-охлаждающих сред приводят к
тому, что эффективная мощность резания
уменьшается на 10 ... 15 %; стойкость ре-
жущего инструмента возрастает, обрабо-
танные поверхности заготовок имеют
меньшую шероховатость и большую точ-
ность, чем при обработке без применения
смазочно-охлаждающих средств.
При черновой и получистовой обработ-
ке, когда необходимо иметь сильное охлаж-
дающее действие среды, широко применяют
водные эмульсии. Количество эмульсии,
используемой в процессе резания, зависит
от технологического метода обработки и
режима резания (5 ... 150 л/мин). Увели-
ченную подачу жидкости используют при
работе инструментов, армированных пла-
стинками твердого сплава, что способст-
вует их равномерному охлаждению и пре-
дохраняет от растрескивания. При чисто-
вой обработке, когда требуется получить
высокое качество обработанной поверхно-
сти, используют различные масла. Для
активации смазок к ним добавляют актив-
ные вещества - фосфор, серу, хлор. Под
влиянием высоких температур и давлений
эти вещества образуют с материалом кон-
тактирующих поверхностей соединения,
снижающие трение, - фосфиды, хлориды,
сульфиды. При обработке заготовок из
хрупких материалов (чугунов, бронз), ко-
гда образуется элементная стружка, в ка-
честве охлаждающей среды применяют
сжатый воздух, углекислоту.
Смазочно-охлаждающие среды по-
разному подаются в зону резания. Наибо-
лее распространенным способом подачи
жидкости служит ее подвод через узкое
сопло на переднюю поверхность лезвия
инструмента. Более эффективно высоко-
напорное охлаждение. В этом случае жид-
кость подается тонкой струей, с большой
скоростью со стороны задних поверхно-
стей инструмента. Весьма эффективно
охлаждение распыленными жидкостями -
туманом, который подается со стороны
задних поверхностей лезвия инструмента.
В тех случаях, когда охлаждение режуще-
го инструмента затруднено, используют
подвод жидкости непосредственно в зону
резания через полый режущий инстру-
мент. Такой способ подачи жидкости в
зону резания применяют, например, при
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 313
сверлении глубоких отверстий. Кроме
того, охлаждение режущего инструмента
можно осуществлять циркуляцией охлаж-
дающей жидкости по каналам, предусмот-
ренным в присоединительных частях ин-
струментов.
8. ФИЗИЧЕСКАЯ СУЩНОСТЬ
ПРОЦЕССОВ ИЗНАШИВАНИЯ
ЛЕЗВИЙНЫХ РЕЖУЩИХ
ИНСТРУМЕНТОВ
Трение между стружкой и передней
поверхностью лезвия инструмента и меж-
ду его главной задней поверхностью и
поверхностью резания заготовки вызывает
износ режущего инструмента. В условиях
сухого и полусухого трения преобладает
абразивное изнашивание инструмента.
Высокие температуры и контактные дав-
ления вызывают следующие виды изна-
шивания: окислительное - разрушение
поверхностных оксидных пленок; адгези-
онное - вырывание частиц материала ин-
струмента стружкой или материалом заго-
товки вследствие их молекулярного сцеп-
ления; термическое - структурные пре-
вращения в материале инструмента.
Износ инструмента приводит к сниже-
нию точности размеров и геометрической
формы обработанных поверхностей.
Работа затупившимся инструментом
вызывает рост силы резания. Соответст-
венно, увеличиваются составляющие силы
резания, что вызывает повышенную де-
формацию заготовки и инструмента и еще
более снижает точность и форму обрабо-
танных поверхностей заготовок. Уве-
личиваются глубина наклепанного по-
верхностного слоя материала заготовки и
силы трения между заготовкой и инстру-
ментом, что, в свою очередь, увеличивает
теплообразование в процессе резания.
При обработке на настроенных станках
износ инструмента приводит к рассеянию
размеров обработанных поверхностей за-
готовок, что снижает качество сборки де-
талей в условиях взаимозаменяемости.
Уменьшить влияние износа на точность
обработки можно периодической подна-
ладкой станка. Для этого в зоне обработки
поверхности заготовки устанавливают
специальные устройства активного кон-
троля размеров. В случае отклонения раз-
мера обработанной поверхности от допус-
ка на него устройство дает электрический
импульс на включение привода системы
подналадки или выключает электродвига-
тель станка.
Общий характер износа режущего ин-
струмента показан на примере токарного
резца (рис. 6.17, а). При износе резца на
передней поверхности лезвия образуется
лунка шириной Ь, а на главной задней по-
верхности - ленточка шириной h.
У инструментов из разных материалов и
при разных режимах резания преобладает
износ по передней или главной задней
поверхности. При одновременном износе
по этим поверхностям образуется пере-
мычка f
Износ резца по главной задней поверх-
ности в процессе обработки изменяет глу-
бину резания, так как уменьшает вылет
резца из резцедержателя на величину и = I -1и
(рис. 6.17, б). Значение износа резца про-
порционально времени обработки, поэто-
му по мере роста значения и глубина реза-
ния t уменьшается. Обработанная поверх-
ность получается конусообразной с наи-
большим диаметром Du и наименьшим D.
Количественное выражение допусти-
мого значения износа называют критери-
ем износа. За критерий износа принимают
Рис. 6.17. Износ резца (а) и изменение разме-
ров резца и заготовки в результате износа (б)
314
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
в большинстве случаев износ инструмента
по главной задней поверхности h. Для то-
карных резцов из быстрорежущей стали
допустимый износ й = 1,5 ... 2 мм, для
резцов с пластинками твердого сплава
h = 0,8 ... 1 мм, с минералокерамическими
пластинками h = 0,5 ... 0,8 мм. Допусти-
мому износу инструмента соответствует
определенный период стойкости (стой-
кость).
Под стойкостью инструмента Т
понимают суммарное время (мин) его ра-
боты между переточками на определен-
ном режиме резания. Стойкость токарных
резцов, режущая часть которых изготов-
лена из разных инструментальных мате-
риалов, составляет 30 ... 90 мин. Стой-
кость инструмента зависит от физико-
механических свойств материала инстру-
мента и заготовки, режима резания, гео-
метрии инструмента и условий обработки.
Наибольшее влияние на стойкость оказы-
вает скорость резания.
Между величинами v и Т существует
зависимость
v17’1m = NzT™ = \пТ^‘ = const или
v = C/Tm ,
где С - постоянная величина; т - показа-
тель относительной стойкости (для резцов
« = 0,1... 0,3).
Так как величина т мала, то стойкость
резцов резко падает даже при незначи-
тельном повышении скорости резания.
Поэтому обработку следует вести на рас-
четной скорости. Это условие легковы-
полнимо на станках с бесступенчатым
регулированием частоты вращения шпин-
деля, в частности на большинстве типов
станков с ЧПУ. На станках со ступенча-
тым регулированием частоты вращения
шпинделя обработку ведут на ближайшей
меньшей к расчетной частоте вращения
заготовки. В этом случае при небольшом
уменьшении скорости главного движения
резания стойкость инструмента будет
больше принятой. Это уменьшит время на
смену затупившегося инструмента, но, как
правило, не снизит производительность.
Применение автоматических подна-
ладчиков в значительной степени умень-
шает влияние износа режущего инстру-
мента на точность размеров и форм обра-
ботанных поверхностей заготовок на то-
карных, фрезерных, шлифовальных и дру-
гих станках.
В металлорежущих станках с система-
ми программного управления износ ре-
жущего инструмента может компенсиро-
ваться в процессе обработки партии заго-
товок специально предусматриваемыми
для этой цели блоками систем обратной
связи. Когда износ режущего инструмента
приводит к тому, что размер обработанной
поверхности заготовки не соответствует
допуску на него, датчики системы актив-
ного контроля дают сигналы в систему
коррекции и в программу обработки заго-
товки вносится соответствующая величи-
на перемещения инструмента в опреде-
ленном направлении.
В станках с ЧПУ и инструментальны-
ми магазинами при износе инструментов
или переходе на обработку другого типа
заготовок можно целиком заменять весь
магазин. Установку и наладку инструмен-
тов в магазине производят вне станка. На
станках с ЧПУ в условиях обработки заго-
товок в ГПС для повышения стойкости
инструментов широко используют непере-
тачиваемые пластины из сверхтвердых и
керамических материалов.
9. ВИБРАЦИИ В ПРОЦЕССЕ
РЕЗАНИЯ
При обработке заготовок на станках
иногда возникают периодические колеба-
тельные движения вибрации элементов
технологической системы: станок - при-
способление - инструмент - заготовка.
В этих условиях процесс резания Q теряет
устойчивость.
Колебания инструмента относительно
заготовки резко снижают качество по-
верхностного слоя: шероховатость возрас-
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 315
тает; появляется волнистость; усиливается
динамический характер силы резания, а
нагрузки на движущиеся детали и узлы
станка возрастают в десятки раз, особенно
в условиях резонанса, когда частота соб-
ственных колебаний технологической
системы совпадает с частотой колебаний
процесса резания. Стойкость инструмен-
та, особенно с пластинками из твердых
сплавов, при колебаниях резко падает.
При наличии вибраций возникает шум,
утомляюще действующий на окружающих
людей, и производительность труда сни-
жается.
При резании вынужденные колебания
возникают под действием внешних перио-
дических возмущающих сил вследствие
прерывистости процесса резания, неурав-
новешенности вращающихся масс, по-
грешностей изготовления и сборки пере-
дач и ритмичности работы близко распо-
ложенных машин. Вынужденные колеба-
ния устраняют, уменьшая величину воз-
мущающих сил и повышая жесткость
станка.
Автоколебания (незатухающие само-
поддерживающиеся) технологической сис-
темы создаются силами, возникающими в
процессе резания. Возмущающая сила
создается и управляется процессом реза-
ния и после прекращения его исчезает.
Причины автоколебаний: изменения сил
резания, трения на рабочих поверхностях
инструмента и площади поперечного се-
чения срезаемого слоя металла; образова-
ние наростов; упругие деформации заго-
товки и инструмента. Автоколебания мо-
гут быть низкочастотными (f= 50 ... 500 Гц)
и высокочастотными (f = 800 ... 6000 Гц).
Первые вызывают на обработанной по-
верхности заготовки волнистость, вто-
рые - мелкую рябь. Возникновение авто-
колебаний можно предупредить, изменяя
режим резания и геометрические парамет-
ры инструмента, правильно устанавливая
заготовку и инструмент на станке, а также
обрабатывая заготовки на больших скоро-
стях резания.
Большое влияние на автоколебания
оказывает жесткость технологической
системы, т.е. способность системы сопро-
тивляться действию возникающих сил в
процессе резания.
Для уменьшения автоколебаний жест-
кость технологической системы изме-
няют: уменьшают массы колебательных
систем, особенно массу обрабатываемой
заготовки; применяют виброгасители. Для
гашения автоколебаний используют дина-
мические, упругие, гидравлические и дру-
гие вибросистемы.
Однако вибрации при обработке мож-
но использовать так, чтобы они положи-
тельно влияли на процесс резания и шеро-
ховатость обработанных поверхностей, в
частности применять вибрационное реза-
ние труднообрабатываемых материалов.
Сущность вибрационного резания состоит
в том, что в процессе обработки создаются
искусственные колебания инструмента с
регулируемой частотой и заданной ампли-
тудой в определенном направлении. Ис-
точниками искусственных колебаний
служат механические вибраторы или вы-
сокочастотные генераторы. Частота коле-
баний 200 ... 20 000 Гц, амплитуда коле-
баний 0,02 ... 0,002 мм. Выбор оптималь-
ных амплитуд и частоты колебаний зави-
сит от технологического метода обработки
и режима резания. Колебания задают по
направлению движения подачи или скоро-
сти главного движения резания.
Вибрационное резание по сравнению с
обычным имеет ряд преимуществ: обеспе-
чивает устойчивое дробление стружки на
отдельные элементы, снижает сопротив-
ление металла деформированию и эффек-
тивную мощность резания. При вибраци-
онном резании не образуются нарост на
режущем инструменте и заусенцы на об-
работанной поверхности, однако в неко-
торых случаях стойкость инструмента
несколько снижается. Вибрационное реза-
ние применяют при точении, сверлении,
316
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
нарезании резьбы плашками и метчиками,
шлифовании, фрезеровании и других ме-
тодах обработки.
10. КАЧЕСТВО
И ПРОИЗВОДИТЕЛЬНОСТЬ
ОБРАБОТКИ
Надежность машины зависит от точно-
сти обработки заготовок, качества поверх-
ностных слоев и точности сборки. Под
точностью обработки понимают степень
совпадения размеров, формы и взаимо-
расположения поверхностей с указанными
на рабочем чертеже детали. Точность вы-
полнения размеров определяет отклонение
фактических размеров обработанной по-
верхности детали от ее конструктивных
размеров, указываемых в рабочем чертеже
в соответствии с допустимыми отклоне-
ниями на размеры обрабатываемых по-
верхностей, регламентируемыми ГОСТом.
Под точностью формы поверхностей
понимают степень их соответствия гео-
метрически правильным поверхностям, с
которыми они отождествляются. Пре-
дельные отклонения формы обработанных
поверхностей регламентируются государ-
ственными стандартами так же, как точ-
ность их взаимного расположения. Пре-
дельные отклонения формы и расположе-
ния поверхностей на рабочих чертежах
деталей обозначают условно в соответст-
вии с государственными стандартами или
оговаривают текстом в технических тре-
бованиях на изготовление деталей.
Одним из показателей качества по-
верхностного слоя изготовленной детали
является шероховатость (см. п. 3). Чем
выше требования, предъявляемые к точ-
ности и качеству поверхностного слоя,
тем длительнее процесс обработки заго-
товки и сложнее технологический процесс
изготовления деталей машин.
Точность и качество деталей могут
быть существенно повышены при обра-
ботке заготовок в автоматизированном
режиме на станках с ЧПУ. Обратная связь
замкнутых систем ЧПУ контролирует
точность исполнения команд, задаваемых
программой обработки, и в случае их рас-
согласования вносит коррекцию в пере-
мещения исполнительных органов станка,
повышая тем самым точность размеров
обрабатываемых поверхностей заготовок.
Наилучшие результаты достижения высо-
кой точности обработки обеспечивают
адаптивные системы программного управ-
ления.
Производительность обработки опре-
деляет число деталей, изготовляемых в
единицу времени:
6 = 1/^-
Время Тк (мин) складывается из основ-
ного (технологического) и вспомогатель-
ного; кроме того, учитывается время, свя-
занное с особенностями обработки кон-
кретных заготовок.
Основное технологическое время t0 за-
трачивается непосредственно на процесс
изменения формы, размеров и достижения
заданной шероховатости обрабатываемой
поверхности заготовок. Формулы для оп-
ределения основного времени в зависимо-
сти от технологического метода обработки
приведены в справочной литературе. На-
пример, при обтачивании цилиндрической
поверхности на токарно-винторезном
станке, мин:
t0 = Lh/(nsnp t) ,
где L - расчетная длина хода резца отно-
сительно заготовки, мм; h - припуск на
обработку, мм (hit - число проходов инст-
румента).
Наибольшая производительность будет
при работе с наибольшей подачей, глуби-
ной резания (t = И) и скоростью главного
движения резания при наименьшей длине
обрабатываемой поверхности. При увели-
чении .?пр и t производительность возрас-
тает, но шероховатость резко падает, по-
этому обработку заготовок следует вести
на таком режиме резания, при котором
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 317
будут высокие точность обработки и за-
данная шероховатость при требуемой
производительности.
Элементы режима резания назначают
следующим образом. Сначала выбирают
глубину резания. При этом стремятся весь
припуск на обработку срезать за один ра-
бочий ход (проход) режущего инструмен-
та. Если по технологическим причинам
необходимо делать два прохода, то при
первом снимают около 80 % припуска,
при втором (чистовом) - около 20 %.
Затем выбирают величину подачи. Ре-
комендуют назначать наибольшую допус-
тимую величину подачи, учитывая требо-
вания точности и допустимой шерохова-
тости обработанной поверхности, а также
мощность станка, режущие свойства мате-
риала инструмента, жесткость и динами-
ческую характеристику технологической
системы. Наконец определяют скорость
резания исходя из выбранных значений
глубины резания, подачи и стойкости ре-
жущего инструмента.
Скорость главного движения резания
при точении, например, определяют по
следующей эмпирической формуле, м/с:
v = Cv/(pOtXvsy',Tm'j,
где Cv - коэффициент, учитывающий фи-
зико-механические свойства материала
обрабатываемой заготовки и условия об-
работки (указан в справочниках, как и
значения показателей степени xv, yv).
После вычисления скорости резания
определяют частоту вращения шпинделя
станка, соответствующую этой скорости
резания, м/с:
п = 1000v/(607tZ>3ar).
Многие модели станков с ЧПУ имеют
бесступенчатое регулирование частоты
вращения шпинделя и скорости движения
подачи, что позволяет обрабатывать по-
верхности заготовок на расчетных режи-
мах резания.
Режим резания вводят в программу
управления работой станка. Адаптивные
(самонастраивающиеся) системы про-
граммного управления в процессе обра-
ботки заготовок контролируют и коррек-
тируют режим резания, учитывая изме-
няющиеся условия обработки: изменение
сил резания, износ инструмента, деформа-
ции заготовки. Корректирование режима
Рис. 6.18. Алгоритм выбора режима резания
318
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
резания необходимо для ограничения кон-
тролируемых параметров предельными
допустимыми значениями, что оптимизи-
рует процесс обработки по выбранному
критерию.
Алгоритм* выбора режима резания для
обтачивания цилиндрической поверхности
на токарном станке с ЧПУ показан на
рис. 6.18. По алгоритму в зависимости от
исходных данных заготовки и инструмен-
та осуществляют выбор величины реко-
мендуемой подачи как функции параметра
шероховатости поверхности Ra. После
расчета v, Ру и прогиба заготовки у от си-
лы Ру ведут расчет ожидаемой точности
размера. Если 2у > 0,35, где 5 - допуск на
размер диаметра d, то расчет проводят
заново, выбрав новую величину подачи.
11. ТЕХНОЛОГИЧЕСКАЯ
НАСЛЕДСТВЕННОСТЬ
Многие эксплуатационные качества
деталей машин и приборов, например дол-
говечность, длительность сохранения кон-
структивных форм, коррозионная стой-
кость, прочность и другие, зависят не
только от конструктивных форм, но и от
точности изготовления и состояния по-
верхностного слоя их обработанных по-
верхностей. Эти качества формируются
как на стадии производства заготовок, так
и в процессе их механической обработки.
При рассмотрении физических основ
механической обработки резанием было
показано, как различные процессы, сопро-
вождающие обработку заготовок, влияют
на точность геометрических форм обрабо-
танных поверхностей и их размеров,
состояние качества поверхностного
слоя, микротвердость, микро- и макро-
* Все буквенные обозначения в алгоритме при-
ведены ранее по тексту или на рисунках. Кроме того:
а, - предел прочности материала заготовки;
Т15К6 - марка твердосплавной пластинки токарного
резца; Е - модуль упругости материала заготовки.
рельеф поверхности, остаточные напря-
жения и т.д.
Технологический процесс изготовле-
ния деталей складывается из ряда опера-
ций, следующих в определенной последо-
вательности одна за другой. Поверхности
детали обрабатываются последовательно
несколькими технологическими методами.
На каждой стадии обработки поверхности
происходят изменения и сохранение тех
или иных ее свойств.
Все объекты машиностроения - детали
и изделия в целом - имеют соответствую-
щие показатели качества. Эти показатели
устанавливают исходя из служебного на-
значения объектов. Для одних главными
являются размеры, для других - шерохо-
ватость поверхности или форма напряже-
ния поверхностных слоев, взаимное рас-
положение поверхностей и т.п. Погрешно-
сти обработки и сборки возникают всегда.
Изделия без отклонений от номинального
значения показателя качества не бывает.
Однако любое отклонение должно нахо-
диться в допустимых пределах - допусках.
Информация об истории возникнове-
ния каждого отклонения важна потому,
что с ее помощью представляется воз-
можным влиять на величину отклонения и
тем самым повышать показатели качества
машиностроительных изделий. Поэтому в
процессе создания изделий, начиная с
выбора материала для заготовки конкрет-
ной детали, обработки заготовки и т.д.,
возникает необходимость рассмотрения
производственного изготовления изделия
во времени. При этом и появляется
понятие о технологической наследст-
венности.
Технологическим наследованием на-
зывается явление переноса свойств объек-
тов от предшествующих технологических
операций к последующим. Эти свойства
могут быть как полезными, так и вредны-
ми. Сохранение этих свойств у объектов
называют технологической наследствен-
ностью. Такие термины являются доста-
точно емкими. С помощью их и соответ-
ствующих методик можно проследить за
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 319
состоянием объекта производства в любой
момент времени с учетом всех предшест-
вующих технологических воздействий.
В процессе передачи свойств важную
роль играет так называемая наследствен-
ная информация. Она заключается в мате-
риале деталей и поверхностных слоях
этих деталей. Информация представляет
собой большой перечень показателей
качества.
Очень существенными являются уста-
новление общих закономерностей техно-
логического наследования, определение
количественной стороны технологическо-
го наследования таких понятий, как кон-
структивные формы заготовок и деталей,
погрешности технологических баз, по-
грешности формы и пространственных
отклонений заготовки, их волнистости,
физико-механические свойства поверхно-
стных слоев и др. Исключительно боль-
шое значение имеют наследственные по-
грешности при сборке.
Технологическую наследственность
можно оценивать коэффициентами техно-
логического наследования, показываю-
щими количественные изменения опреде-
ленного свойства. Например, коэффици-
ент изменения точности размера опреде-
ляют из выражения
= 8i/Si + « >
где S - допуск на размер; i - номер теку-
щей операции; и - число операций сверх I,
после проведения которых количественно
определяется данное свойство (здесь -
размер).
При оценке эксплуатационных качеств
детали можно использовать ряд других
коэффициентов: отклонения формы, из-
менения шероховатости, напряжений, по-
верхностной твердости, глубины накле-
панного слоя, изменения структуры по-
верхностного слоя и др.
Проявление технологической наслед-
ственности может привести как к улучше-
нию, так и к ухудшению эксплуатацион-
ных свойств деталей машин.
Для целесообразного использования
явления технологической наследственно-
сти следует устанавливать связи между
эксплуатационными характеристиками
деталей машин и различными элементами
технологических методов их обработки.
Подобные связи в ряде случаев можно
выявить в виде математических зависимо-
стей: например, состояние поверхностного
слоя - функция режимов резания. Полу-
ченные зависимости имеют большое зна-
чение при моделировании технологиче-
ских методов формообразования поверх-
ностей деталей машин, что особенно важ-
но при разработке и эксплуатации ГПС.
Следовательно, процессом технологи-
ческого наследования можно управлять с
тем, чтобы свойства, положительно
влияющие на надежность детали, сохра-
нять в течение всего технологического
процесса, а свойства, влияющие отрица-
тельно, ликвидировать в его начале.
12. ОБРАБАТЫВАЕМОСТЬ
КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ РЕЗАНИЕМ
Обрабатываемость - одно из техноло-
гических свойств конструкционных мате-
риалов - это комплексная взаимосвязь
физико-механических и других свойств
конструкционного материала и требова-
ний, учитывающих возможности обработ-
ки этого материала лезвийными режущи-
ми инструментами.
Среди требований, предъявляемых
процессом резания, следует отметить наи-
меньшую сопротивляемость конструкци-
онного материала деформированию и раз-
рушению (образование стружки) его в
процессе резания лезвийными инструмен-
тами; возможность достижения заданных
шероховатости и качества поверхностного
слоя; склонность обрабатываемого мате-
320
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
6.1. Обрабатываемость конструкционных материалов резанием
Конструкционные материалы деталей машин
легкообрабаты- ваемые средней обрабатываемости ниже средней обрабатываемости труднообрабатываемые
Латуни, бронзы, Углеродистые стали Высоколегированные Высоколегированные
дуралюмины, (сталь 45), низ коле-- стали; стали классов: стали аустенитного клас-
мягкие чугуны гированные стали, мартенситного, мар- са; жаростойкие стали;
(НВ 140 .. 160) силумины, чугуны средней твердости (НВ 160 ... 180) тенситно-ферритного, аустенитно-мартенсит- ного, твердые чугуны (НВ 180 ... 220) кислотостойкие стали; никелеферритные стали; никелевые сплавы; туго- плавкие сплавы; компо- зиционные материалы; твердые сплавы; керме- ты; минералы (рубин, сапфир, кремний и др.)
к0 < 1 Ко=1 Хо>1 Ко»1
Условные обозначения: Ко- коэффициент обрабатываемости.
риала заготовки к наростообразованию;
теплофизические процессы резания (теп-
лоотдача и теплопроводность) обрабаты-
ваемого материала заготовки и инстру-
мента; влияние свойств обрабатываемого
материала заготовки на износостойкость
(стойкость) режущего инструмента; энер-
гозатраты на срезание единицы массы об-
рабатываемого материала; возможность
удовлетворения показателей производи-
тельности и экономичности обработки
резанием.
Обрабатываемость конструкционных
материалов, как правило, сравнивается с
обрабатываемостью эталонного материала
(сталь 45), принимаемого за материал
средней обрабатываемости. В табл. 6.1
указано примерное распределение конст-
рукционных материалов по степени их
обрабатываемости. На обрабатываемость
материалов влияют химический состав
материала, структура материала, физико-
механические свойства материала, тепло-
физические свойства материала.
Обрабатываемость конструкционных
материалов ухудшают наличие в структу-
ре силикатов, алюминатов, нитридов, кар-
бидов; наличие легирующих элементов -
хрома, никеля; наличие в чугунах пла-
стинчатого графита; мелкозернистая
структура и другие факторы.
Возможные пути улучшения обраба-
тываемости конструкционных материалов:
снижение температуры плавления спла-
вов; снижение коэффициента трения ма-
териала заготовки; предварительная тер-
мическая обработка заготовок (отжиг, от-
пуск, нормализация и др.); изменение гео-
метрии режущих инструментов и оптими-
зация режимов резания; подбор смазы-
вающе-охлаждающих жидкостей.
13. ТЕХНОЛОГИЧНОСТЬ
КОНСТРУКЦИЙ ДЕТАЛЕЙ МАШИН
Технологичность конструкции изделия -
это совокупность свойств конструкции,
ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ОБРАБОТКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ 321
определяющих ее приспособленность к
достижению оптимальных затрат при
производстве, эксплуатации и ремонте для
заданных качества, объема выпуска и ус-
ловий выполнения работ.
Необходимость отработки конструк-
ций деталей и изделий на технологичность
в целом диктуется рядом требований со-
временного машиностроительного произ-
водства: постоянно растущим объемом
агрегатного монтажа узлов механизмов и
оборудования, развитием систем модуль-
ного проектирования на базе типизации,
унификации и стандартизации; широким
использованием ЭВМ, обеспечивающим
высокий уровень анализа конструктивных
решений в различных вариантах исполь-
зования; организацией широкого обмена
опытом в области создания технологич-
ных конструкций между различными от-
раслями машиностроения.
При отработке конструкции изделия
(детали) на технологичность ее следует
рассматривать как комплексный объект -
объект проектирования, производства и
эксплуатации. Чтобы можно было плани-
ровать технологичность изделия и управ-
лять формированием признаков техноло-
гичности, ГОСТ 14.201-83 устанавливает
количественную оценку технологичности,
основанную на системе показателей: базо-
вых показателях технологичности, уста-
навливаемых в техническом задании на
проектируемое изделие; показателях тех-
нологичности, достигнутых при разработ-
ке конструкции; уровне технологичности
(отношение достигнутых показателей к
базовым).
Выбор показателей технологичности -
сложная инженерная задача. Одним из
показателей технологичности изделия
может служить его материалоемкость.
Показатель материалоемкости определяют
по формуле
км =QJQ^,
где Км - коэффициент использования ма-
териала; QK - масса изделия, кг;
бзаг - общая масса заготовок на изделие, кг.
Наиболее технологичным вариантом
конструкции изделия детали будет тот,
для которого значение Ки наиболее близко
к единице.
При конструировании деталей необхо-
димо ориентироваться на предполагаемые
технологические способы обработки их
поверхностей и отдавать предпочтение
таким конструктивным формам и элемен-
там деталей, которые наиболее полно
удовлетворяют выбранным способам из-
готовления деталей, обеспечивая высокие
показатели точности, производительности
и экономичности. Соблюдение этих усло-
вий особенно важно для серийного и мас-
сового производств, а также при изготов-
лении деталей на станках с ЧПУ и в усло-
виях ГПС.
Ниже, при рассмотрении технологиче-
ских способов обработки заготовок, будут
даны примеры рациональных конструк-
тивных (технологичных) форм деталей
машин.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Дайте определение составляющих режима
резания и назовите их размерности.
2. Что понимают под схемой обработки по-
верхности заготовки?
3. Какова физическая сущность процесса
резания?
4. Назовите факторы, влияющие на размер-
ную точность обрабатываемых поверхностей.
5. Назовите факторы, определяющие каче-
ство поверхностного слоя обработанных по-
верхностей деталей машин.
6. Назовите критерии обрабатываемости
конструкционных материалов.
7. Назовите основные критерии техноло-
гичности конструкций деталей машин.
11 - 9503
322
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Глава II Инструментальные материалы
1. СВОЙСТВА
ИНСТРУМЕНТАЛЬНЫХ
МАТЕРИАЛОВ
Режущие инструменты работают в ус-
ловиях значительных силовых нагрузок,
высоких температур, трения и износа. По-
этому инструментальные материалы
должны обладать определенными экс-
плуатационными физико-механическими
свойствами. Материал режущей части ин-
струмента должен иметь большую твер-
дость и высокие значения допустимых
напряжений на изгиб, растяжение, сжатие,
кручение. Твердость материала режущей
части инструмента должна значительно
превышать твердость материала обраба-
тываемой заготовки.
Высокие прочностные свойства необ-
ходимы для того, чтобы инструмент обла-
дал сопротивляемостью соответствующим
деформациям в процессе резания, а доста-
точная вязкость материала позволяла бы
воспринимать ударную динамическую
нагрузку, возникающую при обработке
заготовок из хрупких материалов или с
прерывистой обрабатываемой поверхно-
стью. Инструментальные материалы
должны обладать высокой красностойко-
стью, т.е. сохранять большую твердость и
режущие свойства при высоких темпера-
турах нагрева. Важнейшей характеристи-
кой материала режущей части инструмен-
та служит износостойкость. Чем выше
износостойкость, тем медленнее изнаши-
вается инструмент и выше его размерная
стойкость. Это значит, что заготовки, по-
следовательно обработанные одним и тем
же инструментом, будут иметь минималь-
ное рассеяние размеров обработанных
поверхностей. В целях повышения изно-
состойкости на режущую часть инстру-
ментов специальными методами наносят
одно- и многослойные покрытия из кар-
бидов вольфрама, нитридов титана. Мате-
риалы для изготовления инструментов
должны по возможности иметь наимень-
шее процентное содержание дефицитных
элементов.
2. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Углеродистые инструментальные ста-
ли содержат 1,0 ... 1,3 % С. Для изготов-
ления инструментов применяют качест-
венные стали У10А, У11А, У12А. После
термической обработки стали (HRC, 60 ... 62)
имеют красностойкость 200 ... 240 °C.
При этой температуре твердость стали
резко уменьшается и инструменты не мо-
гут выполнять работу резания. Допусти-
мые скорости резания не превышают
0,2 ... 0,3 м/с. Из этих сталей изготовляют
метчики, плашки, ножовочные полотна,
сверла и зенкеры малых диаметров.
Легированные инструментальные ста-
ли - это углеродистые инструментальные
стали, легированные хромом (X), вольф-
рамом (В), ванадием (Ф), кремнием (С) и
другими элементами. После термообработ-
ки легированные стали (HRC, 62 ... 64)
имеют красностойкость 220 ... 260 °C.
Легированные стали по сравнению с угле-
родистыми имеют повышенную вязкость в
закаленном состоянии, более высокую
прокаливаемость, меньшую склонность к
деформациям и появлению трещин при
закалке. Допустимая скорость резания
0,25 ... 0,5 м/с. Для изготовления протя-
жек, сверл, метчиков, плашек, разверток
используют стали 9ХВГ, ХВГ, ХГ, 6ХС,
9ХС.
Быстрорежущие стали содержат 5,5 ...
19 % W, 3,8 ... 4,4 % С, 2 ... 10 % Со и V.
Для изготовления инструментов исполь-
зуют стали Р9, Р12, Р18, Р6МЗ, Р6М5,
Р9Ф5, Р14Ф2, Р9К5, Р9К10, Р10К5Ф2.
Режущий инструмент из быстрорежущей
стали после термической обработки (HRC,
62 ... 65) имеет красностойкость 600 ... 640 °C
и обладает повышенной износостойко-
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
323
стью; он может работать со скоростями
резания до 2 м/с.
Сталь Р9, например, рекомендуют для
изготовления инструментов простой фор-
мы (резцов, фрез, зенкеров). Кобальтовые
быстрорежущие стали Р9К5, Р18К5Ф2,
Р9К10 применяют для обработки трудно-
обрабатываемых материалов в условиях
прерывистого процесса резания. Ванадие-
вые быстрорежущие стали Р9Ф5, Р14Ф4
рекомендуют для изготовления инстру-
ментов, предназначенных для чистовой
обработки (протяжки, развертки, шеверы).
Их применяют для обработки труднообра-
батываемых материалов при срезании
стружек малого поперечного сечения.
Вольфрамомолибденовые стали Р9М4,
Р6МЗ используют для инструментов, ра-
ботающих в условиях черновой обработки
и для изготовления протяжек, долбяков,
шеверов, фрез.
Для экономии быстрорежущих сталей
режущий инструмент изготовляют сбор-
ным или сварным. Режущую часть инст-
румента делают из быстрорежущей стали,
которую сваривают с присоединительной
частью из конструкционных сталей 45, 50,
40Х. Часто используют пластинки из бы-
строрежущей стали, которые приваривают
к державкам или корпусам инструментов.
3. ТВЕРДЫЕ СПЛАВЫ
Твердые сплавы - это твердый раствор
карбидов вольфрама, титана и тантала
(WC, TiC, ТаС) в металлическом кобальте
(Со). Твердые сплавы применяют в виде
пластинок определенных форм и разме-
ров, изготовляемых порошковой метал-
лургией. Пластинки предварительно прес-
суют, а затем спекают при температуре
1500 ... 1900 °C.
Твердые сплавы делят на группы:
вольфрамовую - ВК2, ВКЗ, ВКЗМ, ВК4,
ВК4В, ВК6М, ВК6, ВК6В, ВК8, ВК8В,
ВК10, ВК15, ВК20, ВК25; титановольф-
рамовую - Т30К4, Т15К6, Т14К8, Т5К10,
Т5К12В; титанотанталовольфрамовую -
ТТ7К12, ТТ10К8Б. Пластинки твердого
сплава (HRA3 86 ... 92) обладают высокими
износостойкостью и красностойкостью
(800 ... 1250 °C), что позволяет вести об-
работку со скоростями резания до 15 м/с.
Пластинки припаивают к державкам или
корпусам инструментов медными, латун-
ными припоями или крепят механическим
способом.
В промышленности применяют много-
гранные неперетачиваемые твердосплав-
ные пластинки (трех-, четырех-, пяти-,
шестигранные), которые крепят механиче-
ским способом. После изнашивания одной
из режущих кромок такой пластинки в
работу вводят следующую. Недостаток
твердых сплавов - пониженная пластич-
ность.
Твердые сплавы группы ВК использу-
ют для обработки заготовок из хрупких
металлов, пластмасс, неметаллических
материалов; сплавы группы ТВК - для
обработки заготовок из пластичных и вяз-
ких металлов и сплавов. Мелкозернистые
твердые сплавы ВК6М применяют для
обработки заготовок из труднообрабаты-
ваемых коррозионно-стойких и жаро-
прочных сталей и сплавов, твердых чугу-
нов, бронз, закаленных сталей, сплавов
легких металлов, сплавов титана, фарфо-
ра, керамики, стекла, ферритов. Трехкар-
бидные сплавы ТТК отличаются от групп
сплавов ВК и ТВК повышенными из-
носостойкостью, прочностью и вязкостью.
Их применяют для обработки заготовок из
труднообрабатываемых сталей аустенит-
ного класса.
4. СИНТЕТИЧЕСКИЕ
СВЕРХТВЕРДЫЕ И
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Эффективность обработки заготовок
на автоматических линиях, станках с
ЧПУ, многоцелевых станках, в гибких
производственных модулях и системах в
значительной степени зависит от материа-
лов режущей части инструментов. Высо-
кая эффективность работы этих систем
обеспечивается применением новых
сверхтвердых материалов и керамики.
п
324
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
В настоящее время инструментальная
промышленность выпускает материалы на
основе нитрида бора (композиты) и на
основе оксида алюминия (керамика).
Существует большое разнообразие
сверхтвердых материалов (СТМ) на осно-
ве плотных модификаций нитрида бора.
Группы СТМ различаются технологией
производства, структурами и физико-
механическими свойствами.
СТМ на основе фазового превращения
графитоподобного нитрида бора в кубиче-
ский. Производят композит 01 (эльбор) в
композит 02 (белбор). Применяют для
тонкого и чистового точения резцами в
условиях безударной нагрузки и торцово-
го фрезерования закаленных сталей и чу-
гунов любой твердости, твердых сплавов с
содержанием кобальта более 15 %.
СТМ на основе частичного или полно-
го превращения вюрцитного нитрида бора
в кубический. Производят композит 01
(гексанит-Р) и модификации композита
09-ПТНБ (поликристалл твердого нитрида
бора), ПТНБ-ИК и др. Гексанит-Р и пла-
стины из композита 10Д (композит 10 на
подложке из твердого сплава) применяют
для предварительного и окончательного
точения и торцового фрезерования сталей
и чугунов любой твердости, твердых
сплавов в условиях безударной или удар-
ной динамической нагрузки (наличие на
обрабатываемой поверхности отверстий,
пазов, ребер).
СТМ на основе спекания частиц куби-
ческого нитрида бора (КНБ). Производят
композит 05, киборит и ниборит. Исполь-
зуют следующие технологии изготовле-
ния: вдавливание частиц КНБ в металли-
ческую матрицу; спекание зерен КНБ с
зернами связки; спекание в условиях хи-
мического взаимодействия зерен КНБ со
связкой.
Композит 05 применяют для предвари-
тельного и чистового точения и торцового
фрезерования закаленных деталей из чу-
гунов любой твердости с наличием по-
верхностной литейной корки.
Инструментальные керамические ма-
териалы можно разделить на группы, раз-
личающиеся химическим составом, мето-
дом производства и областями рациональ-
ного использования.
Оксидная "белая" керамика, состоящая
из А12О3 с легирующими добавками MgO,
ZrO2 и др. Марки керамики: ЦМ332, ВО-13.
Применяют для чистовой и получистовой
обработки незакаленных сталей и серых
чугунов со скоростями резания до 15 м/с.
Оксидно-карбидная "черная" керамика,
состоящая из А120з (до 60 %), TiC (20 ... 40 %),
ZrO2 (20 ... 40 %) и других карбидов туго-
плавких металлов. Марка керамики ВОК-60.
Применяют для чистовой и получистовой
обработки ковких, высокопрочных и отбе-
ленных модифицированных чугунов и
закаленных сталей.
Керамика на основе нитрида кремния с
легированием оксидами иттрия, циркония,
алюминия. Марка силинит-Р, получаемая
способом горячего прессования. Приме-
няют для получистовой обработки чугу-
нов.
Основным направлением конструиро-
вания инструментов из СТМ и керамики
является создание резцов и фрез с механи-
ческим креплением цельных и двухслой-
ных круглых и многогранных режущих
пластин.
5. АБРАЗИВНЫЕ
И АЛМАЗНЫЕ МАТЕРИАЛЫ
Абразивные материалы - это мелко-
зернистые порошковые вещества (химиче-
ские соединения элементов), которые ис-
пользуют для изготовления абразивных
инструментов; шлифовальных кругов,
головок, сегментов, брусков. Естествен-
ные абразивные материалы (наждак, квар-
цевый песок, корунд) применяют ограни-
ченно из-за неоднородности их свойств.
В промышленности используют искусст-
венные абразивные материалы: электро-
корунды, карбиды кремния, карбиды бора,
оксид хрома, синтетические алмазы, бор-
силокарбид, славутич, эльбор, гексагонит.
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
325
Абразивные материалы имеют высокие
твердость, красностойкость (1800... 2000 °C)
и износостойкость. Инструменты из абра-
зивных материалов позволяют обрабатывать
детали со скоростью резания 15 ... 100 м/с.
Абразивные инструменты используют
главным образом для окончательной об-
работки заготовок, когда к ним предъяв-
ляют повышенные требования по точно-
сти и шероховатости обработанных по-
верхностей.
Шлифовальные электрокорундовые
круги применяют для обработки заготовок
из материалов с высокой прочностью при
разрыве. Инструменты из черного карбида
кремния применяют для обработки заго-
товок из материалов с низкой прочностью
при разрыве, а также из вязких металлов и
сплавов; инструменты из зеленого карбида
кремния - для обработки и заточки твер-
досплавных и минералокерамических ре-
жущих инструментов. Порошок карбида
бора используют для притирочных и до-
водочных работ, например, для доводки
твердосплавных инструментов, а также
для шлифования заготовок из очень твер-
дых материалов (рубина, кварца, корунда).
Для изготовления шлифовальных и поли-
ровальных паст используют оксид хрома,
венскую известь, трепел.
Борсилокарбид применяют для обра-
ботки деталей из твердых сплавов, рубина
и высокотвердых материалов. Эльбор (ку-
бонит) служит заменителем алмазов; его
применяют для обработки заготовок из
высокотвердых материалов и конструкци-
онных сталей. Славутич - сверхтвердый
материал; инструменты из него не усту-
пают алмазным по износостойкости и
превосходят их по прочности.
Алмазы составляют особую группу ма-
териалов. В промышленности используют
природные (марки А) и синтетические
алмазы (марок АСО, АСР, АСВ и др.).
Алмаз является самым твердым материа-
лом, имеет высокие красностойкость и
износостойкость, у него практически от-
сутствует адгезия с другими материалами.
Недостаток - повышенная хрупкость. Ал-
мазы используют для изготовления алмаз-
ных инструментов (круги, пилы, ленты,
бруски) и алмазных доводочных порош-
ков. Кристаллами алмазов оснащают ре-
жущие инструменты (резцы, сверла). Мас-
са единичных кристаллов, идущих на ос-
нащение инструментов, составляет 0,2 ...
0,8 карата (1 карат = 0,2 г).
Алмазные резцы наиболее широко ис-
пользуют при тонком точении или раста-
чивании заготовок из сплавов алюминия,
бронз, латуней и неметаллических мате-
риалов. Алмазный инструмент применяют
для обработки заготовок из твердых мате-
риалов: германия, кремния, полупровод-
никовых материалов, керамики, жаро-
прочных сталей и сплавов. При использо-
вании алмазных инструментов повышает-
ся качество поверхностных слоев деталей.
Обработку ведут со скоростями резания
до 20 м/с. Поверхности деталей, обрабо-
танные в этих условиях, имеют низкую
шероховатость и высокую точность раз-
меров.
СТМ на основе алмаза по технологии
производства делят на две группы: поли-
кристаллы алмаза, получаемые фазовым
переходом графита в алмаз и получаемые
спеканием алмазных зерен. К первой
группе относятся карбонадо (АСПК) и
баллас (АСБ); ко второй группе - СВБН,
карбонит и СКМ. Из СВБН изготовляют
цилиндрические вставки диаметром до 4 мм
и толщиной до 3 мм, которые припаивают
к вершинам твердосплавных пластин.
Поликристаллы впаивают в цилиндри-
ческие и прямоугольные вставки, которые
закрепляют в инструментах механическим
способом. Изготовляют токарные, про-
ходные, подрезные и расточные резцы,
кассетные регулируемые торцовые фрезы
и другие инструменты.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Каковы основные свойства инструмен-
тальных материалов, обеспечивающие ста-
бильный процесс резания?
2. Перечислите группы инструментальных
материалов.
3. Назовите области применения сверх-
твердых и керамических материалов.
4. Каково назначение абразивных материа-
лов?
326
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Глава III Металлорежущие станки
1. РОЛЬ МЕТАЛЛОРЕЖУЩИХ
СТАНКОВ В СОВРЕМЕННОМ
ПРОИЗВОДСТВЕ
К современным машинам и приборам
предъявляются высокие требования по
технико-эксплуатационным характеристи-
кам, точности и надежности работы. Эти
показатели обеспечиваются жесткими тре-
бованиями к размерам и качеству обрабо-
танных поверхностей деталей. Поэтому,
несмотря на большие достижения техно-
логии производства высококачественных
заготовок, роль обработки резанием и зна-
чение металлорежущих станков в маши-
ностроении непрерывно повышаются.
Русский акад. А. В. Гадолин еще в
1878 г. предложил применять геометриче-
ский ряд частот вращения элементов ко-
робок скоростей и подач. Основополож-
ником науки о кинематике станков явля-
ется советский проф. Г. М. Головин.
Весьма ощутимы достижения отечествен-
ной школы в области создания агрегатных
станков, возглавляемой акад. В. И. Дику-
шиным. Динамические системы станков
разработаны проф. В. А. Кудиновым, из-
вестны фундаментальные работы проф.
Г. А. Шаумяна в области создания метал-
лорежущих автоматов. Большое призна-
ние получили труды проф. Д. Н. Решетова
по расчету и конструированию металло-
режущих станков.
Современные металлорежущие станки -
это разнообразные и совершенные рабо-
чие машины, использующие механиче-
ские, электрические, электронные и гид-
равлические методы осуществления дви-
жений и управления рабочим циклом, ре-
шающие сложные технологические задачи.
Станкостроение развивается как в ко-
личественном, так и в качественном от-
ношении. Непрерывно повышаются точ-
ность, производительность, мощность,
быстроходность и надежность работы
станков. Улучшаются эксплуатационные
характеристики, расширяются технологи-
ческие возможности, совершенствуются
архитектурные формы станков.
Особое развитие получило использо-
вание в отраслях машиностроения станков
с ЧПУ. Микропроцессорные устройства
управления превращают станок в станоч-
ный модуль, сочетающий гибкость и уни-
версальность с высоким уровнем автома-
тизации.
Станочный модуль: станок - робот -
тактовый стол - обеспечивает обработку
заготовок широкой номенклатуры в авто-
номном режиме на основе малолюдной
(безлюдной) технологии производства
деталей машин и приборов.
Внедрение в производство ГПС, со-
стоящих из комплекса станочных модулей
разного технологического назначения, ро-
ботов и манипуляторов, средств контроля
качества, транспортных систем с общим
управлением производственным циклом
от ЭВМ, дает возможность в многоно-
менклатурном крупносерийном производ-
стве стимулировать научно-технический
прогресс, быстрый с наименьшими затра-
тами переход к новым, более совершен-
ным образцам выпускаемой продукции.
Создаются условия перехода к трудосбе-
регающему производству при наивысшей
степени автоматизации и производитель-
ности.
2. КЛАССИФИКАЦИЯ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
В основу классификации металлоре-
жущих станков, принятой в нашей стране,
положен технологический метод обработ-
ки заготовок. Классификацию по техноло-
гическому методу обработки проводят в
соответствии с такими признаками, как
вид режущего инструмента, характер об-
рабатываемых поверхностей и схема об-
работки. Станки делят на токарные, свер-
лильные, шлифовальные, полировальные,
6.2. Классификация металлорежущих станков
Группа станков Шифр группы
0 1 2 3
Резервные 0
Токарные 1 Автоматы и полуавтоматы Револь- верные
специа- лизиро- ванные одно- щпин- дельные много- шпин- дельные
Сверлиль- ные и рас- точные 2 - Верти- кально- сверлиль- ные Полуавтоматы
одношпин- дельные много- шпин- дельные
Шлифо- вальные и доводоч- ные 3 - Кругло- шлифо- вальные Внутри- шлифо- вальные Обди- рочные шлифо- вальные
Комбини- рованные 4 - - -
Зубо- и резьбооб- рабаты- вающие 5 Резьбо- нарезные Зубодол- бежные для ци- линдри- ческих колес Зуборез- ные для кониче- ских ко- лес Зубофре- зерные
Шифр типа
4 5 6 7 8 9
Сверлиль- но-отрез- ные Карусель- ные Токарные и лобо- вые Много- резцовые Специа- лизиро- ванные Разные токарные
Коорди- натно- расточ- ные Радиаль- но-свер- лильные Горизон- тально- рас- точные Алмазно- расточ- ные Горизон- тально- сверлиль- ные Разные
Специа- лизиро- ванные шлифо- вальные - Заточные Плоско- шлифо- вальные Прити- рочные и полиро- вочные Разные, работаю- щие аб- разивом
- - - - - -
Для наре- зания червяч- ных ко- лес Для обра- ботки торцов зубьев Резьбо- фрезер- ные Зубоотде- лочные и прове- рочные Зубо- и резьбо- шлифо- вальные Разные зубо-и резьбо- обраба- тываю- щие
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Группа станков Шифр группы
0 1 2 3
Резервные 0
Фрезерные 6 - Верти- кальные консоль- ные Непре- рывного действия -
Строгаль- ные, дол- бежные и протяжные 7 - Продольные Попереч- но-стро- гальные
односто- ечные двухсто- ечные
Разрезные 8 - Разрезные, работающие
резцом абразив- ным кру- гом гладким диском
Разные 9 - Опило- вочные Пилона- секатель- ные Правиль- но- и бесцент- рово- обдироч- ные
Продолжение табл. 6.2
Шифр типа
4 5 6 7 8 9
Копиро- вальные и грави- роваль- ные Верти- кальные бескон- сольные Продоль- ные Консоль- ные ши- рокоуни- версаль- ные Горизон- тальные консоль- ные Разные
Долбеж- ные Протяж- ные гори- зонталь- ные - Протяж- ные вер- тикаль- ные - Разные строгаль- ные
Прав иль- но-отрез- ные Пилы - -
ленточ- ные дисковые ножовоч- ные - -
Баланси- ровочные Для ис- пытания сверл и шлифо- вальных кругов Дели- тельные - - -
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
329
доводочные, зубообрабатывающие, фре-
зерные, строгальные, разрезные, протяж-
ные, резьбообрабатывающие и др.
Классификация по комплексу призна-
ков наиболее полно отражается в общего-
сударственной Единой системе условных
обозначений станков (табл. 6.2). Она по-
строена по десятичной системе: все ме-
таллорежущие станки разделены на десять
групп, группа - на десять типов, тип - на
десять типоразмеров. В группе объедине-
ны станки по общности технологического
метода обработки или близкие по назна-
чению, например сверлильные и расточ-
ные. Типы станков характеризуют такие
признаки, как назначение, степень уни-
версальности, число главных рабочих ор-
ганов, конструктивные особенности.
Внутри типа станки различают по техни-
ческим характеристикам.
В соответствии с этой классификацией
каждому станку присваивают определен-
ный шифр. Первая цифра шифра опреде-
ляет группу станков, вторая - тип, третья
(иногда третья и четвертая) указывает на
характерную техническую характеристику
станка. Буква на втором или третьем месте
позволяет различать станки одного типо-
размера, но с разными техническими ха-
рактеристиками. Буква в конце шифра
указывает на различные модификации
станков одной базовой модели. Буква Ф в
шифре указывает на то, что станок имеет
числовое программное управление, а циф-
ра и буквы за ней - какая система ЧПУ
применена в станке. Например, модель
станка 16К20ФЗС32 расшифровывается
так: 1 - станок токарной группы; 6 - вин-
торезный; К - модернизированный;
20 - высота центров над направляющими
станины (200 мм); Ф - с числовым про-
граммным управлением; 3 - управление
тремя координатными движениями;
С32 - система ЧПУ.
Различают станки универсальные, ши-
рокого применения, специализированные
и специальные. На универсальных станках
выполняют разнообразные работы, ис-
пользуя заготовки многих наименований.
Примерами таких станков могут бить то-
карно-винторезные, горизонтально-фре-
зерные, консольные. Станки широкого
применения предназначены для выполне-
ния определенных работ на заготовках
многих наименований (многорезцовые,
токарно-отрезные станки). Специализиро-
ванные станки предназначены для обра-
ботки заготовок одного наименования, но
разных размеров, например станки для
обработки коленчатых валов. Специаль-
ные станки выполняют определенный вид
работ на одной определенной заготовке.
По степени автоматизации различают
станки с ручным управлением, полуавто-
маты, автоматы и станки с программным
управлением. По числу главных рабочих
органов станки делят на одношпиндель-
ные, многошпиндельные, односуппорт-
ные, многосуппортные. При классифика-
ции по конструктивным признакам выде-
ляются существенные конструктивные
особенности, например вертикальные и
горизонтальные токарные полуавтоматы.
В классификации по точности установле-
но пять классов станков: Н - нормальной,
П - повышенной, В - высокой, А - особо-
высокой точности и С - особоточные
станки.
3. ПРИВОДЫ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Приводом станка называют комплекс
механизмов, передающих движение от
источника движения (электродвигателя) к
рабочим органам станка (шпинделю, суп-
порту, столу). Различают приводы рабо-
чих, вспомогательных и установочных
перемещений заготовки и инструмента.
В станках с ЧПУ каждое движение
осуществляется от индивидуального ис-
точника: электрического или гидравличе-
ского двигателей различных типов,
имеющих свои особенности и целевое
назначение, что и определяет области их
рационального применения.
330
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Разработанные системы электро- и
гидроприводов позволяют решать множе-
ство задач, связанных с регулированием и
изменением скоростей и направлений
движения, что в универсальных станках
решалось использованием механических
устройств. Использование индивидуаль-
ных источников движения упрощает и
укорачивает кинематические цепи стан-
ков, повышает жесткость привода и точ-
ность перемещений рабочих органов, уп-
рощает автоматическое дистанционное
управление приводами, предоставляет
возможности унификации приводов и вы-
полнения их в виде отдельных агрегатов
(модулей). Использование модульного
электрооборудования упрощает автомати-
зацию станков и их компоновку с систе-
мами числового управления и гибкого
автоматизированного производства.
В качестве привода главного движения
в станках с ЧПУ используют электродви-
гатели постоянного тока с тиристорной
системой управления, что в сочетании с
двух - четырехступенчатыми коробками
скоростей обеспечивает широкий диапа-
зон частот вращения рабочего органа
станка (шпинделя).
В приводах движения подачи станков с
ЧПУ используют высокомоментные элек-
тродвигатели серии ПБВ с возбуждением
обмотки от постоянных магнитов или дви-
гатели постоянного тока серии 2П или
ПБС с электромагнитным возбуждением
обмотки. Электродвигатели применяют в
сочетании с внутренними встроенными
тахогенераторами, что обеспечивает бес-
ступенчатое регулирование скоростей пе-
ремещения рабочих органов станка (суп-
портов, столов).
4. КИНЕМАТИКА СТАНКОВ
Передачей называют механизм, пере-
дающий движение от одного элемента к
другому (с вала на вал) или преобразую-
щий одно движение в другое (вращатель-
ное в поступательное). В передаче эле-
мент, передающий движение, называют
ведущим, а элемент, получающий движе-
ние, - ведомым.
6.3. Условные обозначения элементов
передач и механизмов металлорежущих
станков
Наименование Обозначение
Вал, ось —
Конец шпинделя для цен- тровых работ —□>
Конец шпинделя для па- тронных работ —Йр
Ходовой винт для переда- чи движения
Радиальный подшипник без уточнения типа —
Радиальный подшипник скольжения U-J
Радиальный подшипник качества (общее обозначе- ние) ТУ хг
Глухое, жесткое соедине- ние двух соосных валов _Н1_
Эластичное соединение двух соосных валов
Телескопическое соедине- ние валов —=ZJ—
Кулачковая односторонняя муфта сцепления чь
Фрикционная односторон- няя дисковая муфта —0—
Фрикционная односторон- няя электромагнитная муфта
Глухое, неподвижное со- единение детали с валом —[х|—-
Свободное для вращения соединение детали с валом —в—
Подвижное вдоль оси со- единение детали с валом
Соединение детали с ва- лом посредством вытяж- ной шпонки —
Общее обозначение элек- тродвигателя
В коробках скоростей и подач станков
используют передачи: ременные, цепные,
зубчатые, червячные, реечные, винтовые.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
331
На кинематических схемах станков их обо-
значают условными символами (табл. 6.3).
Каждая передача характеризуется пе-
редаточным отношением.
Передаточным отношением называют
число, показывающее, во сколько раз час-
тота вращения ведомого элемента меньше
или больше частоты вращения ведущего
элемента:
г' = «вм/«вщ =«2/П1 >
где i - передаточное отношение передачи;
ивм, («2) - частота вращения ведомого ва-
ла; ивщ, (щ) - частота вращения ведущего
вала.
Ременная передача (рис. 6.19, а) осу-
ществляется плоскими 3, клиновыми или
круговыми ремнями через шкивы 1, 2,
закрепленные на ведомом и ведущем ва-
лах. Передаточное отношение передачи
/ = П2Пр/П1 =^1Пр/^2.
где с?] и d2 - диаметры шкивов ведущего и
ведомого валов, мм; т]р - коэффициент
проскальзывания ремня (т|р = 0,96 ... 0,99).
Цепная передача (рис. 6.19, б) осуще-
ствляется роликовой 1 или бесшумной
цепью, соединяющей ведомую 2 и веду-
332
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
щую 3 звездочки. Передаточное отноше-
ние передачи
i = n2/nx= zjz2,
где Zi и z2 - числа зубьев ведущей и ведо-
мой звездочек.
Зубчатая передача (рис. 6.19, в, г) со-
стоит из цилиндрических (прямозубых
или косозубых) или конических зубчатых
колес. Передаточное отношение передачи
i = n2/ni = zl/z2 >
где Z| и z2 - числа зубьев ведущего и
ведомого зубчатых колес.
Червячная передача (рис. 6.19, д)
состоит из ведущего червяка (винта) и
ведомого зубчатого червячного колеса и
предназначена для резкого снижения
частоты вращения ведомого вала. Если
резьба червяка имеет к заходов, а червяч-
ное колесо имеет z зубьев, то передаточ-
ное отношение передачи
i = n2lnx = k/z.
Реечная передача (рис. 6.19, е)
преобразует вращательное движение
реечного зубчатого колеса или червяка в
поступательное движение зубчатой рейки.
Если реечное колесо имеет z зубьев, а мо-
дуль зубьев рейки равен m мм, то за и
оборотов реечного колеса рейка переме-
щается на величину s, мм:
5 = п л m z.
Винтовая передача (рис. 6.19, ж) со-
стоит из винта и гайки и служит для пре-
образования вращательного движения
винта в поступательное движение гайки.
Если шаг резьбы винта равен t мм, число
заходов резьбы к, то за п оборотов ходово-
го винта гайка переместится в осевом на-
правлении на величину s, мм:
s = и t к .
Для ступенчатого изменения скорости
движения используют двух-, трех- и четы-
рехскоростные асинхронные электродви-
гатели или различные механизмы на осно-
ве зубчатых передач. Движение с вала I
(рис. 6.19, з), который вращается с посто-
янной частотой, передается на вал II дву-
мя парами зубчатых колес zx/z2 и z-Jz^.
Включают одну из передач с помощью
электромагнитных фрикционных односто-
ронних муфт А и Б. Передаточные отно-
шения передач различны, поэтому вал II
имеет две частоты вращения. Такие меха-
низмы используют в станках с програм-
мным управлением.
"Конус" зубчатых колес с накидным
зубчатым колесом (рис. 6.19, w) применя-
ют в универсальных станках. Зубчатые
колеса zb z2, z3, z4, г5 жестко закреплены на
валу I. Движение на вал II передается зуб-
чатым колесом гн, свободно сидящим на
промежуточном валу, и зубчатым колесом
гс, которое перемещается на валу II на
шпонке. Механизм обеспечивает пять пе-
редач с разными передаточными отноше-
ниями: zx/zc, z2/zc, z3/zc, z4/zc, zs/zc. Вал II
имеет пять частот вращения.
Для бесступенчатого изменения часто-
ты вращения шпинделей станков приме-
няют регулируемые электродвигатели или
фрикционные вариаторы. Для бесступен-
чатого регулирования частоты вращения в
станках с ЧПУ применяют электродвига-
тели постоянного тока с тиристорной сис-
темой управления. Диапазон регулирова-
ния их лежит в пределах 2,5 ... 6. Поэтому
в станках с ЧПУ наряду с регулируемым
электродвигателем используют двух -
четырехскоростные механические короб-
ки передач, что значительно расширяет
диапазон регулирования.
В универсальных станках для бессту-
пенчатого регулирования частоты враще-
ния шпинделя применяют фрикционные
вариаторы. В вариаторе (рис. 6.19, к) шки-
вы 1 и 2, имеющие криволинейную обра-
зующую, закреплены соответственно на
ведущем I и ведомом II валах. Оси роли-
ков 3, прижатых к поверхностям шкивов,
устанавливают под различными углами к
оси валов. Этим обеспечивают плавное
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
333
изменение частоты вращения ведомого
вала.
Реверсирование - изменение на-
правления вращения всего привода произ-
водят переключением фаз асинхронного
электродвигателя или полярности элек-
тродвигателя постоянного тока. Реверси-
рование гидравлических механизмов осу-
ществляется гидрораспределителями. В ме-
ханизмах с зубчатыми колесами (рис. 6.19,
л, .и) для реверсирования переключают
кулачковую муфту Л вправо или влево.
Для получения прерывистого движе-
ния в многошпиндельных станках-авто-
матах применяют "мальтийский крест"
(рис. 6.19, н). Непрерывное вращательное
движение водила 1, закрепленного на ве-
дущем валу, через палец 2 преобразуется в
прерывистое вращательное движение
мальтийского креста 3. Поворот осущест-
вляется до тех пор, пока палец не выйдет
из зацепления с пазом мальтийского кре-
ста. Если мальтийский крест имеет z па-
зов, то передаточное отношение механиз-
ма ! = 1/z.
5. КИНЕМАТИЧЕСКИЕ СХЕМЫ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Под кинематической схемой металло-
режущего станка понимают условное изо-
бражение всех механизмов и передач, ко-
торые передают движение от привода к
исполнительным органам станка.
На рис. 6.20 показана упрощенная ки-
нематическая схема патронно-центрового
токарного станка с ЧПУ мод.
16К20ФЗС32.
Главное движение. Вращение шпин-
деля осуществляется от высокомомент-
ного электродвигателя постоянного тока
Ml (N = 10 кВт, п = 1460 об/мин). В шпин-
дельной бабке переключением зубчатого
блока Б вручную можно получить три
бесступенчатых диапазона частот враще-
ния шпинделя: 12,5 ... 200; 50 ... 800;
125 ... 800 об/мин. Движение с вала I на
вал VI (шпиндель) передается тремя воз-
можными вариантами:
1460-^^--0,95—• — — —;
264 48 45 60 60
1460.121.0,95.^;
264 48 60
1460 • 121 0,95
264 48 48
Частоты вращения шпинделя в одном
диапазоне частично перекрываются часто-
той вращения шпинделя в другом диапа-
зоне.
Рис. 6.20. Кинематическая схема токарного станка с ЧПУ мод. 16К20ФЗС32
334
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Движение подачи. Приводами движе-
ний продольной и поперечной подач слу-
жат высокомоментные электродвигатели
постоянного тока: для движения продоль-
ной подачи М2, для движения поперечной
М3. Электродвигатели работают в сочета-
нии с датчиками ВЕ178. Регулирование
скоростей подач - бесступенчатое. Пере-
мещение суппорта за один импульс: про-
дольного 0,005 мм; поперечного 0,002 мм.
В качестве приводов суппортов, преобра-
зующих вращательное движение в посту-
пательное, использованы беззазорные ша-
рико-винтовые пары с шагом резьбы вин-
тов: продольного 10 мм, поперечного 5 мм.
При нарезании резьб необходимо стро-
го согласовывать частоту вращения шпин-
деля и скорость перемещения продольного
суппорта исходя из условия: за один обо-
рот шпинделя перемещение продольного
суппорта (резца) должно равняться шагу
нарезаемой резьбы. Для согласования
движений в станке использован датчик
ВЕ178 с приводом от шпинделя через зуб-
чатую пару 60/60.
Кроме указанных кинематических це-
пей станок имеет привод автоматического
закрепления и открепления обрабатывае-
мой заготовки; привод автоматического
поворота шестипозиционного дискового
резцедержателя; привод подачи смазочно-
охлаждающей жидкости; привод системы
смазки.
Станок может работать в паре с про-
мышленным роботом, обеспечивающим
автоматическую установку заготовок в
патроне станка и снятие со станка обрабо-
танных деталей. Сочетание станка, робота
и тактового стола для перемещения заго-
товок и деталей образует гибкий произ-
водственный модуль.
6. ТЕХНИКА БЕЗОПАСНОСТИ
И ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
ПРИ ОБРАБОТКЕ ЗАГОТОВОК
НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Стружка, образующаяся при резании
материалов, может травмировать операто-
ра-станочника. Особенно опасна сливная
стружка. Для ее дробления в процессе ре-
зания предусматривают стружколомы раз-
личных конструкций. Такую стружку
нельзя брать руками, все действия с ней
производят с помощью специальных
крючков. Мелкие частицы стружки, отле-
тая, могут поранить глаза. Для защиты
глаз необходимы очки.
Металлорежущие станки снабжают
различными оградительными устройства-
ми, преграждающими доступ к движу-
щимся частям станка, защищающими от
разлетающейся стружки и разбрызгивания
смазывающе-охлаждающих жидкостей.
Чтобы не было поломок частей станков
при их перегрузке или наезде на препятст-
вие, предусматривают перегрузочные уст-
ройства (муфты), которые играют роль
предохранительных элементов технологи-
ческих систем. Различные рукоятки и ма-
ховички, используемые для настройки
станков, при включении движений подач
не должны вращаться, так как могут за-
хватить одежду рабочего и вызвать трав-
му. Отключение рукояток в начале про-
цесса резания происходит автоматически.
Многие станки снабжают специальны-
ми устройствами, которые исключают
вращательное движение шпинделей, если
не произошло закрепление заготовок
(станки токарной группы) или инструмен-
та (станки фрезерной группы). Предпоч-
тение отдают таким устройствам для за-
крепления заготовок на столах станков,
которые продолжают удерживать заготов-
ки даже при отключении электрического
тока или сжатого воздуха. Поэтому заго-
товка не может внезапно вырваться из
приспособления и травмировать рабочего.
Отдельные станки с программным
управлением снабжены устройствами для
механизированного закрепления инстру-
мента, что также способствует безопасно-
сти работы.
Многоцелевые станки, имеющие уст-
ройства типа револьверных головок или
инструментальных магазинов, снабжают
специальными ограждениями. Такие ог-
раждения предохраняют рабочих от воз-
АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА В ЦЕХАХ С МЕТАЛЛОРЕЖУЩИМ ОБОРУДОВАНИЕМ
335
можного травмирования во время смены
или перемещения металлорежущего инст-
румента. В современных цехах, оснащен-
ных транспортными тележками, переме-
щающимися по программе, на полу рас-
черчены специальные зоны, внутри кото-
рых проходят траектории перемещения
тележек. Нахождение рабочих в этих зо-
нах запрещается. Зоны действия роботов
различного назначения для обслуживания
металлорежущих станков имеют огражде-
ния.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие принципы положены в основу
классификации металлорежущих станков?
2. Назовите группы металлорежущих стан-
ков.
3. Что называют приводом металлорежу-
щего станка?
4. Что понимают под кинематической схе-
мой станка?
5. Какие механизмы применяют в станках
для осуществления бесступенчатого регулиро-
вания частоты вращения шпинделя?
Глава IV Автоматизация производства в цехах
с металлорежущим оборудованием
1. АВТОМАТИЗАЦИЯ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Автоматизация представляет собой со-
вокупность мероприятий по разработке,
созданию и применению средств и систем
управления, освобождающих рабочего
частично или полностью от непосредст-
венного участия в процессе обработки
заготовок, что позволяет существенно по-
высить производительность труда и каче-
ство выпускаемой продукции.
Работа автоматического устройства ха-
рактеризуется цикличностью. Время каж-
дого цикла слагается из рабочего и вспо-
могательного времени. Основное условие
работы автоматической машины -выпол-
нение элементов цикла без вмешательства
человека. В металлорежущих станках ав-
томатизируют включение и выключение
подач, быстрые подводы и отводы частей
станков, загрузку заготовок и т.д. Универ-
сальные автоматы и полуавтоматы обес-
печивают высокую производительность
труда путем максимального совмещения
всех вспомогательных и рабочих движе-
ний.
Совершенствование органов управле-
ния рабочих машин способствует созда-
нию и дальнейшему развитию станков,
осуществляющих все движения по специ-
альной программе - станков с програм-
мным управлением (ПУ). Эти станки от-
личаются быстрой переналадкой на изго-
товление другой детали, большим числом
команд управляющего органа станка.
Станки с ПУ служат базой для создания
многоцелевых станков, имеющих набор
большого числа инструментов, располо-
женных в специальном устройстве - мага-
зине. Автоматическая рука поочередно
устанавливает их в рабочий шпиндель для
последующей обработки.
Технологическое оборудование можно
компоновать в автоматические линии, т.е.
создавать систему автоматов, объединен-
ных средствами транспортирования и
управления. Большое развитие получают
автоматические линии, состоящие из агре-
гатных станков. Такие линии создают для
обработки вполне определенных деталей,
например корпусов для механизмов авто-
мобилей, тракторов. Автоматические ли-
нии можно далее объединять в более
сложные системы, например цехи, кото-
рые образуют автоматические заводы.
Станки с ПУ также можно объединять в
автоматические линии, которые обслужи-
ваются ЭВМ.
Создание станков-автоматов непрерыв-
ного действия позволяет в наибольшей
степени повысить производительность
труда. Это достигается совмещением вре-
мен рабочих и вспомогательных движений
336
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
при одновременной обработке нескольких
заготовок. Такие станки могут быть ском-
понованы в автоматические линии непре-
рывного действия. При автоматизации
производства процесс изготовления дета-
ли можно расчленить на отдельные опера-
ции, каждую из которых поручают авто-
матическому устройству в виде механизма
или станка (принцип дифференциации).
Все механизмы или станки работают од-
новременно. Вместе с тем эти устройства
можно объединить в автоматически дей-
ствующие комплексы (принцип концен-
трации), представляющие собой станки,
линии, цехи или заводы.
2. АВТОМАТЫ С ЖЕСТКИМИ
КИНЕМАТИЧЕСКИМИ СВЯЗЯМИ
Автоматами называют станки, на кото-
рых все основные и вспомогательные
движения осуществляются без участия
оператора. Автоматы работают по перио-
дически повторяющемуся циклу. В цикл
входят установка и закрепление заготовки
на станке, обработка ее поверхностей,
съем обработанной детали, выдача и за-
крепление следующей заготовки.
Полуавтоматы - это рабочие машины,
которые работают по автоматическому
циклу, для повторения которого требуется
вмешательство рабочего (чаще всего для
снятия детали и установки заготовки).
Автоматы и полуавтоматы целесообразно
применять в серийном и массовом произ-
водствах.
В работу универсальных автоматов за-
ложены определенные принципы обра-
ботки заготовок: одинарный - в обработке
каждой заготовки участвует только один
режущий инструмент; параллельный - в
обработке каждой заготовки участвуют
несколько инструментов, работающих
одновременно; последовательный - в об-
работке каждой заготовки участвуют не-
сколько инструментов, вступающих в ра-
боту последовательно, один за другим;
параллельно-последовательный - в обра-
ботке каждой заготовки участвуют не-
сколько групп инструментов, причем ин-
струменты одной группы работают парал-
лельно, а инструменты нескольких групп -
последовательно; ротационный - в обра-
ботке каждой заготовки участвует один
инструмент или группа инструментов при
одновременном ротационном вращатель-
ном движении заготовок и инструментов;
непрерывный - в обработке каждой заго-
товки участвует один инструмент или не-
сколько инструментов при непрерывной
подаче заготовок.
Циклом работы автоматов и полуавто-
матов управляют распределительные ва-
лы, на которых установлены дисковые или
барабанные кулачки, управляющие рабо-
той всех механизмов.
Процесс изготовления деталей на уни-
версальных автоматах пол эстью опреде-
ляется профилем и взаи? .aim расположе-
нием кулачков, предс являющих собой
программоносители, закрепленные на
распределительном валу в ориентирован-
ном по отношению друг к другу положе-
нии. Все действия рабочих органов авто-
матов происходят в полном соответствии
с циклом его работы. Универсальность
автоматов состоит в возможности изго-
товления очень большого числа различ-
ных деталей в определенных диапазонах
размеров.
Рабочий цикл автомата соответствует
одному обороту распределительного вала.
Частота вращения распределительного
вала изменяется с помощью органов на-
стройки, например гитары сменных зубча-
тых колес (гитара - устройство для уста-
новки и закрепления зубчатых колес).
По описанной схеме могут работать
автоматы различного технологического
назначения, в частности большинство ме-
таллорежущих автоматов. Они сравни-
тельно просты и надежны в работе. Вме-
сте с тем такие автоматы не реагируют на
изменение качества деталей в ходе обра-
ботки.
Для увеличения производительности
применяют многошпиндельные автоматы.
При этом обработка заготовок происходит
одновременно в нескольких позициях.
АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА В ЦЕХАХ С МЕТАЛЛОРЕЖУЩИМ ОБОРУДОВАНИЕМ
337
3. АВТОМАТИЗАЦИЯ НА БАЗЕ
СТАНКОВ С ПРОГРАММНЫМ
УПРАВЛЕНИЕМ
Основное преимущество станков с
программным управлением состоит в со-
кращении времени обработки, простоте
переналадки и возможности использова-
ния в цехах, где наблюдается быстрая
смена объектов производства. Металло-
режущие станки оснащают цикловым
(ЦПУ) и числовым (ЧПУ) программным
управлением. Станки с ЦПУ имеют пози-
ционную систему управления с панелями
упоров, отключающих движение подачи
суппорта или ползуна. Такую систему ис-
пользуют, например, для обработки заго-
товок типа ступенчатых валов. Программа
задается расстановкой специальных стер-
жней-штекеров в гнездах панели, распо-
ложенной на отдельном пульте системы
ПУ, что дает возможность запрограмми-
ровать несколько различных этапов обра-
ботки,
Станки с ЦПУ достаточно просты и
относительно дешевы. Однако переналад-
ка их трудоемка. Изменение программы
требует перестановки большого числа
упоров и штекеров в новые положения.
Для расширения технологических воз-
можностей станков используют системы
ЧПУ.
Обработка на станках с программным
управлением имеет целый ряд преиму-
ществ. Так, значительно сокращается объ-
ем разметочных работ, повышается произ-
водительность труда за счет автоматиза-
ции цикла обработки, существенно повы-
шается точность обработки, становится
возможным многостаночное обслужива-
ние, снижаются затраты на приспособле-
ния, контрольно-измерительные устройст-
ва, кулачки, сокращаются производствен-
ные площади цехов.
Вместе с этим станки с программным
управлением в 1,5 ... 10 раз дороже обыч-
ных станков, уступают по надежности
автоматическим станкам с жесткими ки-
нематическими связями, требуют специ-
ального обслуживания технологами и ра-
ционально используются при загрузке в
две смены.
Программа действий органов станка
задается с помощью чисел в закодирован-
ном виде на программоносителе - перфо-
рированной или магнитной ленте. Система
управления имеет интерполятор - вычис-
лительное устройство, которое преобразу-
ет кодовую запись на перфоленте в ко-
мандные импульсы. Такие импульсы по-
даются специальным шаговым двигателем
для перемещения органов станка по коор-
ди 1Тным осям. При ЧПУ на перфориро-
г иной ленте может быть зафиксировано
^фактически неограниченное число ко-
манд.
У станка с шаговыми двигателями
(рис. 6.21) для перемещения стола по двум
координатам перфорированная лента
(с отверстиями) 1 перемещается специ-
альным механизмом. Лента выполнена из
плотной бумаги или пластмассы. Распо-
ложение отверстий на дорожках ленты
соответствует импульсам, передаваемым
органам станка (столу, шпинделю). Ин-
формацию программоносителя восприни-
мает считывающее устройство 2. Нижний
и верхний (шарик) контакты могут замк-
нуться и дать импульс только тогда, когда
между ними окажется отверстие ленты.
Информация считывается с каждой ее до-
рожки. Распределители импульсов 3 пере-
дают их в усилители 4. Импульсы тока
необходимой величины поступают в ша-
говые электродвигатели 5. При этом каж-
дому импульсу соответствует определен-
ный угол поворота вала электродвигателя.
Если подавать на электродвигатель энер-
гию в дискретной форме (в соответствии с
расположением отверстий на ленте), то в
итоге его вал повернется на заданную ве-
личину. Связанные с электродвигателями
ходовые винты б и 7 обеспечивают подачу
стола 8 вдоль координатных осей х и у.
Величины перемещений зависят от числа
переданных импульсов, а скорость - от
частоты импульсов.
338
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.21. Схема станка с шаговыми двигате-
лями
Предположим, что необходимо обрабо-
тать криволинейный профиль 9 фрезой 10.
Траектория движения фрезы показана
штриховой линией. Сложное движение по
кривой заменяют прямолинейными дви-
жениями вдоль осей координат на величи-
ны Дх и Ду, что выполнить сравнительно
просто. Для этого на ходовые винты стола
поочередно подают необходимые импуль-
сы. Криволинейный профиль заменяется
ломаной линией с большим числом опор-
ных точек а, b и т.д. Фактическое движе-
ние инструмента оказывается ступенча-
тым. Однако величины "ступенек" так
малы, что перемещение инструмента меж-
ду двумя соседними опорными точками
можно рассматривать как плавное. Им-
пульсы для перемещений частей совре-
менных станков лежат в пределах 0,001 ...
0,05 мм.
На рис. 6.22 показана кинематическая
схема вертикально-фрезерного станка с
ЧПУ мод. 6Р13ФЗ. Механизм главного
движения станка представляет собой
обычную коробку скоростей, в которой
18 частот вращений шпинделя создаются
переключением двух тройных и одного
двойного блоков: 19-22-16; 37-46-26 и
82-19. Источником движения служит
электродвигатель Ml (N = 7,5 кВт,
п = 1450 об/мин). Диапазон частот враще-
ния шпинделя 40 ... 2000 об/мин. Меха-
низм движения подачи станка обеспечива-
ет перемещение заготовки, установленной
на столе, в . зух взаимно перпендикуляр-
ных направле. 'ях - продольном и попе-
речном. Шпиндель станка вместе с ползу-
ном перемещается в вертикальной плоско-
сти. Эти три движения осуществляются с
помощью трех исполнительных механиз-
мов. Каждый из них состоит из электро-
двигателей М2, М3, М4, которые управ-
ляют гидродвигателями Г2, ГЗ, Г4. Гидро-
двигатели приводят в движение рабочие
органы станка - стол и ползун через зуб-
чатые колеса и шариковые винтовые пары
2, 3, 4. Каждому импульсу, поступающему
от системы ЧПУ соответствует перемеще-
ние ползуна со шпинделем на столе на
0,01 мм, скорость движения подачи со-
ставляет 20 ... 6000 мм/мин.
Консоль станка со столом и салазками
имеет установочное вертикальное пере-
мещение от гидродвигателя Г1, через пару
конических колес 18/72 и винтовую пару 1.
Программа работы станка записывает-
ся на перфорированной ленте.
Следующее звено автоматизации - ос-
нащение станков с ЧПУ устройствами
(магазинами) для размещения и автомати-
ческой замены инструмента. Это позволя-
ет последовательно выполнять большое
число разных этапов обработки, осущест-
вляемых различными режущими инстру-
ментами без снятия заготовки со станка.
В магазинах можно разместить до 300 ин-
струментов. Режущий инструмент по ко-
манде от программы подается в рабочее
положение в любой последовательности с
помощью специальной автоматической
руки. Все это позволяет обрабатывать,
АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА В ЦЕХАХ С МЕТАЛЛОРЕЖУЩИМ ОБОРУДОВАНИЕМ
339
Рис. 6.22. Кинематическая схема фрезерного станка мод. 6Р13ФЗ
например, сложные корпусные детали с
четырех-пяти сторон. Такие станки назы-
вают многоцелевыми. На них можно про-
водить сверление, зенкерование, развер-
тывание, растачивание, нарезание резьбы,
фрезерование. Поэтому система про-
граммного управления позволяет превра-
тить заготовку (не снимая ее со станка для
проведения других операций) в готовую
деталь. Система управления обеспечивает
необходимое изменение частот вращения
шпинделя, подачи, вспомогательных дви-
жений; подачу смазываю ще-охлаждаю-
щих жидкостей, контроль и ряд других
команд.
Рассмотрим общую компоновку одно-
го из таких многоцелевых станков
(рис. 6.23). Заготовка в виде корпусной
детали устанавливается и закрепляется на
столе 8, после чего перемещается по
стрелке А (в направлении х) в рабочую
позицию 6. Шпиндельная бабка 2 станка
перемещается по направляющим станины
в направлении z. Автоматическая рука 4,
делая сложные пространственные движе-
ния, переносит из цепного магазина 3 со-
ответствующий режущий инструмент и
устанавливает его в шпиндель 1. В ходе
обработки корпусной детали устройство
программного управления 5 обеспечивает
340
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.23. Многооперационный станок
координатное перемещение элементов
станка по осям х, у, z, поворот вокруг вер-
тикальной оси стола в позиции б на необ-
ходимый угол; выбор и смену режущего
инструмента. Обработанная с четырех
сторон заготовка передвигается по стрел-
ке В по направляющим 7 на позицию 9.
В то время пока в позиции 6 произво-
дилась обработка, в позиции 8 на другом
столе закрепляли вторую заготовку, кото-
рая по стрелке А также передается в пози-
цию обработки. Готовая деталь с позиции 9
передается по стрелке С в позицию стола 8,
ее снимают со стола, а на ее место уста-
навливают следующую заготовку. Вспо-
могательные движения максимально со-
вмещены. Во время обработки заготовки
магазин 3 перемещается, и в районе дей-
ствия руки 4 оказывается нужный инстру-
мент. На его смену расходуется несколько
секунд.
В настоящее время имеется много дру-
гих компоновок многоцелевых станков.
Обработка на таких станках обеспечивает
повышенную точность, так как установка
каждого органа станка (столы, ползуны,
шпиндели и др.) в рабочее положение про-
изводится с высокой точностью позициони-
рования - от ±0,01 до ± 0,002 мм. Точность
же обработки лежит в пределах до ±0,01 мм.
АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА В ЦЕХАХ С МЕТАЛЛОРЕЖУЩИМ ОБОРУДОВАНИЕМ
341
2 3
1 А Л а)
ш
Рис. 6.24. Схемы автоматических линий
а а ы ез ег ~в"е>
| □□□□□□
з D П О D D D
- - -—_ — - '
Конструктор, проектирующий деталь,
которая должна обрабатываться на много-
целевом станке, должен особо позаботить-
ся об удобствах обработки, учитывая спе-
цифические условия выполнения работы
всеми инструментами, возможности удоб-
ного закрепления заготовок, проработать
вопросы обеспечения точности и др.
Обычные чертежи деталей должны быть
преобразованы технологом в чертежи дру-
гого вида для последующего создания
карт программирования на основе правил
расчета координат. В настоящее время
программы для ряда станков с програм-
мным управлением в основном готовятся
с помощью ЭВМ. Эффективность исполь-
зования многооперационных станков воз-
растает с увеличением сложности обраба-
тываемых заготовок.
Системы ЧПУ постоянно развиваются.
Одно из направлений развития предусмат-
ривает централизованную систему, в ко-
торой одна большая ЭВМ управляет груп-
пой станков. Другое направление связано
с работой отдельных станков с ЧПУ, но
под контролем большой ЭВМ. Особым
преимуществом таких систем является
возможность расположения крупных ЭВМ
на большом расстоянии от обслуживае-
мых станков, в том числе в других горо-
дах. Команды управления передаются при
этом по обычным линиям. Система управ-
ления единичными станками упрощается,
так как индивидуальные программоноси-
тели находятся в памяти больших ЭВМ.
4. АВТОМАТИЧЕСКИЕ ЛИНИИ
Автоматическая линия - это система
автоматически действующих станков, свя-
занных транспортирующими средствами и
имеющая единое управляющее устройст-
во. Часто линии изготовляют для обработ-
ки вполне определенных деталей, напри-
мер картеров коробок скоростей автомо-
биля. Однако, если конструкция детали
изменится, данная линия окажется непри-
годной для дальнейшего использования.
Чтобы этого не случилось, используют
принцип агрегатирования. При этом ли-
нию компонуют из стандартизованных
элементов. Новая конструкция обрабаты-
ваемой детали приведет к новой компо-
новке линии из элементов, использован-
ных ранее. Стандартизованными являются
столы, шпиндельные силовые головки,
342
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
кронштейны, приводы перемещений ос-
новных органов станков, управляющая
аппаратура и др. Стоимость и сроки соз-
дания новых компоновок существенно
сокращаются.
В состав автоматической линии для
механической обработки заготовок опре-
деленного вида входят следующие обору-
дование и устройства.
1. Металлорежущие станки - автоматы
и агрегаты для выполнения технологиче-
ских операций.
2. Механизмы для закрепления загото-
вок на рабочих позициях и их возможного
поворота.
3. Устройства для транспортирования
заготовок от станка к станку, удаления
стружки и др.
4. Приборы и аппаратура для контроля
и сортировки деталей, а также для управ-
ления.
Автоматические линии можно разде-
лить на синхронные и несинхронные.
В синхронных линиях (рис. 6.24, а) заго-
товки 1 передаются непосредственно от
одного станка 2 к другому с помощью
транспортного устройства. Это устройство
перемещает одновременно все заготовки
на шаг I. Станки в линии устанавливают
так, чтобы можно было одновременно
обрабатывать заготовки с двух сторон.
Поворотный стол 3 позволяет последова-
тельно поворачивать заготовки на 90° для
того, чтобы на втором участке линии об-
рабатывать другие стороны.
В несинхронных линиях (рис. 6.24, б)
используют магазины-накопители 4. Их
устанавливают между отдельными участ-
ками станков. Если, например, участок II
вышел из строя, то участок III продолжает
работать, потребляя заготовки из накопи-
теля. В свою очередь, продолжает рабо-
тать и участок I. Заготовки 2, обработан-
ные на станках 1, поступают в позицию 3
и оттуда в накопитель по штриховой
стрелке А. Такие линии более производи-
тельны, так как простои их значительно
сокращены.
Чтобы можно было расширить техно-
логические возможности линии и изготов-
лять на них детали, схожие по форме и
размерам, линия должна быть перенала-
живаемой. Управление работой линии
может осуществляться с помощью систе-
мы ЧПУ. Автоматические линии могут
управляться непосредственно ЭВМ, кото-
рые обеспечивают более широкий круг
выполняемых работ, нежели в линиях,
описанных выше.
Автоматические линии обладают вы-
сокой производительностью. Появились
комплексы, на которых обработка загото-
вок осуществляется при их непрерывном
движении от начала до конца линии. По
своей сущности такие автоматические
системы наиболее совершенны.
5. ГИБКИЕ
ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ
Современные средства автоматизации,
которыми оснащены автоматические ли-
нии, цехи и заводы, имеют существенный
недостаток - они могут быть рационально
использованы в массовом производстве.
Однако наиболее распространенным ти-
пом производства является серийный.
Возможность быстрого переналаживания
оборудования в условиях серийного про-
изводства при изготовлении даже неболь-
ших партий заготовок обеспечивают гиб-
кие производственные системы (ГПС).
ГПС организуется на базе оборудования,
управляемого ЭВМ с помощью программ.
Смена программ осуществляется доста-
точно просто и быстро, при этом оборудо-
вание быстро переналаживается на изго-
товление другой детали. Использование
ЭВМ позволяет осуществлять очень
сложные способы управления. Кроме из-
менения движения рабочих органов ма-
шина может обучаться, поднастраиваться
в процессе работы, определенным образом
реагировать на различные внешние воз-
мущения.
ГПС состоит, как правило, из двух сис-
тем: исполнительной и управляющей. Ис-
АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА В ЦЕХАХ С МЕТАЛЛОРЕЖУЩИМ ОБОРУДОВАНИЕМ
343
полнительная система включает металло-
режущие станки с ЧПУ, различные техно-
логические установки, группу роботов,
обслуживающих станки и установки, кон-
трольно-измерительные устройства для
транспортирования заготовок, деталей и
удаления отходов производства. Особое
место отводится складированию. Склады,
работая в автоматическом режиме, обес-
печивают выдачу заготовок для обработ-
ки, хранение, прием готовых деталей, учет
их, а также хранение, выдачу и прием ре-
жущих инструментов. ГПС может вклю-
чать станки различного назначения, моеч-
ные установки, посты сборки, контроля,
штабелеры и др.
Единая управляющая система пред-
ставляет собой совокупность средств вы-
числительной техники. Система состоит
из специальных устройств передачи ин-
формации, линии передачи информации и
совокупности программ, которые управ-
ляют как отдельными станками и техноло-
гическими установками, так и всем произ-
водством в целом.
Чаще всего ГПС создают для изготов-
ления деталей типа тел вращения или кор-
пусных деталей. На рис. 6.25 схематично
представлена ГПС для изготовления ста-
торов электродвигателей различных раз-
меров. Автоматизированная система со-
стоит из шести многоцелевых станков: 1,
2, 4 и 7-9. Каждый из станков может об-
рабатывать заготовку от начала и до конца
или выполнять только часть технологиче-
ских операций. Заготовки автоматически
передаются из склада 11 на роликовый
конвейер 70 и по нему - к соответствую-
щему станку. Установку заготовок на ста-
нок осуществляет робот 5, размещенный
на тележке, перемещающейся по рельсам.
По соответствующей команде робот мо-
жет оказаться у любого из станков. Тот же
робот снимает со станка готовую деталь и
помещает ее на конвейер для последую-
щей передачи на склад 11. Отходы произ-
водства в виде стружки постоянно пере-
даются в емкость б для последующего
удаления из цеха. Отдельными звеньями
этой автоматизированной системы, равно
как и всем производством, управляет цен-
тральная ЭВМ 3. Переналадка отдельных
станков и всей системы проводится за
очень короткое время сменой программ,
режущих инструментов и некоторых при-
способлений.
ГПС функционирует на основе мало-
людной технологии. Непосредственного
участия в производственном процессе че-
ловек не принимает, а выполняет работу
по обслуживанию ГПС, ремонту оборудо-
вания и наблюдению за ним. ГПС успеш-
но работает лишь тогда, когда все элемен-
ты в отдельности и в целом обладают вы-
сокой надежностью.
В ГПС особая роль отводится ро-
ботизированным устройствам. Они произ-
водят самые разнообразные вспомога-
тельные работы. В ходе обслуживания
складов роботы, действуя по программе,
могут перемещаться так, что вынимают из
заданной ячейки склада необходимое ко-
личество объектов для последующей их
передачи на производство. Роботы могут
перемещаться и по рельсам, и по гладкому
полу цеха. В последнем случае траектория
перемещения тележки с роботом может
задаваться управляющим программным
устройством, расположенным на самой
тележке.
Если многооперационный станок, об-
служивающий ГПС, имеет сменный инст-
рументальный магазин, то робот может
заменить магазин с затупившимся инст-
рументом новым. На некоторых производ-
ствах вместо инструментальных магази-
нов робот периодически ставит на станок
головку в виде корпусов с несколькими
режущими инструментами, которые рас-
положены друг относительно друга так,
как этого требует конфигурация обраба-
тываемой детали. Все инструменты рабо-
тают одновременно. В этом случае специ-
альное устройство устанавливает в рабо-
чую позицию поочередно не обособлен-
ные инструменты, а головки с инструмен-
тами.
6
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.25. Схема цеха для гибкого производства статоров электродвигателей
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ
345
Система использования ГПС позволяет
отказаться от значительной части техно-
логической документации, которая ранее
охватывала многочисленные данные по
заготовкам, оборудованию, инструменту,
контролю и др. С использованием ГПС
такую документацию заменяет информа-
ция, заложенная в программах. Современ-
ные вычислительные комплексы позволя-
ют передавать данные о конструкции де-
талей непосредственно тем ЭВМ, которые
управляют металлорежущими станками
для обеспечения технологических процес-
сов изготовления этих деталей. Такой
подход к автоматизации является страте-
гической линией развития машинострои-
тельного производства. Вместе с тем оче-
видно, что какой бы сложной ни была ав-
томатизированная система производства
деталей, в ее основе лежат единичные ме-
тоды обработки, физическая сущность
которых служит основой создания любых
технологических систем. Эти методы
должны быть подробно изучены.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. В чем состоит сущность процесса ав-
томатизации производства?
2. Что обеспечивает цикличность работы
автоматов и полуавтоматов?
3. Каковы основные преимущества автома-
тического оборудования с программным
управлением?
4. Как вы представляете себе переналажи-
ваемую автоматическую линию?
5. Какие причины побуждают создавать
гибкие автоматизированные системы?
Глава V Обработка заготовок на станках
токарной группы
1. ХАРАКТЕРИСТИКА
МЕТОДА ТОЧЕНИЯ
Технологический метод формообразо-
вания поверхностей заготовок точени-
ем характеризуется двумя движениями:
вращательным движением заготовки (глав-
ное движение резания) и поступательным
движением режущего инструмента - резца
(движение подачи). Движение подачи осу-
ществляется параллельно оси вращения
заготовки (продольная подача), перпенди-
кулярно к оси вращения заготовки (попе-
речная подача), под углом к оси вращения
заготовки (наклонная подача).
Разновидности точения: обтачивание -
обработка наружных поверхностей; раста-
чивание - обработка внутренних поверх-
ностей; подрезание - обработка плоских
торцовых поверхностей; резка - разделе-
ние заготовки на части или отрезка готовой
детали от заготовки - пруткового проката.
На вертикальных полуавтоматах, авто-
матах и токарно-карусельных станках за-
готовки имеют вертикальную ось враще-
ния, на токарных станках других типов -
горизонтальную. На токарных станках вы-
полняют черновую, получистовую и чис-
товую обработку поверхностей заготовок.
2. ТИПЫ СТАНКОВ
ТОКАРНОЙ ГРУППЫ
По технологическому назначению
станки токарной группы делят на токарно-
винторезные, токарно-револьверные, ка-
русельные, многорезцовые одно- и мно-
гошпиндельные автоматы и др.
По способу управления станки делят
на станки с ручным управлением (универ-
сальные), полуавтоматы и автоматы, с
системами ЧПУ.
Современные токарные станки с ЧПУ
в основе конструкции имеют базовые мо-
дели универсальных станков с ручным
управлением, схемы которых показаны на
рис. 6.26. Назначение станков с ЧПУ оста-
лось прежним, хотя их технологические
возможности значительно расширились.
Токарно-винторезные станки (рис.
6.26, а) применяют в условиях единичного
(мелкосерийного) производства для обра-
ботки заготовок небольших партий. Обра-
ботка сложных деталей требует примене-
ния большого числа режущих инструмен-
тов. Для сокращения потерь времени на
смену инструмента необходимо специаль-
ное устройство. Таким устройством явля-
ется револьверная головка (револьверный
346
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис, 6.26. Общие виды станков токарной группы (стрелками без обозначений указаны установоч-
ные движения узлов станков)
суппорт) токарно-револьверного станка
(рис. 6.26, б). Предварительная наладка
станков позволяет обрабатывать поверх-
ности заготовок по упорам, ограничиваю-
щим (отключающим) движения суппор-
тов, что обеспечивает автоматическое по-
лучение размеров диаметров и длин обра-
батываемых поверхностей. Кроме того, на
револьверных станках можно вести парал-
лельную (одновременную) обработку не-
скольких поверхностей заготовок разными
инструментами. Все это повышает произ-
водительность станков, которые исполь-
зуют при изготовлении партий одинако-
вых заготовок в серийном производстве.
Токарно-карусельные станки (рис.
6.26, в) предназначены для обработки
крупных тяжелых заготовок, у которых
отношение длины (высоты) заготовки к
диаметру составляет 0,3 ... 0,5. Это заго-
товки рабочих колес водяных и газовых
турбин, зубчатых колес, маховиков. Осо-
бенностью станков является наличие
круглого стола-карусели с вертикальной
осью вращения. Наличие карусели (диа-
метром 0,5 ... 21 м) облегчает установку,
выверку и закрепление тяжелых заготовок
на станке. Станки используют в среднем и
тяжелом машиностроении.
Многорезцовые токарные полуавтома-
ты (рис. 6.26, г) предназначены для обра-
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ
347
ботки наружных поверхностей заготовок
типа ступенчатых валов, блоков зубчатых
колес, шпинделей. На многорезцовых по-
луавтоматах одновременно обрабатыва-
ются несколько поверхностей заготовки.
На одношпиндельных токарно-револь-
верных автоматах (рис. 6.26, д) об-
рабатывают заготовки небольших разме-
ров (диаметром 8 ... 31 мм), но сложных
форм. Автоматы работают по замкнутому
технологическому циклу параллельной
обработки поверхностей. Движения (реза-
ния, установочные, вспомогательные) ра-
бочих органов автомата осуществляют от
кулачкового распределительного вала.
Автоматизация движений обеспечивает
высокую производительность. Автоматы
используют для изготовления больших
партий деталей.
Многошпиндельные автоматы парал-
лельной обработки заготовок (рис. 6.26, е)
используют в массовом производстве. На
автоматах одновременно обрабатываются
столько заготовок, сколько шпинделей
имеет автомат. Изготовляются детали од-
ного типоразмера: форма деталей - сред-
ней сложности. На многошпиндельных
автоматах последовательной обработки
(рис. 6.26, ж) одновременно обрабатыва-
ются несколько заготовок (по числу
шпинделей). В каждой из позиций заго-
товки находятся на разных стадиях обра-
ботки. Автоматы имеют высокую произ-
водительность, их используют в массовом
производстве для изготовления сложных
по конструкции деталей.
В настоящее время большинство то-
карных станков оснащается системами
ЧПУ. Токарные станки с ЧПУ классифи-
цируют по нескольким признакам: по тех-
нологическому назначению и типам обра-
батываемых заготовок - на центровые,
патронные, патронно-центровые, кару-
сельные, прутковые; по расположению
направляющих станины - на горизонталь-
ные, вертикальные и наклонные; по спо-
собам закрепления используемых инстру-
ментов - на суппорте, в револьверной го-
ловке, в инструментальном магазине; по
положению оси вращения шпинделя - на
горизонтальные и вертикальные.
Центровые станки служат для обработ-
ки заготовок типа валов с прямолинейны-
ми и криволинейными контурами. Обра-
батываются только наружные поверхности
заготовок.
Патронные станки служат для обра-
ботки заготовок типа зубчатых колес,
фланцев, шкивов. Обрабатываются как
наружные, так и внутренние поверхности.
Патронно-центровые станки предна-
значены для обработки наружных и внут-
ренних поверхностей сложных по форме
заготовок и обладают технологическими
возможностями центровых и патронных
станков.
Карусельные станки применяют для
обработки заготовок больших размеров по
диаметру, например корпусов турбин, ос-
нований станков и грузоподъемных ма-
шин и т.д. Станки используют в тяжелом и
энергетическом машиностроении.
На рис. 6.27 показаны две схемы обще-
го вида токарных станков с ЧПУ: с на-
клонной (рис. 6.27, а) и вертикальной ста-
нинами (рис. 6.27, б). Токарный станок
первого типа имеет наклонную станину 1
с направляющими 6, по которым переме-
щается суппорт 7 параллельно оси обраба-
тываемой заготовки. По направляющим
суппорта перемещаются салазки 9, обес-
печивающие режущему инструменту дви-
жение поперечной подачи. На салазках
смонтирована инструментальная револь-
верная головка 8, в пазах которой закреп-
ляются резцы. Головка автоматически
поворачивается относительно оси, что
обеспечивает смену резцов.
В передней бабке 3 смонтированы ко-
робка скоростей для изменения частоты
вращения шпинделя, коробка подач для
изменения продольной и поперечной по-
дач и главный электродвигатель 2. В зад-
ней бабке 10 установлен задний центр,
который служит для поджатая правого
конца обрабатываемой заготовки. Пиноль
задней бабки имеет гидравлический при-
вод, что обеспечивает постоянство силы
поджима заготовки. В шкаф 5 вмонтиро-
вана электрическая распределительная
348
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
а)
Рис. 6.27. Общие виды токарных станков с ЧПУ
аппаратура, управление которой осущест-
вляется с пульта 4. Станок поставляется
заказчику со шкафом, в который вмонти-
рованы блоки системы ЧПУ, управляю-
щей циклом работы станка. Система ЧПУ
обеспечивает изменение частоты враще-
ния заготовки, изменение скорости пода-
чи, периодический поворот инструмен-
тальной головки. Все команды исполни-
тельным механизмам оператор вводит
посредством кнопок на панели управле-
ния.
При установке на станке двух револь-
верных головок (рис. 6.27, 6) в одной из
них закрепляют инструменты для обра-
ботки наружных поверхностей, в другой -
для внутренних. Револьверные головки
имеют горизонтальную, вертикальную или
наклонную ось вращения. В пазах револь-
верных головок устанавливают сменные
взаимозаменяемые инструментальные
блоки, которые налаживают на заданный
размер обработки поверхности заготовки
вне станка.
В конструкциях токарных станков с
ЧПУ используют револьверные головки
четырех - двенадцатипозиционные. В ка-
ждой позиции головки можно устанавли-
вать по два инструмента для параллельной
обработки наружной и внутренней по-
верхностей заготовки. Инструментальные
магазины (вместимостью по 8 ... 20 инст-
рументов) в токарных станках с ЧПУ ис-
пользуют редко. Использование инстру-
ментальных магазинов с большим числом
инструментов целесообразно при встраи-
вании станков в гибкие производственные
модули, роботизированные технологиче-
ские комплексы, а также в случаях, когда
режущие инструменты имеют небольшие
периоды стойкости.
В современных токарных станках ис-
пользуют системы ЧПУ: SNC, имеющие
память для хранения всей управляющей
программы; CNC - автономное управле-
ние станком с ЧПУ, имеющим мини-ЭВМ
или микропроцессор; DNC - групповое
управление станками от обшей управ-
ляющей ЭВМ.
3. РЕЖУЩИЙ ИНСТРУМЕНТ
И ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
ТОКАРНЫХ СТАНКОВ
Многообразие видов поверхностей за-
готовок, обрабатываемых на станках то-
карной группы, привело к созданию
большого числа токарных резцов (рис.
6.28). Главным принципом классификации
резцов является их технологическое на-
значение.
Различают резцы: проходные прямые
(рис. 6.28, а), отогнутые (рис. 6.28, б),
упорные (рис. 6.28, в) и широкие (рис.
6.28, г) - для обтачивания наружных ци-
линдрических и конических поверхностей;
подрезные (рис. 6.28, д') - для подрезания
торцов заготовки; отрезные (рис. 6.28, е) -
для отрезания обработанной заготовки и
для протачивания кольцевых канавок; рас-
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ
349
точные проходные ( рис. 6.28, ж) и упор-
ные (рис. 6.28, з) - для растачивания
сквозных и глухих отверстий; фасонные
стержневые (рис. 6.28, и), круглые
(рис. 6.28, к) и призматические (рис. 6.28, л) -
для обработки фасонных коротких по-
верхностей с длиной образующей линии
до 30 ... 40 мм; резьбовые - для нарезания
наружных (рис. 6.28, м) и внутренних
(рис. 6.28, н) метрических резьб.
По характеру обработки резцы делят
на черновые, получистовые и чистовые, по
направлению движения подачи - на пра-
вые и левые. Правые работают с подачей
справа налево, левые - слева направо. По
конструкции резцы делят на целые, с при-
варенной или припаянной пластиной ре-
жущего материала, со сменными пласти-
нами. Широко применяют резцы с много-
гранными неперетачиваемыми пластина-
ми (рис. 6.28, о). Когда одна из режущих
кромок пластины выходит из строя вслед-
ствие затупления, открепляют механиче-
ский прижим и устанавливают в рабочее
положение следующую режущую кромку.
На рис. 6.28, п показаны типы сменных
многогранных режущих пластин.
Установка и закрепление заготовки,
обрабатываемой на токарном станке, зави-
сят от типа станка, вида обрабатываемой
Рис. 6.28. Токарные резцы
350
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
поверхности, характеристики заготовки
(отношение длины заготовки к диаметру),
точности обработки и других факторов.
На токарно-винторезных станках для
закрепления заготовок широко использу-
ют трехкулачковые самоцентрирующие
патроны (рис. 6.29, а). На корпусе 1 па-
трона расположены три радиальных паза,
по которым перемещаются кулачки 2. Па-
троны применяют для закрепления загото-
вок при отношении их длины к диаметру
lid < 4. В автоматизированных станках и
станках с ЧПУ используют патроны с ме-
ханическим, пневматическим, гидравли-
ческим и электрическим приводами ку-
лачков.
В центровых станках с ЧПУ при отно-
шении Ud = 4 ... 10 заготовку устанавли-
вают в центрах, а для передачи на нее кру-
тящего момента от шпинделя станка при-
меняют различные поводковые устройства
и приспособления. Для установки заготов-
ки в центрах необходимо сделать центро-
вые отверстия с торцов вала. Центровые
отверстия делают специальными центро-
вочными сверлами.
Центры можно разделить на упорные
(рис. 6.29, б), срезанные (рис. 6.29, в), ша-
риковые (рис. 6.29, г). Упорные центры
делают с твердосплавными наконечника-
ми, что повышает их долговечность. Сре-
занные центры применяют при подреза-
нии торцов заготовки, когда подрезной
резец должен дойти почти до оси враще-
ния заготовки. Шариковые центры ис-
пользуют при обтачивании конических
поверхностей заготовки, обратные центры
(рис. 6.29, б) - при обработке заготовок
небольших диаметров. Вращающиеся цен-
тры (рис. 6.29, е) применяют при резании
с большими сечениями срезаемого слоя
металла, когда возникают большие со-
ставляющие силы резания, или при обра-
ботке на больших скоростях резания.
При установке заготовки в центрах для
передачи на нее крутящего момента от
Рис. 6.29. Приспособления для закрепления заготовок на токарных станках
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ
351
шпинделя станка используют поводковый
патрон (рис. 6.29, ж) и хомутик (рис. 6.29, з).
Поводковый патрон представляет собой
корпус, навинчиваемый на шпиндель
станка. На торце патрона запрессован ци-
линдрический палец, передающий момент
на хомутик, который закрепляют на заго-
товке болтом.
При отношении Ud > 10 для уменьше-
ния деформации заготовки от сил резания
применяют люнеты. Подвижный откры-
тый люнет (рис. 6.29, и) устанавливают на
продольном суппорте станка, неподвиж-
ный закрытый люнет (рис. 6.29, к) закреп-
ляют на станине. Силы резания восприни-
мают опоры люнетов, что повышает точ-
ность обработки.
Для установки заготовок типа втулок,
колец и стаканов применяют конические
оправки (рис. 6.29, л), когда заготовка
удерживается на оправке силой трения на
сопряженных поверхностях; цанговые
оправки (рис. 6.29, м) с разжимными уп-
ругими элементами - цангами; упругие
оправки с гидропластмассой, гофрирован-
ными втулками (рис. 6.29, и). На токарно-
револьверных станках, полуавтоматах и
автоматах для закрепления заготовок-
прутков используют цанговые патроны.
Для установки резцов на токарных
станках с ЧПУ с инструментальными
(рис. 6.30, а) или револьверными головка-
ми используют специальные сменные
взаимозаменяемые инструментальные
блоки (рис. 6.30, б). Инструментальные
блоки налаживают на размеры обрабаты-
ваемых поверхностей заготовок вне станка
на специальных приборах. Это значитель-
но снижает простои станков с ЧПУ, по-
вышает производительность и точность
обработки.
Резцовые блоки в револьверных голов-
ках базируют на призму цилиндрическим
хвостовиком (рис. 6.30, б). Резец крепят в
пазу корпуса 1 винтами через прижимную
планку 3. Для установки резца по высоте
на линии центров станка служит подклад-
ка 2. Два регулировочных винта 5, распо-
ложенных под углом 45° к оси хвостовика
6, позволяют выводить вершину резца
на заданные координаты в процессе на-
ладки блока. Подача смазочно-
охлаждающей жидкости осуществляется
через канал в корпусе / блока. В конце
канала установлено сопло 4, позволяющее
регулировать направление подачи СОЖ в
зону резания.
Некоторые модели токарных станков
имеют инструментальные магазины, в
которых хранится весь инструмент, необ-
ходимый для обработки заготовки. В та-
ких случаях станок снабжается специаль-
Рис. 6.30. Инструментальная головка токарного станка с ЧПУ мод. 16К20ФЗС32 (а) и инструмен-
тальный резцовый блок (б)
352
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
ным автооператором, осуществляющим
смену инструмента в резцедержателе стан-
ка. Автооператор работает по циклу в соот-
ветствии с заданной программой: извлече-
ние инструмента из резцедержателя - уста-
новка инструмента в гнезде магазина - по-
ворот магазина - извлечение очередного
инструмента из магазина - установка инст-
румента в резцедержателе.
Съем со станка обработанных деталей
и установка на станке заготовок осущест-
вляются манипулятором. Заготовки и об-
работанные детали складируются на так-
товом столе, представляющем собой
замкнутый шаговый конвейер. Робот за-
бирает со стола заготовки для их установ-
ки на станке, а готовые детали, снятые со
станка, устанавливает на тактовом столе.
За цикл обработки заготовки транспортер
тактового стола перемещается на один
шаг.
4. ОБРАБОТКА ЗАГОТОВОК
НА ТОКАРНЫХ СТАНКАХ
Схемы основных видов обработки по-
верхностей, показанных на рис. 6.26, яв-
ляются типовыми, так как их можно реа-
лизовать на универсальных токарных
станках, полуавтоматах, автоматах и стан-
ках с ЧПУ. Обработка поверхностей осуще-
ствляется либо с продольным, либо с попе-
речным движением подачи (рис. 6.31, а).
Формообразование поверхностей при об-
работке с продольным движением подачи
осуществляется по методу следов, при
обработке с поперечным движением пода-
чи - в основном по методу копирования.
Перемещения инструментов в направле-
нии стрелок движения подачи зависят от
типа станка, и управление ими осуществ-
ляется вручную на универсальных стан-
ках, от кулачков и копиров на полуавто-
матах и автоматах или по управляющим
командам программы системы ЧПУ станка.
Наружные цилиндрические поверхно-
сти обтачивают прямыми (рис. 6.31, б) или
отогнутыми проходными резцами. Глад-
кие валы обтачивают при установке заго-
товки в центрах. Ступенчатые валы обта-
чивают по схемам деления припуска на
части или по схемам деления длины заго-
товки на части.
Для обработки нежестких валов реко-
мендуют использовать проходные резцы,
у которых главный угол в плане <р = 90°.
При обработке заготовок валов такими
резцами радиальная составляющая силы
резания Ру равна нулю, что снижает де-
формирование заготовок в процессе обра-
ботки и повышает их точность. Наружные
(рис. 6.31, в) и внутренние резьбы нареза-
ют резьбовыми резцами, форма режущих
кромок которых определяет профиль на-
резаемых резьб. При наладке универсаль-
ных токарно-винторезных станков для
нарезания резьбы заданного шага необхо-
димо предварительно определить те зуб-
чатые колеса, которые устанавливают в
кинематическую цепь. На станках с ЧПУ
шаг нарезаемой резьбы устанавливает
система управления. Нарезают как одно-
заходные, так и многозаходные резьбы.
Точение длинных пологих конусов
(2а = 8 ... 10°) производят при смещении
в поперечном направлении корпуса задней
бабки относительно ее основания (рис.
6.31, г) или с использованием специально-
го приспособления - конусной линейки.
Точение на станках с ЧПУ конических
поверхностей с любым углом конуса при
вершине осуществляют подбором скоро-
стей продольной и поперечной подач.
Сквозные отверстия на токарно-винто-
резных станках растачивают проходными
расточными резцами (рис. 6.31, д), глухие -
упорными (рис. 6.31, е).
С поперечным движением подачи на
токарно-винторезных станках обтачивают
кольцевые канавки (рис. 6.31, з) прорез-
ными резцами, фасонные поверхности
(рис. 6.31, и) - фасонными стержневыми
резцами, короткие конические поверхно-
сти - фаски (рис. 6.31, к) - широкими рез-
цами, у которых главный угол в плане
равен половине угла при вершине кониче-
ской поверхности. Для отрезки деталей от
заготовки (рис. 6.31, л) используют отрез-
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ
353
ные резцы с наклонной режущей кромкой,
что обеспечивает после отрезания чистый
торец на готовой детали; для подрезания
торцов (рис. 6.31, и) - специальные под-
резные резцы.
На токарно-винторезных станках обра-
ботку отверстий выполняют сверлами
(рис. 6.31, jw), зенкерами и развертками.
В этом случае обработку ведут с движени-
ем продольной подачи режущего инстру-
мента. Обтачивание наружных и растачи-
вание внутренних конических поверхно-
стей средней длины (рис. 6.31, ж, о) с лю-
бым углом конуса при вершине на токар-
но-винторезных станках производят с на-
клонным движением подачи резцов при
повороте верхнего суппорта. На станках с
ЧПУ эта обработка выполняется после
ввода в программу соответствующих ве-
личин подач V, и у, .
•>пр °п
Точность обработки поверхностей за-
готовок на станках с программным управ-
лением можно значительно повысить. Для
этого следует автоматически, без вмеша-
тельства оператора, выбирать наиболее
благоприятный режим работы в каждый
момент времени, непрерывно учитывая
изменяющиеся условия обработки.
Рассмотрим принципиальную схему
токарного станка с адаптивной системой
программного управления (рис. 6.32), по-
зволяющей обрабатывать заготовку при
постоянном значении силы резания. Обра-
батываемая заготовка 1 приводится во
вращение электродвигателем 2.
Движение продольной подачи инстру-
ментальной головки 15 осуществляется
ходовым винтом 13. Измеряемым возму-
щением является изменение силы резания
вследствие нарушения условий обработки.
Колебания силы резания вызывают про-
порциональные изменения мощности, по-
требляемой электродвигателем 2, что ре-
гистрирует датчик 3.
Рис. 6.31. Типовые схемы обработки поверх-
ностей заготовок на станках токарной группы
12 - 9503
354
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.32. Схема обработки заготовки на то-
карном станке с адаптивной системой ЧПУ
Возникший сигнал через усилитель 4
передается в блок-схему сравнения 5, где
его уровень сравнивается с уровнем сиг-
нала задающего устройства. Разность сиг-
налов датчика 3 и устройства б после уси-
лителя 7 поступает в блок-схему про-
граммного управления 8. После этого сиг-
нал суммируется с сигналом программы и
поступает в шаговый коммутатор 9, шаго-
вый электродвигатель 10, гидроусилитель 11
и редуктор 12, вращающий ходовой
винт 13 и сообщающий продольную пода-
чу суппорту 14.
В зависимости от знака разности сиг-
налов датчика и задающего устройства
происходит увеличение или уменьшение
скорости продольной подачи, которая
влияет на изменение силы резания. Обра-
ботка заготовки при постоянном значении
силы резания позволяет значительно
уменьшить колебания упругих деформа-
ций в технологической системе, приводя-
щие к погрешностям обработки, опти-
мально использовать мощность станка и
повысить стойкость инструмента.
5. ОБРАБОТКА ЗАГОТОВОК
НА ТОКАРНЫХ АВТОМАТАХ
Токарные одно- и многошпиндельные
автоматы условно относят к технологиче-
скому оборудованию с "жесткой" автома-
тизацией в отличие от оборудования с
ЧПУ, имеющего "гибкую" автоматизацию.
Рабочим циклом работы автоматов с же-
сткой автоматизацией управляют распре-
делительные валы, на которых устанавли-
вают дисковые кулачки или специальные
кулачковые барабаны. При переходе с
обработки одного типа детали на другой
необходимо делать переналадку распреде-
лительных валов с заменой кулачков и
барабанов, на что тратится значительное
время и от чего снижается производитель-
ность работы автоматизированного и ав-
томатического оборудования. Однако по-
добные автоматы достаточно широко ис-
пользуют в крупносерийном и массовом
производствах.
Обработка заготовок на одношпин-
дельных автоматах. Одношпиндельные
фасонно-отрезные автоматы предназначе-
ны для обработки деталей простой формы,
небольшого диаметра и малой длины. За-
готовками для изготовления деталей слу-
жат прутки. Пруток закрепляют в цанго-
вом патроне, пропуская его сквозь полый
шпиндель автомата.
Автоматы имеют от двух до четырех
поперечных суппортов: передний, задний,
один вертикальный или два наклонных.
На суппортах закрепляют фасонные рез-
цы. В одном из суппортов закрепляют от-
резной резец. На фасонно-отрезных авто-
матах обрабатывают только наружные
поверхности заготовок (рис. 6.33). Обра-
ботку поверхностей ведут только с движе-
нием поперечной подачи резцов. Некото-
рые автоматы имеют сверлильный суп-
порт, в котором закрепляют сверло. Свер-
ление отверстия выполняют с движением
продольной подачи сверлильного суппор-
та. После окончания обработки всех по-
верхностей фасонными резцами готовую
деталь отрезают от прутка отрезным рез-
цом и цикл работы автомата повторяется.
Одношпиндельные продольно-фасон-
ные автоматы предназначены для обра-
ботки деталей сложной формы диаметром
до 22 мм и длиной до 200 мм. Заготовками
для изготовления деталей служат точные
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ
355
Рис. 6.33. Схема обработки заготовки на то-
карном одношпиндельном фасонно-отрезном
автомате
калиброванные прутки. Пруток закрепля-
ют в цанговом патроне автомата и про-
пускают сквозь люнетную втулку 2 стой-
ки 3 (рис. 6.34). Шпиндельная бабка 1 ав-
томата или сам шпиндель имеет движение
продольной подачи. Пруток, закреплен-
ный в патроне автомата, одновременно с
вращением получает ту же продольную
подачу. Суппорты автомата, число кото-
рых доходит до пяти, имеют только дви-
жение поперечной подачи. В зажимных
устройствах суппортов закрепляют про-
ходные резцы и один отрезной резец.
Скоростями перемещении передней
бабки (прутка) и поперечных суппортов, а
также моментами включения и выключе-
ния движений подачи управляют кулачки
распределительного вала автомата. Соче-
тание продольной подачи прутка с попе-
речной подачей резцов позволяет на заго-
товке обтачивать наружные цилиндриче-
ские, конические и фасонные поверхно-
сти, подрезать торцы, протачивать канав-
ки, галтели, обтачивать фаски. Использо-
вание дополнительного продольного суп-
порта позволяет выполнять сверлильные
или резьбонарезные работы. Обработка
поверхностей заготовки ведется в непо-
средственной близости от торца люнет-
ной втулки, что значительно уменьшает
деформацию заготовки.
Одношпиндельные токарно-револьвер-
ные автоматы (см. рис. 6.26, д) имеют ре-
вольверный суппорт с револьверной го-
ловкой, перемещающейся с движением
продольной подачи, и от двух до четырех
поперечных суппортов. Все инструменты,
работающие с движением продольной
подачи, закрепляют в гнездах револьвер-
ной головки; все инструменты, работаю-
щие с движением поперечной подачи, за-
крепляют в зажимных устройствах попе-
речных суппортов. Перемещением и за-
креплением прутка, включением, выклю-
чением и изменением скоростей вращения
заготовки и перемещений суппортов и
револьверной головки управляют кулачки
распределительного вала.
На токарно-револьверных автоматах
обрабатывают наружные цилиндрические,
конические и фасонные поверхности, под-
резают торцы, протачивают канавки, гал-
тели, фаски, обрабатывают отверстия
сверлением, зенкерованием, зенкованием,
развертыванием и растачиванием, нареза-
ют наружную (плашками) и внутреннюю
(метчиками) резьбы, накатывают рифле-
ния. Использование дополнительных уст-
ройств расширяет технологические воз-
можности автомата. Например, установка
специального автоматического приспо-
собления позволяет фрезеровать шли-
цевые канавки на головках винтов.
Обработка заготовок на многошпин-
дельных автоматах. Заготовками для
изготовления деталей на автоматах служат
прутки (прутковые автоматы) или штуч-
ные заготовки - поковки, отливки, кото-
рые закладывают в специальные емкости-
Рис. 6.34. Схема обработки заготовки на то-
карном одношпиндельном продольно-фасон-
ном автомате
12*
356
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
магазины (магазинные автоматы). Авто-
мат параллельной обработки (см. рис.
6.26, е) предназначен для одновременного
изготовления нескольких одинаковых де-
талей. Заготовки-прутки пропускают
сквозь полые шпиндели на длину, равную
длине изготовляемых деталей. Вылет
прутков из шпинделей ограничен упорами
задней стойки. Затем прутки закрепляют
цанговыми патронами шпинделей, и они
получают вращательное движение.
Обработку заготовок ведут фасонными
резцами, каждый из которых установлен в
переднем поперечном суппорте против
соответствующего шпинделя станка. Все
резцы получают одновременное попереч-
ное движение подачи. После того как по-
верхности заготовок будут обработаны,
отрезные резцы, установленные в заднем
поперечном суппорте, отрезают готовые
детали от прутков и цикл работы автомата
повторяется. На автоматах этого типа
обрабатывают только наружные поверх-
ности заготовок и только с поперечной
подачей резцов. Обработка заготовок
идентична обработке заготовок на одно-
шпиндельных фасонно-отрезных автома-
тах.
Многошпиндельный автомат последо-
вательной обработки (см. рис. 6.26, ж)
имеет в шпиндельной бабке барабан, в
котором расположены шпиндели. На тор-
цовой стороне шпиндельной бабки против
шпинделей установлены поперечные суп-
порты. Между шпиндельной бабкой и
задней стойкой расположен осевой суп-
порт с каретками, имеющими продольное
перемещение. Каретки осевого суппорта
располагаются на одной оси со шпинде-
лями, против которых они установлены.
При обработке заготовок инструменты,
работающие с движением поперечной по-
дачи (прорезные, подрезные, фасонные,
отрезные, галтельные резцы), устанавли-
вают в зажимных устройствах поперечных
суппортов. Инструменты, работающие с
движением продольной подачи (сверла,
зенкеры, развертки, расточные и проход-
ные резцы), закрепляют в зажимных уст-
ройствах каретки.
После того как все одновременно рабо-
тающие инструменты отойдут от загото-
вок в исходное положение, шпиндельный
барабан вместе с закрепленными прутка-
ми повернется на одну позицию. Такие
повороты осуществляются периодически
так, что каждая закрепленная заготовка
последовательно пройдет через все пози-
ции автомата и каждый режущий инстру-
мент обработает на ней соответствующую
поверхность. Таким образом, в каждой
позиции автомата заготовка находится на
разных стадиях обработки.
В предпоследней позиции отрезной ре-
зец отрезает готовую деталь от прутка.
После очередного поворота шпиндельного
барабана на 1/z часть, где z - число шпин-
делей автомата, пруток подается на длину,
равную длине обрабатываемой детали.
При очередном повороте блока на 1/z часть
начинается новый цикл изготовления сле-
дующей детали.
6. ОБРАБОТКА ЗАГОТОВОК
НА ТОКАРНЫХ СТАНКАХ С ЧПУ
В токарных станках с ЧПУ в основном
используют две системы управления:
прямоугольную или контурную.
Прямоугольная система ЧПУ (рис.
6.35, а) обеспечивает рабочие перемеще-
ния исполнительных органов станка по-
очередно вдоль его осей координат на
требуемые расстояния в соответствии с
заданной программой обработки заготовок.
Координатные оси токарного станка с
ЧПУ: ось вращения заготовки - ось z; на-
правление, перпендикулярное к оси z в
горизонтальной плоскости - ось х. Поло-
жительные направления осей: оси z - сле-
ва направо от шпинделя станка; оси х - от
линии центров станка (рис. 6.35, б).
По такой схеме осуществляют наруж-
ную обработку ступенчатых валов или
растачивание ступенчатых отверстий.
Контурная система ЧПУ (рис. 6.35, б)
обеспечивает автоматическое перемеще-
ние исполнительного органа станка по
произвольной траектории с контурной
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ
357
Рис. 6.35. Схемы обработки заготовок на то-
карном станке по прямоугольной (а) и контур-
ной (б) системам ЧПУ
скоростью vy заданной программой
управления. В данном случае имеем два
совместных и взаимосвязанных движения
v5 и vSr исполнительных органов стан-
ка (продольного суппорта и салазок попе-
речной подачи). По такой схеме осущест-
вляют обработку конических и фасонных
поверхностей заготовок. Можно обтачи-
вать наружные цилиндрические поверхно-
сти, если vJn = 0, или подрезать плоские
торцы, если vJnp = 0. Под контурной ско-
ростью движения подачи понимают ре-
зультирующую скорость двух подач.
Если обрабатываемая поверхность
имеет сложную криволинейную образую-
щую, то в этом случае в системе ЧПУ ис-
пользуют линейные, круговые или линей-
но-круговые интерполяторы. Использова-
ние интерполяторов позволяет заменить
(аппроксимировать) сложную образую-
щую поверхности более простыми эле-
ментами: дугами окружностей, отрезками
прямых, что значительно упрощает разра-
ботку программы.
Рассмотрим особенности обработки за-
готовок на типовых токарных станках с
ЧПУ.
Обработка заготовок на патронно-
центровом токарном станке с ЧПУ
(мод. 16К20ФЗС5). Станок предназначен
для обработки наружных и внутренних
поверхностей заготовок типа тел враще-
ния со ступенчатым или криволинейным
фасонным профилем за один или несколь-
ко проходов в замкнутом полуавтоматиче-
ском цикле, а также для нарезания резьб.
Число используемых инструментов - 6.
Устройство ЧПУ - контурное типа
Н221М - обеспечивает движения формо-
образования (Dr, Ds , DSn), изменение
в процессе обработки поверхностей заго-
товки скоростей движения подач и часто-
ты вращения шпинделя, индексацию по-
воротного резцедержателя. Число управ-
ляемых координат (всего/одновременно) 2/2.
Программоноситель - восьмидорожечная
перфолента.
В патронных станках с ЧПУ и инстру-
ментальными магазинами для смены ин-
струментов используют автооператоры,
работа которых осуществляется по задан-
ной программе: снятие инструмента,
окончившего работу, из резцедержателя -
перенос его в соответствующее гнездо
магазина - поиск следующего, необходи-
мого для обработки заготовки, инструмен-
та - захват его из магазина - установка,
инструмента в резцедержателе станка.
Обработка заготовок на токарно-
револьверном станке с ЧПУ (мод.
1В340ФЗ). Конструкция токарно-револь-
верного станка с ЧПУ схожа с конструк-
цией центрового токарного станка, но
вместо задней бабки на горизонтальных
направляющих станины установлен ре-
вольверный суппорт. Суппорт обеспечи-
вает движения продольной и поперечной
подач инструмента. Гидрофицированный
отрезной суппорт с однокоординатным
поперечным перемещением обеспечивает
отрезку готовой детали от заготовки-
прутка, пропускаемого сквозь полый
шпиндель станка.
358
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
На станках обрабатывают сложные де-
тали со ступенчатым и криволинейным
профилем в условиях серийного и мелко-
серийного производств. Станок выпуска-
ют двух модификаций: для обработки за-
готовок из прутка и для обработки штуч-
ных заготовок.
Устройство ЧПУ - типа "Электроника
НЦ-31"; число управляемых координат
(всего/одновременно) 2/2; программоно-
ситель - электронная память. Оператор
обрабатывает заготовку с помощью
средств ручного управления, а с помощью
элементов автоматического управления
формирует управляющую программу.
Электронная память станка позволяет вес-
ти обработку всех последующих заготовок
в автоматическом цикле.
Гидросхема станка, управляемая по за-
данной программе, обеспечивает подачу
прутка на заданную длину заготовки, за-
крепление заготовки с заданной силой,
поворот и закрепление револьверной го-
ловки, рабочие и вспомогательные пере-
мещения револьверной головки и отрезно-
го суппорта, работу устройства для авто-
матической разгрузки деталей, контроль
давления в линиях нагнетания и закрепле-
ния.
Обработка заготовок на токарно-
карусельных станках с ЧПУ. Токарно-
карусельные станки могут быть одностоеч-
ные (мод. 1512ФЗ и 1516ФЗ) и двухстоеч-
ные (мод. 1А525МФЗ и 1А532ЛМФЗ). Об-
щий вид двухстоечного станка показан на
рис. 6.26, в. Карусельные станки имеют
два суппорта - верхний с револьверной
головкой и боковой для установки резцов;
три суппорта - верхний с револьверной
головкой и верхний и боковой для уста-
новки резцов.
На токарно-карусельных станках обта-
чивают наружные и растачивают внутрен-
ние цилиндрические и конические по-
верхности, обтачивают фасонные поверх-
ности, сверлят, зенкеруют и развертывают
центральные отверстия, обтачивают на-
ружные и внутренние кольцевые канавки,
Рис. 6.36. Схема обработки заготовки на то-
карно-карусельном станке
галтели, фаски, обтачивают плоские тор-
цовые поверхности и нарезают резьбы
резцами. Использование специальных
приспособлений позволяет выполнять на
этих станках фрезерные и шлифовальные
работы (фрезерование плоскостей, пазов,
шлифование плоских торцовых поверхно-
стей).
На станках ведут многоинструмент-
ную обработку одновременно нескольких
поверхностей заготовки. На рис. 6.36 по-
казана схема обработки заготовки боль-
шого диаметра. Обработку ведут тремя
инструментами. Наружная цилиндриче-
ская поверхность обтачивается проход-
ным резцом, который закреплен в резце-
держателе суппорта. Движение подачи
резца вертикальное. Торец обода колеса
обтачивается подрезным резцом, который
закреплен в резцедержателе верхнего суп-
порта. Движение подачи резца горизон-
тальное. Растачивание отверстия выпол-
няется расточными резцами, установлен-
ными в револьверной головке. Обработка
ведется при вертикальном движении по-
дачи головки.
Токарно-карусельные станки предна-
значены для обработки крупных тяжелых
заготовок: например, на одностоечном
станке с ЧПУ мод. 1512ФЗ можно обраба-
тывать заготовки диаметром до 1250 мм и
высотой до 1000 мм. Станок имеет уст-
ройство ЧПУ типа Н55-2, которое обеспе-
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ТОКАРНОЙ ГРУППЫ
359
чивает автоматическое управление по за-
данной программе вертикальным суппор-
том с револьверной головкой и приводом
главного движения резания. По программе
происходят автоматическое изменение
частоты вращения карусели с заготовкой,
управление продольными и поперечными
движениями подачи револьверной головки
с инструментами; изменение величины
подач, нарезание резьб, поворот и фикса-
ция револьверной головки, установка ин-
струмента в нулевое положение. Число
управляемых координат (всего / одновре-
менно) 2/2. Программа записывается на
восьмидорожечной перфоленте. Система
ЧПУ замкнутая - с датчиками обратной
связи, регистрирующими и контролирую-
щими величину перемещений инструмен-
тов. Дискретность отсчета перемещений по
осям равна 0,01 мм.
Обработка заготовок на токарных
многоцелевых станках. Конструкция
деталей машин требует не только обра-
ботки поверхностей, имеющих форму тел
вращения. Часто приходится выполнять
фрезерную обработку - фрезерование па-
зов, лысок, канавок или обработку отвер-
стий, не соосных с осью вращения детали
или расположенных под углом к ней. В та-
ких случаях в условиях работы роботизи-
рованных гибких автоматизированных
систем используют токарные многоцеле-
вые станки. Подобные станки имеют до-
полнительные шпиндели, которые обеспе-
чивают вращательное движение инстру-
ментам: фрезам, сверлам, разверткам.
Станки имеют две револьверные головки.
В одной из них устанавливают резцы, в
другой - инструменты с вращательным
движением.
Возможны обработка поверхностей за-
готовок с движениями продольной подачи
вдоль оси и в поперечном направлении,
управление поворотом на определенный
угол и индексация шпинделя, что позволя-
ет останавливать и закреплять шпиндель в
любом заранее запрограммированном по-
ложении по углу поворота.
Магазины инструментов имеют 8 ...
25 инструментов, смена которых происхо-
дит автоматически в соответствии с цик-
лом обработки поверхностей заготовки.
Для смены инструментов станки снабжа-
ют автооператором, работающим по про-
грамме.
7. ТЕХНОЛОГИЧЕСКИЕ
ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
ИЗГОТОВЛЯЕМЫХ ДЕТАЛЕЙ
При разработке конструкций деталей
машин, обработка поверхностей которых
предполагается на станках токарной груп-
пы, целесообразно учитывать ряд специ-
альных требований, обеспечивающих их
технологичность.
Детали, обрабатываемые на станках
токарной группы, должны содержать наи-
большее число поверхностей, имеющих
форму тел вращения. Конструкция детали
должна быть такой, чтобы ее масса была
уравновешена относительно оси враще-
ния. Обработка уравновешенных загото-
вок исключает влияние дисбаланса масс
на точность изготовления поверхностей
деталей. При конструировании деталей
необходимо использовать нормальный ряд
диаметров и длин, что позволяет приме-
нять стандартный режущий инструмент. В
конструкциях следует избегать примене-
ния нежестких валов и втулок (длинных
тонких валов и тонкостенных втулок).
Жесткая конструкция вала позволяет вес-
ти токарную обработку без применения
люнетов. Жесткая конструкция втулок,
стаканов, цилиндров позволяет обрабаты-
вать их в кулачковых патронах, не прибе-
гая к специальным приспособлениям. При
обработке нежестких деталей погреш-
ность геометрической формы обработан-
ной поверхности всегда больше, чем при
обработке жестких деталей.
При выполнении токарных работ
большое значение имеют стандартизация
и унификация размеров и форм обрабаты-
ваемых поверхностей. У ступенчатых ва-
лов и отверстий следует делать одинако-
360
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
вые радиусы скруглений г (рис. 6.37, а),
что позволит выполнить их одним резцом.
Радиусы скруглений следует выбирать из
нормального ряда. Конические переходы
между ступенями валов и фаски (рис. 6.37, б)
необходимо обрабатывать стандартным
режущим инструментом - резцами, у ко-
торых главный угол в плане (<р =45; 60;
75; 90°. Вследствие постоянства ширины b
канавок (рис. 6.37, в) их обрабатывают
одним прорезным резцом.
Режущий инструмент должен иметь
свободные вход и выход (рис. 6.37, г).
В начале обработки поверхности режущий
инструмент постепенно набирает полную
глубину резания, а по окончании обработ-
ки может выйти из материала заготовки.
Например, при нарезании резьбы на дета-
ли следует предусматривать фаску и ка-
навку для входа и выхода резьбонарезного
инструмента. Если поверхность заготовки
шлифуют, то должны быть фаски и канав-
ки, обеспечивающие вход и выход шли-
фовального круга. В отдельных случаях
поверхность детали, не сопрягающуюся с
поверхностью другой детали, можно не
обрабатывать, что сокращает трудоем-
кость, время и стоимость обработки (рис.
6.37, д).
В конструкциях ступенчатых валов
желательно избегать больших перепадов
диаметров ступеней (рис. 6.37, е). В таких
случаях целесообразно расчленять конст-
рукцию: отдельно изготовить вал с шей-
кой и кольцо. Затем кольцо можно на-
прессовать на шейку вала, приварить или
сделать механическое крепление.
При конструировании деталей машин
целесообразно избегать сложных фасон-
ных поверхностей. При обтачивании сфе-
рической поверхности (рис. 6.37, ж) фа-
сонным резцом целесообразно торец дета-
ли делать плоским, а между цилиндриче-
ской и сферической поверхностями пре-
дусматривать переходную шейку. Это уп-
ростит фасонный режущий инструмент и
повысит точность изготовления поверхно-
стей детали.
Если требуется обеспечить соосность
цилиндрических поверхностей ступенча-
того отверстия (рис. 6.37,3), то втулку це-
лесообразно выполнять с внутренней вы-
точкой. Это позволяет обе ступени обра-
батывать с одной установки заготовки на
Рис. 6.37. Примеры технологичных конструкций деталей, обрабатываемых на станках
токарной группы
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
361
станке одним расточным резцом. Поверх-
ность выточки не обрабатывают. Такая
конструкция втулки повышает точность
расположения обрабатываемых поверхно-
стей и сокращает время обработки.
Обработка глухих отверстий, к кото-
рым предъявляют высокие требования по
точности и шероховатости поверхности,
затруднительна. Такие отверстия целесо-
образно выполнять сквозными. Конструк-
ция детали должна обеспечивать свобод-
ный доступ режущего инструмента ко
всем обрабатываемым поверхностям.
Значительные трудности вызывает об-
работка внутренних торцовых фасонных
поверхностей (дно отверстия). Примене-
ние вставного дна исключает этот недос-
таток конструкции (рис. 6.37, и). Конст-
рукцию втулки со ступенчатым отверсти-
ем целесообразно заменить конструкцией,
состоящей из двух втулок, одна из кото-
рых запрессовывается в другую.
При обработке ступенчатых отверстий
целесообразно, чтобы диаметры ступеней
уменьшались по длине отверстия справа
налево. В этом случае отверстие наи-
меньшего диаметра сверлят сверлом, а
остальные зенкеруют или растачивают
(рис. 6.37, к). При обработке ступенчатых
валов целесообразно диаметры ступеней
вала располагать по возрастающей степе-
ни справа налево, что упрощает наладку
многорезцовых полуавтоматов или обра-
ботку заготовок на станках с ЧПУ (рис.
6.37, л). Желательно, чтобы длины ступе-
ней вала были разными или кратными
длине самой короткой ступени. Ступенча-
тые валы целесообразно выполнять сим-
метричными относительно середины дли-
ны вала.
В торцах валов, которые, как правило,
обрабатываются при установке в центрах,
необходимо предусматривать центровые
технологические отверстия, размеры ко-
торых установлены ГОСТом в зависимо-
сти от размера диаметра вала.
В конструкциях деталей следует избе-
гать ребристых поверхностей, так как при
их обработке возникает ударная нагрузка,
что снижает качество обработанных по-
верхностей вследствие возможного воз-
буждения вибраций технологической сис-
темы.
Участки вала отверстия, имеющие
один и тот же размер, но разные допуски
на размер (разные посадки с сопряженной
деталью), следует разграничивать кольце-
выми разделительными канавками (рис.
6.37, м).
Острые кромки обработанных поверх-
ностей необходимо притупить, скруглить
или снять фаски.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Назовите основные типы станков токар-
ной группы.
2. Назовите системы ЧПУ, используемые
для управления работой токарных станков.
3. Перечислите основные виды поверхно-
стей, обрабатываемых на токарных станках.
4. Каково назначение токарно-карусельных
станков и токарных многорезцовых полуавто-
матов?
5. Какова размерность скоростей главного
движения резания и движения подачи при об-
работке заготовок на токарных станках?
Глава VI Обработка заготовок на станках
сверлильно-расточной группы
1. ХАРАКТЕРИСТИКА
МЕТОДА СВЕРЛЕНИЯ
Сверление - распространенный
метод получения отверстий в сплошном
материале. Сверлением получают сквоз-
ные и несквозные (глухие) отверстия и
обрабатывают предварительно получен-
ные отверстия в целях увеличения их раз-
меров, повышения точности и снижения
шероховатости поверхности.
Сверление осуществляют при сочета-
нии вращательного движения инструмента
вокруг оси - главного движения резания и
362
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
поступательного его движения вдоль оси -
движения подачи. Оба движения на свер-
лильном станке сообщают инструменту.
Процесс резания при сверлении проте-
кает в более сложных условиях, чем при
точении. В процессе резания затруднены
отвод стружки и подвод охлаждающей
жидкости к режущим кромкам инструмен-
та. При отводе стружки происходит тре-
ние ее о поверхность канавок сверла и
сверла о поверхность отверстия. В резуль-
тате повышаются деформация стружки и
тепловыделение. На увеличение деформа-
ции стружки влияет изменение скорости
главного движения резания вдоль режу-
щей кромки от максимального значения
на периферии сверла до нулевого значе-
ния у центра.
За скорость главного движения реза-
ния при сверлении принимают окружную
скорость точки режущей кромки, наибо-
лее удаленной от оси сверла, м/с:
v = л £) «/(1000-60),
где D - наружный диаметр сверла, мм;
п -частота вращения сверла, об/мин.
Рис. 6.38. Силы, действующие на сверло
Подача .vB (мм/об) равна осевому пере-
мещению сверла за один оборот.
За глубину резания при сверлении от-
верстий в сплошном материале принима-
ют половину диаметра сверла, мм:
t = D/2,
а при рассверливании
t = (D-d)/2,
где d - диаметр обрабатываемого отвер-
стия, мм.
В процессе резания сверло испытывает
сопротивление со стороны обрабатывае-
мого материала. Равнодействующую сил
сопротивления, приложенную в некоторой
точке А режущей кромки, можно разло-
жить на три составляющие силы: Р„ Ру и
Рг (рис. 6.38).
Составляющая Рх направлена вдоль
оси сверла. В этом же направлении дейст-
вует сила Рп на поперечную режущую
кромку. Суммарная всех указанных сил,
действующих на сверло вдоль оси х, назы-
вается осевой силой. Радиальные силы Ру,
равные по величине, но направленные
противоположно, взаимно уравновешива-
ются.
В расчетах для определения осевой си-
лы Ро (Н) и крутящего момента Мк (Н • м)
используют эмпирические формулы
Ро = CpDXpsypkp;
Мк = CMDx“sy“kM ,
где Ср и См - коэффициенты, учитываю-
щие физико-механические свойства обра-
батываемого материала и условия резания;
Хр, ур, хм, ум - показатели степеней;
кР и к„ - поправочные коэффициенты на
измененные условия резания. Коэффици-
енты и показатели степеней приведены в
справочниках.
Осевая сила и крутящий момент явля-
ются исходными для расчета сверла и уз-
лов станка на прочность, а также для оп-
ределения эффективной мощности. Эф-
фективная мощность (кВт), затрачиваемая
на резание при сверлении,
Ме = А/ки/(1000-60).
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
363
2. ТИПЫ СВЕРЛИЛЬНЫХ
СТАНКОВ
Сверлильные станки делят на несколь-
ко типов. Настольно-сверлильные станки
выпускают для сверления отверстий диа-
метром до 16 мм; вертикально-свер-
лильные и радиально-сверлильные - для
сверления отверстий диаметром до 100 мм.
Горизонтально-сверлильные станки пред-
назначены для получения глубоких отвер-
стий специальными сверлами.
Широкая универсальность сверлиль-
ных станков позволяет использовать их во
всех отраслях промышленности.
Конструкции сверлильных станков
различных типов имеют много общего. На
фундаментной плите 1 вертикально-свер-
лильного станка (рис. 6.39, а) смонтирова-
на колонна 2 В верхней части колонны
расположена коробка скоростей б, через
которую шпинделю с режущим инстру-
ментом сообщают главное вращательное
движение резания. Движение подачи (по-
ступательное вертикальное) инструмент
получает через коробку подач 5, располо-
женную в кронштейне 4 Заготовку уста-
навливают на столе 3. Стол и кронштейн
имеют установочные перемещения по
вертикальным направляющим колонны 2.
Совмещение оси вращения инструмента с
заданной осью отверстия достигается пе-
ремещением заготовки.
На фундаментной плите 1 радиально-
сверлильного станка (рис. 6.39, 6) закреп-
лена колонна 2 с поворотной гильзой 3, по
которой перемещается в вертикальном
направлении и устанавливается в нужном
положении с помощью механизма 5 тра-
верса 4. По горизонтальным направляю-
щим траверсы перемещается шпиндельная
головка б, в которой расположены короб-
ка скоростей 7 и коробка подач 8. Шпин-
дель 9 с инструментом получает главное
вращательное движение резания и движе-
ние вертикальной подачи. Заготовку за-
крепляют на столе 10 или непосредствен-
но на фундаментной плите 1. Инструмент
устанавливают в рабочее положение по-
воротом траверсы вместе с гильзой 3 и
перемещением шпиндельной головки по
направляющим траверсы.
На радиально-сверлильных станках
обрабатывают отверстия, расположенные
на значительном расстоянии друг от дру-
га, в крупногабаритных и большой массы
заготовках.
Эти станки в отличие от вертикально-
сверлильных обеспечивают (без измене-
ния положения заготовки) совмещение
осей режущего инструмента и обрабаты-
ваемых отверстий перемещением шпин-
дельной головки.
Рис. 6.39. Основные типы сверлильных станков
364
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Для обработки заготовок с большим
числом отверстий целесообразно исполь-
зовать сверлильные станки с ЧПУ. У вер-
тикально-сверлильного станка с ЧПУ (рис.
6.39, в) на основании 1 установлена ко-
лонна 4, по вертикальным направляющим
которой перемещается суппорт 5 (движе-
ние подачи по оси z) с револьверной го-
ловкой 6 для автоматической смены ре-
жущего инструмента. Крестовый стол,
состоящий из салазок 2 и стола 3, совер-
шает два взаимно перпендикулярных
движения по осям х', у', что позволяет
точно устанавливать заготовку относи-
тельно инструмента без предварительной
разметки и специальных приспособлений.
Быстрый подвод инструмента к заготовке,
глубина сверления, изменение частоты
вращения и движения подачи производят-
ся автоматически по программе.
Для одновременной обработки не-
скольких отверстий применяют много-
шпиндельные вертикально-сверлильные
станки. Шпиндели на этих станках уста-
навливают в сверлильной головке в зави-
симости от расположения отверстий в за-
готовке.
На одношпиндельных и многошпин-
дельных сверлильных автоматах и полуав-
томатах циклы обработки отверстий со-
вершаются без вмешательства рабочего.
3. РЕЖУЩИЙ ИНСТРУМЕНТ
И ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
СВЕРЛИЛЬНЫХ СТАНКОВ
Отверстия на сверлильных станках об-
рабатывают сверлами, зенкерами, раз-
вертками и метчиками.
Сверла по конструкции и назначению
подразделяют на спиральные, центровоч-
ные и специальные. Наиболее распростра-
ненный для сверления и рассверливания
инструмент - спиральное сверло (рис.
6.40, а), состоящее из рабочей части 6,
шейки 2, хвостовика 4 и лапки 3.
В рабочей части 6 различают режу-
щую 1 и направляющую 5 части с винто-
выми канавками. Шейка 2 соединяет ра-
бочую часть сверла с хвостовиком. Хво-
стовик 4 необходим для установки сверла
в шпинделе станка. Лапка 3 служит упо-
ром при выбивании сверла из отверстия
шпинделя.
Рис. 6.40. Конструкции сверл:
а, б- части, элементы и углы спирального сверла; в, г - специальные сверла для глубокого сверления
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
365
Элементы рабочей части и геометриче-
ские параметры спирального сверла пока-
заны на рис. 6.40, б. Сверло имеет две
главные режущие кромки 11, образован-
ные пересечением передних 10 и задних 7
поверхностей лезвия и выполняющие ос-
новную работу резания; поперечную ре-
жущую кромку 12 (перемычку) и две
вспомогательные режущие кромки 9. На
цилиндрической части сверла вдоль вин-
товой канавки расположены две узкие
ленточки 8, обеспечивающие направление
сверла при резании.
Геометрические параметры сверла оп-
ределяют условия его работы. Передний
угол у измеряют в главной секущей плос-
кости II-II, перпендикулярной к главной
режущей кромке. Задний угол а измеряют
в плоскости 1-1, параллельной оси сверла.
Передний и задний углы в различных точ-
ках главной режущей кромки различны.
У наружной поверхности сверла угол у
наибольший, а угол а наименьший; ближе
к оси - наоборот. Угол при вершине сверла
2ф измеряют между главными режущими
кромками; его значение различно в зави-
симости от обрабатываемого материала.
Угол наклона поперечной режущей кромки
Ф измеряют между проекциями главной и
поперечной режущих кромок на плос-
кость, перпендикулярную к оси сверла.
Угол наклона винтовой канавки со изме-
ряют по наружному диаметру. С увеличе-
нием угла о увеличивается передний угол
у; при этом облегчается процесс резания и
улучшается выход стружки. Рекомендуе-
мые геометрические параметры сверла
приведены в справочной литературе.
Для глубоких отверстий (длина отвер-
стия больше пяти диаметров) применяют
специальные сверла. На рис. 6.40, в пока-
зано однокромочное сверло для сверления
глубоких отверстий диаметром 30 ... 80 мм.
Сверло имеет твердосплавную режущую
пластинку 1 и две направляющие пла-
стинки 2. Смазочно-охлаждающая жид-
кость подается в зону резания и вымывает
стружку через внутренний канал 3 сверла.
Сквозные отверстия диаметром более
100 мм сверлят кольцевыми сверлами
(рис. 6.40, г). Сверло состоит из полого
корпуса 5 с винтовыми канавками. На его
торцовой части закреплены режущие пла-
стинки 4 (резцы), ширина которых больше
толщины стенок корпуса. Режущие кром-
ки пластинок выступают со стороны торца
наружного и внутреннего диаметров кор-
пуса. Число пластинок 4 ... 8 в зависимо-
сти от диаметра сверла. Таким сверлом
вырезается кольцевая канавка шириной,
равной ширине пластинок. Смазочно-
охлаждающую жидкость подают через
внутреннюю полость сверла, а стружка
отводится по винтовым канавкам.
Зенкерами (рис. 6.41) обрабатывают
отверстия в литых или штампованных
заготовках, а также предварительно про-
сверленные отверстия. В отличие от сверл
зенкеры снабжены тремя или четырьмя
главными режущими кромками и не име-
ют поперечной кромки. Режущая часть 1
выполняет основную работу резания. Ка-
либрующая часть 5 служит для направле-
ния зенкера в отверстии и обеспечивает
необходимые точность и шероховатость
поверхности (2 - шейка, 3 - лапка, 4 -
хвостовик, 6 - рабочая часть).
По виду обрабатываемых отверстий
зенкеры делят на цилиндрические (рис.
6.41, а), конические (рис. 6.41, б) и торцо-
вые (рис. 6.41, в). Зенкеры бывают цель-
ные с коническим хвостовиком (рис. 6.41,
а, б) и насадные (рис. 6.41, е).
Развертками окончательно обрабаты-
вают отверстия. По форме обрабатывае-
мого отверстия различают цилиндрические
(рис. 6.41, г) и конические (рис. 6.41, б) раз-
вертки. Развертки имеют 6 ... 12 главных
режущих кромок, расположенных на ре-
жущей части 7 с направляющим конусом.
Калибрующая часть 8 направляет разверт-
ку в отверстии и обеспечивает необходимые
точность и шероховатость поверхности.
По конструкции закрепления развертки
делят на хвостовые и насадные. На
рис. 6.41, е показана машинная насадная
366
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
3)
Рис. 6.41. Инструменты для обработки отверстий на сверлильных станках:
а, б, в - зенкеры; г, д, е - развертки; ж - метчик; з - комбинированный зенкер с пластинками из твердого
сплава
развертка с механическим креплением
режущих пластинок в ее корпусе.
Метчики применяют для нарезания
внутренних резьб. Метчик (рис. 6.41, ж)
представляет собой винт с прорезанными
прямыми или винтовыми канавками, обра-
зующими режущие кромки. Рабочая часть
метчика имеет режущую 9 и калибрую-
щую 10 части. Профиль резьбы метчика
должен соответствовать профилю наре-
заемой резьбы. Метчик закрепляют в спе-
циальном патроне.
При обработке на сверлильных станках
применяют различные приспособления
для установки и закрепления заготовки на
столах станков (рис. 6.42).
Рис. 6.42. Приспособления
для закрепления заготовок
на сверлильных станках
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
367
Заготовки закрепляют прижимными
планками (рис. 6.42, а) или в машинных
тисках. При обработке отверстий, оси ко-
торых параллельны или расположены под
углом к установочной плоскости, исполь-
зуют угольники (рис. 6.42, б).
Заготовки, имеющие цилиндрические
части, закрепляют в трех- или четырехку-
лачковых патронах, которые закрепляют
на столе станка. При сверлении отверстий
в цилиндрических заготовках их устанав-
ливают на призме и закрепляют струбци-
ной (рис. 6.42, в). Для сверления несколь-
ких точно расположенных отверстий в
заготовках, обрабатываемых большими пар-
тиями, широко используют специальные
приспособления - кондукторы (рис. 6.42, г).
Они имеют направляющие втулки 2, обес-
печивающие определенное положение
режущего инструмента относительно об-
рабатываемой заготовки 1, закрепляемой в
кондукторе. Необходимость в разметке
при использовании кондукторов отпадает.
Режущий инструмент в шпинделе
сверлильного станка закрепляют с помо-
щью вспомогательного инструмента: пе-
реходных втулок,сверлильных патронов и
оправок.
Режущие инструменты с коническим
хвостовиком закрепляют непосредственно
в шпинделе сверлильного станка (рис.
6.43, а). Если размер конуса хвостовика
инструмента меньше размера конического
отверстия шпинделя, то применяют пере-
ходные конические втулки (рис. 6.43, б).
а) б) в)
Рис. 6.43. Схемы закрепления инструмента на
сверлильных станках
Инструменты с цилиндрическим хво-
стовиком закрепляют в двух-, трехкулач-
ковых или цанговых патронах. Закрепле-
ние режущего инструмента в цанговом
патроне показано на рис. 6.43, в. На резь-
бовую часть корпуса патрона 1 навинчена
втулка 2, в которой находится разрезная
цанга 3. Цилиндрический хвостовик инст-
румента 4 вставляют в отверстие цанги и
закрепляют вращением втулки 2.
4. СХЕМЫ ОБРАБОТКИ ЗАГОТОВОК
НА СВЕРЛИЛЬНЫХ СТАНКАХ
На сверлильных станках выполняют
сверление, рассверливание, зенкерование,
развертывание, цекование, зенкование,
нарезание резьбы и обработку сложных
отверстий (рис. 6.44).
Сверление сквозного отверстия пока-
зано на рис. 6.44, а. Режущим инструмен-
том служит спиральное сверло. В зависи-
мости от требуемой точности и величины
партии обрабатываемых заготовок отвер-
стия сверлят в кондукторе или по разметке.
Рассверливание - процесс увеличения
диаметра ранее просверленного отверстия
сверлом большего диаметра (рис. 6.44, б).
Диаметр отверстия под рассверливание
выбирают так, чтобы поперечная режущая
кромка в работе не участвовала. В этом
случае осевая сила уменьшается.
Зенкерование - обработка предвари-
тельно полученных отверстий для прида-
ния им более правильной геометрической
формы, повышения точности и снижения
шероховатости многолезвийным режущим
инструментом - зенкером (рис. 6.44, в).
Развертывание - окончательная обра-
ботка цилиндрического или конического
отверстия разверткой (обычно после зен-
керования) в целях получения высокой
точности и малой шероховатости обрабо-
танной поверхности (рис. 6.44, г, д).
Цекование - обработка торцовой по-
верхности отверстия торцовым зенкером
для достижения перпендикулярности пло-
ской торцовой поверхности к его оси
(рис. 6.44, е).
368
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.44. Схемы обработки заготовок на сверлильных станках
Зенкованием получают в имеющихся
отверстиях цилиндрические или кониче-
ские углубления под головки винтов, бол-
тов, заклепок и других деталей. На рис.
6.44, ж, з показано зенкование цилиндри-
ческого углубления цилиндрическим зен-
кером (зенковкой) и конического углубле-
ния коническим зенкером.
Нарезание резьбы - получение на
внутренней цилиндрической поверхности
с помощью метчика винтовой канавки
(рис. 6.44, и).
Отверстия сложного профиля обра-
батывают с помощью комбинированного
режущего инструмента. На рис. 6.44, к
показан комбинированный зенкер для об-
работки двух поверхностей: цилиндриче-
ской и конической.
Сверление глубоких отверстий (дли-
на отверстия больше пяти диаметров) вы-
полняют на специальных горизонтально-
сверлильных станках. При обработке глу-
боких отверстий спиральными сверлами
происходят увод сверла и "разбивание"
отверстия: затрудняются подвод смазоч-
но-охлаждающей жидкости и отвод
стружки. Поэтому для сверления глубоких
отверстий применяют сверла специальной
конструкции (см. рис. 6.40, в, г).
На рис. 6.44, л показана схема сверле-
ния глубокого отверстия специальным
однокромочным сверлом на горизонталь-
но-сверлильном станке. Заготовке /, за-
крепленной в трехкулачковом патроне и
люнете, сообщают главное вращательное
движение резания (Д). Сверло 7 закреп-
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
369
ляют на резьбе в стебле 3 (трубе), а второй
конец последнего - в суппорте 4 и сооб-
щают сверлу продольную подачу (Ds ).
Смазочно-охлаждающая жидкость под
большим давлением подается насосом из
резервуара 6 по трубопроводу через мас-
лоприемник 2 к режущей кромке сверла,
стружка отводится вместе с жидкостью
через внутренний канал сверла в струж-
косборник 5.
При данном способе глубокого сверле-
ния для получения отверстия заданного
размера весь металл, подлежащий удале-
нию, превращается в стружку (рис. 6.44, б).
Глубокие отверстия большого диамет-
ра (D > 100 мм) сверлят сверлами кольце-
вого типа (см. рис. 6.40, г). В процессе
сверления в стружку превращается только
металл кольцевой полости (рис. 6.44, в).
Оставшийся после сверления центральный
стержень используют как заготовку для
изготовления различных деталей.
5. ХАРАКТЕРИСТИКА
МЕТОДА РАСТАЧИВАНИЯ
Главным движением резания при рас-
тачивании является вращение резца или
другого режущего инструмента. Движение
подачи сообщают заготовке или инстру-
менту. Направление движения подачи мо-
жет быть продольным, поперечным, ради-
альным и вертикальным в зависимости от
характера обрабатываемой поверхности.
При работе на расточных станках вра-
щательное движение инструмента харак-
теризуется скоростью главного движения
резания.
За скорость главного движения реза-
ния принимают окружную скорость вра-
щающегося режущего инструмента, м/с:
v = л Ол/(1000-60),
где D - диаметр обработанной поверхно-
сти, мм; п - частота вращения режущего
инструмента, об/мин.
Подача s - перемещение режущего ин-
струмента (или заготовки) относительно
обрабатываемой поверхности (измеряется
в мм/мин или за один оборот шпинделя в
мм/об).
Глубина резания при растачивании от-
верстий, мм:
t = {p-d}/2,
где D - диаметр отверстия после обработ-
ки, мм; d - диаметр отверстия до обработ-
ки, мм.
6. ТИПЫ РАСТОЧНЫХ
СТАНКОВ
Расточные станки подразделяют на го-
ризонтально-расточные, координатно-рас-
точные, алмазно-расточные и специальные.
Наиболее широкое распространение
получили горизонтально-расточные стан-
ки (рис. 6.45, а), на которых чаще всего
обрабатывают заготовки крупно- и сред-
негабаритных корпусных деталей. На ста-
нине 1 таких станков установлена стой-
ка 2, на вертикальных направляющих ко-
торой смонтирована шпиндельная бабка 3.
В шпиндельной бабке расположены ко-
робка скоростей и коробка подач. Шпин-
дель коробки скоростей полый, на нем
закреплена планшайба 4 с радиальным
суппортом 5. Внутри полого шпинделя
смонтирован расточной шпиндель 6. Зад-
няя стойка 7 с люнетом 8 предназначена
для поддержания длинных расточных оп-
равок. Люнет 8 перемещается по задней
стойке 7 синхронно со шпиндельной баб-
кой 3, сохраняя соосность со шпинделем.
Заготовку устанавливают на поворот-
ном столе Л, состоящем из двух частей:
салазок 9, перемещающихся вдоль стани-
ны, и каретки 10, имеющей поперечное
перемещение. Главным движением реза-
ния является вращение расточного шпин-
деля или планшайбы. Движение подачи в
зависимости от характера обрабатывае-
мых поверхностей получает стол (заготов-
ка) или инструмент за счет осевого пере-
мещения расточного шпинделя 6, ради-
ального перемещения суппорта 5 или вер-
тикального перемещения шпиндельной
бабки 3 по направляющим стойки 2.
370
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
На координатно-расточных станках
обрабатывают с высокой точностью от-
верстия, при этом обеспечивается большая
точность расположения их осей.
На рис. 6.45, б показан одностоечный
координатно-расточной станок. На стани-
не 1 смонтирована стойка 2. В верхней
части стойки расположены коробка скоро-
стей 3 и расточная головка 4 со шпинде-
лем 5. Шпинделю с инструментом сооб-
щают главное вращательное движение
резания через коробку скоростей. Шпин-
дель станка имеет также вертикальное
перемещение (движение подачи).
Заготовку относительно инструмента
устанавливают на заданные координаты
перемещением стола б в двух взаимно
перпендикулярных направлениях: про-
дольном по направляющим салазок 7 и
поперечном по направляющим станины 1.
Во время обработки заготовка не переме-
щается.
Для точного отсчета перемещений (ко-
ординат) на станке имеются специальные
оптические устройства. Точность установ-
ки координатных размеров достигает
0,001 мм.
Для обеспечения высокой точности
обработки эти станки изолируют от воз-
действия колебаний соседнего оборудова-
ния и устанавливают в помещении с по-
стоянной температурой +20 °C (±1 °C).
Координатно-расточные станки ис-
пользуют также для точных измерений и
разметки. Наибольшее применение эти
станки получили в инструментальном
производстве для изготовления штампов,
пресс-форм, шаблонов, копиров и т. п.
На алмазно-расточных станках оконча-
тельно обрабатывают отверстия алмазны-
ми и твердосплавными резцами в корпус-
ных заготовках небольших размеров.
На рис. 6.45, в показан одношпиндель-
ный алмазно-расточной станок с горизон-
тальным расположением шпинделя. На
станине 1 установлена расточная головка 2.
В головке расположен шпиндель, в кото-
ром закреплена оправка с резцом. Заго-
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
371
товку закрепляют на столе 3, имеющем
перемещение по направляющим станины -
движение продольной подачи, величина
которой регулируется механизмом подач 4.
Два соосных отверстия обрабатывают на
алмазно-расточных станках двустороннего
действия, имеющих две расточные головки.
Высокая точность и малая шерохова-
тость обработанной поверхности обеспе-
чиваются применением высоких скоро-
стей резания (3,5 ... 16,5 м/с), малых по-
дач (0,01 ... 0,1 мм/об) и глубин резания
(0,05 ... 0,2 мм). Обработка на этих стан-
ках ведется по полуавтоматическому циклу.
Алмазно-расточные станки широко
применяют для растачивания отверстий в
блоках цилиндров и гильзах тракторных,
автомобильных и мотоциклетных двига-
телей.
На базе горизонтально- и координатно-
расточных станков создают расточные
станки с ЧПУ. На этих станках весь цикл
обработки заготовки производится в авто-
матическом или полуавтоматическом ре-
жиме. В последнем случае программиру-
ются установка заготовки относительно
инструмента на заданные координаты и
фиксация подвижных узлов станка.
Станки с ЧПУ могут быть многоопера-
ционными с автоматической сменой инст-
рументов и предназначены для комплекс-
ной обработки заготовок.
Многоцелевой станок, созданный на
базе координатно-расточного станка, по-
казан на рис. 6.45, г. На станине 1 закреп-
лена стойка 2. В верхней части стойки
размещены привод главного движения
резания - вращения шпинделя и редуктор
движения подачи по координате z гильзы
шпинделя. Шпиндельная головка 5 имеет
установочное перемещение по вертикаль-
ным направляющим стойки. На стойке
укреплен инструментальный магазин 4, из
которого необходимый инструмент для
обработки заданной поверхности по про-
грамме вместе с оправкой переводится в
рабочее положение (поворачивается на
90° относительно оси инструментального
магазина) и подается автоматической ру-
кой 3 в шпиндель и в нем закрепляется.
Станок оснащен крестовым координатным
столом 6. По горизонтальным направ-
ляющим станины перемещаются в попе-
речном направлении салазки 7 по коорди-
нате у', а в продольном направлении по
направляющим салазок - стол по коорди-
нате х'.
К числу специальных расточных стан-
ков относятся и агрегатные станки.
Агрегатные станки обеспечивают кон-
центрацию видов обработки, выполняе-
мых в совокупности на расточных, свер-
лильных и бесконсольно-фрезерных стан-
ках.
Агрегатные станки изготовляют из
стандартных и нормализованных деталей
и узлов (агрегатов), которые могут много-
кратно использоваться при перекомпонов-
ке станка на выпуск нового изделия. Ком-
поновка станков весьма разнообразна. Она
зависит от формы, размеров заготовки,
характера выполняемых работ и точности
обрабатываемой заготовки. На рис. 6.45, д
приведена одна из разновидностей компо-
новки агрегатного станка.
Основными нормализованными узлами
станка являются станина 1, силовая голов-
ка 2 и стол 3. Заготовку закрепляют в при-
способлении, установленном на столе
станка, и обрабатывают с трех сторон од-
новременно многими инструментами, за-
крепленными в шпинделях силовых голо-
вок. Инструментальные шпиндели вра-
щаются от приводного вала силовой го-
ловки - главное движение резания, а дви-
жение подачи вдоль оси отверстия полу-
чают перемещением корпуса силовой го-
ловки по направляющим станины.
Компоновка агрегатных станков с ис-
пользованием делительных поворотных
столов (рис. 6.45, ё) позволяет реализовать
многоинструментальные параллельно-
последовательные схемы обработки по-
верхностей. Заготовки обрабатывают с
двух сторон - сверху и с горизонтально
расположенных вокруг стола / агрегатных
силовых головок 2 с инструментами.
372
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
На агрегатных станках выполняют
сверление, зенкерование, растачивание,
развертывание, фрезерование и другие
виды обработки в заготовках типа корпу-
сов, плит, панелей и т.д.
Агрегатные станки - это преимущест-
венно станки-полуавтоматы, и их часто
встраивают в автоматические линии. Они
обеспечивают высокую производитель-
ность и стабильную точность обработки.
Агрегатные станки с ЧПУ, как прави-
ло, многооперационные. Они оснащены
или револьверными головками, или мага-
зинами инструментов. Переналадка станка
на обработку различных заготовок заклю-
чается в замене управляющей программы.
Агрегатные переналаживаемые станки
с ЧПУ являются эффективным средством
автоматизации производства, выпускающе-
го изделия сравнительно малыми партиями.
7. РЕЖУЩИЙ ИНСТРУМЕНТ
И ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
РАСТОЧНЫХ СТАНКОВ
На расточных станках для обработки
поверхностей используют различные ин-
струменты: резцы, сверла, зенкеры, раз-
вертки, метчики, фрезы.
Расточные резцы по форме попереч-
ного сечения стержня подразделяют на
квадратные, прямоугольные (рис. 6.46, а)
и круглые (рис. 6.46, б). В зависимости от
вида обработки используют расточные
резцы различных типов: проходные, под-
резные, канавочные и резьбовые. Широко
применяют пластинчатые резцы - основ-
ной инструмент для растачивания отвер-
стий диаметром более 20 мм. Пластинча-
тые резцы делят на одно- и двухлезвийные
(рис. 6.46, в). Двухлезвийные пластинча-
тые резцы выполняют по размеру раста-
чиваемого отверстия.
Расточные блоки (рис. 6.46, г) пред-
ставляют собой сборную конструкцию,
состоящую из корпуса 1 и вставных регу-
лируемых резцов 2, закрепленных винта-
ми 3 и 4. Резцы регулируют по диаметру
растачиваемого отверстия.
Расточные головки применяют для об-
работки отверстий большого диаметра. На
рис. 6.46, д показана разъемная расточная
головка для обработки отверстий диаметром
А-А
Рис. 6.46. Режущий инструмент для растачивания отверстий
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
373
130 ... 225 мм. Подрезные резцы головки
предварительно устанавливают по диа-
метру и торцу на заданный размер, что
позволяет обрабатывать ряд соосных от-
верстий как по диаметру, так и по торцам.
Специальные развертки с нерегули-
руемыми и регулируемыми ножами при-
меняют для окончательной обработки от-
верстий после предварительного растачи-
вания их резцами. Регулируемая плаваю-
щая развертка (рис. 6.46, ё) имеет два но-
жа 5, взаимно перемещающихся по шпон-
ке 7 и скрепленных винтами 6 при упоре в
винт 8, положение которого регулируется
в зависимости от заданного размера обра-
батываемого отверстия. Развертка осна-
щена пластинками из твердого сплава.
Заготовки на столе расточного станка
закрепляют с помощью различных уни-
версальных приспособлений: прижимных
планок, станочных болтов, угольников,
призм (см. рис. 6.42).
При обработке отверстий и плоско-
стей, расположенных под углом к основа-
нию заготовки или друг к другу, приме-
няют угольники. Заготовки с опорными
поверхностями цилиндрической формы
устанавливают на призмы.
Корпусные детали отличаются боль-
шим многообразием форм и размеров об-
рабатываемых поверхностей и точностью
их обработки. В зависимости от этого ис-
пользуют различные конструкции расточ-
ных кондукторов для закрепления корпус-
ных заготовок и обеспечения правильного
положения инструмента относительно
обрабатываемой поверхности.
Режущий инструмент на расточных
станках закрепляют с помощью вспомога-
тельного инструмента: консольных опра-
вок, двухопорных оправок и патронов.
Использование вспомогательного инстру-
мента обусловлено тем, что резец нельзя
непосредственно закреплять в расточном
шпинделе или радиальном суппорте. Рас-
точные оправки имеют прямоугольные,
квадратные или круглые окна, располо-
женные под углом 45 или 90° к оси оправ-
ки для установки резцов. Короткие кон-
сольные оправки предназначены для за-
крепления одного или двух резцов при
растачивании глухих и сквозных отвер-
стий небольшой длины.
Для растачивания отверстий, находя-
щихся на большом расстоянии от торца
планшайбы станка, или нескольких соос-
ных отверстий используют удлиненные
консольные оправки (рис. 6.47, а). Приме-
няют консольные оправки также для пла-
стинчатых плавающих разверток (рис.
6.47, б). Пластинку 3 вставляют в гнездо
оправки и винтом 1 удерживают от выпа-
дения. В то же время благодаря наличию
небольшого зазора (0,1 ... 0,15 мм) между
пазом 2 пластинки 3 и винтом 1 развертка
может самоустанавливаться ("плавать").
Двухопорная расточная оправка (рис.
6.47, в) представляет собой длинный вал с
коническим хвостовиком на одном конце
для установки его в шпинделе станка.
Другой конец оправки закрепляют в лю-
нете задней стойки станка. По длине оп-
равки расположены окна для установки
стержневых и пластинчатых резцов.
Для закрепления стандартных много-
лезвийных режущих инструментов (сверл,
зенкеров, разверток, фрез и т.п.) на рас-
точных станках применяют специальные
оправки, переходные втулки и патроны.
8. СХЕМЫ ОБРАБОТКИ
ЗАГОТОВОК НА РАСТОЧНЫХ
СТАНКАХ
На расточных станках обрабатывают
отверстия, наружные цилиндрические и
плоские поверхности, уступы, канавки,
реже конические отверстия и нарезают
внутреннюю и наружную резьбы резцами.
Наиболее распространенный вид обработ-
ки на расточных станках - растачивание
отверстий резцами.
Расточные резцы работают в менее
благоприятных условиях, чем токарные.
Они имеют меньшие размеры, зависящие
от размера оправок, в которых их закреп-
ляют, и диаметра обрабатываемого отвер-
стия. Растачиванием можно обрабатывать
отверстия любых диаметров: от 3 ... 5 мм
и более.
374
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.47. Оправки для закрепления режущего инструмента на расточных станках
Растачивание цилиндрических от-
верстий выполняют резцами, установлен-
ными на консольной или двухопорной
оправке. Использование консольной оп-
равки целесообразно в тех случаях, когда
длина обрабатываемого отверстия I < 3d,
так как с увеличением длины оправки
снижается ее жесткость.
На рис. 6.48, а показана схема рас-
тачивания отверстия небольшой длины
двухлезвийным пластинчатым резцом,
закрепленным в консольной оправке. За-
готовке сообщают продольную подачу.
При небольшой длине отверстия, когда
возможна работа с короткой жесткой оп-
равкой, растачивают при осевой подаче
расточного шпинделя. Растачиванием с
продольной подачей заготовки получают
более правильное отверстие вследствие
постоянного вылета шпинделя. Отверстия
с отношением lid > 5 и соосные отверстия
растачивают резцами, закрепленными в
двухопорной оправке.
На рис. 6.48, б показано одновремен-
ное растачивание двух соосных отверстий.
Оправка с резцами получает главное вра-
щательное движение резания, а заготовка -
движение продольной подачи в направле-
нии от задней стойки к шпиндельной бабке.
Отверстия большого диаметра, но ма-
лой длины растачивают резцом, закреп-
ленным в радиальном суппорте планшай-
бы (рис. 6.48, в). Планшайбе с резцом со-
общают главное вращательное движение
резания, а столу с заготовкой - движение
продольной подачи. Отверстия диаметром
более 130 мм обрабатывают расточными
блоками и головками.
Растачивание параллельных и вза-
имно перпендикулярных отверстий вы-
полняют с одной установки заготовки.
После растачивания первого отверстия
перемещают стол в поперечном направле-
нии или шпиндельную бабку в вертикаль-
ном направлении на величину, равную
межцентровому расстоянию, затем раста-
чивают второе и другие отверстия. Если
требуется расточить взаимно перпендику-
лярные отверстия, то после растачивания
первого отверстия стол поворачивают на
90° и растачивают второе отверстие.
Растачивание конических отверстий
осуществляют расточными головками,
закрепленными в расточном шпинделе,
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
375
Рис. 6.48. Схемы обработки заготовок на горизонтально-расточных станках
которому сообщают движение осевой по-
дачи. Конические отверстия диаметром
более 80 мм растачивают резцом с исполь-
зованием универсального приспособле-
ния, смонтированного на радиальном
суппорте планшайбы (рис. 6.48, г).
Сверление, зенкерование, разверты-
вание, цекование, зенкование и нареза-
ние резьбы метчиками выполняют на
расточных станках так же, как и на верти-
кально-сверлильных. Инструмент закреп-
ляют в расточном шпинделе и сообщают
ему главное вращательное движение реза-
ния и движение осевой подачи. Заготовка,
установленная на столе станка, остается
неподвижной.
Подрезание торцов выполняют двумя
способами: движением подачи резца в
направлении, перпендикулярном или па-
раллельном оси шпинделя.
На рис. 6.48, д показано подрезание
торца проходным резцом, закрепленным
на радиальном суппорте планшайбы. Рез-
цу, вращающемуся вместе с планшайбой,
сообщают движение радиальной подачи
перемещением суппорта по направляю-
щим планшайбы. Небольшие плоскости
подрезают пластинчатым резцом (рис.
6.48, е), которому сообщают движение
осевой подачи перемещением расточного
шпинделя. Обработка торцовых поверхно-
стей с движением радиальной подачи
обеспечивает большую их точность.
Фрезерование поверхностей показано
на рис. 6.48, ж. При фрезеровании верти-
кальной плоскости торцовой фрезерной
головкой, закрепленной в расточном
шпинделе, фрезе сообщают главное вра-
щательное движение резания и движение
вертикальной подачи перемещением
шпиндельной бабки.
При использовании специальных при-
способлений на горизонтально-расточных
станках можно обрабатывать фасонные
поверхности и нарезать резьбу резцами.
9. ТЕХНОЛОГИЧЕСКИЕ
ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
ИЗГОТОВЛЯЕМЫХ ДЕТАЛЕЙ
Отверстия, к которым предъявляют
высокие требования по точности изготов-
ления, необходимо выполнять сквозными
(рис. 6.49, а), а не глухими. Форма и раз-
376
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.49. Примеры конструкций деталей машин, изготовляемых на станках сверлильно-расточной
группы
меры дна глухих отверстий должны соот-
ветствовать форме и размерам стандарт-
ного инструмента (рис. 6.49, б, в).
Поверхность, в которую врезается
сверло, должна быть перпендикулярна к
направлению его движения. Иначе возни-
кающие изгибные деформации могут
вызвать поломку сверла (рис. 6.49, г). По-
этому на цилиндрических поверхностях
литых деталей необходимо предусматри-
вать плоскости, перпендикулярные к оси
отверстия (рис. 6.49, д'), а на заготовках из
проката фрезеровать уступы (рис. 6.49, ё).
Смазочные отверстия лучше распола-
гать перпендикулярно к поверхности, на
которой они должны находиться (рис.
6.49, ж). Наклонное их расположение
(рис. 6.49, з) затрудняет обработку.
Глубокие отверстия (рис. 6.49, и) ре-
комендуется заменять двумя неглубокими
(рис. 6.49, к), что обеспечивает одновре-
менную обработку с двух сторон на агре-
гатном станке.
Рекомендуется использовать ступенча-
тые отверстия (рис. 6.49, м) вместо двух
глухих соосных отверстий (рис. 6.49, л),
что исключает необходимость обработки
их за две установки и устраняет погреш-
ности, связанные со взаимным располо-
жением отверстий. В корпусных деталях
следует предусматривать отверстия про-
стой формы (рис. 6.49, и). Отверстия глу-
хие глубокие, а также конические и с вы-
точками (рис. 6.49, о) обрабатывать трудно.
Детали с несколькими соосными от-
верстиями целесообразно конструировать
так, чтобы их диаметры последовательно
уменьшались в одном направлении (рис.
6.49, л). При этом отверстия можно одно-
временно растачивать за один проход рез-
цами, установленными на двухопорной
оправке.
Если в корпусной заготовке имеются
внутренняя стенка или отверстия неболь-
шого диаметра, не позволяющие ввести
оправку, то такая конструкция нетехноло-
гична (рис. 6.49, р). Расположение торцов
следует предусматривать в одной плоско-
сти (рис. 6.49, с), чтобы обрабатывать их
за один проход. Наличие уступов в отвер-
стиях и расположение торцовых поверх-
ностей на разных высотах (рис. 6.49, т)
затрудняют обработку.
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СТРОГАЛЬНО-ПРОТЯЖНОЙ ГРУППЫ
377
Большое значение имеет свободный
доступ ко всем элементам детали при об-
работке и измерении. В рекомендуемой на
рис. 6.49, у конструкции за счет увеличе-
ния диаметра отверстия Б облегчается
доступ режущего инструмента для подре-
зания торца отверстия А. Конструкция,
приведенная на рис. 6.49, ф, менее техно-
логична.
Обрабатываемые поверхности реко-
мендуется располагать параллельно или
взаимно перпендикулярно (рис. 6.49, х).
Применение наклонных обрабатываемых
поверхностей затрудняет изготовление
деталей из-за сложности установки их на
станке (рис. 6.49, ц).
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Каковы особенности процесса резания
при сверлении по сравнению с методом точе-
ния?
2. При каких условиях применяют рас-
сверливание, зенкерование и развертывание
отверстий?
3. Почему расточные станки должны иметь
повышенную жесткость?
4. Как вы предлагаете производить обра-
ботку соосных отверстий в нескольких стенках
корпусных деталей?
5. Какими способами можно обрабатывать
плоскую поверхность на расточном станке?
6. Каковы преимущества агрегатных стан-
ков и их значение в автоматизации производ-
ства деталей машин?
Глава VII Обработка заготовок на станках
строгально-протяжной группы
1. ХАРАКТЕРИСТИКА
МЕТОДА СТРОГАНИЯ
Технологический метод формообразо-
вания поверхности заготовок строга-
нием характеризуется наличием двух
движений: возвратно-поступательного
резца или заготовки (скорость главного
движения резания) и прерывистого пря-
молинейного движения подачи, направ-
ленного перпендикулярно к вектору глав-
ного движения резания. Разновидностью
строгания является долбление, где главное
движение резания - возвратно-поступа-
тельное - совершает резец в вертикальной
плоскости.
Процесс резания при строгании преры-
вистый, и удаление материала происходит
только при рабочем ходе. Во время обрат-
ного (вспомогательного) хода резец рабо-
ту не производит. Прерывистый процесс
резания способствует охлаждению инст-
румента во время обработки заготовок,
что исключает в большинстве случаев
применение смазывающе-охлаждающих
жидкостей. Прерывистый процесс резания
приводит к значительным динамическим
нагрузкам режущего инструмента, поэто-
му строгание осуществляют на умеренных
скоростях резания.
При строгании режим резания состав-
ляет совокупность величин: скорости
главного движения резания v, подачи 5 и
глубины резания t.
Глубина резания (мм) - наибольшее
расстояние, на которое проникает режу-
щая кромка в заготовку; ее измеряют в
плоскости, перпендикулярной к направле-
нию движения подачи. При строгании и
долблении движение подачи является
прерывистым и осуществляется в конце
вспомогательного хода заготовки или рез-
ца. Величины t и 5 выбирают из справоч-
ников. Задавшись глубиной резания и пода-
чей, по эмпирической формуле определяют
скорость главного движения резания (м/с).
2. ТИПЫ СТРОГАЛЬНЫХ СТАНКОВ
Строгальные станки предназначены
для обработки резцами плоских поверхно-
стей, канавок, фасонных линейчатых по-
верхностей в условиях единичного и мел-
косерийного производств.
378
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Широкое применение строгальные
станки находят в станкостроении и тяже-
лом машиностроении, когда необходимо
обрабатывать крупные, большой массы
заготовки станин, корпусов, рам, основа-
ний, колонн и других деталей.
В зависимости от конструктивных и
технологических признаков строгальные
станки подразделяют на ряд типов: попе-
речно-строгальные, продольно-строгаль-
ные, долбежные и специальные.
Наибольшее использование находят
продольно-строгальные станки, предна-
значенные для обработки сравнительно
крупных заготовок. Эти станки характери-
зуются наибольшей длиной строгания
(ходом стола), которая составляет 1,5 ...
12,5 м, и шириной строгания 0,6 ... 5 м.
Продольно-строгальные станки подразде-
ляют на одностоечные и двухстоечные.
Продольно-строгальный двухстоечный
станок (рис. 6.50) имеет станину 1, с кото-
рой жестко связаны две вертикальные
стойки 3 и 8, соединенные поперечиной 7.
Стол 2 с закрепленной на нем заготовкой
имеет возвратно-поступательное переме-
щение по горизонтальным направляющим
станины - главное движение резания. По
вертикальным направляющим стоек пере-
мещается траверса 5, которую в зависимо-
сти от размера заготовки устанавливают
Рис. 6.50. Общий вид двухстоечного продоль-
но-строгального станка
на определенном уровне от плоскости
стола. На траверсе смонтированы два
верхних суппорта 6 и 9, получающие дви-
жение поперечной подачи. Суппорты
можно поворачивать в вертикальной
плоскости. По вертикальным направляю-
щим стоек перемещаются боковые суп-
порты 4 и 10. На всех суппортах установ-
лены откидные резцедержатели для закре-
пления резцов.
Поперечно-строгальные станки пред-
назначены для обработки заготовок мел-
ких и средних размеров. Наибольшая дли-
на строгания не превышает 200 ... 2400 мм.
Главное движение резания - возвратно-
поступательное в горизонтальной плоско-
сти - сообщают ползуну с суппортом, в
котором в откидном резцедержателе уста-
новлен резец. Суппорт с резцом имеет
движение вертикальной и наклонной по-
дач. Заготовке, установленной на столе,
сообщают движение поперечной подачи.
На долбежных станках главное движе-
ние резания - возвратно-поступательное в
вертикальной плоскости - сообщают пол-
зуну, на котором установлен резцедержа-
тель с резцом. Длина хода ползуна обычно
не превышает 200 мм. Заготовку закреп-
ляют на столе станка, который имеет пре-
рывистое движение продольной и попе-
речной подач. Кроме того, стол имеет
движение круговой подачи относительно
своей вертикальной оси.
3. РЕЖУЩИЙ ИНСТРУМЕНТ
И СХЕМЫ ОБРАБОТКИ
ЗАГОТОВОК НА СТРОГАЛЬНЫХ
И ДОЛБЕЖНЫХ СТАНКАХ
Строгальные резцы по сравнению с то-
карными работают в более тяжелых усло-
виях, так как резец, врезаясь в материал
заготовки, при каждом рабочем ходе ис-
пытывает ударную (динамическую) на-
грузку. Под действием этой нагрузки ре-
зец изгибается в сторону опорной поверх-
ности стержня. Если вершина резца рас-
положена слева от оси стержня, то она
вследствие деформирования опишет дугу,
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СТРОГАЛЬНО-ПРОТЯЖНОЙ ГРУППЫ
379
и глубина резания изменится. Во избежа-
ние этого необходимо, чтобы при дефор-
мировании вершина резца описывала дугу
радиусом R, касательную к обработанной
поверхности (рис. 6.51, а). Для этого вер-
шина резца должна быть расположена
между опорной поверхностью стержня и
плоскостью, проходящей через ось стерж-
ня резца. Чтобы выдержать это условие,
строгальные резцы выполняют изогнутыми.
В зависимости от назначения различа-
ют следующие типы строгальных резцов
(рис. 6.51): проходные (б), подрезные (в),
отрезные (г) и фасонные. Указанные рез-
цы выполняют правыми и левыми, черно-
выми и чистовыми; их конструкции ана-
логичны конструкциям резцов для токар-
ной обработки.
Долбежные резцы изготовляют трех
основных типов (рис. 6.51): проходные (б),
прорезные (е) и для шпоночных пазов (ж).
На строгальных станках обрабатывают
плоские поверхности, уступы, пазы угло-
вые, Т-образные, V-образные, призмати-
ческие, фасонные поверхности.
На долбежных станках обрабатывают
плоские вертикальные поверхности, мно-
а)
V
б)
в) г) д) е)
Рис. 6.51. Строгальные и долбежные резцы
п
гогранники, многогранные отверстия, на-
ружные пазы, фасонные поверхности.
Плоскости горизонтальные (рис.
6.52, а), вертикальные (рис. 6.52, б) и на-
клонные (рис. 6.52, в) на поперечно-
строгальных станках обрабатывают соот-
ветственно с движением поперечной, вер-
тикальной и наклонной подач. При стро-
гании наклонной плоскости вертикальный
суппорт поворачивают на угол, равный
углу наклона обрабатываемой плоскости.
На рис. 6.52, г показано строгание вер-
тикальной плоскости на долбежном стан-
ке. На продольно-строгальных станках
можно одновременно производить обра-
ботку горизонтальной и вертикальной
плоскостей (рис. 6.52, б).
Рис. 6.52. Схемы обработки заготовок на строгальных и долбежных станках
380
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Пазы угловые и прямоугольные од-
новременно можно обрабатывать на про-
дольно-строгальных станках (рис. 6.52, е).
Строгание шпоночного паза (рис. 6.52, ж)
производят на долбежных станках.
Фасонные поверхности по копиру об-
рабатывают на продольно-строгальных
станках (рис. 6.52, з).
Строгание горизонтальных плоскостей
выполняют проходными резцами, верти-
кальных и наклонных плоскостей - под-
резными резцами, пазов - прорезными
резцами и т.д.
4. ХАРАКТЕРИСТИКА
МЕТОДА ПРОТЯГИВАНИЯ
Протягивание - высокопроизво-
дительный метод обработки внутренних и
наружных поверхностей, обеспечивающий
высокую точность формы и размеров об-
рабатываемой поверхности. Протягивают
многолезвийным режущим инструментом-
протяжкой - при его поступательном
движении относительно неподвижной
заготовки (главное движение резания).
Скорость главного движения резания
лимитируется условиями получения обра-
ботанной поверхности высокого качества
и ограничивается технологическими воз-
можностями протяжных станков.
Движение подачи при протягивании
как самостоятельное движение инстру-
мента или заготовки отсутствует. За вели-
чину подачи определяющую толщину
срезаемого слоя отдельным зубом про-
тяжки, принимают подъем на зуб, т.е. раз-
ность размеров по высоте двух соседних
зубьев протяжки; sz является одновремен-
но и глубиной резания. Подача в основном
зависит от обрабатываемого материала,
конструкции протяжки и жесткости заго-
товки и составляет 0,01 ... 0,2 мм/зуб. Оп-
тимальные параметры режима резания
выбирают из справочников.
5. ТИПЫ ПРОТЯЖНЫХ
СТАНКОВ
Протяжные станки отличаются просто-
той конструкции и эксплуатации. Это
обусловлено тем, что формообразование
поверхности на протяжном станке осуще-
ствляется копированием формы режущих
кромок зубьев инструмента.
Основными параметрами протяжного
станка являются наибольшая сила протя-
гивания: она может достигать 290 ... 390 кН
у средних станков и 1170 кН у крупных
станков; максимальная длина хода про-
тяжки: для средних станков она колеблет-
ся в пределах 350 ... 2300 мм.
Протяжные станки предназначены для
обработки внутренних и наружных по-
верхностей различной формы, чаще всего
в условиях серийного и массового произ-
водств. Протяжные станки имеют гидрав-
лический привод и часто работают по по-
луавтоматическому циклу. В зависимости
от вида обрабатываемых поверхностей их
делят на станки для внутреннего и наруж-
ного протягивания; по направлению глав-
ного движения - на горизонтальные и вер-
тикальные.
Горизонтально-протяжной станок для
внутреннего протягивания (рис. 6.53, а)
состоит из станины 1, насосной станции 2,
гидроцилиндра 3, каретки 4, опорного
кронштейна 5 и корыта 6. Протяжку хво-
стовой частью вставляют в предваритель-
но обработанное отверстие заготовки и
закрепляют в патроне каретки 4. Каретка с
протяжкой получает поступательное дви-
жение от штока поршня гидроцилиндра -
главное движение резания. Заготовка при
протягивании опирается торцом на опор-
ную поверхность кронштейна 5. Поступа-
тельное движение протяжке сообщают до
тех пор, пока она не выйдет из отверстия
заготовки. После окончания протягивания
заготовка падает в корыто 6, протяжка
извлекается из каретки 4, последняя воз-
вращается в исходное положение (вспомо-
гательный ход), и цикл обработки повто-
ряется.
Протяжные станки для внутреннего
протягивания оснащаются механизмами
автоматического подвода и отвода протя-
жек, что позволяет исключить тяжелые
ручные вспомогательные движения, свя-
занные с переустановкой протяжек после
окончания каждого цикла (рабочего хода).
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СТРОГАЛЬНО-ПРОТЯЖНОЙ ГРУППЫ
381
Вертикально-протяжной станок для
наружного протягивания (рис. 6.53, б) со-
стоит из основания 1, станины 5, насосной
станции 4, каретки 3, стола 2. Заготовку
устанавливают в приспособлении на столе
станка. Протяжку закрепляют в каретке и
от гидропривода сообщают ей вертикаль-
ное поступательное перемещение - главное
движение резания. Протяжка, опускаясь
(рабочий ход), обрабатывает заготовку.
Обработанную заготовку снимают, и под-
вижная каретка быстро возвращается в ис-
ходное положение (вспомогательный ход).
Протяжные станки непрерывной обра-
ботки (рис. 6.53, в) являются станками
высокой производительности. Заготовки 2
устанавливают в приспособлениях непре-
рывно вращающейся тяговой цепи 1 и со-
общают им поступательное - главное
движение резания - относительно непод-
вижной протяжки 3.
На протяжных станках непрерывной об-
работки карусельного типа заготовки уста-
навливают на вращающемся круглом столе.
При оснащении протяжных станков за-
грузочно-разгрузочными устройствами цикл
обработки полностью автоматизируется.
6. РЕЖУЩИЙ ИНСТРУМЕНТ
И СХЕМЫ ОБРАБОТКИ ЗАГОТОВОК
НА ПРОТЯЖНЫХ СТАНКАХ
По характеру обрабатываемых поверх-
ностей протяжки делят на две основные
группы: внутренние и наружные. Внут-
ренними протяжками обрабатывают раз-
личные замкнутые поверхности, а наруж-
ными - полузамкнутые и открытые по-
верхности различного профиля.
По форме различают круглые, шли-
цевые, шпоночные, многогранные и пло-
ские протяжки. По конструкции зубьев
протяжки бывают режущими, выглажи-
вающими и деформирующими. В первом
случае зубья имеют режущие кромки, в
двух последних - скругленные, работаю-
щие по методу пластического деформиро-
вания. Различают также сборные протяж-
ки со вставными ножами, оснащенными
пластинками из твердого сплава.
Элементы круглой протяжки (рис.
6.54, а). Замковая часть (хвостовик) Ц
служит для закрепления протяжки в па-
троне тянущего устройства станка;
шейка 12 - для соединения замковой части
с передней направляющей частью; перед-
няя направляющая часть 13 вместе с на-
правляющим конусом - для центрирова-
ния обрабатываемой заготовки в начале
резания; режущая часть I* - для срезания
припуска - состоит из режущих зубьев,
высота которых последовательно увели-
чивается на толщину срезаемого слоя. Ка-
либрующая часть 15 - для придания обра-
ботанной поверхности окончательных
размеров, необходимой точности и шеро-
ховатости; состоит из калибрующих зубь-
ев, форма и размеры которых соответст-
вуют форме и размерам последнего режу-
щего зуба.
382
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
б)
Рис. 6.54. Элементы и геометрия зуба круглой протяжки
Задняя направляющая часть 16 служит
для направления и поддержания протяжки
от провисания в момент выхода последних
зубьев калибрующей части из отверстия.
Для облегчения образования стружки на
режущих зубьях выполняют стружкодели-
тельные канавки.
Геометрия зуба протяжки (рис. 6.54, б).
Передние и задние углы протяжки изме-
ряют в плоскости, перпендикулярной к
главной режущей кромке. Передний угол у
выбирают в зависимости от свойств обра-
батываемого материала, задний угол а -в
зависимости от требуемой точности обра-
ботки.
На задних поверхностях калибрующих
зубьев в ряде случаев шлифуют фаску
(ленточку) шириной f = 0,2 ... 1,2 мм, у
которой задний ак = 0.
Шаг режущих зубьев tv протяжки оп-
ределяют в зависимости от длины L про-
тягиваемой поверхности, при этом исхо-
дят из того, чтобы в резании участвовало
не менее трех зубьев.
Разновидность протяжки - прошивка -
отличается отсутствием хвостовика и
шейки и при обработке проталкивается
через отверстие. Прошивка работает на
сжатие, протяжка - на растяжение.
Отверстия различной геометрической
формы протягивают на горизонтально-
протяжных станках для внутреннего про-
тягивания. Размеры протягиваемых отвер-
стий составляют 5 ... 250 мм.
Цилиндрические отверстия протяги-
вают круглыми протяжками после сверле-
ния, растачивания или зенкерования.
Применяют также протягивание отвер-
стий, полученных при литье и штамповке,
без предварительной их обработки. Обыч-
но длина отверстий не превышает трех
диаметров.
Если торец отверстия в заготовке не
обработан, то для ее установки применяют
приспособления со сферической опорной
поверхностью (рис. 6.55, а). Заготовка в
этом случае может самоустанавливаться
(центрироваться) по оси протяжки. В тех
случаях, когда после предыдущей обра-
ботки получен торец детали, перпендику-
лярный к оси протягиваемого отверстия,
заготовка опирается на жесткую (непод-
вижную) поверхность.
Многогранные отверстия (треуголь-
ные, квадратные и т.п.) протягивают мно-
гогранными протяжками. Исходной по-
верхностью для протягивания служит
круглое отверстие. На рис. 6.55, б приве-
дена схема протягивания квадратного от-
верстия.
Шлицевые отверстия с различным
профилем шлицев протягивают много-
шлицевыми протяжками, формирующими
одновременно весь профиль отверстия. На
рис. 6.55, в приведена схема протягивания
прямых шлицев. Винтовые шлицы протя-
гивают протяжкой, режущие зубья кото-
рой расположены по винтовой линии, с
приспособлением, обеспечивающим до-
полнительное вращение протяжки (рис.
6.55, г) или заготовки.
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СТРОГАЛЬНО-ПРОТЯЖНОЙ ГРУППЫ
383
Рис. 6.55. Схемы обработки заготовок на протяжных станках:
1 - заготовка; 2 - протяжка; 3 - направляющая втулка
Шпоночные и другие пазы протяги-
вают протяжками, форма зубьев которых в
поперечном сечении соответствует про-
филю протягиваемого паза. Шпоночные
пазы протягивают плоской шпоночной
протяжкой (рис. 6.55, д) с применением
специального приспособления - направ-
ляющей втулки 3. Вдоль всей втулки про-
резают прямоугольный паз, который явля-
ется направляющим для протяжки.
Наружные поверхности различной
геометрической формы с прямолиней-
ной образующей протягивают на верти-
кально-протяжных станках для наружного
протягивания, а также на станках непре-
рывной обработки конвейерного типа.
Протягивание наружных поверхностей
успешно применяют вместо других мето-
дов обработки в целях снижения ее трудо-
емкости и стоимости. Наружным протяги-
ванием можно заменить строгание, фрезеро-
вание, а в некоторых случаях и шлифование.
При протягивании сложных фасонных кон-
туров взамен фрезерования (например, пло-
ских кулачков) не только снижается трудо-
емкость обработки, но и обеспечивается
высокое качество обработанной поверхно-
сти. На рис. 6.55, е приведена схема протя-
гивания вертикальной плоскости.
На специальных протяжных станках
можно обрабатывать наружные поверхно-
сти заготовок формы тел вращения пло-
скими (рис. 6.55, ж) и дисковыми
(рис. 6.55, з) протяжками. В обоих случаях
заготовке сообщают круговую подачу.
Плоская протяжка имеет главное движе-
ние - поступательное, а дисковая протяж-
ка - вращательное вокруг своей оси.
384
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Цилиндрические и конические зуб-
чатые колеса наружного зацепления
протягивают следующим образом. Цилин-
дрические зубчатые колеса с прямыми
зубьями и другие детали, имеющие на-
ружные пазы, изготовляют последова-
тельным протягиванием впадины между
зубьями за один или несколько проходов
на горизонтальных и вертикальных про-
тяжных станках с делительными автома-
тическими устройствами. На специальных
протяжных автоматах с непрерывно вра-
щающейся круглой протяжкой специаль-
ной конструкции нарезают цилиндриче-
ские и конические зубчатые колеса с пря-
мыми зубьями.
7. ТЕХНОЛОГИЧЕСКИЕ
ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
ИЗГОТОВЛЯЕМЫХ ДЕТАЛЕЙ
Поверхности деталей, подлежащие об-
работке на строгальных и долбежных
станках, целесообразно оформлять в виде
плоскостей или их сочетаний в простран-
стве. Следует избегать в конструкциях
деталей сложных фасонных поверхностей,
обработка которых требует изготовления
специальных копиров. Обрабатываемые
поверхности целесообразно располагать в
одной плоскости (АА) для обработки за
один проход (рис. 6.56, а).
Перед обработкой поверхности необ-
ходимо прострогать фаски b х 45° со сто-
роны входа и выхода резца (рис. 6.56, б).
Это обеспечивает более плавное врезание
резца в материал заготовки и уменьшает
ударную (динамическую) нагрузку, а при
выходе резца предотвращает скалывание
материала заготовки.
При строгании бортов деталей короб-
чатой формы необходимо для увеличения
прочности и жесткости бортов усиливать
их дополнительными внутренними или
наружными (рис. 6.56, в) ребрами жестко-
сти, что исключает их разрушение вслед-
ствие ударной нагрузки.
При строгании уступов необходимо
предусматривать разделительные канавки
для выхода резца шириной b = 10 ... 15 мм
при обработке заготовок на поперечно-
строгальных станках и b = 30 ... 40 мм
при обработке заготовок на продольно-
строгальных станках (рис. 6.56, г).
Поверхности детали, расположенные
под углом друг к другу, необходимо раз-
делять канавками для выхода резца из ма-
териала заготовки (рис. 6.56, д), что обес-
печивает правильную сборку этой детали
с сопрягаемой.
Пазы, обрабатываемые строганием на-
проход, должны быть открытыми. При
строгании Т-образного паза ширина b
должна обеспечивать ввод резца
(рис. 6.56, ё).
При долблении несквозных шпоноч-
ных и шлицевых пазов необходимо преду-
сматривать канавки для выхода долбежно-
го резца (рис. 6.56, ж).
Рис. 6.56. Примеры конструкций деталей машин, изготовляемых на строгальных и долбежных
станках
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ СТРОГАЛЬНО-ПРОТЯЖНОЙ ГРУППЫ
385
Рис. 6.57. Примеры конструкций деталей машин, изготовляемых на протяжных станках
Поверхности, обрабатываемые долбле-
нием, должны быть небольшой длины, так
как при обработке длинных заготовок не-
обходим большой вылет резца из резце-
держателя, что приводит к значительным
деформациям и его разрушению.
Обрабатывать протягиванием можно
лишь отверстия с достаточно толстыми
стенками равномерной толщины. При
протягивании отверстий в тонкостенных
втулках с буртиками (рис. 6.57, а) возни-
кают значительное радиальное давление и
неравномерная деформация по длине об-
рабатываемой поверхности, приводящие к
искажению формы отверстия.
Торец протягиваемой заготовки дол-
жен быть перпендикулярен к оси отвер-
стия со стороны входа и выхода протяжки
(рис. 6.57, б). Протягивание отверстия в
заготовке с наклонным торцом (рис. 6.57, в)
вызывает неравномерную нагрузку на зу-
бья протяжки и ее перекос.
Отверстия с фасонным сечением сле-
дует максимально упрощать и делать их
форму симметричной. Такие отверстия
(рис. 6.57, г) более технологичны для про-
тягивания. Для обработки несимметрич-
ного отверстия (рис. 6.57, б) требуется
протяжка сложной конфигурации.
Наиболее технологично квадратное
(или восьмигранное) фасонное отверстие с
неполной поверхностью боковых сторон.
При этом отверстие сверлят или растачи-
вают до требуемого диаметра, после чего
протягивают углы (рис. 6.57, е). Конст-
рукция, показанная на рис. 6.57, ж, менее
технологична.
Шлицевые отверстия не должны иметь
выточек в средней части (рис. 6.57, з). На-
личие в отверстии выточки (рис. 6.57, и)
может привести к поломке зубьев протяж-
ки вследствие неравномерного съема ме-
талла по длине отверстия. При подрезании
торцов после протягивания шлицев необ-
ходимо на торцах отверстия предусматри-
вать выточки (рис. 6.57, к), обеспечиваю-
щие безударную работу резца.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Каковы особенности процесса резания
при строгании по сравнению с методом точе-
ния?
2. Что обеспечивает высокую точность
формы и размеров обрабатываемой поверхно-
сти при протягивании?
3. Что обеспечивает центрирование заго-
товки по оси протяжки, если протягивается
отверстие в литой или штампованной заготовке
без ее предварительной обработки?
4. Чему будет равен диаметр отверстия по-
сле протягивания, если число рабочих зубьев
круглой протяжки равно 30, подача на зуб со-
ставляет 0,05 мм/зуб, а диаметр исходного от-
верстия заготовки равен 97 мм?
5. Сколько рабочих зубьев должна иметь
плоская протяжка, если на вертикально-
протяжном станке с заготовки срезается при-
пуск величиной 1,5 мм, а подача составляет
0,1 мм/зуб?
6. В каких целях иногда применяют протя-
гивание вместо других методов обработки,
например строгания, фрезерования?
13 - 9503
386 МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Глава VIII Обработка заготовок на станках
фрезерной группы
1. ХАРАКТЕРИСТИКА
МЕТОДА ФРЕЗЕРОВАНИЯ
Фрезерование - один из высоко-
производительных и распространенных
методов обработки поверхностей загото-
вок многолезвийным режущим инстру-
ментом - фрезой.
Технологический метод формообразо-
вания поверхностей фрезерованием харак-
теризуется главным вращательным дви-
жением инструмента и обычно поступа-
тельным движением подачи. Движением
подачи может быть и вращательное дви-
жение заготовки вокруг оси вращающего-
ся стола или барабана (карусельно-фре-
зерные и барабанно-фрезерные станки).
На фрезерных станках обрабатывают
горизонтальные, вертикальные и наклон-
ные плоскости, фасонные поверхности,
уступы и пазы различных профилей. Осо-
бенность процесса фрезерования - преры-
вистость резания каждым зубом фрезы.
Зуб фрезы находится в контакте с заготов-
кой и выполняет работу резания только на
некоторой части оборота, а затем продол-
жает движение, не касаясь заготовки до
следующего врезания.
На рис. 6.58 показаны схемы фрезеро-
вания плоскости цилиндрической (а) и
торцовой (б) фрезами. При цилиндриче-
ском фрезеровании плоскостей работу
выполняют зубья, расположенные на ци-
линдрической поверхности фрезы. При
торцовом фрезеровании плоскостей в ра-
боте участвуют зубья, расположенные на
цилиндрической и торцовой поверхностях
фрезы.
Цилиндрическое и торцовое фрезеро-
вание в зависимости от направления
вращения фрезы и направления подачи
заготовки можно осуществлять двумя
Рис. 6.58. Схемы фрезерования цилиндрической (а) и торцовой (6) фрезами против движения по-
дачи (в) и по направлению движения подачи (г):
/ - заготовка; 2 - фреза
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
387
способами: 1) против движения подачи
(встречное фрезерование), когда направ-
ление скорости движения подачи проти-
воположно направлению скорости главно-
го движения резания (рис. 6.58, в); 2) по
направлению движения подачи (попутное
фрезерование), когда направления скоро-
стей движения подачи и главного движе-
ния резания совпадают (рис. 6.58, г).
При встречном фрезеровании нагрузка
на зуб фрезы возрастает от нуля до мак-
симума, при этом сила, действующая на
заготовку, стремится оторвать ее от стола,
что приводит к вибрациям и увеличению
шероховатости обработанной поверхно-
сти. Преимуществом встречного фрезеро-
вания является работа зубьев фрезы
"из-под корки", т.е. фреза подходит к
твердому поверхностному слою снизу и
отрывает стружку при подходе к точке В.
Недостатком является наличие начального
скольжения зуба по наклепанной поверх-
ности, образованной предыдущим зубом,
что вызывает повышенный износ фрезы.
При попутном фрезеровании зуб фрезы
сразу начинает срезать слой максимальной
толщины и подвергается максимальной
нагрузке. Это исключает начальное про-
скальзывание зуба, уменьшает износ фре-
зы и шероховатость обработанной по-
верхности. Сила, действующая на заготов-
ку, прижимает ее к столу станка, что
уменьшает вибрации.
К режиму резания при фрезеровании
относят скорость главного движения реза-
ния v, подачу s, глубину резания t, ширину
фрезерования В.
Скорость главного движения резания,
т.е. окружная скорость вращения фрезы,
м/с:
v = nD «/(1000-60),
где D - диаметр фрезы, мм; п - частота
вращения фрезы, м/с.
Подача - величина перемещения обра-
батываемой заготовки в минуту sM
(мм/мин) за время углового поворота фре-
зы на один зуб sz (мм/зуб) или за время
одного оборота фрезы s0 (мм/об).
Эти подачи связаны между собой зави-
симостями
=Son =szzn ,
где z - число зубьев фрезы.
Глубина резания t (мм) - расстояние
между обрабатываемой и обработанной
поверхностями. Ширина фрезерования
В (мм) измеряется в направлении, парал-
лельном оси фрезы при цилиндрическом
фрезеровании и перпендикулярном к на-
правлению движения подачи при торцо-
вом фрезеровании.
В процессе фрезерования каждый зуб
фрезы преодолевает силу сопротивления
металла резанию. Фреза должна преодо-
леть суммарные силы резания, которые
складываются из сил, действующих на
зубья, находящиеся в контакте с заготов-
кой. При фрезеровании цилиндрической
фрезой с прямыми зубьями равнодейст-
вующую сил резания R, приложенную к
фрезе в некоторой точке А, можно разло-
жить на окружную составляющую силу Р,
касательную к траектории движения точки
режущей кромки, и радиальную состав-
ляющую силу Ру, направленную по радиу-
су. Силу R можно также разложить на го-
ризонтальную РИ и вертикальную Р., со-
ставляющие (рис. 6.59, а). У фрез с винто-
выми зубьями в осевом направлении дей-
ствует еще осевая сила Ро (рис. 6.59, б).
Чем больше угол наклона винтовых кана-
вок со, тем больше сила Ра. При больших
значениях силы Ра применяют две фрезы с
разными направлениями наклона зубьев.
В этом случае осевые силы направлены в
разные стороны и взаимно уравновеши-
ваются.
По окружной составляющей силе Р оп-
ределяют эффективную мощность Ne и
проводят расчет механизма коробки ско-
ростей на прочность. Радиальная состав-
ляющая сила Ру действует на опоры
шпинделя станка и изгибает оправку, на
которой закрепляют фрезу. Горизонталь-
ная составляющая сила Рн действует
на механизм подачи станка и элементы
крепления заготовки, осевая сила Ро - на
13’
388
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.59. Силы резания при работе цилиндрической фрезой
подшипники шпинделя станка и механизм
поперечной подачи стола, вертикальная
составляющая сила Pv - на механизм вер-
тикальной подачи стола. В зависимости от
способа фрезерования (против движения
подачи или по движению подачи) направ-
ление и величина сил изменяются.
Сила резания, Н,
Р = CPsXptyp zBD~4p ,
где СР - коэффициент, характеризующий
обрабатываемый материал и условия об-
работки.
Коэффициент Ср и показатели степе-
ней хР, ур, qP приведены в справочни-
ках.
Эффективная мощность, кВт,
Ne = Pv/(\ 000-60).
2. ТИПЫ ФРЕЗЕРНЫХ
СТАНКОВ
Фрезерные станки предназначены для
обработки наружных и внутренних по-
верхностей различного профиля.
Конструкции фрезерных станков мно-
гообразны. Выпускают станки универ-
сальные, специализированные и специ-
альные.
К универсальному виду оборудования
относят консольные горизонтально- и вер-
тикально-фрезерные станки (рис. 6.60, а и
б); они имеют много общих узлов. В ста-
нине 1 этих станков размещена коробка
скоростей 2. По вертикальным направ-
ляющим станины перемещается консоль
7. Заготовка, устанавливаемая на столе 4 в
тисках или приспособлении, получает
движение подачи в трех направлениях:
продольном (перемещение стола по на-
правляющим салазок 6), поперечном (пе-
ремещение салазок по направляющим
консоли) и вертикальном (перемещение
консоли по направляющим станины).
Главным движением резания является
вращение шпинделя. Коробка подач 8
размещена в консоли. На горизонтально-
фрезерном станке хобот 3 служит для за-
крепления подвески 5, поддерживающей
конец фрезерной оправки.
Горизонтально-фрезерные станки, име-
ющие поворотную плиту, которая позво-
ляет поворачивать рабочий стол в гори-
зонтальной плоскости и устанавливать его
на требуемый угол, называют универсаль-
ными.
На вертикально-фрезерном станке
шпиндельная головка 3 может поворачи-
ваться в вертикальной плоскости.
На вертикально-фрезерном бескон-
сольном станке с ЧПУ (рис. 6.60, в) кре-
стовый стол имеет перемещение по двум
взаимно перпендикулярным координатам х'
(перемещение стола 3 по салазкам 2) и у'
(перемещение салазок 2 по направляющим
станины 7). По направляющим стойки 5
перемещается шпиндельная головка 4 (ко-
ордината z).
Обработку заготовок на фрезерных
станках с ЧПУ производят попутным и
встречным фрезерованием с одинаковой
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
389
Рис. 6.60. Основные типы фрезерных станков
точностью, так как в коробках подач пре-
дусмотрено устройство для выбора зазо-
ров. Программированные перемещения
заготовки относительно инструмента од-
новременно по нескольким координатам
позволяют получать сложную фасонную
поверхность.
Продольно-фрезерные станки предна-
значены для обработки заготовок больших
массы и размеров (типа станин, корпусов,
коробок передач, рамных конструкций и
т.п.). Продольно-фрезерные станки строят
одно- и двухстоечными с длиной стола
1250 ... 12000 мм и шириной 400 ...
5000 мм.
На рис. 6.60, г показан продольно-
фрезерный двухстоечный станок. Стол 2
станка, на котором устанавливают заго-
товку, имеет только одно продольное пе-
ремещение по направляющим станины 1.
На каждой стойке 4 расположены фрезер-
ные головки 3, которые могут переме-
щаться по их направляющим вверх и вниз.
В верхней части стойки соединены попе-
речиной 6, что повышает общую жест-
кость станка. По вертикальным направ-
ляющим стоек перемещается траверса 5.
Две верхние фрезерные головки 3 для их
установки перемещаются по направляю-
щим траверсы и могут поворачиваться на
угол до ±30°. Шпиндель каждой фрезер-
ной головки при наладке станка может
выдвигаться в осевом направлении на
100 ... 200 мм.
Вследствие отсутствия консоли станки
этого типа имеют большую жесткость, что
позволяет работать на повышенных режи-
мах резания.
390
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Продольно-фрезерные станки с ЧПУ
оснащены ползунковыми бабками, распо-
ложенными на стойках и траверсе, и име-
ют перемещение по двум взаимно перпен-
дикулярным координатам. Бабки оснаще-
ны комплектом быстросменных или авто-
матически сменяемых навесных головок,
что позволяет без перезакрепления прово-
дить комплексную фрезерно-сверлильно-
расточную обработку.
На фрезерных станках непрерывного
действия фрезеруют плоские поверхности
при обработке больших партий заготовок
по методу непрерывного торцового фрезе-
рования. Их подразделяют на карусельно-
фрезерные и барабанно-фрезерные.
Карусельно-фрезерный станок показан
на рис. 6.60, д. На станине 1 смонтирована
стойка 2, по вертикальным направляющим
которой перемещается фрезерная головка 3
с двумя шпинделями, один из которых
предназначен для чистовой обработки. На
круглом столе 4 (карусели) с вертикаль-
ной осью вращения в приспособлениях
устанавливают заготовки. Круглый стол
имеет салазки 5 для установки его на на-
правляющих станины. Заготовки устанав-
ливают и снимают со стола без остановки
станка; фрезерование ведется непрерывно
при медденновращающемся столе (движе-
ние круговой подачи).
Особенностью барабанно-фрезерных
станков является наличие барабана с гори-
зонтальной осью вращения. На гранях
барабана в приспособлениях устанавли-
вают заготовки, которым медленным вра-
щением барабана сообщают движение
круговой подачи. Станки имеют одну или
несколько головок.
Копировально-фрезерные станки пред-
назначены для обработки фасонных по-
верхностей сложного профиля.
Различают контурное и объемное фре-
зерование.
Контурное фрезерование применяют
для получения плоских фасонных поверх-
ностей замкнутого криволинейного кон-
тура с прямолинейной образующей (на-
пример, плоских кулачков, шаблонов и
т.п.). Объемное фрезерование применяют
для получения объемных фасонных по-
верхностей (например, лопаток турбин,
пресс-форм и т.п.).
На рис. 6.60, е показан копировально-
фрезерный полуавтомат для объемного
фрезерования. По направляющим станины /
в продольном направлении перемещается
вертикальный стол 6. На столе устанавли-
вают приспособления для закрепления
заготовки и копира. На стойке 2 смонти-
рована фрезерная головка 3, перемещаю-
щаяся по вертикальным направляющим
стойки. Фрезерная головка и жестко скре-
пленное с ней следящее устройство 4 со
щупом 5 могут перемещаться вдоль оси
шпинделя. Во время работы станка щуп 5
с силой 1,5 ... 2 Н прижимается к копиру.
При изменении силы в следящем устрой-
стве 4 возникают электрические сигналы,
которые управляют движением фрезерной
головки и обеспечивают движение попе-
речной (следящей) подачи фрезы в соот-
ветствии с профилем копира. Движение
вертикальной подачи фрезерной головки
остается постоянным по величине и на-
правлению в пределах заданного контура
(движение задающей подачи).
Профиль обрабатываемой поверхности
зависит от соотношения движений за-
дающей и следящей подач (перемещений
в двух координатных направлениях х и у),
результирующая которых определяет за-
данный контур поверхности (контурное
фрезерование). Обработку пространст-
венно-сложных поверхностей (объемное
фрезерование) производят параллельными
рабочими ходами-строчками. Каждая
строчка - это контурное фрезерование.
В конце рабочего хода стол с заготовкой
перемещается относительно фрезы в про-
дольном направлении на ширину строчки,
и выполняется следующий рабочий ход -
обработка по третьей координате z (см.
рис. 6.66, т).
Объемное фрезерование наиболее ус-
пешно осуществляется на фрезерных
станках с ЧПУ. В отличие от копироваль-
но-фрезерных полуавтоматов, где необхо-
димые относительные перемещения фрезы
и заготовки задаются в параметрическом
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
391
виде путем установки на станок копира
соответствующего профиля, на станках с
ЧПУ информация о требуемой траектории
инструмента записана на программоноси-
теле (обычно в виде перфоленты).
В некоторых случаях, например при
обработке фасонных поверхностей с
большими габаритными размерами, стан-
ки с ЧПУ являются незаменимыми.
На базе фрезерных станков с ЧПУ вы-
пускают многоцелевые станки, предна-
значенные для комплексной обработки
корпусных деталей с четырех сторон без
переустановки.
На рис. 6.60, ж представлен многоце-
левой фрезерно-сверлильно-расточной
станок. По горизонтальным направляю-
щим станины I перемещается поворотный
стол 6, осуществляющий продольное и
поперечное перемещения по координатам
х' и у'. По вертикальным направляющим
стойки 2 перемещается шпиндельная баб-
ка 5 (движение подачи по координате z).
В инструментальном магазине 4 находятся
разнотипные инструменты, необходимые
для обработки данной заготовки. По про-
грамме они подаются автоматической ру-
кой 3 в шпиндель и в нем закрепляются.
3. ТИПЫ ФРЕЗ И
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
ФРЕЗЕРНЫХ СТАНКОВ
В зависимости от назначения и вида
обрабатываемых поверхностей различают
следующие типы фрез: цилиндрические
(рис. 6.61, а), торцовые (рис. 6.61, б, з),
дисковые (рис. 6.61, в), концевые (рис.
6.61, г), угловые (рис. 6.61, д), шпоночные
(рис. 6.61, е), фасонные (рис. 6.61, ж).
У цилиндрических и дисковых односто-
ронних фрез режущие зубья расположены
на наружной поверхности цилиндра. У
дисковых двусторонних, торцовых насад-
ных, концевых и шпоночных фрез режу-
щие зубья расположены на наружной ци-
линдрической поверхности и на одном из
торцов. У дисковых трехсторонних фрез
режущие зубья расположены на двух тор-
цах и на наружной цилиндрической по-
верхности.
Фрезы изготовляют цельные (рис. 6.61,
б - ж) или сборные (рис. 6.61, а, з). Ре-
жущие кромки могут быть прямые (рис.
6.61, д) или винтовые (рис. 6.61, а). Фрезы
имеют остроконечную (рис. 6.61, и) или
затылованную (рис. 6.61, к) форму зуба.
Рис. 6.61. Типы фрез
392
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
У фрез с остроконечными зубьями перед-
няя и задняя поверхности лезвия плоские.
У фрез с затылованными зубьями перед-
няя поверхность плоская, а задняя выпол-
нена по спирали Архимеда; при переточке
по передней поверхности профиль зуба
фрезы сохраняется.
Цельные фрезы изготовляют из инст-
рументальных сталей. У сборных фрез
зубья (ножи) выполняют из быстрорежу-
щих сталей или оснащают пластинами из
твердых сплавов и закрепляют в корпусе
фрезы пайкой или механически. Изготов-
ляют торцовые фрезы с механическим
креплением ножей из композитов.
На рис. 6.62, а показана цилиндриче-
ская фреза с винтовыми зубьями. Она со-
стоит из корпуса ] и режущих зубьев 2.
Зуб фрезы имеет следующие элементы:
переднюю поверхность лезвия 3, заднюю
поверхность 6, спинку зуба 7, ленточку 5 и
режущую кромку 4.
У цилиндрических фрез различают пе-
редний угол у, измеренный в плоскости А-А,
перпендикулярный к главной режущей
кромке; главный задний угол а, измерен-
ный в плоскости, перпендикулярной к оси
фрезы; угол наклона зубьев со. Передний
угол у способствует образованию и сходу
стружки. Главный задний угол а обеспе-
чивает благоприятные условия перемеще-
ния задней поверхности зуба относитель-
но поверхности резания и уменьшает тре-
ние на этих поверхностях. Угол наклона
зубьев со обеспечивает более спокойные
условия резания по сравнению с прямым
зубом и придает направление сходящей
стружке.
У зуба торцовой фрезы (рис. 6.62, 6)
режущая кромка имеет болей сложную
форму. Она состоит из главной режущей
кромки 8, переходной кромки 9 и вспомо-
гательной кромки 10. Зуб торцовой фрезы
имеет главный угол в плане ср, вспомога-
тельный угол в плане ср' и угол в плане на
переходной режущей кромке ср0. Чем
меньше угол ср', тем меньше шерохова-
тость обработанной поверхности. Реко-
мендуемые значения углов приведены в
справочниках.
Для закрепления заготовок на фрезер-
ных станках применяют универсальные и
специальные приспособления. К универ-
сальным приспособлениям относят при-
хваты, угольники, призмы, машинные
тиски (см. разд. 6, гл. VI).
При обработке большого числа одина-
ковых заготовок изготовляют специаль-
ные приспособления, пригодные только
для установки и закрепления этих загото-
вок на данном станке. Важной принад-
лежностью фрезерных станков являются
делительные головки, которые служат для
периодического поворота заготовок на
требуемый угол и для непрерывного их
вращения при фрезеровании винтовых
канавок. Наиболее распространены уни-
версальные лимбовые делительные головки.
Делительная головка (рис. 6.63, а, б)
состоит из корпуса 1, делительного лимба 5,
Рис. 6.62. Элементы и геометрия фрезы:
D - диаметр фрезы; L - ширина фрезы
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
393
Рис. 6.63. Универсальная делительная головка, настроенная на дифференциальное деление
поворотного барабана 2 и шпинделя 4 с
центром. В корпусе на шпинделе жестко
закреплено червячное зубчатое колесо
(обычно с числом зубьев 40), находящееся
в зацеплении с однозаходным червяком.
Вращение шпинделю сообщают рукоят-
кой 6. Поворот рукоятки 6 и, соответст-
венно, заготовки на требуемый угол осу-
ществляется с помощью лимба 5. Для
удобства отсчета используют раздвижной
сектор 7. На шпинделе 4 закреплен лимб 3
для непосредственного деления заготовки
на части.
Универсальные делительные головки
позволяют осуществлять деление непо-
средственным, простым и дифференци-
альным способами.
При непосредственном способе деле-
ния червяк выводят из зацепления с чер-
вячным колесом и поворачивают заготов-
ку вращением лимба 3.
При простом способе деление произ-
водят при закрепленном лимбе 5. Шпин-
дель с заготовкой поворачивают вращени-
ем рукоятки через включенную червячную
передачу.
Частота вращения рукоятки п, необхо-
димая для поворота заготовки на 1/z часть
оборота,
п = N/z = 40/z,
где N - характеристика делительной го-
ловки - число, обратное передаточному
отношению червячной пары; z - число
частей, на которое необходимо разделить
заготовку.
Если z < 40, то 40/z > 1; тогда
40/z = А + а/b = А + та/mb ,
где А - число целых оборотов рукоятки;
а и b - числитель и знаменатель правиль-
ной простой дроби; т - общий множитель
при а и Ь, который выбирают исходя из
того, чтобы произведение mb представля-
ло собой число отверстий, имеющихся на
одной из окружностей лимба 5; тогда
та - число делений на окружности лимба,
соответствующее части поворота рукоятки.
Дифференциальное деление применя-
ют в тех случаях, когда нельзя подобрать
на лимбе окружность с требуемым числом
отверстий для простого деления. При этом
способе деления заготовку поворачивают
на требуемый угол вращением рукоятки
относительно вращающегося делительно-
го лимба 5, который получает вращение от
шпинделя 4 через сменные зубчатые коле-
са (рис. 6.63, б).
При этом справедливо равенство
п = 40/z = И| + п2,
где «1 - частота вращения рукоятки отно-
сительно делительного лимба; n2=iAlz -
частота вращения лимба, соответствую-
щая повороту заготовки на 1/z оборота
394
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
(z - заданное число делений; i - переда-
точное отношение сменных зубчатых ко-
лес). Частота вращения рукоятки
п — ^/гпр >
где z„p - приближенное число делений,
близкое к заданному и позволяющее ис-
пользовать способ простого деления.
Подставляя значения п, п} и п2 в фор-
мулу, приведенную выше, получим
40/z = 40/znp -н-1/z
ИЛИ
г — 40(znp — z)/znp .
Если znp > z, передаточное отношение
i будет положительным; если znp < z -
отрицательным. При положительном i
направления вращения рукоятки и дели-
тельного лимба совпадают, при отрица-
тельном i они вращаются в противопо-
ложных направлениях.
Винтовые канавки фрезеруют при не-
прерывном вращении шпинделя дели-
тельной головки, которое он получает от
винта продольной подачи стола универ-
сально-фрезерного станка через сменные
колеса a, b, с, d (рис. 6.64). Заготовку ус-
танавливают в центрах делительной го-
ловки и задней бабки. В процессе обра-
ботки заготовка получает два движения -
вращательное и поступательное вдоль оси.
Оба движения согласованы так, что при
перемещении на шаг нарезаемой винтовой
канавки заготовка делает один оборот.
Уравнение кинематического баланса
цепи имеет вид
40 1 d b
1 _________( —гГ
1об.заг 1в 2н‘
1 1 с а
Отсюда передаточное отношение
сменных зубчатых колес
а с 40/„
z =-----=------2-
*см »
b d Тн
где tB - шаг ходового винта продольной
подачи стола станка; Тн — шаг нарезаемой
винтовой канавки.
Стол станка с заготовкой поворачива-
ют на угол наклона винтовой канавки Р
для получения винтовой канавки требуе-
мого профиля.
Рис. 6.64. Схема универсальной делительной головки, настроенной на фрезерование винтовых
канавок
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
395
В качестве вспомогательного инстру-
мента применяют фрезерные оправки для
закрепления фрез и передачи крутящего
момента от шпинделя станка на фрезу.
Базой для закрепления фрезы на оправке
может быть ее центровое отверстие или
хвостовик (конический или цилиндриче-
ский). По способу закрепления в первом
случае фрезы называют насадными, во
вторым - хвостовыми.
На рис. 6.65, а показана оправка 2 для
закрепления цилиндрических и дисковых
фрез 3. Фрезу насаживают на оправку и
соединяют с ней посредством шпонки 4.
Требуемое положение фрезы на оправке
обеспечивается установочными кольцами 7.
Коническим хвостовиком оправку встав-
ляют в коническое отверстие шпинделя 1
и закрепляют затяжным болтом 9. От про-
ворачивания оправку удерживают сухари 8.
Другой конец оправки входит в подшип-
ник 6 серьги 5.
Короткие концевые оправки (рис. 6.65, 6)
используют для закрепления торцовых и
дисковых фрез. Коническим хвостовиком 10
оправку закрепляют в шпинделе 1, а на
другом конце оправки крепят насадную
фрезу 11 с помощью шпонки 12 и винта 13.
Фрезы с коническим хвостовиком 15 за-
крепляют в коническом отверстии шпин-
деля / непосредстенно или через переход-
ные втулки 14 (рис. 6.65, в). Фрезы с ци-
линдрическим хвостовиком закрепляют в
цанговом патроне. Конический хвостовик
патрона вставляют в шпиндель станка и
закрепляют болтом.
4. СХЕМЫ ОБРАБОТКИ ЗАГОТОВОК
НА ФРЕЗЕРНЫХ СТАНКАХ
На рис. 6.66 показаны схемы обработ-
ки заготовок на станках фрезерной группы.
Горизонтальные плоскости фрезеру-
ют на горизонтально-фрезерных станках
цилиндрическими фрезами (рис. 6.66, а) и
на вертикально-фрезерных станках торцо-
выми фрезами (рис. 6.66, б). Цилиндриче-
скими фрезами целесообразно обрабаты-
вать горизонтальные плоскости шириной
до 120 мм. В большинстве случаев плос-
кости удобнее обрабатывать торцовыми
фрезами вследствие большей жесткости
их закрепления в шпинделе и более плав-
ной работы, так как число одновременно
работающих зубьев торцовой фрезы
больше числа зубьев цилиндрической
фрезы.
Вертикальные плоскости фрезеруют
на горизонтально-фрезерных станках тор-
цовыми фрезами (рис. 6.66, в) и торцовы-
ми фрезерными головками, а на верти-
кально-фрезерных станках концевыми
фрезами (рис. 6.66, г).
1 2 3 4 5
6) в)
Рис. 6.65. Схемы установки и закрепления фрез на станке
Рис. 6.66. Схемы обработки заготовок на фрезерных станках
4D
<3\
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
ОБРАБОТКА ЗАГОТОВОК НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
397
Наклонные плоскости фрезеруют
торцовыми (рис. 6.66, д) и концевыми
фрезами на вертикально-фрезерных стан-
ках, у которых фрезерная головка со
шпинделем поворачивается в вертикаль-
ной плоскости. Наклонные плоскости не-
большой ширины фрезеруют на горизон-
тально-фрезерном станке дисковой- одно-
угловой фрезой (рис. 6.66, е).
Комбинированные поверхности фре-
зеруют набором фрез (рис. 6.66, ж) на
горизонтально-фрезерных станках. Точ-
ность взаиморасположения обработанных
поверхностей зависит от жесткости креп-
ления фрез по длине оправки. С этой це-
лью применяют дополнительные опоры
(подвески), избегают использования несо-
размерных по диаметру фрез (рекомен-
дуемое отношение диаметров фрез не бо-
лее 1,5).
Уступы и прямоугольные пазы фре-
зеруют концевыми (рис. 6.66, з) и диско-
выми (рис. 6.66, и) фрезами на вертикаль-
но- и горизонтально-фрезерных станках.
Уступы и прямоугольные пазы фре-
зеруют концевыми (рис. 6.66, з) и диско-
выми (рис. 6.66, ч) фрезами на вертикаль-
но- и горизонтально-фрезерных станках.
Уступы и пазы целесообразнее фрезе-
ровать дисковыми фрезами, так как они
имеют большее число зубьев и допускают
работу с большими скоростями резания.
Фасонные пазы фрезеруют фасонной
дисковой фрезой (рис. 6.66, к), угловые
пазы - одноугловой и двухугловой
(рис. 6.66, л) фрезами на горизонтально-
фрезерных станках.
Клиновой паз фрезеруют на верти-
кально-фрезерном станке за два прохода:
прямоугольный паз - концевой фрезой,
затем скосы паза - одноугловой фрезой
(рис. 6.66, м). Т-образные пазы (рис. 6.66, н),
которые широко применяют в машино-
строении как станочные пазы, например,
на столах фрезерных станков, фрезеруют
обычно за два прохода: вначале паз пря-
моугольного профиля - концевой фрезой,
затем нижнюю часть паза - фрезой для
Т-образных пазов.
Шпоночные пазы фрезеруют конце-
выми или шпоночными (рис. 6.66, о) фре-
зами на вертикально-фрезерных станках.
Точность получения шпоночного паза -
важное условие при фрезеровании, так как
от нее зависит характер посадки на шпон-
ку сопрягаемых с валом деталей. Фрезеро-
вание шпоночной фрезой обеспечивает
получение более точного паза; при пере-
точке по торцовым зубьям диаметр шпо-
ночной фрезы практически не изменяется.
Фасонные поверхности незамкнутого
контура с криволинейной образующей и
прямолинейной направляющей фрезеруют
на горизонтально- и вертикально-фрезер-
ных станках фасонными фрезами соответ-
ствующего профиля (рис. 6.66, п).
Применение фасонных фрез эффектив-
но при обработке узких и длинных фасон-
ных поверхностей. Широкие профили об-
рабатывают набором фасонных фрез.
Фрезерование цилиндрических зуб-
чатых колес на горизонтально- и верти-
кально-фрезерных станках будет рассмот-
рено в гл. IX этого раздела.
Горизонтальные, вертикальные, на-
клонные плоскости и пазы одновременно
обрабатывают на продольно-фрезерных
двухстоечных станках торцовыми и кон-
цевыми фрезами с движением продольной
подачи стола, на котором в приспособле-
нии закреплена корпусная заготовка
(рис. 6.66, р).
Горизонтальные плоскости по методу
непрерывного фрезерования обрабатыва-
ют на карусельно-фрезерных станках
торцовыми фрезами (рис. 6.66, с). Заго-
товки устанавливают в приспособлениях,
равномерно расположенных по окружно-
сти стола, и сообщают им движение кру-
говой подачи. Заготовка сначала проходит
черновую обработку (размер Н{), а затем
фрезой, установленной во втором шпин-
деле, обрабатывается окончательно (раз-
мер Н2).
Пространственно-сложные поверхно-
сти обрабатывают на копировально-
фрезерных полуавтоматах (рис. 6.66, т).
Обработку производят специальной кон-
398
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
цевой фрезой. Фрезерование ведут по
трем координатам: х, у, z (объемное
фрезерование). Описание принципа объ-
емного фрезерования фасонных поверхно-
стей приведено выше (см. гл. VIII, п. 2).
5. ТЕХНОЛОГИЧЕСКИЕ
ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
ИЗГОТОВЛЯЕМЫХ ДЕТАЛЕЙ
Детали с выступами одинаковой высо-
ты (рис. 6.67, а) можно обрабатывать од-
ной фрезой за один рабочий ход. При фре-
зеровании деталей с выступами разной
высоты (рис. 6.67, б) приходится опускать
и поднимать стол.
Пазы и прорези целесообразнее обра-
батывать дисковыми фрезами (рис. 6.67, в),
так как обработка ими производительнее,
чем концевыми фрезами (рис. 6.67, г). Ра-
диус паза R должен соответствовать стан-
дартным размерам фрезы. Следует преду-
сматривать открытые пазы (рис. 6.67, д);
их проще изготовить и можно фрезеровать
на повышенных режимах резания. При
обработке закрытых пазов (рис. 6.67, е)
нужно предварительно засверливать от-
верстия для входа фрезы.
При конструировании выступов у де-
талей необходимо устанавливать их высо-
ту с учетом допусков на литье и механи-
ческую обработку (рис. 6.67, ж). Недоста-
точная высота выступа может привести к
врезанию фрезы в поверхность, не подле-
жащую обработке (рис. 6.67, з).
Желательно практиковать фрезерова-
ние нескольких заготовок одновременно.
В этом случае, например, при вынесении
уступа на край детали можно фрезеровать
паз в двух деталях одновременно (рис.
6.67, и). Менее технологична конструкция,
показанная на рис. 6.67, к.
Следует предусматривать посадочные
места под присоединяемые детали с на-
ружной стороны корпуса, что значительно
Рис. 6.67. Примеры конструкций деталей машин,
изготовляемых на фрезерных станках
ОБРАБОТКА ЗАГОТОВОК НА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
399
упрощает фрезерование поверхностей
(рис. 6.67, л); фрезеровать внутренние
площадки под подшипники крайне не-
удобно (рис. 6.67, м).
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какова особенность процесса фрезерова-
ния и почему в большинстве случаев плоскости
удобнее обрабатывать торцовыми фрезами?
2. Каковы преимущества обработки фасон-
ных поверхностей незамкнутого контура с
криволинейной образующей и прямолинейной
направляющей на фрезерных станках с ЧПУ по
сравнению с обработкой их на универсальных
фрезерных станках?
3. Почему при фрезеровании шпоночного
паза шпоночной фрезой обеспечивается боль-
шая точность по сравнению с фрезерованием
концевой фрезой, и как это отражается на точ-
ности сборки сопрягаемых с валом деталей?
4. Каковы отличия копировально-
фрезерных полуавтоматов от фрезерных стан-
ков с ЧПУ?
5. При каких условиях наиболее целесооб-
разно применять многооперационные станки?
Глава IX Обработка заготовок
на зубообрабатывающих станках
1. ФОРМООБРАЗОВАНИЕ
ФАСОННЫХ ПРОФИЛЕЙ,
РАВНОМЕРНО РАСПОЛОЖЕННЫХ
ПО ОКРУЖНОСТИ
На зубообрабатывающих станках вы-
полняют обработку фасонных поверхно-
стей различного профиля, равномерно
расположенных по окружности, однако
преимущественно обрабатывают фасон-
ные поверхности эвольвентного профиля,
используемые для профилирования боко-
вых поверхностей зубьев зубчатых колес.
Зубчатые колеса широко применяют в
передачах современных машин и прибо-
ров, поэтому в данной главе основное
внимание уделено обработке эвольвент-
ных зубчатых колес различными техноло-
гическими методами.
Различают два метода получения фа-
сонных профилей, равномерно располо-
женных по окружности: копирование и
обкатку (огибание).
Копирование - метод, основанный на
профилировании, например, зубьев фа-
сонным инструментом, профиль режущей
части которого соответствует профилю
впадины нарезаемого зубчатого колеса.
По методу копирования зубчатые колеса
нарезают дисковой модульной* фрезой на
горизонтально- или универсально-фре-
зерных станках (рис. 6.68, а) и концевой
модульной фрезой на вертикально-фре-
зерных станках (рис. 6.68, 6) последова-
тельно по одной впадине с использовани-
ем делительной головки.
В процессе фрезерования впадины ме-
жду зубьями колеса сообщают фрезе глав-
ное вращательное движение резания, а
заготовке - движение продольной подачи.
По окончании фрезерования одной впади-
ны стол отводят в исходное положение и
заготовку поворачивают на 1/z часть обо-
рота (z - число зубьев нарезаемого зубча-
того колеса). Концевыми модульными
фрезами нарезают зубчатые колеса боль-
ших модулей и шевронные колеса.
При использовании инструмента с раз-
личным профилем режущей части можно
получать детали любого фасонного про-
филя, равномерно расположенного по ок-
ружности.
Метод копирования не обеспечивает
высокой точности и имеет сравнительно
низкую производительность.
Модуль - параметр зубчатого зацепления.
Модулем называется отношение окружного
шага зубьев s зубчатого колеса по делительной
окружности к числу л (т = slit).
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
400
Рис. 6.68. Схемы фрезерования зубьев по методу копирования:
1 - фреза; 2 - нарезаемое колесо
Обкатка - метод, основанный на заце-
плении зубчатой пары: режущего инстру-
мента и заготовки. Режущие кромки
инструмента имеют профиль зуба сопря-
женной рейки (рис. 6.69, а) или сопряжен-
ного колеса (рис. 6.70, а). Боковая поверх-
ность зуба на заготовке образуется как
огибающая последовательных положений
режущих кромок инструмента в их отно-
сительном движении (рис. 6.69, б и
6.70, 6)
Различные положения режущих кро-
мок относительно формируемого профиля
зубьев на заготовке получают в результате
кинематически согласованных вращатель-
ных движений инструмента и заготовки на
зуборезном станке.
Метод обкатки обеспечивает непрерыв-
ное формообразование зубьев колеса. Наре-
зание зубчатых колес этим методом получи-
ло преимущественное распростраение
вследствие высокой производительности и
значительной точности обработки.
Рис. 6.69. Схема формообразования зубьев
цилиндрического колеса червячной фрезой
Рис. 6.70. Схема формообразования зубьев цилиндрического колеса долбяком:
1 - долбяк; 2 - нарезаемое колесо
ОБРАБОТКА ЗАГОТОВОК НА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
401
2. ТИПЫ
ЗУБООБРАБАТЫВАЮЩИХ
СТАНКОВ
Наиболее широкое распространение в
промышленности получили зубообраба-
тывающие станки, на которых формообра-
зование зубьев осуществляется по методу
обкатки. На этих станках зубчатые колеса
в зависимости от используемого режущего
инструмента нарезают различными техно-
логическими методами.
Зубофрезерные станки предназначены
для нарезания цилиндрических колес
внешнего зацепления с прямыми и косыми
зубьями и червячных колес.
На рис. 6.71, а показан зубофрезерный
полуавтомат. На станине 7 слева установ-
лена неподвижная стойка 3. Фрезу, закре-
пленную на оправке, устанавливают в
шпинделе фрезерного суппорта 5, кото-
рый перемещается по вертикальным на-
правляющим стойки. Суппорт может по-
ворачиваться в вертикальной плоскости.
Заготовку закрепляют на оправке вра-
щающегося стола 8. На корпусе стола,
перемещаемом по горизонтальным на-
правляющим станины, установлены зад-
няя стойка 6 с подвижным кронштейном 7
для поддержания верхнего конца оправки.
В станине расположена коробка скоростей 2,
с помощью которой устанавливают часто-
ту вращения шпинделя.
В неподвижной стойке находятся ме-
ханизмы гитар деления, дифференциала и
коробка подач с электромагнитными муф-
тами. Гитара деления (обкатки) служит
для сообщения заготовке окружной скоро-
сти, необходимой для автоматического
деления заготовки на заданное число
зубьев. Гитара дифференциала сообщает
заготовке дополнительное вращательное
движение при нарезании колес с косым
зубом. Она позволяет увеличить или
уменьшить скорость вращения заготовки,
которая определяется настройкой дели-
тельной гитары, и получить левый или пра-
вый наклон зубьев колеса.
С помощью коробки подач устанавли-
вают скорость вертикального движения
подачи фрезы или скорость горизонталь-
ного (радиального) движения подачи заго-
товки. К неподвижной стойке корпуса
прикреплен пульт управления 4 станком.
Цикл работы станка автоматизирован. Все
рабочие и вспомогательные движения
(быстрый подвод заготовки к инструмен-
ту, зубонарезание, быстрый отвод колеса и
инструмента в исходное положение и ос-
тановка станка) осуществляются автома-
тически.
402
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Зубодолбежные станки предназначены
для нарезания цилиндрических зубчатых
колес внешнего и внутреннего зацепления
с прямыми и косыми зубьями. На этих же
станках можно нарезать блоки зубчатых
колес с малым расстоянием между венца-
ми колес, а также шевронные колеса.
На рис. 6.71, б показан вертикальный
зубодолбежный станок. Станина станка
состоит из двух частей - нижней 1 и верх-
ней 2. Долбяк, закрепленный в шпинде-
ле 6, получает вращательное и одновре-
менно возвратно-поступательное движе-
ния. Суппорт 4 перемещается по направ-
ляющим станины 2 в поперечном направ-
лении. Заготовку закрепляют на шпинделе
стола 7 и сообщают ей вращательное дви-
жение. Кроме того, заготовка имеет воз-
вратно-поступательное движение в гори-
зонтальной плоскости для отвода заготов-
ки от долбяка перед каждым его вспомо-
гательным ходом. Гитара скоростей 8
предназначена для изменения частоты
двойных ходов в минуту долбяка. Гитара
деления 3 сообщает долбяку окружную
скорость для автоматического деления
заготовки на заданное число зубьев.
С помощью механизма подачи 5 устанав-
ливают радиальную подачу долбяка.
Зубодолбежные станки работают по
полуавтоматическому циклу.
Зубострогальные станки применяют
для нарезания конических зубчатых колес.
На рис. 6.71, в показан зубострогальный
станок. На станине 1 слева расположена
стойка 3 с люлькой 4. По направляющим
люльки перемещаются два резцовых суп-
порта 5, несущие зубострогальные резцы.
Резцы попеременно совершают возвратно-
поступательное движение в направлении к
вершине конусов конических колес -
плоского и заготовки. Частоту двойных
ходов резцов в минуту устанавливают на-
стройкой гитары скоростей 2. Люлька
смонтирована на планшайбе и при обкатке
вращается вокруг горизонтальной оси,
имитируя вращение плоского конического
колеса.
В шпинделе делительной бабки 6 на
оправке закрепляют заготовку. Салазки 8
делительной бабки, перемещаясь по про-
дольным направляющим станины, подво-
дят заготовку к резцам и отводят ее от
них. Величина подвода и отвода заготовки
регулируется с помощью механизма 9.
Настройкой гитары деления 7 заготовке
при отводе ее от резцов сообщают поворот
на один угловой шаг, т.е. на 1/z оборота.
Делительная бабка 6 может поворачивать-
ся вокруг вертикальной оси для установки
оси шпинделя (заготовки) под углом ср
(угол при вершине конуса нарезаемого
колеса) к оси люльки.
Применение ЧПУ получило развитие в
зубофрезерных и зубодолбежных станках.
ЧПУ в этих станках используется в виде
комплексной системы управления циклом
обработки и наладки, включая установоч-
ные перемещения узлов и замену части
механических кинематических связей на
связи с электронным управлением приво-
дами. Применение электронных систем
управления циклом обработки расширяет
универсальность зубообрабатывающих
станков, а также позволяет простыми спо-
собами получать зуб с более рациональ-
ной формой.
3. РЕЖУЩИЕ ИНСТРУМЕНТЫ
ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС
ПО МЕТОДУ ОБКАТКИ
Червячная модульная фреза (рис.
6.72, а) представляет собой винт с проре-
занными перпендикулярно к виткам ка-
навками. В результате этого на червяке
образуются режущие зубья, расположен-
ные по винтовой линии. Профиль зуба
фрезы в нормальном сечении имеет тра-
пецеидальную форму и представляет со-
бой зуб рейки с передним у и задним а
углами заточки. Червячные фрезы изго-
товляют однозаходными и многозаходны-
ми. Чем больше число заходов, тем выше
производительность фрезы, но ниже точ-
ность. Червячными модульными фрезами
нарезают цилиндрические колеса с пря-
мыми и косыми зубьями и червячные ко-
леса.
ОБРАБОТКА ЗАГОТОВОК НА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
403
Рис. 6.72. Инструмент для нарезания зубчатых колес по методу обкатки
Зуборезный долбяк (рис. 6.72, б)
представляет собой зубчатое колесо, зубья
которого имеют эвольвентный профиль с
передним у и задним а углами заточки.
Различают два типа долбяков: прямозубые
для нарезания цилиндрических колес с
прямыми зубьями и косозубые для наре-
зания цилиндрических колес с косыми
зубьями.
Зубострогальный резец (рис. 6.72, в)
имеет призматическую форму с соответ-
ствующими углами заточки и прямоли-
нейной режущей кромкой. Передний у и
задний а углы образуются при установке
резца в резцедержателе станка. Эти резцы
применяют попарно для нарезания кони-
ческих зубчатых колес с прямыми зубьями.
Режущие инструменты, работающие по
методу обкатки, позволяют нарезать одним
инструментом данного модуля колеса того
же модуля с любым числом зубьев.
4. СХЕМЫ НАРЕЗАНИЯ
ЗУБЧАТЫХ КОЛЕС
На зубофрезерных станках зубчатые
колеса нарезают червячной модульной
фрезой по методу обкатки, в основу кото-
рого положено зацепление зубчатого ко-
леса с рейкой.
При нарезании цилиндрических колес
с прямыми зубьями (рис. 6.73, а) червяч-
ная фреза вращается и перемещается
вдоль оси заготовки. Скоростью главного
движения резания при зубофрезеровании
является скорость на вершине зуба фрезы,
а движением подачи - перемещение фрезы
вдоль оси вращения заготовки.
Скорость главного движения резания,
м/с,
у = л£)фПф/(1000-60),
где - диаметр фрезы, мм; - частота
вращения фрезы, мм/об.
Подачу измеряют в миллиметрах на
один оборот заготовки и выбирают из
нормативов по режимам резания в зави-
симости от числа зубьев, требуемых шеро-
ховатости и точности обработки. При об-
работке однозаходной модульной червяч-
ной фрезой необходимо, чтобы за время
одного оборота фрезы заготовка, на кото-
рой требуется получить z зубьев, поверну-
лась на 1/z часть окружности. Согласован-
ное и непрерывное вращение заготовки и
фрезы является обкаточным движением.
Таким образом, для нарезания цилиндри-
ческих колес с прямыми зубьями необхо-
димы три движения: главное вращатель-
ное движение резания червячной фрезы,
движение круговой подачи заготовки (де-
лительное движение) и движение верти-
кальной подачи фрезы. Для согласования
этих движений на станке настраивают ки-
нематические цепи: скоростную, дели-
тельную и вертикальной подачи.
Кинематическая скоростная цепь свя-
зывает вращение червячной фрезы с вра-
щением вала электродвигателя; кинемати-
ческая цепь деления (обкатки) - вращение
червячной фрезы с вращением заготовки;
кинематическая цепь вертикальной пода-
чи - перемещение фрезы в вертикальной
плоскости с вращением заготовки.
404
МЕХАНИЧЕСКАЯ ОБРАБОТКАЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.73. Схемы нарезания зубчатых колес на зубофрезерном станке:
1 - червячная фреза; 2 - заготовка
Чтобы нарезаемые зубья имели сим-
метричный профиль, ось вращения чер-
вячной модульной фрезы устанавливают
под углом X к торцу заготовки колеса.
При нарезании цилиндрических колес
с прямыми зубьями (рис. 6.73, б) ось чер-
вячной фрезы устанавливают относитель-
но плоскости, перпендикулярной к оси
заготовки, под углом X, равным углу
подъема витков червячной фрезы со.
При нарезании цилиндрических колес
с косыми зубьями (рис. 6.73, в) ось фрезы
устанавливают под углом X, при опреде-
лении которого учитывают угол подъема
витков червячной фрезы со и угол наклона
нарезаемых зубьев
X = Р±со;
знак "плюс" принимают при разноимен-
ном наклоне зубьев фрезы и колеса, "ми-
нус" - при одноименном наклоне.
Для формообразования косого зуба не-
обходимы три движения: главное враща-
тельное движение резания фрезы, движе-
ние вертикальной подачи фрезы и уско-
ренное (или замедленное) вращательное
движение круговой подачи заготовки, ко-
торое складывается из основного и допол-
нительного ее вращений. Первые два дви-
жения и основное вращение заготовки
осуществляются настройкой тех же кине-
матических цепей, что и при нарезании
колес с прямыми зубьями.
При вертикальном перемещении фрезы
на величину подачи зубья фрезы образуют
винтовые зубья колеса. Для обеспечения
этого условия необходимо, чтобы за один
оборот однозаходной червячной фрезы
заготовка не только повернулась на 1/z
часть окружности, но и совершила еще
дополнительную часть оборота, что дос-
тигается настройкой дифференциальной
кинематической цепи.
Суммирование основного и дополни-
тельного вращательного движений заго-
товки осуществляется дифференциалом.
Основное вращение заготовки зависит от
отношения числа заходов червячной фре-
зы к числу зубьев нарезаемого колеса, а
дополнительное вращение - от угла на-
клона нарезаемых зубьев.
Направление дополнительного враще-
ния заготовки совпадает с направлением
ее основного движения (ускоренное вра-
щение заготовки), если направления вин-
ОБРАБОТКАЗАГОТОВОКНА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
405
товых линий зубьев нарезаемого колеса и
фрезы одинаковы. Если же направления
винтовых линий различны, то дополни-
тельное вращение будет направлено в сто-
рону, обратную основному движению (за-
медленное вращение заготовки).
При нарезании червячных колес (рис.
6.73, г) ось фрезы устанавливают горизон-
тально (А. = 0) на высоте середины заго-
товки.
Для нарезания червячных колес необ-
ходимы три движения: главное враща-
тельное движение резания червячной фре-
зы, движение круговой подачи заготовки и
движение радиальной подачи заготовки.
Первые два движения осуществляют на-
стройкой тех же кинематических цепей,
что и при нарезании колес с прямыми и
косыми зубьями. Для нарезания зуба на
полную высоту по всей ширине колеса
заготовке сообщают движение радиальной
подачи, настраивая кинематическую цепь
горизонтальной подачи. Цепь горизон-
тальной подачи связывает перемещение
заготовки в горизонтальной плоскости с ее
вращением.
На зубодолбежных станках зубчатые
колеса нарезают зуборезными долбяками
по методу обкатки, в основу которого по-
ложено зацепление двух цилиндрических
зубчатых колес.
При нарезании цилиндрических колес
с прямыми зубьями (рис. 6.74, а) исполь-
зуют прямозубые долбяки. Главное дви-
жение резания - возвратно-поступа-
тельное движение долбяка; движение дол-
бяка вниз - рабочий ход £)Гр, движение
его вверх - вспомогательный ход Dr?.
Оба движения - рабочее и вспомогатель-
ное - составляют двойной ход долбяка.
Скорость главного движения резания
при зубодолблении, м/с,
v = 2£и/(1000 60),
где L - длина хода долбяка, мм; п - часто-
та двойных ходов долбяка в минуту.
Долбяк и заготовка, находясь в заце-
плении, вращаются со скоростью, обратно
пропорциональной числу их зубьев:
изаг/ид — ^д/2заг >
где изаг - частота вращения заготовки,
об/мин; «д - частота вращения долбяка,
об/мин; z, - число зубьев долбяка; z3ar -
число зубьев нарезаемого колеса.
Вращение долбяка (движение круговой
подачи долбяка) и вращение заготовки
(движение круговой подачи заготовки)
являются движениями обкатки.
Движение круговой подачи выражает-
ся длиной дуги делительной окружности
долбяка, на которую он поворачивается за
один двойной ход (мм/дв. ход). Попереч-
ным перемещением суппорта долбяку
Рис. 6.74. Схемы нарезания зубчатых колес на зубодолбежном станке:
/ - долбяк; 2 - нарезаемое колесо; 3 - копир
406
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
сообщают движение радиальной подачи -
движение врезания долбяка в заготовку.
Движение радиальной подачи сообщается
до достижения полной глубины впадины
между зубьями. В дальнейшем процесс
нарезания происходит при постоянном
межцентровом расстоянии в течение од-
ного оборота заготовки. Для устранения
трения зубьев долбяка о заготовку перед
каждым вспомогательным ходом заготов-
ка вместе со столом отводится от долбяка,
а в начале рабочего хода подводится к
долбяку.
При нарезании цилиндрических колес
с прямыми зубьями внутреннего зацепле-
ния (рис. 6.74, б) долбяку и заготовке со-
общают те же движения, что и при наре-
зании колес внешнего зацепления. Разли-
чие заключается лишь в том, что при на-
резании зубчатых колес внутреннего заце-
пления направления вращения долбяка и
заготовки одинаковы, тогда как при наре-
зании колес внешнего зацепления они
противоположны.
При нарезании цилиндрических колес
с косыми зубьями (рис. 6.74, в) использу-
ют косозубые долбяки. Для нарезания ко-
лес с косыми зубьями требуется комплект
косозубых долбяков с таким же углом на-
клона зубьев, как и у нарезаемых колес.
Этот комплект состоит из двух долбяков:
левого - для нарезания правого колеса и
правого - для нарезания левого колеса.
Долбяку и заготовке сообщают те же
движения, что и при нарезании колес с
прямыми зубьями. Дополнительно долбя-
ку сообщают вращательное движение (до-
полнительное движение круговой подачи),
обусловленное углом наклона зубьев и
согласованное с его возвратно-поступа-
тельным движением. Дополнительное вра-
щение долбяка обеспечивается установкой
на шпинделе станка винтовых направляю-
щих (копиров). Угол наклона винтовой
линии копира должен соответствовать углу
наклона зубьев нарезаемого колеса.
Цилиндрические колеса с косыми
зубьями внутреннего зацепления нарезают
долбяками с одноименным направлением
зубьев.
Шевронные зубчатые колеса нарезают
на горизонтальных зубодолбежных стан-
ках. Шевронные колеса являются косозу-
быми колесами, у которых одна половина
шеврона имеет правое направление зубь-
ев, другая - левое (косые зубья располо-
жены V-образно на одном венце). Пре-
имущество шевронных колес перед косо-
зубыми состоит в том, что они не создают
осевых нагрузок на подшипники и могут
передавать большие мощности.
Особенностью нарезания таких колес
является использование работающих в
паре двух косозубых долбяков с разным
направлением зубьев - правый долбяк -
для левого колеса и левый долбяк - для
правого колеса. Долбяки одновременно
совершают возвратно-поступательное дви-
жение параллельно оси заготовки и враща-
тельное движение. Заготовка совершает
вращательное движение. Каждому долбя-
ку с помощью винтового копира, установ-
ленного на шпинделе станка, сообщают
дополнительный поворот. При возвратно-
поступательном движении в одну сторону
один долбяк осуществляет резание, со-
вершая рабочий ход, а другой - вспомога-
тельный (холостой) ход, при обратном
движении, наоборот.
Преимущество метода зубодолбления
помимо возможности нарезания колес
внутреннего зацепления и блочных колес -
более высокая точность и меньшая шеро-
ховатость боковых поверхностей зубьев
по сравнению с поверхностями, получае-
мыми при зубофрезеровании.
На зубострогальных станках нарезают
конические зубчатые колеса методом об-
катки, в основу которого положено зацеп-
ление двух конических колес, одно из ко-
торых превращают в плоское (рис. 6.75, а).
Нарезаемое коническое колесо (заго-
товка) находится в зацеплении с произво-
дящим плоским коническим колесом, у
которого угол при вершине конуса
фп = 90°, а зубья ограничены плоскостями,
сходящимися в общей вершине, и имеют
форму зуба рейки, т.е. плоское коническое
колесо представляет собой кольцевую
ОБРАБОТКА ЗАГОТОВОК НА ЗУБООБРАБАТЫВАЮЩИХ СТАНКАХ
407
Рис. 6.75. Схема нарезания конического колеса с прямыми зубьями на зубострогальном станке:
/ - производящее колесо; 2 - нарезаемое колесо; 3 - люлька; 4 - зубострогальный резец
рейку. Роль производящего колеса выпол-
няют два зубострогальных резца, образуя
впадину между зубьями.
В процессе зубострогания конических
колес с прямыми зубьями (рис. 6.75, б)
главным движением резания является воз-
вратно-поступательное движение резцов;
в направлении к вершине конуса заготов-
ки - рабочий ход Dr? , а в обратном на-
правлении - вспомогательный ход D .
Оба движения - рабочее и вспомогатель-
ное - составляют двойной ход резца.
Вращение заготовки (движение круго-
вой подачи заготовки) и люльки с резцами
(движение круговой подачи люльки) явля-
ется движением обкатки и должно соот-
ветствовать передаточному отношению
i = zJz,
где zn - условное число зубьев произво-
дящего колеса; z - число зубьев нарезае-
мого колеса.
В результате главного и обкаточного
движений на заготовке образуются две
неполные впадины и один полностью об-
работанный зуб. После нарезания одного
зуба заготовка автоматически отводится
от резцов, направление вращения люльки
с резцами и заготовки изменяется, затем
они возвращаются в исходное положение
(вспомогательный ход). Во время отвода
заготовки от резцов шпиндель бабки вме-
сте с заготовкой поворачивается на угло-
вой шаг (1/z оборота), обеспечивая деле-
ние. Затем заготовке сообщают движение
подачи на глубину впадины, и начинается
нарезание следующего зуба.
Конические колеса с круговыми зубь-
ями имеют значительные эксплуатацион-
ные преимущества: плавность, бесшум-
ность работы, большую прочность зубьев,
высокий КПД и др. Эти колеса нарезают
по методу обкатки на зуборезных станках
специальной конструкции. Схема нареза-
ния конических колес с круговыми зубья-
ми аналогична нарезанию колес с прямы-
ми зубьями. Отличие состоит в том, что
роль зубьев производящего колеса выпол-
няют резцы резцовой головки, которые
вместо поступательного движения полу-
чают вращательное движение.
408
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
о) б)
в) г) ж) з)
Рис. 6.76. Примеры конструктивных форм зубчатых колес
5. ТЕХНОЛОГИЧЕСКИЕ
ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
ЗУБЧАТЫХ КОЛЕС
Конфигурацию зубчатого колеса сле-
дует предусматривать симметричной (рис.
6.76, а). Несимметричное расположение
элементов колеса и резкие переходы в
конструкции приводят к повышенной де-
формации зубьев при термической обра-
ботке (рис. 6.76, б). Конструкция зубчато-
го колеса без ступицы дает возможность
рационально нарезать зубчатые колеса
"пакетами" (рис. 6.76, в). Наличие у зубча-
тых колес двусторонних ступиц в этом
случае приводит к увеличению хода инст-
румента (рис. 6.76, г).
При конструировании многовенцовых
колес, а также колес с буртиками расстоя-
ние между венцами необходимо увязывать
с диаметром фрезы, обеспечивая ей при
нарезании колеса свободный выход
(рис. 6.76, д). В конструкции колеса, при-
веденной на рис. 6.76, е, расстояние для
выхода фрезы недостаточно.
Блочные колеса предпочтительнее на-
резать на зубодолбежных станках, так как
расстояние между зубчатыми венцами для
выхода долбяка может быть значительно
уменьшено (рис. 6.76, ж). При нарезании
блочных колес на зубофрезерных станках
расстояние для выхода фрезы пришлось
бы значительно увеличить (рис. 6.76, з).
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие методы формообразования вам из-
вестны и каковы преимущества и недостатки
каждого из них?
2. Сколько зубьев будет иметь готовое чер-
вячное колесо, если за некоторое время одно-
заходная червячная фреза сделала один оборот,
а заготовка колеса - 1/100 оборота?
3. Сколько зубьев будет иметь готовое
прямозубое цилиндрическое колесо, если дол-
бяк, имеющий 30 зубьев, за некоторое время
повернулся на 1/30 оборота, а заготовка колеса -
на 1/50 оборота?
4. Что обеспечивает получение косого зуба
цилиндрического колеса на зубодолбежном
станке?
5. В чем состоит особенность нарезания
долбяком блочных зубчатых колес?
ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ СТАНКАХ
409
Глава X Обработка заготовок
на шлифовальных станках
1. ХАРАКТЕРИСТИКА МЕТОДА
ШЛИФОВАНИЯ
Шлифованием называют процессы
обработки заготовок резанием режущим
инструментом, рабочая часть которого
содержит частицы абразивного материала.
Такой режущий инструмент называют
абразивным. Измельченный абразивный
материал (абразивные зерна), твердость
которого превышает твердость обрабаты-
ваемого материала и который способен в
измельченном состоянии осуществлять
обработку резанием, называют шлифо-
вальным. В зависимости от вида исполь-
зуемого шлифовального материала разли-
чают алмазные, эльборовые, электроко-
рундовые, карбидкремниевые и другие
абразивные инструменты (шлифовальные
круги). Абразивные зерна расположены в
круге беспорядочно и удерживаются свя-
зующим материалом. При вращательном
движении круга в зоне его контакта с за-
готовкой часть зерен срезает материал в
виде очень большого числа тонких стру-
жек (до 100 000 000 в минуту). Шлифо-
вальные крути срезают стружки на очень
больших скоростях - от 30 м/с и выше
(порядка 125 м/с). Процесс резания каж-
дым зерном осуществляется почти мгно-
венно. Обработанная поверхность пред-
ставляет собой совокупность микроследов
абразивных зерен и имеет малую шерохо-
ватость. Часть зерен ориентирована так,
что резать не может. Такие зерна произво-
дят работу трения по поверхности
резания.
Абразивные зерна могут также оказы-
вать на заготовку существенное силовое
воздействие. Происходит поверхностное
пластическое деформирование материала,
искажение его кристаллической решетки.
Деформирующая сила вызывает сдвиг
одного слоя атомов относительно другого.
Вследствие упругопластического дефор-
мирования материала обработанная по-
верхность упрочняется. Но этот эффект
оказывается менее ощутимым, чем при
обработке металлическим инструментом.
Тепловое и силовое воздействия на об-
работанную поверхность приводят к
структурным превращениям, изменениям
физико-механических свойств поверхно-
стных слоев обрабатываемого материала.
Так образуется дефектный поверхностный
слой детали. Для уменьшения теплового
воздействия процесс шлифования прово-
дят при обильной подаче смазочно-
охлаждающих жидкостей.
Шлифование применяют для чистовой
и отделочной обработки деталей с высо-
кой точностью. Для заготовок из закален-
ных сталей шлифование является одним
из наиболее распространенных методов
формообразования. С развитием малоот-
ходной технологии доля обработки метал-
лическим инструментом будет умень-
шаться, а абразивным - увеличиваться.
Сведения о выпускаемых шлифоваль-
ных материалах, связках и области их при-
менения приведены в справочной ли-
тературе.
2. РЕЖИМ РЕЗАНИЯ.
СИЛЫ РЕЗАНИЯ
Для формообразования любой поверх-
ности методом шлифования необходимы
вращательное движение круга и относи-
тельное перемещение по одной из коорди-
натных осей (рис. 6.77). Перемещения
вдоль осей могут быть заменены враща-
тельным движением вокруг оси.
Основные элементы режима резания -
скорость главного движения резания, по-
дача и глубина резания. Для рационально-
го ведения процесса шлифования необхо-
димо выбирать их оптимальные значения.
410
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.77. Элементы резания при шлифовании
Скорость главного движения резания
равна окружной скорости точки на пери-
ферии шлифовального круга, м/с:
vK = л£>к/(1000-60),
где пк - частота вращения круга, об/мин;
DK - наружный диаметр шлифовального
круга, мм.
Движениями подач являются пере-
мещения заготовки или инструмента
вдоль или вокруг координатных осей. Вы-
ражения и размерности подач определя-
ются схемами шлифования. Глубина реза-
ния (мм) определяется толщиной слоя ма-
териала, срезаемого за один проход.
Рис. 6.78. Сила резания при шлифовании
Оптимальные режимы резания выби-
рают по справочным данным.
Для расчета элементов шлифовальных
станков, конструирования приспособле-
ний для работы на них и оценки точности
обработки необходимо знать силы реза-
ния. Силу резания Р, возникшую при
шлифовании в зоне контакта круга и заго-
товки, для удобства расчетов разлагают по
координатным осям на три составляющие
(рис. 6.78): касательную Р2, радиальную
Ру и осевую Рх. Составляющую Ру исполь-
зуют в расчетах точности обработки,
Рг используют для определения мощности
электродвигателя шлифовального круга,
Рх необходима для проектирования меха-
низмов подач шлифовальных станков.
Силы находят по справочным данным
в зависимости от конкретных условий
шлифования или по эмпирическим фор-
мулам:
Рг = Cpz v3ar упр { >
где коэффициент СР, и показатели степе-
ни а, Ь, с обусловлены условиями шлифо-
вания; v3ar - линейная скорость на поверх-
ности заготовки;
Py=kPz,
где к - коэффициент (к> 1).
Мощность электродвигателя, приво-
дящего во вращение шлифовальный круг,
кВт,
=Р2 vK/(103ni);
мощность электродвигателя, приводя-
щего во вращение заготовку, кВт,
^заг =Pz узаг/(б0'103 Г)2],
где т], и г|2 - соответственно КПД кинема-
тических цепей передачи вращения кругу
и заготовке.
Шлифование является наиболее рас-
пространенным методом уменьшения ше-
роховатости поверхностей. Качественные
зависимости высотного параметра шеро-
ховатости от режима резания (v, s, t)
представлены на рис. 6.78 А.
ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ СТАНКАХ
411
Рис. 6.78 А. Качественная картина изменения
шероховатости обработанных поверхностей
при шлифовании
3. ОСНОВНЫЕ
СХЕМЫ ШЛИФОВАНИЯ
Формы деталей современных машин
представляют собой сочетание наружных
и внутренних плоских, круговых цилинд-
рических и круговых конических поверх-
ностей. Другие поверхности встречаются
реже. В соответствии с формами деталей
машин наиболее распространены схемы
шлифования, приведенные на рис. 6.79.
Для всех технологических способов
шлифовальной обработки главным движе-
нием резания vK (м/с) является вращение
круга. При плоском шлифовании возврат-
но-поступательное перемещение заготов-
ки необходимо для обеспечения продоль-
ной подачи 5пр (м/мин) (рис. 6.79, а). Для
обработки поверхности на всю ширину b
заготовка или круг должны иметь движе-
ние поперечной подачи Ds. Это движе-
ние происходит прерывисто (периодиче-
ски) при крайних положениях заготовки в
конце продольного хода. Периодически
происходит и движение подачи Ds^ на
глубину резания. Это перемещение осу-
ществляется также в крайних положениях
заготовки, но в конце поперечного хода.
При круглом шлифовании (рис. 6.79, 6)
движение продольной подачи обеспечива-
ется возвратно-поступательным переме-
щением заготовки. Подача з'пр (мм/об. заг.)
соответствует осевому перемещению за-
готовки за один ее оборот. Вращение заго-
товки является движением круговой подачи.
Подача sn (мм/дв.ход или мм/ход) на
глубину резания для приведенной схемы
обработки происходит при крайних поло-
жениях заготовки. Движения, осуществ-
ляемые при внутреннем шлифовании, по-
казаны на рис. 6.79, в.
В автоматизированных шлифовальных
станках цикл работы станка включает пе-
риодический вывод круга из зоны шлифо-
вания, его автоматическую правку и пере-
мещение круга к изделию на величину
снятого при правке слоя абразива. Преду-
сматривают также автоматическую уста-
новку заготовок в зажимные устройства и
удаление готовых деталей.
Рис. 6.79. Основные
схемы шлифования
412
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
4. АБРАЗИВНЫЕ
ИНСТРУМЕНТЫ
Абразивные инструменты различают
по геометрической форме и размерам, ро-
ду и сорту абразивного материала, зерни-
стости или размерам абразивных зерен,
связке или виду связующего вещества,
твердости, структуре или строению круга.
Зерна абразивных инструментов пред-
ставляют собой искусственные или при-
родные минералы и кристаллы. Абразив-
ные материалы отличаются высокой твер-
достью, которая определяется по минера-
логической шкале. Зерна абразивов разде-
ляют по крупности на группы и номера.
Основная характеристика номера зерни-
стости - количество и крупность его ос-
новной фракции. Вещество или совокуп-
ность веществ, применяемых для закреп-
ления зерен шлифовального материала и
наполнителя в абразивном инструменте,
называют связкой. Наполнитель в связке
предназначен для придания инструменту
необходимых физико-механических, тех-
нологических и эксплуатационных свойств.
При изготовлении инструмента зерна
скрепляют друг с другом с помощью це-
ментирующего вещества - связки. Наибо-
лее широко применяют инструменты, из-
готовленные на керамической, бакелито-
вой или вулканитовой связке.
Керамическую связку приготовляют из
глины,' полевого шпата, кварца и других
веществ путем их тонкого измельчения и
смешения в определенных пропорциях.
Бакелитовая связка состоит в основном из
искусственной смолы - бакелита. Вулка-
нитовая связка представляет собой искус-
ственный каучук, подвергнутый вулкани-
зации для превращения его в прочный,
твердый эбонит. Под твердостью абразив-
ного инструмента понимается способность
связки сопротивляться вырыванию абра-
зивных зерен с рабочей поверхности инст-
румента под действием внешних сил.
Для шлифования заготовок из твердых
сплавов и высокотвердых материалов ус-
пешно применяют алмазные круги. Ал-
мазный круг состоит из корпуса и алмазо-
носного слоя. Корпус изготовляют из
алюминия, пластмасс или стали. Толщина
алмазоносного слоя у большинства кругов
составляет 1,5 ... 3 мм. Чаще всего для
изготовления таких инструментов исполь-
зуют синтетические алмазы. Удельный вес
их применения превышает 80 %. Созданы
новые материалы, которые практически не
требуют правки и сохраняют свои свойст-
ва при нагреве до 1200 °C.
На шлифовальные круги наносят обо-
значения, называемые маркировкой. Мар-
кировка необходима для правильного вы-
бора инструмента при проведении кон-
кретной работы. Условные обозначения
располагают в определенной последова-
тельности: абразивный материал и его
марка, номер зернистости, степень твер-
дости, номер структуры, вид связки.
Области применения связок абразив-
ных инструментов, твердость абразивного
инструмента, рекомендации по выбору
номера структуры абразивного инструмен-
та приведены в справочной литературе.
5. ИЗНОС И ПРАВКА
ШЛИФОВАЛЬНЫХ КРУГОВ
В процессе шлифования режущие
свойства кругов изменяются: абразивные
зерна изнашиваются, затупляются, час-
тично раскалываются, поры между зерна-
ми заполняются шлифовальными отхода-
ми. Возрастает сила резания. Поверхность
круга вследствие неравномерного износа
теряет свою первоначальную форму, и
точность обработки снижается.
Правильному выбору связки придается
весьма большое значение. Если связка
слабо удерживает зерна, то они будут уда-
ляться с круга раньше, чем затупятся.
Произойдет "осыпание" круга. При чрез-
мерно прочном удержании зерна сильно
затупляются, а на рабочей поверхности
круга появляется характерный блеск.
Произойдет "засаливание" круга. В том и
другом случаях качество шлифуемой по-
верхности снижается. В правильно вы-
ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ СТАНКАХ
413
бранном круге связка не удерживает зату-
пившиеся абразивные зерна. Они удаля-
ются силами трения, а на поверхности
круга оказываются зерна с острыми ре-
жущими кромками.
Для восстановления режущих свойств
абразивные инструменты подвергают
правке, чаще всего алмазом при обильном
охлаждении. Алмаз, укрепленный в спе-
циальной державке, перемещается вруч-
ную или автоматически с движением по-
дачи D относительно вращающегося
круга. Толщина удаляемого слоя шлифо-
вального круга обычно не превышает
0,01 ... 0,03 мм. На некоторых станках
круги правят вращающимися алмазными
роликами. Время непрерывной работы
инструмента между двумя правками ха-
рактеризует период его стойкости. В зави-
симости от требований к качеству обра-
ботки и режимов резания стойкость инст-
румента ориентировочно составляет 5 ...
40 мин.
6. ИСПЫТАНИЯ
И БАЛАНСИРОВКА
ШЛИФОВАЛЬНЫХ КРУГОВ
Перед установкой на шпиндель станка
круги подвергают контролю. На кругах
диаметром более 150 мм должна быть
обозначена максимально допустимая ок-
ружная скорость. Каждый круг предвари-
тельно испытывают на специальных стан-
ках при вращении со скоростью, в 1,5 раза
превышающей указанную в маркировке.
Если в процессе шлифования по ряду
причин масса круга распределена нерав-
номерно относительно оси вращения, воз-
никает вибрация станка, на обработанной
поверхности появляется характерная вол-
нистость. Шлифование на станке стано-
вится опасным, так как круг начинает ра-
ботать с ударами и может разорваться.
Круги должны быть сбалансированы.
Процесс балансировки предусматривает
устранение неуравновешенности массы
круга относительно оси шпинделя станка.
Круг вместе с закрепляющими его
фланцами монтируют на балансировочной
оправке и устанавливают на опорах так,
чтобы он мог свободно поворачиваться
относительно оси вращения. При статиче-
ской неуравновешенности круг, поворачи-
ваясь, устанавливается тяжелой частью
вниз. В процессе балансировки неуравно-
вешенность устраняется перемещением
специальных грузиков, расположенных на
фланцах либо в специальных устройствах.
Наилучшие результаты дает баланси-
ровка в динамическом режиме при враще-
нии шпинделя станка с установленным
кругом, а также на специальных автомати-
зированных установках.
7. ОБРАБОТКА ЗАГОТОВОК
НА КРУГЛОШЛИФОВАЛЬНЫХ
СТАНКАХ
Конструкция круглошлифовальных
станков и их компоновка подчиняются
основным схемам шлифования. Кругло-
шлифовальный станок состоит из сле-
дующих основных узлов (рис. 6.80): ста-
нины I, стола 2, передней бабки 3 с ко-
робкой скоростей, шлифовальной бабки 4,
задней бабки 5, привода стола 6. Эти стан-
ки разделяют на простые, универсальные
и врезные. На универсальных станках ка-
ждую из бабок можно повернуть на опре-
деленный угол вокруг вертикальной оси и
закрепить для последующей работы. Про-
стые станки снабжены неповоротными
бабками. У врезных станков отсутствует
продольное движение подачи стола, а
процесс шлифования ведется по всей дли-
не заготовки широким шлифовальным
кругом с движением поперечной подачи.
Возвратно-поступательное перемеще-
ние стола для движения продольной пода-
чи производят с помощью гидроцилиндра
и поршня. Движение круговой подачи
D, заготовки обеспечивает специаль-
’пр
ный электродвигатель. Шлифовальный
круг вращается с помощью клиноремен-
ной передачи. Когда круг износится и
414
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.80. Круглошлифовальный станок
диаметр его уменьшится, используют дру-
гую пару шкивов, и скорость движения
резания увеличится.
При шлифовании наружных цилинд-
рических и конических поверхностей об-
рабатываемая заготовка может быть уста-
новлена в центрах станка, цанге, патроне
или специальном приспособлении.
Скорость вращения заготовки при
шлифовании в зависимости от ее диаметра
назначается от 10 до 50 м/мин, скорость
вращения шлифовального круга составля-
ет у многих станков 30 м/с, а при исполь-
зовании более прочных кругов достигает
50 ... 60 м/с. Продольная, поперечная по-
дачи, глубина резания устанавливаются в
зависимости от способов шлифования.
Наибольшее распространение получи-
ли методы шлифования на центрах. Для
повышения точности обработки центры
устанавливают неподвижно. Движение
круговой подачи заготовки обеспечивает-
ся за счет поводкового устройства. Воз-
можно консольное закрепление заготовок
в кулачковых патронах.
Круглое шлифование цилиндрических
поверхностей может быть выполнено по
одной из четырех схем (рис. 6.81).
При шлифовании с продольной подачей
(рис. 6.81, а) заготовка вращается равно-
мерно (Ds ) и совершает возвратно-
поступательные движения ) В кон-
це каждого хода заготовки шлифовальный
круг автоматически перемещается на sn, и
при следующем ходе срезается новый
слой металла определенной глубины, пока
не будет достигнут необходимый размер
детали.
Рис. 6.81. Схемы обработки на круглошлифовальных станках
ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ СТАНКАХ
415
Рис. 6.82. Схемы шлифования конических поверхностей
Производительный способ обработки -
врезное шлифование (рис. 6.81, б) - при-
меняют при обработке жестких заготовок
в тех случаях, когда ширина шлифуемого
участка может быть перекрыта шириной
шлифовального круга. Круг перемещается
с постоянной скоростью движения подачи
(мм/об. заг.) до достижения необходимого
размера детали. Этот же метод использу-
ют при шлифовании фасонных поверхно-
стей и кольцевых канавок. Шлифовальный
круг заправляют в соответствии с формой
поверхности или канавки.
Глубинным шлифованием (рис. 6.81, в)
за один проход снимают слой материала
на всю необходимую глубину. На шлифо-
вальном круге формируют конический
участок длиной 8 ... 12 мм. В ходе шли-
фования конический участок удаляет ос-
новную часть срезаемого слоя, а цилинд-
рический участок зачищает обработанную
поверхность. Движение поперечной пода-
чи отсутствует.
Шлифование уступами (рис. 6.81, г) -
это сочетание методов, представленных на
рис. 6.81, а, б. Процесс шлифования со-
стоит из двух этапов. На первом этапе
шлифуют врезанием с движением подачи
D.^, передвигая периодически стол на
0,8 ... 0,9 ширины круга (показано штри-
ховой линией). На втором этапе делают
несколько ходов с движением продольной
подачи D для зачистки поверхности
при выключенном движении подачи Ds .
Во многих случаях на деталях необхо-
димо обеспечить правильное взаимное
расположение цилиндрических и плоских
(торцовых) поверхностей. Для выполне-
ния этого условия шлифовальный круг
заправляют по схеме на рис. 6.81, Э и по-
ворачивают на определенный угол. Шли-
фуют коническими участками круга. Ци-
линдрическую поверхность шлифуют ана-
логично схеме на рис. 6.81, а с периодиче-
ским движением подачи на глубину реза-
ния. Обработка торцовой поверхности
детали заканчивается чаще всего с пода-
чей вручную или при плавном подводе
заготовки к кругу.
Наружные конические поверхности
шлифуют по двум основным схемам. При
обработке заготовок на центрах (рис. 6.82, а)
верхнюю часть стола поворачивают вме-
сте с центрами на угол а так, что положе-
ние образующей конической поверхности
совпадает с направлением движения про-
дольной подачи. Далее шлифуют по ана-
логии с обработкой цилиндрических по-
верхностей.
При шлифовании с консольным закре-
плением заготовок (рис. 6.82, 6) на угол а
(половина угла конуса) поворачивается
передняя бабка.
При измерении размеров шлифуемых
поверхностей приходится останавливать
станок, что связано со значительной за-
тратой времени. В современной практике
широко используют контрольные устрой-
ства, измеряющие размеры обрабатывае-
мых поверхностей в процессе шлифования -
активный контроль.
416
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
8. ОБРАБОТКА ЗАГОТОВОК
НА ВНУТРИШЛИФОВАЛЬНЫХ
СТАНКАХ
Внутреннее шлифование применяют
для получения высокой точности отвер-
стий на заготовках, как правило, прошед-
ших термическую обработку. Возможно
шлифование сквозных, несквозных (глу-
хих), конических и фасонных отверстий.
Диаметр шлифовального круга составляет
0,7 ... 0,9 диаметра шлифуемого отвер-
стия. Кругу сообщают высокую частоту
вращения: она тем выше, чем меньше
диаметр круга.
На рис. 6.83, а приведена схема шли-
фования с закреплением заготовки в ку-
лачковом патроне. На внутришлифо-
вальных станках также обрабатывают и
внутренние торцовые поверхности. Внут-
ренние фасонные поверхности шлифуют
специально заправленным кругом мето-
дом врезания.
Внутренние конические поверхности
шлифуют с поворотом передней бабки
так, чтобы образующая конуса располо-
жилась вдоль направления продольной
подачи.
Заготовки больших размеров и массы
шлифовать описанными выше методами
нерационально. В этих случаях применяют
планетарное шлифование (рис. 6.83, б).
Заготовку закрепляют на столе станка не-
подвижно. Шлифовальный круг вращается
вокруг своей оси, а также вокруг оси
отверстия, что аналогично движению кру-
говой подачи (положение круга, совер-
шившего в планетарном движении пол-
оборота, показано штриховой линией).
Планетарным шлифованием можно обра-
батывать внутренние фасонные и торцо-
вые поверхности, а также отверстия, по-
ложения которых определенным образом
связаны друг с другом (например, на дета-
лях типа корпусов).
б)
Рис. 6.83. Схемы обработки на внутришлифо-
вальных станках
При внутреннем шлифовании поверх-
ностей отверстий малых диаметров (в не-
сколько миллиметров) станки снабжают
специальными быстроходными шпинде-
лями. Частота вращения круга доходит до
300 000 1/мин.
9. ОБРАБОТКА ЗАГОТОВОК
НА БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫХ
СТАНКАХ
Процесс шлифования на этих станках
характеризуется высокой производитель-
ностью. Заготовки обрабатывают в неза-
крепленном состоянии, и для них не тре-
буется центровых отверстий.
На станине 7 бесцентрово-шлифоваль-
ного станка (рис. 6.84) установлены два
круга: шлифующий на бабке 2 и ведущий
на бабке 4. Каждый из кругов подвергает-
ся периодической правке с помощью ме-
ханизмов 3 и 5. Заготовка вращается на
ноже б и одновременно контактирует с
обоими кругами. Чтобы заготовка пере-
Рис. 6.84. Бесцентрово-шлифовальный станок
ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ СТАНКАХ
417
Рис. 6.85. Схемы обработки заготовок на бесцентрово-шлифовальных станках
мешалась по ножу с движением продоль-
ной подачи, бабку ведущего круга повора-
чивают на небольшой угол. Если шлифу-
ют заготовки с уступами, то бабку веду-
щего круга не поворачивают, а вся она
перемещается по направляющим станины
до определенного положения.
Заготовку 3 (рис. 6.85, а) устанавлива-
ют на нож 2 между двумя кругами - шли-
фующим 1 и ведущим 4. Эти круги вра-
щаются в одном направлении, но с разны-
ми скоростями. Трение между ведущим
кругом и заготовкой больше, чем между
ней и рабочим кругом. Вследствие этого
заготовка увлекается во вращение со ско-
ростью, близкой к окружной скорости ве-
дущего круга.
Перед шлифованием ведущий круг уста-
навливают наклонно под углом 0(1 ... 7°) к
оси вращения заготовки. Вектор vB к ско-
рости этого круга разлагается на состав-
ляющие, и возникает скорость движения
подачи vs^. Поэтому заготовка переме-
щается по ножу вдоль своей оси и может
быть прошлифована на всю длину. Чем
больше угол 0, тем больше подача. Такие
станки легко автоматизировать, установив
наклонный лоток, по которому заготовки
будут сползать на нож, проходить процесс
шлифования и падать в тару.
Заготовки ступенчатой формы или с
фасонными поверхностями шлифуют ме-
тодом врезания (рис. 6.85, б). Перед шли-
фованием ведущий круг отводят в сторо-
ну, заготовку устанавливают на нож и
поджимают ведущим кругом. Обрабаты-
вают с движением поперечной подачи до
получения необходимого размера детали.
После шлифования обработанная деталь
удаляется из зоны резания выталкивателем.
Для шлифования поверхностей мето-
дом врезания шлифовальный инструмент
заправляют в соответствии с профилем
детали.
10. ОБРАБОТКА ЗАГОТОВОК
НА ПЛОСКОШЛИФОВАЛЬНЫХ
СТАНКАХ
Плоскошлифовальный станок с прямо-
угольным столом (рис. 6.86) состоит из
станины 4, стола 3, стойки 2, шлифоваль-
ной бабки 1 и привода стола 5.
14 - 9503
418
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Движения подачи осуществляют вруч-
ную или автоматическим приводом стан-
ка. Продольное перемещение стола D
обеспечивается чаще всего с помощью
гидравлического устройства - поршня,
цилиндров и органов управления.
У другого типа станков вместо воз-
вратно-поступательного стол совершает
вращательное движение. В этом случае
его выполняют круглым с вертикальной
осью вращения. Компоновка такого станка
предусматривает также вертикальное рас-
положение оси шлифовального круга.
Плоскости обрабатывают его торцовой
поверхностью.
На практике наиболее распространены
четыре схемы плоского шлифования
(рис. 6.87). Шлифуют периферией и тор-
цовой поверхностью круга. Заготовки 2
закрепляют на прямоугольных или круг-
лых столах 1 с помощью магнитных плит,
а также в зажимных приспособлениях.
Возможно закрепление одной или одно-
временно многих заготовок. Заготовки
размещают на столах, затем включают
ток, и они притягиваются к магнитной
плите.
Прямоугольные столы совершают воз-
вратно-поступательное движение, обеспе-
чивая продольную подачу. Движение по-
дачи на глубину резания дается в крайних
положениях столов. Движение попереч-
ной подачи необходимо в тех случаях,
когда ширина круга меньше ширины заго-
товки (рис. 6.87, а).
Круглые столы (рис. 6.87, в) соверша-
ют вращательное движение, обеспечивая
круговую подачу. Остальные движения
совершаются по аналогии с движениями
при шлифовании на прямоугольных столах.
Более производительно шлифование
торцом круга, так как одновременно в ра-
боте участвует большое число абразивных
зерен (рис. 6.87, б, г). Но шлифование пе-
риферией круга с использованием прямо-
угольных столов позволяет выполнить
большее число разнообразных видов ра-
бот. Способом шлифования периферией
круга обрабатывают, например, дно паза,
производят профильное шлифование,
предварительно заправив по соответству-
ющей форме шлифовальный круг, и вы-
полняют другие виды работы. Специаль-
ные плоскошлифовальные станки снабже-
ны двумя горизонтальными соосно распо-
ложенными шпинделями со шлифоваль-
ными кругами. Перемещение заготовок
между торцами кругов с заданной подачей
позволяет одновременно обрабатывать две
их параллельные плоские поверхности.
2
Рис. 6.87. Схемы обработки на плоскошлифовальных станках
ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ СТАНКАХ
419
С целью предупреждения травмирова-
ния рабочих обязательным и необходи-
мым является ограждение шлифовальных
кругов.
11. АВТОМАТИЗАЦИЯ
ОБРАБОТКИ ЗАГОТОВОК
ШЛИФОВАНИЕМ
Широкие возможности для автоматиза-
ции шлифовальных работ открывает приме-
нение систем программного управления
технологическими системами. Все основные
и вспомогательные движения производятся
в автоматическом режиме. Создают целые
шлифовальные комплексы, которые позво-
ляют в одном станке осуществлять круглое,
внутреннее, фасонное и плоское шлифова-
ние на одной заготовке. Переналаживают
такие комплексы за минимальное время, что
увеличивает гибкость производства. На
круглошли-фовальных станках с программ-
ным управлением (рис. 6.88) системы ЧПУ
обеспечивают автоматическое перемещение
круга по координате х, измерительной ско-
бы 1 - по координате у, алмаза с державкой
2 для правки круга по координатам и и w,
заготовки по координате z. Система управ-
ления изменяет частоту вращения заготовки,
компенсирует износ шлифовального круга,
переключает скорость подхода круга на ра-
бочую подачу в непосредственной близости
от обрабатываемой поверхности, управляет
циклом с помощью датчика 3.
Загрузка заготовок и съем готовых дета-
лей могут производиться из специального
накопителя или с помощью многозвенных
отдельно стоящих роботов, управляемых
единой системой ЧПУ. Появились целые
Рис. 6.88. Схема работы круглошлифоваль-
ного станка с программным управлением
Рис. 6.89. Схема совмещенного шлифования
шлифовальные системы, снабженные спе-
циальными магазинами для размещения
сменных шлифовальных кругов. Поэтому
становится возможным на одной заготовке
производить, например, круглое и фасонное
шлифование различными кругами, про-
филь которых выполнен предварительно.
Для увеличения гибкости при обработ-
ке заготовок наряду с системами ЧПУ на
станках устанавливают измерительные
устройства для прямого измерения поло-
жения узлов станка при выполнении работ
с ручным управлением.
Чтобы не передавать заготовки для
шлифования со станка на станок, исполь-
зуют совмещенную обработку (рис. 6.89).
В этом случае станок имеет два шпинделя
и работает одновременно как круглошли-
фовальный и как внутришлифовальный.
Производительность обработки сущест-
венно повышается. Для повышения произ-
водительности некоторые плоскошлифо-
вальные станки имеют двух- и трехпози-
ционные поворотные столы. В то время
как заготовка по определенной программе
обрабатывается на одной позиции, на дру-
гой устанавливается новая заготовка и
последующим поворотом стола перено-
сится в рабочее положение.
Современные системы ЧПУ позволяют
получить на плоскошлифовальных стан-
ках фасонный профиль деталей как узким
шлифовальным кругом, так и имеющим
полный профиль детали.
14*
420
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Для изготовления деталей с фасонным
профилем используют также проекцион-
ные шлифовальные станки. Профиль де-
тали в увеличенном виде изображают на
экране станка. Если заставить специаль-
ный указатель огибать профиль на экране,
то суппорт станка со шлифовальным кру-
гом будет воспроизводить в натуральную
величину этот профиль непосредственно
на детали.
На автоматизированных резьбошли-
фовальных станках шлифовальный круг
заправляют по форме одной или несколь-
ких впадин резьбы. Заготовка, установ-
ленная в центрах резьбошлифовального
станка, за один свой оборот перемещается
в осевом направлении на шаг резьбы.
Прошлифованная резьба получает высо-
кую точность и малую шероховатость по-
верхности.
Профиль некоторых деталей, напри-
мер турбинных лопаток, оказывается
весьма сложным. Их шлифуют на лен-
тошлифовальных станках инструментом в
виде бесконечной абразивной ленты, ко-
торая огибает сложную форму обрабаты-
ваемой поверхности. Абразивный слой
наносят на бумажную или тканевую осно-
ву ленты.
Широко используют заточные станки
для обработки разнообразного режущего
инструмента. Для заточки некоторых ви-
дов инструментов применяют специали-
зированные заточные станки. На таких
станках можно, например, выполнять за-
точку зубьев плоских, круглых и шлице-
вых протяжек в автоматическом режиме.
12. ТЕХНОЛОГИЧЕСКИЕ
ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Для шлифования ступенчатых валов
(рис. 6.90, а) предусматривают центровые
отверстия 1, а для шлифования пустоте-
лых валов - установочные фаски 6. Между
шейками вала и торцами из-за непрерыв-
ного осыпания зерен круга получается
переходная поверхность 5. В тех случаях,
Рис. 6.90. Рациональные формы деталей,
обрабатываемых на станках шлифовальной
группы
когда этого нельзя допустить по условиям
работы детали, предусматривают техноло-
гические канавки 2 для выхода шлифо-
вального круга. Если необходимо оставить
переходную поверхность, то на чертеже
детали указывают ее максимально воз-
можный радиус. Следует избегать конст-
руирования валов с большой разностью
диаметров отдельных участков. Точно
обработанные, например, цилиндрические
поверхности 3 необходимо разделять вве-
дением проточек 4, поверхности которых
не требуется шлифовать.
На деталях, обрабатываемых в патроне
(рис. 6.90, б), следует предусматривать
такие поверхности 7, которые обеспечи-
вают правильную установку и надежное
закрепление при обработке. Наиболее на-
дежно закрепление по поверхностям в
виде круговых цилиндров. Поверхности
точно обрабатываемых отверстий также
следует разделять введением выточек.
Предпочтительнее жесткие детали. Закре-
пление в патронах тонкостенных (нежест-
ких) деталей может вызвать большие де-
формации и снизить точность. Шлифова-
ние отверстий малых диаметров связано с
трудностями и должно назначаться в ис-
ключительных случаях.
Плоские поверхности деталей должны
быть расположены перпендикулярно или
МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
421
параллельно (рис. 6.90, в, поверхность 9)
основанию 8, на котором закрепляют за-
готовку. Шлифуемые поверхности жела-
тельно располагать в одной плоскости.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие принципиальные отличия метода
шлифования от метода обработки лезвийным
инструментом?
2. Как вы представляете себе схемы шли-
фовальных станков, у которых движения пода-
чи осуществляются поворотами (вращением)
заготовок или инструмента вокруг координат-
ных осей?
3. Почему повышается точность обра-
ботки на круглошлифовальных станках, если
заготовки вращаются на неподвижных цен-
трах?
4. Какой должна быть частота вращения
шлифовального круга, если обрабатывается
отверстие диаметром 5 мм со скоростью дви-
жения резания 50 м/с?
5. Как вы предлагаете получить шлифова-
нием внутреннюю торовую поверхность на
деталях типа колец?
6. Что заставляет заготовку перемещаться
вдоль ножа при бесцентровом шлифовании?
7. Как вы представляете себе цикл рабо-
ты автоматического роботизированного круг-
лошлифовального станка, имеющего систе-
му ЧПУ?
Глава XI Методы отделочной обработки
поверхностей
1. ОТДЕЛОЧНАЯ
ОБРАБОТКА СО СНЯТИЕМ
СТРУЖКИ
Дальнейшее развитие машиностроения
связано с увеличением нагрузок на детали
машин, увеличением скоростей движения,
уменьшением массы конструкции. Вы-
полнить эти требования можно при дос-
тижении особых качеств поверхностных
слоев деталей. Однако это не всегда может
быть обеспечено описанными методами.
Поэтому требуется дополнительная отде-
лочная обработка для повышения точно-
сти, уменьшения шероховатости поверх-
ностей или для придания им особого вида,
что важно для эстетических или санитар-
но-гигиенических целей.
Влияние качества поверхностных сло-
ев на эксплуатационные свойства огром-
но. При сравнительно небольших толщи-
нах этих слоев, часто оцениваемых деся-
тыми долями миллиметра и формируемых
в ходе соответствующих методов обра-
ботки, решающим образом изменяются
износостойкость, коррозионная стойкость,
контактная жесткость деталей, плотность
соединений, отражательная способность,
сопротивление обтеканию поверхностей
газами и жидкостями, прочность соедине-
ний и другие свойства.
Велика роль отделочной обработки в
повышении надежности работы деталей
машин. Для отделочных методов обработ-
ки характерны малые силы резания, не-
большие толщины срезаемых слоев мате-
риала, незначительное тепловыделение.
Поэтому заготовки деформируются незна-
чительно. Все эти технологические осо-
бенности способствуют дальнейшему
развитию и широкому применению мето-
дов отделочной обработки. В дальней-
шем будет снижаться доля обработки
резанием со снятием большого количест-
ва стружки и повышаться доля отделоч-
ных методов обработки, так как заготовки
все больше будут приближаться к форме
готовых деталей.
2. ОТДЕЛКА ПОВЕРХНОСТЕЙ
ЧИСТОВЫМИ РЕЗЦАМИ И
ШЛИФОВАЛЬНЫМИ КРУГАМИ
Тонким обтачиванием иногда заменя-
ют шлифование. Процесс осуществляется
при высоких скоростях движения резания,
422
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
малых глубинах и подачах. Находят при-
менение токарные резцы с широкими ре-
жущими кромками, которые располагают
строго параллельно оси обрабатываемой
заготовки. Подача на оборот заготовки
составляет не более 0,8 ширины лезвия, а
глубина резания - не более 0,5 мм. Это
приводит к уменьшению шероховатости
обрабатываемой поверхности.
Обтачивание алмазными резцами при-
меняют для заготовок из цветных метал-
лов и сплавов, пластмасс и других неме-
таллических материалов. Обладая очень
высокой стойкостью, алмазные резцы спо-
собны долгое время работать без подна-
ладки, обеспечивать высокую точность.
Тонкое обтачивание требует применения
быстроходных станков высоких жесткости
и точности, а также качественной предва-
рительной обработки заготовок. По анало-
гии с тонким обтачиванием используют
тонкое строгание. Находит применение
тонкое фрезерование.
Тонким растачиванием заменяют
шлифование, особенно в тех случаях, ко-
гда заготовки из вязких цветных сплавов
либо стали выполнены тонкостенными.
Тонкое растачивание целесообразно при
точной обработке глухих отверстий или
тогда, когда по условиям работы детали не
допускается внедрение абразивных зерен в
поры обработанной поверхности.
Тонкое шлифование выполняют мяг-
ким, мелкозернистым кругом при боль-
ших скоростях главного движения резания
(v = 40 м/с) и весьма малой глубине реза-
ния. Шлифование сопровождается обиль-
ной подачей охлаждающей жидкости.
Особую роль играет жесткость станков,
способных обеспечить безвибрационную
работу.
Для тонкого шлифования характерен
процесс "выхаживания". По окончании
обработки, например, вала движение по-
дачи на глубину резания выключается, а
движение продольной подачи не выклю-
чается. Процесс обработки тем не менее
продолжается за счет упругих сил, возни-
кающих в станке и заготовке.
Указанными методами производят об-
работку наплавленных поверхностей, раз-
меры которых восстанавливают наплавкой
после изнашивания. Метод обработки вы-
бирают в зависимости от твердости на-
плавленного материала. Перед примене-
нием отделочных методов применяют
обычное обтачивание (растачивание) или
шлифование.
3. ПОЛИРОВАНИЕ ЗАГОТОВОК
Полированием уменьшают шерохова-
тость поверхности. Этим методом полу-
чают зеркальный блеск на ответственных
частях деталей (дорожки качения под-
шипников) либо на деталях, применяемых
для декоративных целей (облицовочные
части автомобиля). Для этого используют
полировальные пасты или абразивные
зерна, смешанные со смазочным материа-
лом. Эти материалы наносят на быстро-
вращающиеся эластичные (например,
фетровые) круги или колеблющиеся щет-
ки. Хорошие результаты дает полирование
быстродвижущимися бесконечными абра-
зивными лентами (шкурками).
В зоне полирования одновременно
протекают следующие основные процес-
сы: тонкое резание, пластическое дефор-
мирование поверхностного слоя, химиче-
ские реакции - воздействие на металл хи-
мически активных веществ, находящихся
в полировальном материале. При полиро-
вании абразивной шкуркой положитель-
ную роль играет подвижность ее режущих
зерен. Эта особенность шкурок приводит к
тому, что зернами в процессе обработки
не могут наноситься микроследы, сущест-
венно различные по глубине.
В качестве абразивного материала
применяют порошки из электрокорунда и
оксиды железа при полировании стали,
карбида кремния и оксиды железа при
полировании чугуна, оксиды хрома и наж-
дака при полировании алюминия и спла-
вов меди. Порошок смешивают со сма-
зочным материалом, который состоит из
смеси воска, сала, парафина и керосина.
МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
423
б)
Рис. 6.91. Схемы полирования
Полировальные круги изготовляют из
войлока, фетра, кожи, капрона, спрессо-
ванной ткани и других материалов.
Процесс полирования проводят на
больших скоростях (до 50 м/с). Заготовка
поджимается к кругу силой Р (рис. 6.91, а)
и совершает движения подачи D и
D в соответствии с профилем обраба-
тываемой поверхности. Полирование лен-
тами (рис. 6.91, б) имеет ряд преимуществ.
Эластичная лента может огибать всю
шлифуемую поверхность. Поэтому дви-
жения подачи могут отсутствовать.
Главное движение резания при поли-
ровании иногда совершает и заготовка 3
(рис. 6.91, в), имеющая, например, форму
кольца с фасонной внутренней поверхно-
стью. Абразивная лента 1 поджимается
полировальником 2 к обрабатываемой
поверхности и периодически перемещает-
ся (движение D ).
Ленточно-полировальные станки ос-
нащают также головками с двумя ленто-
протяжными механизмами для черновой и
чистовой обработки. На обрабатываемой
поверхности формируется сетчатый мас-
лоудерживающий рельеф.
Полирование возможно в автоматиче-
ском или полуавтоматическом режиме.
Заготовки, закрепленные на конвейере,
непрерывно перемещаются относительно
круга или ленты. Съем деталей происхо-
дит на ходу конвейера.
В процессе полирования не удается
исправлять погрешности формы, а также
местные дефекты предыдущей обработки.
Эффект полирования создает магнит-
но-абразивная обработка для деталей,
имеющих форму тел вращения. Абразив-
ный порошок помещают в зазор между
вращающейся заготовкой и колеблющи-
мися вдоль оси заготовки электромагни-
тами, питающимися пульсирующим вы-
прямленным током. Зерна порошка ориен-
тируются вдоль магнитных линий своими
большими осями и совершают микрореза-
ние, образуя обработанную поверхность с
однородной шероховатостью.
4. АБРАЗИВНО-
ЖИДКОСТНАЯ ОТДЕЛКА
Отделка объемно-криволинейных, фа-
сонных поверхностей обычными метода-
ми вызывает большие технологические
трудности. Метод абразивно-жидкостной
отделки позволяет решить задачу сравни-
тельно просто.
На обрабатываемую поверхность,
имеющую следы предшествующей обра-
ботки, подают струи антикоррозионной
жидкости со взвешенными частицами аб-
разивного порошка (рис. 6.92, а). Водно-
абразивная суспензия перемещается под
давлением с большой скоростью. Частицы
абразива ударяются о поверхность заго-
товки и сглаживают микронеровности.
424
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Интенсивность съема обрабатываемого
материала регулируется зернистостью
порошка, давлением струи и углом 0. Из-
меняя скорость полета и размер свобод-
ных абразивных зерен, можно увеличить
степень пластической деформации и ше-
роховатость поверхности.
Жидкостная пленка, покрывающая об-
рабатываемую поверхность, играет очень
важную роль. Абразивные зерна, попа-
дающие на микровыступы, легко преодо-
левают ее сопротивление и удаляют ме-
талл. Те же зерна, которые попадают на
впадины, встречают большее сопротивле-
ние жидкости, и съем материала замедля-
ется, поэтому шероховатость поверхности
уменьшается.
В качестве абразива часто применяют
электрокорунд. В суспензии содержится
30 ... 35 % абразива (по массе).
На рис. 6.92, б показана схема жидко-
стного полирования. Обрабатываемая за-
готовка 3 сложного профиля перемещает-
ся (Dn D ) в камере 4 так, что все ее
участки подвергаются полированию. Аб-
разивная суспензия /, помещенная в баке
2, подается насосом 6 в рабочую камеру
через твердосплавное сопло 5. Отработан-
ная суспензия падает обратно в бак 2 и
может быть использована многократно.
Наибольший съем металла получается при
угле 0 = 45°.
Рис. 6.92. Схемы сглаживания микронеровностей
при абразивно-жидкостной отделке (а) и
жидкостном полировании (б)
Метод жидкостного полирования осо-
бенно успешно применяют при обработке
фасонных внутренних поверхностей. В
этом случае сопло вводится в полость за-
готовки, которая совершает вращательные
и поступательные перемещения в зависи-
мости от профиля полируемой поверхно-
сти.
Абразивно-жидкостную отделку про-
водят также в вибрирующих резервуарах,
содержащих абразивную суспензию. Ре-
жим колебания резервуаров обеспечивает
относительное перемещение заготовок и
абразивных зерен, которые сглаживают
микронеровности на наружных и внут-
ренних поверхностях заготовок. Внут-
ренняя поверхность резервуаров облицо-
вана резиной. Отделка может проводить-
ся в автоматическом режиме: заготовки
поочередно подаются в одно окно резер-
вуара и, перемещаясь за счет колебатель-
ных движений в массе суспензии, выда-
ются в другое окно.
5. ПРИТИРКА ПОВЕРХНОСТЕЙ
Поверхности деталей машин, обрабо-
танные на металлорежущих станках, все-
гда имеют отклонения от правильных гео-
метрических форм и заданных размеров.
Эти отклонения могут быть устранены
притиркой (абразивной доводкой). Таким
методом могут быть обеспечены шеро-
ховатость поверхности до Rz = 0,05 ...
0,01 мкм, отклонения размеров и фор-
мы обработанных поверхностей до 0,05 ...
0,3 мкм. Доводка может быть осуществле-
на вручную и механическим способом.
По сравнению с ручной доводкой ме-
ханическая абразивная доводка позволяет
повысить производительность в 2 ... 6 раз,
и при этом обеспечивается стабильность
выходных - эксплуатационных характери-
стик деталей агрегатов и машин (гидрав-
лической, пневматической и топливной
аппаратуры, зубчатых колес, шариков и
колец подшипников качения и др.), вы-
ходных параметров кремниевых подло-
жек, кварцевых кристаллических элемен-
МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
425
тов, керамических опор гидроприборов и
др. Основные принципиальные схемы до-
водки поверхностей заготовок представ-
лены на рис. 6.93. Одностороннюю или
двустороннюю обработку плоских загото-
вок осуществляют с помощью плоского
притира (притиров) в виде диска, плиты
(рис. 6.93, а) или трубчатого притира
(рис. 6.93, б). Доводку наружных цилинд-
рических поверхностей осуществляют как
плоскими (рис. 6.93, в), так и гидравличе-
скими притирами, а внутренних цилинд-
рических поверхностей - в основном раз-
резными цилиндрическими притирами
(рис. 6.93, ж). Выпуклые сферические
поверхности обрабатывают сферическим
инструментом в виде трубки, а вогнутые -
в виде "грибка" диска или трубчатым ин-
струментом (рис. 6.93, д, и), доводку ша-
риков производят между двумя притира-
ми, один из которых имеет кольцевую
канавку, а другой плоский (рис. 6.93, з).
Доводка конических поверхностей
осуществляется коническим притиром.
Процесс осуществляется с помощью
притиров соответствующей геометриче-
ской формы. На притир наносят прити-
рочную пасту или мелкий абразивный по-
рошок со связующей жидкостью. Матери-
ал притиров должен быть, как правило,
мягче обрабатываемого материала. Паста
или порошок внедряется в поверхность
притира и удерживается ею, но так, что
при относительном движении каждое аб-
разивное зерно может снимать весьма ма-
лую стружку. Поэтому притир можно рас-
сматривать как очень точный абразивный
инструмент.
Ж)
Рис. 6.93. Основные схемы доводки плоских (а, б), цилиндрических (в, ж) и сферических (г, д, е, з, и)
поверхностей:
1 - притир; 2 - заготовка; 3 - стол (устройство для установки заготовки)
426
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Притир или заготовка должны совер-
шать разнонаправленные движения. Наи-
лучшие результаты дает процесс, в ходе
которого траектории движения каждого
зерна не повторяются. Процесс абразив-
ной доводки является сложным процессом
удаления припуска с обрабатываемой по-
верхности заготовки при ее относитель-
ном перемещении по поверхности притира
в результате массового действия абразив-
ных зерен. Микронеровности сглаживают-
ся за счет совокупного химико-
механического воздействия на поверх-
ность заготовки.
Толщина жидкостного слоя между
притиром и заготовкой должна быть
меньше высоты выступающих из притира
режущих зерен и зависит от вязкости свя-
зующей жидкости. Если эта толщина ока-
зывается больше высоты выступающих
зерен, то процесс притирки прекратится,
так как зерна не будут соприкасаться с
обрабатываемой поверхностью.
В качестве абразива для притирочной
смеси используют порошок электрокорун-
да, карбидов кремния и бора, оксиды хро-
ма и железа и др. Притирочные пасты со-
стоят из абразивных порошков и химиче-
ски активных веществ, например олеино-
вой и стеариновой кислот, играющих од-
новременно роль связующего материала.
Материалами притиров являются се-
рый чугун, бронза, красная медь, дерево.
В качестве связующей жидкости исполь-
зуют машинное масло, керосин, стеарин,
вазелин.
Физической основой абразивной до-
водки является абразивное разрушение
материалов заготовок и притиров. Абра-
зивные зерна при доводке самопроизволь-
но распределяются по поверхности прити-
ра и находятся либо в незакрепленном
состоянии (в составе паст или суспензий),
либо в поверхностном слое притира в за-
крепленном состоянии (в составе абразив-
ного или алмазного круга).
На рис. 6.93 А приведены схемы вза-
имодействия абразивных зерен с заготов-
кой I и притиром 2 при односторонней и
двусторонней доводках заготовок незакре-
пленными зернами 3 (рис. 6.93 А, я и б) или
закрепленными зернами 3 (рис. 6.93 А, а).
При односторонней и двусторонней до-
водках взаимодействие заготовки с рабо-
чей поверхностью притира через абразив-
ную прослойку рассматривается как ди-
намическое, осуществляемое при переме-
щении заготовки по притиру (притирам)
со скоростью v (при двусторонней довод-
ке) под действием внешней тангенциаль-
ной Pz и нормальной силы Ру. В процессе
доводки заготовок путем съема припуска
рабочая поверхность притира (притиров)
непрерывно изнашивается, как правило, с
различной интенсивностью по отдельным
участкам поверхности, что вызывает не-
прерывное изменение условий обработки.
Абразивные зерна в зависимости от
степени их подвижности (закрепленности)
работают по двум схемам: либо в услови-
ях упругопластического деформирования
Рис. 6.93 А. Схемы взаимодействия заготовок с притирами 2, 4 через абразивную прослойку 3 при
односторонней (а) и двусторонней (б) доводках незакрепленными и закрепленными зернами (в)
МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
427
или микрорезания при непрерывном кон-
такте с поверхностными слоями заготов-
ки, либо в условиях микроскалывания и
микрорезания при прерывистом контакте
зерен с поверхностными слоями заготов-
ки. Если зерно находится в полузакреп-
ленном и закрепленном состояниях, то на
поверхности заготовки в результате сре-
зания микростружек при микрорезании
остаются риски - штрихи. При доводке
незакрепленными зернами доведенная
поверхность приобретает кратерообраз-
ный характер вследствие образования вы-
колоток.
Для выполнения операций доводки
применяют доводочные станки однодис-
ковые или двухдисковые. Технологиче-
ский процесс доводки, выбор режимов и
условий процесса доводки приведены в
справочной и специальной литературе.
6. ХОНИНГОВАНИЕ
Хонингование применяют для получе-
ния поверхностей высокой точности и
малой шероховатости, а также для созда-
ния специфического микропрофиля обра-
ботанной поверхности в виде сетки. Такой
профиль необходим для удержания сма-
зочного материала при работе машины
(например, двигателя внутреннего сгора-
ния) на поверхности ее деталей.
Поверхность неподвижной заготовки
обрабатывают мелкозернистыми абразив-
ными брусками, которые закрепляют в
хонинговальной головке (хоне). Бруски
вращаются и одновременно перемещаются
возвратно-поступательно вдоль оси обра-
батываемого цилиндрического отверстия
высотой h (рис. 6.94, а). Соотношение
скоростей указанных движений составляет
1,5 ... 10 и определяет условия резания.
Схема обработки по сравнению с внут-
ренним шлифованием имеет преимущест-
ва: отсутствует упругий отжим инстру-
мента, реже наблюдается вибрация, реза-
ние происходит более плавно.
Рис. 6.94. Схема хонингования отверстий
При сочетании движений на обрабаты-
ваемой поверхности появляется сетка
микроскопических винтовых царапин -
следов перемещения абразивных зерен.
Угол 0 пересечения этих следов зависит от
соотношения скоростей. На рис. 6.94, б
приведены развертка внутренней цилинд-
рической поверхности заготовки и схема
образования сетки.
Крайние нижнее 1 и верхнее 2 положе-
ния абразивных брусков устанавливают
так, что создается перебег п. Он необхо-
дим для того, чтобы образующие отвер-
стия получались прямолинейными даже
при неравномерном износе брусков. Со-
вершая вращательное движение, абразив-
ные бруски при каждом двойном ходе на-
чинают резание с новых положений 3 хона
с учетом смещения t по углу. Поэтому
исключается наложение траекторий абра-
зивных зерен.
Абразивные бруски всегда контакти-
руют с обрабатываемой поверхностью, так
как могут раздвигаться в радиальных на-
правлениях механическими, гидравличе-
скими или пневматическими устройства-
ми. Давление брусков должно контроли-
роваться.
Хонингованием исправляют погреш-
ности формы от предыдущей обработки
428
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.95. Схема хонинговальной
установки,встроенной в гибкое
производство
в виде отклонений от круглости, цилинд-
ричности и т.п., если общая толщина сни-
маемого слоя не превышает 0,01 ... 0,2 мм.
Погрешности расположения оси отверстия
(например, отклонения от прямолинейно-
сти) этим методом уменьшаются менее
интенсивно, так как режущий инструмент
самоустанавливается по отверстию.
Различают предварительное и чистовое
хонингование. Предварительное хонинго-
вание используют для исправления по-
грешностей предыдущей обработки, а
чистовое для получения малой шерохова-
тости поверхности.
Хонинговальные бруски изготовляют
из электрокорунда или карбида кремния,
как правило, на керамической связке. Для
чистового хонингования хорошие резуль-
таты дают бруски на бакелитовой связке.
Все шире применяют алмазное хонинго-
вание, преимущества которого состоят в
эффективном исправлении погрешностей
геометрической формы обрабатываемых
отверстий и увеличении стойкости брусков.
Хонингование проводят при обильном
охлаждении зоны резания смазочно-
охлаждающими жидкостями - керосином,
смесью керосина (80 ... 90 %) и веретенно-
го масла (10 ... 20 %), а также водно-мыль-
ными эмульсиями.
Наибольшее распространение хонин-
гование получило в автотракторной и
авиационной промышленности. Система
ЧПУ позволяет встроить процесс хонин-
гования в гибкое производство (рис. 6.95).
Если вместо заготовок 1 необходимо об-
рабатывать заготовку с другим диаметром
отверстия, рука 5 робота устанавливает в
рабочую позицию хон б с диаметром D(.
В магазине станка устанавливают до шес-
ти различных хонов. Для компенсации
износа хонов предусматривают особую
систему управления. Диаметр d отверстия
обработанной детали измеряет вводимая в
него головка 2. Полученная информация
обрабатывается в приборе 3 и передается в
виде импульсов в устройство 4, которое,
действуя через штангу хона, изменяет на
величину его износа диаметр отверстия.
7. СУПЕРФИНИШ
Суперфинишем в основном уменьша-
ют шероховатость поверхности, остав-
шуюся от предыдущей обработки. При
этом изменяются глубина и вид микро-
неровностей, обрабатываемые поверхно-
сти получают сетчатый рельеф. Поверх-
ность становится чрезвычайно гладкой,
что обеспечивает более благоприятные
МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
429
условия взаимодействия трущихся по-
верхностей.
Поверхности обрабатывают абразив-
ными брусками, устанавливаемыми в спе-
циальной головке. Для суперфиниша ха-
рактерно колебательное движение брусков
наряду с движением заготовки. Процесс
резания происходит при давлении брусков
(0,5 ... 3) 105 Па и в присутствии смазочно-
го материала малой вязкости.
Схема обработки наружной цилинд-
рической поверхности приведена на
рис. 6.96, а. Плотная сетка микронеровно-
стей создается сочетанием трех движений:
вращательного D заготовки, возвратно-
поступательного D и колебательного
брусков Dr. Амплитуда колебаний брус-
ков составляет 1,5 ... 6 мм, а частота
400 ... 1200 колебаний в минуту. Движе-
ние Dr ускоряет процесс съема металла и
улучшает однородность поверхности.
Бруски, будучи подпружиненными, само-
устанавливаются по обрабатываемой по-
верхности. Соотношение скоростей дви-
жений Ds : Dr в начале обработки долж-
но составлять 2 ... 4, а в конце 8 ... 16.
Процесс характеризуется сравнительно
малыми скоростями главного движения
резания (0,08 ... 0,2 м/с).
Важную роль играет смазочно-охлаж-
дающая жидкость. Масляная пленка по-
крывает обрабатываемую поверхность,
но наиболее крупные микровыступы
(рис. 6.96, б) прорывают ее и в первую
очередь срезаются абразивом. Давление
брусков на выступы оказывается боль-
шим. По мере дальнейшей обработки дав-
ление снижается, так как все большее чис-
ло выступов прорывает масляную пленку.
Наконец, наступает такой момент (рис.
6.96, в), когда давление бруска не может
разорвать пленку, она становится сплош-
ной. Создаются условия для жидкостного
трения. Процесс отделки автоматически
прекращается. В качестве жидкости ис-
пользуют смесь керосина (80 ... 90 %)
с веретенным или турбинным маслом
(20... 10%).
При обработке сталей лучших резуль-
татов достигают при применении брусков
из электрокорунда, при обработке чугуна
и цветных металлов - из карбида крем-
ния. В большинстве случаев применяют
бруски на керамической или бакелитовой
связках. Большое влияние на ход процесса
оказывает твердость брусков.
Алмазные бруски увеличивают не
только производительность обработки, но
и стойкость инструмента в 80 ... 100 раз.
Алмазные бруски работают на тех же ре-
жимах, что и абразивные, но с давлением,
большим на 30 ... 50 %.
Размеры и форма абразивных брусков
определяются размерами и конфигурацией
обрабатываемой заготовки. Чаще всего
для суперфиниша используют два бруска,
а при обработке крупных деталей - три или
четыре.
Обычно суперфиниширование не уст-
раняет погрешности формы, полученные
на предшествующей обработке (вол-
нистость, конусность, овальность и др.),
но усовершенствование процесса позво-
ляет снимать увеличенные слои металла,
использовать особые режимы обработки.
Рис. 6.96. Схемы отделки суперфинишированием
430
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
В этом случае погрешности преды-
дущей обработки значительно умень-
шаются.
8. ОТДЕЛОЧНО-ЗАЧИСТНАЯ
ОБРАБОТКА ДЕТАЛЕЙ
Обработку применяют для снятия за-
усенцев, очистки, размерной и декоратив-
ной отделки поверхностей. Заусенцы все-
гда сопутствуют процессу резания и пред-
ставляют собой излишки материала, рас-
полагающиеся на кромках и углах дета-
лей. Они имеют вид гребенок малой тол-
щины. Как правило, заусенцы образуются
в результате сдвига металла при выходе
режущего инструмента из контакта с заго-
товкой. Также удаляют шаржированные
частицы - внедрения в поверхность детали
абразивных или алмазных осколков зерен
в результате шлифования. На многих де-
талях подлежат удалению жировые и мас-
ляные пленки, образующиеся после обра-
ботки резанием с применением смазочно-
охлаждающих жидкостей.
Полное удаление указанных пороков
возможно только при обработке электро-
искровым, лучевым, ультразвуковым и
некоторыми другими методами.
Различные методы удаления заусенцев
применяют и в конце технологического
процесса. Большое распространение по-
лучили механические методы, особенно с
использованием ручного механизирован-
ного инструмента: фрезерных или абра-
зивных головок, металлических щеток,
шлифовальных кругов, ленточных шли-
фовальных установок. Для удаления за-
усенцев, получения фасок и переходных
поверхностей используют также металло-
режущие станки (рис. 6.97). Фаски на де-
талях типа тел вращения протачивают на
станках токарной группы (рис. 6.97, а), а
на деталях в виде корпусов, плит, планок -
на фрезерных станках (рис. 6.97, б). Целе-
сообразно использование специального
режущего инструмента - фасонных фрез.
Широко используют станки сверлильно-
расточной группы (рис. 6.97, в). Фаски на
выходе отверстий получают специальны-
ми зенковками или обычными сверлами.
Производительную обработку кромок де-
талей проводят на протяжных станках
(рис. 6.97, г). Протяжки выполняют по
форме обрабатываемых граней, располо-
женных на наружных или внутренних по-
верхностях. Используют зуборезные стан-
ки (рис. 6.97, д') для снятия заусенцев и
получения фасок методом огибания (на-
пример, на шлицевых валах).
Важную роль играет отделочная
обработка торцовых поверхностей зубь-
ев зубчатых колес. Многие колеса долж-
ны перемещаться вдоль валов, на которых
Рис. 6.97. Схемы удаления заусенцев
МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
431
Рис. 6.98. Схема зубозакругления
они размещены, для того чтобы сцеплять-
ся с другими колесами (например, в ко-
робках скоростей). Такие сцепления воз-
можны, если торцовые поверхности име-
ют специфическую форму - скругление,
благодаря которому облегчается ввод
зубьев во впадины парного колеса. Удары
при переключениях колес устраняются, а
зубья не подвергаются поломкам.
Зубоскругления прямозубых и косо-
зубых колес выполняют на специальных
станках различными методами. Наиболее
рациональная форма торца зуба бочкооб-
разная (рис. 6.98, а). Ее получают, на-
пример, обработкой специальной пальце-
вой фрезой за счет сочетания движений
(рис. 6.98, б). Обрабатываемое колесо
вращается с постоянной скоростью, вра-
щающаяся фреза совершает возвратно-
поступательные перемещения с пере-
менной скоростью вдоль оси колеса при
скруглении каждого зуба. Вертикальны-
ми перемещениями инструмента управ-
ляет копир.
Наряду с лезвийным инструментом
применяют абразивный. Форму такого
инструмента обеспечивают в соответствии
с профилем снимаемых фасок. Их полу-
чают на наружных и внутренних поверх-
ностях. Для обработки зубчатых поверх-
ностей методом огибания применяют аб-
разивный зубчатый инструмент, имеющий
форму зубчатых колес или червяков. При
этом обеспечивают настройкой строго
согласованные движения заготовки и ин-
струмента. Производительность обработки
возрастает при использовании в качестве
инструмента бесконечной абразивной ленты.
Использование эластичных абразивных
инструментов позволяет в определенной
степени огибать обрабатываемую поверх-
ность и полнее удалять пороки предшест-
вующей обработки. Эластичные инстру-
менты изготовляют из фетра, войлока,
текстиля, на которые приклеивают абра-
зивные зерна или порошки. Специальные
эластичные инструменты делают из тек-
стиля, гладкой или гофрированной бума-
ги, дерева, обитого кожей или наборными
кожаными пластинками.
Для зачистки, очистки, а также упроч-
нения крупногабаритных деталей пер-
спективны ударные методы. Деталь по-
мещают в камеру и подают на нее из сопла
с помощью сжатого воздуха металличе-
ский песок, дробь, металлические или
пластмассовые шарики. Может быть ис-
пользовано несколько сопел.
432
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
С помощью ударных методов выпол-
няют полирование, декоративное шлифо-
вание, упрочнение, очистку и зачистку.
При галтовке детали загружают в барабан
навалом. Круглые или граненые барабаны
вращаются вокруг горизонтальной, верти-
кальной или наклонной оси. Режущим
инструментом служит абразивный бой,
гранулированный абразив. Для операций
полирования применяют абразивные зер-
на, абразивные порошки, деревянные ша-
ры, обрезки кожи, войлока, мелкие сталь-
ные полировальные шарики.
В процессе галтовки абразив и детали
взаимодействуют, происходят многочис-
ленные соударения, скольжение и микро-
резание поверхностей. Для интенсификации
процесса обработки детали (Д на рис. 6.99)
иногда закрепляют на осях и дополни-
тельно вращают (движения £>Г| и ).
При галтовке обрабатываются только на-
ружные поверхности. Галтовка сущест-
венно снижает стоимость отделочной об-
работки.
В автоматизированных комплексах,
предназначенных для изготовления слож-
ных деталей и оснащенных роботами, за-
усенцы можно снимать вращающимися
металлическими щетками. Робот, сняв со
станка готовую деталь и установив оче-
редную заготовку, не простаивает, а берет
специальную головку со щеткой и элек-
троприводом и обрабатывает ею весь кон-
тур детали. Движениями робота управляет
система ЧПУ.
9. ОТДЕЛОЧНАЯ
ОБРАБОТКА ЗУБЬЕВ
ЗУБЧАТЫХ КОЛЕС
В процессе нарезания зубчатых колес
на поверхностях зубьев возникают по-
грешности профиля, появляется неточ-
ность шага зубьев и др. Для уменьшения
или ликвидации погрешностей зубья до-
полнительно обрабатывают. Отделочную
обработку для зубьев незакаленных колес
называют шевингованием. Предварительно
нарезанное прямозубое или косозубое
колесо 2 плотно зацепляется с инструмен-
том 1 (рис. 6.100, а). Скрещивание их осей
обязательно. При таком характере зацеп-
ления в точке А можно разложить ско-
рость vm на составляющие. Составляющая
v направлена вдоль зубьев и является ско-
ростью резания, возникающей в результа-
те скольжения профилей. Обработка со-
стоит в срезании (соскабливании) с по-
верхности зубьев очень тонких волосооб-
Рис. 6.100. Схемы отделочной обработки зубьев
зубчатых колес
МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
433
разных стружек, благодаря чему погреш-
ности исправляются, зубчатые колеса ста-
новятся более точными, значительно со-
кращается шум при их работе.
Отделку проводят специальным метал-
лическим инструментом - шевером (рис.
6.100, б). Угол скрещивания осей чаще
всего составляет 10 ... 15°. При шевинго-
вании инструмент и заготовка воспроиз-
водят зацепление винтовой пары. Кроме
этого, зубчатое колесо перемещается воз-
вратно-поступательно (D ) и после ка-
ждого двойного хода подается в радиаль-
ном направлении (). Направления
вращения шевера (£>ш) и, следовательно,
заготовки (DMr) периодически изменяют-
ся. Шевер режет боковыми сторонами
зубьев, которые имеют специальные ка-
навки (рис. 6.100, в) и, следовательно,
представляют собой режущее зубчатое
колесо.
На закаленных зубчатых колесах по-
грешности боковых поверхностей зубьев
удаляют хонингованием (если припуск на
обработку не превышает 0,01 ... 0,03 мм
на толщину зуба). Процесс хонингования
заключается в совместной обкатке заго-
товки и абразивного инструмента, имею-
щего форму зубчатого колеса. Оси заго-
товки и инструмента скрещиваются под
углом 15 ... 18°. При вращении зубчатой
пары (рис. 6.100, г) возникает составляю-
щая скорости скольжения. Абразивные
зерна хона обрабатывают боковые сторо-
ны зубьев заготовки (рис. 6.100, д'). Скоро-
сти движений DX0H и £>заг вращения пары,
находящейся в зацеплении при хонинго-
вании, во много раз больше, чем скорости
вращения при шевинговании.
Хонингуемые прямозубые или косо-
зубые цилиндрические колеса вращаются
в плотном зацеплении с хоном. Зубчатое
колесо кроме вращения совершает воз-
вратно-поступательное движение вдоль
оси (Ds^ ). Направление вращения пары
изменяется при каждом двойном ходе.
При изготовлении хонов в качестве аб-
разива используют карбид кремния или
электрокорунд. Число зубьев как хона, так
и шевера не должно быть кратным числу
зубьев обрабатываемого колеса. Вершина
зуба колеса постоянно контактирует со
впадиной зуба хона. Благодаря этому
уменьшается скорость изнашивания хона,
а вследствие постоянного внедрения го-
ловки зуба колеса во впадину хона проис-
ходит автоматическое восстановление его
зубьев. Необходима лишь периодическая
правка хона по его наружной поверхности,
чтобы поддерживать требуемый зазор А
(рис. 6.100, д).
Значительные погрешности зубчатых
колес, возникшие после термической об-
работки, исправляют методом зубо-
шлифования. Этот метод отделки обеспе-
чивает получение высокой точности с ма-
лой шероховатостью поверхности зубьев и
может быть использован при обработке
цилиндрических и конических зубчатых
колес.
Шлифование зубьев цилиндрических
колес возможно копированием и обкаткой.
Метод копирования по своей сущности
соответствует зубонарезанию дисковой
модульной фрезой. Эвольвентный про-
филь зуба воспроизводится абразивными
кругами, имеющими профиль впадин об-
рабатываемого колеса.
Шлифование зубьев методом обкатки
основано на принципе зацепления обраба-
тываемого колеса с зубчатой рейкой. При
этом элементы воображаемой зубчатой
рейки образованы абразивными инстру-
ментами. Так, рейку могут представить
два шлифовальных круга, торцы которых
расположены вдоль сторон зубьев рейки.
Элемент рейки может быть образован и
одним кругом, заправленным по форме ее
зуба. Для выполнения процесса шлифова-
ния методом обкатки осуществляют не
только все движения указанной пары, на-
ходящейся в зацеплении, но и движения,
необходимые для процесса резания. После
обработки двух боковых поверхностей
434
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
зубьев колесо поворачивается на величину
углового шага (1 / г). Движения резания и
деления обеспечивает специальное уст-
ройство зубошлифовальных станков.
Результаты, получаемые при обработке
зубчатых колес зубошлифованием, могут
быть улучшены зубопритпиркой. С ее по-
мощью можно получать поверхности вы-
сокого качества, увеличивать плавность
хода и долговечность работы зубчатой
пары. Такой метод отделки применяют
для закаленных зубчатых колес.
Притиры выполняют в виде зубчатых
колес. В зацеплении в результате давления
между зубьями притира и обрабатываемо-
го колеса мелкозернистый абразив в смеси
с маслом внедряется в более мягкую по-
верхность притира. Благодаря скольже-
нию, возникающему между зубьями при
вращении пары, зерна абразива снимают
мельчайшие стружки с обрабатываемого
колеса. При зубопритирке происходит
искусственное изнашивание материала
колеса в соответствии с профилем зуба
притира.
В ходе обработки притир и колесо, на-
ходящиеся в зацеплении, совершают воз-
вратно-поступательное движение. Кроме
того, притир совершает возвратно-
поступательное перемещение вдоль своей
оси, что обеспечивает равномерность об-
работки по всей ширине зуба. Наибольшее
распространение получили схемы обра-
ботки тремя притирами. Такой метод уве-
личивает производительность обработки.
Зубопритирка может обеспечить более
высокое качество обработки, чем зубо-
шлифование, лишь в случае точного изго-
товления зубчатого колеса. Максималь-
ный припуск, удаляемый притиркой, не
должен превышать 0,05 мм.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. При каких условиях тонкое обтачива-
ние может заменить шлифование?
2. Как вы представляете себе схему поли-
ровального автомата и полуавтомата?
3. Для каких деталей наиболее целесооб-
разна абразивно-жидкостная отделка?
4. Каковы основные преимущества хонин-
гования и суперфиниша?
5. Какова роль отделочно-зачистной обра-
ботки в решении проблем повышения качества
изделий?
Глава XII Методы обработки заготовок
без снятия стружки
1. ЧИСТОВАЯ ОБРАБОТКА
ПЛАСТИЧЕСКИМ
ДЕФОРМИРОВАНИЕМ
Методы обработки без снятия струж-
ки все больше применяют для деталей в
связи с ужесточением эксплуатационных
характеристик машин: высокой произво-
дительности, быстроходности, прочности,
точности и др. Такой обработке подверга-
ют предварительно подготовленные по-
верхности.
Если формы заготовок приблизить к
формам готовых деталей, то ответствен-
ные поверхности можно обрабатывать
шлифованием и затем окончательно од-
ним из методов обработки без снятия
стружки. Предоставляется возможность
уменьшить количество отходов и упро-
стить обработку.
Методы обработки основаны на ис-
пользовании пластических свойств метал-
лов, т.е. способности металлических заго-
товок принимать остаточные деформации
без нарушения целостности металла. От-
делочная обработка методами пластиче-
ского деформирования сопровождается
упрочнением поверхностного слоя, что
очень важно для повышения надежности
работы деталей. Детали становятся менее
чувствительными к усталостному разру-
шению, повышаются их коррозионная
МЕТОДЫ ОБРАБОТКИ ЗАГОТОВОК БЕЗ СНЯТИЯ СТРУЖКИ
435
стойкость и износостойкость сопряжений,
удаляются риски и микротрещины, остав-
шиеся от предшествующей обработки.
В ходе обработки шаровидная форма кри-
сталлитов поверхности металла может
измениться, кристаллиты сплющиваются в
направлении деформации, образуется
упорядоченная структура волокнистого
характера. Поверхность заготовки прини-
мает требуемые формы и размеры в ре-
зультате перераспределения элементарных
объемов под воздействием инструмента.
Исходный объем заготовки остается по-
стоянным.
В зоне обработки не возникает высо-
кая температура, поэтому в поверхност-
ных слоях фазовые превращения не про-
исходят.
Обработку без снятия стружки выпол-
няют на многих металлорежущих станках
и установках, используя специальные ин-
струменты. Созданы также особые станки,
на которых наряду с резанием заготовки
обрабатывают пластическим деформиро-
ванием. Методы чистовой обработки ис-
пользуют для всех металлов, способных
пластически деформироваться, но наибо-
лее эффективны они для металлов с твер-
достью до НВ 280.
Ожидается, что эти методы все больше
будут применяться для высокоточной
обработки и использоваться для деталей,
размеры которых будут иметь точность
в долях микрометра.
2. ОБКАТЫВАНИЕ
И РАСКАТЫВАНИЕ
ПОВЕРХНОСТЕЙ
Обкатыванием и раскатыванием отде-
лывают и упрочняют цилиндрические,
конические, плоские и фасонные наруж-
ные и внутренние поверхности.
Сущность этих методов состоит в том,
что в результате давления поверхностные
слои металла, контактируя с инструмен-
том высокой твердости, оказываются в
состоянии всестороннего сжатия и пла-
стически деформируются. Инструментом
являются ролики и шарики, перемещаю-
щиеся относительно заготовки. Микроне-
ровности обрабатываемой поверхности
сглаживаются путем смятия микровысту-
пов и заполнения микровпадин.
Обкатывают, как правило, наружные
поверхности, а раскатывают внутренние
цилиндрические и фасонные поверхности.
При обкатывании роликами основными
параметрами режима упрочнения являют-
ся давление в зоне контакта с роликом,
число его проходов, подача и скорость
обкатывания. Глубину деформированного
слоя определяет давление.
Рис. 6.101. Схемы обкатывания и раскатывания
поверхностей
г)
436
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
На рис. 6.101 показаны распространен-
ные схемы обкатывания и раскатывания
поверхностей. К вращающейся цилиндри-
ческой заготовке подводят закаленный глад-
кий ролик-обкатку (рис. 6.101, а), который
под действием рабочего давления дефор-
мирует поверхность. Движение продоль-
ной подачи позволяет обрабатывать всю
заготовку. Аналогичным инструментом
обрабатывают элементы заготовок, но с
поперечным движением (рис. 6.101, б).
При раскатывании ролик-раскатку закреп-
ляют на консольной оправке (рис. 6.101, в).
Более совершенна конструкция инст-
румента с несколькими роликами
(рис. 6.101, г).
Для обеспечения значительной одно-
родности форм микронеровностей исполь-
зуют разнообразные конструкции инстру-
ментов, различающихся числом и формой
деформирующих частей (роликов, шари-
ков). Наилучшие результаты обеспечива-
ют инструменты, на которые силы пере-
даются через упругие элементы. Этим
достигаются постоянные условия обра-
ботки в любой точке обрабатываемой по-
верхности. Сила может регулироваться.
Для обработки поверхностей обкаты-
ванием и раскатыванием чаще всего ис-
пользуют токарные или карусельные
станки, применяя вместо режущего инст-
румента обкатки и раскатки. Суппорты
обеспечивают необходимое движение по-
дачи. Раскатки можно устанавливать в
пиноли задних бабок. Глубокие отверстия
раскатывают на станках для глубокого
сверления.
Так как нагрев заготовок в местах кон-
такта с инструментом незначителен, ох-
лаждения не требуется. Для уменьшения
трения используют смазывание веретен-
ным маслом или керосином.
Обкатыванием и раскатыванием лишь
в незначительной степени исправляют
погрешности предшествующей обработки.
Поэтому предварительная обработка заго-
товок должна быть точной с учетом смя-
тия микронеровностей и изменения окон-
чательного размера детали. Решающее
значение в достижении необходимого ка-
чества поверхностного слоя имеет давле-
ние на поверхность. Чрезмерно большое
давление так же, как и большое число
проходов инструмента, разрушает поверх-
ность и может привести к отслаиванию ее
отдельных участков.
3. АЛМАЗНОЕ ВЫГЛАЖИВАНИЕ
Малой шероховатости поверхности и
ее упрочнения можно достичь алмазным
выглаживанием. Сущность этого метода
состоит в том, что оставшиеся после обра-
ботки резанием неровности поверхности
выглаживаются перемещающимся по ней
прижатым алмазным инструментом. Ал-
маз, закрепленный в державке, не враща-
ется, а скользит с весьма малым коэффи-
циентом трения. Рабочая часть инстру-
мента выполнена в виде полусферы, ци-
линдра или конуса. Чем тверже обрабаты-
ваемый материал, тем меньше радиус
скругления рабочей части алмаза.
Преимущества алмазного выглажива-
ния состоят в повышении эксплуатацион-
ных свойств обработанных поверхностей,
снижении шероховатости поверхности,
отсутствии переноса на обрабатываемую
поверхность посторонних частиц, воз-
можности обработки тонкостенных дета-
лей и деталей сложной конфигурации,
простоте конструкции выглаживателей.
Заготовки обрабатывают на станках
токарной группы. Державку с подпружи-
ненным наконечником с алмазом устанав-
ливают в резцедержателе вместо резца.
Движения заготовки и инструмента анало-
гичны движениям заготовки и инструмен-
та при обтачивании.
Силы прижатия алмаза к обрабатывае-
мой поверхности сравнительно малы и
колеблются в интервале 50 ... 300 Н. Про-
цесс выглаживания ведут со смазыванием
веретенным маслом, что примерно в 5 раз
уменьшает износ алмаза по сравнению с
износом при выглаживании всухую. При-
менение керосина или эмульсии приводит
к интенсивному износу алмаза. Число
проходов инструмента не должно быть
более двух.
МЕТОДЫ ОБРАБОТКИ ЗАГОТОВОК БЕЗ СНЯТИЯ СТРУЖКИ
437
4. КАЛИБРОВКА ОТВЕРСТИЙ
Калибровкой повышают точность от-
верстий и получают поверхности высоко-
го качества. Метод характеризуется высо-
кой производительностью.
Сущность калибровки сводится к пе-
ремещению в отверстии с натягом жестко-
го инструмента. Размеры поперечного
сечения инструмента несколько больше
размеров поперечного сечения отверстия.
При этом инструмент сглаживает неров-
ности, исправляет погрешности, упрочня-
ет поверхность.
Простейшим инструментом служит
шарик, который проталкивается штоком
(рис. 6.102, а). Роль инструмента может
выполнять также оправка-дорн (рис. 6.102, б),
к которому прикладывается сжимающая
или растягивающая (рис. 6.102, в) сила.
Заготовки обрабатываются за один или
несколько ходов инструмента.
Заготовки обрабатывают с малыми ли-
бо большими натягами. В первом случае
зона пластического деформирования не
распространяется на всю толщину детали.
Так обрабатывают толстостенные заготов-
ки. Во втором случае зона пластического
деформирования охватывает всю деталь.
Этот вариант обработки используют для
тонкостенных деталей, что существенно
повышает их точность.
Шарики как инструмент не обеспечи-
вают оптимальных условий деформирова-
ния и имеют малую стойкость. Калиб-
рующие оправки выполняют одноэле-
ментными, многоэлементными или сбор-
ными. Каждый из элементов-поясков име-
ет свой размер. Деформирующие элемен-
ты изготовляют из твердого сплава или
стали, закаленных до высокой твердости.
В качестве смазочного материала для
сталей и бронз применяют сульфофрезол,
для чугунов - керосин. Разработаны спе-
циальные смазочные материалы, обеспе-
чивающие жидкостное трение. Они сни-
жают рабочее усилие оборудования, спо-
собствуют повышению качества поверх-
ностных слоев, увеличивают точность об-
работки и стойкость инструмента.
Отверстия калибруют на прессах (рис.
6.102, а, б) или горизонтально-протяжных
станках (рис. 6.102, в). Для правильного
взаимного расположения инструмента и
заготовки обычно применяют самоустанав-
ливающиеся приспособления с шаровой
опорой. Заготовку не закрепляют.
5. ВИБРОНАКАТЫВАНИЕ
Для повышения износостойкости дета-
лей машин на поверхностях трения целе-
сообразно выдавливать слабозаметные,
прилегающие друг к другу канавки. В ка-
навках скапливаются смазочный материал
Рис. 6.102. Схемы калибровки отверстий
438
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.103. Схема вибронакатывания
и мелкие частицы, образовавшиеся в про-
цессе изнашивания. Канавки образуются
вибронакатыванием.
Упрочняющему элементу - шару или
алмазу, установленному в резцедержателе
токарного станка, помимо движения Ds^
(рис. 6.103) специальным устройством
сообщают дополнительные движения ал-
маза Da с относительно малой амплиту-
дой. Изменяя £>заг, £>пр, амплитуду и часто-
ту колебаний, можно на обрабатываемой
поверхности получить требуемый рису-
нок. Распространение получили рисунки с
непересекающимися канавками, с не пол-
ностью пересекающимися и со сливаю-
щимися канавками. Возможно также виб-
ронакатывание внутренних и плоских по-
верхностей.
Канавки одновременно упрочняют по-
верхность. Важнейшей характеристикой
такой поверхности является общая пло-
щадь канавок (в процентах от номиналь-
ной площади обрабатываемой поверхно-
сти). Такие отклонения для каждого типа
рисунка определяют аналитически.
6. ОБКАТЫВАНИЕ ЗУБЧАТЫХ КОЛЕС
Пластическое деформирование по-
верхностных слоев повышает работоспо-
собность зубчатых колес. Микронеровно-
сти, оставшиеся от предшествующей об-
работки, сглаживаются путем смятия спе-
циальным инструментом.
Обрабатываемое зубчатое колесо вво-
дят в плотное зацепление с тремя осталь-
ными, закаленными эталонными колеса-
ми. Последние имеют полированные зубья
и располагаются вокруг обкатываемого
колеса. Эталонные колеса прижимаются к
обкатываемому с помощью пружинных
устройств. Сила прижима регламентиру-
ется. Одно из эталонных колес является
ведущим и приводит во вращение обраба-
тываемое колесо, а через него - два ос-
тальных эталонных колеса. Движение ко-
лес реверсируется. Колеса обкатывают со
смазочными материалами на специальных
зубообкатных станках.
Обкатыванием лишь частично исправ-
ляют профиль зуба и его размеры путем
сглаживания шероховатостей.
7. НАКАТЫВАНИЕ РЕЗЬБ,
ШЛИЦЕВЫХ ВАЛОВ
И ЗУБЧАТЫХ КОЛЕС
Формообразование фасонных поверх-
ностей в холодном состоянии методом
накатывания имеет ряд преимуществ.
Главные из них - очень высокая произво-
дительность, низкая стоимость обработки,
высокое качество обработанных деталей.
Накатанные детали имеют более высокое
сопротивление усталости. Это объясняет-
ся тем, что при формообразовании нака-
тыванием волокна исходной заготовки не
перерезаются, как при обработке резани-
ем. Профиль накатываемых деталей обра-
зуется за счет вдавливания инструмента в
материал заготовки и выдавливания части
его во впадины инструмента. Такие мето-
ды сочетают в себе функции черновой,
чистовой и отделочной обработок. Их ис-
пользуют для получения резьб, валов с
мелкими шлицами и зубчатых мелкомо-
дульных колес.
Резьбы накатывают обычно до терми-
ческой обработки, хотя точные резьбы
можно накатывать и после нее.
При формировании резьбы плашками
(рис. 6.104, а) заготовку 2 помещают меж-
ду неподвижной 7 и подвижной 3 плаш-
МЕТОДЫ ОБРАБОТКИ ЗАГОТОВОК БЕЗ СНЯТИЯСТРУЖКИ
439
Рис. 6.104. Схемы накатывания
ками, имеющими на рабочих поверхно-
стях рифления, профиль и расположение
которых соответствуют профилю и шагу
накатываемой резьбы. При перемещении
подвижной плашки заготовка катится ме-
жду инструментами, а на ее поверхности
образуется резьба.
При формировании резьбы роликами
(рис. 6.104, б) ролики 4 и 5 получают при-
нудительное вращение, заготовка 2 сво-
бодно обкатывается между ними. Ролику 5
придается радиальное движение для вдав-
ливания в металл заготовки на необходи-
мую глубину. Обработка роликами требу-
ет меньших сил, с их помощью накатыва-
ют резьбы с более крупным шагом.
При накатывании мелких шлицев на ва-
лах (рис. 6.104, в) накатный ролик имеет про-
филь шлицев. Он внедряется в поверхность
заготовки при вращении и поступательном
продольном перемещении вдоль вала.
Накатывание цилиндрических (рис.
6.104, г) и конических мелкомодульных
колес в 15 ... 20 раз производительнее зу-
бонарезания. Процесс можно осуществ-
лять на токарных станках накатниками 6
и 7, которые закреплены на суппорте и
перемещаются, совершая движение D .
Каждый накатник имеет заборную часть
для постепенного образования накатывае-
мых зубьев на заготовке 2.
Для накатывания применяют универ-
сальное специальное оборудование. Для
образования резьб служат резьбонакат-
ные станки, обеспечивающие силы до
2 105 Н. Эти станки автоматизированы и
имеют горизонтальное, наклонное или
вертикальное движение ползуна с плаш-
кой. Резьбы роликами накатывают на ав-
томатах.
На автоматизированном оборудовании -
прессах - накатывают и шлицы. Шлице-
накатный пресс может заменить 10 ...
15 шлицефрезерных станков. Рабочие уси-
лия создаются мощными гидравлическими
устройствами.
Зубчатые колеса накатывают на специ-
альных станках. Получает распростране-
ние комбинированное накатывание (горя-
чее накатывание с последующей холодной
калибровкой).
440
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Рис. 6.105. Схемы накатывания рифлений и клейм
8. НАКАТЫВАНИЕ
РИФЛЕНИЙ И КЛЕЙМ
Методом холодного накатывания на
отдельных элементах деталей наносят
рифления, маркировочные клейма, знаки.
Производительность метода весьма вели-
ка. В основе накатывания лежит способ-
ность металла получать местные дефор-
мации под действием накатных роликов
или накатников.
На рис. 6.105, а приведена схема нака-
тывания рифленой поверхности. Заготовку
закрепляют на токарном станке, на суп-
порте которого установлена державка с
одним или двумя накатными роликами.
Ролики внедряются в поверхность заго-
товки (£\п ) и перемещаются вдоль заго-
товки с движением D,. Вид рифлений
(рис. 6.105, б) определяется характером
зубчиков на роликах. Крестовое рифление
производят двумя роликами, один из ко-
торых имеет правое направление отпеча-
тывающих зубчиков, а другой - левое. Оба
ролика вращаются на осях самоустанавли-
вающейся державки. Для накатывания
клейм (рис. 6.105, в) на накатнике 1 распо-
лагают негативно выступающие знаки.
Заготовку 2 устанавливают на ролики для
более легкого перемещения в момент на-
катывания.
9. УПРОЧНЯЮЩАЯ ОБРАБОТКА
ПОВЕРХНОСТНЫХ СЛОЕВ
ДЕТАЛЕЙ
Упрочняющую обработку предприни-
мают для увеличения сопротивления уста-
лости деталей. Методы упрочнения осно-
ваны на локальном воздействии инстру-
мента на обрабатываемый материал. При
этом возникают многочисленные зоны
воздействия на весьма малых участках
поверхности, в результате чего создаются
очень большие местные давления. Много-
численные контакты с инструментом при-
водят к упрочнению поверхностного слоя.
В поверхностных слоях возникают суще-
ственные напряжения сжатия.
Прочность конструкционных материа-
лов повышается благодаря воздействию
нагрузок, создающих эффективные пре-
пятствия для движения несовершенств
кристаллической решетки. При этом соз-
даются структуры с повышенной плотно-
стью закрепленных и равномерно распре-
деленных по объему дислокаций.
Распространено упрочнение нанесени-
ем ударов по поверхности заготовки ша-
риками, роликами, различными бойками.
При динамическом упрочнении в качестве
инструмента используют диск, в котором
по окружности в несколько рядов распо-
ложены ролики, свободно сидящие на
осях. Диск закрепляют на шпинделе ме-
таллорежущего станка. При вращении
диска ролики наносят по упрочняемой
поверхности очень большое количество
ударов.
При статическом упрочнении на по-
верхность заготовки воздействуют вра-
щающимися роликами в процессе об-
катывания или раскатывания.
Процесс упрочнения можно выполнять
на специальных установках. При ультра-
звуковом деформационном упрочнении
заготовки закрепляют в камерах,'содер-
МЕТОДЫ ОБРАБОТКИ ЗАГОТОВОК БЕЗ СНЯТИЯ СТРУЖКИ
441
жащих большое количество стальных ша-
риков диаметром 1 мм, смачиваемых
эмульсией. Камера получает колебания от
ультразвукового генератора, и колеблю-
щиеся шарики наносят удары по поверх-
ности заготовки. Шероховатость поверх-
ности после деформационного упрочнения
увеличивается.
Распространено дробеструйное дина-
мическое упрочнение. Готовые детали
машин подвергают ударному действию
потока дроби в специальных камерах, где
дробинки с большой скоростью переме-
щаются под действием потока воздушной
струи или центробежной силы. Эффектом
поверхностного упрочнения можно управ-
лять, подавая сухую или мокрую дробь.
Дробь изготовляют из отбеленного чугуна,
стали, алюминия, стекла и других мате-
риалов. Исходная шероховатость обраба-
тываемой поверхности увеличивается.
Этот метод применяют для таких изде-
лий, как рессорные листы, пружины, ло-
патки турбин, штоки, штампы.
Эффект деформационного упрочнения
повышается при использовании импульс-
ных нагрузок, в частности взрывной вол-
ны. При упрочении взрывом необходимы
энергоноситель и среда, передающая дав-
ление на упрочняемую деталь. В качестве
энергоносителя используют бризантные
взрывчатые вещества, обеспечивающие
как поверхностные, так и сквозные упроч-
нения деталей.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Каковы основные преимущества обра-
ботки без снятия стружки?
2. Каковы преимущества метода раскаты-
вания отверстий инструментом с несколькими
роликами?
3. Как вы представляете себе схему ав-
томата для калибрования отверстий шариками?
4. Какой может быть схема обкатывания
зубчатых колес?
5. Какова суть явления упрочнения по-
верхностных слоев деталей?
РАЗДЕЛ "7 ЭЛЕКТРОФИЗИЧЕСКИЕ
I И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ
ОБРАБОТКИ
1. ХАРАКТЕРИСТИКА
ЭЛЕКТРОФИЗИЧЕСКИХ И
ЭЛЕКТРОХИМИЧЕСКИХ
МЕТОДОВ ОБРАБОТКИ
Развитие всех отраслей промышленно-
сти, особенно авиационной и ракетно-
космической техники, привело к исполь-
зованию материалов со специальными
эксплуатационными свойствами: сверх-
твердых, весьма вязких, жаропрочных,
композиционных. Обработка заготовок из
этих материалов обычными методами
(способами) механической обработки
весьма затруднительна или невозможна
вообще. Поэтому параллельно с разработ-
кой этих материалов создавались принци-
пиально новые методы (способы) обра-
ботки. Характерно, что при механической
обработке в технологическом оборудова-
нии электрическая энергия превращается в
механическую и за счет силового воздей-
ствия инструмента (штампа, резца, фрезы,
шлифовального круга и т.д.) на заготовку
происходит ее формоизменение (формо-
образование).
Электрофизические и электрохимиче-
ские (ЭФЭХ) методы обработки основаны
на непосредственном воздействии различ-
ных видов энергии (электрической, хими-
ческой и др.) на обрабатываемую заготов-
ку. При обработке заготовок этими мето-
дами отсутствует силовое воздействие
инструмента на заготовку или оно на-
столько мало, что практически не влияет
на суммарную погрешность обработки.
Эти методы позволяют изменять форму
обрабатываемой поверхности заготовки и
влиять на состояние поверхностного слоя.
Так, в некоторых случаях наклеп обрабо-
танной поверхности не образуется, де-
фектный слой незначителен, удаляются
прижоги поверхности, полученные при
шлифовании, повышаются коррозионные,
прочностные и другие эксплуатационные
характеристики поверхностей деталей.
Кинематика формообразования по-
верхностей деталей ЭФЭХ методами об-
работки, как правило, проста, что обеспе-
чивает точное регулирование процессов и
их автоматизацию. ЭФЭХ методы обра-
ботки являются универсальными и обес-
печивают непрерывность процессов при
одновременном формообразовании всей
обрабатываемой поверхности. При этом
появляется возможность обрабатывать
очень сложные наружные и внутренние
поверхности заготовок.
Технологическое оборудование для
ЭФЭХ методов обработки, так же как и
металлорежущие станки, оснащается сис-
темами ЧПУ. Внедрение их в различных
отраслях промышленности обеспечивает
получение значительного экономического
эффекта. Классификация ЭФЭХ методов
обработки по их физической сущности
показана на рис. 6.1.
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
443
2. ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА
При электроэрозионной обработке (ЭЭО)
используют явление эрозии (разрушения)
электродов из токопроводящих материалов
при пропускании между ними импульсов
электрического тока. Заготовку и инстру-
мент, изготовленные из токопроводящих
материалов, подключают к источнику тока -
генератору импульсов (ГИ) и помещают в
диэлектрическую жидкость (рис. 7.1).
При сближении электрода-инструмен-
та (Э-И) и электрода-заготовки (Э-3) на
расстояние в несколько микрометров
(10 ... 50 мкм) между микровыступами на
Э-И и Э-3 возникает электрический раз-
ряд и образуется канал проводимости
(рис. 7.1, а), в котором от катода к аноду
движется поток электронов.
Навстречу этому потоку движутся бо-
лее тяжелые частицы - ионы (рис. 7.1, б).
Электроны быстрее достигают поверхно-
сти анода. Поэтому энергия электрическо-
го разряда смещается ближе к поверхности
заготовки (Э-3). Температура электрическо-
го разряда достигает 10 000 ... 12 000 °C.
При такой температуре происходят мгно-
венное оплавление и частичное испарение
элементарного объема материала заготов-
ки. При этом время протекания разряда
чрезвычайно мало. Поэтому процесс вы-
деления энергии сопровождается явле-
нием микровзрыва. За счет этого опла-
вившиеся частицы металла выбрасыва-
ются в окружающую среду (рис. 7.1, в),
охлаждаются диэлектрической жидко-
стью и застывают в виде малых шариков
(0,01 ... 0,005 мм), образуя шлам - про-
дукт эрозии. В результате на поверхности
анода образуется сферическое углубление -
лунка. Поверхность катода также подвер-
гается частичному эрозионному разруше-
нию (рис. 7.1, в).
Следующий разряд произойдет в том
месте, где расстояние между инструмен-
том и заготовкой окажется минимальным.
Так образуется вторая лунка на поверхно-
сти заготовки. При воздействии серии
электрических импульсов с анода удаля-
ется слой материала. Непрерывность про-
цесса обеспечивается за счет подачи Э-И.
Постоянство межэлектродного зазора
обеспечивается автоматически с помощью
следящих систем.
Обработанная поверхность представля-
ет собой совокупность лунок (рис. 7.1, г),
глубина которых определяет шерохова-
тость поверхности.
Помимо шероховатости обработанная
поверхность характеризуется следующими
показателями:
- вследствие мгновенного нагрева по-
верхности заготовки до температуры
плавления металла и резкого охлаждения
в среде диэлектрической жидкости возни-
кают температурные напряжения, приво-
дящие к возникновению микротрещин;
Рис. 7.1 .Схема процесса ЭЭО
444
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
- за счет нагрева до высоких темпера-
тур и возможного поглощения углерода из
окружающей среды в поверхностном слое
происходят структурные изменения и, с
учетом быстрого охлаждения, твердость
поверхностного слоя значительно повы-
шается по сравнению с твердостью основ-
ного материала стальной заготовки;
- под действием высокой температуры
в зоне оплавления основной материал
вступает в химическую реакцию с отдель-
ными элементами материалов электрода-
инструмента и диэлектрической жидкости,
что ведет к изменению химического со-
става поверхностного слоя.
При малой длительности импульсов
(5 ... 200 мкс) поверхности катода успева-
ет достичь лишь малая доля ионов. По-
этому поверхность катода значительно
меньше подвергается эрозионному разру-
шению по сравнению с поверхностью
анода. Именно поэтому анодом делают
заготовку (Э-3), а катодом - инструмент
(Э-И). Такую полярность называют прямой
(см. рис. 7.1, а). При большей длительно-
сти импульсов (2 102 ... 105 мкс) многие
ионы успевают достичь поверхности ка-
тода, и, обладая большей энергией по
сравнению с потоком электронов, вызы-
вают интенсивную эрозию катода. В этом
случае обработку осуществляют при об-
ратной полярности: Э-И является анодом,
а Э-3 - катодом.
В зависимости от параметров импуль-
сов и используемого оборудования ЭЭО
подразделяют на электроискровую, элек-
троимпульсную, высокочастотную и элек-
троконтактную.
При электроискровой обработке ис-
пользуют прямую полярность, т.е. Э-И
подсоединяют к катоду, а Э-3 - к аноду.
Генератор импульсов настраивают на со-
ответствующие режимы обработки. Про-
должительность импульса составляет 20 ...
200 мкс. Величина энергии импульса регу-
лируется подбором емкости конденсаторов.
При увеличении емкости конденсатора
накапливаемый запас энергии возрастает
и, следовательно, повышается производи-
тельность процесса. В зависимости от ко-
личества энергии, расходуемой в импуль-
се, режим обработки делят на жесткий или
средний (для предварительной обработки)
и мягкий или особо мягкий (отделочной
обработки). Мягкий режим обработки по-
зволяет получать размеры с точностью до
0,002 мм при шероховатости поверхности
Ra 0,63 ... 0,16 мкм.
Обработку ведут в ваннах, заполнен-
ных диэлектрической жидкостью. Жид-
кость исключает нагрев электродов (инст-
румента и заготовки), охлаждает продукты
разрушения, уменьшает боковые разряды
между инструментом и заготовкой, что
повышает точность обработки.
Для обеспечения непрерывности про-
цесса обработки необходимо, чтобы зазор
между инструментом-электродом и заго-
товкой был постоянным. Для этого элек-
троискровые станки снабжают следящей
системой и механизмом автоматической
подачи инструментов. Инструменты-элект-
роды изготовляют из меди, латуни, медно-
графитовых и других материалов.
В эрозионных станках используют раз-
личные ГИ электрических разрядов: RC
(резистор - емкость); RLC (L - индуктив-
ность); LC; ламповые генераторы. В про-
мышленности применяют широкодиапа-
зонные транзисторные ГИ. Эти генерато-
ры потребляют мощность 4 ... 18 кВт при
силе тока 16 ... 125 А. Эффективность
обработки составляет 75 ... 1900 мм3/мин
при шероховатости обработанной поверх-
ности 4 ... 0,2 мкм.
Электроискровым методом обрабаты-
вают практически все токопроводящие
материалы, но эффект эрозии при одних и
тех же параметрах электрических импуль-
сов различен. Зависимость интенсивности
эрозии от свойств металлов называют элек-
троэрозионной обрабатываемостью. Если
принять электроэрозионную обрабатывае-
мость стали за единицу, то для других ме-
таллов ее можно представить в следующих
относительных единицах: твердые сплавы -
0,5; титан - 0,6; никель - 0,8; медь - 1,1;
латунь - 1,6; алюминий - 4; магний - 6.
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
445
Рис. 7.2. Схемы электроискровой обработки:
а - прошивание отверстия; б - обработка фасонной полости штампа; в - прошивание отверстия по способу
трепанации; г - прошивание отверстия с криволинейной осью; д - вырезание заготовки из листа; е - шлифование
внутренней поверхности фильеры
Электроискровым методом целесооб-
разно обрабатывать твердые сплавы,
труднообрабатываемые металлы и сплавы,
тантал, молибден и другие материалы.
Электроискровым методом (рис. 7.2)
получают сквозные отверстия любой фор-
мы поперечного сечения (а), глухие от-
верстия и полости (б), фасонные отверстия
и полости по способу трепанации (в), от-
верстия с криволинейными осями (г); вы-
резают заготовки из листа (б), выполняют
плоское, круглое и внутреннее (е) шлифо-
вание, разрезают заготовки, клеймят детали.
Электроискровую обработку применя-
ют для изготовления деталей штампов и
пресс-форм, фильер, режущего инструмен-
та, деталей топливной аппаратуры двигате-
лей внутреннего сгорания, сеток и сит.
Электроискровую обработку применя-
ют также для упрочнения поверхностного
слоя металлов деталей машин, пресс-
форм, режущего инструмента. Упрочне-
ние состоит в том, что на поверхность из-
делий наносят тонкий слой какого-либо
металла, сплава или композиционного
материала. Подобные покрытия повыша-
ют твердость, износостойкость, жаростой-
кость, эрозионную стойкость и другие
характеристики изделий.
На ограниченных участках особо на-
груженной поверхности детали можно
проводить сложнейшие микрометаллурги-
ческие процессы.
Из электроэрозионных станков с сис-
темами ЧПУ наибольшее распространение
в промышленности имеют координатно-
прошивочные, копировально-вырезные и
универсальные копировально-прошивочные.
Координатно-прошивочные станки ра-
ботают по позиционной системе ЧПУ, что
позволяет автоматически по заданной
программе устанавливать (позициониро-
вать) заготовку относительно инструмента
в необходимое положение. Обработку ве-
дут профилированным инструментом. Во
время обработки заготовка перемещений
не имеет.
Копировально-вырезные станки рабо-
тают по контурной системе ЧПУ. Обра-
ботку ведут ^профилированным инстру-
446
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
Рис. 7.3. Схема работы копировально-вырезного
станка с ЧПУ:
1 - катушка с проволокой; 2 - электродвигатель привода
натяжения проволоки; 3 - генератор импульсов; 4 -
проволока-инструмент; 5 - электродвигатель привода
подачи проволоки; 6 и 7 - электродвигатели привода
винта продольной и поперечной подач; 8 - рабочий
стол станка; 9 - электронная следящая система;
10 - блок управления работой станка
ментом - бесконечным электродом-
проволокой (рис. 7.3). Применяют мед-
ную, латунную, вольфрамовую, молибде-
новую проволоку диаметром 0,02 ... 0,3 мм.
Программное устройство станков обеспе-
чивает не только регулирование движений
формообразования, но и регулирование
технологического режима - напряжения
на искровом промежутке. Особенность
процесса вырезки состоит в наличии пе-
ременной эквидистанты, зависящей от
ширины прорезаемого паза. Следователь-
но, устройства ЧПУ станков должны
обеспечивать коррекцию эквидистанты.
В станках такого типа системы ЧПУ обес-
печивают управление по четырем и более
координатным осям.
В универсальных копировально-про-
шивочных электроэрозионных станках
используют две системы ЧПУ: систему
адаптивного управления с предваритель-
ным набором координат и режимов по
программе и систему адаптивно-програм-
много управления по трем координатным
осям. В станках этого типа системы ЧПУ
обеспечивают планетарное движение за-
готовки в следящем режиме, автоматиче-
ское позиционирование заготовки и авто-
матическую смену инструмента.
При электроимпульсной обработке
используют электрические импульсы
большой длительности (2 • 102 ... 105 мкс).
Большие мощности импульсов, получае-
мых от электронных генераторов, обеспе-
чивают высокую производительность
процесса обработки. Применение генера-
торов и графитовых электродов, а также
обработка на обратной полярности позво-
лили уменьшить разрушение электродов.
Электроимпульсную обработку
(рис. 7.4) наиболее целесообразно приме-
нять при предварительной обработке
штампов, турбинных лопаток, твердо-
сплавных деталей, фасонных отверстий в
деталях из коррозионно-стойких сталей и
жаропрочных сплавов. В станках для
электроимпульсной обработки широко
используют различные системы про-
граммного управления. Высокоточная
конструкция станков с чувствительными
сервосистемами позволяет изготовлять
детали сложной геометрической формы с
высокой точностью.
Приборы автоматического переключе-
ния на разные подачу и глубину резания,
управляемые системой ЧПУ, обеспечива-
ют оптимальное использование электро-
эрозионных станков, так как в зависимо-
сти от хода процесса обработки режим
работы согласуется с технологическими
требованиями к деталям. Применяемые
адаптивные системы программного уп-
равления позволяют своевременно оп-
ределять отклонения в ходе обработки
и устранять их. Изменения параметров
процесса обработки вносятся в устройства,
Рис. 7.4. Схема электроимпульсной обработки:
1 - электродвигатель; 2 - импульсный генератор
постоянного тока; 3 - инструмент-электрод; 4 - заготовка-
электрод; 5 - ванна
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
447
формирующие сигнал коррекции, что по-
зволяет с помощью простых электродов
изготовлять детали сложных геометриче-
ских форм, в частности полостей штампов.
Высокочастотную электроискровую
обработку применяют для повышения
точности и уменьшения шероховатости
поверхностей, обработанных электроэро-
зионным методом. Метод основан на ис-
пользовании электрических импульсов
малой мощности при частоте 100 ... 150 кГц.
При высокочастотной электроискровой
обработке (рис. 7.5) конденсатор С разря-
жается при замыкании первичной цепи
импульсного трансформатора прерывате-
лем, вакуумной лампой или тиратроном.
Инструмент-электрод и заготовка включе-
ны во вторичную цепь трансформатора,
что исключает возникновение дугового
разряда.
Производительность метода в 30 ... 50 раз
выше, чем при электроискровом методе,
при значительном увеличении точности и
уменьшении шероховатости поверхности.
Износ инструмента незначителен.
Высокочастотный электроискровой
метод применяют при обработке заготовок
из твердых сплавов, так как он исключает
структурные изменения и образование
микротрещин в поверхностном слое мате-
риала обрабатываемой заготовки.
Электроконтактная обработка осно-
вана на локальном нагреве заготовки в
месте контакта с электродом-инструмен-
том и удалении размягченного или даже
расплавленного металла из зоны обработки
механическим способом: относительным
Рис. 7.5. Схема высокочастотной электроис-
кровой обработки:
1 - инструмент-электрод; 2 - заготовка-электрод;
3 - импульсный трансформатор; 4 - прерыватель
тока; 5 - выпрямитель
Рис. 7.6. Схема электроконтактной обработки
плоской поверхности:
1 - обрабатываемая заготовка; 2 - инструмент-
электрод: 3 - трансформатор
движением заготовки и инструмента. Ис-
точником теплоты в зоне обработки слу-
жат импульсные дуговые разряды. Элек-
троконтактную обработку оплавлением
рекомендуют для обработки крупных де-
талей из углеродистых и легированных
сталей, чугуна, цветных сплавов, туго-
плавких и специальных сплавов.
Метод применяют при зачистке отли-
вок от заливов, отрезке литниковых сис-
тем и прибылей, зачистке проката из спец-
сплавов, черновом круглом наружном,
внутреннем и плоском шлифовании кор-
пусных деталей машин из труднообраба-
тываемых сплавов (рис. 7.6), шлифовании
с одновременной поверхностной закалкой
деталей из углеродистых сталей. Метод
обработки не обеспечивает высокой точ-
ности и качества поверхности, но дает
высокую производительность съема ме-
талла вследствие использования больших
электрических мощностей.
3. ЭЛЕКТРОХИМИЧЕСКИЕ
МЕТОДЫ ОБРАБОТКИ
Электрохимические методы обработки
основаны на законах анодного растворе-
ния металлов при электролизе. При про-
хождении электрического тока через элек-
тролит на поверхности заготовки, вклю-
ченной в электрическую цепь и являю-
щейся анодом, происходят химические
реакции, и поверхностный слой металла
448
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
превращается в химическое соединение.
Продукты электролиза переходят в раствор
или удаляются механическим способом.
Производительность процессов зави-
сит в основном от электрохимических
свойств электролита, обрабатываемого то-
копроводящего материала и плотности тока.
Электрохимическое полирование
(рис. 7.7) выполняют в ванне, заполненной
электролитом. В зависимости от обраба-
тываемого материала электролитом слу-
жат растворы кислот или щелочей. Обра-
батываемую заготовку подключают к ано-
ду; электродом-катодом служит металли-
ческая пластинка из свинца, меди, стали.
Для большей интенсивности процесса
электролит подогревают до температуры
40 ... 80 °C.
При подаче напряжения на электроды
начинается процесс растворения металла
заготовки-анода. Растворение происходит
главным образом на выступах микроне-
ровностей поверхности вследствие более
высокой плотности тока на их вершинах.
Кроме того, впадины между микровысту-
пами заполняются продуктами растворе-
ния: оксидами или солями, имеющими
пониженную электропроводимость. В ре-
зультате избирательного растворения, т.е.
большой скорости растворения выступов,
микронеровности сглаживаются, и обра-
батываемая поверхность приобретает ме-
таллический блеск. Электрополирование
улучшает электрофизические характери-
стики деталей, так как уменьшается глу-
бина микротрещин, поверхностный слой
обрабатываемых поверхностей не дефор-
мируется, исключаются упрочнение и
термические изменения структуры, повы-
шается коррозионная стойкость.
Электрополирование позволяет одно-
временно обрабатывать партию заготовок
по всей их поверхности. Этим методом
получают поверхности деталей под галь-
ванические покрытия, доводят рабочие
поверхности режущего инструмента,
полируют тонкие ленты и фольгу, очища-
ют и декоративно отделывают детали.
Рис. 7.7. Схема электрохимического полирования:
1 - ванна; 2 - обрабатываемая заготовка; 3 - пластина-
электрод; 4 - электролит, 5 - микровыступ; 6 - продукт
анодного растворения
Электрохимическую размерную обра-
ботку выполняют в струе электролита,
прокачиваемого под давлением через меж-
электродный промежуток, образуемый
обрабатываемой заготовкой-анодом и ин-
струментом-катодом .
Струя электролита, непрерывно пода-
ваемого в межэлектродный промежуток,
растворяет образующиеся на заготовке-
аноде соли и удаляет их из зоны обработ-
ки. При этом способе одновременно обра-
батывается вся поверхность заготовки,
находящаяся под активным воздействием
катода, что обеспечивает высокую произ-
водительность процесса. Участки заготов-
ки, не требующие обработки, изолируют.
Инструменту придают форму, обратную
форме обрабатываемой поверхности.
Формообразование поверхности происхо-
дит по методу копирования.
Импульсное рабочее напряжение спо-
собствует повышению точности обрабо-
танной поверхности заготовки. Точность
обработки значительно повышается при
уменьшении рабочего зазора между заго-
товкой и инструментом. Для контроля
зазора используют высокочувствительные
элементы, встраиваемые в следящую сис-
тему. Способ рекомендуют для обработки
заготовок из высокопрочных сплавов,
карбидных и труднообрабатываемых ма-
териалов. Отсутствие давления инстру-
мента на заготовку позволяет обрабаты-
вать нежесткие тонкостенные детали с
высокими точностью и качеством обрабо-
танной поверхности.
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
449
Рис. 7.8. Схема электрохимической размерной обработки:
1 - инструмент-электрод; 2 - заготовка; 3 - изолятор
Для электрохимической размерной об-
работки используют нейтральные элек-
тролиты. Наиболее широко применяют
растворы солей NaCl, NaNO3 и Na2SO4.
На рис. 7.8 показаны схемы обработки
заготовок в струе проточного электролита:
турбинной лопатки (а), штампа (б) и схема
прошивания сквозного цилиндрического
отверстия (в).
Многие модели станков управляются
системами ЧПУ. В процессе обработки
система ЧПУ задает и контролирует вели-
чины напряжения и тока, постоянство ра-
бочего зазора, скорость подачи электрода-
инструмента, скорость потока и концен-
трацию электролита. Соблюдение этих
параметров режима обеспечивает высокие
точность и производительность обработки
заготовок.
На модернизированных электрохими-
ческих или электроэрозионных станках
осуществляют комбинированную обра-
ботку заготовок электроэрозионно-хими-
ческим способом. Этот процесс обработ-
ки, основанный на сочетании анодного
растворения и эрозионного разрушения
металла, более производителен, чем элек-
трохимический, но уступает по точности и
шероховатости обработанной поверхно-
сти. Скорость обработки до 50 мм/мин;
точность 0,2 ... 0,4мм; шероховатость Ra
10 ... 20 мкм.
При электроабразивной и электро-
алмазной обработке инструментом-элект-
родом служит шлифовальный круг из аб-
разивного материала на электропроводя-
щей связке (бакелитовая связка с графито-
вым наполнителем). Между анодом-
заготовкой и катодом-шлифовальным кру-
гом имеется межэлектродный зазор, обра-
зованный зернами, выступающими из
связки. В зазор подается электролит. Про-
дукты анодного растворения материала
заготовки удаляются абразивными зерна-
ми; шлифовальный круг имеет вращатель-
ное движение, а заготовка - движения по-
дачи, т.е. движения, соответствующие
процессу механического шлифования.
Введение в зону резания ультразвуко-
вых колебаний повышает производитель-
ность электроабразивного и электроал-
мазного шлифования в 2 ... 2,5 раза при
значительном улучшении качества обра-
ботанной поверхности. Электроабразив-
ные и электроалмазные методы применя-
ют для отделочной обработки заготовок из
труднообрабатываемых материалов, а так-
же нежестких заготовок, так как силы ре-
зания здесь незначительны. При этих ме-
тодах обработки прижоги обрабатываемой
поверхности практически исключены.
При электроабразивной обработке
(рис. 7.9) 85 ... 90 % припуска удаляется
за счет анодного растворения и 15 ... 10 % -
за счет механического воздействия. При
электроалмазной обработке ~ 75 % при-
пуска удаляется за счет анодного раство-
рения и ~ 25 % - за счет механического
воздействия алмазных зерен.
15 - 9503
450
ЭЛЕКТРОФИЗтЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
Вид А
Рис. 7.9. Схема электроабразивного шлифования:
1 - заготовка; 2 - абразивные зерна; 3 - связка
шлифовального круга
растворения удалялись более активно, в
электролит добавляют абразивные мате-
риалы. После того как удаление припуска
с обрабатываемой поверхности закончено,
осуществляют процесс "выхаживания"
поверхности при выключенном электри-
ческом токе для полного удаления анод-
ной пленки с обработанной поверхности.
Электрохимическое хонингование обеспе-
чивает более низкую шероховатость по-
верхности, чем хонингование абразивны-
ми брусками. Поверхность получает зер-
кальный блеск. Производительность элек-
трохимического хонингования в 4 ... 5 раз
выше производительности механического
хонингования.
Рис. 7.10. Схема электрохимического
хонингования цилиндра:
1 - хонинговальная головка; 2 - заготовка цилиндра;
3 - изолятор; 4 - ванна; 5 - стол хонинговального
станка
Отделочную обработку поверхностей
заготовок можно проводить электрохими-
ческим хонингованием (рис. 7.10). Кине-
матика процесса соответствует хо-
нингованию абразивными головками. От-
личие состоит в том, что заготовку уста-
навливают в ванне, заполненной электро-
литом, и подключают к аноду. Хонинго-
вальную головку подключают к катоду.
Вместо абразивных брусков в головке ус-
тановлены деревянные или пластмассо-
вые. Продукты анодного растворения уда-
ляются с обрабатываемой поверхности
брусками при вращательном и возвратно-
поступательном движениях хонинговаль-
ной головки. Чтобы продукты анодного
4. АНОДНО-МЕХАНИЧЕСКАЯ
ОБРАБОТКА
Анодно-механическая обработка осно-
вана на сочетании электротермических и
электромеханических процессов и занима-
ет промежуточное место между электро-
эрозионными и электрохимическими ме-
тодами. Обрабатываемую заготовку под-
ключают к аноду, а инструмент - к катоду.
В зависимости от характера обработки и
вида обрабатываемой поверхности в каче-
стве инструмента используют металличе-
ские диски, цилиндры, ленты, проволоку.
Обработку ведут в среде электролита, ко-
торым чаще всего служит водный раствор
жидкого натриевого стекла. Заготовке и
инструменту задают такие же движения,
как при обычных методах механической
обработки резанием. Электролит подают в
зону обработки через сопло (рис. 7.11).
Рис. 7.11. Схема анодно-механической обработки
плоской поверхности
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
451
Рис. 7.12. Примеры анодно-механической обработки
в)
При пропускании через раствор элек-
тролита постоянного электрического тока
происходит процесс анодного растворе-
ния, как при электрохимической обработ-
ке. При соприкосновении инструмента-
катода с микронеровностями обрабаты-
ваемой поверхности заготовки-анода про-
исходит процесс электроэрозии, присущий
электроискровой обработке. Кроме того,
при пропускании электрического тока ме-
талл заготовки в точке контакта с инстру-
ментом разогревается так же, как при
электроконтактной обработке, и материал
заготовки размягчается. Продукты элек-
троэрозии и анодного растворения удаля-
ются из зоны обработки при относитель-
ных движениях инструмента и заготовки.
Анодно-механическим методом обра-
батывают заготовки из всех токопроводя-
щих материалов, высокопрочных и труд-
нообрабатываемых металлов и сплавов,
вязких материалов.
В станках для анодно-механической
обработки используют системы ЧПУ. По
программе осуществляется управление
скоростями движений заготовки и инст-
румента, поддерживается постоянство
зазора в рабочем пространстве между ни-
ми, задаются параметры электрического
режима при переходе с черновой обработ-
ки на чистовую.
Анодно-механическим методом (рис. 7.12)
разрезают заготовки на части (а), проре-
зают пазы и щели, обтачивают поверхно-
сти тел вращения (6), шлифуют плоские
поверхности и поверхности, имеющие
форму тел вращения (в), полируют поверх-
ности, затачивают режущий инструмент.
5. ХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
Сущность химической обработки
заготовок состоит в направленном раз-
рушении металлов и сплавов травлением
их в растворах кислот и щелочей.
Перед травлением обрабатываемые по-
верхности заготовок тщательно очищают.
Поверхности, не подлежащие обработке,
защищают химически стойкими покры-
тиями (окрашивают лаками и красками,
применяют химические и гальванические
покрытия, светочувствительные эмульсии).
Подготовленные к обработке заготовки
опускают в ванну с раствором кислоты
или щелочи в зависимости от материала,
из которого они изготовлены. Незащи-
щенные поверхности заготовок подверга-
ют травлению. Чтобы скорость травления
была постоянной, а это позволяет опреде-
лять время удаления припуска, концен-
трацию раствора поддерживают неизмен-
ной. В целях интенсификации процесса
травления раствор подогревают до темпе-
ратуры 40 ... 80 °C. После обработки заго-
товки промывают, нейтрализуют, еще раз
промывают горячим содовым раствором и
удаляют защитные покрытия.
Химическим травлением получают ме-
стные утонения на нежестких заготовках,
ребра жесткости, извилистые канавки и
щели, "вафельные" поверхности, обраба-
15*
452
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
тывают поверхности, труднодоступные
для режущего инструмента.
Химико-механическим методом обра-
батывают заготовки из твердых сплавов.
Заготовки приклеивают специальными
клеями к пластинам и опускают в ванну,
заполненную суспензией, состоящей из
раствора сернокислой меди и абразивного
порошка. В результате обменной химиче-
ской реакции на поверхностях заготовок
выделяется рыхлая металлическая медь, а
кобальтовая связка твердого сплава пере-
ходит в раствор в виде соли, освобождая
тем самым зерна карбидов титана, вольф-
рама и тантала.
Медь вместе с карбидами сошлифовы-
вается присутствующим в растворе абра-
зивным порошком. В качестве инструмен-
та используют чугунные диски или пла-
стины. Карбиды удаляются в результате
относительных движений инструмента и
заготовок.
Химико-механическую обработку
применяют для разрезания и шлифования
пластинок из твердого сплава, доводки
твердосплавного инструмента.
6. УЛЬТРАЗВУКОВАЯ ОБРАБОТКА
Ультразвуковая обработка материалов -
разновидность механической обработки -
основана на разрушении обрабатываемого
материала абразивными зернами под уда-
рами инструмента, колеблющегося с ульт-
развуковой частотой. Источником энергии
служат ультразвуковые генераторы тока с
частотой 16 ... 30 кГц. Инструмент полу-
чает колебания от ультразвукового преоб-
разователя с сердечником из магнито-
стрикционного материала. Эффектом маг-
нитострикции обладают никель, железо-
никелевые сплавы (пермендюр), железо-
алюминиевые сплавы (альфер), ферриты.
В сердечнике из магнитострикцион-
ного материала при наличии электро-
магнитного поля домены* разворачиваются
Домены - ферромагнитные области в фер-
ромагнитных кристаллах, в которых атомные
магнитные моменты ориентированы парал-
лельно.
в направлении магнитных силовых линий,
что вызывает изменение размера попереч-
ного сечения сердечника и его длины.
В переменном магнитном поле частота
изменения длины сердечника равна часто-
те колебаний тока. При совпадении часто-
ты колебаний тока с собственной частотой
колебаний сердечника наступает резонанс
и амплитуда колебаний торца сердечника
достигает 2 ... 10 мкм. Для увеличения
амплитуды колебаний на сердечнике за-
крепляют резонансный волновод перемен-
ного поперечного сечения, что увеличивает
амплитуду колебаний до 40 ... 60 мкм.
На волноводе закрепляют рабочий ин-
струмент-пуансон. Под инструментом ус-
танавливают заготовку и в зону обработки
поливом или под давлением подают абра-
зивную суспензию, состоящую из воды и
абразивного материала. В качестве абра-
зивных материалов используют карбид
бора, карбид кремния, электрокорунд.
Наибольшую производительность полу-
чают при использовании карбидов бора.
Инструмент поджимают к заготовке силой
1 ... 60 Н.
Заготовку 3 помещают в ванну 1 под
инструментом 4 (рис. 7.13). Инструмент
устанавливают на волноводе 5, который
закреплен в магнитострикционном сер-
Рис. 7.13. Схема ультразвукового станка
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
453
дечнике 7, смонтированном в кожухе б,
сквозь который прокачивают воду для
охлаждения сердечника. Для возбуждения
колебаний сердечника магнитострикцион-
ного преобразователя служат генератор 8
ультразвуковой частоты и источник по-
стоянного тока 9. Абразивную суспензию
2 подают под давлением по патрубку 10
насосом 11, забирающим суспензию из
резервуара 12. Прокачивание суспензии
насосом исключает оседание абразивного
порошка на дно ванны и обеспечивает
подачу в зону обработки абразивного
материала.
Кавитационные явления в жидкости
способствуют интенсивному перемеще-
нию абразивных зерен под инструмен-
том, замене изношенных зерен новыми,
а также разрушению обрабатываемого
материала.
Ультразвуковым методом обрабаты-
вают хрупкие твердые материалы: стекло,
керамику, ферриты, кремний, кварц, дра-
гоценные минералы, в том числе алмазы,
твердые сплавы, титановые сплавы,
вольфрам.
Метод используют для профилирова-
ния наружных поверхностей, гравирова-
ния, изготовления деталей сложной фор-
мы. Движениями подачи для указанных
видов обработки являются вертикальная
подача инструмента при обработке отвер-
стий и полостей, продольная подача заго-
товки при разрезании ее на части, про-
дольная и поперечная подачи заготовки
при разрезании ее по сложному контуру.
Для управления движениями заготовки и
вертикальной подачей инструмента исполь-
зуют системы программного управления.
Ультразвуковым методом обрабаты-
вают (рис. 7.14) сквозные и глухие отвер-
стия любой формы поперечного сечения
(а, б), фасонные полости (в), разрезают
заготовки на части (г), прошивают отвер-
стия с криволинейными осями, нарезают
резьбы.
Рабочие инструменты для обработки
отверстий диаметром 0,5 ... 20 мм выпол-
няют сплошными: диаметром 20 ... 100 мм -
полыми (обработка по способу трепана-
ции). Пазы долбят, а заготовки разрезают
ножевидными пуансонами; внутренние
полости обрабатывают пуансонами, форма
торцов которых обратна форме обрабаты-
ваемой поверхности. Инструменты изго-
товляют из закаленных, но вязких мате-
риалов.
Точность размеров и шероховатость
поверхностей, обработанных ультразвуко-
вым методом, зависят от зернистости ис-
пользуемых абразивных материалов и со-
ответствуют точности и шероховатости
поверхностей, обработанных шлифованием.
Рис. 7.14. Схемы ультразвуковой обработки поверхностей заготовок
454
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
Использование ультразвуковых коле-
баний оказалось эффективным и при
обычных способах механической обработ-
ки (точении, фрезеровании и др.). Нало-
жение ультразвуковых колебаний малых
амплитуд (2 ... 5 мкм) на режущий инст-
румент (например, резец) в направлении
главного движения резания существенно
изменяет характер стружкообразования.
Значительно снижается зона первичной и
вторичной деформации срезаемого слоя
металла, уменьшаются глубина и степень
наклепа обработанной поверхности. Ульт-
развуковые колебания почти полностью
устраняют процессы наростообразования.
Все это приводит к улучшению условий
резания, снижению сил трения и повыше-
нию качества поверхностного слоя.
Наиболее эффективным оказалось
применение ультразвуковых колебаний
малой амплитуды (2 ... 5 мкм) при обра-
ботке жаропрочных, тугоплавких, титано-
вых сплавов и других материалов, харак-
теризующихся плохой обрабатываемо-
стью резанием.
Эффективным оказалось также приме-
нение ультразвуковых колебаний при
ЭФЭХ методах обработки. Так, рацио-
нальное совмещение электрохимической и
ультразвуковой обработки твердых спла-
вов позволяет в десятки раз повысить
производительность труда и в несколько
раз снизить износ инструмента и удель-
ный расход электроэнергии.
7. ЛУЧЕВЫЕ МЕТОДЫ ОБРАБОТКИ
К лучевым методам формообразования
поверхностей деталей машин относят
электронно-лучевую и светолучевую (ла-
зерную) обработку.
Электронно-лучевая обработка осно-
вана на превращении кинетической энер-
гии направленного пучка электронов в
тепловую. Высокая плотность энергии
сфокусированного электронного луча по-
зволяет обрабатывать заготовки за счет
нагрева, расплавления и испарения мате-
риала с узколокального участка.
Схема установки для электронно-
лучевой обработки (электронная пушка)
приведена на рис. 5.15.
При размерной обработке заготовок
установка работает в импульсном режиме,
что обеспечивает локальный нагрев заго-
товки. В зоне обработки температура дос-
тигает 6000 °C, а на расстоянии 1 мкм от
пятна фокусировки не превышает 300 °C.
Продолжительность импульсов и интерва-
лы между ними подбирают так, чтобы за
один цикл успел нагреться и испариться
только металл, находящийся под непо-
средственным воздействием луча. Длитель-
ность импульсов составляет 10^* ... 10”6 с, а
частота 50 ... 6000 Гц.
Метод целесообразен при создании ло-
кальной концентрации высокой энергии,
широком регулировании и управлении
тепловыми процессами. Вакуумные среды
позволяют обрабатывать заготовки из лег-
коокисляющихся активных материалов.
С помощью электронного луча можно на-
носить покрытия на поверхности загото-
вок в виде пленок толщиной от несколь-
ких микрометров до десятых долей мил-
лиметра.
Электронно-лучевой метод перспекти-
вен при обработке отверстий диаметром
1 мм ... 10 мкм, прорезании пазов, резке
заготовок, изготовлении тонких пленок и
сеток из фольги. Обрабатывают заготовки
из труднообрабатываемых металлов и
сплавов, а также из неметаллических ма-
териалов: рубина, керамики, кварца, полу-
проводниковых материалов.
Светолучевая (лазерная) обработка
основана на тепловом воздействии свето-
вого луча высокой энергии на поверхность
обрабатываемой заготовки. Источником
светового излучения служит лазер - опти-
ческий квантовый генератор (ОКГ).
Энергия светового импульса ОКГ
обычно невелика и составляет 20 ... 100 Дж,
но она выделяется в миллионные доли
секунды и сосредоточивается в луче диа-
метром -0,01 мм. В фокусе диаметр луча
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
455
лазера составляет всего несколько микро-
метров, что обеспечивает температуру в зоне
воздействия с металлом 6000 ... 8000 °C.
В результате этого поверхностный слой
материала заготовки мгновенно расплав-
ляется и испаряется.
Лазерную обработку применяют для
прошивания сквозных и глухих отверстий,
разрезки заготовок на части, вырезания
заготовок из листовых материалов, проре-
зания пазов. Этим методом можно обраба-
тывать заготовки из любых материалов,
включая самые твердые и прочные. На-
пример, лазерную обработку отверстий
применяют при изготовлении диафрагм
для электронно-лучевых установок. Диа-
фрагмы изготовляют из вольфрамовой,
танталовой, молибденовой или медной
фольги толщиной ~ 50 мкм при диаметре
отверстия 20 ... 30 мкм. С помощью ла-
зерного луча можно выполнить контур-
ную обработку по аналогии с фрезерова-
нием, т.е. обработку поверхностей по
сложному периметру. Перемещениями
заготовки относительно луча управляет
система ЧПУ, что позволяет прорезать в
заготовках сложные криволинейные пазы
или вырезать из заготовок детали сложной
геометрической формы.
8. ПЛАЗМЕННАЯ ОБРАБОТКА
Сущность обработки состоит в том,
что плазму направляют на обрабатывае-
мую поверхность (см. разд. V, гл. 2, п. 8).
Плазменным методом обрабатывают
заготовки из любых материалов, выполняя
прошивание отверстий, вырезку заготовок
из листового материала, строгание, точе-
ние. При прошивании отверстий, разрезке
и вырезке заготовок головку устанавливают
перпендикулярно к поверхности заготов-
ки, при строгании и точении - под углом
40 ... 60°.
Принципиально новым методом изго-
товления деталей является плазменное
напыление с целью получения заданных
размеров. В камеру плазмотрона подаются
порошкообразный конструкционный ма-
териал и одновременно инертный газ под
высоким давлением. Под действием дуго-
вого разряда конструкционный материал
плавится и переходит в состояние плазмы.
Струя плазмы сжимается в плазмотроне
плазмообразующим газом. Выходя из со-
пла, струя плазмы направляется на обра-
батываемую заготовку. Системы верти-
кальной и горизонтальной разверток обес-
печивают перемещение струи по поверх-
ности обработки.
Плазменное напыление применяют и
для получения деталей из напыляемого
материала. Детали получаются в результа-
те наращивания микрочастиц конструкци-
онного материала в определенных местах
экрана. Иногда вместо экрана используют
тонкостенную заготовку, на которую на-
правляется плазма, и происходит наращи-
вание металла.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какова физическая сущность электро-
эрозионных методов обработки материалов?
2. Каковы физико-механические свойства
материала заготовки, обрабатываемой ультра-
звуком?
3. Назовите область применения элект-
рохимической обработки.
4. Объясните физическую сущность эффек-
та магнитострикции.
5. Назовите области применения анодно-
механической обработки.
РАЗДЕЛО ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
О ИЗ КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ
Глава I Физико-технологические основы
получения композиционных материалов
1. ХАРАКТЕРИСТИКА
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Развитие всех отраслей промышленно-
сти, а также задача повышения качества
выпускаемых изделий потребовали созда-
ния новых конструкционных материалов.
Авиация, ракетно-космическая техника,
ядерная энергетика и многие другие от-
расли нуждаются в материалах, характе-
ризующихся высокими прочностью, тер-
мостойкостью и жаропрочностью, малой
плотностью, теплопроводностью и элек-
тропроводимостью, диэлектрическими,
магнитными и другими специальными
физическими свойствами. Объединение
различных ценных свойств отдельных
материалов позволило создать единое це-
лое - композицию. Современное материа-
ловедение уже добилось значительных
успехов в исследовании и разработке ком-
позиционных материалов (КМ).
На современном этапе понятие компо-
зиционного материала должно удовлетво-
рять следующим критериям: композиция
должна представлять собой объемное со-
четание хотя бы двух химически разно-
родных материалов с четкой границей
раздела между этими компонентами (фа-
зами) и характеризоваться свойствами,
которых не имеет никакой из ее компо-
нентов в отдельности. Композицию полу-
чают путем введения в основной материал
(матрицу) определенного количества дру-
гого материала, который добавляется в
целях получения специальных свойств.
КМ может состоять из двух, трех и более
компонентов. Размеры частиц входящих
компонентов могут колебаться в широких
пределах - от сотых долей микрометра
(для порошковых наполнителей) до не-
скольких миллиметров (при использовании
волокнистых наполнителей).
Практически всякий современный ма-
териал представляет собой композицию,
поскольку материалы редко используются
в чистом виде. Действительно, почти все
металлические сплавы содержат несколь-
ко фаз, которые либо создаются специаль-
но (для придания материалу заданных
эксплуатационных и технологических
свойств), либо образуются в результате
наличия в металле вредных примесей.
Отличие большинства КМ от традици-
онных материалов в том, что процесс по-
лучения КМ технологически совмещается
с процессом изготовления изделия.
Проектирование изделия из КМ начи-
нается с конструирования самого мате-
риала - выбора его компонентов и назна-
чения оптимальных технологических про-
цессов производства. Особенность созда-
ния конструкций из КМ в отличие от кон-
струкций из традиционных материалов
заключается в том, что конструирование
материала, разработка технологического
процесса изготовления и проектирование
самой конструкции - это единый взаимо-
связанный процесс.
ПОЛУЧЕНИЕ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
457
1991г.
Рис. 8.1. Структура баланса используемых материалов планера самолета
- прочие
материалы
Физико-механические свойства КМ в
зависимости от концентрации компонен-
тов, их геометрических параметров и ори-
ентации, а также технологии изготовления
могут меняться в очень широких преде-
лах. Тем самым открывается возможность
специального создания (конструирования)
материала с заданными свойствами для
определенного изделия.
С развитием теории и технологии КМ
стало возможным создавать изделия, ра-
ботающие в экстремальных условиях. Так,
при разработке космического корабля
многоразового использования "Буран"
требовалось создать легкую конструкцию,
способную длительно работать в исклю-
чительно тяжелых условиях: при сверхвы-
соких динамических и акустических на-
грузках от мощных ракетных двигателей и
сверхзвукового потока воздуха при подъ-
еме; охлаждении в открытом космосе и
нагреве облицовки корабля до температу-
ры свыше тысячи градусов при входе в
плотные слои атмосферы при посадке.
Решения этих задач удалось достичь бла-
годаря использованию конструкторами
нетрадиционных новых, в том числе и
композиционных, материалов со специ-
альными свойствами.
Наглядным подтверждением широкого
применения КМ является использование
углепластиков в авиации (рис. 8.1). Ана-
логичная тенденция применения КМ ха-
рактерна и для других отраслей промыш-
ленности, так как это неразрывно связано
с повышением технико-экономических
показателей выпускаемых изделий.
2. КЛАССИФИКАЦИЯ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Все КМ условно можно классифициро-
вать по следующим признакам: материалу
композиции, типу арматуры и ее ориента-
ции, способу получения композиции и
изделий из них, по назначению.
В зависимости от материала матрицы
КМ можно разделить на следующие ос-
новные группы: композиции с металличе-
ской матрицей - металлические компо-
зиционные материалы (МКМ), с поли-
мерной - полимерные композиционные
материалы (ПКМ), с резиновой - рези-
новые композиционные материалы
(РКМ) и с керамической - керамические
композиционные материалы (ККМ).
Название ПКМ обычно присваивают в
зависимости от армирующего материала.
Например, ПКМ, армированные стеклян-
ными волокнами, называют стеклопласти-
ками. Аналогично получили свои названия
металлопластики, асбестопластики, угле-
пластики, боропластики и т.д.
458
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
У металлических и керамических КМ
пока еще нет четких правил присвоения
названий. Обычно вначале указывают ма-
териал матрицы, а затем армирующий ма-
териал, например медно-вольфрамовые,
алюминиево-стальные КМ и т.п.
По типу арматуры и ее ориентации КМ
подразделяют на две основные группы:
изотропные и анизотропные.
Изотропные КМ имеют одинако-
вые свойства во всех направлениях. К этой
группе относят КМ с порошкообразными
наполнителями. К числу изотропных ус-
ловно относят и КМ, армированные ко-
роткими (дискретными) частицами. КМ
при этом получаются квазиизотропными,
т.е. изотропными в объеме всего изделия,
но анизотропными в микрообъемах.
У анизотропных материалов
свойства зависят от направления арми-
рующего материала. Их подразделяют на
однонаправленные, слоистые и трехмер-
но-направленные. Анизотропия материала
закладывается конструктором для получе-
ния КМ с заданными свойствами. Одно-
направленные КМ чаще всего проектиру-
ют для изготовления изделий, работаю-
щих на растяжение. Слоистые КМ полу-
чают путем продольно-поперечной уклад-
ки с правильным чередованием слоев.
Трехмерно-направленное армирование
обычно достигается за счет использования
"сшитых" в поперечном направлении ар-
мирующих тканей, сеток и т.п. Кроме та-
кой анизотропии образуется еще техноло-
гическая анизотропия, возникающая при
пластическом деформировании изотроп-
ных материалов (металлов).
В последнее время находят широкое
применение так называемые гибридные КМ.
Гибридными называют КМ, со-
держащие в своем составе три или более
компонентов. В зависимости от распреде-
ления компонентов гибридные КМ обыч-
но делят на следующие классы: однород-
ные КМ (рис. 8.2, а), с равномерным рас-
пределением каждого армирующего ком-
понента по всему объему композиции; ли-
нейно неоднородные КМ с объединением
отдельных волокон в жгуты (рис. 8.2, б);
Рис. 8.2. Схемы армирования КМ:
1 - одномерного; 2 - двумерного
КМ с плоскостной неоднородностью
(рис. 8.2, в), в которых волокна каждого
типа образуют чередующиеся слои, и мак-
ронеоднородные КМ, когда разнородные
волокна образуют зоны, соизмеримые с
характерным размером изделия из КМ
(рис. 8.2, г). При этом возможно использо-
вать структуру типа "оболочка - сердце-
вина". Такое сочетание компонентов рас-
сматривается как наиболее перспективное.
Конструктор, проектируя изделие из КМ,
армирующие волокна (например, из угле-
рода, бора и др.) помещает в оболочку из
металлической проволоки, сетки, фольги и
т.п. Такие "полуфабрикаты" характеризу-
ются высокой технологичностью при
изготовлении изделий из волокнистых КМ.
Помимо рассмотренных возможны и дру-
гие сочетания компонентов в композиции.
По способу получения полимерные и
резиновые КМ разделяют на литейные и
прессованные. Металлические КМ анало-
гично делят на литейные и деформируе-
ПОЛУЧЕНИЕ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
459
мые. Литейные получают путем пропитки
арматуры расплавленным матричным ма-
териалом (сплавом). Для получения де-
формируемых МКМ применяют спека-
ние, прессование, штамповку, ковку на
молотах и др.
По назначению КМ разделяют на об-
щеконструкционные, термостойкие, по-
ристые, фрикционные и антифрикцион-
ные и т.д.
3. ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К АРМИРУЮЩИМ
И МАТРИЧНЫМ МАТЕРИАЛАМ
Армирующие материалы подразде-
ляют на порошкообразные и волокнистые.
Порошковые материалы должны удовле-
творять требованиям по химическому
составу, размерам и форме отдельных
фракций, по технологическим свойствам
(насыпная масса, текучесть, прессуемость,
спекаемость) при изготовлении изделий
порошковой металлургией. Они не долж-
ны содержать загрязнений, влаги, масел и
других примесей, должны храниться в
условиях, исключающих окислительные
процессы на поверхности порошковых
зерен.
Армирующие волокна, используемые
для получения КМ, должны иметь сле-
дующие свойства: малую плотность, вы-
сокую температуру плавления, минималь-
ную растворимость в материале матрицы,
высокую прочность во всем интервале
рабочих температур, высокую химиче-
скую стойкость, технологичность, отсут-
ствие фазовых превращений в зоне рабо-
чих температур, отсутствие токсичности
при изготовлении и эксплуатации. Приме-
няют в основном три вида волокон: ните-
видные кристаллы, металлическую прово-
локу, неорганические и поликристалличе-
ские волокна.
Нитевидные кристаллы ("усы") рас-
сматривают как наиболее перспективный
материал для армирования металлов, по-
лимеров, керамики. Сверхвысокая проч-
ность в широком диапазоне рабочих тем-
ператур, малая плотность, химическая
инертность ко многим материалам матри-
цы и ряд других свойств делают их неза-
менимыми в качестве армирующих мате-
риалов. Однако широкое их внедрение
сдерживается пока несовершенством тех-
нологии их получения в промышленных
масштабах, сложностью ориентации их в
материале матрицы, сложностью техноло-
гии деформирования изделий из компози-
ций с нитевидными кристаллами и др.
Металлическая проволока из высо-
копрочной стали, вольфрама, молибдена и
других металлов имеет меньшую проч-
ность, чем нитевидные кристаллы. Однако
ее выпускают промышленно в больших
количествах и в связи с более низкой
стоимостью широко применяют в качестве
арматуры, особенно для КМ на металли-
ческой основе.
Неорганические и поликристалличе-
ские волокна имеют малую плотность,
высокую прочность и химическую стой-
кость. Широко применяют углеродные,
борные, стеклянные и другие волокна для
армирования пластмасс и металлов.
Основное назначение наполнителей -
придание КМ специальных свойств. На-
пример, волокнистые наполнители вводят
с целью получения максимальных проч-
ностных характеристик.
Матрица в армированных композици-
ях является основой, придает изделию
форму и делает материал монолитным.
Материал матрицы должен позволять
композиции воспринимать внешние на-
грузки. Матрица принимает участие в соз-
дании несущей способности композиции,
обеспечивая передачу силы на волокна.
При нагружении за счет пластичности
матрицы силы от разрушенных или дис-
кретных (коротких) волокон передаются
соседним волокнам. Передача нагрузки
зависит прежде всего от качества соеди-
нений, т.е. от хорошей адгезии между
460
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
компонентами КМ. Без этого невозможны
передача нагрузки волокон и, следова-
тельно, армирование.
Получению качественного соединения
способствуют взаимная диффузия с обра-
зованием твердого раствора; поверхност-
ное химическое взаимодействие между
компонентами композиции; отсутствие на
поверхности раздела каких-либо загряз-
няющих слоев.
При изготовлении композиции в жид-
кой фазе материал матрицы должен сма-
чивать армирующий материал (волокно).
Качество соединения зависит от смачи-
ваемости волокон материалом матрицы,
что обусловливается определенной степе-
нью физического и химического сродства
компонентов. Процесс смачивания сопро-
вождается чаще всего частичным раство-
рением волокон в материале матрицы или
их химическим взаимодействием. Следо-
вательно, смачивание почти всегда приво-
дит к поверхностному разрушению волок-
на. Но без химического взаимодействия
невозможно смачивание.
Смачивание зависит также от взаимно-
го физического сродства компонентов, т.е.
от соотношения их поверхностных энер-
гий (рис. 8.3).
Способность жидкой матрицы смачи-
вать или не смачивать наполнитель зави-
сит от соотношения сил поверхностного
натяжения на границах твердая фаза -
жидкость (ут _ ж), жидкость - пар (уж _ „) и
твердая фаза - пар (ут_ „)
Рис. 8.3. Схемы смачивания (а) и несмачивания
(б) жидкой матрицей поверхности наполнителя:
Т - твердая фаза; Ж - жидкость; П - пар
Если ут _ п > Ут - ж + Уж - п cos 6, смачива-
ние удовлетворительное, и наоборот, если
Ут - ж > Ут - п + Уж - п cos 0, смачивание не-
удовлетворительное. Исследование сма-
чивания обычно проводят путем нанесе-
ния капли жидкого материала матрицы на
подложку из материала наполнителя. О
смачиваемости судят по величине краево-
го угла 0 (рис. 8.3, а, б).
Смачивание может быть улучшено
средствами, влияющими на первоначаль-
ное равновесие между силами поверхно-
стного натяжения. Наиболее эффективные
способы улучшения смачиваемости - на-
несение на армирующие волокна специ-
альных покрытий и введение в материал
матрицы специальных легирующих доба-
вок. Улучшить смачивание при пропитке
волокон металлическими расплавами
можно, применив ультразвуковую обра-
ботку жидкой фазы. В отдельных случаях
положительный эффект может быть дос-
тигнут за счет повышения температуры
расплава и увеличения времени нахожде-
ния композиции в жидком состоянии.
Таким образом, создавая новые КМ
жидкофазными способами, следует при-
нимать во внимание, что материал матри-
цы должен полностью смачивать арми-
рующие волокна, не должен разъедать или
иным способом разрушать волокна. Кроме
того, матрице отводится роль защитного
покрытия, предохраняющего волокна от
механических повреждений и окисления.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Что понимают под КМ и каковы предпо-
сылки их создания?
2. В чем заключается технологическая осо-
бенность получения КМ?
3. По каким признакам классифицируют
КМ?
4. Какие основные требования предъявляют
к армирующим и матричным материалам?
5. Почему уделяют большое внимание во-
просу смачивания и какими способами можно
улучшить смачивание армирующих элементов
матричным материалом?
ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙИЗМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
461
Глава II Изготовление изделий
из металлических композиционных
материалов
1. ВОЛОКНА
ДЛЯ АРМИРОВАНИЯ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Для армирования КМ с металлической
матрицей используют освоенные про-
мышленностью высокопрочные волокна
углерода, бора, карбида кремния и вольф-
рама, оксидов алюминия и циркония, про-
волоку из стальных, вольфрамовых и мо-
либденовых сплавов, а также нитевидные
кристаллы ("усы").
Волокна углерода и бора используют
обычно для армирования легких сплавов
на основе алюминия и магния. Изделия из
этих КМ характеризуются высокими
прочностью и жесткостью и могут дли-
тельно эксплуатироваться при температу-
рах 300 ... 450 °C. Волокна бора с барьер-
ным покрытием из карбида кремния могут
успешно эксплуатироваться при темпера-
турах 600 °C и даже до 800 °C при соот-
ветствующем материале матрицы.
Волокна карбида кремния и вольфрама
предназначены для армирования жаро-
прочных КМ на основе никелево-
хромистых сплавов с рабочими темпера-
турами 1100 ... 1300 °C.
Термостойкие и жаропрочные волокна
из оксидов алюминия и циркония могут
быть эффективными при армировании
КМ, длительно работающих при темпера-
турах 1400 ... 1600 °C.
Проволоку из стальных, вольфрамо-
вых и молибденовых сплавов широко
используют для армирования высоко-
прочных КМ.
Нитевидные кристаллы весьма пер-
спективны в качестве армирующего мате-
риала для получения высокопрочных и
жаропрочных КМ.
Волокна углерода относятся к числу
перспективных армирующих элементов в свя-
зи с низкой плотностью (1400 ... 2000 кг/м3),
высокими пределом прочности при растя-
жении (до 3500 МПа), модулем упругости
(до 700 000 МПа) и малым диаметром во-
локон (5 ... 12 мкм).
Для получения волокон углерода в ка-
честве сырья используют органические
волокна из вискозы (целлюлозные искус-
ственные волокна) и полиакрилнитрила
(поливиниловое синтетическое волокно),
которые получают выдавливанием поли-
мера в вязкотекучем состоянии через
фильеры определенного размера. В каче-
стве сырья используют также пеки из ка-
менноугольной смолы или нефти.
Волокна углерода получают путем по-
следовательного нагрева исходного поли-
мерного волокна до температур, превы-
шающих температуру деструкции поли-
мера. На первом этапе исходное сырье
нагревают до температуры 200 ... 300 °C.
При этом волокна окисляются и возника-
ют поперечные связи между макромоле-
кулами. На втором этапе волокна нагре-
вают до температуры 1000 ... 1500 °C, при
этом волокно уже на 80 ... 95 % состоит из
элементарного углерода. После термооб-
работки (при 1500 ... 3000 °C) получают
волокна, содержащие 98 ... 99 % углерода,
закристаллизовавшегося в систему, близ-
кую к графиту.
Например, процесс получения волокон
углерода из полиакрилнитрильного сырья
проводят по следующей схеме: нагрев ис-
ходного волокна до температуры 220 °C и
выдержка в течение 20 ч, затем темпера-
туру повышают до 980 °C и выдерживают
в атмосфере водорода 24 ч; на следующем
этапе волокно выдерживают в течение 2 ч
при температуре 2480 ... 2500 °C и созда-
ют принудительную вытяжку волокна в
течение 15 ... 20 мин. Заключительную
462
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
операцию термообработки проводят при
температуре 2700 °C в течение 15 мин.
Вытягивание волокон углерода в процессе
их производства улучшает ориентацию
структуры и значительно повышает проч-
ность и модуль упругости.
Волокна углерода имеют относительно
высокую химическую стойкость к атмо-
сферным условиям и некоторым кислотам
(серной, азотной, соляной), что определяет
их долговечность при хранении, а также
долговечность КМ на их основе. Термо-
стойкость при длительной эксплуатации
не превышает 400 °C. К недостаткам угле-
родных волокон следует отнести низкую
прочность на сжатие, химическую актив-
ность при взаимодействии с расплавлен-
ными металлическими матрицами и ма-
лую смачиваемость, особенно с полимер-
ными матрицами.
Волокна бора характеризуются низкой
плотностью (2400 ... 3000 кг/см3); прочно-
стью при растяжении (до 3800 МПа) и
модулем упругости (до 400 000 МПа). Их
получают осаждением бора из газовой
смеси водорода и треххлористого бора на
нагреваемую вольфрамовую проволоку
(диаметром 10 ... 12 мкм). В результате
осаждения образуется сердечник из бори-
дов вольфрама (диаметром 15 ... 17 мкм),
вокруг которого располагается слой поли-
кристаллического бора. Сердечник обра-
зуется вследствие диффузии и взаимодей-
ствия бора с вольфрамовой проволокой.
Поэтому в волокнах бора существует явно
выраженная поверхность раздела между
оболочкой и сердцевиной. Прочность во-
локон во многом зависит от появляющих-
ся дефектов в процессе их получения.
Снижение прочности в основном связано с
появлением локальных дефектов структу-
ры борного слоя в виде крупных кристал-
лов, инородных включений, трещин, пус-
тот и др. Эти дефекты, имеющие техноло-
гическое происхождение, могут распола-
гаться на поверхности волокон, в борном
слое, в сердцевине и на границе раздела
между ними.
В промышленных условиях возможно
изготовление волокон диаметром 75 ...
200 мкм. Производительность процесса во
многом зависит от температуры осажде-
ния. При пониженных температурах
(980 °C) скорость осаждения невелика. Од-
нако повышение температуры (до 1200 ...
1315 °C) одновременно приводит к росту
крупных кристаллов, что заметно снижает
прочность волокон. Для повышения тер-
мостойкости волокон на бор тем же спо-
собом наносят тонкий слой (2 ... 6 мкм)
карбидов кремния или бора.
В процессе получения волокон бора в
качестве подложки могут быть использо-
ваны также углеродные нити.
Высокая температура плавления бора
(2050 °C) определяет как термостойкость
волокон бора, так и высокую поверхност-
ную энергию, необходимую для обеспече-
ния хорошей смачиваемости. Это оказы-
вает положительное влияние на техноло-
гические свойства волокон бора.
Волокна карбида кремния определя-
ются следующими физико-механически-
ми характеристиками: плотностью 3200 ...
3500 кг/м3, прочностью при растяжении
1700 ... 2500 МПа, модулем упругости
450000 ... 480000 МПа. Они жаростойки и
жаропрочны и поэтому весьма перспек-
тивны для создания КМ на металлической
основе с высокотемпературными характе-
ристиками.
Волокна карбида кремния получают в
вертикальных реакторах по аналогичной
схеме, как и при получении волокон бора.
Сердечником при этом служат вольфра-
мовая проволока или пековые моноволок-
на углерода. В последнем случае проч-
ность и термостойкость волокон карбида
кремния существенно повышаются из-за
более низкого уровня напряжений между
оболочкой и сердечником. Температура
подложки при осаждении карбида крем-
ния составляет 1100 ... 1200 °C. Соотно-
шение компонентов парогазовой фазы
подбирают в зависимости от требуемого
диаметра волокна, диаметра нити подлож-
ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
463
ки и размеров реактора. Промышленно-
стью освоен выпуск непрерывных волокон
карбида кремния диаметром 80... 120 мкм.
Высокая химическая стойкость к атмо-
сферным воздействиям, практическое от-
сутствие реакции между материалами
матрицы и волокнами и хорошая сма-
чиваемость позволяют использовать эти
волокна без нанесения барьерных покры-
тий при изготовлении КМ с металличе-
ской матрицей.
Волокна из оксидов алюминия, цир-
кония характеризуются высокими проч-
ностью и теплостойкостью. В настоящее
время осваивается промышленный выпуск
волокон из этих материалов.
Металлическая проволока - наибо-
лее доступный и дешевый вид волокон,
используемых для армирования КМ. Про-
мышленностью уже давно освоено произ-
водство проволоки из различных металлов
и сплавов. Для армирования КМ исполь-
зуют проволоки из высокоуглеродистых и
высоколегированных сталей, характери-
зующихся высокими физико-механичес-
кими свойствами. В последнее время ши-
роко используют проволоки из вольфра-
мовых и молибденовых сплавов, специ-
ально выпускаемые для армирования КМ.
Нитевидные кристаллы ("усы") -
тонкие короткие волокна с монокристал-
лической структурой. Технологически
возможно получение кристаллов диамет-
ром до 10 мкм и длиной до 10 мм. Харак-
терно, что прочность "усов" резко возрас-
тает с уменьшением диаметра. Например,
нитевидный кристалл железа диаметром
3 мкм имеет прочность при растяжении
более 12000 МПа, а при диаметре 10 мкм -
менее 3000 МПа.
Наиболее распространенными спосо-
бами получения нитевидных кристаллов
являются выращивание из покрытий, вы-
ращивание в электрическом поле, осажде-
ние из газовой фазы, химические способы.
Выращивание нитевидных кристаллов
из покрытий может происходить само-
произвольно при нормальной температуре
из легкоплавких металлов (цинка, олова
и др.). Покрытия наносят электролитиче-
ски, путем парового осаждения или по-
гружения подложки в расплавленный
металл.
В электрическом поле выращивают
кристаллы из железа, меди, серебра и др.
Процесс осаждения ведут при больших
плотностях тока в присутствии органиче-
ских примесей (глюкозы, олеиновой ки-
слоты и др.), применяя катоды с малой
рабочей поверхностью.
Процесс осаждения кристаллов из га-
зовой фазы основан на испарении исход-
ного вещества с последующим массопере-
носом его через газовую фазу и конденса-
ции в зоне осаждения. На рост усов ока-
зывают влияние градиент температуры в
камере, давление пара и чистота исходно-
го вещества.
Наиболее распространены химические
способы получения нитевидных кристал-
лов, которые нашли применение не только
в лабораторной практике, но и в промыш-
ленности. Восстановление различных со-
единений металлов является основным
химическим способом получения ните-
видных кристаллов. В качестве исходных
соединений используют сульфиды, окси-
ды и галогениды.
Для создания КМ на металлической
основе в качестве армирующих элементов
применяют нитевидные кристаллы таких
тугоплавких соединений, как карбиды
кремния, бора, оксида алюминия и др.
Благодаря совершенству структуры
нитевидные кристаллы имеют высокие,
близкие к теоретическим прочностные
характеристики. Например, нитевидные
кристаллы из карбида кремния имеют
плотность 3320 кг/м3, прочность при рас-
тяжении 21 000 МПа и модуль упругости
490 000 МПа. Это свидетельствует о боль-
шой перспективности нитевидных кри-
сталлов для армирования КМ с металли-
ческими матрицами. Уже сейчас можно
говорить о промышленных масштабах вы-
пуска нитевидных кристаллов из карбида
кремния и оксида алюминия.
464
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Волокна в чистом виде редко приме-
няют для армирования КМ. На волокна,
жгуты, ленты тонким слоем наносят барь-
ерные и технологические покрытия. Барь-
ерные покрытия предназначены для защи-
ты волокна от разрушения (деградации) в
результате физико-химического взаимо-
действия его с матричными сплавами. Они
представляют собой термодинамические
стойкие химические соединения. Их фазо-
вый состав (бориды, нитриды, карбиды,
оксиды и т.д.) выбирают в зависимости от
характера физико-химической и термоме-
ханической совместимости армирующих
материалов и матричных сплавов. С этой
целью используют различные парогазо-
фазные способы осаждения химических
соединений на поверхность непрерывно
движущихся волокон. Толщина покрытий
составляет несколько микрометров.
Технологические покрытия предназна-
чены для улучшения смачивания волокна
матричным металлическим расплавом и
повышения сил адгезии. В большинстве
случаев технологические покрытия полу-
чают теми же способами, что и барьерные
покрытия.
Барьерные и технологические покры-
тия обычно совмещают в едином цикле
предварительной подготовки волокон при
производстве КМ.
2. МАТЕРИАЛЫ МАТРИЦ
В качестве материалов матриц при из-
готовлении МКМ применяют освоенные
промышленностью металлы и сплавы, а
также сплавы, создаваемые специально
для получения МКМ. В зависимости от
требуемых эксплуатационных свойств
применяют следующие материалы: легкие
металлы и сплавы на основе алюминия и
магния; сплавы на основе титана, меди;
жаропрочные и жаростойкие сплавы на
основе железа, никеля и кобальта; туго-
плавкие сплавы на основе вольфрама, мо-
либдена и ниобия.
Алюминиевые сплавы обладают хоро-
шей пластичностью, коррозионной стой-
костью, но сравнительно невысокой проч-
ностью. Для пропитки КМ применяют
алюминиевые сплавы с хорошими литей-
ными свойствами, например силумины,
имеющие в своем составе повышенное
содержание кремния. Перспективным для
жаропрочных КМ является САП (спечен-
ный алюминиевый порошок), который
представляет собой алюминий, упроч-
ненный дискретными частицами оксида
алюминия. МКМ на основе САП имеют
высокую жаропрочность (до 500 °C), хо-
рошо обрабатываются давлением, резани-
ем и обладают высокой коррозионной
стойкостью.
Магний и его сплавы характеризуются
низкой плотностью, относительно высо-
кими механическими свойствами, способ-
ностью сопротивляться ударным нагруз-
кам и вибрациям. Кроме того, они доста-
точно пластичны и хорошо обрабатыва-
ются давлением.
Титановые сплавы имеют малую плот-
ность, а по прочностным характеристикам
превосходят алюминиевые и магниевые
сплавы. Они имеют достаточно хорошие
литейные свойства и могут обрабатывать-
ся пластическим деформированием в ши-
роком интервале температур (600 ...
1200 °C). Для армирования КМ промыш-
ленностью налажен выпуск фольги из ти-
тановых сплавов толщиной 3 ... 200 мкм.
Медь и медные сплавы имеют высокую
электропроводимость и теплопроводность.
В технологическом отношении медь и ее
сплавы характеризуются высокими пла-
стическими свойствами. В большинстве
случаев медные сплавы пластически де-
формируются в холодном состоянии.
Жаропрочные и жаростойкие сплавы
получают на основе системы никель - хром
с легирующими добавками вольфрама,
молибдена, титана, алюминия. Они стойки
к образованию окалины на поверхности в
газовых средах при нагреве свыше 500 °C.
Повышенная длительная прочность, высо-
кое сопротивление ползучести и усталости
достигаются за счет введения в сплавы
ИЗГОТОВЛЕНИЕ ИЗ ДЕЛИЙ ИЗМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
465
титана и алюминия. В настоящее время
сплавы на никелевой и кобальтовой осно-
ве, легированные различными элемента-
ми, способны работать при температурах
до 1100 °C. Пластические свойства таких
сплавов низки, поэтому их подвергают
обработке давлением. МКМ из жаропроч-
ных сплавов изготовляют преимущест-
венно жидкофазными методами (литье,
пропитка), а также методами порошковой
металлургии (прессование, спекание).
Порошковой металлургией стало воз-
можно получать МКМ с матрицей из осо-
ботугоплавких сплавов - ниобия, вольф-
рама, молибдена и сплавов на их основе.
Волокнистыми наполнителями (нитевид-
ными кристаллами из тугоплавких соеди-
нений) эти матрицы армируют с целью
придания им особых эксплуатационных
свойств (ударопрочности, термостойкости
и других специальных физических харак-
теристик).
3. СПОСОБЫ ПОЛУЧЕНИЯ
ПОЛУФАБРИКАТОВ
И ГОТОВЫХ ИЗДЕЛИЙ
При разработке технологического про-
цесса получения изделий из КМ прихо-
дится в комплексе решать многие вопро-
сы: выбор армирующих и матричных ма-
териалов, их химическое взаимодействие,
смачивание, способы ориентации арми-
рующих волокон, способы окончательного
объединения волокон и матрицы в единое
целое (изделие), выбор оптимальных тех-
нологических режимов и др. Не существу-
ет универсального технологического про-
цесса, пригодного для получения любого
изделия из КМ. Неудачно выбранные тех-
нологический метод и режимы изготовле-
ния КМ приводят к тому, что прогнози-
руемые физико-механические и эксплуа-
тационные показатели на практике не реа-
лизуются.
Технологическому процессу получения
КМ предшествуют вспомогательные опе-
рации: очистка, мойка и сушка волокон,
объединение их в жгуты или каркасы, по-
лучение элементарных соединений матри-
ца - волокно, сборка чередующихся слоев
элементов и др.
Короткие армирующие элементы вво-
дят в матричные материалы в разори-
ентированном состоянии или предвари-
тельно ориентируя их в определенном
направлении.
В производственных условиях из ра-
зориентированных кристаллов, коротких
волокон и проволок изготовляют полу-
фабрикаты: войлок, маты и т.д. Использу-
ют различные способы войлокования:
жидкостные, воздушные, вакуумные и
гравитационные. В качестве примера на
рис. 8.4 показана схема жидкостного вой-
локования коротких волокон. Суспензия
из питающего бака 1 поступает на сетку 2,
покрытую фильтровальной бумагой. С
помощью роликов 3 она проходит над ка-
мерами 4 для отсоса жидкости. Прижим-
ными валками 5 войлок уплотняется и
поступает в печь б, где он просушивается
или, при необходимости, спекается.
Для получения армирующих элементов
с требуемой ориентацией применяют тех-
нологию текстильной переработки. Ко-
роткие волокна перерабатывают в пряжу.
Пряжей называют нить из коротких воло-
кон, соединенных путем кручения. Пряжа
может быть однородная (из одного вида
волокна) или смешанная (из смеси раз-
личных волокон). Пряжу можно использо-
вать для непосредственного армирования
КМ или сшивать нитями в ткань или лен-
ты. Сетки и ткани получают в результате
ткацкой переработки непрерывных воло-
кон и металлических проволок. Направле-
ние и порядок взаимного расположе-
ния армирующих элементов определяют их
Рис. 8.4. Схема жидкостного войлокования
коротких волокон
466
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Рис. 8.5. Схемы получения армированных
пакетов (а), лент (б) и рулонов (в)
структуру и свойства. Возможны и другие
варианты соединения отдельных волокон
из пластичных материалов в единый ар-
мирующий элемент.
Жесткие волокна, например из вольф-
рама, молибдена, ниобия и их сплавов,
ориентируют в материале матрицы в виде
пакетов, листов, рулонов и т.п. Пакеты
(рис. 8.5, а) получают путем послойной
укладки рифленой фольги 2 из материала
матрицы, армирующих волокон 3 и воло-
кон 4 из материала матрицы или любого
другого материала. Набранные таким об-
разом пакеты определенной высоты со-
единяют полосами материала матрицы 1.
Ленты (рис. 8.5, б) получают путем пооче-
редной укладки армирующих и матрич-
ных волокон между полосами. В отдель-
ных случаях ленты сматывают в рулоны
(рис. 8.5, в). Чтобы закрепить волокна на
матричной полосе, на них плазменным
напылением наносят тонкий слой мате-
риала матрицы.
На предприятиях обычно организуют
выпуск полуфабрикатов в виде листов,
труб, профилей и т.д. Основой производ-
ства полуфабрикатов и изделий из КМ
служат так называемые препреги, пред-
ставляющие собой однослойные ленты с
одним рядом армирующих волокон или
тканей, пропитанных или покрытых мате-
риалом матрицы с одной или с обеих сто-
рон. Используют также пропитанные ме-
таллом жгуты волокон или индивидуаль-
ные волокна с покрытиями материалом
матрицы.
Все технологические способы получе-
ния препрегов, полуфабрикатов и изделий
из МКМ условно можно разделить на че-
тыре основные группы: парогазофазные,
жидкофазные, твердожидкофазные и твер-
дофазные.
Парогазофазные способы применяют
для нанесения на волокна жгута, ленты и
ткани барьерных или технологических
покрытий. Применять эти способы для
полного компактирования КМ нецелесо-
образно, так как они характеризуются
низкой производительностью процесса.
Жидкофазные способы используют
на всех стадиях производства КМ - от
полуфабрикатов до изделий. К ним отно-
сятся протяжка волокон, жгутов и тканей
через расплав материала матрицы для пла-
стифицирования волокна и получения со-
ответствующих препрегов; пропитка паке-
тов препрегов материалом матрицы на
стадии получения полуфабрикатов или
готовых изделий из КМ; плазменные и
некоторые другие виды газотермического
распыления металлов для получения лен-
точных препрегов и "корковых" полуфаб-
рикатов, подвергаемых последующему
компактировапию методами обработки
давлением.
Универсальным и наиболее освоенным
промышленностью способом изготовле-
ния КМ является пропитка. Этот способ
имеет ряд преимуществ перед твердофаз-
ными способами изготовления МКМ: бо-
лее высокую производительность процес-
са; практическое отсутствие силового воз-
действия на компоненты, что обеспечива-
ет возможность получать крупногабарит-
ные изделия, в том числе сложного фа-
сонного профиля; возможность создания
непрерывности процесса пропитки, меха-
низации и автоматизации технологическо-
го процесса.
В зависимости от условий обеспече-
ния смачиваемости системы армирующий
каркас - расплав материала матрицы
применяют две схемы пропитки: само-
произвольную пропитку и пропитку под
давлением.
Самопроизвольную пропитку осуще-
ствляют путем заливки расплавленного
ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
467
материала в форму с уложенным в ней
каркасом из армирующих волокон.
Наиболее перспективным и производи-
тельным является способ непрерывной
протяжки армирующих каркасов через
расплав материала матрицы. По этой схе-
ме разрабатываются технологические
процессы непрерывного литья полуфабри-
катов из КМ. Принципиальные преимуще-
ства этого способа производства КМ - в
его непрерывности, малом времени кон-
тактирования волокон с расплавом, малых
трудозатратах и капиталовложениях. Пер-
спективной считается вертикальная схема
пропитки, при которой волокна, ленты,
препреги проходят через ванну с распла-
вом и на выходе через фильеру получают
форму сечения полуфабриката (рис. 8.6).
Поэтапное сужение сечения фильеры на
выходе позволяет получать полуфабрикаты
с высоким объемным содержанием арми-
рующих волокон.
Принудительную пропитку обычно ис-
пользуют при недостаточной смачиваемо-
сти в системе матрица - волокно или для
ускорения процесса пропитки для компо-
нентов с удовлетворительной и хорошей
смачиваемостью.
В качестве примера на рис. 8.7 показа-
на схема вакуумной пропитки КМ. Запол-
нение пор расплавленным металлом осу-
Рис. 8.6. Схема процесса непрерывной пропитки
жидким металлом (а) и получаемые профили
полуфабрикатов (б):
/ - композитный пучок; 2 - раздельные волокна;
3 - расплавленный металл; 4 - ограничители волокон
Рис. 8.7. Схема вакуумной пропитки:
1 - подвод к вакуумному насосу; 2 - пористая пробка;
3 - печь сопротивления; 4 - волокна; 5 - форма; 6 -
тигель с расплавом материала матрицы
ществляется за счет разности между атмо-
сферным давлением и давлением, создан-
ным в порах при вакуумировании. Верти-
кальное расположение тигля обеспечивает
ускорение процесса протекания за счет
дополнительного давления массы расплава.
Разновидностью пропитки под давле-
нием является создание избыточного дав-
ления сжатым газом на зеркало расплав-
ленного металла. Эффективность процесса
пропитки значительно повышается при
наложении ультразвуковых колебаний.
Твердожидкофазные способы ис-
пользуют для получения полуфабрикатов
и изделий из КМ методами горячего прес-
сования, волочения и прокатки пакетов,
препрегов. Необходимым условием явля-
ется нанесение матричного материала на
ленты, препреги и ткани в таком количе-
стве, чтобы его оказалось достаточно в
жидкой фазе для равномерной пропитки
волоконного каркаса расплавом. Прессо-
вание осуществляется в интервале кри-
сталлизации сплава материала матрицы.
Прессование КМ в условиях твердожидко-
го состояния матричных сплавов способ-
ствует снижению давления и уменьшает
вероятность разрушения волокон.
Твердофазные способы используют
для компактирования изделий из полу-
фабрикатов. Основным критерием приме-
нимости твердофазных способов является
возможность деформирования компонен-
468
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
тов КМ. Но при этом совместное пласти-
ческое деформирование матрицы и воло-
кон не должно приводить к разрушению
арматуры. Это обстоятельство является
основным препятствием для более широ-
кого использования способов соединения
арматуры и матрицы пластическим де-
формированием. Если в качестве армату-
ры выбраны волокна или проволоки со
значительным запасом пластичности, то
уплотнять МКМ можно ковкой, прокат-
кой, импульсным прессованием и др. Воз-
можны также различные способы диффу-
зионной сварки.
К процессам соединения в твердо-
фазном состоянии предъявляют высокие
требования по подготовке компонентов:
высокая чистота поверхностей контакти-
рования, отсутствие оксидных пленок
и т.д. Это является дополнительным пре-
пятствием для более широкого примене-
ния твердофазных способов при изготов-
лении изделий из КМ.
Из приведенных технологических спо-
собов получения изделий из МКМ наиболее
освоены в промышленном масштабе про-
питка, непрерывное литье, прокатка. Серь-
езным тормозом к применению МКМ в от-
раслях промышленности с массовым про-
изводством является их высокая стоимость.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Перечислите основные армирующие ма-
териалы для МКМ.
2. В чем заключается физическая сущность
получения волокон углерода и бора?
3. Какими способами получают нитевидные
кристаллы?
4. Каково назначение барьерных и техноло-
гических покрытий волокон?
5. Перечислите основные материалы мат-
рицы.
6. Перечислите основные способы получе-
ния полуфабрикатов и готовых изделий из
МКМ.
7. Почему улучшается качество получае-
мых заготовок при непрерывной пропитке?
Глава III Изготовление деталей
из композиционных порошковых
материалов
1. СПОСОБЫ ПОЛУЧЕНИЯ
И ТЕХНОЛОГИЧЕСКИЕ
СВОЙСТВА ПОРОШКОВ
Порошковая металлургия - отрасль
технологии, занимающаяся получением
порошков и изделий из них.
Конкурентная способность порошко-
вой металлургии по сравнению с традици-
онными способами получения заготовок
литьем из металла все больше проявляется
за счет следующих факторов: возможно-
сти получения материала со специальны-
ми физическими и эксплуатационными
свойствами; применения в качестве ис-
ходных материалов отходов основного
производства - обрезков, стружки, окали-
ны и т.д., а также получения материала из
руды, минуя стадию металлургии; практи-
ческого отсутствия необходимости даль-
нейшей механической обработки полу-
чаемых заготовок и тем самым снижении
трудоемкости и себестоимости их изго-
товления и увеличении коэффициента ис-
пользования материала; совмещении про-
цессов получения необходимого материа-
ла и готового изделия; высокого уровня
механизации и автоматизации всех техно-
логических операций.
Технологический процесс сводится к
формованию порошковых или волокни-
стых компонентов в заготовки, которые
подвергают термической обработке - спе-
канию. Изготовление заготовок из метал-
лических КМ с волокнистыми наполните-
лями сдерживается относительно высокой
стоимостью самих волокон.
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ
469
Промышленность выпускает различ-
ные металлические порошки: железный,
медный, никелевый, хромовый, кобальто-
вый, вольфрамовый, молибденовый, тита-
новый и др. Способы получения порошков
условно разделяют на механические и фи-
зико-химические.
Наибольшее практическое применение
имеет способ механического измельчения
исходного сырья (стружки, обрезков,
скрапа и т.д.). Измельчение проводят в
механических мельницах. Размолом полу-
чают порошки из легированных сплавов
строго заданного химического состава и
из хрупких материалов (кремний, берил-
лий и т.д.).
Промышленностью также освоена тех-
нология получения порошков путем раз-
дува жидкого металла струей газа или
жидкости. Наиболее простым и экономич-
ным является способ раздува жидкого ме-
талла струей воды под определенным дав-
лением.
При применении механических спосо-
бов исходный продукт измельчают без
изменения химического состава. К недос-
таткам механического измельчения следу-
ет отнести высокую стоимость порошков,
так как в нее входит стоимость изготовле-
ния исходных металлов и сплавов.
К физико-химическим способам отно-
сят такие технологические процессы, в
которых получение порошка связано с
изменением химического состава исход-
ного сырья или его состояния в результате
химического или физического (но не ме-
ханического) воздействия на исходный
продукт. Физико-химические способы
получения порошков более универсальны,
чем механические. Возможность исполь-
зования дешевого сырья (руды, отходов
производства в виде окалины, оксидов)
делает многие физико-химические спосо-
бы экономичными. Порошки тугоплавких
металлов, а также порошки сплавов и
соединений на их основе могут быть по-
лучены только физико-химическими спо-
собами.
Наиболее дешевы порошки, получае-
мые методом восстановления руды и ока-
лины. Почти половину всего порошка же-
леза получают восстановлением руды.
Поведение металлических порошков
при прессовании и спекании зависит от
свойств порошков. Химический состав
порошков определяется содержанием ос-
новного металла или компонента и приме-
сей. Физические свойства порошков ха-
рактеризуются размером и формой частиц,
микротвердостью, плотностью, состояни-
ем кристаллической решетки, а техноло-
гические свойства - насыпной массой,
текучестью, прессуемостью и спекаемо-
стью порошка.
Насыпная масса - масса единицы объ-
ема свободно насыпанного порошка. Ста-
бильность насыпной массы обеспечивает
постоянную усадку при спекании. Она
зависит главным образом от формы и раз-
меров частиц.
Текучесть - способность порошка за-
полнять форму. Текучесть ухудшается с
уменьшением размеров частиц порошка и
повышением влажности. Оценкой текуче-
сти является количество порошка, выте-
каемого в 1 с через отверстие диаметром
1,5 ... 4 мм. Текучесть порошка имеет
большое значение, особенно при автома-
тическом прессовании, при котором про-
изводительность пресса зависит от скоро-
сти заполнения формы. Низкая текучесть
способствует также получению неодно-
родных по плотности деталей.
Прессуемость характеризуется спо-
собностью порошка уплотняться под дей-
ствием внешней нагрузки и прочностью
сцепления частиц после прессования.
Прессуемость порошка зависит от пла-
стичности материала частиц, их размеров
и формы и повышается с введением в его
состав поверхностно-активных веществ.
Под спекаемостъю понимают проч-
ность сцепления частиц в результате
термической обработки прессованных
заготовок.
470
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
2. КРАТКАЯ ХАРАКТЕРИСТИКА
ПОРОШКОВЫХ МАТЕРИАЛОВ
Порошковой металлургией получают
различные конструкционные материалы
со специальными физико-механически-
ми и эксплуатационными свойствами
(табл. 8.1).
Магнитные материалы изготовляют из
Fe-, Ni-, Al-сплавов, а также из деформи-
руемых сплавов Си - Ni - Fe, Fe - Со - Mo
и т.д. Для уменьшения пористости этих
материалов следует вводить легирующие
присадки, подбирать давление при прес-
совании и условия спекания, а также при-
менять двукратное прессование и спекание.
8.1. Классификация композиционных порошковых материалов
Группа материалов Вид изделий Состав материала
Электротехнические Магниты Порошки из чистого железа, сплавов, оксидов и т.д.
Электроконтакты Смесь тугоплавких металлов (вольф- рама, молибдена и др.) с медью или серебром
Электрощетки Композиции графита с медью или се- ребром
Пористые Фильтры Порошки из бронзы, железа, титана, нихрома, коррозионно-стойкой стали и т.д. Материалы изготовляют из по- рошков с частицами преимущественно сферической формы с пористостью до 50%
"Потеющие" изделия Материалы с пористостью до 30 ... 40 % из коррозионно-стойкой стали, нихрома и др.
Фрикционные и ан- тифрикционные Подшипники сколь- жения Композиции на основе медного или железного порошка с пористостью до 10 ... 35 %, пропитанные парафином, маслом или пластмассой
Тормозные накладки Композиции на основе железного или медного порошка с различными леги- рующими добавками (свинец, никель и др.) и неметаллическими компонента- ми (асбест, кварц, графит и т.д.)
Инструментальные Пластинки из твердых сплавов Композиции на основе карбидов туго- плавких металлов (вольфрама, титана, тантала). В качестве связующего ис- пользуют кобальт
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ
471
Продолжение табл. 8.1
Группа материалов Вид изделий Состав материала
Инструментальные Пластинки из сверх- твердых материалов Композиции на основе зерен алмаза, эльбора, гексанита. Связующим слу- жит более мягкий металл
Минералокерамиче- ские пластинки Композиции на основе оксида алюми- ния с незначительным количеством примесей
Компактные конст- рукционные Различные детали ма- шин и приборов Порошки из различных легированных и углеродистых сталей, цветных ме- таллов и их сплавов с пористостью не более 1,0 ... 2,0 %
Термостойкие Жаропрочные детали различных изделий Композиции на основе карбидов, бо- ридов, нитридов тугоплавких металлов с чистыми тугоплавкими металлами
Тугоплавкие детали различных изделий Композиции на основе вольфрама, мо- либдена, тантала, ниобия, их карбидов и других тугоплавких металлов и спла- вов
Специальные Детали вакуумной ап- паратуры Композиции на основе железа и туго- плавких металлов
Полупроводники Композиции на основе германия, бора и др.
Пористость материалов обычно не пре-
вышает 3 ... 5 %. Ферриты представляют
собой магниты из оксидов металлов (же-
леза, цинка, кобальта, магния). При произ-
водстве ферритов особое внимание уде-
ляют процессу подготовки шихты. Прове-
ряют химический состав исходных компо-
нентов и строго выдерживают расчет со-
ставляющих шихты. Порошковой метал-
лургией удается получить высокую чисто-
ту исходных материалов, что является
первостепенным для достижения электро-
магнитных и других физических свойств
электромагнитных изделий. Электрокон-
тактные материалы изготовляют из смеси
порошков тугоплавких металлов с медью
и серебром. Тугоплавкие металлы (вольф-
рам, молибден, карбид вольфрама) служат
основой и определяют механические
свойства, а легкоплавкие металлы являют-
ся наполнителями и придают материалам
высокую электропроводимость. Высокие
теплостойкость, стойкость против эрози-
онного износа и механическая прочность
обеспечивают большой срок службы и на-
дежность электрической аппаратуры с кон-
тактами из этих композиций.
Порошковой металлургией получают
материалы со специальными физико-
механическими и эксплуатационными
свойствами (пористые, фрикционные, ан-
тифрикционные).
Весьма перспективно применение по-
рошковых композиционных материалов в
условиях массового производства. Ис-
пользование в качестве исходного сырья
т
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
отходов (стружки, обрезков, окалины и
т.д.) повышает экономическую эффектив-
ность и снижает себестоимость выпускае-
мых деталей. Автоматизация всех техно-
логических операций позволяет не только
повысить производительность процесса и
снизить трудоемкость, но и обеспечить
высокое качество изготовляемых деталей
(стабильность размеров и форм, плотность
и другие физико-механические свойства).
3. ПРИГОТОВЛЕНИЕ СМЕСИ
И ФОРМООБРАЗОВАНИЕ
ЗАГОТОВОК
Процесс приготовления смеси включа-
ет предварительный отжиг, сортировку
порошка по размерам частиц и смешение.
Предварительный отжиг порошка способ-
ствует восстановлению оксидов и снимает
наклеп, возникающий при механическом
измельчении исходного материала. Отжи-
гу подвергают обычно порошки, получен-
ные механическим измельчением, элек-
тролизом и разложением карбонилов. От-
жиг проводят при температуре, равной
0,5 ... 0,6 температуры плавления в за-
щитной или восстановительной атмосфере.
Порошки с размерами частиц 50 мкм и
больше разделяют по группам рассеива-
нием на ситах, а более мелкие порошки -
воздушной сепарацией. В металлические
порошки вводят технологические присад-
ки различного назначения: пластификато-
ры (парафин, стеарин, олеиновую кислоту
и др.), облегчающие процесс прессования
и получения заготовок высокого качества;
легкоплавкие материалы, улучшающие
процесс спекания; различные летучие ве-
щества для получения деталей с заданной
пористостью. Подготовленные порошки
смешивают в шаровых, барабанных мель-
ницах и других смешивающих устройст-
вах. Автоматизация процессов приготов-
ления смеси обеспечивает ее качество.
Заготовки из металлических порошков
формообразуют прессованием (холодным,
горячим), изостатическим формованием,
прокаткой и др.
При холодном прессовании в пресс-
форму 2 (рис. 8.8, а) засыпают опреде-
ленное количество приготовленного по-
рошка 3 и прессуют пуансоном 1. В про-
цессе прессования увеличивается контакт
между частицами, уменьшается порис-
тость, деформируются или разрушаются
отдельные частицы. Прочность получае-
мой заготовки обеспечивается силами ме-
ханического сцепления частиц порошка,
электростатическими силами притяжения
и трения. С увеличением давления прессо-
вания прочность заготовки возрастает.
Давление распределяется неравномерно
по высоте прессуемой заготовки из-за
влияния сил трения порошка о стенки
пресс-формы, вследствие чего заготовки
получаются с различными прочностью и
пористостью по высоте. В зависимости от
габаритных размеров и сложности прес-
суемых заготовок применяют одно- или
двустороннее прессование.
Односторонним прессованием полу-
чают заготовки простой формы с отноше-
нием высоты к диаметру меньше единицы
и заготовки типа втулок с отношением
наружного диаметра к толщине стенки
меньше трех.
Двустороннее прессование (рис. 8.8, б)
применяют для формообразования загото-
вок сложной формы. В этом случае необ-
ходимое давление для получения равно-
мерной плотности снижается на 30 ... 40 %.
Давление прессования зависит от задан-
ной плотности, формы прессуемой заго-
товки, вида прессуемого порошка и дру-
гих факторов. Использование вибрацион-
ного прессования позволяет в десятки раз
уменьшить прилагаемое давление.
Рис. 8.8. Схемы холодного прессования:
а - одностороннего; б - двустороннего
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ
473
В процессе прессования частицы по-
рошка подвергаются упругой и пластиче-
ской деформации, в результате чего в за-
готовке накапливаются значительные на-
пряжения. После извлечения заготовки из
пресс-формы размеры ее увеличиваются в
результате упругого последействия.
Режимы прессования, величина упру-
гого последействия приведены в справоч-
ной литературе.
При горячем прессовании технологи-
чески совмещаются процессы формообра-
зования и спекания заготовки. Температу-
ра горячего прессования составляет обыч-
но 0,6 ... 0,8 температуры плавления по-
рошка для однокомпонентной системы,
или ниже температуры плавления матрич-
ного материала композиции, в состав ко-
торой входят несколько компонентов.
Благодаря нагреву процесс уплотнения
протекает гораздо интенсивнее, чем при
обычном прессовании. Это позволяет зна-
чительно уменьшить необходимое давле-
ние прессования. Методом горячего прес-
сования можно получать материалы, ха-
рактеризующиеся высокими прочностью,
плотностью и однородностью структуры.
Этот метод применяют для таких плохо
прессуемых и плохо спекаемых компози-
ций, как тугоплавкие металлоподобные
соединения (карбиды, бориды, силициды).
Основная сложность горячего прессо-
вания заключается в выборе материала
пресс-формы, который должен иметь дос-
таточную прочность при температурах
прессования, не реагировать с прессуемым
порошком, быть дешевым. При темпера-
турах прессования 500 ... 600 °C в качест-
ве материала применяют жаропрочные
стали на основе никеля, при температурах
800 ... 900 °C - твердые сплавы. В случае
более высоких температур прессования
(до 2500 ... 2600 °C) единственным мате-
риалом для пресс-форм служит графит.
Однако низкая производительность, малая
стойкость пресс-форм (10 ... 12 прессо-
вок), необходимость проведения процесса
в среде защитных газов ограничивают
применение горячего прессования и обу-
словливают его использование только в
тех случаях, когда другие методы порош-
ковой металлургии не имеют успеха.
С целью повышения производительно-
сти процесса и увеличения стойкости
пресс-форм в настоящее время проводят
исследования и разрабатывают образцы
промышленного оборудования, в которых
нагрев осуществляется путем пропускания
электрического тока непосредственно че-
рез прессуемый порошок.
Изостатическое (всестороннее) фор-
мование применяют для получения заго-
товок из композиций с порошковыми и
волокнистыми наполнителями. Отсутст-
вие потерь на внешнее трение и равно-
мерность давления со всех сторон дают
возможность получать необходимую
плотность заготовок при давлениях, зна-
чительно меньших, чем при прессовании в
закрытых пресс-формах.
В настоящее время применяют три ос-
новных вида изостатического формования.
1. Гидростатическое формование, при
котором на порошок 3 (рис. 8.9), заклю-
ченный в эластичную оболочку 2, переда-
ется давление с помощью жидкости, нахо-
дящейся в сосуде 1 высокого давления.
В качестве рабочей жидкости используют
масло, глицерин, воду и т.д.
2. Формование с помощью толстостен-
ной эластичной оболочки, вставленной в
стальную пресс-форму, с целью получения
крупногабаритных заготовок типа труб.
Оболочка в данном случае изолирует поро-
шок от стенок инструмента и служит сре-
дой, которая передает давление на прессуе-
мые изделия. В качестве материала для обо-
лочек используют парафин, воск, резину.
Рис. 8.9. Схема гидростатического формования
474
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
3. Горячее формование, позволяющее
технологически совместить процессы
формообразования и спекания. В качестве
среды, передающей давление, применяют
инертный газ, расплавленные металл или
стекло. Прессуемую заготовку помещают
в эластичную металлическую оболочку.
Прокатка - один из наиболее произ-
водительных и перспективных способов
переработки порошковых материалов.
Характерными особенностями являются
высокая степень автоматизации и непре-
рывность процесса прокатки. Порошок
(рис. 8.10, а) непрерывно поступает из
бункера 1 в зазор между валками. При
вращении валков 3 происходят обжатие и
вытяжка порошка 2 в ленту или полосу 4
определенной толщины. Процесс прокат-
ки может быть совмещен со спеканием и
окончательной обработкой получаемых
заготовок. В этом случае лента проходит
через печь для спекания, а затем снова
подвергается прокатке для получения лис-
тов заданных размеров. Ленты, идущие на
приготовление фильтров и антифрикци-
онных деталей, большей частью не под-
вергают дополнительной прокатке.
Число обжатий, необходимое для по-
лучения беспористой ленты, зависит от
пластичности композиции и режимов про-
катки. Технологически можно получать
ленту из различных материалов (порис-
тых, фрикционных, твердосплавных и
др.). Применяя бункера с перегородкой
(рис. 8.10, б), изготовляют ленты из раз-
ных материалов (двуслойные). Прокаткой
получают ленты толщиной 0,02 ... 3,0 мм
и шириной до 300 мм. Применение валков
определенной формы позволяет получать
Рис. 8.10. Схемы прокатки порошков
прутки различного профиля, в том числе и
проволоку диаметром от 0,25 мм до не-
скольких миллиметров.
Способом выдавливания изготовляют
прутки, трубы и профили различного се-
чения. Сущность процесса получения за-
готовок заключается в выдавливании по-
рошка через калиброванное отверстие
пресс-формы. В порошок добавляют пла-
стификатор массой до 10 ... 12 % от массы
порошка, улучшающий процесс соедине-
ния частиц и уменьшающий трение по-
рошка о стенки пресс-формы. Профиль
изготовляемого изделия зависит от формы
калиброванного отверстия пресс-формы.
Полые профили получают с применением
рассекателя. В качестве оборудования ис-
пользуют механические и гидравлические
прессы.
4. СПЕКАНИЕ
И ОКОНЧАТЕЛЬНАЯ
ОБРАБОТКА ЗАГОТОВОК
Спекание проводят для повышения
прочности предварительно полученных
заготовок прессованием или прокаткой. В
спрессованных заготовках доля контакта
между отдельными частицами очень мала
и спекание сопровождается ростом кон-
тактов между отдельными частицами по-
рошка. Это является следствием протека-
ния в спекаемом теле при нагреве сле-
дующих процессов: восстановления по-
верхностных оксидов, диффузии, рекри-
сталлизации и др. Протекание этих про-
цессов зависит от температуры и времени
спекания, среды, в которой осуществляет-
ся спекание, и других факторов.
При спекании изменяются линейные
размеры заготовки (большей частью на-
блюдается усадка - уменьшение размеров)
и физико-механические свойства спечен-
ных материалов. Температура спекания
обычно составляет 0,6 ... 0,9 температуры
плавления порошка для однокомпонентной
системы, или ниже температуры плавления
материала матрицы для композиций, в сос-
тав которых входят несколько компонентов.
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ
475
Время выдержки после достижения тем-
пературы спекания по всему сечению со-
ставляет 30 ... 90 мин. Увеличение време-
ни и температуры спекания до определен-
ных значений способствует увеличению
прочности и плотности в результате акти-
визации процесса образования контактных
поверхностей. Превышение указанных
технологических параметров может при-
вести к снижению прочности в результате
роста зерен кристаллизации.
Проведение спекания в условиях, когда
входящий в композицию легкоплавкий
компонент образует при спекании жидкую
фазу, активизирует усадку и обеспечивает
получение заготовок с малой или даже
нулевой пористостью, с высокими физико-
механическими свойствами. С этой же
целью, например, применяют пропитку
тугоплавких материалов серебром или
медью при производстве электроконтакт-
ных деталей.
К атмосфере спекания предъявляют
требования безокислительного нагрева
заготовок. В большинстве случаев спека-
ние проводят в восстановительной атмо-
сфере, способствующей удалению окси-
дов, или в вакууме. Для спекания исполь-
зуют электропечи сопротивления или печи
с индукционным нагревом.
После спекания заготовки в ряде слу-
чаев подвергают дополнительной обра-
ботке в целях повышения физико-механи-
ческих свойств, получения окончательных
размеров и формы, нанесения декоратив-
ных покрытий и защиты поверхности де-
тали от коррозии.
Для повышения физико-механических
свойств спеченных заготовок применяют
следующие виды обработки: повторные
прессование и спекание, пропитку сма-
зочными материалами (антифрикционных
деталей), термическую или химико-терми-
ческую обработку.
Повторные прессование и спекание по-
зволяют получать детали с более высокой
плотностью. Промежуточные отжиги,
снимая наклеп в зернах заготовки, способ-
ствуют дальнейшему их уплотнению при
относительно небольшом давлении. Про-
цесс повторного прессования осуществ-
ляют в тех же пресс-формах или в пресс-
формах с повышенной точностью изго-
товления формообразующих деталей.
В производственных условиях, как прави-
ло, ограничиваются двукратными прессо-
ванием и спеканием.
Спеченные материалы можно подвер-
гать ковке, прокатке, штамповке при по-
вышенных температурах. Обработка дав-
лением позволяет снизить пористость ма-
териалов и повысить их пластичность.
Пропитку заготовок обычно выполня-
ют погружением их в масляную ванну с
температурой 70 ... 140 °C. Длительность
пропитки колеблется от 15 мин до 2 ч.
Степень заполнения пор при этом состав-
ляет 90 ... 95 %. Более высокое заполнение
пор маслом достигается при применении
вакуумной пропитки.
Основными видами термической обра-
ботки являются отжиг и закалка. Опера-
цию отжига используют для повышения
технологических свойств при производст-
ве деталей из тугоплавких металлов. От-
жиг снижает прочностные характеристики
и в несколько раз повышает пластичность
материала, что облегчает дальнейшую
обработку давлением (ковку, протяжку,
прокатку и т.д.). Наличие пор в материа-
лах делает их чувствительными к окисле-
нию при нагреве и к коррозии при попа-
дании закалочной жидкости в поры при
закалке. В качестве охлаждающих сред
необходимо выбирать жидкости, не пред-
ставляющие опасности с точки зрения
коррозии в процессе хранения и эксплуа-
тации закаленных деталей.
В некоторых случаях детали из желез-
ного порошка подвергают наугле-
роживанию методами химико-термичес-
кой обработки - нагреву в ящиках с кар-
бюризатором или в газовой науг-
лероживающей атмосфере. Процесс на-
сыщения углеродом протекает значитель-
но быстрее вследствие проникания газов
внутрь пористого тела.
476
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Рис. 8.11. Схемы калибровки подшипников скольжения
Для повышения износостойкости дета-
лей применяют операцию сульфидирова-
ния; для придания спеченным заготовкам
необходимых размеров и формы - калиб-
ровку, протягивание, штамповку и обра-
ботку резанием.
Калибровка позволяет получать детали
высокой точности. Эту операцию прово-
дят в специальных пресс-формах или при-
способлениях.
Большая степень деформации при ка-
либровке может значительно повысить
прочность и снизить пластичность дета-
лей. Поэтому после калибровки применя-
ют дополнительное спекание или отжиг.
Рассмотрим схему последовательных
операций калибровки подшипников
скольжения на автоматическом прессе
(рис. 8.11). Специальный захват устанав-
ливает подшипник 3 над отверстием ка-
либрующей матрицы 4 (положение I). За-
тем направляющая часть центрального
стержня 2 входит во внутреннюю часть
подшипника (положение II) и верхний
пуансон I вдавливает подшипник в мат-
рицу 4 (положение III). После этого цен-
тральный стержень продвигается вниз, и
его калибрующая часть проходит через
подшипник (положение IV). Этим осуще-
ствляется калибровка внутреннего и на-
ружного диаметров. Для обеспечения ка-
либровки по высоте нижний 5 и верхний 1
пуансоны продолжают движение навстре-
чу друг другу до заданного предела (по-
ложение V). Затем нижний пуансон отво-
дится вниз, а центральный стержень -
вверх, и верхний пуансон 1 при дальней-
шем своем ходе проталкивает подшипник
из матрицы вниз (положение VI), после
этого цикл повторяется. Такое последова-
тельное расчленение деформаций на ряд
операций позволяет снизить усилие ка-
либровки в 2 ... 3 раза по сравнению с ка-
либровкой, при которой деформация про-
изводится почти одновременно. Предва-
рительная пропитка заготовок маслом
значительно облегчает процесс.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Назовите основные способы получения
порошков и их технологические свойства.
2. Какие порошковые материалы получи-
ли наибольшее промышленное применение и
какие наиболее характерные детали (изделия)
из них изготовляют?
3. Перечислите основные способы фор-
мообразования деталей из порошковых мате-
риалов.
4. Почему при горячем прессовании сни-
жается требуемое давление?
5. Перечислите особенности изостатиче-
ских способов формования заготовок.
6. Какие физические процессы протекают
в заготовке при спекании?
7. Почему при повторном прессовании
повышаются физико-механические свойства
материала заготовки?
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
477
Глава IV Изготовление деталей
из полимерных композиционных
материалов
1. КЛАССИФИКАЦИЯ
И ТЕХНОЛОГИЧЕСКИЕ
СВОЙСТВА ПЛАСТМАСС
Пластическими массами (пластмасса-
ми) называют материалы, основу которых
составляют природные или синтетические
высокомолекулярные соединения. Высо-
комолекулярные соединения состоят из
большого числа низкомолекулярных со-
единений (мономеров), связанных между
собой силами главных валентных связей.
Соединения, большие молекулы (макро-
молекулы) которых состоят из одинако-
вых структурных звеньев, называют по-
лимерами. Макромолекулы полимеров
могут иметь линейную форму, разветв-
ленную и пространственную (сшитую).
Линейные макромолекулы (рис. 8.12, а)
имеют форму цепей, в которых атомы со-
единены между собой ковалентными свя-
зями. Отдельные цепи связаны межмоле-
кулярными силами, в значительной степе-
ни определяющими свойства полимера.
Полимеры с линейной структурой мо-
лекул хорошо растворяются, так как моле-
кулы растворителя могут внедряться в
промежутки между макромолекулами и
ослаблять межмолекулярные силы.
Наличие в цепях разветвлений
(рис. 8.12, б) приводит к ослаблению
межмолекулярных сил и тем самым к
снижению температуры размягчения по-
лимера.
Пространственные структуры (рис. 8.12, в)
получаются в результате химической свя-
зи (сшивки) отдельных цепей полимеров
либо в результате поликонденсации или
полимеризации. Большое значение для
свойств этих полимеров имеет частота
поперечных связей. Если эти связи распо-
лагаются сравнительно редко, то образу-
ется полимер с сетчатой структурой. При
частом расположении связей полимер ста-
новится практически не растворимым и не
плавким.
Полимеры в зависимости от располо-
жения и взаимосвязи макромолекул могут
находиться в аморфном (с неупорядочен-
ным расположением молекул) или крис-
таллическом (с упорядоченным располо-
жением молекул) состоянии. При перехо-
де полимеров из аморфного состояния в
кристаллическое повышаются их проч-
ность и теплостойкость. Значительное
влияние на полимеры оказывает теплота.
В зависимости от поведения при повы-
шенных температурах полимеры подразде-
ляют на термопластичные (термопласты) и
термореактивные (реактопласты).
Термопласты при нагреве размяг-
чаются и расплавляются и при охлажде-
нии вновь восстанавливают свои свойства.
Переход термопластов из одного физиче-
ского состояния в другое может осуществ-
ляться неоднократно без изменения химиче-
ского состава. Термопласты имеют линей-
ную или разветвленную структуру молекул.
Рис. 8.12. Схемы строения молекул полимеров
478
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Реактопласты при нагреве в ре-
зультате химических реакций (от-
верждения) переходят в необратимое со-
стояние. Отвержденные реактопласты
нельзя повторным нагревом перевести в
вязкотекучее состояние. В процессе поли-
меризации под действием указанных фак-
торов линейная структура полимера пре-
вращается в пространственную. Отдель-
ные виды термореактивных смол (эпок-
сидные, полиэфирные) при введении в них
отвердителя отверждаются при нормаль-
ной температуре.
Поведение термопластов и реактопла-
стов под действием теплоты имеет ре-
шающее значение при технологическом
процессе переработки пластмасс.
В зависимости от числа компонентов
все пластмассы подразделяются на про-
стые и композиционные. Простые (поли-
этилен, полистирол и т.д.) состоят из од-
ного компонента - синтетической смолы,
композиционные (фенопласты, аминопла-
сты и др.) - из нескольких составляющих,
каждая из которых выполняет определен-
ную функциональную роль. В композици-
онных пластмассах смола является свя-
зующим для других составляющих. Свой-
ства связующего во многом определяют
физико-механические и технологические
свойства ПКМ. Большинство смол хорошо
смачивают поверхность наполнителя. Со-
держание связующего в пластмассах дос-
тигает 30 ... 70 %.
Помимо связующего в состав компози-
ционных пластмасс входят следующие
компоненты: 1) наполнители различного
происхождения для повышения механиче-
ской прочности, теплостойкости, умень-
шения усадки и снижения стоимости ком-
позиции; органические наполнители -
древесная мука, хлопковые очесы, целлю-
лоза, хлопчатобумажная ткань, бумага,
древесный шпон и др.; неорганические -
графит, асбест, кварц, стекловолокно,
стеклоткань, волокна углерода, бора и др.;
2) пластификаторы (дибутилфталат, кас-
торовое масло и др.), увеличивающие эла-
стичность, текучесть, гибкость и умень-
шающие хрупкость пластмасс; 3) смазоч-
ные вещества (стеарин, олеиновая кислота
и др.), увеличивающие текучесть, умень-
шающие трение между частицами компо-
зиции, устраняющие прилипание к фор-
мообразующим поверхностям пресс-форм;
4) катализаторы (известь, магнезия и др.),
ускоряющие процесс отверждения мате-
риала; 5) красители (сурик, нигрозин и
др.), придающие нужный цвет изготов-
ляемым деталям.
При изготовлении газонаполненных
пластмасс (поро- и пенопластов) в поли-
меры вводят газообразователи - вещества,
которые при нагреве разлагаются с выде-
лением газообразных продуктов.
Конструкционные пластмассы в зави-
симости от показателей механической проч-
ности подразделяют на три основные груп-
пы: низкой, средней и высокой прочности.
Основными технологическими свойст-
вами пластмасс являются текучесть, усад-
ка, скорость отверждения (реактопластов)
и термостабильность (термопластов).
Текучесть - способность материалов
заполнять форму при определенных тем-
пературе и давлении. Она зависит от вида
и содержания в материале смолы, напол-
нителя, пластификатора, смазочного мате-
риала, а также от конструктивных особен-
ностей пресс-формы. Для ненаполненных
термопластов за показатель текучести
принимают "индекс расплава" - количест-
во материала, выдавливаемого через сопло
диаметром 2,095 мм при определенных
температуре и давлении в единицу времени.
Под усадкой понимают уменьшение
размеров детали по сравнению с размером
полости пресс-формы. Величина усадки
зависит от физико-химических свойств
связующей смолы, количества и природы
наполнителя, содержания в нем влаги и
летучих веществ, температурного режима
переработки и других факторов. Усадку
необходимо учитывать при проектирова-
нии формообразующих размеров пресс-
формы.
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
479
Продолжительность процесса перехода
реактопластов из вязкотекучего состояния
в состояние полной полимеризации опре-
деляется скоростью отверждения, кото-
рая зависит от свойств связующего (тер-
мореактивной смолы) и температуры пе-
реработки. Низкая скорость отверждения
увеличивает время выдержки материала в
пресс-форме под давлением и снижает
производительность процесса. Повышен-
ная скорость может вызвать преждевре-
менную полимеризацию материала пресс-
формы, в результате чего отдельные уча-
стки формующей полости не будут запол-
нены пресс-материалом.
Под термостабильностью понимают
время, в течение которого термопласт вы-
держивает определенную температуру без
разложения. Высокую термостабильность
имеют полиэтилен, полипропилен, поли-
стирол и др. Переработка их в детали
сравнительно проста. Для материалов с
низкой термостабильностью (полифор-
мальдегид, поливинилхлорид и др.) необ-
ходимо предусматривать меры, предот-
вращающие возможность разложения их
в процессе переработки: например, уве-
личение сечения литников, диаметра ци-
линдра и т.д.
В зависимости от физического состоя-
ния, технологических свойств и других
факторов все способы переработки пласт-
масс в детали подразделяют на следующие
основные группы: переработка в вязкоте-
кучем состоянии (прессованием, литьем
под давлением, выдавливанием); перера-
ботка в высокоэластичном состоянии
(пневмо- и вакуум-формовкой, штампов-
кой); получение деталей из жидких пласт-
масс различными способами формообра-
зования; переработка в твердом состоя-
нии разделительной штамповкой и обра-
боткой резанием; получение неразъемных
соединений сваркой, склеиванием; раз-
личные способы переработки (спекание,
напыление и др.).
2. СПОСОБЫ
ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ
В ВЯЗКОТЕКУЧЕМ СОСТОЯНИИ
Большинство пластмасс перерабатывают
в детали в вязкотекучем состоянии спосо-
бами прессования, литья, выдавливания.
Прямое (компрессионное) прессова-
ние - один из основных способов перера-
ботки реактопластов в детали. В полость
матрицы пресс-формы 3 (рис. 8.13, а) за-
гружают предварительно таблетизирован-
ный или порошкообразный материал 2.
При замыкании пресс-формы под дейст-
вием силы пресса пуансон 7 создает дав-
ление на прессуемый материал (рис. 8.13, б).
Под действием этого давления и теплоты
от нагретой пресс-формы материал раз-
мягчается и заполняет формообразующую
полость пресс-формы. После определен-
ной выдержки, необходимой для отвер-
ждения материала, пресс-форма раскрыва-
ется и с помощью выталкивателя 5 из нее
извлекается готовая деталь 4 (рис. 8.13, в).
«) б) в)
Рис. 8.13. Схемы прямого прессования
480
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Процесс отверждения сопровождается
выделением летучих составляющих ком-
позиционного материала и паров влаги.
Для удаления газов в процессе прессова-
ния выполняют так называемую под-
прессовку, заключающуюся в переключе-
нии гидропресса после определенной вы-
держки на обратный ход, в подъеме пуан-
сона на 5 ... 10 мм и выдержке его в таком
положении в течение 2 ... 3 с. После этого
пресс-форма снова смыкается. При прес-
совании крупных толстостенных деталей
из материалов с повышенной влажностью
подпрессовку проводят дважды.
Температура и давление прессования
зависят от вида перерабатываемого мате-
риала, формы и размеров изготовляемой
детали. Время выдержки под прессом за-
висит от скорости отверждения и толщи-
ны прессуемой детали. Для большинства
реактопластов время выдержки выбирают
из расчета 0,5 ... 2 мин на 1 мм толщины
стенки. Технологическое время может
быть сокращено вследствие предвари-
тельного подогрева материала в специаль-
ных шкафах. Давление зависит от текуче-
сти пресс-материала, скорости отвержде-
ния, толщины прессуемых деталей и дру-
гих факторов.
Нагрев пресс-формы осуществляют
обычно электронагревателем. Рабочую
температуру в процессе прессования под-
держивают постоянной с помощью авто-
матически действующих приборов. Для
загрузки в полость пресс-формы опреде-
ленного количества пресс-материала ис-
пользуют объемную дозировку или дози-
ровку по массе. Применяют также по-
штучную дозировку (загружают опреде-
ленное число таблеток). Прессуют на гид-
равлических прессах. При выпуске боль-
шого числа деталей используют прессы,
работающие по автоматическому циклу.
Прямым прессованием получают дета-
ли средней сложности и небольших раз-
меров из термореактивных композицион-
ных материалов с порошкообразным и
волокнистым наполнителями.
Литьевое прессование отличается от
прямого тем, что прессуемый материал
загружают не в полость формы, а в специ-
альную загрузочную камеру 2 (рис. 8.14).
Под действием теплоты от пресс-формы
прессуемый материал переходит в вязко-
текучее состояние и под давлением со
стороны пуансона 1 выжимается из загру-
зочной камеры 2 в полости матрицы
пресс-формы через специальное отверстие
в литниковой плите 3. После отверждения
материала пресс-форму разъединяют и
готовые детали 4 извлекают из матрицы 5.
Литьевое прессование позволяет полу-
чать детали сложной формы, с глубокими
отверстиями, в том числе резьбовыми.
Возможна установка сложной и тонкой
арматуры. В процессе протекания через
литниковое отверстие пресс-материал
прогревается одинаково, что обеспечивает
более равномерную структуру прессуемой
детали. При литьевом прессовании отпа-
дает необходимость в подпрессовках, так
как образующиеся газы могут выходить в
зазор между литниковой плитой и матрицей.
Недостатком литьевого прессования
является повышенный расход пресс-
материала, так как в загрузочной камере и
литниковых каналах остается часть от-
вержденного и неиспользуемого в даль-
нейшем пресс-материала. Кроме того,
пресс-формы для литьевого прессования
сложнее по конструкции и дороже пресс-
форм для прямого прессования.
Для прессования деталей применяют
одно- и многогнездные пресс-формы. Мно-
гогнездные пресс-формы используют для
получения деталей простой формы и не-
больших размеров.
Рис. 8.14. Схема литьевого прессования
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
481
Рис. 8.15. Схема литья под давлением
Форма и размеры прессуемых деталей
зависят от формообразующих элементов
пресс-формы, к которым предъявляют
высокие требования по точности и качест-
ву поверхности. Формообразующие дета-
ли пресс-форм изготовляют из высоколе-
гированных или инструментальных сталей
с последующей закалкой до высокой твер-
дости. Для повышения износостойкости и
улучшения внешнего вида прессуемых
деталей формообразующие элементы
пресс-форм полируют и хромируют.
Листы и плиты из термореактивных
композиционных материалов прессуют
пакетами на прессах. Заготовки материала
(из хлопчатобумажной ткани, стеклоткани
и т.д.) пропитывают смолой и укладывают
между горячими плитами пресса. Число
уложенных слоев ткани определяет тол-
щину листов и плит. Размеры прессуемых
деталей ограничиваются мощностью гид-
равлического пресса. Трубы, прутки круг-
лого и фасонного сечений получают прес-
сованием реактопластов через калибро-
ванное отверстие пресс-формы. Процесс
прессования характеризуется низкой про-
изводительностью и сложностями техно-
логического характера.
Литье под давлением - высокопроиз-
водительный и эффективный способ мас-
сового производства деталей из термопла-
стов. Перерабатываемый материал из за-
грузочного бункера 8 (рис. 8.15) подается
дозатором 9 в рабочий цилиндр 6 с элек-
тронагревателем 4. При движении порш-
ня 7 определенная доза материала посту-
пает в зону обогрева, а уже расплавлен-
ный материал через сопло 3 и литниковый
16 - 9503
канал - в полость пресс-формы 1, в кото-
рой формируется изготовляемая деталь 2.
В рабочем (нагревательном) цилиндре на
пути потока расплава установлен рассека-
тель 5, который заставляет расплав проте-
кать тонким слоем у стенок цилиндра. Это
ускоряет прогрев и обеспечивает более
равномерную температуру расплава. При
движении поршня в исходное положение с
помощью дозатора 9 очередная порция
материала подается в рабочий цилиндр.
Для предотвращения перегрева выше 50 ...
70 °C в процессе литья пресс-форма охла-
ждается проточной водой. После охлаж-
дения материала пресс-форма размыкается
и готовая деталь с помощью выталкивате-
лей извлекается из нее. Широко применя-
ют также литьевые машины с червячной
пластикацией материала, в которых вме-
сто поршня используют вращающиеся
червяки.
Литьем под давлением получают дета-
ли сложной конфигурации с различными
толщинами стенок, ребрами жесткости, с
резьбами и т.д. Применяют литейные ма-
шины, позволяющие механизировать и
автоматизировать процесс получения де-
талей. Производительность процесса ли-
тья в 20 ... 40 раз выше производительно-
сти прессования, поэтому литье под дав-
лением является одним из основных спо-
собов переработки пластических масс в
детали. Качество отливаемых деталей за-
висит от температур пресс-формы и рас-
плава, давления прессования, продолжи-
тельности выдержки под давлением и т.д.
Центробежное литье применяют для
получения крупногабаритных и толсто-
482
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
стенных деталей из термопластов (кольца,
шкивы, зубчатые колеса и т.п.). Центро-
бежные силы плотно прижимают залитый
материал к внутренней поверхности фор-
мы. После охлаждения готовую деталь
извлекают из формы и заливают новую
порцию расплавленного материала.
Выдавливание (или экструзия) отли-
чается от других способов переработки
термопластов непрерывностью, высокой
производительностью процесса и возмож-
ностью получения на одном и том же обо-
рудовании большого многообразия деталей.
Выдавливание осуществляют на специ-
альных червячных машинах - автоматах.
Перерабатываемый материал в виде по-
рошка или гранул из бункера 1 (рис. 8.16, а)
попадает в рабочий цилиндр 3, где захва-
тывается вращающимся червяком 2. Чер-
вяк продвигает материал, перемешивает и
уплотняет его. В результате передачи теп-
лоты от нагревательного элемента 4 и вы-
деления теплоты при трении частиц мате-
риала друг о друга и о стенки цилиндра
перерабатываемый материал переходит в
вязкотекучее состояние и непрерывно вы-
давливается через калиброванное отвер-
стие головки 6. Расплавленный материал
проходит через радиальные канавки оп-
равки 5. Оправку применяют для получе-
ния отверстия при выдавливании труб.
Непрерывным выдавливанием можно
изготовлять детали различного профиля
(рис. 8.16, б). При получении пленок из
термопластов (полиэтилена, полипропи-
лена и др.) используют метод раздува.
Расплавленный материал продавливают
через кольцевую щель насадной головки и
получают заготовку в виде трубы, кото-
рую сжатым воздухом раздувают до тре-
буемого диаметра. После охлаждения
пленку подают на намоточное приспособ-
ление и сматывают в рулон. При произ-
водстве листового материала используют
щелевые головки шириной до 1600 мм.
Выходящее из щелевого отверстия полот-
но проходит через валки гладильного и
тянущего устройств. Здесь же происходит
предварительное охлаждение листа, а на
роликовых конвейерах - окончательное
охлаждение. Готовую продукцию сматы-
вают в рулоны или разрезают на листы оп-
ределенных размеров с помощью специ-
альных ножниц.
3. СПОСОБЫ ФОРМООБРАЗОВАНИЯ
ДЕТАЛЕЙ В ВЫСОКОЭЛАСТИЧНОМ
СОСТОЯНИИ
Для получения многих круногабарит-
ных деталей наиболее целесообразной
является переработка листовых термопла-
стичных материалов. Технологический
процесс получения деталей основан на
использовании свойств термопластов, на-
гретых до высокоэластичного состояния.
Основными технологическими способами
являются пневматическая формовка, ваку-
умная формовка и штамповка.
Рис.8.16. Непрерывное
выдавливание:
а-схема установки;
б - профили получаемых
деталей
а)
б)
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
483
Рис. 8.17. Схемы пневматической (а)
и вакуумной (б) формовок
При пневматической и вакуумной
формовке (рис. 8.17) предварительно ра-
зогретую и зажатую в рамку 2 заготовку 3
плотно прижимают к матрице 4 верхней
камерой / и формуют с помощью сжатого
воздуха (при пневмоформовке) или под
давлением атмосферного воздуха (при
вакуум-формовке). После охлаждения го-
товую деталь сжатым воздухом удаляют с
матрицы. При пневмо- и вакуумной фор-
мовке матрицу предварительно подогре-
вают до 40 ... 60 °C.
Листовые материалы нагревают глав-
ным образом в электрических нагрева-
тельных шкафах, оснащенных контроли-
рующими и автоматически регулирующи-
ми приборами. Необходимым условием
является равномерный нагрев листовых
заготовок. В противном случае на различ-
ных участках материала будет неодинако-
вая пластичность, что вызовет брак при
формовке из-за разрывов, трещин, короб-
ления и т.д. Для равномерного нагрева
шкафы оснащают вентилятором для пе-
ремешивания воздуха. Температура на-
грева зависит от вида перерабатываемого
материала.
Особенностью вакуумной формовки
является простота установки и обслужи-
вания. Однако небольшой перепад давле-
ния препятствует применению этого спо-
соба для получения толстостенных (более
2,5 мм) и сложных конфигураций деталей,
а также деталей из жестких термопластов.
Пневматическая формовка позволяет
получать детали сложных пространствен-
ных конфигураций и различных толщин в
зависимости от давления подаваемого
воздуха. Для предотвращения быстрого и
неравномерного охлаждения, возможного
возникновения внутренних напряжений
формуют подогретым до 50 ... 70 °C сжа-
тым воздухом.
Разновидностью пневматической фор-
мовки является изготовление деталей без
применения матрицы или пуансона. Разо-
гретый лист зажимают в кольцо и с помо-
щью сжатого воздуха или под действием
атмосферного давления получают сфери-
ческое изделие. Поскольку формуют без
соприкосновения с формообразующими
деталями, получаемые детали имеют вы-
сокую прозрачность (колпаки кабин само-
летов, детали для оптики и светотехники).
В производственных условиях часто при-
меняют комбинированное формообразо-
вание, при котором совмещают операции
выдувания и пневматического обжима, а
также, если необходимо, штамповки, оп-
рессовки и т.д.
Штамповкой получают главным обра-
зом детали незамкнутой пространственной
формы (козырьки, обтекатели, стекла ка-
бин и т.д.). Термопластичный листовой
материал, разогретый до определенной
температуры, формуют с помощью пуан-
сона и матрицы. При штамповке изменя-
ются форма и размеры листовых заготовок
за счет перемещения и перераспределения
объема материала.
Штампуют на обычных гидравличе-
ских или механических прессах. Пуансо-
ны и матрицы изготовляют из дерева и
других неметаллических материалов при
производстве небольшого числа деталей и
из металлов - при массовом производстве.
16*
484
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Рис. 8.18. Схемы штамповки
жестким (а) и эластичным (6)
пуансонами
В зависимости от материала, из кото-
рого изготовляют пуансоны, различают
два основных вида штамповки: жестким и
эластичным пуансонами.
Схема штамповки жестким
пуансоном показана на рис. 8.18, а.
Зазор между пуансоном 1 и матрицей 3
равен толщине штампуемого материала 2
с допуском ± 10 %; необходимое взаимное
расположение пуансона и матрицы обес-
печивается направляющими. В пуансоне и
матрице делают отверстия для выхода
воздуха.
Штамповкой эластичным
пуансоном получают детали из лис-
товых термопластов, имеющих небольшие
углубления и четкий рисунок. Предвари-
тельно разогретую заготовку 6 помещают
на форму 7 (рис. 8.18, б). Плоский резино-
вый пуансон 5, вмонтированный в обойму 4,
опускают на заготовку и к нему прилагают
давление. Штампуют на гидравлических
или винтовых прессах.
При штамповке, как и при других ви-
дах формообразования материалов в вы-
сокоэластичном состоянии, качество по-
лучаемых деталей зависит от точного со-
блюдения технологического процесса.
4. ПОЛУЧЕНИЕ ДЕТАЛЕЙ
ИЗ КОМПОЗИЦИОННЫХ
ПЛАСТИКОВ
С технологической точки зрения удоб-
но использовать отдельные пластмассы,
находящиеся в жидком состоянии при
нормальной температуре. В первую оче-
редь это относится к производству круп-
ногабаритных деталей из композиционных
пластиков. Пластики состоят из связую-
щей смолы, наполнителя и в некоторых
случаях отвердителя и ускорителя отвер-
ждения. В качестве связующего предпоч-
тительнее использовать полиэфирные и
эпоксидные смолы. Эти смолы характери-
зуются высокой адгезией к наполнителю и
способностью отверждаться при нормаль-
ной температуре за счет добавления к ним
отвердителей и ускорителей отвер-ждения
(перекиси бензола, нафтената, кобальта,
полиэтиленполиамина и др.).
Высокая прочность композиционных
пластиков зависит от применяемых на-
полнителей (стеклоткани и стекловолокна,
хлопчатобумажные ткани и волокна, ме-
таллическая сетка и проволока, волокна
углерода и бора, нитевидные кристаллы и
т.п.). Тип наполнителя зависит от требуе-
мых свойств создаваемого материала.
В отдельных случаях в состав пластика
вводят пластификаторы и красители.
Как отмечалось ранее, в последние го-
ды широкое применение находят углепла-
стики. Они характеризуются низкой плот-
ностью, высокими прочностными харак-
теристиками и способностью выдерживать
высокие температуры. Для получения
особо термостойких КМ в качестве свя-
зующего используют углеродсодержащие
термореактивные фенольные и фурфури-
ловые смолы, пеки из каменноугольной
смолы или нефти. Армирующими мате-
риалами являются углеродные волокна,
нити, жгуты и ткани. После предваритель-
ного формообразования заготовка подвер-
гается высокотемпературной обработке
(карбонизации). В процессе карбонизации
происходит термодеструкция связующего,
сопровождающаяся удалением испаряю-
щихся смолистых соединений, газообраз-
ных продуктов и образованием твердого
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
485
кокса с высоким содержанием углерода.
По такой схеме получают углерод-угле-
родные КМ. Эти материалы являются
наиболее перспективными для изготовле-
ния изделий, работающих при высоких
температурах.
К основным способам изготовления
деталей из композиционных пластиков
относятся контактная формовка, авто-
клавная формовка, стирометод, вихревое
напыление, центробежная формовка, на-
мотка и др.
Контактной формовкой изготовляют
крупногабаритные детали с наполнителя-
ми из стеклотканей, стекломатов и т.д.
Применяют формы из дерева, гипса и лег-
ких сплавов. Форма должна точно воспро-
изводить наружный или внутренний кон-
тур детали.
Перед формовкой на рабочие поверх-
ности формы наносят разделительный
слой (поливиниловый спирт, нитролаки,
целлофановую пленку и др.), предотвра-
щающий прилипание связующего к по-
верхности формы. По разделительному
слою наносят слой связующего, затем
слой предварительно раскроенной ткани,
которую тщательно прикатывают резино-
вым роликом к поверхности формы. Этим
достигаются плотное прилегание ткани к
поверхности формы, удаление пузырьков
воздуха и равномерное пропитывание тка-
ни связующим. Затем снова наносят свя-
зующее, ткань и т.д. до получения задан-
ной толщины. Отверждение происходит
при нормальной температуре в течение
5 ... 50 ч в зависимости от вида связующе-
го. Время отверждения сокращают увели-
чением температуры до 60 ... 120 °C. По-
сле отверждения готовую деталь извлека-
ют из формы и в случае необходимости
подвергают дальнейшей обработке (обрез-
ке кромок, окраске и т.д.).
Особенности контактной формовки -
простота оснастки и возможность получе-
ния деталей любых размеров и форм. Од-
нако этот метод малопроизводителен, ка-
чество получаемых деталей недостаточно
высокое из-за неравномерой укладки на-
полнителя и связующего. К нему предъяв-
ляют определенные требования по техни-
ке безопасности. Поэтому контактную
формовку применяют в опытном и еди-
ничном производствах.
Автоклавную формовку применяют
при выпуске деталей большими сериями.
Форму с деталью накрывают резиновым
чехлом и помещают в герметичный ре-
зервуар (автоклав). С помощью пара или
воды в автоклаве создают определенное
давление.
Стирометодом изготовляют крупнога-
баритные детали из композиционных пла-
стиков с замкнутым полым профилем (по-
лые рамы, диски, кронштейны и т.д.). На
тонкостенный поливинилхлоридный че-
хол, размеры которого соответствуют раз-
мерам изготовляемой детали, наматывают
волокно. Заготовку укладывают в разогре-
тую до температуры 100 ... 120 °C пресс-
форму. Под действием давления воздуха,
разогретого внутри шланга, заготовка рас-
тягивается до размеров полости пресс-
формы. В пространство между чехлом и
пресс-формой за счет создания вакуума
засасывается связующее.
Приведенные способы формовки ис-
пользуют в основном для изготовления
деталей из пластиков с длинноволокни-
стыми наполнителями. При применении
измельченных наполнителей процесс из-
готовления деталей удается механизиро-
вать. Наполнитель и связующее подают
под давлением сжатого воздуха.
Вихревым напылением изготовляют
крупногабаритные детали из стеклопла-
стиков (кузова легковых и грузовых авто-
мобилей, корпуса лодок, емкости и др.).
Стекловолокно и смолу с отвердителем и
ускорителем отверждения наносят на
форму специальным пульверизатором.
Смола смачивает стекловолокно в вихре-
вом потоке, образованном сжатым возду-
хом. Стекловолокно со связующим, нане-
сенные на форму, вручную уплотняют
роликом.
486
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Высокой степенью механизации отли-
чается напыление с помощью передвиж-
ной установки, в которой смонтированы
режущее устройство для стекловолокна,
вентилятор для подачи сжатого воздуха,
распылитель и емкости для связующего,
отвердителя и ускорителя. Стекловолокно
разрезают на отдельные куски длиной
10 ... 90 мм. Распылитель имеет три сопла:
центральное для подачи стекловолокна и
два боковых (одно служит для подачи свя-
зующего и отвердителя, другое - связую-
щего и ускорителя отверждения). Смеше-
ние компонентов происходит на поверх-
ности формы или перед нею в потоке сжа-
того воздуха.
Центробежной формовкой получают
детали больших габаритных размеров, име-
ющие форму тел вращения, толщиной 2 ...
15 мм, диаметром до 1 м и высотой до 3 м.
Стекловолокно и связующее равно-
мерно подают во вращающуюся форму.
После формовки в форму помещают рези-
новый мешок, с помощью которого созда-
ется давление на заготовку. В таком со-
стоянии происходит отверждение компо-
зиции при определенной температуре.
Намоткой получают трубы и сложные
по форме оболочки из композиционных
пластиков. Основным элементом техноло-
гической оснастки является металлическая
оправка, на которую перед намоткой ук-
ладывают пленку, облегчающую снятие
изделия. При намотке оправка совершает
вращательное и возвратно-поступательное
движения. Волокно или тканевую ленту
смачивают связующим. Отформованную
заготовку покрывают защитной целлофа-
новой пленкой и отправляют в камеру для
отверждения.
Основной недостаток изготовления
крупногабаритных деталей из пластиков -
невысокая производительность труда, по-
вышение которой возможно за счет меха-
низации и автоматизации технологическо-
го процесса.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. По каким признакам классифицируют
пластмассы?
2. С какой целью вводят наполнители?
3. Как влияют технологические свойства
пластмасс на сам процесс получения деталей и
их качество?
4. Перечислите основные способы пере-
работки пластмасс.
5. Чем отличается литье под давлением от
литьевого прессования?
6. Перечислите основные способы полу-
чения деталей из композиционных пластиков.
Глава IV Изготовление резиновых
технических деталей
1. СОСТАВ И СВОЙСТВА
РЕЗИНОВЫХ ТЕХНИЧЕСКИХ
МАТЕРИАЛОВ
В производстве резиновых техниче-
ских деталей основным видом сырья яв-
ляются натуральные и синтетические кау-
чуки. Натуральные каучуки не нашли ши-
рокого применения, так как сырьем для их
получения является каучукосодержащий
сок отдельных сортов растений. Сырьем
для получения синтетических каучуков
являются нефть, нефтепродукты, природ-
ный газ, древесина. Каучук в чистом виде
в промышленности не применяют. Каучук
превращают в резину вулканизацией.
В качестве вулканизирующего вещества
обычно используют серу. Количество се-
ры определяет эластичность резиновых
деталей. Например, мягкие резины содер-
жат 1 ... 3 % серы, твердые (эбонит) до 30 %
серы. Процесс вулканизации происходит
под температурным воздействием (горя-
чая вулканизация) или без температурного
воздействия (холодная вулканизация). Для
улучшения физико-механических и экс-
ИЗГОТОВЛЕНИЕ РЕЗИНОВЫХ ТЕХНИЧЕСКИХ ДЕТАЛЕЙ
487
плуатационных свойств резиновых техни-
ческих деталей и снижения расхода кау-
чука в состав резиновых смесей вводят
различные компоненты.
Наполнители уменьшают расход кау-
чука, улучшают эксплуатационные свой-
ства деталей. Наполнители подразделяют
на порошкообразные и тканевые. В каче-
стве порошкообразных наполнителей
применяют сажу, тальк, мел и др. К ткане-
вым наполнителям относят хлопчатобу-
мажные, шелковые и другие ткани. В не-
которых случаях для повышения прочно-
сти деталей их армируют стальной прово-
локой или сеткой, стеклянной или капро-
новой тканью. Количество наполнителя
зависит от вида выпускаемых изделий.
Мягчители (парафин, стеариновая ки-
слота, канифоль и др.) служат для облег-
чения процесса смешения резиновой сме-
си и обеспечения мягкости и морозо-
устойчивости. Для замедления процесса
окисления в резиновые смеси добавляют
противостарители (вазелины, ароматиче-
ские амины и др.). Процесс вулканизации
ускоряют введением в смесь оксида цинка,
свинцового глета и др. Красители (охра,
пятисернистая сурьма, ультрамарин и др.)
вводят в смесь в количестве до 10 % от
массы каучука.
Высокая эластичность, способность к
большим обратимым деформациям, стой-
кость к действию активных химических
веществ, малые водо- и газопроводность,
хорошие диэлектрические и другие свой-
ства резины обусловили ее применение во
всех отраслях народного хозяйства. В ма-
шиностроении применяют разнообразные
резиновые технические детали? ремни -
для передачи вращательного движения с
одного вала на другой; шланги и напорные
рукава - для передачи жидкостей и газов
под давлением; сальники, манжеты, про-
кладочные кольца и уплотнители - для
уплотнения подвижных и неподвижных
соединений; муфты, амортизаторы - для
гашения динамических нагрузок; транс-
портерные ленты - для оснащения погру-
зочно-разгрузочных устройств и т.д.
2. СПОСОБЫ ИЗГОТОВЛЕНИЯ
РЕЗИНОВЫХ ТЕХНИЧЕСКИХ ДЕТАЛЕЙ
Технологический процесс изготовле-
ния резиновых технических деталей со-
стоит из отдельных последовательных
операций: приготовления резиновой сме-
си, формования и вулканизации. Процесс
подготовки резиновой смеси заключается
в смешении входящих в нее компонентов.
Перед смешением каучук переводят в пла-
стичное состояние многократным пропус-
канием его через специальные вальцы,
предварительно подогретые до температу-
ры 40 ... 50 °C. Находясь в пластичном
состоянии, каучук обладает способностью
хорошо смешиваться с другими компо-
нентами. Смешение проводят в червячных
или валковых смесителях. Первым из
компонентов при приготовлении смеси
вводят противостаритель, последним -
вулканизатор или ускоритель вулканизации.
Многие технологические процессы пе-
реработки резиновых композиций в дета-
ли (выдавливание, прессование, литье под
давлением и др.) подобны тем, которые
были рассмотрены при формообразовании
деталей из пластмасс. Специфичным явля-
ется лишь процесс получения листовых
заготовок (каландрование).
Каландрование применяют для полу-
чения резиновых смесей в виде листов и
прорезиненных лент, а также для соедине-
ния листов резины и прорезиненных лент
(дублирование). Операцию выполняют на
многовалковых машинах - каландрах.
Валки каландров снабжают системой
внутреннего обогрева или охлаждения,
что позволяет регулировать температур-
ный режим. Листы резины, полученные
прокаткой на каландрах, сматывают в ру-
лоны и используют затем в качестве по-
луфабриката для других процессов фор-
мообразования резиновых деталей. Во
избежание слипания резины в рулонах ее
посыпают тальком или мелом при выходе
из каландра.
В процессе получения прорезиненной
ткани в зазор между валками каландров 3
488
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Рис. 8.19. Схема получения прорезиненных
тканей
(рис. 8.19) одновременно пропускают пла-
стифицированную резиновую смесь 4 и
ткань 2. Резиновая смесь поступает в зазор
между верхним и средним валками, обво-
лакивает средний валок и поступает в за-
зор между средним и нижним валками,
через который проходит ткань. Средний
валок вращается с большей скоростью,
чем нижний. Разница скоростей обеспечи-
вает втирание резиновой смеси в ткань.
Толщину резиновой пленки на ткани регу-
лируют, изменяя зазор между валками
каландра. Многослойную прорезиненную
ткань получают при пропускании опреде-
ленного числа листов однослойной проре-
зиненной ткани через валки каландра. По-
лученную ткань наматывают на барабан 1
и затем вулканизируют.
Непрерывное выдавливание исполь-
зуют для получения профилированных
резиновых деталей (труб, прутков, профи-
лей для остекления). Детали непрерывным
выдавливанием изготовляют машинами
червячного типа. Таким способом покры-
вают резиной металлическую проволоку.
Прессование является одним из ос-
новных способов получения фасонных
деталей (манжет, уплотнительных колец,
клиновых ремней и т.д.). Прессуют в ме-
таллических формах. Применяют горячее
и холодное прессование. При горячем
прессовании резиновую смесь закладыва-
ют в горячую пресс-форму и прессуют на
гидравлических прессах с обогреваемыми
плитами. Температура прессования 140 ...
155 °C. При прессовании одновременно
происходят формообразование и вулкани-
зация деталей. Высокопрочные детали
(например, клиновые ремни) после фор-
мования подвергают дополнительной вул-
канизации в специальных приспособлени-
ях-пакетах. Холодным прессованием по-
лучают детали из эбонитовых смесей
(корпуса аккумуляторных батарей, детали
для химической промышленности и т.д.).
После прессования заготовки отправляют
на вулканизацию. В состав эбонитовой
смеси входят каучук и значительное коли-
чество серы (до 30 % от массы каучука).
В качестве наполнителей применяют раз-
мельченные отходы эбонитового произ-
водства.
Литьем под давлением получают де-
тали сложной формы. Резиновая смесь
поступает под давлением при температуре
80 ... 120 °C через литниковое отверстие в
литейную форму, что значительно сокра-
щает цикл вулканизации.
Вулканизация является завершающей
операцией при изготовлении резиновых
деталей. Вулканизацию проводят в специ-
альных камерах-вулканизаторах при тем-
пературе 120 ... 150 °C в атмосфере насы-
щенного водяного пара при небольших
давлениях. В процессе вулканизации про-
исходит химическая реакция серы и кау-
чука, в результате которой линейная
структура молекул каучука превращается
в сетчатую, что уменьшает пластичность,
повышает стойкость к действию органи-
ческих растворителей, увеличивает меха-
ническую прочность.
При массовом производстве резино-
вых деталей все технологические опера-
ции выполняют с помощью высокопро-
изводительного и автоматизированного
оборудования.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Какие компоненты входят в состав ре-
зиновых технических материалов, их назначение?
2. Перечислите основные способы полу-
чения резиновых технических деталей.
3. Зачем назначают различные скорости
вращения валков при каландровании?
4. Какие физические процессы протекают
в заготовках при вулканизации?
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ И ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ 489
Глава VI Технологические особенности
проектирования и изготовления
деталей из композиционных
материалов
1. ТЕХНОЛОГИЧЕСКИЕ
ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
ИЗГОТОВЛЯЕМЫХ ДЕТАЛЕЙ
Конструктивные особенности деталей
из композиционных материалов обуслов-
лены физико-механическими и технологи-
ческими свойствами, способами их полу-
чения. Прочностные и точностные харак-
теристики деталей во многом зависят от
их конструктивного оформления. Следует
всегда стремиться к упрощению конст-
рукции детали как по технологическим и
эксплуатационным, так и по экономиче-
ским соображениям. Чем проще конст-
рукция детали, тем дешевле технологиче-
ская оснастка, ниже себестоимость, выше
производительность труда и качество по-
лучаемых деталей. Габаритные размеры
деталей определяют мощность оборудова-
ния (пресса, литьевой машины и т.д.). При
проектировании деталей с высокими тре-
бованиями к точности размеров необхо-
димо предусмотреть припуск на их даль-
нейшую механическую обработку.
В конструкциях деталей следует избе-
гать выступов, пазов и отверстий, распо-
ложенных перпендикулярно к оси прессо-
вания (рис. 8.20, а). Их следует заменять
соответствующими элементами, располо-
женными в направлении прессования.
Процесс формообразования деталей из
композиционных материалов сопровож-
дается значительной усадкой, поэтому в
их конструкциях нельзя допускать зна-
чительной разностенности, которая вызы-
вает коробление и образование тре-
щин (рис. 8.20, б - г). Разностенность не
должна превышать 1:3. В зависимости от
габаритных размеров детали, исполь-
зуемого материала и других факторов оп-
тимальной толщиной стенок считается
0,5 ... 5 мм, а минимальными радиусами
сопряжений - 0,5 ... 2 мм.
Отверстия в деталях получают при
формообразовании (литьем, прессованием
и т.д.) соответствующими стержнями, ус-
танавливаемыми в технологической осна-
стке (пресс-формах). Наличие стержней
вызывает появление напряжений в дета-
лях, так как они затрудняют свободную
усадку материала. Отверстия лучше рас-
полагать не в сплошных массивах, а в спе-
циальных бобышках с тонкими стен-
ками (рис. 8.20, г, е), что снижает усадку и
силу обхвата стержней.
Рис. 8.20. Примеры конструктивного оформления деталей (вверху - нетехнологичные конструкции,
внизу - технологичные конструкции)
490
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
В деталях из композиций на основе
пластмасс литьем под давлением и прес-
сованием получают наружные и внутрен-
ние резьбы, не требующие дальнейшей
обработки. Минимальный допустимый
диаметр резьбы для деталей из термопла-
стов и пресс-порошков равен 2,5 мм, для
волокнистых материалов - 4 мм. Резьбу на
деталях из спеченных порошковых мате-
риалов получают обработкой резанием.
В конструкциях деталей необходимо
предусматривать ребра жесткости, кото-
рые позволяют уменьшить сечения от-
дельных элементов детали, снизить на-
пряжения в местах сопряжения стенок
различного сечения, повысить устойчи-
вость и прочность конструкций (рис. 8.20,
б, е). Толщина ребер жесткости у их осно-
вания должна быть равной толщине ос-
новной стенки детали. Для малогаба-
ритных деталей роль ребер жесткости мо-
гут выполнять выступы или впадины
(рис. 8.20, г, е). Правильная конструкция
опорной поверхности повышает жесткость
всей конструкции, особенно у крупных
корпусных деталей. Для этого сплошные
опорные поверхности следует заменять
поверхностями с выступающими бурти-
ками (рис. 8.20, д). Общее конструктивное
оформление детали необходимо выпол-
нять с учетом удобства сборки этой детали
с другими деталями изделия. Для свобод-
ного извлечения детали из пресс-формы
на наружных и внутренних поверхностях
ее необходимо предусматривать техноло-
гические уклоны. При проектировании
конических поверхностей необходимо
исходить из удобства извлечения детали,
обратная конусность недопустима.
Использование металлической армату-
ры значительно расширяет область при-
менения деталей из композиционных ма-
териалов (особенно на основе пластмасс и
резины). Например, в электро- и радио-
промышленности прессованием и литьем
под давлением получают электрические
разъемники, колодки, панели и т.д. Это
позволяет резко (в 10 ... 100 раз) сократить
трудоемкость получения таких изделий по
сравнению с аналогичными конструкция-
ми, собранными из отдельных элементов.
Армирование позволяет также повы-
сить точность и прочность получаемых
изделий. Арматуру в виде винтов, гаек,
штырей и т.п. (рис. 8.21, а, б) закрепляют
с помощью кольцевых выточек, буртиков
или канавок. Для предотвращения прово-
рачивания на наружных поверхностях
этих деталей делают рифления, насечку
или плоские грани. Мелкую арматуру в
виде пластинок (клеммы электрических
разъемников) закрепляют с помощью боко-
вых вырезов или отверстий (рис. 8.21, в, г).
Проволочную арматуру закрепляют путем
расплющивания или загибания второго
конца (рис. 8.21, д, ё). Конструкция пресс-
формы должна надежно фиксировать ар-
матуру и предотвращать возможность за-
текания материала в гнезда для установки
арматуры.
Рис. 8.21. Примеры армирования деталей
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ И ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
491
2. ТЕХНОЛОГИЧЕСКИЕ
ОСОБЕННОСТИ
ДОПОЛНИТЕЛЬНОЙ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ЗАГОТОВОК
Формообразование заготовок из ком-
позиционных материалов в большинстве
случаев осуществляется методом копиро-
вания, т.е. форма и размеры оснастки
(пресс-формы) переносятся (копируются)
изготовляемой деталью. Получаемые де-
тали, как правило, не требуют дальнейшей
механической обработки.
В отдельных случаях экономически
целесообразно изготовлять детали меха-
нической обработкой. В качестве загото-
вок при этом используют листы, трубы,
прутки, профили различного сечения.
Иногда возникает необходимость в допол-
нительной обработке заготовок, получен-
ных литьем, прессованием и другими ме-
тодами формообразования. В зависимости
от способа воздействия на заготовку, ис-
пользуемых оборудования и инструмента
применяют два основных метода механи-
ческой обработки: разделительную штам-
повку и обработку резанием.
Основные операции разделительной
штамповки при изготовлении деталей из
листовых материалов - вырубка, пробив-
ка, отрезка, разрезка, обрезка и зачистка.
Наибольшее практическое применение
имеют операции вырубки, пробивки и
разрезки.
Операции разделительной штамповки
выполняют с подогревом заготовки или
без подогрева. В качестве оборудования
используют механические или гидравли-
ческие прессы.
Обработку резанием (точение, сверле-
ние, фрезерование, нарезание резьбы и
т.д.) применяют в тех случаях, когда при
формообразовании нельзя получить де-
таль заданных размеров и формы.
Обработка спеченных материалов с
пористостью менее 5 % ничем существен-
но не отличается от обработки обычных
беспористых материалов. С повышением
пористости материала характер процесса
стружкообразования меняется. Стружка
дробится на отдельные элементы, появля-
ются ударные нагрузки, вибрации, снижа-
ется стойкость режущего инструмента.
При обработке резанием пористых ма-
териалов необходимо применять остроза-
точенный режущий инструмент, большие
скорости резания и малые подачи. Не ре-
комендуется применять обычные охлаж-
дающие жидкости, которые, впитываясь в
поры, вызывают коррозию. Пропитка мас-
лом пористых заготовок перед обработкой
также нежелательна, так как в процессе
резания масло вытекает из пор и, нагрева-
ясь, дымит. Нарезать резьбу рекомендует-
ся твердосплавным инструментом. Для
улучшения качества резьбы задний угол
инструмента следует увеличивать при-
мерно в 2 раза по сравнению с инструмен-
том, предназначенным для нарезания
резьбы на заготовках из обычной конст-
рукционной стали.
При обработке заготовок из пористых
антикоррозионных материалов нужно об-
ращать внимание на состояние поверхно-
стного слоя. В целях предотвращения воз-
можности закрывания пор необходимо
использовать хорошо заточенный и дове-
денный режущий инструмент. Допусти-
мый износ инструмента по задней поверх-
ности должен быть уменьшен в 1,5 ... 2 ра-
за по сравнению с общепринятыми нор-
мами при обработке конструкционной
стали. Не допускается шлифование абра-
зивными материалами во избежание попа-
дания абразивных частиц в поры.
Для обработки тугоплавких и жаро-
прочных материалов применимы электро-
физические и электрохимические методы
обработки аналогичных литых материалов.
Значительные сложности возникают
при обработке МКМ, так как они в своем
составе содержат относительно "мягкий"
материал матрицы и сверхпрочные и твер-
дые волокна и нитевидные кристаллы.
Традиционные способы механической
обработки оказываются непригодными.
В отдельных случаях для обработки таких
492
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
материалов применяют лазерные, плаз-
менные, электроэрозионные и другие спе-
циальные методы обработки.
При обработке резанием композицион-
ных материалов на основе полимеров
происходит разрушение поверхностной
смоляной пленки. Это приводит к сниже-
нию химической стойкости и повышению
влагопоглощения обработанных деталей.
Поэтому обработку резанием следует
применять только в необходимых случаях.
Особенности строения и физико-меха-
нических свойств пластмасс существенно
влияют на технологию их обработки, кон-
струкцию режущего инструмента и при-
способления. Пластмассы имеют более
низкие механические свойства по сравне-
нию с металлом. Эту особенность можно
было бы использовать для повышения
скорости резания. Однако низкая тепло-
проводность пластмасс приводит к кон-
центрации теплоты, образующейся в зоне
резания. В результате этого происходят
интенсивный нагрев режущего инстру-
мента, размягчение или оплавление тер-
мопластов, обугливание или прижог реак-
топластов в зоне резания. При обработке
деталей из термопластов максимальная
температура процесса не должна превы-
шать 60 ... 120 °C, а деталей из реактопла-
стов 120 ... 160 °C. Образующаяся теплота
при обработке пластмасс отводится в ос-
новном через инструмент.
Стойкость режущего инструмента раз-
личная в зависимости от типа обрабаты-
ваемого материала и материала инстру-
мента. Незначительный износ наблюдает-
ся при обработке термопластов без напол-
нителя. При обработке реактопластов,
особенно со стеклянными и другими по-
добными наполнителями, стойкость ре-
жущего инструмента значительно снижа-
ется. Заготовки из термопластов (органи-
ческого стекла, полистирола, фторопласта
и т.д.) можно обрабатывать режущими
инструментами из углеродистых и быст-
рорежущих сталей. Материалы, оказы-
вающие абразивное действие, обрабаты-
вают инструментами, оснащенными твер-
дым сплавом, алмазом, эльбором.
При обработке реактопластов со слои-
стыми и волокнистыми наполнителями
охлаждающие жидкости не применяют из-
за возможности набухания поверхностей
материала. Для получения качественного
поверхностного слоя обработку следует
вести острозаточенным режущим инстру-
ментом при высоких скоростях резания с
малыми глубиной резания и подачей.
В процессе обработки реактопластов обра-
зуется пылевидная и элементная стружка,
которая плохо сходит с передней поверх-
ности инструмента. Поэтому канавки для
отвода стружки делают более емкими и
полируют во избежание ее прилипания.
Геометрия режущего инструмента харак-
теризуется большими величинами перед-
него и заднего углов. Для обработки пласт-
массовых заготовок используют специ-
альное или универсальное металлорежу-
щее оборудование.
Резиновые технические детали практи-
чески не требуют дальнейшей механиче-
ской обработки. В отдельных случаях из
листового материала вырубают шайбы,
прокладки и т.п.
3. ТЕХНИКА БЕЗОПАСНОСТИ
И ОХРАНА ОКРУЖАЮЩЕЙ
СРЕДЫ ПРИ ИЗГОТОВЛЕНИИ
ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ
Основные и вспомогательные материа-
лы, используемые при производстве изде-
лий из КМ, как правило, относятся к кате-
гории вредных для здоровья человека,
пожароопасных и взрывоопасных ве-
ществ. В процессе переработки материа-
лов за счет химических реакций и испаре-
ния в окружающую среду также попадают
вредные вещества.
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ И ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
493
Стеклянная, графитовая, борная пыль,
появляющаяся при переработке соответст-
вующих волокон, попадая в дыхательные
пути, может привести к тяжелым заболе-
ваниям органов дыхания. Практически все
полимерные материалы токсичны и вред-
ны для здоровья человека. Поэтому, чтобы
предупредить вредное воздействие ве-
ществ на организм человека и исключить
возможности пожара и взрыва, необходи-
мо соблюдать следующее: применять хо-
рошую местную и общую приточно-вы-
тяжную вентиляцию, обеспечивающую
удаление всех летучих веществ; исклю-
чать возможность попадания вредных ве-
ществ на кожу; иметь защитную одежду,
перчатки, очки, а на рабочем участке ап-
течку с необходимыми медикаментами; на
каждую операцию составлять технологи-
ческие инструкции по технике безопасно-
сти и все работы выполнять в строгом со-
ответствии с ними; обучить по специаль-
ной программе всех рабочих, занятых на
взрыво- и пожароопасных установках.
Все электрооборудование должно быть
надежно заземлено, необходимо исключать
возможность искрообразования. Все вспо-
могательные и основные технологические
операции должны быть максимально ме-
ханизированы и автоматизированы. Все
рабочие помещения и участки должны
быть оснащены дозиметрическими прибо-
рами по определению вредных веществ в
окружающей атмосфере. Специализиро-
ванные производства по выпуску изделий
из КМ должны быть оснащены очистными
сооружениями.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Перечислите основные технологиче-
ские требования к деталям из КМ.
2. С какой целью проводят армирование
деталей из КМ?
3. Объясните необходимость и перечисли-
те основные способы дополнительной механи-
ческой обработки заготовок из КМ.
4. Почему при обработке пористых мате-
риалов не рекомендуется использовать шли-
фование?
5. В чем заключаются сложности механи-
ческой обработки слоистых и волокнистых КМ?
6. Перечислите основные требования техни-
ки безопасности при изготовлении деталей из КМ.
ПРИЛОЖЕНИЯ
П. 1. Температурные интервалы для горячей обработки давлением
Сплав Температурный интервал, °C
Начало Конец
Низкоуглеродистые стали 1280 .. 1300 700 ... 800
Углеродистые стали 1200 .. 1260 760 ... 850
Высоколегированные стали 1140 .. 1160 870 .. 950
Медные сплавы 750 .. 850 600 ... 700
Алюминиевые сплавы 470 .. 500 350 ... 400
Магниевые сплавы 370 ..430 300 ... 350
Титановые сплавы 930 .. 1150 800 ... 900
П. 2. Ориентировочные значения давления пластического течения при температурах
горячей обработки давлением, МПа
Сплав Температура, °C
400 500 700 800 900 1000 1200
Низкоуглеродистые стали - - - - 160 130 50
Высоколегированные стали - - - - 240 160 83
Медные сплавы - - 100 40 - - -
Алюминиевые сплавы 50 20 - - - -
Магниевые сплавы 35 - - - - -
Титановые сплавы - - 100 60 30 -
ПРИЛОЖЕНИЯ
495
Наименьшая толщина поковки в плоскости разъема штампов, мм
Площадь проекции детали 2 на плоскость разъема, см Сталь конструкционная Алюминиевые сплавы Магниевые сплавы Титановые сплавы
МА2 МА5
Св. 25 до 80 2,5 2,0 2,0 7,5 2,5
80 ... 160 3,5 2,5 2,5 7,5 3,5
160... 250 4,5 3,0 з,о 7,5 4,5
250 ... 500 5,0 4,0 4,0 7,5 5,0
500... 850 6,0 5,0 5,0 7,5 6,0
850 ... 1180 8,0 5,5 5,5 8,0 8,0
1180... 1200 10,0 7,0 7,0 10,0 10,0
Значения наружных а и внутренних Р штамповочных уклонов, градус
Отношение глубины полости к ширине Сталь Алюминиевые и магниевые сплавы Титановые сплавы
а Р а Р а Р
0,5 ... 1,0 5 7 3... 5 5 - -
1,0... 2,5 7 10 3 ...5 5 7 7
2,5 ... 5,5 7 10 5 7 7 10 ... 12
Св. 5,5 7 ... 10 12 7 10 7 15
Ориентировочные значения давления пластического течения при различных
способах холодной объемной штамповки, МПа
Сплав Операции
Осадка Объемная формовка Высадка Прямое выдавливание Обратное выдавливание
Сталь 1200. .2000 1200. . 2000 1200. . 2000 1000. . 1800 2000. . 3000
Алюминий 400. . 700 600 . . 800 400. . 800 400. . 700 800. . 1200
Латунь 1000. . 1600 1000. . 1600 1000. . 1600 800. . 1500 1800. .2500
496
ПРИЛОЖЕНИЯ
П. 3. Механические и технологические свойства отливок из алюминиевых сплавов
(Внимание! Новые марки и свойства алюминиевых сплавов приведены на с. 503)
Сплав Механические свойства Технологические свойства Способ литья Температура
о„ МПа 5, % НВ Ж, мм Ул, % Гр, мм
АЛ2 150 2 50 420 0,9 0 П, О, В, К, Д 680 ... 720
АЛ4 230 3 70 360 1,0 0 П, О, В, К, Д 690 ... 760
АЛ9 210 4 50 350 1,0 0 П,О,В, К, Д 690 ... 760
АЛ19 320 6 80 205 1,3 32 П, О, В, К 700 ... 750
АЛ5 180 1 65 345 1,1 10 П, О, В, К, Д 700 ... 750
АЛ32 270 3 75 360 1,2 5 П,к,д 710... 730
АЛ13 160 1 55 320 1,2 12 П, О, в, к, д 650 ... 730
АЛ27 320 12 75 270 1,2 12,5 п, о, к, д 660 ... 720
АЛ 11 180 1 70 270 1,3 27,5 п, о, в, к 710 ...730
АЛИ 180 1 70 360 1,3 22,5 п, о, в 720... 760
Условные обозначения.Ж - жидкотекучесть сплава; Ул - линейная усадка сплава;
Гр - горячеломкость сплава; П - литье в песчаную форму; О - литье в оболочковую форму;
В - литье по выплавляемым моделям; К - литье в кокиль; Д - литье под давлением
П. 4. Механические и технологические свойства отливок из магниевых сплавов
Сплав Механические свойства Технологические свойства Способ литья Температура
ав, МПа ст0,2 , МПа 6, % Ж, мм Ул, % Гр, мм
ЛИТЬЯ °C
МЛЗ 157 - 6 215 1,6 42,5 П 690 ... 800
МЛ4 216 - 5 245 1,6 37,5 П,0 700 ... 800
МЛ5 226 83 5 245 1,3 36,5 п, о, к 700 ... 800
МЛ6 216 108 4 335 1,2 30,0 п,к 700 ... 800
МЛ8 264 166 4 335 1,3 30,0 п, о, к 700 ... 800
МЛ9 226 108 4 250 1,4 25 П, О, в, к 750... 800
МЛ10 226 137 3 250 1,5 20 п, о, в, к 730 ... 800
МЛ11 137 98 2 290 1,5 20 п, о, л, к 730 .. 760
МЛ12 226 127 5 290 1,4 31 П, О, в, к 750 .. 820
МЛ15 206 127 3 320 1,4 29 п, о, в, к 750 .. 800
МЛ19 216 118 3 300 1,5 25 п,к 730.. 780
Примечание. Обозначения см. в п. 3.
ПРИЛОЖЕНИЯ
497
П. 5. Механические и технологические свойства отливок из медных сплавов
Сплав Механические свойства Технологические свойства Способ литья Температура литья. :С
МПа 8, % НВ Ж, мм Ул, % Уоб, %
БрО5Ц5С5 176 4 Олов 60 янные С 400 *ронзы 1,6 4,5 к,п 1150
БрО8Ф1 196 10 75 540 1,54 4,5 к, п 1150
Бр010Ф1 245 3 60 450 1,44 4,5 к,п 1150
БрА9Мц2Л 392 20 Безолс 80 винные 500 бронзы 2,0 7,5 к, п 1150
БрА10ЖЗМц2 490 12 120 700 2,4 7,5 к,п 1150
БрА9Ж4Н4Мц1 587 12 120 700 1,8 7,5 к, п 1180
БрСЗО 58 4 25 350 1,6 7,5 к 1120
ЛЦ40С 215 12 70 Латун! 300 4 2,2 6 п,к,ц 1035 ... 1085
ЛЦ40МцЗЖ 441 18 90 600 1,6 5 п,к 1030 ... 1080
ЛЦЗОАЗ 294 12 80 570 1,55 5 п, к 1150... 1200
ЛЦ16К4 294 15 100 800 1,7 6 п,к 1050... 1100
Условные обозначения.Уоб- объемная усадка сплава; Ц - центробежное литье; ос-
тальные обозначения см. в п. 3.
П. 6. Механические и технологические свойства отливок из титановых сплавов
Сплав Механические свойства Технологические свойства Способ литья Температура литья, °C
ств, МПа ст0,2 , МПа 5, % Ж, мм Ул, % Уоб, %
ВТ1Л 343 294 10 520 1,1 3,1 о,в,ц 1750 ... 2000
ВТ5Л 686 618 6 560 1,2 3,2 о, в,ц 1750... 2000
ВТ9Л 932 814 4 505 1,05 з,о о,в,ц 1750 ... 2000
ВТ20Л 932 834 8 460 1,0 2,8 о, в,ц 1750 ... 2000
498
ПРИЛОЖЕНИЯ
П. 7. Сварочные материалы, рекомендуемые для производства сварных заготовок
из различных сталей
Стали Сварочные материалы
РДС Сварка в СО2 (аргоне) АДСФ
Тип электрода Марка Марка проволок Марка проволоки Марка флюса
Углеродистые (ВСтЗ, 10, сталь 20 и др.) Э42А Св-08ГС, Св-08Г2С Св-08А, Св-08ГА АН-348-А
УОНИ-13/45, АНО-5, O3C-23
Низколегированные (09Г2С, 10ХСНД, 15Г2СФ, 14ХГС, 12ГН2МФАЮ, 12ХГН2МФБАЮ) Э46, Э55, Э60 Св-8ГСМТ, Св-08ХГ12С, Св-18ХГС Св-08Г2С, Св-ЮНМА, Св-08ГСМТ, Св-15ГСТЮВА АН-17М, АН-22, АН-42
УОНИ-13/55, АНО-11, ОЗС-25, ВСЦ-60
Легированные (30ХГСА, 18Х2НЧМА, 30ХГСН2А, 40Х2Н2МА) Э70, Э85, Э100 ВФС-75У, УОНИ-13/85, НИАТ-ЗМ, ОЗШ-1 Св-15ГСТЮЦА, Св-20ГСТЮА Св-18ХМА, Св-08ХНМ, Св-10ХН2ГМТ, Св-08ХЗГ2СМ, Св-08ХН2Г2СМЮ АН-15М, АН-42, АВ-5
Т еплоустойчивые (12ХМ, 12X1 МФ, 20ХЗМФ) Э-09ХМ, Э-09Х1М, Э-09Х1МФ ОЗС-11, ЦЛ-39, ТМЛ-34 Св-08ХГСМА, Св-08ХГСМФА, Св-08ХЗГ2СМ Св-08ХМ, Св-08ХМФА, Св-13Х2МФТ, Св-08ХМНФБА ФЦ-4, ФЦ-16, ФЦ-22
Высоколегированные мартенситного класса (15X11МФ, 13Х11Н2В2МФ, 12Х11В2МФ) Э-12Х11НМФ, Э-12Х11НВМФ, Э-14Х11НВМФ КТИ-9, КТИ-10, ЦЛ-32 Св-01Х12Н2-ВИ (в аргоне) Св-15Х12НМБФ, Св-01Х12Н2ВМ ОФ-6, ФЦ-19
Высоколегированные мартенситно-феррит- ного класса (08X13, 12X13, 08Х14МФ) Э-10Х25Н13Г2, Э-08Х20Н15ФБ, Э-12Х13 ОЗЛ-6, ЦЛ-25, УОНИ-13/нж, ЦЛ-51 Св-06Х25Н12Т, Св-07Х25Н13 (в аргоне) Св-07Х25Н12Г2Т, Св-07Х25Н13, Св-08Х25Н12БТЮ АН-18, АН-26, ОФ-6, АНФ-14
ПРИЛОЖЕНИЯ
499
Продолжение п. 7
Стали Сварочные материалы
РДС Сварка в СО2 (аргоне) АДСФ
Тип электрода Марка Марка проволок Марка проволоки Марка флюса
Высоколегированные хромоникелевые (кор- розионно-стойкие) (08Х18Н10Т, 08Х18Н12Б, 08Х16Н15МЗТ) Э-08Х20Н9, Э-08Х20Н9Г2Б, Э-08Х17Н8М2 ОЗЛ-8, ОЗЛ-7, ЦТ-15, НИАТ-1 Св-06Х19Н9Т, Св-08Х20Н9Г7Т, Св-06Х19Н10МЗТ (в аргоне) Св-06Х19Н9, Св-08Х20Н9Г7Т, СВ-06Х19Н10МЗТ АН-18, АН-26, АН-45
Материалы для изно- состойкой наплавки на сталь Э-30Г2ХМ, Э-15Г5, Э-37Х9С2 ИР-70, ОЗН-400У, ОЗШ-З Св-18ХГС, Св-12ГС, порошковые: ПП-АН121 (20ХГТ), ПП-АН122 (30Х5Г2СМ), ПП-АН130(25Х5ФМС) НП-50Г, НП-45Х2В8Г, НП-60ХЗВ10Ф АН-20, АН-30, АН-70
Условные обозначения: РДС - ручная дуговая сварка покрытыми электродами;
СО2 - сварка дуговая в атмосфере углекислого газа (аргона); АДСФ - автоматическая дуговая
сварка под флюсом
П. 8. Точность размера, достигаемая методами обработки резанием
Метод обработки Квалитет ISO
Обтачивание:
черновое 14... 12
получистовое 12 ... 11
чистовое 10 ... 8
тонкое 8 ... 7
Шлифование:
предварительное 9... 8
чистовое 7...6
тонкое 6... 5
Притирка, суперфиниш 5
Обкатывание, алмазное выглаживание 10... 5
Примечание. Данные относятся к стальным деталям; значения действительны для П d<2.
500
ПРИЛОЖЕНИЯ
Продолжение п. 8
Цилиндрические отверстия
Метод обработки Квалитет ISO
Сверление и рассверливание Зенкерование: 13 ... 11
черновое 13 ... 12
однократное литого или прошитого отверстия 13 ... 11
чистовое после чернового или сверления Развертывание: 10
предварительное 11 ... 10
точное 9... 8
тонкое 7...6
Протягивание:
черновое литого или прошитого отверстия 11 ... 10
чистовое после чернового или сверления Растачивание: 8 ...7
черновое 12... И
чистовое 10... 8
тонкое 8... 6
Шлифование:
предварительное 8
чистовое 8 ...7
тонкое 6
Притирка, хонингование 6
Раскатывание, калибрование, алмазное выглаживание 10 ...6
Примечание. Данные относятся к стальным заготовкам; значения действительны для I / d < 2.
Плоские поверхности
Метод обработки Квалитет ISO
Фрезерование и строгание:
черновое 13 ...8
чистовое 11 ...7
тонкое 9... 6
Торцовое точение и подрезка:
черновое 14... 11
чистовое 12 ... 8
тонкое 10... 7
Протягивание однократное 10 ... 7
Шлифование:
черновое 10 ... 7
чистовое 9 ...6
тонкое 7 ... 5
Притирка, тонкое шабрение 5
Примечание. Данные относятся к стальным заготовкам жесткой конструкции.
ПРИЛОЖЕНИЯ
501
П. 9. Режимы литьевого прессования изделий из реактопластов
Материалы Температура, °C Давление, МПа Выдержка на 1 мм толщины изделия, мин
Фенопласты:
03-010-02 160 ... 190 48... 78 0,3 ... 0,7
Э1-340-02 160 ... 190 49 ... 88 0,5 ... 0,8
АГ-4В 160 ... 180 69 ... 118 0,5 ... 0,8
АГ-4С 150 ... 180 69... 180 0,7... 1,0
ВМП 180 ... 190 75 ... 80 2,0 ...2,5
Аминопласты:
А-1 130... 145 49 ...98 1,0 ... 1,5
В-1 160 ... 170 49 ...98 0,8 ... 1,2
Е-1 160... 170 49... 78 0,4... 0,6
П. 10. Режимы литья под давлением изделий из термопластов
Материалы Температура, °C Давление, МПа Температура формы, °C
Полиэтилен 170 ... 220 60... 100 30 ... 60
Полиамид:
ПА-610, ПА-6-1 220 ... 260 80... 120 50 ...90
стеклонаполненны й 120 ... 230 100 ... 120 75 ...85
Поликарбонат 220 ... 300 100 ... 150 80... ПО
Полипропилен 200 ... 280 80... 140 60 ... 80
Полистирол:
ПС-С, ПСМ 170 ... 220 60 ... 100 40 ... 50
ударопрочный 180 ...230 100... 150 40 ... 70
Полиформальдегид 170 ... 220 90 ... 150 80 ... 120
Сополимеры стирола МС, МСН 180... 230 110 ... 140 40 ... 60
АБС-пластик 200 ... 240 100 ... 160 70 ... 80
П. И. Свойства отдельных материалов нитевидных кристаллов, волокон и матриц
Материалы Прочность Модуль Температура
ов, ГПа упругости Е, ГПа плавления Тпл, °C
Нитевидные кристаллы
Оксид алюминия 27,6 427,5 2038
Оксид бериллия 13,1 344,8 2570
Железо 13,1 200,0 Волокна 1537
Оксид алюминия 2,83 172,5 2038
Бериллий 1,27 241,0 1280
Сталь углеродистая 4,14 200,0 Матрицы 1400
Оксид алюминия 0,31 386,0 2050
Оксид бериллия 0,14 345,0 2570
Железо 0,24 196,5 1535
СПИСОК ЛИТЕРАТУРЫ
1. Буланов И. М., Воробей В. В. Техно-
логия ракетных и аэрокосмических конструк-
ций из композиционных материалов: Учебник
для вузов. М.: Изд-во МГТУ им. Н. Э. Баумана,
1998. 516 с., илл.
2. Технология конструкционных мате-
риалов: Учеб, для студ. машиностр. спец, вузов
/ А. М. Дальский, Т. М. Барсукова. Л. Н. Бухар-
кин и др.; под общ. ред. А. М. Дальского. 3-е изд.,
перераб. и дополи. М.: Машиностроение, 1993.
449 с., илл.
3. Композиционные материалы: Спра-
вочник; под ред. Д. М. Карпиноса. Киев: Пау-
кова думка, 1985. 590 с.
4. Маталин А. А. Технология машино-
строения: Учебник для машиностроительных
вузов по специальности "Технология машино-
строения, металлорежущие станки и инстру-
менты". Л.: Машиностроение, 1986. 496 с.
5. Металлорежущие станки: Учебник
для машиностроительных вузов по специаль-
ности "Технология машиностроения, металло-
режущие станки и инструменты" / В. Э. Пуш,
В. Г. Беляев, А. А. Гарюшин и др.; под общ.
ред. В. Э. Пуша. М.: Машиностроение, 1986.
256 с.
6. Технологическая подготовка гибких
производственных систем / С. П. Митрофанов,
Д. Д. Куликов, О. Н. Миляев и др.; под общ.
ред. С. П. Митрофанова. Л.: Машиностроение,
1987.352 с.
7. Технология конструкционных мате-
риалов: Учебник для машиностроительных спе-
циальностей вузов / А. М. Дальский, И. А. Ару-
тюнова, Т. М. Барсукова и др.; под общ. ред.
А. М. Дальского. М.: Машиностроение, 1985.
448 с.
8. Технология и оборудование сварки
давлением / Г. Д. Никифоров, Г. В. Бобров,
В. М. Никитин и др. М.: Машиностроение,
1986. 320 с.
9. Режущие инструменты, оснащенные
сверхтвердыми и керамическими материалами,
и их применение: Справочник / В. П. Жедь,
В. Г. Боровский, Я. А. Музыкант и др. М.: Ма-
шиностроение, 1987. 320 с.
10. А.с. 1301725 СССР, МКИ В30В1/23,
15/00. Устройство для выдавливания с ак-
тивными силами трения / А. Г. Овчинников,
А. М. Дмитриев, М. В. Широков, М. А. Анто-
шин. № 3932684/25 - 27. 1987.
11. Копысскнй Б. Д. Физико-химические
предпосылки обработки давлением металлопо-
рошков // Вестник машиностроения. 1987. № 5.
С. 59-61.
12. Машиностроение: Терминологиче-
ский словарь / Под общ. ред. М. К. Ускова,
Э. Ф. Богданова. М.: Машиностроение, 1995.
592 с.
13. Овчинников А. Г., Дмитриев А. М.,
Широков М. В. Гидравлический пресс //
Машины. Приборы. Стенды: Каталог МВТУ
им. Н. Э. Баумана. 1988. № 11. С. 5.
14. Порошковая металлургия и напы-
ленные покрытия: Учебник для вузов /
В. Н. Анциферов, Г. В. Бобров, Л. К. Дружинин
и др. М.: Металлургия, 1987. 792 с.
15. Прогрессивные технологические
процессы штамповки деталей из порошков и
оборудование / Г. М. Волкогон, А. М. Дмит-
риев, Е. П. Добряков и др.; под общ. ред.
А. М. Дмитриева, А. Г. Овчинникова. М.: Ма-
шиностроение, 1991.320 с.
16. Радомысельский И. Д, Сердюк Г. Г.,
Щербань Н. И. Конструкционные порошковые
материалы. Киев: Техшка, 1985. 152 с.
17. Mannesmann Demag. Iron and Steel
Powders for Sintered Components. 59 p.
ПРИЛОЖЕНИЕ А
503
ПРИЛОЖЕНИЕ А
Механические свойства отливок из некоторых алюминиевых
сплавов по ГОСТ 1583-93
Марка сплава Способ литья Вид терми- ческой обработки Временное со- противление разрыву, МПа (кгс/мм2) Относи- тельное удлинение, % Твердость, НВ
не менее
АК12(АЛ2) ЗМ, ВМ, КМ — 147 (15,0) 4,0 50,0
К — 157(16,0) 2,0 50,0
Д — 157 (16,0) 1,0 50,0
ЗМ, ВМ, КМ Т2 137 (14,0) 4,0 50,0
к Т2 147 (15,0) 3,0 50,0
д Т2 147 (15,0) 2,0 50,0
АК9ч (АЛД) з, в, к, д — 147(15,0) 2,0 50,0
к, д, пд, км,
ЗМ TI 196 (20,0) 1,5 60,0
ЗМ, ВМ Тб 225, (23,0) 3,0 70,0
к, км Тб 235 (24,0) 3,0 70,0
3 Тб 225 (23,0) 2,0 70,0
АК7ч (АЛ9) 3, в, к — 157(16,0) 2,0 50,0
д — 167(17,0) 1,0 50,0
3, в,к,д Т2 137(14,0) 2,0 45,0
км Т4 186(19,0) 4,0 50,0
з, в Т4 176(18,0) 4,0 50,0
к, км Т5 206 (21,0) 2,0 60,0
з, в Т5 196 (20,0) 2,0 60,0
ЗМ, ВМ Т5 196 (20,0) 2,0 60,0
ЗМ, ВМ Тб 225 (23,0) 1,0 70,0
ЗМ, ВМ Т7 196 (20,0) 2,0 60,0
ЗМ, ВМ Т8 157(16,0) 3,0 55,0
к Тб 235 (24,0) 1,0 70,0
к Т7 196 (20,0) 2,0 60,0
к Т8 157(16,0) з,о 55,0
АК5М (АЛ5) з, в, к Т1 157 (16,0) 0,5 65,0
з, в Т5 196 (20,0) 0,5 70,0
к Т5 216(22,0) 0,5 70,0
3, в Тб 225 (23,0) 0,5 70,0
3, в, к Т7 176(18,0) 1,0 65,0
к Тб 235 (24,0) 1,0 70,0
504
ПРИЛОЖЕНИЕA
Марка сплава Способ литья Вид терми- ческой обработки Временное со- противление разрыву, МПа (кгс/мм2) Относи- тельное удлинение, % Твердость, НВ
не менее
АК8М (АЛ32) 3 Тб 245 (25,0) 1,5 60,0
К Т1 196 (20,0) 1,5 70,0
к Тб 265 (27,0) 2,0 70,0
Д — 255 (26,0) 2,0 70,0
д Т2-1 255 (26,0) 1,7 70,0
3 Т5 235 (24,0) 2,0 60,0
к Т5 255 (26,0) 2,0 70,0
3 Т7 225 (23,0) 2,0 60,0
к Т7 245 (25,0) 2,0 60,0
3 Т1 176 (18,0) 0,5 60,0
Д Т1 284 (29,0) 1,0 90,0
Д Т2 235 (24,0) 2,0 60,0
АМ5(АЛ19) 3, в, к Т4 294 (30,0) 8,0 70,0
3, в, к Т5 333 (34,0) 4,0 90,0
3 Т7 314(32,0) 2,0 80,0
АМг5К (АЛ 13) з, в, к — 147(15,0) 1,0 55,0
д - 167(17,0) 0,5 55,0
АМг10(АЛ27) 3, К,д Т4 314(32,0) 12,0 75,0
АК7Ц9 (АЛ 11) з, в — 196 (20,0) 2,0 80,0
к — 206 (21,0) 1,0 80,0
д — 176(18,0) 1,0 60,0
3, в, к Т2 216(22,0) 2,0 80,0
АЦМг (АЛ24) 3, в — 216(22,0) 2,0 60,0
3, в Т5 265 (27,0) 2,0 70,0
Примечания: 1. Условные обозначения способов литья: 3 - литье в песчаные формы;
В - литье по выплавляемым моделям; К - литье в кокиль; Д - литье под давлением; П Д - литье
с кристаллизацией под давлением (жидкая штамповка); М - сплав подвергается модифицирова-
нию.
2. Условные обозначения видов термической обработки: TI - искусственное старение без
предварительной закалки; Т2 - отжиг; Т4 - закалка; Т5 - закалка и кратковременное (неполное)
искусственное старение; Тб - закалка и полное искусственное старение; Т7 - закалка и
стабилизирующий отпуск; Т8 - закалка и смягчающий отпуск.
3. Механические свойства, указанные для способа литья В, распространяются также на литье
в оболочковые формы.
4. В скобках приведены марки сплавов, действующие до 1993 г.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
505
Замеченные опечатки
Стр Колонка Строка Напечатано Должно быть
26 Левая 13-я снизу КИСЛОТНЫМ кислым
30 Правая 15-я сверху серой обогащаются се- рой
34 Правая 11-я снизу химического со- става содержанием серы
46 Правая 2-я снизу 300x2000 мм око- ло около
65 Левая 8-я снизу Fe3O2 Fe3°4
71 Правая 17-я сверху до 60 т, до 50 т,
71 Правая 11-я сверху блюминг 1500 блюминг 1300
85 Левая 4-я снизу Начинают применять Находят примене- ние
97 Левая 22-я снизу ролика 5 ролика
101 Правая 3-я снизу давлением под давлением
116 Правая 17-я снизу двухбандажная бандажированная
119 Правая 20-я снизу следующем отжи- ге следующей термо- обработке
124 Правая 17-я снизу ходами хода
134 Левая 7-я сверху (рис 3 77) (рис 3 76)
195 Левая 13-я снизу (размером 2 5 мм) (размером 2 5 мкм)
228 Правая 15-я снизу границ оплав- ленного оплавленных зе- рен
228 Правая 7-я снизу дендритной междендритной
237 Правая 22-я, 23-я сверху (20 30)%О2 (20 30)%СО2 (5 15)%О2 (10 20)%СО2
291 Правая 21-я сверху внешних наблюдаемых
399 Левая 12-я снизу эвольвентных зуб- чатых колес зубчатых колес
405 Левая 19-я сверху косыми зубьями зубьями
421 Правая 7, 8-я сверху со скоростью дви- жения резания, со скоростью ре- зания,
470 Правая 16-я снизу Материалы с Композиции с
497 Табл П 5 1-я графа 3-я строка сверху БрО8Ф1 Бр08Ф4
ОГЛАВЛЕНИЕ
Предисловие......................... 5
Раздел 1. СВОЙСТВА МЕТАЛЛОВ И
СПЛАВОВ, ПРИМЕНЯЕМЫХ В
МАШИНОСТРОЕНИИ....................... 7
1. Кристаллическое строение металлов 7
2. Кристаллическое строение сплавов 8
3. Кристаллизация сплавов.......... 10
4. Свойства металлов и сплавов.... 12
5. Диаграмма состояния............. 14
6. Влияние примесей на свойства же-
лезоуглеродистых сплавов ........... 17
7. Классификация сталей и чугунов и
их маркировка....................... 18
8. Цветные металлы и их сплавы.... 22
Вопросы для самопроверки............ 24
Раздел 2. ПРОИЗВОДСТВО ЧЕРНЫХ
И ЦВЕТНЫХ МЕТАЛЛОВ................. 25
Глава I. Современное металлургиче-
ское производство.................. 25
1. Структура металлургического про-
изводства и его продукция.......... 25
2. Материалы для производства метал-
лов и сплавов...................... 25
Глава II. Производство чугуна..... 27
1. Материалы, применяемые в доменном
производстве, и их подготовка к плавке 27
2. Выплавка чугуна................. 28
Глава III. Производство стали..... 32
1. Сущность процесса............... 32
2. Схема современных технологиче-
ских процессов производства стали. 36
3. Производство стали в мартеновских
печах.............................. 36
4. Производство стали в кислородных
конвертерах........................ 39
5. Производство стали в электропечах 41
6. Производство стали из металлизо-
ванных окатышей.................... 44
7. Разливка стали.................. 46
8. Кристаллизация и строение сталь-
ных слитков......................... 48
9. Способы повышения качества стали 49
Глава IV. Производство цветных ме-
таллов ............................. 53
1. Производство меди................ 53
2. Производство алюминия............ 54
3. Производство магния.............. 56
4. Производство титана.............. 57
Вопросы для самопроверки............ 58
Раздел 3. ОБРАБОТКА МЕТАЛЛОВ
ДАВЛЕНИЕМ........................... 59
Глава I. Общая характеристика и
физико-механические основы обра-
ботки металлов давлением............ 59
1. Сущность обработки металлов дав-
лением ............................. 59
2. Влияние обработки давлением на
структуру и свойства металла........ 60
3. Влияние условий деформирования
на процесс обработки металлов давле-
нием ............................... 63
4. Классификация процессов обработ-
ки металлов давлением............... 66
Вопросы для самопроверки............ 68
Глава II. Изготовление машино-
строительных профилей............... 68
1. Виды машиностроительных про-
филей .............................. 68
2. Производство прокатанных профилей 69
3. Производство прессованных профи-
лей ................................ 74
4. Волочение машиностроительных
профилей............................ 75
5. Производство гнутых профилей... 76
Вопросы для самопроверки............ 77
ОГЛАВЛЕНИЕ
507
Глава III. Изготовление поковок ма-
шиностроительных деталей............ 78
1. Виды поковок...................... 78
2. Ковка............................. 79
3. Горячая объемная штамповка..... 85
4. Ротационные способы изготовления
поковок.............................. 95
5. Структура технологического про-
цесса горячей объемной штамповки.. 97
6. Жидкая штамповка.................. 101
7. Холодная объемная штамповка.... 103
Вопросы для самопроверки............. 107
Глава IV. Прогрессивные технологии
штамповки деталей из порошков..... Ю7
1. Виды изготавливаемых деталей,
прогрессивные способы их производст-
ва из порошков..................... 108
2. Холодное выдавливание деталей из
спечеииых порошковых заготовок.... 111
3. Выдавливание с активными силами
трения............................ 113
4. Дополнительное легирование заготовок 118
5. Холодное формование высокоплот-
ных деталей из порошковых сталей с
последующим спеканием.............. 119
6. Формование тонкостенных втулок
из железного порошка............... 124
7. Пожелания технолога к форме изго-
тавливаемой детали................. 126
Вопросы для самопроверки........... 127
Глава V. Изготовление деталей из листа 128
1. Штампуемые из листа детали..... 128
2. Операции листовой штамповки.... 129
3. Инструмент и оборудование для лис-
товой штамповки.................... 137
Вопросы для самопроверки........... 142
Глава VI. Технико-экономические по-
казатели н критерии выбора рацио-
нальных способов обработки метал-
лов давлением......................... 142
1. Выбор способа получения поковок
из различных сплавов.................. 142
2. Технико-экономические показатели
процессов обработки металлов давлением 144
3. Техника безопасности и охрана ок-
ружающей среды при обработке метал-
лов давлением......................... 145
Вопросы для самопроверки.............. 146
Раздел 4. ЛИТЕЙНОЕ ПРОИЗВОД-
СТВО.................................. 147
Глава I. Общая характеристика ли-
тейного производства.................. 147
1. Сущность литейного производства 147
2. Классификация литых заготовок... 148
3. Литейная форма и ее элементы.... 149
4. Основные свойства литейной формы 150
Вопросы для самопроверки............. 151
Глава II. Физические основы произ-
водства отливок.................... 152
1. Классификация литейных сплавов ... 152
2. Литейные свойства сплавов....... 152
3. Процессы взаимодействия литейной
формы с расплавом.................... 157
Вопросы для самопроверки............. 159
Глава III. Изготовление отливок в
песчаных формах...................... 159
1. Сущность литья в песчаные формы 159
2. Модельный комплект................ 160
3. Формовочные и стержневые смеси ... 162
4. Литниковые системы................ 164
5. Изготовление литейных форм...... 165
6. Изготовление стержней............. 174
7. Сборка и заливка литейных форм.
Охлаждение, выбивка и очистка отливок 175
8. Дефекты отливок и их исправление 178
Вопросы для самопроверки............. 179
Глава IV. Изготовление отливок спе-
циальными способами литья.......... 179
1. Изготовление отливок в оболочко-
вых формах........................... 179
2. Изготовление отливок литьем по
выплавляемым моделям................. 181
3. Изготовление отливок в кокилях.. 183
4. Изготовление отливок литьем под
давлением............................ 187
5. Изготовление отливок литьем под
регулируемым давлением............... 189
6. Изготовление отливок центробеж-
ным литьем........................... 189
7. Изготовление отливок непрерывным
литьем............................... 191
8. Изготовление отливок электрошла-
ковым литьем......................... 192
9. Выбор рационального способа изго-
товления отливок..................... 192
Вопросы для самопроверки............. 194
Глава V. Изготовление отливок из
различных сплавов.................... 195
1. Металлургические основы приго-
товления литейных сплавов............ 195
2. Изготовление отливок из серого
чугуна............................... 196
508
ОГЛАВЛЕНИЕ
3. Изготовление отливок из высоко-
прочного чугуна.......................... 199
4. Изготовление отливок из чугуна с
вермикулярным графитом................... 200
5. Изготовление отливок из ковкого
чугуиа................................... 201
6. Изготовление стальных отливок... 203
7. Изготовление отливок из алюминие-
вых сплавов.............................. 204
8. Изготовление отливок из магниевых
сплавов.................................. 207
9. Изготовление отливок из медных
сплавов.................................. 208
10. Изготовление отливок из тугоплав-
ких сплавов.............................. 210
11. Изготовление отливок из никелевых
жаропрочных сплавов...................... 211
12. Техника безопасности и охрана окру-
жающей среды в литейном производстве 212
Вопросы для самопроверки................. 213
Глава VI. Технологичность конст-
рукций литых деталей..................... 214
1. Общие требования технологичности
при конструировании литых деталей .... 214
2. Конструирование литых деталей с
учетом литейных свойств сплавов.... 215
3. Конструирование литых деталей,
изготовляемых литьем в песчаные формы 216
4. Особенности конструирования ли-
тых деталей, получаемых специальными
способами литья.......................... 219
Вопросы для самопроверки................. 220
Раздел 5. СВАРОЧНОЕ ПРОИЗВОД-
СТВО..................................... 221
Глава I. Физические основы получе-
ния сварного соединения.................. 221
Вопросы для самопроверки................. 222
Глава II. Дуговая сварка плавлением 222
1. Сущность процесса..................... 222
2. Электрические и тепловые свойства дуги 222
3. Источники сварочного тока....... 224
4. Основные металлургические про-
цессы в сварочной ваине.................. 227
5. Ручная дуговая сварка................. 229
6. Автоматическая дуговая сварка под
флюсом................................... 231
7. Дуговая сварка в защитных газах .... 234
8. Плазменная сварка..................... 239
Вопросы для самопроверки................. 240
Глава III. Электрошлаковая сварка ... 241
Вопросы для самопроверки................. 242
Глава IV. Лучевые способы сварки .... 242
1. Электронно-лучевая сварка....... 242
2. Лазерная сварка................... 244
Вопросы для самопроверки............. 248
Глава V. Газовая сварка и термиче-
ская резка........................... 248
Вопросы для самопроверки............. 254
Глава VI. Сварка давлением......... 254
1. Холодная сварка................... 255
2. Контактная сварка................. 256
3. Контактная стыковая сварка...... 257
4. Контактная точечная сварка...... 259
5. Контактная шовная сварка.......... 260
6. Оборудование для контактной сварки 261
7. Сварка аккумулированной энергией 262
8. Высокочастотная сварка............ 263
9. Сварка трением.................... 265
10. Ультразвуковая сварка............ 266
11. Сварка взрывом................... 267
12. Диффузионная сварка.............. 268
Вопросы для самопроверки............. 269
Глава VII. Наиесенне износостойких и
жаропрочных покрытий................. 270
1. Наплавка.......................... 270
2. Металлизация и газотермическое
напыление............................ 272
Вопросы для самопроверки............. 273
Глава VIII. Технологические особен-
ности сварки различных металлов и
сплавов.............................. 273
1. Свариваемость металлов и сплавов 273
2. Сварка углеродистых и легирован-
ных сталей........................... 276
3. Сварка высоколегированных корро-
зионно-стойких сталей................ 277
4. Сварка чугуна.................... 277
5. Сварка меди и ее сплавов.......... 278
6. Сварка алюминия и его сплавов... 279
7. Сварка тугоплавких металлов и
сплавов.............................. 280
Вопросы для самопроверки............. 281
Глава IX. Пайка металлов и сплавов 281
1. Сущность процесса и материалы для
пайки................................ 281
2. Способы пайки..................... 283
Вопросы для самопроверки............. 284
Глава X. Контроль сварных и паяных
соединений........................... 285
1. Дефекты в сварных и паяных соеди-
нениях .............................. 285
ОГЛАВЛЕНИЕ
509
2. Методы контроля................... 285
Вопросы для самопроверки............. 287
Глава XI. Технологичность сварных
соединений........................... 288
1. Понятие технологичности........ 288
2. Выбор металла..................... 288
3. Выбор типа сварного соединения ... 289
4. Выбор формы свариваемых эле-
ментов............................... 291
5. Выбор способа и вида сварки.... 291
6. Выбор способа уменьшения свароч-
ных деформаций и напряжений....... 291
Вопросы для самопроверки............. 294
Раздел 6. МЕХАНИЧЕСКАЯ ОБРА-
БОТКА ЗАГОТОВОК ДЕТАЛЕЙ
МАШИН................................ 295
Глава 1. Физико-механические осно-
вы обработки конструкционных ма-
териалов резанием.................... 295
1. Классификация движений в метал-
лорежущих станках. Схемы обработки
резанием............................. 295
2. Методы формообразования поверх-
ностей деталей машин................. 297
3. Режим резания, геометрия срезаемо-
го слоя, шероховатость поверхности 298
4. Геометрические параметры режуще-
го инструмента и их влияние на процесс
резания и качество обработанной по-
верхности ........................... 300
5. Физическая сущность процесса ре-
зания ............................... 302
6. Физическая сущность контактных
процессов при резании металлов.... 307
7. Теплота и температура в зоне реза-
ния материала........................ 309
8. Физическая сущность процессов
изнашивания лезвийных режущих инст-
рументов ............................ 313
9. Вибрации в процессе резания.... 314
10. Качество и производительность об-
работки ............................. 316
11. Технологическая наследственность 318
12. Обрабатываемость конструкцион-
ных материалов резанием.............. 319
13. Технологичность конструкций дета-
лей машин............................ 320
Вопросы для самопроверки............. 321
Глава II. Инструментальные мате-
риалы .............................. 322
1. Свойства инструментальных мате-
риалов ............................. 322
2. Инструментальные стали........... 322
3. Твердые сплавы................... 323
4. Синтетические сверхтвердые и ке-
рамические материалы................ 323
5. Абразивные и алмазные материалы 324
Вопросы для самопроверки............ 325
Глава III. Металлорежущие станки ... 326
1. Роль металлорежущих станков в
современном производстве............ 326
2. Классификация металлорежущих
станков............................. 326
3. Приводы металлорежущих станков 329
4. Кинематика станков............... 330
5. Кинематические схемы металлоре-
жущих станков....................... 333
6. Техника безопасности и охрана ок-
ружающей среды при обработке загото-
вок на металлорежущих станках..... 334
Вопросы для самопроверки............ 335
Глава IV. Автоматизация производ-
ства в цехах с металлорежущим обо-
рудованием ......................... 335
1. Автоматизация металлорежущих
станков............................. 335
2. Автоматы с жесткими кинематиче-
скими связями....................... 336
3. Автоматизация на базе станков с
программным управлением............. 337
4. Автоматические линии............. 341
5. Гибкие производственные системы 342
Вопросы для самопроверки............ 345
Глава V. Обработка заготовок иа
станках токарной группы............. 345
1. Характеристика метода точения.. 345
2. Типы станков токарной группы... 345
3. Режущий инструмент и технологи-
ческая оснастка токарных станков.. 348
4. Обработка заготовок на токарных
станках............................. 352
5. Обработка заготовок на токарных
автоматах........................... 354
6. Обработка заготовок на токарных
станках с ЧПУ....................... 356
7. Технологические требования к кон-
струкциям изготовляемых деталей... 359
Вопросы для самопроверки............ 361
510
ОГЛАВЛЕНИЕ
Глава VI. Обработка заготовок иа
стайках сверлильно-расточной группы 361
1. Характеристика метода сверления ... 361
2. Типы сверлильных станков........ 363
3. Режущий инструмент и технологи-
ческая оснастка сверлильных станков ... 365
4. Схемы обработки заготовок на свер-
лильных станках....................... 367
5. Характеристика метода растачива-
ния .................................. 369
6. Типы расточных станков............. 369
7. Режущий инструмент и технологи-
ческая оснастка расточных станков.. 372
8. Схемы обработки заготовок на рас-
точных станках........................ 373
9. Технологические требования к кон-
струкциям изготовляемых деталей.... 375
Вопросы для самопроверки.............. 377
Глава VII. Обработка заготовок на
станках строгально-протяжной группы 377
1. Характеристика метода строгания ... 377
2. Типы строгальных станков........ 377
3. Режущий инструмент и схемы обра-
ботки заготовок на строгальных и дол-
бежных станках........................ 378
4. Характеристика метода протягива-
ния .................................. 380
5. Типы протяжных станков............. 380
6. Режущий инструмент и схемы обра-
ботки заготовок на протяжных станках 381
7. Технологические требования к кон-
струкциям изготовляемых деталей.... 384
Вопросы для самопроверки.............. 385
Глава VIII. Обработка заготовок на
станках фрезерной группы.............. 386
1. Характеристика метода фрезерова-
ния .................................. 386
2. Типы фрезерных станков............. 388
3. Типы фрез и технологическая осна-
стка фрезерных станков................ 391
4. Схемы обработки заготовок на фре-
зерных станках........................ 395
5. Технологические требования к кон-
струкциям изготовляемых деталей.... 398
Вопросы для самопроверки.............. 399
Глава IX. Обработка заготовок на
зубообрабатывающнх станках......... 399
1. Формообразование фасонных про-
филей, равномерно расположенных по
окружности............................ 399
2. Типы зубообрабатывающих станков 401
3. Режущие инструменты для нареза-
ния зубчатых колес по методу обкатки 402
4. Схемы нарезания зубчатых колес .... 403
5. Технологические требования к кон-
струкциям зубчатых колес.............. 408
Вопросы для самопроверки.............. 408
Глава X. Обработка заготовок на
шлифовальных станках.................. 409
1. Характеристика метода шлифования 409
2. Режим резания. Силы резания.... 409
3. Основные схемы шлифования...... 411
4. Абразивные инструменты......... 412
5. Износ и правка шлифовальных кру-
гов 412
6. Испытания и балансировка шлифо-
вальных кругов........................ 413
7. Обработка заготовок на кругло-
шлифовальных станках.................. 413
8. Обработка заготовок на внутри-
шлифовальных станках.................. 416
9. Обработка заготовок на бесцентро-
во-шлифовальных станках............... 416
10. Обработка заготовок на плоско-
шлифовальных станках.................. 417
11. Автоматизация обработки загото-
вок шлифованием....................... 419
12. Технологические требования к кон-
струкциям обрабатываемых деталей.. 420
Вопросы для самопроверки.............. 421
Глава XI. Методы отделочной обра-
ботки поверхностей.................... 421
1. Отделочная обработка со снятием
стружки............................... 421
2. Отделка поверхностей чистовыми
резцами и шлифовальными кругами... 421
3. Полирование заготовок.............. 422
4. Абразивно-жидкостная отделка... 423
5. Притирка поверхностей.............. 424
6. Хонингование....................... 427
7. Суперфиниш......................... 428
8. Отделочно-зачистная обработка де-
талей ................................ 430
9. Отделочная обработка зубьев зубча-
тых колес............................. 432
Вопросы для самопроверки.............. 434
Глава XII. Методы обработки загото-
вок без снятия стружки................ 434
ОГЛАВЛЕНИЕ
511
1. Чистовая обработка пластическим
деформированием................... 434
2. Обкатывание и раскатывание по-
верхностей ....................... 435
3. Алмазное выглаживание.......... 436
4. Калибровка отверстий........... 437
5. Вибронакатывание............... 437
6. Обкатывание зубчатых колес.... 438
7. Накатывание резьб, шлицевых валов
и зубчатых колес.................. 438
8. Накатывание рифлений и клейм.. 440
9. Упрочняющая обработка поверхно-
стных слоев деталей............... 440
Вопросы для самопроверки.......... 441
Раздел 7. ЭЛЕКТРОФИЗИЧЕСКИЕ
И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТО-
ДЫ ОБРАБОТКИ...................... 442
1. Характеристика электрофизических
и электрохимических методов обра-
ботки ............................ 442
2. Электроэрозионная обработка... 443
3. Электрохимические методы обра-
ботки ............................ 447
4. Анодно-механическая обработка. 450
5. Химические методы обработки... 451
6. Ультразвуковая обработка....... 452
7. Лучевые методы обработки...... 454
8. Плазменная обработка........... 455
Вопросы для самопроверки.......... 455
Раздел 8. ИЗГОТОВЛЕНИЕ ДЕТА-
ЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МА-
ТЕРИАЛОВ ......................... 456
Глава I. Физико-технологические осно-
вы получения композиционных мате-
риалов ........................... 4^6
1. Характеристика композиционных
материалов........................ 4$®
2. Классификация композиционных
материалов........................ 457
3. Требования, предъявляемые к арми-
рующим и матричным материалам.... 459
Вопросы для самопроверки.......... 460
Глава II. Изготовление изделий из
металлических композиционных ма-
териалов ......................... 461
1. Волокна для армирования компози-
ционных материалов................ 461
2. Материалы матриц............... 464
3. Способы получения полуфабрикатов
и готовых изделий................... 465
Вопросы для самопроверки............ 468
Глава III. Изготовление деталей из
композиционных порошковых мате-
риалов ............................. 468
1. Способы получения и технологиче-
ские свойства порошков.............. 4^8
2. Краткая характеристика порошко-
вых материалов...................... 470
3. Приготовление смеси и формообра-
зование заготовок................... 472
4. Спекание и окончательная обработ-
ка заготовок........................ 474
Вопросы для самопроверки............ 476
Глава IV. Изготовление деталей из
полимерных композиционных мате-
риалов ............................. 422
1. Классификация и технологические
свойства пластмасс.................. 422
2. Способы формообразования дета-
лей в вязкотекучем состоянии........ 42^
3. Способы формообразования дета-
лей в высокоэластичном состоянии.. 482
4. Получение деталей из композици-
онных пластиков..................... 484
Вопросы для самопроверки............ 486
Глава V. Изготовление резиновых
технических деталей................. 486
1. Состав и свойства резиновых техни-
ческих материалов................... 486
2. Способы изготовления резиновых
технических деталей................. 487
Вопросы для самопроверки............ 488
Глава VI. Технологические особенности
проектирования и изготовления дета-
лей из композиционных материалов 489
1. Технологические требования к кон-
струкциям изготовляемых деталей... 489
2. Технологические особенности до-
полнительной механической обработки
заготовок........................... 491
3. Техника безопасности и охрана ок-
ружающей среды при изготовлении
деталей из композиционных материалов 492
Вопросы для самопроверки............ 493
Приложения.......................... 494
Список литературы................... 502
Приложение А........................ 503
Замеченные опечатки................. 505
УЧЕБНОЕ ИЗДАНИЕ
Дальский Антон Михайлович,
Барсукова Тамара Михайловна,
Бухаркин Леонид Николаевич и др.
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ
Редактор Г.А. Нуждин
Художественный редактор Т. Н. Галицына
Корректор А.П. Лебедева
Инженеры по компьютерному макетированию:
М.Н. Рыжкова, Г.Ю. Корабельникова,
И.В. Евсеева, Е.В. Кораблева
Лицензия ИД № 05672 от 22.08.01
Сдано в набор 17.11.03. Подписано в печать 28.01.04
Формат 70 х 100 1/16. Бумага офсетная.
Гарнитура Times New Roman. Печать офсетная.
Усл. печ. л. 41,6. Усл. кр.-отт. 41,6. Уч.-изд. л. 40.
Доп. тираж 6000 экз. Заказ № 9503
Ордена Трудового Красного Знамени ФГУП
"Издательство "Машиностроение":
107076, Москва, Стромынский пер., 4
Отпечатано в полном соответствии
с качеством предоставленных диапозитивов
в ППП «Типография «Наука»
121099, Москва, Шубинский пер., 6